



















































































































































































































































































































































































Автор: Черепашенец Р.Г. Красковская С.Н. Ридель Э.Э.
Теги: тяга поездов на железных дорогах подвижной состав системы обработки численных данных системы электронных таблиц железнодорожный транспорт ремонт электровозы
ISBN: 5-277-00548-X
Год: 1989




С. Н. Краско века я
Э. Э. Ридель
Р. Г. Черепашенец
ТЕКУЩИЙ
РЕМОНТ
И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
ЭЛЕКТРОВОЗОВ
ПОСТОЯННОГО
ТОКА
Издательство 'ТРАНСПОРТ*
С.Н.Красковская
Э. Э. Ридель
Р Г. Черепашенеи
ТЕКУЩИЙ
РЕМОНТ
И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
ЭЛЕКТРОВОЗОВ
ПОСТОЯННОГО
ТОКА
Сделано
Малыгиным JL.9T.
МОСКбА "ТРАНСПОРТ" 1989
ББК 39.232
К78
УДК 629.423.1 [004.5+004.67] : 621.3.024
Рецензент А. М. Нестеров
Заведующий редакцией В. К. Терехов
Редактор Н. А. Голованова
Красковская С. Н. и др.
78 Текущий ремонт и техническое обслуживание
электровозов постоянного тока / С. Н. Красковская,
Э. Э. Ридель, Р. Г. Черепашенец.— М.: Транспорт,
1989. — 408 с.: ил., табл.
ISBtN 5-277-00548-Х
Описаны организация и технология текущего ремонта и техническо-
го обслуживания грузовых и пассажирских электровозов постоянного
тока на базе поточных линий с учетом последних руководящих доку-
ментов, рекомендаций науки и достижений практики в области повы-
шения надежности узлов, диагностики н контроля качества.
Для слесарей по ремонту электрического и механического оборудова-
ния электровозов постоянного тока. Может быть полезна локомотивным
бригадам.
3202030000-286
К ----------------18-89
049(01>89 .
ББК 39.232
ISBN 5-277-00548-Х
© Издательство «Транспорт». 1989
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ
И ТЕХНОЛОГИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА ЭЛЕКТРОВОЗОВ
1. Принципы системы
планово-предупредительного
ремонта электровозов
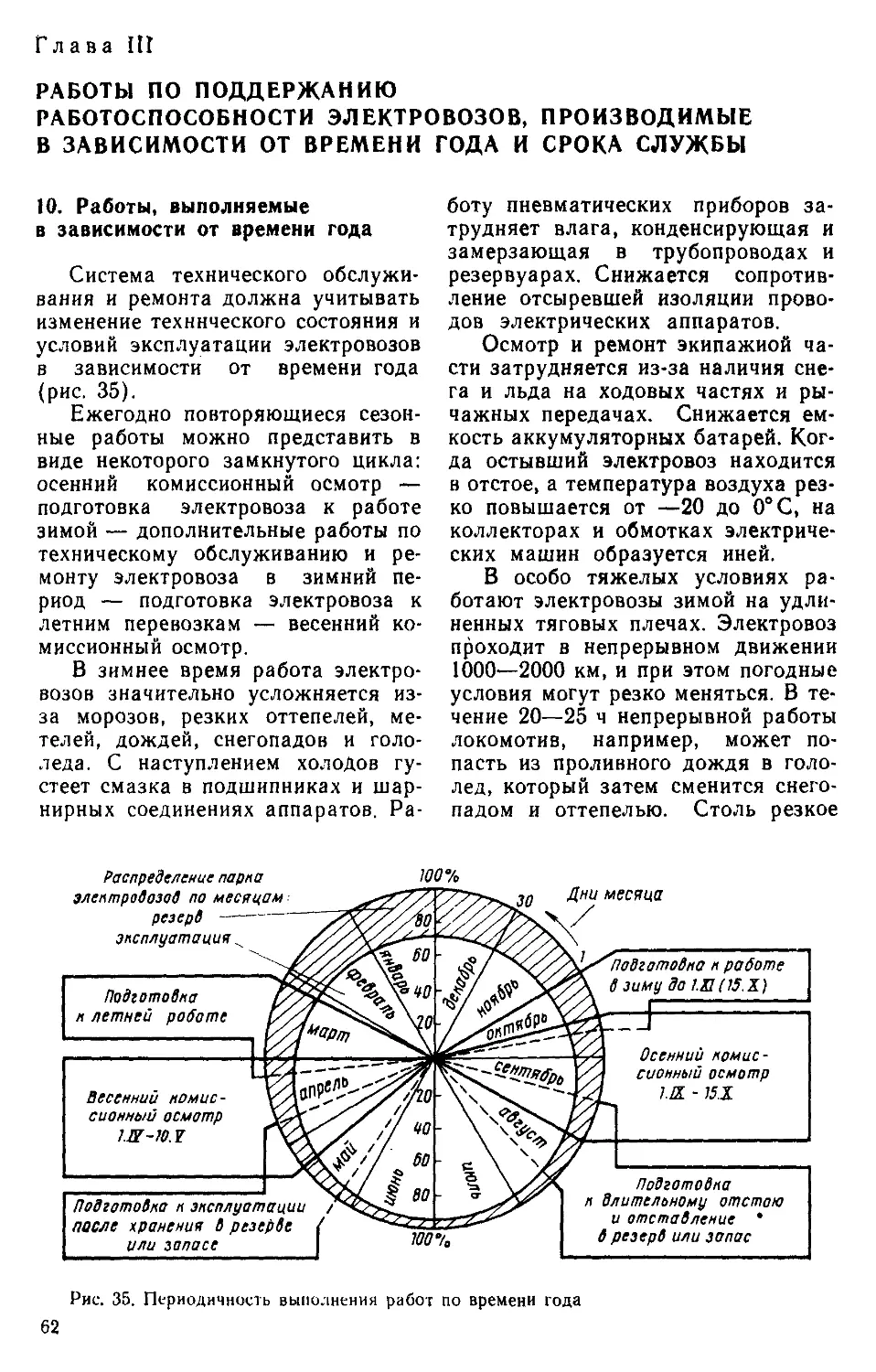
Для поддержания электровозов
в работоспособном состоянии и
обеспечения надежной и безопасной
их эксплуатации необходима систе-
ма технического обслуживания и
ремонта электроподвижного состава
(э. п. с.).
На систему технического обслу-
живания и ремонта электровозов
большое влияние оказывают орга-
низация их эксплуатации и техноло-
гия ремонта. Удлинение участков
обращения, появление более совер-
шенных электровозов новых серий,
применение прогрессивных техноло-
гических процессов и соответству-
ющих материалов, внедрение пере-
довых методов труда — все это
влечет изменения в системе техни-
ческого обслуживания и ремонта
электровозов.
Основное назначение техническо-
го обслуживания и ремонта — умень-
шение износа и устранение повреж-
дений электровозов, обеспечение их
безотказной эксплуатации. Это весь-
ма сложные и ответственные зада-
чи. Несмотря на усилия, предпри-
нимаемые электровозостроительной
промышленностью по повышению
надежности и безотказности элек-
тровозов, главная роль в этом деле
принадлежит ремонтным подразде-
лениям железнодорожного транс-
порта.
На железных дорогах нашей
страны действует утвержденная
Министерством путей сообщения си-
стема планово-предупредительного
ремонта э. п. с. Согласно этой си-
стеме техническое обслуживание
(ТО-2 и ТО-3) (рис. 1) производят
в период между ремонтами через
определенный промежуток времени
для предупреждения и устранения
причин, могущих привести к недопу-
стимому снижению надежности
электровозов и нарушению безопас-
ной эксплуатации. Такие же цели
преследует техническое обслужива-
ние ТО-1, которое выполняют локо-
мотивные бригады.
При техническом обслуживании
устраняют видимые дефекты, сма-
зывают трущиеся части, регулиру-
ют тормозную систему, при необхо-
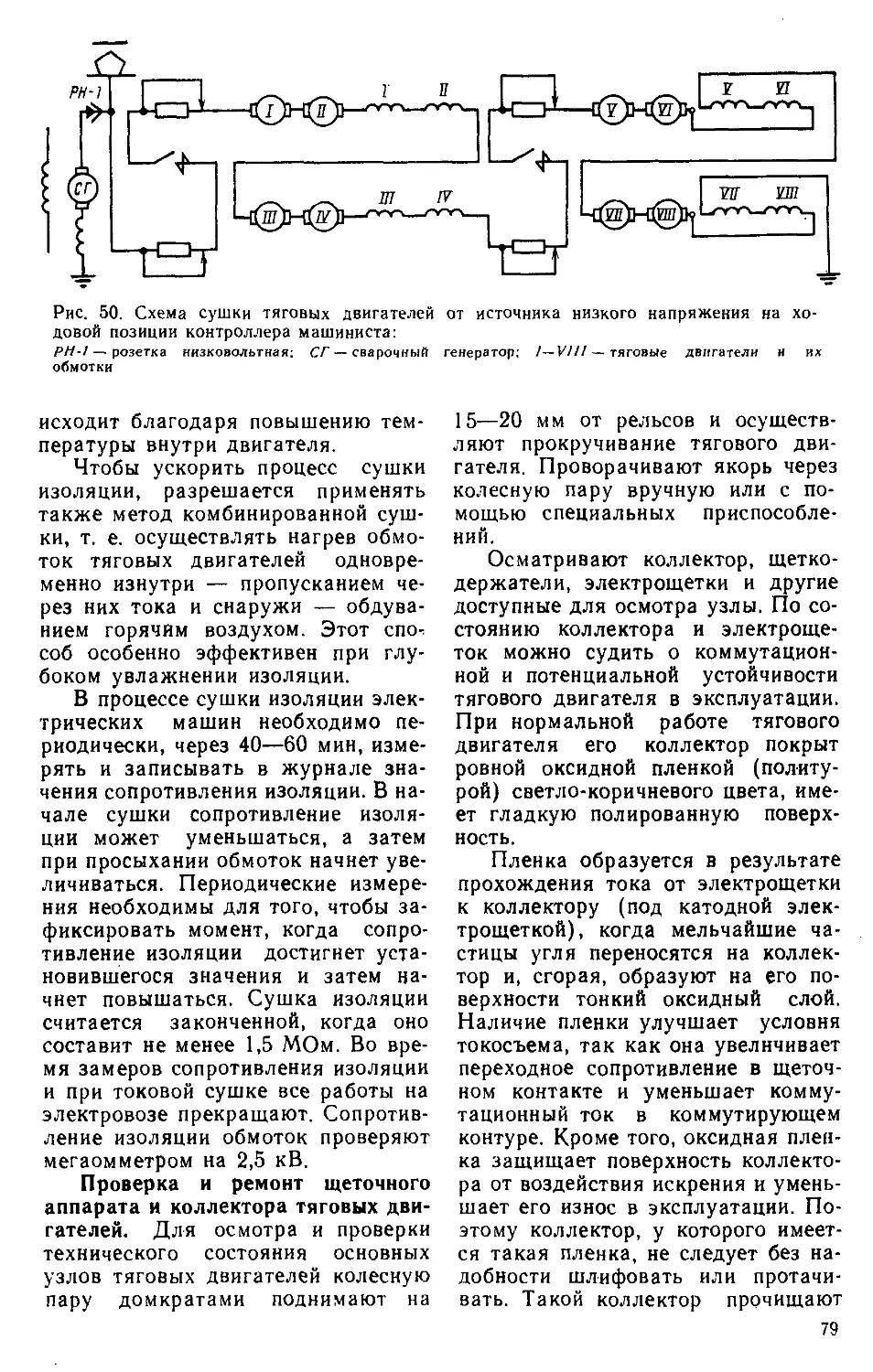
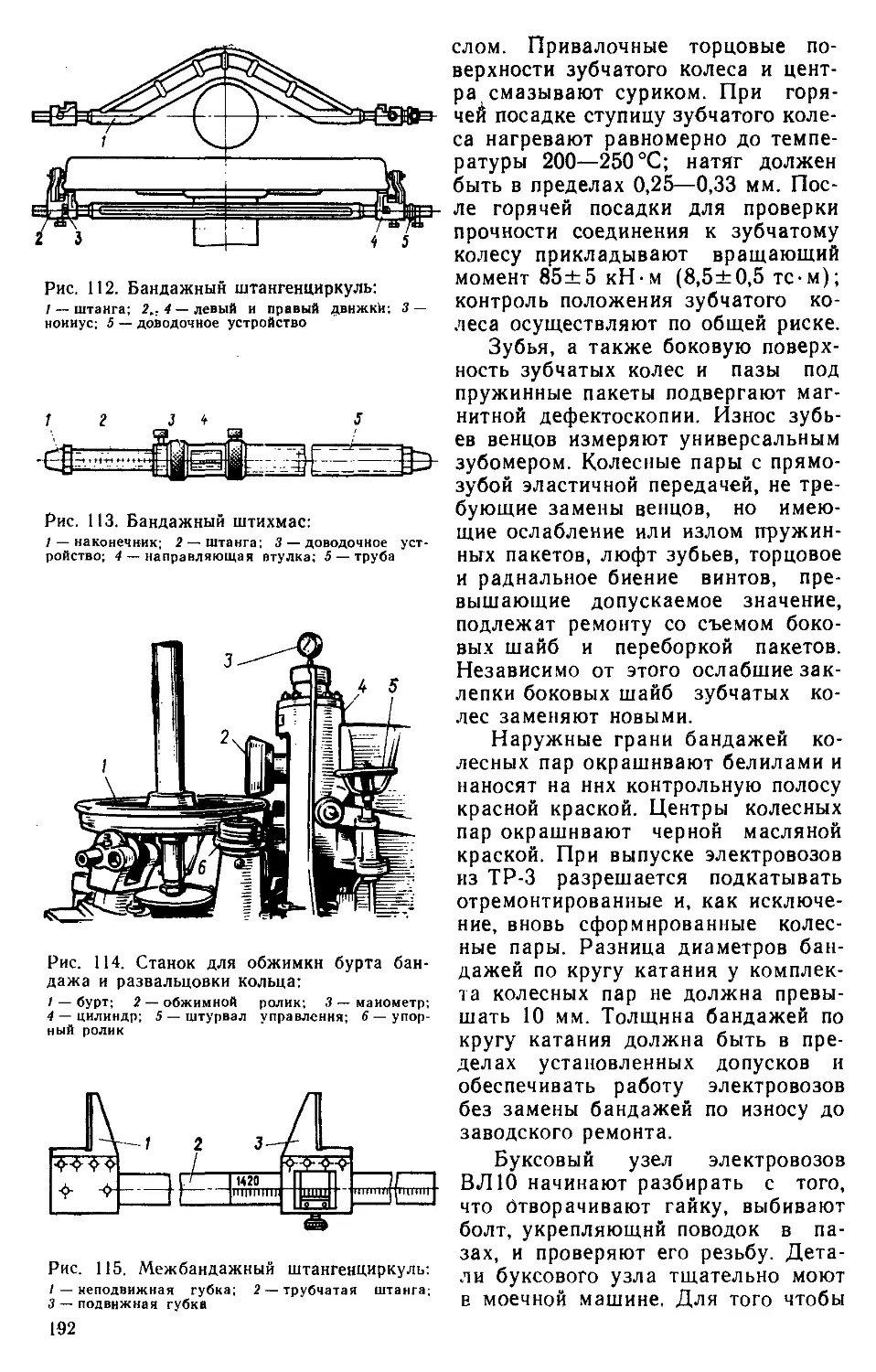
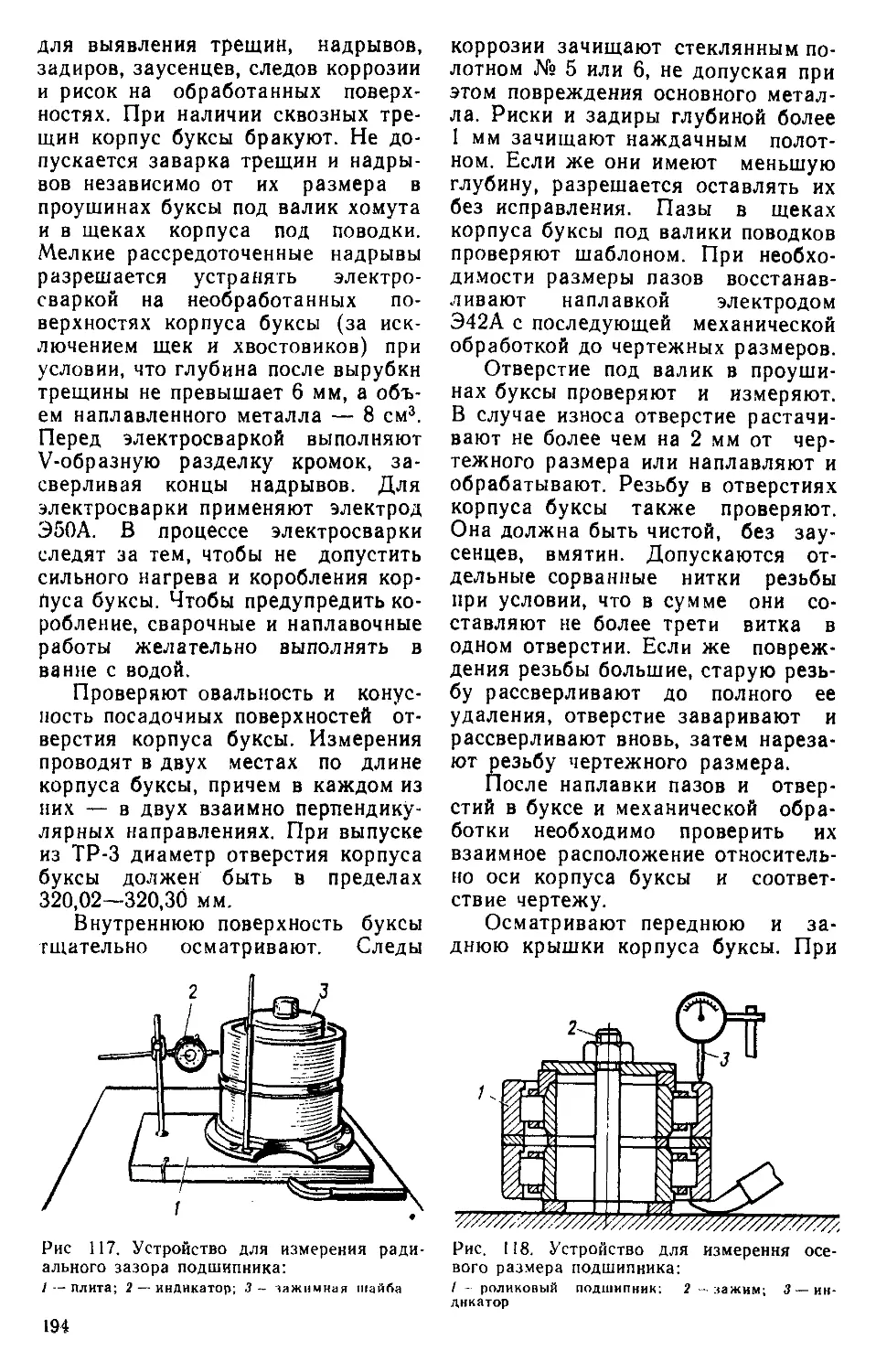
Рис. 1. Примерная схема ремонтного цикла для электровозов ВЛ 10 (пробеги указа-
ны в тысячах километров)
3
димости закрепляют детали, осмат-
ривают тяговые двигатели, электри-
ческие машины и аппараты, поддер-
живают частоту их изолирующих
частей и контактных поверхностей.
Текущие ремонты (ТР-1, ТР-2 и
ТР-3) выполняют в локомотивных
депо. Их цель — поддержание элек-
тровозов в технически исправном
состоянии, обеспечивающем беспе-
ребойную работу в период между
заводскими ремонтами.
При ТР-1 и ТР-2 частично раз-
бирают оборудование электровоза
на месте, если неисправность его не
может быть определена наружным
осмотром, а также приводят к нор-
ме зазоры в узлах трения. При
ТР-3 снимают тяговые двигатели и
вспомогательные машины, выкаты-
вают колесные пары, демонтиру-
ют и разбирают другие узлы с
целью надежной их проверки и ре-
монта.
Капитальные ремонты (КР-1 и
КР-2) являются главным средством
«оздоровления» электровозов и пре-
дусматривают восстановление несу-
щих конструкций кузова, сложный
ремонт рам тележек, колесных пар
и редукторов, тяговых двигателей н
вспомогательных машин, электри-
ческих аппаратов, кабелей и прово-
дов, восстановление чертежных раз-
меров деталей и т. д. Капитальные
ремонты электровозов осуществля-
ют на ремонтных заводах.
Ремонтный цикл включает по-
следовательно повторяемые виды
технического обслуживания и ре-
монта. Порядок их чередования оп-
ределяется структурой ремонтного
цикла.
Периодичность ремонта магист-
ральных электровозов, т. е. пробеги
между техническими обслуживания-
ми и ремонтами, а также нормы
простоя электровозов при этом
устанавливаются начальниками до-
рог с учетом конкретных эксплуата-
ционных условий на основе норма-
тивов приказа МПС от 20 июня
1986 г. № 28/Ц (табл. 1).
Этим же приказом для маневро-
вых, передаточных и вывозных элек-
тровозов между техническими об-
служиваниями и ремонтами уста-
новлены следующие временные ин-
тервалы: ТО-3 — 30 сут, ТР-1 —
2 мес, ТР-2 — 1,5 года, ТР-3 —
3 года, КР-1 — 6 лет, КР-2 —
12 лет.
Периодичность ремонта, плано-
вый объем работ, выполняемых при
техническом обслуживании и ре-
монте различных видов, могут изме-
няться в зависимости от условий
эксплуатации, качества ремонта и
надежности электровозов, поступа-
ющих в эксплуатацию, применяемо-
го при ремонте оборудования. МПС,
обобщая накопленный на дорогах
опыт, на основе соответствующих
научных разработок регулярно пе-
ресматривает периодичность ремон-
та электровозов, корректирует пра-
вила ремонта и соответствующие
нормативные документы.
При текущем и заводском ре-
монтах различных видов выполня-
ют также работы по модернизации
электровозов. Модернизации под-
Таблица I
Серни электровозов Периодичность технического обслуживания или ремонта, тыс. км
то-з ТР-1 ТР-2 ТР-3 КР-1 КР-2
ЧС2, ЧС21, ЧСЗ 12,5 25 175 350 700 2100
ЧС6, ЧС7, ЧС200 14 28 175 350 700 2100
ВЛ22М, ВЛ8, ВЛ23 11 22 165 330 660 2000
ВЛ10, ВЛ10У, влп 12,5 25 175 350 700 2)00
ВЛ 15 12,5 25 200 400 800 2400
4
вергаются ненадежные, физически
и морально устаревшие узлы элек-
тровозов, срок службы которых из-
меряется десятками лет.
Все работы по техническому об-
служиванию, ремонту и модерниза-
ции электровозов должны выпол-
няться в соответствии с Правилами
технической эксплуатации желез-
ных дорог Союза ССР (ПТЭ), пра-
вилами ремонта электровозов. При
техническом обслуживании и ремон-
те электровозов необходимо руко-
водствоваться приказами и инст-
рукциями МПС, технологическими
графиками и картами процессов и
строго выполнять требования госу-
дарственных стандартов, чертежей
и технических условий.
Непременным условием высоко-
эффективного технического обслу-
живания и ремонта электровозов
является наличие развитой ремонт-
ной базы.
Каждое локомотивное депо, в
состав которого входят специализи-
рованные цехи и отделения, должно
иметь такое развитие, чтобы обес-
печить техническое обслуживание и
текущий ремонт прикрепленного ло-
комотивного парка. Потребность в
производственных площадях зави-
сит главным образом от ремонтной
программы. В свою очередь годо-
вая ремонтная программа опреде-
ляется с учетом пробега электро-
возов.
Если в депо не производят ТР-3,
то в нем обычно организуют цех
ТР-1 и ТР-2, а также цех ТО-3.
К числу специализированных отно-
сятся отделения: механическое, куз-
нечное, заливочное, электрогазосва-
рочное, слесарно-заготовительное,
электроаппаратное, по ремонту то-
коприемников, аккумуляторное, ав-
тостопное и др.
Если в депо осуществляют ТР-3,
то, кроме перечисленных отделений,
в депо организуют электромашин-
ный, колесно-редукторный цехи,
пропиточно-сушильное отделение.
ТО-2 обычно выполняют на ли-
нейных пунктах, удаленных от ос-
новного депо.
Помещения цехов депо должны
иметь достаточные размеры, осве-
щение, отопление, вентиляцию. Це-
хи должны быть оснащены необхо-
димым оборудованием: подъемно-
транспортным, металлорежущим,
кузнечным, медницко-заливочным,
электросварочным, испытательным
и др.
Большое внимание уделяется ос-
нащению локомотивных депо поточ-
но-конвейерными линиями, механи-
зированными стойлами, механизиро-
ванными рабочими местами для вы-
полнения отдельных операций, ис-
пытательными стендами, а также
различными средствами техниче-
ской диагностики. Цех ТР-3, напри-
мер, оснащают мостовыми кранами,
электрическими и гидравлическими
домкратами, позициями разборки и
сборки тележек и колесно-моторных
блоков, оборудуют окрасочно-су-
шильными камерами, моечными ма-
шинами, слесарными верстаками,
стеллажами и транспортно-накопи-
тельными контейнерами. Кроме то-
го, в состав оснастки цеха входят
индукционные нагреватели и съем-
ники, гайковерты, измерительные
инструменты, различные приспособ-
ления.
На смотровых канавах цехов
ТР-1 и ТР-2 обычно размещают ме-
ханизированные стойла со смотро-
выми площадками на уровнях пола
кузова и крыши электровоза и по-
ниженными полами для более удоб-
ного осмотра и ремонта экипаж-
ной части, домкратами для подъем-
ки кузова и комплектом домкратов
для вывешивания колесных пар, тя-
говых двигателей и других опе-
раций.
Механизированные стойла, как
правило, оснащают устройствами
для сушки обмоток тяговых двига-
телей, а также продувки аппарату-
ры и пусковых резисторов.
Цехи текущего ремонта также
имеют специализированные станки
для обточки колесных пар без вы-
катки их из-под электровоза,
электроподъемники для одиноч-
ной смены колесно-моторных бло-
ков. Для заправки смазкой исполь-
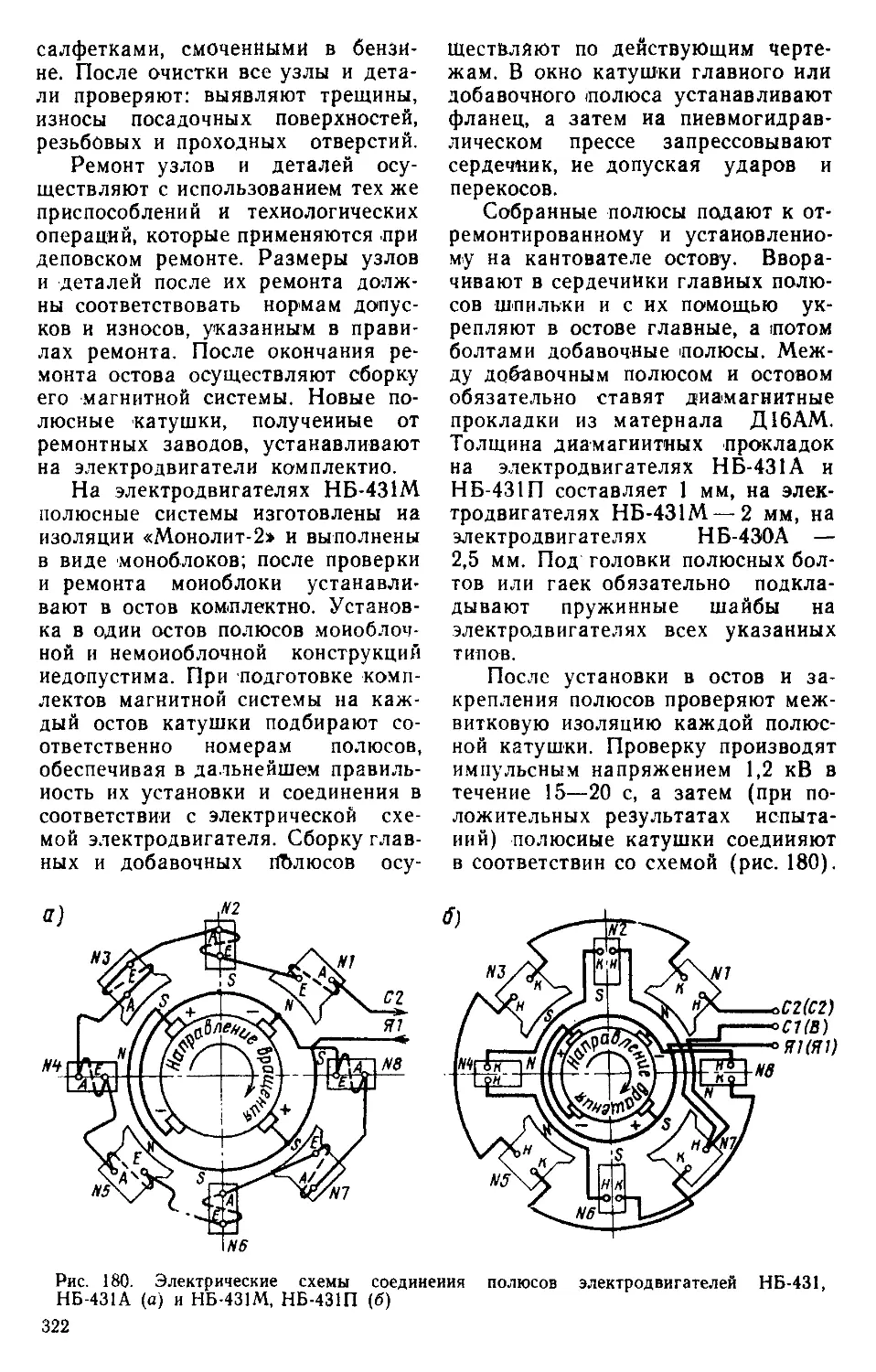
зуют гидропульты и прессы.
Благодаря взаимозаменяемости
узлов и деталей при ремонте элек-
тровозов широко применяют пред-
варительную заготовку деталей и
узлов. Чтобы использовать принцип
взаимозаменяемости при различном
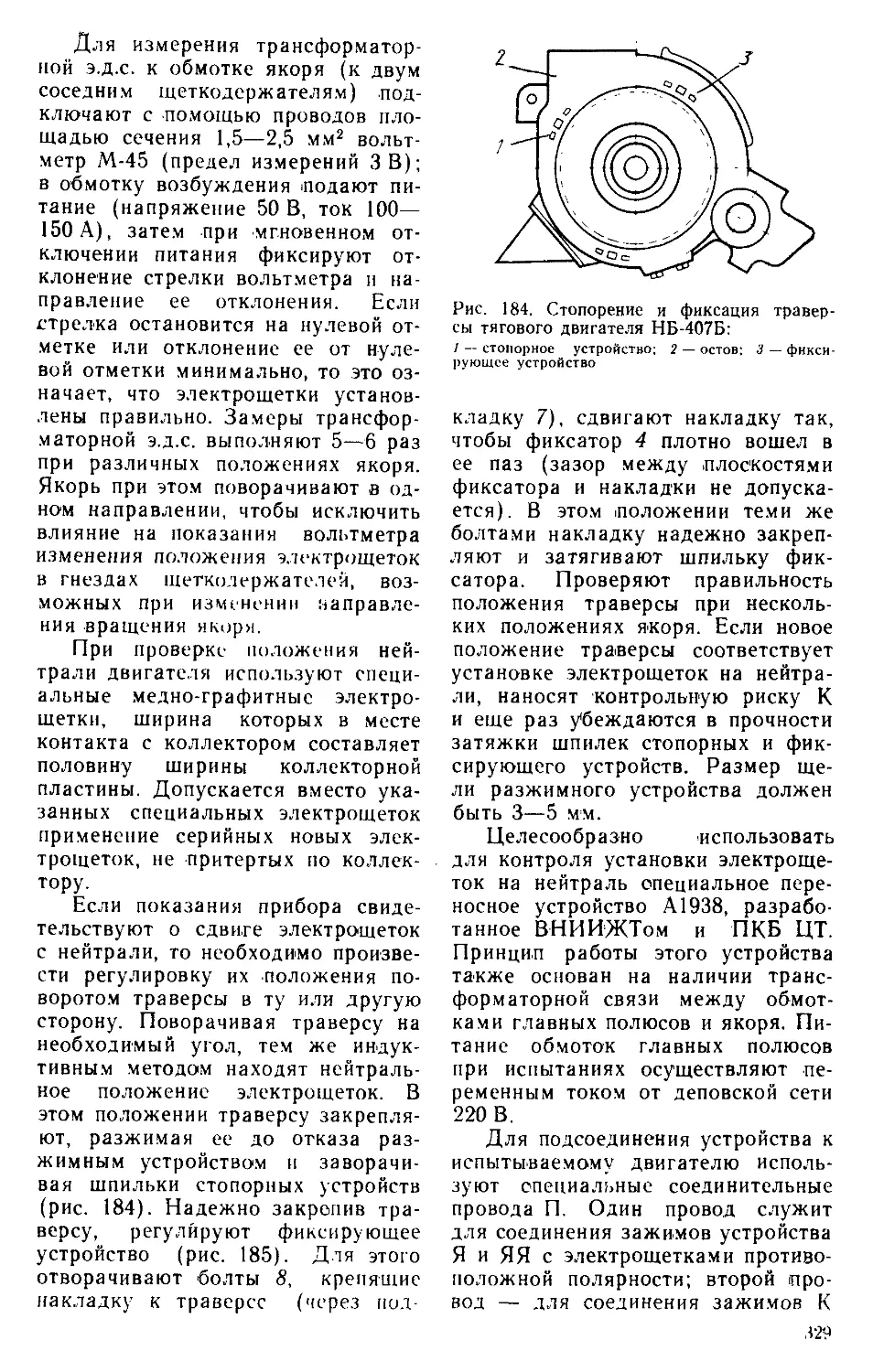
уровне износа отдельных деталей
и узлов, устанавливают ремонтные
градации, т. е. заранее определен-
ные, следующие друг за другом с
фиксированными интервалами раз-
меры, под которые обрабатывают
детали при ремонтах по мере их
износа. *
Использование принципа взаи-
мозаменяемости и ремонтных гра-
даций позволяет заблаговременно
ремонтировать детали, узлы и це-
лые агрегаты, т. е. организовать аг-
регатный метод ремонта. Для этой
цели локомотивные депо должны
иметь переходящий технологический
запас узлов и агрегатов. Агрегат-
ный метод обеспечивает значитель-
ное сокращение простоя электрово-
зов, более равномерную загрузку
оборудования, лучшее использование
рабочей силы, повышение ритмич-
ности и улучшение качества ремон-
та. Чтобы в максимальной степени
использовать преимущества этого
метода, ремонт электровозов выгод-
но концентрировать в наиболее
крупных и технически оснащенных
депо. Такая концентрация обеспе-
чивает эффективность механизации
и автоматизации технологических
процессов, позволяет вести ремонт
индустриальными методами, сни-
жать его трудоемкость и себестои-
мость, повышать производитель-
нЬсть труда.
Высокая технико-экономическая
эффективность ремонтного произ-
водства может быть обеспечена не
только путем его концентрации, но
и благодаря специализации депо на
ремонте электровозов отдельных се-
рий (лучше одной серии).
Существующая организация тру-
да в цехах локомотивных депо ба-
зируется на широком использова-
нии бригадной ее формы с исполь-
6
зованием коэффициента трудового
участия (КТУ), предусматривает
выполнение ремонта комплексными
и специализированными бригадами.
В обязанности работников комп-
лексных бригад входят осмотр де-
талей, ревизия узлов, замена изно-
шенных деталей, сборка и разборка
узлов. В восстановлении изношен-
ных деталей они, как правило, уча-
стия не принимают.
Комплексные бригады выполня-
ют почти все работы по техническо-
му обслуживанию и ТР-1, ТР-2 и
часть работ по ТР-3, связанных с
подъемкой и опусканием кузова,
ремонтом тележек, сборкой и раз-
боркой колесно-моторных блоков.
Они же осуществляют ревизию и
ремонт узлов, не демонтируемых
при ТР-3.
Для повышения ответственности
ремонтников деповской парк элек-
тровозов закрепляют за комплекс-
ными бригадами. За безаварийную
работу электровозов работники
комплексной бригады получают до-
полнительную оплату.
В отличие от комплексных
бригад специализированные брига-
ды выполняют ремонт отдельных
приборов, аппаратов и узлов (ско-
ростемеров, автотормозов, автосто-
пов, колесных пар, тяговых двигате-
лей, аккумуляторных батарей и др.)
и несут полную ответственность за
состояние и работу этого оборудо-
вания.
Специализация бригад обеспечи-
вает значительный рост производи-
тельности труда и улучшение каче-
ства ремонта, так как способствует
лучшему использованию рабочего
времени, повышению ответственно-
сти исполнителей за сроки и каче-
ство выполнения работ. По указан-
ным причинам в некоторых депо
выполнение работ, связанных с
подъемкой и опусканием кузова, ре-
монтом тележек, разборкой и сбор-
кой колесно-моторных блоков, так-
же возлагают на специализирован-
ную бригаду.
Дальнейший рост интенсивности
использования технических средств
железнодорожного транспорта, по-
вышение массы поездов и скорости
их движения предъявляют особые
требования к надежности тягового
подвижного состава. В последние го-
ды . существенно возросла грузона-
пряженность многих участков же-
лезнодорожной сети, уменьшились
интервалы следования поездов.
В этих условиях отказ локомотива,
как правило, вызывает серьезные
нарушения графика движения, ве-
дущие к ухудшению технико-эконо-
мических показателей железных до-
рог. Согласно расчетам Всесоюзно-
го научно-исследовательского инсти-
тута железнодорожного транспорта
(ВНИИЖТ) 1 поездо-ч задержки
вызывает в среднем по сети потери
270 — 300 руб.
Указанные обстоятельства требу-
ют разработки обоснованных реко-
мендаций по повышению надежно-
сти электровозов и реализации этих
рекомендаций при проектировании,
постройке и эксплуатации электро-
возов.
Начиная с момента поступления
электровоза в депо, группы и бюро
надежности локомотивных депо ор-
ганизуют сбор достоверной инфор-
мации об его эксплуатации, уделяя
особое внимание сведениям об от-
казах и неисправностях в пути сле-
дования. Такая информация являет-
ся первоисточником для оценки на-
дежности узлов, агрегатов и элек-
тровоза в целом.
Накопление информации о на-
дежности электровозов позволяет
оценивать и контролировать качест-
во их технического обслуживания и
ремонта, определять оптимальную
периодичность ремонта, корректиро-
вать плановые объемы работ, раз-
рабатывать меры по профилактике
отказов, добиваться повышения ка-
чества ремонта и совершенствова-
ния его технологии.
Надежность электровоза харак-
теризуется показателями безотказ-
ности, долговечности, сохранности
и ремонтопригодности. Высокая ре-
монтопригодность электровоза, т. е.
приспособленность его к быстрому
обнаружению неисправностей и уст-
ранению их причин, позволяет с
наименьшими затратами времени,
материальных и трудовых ресурсов
ликвидировать последствия отказов
и восстанавливать работоспособ-
ность электровоза.
С проблемой надежности и ка-
чества ремонта электровозов тесно
связана проблема контроля качест-
ва выполняемых работ. Для ее ре-
шения широко используются комп-
лексные системы управления каче-
ством труда, предусматривающие
количественную оценку качества
работ при ремонте электровозов.
На железнодорожном транспор-
те большое внимание уделяется на-
учной организации труда, которая
представляет собой совокупность
организационных, технических, са-
нитарно-гигиенических и социаль-
ных мероприятий, обеспечивающих
накопление и использование эффек-
тивных производственных навыков,
устранение тяжелого ручного труда,
наиболее целесообразное использо-
вание рабочего времени, развитие
творческих способностей каждого
члена коллектива.
Практическое осуществление на-
учной организации труда и произ-
водства достигается на основе спе-
циально разрабатываемых планов.
В локомотивных депо одним из
важнейших элементов научной ор-
ганизации труда является сетевое
планирование и управление, кото-
рое базируется на использовании
сетевых графиков. Такие графики
представляют собой состоящую из
кружков и стрелок сеть с изображе-
нием комплекса работ по ремонту
электровозов, их логическую после-
довательность, взаимосвязь и про-
должительность. Стрелки обознача-
ют работу, кружки — момент ее за-
вершения. Путь сетевого графика,
который требует наибольшей затра-
ты времени для выполнения лежа-
щих на нем работ, называют кри-
тическим. Именно он определяет
время простоя электровоза в ремон-
те. Сокращение критического пути
7
является главной задачей органи-
зации сетевого графика.
Сетевой график позволил логи-
чески увязать друг с другом все
производственные операции, соз-
дать единый производственный ритм
для всех ремонтных подразделений.
•В условиях сетевого планирова-
ния рсобое значение приобретает
управление процессом ремонта. Ана-
лиз сетевых графиков показал, что
для эффективного управления необ-
ходимо непрерывное получение ин-
формации о ходе производственного
процесса. На практике это условие
реализуется с помощью диспетчер-
ского управления работой ремонт-
ных цехов. Диспетчер управляет
всем комплексом работ, используя
сетевой график. Имея двусторон-
нюю связь со всеми цехами, он не-
прерывно контролирует выполнение
графика. Сопоставляя фактическое
состояние работ с сетевым графи-
ком, диспетчер выявляет наиболее
«узкие» места в производственном
цикле. Одним из главных преиму-
ществ сетевого планирования и уп-
равления является то, что оно по-
зволяет сосредоточить внимание ин-
женерно-технических работников на
наиболее напряженных в данный
момент работах.
Эффективной формой организа-
ции ремонта является поточное про-
изводство, в ходе которого ремонти-
руемые узлы и детали перемещают-
ся по маршруту, установленному в
соответствии с технологической по-
следовательностью операций в за-
ранее рассчитанном ритме.
Поточное производство основано
на широком использовании передо-
вой технологии, комплексной меха-
низации, прогрессивных форм ор-
ганизации труда и имеет высо-
кую экономическую эффективность.
С ним тесно связаны механизация и
автоматизация ремонтных процес-
сов. Примером такой связи служат
поточно-конвейерные линии, кото-
рые нашли широкое применение
при ТР-3. Применение таких линий
позволяет повысить производитель-
ность труда, увеличить выпуск про-
8
дукции с тех же производственных
площадей, улучшить условия труда,
снизить себестоимость ремонта.
При ТР-1 и ТР-2 применяют ме-
ханизированные стойла и рабочие
места, оснащенные механизирован-
ным инструментом и приспособле-
ниями.
Для проведения ремонта э. п. с.
важное значение имеет техническая
подготовка производства, включа-
ющая в себя конструкторскую и
технологическую подготовку произ-
водства и направленная на разра-
ботку технологического процесса
ремонта э. п. с., методов организа-
ции производства, труда и управле-
ния, проектирование и изготовление
инструментов, приборов, оснастки,
нестандартного оборудования, раз-
работку норм и нормативов расхо-
да материалов, электроэнергии, за-
трат труда и т. д.
Фактическая подготовка произ-
водства должна базироваться на
стандартах Единой системы конст-
рукторской документации (ЕСКД),
Единой системы технологической
документации (ЕСТД) и Единой си-
стемы технологической подготовки
производства (ЕСТПП).
Конструкторская подготовка про-
изводства осуществляется в основ-
ном на машиностроительных пред-
приятиях. Однако часть ее, а имен-
но организация чертежного хозяй-
ства, имеет большое значение и для
локомотивных депо. Это связано с
тем, что Правилами технической
эксплуатации железных дорог Сою-
за ССР запрещается вносить изме-
нения в конструкцию э. п. с. без со-
ответствующего разрешения Мини-
стерства путей сообщения. Подлин-
ники, дубликаты и копии чертежей
и другой конструкторской и техно-
логической документации подлежат
учету, регистрации и хранению в де-
по в соответствии с государствен-
ным стандартом.
Технологическая подготовка про-
изводства, которая тесно связана с
конструкторской и является ее про-
должением, имеет своей целью
обеспечить высокое качество ремой-
fa электровозов с наименьшими за-
тратами трудовых, материальных и
энергетических ресурсов, полное ис-
пользование оборудования, оснаст-
ки и производственных площадей,
сокращение простоя электровозов в
ремонте.
Технологическая подготовка про-
изводства включает в себя работы
по: проектированию и внедрению
прогрессивной технологии ремонта
и изготовления деталей; контролю
технологичности чертежей на изго-
тавливаемые и ремонтируемые из-
делия; изучению причин, степени и
характера износа и повреждения
ремонтируемых деталей; выбору
способа восстановления размеров
и свойств изношенных деталей; про-
ектированию, изготовлению и на-
ладке инструментов и приспособле-
ний; разработке норм расхода ма-
териальных, энергетических и тру-
довых ресурсов; проектированию и
внедрению эффективных методов и
средств технической диагностики и
технического контроля.
В соответствии с ЕСТД приме-
няют технологическую документа-
цию различных видов: маршрутную
и операционную карты, карту элек-
тровозов и схем, технологическую
инструкцию.
Вся технологическая документа-
ция должна соответствовать Пра-
вилам ремонта электроподвижного
состава, а также инструкциям по
ремонту, испытанию и контролю от.
дельных узлов (колесных пар, ро-
ликовых подшипников и др.), по
производству сварочных работ,
магнитной и ультразвуковой дефек-
тоскопии.
Современный уровень развития
техники позволяет применять раз-
личные технологические варианты
производства.
Выбор оптимального из них,
т. е. выбор наиболее производи-
тельного оборудования и оснастки,
должен осуществляться на основе
технико-экономического сравнения
различных вариантов.
2. Износ и повреждения
деталей электровозов,
методы восстановления
работоспособности, упрочнения
и контроля
В процессе эксплуатации узлы и
детали электровоза, как известно,
подвергаются значительным нагруз-
кам. Эти нагрузки и соответственно
напряжения в деталях и узлах элек-
тровозов существенно возрастают
при переходных и динамических
процессах, когда механические си-
лы, электрический ток и напряже-
ние превышают номинальные зна-
чения. При таких условиях сущест-
венно возрастают нагрузки на ме-
ханическую часть, недопустимо на-
греваются обмотки электрических
машин и пуско-тормозных резисто-
ров, возникают пробои и перекры-
тия изоляции.
Влияние переходных процессов
на износ и повреждение деталей и
узлов электровоза усугубляется вы-
сокой запыленностью, влажностью
и широким диапазоном температу-
ры окружающего воздуха. В ре-
зультате указанных причин проис-
ходит непрерывный износ деталей
электровозов в эксплуатации, дей-
ствие которого, как указывалось
выше, призвана нейтрализовать и
компенсировать система техниче-
ского обслуживания и ремонта.
Наибольший объем ремонтных
работ вызывает механический из-
нос, возникающий вследствие дей-
ствия сил трения. Силы трения
весьма чувствительны к малейшим
загрязнениям фрикционных поверх-
ностей. При наличии на поверхно-
сти трения смазочных материалов
изменяются свойства поверхност-
ных слоев. Износ деталей имеет
различный характер.
Молекулярное схватывание про-
исходит в отсутствии смазки и слоя
окислов при трении скольжения с
малыми скоростями и при давлени-
ях, превышающих предел текучести
металла. Вследствие пластической
деформации поверхностных слоев
металла в местах контакта возни-
9
кают молекулярные связи. При от-
носительном перемещении фрикци-
онные поверхности разрушаются из-
за вырывания частиц металла с ме-
нее прочного тела. Износ подобного
рода наблюдается у деталей опор
кузова, межтележечного соедине-
ния, хвостовика головки авто-
сцепки.
Окислительный износ имеет мес-
то как при трении скольжения, так
и при трении качения и является
результатом разрушения слоев окис-
лов при взаимном перемещении по-
верхностей. Интенсивность износа
возрастает, если сжимающая сила
переменная. Особую опасность окис-
лительный износ представляет для
тонкостенных конструкций, посколь-
ку может значительно уменьшить
площадь их сечения.
Тепловой износ образуется при
трении скольжения с большими
скоростями и давлениями. Высокая
температура снижает прочность
фрикционных поверхностей, вызы-
вает схватывание и отрыв частиц
металла. Такой износ характерен
для тормозных колодок.
Абразивный износ возникает при
трении скольжения вследствие по-
падания в зону контакта абразив-
ных зерен, которые срезают части-
цы металла. Абразивные свойства
проявляются у многих минеральных
материалов, в том числе у песка,
каменного угля. Обычно такому из-
носу подвержены детали, конструк-
тивно ие защищенные от попадания
на них абразивных материалов и
работающие в условиях большой
запыленности, например шарнир-
ные узлы тормозной рычажной пе-
редачи, рессорного подвешивания,
наличники челюстных букс.
Осповидный износ наблюдается
при трении качения и нагрузках,
превышающих предел текучести.
В результате на фрикционных по-
верхностях возникают явления уста-
лости металла. В зависимости от
давления, материала, размера и
формы поверхности на ней могут
возникать различного рода мелкие
выщербины. Такой износ характе-
ю
рей для поверхностей роликов и ко-
лец подшипников качения.
Помимо износа от сил трения,
или, как его принято называть, ме-
ханического износа, при эксплуата-
ции электровозов детали подверга-
ются и износу других видов.
Термический износ возникает
под действием тепла, выделяюще-
гося в элементах электрических це-
пей при прохождении по ним тока.
Выделение тепла влечет за собой
снижение электрической прочности
изоляционных материалов (старе-
ние изоляции), уменьшение механи-
ческой прочности токоведущих эле-
ментов (отжиг меди), потерю запи-
рающих свойств полупроводниками.
Электроэрозионный износ связан
с уносом металла с рабочей поверх-
ности электрических аппаратов в
момент разрыва ими электрической
цепи. Возникающая при этом дуга
разрушает рабочие поверхности
контактов, вызывает их износ. Та-
кой износ характерен для полозов
токоприемников, контактов контак-
торов и выключателей, коллекторов
электрических машин, а также то-
копроводящих контактов трення ка-
чения и трения скольжения (мотор-
но-осевые и роликовые подшипники,
зубчатые передачи и др.).
Коррозионный износ обусловлен
окислением металлов кислородом
воздуха. Этот повсеместный процесс
может вызвать износ деталей элек-
тровозов. Процесс коррозионных по-
вреждений ускоряется в условиях
повышенной влажности, резкой сме-
ны температур, запыленности, т. е.
в условиях, свойственных эксплуа-
тации локомотивов.
Из всех видов износа наиболь-
шее влияние на межремонтные про-
беги оказывает механический из-
нос. Именно по этой причине в
большинстве случаев принимается
решение о постановке электровоза
в ремонт, где производятся замена
и восстановление деталей.
Стремление к сокращению объе-
ма, трудоемкости и стоимости ре-
монтных работ заставляет выпол-
нять комплекс мер, направленных
на уменьшение износа деталей. Эти
меры осуществляются, начиная с
конструктивной разработки элек-
тровозов новых серий. Внедрение
бесчелюстных буксовых узлов, от-
каз от сочленения тележек могут
служить примером рациональных
конструктивных решений, позволив-
ших значительно сократить объем
ремонтно-восстановительных работ
экипажной части электровоза.
Большая роль в повышении дол-
говечности узлов трения принадле-
жит рациональной технологии, по-
вышению точности обработки по-
верхностей сопрягаемых деталей,
правильному подбору \трушихся
пар, различным способам поверхно-
стного упрочнения (механическому,
термическому, термохимическому,
гальваническому), а также приме-
нению полимерных материалов.
Интенсивность износа зависит
от качества эксплуатации электро-
возов. Превышение расчетной мас-
сы поезда, нарушение установлен-
ных режимов вождения поездов, то-
ковые перегрузки и разносное бок-
сование колесных пар вызывают
преждевременный износ оборудова-
ния электровозов и могут привести
к аварийным повреждениям.
Для ремонта электровозов наря-
ду с изготовлением новых деталей
большое значение имеет восстанов-
ление и ремонт изношенных, нахо-
дившихся в эксплуатации узлов. Из
всех способов восстановления де-
талей наибольшее распространение
при ремонте электровозов получили
сварка и наплавка. В локомотивных
депо применяются ручная электри-
ческая дуговая сварка и наплавка
штучным электродом, полуавтома-
тическая сварка, наплавка под флю-
сом, газовая и газопрессовая свар-
ка, вибродуговая наплавка, сварка
и наплавка порошковыми проволо-
ками. Наиболее широко использу-
ют электрическую дуговую сварку.
Сваркой или наплавкой узлов и
деталей поврежденные места вос-
станавливают до первоначальных
размеров, при этом прочность их
возрастает до первоначальной или
даже превосходит ее. Наплавку вы-
полняют механизированным (авто-
матическая и полуавтоматическая
под флюсом, порошковой проволо-
кой, в среде защитных газов, вибро-
дуговая) и ручным (газопламенная,
металлическим, угольным электро-
дами) способами.
Все разнообразие наплавочных
работ сводится, во-первых, к вос-
становлению изнашиваемых поверх-
ностей до номинальных размеров и,
во-вторых, к нанесению взамен из-
ношенного слоя нового металла, об-
ладающего повышенной износостой-
костью или особыми физико-хими-
ческими свойствами. В первом слу-
чае наплавка называется восстано-
вительной. Она выполняется с ис-
пользованием обычных сварочных
материалов с низким содержанием
углерода и легирующих элементов.
Наплавленная таким способом по-
верхность легко обрабатывается на
металлорежущих стайках. Во вто-
рам случае, при износостойкой на-
плавке, по существу получается би-
металлическое соединение, посколь-
ку на деталь наносится поверхност-
ный слой из высоколегированной
стали. В зависимости от условий
работы наплавленному слою прида-
ют износостойкость, теплостойкость,
коррозионную стойкость, магнитные
или другие свойства. Последующую
обработку наплавленной поверхно-
сти либо не производят, либо ведут
специальными способами и особым
инструментом.
При выборе способа наплавки,
присадочных материалов и обору-
дования определяющим является
качество восстановленной поверхно-
сти. Состав и свойства наплавлен-
ного слоя должны отвечать требо-
ваниям эксплуатации детали. Целе-
сообразность применения ручной
или механизированной наплавки оп-
ределяется технико-экономической
эффективностью каждого способа
для восстановления конкретной
детали.
Технологию заварки трещин вы-
бирают с учетом места их располо-
жения, напряженности детали или
11
узла и возможности высококачест-
венного выполнения сварочных ра-
бот. При подготовке трещин под
заварку концы их засверливают и
раззенковывают. Несквозные тре-
щины подвергают U-образной раз-
делке с применением электрода или
газокислородного резака (рис. 2, а).
Для сквозных трещин обычно при-
меняют более простую V- или Х-об-
разную разделку ручным или пнев-
матическим зубилом (рис. 2, б ив).
Если заварку трещин выполняют в
несколько слоев, то перед наложе-
нием каждого последующего слоя
поверхность предыдущего обяза-
тельно тщательно очищают от шла-
ковой корки. Для уменьшения оста-
точных напряжений перед наложе-
нием первого слоя необходимо по-
догревать разделку и прилегающий
к ней металл до температуры 200—
250 °C.
Трещины обычно заваривают в
горизонтальном (нижнем) или вер-
тикальном положении. Лишь в ис-
ключительных случаях допускается
заварка трещин в потолочном по-
ложении; ее должен выполнять наи-
более квалифицированный сварщик.
Если заварки трещины недоста-
точно для обеспечения прочности,
необходимо усилить место заварки.
Усиление может быть произведено
аргонодуговым оплавлением, по-
верхностным наклепом или поста-
новкой усиливающих накладок, ре-
бер жесткости, косынок. Усиление
следует осуществлять по чертежам
и инструктивным указаниям, утвер-
жденным МПС.
Отремонтированные сваркой по-
врежденные детали должны обла-
дать достаточной прочностью и на-
дежностью на весь последующий
срок их эксплуатации. В связи с
этим при выполнении сварочных ра-
бот контролируют исходные мате-
риалы, подготовку поверхности или
трещины, а также обращают вни-
мание на качество сварных соеди-
нений и упрочняющей обработки.
Качество сварных швов и соедине-
ний контролируют внешним осмот-
ром и измерениями, ультразвуко-
вым и другими методами, преду-
смотренными технологическим про-
цессом. Швы заварочных трещин и
усилений должны иметь форму и
размеры, соответствующие стандар-
там, рабочим чертежам, нормалям.
Не допускаются пороки в виде тре-
щин, наплывов, прожогов, кратеров,
а также пор, шлаковых включений
и подрезов, выходящих за пределы
допусков. Дефектные места в свар-
ных швах исправляют повторной
заваркой после зачистки и соответ-
ствующей подготовки.
Помимо сварки, для восстанов-
ления деталей электровозов приме-
няют методы, основанные на элек-
тролитическом осаждении металла.
В гальванических мастерских локо-
мотивных депо, используя явление
электролиза, осуществляют процес-
сы железнения, меднения, декора-
тивного и пористого хромирования,
цинкования, никелирования и др.
Все гальванические процессы тре-
буют тщательной подготовки изно-
шенных поверхностей. Как правило,
Рис. 2. Разделка трещин под заварку:
а Сообразный шов; б — V образный шов; в — X образный шов («^50-г 60"; а=-2- 4 мм; р-1,5 -г
т- 2,5 мм)
12
при электролитическом восстанов-
лении деталей толщина осаждаемо-
го слоя невелика и не превышает де-
сятых долей миллиметра. Лишь при
железнении она достигает 2,5 мм.
Достоинством этих методов следует
считать, что после них детали не
требуют механической обработки,
за исключением шлифования.
Электролитические методы при-
меняют для восстановления изно-
шенных поверхностей валов, поса-
дочных поверхностей колец подшип-
ников и буксовых щитов тяговых
двигателей (железнение), шеек ко-
ленчатых валов, стальных кулач-
ков и шеек кулачковых валов груп-
повых переключателей (хромирова-
ние), а также декоративно-защит-
ного покрытия поручней лестниц
(никелирование), защиты деталей
электрических аппаратов от атмо-
сферной коррозии (цинкование).
Для восстановления деталей ши-
роко применяют различные поли-
мерные материалы. С их помощью
склеивают детали, восстанавливают
изношенные поверхности, заделыва-
ют трещины, защищают стальные
поверхности от коррозии, наносят
декоративные покрытия. В числе
этих материалов синтетический
клей (эластомер) ГЭН-150В и раз-
личные эпоксидные смолы.
При ремонте электровозов нахо-
дят применение различные методы
упрочнения деталей. Механическое
упрочнение применяют для деталей,
работающих под значительными
знакопеременными нагрузками.
Оси колесных пар, коллекторы
тяговых двигателей подвергаются
накатке роликом с помощью специ-
альных приспособлений. Поверх-
ность деталей рессорного подвеши-
вания (рессор, пружин) упрочняют
наклепом дробью.
Термическому упрочнению под-
вергают детали, поверхности кото-
рых работают в условиях механиче-
ского износа и ударных нагрузок
(валики тормозной рычажной пере-
дачи, рессорного подвешивания,
зубья шестерен, валики аппаратов).
Термохимическое упрочнение в
отлнчие от термического обеспечи-
вает не только упрочнение металла,
но н изменение его химического со-
става путем насыщения поверхност-
ного слоя углеродом (цементация),
азотом (азотирование) либо азотом
и углеродом одновременно (циани-
рование и нитроцементация). Ука-
занные методы применяют для по-
вышения износостойкости поверхно-
стей особо напряженных деталей
(межтележечные соединения, опо-
ры кузова, валики тормозной ры-
чажной передачи).
Одним из важнейших средств со-
вершенствования системы техниче-
ского обслуживания и ремонта
электровозов является внедрение
технической диагностики. В усло-
виях усложнения конструкции элек-
тровозов обеспечение достаточной
надежности их в эксплуатации пред-
полагает значительное расширение
использования средств технической
диагностики. С помощью этих
средств определяют явные отказы
или повреждения и прогнозируют
надежность на период эксплуата-
ции до очередного вида техническо-
го обслуживания или планового ре-
монта.
В зависимости от назначения и
устройства различают следующие
системы диагностирования: по сте-
пени охвата изделия — локальные
и общие; по характеру взаимодейст-
вия объекта и диагностического уст-
ройства — функциональные и тесто-
вые; по используемым средствам —
универсальные и специализирован-
ные, встроенные и внешние; по сте-
пени автоматизации — автоматиче-
ские, автоматизированные и руч-
ные.
Стационарным средством техни-
ческой диагностики э. п. с. являет-
ся проверочная универсальная ма-
шина-автомат (ПУМА-Э), предна-
значенная для проверки электрово-
зов ЧС2. С ее помощью можно про-
верять сопротивление изоляции си-
ловых цепей, сопротивление пуско-
вых резисторов, развертку главно-
го переключателя, последователь-
13
Ность срабатывания аппаратов уп-
равления, защиты, АЛСН и др.
При определенных условиях це-
лесообразно использовать средства,
специализированные на выполне-
нии одной или нескольких операций
технической диагностики. Специа-
лизированные стенды, переносные и
передвижные установки могут быть
объединены в комплексную систему
деповской или заводской диагно-
стики.
Наиболее предпочтительно внед-
рение автоматических и автоматизи-
рованных средств диагностики. Они
обладают высоким быстродействи-
ем, дают возможность за короткое
время выполнить большое число из-
мерений, необходимых для всесто-
ронней оценки состояния объекта.
Благодаря объективности диагно-
стирования исключаются случаи вы-
пуска электровозов из ремонта или
технического обслуживания с не-
устраненными неисправностями и
последующие отказы в эксплуата-
ции. Техническая диагностика по-
зволяет уменьшить число и объемы
плановых ремонтов и технических
обслуживаний, поскольку работы по
поддержанию и восстановлению ра-
ботоспособности проводятся только
на тех узлах, которые действитель-
но в этом нуждаются. Благодаря
ликвидации ревизий и разборок аг-
регатов для оценки их состояния
снижается трудоемкость и повыша-
ется эффективность ремонта.
В практике технического обслу-
живания и ремонта электровозов
широкое применение находят раз-
личные методы дефектоскопии. Для
обнаружения трещин и металлурги-
ческих пороков в ответственных де-
талях электровозов может быть ис-
пользована ультразвуковая, магнит-
ная, цветная и люминесцентная де-
фектоскопия. Наибольшее распро-
странение на железнодорожном
транспорте получила магнитно-по-
рошковая дефектоскопия. Стальные
детали для проверки этим методом
должны быть либо намагничены,
либо находиться в магнитном поле,
создаваемом специальным аппара-
14
том. Для обнаружения дефектов ис-
пользуют порошок, содержащий
множество тонко размельченных
ферромагнитных частиц, которые,
взаимодействуя с электромагнит-
ным полем, перемещаются к дефек-
ту и осаждаются на его краях. При
этом образуется видимое изображе-
ние дефекта, легко обнаруживаемое
при визуальной проверке деталей.
Для уменьшения силы трения меж-
ду поверхностью проверяемой дета-
ли и частицами порошка его обыч-
но применяют в смеси с трансфор-
маторным нли компрессорным мас-
лом и керосином. В 1 л жидкости
обычно размешивают 200 г по-
рошка.
Для контроля деталей, имеющих
темную необработанную поверх-
ность, применяют сухой магнитный
порошок с добавкой 15% (по мас-
се) красителя — окиси цинка или
двуокиси титана.
Магнитный порошок, применяе-
мый для дефектоскопии, должен
быть однородным, чистым и доста-
точно измельченным. Немагнитных
примесей не должно быть более
10%. В локомотивных депо исполь-
зуют порошки ПЖ6М и ПЖ6ВМ,
отличающиеся размером частиц же-
леза. Качество применяемых маг-
нитных порошков должно подвер-
гаться лабораторному контролю.
Для создания магнитного поля
при дефектоскопии деталей элек-
тровозов применяют дефектоскопы
различных конструкций. Наиболь-
шее распространение имеют дефек-
тоскопы седлообразные МД-12ПС,
эксцентричные МД-12ПЭ и шееч-
ные МД-12ПШ. Стальные детали
после воздействия на них постоян-
ного и переменного магнитного по-
ля остаются намагниченными. Что-
бы снять намагниченность, исполь-
зуют дефектоскопы или демагнити-
заторы. Магнитной дефектоскопии
подвергают оси колесных пар, зубья
и венцы больших зубчатых колес,
зубья шестерен, коренные листы
рессор и другие детали.
При техническом обслуживании
и ремонте электровозов все большее
Применение находит ультразвуковая
дефектоскопия. Она основана на
способности ультразвуковых волн
при распространении в твердых те-
лах отражаться от разрывов сплош-
ности. Под разрывами сплошности
понимают неоднородности материа-
ла (трещины, раковины и другие
пороки), акустическое сопротивле-
ние которых отличается от акусти-
ческого сопротивления основной
среды.
Коэффициент отражения зависит
от размера и характера препятст-
вия, встретившегося на пути рас-
пространения колебаний. По виду
изображения отраженных колеба-
ний, получаемому на электронно-
лучевой трубке дефектоскопа, мож-
но судить о наличии дефекта в про-
веряемой детали. В локомотивных
депо и на локомотиворемонтных за-
водах используют главным обра-
зом ультразвуковые дефектоскопы
УД-10П и УД-ЗОП. С их помощью
проверяют оси и бандажи колесных
пар, зубчатые колеса и шестерни,
валы и болты тяговых двигателей
и другие детали электровозов.
В случаях когда использование
магнитного или ультразвукового де-
фектоскопа затруднительно либо не-
возможно, используют метод цвет-
ной дефектоскопии. Он основан на
проникновении смачивающей жид-
кости (обычно подкрашенной крас-
ной краской) в поверхностные тре-
щины и поры под воздействием ка-
пиллярных сил.
Проверяемые детали предвари-
тельно тщательно очищают органи-
ческими растворителями (авиаци-
онным бензином, ацетоном), а за-
тем подвергают сушке — естествен-
ной или с обдувом воздухом. Воло-
сяными кистями или валиками из
губчатого материала на контроли-
руемую поверхность наносят прони-
кающую жидкость. Через 10—
15 мин эту поверхность очищают
масляно-керосиновой смесью и на-
носят на нее распылителем или
мягкой волосяной кистью тонкий
слой белой проявляющейся краски.
Спустя некоторое время контроли-
руемую деталь подвергают тща-
тельному осмотру через лупу. Вме-
сто проникающей жидкости можно
использовать жидкость, изготовлен-
ную на осветительном керосине.
В этом случае в качестве проявите-
ля применяют суспензию мела в
ацетоне.
К цветной дефектоскопии бли-
зок люминесцентный метод контро-
ля. Он основан на свойстве некото-
рых веществ (люминофоров) све-
титься собственным видимым све-
том под воздействием ультрафиоле-
товых лучей. К таким веществам
относятся минеральные масла, ди-
зельное топливо, керосин и др.
Так же как и при цветной де-
фектоскопии, при люминесцентном
методе деталь, подлежащую про-
верке, тщательно очищают и смачи-
вают индикаторной жидкостью,
представляющей собой обычно ке-
росино-масляную смесь. Затем эту
жидкость удаляют и покрывают по-
верхность проявителем (меловой
суспензией). При последующем ос-
мотре детали в ультрафиолетовом
свете светящаяся линия люминофора
четко повторяет контуры дефекта.
В качестве источника ультрафиоле-
тового излучения обычно использу-
ют ртутно-кварцевые (ДРШ), ксе-
ноновые (ДКсШ) или йодные квар-
цевые (КИ) лампы, а также люми-
несцентные дефектоскопы.
Методы цветной и люминесцент-
ной дефектоскопии находят приме-
нение при проверке деталей из цвет-
ных металлов, немагнитных спла-
вов, фарфора, пластмасс и других
материалов, а также таких крупно-
габаритных деталей, как рама те-
лежки. Появляется возможность де-
фектоскопии деталей без полной
разборки узлов. Во всех случаях
указанные методы имеют преиму-
щество перед магнитно-порошковой
дефектоскопией. К недостаткам
этих методов следует отнести не-
обходимость тщательной подготов-
ки поверхности, большую продол-
жительность контроля, невозмож-
ность обнаружения внутренних де-
фектов. При люминесцентном мето-
15
де контроля, кроме того, появляется
необходимость применения ультра-
фиолетовых источников света.
В некоторых случаях для про-
верки особо ответственных сварных
швов, а также для обнаружения
внутренних дефектов изделий при-
меняют рентгеноскопию, т. е. про-
свечивание проверяемых деталей
рентгеновскими лучами. Рентгено-
скопию можно проводить как при
визуальном наблюдении за экраном
рентгеновского аппарата, так и с
получением отпечатков на фото-
пленку.
3. Подготовка электровозов,
агрегатов и узлов к ремонту
Как отмечалось ранее, постанов-
ка электровозов на техническое об-
служивание или ремонт производит-
ся в соответствии с нормами, уста-
новленными начальником железной
дороги. Согласно этим нормам по-
становка электровоза в депо плани-
руется заблаговременно, поскольку
из-за значительной протяженности
участков обращения, превышающей
тысячи километров, электровоз мо-
жет находиться в удалении от ос-
новного депо. Подсылка его к ос-
новному депо в таких случаях за-
труднена и требует значительного
времени.
Независимо от этого график по-
становки электровозов на техниче-
ское обслуживание и ремонт следу-
ет соблюдать неукоснительно. Не-
выполнение графика постановки
электровозов в ремонт или на тех-
ническое обслуживание, так назы-
ваемые «перепробеги», надо рас-
сматривать как брак в работе.
Поступивший на территорию ло-
комотивного депо электровоз дол-
жен быть подготовлен к постановке
в стойло. Подготовка начинается с
ознакомления с технической доку-
ментацией, относящейся к данному
электровозу. С учетом записей о
происходивших в эксплуатации от-
казах, которые содержатся в борто-
вом журнале технического состоя-
16
ния, а также записей в паспорте
электровоза и книге ремонта о пре-
дыдущих видах технического обслу-
живания и ремонта уточняют пред-
стоящий объем работ, определяют
дополнительные работы.
Для того чтобы определить от-
клонение от нормальной работы ос-
новных узлов и агрегатов под на-
пряжением, проверяют действие
электрических вспомогательных ма-
шин, компрессоров, автоматических
тормозов, песочниц и др. Кроме то-
го, проверяют работу регуляторов
давления, напряжения, реле обрат-
ного тока, электрических печей.
Перед постановкой в стойло
электровоз подвергают обмывке,
продувкой удаляют пыль из тяго-
вых двигателей, высоковольтных
камер, пусковых резисторов. Пред-
варительные обмывка и очистка
способствуют повышению культуры
и качества ремонта, позволяют со-
держать производственные площади
в чистоте.
Мойку экипажной части и кузо-
ва электровоза производят на от-
крытых (наружных) моечных уста-
новках или обмывочно-продувочных
стойлах, приспособленных также и
для продувки и сушки тяговых дви-
гателей и электрической аппарату-
ры высоковольтных камер.
Обмывочно-продувочное стойло
(рис. 3) размещают в отдельном
здании, имеющем общеобменную
вентиляцию и тепловые завесы у
входных ворот. Ввод электровозов
в стойло осуществляется при низ-
ком напряжении. В стойле установ-
лены портальные натирочная и мо-
ечная машины, которые передвига-
ются по рельсам, уложенным на по-
лу. В канаве стойла перемещается
тележка для обмыва низа экипаж-
ной части. На стенах и под крышей
подвешены короба для отсоса пыли
при продувке электрической аппа-
ратуры, пусковых резисторов и тя-
говых двигателей. Эти же короба
служат для подачи нагретого воз-
духа в кузова при сушке электриче-
ской аппаратуры. В канаве смонти-
рованы гибкие рукава для сушки и
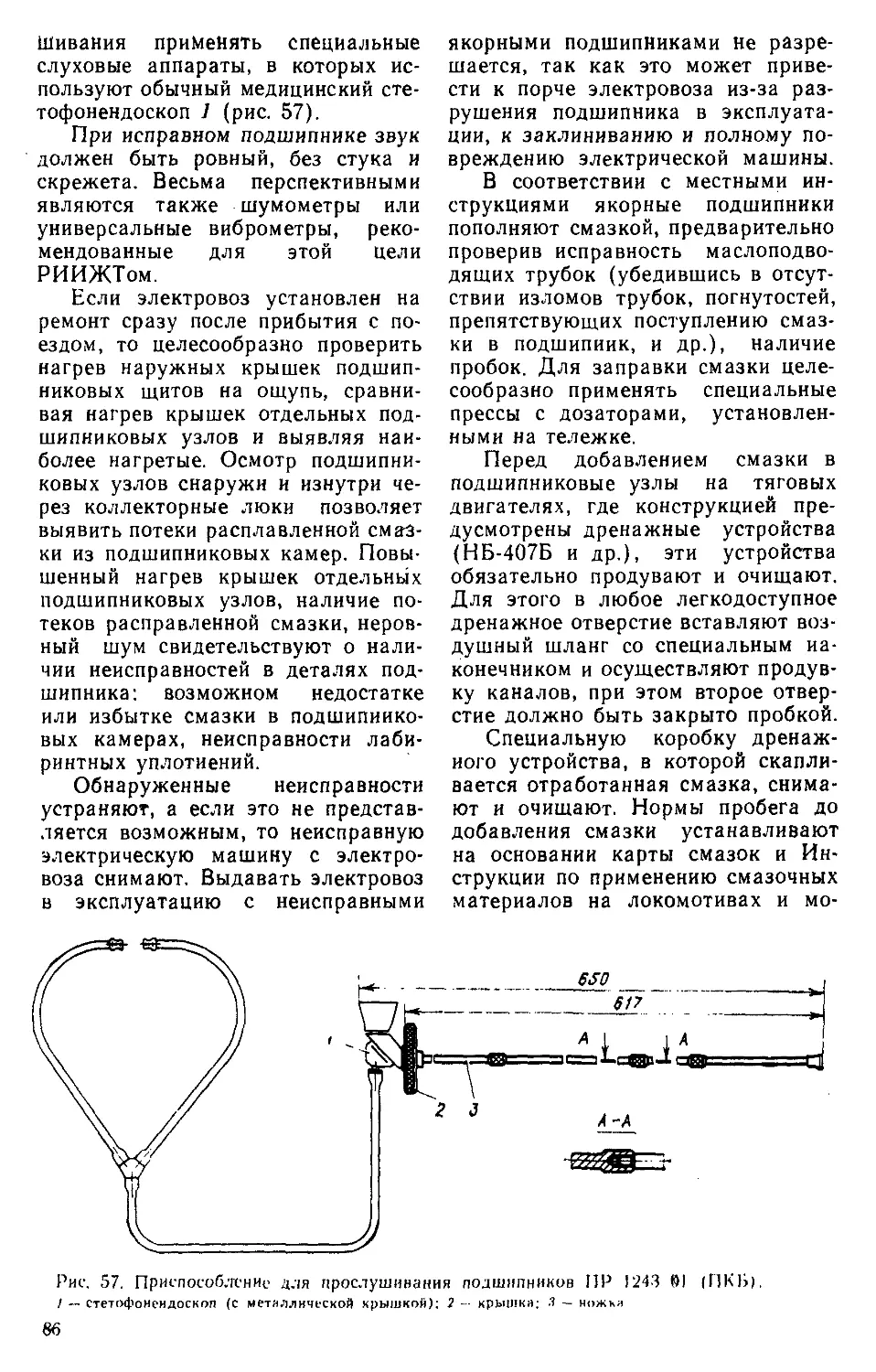
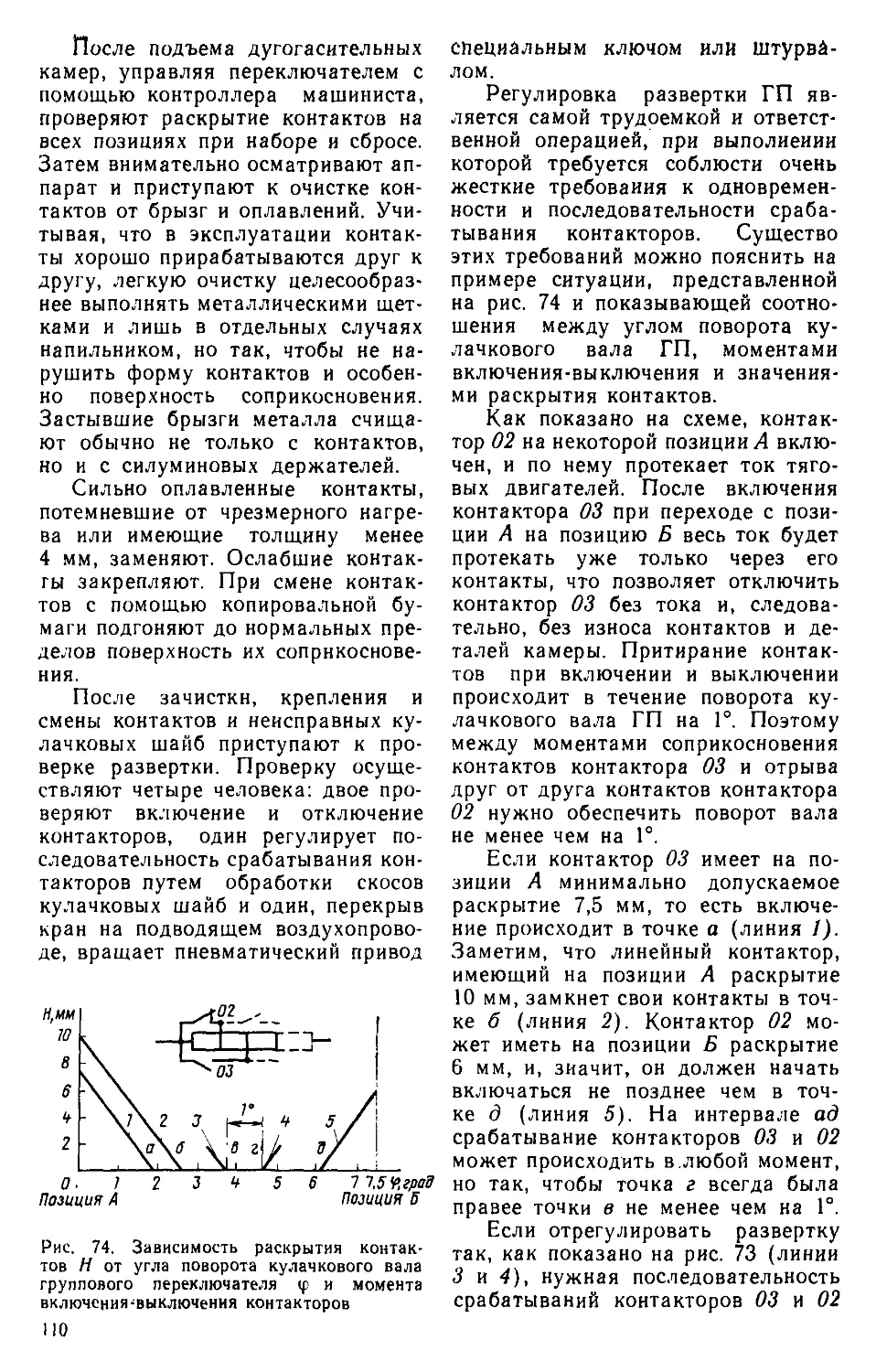
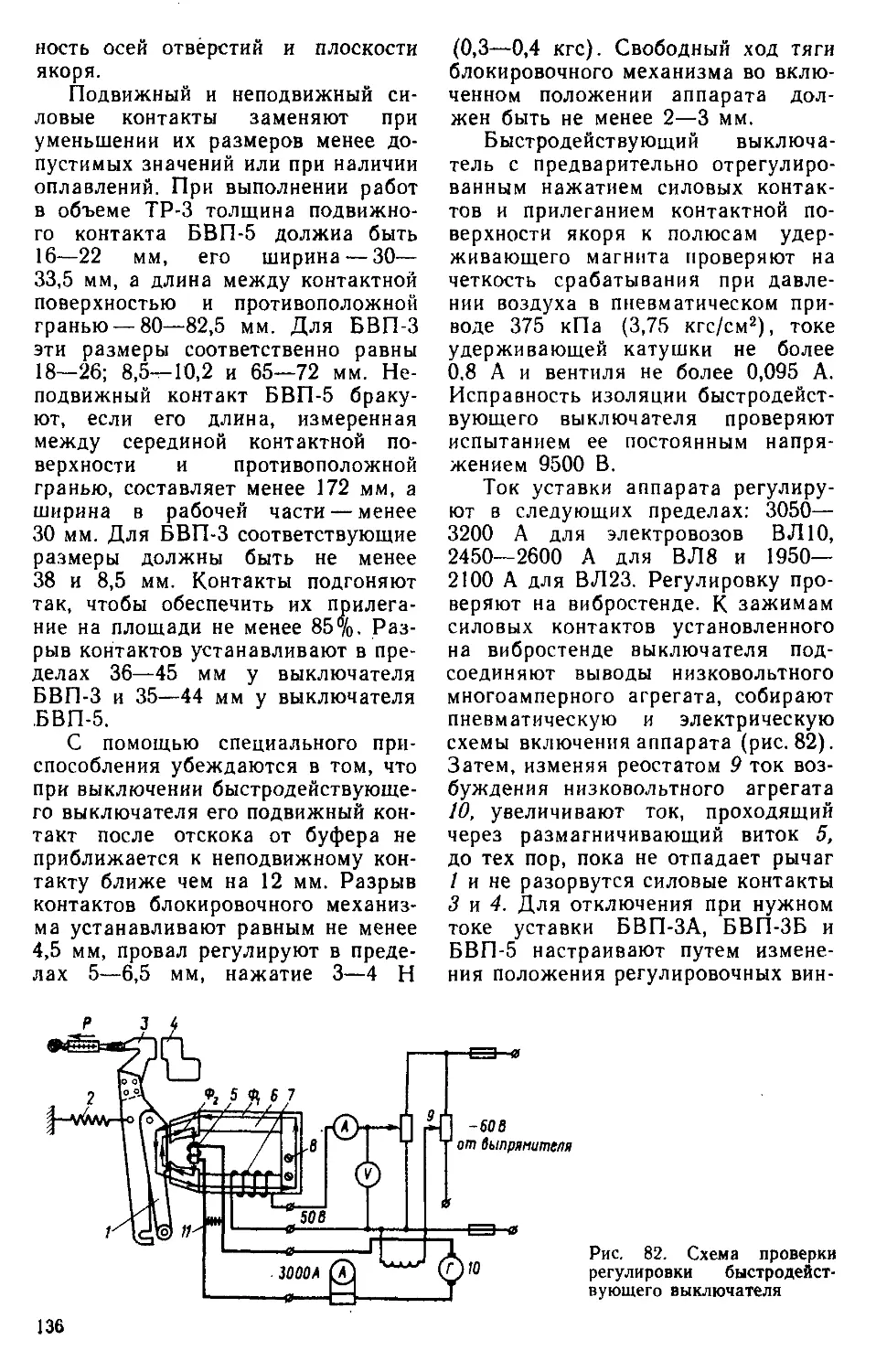
112420
34190
26390 (для электровозов)
3750
550
Середина локомотива
z 1 1222222222222222222222222222222722227222222222222222222222 2222222222>222> 222222222222222222272222^22122777222222^7227 2^222222222222')il22271222222222222^7, %
18000 ' ' '
7y ,13
10
Вода из насосной
3620
6
(=-=П^ 9 I
\2ZZZZZZZZZZZZZZZZZZZZZZZZZZ2ZZ2ZZZZZZZZZZZ2
—11ШМ1М1
15
5^zzzzzzzz2zzzzzzZ^zzzzzzzzzzzzzzzz^2zz2zzzzzzzzzzzz^zzzzzzzzzzzzzzzz^2zzz2bz&z22zz2.
D—JQ—Q _ (Uz—Q------------------------------------..................
Воздух от 'у
воздуха- '
распредс-/
, лит ель- ;
ной колон- /
ни /
22222ZW222ZZ%~
~~ Эмульсия из
v насосной
Вода из насосной
Рис. 3. Обмывочно-продувочное стойло:
/ — обдувочная система; 2 — щетки для растирки эмульсин; 3— пе-
редвижная портальная машина для обмывки кузовов; 4 — устройство
для заливки бака; 5 — передвижные тележки для обмывки ходовых
частей; 6 — устройство для обмывки и натирки торцовых стен ку-
зова; 7 ~ пульт управления: S — воздухораспределительная колонка:
° -устройство для продувки двигателей и аппаратуры; /0 — насос-
ная; 11 — машина для натирки кузовов: /2 - установка для обмывки
ходовых частей; /3 — переходный мостик; 14— концевые упоры: 15 —
13700
механизм подъема переходного мостика
отсоса пыли при Продувке тяговых
двигателей.
Наружные моечные установки
для обмывки электровозов распо-
лагают на бетонированной или ас-
фальтированной площадке специ-
ального железнодорожного пути.
В комплекс оборудования моечной
установки входят: здание насосной
станции, в которой размещены на-
сосы с электродвигателями; мешал-
ка для приготовления эмульсии и
бак для горячей воды; щетки для
растирки эмульсии и мойки стен ку-
зова; установки для обмывки эки-
пажа; колонки для обмывки лобо-
вых стен; нефтегрязеуловитель; бак
для запаса воды и др.
Электровоз, проходя по площад-
ке, воздействует на путевые выклю-
чатели, которые автоматически
и последовательно осуществляют
запуск обмывочных устройств эки-
пажной части и затем устройств
обмывки стен кузова. Моющая
эмульсия наносится на кузов от
стояков с соплами и растирается
вращающимися капроновыми щет-
ками. Сначала обмывается эки-
пажная часть, а затем — кузов, по-
этому между нанесением моющей
эмульсии и смывом ее горячей
водой проходит определенное вре-
мя, которое необходимо для разъ-
едания отложившейся грязи. Элек-
тровоз обмывают при скорости
передвижения не более 10 м/мин.
После разборки электровоза от-
дельные его узлы и агрегаты под-
вергают обмывке, очистке и об-
дувке.
Для обмывки деталей использу-
ют универсальные (ММД-6,
ММД-12Б, ММД-13Б) или специа-
лизированные моечные машины,
В универсальной машине осуществ-
ляется обмывка рам тележек, де-
талей рессорного и люлечного под-
вешивания, а в специализирован-
ных — колесных пар, тяговых дви-
гателей (рис. 4), буксовых подшип-
ников и т. д.
Универсальная моечная машина
ММД-13Б (рис. 5) состоит из ба-
ка 1, обмывочной камеры 3, баков
9 и 10 для раствора и горячей во-
Рис. 4. Машина для мойки тяговых двигателей:
/—установка для подачи и очистки раствора и воды. 2 камера; 3- дверь; ’/ вентиляционная
установка; 5 — калорифер; 6 вентиля юр высокого давления; 7 -•бак
1S
23600
Рис. 5. Схема моечной машины ММД-13Б
ды, вентиляционной установки 5,
гидравлической системы, устройств
для нагрева воды и раствора в ба-
ках, перемещаемой по рельсам 8
тележки 6 для загрузки обмывае-
мых деталей, привода тележки,
шкафа управления 4 и фильтров 2.
Для регенерации загрязненного мо-
ющего раствора служит отстойник.
Тележка с обмываемыми деталями
7 передвигается по роликам при по-
мощи механизма, состоящего из
электродвигателя, редуктора, лебед-
ки и системы роликов для натяже-
ния каната. Температуру воды и
моющего раствора во время обмыв-
ки поддерживают в пределах 80—
85 °C.
Необходимо отметить, что в ло-
комотивных депо осуществляются
меры по предотвращению загрязне-
ния окружающей среды. С этой
целью моечные машины и установ-
ки переводят на замкнутый цикл
работы. Их оснащают замкнутой
системой водооборота, позволяющей
обеспечить многократное использо-
вание воды и ликвидацию сброса
загрязненных вод в канализацию.
Как указывалось выше, продув-
ку тяговых двигателей и электриче-
ской аппаратуры на электровозах
можно выполнять в специализиро-
ванных обмывочно-продувочных
стойлах. Эту операцию можно так-
же осуществлять либо в стойлах
депо, оснащенных устройствами для
сушки тяговых двигателей, либо с
использованием передвижной вы-
тяжной установки А-470 конструк-
ции ПКБ ЦТ. Смонтированную на
четырехколесной тележке установ-
ку присоединяют к люку тягового
двигателя через сменный фланец.
Вентилятор засасывает воздух в
брезентовый рукав и по колену на-
правляет его в пылеуловитель. В ци-
линдре пылеуловителя воздух, со-
вершая вращательное движение,
очищается от пыли и по вертикаль-
ной трубе выходит в фильтр вто-
ричной очистки. Этот фильтр пред-
ставляет собой глухой цилиндр из
воздухонепроницаемой ткани.
После разборки электровоза раз-
личные его узлы и детали (якоря и
остовы тяговых двигателей, элек-
трические аппараты и др.) также
подвергают продувке в специализи-
рованных продувочно-обдувочных
камерах.
4. Механизация и автоматизация
технологических процессов
ремонта и технического
обслуживания электровозов
Процесс разборки, ремонта и
сборки электровозов, а также их
технического обслуживания связан
с использованием различных меха-
низмов. Организация ремонта в ло-
комотивных депо характеризуется
высоким уровнем механизации от-
дельных операций и технологиче-
ских процессов. Широкое примене-
ние получила механизация подъем-
но-транспортных операций путем
использования мостовых, козловых,
консольных, локтевых (рис. 6) и ве-
лосипедных кранов различной гру-
зоподъемности, кран-балок, тельфе-
ров, электрокаров и электропогруз-
чиков, электрических (рис. 7), гид-
равлических и пневмогидравличе-
ских домкратов, лифтов, подъемни-
ков различной конструкции, весьма
разнообразных кассет и контейне-
ров для транспортировки деталей,
кантователей, передаточных теле-
жек и т. д.
Для механизации слесарно-мон-
тажных операций широко применя-
ются гайковерты (рис. 8), шплинто-
деры, индукционные (рис. 9) и гид-
равлические съемники, прессы, спе-
циализированные станки и приспо-
собления для снятия и постановки
различных узлов и агрегатов.
Специализированные механизмы
применяются при выполнении сва-
рочных, малярных, гальванических
и других работ, операций по меха-
нической, термической и термохи-
мической обработке, обмывке и очи-
стке деталей и узлов и др.
По мере роста ремонтной про-
граммы вследствие концентрации
ремонта, увеличения объема пере-
20
возок, а также в связи с необходи-
мостью повышения эффективности
и качества ремонта электровозов
механизация отдельных технологи-
ческих операций и процессов ока-
зывается недостаточной. Известно,
что потери рабочего времени возни-
кают главным образом на стыках
производственных операций, даже
механизированных, в результате не-
достаточной организации ремонтно-
го процесса. Стремление к устране-
нию этих потерь, снижению трудо-
емкости и стоимости ремонта при-
вело к появлению поточно-конвей-
ерных линий, механизированных
рабочих мест, механизированных
стойл для технического обслужива-
ния и ремонта электровозов.
Механизированные поточные ли-
нии и рабочие места позволяют
максимально и комплексно механи-
зировать и автоматизировать тру-
доемкие производственные процес-
сы, что обеспечивает повышение
производительности труда, увеличе-
ние выпуска продукции на тех же
производственных площадях, созда-
ние благоприятных и безопасных
условий труда.
Непременным условием организа-
ции поточного метода является кон-
центрация ремонта н специализа-
ция его по сериям электровозов.
В тех локомотивных депо, где про-
грамма ремонта невелика и строить
целиком поточную линию невыгод-
но, используют отдельные элементы
поточных линий и на их основе соз-
дают механизированные рабочие
позиции. Весьма целесообразно ис-
пользовать поточные линии для ре-
монта наиболее трудоемких узлов—
тележек, колесных пар, букс, тяго-
вых двигателей.
Поточная линия представляет
собой комплекс технологического,
контрольного и транспортного обо-
рудования, расположенного по ходу
сборки или разборки локомотива и
специализированного на выполне-
нии определенного набора опера-
ций. Поточные линии применяются
как для ремонта электровоза в це-
Рис. 6. Локтевой
кран:
/ — основание; 2, 3 —
нижняя и верхняя по-
воротные консолн; 4 —
крюк
лом, так и для восстановления от-
дельных его узлов.
Расположение и планировка по-
точных линий в каждом конкрет-
ном депо зависят от конфигурации
и площади цехов, наличия краново-
го оборудования, размещения ре-
монтных отделений, развития транс-
портных связей между цехами и от-
делениями, существующего разме-
щения крупного оборудования и
других факторов. Поступающий в
ремонт электровоз устанавливают
на домкраты и после подъемки ку-
зова выкатывают тележки на ис-
ходную позицию поточной линии.
Раму тележки снимают мостовым
краном и, пропустив через моечную
машину, передают на поточную ли-
нию ремонта рам тележек. Колес-
но-моторные блоки краном устанав-
ливают на позицию разборки. От-
сюда колесные пары после обмыв-
ки передают на поточную линию
ремонта колесных пар и букс.
Рассмотрим более подробно
устройство отдельных поточных
линий.
На позициях разборки и сборки
электровозных тележек (рис. 10)
установлены домкраты для под-
держки тяговых двигателей, техно-
логические тележки с канатным
приводом и гидродомкраты с иасос-
иой станцией для снятия струнок,
21
Рис. 7. Электрический 25-тонный консольный домкрат для подъемки кузовов
Рис. 8. Гайковерт 312-01 (ПГ-1):
/ — корпус; 2 —стакан; 3 — пружина; 4 — гнездо подшипника
Рис. 9. Индукционный съемник:
/- катушка; 2 магнитопровод; 3 — шейка оси колесной пары; 4 ~ корпус индукционно-
го съемника; .5 кабель для питания от сети
22
Рис. 10. Планировка поточной линии ремонта тележек электровозов ВЛ8 и ВЛ23:
1 — место для ремонта кожухов; 2 — испытательная станция; 3 — поточная линия ремонта тяго-
вых двигателей; 4— мостовой кран грузоподъемностью 10 т; 5 — колесный цех; 6 — запасные
рамы тележек электровозов; 7 — мостовой кран грузоподъемностью 15 т; 8 — место обкатки ко-
лесно-моторных блоков; 9, /0 — места сборки н разборки колесно-моторных блоков; /—УШ —
позиции: разборки тележки, мойки тележки машиной ММД-13Б, разборки и проверки рам теле-
жек, ремонта рамы, сварочных работ на раме, окраски-сушки, сборки узлов на раме, сборки
тележки
гайковерты, транспортные кассеты,
приспособления для снятия и по-
становки подвесок тяговых двига-
телей, захваты, удерживающие ра-
му при сжатии этих подвесок.
Вдоль позиции сделан приямок глу-
биной 700 и шириной 900 мм, кото-
рый позволяет слесарям при монта-
же и демонтаже оборудования те-
лежки стоять в полный рост. После
окончания этих работ приямок за-
крывают настилом, который выдви-
гают из-под пола при помощи пнев-
матических цилиндров.
На позиции разборки тележек
снимают раму с колесно-моторных
блоков и выполняют все подготови-
тельные работы. Для поддержки и
подъема тяговых двигателей приме-
няют гидродомкраты. При подъеме
двигателя и сжатии траверс возмо-
жен подъем всей тележки, поэтому
для ее удержания в приямках смон-
тированы захваты рамы. Нижняя
часть захвата забетонирована в пол
приямка, а верхняя закреплена за
рельс.
Для облегчения сжатия и по-
становки подвесок используют при-
способления, позволяющие выкаты-
вать их на рольгангах в попереч-
ном направлении. Приспособление
одним концом крепят к двум бол-
там межрамного крепления, а вто-
рым устанавливают на опору под-
вески.
После поджатия гидродомкра-
том и фиксирования в этом положе-
нии гайками стяжных болтов подве-
ска скатывается по рольгангам на
приспособление, а затем ее снима-
ют краном.
Гайки буксовых струнок отвора-
чивают гайковертами, которые уста-
новлены в приямках по одному с
каждой стороны тележки. Гайковер-
ты перемещаются вдоль приямка по
рельсу квадратного сечения и уголь-
нику.
Буксовые струнки снимают, ук-
ладывают и транспортируют специ-
альным устройством (рис. 11), уста-
новленным на тележке, передвига-
ющейся по однорельсовому пути
вдоль приямка. Устройство снабже-
но силовыми цилиндрами, располо-
женными в приямке под каждой
буксовой челюстью. Тележка состо-
ит из рамы, к которой прикреплены
направляющие с ушками для пру-
жин.
По направляющим при помо-
щи штока силового цилиндра пере-
мещается подвижной стол, несущий
две пары подпружиненных крючь-
ев-захватов. Тележка, передвигае-
мая вдоль приямка канатным при-
водом, останавливается против вы-
23
реза над силовым цилиндром. Ниж-
ние крючья-захваты цепляются за
вставку рельса, а верхние наклады-
ваются на буксовую струнку, сни-
мая ее при движении штока ци-
линдра вниз. Струнка, лежащая на
подвижном столе, опускается и ук-
ладывается на неподвижный стол,
прикрепленный к раме тележки.
Позиция разборки и сборки рам
тележек оснащена консольным кра-
ном с тельфером, который позво-
ляет выполнять все операции по
разборке без использования мосто-
вого крана. С каждой стороны по-
зиции размещены стеллажи и кас-
сеты для укладки и транспортиров-
ки деталей рессорного подвешива-
ния. Балансиры, рессоры и рессор-
ные стойки снимают специальными
захватами, подвешенными к тель-
феру.
Позицию, где выполняют сва-
рочные работы (рис. 12), огражда-
ют шторами. Вдоль нее подвешива-
ют медные шины с перекатывающи-
мися токосъемниками. Позиция обо-
рудована приточно-вытяжной венти-
ляцией, местными отсосами.
На позиции окраски имеется ка-
мера для окраски и сушки рам те-
лежек (рис. 13). Окраску осуществ-
ляют методом безвоздушного рас-
пыления. На кровле камеры разме-
щены две воздушно-тепловые ре-
циркуляционные сушильные установ-
ки. Механизм открытия и закрытия
дверей камеры имеет дистанцион-
ное управление. Камера снабжена
вытяжной вентиляцией. Рамы с по-
зиции на позицию перемещаются
цепным конвейером (рис. 14).
ПКБ ЦТ разработало типовую
поточную линию по ремонту колес-
ных пар и роликовых букс. Благо-
даря использованию высокопроиз-
водительных механизмов, транс-
портных средств и накопителей та-
кая линия позволяет на 33% сокра-
тить затраты времени на ремонт,
поднять уровень механизации работ
до 80% и на 60% увеличить про-
грамму ремонта. Планировка такой
линии для колесных пар и букс
электровозов ВЛ8 и ВЛ23 приведе-
на на рис. 15. После обмывки в мо-
ечной машине колесную пару пода-
ют на первую позицию, где при по-
Рис. 11. Устройство для снятия буксовых струнок:
I — силовой цилиндр; 2, 6 — нижние и верхние крючья-захваты; 3 — вставка рельса; 4, 5 — не-
подвижный и подвижный столы; 7 — пружины; Я —струнка; 9 — направляющие; 10 — колесо; 11 —
рама; 12 — рельс
24
Рис. 12. Позиция сварки рам тележек:
/ — вытяжная вентиляция; 2 — шкафы для инструмента и электродов; <3 — штора; 4 — труба для
подвода воздуха; 5 — медная шина; 6 — стойка
Рис. 13. Камера для окраски и сушки рам тележек:
/ — вытяжные каналы; 2 — вертикальные каналы; 3 — приточный канал; 4 ~ калорифер; 5 — под-
веска двери; 6 — решетка приямка; 7 — нижняя направляющая двери; 8 — приямок
Рис. 14. Ценной конвейер:
/- звездочка; 2 редуктор; 3 - электродвигатель; 4, 7 — рейки; .5- тяговая цепь; б — тележка
конвейера; 8 рама; 9 — винт; 10-- подшипник; // - нижний рельс
2”)
мощи многошпиндельного гайковер-
та отворачивают болты и снимают
передние крышки. Позиция оснаще-
на механизмом для поворота колес-
ной пары на 180 °C (рис. 16), что
позволяет выполнять операцию на
обеих буксах.
Одновременно одношпиндельным
гайковертом отворачивают болты
задней крышки и передают колес-
ную пару при помощи толкателя на
следующую позицию.
Вторая позиция также оборудо-
вана поворотным механизмом и дву-
мя толкателями. К ней примыкает
конвейер разборки, на котором име-
ются буксосъемник, транспортиро-
вочная тележка, моечная машина и
толкатель для передачи букс. Пос-
ле установки колесной пары на фик-
сатор съемник надвигается на бук-
су. При возвращении съемника
назад его створки упираются в реб-
ра буксы со стороны наличников и
тянут ее за собой. Букса, сойдя с
подшипников, опускается на под-
держки, расположенные на съемни-
ке, и, перемещаясь вместе со съем-
ником, оказывается на транспорти-
ровочной тележке. Пока тележка
движется к моечной машине, спе-
циальное устройство стягивает бук-
су со съемника. Буксы обмываются
в машине в течение 2—3 мин, затем
тележка перемещается на послед-
нюю позицию, где толкатель по-
сылает корпус буксы на конвейер-
накопитель.
Тележка без буксы возвращает-
ся в исходное положение, колесная
пара разворачивается на 180°, да-
лее демонтируется вторая букса.
Рис. 15. Планировка типовой поточной линии по ремонту колесных пар и букс элект-
ровозов ВЛ8 и ВЛ23:
/“-механизмы для разборки колесных пар на первой позиции; 2 — конвейер разборки букс; 3 —
позиция демонтажа роликовых подшипников; 4 — стенд для дефектоскопии колесных пар; 5 —
приспособление для зачистки оси; 6 —поточная линия срезки наличников и зачистки внутренней
поверхности букс; 7 — механизм поворота колесных пар на 90°; 8 — поворотный круг для сва-
рочных работ на буксах; 9 —позиции монтажа роликовых подшипников; 10 — гайковерт для
гаек задних крышек; 11 — индукционный нагреватель букс; 12 ~ механизм поворота колесных пар
на <180°; 13 ~~ толкатель колесных пар; 14 — многошпиндельный гайковерт
26
вид A
Рис. 17. Станок для зачистки букс:
/ — кожух; 2 — электродвигатель; 3 ~ пульт
цилиндр; 7 —траверса: в —шкив; 9 — стакан;
щетка
управления; 4 - колонна; 5 — станина; 6 — пневмо-
Ю — вал: II штанга; 12 защитный кожух; 13
27
На конвейере-накопителе буксы
осматривают и определяют износ
наличников, бракованные срезают
ацетилено-кислородной горелкой.
После срезки наличников букса пе-
редается на станок для зачистки
внутренней поверхности (рис. 17),
а затем — на фрезерный станок
для зачистки посадочных поверхно-
стей под наличники. Далее букса
поступает на стол осмотра, обмера
и подбора наличников. От стола
она передается на поворотный круг,
оснащенный кантователями, где на-
личники приваривают и зачищают
сварные швы. Место для сварки
ограждают защитными ширмами и
оборудуют вытяжной вентиляцией.
Освобожденная от букс колес-
ная пара выталкивается на третью
позицию, где осуществляют демон-
таж роликовых подшипников. Эта
позиция оснащена гайковертом для
отворачивания осевых гаек, гидро-
прессом для выпрессовки закрепи-
тельно-стяжных втулок сферических
подшипников и механизмом для ав-
томатического опускания подшипни-
ков в желоб. Гидропресс применя-
ют также и для демонтажа закре-
пительно-стяжных втулок. При ре-
монте колесных пар с цилиндриче-
скими роликовыми подшипниками
гидропресс не используют.
Колесная пара, освобожденная
от подшипников, выталкивается на
четвертую позицию — стенд для
дефектоскопии колесных пар.
После дефектоскопии колесную
пару обтачивают на станке и пода-
ют на пятую сборочную позицию.
Позиция сборки оснащена поворот-
ным механизмом, двумя толкателя-
ми, гайковертом для заворачивания
осевых гаек, прессом для постанов-
ки закрепительно-стяжных втулок
и подъемником роликовых подшип-
ников. По окончании монтажа под-
шипников колесная пара выталки-
вается на шестую позицию, обору-
дованную многошпиндельным гайко-
вертом для заворачивания болтов
передней крышки, гайковертом для
заворачивания болтов задней крыш-
ки, индукционным нагревателем и
захватом-кантователем, подвешен-
ным на тельфере. Буксу с поворот-
ного круга берут захватом-кантова-
телем, подают на индукционный на-
греватель и нагревают до темпера-
туры 70—80 °C. По окончании на-
грева ее перекантовывают на за-
хват-кантователь, надевают на под-
шипники и крепят заднюю и перед-
нюю крышки.
Помимо рассмотренных, в локо-
мотивных депо применяются и дру-
гие механизированные поточные ли-
нии и рабочие места. К их числу
можно отнести поточные линии ре-
монта тяговых двигателей, деталей
рессорного подвешивания, кожухов
зубчатой передачи, электрических
аппаратов, позиции сборки и раз-
борки колесно-моторных блоков. По-
точные механизированные линии
нашли наибольшее применение в
депо, выполняющих текущий ремонт
ТР-3. В остальных депо использу-
ют главным образом механизиро-
ванные стойла и рабочие места.
Глава II
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ЭЛЕКТРОВОЗОВ
5. Общие сведения
о техническом обслуживании
Действующая на железных до-
рогах нашей страны система плано-
во-предупредительного ремонта пре-
дусматривает обеспечение эксплуа-
тационной надежности электровозов
в период между плановыми теку-
щими ремонтами путем техническо-
го обслуживания ТО-1, ТО-2 и ТО-3.
В комплекс работ по техническому
обслуживанию электровозов входит
устранение видимых дефектов, смаз-
ка трущихся частей, крепление ос-
лабших деталей, регулировка тор-
мозной системы, осмотр тяговых
двигателей и электрических аппара-
тов, поддержание в чистоте их изо-
лирующих частей и контактных по-
верхностей. Выполнение этих мер
призвано обеспечить бесперебойную
эксплуатацию электровозов на уча-
стках значительной протяженности
при обслуживании их сменными ло-
комотивными бригадами. В зависи-
мости от конкретных условий экс-
плуатации могут изменяться объе-
мы выполняемых работ, частота их
производства, простой электровоза
на техническом обслуживании того
или иного вида. Однако среднесете-
вые нормативы устанавливаются
МПС на основе обобщения передо-
вого опыта.
Основной задачей технического
обслуживания является выдача под
поезд исправного электровоза. За-
прещается выпускать в эксплуата-
цию электровозы, имеющие хотя бы
одну из следующих неисправностей:
неисправность прибора для подачи
звукового сигнала; неисправность
компрессора, пневматического, элек-
тропневматического, ручного тормо-
за; трещину в хомуте, рессорной
подвеске или коренном листе рессо-
ры, излом рессорного листа; неис-
правный буксовый или моторно-осе-
вой подшипник; трещины в корпусе
буксы; неисправное устройство, пре-
дохраняющее детали от падения на
путь. Нельзя выпускать на линию
электровозы, имеющие неисправ-
ность ударно-тяговых устройств, ав-
тостопа, автоматической локомотив-
ной сигнализации или прибора бди-
тельности, устройств поездной или
маневровой радиосвязи, прожекто-
ра, буферного фонаря, освещения,
контрольного или измерительного
прибора; защитной блокировки вы-
соковольтной камеры; средств по-
жаротушения; устройств защиты от
токов короткого замыкания, пере-
грузки и перенапряжения; неис-
правный или отключенный тяговый
двигатель; неисправность скоросте-
мера; неработающую систему пода-
чи песка; неисправность токоприем-
ника, вентилятора тягового двигате-
ля или выпрямительной установки;
трещину или излом зуба тяговой
зубчатой передачи; неисправность
кожуха зубчатой передачи, вызыва-
ющую вытекание смазки.
Кроме того, запрещается выпу-
скать в эксплуатацию электровозы,
имеющие хотя бы одну из следу-
ющих неисправностей колесных пар:
поперечную трещину в любой части
оси; ослабление бандажа на цент-
ре, оси в ступице колеса, центра
зубчатого колеса на оси или ступи-
це колесного центра; продольную
трещину или плену на средней ча-
сти оси длиной выше 25 мм, а на
других обработанных поверхно-
стях — независимо от размеров;
острые поперечные риски, задиры и
забоины на шейках или на предпод-
ступичных частях оси; протертое
место на оси более 4 мм; отклоне-
ние расстояния между внутренними
гранями бандажей колесных пар от
номинального в сторону увеличения
29
или уменьшения более 3 мм (у элек-
тровозов, эксплуатируемых со ско-
ростью свыше 120 км/ч, отклонение
в сторону уменьшения допускается
не более 1 мм); прокат по кругу ка-
тания более 7 мм (у электровозов,
эксплуатируемых со скоростью свы-
ше 120 км/ч, более 5 мм); толщина
гребня, измеренная на расстоянии
20 мм от его вершины, должна быть
не более 33 мм и не менее 25 мм
(у электровозов, эксплуатируемых
со скоростью свыше 120 км/ч, не
менее 28 мм); вертикальный под-
рез гребня высотой более 18 мм;
ползун (выбоину) на поверхности
катания для колесных пар с роли-
ковыми буксовыми подшипниками
более 1 мм и для колесных пар с
подшипниками скольжения более
2 мм; остроконечный накат на греб-
не; трещину или плену в бандаже,
диске или ступице колесного цент-
ра; раковину или выщербину на по-
верхности катания бандажа; мест-
ное увеличение ширины бандажа в
результате раздавливания более
5 мм; трещину в спице и одновре-
менно наличие двух трещин в двух
смежных со спицей секторах обода;
наличие двух трещин в одном сек-
торе обода колесного центра.
Подразделения локомотивного
депо, выполняющие техническое об-
служивание электровозов, должны
располагать эксплуатационным за-
пасом деталей и материалов и тех-
нологическим запасом узлов и аг-
регатов. Общая номенклатура, ко-
личество деталей и материалов в
эксплуатационном запасе, а также
размер неснижаемого технологиче-
ского запаса узлов и агрегатов
устанавливаются в зависимости от
серии электровоза и местных усло-
вий на основе норм расхода мате-
риалов и запасных частей.
На качество технического обслу-
живания электровозов оказывает
значительное влияние квалифика-
ция обслуживающего персонала.
Для обеспечения высокого каче-
ства технического обслуживания
электровозов большое значение
30
имеют повышение квалификации ра-
бочих и правильно организованная
система заработной платы, мораль-
ное и материальное стимулирование
бездефектного труда.
Непременным условием качест-
венного технического обслуживания
электровозов является высокая тех-
ническая оснащенность рабочих
мест, которые должны отвечать тре-
бованиям охраны труда и техники
безопасности. Стойла технического
обслуживания электровозов долж-
ны размещаться в крытых помеще-
ниях со смотровыми канавами для
осмотра экипажной части и тяговых
двигателей, смотровыми площадка-
ми на уровнях пола кузова и кры-
ши, секционированной контактной
сетью, агрегатом ввода и вывода
электровоза под низким напряже-
нием.
Необходимая оснастка вклю-
чает в себя инструмент и приспо-
собления, сварочное оборудование
и магистраль сжатого воздуха.
Эффективность технического об-
служивания электровозов зависит
от точного соблюдения установлен-
ных норм пробега и сроков между
смежными видами технического об-
служивания. Всякое отклонение от
установленных нормативов являет-
ся показателем низкого уровня ор-
ганизации перевозочного процесса
и должно рассматриваться как серь-
езное упущение в работе. Только
своевременная постановка электро-
воза на техническое обслуживание,
полное и точное соблюдение уста-
новленной технологии работ могут
обеспечить высокий уровень экс-
плуатационной надежности локомо-
тивного парка.
6. Техническое обслуживание ТО-1
Техническое обслуживание
ТО-1 — единственный вид обслу-
живания, который выполняется ло-
комотивными бригадами. В период
эксплуатации между ТО-2 локомо-
тивные бригады осуществляют уход
за электровозом, обеспечивают
смазку трущихся частей, выполняют
осмотр и служебный ремонт.
Указанные работы осуществля-
ют при приемке и сдаче электрово-
за, а также в период технологиче-
ских пауз, предусмотренных графи-
ком движения поездов. При этом
особое внимание уделяют выполне-
нию служебного ремонта экипаж-
ной части, креплению деталей, на-
ходящихся под кузовом, т. е. тем
узлам и деталям, состояние которых
непосредственно связано с безопас-
ностью движения поездов. Трущие-
ся детали необходимо смазывать
смазочными материалами соответ-
ствующих сортов.
Проверяют состояние и работу
тормозных устройств и автосцепки,
автоматической локомотивной сиг-
нализации и устройств радиосвязи,
прн необходимости осуществляют
регулировку автоматических тор-
мозов.
Проверяют состояние токоприем-
ников и другого крышевого обору-
дования, вспомогательных машин,
электрической аппаратуры, аккуму-
ляторной батареи.
При необходимости выполняют
мелкий служебный ремонт: крепят
ослабшие и заменяют негодные бол-
ты, гайки, шплинты, чеки, заменяют
перегоревшие лампы и плавкие пре-
дохранители, осматривают тяговые
двигатели и вспомогательные ма-
шины после срабатывания защиты
и устраняют возникшие неисправ-
ности, ликвидируют утечки воздуха,
заменяют концевые и соединитель-
ные рукава и т. п.
Большое внимание уделяют
уборке и обтирке электровоза с
целью поддержания на должном
уровне его состояния.
В последние годы на проведение
ТО-1 обращают все большее внима-
ние. Этому способствует распрост-
ранение инициативы локомотивных
бригад депо Москва-Сортировочная
Московской дороги, выступивших с
призывом возродить на железнодо-
рожном транспорте лунинское дви-
жение. Известно, что по почину Ге-
роя Социалистического Труда, лау-
реата Государственной премии
СССР машиниста Н. А. Лунина в
годы Великой Отечественной войны
многие локомотивные бригады сво-
ими силами выполняли текущий ре-
монт паровозов. Возобновление дви-
жения машинистов-лунинцев на но-
вой технической основе, в условиях
сменной езды локомотивных бригад
имеет большое значение для обес-
печения исправной эксплуатации
электровозов.
Большая роль также принадле-
жит развернувшемуся на железно-
дорожном транспорте по инициати-
ве дважды Героя Социалистическо-
го Труда машиниста В. Ф. Соколо-
ва движению по взятию электрово-
зов на социалистическую сохран-
ность. Широкое распространение
этой инициативы на железных до-
рогах способствует улучшению тех-
нического состояния электровозного
парка.
7. Техническое обслуживание ТО-2
Организация ТО-2. При ТО-2 не
реже одного раза в двое суток про-
веряют состояние основного обору-
дования и ходовых частей электро-
воза и устраняют выявленные при
осмотре неисправности. Кроме того,
выполняют работы, записанные ло-
комотивными бригадами в журнале
технического состояния электрово-
за в период между очередными ви-
дами технического обслуживания.
О выполнении работ делают соот-
ветствующие отметки в журнале.
При ТО-2 также проверяют устрой-
ства автоматической локомотивной
сигнализации и поездной радио-
связи.
Размещение пунктов, выполня-
ющих ТО-2, связано с протяжен-
ностью и конфигурацией участков
обращения электровозов, интенсив-
ностью эксплуатации и технической
вооруженностью железнодорожных
линий. Наилучшим является распо-
ложение пунктов технического об-
служивания (ПТО) на конечных
станциях обслуживаемых линий.
В таких случаях отпадает небходи-
31
мость отцепки электровоза от поез-
да для выполнения технического
обслуживания, так как оно осу-
ществляется за время нахождения
электровоза в пункте оборота и
обычно совмещается с его экипи-
ровкой.
В зависимости от конкретных
эксплуатационных условий ТО-2
выполняют с периодичностью 24—
48 ч. Нормы работы электровозов
между смежными техническими об-
служиваниями устанавливаются
приказом начальника дороги. В слу-
чаях когда полигон эксплуатации
электровозов выходит за пределы
одной дороги, периодичность ТО-2
согласовывается с начальниками со-
ответствующих дорог. Простой элек-
тровоза на ТО-2 обычно бывает не
менее I ч при трудоемкости 8—
12 чел.-ч.
Для нормального функциониро-
вания пункта технического обслу-
живания ТО-2 крайне важно содер-
жать неснижаемый запас материа-
лов, деталей и узлов. В него вклю-
чают болты, винты и шпильки ходо-
вых размеров, простые и пружин-
ные шайбы, шплинты, электроизо-
ляционные покровные эмали холод-
ной сушки НЦ-929, ГФ-98-ХС или
ГФ-29-ХК, изоляционную ленту,
бензин, шпагат, наждачную бумагу
и стеклянное полотно. В запасе
должны быть пружины и листовые
рессоры, балансир рессорного под-
вешивания, тормозные колодки,
форсунки песочницы, трубы к ним,
скобы и наконечники труб, предо-
хранительные скобы или тросики
рычажных передач, подбивка мо-
торно-осевых подшипников.
Для ремонта тяговых двигате-
лей и вспомогательных машин тре-
буется иметь запас электрощеток,
кронштейнов, щеткодержателей,
крышек нижних и верхних люков.
Для ремонта токоприемников необ-
ходимы полозы, каретки, опорные
изоляторы, редукционные клапаны,
изолирующие шунты и смазка
СГС-О. В запасе содержат также
некоторое количество индивидуаль-
ных контакторов, дугогасительных
32
камер, контактов, шунтов, контакто-
держателей, пружин и электромаг-
нитных вентилей, низковольтных и
высоковольтных предохранителей,
электроламп, элементов калорифе-
ров, измерительных приборов и до-
бавочных резисторов к ним. Из низ-
ковольтных приборов в запасе хра-
нят регулятор напряжения с запас-
ными контактами, некоторые наи-
более часто сменяемые реле, пакет-
ные выключатели, патроны электро-
ламп, контакты и другие детали вы-
ключателей. В запас включают так-
же пальцы блокировочных контак-
тов, блокировочные контакты, изо-
ляторы, кожаные манжеты приво-
дов электрических аппаратов, эле-
менты резисторов вспомогательных
машин и пальцы реверсоров.
Для ремонта пневматического
оборудования в запасе содержат
краны машиниста, разобщительные
краны, концевые рукава, прямодей-
ствующий кран, воздухораспредели-
тель, пневматическую блокировку,
манометр, клапан высокого давле-
ния, электропневматический клапан,
тифон в сборе и мембраны тифона.
Кроме того, на пункте технического
обслуживания ТО-2 должны быть
скоростемеры в сборе, редуктор и
вилка привода скоростемера, огне-
тушители, замки дверей, лобовые и
боковые стекла, электроды, высоко-
вольтные и низковольтные провода
наиболее употребляемых марок и
сечений, жидкая и консистентная
смазки.
Механическое оборудование.
При ТО-2 предъявляют особые тре-
бования к осмотру и при необходи-
мости к ремонту ответственных уз-
лов и деталей механического обору-
дования, обеспечивающих безопас-
ность движения, а также тех дета-
лей, по которым наблюдаются по-
вышенные износы, ослабление кре-
пления. Сразу после постановки
электровоза на ощупь проверяют
нагрев моторно-осевых, буксовых и
якорных подшипников. В случае
чрезмерного нагрева моторно-осево-
го подшипника буксу очищают от
грязи и снимают вместе с вклады-
1цем. Проверяют состояние шейки
оси, поверхности вкладыша, подбив-
ки и устанавливают объем ремонта.
При этом нельзя применять искус-
ственное охлаждение водой, маслом
или воздухом во избежание обра-
зования трещин в оси колесной па-
ры. Радиальный зазор между шей-
кой оси и вклялышрм___ц£__должен
превышать 2,5 мм, а разность этих
ЗаЗОрОВ V ОДНОГО тягпнпгп днигятр-
ля не должна быть более 1 мм.
Обстукиванием убеждаются в
надежности крепления и отсутствии
оборванных болтов, валиков креп-
ления, шапок моторно-осевых под-
шипников, крышек заправочной гор-
ловины, крышек осевых букс, крон-
штейнов подвесок тяговых двигате-
лей, кожухов редукторов, буксовых
поводков и струнок, подвесок и пре-
дохранительных скоб рессорного
подвешивания и тормозной рычаж-
ной передачи, противоотносного и
противоразгрузочного устройств,
люлечного подвешивания, гасителей
колебаний, сочленения тележек, ре-
дукторов скоростемеров, пескопро-
водных труб. При этом ослабшие
крепления закрепляют, а неисправ-
ные болты заменяют.
Убеждаются в отсутствии утеч-
ки смазки из букс моторно-осевых
подшипников и кожухов зубчатой
передачи, замеряют уровень смазки
и при необходимости добавляют ее.
При этом нельзя допускать смеше-
ния смазок различных марок. Кон-
тролируют состояние рам тележек и
укрепленных на ней кронштейнов,
убеждаются в отсутствии трещин,
изломов, недопустимых износов.
Особенно тщательно осматривают
колесные пары. Проверяют плот-
ность посадки бандажей, убежда-
ются в отсутствии сдвига их по кон-
трольным рискам, а также в отсут-
ствии сдвига центра на оси. Убеж-
даются также в отсутствии трещин,
выбоин (ползунов), недопустимого
проката, остроконечного наката,
подреза гребней и других дефектов.
Осматривают детали рессорного
подвешивания — листовые рессоры,
пружины, валики, убеждаются в от-
Зак. 1613
сутствии трещин или сдвига листов,
пружин, хомутов, ненормальных из-
носов и зазоров.
Проверяют состояние и устанав-
ливают целостность деталей тор-
мозной рычажной передачи и руч-
ного тормоза и заменяют неисправ-
ные детали. Тормозные колодки за-
меняют по достижении ими пре-
дельной толщины, при наличии
сквозных трещин по всей ширине
колодки, в случаях клиновидного
износа колодки, когда наименьшая
допустимая толщина находится от
тонкого конца колодки на расстоя-
нии 50 мм и более. Проверяют и
при необходимости регулируют вы-
ход штоков тормозных цилиндров, а
также равномерность отхода тор-
мозных колодок от бандажа при
отпущенном тормозе.
Осматривают боковые опоры,
люлечное подвешивание, противоот-
носное и противоразгрузочное уст-
ройства. При осмотре люлечного
подвешивания необходимо убедить-
ся в отсутствии ослабления крепле-
ния болтов балансиров к раме ку-
зова и наличии стопорных шайб.
При необходимости крепят болты.
Убеждаются в отсутствии выработ-
ки на стержнях у отверстий опор,
проверяют целостность стержней и
пружин. Наличие выработки стерж-
ней свидетельствует о неправильной
установке люлечного подвешивания.
Выработанные стержни и изломан-
ные пружины заменяют. Также под-
лежат замене опорная шайба стерж-
ня и стакан в случае обнаружения
в них трещин. Зазор между опорой
и прокладкой должен быть не ме-
нее 4 мм, в противном случае узел
люлечного подвешивания подлежит
разборке с заменой деталей. Допу-
скаемая в эксплуатации высота пру-
жины в сборе с гфокладками долж-
на быть не менее 300 мм.
Тщательно контролируют ис-
правность, состояние, крепление и
работу автосцепного устройства,
особенно целостность маятниковых
подвесок и болтов розеток, крепле-
ние клина хомута и других деталей,
высоту оси автосцепки,
33
Проверяют и при необходимости
регулируют подачу песка форсунка-
ми. Одновременно обращают вни-
мание на целостность пескопровод-
ных труб, положение их наконечни-
ков по отношению к бандажу и го-
ловке рельса. Также проверяют на-
дежность крепления и исправность
привода, редукторов и аппарата
скоростемера, приемных катушек
устройств автоматической локомо-
тивной сигнализации, приборов бди-
тельности и радиосвязи, обеспечива-
ющих безопасность движения поез-
дов. Трущиеся части смазывают со-
гласно карте смазки.
Осматривают автотормозное и
пневматическое оборудование. При
этом проверяют наличие пломб в
установленных местах и убеждают-
ся в отсутствии видимых поврежде-
ний приборов. Контролируют в каж-
дой кабине работу крана машини-
ста, ручного и вспомогательного
тормозов. При необходимости заме-
няют кран машиниста и тифон.
Тяговые двигатели и вспомога-
тельные машины. Тяговые двигате-
ли и вспомогательные машины ос-
матривают высококвалифицирован-
ные слесаря. Перед началом осмот-
ра мастер или бригадир должен
ознакомиться с замечаниями маши-
ниста в журнале формы ТУ-152.
Технический осмотр электрических
машин предназначен для предупре-
ждения отказов их в пути следова-
ния и должен выполняться очень
тщательно, так как даже мелкие
дефекты, если они своевременно не
будут выявлены и устранены, могут
вызвать в дальнейшем в эксплуата-
ции серьезные повреждения элек-
трических машин. После постанов-
ки электровоза на техническое об-
служивание осуществляют наруж-
ный осмотр тяговых двигателей и
вспомогательных машин. Обращают
внимание на состояние подшипни-
ковых узлов — моторно-осевых и
якорных подшипников. Убеждаются
в отсутствии повышенного нагрева
подшипников. Сразу после поста-
новки электровоза на ощупь прове-
ряют нагрев наружных крышек (до-
34
ступных) якорных подшипников,
проверяют наличие потеков смазки
из якорных и моторно-осевых под-
шипников. Осматривают корпусы
тяговых двигателей, состояние уз-
лов их подвески. На электровозах
ЧС2 проверяют состояние поводков
карданной муфты, убеждаются в от-
сутствии в них трещин.
Проверяют исправность замков
коллекторных люков, состояние бол-
товых креплений шапок моторно-
осевых подшипников, подшипнико-
вых щитов, кожухов зубчатой пере-
дачи, а также главных и добавоч-
ных полюсов.
Очень тщательно проверяют ще-
точно-коллекторные узлы электри-
ческих машин, и особенно тяговых
двигателей.
Открывают крышки коллектор-
ных люков. Перед открытием кры-
шек поверхности остова, располо-
женные около них, а также сами
крышки очищают от снега, пыли и
грязи. Проверяют качество пригон-
ки крышек, состояние уплотнитель-
ных прокладок. Неплотности между
крышкой люка и поверхностью ок-
на недопустимы.
Осматривают коллекторы; в слу-
чаях загрязнения или незначитель-
ного затягивания межламельных ка-
навок медью прочищают их волося-
ной или капроновой щеткой. Закон-
ченность и следы перебросов, а
также мелкие дефекты на поверх-
ности коллектора устраняют стек-
лянным полотном, укрепленным на
специальной деревянной колодке,
рабочая поверхность которой имеет
длину не менее 2/з длины коллекто-
ра, вогнута по радиусу, близкому к
радиусу коллектора. Зачистку реко-
мендуется производить на враща-
ющемся коллекторе.
После зачистки и шлифовки во-
лосяной щеткой снимают металли-
ческую пыль с коллектора, а затем
продувают его сжатым воздухом
давлением 200—300 кПА (2—
3 кгс/см2) и протирают технической
салфеткой. Проверяют прочность
крепления траверсы, убеждаются в
отсутствии перемещения и вибра-
ции. Если обнаружены следы кру-
гового огня или перебросов на кор-
пус тяговых двигателей ТЛ-2К1,
НБ-407Б, а также тяговых двигате-
лей электровозов ЧС, то для обес-
печения тщательного осмотра ще-
точных узлов и устранения послед-
ствий кругового огня обязательно
проворачивают траверсу.
Осматривают перемычки, крон-
штейны, щеткодержатели, якорные
бандажи и другие доступные для
осмотра узлы и детали. Электро-
щетки изношенные, а также име-
ющие сколы или неисправности вы-
водных проводников, амортизаторов
и другие дефекты, заменяют но-
выми.
В зимний период проверяют со-
стояние снегозащитных устройств.
Нижние выхлопные отверстия тяго-
вых двигателей должны быть заглу-
шены металлическими пластинами
или съемными заглушками (тяго-
вые двигатели НБ-406Б, ДПЭ-400,
НБ-411 — четыре отверстия в остове,
ТЛ-2К первых выпусков — шесть от-
верстий в остове и два отверстия в
подшипниковом щите).
У тяговых двигателей электро-
возов ЧС нижние смотровые люки
должны быть заглушены стальны-
ми пластинами с уплотнением губ-
чатой резиной по периметру, на
верхних патрубках люков должны
быть установлены рамки, обтяну-
тые льняной паковочной тканью.
На верхних вентиляционных от-
верстиях в остовах и подшипнико-
вых щитах тяговых двигателей, не
имеющих снегозащитных кожухов,
должны быть установлены «хлопуш-
ки» или П-образные заглушки.
Выхлопные патрубки тяговых
двигателей ТЛ-2К1 и НБ-407Б с
верхним выбросом охлаждающего
воздуха должны плотно прилегать
к привалочной поверхности остова.
Спускные отверстия в остовах тяго-
вых двигателей должны быть заглу-
шены капроновыми пробками.
Вспомогательные электрические
машины осматривают снаружи, а
затем открывают, как и на тяговых
двигателях, крышки коллекторных
Г
люков и проверяют их щеточно-кол-
лекторные узлы и видимые участки
передней лобовой части якоря и
магнитной системы остова.
При внешнем осмотре проверяют
крепление машин к их основаниям,
на электровозах ЧС — состояние
клиноременной передачи, генерато-
ра тока управления, при необходи-
мости регулируют натяжение рем-
ней, негодные ремни заменяют.
У электрических машин с прину-
дительным охлаждением (НБ-431
всех индексов, TJ1-122 и др.) про-
веряют состояние подводящих пат-
рубков и обеспечивают свободный
доступ в электродвигатели охлаж-
дающего воздуха. Предохранитель-
ные сетки очищают от пыли и за-
грязнений.
Осмотр и ремонт (при необходи-
мости) щеточно-коллекторных уз-
лов вспомогательных электрических
машин выполняют так же, как ос-
мотр и ремонт тяговых двигателей.
Высоковольтные и низковольт-
ные аппараты. Токоприемники отно-
сят к оборудованию, требующему
постоянного контроля, поэтому в
бригаде слесарей, выполняющих
ТО-2, один работник занят крыше-
вым оборудованием. Начиная ос-
мотр токоприемников, их поднима-
ют и опускают вручную. Убеждают-
ся в отсутствии заеданий в шарнир-
ных соединениях, в свободном пере-
мещении каретки. В зимнее время
проверяют характеристику токопри-
емников. Осматривая полозы, про-
веряют исправность каркасов, убеж-
даются в отсутствии трещин и про-
жогов. Полозы, имеющие погнутые
концы, трещины или прожоги кар-
касов, толщину накладок менее до-
пускаемой, отставшие от каркаса
концы крайних накладок, ослабшие
и неплотно прилегающие к каркасу
накладки, сорванные и срезанные
винты, подлежат замене.
Контролируют уровень графито-
вой смазки и предельный износ мед-
ных или металлокерамических на-
кладок, предельная толщина кото-
рых 2,5 мм. При работе на плечах
длиной 1500—2000 км зимой при
35
ПЛОХИХ погодных условиях ПОЛОЗЫ
заменяют при толщине накладок
3 мм. Иногда при неравномерном
износе накладок полозы разворачи-
вают на 180° для увеличения их
межремонтного пробега.
Допускается омеднение поверх-
ности металлокерамических пластин
тонким ровным слоем. Однако если
на поверхности пластин появилась
медь в виде чешуек, не устраняе-
мых запиловкой, полоз необходимо
заменить. Недопустимо использо-
вать полозы, у которых на поверх-
ности металлокерамических пластин
имеются прожоги глубиной 3 мм
или сколы глубиной и шириной бо-
лее 3 мм.
При осмотре обращают внима-
ние на трещины и местные выкра-
шивания твердой смазки, на отсут-
ствие признаков истощения смазки
и понижения ее уровня относитель-
но уровня накладок. О плохом со-
стоянии смазки свидетельствуют ис-
чезновение политуры, обнажение
меди, появление задиров на кон-
тактных поверхностях накладок.
В этих случаях на полозы в допол-
нение к основной наносят жидкую
смазку СГС-Д. Последнюю наносят
равномерно по поверхности полоза
несколько выше уровня контактных
пластин и после затвердения зачи-
щают напильником заподлицо, од-
новременно запиливают задиры и
все острые грани и углы. Полностью
жидкая смазка затвердевает при-
мерно за 2 ч.
Обычно смазку СГС-Д использу-
ют только на открытом воздухе.
Нужно помнить, что растворитель,
входящий в состав смазки, вреден
и взрывоопасен. Смазку СГС-Д в
пункте технического обслуживания
электровозов целесообразно хра-
нить в закрытых бидонах массой до
3 кг и в помещении, где исключена
возможность длительного пребыва-
ния людей. При переливе смазки в
другие бидоны или перед нанесе-
нием на полоз ее перемешивают.
Все небольшие задиры, прожоги
и пропилы на поверхности медных
или металлокерамических накладок
36
гладко запиливают напильником.
У пластин из спеченного материала
на медной основе вследствие боль-
шей твердости крепящих латунных
винтов иногда образуется волнооб-
разный износ контактной поверхно-
сти. Этот дефект устраняют запили-
ванием пластин напильником.
Осматривая полозы с угольными
вставками, оставляют в эксплуата-
ции вставки, имеющие сколы менее
чем наполовину их ширины, т. е. ме-
нее 15 мм. Число сколов, их разме-
ры по длине и высоте вставки, так
же как и общее число трещин в
угольных вставках полоза, не нор-
мируются. Однако из-за опасности
ослабления крепления вставки, име-
ющие более двух трещин, как пра-
вило, заменяют. Для полозов, на
которых угольные вставки закреп-
лены по всей длине с обеих сторон
сплошными бортовыми полосами,
допускают и большее число трещин.
Поджоги вставок и выемки запили-
вают напильником под углом к кон-
тактной поверхности, не превыша-
ющим 20°.
К дальнейшей эксплуатации до-
пускают угольные вставки, имеющие
толщину более 10 мм. Согласно нор-
мам возвышение контактной поверх-
ности над бортовой полосой или ко-
рытцами должно быть не менее
0,8 мм. Обычно столь малый допуск
принимают только при коротких
пробегах электровоза между ТО-2.
При больших пробегах следят, что-
бы расстояние от контактной по-
верхности до бортовых полос и ко-
рытец было более 1 мм, а в период
продолжительных дождей или голо-
леда — более 2 мм. Контролиро-
вать толщину вставок легко благо-
даря наличию выпуклых контроль-
ных линий на их боковых поверх-
ностях на высоте 10 мм от осно-
вания.
Один слесарь в бригаде обычно
занимается электрической аппара-
турой в кузове электровоза. Внима-
ние этого работника в основном со-
средоточено на узлах и деталях,
наиболее часто повреждаемых и ра-
ботающих недостаточно надежно.
Не должны остаться незамеченны-
ми любые изменения внешнего вида
и привычного состояния аппаратов.
Пыль, осевшая на поверхности
изоляторов, значительно увеличива-
ет опасность перекрытия их элек-
трической дугой. Вода и смазка, да-
же в небольших количествах попав-
шие на поверхность загрязненных
изоляторов, усугубляют эту опас-
ность. Поэтому при ТО-2 поверх-
ность изоляторов крышевого обору-
дования, а при необходимости и ап-
паратов, расположенных в высоко-
вольтной камере, протирают от пы-
ли и загрязнений. Делают это чи-
стыми салфетками — сначала смо-
ченными растворителем, а затем
сухими.
Одновременно с протиркой пыли
на изоляторах крышевого оборудо-
вания необходимо убедиться в их
исправности, плотности крепления
шин и шунтов и хорошем состоянии
контактов разъединителей и зазем-
лителей. Болтовые соединения всех
электрических проводников должны
быть плотно затянуты и снабжены
пружинными шайбами или другими
стопорящими деталями. Шунты, пе-
ремычки и другие неизолированные
соединения не должны касаться
корпуса электровоза. Гибкие соеди-
нения разрешается оставлять в экс-
плуатации при их обрыве по сече-
нию менее чем на 20%. Трещины
и изломы в жестких перемычках не
допускаются. Изоляция проводни-
ков должна быть сухой и чистой,
без признаков расслоения, перети-
рания и других механических по-
вреждений.
В высоковольтной камере элек-
тровоза осматривают групповые пе-
реключатели, реверсоры, тормозные
переключатели, переключатели вен-
тиляторов, быстродействующий вы-
ключатель и индивидуальные кон-
такторы.
Дугогасительные камеры подни-
мают или снимают только для бо-
лее тщательной проверки, когда
есть признаки неудовлетворитель-
ной работы аппаратов.
Проверяют действие элёктро-
пневматических аппаратов, отсутст-
вие утечек определяют на слух. Ос-
матривая аппараты, не имеющие
дугогасительных устройств, напри-
мер реверсоры, убеждаются в плот-
ном прилегании контактов и отсут-
ствии подгара на контактных по-
верхностях. Контактные поверхно-
сти не должны иметь наплывов и
оплавлений. Хорошая контактная
поверхность имеет светло- или тем-
но-ореховый цвет без местных по-
темнений и посинений.
Сжатые сроки выполнения тех-
нического обслуживания и тесное
расположение аппаратов в высоко-
вольтной камере и на пультах тре-
буют от слесаря-электрика особого
внимания. Осматривая какой-либо
аппарат, он должен обязательно
следить за тем, чтобы неосторожно
не повредить рядом расположенное
оборудование.
Завершив осмотр аппаратов, не-
обходимо убедиться в их исправной
работе. Для этого включают аппа-
раты с пульта управления и кон-
тролируют четкость их включения и
выключения, отсутствие заеданий
подвижных частей, пропуска воз-
духа.
Секции пусковых резисторов
обычно осматривают только выбо-
рочно. Осмотр производят, как пра-
вило, на электровозах, работающих
в тяжелых условиях с грузовыми
поездами. Особое внимание обраща-
ют на секции, подверженные наи-
большему нагреву. Следует также
проверить резисторы, если на кры-
шах и стенах шахт заметны следы
чрезмерного нагрева краски, и в тех
случаях, когда электровоз работал
на аварийной схеме.
Приборы и аппараты цепей уп-
равления осматривают, как прави-
ло, лишь при наличии замечаний
локомотивной бригады. Исключение
составляют низковольтные и высо-
ковольтные предохранители, исправ-
ность которых проверяют при каж-
дом ТО-2. Перегоревшие рабочие и
запасные предохранители заменяют.
Работу электропневматического тор-
37
Моза проверяют с обоих концов
электровоза под нагрузкой с по-
мощью переносного прибора. При
падении напряжения ниже установ-
ленных пределов принимают меры
к устранению неисправности блока
питания или заменяют его другим.
В условиях ограниченной про-
должительности простоя электрово-
зов при техническом обслуживании
большое значение имеет овладение
навыками быстрого обнаружения
неисправностей в электрических це-
пях.
Характерной является задача
отыскания места нарушения контак-
та в цепи из нескольких последова-
тельно соединенных контактов, ко-
торые должны быть в замкнутом
состоянии (рис. 18, а).
Каждое испытание, которое по-
зволяет ответить на вопрос: «Объ-
ект исправен?», называют элемен-
тарной проверкой. Первой элемен-
тарной проверкой контролируют ис-
правность всей цепи, состоящей из
N элементов (контактов).
Последующий поиск отказавше-
го элемента осуществляют обычно
методом последовательных испыта-
ний. При этом число элементарных
проверок, потребовавшихся для ре-
Рис. 18. Схемы построения рациональной
последовательности поиска отказавшего
элемента:
а — вероятности отказов всех элементов равны;
б — половина всех отказов приходится иа эле-
менты /—4; в — вероятности отказов элементов
1—4 н 5—8 одинаковы
38
ШеййЯ задачи, определяется случа-
ем: можно угадать отказавший эле-
мент с первой попытки, а в худшем
случае для цепи из 16 элементов
потребуется сделать 15 проверок.
Значительно быстрее и проще
отыскать отказавший элемент, ис-
пользуя так называемый метод сред-
ней точки; или метод половинного
исключения. Объединив в одну груп-
пу элементы 1—8, необходимо убе-
диться в целостности составленной
из них цепи. Если цепи нет, отка-
завший элемент находится в дан-
ной группе. Тогда следует перейти
к проверке элементов 1—4 (или 5—
8). Если цепь есть, то отказавший
элемент находится в другой группе.
В этом случае надо перейти к про-
верке группы элементов 9—12 (или
13—16). Последующие проверки
нужно продолжить, разбивая груп-
пы элементов на две части, чтобы
вероятности нахождения отказавше-
го контакта в каждой из них были
равны.
Таким образом, не считая пер-
вой элементарной проверки, любой
отказавший контакт из 16 может
быть обнаружен за четыре провер-
ки. Для цепи из восьми элементов
потребуется три проверки, а из 32
элементов — только пять. Схема
построения возможных последова-
тельностей поиска представлена на
рис. 18, б. Однако такая последова-
тельность поиска отказавшего эле-
мента будет правильной только в
том случае, когда частота отказов
всех элементов одинакова.
Но допустим, что из 100 случаев
отказа цепи 90 приходится на эле-
мент 7, т. е. он является самым не-
надежным. При таком условии,
естественно, надо начать проверку
с этого элемента. Другой вариант:
на элементы 1—4 приходится 50%
всех отказов, и следовательно, 50%
приходится на все остальные. Про-
веряемую цепь надо делить именно
на два таких участка, т. е. так, что-
бы шансы найти отказавший эле-
мент в каждом из них были одина-
ковы. Если, например, .вероятности
отказов элементов 1—4 одинаковы,
как и вероятности отказов элемен-
тов 5—8, то правильная последова-
тельность поиска места отказа со-
ответствует варианту, поясняемому
рис. 18, в. При этом успеха можно
достичь за три, четыре или пять
проверок.
Определенную информацию о
частоте отказов оборудования мо-
гут дать ежегодные анализы по-
вреждений оборудования электрово-
зов, которые составляются в депо,
службах и Главном управлении ло-
комотивного хозяйства. Последова-
тельность поиска дефекта целесооб-
разно закрепить в виде строго за-
данной программы. На основе та-
ких программ для всех электриче-
ских цепей могут быть составлены
письменные инструкции, определя-
ющие последовательность поиска
отказавших элементов. Составляя
инструкцию по отысканию неис-
правностей, учитывают не только
частоту отказов тех или иных эле-
ментов, но и доступность этих эле-
ментов для контроля.
Для быстрого и точного опреде-
ления неисправного элемента в
электрических цепях большое зна-
чение имеет знание монтажных
схем и умение логически анализи-
ровать результаты проверок. На-
пример, чтобы убедиться в замкну-
том состоянии контактов I, II и III
(рис. 19), обычно достаточно прове-
рить целость цепи соответственно
между точками Л и В, В и С, В и
D. Однако на практике точка В мо-
жет оказаться труднодоступной.
В таком случае отказавший эле-
мент нетрудно определить по ре-
зультатам двух проверок. Действи-
тельно наличие цепи между точка-
ми А и D и ее отсутствие между
точками С и D свидетельствуют об
отказе контакта II.
При каждом ТО-2 обязательно
проверяют работу автоматической
локомотивной сигнализации. При
осмотре ходовых частей слесари-
механики убеждаются в исправно-
сти крепления приборов локомотив-
ной сигнализации, приемных кату-
шек, обращают внимание на состоя-
Рис. 19. К определению отказавшего эле-
мента по результатам двух проверок:
О — нет цепи; / — есть цепь
Результаты проверки участков Отказавший элемент
АС АП СП
0 0 1 I
0 1 0 л
1 0 0 ш
ние предохранительных скоб и це-
пей. Проверяют наличие пломб на
приборах. В дождливую и ненаст-
ную погоду измеряют сопротивле-
ние изоляции приемных катушек.
Работу приборов автоматической
локомотивной сигнализации прове-
ряют слесари ПТО совместно с ра-
ботниками службы сигнализации и
связи. Смотровые канавы пункта
оборудуют шлейфами для передачи
кодов. Об исправной работе АЛСН
делают запись в журнале техниче-
ского состояния электровоза.
Основным объектом работы од-
ного из слесарей бригады являются
аккумуляторная батарея и заряд-
ные устройства. При проверке акку-
муляторной батареи этот слесарь
выборочно обращает внимание на
уровень электролита и напряжение
элементов, крепление перемычек и
проводов, плотность установки эле-
ментов, убеждается в отсутствии
течи электролита. По показаниям
вольтметра на распределительном
щите он контролирует напряжение
аккумуляторной батареи. При пони-
жении уровня электролита необхо-
димо убедиться в отсутствии течи
из элементов и долить в них ди-
стиллированную воду.
При значительном удалении
ПТО от основного депо на нем це-
лесообразно иметь дистиллятор для
приготовления воды. Воду удобно
доливать с помощью крана, изго-
товленного из винипласта (рис. 20).
В кране имеются контакты 4, кото-
39
рые перекрываются электролитом
при достижении им нужного уров-
ня. Загорание сигнальной лампы 2
служит командой для закрытия кра-
на. Этим прибором измеряют и уро-
вень электролита, погружая его по-
следовательно в элементы аккумуля-
торной батареи так, чтобы носик
крана касался защитных сеток в них.
Если замечено интенсивное вы-
кипание электролита в большей ча-
сти элементов, необходимо выпол-
нить настройку регулятора напря-
жения, уменьшив зарядный ток ак-
кумуляторной батареи. При этом
нужно пользоваться вольтметром не
ниже 1-го класса точности, не дове-
ряя приборам, установленным на
электровозе.
В комплект инструмента слеса-
ря-аккумуляторщика пункта техни-
ческого обслуживания входят арео-
метр н пробник, пользуясь которы-
ми, он должен в необходимых слу-
чаях уметь определить плотность
электролита и напряжение отдель-
ных элементов батареи.
Дежурные механики службы
сигнализации и связи проверяют ра-
боту локомотивной радиостанции и
исправность пломб на ее блоках.
Вышедшие из строя блоки и отдель-
ные лампы заменяют. Неисправный
источник питания радиостанции —
статический преобразователь — за-
меняет слесарь пункта технического
обслуживания.
При обслуживании электрово-
зов, работающих на удлиненных тя-
говых плечах, сменными локомотив-
ными бригадами важное значение
приобретают вопросы содержания и
Рис. 20. Схема крана для долива воды в
аккумуляторную батарею:
I — корпус; 2 — сигнальная лампа; 3 — батарея
сухнх элементов; 4 — контакты; 5 — резиновая
трубка; 6 — запор; 7 — пружина
хранения инструмента и инвентаря,
находящихся на локомотиве. При
эксплуатации на одном плече элек-
тровозов разных дорог для каждой
серии локомотивов устанавливают
единый перечень инструмента и
инвентаря. При ТО-2 проверяют
наличие и исправность инструмен-
та и инвентаря и при необходимо-
сти пополняют нх. Убеждаются
в исправности пломб на инструмен-
тальном ящике.
В завершение ТО-2 работу всей
аппаратуры проверяют включением
электровоза под высокое напряже-
ние. Четкость работы контакторов,
быстродействующего выключателя,
групповых переключателей и каче-
ство дугогашения можно с достаточ-
ной точностью определять на слух
при разрыве токовой цепи, вклю-
чая эти аппараты и переводя кон-
троллер машиниста на 1—2 по-
зиции.
Приемку электровозов после
ТО-2 и их проверку под высоким
напряжением осуществляют назна-
чаемые приказом начальника депо
дежурные локомотивные бригады
совместно с бригадиром или масте-
ром ПТО.
От слесаря, работающего на
ПТО, требуется особая вниматель-
ность, знание не только всех воз-
можных неисправностей контроли-
руемого оборудования, но и различ-
ных признаков этих неисправностей.
В качестве примера рассмотрим
признаки ослабления болтовых со-
единений. В общем случае (рис. 21,
а) можно использовать до 22 при-
знаков. Самый простой признак 1—
головка болта (гайка) легко пода-
ется при проворачивании ключом
или от руки (см. стрелку Д). Этим
признаком удобно пользоваться в
местах, трудно доступных для ос-
мотра. Часто используемый на
практике признак ослабления —
глухой или дребезжащий звук при
обстукивании (признак 2). Его сле-
дует использовать для контроля со-
стояния довольно массивных дета-
лей, прежде всего механического
оборудования.
40
Рис. 21. Места выявления признаков неисправно-
стей болтовых соединений:
а — общий случай; б — болтовое соединение в узле со
смазкой; в — болтовое соединение токоведущих деталей и
проводов
Много информации может дать
осмотр места прилегания головки
болта или гайки к скрепленным де-
талям (место показано стрелкой
Б). При ослаблении крепления
здесь может появиться видимый за-
зор (3). Иногда зазор можно уви-
деть (стрелка В) между скрепляе-
мыми деталями (5) нли между
шайбой и основной деталью (Д,10).
Но прежде чем возникает за-
зор, в любом из указанных мест —
по периметру головки болта гайки,
на стыке соединенных деталей и по
окружности шайбы — можно обна-
ружить следы, являющиеся след-
ствием взаимного перемещения бол-
та, гайки, шайбы и скрепляемых де-
талей: нарушение слоя грязи {Б, 4),
(В, 6), (Д, 9); появление ржавчины
(М, 22), (Л, 19), (К, 17)- наруше-
ние слоя краски, образование тре-
щин в ней (М, 21), (Л, 18), (К,
16); появление следов потертости на
поверхности деталей (М, 20); (В,
7), (К, 15). В некоторых случаях на
ослабление болтового соединения
указывает заметное смещение
скрепляемых деталей относительно
ДРУГ друга (Г, 8).
Если головка болта или гайки
установлены впотай, то признаком
ослабления резьбового соединения
может быть их выход из углубле-
ния [И, 14). И, наконец, имеется
признак, о котором, казалось бы,
можно и не писать — утеря гайки,
шайб (Е, 11) или самого болта
(Я, 11). В действительности же
место их установки сравнительно
быстро может затянуть грязь, за-
крыть снег или наледь.
Имеются некоторые особенности
в контроле исправности болтовых
соединений в узлах со смазкой (рис.
21, б). Здесь могут быть использо-
ваны те же признаки (Я, /, 2, 11),
(Д, 9, 10), (Д, 16, 17). Но помимо
этого, ослабление болтового соеди-
нения очень часто можно обнару-
жить по подтеканию смазки по про-
кладке (0,23), по окружности шайб
(Н, 24) и по поверхности деталей
(П, 25). В ряде случаев саму смаз-
ку не видно, а ее подтекание опре-
деляется по более интенсивному,
чем в других местах, скоплению
грязи.
При контроле болтовых соедине-
ний токоведущих деталей и прово-
дов (рис. 21, в) нужно четко пред-
ставлять, протекает ли по ним ток
при работе локомотива. Если рабо-
чий ток по контролируемым цепям
не протекает (например, по цепям
вилитового разрядника и крышево-
го заземлителя, цепям аварийных
соединений), то для контроля бол-
товых соединений можно использо-
вать практически все признаки для
41
обычного болтового соединения (от
1 до 22). Если же контролируемые
соединения находятся при работе
локомотива под током, то их ослаб-
ление приводит к ухудшению кон-
такта, увеличению переходного со-
противления и нагреву. В результа-
те ослабление болтового соединения
можно обнаружить по цветам по-
бежалости на поверхностях деталей
(Р, 26), по следам подгара и оплав-
лений деталей (Р, 30), по следам
обгорания изоляции (С, 27) или по
запаху горелой изоляции (С, 28).
Убеждаться в плотности элек-
трических соединений обстукивани-
ем (А, 2) можно только при кон-
троле состояния массивных деталей
и то с большой осторожностью.
Лучше всего контролировать болто-
вые соединения в электрических це-
пях ключом: подались болт или
гайка при легком нажатии, значит,
ослабли (Л, 1). В сильноточных це-
пях, где используются толстые ка-
бели и массивные детали, можно
убедиться в ослаблении соединения
по смещению наконечника при лег-
ком нажатии на провод (С, 29).
Убедившись в ослаблении болто-
вого состояния, слесарю не сле-
дует торопиться подтянуть гайку
или болт. Дело в том, что ослабле-
ние болтового соединения само по
себе является обобщающим призна-
ком целого ряда неисправностей.
Оно может произойти не только в
результате естественной деформа-
ции (усадки) скрепляемых деталей,
уплотнения между ними и пружиня-
щей шайбы йли (и) растяжения
болта, но и из-за других причин:
трещины в болте, срыва резьбы, по-
тери упругости или излома пружи-
нящей шайбы, излома или трещины
в скрепляемых деталях, потери
жесткости уплотняющей прокладки
в узле со смазкой или повышенных
динамических нагрузок. Последнее
обстоятельство связано с тем, что
многие серьезные неисправности
приводят к увеличению нагрузок и
появлению вибрации. Следствием
вибрации является ослабление бол-
товых соединений в корпусах, уз-
42
лах крепления и других местах. По-
этому, обнаружив ослабление болта
или гайки в таком узле, особенно
когда ослабло несколько располо-
женных болтовых соединений, необ-
ходимо обязательно удостовериться
в исправности самого узла. Возмож-
но, что неисправен не этот, а сосед-
ний узел, а от него вибрация рас-
пространяется на данный узел.
8. Техническое обслуживание ТО-3
Общие сведения. Перед поста-
новкой электровоза на канаву для
выполнения ТО-3 ходовые части
очищают, а тяговые двигатели про-
дувают сжатым воздухом. В зимнее
время очищают снегозащитные
фильтры. Перед началом техниче-
ского обслуживания проверяют ра-
боту вспомогательных машин, регу-
лятора напряжения, реле обратного
тока, действие тормозов и песочни-
цы. Мегаомметром измеряют сопро-
тивление изоляции обмоток тяговых
двигателей, изоляторов крышевого
оборудования и электрической ап-
паратуры.
При ТО-3 осматривают основные
узлы ходовых частей, рессорного и
люлечного подвешивания, тормоз-
ной рычажной передачи, ударно-
сцепных устройств, оборудование
песочниц, тяговые двигатели, вспо-
могательные машины, низковольт-
ную и высоковольтную аппаратуру,
пусковые резисторы, крышевое обо-
рудование, аккумуляторную бата-
рею, пневматическое оборудование,
устройства автоматической локомо-
тивной сигнализации и радиосвязи.
Выявленные при этом неисправно-
сти, а также дефекты, записанные
в журнале технического состояния
электровоза, устраняют.
По окончании работ по ТО-3
проверяют электровоз под рабочим
напряжением контактной сети. При
этом убеждаются в правильности
включения аппаратов, работы вспо-
могательных машин, трогании с ме-
ста при управлении из обеих кабин,
проверяют работу тормозов. ТО-3
выполняют рабочие комплексных и
специализированных бригад на ре-
монтных стойлах основного локомо-
тивного депо.
Механическое оборудование.
Очищают от грязи и осматривают
буксовые узлы, бандажи колесных
пар, рамы тележек, рессорное и лю-
лечное подвешивание, тормозную
рычажную передачу, противоотнос-
ное и противоразгрузочное устрой-
ства, боковые опоры. При осмотре
рам особое внимание обращают на
выявление трещин в боковинах, по-
перечных и шкворневых балках,
кронштейнах и стойках. Молотком
обстукивают все боковые соедине-
ния на раме и убеждаются в нали-
чии шайб, шплинтов, стопорных пла-
нок. Ослабшие соединения укреп-
ляют, дефектные детали заменяют.
Проверяют крепление съемных
вертикальных и горизонтальных
упоров на раме и зазоры. При вер-
тикальном зазоре менее 10 мм ку-
зов поднимают и осуществляют ре-
визию пружин боковых опор. Про-
севшую или изломанную пружину
заменяют. При вертикальном зазо-
ре от 10 до 14 мм зазор восстанав-
ливают с помощью регулировочных
прокладок.
На электровозах ВЛ8, ВЛ23,
ВЛ22М проверяют состояние сочле-
нения тележек, плотность прилега-
ния и крепления подбуксовых стру-
нок.
Осматривают крепление накла-
док под ролик противоразгрузочного
устройства на поперечинах рамы те-
лежки; их износ не должен превы-
шать 6 мм.
При осмотре кп.пАгнм.у п^р убеж-
даются в отсутствии на бандажах
трещин, выбоин (ползунов), плен,
раздавленностей, вмятин, отколов,
раковин, выщербин, ослабления
бандажей на ободе центра, их сдви-
га, ослабления бандажного кольца.
Замеряют толщину бандажа, кото-
рая должна быть не менее 40 мм,
прокат, определяют вертикальный
подрез гребня и остроконечный на-
кат. Убеждаются в отсутствии тре-
щин в ступицах, дисках, спицах и
ободьях колесных центров, призна-
ков ослабления или сдвига ступиц
на оси. На электровозах с челюст-
ными буксами, кроме того, измеря-
ют поперечные и продольные раз-
беги колесных пар.
Проверяют состояние и крепле-
ние деталей рессорного и люлечно-
го подвешивания, гидравлических
гасителей колебаний, ослабшие со-
единения закрепляют. Подвески,
пружины, предохранительные скобы
при наличии трещин заменяют. Под-
лежат замене рессоры, имеющие
сдвиг листов относительно хомута,
а также рессоры с трещинами в
листах или хомуте.
При осмотре люлечного подве-
шивания обращают внимание на со-
стояние крепления болтов баланси-
ров к раме, наличие стопорных
шайб и шплинтов. При необходимо-
сти проверяют резьбу болтов и гаек
и крепят их. Стержни и пружины,
опорные шайбы стержня и стаканы
при наличии трещин и изломов за-
меняют. Стержни, имеющие выра-
ботки у отверстий опор, также за-
меняют. Контролируют зазор меж-
ду опорой и прокладкой; он дол-
жен быть не менее 4 мм. Замеряют
также высоту пружин в сборе с
прокладками; она должна быть не
менее 300 мм.
Буксы колесных пар и их повод-
ки подвергают тщательному осмот-
ру. Проверяют надежность крепле-
ния крышек букс, наличие трещин
в корпусе и крышках, крепление по-
водков. Утечки смазки не допуска-
ются. Замеряют зазор между дном
паза в буксе и рамой, который дол-
жен быть не менее 0,2 мм. Оборван-
ные болты буксовых крышек вы-
сверливают и заменяют новыми.
Если это не удается сделать без
съема буксы, последнюю демонти-
руют. На электровозах с челюстны-
ми буксами тщательно контролиру-
ют состояние буксовых направля-
ющих. На электровозах ЧС прове-
ряют по сигнализаторам состояние
устройств заземления силовой цепи.
Молотком обстукивают и проверя-
ют крепление половин кожуха ре-
дуктора одну к другой и к остову
43
Тягового двигателя. По отсутствию
течи смазки убеждаются в том, что
трещин нет и уплотнение эффектив-
но выполняет свои функции. При
необходимости добавляют смазку
в кожуха редукторов. Трубку-сапун
прочищают. На электровозах ЧС
тщательно проверяют узел подвески
редуктора, состояние подвески и ва-
ликов, наличие и крепление стопор-
ных планок.
В отсутствии чрезмерного нагре-
ва моторно-осевых подшипников
убеждаются на ощупь, а надеж-
ность крепления их шапок проверя-
ют путем обстукивания молотком.
Контролируют уровень и состояние
масла, убеждаются в отсутствии его
обводнения и течи, контролируют
плотность прилегания крышек за-
правочной горловины. При необхо-
димости масло доливают или заме-
няют.
Осматривают маятниковые под-
вески тяговых двигателей, крепле-
ние валиков, гаек, обращают вни-
мание на состояние резиновых
шайб. Трещины на подвесках, а так-
же выпучивание резины на габари-
ты металлических дисков не допу-
скаются. Дефектные детали в таких
случаях подлежат замене. При
траверсном подвешивании тяговых
двигателей (электровозы ВЛ8,
ВЛ23, ВЛ22М) проверяют состояние
пружин, балок и направляющих
стержней.
Осматривая тормозную рычаж-
ную передачу и ручной тормоз, об-
ращают особое внимание на выявле-
ние трещин и надрывов в деталях
тормозной рычажной передачи, на
наличие и состояние предохрани-
тельных устройств, крепление вали-
ков и тормозных колодок, располо-
жение их относительно бандажей
колесных пар. Изношенные тормоз-
ные колодки заменяют. Проверяют
выход штоков тормозных цилиндров
и при необходимости регулируют
тормозную рычажную передачу. Вы-
ход штоков должен быть в преде-
лах 75—100 мм.
Осуществляют пробное тормо-
жение ручным тормозом и краном
44
вспомогательного тормоза. Убежда-
ются в том, что в заторможенном
состоянии все тормозные колодки
прижаты к бандажам колесных пар,
а в отпущенном зазор между ними
составляет 5—15 мм. Проверяют со-
стояние и крепление воздухо- и пес-
копроводных труб и рукавов, фор-
сунок, песочных бункеров. Неплот-
но прилегающие крышки бункеров
подгоняют по месту, неисправные
крышки и сетки заменяют. Дефект-
ные трубы, рукава и другие детали
ремонтируют либо заменяют. Про-
веряют подачу песка под бандажи
колесных пар и при необходимости
регулируют подачу песка и положе-
ние наконечников пескопроводных
труб относительно головок рельсов
н бандажей колесных пар.
Осматривают автосцепное устрой-
ство, проверяют состояние и креп-
ление клина, хомута, плиты фрик-
ционного аппарата, маятниковых
болтов н болтов крепления розеток.
Неисправные детали заменяют. Из-
меряют высоту автосцепки от голо-
вок рельсов. Высоту автосцепки ре-
гулируют навариванием головок
маятниковых болтов или привари-
ванием к центрирующей балочке
пластин толщиной до 10 мм.
Действие механизма автосцепки
проверяют следующим образом. Ла-
пу замкодержателя утапливают
внутрь головки автосцепки и дела-
ют попытку втолкнуть рукой замок.
Если замок не уходит дальше пос-
ле упора верхнего плеча собачки в
противовес замкодержателя, то уст-
ройство, предохраняющее от само-
расцепа, считается исправным.
Обстукиванием молотком прове-
ряют крепление путеочистителя и
приемных катушек АЛСН, наличие
и целостность предохранительных
тросиков. Замеряют и при необхо-
димости регулируют высоту нижней
кромки путеочистителя, которая
должна быть не менее 1QQ мм. Про-
веряют исправность скоростемера н
его привода, устройств автоматиче-
ской локомотивной сигнализации,
радиосвязи, тифона. При необходи-
мости заменяют мембрану тифона.
Смазывают и заправляют маслом
узлы и детали механического обо-
рудования согласно карте смазки.
Тяговые двигатели и вспомога-
тельные машины. Перед постанов-
кой электровоза в цех необходимо
обдуть тяговые двигатели снаружи
сжатым воздухом от магистрали де-
по или электровоза, а также очис-
тить их снаружи от пыли и грязи,
а зимой — от снега и льда и в пер-
вую очередь у смотровых люков и
заправочных отверстий.
При ТО-3 особое внимание уде-
ляют проверке технического состоя-
ния узлов и деталей электрических
машин, которые оказывают реша-
ющее влияние на эксплуатацион-
ную надежность электровозов. Кол-
лекторные люки открывают, прове-
ряют состояние замков, крышек, уп-
лотнительных прокладок. Осматри-
вают щеточно-коллекторные узлы.
Перед осмотром тяговые двигатели
продувают сжатым воздухом (с от-
сосом пыли).
Проверяют техническое состоя-
ние коллектора, щеткодержателей,
кронштейнов, изоляторов, перемы-
чек, электрощеток; болты крепления
кронштейнов, щеткодержателей, ще-
точных проводников, если они ос-
лабли, подтягивают. Изоляторы или
изоляционные пальцы, на которых
обнаружены дефекты (из-за пере-
бросов, кругового огня или других
причин) изоляционной поверхности
на 20% н более по длине перекры-
тия, заменяют исправными.
Проверяют состояние изоляци-
онного конуса коллектора, якорных
бандажей. Следы перебросов зачи-
щают, изоляционные поверхности
восстанавливают покрытием их изо-
ляционной эмалью воздушной суш-
ки (НЦ-929 или ГФ-92ХС). При об-
наружении следов переброса на тя-
говых двигателях ТЛ-2К или
НБ-407, а также на всех тяговых
двигателях пассажирских электро-
возов для осмотра щеточных узлов
проворачивают траверсы. В случаях
когда на коллекторе не обнаружено
засорения межламельных канавок
или затягивания их медью коллек-
торных пластин, то от пыли и грязи
коллектор очищают волосяной или
капроновой щеткой и протирают ув-
лажненными в бензине салфетками.
Затягивание канавок медью устра-
няют снятием с коллекторных пла-
стин фасок.
Электрощетки, у которых обна-
ружены отколы, трещины, изломы,
повреждения проводников или ре-
зиновых амортизаторов, а также из-
нос выше установленных норм, за-
меняют новыми. Браковочная высо-
та электрощеток составляет: для тя-
говых двигателей ДПЭ-400, НБ-411,
НБ-406Б — 35 мм, ТЛ-2К1 — 25,
НБ-407Б — 28, AL-4846 — 21 мм.
Новые электрощетки перед уста-
новкой притирают на приспособле-
нии или на коллекторе, подложив
под электрощетки стеклянное по-
лотно.
Проводники электрощеток скру-
чивают и надежно закрепляют бол-
тами на корпусе щеткодержателя.
Во время установки электрощеток
следят за тем, чтобы их проводники
не попадали под нажимные пальцы
щетко держа телей.
После ремонта щеточных узлов
траверсу устанавливают на место,
обеспечивая совпадение рисок, вы-
битых на траверсе и остове, и проч-
но закрепляют. Проверяют состоя-
ние подводящих кабелей, при необ-
ходимости закрепляют нх на крон-
штейнах. Крепление должно быть
прочным и исключать возможность
вибрации кабелей н перетирания их
изоляции.
Осматривают видимые части по-
люсных катушек, проверяют проч-
ность крепления кабелей к скобам
остова, состояние лобовых частей
компенсационных катушек (на тяго-
вых двигателях ТЛ-2К1, НБ-407Б);
выявленные дефекты устраняют. Ес-
ли на кабелях обнаружено вздутие
изоляции или их резкий изгиб, то
такой кабель проверяют дополни-
тельно, исключая возможность из-
лома жил в этих местах.
После осмотра и ремонта щеточ-
но-коллекторных узлов и устране-
ния всех обнаруженных дефектов
45
устанавливают коллекторные люки,
обеспечивая их плотное прилегание,
надежное уплотнение щелей, ис-
правность замков.
Снаружи проверяют целостность
выхлопных козырьков, плотность
прилегания и целостность вентиля-
ционных патрубков. Неплотности в
местах прилегания патрубков к ос-
тову или кузову устраняют подгон-
кой их по месту, порванные патруб-
ки зашивают или заменяют исправ-
ными.
Осматривают остовы тяговых
двигателей снаружи: выявляют тре-
щины, проверяют плотность затяж-
ки болтов полюсов, подшипниковых
щитов, шапок моторно-осевых под-
шипников.
Ослабшие болты подтягивают,
со срывами резьбы заменяют ис-
правными.
Проверяют состояние трубок,
предназначенных для запрессовки
смазкн, наличие на них пробок, со-
стояние крышек подшипниковых
щитов. Следы вытекания смазки, а
также выявленные на ощупь повы-
шенные нагревы отдельных крышек
могут быть вызваны дефектами в
подшипниках и требуют дополни-
тельной проверки узла с прослуши-
ванием подшипников.
Электровозы, на которых обна-
ружены признаки повышенного на-
грева подшипников, выдавать в экс-
плуатацию без тщательной провер-
ки и устранения неисправностей не
разрешается.
Обращают внимание на состоя-
ние защитных рукавов кабелей,
крепление выводных кабелей в кли-
пах, в выводных коробках и хо-
мутах. При необходимости клицы
разбирают и выявленные дефекты
устраняют, порванные и потертые
рукава заменяют или ремонтируют.
Проверяют надежность крепле-
ния пластин на поддерживающих
выступах подвески тяговых двига-
телей, при обнаружении ослабле-
ний пластину приваривают по кон-
туру. При потере пластины или из-
носе металла выступа тяговый дви-
гатель выкатывают.
Обращают внимание на состоя-
ние компаундной массы на голов-
ках полюсных болтов у верхних по-
люсов и у полюса, расположенного
у моторно-осевой горловины; тре-
щины в компаундной массе или ее
выкрашивание свидетельствуют о
возможном ослаблении или изломе
болтов.
В зимнее время проверяют со-
стояние и крепление устройств,
предназначенных для защиты тяго-
вых двигателей от попадания сне-
га, — снегозащитных кожухов, се-
ток и заглушек — и обеспечивают
их исправность.
Вспомогательные электрические
машины осматривают снаружи, а
затем открывают, как и на тяговых
двигателях, крышки коллекторных
люков и проверяют состояние их
щеточно-коллекторных узлов и ви-
димых участков передней лобовой
части якоря и магнитной системы
остова.
При внешнем осмотре проверя-
ют прочность крепления машин к
их основаниям, на электровозах
ЧС — состояние клиноременной пе-
редачи генератора тока управления,
при необходимости регулируют на-
тяжение ремней, негодные ремни
заменяют.
У электрических машин с при-
нудительным охлаждением (НБ-431
всех индексов, ТЛ-122 и др.) прове-
ряют состояние подводящих патруб-
ков и обеспечивают свободный до-
ступ в электродвигатели охлажда-
ющего воздуха. Предохранительные
сетки очищают от пыли и загрязне-
ний.
Щеточно-коллекторные узлы
вспомогательных электрических ма-
шин осматривают и ремонтируют
(при необходимости) так же, как
щеточно-коллекторные узлы тяго-
вых двигателей.
Токоприемники. Высоковольтное
и низковольтное оборудование. При
ТО-3 проверку электрооборудования
начинают с измерения сопротивле-
ния изоляции всех силовых аппара-
тов, обмоток тяговых двигателей и
вспомогательных машин. Для изме-
46
Рис. 22. Схема измерения сопротивления изоляции крышевого оборудования электро-
воза ВЛ10
рений используют мегаомметр на-
пряжением 2500 В. Благодаря ма-
лой мощности этого прибора прикос-
новение к токоведущим частям элек-
тровоза во время проверки не пред-
ставляет непосредственной опасно-
сти. Однако электрический ток мо-
жет вызвать непроизвольные дви-
жения и быть причиной ушибов или
падения. Поэтому сопротивление
изоляции целесообразна измерять
до начала всех работ, предвари-
тельно убедившись в отсутствии
людей на крыше электровоза.
Для измерения силовую цепь
обычно разбивают на несколько уча-
стков. Перечень и характеристика
эт! х участков и нормы сопротивле-
ния изоляции для них приведены
на с. 345.
Одним из участков является все
крышевое оборудование. При изме-
рении сопротивления изоляции это-
го участка на электровозе ВЛ 10
включают крышевые разъединители
47-1 и 47-2 (рис. 22), убеждаются в
том, что шинный разъединитель
58-1 низковольтных розеток 49-1 и
50-1 отключен и быстродейству-
ющие выключатели БВП-5 (51-1) и
БВЗ-З (53-2) находятся в выключен-
ном состоянии.
Цепь вольтметров разрывают от-
соединением провода от зажима
Р53 добавочного резистора. Войдя
в высоковольтную камеру второй
секции, Закрывают ее так же, как
и первую, с тем, чтобы отключить
заземляющие разъединители 46-1 и
46-2, и отсоединяют провод от за-
жима Р51 добавочного резистора
реле контроля защиты и вентиля
защиты.
Перед измерением проверяют
исправность мегаомметра. Переклю-
чатель устанавливают в положение
ЛШ и, вращая ручку прибора при
разомкнутых зажимах, убеждаются
в том, что стрелка установилась на
отметку оо шкалы мегаомов, а при
замкнутых — на 0.
После этого один провод от за-
жима «Линия» мегаомметра под-
ключают к проводу, отсоединенному
от резистора Р51—Р52, а другой
провод (от зажима «Земля») — к
корпусу электровоза в том месте,
где нет краски. Результаты измере-
ния зависят от продолжительности
приложения напряжения, поэтому,
равномерно вращая ручку, снимают
показания прибора через 30—60 с
после начала измерения.
Поскольку во время измерения
сопротивления изоляции крышевого
оборудования необходимо находить-
ся в высоковольтной камере и при
отключенных заземляющих разъеди-
нителях подсоединять мегаомметр
непосредственно к цепи токоприем-
ников, запрещается выполнять из-
мерения при стоянке электровоза
под контактным проводом, находя-
щимся под напряжением.
47
Для измерения сопротивления
изоляции обмоток вспомогательных
машин и печей нужно разорвать ми-
нусовую цепь (рис. 23), отсоединив
от сборной шины (панели заземле-
ния) в высоковольтной камере пер-
вой секции более толстый кабель,
идущий через быстродействующий
выключатель БВЗ-2 (53-2) к счет-
чику электроэнергии. Выводы мега-
омметра подсоединяют к панели за-
земления 39-2 и корпусу электрово-
за. Чтобы установить место пони-
женного сопротивления изоляции,
нужно разбить проверяемую цепь
на отдельные участки, изолирован-
ные друг от друга.
Так, в рассматриваемом приме-
ре можно первоначально отсоеди-
нить от зажима / панели заземле-
ния 39-2 провод 273Г, идущий от
обмотки главных полюсов электро-
двигателя первого компрессора, и
измерить сопротивление изоляции
цепи, состоящей из демпферного ре-
зистора Р58—Р59, части контакто-
ров 41-1, 43-1, 44-2, обмоток якоря
и полюсов электродвигателя К.1,
электронагревательных печей 131-1,
132-1, 129-1, 130-1, 133-1, 128-1,
133-2, 128-2 и соединительных про-
водов. Далее для поиска отказав-
шего элемента целесообразно ис-
пользовать метод половинного ис-
ключения, описанный на с. 38. За-
тем таким же образом можно изме-
рить раздельно сопротивление изо-
ляции цепи электродвигателя вен-
тилятора В1 (отсоединив провод
273А от зажима 2 панели заземле-
ния 39-2) и других цепей.
Независимо от того, последова-
тельно или параллельно соединены
элементы, составляющие контроли-
руемую цепь, в измерительной схе-
ме (мегаомметр — контролируемая
цепь — корпус электровоза — мега-
омметр) сопротивления изоляции
Рис. 23. Схема измерения сопротивления изоляции вспомогательных машин электро-
возов ВЛ 10
48
всех элементов соединены парал-
лельно. Так, если разбить контроли-
руемую цепь иа две части и изме-
рить сопротивление изоляции каж-
дой части, то общее сопротивление
изоляции всей цепи можно подсчи-
тать так же, как подсчитывается об-
щее сопротивление двух параллель-
ных ветвей:
^ИЗ.ОбЩ = ^И31 /?И32/(^И314-^И32) I
где /?иэ1, R«3Z — соответственно сопротив-
ления изоляции первой н
второй частей цепи.
Сопротивление изоляции каждой
отдельно взятой части цепи может
быть много больше ее общего со-
противления. Например, в результа-
те увлажнения сопротивление изо-
ляции всех восьми тяговых двигате-
лей электровоза ВЛ 10 может быть
равным 0,5 МОм, а каждой отдель-
но взятой пары тяговых двигате-
лей — около 2 МОм.
Однако следует учитывать, что
мегаомметр является прибором с
крутопадающей характеристикой:
при увеличении тока во внешней це-
пи между его зажимами напряже-
ние на выходе прибора резко пада-
ет. В то же время косвенно оцени-
ваемый мегаомметром ток утечки
изоляции обычно зависит от значе-
ния приложенного напряжения. По-
этому сопротивление изоляции каж-
дого из двух одинаковых участков
электрической ц₽пи может быть не
в 2 раза больше сопротивления изо-
ляции всей цепи, а, например, толь-
ко в 1,8 раза.
Основной причиной снижения
сопротивления в эксплуатации яв-
ляются такие повреждения изоля-
ции, как пробой, механическое раз-
рушение или касание неизолирован-
ными токоведущими частями корпу-
са электровоза. В этих случаях при
установке переключателя в положе-
ние «МОм» и даже «кОм» стрелка
прибора устанавливается на 0.
Практически в то же положение
она будет устанавливаться при по-
следующем измерении более мелких
участков, включающих поврежден-
ный элемент, благодаря чему, по-
следовательно отсоединяя исправ-
ные звенья цепи нлн используя ме-
тод средней точки (см. с. 38), не-
трудно отыскать место неисправно-
сти.
После измерения сопротивления
изоляции приступают непосредст-
венно к осмотру и ремонту высоко-
вольтной аппаратуры электровоза.
Как и при ТО-2, в первую очередь
осматривают аппараты, при неис-
правности которых запрещается
выдавать электровозы под поезда:
токоприемники, защитную аппара-
туру от токов короткого замыкания,
перегрузок, боксования и наруше-
ний режима напряжения, автостоп,
автоматическую локомотивную сиг-
нализацию и аккумуляторную бата-
рею. Затем обязательно проверяют
исправность аппаратов, о неудов-
летворительной работе которых сде-
ланы записи в журнале техниче-
ского состояния локомотива за вре-
мя, прошедшее со дня выхода элек-
тровоза из последнего текущего ре-
монта. Чтобы не задержать выпуск
электровоза из ТО-3, начинают ре-
монт с выполнения работ, требу-
ющих наибольших затрат вре-
мени.
Опыт, накопленный различными
депо, обязывает при осмотре элек-
трической аппаратуры больше уде-
лять внимания аппаратам и узлам,
известным недостаточной надеж-
ностью, неисправность которых при-
водит к серьезным затруднениям на
линии: пусковым резисторам, груп-
повым переключателям, индивиду-
альным контакторам и высоковольт-
ным проводам.
Осматривая аппараты, оценива-
ют состояние контактных Поверхно-
стей, болтовых соединений, крепле-
ний проводов и исправность покро-
ва изоляционных деталей. При этом
руководствуются простым прави-
лом, что изменение внешнего вида
и привычного состояния аппаратов
не бывает беспричинным и позволя-
ет обнаружить возможное повреж-
дение или устранить последствия
уже свершившегося повреждения.
Работоспособность электриче-
ских аппаратов в большой степени
49
определяется надежностью крепле-
ния токоведущих деталей. Чем луч-
ше контакт, тем меньше переходное
сопротивление и нагрев при проте-
кании тока. При сильном нагреве
контакта количество тепла, выде-
ляемого в нем, с течением време-
ни увеличивается благодаря окис-
лению контактной поверхности.
В результате нагрев может быть на-
столько интенсивным, что приведет
к пережогу наконечников кабелей и
проводов, взаимному свариванию
контактов аппаратов и обугливанию
изоляции близко расположенных
деталей. Поэтому при ТО-3 следует
проверять прочность крепления бол-
товых соединений и токоведущих
деталей.
Для проверки исправности кре-
пления сильноточного проводника
можно, взявшись за него рукой, по-
пытаться слегка покачать провод-
ник вокруг болта.
В большинстве случаев затяж-
ку крепежных деталей проверяют с
помощью гаечного ключа или от-
вертки. Наиболее целесообразно
использовать для этой цели динамо-
метрические (моментные) гаечные
ключи или отвертки. Такой ключ
может быть контролируемым или
предельным. Контролируемый гаеч-
ный ключ имеет указатель момен-
та. При достижении определенного
значения крутящего момента может
появляться световой или звуковой
сигнал. Предельный гаечный ключ
при достижении заданного крутя-
щего момента автоматически отклю-
чается, что предотвращает перетяж-
ку резьбы.
Рас. 24. Траектория движения силовых
контактов контактора при включении
50
В электрических аппаратах ос-
лабление крепления коммутиру-
ющих контактов легко обнаружить
по изменению их цвета: потемнению
или посинению. Расплавление и да-
же сваривание контактов может
произойти не только из-за ослабле-
ния крепления подвижных контак-
тов, но и из-за ухудшения состоя-
ния контактных поверхностей или
уменьшения нажатия, площади при-
легания, притирания или провала
контактов.
Принято считать, что при вклю-
чении и выключении контактора по-
движный контакт перекатывается и
проскальзывает по поверхности не-
подвижного контакта, благодаря че-
му должно происходить очищение
контактных поверхностей от окис-
лов и загрязнений. В действитель-
ности процесс включения происхо-
дит более сложно, поскольку кон-
такты сближаются с большой ско-
ростью. Удар подвижного контакта
/ (рис. 24) о неподвижный 2 вызы-
вает их упругую деформацию. В ре-
зультате подвижный контакт вновь
отскакивает и вновь соударяется с
неподвижным. Это явление, назы-
ваемое вибрацией контактов при
включении, сопровождается перека-
тыванием подвижного контакта 1.
У электромагнитных аппаратов ви-
брация контактов усиливается
вследствие вибрации якоря, вызван-
ной его упругим соударением с яко-
рем электромагнита.
Характер вибрации контактов
определяется большим числом фак-
торов. В частности, продолжитель-
ность вибрации обратно пропор-
циональна начальному натяжению
притирающей пружины контактора.
Обычно эта продолжительность со-
ставляет 0,005—0,025 с. За такое
время происходит 3—4, иногда 10—
12 отскоков подвижного контакта.
При первом же соприкосновении
контактов в точке А по коммутируе-
мой ими цепи начинает протекать
ток, поэтому при отскоке и расхож-
дении контактов под током между
ними возникает мостик расплав-
ленного металла, а на поверхности
контактов у оснований этого мо-
стика образуются кратеры неболь-
ших размеров (на рис. 24 эти мес-
та отмечены звездочками).
Вибрация контактов при вклю-
чении является закономерным яв-
лением и характерна для любого
коммутирующего аппарата, будь то
контактор или реле. Но последст-
вия ее различны. У большинства
контакторов вибрация ие приводит
к существенному ухудшению каче-
ства контактного соединения. Во-
первых, окончательно постоянный
контакт устанавливается в точке Б,
где поверхность свободна от поджо-
гов. Во-вторых, образование мости-
ка расплавленного металла приво-
дит к разрушению окисной пленки
на контактной поверхности и в оп-
ределенной мере способствует само-
очищению контактов.
При отключении аппарата бла-
годаря взаимному перемещению
контактов место их постоянного со-
прикосновения и место образования
дуги ие совпадают. По мере умень-
шения толщины контактов место
постоянного соприкосновения и ме-
сто разрыва перемещаются по по-
верхности контактов, исключая
сильный подгар в одной точке.
Проверяя притирание или про-
вал, включают аппарат вручную
и в зависимости от его конструкции
наблюдают непосредственно за пе-
рекатыванием контактов. При этом
рычаг подвижного контакта должен
иметь некоторый свободный ход пос-
ле соприкосновения контактов.
Одновременно с осмотром кон-
тактов проверяют состояние дугога-
сительных камер, убеждаются в от-
сутствии трещин и чрезмерных про-
гаров стенок. Следы закопчения на
внутренних сторонах стенок долж-
ны указывать на то, что электриче-
ская дуга равномерно растягивает-
ся и гаснет внутри камеры без вред-
ных завихрений и задержек около
перегородок и других выступающих
частей камеры.
Внутренние поверхности стеиок
очищают от сильных отложений ко-
поти и вкраплений меди легкими
прикосновениями наждачным полот-
ном. Застывшие брызги металла
снимают с металлических деталей и
дугогасительиых рогов, расположен-
ных либо непосредственно в камере,
либо прикрепленных к рычагам кон-
тактов.
Осматривая дугогасительные ка-
тушки, убеждаются в отсутствии
повреждений выводов, целостности
корпусной и межвитковой изоляции,
отсутствии следов сваривания от-
дельных витков и исправности маг-
нитопроводов.
Состояние электромагнитных
приводов аппаратов проверяют, как
правило, включая их вручную.
Включение и отключение должны
происходить легко, без заеданий.
Контролируют состояние соединений
и креплений деталей. Пневматиче-
ские приводы аппаратов проверяют
под действием воздуха, нажимая на
грибки включающих вентилей. При-
вод должен работать без утечек воз-
духа и обеспечивать полное вклю-
чение аппарата.
Повреждения электрических ап-
паратов электровозов, вызванные
износом деталей приводов, в экс-
плуатации происходят сравнительно
редко и, как правило, являются
следствием неудовлетворительно вы-
полненного планового ремонта, от-
сутствия или недоброкачественного
состава смазки, неправильного под-
бора материала трущихся поверхно-
стей. К таким повреждениям отно-
сятся: повышенный зазор между ва-
ликом и втулкой, чрезмерный износ
клапанов, седел, потеря герметич-
ности пневматических приводов в
результате порчи кожаных манжет
и уплотняющих прокладок. При
надлежащем качестве планового ре-
монта эти нарушения в эксплуата-
ции встречаются редко.
Большое внимание при ТО-3
уделяют уходу за изоляцией элек-
трической аппаратуры и проводов.
Приведем примеры характерных по-
вреждений: перекрытие изоляцион-
ных стоек контакторов из-за замас-
ливания и загрязнения их поверх-
ности; межвитковое замыкание в
5)
катушке дифференциального реле
по трещинам в корпусной изоляции;
вторичное перекрытие изоляцион-
ных стоек контакторов после не-
брежного устранения следов преды-
дущего повреждения; пробой изоля-
ции вала реверсора из-за ее рас-
слоения; перетирание изоляции про-
водов в контроллере машиниста; пе-
рекрытие изоляционной панели в
распределительной коробке цепи
отопления поезда из-за попадания
влаги; обугливание и разрушение
изоляции кабелей, подходящих к
пусковым резисторам, в результате
их чрезмерного нагрева при дли-
тельной езде на реостатных позици-
ях; пробой шпильки ящика пуско-
вых резисторов вследствие ее ослаб-
ления и перетирания в местах уста-
новки элементов резисторов и др.
Осмотр изоляции имеет целью
выявление возникших трещин и
признаков расслоения изоляционно-
го покрытия, следов механического
повреждения изоляции и особенно
ее перетирания. Если неисправ-
ность изоляции (например, трещины
в корпусной изоляции реле) нельзя
устранить на месте, то аппарат сни-
мают с электровоза для ремонта в
цехе. Способы восстановления изо-
ляции непосредственно на электро-
возе описаны на с. 94.
Все изоляционные поверхности
аппаратов одновременно с осмот-
ром тщательно протирают от пыли,
Рис. 25. Реле перегрузки РТ-406В
52
загрязнений и случайных масляИЫХ
пятен. Для этого пользуются чистой
салфеткой, слегка смоченной бензи-
ном. Если при осмотре аппаратов
зачищали дугогасительные камеры
и контакты, то перед протиркой изо-
ляции осевшие на ее поверхности
частицы металла и пыль следует
удалить сжатым воздухом. Места
возможного скопления влаги (штеп-
сельные головки, розетки и распре-
делительные коробки электрообо-
грева вагонов, коробки приемных
катушек АЛСН) промывают бензи-
ном особенно тщательно и насухо
протирают салфетками. Для кон-
троля качества ремонта таких аппа-
ратов рекомендуется измерять со-
противление их изоляции отдельно
от всей цепи электровоза.
Рассмотрим последовательность
проверки технического состояния
аппаратов на примере реле пере-
грузки РТ-406В электровозов ВЛ 10,
ВЛ8 и ВЛ23. Оценив общее состоя-
ние этого реле и убедившись в ис-
правном состоянии изоляционной
панели 1 (рис. 25), проверяют кре-
пление кабелей к шинам 2 и осмат-
ривают регулировочную пружину.
Наличие пломбы 3 и отсутствие сле-
дов сбоя установки регулировочно-
го винта 4 являются основными при-
знаками правильной регулировки
реле. В исправной работе его убеж-
даются, нажимая слегка на якорь
5. Он должен свободно, без заеда-
ний поворачиваться на призме. Кон-
такты 7 должны включаться с не-
которым притиранием, без переко-
сов и больших смещений относи-
тельно друг друга. В заключение
проверяют крепление контактов
на панели / и подходящих к ним
проводов. Загрязненные контакты
промывают бензином, изоляционные
поверхности протирают сухой либо
слегка смоченной в бензине салфет-
кой, указатель 6 устанавливают в
горизонтальном положении.
Из групповых аппаратов наи-
большего внимания требуют глав-
ные переключатели (ГП) электро-
возов ЧС2, ЧС2Т и ЧСЗ. Из всех от-
казов электроаппаратуры и элек-
Рис. 26. Места характерных неисправностей контакторного элемента групповых пере-
ключателей электровозов ЧС:
а — контакторный элемент; б — силовые контакты; в — нижняя часть выключающего рычага
трических цепей электровозов ЧС2
в пути следования, потребовавших
замены локомотива, более 40% при-
ходится на ГП. Другими словами,
каждая шестая порча электровозов
ЧС2 происходит из-за отказа груп-
пового переключателя. На каждом
четвертом электровозе ЧС2, исклю-
чаемом из эксплуатации для выпол-
нения непланового ремонта электри-
ческой аппаратуры, поврежденным
является ГП.
При ТО-3 блоки дугогаситель-
ных камер 1 (рис. 26) переключа-
теля поднимают и закрепляют их в
верхнем положении, открывая до-
ступ для осмотра деталей контакто-
ров и камер. Оценивая их состоя-
ние, полезно помнить, что за одни
цикл набора и сброса позиций ап-
парата различные контакторы сра-
батывают различное число раз, при-
чем на различных позициях и при
различных скоростях движения
электровоза они будут коммутиро-
вать различные токи. Продолжи-
тельность горения дуги, т. е. дли-
тельность ее воздействия на детали
контактора и дугогасительной каме-
ры, будет зависеть главным обра-
зом от напряжения и индуктивно-
сти отключаемой цепи. Перечислен-
ные обстоятельства и являются при-
чиной различий во внешнем виде
деталей контакторов и дугогаси-
тельиых камер.
Слесарю, обслуживающему ГП,
очень важно запомнить, что на всех
электровозах контакты 22 и 23 од-
ного контактора всегда слегка по-
синевшие, а контакты другого кон-
тактора всегда практически чистые,
в то время как контакты третьего
контактора всегда имеют следы по-
вышенного износа. То же самое
можно сказать и о дугогасительных
камерах Г. у камер одних контак-
торов они всегда сильно закопчены,
а у других почти незаметны следы
дугогашения.
Любое отклонение от обычного
состояния, неважно, в худшую или
лучшую сторону, должно насторо-
жить слесаря и побудить к поиску
причины аномалии. Например, на
одном электровозе ЧС2, длительное
время находившемся в эксплуата-
ции, был обнаружен контактор 01,
бывший «как новый». Ни контакты,
ни дугогасительная камера не име-
53
Рис. 27. Внутренние поверхности камер линейных (а) н реостатных (б) контакторов
главного переключателя электровозов ЧС2
ли какой-либо работы и были сов-
сем чистыми, в то время как обыч-
но контакторы 01 работают с боль-
шим напряжением. Причиной яви-
лась ошибка в монтаже, в резуль-
тате которой контактор 01 был фак-
тически выведен из работы, а всю
нагрузку взяли на себя два других
контактора, работавшие на грани
отказа. Слесари же ничего не заме-
чали, поскольку были убеждены в
том, что если контакты и дугогаси-
тельная камера чистые — то все хо-
рошо.
Камеры линейных контакторов
(рис. 27, а) имеют обычно следы
значительно больших нагрузок при
дугогашении в сравнении с камера-
ми реостатных контакторов (рис. 27,
б). Это объясняется не силой от-
ключаемых токов (у линейных кон-
такторов они нередко могут быть
меньшими), а рабочими напряже-
ниями. У линейных контакторов ду-
га часто может быть погашена, ко-
гда она растянута по всей перифе-
рии камеры, а у реостатных контак-
торов длина пути при гашении, как
правило, не превышает 120—150 мм.
Этим объясняются различие разме-
ров зон закопчения 5 стенок камер,
ограниченных линиями 1.
В зоне 6 иа стенках камер заме-
тен белый налет окиси алюминия,
появившийся в результате испаре-
ния металла при движении концов
дуги по силуминовому держателю
54
неподвижного контакта 21 (см. рис.
26). Вдоль рога подвижного кон-
такта (такие рога имеются только
у линейных контакторов) заметен
ряд точечных прогаров 3 (см. рис.
27, а) с редкими вкраплениями ка-
пелек испарившегося металла. Диа-
метр таких прогаров не превышает
5 мм, а их глубина менее 0,1 мм.
Внизу у начала рога подвижного
контакта прогар, различимый в ви-
де перевернутой буквы «г», имеет
глубину до 0,2 мм. Линия 2 обозна-
чает прогар по концам деионизаци-
онных пластин в виде узкой извили-
стой канавки шириной 2,5—4,5 мм
и глубиной 0,1—0,8 мм.
В эксплуатации ремонт и замену
камер в основном осуществляют по
причине уменьшения толщины их
стенок в зоне 4 до толщины 3 мм.
Как показывают результаты много-
летних наблюдений, собственно про-
гар камер в этом месте невелик, а
уменьшение толщины стенок в ос-
новном является следствием интен-
сивных зачисток. Наждачное полот-
но слишком сильно разрушает мяг-
кий материал стенок — ацеид, по-
этому пользоваться им нужно осто-
рожно, больше используя для очи-
стки камер сухие салфетки.
При осмотре камеры убеждают-
ся в исправности креплений 4
(см. рис. 26) и отсутствии сколов
и трещин в боковых стенках и пере-
городках (они обычно образуются
в их углах) и излома сухарей 11.
По протертости на нижнем конце
держателя неподвижного контакта
21 можно судить о том, что ниж-
ний рог 16 дугогасительной камеры
касается его. При изломе рога или
оплавлении пластин деионизацион-
иой решетки 2 камеру снимают
для переборки.
Осматривая нижние 22 и верх-
ние 23 силовые контакты, проверя-
ют отверткой их крепление. Ослаб-
ление крепления может указывать
на появление трещин 18 в силуми-
новых держателях по резьбовому
отверстию. Наименьшая допускае-
мая толщина контактов 4 мм, а их
иажатие 70 Н (7 кгс). Поперечное
смещение 24 контактов относитель-
но друг друга во включенном поло-
жении допускается не более 1 мм.
Выход из углублений винтов 19
указывает на возможное ослабле-
ние крепления дугогасительного ро-
га на кронштейне подвижного кон-
такта 23. При этом рог покачивает-
ся при легком нажатии на него.
Сняв чехлы 20, проверяют креп-
ления 13, 14 полюсных наконечни-
ков к держателю неподвижного кон-
такта и сердечнику дугогасительной
катушки. Нужно помнить, что по-
люсные наконечники у этих аппара-
тов являются проводниками тока,
поэтому их ослабление быстро при-
водит к чрезмерному нагреву, оп-
лавлению, выгоранию деталей и от-
казу ГП. Осматривая чехлы 20,
убеждаются в отсутствии обуглива-
ний краев вырезов вокруг дугогаси-
тельной катушки. Такое обуглива-
ние указывает на плохую работу
контактора.
Наиболее тяжелым повреждени-
ем главных переключателей являет-
ся перекрытие кулачковых шайб 27
контакторных элементов с перебро-
сом электрической дуги с подвиж-
ных контактов на вал. Проворачи-
вая кулачковый вал, осматривают
переключатель снизу, убеждаясь в
отсутствии следов перекрытия по-
верхности кулачковых шайб 27 и
изоляционных деталей контактор-
ных элементов в районе наиболее
вероятных перебросов. Обращают
внимание на отсутствие трещин 25
и заедания подшипников 12. С этой
целью подшипники прокручивают
от руки. Смещение подшипников за
край кулачковой шайбы допускает-
ся не более 1 мм, поскольку при
большем смещении трение рычага
26 о шайбу 27 приводит к ее изно-
су и нарушению порядка сраба-
тывания контактора.
При осмотре ГП снизу и сверху
после опускания камер убеждаются
в отсутствии трещин в рычаге 26 и
держателе подвижного контакта
(обычно по отверстиям шарниров 9
и 10). Проверяют крепление 6 под-
ходящих проводов и шунта 5. Убеж-
даются в отсутствии обрыва и рас-
пушения шуита, излома или отжига
пружины.
Осматривают изоляционные
блок-контакты на торце двигателя
и торце кулачкового вала. Проверя-
ют крепление подходящих к ним
проводов 5, 6 (рис. 28), обращают
внимание на свободное, без заеда-
ний перемещение подвижных дета-
лей, убеждаются в исправности под-
шипников 2 и их крепления, отсут-
ствии излома деталей из пластмас-
сы (наиболее часто трещины 3 по-
являются в подвижном рычаге).
Проверяют исправность шунта и его
пайки и состояние контактов 1. Та-
кие же блокировочные контакты ис-
Рис. 28. Блокиро-
вочный контакт
групповых аппа-
ратов электрово-
зов ЧС
55
пользуют на всех групповых аппа-
ратах электровозов ЧС.
В период осмотра переключате-
ля резервуары сети управления дол-
жны быть наполнены воздухом под
рабочим давлением. Это позволяет
определять на слух утечку воздуха
в приводе и электромагнитных вен-
тилях. Четкость работы пневматиче-
ского привода проверяют нажатием
на грибки вентилей.
После легкой очистки контактов
и возможной замены Контролируют
последовательность включения и от-
ключения контакторов (развертку).
Обычно такую проверку делают при
переходе с подготовительной на 1-ю
позицию, на ходовые позиции и с
одного соединения тяговых двига-
телей на другое. При необходимо-
сти подгоняют последовательность
включения путем обработки профи-
ля кулачковых шайб: подрубают
скосы кулачков острозаточенным
зубилом по кондуктору и опилива-
ют напильником. В случае замены
контактов, кулачковых шайб и дру-
гих деталей контакторных элемен-
тов, могущих изменить раскрытие
контактов и порядок их включения,
требуется проверить развертку в
полном объеме, как это делается
при ТР-1.
В завершение проверки разверт-
ки контролируют соответствие вклю-
чений и отключений таблице замы-
каний контакторных элементов, уп-
равляя групповым переключателем
с помощью контроллера машиниста.
При этом проверяют раскрытие
контакторов на позициях. Как пра-
вило, оно не должно быть менее
13 мм. На позициях непосредствен-
но перед включением или после вы-
ключения контактора раскрытие его
контактов должно соответствовать
таблице замыканий. При этом у за-
мыкающих контактов контакторов
наименьшее раскрытие должно
быть 6 мм, размыкающих контак-
тов реостатных контакторов — 7,5,
у линейных — 10 мм.
При окончании этих проверок
сдувают сжатым воздухом медные
опилки, осевшие на деталях контак-
56
торных элементов при зачистках
контакторов, а затем, проворачи-
вая вал, салфетками протирают ку-
лачковые шайбы и изоляционные
стойки. Опуская блоки дугогаси-
тельных камер, надежно закрепля-
ют их и убеждаются в том, что де-
тали камер ие создают помехи
включению и отключению контак-
тов. Это в первую очередь относит-
ся к контакторным элементам, по-
движные контакты которых снабже-
ны дугогасительными рогами.
Токоприемники и крышевое обо-
рудование очищают от грязи сал-
фетками, смоченными в керосине.
Тщательно протирают салфетками,
слегка смоченными растворителем,
и осматривают изоляторы и воздуш-
ные рукава. Для очистки поверхно-
стей изоляторов обычно используют
в качестве растворителя спирт или
бензин. Применяемая жидкость не
должна растворять материал возду-
хопроводов, изготовленных из поли-
меров, и приводить к появлению
трещин на их поверхности.
Трещины в фарфоровых изоля-
торах обнаруживают по изменению
звучания при легком обстукивании
их деревянной палочкой. Пропуск
воздуха в рукавах, соединениях
трубопроводов и проходных изоля-
торах определяют на слух.
После осмотра токоприемников
проверяют состояние вентильного
разрядника. Корпус разрядника од-
новременно с другими изоляторами,
расположенными на крыше элек-
тровоза, протирают чистыми сал-
фетками. Осматривают контакты за-
земления крышевых разъединителей
и проверяют состояние и-Крепление
шунтов и шин, .соединяющих аппа-
раты крышевого оборудования. Для
оценки состояния, протирки и креп-
ления деталей проходного изолято-
ра главного ввода электровозов
ВЛ 10 и ВЛ23 снимают защитный
кожух.
Для проверки состояния высоко-
вольтных межсекциониых кабелей и
проводов в кузове снимают наруж-
ные и дополнительные клицы, про-
тирают и осматривают изоляцию
кабелей. Высоковольтные кабели в
кузове осматривают, сняв люк пола.
Техническое обслуживание низ-
ковольтной аппаратуры целесооб-
разно начинать с проверки соответ-
ствия предохранителей номиналь-
ным значениям.
Низковольтные приборы и аппа-
раты проверяют включением их с
обоих постов управления. Это дает
возможность убедиться в целостно-
сти электрической цепи и в какой-
то мере в исправности составля-
ющих ее элементов: предохраните-
лей, проводов, выключателей, блок-
контактов, резисторов и реле.
Обычно можно непосредственно
наблюдать включение приборов и
аппаратов и на основании этого
сделать предварительное заключе-
ние об исправности элементов про-
веряемой цепи. Однако чтобы га-
рантировать их надежную работу
между плановыми ремонтами, необ-
ходимо внимательно осмотреть все
низковольтные аппараты. При этом
следует обратить внимание на це-
лость корпуса аппарата, надеж-
ность крепления его деталей и ис-
правное состояние контактов. Изо-
ляция подходящих к аппарату про-
водов не должна иметь механиче-
ских повреждений, подгаров и оп-
лавлений. Провода должны свобод-
но, без натяга подходить к аппара-
там и прочно крепиться в зажи-
мах. Число оборванных жил одного
провода не должно превышать
20%.
Осматривая контроллеры маши-
ниста, проверяют крепление кон-
такторных элементов, проводов и
наконечников. Обращают внимание
на разрыв и провал контактов. Про-
веряют исправность механических
блокировок и замков рукояток
контроллеров. Сегменты контактов
промывают бензином и насухо вы-
тирают салфеткой. На электровозах
ЧС2 осматривают переключающее
устройство и проверяют синхрониза-
цию работы обоих контроллеров с
главным переключателем и пере-
ключателем ослабления возбуж-
дения.
Низковольтные блок-контакты
высоковольтного оборудования про-
веряют одновременно с осмотром
самих аппаратов. Межсекционные
низковольтные соединения электро-
возов ВЛ8 и ВЛ 10 протирают и ос-
матривают. При необходимости
разъединяют штепсели с розетками,
чтобы убедиться в целости изоля-
торов и штырей. Плотно соединив
штепсели и розетки после осмотра,
проверяют исправность рычажного
устройства, убеждаются в отсут-
ствии повреждений гибких соеди-
нений.
Осматривая аккумуляторную ба-
тарею, обращают внимание на проч-
ность крепления элементов в ящи-
ках, отсутствие течи электролита,
проверяют надежность крепления и
целость перемычек. Изоляция про-
водов, подсоединенных к батарее,
должна быть исправной. Для предо-
хранения ее от перетирания в месте
прохода проводов через стенку
ящика должна быть резиновая
втулка.
Уровень электролита контроли-
руют во всех элементах. Для этой
цели удобно пользоваться обыкно-
венной стеклянной трубкой, погру-
жая ее в электролит до пластин.
Закрыв пальцем наружное отвер-
стие трубки, вынимают ее и оцени-
вают уровень электролита по высо-
те столбика жидкости в нижнем
конце трубки. Уровень электролита
должен быть выше верхней кромки
пластин в элементах щелочных ба-
тарей ЗЗКН-100 и 40КН-125 на
5—12 мм.
При снижении уровня электро-
лита и оголении пластин происхо-
дит разрушение активной массы.
В случае излишнего наполнения
элемента электролит, расширяясь
при нагревании, выливается через
пробку. Интенсивное выкипание
электролита является следствием
больших зарядных и разрядных то-
ков. Большие токи вызывают так-
же бурное газовыделение, выпаде-
ние активной массы из пластин и
постепенное разрушение аккумуля-
торной батареи.
57
Слесарю-аккумуляторщику необ-
ходимо ознакомиться с записями в
книге технического состояния элек-
тровоза. При наличии замечаний о
повышенных токах заряда он дол-
жен настроить регуляторы напря-
жения панели управления (распре-
делительного щита) на нормальное
напряжение и ток зарядки батареи.
Проверку настройки панели уп-
равления следует выполнять и пос-
ле зачистки контактов регулятора
напряжения и регулировки зазоров
между ними, а также после замены
резисторов, реле обратного тока и
приборов на панели управления.
Плотность электролита измеря-
ют сифонным ареометром. Действие
прибора основано на использова-
нии закона Архимеда: чем больше
плотность электролита, тем больше
усилие, выталкивающее из него
ареометр 3 (рис. 29). Электролит
отсасывают из элемента резиновой
грушей 1 в стеклянный сосуд 2 и
замечают деление, до которого арео-
метр 3 погрузился в электролит 4.
Плотность летнего электролита ще-
лочных батарей ЗЗКН-100 и
40 КН-125 составляет 1,19—1,21
г/см3. Электролит с такой плот-
ностью можно применять при тем-
пературе воздуха от —15 до +35°C.
Плотность электролита щелочных
аккумуляторов при заряде не ме-
няется.
Для выявления сильно разря-
женных и неисправных элементов
Рис. 29. Устройство Рис . 30. Схема
для измерения плот- аккумуляторного
ности электролита пробника
батареи измеряют напряжение на
зажимах каждого элемента. Ис-
пользовать для этой цели обычный
вольтметр нельзя, так как напряже-
ние ненагруженного элемента, даже
сильно разряженного, может быть
равным норме н резко падает толь-
ко при подключении нагрузки. По-
этому для измерения напряжения
на элементах батареи используют
пробник, к контактам которого па-
раллельно вольтметру 2 (рис. 30)
подключают съемный балластный
резистор 4, подбираемый для проте-
кания тока восьмичасового разряда
12,5 А при проверке батареи
ЗЗКН-100 и 15 А при проверке бата-
реи 40 КН-125.
Набор шунтов аккумуляторных
пробников рассчитан на напряже-
ние 2,3 В кислотных аккумулято-
ров. Напряжение же щелочных ак-
кумуляторов равно 1,3—1,1 В. По-
этому при измерении напряжения
кислотного аккумулятора с шуитом
сопротивлением 2,3 Ом по нему про-
текает ток 1 А, а при измерении
этим же пробником напряжения
Щелочного аккумулятора ток со-
ставляет 0,5 А. Учитывая это, для
измерения напряжения щелочного
аккумулятора к пробнику подсоеди-
няют шунт, на котором указано зна-
чение тока, в 2 раза большее полу-
ченного по расчету для данного ак-
кумулятора.
При измерении подвижную нож-
ку 1 пробника устанавливают так,
чтобы расстояние между ножками
было равно расстоянию между по-
люсными зажимами 6' испытуемого
аккумулятора. Согнутую ножку
пробника обязательно ставят на по-
ложительный полюс аккумулятора
и плотно прижимают острие кон-
тактных ножек к полюсным выво-
дам. Вольтметр показывает напря-
жение ненагруженного аккумулято-
ра. Для определения напряжения
аккумулятора под нагрузкой нажи-
мают на кнопку 3 ручки прибора и
держат так не более 5 с. Если ак-
кумулятор разряжен, то напряже-
ние его под нагрузкой быстро па-
дает до 1 В и ниже.
58
Сжатые сроки выполнения ТО-3
требуют четкой и слаженной работы
всех исполнителей, умения быстро
оценить состояние аппаратов и осо-
бого внимания при выполнении всех
операций. Например, на проверку
состояния выключателей управле-
ния ВУ-223А электровозов ВЛ8 и
ВЛ 10 по нормам отводится только
4 мин. За это время слесарь дол-
жен отвернуть винты, снять кожу-
ха, оценить состояние аппаратов,
проверить крепление деталей, про-
звонить предохранители, поставить
кожуха и закрепить.
В таких условиях особенно важ-
но не прерывать начатой работы, не
передавать незавершенную работу
другому исполнителю, стараться
случайно не нарушить состояние
рядом расположенных аппаратов.
Организация работ должна преду-
сматривать последовательность пе-
рехода от одной группы аппаратов
к другой так, чтобы специалисты,
обслуживающие различное обору-
дование, не мешали друг другу. За-
вершать работы по каждой группе
оборудования должен старший сле-
сарь или неосвобожденный брига-
дир. Качество выполнения техниче-
ского обслуживания и состояние
наиболее ответственного оборудова-
ния должен оценить мастер или
приемщик локомотивов.
Закрывая кожуха аппаратов,
крышки пультов или двери высоко-
вольтной камеры, необходимо еще
раз убедиться, что все оборудова-
ние приведено в работоспособное
состояние и его нормальному функ-
ционированию не мешают посторон-
ние предметы. Каждому слесарю
желательно носить используемый
инструмент и электротехнические
материалы в специальных готоваль-
нях. Покидая электровоз, следует
проверить, что все принесенное
вновь уложено в готовальню и ни-
чего не оставлено на рабочих
местах.
В завершение ТО-3 проверяют
еще раз работу всех низковольтных
и высоковольтных приборов и аппа-
ратов, имитируя режимы тяги и
электрического торможения и осу-
ществляя включение с обоих постов
управления. После постановки элек-
тровоза под контактный провод
проверяют работу всего оборудова-
ния под высоким напряжением и
окончательно принимают элек-
тровоз.
9. Техническое обслуживание ТОЛ
При ТО-4 выполняют обточку
колесных пар без выкатки их из-
под электровоза. Как правило, ТО-4
совмещают по времени с текущим
ремонтом ТР-1 либо ТР-2.
Колесные пары электровоза дол-
жны выкатываться лишь при ТР-3.
Поэтому при необходимости обточ-
ку колесных пар при ТР-1 осуще-
ствляют без выкатки. Для этого
применяют станки двух типов, кото-
рые отличаются способом обточки
бандажа.
При обточке бандажа на станке
А-41 (рис. 31) колесная пара 2
приводится во вращение от соеди-
ненного с ней через зубчатую пере-
дачу 3 тягового двигателя 4 элек-
тровоза. Двигатель получает пита-
ние от специального мотор-генера-
тора или статического преобразова-
теля постоянного тока. Резание осу-
ществляется двумя резцами, каж-
дый из которых установлен в пере-
мещаемом суппорте 1. Чтобы ко-
лесная пара могла вращаться, тя-
говый двигатель вместе с ней при-
поднимается домкратом 5 на 5~
10 мм над уровнем головки рель-
са. Профиль бандажа обрабатыва-
ют по шаблону (рис. 32).
Во многих локомотивных депо
для обточки бандажей без выкатки
колесных пар используют изготов-
ляемые Краматорским станкострои-
тельным производственным объеди-
нением станки КЖ-20 (рис. 33),
КЖ-20М, КЖ-20МХ, КЖ-20Б и
КЖ-20ТФ-1. При обточке на этих
станках колесная пара вращается
от опорно-приводных роликов, а ре-
зание осуществляется профильными
фрезами, имеющими собственный
привод.
59
Рис. 31. Схема обточки
бандажа колесной пары без
выкатки
Рис. 32. Шаблон н контршаблон для проверки профиля
гребня и поверхности катания бандажа
Фреза имеет десять спиральных
граней, на которых в шахматном
порядке расположены 110 цилинд-
рических резцов из твердого спла-
ва, образующих профиль бандажа
(рис. 34). Применение таких стан-
ков позволяет значительно сокра-
тить простой электровозов в ремон-
те, а также трудоемкость и себе-
стоимость выполняемых работ.
Перед обработкой колесных пар
на станке необходимо демонтиро-
вать буксовые крышки. Размещение
электровоза на станке осуществля-
ется маневровым локомотивом, пос-
ле этого электровоз зачаливают
тросом для последующего переме-
щения и 'обработки остальных ко-
лесных пар.
Ролики домкратов совмещают с
гребнями обрабатываемой колесной
пары и отрывают ее на 2—3 мм от
рельсов. Рельсы отводят, а колес-
ную пару зажимают пинолями, ко-
60
торые вводятся в центровые отвер-
стия оси колесной пары. При этом
несовпадение центров станка с цен-
тровыми отверстиями оси допуска-
ется не более 8 мм.
Убедившись, что центры станка
плотно вставлены в центровые от-
верстия оси колесной пары, зажи-
мают пиноли центровых бабок гид-
розажимом. После этого осуществ-
ляют сближение фрез с бандажами
колесной пары до зазора 10—15 мм.
Устанавливают направление враще-
ния роликов таким образом, чтобы
колесная пара вращалась обрабо-
танной поверхностью к рабочему.
Положение фрез устанавливают с
помощью измерительного устройст-
ва по внутренним граням бандажей
колесной пары. Затем включают
вращение шпинделей фрез и роли-
ков подачи. Фрезы подводят к бан-
дажам, и производится врезание на
нужную глубину на участке окруж-
ности 350—400 мм. Максимальная
глубина врезания 8 мм. Процесс
полной обработки бандажей выпол-
няется за один оборот колесной па-
ры с момента полного врезания
фрез.
Если требуется повышенная точ-
ность и чистота обрабатываемой по-
верхности, обработку колесной па-
ры осуществляют за два прохода.
При этом второй подход выполняют
без врезания. Скорость резания вы-
бирается в зависимости от состоя-
ния поверхности катания бандажей
колесной пары. При наличии ползу-
нов для увеличения стойкости ча-
шек фрез обработку ведут на 1-й
скорости при минимальной частоте
вращения фрез 70 об/мин.
После остановки станка локомо-
тив лебедкой перемещается для об-
работки следующей колесной пары,
и цикл повторяется. По окончании
обработки бандажей всех колесных
пар бандажным штангенциркулем-
скобой замеряют диаметры колес и
электровоз выводят из цеха.
При обточке колесных пар иа
станке без выкатки из-под локо-
мотива необходимо соблюдать об-
Рис. 34. Общий вид фрезы:
/ — корпус; 2 —пластина; 3 — резец; •/ — крепя-
щий винт
щие правила техники безопасности
при работе на металлорежущих
станках.
Перед установкой локомотива на
станок необходимо убедиться, что
участки убирающихся рельсов име-
ют надежное крепление, станок на-
ходится в исходном (нерабочем)
положении, а в канаве нет людей.
При постановке локомотива на ста-
нок рельсы должны быть подведе-
ны, ролики отпущены, пиноли отве-
дены. При перемещении локомоти-
ва лебедкой зачаливаиие должно
производиться таким образом, что-
бы тянущий участок троса был на-
тянут, а ненагруженный — ослаблен.
При этом перед перемещением для
обточки следующей колесной пары
станок необходимо привести в ис-
ходное положение и установить
участки убираемых рельсов. После
установки электровоза на станок
необтачиваемые колесные пары под-
клинивают деревянными клиньями.
В период нахождения электрово-
за на станке все ремонтные работы
должны быть прекращены.
Не разрешается работать на
станке со снятым ограждением
фрез. Заменять фрезы следует толь-
ко при полностью остановленном
станке.
Недопустимо выполнять регули-
ровку и наладку станка, а также
обмеры колесной пары до полной
остановки.
61
Глава III
РАБОТЫ ПО ПОДДЕРЖАНИЮ
РАБОТОСПОСОБНОСТИ ЭЛЕКТРОВОЗОВ, ПРОИЗВОДИМЫЕ
В ЗАВИСИМОСТИ ОТ ВРЕМЕНИ ГОДА И СРОКА СЛУЖБЫ
10. Работы, выполняемые
в зависимости от времени года
Система технического обслужи-
вания и ремонта должна учитывать
изменение технического состояния и
условий эксплуатации электровозов
в зависимости от времени года
(рис. 35).
Ежегодно повторяющиеся сезон-
ные работы можно представить в
виде некоторого замкнутого цикла:
осенний комиссионный осмотр —
подготовка электровоза к работе
зимой — дополнительные работы по
техническому обслуживанию и ре-
монту электровоза в зимний пе-
риод — подготовка электровоза к
летним перевозкам — весенний ко-
миссионный осмотр.
В зимнее время работа электро-
возов значительно усложняется из-
за морозов, резких оттепелей, ме-
телей, дождей, снегопадов и голо-
леда. С наступлением холодов гу-
стеет смазка в подшипниках и шар-
нирных соединениях аппаратов. Ра-
боту пневматических приборов за-
трудняет влага, конденсирующая и
замерзающая в трубопроводах и
резервуарах. Снижается сопротив-
ление отсыревшей изоляции прово-
дов электрических аппаратов.
Осмотр и ремонт экипажной ча-
сти затрудняется из-за наличия сне-
га и льда на ходовых частях и ры-
чажных передачах. Снижается ем-
кость аккумуляторных батарей. Ког-
да остывший электровоз находится
в отстое, а температура воздуха рез-
ко повышается от —20 до 0°С, на
коллекторах и обмотках электриче-
ских машин образуется иней.
В особо тяжелых условиях ра-
ботают электровозы зимой на удли-
ненных тяговых плечах. Электровоз
проходит в непрерывном движении
1000—2000 км, и при этом погодные
условия могут резко меняться. В те-
чение 20—25 ч непрерывной работы
локомотив, например, может по-
пасть из проливного дождя в голо-
лед, который затем сменится снего-
падом и оттепелью. Столь резкое
Распределение парна
электровозов по месяцам
резерв-----------------
эксплуатация
Дни месяца
Подготовка к эксплуатации
после хранения в резерве
или запасе
100%
Подготовка
к летней роботе
Весенний комис-
сионный осмотр
1.Я-10.1
° 40
0-
*арт
^Jffpt,
40
НМ?
SO
80
100%
Подготовка н работе
в зиму до 1.0(15.Х}
Осенний комис-
сионный осмотр
1.0. - 15.Z
Подготовка
к длительному отстою
и отставление *
в резерв или запас
Рис. 35. Периодичность выполнения работ по времени года
62
Чередование климатических воздей-
ствий может привести к отказу
электрического оборудования.
По климатическим условиям до-
роги разделяют на две группы. Бо-
лее сложными условиями характе-
ризуются дороги первой группы:
Северная, Горьковская, северные
участки Октябрьской дороги, Куй-
бышевская, Приволжская, Целин-
ная, Свердловская, Южно-Ураль-
ская, Западно-Сибирская, Кемеров-
ская, Красноярская, Восточно-Си-
бирская, Забайкальская, Дальнево-
сточная, Байкало-Амурская и неко-
торые отделения Алма-Атинской до-
роги.
Чтобы не быть застигнутыми
врасплох первыми заморозками и
снегопадами, заблаговременно до
наступления похолодания депо на-
чинают готовить электровозы к зи-
ме с таким расчетом, чтобы закон-
чить подготовку до 15 октября на
дорогах первой группы и до 1 нояб-
ря на остальных.
Наиболее тщательно готовят к
зиме тяговые двигатели (ставят
уплотнения и фильтры, чтобы пре-
дупредить попадание внутрь двига-
теля снега и влаги), систему венти-
ляции тяговых двигателей и пуско-
вых резисторов (на всасывающие
отверстия устанавливают заводские
фильтры или обтянутые мешкови-
ной рамки).
В некоторых депо при подготов-
ке к зиме электродвигатели венти-
ляторов для охлаждения тяговых
двигателей переключают на низкую
частоту вращения. Однако опыт по-
казывает, что делать это не следу-
ет. Если вентиляторы работают при
низкой частоте вращения, то в пе-
риод сильных метелей внутрь тяго-
вых двигателей может попадать
снег. При работе электровоза с пре-
дельным использованием мощности
количество воздуха, поступающего
в тяговые двигатели от работающих
при низкой частоте вращения вен-
тиляторов, недостаточно. В резуль-
тате тяговые двигатели перегрева-
ются, что влечет за собой их по-
вреждения.
На дорогах первой группы уве-
личивают плотность электролита
аккумуляторных батарей. Для это-
го батареи снимают с электровоза,
сливают летний электролит, промы-
вают элементы теплой водой и за-
полняют калиевым электролитом
плотностью 1,25—1,27 г/см3. В не-
которых случаях при работе при
температуре до —40° С, несмотря
на некоторое уменьшение емкости
аккумуляторов, применяют состав-
ной калиево-литиевый электролит
плотностью 1,25—1,27 г/см3. Нельзя
применять составной натриево-ли-
тиевый электролит при температу-
рах ниже 0°С.
При подготовке к зиме пневма-
тической системы осуществляют ре-
визию вспомогательных компрессо-
ров и ручных насосов с частичной
разборкой, сменой смазки и провер-
кой подачи мотор-компрессоров.
В картер вспомогательного компрес-
сора заливают масло индустриальное
12. Проверяют исправность электро-
обогрева картеров мотор-компрессо-
ров, отключают промежуточные хо-
лодильники, заполняют денатура-
том спиртораспылители. Смазку мо-
тор-компрессоров заменяют на зим-
нюю. Проверяют исправность систе-
мы электрообогрева спускных кра-
нов.
Токоприемники переводят на
зимний режим работы, регулируя
статическую характеристику (нажа-
тие на контактный провод при подъ-
еме и опускании) по верхним пре-
делам. Для заправки в цилиндры
пневматических приборов, приводов
главного и быстродействующего вы-
ключателей, реверсоров, крышевых
разъединителей, токоприемников и
электропневматических контакторов
применяют смазку ЖТ-72 или ей
подобную.
Пуско-тормозные резисторы пре-
дохраняют от попадания в них сне-
га. Вентиляционные отверстия рео-
статных камер на крышах закрыва-
ют металлическими козырьками или
рамами, обтянутыми мешковиной, а
в полу кузова — щитами из кро-
вельного железа. На электровозе
63
ЧС2 крыши над шахтами пусковых
резисторов опускают в зимнее по-
ложение.
Убеждаются в исправности уп-
лотнения крышек песочных бунке-
ров, при необходимости его исправ-
ляют. Проверяют наличие и исправ-
ность сеток и замков крышек. Конт-
ролируют целостность бункеров и
принимают меры, предупреждаю-
щие попадание в них влаги. Осу-
ществляют ревизию песочных фор-
сунок, удаляют из камер крупные
фракции песка, прочищают рыхли-
тельное отверстие и проверяют со-
осность конического отверстия и ре-
гулировочного болта. Заменяют про-
тертые и порванные резиновые ру-
кава песочниц и контролируют по-
ложение наконечников песочных
труб. Подачу песка в зону контакта
колеса с рельсом регулируют в со-
ответствии с нормами, установлен-
ными на дороге. Подача песка не
должна превышать 1500 г/мин под
первую по ходу поезда колесную па-
ру и 900 г/мин под последующие
колесные пары.
В тяговых редукторах, моторно-
осевых подшипниках и других уз-
лах согласно картам смазок заме-
няют летние смазки зимними. От-
метки о дате замены и марке смаз-
ки делают в книге ремонта и жур-
нале технического состояния элек-
тровоза. Во всех пунктах ремонта и
экипировки электровозов создают
запас необходимых зимних смазок
в объеме, достаточном для поддер-
жания бесперебойной работы локо-
мотивного парка.
Утепляют кабины машиниста,
ставят войлочные уплотнения в ме-
сте прохода труб к кранам машини-
ста, в щелях пола под пультом уп-
равления. Закрывают войлоком или
резиной щели и места прохода труб
через отверстия пола. Проверяют
уплотнение дверей, оконных рам и
лобовых стекол.
Осматривают и прн необходимо-
сти заменяют нагревательные эле-
менты калориферов и электропечей
кабин машиниста, проверяют ис-
правность проводов и других элек-
64
трических соединений, блокировок
щитов и заземление корпусов кало-
риферов и электропечей. Снимают
для ревизии в цехе мотор-веитиля-
торы калориферов, снимают и регу-
лируют на стенде термореле нагре-
вательных элементов калориферов.
Проверяют исправность стеклоочи-
стителей и стеклообогрева лобовых
окон кабин машиниста.
Тщательно осматривают и про-
тирают от грязи и влаги распреде-
лительные коробки цепи электриче-
ского обогрева вагонов на электро-
возах, работающих с пассажирски-
ми поездами. Концевые соединения
со штепсельными головками снима-
ют для ревизии в аппаратном цехе,
обязательно проверяют их на про-
бой. После летней консервации про-
веряют контакторы отопления, реле
перегрузки и цепи управления отоп-
лением поезда. На розетки и штеп-
сельные головки устанавливают чех-
лы из брезента. Обращают внима-
ние на состояние и крепление всех
проводов системы электрического
обогрева. Все эти работы выполня-
ют до 1 сентября на дорогах пер-
вой группы и до 1 октября на
остальных.
Подготовке электровозов к ра-
боте зимой предшествует проводи-
мый с 1 сентября по 15 октября
осенний комиссионный осмотр все-
го парка э. п. с., способствующий
его оздоровлению.
В ходе осмотра, который осуще-
ствляется под непосредственным на-
блюдением начальника дороги, по
пятибалльной системе оценивается
техническое состояние каждого
электровоза. Неудовлетворительная
оценка выставляется в том случае,
когда устранение обнаруженной при
комиссионном осмотре неисправно-
сти требует проведения работы в
большем объеме, чем это предусмот-
рено характеристикой ТР-1. Рабо-
тающую в каждом депо комиссию
возглавляет представитель выше-
стоящих организаций или другого
депо. К подготовке электровозов к
комиссионному осмотру привлека-
ются локомотивные бригады.
По результатам этого осмотра
намечают электровозы для поста-
новки в резерв управления дороги
или запас МПС, а остальной парк
готовят к работе зимой. Это в пер-
вую очередь относится к электро-
возам, занятым в пассажирских пе-
ревозках, где наблюдается большой
спад в зимнее время. Заштрихован-
ная область (см. рис. 35) соответ-
ствует характерному для специали-
зированного на пассажирских пере-
возках депо процентному отноше-
нию парка электровозов, находя-
щихся в резерве в различные меся-
цы. Отставление в запас или ре-
зерв грузовых электровозов опреде-
ляется колебаниями грузопотоков
на обслуживаемых участках дорог
и может не носить столь ярко вы-
раженного сезонного характера.
В резерв управления дороги мо-
жет быть отставлен только исправ-
ный электровоз, техническое состоя-
ние которого позволяет произвести
выдачу из резерва в течение 24 ч.
Параметры технического состояния
механического и пневматического
оборудования электровоза должны
соответствовать требованиям, уста-
новленным для ТР-1.
Подготовку электровоза к поста-
новке в резерв управления дороги
приурочивают обычно к ТО-3 или
ТР-1. Электровозы, прошедшие
ТР-2, ТР-3 или КР-1, КР-2, должны
иметь пробег не менее установлен-
ного пробега до ТР-1.
На электровозах, отставляемых
в резерв, электрические щетки тя-
говых двигателей вынимают из
гнезд и зажимают нажимными паль-
цами щеткодержателей. Контакт-
ные поверхности силовых аппара-
тов, разрывающих обесточенные це-
пи, смазывают тонким слоем техни-
ческого вазелина. Подвижную раму
токоприемника привязывают к его
основанию. В расширительный бак
тягового трансформатора доливают
масло в расчете на минимальную
температуру для данного района.
Аккумуляторную батарею снимают
с электровоза, чтобы обеспечить
нормальные условия ее хранения.
3 Зак. 1613
Из воздушной магистрали элек-
тровоза спускают сжатый воздух и
оставляют открытыми краны возду-
хозаборников, тифонов и свистков.
Проверяют исправность уплотнения
и плотно закрывают крышки песоч-
ных бункеров. Поручни, декоратив-
ные пояса и другие хромированные
детали, а также детали с декора-
тивным покрытием смазывают отра-
ботанной консистентной смазкой.
Вентиляционные устройства перево-
дят, там где это предусмотрено кон-
струкцией электровоза, в положение
длительного отстоя.
Пожарный инструмент и инвен-
тарь укомплектовывают в соответст-
вии с утвержденным перечнем и
хранят на электровозе. Проверяют
состояние запоров окон, замков
входных дверей и закрывают их.
Принимают все необходимые меры
для исключения возможности про-
никновения на локомотив посторон-
них лиц.
При отстое электровоза в резер-
ве периодически, не позднее чем че-
рез 3 мес, прокатывают его на пу-
тях базы или путях отстоя, а якоря
вспомогательных электрических ма-
шин проворачивают вручную. При
выдаче электровоза из резерва из-
меряют сопротивление изоляции об-
моток тяговых двигателей и при
необходимости осуществляют их
сушку.
Заправку электровозов после от-
стоя в резерве управления дороги
или запасе МПС выполняют в объ-
еме ТО-3, при этом проводят допол-
нительные работы по расконсерва-
ции и установке снятого оборудова-
ния.
При техническом обслуживании
электровозов, эксплуатируемых в
зимнее время, осуществляют ряд до-
полнительных работ. Осматривая
механическое оборудование, убеж-
даются в отсутствии повреждений,
вызванных столкновениями с нале-
дями на переездах и подъездных
путях. Особенно это относится к
тяговым редукторам. Тщательно
проверяют работу приборов обогре-
ва кабин машиниста, стекол, смаз-
65
ки мотор-комлрессоров и спускных
кранов.
При приемке электрического обо-
рудования локомотивные бригады
производят несколько холостых сра-
батываний аппаратов с пневмати-
ческим приводом, наборы до послед-
них позиций главного группового
переключателя и переключателя ос-
лабления возбуждения (на пасса-
жирских электровозах постоянного
тока) и убеждаются в их четкой
работе.
При ТО-2 токоприемники очи-
щают от снега и наледей, осторож-
но удаляют лед и снег, слежавший-
ся между угольными вставками или
металлическими накладками поло-
за. Включением с пульта управле-
ния убеждаются в четкой работе
токоприемников и проверяют их ста-
тическую характеристику. Возмож-
ные заедания устраняют добавле-
нием в подшипники и шарниры
смазки ЖТКЗ-65, а в пневматиче-
ский привод — смазки ЖТ-72.
Осматривая полозы и их каркасы,
убеждаются в отсутствии прожо-
гов, возникающих при гололеде
вследствие перебросов электриче-
ской дуги. В районах с повышенной
гололедностью каркасы защищают
от ожогов фторопластовой или асбо-
картонной лентой, а на подвижные
рамы токоприемников наносят про-
тивогололедную смазку ЦНИИ-КЗ.
При ТО-2 проверяют состояние
кабелей и приборов цепи электри-
ческого обогрева вагонов. При
уменьшении сопротивления изоля-
ции ниже установленных норм рас-
пределительные коробки промыва-
ют бензином и тщательно продува-
ют сжатым воздухом. Для предот-
вращения попадания влаги головки
штепсельных соединений укрывают
брезентовыми чехлами.
При осмотре электровоза обяза-
тельно убеждаются в наличии и
исправности фильтров и заглушек
на вентиляционных каналах и тяго-
вых двигателях. Пункты техниче-
ского обслуживания снабжаются на
зиму комплектом фильтров и заглу-
шек.
66
Весной с электровоза снимают
и продувают сжатым воздухом сне-
гозащитные кожуха и утепление.
Локомотив подкрашивают. Во всех
аппаратах и агрегатах заменяют
зимнюю смазку на летнюю. Токо-
приемники переводят на летний ре-
жим работы, регулируя характери-
стику по нижним пределам. Элек-
тролит в аккумуляторных батареях
заменяют летним. Испытывают ви-
литовые разрядники.
Работы обязательно заканчивают
к весеннему комиссионному осмот-
ру электровоза, который проводят
с 1 по 30 апреля.
11. Работы, выполняемые
в зависимости от срока службы
Часть оборудования электрово-
за требует выполнения техническо-
го обслуживания и текущего ремон-
та вне связи с его пробегом, а в
зависимости от срока его службы.
Выполнение таких работ, как пра-
вило, приурочивают к соответству-
ющим по пробегам текущим или ка-
питальным ремонтам или ТО-3. При
этом допускается увеличение или
уменьшение межремонтных перио-
дов не более чем на 10%.
Один раз в месяц осуществляют
текущий осмотр без снятия с элек-
тровоза скоростемера / (рис. 36) и
его привода, текущий осмотр и не-
обходимый ремонт ящиков деши-
фраторов, переключателей направ-
ления и усилителей АЛСН 2 и пе-
реключателей электропневматиче-
ского тормоза (ЭПТ) 3. С такой же
периодичностью измеряют толщину
и прокат бандажей колесных пар и
толщину их гребней 4. Результаты
измерений регистрируют в журнале.
Один раз в 3 мес проверяют и
регулируют дешифраторы, конден-
саторные блоки с резисторами и
усилителями АЛСН.
Снимают с электровоза для про-
верки в цехе блоки радиостанции 5.
На локомотиве очищают и регули-
руют антенну и проверяют состоя-
ние антенно-согласующего устрой-
ства 6. Снимают с электровоза для
6мес_
8 мес
1год
1,5года
2 года
3 года
чгода
5лет
Рис. 36. Периодичность работ, выполняемых по сроку службы
проверки и регулировки предохра-
нительные клапаны 7.
Выполняют периодический ре-
монт скоростемера СЛ-2М и реви-
зию его привода.
Для определения наличия угле-
кислоты все находящиеся на элек-
тровозе углекислотные огнетушите-
ли 8 взвешивают. Периодичность
проверки (один раз в 3 мес или
в год) указана на баллоне огне-
тушителя.
Один раз в 6 мес осуществляют
ревизию и ремонт всех устройств
АЛСН.
Все манометры 9 снимают с
электровоза для периодической про-
верки. Контролируют диэлектриче-
скую прочность резиновых перча-
ток 10, хранящихся на электровозе.
Один раз в 8 мес выполняют ре-
визию тормозных цилиндров 11.
Один раз в год снимают с элек-
тровоза все манометры для провер-
ки, ремонта и предъявления ведом-
ственному или государственному по-
верителю с наложением пломбы.
Осуществляют ревизию всех
пневматических приводов 12 элек-
трических аппаратов. Снимают с
электровоза вилитовый разрядник 13
3*
для ремонта и испытания, приуро-
чивая обычно эту работу к подго-
товке локомотива к лету.
Один раз в 1,5 года снимают все
электрические измерительные при-
боры 14 для ремонта, проверки и
предъявления ведомственному или
государственному верителю с на-
ложением пломб или клейма.
Один раз в 2 года снимают для
проверки добавочные резисторы и
шунты 15 к электрическим измери-
тельным приборам.
Проводят наружный осмотр воз-
душных резервуаров 16.
Заменяют резиновые манжеты 17
приводов токоприемников.
Один раз в 3 года заменяют ре-
зиновые манжеты 18 и диафрагмы
тормозных приборов. Один раз в 4
года осуществляют гидравлическое
испытание главных воздушных ре-
зервуаров 19. Заменяют резиновые
прокладки 20 тормозных приборов.
Один раз в 5 лет заменяют ре-
зиновые манжеты 21, воротники и
прокладки тормозных цилиндров и
соединительных рукавов.
Проводят гидравлические испы-
тания баллонов углекислотных ог-
нетушителей.
67
Глава IV
ТЕКУЩИЙ РЕМОНТ ТР-1
12. Общие сведения
Текущий ремонт ТР-1 предназ-
начен обеспечить надежную экс-
плуатацию электровоза до следую-
щего планового ремонта. Помимо
плановых работ, установленных для
ТО-3, во время ТР-1 выполняют
очистку, осмотр и ревизию основ-
ных узлов и деталей ходовых ча-
стей, сочленения тележек, рессорно-
го и люлечного подвешивания, тор-
мозной рычажной передачи, ударно-
сцепных устройств, песочниц, опор
и рам кузова, противоотносного и
противоразгрузочного устройств.
Осуществляют ревизию тормоз-
ного и пневматического оборудова-
ния, осматривают тяговые двигате-
ли, вспомогательные машины и
электроаппаратуру, а также прове-
ряют правильность работы всех
электрических цепей электровоза в
соответствии со схемой и испытыва-
ют тормоза. Обнаруженные повреж-
дения должны быть устранены, не-
исправные детали отремонтированы
или заменены. К ТР-1 приурочива-
ют ревизию автотормозного обору-
дования, компрессоров, зубчатых пе-
редач колесно-моторных блоков, мо-
торно-осевых подшипников и щетко-
держателей тяговых двигателей, то-
коприемников, золотникового пита-
тельного клапана цепи управления,
текущий ремонт скоростемеров и
радиостанций. Под ревизией пони-
мают проверку того илн иного уст-
ройства со вскрытием наиболее от-
ветственных или наиболее изнаши-
ваемых узлов, их разборку, выпол-
нение при необходимости замеров и
дефектоскопии деталей, добавление
или смену смазки. Если при реви-
зии обнаружены изношенные или
поврежденные детали, их ремонти-
руют или заменяют.
68
Перед началом ТР-1 проверяют
работу вспомогательных машин под
напряжением и состояние их под-
шипников, подачу мотор-компрессо-
ра, проверяют действие регулятора
напряжения, регулятора давления
и реле обратного тока, а также тор-
мозов и песочниц.
До постановки электровоза на
стойло очищают его ходовые части.
Тяговые двигатели, а также сетки
и фильтры жалюзи продувают сжа-
тым воздухом, свободным от влаги
и масла, при давлении не свыше
300 кПа (3 кгс/см2). Чтобы при
этом не допустить повреждения изо-
ляции, наконечник продувочного
шланга не рекомендуется прибли-
жать к ней менее чем на 150 мм.
После продувки электровоз вводят
на стойло депо под пониженным на-
пряжением или маневровым локо-
мотивом. К осмотру можно присту-
пить только по разрешению дежур-
ного по депо после того, как с элек-
тровоза снимут напряжение или бу-
дет отцеплен и отведен маневровый
локомотив.
Для того чтобы более полно оце-
нить объем ремонта и определить
необходимость выполнения допол-
нительных работ, мастер, ознако-
мившись с записями в журнале тех-
нического состояния и книге ремон-
та, осматривает высоковольтные и
низковольтные аппараты, экипаж-
ную часть, тяговые двигатели. Ме-
гаомметром проверяют сопротивле-
ние изоляции всех цепей.
Для проверки высоковольтных
цепей применяют мегаомметр на
2,5 кВ, для низковольтных — на
0,5 кВ. Располагая необходимой ин-
формацией, мастер может наиболее
рационально расставить рабочих и
организовать работу таким обра-
зом, чтобы обеспечить высокое ка-
чество ремонта, максимальную про-
изводительность труда и соблюде-
ние норм простоя. Этому способст-
вуют соблюдение технологии работ
и применение соответствующей ос-
настки.
13. Механическое оборудование
Основные положения. При ТР-1
осуществляют осмотр ходовых ча-
стей электровоза, сочленения теле-
жек, рессорного и люлечиого подве-
шивания, тормозной рычажной пе-
редачи, ударно-сцепных устройств,
опор и рамы кузова, а также дру-
гих частей и деталей механическо-
го оборудования. Все эти узлы в
эксплуатации подвержены весьма
значительным нагрузкам, которые
могут вызывать нарушение соеди-
нений, износ и повреждение дета-
лей. Поэтому все болтовые соеди-
нения должны быть проверены об-
стукиванием, ослабшие болты и гай-
ки закреплены, а негодные замене-
ны. Поврежденные сварочные швы
должны быть исправлены. Измеря-
ют разбеги колесных пар и букс и
доводят их до установленных норм.
Проводят ревизию зубчатых пе-
редач и моторно-осевых подшипни-
ков. Все смазочные устройства уз-
лов трения в механическом обору-
довании должны быть прочищены,
отремонтированы и заправлены
смазкой. Устраняют также неис-
правности дверей, замков, окон и
других частей кузова.
Осматривают рамы, боковины
рам и поперечные балки тележек.
При этом обращают внимание на
состояние сварных швов, кронштей-
нов для крепления подвесок тяго-
вых двигателей, буксовых подвесок
и поводков, опор кузова, гидравли-
ческих гасителей, тормозной рычаж-
ной передачи, а также на места, в
которых обычно возникают повреж-
дения.
На электровозах ВЛ8, ВЛ23 и
ВЛ22М проверяют без разборки со-
стояние сочленения тележек и его
крепление. После осмотра струноч-
ных болтов и шпилек их крепят, а
детали с сорванной резьбой заменя-
ют. Замеряют зазор между струн-
кой и рамой, который должен быть
в пределах 2—9 мм. Осматривают
призонные болты; если гайки ослаб-
ли, их крепят.
При наличии в цехе текущего
ремонта механизированного стойла
колесно-моторные блоки вывешива-
ют на домкратах под электровозом,
тяговые двигатели подключают к
источнику пониженного напряжения
и прослушивают работу зубчатых
передач, роликовых подшипников
колесных пар, моторно-якорных
подшипников при двустороннем вра-
щении.
Колесные пары должны пол-
ностью удовлетворять требованиям
Инструкции по освидетельствова-
нию, формированию и ремонту ко-
лесных пар локомотивов и норм
допусков и износов. Запрещается
выпускать в эксплуатацию и допу-
скать к следованию с поездами
электровозы, имеющие хотя бы одну
из перечисленных выше неисправ-
ностей колесных пар (см. с. 29).
Для выявления дефектов колес-
ные пары тщательно осматривают
и обмеряют. Убеждаются в отсут-
ствии на бандажах трещин, выбоин
(ползунов), плен, раздавленностей,
вмятин, отколов, раковин, выщер-
бин, ослабления бандажей на обо-
де центра, их сдвига или ослабле-
ния бандажного кольца.
Специальным шаблоном контро-
лируют профиль бандажа, измеря-
ют вертикальный подрез гребня
(рис. 37). Определяют толщину
бандажа и прокат (рис. 38 и 39),
выявляют остроконечный накат.
Осматривая колесные центры, убеж-
даются в отсутствии трещин в сту-
пицах, дисках, спицах и ободах, а
также ослабления или сдвига сту-
пиц на оси. Проверяют состояние
открытых частей осей, убеждаются
в отсутствии в них трещин, плен,
протертых мест и других дефектов.
При наличии выбоин, предель-
ного проката, износа или подреза
гребня бандажи должны быть обто-
чены. При обточке бандажей разре-
69
Рис. 37. Измерение вертикального подреза
а — бракованный; б — небракованный
гребня: Рис. 38. Измерение толщины
бандажа:
/ — линейка; 2 — ножка; 3 — движок;
К — зуб
шается оставлять черновику, равно-
мерно расположенную по кругу ка-
тания или частично в пределах до-
пуска па овальность бандажа. Мо-
жно также оставлять уменьшенную
до 29 мм толщину гребня бандажа
и черновину глубиной не более
2 мм, расположенную от вершины
гребня на расстоянии 10—18 мм.
Зубчатая передача. При ревизии
ее тяговый двигатель вместе с ко-
лесной парой вывешивают, чтобы
при провороте колесной пары мож-
но было полностью осмотреть зуб-
чатое зацепление. Сияв кожуха,
удаляют смазку с поверхности ше-
стерен и венцов зубчатых колес.
Шестерни и зубчатые колеса ос-
матривают по всей окружности.
При этом убеждаются в отсутствии
лучевых трещин, предельного изно-
са зубьев и других неисправностей.
Наиболее вероятно возникновение
трещин у основания зуба (рис. 40).
Измеряют толщину зубьев и зазо-
ры зацепления. Помимо визуальной
проверки, проводят магнитную де-
фектоскопию зубчатых венцов и ше-
стерен.
Выдача в эксплуатацию элек-
тровозов с трещиной или изломом
хотя бы одного зуба запрещается.
Допускаются выщербины глубиной
не более 3 мм, вмятины и поверх-
ностное выкрашивание, если общая
площадь повреждений составляет не
более 25% поверхности зуба у вен-
ца или 15% у шестерни и если вы-
крошившиеся или отколовшиеся ме-
ста имеют расстояние от торцов не
более 15 мм. Износ зубьев контро-
лируют зубомером (рис. 41), щупа-
ми проверяют боковые 6 и б' и ра-
диальные брад зазоры в зубчатой пе-
редаче (рис. 42). Общий боковой
зазор 6 +б' должен быть 0,34—
0,5 мм.
У эластичных передач также
проверяют и осматривают пружин-
ные пакеты или спиральные пружи-
ны и заклепки зубчатого колеса.
При необходимости крепят или за-
меняют гайки шестерен. Кожуха
зубчатых передач очищают, осмат-
Рис. 39. Шаблоны для измерения проката бан-
дажа (а) и толщины гребня (б)
Рис. 40. Трещины у основа-
ний зубьев шестерни электро-
воза
70
ривают и при наличии трещин в
листах и сварочных швах ремонти-
руют.
Неисправные уплотнения за-
меняют или восстанавливают.
В случае трещин или излома
зубьев, а также ослабления венца,
сползания шестерен, излома пру-
жинных пакетов зубчатых передач
колесно-моторный блок выкатыва-
ют и заменяют. При опорно-осевой
подвеске тяговых двигателей зту
операцию выполняют на скато-опу-
скной канаве электроподъемником.
Маятниковая подвеска тяговых
двигателей. Тщательно осматрива-
ют кронштейны и подвески, крепле-
ние их валиков, проверяют состоя-
ние резиновых амортизирующих
шайб. При наличии трещин на крон-
штейнах и подвесках, а также вы-
пучивания резины металлических
дисков неисправные узлы заменя-
ют. У двигателей с траверсной под-
веской проверяют крепление плит
замка для стержней, состояние
опорных приливов на раме тележки
и опорных выступов на двигателе,
а также крепление упоров на при-
ливах рамы тележки. В случаях из-
лома хотя бы одной пружины, мак-
симального износа или излома пли-
ты на балке пружинную подвеску
заменяют.
Буксы колесных пар. Проверяют
крепление крышек к корпусу бук-
сы, убеждаются в отсутствии уте-
чек смазки. Трещины в корпусе и
крышках не допускаются. Оборван-
ные болты буксовых крышек необ-
ходимо высверливать и заменять но-
выми. Если не удается удалить болт
без съема буксы, то ее демонтиру-
Рис. 41. Измерение толщины зуба универ-
сальным зубомером:
h — высота головки зуба; S — толщина зуба по
начальной окружности
ют. Проверяют крепление буксовых
поводков, зазоры между дном паза
и валиком поводка. Смазка с рези-
новых частей амортизатора должна
быть удалена. Через один ТР-1 ос-
матривают буксу с приводом скоро-
стемера. При этом разжиженную
смазку удаляют и добавляют све-
жую.
На электровозах ВЛ 10, ВЛ 11
при ТР-1 объем работ по буксово-
му узлу мало отличается от объема
работ, выполняемого при ТО-3. Что
же касается электровозов с челюст-
ными буксами, то здесь положение
иное. При ТР-1 восстанавливают
правильное положение колесных пар
и букс в тележках. Регулируют за-
зоры и разбеги, которые нарушают-
ся в течение межремонтного пробе-
га вследствие износа узлов и дета-
лей. С этой целью поперечные раз-
беги колесных пар и зазоры между
Рис. 42. Зазоры зацепления зубчатой
передачи электровоза
Рис. 43. Измерение поперечного смещения
колесной пары ДПр с правой стороны тележки
71
Рис. 44. Измерение поперечного разбега
колесной пары с правой стороны тележки
Рис. 45. Определение продольного разбе-
га буксы и отклонения центра оси колес-
ной пары от оси буксового выреза
Рис. 46. Проверка параллельности осей
колесных пар в тележке
буксами и буксовыми направляю-
щими, близкие к браковочным и не
обеспечивающие работу до следую-
щего планового ремонта в пределах
норм допусков, должны быть умень-
шены. При этом необходимо обеспе-
чить параллельность осей колесных
нар в тележке и перпендикуляр-
ность их продольной оси тележки.
Разность расстояний между центра-
ми смежных осей по правой и левой
стороне тележки, а также отклоне-
ние их от перпендикулярного поло-
жения, измеренное по концам оси
с учетом продольного разбега букс,
не должны превышать 3 мм.
Бандажи колесных пар должны
располагаться симметрично относи-
тельно продольной оси тележки.
Разность расстояний от внутренних
граней бандажей колесной пары до
боковин тележки за вычетом попе-
речного разбега, приходящегося на
каждую сторону, не должна пре-
вышать 4 мм.
Для проверки симметричности
расположения колесной .лары в те-
лежке измеряют расстояние между
внутренними гранями бандажей и
внутренней поверхностью боковин.
Измерения производят с правой и
левой стороны тележки штанген-
циркулем (рис. 43).
Общий (суммарный) поперечный
разбег колесной пары, т. е. разбег,
перпендикулярный продольной оси
тележки, для разных осей электро-
возов различных серий должен быть
в пределах 2—18 мм. Поперечный
разбег колесной пары определяют
путем суммирования зазоров меж-
ду задними наличниками букс и
буксовыми направляющими (рис.
44).
Продольный разбег колесных
пар определяют как сумму зазоров
между буксой и буксовыми направ-
ляющими с передней и задней сто-
роны ап и а3 (рис. 45), Этот разбег
должен быть в пределах 0.3—4.0 мм.
Отклонение центра оси колесной
пары от оси буксового выреза с
учетом продольного разбега букс
проверяют измерением специальным
шаблоном расстояний Б„ и Ба от
72
Рис. 47. Электроподъемник скатоопускной
канавы:
I — тяговый двигатель; 2 домкрат подъемника:
3 — редукторы: -/ — винты электроподъемника;
5 —тележка; 6 — рельсовая колея; 7 — электро-
двигатель подъемника: 8 — клинья; 9 опорный
домкрат; /0 —ломики; // — листовая рессора
центра оси до центров контрольных
знаков (реперов) на раме тележки.
Разность этих расстояний, измерен-
ных по правой и левой стороне те-
лежки, с учетом продольного разбе-
га определяет непараллельность
осей (рис. 46).
Поперечные и продольные разбе-
ри при роликовых буксах регулиру-
ют, не снимая букс, заменой налич-
ников на буксовых направляющих.
Для этого достаточно снять подбук-
совую струнку, затем одну или две
буксовые направляющие и сменить
наличники. Однако на электровозах
ВЛ8 и ВЛ23, не имеющих съемных
направляющих, для смены налич-
ников приходится выкатывать колес-
но-моторный блок при помощи элек-
троподъемника (рис. 47).
Наличники букс и буксовых на-
правляющих, имеющие толщину ме-
нее 2,5 мм, необходимо заменить.
Если же из-за перекоса буксы воз-
ник неравномерный износ налични-
ков, то их меняют независимо от
толщины, а перекос буксы и под-
рессорной стойки устраняют. Раз-
ность зазоров между задними бор-
тами буксы и буксовыми направля-
ющими после смены наличников не
должна превышать 1 мм. Сварные
швы наличников, имеющие трещи-
ны, должны быть восстановлены.
Рессорное и люлечное подвеши-
вание, гидравлические гасители ко-
лебаний, противоразгрузочное уст-
ройство. Проверяют состояние и
крепление деталей, шарнирные сое-
динения, зазоры; убеждаются в от-
сутствии дефектов в листовых и ци-
линдрических рессорах, балансирах
рессорных подвесок, гнездах рессор,
ножевых рессорных накладках. Рес-
сорные щеки электровозов ЧС конт-
ролируют ультразвуковым дефекто-
скопом. Ослабшие соединения кре-
нят.
Заменяют подвески, предохрани-
тельные скобы, а также пружины
при наличии в них трещин и изло-
мов, рессоры с признаками сдвига
листов относительно хомута, с тре-
щинами в листах и хомуте, а также
просевшие рессоры и пружины. При
необходимости замены пружины из-
за излома, просадки или обнаруже-
ния трещин в витках новую пружи-
ну подбирают так, чтобы ее стрела
прогиба под рабочей нагрузкой
44 кН (4400 кгс) отличалась от
стрелы замененной пружины не бо-
лее чем на 2 мм.
Убеждаются в отсутствии тре-
щин или износа опорной поверхно-
сти ножа шайбы пружины или под-
кладки опоры рессоры. Негодные
детали заменяют. Зазоры в шарнир-
ных соединениях подвешивания дол-
жны соответствовать установлен-
ным нормам. В случаях превыше-
ния допускаемых размеров заменя-
ют валик или валик и втулку.
При проверке и регулировке лю-
73
лечного подвешивания на электро-
возах ВЛ 10, ВЛ 11 регулируют с по-
мощью прокладок зазор между вер-
тикальным ограничителем и верх-
ней плоскостью рамы тележки, ко-
торый должен быть не менее 15 мм,
а также между вкладышем гори-
зонтального ограничителя на кузо-
ве и накладкой на боковине рамы
тележки, который должен быть не
более 20 мм. О результатах замера
зазоров и замене деталей люлечно-
го подвешивания делают запись в
паспорте электровоза и книге ре-
монта.
Гидравлические гасители коле-
баний подвергают контрольной про-
качке. Неисправные гасители, име-
ющие подтекание масла, заедание
штока поршня и другие дефекты,
заменяют. При необходимости до-
бавляют в гаситель 100—200 г про-
фильтрованного масла МВП.
Ослабшие болты крепят, обор-
ванные заменяют. При ревизии про-
тиворазгрузочного устройства выни-
мают его нижние валики и прове-
ряют состояние ролика, валиков и
втулок нагрузочного рычага. Износ
ролика по диаметру наружной по-
верхности должен быть не более
10 мм, а суммарный зазор между
валиком и втулкой ролика, а так-
же между валиком и втулкой трубы
рычага — не более 4 мм. В случае
предельной выработки валиков и ро-
лика, а также ослабления втулки в
ролике эти детали подлежат за-
мене.
Кузов и внутрикузовное обору-
дование. Проверяют состояние его
рамы, хребтовых и шкворневых ба-
лок, опор, противоразгрузочного
устройства, их крепление.
Устраняют неплотности дверей и
окон кузова, неисправности их за-
поров и замков. Проверяют состоя-
ние полов, сидений, ящиков и сто-
ликов, стеклоочистителей, стекло-
обогревателей и ветроотражателей,
а также состояние крыши, жалюзи
и защитных устройств. Обнаружен-
ные дефекты и повреждения устра-
няют.
74
Осматривают лестницы и поруч-
ни и проверяют их крепление. Конт-
ролируют исправность дверей высо-
ковольтной камеры, крепление и
плотность прилегания ограждаю-
щих конструкций высоковольтной
камеры и помещений пусковых ре-
зисторов. Обнаруженные неисправ-
ности устраняют.
Освидетельствуют и при необхо-
димости ремонтируют защитные
блокировочные устройства к две-
рям, съемным щитам и лестницам.
Проверяют наличие предупредитель-
ных надписей и при необходимости
восстанавливают их.
Обстукиванием проверяют креп-
ление путеочистителя и кронштей-
нов приемных катушек автоматиче-
ской локомотивной сигнализации и
наличие предохранительных уст-
ройств. Поврежденные сварные швы
восстанавливают, болтовые соеди-
нения закрепляют. Замеряют и при
необходимости регулируют высоту
нижней кромки путеочистителя, ко-
торая должна быть в пределах норм
допусков, но не выше нижней точ-
ки приемных катушек АЛСН.
Тормозное оборудование и удар-
но-сцепные устройства. При осмот-
ре тормозной рычажной передачи
обращают особое внимание на от-
сутствие надрывов и трещин в тор-
мозных тягах, подвесках, тормозных
колодках, рычагах. Проверяют на-
личие и состояние предохранитель-
ных устройств, крепление валиков
и тормозных колодок. Измеряют
толщину тормозных колодок. Если
она менее 15 мм, колодку заменя-
ют.
При необходимости регулируют
выход штоков тормозных цилинд-
ров. После осмотра и ремонта осу-
ществляют пробное торможение руч-
ным тормозом и краном вспомога-
тельного тормоза. Убеждаются в
том, что при торможении все тор-
мозные колодки прижаты к банда-
жам колесных пар, а в отпущенном
состоянии зазор между ними состав-
ляет 5—15 мм.
Осмотр и ремонт автосцепки вы-
полняют в соответствии с Инструк-
цией по эксплуатации тормозов по-
движного состава железных дорог.
Проверяют высоту автосцепок
над головками рельсов, которая
должна быть в пределах 980—
1070 мм. Осматривают крепление
клина, плиты фрикционного аппара-
та, убеждаются в отсутствии зазо-
ров между задними упорами аппа-
рата и передней упорной плитой.
При необходимости высоту авто-
сцепки регулируют.
Исправность действия автосцеп-
ки проверяют специальным комби-
нированным шаблоном с откидной
скобой. Для проверки исправности
действия предохранителя от само-
расцепа шаблон прикладывают к
автосцепке, как показано на рис.
48, а. При этом полочка всей опор-
ной поверхностью должна приле-
гать к тяговой поверхности большо-
го зуба, а противоположная кромка
основания шаблона — нажимать на
лапу замкодержателя. Одновремен-
но нажимают рукой на замок, пы-
таясь втолкнуть его в корпус авто-
сцепки. Предохранитель считают
менее 7 мм и не более 18 мм при
измерении в верхней части замка.
Действие механизма на удержива-
ние замка в расцепленном положе-
нии проверяют, прикладывая шаб-
лон, как показано на рис. 48,6. За-
тем поворотом валика подъемника
до отказа перемещают замок внутрь
и, освободив валик, продолжают
удерживать шаблон в зеве автосцеп-
ки. Если при этом замок не выхо-
дит из кармана корпуса, а после
прекращения нажатия на лапу зам-
кодержателя шаблоном возвраща-
ется в первоначальное положение,
то механизм автосцепки исправен.
С помощью откидной скобы ша-
блона проверяют возможность пре-
ждевременного включения предо-
хранителя замка от саморасцепа
при сцеплении автосцепок. Для
этого шаблон устанавливают так,
чтобы его откидная скоба стороной
с вырезом 35 мм нажимала на лапу
замкодержателя, а лист шаблона
касался большого зуба (рис. 48, в).
Автосцепка годна, если при нажа-
тии на торец замка он беспрепят-
ственно уходит в карман на весь
свой ход.
исправным, если замок уходит в
карман корпуса на расстояние не
Рис. 48. Проверка автосцепки комбинированным шаблоном
75
Определяют толщину замка
(рис. 48, г). Если она превышает
контрольный размер выреза в шаб-
лоне, т. е. между шаблоном и ма-
лым зубом имеется зазор, то замок
годен. Замок проверяют по всей вы-
соте вертикальной кромки.
Проверяют ширину зева корпу-
са автосцепки (рис. 48, д), предва-
рительно слегка утопив замок, что-
бы он не препятствовал правильно-
му расположению шаблона. Шири-
на зева нормальная, если шаблон
при его повороте не проходит мимо
большого зуба. Проверку выполня-
ют по всей высоте большого зуба.
Прикладывая шаблон к наруж-
ной поверхности, охватом по шири-
не контролируют износ малого зу-
ба (рис. 48, е). Проверку осуще-
ствляют в средней части малого зу-
ба на расстоянии 80 мм вверх и
вниз от середины его высоты. Если
шаблон соприкасается с боковой
стенкой малого зуба, автосцепку
считают неисправной.
Износ тяговой стороны большо-
го зуба и ударной поверхности зу-
ба определяют путем введения шаб-
лона в зев. Если шаблон входит в
зев, то автосцека неисправна. Про-
верку производят в средней части
большого зуба на расстоянии 80 мм
вверх и вниз от середины его вы-
соты.
Проверяют состояние и крепле-
ние пескопроводных рукавов, трубо-
проводов, бункеров, форсунок пе-
сочниц. Устраняют утечку песка, не-
плотно прилегающие крышки бунке-
ров подгоняют по месту. Неисправ-
ные сетки, крышки, рукава и трубы
заменяют. Проверяют и регулиру-
ют подачу песка под колесные па-
ры. Прочищают форсунки, регули-
руют положение наконечников труб
относительно головок рельсов и
бандажей колесных пар.
14. Электрические машины
Общие сведения. При ТР-1 и
ТР-2 осматривают основные узлы
тяговых двигателей и вспомогатель-
76
ных машин, проверяют их техниче-
ское состояние, при необходимости
ремонтируют или заменяют их ис-
правными, если обнаруженные де-
фекты не могут быть устранены без
снятия электрических машин с элек-
тровоза.
В передовых крупных депо цехи
ТР-1 и ТР-2, как правило, имеют
ремонтные стойла, оснащенные
комплексом технических средств
для осмотра, проверки и ремонта
тяговых двигателей, позволяющих
обеспечить высокую степень меха-
низации работ, в первую очередь
трудоемких операций, предусмот-
ренных технологическим ремонтным
процессом, сократить время ремонта
электрических машин, повысить его
качество и культуру. На таких стой-
лах предусмотрены стационарные
или передвижные домкраты для вы-
вешивания колесных пар и прокру-
чивания тяговых двигателей, устрой-
ства для продувки электрических
машин сжатым воздухом с отсосом
пыли, средства для сушки изоля-
ции электрических машин, для за-
правки моторно-осевых подшипни-
ков, приспособления для прослуши-
вания моторно-якорных подшипни-
ков, запрессовки в них смазки, для
проверки и ремонта коллекторов
и др.
К осмотру электрических машин
приступают, убедившись предвари-
тельно, что снаружи они очищены
н при открытии коллекторных лю-
ков в них не смогут попасть снег,
вода, грязь.
Сушка изоляции. В цехах теку-
щего ремонта в зимних условиях
поддерживают плюсовую темпера-
туру, поэтому рекомендуется уста-
навливать электровоз на ремонтные
канавы с неохлажденными тяговы-
ми двигателями и вспомогательны-
ми машинами. Резкий перепад тем-
пературы при постановке охлаж-
денного электровоза в теплый цех
вызывает образование инея на об-
мотках и коллекторах электриче-
ских машин и интенсивное увлаж-
нение их изоляции. Поэтому зимой,
как правило, электровозы ставят
на ремонтные стойла отапливаемых
цехов сразу после эксплуатации,
когда электрические машины их не
успели сильно охладиться и темпе-
ратура их обмоток и коллектора не
ниже температуры цеха более чем
на 5—6° С; при такой разнице тем-
ператур образование инея не про-
исходит. Остывшие вспомогатель-
ные машины перед установкой элек-
тровозов в цех при необходимости
можно прогреть, подключив их к
контактной сети на 15—20 мин.
В депо Курган, и других депо,
в которых все ремонтные стойла
оборудованы калориферной суш-
кой, установлен такой порядок: от-
цепляемый от поезда на плановый
или неплановый ремонт электровоз
поступает в цех не позднее чем че-
рез 1,5 ч. Дежурный моторист сра-
зу подключает тяговые двигатели
к калориферной установке, при этом
подогрев происходит без образова-
ния влаги на якоре и полюсах, а
следовательно, без снижения сопро-
тивления изоляции тяговых двига-
телей, и длительной сушки изоляции
не требуется.
В случаях когда электровоз в
цех текущего ремонта устанавлива-
вают с охлажденными электриче-
скими машинами, принимают меры,
исключающие резкое увлажнение
изоляции обмоток и коллекторов,
которое весьма опасно и может при-
вести к пробою изоляции обмоток
или коллектора. К таким мерам от-
носится продувка тяговых двигате-
лей и вспомогательных машин воз-
духом. Продувку осуществляют сна-
чала в течение 15—20 мин возду-
хом, имеющим температуру цеха, а
затем подогретым от стационарных
или передвижных калориферных
установок. При продувке из двига-
теля удаляется смешанная с грязью
влага, пока она не успела проник-
нуть внутрь изоляции.
Предварительная продувка ма-
шин весьма целесообразна еще и
потому, что позволяет сократить
время сушки изоляции обмоток тя-
говых двигателей, а иногда и вооб-
ще исключить ее.
При ТР-1 и ТР-2 сопротивление
изоляции цепей тяговых двигателей
и вспомогательных машин в холод-
ном состоянии должно быть не ме-
нее 1,5 МОм. Если сопротивление
изоляции ниже, то выявляют не-
исправные участки цепей. При этом
отдельно проверяют каждый тяго-
вый двигатель или вспомогательную
машину. Увлажненные обмотки
электрических машин целесообраз-
но также выявлять, применяя при-
боры контроля влажности. (Прин-
цип работы прибора ПКВ изложен
на с. 270.) Тяговые двигатели или
вспомогательные машины, сопротив-
ление изоляции которых ниже уста-
новленной нормы, подвергают суш-
ке, не снимая их с электровоза.
Применяют калориферную, токо-
вую или комбинированную сушку
изоляции электрических машин.
Наибольшее распространение полу-
чила калориферная сушка. Калори-
ферная сушка исключает случаи
повреждения коллекторов из-за
чрезмерного нагрева отдельных кол-
лекторных пластин или групп пла-
стин, которые возможны при токо-
вой сушке, не требует передвиже-
ния электровоза в процессе сушки,
уменьшает время простоя электро-
воза, так как одновременно с кало-
риферной сушкой можно осуществ-
лять ремонт остальных узлов элек-
тровоза.
Тяговые двигатели подсоединя-
ют к воздуховоду 4 (рис. 49) кало-
риферной установки цеха брезенто-
выми рукавами 6. В воздуховод 4
от нагревательного электрического
(в отдельных случаях парового)
элемента 7 специальным вентилято-
ром / подается подогретый воздух.
Для того чтобы сушка была эффек-
тивной, необходимо подавать в каж-
дый двигатель 15—20 м3/мин подо-
гретого до температуры 90—100°С
воздуха. Опыт показывает, что для
ускорения процесса сушки через
каждые 1,5—2 ч питание калорифе-
ра целесообразно отключать на 15—
20 мин, оставляя вентилятор вклю-
ченным.
77
Токовая сушка изоляции обмо-
ток тяговых двигателей осуществ-
ляется путем пропускания через них
тока от источника низкого напря-
жения.
Схема сушки тяговых двигате-
лей электровоза постоянного тока
от источника низкого напряжения
приведена на рис. 50. В качестве
источника низкого напряжения ис-
пользован сварочный генератор СГ,
который подключается к цепи элек-
тровоза через низковольтную розет-
ку РН-1. Ток при этом устанавли-
вается примерно равным 50% зна-
чения тока для каждого типа тяго-
вого двигателя при часовом режи-
ме и составляет: для тяговых дви-
гателей ДПЭ-400 — 150А, НБ-406—
200А, ТЛ-2К1 и НБ-407Б - 230А,
AL-4846eT и AL4846 —250А.
Перед началом токовой сушки
коллектор протирают сухой, чистой
салфеткой; во избежание повышен-
ного нагрева коллекторных пластин
обеспечивают надежный контакт
между щетками и коллектором по
контактной поверхности щетки. При
проведении токовой сушки коллек-
торные люки держат открытыми,
это позволяет благодаря конвекции
воздуха ускорить отвод испарений
из двигателя и сократить время
сушки изоляции. При токовой суш-
ке необходимо следить за состоя-
нием коллектора, не допуская чрез-
мерного нагрева коллекторных пла-
стин, находящихся под щетками,
который возможен при длительной
сушке, а также в случаях наруше-
ния контакта между щетками и кол-
лектором или превышении тока суш-
ки сверх указанных значений.
Нагрев коллектора и особенно
отдельных пластин или групп пла-
стин свыше 100° С опасен, так как
может привести к поджогу или вы-
пучиванию отдельных коллекторных
пластин; такие дефекты впоследст-
вии могут стать причиной ухудше-
ния условий работы скользящего
контакта и потребовать неплановой
обточки, а в некоторых случаях вы-
катки двигателя для ремонта кол-
лектора. Кроме того, необходимо
иметь в виду, что при токовой суш-
ке, когда ток проходит через все об-
мотки двигателей, возникает опас-
ность самопроизвольного движения
электровоза. Поэтому на двухсек-
ционных электровозах, где имеется
такая возможность, переключают
реверсор одной секции на встреч-
ное направление движения по отно-
шению к первой. Можно также
исключить самопроизвольное дви-
жение электровоза (на односекци-
онных электровозах) путем шунти-
рования обмоток возбуждения тяго-
вых двигателей, пропуская ток
только через обмотки якорей, доба-
вочных полюсов, компенсационную
обмотку. Высыхание зашунтирован-
ных обмоток полюсов при этом про-
Рис. 49. Схема установки электровозов для калориферной сушки изоляции тяговых
двигателей:
/-'Мотор-вентилятор калорифера; 2 - фильтр; мотор-вентилятор отсоса; 4 — воздуховод; 5~
заслонка: 6 — брезентовый рукав; 7 —- нагревательный элемент
78
Рис. 50. Схема сушки тяговых двигателей от источника низкого напряжения на хо-
довой позиции контроллера машиниста:
РН-1 — розетка низковольтная: СГ — сварочный генератор; /—V///— тяговые двигатели и их
обмотки
исходит благодаря повышению тем-
пературы внутри двигателя.
Чтобы ускорить процесс сушки
изоляции, разрешается применять
также метод комбинированной суш-
ки, т. е. осуществлять нагрев обмо-
ток тяговых двигателей одновре-
менно изнутри — пропусканием че-
рез них тока и снаружи — обдува-
нием ГОрЯЧЙМ ВОЗДУХОМ. ЭТОТ СПОг
соб особенно эффективен при глу-
боком увлажнении изоляции.
В процессе сушки изоляции элек-
трических машин необходимо пе-
риодически, через 40—60 мин, изме-
рять и записывать в журнале зна-
чения сопротивления изоляции. В на-
чале сушки сопротивление изоля-
ции может уменьшаться, а затем
при просыхании обмоток начнет уве-
личиваться. Периодические измере-
ния необходимы для того, чтобы за-
фиксировать момент, когда сопро-
тивление изоляции достигнет уста-
новившегося значения и затем на-
чнет повышаться. Сушка изоляции
считается законченной, когда оно
составит не менее 1,5 МОм. Во вре-
мя замеров сопротивления изоляции
и при токовой сушке все работы на
электровозе прекращают. Сопротив-
ление изоляции обмоток проверяют
мегаомметром на 2,5 кВ.
Проверка и ремонт щеточного
аппарата и коллектора тяговых дви-
гателей. Для осмотра и проверки
технического состояния основных
узлов тяговых двигателей колесную
пару домкратами поднимают на
15—20 мм от рельсов и осуществ-
ляют прокручивание тягового дви-
гателя. Проворачивают якорь через
колесную пару вручную или с по-
мощью специальных приспособле-
ний.
Осматривают коллектор, щетко-
держатели, электрощетки и другие
доступные для осмотра узлы. По со-
стоянию коллектора и электроще-
ток можно судить о коммутацион-
ной и потенциальной устойчивости
тягового двигателя в эксплуатации.
При нормальной работе тягового
двигателя его коллектор покрыт
ровной оксидной пленкой (политу-
рой) светло-коричневого цвета, име-
ет гладкую полированную поверх-
ность.
Пленка образуется в результате
прохождения тока от электрощетки
к коллектору (под катодной элек-
трощеткой), когда мельчайшие ча-
стицы угля переносятся на коллек-
тор и, сгорая, образуют на его по-
верхности тонкий оксидный слой.
Наличие пленки улучшает условия
токосъема, так как она увеличивает
переходное сопротивление в щеточ-
ном контакте и уменьшает комму-
тационный ток в коммутирующем
контуре. Кроме того, оксидная плен-
ка защищает поверхность коллекто-
ра от воздействия искрения и умень-
шает его износ в эксплуатации. По-
этому коллектор, у которого имеет-
ся такая пленка, не следует без на-
добности шлифовать или протачи-
вать. Такой коллектор прочищают
79
жесткой волосяной или капроновой
щеткой, чтобы удалить из межла-
мельных канавок пыль и грязь, и
протирают техническими салфетка-
ми, смоченными в бензине.
Если на поверхности коллектора
обнаруживают следы искрения, «на-
тяг» меди в межламельных канав-
ках, повышенный износ рабочей по-
верхности и другие дефекты, то это
свидетельствует о неудовлетвори-
тельной работе скользящего контак-
та. Выясняют причины возникнове-
ния указанных дефектов и прини-
мают меры по их устранению.
В первую очередь замеряют бие-
ние коллектора и износ его рабочей
поверхности, тщательно проверяют,
нет ли выступания отдельных кол-
лекторных илн изоляционных пла-
стин. Биение коллектора 4 (рис. 51)
проверяют индикатором 3, укреп-
ленным на стойке 2. Стойку с по-
мощью струбцины / крепят к осто-
ву у верхнего коллекторного люка.
При вращении якоря выполняют за-
мер на рабочей поверхности коллек-
тора под серединой электрощеток,
а также на расстоянии 10—20 мм от
наружного торца коллектора.
Выработку коллектора определя-
ют линейкой н щупом. Линейку кла-
дут вдоль коллекторных пластин и
щупом измеряют зазор между ней и
коллектором. Более точно износ
коллектора можно измерить специ-
альным приспособлением (рис. 52).
Для этого приспособление устанав-
ливают на коллектор параллельно
пластинам. Биение коллектора дол-
жно быть не более 0,1 мм, выработ-
ка, как правило, — не более 0,2 мм.
Если коллектор имеет хорошую
политуру и в эксплуатации не было
отключений защиты от кругового
огня, перебросов и других неисправ-
ностей, допускается равномерная
выработка до 0,3—0,5 мм. Если на
коллекторе обнаружены небольшие
следы перебросов и подгары, то их
устраняют мелким стеклянным по-
лотном, укрепленным на специаль-
ной колодке; межламельные канав-
ки прочищают жесткой волосяной
или капроновой щеткой.
В случаях когда биение или из-
нос рабочей поверхности превышает
установленные нормы, коллектор
обтачивают. Обточке подлежат так-
же коллекторы, на которых обнару-
жены местная выработка коллек-
торных пластин, выступание отдель-
ных коллекторных илн изоляцион-
ных пластин. Выступание отдель-
ных пластин является весьма серь-
езным дефектом, так как при этом
условия скольжения электрощеток
резко ухудшаются, возникает повы-
Рис. 51. Устройство для проверки
биения коллектора:
/ • струбцина: 2 — стойка: 3 — инди-
катор: 4 коллектор
Рис. 52. Приспособление для измерения
износа (выработки) коллектора:
1 — индикатор (часового типа); 2—линейка: 3~
коллектор
80
Шейное искрение при прохождении
электрощеток по этим пластинам,
которое вызывает дальнейший про-
грессирующий износ коллектора и
ухудшение его состояния, что неиз-
бежно приводит к возникновению
кругового огня и перебросов на кор-
пус.
Для обточки коллектора тягово-
го двигателя под электровозом при-
меняют малогабаритные станки-
суппорты. Станок специальным
кронштейном 2 (рис. 53) и винтами
3 укрепляют на остове тягового дви-
гателя у ннжнего коллекторного
люка. Суппорт I устанавливают так,
чтобы при подаче резец 4 переме-
щался параллельно оси якоря. Для
обточки тяговый двигатель включа-
ют на низкое напряжение и уста-
навливают частоту вращения 150—
200 об/мин. Обточку выполняют при
равномерной подаче резца —
0,15 мм на один оборот. Коллектор
обтачивают до устранения выработ-
ки. При обточке следят за тем, что-
бы толщина снимаемой с поверх-
ности коллектора стружки была ми-
нимальной.
Обточку коллектора рекоменду-
ется осуществлять алмазными рез-
цами или резцами из твердых спла-
вов, так как обыкновенные резцы не
обеспечивают высокой чистоты об-
работки.
При обточке коллектора необхо-
димо соблюдать правила техники
безопасности:
все работы на электровозе пре-
кратить;
на дверь высоковольтной каме-
ры электровоза, и шииу низкого на-
пряжения повесить оградительные
трафареты;
включить вытяжное вентиля-
ционное устройство;
поднять все щетки над коллек-
тором, кроме щеток двух щеткодер-
жателей разной полярности;
подъемные домкраты зафикси-
ровать стопорными гайками;
электрощетки двигателя, нахо-
дящегося в паре с обтачиваемым,
снять, щеткодержатель обтачивае-
мого двигателя заземлить.
Обточку коллектора разрешает-
ся выполнять только при неснятых
кожухах зубчатой передачи и пос-
ле контроля правильности собран-
ной схемы. Слесарь, обтачивающий
коллектор, должен надеть резино-
вые перчатки, защитные очки, под-
ложить под ноги резиновый ков-
рик и установить защитный экран.
После обточки снимают фаски с
коллекторных пластин и осуществ-
ляют их разделку у торца коллек-
тора. Для разделки коллекторных
пластин с торца применяют специ-
альное зубило. Фаски наиболее це-
лесообразно снимать резцом-фасоч-
ником (рис. 54) сразу с двух рядом
расположенных пластин. Для при-
дания межламельной канавке фор-
мы, способствующей лучшему выду-
ванию из нее пыли, фаску с кромок
коллекторных пластин 0,2 мм сни-
мают под углом 45°. После снятия
фасок и разделки коллекторных
пластин рабочую поверхность кол-
лектора шлифуют и полируют.
Коллектор шлифуют ручной ко-
лодкой (с изолированной рукоят-
кой), на которой закреплено стек-
лянное полотно № 4 — № 6, или
шлифовальным бруском. Наиболее
целесообразно шлифовать коллек-
тор при закрытом люке (с помощью
специальных приспособлений).
Полируют коллектор деревянной
колодкой, изготовленной из твердых
пород дерева (бук, клен) или бре-
зентом, укрепленным на деревянной
колодке.
Чем лучше обработан коллектор
и чище его поверхность, тем лучше
условия для токосъема, тем быстрее
образуется пленка политуры. При
высокой чистоте обработки коллек-
тора потери от трения электроще-
ток уменьшаются, а следовательно,
уменьшается нагрев коллектора и
электрощеток, что в свою очередь
благоприятно сказывается на рабо-
те скользящего контакта и улучша-
ет коммутацию двигателя.
После обточки и шлифовки кол-
лектора тщательно проверяют состо-
яние межламельных канавок. В ка-
навках не должно оставаться мед-
81
ных стружек, загрязнений от уголь-
ной пыли. Миканит должен быть
тщательно выбран на глубину не
менее 0,5 мм. Выступание миканита
не допускается. Если глубина меж-
ламельных канавок менее 0,5 мм
или выступает коллекторный мика-
нит, то производят продорожку кол-
лектора. Эта операция весьма тру-
доемка и требует тщательного вы-
полнения, поэтому под электровозом
ее осуществляют редко. Как прави-
ло, продорожку коллекторов при-
урочивают к ТР-3. Чтобы обеспе-
чить эксплуатацию тяговых двига-
телей между деповскими и завод-
скими ремонтами без продорожки
коллекторов, глубина межламель-
ных канавок при выпуске двигате-
лей из капитального ремонта, сред-
него и деповского ремонтов должна
быть 1,4—1,6 мм.
После обточки, снятия фасок,
шлифовки и полировки коллектор
тщательно очищают жесткой воло-
сяной щеткой, а затем тяговый дви-
гатель продувают сжатым воздухом
давлением 200—300 кПа (2—
3 кгс/см2).
В случаях когда рабочая поверх-
ность коллектора не требует обточ-
ки и шлифовки, но в межламельных
канавках имеется «затяжка» меди
с коллекторных пластин в виде за-
усенцев, то такой коллектор тща-
тельно очищают от заусенцев, а при
необходимости снимают фаски.
Осматривают передний микани-
товый конус и петушки. Обгары, за-
конченность на конусе и петушках
удаляют техническими салфетками,
увлажненными в бензине. При не-
обходимости после очистки конус
покрывают дугостойкой эмалью воз-
душной сушки. После высыхания
эмали поверхность конуса должна
быть гладкой, глянцевой.
Осматривают все узлы и детали
щеточного аппарата — электрощет-
ки, щеткодержатели, их кронштей-
ны, траверсу, состояние которых,
так же как и состояние коллекто-
ра, оказывает решающее влияние
на коммутационную и потенциаль-
ную устойчивость двигателя в экс-
плуатации.
Снимают щеткодержатели, кото-
рые в соответствии с правилами ре-
монта подлежат ревизии. Ревизию
щеткодержателей и их ремонт осу-
ществляют на специализированных
рабочих местах. Взамен снятых для
ревизии щеткодержателей устанав-
ливают проверенные и отремонтиро-
ванные. У неснятых щеткодержате-
лей проверяют нажатие пальцев,
убеждаются в отсутствии заедания
при их перемещении, контролируют
Рис. 53. Обточка коллектора тягового дви-
гателя под электровозом
82
Рис. 54. Приспособление для снятия фа-
сок на коллекторе
зазоры между электрощеткои и
стенками окна. При установке щет-
кодержателей на тяговый двига-
тель следят за тем, чтобы продоль-
ная кромка его окна под электро-
щетки была параллельна кромке
коллекторной пластины, а также
чтобы расстояние от нижней по-
верхности щеткодержателя до кол-
лектора было в пределах 2—4 мм,
а от боковой стенки щеткодержате-
ля до петушков коллектора — 5—
7 мм.
Если расстояние от корпуса щет-
кодержателя до коллектора боль-
ше 4 мм, то щеткодержатель опу-
скают на один выступ гребенки.
Увеличение расстояния между щет-
кодержателем и коллектором ухуд-
шает работу электрощеток, так как
при этом их набегающая сторона
изнашивается быстрее сбегающей и
во время изменения направления
вращения двигателя может произой-
ти скол и повреждение грани элек-
трощетки.
При значительном перекосе элек-
трощетки в окне щеткодержателя
становится возможным также сме-
щение электрощетки с нейтрали, что
вызовет ухудшение коммутации.
Необходимо устанавливать щет-
кодержатель так, чтобы иижняя по-
верхность его окна была параллель-
на рабочей поверхности коллектора
(в пределах установленных норм).
Проверяют состояние всех элек-
трощеток, их проводников и проч-
ность крепления проводников к
стенке щеткодержателя. Изношен-
ные сверх установленных норм, а
также поврежденные электрощетки
заменяют новыми.
Перед установкой новых элек-
трощеток рекомендуется их прите-
реть на специальном приспособле-
нии (рис. 55) или на коллекторе,
подложив под электрощетки стек-
лянное полотно. Не допускается
установка на тяговый двигатель
электрощеток разных марок (кроме
электрощеток марок ЭГ-61 и ЭГ-75
или ЭГ-61А и ЭГ-75, которые могут
работать совместно). При совмест-
ной работе электрощеток марки
Рис. 55. Приспособление для притирки
электрощеток:
1 — траверса; 2 — коллектор (технологический);
3 — станина
ЭГ-61 (или ЭГ-61А) с электрощет-
ками марки ЭГ-75 следят за тем,
чтобы электрощетки каждой марки
были установлены в однополярные
щеткодержатели.
Наиболее целесообразно менять
на тяговом двигателе сразу все
электрощетки или электрощетки од-
ной полярности. Желательно, чтобы
электрощетки имели примерно оди-
наковую высоту, были изготовлены
одним заводом и принадлежали од-
ной партии. Такие электрощетки
будут иметь наиболее близкие ха-
рактеристики, что чрезвычайно ва-
жно для устойчивой работы сколь-
зящего контакта, так как распреде-
ление тока между такими электро-
щетками будет наиболее равномер-
ным.
Электрощетки перед установкой
тщательно осматривают, проверяют,
нет ли на них сколов, повреждений.
Контролируют правильность поста-
новки резинового амортизатора.
Крепление шунтов в теле щетки
должно быть прочным. Место вы-
хода проводников из электрощетки
во избежание выкрашивания коно-
паточного порошка и ослабления
проводников должно быть закрыто
специальной пастой, в которой не
должно быть трещин или отслое-
ний. Если контакт проводника
83
(шунтика) в месте его заделки ос-
лаблен, в эксплуатации возможны
его повышенный нагрев и перего-
рание или выпадание из щетки.
При установке электрощеток их
шунты закрепляют на щеткодержа-
теле так, чтобы они не мешали ра-
боте нажимного механизма щетко-
держателя и чтобы между наконеч-
ником шунта и щеткодержателем
был обеспечен надежный контакт.
Осматривают кронштейны щет-
кодержателей, изоляторы, протира-
ют их смоченными бензином техни-
ческими салфетками. При выявле-
нии на фарфоровых изоляторах или
кронштейнах повреждений, которые
не могут быть устранены на двига-
теле, их снимают и заменяют ис-
правными.
Не допускаются в эксплуатацию
кронштейны с ослабленными или
поврежденными изоляторами (тре-
щины или повреждения глазури на
длине изолятора, превышающей
20%), с подгарами поверхностей
кронштейнов.
Повреждение глазури на изоля-
торах уменьшает длину изолирован-
ной поверхности и поэтому способ-
ствует перебросам дуги на корпус
двигателя. Если поврежденная по-
верхность фарфорового изолятора
занимает менее 20% его длины, то
такой изолятор разрешается до вы-
катки двигателя оставлять в экс-
плуатации. При этом оплавленные
и поврежденные места изолятора
тщательно очищают и покрывают
изоляционной дугостойкой эмалью
холодной сушки.
Не разрешается наносить эмаль
на обожженные или загрязненные
изоляционные поверхности изолято-
ров, конусов и пальцев. Эмалевое
покрытие будет непрочным, на этих
местах появятся трещины, которые
будут служить мостиками утечки
тока и замыканий на заземленные
части. Очищать дефектные места от
грязи и поджогов после покрытия
их эмалью значительно труднее, чем
до покрытия.
Проверяют прочность крепления
кронштейнов к остову или траверсе.
84
Ослабление изолятора на пйльЦё
или пальца в кронштейне недопу-
стимо, так как это может вызвать
попадание влаги внутрь изоляции.
Кронштейны, на которых обнару-
жены указанные дефекты, заменя-
ют исправными.
При замене кронштейнов и щет-
кодержателей необходимо следить
за тем, чтобы электрощетки были
установлены на те же коллектор-
ные пластины, на которых они на-
ходились до снятия поврежденных
кронштейнов или щеткодержателей,
так как разные допуски на устано-
вочные размеры снятых и вновь
устанавливаемых кронштейнов и
щеткодержателей могут вызвать
значительное смещение электроще-
ток с нейтрали. Это особенно опас-
но для тяговых двигателей
ДПЭ-400, НБ-406 и других двигате-
лей, не имеющих траверс, на кото-
рых настройка коммутации без вы-
катки их из-под электровоза крайне
затруднительна. Чтобы этого не до-
пустить, перед установкой новых
(или отремонтированных) крон-
штейнов и щеткодержателей прове-
ряют их установочные размеры и
подбирают их так, чтобы они соот-
ветствовали установочным разме-
рам снятых кронштейнов и щетко-
держателей.
При осмотре щеточного аппара-
та шестиполюсных тяговых двигате-
лей обязательно проворачивают тра-
версу. Перед поворотом траверсы
проводят следующую подготовку
(на двигателях ТЛ-2К.1, НБ-407Б и
др.): отсоединяют от двух верхних
кронштейнов подводящие ток про-
вода; выворачивают болт фиксато-
ра до выхода фиксатора из паза
обоймы на остове, поворачивают его
на 180° и утопляют в паз обоймы;
отворачивают на 3—4 оборота бол-
ты стопорных устройств; сжимают
траверсу, поворачивая «на себя»
(через нижний коллекторный люк)
шпильку разжимного устройства и
уменьшая щель траверсы до 2 мм.
В этом положении траверсу 3 (рис.
56) с помощью ключа-трещотки 4,
установленного на валик шестерни
2 поворотного механизма 1, прово-
рачивают, подводя к верхнему или
нижнему коллекторному люку все
щеточные узлы. Для осмотра всех
щеткодержателей траверсу разрез-
ной конструкции поворачивают сна-
чала в одну сторону, потом в обрат-
ную так, чтобы место разреза тра-
версы не попадало в зацепление с
шестерней.
После осмотра, ревизии и ремон-
та щеточного аппарата траверсу
устанавливают в первоначальное
положение (риски на остове и тра-
версе должны совпадать), закреп-
ляют на двух верхних кронштейнах
провода, подтягивают болт фикса-
тора и устанавливают в рабочее по-
ложение фиксатор, подтягивают
болты стопорных устройств, разжи-
мают траверсу с помощью разжим-
ного устройства (вращая шпильку
«от себя»), после чего окончатель-
но заворачивают болты стопорных
устройств и фиксатора, обеспечивая
совпадение фиксатора с пазом иа
траверсе. Детали крепления фикса-
тора и стопорных устройств должны
обеспечивать прочную, без ослабле-
ний установку траверсы, исключа-
ющую возможность ее перемещения
и вибрации в эксплуатации. Прове-
ряют правильность установки элек-
трощеток на нейтрали тягового дви-
гателя.
Осматривают доступные для ос-
мотра бандажи, межкатушечные
соединения, перемычки и выводные
провода. Загрязнения и подгорев-
шие места протирают увлажненной
в бензине салфеткой, зачищают
стеклянным полотном. Очищенные
поверхности покрывают изоляцион-
ной эмалью.
Крепления. Проверяют состоя-
ние креплений межкатушечных сое-
динений кабелей траверсы и вывод-
ных проводов. Оно должно быть
прочным и исключать возможность
их вибрации, перетирания и других
повреждений.
В процессе эксплуатации от воз-
действия ударных нагрузок возмож-
но ослабление крепления подшипни-
ковых щитов, шапок моторно-осе-
Рис. 56. Проворачивание траверсы для
осмотра щеточных узлов
вых подшипников и полюсов. Ослаб-
ление крепления подшипниковых
щитов и шапок моторно-осевых под-
шипников приводит к резкому ухуд-
шению условий работы моторно-
якорных и моторно-осевых подшип-
ников. Ослабление крепления полю-
сов может вызвать пробой изоляции
их катушек. Эти серьезные повреж-
дения могут привести к порче элек-
тровоза в пути следования и потре-
бовать его непланового ремонта.
Поэтому в процессе ремонта тяго-
вые двигатели осматривают с на-
ружной стороны и обстукиванием
болтов, крепящих указанные узлы
и детали, проверяют плотность их
установки.
Ослабление полюсных болтов,
крепящих верхние полюсы, можно
выявить по наличию трещин в за-
ливке компаундной массы. Ослаб-
шие полюсные болты проверяют
ультразвуковым дефектоскопом, так
как при ослаблении их крепления
условия работы ухудшаются и в
болтах могут появиться трещины и
изломы. Болты, у которых обнару-
жены трещины, заменяют исправ-
ными, а ослабшие подтягивают.
Моторно-якорные и моторно-осе-
вые подшипники. Состояние мотор-
но-якорных подшипников проверяют
на слух при вращении якоря от низ-
кого напряжения прн вывешенной
колесной паре. Можно для прослу-
85
Шивания применять специальные
слуховые аппараты, в которых ис-
пользуют обычный медицинский сте-
тофонендоскоп 1 (рис. 57).
При исправном подшипнике звук
должен быть ровный, без стука и
скрежета. Весьма перспективными
являются также шумометры или
универсальные виброметры, реко-
мендованные для этой цели
РИИЖТом.
Если электровоз установлен на
ремонт сразу после прибытия с по-
ездом, то целесообразно проверить
нагрев наружных крышек подшип-
никовых щитов на ощупь, сравни-
вая нагрев крышек отдельных под-
шипниковых узлов и выявляя наи-
более нагретые. Осмотр подшипни-
ковых узлов снаружи и изнутри че-
рез коллекторные люки позволяет
выявить потеки расплавленной смаД-
ки из подшипниковых камер. Повы-
шенный нагрев крышек отдельных
подшипниковых узлов, наличие по-
теков расправленной смазки, неров-
ный шум свидетельствуют о нали-
чии неисправностей в деталях под-
шипника: возможном недостатке
или избытке смазки в подшипнико-
вых камерах, неисправности лаби-
ринтных уплотнений.
Обнаруженные неисправности
устраняют, а если это не представ-
ляется возможным, то неисправную
электрическую машину с электро-
воза снимают. Выдавать электровоз
в эксплуатацию с неисправными
якорными подшипниками не разре-
шается, так как это может приве-
сти к порче электровоза из-за раз-
рушения подшипника в эксплуата-
ции, к заклиниванию и полному по-
вреждению электрической машины.
В соответствии с местными ин-
струкциями якорные подшипники
пополняют смазкой, предварительно
проверив исправность маслоподво-
дящих трубок (убедившись в отсут-
ствии изломов трубок, погнутостей,
препятствующих поступлению смаз-
ки в подшипник, и др.), наличие
пробок. Для заправки смазки целе-
сообразно применять специальные
прессы с дозаторами, установлен-
ными на тележке.
Перед добавлением смазки в
подшипниковые узлы на тяговых
двигателях, где конструкцией пре-
дусмотрены дренажные устройства
(НБ-407Б и др.), эти устройства
обязательно продувают и очищают.
Для этого в любое легкодоступное
дренажное отверстие вставляют воз-
душный шланг со специальным на-
конечником и осуществляют продув-
ку каналов, при этом второе отвер-
стие должно быть закрыто пробкой.
Специальную коробку дренаж-
ного устройства, в которой скапли-
вается отработанная смазка, снима-
ют и очищают. Нормы пробега до
добавления смазки устанавливают
на основании карты смазок и Ин-
струкции по применению смазочных
материалов на локомотивах и мо-
Рис. 57. Приспособление для прослушивания подшипников ПР !243 01 (ПКБ).
/ — стетофонендоскоп (с металлической крышкой); 2 — крышка; 3 — ножки
86
торвагонном подвижном составе,
утвержденной ЦТ МПС, с учетом
местных условий работы электрово-
зов. В каждый подшипник тяговых
двигателей через 25—35 тыс. км в
среднем добавляют 150—200 г
(ДПЭ-400, НБ-411, НБ-406Б,
ТЛ-2К1, НБ-407Б) и 100—200 г
(AL-4846eT и AL-4846dT), вспо-
могательной машины — 20—30 г
смазки.
Объем добавляемой смазки дол-
жен строго соответствовать установ-
ленным нормам, так как и недоста-
ток смазки, и избыток ее вредны
для подшипников. При недостатке
смазки подшипник будет иметь по-
вышенный износ и быстро выйдет
из строя, при избытке ее возможны
чрезмерные нагревы подшипнико-
вых узлов и выбрасывание смазки
внутрь двигателя. Не допускается
смешение смазок различных марок,
так как технические характеристи-
ки смешанной смазки ухудшаются,
она разжижается и вытекает из
подшипникового узла, что может
привести в эксплуатации к разру-
шению подшипников.
Во время добавления смазки
следят за тем, чтобы в подшипнико-
вые узлы не попали влага и другие
посторонние примеси. После добав-
ления смазки пробки заворачивают
и проверяют их крепление.
Контролируют состояние мотор-
но-осевых подшипников тяговых
двигателей, наличие смазки в ра-
бочей камере. Наиболее частым и
серьезным дефектом''' моТбрйб'-бСб*
jBbix подшипников является BUtfeRa*
ние смазки из рабочей камеры. 110-
' эгиму П'РЙ йОйч'ии следов ^ёЧИТИЯЗ-
КИ" УбяУаТбЛЬНО' выясняю! причину
и устраняют ее. Если в шапке мо-
торно-осевого подшипника обнару-
живают дефекты, которые на элек-
тровозе не могут быть устранены
(неправильная установка ниппеля,
трещины в стенках и др.), двига-
тель выкатывают. Через один ТР-1
проводят ревизию всех моторно-осе-
вых подшипников или при каждом
ТР-1 — половины. Остальные под-
Рис. 58. Установка мерника для контроля
уровня смазки в рабочей камере моторно-
осевого подшипника:
/ — мерник; 2 — заправочная трубка; 3 — рабо-
чая камера; 4 — конусное отверстие в стенке
между рабочей и запасной камерами
шипники осматривают и добавляют
в них смазку.
Подбивку из букс, подлежащих
ревизии, вынимают и заменяют но-
вой или восстановленной и подго-
товленной к заправке. В качестве
подбивки применяют длинноволок-
нистую фитильную пряжу, изготов-
ляемую по специальным техниче-
ским условиям из грубой шерсти и
вискозного волокна.
Отработанную смазку сливают,
буксу очищают, промывают чистым
маслом и заполняют свежей смаз-
кой. Замену подбивки в моторно-
осевых подшипниках, а также ее
очистку и промывку выполняют в
соответствии с инструктивными ука-
заниями, утвержденными ЦТ МПС.
Проверяют моторно-осевые под-
шипники, которые не подвергались
ревизии.
Уровень смазки в рабочей каме-
ре моторно-осевого подшипника
проверяют специальным мерником,
который через заправочную трубку
опускают в рабочую камеру так,
чтобы его конусный конец попал в
конусное отверстие (рис. 58). На
мернике имеются две контрольные
риски, указывающие номинальный
А и минимальный Б уровни смазки.
Конструкция мерника для тяго-
вых двигателей всех типов одинако-
ва. Уровень рисок для каждого ти-
87
па двигателя подбирают индиви-
дуально.
Нормы добавления смазки в мо-
торно-осевые подшипники устанав-
ливаются в соответствии с картой
смазок, инструктивными указания-
ми ЦТ МПС с учетом местных ус-
ловий эксплуатации электровозов.
Проверяют качество смазки, на-
ходящейся в буксах. Если в смазке
обнаружены вода или механические
примеси, буксу промывают чистым
маслом, а затем заполняют свежей
смазкой и подбивкой.
Моторно-осевые подшипники в
зависимости от времени года запол-
няют смазкой зимней (осевое мас-
ло 3, допускается применение инду-
стриального масла марки И-ЗОА)
или летней (осевое масло Л, допу-
скается применение индустриально-
го масла марки И-40А). При темпе-
ратуре ниже 30° С рекомендуется
для дозаправки использовать подо-
гретое масло осевое С.
Камеры подшипников с постоян-
ным уровнем заполняют смазкой
при помощи маслозаправщика под
давлением 250—300 кПа (2,5—
3 кгс/см2). Расход масла на запол-
нение одного подшипника составля-
ет 4—5 кг.
При замене летнего масла зим-
ним и обратно обязательно заменя-
ют и подбивку. Смешение летней и
зимней смазок не допускается. Сро-
ки перевода тяговых двигателей на
зимнюю и летнюю смазки устанав-
ливают в зависимости от местных
условий приказами по дороге.
Через вырезы в защитной крыш-
ке оси колесной пары измеряют ра-
диальный зазор между подшипни-
ком и осью колесной пары. Зазор
должен быть ие более 2,5 мм. Раз-
ница радиальных зазоров между
шейкой оси и вкладышем моторно-
осевых подшипников одного двига-
теля в эксплуатации более 1 мм не
допускается, так как это вызывает
перекос двигателя на оси, что ухуд-
шает условия работы зубчатых пе-
редач и тяговых двигателей.
Проверяют разбег тягового дви-
гателя на оси колесной пары. Очень
88
важно, чтобы этот разбег не превы-
шал установленных норм (5 мм) и
был по возможности близким к но-
минальному. Увеличенный разбег,
который, как правило, появляется
в результате износа буртов вкла-
дышей моторно-осевых подшипни-
ков, приводит к возрастанию акси-
альных ударных воздействий на
бурты вкладышей и на остов тяго-
вого двигателя и вызывает повреж-
дения моторно-осевых подшипников
(трещины, откол буртов вкладышей
и др.).
Очень важно также, чтобы на
электровозах с косозубой передачей
осевой разбег якоря в остове был
больше разбега двигателя на оси
колесной пары. При косозубой пе-
редаче аксиальные перемещения
якоря относительно колесной пары
ограничены передачей, а перемеще-
ния остова определяются его разбе-
гом на оси колесной пары. Если
разбег тягового двигателя на оси
колесной пары больше разбега яко-
ря в остове, то ударные аксиаль-
ные нагрузки, возникающие при пе-
ремещениях остова по оси колесной
пары, воспринимаются буртами ко-
лец якорных роликовых подшипни-
ков. Это значительно сокращает
срок их службы, а в отдельных слу-
чаях вызывает разрушение подшип-
ников в эксплуатации.
Осмотр и проверка деталей и уз-
лов снаружи тягового двигателя.
Проверяют плотность прилегания
крышек люков, исправность их зам-
ковых устройств, уплотнительных
прокладок, снегозащитных уст-
ройств (зимой), выводных проводов
и их рукавов, целость патрубков и
плотность их установки на венти-
ляционных отверстиях.
Остовы и подшипниковые щиты
осматривают снаружи (в доступных
для осмотра местах), выявляют на-
личие трещин, проверяют крепление
пластин опорных выступов (при на-
личии ослабления пластины прива-
ривают ее по периметру).
Убеждаются в прочности креп-
ления выводных кабелей в клицах,
потерные места кабелей восстанав-
ливают. На тяговых двигателях
НБ-407Б осматривают коробки вы-
водов, уплотнение коробки. При
ТР-2 коробки вскрывают и проверя-
ют состояние изоляторов, прочность
крепления и надежность контактов
в местах соединений силовых кабе-
лей, состояние их наконечников. Не-
исправности устраняют.
Проверка и ремонт вспомогатель-
ных машин. Перед началом работ
вспомогательные машины снаружи
очищают пылесосом. Открывают
крышки коллекторных люков, ос-
матривают их замки, уплотнитель-
ные прокладки. Продувают внутрен-
нюю часть электрических машин
воздухом давлением 200—300 кПа
(2—3 кгс/см2). Измеряют сопротив-
ление изоляции цепей вспомога-
тельных машин, которое должно
быть не менее 1,5 МОм.
Осматривают коллектор, щеточ-
ный аппарат (кронштейны, щетко-
держатели, траверсу, электрощетки,
видимую часть якоря, проверяют
состояние якорных подшипников,
выводных проводов). Если на кол-
лекторе, конусе, щеткодержателях
и других деталях машины обнару-
жены следы переброса, их устраня-
ют. При необходимости неисправ-
ные детали заменяют. Методы ре-
монта и устранения последствий пе-
реброса и кругового огня аналогич-
ны методам, применяемым на тяго-
вых двигателях. Изношенные или
поврежденные электрощетки заме-
няют новыми. Перед установкой
электрощеток осуществляют их при-
тирку на приспособлении или на
коллекторе.
При наличии на коллекторах
вспомогательных машин износа или
биения сверх установленных норм
рабочую поверхность коллектора
протачивают. Для этого использу-
ют специальное приспособление 3
(рис. 59), прикрепляемое к остову4
машины. Напряжение на коллекто-
ре 150—170 В, частота вращения
80—90 об/мин, глубина резания
0,10—0,15 мм. Обточку выполняют
в 2—3 прохода, затем снимают фа-
ски с коллекторных пластин, осу-
Рис. 59. Обточка коллектора электродви
гателя компрессора на электровозах ЧС:
/ — коллектор; 2 — коллекторный люк; 3 — при-
способление; 4 — остов; 5 — скоба; 6 — болт
ществляют шлифовку и все осталь-
ные операции, предусмотренные при
обточке коллекторов тяговых дви-
гателей. После обточки внутренние
части электродвигателя продувают
сжатым воздухом давлением 200—
300 кПа (2—3 кгс/см2).
Обстукиванием болтов проверя-
ют прочность крепления главных и
добавочных полюсов, подшипнико-
вых щитов, их крышек, а также
прочность крепления остова генера-
тора управления к остову электро-
двигателя вентилятора (на отечест-
венных электровозах).
В якорные подшипники вспомо-
гательных машин добавляют смаз-
ку. При добавлении смазки соблю-
дают те же правила, которые были
указаны для тяговых двигателей.
На электродвигателях вентиля-
торов осматривают вентиляторы,
проверяют состояние роторов и их
кожухов. Так же как и на тяговых
двигателях, на всех вспомогатель-
ных машинах проверяют состояние
замковых устройств, обеспечивают
их исправное состояние, контроли-
руют плотность прилегания крышек
коллекторных люков, исправность
уплотнительных прокладок.
89
На электровозах ЧС2, ЧС2Т сни-
мают кожух клиноременной переда-
чи, соединяющей вал генератора уп-
равления с валом электродвигателя
вентилятора, ремни н шкнвы гене-
ратора н мотор-вентилятора. Рем-
ни осматривают, обнаруженные де-
фекты устраняют, порванные ремнн
заменяют новыми. Натяжение их
регулируют опусканием или подня-
тием генератора с помощью специ-
альных гаек. Ремни укладывают в
пазы шкивов и туго натягивают. Ге-
нератор устанавливают так, чтобы
его горизонтальная ось была парал-
лельна оси электродвигателя венти-
лятора.
При осмотре вспомогательных
машин большое внимание уделяют
проверке прочности крепления кар-
касных рам машин к кузову элек-
тровоза и машин к рамам. ОслатГ-
шие болты закрепляют, i повреж-
денные заменяют исправными. Не-
удовлетворительное крепление ма-
шин к каркасным рамам н рам к
кузову вызывает возникновение до-
полнительных вибраций машин, что
приводит к разрушению их узлов и
деталей.
На всех отечественных электро-
возах постоянного тока (кроме
электровозов ВЛ22М) в качестве
привода компрессора используют
электродвигатели НБ-431 (индексов
А, М, П) или ТЛ-122 (на электро-
возе ВЛ10у), которые имеют неза-
висимую вентиляцию (расход воз-
духа 14 м3/мин) от вентиляционной
системы электровоза. При ТР-1 и
ТР-2 проверяют состояние брезен-
тового патрубка, плотность его
крепления к подшипниковому (со
стороны коллектора) щиту электро-
двигателя, убеждаются в отсутствии
его повреждений и сужения его се-
чения для прохода воздуха. Прн
ТР-2 проверяют н при необходимо-
сти регулируют (с помощью засло-
нок) расход охлаждающего воздуха
в соответствии с указанной нор-
мой.
Необходимо иметь в виду, что на
электровозах ВЛ82М моторы ком-
прессоров НБ-431М работают на
90
пульсирующем токе, в связи с этим
коммутация их значительно ослож-
нена, увеличен нагрев обмоток. По-
этому на эти электровозы при за-
мене вышедших из строя устанав-
ливают только электродвигатель
НБ-431М, в котором предусмотрены
по сравнению с электродвигателями
НБ-431 других индексов необходи-
мые изменения в магнитной систе-
ме остова, в щеточном узле, увели-
чена нагревостойкость обмоток и др.
15. Электрические аппараты
и электрические цепи
Очистка, осмотр и проверка ап-
паратов. Пока в пневматической
магистрали электровоза есть воз-
дух, проверяют на слух четкость ра-
боты всех аппаратов при включе-
нии из кабины управления, контро-
лируют работу электрических цепей.
Обращают внимание прежде всего
на исправную работу пневматиче-
ского привода. Такую проверку це-
лесообразно выполнять вдвоем:
один слесарь управляет аппаратами
с пульта в кабине машиниста, а
другой, находясь в высоковольтной
камере, внимательно следит за
включением и выключением аппа-
ратов и убеждается в отсутствии
утечек воздуха из пневматической
системы.
Обычно уже на основании пер-
вой проверки можно сделать заклю-
чение о состоянии аппарата и даже
установить причину повреждения.
Например, нередко бывает так, что
электропневматический контактор
включается четко, но отключается
медленно. Это может быть следст-
вием заедания подвижной системы,
повреждения отключающей пружи-
ны или ослабления ее крепления.
После проверки функционирова-
ния снимают и открывают щиты
высоковольтных камер и реостат-
ных помещений. Снимают дугога-
сительные камеры всех контакторов,
переключателей и быстродействую-
щего выключателя. Все аппараты
очищают от пыли и нагара, тща-
Таблица 2
Номинальные диаметры отверстий и осей, мм Предельные (верхнне/нижине) отклонения диа- метров отверстий, мм Предельные (верхнне/нижнне) отклонения диаметров осей, мм Предельные зазоры в шарнирах, мм
Smin Smax
От 5 до 10 +0,5/0 —0,05/—0,5 0,05 1,0
> 10 > 18 + 1,1/0 —0,06/—1,1 0,06 2,2
» 18 » 30 + 1,3/0 —0,07/—1,3 0,07 2,6
» 30 » 50 + 1,6/0 —0,08/—1,6 0,08 3,2
тельно осматривают, убеждаясь в
отсутствии дефектов, и при необхо-
димости заменяют исправными.
Проверяют соответствие размеров
и износов деталей существующим
нормам допусков.
С помощью щупов измеряют за-
зоры в шарнирах. Шарниры, зазо-
ры в которых равны или превыша-
ют значения, указанные в табл. 2,
разбирают. Измеряют диаметры ва-
ликов, осей, втулок и отверстий. Ва-
лики и оси, размеры которых равны
предельным значениям, заменяют.
При обнаружении большой выра-
ботки в отверстии под валик или
ось заменяют, как правило, весь
узел аппарата. В большинстве слу-
чаев при необходимости замены уз-
ла аппарат снимает для ремонта в
аппаратном цехе.
Нормальная работа аппаратов
может нарушаться ие только в ре-
зультате большой выработки в шар-
нирах, но и вследствие образования
в них задиров или отсутствия смаз-
ки. Нередки случаи приварки шар-
ниров в результате протекания то-
ков короткого замыкания, обрыва
или ослабления крепления медных
шунтов. Для выявления возможных
заеданий работу подвижных систем
всех аппаратов проверяют легким
перемещением от руки.
В низковольтном оборудовании
проверяют наличие и исправность
защитных кожухов и крышек, проч-
ность крепления аппаратов. Вмяти-
ны на кожухах и крышках могут
быть причиной заедания аппарата
или замыкания в нем при прибли-
жении деформированного кожуха к
подвижным или токоведущим ча-
стям. Поэтому все вмятины прн ре-
монте должны быть выправлены и
поврежденная окраска восстанов-
лена, а при необходимости исправ-
лены замки и заменено поврежден-
ное уплотнение. Уплотнение кожу-
хов изготовляют, как правило, из
войлока или асбеста и закрепляют
(обжатием или клеящим лаком).
Войлочные уплотнения должны
быть такими плотными, чтобы лен-
ту толщиной 0,2—0,3 мм, заложен-
ную в любом месте уплотнения, мо-
жно было вытянуть с ощутимым
усилием. Следует проверять не
только прочность крепления аппа-
ратов и их деталей, ио и исправ-
ность стопорящих устройств.
Обязательно убеждаются в том,
что все свободные оси вращения
зашплинтованы или предохраняют-
ся от выпадания каким-либо другим
способом, предусмотренным черте-
жами. При постановке взамен уте-
рянного или смене шплинта между
ним и деталью ставят простую шай-
бу. Отсутствие шайбы может приве-
сти к перетиранию шплинта и его
потере. Ставя новый шплинт, оба
конца его разводят не менее чем
иа половину диаметра валика.
В шплинтах не должно быть надло-
мов или трещин, так как в случае
излома шплинта отпавший кусок
может попасть на аппараты, нахо-
дящиеся под напряжением, или на
движущиеся детали и вызвать их
повреждение.
При смене узлов и деталей сле-
дует помнить, что болтовые соеди-
нения должны иметь пружинные
шайбы или в соответствии с черте-
жами должны быть застопорены
SI
другим способом для предохранения
от отвертывания болтов и гаек. Если
головка болта или гайки прижима-
ется к стальной поверхности, то
простую шайбу между деталями и
болтом нли гайкой обычно не ста-
вят, ограничиваясь только пружин-
ной шайбой. Если деталь мягкая
или легко деформируется (напри-
мер, медный наконечник, контакт-
ный палец и т. д.), то между пру-
жинной шайбой и деталью ставят
простую шайбу.
Шлицы во вновь устанавливае-
мых головках винтов и болтов и
грани головок болтов н гаек не дол-
жны быть срезаны, так как отсутст-
вие шлнца или смятие граней не
позволяет с достаточным усилием
закрепить деталь, что может приве-
сти к ослаблению крепления и на-
рушению правильной работы аппа-
рата в эксплуатации.
Крепление и монтаж силовых и
низковольтных проводов. Подлежат
смене и перепайке наконечники про-
водов с обрывом более 20% жил, с
ослабшей пайкой, трещинами или
уменьшенной более чем на '/з кон-
тактной поверхностью.
Пайку наконечников удобно вы-
полнять с помощью небольшой пе-
реносной электрической ванны, под-
ключаемой к розеткам непосредст-
венно на электровозе. Приступая к
работе, срезают оплетку н изоля-
цию с конца провода на длине на
10—20 мм (в зависимости от пло-
щади сечения провода) больше дли-
Рис. 60 Схема разделки проводов для
пайки наконечников (а), правильная (б)
и неправильная (в) пайки
ны мундштука наконечника. Подре-
зать проволоки в жиле провода не
следует. Конец жилы очищают от
остатков изоляции и пленки окис-
лов и плотно скручивают. При на-
пайке штампованного кабельного
наконечника очищенный конец жи-
лы продевают в мундштук и плотно
обжимают плоскогубцами. Провод с
наконечником погружают в раствор,
состоящий из одной части канифо-
ли н трех частей спирта или бензи-
на, а затем в ванну с расплавлен-
ным припоем до уровня верхнего
края мундштука. После выдержки
в припое 5—15 с наконечник выни-
мают н излишки припоя снимают
волосяной щеткой. Кислоту или дру-
гое вещество, разрушающее провод
и его изоляцию, в качестве флюса
при пайке наконечников не приме-
няют.
Для припайки трубчатых нако-
нечников в глухом конце мудшту-
ка сверлят отверстие диаметром 5—
8 мм (рис. 60,а). После насадки на-
конечника на конец жилы его слег-
ка сплющивают, а во время пайки
для предупреждения соскальзыва-
ния удерживают специальным крюч-
ком, вставляя ее в отверстие нако-
нечника.
Перед пайкой наконечников ка-
бельных соединений большого диа-
метра конец жилы провода облу-
живают, сам наконечник обматыва-
ют киперной лентой и прогревают
многократным наполнением мунд-
штука расплавленным припоем. Ког-
да наконечник полностью прогрева-
ется, в мундштук вводят конец жи-
лы провода, а выступившие излиш-
ки припоя удаляют волосяной щет-
кой.
Для большинства проводов пай-
ка наконечников считается полно-
ценной, если жилы провода и на-
конечник полностью облужены, при-
пой гладкий, без шероховатости, за-
лит по всей окружности и имеет
плавный вогнутый переход от про-
вода к наконечнику (рнс. 60,6). Вы-
гнутый переход от провода к нако-
нечнику (рис. 60,в) указывает на
плохую припайку.
92
При постановке наконечников
на провода, работающие в условиях
вибрации, нужно следить за тем,
чтобы жилы провода на выходе из
наконечника не пропаивались, так
как это увеличивает нх жесткость
и приводит к перелому провода в
этом месте. Концы проводов неко-
торых аппаратов после напайки
должны быть изолированы. Для это-
го у сильноточных проводов, имею-
щих большую площадь сечения,
изоляцию срезают на конус на дли-
не 10—15 мм, а затем ровными
слоями с одинаковым натягом по
всей длине на оголенное место на-
кладывают резиновую ленту разме-
ром 0,3X20 мм, затем — один слой
в полуперекрышу лакоткани 0,2X
ХЗО мм и поверх нее изоляцион-
ную ленту 0,2X20 мм. Изоляцион-
ные слои укладывают без местных
утолщений так, чтобы увеличение
диаметра изоляционного конца не
превышало 2—3 мм по сравнению
с остальной частью привода.
Если по техническим условиям
изолировать конец провода не тре-
буется, на оплетку проводов около
вновь напаянных наконечников на-
кладывают бандаж н восстанавли-
вают поврежденные бандажи дру-
гих проводов, подходящих к аппа-
рату. Бандаж накладывают шпага-
том так, чтобы оба конца шпагата
были затянуты под его витки, намо-
танные на провод (рис. 61,а). Для
этого начальный конец бандажа
укладывают петлей вдоль провода
в ту сторону, в которую будет на-
кладываться бандаж. После намот-
ки всех витков бандажа на длине,
равной 1,5—2 диаметрам провода,
второй конец шпагата вводят в пет-
лю, при .помощи которой затяги-
вают его под бандаж. Вновь нало-
женный бандаж окрашивают чер-
ным лаком воздушной сушки.
На проводах площадью сечения
от 4 до 30 мм2 оплетку изоляции
целесообразно предохранять с по-
мощью резиновой трубки (рис.
61,6), как это делается на электро-
возах ЧС. Трубку очень легко натя-
нуть на изоляцию, если предвари-
Рис. 61. Схемы оконцевания проводов с
использованием бандажа из шпагата (а)
и резиновой трубки (б)
тельно смазать ее внутреннюю по-
верхность одной-двумя каплями гли-
церина.
Перед креплением наконечника
к зажиму полезно еще раз осмот-
реть нх контактные поверхности и
удалить обнаруженные заусенцы и
наплывы олова с тем, чтобы обес-
печить плотное прилегание наконеч-
ника по всей площади соприкосно-
вения.
Широкое распространение полу-
чила холодная сварка кабельных
наконечников по способу местного
вдавливания с помощью ручных
клещей и других специальных при-
способлений. По сравнению с пай-
кой этот метод отличается более вы-
сокой производительностью, просто-
той и экономией припоя. Однако ка-
чество соединения в большей степе-
ни зависит от чистоты места свар-
ки, отсутствия там окислов и жи-
ровых наслоений. Поэтому перед
сваркой конец жилы и внутреннюю
поверхность мундштука тщательно
очищают, а после опрессовки место
оконцевания провода для защиты
от окисления покрывают влагоне-
проницаемым лаком холодной суш-
ки (например, асфальтомасляным),
изолируют изоляционной лентой и
покрывают лаком.
При замене аппаратов, приборов
и другого электрического оборудо-
вания следует помнить, что все де-
тали крепления наконечников и их
установка должны соответствовать
чертежам. К одному зажиму под-
соединяют ье более двух наконеч-
ников сило ых кабелей (рис. 62).
93
В низковольтной и вспомогатель-
ной цепях в некоторых случаях к
одному зажиму подсоединяют до
трех проводов. Неисправные пру-
жинные шайбы, шплинты и гайки
обязательно заменяют.
Прокладывая новую проводку
или заменяя аппараты, не допуска-
ют монтажа проводов внатяжку.
При обнаружении натянутых прово-
дов их наращивают горячей пайкой
проводом той же марки и той же
площади сечения.
Для соединения многожильных
проводов конец каждого провода
оголяют на длину, равную 12—15
диаметрам жилы. Затем на рас-
стоянии 2/з длины оголенной части
от конца провода перехватывают
жилы проволочным бандажом, рас-
пускают проволоки веером, отгибая
их возле бандажа, и зачищают.
У толстых проводов средние жилы
провода вырезают. Оба провода сое-
диняют так, чтобы жилы одного
провода вошли между жилами дру-
гого, и после этого закручивают
пряди каждого провода по часовой
стрелке вокруг нераспущенной ого-
ленной части другого провода. По
мере закручивания жил проволоч-
ный бандаж отодвигают, а затем
снимают. Готовую скрутку обжима-
ют пассатижами и пропаивают.
Проверяя состояние электриче-
ской проводки, убеждаются в том,
что во всех местах, где провода оги-
бают острые углы каркасов или
других заземленных деталей, про-
ложена дополнительная изоляция.
Такую изоляцию из прессованного
картона или прессшпана устанавли-
вают во всех опасных местах при
монтаже оборудования электрово-
за. Смещение дополнительной изо-
ляции или отсутствие ее является,
как правило, следствием небреж-
ной установки, поэтому, установив
новую прокладку или поправив пе-
рекосившуюся, закрепляют ее так,
чтобы она не сдвинулась с опасно-
го места и не была утеряна.
Восстановление изоляции. При
повреждении оплетки и наружного
слоя изоляции ее следует изолиро-
94
вать по всему поврежденному уча-
стку двумя слоями изоляционной
ленты с последующей окраской по-
кровным лаком холодной сушки.
Если изоляция на участке длиной
менее 100 мм повреждена до жил
провода, неисправные слои срезают
до жил и накладывают на оголен-
ное место несколько слоев нату-
ральной резиновой ленты и лако-
ткани, укладывая каждый слой в
полуперекрышу ровно, без морщин
навстречу предыдущему (рис. 63).
При изолировке одной только шел-
ковой лакотканью без резиновой
ленты каждый уложенный слой
промазывают масляно-битумным
лаком БТ-99, высыхающим при тем-
пературе 20°С за 2,5—3 ч. Поверх
изоляции, наложенной на жилу про-
вода, укладывают в полуперекрышу
два слоя прорезиненной изоляцион-
ной ленты, перекрывая с обеих сто-
рон основную изоляцию провода.
Взамен утерянной или повреж-
денной маркировки проводов ставят
новую и восстанавливают надписи
на аппаратах в соответствии со схе-
мой электровоза, нумерацией и на-
званиями аппаратов. Перед снятием
аппарата для ремонта и замены
важно предварительно восстановить
маркировку проводов.
Изоляторы аппаратов, имеющие
поврежденную глазурь или сколы
более чем на 20% длины пути А
(рис. 64) возможного перекрытия
поверхности изолятора электриче-
ской дугой, согласно существующей
технологии подлежат замене.
Правилами ремонта допускает-
ся оставлять в эксплуатации изоля-
торы, поверхность которых имеет
повреждения в пределах указанной
нормы. При этом поврежденную
глазурь фарфоровых изоляторов не
следует зачищать наждачным или
стеклянным полотном. Обычно ее
отмывают от копоти и грязи спир-
том или бензином, а оставшиеся
следы повреждения покрывают
эмалью НЦ-929. Сплошное покры-
тие поверхности фарфорового изо-
лятора эмалью НЦ-929 не разре-
шается.
Пластмассовые изоляторы, пере-
крытые по поверхности, также очи-
щают от копоти и грязи, зачищают
стеклянным полотном и затем по-
крывают восстанавливаемую по-
верхность эмалью НЦ-929. Изоля-
торы, имеющие трещины или ослаб-
шую армировку, заменяют.
Изоляция стоек и других дета-
лей аппаратов нередко имеет элек-
трические и механические повреж-
дения. Механическое повреждение
изоляции может быть следствием ее
перетирания неправильно установ-
ленными деталями аппарата. При-
чиной некоторых повреждений мо-
жет явиться небрежная сборка или
установка аппарата, в результате
чего изоляционное покрытие нару-
шается крепежными деталями, как
это иногда можно наблюдать на
стойках контакторов при выпадании
стальной прокладки между стойкой
и крепежным болтом.
Опрессованная изоляция может
отслаиваться от металла стойки.
Само по себе такое отслаивание не-
опасно, однако при нажатии кре-
пежными деталями или при других
механических воздействиях изоля-
ция дает трещину, по которой за-
тем может произойти электрический
пробой.
Трещины в изоляционном по-
крытии могут быть также призна-
ком Старения изоляции и неравно-
мерного теплового расширения. Та-
кие трещины появляются, напри-
мер, на углах изоляционных стоек.
Электрическая дуга при непра-
вильном дугогашении или коротком
замыкании нередко выжшпот и
обугливает изоляцию до слоя слю-
ды и даже до металла. Если по-
врежден только наружный слой изо-
ляции, обгоревшее место счищают
стеклянным полотном, затем тща-
тельно промывают бензином и по-
крывают эмалью НЦ-929 или дру-
гими покровными эмалями холод-
ной сушки. Очень важно самым
тщательным образом удалить сле-
ды повреждения, иначе на обуглен-
ной или закопченной поверхности
изоляции, даже покрытой изоля-
Рис. 62. Крепление
проводов к зажиму:
I — пружинная шайба;
2 — простая шайба; 3 —
дистанционная про-
кладка; 4 — зажим ап-
парата; 5 — бирка
Рис. 63. Исправление .местного поврежде-
ния изоляции провода:
1 — покровная оплетка; 2 — слои из натуральной
резиновой ленты и лакоткани; 3 — провод; 4 —
два слоя прорезиненной ленты; 5 —основная
изоляция
Рис. 64. Возможные пути перекрытия изо-
ляторов (линии 4)
95
ционной эмалью, образуется токо-
проводящий слой, по которому сно-
ва может произойти перекрытие.
Аппараты, изоляция которых по-
вреждена до слюды или металла,
трудно отремонтировать на месте.
Обычно их снимают для ремонта в
аппаратном цехе и заменяют ис-
правными. Однако целью работ, вы-
полняемых при ТР-1, является не
только устранение обнаруженных
повреждений изоляции, но и преду-
преждение их. Для этого проверя-
ют состояние крепления деталей на
изоляционных стойках, обращают
внимание на детали, могущие пере-
тереть изоляцию, заделывают н за-
крашивают эмалью НЦ-929 обна-
руженные трещины. Возможность
электрического перекрытия преду-
преждают также правильной регу-
лировкой аппарата.
При ТР-1 для восстановления
свойств изоляционных покрытий в
основном используют покровные ла-
ки и эмали холодной сушки.
Для ремонта аппаратов непо-
средственно на электровозе в основ-
ном применяют нитроглифталевую
эмаль НЦ-929 розового цвета, раз-
бавленную смесью толуола и этн-
лацетата. Она может использовать-
ся для защиты деталей, работаю-
щих при температуре до 105° С. Бо-
лее высокую температуру (до
150°С) выдерживают глнфталемас-
ляные эмали серого и красного цве-
тов ГФ-92-ХС и ГФ-92-ХК.
Смазка. Важным условием со-
хранения работоспособности элек-
трических аппаратов является регу-
лярное добавление смазки в узлы
трения. В шарниры реле и других
небольших аппаратов, где происхо-
дит трение стали по стали или по
латуни, добавляют при необходимо-
сти смазку ЦИАТИМ-201, ЖТ-72,
Ж.Т-79Л или ЖТКЗ-65 в зависимо-
сти от того, какая смазка была за-
правлена первоначально. Такую же
смазку в объеме 2 см3 при каждом
ТР-1 добавляют в узлы трения ме-
ханической блокировки контролле-
ра машиниста и зубчатых передач
групповых переключателей, ревер-
96
соров и тормозных переключателей
отечественных электровозов, а при
необходимости и в цилиндры пнев-
матических приводов. Утечки в
пневматических цепях сверх допу-
стимых норм выявляют и устраня-
ют во время проверки работы аппа-
рата.
Ремонт контактов. При зачистке
стараются снять как можно меньше
металла, чтобы не изменить форму
контактов. Мелкие оплавления кон-
тактов и деталей высоковольтных
аппаратов и застывшие брызги ме-
талла зачищают металлическими
щетками, крупные — личным илн
бархатным напильником.
Контакты аппаратов цепей уп-
равления подгорают значительно
меньше. Следует, однако, учитывать,
что из-за малого значения рабочего
напряжения даже при небольших
подгарах низковольтных контактов
может произойти полное нарушение
цепи. Для улучшения искрогашения
параллельно часто выключающим-
ся контактам в схеме электровоза
предусмотрены конденсаторы (на
электровозах ЧС). Поэтому силь-
ный подгар контактов может быть
следствием пробоя конденсатора.
Как правило, сильно подгорев-
шие блокировочные контакты зачи-
щают мелким надфилем или сталь-
ной хромированной палочкой, за-
тем вместе с остальными контакта-
ми очищают кистью или техниче-
ской салфеткой, смоченной в бензи-
не. Серебряные блокировочные кон-
такты обычно протирают чистым
безволокнистым полотном, смочен-
ным в бензине. Стальные блокиро-
вочные пальцы зачищают мелким
наждачным полотном. Однако затем
необходимо тщательно промыть их,
так как корундовая пыль, попав-
шая между ними, может привести
к нарушению электрической цепи.
Зачистка медных и серебряных кон-
тактов стеклянным и наждачным
полотном не допускается.
Приступая к зачистке контактов,
особенно силовых, обязательно оце-
нивают их состояние: цвет, разме-
ры оплавления и характер распро-
Странейия по поверхности контактов
застывших брызг меди. Обычно со-
стояние контактных поверхностей
даже однотипных контакторов не-
одинаково. Это объясняется разли-
чием условий работы контакторов,
частотой отключения, мощностью и
индуктивностью отключаемых це-
пей и другими причинами. Так, кон-
такторы, разрывающие токи цепи
тяговых двигателей, работают в го-
раздо худших условиях по сравне-
нию с контакторами, переключаю-
щими пусковые резисторы.
Основной причиной ухудшения
состояния контактов является
уменьшение их нажатия. Оно про-
исходит не только при неправиль-
ной регулировке аппарата (см.
с. 365), заедании его подвижной си-
стемы, но и в случае повреждения
или нарушения регулировки прити-
рающей, включающей или отклю-
чающей пружины. Пружина может
также утратить упругие свойства
из-за чрезмерного нагрева при ос-
лаблении крепления или обрыве
шунтирующего ее медного шунта,
перебросе электрической дуги или
недопустимом нагреве контактов
аппарата. Последствия уменьшения
контактного нажатия существенно
усугубляются, если под действием
вибрации кузова происходит измене-
ние нажатия («дребезжание») кон-
тактов включенного аппарата.
Другой причиной чрезмерного
нагрева может быть неправильное
сопряжение контактных поверхно-
стей, что приводит к выгоранию
металла в точке их касания и обра-
зованию пятна с шероховатой по-
верхностью. В дальнейшем эти под-
гары вызывают потемнение всего
контакта и его оплавление.
В зависимости от конструкции
аппаратов технологическими карта-
ми ТР-1 устанавливается, что дли-
на линии касания должна быть не
меньше 75—г80% ширины контак-
тов. Для проверки касания исполь-
зуют копировальную и тонкую (па-
пиросную) бумагу. Отведя подвиж-
ный контакт рукой, закладывают
между контактами копировальную
4 Зак. 1613
и чистую бумагу, а затем опускают
подвижный контакт. Линия касания
четко отпечатывается при соударе-
нии контактов. Боковое смещение
контактов не должно превышать
1 мм.
В большинстве случаев плохое
сопряжение и прилегание являются
результатом неправильной установ-
ки контактов при их смене: слабого
крепления, перекоса, плохой при-
гонки. Поэтому, зачищая несильно
подгоревший контакт, нужно надеж-
но закрепить его и тщательно по-
догнать прилегание, сохраняя пра-
вильную форму контактной поверх-
ности.
В некоторых случаях оплавление
контактов может быть вызвано про-
должительным горением дуги при
отключении аппарата. Такие оплав-
ления начинаются часто в стороне
от линии сопряжения контактов. На
самих контактах в рычагах в виде
застывших капель металла остают-
ся следы электрической дуги. При-
чиной более длительного, чем обыч-
но, горения дуги может быть, напри-
мер, межвитковое замыкание дуго-
гасительных катушек аппарата. Ча-
ще всего следствием межвиткового
замыкания дугогасительной катуш-
ки бывает не только ухудшение со-
стояния контактов, но и перекры-
тие изоляционных поверхностей
электрической дугой.
Другой причиной более продол-
жительного горения дуги, сопро-
вождающегося часто ее повторными
зажиганиями, является заедание
подвижной системы контактора, за-
медляющее его отключение. К та-
ким же последствиям приводит не-
полное отключение подвижного кон-
такта, как это случается в быстро-
действующем выключателе.
Неправильное, вернее, несвоевре-
менное срабатывание аппарата вы-
зывает оплавление контактов аппа-
ратов, вообще не предназначенных
для отключения под током, напри-
мер, реверсоров, тормозных пере-
ключателей и т. п. Такое срабаты-
вание аппарата происходит, напри-
мер, при коротком замыкании на
97
«землю» или взаимном замыкании
низковольтных проводов, нарушен-
ной регулировке блокировочных
контактов и при неправильном уп-
равлении электровозом.
Наблюдения показывают, что
при плохом состоянии контактных
поверхностей коммутирующего ап-
парата при токе 10—20 А уже че-
рез 5—8 мин после включения тем-
пература нагрева контактов может
достичь 230—240° С, что соответст-
вует температауре плавления оло-
ва. Даже при таких сравнительно
небольших токах через 30—40 мин
нагрев контактов увеличивается до
1080—1090° С, что соответствует
температуре плавления меди. Это
приводит к образованию устойчиво-
го моста из расплавленного метал-
ла между контактами включенного
аппарата.
В результате могут произойти
расплавление самих контактов, вы-
плавление проводов и шунтов из
наконечников, отжиг меди шунтов
и их оплавление, обугливание изо-
ляции включающих и дугогаситель-
ных катушек, выгорание смазки из
узлов трения, сильное закопчение
стенок и оплавление металлических
деталей дугогасительных камер, пе-
рекрытие дугой изоляционных по-
верхностей и другие тяжелые по-
следствия вплоть до пожара в вы-
соковольтной камере.
Таким образом, ухудшение со-
стояния силовых контактов практи-
чески всегда связано с ухудшением
состояния всего аппарата. В неко-
торых электрических цепях даже не-
большое ухудшение контакта может
привести к очень неблагоприятным
последствиям. Здесь имеются в ви-
ду цепи, в которых ток разделяется
на две ветвн с небольшим сопро-
тивлением, соизмеримым с переход-
ным сопротивлением контакта (на-
пример, параллельное включение
двух обмоток возбуждения, резисто-
ров в цепи ослабления возбужде-
ния). В этом случае даже неболь-
шой подгар контакта приводит к
неравномерному распределению то-
ка между ветвями, чрезмерному на-
98
греву одной цепи по сравнению с
другой, а в цепях ослабления воз-
буждения — даже к недопустимой
перегрузке отдельных тяговых дви-
гателей.
Следовательно, при обнаруже-
нии сильно оплавленных контактов
ни в коем случае нельзя ограничить-
ся их зачисткой или заменой. Не-
обходимо определить причину оп-
лавления, устранить ее, тщательно
отрегулировать аппарат.
Нажатие контактов обычно про-
веряют пружинным динамометром.
Учитывая, что пружины, прижимаю-
щие контакты аппаратов, имеют
значительную жесткость, нажатие
контролируют непосредственно в
момент отрыва одного контакта от
другого. Для этого между контакта-
ми зажимают тонкую бумажную
полоску (рис. 65). Затем, зацепив
динамометр за подвижный контакт,
тянут его строго по линии отключе-
ния контакта, одновременно пы-
таясь вытащить бумажную полоску.
Для исключения ошибки в измере-
нии место подсоединения динамо-
метра надо выбирать так, чтобы ли-
ния приложения усилия к динамо-
метру проходила через точку сопри-
косновения контактов. Если этого
нельзя сделать из-за особенностей
аппарата, для зацепления динамо-
метра выбирают другую удобную
точку. При этом шкалу прибора та-
рируют таким образом, чтобы ее по-
казания соответствовали действи-
тельному значению нажатия кон-
тактов. Показания приборов снима-
ют непосредственно в момент ос-
лабления бумажной полоски.
Качество контакта ножевых
разъединителей характеризуется
усилием на рукоятке: при включе-
нии оно должно быть 210—250 Н
(21—25 кгс), а при отключении —
130—160 Н (13—16 кгс). При
уменьшении усилий ниже указан-
ных значений подтягивают болты
и ослабленные пластинчатые пру-
жины, а пружинные шайбы заменя-
ют новыми.
Важными факторами, определя-
ющими устойчивую работу подаиж-
ных контактных соединений, явля-
ются раствор (разрыв или раскры-
тие), притирание и провал контак-
тов. Раствор — это кратчайшее
расстояние А между контактами
полностью выключенного реле или
контактора (рис. 66). С одной сто-
роны, при уменьшении раствора уве-
личивается вероятность повторного
зажигания электрической дуги ме-
жду контактами при включении ап-
парата. Возможны также случаи,
когда дуга может вообще не погас-
нуть. У групповых переключателей
в условиях повышенной ионизации
воздушного пространства при от-
ключении соседних контакторов мо-
жет призойти перекрытие между
контактами выключенного контак-
тора, имеющего малый раствор кон-
тактов. С другой стороны, при уве-
личении раствора контактов боль-
ше номинального уменьшается на-
жатие и нарушается процесс прити-
рания контактов.
У большинства аппаратов раст-
вор контактов удобно измерять
штангенциркулем, однако целесооб-
разнее применять для каждого ап-
парата проходные и непроходные
шаблоны (см. рис. 66). Пользуясь
измерительными приспособлениями,
стараются не нажимать на контак-
ты, чтобы не сместить их и не де-
формировать держатель. Особенно
это относится к реле, имеющим не-
большое нажатие контактов.
О притирании контактов уже го-
ворилось ранее (см. с. 50). Надо
помнить, что хорошее притирание
обеспечивается геометрическими
размерами деталей подвижного кон-
такта, включающими и притираю-
щими пружинами, формой контак-
тов. У большинства аппаратов оно
зависит от провала подвижного кон-
такта.
Под провалом П подразумевают
расстояние, которое мог бы пройти
подвижный контакт, если у пол-
ностью включенного аппарата уб-
рать неподвижный контакт (рис.
67). Однако в действительности из-
мерить это расстояние не представ-
ляется возможным. Чаще всего про-
4*
Рис. 65. Схемы проверки нажатия контак-
тов
Рис. 66. Раствор контактов А и шаблоны
для измерения раствора контактов:
/ — контакторов ПК. ПКГ. МК-310Б. МК-15-01.
КВЦ-2А: 2 — переключателей ТК-8, РК-8 н кон-
тактора МКП-23
Рис. 67. Провал П контактов пальцевого
(а) и мостикового (б) типов
99
вал определяют косвенно по зазору
между контактодержателем и ры-
чагом. Измеряют этот зазор в зави-
симости от конструкции контактной
системы угловыми или линейными
приборами.
Все осматриваемые на ТР-1 при-
боры и аппараты протирают чисты-
ми техническими салфетками. Что-
бы не допустить растворения изоля-
ционного покрова, нельзя пользо-
ваться бензином для протирки ка-
тушек аппаратов н других деталей,
покрытых масляно-битумными ла-
ками. Все остальные катушки, изо-
ляторы и изоляционные стойки про-
тирают салфетками, слегка смочен-
ными бензином или спиртом. Осо-
бенно тщательно удаляют с дета-
лей аппаратов и изоляционных ча-
стей металлические опилки, осев-
шие после зачистки контактов.
Токоприемники и крышевое обо-
рудование. Техническое состояние
токоприемников при ТР-1, как
и при ТО-3, проверяют обычно без
разборки узлов. Очищая от грязи
трубы, валы, пружины, шарниры,
гибкие шунты и изоляторы, оцени-
вают их состояние, убеждаются на
слух в отсутствии утечек воздуха в
проходных изоляторах, подводящих
трубах и цилиндрах токоприемни-
ков.
Если имеются признаки не-
исправности изоляторов токоприем-
ника, то, отключив его от крышево-
го оборудования, измеряют сопро-
тивление изоляции. Если оно ока-
жется меньше 5 МОм, измеряют со-
противление изоляции каждого изо-
лятора в отдельности. Изолятор
бракуют при сопротивлении изоля-
ции меньше 20 МОм или поврежде-
ниях, превышающих нормы.
Особое внимание уделяют про-
верке состояния всего верхнего уз-
ла токоприемника, включая полоз и
каретки. Перемещая каретки токо-
приемника рукой, убеждаются в их
подвижности, свободном, без заеда-
ний перемещении во всех возмож-
ных положениях. Например, каж-
дый полоз токоприемника П-5 элек-
тровоза ВЛ 10 может поворачивать-
100
ся относительно продольной оси на
5—8°. Четыре пружины дают воз-
можность всему верхнему узлу по-
ворачиваться на небольшой угол
вокруг поперечной оси токоприем-
ника.
Все детали верхнего узла внима-
тельно осматривают, обращая вни-
мание на то, чтобы они не были
погнуты, не имели трещин, вмятин
и повышенного износа валиков, вту-
лок и направляющих. При износе
втулок и валиков больше допусти-
мого их заменяют. Убеждаются в
исправности оттяжных пружин, пра-
вильности и прочности закрепления
их концов. Проверяют исправность
шплинтов и других стопорящих де-
талей.
Для примера на рис. 68 показа-
ны места характерных неисправ-
ностей верхнего узла токоприемни-
ков электровозов ЧС. Осматривая
скосы 4, убеждаются в отсутствии
деформаций труб от ударов и плот-
ном прилегании концов медных пла-
стин 3 к трубам. Угол наклона ско-
сов составляет 45°, его изменение
обычно также является следствием
ударов. При осмотре контактной по-
верхности стремятся выявить тре-
щины 7 или излом металлокерами-
ческих накладок, следы наволаки-
вания меди 8 контактного провода,
подгар и поджог 9 накладок, ослаб-
ление их крепления 10, пропилы в
накладках от контактного провода
и возможный их предельный износ
15. Убеждаются в отсутствии исто-
щения смазки 14 между накладка-
ми.
Осмотр каркаса полоза имеет
целью выявить его возможные де-
формации 6 и прожоги 11. Нередко
можно обнаружить трещины и даже
излом перемычек 12 и ослабление
их крепления 10 к каркасу. Для
оценки выработки 13 в отверстиях
перемычки и проушин стаканов ис-
пользуют щуп толщиной 1 мм.
С особым вниманием следует осмот-
реть стаканы. При взаимном тре-
нии верхнего 2 и нижнего 5 стака-
нов на их поверхностях может по-
явиться большая выработка. При
обрыве шпильки 16 стакана нетруд-
но заметить перекос полоза относи-
тельно каретки. Сравнительно ред-
ко может произойти выдавливание
дна 17 нижнего стакана. Обращают
также внимание на отсутствие тре-
щин и изломов в месте приварки
проушин 18 к верхнему стакану.
Срез или излом штифта 20 в ка-
ретке обнаруживается по разворо-
ту кулисы. При проверке состояния
деталей из силумина убеждаются в
отсутствии трещин и изломов 27.
Ослабление крепления 21 труб верх-
ней рамы в этих деталях обычно
можно заметить по нарушениям
слоя краски. Выработка 25 поверх-
ности кулисы должна быть в пре-
делах нормы. Во всех шарнирах
проверяют выработку 23 валиков и
отверстий и убеждаются в отсутст-
вии изломов, сильного износа или
утери шплинтов 19, 22, 24 и 26. Обя-
зательно проверяют состояние всех
шунтов 1, убеждаясь в их целости
и исправном креплении.
Большинство замен полозов то-
коприемников из-за износа контакт-
ных пластин или угольных вставок
приходится на ТО-2, ТО-3 и ТР-1.
Поэтому даже сравнительно неболь-
шое депо, выполняющее обслужива-
ние и ремонт только указанных ви-
дов, должно иметь хорошо оборудо-
ванное отделение по ремонту поло-
зов.
При подготовке к монтажу но-
вых контактных пластин полоз очи-
щают от старой графитовой смаз-
ки. Вначале его обстукивают молот-
ком, а затем обрабатывают с по-
мощью дробеструйного аппарата
или кордоленты и металлической
щетки. Полозы ремонтируют на спе-
циальных массивных оправках, пов-
торяющих их конфигурацию. Поль-
зуясь молотком, каркас полоза пра-
вят так, чтобы на его рабочей по-
верхности вогнутости не превыша-
ли 2 мм на всем горизонтальном
участке и 0,5 мм при измерении
по ширине полоза. Ровная поверх-
ность полоза способствует созданию
хорошего электрического контакта
между пластинами и каркасом по-
лоза.
Рис. 68. Места характерных неисправностей верхнего узла токоприемников электрово-
зов ЧС:
а — верхний узел в сборе; б — узел каретки
101
При установке накладок на кар-
касе в несколько рядов, чтобы сред-
ние накладки не возвышались над
крайними, полоз слегка «просажи-
вают» в средней части. Выправлен-
ный каркас повторно осматривают,
выявляя трещины и прожоги. В за-
висимости от характера трещины и
прожога их заделывают дуговой или
газовой сваркой либо ставят сталь-
ные накладки толщиной 1,5 мм. Что-
бы не допустить заметного утяже-
ления полоза, длину сварного шва
делают не более 400 мм. Наклад-
ки приваривают с внутренней сто-
роны на широкой поверхности и с
любой стороны (наружной или внут-
ренней) на боковых поверхностях.
Одновременно заваривают и зачи-
щают излишние и не сответствую-
щие чертежу отверстия под винты.
Чтобы обеспечить нормальную
работу токоприемника при проходе
воздушных стрелок и в других ме-
стах, где контактный провод захо-
дит на боковую поверхность полоза,
очень важно выдержать точно соот-
ветствующими чертежу радиус за-
кругления и угол склонов. На токо-
приемниках электровозов ЧС скло-
ны выполнены из стальных тонко-
стенных трубок. В случае необхо-
димости их правят на шаблоне, пред-
варительно подогревая в пламени
газовой горелки. При ремонте то-
коприемников других электровозов
для получения соответствующего уг-
ла и радиуса загиба склона дела-
ют угловые вырезы в отбортовке
полоза, загибают склон, шов зава-
ривают и зачищают.
После выправки и ремонта по-
лоз промывают бензином, а кон-
тактные поверхности каркаса сма-
зывают тонким слоем технического
вазелина или специальной антикор-
розионной смазки АК. Все осталь-
ные поверхности полоза покрывают
смесью антикоррозионной битумной
пасты 1 (три весовые части) и ан-
тикоррозионной смазки АК (одна
часть).
При использовании металлокера-
мических накладок для улучшения
контакта между накладками и кар-
касом под контактными пластинами
укладывают свободно или привари-
вают к полозу точечной сваркой ли-
бо припаивают медную ленту тол-
щиной 0,4—0,6 мм. Допускается за-
менять ленту цельноштампованной
медной пластиной.
Заводы-изготовители выпускают
металлокерамические контактные
пластины длиной 300 и 600 мм, по-
этому на практике применяют два
варианта размещения пластин на
полозе токоприемника (рис. 69).
Поскольку контактные пластины
из спеченного материала толще мед-
ных на 1,0—1,5 мм, под концевые
скосы подкладывают стальную или
медную полосу соответствующих
размеров.
Вариант I
Рис. 69. Варианты размещения на полозе токоприемника металлокерамических кон-
тактных пластин
102
Металлокерамические пластины
устанавливают на полозе так, что-
бы между рядами оставалось место
для сухой графитовой смазки. На
полозах токоприемников электрово-
зов ЧС для увеличения зазора меж-
ду рядами пластин не менее чем
на 10 мм пластину устанавливают,
свешивая за край полоза на 1,0—
1,5 мм.
Для изготовления новых медных
накладок используют поставляемые
промышленностью полозы соответ-
ствующего профиля. Чтобы обеспе-
чить плавный проход контактного
провода через стык двух накладок,
их концы выполняют скошенными
под углом 45°, применяя при наве-
ске специальные пневматические
ножницы.
Отрезанные заготовки размеча-
ют по шаблону или без разметки, в
кондукторе просверливают отвер-
стия диаметром 6 мм для крепящих
винтов и зенкуют их под углом 60°.
Для крепления медных и металло-
керамических накладок применяют
винты из латуни, имеющие угол за-
точки головок винтов, одинаковый
с углом зенковки отверстий в на-
кладках.
Допустимо применение типовых
латунных винтов с углом конуса
45°. При этом в металлокерамиче-
ских пластинах делают зенковку на
глубину 2,5—3,0 мм.
Винты крепят гайками, ставят
пружинные шайбы или контргайки.
Обращают внимание на то, чтобы
головки винтов находились запод-
лицо с рабочей поверхностью мед-
ных накладок или были утоплены
на глубину не более 0,75 мм. В ме-
таллокерамических накладках го-
ловки крепящих винтов утапливают
на 1,0—1,5 мм. В этом случае от-
верстия в пластинах над головками
винтов заполняют сухой графитовой
смазкой СГС-Д. При недостаточном
углублении головка винта быстро
износится и нарушится прочность
крепления контактных пластин.
После закрепления накладок щу-
пом 0,1 мм проверяют плотность их
прилегания к каркасу. Зазоры в
стыках между пластинами свыше
1,0 мм не допускаются.
Скольжение контактного прово-
да по поверхности полоза не дол-
жно встречать никаких препятст-
вий. Поэтому стыки между контакт-
ными пластинами, задиры, выбоины
и прожоги на пластинах тщательно
запиливают. Напильником или об-
разивным кругом запиливают
острые боковые грани металлокера-
мических пластин до образования
фаски 3—5 мм.
Полозы с установленными на-
кладками передают в специальное
помещение для нанесения твердой
графитовой смазки. Это помещение
должно иметь площадь не менее 8—
12 м2 и быть оборудованным вытяж-
ными устройствами для удаления
вредных летучих веществ, образую-
щихся при разогревании смазки.
Непосредственно перед нанесени-
ем на полоз сухую графитовую
смазку СГС-0 разогревают в специ-
альном бачке с электроподогревом
до температуры 170—180°С, чтобы
смесь приобретала необходимые
консистенцию и вязкость. При бо-
лее высокой температуре выгорает
кумароновая смола. Такая смазка
плохо наносится на полоз и легко
выкрашивается после остывания.
Вблизи от нагревательного бач-
ка располагают приспособление для
нагрева и заправки полоза горячей
смазкой. На приспособлении распо-
лагают не менее двух полозов так,
чтобы при нанесении смазки на
один из них другой прогревался на
нагревательных элементах до тем-
пературы 150—170° С.
Чтобы смазка не остывала в мо-
мент нанесения, для ее заправки в
полоз используют лопатку с элек-
троподогревом. Этой лопаткой раз-
равнивают смазку на полозе и уп-
лотняют ее в пространстве между
накладками так, чтобы она легла
чуть выше контактной поверхности.
Излишки смазки собирают обратно
в бачок. Смазку в бачке периодиче-
ски перемешивают.
Нанесение графитовой смазки
на полоз облегчает приспособление,
ЮЗ
разработанное в депо Пенза III
(рис. 70). Полоз укладывают на пе-
редвижной стол 11, оборудованный
электроподогревом. Путем подачи
воздуха в верхнюю полость пневма-
тического цилиндра 13 к полозу
прижимается утюг 10, соединенный
широким отверстием с резервуаром
9 для графитовой смазки. Резервуар
и утюг оборудованы электроподо-
гревом. Твердые куски графитовой
смазки, предварительно размельчен-
ные на куски объемом приблизи-
тельно 1 см3, засыпают в резервуар
через верхнюю крышку и прижима-
ют поршнем, соединенным штоком 8
с цилиндром 6. Резервуар 9 и ци-
линдр 6 смонтированы на общей ра-
ме 7.
При подаче воздуха в верхнюю
полость цилиндра 6 разогретая до
температуры 170—180° С графито-
вая смазцд выдавливается в поло-
сти между контактными пластина-
ми через отверстия в узкой части
подошвы утюга. По мере продвиже-
ния полоза в направлении, указан-
ном стрелкой, графитовая смазка
уплотняется и разглаживается за-
подлицо с верхней поверхностью
контактных пластин.
Для перемещения стола с поло-
зом используется асинхронный элек-
тродвигатель. На рис. 70 показано
положение полоза к моменту завер-
шения нанесения смазки. Переме-
щение узлов приспособления в за-
данных направлениях обеспечивает-
ся наличием шарниров 5, 12 и 14.
Рис. 70. Приспособление для наиесеиия
графитовой смазки СГС-0 иа полоз токо-
приемника
104
Для реверсирования хода поршней
в цилиндрах 6 и 13 используются
электромагнитные вентили 2, 3 и 1,
18. Усилие прижатия утюга к поло-
зу и усилие, с которым выдавлива-
ется смазка из резервуара, можно
регулировать золотниковыми пита-
тельными клапанами 16 и 17. Тре-
буемое давление воздуха в системе
контролируют по манометрам 15.
Установка подключается к пневма-
тической сети депо краном 4.
Смазка при движении электро-
воза образует на поверхности кон-
тактного провода графитовую плен-
ку, обладающую хорошими смазы-
вающими свойствами и не препят-
ствующую созданию надежного кон-
такта. Однако сухая графитовая
смазка из-за присутствия кумароно-
вой смолы является плохим провод-
ником, ее удельное электрическое
сопротивление составляет 4-103
Ом-мм2/м. Если оставить валик
смазки выше медных накладок, то
при подъеме токоприемника в месте
его соприкосновения с контактным
проводом может произойти чрез-
мерный нагрев, оплавление и даже
пережог провода.
При движении электровоза кон-
тактный провод образует пропилы
в валике твердой смазки и застре-
вает в них. Это приводит к вибра-
ции токоприемника, отрыву его от
контактного провода и появлению
искрения. Поэтому после нанесения
графитовой смазки для ее остыва-
ния полоз помещают на стеллаж.
Затвердевшую смазку запиливают
заподлицо с накладками напильни-
ком или приспособлением, состоя-
щим из набора ножовочных поло-
тен.
Большей производительности по
сравнению с ручной обладает меха-
низированная опиловка с помощью
приспособлений, изготовленных по
типу разработанного в депо Пермь.
Полоз токоприемника помещают иа
подпружиненном основании в коры-
те-бункере, используемом для сбо-
ра снимаемых излишков смазки. По
направляющим, установленным на
стенках бункера, вдоль полоза пе-
реМещаетСЯ электродвигатель с зуб-
чатым редуктором и фрезой. Уро-
вень слоя смазки, снимаемого фре-
зой, может изменяться благодаря
наличию с обеих ее сторон нажим-
ных роликов, имеющих регулиро-
вочные винты и опирающихся на
контактные пластины полоза.
Рабочие места, где ремонтируют
и заправляют полозы сухой графи-
товой смазкой, должны хорошо ос-
вещаться и иметь вытяжную венти-
ляцию. При выполнении работ ра-
бочим необходимо пользоваться за-
щитными очками и пылевым респи-
ратором.
В ряде депо эксплуатируют элек-
тровозы постоянного тока, полозы
токоприемников которых оборудо-
ваны угольными вставками. При ре-
монте полоза заменяют негодные
вставки, а также крепящие их ко-
рытца и скобы. Для улучшения кон-
такта между угольными вставками
и каркасом полоза устанавливают
медную подложку из ленты толщи-
ной 0,5 мм.
Собранные полозы хранят на
специальных стеллажах в закрытых
сухих помещениях.
Осматривая рамы токоприемни-
ков, убеждаются в надежности
крепления труб в шарнирах и про-
веряют зазоры в шарнирах и силу-
миновых деталях. Суммарный ак-
сиальный зазор в шарнирах рамы
и зазоры между валиком и втул-
кой в силуминовых деталях допу-
скаются не более 0,5 мм. Все шар-
нирные соединения смазывают.
При обнаружении трещин, про-
жогов или вмятин глубиной 5 мм
на трубах верхних и нижних рам,
погнутости и трещин в рамах токо-
приемники ремонтируют. В боль-
шинстве случаев для высококачест-
венного выполнения такого ремонта
токоприемник целесообразно пере-
дать в специализированное отделе-
ние в обмен на исправный.
Проверяют крепление основания
токоприемника, пневматического
привода, его деталей и прочность
затяжки болтовых соединений на
наружных пружинах. У токоприем-
Высота подъема токоприемника, мм
Рнс. 71. Статическая характеристика токо-
приемника П-5 при нормальной работе
(а) и при заедании в верхнем -положе-
нии (б)
ников отечественных электровозов,
у которых для уплотнения пневма-
тического привода использованы ко-
жаные манжеты, через один ТР-1
осуществляют ревизию цилиндра
пневматического привода и прожи-
ровку манжет. У токоприемников с
резиновыми кольцами, например на
электровозах ЧС, ревизию цилинд-
ра выполняют при ТР-2.
В заключение ТР-1 проверяют
статическую характеристику — на-
жатие полоза на контактный про-
вод в пределах рабочей высоты при
подъеме и опускании токоприемни-
ка (рис. 71, заштрихована зона до-
пустимых значений нажатия). При
проверке токоприемник соединяют
с воздушной магистралью и подни-
мают. Затем, зацепив за распорки 1
(рис. 72) верхних рам динамометр
2, плавно (без рывков) опускают
токоприемник, контролируя показа-
ния динамометра через каждые
100—150 мм, после чего, сдерживая
токоприемник, позволяют ему так-
же плавно, без ускорения поднять-
ся до предельной высоты, продол-
жая следить за показаниями дина-
мометра. При движении вниз, при-
лагая к динамометру усилия Fn
(рис. 73), приходится преодолевать
усилие подъемной пружины Fn и со-
противление движению F'Tp, обус-
ловленное трением в шарнирах FTP
и возможным заеданием подвижных
деталей. При движении вверх сопро-
105
тивление движению, напротив, пре-
пятствует подъему токоприемника,
благодаря чему к динамометру тре-
буется прикладывать меньшее уси-
лие. Таким образом, разность пока-
заний динамометра при движении
токоприемника вверх и вниз равна
удовоенному значению силы сопро-
тивления. Результаты измерений
должны соответствовать техниче-
ским данным токоприемников.
В любом случае разность кон-
тактных нажатий на одной и той
же высоте при подъеме и опускании
токоприемника не должна превы-
шать 30 Н (3 кгс), причем для боль-
шинства токоприемников колебание
контактного нажатия при движении
в одном направлении (вверх или
вниз) не должно быть более 10—
15 Н (1 —1,5 кгс). К выпускаемым
в последнее время токоприемникам,
например установленным на элек-
тровозах ЧС, могут быть предъявле-
ны более жесткие требования. Раз-
ность контактных нажатий в рабо-
чем диапазоне высоты при подъеме
и опускании токоприемников, как
правило, не превышает 20 Н (2 кгс).
Превышение этого значения указы-
вает на наличие повреждений или
на нарушение технологии сборки
аппарата.
Улучшения статической характе-
ристики достигают устранением за-
еданий в шарнирах, сменой или до-
бавлением смазки, но основную ре-
гулировку нажатия полоза на кон-
тактный провод осуществляют изме-
нением натяжения подъемных пру-
жин и геометрии их установки (см.
подробно на с. 352).
Проверяют работу редукционно-
го клапана, о четкости работы ко-
торого судят по времени и харак-
теру подъема и опускания токопри-
емника. Включение производят с
пульта управления в кабине маши-
ниста. Плавный подъем токоприем-
ника должен несколько замедлять-
ся в зоне подхода к контактному
проводу, чтобы не наблюдалось уда-
ра о контактный провод. При вы-
ключении, быстро начав опускать-
ся, токоприемник должен плавно за-
медлить движение при подходе к
упорам и без ударов садиться на
амортизаторы. Время подъема и
опускания токоприемника проверя-
ют хронометром. Оно не должно
превышать значений, указанных в
технических требованиях, предъяв-
ляемых к токоприемникам данного
типа. Например, средние значения
времени подъема и опускания токо-
приемника П-5 в диапазоне рабо-
чей высоты 400—1900 мм равны со-
ответственно 6 и 5 с.
При больших отклонениях от
указанных значений выполняют ре-
гулировку с помощью редукционно-
го устройства, которое состоит из
крана и воздухораспределителя.
Ручка краиа тягой связана с рыча-
гом штока пневматического цилинд-
ра токоприемника. Изменением дли-
ны тяги и угла поворота валика тя-
ги с помощью болтов на рычаге мо-
жно регулировать опускание токо-
приемника. Удлиняя или укорачи-
вая тягу, соответственно ускоряют
или замедляют опускание токопри-
емника. Время подъема токоприем-
ника регулируют специальным вин-
том воздухораспределителя.
I 2
Рис. 72. Проверка статической характеристи-
ки токоприемника
106
?А
Мерх
О
№
^тр
Рис. 73. Векторная диаграм-
ма действующих сил
Вероятной причиной поврежде-
ния редукционного клапана может
быть сильное загрязнение воздуш-
ных клапанов, износ клапанов и се-
дел или ослабление затяжки пру-
жин и других регулирующих уст-
ройств. Неисправные клапаны, обна-
руженные при ТР-1, в большинстве
случаев заменяют заранее отремон-
тированными.
Поверхность вилитового
разрядника, опорных изолято-
ров шин, расположенных на крыше
электровоза, и изоляторов крыше-
вых разъединителей осматривают и
протирают в соответствии с требо-
ваниями, предъявляемыми к изоля-
торам высоковольтной аппаратуры.
Защитный кожух разрядника
снимают для лучшего доступа к по-
верхности изолятора. Убеждаются
в отсутствии сквозных трещин в
фарфоровом корпусе и его арми-
ровке. Разрядники с трещинами и
ослабшей армировкой, имеющие по-
вреждение глазури или сколы свы-
ше 10% длины пути перекрытия, за-
меняют исправными. Если на счет-
чике срабатывания, включенном в
цепь заземления, зафиксировано бо-
лее пяти срабатываний, разрядник
снимают для проверки на пробой
переменным током нормальной ча-
стоты на испытательной станции
депо.
Характерными повреждениями
крышевых разъединителей
являются трещины в корпусе фар-
форовых изоляторов и ослабление
их армировки. Треснувший изолятор
обычно даст о себе знать уже при
измерении сопротивления изоляции
крышевого оборудования. Ослабле-
ние армировки нетрудно обнару-
жить при легком покачивании изо-
лятора.
Для проверки технического со-
стояния крышевых разъединителей
РВН-004Т электровоза ВЛ 10 их не-
обходимо разблокировать. Контак-
ты крышевых разъединителей очи-
щают и промывают от загрязнений,
зачищают возможные оплавления.
При необходимости измеряют на-
жатие контактов. В заключение
смазывают контактные поверхности.
У реактора Д-8Г электрово-
за ВЛ 10 при необходимости заме-
няют шунт, а катушки покрывают
лаком. Протирают антенну радио-
станции и ее изоляторы, осматрива-
ют и крепят ослабшие соединения.
Высоковольтная аппаратура. Ос-
мотр снятых или поднятых дуго-
гасительных камер аппара-
тов позволяет не только выявить их
дефекты, но и дает информацию о
признаках неудовлетворительной
работы самих аппаратов. Поэтому
оценку состояния дугогасительных
камер следует проводить с учетом
назначения аппарата и особенно-
стей его работы.
У быстродействующих вы-
ключателей отечественных элек-
тровозов, зачищая контакты на-
пильником от наплавлений, верхние
края округляют радиусом 3 мм для
лучшего распределения электриче-
ской дуги по поверхности контак-
тов.
Осматривая индуктивный шунт
быстродействующего выключателя,
проверяют надежность изоляции его
медной шины относительно шихто-
ванного пакета. Проверку осуще-
ствляют прозвоночной лампой на-
пряжением 127/220 В переменного
тока. Один провод от сети подсое-
диняют к шине, другой — к про-
звоночной лампе. Свободным кон-
цом прозвоночной лампы касаются
шихтованного пакета. Если лампа
не загорается, изоляцию считают
исправной.
Групповые переключате-
л и отечественных электровозов при
систематическом уходе и осмотре
достаточно надежны в работе. При-
ступая к осмотру переключателей,
проверяют их работу под действием
воздуха при нажатии вручную на
кнопку электромагнитных вентилей.
Вращение вала должно быть плав-
ным, время перехода из одного по-
ложения в другое — соответство-
вать установленным нормам. Это
время характеризует скорость сбли-
жения и расхождения контактных
107
элементов. Быстрое включение кон-
тактов сопровождается ударом по-
движных частей, что впоследствии
может вызвать нх поломку. Изме-
нение скорости размыкания контак-
тов может иметь еще более тяже-
лые последствия. Объясняется это
тем, что при размыкании между
контактами возникает электриче-
ская дуга, для быстрого и надеж-
ного гашения которой и предназна-
чен контактор. При более быстром,
чем это предусмотрено конструк-
цией аппарата, расхождении кон-
тактов дуга сопровождается зави-
хрениями. Такое дугогашение не-
устойчиво, электрическая дуга часто
выдувается в неправильном направ-
лении, и может произойти ее пере-
брос на заземленные части. Кроме
того, при слишком быстром пере-
ключении с позиции на позицию мо-
жет нарушиться нормальное тече-
ние переходных процессов в комму-
тируемых цепях, поскольку ток в
них не будет успевать достигать
установившихся значений.
При слишком медленном рас-
хождении контактов выключающего
контактора увеличивается возмож-
ность повторного зажигания дуги
между ними. Это приводит к увели-
чению времени гашения дуги и мо-
жет быть причиной повышенного
прогара стенок камеры и расплав-
ления контактов и других деталей
контактора.
Вращение кулачкового вала пе-
реключателя, осуществляющего от-
ключение контакторов, может за-
медлиться при уменьшении враща-
ющего усилия или увеличении со-
противления этому усилию. Вра-
щающее усилие уменьшается в ре-
зультате снижения давления возду-
ха, засорения воздухопроводов, ма-
лого хода электропневматического
вентиля или утечки воздуха через
неплотности кожаных манжет ци-
линдра.
Пневматический привод браку-
ют, если на слух обнаруживают
утечки воздуха через крышки ци-
линдров и манжеты поршней или
удары поршней об ограничители и
108
крышки. При утечке воздуха через
крышу меняют уплотняющую про-
кладку. Кожаные манжеты, пропу-
скающие воздух, заменяют вновь
прожированными. Для этого снима-
ют крышку и вручную поворачива-
ют кулачковый вал так, чтобы не-
исправный поршень встал ближе к
отверстию. Заменяя манжету, про-
веряют крепление шпильки поршня.
Поставленную манжету надежно за-
крепляют, иначе детали крепления
могут при эксплуатации электрово-
за попасть между поршнем и крыш-
кой цилиндра и заклинить переклю-
чатель в промежуточном положе-
нии.
Сопротивление вращению пнев-
матического привода и кулачково-
го вала может увеличиться в ре-
зультате перекоса вала, заедания
или ослабления подшипников, силь-
но заниженного расположения кон-
такторных элементов, чрезмерного
нажатия контактов или изменения
профиля кулачковых шайб.
Профиль может изменяться, если
в нарушение действующей техноло-
гии для обеспечения правильной по-
следовательности включения и вы-
ключения контакторных элементов
подпиливают или наваривают вы-
ступы кулачков. В этих случаях по-
лучается или очень пологий по срав-
нению с нормальным, или очень кру-
той профиль кулачка. Пологий
склон приводит к замедленному от-
ключению контактов. Очень крутой
скос, хотя и обеспечивает быстрое
перемещение подвижного контакта,
значительно увеличивает сопротив-
ление при включении контакторно-
го элемента. Поэтому при регули-
ровании момента срабатывания кон-
тактора не следует прибегать к об-
работке кулачковых шайб.
Порядок включения и отключе-
ния контакторных элементов опре-
деляется условиями работы элек-
трической цепи локомотива и зада-
ется обычно разверткой кулачково-
го вала (см. с. 372). При проверке
развертки контролируют последо-
вательность срабатывания контак-
торов, раскрытие и нажатие кон-
тактов.
Для проверки развертки на ко-
нец главного вала группового пере-
ключателя устанавливают градуи-
рованный диск так, чтобы нулевое
положение диска совпало с началь-
ным положением переключателя.
У выключающих вентилей пневма-
тического привода для облегчения
вращения вала отсоединяют возду-
хопроводы. Затем на квадратный
конец вала надевают ключ и, вра-
щая с его помощью вал, определя-
ют углы поворота, при которых про-
исходит соприкосновение контактов
и заканчивается притирание. В фик-
сированных положениях вала спе-
циальным щупом контролируют ра-
скрытие отключенных контактов и
динамометром измеряют нажатие
включенных контактов. Результаты
измерений записывают в таблицу.
Обычно развертку корректируют
подъемом или опусканием крон-
штейнов контакторного элемента.
Поднятие верхнего кронштейна при-
водит к запаздыванию момента ка-
сания контактов, а следовательно,
и момента полного включения; опу-
скание верхнего кронштейна, наобо-
рот, — к более раннему касанию.
Перемещение нижнего кронштей-
на возможно лишь в небольших
пределах и поэтому используется
редко. Как и в случае перемещения
верхнего кронштейна, корректиров-
ка развертки с помощью нижнего
кронштейна приводит к изменению
раскрытия и нажатия контактов.
Так, при смещении верхнего крон-
штейна вверх позднее наступает мо-
мент включения контактов и рань-
ше — момент отключения. Однако
при этом увеличивается раскрытие
и уменьшается нажатие контактов
в фиксированных положениях.
Если при смещении кронштейнов
раскрытие контактов выходит за
установленные пределы, можно при-
бегнуть к регулировке развертки
перемещением всего контакторного
элемента. Изменение нажатия в
большинстве случаев можно ком-
пенсировать подбором притираю-
щих пружин соответствующей жест-
кости. Пружины изготовляют с воз-
можным отклонением в характери-
стиках ±3%, так что разница в на-
жатиях, обеспечиваемых самой сла-
бой и самой сильной пружинами од-
ной партии, может достигнуть 6%.
Главные переключатели
электровозов ЧС2, ЧС2Т и ЧСЗ тре-
буют большего внимания в эксплуа-
тации. Поэтому работы по обслу-
живанию этих переключателей при
ТР-1 по своей трудоемкости немно-
гим отличаются от работ, выпол-
няемых при других текущих ремон-
тах. В то же время близкие им по
конструкции переключатели ослаб-
ления возбуждения, разрывающие
меньшие токи при незначительных
напряжениях, требуют сравнитель-
но небольшого ухода.
Наиболее тяжелым нарушением
работы главных переключателей
электровозов указанных серий явля-
ется перекрытие изоляционных
шайб с перебросом электрической
дуги с подвижных контактов на
кулачковый вал. Характер неис-
правностей главных (групповых)
переключателей на электровозах
различных серий в большей степени
определяется особенностями схем
соединения тяговых двигателей и
пусковых резисторов. Перекрытие
кулачковых шайб может быть след-
ствием уменьшения частоты враще-
ния привода, нарушения развертки,
изменения угла скоса кулачковых
шайб, уменьшения раскрытий на по-
зиции в фиксированном положении
вала, заедания в шарнирах подвиж-
ных контактов, загрязнения и за-
масливания поверхности кулачко-
вых шайб и т. п.
Для ремонта главных переклю-
чателей в комплексной бригаде це-
лесообразно создать специализиро-
ванную группу из слесарей высо-
кой квалификации. Выполнение всех
работ должен постоянно контроли-
ровать бригадир или мастер. Про-
верку развертки следует осуществ-
лять только в присутствии мастера,
старшего мастера или приемщика
локомотивов.
109
После подъема дугогасительных
камер, управляя переключателем с
помощью контроллера машиниста,
проверяют раскрытие контактов на
всех позициях при наборе и сбросе.
Затем внимательно осматривают ап-
парат и приступают к очистке кон-
тактов от брызг и оплавлений. Учи-
тывая, что в эксплуатации контак-
ты хорошо прирабатываются друг к
другу, легкую очистку целесообраз-
нее выполнять металлическими щет-
ками и лишь в отдельных случаях
напильником, но так, чтобы не на-
рушить форму контактов и особен-
но поверхность соприкосновения.
Застывшие брызги металла счища-
ют обычно не только с контактов,
но и с силуминовых держателей.
Сильно оплавленные контакты,
потемневшие от чрезмерного нагре-
ва или имеющие толщину менее
4 мм, заменяют. Ослабшие контак-
ты закрепляют. При смене контак-
тов с помощью копировальной бу-
маги подгоняют до нормальных пре-
делов поверхность их соприкоснове-
ния.
После зачистки, крепления и
смены контактов и неисправных ку-
лачковых шайб приступают к про-
верке развертки. Проверку осуще-
ствляют четыре человека: двое про-
веряют включение и отключение
контакторов, один регулирует по-
следовательность срабатывания кон-
такторов путем обработки скосов
кулачковых шайб и один, перекрыв
кран на подводящем воздухопрово-
де, вращает пневматический привод
Рис. 74. Зависимость раскрытия контак-
тов Н от угла поворота кулачкового вала
группового переключателя <р и момента
включения-выключения контакторов
110
специальным ключом или штурва-
лом.
Регулировка развертки ГП яв-
ляется самой трудоемкой и ответст-
венной операцией, при выполнении
которой требуется соблюсти очень
жесткие требования к одновремен-
ности и последовательности сраба-
тывания контакторов. Существо
этих требований можно пояснить на
примере ситуации, представленной
на рис. 74 и показывающей соотно-
шения между углом поворота ку-
лачкового вала ГП, моментами
включения-выключения и значения-
ми раскрытия контактов.
Как показано на схеме, контак-
тор 02 на некоторой позиции Л вклю-
чен, и по нему протекает ток тяго-
вых двигателей. После включения
контактора 03 при переходе с пози-
ции А на позицию Б весь ток будет
протекать уже только через его
контакты, что позволяет отключить
контактор 03 без тока и, следова-
тельно, без износа контактов и де-
талей камеры. Притирание контак-
тов при включении и выключении
происходит в течение поворота ку-
лачкового вала ГП на 1°. Поэтому
между моментами соприкосновения
контактов контактора 03 и отрыва
друг от друга контактов контактора
02 нужно обеспечить поворот вала
не менее чем на 1°.
Если контактор 03 имеет на по-
зиции А минимально допускаемое
раскрытие 7,5 мм, то есть включе-
ние происходит в точке а (линия 1).
Заметим, что линейный контактор,
имеющий на позиции А раскрытие
10 мм, замкнет свои контакты в точ-
ке б (линия 2). Контактор 02 мо-
жет иметь на позиции Б раскрытие
6 мм, и, значит, он должен начать
включаться не позднее чем в точ-
ке д (линия 5). На интервале ад
срабатывание контакторов 03 и 02
может происходить в.любой момент,
но так, чтобы точка г всегда была
правее точки в не менее чем на 1°.
Если отрегулировать развертку
так, как показано на рис. 73 (линии
3 и 4), нужная последовательность
срабатываний контакторов 03 и 02
будет обеспечена. Однако в эксплу-
атации по мере износа контактов
контактор 03 будет включаться
позднее (точка в будет переме-
щаться вправо), а контактор 02 —
отключаться раньше (точка г бу-
дет перемещаться влево). Значит,
чтобы не регулировать часто раз-
вертку, нужно как можно более от-
далить друг от друга моменты сра-
батываний контакторов 03 и 02,
установив при новых контактах ми-
нимальные раскрытия на позициях
А и Б.
Одновременность включения и
отключения контакторов с допу-
ском соответственно 0,3 и 1 мм про-
веряют щупами (шаблонами) такой
же толщины. Так, при проверке
правильности включения несколь-
ких контакторов, замыкающихся
одновременно с допуском 0,3 мм,
контакты одного из них подводят
друг к другу до соприкосновения и
в этом положении проверяют раст-
вор между контактами остальных
контакторов. Развертка считается
правильной, если между контакта-
ми не проходит шаблон толщиной
0,3 мм.
При нарушении необходимой од-
новременности и очередности вклю-
чения и отключения контакторов
развертку подгоняют, обрабатывая
с помощью остро заточенного зуби-
ла и напильника скосы кулачковых
шайб. Лишь в отдельных случаях
ее можно скорректировать поста-
новкой контактов соответствующей
толщины. Чтобы не изменить угла
скоса кулачковых шайб при их при-
гонке, обработку шайб непосредст-
венно на электровозе целесообраз-
но выполнять без предварительной
разметки при помощи кондуктора.
Кондуктор состоит из двух поло-
вин. Соединенные с одной полови-
ной хомут и направляющие прохо-
дят в отверстие другой половины,
а входящий в прорезь хомута клин
удерживается от выпадания флаж-
ком. Освободив клин в хомуте и
развернув обе половины кондукто-
ра, надевают кондуктор на кулач-
ковую шайбу, а затем, ударив по
клину, плотно обжимают шайбу обе-
ими половинами.
Излишки тела шайбы срубают
остро заточенным зубилом вдоль
рабочих поверхностей кондуктора.
Их поверхность упрочнена термооб-
работкой. Кулачковые шайбы в не-
больших пределах (0,1—0,8 мм)
удобнее пригонять не зубилом, а на-
пильником. Обработка скосов ку-
лачков для регулировки развертки
со временем приводит к уменьше-
нию раскрытий контактов на пози-
ции и является основной причиной
частой смены кулачковых шайб, по-
этому злоупотреблять ею не сле-
дует.
Раскрытие контактов на фикси-
рованных позициях по мере износа
контактов увеличивается, и поэтому
его можно было бы не контролиро-
вать в эксплуатации. Однако при
ремонте ГП раскрытие контактов
может уменьшиться из-за сильной
опиловки (подрубки) скосов шайб
или в результате установки нового,
более толстого контакта. По этим
причинам раскрытие контактов обя-
зательно проверяют не только до ре-
монта переключателя, но и после
него, когда пневматическая сеть уп-
равления может быть наполнена
сжатым воздухом. Для проверки це-
лесообразно пользоваться проход-
ными шаблонами, размеры которых
соответствуют минимальным допу-
скаемым раскрытиям контактов.
Разница раскрытий контактов на
одной и той же позиции при оста-
новке в момент набора и сброса
объясняется люфтом кулачкового
вала, складывающимся из люфта
пневматического двигателя и редук-
тора зубчатой передачи. Люфт ку-
лачкового вала не нормируется, хо-
тя на отдельных позициях он мо-
жет достигать больших значений.
Так, разность раскрытий контак-
тов ряда контакторов на 20-й пози-
ции группового переключателя
18КН при остановках в момент на-
бора и сброса может достигать 2,0—
2,5 мм. Такое различие считается
в практике вполне допустимым; оно
определяется сопротивлением пру-
111
Рис. 75. Прибор для разметки кулачковых
шайб главных переключателей
жин большой группы отключаю-
щихся контакторов. Однако при
больших значениях люфта следует
внимательно осмотреть переключа-
тель, так как причиной аго может
быть повреждение привода, напри-
мер срез шпонки на кулачковом ва-
лу.
При массовом изготовлении ку-
лачковых шайб в цехе новые заго-
товки размечают по чертежам заво-
да специальным прибором. При еди-
ничной смене шайб на электровозе
их целесообразно размечать по шай-
бам, снятым с электровоза. Это объ-
ясняется тем, что в процессе ремон-
та групповых переключателей и ре-
гулировки последовательности за-
мыкания контактов контакторов
профиль шайб претерпевает значи-
тельные изменения и каждая вновь
поставленная кулачковая шайба,
изготовленная по чертежам, требу-
ет длительной пригонки на различ-
ных позициях.
Снятую с электровоза полушай-
бу укладывают в прибор (рис. 75)
ступицей вниз и прижимают к цент-
ру 1 винтами 3. Пользуясь стрел-
кой 4, слесарь по шкале 2 фикси-
рует углы вершин скосов, а затем
по сделанным записям размечает
новую шайбу. Вершину скоса ку-
лачка, соответствующую позиции с
малым раскрытием контактов, раз-
мечают обычно с припуском 1,0—
1,5° по образующим стрелкам при-
бора, угол наклона которых соответ-
11'2
ствует чертежному углу скоса ку-
лачков шайб переключателя.
Устраняя последствия перекры-
тия кулачковых шайб электриче-
ской дугой, отбирают отдельно шай-
бы, имеющие незначительные по-
вреждения. Для восстановления
свойств их поверхности острым лез-
вием ножа счищают сажу, а остав-
шуюся копоть тщательно смывают
тампоном, смоченным в бензине.
После этого поверхность шайбы об-
рабатывают на шлифовальном стан-
ке с применением пасты ГОИ до
появления блеска и протирают бен-
зином. Отремонтированная таким
образом кулачковая шайба в отли-
чие от вновь изготовленной при по-
ставке не требует длительной и тру-
доемкой пригонки.
При перебросе электрической ду-
ги на корпус переключателя в пла-
мени дуги могут чрезмерно нагреть^
ся и потерять упругость включаю-
щие пружины нли привариться шар-
ниры подвижных контактов. Недо-
пустимый нагрев пружины может
произойти также при ослаблении
крепления или обрыве шунта.
Уменьшение нажатия пружины на
электровозах ЧС2, ЧС2Т и ЧСЗ при-
водит не только к оплавлению кон-
тактов, но и к нарушению последо-
вательности включения контактов.
Поэтому каждый раз при устране-
нии последствий переброса электри-
ческой дуги необходимо проверять
нажатие силовых контактов пере-
ключателя.
Электромагнитные вентили пнев-
матического привода, пропускаю-
щие воздух вместе с воздухораспре-
делительными коробками, снимают
с электровоза для ревизии в аппа-
ратном цехе. Проверяют уровень
смазки в приводе и при необходи-
мости добавляют ее. При появле-
нии посторонних шумов и стуков
проверяют состояние зубчатой пере-
дачи и подшипников кулачкового
вала.
Основные требования по ремон-
ту электрических аппаратов наибо-
лее полно находят свое отражение
при обслуживании индивиду-
Альйых койтактороь электро-
возов ЧС. Поэтому остановимся
только на некоторых специфических
особенностях ухода за ними. Эти
особенности определяются прежде
всего характером неисправностей
аппаратов (рис. 76).
Для осмотра и ремонта аппара-
та дугогасительную камеру снима-
ют. Сильное закопчение и прогар ее
стенок обычно наблюдаются в не-
посредственной близости (3) от си-
ловых контактов. Камеру очищают
от закопчения, а при наличии силь-
ного прогара, трещин или излома
перегородок (/) передают для ре-
монта в аппаратное отделение. При
снятии камеры полезно убедиться в
отсутствии трещин или излома фик-
сатора (4).
Контролируя техническое состоя-
ние контактора, целесообразно в
первую очередь выявить неисправ-
ности, которые требуют выполнения
ремонта аппарата со снятием с
электровоза. Значительная часть
таких неисправностей выявляется
при осмотре несущего стержня и
размещенных на нем деталей креп-
ления различных узлов аппарата.
Без каких-либо затруднений выяв-
ляются следы перекрытия или по-
вреждения поверхности изоляции
(5) стержня, трещины в ней и обуг-
ливание (22). Большего внимания
требует выявление трещин в план-
ках (6), держателях (12, 31), изо-
ляционных колодках (13, 35) и
кронштейне (23) неподвижного кон-
такта. Изломы в указанных местах
обычно быстро могут быть обнару-
жены по смещению узлов и деталей.
Нужно помнить, что трещины и из-
ломы являются следствием боль-
ших усилий при затяжке крепящих
болтов и гаек. Поэтому устранять
обнаруженное ослабление крепле-
ния (8, 14, 21, 28, 37) следует до-
статочно осторожно.
Электромагнитный контактор
подлежит ремонту в аппаратном от-
делении при следующих неисправ-
Рис. 76. Места характерных неисправностей электромагнитного контактора электрово-
зов ЧС:
а — контактор в сборе; б — блок-контакты; в — неподвижный контакт; г — дугогасительная ка-
тушка; д — электромагнит с подвижным контактом
113
ностях: межвитковом замыкании
или пробое изоляции включающей
катушки (36), оплавлении или об-
горании выводов (27) дугогаситель-
ной катушки, пробое ее изоляции
(29), • наличии трещин (30) в ней,
чрезмерной выработке призмы
илн посадочного места для нее, а
также во всех других случаях, ког-
да после устранения неисправности
требуется сложная регулировка ап-
парата.
При обнаружении неисправно-
стей блокировочного устройства: за-
едании штока блокировки (18),
сильном подгаре контактов (16),
трещине или изломе корпуса (17),
ослаблении запрессовки контактно-
го держателя (19) и изломе пружи-
ны (20), полезно заменить блоки-
ровочное устройство новым или за-
ранее отремонтированным без сня-
тия с электровоза всего аппарата.
Сравнительно несложно непо-
средственно на локомотиве устра-
нить такие неисправности, как не-
полное притирание (2) силовых
контактов при включении, их пре-
дельный износ или подгар (25).
Оплавление и сильное закопчение,
ослабление крепления (26), обгар
и оплавление рога (24), обрыв
или обгар шунта (34), заедание яр-
ма на оси (7), обрыв жил шунта
(9), ослабление контргайки н нару-
шение регулировки (10), излом нли
нарушение регулировки притираю-
щей пружины (II).
При осмотре электромагнитных
контакторов электровозов ЧС2,
ЧС2Т и ЧСЗ обязательно убежда-
ются в исправности резистора, шун-
тирующего выводные концы вклю-
чающей катушки. Он служит для
снятия перенапряжений, возникаю-
щих при выключении катушки. Та-
кую же роль играют резисторы, под-
соединенные параллельно другим
приборам в низковольтной цепи
электровоза: электромагнитным вен-
тилям, защелкам щитов высоко-
вольтной камеры и некоторым реле.
Повреждение резистора создает уг-
розу пробоя изоляции включающей
катушки.
114
При ремонте индивидуальных
контакторов отечественных электро-
возов особенно внимательно осмат-
ривают медные шунты, проверяют
их крепление. Нередко можно на-
блюдать ослабление и даже выплав-
ление жил из наконечника, их рас-
пущение и обрыв, появление трещин
в перемычке наконечника. У элек-
тропневматических контакторов воз-
можны пробой изоляции дугога-
сительнон катушки, нарушение изо-
ляции в ее выводах и выгорание ро-
га. Характерной неисправностью яв-
ляется выработка отверстий для
валика в шарнире подвижного кон-
такта или изоляционной тяги низ-
ковольтной блокировки. Возможна
потеря жесткости притирающей пру-
жины подвижного контакта. Мед-
ленное отключение пневматических
контакторов обычно происходит из-
за ослабления пружины в пневма-
тическом цилиндре, а удары при
включении и небрежный уход мо-
гут иметь следствием срыв резьбы
болтов крепления крышки ци-
линдра.
Осматривая пневматические кон-
такторы, обязательно убеждаются
в хорошем нажатии блокировочных
контактов и их прилегании не ме-
нее чем на половине контактной по-
верхности. Во включенном и выклю-
ченном положениях аппарата бло-
кировочные контакты должны от-
стоять от края сегмента не менее
чем на 2 мм с учетом свободного
хода сегмента держателя из-за за-
зоров в приводе.
При смене контактов индивиду-
ального контактора новый контакт
обычно слегка закрепляют винтом
и включают привод аппарата. Бла-
годаря большому нажатию вновь
поставленный контакт хорошо при-
жимается к старому по наиболее
широкой поверхности соприкосно-
вения. В таком положении контакт
закрепляют, после чего проверяют
с помощью копировальной бумаги
н доводят до нормы прилегание.
Заземляющие контакторы после
зачистки контактов и проверки
крепления проводов регулируют так,
чтобы они включались при откры-
тии дверей высоковольтной камеры
на 100—120 мм.
Сегменты реверсоров и тор-
мозных переключателей для
уменьшения трения и износа смазы-
вают. Загрязненная смазка со вре-
менем, собравшись под одним из
контактных пальцев, препятствует
прохождению тока через него.
В результате большая токовая на-
грузка ложится на другие пальцы,
что может привести к их чрезмер-
ному нагреву и даже приварке. По-
этому сегменты всех высоковольт-
ных аппаратов барабанного типа
очищают от старой смазки сначала
салфетками, смоченными в бензине,
а затем сухими и заново смазыва-
ют тонким слоем технического ва-
зелина.
Внимательно осматривают все
резисторы и индуктивные
шунт ы. Проверяют сопротивления
по группам, а при необходимости
и по отдельным элементам. Для пу-
сковых резисторов допускают откло-
нение их номинального значения от
+ 12 до —7,5%. Стабилизирующие
резисторы считаются исправными,
если их сопротивления имеют от-
клонения не более чем на ±5% но-
минального значения.
Проверяют крепление гаек стяж-
ных и опорных шпилек ящиков ре-
зисторов. Убеждаются в исправно-
сти рам резисторов. Целость изо-
ляции ящиков и шпилек пусковых
и стабилизирующих резисторов, а
также резисторов ослабления воз-
буждения проверяют, измеряя их
сопротивления мегаомметром.
Заменяют ящики с сильно поко-
робленными, прожженными и сло-
манными элементами. В отдельных
случаях допускают к дальнейшей
эксплуатации покоробленные чу-
гунные резисторы при условии, что
соседние элементы не соединяются
друг с другом. Спиральные фехра-
левые резисторы заменяют при на-
личии трещин и разрушений ребри-
стых изоляторов. В последние годы
число таких повреждений постоян-
но уменьшается в результате при-
менения изоляторов, изготовленных
из кордиелита.
Заменяют демпферные резисто-
ры и резисторы пусковой панели с
поврежденными изоляторами, спи-
ралями и выводами, оплавленными
в местах соединения. Оборванные
спирали резисторов при условии
сохранения в норме общего значе-
ния сопротивления соединяют бол-
товым зажимом или сваривают.
Трещины в крышках ящиков рези-
сторов заваривают и закрашивают.
Осматривая слаботочные трубча-
тые резисторы, убеждаются в проч-
ном креплении трубок и исправном
состоянии выводов. Явными призна-
ками повреждения резистора явля-
ются закопчение или оплавление
предохранительного покрытия. Не-
редки случаи появления трещин в
местах пайки жестких соединений
между отдельными элементами
трубчатых резисторов электровозов
ЧС. Поврежденные соединения
перепаивают заново паяльником.
У этих же резисторов может ослаб-
нуть крепление ползунка. В этом
случае, контролируя сопротивление,
вновь устанавливают ползунок так,
чтобы не повредить открытые нити
резистора, затем его надежно за-
крепляют.
Измеряя сопротивления электри-
ческих печей, проверяют их исправ-
ность, убеждаются в отсутствии пе-
регоревших элементов. Электриче-
ские печи, имеющие обрыв цепи, за-
меняют. По окончании ремонта убе-
ждаются в том, что крышки печей
прочно закрыты, провода хорошо за-
креплены на корпусах печей, а сво-
бодные отверстия заглушены.
На электровозах ЧС2 дополни-
тельно контролируют исправность
электрических блокировок на пуль-
те управления, предупреждающих
возможность снятия щитов при
включенном калорифере. Элек-
тровентиляторы калориферов обыч-
но снимают для ревизии в аппарат-
ном цехе. Если в нагревательных
элементах обнаружены признаки
чрезмерного нагрева, то для про-
верки и регулировки в аппаратный
Н5
Цех передают термостаты контроля
нагрева воздуха в кабинах и вбли-
зи калориферов.
Обязательно обращают внима-
ние на исправность заземления кор-
пусов печей и калориферов. Прави-
лами ремонта запрещается переда-
вать в эксплуатацию электровоз,
имеющий незаземлениые корпуса
аппаратов и печей и незащищенные
высоковольтные провода, проходя-
щие вне высоковольтной камеры.
Высоковольтные предо-
хранители заменяют при выпа-
дании сигнализаторов, свидетельст-
вующем о перегорании плавкой
вставки, при наличии трещин в кор-
пусе и других явных повреждениях.
Запас предохранителей пополняют.
Обращают внимание на соответст-
вие номинальных токов предохра-
нителей токам защищаемых цепей.
Низковольтная аппаратура.
Оценку состояния контроллера
машиниста отечественных электро-
возов начинают с проверки после-
довательности включения и выклю-
чения его контакторных элементов.
Эту работу обычно выполняют два
человека, один управляет контрол-
лером, а другой убеждается в пра-
вильном срабатывании аппаратов.
Одновременно с перемещением ру-
коятки по позициям проверяют ис-
правность всех механических блоки-
ровок и замков. На электровозах
ЧС убеждаются в исправном дейст-
вии переключающего и блокирую-
щего устройств (электромагнитных
защелок) контроллеров.
На электровозах ВЛ 10, ВЛ8 и
ВЛ23 при проверке развертки конт-
роллера обязательно контролируют
раскрытие контактов в каждом фик-
сированном положении. Пружины
при полностью разомкнутых кон-
тактах не должны сжиматься до
полной посадки витков. Для регу-
лировки раскрытия и провала под
контакторные элементы подклады-
вают ровные прокладки или заме-
няют контакты. Убеждаются в том,
что свободный ход барабанов не
превышает нормы.
Кб
Для регулировки последователь-
ности срабатывания контакторных
элементов аппарата кулачковые
шайбы и блокировочные рычаги не
вырубают и не подпиливают. Заме-
няют контакторные элементы с тре-
щинами в изоляторах или деталях
механизмов. Замене также подле-
жат элементы с ослаблением осей.
По мере осмотра и ремонта аппа-
рата, если это требуется, добавля-
ют смазку ЦИАТИМ-201 в подшип-
ники, шарниры и на трущиеся по-
верхности. Благодаря применению
медно-графитового материала для
изготовления контактов контролле-
ров электровозов ЧС поверхность
сегментов барабанов не смазывают.
В правильном прилегании контак-
тов убеждаются по следам, остав-
ляемым ими на поверхности сегмен-
тов.
При проверке работы кнопоч-
ных выключателей КУ и вы-
ключателей управления отечествен-
ных электровозов обращают внима-
ние на состояние пружин и контак-
тов, разрыв и прилегание контак-
тов. Сегментодержатели выключа-
телей КУ при наличии прожженных
мест на стороне контакта заменяют
новыми. Сегменты при необходимо-
сти зачищают, ослабшие колодки
на стержнях кнопок закрепляют.
Убеждаются в том, что нож выклю-
чателя управления во включенном
положении имеет плотный контакт
с неподвижными контактами. Вы-
ключатели управления ВУ-223А
электровозов ВЛ8 н ВЛ 10 осматри-
вают со снятием дугогасительных
камер.
Для осмотра электромаг-
нитных контакторов ТКПМ-
111 (КПМ-111) и ТКПМ-131 элек-
тровозов ВЛ 10 (ВЛ8) их полностью
отключают от сильноточных низко-
вольтных цепей. Дугогасительные
камеры снимают, зачищают и про-
тирают. Наряду с проверкой креп-
ления токоведущих деталей, состоя-
ния пружин, свободного перемеще-
ния подвижных частей, состояния
поверхности всего контактора и ра-
бочих поверхностей контактов убеж-
даются в том, что смещение под-
вижного контакта относительно не-
подвижного не превышает 1,5 мм.
Касание контактов контакторов
ТКПМ происходит линейно, при
этом длина линии касания должна
быть не менее 75% ширины контак-
тов.
Для удаления пыли и грязи, ско-
пившихся на аппаратуре, использу-
ют сухой сжатый воздух давлением
не выше 300 кПа (3 кгс/см2). Про-
зрачные кожуха блокировок аппа-
ратов протирают сухими салфетка-
ми. Использовать для протирки
кожухов из полистирола керосин,
бензин, ацетон или другие раство-
рители нельзя, так как полистирол
от этого теряет прозрачность.
Для осмотра низковольтных ап-
паратов, расположенных в кабине
электровоза ЧС2, снимают щиты с
торцовой части пульта управ-
ления и откидывают монтажную
панель. Все выключатели на пульте
осматривают снизу, убеждаются в
отсутствии видимых повреждений,
плотном креплении и исправности
подходящих проводов.
У выключателей электро-
воза ЧС2 нередко происходят из-
лом кнопок и ослабление фиксиру-
ющих пластин. Новые пластины из-
готовляют из бронзы, а кнопки в
условиях депо — из капрона. По-
ставив кнопку, убеждаются в чет-
кой ее фиксации в каждом рабочем
положении. Плавно переводя кноп-
ку, легко ощутить момент соприкос-
новения контактов и ход во время
их притирания. При необходимости
убеждаются в достаточном разрыве
и провале контактов, осматривая их
через слюдяные вставки сбоку вы-
ключателя.
При открытых щитах пульта уп-
равления, пользуясь хорошим до-
ступом, заменяют отдельные не-
исправные приборы. Таким прибо-
ром на электровозе ЧС2 чаще все-
го может быть зуммер, разрегули-
рованный или с перегоревшей ка-
тушкой, или тепловое реле времени
в цепи контакторов отопления элек-
тровоза, в котором перегорел на-
гревательный1 резистор. Покачивая
рукой штепсельные разъемы, прове-
ряют плотность их посадки. При не-
обходимости разъемы укрепляют,
до отказа затягивая кольцо.
У двух- и трехсекционных локо-
мотивов, а также у электровозов,
работающих по системе многих еди-
ниц, проверяют соединительные про-
вода и розетки межкузовного
(междуэлект р о в о з н ого)
соединения. Контакты зачища-
ют, проверяют крепление розеток.
Сжатые контакты разводят и про-
веряют каждый контакт контроль-
ным гнездом.
Осматривая клапаны токопри-
емников, тифонов, свистков
и песочниц, закрепляют отдель-
ные детали и подходящие провода
и обращают внимание на отсутст-
вие утечек. При серьезных наруше-
ниях работы клапан заменяют и пе-
редают для ремонта в аппаратный
цех.
Для осмотра регулятора сни-
мают кожух. При необходимости
зачищают контакты и проверяют
крепление проводов и деталей. Ре-
гулятор давления АК-НБ электро-
возов ВЛ8, ВЛ 10 и ВЛ23 (если это
требуется по результатам предва-
рительной проверки) Настраивают
на включение при давлении возду-
ха 750 кПа (7,5 кгс/см2) и выклю-
чение при 900 кПа (9 кгс/см2). Пе-
репад регулируют винтом-упором
подвижного контакта. Убеждаются
в отсутствии масла на диафрагме,
а также в том, что наименьший ра-
бочий раствор контактов не менее
5 мм. Установку регулятора давле-
ния проверяют окончательно при
проверке электровоза под высоким
напряжением после завершения ре-
монта.
Автоматические выклю-
чатели управления и вен-
тиль электрического тор-
можения при необходимости ре-
гулируют. На электровозах ЧС, на-
пример, контролируют размыкание
контактов автоматического выклю-
чателя управления при давлении
117
Ьоздуха в магистрали 250 кПа
(2,5 кгс/см2). .
При осмотре арматуры освеще-
ния и сигнализации заменяют пе-
регоревшие лампы, треснувшие, раз-
битые плафоны, стекла. Убеждают-
ся в отсутствии перетирания подво-
дящих проводов.
Осмотром и прозвонкой проверя-
ют состояние низковольтных
предохранителей. Один конец
лампы подсоединяют к корпусу
электровоза, а другим последова-
тельно касаются выводов от всех
предохранителей. Свечение лампы
указывает на исправность предо-
хранителя. Обязательно следует
убедиться в соответствии площади
сечения плавкой вставки указанно-
му на предохранителях значению
тока.
Оплавленные контакты держа-
телей предохранителей зачищают.
При необходимости контакты под-
жимают так, чтобы они плотно об-
жимали головки трубок. Низко-
вольтные предохранители с откры-
тыми вставками на отечественные
электровозы не ставят. Запас пре-
дохранителей на электровозе обяза-
тельно пополняют.
При осмотре панелей управ-
ления отечественных электровозов
убеждаются в том, что неподвиж-
ные контакты рубильников плотно
прилегают к ножам и обеспечива-
ют надежный линейный контакт.
Убеждаются в отсутствии ослабле-
ния или люфта ручек рубильников.
Осмотр регулятора напря-
жения СРН-7У-3 начинают с про-
верки состояния угольных контак-
тов. Неподвижные контакты заме-
няют при уменьшении их выступа-
ющей части до 1 мм, при этом нх
толщина должна быть менее 35 мм.
Предельная толщина подвижного
контакта, равная 13 мм, определя-
ется шириной держателя. При уста-
новке новых неподвижных контак-
тов толщиной 45±0,5 мм их проч-
но закрепляют в держателях, а по
мере износа передвигают.
Контакты регулятора, выгорев-
шие на большей части поверхности
118
соприкосновения, а также все вновь
установленные очищают мелким
стеклянным полотном и подгоняют
друг к другу. После зачистки регу-
лятор продувают слабой струей
сжатого воздуха.
Проверяют исправность всех
электрических соединений регуля-
тора. Убеждаются в отсутствии за-
еданий и помех передвижению под-
вижной системы. Суммарный раз-
рыв контакта в эксплуатации под-
держивают равным 0,5—1 мм, не до-
пуская его увеличения более 1,5 мм.
Поэтому, приступая к настройке ре-
гулятора, устанавливают зазор, рав-
ный нижнему пределу. Напряжение
регулируют изменением натяжения
пружины.
У реле обратного тока
Р-15Е панели управления осматри-
вают катушки и выводы. Измеряют
провал главных контактов, который
должен быть в пределах 2,5—3 мм.
Разрыв главных и вспомогательных
контактов поддерживают соответст-
венно в пределах 6—7 и 4—5 мм.
На оборотной стороне панели уп-
равления обязательно проверяют
крепление подводящих проводов ре-
зисторов.
Для ремонта и регулировки рас-
пределительного щита элек-
тровозов ЧС2, ЧС2Т и ЧСЗ снима-
ют защитный кожух. При текущих
ремонтах осматривают резисторы и
соединения на задней части пане-
ли. Убеждаются в отсутствии каса-
ния этими соединениями кожуха
распределительного щита, проверя-
ют исправность упоров и регулиру-
ют реле напряжения первого и вто-
рого генераторов при раздельной и
параллельной работе.
Аккумуляторная батарея. От-
крыв полость ящиков, продувают
аккумуляторную батарею сжатым
воздухом, обязательно соблюдая
правила безопасности. Затем очи-
щают от пыли элементы аккумуля-
торной батареи и внутренние стен-
ки ящиков. Техническими салфет-
ками очищают от продуктов корро-
зии, грязи и соли доступные поверх-
ности элементов, перемычки между
ними, выводные болты и гайки.
Если аккумуляторная батарея уста-
новлена в ящике на тележке, на-
правляющие салазки и ролики те-
лежки протирают и убеждаются в
том, что выдвижение тележки про-
исходит без заеданий и перекосов.
Проверяют надежность контак-
тов в соединениях между элемента-
ми и убеждаются в исправном со-
стоянии подводящих проводов. Ос-
матривают пробки или крышки эле-
ментов батареи, измеряют уровень
электролита и при необходимости
доливают дистиллированную воду.
Если пониженный уровень электро-
лита создает угрозу оголения и раз-
рушения пластин, то излишне вы-
сокий уровень электролита не так
опасен для аккумулятора, однако
при заряде избыточный электролит
выливается, загрязняя поверхность
элементов и вызывая появление то-
ков утечки. Следствием повышен-
ного уровня электролита является
понижение его плотности. Но обыч-
но при нормальной эксплуатации
аккумуляторной батареи плотность
электролита непосредственно на
электровозе корректируют в редких
случаях. При обнаружении откло-
нений от нормальной плотности бо-
лее чем у 30% элементов батарею
передают в аккумуляторное отделе-
ние. Там плотность корректируют
и осуществляют подзаряд батареи
в течение 4—7 ч нормальным заряд-
ным током, численно равным емко-
сти данной батареи, деленной на 4.
При осмотре батареи на элек-
тровозе обязательно измеряют на-
пряжение каждого элемента без на-
грузки и под нагрузкой, пользуясь
нагрузочной вилкой (пробником).
Напряжение полностью заряжен-
ных элементов составляет 1,34—
1,36 В. При измерении нагрузочной
вилкой с включенным резистором
напряжение элементов равняется
1,15—1,2 В. Элементы или целиком
ящики с несколькими элементами,
имеющие заниженное напряжение,
заменяют исправными и выполняют
уравнительный подзаряд. Для это-
го используют передвижную уста-
новку для разряда-заряда или сни-
мают батарею с электровоза для
подзаряда в аккумуляторном отде-
лении. Так же поступают при на-
личии записи в журнале техническо-
го состояния электровоза о глубо-
ком разряде аккумуляторной бата-
реи, когда напряжение на каждом
элементе упало до 0,8 В.
Учитывая сжатые сроки простоя
электровозов в ТР-1, допускается
производить ускоренный заряд ак-
кумуляторных батарей — первые 2 ч
током, в 2,5 раза большим нормаль-
ного зарядного тока (например, для
батареи 40КН-125 током 80 А), пос-
ледующие 2 ч — нормальным за-
рядным током (31 А). При ускорен-
ном заряде внимательно следят за
температурой, не допуская ее вы-
ше + 45° С для составного электро-
лита и +30° С для электролита из
едкого кали. Если необходимо, за-
ряд прерывают до остывания элек-
тролита.
Во время долива дистиллирован-
ной воды часть ее может попасть
на поверхность элементов. Поэтому,
окончив осмотр, батарею протира-
ют сухими салфетками и затем все
доступные металлические и токове-
дущие части элементов и межэле-
ментные перемычки покрывают тех-
ническим вазелином или свободным
от кислот солидолом. Содержание
поверхности аккумуляторов в чи-
стом и исправном состоянии пре-
пятствует образованию солей, окис-
лению и загрязнению поверхностей
и тем самым устраняет возможность
возникновения коротких замыканий
и утечек тока, снижающих емкость
элементов.
119
Глава V
ТЕКУЩИЙ РЕМОНТ ТР-2
16. Общие сведения
Текущий ремонт ТР-2 обычно
проводят 2 раза за пробег электро-
воза между заводскими ремонтами.
Осуществляют все виды ра-
бот, входящие в объем ТР-1, и до-
полнительно выполняют подъемку
кузова, выкатку тележек и ревизию
таких узлов, как основные и допол-
нительные опоры кузова, сочлене-
ния тележек, гидравлических гаси-
телей, люлечного подвешивания,
зубчатых передач, букс, фрикцион-
ных аппаратов автосцепки, тягового
привода электровозов ЧС, пусковых
резисторов и др.
Кроме того, при ТР-2 осу-
ществляют прожировку манжет
пневматических приводов электри-
ческих аппаратов, промывку акку-
муляторной батареи, регулировку
защитной аппаратуры и др.
Текущий ремонт ТР-2 электро-
возов проводят в специализирован-
ных цехах основных локомотивных
депо, оснащенных необходимым
оборудованием. В состав оборудо-
вания этих цехов обычно входят
мостовой кран грузоподъемностью
10 т, станок для обточки колесных
пар без выкатки их из-под электро-
воза, электродомкраты грузоподъем-
ностью 30 т для подъемки кузова,
скато-опускное устройство для оди-
ночной смены колесно-моторных
блоков, домкраты для вывешива-
ния тяговых двигателей и колесных
пар и другое оборудование.
В передовых локомотивных де-
по текущий ремонт ТР-2 про-
изводят на специализированных ме-
ханизированных стойлах.
В случае необходимости при ТР-
2 выполняют обточку бандажей ко-
лесных пар без выкатки их из-под
электровоза.
120
17. Особенности ремонта
механического оборудования
Ревизия опор кузова. Осматри-
вают шкворневые балки кузова и
в случае обнаружения в них трещин
последние разделывают и завари-
вают электродами Э42. При необ-
ходимости усиливают балки на-
кладками. Контуры накладок долж-
ны перекрывать поврежденные мес-
та не менее чем на 100 мм, а в осо-
бо стесненных условиях — не менее
чем на 50 мм.
Перед подъемкой кузова секций
двух- и трехсекционных электрово-
зов расцепляют и сливают масло
из ванн боковых опор и шкворнево-
го узла. Кузов поднимают на дом-
кратах, чтобы тщательно осмотреть
опорные и тяговые узлы и при не-
обходимости отремонтировать их.
Подъемка кузова является от-
ветственной операцией и выполня-
ется под наблюдением мастера или
бригадира. Во время подъемки и
опускания кузова необходимо соб-
людать требования техники безо-
пасности.
Детали боковых опор очищают,
обращают внимание на состояние и
износы наличников опор, скользу-
нов, стаканов пружин, масляных
ванн с крышками, маслопроводов.
Суммарный зазор между направ-
ляющими втулками стаканов в ра-
ме кузова не должен быть болеё
2,5 мм. Износ опоры верхнего ста-
кана, а также бронзового скользуна
не должен превышать 5 мм. Износ
накладки на раме тележки под
скользуном боковой опоры более
4 мм не допускается.
Люлечное подвешивание кузова.
С хвостовика стержня люлечного
подвешивания отворачивают гайку
и последовательно демонтируют де-
тали. Затем вынимают из крон-
штейнов на рамах кузова и тележ-
ки стержень с набором регулировоч-
ных прокладок и сопрягаемых дета-
лей: втулкой, пружиной, опорами и
прокладкой. Снятые детали люлеч-
ного подвешивания связывают про-
волокой и промывают. После этого
их осматривают и обмеряют для оп-
ределения необходимого объема ре-
монта. Трещины в деталях люлеч-
ного подвешивания не допускаются.
Ремонтировать стержни подвесок
сваркой запрещено.
Наплавкой электродами Э42 с
последующей обработкой разреша-
ется восстанавливать лишь изно-
шенные опорные поверхности бор-
тов стакана и верхней шайбы стер-
жня под пружину подвески, а так-
же поверхности кулачков опор и
желобов прокладок.
Регулировочные прокладки под-
бирают так, чтобы высота пружин
в сборе с прокладками была не ме-
нее 300 мм.
После сборки люлечного подве-
шивания и опускания кузова кон-
тролируют и регулируют проклад-
ками зазоры между вертикальным
ограничителем и верхней плоскостью
рамы тележки, а также между вкла-
дышем горизонтального ограничи-
теля на кузове и накладкой на бо-
ковине рамы тележки, которые
должны быть соответственно не ме-
нее 15 и не более 20 мм.
Шкворневой узел. На электрово-
зах с пятниковыми опорами (ВЛ8,
ВЛ23 и др.) убеждаются в отсутст-
вии трещин в днищах гнезд для
пятников. Такие трещины нетрудно
обнаружить по течи смазки. При
осмотре пятников также обращают
внимание на отсутствие в них тре-
щин, неравномерного износа и сле-
дов электрохимической коррозии.
Проверяют и укрепляют болтовые
соединения, оборванные болты за-
меняют, ставят шплинты.
Зазоры в пятниковых опорах из-
меряют щупом. Зазоры между пя-
той и подпятником по диаметру до-
пускаются не более 2,5 мм. Общий
боковой зазор между подвижным
подпятником и стенками гнезда в
шкворневой балке должен быть не
более 3 мм. Втулка в гнезде непод-
вижного подпятника не должна
иметь ослабления. Проверяют так-
же зазоры между скользунами ку-
зова и тележки, которые должны
быть не менее 2 мм на сторону.
При ревизии дополнительных
опор осматривают крепление их ос-
нования к раме кузова. В случае
обнаружения трещин в сварных
швах старые швы срубают и зава-
ривают вновь. Обращают внимание
на состояние резиновых прокладок,
негодные заменяют.
Ревизию шкворневого узла эле-
ктровозов ВЛ 10, ВЛ11 можно про-
водить без подъемки кузова. Для
этого сливают смазку, вскрывают
нижний люк под главным шкворнем
и снизу осматривают шкворень и
его шаровое соединение. Измеряют
зазор между шкворнем и втулкой
шара, который не должен быть бо-
лее 3 мм. После этого шаровое сое-
динение собирают и заливают через
маслопровод осевым маслом зимой
марки 3, а летом марки Л.
Если осуществляют подъемку ку-
зова, то осматривают шкворень и
обечайку. Обмеряют шкворень и за-
зоры в шаровом соединении свер-
ху. Диаметр шкворня не должен
быть менее 150 мм. Суммарный за-
зор между шаром и вкладышем не
допускается более 2 мм. Диаметр
шара по наружной поверхности дол-
жен быть не менее 217 мм. Износ
сегментообраэных упоров допуска-
ется не более 2 мм, а зазор между
ними и корпусом, который регули-
руют с помощью прокладок, — не
более 1,55 мм. Суммарный зазор
между шаром и вкладышем, а так-
же между упором и втулкой в
шкворневом брусе не должен быть
более 2 мм.,
Ревизия шкворневого устройства
электровоза ЧС аналогична описан-
ной выше для электровоза ВЛ 10 с
люлечным подвешиванием кузова.
На электровозах, оборудованных
боковыми опорами кузова, проводят
ревизию противоотносного устройст-
ва. Излом пружин противоотносно-
121
го устройства Не допускается. Вы-
сота их в свободном состоянии дол-
жна быть не менее 246 мм для на-
ружной пружины и не менее 233 мм
для внутренней.
Место приварки обечайки к
шкворневой балке кузова натирают
мелом и обращают внимание на на-
личие трещин в сварных швах. Уча-
сток шва с дефектами вырубают и
заваривают вновь. Зазор между
буртом главного шкворня и обечай-
кой устраняют приваркой стальных
полуколец.
Гидравлические гасители коле-
баний для ревизии демонтируют с
электровоза и разбирают. Все дета-
ли гасителя, кроме резиновых, про-
мывают в щелочном растворе, об-
дувают сжатым воздухом и проти-
рают насухо, Затем их тщательно
осматривают и обмеряют, чтобы оп-
ределить соответствие их нормам
допусков и износов и установить не-
обходимый объем ремонта или заме-
ны деталей. Поршневые кольца в
свободном состоянии должны иметь
зазор в замке 8 мм, а в рабочем
состоянии — в цилиндре 0,2—0,3 мм.
Задиры поверхностей нижнего
клапана и нижней головки и выра-
ботка стенок внутреннего цилиндра
не допускаются. Диаметр отверстия
цилиндра не должен быть более
68,1 мм. Все неисправные резино-
вые детали заменяют новыми. Пос-
ле ремонта и замены деталей гид-
равлический гаситель собирают и
заливают в него через металличе-
скую сетку № 18 масло МВП. За-
тем масло прокачивают для запол-
нения им рабочего цилиндра, уда-
ления воздуха и проверки герметич-
ности сальникового уплотнения га-
сителя. Шток в рабочем цилиндре
должен плавно, без заедания пере-
мещаться по всей длине хода.
Собранный гидравлический га-
ситель испытывают на стенде со
снятием рабочей диаграммы. При
снятом верхнем кожухе убеждают-
ся в отсутствии течи в гасителе, для
чего выдерживают его в горизон-
тальном положении в течение 12 ч.
Течь масла не допускается. При не-
122
обходимости резинометаллические
втулки в головках гасителя заме-
няют.
После ревизии на боковой по-
верхности нижней проушины гаси-
теля наносят с помощью трафарета
запись с указанием условного но-
мера депо и даты ревизии.
В сочленениях тележек на элект-
ровозах ВЛ8, ВЛ23 и ВЛ22М пред-
варительно проверяют щупом види-
мые зазоры между шкворнем и
верхней втулкой, а также верти-
кальные зазоры между приливами
тележек. Затем с помощью пере-
движного домкрата 1 (рис. 77) вы-
нимают шкворень 2. Через освобо-
дившееся таким образом отверстие
во втулках измеряют зазор между
шаром и его гнездом, который дол-
жен быть не менее 1 мм. Также из-
меряют диаметр отверстия шара и,
сравнивая его с диаметром шквор-
ня в средней части, определяют за-
зор между ними. Этот зазор, как
и зазор между шкворнем и втулка-
ми, не должен превышать 2 мм. В
случае необходимости уменьшение
этих зазоров обеспечивают путем
замены шкворня. Если же износы
и зазоры в сочленении превышают
норму, осуществляют подъемку ку-
зова и раздвигают тележки с тем,
чтобы можно было отвернуть болты,
соединяющие обе половины гнезда,
и с помощью домкрата 1 (рис. 78)
вынимают из бруса сочленения гнез-
до 3 и шар 2. Все зазоры сочлене-
ния восстанавливают до норм ТР-3.
Для уменьшения зазора между
шкворнем и шаром до 0,1—0,9 мм
наплавляют отверстие в шаре или
запрессовывают в него втулку и
растачивают ее. Уменьшение зазо-
ра между шаром и его гнездом до
0,2—0,8 мм достигается удалением
части прокладок под половинками
гнезда. При ревизии сочленения
прочищают масленки и смазочные
отверстия в шкворне, заправляют
их свежим осевым маслом.
На электровозах ЧС2 при осмот-
ре муфты сочленения тележек об-
стукиванием проверяют крепление
кронштейнов 8 (рис. 79) цапф под-
шипников, пальца 2, наличие пру-
жинящих шайб под головками бол-
тов, а также состояние обеих поло-
вин подшипников 7 и крепление на
них кожухов. Маслопроводы 5 под-
шипников пальца продувают сжа-
тым воздухом и проверяют их креп-
ление. Сжав пружины муфты, отво-
рачивают гайки со шпилек, снимают
кожуха, промывают их керосином
и закладывают в них свежую смаз-
ку ЖРО. Проверяют состояние
пружин и при обнаружении дефек-
тов заменяют. После установки
пружин проверяют зазоры между
подшипниками и их кронштейнами.
При установке тележек на прямые
пути зазоры должны быть до 30 мм
с каждой стороны.
Ревизию автосцепки проводят,
демонтируя съемные узлы и детали
(кроме ударной розетки, передних
и задних упоров, деталей расцепио-
го привода) независимо от их сос-
тояния. Предварительно осматрива-
ют автосцепное устройство на мес-
те, делают необходимые замеры.
Демонтированное с электровоза ав-
тосцепное устройство разбирают,
обмеряют и ремонтируют. Фрикци-
онный аппарат 2 (рис. 80) до выем-
ки из бруса сжимают переносным
ручным гидропрессом 3 и с по-
мощью передвижного гидродомкра-
та 1 вынимают из рамы кузова в
сборе с хомутом и опорной плитой.
Снятые детали транспортируют к
месту их осмотра и ремонта.
Отремонтированный фрикцион-
ный аппарат при сборке сжимают
на специальном стенде и под стяж-
ную гайку ставят временные сталь-
ные подкладки толщиной 10—15 мм
для постановки аппарата между
упорными угольниками на раме ку-
зова. После первого сцепления авто-
сцепки происходит разжатие фрик-
ционного аппарата в упорах, при
котором временные подкладки вы-
падают.
Рис. 77. Демонтаж шкворня сочленения
передвижным домкратом:
/ — передвижной домкрат; 2 — шкворень; 3 —
подставка; 4 — домкрат. 5 — упорная балка;
6 — кузов
Рис. 78. Демонтаж гнезда н шара со-
членения передвижным домкратом:
/ — домкрат; 2 ~ шар: 3 — гнездо: 4 —
прокладка
123
Зубчатая передача.,. Ревизию зуб-
чатой передачи проводят при сня-
тых кожухах для того, чтобы иметь
возможность тщательного осмотра
зубчатых колес и шестерен. Дефект-
ные кожуха должны быть отремон-
тированы, а негодные уплотнения —
заменены. Запрещается оставлять
в эксплуатации зубчатые передачи с
изломом хотя бы одного зуба, на-
личием трещин или сдвига зубча-
того колеса. На электровозах пЛЮ
допускается оставлять в работе ше-
стерни, имеющие на поверхности
каждого зуба не более одной вмя-
тины глубиной до 2 мм, площадью
150 мм2, а также коррозионные яз-
вы, если общая их площадь не пре-
вышает 15% поверхности каждого
зуба. Наибольший износ зуба по
делительной окружности на обе сто-
роны зубчатого колеса и шестерни
не должен превышать 3,5 мм. Раз-
ность толщины зубьев двух зубча-
тых колес одной колесной пары
должна быть не более 1,5 мм.
Измеряют зазоры в зубчатом за-
цеплении. Боковой зазор по дели-
тельной окружности между зубья-
ми, находящимися в зацеплении, не
должен быть более 5,5 мм, а раз-
ность боковых зазоров в зубчатых
зацеплениях одной колесной па-
ры— не более 0,5 мм. Радиальный
зазор между вершиной и впадиной
зубьев шестерни и зубчатого коле-
са должен быть в пределах 2,5—
5,5 мм. При осевом смещении яко-
ря тягового двигателя из среднего
положения не более 1 мм замеряют
свес шестерни относительно зубча-
того колеса, который должен быть
не более 6 мм; зазор между стен-
кой кожуха редуктора и шестерней
должен быть не менее 3 мм.
Привод тяговых двигателей эле-
ктровозов ЧС очищают снаружи и
обдувают сжатым воздухом. После
этого осматривают и проверяют
легким обстукиванием поводков на
карданном валу и торце шестерни.
Дребезжащий звук указывает на
Рис. 79. Муфта сочленения тележек элек-
тровоза ЧС2:
/ — поперечный брус; 2— палец; 3 — втулка; 4 —
шаровая втулка; 5 — маслопровод; 6 — цилнидр
цапфы подшипника; 7 — подшипник шаровой
втулки с цапфой; 8 — кронштейн; 9 — продоль-
ная балка '
' У>, W WWW УШ WZW.W ШУШУ7Ш7/Ш
Рис. 80. Снятие и установка фрикционно-
го аппарата автосцепки:
/ — передвижной гидравлический домкрат; 2 —
фрикционный аппарат; 3 — переносной ручной
гидравлический пресс
124
ослабление поводка Или наличие в
нем трещины. При ослаблении по-
водков отсоединяют наружную крес-
товину с подшипниками от повод-
ка на шестерне, сдвигают кардан-
ный вал до упора в сторону тяго-
вого двигателя и тщательно осмат-
ривают крепление поводков. В слу-
чае ослабления поводка шестерни
выкатывают колесную пару с ре-
дуктором, при ослаблении поводка
вала выкатывают тележку и сни-
мают тяговый двигатель.
Ослабшие поводки заменяют или
ремонтируют в объеме ТР-3. При
осмотре проверяют также затяжку
и фиксацию болтов корпуса иголь-
чатых подшипников к поводкам на-
ружной крестовины. Ослабшие бол-
ты подтягивают и фиксируют сто-
порными шайбами. Затем контро-
лируют крепление и плотность проб-
ки и масленки на наружной кресто-
вине, негодные уплотнения заменя-
ют. При отсутствии шарика заме-
няют масленку.
Буксовый узел. При ревизии бук-
совых роликовых подшипников вы-
полняют работы в объеме ТР-1. Пе-
ред разборкой буксу очищают от
грязи, промывают концами, смочен-
ными в керосине, и насухо вытира-
ют. После этого отвертывают бол-
ты, снимают переднюю крышку и
укладывают ее в чистый противень
или закрывающийся ящик. В слу-
чаях отсутствия смазки в буксе, об-
наружения в смазке металлической
пыли или кусочков металла колес-
ную пару выкатывают и буксу де-
монтируют. Если в смазке обнару-
живают капли воды, но следов кор-
розии деталей нет, смазку заменя-
ют без разборки буксы. Старую за-
грязненную смазку в доступной
части удаляют и буксу протирают.
Смазку, потерявшую свою первона-
чальную консистенцию, заменяют.
После удаления смазки из пе-
редней части буксы проверяют до-
ступные для осмотра детали. Кон-
тролируют плотность посадки тор-
цовой гайки на резьбе. Если она
при затяжке поворачивается на пол-
оборота и более, буксу демонтиру-
ют для ремонта. В случае ослабле-
ния болтов «'топорной планки их за-
крепляют и вновь связывают про-
волокой. Стопорные планки с тре-
щинами и сорванные болты заме-
няют. Внутреннее пространство бук-
сы заполняют консистентной смаз-
кой ЖРО. Поскольку избыток смаз-
ки вызывает чрезмерный нагрев
подшипников, объем передней части
буксы заполняют смазкой не более
чем на треть.
На буксах с токоотводом прове-
ряют состояние токоотводящего уст-
ройства и фасонной изолирующей
прокладки между крышкой буксы
и корпусом устройства. Зазор меж-
ду ними должен быть не менее
3 мм. Болты, крепящие корпус к
крышке, не должны соприкасаться
с корпусом, поэтому необходимо
проверить состояние изолирующих
втулок. Не допускается касание сто-
порных шайб корпуса токоотводя-
щего устройства.
Проверяют состояние щеткодер-
жателей и щеток, при необходимос-
ти щетки заменяют и регулируют
их нажатие. Для надежной работы
токоотводящего устройства необхо-
димо, чтобы торцовое биение кон-
тактного диска не превышало 0,5 мм
при полностью выбранном осевом
люфте буксовых подшипников.
18. Особенности ремонта
электрического оборудования
Общие сведения. Пробег до ТР-2
электровоз выполняет за 1—1,5
года. На работоспособности элект-
рического оборудования за такой
период могут сказаться не только
явления, связанные с интенсив-
ностью его использования, но и та-
кие, которые определяются длитель-
ным воздействием вибрации, клима-
тическими условиями, сменой вре-
мен года и старением. Эти факторы
определяют необходимость прово-
дить при ТР-2 проверку регулиров-
ки защитной аппаратуры, ревизию
пневматических приводов аппаратов
с восстановлением уплотнений, ре-
125
визию токоприемников, пуско-тор-
мозных резисторов и межсекцион-
ных высоковольтных и низковольт-
ных соединений, восстановление ра-
ботоспособности аккумуляторной
батареи, проверку измерительных
приборов и сопротивления изоляции
низковольтных цепей. В течение
двух-трех рабочих смен, пока локо-
мотив стоит в ТР-2, имеется воз-
можность выполнить все перечислен-
ные работы и более обстоятельно,
чем при ТР-1, проверить исправ-
ность и работоспособность всей ос-
тальной электрической аппаратуры.
Для выполнения ревизии токо-
приемники снимают с электровоза.
Токоприемники пассажирских эле-
ктровозов ЧС разбирают для более
полной ревизии: снимают долоз, по-
перечную тягу и амортизаторы
вместе с кронштейнами, отсоединя-
ют шток пневматического привода
и снимают цилиндр. Шарнирные
соединения рам разбирают для ре-
визии подшипников, валиков и вту-
лок. Снятые детали промывают,
очищают от грязи, осматривают и
измеряют основные размеры. Дета-
ли, изношенные более допускаемых
пределов и имеющие повреждения,
ремонтируют или заменяют.
Цилиндр пневматического приво-
да разбирают для ревизии. Прове-
ряют исправность резинового уп-
лотнения, упорного шарикового под-
шипника, пружин и клапанов.
Имеющую повреждения или выра-
ботавшую ресурс резиновую манже-
ту (т. е. имеющую срок службы бо-
лее двух лет) и все негодные дета-
ли заменяют. Перед сборкой внут-
реннюю поверхность цилиндра сма-
зывают тонким равномерным слоем
смазки. После сборки пневматиче-
ский привод испытывают.
После сборки токоприемника
проверяют соответствие нормам
всех размеров рамы и снимают ста-
тическую характеристику при подъе-
ме и опускании. Подведя к приводу
сжатый воздух, проверяют работу
аппарата. Технология ремонта и
нормы, по которым выполняют де-
126
фектировку деталей и узлов токо-
приемника, соответствуют требова-
ниям ТР-3, описанным на с. 346.
Аккумуляторную батарею сни-
мают с локомотива для промывки
и ремонта в соответствии с требо-
ваниями Инструкции. Взамен
снятой устанавливают заранее
подготовленную исправную бата-
рею, Ящик аккумуляторной батареи
осматривают, устраняя неисправ-
ности, промывают раствором соды
и протирают насухо. Внутри его ок-
рашивают химически стойкими эма-
лями, а снаружи — битумным ла-
ком. На электровозах серий ЧС
смазывают направляющие. При ус-
тановке элементы аккумуляторной
батареи протирают насухо и укреп-
ляют в ящике уплотняющими про-
кладками. Проверяют исправность
уплотнения ящика и запоров.
Убеждаются в исправности под-
водящих проводов: их наконечники
должны быть пропаяны и облуже-
ны, а сами провода на всей длине
от наконечника до выхода из ящи-
ка уложены в изоляционную труб-
ку, плотно охватывающую провод.
Концы трубки уплотняют изоляци-
онной смоляной лентой. Проверяют
наличие в отверстии ящика для вы-
вода проводов изоляционной втул-
ки. На электровозах ЧС проводят
ревизию штепсельных разъемов на
ящике аккумуляторной батареи. На
электровозах ЧС2, ЧС2Т и ЧСЗ ос-
матривают и очищают от пыли и
грязи переднюю и заднюю панели
распределительного щита зарядки
аккумуляторной батареи и питания
низковольтного оборудования. Про-
веряют крепление и состояние прово-
дов и перемычек. Реле с сильно под-
горевшими контактами и следами
чрезмерного нагрева изоляции сни-
мают для ремонта в цехе. Снима-
ют также резисторы с оборванны-
ми нитями и следами недопустимо-
го нагрева.
После зачистки контактов реле
регулируют. Проверяют показания
измерительных приборов, заменяя
неисправные. При выдаче электро-
воза из ремонта проверяют работу
распределительного щита под на-
грузкой.
На электровозах ЧС7, ЧС200 и
ЧС6 снимают блоки управления за-
рядного устройства для детального
осмотра и испытания на стенде. Ре-
гулировку и ремонт блоков обычно
проводят с заменой деталей. Кон-
тактор С101 также снимают для
ремонта в аппаратном цехе. Зачи-
щают подгоревшие силовые и бло-
кировочные контакты, а изношенные
более чем на половину заменяют.
Оценивают провал и притирание
контактов. Проверяют исправность
нажимных контактных пружин и
устройств дугогашения. Убеждают-
ся в отсутствии трещин в корпусе
контактора. Проверяют также ис-
правность электропроводки и це-
лость ограничивающего ток резисто-
ра. После сборки контактор испы-
тывают.
Осматривая блоки зарядного
устройства, проверяют 1исправиость
диодов, тиристоров, резисторов, кон-
денсаторов, предохранителя, клем-
мовых сборок, монтажа, болтовых
и паяных соединений. Проверяют
крепление всех деталей. Посче ре-
монта и сборки зарядное устройст-
во испытывают и регулируют, уста-
навливая выходное напряжение ста-
билизатора равным 56 ±1,5 В.
При ревизии межкузовных
электрических соединений электро-
возов ВЛ10, ВЛ10у, ВЛ11 и ВЛ8
снимают изоляцию с наконечников
высоковольтных кабелей, убеждаясь
в целости жил, и измеряют сопро-
тивление изоляции. Провод подле-
жит замене при обрыве более чем
20% жил, при сопротивлении изо-
ляции меньше нормы или при дру-
гих повреждениях, которые нельзя
устранить на месте. Очистив от пы-
ли и грязи низковольтные межку-
зовные соединения, проверяют сос-
тояние чехлов, проводов, штепселей,
розеток и их крепление. Порванные
чехлы ремонтируют. Разъединив
соединения, убеждаются в исправ-
ности крепления изоляторов, целос-
ти контактов и штырей. Погнутые
контакты выравнивают, а окислив-
шиеся, изломанные И изношенные
заменяют. Йровода межсекционно-
го соединения прозванивают, устра-
няя обнаруженные обрывы. Не до-
пускаются сращивание проводов
скруткой и наличие более двух
спаек в одном проводе. Устанавли-
вая на место разъемы, убеждаются
в исправности рычажных устройств
и хорошем прилегании штепселей к
розеткам, создающем необходимую
герметичность соединения.
Для проведения периодической
проверки измерительные приборы
снимают с электровоза вместе с
шунтами и добавочными резистора-
ми, а в некоторых случаях и с под-
ходящими проводами. Проверку и
ремонт снятых приборов производят
в соответствии с требованиями
ТР-3.
Аппараты защиты. Исправное
действие аппаратов защиты позво-
ляет предупредить имеющие тяже-
лые последствия повреждения не
только самих электровозов, но и
других устройств железнодорожно-
го транспорта. Так, большое число
случаев пережога контактного про-
вода становится возможным из-за
плохой работы защиты от коротких
замыканий. Длительное боксование
локомотива при трогании приводит
к волнообразному износу рельсов.
Поскольку при нормальной эксплуа-
тации .электровоза защита бездейст-
вует, необходимо регулярно прове-
рять ее работоспособность. Такая
проверка приурочена к ТР-2.
Проверке токов или напряжений
уставки подлежат все аппараты за-
щиты электровоза: быстродействую-
щие выключатели и контакторы, ре-
ле защиты силовых цепей от корот-
ких замыканий, реле перегрузок и
нарушений режима напряжения, ре-
ле и электронные системы защиты
от боксования, автоматические вы-
ключатели Защиты низковольтных
цепей.
Во многих депо для регулировки
слаботочных реле непосредственно
на локомотиве применяют перенос-
ные контрольные установки собст-
венной конструкции, а для сильно-
127
тбчных аппаратов, включая быстро-
действующий выключатель, — пере-
движные установки, разработанные
и изготовленные ПКБ ЦТ. Если та-
ких источников тока нет, реле сни-
мают с электровоза и передают в
аппаратный цех.
Реле. Снимая реле для ремон-
та и регулировки, следует обра-
щаться с ними осторожно, чтобы не
повредить их и не нарушить регу-
лировку. Целесообразно для транс-
портировки всех реле защиты изго-
товить подрессоренную тележку с
устанавливаемым на амортизаторы
контейнером. При отсутствии такой
тележки реле следует переносить
вручную — не более двух одновре-
менно.
Проверке тока уставки предше-
ствует осмотр реле. Если при этом
обнаруживают |неисправности, тре-
бующие разборки, реле ремонтиру-
ют в соответствии с технологией
ТР-3.
При ремонте в цехе реле обычно
устанавливают на верстаке в спе-
циальном приспособлении, позво-
ляющем поворачивать его и фикси-
ровать в положениях, наиболее
удобных для осмотра и ремонта.
Здесь же реле протирают и очища-
ют от пыли и грязи. Убеждаются в
наличии пометок, сделанных крас-
кой на регулировочных винтах. Про-
веряя надежность крепления всех
неподвижных деталей, можно слег-
ка обстукивать болтовые соедине-
ния и винты. Крепежные детали,
вибрирующие при обстукивании, но
не поддающиеся затяжке, заменя-
ют. Намечают к смене гайки с за-
битыми гранями и сорванной резь-
бой, болты с изношенными голов-
ками, винты с разработанными шли-
цами и шпильки с замятой резьбой
или сорванной более чем на двух
крайних ритках.
Приподняв якоря или освободив
пружины, осматривают призматиче-
ские соединения. Убеждаются в не-
исправности пружин, отсутствии
заеданий и перекосов. Затем прове-
ряют работу всех подвижных дета-
лей реле легкими движениями ру-
128
ки, также обращая внимание Нй ИХ
перемещение без заеданий и пере-
косов, и отмечают узлы, требующие
разборки.
Убеждаются в исправности по-
верхностного слоя изоляции кату-
шек реле и плотности их посадки
на магнитопроводе. Для обнаруже-
ния обрыва или межвиткового за-
мыкания измеряют сопротивление
обмотки многовитковых катушек ре-
ле. Однако для определения меж-
витковых замыканий значительно
более чувствительными являются
методы, основанные на оценке из-
менений индуктивности катушек. У
многокатушечных реле необходимо
проверять соответствие направлений
магнитных потоков катушек.
У дифференциальных реле элект-
ровозов серий ЧС раздвигают от-
дельные части катушек, чтобы убе-
диться в целости изоляции сопри-
касающихся поверхностей. Трещи-
ны в ней наиболее часто возникают
в углах отверстия для магнитопро-
вода и в результате чрезмерного на-
грева могут затем распространить-
ся по всей поверхности, что может
привести к пробою и перекрытию
изоляции. Для ремонта неисправ-
ной изоляции и замены негодных
деталей реле разбирают. Снимае-
мые с реле детали осматривают и
сортируют на годные, подлежащие
ремонту, и негодные, которые надо
заменить. Для облегчения после-
дующей сборки и регулировки ре-
ле стараются не смешивать детали,
снимаемые с разных аппаратов.
Поврежденную поверхность де-
талей из текстолита, гетинакса или
волокнита зачищают стеклянной
лентой, протирают салфеткой, слег-
ка увлажненной бензином, и по-
крывают двумя слоями эмали ГФ-
92-ХС, обращают внимание на то,
чтобы эталь ложилась ровно, без
наплывов и подтеков, а поверхность
ее покрытия была глянцевой. Пред-
варительно сколы изоляции длиной
ие более 10 мм опиливают по ра-
диусу. Детали с расслоением и
сквозными трещинами заменяют.
Вершину угла призматического
соединения якоря или призматиче-
ской шайбы при необходимости опи-
ливают так, чтобы она не имела ок-
руглений. При этом верхний слой
снимают на глубину не более 0,5 мм.
Параллельность ребра призмы и
плоскости нижнего основания приз-
матической шайбы проверяют штан-
генциркулем на поверочной плите,
допуская отклонения не более
0,2 мм. Якорь и ярмо заменяют при
обнаружении распушения и трещин
в отдельных листах. При необходи-
мости восстанавливают прочность
соединения ярма с угольниками.
При обрыве выводного конца
многовитковой катушки на расстоя-
нии не менее 50 мм от корпуса его
восстанавливают, наращивая про-
водом той же площади сечения и
той же марки путем скрутки и про-
пайки. Если обрыв произошел бли-
же, катушку заменяют.
Неисправный покровный слой
многовитковой катушки снимают и,
убедившись в хорошем состоянии
корпусной изоляции, обматывают ее
шелко-слюдяной лентой ЛШМ-105
или ЛШМС-105. Каждый слой лен-
ты плотно натягивают, обращая
внимание на отсутствие просветов,
морщин и утолщений. Конец шелко-
слюдяной ленты закрепляют, после
чего катушку сушат в печи в тече-
ние 4 ч при температуре 70 °C. Про-
сушенную катушку покрывают фе-
нолоальдегидным лаком, например,
марок ФЛ-947, МЛ-92 или ФЛ-98,
и вновь сушат при температуре
100—120°С до затвердевания
пленки.
Для ремонта монолитной изоля-
ции аппаратов, изготовленной на
основе эпоксидной смолы, например
реле перегрузки и дифференциаль-
ных реле электровозов ЧС, приме-
няют эпоксидные компаунды горя-
чего отвердения и самотвердеюший
технический акрилат — пластмассу
АСТ-Т. Для получения пластмассы
АСТ-Т смешивают порошок эмуль-
сионного полиметилметакрилата с
жидкостью, состоящей из метилме-
такрилата и 3% активатора (диме-
5 Зак, 1613
тйланилина). В состав порошка в
качестве инициатора входит пере-
кись бензола.
Как заменитель пластмассы АСТ-Т
используют стиракрил ТШ. Входя-
щий в его состав порошок является
смесью сополимера метилметакри-
лата со стиролом с добавлением 1 —
2% перекиси бензоила. Жидкость
состоит из метилметакрилата и 1 %
диметиланилина. Пластмасса АСТ-
Т и Стиракрил ТШ обладают хоро-
шей адгезией (сцеплением) к метал-
лам, стеклу, фарфору, пластмассе и
дереву и поэтому нашли широкое
применение для восстановления де-
талей из этих материалов.
Подготавливаемую к заделке по-
верхность детали подвергают гру-
бой обработке для лучшего соеди-
нения пластмассы с основным ма-
териалом. При заделке трещин их
засверливают по концам сверлом
диаметром 3 мм и разделывают под
V-образный шов. Затем поверхность
тщательно очищают от грязи, мас-
ла, краски и обезжиривают ацето-
ном, бензином, уайт-спиритом или
другим растворителем.
Готовя пластмассу, смешивают в
фарфоровой или металлической по-
суде 100 весовых частей порошка и
50—70 весовых частей жидкости.
Смесь размешивают палочкой в од-
ном направлении в течение 1—2 мин
до получения однородной, без ко-
мочков массы, которая по густоте
напоминает сметану. Для заливки
щелей размером 1,5—3 мм делают
более жидкую смесь (50 весовых
частей порошка и 100 весовых час-
тей жидкости).
Для улучшения физико-химиче-
ских свойств пластмассы АСТ-Т и
стиракрила ТШ в них добавляют
различные наполнители. Так, при
ремонте изоляции корпусов реле пе-
регрузки и дифференциальных ре-
ле электровозов ЧС в качестве 'на-
полнителя используют измельчен-
ный кварцевый песок, повышающий
электроизоляционные свойства и
теплостойкость.
Как и при эпоксидных компаун-
дах, приготовленную смесь стремят-
129
ся использовать за 15—20 мин, по-
ка не началось отвердение. Для эко-
номного использования пластмассы
АСТ-Т и стиракрила ТШ их готовят
небольшими порциями перед самым
употреблением. Качество восстанов-
ления детали тем выше, чем тонь-
ше слой смеси, заливаемый за один
прием. Чтобы предупредить расте-
кание жидкой смеси после нанесе-
ния ее на деталь, изготовляют фор-
мы из картона, жести, пластилина
или дерева. Покрытая изнутри тон-
ким слоем парафина или воска та-
кая форма после горячего отверде-
ния компаунда легко отстает от
него.
При нормальном давлении и
комнатной температуре нанесенная
на деталь масса затвердевает в те-
чение 30—70 мин. Однако процесс
полимеризации глубинных слоев за-
канчивается позднее, поэтому к об-
работке детали приступают через
12—14 ч. Отвердевшие пластмасса
АСТ-Т и стиракрил ТШ легко под-
даются всем видам механической
обработки: обточке, строганию, фре-
зерованию и сверлению.
Подобным же образом подготав-
ливают, восстанавливают и оконча-
тельно обрабатывают детали при
использовании для их ремонта эпок-
сидных компаундов.
Устанавливая отремонтирован-
ную катушку реле на ярмо, между
ней и магнитопроводом помещают
прокладку из прессшпана. Убежда-
ются в плотном закреплении катуш-
ки и при необходимости ставят до-
полнительные прокладки.
На всех реле защитной группы,
как и на большинстве высоковольт-
ных аппаратов электровозов ЧС, ус-
тановлены унифицированные блоки-
ровочные контакты мостикового ти-
па. В пластмассовых корпусах этих
контактов нередко можно обнару-
жить трещины. Если в цехе нет за-
мены, треснувшие или изломанные
корпуса и держатели подвижных
контактов соединяют клеем БФ-4
или клеями, составленными на ос-
нове эпоксидных смол. Для боль-
шей прочности корпус охватывают
130
поясками из белой жести. На скле-
енные детали накладывают тугой
бандаж из киперной ленты и выдер-
живают в бандаже не менее 24 ч.
Легко нажимая на шток, убеж-
даются в свободном перемещении
контактов и отсутствии заеданий.
При необходимости в направляю-
щие отверстия корпуса заправляют
1—2 капли масла МВП. Одновремен-
но убеждаются в соответствии уста-
новленным нормам раскрытия, про-
вала и прилегания контактов.
Незначительные задиры, забои и
заусенцы на поверхности серебря-
ных контактов заглаживают сереб-
ряной или хромированной стальной
палочкой либо специальным надфи-
лем, чтобы снять минимально воз-
можный слой металла. При выпус-
ке из ТР-2 допускают к дальнейшей
эксплуатации контакты толщиной
не менее 0,5 мм, при выпуске из
ТР-3— не менее 0,8 мм.
Контакты, сильно поврежденные
или имеющие толщину менее допус-
тимой, заменяют. Если требуется
заменить подвижной контакт, то за-
меняют целиком мостик, иа котором
он укреплен. Мостик легко вынуть,
повернув его в контактодержателе
и сжав притирающую пружину. Для
замены неподвижного контакта его
острожно срубают или спиливают
вместе с контактодержателем.
Отбракованные серебряные кон-
такты срубают с мостиков и контак-
тодержателей для переплавки. Но-
вые контакты припаивают элект-
родуговым паяльником или прива-
ривают с помощью трансформатора
точечной сварки, используя в каче-
стве флюса буру. Места припайки
контактов предварительно зачища-
ют стеклянной лентой, а в процессе
пайки следят за тем, чтобы не на-
рушалось симметричное расположе-
ние контактов относительно оси
пластины мостика или контактодер-
жателя.
Для закрепления контактодер-
жателя на корпусе края держащей
его цилиндрической заклепки раз-
вальцовывают, обжимая ее щипца-
ми с губками соответствующей фор-
мы. Пытаясь от руки сдвинуть кон-
тактодержатель, обязательно еще
раз убеждаются в его плотном за-
креплении на корпусе.
При сборке реле под гайки и го-
ловки винтов устанавливают прос-
тые и пружинные шайбы, размеры
которых должны соответствовать
чертежам. Зазор между якорем и
ярмом должен быть 5—6 мм. Натя-
жение пружины предварительно ре-
гулируют по указателю тока ус-
тавки.
Реле с отремонтированными кон-
тактами укрепляют в вертикальном
положении на стенде для проверки
и регулировки аппаратуры и под-
соединяют к нему проводники от
соответствующих выводов стенда.
Плавно увеличивая ток в катушке
реле, фиксируют значение тока, при
котором якорь притянется к сердеч-
нику. Затем также уменьшают ток
и фиксируют значение, при котором
якорь отпадет.
Коэффициент возврата (отноше-
ние тока выключения реле к току
включения) для рассматриваемых
реле не должен быть меньше 0,5.
Поэтому при регулировке реле с по-
мощью винта в верхней части якоря
добиваются того, чтобы якорь не
«прилипал» к ярму, т. е. отпадал
при токе, минимальное значение ко-
торого равно половине тока ус-
тавки.
При настройке дифференциаль-
ного реле электровозов ЧС в обеих
его катушках устанавливают токи,
равные номинальному: 1600 А для
реле 15СВ цепи тяговых двигателей
и 50 А для реле 17СВ вспомогатель-
ных машин. Затем уменьшают ток
в одной нз катушек. Включение ре-
ле 15СВ должно происходить при
разности токов в его катушках
120 А, а реле 17СВ — 5 А. Контроль
срабатывания реле, имеющих мно-
говитковую катушку, например ре-
ле напряжения и боксования, осу-
ществляют с помощью миллиампер-
метра.
Зазоры между якорем и ярмом
дифференциальных реле в отклю-
ченном и включенном положениях
5*
регулируют изменением натяжения
пружины и положения двух винтов.
По мере настройки реле проверяют
раскрытие и провал контактов. При
необходимости изменением длины
тяги, связывающей якорь с подвиж-
ным контактом, устанавливают рас-
крытие контактов в пределах 0,6—
1 мм и провал не менее 1 мм. Окон-
чив настройку реле, все регулиро-
вочные винты фиксируют в задан-
ном положении контргайками и за-
крашивают красной эмалью, выпол-
няющей роль пломбы.
Если в процессе ремонта реле
защиты полностью разбирали, пе-
ред выдачей из цеха его испытыва-
ют на пробой переменным током
50 Гц. Корпус высоковольтной час-
ти реле подлежит проверке напря-
жением 8000 В, а низковольтной —
1000 В.
Широкое распространение полу-
чают системы защиты электровоза
от боксования с использованием
магнитных усилителей, полупровод-
никовых и других приборов. Такая
система применена на электровозах
ЧС2 (с № 305) и ЧС2Т. При ТР-2
регулирующий блок 510 вместе со
статическим преобразователем сни-
мают для проверки в стационарных
условиях на специальном стенде.
Электрическая схема стенда
(рис. 81) позволяет имитировать ра-
боту схемы защиты от боксования.
Магнитные усилители (трансдукто-
ры) работают устойчиво и их с эле-
ктровоза не снимают. На стенде
вместо них используют два запас-
ных трансдуктора ТД1 и ТД2. Пи-
тание аппаратуры стенда осущест-
вляется от аккумуляторной батареи
напряжением 60 В через делитель
напряжения и контролируется
вольтметром VI.
Перед регулировкой блока 510 и
статического преобразователя от-
крывают их крышки и внимательно
осматривают приборы, провода, за-
жимы и паяные соединения. При
осмотре легко обнаруживают такие
наиболее вероятные неисправности,
как перегорание предохранителя в
статическом преобразователе, сгора-
Рис. 81. Принципиальная схема стенда для проверки и регулировки блоков системы
защиты от боксования электровозов ЧС2, ЧС2Т
ние транзистора Т, диодов Д1—Д5,
пробой конденсаторов Cl, С2 и об-
рыв резисторов Rl, R2. Обращают
внимание на установку и крепление
ползунков на резисторах R1 и R2.
Испытание статического преоб-
разователя проводят при различных
значениях напряжения постоянного
тока на его входе и нагрузки иа вы-
ходе. Последовательно устанавли-
вая все три значения напряжения
на входе (табл. 3), проверяют вы-
сокоомным вольтметром и осцилло-
графом соответствие нормам выход-
ных параметров: напряжения и час-
тоты сначала в режиме холостого
хода, а затем при нагрузке 100 мА.
Отклонения полученных значений
не должны превышать 15%.
Исправный преобразователь сое-
диняют с блоком 510 и используют
при дальнейшей его регулировке.
Для проверки настройки делителя
напряжения (резистора R1) к зажи-
мам +1 и —2 блока 510 подводят
Таблица 3
Напряже- ние на входе (постоян- ный ток), В Выходное напряжение при холостом ходе (перемен- ный ток). В Выходные параметры при нагрузке 100 мА (переменный ток)
Напряже- ние, В Частота, Гц
36 160 130 850
48 210 185 1000
57 250 225 1200
в соответствующей полярности на-
пряжение 48 В постоянного тока.
Подсоединяя высокоомный вольт-
метр V2 к выходу моста (зажимы
4 и 6), убеждаются в том, что на-
пряжение на нем не превышает 1 В.
Затем в управляющей обмотке
любого магнитного усилителя (на-
пример, ТД1) изменением сопротив-
ления резистора R3 по показаниям
миллиамперметра шА1 устанавли-
вают ток 2 мА (на выходе усилите-
ля ток должен быть не менее
13,5 мА) и регулируют сопротивле-
ние резистора R2 так, чтобы на нем
возник сигнал, достаточный для от-
пирания транзистора Т. В резуль-
тате его отпирания срабатывает ре-
ле RL2. О замыкании контактов ре-
ле сигнализируют лампы Л1 и J12.
На следующем этапе проверки
устанавливают ток в управляющей
обмотке магнитного усилителя
16 мА. При этом на выходе в рабо-
чей обмотке должен быть ток не
менее 85 мА, достаточный для
включения реле RL1. В срабатыва-
нии реле RL1 убеждаются по сиг-
нальным лампам ЛЗ и Л4. Если ре-
ле RL1 и RL2 не включаются при
заданных значениях тока и напря-
жении 36 В, их регулируют ослаб-
лением натяжения отключающей
пружины. Питание подводят непо-
средственно к выводам катушек
реле.
132
Чтобы определить исправность
катушки TL1, ее подключают к схе-
ме переключателем П. С помощью
вольтметра V2 или осциллографа
убеждаются в том, что напряжение
на выходе моста не превышает 1 В
при изменении напряжения на за-
жимах 1 и 2 блока 510 в пределах
36—57 В. Изменяя в этих же преде-
лах входное напряжение, убеждают-
ся, что нажатие на кнопку 596 при-
водит к срабатыванию реле RL2 и
не сопровождается включением ре-
ле RL1, как это могло быть при про-
бое конденсатора С2.
Установленный на электровоз
блок 510 пломбируют. Для того что-
бы иметь гарантию нормальной ра-
боты системы защиты от боксова-
ния, помимо блока 510, проверяют
состояние резисторов, включенных
параллельно обмоткам якорей тя-
говых двигателей. Обращают внима-
ние на исправность низковольтного
предохранителя и блокировки глав-
ного переключателя. Убеждаются в
том, что броневая оплетка проводов
не касается зажимов блока 510 или
трансдукторов.
Быстродействующие вы-
ключатели и быстродейст-
вующие контакторы. К ис-
правности, быстродействию и точ-
ности регулировки этих аппаратов
предъявляются особые требования.
Однако на электровозах ВЛ И,
ВЛ 10, ВЛ10у и ВЛ8 около 10%
порч, происходящих из-за неисправ-
ностей электрических аппаратов,
приходится на быстродействующие
выключатели и контакторы. До 5%
всех неплановых ремонтов указан-
ных локомотивов происходит из-за
отказов быстродействующих выклю-
чателей. На электровозах ВЛ 10
свыше 75% случаев повреждений
аппаратов защиты, потребовавших
непланового ремонта, приходится на
быстродействующие выключатели
БВП-5.
Поэтому на отечественных элект-
ровозах при ТР-2 эти аппараты
обычно снимают для ремонта и ре-
гулировки в аппаратном отделении.
Решение о том, чтобы снимать ап-
параты только При неисправности
или на всех локомотивах без исклю-
чения принимают с учетом условий
работы, технического состояния и
срока службы электровозов парка
депо. Снятые в цех быстродейст-
вующие выключатели и контакторы
ремонтируют по нормам ТР-3. На
электровозах ЧС в обязательном по-
рядке снимают для ревизии в аппа-
ратном отделении только камеру
быстродействующего выключателя,
а сам аппарат чаще ремонтируют
на локомотиве.
Поступивший в аппаратное отде-
ление быстродействующий выключа-
тель перед разборкой и ремонтом
продувают в специальной камере
сжатым воздухом давлением 200—
300 кПа (2—3 кгс/см2) и затем про-
веряют на стенде его включение и
выключение при нормальных значе-
ниях напряжения в цепи управле-
ния и давления воздуха в пневмати-
ческом приводе. При этом выявля-
ют скрытые дефекты: перекос и зае-
дание подвижных частей, повышен-
ную выработку в шарнирах, старе-
ние пружин, потерю герметичности
пневматической части.
Целесообразно также проверить
ток уставки выключателя и по ве-
дущемуся в цехе журналу сравнить
его с тем значением, на которое
был настроен аппарат при поста-
новке на электровоз. Изменение зна-
чения тока отключения указывает
на заедание в отключающей систе-
ме, потерю упругих свойств отклю-
чающей пружиной, нарушение по-
верхности соприкосновения якоря с
полюсами магнитопровода или на
наличие каких-то других воздушных
зазоров в магнитопроводе удержи-
вающей системы, а у выключателей
БВП-ЗА, БВП-ЗБ, БВП-5 —на из-
менение положения размагничиваю-
щего витка. Обязательно убеждают-
ся в исправном состоянии контактов
всех электрических соединений, от-
сутствии повреждений изоляцион-
ных поверхностей и целости корпу-
са выключателя.
Закончив проверку работы аппа-
рата, отмечают узлы и детали, под-
133
лежащие ремонту, и при необходи-
мости приступают к его разборке.
Ремонтируя быстродействующие
выключатели отечественных элект-
ровозов, проверяют состояние кон-
тактных поверхностей якоря и по-
люсов магнитной удерживающей
системы и пришабривают их так,
чтобы площадь касания была не
меньше 80% всей плоскости приле-
гания якоря. Для этого поверхность
полюсов удерживающего магнита
покрывают легким слоем краски
(шабровочной синьки) и рукой при-
жимают якорь. Если якорь затем
отпустить, на его поверхности ясно
выделяются окрашенные точки. Об-
щая площадь всех этих точек долж-
на быть в пределах указанной нор-
мы. В противном случае окрашен-
ные места срезают ручным шабе-
ром в направлении вдоль пластин
и, удалив оставшуюся краску, вновь
подводят якорь к полюсам. В зави-
симости от результатов проверки
шабрение продолжают до получе-
ния нужной площади соприкоснове-
ния якоря и полюсов.
При ремонте быстродействую-
щих выключателей БВП-ЗА, БВП-
ЗБ и БВП-5 удерживающую катуш-
ку снимают для пропитки, отсоеди-
нив вертикальный стержень магни-
топровода. Дугогасительную катуш-
ку и размагничивающий виток сни-
мают лишь при необходимости. Для
выполнения перечисленных работ
сначала полностью ослабляют натя-
жение отключающих пружин, а за-
тем снимают оттягивающие пружи-
ны пневматического привода. В та-
ком положении все подвижные час-
ти выключателя освобождаются от
натяжения и могут быть легко пе-
редвинуты в положение, удобное
для работающего.
Приступая к ремонту пневмати-
ческого привода, отсоединяют ко-
лодку с вентилем от опорной рамы,
выбивают валик и разъединяют
шток поршня с включающим рыча-
гом. Освободив болты, снимают ци-
линдр с поршнем, воздухопроводом
и вентилем. Цилиндр закрепляют в
слесарных тисках, отсоединяют ре-
134
зиновый или полиэтиленовый шлайг,
а затем и поршень со штоком. Здесь
же в тисках отсоединяют вентиль
от держателя. Чтобы отделить пор-
шень от штока, вынимают соеди-
няющий валик, укрепленный стопор-
ным болтом. Все детали привода
очищают от грязи, промывают бен-
зином, отбраковывают для возмож-
ного ремонта, а изношенные выше
установленных норм заменяют.
Электромагнитный вентиль ремон-
тируют отдельно от привода.
Цилиндры, имеющие задиры и
местные выработки на внутренней
поверхности, протачивают, но так,
чтобы диаметр после обточки не
превышал 100,5 мм. Трещины в кор-
пусе и дисках, разработанные гнез-
да для уплотняющих пробок и из-
ношенные пазы под уплотняющие
кольца в поршне восстанавливают
наплавкой в пламени газовой горел-
ки. Все наплавленные места подвер-
гают механической обработке, вос-
станавливая размеры деталей до
чертежных.
Чтобы не производить наплавки,
в некоторых случаях размеры пазов
в поршне увеличивают до 6,5 мм.
Уплотняющие кольца подбирают
так, чтобы они свободно входили в
пазы, а зазор между стенкой и
кольцом не превышал 0,2 мм.
Собирая привод, к поршню под-
бирают такой поршневой валик, ко-
торый свободно входил бы не толь-
ко в поршень, но и в шатун. Прове-
ряют зазор между валиком и шату-
ном. Валик шатуна фиксируют сто-
порным болтом. Перед сборкой сма-
зывают цилиндр и манжеты легким
слоем смазки ЦИАТИМ-201, а на
электровозах, работающих в усло-
виях холодного климата, — смазкой
ЖТ-72 или ЖТ-79Л. Допускается
использование смазки ЖТКЗ-65.
Подушку буфера при наличии тре-
щин, повышенного износа или по-
тери упругости резины заменяют но-
вой. Исправный воздухопровод ук-
репляют первоначально на пневма-
тическом цилиндре, а затем на ко-
лодке для пневматического привода.
Собранный цилиндр вводят в
раму быстродействующего выключа-
теля так, чтобы отверстие в шатуне
совпало с отверстием включающе-
го рычага. Соединяют эти детали
валиком и стопорят его с обеих сто-
рон' шплинтом. После этого закреп-
ляют цилиндр на раме болтами, а
вентиль — на угольниках основания
и убеждаются в том, что исключе-
на возможность перетирания возду-
хопровода о детали аппарата.
Подключив быстродействующий
выключатель к сети сжатого возду-
ха испытательного стенда, имеюще-
го резервуар вместимостью 30 л,
убеждаются в четкой работе собран-
ного привода при давлении сжато-
го воздуха 375 кПа (3,75 кгс/см2).
Увеличив в цилиндре давление до
750 кПа (7,5 кгс/см2) и покрыв де-
тали привода мыльной эмульсией,
убеждаются в отсутствии утечек.
Допускаются утечки через атмо-
сферное отверстие вентиля, если
мыльный пузырь продержится не
менее 5 с. Признают также годным
к эксплуатации привод, имеющий
утечки через поршневые кольца, ес-
ли снижение давления воздуха с
500 до 200 кПа (с 5 до 2 кгс/см2)
в резервуаре вместимостью 30 л
происходит за время не менее 1 мин.
В рамах выключателя при вни-
мательном осмотре могут быть вы-
явлены трещины в приливах под
изоляционные шпильки и в местах
крепления пневматического привода
или дугогасительного устройства. В
приливах под крепление валика ду-
гогасительной камеры или изоляци-
онных втулок могут быть обнаруже-
ны отколы. Нередко встречается
большая выработка втулок, осей или
гнезд под втулку в теле рамы, а
также выгорание и оплавление от-
дельных мест рамы вследствие про-
боя изоляции на землю или отклю-
чения аппаратом чрезмерно большо-
го тока. Поскольку рама изготовле-
на из сплава цветных металлов, ре-
монт поврежденных мест осущест-
вляют газовой сваркой с подогре-
вом всей детали, предварительно
рассверлив концы трещин и разде-
лав края зубилом под Y-образный,
а края отколов под Х-образный шов.
Выработку в резьбовых гнездах
проверяют калибром. При свобод-
ном ввертывании непроходного ка-
либра гнезда заплавляют одновре-
менно с производством других сва-
рочных работ, а затем обрабатыва-
ют под номинальный размер.
Часто бывает удобнее и проще
восстановить разработанные отверс-
тия и резьбовые гнезда путем поста-
новки переходных втулок. Для это-
го гнездо рассверливают под боль-
ший диаметр для переходной втул-
ки. Размер отверстия выбирают так,
чтобы можно было поставить втул-
ки с толщиной стенки не менее 3 мм.
Переходную втулку изготовляют из
бронзы с накаткой по наружной по-
верхности и натягом 0,1—0,15 мм.
При обнаружении большого износа
в шарнирах других деталей и при-
водов их работоспособность восста-
навливают путем смены втулок и
валиков.
Рычаг якоря быстродействующе-
го выключателя испытывает на себе
большие нагрузки и перемещается
при каждом включении и выключе-
нии аппарата. Помимо большого из-
носа втулок осей, при осмотре ры-
чага могут быть выявлены трещины,
особенно в месте крепления якоря,
и ослабления болтов, скрепляющих
пластины якоря. Если для устране-
ния обнаруженных неисправностей
требуется разборка якоря, отвинчи-
вают гайки болтов и, выбив их, вы-
нимают отдельные пластинки ста-
ли. Каждую пластинку зачищают, а
затем прокрашивают пропиточным
лаком. Особое внимание необходи-
мо уделять восстановлению втулок,
так как при допуске хотя бы не-
большого перекоса осей втулок
крайне затруднительно добиться
плотного прилегания якоря к полю-
сам сердечника удерживающей ка-
тушки и правильно отрегулировать
выключатель. Заваренные для ре-
монта отверстия под втулку свер-
лят только после полной сборки ры-
чага. Если сделать это раньше, то
не удастся обеспечить параллель-
135
ность осей отверстий и плоскости
якоря.
Подвижный и неподвижный си-
ловые контакты заменяют при
уменьшении их размеров менее до-
пустимых значений или при наличии
оплавлений. При выполнении работ
в объеме ТР-3 толщина подвижно-
го контакта БВП-5 должна быть
16—22 мм, его ширина — 30—
33,5 мм, а длина между контактной
поверхностью и противоположной
гранью — 80—82,5 мм. Для БВП-3
эти размеры соответственно равны
18—26; 8,5—10,2 и 65—72 мм. Не-
подвижный контакт БВП-5 браку-
ют, если его длина, измеренная
между серединой контактной по-
верхности и противоположной
гранью, составляет менее 172 мм, а
ширина в рабочей части — менее
30 мм. Для БВП-3 соответствующие
размеры должны быть не менее
38 и 8,5 мм. Контакты подгоняют
так, чтобы обеспечить их прилега-
ние на площади не менее 85%. Раз-
рыв контактов устанавливают в пре-
делах 36—45 мм у выключателя
БВП-3 и 35—44 мм у выключателя
БВП-5.
С помощью специального при-
способления убеждаются в том, что
при выключении быстродействующе-
го выключателя его подвижный кон-
такт после отскока от буфера не
приближается к неподвижному кон-
такту ближе чем на 12 мм. Разрыв
контактов блокировочного механиз-
ма устанавливают равным не менее
4,5 мм, провал регулируют в преде-
лах 5—6,5 мм, нажатие 3—4 Н
(0,3—0,4 кгс). Свободный ход тяги
блокировочного механизма во вклю-
ченном положении аппарата дол-
жен быть не менее 2—3 мм.
Быстродействующий выключа-
тель с предварительно отрегулиро-
ванным нажатием силовых контак-
тов и прилеганием контактной по-
верхности якоря к полюсам удер-
живающего магнита проверяют на
четкость срабатывания при давле-
нии воздуха в пневматическом при-
воде 375 кПа (3,75 кгс/см2), токе
удерживающей катушки не более
0,8 А и вентиля не более 0,095 А.
Исправность изоляции быстродейст-
вующего выключателя проверяют
испытанием ее постоянным напря-
жением 9500 В.
Ток уставки аппарата регулиру-
ют в следующих пределах: 3050—
3200 А для электровозов ВЛ 10,
2450—2600 А для ВЛ8 и 1950—
2100 А для ВЛ23. Регулировку про-
веряют на вибростенде. К зажимам
силовых контактов установленного
на вибростенде выключателя под-
соединяют выводы низковольтного
многоамперного агрегата, собирают
пневматическую и электрическую
схемы включения аппарата (рис. 82).
Затем, изменяя реостатом 9 ток воз-
буждения низковольтного агрегата
10, увеличивают ток, проходящий
через размагничивающий виток 5,
до тех пор, пока не отпадает рычаг
/ и не разорвутся силовые контакты
3 и 4. Для отключения при нужном
токе уставки БВП-ЗА, БВП-ЗБ и
БВП-5 настраивают путем измене-
ния положения регулировочных вин-
Рис. 82. Схема проверки
регулировки быстродейст-
вующего выключателя
136
тов <$ в теле удерживающего магни-
та 6. Если отрегулировать аппарат
этими винтами не удается, пользу-
ются регулировочным винтом кон-
тактных пружин 2, следя за тем,
чтобы нажатие силовых контактов
не стало ниже установленных норм.
Если и при этом не удается достиг-
нуть нужных результатов, изменя-
ют толщину немагнитной проклад-
ки между сердечником удерживаю-
щей катушки 7 и магнитопроводом
удерживающего магнита.
Учитывая большое число факто-
ров, влияющих на регулировку ап-
парата, требуется найти наилучшее
решение. Так, чтобы повысить ток
отключения, можно или увеличить
силу притяжения удерживающего
магнита, ввернув глубже регулиро-
вочные винты, или уменьшить силу
натяжения контактных пружин. Для
нормальной работы выключателя
необходимо, чтобы сила притяжения
магнита и сила натяжения пружин,
отдельно взятые, были как можно
большими. При большой силе при-
тяжения удерживающего магнита
увеличивается магнитное насыще-
ние его сердечника, благодаря че-
му уменьшается влияние на ток ус-
тавки аппарата колебаний напря-
жения цепи управления электрово-
за. Кроме того, в этом случае увели-
чивается нажатие силовых контак-
тов и уменьшается их нагрев. В то
же время при большой силе натя-
жения контактных пружин увели-
чивается скорость движения подвиж-
ного контакта в момент отключения
автоматического выключателя и
уменьшается время задержки дуги
между силовыми контактами. По-
этому необходимый ток отключения
стараются устанавливать при пол-
ностью или почти полностью ввер-
нутых регулировочных винтах и
наибольшем натяжении контактных
пружин, так что при минимально
допустимом значении 220 Н (22 кгс)
нажатие обычно находится в преде-
лах 240—260 (24—26 кгс).
Настроив быстродействующий
выключатель в состоянии покоя,
проверяют соответствие тока устав-
ки требуемым значениям при вклю-
ченном вибростенде. Разность токов
уставки при обоих режимах испы-
тания не должна превышать 250 А.
По окончании проверки регулиро-
вочные винты удерживающего маг-
нита и регулировочный винт кон-
тактных пружин пломбируют, а ре-
зультаты испытаний записывают в
журнал.
На полный ремонт БВП-5 без
дугогасительной камеры слесарь 5-
го разряда затрачивает 9—10 ч, а
на его снятие и установку на элект-
ровоз— еще около 1,5 ч.
При установке выключателя на
электровозе необходимо избегать
перекоса основания при затяжке
крепящих болтов. Перекос может
привести не только к деформации и
поломке деталей, но и нарушить
правильное прилегание якоря к по-
люсам удерживающего магнита
(БВП-3 и БВП-5). Поэтому перво-
начально аппарат закрепляют дву-
мя диагонально расположенными
болтами. По зазорам у двух других
болтов подбирают шайбы и оконча-
тельно закрепляют выключатель.
После подсоединения силовых и
низковольтных проводов и воздухо-
провода устанавливают дугогаси-
тельную камеру и закрепляют ее на
быстродействующем выключателе.
На отечественных электровозах ка-
меру аппарата дополнительно кре-
пят к каркасу высоковольтной каме-
ры с помощью деревянного бруса,
обеспечивающего ее вертикальное
положение. В заключение необходи-
мо еще раз убедиться в соответст-
вии нормам зазоров между деталя-
ми камер и главными контактами
выключателя и в правильном поло-
жении рога дугогасительной каме-
ры на неподвижном контакте.
Для защиты вспомогательных
цепей от токов короткого замыка-
ния и перегрузок на электровозе
ВЛ 10 применяют быстродействую-
щий выключатель БВЗ-2. Суммар-
ный износ его силовых контактов
(рис. 83) не должен превышать
5 мм. При этом ширина подвижного
и малоподвижного контактов БВЗ-
137
2 и БВЭ-ЦНИИ не должна быть
меньше 7,5 мм. Суммарный износ
контролируют по зазору между ро-
ликом включающего рычага 14 и
рычагом подвижного контакта 2.
Во включенном положении аппара-
та зазор не должен быть менее
1,5 мм. Разрыв силовых контактов
регулируют в пределах 20—23 мм,
их нажатие — в пределах 90—100 Н
(9—10 кгс).
При регулировке аппарата, уста-
новив с помощью пружины 1 уси-
лие Рк в указанных пределах, про-
веряют динамометром усилие Pq,
которое обеспечивает поворот дву-
плечего рычага 12 относительно
двух защелкивающих рычагов 3,
вывод из зацепления роликов (ша-
риковых подшипников) 4, 5 и выби-
вание защелки О2- С помощью ре-
гулировочного болта 6 и пружины
13 устанавливают Pq в пределах
18—20 Н (1,8—2,0 кгс), после чего
фиксируют болт контргайкой. За-
тем болтом 8 регулируют зазор С
в средней части якоря 9 отключаю-
щего электромагнита 10 в пределах
0,9—1,0 мм и устанавливают рав-
ным 0,10—0,15 мм зазор Н между
бойком 7 и двуплечим защелкиваю-
щим рычагом.
На время проверки силовые ка-
тушки А и Б отключающего элект-
ромагнита соединяют последова-
тельно так, чтобы их магнитные по-
токи были направлены встречно, и
изменением тока в их цепи добива-
ются срабатывания выключателя.
Путем изменения натяжения регу-
лировочной пружины 11 обеспечива-
ют выключение БВЗ-2 при токе
300+20 А. При протекании тока толь-
ко по катушке А, соединенной с си-
ловыми контактами, ток уставки
должен быть 50 А. По окончании
регулировки гайку фиксируют
шплинтом и пломбируют.
Ход штока привода включающе-
го электромагнита 15 регулируют с
запасом. Путем перемещения што-
ка, установив первоначально мини-
мальный ход, необходимый для за-
цепления защелки, вывинчивают
шток на один оборот и фиксируют
контргайкой. Убеждаются в четком
срабатывании электромагнита при
•минимальном токе 5,5 А. Выключе-
ние аппарата должно происходить
при токе в низковольтной обмотке
отключающего электромагнита, не
превышающем 4,5 А. Перемещени-
ем блокировки устанавливают при
включенном положении БВЗ-2 раз-
рыв блокировочных контактов 4—
5 мм, провал 2—3 мм.
Быстродействующий выключа-
тель БВЭ-ЦНИИ допускают к вы-
пуску из ТР-3, если длина его ма-
лоподвижного контакта, измеренная
между серединой контактной по-
верхности и противоположной
гранью, составляет не менее 13 мм,
высота выступа рабочей части это-
го контакта — не менее 5 мм, а под-
вижного контакта — не менее 6 мм.
Смещение силовых контактов по
горизонтали не должно превышать
Рис. 83. Схема регули-
ровки быстродействую-
щего выключателя
БВЗ-2
138
1 мм. Разрыв контактов БВЭ-
ЦНИИ регулируют в пределах 19—
22 мм.
Большого внимания требует про-
верка и настройка быстродействую-
щего контактора БК-2Б. Его спо-
собность ограничить ток в обмотках
якорей тяговых двигателей менее
чем за 0,005 с значительно снижает
последствия нарушений режима ре-
куперативного торможения электро-
возов ВЛ 10 (первых выпусков),
ВЛ8 и ВЛ22М. В аппаратном цехе
контактор БК-2Б разбирают частич-
но или полностью в зависимости от
состояния.
Проверяя ' исправность удержи-
вающей катушки контакторов БК-
2Б и БК-78Т, надежно закрепляют
ее. Ослабление крепления катушки
на сердечнике магнитопровода мо-
жет вызвать повреждение наружной
изоляции. Места повреждения ре-
монтируют. Измеряют активное со-
противление катушки и заменяют
ее при наличии отклонения от нор-
мы ±6%.
Сопротивление изоляции между
дугогасительной катушкой и ее маг-
нитопроводом измеряют мегаоммет-
ром на 2500 В. В случае обнаруже-
ния повреждения меняют изоляци-
онные втулки крепежных винтов
магнитопровода или ремонтируют
изоляцию дугогасительной катушки.
Измеряют также сопротивление изо-
ляции шины витка насыщения по
отношению к магнитопроводу после
отсоединения от шины медного шун-
та. У исправного контактора сопро-
тивление изоляции при каждом из
этих двух измерений должно быть
не менее 10 МОм.
Якорь контактора БК-2Б тща-
тельно пришабривают к поверхнос-
ти магнитопровода так, чтобы пло-
щадь касания была не менее 80%
всей плоскости прилегания. Кон-
тактные поверхности подвижного и
неподвижного контактов, изношен-
ные более допустимых пределов, в
некоторых депо восстанавливают
наплавкой медью с помощью газо-
сварки. Ремонтируемые детали
Рис. 84. Шаблон
для измерения уста-
новочного размера А
контактора БК-2Б:
/ — неподвижный кон-
такт; 2 — подвижный
контакт
предварительно прогревают в пла-
мени газовой горелки.
Проверяя исправность шарнир-
ных соединений, убеждаются в от-
сутствии задиров, чрезмерной выра-
ботки и заеданий. Валики промазы-
вают смазкой ЦИАТИМ-201.
Неисправные пружины и другие
детали, восстановить которые труд-
но, заменяют новыми. В конструк-
ции контактора БК-2Б применены
отдельные узлы и детали сдвоенно-
го контактора КВЦ-2А, используе-
мого на электровозах ВЛ8 и ВЛ23
для отключения вспомогательных
цепей при коротком замыкании и
перегрузках. Поэтому для обоих ап-
паратов используют общий запас
переходных узлов, крепежных и дру-
гих деталей.
Собирая контактор после ремон-
та, обращают внимание на правиль-
ность установки и крепление дета-
лей и соблюдение основных разме-
ров. Нижняя часть неподвижного
контакта имеет насечку, благодаря
которой он надежно зажимается в
держателях. Изменяя положение
контакта в держателях, регулируют
высоту его установки так, чтобы
расстояние между контактной по-
верхностью и нижним краем крон-
штейна дугогасительной системы
равнялось 230±3 мм. Для измере-
ния пользуются специальным шаб-
лоном (рис. 84).
Изменением толщины амортиза-
тора 2 (рис. 85) между якорем 10
139
5)
Рис. 85. Регулировочные размеры контактора БК-2Б в выключенном (а) и включен-
ном (б) положениях
и рычагом подвижного контакта 1
устанавливают раскрытие Б кон-
тактов равным 8—15 мм. Для из-
менения толщины амортизатора до-
бавляют или удаляют необходимое
число резиновых прокладок.
Наряду с регулировкой раскры-
тия силовых контактов проверяют
зазор б между рабочими поверхнос-
тями якоря 10 и магнитопровода 7,
который при замкнутых контактах
и обесточенной удерживающей ка-
тушке должен быть в пределах
2,5—4 мм, а в выключенном поло-
жении контактора — 6,5—И мм.
Этот зазор определяется высотой
установки неподвижного контакта,
но при необходимости может быть
отрегулирован изменением толщи-
ны амортизатора 8 между удержи-
вающей катушкой и стойкой 9 кон-
тактора. После проверки и регули-
ровки этих зазоров устанавливают
отключающие главные 6 и вспомо-
гательные 5 пружины и равномерно
натягивают их регулировочными
винтами 3 так, чтобы заплечики вин-
тов касались коромысла 4.
Вспомогательные контакты за-
меняют при уменьшении их толщи-
ны до 0,3 мм. После сборки контак-
тора для регулировки раскрытия
контактов ввинчивают или вывин-
чивают шток и стопорят его в поло-
жении, обеспечивающем раскрытие
в отключенном состоянии не менее
2 мм и провал 2—3 мм.
Для проверки правильности ре-
гулировки контактора удерживаю-
щую катушку подсоединяют к ис-
точнику постоянного тока последо-
вательно с реостатом, рассчитанным
)40
на ток не менее 30 А. Быстро пе-
редвигая движок реостата, увеличи-
вают ток до значения 25—30 А, при
котором должен включаться контак-
тор на электровозах ВЛ8 и ВЛ10,
а затем уменьшают ток до 8—10 А,
чтобы предупредить недопустимый
нагрев катушки. Для установки на
электровоз ВЛ22М контактор регу-
лируют на ток включения 20—25 А.
Прн последующем медленном
перемещении движка реостата
убеждаются в том, что якорь отпа-
дает при токе 5—7 А (электровозы
ВЛ8, ВЛ 10) или 2,5—3,5 А (элект-
ровоз ВЛ22М). Ток отпадания яко-
ря регулируют равномерным ослаб-
лением или затяжкой регулировоч-
ных винтов отключающих пружин.
Для регулировки тока включения
используют вспомогательные пру-
жины. При этом значение тока от-
падания якоря не может изменить-
ся, так как регулировочные винты
отключающих пружин упираются
своими заплечиками в коромысло.
Учитывая особенности конструк-
ции контактора БК-2Б, для измере-
ния различных раскрытий и зазо-
ров используют набор плоских про-
ходных и непроходных шаблонов, а
нажатие силовых контактов прове-
ряют специальным приспособлени-
ем. Включив быстродействующий
контактор, устанавливают времен-
ную прокладку Г (см. рис. 85) меж-
ду нижним кронштейном и магнито-
проводом. Затем прерывают пита-
ние удерживающих катушек и, от-
тягивая динамометр вертикально
вниз, фиксируют его показание в
момент соприкосновения подвижно-
го контакта с неподвижным. Сила
натяжения, отнесенная к концу ры-
чага, должна составлять не менее
280 Н (28 кгс).
Дугогасительную камеру контак-
торов БК-2Б и БК-78Т при ремонте
обязательно полностью разбирают.
С надетой дугогасительной камерой
правильность регулировки контакто-
ра на токи срабатывания проверя-
ют не менее 5 раз. Регулировочные
винты контактора после приемочно-
го контроля пломбируют. На пол-
ный ремонт контактора БК-2Б с ду-
гогасительной камерой слесарь 6-го
разряда затрачивает 3,0—3,5 ч и
еще 20—25 мин на его снятие и по-
становку на электровоз.
При установке быстродействую-
щего контактора БК-2Б на локомо-
тив обращают внимание на то, что-
бы силовые кабели, подсоединяемые
к его верхним выводам, не были
жестко закреплены вблизи от нако-
нечников. В противном случае эти
кабели могут препятствовать пере-
мещению подвижного магнитопро-
вода при включении контактора, в
результате нажатие силовых кон-
тактов и ток отключения контакто-
ра выйдут за пределы допусков.
В последние годы на электрово-
зах ВЛ 10 вместо контакторов БК-
2Б устанавливают быстродействую-
щий контактор БК-78Т, у которого
используется дугогасительная каме-
ра контактора БК-2Б с небольшой
переделкой полюса магнитной сис-
темы и добавлением рогов. Расстоя-
ние между рогом камеры и подвиж-
ным контактом должно находиться
в пределах 2—4 мм. Разрыв сило-
вых контактов при крайнем поло-
жении якоря 10—12 мм, а их на-
жатие во включенном положении
не менее 160 Н (16 кгс). Наиболь-
шее поперечное смещение силовых
контактов относительно друг друга
должно быть не более 0,22 мм, а
площадь их прилегания — не менее
70%. При выполнении работ в объе-
ме ТР-3 признают годными к экс-
плуатации силовые контакты, изно-
шенные не более чем на 2 мм, а
при текущем ремонте и техническом
обслуживании остальных видов — не
более 3,5 мм. Вспомогательные кон-
такты заменяют, если толщина не-
подвижного контакта составляет
менее 0,6 мм, а подвижного — менее
0,8 мм. Браковочный размер в экс-
плуатации для обоих контактов сос-
тавляет 0,1 мм. Ток отключения
контактора регулируют в пределах
35—40 А.
Выполняя ревизию контактора
БК-78Т, заменяют изоляционные
втулки крепления магнитопровода и
изоляторы вспомогательных контак-
тов (блокировок) при наличии в них
трещин и прожогов. Обязательно
проверяют работу механизма за-
щелки, убеждаясь в четкой фикса-
ции подвижного контакта в разомк-
нутом положении. При отключенном
положении подвижного контакта
контактора БК-78Т запас усилия за-
щелки должен быть не менее 50 Н
(5 кгс).
Ремонт дугогасительных камер.
Дугогасительные камеры высоко-
вольтных аппаратов конструктивно
выполняют одно-, двух- или трех-
щелевыми и лабиринтно-щелевыми.
На выходе камер аппаратов, рабо-
тающих в наиболее сложных усло-
виях, устанавливаются металличе-
ские деионизационные решетки. Ос-
новным материалом для изготовле-
ния щелевых камер служат асбестб-
цементные листы. Лабиринтно-Ще-
левые камеры аппаратов отечест-
венных электровозов изготовляют
из двух прессованных стенок (бо-
ковин) из дугостойкого кремнийор-
ганического материала КМК-218.
Из этого же материала сделана ще-
левая дугогасительная камера кон-
тактора МК-101. Для уменьшения
времени гашения дуги дуговые про-
межутки ее деионизационной решет-
ки шунтированы резисторами.
Камеры являются одними из
наиболее сильно изнашивающихся
частей электрических аппаратов.
Интенсивность их износа находится
в прямой зависимости от частоты
срабатывания аппарата и мощности
гасимой электрической дуги. Наи-
более уязвимы стеики дугогаситель-
14t
ной камеры в непосредственной бли-
зости от контактов аппарата в ее
устье, где часто наблюдается интен-
сивное выгорание асбоцементных
стенок и перегородок. Срок службы
камер может существенно снижать-
ся в результате излишне частой и
интенсивной зачистки стенок при
техническом обслуживании с исполь-
зованием наждачного полотна. Ос-
нову камер составляет хрупкий ма-
териал, поэтому небрежное и неосто-
рожное обращение с ними имеет сво-
им следствием появление трещин и
излома стенок и перегородок.
При ТР-2 камеры быстродейст-
вующих выключателей, быстродей-
ствующих контакторов и других
наиболее ответственных аппаратов
снимают для ревизии и ремонта в
аппаратном цехе. Поступившую в
цех дугогасительную камеру осмат-
ривают и определяют объем ремонт-
ных работ, в зависимости от чего
ее разбирают полностью или час-
тично. При полной разборке выпол-
няют работы в объеме ТР-3.
Разборку начинают обычно со
снятия деионизационной решетки.
Пластины снятой решетки тщатель-
но очищают шлифовальной шкур-
кой. Если приходится ремонтиро-
вать большое число камер, то для
очистки пластин целесообразно ис-
пользовать специальные барабаны
с песком. Загрузив камеры в такой
барабан, их перемешивают с пес-
ком до появления блестящей и чис-
той поверхности, свободной от на-
гара и окислов. Последовательно
снимают со шпилек гайки, простые
и пружинные шайбы, одновременно
проводя их дефектировку. Годные
детали откладывают для дальней-
шего использования.
Камеру разбирают на конструк-
тивные узлы, обеспечивающие про-
верку их состояния в труднодоступ-
ных местах и выполнение необходи-
мого ремонта. Так, с камеры быст-
родействующих выключателей
электровозов ЧС обычно снимают
только деионизационную решетку,
наружные стенки и внутренние пе-
регородки. Дугогасительные устрой-
142
ства, включающие в себя полисные
башмаки, дугогаоительные катушки,
сердечники, накладки и рога, сни-
мают со стенок лишь в случае (По-
вреждения.
У камер быстродействующих вы-
ключателей отечественных электро-
возов, ремонтируемых по нормам
ТР-3, толщина стенок должна быть
4—8 мм, а у контакторов — 4—
7,5 мм. По нормам текущего ремон-
та и технического обслуживания
всех остальных видов минимальная
толщина стенок дугогасительных
камер должна быть 3 мм.
По нормам ТР-3 толщина пере-
городки дугогасительных камер вы-
ключателей БВП-ЗА, БВП-ЗБ и
БВП-5 должна быть 4—6,5 мм,
БВЭ-ЦНИИ — от 2,5 до 4 мм, БВЗ-
2 — от 3,5 до 4,5 мм, а пневматиче-
ских контакторов — от 3 до 5,3 мм,
электромагнитного контактора МК-
310Б — от 6 до 8,75 мм. По нормам
текущего ремонта и технического
обслуживания всех остальных видов
толщина перегородки камер для пе-
речисленных групп аппаратов долж-
на быть соответственно не менее 3;
1,5; 2,2 и 4 мм.
Если стенка или перегородка ду-
гогасительной камеры в месте про-
гара имеет толщину не менее 25%
номинальной, то они могут быть
восстановлены специальной замаз-
кой. При большем прогаре их от-
браковывают.
У камер быстродействующих вы-
ключателей отечественных электро-
возов лабиринты образованы вклей-
кой ребер в пазы стенок. Стенки с
отломанными и прогоревшими реб-
рами восстанавливают, предвари-
тельно сняв все смонтированные на
них детали. Остатки выгоревших и
изломанных ребер удаляют из лис-
та стенки камеры и зачищают осво-
бодившиеся пазы.
Наиболее интенсивно асбоце-
ментные стенки дугогасительных ка-
мер аппаратов прогорают в местах
размыкания подвижного и непо-
движного контактов в устье каме-
ры. В этих местах с целью уменьше-
ния прогара на стенках выключате-
лей камер БВП-5 и БВЗ-2, электро-
пневматических контакторов и элек-
оомагнитного контактора МК-310Б
крепляют вставки из дугостойкого
материала — микалекса.
Для склеивания вставок со стен-
ками, для замазки прогаров, задел-
ки трещин, укрепления ребер и пе-
регородок используют компаунды
на основе эпоксидной смолы ЭД-20
или ЭД-16 (бывшие ЭД-5 и ЭД-6)
или модифицированной эпоксидной
смолы К-153, К-153С и К-115. В ка-
честве отвердителя используют йо-
лиэтиленполиамнн.
На практике нашли применение
три состава. В расчете на 100 весо-
вых частей смолы в состав № 1
(также в весовых частях) входят:
полиэтиленполиамин— 10, каменная
пудра—КТО; в состав № 2 — поли-
этиленполиамин— 12, хризолитовый
асбест—100; в состав № 3 — поли-
этиленполиамин— 10, порошок раз-
мельченный кремнийорганической
массы КМК-218 —от 150 до 170.
В качестве каменной пудры ис-
пользуют один из следующих мате-
риалов: базальт, андезит, размель-
ченный шамот или мелкоизмельчен-
ный микалекс.
Все операции, связанные с взве-
шиванием материалов и приготов-
лением составов осуществляют в
вытяжном шкафу или на рабочем
столе, оборудованном местной вы-
тяжной вентиляцией. Для защиты
кожных покровов от воздействия
смол и отвердителя используют спе-
циальные пасты или мази, напри-
мер мазь Селисского, пасту мико-
лан или пасту «невидимые перчат-
ки». Такие «перчатки» нетрудно
приготовить в условиях депо. Для
этого смешивают в следующих про-
центных весовых отношениях 90 % -
ный этиловый спирт — 58,7, козе-
ин—19,7, глицерин—19,7 и 25 % -
ный аммиак — 1,9.
Готовя состав, полиэтиленполиа-
мин выпаривают в сушильном шка-
фу при температуре НО—115 °C в
течение 3 ч, а наполнитель перед
применением выдерживают при та-
кой температуре в течение 1 ч. Не-
обходимое количество эпоксидной
смолы отбирают в посуду одноразо-
вого употребления. Чтобы облегчить
размешивание слишком вязкой смо-
лы, ее можно разогреть с горячей
водой1 при температуре 60—80°C.
Наполнители можно внести в смо-
лу заранее и тщательно переме-
шать, а отвердитель вносят неболь-
шими порциями не ранее чем за
20—30 мин до употребления во из-
бежание его отвердения в посуде.
Внесённый в смесь отвердитель пе-
ремешивают в течение 5 мин.
Перед вклейкой пластины из ми-
калекса в стенке дугогасительной
камеры посредством фрезерования
делают углубление по форме плас-
тины и на глубину, соответствую-
щую ее толщине. Поверхности плас-
тины и выемки в стенке обезжири-
вают ацетоном или спиртом и сушат
на воздухе в течение 10—15 мин.
Затем на эти поверхности наносят
клеевой состав № 1 или 2 и уста-
навливают пластину в углубление,
заполняя возможные зазоры тем же
составом. Прижав пластину грузом
массой 3—4 кг, выдерживают скле-
енные детали в горизонтальном по-
ложении так, чтобы раствор не мог
вытекать. Процесс отвердения за-
вершается за 24 ч при температуре
20°C или за 10 ч при температуре
30—40 °C. В завершение работы
шов зачищают вровень с поверх-
ностью стенки.
Аналогично поступают при
вклеивании перегородок и ребер и
заделке прогоревших мест и тре-
щин. Предварительно поверхность
стенки зачищают наждачным полот-
ном от копоти и вкраплений рас-
плавленного металла. Края трещин
(длиной менее 100 мм) и отколов
разделывают шабером и напильни-
ком и очищают от пыли и абразив-
ных частиц. Затем поверхности
обезжиривают, В противопожарных
целях для очистки деталей из ас-
бестоцемента бензином не пользу-
ются. Для заделки прогоревших
мест в зависимости от наличия в
депо используемых компонентов
применяют также еще три состава.
143
В состав № 4 входят в указан-
ных весовых отношениях следующие
компоненты: эпоксидная смола —
70, фурфуролацетоновая смола —
11, фенол альдегидный (бакелито-
вый) как ФЛ-947 или ФЛ-98— 5,
портландцемент—100 и 50%-ный
спиртовой раствор гексаметилендиа-
мина — 14.
Готовя состав № 5, на 100 весо-
вых частей каменной пудры, ис-
пользуемой в составе № 1, берут в
следующих соотношениях натрие-
вое жидкое стекло — 50 и 93%-ный
кремнефтористый натрий — 3. Этот
компаунд готовят в вытяжном шка-
фу при контроле работников хими-
ко-технической лаборатории.
Наиболее просто готовится сос-
тав № 6: натриевое жидкое стек-
ло— 100 и порошок размельченного
асбестоцемента или кремнийоргани-
ческой массы КМК-218. Однако из-
за высокой гигроскопичности (спо-
собности поглощать влагу) жидко-
го стекла на восстановленном месте
может сравнительно быстро вновь
появиться прогар. Поэтому, учиты-
вая простоту технологии приготов-
ления замазок на жидком стекле,
ими пользуются обычно при ТР-1
и техническом обслуживании.
Заполняя прогоревшее место лю-
бой замазкой, ее разглаживают так,
чтобы она выступала над поверх-
ностью листа на 1—2 мм с учетом
усадки при отведении и последую-
щей зачистки.
Взамен отбракованных в депо
изготовляют новые стенки и пере-
городки щелевых камер. Листы ас-
бестоцемента (ацеида) для их изго-
товления размечают по шаблону и
вырезают на фрезерном станке. Фа-
сонные профили стенок и перегоро-
док камер вырезают ленточной пи-
лой. Вырезанные заготовки собира-
ют в комплект и сверлят по кондук-
тору необходимые отверстия. Для
предотвращения трещин в месте вы-
хода сверла под комплект асбесто-
цементных листов подкладывают
пластину из фибры, дерева и текс-
толита. Перемычки и перегородки
камеры вырезают из толстого ацеи-
144
да на фрезерном или строгальном
станке.
Для повышения сопротивления
изоляции и влагостойкости стенок,
перегородок и других деталей из
асбестоцемента их пропитывают в
гидрофобизирующей жидкости 136-
41 (старое обозначение ГКЖ-94)
или в кремнийорганическом лаке
К-41. Как показывает практика,
пропитка в гидрофобизирующей
жидкости дает больший эффект.
Перед пропиткой детали из ас-
бестоцемента просушивают в су-
шильной печи при температуре
200 °C. Продолжительность сушки
определяется из расчета 1 ч на 1 мм
толщины детали. Раствор для про-
питки готовят в следующей пропор-
ции: гидрофобизирующая жидкость
136—41 — 10% и бензин-раствори-
тель (уайт-спирит)—90%. Смесь
тщательно перемешивают. Работу
выполняют в резиновых перчатках
и фартуке в помещении, оборудо-
ванном вытяжной вентиляцией. В
этом помещении не курят и не поль-
зуются открытым огнем.
Высушенные асбестоцементные
детали выдерживают до понижения
температуры до 30—40 °C и в той
же сетке, в которой они находились
в печи, помещают в ванную из оцин-
кованного железа, заливают пропи-
точным раствором и закрывают
крышкой. Продолжительность про-
питки определяют из расчета 5 ч
на 1 мм толщины детали. Вынув
сетку с деталями из ванны, дают
стечь излишкам раствора, выдержи-
вают на воздухе в течение 2 ч и по-
мещают в печь. Сушка в лечи длит-
ся около 8 ч при температуре 150—
170 °C.
Выгоревшие не более чем на
3 мм места на дугогасительных ро-
гах камер наплавляют латунью
ЛК-80-ЗЛ или другим металлом, со-
ответствующим материалу детали,
используя газовую сварку. Прого-
ревшие отверстия в рогах пол-
ностью заплавляют и вновь рас-
сверливают. Сильно обгоревшие ро-
га заменяют. Перед сборкой каме-
ры рога зачищают стеклянным по-
лотном. Поверхность рога должна
быть чистой, ровной, без рисок,
заусенцев, забоин и острых углов.
Поврежденное покрытие оловом
восстанавливают.
У камер быстродействующих вы-
ключателей БВП-3 (рис. 86) про-
веряют состояние и крепление сое-
диняющей шинки 6, убеждаясь, что
она плотно прилегает к левому ро-
гу 2 и кронштейну шарнира /; шин-
ку, имеющую надорванные края
или сильные прожоги, заменяют.
Камеры отечественных быстро-
действующих выключателей наибо-
лее сложны в ремонте и сборке. На
полный ремонт камеры БВП-5 сле-
сарь 4-го разряда затрачивает око-
ло 100 мин, в то время как на трех-
щелевую камеру контакторов ПК-
31-36 или ПК-41-46 требуется
30 мин, а на лабиринтно-щелевую
камеру контакторов ПК-21-26 —
только 15 мин.
При сборке камеры стараются
по возможности полностью исполь-
зовать все ее крепящие детали, а
также заклепки, болтовые соедине-
ния и другие детали, отобранные
после разборки негодных камер.
Собирая камеру быстродействую-
щего выключателя, обращают вни-
мание на то, чтобы гайки, стопо-
рящие шпильки в асбестоцементных
распорках и боковых клиньях, не
выступали из циковок, препятствуя
созданию необходимого уплотнения
камеры по периметру. Если концы
болтов и винтов, проходящих каме-
ру насквозь, выступают более чем
на 2,5 мм, их обрезают, а места
среза покрывают эмалью ГФ-92-ХС.
Порванную асбестовую бумагу за-
меняют новой, но так, чтобы она
не перекрыла изоляционных выре-
зов в гетинаксовых планках.
У камер, имеющих шарнирное
соединение с аппаратом, проверя-
ют исправность кронштейна шарни-
ра / и прочность его крепления. В
камере БВЗ-2 проверяют целост-
ность и упругость пружины.
Для проверки правильности рас-
положения дугогасительных рогов
относительно контактов аппарата
Рис. 86. Проверка правильности установки
дугогасительной камеры быстродействую-
щих выключателей БВП-3 и БВП-5
собираемую камеру со снятой стен-
кой устанавливают на имеющийся
в цехе быстродействующий выклю-
чатель или пользуются для этого
специальными шаблонами. Убежда-
ются, что дугогасительные рога ие
только ие касаются стеиок каме-
ры, но между ними есть зазор не
менее 3 мм, а у камер контакторов
не менее 1 мм. Для создания тре-
буемого зазора рога опиливают на-
пильником или стеклянным по-
лотном.
Правый рог 3 камер БВП-3 и
БВП-5 должен входить своим ши-
пом в шлицу неподвижного контак-
та 4. При этом не менее 80% плос-
кости торца рога должно опираться
на неподвижный контакт. При пра-
вильной посадке на неподвижный
контакт провал правого рога сос-
тавляет 5—7 мм.
Прикладывая к левому рогу 2 и
соединяющей шинке 6 шаблон,
убеждаются, что подвижный кон-
такт 5 проводит от них на расстоя-
нии S3 = 3-4-5 мм. Убеждаются так-
же в том, что между торцами алю-
миниевых пластин рычага подвиж-
ного контакта 5 и нижними краями
стенок дугогасительной камеры име-
ется зазор S|: у выключателей
145
БВП-5 и БВП-3 не менее 7 мм и у
БВЗ-2 и БВЭ-ЦНИИ не менее
3 мм. Щупами проверяют, что за-
зор S2 между подвижным контак-
том 5 и стенками камеры составля-
ет не менее 2 мм у выключателей
БВП-5 и БВЗ-2 и не менее 1 мм у
выключателей БВП-3 и БВЭ-
ЦНИИ.
Проверяя правильность установ-
ки камер выключателей БВЗ-2 и
БВЭ-ЦНИИ, убеждаются в том, что
рог имеет провал 3—4 мм и плотно
прижимается к неподвижному кон-
такту. У этих аппаратов путем на-
плавки или подпиливания рога
обеспечивают прохождение под-
вижного контакта на расстоянии
2—4 мм от рога камеры. Чтобы вы-
держать расстояние между правым
и левым рогами этих камер в пре-
делах 37±2 мм, рога опиливают.
Убеждаются, что опирающийся на
неподвижный контакт рог камеры
выключателя БВЗ-2 свободно по-
ворачивается на валике и прн этом
предельное расстояние между его
верхним концом и торцовой пере-
городкой камеры составляет не ме-
нее 2 мм.
Особенно важно выдержать все
размеры в устье камеры. При вы-
полнении работ в объеме ТР-3 ши-
рину щели устья в собранной дуго-
1асительной камере в месте разры-
ва контактов устанавливают в сле-
дующих пределах: у БВП-ЗА и
БВП-ЗБ — от 14 до 17 мм, у БВП-
5 — от 39 до 40 мм, у БВЭ-ЦНИИ —
от 4 до 7 мм и у БВЗ-2 — от 5 до
8 мм. При текущем ремонте и тех-
ническом обслуживании остальных
видов допускают увеличение этого
размера для соответствующих групп
аппаратов не более 21, 45, 8 и 9 мм.
После проверки зазоров камеру
полностью собирают, следя за тем,
чтобы не спутать места установки
элементов деионизационных реше-
ток. Элементы устанавливают так,
чтобы они не выступали за края
камеры. Обращают внимание на
то, чтобы зазор между нижними
концами соседних пластин состав-
лял не менее 1,5 Мм. Проверяют
146
взаимное расположение ребер ка-
меры (осмотром на свет). Убежда-
ются, что листы полюсов плотно
прилегают к стенке камеры, отста-
вая в отдельных местах не более
чем на 3 мм, а зазор между верх-
ним концом веерообразного полюса
и стенкой камеры составляет 3—
6 мм. Для окраски полюсов ис-
пользуют лак БТ-99.
Используя мегаомметр иа
1000 В, измеряют сопротивление
изоляции между дугогасительными
рогами камеры. У пригодной к экс-
плуатации камеры выключателя
БВЗ-2 это сопротивление составля-
ет свыше 10 МОм, а у камер всех
остальных быстродействующих вы-
ключателей — свыше 5 МОм. Пос-
ле ремонта с разборкой камеры
быстродействующих выключателей,
электропневматических и электро-
магнитных контакторов испытывают
в течение 1 мин переменным напря-
жением 8000 В частотой 50 Гц, при-
кладываемым по толщине стенок.
Ремонт щелевых с деионизаци-
онными решетками камер быстро-
действующих выключателей элект-
ровозов ЧС имеет небольшие осо-
бенности. Накладки и планки из
гетинакса с трещинами, отколами
и расслоением подлежат замене.
По нормам ТР-3 стенка камеры в
месте разрыва контактов должна
быть 4—7,5 мм, а в эксплуатации —
не менее 3 мм. Рога, соединенные
с дугогасительными катушками, за-
чищают напильником и стеклянным
полотном от наплавлений и копоти,
а имеющие сильные оплавления за-
меняют. Проверяют прочность креп-
ления рогов к выводам катушек.
Убеждаются в наличии пружинных
шайб под крепящими гайками.
Дугогасительные катушки с по-
врежденными бандажами, распу-
щенными прокладками и другими
дефектами снимают со стенки ка-
меры для ремонта. Поврежденные
прокладки из прессшпана заменя-
ют, нарушенную изоляцию восста-
навливают хлопчатобумажной лен-
той или пряжей. Затем накладыва-
ют плотный бандаж из батистовой
или миткалевой ленты так, чтобы
витки катушки не могли переме-
щаться.
Отремонтированную катушку
красят лаком ФЛ-98 или ФЛ-947
кистью или окуная в лак. После
сушки в естественных условиях кон-
тактные поверхности выводов кату-
шек протирают салфетками, смо-
ченными бензином. При необходи-
мости контактные поверхности за-
чищают и лудят.
Сердечники катушек красят чер-
ным масляио-битумным лаком БТ-
99, а перед сборкой обертывают
двумя слоями стеклоткани. Метал-
лические накладки на стейках ка-
меры являются полюсами дугогаси-
тельных катушек. При необходимос-
ти их красят битумным лаком. Со-
бирая дугогасительиую камеру, об-
ращают внимание иа плотное при-
легание полюсов и других деталей
и надежное их крепление.
Устанавливая камеру на аппа-
рат, необходимо убедиться, что
внутренний дугогасительиый рог ее
находится в соприкосновении с не-
подвижным контактом выключате-
ля. Вывод дугогасительной катуш-
ки с противоположной стороны ка-
меры должен охватывать болт, про-
ходящий через сердечник отклю-
чающего магнита, и быть надежно
закрепленным, обеспечивая путь
тока при отключении аппарата. Ос-
тановимся на некоторых особеннос-
тях ремонта камер контакторов.
При ремонте камер электромагнит-
ных контакторов МК-310Б асбесто-
цементные планки заменяют более
прочными текстолитовыми. При ос-
лаблении полюса у трехщелевой ка-
меры заменяют заклепки, крепящие
полюс к изоляции. У лабиринтно-
щелевой камеры проверяют проч-
ность запрессовки полюсов в стен-
ке. Ослабшие полюсы приклеивают
к стенке камеры эпоксидной смо-
лой следя за тем, чтобы они не вы-
ступали над стенкой более чем на
1 мм.
При ремонте в аппаратном цехе
камеры электромагнитного контак-
тора МК-101 измеряют сопротивле-
ние резисторов ПЭВ-50, шунтирую-
щих секции деионизациониой ре-
шетки. Резистор бракуют, если его
сопротивление не соответствует зна-
чению 18±0,4 Ом. При сборке ка-
меры путем постановки или снятия
шайб устанавливают расстояние
между внешними гранями полюсов
60 мм, расстояние между стенками
10,51^,7 мм> а ширину щели при-
мерно 4 мм.
При сборке трехщелевой каме-
ры с помощью шайб устанавливают
расстояние между стенками перего-
родки 7,5±0,5 мм, между стенками
30if;J мм, а между полюсами
471,7 мм. Эти размеры контроли-
руют вблизи контактов. Ширину
щели камеры устанавливают около
4 мм.
У электропневматических кон-
такторов SVD3, SVD6 и 6SP1 эле-
ктровозов ЧС толщина стенки и пе-
регородки дугогасительной камеры
по нормам ремонта ТР-3 должна
быть 7,5—5 мм, а у контакторов
1SVAD4 и 1SVAD5 — от 8 до 6 мм.
Браковочными размерами в экс-
плуатации соответственно для каж-
дой группы аппаратов являются 3
и 4 мм. У электромагнитных кон-
такторов этих локомотивов, выпус-
каемых из ремонта, толщина стен-
ки камеры находится в пределах
5,5—3,5 мм. В эксплуатации каме-
ру бракуют при толщине стенки ме-
нее 3 мм. Обращают внимание на
то, чтобы между дугогасительным
рогом и камерой у всех контакто-
ров был зазор не менее 3 мм.
У дугогасительных камер быст-
родействующих контакторов БК-2Б
и БК-78Т изломы наблюдаются
обычно в месте установки стяжного
болта, соединяющего обе половины
камеры. Для восстановления на из-
ломанные края наклеивают эпок-
сидной смолой стекловолокно. Ус-
танавливая стяжной болт, прояв-
ляют необходимую осторожность.
При сборке камеры обеспечивают
ширину щели в устье 7±0,5 мм, а
ширину устья в месте разрыва кон-
тактов 11 ±0,5 мм.
147
Завершающую проверку работы
отремонтированного в аппаратном
отделении контактора и регулиров-
ку уставки быстродействующих вы-
ключателей осуществляют при уста-
новленных на них дугогасительных
камерах. После приемки аппарата
камеру снимают. Аппараты и каме-
ры транспортируют на электровоз
раздельно. Окончательно установив
камеру на аппарат на электровозе,
проверяют четкость работы аппа-
рата, обращая внимание на свобод-
ное, без заеданий и трения переме-
щение подвижных частей. Убежда-
ются в том, что между дугогаси-
тельной камерой и подвижными
частями контактора имеется зазор
не менее 1 мм, а запирающий ме-
ханизм камеры надежно фиксирует
ее от смещения.
Ревизия пневматических приво-
дов аппаратов, прожировка кожа-
ных и замена резиновых манжет.
Обязательной ревизии подлежат
приводы всех аппаратов электрово-
за: токоприемников, быстродейст-
вующих выключателей, групповых
переключателей, пневматических
контакторов, реверсоров и т. д.
Обычно для выполнения этой рабо-
ты аппарат или только его привод
снимают с электровоза. Например,
конструкция электропневматических
контакторов отечественных электро-
Рис. 87. Стенд для разборки и сборки
пневматических приводов аппаратов:
/ — нажимной рычаг: 2 — зажнм; 3— тяги; 4 —
педаль; 5 — стол; 6 — упор; 7 — пневматический
привод; 8 — переходный стакан
148
возов позволяет без каких-либо
сложностей снять для ревизии в
аппаратном цехе только их приво-
ды. Но при плохом состоянии кон-
тактора его целесообразно сиять с
локомотива полностью. Высокое ка-
чество ревизии и ремонта пневмати-
ческих привозов групповых пере-
ключателей или промежуточных
контроллеров электровозов ЧС мо-
жет быть обеспечено также только
при снятии привода с локомотива.
Приводы реверсоров и электропнев-
матйческих контакторов электрово-
зов ЧС- проверяют, как правило, на
электровозе.
Перед снятием привода с аппа-
рата его маркируют, поскольку при
установке, например, на другой кон-
тактор могут возникнуть затрудне-
ния. Для снятия пневматического
привода с контактора ПК рас-
шплинтовывают и выбивают валик,
соединяющий изоляционную тягу со
штоком привода, а затем отворачи-
вают болты, которые крепят ци-
линдр на изолированном стержне
контактора. Разборку, монтаж и
испытание привода в аппаратном
цехе удобно выполнять на стенде
(рис. 87), конструкцию которого
предложили работники депо Ярос-
лавль-Главный. После разборки
привода удаляют старую смазку из
цилиндра, все металлические дета-
ли промывают в керосине, а внут-
реннюю поверхность цилиндра в за-
вершение протирают технической
салфеткой.
Убедившись в отсутствии тре-
щин в цилиндре, измеряют его из-
нос. Цилиндр с трещинами или из-
носом по внутреннему диаметру бо-
лее 0,55 мм заменяют. Внутренний
диаметр цилиндра контакторов ПК
должен быть в пределах 45,00—
45,55 мм. При этом наружный диа-
метр поршня не должен быть менее
43,66 мм. Внутренняя поверхность
цилиндра должна быть гладкой, по-
лированной без следов местного из-
носа. При наличии рисок на ней
или эллиптичности рабочую поверх-
ность шлифуют. Небольшие дефек-
ты такого характера допускаются
при условии, что утечка воздуха не
превышает нормы.
Изношенное больше нормы на-
правляющее отверстие пневматиче-
ского цилиндра растачивают на
станке и восстанавливают до чер-
тежного размера путем постановки
втулки. Зазор между штоком порш-
ня и отверстием для него в цилинд-
ре должен быть в пределах 0,1 —
0,6 мм. Шток, погнутый или имею-
щий сорванную резьбу, заменяют.
Ослабшую скобу приваривают к
штоку электросваркой.
Крышку цилиндра с трещинами
заменяют. Резьбовые отверстия в
цилиндре под крышку, имеющие
сорванную или изношенную резьбу,
заплавляют газовой сваркой, вновь
рассверливают и нарезают резьбу
по чертежным размерам. Болты и
гайки с дефектами заменяют. При
ревизии привода с полной разбор-
кой его пружина должна удовлет-
ворять требованиям ТР-3.
Если привод не снимают с эле-
ктровоза, основное внимание при
ревизии уделяют оценке исправнос-
ти кожаной или резиновой манже-
ты, поскольку создание необходи-
мой плотности привода зависит
главным образом от их состояния.
Для осмотра или замены манжет
снимают крышку цилиндра и пере-
двигают поршни в крайнее положе-
ние.
Снятую резиновую манжету ос-
матривают, предварительно промыв
в теплой воде и протерев насухо.
При наличии надрывов, трещин, не-
ровностей и других дефектов на ра-
бочей поверхности, снижающих
плотность пневматического приво-
да, манжету заменяют новой. Ман-
жеты, потерявшие эластичность или
имеющие срок службы более двух
лет с момента изготовления, также
заменяют.
Размещаемое на поршне со-
вместно с резиновой манжетой вой-
лочное кольцо промывают кероси-
ном и сушат на воздухе в течение
2 ч. Годное к эксплуатации кольцо
не должно иметь разрывов, надры-
вов, смятий и расслоений. Перед
Рнс. 88. Приспо-
собление для на-
садки резиновых
манжет
Рис. 89. Места за-
кладки смазки под
резиновую манжету
поршня (Л) и вой-
лочное кольцо (Б)
сборкой привода кольцо пропиты-
вают в масле МВП с выдержкой не
менее 12 ч.
Для установки манжеты и вой-
лочного кольца на поршень приво-
да удобно пользоваться коническим
приспособлением (рис. 88). Манже-
ту 3 предварительно надевают на
конус 2 и перемещают по нему, по-
степенно растягивая с помощью на-
садки 1 до ее установки в пазу
поршня 4. Перед сборкой стеики ци-
линдра, шток и резиновую манжету
смазывают смазкой Ж.Т-72 или ЖТ-
79Л (рис. 89). Допускается исполь-
зование смазки ЖТКЗ-65.
Кожаные манжеты гораздо ме-
нее долговечны и нуждаются в по-
стоянном уходе. Увеличения срока
их службы добиваются регулярным
смазыванием привода. Смазка
уменьшает трение между манжетой
и стенками цилиндра и способству-
ет сохранению ее гибкости. При
ТР-2 кожаные манжеты приводов
всех электрических аппаратов за-
меняют заранее пропитанным спе-
циальным составом.
При замене кожаной манжеты
обращают внимание на исправность
бронзовых пружинящих шайб. До-
пускают к дальнейшей работе шай-
бы, имеющие не более трех изло-
манных лепестков, при условии,что
они не располагаются рядом и пе-
149
рекрываются лепестками другой
шайбы.
Перед сборкой привода поверх-
ность кожаных уплотнений и внут-
реннюю поверхность цилиндра и
шток смазывают легким слоем смаз-
ки ЦИАТИМ-201 или маслом МВП.
Все детали привода размещают на
столе 5 стенда (см. рис. 87) в по-
рядке, соответствующем последова-
тельности сборки. Вставив шток в
отверстие цилиндра, укрепляют кор-
пус привода 7 в зажиме 2, а
шток — в упоре 6. После установки
в привод пружины ставят медную
шайбу, делают подмотку из асбес-
тового шнура, а затем ставят после-
довательно поршень, кожаную ман-
жету, бронзовую пружинящую и
нажимную шайбы.
Нажимной рычаг 1 связан с пе-
далью 4 тягами 3. При нажатии на
педаль рычаг опускается н через
переходный стакан 8 сжимает пру-
жину привода, обеспечивая возмож-
ность установки на шток пружин-
ной шайбы и гайки. После отпуска-
ния педали рычаг 1 поднимается,
выводя стакан 8 из отверстия ци-
линдра, что дает возможность пос-
тавить уплотнительную прокладку
и крышку, а затем болты с пру-
жинными шайбами.
Для проверки герметичности
привода его соединяют с резервуа-
ром вместимостью 1 л, наполнен-
ным сжатым воздухом под давле-
нием 675 кПа (6,75 кгс/см2). Аппа-
рат считается выдержавшим испы-
тание, если через 7 мин после на-
чала проверки давление в резервуа-
ре снизилось не более чем на 10%.
На всю ревизию и проверку приво-
да контактора ПК, включая снятие
с электровоза и установку на него,
слесарь 4-го разряда затрачивает
20—25 мин.
Снятые с приводов кожаные
манжеты осматривают, бракуют
манжеты с расслоениями и порван-
ными краями. Внешне пригодную
манжету перегибают на 180° лице-
вой стороной наружу до соприкос-
новения сторон. Если при таком пе-
регибе не наблюдается изломов,
150
манжету можно использовать. Ото-
бранные манжеты очищают дере-
вянной лопаткой от загрязненной
смазки, зашлифованные и затвер-
девшие места рабочих поверхностей
зачищают. После этого манжеты
просушивают при комнатной темпе-
ратуре в течение 24 ч, развешивая
их на прутках так, чтобы они не
касались друг друга.
В некоторых депо прожировку
кожаных манжет производят в
смазке ЦИАТИМ-201, разогретой
до температуры 45—50°C. Однако
чаще применяют прожировочный
состав № 12. Основными его ком-
понентами являются касторовое
масло (88%), предварительно про-
варенное в течение 24 ч при темпе-
ратуре 250—270°C, и пчелиный воск
(12%). Проваренное касторовое
масло вместе с пчелиным воском
загружают в котел, постепенно на-
гревают до 120—130 °C и выдержи-
вают при этой температуре в тече-
ние 30—40 мнн, периодически пере-
мешивая. Готовый состав проверя-
ют в химико-технической лаборато-
рии и допускают к употреблению
при температуре каплепадения не
ниже 51 °C.
Прожировку осуществляют в не-
большом металлическом баке с
плотно закрывающейся крышкой.
Чтобы предохранить манжеты от
чрезмерного нагрева при соприкос-
новении с металлическими стенка-
ми, внутренние стенки бака обкла-
дывают фанерой, по всей поверх-
ности которой для лучшей теплопро-
водности просверливают отверстия
диаметром 10 мм. Этот бак уста-
навливают в другой, наружный,
бак, наполненный водой. Воду на-
гревают электронагревателями, ре-
гулируя в процессе пропитки тем-
пературу в необходимых пределах.
Манжеты укладывают в один
ряд иа дно бака и выдерживают в
течение 1 ч при температуре 60—
65°С, периодически перемешивая
прожировочный состав. Вынутые из
бака манжеты укладывают на ре-
шетку для стока состава. После сто-
ка излишки жира счищают с ман-
жеты деревянной лопаткой.
Применяемые прожировочные
составы характеризуются йысокой
морозостойкостью и хорошим взаи-
модействием с маслом МВП, упо-
требляемым для смазки приводов.
Масло МВП легко смешивается как
с касторовым маслом, так и со смаз-
кой ЦИАТИМ-201, благодаря чему
повышается надежность работы ко-
жаных манжет.
Правильно обработанные кожа-
ные манжеты имеют темно-коричне-
вый цвет и ровные гладкие края.
Они упруги, плотны и ие имеют рас-
слоений. Готовые манжеты направ-
ляют в сборку не ранее чем через
24 ч после пропитки. Оставляя их
на длительное хранение в цехе,
пользуются плотно закрытым сосу-
дом, заполненным маслом МВП.
Хранение прожированных манжет
на воздухе или в неплотно закры-
том сосуде недопустимо, так как
приводит к их старению и порче.
Проверка и ремонт электромаг-
нитных вентилей. Четкая работа
электропиевматических аппаратов в
большой степени определяется ис-
правным действием электромагнит-
ных вентилей. Правилами ремонта
отечественных электровозов предус-
матривается ревизия всех электро-
магнитных вентилей при ТР-3. Од-
нако поскольку пневматические при-
воды при ремонте ТР-2 снимают для
ревизии вместе с вентилями, целе-
сообразно выполнить их полную
проверку в аппаратном цехе. При
этом, как показывает опыт, неред-
ко могут быть обнаружены неис-
правности, которые ие позволили
бы вентилю доработать до ТР-3.
Наиболее характерными из них яв-
ляются пропуск воздуха в одном из
рабочих положений, обрыв витков,
межвитковое замыкание или про-
бой изоляции катушки, а также ме-
ханические повреждения. Подобные
неисправности присущи и электро-
магнитным вентилям электровозов
ЧС. Поэтому правилами ремонта
этих локомотивов предусматривает-
ся снятие для проверки в аппарат-
ном цехе всех вентилей, включая
комбинированные вентили приводов
групповых переключателей и про-
межуточных контроллеров.
В среднем на ремонт одного
электромагнитного вентиля отечест-
венных электровозов со снятием и
установкой на пневматический при-
вод слесарь 5-го разряда затрачи-
вает 25—30 мин.
В аппаратном цехе для провер-
ки и ремонта электромагнитных вен-
тилей отводят специальное место,
которое оборудуют слесарными тис-
ками, воздухопроводом с давлением
воздуха до 700 кПа (7 кгс/см2) и
источником постоянного тока, поз-
воляющим регулировать напряже-
ние от 35 до 50 В.
Поступивший в цех вентиль очи-
щают, осматривают и, если не име-
ется видимых повреждений, соеди-
няют с воздухопроводом. Работу
прибора проверяют легким нажа-
тием на кнопку и включением иа
напряжение 35 В. При этом обра-
щают внимание иа отсутствие уте-
чек воздуха в фиксированных по-
ложениях и чрезмерного трения при
перемещении подвижных деталей.
У катушек вентилей проверяют це-
лостность изоляционного покрытия,
плотность укладки бандажа, ис-
правность и прочность крепления
выходных зажимов. Если вентиль
работает четко только при управ-
лении им вручную, его электриче-
ская часть подлежит более обстоя-
тельной проверке.
Наиболее вероятной причиной
утечек бывает загрязнение или из-
нос клапанов. Сравнительно реже
встречаются повреждения уплот-
няющих шайб и прокладок, искрив-
ление стержня или ослабление про-
бок.
У вентилей ЭВ-15-17 и ЭВ-08
отечественных электровозов для
очистки и притирки клапанной сис-
темы снимают верхнюю коробку с
грибом, якорь, а затем и стержень
верхнего клапана.
Клапаны и седла очищают за-
остренной деревянной палочкой, на
конец которой надевают кусок чис-
161
той льняной ткани. Металлические
предметы для этой цели не приме-
няют. Затем детали вентиля промы-
вают бензином и просушивают. При
осмотре чистых деталей легче выя-
вить возможные повреждения: вмя-
тины и задиры иа рабочей поверх-
ности, изгиб стержня или излом на-
правляющей части клапана.
У хорошего клапана притироч-
ная поверхность имеет ширину око-
ло 1 мм. При сборке вентиля обыч-
но осуществляют притирку клапана
к седлу с помощью мази, состоя-
щей из порошка пемзы мелкого по-
мола и индустриального масла 30.
Для окончательной притирки поль-
зуются пастой ГОИ-54П, разбавлен-
Рис. 90. Приспособ-
ление для притирки
клапанов электро-
магнитных вентилей
Рис. 91. Приспо-
собления для фре-
зерования верхне-
го (а) и нижиего
(б) седел электро-
магнитного вен-
тиля
ной тем же маслом. Притирая поса-
дочные места, нельзя допускать по-
явления овальности в отверстии, в
результате которой клапан выйдет
из строя.
Для притирки клапанов удобно
пользоваться дрелью, коловоротом
или приспособлением (рис. 90), ос-
нову которого составляет двухза-
ходиый винт 5 с шагом 72 мм. При-
способление устанавливают жалом
6 в шлиц клапана. Слегка нажимая
сверху на ручку 1 и удерживая при-
способление в вертикальном поло-
жении, быстро перемещают втулку
4 вверх и вниз. Шурупы 3, переме-
щаясь в прорезях винта, приводят
его во вращение в подшипнике 2.
После притирки вентиль продувают
сжатым воздухом.
Если плотность прилегания не
удается восстановить притиркой, де-
тали подвергают фрезеровке. Для
этой цели отвертывают пробку и
удаляют клапаны. Верхнее седло 3
включающего вентиля в собранном
виде фрезеруют через отверстие в
сердечнике / (рис. 91, а), а нижнее
4 — через специальную направляю-
щую втулку 5 (рис. 91,6). У выклю-
чающего вентиля верхнее седло
фрезеруют через аналогичную втул-
ку при вынутом седле нижнего кла-
пана и удаленном клапане венти-
ля. Для фрезерования нижнего сед-
ла его вынимают и вворачивают
в специальную направляющую
втулку.
Фрезерование осуществляют не-
сколькими поворотами фрезы 2 от
руки при легком иажатии на ин-
струмент, стремясь снять минималь-
ную толщину стружки. После этого
обработанные поверхности очищают
и начинают притирку клапана к
седлу.
Предельно изношенные клапаны
и седла заменяют. При замене сед-
ло выбивают из корпуса (если оно
не установлено иа резьбе) и при
помощи винтового пресса через про-
кладку запрессовывают новое. До-
пускается посадка седла на место
легким постукиванием молотка че-
152
рез фибровую или деревянную про-
кладку.
Во вновь посаженном седле про-
сверливают впускное отверстие в
соответствии с отверстием в корпу-
се. Затем фрезеруют фаски для кла-
панов под углом 45° на глубину
0,4 мм и притирают клапаны и
седла.
Работоспособность клапана мож-
но обеспечить только при соответст-
вии нормам воздушного зазора и
хода клапана. Воздушный зазор из-
меряют по расстоянию между яко-
рем и торцом сердечника в положе-
нии, когда якорь полностью притя-
нут к сердечнику. Ход клапана оп-
ределяют по перемещению ствола
из верхнего положения в нижнее.
Номинальное значение его указано
в чертежах и нанесено на корпусе
каждого вентиля.
Как показывает опыт эксплуата-
ции, для надежной работы вентилей
ход клапана следует поддерживать
равным 0,9 мм, а воздушные зазо-
ры соответственно при невозбужден-
ном и возбужденном состояниях
вентиля — равными 2,2±0,1 и 1,3±
±0,1 мм. Для оценки воздушного
зазора и хода клапанов пользуются
калибром (рис. 92). При испыта-
нии к вентилю подводят сжатый
воздух. Малые утечки проверяют
обмыливанием.
При регулировке воздушного за-
зора и хода клапана новых или от-
ремонтированных включающих вен-
тилей калибр устанавливают сторо-
ной с выемкой 1,3 мм и прижимают
к торцу сердечника так, чтобы меж-
ду ним и лапками калибра не было
зазора и воздух не проходил через
верхний клапан. Для устранения
зазора слегка подпиливают торец
ствола верхнего клапана и, наобо-
рот, для устранения пропуска воз-
духа ставят более длинный клапан
или удлиняют старый легким посту-
киванием молотка по верхнему кон-
цу ствола.
Установив калибр стороной
2,2 мм на включающем клапане с
ходом 0,9 мм или стороной 2,6 мм
иа клапане с ходом 1,3 мм, убеж-
Рис. 92. Калибр
для проверки
электромагнитных
вентилей;
I — сердечник вен-
тиля; 2 — ствол
клапана
даются в том, что торец находится
вровень с калибром и отсутствуют
утечки воздуха через нижний кла-
пан. При наличии видимого зазора
между калибром и торцом ствола
подбирают новый нижний клапан с
более длинным стержнем. Если воз-
дух проходит через иижний клапан,
его стержень слегка подпиливают.
Для регулировки хода клапана
у выключающих вентилей калибр
устанавливают стороной 2,2 мм на
клапане с ходом 0,9 мм или сторо-
ной 2,6 мм на клапане с ходом
1,3 мм и убеждаются в отсутствии
утечек воздуха через верхний кла-
пан. При этом верхний торец ство-
ла должен находиться вровень с ка-
либром. Торец длинного ствола опи-
ливают до нормы.
При проверке нижнего клапана
калибр устанавливают стороной
1,3 мм на ствол и нажимают на не-
го, перемещая до конца вниз. У ис-
правного вентиля в таком положе-
нии лапки калибра без зазора са-
дятся на торец сердечника, и воз-
дух не проходит через нижний кла-
пан. Чтобы устранить- зазор между
калибром и сердечником, отверты-
вают седло нижнего клапана и под-
кладывают под него дополнитель-
ные шайбы. При пропуске воздуха
клапан и седло заменяют.
Стороной 0,8 мм проверяют ми-
нимальный воздушный зазор у всех
вентилей при изношенных клапа-
нах. Прибор считают исправным,
если при нажатии на выступающий
стержень включающий вентиль не
пропускает воздух через верхний
клапан, а выключающий — через
нижний клапан.
Для замены катушки и других
деталей, не затрагиваемых при
153
Рис. 93. Места наиболее часто встречаю-
щихся неисправностей воздухораспредели-
теля и электромагнитного вентиля пневма-
тического привода групповых аппаратов
электровозов ЧС
обычной регулировке, электромаг-
нитный вентиль разбирают, поль-
зуясь приспособлениями. Сама по
себе разборка ие содержит каких-
либо специфических операций.
При обрыве выводного зажима
вентиля отечественных электрово-
зов вскрывают наружный чехол и
выполняют новую пайку. Затем на-
кладывают наружный чехол и бан-
даж. Пропитывают катушку изоля-
ционным масляно-битумным лаком
БТ-987 и сушат при температуре
105 °C в течение 5—6 ч. В заключе-
ние ее красят покровным лаком БТ-
99 и дают ему высохнуть.
Сопротивление обмотки не долж-
но отклоняться от номинального
значения более чем на +8 и —5%.
Сопротивление изоляции катушки
не должно быть менее 90 МОм. При
подозрении на межвитковое замы-
кание катушку проверяют по мето-
ду трансформатора. Признаками
этой неисправности могут быть по-
вышенный нагрев, нечеткое вклю-
чение вентиля и пропуск воздуха.
По окончании ремонта соединя-
ют вентиль с резервуаром вмести-
мостью 1 л, наполненный сжатым
воздухом под давлением 675 кПа
(6,75 кгс/см2). Если за 10 мин дав-
154
ление в резервуаре снизилось не бо-
лее чем на 10%, вентиль признают
годным к эксплуатации. Допускает-
ся проверять плотность вентилей с
помощью мыльного раствора. При
этом вентиль допускают к эксплуа-
тации, если мыльные пузыри появ-
ляются, но удерживаются, не раз-
рываясь, не менее 10 с. Подведя пи-
тание к катушке вентиля, убежда-
ются в его четкой работе при на-
пряжении 35 В и давлении воздуха
350 кПа (3,75 кгс/см2).
На электровозах ЧС наиболее
ненадежно работают комбинирован-
ные вентили (воздухораспределите-
ли) пневматического привода груп-
повых переключателей или проме-
жуточных контроллеров. Основны-
ми повреждениями воздухораспре-
делителя являются трещины и из-
ломы штока 4 и износ его резино-
вых уплотняющих колец 5. Их об-
наруживают по большой утечке воз-
духа в атмосферу, а при изломе
штока возможны также перебои в
работе и заедание клапана. Могут
наблюдаться утечки воздуха в ре-
зультате повреждения прокладок
3, 8, 15 и износа резиновых колец
2, 6 верхнего 7 и нижнего 1 золот-
ников.
В самом электромагнитном вен-
тиле утечки могут быть следствием
износа или потери упругости уплот-
няющих резиновых колец 11, 13
верхнего 10 и нижнего 14 клапанов.
Неплотности в клапанной системе
могут также появиться при искрив-
лении стержня 12, соединяющего
верхний и нижний клапаны. Уязви-
мым местом являются выводы ка-
тушки вентиля. Наблюдаются обры-
вы в месте их подсоединения к
шпилькам 9 и изломы самих шпи-
лек.
При ТР-2 воздухораспределитель
разбирают и после замены повреж-
денных деталей проверяют на стен-
де в сборе с электромагнитным вен-
тилем. Одновременно выполняют
ревизию запасного комбинированно-
го вентиля, хранящегося в инстру-
ментальном ящике электровоза. На
корпус воздухораспределителя иа-
носят краской дату проверки. Воз-
духораспределитель испытывают в
сборе с электромагнитным венти-
лем.
На выпускаемых в последние го-
ды отечественных электровозах ис-
пользуют вентили ЭВ-55, ЭВ-55-07,
ЭВ-58 (рис. 94). Эпоксидная залив-
ка катушки 6 и изолятор 10 тако-
го вентиля не должны иметь тре-
щин, сколов и других повреждений.
Для их ремонта используют эпок-
сидные компаунды или пластмассу
АСТ-Т. Убеждаются в отсутствии
сколов на уплотнительных буртах
впускного и выпускного клапанов
на корпусе 18. Резиновые уплотни-
тельные шайбы 15 и 17 и кольцо 5
ие должны иметь износ более 1 мм.
При регулировке зазора А в
клапанной системе выпускной кла-
пан 16 ввинчивают по резьбе шпиль-
ки 4 до отсутствия осевого переме-
щения подвижной системы вследст-
вие касания резиновыми шайбами
15 и 17 впускного 3 и выпускного
16 клапанов опорных седел корпу-
са. После этого выпускной клапан
отворачивают на один оборот. По-
ложение выпускного клапана фик-
сируют от проворачивания штоком
13.
Рабочий зазор Б под якорем 12
устанавливают по резьбе штока сле-
дующим образом. Вворачивают
якорь по резьбе штока 13 до упора
в ствол 14, т. е. до отсутствия осе-
вого перемещения. После этого
якорь отворачивают на 1,25 оборо-
та. Положение якоря фиксируют
от перемещения контргайкой 7.
Для смены пружины 2 вывора-
чивают штуцер 1. При сборке вен-
тиля установку шариков 9 осущест-
вляют с применением смазки
ЦИАТИМ-201, удерживающей их в
кольцевой выточке в момент ввода
якоря в направляющий фланец 11.
Обязательно убеждаются в проч-
ности крепления шинки 19 вывода
20 катушки электромагнита и ис-
правности резьбы во фланце 11.
Транспортировку вентилей в цех и
на электровоз организуют так, что-
Рис, 94. Электромагнитные вентили броневого исполнения ЭВ-55 (а) и ЭВ-58 (б)
155
бы нс потерять снятые полиэтиле-
новые крышки 8.
Ревизия пуско-тормозных резис-
торов. За две-три рабочие смены
простоя электровоза в ТР-2 имеется
возможность более внимательно,
чем при ТР-1, осмотреть пуско-
тормозные резисторы и выполнить
необходимый ремонт. Чтобы обес-
печить подход к труднодоступным
местам, осмотр которых на элек-
тровозе затруднен, эти резисто-
ры обычно снимают для ревизии в
цехе. Их камеры (шахты) очища-
ют, продувая сжатым воздухом.
После снятия с электровоза вни-
мательно осматривают соединения
между ящиками и группами резис-
торов, проверяют прочность крепле-
ний и убеждаются в целости пере-
мычек. Осматривают проходные
изоляторы и кабели, подходящие к
шахтам. На электровозе ЧС2 у ка-
белей, проходящих по стенкам
шахт, проверяют исправность теп-
лоизоляции и при необходимости
устанавливают между кабелями и
стенками прокладки из ацеида.
Пользуясь хорошим доступом ко
всем деталям крепления ящиков,
проверяют исправность балок, крон-
штейнов и подвесок резисторов и
убеждаются в целости рам. Обна-
руженные трещины разделывают
под сварочный шов и заваривают,
принимая необходимые меры пре-
досторожности для того, чтобы не
повредить изоляцию шпилек и гла-
зированную поверхность фарфоро-
вых изоляторов.
Элементы резисторов бракуют по
тем же признакам, что и при ТР-1.
Конструкция ящиков резисторов
большинства электровозов позволя-
ет без разборки заменять отдель-
ный неисправный элемент. Для это-
го достаточно лишь ослабить гайки
на концах шпилек и раздвинуть
элементы. Однако монтаж элемен-
тов в таких стесненных условиях
обычно не позволяет обеспечить не-
обходимое качество сборки. Поэто-
му поврежденные ящики резисто-
ров обычно ремонтируют в аппарат-
ном цехе, который оборудован необ-
ходимыми приспособлениями для
исправления и сборки элементов
(см. с. 395—397).
Предварительно измеряют со-
противления по группам резисторов.
После установки ящиков на элект-
ровоз внимательно проверяют пра-
вильность монтажа между группа-
ми и измеряют сопротивления на
всех пусковых позициях. Результа-
ты измерений регистрируют в жур-
нале. На всю ревизию пусковых ре-
зисторов без снятия с электровоза
ВЛ 10 слесарь 4-го разряда затра-
чивает около 4 ч.
Пуско-тормозиые резисторы эле-
ктровозов ЧС2Т, ЧС7, ЧС6 и ЧС200,
близкие по конструкции, имеют
большой запас по мощности и ха-
рактеризуются высокой надеж-
ностью. Их проверяют, не снимая с
локомотива. Объем работ в основ-
ном соответствует объему работ,
выполняемых при ТР-1. Более вни-
мательно проверяют состояние и ра-
боту жалюзи камер резисторов.
Проводят ревизию пневматическо-
го привода жалюзи и шарнирных
соединений.
Глава VI
ТЕКУЩИЙ РЕМОНТ ТР-3
МЕХАНИЧЕСКОЙ ЧАСТИ ЭЛЕКТРОВОЗА
19. Общие сведения
Текущий ремонт ТР-3 является
наиболее эффективным средством
оздоровления электровозов из всех
видов текущего ремонта, выполняе-
мого в условиях локомотивных де-
по. При нем электровоз подвергает-
ся наиболее полной разборке. Вос-
становление, ревизия и осмотр всех
его узлов и агрегатов осуществля-
ются с участием рабочих специали-
зированных цехов и отделений.
Этот ремонт наиболее сложный и
трудоемкий из всех видов ремонта
и характеризуется наибольшим
уровнем механизации.
Объем ТР-3, установленный
МПС, предусматривает: подъемку
кузова и выкатку тележек, их раз-
борку, осмотр и ремонт рам теле-
жек и сочленений; разборку колес-
но-моторных блоков с ремонтом и
заменой отдельных элементов; ос-
видетельствование, ремонт и обточ-
ку колесных пар; ремонт и ревизию
буксового узла с заменой подшип-
ников и других элементов; разбор-
ку, ревизию и ремонт рессорного
подвешивания и гидравлических га-
сителей колебаний; ремонт тормоз-
ной рычажной передачи с испыта-
нием ее элементов; ревизию и ре-
монт ударно-сцепных устройств; ос-
мотр и ремонт главных и дополни-
тельных опор, а также люлечного
подвешивания кузова, противораз-
грузочных и противоотносных уст-
ройств; осмотр и ремонт отдельных
элементов кузова; наружную окрас-
ку кузова и крыши, а также окрас-
ку кабины.
При ТР-3 тяговые двигатели и
вспомогательные машины подвер-
гаются ремонту с пропиткой обмо-
ток и испытаниями машин.
По электрическим аппаратам и
цепям предусматриваются следую-
щие работы; осмотр и ремонт эле-
ктрической аппаратуры, регулиров-
ка защитных аппаратов и реле, про-
верка измерительных приборов, про-
мывка аккумуляторной батареи,
осмотр и проверка целости изоля-
ции проводов и их крепления. Кро-
ме того, выполняются: ремонт тор-
мозного и пневматического обору-
дования и компрессоров; осмотр и
промывка воздушных резервуаров
или гидравлическое испытание в
соответствии со сроками; осмотр,
очистка и продувка воздухопрово-
дов; осмотр, проверка и ремонт за-
щитных устройств, автоматической
локомотивной сигнализации и авто-
стопов, скоростемеров и радиостан-
ций.
При ТР-3 максимально исполь-
зуют принцип взаимозаменяемости,
что позволяет заблаговременно ре-
монтировать и готовить такие узлы
и агрегаты, как тяговые двигатели,
колесно-моторные блоки, тележки и
т. д. Для того чтобы организовать
агрегатный метод ремонта, локомо-
тивные депо имеют в своем распо-
ряжении переходящий технологиче-
ский запас таких узлов и агрегатов.
Объем и характеристика работ
определяются Правилами ремонта
и уточняются в зависимости от тех-
нического состояния электровоза,
которое устанавливается перед по-
становкой его на ремонт. Кроме то-
го, при ремонте колесных пар, ро-
ликовых букс, автосцепки, помимо
правил ремонта, необходимо соблю-
дать требования действующих ин-
струкций МПС. Особое внимание
следует уделять соблюдению техно-
логии сварочных работ, которые
должны выполняться в соответствии
с техническими требованиями и ин-
структивными указаниями МПС.
Все отремонтированные или
вновь изготовленные части оборудо-
157
Ьания и детали перед установкой
на электровоз должны быть прове-
рены или испытаны. Оси, бандажи
и венцы зубчатых колес колесных
пар, шкворни сочленений, попереч-
ные и продольные балансиры, рес-
сорные подвески, детали тормозной
рычажной передачи должны подвер-
гаться магнитной дефектоскопии.
Кроме того, методом магнитной де-
фектоскопии проверяют некоторые
узлы и детали колесно-моториых
блоков и тяговой передачи: болты
и подвески редуктора, шлицевые
соединения и цапфы карданных
муфт тягового привода, а также ва-
лы малых шестерен редукторов
электровозов ЧС, болты подвески
тяговых двигателей.
Ремонтные операции, осущест-
вляемые рабочими комплексных и
специализированных бригад, выпол-
няются под руководством мастеров,
которые должны проводить прием-
ку выполненных работ. Кроме то-
го, мастера должны лично присут-
ствовать при выполнении таких опе-
раций, как подъемка и опускание
кузова, выкатка и подкатка теле-
жек, съемка тележек с колесно-мо-
торных блоков или их установка,
проверка зацепления зубчатых пе-
редач и испытание колесно-мотор-
ных блоков, проверка правильности
расположения колесных пар в те-
лежках и др.
Качество работ, выполняемых
при ремонте, проверяют приемщики
локомотивов. В соответствии с ус-
тановленной технологией, правила-
ми ремонта и инструкциями они
принимают в процессе сборки и вы-
пуска из ремонта электровоз в це-
лом и такие узлы, как колесные па-
ры, зубчатые передачи и собранные
колесно-моторные блоки, тележки,
их рамы, призонные болты, сочле-
нение, подвеска редуктора, люлеч-
ное и рессорное подвешивания, гид-
равлические амортизаторы, тормоз-
ная рычажная передача и автосцеп-
ное устройство. Кроме того, прием-
ке подлежат буксы, буксовые на-
правляющие и собранные буксовые
узлы с проверкой расположения ко-
158
лесных пар в тележках, рамы и
опоры кузова. Обращают особое
внимание на качество внутренней и
наружной окраски.
Особенно тщательно проверяют
крепления: междурамные, кожухов
и корпусов редукторов зубчатых
передач, электрических машин, ша-
пок моторно-осевых подшипников,
струнок, путеочистителей, предохра-
нительных скоб и приемных кату-
шек автоматической локомотивной
сигнализации, тормозных цилиндров
и воздушных резервуаров, песочниц,
фрикционных аппаратов.
Приемку из ТР-3 осуществляет
начальник депо или его заместитель
и приемщик, которые совместно с
машинистом осуществляют испыта-
ние электровоза путем его обкатки
на линии.
При разборке электровоза долж-
ны соблюдаться некоторые общие
правила выполнения демонтажных
работ для ответственных узлов и
агрегатов. Перед снятием и разбор-
кой узла проверяют наличие на де-
талях бирок, клейм и меток спареи-
ности. При необходимости их вос-
станавливают или наносят заново.
Определяют размеры, зазоры и раз-
беги, нормируемые технологической
документацией. Путем осмотра,
ориентируясь по таким признакам,
как наличие и вытекание смазки,
ржавчины, трещины краски, следы
натертости, звук при обстукивании
Золотком, убеждаются в отсутствии
ослабления посадки деталей. Опре-
деляют также характер износа тру-
щихся деталей в рабочем положе-
нии.
При демонтаже сварные детали,
узлы,собранные с гарантированным
натягом деталей, а также шпильки
разбирают или вывертывают толь-
ко в случае необходимости. Годные
регулировочные прокладки и штиф-
ты, служащие для центровки и фик-
сации узлов и деталей, необходимо
сохранять и использовать при сбор-
ке.
Резьбовые изделия, имеющие за-
битые или сорванные нитки резьбы
(более двух), должны быть заме-
нены.
Дальнейшее описание техноло-
гических процессов ремонта будем
вести применительно к электрово-
зам ВЛ 10, ВЛ 11. Ремонт конструк-
тивно отличных узлов электровозов
иных серий будет оговариваться
особо.
20. Подготовка электровоза,
подъемка и опускание кузова,
выкатка и подкатка тележек
Разборка электровоза при ТР-3
начинается с подъемки кузова.
Предварительно до постановки эле-
ктровоза в цех секции разъединяют
и каждую ставят на свою домкрат-
ную позицию для подъемки кузова.
Для этого отсоединяют межсекцион-
ные провода и воздухопроводные
рукава, расцепляют автосцепки,
снимают межкузовные переходные
площадки. Секцию на домкратную
позицию перемещают маневровым
локомотивом либо своим ходом с
использованием собственных тяго-
вых двигателей. Домкраты на по-
зиции должны быть установлены
так, чтобы оии не препятствовали
установке секции и выкатке теле-
жек.
После того как секция установ-
лена на домкратной позиции, кабе-
ли тяговых двигателей отсоединяют
от силовой цепи кузова, а вентиля-
ционные патрубки — от тяговых дви-
гателей. Одновременно от шкворне-
вых балок4 тележки отсоединяют
кожуха шкворней. Гидравлические
гасители колебаний остаются под-
вешенными к раме кузова, а от
кронштейнов на раме тележки их
отсоединяют. Тягу ручного тормоза
отсоединяют от рычага тормозной
рычажной передачи тележек, нако-
нечники пескопроводных рукавов с
кронштейнами — от поперечных ба-
лок, воздухопроводные рукава — от
магистрали тормозных цилиндров,
приводы скоростемеров — от редук-
торов на крышках букс и заземляю-
щие провода — от кузова. На кон-
соЛи домкратов укладывают дере
вянные подкладки толщиной 30—
40 мм, затем консоли домкратов
выдвигают и подводят их к поддом-
кратным опорам на раме кузова до
соприкосновения подкладок с под-
домкратными опорами, после чего
одновременно включаются все че-
тыре домкрата и осуществляется
подъемка кузова. Кузов поднимают
до высоты, обеспечивающей свобод-
ный пропуск тележек под путеочис-
тителем.
Во время подъемки и опускания
кузова, а также на поднятом кузо-
ве до постановки под него тележек
или тумб запрещаются какие-либо
работы, а также нахождение лю
дей на крыше, в кузове или под ку-
зовом. Возле каждого домкрата
должен находиться выделенный из
бригады слесарь для наблюдения
за его работой.
Руководящий подъемкой кузова
мастер или бригадир должен сле-
дить за одновременной работой
домкратов, не допуская перекоса
кузова. Если в процессе подъемки
кузова необходимо отсоединить от-
дельные детали на тележке или под
кузовом, то подъемку следует при-
остановить и под кузов подвести
тумбы, которые можно удалить
только после окончания работ и
выхода людей из-под приподнятого
кузова.
Когда подъемка кузова заверше-
на, тележки поочередно откатыва-
ют к месту их разборки с исполь-
зованием для этого собственных тя-
говых двигателей, а кузов на дом-
кратах опускают.
После завершения ремонтных,
сборочных и регулировочных работ
отремонтированные тележки транс-
портируют к домкратной позиции.
До подкатки тележек на раме ку-
зова должен быть выполнен ряд ра-
бот. Воздушные цилиндры противо-
разгрузочного устройства устанав-
ливают на свои места и соединяют
с помощью двуплечего рычага с
кронштейном на раме кузова, а че-
рез вертикальный рычаг —с голов-
кой штока цилиндра.
159
Все шарнирные соединения и по-
верхность накладки на поперечном
брусе тележки в местах перекаты-
вания ролика противоразгрузочного
устройства должны быть смазаиы
смазкой ЖРО. Проверяют состоя-
ние, посадку и крепление шкворня
в раме кузова. Для этой цели, от-
вернув болты, снимают крышку лю-
ка, осматривают и обстукивают гай-
ку хвостовика шкворня и ее креп-
ление. Если при нормальной посад-
ке шкворня обнаружено ослабление
гайки его хвостовика, достаточно
затянуть гайку и при необходимости
заменить стопорную планку.
При ослаблении посадки шкво-
рень заменяют. Предварительно раз-
верткой проверяют отверстие в обе-
чайке рамы кузова и затем новый
шкворень запрессовывают с соблю-
дением норм натяга. Шкворень так-
же подлежит замене при наличии
трещины или износа по диаметру
сверх допустимого.
Шквории смазывают осевым
маслом и на нижние торцы навер-
тывают монтажные конусы, а ранее
снятые крышки люков устанавлива-
ют иа место. Затем монтируют соб-
ранные комплекты деталей боковых
опор кузова в шкворневых брусьях
рамы кузова. Для этого верхние
стаканы вставляют во втулки гнезд
и укрепляют болтами с пружинны-
ми шайбами. На нижний стакан на-
девают регулировочные шайбы,пру-
жину и соединяют их временным
полым технологическим болтом,
ввертываемым в опору стакана.
Этот комплект тросиком или спе-
циальным приспособлением подни-
мают из кузова и вставляют в на-
правляющие верхнего стакана.
С помощью технологического
стержня собирают крышку масля-
ной ванны со сферическими опора-
ми, прокладками и уплотнениями.
Подняв крышку, пропускают ее
стержни сквозь полые технологиче-
ские болты до упора в нижние ста-
каны и в таком положении фикси-
руют штифтами, вставленными в
отверстия стержней. Продув масло-
проводы ванн сжатым воздухом,
160
промыв ванны керосином, протерев
их насухо и расставив скользуны
боковых опор, заливают ванны (в
зависимости от сезона) осевым мас-
лом Л или 3 — по 5 кг в ванну.
После этого устанавливают упоры
на шкворневых брусьях рамы ку-
зова.
Собранные автосцепки с фрик-
ционными аппаратами ставят на
свои места в раме кузова. После
этого все' работы в кузове, а также
на монтажных площадках вокруг
кузова и под ним должны быть пре-
кращены.
Один из тяговых двигателей под-
ключают к сети постоянного тока
и, постепенно повышая напряжение,
медленно подкатывают тележки под
кузов так, чтобы оси шкворней и
отверстия втулки шаровых подшип-
ников в тележках совпали. Мон-
тажные конусы шкворней и втулки
шаровых подшипников в тележках
смазывают техническим вазелином
После этого включают домкраты и
кузов электровоза опускают до со-
прикосновения монтажных конусов
со втулками подшипников. При
опускании кузова необходимо сле-
дить за попаданием шкворней в от-
верстия втулок и правильным поло-
жением скользунов относительно бо-
ковых опор. Затем полностью опус-
кают кузов на тележки и освобож-
дают домкраты.
Посл^ того как кузов полностью
опущен на тележки и домкраты ос-
вобождены от нагрузки, по отвесу
замеряют перекос кузова. Если он
превышает 30 мм, его регулируют
прокладками в выточке опоры. За-
тем убирают со шкворней монтаж-
ные конусы.
Приподняв кузов домкратами на
70—80 мм, направляют вентиляци-
онные патрубки, подвешенные к ку-
зову, на вентиляционные отверстия
тяговых двигателей и укрепляют их
болтами. Защитные чехлы шквор-
ней соединяют с тележкой и также
укрепляют болтами. Затем кузов
окончательно опускают на тележки
и сдвигают консоли домкратов.
Далее монтируют и Соединяют
детали и узлы, связанные одновре-
менно и с кузовом, и с тележками.
Протаскивают, закрепляют и изо-
лируют выводные концы кабелей
тяговых двигателей, тяги ручного
тормоза соединяют с тормозной ры-
чажной передачей тележек. Пред-
варительно продув воздухопроводы
сжатым воздухом, их соединяют.
Привод скоростемера соединяют с
валом редуктора. Соединяют вали-
ками проушины (головки) гидрав-
лических гасителей колебаний с
кронштейнами рам тележек. Песко-
проводные рукава присоединяют к
патрубкам форсунок и кронштейнам
на рамах тележек. Затем секции,
электровоза соединяют друг с дру-
гом, устанавливают отремонтиро-
ванные переходные площадки, сое-
диняют межкузовные рукава, про-
вода, шунты, шины и розетки.
После соединения секций и пол-
ной экипировки электровоз устанав-
ливают на прямом горизонтальном
пути, где выполняют измерения ос-
новных размеров и зазоров деталей
и узлов механического оборудова-
ния . кузова и тележек электровоза
и при необходимости регулируют
их. Вертикальный зазор между вер-
хом буксы и низом боковины рамы
тележки должен быть не менее
45 мм, вертикальный зазор между
ограничителем рамы кузова и ра-
мы тележки—14—18 мм, зазор
между роликом противоразгрузоч-
ного устройства и накладкой на ра-
ме тележки — 45—70 мм, горизон-
тальный зазор между вертикальным
рычагом противоразгрузочиого уст-
ройства и рамой кузова — не менее
5 мм, высота путеочистителя над
уровнем головки рельсов—120—
180 мм, высота продольной оси ав-
тосцепок над уровнем головки рель-
сов— 990—1080 мм. Необходимо
также следить за тем, чтобы низ
стеклопластиковых кожухов зубча-
той передачи не был ниже уровня
нижнего очертания габарита Т, т. е.
65 мм над уровнем головки рельса.
Если при ТР-3 электровоза те-
лежки не менялись, а до их выкат-
6 Зак. 1613
ки перекоса кузова н тележек не
было, то развеска электровоза сво-
дится к проверке зазоров по огра-
ничителям рамы и восстановлению
прежних размеров на рессорных
стойках. Если же использовались
тележки из переходящего техноло-
гического запаса, то развеску и ре-
гулировку зазоров и размеров вы-
полняют следующим образом.
Для регулировки зазора между
роликом противоразгрузочиого уст-
ройства и рамой тележки снимают
стопорную скобу (ключ) с регули-
ровочной гайки рессорной стойки.
Вращением гаек регулируют зазор.
Перекос кузова устраняют измене-
нием толщины пакета прокладок
между выточкой в опорах и нижни-
ми стаканами боковых опор, а так-
же равномерным изменением на од-
ну и ту же величину длины рессор-
ных стоек. При этом зазоры между
буксой и рамой должны быть не ме-
нее 45 мм, а буксовые рессоры
должны занимать горизонтальное
положение. После регулировки от-
клонение рессор от горизонтального
положения ие должно превышать
20 мм.
Высоту нижней кромки пласти-
ны путеочистителя иад уровнем го-
ловки рельсов регулируют ее под-
нятием на одно-два отверстия с по-
следующим закреплением болтами.
По окончании указанных работ
все регулировочные гайки рессор-
ных стоек необходимо застопорить
ранее снятыми скобами. Затем ре-
гулируют выход штоков тормозных
цилиндров, который должен быть в
пределах 75—100 мм, проверяют и
регулируют форсунки песочниц,
контролируют действие ручных и
пневматических тормозов электро-
воза.
21. Разборка и сборка тележек,
ремонт рам
Разборка тележек. Выкаченную
из-под кузова тележку устанавли-
вают на позицию и разбирают. Раз-
борку начинают с продольных ре-
101
Рис. 95. Подвеска тягового двигателя
гулируемых тяг и поперечины тор-
мозной рычажной передачи. Для то-
го чтобы демонтировать их с рамы
тележки, отворачивают гайки и ос-
лабляют регулировочные винты в
проушинах тяги, снимают с тормоз-
ных тяг скобы предохранительных
тросиков и с одного конца выбива-
ют валики шарнирных соединений
поперечин с продольными тягами.
Затем отворачивают болты, снима-
ют предохранительную планку и
кронштейны наконечников песко-
проводных труб с другого конца.
Выбивают валик, соединяющий ка-
мень с поперечной балкой, и выни-
мают камень. Поворачивают попе-
речную балку в вырезах тормозных
подвесок и вынимают ее из подве-
сок. После того как отвернуты упор-
ный и регулировочные болты, выби-
ты клинья из тормозных башмаков
и сняты тормозные колодки, рас-
шплинтовывают и отворачивают
гайки и выбивают болты, соединяю-
щие валики буксовых поводков с
кронштейнами иа раме тележки.
Поднимают штоки домкратов и
сжимают верхнюю резиновую шай-
бу / (рис. 95) подвески тягового
двигателя. Затем отворачивают гай-
ку подвески 2 и снимают нижнюю
шайбу и диск 3 с кронштейна 4 тя-
гового двигателя. Отворачивают
болты и снимают предохранитель-
ные упоры с носика остова тягово-
го двигателя, разъединяют фланцы
половин кожухов осевых редукто-
162
ров и сливают в бачок имеющуюся
там смазку. Расшплиитовывают рес-
сорные стойки и снимают нижние
буртовые гайки.
Раму тележки зачаливают тро-
сами за проушины на шкворневой
балке и приподнимают ее мостовым
краном над колесными парами так,
чтобы клиновидные хвостовики ва-
ликов поводков букс вышли из па-
зов в кронштейнах рамы. Для это-
го валик поводка сдвигают немно-
го вниз с помощью клина, вставлен-
ного в зазор между валиком и ра-
мой. Затем раму приподнимают да-
лее, до выхода рессорных стоек из
пружин рессорного подвешивания, и
снимают пружины с шайбами, про-
кладками и накладками. Одновре-
менно снимают верхние резиновые
шайбы и диски с кронштейнов тя-
говых двигателей. Затем раму под-
нимают и транспортируют к месту
разборки, где ее устанавливают иа
подставки. Там сливают масло из
противоотиосного устройства и ванн
боковых опор. После этого раму
вместе со снятыми и уложенными
в кассеты (контейнеры) деталями
устанавливают на тележку и транс-
портируют в моечиую машину. Ко-
лесио-моторные блоки мостовым
краном устанавливают иа позиции
разборки.
Обмытую раму ставят на под-
ставки и тщательно осматривают.
Неотмытые места рамы, особенно в
местах расположения сварных швов,
дополнительно очищают скребками
и металлическими щетками.
Ремонт рам. Для осмотра рамы
используют лупу, с помощью кото-
рой выявляют трещины, изломы,
выработки, прогибы и другие дефек-
ты в боковинах, поперечных и
шкворневых брусьях, гнездах ша-
ровой связи, консолях и кронштей-
нах. Особое внимание обращают на
выявление трещин в сварных швах
и местах перехода от одного сече-
ния рамы к другому. Обнаруженные
места с дефектами очерчивают ме-
лом для дальнейшего исследования
и ремонта. В случае обнаружения
трещин в перечисленных местах ра-
му ремонтируют. Для ремонта ра-
мы с трещинами, обнаруженными в
иных неоговоренных местах, требу-
ется разрешение ЦТ МПС.
При осмотре рамы проверяют
также посадку и износ втулок и ва-
ликов во всех кронштейнах и дру-
гих посадочных местах. Ослабления
в посадке, имеющие предельную вы-
работку втулки, выпрессовывают из
кронштейнов. Отверстия в раме про-
веряют, при необходимости рассвер-
ливают и запрессовывают новые
втулки, соответственно увеличенные
по наружному диаметру. Изношен-
ные валики разрешается восстанав-
ливать вибродуговой наплавкой или
железнеиием с последующей меха-
нической и термической обработ-
кой.
Тщательной проверке подверга-
ют состояние кронштейнов гасите-
лей колебаний, предохранительных
устройств тормозной рычажной пе-
редачи и соответствующих сварных
швов. При обнаружении трещин в
швах их вырубают и накладывают
новый шов. Трещины в кронштей-
нах ремонтировать сваркой запре-
щается— такие кронштейны необ-
ходимо заменять.
В кронштейнах рамы под хвосто-
виками валиков буксовых поводков
зачищают заусенцы на гранях кли-
новидных пазов, а затем при помо-
щи шаблона замеряют их износ. За-
зор между узкой гранью шаблона
и дном паза должен быть не менее
1 мм., а прилегание шаблона к стен-
кам паза не менее 50% поверхнос-
ти. В случае потери натяга для сое-
динения с валиком буксового по-
водка разрешается его восстанав-
ливать путем постановки штампо-
ванных трехгранных прокладок из
листовой стали толщиной не более
0,5 мм или подбором поводка, имею-
щего наибольший плюсовый допуск
по ширине поводка для данного па-
за. Проверяют посадку и замеряют
отверстие во втулках толкателя
противоотносного устройства в
шкворневом брусе рамы, а также,
посадки втулок в р>ме. Ослабшие
в посадке или изношенные по внут-
реннему диаметру втулки заменя-
ют. При необходимости осуществля-
ют механическую обработку места
постановки втулки.
На боковине рамы проверяют
состояние сварных швов крепления
наличников, по которым перемеща-
ются скользуны, и корпусов сколь-
зуиов боковой опоры кузова. Выра-
ботанный наличник прошлифовы-
вают, а при износе свыше 4 мм сру-
бают и приваривают новый. При
необходимости смены корпуса
скользуна боковой опоры сварочный
шов вырубают и зачищают освобо-
дившееся место. Положение корпу-
са проверяют по угольнику и при
необходимости поверхность припи-
ливают и зачищают до альбомного
размера. Новый корпус скользуиа
боковой опоры кузова приваривают
электродами Э42А, зачищают шов.
В плотности приварки и отсутствии
трещин в сварном шве убеждаются,
используя керосин. Маслопровод бо-
ковой опоры кузова осматривают,
промывают и продувают сжатым
воздухом, плотность его также про-
веряют керосином.
Проверяют толщину накладки
под ролик противоразгрузочногб
устройства на поперечном брусе ра-
мы. Выработанную накладку разре-
шается наплавлять электросваркой
с последующей шлифовкой. Если
износ накладки превышает 6 мм,
она подлежит замене.
6* |«3
Йрогибы элементов рамы прове-
ряют линейкой. В отсутствии пере-
коса рамы по большим буксовым
кронштейнам убеждаются, замеряя
штангенштихмасом диагонали ра-
мы, а также по кернам-реперам, на-
несенным локомотивостроительным
заводом на верхних плоскостях по-
перечных брусьев рамы. Разность
диагоналей не должна превышать
3 мм. При большей разнице раму
тщательно проверяют по методике
ВНИИЖТа оптико-механическими
приборами для выяснения возмож-
ности ее ремонта в условиях депо.
Оптическую проверку рамы прово-
дят также в случаях, когда имеется
подрез гребней и ненормальный из-
нос бандажей колесных пар элект-
ровоза. Отремонтированную раму
тележки окрашивают и передают
на сборку.
Тележки эксплуатируемых серий
электровозов отличаются конструк-
цией букс, узлов сочленения, брус-
ковых боковин, поэтому технология
ремонта рам их тележек имеет свои
особенности. Трещины в рамах с
челюстными тележками возникают
чаще всего в боковинах под буксо-
выми вырезами и в верхних поясах,
в буферном брусе и балке сочлене-
ния. Трещины в элементах рам те-
лежек устраняют заваркой с соблю-
дением инструктивных указаний
МПС.
Буксовые направляющие ремон-
тируют путем смены наличников,
которые приваривают прерывистым
швом по периметру к направляю-
щим и несколькими электрозаклеп-
ками в средней части. Приварку на-
личников выполняют под прессом
или с использованием струбцины.
Рис. 96. Посадка подбуксовой струнки на
каблучки рамы
164
Й случае значительного износа бук-
совые направляющие восстанавли-
вают электронаплавкой с последую-
щей механической обработкой и
приваркой новых наличников.
Приливы на поперечных балках
тележек для пружинных подвесок
тяговых двигателей также подвер-
жены износу. Расстояние между
верхними и нижними приливами
должно быть в пределах 321 —
330 мм. Диаметр отверстия для
стержней в приливах пружинных
подвесок не должен превышать
36 мм, а расстояние между их цент-
рами может отклоняться от чертеж-
ного размера 324 мм не более чем
на 2 мм. Отверстия под стержни,
разработанные более нормы, восста-
навливают заменой втулок. Изно-
шенные наличники на опорных
плоскостях приливов срубают и
взамен их приваривают новые на-
личники необходимой толщины. На
приливах со съемными предохрани-
тельными упорами проверяют плот-
ность прилегания упоров, а также
исправность крепящих болтов и
резьбы в отверстиях приливов.
Подбуксовые струнки, шпильки
и крепящие их болты осматривают
и убеждаются в отсутствии в них
трещин. Состояние резьбы проверя-
ют контрольной гайкой. Ослабшие
шпильки заменяют. Каблучки рамы
и сопрягаемые с ними поверхности
подбуксовых струнок при износе
восстанавливают наплавкой и по-
следующей механической обработ-
кой. Размеры подгоняют так, что-
бы, с одной стороны, обеспечить на-
тяг и допускаемые зазоры между
стрункой и рамой, а с другой сто-
роны, не превысить допускаемое бо-
ковое смещение струнки (2 мм) по
отношению к боковине рамы. Зазор
между стрункой и рамой должен
быть в пределах 4—9 мм (рис. 96).
Для того чтобы облегчить подгон-
ку зазоров и сохранить основные
размеры струнки, разрешается при-
пиливать и наплавлять только по
одному скосу в пазу и при этом од-
ного наклона в обоих пазах.
Проверяют обстукиванием креп-
ление призонных болтов, а затяж-
кой гаек — наличие обрыва в них.
Смену болтов осуществляют при
помощи гидравлического или пнев-
матического пресса. Если болт не
поддается выпрессовке, его высвер-
ливают на некоторую глубину со
стороны головки, не допуская при
этом повреждения отверстия. После
окончательной пригонки поперечных
балок к боковинам рам отверстия
под призонные болты проверяют
разверткой с конусностью 1 :200,
которая приводится во вращение
электрической или пневматической
дрелью. Затем болты, приточенные
к отверстиям и проверенные по
краске, запрессовывают в отверстия
и закрепляют гайками с контргай-
ками или пружинными шайбами.
При необходимости отверстия под
призонные болты разрешается вос-
станавливать заваркой с последую-
щей рассверловкой или постанов-
кой втулки.
Значительный объем работ вы-
полняется по ремонту межтележеч-
ного сочления, которое разбирают,
используя специальное приспособ-
ление. Предварительно замерив щу-
пом зазор, определяют износ шара
и гнезда. После разборки и очист-
ки детали сочленения осматривают
и обмеряют. Гнездо сочленения те-
лежек разрешается восстанавливать
наплавкой с последующей механи-
ческой обработкой. Втулки в при-
ливах балки тележки, через кото-
рые проходит шкворень, при износе
более допускаемого заменяют новы-
ми. Новые втулки следует притачи-
вать по отверстиям в балке с натя-
гом, указанным в чертеже. Замену
осуществляют с помощью гидравли-
ческого пресса.
Шкворень при износе разреша-
ется наплавлять. После механиче-
ской обработки его необходимо под-
вергнуть магнитной дефектоскопии.
Также разрешается восстанавли-
вать шар и гнездо. При меньшем
износе зазор между сферическими
поверхностями шара и его гнезда
в пределах 0,2—0,8 мм может быть
достигнут изменением толщины про-
кладок под половинками гнезда.
При сборке сочленения проверяют
исправность масленки — все тру-
щиеся детали должны быть сма-
заны.
Сборка тележек. После оконча-
ния ремонта раму тележки подают
на позицию сборки. На кронштей-
нах рамы подвешивают с помощью
валиков рессорные стойки (от оси
валика до верхней' шайбы), -£' petty-,
лировочными гайками. При сборке
валики смазывают смазкой ЖРО.
Затем выполняют сборку и монтаж
противоотносного устройства (см.
п. 22). После окончания сборки
противоотносного устройства под-
вески тяговых двигателей соединя-
ют с кронштейнами рамы тележки
валиками, смазанными перед поста-
новкой смазкой ЖРО, и закрепля-
ют их стопорными планками.
Тормозные цилиндры укрепляют
на раме тележки и монтируют де-
тали тормозной рычажной переда-
чи. Скользуны боковых опор укла-
дывают в масляные ванны на боко-
винах рамы тележки. В дальней-
шем на сборочную позицию выстав-
ляют скомплектованные и обкатан-
ные колесно-моторные блоки с по-
водками. На блоках монтируют лис-
товые рессоры, соединяя валиками
их хомуты с проушинами. Валик
стопорят планкой, укрепленной бол-
тами. На одну тележку необходимо
подбирать рессоры и пружины та-
ким образом, чтобы разница их про-
гибов под рабочей нагрузкой была
соответственно не более 2 и 1 мм.
После этого домкратами поджи-
мают остовы тяговых двигателей так,
чтобы полки кронштейнов подвесок
остова заняли горизонтальное поло-
жение. Резиновую шайбу с большим
диаметром отверстия кладут к крон-
штейну, на нее накладывают верх-
ний диск, который имеет меньшую
толщину и больший диаметр отвер-
стия, чем нижний диск. Одновре-
менно снимают предохранительные
упоры с опорных выступов остовов
тяговых двигателей. Затем монти-
руют скомплектованные по высоте
165
Рис. 97. Штампованная трапециевидная
прокладка для валика буксового поводка
тарированные пружины и другие
детали рессорного подвешивания.
Высота пружин в свободном состоя-
нии должна быть в пределах 172—
181 мм. разность прогибов под ра-
бочей нагрузкой 44 кН (4,4 тс) не
более 4 мм. Сборку деталей рессор-
ного подвешивания по концам од-
ной буксовой рессоры следует осу-
ществлять одновременно с тем, что-
бы ие допустить падения деталей.
Застроиованную раму тележки
мостовым краном опускают на вы-
соту, позволяющую направить рес-
сорные стойки через установленные
пружины в отверстия буксовых рес-
сор, а подвески тяговых двигате-
лей — через резиновые шайбы в от-
верстия кронштейнов остовов. За-
тем раму опускают на колесно-мо-
торные блоки.
Подъемом штока домкрата че-
рез кронштейн остова тягового дви-
гателя сжимают верхнюю резино-
вую шайбу. На хвостовик подвески
надевают нижнюю резиновую шай-
бу (большим диаметром к поверх-
ности кронштейна), затем нижний
диск, навертывают на хвостовик
гайку до упора диска в выступ под-
вески и зашплинтовывают гайку.
Перед постановкой соприкасающие-
ся резиновые поверхности смазыва-
ют тальком; покрывать их смазкой
нельзя.
После крепления подвески дом-
крат опускают и аналогичные опе-
рации выполняют со вторым тяго-
вым двигателем. Устанавливают и
укрепляют болтами предохранитель-
ные упоры на приливах остова. Пос-
ле сборки тележки зазор между
упором и полкой на раме должен
быть не менее 30 мм. После того
166
как гайки до упора навернуты, на
нижние концы рессорных стоек кре-
пят буксовые поводки. Для этого
скобой приспособления валики сна-
чала верхних, а потом нижних по-
водков всех букс заводят в трапе-
циевидные пазы на раме тележки.
В сборе с рамой зазор между по-
водком и дном паза в раме должен
быть не меиее 1 мм.
При посадке валика в пазу крон-
штейна клиновидную часть валика
разрешается восстанавливать же-
лезнением или наплавкой электро-
дом Э42А с последующей механи-
ческой обработкой и проверкой щу-
пом прилегания боковых поверхнос-
тей валика в пазах рамы. В исклю-
чительных случаях допускается вос-
станавливать натяг валика в пазах
рамы одноразовой постановкой на
клиновидную часть валика трехсто-
ронней штампованной прокладки
толщиной 0,5 мм (рис. 97). Затем
через отверстие кронштейна в хвос-
товике валика поводка вставляют
болты и затягивают гайки.
После этого на раме тележки
монтируют средние поперечины
(тормозные балки), продольные
тормозные тяги, кронштейны песко-
проводных труб, соединяют возду-
хопроводные рукава, регулируют
выход тормозных штоков и приле-
гание тормозных колодок к банда-
жам колесных пар.
После завершения указанных
работ тележки транспортируют к
домкратной позиции для подкатки
под кузов.
22. Ремонт противоотносного
и противоразгрузочного устройств
Противоотносное устройство
(рис. 98) разбирают непосредствен-
но на раме тележки после ее об-
мывки в моечной машине. Для этой
цели под восьмигранный корпус 8
и стаканы 3 подкатывают специаль-
ную тележку. Отворачивают болты
17, крепящие стаканы к шкворне-
вому брусу рамы, и снимают стака-
ны в сборе с пружинами /, 2 и на-
кладками. Разборку стаканов вы-
полняют на прессе сжатием опоры
4 пружины и отворачиванием гай-
ки 5 с последующим плавным сня-
тием нагрузки. Снятый с пресса
стакан разбирают, снимают крыш-
ку 14 с прокладкой и вынимают
упор-толкатель 6 из втулки 7. От-
вернув пробку 11 и слив масло, сни-
мают крышку 13, поворачивают
шар 12 в вертикальное положение
и вынимают его. До выемки шара
необходимо замерить зазор между
ним и вкладышем. Затем вынима-
ют стопорное кольцо 9 и вкладыши
10. Свинчивают гайку с валика 15
сегментного упора 18, снимают его
шайбу и уплотнение. Поддерживая
с помощью тележки корпус 8, вы-
прессовывают с обеих сторон вали-
ки, после чего опускают корпус с
упорами 18.
Детали противоотносного уст-
ройства промывают, протирают на-
сухо и подают к месту осмотра и
ремонта. Пружины устанавливают
на проверочную плиту и осматри-
вают с целью обнаружения переко-
са, трещин и отколов. Замеряют вы-
соту пружин в свободном состоя-
нии, которая должна быть для на-
ружной пружины 250—262 мм, для
внутренней 236—248 мм. Пружины
с дефектами заменяют. Годные пру-
жины испытывают на прессе. Ком-
плект пружин (внутренняя и на-
ружная) подбирают так, чтобы под
нагрузкой 23 кН (2,3 тс) их прогиб
составлял 22±2 мм. Если под этой
нагрузкой высота комплекта менее
241 мм, то ее регулируют при помо-
щи шайб. Крышки 14 и стаканы 3
после очистки, промывки в кероси-
не и протирки осматривают с целью
Рис. §8. Противоотносное устройство
167
выявления трещин, проверки сос-
тояния резьбы и внутренней поверх-
ности стакана. Плотность соедине-
ния крышки в местах крепления к
стакану контролируют, наливая ке-
росин в стакан. В случае обнаруже-
ния течи прокладку заменяют, а
при необходимости заваривают, об-
рабатывают и пригоняют привалоч-
ные плоскости.
Износ деталей шаровой связи —
шара 12 с втулкой и вкладышем 10.
корпуса 8, упоров 18, опор, толка-
телей 6, а также посадку втулки в
шаре 12 и валиков в упорах 18 про-
веряют шаблонами, линейкой и щу-
пом. Изношенную втулку шара на-
плавляют латунью. Остальные из-
ношенные поверхности разрешается
восстанавливать автоматической
или вибродуговой наплавкой изно-
состойкой сварочной проволокой
под слоем флюса с последующей
механической обработкой и пригон-
кой деталей согласно чертежу.
Твердость наплавленной поверхнос-
ти должна соответствовать указа-
ниям в чертежах. При наличии тре-
щин детали шаровой связи заме-
няют.
Так же как и разборку, сборку
противоотносного устройства осу-
ществляют непосредственно на ра-
ме тележки электровоза. Совместив
грани и отверстия сегментообраз-
ных упоров 18 с корпусом 8 шаро-
вого подшипника шкворня в сборе,
с помощью крана упоры вставляют
в гнездо шкворневого бруса до сов-
Рис. 99. Противоразгрузочное устройство
168
падения указанных отверстий с от-
верстиями в балке. В таком поло-
жении укрепляют упоры 18 валика-
ми, запрессованными с натягом
0,05—0,11 мм через корпус 8 в
шкворневой брус. При суммарном
зазоре между упором и корпусом
более 1,6 мм необходимо устано-
вить регулировочные прокладки
между упором и гнездом шкворне-
вого бруса. Толщина прокладок со
стороны каждого упора должна быть
одинаковой. Разница в толщинах
прокладок не должна превышать
0,5 мм. Суммарный зазор в этом
случае должен быть выдержан в
пределах 0,2—0,6 мм. При установ-
ке упоров нужно обеспечивать со-
ответствие клейм на брусе и упо-
рах. После постановки уплотнения
(лен, смоченный фенольно-альде-
гидным лаком) под стопорные шай-
бы валиков 15 упоров 18 заверты-
вают и стопорят гайку валика. Ус-
танавливают на место вкладыши
10 до упора в бурт корпуса 8 и за-
водят в паз стопорное кольцо 9.
Вставив на место шар 12, замеря-
ют зазор между ним и вкладышем,
который должен быть 0,75—1,0 мм.
Проверяют место привалки
крышки 13 к брусу и зачищают мес*
та. прилегания на крышке и брусе.
Проверяют состояние пароиитовой
прокладки и при необходимости за-
меняют ее. Крышку закрепляют на
брусе болтами с пружинящими шай-
бами, предварительно проверив сос-
тояние резьбы в балке и крышке.
Плотность установки пробки в
крышке проверяют керосином; течь
керосина в любом месте крышки и
пробки не допускается.
Состоящий из пружин, шайбы,
стакана и гайки комплект собирают
на прессе. Под нагрузкой 23 кН
(2,3 тс) комплект пружин должен
иметь прогиб 22±2 мм. Сжав пру-
жины, вворачивают гайку 16 до
упора в выточку стакана 3. При
этом наружный торец гайки должен
быть утоплен в стакан на 0,2—
1,0 мм. Затем, закрепив болтами
крышку 14 на пароиитовой про-
кладке, вставляют упоры-толкатели
6 в отверстия втулок, устанавлива-
ют и закрепляют болтами на брусе
скомплектованные стаканы. По
окончании монтажа керосином про-
веряют плотность всех соединений.
Слив керосин, заполняют масляную
ванну шкворневого узла и внутрен-
нюю полость стакана 3 трансмис-
сионным автотракторным маслом.
Противоразгрузочное устройство
разбирают на позиции подъемки
кузова. Предварительно замеряют
расстояние от вертикального рыча-
га 10 (рис. 99) до рамы 9 кузова,
которое не должно быть менее 5 мм.
После этого отворачивают гайку,
выбивают валик 4 и снимают ролик
3 с горизонтального рычага 5. Вы-
бив валик, отсоединяют вертикаль-
ный рычаг 10 от штока цилиндра /
и отсоединяют возвратную пружи-
ну 2 от крюка 8. Для демонтажа
рычага 10 с рамы 9 следует пред-
варительно удалить стопорную
планку 6, отвернув болты, и вынуть
валик 7.
Демонтированные детали проти-
воразгрузочного устройства после
обмывки в моечной машине подвер-
гаются осмотру и обмеру. Ослаб-
шие в посадке или имеющие выра-
ботку втулки и валики рычага 10 и
ролика 3 заменяют. Перед запрес-
совкой новых втулок разверткой
проверяют места их установки. Ва-
лики подлежат замене при износе
более 1 мм по диаметру. В таких
случаях их разрешается восстанав-
ливать железнеиием или внбродуго-
вой наплавкой с последующей ме-
ханической и термической обработ-
кой. В случае восстановления на-
плавкой изношенной резьбовой час-
ти хвостовика валика 4 ее необхо-
димо после обработки подвергать
дефектоскопии.
Тщательно проверяют состояние
рычагов и их сварных швов. При
обнаружении трещин рычаги и ролик
подлежат замене. Дефектные части
сварных швов вырубают и вновь
заваривают. Изношенные поверх-
ности проушин, вилки рычагов, а
также торцов, соединяющей их тру-
бы и поверхности ролика при изно-
се более 7 мм по диаметру разре-
шается восстанавливать вибродуго-
вой наплавкой в среде углекислого
газа или наплавкой электродом
Э42А с последующей обработкой.
Резьбу для укрепления стопорной
планки проверяют метчиком. Лоп-
нувшую пружину заменяют, отвер-
стие под ее натяжной крюк в случае
износа заваривают и высверливают
заново.
Сборку противоразгрузочиого
устройства осуществляют при под-
готовке кузова электровоза к опус-
канию на отремонтированные те-
лежки.
23. Ремонт тормозной
рычажной передачи
Тормозную рычажную передачу
и ручной тормоз, демонтированные
при разборке тележки электровоза,
обмывают в моечной машине. Очи-
щенные от грязи и масла, они по-
ступают на осмотр, при котором
проверяют посадку втулок, разме-
ры и износ деталей. Подвески, ры-
чаги, нерегулируемые тяги, попере-
чины и балансиры с трещинами за-
меняют. Допускается восстановле-
ние этих деталей вырезкой негод-
ной части и приваркой новой газо-
прессовой или контактной сваркой.
Изношенные или выработанные
места, задиры и глубокие забоины
(более 15% сечения деталей) раз-
решается устранять наплавкой
электродом Э42А с последующим
отжигом, механической обработкой,
дефектоскопией и испытанием на
растяжение.
Регулируемые тяги после осмот-
ра подвергают дефектоскопии. В слу-
чае обнаружения трещин в лю-
бом месте средней части тяги, вил-
ке или головке тяги эту часть це-
ликом удаляют и вваривают новую
с последующей обработкой и испы-
танием по изложенной ранее техно-
логии.
Тяги, балки и триангели тормоз-
ной рычажной передачи после ре-
монта сваркой должны быть испы-
169
таны под полуторной нагрузкой по
сравнению с максимально возмож-
ной при нормальной работе тор-
моза.
При обнаружении трещин и из-
ломов в камне или регулировочном
винте, а также сорванной резьбы
(более двух ниток) детали заменя-
ют. Изношенную резьбу винта сре-
зают, затем выполняют наплавку
(вибродуговую или электродом
Э42А) и после отжига нарезают но-
вую резьбу. Также разрешается
восстанавливать изношенные по-
верхности камня и направляющей
рамки тяги при увеличении паза
вилки более чем на 2 мм.
Изгиб поперечин, балансиров,
рычагов и подвесок допускается не
более 2 мм по длине детали. При
превышении этого допуска детали
правят в холодном состоянии.
Ослабшие в посадке втулки уда-
ляют, после чего проверяют и за-
меняют посадочные места. Если от-
верстия разработаны не более чем
на 1 мм по сравнению с чертежным
размером, их растачивают иа 2 мм
под запрессовку с соответствующим
натягом увеличенной по наружному
диаметру втулки. При большей раз-
работке отверстий rfx заваривают, а
затем рассверливают новое отверс-
тие. В таком случае расстояние
между центрами вновь рассверлен-
ных соседних отверстий в баланси-
рах, рычагах, подвесках, планках и
тягах ие должно изменяться по
сравнению с указанным в чертежах.
После запрессовки торцы втулок
не должны выступать над поверх-
ностью деталей.
Осматривают и замеряют валики
тормозной рычажной передачи и
ручного тормоза. Валики, имеющие
трещины, а также изношенные бо-
лее чем на 1,5 мм по диаметру, за-
меняют. Изношенные валики разре-
шается восстанавливать наплавкой
или железнением с последующей
обработкой. Перед наплавкой валик
отжигают, нагревая его до темпера-
туры 800—900 °C, выдерживая при
этой температуре 30—35 мин и за-
тем медленно охлаждая на воздухе.
170
После наплавки валиков электрода-
ми Э50, Э50А или нанесения слоя
металла железнением и механиче-
ской обработки рабочую поверх-
ность их закаливают токами высо-
кой частоты иа глубину 2—4 мм до
твердости не менее 52 единиц по
Роквеллу.
Тормозные башмаки, оттягиваю-
щие пружины, болты, втулки и тор-
мозные колодки также осматрива-
ют и проверяют. При ослаблении по-
садки втулки и выработке в башма-
ке отверстия диаметром 50 мм его
разрешается рассверлить на 2—
3 мм и запрессовать новую втулку,
сохранив внутренний ее диаметр
прежним. Втулку следует изготов-
лять из стали 45 и подвергать вы-
сокочастотной закалке до твердос-
ти 50—60 единиц по Роквеллу. Пос-
ле запрессовки торцы втулки ие
должны выступать относительно на-
ружной поверхности ушка башмака
более чем на 0,3 мм. Выступание
торца втулки в паз башмака не до-
пускается.
Поврежденные и ослабшие от-
тягивающие пружины тормозных
колодок и регулировочные болты,
предохранительные устройства ры-
чажной передачи и их кронштейны
заменяют. Предохранительные тро-
сы испытывают под нагрузкой 7 кН
(700 кгс).
Отремонтированные детали тор-
мозной рычажной передачи и руч-
ного тормоза, за исключением по-
верхностей трения рамок тяг и кам-
ней, грунтуют и окрашивают чер-
ной эмалью.
Для осмотра тормозного цилинд-
ра необходимо снять переднюю
крышку, вынуть поршень и пружи-
ну, очистить их от грязи, промыть
керосином внутреннюю поверхность
тормозного цилиндра и металличе-
скую часть поршня, затем насухо
вытереть. Овальность внутренней
поверхности тормозного цилиндра
до 1 мм устраняют шлифовкой.
При большей овальности внутрен-
нюю поверхность тормозного ци-
линдра сначала растачивают, а за-
тем шлифуют. Увеличение диамет-
ра тормозного цилиндра допускает-
ся не более чем на 5 мм по сравне-
нию с чертежным размером. При
этом разница диаметров диска и
цилиндра не должна превышать ус-
тановленных норм. Тормозной ци-
линдр должен быть прочно укреп-
лен на раме и не иметь перекосов
по отношению к оси штока и раме.
В случае неисправности резьбы
шпилек тормозного цилиндра их за-
меняют.
Осматривают поршень, пружину
и переднюю крышку цилиндра.
Манжеты при потере эластичности,
разбухании, расслоении, разрывах
или трещинах заменяют' новыми.
Отпускная пружина по высоте
должна соответствовать чертежно-
му размеру, осадка ее допускается
не более чем на 20 мм. При боль-
шей осадке пружины заменяют ли-
бо ремонтируют. Для этой цели пру-
жину разжимают до высоты, соот-
ветствующей чертежному размеру,
подвергают термической обработке
и затем окрашивают в черный цвет.
Передние крышки тормозных ци-
линдров при разработке отверстий
в горловинах по диаметру более
2 мм восстанавливают расточкой
горловины, постановкой втулки с
внутренним диаметром, равным чер-
тежному, и приваркой этой втулки
по торцу к горловине крышки. До-
пускается после расточки горлови-
ны крышки пригонять шток увели-
ченного диаметра либо насаживать
в горячем состоянии иа всю длину
штока стальную втулку. Наружный
диаметр втулки должен соответст-
вовать расточенному отверстию гор-
ловины крышки.
24. Ремонт рессорного
и люлечного подвешивания
Рессорное подвешивание. Его
разбирают в ходе демонтажа те-
лежки электровоза. Детали рессор-
ного подвешивания обычно обмыва-
ют в моечной машине вместе с ра-
мой тележки. После очистки от гря-
зи и масла стойки 5 (рис. 100) и
гайки 6 тщательно осматривают. За-
тем стойки подвергают дефектоско-
пии. При наличии трещин они под-
лежат замене. Калибрами проверя-
ют специальную круглую резьбу
диаметром 48,6 мм и резьбу М24 на
стойке и в гайках. В случаях пов-
реждения резьбы М24 ее можно
восстанавливать электронаплавкой
с последующей механической обра-
боткой.
Проверяют посадочные поверх-
ности и износы отверстий в сфери-
ческой втулке, головке стойки и при-
варенной к ней державке предохра-
нительной скобы 2. В случае ослаб-
ления посадки или износа отверс-
тия более допускаемого втулки за-
меняют. Изношенные торцовые по-
верхности стойки можно восстанав-
ливать наплавкой с последующей
механической обработкой и дефек-
тоскопией. Изогнутую державку
скобы разрешается выправлять, и
при повреждении ее сварного шва
срезать шов и приваривать вновь.
После очистки, осмотра и проверки
на плите пружины 8, имеющие тре-
щины, изломы витков, перекосы или
высоту в свободном состоянии ме-
нее 172 мм, бракуют. Просевшие
пружины высотой менее нормы ре-
монтируют, нагревая до температу-
ры 920—980 °C и разводя витки ли-
бо на станке, либо вручную на пли-
те. Пружины, признанные годными,
испытывают под прессом на осад-
ку трехкратным нагружением ста-
тической нагрузкой, а затем на про-
Рис. 100. Узел рессорного подвешивания
тележки
171
гиб под рабочей нагрузкой. Осадку
определяют, измеряя высоту пру-
жины до приложения нагрузки и
после ее снятия. Определяют дейст-
вительный прогиб пружины как раз-
ность высот пружины — свободной
и под нагрузкой. Прогиб выбивают
на стальной бирке, подвязанной про-
волокой к витку пружины. Пружи-
ны подбирают таким образом, что-
бы разница их прогибов на одной
тележке не превышала 4 мм. После
испытания пружины окрашивают.
Опорные шайбы 3, 4 и наклад-
ки 7 также осматривают и при об-
наружении трещин бракуют. Изно-
шенные более 2 мм опорные поверх-
ности деталей разрешается восста-
навливать наплавкой с последую-
щей обработкой на станке.
Валики 1 при износе более 1 мм
восстанавливают до чертежного раз-
мера вибродуговой электронаплав-
кой или наплавкой в среде углекис-
лого газа с последующей механиче-
ской и термической обработкой, а
также дефектоскопией. При обна-
ружении трещин валики бракуют.
Износ паза валика под стопорную
планку и самой планки допускает-
ся не более I мм.
Ослабшие в посадке или изно-
шенные втулки рессорного подвеши-
вания в кронштейнах рамы заменя-
ют. При этом отверстия втулок
должны соответствовать размерам
валиков и их посадочных мест.
Листовые рессоры 9 после об-
мывки осматривают. Рессору бра-
куют при обнаружении трещин в
хомуте 10 или рессорных листах,
сдвига листов, ослабления хомута,
а также в случаях, когда стрела
прогиба, разности плеч и зазоров
рессоры в свободном состоянии пре-
вышают установленные нормы.
Ремонт рессор осуществляют на
локомотиворемоитных заводах или
в локомотивных депо со специаль-
но оснащенными мастерскими.
Листы, которые имеют недоста-
точную стрелу прогиба, подвергают
гибке и закалке, для чего их нагре-
вают в кузнечных печах до темпе-
ратуры 1300—1350 °C. Время вы-
172
держки листов в Печи При НагрёВё
под закалку 15—20 мин. При за-
калке листов рессор для охлажде-
ния используют воду, минеральное
масло, щелочные и соляные раст-
воры. Гибку нагретых рессорных
листов выполняют или в штампах
на специальных станках, или вруч-
ную по шаблонам. После гибки и
закалки листы отпускают для сня-
тия внутренних напряжений, увели-
чения вязкости металла и сниже-
ния твердости. Для отпуска рессор-
ные листы нагревают до темпера-
туры 475—500 °C и выдерживают в
печи при этой температуре 20—
40 мин. Усталостную прочность тер-
мически обработанных листов по-
вышают наклепом в специальных
дробеструйных машинах. Перед
сборкой рессорные листы правят
(рихтуют) по радиусу на специаль-
ном шаблоне с предварительным
нагревом до температуры 300—
350°С. Затем на собранный пакет
листов в горячем состоянии (1000—
1100°C) насаживают хомут и обжи-
мают его со всех сторон на прессе.
Собранные рессоры испытывают на
остаточную деформацию под дейст-
вием пробной, а затем рабочей ста-
тической нагрузки.
После окончательной регулиров-
ки рессорного подвешивания под
электровозом отклонение рессор от
горизонтального положения ие
должно превышать 20 мм. Разница
в прогибах рессор на одной тележ-
ке более чем на 2 мм не допускает-
ся. Отклонение рессорных стоек от
вертикального положения не долж-
но превышать 15 мм.
Электровозы ВЛ 10, ВЛ 11 имеют
независимое четырехточечное рес-
сорное подвешивание тележек. В
отличие от них на электровозах
ВЛ8 применено сопряженное балан-
сирами двухточечное рессорное под-
вешивание тележек, устойчивость
обеспечивается системой опор кузо-
ва. На электровозах ЧС2 и ЧС2Т
первая тележка имеет четырехто-
чечное, а вторая — двухточечное
подвешивание. Устойчивость второй
тележки создается межтележечным
соединением. Кроме того, в подве-
шивании кузова применены маятни-
ковые листовые рессоры. Эти кон-
структивные особенности вызывают
некоторые отличия в разборке и ре-
монте рессорного подвешивания.
Тщательно осматривают и прове-
ряют состояние продольных и попе-
речных балансиров. При обнаруже-
нии трещин на длине между голов-
ками л вилками балансиры браку-
ют. Износ на боковых поверхностях
до 2,5 мм разрешается оставлять
без исправления. Сварные швы с де-
фектами вырубают до основного
металла и накладывают новый шов.
Наплавку балансира допускается
производить при износе, ие превы-
шающем 20% площади поперечно-
го сечения.
Проверяют износы опорных по-
верхностей ножек и гнезд рессор-
ных стоек. Чтобы стойка ие имела
перекоса, ее ножки должны быть
одинаковой длины. Это контролиру-
ют на плите по угольнику. При на-
личии трещин рессорные стойки за-
меняют. Износ их опорных поверх-
ностей, если он превышает допус-
каемый, разрешается восстанавли-
вать электроиаплавкой и последую-
щей механической обработкой на
станке по шаблону. При обнаруже-
нии трещин и износов в гнездах
пружин, рессор, балансиров и но-
жек пбдрессорных стоек их заменя-
ют или восстанавливают электро-
наплавкой с последующей обработ-
кой.
Тщательному осмотру также
подвергают предохранительные уст-
ройства рессорного подвешивания —
скобы, тросы и их крепление. Скобы
с трещинами и тросы с обрывом
жил более 5% сечения заменяют.
Разборку рессорного подвешива-
ния на электровозах ЧС начинают
с расшплинтовки и отворачивания
гаек с концов подвесок рессор. Сни-
мают предохранительные скобы рес-
сор кузова, предохранительные тро-
сы поперечной балкн и разъединя-
ют пятник масляной ванны боковой
опоры от поводка. Затем мостовым
краном или домкратом поднимают
один конец рессоры, снимают маят-
никовые подвески, опускают попе-
речную балку с рессорами и слива-
ют масло из ванн опор кузова.
При демонтаже рамы тележки
снимают также накладки и пружи-
ны с шайбами с подвесок рессор.
Сняв стопорные планки, выбивают
валики и удаляют балансиры и рес-
сорные подвески. Удалив шайбы и
ослабив болты серег, демонтируют
листовые рессоры, а затем отвора-
чивают болты и вынимают серьги
из проушин букс. После очистки и
обмывки, осмотра, дефектоскопии и
ремонта детали поступают на сбор-
ку, которую проводят в порядке,
обратном разборке. Окончательно
регулируют рессорное подвешивание
после подкатки тележек под элект-
ровоз. Регулировку осуществляют
сжатием или роспуском пружин
верхними гайками рессорных подве-
сок для создания зазоров между
верхом буксы и накладкой на раме
тележки 35—50 мм и между упора-
ми тележки и рамой кузова у
шкворневой балки тележки в пре-
делах 25—40 мм.
Люлечное подвешивание. Перед
разборкой проверяют наличие на
деталях бирок, меток спаренности
и при необходимости восстанавли-
вают их. Тщательно осматривают
детали люлечиого подвешивания,
чтобы убедиться в отсутствии ос-
лабления посадки втулок. Замеря-
ют зазоры, определяют место н ха-
рактер износа трущихся деталей в
рабочем положении.
Во всех случаях разборку лю-
лечного подвешивания начинают с
того, что с хвостовика стержня 6
(рис. 101) свинчивают гайку 1 и
последовательно снимают смонтиро-
ванные детали. Затем вынимают из
кронштейнов иа рамах кузова и те-
лежки стержень со стаканом 7, пру-
жиной 9, опорами 2, 5 и прокладка-
ми 3 в сборе с трубками и регули-
ровочными прокладками 8.
Тщательно очищенные и обмы-
тые детали разобранного люлечно-
го подвешивания обмеряют, осмат-
ривают и устанавливают объем ре-
173
МОИта или необходимость замены.
Путем обстукивания молотком про-
веряют плотность посадки втулок
на стержне бив стакане 7. Ослаб-
шие втулки должны быть спрессо-
ваны. При необходимости разреша-
ется их для этой цели нагревать
открытым пламенем. Предваритель-
но необходимо срезать сварные швы
в местах прихватки втулок. Диа-
метры напрессованных на стержень
и запрессованных в стакан втулок
замеряют в трех сечениях (по кра-
ям и в середине втулки) и по раз-
ности средних размеров вычисляют
зазор между втулками. Если сум-
марный зазор превышает 2 мм,
втулки необходимо заменить. Но-
вые втулки, изготовленные из высо-
комарганцовистой стали 110Г13Л,
монтируют с предварительным на-
гревом стакана, если втулка уста-
навливается в него. Если же втул-
ка монтируется на стержне, то по-
догревают втулку. При посадке вту-
лок натяг должен быть 0,02—
0,16 мм, а суммарный зазор между
ними — от 0,12 до 0,6 мм. Торцы
Рис. 101. Люлечиое подвешивание кузова
174
втулок Приваривают электродом
ЭА-1. У стержня подвески выявля-
ют внутренние и наружные дефек-
ты, проверяют состояние круглой
резьбы иа его хвостовике. Стержни,
имеющие выработанные поверхнос-
ти, трещины, износ резьбы более
1 мм, заменяют; ремонтировать их
сваркой нельзя. Следует иметь в
виду, что выработка иа стержнях
свидетельствует о неправильной ус-
тановке кулачковых опор на под-
кладках.
Размеры опорных поверхностей
бортов стакана и верхней шайбы
10 под пружину подвески при изно-
се более 4 мм восстанавливают на-
плавкой электродом Э42А с после-
дующей механической обработкой.
Тщательно проверяют состояние и
размеры опорных поверхностей по
радиусам и глубину желобов в про-
кладках. В случае износа этих по-
верхностей более 2 мм их также
разрешается восстанавливать элект-
ронаплавкой с последующей меха-
нической обработкой. Поверхности
кулачков и желобов подвергают за-
калке токами высокой частоты. Их
твердость должна быть 45—62 еди-
ницы по Роквеллу.
Зазор П между опорой и про-
кладкой должен быть не менее 6 см.
Очищенную и промытую пружи-
ну подвески подвергают осмотру и
проверке на разметочной плите.
Технические данные пружины сле-
дующие.
Статическая нагрузка
на пружину, кН (кгс) . . 66,8 (6680)
Высота пружины в
свободном состоянии, мм 374,4±1|
Высота пружины под
нагрузкой 66,8 кН
(6680 кгс), мм . ... 289—316
Жесткость пружины,
Н/мм (кгс/мм) .... 910 (91)
Масса, кг.............. 41,5
Материал...........сталь 60С2ХФА
Пружины подлежат замене при
наличии трещин, отколов, изломов
витков. Их также необходимо заме-
нить, если высота пружины в сво-
бодном состоянии менее 366 мм, от-
клонение от перпендикуляра к опор-
ному витку при проверке угольни-
ком и щупом на плите более 4 мм,
непараллельность опорных поверх-
ностей более 2 мм, протертости и
коррозионные повреждения превы-
шают 10% площади сечения прутка.
Пружину испытывают на прессе
под нагрузкой 66,8 кН (6680 кгс),
измеренную при этом высоту пру-
жины выбивают на бирке либо тор-
це пружины и вписывают в паспорт
электровоза. После испытания год-
ную пружину окрашивают черной
эмалью.
При сборке люлечного подвеши-
вания отремонтированные детали
устанавливают на прежние места
согласно записям в паспорте элект-
ровоза. Особенно это касается пру-
жин с дополнительными прокладка-
ми, толщина которых была опреде-
лена на заводах при развеске элект-
ровоза.
Монтаж люлечного подвешива-
ния выполняют в такой последова-
тельности. Подбирают пружины 9 с
комплектом регулировочных про-
кладок 8 так, чтобы общая их вы-
сота под тарировочной (исрыта-
тельной) нагрузкой 70 кН (7000 кгс)
составляла 310± 1 мм. Для подсче-
та требуемой толщины прокладок
из указанного норматива вычитают
высоту пружины под испытательной
нагрузкой, При высоте ее 309—
311 мм регулировочные прокладки
на борт стакана 7 не ставят.
Подобранные пружины с про-
кладками комплектуют со стерж-
нем 6 верхней опорной шайбой 10
и с помощью специального захвата
транспортируют к месту установки.
На кронштейнах рам тележек
монтируют опоры 4, 2 и прокладки
с трубой 3 так, чтобы кулачки опор
2 обязательно находились в жело-
бах прокладок. Затем все восемь
собранных комплектов люлечных
подвесок монтируют на рамах теле-
жек. Для этого хвостовики стерж-
ней подвесок пропускают через от-
верстия в кронштейнах рамы тележ-
ки и закрепляют их проволокой так,
чтобы при опускании кузова стерж-
ни подвески его не касались.
Подкатив тележки под поднятый
иа домкратах кузов, его несколько
опускают до уровня, обеспечиваю-
щего возможность крепления балан-
сиров к раме кузова. При этом не-
обходимо следить за вхождением
стержней люлечного подвешивания
в пазы кронштейнов иа раме кузо-
ва. Надо также следить за сочле-
нением и взаимным расположением
опор 2 и прокладок 3 на раме те-
лежки. Правильность сочленения
опор необходимо контролировать
через люкн в полу кузова с по-
мощью зеркала и подсветки. Не-
175
правильное расположение кулачков
опор в прокладках является основ-
ной причиной образования выработ-
ки, а также излома стержней и пру-
жин люлечного подвешивания при
эксплуатации электровозов. После
этого устанавливают балансиры на
раме кузова и завершают сборку
установкой на хвостовики стержней
опор 2 и 4, прокладки 3 с трубой,
навертыванием и шплинтовкой гаек.
По окончании сборки высота пру-
жины вместе с прокладками долж-
на быть в пределах 305—311 мм.
После опускания кузова на те-
лежки проверяют зазоры по верти-
кальным и горизонтальным ограни-
чителям рамы. Зазор Г (рис. 102)
между вертикальным ограничите-
лем и верхней плоскостью рамы
должен быть в пределах 20—30 мм.
Зазор Д между вкладышем гори-
зонтального ограничителя на кузове
и накладкой на боковине рамы те-
лежки должен быть от 15 до 18 мм.
Зазоры Г и Д регулируют пакетами
прокладок, толщина которых не
должна превышать 50 мм. При из-
носе вкладыша по поверхности В
или накладки по поверхности Е бо-
лее 5 мм их заменяют.
25. Ремонт гидравлических
гасителей колебаний
Гидравлические гасители коле-
баний начинают разбирать при под-
готовке кузова электровоза к подъ-
ему домкратами, когда гидравличе-
ские гасители колебаний отсоединя-
ют от кронштейнов на раме тележек
и оставляют подвешенными на раме
кузова. Для того чтобы отсоединить
их от кронштейнов на раме кузова,
снимают шайбу 3 (рис. 103) и вы-
бивают валик 2, соединяющий верх-
нюю головку 1 гасителя с крон-
штейном рамы кузова. Демонтиро-
ванный гаситель колебаний транс-
портируют к месту очистки и раз-
борки. Разборку начинают с того,
что резиновые втулки 16 вынимают
из головок гасителя. Затем зажима-
ют в тисках головку 1, выворачива-
176
ют стопорный винт 22 и свертывают
по резьбе защитный кожух 18. На-
ружные поверхности гасителя с по-
мощью керосина очищают от грязи.
Специальным приспособлением
головку 1 в сборе со штоком 10
выдвигают из цилиндра 12. Вывер-
нув стопорный винт 4, отсоединяют
головку 1 от штока 10. Затем сни-
мают планку 5, предварительно от-
вернув винты 6. Затем отворачива-
ют гайку 20, вынимают обойму 19 с
кольцами 7 и 8 манжетами 21. Пос-
ле этого вынимают цилиндр 12 со
штоком 10, буксой (направляющей)
9 и нижними клапанами. Пользуясь
деревянным молотком, снимают с
цилиндра 12 корпус 13 нижнего
клапана в сборе и оправкой выби-
вают буксу 9. Масло из корпуса 11
гасителя сливают в чистый резер-
вуар, после чего отворачивают и
разбивают клапаны.
Верхний и нижний кожуха (ци-
линдры) промывают в щелочном
растворе, а остальные детали (кро-
ме резиновых) — в бензине, керо-
сине или мыльной эмульсии. Затем
все детали обдувают сжатым воз-
духом и протирают насухо.
Очищенные детали гасителя
тщательно осматривают, проверяют
соответствие их размеров нормам
допусков и износов и устанавлива-
ют необходимый объем ремонта или
замены деталей. Резиновые детали
гасителя — кольца, прокладки, ман-
жеты, уплотнительные и поршневые
кольца — заменяют новыми. Тща-
тельно осматривают шток, трещины
в нем не допускаются. При наличии
задиров, вмятин, выбоин и местно-
го износа более 0,043 мм на цилинд-
рической рабочей поверхности по
диаметру 48 мм шток шлифуют и
доводят его диаметр до 47,925 мм с
обработкой поверхности по 8-му
классу чистоты (шероховатости).
При большем износе шток восста-
навливают хромированием с после-
дующей шлифовкой, при этом тол-
щина слоя хрома не должна превы-
шать 0,15 мм. Допускается также
восстановление штока вибродуговой
наплавкой под слоем флюса сва-
рочной проволокой СВ-10ГА, СВ-
10Г2 с последующей обточкой и
шлифовкой. Такая же технология
применяется для восстановления
рабочей поверхности поршня по
диаметру 68 мм. При выполнении
наплавочных работ не допускаются
непровары, газовые и шлаковые
включения, подрезы основного ме-
талла.
При износе резьбы М42 на хво-
стовике штока ее срезают, наплав-
ляют слой металла и нарезают но-
вую резьбу. В случаях износа от-
верстия диаметром 48 мм и поса-
дочных мест по диаметрам 79 и
68 мм, а также 72 мм в буксе (нап-
равляющей) их разрешается нап-
лавлять бронзой при помощи газо-
вой сварки с последующей обработ-
кой до номинального размера.
Верхнюю головку / осматрива-
ют, измеряют отверстие и проверя-
ют резьбу калибром. При повреж-
дении более двух ниток резьбы ее
срезают. Затем осуществляют нап-
лавку вибродуговой сваркой под
слоем флюса и нарезают новую
резьбу, которую также проверяют
калибром. Суммарный износ торцо-
вых поверхностей головки должен
быть не более 2 мм, в противном
случае головку следует наплавить
и обработать до размера 75 мм. Не
допускаются также местные выры-
вы и задиры глубиной более 2 мм.
Цилиндр 12 очищают салфеткой,
смоченной в керосине, насухо про-
тирают, обстукивают медным мо-
лотком и тщательно осматривают с
помощью лупы. Риски, задиры и
местную выработку глубиной до
0,3 мм разрешается устранять шли-
фовкой при условии сохранения
установленных размеров. Трещины
цилиндра, а также выкрашивания
цементированного слоя не допуска-
ются. При комплектовании цилинд-
ра с ремонтными поршневыми коль-
цами необходимо следить за тем,
чтобы зазор в замке был не более
1,3 мм, а овальность — не более
0,1 мм. В противном случае ци-
линдр подлежит замене.
Кожух 18 также тщательно ос-
матривают. При протертостях более
2 мм и овальности более 1 мм его
заменяют. Помятость, отбортовку
нижней кромки, овальность кожуха
выправляют медным молотком на
оправке. Помятую или поврежден-
ную резьбу исправляют на токар-
но-винторезном станке и затем про-
веряют ее калибром. Если сорвано
более двух ниток резьбы, кожух
заменяют либо восстанавливают
наплавкой с последующей механи-
ческой обработкой и проверкой ка-
либром. Отремонтированный кожух
снаружи и внутри окрашивают
эмалью МС-17.
У корпуса И тщательно прове-
ряют состояние сварных швов, от-
верстий и резьбы. Чтобы убедить-
ся в отсутствии течи по сварному
Рис. 103. Гидравлический гаситель колеба
ний
177
Рис. 104. Рабочая диаграмма гасителя ко-
лебаний
шву, наливают в корпус керосин и
выдерживают 10 мин. При наличии
течи дефектное место вырубают,
разделывают и вновь заваривают.
Трещины, вмятины, забоины, про-
тертости глубиной до 2 мм зачища-
ют абразивным кругом. Если же
они превышают 2 мм, корпус заме-
няют. Изношенную и поврежденную
резьбу разрешается восстанавли-
вать наплавкой с последующей об-
работкой и проверкой.
Изношенные посадочные поверх-
ности корпуса 13 нижнего клапана
восстанавливают до размеров, обес-
печивающих суммарный зазор меж-
ду корпусом клапана и цилиндром
в пределах установленного. При
большем зазоре разрешается напла-
вить поверхности вибродуговой
сваркой под слоем флюса свароч-
ной проволокой СВ-10ГА, СВ-10Г2
или электродами Э42, Э42А с пос-
ледующей проточкой до номиналь-
ного размера.
3)-------------
Рис. 105. Формы рабочих диаграмм гид-
равлического гасителя колебаний при ис-
пытаниях на стенде:
а — гаситель исправен: б —в клапанах увеличе-
ны дроссельные отверстия, увеличен зазор меж-
ду штоком и направляющей; в — недостаток
масла в гасителе, засорен иижний клапан, не-
плотный контакт между цилиндром и нижним
клапаном; г — засорен верхний клапан; d'-
ослаблена резьба между штоком и верхней го-
ловкой. ослаблены гайки крепления корпуса; е —
перекос штока, задиры в поршне или цилиндре;
ж — засорены верхний к нижний клапаны; —
заклинен поршень в цилиндре
178
Все детали клапана тщательно
промывают до удаления наслоений
грязи и затем протирают безворсо-
вой салфеткой. Для очистки дета-
лей от грязи нельзя использовать
инструмент, оставляющий на по-
верхности риски, царапины. Изно-
шенные или с поврежденной резь-
бой детали клапана заменяют.
Просевшие или изломанные пружи-
ны и шарики с забоинами, царапи-
нами и коррозией также заменяют.
В случае образования рисок и
царапин на притирочной поверхно-
сти диска (кольца) клапана его
притирают, используя пасту ГОИ.
Давление срабатывания разгрузоч-
ного клапана регулируют на прес-
се по манометру.
Перед сборкой все металличе-
ские детали вновь очищают с по-
мощью керосина и насухо вытира-
ют безворсовой салфеткой. Сборку
начинают с того, что шарик с его
опорой и пружиной вставляют в
гнездо клапана 14 и заворачивают
пробкой. Клапан на прессе регули-
руют на давление срабатывания
4500—5000 кПа (45—50 кгс/см2) й
фиксируют положение пробки. Пол-
ностью собранные с их дисками и
большими пружинами клапаны 14
вставляют и укрепляют в поршне
штока. 10 и в корпусе 13 клапана.
Затем надевают кольцо на поршень
штока.
Нижнее уплотнительное кольцо
17 вставляют в корпус 13 клапана
14 и ударами деревянного молотка
по корпусу устанавливают клапан
на торец цилиндра 12. В цилиндр
вставляют собранный шток и, пере-
мещая его вверх и вниз, убеждают-
ся в плавном, без заеданий движе-
нии. Верхнее уплотнительное коль-
цо вкладывают в буксу и надевают
ее на шток.
Корпус 11 зажимают за нижнюю
головку в тисках и заливают в га-
ситель 0,8 л масла МВП. Собран-
ный цилиндр устанавливают в кор-
пус 11 и, перемещая шток в цилинд-
ре 12, проверяют работу клапанов
14.
Обойму 19 со вставленными
манжетами и надетыми уплотни-
тельными кольцами 7 и 8 надевают
на шток 10. Затем заворачивают
гайку 20 и застопоривают ее план-
кой 5. Выдвинув шток вверх, наво-
рачивают на него верхнюю головку
1 в сборе с кожухом 18, после чего
вворачивают стопорный винт 4 и
болт 22. Затем вручную прокачи-
вают гаситель для удаления возду-
ха из цилиндра, заполненного ра-
нее маслом.
Отремонтированный гаситель
колебаний устанавливают на испы-
тательный стенд и проверяют его
рабочую диаграмму. Для этой цели
гаситель колебаний предварительно
прокачивают в течение 2 мин. Ход
штока должен быть в пределах 37—
43 мм, а частота ходов — 60 в ми-
нуту. Затем подключают самоза-
писывающее устройство стенда, сни-
мают рабочую диаграмму гасителя
колебаний и подсчитывают пара-
метр (коэффициент) его работоспо-
собности:
С = «£/(2лл//),
где т — масштаб записи сил, Н/см
(кгс/см);
L — длина рабочей диаграммы по го-
ризонтали, мм;
п — частота вращения кривошипного
механизма стенда, об/с;
Н — ход поршня, мм.
Испытанный гаситель колебаний
считается годным, если его рабочая
диаграмма имеет форму, показанную
на рис. 104. Кроме того, замерен-
ное на диаграмме усилие на штоке
при сжатии должно быть в преде-
лах 4,8—5,5 кН (480—550 кгс), при
отдаче — от 5 до 6 кН (от 500 до
600 кгс), а ход поршня — от 12 до
16 мм. Подсчитанный с помощью
приведенной формулы параметр
(коэффициент) работоспособности
годного гидравлического гасителя
должен быть в пределах 1100—
1500 Н-с/см (НО—150 кгс-с/см).
По форме рабочей диаграммы
гидравлического гасителя колеба-
ний можно судить о его неисправ-
ностях (рис. 105). После испытаний
гидравлического гасителя проверя-
ют сальниковое уплотнение. Если
при нахождении гасителя в гори-
зонтальном положении на протяже-
нии 12 ч течь не появляется, он счи-
тается годным.
После вставки втулок в головки
гасителя и окраски эмалью его
маркируют: на нижней головке ста-
вят условный номер депо, дату и
вид ремонта. Хранить гидравличе-
ские гасители полагается в верти-
кальном положении или наклонно
под углом не менее 35°.
26. Ремонт колесно-моторного
блока и тяговой передачи
Разборка и ремонт колесно-
моторного блока. Зачаленные при
разборке тележек колесно-мотор-
ные блоки поочередно подают и
устанавливают по позицию разбор-
ки. Отвернув пробки, спускают
смазку из моторно-осевых подшип-
ников в противень. Отворачивают
болты, снимают половинки кожухов
редукторов, маркируют их метками
парности, укладывают в кассеты и
транспортируют в моечную машину.
После отворачивания болтов де-
монтируют буксы моторно-осевых
подшипников вместе с верхними
вкладышами. При этом необходимо
убедиться в наличии меток парно-
сти, а также меток принадлежности
к данному остову тягового двига-
теля.
Грязную подбивку вынимают из
букс и укладывают в контейнер для
транспортировки в шерстемоечное
отделение. Демонтируют колес-
ную пару и отправляют ее на мойку,
а затем в колесный цех. Вынимают
нижние вкладыши, буксы моторно-
осевых подшипников устанавлива-
ют на место и закрепляют болтами,
а скомплектованные вкладыши мо-
торно-осевых подшипников отправ-
ляют на мойку.
Разборку колесно-моторного
блока завершают снятием шестерни
с вала тягового двигателя при по-
мощи специального пресса. Для это-
го предварительно пальцевым клю-
179
чом отворачивают торцовые гайки с
вала двигателя. Снятые шестерни
свободно навешивают на среднюю
часть оси и вместе с колесной парой
транспортируют в моечную машину,
а затем в колесный цех для осмотра
и ремонта. Торцовые гайки от руки
наворачивают на свои места и тя-
говые двигатели транспортируют в
элекгромашинный цех.
Снятые при разборке колесно-
моторного блока вкладыши мотор-
но-осевых подшипников клеймят
или стягивают хомутами для сохра-
нения парности, обмывают в моеч-
ной машине и подают в специали-
зированное ремонтное отделение. В
случае износа наружной поверхно-
сти вкладыша необходимый натяг
восстанавливают методом электро-
литического меднения или с по-
мощью пресса. При меднении элект-
ролит готовят из водного раствора
медного купороса (200—270 г/л) и
серной кислоты (30—50 г/л). Токи
выбирают в зависимости от плотно-
сти электролита. При плотности
электролита 1,15; 1,17; 1,19 и
1,20 г/л рекомендуются токи соот-
ветственно 270—300, 200—220, 160—
170 и 150—160 А.
Восстановление вкладышей с по-
мощью пресса разрешается выпол-
нять только один раз. После такого
восстановления по всей плоскости
соединения выполняют ацетилено-
кислородную или электродуговую
(на постоянном токе) наплавку на
2—3 мм.
Подшипники, не требующие вос-
становления наружной поверхности,
сортируют по марке баббита, кото-
рый выплавляют в специальной пе-
чи. Выплавленный баббит после ана-
лиза химического состава и провер-
ки твердости используют в качест-
ве добавки к свежему баббиту.
Вкладыши, имеющие трещины или
толщину основания менее допускае-
мой, перезаливать нельзя. Подго-
товленные к заливке баббитом вкла-
дыши нагревают в электрической
печи, смазывают кистью, смоченной
соляной кислотой, в которой раство-
рена цинковая стружка, или вод-
180
ным раствором хлористого цинка.
Сильно окисленную внутреннюю по-
верхность вкладыша предваритель-
но протравливают соляной кисло-
той и зачищают стальной щеткой.
Затем вкладыши нагревают в
электрической печи до температуры
260°C и лудят до получения гладко-
го блестящего слоя полуды. Для
полуды применяют припой ПОС-ЗО.
После этого на специальном станке
конструкции ПКБ ЦТ выполняют
центробежную заливку вкладышей
баббитом, находящимся в электро-
тигле и подогретом до температуры
460—500 °C для баббита Б-16 и
400—500 °C для баббита Б-83. Тем-
пература нагрева баббита контро-
лируется термопарой. Перед залив-
кой баббит в тигле тщательно пере-
мешивают. Расплавленный баббит
заливают в воронку станка непре-
рывной ровной струей, ускоряя ее к
концу заливки. Продолжительность
заливки вкладыша не должна пре-
вышать 15—20 с. Станок для цент-
робежной заливки подшипников
должен иметь ограждение. При за-
ливке подшипников рабочие долж-
ны быть в спецодежде, очках и ру-
кавицах, приточно-вытяжную венти-
ляцию необходимо включить.
Баббитовая заливка должна
плотно прилегать к корпусу вкла-
дыша. Плотность прилегания про-
веряют обстукиванием молотком,
при этом должен быть звонкий, не-
дребезжащий звук. Залитые с при-
пуском подшипники подвергают
очистке и механической обработке,
перед которой проводят испытание
заливки на твердость. Замеренная
не менее чем через 3 ч после залив-
ки, она должна быть в пределах
22—30 единиц по Бринеллю.
Изношенный бурт подшипника
восстанавливают наплавкой брон-
зой с последующей обработкой иа
станке, но чаще восстановление бур-
та осуществляют заливкой бабби-
том одновременно с заливкой внут-
ренней поверхности.
Толщина бурта подшипника, мм,
Л =0,5 (Т—К—М),
где Т — расстояние между ступицами цент-
ров зубчатых колес колесной
пары;
К — длина горловины остова тягово-
го двигателя под внутренние
кромки буртов вкладышей;
М — осевой допускаемый разбег тяго-
вого двигателя на оси колесной
пары.
Комплект вкладышей растачива-
ют на токарном станке, подгоняя их
по шейке оси колесной пары к гор-
ловине остова с соблюдением цент-
рали.
Централь, мм,
#=0,5£>! -f-a-f-0,5P2,
где Di, Di — диаметры валов соответст-
венно якоря тягового дви-
гателя и станка, мм;
a — расстояние между центра-
ми вала якоря и вала стан-
ка, мм.
Обычно расточку вкладышей
осуществляют на собранном двига-
теле при помощи переносного стан-
ка, монтируемого на остове двига-
теля.
Тщательная обработка пряжи,
применяемой для подачи смазки к
моторно-осевым подшипникам, по-
вышает надежность их работы и
срок службы. Удаленную при раз-
борке колесно-моторных блоков из
шапок моторно-осевых подшипни-
ков подбивку складывают в закры-
тый металлический ящик и транс-
портируют в шерстемоечное отделе-
ние. Первичную очистку подбивки
выполняют в масле, подогретом до
температуры 30—40 °C, а затем от-
жимают масло в прессе и центри-
фуге. Отжатые косы поступают в
стиральную машину, где их стира-
ют в масле, подогретом до темпера-
туры 80—90 °C, а затем отжимают
в резиновых валках и центрифуге.
Масло периодически фильтруют
в специальной машине. После цент-
рифугирования выстиранных кос их
расплетают, удаляют из них меха-
нические примеси, бракуют негод-
ные нити пряжи и вновь заплетают.
Косы, сплетенные из новой пряжи,
пропитывают индустриальным мас-
лом при температуре 55—60°C в те-
чение 24 ч, а сплетенные из восста-
новленной пряжи — в течение 12 ч.
После стока масла косы подаются
на позицию сборки моторно-осевых
подшипников.
Демонтированную при разбор-
ке колесно-моторного блока подве-
ску тягового двигателя обмывают
в моечной машине. Затем ее проти-
рают салфетками, смоченными в ке-
росине, и насухо протирают. После
этого подвеску осматривают, прове-
ряют резьбу, посадку и размеры
втулок и валика, подсчитывают за-
зор между ними. Суммарный зазор
должен быть 1,4—2,3 мм. Изношен-
ную или ослабшую в посадке сфери-
ческую втулку заменяют. При этом
отверстие в головке подвески про-
веряют на станке, после чего зап-
рессовывают новую втулку с натя-
гом согласно чертежу. Диаметр от-
верстия в головке подвески разре-
шается увеличивать не более чем
на 2 мм по сравнению с чертежным
размером, диаметр втулки в таких
случаях должен быть соответствен-
но увеличен.
После зачистки валик и подве-
ску подвергают дефектоскопии; при
обнаружении трещин в любом ме-
сте они подлежат замене. В случае
износа торцовых поверхностей или
круглой резьбы на хвостовике под-
вески допускается их восстановле-
ние вибродуговой наплавкой с пос-
ледующей механической обработ-
кой и дефектоскопией. Таким же
образом восстанавливают валики,
имеющие выработку.
Просевшие резиновые шайбы,
а также шайбы, имеющие трещины,
заменяют новыми. Изношенные
стальные диски подлежат наплавке,
выправке и обработке.
На электровозах ВЛ8, ВЛ23,
ВЛ22М тяговые двигатели опирают-
ся на раму тележки через пружин-
ные Яодвески. Снятые при демонта-
же колесно-моторных блоков пру-
жинные подвески разбирают, дета-
ли их очищают и осматривают.
Для разборки подвеску сжимают на
специальном прессе, отворачивают
гайки стяжных болтов и затем мед-
ленно разгружают пресс до полно-
181
Рис. 106. Восстановление стеклонластиковых кожухов зубчатой передачи
го роспуска пружин. Изношенные
или сломанные накладки на балках
подвески срубают и взамен их при-
варивают новые. При разработке
отверстий в балках более 36 мм за-
меняют втулки. Изношенные фикси-
рующие кольца для пружин на бал-
ках срубают и приваривают новые.
Пружины, имеющие трещины, излом
витков или просевшие более нормы,
заменяют. Стержни с износом в пре-
делах нормы восстанавливают
электродуговой наплавкой с после-
дующей обработкой на станке. При
сборке пружинные пакеты сжимают
на прессе до высоты 310 мм и на-
дежно скрепляют стяжными болта-
ми или специальными скобами, на-
деваемыми на концы балок. Перед
сборкой болты и скобы необходимо
тщательно осмотреть и убедиться в
их исправности.
Тяговая передача. Стекло-
пластиковые кожуха зуб-
чатых передач при эксплуатации
подвергаются повреждениям. В иих,
особенно в нижних половниках ко-
жухов, возникают протертости, про-
боины, сквозные трещины, неисп-
равности уплотнения, дефекты ме-
таллических деталей и др.
Снятый с электровоза кожух об-
мывают до полного удаления грязи
и смазки, просушивают и устанав-
ливают на ремонтный стенд. Опре-
делив границы поврежденного ме-
ста, выполняют его разделку
(рис. 106, а) при помощи стамесок
или специальных ножей. При зна-
чительных размерах поврежденных
мест (более 200 мм) целесообразно
использовать для этой цели пневма-
тическую машинку. Удалив салфет-
182
кой или кистью пыль с ремонтируе-
мого участка, устанавливают дере-
вянную (рис. 106, бив) модель 2 в
половину кожуха 1 так, чтобы при-
легающие к стеклопластику ее по-
верхности были покрыты раздели-
тельным слоем — обычно целлофа-
ном или полиэтиленовой пленкой.
Затем модель закрепляют, обеспе-
чивая плотное ее прилегание к стен-
кам кожуха.
Поврежденные места кожуха
обезжиривают бензином или ацето-
ном, просушивают 10—15 мин на
воздухе и наносят шпателем или
кистью равномерный слой компаун-
да на края разделанного участка.
Наложив на поврежденное место
заготовку из стеклоткани с пере-
крытием дефекта на 5—8 мм, при-
катывают ее роликом или уплотня-
ют торцом кисти. На первую заго-
товку из стеклоткани наносят слой
компаунда, накладывают следую-
щую заготовку с перекрытием пер-
вой на 5—8 мм и вновь прикатыва-
ют роликом или уплотняют кистью.
Эту операцию повторяют до полно-
го восстановления толщины стенки
кожуха (до номинального чертеж-
ного размера). Для отверждения
компаунда кожух вместе с деревян-
ной моделью устанавливают в су-
шильную камеру, где выдерживают
5—6 ч при температуре 60°C. В слу-
чае отсутствия сушильной камеры
кожух выдерживают при комнатной
температуре не менее 24 ч. После
удаления модели зачищают подте-
ки компаунда и проверяют габарит-
ный размер по внутреннему пери-
метру половины кожуха, который
должен быть 498—499 мм.
Компаунд приготовляют на осно-
ве эпоксидных смол ЭД-16, ЭД-20 и
К-153, в качестве отвердителя ис-
пользуют полиэтиленполиамин, а
наполнителя — асбест.
Для наклейки стеклоткани ПКБ
ЦТ рекомендует рецепты двух ком-
паундов следующего состава (в ча-
стях): смола эпоксидная ЭД-16 или
ЭД-20 — 100, дибутилфталат —
10—15, полиэтиленполиамин — 8—
10 либо смола эпоксидная К-153—
100, полиэтиленполиамин — 10.
Аналогичная технология приме-
няется при ремонте стеклопласти-
ковых кожухов с металлическим
штампованным днищем или кожу-
хов, усиленных по проекту ПКБ ЦТ
путем постановки по периметру
нижней половины кожуха металли-
ческой полосы с применением эпок-
сидного компаунда. В этих случаях
появляется дополнительная опера-
ция по срезке днища или полосы на
фрезерном станке либо с помощью
ножовки. Тщательно пригнанную и
обезжиренную металлическую поло-
су после восстановления кожуха
наклеивают компаундом следую-
щего состава (в частях): смола
эпоксидная — 100, асбест — 100,
полиэтиленполиамин — 8—10.
Все работы по зачистке, обезжи-
риванию и ремонту стеклопласти-
ковых кожухов должны осуществ-
ляться при включенной приточно-
вытяжной вентиляции. Компаунд
рекомендуется приготовлять в вы-
тяжном шкафу или на специальном
верстаке с местным отсосом. При
работе с эпоксидными смолами, от-
вердителями и компаундами необ-
ходимо пользоваться резиновыми
перчатками.
Металлические кожуха
(верхние и нижние половины) зуб-
чатой передачи электровоза (ВЛ8,
ВЛ23 и др.) после обмывки в мо-
ечной машине передают в ремонт-
ное отделение. Старые войлочные
уплотнения извлекают из обеих по-
ловин кожуха, которые затем тща-
тельно осматривают и бракуют не-
годные. Для обнаружения трещин
половины кожухов наполняют ке-
росином и оставляют на 2 ч. Особое
внимание обращают на состояние
сварных швов. При обнаружении
трещин их засверливают по краям,
разделывают и заваривают качест-
венными электродами. Если трещи-
на возникла в сварном шве, то сна-
чала срубают старый шов, а затем
обрубают кромки листа. Разреша-
ется усиливать боковые листы при-
варкой бобышек в местах крепле-
ния кожуха.
Линейкой проверяют прогиб сте-
нок кожуха. Если он превышает
норму, стенки правят, предвари-
тельно подогревая деформирован-
ное место газовой горелкой. После
окончания сварочных работ необ-
ходимо убедиться в отсутствии те-
чи в кожухе. Для этого в него на-
ливают керосин, который не дол-
жен просачиваться. В случае обна-
ружения течи необходимо вновь
разделать и заварить место течи.
Состояние резьбы бобышек про-
веряют калибром или болтом. Если
резьба имеет повреждения, ее необ-
ходимо восстановить метчиком. Ре-
монт кожуха заканчивается набив-
кой в пазы войлочных уплотнений.
После ремонта кожуха окрашива-
ют, причем для окраски внутренних
поверхностей следует использовать
маслостойкую краску или эмаль.
При сборке устанавливают сна-
чала нижние половины кожухов и
закрепляют их так, чтобы выдер-
жать установленное расстояние от
внутренней грани бандажей колес-
ной пары до наружной боковой
стенки кожухов, а также зазор
между стенками кожухов и торцо-
выми поверхностями зубчатых ко-
лес и шестерен. Для регулирования
положения кожухов на болты меж-
ду остовом двигателя и кожухом
разрешается ставить шайбы. После
установки верхних половин кожу-
хов затягивают стяжные болты и
заправляют кожуха зимой осернен-
ной смазкой марки 3, а ле-
том — Л.
На электровозах ЧС применено
рамное подвешивание тяговых дви-
гателей, поэтому при ремонте кожу-
183
хов редуктора, кроме перечислен-
ных выше, выполняют операции,
связанные с осмотром, магнитной
дефектоскопией и при необходимо-
сти заменой роликовых подшипни-
ков шестерен. Для ремонта привод
тягового двигателя (рис. 107) раз-
бирают. Для этого снимают на-
ружную часть привода с карданно-
го вала 13 (наружный поводок ва-
ла с крестовиной и подшипниками),
вынимают карданный вал в сборе
со стаканом 17, внутренней кресто-
виной 14 и уплотняющим кольцом.
Затем полностью разбирают привод.
Вынутый из тягового двигателя
карданный вал устанавливают на
чистый стеллаж для разборки и ос-
мотра. Отжимают игольчатый под-
шипник и снимают запорное коль-
цо 15. После этого снимают с шеек
наружную 9 и внутреннюю 14 кре-
стовины и корпуса игольчатых под-
шипников. Затем убеждаются в от-
сутствии утечки смазки из масляной
камеры наружной крестовины и вы-
нимают втулку 10. Герметик очи-
щают, и крестовины промывают ке-
росином.
При осмотре и ремонте привода
проверяют состояние резиновых де-
талей: уплотнений, колец, манжет;
негодные заменяют. Наружные
кольца и корпуса игольчатых под-
шипников, так же как иглы, подвер-
гают осмотру и при наличии выра-
ботки заменяют. Р.адиальный зазор
игольчатых подшипников, который
должен быть 0,04—0,10 мм, измеря-
ют индикатором. Подшипник дол-
жен легко вращаться на цапфе кре-
стовины. Тщательно осматривают
крестовины и особенно цапфы. При
наличии дефектов они подлежат за-
мене. Места прилегания гайки и
втулки к наружной крестовине сма-
зывают герметиком. Утечки в них
проверяют керосином.
Поводки карданного вала при-
вода к малой шестерне редуктора
подвергают тщательному осмотру и
дефектоскопии. Проверяют плот-
ность посадки шлицев поводка вала
в шлицах карданного вала. Кардан-
ный вал с торцовой гайкой И тща-
тельно осматривают и, если он име-
ет трещины или сколы, заменяют.
Биение вала должно быть в преде-
Рис, 107. Привод тягового двигателя электровоза ЧС2:
/ — съемный поводок вала; 2— поводок шестерни;; 3 — корпус подшипника крестовины; 4 — проб-
ка поводка шестерни; 5 — тарельчатая пружина; 6 — стопорная шайба; 7 — гайка втулки масля-
ной камеры; 8 — уплотнение цапф наружной крестовины; 9— наружная крестовина; 10 —• втулка
масляной камеры; // — торцовая гайка; /2 — стопорная шайба; 13— карданный вал; 14 — внут-
ренняя крестовина; 15 — запорное кольцо; 16 — стопорное кольцо; /7 — стакан со шлицами; 18—
крышка коробки; 19 —- болт запорного кольца; 20 — поводок вала; 21 — корпус подшипника кре-
стовины; 22 —игла; 23 — втулка коробки якоря; 24 — манжета; 25 — опорное кольцо
184
Лйх нормы. Детали привода соби-
рают в соответствии с маркировкой.
Перед сборкой шариковые под-
шипники и цапфы смазывают кон-
систентной смазкой. Собранную
внутреннюю часть привода встав-
ляют в коробку якоря тягового дви-
гателя до упора стакана в дно ко-
робки. Поводки наружной части
карданного вала надевают после
предварительного подогрева до
120 °.С. Внорпуса игольчатых под-
шипников закладывают консистент-
ную смазку. Окончательную сборку
подшипников наружной крестовины
выполняют после сборки тележки и
установки тягового двигателя.
Сборка колесно-моторного бло-
ка. Для комплектации колесно-мо-
торного блока электровозов ВЛ 10,
а также других электровозов с
опорно-осевым подвешиванием тяго-
вых двигателей к месту сборки
транспортируют отремонтированную
колесную пару в сборе с буксами,
спаренный с ней тяговый двигатель
с шестернями, буксами (шапками),
моторно-осевыми подшипниками,
кожухом зубчатой передачи и не-
обходимыми крепящими деталями.
Установив тяговый двигатель на
монтажную площадку вверх мотор-
но-осевыми буксами, отворачивают
болты, снимают буксы (шапки^ с
верхними вкладышами подшипника,
предварительно расточенными под
размер шейки колесной пары.
Подготовку к насадке шестерни
начинают с того, что посадочные
поверхности вала двигателя и ше-
стерни очищают авиационным бен-
зином или ацетоном, протирают без-
ворсовой салфеткой и затем прове-
ряют калибром. Для проверки ко-
нической посадочной поверхности
шестерни по калибру на нее наносят
тонкий слой краски и плотно, не
проворачивая, вставляют калибр в
отверстие так, чтобы он не покачи-
вался. Затем калибр вынимают и
измеряют по образующей длину
поверхности, покрытую краской.
Прямолинейность образующей кону-
са вала контролируют по просвету
между калибром и конусом вала в
8—10 точках, равномерно располо-
женных по окружности. Просвет
должен быть равномерным по всей
длине, зазоры и пояски на поверх-
ности конуса не допускаются. Если
при проверке калибром обнаружены
отклонения от правильной формы,
коническая поверхность шестерни
или вала должна быть восстанов-
лена до чертежных размеров. Для
этой цели используют электролити-
ческое железнение либо автомдтиче-
скую электродуговую или виброду-
говую наплавку. Восстановленную
поверхность протачивают на токар-
ном станке, а затем шлифуют.
Посадочную поверхность шестер-
ни притирают по конусу вала с по-
мощью притирочной смеси, состоя-
щей из абразивного порошка и
трансмиссионного или автотрактор-
ного масла. Притирочная смесь го-
товится непосредственно на конусе
вала. В процессе притирания нельзя
допускать появления рисок и зади-
ров из-за попадания грязи, песка,
металлической стружки. Шестерню
притирают в течение 4—5 мин, вра-
щая ее в правую и левую сторону.
После этого отработанную смесь за-
меняют новой, и повторяют процесс
притирки. Для обеспечения ее рав-
номерности следует постепенно по-
ворачивать вал якоря до полного
оборота. После притирки поверхно-
сти должны приобрести матовый от-
тенок и не иметь шероховатостей.
Окончательно прилегание по-
верхностей проверяют по кромке.
На поверхность конуса наносят кра-
ску тонким слоем (0,01 мм) и наса-
живают на вал холодную шестерню.
Постучав по торцу шестерни;м,олот-
ком, ее снимают и замеряют длину
образующих.
Плотно насадив холодные ше-
стерни на концы вала якоря
(рис. 108), замеряют расстояние а
от торца шестерни до торца вала.
Затем определяют разбег якоря в
остове тягового двигателя. Для это-
го сдвигают шестерню с валом яко-
ря в сторону коллектора до упора и
измеряют глубиномером расстояние
А до подшипникового щита. Затем
185
Рис. 108. Приспособление для контроля
монтажа шестерни тягового двигателя
/ — контрольная пластина (.$=2.7—3,0 мм); 2 —
планка; 3- болт: 4- винт Ма
сдвигают якорь до упора в сторону,
противоположную коллектору, и
аналогично измеряют расстояние Б.
Среднее положение якоря опреде-
ляется подсчетом и равно полусум-
ме расстояний Я и Б. Разбег якоря
Б -А для двигателя ТЛ-2К дол-
жен быть 6,3—8,1 мм.
После этого выполняют предва-
рительную подгонку моторно-осевых
подшипников к шейкам колесной
пары и установку вкладышей на
место. Колесную пару краном мон-
тируют во вкладышах остова тяго-
вого двигателя так, чтобы зазоры
между ступицами центров колесной
пары и буртами вкладышей были
равны. Затем измеряют радиаль-
ные и боковые зазоры зубчатой пе-
редачи, а также сдвиг шестерен от-
носительно зубчатых колес. Далее
колесную пару снимают с остова и
окончательно пришабривают вкла-
дыши моторно-осевых подшипников
с учетом радиальных зазоров меж-
186
ду шейкой оси и вкладышами. Эти
зазоры должны быть 0,3—0,5 мм,
причем разница зазоров вкладышей
одной оси не должна превышать
0,2 мм.
Разбег тягового двигателя на
оси должен быть 0,5—2,0 мм. Его
регулируют изменением толщины
буртов вкладышей. Радиальные за-
зоры зубчатой передачи регулируют
пришабриванием вкладышей мотор-
но-осевых подшипников.
Насадку шестерни в горячем
состоянии на вал тягового двигате-
ля осуществляют с использованием
приспособления, которое крепят к
щупу остова болтом 3 (см. рис. 108).
Шестерню по глубиномеру устанав-
ливают в среднее положение. Затем
контрольной пластиной 1 толщиной
s = 2,7h-3 мм, соответствующей на-
тягу (для двигателя ТЛ-2К —
3 мм), определяют положение тор-
цовой плоскости шестерни и фикси-
руют его планкой 2 и винтом 4 с
резьбой М8. Затем вынимают пла-
стину 1, снимают шестерню и очи-
щают посадочные поверхности вала
и шестерни.
Индукционным нагревателем
шестерню нагревают до температу-
ры 180—200°C и насаживают на
конец вала до упора в планку 2
приспособления. Тут же устанавли-
вают пружинную шайбу, туго заво-
рачивают торцовую гайку на конусе
вала. Крепление гайки проверяют
после полного остывания.
Проверив среднее по размеру
положение якоря тягового двига-
теля, колесную пару устанавлива-
ют на нижние вкладыши моторно-
осевых подшипников также в сред-
нее положение, о чем судят по за-
зорам между ступицами центров
колесной пары и буртами вклады-
шей. Затем приспособление закреп-
ляют на противоположном щите
остова для контроля посадки второй
шестерни на вал якоря с гаранти-
рованным натягом. Первую шестер-
ню прижимают к зубу зубчатого ко-
леса и производят горячую посадку
второй шестерни. Провернув на не-
сколько оборотов колесную пару,
накладывают расточенные и при-
шабренные верхние вкладыши и вы-
полняют сборку моторно-осевых
подшипников, закрепляют буксы
(шапки) к остову.
Для проверки правильности
сборки колесно-моторного блока
устанавливают зубчатую передачу
так, чтобы боковые зазоры между
одноименными сторонами шестерни
и зубчатого колеса были равны ну-
лю. В этом положении якорь не дол-
жен отклоняться от среднего поло-
жения более чем на 1 мм. Кроме
того, шупом замеряют боковые и
радиальные зазоры зацепления, а
штангенциркулем — свисание ше-
стерен относительно зубчатых ко-
лес, которое не должно превышать
4 мм для тягового двигателя ТЛ-2К.
Также шупом проверяют разбеги
тягового двигателя на оси колесной
пары. Отклонение зубьев одного
зубчатого колеса по отношению к
зубьям другого зубчатого колеса
не должно превышать 0,5 мм.
После того как вышеуказанные
размеры и зазоры приведены в со-
ответствие с нормативами, тяговый
двигатель подключают к напряже-
нию 250 В постоянного тока н про-
веряют работу зацепления при вра-
щении якоря в обе стороны. Зубча-
тая передача не должна создавать
резкого шума, а прилегание зубьев
должно быть не менее чем на поло-
вине их рабочей поверхности. При-
катку зубчатой передачи выполня-
ют в течение 1 ч (по 30 мин вра-
щения якоря в каждом направле-
нии), при этом в качестве смазки
зубьев используют смесь машинно-
го масла с графитом.
После прикатки колесно-мотор-
ного блока устанавливают и зак-
репляют кожуха зубчатой передачи,
которые заполняют осерненной
смазкой. Также заполняют индуст-
риальным или осевым маслом мо-
торно-осевые подшипники. После
этого собранный колесно-моторный
блок вновь обкатывают в течение
1 ч (по 30 мин в каждую сторону) и
убеждаются в отсутствии заеданий,
утечки смазки и ее чрезмерного
нагрева, в наличии зазоров между
зубчатой передачей и кожухами.
При необходимости зазор между
шестерней и кожухом, который
должен быть не менее 7 мм, регули-
руют постановкой шайб между
остовом тягового двигателя и ко-
жухом.
27. Освидетельствование
колесных пар, ремонт
колесных пар и букс
Освидетельствование колесных
пар. В процессе эксплуатации на
бандажах колесных пар образует-
ся естественный износ в виде про-
ката и уменьшения толщины греб-
ня. Возможны случаи ослабления
бандажа на центре, иногда с про-
воротом его, а также трещины, вы-
щербины, местные раздавливания,
ползуны (выбоины) на поверхности
бандажа. Из-за нарушения уста-
новленной технологии напрессовки
на ось возможны ослабления колес-
ного центра, зубчатого колеса и раз-
рыв ступицы. В различных частях
осн могут возникать продольные и
поперечные трещины. Кроме того,
поверхности могут изнашиваться
под моторно-осевыми и буксовыми
подшипниками. Возможны также
трещины, излом зубьев и самих
зубчатых колес.
Поскольку колесные пары и их
элементы являются весьма ответст-
венными частями электровозов, а
от их исправности в значительной
степени зависит безопасность дви-
жения, при эксплуатации и ремон-
те их тщательно контролируют.
За время службы колесные па-
ры, помимо осмотра под электрово-
зом при эксплуатации, текущем
обслуживании и ремонте, подверга-
ются обыкновенному и полному ос-
видетельствованию, а также осви-
детельствованию с выпрессовкой
оси.
Обыкновенное освиде-
тельствование колесных
пар выполняют при подкатке их
под электровоз. Проводят все про-
187
Верки, предусмотренные осмотром
колесных пар под электровозом.
Кроме того, колесные пары очища-
ют керосином от грязи и смазки
или обмывают в моечной машине,
а также контролируют состояние
осей дефектоскопом, проверяют со-
ответствие размеров и всех элемен-
тов колесных пар установленным
нормам допусков и износов. Убеж-
даются в наличии установленных
клейм и знаков, осматривают пру-
жинные пакеты и заклепки зубча-
тых колес, а также болты, крепя-
щие зубчатое колесо к центру ко-
лесной пары, контролируют плот-
ность посадки косозубых венцов.
Разбирают корпусы роликовых под-
шипников опоры редуктора и ос-
матривают их.
Браковочными признаками яв-
ляются: местное увеличение шири-
ны бандажа более чем на 5 мм в
результате раздавливания; ослабле-
ние бандажного кольца по длине
более 30%, а также ближе 100 мм
от замка кольца; толщина банда-
жей менее допускаемой, а также
разница диаметров бандажей у од-
ной колесной пары 2 мм и более.
При наличии выбоин, предельного
Рис. 109. Знаки и клейма на правом торце
оси колесной пары электровоза:
/ — номер завода-нзготовнтеля осн; 2 — месяц н
год изготовления оси; 3 — клейма приемки; 4 —
номер оси; 5 — клейма, удостоверяющие пра-
вильность переноса знаков; 6—номер пункта,
перенесшего знаки; 7 — клеймо формирования
колесной пары илн смены оси; 5—номер ре-
монтного пункта; 9—клейма приемки; 10 — дата
формирования или смены оси; // — дата осви-
детельствования; 12 — клейма освидетельствова-
ния с выпрессовкой оси; 13 — номер ремонтного
пункта
188
проката бандажей, износа или под-
реза гребня бандажи должны быть
обточены.
Обыкновенное освидетельствова-
ние колесных пар отремонтирован-
ных локомотивов выполняют мастер
и приемщик. Клеймения колесных
пар после обыкновенного освиде-
тельствования не требуется, а ре-
зультаты освидетельствования зано-
сят в журнал и технический пас-
порт.
Полное освидетельст-
вование колесных пар вы-
полняют на заводах и в дорожных
колесных мастерских при ремонтах
электровозов, связанных с выкаткой
колесных пар, смене хотя бы одно-
го элемента, неясности клейм и
знаков последнего полного освиде-
тельствования (рис. 109), наличии
повреждения колесной пары после
столкновения или схода электровоза
с рельсов. Полное освидетельство-
вание отличается от обыкновенного
тем, что при нем очищают колес-
ную пару от краски до металла,
проверяют подступичные части
ультразвуковым дефектоскопом, ос-
матривают пружинные пакеты и
пазы зубчатых колес, при этом сни-
мают боковые шайбы. По оконча-
нии полного освидетельствования
ставят соответствующие клейма и
знаки. При непрозвучивании ульт-
развуком или обнаружении трещин
в подступичной части оси ее вы-
прессовывают.
Освидетельствован и е
колесных пар с выпрес-
совкой оси проводят во всех
случаях непрозвучивания оси ульт-
развуком, при необходимости сня-
тия одновременно обоих центров, а
также при отсутствии или неясно-
сти клейм формирования.
Результаты полного освидетель-
ствования и освидетельствования с
выпрессовкой оси записывают в
журнал и технический паспорт. Все
обнаруженные при освидетельство-
вании, износы и дефекты устраня-
ют при ремонте, после которого на
торце наносят клеймо полного ос-
видетельствования. При освидетель-
ствовании с выпрессовкой оси до-
полнительно к клеймам полного ос-
видетельствования ставят клеймо в
виде знака Д в кружке.
Ремонт колесных пар. В боль-
шинстве депо колесные пары ремон-
тируют без смены элементов, вы-
полняя обыкновенное освидетельст-
вование. Ремонт колесных пар со
сменой элементов, полное освиде-
тельствование и освидетельствова-
ние с выпрессовкой оси выполняют,
как правило, на ремонтных заво-
дах, в дорожных колесных мастер-
ских, а также в некоторых депо,
имеющих необходимое для этого
оборудование, оснастку и инст-
румент.
При ТР-3 колесные пары пред-
варительно тщательно осматрива-
ют, выявляют дефекты, места их
отмечают мелом. Если детали заб-
ракованы, их помечают крестооб-
разными зарубками зубилом.
Осмотр обычно начинают с бан-
дажей. Измеряют толщину бандажа
и устанавливают возможность даль-
нейшего использования колесной
пары, соответствие остаточного ре-
сурса предстоящему периоду рабо-
ты. Бандажи с поперечными или ко-
сыми трещинами (независимо от
их размера, числа и места располо-
жения), а также с отколами бра-
куют. Продольные трещины или
плены, раковины, выщербины, вы-
боины (ползуны) отмечают мелом и
затем устраняют обточкой на колес-
но-токарном станке.
Плотность посадки, натяг банда-
жа проверяют обстукиванием мо-
лотком. Глухой, дребезжащий звук
служит признаком ослабления. Кро-
ме того, признаками ослабления
бандажа могут быть нарушения це-
лостности валика грязи или выде-
ление смазки, ржавчины по окруж-
ности в месте прилегания бандажа
к ободу колесного центра; образо-
вание зазора между ободом колес-
ного центра и упорным буртом бан-
дажа; несовпадение контрольных
рисок на ободе колесного центра и
бандажа. При ослаблении бандажи
подлежат перетяжке. Путем обсту-
кивания молотком проверяют так-
же плотность посадки бандажного
кольца. Кольцо должно плотно си-
деть в выточке бандажа, а звук от
удара должен быть без дребезжа-
ния.
При помощи лупы проверяют со-
стояние колесных центров, убежда-
ются в отсутствии трещин в ступи-
цах и ободьях, при этом особое вни-
мание обращают на отсутствие про-
тертых мест на ступице. Колесный
центр, имеющий трещину в ступице
или спице или две трещины в од-
ном секторе обода, бракуют. Про
тертые места на ступице в месте
сопряжения с кожухом редуктора
подлежат наплавке и последующей
обработке на станке. Признаками
ослабления посадки колесного цент-
ра на оси являются: выделение
ржавчины или масла вокруг ступи-
цы с внутренней стороны или нару-
шение краски в месте сопряжения
оси со ступицей; изменение расстоя-
ния между внутренними гранями
бандажей; сдвиг контрольной цвет-
ной полосы, нанесенной на торец
ступицы и часть оси в месте их
прилегания; уменьшение расстоя-
ния от переходной галтели подсту-
пичной части оси до наружного тор-
ца ступицы колеса. При обнаруже-
нии хотя бы одного из этих призна-
ков колесную пару бракуют и пере-
прессовывают.
Убеждаются в отсутствии попе-
речных и продольных трещин, плен
и протертых мест на оси колесной
пары. При наличии протертых мест
глубиной более 4 мм или попереч-
ной трещины ось бракуют. Разре-
шается оставлять без исправления
одну продольную трещину или пле-
ну длиной не более 25 мм на сред-
ней части оси; на обработанных по-
верхностях оси продольные трещи-
ны и плены не допускаются.
При осмотре оси особое внима-
ние обращают на галтели шеек,
предподступичные части, а также на
места сопряжения цилиндрических
частей оси с галтелями. Об образо-
вании трещин в подступичиой части
оси можно судить по налету ржав-
189
Рис. ПО. Дефектоскоп для проверки зуб-
чатых колес:
/ — сердечник; 2 — полюсы; 3 — намагничиваю-
щая катушка; 4 — рукоятка
чины на торце ступицы в виде мел-
кой красноватой пыли, нарушению
целостности слоя краски или взду-
тию его бугорками в месте сопряже-
ния оси со ступицей, а также по
образованию зазора между осью и
ступицей. Резьбу на концах оси про-
веряют калибром. Если непроход-
ной калибр навинчивается на резь-
бу, ось бракуют.
После окончания осмотра колес-
ную пару обязательно обмывают,
а затем подвергают магнитной
(ультразвуковой) дефектоскопии.
Магнитный и ультразвуковой конт-
роль элементов колесных пар, так
же как и другях деталей электро-
воза, осуществляет специально вы-
деленный работник (дефектоско-
пист).
Магнитному контролю подверга-
ют шейки оси под буксовые и мо-
торно-осевые подшипники, предпод-
ступичную и среднюю части оси;
внутреннюю обработанную поверх-
ность бандажа при перетяжке ста-
рого и насадке нового бандажа;
наружную поверхность бандажа
выкаченной колесной пары после
обработки на станке в случае, если
производилась наплавка гребней
или поверхности катания; зубья н
боковые поверхности венцов зубча-
тых колес.
190
Для магнитной дефектоскопии
применяют круглые и седлообраз-
ные дефектоскопы постоянного и
переменного тока, а также специ-
альные дефектоскопы для проверки
зубчатых колес (рис. НО). Для то-
го чтобы не упустить каких-либо де-
фектов, колесную пару дважды в
процессе дефектоскопии поворачи-
вают на угол 120°. Наиболее удобно
выполнять дефектоскопию колес-
ных пар на механизированном стен-
де (рис. 111).
В случае смены бандажа снача-
ла выбивают или вырезают на стан-
ке бандажное кольцо. Затем бан-
даж в специальном электрическом
или газовом горне нагревают до
температуры 250—320 °C. При этом
ступица колесного центра, ось и
зубчатое колесо должны быть за-
щищены от нагревания. Темпера-
туру контролируют термопарами
или специальными термическими
карандашами. Если бандаж не го-
ден для дальнейшего использова-
ния, разрешается срезать его газо-
вой горелкой, но так, чтобы не пов-
редить обод колесного центра.
Внутреннюю поверхность подготов-
ленного к насадке бандажа тща-
тельно очищают стальными щетка-
ми, после чего проводят магнитную
дефектоскопию его внутренней по-
верхности. Соотаетственно зачища-
ют и поверхность обода.
Диаметры обода и бандажа из-
меряют специальным бандажным
штангенциркулем (рис. 112) и бан-
дажным штихмасом (рис. ИЗ). По-
садочные поверхности обода и бан-
дажа в осевом направлении долж-
ны быть прямыми и параллельны-
ми оси. Конусность их более 0,2 мм.
а овальность более 0,5 мм не допу-
скаются. Необходимо, чтобы нап-
равление конусности бандажа сов-
падало с направлением конусности
обода. Натяг бандажа должен быть
1,0—1,5 мм на каждые 1000 мм ди-
аметра бандажа.
Нагретый до температуры 250—
320 °C бандаж вынимают из горна и
укладывают на стеллаж, а ось с ко-
лесным центром поднимают кра-
ном и опускают внутрь бандажа.
Затем в выточку бандажа быстро
заводят бандажное кольцо, которое
развальцовывают на специальном
станке (рис. 114). На этом же стан-
ке обжимают бурт бандажа. После
медленного остывания кольца про-
веряют плотность его посадки уда-
рами молотка, при этом звук от
ударов должен быть звонким и чи-
стым.
Аналогичным образом осуществ-
ляют перетяжку ослабших банда-
жей колесных пар грузовых элект-
ровозов. Ослабший бандаж снима-
ют с обода и вторично насаживают
на тот же колесный центр, предва-
рительно установив для достижения
необходимого натяга стальные нак-
ладки между внутренней поверх-
ностью бандажа и поверхностью
обода.
Для получения нормального про-
филя бандажи обтачивают на ко-
лесно-токарйом станке. Профиль
обточенного бандажа проверяют
шаблоном. При прижатом к внут-
ренней грани бандажа шаблоне
просвет между бандажом и шабло-
ном допускается по поверхности ка-
тания не более 0,5 мм, а по высоте
и толщине гребня — не более 1 мм.
Внутренние грани бандажей долж-
ны быть строго перпендикулярны
оси колесной пары. Расстояние
между ними проверяют межбан-
дажным штангенциркулем (рис.
115). Наружные грани бандажей,
как правило, не обтачиваются, од-
нако для устранения поверхностных
дефектов допускается обточка на-
ружных граней при условии, что не
будут срезаны клейма завода-изго-
товителя.
Венцы зубчатых колес, имеющие
трещины, износ зубьев более допу-
стимого, вмятины, раковины, отко-
лы и выкрашивания, превышающие
10% поаерхности зуба, бракуют и
заменяют. Посадку зубчатых колес
производят напрессовкой на колес-
ный центр в холодном состоянии с
силой 500—800 кН (50—80 тс). Пе-
ред напрессовкой посадочные по-
верхности притирают насухо и сма-
зывают чистым растительным ма-
Рис. 111. Стенд для маг-
нитной дефектоскопии ко-
лесных пар:
/ — тележка
передвижения;
двигатель; 3
ры;
стойка; 6
поворотный ___________
подставка: 9 — редуктор
: механизмом
2 — электро-
боковые упо-
4 — противовес; 5 —
дефектоскоп; 7 —
кронштейн: 8 —
385
♦
'V
«47.0/
191
Рис. 112. Бандажный штангенциркуль:
/ — штанга; 2>;4 — левый и правый двнжки; 3 —
нониус; 5 — доводочное устройство
Рис. 113. Бандажный штихмас:
/ — наконечник; 2 —штанга; 3 — доводочное уст-
ройство; 4 — направляющая втулка; 5 — труба
Рис. 114. Станок для обжимки бурта бан-
дажа и развальцовки кольца:
/ — бурт; 2 — обжимной ролик; 3— манометр;
4 — цилиндр; 5 — штурвал управления; 6 — упор-
ный ролик
Рис. 115, Межбандажный штангенциркуль:
/ — неподвижная губка; 2 —трубчатая штанга;
3 — подвижная губка
слом. Привалочные торцовые по-
верхности зубчатого колеса и цент-
ра смазывают суриком. При горя-
чей посадке ступицу зубчатого коле-
са нагревают равномерно до темпе-
ратуры 200—250 °C; натяг должен
быть в пределах 0,25—0,33 мм. Пос-
ле горячей посадки для проверки
прочности соединения к зубчатому
колесу прикладывают вращающий
момент 85±5 кН-м (8,5±0,5 тс-м);
контроль положения зубчатого ко-
леса осуществляют по общей риске.
Зубья, а также боковую поверх-
ность зубчатых колес и пазы под
пружинные пакеты подвергают маг-
нитной дефектоскопии. Износ зубь-
ев венцов измеряют универсальным
зубомером. Колесные пары с прямо-
зубой эластичной передачей, не тре-
бующие замены венцов, но имею-
щие ослабление или излом пружин-
ных пакетов, люфт зубьев, торцовое
и радиальное биение винтов, пре-
вышающие допускаемое значение,
подлежат ремонту со съемом боко-
вых шайб и переборкой пакетов.
Независимо от этого ослабшие зак-
лепки боковых шайб зубчатых ко-
лес заменяют новыми.
Наружные грани бандажей ко-
лесных пар окрашивают белилами и
наносят на ннх контрольную полосу
красной краской. Центры колесных
пар окрашивают черной масляной
краской. При выпуске электровозов
из ТР-3 разрешается подкатывать
отремонтированные и, как исключе-
ние, вновь сформированные колес-
ные пары. Разница диаметров бан-
дажей по кругу катания у комплек-
та колесных пар не должна превы-
шать 10 мм. Толщина бандажей по
кругу катания должна быть в пре-
делах установленных допусков и
обеспечивать работу электровозов
без замены бандажей по износу до
заводского ремонта.
Буксовый узел электровозов
ВЛ 10 начинают разбирать с того,
что Отворачивают гайку, выбивают
болт, укрепляющий поводок в па-
зах, и проверяют его резьбу. Дета-
ли буксового узла тщательно моют
в моечной машине. Для того чтобы
192
Не Произошло коррозионного пов-
реждения их из-за попадания воды,
не следует допускать длительных
(более 6 ч) разрывов между окон-
чанием обмывки и разборкой.
Поводки тщательно осматрива-
ют. Годные поводки подвергают
магнитной дефектоскопии, а забра-
кованные демонтируют с букс и по-
дают к месту осмотра, сборки и
формирования.
После обмывки в моечной маши-
не и протирки корпус буксы с
крышками, дистанционными коль-
цами, гайкой с планкой и лабиринт-
ное кольцо (если оно снималось с
оси) осматривают и ремонтируют.
Роликовые подшипники промы-
вают мыльной эмульсией в специ-
альной моечной машине, затем пов-
торно промывают в бензине и на-
сухо вытирают салфетками. Прово-
дят осмотр, обмер и дефектоскопию
роликовых подшипников.
При осмотре обращают внима-
ние на выявление следов чрезмер-
ного нагрева (по следам побежало-
сти), трещин на кольцах, роликах и
сепараторах, выкрашивания метал-
ла и раковин на дорожках качения
колец и роликах, рифления на до-
рожке колец и роликах, рифления
на дорожке качения внутреннего
кольца, ползунов (лысок) на по-
верхности качения роликов. Не ме-
нее важно обнаружить седлова-
тость, бочкообразность, ступенча-
тость посадочной поверхности внут-
реннего кольца подшипника, скол
бурта кольца, поперечные глубокие
риски на дорожках качения колец,
коррозию на рабочих поверхностях
колец и роликов, ослабление, обрыв
или срыв заклепок сепаратора, ско-
лы роликов по торцам и кромкам.
При наличии указанных дефектов
подшипники ремонтируют, заменяя
негодные детали.
При переборке роликов их про-
веряют на специальном приборе с
миниметром (рис. 116), измеряя ди-
аметры роликов в середине и на
расстоянии 10—15 мм от торцов.
Разность диаметров роликов в од-
ном комплекте подшипника не
7 Зак. 1ЫЛ
должна превышать 10 мкм. Оваль-
ность и разность диаметров по кра-
ям цилиндрической части допуска-
ются до 5 мкм, выпуклость в сред-
ней части — до 10 мкм, вогнутость
ролика недопустима. На этом же
приборе проверяют высоту роликов,
которая должна соответствовать
нормам. После подбора роликов
при помощи специального пресса
осуществляют холодную клепку се-
параторов.
У отремонтированного подшип-
ника, скомплектованного с дистан-
ционными кольцами, определяют
индикатором 2 (рис. 117) на плите
радиальный зазор. Для этого внут-
ренние кольца закрепляют, а на-
ружное кольцо вместе со штифтом
индикатора перемещают от руки в
горизонтальном направлении. Про-
веряют также осевой зазор подоб-
ранного комплекта подшипников
(рис. 118). Затем определяют натяг,
который образуется при посадке на
шейку оси колесной пары внутрен-
них колец, роликовых подшипников
и должен быть в пределах 0,04—
0,06 мм. Внутренний диаметр изме-
ряют нутромером с индикатором в
трех сечениях по ширине кольца по
двум взаимно перпендикулярным
направлениям. В случае уменьше-
ния натяга менее 0,03 мм разреша-
ется его восстанавливать железне-
нием или нанесением клея (эласто-
мера) ГЭН-150В на внутреннюю
поверхность кольца роликового под-
шипника.
Корпус буксы тщательно осмат-
ривают и обстукивают молотком
193
для выявления трещин, надрывов,
задиров, заусенцев, следов коррозии
и рисок на обработанных поверх-
ностях. При наличии сквозных тре-
щин корпус буксы бракуют. Не до-
пускается заварка трещин и надры-
вов независимо от их размера в
проушинах буксы под валик хомута
и в щеках корпуса под поводки.
Мелкие рассредоточенные надрывы
разрешается устранять электро-
сваркой на необработанных по-
верхностях корпуса буксы (за иск-
лючением щек и хвостовиков) при
условии, что глубина после вырубкн
трещины не превышает 6 мм, а объ-
ем наплавленного металла — 8 см3.
Перед электросваркой выполняют
V-образную разделку кромок, за-
сверливая концы надрывов. Для
электросварки применяют электрод
Э50А. В процессе электросварки
следят за тем, чтобы не допустить
сильного нагрева и коробления кор-
пуса буксы. Чтобы предупредить ко-
робление, сварочные и наплавочные
работы желательно выполнять в
ванне с водой.
Проверяют овальность и конус-
ность посадочных поверхностей от-
верстия корпуса буксы. Измерения
проводят в двух местах по длине
корпуса буксы, причем в каждом из
них — в двух взаимно перпендику-
лярных направлениях. При выпуске
из ТР-3 диаметр отверстия корпуса
буксы должен быть в пределах
320,02—320,30 мм.
Внутреннюю поверхность буксы
тщательно осматривают. Следы
коррозии зачищают стеклянным по-
лотном № 5 или 6, не допуская при
этом повреждения основного метал-
ла. Риски и задиры глубиной более
1 мм зачищают наждачным полот-
ном. Если же они имеют меньшую
глубину, разрешается оставлять их
без исправления. Пазы в щеках
корпуса буксы под валики поводков
проверяют шаблоном. При необхо-
димости размеры пазов восстанав-
ливают наплавкой электродом
Э42А с последующей механической
обработкой до чертежных размеров.
Отверстие под валик в проуши-
нах буксы проверяют и измеряют.
В случае износа отверстие растачи-
вают не более чем на 2 мм от чер-
тежного размера или наплавляют и
обрабатывают. Резьбу в отверстиях
корпуса буксы также проверяют.
Она должна быть чистой, без зау-
сенцев, вмятин. Допускаются от-
дельные сорванные нитки резьбы
при условии, что в сумме они со-
ставляют не более трети витка в
одном отверстии. Если же повреж-
дения резьбы большие, старую резь-
бу рассверливают до полного ее
удаления, отверстие заваривают и
рассверливают вновь, затем нареза-
ют резьбу чертежного размера.
После наплавки пазов и отвер-
стий в буксе и механической обра-
ботки необходимо проверить их
взаимное расположение относитель-
но оси корпуса буксы и соответ-
ствие чертежу.
Осматривают переднюю и за-
днюю крышки корпуса буксы. При
Рис 117. Устройство для измерения ради-
ального зазора подшипника:
/ — плита; 2 — индикатор; 3- чажнмная шайба
Рис, 118. Устройство для измерения осе-
вого размера подшипника:
/ - роликовый подшипник: 2 - зажим; 3 — ин-
дикатор
194
обнаружении трещин на фланцевой
и посадочной поверхностях крышки
заменяют. Продукты коррозии, зау-
сенцы и задиры глубиной не более
0,5 мм на привалочных поверхно-
стях крышки, лабиринтных пазах и
выступах снимают шабером и зачи-
щают стеклянным полотном, на не-
рабочих поверхностях зачищают
напильником. Проверяют состояние
резьбы в передних крышках для
крепления редуктора скоростемера.
Допускаются отдельные сорванные
нитки резьбы при условии, что в
сумме они составляют не более тре-
ти витка в каждом отверстии. В
случаях повреждения резьбы ее пе-
ререзают на следующий размер.
При большой разработке старую
резьбу высверливают, отверстие за-
варивают, рассверливают и нареза-
ют новую резьбу.
Лабиринтное уплотнение прове-
ряют. Состояние выступов и пазов
в задней лабиринтной крышке бук-
сы контролируют не менее чем по
двум взаимно перпендикулярным
направлениям. При необходимости
лабиринты наплавляют с последую-
щей механической обработкой или
заменяют крышку. На плите щу-
пом проверяют плоскостность тор-
цовой поверхности задней крышки,
а штангенрейсмусом — параллель-
ность ее привалочному фланцу.
После этого внутреннюю поверх-
ность крышки окрашивают нитро-
эмалью или другой маслостойкой
краской.
Лабиринтное кольцо также ос-
матривают. При обнаружении изло-
мов, трещин, надрывов, коробле-
ния, износов, вызывающих ослабле-
ние в посадке на предподступичную
часть оси, кольцо заменяют. Годное,
но ослабшее в посадке кольцо или
изношенное по пазам и выступам
лабиринта разрешается восстанав-
ливать наплавкой с последующей
обработкой. В случаях когда оваль-
ность и конусность кольца превы-
шают 0,07 мм, а натяг — менее
0,05 мм, его разрешается восстанав-
ливать цинкованием, железнением
или нанесением клея ГЭН-150В на
7*
внутреннюю поверхность. Натяг при
посадке кольца на ось должен быть
0,02—0,145 мм. Толщина слоя ма-
териала, наносимого на кольцо для
получения заданного натяга, мм,
7 = 0,5 (D — d)-} 0,5/7,
где D - внутренний диаметр кольца, мм;
d — диаметр предподступичной части
оси, мм;
Н — натяг, мм.
Дистанционные кольца буксы
также осматривают. При наличии
трещин или сколов кольца заменя-
ют, задиры, забоины и следы корро-
зии устраняют, острые кромки сгла-
живают стеклянной лентой и на-
пильником.
Буксовые поводки пбдвергают
дефектоскопии. Если при разборке
годный поводок не вынимают из
паза щеки, то дефектоскопию сред-
ней части поводка проводят на
месте. Болт, укрепляющий валик
поводка, вынимают для проверки
резьбы калибром.
Снятые поводки очищают от
грязи и масла, протирают салфет-
ками, смоченными в керосине, и на-
сухо обтирают. Обмывать поводки
в растворах, содержащих каустик,
нельзя. Торцовые шайбы снимают с
хвостовиков валиков и осматрива-
ют, при этом убеждаются в отсут-
ствии выпучивания, надрывов, от-
слоения от стальных шайб и колец,
износа и выработки шайб, их квад-
ратного и цилиндрического отвер-
стий, уменьшения высоты торцовой
шайбы. Шайбы, имеющие указан-
ные дефекты, а также потерявшие
упругость, заменяют новыми. Про-
гиб новой шайбы должен быть та-
ким, какой указан на старой шай-
бе. Если отверстия под штифты в
кольцах годных торцовых шайб
превышают 9 мм, разрешается раз-
метить и просверлить два новых от-
верстия, расположенных под углом
90° к старым.
При осмотре валиков и корпуса
(тяги) поводка необходимо убедить-
ся в отсутствии износов клиновид-
ной части, отверстий и резьбы в
хвостовиках валиков, проворота
валиков в резиновых втулках или
)<?5
вместе со втулками в корпусе, из-
ломов штифтов или ослабления их
посадки в корпусе поводка. При
обнаружении таких дефектов в ре-
зинометаллнческих втулках валик
в сборе со втулками выпрессовыва-
ют и передают в заготовительный
цех для переформирования. При
этом дефектные втулки удаляют,
а годные валики используют для
формирования с новыми втулками.
Вновь сформированный валик вы-
держивают в течение десяти дней
в светонепроницаемой камере при
температуре 15—30°C и лишь после
этого срока используют по назначе-
нию. В этом случае в поводок зап-
рессовывают ранее сформирован-
ный валик из переходного запаса.
До формирования изношенную
более чем на 1 мм поверхность
клиновидной (или квадратной) ча-
сти валика разрешается восстанав-
ливать вибродуговой наплавкой под
слоем флюса и в струе защитного
газа с последующей механической
обработкой по шаблону. Валики с
новыми втулками испытывают сог-
ласно техническим требованиям.
После разборки и очистки прово-
дят тщательный осмотр и дефекто-
скопию средней части тяги (корпу-
са) поводка для выявления трещин,
изломов, а также проверки состоя-
ния штифтов. При наличии трещин
и изломов тягу заменяют. В случае
ослабления посадки штифтов, их из-
носа или срезания негодные штиф-
ты удаляют, проверяют разверт-
кой отверстия и запрессовывают но-
вые. Годные и отремонтированные
тяги (корпусы) используют для
Середина оси
Рис. 119. Регулировка положения повод-
ков;
1 — торцовая шайба; 2 -- поводок; J — букса
196
сборки с ранее сформированными
валиками нз переходящего запаса.
При этом для обеспечения требуе-
мой жесткости поводка в продоль-
ной и поперечной плоскостях необ-
ходимо убедиться в наличии на тор-
цах валиков клейм с указанием
твердости резиновой втулки в ус-
ловных единицах. Жесткость двух
поводков под нагрузкой 40 кН
(4 тс) должна составлять в про-
дольном направлении 80 кН/мм
(8 тс/мм) ±20%.
Подобранные по жесткости по-
водки устанавливают с помощью
приспособлений в пазы щек буксы
и закрепляют болтами с двух сто-
рон. До подкатки колесной пары
под тележку положение поводков
(при снятых внутренних торцовых
резинометаллических шайбах) ре-
гулируют относительно середины
оси колесной пары или внутренних
граней бандажей по размерам Ж и
Ж\ (рис. 119). Регулировку осу-
ществляют отвертыванием или за-
тяжкой соответствующих болтов
крышек букс. Разница размеров Ж
и Ж\ должна быть не более 2 мм.
По завершении регулировки окон-
чательно подтягивают все болты
крепления крышек. Букса должна
свободно, бесшумно и без толчков
поворачиваться на оси от усилия
рук одного человека.
Технология ремонта буксового
узла с подшипниками качения
электровозов других серий мало от-
личается от изложенной выше. Из-
менения в содержании и последова-
тельности операций, определяемые
конструкцией буксы (наличием че-
люстных наличников, типом приме-
няемых подшипников, способом их
посадки на шейку оси колесной па-
ры и др.), не носят принципиаль-
ного характера. В частности, на
электровозах с челюстными тележ-
ками (ВЛ8, ВЛ23, ВЛ22М) правиль-
ности расположения колесных пар
достигают соответствующим подбо-
ром и комплектованием деталей
буксовых узлов по осям электрово-
за в процессе их ремонта и сборки
с учетом действительных размеров
рам тележек того электровоза, для
которого узлы заготавливают.
Вновь установленные наличники,
подобранные по толщине, подго-
няют к поверхности буксы или нап-
равляющей и приваривают электро-
дуговой сваркой прерывистым
швом. Для большей прочности при-
варки в наличниках просверливают
дополнительные отверстия под
электрозаклепки.
28. Ремонт кузова и его узлов,
окраска кузова
Ремонт изнашиваемых элемен-
тов кузова описан выше.
При ТР-3 после выкатки теле-
жек и демонтажа внутрикузовного
оборудования кузов снизу очищают
от грязи и тщательно осматривают,
особенно сварные швы и элементы
рамы. При обнаружении трещин их
засверливают по концам, разде-
лывают по всей длине и заварива-
ют электродами Э42. Вентиляцион-
ные каналы кузова продувают сжа-
тым воздухом. Особое внимание
обращают на перекос кузова, кото-
рый должен быть не более 30 мм по
всей его высоте. Проверяют исправ-
ность крыши, крепление и уплотне-
ние люков, состояние проходов труб
и проводов.
При необходимости проведения
сварочных работ внутри кузова
обязательно принимают дополни-
тельные противопожарные меры.
Должны быть подготовлены огне-
тушители. Необходимо выделить
работника, который должен сле-
дить за недопущением очагов по-
жара. Сетки фильтра жалюзи очи-
щают и продувают сжатым возду-
хом, осматривают и ремонтируют.
Устраняют неисправности водосточ-
ных желобов, поручней и лестниц.
Известно, что большое число
деталей кузова изготовлено из де-
рева, стекла и полимерных мате-
риалов. Поэтому при ТР-3 восста-
навливают внутреннюю обшивку
стен и потолков, полов, двери и ок-
на. Осматривают н ремонтируют
сиденья, подлокотники, ящики и
шкафы и другое оборудование ка-
бин машиниста.
Для защиты металлических де-
талей от коррозии, а деревянных
от гниения на них наносят лакокра-
сочные покрытия. Применение этих
покрытий преследует и декоратив-
ные цели.
Подготовленная для окраски ме-
таллическая поверхность кузова
должна быть совершенно гладкой,
ровной, без задиров и шероховато-
стей, ржавчины и жировых пятен,
пыли и грязи. Непременным усло-
вием стойкой окраски является ис-
пользование качественных красите-
лей и строгое соблюдение техноло-
гии подготовки окрашиваемых по-
верхностей и самого процесса на-
несения красителя.
Обычно старую краску кузова
удаляют механическим (скребками,
стальными щетками или шарошка-
ми) или химическим способом. В
последнем случае на поверхность
наносят специальную смесь, кото-
рую затем смывают водой. При уда-
лении старой краски химическим
способом маляры должны работать
в защитных очках, респираторах,
резиновых фартуках и рукавицах.
Отходы старой краски при этом
необходимо удалять из цеха до их
высыхания.
Подготовленный таким образом
кузов обмывают слабым раствором
каустической соды и затем еще раз
чистой водой. Далее высушенную
поверхность грунтуют вручную или
распылителем. Обычно применя-
ют грунт заводского изготовления
илн готовят его из смеси сурика с
натуральной олифой.
После высыхания грунта нано-
сят тонкий (до 0,5 мм) слой шпак-
левки. Для шпаклевки используют
стандартные фабричные мастики
или готовят их из смеси молотого
мела и олифы с небольшим количе-
ством краски. Для получения ров-
ной гладкой поверхности зашпакле-
ванные места шлифуют пемзой или
шкуркой и при необходимости вто-
197
рично шпаклюют, исправляют и
вновь шлифуют.
После полного высыхания шпак-
левки поверхности окрашивают.
Работу выполняют с прочных и
жестких подмостков либо с тележ-
ки с механическим подъемом пло-
щадок. Использовать подмостки из
досок, переброшенных на стремян-
ки, недопустимо.
Ручная окраска кистями или ва-
ликами малопроизводительна и
связана с большими потерями кра-
сителей. Более эффективна окрас-
ка с использованием воздушных
краскопультов, но она сопровожда-
ется значительным туманообразова-
нием, ухудшающим условия труда
маляров и вызывающим непроизво-
дительный расход красителей.
Применение безвоздушного рас-
пыления краски с помощью уста-
новки УРБХ-1 (рис. 120) позволяет
сократить туманообразование. В ре-
зультате расход материалов умень-
шается на 25—30% по сравнению
с воздушным распылением; качест-
во покрытия при этом выше.
Наиболее совершенным является
способ окраски с распылением кра-
сителя в электростатическом поле,
позволяющий сократить расход ма-
териалов вдвое по сравнению с
ручным методом, улучшить сани-
тарно-гигиенические условия труда
рабочих и повысить качество окра-
ски. Сущность этого способа в том,
Рис. 120. Установка УРБХ-1:
/ — защитный кожух: 2 гндропневматнческий
цилиндр; 3 — шланг высокого давления
что частицы лакокрасочного мате-
риала под действием электрическо-
го поля высокого напряжения (804-
4-120 кВ), создающегося между
распыляющим устройством (отри-
цательный потенциал) и окрашива-
емой поверхностью (положитель-
ный потенциал), движутся к окра-
шиваемой поверхности. Для окра-
ски используются установки УЭРЦ,
в которых краситель насосом пода-
ется на внутреннюю поверхность
вращающегося распылителя (ча-
ши). Под действием центробежной
силы краска прижимается к внут-
ренней поверхности чаши и тонким
слоем сползает к острым крошкам,
срываясь с них мелкими капелька-
ми. Взаимодействуя с электроста-
тическим полем, частицы краски
устремляются к окрашиваемой по-
верхности.
Установка для окраски в элект-
ростатическом поле высокого нап-
ряжения состоит из высоковольтно-
го выпрямительного устройства, вы-
соковольтного шинопровода, укреп-
ленного на изоляторах, краскона-
гнетательных баков, электрораспы-
лителей и пульта управления.
Сушка после покраски являет-
ся важной составной частью техно-
логического процесса. Естественная
сушка требует много времени, по-
этому применяют различные спосо-
бы искусственной сушки.
В зависимости от способа пере-
дачи тепла слою красителя разли-
чают конвекционный, радиационный
и индукционный способы сушки.
Наибольшее распространение по-
лучил радиационный способ сушки.
Внутри кузовов электровозов ок-
рашивают стены и потолки, предва-
рительно удалив старую краску.
При необходимости выполняют
шпаклевку. Стены и потолки каби-
ны машиниста, высоковольтной ка-
меры, коридоров, каркасы, основа-
ния и кронштейны для установки
оборудования в кузове очищают от
старой краски и окрашивают.
При необходимости восстанав-
ливают предупредительные надпи-
си, используя для этого трафареты.
198
Выполнение малярных работ внут-
ри кузова требует соблюдения опре-
деленных условий. Такие работы
необходимо проводить при откры-
тых дверях, окнах и люках и пода-
че очищенного приточного воздуха.
Для ускорения сушки окрашен-
ных поверхностей внутри кузова
используют установки, подающие
вентилятором предварительно по-
догретый в калорифере воздух.
Крышу кузова окрашивают мас-
ляной краской светлых тонов. Токо-
приемники выделяют масляной
краской красного цвета, одновре-
менно окрашивают остальное кры-
шевое оборудование.
Рама электровоза, рамы теле-
жек, рессорное и люлечное подве-
шивание, ходовые части, рычажную
передачу и тормозное оборудование
окрашивают черной масляной кра-
ской или битумно-масляным ла-
ком № 177.
Малярные работы должны про-
водиться в отдельном специально
оборудованном помещении (маляр-
ном стойле) при соблюдении необ-
ходимых противопожарных мер, а
также требований охраны труда.
По окончании окраски боковых стен
на кузов наносят отличительные
знаки и надписи.
Автосцепное устройство пол-
ностью разбирают и ремонтируют в
специализированных отделениях.
Ремонту подлежат собственно авто-
сцепка, фрикционный аппарат, ме-
ста его установки в раме, тяговый
хомут, его клин, упорная плита,
поддерживающая планку, розетка и
расцепной привод. При этом авто-
сцепки, тяговые хомуты, центри-
рующие балочки и маятниковые
подвески проверяют по установлен-
ным шаблонам.
После снятия пружинно-фрик-
ционного аппарата специальным
приспособлением контролируют со-
стояние упорных угольников в пе-
реднем брусе рамы. Упорные уголь-
ники с износом или перекосом исп-
равляют наплавкой или приваркой
планок. Обращают внимание на со-
стояние и крепление ударных розе-
ток, маятниковых подвесок и рас-
цепных рычагов. Детали расцепных
рычагов и их кронштейнов при на-
личии выработки восстанавливают
наплавкой, погнутые рычаги вып-
равляют. Ослабшие болты розеток
и кронштейнов укрепляют, а негод-
ные заменяют. Также заменяют
поврежденные цепи приводов. Изно-
шенные детали маятниковых подве-
сок восстанавливают или заменяют
новыми. Разборку фрикционного
аппарата осуществляют на специ-
альном прессе, после чего все его
детали осматривают. Изношенные
или имеющие трещины детали за-
меняют.
Клин тягового хомута при осмот-
ре обмеряют и подвергают дефекто-
скопии. При наличии трещин, изги-
бе более 3 мм, толщине в наиболее
изношенном сечении менее 30 мм и
ширине 89 мм в любом сечении
клин подлежит замене. Ремонтиро-
вать клин сваркой запрещено.
Если трещины обнаружены в
упорной плите, ее заменяют. Износ
в средней части разрешено восста-
навливать электронаплавкой с пос-
ледующей обработкой до чертеж-
ных размеров. Также можно вос-
станавливать поддерживающую
планку при отсутствии в ней тре-
щин. Изношенные и поврежденные
болты, поддерживающие клин тяго-
вого хомута, заменяют новыми.
Большинство неисправностей
деталей автосцепки возникает в ре-
зультате их естественного износа.
Восстановление осуществляют на-
плавкой под слоем флюса с после-
дующей обработкой на строгальном
или фрезерном станке. Завершив
обработку, детали проверяют по
специальным шаблонам. После ре-
монта и проверки на деталях авто-
сцепного устройства проставляют
клейма в определенных местах с
обозначением условного номера
пункта ремонта и даты. Постановка
на электровоз деталей и узлов авто-
сцепного устройства без клейм зап-
рещена. Клеймению подлежат: за-
мок, замкодержатель, предохрани-
тель, подъемник замка, валик подъ-
199
емника, тяговый хомут, клин тяго-
вого хомута, розетка, балочка, ма-
ятниковые подвески, упорная пли-
та, корпус фрикционного аппарата
и собранная автосцепка. После
клеймения все детали автосцепно-
го устройства, кроме внутренней
поверхности корпуса, зева авто-
сцепки и деталей механизма, окра-
шивают краской черного цвета, а
сигнальный отросток замка — крас-
ной краской.
У фрикционного аппарата окра-
шивают только наружные поверхно-
сти корпуса, горловины и основа-
ния. Сборку автосцепного устройст-
ва выполняют, применяя приспо-
собления.
Путеочиститель, находящийся
на раме, тщательно осматривают,
при этом особое внимание уделяют
состоянию сварных швов. Погнутые
полосы, листы, угольники, швелле-
ры, косынки, кронштейны путеочи-
стителя выправляют на месте. Для
этого погнутое место нагревают га-
зовой горелкой и ударами молотка,
кувалды по гладилке, наставленной
на нагретое место, выправляют пог-
нутость; затем осуществляют про-
верку линейкой. Дефектные свар-
ные швы вырубают, заваривают
электродом Э42 и зачищают.
Обстукиванием проверяют на-
дежность крепления путеочистителя
к раме и крепления на нем крон-
штейнов для подвешивания головок
тормозных рукавов, рукоятки рас-
цепного привода автосцепки и пре-
дохранительных тросов приемных
катушек автоматической локомотив-
ной сигнализации. При необходимо-
сти затягивают до отказа резьбо-
вые соединения, ставят пружиня-
щие шайбы и шплинты. Негодные
болты и гайки заменяют.
В объем работ ТР-3 входит так-
же ремонт пескоподающих уст-
ройств. Форсунки песочниц разме-
щают по месту установки, отсоеди-
няют от трубопроводов и снимают.
После очистки от грязи осуществля-
ют осмотр, ремонт, испытание и ре-
гулировку форсунок.
После предварительной размет-
ки отворачивают болты скоб и де-
монтируют пескопроводные патруб-
ки и резиновые шланги. Патрубки
отжигают, обстукивают молотком
для удаления окалины, обнаруже-
ния трещин и протертых мест. При
необходимости патрубки заменяют
или ремонтируют. От резиновых
шлангов (рукавов) отсоединяют
кронштейны и направляющие нак-
ладки, погнутые выправляют, не-
годные заменяют. Шланги тщатель-
но осматривают, при обнаружении
протертых мест или расслоения ре-
зины заменяют.
Проверяют крепление песочных
бункеров и их крышек. Негодные
уплотнения крышек и сетки заменя-
ют. При необходимости ремонтиру-
ют бункеры и их крышки, исполь-
зуя электросварку. Утечка песка из
бункеров и неплотное прилегание
крышек не допускаются. Сломан-
ные и погнутые песочные трубы за-
меняют. Их концы должны отстоять
от головки рельса на 30—50 мм и
обеспечивать подачу песка в зону
контакта колеса и рельса.
Глава VII
ДЕПОВСКОЙ РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
ПРИ ТР-3
29. Общие сведения
Грузовые и пассажирские элект-
ровозы, обслуживающие дороги,
электрифицированные на постоян-
ном токе, оборудованы тяговыми
двигателями ДПЭ-400А и НБ-411
(электровозы ВЛ22М), НБ-406А и
НБ-406Б (ВЛ8 и ВЛ23), ТЛ-2К и
ТЛ-2К1 (рис. 121) (ВЛ10, ВЛ10у и
ВЛ11), НБ-420 и НБ-407Б (ВЛ82 и
ВЛ82М), AL-4846eT, 2AL-4846eT,
3AL-4846eT, 4AL-4846eT (4C2),AL-
4846dT (4C2T).
Номинальное напряжение на
коллекторе у всех указанных дви-
гателей 1500 В, а их изоляция отно-
сительно корпуса рассчитана на но-
минальное напряжение 3000 В.
Тяговые двигатели ДПЭ-400 и
НБ-411 имеют одинаковую мощ-
ность, но отличаются друг от друга
скоростными характеристиками и
конструктивным исполнением от-
дельных узлов. Тяговые двигатели
НБ-411 имеют более высокую по
сравнению с ДПЭ-400 скоростную
характеристику, которая обусловле-
на увеличенным воздушным зазо-
ром между главными полюсами и
якорем и измененной конфигураци-
ей полюсного наконечника. Якоря
тяговых двигателей НБ-411 выпу-
скались с клиновым креплением
якорной обмотки в пазах сердечни-
ка (у ДПЭ-400 для крепления об-
мотки в пазах применена стальная-
бандажная проволока).
Тяговые двигатели НБ-406А и
НБ-406Б различаются в основном
конструкцией моторно-осевых под-
шипников: двигатель НБ-406А име-
ет польстерную систему смазки, а
НБ-406Б — систему с постоянным
уровнем смазки в рабочей камере.
Главным принципиальным кон-
структивным отличием тяговых дви-
гателей ТЛ-2К1 от ТЛ-2К (ТЛ-2К
устанавливались на электровозы
ВЛ 10 первых выпусков) является
улучшенная система их защиты от
проникновения внутрь влаги и пыли
и других загрязнений. В двигателях
ТЛ-2К1 выброс охлаждающего воз-
духа осуществляется через венти-
ляционный люк и патрубок, которые
размещены в верхней части остова.
Подшипниковые щиты и задняя
стенка остова вентиляционных от-
верстий не имеют.
Отдельные узлы и детали тяго-
вых двигателей ТЛ-2К1 имеют два,
а иногда и больше исполнений, так
как в процессе их выпуска заводы-
изготовители вносили изменения в
конструкцию узлов и деталей. Наи-
более существенными из них явля-
ются: различные конструктивные
исполнения полюсных катушек и
полюсов в целом (применение для
корпусной изоляции микаленты,
стеклослюдинитовой ленты, изоля-
ции «Монолит-2», моноблочной кон-
струкции полюсов), якорной обмот-
ки (применение для изоляции мика-
ленты, стеклослюдинитовой ленты
ЛС1-К-П0 и др., провода ПЭТВСД),
якорных бандажей в лобовых ча-
стях (из стальной проволоки, из
стеклобандажной ленты). На тяго-
вых двигателях ТЛ-2К1 усилена
конструкция якорной втулки и уве-
личен натяг пакета стали и задней
нажимной шайбы на якорной втул-
ке и др.
В эксплуатации еще находят-
ся тяговые двигатели ТЛ-2К и
ТЛ-2К1 различных исполнений, хо-
тя при капитальных ремонтах этих
двигателей осуществляют модерни-
зацию и конструкцию их основных
узлов приводят к единому исполне-
нию. Однако в процессе деповского
ремонта, при котором не представ-
ляется возможным осуществлять
коренную модернизацию узлов тя-
201
Рис. 121, Продольный разрез тяговых двигателей ТЛ-2К1 (a), AL-4846eT (б) н узлы
якорных подшипников тяговых двигателей НБ-407 (в):
/ — щеткодержатель; 2 — главный полюс; 3 -- остов; 4 ~ компенсационная обмотка; 5, 14 — под-
шипниковые щиты; 6 — вентиляционный патрубок; 7--обмотка якоря; 8, 10— уплотнительные
кольца; 9, /5 — якорные подшипники; // - вал; 12 — добавочный полюс; 13 ~ пакет стали; 16—•
коллектор; 17 — траверса
говых двигателей, необходимо ре-
монтировать их и устанавливать на
электровозы с учетом имеющихся
конструктивных исполнений соот-
ветствующих узлов. Например, не-
допустимо устанавливать на один
электровоз тяговые двигатели
ТЛ-2К и ТЛ-2К1, так как при этом
распределение охлаждающего воз-
духа между двигателями будет не-
равномерным, поскольку статиче-
ское давление в коллекторной каме-
ре тяговых двигателей ТЛ-2К1 со-
ставляет 104 мм вод. ст., а у двига-
телей ТЛ-2К — 76 мм вод. ст.
Тяговые двигатели AL-4846eT,
2AL-4846eT и других индексов
электровозов ЧС2 принципиальных
различий не имеют и отличаются
друг от друга небольшими измене-
ниями, которые вносились заводом-
изготовителем в процессе их пост-
ройки.
Основные технические данные
тяговых двигателей для часового
режима приведены в табл. 4.
Как видно из приведенных дан-
ных, мощность новых тяговых дви-
гателей последних выпусков возрос-
ла почти вдвое по сравнению с дви-
гателями выпуска 1948 г. Рост мощ-
ности тяговых двигателей осуществ-
лен главным образом путем повы-
шения их вращающего момента и
некоторого увеличения частоты вра-
щения. Так, мощность тяговых дви-
гателей ТЛ-2К по сравнению с
ДПЭ-400 возросла почти на 70%,
при этом вращающий момент уве-
личился на 50%, частота враще-
ния — на 11%.
Необходимо отметить, что ука-
занное увеличение мощности до-
стигнуто при одновременном сни-
жении материалоемкости конструк-
ции тяговых двигателей — масса
двигателя на единицу мощности
снижена на 30%. Таким образом
технико-экономические показатели
новых тяговых двигателей значи-
тельно улучшены по сравнению с
аналогичными показателями тяго-
вых двигателей старых типов. Улуч-
шение показателей достигнуто бла-
годаря совершенствованию конст-
рукции их основных узлов, лучшему
использованию активных материа-
лов, применению новых изоляцион-
ных материалов, обладающих боль-
шей теплопроводностью и нагрево-
стойкостью, а также электротех-
нической стали с меньшими удель-
ными потерями, легированной кол-
лекторной меди, электрошеток но-
вых марок с повышенными комму-
тационными и антифрикционными
свойствами.
В узлы наиболее мощных тяго-
вых двигателей ТЛ-2К1 и НБ-407Б
внесено много серьезных конструк-
тивных и технологических усовер-
шенствований по сравнению с ана-
Таблица 4
Тяговый двигатель
Характеристика ДПЭ-400 НБ-411 НБ-406 ТЛ-2К, ТЛ-2К1 НБ-407Б AL-4846eT AL-4846dT AL-4741Fet
Год выпуска 1948- 1958 1957- 1967 С 1967 1972— 1979 1962— 1974 1973— 1976 —
Мощность, кВт 400 400 525 670 755 700 770 1000
Ток, А 290 290 380 480 535 495 545 715
Частота вращения, об/мин Расход охлаждающего воздуха, м3/мин 710 800 735 790 760 680 670 1075
70 70 95 95 85 120 120 120
Напор, мм вод. ст. 50 50 67 76.104 125 100 — —
Наибольшая частота вращения при испытани- ях, об/мин 1900 2060 2150 2260 2270 1600 1660 2100
203
логичными узлами тяговых Двига-
телей старых типов.
Остовы этих двигателей имеют
цилиндрическую форму вместо
восьмигранной, применявшейся на
двигателях ДПЭ-400, НБ-406 и др.
Это позволило лучше использовать
внутреннее пространство остова при
размещении полюсной системы. На
наружной стороне остова имеются
специальные приливы — ребра,
обеспечивающие повышенную жест-
кость корпуса, что способствует
сохранению стабильности его ос-
новных размеров.
Для предохранения тягового
двигателя от попадания внутрь вла-
ги, снега, пыли, загрязнений под-
шипниковые щиты, а также торцо-
вые стенки остова выполнены без
вентиляционных отверстий. Поток
охлаждающего воздуха выбрасыва-
ется через специальное отверстие в
верхней части остова.
В тяговом двигателе НБ-407Б
предусмотрена коробка выводов.
Магнитная система тяговых двига-
телей ТЛ-2К1, НБ-407Б шестипо-
люсная вместо четырехполюсной на
ДПЭ-400, НБ-406Б, обмотка якоря
петлевая с шестью параллельны-
ми ветвями вместо двух ветвей у
ДПЭ-400А и четырех у НБ-406 Б.
Диаметр якоря увеличен до 740 мм
вместо 635 мм на ДПЭ-400А и
600 мм на НБ-406Б.
У коллекторных тяговых двига-
телей современных электровозов
одним из основных факторов, огра-
ничивающих возможность дальней-
шего повышения мощности, явля-
ется их коммутационная и потенци-
альная напряженность. Поэтому в
двигателях ТЛ-2К1 и НБ-407Б с
целью повышения коммутационной
и потенциальной устойчивости бы-
ли проведены конструктивные и
технологические усовершенствова-
ния якоря, магнитной системы и
щеточно-коллекторного узла.
К ним в первую очередь отно-
сится применение компенсационной
обмотки, которая компенсирует маг-
нитодвижущую силу (м. д. с.) по-
перечной реакции якоря, чем обес-
204
печивается зИачитёльНоё сйи$кёниё
максимальных межламельных нап-
ряжений и, следовательно, улучша-
ются потенциальные условия на
коллекторах двигателей. Компенса-
ционная обмотка включена после-
довательно с обмоткой якоря. Сер-
дечники добавочных полюсов дви-
гателей НБ-407Б шихтованные, соб-
раны из листов электротехнической
стали, изолированных друг от дру-
га лаковой пленкой. Применение
шихтованных сердечников улучша-
ет коммутацию машин, особенно
при работе электровозов ВЛ82 и
ВЛ82М на переменном токе, так как
вихревые токи в расслоенных сер-
дечниках снижаются. Для улучше-
ния коммутации в этих тяговых дви-
гателях применены электрощетки
ЭГ-61, ЭГ-61А, ЭГ-75 и для изго-
товления коллекторов легированная
медь (вместо электрощеток ЭГ-2а и
меди Ml, применявшихся в двига-
телях более ранних выпусков).
На тяговых двигателях НБ-407Б
усовершенствована конструкция
подшипниковых узлов.
Коллекторы тяговых двигателей
ТЛ-2К1, НБ-407Б, AL-4846eT,
AL-4846dT изготовлены из коллек-
торной меди, легированной сереб-
ром, повышенной твердости — 95—
100 НБ (твердость меди Ml допу-
скается не менее 75 НБ) и имеют
более высокую температуру раз-
упрочнения. Поэтому коллекторы,
изготовленные из легированной ме-
ди, имеют в эксплуатации большую
износостойкость, их механические
характеристики практически не
ухудшаются от воздействия повы-
шенных температур при таких тех-
нологических режимах, как сушка
изоляции, пайка коллекторов и др.
Медь, легированная серебром,
обладает высокими антикоррозион-
ными и антифрикционными свойст-
вами и обеспечивает стабильные
контактные характеристики (паде-
ние напряжения под электрощеткой,
коэффициент трения) во всем диа-
пазоне рабочих температур коллек-
торов тяговых двигателей (до
135°С). Применение этой меди и
электрощеток ЭГ-61 и ЭГ-75 значи-
тельно снизило в эксплуатации из-
ноем коллекторов и электрощеток.
На тяговых двигателях ТЛ-2К1,
НБ-407Б, AL-4846dT и AL-4846eT
щеткодержатели с их кронштейна-
ми установлены на поворотной тра-
версе. Это дает возможность выпол-
нять установку и регулировку ще-
точных узлов вне остова и, следова-
тельно, обеспечить более точную
расстановку электрощеток, а в экс-
плуатации, проворачивая траверсу,
осматривать все щеточные узлы и
устранять выявленные дефекты и
при необходимости осуществлять
настройку коммутации, не выкаты-
вая тяговый двигатель из-под элект-
ровоза.
В подшипниковых щитах тяго-
вых двигателей грузовых электрово-
зов применены подшипники тяже-
лой серии: на тяговых двигателях
ДПЭ-400А, НБ-411 — № 42426;
НБ-406, ТЛ-2К1 и НБ-407Б —
№ 42428.
Сердечники якорей тяговых дви-
гателей ТЛ-2К1 и НБ-407Б также
имеют некоторые конструктивные
особенности. Для уменьшения мас-
сы якорная втулка этих двигателей
выполнена коробчатой конструкции.
В якорях тяговых двигателей
НБ-407Б для снижения нагрева об-
мотки принято горизонтальное рас-
положение ее проводников в пазах.
При таком расположении значи-
тельно уменьшается высота провод-
ников, а следовательно, снижаются
потери от вихревых токов. Кроме
того, улучшается заполнение па-
за — уменьшается количество изо-
ляции в пазу, следовательно, повы-
шается теплопроводность обмоток и
снижается нагрев якоря.
Пайку проводников обмотки в
коллекторе в двигателях ТЛ-2К1 и
НБ-407Б производят припоем
ПСР-2,5 вместо применявшегося ра-
нее олова или оловянно-свинцового
припоя ПОС-40. Припой ПСР-2,5
содержит 2,5% серебра и обеспечи-
вает большую вибро- и термостой-
кость паяного соединения. Темпера-
тура размягчения припоя ПСР-2,5
составляет 295 °C (припоя ПОС-40 —
183°C). Пайку коллекторов этим
припоем выполняют контактным
способом на специальных установ-
ках с высокочастотным нагревом.
Контактная пайка более благо-
приятна, чем пайка в ванне, с точ-
ки зрения сохранности стабильной
рабочей поверхности коллектора: в
этом случае пайка проводников об-
мотки производится поочередно к
каждой коллекторной пластине.
При этом качество пайки улучшает-
ся, а возможность теплового удара
исключается, так как продолжи-
тельность прогрева петушка каждой
пластины уменьшается до 25—30 с
(вместо 15 мин при пайке коллек-
тора в ванне). Таким образом обес-
печивается стабильность формы ра-
бочей поверхности коллектора и
его механических характеристик —
износостойкости и твердости.
В обмотках новых тяговых дви-
гателей для повышения их надеж-
ности и срока службы применены
изоляционные материалы повышен-
ной нагрево- и влагостойкости вза-
мен микалентной изоляции и би-
тумно-масляных лаков. Срок служ-
бы электрической машины до ка-
питального ремонта определяется
сроком службы ее изоляции. На-
дежность электрических машин в
эксплуатации также в очень боль-
шой степени определяется качест-
вом ее изоляции. Пробой изоляции
обмотки или коллектора, витковое
замыкание проводников катушек
являются повреждениями, при кото-
рых возникает необходимость обя-
зательного снятия тягового двига-
теля с электровоза для замены яко-
ря или катушки и проведения их
капитального ремонта. Изоляция
обмоток электрических машин ра-
ботает в весьма тяжелых условиях:
при резко меняющейся токовой наг-
рузке, обусловленной изменением
профиля пути, значительных (от
2200 до 4000 В) колебаниях рабоче-
го напряжения, высоких перенапря-
жениях — внутренних (отрыв токо-
приемника, круговой огонь по кол-
лектору и др.) и атмосферных. Она
205
йодвержена воздействию повышен-
ных динамических нагрузок, кото-
рые обусловлены неровностями пу-
ти, а также резким изменением ча-
стоты вращения двигателя, особен-
но при боксовании колесных пар и
восстановлении сцепления. Установ-
ленные в соответствии с ГОСТ
2582—81 допустимые превышения
температуры обмоток тяговых
электрических машин значительно
(на 30—40°C) выше, чем превыше-
ния температуры аналогичных об-
моток электрических машин обще-
го назначения, выпускаемых по
ГОСТ 183—74, при тех же изоля-
ционных материалах. Кроме того,
тяговые двигатели, будучи разме-
щенными под кузовом электровоза,
подвержены непосредственному воз-
действию окружающей температу-
ры от плюс 40 (в тени) до минус
50°C и резким ее колебаниям, воз-
действию влажного (с выпадением
росы) и запыленного воздуха, осо-
бенно при сильном ветре, снежных
и пыльных буранах.
Поэтому к изоляционным мате-
риалам тяговых электрических ма-
шин, и особенно тяговых двигате-
лей, предъявляют повышенные тре-
бования, которые должны обеспе-
чить устойчивую их работу в эксп-
луатации. Основными требованиями
являются:
высокие диэлектрические свойст-
ва изоляционных материалов;
высокие электрическая проч-
ность и удельное сопротивление во
всем диапазоне рабочих температур
и при воздействиях окружающей
среды;
высокая нагревостойкость: при
длительном воздействии рабочей
температуры не должны ухудшать-
ся диэлектрические и механические
характеристики изоляции ниже
установленного допустимого преде-
ла;
высокие механические свойства
и эластичность изоляционного ма-
териала в исходном состоянии, при
технологической обработке;
высокая теплопроводность изо-
ляции обмоток, обеспечивающая
206
возможность их интенсивного ис-
пользования, температурный коэф-
фициент изоляции по значению дол-
жен быть близок к температурному
коэффициенту расширения меди;
высокая влаго-, водо- и морозо-
стойкость обмоток: обмотки должны
сохранять диэлектрические и меха-
нические свойства при длительном
воздействии повышенной влажности
и непосредственном воздействии
влаги (выпадение росы), а также
при низкой окружающей темпера-
туре (до —50 °C).
Надо отметить, что ни один ди-
электрик в чистом виде не обладает
комплексом указанных свойств. По-
этому в качестве изоляции обмоток
электрических машин применяют
комбинации различных изоляцион-
ных материалов, разрабатывают
для них соответствующие техноло-
гические процессы. Это позволяет
получить оптимальные характери-
стики изоляции обмоток в конструк-
циях.
Рабочая температура обмоток
электрических машин и коллектора
устанавливается заводом-изготови-
телем в соответствии с классом наг-
ревостойкости изоляционных мате-
риалов, примененных в этих узлах.
Нагревостойкость — это способ-
ность материала без повреждения и
без существенного ухудшения
свойств выдерживать в течение дли-
тельного времени воздействие вы-
сокой температуры. Нагревостой-
кость материала определяется сте-
пенью его старения при воздействии
определенной температуры. Мате-
риалы, обладающие близкой по
значению нагревостойкостью, т. е.
имеющие при одинаковой рабочей
температуре примерно одинаковый
срок службы, объединяют в классы.
В тяговых и вспомогательных
машинах электровозов применяют
изоляционные материалы классов
нагревостойкости А, В, Е, F и Н.
Предельно допустимые превышения
температур обмоток и коллекто-
ров, изолированных материалами
указанных классов нагревостойко-
сти, по отношению к температуре
охлаждающего воздуха должны
быть не более значений, установ-
ленных ГОСТ 2582—81 (см. табл. 8).
К изоляционным материалам
класса нагревостойкости А относят-
ся: лакоткани на хлопчатобумаж-
ной, шелковой и капроновой основе
и битумных масляно-битумных ла-
ках; электрокартон. Изоляция об-
моточных проводов марок ПБД,
ИБО, ПЭЛШД, ПЭЛШДК по наг-
ревостойкости относится также к
классу А. Эти чисто органического
происхождения материалы имеют
сравнительно низкие нагревостой-
кость, электрическую прочность,
влагостойкость и во вновь проекти-
руемых электрических машинах
электровозов не применяются.
К изоляционным материалам
класса нагревостойкости В относят-
ся: микаленты, миканиты, стекло-
слюдинитовые ленты, изготовленные
на основе эпоксидного компаунда
К-ПО, а также изоляционные лаки
БТ-987 (черный, масляно-битумный,
пропиточный, горячей сушки),
БТ-99 (черный, масляно-битумный,
клеящий), ФЛ-98 (светлый, феноль-
ный, пропиточный). Для изоляци-
онных материалов класса В харак-
терно большое содержание неорга-
нических компонентов — слюды,
асбестовых и стекловолокнистых
материалов в сочетании с органи-
ческими связующими и пропиты-
вающими материалами.
Микалента представляет собой
материал, состоящий из слюды,
микалентной бумаги и лака. Пла-
стинки щипаной слюды клеятся на
бумажную подложку клеящим ла-
ком БТ-95 с перекрытием пласти-
нок примерно на 7з. Микаленту
применяют в качестве корпусной и
витковой изоляции якорных и ком-
пенсационных обмоток, корпусной
изоляции полюсных катушек.
Основным недостатком микален-
ты является наличие в ней бумаж-
ной подложки, которая не имеет
достаточной механической прочно-
сти, обладает низкой тепло- и вла-
гостойкостью и в процессе эксплуа-
тации быстро разрушается. Вместо
микаленты на вновь выпускаемых
тяговых двигателях и вспомогатель-
ных электрических машинах, а так-
же при капитальном ремонте
тяговых двигателей в настоящее
время находят широкое приме-
нение стеклослюдинитовые лен-
ты ЛС1-К-П0ТТ, ЛС1-К-1ЮСТ,
ЛС1-К-1ЮСП, ЛСЭП-934, ЛСЭК-5.
В стеклослюдииитовой ленте
ЛС1-К-П0 в качестве основной изо-
ляции вместо дорогостоящей и де-
фицитной щипаной слюды исполь-
зуют слюдинитовую бумагу, кото-
рую эпоксидно-полиэфирным ком-
паундом К-ПО приклеивают к под-
ложке. Слюдинитовую бумагу про-
изводят на бумагоделательной ма-
шине по специальной технологии.
Для ее изготовления используют
отходы слюды, которые подвергают
высокому нагреву (примерно до
900°C), обрабатывают их щелоч-
ными и кислотными растворами,
промывают водой. Измельченная
слюдяная масса бумагоделатель-
ной машиной превращается в слю-
динитовую бумагу различной тол-
щины (от 10 до 150 мкм). Слюдини-
товая бумага имеет электрическую
прочность 15—20 кВ/мм. Для под-
ложки в стеклослюдинитовых лен-
тах используют стеклополотно,
стеклосетку и полиэтилентерефта-
латную пленку. Обозначение ленты
ЛС1-К-П0ТС расшифровывается
так: Л — лента; С1 — слюдинито-
вая бумага, один слой; К-НО —
связующий эпоксидно-полиэфирный
компаунд; ТС — подложка из стек-
лянной ткани и стеклосетки.
Если вместо букв С и Т стоит
П, то это значит, что в качестве
подложки применена полиэтилен-
терефталатная пленка. Лента
ЛС1-К-1Ю значительно дешевле
микаленты, имеет большую элект-
рическую и механическую проч-
ность и ее характеристики более
равномерны по площади. Высокая
механическая прочность ленты дает
возможность механизировать про-
цесс ее наложения на катушки, что
позволяет повысить качество изго-
товления обмоток, одновременно
207
снизить стоимость производства и
увеличить производительность труда.
После наложения стеклослюди-
нитовой ленты, изготовленной на
основе компаунда К-110 или ЭК-5,
поверх корпусной изоляции уклады-
вают один слой фторопластовой
пленки с перекрытием на 'Д по ши-
рине. Это необходимо для того, что-
бы предотвратить возможность вы-
текания компаунда до его полиме-
ризации.
К изоляционным материалам
класса В, применяемым в изоляции
якоря, коллектора и полюсных ка-
тушек, относятся также листовые
материалы, изготовляемые на осно-
ве слюды или слюдинита — мика-
ниты, слюдиниты, слюдопласты
(коллекторный, гибкий, формовоч-
ный).
В комплексе изоляционных ма-
териалов, применяемых при изго-
товлении обмоток электрических
машин, особое место занимают про-
питочные и покровные лаки, компа-
унды и эмали, которые являются
весьма ответственной составной
частью изоляции обмоток и служат
для создания на них защитных
пленок. В процессе пропитки обмо-
ток лаками, компаундами происхо-
дит вытеснение воздушных включе-
ний из пор изоляции и насыщение
ее пропиточным раствором. После
пропитки осуществляют сушку об-
моток, в процессе которой раство-
рители испаряются, а лаковая ос-
нова отвердевает, заполняя собой
имевшиеся в изоляции пустоты.
Очень важно, чтобы в процессе
пропитки лак или компануд про-
ник в глубь изоляции в необхо-
димом количестве. Поэтому про-
питку обмоток лаками выполняют
2—3 раза; при этом первую пропит-
ку осуществляют в специальных
герметичных баках вакуум-нагнета-
тельным способом: обмотки предва-
рительно подвергают сушке, ваку-
умируют, а затем пропитывают ла-
ком или компаундом под давле-
нием.
Лаки представляют собой кол-
лоидные растворы смол, битумов,
208
высыхающих растительных масел,
являющихся пленкообразующей ла-
ковой основой в растворителях. В
качестве растворителей используют
толуол, ксилол, сольвент, уайт-
спирит, бензин и др.
Компаунды отличаются от ла-
ков отсутствием в их составе раст-
ворителя. Они состоят из различных
смол, битумов, восков, масел. Перед
применением компаунды нагрева-
ют до температуры, обеспечиваю-
щей необходимую вязкость массы
для проникновения внутрь изоля-
ции.
Отсутствие в компаундах раст-
ворителей весьма существенно улуч-
шает качество обмоток, так как
растворители, испаряясь в процес-
се высыхания, образуют в изоля-
ции поры. Поэтому обмотки, пропи-
танные компаундами, по сравнению
с обмотками, пропитанными лака-
ми, имеют большую электрическую
прочность, лучшую влагостойкость.
Лаки и компаунды бывают тер-
мопластичные и термореактивные.
Термопластичные лаки и компаун-
ды размягчаются при повторных
нагревах — это весьма существен-
ный их недостаток, поскольку при
определенных условиях они могут
вытекать из обмоток, что резко сни-
жает надежность обмоток в эксплу-
атации. Термореактивные лаки и
компаунды затвердевают в обмот-
ках и при повторных нагревах не
размягчаются. Обмотки, пропитан-
ные термореактивными лаками и
компаундами, имеют более ста-
бильные характеристики, лучше
противостоят старению, имеют бо-
лее высокую теплопроводность.
Битумные лаки и компаунды от-
носятся к числу термопластичных;
лаки ФЛ-98, ПЭ-933, а также эпок-
сидные компаунды являются термо-
реактивными.
В настоящее время при изготов-
лении электрических машин и их
ремонте применяют термореактив-
ные лаки и компаунды.
Эмали представляют собой ком-
позиции из лаков, в которые введе-
ны неорганические пигменты —
окись Цинка, двуокись титана, же-
лезный сурик и другие, повышаю-
щие нагрево-, дуго-, влагостой-
кость и твердость покровной плен-
ки. Изоляционная эмаль создает на
обмотках покровную пленку, за-
щищающую основную изоляцию
от воздействия окружающей атмос-
феры, кратковременной дуги и др.
Наиболее распространенными
эмалями, применяемыми при пок-
рытии обмоток тяговых двигателей,
являются эмали ЭП-91 и ГФ-92-ГС.
Это эмали печной сушки, они обес-
печивают создание твердой меха-
нически прочной защитной пленки.
К изоляционным материалам
класса нагревостойкости F относят-
ся стеклослюдинитовые ленты
ЛС-ЭП-934, ЛС-ЭК-5, изоляция
«Монолит-2», пропиточный лак
ПЭ-933, покровная изоляционная
эмаль ЭП-91. Лента ЛС-ЭП-934-ТП
(или ЛС-ЭП-934-СП), так же как и
лента ЛС1-К-П0, представляет со-
бой композицию из стеклослюдини-
товой бумаги и подложки, состоя-
щей из одного слоя стеклоткани
или стеклосетки и одного слоя по-
лиэтилентерефталатной пленки, сое-
диненных клеящим лаком. В каче-
стве клеящего лака используют по-
лиэфирно-эпоксидный лак ЭП-934.
Для изготовления и заводского
ремонта якорных обмоток тяговых
двигателей и вспомогательных ма-
шин широкое применение находит
провод марки ПЭТВСД, изоляция
которого относится по нагревостой-
кости к классу F. Провод ПЭТВСД
медный, изолирован слоем тепло-
стойкой высокопрочной эмали и
двумя слоями обмотки из стеклян-
ных нитей с подклейкой и пропит-
кой нагревостойким лаком класса F.
Применение провода ПЭТВСД поз-
волило исключить на заводах-изго-
товителях электрических машин и
ремонтных заводах работы по изо-
лировке проводников обмотки, т. е.
увеличить производительность тру-
да. Это особенно важно, так как
изолировочные работы являются
наиболее трудоемкими и при руч-
ном производстве требуют непос-
редственного контакта изолировшиц
с вредными материалами.
К изоляционным материалам
класса нагревостойкости Н относят-
ся слюда, стеклослюдяные и стек-
лослюдинитовые композиции, в ко-
торых применены в качестве связу-
ющего кремнийорганические лаки и
компаунды: стекло-микалента
ЛФК-ТТ, а также пропиточные ла-
ки, компаунды и эмали, изготов-
ленные на основе кремнийоргани-
ческих смол (лаки К-40, К-47, ком-
паунд К-43, эмали ПКЭ-19 и
ПКЭ-22).
Кремнийорганические лаки, ком-
паунды и эмали обладают повы-
шенной нагрево- и влагостойкостью.
Пленка эмалей ПКЭ-19 и ПКЭ-22
имеет высокие показатели по твер-
дости и маслостойкости.
Для повышения надежности в
эксплуатации и увеличения срока
службы якорей проводятся работы
по герметизации их обмоток
по технологии, разработанной
ВНИИЖТом. Для герметизации об-
моток применяют герметик — эла-
стосил, в исходном состоянии пред-
ставляющий собой пастообразную
массу, вулканизация которой про-
исходит на воздухе в присутствии
влаги. Эластосил обладает высокой
электрической прочностью не толь-
ко в исходном состоянии, но также
после увлажнения и нагрева (по
данным ВНИИЖТ). Герметизацию
осуществляют путем промазки изо-
ляции обмоткодержателей перед
укладкой якорных катушек, запол-
нением им всех пустот перед нало-
жением стеклобандажа.
По окончании эксплуатационных
испытаний намечено широкое внед-
рение этой технологии при завод-
ском ремонте тяговых двигателей.
30. Организация ремонта
электрических машин.
Поточные линии
При ТР-3 все тяговые и вспомо-
гательные машины снимают с
электровоза для проведения плано-
вого ремонта. Этот вид ремонта
209
электрических машин называют де-
повским и проводят через 300—
400 тыс. км пробега от начала эксп-
луатации или предыдущего завод-
ского ремонта при подъемочном ре-
монте электровозов. Деповской ре-
монт электрических машин пред-
назначен для восстановления их
эксплуатационных характеристик и
обеспечения работоспособности
электрических машин путем реви-
зии и ремонта их узлов, восстанов-
ления электрической прочности их
изоляции.
Деповской ремонт электриче-
ских машин осуществляют в соот-
ветствии с Правилами ремонта тя-
говых и вспомогательных электри-
ческих машин ЭПС, утвержденны-
ми руководством МПС, и ремонтной
документацией — чертежами заво-
дов-изготовителей электрических
машин, а также чертежами и тех-
нологическими инструкциями, раз-
работанными ПКБ ЦТ и утверж-
денными ЦТ МПС. Правила ремон-
та устанавливают объем ремонта
электрических машин и их узлов и
деталей, характеристику ремонта и
нормы допусков и износов; регла-
ментируют объем и режимы прие-
мо-сдаточных испытаний, методы и
способы их проведения с учетом
требований ГОСТ 2582—81 «Маши-
ны электрические, тяговые».
Деповской ремонт электриче-
ских машин после их разборки пре-
дусматривает выполнение следую-
щих обязательных работ:
освидетельствование (при необ-
ходимости ремонт) электрической
части остова с проверкой состояния
межкатушечных соединений, пере-
мычек и выводных проводов, пра-
вильности установки (при необходи-
мости их крепление) главных и до-
бавочных полюсов, плотности по-
садки катушек на сердечниках и
компенсационных катушек в их па-
зах;
покрытие полюсных катушек
электроизоляционной эмалью или
пропитку в остове полюсных кату-
шек, изготовленных на битумно-
210
масляных компаундах, е последую-
щим покрытием их электроизоляци-
онной эмалью;
освидетельствование и ремонт
механической части якоря и кар-
данной передачи (тяговые двигате-
ли электровозов ЧС);
освидетельствование, проверку и
ремонт якоря, покрытие его сердеч-
ника изоляционной эмалью, а в
случае необходимости проведение
пропитки обмотки термореактивным
лаком;
замену ослабших или повреж-
денных бандажей, клиньев и под-
бандажной изоляции;
обточку, про дорожку и шлифов-
ку коллектора;
ревизию и ремонт якорных и
моторно-осевых подшипников, под-
шипниковых щитов и моторно-осе-
вых букс (шапок), крышек, уплот-
нительных и лабиринтовых втулок и
колец, щеткодержателей и их крон-
штейнов, траверс, крышек люков,
механической части остова и якоря;
проверку симметрии магнитной
системы остова и якоря и настрой-
ку коммутации тяговых двигателей;
приемо-сдаточные испытания
электрических машин на стенде.
В крупных депо с большой прог-
раммой ремонта электрических ма-
шин (депо Дема Куйбышевской до-
роги, Пермь Свердловской, Цели-
ноград Целинной, Красный Лиман
Донецкой дороги и др.) на базе
имеющихся электромашинных це-
хов и их оборудования созданы по-
точные линии для ремонта тяговых
двигателей.
Наличие в депо поточных линий
позволяет на тех же площадях уве-
личить программу ремонта, сокра-
тить время, снизить стоимость, по-
высить качество и культуру ремон-
та тяговых двигателей благодаря
механизации и частичной автома-
тизации технологических процес-
сов, применению агрегатного метода
ремонта.
При создании поточного произ-
водства весь технологический цикл
ремонта двигателя делят на ряд от-
Рис. 122. Схема поточного ремонта тяговых двигателей:
/ — моечная машина; // — линия разборки тяговых двигателей (позиции /—7); /// — линия сбор-
ки тяговых двигателей (позиции 10—13}-, /V —линия ремонта якорей (позиции 1—6}', V — су-
шильно-пропиточное отделение (/-/-—сушильная печь; 15 — пропиточный бак): V/— линия ре-
монта подшипниковых щитов; VII— линия ремонта шапок могорио-осевых подшипников: VIII —
линия ремонта щеткодержателей, кронштейнов, трааерс и нх деталей; IX — линия ремонта вспо-
могательных машин; X — испытательная станция; XI — линия станков; А — токарно-винторезный;
6 — для обработки коллекторов; В — балансировочный; Г — для баидяжировкн якорей
дельных позиций, ремонтные рабо-
ты на которых строго специализиро-
ваны и занимают по продолжитель-
ности одинаковое время (за исклю-
чением таких работ, как пропитка
обмоток, их сушка, промывка узлов
и деталей и др.).
Поточные линии для ремонта
тяговых двигателей представляют
собой комплекс специализирован-
ных рабочих мест (позиций), пред-
назначенных для проведения работ,
составляющих определенную часть
технологического цикла. Каждая
позиция оснащена специальным
оборудованием, механизмами, при-
способлениями, инструментом и
измерительными приборами. Все
ремонтные позиции объединены
специальными транспортными сред-
ствами — мостовыми кралами,
кран-балками, специальными транс-
портными тележками и конвейе-
рами.
Основным принципом, которым
руководствуются при размещении
ремонтных позиций и расстановке
оборудования на поточных линиях,
является последовательность пере-
мещения ремонтируемых двигате-
лей и их узлов от одной ремонтной
позиции к другой в соответствии с
технологическим процессом.
Все позиции на поточных линиях
специализированы. Время нахож-
дения двигателей и их узлов на
каждой позиции строго ограничено.
Поэтому на поточной линии ремон-
тируют тяговые двигатели, у кото-
рых фактический объем ремонтных
работ соответствует (не превышает)
установленному объему планового
ремонта для соответствующей по-
точной линии. Тяговые двигатели,
требующие проведения дополни-
тельных работ, ремонтируют от-
дельно вне потока. Наиболее прог-
рессивной поточной линией, на ко-
торой большинство ремонтных опе-
раций механизировано, является
поточная линия, разработанная фи-
лиалом ПКБ ЦТ (г. Торжок) для
деповского ремонта тяговых двига-
телей электровозов ВЛ 10, ВЛ60,
ВЛ80 — установленная и эксплуа-
тируемая в депо Целиноград Це-
линной дороги (рис. 122).
Эта поточная линия рассчитана
на ремонт 2000 тяговых двигателей
в год при двухсменной работе цеха.
21J
Основные технические данные ее
следующие (проект А-18130000):
Производительность, число тя-
говых двигателей в смену/в год 4/2000
Время ремонта одного тягового
двигателя, ч.................10,25
Количество слесарей, занятых иа
поточной линии (4-го и 5-го раз-
рядов), чел................. 15
Площадь поточной линии с су-
шильно-пропиточным отделением,
м2..........................380
На этой поточной линии предус-
мотрен следующий порядок прове-
дения ремонта тяговых двигателей.
После разборки колесно-моторного
блока, снятия шестерен тяговый
двигатель на специальной тележке
поступает в моечную машину для
обмывки наружной поверхности;
после обмывки выкатывается из
моечной машины и мостовым кра-
ном передается на поточную линию
разборки (позиция /).
На позиции 2 в двигателе прове-
ряют при вращении без нагрузки
работу подшипников, щеточно-кол-
лекторного узла; осуществляют не-
обходимые измерения (зазоры в
подшипниках, износ и биение кол-
лектора, осевой разбег якоря и
др.); демонтируют шапки моторно-
осевых подшипников, крышки лю-
ков, крышки подшипниковых щитов,
уплотнительные и упорные кольца.
Эта позиция оснащена индукцион-
ными нагревателями и комплектом
измерительных приборов.
Далее тяговый двигатель переда-
ется на позицию 3: специальный
стенд для их разборки. На стенде
тяговый двигатель разбирают на ос-
новные узлы, которые отсюда пере-
даются на рабочие места для об-
мывки, дальнейшей разборки и ре-
монта. Выпрессовывают подшипни-
ковые щиты, вынимают якорь. Пе-
ред выпрессовкой подшипниковых
щитов горловину остова нагревают
индукционным нагревателем. Сни-
мают траверсу с кронштейнами и
щеткодержателями.
На позиции 4 размещена камера
для продувки остова. Перемеще-
ние остова в камеру и из нее осу-
ществляется с помощью тележки.
212
На позиции 5 очищают и обтира-
ют остов внутри.
На позиции 6 осматривают и ре-
монтируют механическую часть
остова: заваривают трещины, ре-
монтируют отверстия, проверяют
размеры горловин остова, определя-
ют их овальность, конусность.
На позиции 7 остов устанавлива-
ют на специальный кантователь
остовов, на котором тщательно про-
веряют и ремонтируют магнитную
систему: контролируют правиль-
ность расстановки полюсов по гео-
метрическим осям остова, осматри-
вают катушки (при необходимости
их заменяют), проверяют межкату-
шечные соединения, провода.
Отремонтированный остов пере-
мещают на позицию 8, которая на-
ходится в сушильно-пропиточном
отделении, здесь в специальной ок-
расочной камере магнитную систе-
му остова покрывают электроизо-
ляционной эмалью.
Остов устанавливают в окрасоч-
ной камере (рис. 123) на под-
ставку, внутрь остова вводится рас-
пылитель 6, который соединен со
штоком пневмоцилиндра, от кото-
рого осуществляется его движение
«Вперед» и «Назад». Электроизо-
ляционная эмаль поступает в рас-
пылитель из бачка через фильтр
под высоким давлением, которое по-
лучает от преобразователя давле-
ния 4, подключенного к воздушной
магистрали депо давлением 500—
600 кПа (5—6 кг/см2). Покрытие
эмалью осуществляют при закры-
той двери камеры. На крыше каме-
ры имеется присоединительный фла-
нец для подключения камеры к уст-
ройству вытяжной вентиляции.
Далее остов направляют в су-
шильную печь. Сушка производится
в соответствии с режимом, установ-
ленным Инструкцией по сушке и
пропитке изоляции обмоток тяговых
и вспомогательных машин локомо-
тивов в деповских условиях
КД-143-2. Затем остов поступает
на позиции 10, 11 для проверки.
Сушильная печь (рис. 124) име-
ет два калорифера 7 мощностью
Рис. 123. Окрасочная ка-
мера (проект ПКБ ЦТ,
А-1346):
/ — пост управления; 2 —
пиевмоцилнидр; 3 — фильтр;
4 — преобразователь давления;
5 — бачок с эмалью; 6 —
распылитель
42 кВт, теплообменник и два венти-
лятора 2 и 4 (циркуляционный и
нагнетательный) и вытяжной возду-
хопровод. Площадь загрузки печи
10,7 м2, пределы регулирования тем-
пературы от +40 до +200 °C. Регу-
лирование температуры автомати-
ческое с помощью манометриче-
ского электроконтактного термо-
метра; погрешность в заданном ре-
жиме ±4%. Подача изделий в печь
осуществляется тележкой 9, кото-
рая с помощью троса и цепи через
амортизатор 11 и блочный меха-
низм 12 соединена с приводом 10.
Печь имеет распределительный щит,
на котором размещены аппараты
управления и светосигнальная ар-
матура, а также пульт управления,
с которого осуществляется управле-
ние всеми устройствами: включе-
ние вентиляторов, подъем двери
печи, перемещение тележки.
Воздух, нагнетаемый вентилято-
ром 4, проходя через теплообмен-
ник, распределительную решетку и
калорифер, поступает в печь. Часть
воздуха постоянно выбрасывается
из печи (для уменьшения в печи
концентрации паров влаги и раст-
ворителя) вентилятором 2 через вы-
тяжной воздуховод 5. Регулируется
подача свежего и выброс насыщен-
ного парами воздуха с помощью
заслонок, установленных в воздухо-
йодах.
В сушильно-пропиточном отделе-
нии предусмотрено место для осты-
вания остовов после выгрузки их
из сушильной печи.
Остывшие остова передвигают
на позицию 9, которая находится на
линии сборки.
На позиции 10 подтягивают по-
люсные болты, проверяют межка-
тушечные соединения, состояние
витковой изоляции полюсных кату-
шек и компенсационных обмоток
(наличие межвитковых замыка-
ний), симметричность расстановки
полюсов. Затем остов передают на
позицию 11, где проверяют электри-
ческую прочность изоляции магнит-
ной системы остова.
Проверенный остов перемещают
на позицию 12 — стенд сборки.
Параллельно с ремонтом остова
тягового двигателя осуществляется
ремонт его якоря на поточной линии
ремонта якорей, на которую якорь
подается с позиции разборки тяго-
вого двигателя с помощью мостово-
го крана. Линия ремонта якорей на-
чинается с подготовительной пози-
ции, с которой транспортером якорь
передается в продувочную каме-
ру — на позицию 1 линии ремонта
якорей.
213
После продувки якорь поступа-
ет на позицию 2, на которой его
протирают, проверяют шейки вала
и наружные поверхности внутрен-
них колец подшипников дефекто-
скопом (при необходимости внут-
ренние кольца роликовых подшип-
ников снимают).
Затем с помощью подъемно-
транспортной установки якорь пе-
ремещают на позицию 3. Здесь про-
изводят все измерения в соответст-
вии с требованиями правил ремонта
электрических машин. После про-
ведения этих работ якорь передают
в сушильно-пропиточное отделение
для покрытия обмотки электроизо-
ляционной эмалью или при необхо-
димости для его пропитки. После
восстановления изоляции якорь по-
ступает на станки для обточки, про-
дорожки и шлифовки коллектора,
балансировки. При необходимости
заменяют якорные бандажи. Затем
проверяют витковую и корпусную
изоляцию якоря, после чего переда-
ют его на позицию 12 сборки тяго-
вых двигателей.
На позиции 12 установлено два
стенда для сборки. Сборку тягового
двигателя осуществляют в последо-
вательности, обратной последова-
тельности разборки.
Позиция сборки оснащена ин-
дукционными нагревателями для
подогрева горловий подшипниковых
щитов перед установкой роликовых
подшипников (без внутренних ко-
лец), горловин остовов перед уста-
новкой подшипниковых щитов.
Стенды имеют пульты управления,
с которых осуществляется управле-
ние их работой.
После проведения сборки тяго-
вого двигателя его передают на
позицию 13, на которой проверяют
работу двигателя без нагрузки.
Здесь устанавливают и закрепляют
крышки коллекторных люков, ко-
робки выводов. Проверяют плот-
ность их прилегания. Проводят в
соответствии с правилами ремонта
все подготовительные работы пе-
ред передачей двигателя на испы-
тательную станцию. Передачу дви-
гателя на испытательную станцию
осуществляют мостовым краном.
Кроме указанных основных ли-
ний — разборки, сборки тяговых
двигателей, ремонта их остовов и
якорей, проектом предусмотрены
специальные позиции для ремонта
узлов и деталей двигателей: для ос-
мотра и ремонта подшипниковых
щитов VI, шапок (букс) моторно-
осевых подшипников VII, траверс и
щеточных узлов VIII. Эти позиции
представляют собой специализиро-
ванные рабочие места, оснащенные
необходимыми оборудованием, при-
Рис. 124. Сушильная печь:
/ -печь; 2, «/--вентиляторы; 3- теплообменник: .5 -- воздухопровод: 6 -- решетка; 7 - электрока-
лорифер; S—дверь; 9 —тележка; 10 — привод механизма для передвижения тележки; // —амор-
тизатор; 12 — блочный .механизм
214
способлениями. Так, для ремонта
букс моторно-осевых подшипников
в некоторых депо созданы специа-
лизированные участки, оснащенные
специальным оборудованием и при-
способлениями. На этих участках,
как правило, имеются позиции:
накопления и дефектировки
букс;
сварочных работ (наплавка по-
садочных поверхностей);
механической обработки после
наплавки;
ремонта букс и проверки их гер-
метичности (приспособление кару-
сельного типа на 6—8 букс);
накопления отремонтированных
букс и моторно-осевых подшипни-
ков;
расточки моторно-осевых горло-
вин;
монтажа букс и их .подшипни-
ков на тяговом двигателе.
Вспомогательные машины ре-
монтируют также на специализиро-
ванном, оснащенном необходимым
оборудованием участке.
Более подробно описание осо-
бенностей рабочих мест и техноло-
гии ремонта узлов электрических
машин дано в соответствующих
главах книги.
31. Предварительный осмотр,
проверка и разборка
тяговых двигателей
Снятые с электровоза тяговые
двигатели перед отправкой их в ре-
монт очищают от грязи. Очистку
производят в продувочных камерах,
в моечных машинах, а также скреб-
ками и увлажненными в керосине
салфетками.
Весьма целесообразно наруж-
ную очистку (обмывку) и продувку
тяговых двигателей выполнять на
электровозе на специальных стой-
лах.
Широкое распространение для
наружной очистки тяговых двигате-
лей получили моечные машины. Ти-
повой машиной для мойки тяговых
двигателей является машина А-1017,
разработанная ПКБ ЦТ и применя-
емая в депо Рыбное, Красный Ли-
ман. Во многих других депо исполь-
зуют для этой цели моечные маши-
ны ММД-12 или машины собствен-
ного изготовления.
Моечная машина А-1017 имеет
камеру. Тяговый двигатель на те-
лежке завозится в эту камеру и
опускается на две опоры. В камере
размещены трубопроводы с сопло-
выми насадками. Конструкция тру-
бопроводов обеспечивает их пере-
мещение вверх и вниз, а также по-
вороты относительно вертикальной
оси. Бак с моющим раствором рас-
положен под машиной. После об-
мывки раствором двигатель обмы-
вают чистой подогретой водой.
Моющий раствор используют пов-
торно после очистки в гидроочисти-
телях. Машина может работать в
ручном и автоматическом режимах.
Для подачи воздуха внутрь двига-
теля во время обмывки в машине
имеется вентиляционная установка.
Основные технические характе-
ристики моечной машины А-1017:
Производительность, число тяго-
вых двигателей в час.............. 3
Мощность установленного элект-
рооборудования, кВт.............. 70
Габаритные размеры, мм:
длина ..................... 6600
ширина..................... 2640
высота над уровнем пола . . 4200
Время обмывки, мин:
раствором...................10—15
водой......................1 — 1,5
Вместимость бака для раствора,
м»............................... 6
Машину можно использовать
для мойки двигателей всех типов.
Чтобы влага не попадала внутрь
тягового двигателя, перед обмыв-
кой все вентиляционные отверстия
остова и щитов закрывают. На на-
конечники выводных проводов наде-
вают стальные стаканы так, чтобы
стакан зашел под брезентовый ру-
кав, и закрепляют рукав резиновой
лентой. В двигатель через патру-
бок подают сжатый воздух, струю
воды направляют параллельно про-
дольной оси двигателя со стороны,
противоположной коллектору. Сра-
зу после мойки брезентовые рукава
снимают, чтобы провода не отсы-
рели.
После мойки и очистки тяговые
двигатели направляют для ремонта
в электромашинный цех комплект-
но с шапками моторно-осевых под-
шипников (без вкладышей, подбив-
ки и смазки), но без шестерен на
валах. Шестерни предварительно
спрессовывают механическими или
масляными съемниками. Проверя-
ют техническое состояние тягового
двигателя: измеряют сопротивле-
ние его изоляции, активное сопро-
тивление его обмоток, прослушива-
ют якорные подшипники и визуаль-
но осматривают состояние подшип-
никовых узлов снаружи, измеряют
аксиальный разбег якоря и ради-
альные зазоры подшипников, про-
веряют состояние коллектора.
Сопротивление изоляции обмо-
ток измеряют мегаомметром на но-
минальное напряжение 2500 В. Во
избежание погрешностей в замерах
использовать для этой цели мегаом-
метры на более низкое напряжение
не рекомендуется. В тех случаях^
когда очистка двигателя произво-
дилась в моечной машине, сопро-
тивление изоляции измеряют до
проведения мойки.
Сопротивление изоляции опреде-
ляют по показанию стрелки на
шкале прибора при вращении его
рукоятки. При измерении следят за
тем, чтобы выводные концы конт-
ролируемой обмотки двигателя не
касались корпуса машины или по-
ла, так как при этом показания
прибора будут неправильными.
Сопротивление изоляции исправ-
ного тягового двигателя в холодном
состоянии (при температуре обмо-
ток, равной температуре окружаю-
щей среды) относительно корпуса
должно быть не менее 5 МОм. Если
оно ниже, то измеряют сопротивле-
ние отдельных цепей тягового дви-
гателя: обмоток главных полюсов,
добавочных полюсов (совместно с
компенсационной обмоткой, если
она имеется) и якоря. Выявляют
поврежденное место и в процессе
216
ремонта обнаруженный дефект уст-
раняют.
Для измерения сопротивления
изоляции обмоток главных, доба-
вочных полюсов и якоря один за-
жим прибора присоединяют к соеди-
ненным друг с другом выводам на-
чала (или конца) каждой цепи об-
моток (главные полюсы — одна
цепь, добавочные полюсы и якорь —
другая цепь) и другой зажим при-
бора — к остову двигателя.
По окончании измерения сопро-
тивления изоляции каждой цепи
обмотку необходимо разрядить,
соединив ее с заземленным корпу-
сом машины. Продолжительность
соединения обмотки с корпусом
должна быть не менее 3 мин.
Сопротивление изоляции двига-
теля может быть заниженным из-за
увлажнения или неисправности
кронштейнов, межкатушечных сое-
динений или перемычек, а также
обмоток якоря или полюсных кату-
шек.
Якорь, полюсные катушки или
катушки компенсационной обмотки
с «пробоем» их изоляции подлежат
замене. Активное сопротивление
обмоток тягового двигателя прове-
ряют прибором Р3009 по схеме
двойного моста.
Активное сопротивление обмоток
измеряют также методом вольтмет-
ра-амперметра, используя при этом
вольтметры Ml 106 (или М2017) и
амперметры Ml 104 (или М2015)
класса точности 0,2.
Увеличение активного сопротив-
ления обмоток остова может быть
вызвано выплавлением кабелей в
патронах или наконечниках, обры-
вами жил кабелей, нарушениями
контакта в межкатушечных соеди-
нениях, а также дефектами в по-
люсных катушках. Уточнить место
повреждения можно, пропуская че-
рез проверяемую цепь ток, равный
двойному часовому, в течение 5—
10 мин. Поврежденное место будет
иметь повышенный нагрев.
Измеряют осевой разбег якоря.
Измерение выполняют с помощью
индикатора 3 (рщс. 125). Стойку 2
индикатора 3 укрепляют в отжим-
ном отверстии подшипникового щи-
та 1, якорь устанавливают в край-
нее положение, а наконечник инди-
катора подводят к торцу вала 4 или
коробки на двигателях электрово-
зов ЧС2 и ЧС2Т. При касании на-
конечником торца вала или короб-
ки показание индикатора должно
быть на нуле. Затем якорь с по-
мощью рыма 5 перемещают в дру-
гое крайнее положение и измеря-
ют разбег якоря.
Дальнейшую проверку тягового
двигателя проводят после подклю-
чения его к низкому напряжению и
вращению без нагрузки. Тяговый
двигатель устанавливают на стенд
или бетонированную площадку,
плавно поднимают напряжение.
При частоте вращения часового
(или продолжительного) режима
прослушивают работу якорных под-
шипников при вращении якоря в те-
чение 5—10 мин в каждую сторону.
Исправный подшипник при работе
создает равномерный шум, рабо-
тает без щелчков, треска и не име-
ет заметного нагрева (превышение
температуры подшипника над тем-
пературой окружающего воздуха
обычно не более 10°C).
Если результаты проверки свиде-
тельствуют об удовлетворительном
состоянии подшипников, то такие
подшипники после их выпрессовки
и тщательной проверки в ролико-
вом отделении используют для
дальнейшей работы. Якорные под-
шипники, на которых обнаружены
дефекты, ремонтируют или заменя-
ют новыми.
При вращении тягового двига-
теля на холостом ходу измеряют его
вибрацию. Для этого используют
ручной виброграф ВР-1. Если виб-
рация двигателя превышает 0,15 мм,
то, возможно, необходима баланси-
ровка якоря. Вибрацию измеряют
в любом месте корпуса двигателя
при частоте вращения якоря около
700 об/мин.
После остановки тягового двига-
теля измеряют радиальные зазоры в
якорных подшипниках, предвари-
тельно сняв лабиринтные кольца и
наружные крышки подшипниковых
щитов. (После замеров зазора
крышки щитов устанавливают
вновь, они необходимы для огра-
ничения перемещения якоря при
транспортировке двигателя и дру-
гих технологических операциях.)
Радиальный зазор якорных под-
шипников измеряют пластинчатым
щупом. Щуп 3 (рис. 126) помещают
между внутренним кольцом 1 и ро-
ликом 2 в верхней части подшипни-
ка. Радиальный зазор должен соот-
ветствовать установленной норме
для двигателя каждого типа.
Снимают крышки коллекторных
люков. Осматривают коллектор (ра-
бочую поверхность, петушки), на-
ружный миканитовый конус, ще-
точный аппарат. Измеряют износ
рабочей поверхности коллектора,
биение.
Износ рабочей поверхности кол-
лектора измеряют металлической
линейкой и щупом или специаль-
Рис. 126. Измерение радиального зазора
якорного подшипника в тяговом двига-
теле:
1 — внутреннее кольцо подшипника; 2 — ролики;
3 — щуп; 4 — вал
217
ным приспособлением. В дальней-
шем при обточке коллектора следят
за тем, чтобы толщина снимаемой
стружки была равна максимально-
му износу коллектора. Биение кол-
лектора проверяют индикатором.
Головку индикатора устанавливают
на коллектор и при проворачивании
якоря фиксируют биение коллекто-
ра (см. рис. 51).
В случаях когда состояние кол-
лектора неудовлетворительное —
имеются следы перебросов, повы-
шенного искрения, заволакивание
меди в межламельные канавки и
другие дефекты, в процессе даль-
нейшего ремонта выявляют причи-
ны, вызвавшие появление указан-
ных дефектов, и устраняют их. Все
данные проведенной проверки и ре-
зультаты измерений заносят в спе-
циальный журнал или ремонтный
лист. После проведения измерений
тяговый двигатель разбирают.
Разборку тяговых двигателей,
как правило, выполняют на специ-
альных кантователях, на которых
наиболее трудоемкие операции ме-
ханизированы. Конструкции канто-
вателей, применяемых в электро-
машинных цехах депо, весьма раз-
нообразны. На рис. 127 показан
унифицированный стенд А1817 для
разборки и сборки тяговых двига-
телей, разработанный ПКБ ЦТ с
учетом опыта работы аналогичных
?тендов в депо. Этот стенд включен
в проект типовой поточной линии
ремонта тяговых двигателей А 1813
и может быть использован для раз-
борки и сборки тяговых двигателей
всех типов. Для тягового двигателя
каждого типа стенд комплектуют
соответствующими передними и зад-
ними захватами. Изготовляет такие
стенды завод «Красный путь». Ос-
новные технические данные стенда:
Напряжение, В . . . .
Мощность, кВт . . . .
Масса разбираемого дви-
гателя, кг.............
Габаритные размеры
стенда, мм:
высота (от головки
рельса) ...........
длина ...
380/220
2,6
не более 6000
4780
4000
ширина (по вылету
стрелы подвески
гайковерта) . . . 3400
масса стенда не бо-
лее, кг............ 2133
Тяговый двигатель 1 устанавли-
вают в захваты 5, 10. Захваты ук-
реплены на ведущей 2 и пинольной
стойках, которые соединены с при-
водными механизмами и обеспечи-
вают требуемые перемещения и по-
вороты тягового двигателя в про-
цессе его разборки и сборки. Управ-
ление перемещением стоек осу-
ществляется от пульта 3 и кнопоч-
ного поста 12. Стенд имеет три ре-
версивных привода с электродвига-
телями, осуществляющими все пе-
ремещения основной и пинольной
стоек.
Для демонтажа и монтажа под-
шипниковых щитов на консольной
стойке стенда на тали 7 подвешен
пресс 9 для выпрессовки и запрес-
совки щитов. Вместе с талью пресс
имеет возможность перемещаться
по двухтавровой балке консоли.
Над прессом также на консольной
балке подвешен гайковерт 8. Сжа-
тый воздух подается в пресс для
запрессовки и выпрессовки щитов и
в гайковерт 8 от трубопроводной
магистрали с краном 4.
В отдельных депо, где нет ука-
занных стендов, разборку и сборку
тяговых двигателей осуществляют
на специализированных рабочих
местах цеха, имеющих необходимое
оборудование, приспособления и
инструмент.
После снятия всех люков, сеток
патрубков и других деталей внеш-
него крепления от кронштейнов
щеткодержателей отсоединяют под-
водящие ток провода, а потом сни-
мают уплотнительные лабиринтные
кольца, крышки подшипниковых
щитов, трубки масленок. Отворачи-
вают крепежные болты и выпрессо-
вывают подшипниковые щиты, вы-
нимают якорь. На тяговых двига-
телях электровозов ЧС2, ЧС21,
ВЛ10 и ВЛ82 снимают траверсы.
Для снятия уплотнительных колец
применяют электромагнитный съем-
218
ник (индукционный нагреватель) с
переходными кольцами. Нагрев уп-
лотнительных колец нагревателем
продолжается в течение 1,5—2 мин.
Для спрессовки крышек подшип-
никовых щитов применяют отжим-
ные болты или пневматический гай-
коверт. После этого приступают к
выпрессовке подшипниковых щитов.
Перед выпрессовкой щита тяговые
двигатели устанавливают в верти-
кальное положение (ТЛ-2К.1,
НБ-407Б — стороной коллектора
вверх, ДПЭ-400, НБ-411. НБ-406-
стороной, противоположной коллек-
тору вверх) и гайковертом вывин-
чивают болты, крепящие щит к ос-
тову. Затем выпрессовывают щит.
Выпрессовку щитов из остова
осуществляют прессом, вворачивая
тяги пресса в отжимные отверстия
щита, или отжимными болтами
(М24 — для ТЛ-2К1 и НБ-407Б;
МЗО — для ДПЭ-400, НБ-406;
М20 — для AL-4846eT и
AL-4846dT), вворачиваемыми так-
же в отжимные отверстия. Перед
выпрессовкой щита целесообразно
нагреть горловину остова индукци-
онным нагревателем.
При выпрессовке подшипнико-
вых щитов нельзя допускать их пе-
рекоса, так как это может привести
к повреждению посадочных поверх-
ностей щитов остова, роликов и ро-
ликовых колец. Снимают подшип-
никовый щит после его выпрессовки
краном или кран-балкой, а затем
направляют на специальные рабо-
чие места для разборки — снятия
внутренней крышки шйта и выпрес-
совки якорных подшипников.
На тяговых двигателях ТЛ-2К1,
НБ-407Б после снятия подшипнико-
Рис. 127. Стенд для раз-
борки и сборки тяговых
двигателей А 1817:
1 — тяговый двигатель; 2 —
ведущая стойка; 3 — пульт
управления; 4 — край от тру-
бопроводной магистрали; 5,
10 — захваты передний и зад-
ний; б — консольная стойка;
7 — электрическая таль; 8 —
гайковерт; 9 — пресс для вы-
прессовки подшипниковых ЩИ-
ТОВ; II — пинольная стойка;
12 — кнопочный пост
219
рого щита со стороны коллектора
и траверсы с кронштейнами и
щеткодержателями из остова из-
влекают якорь с помощью рым-
болта, вворачиваемого в торец вала.
После этого остов поворачивают в
вертикальное положение стороной,
противоположной коллектору вверх,
и выпрессовывают второй подшип-
никовый щит. На тяговых двигате-
лях ДПЭ-400, НБ-411, НБ-406В
сначала выпрессовывают подшип-
никовый щит со стороны, противо-
положной коллектору, извлекают из
остова якорь, затем выпрессовыва-
ют щит с коллекторной стороны.
Такой порядок выпрессовки под-
шипниковых щитов на тяговых дви-
гателях ДПЭ-400, НБ-411, НБ-406
создает наиболее благоприятные
условия для демонтажа щеточных
узлов и обусловлен тем, что на
этих двигателях горловина подшип-
никового щита со стороны коллек-
тора имеет меньший диаметр, чем
диаметр якоря.
Технология разборки тяговых
двигателей в вертикальном поло-
жении характерна для отечествен-
ных тяговых двигателей всех типов,
имеющих сходные конструкции ос-
новных узлов. Существенным недо-
статком этой технологии является
то, что при поворачивании двигате-
ля из горизонтального в вертикаль-
ное положение, а также при его
вертикальной установке нижний
подшипник испытывает ударное воз-
действие якоря (особенно при боль-
ших осевых разбегах якоря в осто-
ве) и нагружается его полным ве-
Рис. 128. Приспо-
собление для вы-
емки якоря тяго-
вого двигателя
AL-4846:
I — вал: 2 — крон-
штейн; •? — скоба
сом. При этом нагрузка восприни-
мается буртами подшипниковых ко-
лец и торцами роликов. Поэтому во
избежание повреждения подшипни-
ков в процессе кантования двига-
теля эту операцию, а также опера-
ции, связанные с извлечением яко-
ря из остова, необходимо выпол-
нять без рывков, соблюдая макси-
мальную осторожность.
Технологический процесс разбор-
ки тяговых двигателей электровозов
ЧС2 и ЧС2Т имеет существенные
отличия, связанные с особенностя-
ми конструкции этих машин, при-
способленных к рамной подвеске их
на электровозе. Основной особен-
ностью конструкции тяговых двига-
телей электровозов ЧС2 и ЧС2Т яв-
ляется наличие полой якорной втул-
ки, несущей в себе вал карданной
передачи.
У тяговых двигателей AL-4846eT
внутренний кардан передачи раз-
мещен в специальной камере втул-
ки якоря, заполненной жидкой
смазкой, поэтому извлекают кар-
данный вал из якоря после разбор-
ки двигателя и освобождения ка-
меры внутреннего кардана от смаз-
ки. Последовательность разборки
двигателей AL-4846eT примерно
такая же, как и отечественных, но
разборку осуществляют в горизон-
тальном положении двигателя. С
двигателя снимают коллекторные
люки и сетки, вынимают из щетко-
держателей электрощетки, отсоеди-
няют токоведущие провода. Сни-
мают подшипниковые щиты и тра-
версу.
Затем открывают масляную ка-
меру коробки якоря и сливают из
нее масло. Масляная камера с на-
ружной стороны закрыта крышкой,
которая плотно с помощью прокла-
док и болтов прикреплена к торцу
стенки камеры. После слива смазки
из коробки якоря извлекают кар-
данный вал с внутренним карданом
и направляют его для проверки и
ремонта на специальный стеллаж.
Затем масляную камеру тщательно
протирают техническими салфетка-
ми и устанавливают крышку.
220
Якорь вынимают специальным
приспособлением. Вал 1 (рис. 128)
приспособления заводят в коробку
якоря, а затем краном вместе с
якорем удаляют из остова двига-
теля.
Горизонтальная разборка менее
трудоемка, исключает необходи-
мость поворачивать двигатель в
процессе разборки из горизонталь-
ного в вертикальное положение и
обратно и поэтому более благопри-
ятна с точки зрения сохранности
якорных подшипников. Оба подшип-
ника в процессе разборки находят-
ся в рабочем положении н нагру-
жены равномерно, бурты подшип-
никовых колец не нагружаются ве-
сом якоря и не испытывают боль-
ших ударных воздействий.
Выпрессовку якорных подшип-
ников из щитов осуществляют
прессом. Для этого подшипниковый
щит 2 (рис. 129) устанавливают на
плиту пресса / через кольцо 5.
Внутренний диаметр этого кольца
должен быть примерно на 5 мм
больше наружного диаметра вып-
рессовываемого подшипника, а вы-
сота кольца должна быть на 3—
4 мм больше высоты подшипника. В
горловину шита с опорой на торец
наружного кольца устанавливают
шайбу. Постепенное и равномерное,
без перекосов нажатие пресса на
шайбу 6 обеспечивает выпрессовку
подшипника 3 из гнезда подшипни-
кового щита. При выпрессовке под-
шипников из щитов необходимо
следить за тем, чтобы давление от
пресса передавалось па торец на-
ружного кольца. Проводить выпрес-
совку с передачей давления на тор-
цы роликов не разрешается, так
как это может привести к повреж-
дению подшипника.
После разборки остов, якорь и
все снятые узлы и детали направля-
ют для очистки, продувки и про-
мывки. Продувку остова и якоря
выполняют в продувочной камере
сухим сжатым воздухом давлением
200—300 кПа (2—3 кгс/см2). При
продувке наконечник шланга во из-
бежание повреждений изоляции
Рис. 129. Пресс для выпрессовки подшип-
ника из подшипникового шита:
/ — плита пресса*. 2 — подшипниковый щит; 3 -
подшипник: 4 — плунжер пресса; 5 — кольцо;
6 - ша йба
должен находиться от изолирован-
ных частей на расстоянии не менее
150 мм.
После продувки металлические
части двигателей протирают тех-
ническими салфетками, смоченны-
ми в керосине, а детали, имеющие
изоляцию, — техническими салфет-
ками, увлажненными в бензине.
Детали из черных металлов, не
имеющие изоляции и прикреплен-
ных к ним прокладок из резины или
кожи (подшипниковые щиты, мо-
торно-осевые шапки, крышки и
др.), вываривают в щелочном раст-
воре, промывают и сушат.
После очистки узлы и детали тя-
говых двигателей транспортируют
на специализированные места или
в мастерские для дальнейшей раз-
борки и ремонта.
32. Ремонт остова, букс (шапок),
моторно-осевых подшипников,
подшипниковых щитов,
крышек коллекторных люков,
крепежных деталей
Тяговые двигатели в эксплуата-
ции подвержены большим динами-
ческим нагрузкам, особенно на
электровозах с опорно-осевым под-
вешиванием, на которых двига-
тель через моторно-осевой под-
шипник опирается непосредственно
на ось колесной пары и восприни-
мает удары, возникающие при про-
хождении электровоза по стрелкам,
стыкам и другим неровностям пути.
Поэтому при проектировании тяго-
вых двигателей к конструкциям их
221
у^лов и деталей предъявляются по-
вышенные требования с точки зре-
ния обеспечения их высокой меха-
нической прочности.
Наиболее механически нагру-
женные элементы тяговых двигате-
лей (остовы, шапки моторно-осевых
подшипников, подшипниковые шиты
и др.) усиливают ребрами жестко-
сти или утолщением стенок, а
крышки люков, козырьки, кожухи и
другие съемные детали выполняют
легкой штампованной конструкции.
Особое внимание уделяют выбору
способов соединения узлов друг с
другом. Так, подшипниковые щиты
и буксы моторно-осевых подшипни-
ков устанавливают с обязательным
натягом, а затем их закрепляют к
остову специальными болтами; что-
бы не допустить ослабления полюс-
ных катушек, в конструкциях полю-
сов предусматривают пружинные
фланцы. Для прочного закрепления
болтовых соединений применяют
пружинные шайбы или скобы спе-
циальной конструкции.
Однако в эксплуатации от посто-
янного воздействия динамических
усилий и токовых нагрузок происхо-
дит постепенное нарушение соеди-
нений: слабнут болтовые крепления
полюсов, межкатушечных соедине-
ний, подшипниковых щитов, шапок
моторно-осевых подшипников, теря-
ют натяги щиты и шапки в горлови-
нах остова, возникают трещины в
наиболее нагруженных элементах
конструкции. Такие неисправности
должны быть своевременно выявле-
ны и устранены, так как в процессе
эксплуатации они интенсивно раз-
виваются и могут привести к серь-
езным повреждениям двигателей, а
также к порчам электровозов в пу-
ти следования и их неплановым ре-
монтам.
Поэтому одним из главных наз-
начений деповского ремонта элект-
рических машин являются плановая
(через каждые 300—400 тыс. км
пробега) проверка технического со-
стояния механической части тяго-
вых двигателей, выявление и уст-
ранение трещин в их деталях, вос-
222
становление изношенных поверхно-
стей с доведением их размеров до
значений, указанных в нормах до-
пусков и износов Правил ремонта
электрических машин.
Очищенные остов, шапки мотор-
но-осевых подшипников и щиты
тщательно осматривают и выявля-
ют в них механические дефекты —
трещины в литье, забоины и заусен-
цы на привалочных поверхностях,
сорванную резьбу, разработанные
крепежные отверстия, износы рабо-
чих поверхностей.
Наиболее характерными места-
ми появления трещин являются: в
остовах тяговых двигателей — мо-
торно-осевые горловины, торцы и
углы их привалочных плоскостей,
горловины под подшипниковые щи-
ты, углы коллекторных люков, под-
держивающих носиков; требуют
тщательного осмотра также прили-
вы ушков, предназначенных для
подъема остова, отверстия для креп-
ления моторно-осевых шапок
(рис. 130, а);
в шапках моторно-осевых под-
шипников — поверхности в мотор-
но-осевой горловине и по ее торцу,
у отверстий для крепления шапок к
остову (рис. 130, б);
в подшипниковых щитах — по-
верхности в гнезде под подшипник,
в радиальном направлении от гнез-
да под подшипник, в ушках крепле-
ния подшипниковых щитов (рис.
130, в).
При деповском ремонте трещины
в остове, шапках и щитах устраня-
ют электросваркой. В остовах тяго-
вых двигателей разрешается зава-
ривать: трещины, расположенные у
отверстий под болты для крепления
подшипниковых щитов и направлен-
ные к кромке горловины; трещины
у коллекторного люка или вентиля-
ционного окна (не выходящие на
ярмо остова и при условии, что дли-
на этих трещин не превышает
150 мм); трещины в средней части
моторно-осевой горловины, не вы-
ходящие на торцовую стейку остова
или на выступ ярма остова и при
условии, что длина их не более
Рис. 130. Места появления трещин в остовах (а), в шапках моторно-осевых подшип-
ников (б), в подшипниковых щитах (в):
/ — углы люков; 2 — горловина под подшипниковый щит; 3 — отверстия для крепления шапок;
4 — торец моторно-осевой горловины; 5, 7 — моторно-осевые горловины; 6 — поддерживающие но-
сики; 8 — торец моторно-осевой горловины; 9 — привалочная плоскость шапок; 10 — отверстия для
крепления к остову; // — гнездо под подшнпннк
100 мм. Трещины в средней части
моторно-осевой горловины длиной
более 100 мм, но не выходящие на
ярмо, разрешается устранять ввар-
кой вставок.
Разрешается также заваривать
трещины в моторно-осевых шапках
и подшипниковых щитах.
Однако подшипниковые щиты, у
которых обнаружены сквозные ра-
диальные трещины или трещины,
ведущие к отколу лабиринтных бур-
тов, а также шапки, у которых об-
наружены трещины, которые могут
привести к отколу привалочной ча-
сти, шиты и шапки с трещинами,
занимающими более 20% сечения,
ремонту не подлежат, их следует
заменять новыми или снятыми с
других двигателей и отремонтиро-
ванными в соответствии с Правила-
ми ремонта электрических машин.
При проведении сварочных ра-
бот на остовах электрических ма-
шин необходимо следить за тем,
чтобы изоляция полюсных катушек,
компенсационных обмоток, соедини-
тельных проводов не подвергалась
высоким нагревам. Поэтому, чтобы
не повредить изоляцию катушек,
полюсы, расположенные вблизи от
трещин, перед проведением свароч-
ных работ обязательно снимают.
Трещины тщательно осматривают,
по концам кернят, а затем засвер-
ливают сверлом диаметром 6—8 мм.
Центр отверстия при сверлении
должен совпадать с концом тре-
щины или быть дальше конца тре-
щины на 3—5 мм. Засверленное от-
верстие раззенковывают на ’/г—7з
толщины стенки. Чтобы установить
концы трещины, т. е. места, где не-
обходимо сверлить отверстие, стен-
ку остова с трещиной нагревают га-
зовой горелкой, после чего концы
трещины становятся отчетливо вид-
ны. Место сварки зачищают, а на
рабочих поверхностях обрабатыва-
ют заподлицо.
При заварке трещин необходимо
следить за тем, чтобы на всю тол-
щину сечения стенки остова был
обеспечен полный провар металла.
Заварку трещин и наплавку изно-
шенных поверхностей обычно произ-
водят вручную электродами Э42А,
Э42, Э46А, Э46.
Резьбовые отверстия остова,
предназначенные для крепления
подшипниковых щитов, кронштей-
нов щеткодержателей, а также резь-
бовые отверстия в подшипниковых
щитах и других деталях проверяют
калибрами установленной степени
точности. Восстановление резьбы в
дефектных отверстиях указанных
деталей осуществляют путем за-
варки отверстий, последующим их
сверлением и нарезкой новой резь-
бы или запрессовки ремонтных вту-
лок с соответствующей резьбой в
223
рассверленном отверстии втулки.
При первом способе дефектное от-
верстие рассверливают на больший
диаметр (М20 — на диаметр М22,
М16 — на диаметр М18 и т. д.). За-
тем отверстие наплавляют электро-
дуговой сваркой электродами
ОММ-5 или Э42 (диаметр электро-
да 4 мм). Наплавленные места по
торцам зачищают и запиливают за-
подлицо с поверхностью ремонти-
руемой детали. В точном соответст-
вии с чертежом выполняют размет-
ку детали под сверление новых от-
верстий. Операция разметки очень
ответственная, так как от точности
разметки в дальнейшем зависит
правильность расположения отвер-
стий, а следовательно, и правиль-
ность сборки, установки и крепле-
ния соответствующих деталей. Пос-
ле сверления в отверстиях метчика-
ми нарезают резьбу необходимого
размера.
При втором способе отверстие,
требующее ремонта, также рассвер-
ливают на больший диаметр (при
резьбе МЗО — на диаметр 40 мм,
при М20 — на диаметр 26 мм, при
М10 — на диаметр 16 мм). Снима-
ют фаски и запрессовывают в него
специально изготовленные втулки с
нарезанной в них резьбой восста-
навливаемого отверстия. Затем
втулки приваривают по торцам к
корпусу. Место сварки тщательно
зачищают, а резьбу проверяют мет-
чиком.
Рис. 131. Проверяемые размеры остова:
di, d2 — диаметры моторно-осевых горловин, заме-
ренные на расстоянии 10 мм от линии разъема
остова н шапки; О2, О3 —диаметры горло-
вины под подшипниковый щнт; Я —расстояние
между верхними и нижннмн выступами; L —
толщина приливов
Поверхности остова, щитов и
букс, изношенные в местах приле-
гания болтов или гаек, опиливают.
В случаях когда глубина износа бо-
лее 3 мм, изношенное место можно
восстанавливать с помощью шайбы,
внутренний диаметр которой равен
диаметру соответствующего отвер-
стия в остове (шапке или щите).
Шайбу предварительно затягивают
болтом и приваривают к изношен-
ной поверхности.
На остове тягового двигателя
проверяют состояние опорных вы-
ступов. Изношенные пластины опор-
ных выступов и ослабшие заклепки
заменяют новыми. Если на нижнем
опорном выступе нет отверстий под
заклепки, то изношенную поверх-
ность выступа восстанавливают
электронаплавкой, а затем тщатель-
но зачищают.
Проверяют расстояние Н (рис.
131) между верхним и нижним вы-
ступами и толщину приливов L для
крепления букс моторно-осевых
подшипников. На тяговых двигате-
лях ДПЭ-400, НБ-411 и НБ-406Б
размер Н должен быть 321—336 мм,
размер L — 32 мм.
Особое внимание при деповском
ремонте уделяют ремонту подшип-
никовых щитов и букс моторно-осе-
вых подшипников, так как от тех-
нического состояния этих узлов в
большей степени зависит устойчи-
вая работа якорных и моторно-осе-
вых подшипников, а отдельные на-
рушения, допускаемые при их ре-
монте, часто являются причиной
повреждений подшипниковых узлов
в эксплуатации.
Для надежного крепления под-
шипниковых щитов и моторно-осе-
вых букс в остове необходимо, что-
бы посадочные и привалочные по-
верхности щитов и букс были точно
пригнаны к соответствующим поса-
дочным и привалочным поверхно-
стям остова, а овальность и конус-
ность этих поверхностей находились
в пределах установленных норм.
Замковые плоскости на буксах и
моторно-осевой горловине остова
должны быть параллельными. По-
224
садочные поверхности щитов, букс
и остова должны быть перпендику-
лярны соответствующим привалоч-
ным поверхностям указанных дета-
лей.
Неправильная обработка поса-
дочных и привалочных поверхностей
остова, моторно-осевых букс, под-
шипниковых щитов, нарушение
норм натяга при установке букс и
щитов в остов могут в процессе экс-
плуатации вызвать ослабление
этих деталей. В результате ослаб-
ления и возникающих при этом
взаимных перемещений деталей
увеличиваются износы сопрягаемых
поверхностей, ухудшаются условия
работы крепежных болтов, что мо-
жет привести к их ослаблению и да-
же излому.
Повышенные сверх установлен-
ных норм натяги подшипниковых
щитов в остове также недопустимы.
Они ухудшают условия работы
якорных подшипников, так как при
этом фактический радиальный за-
зор в якорном подшипнике умень-
шается. Это может вызвать повы-
шенный нагрев деталей подшипни-
ка и его смазки. Качество приме-
няемой смазки ЖРО при темпера-
туре свыше 100°C снижается, усло-
вия смазывания трущихся поверх-
ностей резко ухудшаются и нагрев
деталей подшипника растет. В от-
дельных случаях это может приве-
сти к защемлению роликов и разру-
шению подшипника.
Недопустимо увеличение натяга
щитов и букс в остове сверх уста-
новленных норм также и потому,
что при этом создаются условия,
способствующие образованию тре-
щин в горловинах остова.
Для обеспечения устойчивой ра-
боты подшипниковых узлов при де-
повском ремонте тяговых двигате-
лей проверяют:
состояние посадочных и прива-
лочных поверхностей щитов, букс и
остовов;
состояние рабочих и посадоч-
ных поверхностей деталей якорных
и моторно-осевых подшипников, а
также радиальные зазоры в соб-
8 Зак. 1613
ранных якорных и моторно-осевых
подшипниках;
качество применяемой смазки,
правильность ее запрессовки в ро-
ликовые подшипники и правиль-
ность заливки масла в камеры мо-
торно-осевых подшипников;
надежность крепления букс и
щитов к корпусу двигателя, а так-
же натяги щитов и букс в остове
двигателя, наружных колец под-
шипников в щитах, вкладышей в
буксах, внутренних колец подшип-
ников на валу;
износ моторно-осевых горловин
остова, горловин остова под под-
шипниковые щиты, посадочных по-
верхностей щитов и букс моторно-
осевых подшипников.
В указанных деталях и узлах
проверяют основные размеры:
в остове — диаметры моторно-
осевых горловин и горловин под
подшипниковые щиты, расстояние
между гранями пазов для посадки
букс моторно-осевых подшипников;
в подшипниковых щитах — диа-
метры посадочной поверхности щи-
та и его горловины под якорный
подшипник, толщину прилива в ме-
стах отверстий для крепления к
остову;
в буксах моторно-осевых под-
шипников — расстояние между по-
садочными поверхностями.
Диаметр моторно-осевой горло-
вины остова измеряют индикатор-
ным или микрометрическим нутро-
мером после установки и затяжки
болтами моторно-осевых букс (с
постановкой прокладок в соответ-
ствии с чертежом). Диаметр горло-
вины определяют как среднее ариф-
метическое значение замеров диа-
метров dt и di горловины в двух
плоскостях, расположенных на рас-
стоянии около 10 мм от линии
разъема остова и буксы (см. рис.
131). Диаметр горловины в каждой
из плоскостей также определяют
как среднее арифметическое значе-
ние, которое подсчитывают по ре-
зультатам трех измерений диамет-
ра — в начале, середине и конце
горловины,
225
Овальность и конусность горло-
вины определяют как разность диа-
метров (di + d2)/2 и диаметра d3,
измеренного в плоскости, располо-
женной перпендикулярно к линии
разъема.
Овальность и конусность мотор-
но-осевой горловины остова допу-
скаются не более 0,3 мм.
Диаметр горловин остова под
подшипниковые щиты измеряют
также нутромером и подсчитывают
как среднее арифметическое значе-
ние, полученное в результате трех
замеров диаметра через 120° по ок-
ружности (Di, D2, D3) или как полу-
сумму замеров диаметра в двух
взаимно перпендикулярных плоско-»
стях.
Овальность горловин под под-
шипниковые щиты допускается не
более 0,6 мм.
Проверяют у моторно-осевой
горловины остова размер А между
гранями пазов, а также перпенди-
кулярность привалочной и замковой
поверхностей пазов. Размер А опре-
деляют как среднее арифметиче-
ское значение двух замеров по дли-
не посадочной поверхности по кра-
ям моторно-осевой горловины с по-
мощью специальной скобы (рис.
132, а).
Непараллельность (конусность)
граней по длине посадочной по-
верхности остова должна быть не
более 0,15 мм. Перпендикулярность
привалочной и замковой поверхно-
стей проверяют контршаблоном
(рис. 133, а).
Выявленные в остове износы мо-
торно-осевых горловин, горловин
под подшипниковые щиты или поса-
дочных поверхностей под установку
шапок устраняют проточкой изно-
шенных поверхностей на ремонт-
ный размер.
В шапках моторно-осевых под-
шипников, так же как и в остове,
скобой измеряют расстояние между
гранями под посадку их в остов
(рис. 132, б, размер А), конусность,
а также контролируют взаимную
перпендикулярность посадочной и
226
привалочной поверхностей шабло-
ном (рис. 133, б).
Конусность посадочных поверх-
ностей шапок по всей длине долж-
на быть не более 0,08 мм. Если ко-
нусность посадочных поверхностей
шапок или остова более указанно-
го значения, то ее доводят до нор-
мы. Для этого изношенные поверх-
ности опиливают. Шаблон и контр-
шаблон для проверки посадочных и
привалочных поверхностей остова и
шапок моторно-осевых подшипни-
ков изготовляют в соответствии с
контролируемыми размерами осто-
ва и моторно-осевых шапок. Эта
проверка позволяет сделать оконча-
тельный вывод о степени их взаим-
ного соответствия и выявить имею-
щиеся износы.
Размеры посадочных поверхно-
стей подшипниковых щитов прове-
ряют скобами, нутромерами и ка-
либрами.
Диаметр посадочной поверхно-
сти щита измеряют в двух взаимно
перпендикулярных плоскостях и
подсчитывают среднее арифмети-
ческое значение.
Глубину гнезда щита под под-
шипник, а также профиль лабирин-
тов щита (тяговый двигатель
ДПЭ-400 и др.) проверяют спе-
циальными шаблонами, изготовлен-
ными в соответствии с контроли-
руемыми размерами данного щита.
Концентричность поверхностей А
(для посадки щита в остов тягово-
го двигателя) и Б (для посадки
подшипника в щит) проверяют тем
же приспособлением, которое слу-
жит для контроля перпендикуляр-
ности посадочных и привалочных
поверхностей (рис.134). Овальность
посадочной поверхности подшип-
никовых щитов более 0,08 мм для
отечественных двигателей и более
0,1 мм для двигателей электрово-
зов ЧС2 и ЧС2Т не допускается.
Проверяют диаметр горловины
(гнезда) подшипникового щита под
роликовый подшипник, строго конт-
ролируя допуски отклонений на
диаметр отверстия. Диаметр гнезда
подшипниковых щитов под наруж-
ное кольцо якорного подшипника
должен быть для тяговых двигате-
лей (в миллиметрах):
ДПЭ-340, ДПЭ-400, НБ-411 . , 340±«;^8
НБ-406, ТЛ-2К1, ИБ-407Б . . 36018';?1и
AL-4846eT, AL-4846dT:
со стороны коллектора . . 32O18’8is
со стороны, противополож-
ной коллектору . . . . 3101J;8? в
Овальность и конусность горло-
вин щитов под роликовый подшип-
ник более 0,04 мм не допускаются.
Выполнив указанные замеры, оп-
ределяют натяги при посадке в
остов шапок моторно-осевых под-
шипников и подшипниковых щитов
и соответствие их установленным
нормам. При необходимости дове-
дение натяга подшипниковых щи-
тов и шапок в остове до установ-
ленной нормы обеспечивают нара-
щиванием (электронаплавкой или
нанесением полимерной пленки)
сопрягаемых с проточенными по-
верхностями остова поверхностей
щитов и шапок. Восстановленную
электронаплавкой поверхность под-
шипниковых щитов протачивают на
станках концентрично с гнездом
щита под установку подшипника.
Если гнездо под подшипник так-
же требует обточки, то обработку
посадочной поверхности щита и
гнезда осуществляют с одной уста-
новки щита на станке после зак-
репления его в четырехкулачковом
патроне.
Полимерные покрытия обычно
применяют в тех случаях, когда
износы деталей невелики и для их
восстановления требуется нанесе-
ние небольшого по толщине слоя
(в пределах 0,2 мм). В качестве
полимерного покрытия применяют
клей ГЭН-150В. Шапки моторно-
осевых подшипников и подшипнико-
вые шиты тщательно подгоняют к
остовам, на которые их устанавли-
вают. Для облегчения подгонки мо-
торно-осевые шапки и подшипнико-
вые щиты необходимо устанавли-
вать на те тяговые двигатели, с ко-
торых они сняты.
8*
Рис. 132. Скобы для проверки размера А
между гранями пазов остова и шапок мо-
торно-осевых подшипников
Рис. 133. Контршаблон для проверки при-
валенной и замковой поверхностей остова
(а) и шаблон для проверки этих же по-
верхностен шапки моторно-осевого подшип-
ника (б)
600
Рис. 134. Приспособление для проверки
концентричности посадочных поверхностей
шита и их перпендикулярности прнвалоч-
ным поверхностям
227
Рис. 135. Приспособление для осмотра и
ремонта шапок моторно-осевых подшипни-
ков:
! шапка; J — устройство для регулировки вы-
соты; .1 — ячейка для установки и закрепления
шапки
Рис. 136. Устройство для контроля уровня
смазки в рабочей камере
Натяг при посадке щитов и ша-
пок в остове рекомендуется 0,07—
0,15 мм, натяг шапки на вкладыши
должен быть от 0 до 0,25 мм.
Необходимые натяги вкладышей
в моторно-осевых горловинах, про-
точенных на ремонтные размеры,
обеспечивают применением специ-
альных вкладышей с соответствен-
но увеличенным ремонтным разме-
ром наружного диаметра.
Дальнейший осмотр и проверку
шапок осуществляют на специаль-
ном приспособлении, показанном на
рис. 135. На это приспособление
устанавливают сразу шесть шапок.
Для удобства осмотра высоту прис-
пособления можно регулировать.
Чтобы обеспечить постоянное и
достаточное смазывание трущихся
поверхностей оси колесной пары и
подшипника (вкладыша), на всех
тяговых двигателях (кроме
НБ-406А), опирающихся одной сто-
роной на ось колесной пары, при-
менена конструкция моторно-осе-
вых подшипников со специальными
устройствами, предназначенными
поддерживать в процессе эксплуа-
тации постоянный уровень смазки
в рабочей камере подшипника.
Полость шапки, в которую зали-
вается смазка, разделена на две ка-
меры: рабочую 6 (рис. 136) и запас-
ную 4, сообщающиеся друг с дру-
гом через отверстие, находящееся в
нижней части стенки, разделяющей
рабочую и запасную камеры и нип-
пель 2. С помощью наконечника,
устанавливаемого через трубку 3 и
указанное отверстие, смазкой за-
полняют сначала запасную камеру
4, затем, когда уровень смазки в
запасной камере поднимется до
верхнего отверстия ниппеля 2, на-
чинается заполнение смазкой рабо-
чей камеры 6. Максимальный уро-
вень смазки Б — это тот уровень,
выше которого смазка не может
находиться в рабочей камере и бу-
дет вытекать наружу через поро-
жек шапки. Постоянный уровень
смазки в рабочей камере А поддер-
живается автоматически с помощью
ниппеля 2.
Как только уровень смазки в
рабочей камере снижается ниже
уровня Л, нижнее отверстие ниппе-
ля открывается и через него в верх-
нюю часть запасной камеры посту-
пает воздух. Под давлением возду-
ха смазка из запасной камеры через
отверстие В вытесняется в рабочую.
Поступление смазки продолжается
до тех пор, пока она не заполнит
камеру до уровня А и не закроет
входное (нижнее) отверстие нип-
пеля, после чего приток воздуха в
запасную камеру прекратится. Та-
ким образом, конструкция уст-
ройств шапки обеспечивает посто-
янный неснижаемый уровень А
смазки в рабочей камере, а следо-
вательно, постоянную подачу ее к
окну вкладыша и нормальное сма-
зывание в эксплуатации трущихся
поверхностей оси колесной пары и
вкладыша. Для устойчивой работы
устройства и поддержания в рабо-
чей камере неснижаемого уровня
смазки необходимо, чтобы все де-
тали моторно-осевой шапки были
полностью исправны: стенки запас-
ной камеры, а также места в пей,
где проходят ниппель 2 и трубка 3,
не должны иметь трещин или не-
плотностей и ниппель должен быть
установлен правильно по высоте.
Если же в стенках запасной каме-
ры появятся трещины или неплот-
ности, то через них станет возмож-
ным вытекание смазки или проник-
новение воздуха внутрь камеры,
что нарушит принцип работы всего
устройства.
Ниппель необходимо привари-
вать так, чтобы рабочий уровень
смазки, устанавливаемый по его
нижнему отверстию, был ниже мак-
симально возможного уровня смаз-
ки, который определен высотой Б
порожка шапки. Иными словами,
при рабочем положении шапки
нижний край ниппеля должен быть
на 4—5 мм ниже порожка шапки.
Если это условие не выполнено, то
смазка из рабочей камеры через
окно будет вытекать до полного
опорожнения запасной камеры, т. е.
до тех пор, пока уровень смазки в
рабочей камере не станет ниже по-
рожка шапки. При этой неисправ-
ности в подшипнике постоянно не
будет хватать смазки, в результате
чего он будет подвергаться чрез-
мерному нагреву, что в отдельных
случаях может привести к выплав-
лению баббитовой заливки вклады-
ша и к задиру оси колесной пары.
Поэтому снятую с тягового дви-
гателя шапку тщательно осматри-
вают, проверяют и при необходимо-
сти ремонтируют. Плотность стенок
масляных камер проверяют с по-
мощью эмульсии (мыльного раст-
вора) или керосина. Для этого шап-
ку моторно-осевого подшипника
устанавливают на подставку и
плотно закрепляют в рабочем поло-
жении. Пластину рабочей камеры
срубают (или поднимают, если она
закреплена на шарнире), а конец
ниппеля, находящийся в рабочей ка-
мере, и спускное отверстие запас-
ной камеры закрывают пробками 5.
Запасную камеру через шланг со
специальным наконечником запол-
няют керосином или эмульсией, ко
торые подают под давлением
300 кПа (3 кгс/см2). Затем наруж-
ную стенку запасной камеры, а так-
же стенку рабочей камеры обстуки-
вают молотком и тщательно осмат-
ривают. Если керосин или эмульсия
протекает, значит, в местах потеков
имеются трещины, раковины или
неплотности. Герметичность стенок
камеры можно также проверять,
заполняя ее сжатым воздухом, —
неплотности или трещины обнару-
живают по появлению пузырей. Для
лучшей видимости пузырей стенки
камеры рекомендуется предвари-
тельно обмыливать.
Дефектные места стенок выру-
бают и заваривают. После заварки
обнаруженных трещин или неплот-
ностей шапку испытывают повтор-
но. Если трещины или неплотности
устранить нельзя, то шапку заме-
няют.
В шапке проверяют положение
ниппеля. В эксплуатации весьма
часто обнаруживают шапки, осо-
бенно на двигателях НБ-406Б,
229
Рис. 137. Приспособления
для проверки правильности
установки ниппеля в шапке
моторно-осевого подшипни-
ка относительно порожка
(о), контроль высоты по-
рожка и положения ниппе-
ля относительно низа шап-
ки (б):
/ шапка; 2 трубка; 3 —
порожек; 4 - измерительный
инструмент: 5 — уровень; 6 —
шкала: а — угол наклона шап-
ки при ее рабочем положении
в которых ниппель установлен
неправильно, г. е. его нижний край
при рабочем положении шапки вы-
ше порожка. Этот дефект является
весьма распространенной причиной
неудовлетворительной работы мо-
торно-осевых подшипников и повы-
шенного расхода смазки и объясня-
ется нарушениями, допускаемыми
при изготовлении и ремонте шапок.
Выявить неправильную установ-
ку ниппеля очень легко с помощью
приспособлений, показанных на
рис. 137. Контроль осуществляют
при установке шапки в рабочее
положение. Измерительный прибор
во время замеров должен нахо-
диться горизонтально. Горизонталь-
ную установку прибора проверяют
уровнем. На шкале прибора фикси-
руют расстояние между верхней
кромкой порожка и нижним краем
ниппеля.
В случаях когда ниппель уста-
новлен неправильно, сварные швы,
которыми он закреплен, срубают и
приваривают его снова, выдержи-
вая установленные для тягового
двигателя каждого типа размеры.
При ремонте шапок моторно-
осевых подшипников следует иметь
в виду, что конструкции шапок оте-
чественных тяговых двигателей оди-
наковы и различаются лишь разме-
ром высоты ниппеля в рабочей ка-
мере. Разница в установке ниппеля
(по высоте) на различных двигате-
лях объясняется тем, что угол а
наклона шапок в рабочем положе-
нии у них разный: у тяговых двига-
телей ДПЭ-400 и НБ-411 угол а
(рис. 137, а) равен 30°, у двигате-
лей НБ-406Б — 15°, ТЛ-2К1 — 20°.
Соответственно изменению угла на-
клона шапки изменяется высота
ниппеля. Если же в шапку тягово-
го двигателя НБ-406 или ТЛ-2К.1
установлен ниппель так, как его
устанавливают в шапке двигателя
ДПЭ-400, то в рабочем положении
этих шапок нижний край ниппеля
окажется выше порожка и смазка
будет вытекать из подшипника.
Чтобы устранить эту неисправность,
устанавливают ниппель необходи-
мого размера.
При установке ниппеля контро-
лируют размер А (рис. 137, б).
Этот размер должен быть равен
107 мм для тяговых двигателей
ДПЭ-400 и НБ-411 и 92 мм для тя-
говых двигателей НБ-406Б и
ТЛ-2К.1. Одновременно необходимо
контролировать высоту порожка
шапки В. Для шапки, у которой от-
ливка соответствует чертежу и
внутренние очертания выполнены
правильно, размер В должен быть
не менее 60 мм для тяговых двига-
телей ДПЭ-400, ТЛ-2К1 и 72 мм
для тягового двигателя НБ-406Б.
Можно также исправить шапку,
у которой размер В менее указан-
ного, увеличением высоты ее по-
рожка. Для этого к порожку шап-
ки приваривают стальную планку
размером 15X3X183 мм. Планку
большей высоты (более 15 мм) при-
варивать не следует, так как при
этом значительно уменьшится пло-
щадь окна и, следовательно, по-
верхность смазывания оси. Наибо-
230
лее правильно высоту планки опре-
делять отдельно для каждой шап-
ки после проверки относительного
расположения ниппеля и порожка
шапки.
В процессе ремонта шапок тща-
тельно проверяют и обеспечивают
прочность крепления ниппеля и тру-
бок, соосность заправочной трубки
и заправочного отверстия, а проб-
ки плотно пригоняют к соответст-
вующим отверстиям. Пробки мас-
ляных камер во избежание вытека-
ния смазки устанавливают на су-
рике, белилах или маслостойком
лаке.
Щитки рабочей камеры моторно-
осевых шапок (по предложению
работников депо Курган) устанав-
ливают на шарнирах вместо при-
варки. Это при последующих ремон-
тах исключает необходимость сру-
бать сварные швы и вновь прива-
ривать щитки.
На тяговых двигателях НБ-406А
первых выпусков были установле-
ны моторно-осевые подшипники с
польстерной смазкой. При ремонте
этих двигателей польстеры обяза-
тельно вынимают из моторно-осе-
вых шапок и проверяют состояние
всех деталей польстерного узла.
Кронштейны с коробками, пружи-
ны и подушки должны быть исп-
равными, а все металлические де-
тали не иметь трещин.
Проверяют сварные и заклепоч-
ные соединения. Подушки очищают,
сушат, пропитывают подогретой
смазкой и устанавливают в шапку.
Осматривают на моторно-осе-
вых шапках и подшипниковых щи-
тах и при необходимости восстанав-
ливают отверстия, предназначен-
ные для крепления шапок и щитов
к остову.
Восстановление размеров отвер-
стий осуществляют заваркой и пос-
ледующим сверлением. При необхо-
димости нарезают резьбу. Разре-
шается восстанавливать поврежден-
ные отверстия установкой и при-
варкой ремонтных втулок с резьбой.
Технология восстановления отвер-
стий на щитах и шапках такая же,
как и на остовах тяговых двигате-
лей. Конусную резьбу отверстий
шапок под пробки или ниппель с
наличием небольших дефектов исп-
равляют углублением резьбы метчи-
ком. При значительных поврежде-
ниях резьбы дефектные отверстия
заваривают, рассверливают отвер-
стия и нарезают новую резьбу.
Крышки подшипниковых щитов,
втулки, уплотнительные кольца пос-
ле промывки и очистки осматрива-
ют, при необходимости ремонтиру-
ют или заменяют исправными. Наи-
более характерными повреждения-
ми крышек являются: наличие тре-
щин в них, повреждение лабирин-
тов и резьбовых отверстий. Обна-
руженные в литье крышек трещины
вырубают и заваривают. Дефект-
ные резьбовые отверстия восстанав-
ливают. Крышки, у которых пов-
реждены лабиринты, как правило,
заменяют новыми или исправными
Разработанные гнезда внутренних
крышек под подшипники восстанав-
ливают в соответствии с нормами
допусков и износов электронаплав-
кой или нанесением полимерной
пленки.
Тщательно очищают и осматри-
вают отверстия и трубки для смаз-
ки. В крышках и кольцах с лаби-
ринтами проверяют зазоры в лаби-
ринтных уплотнениях. Рекоменду-
ется радиальные зазоры в лаби-
ринтных уплотнениях иметь мини-
мальные — в пределах 0,3—0,5 мм
по всей окружности. Если зазоры
больше указанных, то эффектив-
ность лабиринтного уплотнения
снижается, так как создаются усло-
вия для вытекания смазки из якор-
ных подшипников, а также для про-
никновения в подшипниковые узлы
влаги и загрязнений. При ремонте
лабиринтных колец и крышек сле-
дят за тем, чтобы в лабиринтах пос-
ле монтажа деталей на двигателе
не было соприкосновения между
вращающимися и невращающимися
деталями, так как это приведет к
нагреву этих деталей и неисправно-
стям в работе подшипникового
узла.
231
Наиболее характерными дефек-
тами уплотнительных колец и вту-
лок являются износы посадочных
поверхностей, которые вызывают
потерю натяга.
Восстанавливают изношенные
посадочные поверхности колец и
втулок для обеспечения необходи-
мого натяга нанесением на поса-
дочные поверхности полимерной
пленки клея ГЭН-150В. Клей нано-
сят кистью или на специальном
станке. Слой клея должен быть
равномерным по толщине.
Все внутренние необрабатывае-
мые поверхности подшипниковых
щитов покрывают эмалью воздуш-
ной сушки.
Вентиляционные сетки, заглуш-
ки вентиляционных отверстий, ко-
зырьков, крышки коллекторных лю-
ков, крепежные детали при наличии
неисправностей ремонтируют или
заменяют новыми.
Крышки коллекторных люков и
фланцы патрубков должны плотно
прилегать к остову, легко снимать-
ся и устанавливаться. Уплотнитель-
ные прокладки из войлока закреп-
ляют на крышках смесью клея
БФ-2 (80%), талька молотого
(9%) и асбестового волокна (11%).
Предварительно 2 раза очищают
поверхность бензином. После пер-
вой промазки смесью сушка 10 мин,
после второй — 2—3 мин. Запоры
должны надежно и плотно (без ще-
лей и зазоров) притягивать крыш-
ки к люкам.
Привалочные поверхности кры-
шек, так же как и привалочные по-
верхности буртов отверстий остова
под крышки, не должны иметь за-
боин, заусенцев и других дефектов,
которые могли бы нарушить плот-
ность их прилегания. Внутренние
поверхности крышек покрывают
эмалью или лаком.
33. Ремонт якорных подшипников
Якорные подшипники тяговых
двигателей электровозов изготовля-
ют по специальным техническим ус-
232
ловиям ТУ37.006.048-73 «Подшип-
ники качения для железнодорожно-
го подвижного состава». Подшипни-
ки соответствуют классу точности 0
(ГОСТ 520—71) и могут работать
с соответствующей смазкой при
температуре окружающей среды в
интервале от +55 до —60 °C. Коль-
ца и ролики подшипников изготов-
ляют из стали ШХ15 СГШ электро-
шлакового переплава. Допускается
применение стали ШХ15 СГ по
ГОСТ 801—60.
Условное пятизначное обозначе-
ние номера подшипника характери-
зует: диаметр вала в месте посадки
подшипника (внутренний диаметр
внутреннего кольца); серию под-
шипника — один из нормальных
рядов подшипников, отличающихся
по наружному диаметру и ширине
при одинаковой конструкции и оди-
наковых внутренних диаметрах.
Стоящие две цифры перед номером
обозначают класс точности, по ко-
торому изготовлен подшипник, и
ряд зазора. Справа от номера в от-
дельных случаях бывают указаны
буквы, они свидетельствуют о нали-
чии некоторых конструктивных осо-
бенностей подшипника.
Так, на тяговые двигатели
НБ-406Б, НБ-407Б и ТЛ-2К1 уста-
навливают якорные подшипники с
условным обозначением НО-42428М.
Первые две цифры справа (28)
указывают, что размер отверстия
внутреннего кольца этого подшип-
ника составляет 28Х.5=140 мм.
Третья цифра справа (4) обозна-
чает серию подшипника — тяже-
лая. Цифра 42 характеризует
тип подшипника — подшипник ра-
диальный с короткими цилиндриче-
скими роликами с одним буртом на
внутреннем и двумя буртами на на-
ружном кольцах. Буква О обозна-
чает точность изготовления подшип-
ника — нормальная. Буква Н или
стоящая вместо нее цифра указыва-
ет ряд радиального зазора подшип-
ника. Буква Н соответствует не-
стандартному ряду. Буква М (спра-
ва после номера) обозначает, что
ролики подшипника имеют бомби-
ну (небольшую бочкообразность по
цилиндрической поверхности). Ана-
логичные обозначения имеют и под-
шипники других типов.
На электровозах с косозубой
двусторонней передачей конструк-
ция подшипниковых узлов наиболее
проста. С обеих сторон двигателя
устанавливают одинаковые упорные
подшипники (НО-42426М — на тя-
говые двигатели ДПЭ-400, НБ-411
или НО-42428М — иа двигатели
НБ-406, НБ-407Б и ТЛ-2К1), имею-
щие одни буртик иа внутреннем и
два буртика на наружном кольцах.
Монтаж и демонтаж этих подшип-
ников весьма просты, так как сепа-
ратор с роликами находится на на-
ружном кольце. На вал двигателя
устанавливают внутреннее кольцо,
а в подшипниковый щит — наруж-
ное кольцо с роликами и сепарато-
ром. Такая конструкция подшипни-
ка позволяет при разборке двига-
теля снять подшипник вместе с под-
шипниковым щитом, а затем легко
его выпрессовать на прессе. Внут-
реннее кольцо подшипника, если
оио не имеет дефектов, при депов-
ском ремонте не спрессовывается с
вала.
Аксиальный разбег якоря в ос-
тове при подшипниках 42000 и ко-
созубой передаче установлен в пре-
делах 5,7—9,0 мм для тяговых дви-
гателей с небольшими отклонения-
ми от этих значений по типам дви-
гателей. Наличие такого большого
разбега якоря в остове двигателя
для подшипников неопасно, так как
после установки двигателя на элек-
тровоз с косозубрй передачей раз-
бег ограничивается не подшипника-
ми, а зубчатой передачей (при ус-
ловии правильности монтажа зуб-
чатой передачи и двигателя).
При прямозубой передаче и
подшипниках 42000, когда осевые
перемещения двигателя не ограни-
чены передачей, разбег якоря в ос-
тове более 1 мм не допускается.
При больших разбегах при переме-
щении якоря относительно остова в
подшипнике возникали бы значи-
тельные аксиальные нагрузки, кото-
рые могли бы приводить к повреж-
дению и разрушению подшипников.
При прямозубой передаче (двусто-
ронней и односторонней) применя-
ют, как правило, конструкции под-
шипниковых узлов с одним упор-
ным подшипником, другим свобод-
ным, в которых аксиальное переме-
щение якоря ограничено упорным
подшипником.
На части выпущенных заводами
тяговых двигателей ДПЭ-400, пред-
назначенных для установки на элек-
тровозах ВЛ22М с прямозубой пере-
дачей, были применены якорные
подшипники 22426 (со стороны кол-
лектора) и 32426 (со стороны, про-
тивоположной коллектору).
Подшипник 22426, у которого
внутреннее кольцо имеет два бур-
тика, оказался очень неудобным
при монтаже и демонтаже подшип-
никовых узлов, так как у этого под-
шипника сепаратор с роликами на-
ходится на внутреннем кольце. По-
этому напрессовку на вал и спрее -
совку внутреннего кольца с вала
двигателя приходилось осуществ-
лять вместе с роликами и сепарато-
ром. В этой конструкции подшипни-
ка весьма затруднен также конт-
роль состояния внутреннего кольца,
и для ревизии подшипника необхо-
димо спрессовывать сепаратор с ро-
ликами и внутреннее кольцо под-
шипника с вала двигателя. Поэто-
му в дальнейшем конструкция уже
была доработана, и взамен подшип-
ников 22426 на тяговых двигателях
ДПЭ-400 были применены подшип-
ники 92426, в которых имеется при-
ставное кольцо, устанавливаемое с
с внешней стороны подшипника.
В этой конструкции значительно
улучшаются условия монтажа и де-
монтажа подшипников, исключается
необходимость спрессовки внутрен-
них колец для разборки, промывки и
проверки сепаратора и роликов под-
шипника.
Установка подшипника 92426
вместо подшипника 22426 не вызы-
вает никаких затруднений, так как
эти подшипники по габаритным
размерам взаимозаменяемы.
233
Роликовые якорные подшипни-
ки в тяговых двигателях работают
при больших нагрузках и высоких
частотах вращения. Поэтому для
обеспечения их надежной работы
кольца, ролики и сепаратор изго-
товляют с высоким классом чисто-
ты обработки, которая специально
указывается в технических услови-
ях (шероховатость роликов и колец
для цилиндрических подшипников
должна быть не ниже Ra =
= 0.2 мкм).
Наличие дефектов на поверхно-
стях качения деталей подшипника,
недостаточная чистота их обработ-
ки, а также неточная сборка под-
шипниковых узлов в тяговом двига-
теле резко ухудшают условия их
работы. Наличие таких дефектов
приводит в эксплуатации к повы-
шенному нагреву подшипников, вз-
носам рабочих поверхностей колец,
роликов, сепаратора и может явить-
ся причиной повреждения машины,
особенно когда эти дефекты вызы-
вают заклинивание подшипника.
Поэтому состояние поверхностей
качения деталей подшипника прове-
ряют очень внимательно.
В связи с тем что при работе
подшипников качество смазки по-
степенно ухудшается, а детали под-
шипников изнашиваются и могут
повреждаться, при деповском ре-
монте тяговых двигателей наруж-
ное (или внутреннее) кольцо с ро-
ликами и сепаратором обязательно
выпрессовывают. Подшипник про-
мывают в течение 20—30 мин в спе-
циальной моечиой машине или в
выварочной ванне мыльной эмуль-
сией, нагретой до температуры 90—
95 °C. Допускается промывка под-
шипников в авиационном бензине
или уайт-спирите.
Промытые подшипники просу-
шивают обдувкой горячим воздухом
или протирают салфеткой.
После промывки и очистки под-
шипники осматривают и проверяют
состояние поверхностей качения.
О состоянии непросматриваемых по-
верхностей качения наружного
кольца (в конструкциях подшипни-
ки
ков, где ролики с сепаратором на-
ходятся на наружном кольце) или
внутреннего кольца (в подшипни-
ках, где ролики и сепаратор нахо-
дятся на внутреннем кольце) судят
по состоянию просматриваемых ра-
бочих поверхностей соответственно
внутреннего или наружного кольца
и роликов, а также прослушивани-
ем шума при вращении сепаратора
с роликами. Наличие вмятин, цара-
пин на роликах и дорожке качения
внутреннего кольца, а также ненор-
мальный шум при поворачивании
сепаратора свидетельствуют о нали-
чии раковин, шелушений на дорож-
ке наружного кольца и требуют
разборки подшипника.
У сепараторов тщательно осмат-
ривают заклепки и места перехода
перемычек в тело сепаратора. Роли-
ковые подшипники, в деталях кото-
рых обнаружены износы рабочих
поверхностей выше допустимых,
трещины, изогнутость сепараторов
или их шайб, раковины, шелушение
или отколы роликов или колец, а
также заклинивание, заедание или
ненормальный шум при проворачи-
вании подшипника, заменяют новы
ми или отремонтированными ис-
правными.
При обнаружении ослабших за-
клепок и шайб сепараторов, а так-
же зазоров между шайбой и сепа-
ратором подшипник направляют в
ремонт. Ослабшие заклепки заменя-
ют новыми, изготовленными из мяг-
кой стальной проволоки. Сепарато-
ры с механическим износом заме-
няют.
Исправные внутренние кольца
роликовых подшипников, имеющие
нормальное состояние рабочей по-
верхности, при деповском ремонте
с валов тяговых двигателей не сни-
мают. Наличие трещин в кольце
проверяют магнитными дефектоско-
пами, не снимая кольца с вала. При
обнаружении трещин, проворота
внутреннего кольца, а также других
дефектов (раковии, шелушения и
др.) кольцо с вала спрессовывают
и заменяют исправным. Спрессовку
производят с помощью индукцион-
ного нагревателя.
Для обеспечения необходимого
натяга внутренних колец на валу
двигателя в случаях их ослабления
посадочную поверхность кольца на-
ращивают нанесением слоя элект-
ролитического железа, электролити-
ческого цинка или полимерной
пленки эластомера ГЭН-150В. Пре-
дельная толщина наращиваемого
слоя электролитического железа до-
пускается не более 0,5 мм, цинка и
полимерной пленки — не более
0,2 мм.
Перед цинкованием кольца за-
чищают и обезжиривают в венской
извести или в отходах карбида
кальция, разведенного водой. Затем
кольцо устанавливают в специаль-
ное приспособление и погружают в
электролит. В состав электролита
входят: цинк сернокислый (250—
300 г/л), квасцы алюминиевые
(25—50 г/л) и декстрин (10 г/л).
Перечисленные компоненты раство-
ряют в нагретой до температуры
60—70 °C воде. Раствор процежива-
ют и сливают в бак для цинкова-
ния.
После окончания режима цинко-
вания кольца промывают, а затем
оцинкованную поверхность обраба-
тывают строго концентрично отно-
сительно наружной поверхности
кольца мелким наждачным полот-
ном или на станке.
Внутреннюю поверхность колец
целесообразно восстанавливать на-
несением полимерной пленки. Нали-
чие такой пленки между валом и
роликовым кольцом желательно
также с точки зрения защиты колец
и подшипника в целом от электро-
эрозионного износа, так как поли-
мерная пленка является изоляцион-
ной прослойкой и исключает воз-
можность прохождения тока через
подшипники.
Пленку клея ГЭН-150В наносят
на тщательно очищенную и обезжи-
ренную поверхность на специальном
приспособлении (центробежным
способом) или вручную кистью.
В случаях когда требуется толщина
пленки более 0,1 мм, ее наносят
двумя-тремя слоями с интервалом
не менее 20 мин.
Нанесенный слой должен иметь
равномерную толщину. После нане-
сения полимерная пленка подверга-
ется термообработке в течение 30—-
40 мин при температуре 100—
120 °C. Термообработку осуществ-
ляют в печах и обычно совмещают
с нагревом кольца перед его на-
прессовкой на вал.
После восстановления посадоч-
ной поверхности измеряют диаметр
внутреннего кольца. Для измерения
применяют специальные приборы,
имеющие двух- или пятимикронные
индикаторы, или индикаторный нут-
ромер. Цена деления шкалы прибо-
ров не более 0,01 мм.
Измерения проводят в трех се-
чениях по высоте кольца: два сече-
ния на расстоянии 10 мм от каждо-
го торца и одно по середине коль-
ца. При использовании индикатор-
ных нутромеров диаметр кольца из-
меряют в двух взаимно перпендику-
лярных плоскостях каждого сече-
ния. За окончательное значение от-
клонения от номинального диамет-
ра (при подсчете натягов) прини-
мают серднее арифметическое шес-
ти отклонений, полученных при из-
мерении диаметра кольца.
Размер внутреннего диаметра
кольца должен обеспечивать посад-
ку кольца на вал двигателя с уста-
новленным натягом. При диаметре
шейки вала от 120 до 180 мм натяг
должен быть в пределах от 0,03 до
0,065 мм.
На вал тягового двигателя вну-
тренние кольца устанавливают го-
рячей посадкой с нагревом колец
до температуры 100—120 °C.
Для обеспечения надежной ра-
боты подшипника в эксплуатации
очень важное значение имеет ради-
альный зазор в нем. Поэтому в про-
цессе ремонта и при монтаже под-
шипника радиальный зазор тща-
тельно проверяют сначала в свобод-
ном подшипнике, а затем на собран-
ном тяговом двигателе.
235
По техническим условиям
ТУ 37.006.048-73 радиальный зазор
в свободном подшипнике
НО-42428М, применяемом на тяго-
вых двигателях НБ-406, ТЛ-2К1,
НБ-407Б, должен быть в пределах
0,185—0,210 мм. После ремонта за-
зоры в подшипниках должны соот-
ветствовать нормативам, указанным
в Правилах ремонта электрических
машин.
Радиальные зазоры в подшипни-
ках измеряют специальными при-
способлениями или щупом. Для это-
го подшипник свободно подвешива-
ют на валу. Измерение осуществля-
ют в нижней части подшипника
между нижним роликом и дорож-
кой качения внутреннего кольца.
Зазор измеряют 3 раза, провернув
перед каждым последующим заме-
ром наружное кольцо вокруг оси
на 120°, и определяют среднее
арифметическое.
Радиальный зазор подшипников
в собранных после ремонта тяговых
двигателях при диаметре внутрен-
него кольца подшипника 140 мм
должен быть 0,08—0,23 мм.
Радиальные зазоры в подшипни-
ках при диаметрах внутреннего
кольца 150 и 200 мм (тяговые дви-
гатели электровозов ЧС2, ЧС2Т) со-
ответственно должны быть 0,09—
0,25 и 0,1—0,29 мм.
На один тяговый двигатель элек-
тровозов с двусторонней передачей
необходимо устанавливать подшип-
ники, у которых разница в значени-
ях радиальных зазоров (в свобод-
ном состоянии) не более 0,07 мм;
для тяговых двигателей электрово-
зов с односторонней передачей эта
разница не должна превышать
0,12 мм.
Чтобы обеспечить в подшипни-
ках собранного двигателя нужные
радиальные зазоры, необходимо
учесть, что на их значения оказыва-
ют существенное влияние натяги
щита в горловине остова, наружно-
го кольца подшипника в горловине
щита и внутреннего кольца на валу
якоря. Чем больше натяги этих де-
талей, тем на большее значение
236
уменьшается радиальный зазор в
подшипнике на собранном двигате-
ле по сравнению с радиальным за-
зором этого подшипника в свобод-
ном состоянии.
Если при ремонте якоря внут-
реннее кольцо с вала ие снималось,
то радиальный зазор подшипника
перед запрессовкой его в щит про-
веряют, установив наружное кольцо
подшипника с сепаратором и роли-
ками на внутреннее кольцо, находя-
щееся на валу двигателя. Радиаль-
ный зазор подшипника при этом
должен быть меньше указанных
норм для свободного подшипника
примерно на значение натяга внут-
реннего кольца на валу двигателя.
В собранных подшипниках обя-
зательно проверяют зазор плавания
сепаратора. При центрировании се-
паратора по бортам наружных ко-
лец зазор измеряют в верхней час-
ти подшипника пластинчатым щу-
пом, сепаратор при замерах дол-
жен лежать внизу на бортах наруж-
ного кольца. При центрировании се-
паратора по роликам зазор измеря-
ют в нижней части подшипника, се-
паратор при этом прижимается к
роликам сверху. Зазор плавания се-
паратора для подшипников
НО-42426М и НО-42428М должен
быть 0,5—1,8 мм (центрирование
по бортам наружных колец).
Перед установкой новых под-
шипников их обязательно промыва-
ют от смазки, которая была нанесе-
на на период их хранения. Для про-
мывки используют бензин, в кото-
рый добавляют 6—8% минерально-
го масла.
Хранят подшипники в сухом вен-
тилируемом и отапливаемом поме-
щении при температуре от +10 до
+ 30 °C с суточным колебанием
температуры не более 10 °C. Отно-
сительная влажность помещения не
должна быть более 70%.
Роликовые подшипники необхо-
димо предохранять от коррозии по-
крытием их деталей слоем смазки.
Подшипники, которые находятся
в цехе менее 3 сут, покрытию смаз-
кой для зашиты от коррозии не под-
вергаются. Роль защиты от корро-
зии выполняет масляная пленка, ос-
тавшаяся на них после промывки.
В случаях более длительного хране-
ния (до 20 сут) подшипники смазы-
вают тонким слоем легкого обезво-
женного минерального масла; Если
после ремонта подшипники переда-
ют в другое депо, то их необходимо
надежно упаковывать в деревянные
ящики и защищать от атмосферных
осадков.
34. Ремонт магнитной
системы остова
В магнитную систему остова
входят: главные и добавочные по-
люсы (с полюсными катушками,
фланцами, стальными и диамагнит-
ными прокладками, наконечника-
ми), компенсационные обмотки,
межкатушечные соединения. Пере-
численные узлы магнитных систем
тяговых двигателей электровозов
постоянного тока по конструктив-
ному исполнению весьма схожи, что
предопределяет общий технологиче-
ский подход к их ремонту как в ус-
ловиях депо, так и в условиях ре-
монтных заводов. Однако в методах
и технологии ремонта учитываются
те конструктивные и технологичес-
кие особенности, которые характер-
ны для исполнения магнитной сис-
темы тяговых двигателей соответст-
вующих типов.
Магнитные системы тяговых
двигателей электровозов постоянно-
го тока условно можно разделить
на три типа: четырехполюсного
исполнения (тяговые двигатели
ДПЭ-400, НБ-411, НБ-406Б), шес-
типолюсного исполнения с компен-
сационными обмотками (ТЛ-2К1,
НБ-407Б) и шестиполюсного испол-
нения без компенсационных обмо-
ток (тяговые двигатели пассажир-
ских электровозов ЧС).
Наиболее сложными в изготов-
лении и ремонте являются шестипо-
люсные магнитные системы с ком-
пенсационными обмотками. В этих
магнитных системах по сравне-
нию с магнитными системами че-
тырехполюсного исполнения увели-
чено вместе с числом полюсов чис-
ло выводов из катушек и межкату-
шечных соединений, уложена в па-
зах сердечников главных полюсов
компенсационная обмотка.
Применение компенсационной
обмотки позволило значительно по-
высить коммутационную и потенци-
альную устойчивость тяговых дви-
гателей (она компенсирует магнито-
движущую силу поперечной реак-
ции якоря и в 1,5—2 раза снижает
максимальное межламельное напря-
жение на коллекторе) и резко
уменьшить число неисправностей
тяговых двигателей в эксплуатации
из-за круговых огней по коллектору
и перебросов на корпус. Но вместе
с тем в магнитной системе появился
новый сложный узел, который уве-
личил общее число повреждений
магнитных систем — из-за пробоев
компенсационных обмоток, изломов
их выводов и других дефектов и по-
требовал внесения в технологию ре-
монта тяговых двигателей новых
методов и технических средств по
проверке и ремонту этих обмоток с
целью поддержания их в исправ-
ном состоянии в эксплуатации.
Анализ показывает, что повреж-
даемость узлов магнитных систем
(пробои изоляции полюсных и ком-
пенсационных катушек, изломы вы-
водов, прогары межкатушечных со-
единений и др.) увеличивается с рос-
том пробегов тяговых двигателей от
начала эксплуатации, а также ог
последнего их заводского или де-
повского ремонта. Это происходит
в связи с тем, что с увеличением
пробега электрических машин от
начала эксплуатации или от их по-
следнего ремонта свыше 350--
400 тыс. км нарастает интенсив-
ность ослабления креплений полю-
сов, полюсных и компенсационных
обмоток, межкатушечных соедине-
ний, перемычек, ухудшаются усло-
вия работы изоляции, ускоряются
се старение, усадка, истирание.
Однако повреждения магнитных
систем имеют место и при сравни-
237
тельно небольших пробегах — 50—
150 тыс. км от предыдущего депов-
ского или заводского ремонта. При-
чиной таких повреждений являются
низкое качество их ремонта, нару-
шения технологических процессов,
невыполнение установленного объе-
ма ремонта.
Осмотр, проверка и ремонт по-
люсов, межкатушечных соединений.
Для производства осмотра и ремон-
та магнитной системы остов уста-
навливают на специальный канто-
ватель остовов (рис. 138) (проект
ПКБ А 1368.00.00) или, если канто-
вателя нет, на подставку высотой
0,5—0,7 мм.
Неисправности магнитной систе-
мы очень часто возникают как след-
ствие неплотной посадки полюсных
катушек на сердечниках, компенса-
ционных обмоток в пазах, слабого
крепления выводных проводов и пе-
ремычек к скобам остова и наруше-
ния контакта между наконечника-
ми в межкатушечных соединениях.
Ослабление креплений этих узлов и
деталей вызывает увеличение их ви-
брации особенно в области резо-
нансных частот и приводит к изло-
мам выводов полюсных катушек и
компенсационных обмоток, в пер-
вую очередь «жестких» выводов
(шинных конструкций), чрезмерно-
му нагреву контакта в межкатушеч-
ных соединениях и нх пережогу, а
также перетиранию изоляции пере-
мычек. Кроме того, увеличение виб-
рации вызывает механическое исти-
рание изоляции обмоток и прово-
дов, которое с течением времени
прогрессирует и приводит к пробою
полюсных катушек, компенсацион-
ных обмоток, выводных проводов п
перемычек.
Наибольшее количество повреж-
дений на тяговых двигателях с
опорно-осевой подвеской обычно
бывает на полюсах, компенсацион-
ных обмотках, межкатушечных сое-
динениях, расположенных в непо-
средственной близости от моторно-
осевой горловины, так как именно
они подвержены наибольшим дина-
мическим воздействиям, возникаю-
щим от ударов колесных пар при
прохождении рельсовых стыков и
других неровностей пути.
После установки остова на кан-
тователь изнутри осматривают по-
люсные катушки, сердечники полю-
сов, пружинные фланцы, межкату-
шечные соединения и провода.
Убеждаются в плотности прилега-
ния (отсутствии ослабления) сер-
дечников и катушек к остову.
Основным признаком ослабле-
ния полюсных катушек и компенса-
ционных обмоток является наличие
следов их перемещения, которые
можно определить по смещению
пружинных фланцев, ослаблению
немагнитных угольников и полюс-
ных болтов, по наличию трещин в
Рис. 138. Кантователь остовов тяговых двигателей:
/ — рама кантователя; 2 — опора; 3 — редуктор; 4- ручка
238
заливке головок полюсных болтов,
потертостей изоляции.
Если обнаружено ослабление за-
тяжки полюсов полюсными болта-
ми, обращают внимание на отсутст-
вие трещин в болтах. Для проверки
применяют ультразвуковой дефек-
тоскоп со специальным щупом. Щуп
прикладывают к предварительно
зачищенной головке болта и по ха-
рактеру изображения на экране де-
фектоскопа выявляют трещины. В
случаях когда показания ультра-
звукового дефектоскопа свидетель-
ствуют о наличии трещин или сом-
нительны, полюсные болты вывора-
чивают и подвергают магнитной де-
фектоскопии. Проверяют резьбу
болтов калибрами степени точности
7Н. Болты, у которых обнаружены
трещины или повреждения резьбы,
заменяют. Новые болты изготавля-
ют из стали Ст40, которая позволя-
ет обеспечить после термообработки
следующие механические характе-
ристики болтов:
Временное сопротивление не
менее, МПа (кгс/мм2) . . . 700 (70)
Предел текучести, МПа
(кгс/мм2) . ............ 500 (50)
Твердость по Бринеллю . . 207—241
Относительное удлинение, °/о 18
Для крепления главных и доба-
вочных полюсов тяговых двигателей
ТЛ-2К1 и главных полюсов двига-
телей НБ-407Б применяют болты,
изготовленные из стали 35Х-ГСА,
которая имеет:
Временное сопротивление не
менее, МПа (кгс/мм2) . . . 800 (80)
Предел текучести, МПа
(кгс/мм2).................. 600 (60)
Твердость по Бринеллю . . 241 269
Относительное удление, % 15
Необходимо иметь в виду, что
на отдельных тяговых двигателях,
и в частности на тяговых двигате-
лях НБ-407Б, крепление добавоч-
ных полюсов осуществлено с по-
мощью немагнитных болтов, кото-
рые изготовляют из стали Ст
ОХ20НЧАГЮ [временное сопротив-
ление не менее 750 МПа
[75 кгс/мм2), относительное удли-
нение 18%, относительное сужение
50,%, предел текучести 500 МПа
(50 кг/мм2), твердость по Бринеллю
210—252]. При замене таких бол-
тов устанавливаемые болты должны
изготовляться из этой же стали.
Применение болтов из других ма-
рок стали недопустимо.
Во избежание отворачивания
или ослабления полюсных болтов в
эксплуатации необходимо строго
контролировать значение момента
их затяжки, который должен быть
для болтов МЗО—1000 Н-м
(100 кгс-м), М24 — 600 Н-м (60
кгс-м), М20 — 300 Н-м (30 кгс-м).
Затяжку болтов производят дина-
мометрическим ключом.
Если обнаружены ослабления
катушек, их уплотняют. Уплотнять
полюсные катушки на сердечниках
можно, не снимая полюсов с осто-
ва, установкой прокладок из про-
питанного в электроизоляционном
лаке или льняном масле электро-
картона.
Уплотнительные прокладки вы-
резают П-образной формы и уста-
навливают между катушкой и осто-
вом. В случаях когда в катушке об-
наруживают дефекты, которые не
могут быть устранены в остове
(пробой, повреждение изоляции, из-
лом вывода и др.), полюс снимают,
дефектную катушку заменяют но-
вой или отремонтированной.
С целью снижения повреждений
катушек в эксплуатации на некото-
рых дорогах полюсы, расположен-
ные над моторно-осевой горлови-
ной, снимают с остова и проверяют
во всех случаях разборки тяговых
двигателей.
Осматривают компенсационные
обмотки, проверяют плотность их
установки в пазах сердечников по-
люсов, состояние лобовых частей.
Наиболее характерными поврежде-
ниями компенсационных обмоток
являются: перетирание их изоляции
на выходе катушек из паза, ослаб-
ление катушек в пазах, ослабление
клиньев, повреждения выводов,
подгары соединений выводов ком-
пенсационных катушек друг с дру-
239
гом или с выводами катушек доба-
вочных полюсов. На лобовых час-
тях обмоток наблюдаются механи-
ческие повреждения изоляции час-
тицами пыли, заносимыми в двига-
тель с охлаждающим воздухом.
Ослабление компенсационных
обмоток в пазах устраняют так же,
как и ослабление полюсных кату-
шек, — установкой прокладок из
пропитанного электрокартона (та-
кое уплотнение может производить-
ся. если нет истирания покровной
изоляции катушки), установкой но-
вых клиньев. Незначительные по-
верхностные повреждения изоляции
компенсационных обмоток в лобо
вых частях устраняют путем очист-
ки этих мест от поврежденной изо
ляции, покрытием их изоляционным
лаком и изолировкой стеклолентой
с промазкой ее этим же лаком.
Компенсационную катушку с пробо-
ем изоляции, изломом вывода де-
монтируют и заменяют исправной.
Конструктивно компенсационная
обмотка тяговых двигателей
НБ-407Б и ТЛ-2К1 состоит из шес-
ти катушек. Каждую катушку
(рис. 139) укладывают в пазы сер-
дечников двух расположенных ря-
дом главных полюсов; ее централь-
ный вывод 2 подсоединяют к выво-
ду катушки добавочного полюса, а
Рис. 139. Катушка компенсационной об-
мотки тягового двигателя ТЛ-2К1:
/--боковой вывод: 2-• центральный вывод: 3
стороны катушки
боковой вывод / — к соседней ка-
тушке компенсационной обмотки.
При замене компенсационной
катушки необходимо разизолиро-
вать соединения и отсоединить оба
ее вывода, выбить клинья из пазов
обоих сердечников, в которых раз-
мещены витки катушки. Катушку
надо вынимать из пазов постепенно
легким раскачиванием (от руки),
так как при неосторожных действи-
ях можно повредить изоляцию ка-
тушки, а также нарушить ее кон-
фигурацию. Катушку с такими по-
вреждениями нельзя будет в депо
отремонтировать. После освобожде-
ния пазов сердечника от катушки
пазы осматривают и очищают от
старой изоляции. После очистки в
пазах не должно оставаться острых
кромок, заусенцев и других дефек-
тов, которые могут вызвать повреж-
дения изоляции вновь устанавли-
ваемой катушки.
Перед установкой новой (или
отремонтированной) компенсацион-
ной катушки ее нагревают, а пазы
промазывают лаком ФЛ-98 или
ПЭ-933; на дно пазов укладывают
прокладки из стеклолакоткаии, за-
тем U-образную выстилку паза, из-
готовляемую из стеклопласта или
изофлекса толщиной 0,15—0,20 мм,
и U-образную угловую изоляцию по
обоим концам пазов. После этого
катушку выставляют по всем пазам
обоих полюсов. Сердечники смеж-
ных полюсов должны быть установ-
лены так, чтобы их пазы были па:
раллельны прямолинейной части
витков катушки и чтобы при уклад-
ке витков в пазы не требовалось
бы их натягивать или сжимать, они
должны входить в паз свободно.
Выставленную по пазам компен-
сационную катущку легким посту-
киванием по ее виткам по всей дли-
не осаживают до диа пазов. При
осадке применяют молоток с тек-
столитовой подбойкой.
После установки катушки в от-
дельных пазах могут быть неплот-
ности между стенкой паза и витком
катушки. В этих случаях между
витком катушки и стенкой паза про-
240
Рис. 140. Ремонт катушек добавочных полюсов тяговых двигателей ДПЭ-400, НБ-411,
НБ-406Б (а, б) и ТЛ-2К1 (в, г) с гибкими и жесткими выводами:
1 — гибкий вывод (из провода); 2 —катушка;; 3 — жесткий вывод (из шинной меди): ‘/--гибкий
вывод (из медной плетенки)
кладывают полоски изофлекса или
пропитанного электрокартона. Так
же производят уплотнение катушек
по высоте паза. Убедившись, что
катушка установлена правильно,
забивают крепежные клинья.
Монтаж полюсных катушек и
компенсационных обмоток в остове
необходимо выполнять осторожно,
исключив возможность их ударов,
поскольку это может привести к
повреждениям изоляции. После ус-
тановки компенсационных катушек
в задней лобовой части со стороны,
противоположной коллектору, про-
веряют расстояние от сердечника
до внутреннего витка катушки. Для
двигателя ТЛ-2К1 это расстояние
должно быть 25±5 мм.
Частой причиной повреждения
тяговых двигателей в эксплуатации
являются изломы выводов полюс-
ных и компенсационных катушек.
Эти повреждения чаще происходят
в магнитных системах, в которых
применены полюсные катушки с
изоляцией «Монолит-2» и жесткими
выводами из катушек.
В современных конструкциях
магнитных систем имеются различ-
ные исполнения выводов полюсных
и компенсационных катушек, ио
принципиальным различием испол-
нений является применение гибко-
го или жесткого вывода. К жестким
выводам относят те, которые из-
готовлены из шинной или листовой
меди, к гибким — из изолирован-
ного провода или медной плетенки.
Катушки добавочных полюсов
отечественных тяговых двигателей
выпускались заводами-изготовите-
лями, а затем и ремонтными как с
гибким, так и с жестким выводами.
В настоящее время, хотя и произво
дится ремонтными заводами в по-
рядке модернизации плановая заме-
на жестких выводов гибкими, в экс-
плуатации продолжает оставаться
значительное количество дополни-
тельных катушек с жесткими выво-
дами.
Конструкция гибкого вывода ка-
тушек добавочных полюсов тяговых
двигателей ДПЭ-400, НБ-411 и
НБ-406 показана на рис. 140, а. Гиб-
кий вывод изготовлен из провода
ПМУ с изоляцией на 4000 В и впа-
ян в патрон. Патрон приклепан за-
клепками и припаян к скобе, кото-
рая в свою очередь припаяна к
крайнему витку катушки. Припайку
патрона к скобе и пайку провода в
патроне осуществляют припоем
ПОССу 40-0,5, а припайку скобы к
витку катушки — припоем Л-62.
Конструкция жесткого вывода у
этих же катушек показана на
рис. 140,6. Жесткие выводы изго-
товлены из полосовой (шинной) ме-
ди площадью сечения 5X40 мм2 и
приварены к выводной скобе медно-
фосфористым припоем ПМФ. Ско-
ба приварена к крайнему витку ка-
тушки припоем Л-62.
У тяговых двигателей ТЛ-2К вы-
воды катушек добавочных полюсов
имеют также два исполнения. В
первом исполнении (рис. 140,в)
один вывод гибкий, изготовлен из
провода ППСТ (РКГМ-400-95 мм2),
второй жесткий, изготовлен из лис-
24!
товой меди и имеет площадь сече-
ния 6x20 мм2.
Во втором исполнении катушек
добавочных полюсов (рис. 140, г)
оба вывода гибкие; один изготовлен
из провода ППСТ, второй — из
медной плетенки ПЩ. Эта конст-
рукция выводов наиболее надежна.
У тяговых двигателей AL-484eT
для выводов из катушек добавоч-
ных полюсов используются специ-
альные латунные патроны, которые
припоем, содержащим серебро, при-
паяны к концам катушки. Соедине-
ния между катушками выполнены
гибкими проводами. Концы прово-
дов впаяны в патроны катушек при-
поем ПОС-40. После пайки прово-
дов патроны катушек, а также мес-
та соединения провода с патроном
во избежание проникновения влаги
к патрону и внутрь изоляции ка-
тушки тщательно изолируют и про-
мазывают изоляционным лаком и
эмалью.
Катушки главных полюсов в ос-
новном выпускались с выводами
гибкого исполнения и изготовлялись
на тяговых двигателях ДПЭ-400,
НБ-411, НБ-406 из провода
ПМУ-4000-95 мм2, на двигателях
ТЛ-2К1 и НБ-107Б из провода
ППСТ (РКГМ-4000-95 мм2). Одна-
ко в эксплуатации имеется и неко-
торое количество тяговых двигате-
лей ДПЭ-400 и НБ-406 с жесткими
выводами у катушек главных по-
люсов.
На тяговых двигателях электро-
возов AL-4846eT и AL-4846dT кон-
струкция выводов из катушек глав-
ных полюсов и межкатушечиые сое-
динения выполнены так же, как и
на добавочных. В качестве выводов
из катушек используются латунные
патроны, а соединения между ка-
тушками выполнены гибкими про-
водами.
Выводы компенсационных обмо-
ток также имеют различные испол-
нения. На тяговых двигателях
ТЛ-2К1 выводы компенсационных
катушек изготовляют из медной
плетенки ПЩ. Однако в эксплуата-
ции еще встречаются двигатели
242
ТЛ-2К1, у которых боковые выводы
компенсационных обмоток выполне-
ны жесткими, так как такая конст-
рукция применялась иа тяговых
двигателях ранних выпусков.
В компенсационных обмотках
тяговых двигателей НБ-407Б цент-
ральный вывод гибкий, выполнен
из медной плетенки. Боковые выво-
ды иа трех катушках выполнены
гибкими и на остальных трех —
жесткими.
Катушки с гибкими и жесткими
выводами устанавливают в остове
через одну, т. е. так, чтобы жесткий
вывод соединялся с гибким. Это
обеспечивает наличие гибкого эле-
мента в каждом соединении выво-
дов между компенсационными ка-
тушками.
На тяговых двигателях с опор
но-осевой подвеской конструкция
жестких выводов из полюсных ка-
тушек и компенсационных обмоток
себя не оправдала. Эти выводы
имели в эксплуатации повышенную
повреждаемость из-за их изломов.
Поэтому в настоящее время для
повышения надежности ранее выпу-
щенных тяговых двигателей с жест-
кими выводами полюсных катушек
и компенсационных обмоток при
среднем и капитальном ремонте же
сткие выводы заменяют гибкими.
Для изготовления гибких выводов
полюсных катушек в двигателях
НБ-406 применяют провод ПМУ
(или ППСТ) с изоляцией на 4000 В,
в двигателях ТЛ-2К1 — медную
плетенку ПЩ и провод ППСТ. Вы-
воды из компенсационных обмоток
выполняют из плетенки ПЩ.
В магнитных системах всех ис-
полнений при деповском ремонте
проверяют состояние межкатушеч-
ных соединений. Проверку выполня-
ют, пропуская через обмотки в те-
чение 5—10 мин ток, равный (или
близкий) двойному часовому. На-
дежность контактов определяют по
изменению показаний амперметра
при качке мест соединения или по
нагреву — на ощупь, сравнивая на-
грев соединений. Если соединения
имеют хороший контакт, то нагрев
их будет примерно одинаковым.
Для более объективной оценки со-
стояния межкатушечных соедине-
ний необходимы специальные при-
боры. Работы по созданию таких
приборов ведутся Уральским отде-
лением ВНИИЖТ. Разработаны
опытные образцы прибора, который
оценивает состояние контактов сое-
динения (их нагрев) по инфракрас-
ному излучению от зон местного на-
грева, но большого практического
применения эти приборы пока нс
получили.
Если при проверке выявлены
чрезмерные иагревы отдельных сое-
динений, то такие соединения раз-
изолируют и ремонтируют.
Ремонт соединений между ка-
тушками главных или добавочных
полюсов двигателей (ДПЭ-400,
НБ-406Б, НБ-411 и др.) выполняют
в соответствии с рис. 141.
Изоляцию снимают, электроизо-
ляционную замазку 5 очищают,
проверяют плотность затяжки бол-
тов 3, состояние наконечников 1, 2
и планки 4. При необходимости на-
конечники разъединяют, детали сое-
динения ремонтируют, а затем
вновь соединяют и изолируют. В
случаях когда требуется замена на-
конечников, катушку снимают с ос-
това.
В тяговых двигателях ТЛ-2К1
последних выпусков в межкатушеч-
ных соединениях, соединениях меж-
ду компенсационными катушками,
а также в соединениях между ком-
пенсационными катушками и ка-
тушками добавочного полюса уста-
новлены под головки болтов пру-
жинные шайбы 3 (рис. 142). Это
обеспечивает более надежный кон-
такт между соединяемыми наконеч-
никами и увеличивает устойчивость
узла к вибрационным воздействиям.
Учитывая положительный опыт при-
менения в межкатушечных соедине-
ниях тяговых двигателей ТЛ-2К1
пружинных шайб, их установку це-
лесообразно рекомендовать при ре-
монте межкатушечных соединений
тяговых двигателей других типов.
Рис. 141. Ремонт межкатушечных соедине-
ний тяговых двигателей ДПЭ-400,
НБ-406Б, ТЛ-2К1 и др.:
/, 2- наконечники; 3 — болты; 4 — планка; 5 —
замазка электроизоляционная; 6 — шайба специ-
альная; 7 — изоляция (в соответствии с черте-
жом)
В тяговых двигателях НБ-407Б
соединение выводов полюсных ка-
тушек между собой, а также соеди-
нение выводов катушек добавочных
полюсов с выводами компенсацион-
ных катушек и выводов компенса-
ционных катушек между собой вы-
полнено паянием (рис. 143). Для
пайки применен виброустойчивый
припой ПСр-25ф. Преимуществами
паяного соединения являются
уменьшение числа деталей в соеди-
нении, снижение его веса, простота
изолировки, высокая надежность и
стабильность контакта между сое-
диняемыми наконечниками по срав-
нению с болтовым креплением, так
как исключается возможность ос-
лабления болтов. К недостатку этой
конструкции следует отнести необ-
ходимость при замене катушки рас-
пайки соединения и последующей
его пайки. Для этого в депо необхо-
димо иметь соответствующее обору-
дование: сварочные трансформато-
ры, специальные клещи для разог-
рева соединения. Пайку соединения
должны выполнять квалифициро-
ванные специалисты, чтобы исклю-
чить возможность повреждения изо-
ляции расположенных вблизи изо-
лированных поверхностей катушек.
Кабельные наконечники с приз-
наками чрезмерного нагрева ремон-
тируют следующим образом: места
с подгарами зачищают наждачным
полотном, тщательно выравнивают
их контактные поверхности и обес-
печивают плотность их прилегания
друг к другу, пролуживают припоем
ПОССу 40-0,5. В качестве флюса
243
используют 30—35%-ный раствор
канифоли в бензине. В случаях ког-
да в местах соединения наконечни-
ка с кабелем выявляют обрыв жил
более 10%, такие наконечники за-
меняют новыми, так как уменьше-
ние сечения кабеля будет способст-
вовать дальнейшему его разруше-
нию и перегоранию из-за снижения
механической прочности, а также
из-за повышенного нагрева кабеля
в ослабленном сечении.
Установку новых наконечников
производят в следующем порядке.
Провод у края наконечника, подле-
жащего замене, обрезают, снимают
с него изоляцию на длине, несколь-
ко большей длины наконечника. Не
изолированные жилы после зачист-
ки наждачным полотном пролужи-
вают. На пролуженные жилы наде-
вают медную трубку с облуженной
внутренней поверхностью, изготов-
ленную из листовой меди Ml тол-
щиной 1,5 мм, и опрессовывают ее
вместе с проводом на прессе. Кон-
цы провода, выступающие из нако-
нечника, после опрессовки обреза-
ют. Заусенцы опиливают, просвер-
ливают отверстия под болты и про-
изводят пайку наконечника в ванне
припоем ГЮССу 40-0,5 с примене-
иием флюса (30—35%-ный раствор
канифоли в бензине). Расстояние
между отверстиями, их диаметр
должны соответствовать чертежным
размерам.
Причиной повышенного нагрева
соединений компенсационных кату-
шек с катушкой добавочного полю-
са часто бывает неудовлетворитель-
ная пропайка скобы на медных
шунтах. Наличие таких дефектов
требует выпрессовки компенсацион-
ной катушки для замены вывода.
После проверки и ремонта дета-
лей межкатушечного соединения на-
конечники выводов вновь соединя-
ют, плотно затягивают болты, укла-
дывают один слой с полуперекры
тием ленты ЛЭС, пустоты в местах
выхода наконечников из кабелей
заполняют изоляционной замазкой,
после чего соединение изолируют.
Для изолировки (в соответствии с
чертежом) используют стеклоткань
марки ЛСЭ, которую накладывают
вполуперекрышу (5—7 слоев), и
смоляную ленту, которую наклады-
вают сверху вполуперекрышу (2
слоя). Весьма технологичной для
изолировки межкатушечных соеди-
нений является лента ЛЭТСАР
(ТУ 38.103.171-80), широко приме-
Рие. 142. Ремонт соединений выводов ком-
пенсационных катушек между собой (а)
и с выводами катушек добавочных полю-
сов (б) тяговых двигателей TJ1-2K1:
/ — компенсационная катушка; 2 — болт; 3—
шайба пружинная; 4 - планка: <5, 7 — выводы
компенсационной катушки; 6 — скоба: 8 — вывод
катушки добавочного полюса: 9 — замазка элек-
троизоляционная
Рис. 143. Ремонт соединений выводов ком-
пенсационных катушек между собой (а)
и с выводами катушек добавочных полю-
сов (б) тяговых двигателей НБ-407Б:
I - выводы компенсационных катушек; 2 — ком-
пенсационная катушка; 3 замазка электроизо-
ляционная; 4 — катушка добавочного полюса
244
няемая при изготовлении новых
двигателей. Изолировку осуществ-
ляют в следующем порядке: укла-
дывают два слоя вполуперекрышу
по ширине ленты ЛЭТСАР, три
слоя ленты ЛЭС и еще два слоя
ленты ЛЭТСАР.
Проверяют состояние крепления
соединительных и выводных прово-
дов к скобам остова. Поврежденные
участки проводов, которые чаще
всего обнаруживают в местах их
крепления, восстанавливают изоли-
ровкой поврежденных мест лако-
тканью и лентой из натуральной ре-
зины. Потертую или обгоревшую
изоляцию провода предварительно
вырезают со скосом по краям на
конус на длине 20—25 мм и на ее
место накладывают плотно, без
морщин вполуперекрышу новую
изоляцию, промазывая каждый
слой клеящим лаком. Общая тол-
щина наложенных слоев должна
быть не менее толщины основного
слоя изоляции. Сверху последнего
слоя из лакоткани укладывают два
слоя вполуперекрышу прорезинен-
ной изоляционной ленты с перекры-
тием лакотканевой изоляцией по
краям иа 5—10 мм. Поврежденные
места изоляции на выводных про-
водах разрешается восстанавливать
в тех случаях, когда повреждено не
более 100 мм провода и если де-
фектный участок находится не бли-
же 200 мм от выводной коробки
двигателя.
Для снижения вибрации и пере-
мещения проводов обеспечивают их
надежное крепление к скобам осто-
ва крученым шпагатом или при по-
мощи металлических конструкций
(рис. 144).
Не рекомендуется для крепления
проводов применять ленты, способ-
ные вытягиваться, так как это при-
водит впоследствии к ослаблению
проводов в месте крепления и по-
вреждению их изоляции.
Проверяют правильность расста-
новки полюсов по геометрическим
осям тягового двигателя (более
подробно о расстановке полюсов и
проверке симметрии магнитной
Рис. 144. Крепление проводов в остове тя-
гового двигателя ТЛ-2К1:
/ скобы; 2 — провод; 3 прокладка: 4 — болт
системы остова рассказано на
с. 291—296). Собранный остов пе-
редают в пропиточно-сушильное
отделение для восстановления изо-
ляции магнитной системы.
Восстановление изоляционных
свойств обмоток. Более 20% по-
вреждений тяговых двигателей
электровозов постоянного тока вы-
званы пробоями изоляции и меж-
витковыми замыканиями в обмот-
ках их магнитных систем. Это наи-
более тяжелый вид повреждения,
так как он требует непланового ре-
монта электровоза (в отдельных
случаях является причиной порчи
электровоза в пути следования),
выкатки тягового двигателя, его
разборки и в частых случаях, в за-
висимости от характера поврежде-
ний, отправки двигателя на завод,
т. е. изъятия его из эксплуатации
на длительный срок.
Высокая повреждаемость тяго-
вых двигателей из-за пробоев и
межвитковых замыканий их изоля-
ции имеет одну главную причину —
неудовлетворительное техническое
состояние изоляции обмотки, нали-
чие в ней дефектов, проявляющихся
в наиболее тяжелых эксплуатаци-
онных условиях (нестационарные
режимы, воздействие перенапряже-
ний, боксование электровоза, круго-
вой огонь по коллектору, переброс
на корпус и др.) и особенно при ув-
лажнении обмоток. Поэтому наи-
большее число пробоев изоляции
тяговых двигателей происходит в
зимний и весенне-зимний периоды
и особенно во время метелей, снего-
падов, а также при резких перепа-
дах окружающей температуры, т.е.
245
й условиях, способствующих про-
никновению влаги в глубь изоля-
ции.
Поверхностное увлажнение для
«здоровой» обмотки обычно неопас-
но. Опасность представляет глубо-
кое увлажнение, которое становится
возможным при необратимых про-
цессах старения изоляции, а также
когда изоляция имеет трещины, по-
тертости, пористость и другие, иног-
да невидимые глазом повреждения,
через которые влага, смешанная с
загрязнениями (смазкой, щеточной
пылью и др.), проникает в изоля-
цию. Пробой изоляции в этих усло-
виях можно рассматривать как со-
четание двух взаимодействующих
неблагоприятных факторов — на-
личия дефектов в изоляции и ее
увлажнения.
Чем больше дефектов имеется в
изоляции, тем более опасны для нее
влага и загрязнения, и, наоборот,
чем больше влаги (попадание и
таяние снега внутри двигателя, об-
разование конденсата на обмотках
и др.), тем опаснее наличие даже
мелких дефектов (трещины защит-
ной эмалевой пленки, небольшие
неплотности в местах выхода обмо-
ток из пазов и др.), особенно на тя-
говых двигателях электровозов по-
стоянного тока, изоляция которых
работает при значительно (в 2—
3 раза) более высоком напряжении,
чем у двигателей электровозов пе-
ременного тока.
Интенсивность процессов старе-
ния обмоток зависит в большой сте-
пени от интенсивности их нагрева.
Так, на дорогах, где электровозы
используются наиболее интенсивно,
старение обмоток тяговых двигате
лей происходит быстрее, чем на до-
рогах, где токовые нагрузки мень-
ше. Очень важным фактором в
процессе старения изоляции явля-
ется качество изготовления обмо-
ток на заводах-изготовителях и ре-
монтных заводах. Наличие дефек-
тов в структуре изоляции (пухлос-
тей, воздушных включений, непро-
питанных мест) создает пути для
токов утечки, которые интенсивно
246
разрушают изоляцию изнутри. Так-
же недопустима неплотная посадка
компенсационных обмоток в пазах,
катушек на сердечниках полюсов,
так как это приводит к ухудшению
теплоотдачи и увеличению нагрева
обмоток, к их механическому исти-
ранию и повреждениям. Если об-
мотки монолитны, плотно уложены
и закреплены в пазах и на сердеч-
никах, хорошо пропитаны и высу-
шены, имеют по всей поверхности
запеченную прочную защитную
пленку из водостойкой изоляцион-
ной эмали, то они. хорошо отводят
тепло, устойчивы к механическим и
динамическим воздействиям, мень-
ше подвержены истиранию и у в
лажнению.
Старение изоляции — это есте-
ственный и необратимый процесс,
так как рабочий ток и электричес-
кое поле неминуемо вызывают по
степенное разрушение изоляции, и
через определенный пробег в плано-
вом порядке она должна быть заме-
нена. Но в пределах этого пробега
надежная работа изоляции должна
быть обеспечена. Достигнуть этого
можно путем выполнения установ-
ленной системы ремонта электриче-
ских машин, соблюдения межре-
монтных пробегов, цикличности ре-
монта, выполнения технологических
процессов для каждого вида ре-
монта.
Правила деповского и заводско-
го ремонта электрических машин
предусматривают обязательное пе-
риодическое восстановление изоля-
ционных свойств полюсных катушек
и компенсационных обмоток.
При деповском ремонте восста-
новление изоляции магнитной сис-
темы производят без демонтажа по-
люсов и компенсационных обмоток
из остова путем тщательной очист-
ки, сушки и покрытия обмоток
электроизоляционной эмалью или в
отдельных случаях — путем про-
питки обмоток наполнением остова
лаком и последующим покрытием
их электроизоляционной эмалью.
Технологические режимы про-
питки обмоток лаками и покрытия
их изоляционными эмалями, марки
этих лаков и эмалей выбирают с
учетом изоляционных материалов,
примененных в обмотках при их из-
готовлении или капитальном ремон-
те, а также с учетом пробега элек-
трической машины от начала экс-
плуатации. На вновь изготовляемых
тяговых двигателях ТЛ-2К1 и при
их капитальном ремонте, а также
при капитальном ремонте тяговых
двигателей ДПЭ-400, НБ-411,
НБ-406Б и тяговых двигателей
электровозов ЧС в обмотках маг-
нитных систем применяют в качест-
ве корпусной изоляции стеклослю-
динитовую ленту ЛС-1-К-1Ю, или
ЛС-ЭК-5, или ЛСЭП-934, в качест-
ве витковой изоляции — асбестовую
бумагу (в полюсных катушках) и
ленту ЛС1-К-110 или ЛС-ЭК-5 (в
компенсационных обмотках). На
тяговых двигателях НБ-407Б глав-
ные и добавочные полюсы выполне-
ны конструктивно моноблочными,
изготовленными на изоляции «Мо-
нолит-2». Часть тяговых двигателей
ТЛ-2К1, выпущенных Новочеркас-
ским электровозостроительным за-
водом, также была изготовлена с
применением изоляции «Монолит-2»
в главных и добавочных полюсах.
Конструктивное и технологиче-
ское исполнение полюсов с изоляци-
ей «Монолит-2» принципиально от-
личается от их традиционного ис-
полнения, так как изоляционная си-
стема «Монолит-2» обусловливает
жесткую связь между медью ка-
тушки и ее изоляцией в полюсных
катушках или между медью катуш-
ки, ее изоляцией и сердечником по-
люса в моноблочных полюсах.
Главным преимуществом систем
«Монолит-2» является, как это вид-
но из названия, повышенная их мо-
нолитность, которая обеспечивает
значительное повышение теплопро-
водности изоляции и позволяет со-
здавать более компактные конст-
рукции полюсов, а следовательно,
лучше использовать активные ма-
териалы и реализовывать большую
тепловую мощность в тех же габа-
ритах. Кроме того, в исходном со-
стоянии изоляция «Монолит-2» об-
ладает высокой влагостойкостью.
Технологически исполнение сис-
тем «Монолит-2» осуществляется
следующим образом. В отличие от
традиционных конструкций в каче-
стве корпусной изоляции в полюс-
ных катушках «Моиолит-2» исполь-
зуют сухую (непропитанную) слю-
динитовую ленту (марки ЛС40-Ру-
ТТ), в которой нет связующего
лака; после укладки этой ленты
катушку подвергают глубокому ва-
куумированию (в специальном ба-
ке), а затем компаундировке под
высоким давлением. Для компаун-
дировки применяют эпоксидный
термореактивный компаунд ЭТМ-1
или ЭТМ-2, который под большим
давлением поступает в изоляцию,
легко проникая через непропитан-
ную стеклослюдинитовую ленту до
меди катушки, и прочно приклеива-
ет к ней корпусную и витковую
изоляцию. В моноблочных конструк-
циях вакуумирование и компаунди-
рование обмоток производят после
установки катушки иа сердечнике.
В этом случае компаунд прочно
соединяет медь катушки, изоляцию
и сталь полюсного сердечника.
Недостатком полюсных систем с
изоляцией «Монолит-2» является то,
что при высоких рабочих нагревах,
а они могут достигать 180 °C и бо-
лее (изоляция «Монолит-2» отно-
сится по нагревостойкости к клас-
су F), а также в процессе быстрого
нагрева и остывания в изоляции
начинают образовываться микро-
трещины, так как коэффициенты
температурного расширения меди,
изоляции и стали различны; обра-
зованию микротрещин способствует
также повышенная жесткость этих
полюсных систем. Указанные при-
чины вызвали повышенную повреж-
даемость полюсных систем на изо-
ляции «Монолит-2», и в настоящее
время для тяговых двигателей та-
кую изоляцию ие применяют, а при
заводском ремонте заменяют ее се-
рийной (ТЛ-2К1, НБ-407Б).
Магнитные системы, в обмотках
которых применены слюдинитовые
217
ленты на эпоксидных связующих
(ЛСПЭ-934, ЛСЭК-5, ЛС1-К-110)
или изоляция «Моиолит-2», при де-
повском ремонте, как правило, не
пропитывают, а покрывают электро-
изоляционной эмалью марки ЭП-91
или ГФ92-ГС. Предварительно по-
люсные системы очищают в остове,
а затем остовы вместе с катушками
загружают в сушильную печь и су-
шат при температуре 130—140 °C
в течение 10 ч. После выгрузки ос-
това из печи и остывания до темпе-
ратуры 60—70 °C ^полюсные катуш-
ки и компенсационную обмотку по-
крывают с помощью пульверизато-
ра (или кистью) эмалью. Предпоч-
тительнее применять для покрытия
эмаль ЭП-91, так как пленка этой
эмали более стабильна и обладает
повышенной (по сравнению с
эмалью ГФ92-ГС) влагостойкостью.
После покрытия эмалью и выдерж-
ки на воздухе (в цехе) в течение
1 ч остов вновь загружают в печь и
сушат при температуре 150—160 °C
(эмаль ЭП-91) или 130—140 °C
(эмаль ГФ92-ГС) в течение 5 ч.
Полюсные катушки, изготовлен-
ные на кремнийоргаиической изоля-
ции, после операций очистки и суш-
ки покрывают кремнийорганичес-
кой эмалью ПКЭ-19 или ПКЭ-22 и
сушат при температуре 140—150 °C
в течение 10 ч. Кремиийорганичес-
кая изоляция в полюсных катушках
применялась на тяговых двигате-
лях ТЛ-2К первых выпусков и пре-
дусмотрена при модернизации по-
люсных систем с изоляцией «Моно-
лит-2» иа тяговых двигателях
НБ-407Б.
Сопротивление изоляции полюс-
ных катушек двигателей после
предварительной, а также после
окончательной сушки, измеренное в
горячем состоянии при температуре
НО—120 °C, должно быть не менее
3 МОм.
Поверхность катушек после по-
крытия эмалью должна быть твер-
дой, ровной и гладкой. Покровная
пленка не должна иметь трещин,
отслоений и натеков эмали, вздутых
248
мест, механических и других по-
вреждений.
В случаях когда пробег остова
от предыдущего заводского ремонта
превышает установленную норму
или состояние изоляции полюсных
систем, особенно компеисациоины.х
обмоток, неудовлетворительно (име-
ются глубокие трещины, поврежде-
ния и потертости покровной изоля-
ции в лобовых частях нли на выхо-
де из пазов), производят пропитку
магнитных систем наполнением ос-
това пропиточным лаком ФЛ-98
(или ПЭ-933). Основным преиму-
ществом пропитки обмотки лаком
по сравнению с покрытием их
эмалью является то, что при про-
питке жидкотекучий лак затекает в
неплотности, имеющиеся между по-
люсными катушками .и остовом, а
также между катушками и сердеч
никами полюсов, между компенса-
ционными обмотками и стенками
пазов, проникая в трещины и поры
изоляции и отверждаясь в них, за-
крывает доступ влаге и загрязне-
ниям внутрь изоляции. Режим про-
питки магнитных систем следую-
щий: предварительно их сушат при
температуре 130—140 °C в течение
10 ч (во избежание попадания вме-
сте с пропиточным лаком в изоля-
цию загрязнений остов внутри дол-
жен быть тщательно очищен, по-
люсные катушки протерты увлаж-
ненными в бензине техническими
салфетками), затем в остове закры-
вают отверстия и наполняют его
пропиточным лаком ФЛ-98 или
ПЭ-933, чтобы уровень лака был на
15—20 мм выше уровня обмоток и
проводов.
Наполнение лаком осуществля-
ют при температуре остова и кату-
шек 70—80 °C, температура пропи-
точного лака от 20 до 25 °C. Изо-
ляцию пропитывают в течение
15 мин (до прекращения выделения
пузырьков воздуха), затем дают
стечь (15 мин), после чего остов
загружают в циркуляционную печь
и сушат его при температуре 130—
140 °C в течение 10 ч (сопротивле-
ние изоляции в горячем состоянии
не менее 3 МОм). Затем магнитную
систему покрывают эмалью ЭП-91
или ГФ92-ГС.
В случаях когда состояние по-
люсных катушек не требует их про-
питки, а компенсационные обмотки
имеют небольшие потертости, вы-
званные перемещением в пазах,
производят их пропитку без выемки
нз пазов промазкой катушек лаком
ФЛ-98 или ПЭ-933 или при наличии
больших повреждений заменяют но-
выми (либо отремонтированными).
После покрытия эмалью и суш-
ки изоляции, пока полюсные катуш-
ки не остыли (при температуре не
менее 80 °C), подтягивают полюс-
ные болты, применяя для этого ди-
намометрический ключ, обязательно
контролируя момент затяжки. За-
тем проверяют в соответствии с ус-
тановленными нормами расстояния
между сердечниками главных по-
люсов по диаметру, между сердеч-
никами добавочных полюсов по
диаметру и расстояния между края-
ми главного и добавочнох полюсов.
В депо, имеющих электромашин-
ные цехи, производят ремонт сня-
тых с двигателей поврежденных по-
люсных катушек и компенсацион-
ных обмоток.
Катушки главных, добавочных
полюсов и компенсационных обмо-
ток, корпусная изоляция которых
выполнена из микаленты или стек-
лослюдинитовой ленты, имеющие
потертости, поджоги или другие по-
вреждения изоляции, демонтируют
с остова и ремонтируют с заменой
покровной н восстановлением кор-
пусной изоляции. Покровную изо-
ляцию из стеклоленты или кипер-
ной ленты снимают, поврежденные
места очищают от старой корпусной
изоляции и на эти места наклады-
вают новую изоляцию из микален-
ты или стеклослюдинитовой ленты,
а затем новую покровную изоляцию
из стеклоленты ЛЭС вполуперекры-
шу по ширине ленты.
При наложении слоев корпусной
изоляции микаленту или стеклослю-
динитовую ленту промазывают ла-
ком ФЛ-98. На полюсных катушках
вместо ленты марки ЛЭС для по-
кровной изоляции целесообразно
применять термоусаживающуюся
лавсановую ленту сечением 0,2х
Х25 мм (ТУ17 РСФСР-44-8446-76)
с усадкой не менее 10% при нагре-
ве ее до 160 °C в течение 1 ч.
После сушки корпусной изоля-
ции (18—22 ч) при температуре
140—150 °C и укладки покровной
изоляции катушку покрывают элек-
троизоляционной эмалью марки
ЭП-91 или ГФ92-ГС. После этого
покрытия катушку сушат при тем-
пературе 150—160 °C (эмаль ЭП-91)
и 130—140 °C (эмаль ГФ92-ГС) в
течение 2—3 ч.
Поврежденные места катушек
главных и добавочных полюсов, из-<
готовленных на изоляции «Моно-
лит-2», или моноблоков на этой
изоляции ремонтируют следующим
образом. Поврежденную изоляцию
срезают ножом, потом с помощью
напильника разделывают срезанные
края на конус. Подготовленное та-
ким образом место зачищают и про-
тирают салфеткой, смоченной бен-
зином. Далее послойно накладыва-
ют промазанные эпоксидным компа-
ундом полоски из стеклослюдинито-
вого полотна, постепенно заполняя
ими всю поверхность, очищенную от
старой изоляции. Полоски должны
иметь размеры в соответствии с
размерами ремонтируемого участка,
укладываться без морщин и утол-
щений в отдельных местах, плотно
прилегать и приклеиваться к меди
катушки и друг к другу. Последний
слой накладывают с заходом на не-
поврежденную изоляцию. Во избе-
жание вытекания эпоксидного ком-
паунда после укладки последней по-
лоски на отремонтированный учас-
ток катушки накладывают фторо-
пластовую пленку вполуперекрышу
по ширине, а затем стеклоленту
(рис. 145).
Отремонтированную катушку
или моноблок подвергают сушке,
после которой стеклоленту н фторо-
пластовую пленку снимают, восста-
новленный участок зачищают за-
подлицо с основной изоляцией.
249
Компаунд для промазки стекло-
слюдинитовых полосок изготовля-
ют из эпоксидной смолы ЭД-22 —
100 частей (по массе), отвердителя
ИЗО-МТГФА — 80 частей и триэти-
ламида — 1 часть. В эпоксидную
смолу, подогретую до температуры
50—60 °C, при постоянном помеши-
вании вначале вводят отвердитель,
затем — триэтиламид. Срок годнос-
ти такого компаунда 6—8 ч.
Сушку катушки выполняют в
два этапа: сначала ее нагревают до
75—80 °C и выдерживают при этой
температуре 3 ч, затем подогревают
до температуры 145—155 °C и су-
шат 8 ч.
Иногда применяют компаунд хо-
лодного отверждения. Его приго-
тавливают из эпоксидной смолы
ЭД-20 или ЭД-22 — 100 частей, ди-
бутилфталата — 20 частей и поли-
этилеиполиамина — 10 частей. Срок
годности компаунда холодного от-
верждения 1 ч, а температура суш-
ки катушек, отремонтированных с
применением этого компаунда, 40—
50 °C. Сушку производят в течение
4—6 ч.
На поверхность отремонтирован-
ных катушек главных полюсов, при-
легающую к остову, рекомендуется
приклеить прокладку из электроии-
та толщиной 0,5 мм. Назначение
этой прокладки — защита изоля-
ции катушек от повреждения при
затяжке полюсных болтов. Такие
прокладки особенно необходимы в
Рис. 145. Ремонт катушки добавочного по-
люса, выполненной на изоляции «Моно-
лит-2»:
/ — изоляция: 2—полоски слюдинитового полот-
на; 3— стеклолента; 4 — Фторопластовая пленка
катушках, изготовленных на изоля-
ции «Монолит-2», так как эта изо-
ляция наиболее чувствительна к ме-
ханическим воздействиям и легко
повреждается.
Очень важно при монтаже кату-
шек на сердечниках полюсов обес-
печить плотность их посадки. На
тяговых двигателях ТЛ-2К1 катуш-
ки главных полюсов, особенно изго-
товленных на изоляции «Моио-
лит-2», необходимо уплотнять по
всему периметру; в лобовых частях,
где зазор между сердечником и ка-
тушкой 10 мм и более, уплотнение
осуществляют постановкой тексто-
литовых прокладок и прокладок из
электронита (рис. 146).
Компенсационные катушки, де-
монтированные из полюсных сер-
дечников и имеющие повреждения
изоляции, ремонтируют также со
снятием покровной изоляции и вос-
становлением корпусной изоляции.
Предварительно подлежащие ре-
монту катушки компенсационной
обмотки очень тщательно осматри-
вают и проверяют по всему пери-
метру. Корпусную изоляцию в мес-
тах повреждения восстанавливают
стеклослюдииитовой лентой
ЛС1-К-1Ю или ЛС-ЭК-5. В качест-
ве покровной изоляции используют
стеклоленту ЛЭС. После наложения
покровной изоляции компенсацион-
ные катушки пропитывают 2 раза в
лаке ФЛ-98. Перед пропиткой ка-
тушки нагревают до температуры
70—80 °C. После пропитки компен-
сационные катушки сушат .при тем-
пературе 130 °C в течение 8 ч пос-
ле первой пропитки и в течение 15ч
после второй пропитки. При погру-
жении катушек в бак с лаком необ-
ходимо следить за тем, чтобы про-
питочный лак ие проникал под изо,-
ляцию гибких выводов, так как
плетенка ПЩ, из которой сделан
гибкий вывод, после пропитки ла-
ком становится жесткой, проводни-
ки, покрытые слоем лака, хуже от-
водят тепло, .и нагрев их от рабо-
чего тока увеличивается. Это ухуд-
шает механические свойства выво-
дов и может вызывать их излом.
250
Рис. 146. Уплотнение катушек на сердечниках
главных полюсов тяговых двигателей ТЛ-2К1:
/ — остов; 2 — прокладка (текстолит); 3, 6, 7, 10 —
прокладки (электронит); 4 — виит; 5--катушка; 8 —
пружинная рамка; 9 — фланец
После ремонта электрической
части остова его внутреннюю по-
верхность покрывают эмалью хо-
лодной сушки. После деповского
ремонта испытывают электрическую
прочность обмоток остова тяговых
двигателей напряжением, превы-
шающим на 10% испытательное на-
пряжение для тягового двигателя, в
течение 1 мин.
35. Ремонт щеточного аппарата
Общие сведения. Под щеточным
аппаратом подразумеваются конст-
руктивные детали и узлы электри-
ческой машины, обеспечивающие
работу скользящего щеточного-кол-
лекторного контакта. На сущест-
вующих тяговых электрических ма-
шинах используются разнообразные
исполнения этого узла, но наиболее
характерными являются щеточные
аппараты с траверсой (шестиполюс-
ные тяговые двигатели, а также ше-
сти- и четырехполюсные вспомога-
тельные машины НБ-430, НБ-431,
НБ-436 и др.) и без нее (четырех-
полюсные тяговые двигатели).
Несущим элементом щеточного
аппарата шестнполюсных тяговых
двигателей ТЛ-2К1, НБ-407Б,
AL-4846eT и AL-4846dT является
траверса, представляющая собой
кольцевую отливку, на которой ук-
реплено 12 изолированных пальцев.
На каждые два пальца установлен
разъемный кронштейн с щеткодер-
жателем. Соединение щеткодержа-
теля с кронштейном осуществляется
с помощью гребенки и болта.
По ободу траверсы расположен
зубчатый венец, предназначенный
для зацепления траверсы с шестер-
ней, находящейся на валу поворот-
ного механизма, С его помощью
осуществляется вращение траверсы
для осмотра щеточного аппарата.
С обратной стороны траверсы
размещены перемычки, соединяю-
щие щеточные узлы друг с другом
в сответствии с электрической схе-
мой двигателя. На тяговых двигате-
лях электровозов ЧС траверса не-
разрезной конструкции, на тяговых
двигателях ТЛ-2К1 и НБ-407Б —
разрезной конструкции. Применение
траверсы разрезной конструкции
позволяет расклинивать ее в выточ-
ке подшипникового щита с по-
мощью специального разжимного
устройства, установленного в месте
разреза. В остове траверса фикси-
руется и стопорится болтом фикса-
тора, находящегося на передней
стенке остова у коллекторного лю-
ка, и прижимается к подшипнико-
вому щиту болтами стопорных уст-
ройств, которые расположены вни-
251
зу остова и со стороны подвески тя-
гового двигателя.
Щеточный аппарат четырехпо-
люсных двигателей состоит из четы-
рех кронштейнов, укрепленных с по-
мощью изолированных пальцев не-
посредственно в остове тягового
двигателя, и четырех щеткодержа-
телей, каждый из которых устанав-
ливается на гребенку кронштейна
и закрепляется на нем болтом. Ука-
занные существенные различия в
конструкциях щеточного аппарата
шести- и четырехполюсных тяговых
двигателей определяют особенности
методов и технологии их ремонта.
Кронштейн / (рис. 147) тяговых
двигателей (ДПЭ-400, НБ-406Б и
др.) представляет собой стальную
отливку с запрессованными в нее
двумя изолированными пальцами,
которыми он крепится к остову.
Палец кронштейна изолирован от
остова слюдяной изоляцией и фар-
форовыми изоляторами. На гребен-
ке кронштейна болтом 2 укреплен
щеткодержатель 3. Подвод тока к
коллектору осуществляется через
кронштейн, корпус щеткодержателя
и электрощетки. Основными недос-
татками этой конструкции являют-
ся: большая масса кронштейна и
щеткодержателя; большое расстоя-
ние от электрощетки до места креп-
ления кронштейна на остове; высо-
кая стоимость кронштейна, вызван-
ная наличием в его конструкции де-
фицитной и дорогостоящей слюды;
повышенная аварийность узла крон-
штейна в эксплуатации из-за про-
боев его изоляции и перекрытий на
корпус. Кроме того, конструкция
5Д0Д ».
Рнг. 117 Кронштейны щеткодержателей тяговых двигателей ДПЭ-400, НБ-41).
ПБ 4ОьБ
1 — hfv’nn>iohH; 2 -• болт; з -- щеткодержатель
252
Рис. 148. Щеткодержатели тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б (а) и
ТЛ-2К1 (б):
/• корпус; 2 нажимной палец: .? электрощетка: 4 болт для крепления проводников элект-
рощетки; 5 пружина
нажимного устройства щеткодержа-
теля не обеспечивает постоянного
центрального по оси электрощетки
нажатия и постоянного его значе-
ния: при износе и уменьшении вы-
соты электрощетки контактная ли-
ния между пальцем и электрощет-
кой смещается относительно оси
электрощетки, а нажатие пальца
щеткодержателя на электрощетку
значительно уменьшается.
Конструкция щеткодержателя
не позволяет использовать электро-
щетку до ее браковочного размера.
Конструкция электрощетки на тяго-
вых двигателях ДПЭ-400 и НБ-406
допускает возможность использо-
вания электрощеток до размера
28—25 мм, а конструкция щетко-
держателя заводов-изготовителей
из-за несовершенства нажимного
устройства ограничивает возмож-
ность использования электрощеток
до высоты 35 мм. Таким образом
ресурс электрощеток в этих щетко-
держателях недоиспользуется. По-
этому новые щеткодержатели
(рис. 148, а) этих двигателей изго-
товляют по чертежам, разработан-
ным ПКБ ЦТ. В этой конструкции
щеткодержателя усовершенствова-
но нажимное устройство и изменена
высота щеточного окна. Это позво-
лило увеличить ресурс электрощет-
ки на 8 мм, т. е. примерно на 30%.
Браковочный размер электрощетки
для такого щеткодержателя состав-
ляет 27 мм (вместо 35 мм).
Щеткодержатели тяговых двига-
телей ДПЭ-400 и НБ-406 отличают-
ся в основном шириной щеточного
окна (16 мм у двигателя ДПЭ-400
и 20 мм у двигателя НБ-406) и ве-
личиной нажатия на щетку. Поэто-
му щеткодержатели этих двигате-
лей невзаимозаменяемы, хотя ос-
новные установочные размеры у
них одинаковы.
Более совершенной является
конструкция щеткодержателей тяго-
вых двигателей ТЛ-2К1 (рис. 148,6),
в которой недостатки, характерные
для щеткодержателей ДПЭ-400 и
НБ-406, устранены.
Осмотр и ремонт траверсы и ее
деталей. Разборку и ремонт тра-
верс производят на специальных
приспособлениях — кантователях
траверс (рис. 149). На опоре канто-
вателя 6 размещены два механизма
вращения 4 с приводами 5. На кан-
тователе (можно ремонтировать
сразу две траверсы) предусмотрены
два кольца 3, на каждом из кото-
рых имеется по два прижима / для
закрепления траверсы. Кольца уста-
навливают в удобное для работы
положение и закрепляют. Поворот
колец осуществляется от приводно-
го червячного механизма, угол по-
ворота в вертикальной плоскости
360°.
После установки и закрепления
траверсы 1 на кольце приспособле-
ния производят ее разборку: отво-
рачивают гайки 5 (рис. 150) и сни-
253
Рис. 149. Кантователь траверс:
/ — прижим для закрепления траверсы; 2 —стол; 3 — кольцо; 4~ механизм вращения; 5 — при-
вод; б - опора
Рис. 150. Траверса тягового двигателя ТЛ-2К1
254
мают щеткодержатели 4\ отвернув
болты 7, отсоединяют от кронштей-
нов перемычки 6 (кабель), и отвер-
нув болты 8, снимают кронштейны
2 с накладками выворачивают
изолированные пальцы 9. Перевер-
нув траверсу обратной стороной,
сняв крепежные детали, которыми
перемычки крепятся к траверсе, ос-
вобождают перемычки.
Траверсу осматривают, обнару-
женные трещины заваривают; про-
веряют калибром установленной
степени точности резьбу отверстий
под пальцы кронштейнов щеткодер-
жателей (М30Х1,5); при необходи-
мости резьбу восстанавливают пу-
тем наплавки отверстий и нарезки
номинального размера. Осматрива-
ют место на траверсе под фиксатор.
На траверсах с большим сроком
службы место под фиксатор обычно
имеет износ. Этот износ необходимо
устранить, так как иначе не будет
обеспечена правильная без переме-
щений фиксация траверсы. Изно-
шенное место наплавляют, а затем
обрабатывают заподлицо.
После ремонта траверсу покры-
вают электроизоляционной эмалью
(кроме зубьев и поверхности под
подшипниковый щит).
Проверяют и при необходимости
ремонтируют разжимное устройст-
во, с помощью которого траверса
закрепляется в выточке подшипни-
кового щита. Разжимное устройство
позволяет путем увеличения или
уменьшения зазора между краями
траверсы разжимать или сжимать
ее. Изменение размера зазора осу-
ществляется шпилькой, которая
вкручивается в специальные шарни-
ры разжимного устройства. Шпиль-
ка разжимного устройства должна
свободно вкручиваться в шарниры и
обеспечивать возможность измене-
ния зазора в пределах 2—5 мм.
Проверяют резьбу деталей разжим-
ного устройства, неисправные дета-
ли заменяют.
Осматривают и проверяют со-
стояние кронштейнов и накладок к
ним. Кронштейны и накладки, в ко-
торых обнаружены трещины, заме-
няют исправными. Резьбовыми ка-
либрами установленной степени
точности проверяют резьбу, при не-
обходимости резьбовые отверстия
восстанавливают. Проверяют со-
стояние гребенки. При повреждении
резьбы гребенки не более 20,% ее
площади восстановление гребенки
производят путем расчистки впадин.
Контролируют надежность креп-
ления шпилек. Осматривают пере-
мычки. Перемычки, имеющие де-
фекты, поврежденную изоляцию,
заменяют исправными. Поврежден-
ную изоляцию разрешается восста-
навливать.
Особое внимание обращают на
состояние деталей фиксирующего и
стопорных устройств. Износы на
этих деталях должны быть устране-
ны, их размеры должны соответст-
вовать номинальным. Восстановле-
ние деталей осуществляют наплав-
кой и последующей обработкой в
соответствии с чертежом. Фиксатор
должен плотно устанавливаться в
выточке: этим обеспечивается пра-
вильная фиксация траверсы на гео-
метрической нейтрали двигателя.
Все щеткодержатели, снятые с
траверсы, подлежат ремонту, вос-
становлению и проверке.
После того как все узлы и дета-
ли отремонтированы и проверены,
начинают сборку траверсы. Сборку
выполняют на том же приспособле-
нии, на котором производили ее
разборку. Заворачивают в резь-
бовые отверстия траверсы пальцы,
обеспечивая перпендикулярность
их оси к поверхности траверсы (от
клонение оси от перпендикулярного
положения допускается ие более
0,2 мм). На пальцах устанавливают
и укрепляют кронштейны с наклад-
ками. С обратной стороны траверсы
укладывают и при помощи специ-
альных скоб укрепляют перемычки.
При установке перемычек во из-
бежание их перетирания о скобы в
местах крепления подкладывают
дополнительную изоляцию из элек-
трокартона. Прикрепляют болтами
перемычки к кронштейнам. Уста-
навливают иа гребенку кронштей-
255
нов щеткодержатели и закрепляют
их болтами (шпильками).
Регулировку положения щетко-
держателей на траверсе относитель-
но друг друга и относительно кол-
лектора очень удобно производить
на специальном приспособлении —
монтажном столе, разработанном
впервые тов. Быченко В. А. для
монтажа траверс двигателей элек-
тровозов переменного тока. Такие
приспособления нашли широкое
применение в депо.
Приспособление состоит из пли-
ты 1 (рис. 151) и суппортного уст-
ройства 2. К плите приварены
шесть упоров 5 с пазами и прижи-
мы 6 для закрепления траверсы 7.
Упоры расположены на плите по
окружности через 60°. В суппорт-
ном устройстве закреплен шаблон
3, которым контролируют правиль-
ность положения окон щеткодержа-
телей 4. Конструкция суппортного
устройства обеспечивает перемеще-
ние шаблона в радиальном направ-
лении и его вращение вокруг цент-
ральной оси.
Проверяемую собранную травер-
су устанавливают на плиту приспо-
собления, вводят шаблон в окно
одного из щеткодержателей и паз
соответствующего упора, после чего
закрепляют траверсу с помощью
прижимов к плите. Затем шаблоном
проверяют правильность установки
остальных щеткодержателей, после-
довательно вводя шаблон в их окна
и пазы соответствующих упоров.
При правильной установке щетко-
25G
Рис. 151. Монтажный стол для сборки траверс
держателей шаблон свободно, без
смещения траверсы входит в окна
и соответствующие им пазы упоров.
В тех случаях, когда окно щетко-
держателя смещено относительно
шаблона, выявляют причину сме-
щения, при необходимости снимают
и заменяют щеткодержатель, регу-
лируют положение кронштейна или
его пальца.
На монтажном столе проверяют
правильность расстановки щетко-
держателей по их осям, точность
радиального положения их окон
(осей электрощеток), расстояние от
нижней надколлекторной кромки
окна щеткодержателей до коллекто-
ра. На таких приспособлениях це-
лесообразно выполнять монтаж тра-
верс тяговых двигателей ТЛ-2К1,
НБ-407Б, а также траверс тяговых
двигателей электровозов ЧС.
Разница расстояний между ося-
ми окон щеткодержателей рекомен-
дуется не более 1,5 мм (для тяго-
вых двигателей всех типов); иепа-
раллельность осей окон щеткодер-
жателей относительно осей (или
кромки) коллекторных пластин не
более 1 мм; расстояние от низа ок-
на щеткодержателя до коллектора
от 2 до 4 мм; минимальное расстоя-
ние между торцом петушков кол-
лектора и корпусом щеткодержате-
лей для тяговых двигателей
ДПЭ-400, НБ-411, НБ-406 и
ТЛ-2К1 4,5 мм, AL-4846eT и
AL-4846dT 7 мм. После ремонта и
сборки траверсу покрывают элек-
троизоляционной эмалью в соответ-
ствии с чертежом.
Окончательную проверку поло-
жения траверсы и контроль уста-
новки электрощеток на коллекторе
производят при монтаже тягового
двигателя.
Ремонт стальных кронштейнов
со слюдяной изоляцией и изоляци-
онных пальцев кронштейнов.
У стальных кронштейнов, снятых с
тяговых двигателей (ДПЭ-400,
НБ-406 и др.), проверяют сопротив-
ление изоляции. Сопротивление изо-
ляции исправного кронштейна при
температуре 20 °C обычно состав-
9 Зак. 1613
ляет не менее 100 МОм. Если со-
противление изоляции меньше
100 МОм, то кронштейн сушат в
печи при температуре ПО—130 °C
в течение 4 ч. Контроль высыхания
изоляции в процессе сушки кронш-
тейна осуществляют замерами со-
противления изоляции. Если при
температуре НО—130 °C сопротив-
ление изоляции кронштейна состав-
ляет не менее 10 МОМ, тогда сушку
прекращают. В случаях когда при
продолжительной сушке в течение
20—24 ч сопротивление изоляции
кронштейна до требуемого значе-
ния не поднимается, такой кронш-
тейн ремонтируют с перепрессовкой
пальца и заменой основной изоля-
ции.
На кронштейнах с исправными
изоляционными пальцами осматри-
вают фарфоровые изоляторы и про-
веряют их состояние. Изоляторы,
иа которых обнаружены дефекты
(трещины, потемневшая глазурь и
отколы), заменяют исправными.
Проверяют плотность посадки фар-
форового изолятора на изоляции
пальца и пальца в кронштейне. При
попытке поворачивания от руки в
ту или другую сторону изолятор и
палец кронштейна не должны пере-
мещаться.
Если обнаружено ослабление в
посадке изолятора, то изолятор сни-
мают. Слюдяную изоляцию при не-
обходимости частично заменяют.
Тщательно очищают палец от остат-
ков компаунда или пасты АСТ-Т,
поверхностный слой слюдяной изо-
ляции обезжиривают. При наложе-
нии слюдяной изоляции необходимо
иметь в виду, что между изолято-
ром и изолированным пальцем дол-
жен быть зазор 1,0—1,5 мм, равно-
мерный по окружности и по всей
длине изолятора. Перед насадкой
торец изолятора, которым он упи-
рается в кронштейн, промазывают
пастой АСТ-Т, надевают изолятор
на палец, обеспечивая концентрич-
ную его установку относительно оси
пальца, и в зазор между пальцем и
изолятором заливают пасту. После
усадки пасты в процессе ее отверж-
257
дения доливают необходимое коли-
чество раствора, затем оставляют
кронштейн на 8—10 ч. За это вре-
мя паста окончательно отверждает-
ся, и кронштейн устанавливают иа
двигатель, предварительно проверив
в соответствии с правилами ремонта
сопротивление изоляции.
Раствор пасты АСТ-Т приготов-
ляют из специальных порошка и
жидкости. Соотношение порошка и
жидкости для промазки торцовой
поверхности изолятора 4 : 3, для за-
ливки зазора между пальцем и изо-
лятором 1:1. В состав порошка
входят следующие компоненты:
эмульсионный полиметилметакри-
лат — 97 частей (по массе), пере-
кись бензоила и окись цинка — по
1,5 части. В состав жидкости входит
97 частей метилметакрилата и
3 части технического диметилани-
лина.
При заливке паста не должна
терять текучести, а поэтому, учиты-
вая, что она быстро затвердевает,
разводят ее в таком количестве, ко-
торое может быть использовано для
заливки изоляторов в течение 3—
5 мин. Пользуясь пастой, необходи-
мо соблюдать правила техники без-
опасности.
Во избежание механических по-
вреждений изоляторов при установ-
ке кронштейна в остов и затяжке
болтов следят за тем, чтобы после
насадки изолятора его торец ие до-
ходил до торца пальца на 0,5—3 мм.
В случаях ослабления посадки
изоляции на пальце или пальца в
кронштейне кронштейн ремонтиру-
ют с перепрессовкой пальца. Уста-
новка на тяговые двигатели крон-
штейнов с ослаблением указанных
деталей ие допускается. Наличие
неплотностей между пальцем и изо-
лятором способствует проникнове-
нию в изоляцию кронштейна влаги
и вызывает повреждения кронштей-
нов; наличие неплотностей между
пальцем и кронштейном приводит
к повышенной вибрации щеточных
узлов и ухудшению условий работы
скользящего щеточно-коллекторного
контакта,
258
При необходимости осуществля-
ют механический ремонт корпуса
кронштейна. Обнаруженные в его
корпусе трещины длиной до 30 мм,
если они удалены от отверстий под
пальцы иа расстояние не менее
30 мм, заваривают.
Проверяют гребенку кронштей-
на, а также резьбовые отверстия.
Если повреждение резьбы гребенки
занимает не более 20% ее площади,
то разрешается их ремонтировать
расчисткой впадин. Если нарезка
повреждена иа большей площади,
то поверхность гребенки наплавля-
ют и делают иарезку вновь. Резь-
бовые отверстия кронштейна прове-
ряют калибром установленной сте-
пени точности. Отверстия, у кото-
рых резьба имеет дефекты, восста-
навливают.
Резьбовые отверстия для креп-
ления щеткодержателей, а также
отверстия для крепления токоведу-
щих проводов заваривают, затем их
рассверливают и нарезают резьбу
номинального размера. Резьбовые
отверстия пальцев кронштейнов
разрешается восстанавливать по-
становкой в них специальных вту-
лок (рис. 152) на резьбе. Для это-
го дефектное отверстие пальца рас-
сверливают иа больший диаметр
(при М24 до 27,8 мм) и нарезают в
нем резьбу МЗО. Затем вытачивают
ремонтную втулку и такую же
резьбу МЗО нарезают на ее внеш-
нем диаметре. Втулку вворачивают
в отверстие. Затем во втулке про-
сверливают отверстие нужного диа-
метра и в соответствии с чертежом
нарезают резьбу номинального раз-
мера. Резьбу на втулке, а также
резьбу на пальце под установку
втулки проверяют калибром. Втул-
ку изготовляют из стали Ст40. Что-
бы установка втулки в пальце
кронштейна была прочной, ее до-
полнительно закрепляют четырьмя
установочными винтами МЗХ15.
Торец втулки обтачивают заподли-
цо с торцом пальца. У всех крон-
штейнов проверяют установочные
размеры, которые влияют на пра-
Рис. 152. Ремонт кронштейнов тяговых двигателей ДПЭ-400, НБ-411, НБ-406Б:
/ — кронштейн; 2 — изолятор; 3 — палец; 4 — ремонтная втулка; 5 — установочный винт; б — па
ста изоляционная; 7--S — изоляция
вильность расстановки электроще-
ток на коллекторе.
У кронштейнов щеткодержате-
лей тяговых двигателей ДПЭ-400,
НБ-411 и НБ-406 подлежат обяза-
тельной проверке следующие основ-
ные размеры: расстояние между
осями отверстий под пальцы крон-
штейна 86,6±0,3 мм (см. рис. 147),
расстояния от края гребенки до
осей отверстий под пальцы, которые
должны быть до первого отверстия
57±0,3 мм и до второго отверстия
108±0,3 мм. Кроме указанных раз-
меров, во избежание перекосов щет-
кодержателей над коллектором про-
веряют высоту пальцев кронштей-
нов. Разница в высоте пальцев не
допускается.
Для правильной установки крон-
штейна в остове относительно кол-
лектора необходимо, чтобы плос-
кость гребенки кронштейна была
строго перпендикулярна опорной
плоскости пальцев и опорные по-
верхности пальцев кронштейна на-
ходились в одной плоскости.
У отремонтированных кронштей-
нов проверяют электрическую проч-
ность изоляции. Проверку произво-
дят, прикладывая к изоляции на-
пряжение, превышающее на 20%
напряжение, которым испытывается
тяговый двигатель в целом после
ремонта. Наиболее эффективно ис-
. 9*
пытание отремонтированных крон-
штейнов на пробой после выдержки
нх в воде.
На тяговых двигателях электро-
возов ЧС, а также иа тяговых дви-
гателях ТЛ-2К1 и НБ-407Б при де-
повском ремонте пальцы кронштей-
нов проверяют, не снимая их с тра-
версы. Обязательно снимают только
те пальцы, сопротивление изоляции
которых менее 100 МОм, пальцы с
пробоем изоляции, а также пальцы,
на изоляторах которых обнаружены
трещины, сколы и потемнения гла-
зури. Необходимо снимать пальцы
также в тех случаях, когда в торцо-
вой заливке или в изоляционных
шайбах обнаружены трещины или
ослабление их крепления на тра-
версе.
На снятом пальце тяговых дви-
гателей AL-4846eT, AL-4846JT про-
веряют состояние его изоляции, а
также состояние изоляционной шай-
бы 2 (рис. 153), изолятора 3, втул-
ки 6 и торцовой части заливки (за-
полнителя). Сопротивление изоля-
ции пальца должно быть не менее
100 МОм. При меньшем сопротив-
лении изоляции палец, так же как
и кронштейн со слюдяной изоляци-
ей, сушат. Температура сушки
110—120 °C.
Резьбу пальца проверяют калиб-
ром. При срыве резьбы или ослаб-
259
Рис. 153. Ремонт изоляционных пальцев щеткодержателей тяговых двигателей
AL-4846 (а) н ТЛ-2К1 (б):
/ — шпилька; 2 — шайба изоляционная; 3 — изолятор; 4— изоляция (лакоткань); 5 — изоляция
(лакированная бумага); б —втулка (стальная); 7 — заполнитель; « — изоляция (АГ-4В)
лении резьбового крепления палец
заменяют исправным.
Замену фарфоровых изоляторов
и уплотнение их посадки на пальце
производят так же, как на тяговых
двигателях со стальными кронштей-
нами со слюдяной изоляцией, толь-
ко вместо миканита в качестве уп-
лотнения здесь применяют лако-
ткань ЛХ1 с промазкой ее бакели-
товым лаком.
Ремонт пальцев тяговых двига-
телей AL-4846eT и AL-4846dT с за-
меной изоляции производят в сле-
дующем порядке. Снимают изоля-
тор, изоляционную шайбу, стальную
втулку и изоляцию. Палец очища-
ют, протирают увлажненной бензи-
ном салфеткой, а затем изолируют.
Для удобства перед изолировкой
палец зажимают за шестигранник в
тисках и наносят на поверхность,
подлежащую изолировке, слой фе-
нольно-альдегидного лака. После
того как лак подсохнет, на палец
накладывают слой покрытой фе-
нольно-альдегидным лаком бумаги
до получения в цилиндрической изо-
лированной части пальца размера
диаметра 22,2 мм. Изолированный
слой, укладываемый на цилиндриче-
скую поверхность пальца, должен
выступать на 15 мм от его торца.
В процессе укладки покрытая
лаком поверхность бумаги должна
быть обращена в сторону пальца.
Между слоями бумагу промазывают
фенольно-альдегидным лаком и ук-
ладывают плотно ровными слоями
без зазора у торца шестигранника.
После этого изоляцию на длине
78 мм от торца (на месте установ-
ки стальной втулки) обтачивают до
260
диаметра 20 мм и обжимают. Для
обжима палец закладывают в спе-
циальное приспособление, обхваты-
вающее его изолированную часть, и
вместе с приспособлением помеща-
ют в печь, где прогревают в течение
30—40 мин при температуре 140—
150 °C. Затем палец опрессовывают,
снова помещают в печь и запекаюг
в течение 1 ч при той же темпера-
туре.
После остывания пальца изоля-
ция должна быть монолитной и не
иметь ослабления на пальце. Запе-
ченную изоляцию промазывают
смолой и устанавливают стальную
втулку, шайбу и изолятор. Перед
установкой изолятора для плотной
его посадки на пальце укладывают
один слой вполуперекрышу прома-
занной фенольно-альдегидным ла-
ком лакоткани (диаметр пальца
под изолятор должен быть 22,5 мм),
а место у шайбы для исключения
проникновения влаги перед оконча-
тельной осадкой изолятора прома-
зывают эпоксидной смолой холодно-
го отверждения или пастой АСТ-Т.
Торец пальца также заливают эпок-
сидной смолой или пастой АСТ-Т.
Сушку смолы производят в течение
24 ч. Наружную поверхность втулки
пальца покрывают эмалью
ГФ-92-ХС. Проверяют электричес-
кую прочность пальцев, отремонти-
рованных с заменой изоляции, на-
пряжением, превышающим испы-
тательное напряжение машины на
20%,в течение 1 мин. Если изоля-
цию не заменяли, то электрическую
прочность изоляции пальца испы-
тывают напряжением 7,2 кВ в те-
чение 1 мин.
Стальные разъемные кронштей-
ны (на тяговых двигателях
ТЛ-2К1, НБ-407Б и др.) осматрива-
ют, обращая особое внимание на со-
стояние поверхностей по разъему,
при обнаружении заусенцев или
других дефектов поверхность очи-
щают. Проверяют накладки. Мето-
ды восстановления отверстий (с
резьбой и без нее), гребенки такие
же, как при ремонте кронштейнов
со слюдяной изоляцией.
Ремонт щеткодержателей. В про-
цессе эксплуатации щеткодержа-
тель подвергается механическим на-
грузкам, возникающим от собствен-
ного веса и динамических ударов,
воспринимаемых тяговыми двигате-
лями от неровностей пути и зубча-
той передачи, а также воздействию
электрического тока, проходящего
через щеткодержатель и электро-
щетки. Поэтому детали щеткодер-
жателей в эксплуатации значитель-
но изнашиваются и теряют первона-
чальные характеристики. Изнаши-
ваются поверхности щеточных окон
корпусов щеткодержателей, валики,
втулки и шайбы. Изменяется харак-
теристика пружин, определяющих
значения нажатия пальцев на щет-
ки, изнашиваются резьбовые по-
верхности, появляются трещины в
корпусах щеткодержателей и дру-
гих деталях. Следовательно, при де-
повском ремонте машин щеткодер-
жатели и их детали требуют тща-
тельной проверки, при необходимо-
сти ремонта или замены.
Для обеспечения надежной ра-
боты щеточного узла в эксплуата-
ции детали щеткодержателей и щет-
кодержатель в целом должны удов-
летворять ряду требований:
окна щеткодержателей должны
быть обработаны так, чтобы их раз-
меры обеспечивали правильную, без
перекосов установку электрощеток
на коллекторе. Противоположные
стенки окон должны быть строго
параллельны друг другу, а продоль-
ная ось окна — параллельна плос-
кости гребенки щеткодержателя;
состояние крепежных деталей и
всех отверстий (с резьбой и без
нее) должно обеспечивать надежное
крепление щеткодержателей к крон-
штейну, а щеточных проводников —
к корпусу щеткодержателя, так как
неудовлетворительный контакт в
местах соединений токоведущих
элементов вызывает повышенный
нагрев деталей и их повреждения.
Следует добиваться того, чтобы оси,
шайбы, втулки щеткодержателя не
имели выработок и износов сверх
установленных норм;
пружины щеткодержателя дол-
жны создавать установленные вели-
чины нажатия нажимных пальцев
на электрощетки при изменении их
положения в пределах рабочего из-
носа электрощеток;
нажимной палец должен переме-
щаться относительно оси, на кото-
рой он закреплен, без перекоса и
заедания. Поперечные перемещения
пальца должны быть строго ограни-
чены предусмотренными в конструк-
ции устройствами;
установочные размеры щетко-
держателей должны соответство-
вать размерам, указанным в черте-
жах и нормах допусков и износов
правил ремонта, так как только при
выполнении этого условия можег
быть обеспечена правильная расста-
новка электрощеток на коллекторе
по полюсным делениям.
Чтобы выполнить эти требова-
ния, при деповском ремонте тяго-
вых двигателей тщательно проверя-
ют все детали щеткодержателей с
полной их разборкой. После разбор-
ки корпус щеткодержателя осмат-
ривают. Выявляют трещины, кото-
рые могут быть у щеточного окна
и в местах перехода корпуса к гре-
бенке. Замеряют износ окон. Прове-
ряют наличие выработки в отвер-
стиях приливов под ось пружины и
резьбовые отверстия для крепления
щеточных проводников. Трещины
на корпусе после их разделки и по-
догрева корпуса щеткодержателя
заваривают газовой сваркой. Для
предотвращения изломов щеткодер-
жателей в эксплуатации заварку
трещин у основания прилива для
крепления корпуса, а также тре-
261
щин, которые могут вызвать откол
щеточного окна, не производят.
Щеткодержатели с такими трещи-
нами бракуют.
Поврежденную поверхность гре-
бенки щеткодержателя восстанав-
ливают так же, как поверхность
гребенки кронштейна.
Изношенные окна щеткодержа-
теля наиболее целесообразно вос-
станавливать методом электролити-
ческого меднения. Этот способ по-
зволяет нарастить необходимую тол-
щину слоя на стенки окон, а затем
точно обработать их протяжкой на
номинальный размер (рис. 154). Пе-
ред меднением стенки окон вырав-
нивают по наибольшему износу, по-
сле чего подсчитывают необходи-
мую толщину слоя меднения. Под-
счет толщины слоя ведется с учетом
припуска на обработку протяжкой
0,2 мм.
При меднении восстанавливать
окно по ширине целесообразно до
размера, близкого к номинальному,
т. е. если в чертеже указан размер
ширины окна 16+0’1 мм, то на вос-
становленном окне целесообразно
получить размер 16, а не 16,1 мм.
Иногда целесообразно при медне-
нии уменьшать ширину окна до
16_о.о5 мм. Это хотя и потребует в
отдельных случаях более тщатель-
ного подбора электрощеток к окнам
Рис. 154. Протяжка окон щеткодержателей
тяговых двигателей ТЛ-2К1
262
щеткодержателей, но зато увеличит
срок службы окон по износу и зна-
чительно улучшит условия работы
скользящего контакта.
Чтобы в этом убедиться, можно
рассмотреть условия работы элек-
трощеток при существующих мак-
симальных отклонениях на ширину
окна щеткодержателя и толщину
электрощетки. Так, для двигателя
НБ-406 ширина окна на новом щет-
кодержателе составляет 20+0’1 мм,
т. е. ширина окна может быть от 20
до 20,1 мм. Толщина электрощетки
составляет 20z®;®3 мм, т. е. от 19,87
до 19,96 мм. Таким образом, в но-
вом щеткодержателе зазор между
электрощеткой и окном может быть
от 0,04 до 0,23 мм. Если учесть, что
в эксплуатации износ окон по ши-
рине допускается до 20,3 мм, то
максимальный зазор между окном
и электрощеткой будет 0,43 мм.
При максимальном зазоре усло-
вия работы электрощеток ухудша-
ются. Электрощетка устанавливает-
ся иа коллекторе с перекосом. На-
бегающий край электрощетки изна-
шивается быстрее сбегающего (осо-
бенно такой износ электрощеток ха-
рактерен для электровозов, рабо-
тающих на длинных тяговых пле-
чах). Сбегающий край электрощет-
ки приобретает остроугольную фор-
му, и при реверсировании двигате-
ля острая кромка электрощетки
скалывается. На коллекторе возни-
кают искрение, поджоги коллектор-
ных пластин, а межламельные ка-
навки засоряются угольными части-
цами. Чтобы не допускать в экс-
плуатации работы электрощеток
при указанных максимальных зазо-
рах, рекомендуется к изношенным
окнам подбирать большие по тол-
щине электрощетки. Максимальный
зазор в эксплуатации между элек-
трощеткой и окном в правилах ре-
монта установлен 0,3 мм.
При восстановлении ширины
окон щеткодержателей до размера
2О_о,о5 мм фактические зазоры меж-
ду электрощеткой и окном значи-
тельно уменьшаются и подбор элек-
трощеток облегчается. Снижение
Таблица 5
Толщина слоя меди, мкм Продолжительность осаждения меди из кислотного электролита, мии, при плотности тока на катоде, А/дм2
1.0 1 ,5 2.0 2,5 3,0 3,5 4,0 5,0 6.0 8,0 10,0
20 90 67,5 45 36 30 25,7 22,5 18 15 11,3 9,0
25 112 84,1 57,2 43,2 37,5 32,1 28,1 22,5 18,8 14,1 11,3
30 135 101,3 67,5 54 45 38,6 33,8 27 22,5 16,9 13,5
40 180 135 90 72 60 51,5 45 36 30 22,2 18
50 225 168,5 112 90 75 64,3 56 45 37,5 28 20,5
100 450 338 225 180 150 129 113 90 76 56 45
200 900 675 450 360 300 260 225 180 150 113 90
300 1350 1013 675 540 450 380 388 270 225 169 135
500 2250 1688 1125 900 750 640 563 450 375 281 185
1000 4500 3375 2250 1800 1500 1280 1126 900 750 562 250
фактических зазоров уменьшает пе-
рекосы электрощеток в окнах, что
значительно улучшает их притирае-
мость к коллектору, сокращает их
сколы, особенно при реверсирова-
нии двигателя, уменьшает электро-
эрозионный износ поверхностей
электрощеток и окон щеткодержа-
телей, а следовательно, соответст-
венно увеличивает срок их службы.
Перед меднением корпус щетко-
держателя подвергают травлению в
30-%-ном растворе серной кислоты
(до осветления поверхности), про-
мывке в холодной воде и электро-
литическому обезжириванию.
Для электролитического обезжи-
ривания применяют холодный ра-
створ тринатрийфосфата (50 г/л) и
кальцинированной соды (30 г/л).
После обезжиривания корпусы щет-
кодержателя промывают в горячей,
а затем в холодной проточной воде.
Поверхности, не подлежащие
меднению, покрывают цапонлаком
(кинопленкой, растворенной в аце-
тоне) и просушивают. После этого
на специальном приспособлении со-
бирают щеткодержатель с медным
анодом. Анод должен быть уста-
новлен строго по центру окна; тол-
щина анода 3 мм, ширина его рав-
на длине окна минус 6—8 мм на за-
зор у стенок. Далее снова осуществ-
ляют травление щеткодержателей
в растворе, содержащем хромовый
ангидрид (300—350 г/л), серную
кислоту (20 г/л), и декапирование
их в растворе соляной (100 г/л) и
серной (100 г/л) кислот.
Травление и декапирование осу-
ществляются двух-, трехкратным
окунанием щеткодержателей в со-
ответствующие растворы. После
травления и декапирования щетко-
держатели тщательно промывают в
холодной воде, а затем подвергают
меднению.
Для меднения применяют про-
фильтрованный раствор медного ку-
пороса (250—280 г/л), серной кис-
лоты (50—75 г/л) и этилового спир-
та (1—2 г/л). Раствор нагревают до
25—30 °C и поддерживают такую
температуру до окончания процесса
меднения.
Силу тока / выбирают в зависи-
мости от числа помещенных в ван-
ну щеткодержателей:
I=nSd,
где п — число щеткодержателей;
S — поверхность щеткодержателя, под-
лежащая меднению, дм2;
d — плотность тока, равная 1,5—
2 А/дм2 при напряжении 4—6 В.
Время меднения подсчитывают в
зависимости от толщины слоя мед-
нения и силы тока по табл. 5. Тех-
нология электролитического медне-
ния разработана ВНИИЖТом.
В тех случаях, когда депо не
имеет оборудования для меднения
и протяжки окон щеткодержателей,
ширину изношенных окон уменьша-
ют другими способами. Так, разре-
шается восстанавливать размер ок-
363
на по ширине разрезкой щеткодер-
жателя по окну и последующей при-
варкой обрезанной части. Для обес-
печения правильной приварки отре-
занной стенки щеткодержателя пе-
ред приваркой в окно устанавлива-
ют шаблон, размеры которого обес-
печивают получение необходимых
размеров окна. Места сварки тща-
тельно зачищают. Однако такой ме-
тод ремонта требует высокой квали-
фикации сварщика, кроме того, он
может оказаться нецелесообразным
при большом износе окна по шири-
не, так как в этом случае после раз-
резки и приварки окна его ось мо-
жет значительно сместиться и раз-
меры А и Б (рис. 155) не будут вы-
полнены.
При этом линия контакта на-
жимного пальца щеткодержателя и
электрощетки сместится от номи-
нального положения, что приведет
к нецентральному нажатию пальца
на электрощетку, перекосам элек-
трощеток, возникновению неточнос-
тей их положения относительно ней-
трали двигателя.
Разработанные отверстия в
корпусе щеткодержателя под оси
пружин, болты и винты, у которых
обнаружена выработка или износ
более 0,5 мм, восстанавливают на-
плавкой латунью или бронзой с по-
следующей рассверловкой отверстий
по чертежу.
У отремонтированного корпуса
щеткодержателя проверяют устано-
вочные размеры: А (см. рис. 155) —
расстояние от края гребенки до оси
окна щеткодержателя и Б — рас-
стояние от центра отверстия под
ось до геометрической оси окна, а
также параллельность плоскостей
гребенки и окна щеткодержателя.
Расстояние от гребенки до оси
окна щеткодержателя должно быть
у двигателей ДПЭ-400, НБ-411 и
НБ-406 — 125±0,5 мм; у двигате-
лей ТЛ-2К1, AL-4846eT и AL-
4846dT — 45±0,2 мм. Расстояние
между осями щеточного окна и от-
верстия под ось щеткодержателя
должно быть: у двигателей
ДПЭ-400 и НБ-411 — 70±0,2 мм;
НБ-406Б — 75±0,3 мм; AL-48466T,
AL-4846eT н ТЛ-2К1 — 65±0,2 мм.
Параллельность стенок окна
щеткодержателя и его гребенки
проверяют на контрольном угольни-
ке (рис. 156). Вертикальная стенка
угольника имеет гребенку, выпол-
ненную по размерам гребенки про-
веряемого щеткодержателя. Непа-
раллельность стенок окна относи-
тельно плоскости гребенки более
0,3 мм не допускается. При уста-
новке корпуса щеткодержателя на
контрольный угольник, если в его
размерах нет нарушений, окна щет-
кодержателя и угольника совпадут
(в пределах установленных норм)
и электрощетка (или шаблон) сво-
бодно пройдет через окна щеткодер-
жателя и шаблона.
Оси, храповики, барабаны,
имеющие выработку более 0,5 мм
в местах посадки в корпус щетко-
Рис. 155. Проверка установочных размеров щеткодержателей
тяговых двигателей ТЛ-2К1, НБ-407Б, AL-4846 (а) и тяговых
двигателей ДПЭ-400, НБ-411, НБ-406 (б)
Рис. 156. Угольник
для проверки корпу-
са щеткодержателя
(TJI-2K1)
264
держателя или разработанные от-
верстия под шплинты более 0,2 мм,
заменяют исправными. Новые оси
изготовляют из стали 10, а бараба-
ны — из стали 10 или стали Ст40.
Особое внимание обращают на про-
верку пружин щеткодержателей,
так как в них в процессе эксплуата-
ции могут появиться трещины или
остаточные деформации.
Трещины выявляют тщательным
осмотром пружин. Пружины, в ко-
торых обнаружены трещины, браку-
ют. Наличие остаточной деформа-
ции ленточных пружин и соответст-
вие их характеристик чертежу про-
веряют после закручивания пружин
2—3 раза до полного сжатия. Про-
волочные пружины щеткодержате-
лей тяговых двигателей ТЛ-2К1 и
НБ-407Б испытывают в сборе с
крючком 2 (рис. 157, а) и сухарем 1.
После максимальной нагрузки
[224 Н (22,4 кгс) — тяговый двига-
тель НБ-407Б и 231 Н (23,1 кгс) —
ТЛ-2К1] пружина не должна иметь
остаточной деформации, а ее харак-
теристика должна соответствовать
чертежу (рис. 157,б).
Новые ленточные пружины щет-
кодержателей тяговых двигателей
ДПЭ-400, НБ-411 и НБ-406 изготов-
ляют из стали 60С2, а тяговых дви-
гателей AL-4846eT и AL-4846dT —
нз стали 1П-В-Ш-М. Навивку пру-
жин выполняют против часовой
стрелки в точном соответствии с
чертежом. Новые пружины щетко-
держателей тяговых двигателей
НБ-407Б и ТЛ-2К1 изготовляют из
стальной проволоки диаметром
2,5—1,0 мм.
Оси, барабаны, шайбы, шплин-
ты, заклепки оцинковывают, а пру-
жины покрывают черным лаком
БТ-99. Это предохраняет указанные
детали от коррозии. По окончании
ремонта всех деталей щеткодержа-
тель собирают. На собранном щет-
кодержателе регулируют нажатие
нажимных пальцев.
Не рекомендуется допускать
разницу в нажатиях пальцев одного
щеткодержателя более 10%, так
как это может нарушить правиль-
Рис. 157. Пружина щеткодержателя тяго-
вого двигателя ТЛ-2К1 (а) и ее харак-
теристика (б):
Р,=119+2? Н (11,9±J,5 кгс), Р,= 176+2? Н
(17,6±J,5 кгс), Pa=224,5±J° Н (22,45±J,5 кгс)
ное распределение тока между элек-
трощетками, вызвать повышенное
искрение на коллекторе.
В конструкциях щеткодержате-
лей с ленточной пружиной иажатие
регулируют перестановкой шплинта
в отверстие барабана. На щетко-
держателях с пружиной, изготов-
ленной из проволоки, нажатие регу-
лируют ввинчиванием или вывинчи-
ванием специального винта. В соб-
ранном щеткодержателе обращают
внимание на отсутствие заеданий
пружины при поворачивании от ру-
ки нажимных пальцев вокруг оси.
Пальцы при перемещении относи-
тельно оси не должны касаться бо-
ковыми гранями стенок окна щет-
кодержателя. Нажатие нажимных
пальцев щеткодержателей должно
быть:
Тяговые двигатели ДПЭ-400 НБ-406
Нажатие, Н (кгс) 31—37 36—42
(3,1—3,7) (3,6—4,2)
Тяговые двигатели AL-4346eT, ТЛ-2К1,
AL-4846dT НБ-407В
Нажатие, Н (кгс) 18—21 31—37
(1,8—2,1) (3,1-3,7)
Электрощетки. Устойчивая рабо-
та щеточно-коллекторного узла тя-
говых двигателей в большой степе-
ни зависит от конструкции и марки
электрощеток, соответствия их ха-
рактеристик — электрических и ме-
ханических — предъявляемым тре-
бованиям, от правильности установ-
ки электрощеток в щеткодержате-
лях и на коллекторе.
На всех тяговых двигателях оте-
чественных электровозов применяют
разрезные (двойные) электрощетки
265
с резиновым амортизатором 2
(рис. 158) и гибкими выводами 3
(шунтиками). На концы выводов
устанавливают наконечники 4, с по-
мощью которых выводы крепят бол-
тами к передней стенке корпуса
щеткодержателя. Общее сечение
выводов выбирают в соответствии
с плотностью тока, проходящего че-
рез электрощетку.
Для тяговых двигателей элек-
тровозов заводы выпускают элек-
трощетки нескольких марок: ЭГ-2а,
ЭГ-61, ЭГ-75, ЭГ-74 и ЭГ-61А. Гра-
фитовые электрощетки ЭГ-2а при-
меняют только на тяговых двигате-
лях старых типов (ДПЭ-400,
НБ-411) и некоторых вспомогатель-
ных машинах электровозов. Эти
электрощетки были разработаны в
50-е годы. Они морально устарели,
не обеспечивают устойчивой комму-
тации тяговых двигателей, быстро
изнашиваются и вызывают повы-
шенный износ коллектора.
Электрощетки ЭГ-61, ЭГ-74,
ЭГ-75 и ЭГ-61А в отличие от элек-
трощетки ЭГ-2а имеют сажевую ос-
нову. После изготовления они про-
ходят пропитку в фуриловом спир-
те (кроме электрощеток ЭГ-74). Ос-
Рис. 158. Электрощетка тяговых двигате-
лей ДПЭ-400, НБ-411, ТЛ-2К1 (конструк-
ция):
/ — тело электрощетки; 2 — резиновый амортиза-
тор; 3 — вывод; 4 — наконечник; 5 — медный по-
рошок (конопаточный)
новное преимущество электрощеток
с сажевой основой — повышенные
коммутационные свойства, поэтому
в первую очередь эти электрощетки
были внедрены на тяговых двига-
телях ТЛ-2К1 и НБ-407Б. Затем, по
мере наращивания производствен-
ных мощностей по выпуску таких
электрощеток, их начали применять
на других тяговых двигателях элек-
тровозов, в том числе на тяговых
двигателях пассажирских электро-
возов ЧС2, взамен применявшихся
ранее электрощеток заводов-изго-
товителей зарубежных фирм.
Электрощетки тяговых двигате-
лей указанных пассажирских элек-
тровозов изготовляются неразрез-
ными и не имеют резинового амор-
тизатора. Площадь сечения гибких
выводов у этих электрощеток 6 мм?.
Возможность применения в дви-
гателях пассажирских электровозов
более простых электрощеток, чем в
грузовых, объясняется тем, что
размеры этих электрощеток сравни-
тельно небольшие (например, объ-
ем, масса и площадь сечения элек-
трощетки тягового двигателя
AL-4846eT примерно равны объему,
массе и площади сечения половины
электрощетки двигателя НБ-406).
Кроме того, условия работы элек-
трощеток на тяговых двигателях с
рамным подвешиванием на пасса-
жирских электровозах более благо-
приятны, чем на двигателях с опор-
но-осевым подвешиванием (грузо-
вые отечественные электровозы),
так как ударные воздействия, воз-
никающие в щеточном аппарате на
электровозах с рамным подвешива-
нием тягового двигателя, значитель-
но меньше.
Надо отметить, что электрощет-
ки ЭГ-75 на тяговых двигателях ра-
ботают в сочетании с электрощет-
ками ЭГ-61 или ЭГ-61А. Совмест-
ная установка электрощеток ЭГ-75
и ЭГ-61 значительно улучшает ус-
ловия токосъема, снижает износ
электрощеток и коллектора, резко
уменьшает «заволакивание» меди.
Для совместной работы электро-
щетки одной марки ставят в щетко-
266
Таблица 6
Характеристика Электрощетка марки
ЭГ-2а ЭГ-61 ЭГ-61А ЭГ-75 ЭГ-74
Удельное электриче- 12—29 25-45 36-60 35-65 35-75
ское сопротивление, 10“в Ом-мм2/м
Зольность не более, % Коллекторные харак- 0,6 — —. — 0,15
теристики: 1,1-2,1
переходное падение 1,3-3,1 1,7—3,2 1,5-3,2 1,5-2,5
напряжения на пару щеток, В 1,5—2,8 1,7-3,2 1,7-3,5 1,5-3,2 1,5—2,5
Износ за 20 ч не бо- 0,4 0,4 0,3 0,3 0,4
лее, мм 0,6 0.3 0,25 0,3 0,45
Коэффициент трения 0,23 0,17 0,15 0,17 0,22
0,20 0,17 0,15 0,15 0,20
Примечания. 1. В числителе указаны характеристики электрощеточиого полуфабри-
ката при испытаниях на установке с короткозамкнутыми коллекторами (КЗК-95), в знаменате-
ле — характеристики электрощеток при испытаниях иа установке с короткозамкнутыми кол-
лекторами тяговых двигателей (УК).
2. Для электрощеток ЭГ-75 коллекторные характеристики указаны при совместной их уста-
новке с электрощетками ЭГ-61.
держатели положительной поляр-
ности, другой марки —в щеткодер-
жатели отрицательной полярности.
Положительный эффект от совмест-
ного применения электрощеток раз-
ных марок объясняется тем, что при
весьма близких свойствах этих
электрощеток они обладают различ-
ной микротвердостью: микротвер-
дость электрощеток ЭГ-75 примерно
в 2 раза меньше, чем микротвер-
дость электрощеток ЭГ-61. Такое
сочетание свойств электрощеток
указанных марок создает благопри-
ятные условия для работы скользя-
щего контакта.
Значительным преимуществом
электрощеток марок ЭГ-61, ЭГ-75 и
ЭГ-61А является низкий по сравне-
нию с электрощетками ЭГ-2а и
ЭГ-74 коэффициент трения. Это
очень благоприятно влияет на рабо-
ту скользящего контакта, так как
потери на трение, а следовательно,
и нагрев коллектора и электроще-
ток уменьшаются, а коммутацион-
ная надежность двигателя и срок
службы щеток и коллектора повы-
шаются.
Электрощетки, применяемые на
электрических машинах электрово-
зов, изготовляют по специальным
техническим условиям: марок ЭГ-2а
и ЭГ-74 по ТУ16-531 133-71; ЭГ-61
по ТУ 16-533 105-71; ЭГ-75 с ЭГ-61 А
по ТУ16 538. 312-77, ЭГ-75А по
ТУ 16-538 266-75, которые преду-
сматривают на указанные электро-
щетки основные характеристики
(табл. 6).
Большое влияние на работоспо-
собность электрощеток оказывает
процент содержания в них золы.
Повышенная зольность свидетельст-
вует о неудовлетворительном каче-
стве исходного материала и часто
бывает причиной повышенного на-
грева электрощеток и коллекторов.
При использовании таких электро-
щеток на коллекторах, как правило,
не образуется устойчивой политуры
и не обеспечивается нормальная ра-
бота скользящего контакта в целом.
Поэтому процент содержания золы
в электрощетках должен быть стро-
го соблюден.
Важной характеристикой элек-
трощеток является переходное элек-
тросопротивление между выводом и
телом электрощетки. На электро-
щетках тяговых двигателей элек-
тровозов сопротивление в заделке
вывода более 1,25 МОм не допуска-
ется. При увеличенном сопротивле-
267
нии в местах контакта конопаточ-
ный порошок сильно нагревается,
выкрашивается, что приводит к по-
степенному нарушению места креп-
ления шунта, перегоранию конопа-
точного порошка и вывода.
Предприятие-изготовитель элек-
трощеток несет ответственность за
соответствие их характеристик тре-
бованиям технических условий. Ес-
ли электрощетки не удовлетворяют
требованиям технических условий и
выходят из строя при пробеге до
20 тыс. км — ЭГ-2а, ЭГ-74, до
30 тыс. км — ЭГ-75, до 40 тыс. км —
ЭГ-61 и до 50 тыс. км — ЭГ-61А, то
такие электрощетки должны заво-
дом-изготовителем заменяться без-
возмездно.
На упакованную пачку электро-
щеток наклеиваются этикетки.
Каждая электрощетка имеет мар-
кировку, в которой указаны услов-
ное обозначение ее марки, товарный
знак завода-изготовителя, год изго-
товления, номер партии. Маркиров-
ка электрощеток и характеристики,
указанные в этикетке, должны ио
пользоваться при предъявлении
рекламаций заводам-изготовителям.
На всех электрощетках тяговых
двигателей имеется риска, которая
обозначает допустимый в эксплуа-
тации износ электрощетки. Риску
на электрощетке наносят обычно
на расстоянии 5 мм от низа заделки
вывода. Расстояние от риски до ра-
бочей грани электрощетки опреде-
ляет ресурс электрощетки. Исполь-
зование электрощеток за предела-
ми риски недопустимо, так как при
этом вывод может оголиться и по-
вредить поверхность коллектора. Во
избежание подобных повреждений
в конструкциях щеткодержателей
обычно предусмотрены специальные
ограничители, которые при критиче-
ском износе электрощетки не допус-
кают, чтобы нажимной палец опи-
рался на электрощетку. Палец при
этом опирается на органичитель. В
щеткодержателях отечественных
двигателей таким ограничителем
являются стенки окна.
Надо отметить, что не все кон-
струкции щеткодержателей позво-
ляют использовать полный ресурс
электрощетки. В таких случаях бра-
ковочный размер электрощетки,
указанный в правилах ремонта, не
соответствует положению риски.
Так, для старой конструкции щет-
кодержателей двигателей ДПЭ-400,
НБ-406Б браковочный размер элек-
трощетки составляет 35 мм. На
этих щеткодержателях, чтобы пол-
нее использовать ресурс электро-
щетки, рекомендуется конец нажим-
ного пальца отогнуть вверх до его
оси на угол, примерно равный 30°.
Это мероприятие исключает случаи,
когда при небольшом износе элек-
трощетки нажимной палец упирает-
ся в торцы наконечников выводов,
укрепленных на бобышке, и пере-
стает прижимать электрощетку к
коллектору.
Поступившие в депо электрощет-
ки по данным этикетки проверяют
на соответствие их характеристик
техническим условиям. Все электро-
щетки перед установкой на двига-
тель осматривают. Прн этом кон-
тролируют состояние и пригонку к
электрощетке резинового амортиза-
тора. Отверстия в резиновом амор-
тизаторе должны соответствовать
размещению выводов в электрощет-
ке. Амортизатор должен свободно
входить в окно щеткодержателя.
Тщательно проверяют качество за-
делки выводов в корпусе электро-
щетки. В отдельных случаях при из-
готовлении электрощеток цементи-
рующая конопаточный порошок пас-
та поднимается на 3—10 мм по вы-
водам и затвердевает. Затвердев-
шая паста делает выводы жестки-
ми, и тогда через небольшой пробег
проводники ломаются и электро-
щетка выходит из строя. Поэтому
перед постановкой электрощеток не-
обходимо убедиться, что заклейка
пастой произведена правильно и
шунтик по всей длине, особенно в
местах выхода из корпуса электро-
щетки, гибкий и не имеет затвер-
девших мест.
Запрещается устанавливать на
один тяговый двигатель электро-
268
щетки различных марок (кроме
ЭГ-61 и ЭГ-61А совместно с ЭГ-75),
так как разные характеристики
электрощеток не смогут обеспечить
устойчивой работы скользящего
контакта. По той же причине не
рекомендуется устанавливать на
один двигатель электрощетки раз-
ных заводов-изготовителей.
36. Осмотр и ремонт якоря
Перед осмотром и ремонтом
якорь очищают. При работе тягово-
го двигателя для улучшения отвода
тепла от нагретой обмотки якорь
постоянно обдувается потоком ох-
лаждающего воздуха, подаваемого
в двигатель от вентиляторов под
некоторым напором. Воздух несет с
собой частицы пыли, а также про-
дукты износа электрощеток. С ох-
лаждающим воздухом внутрь двига-
теля проникает влага, снег. Эти за-
грязнения и влага попадают в зазо-
ры между шинками секций обмотки
у петушков коллектора, в межла-
мельные промежутки коллектора и
вентиляционные каналы сердечника
якоря, а также скапливаются на по-
верхности якоря, в углублениях
между катушками на выходе их из
паза, на изолированном конусе кол-
лектора особенно тогда, когда его
глянцевая поверхность обожжена
круговым огнем.
Наличие щеточной пыли и дру-
гих загрязнений на изолированных
поверхностях якоря значительно
снижает устройчивость двигателя к
перебросам, а также электрическую
прочность изоляции обмоток и кол-
лектора. Пыль, смешанная с вла-
гой, накапливается также на стен-
ках вентиляционных каналов сер-
дечника; при этом живое сечение
каналов уменьшается и ухудшается
теплоотвод от сердечника. Это при-
водит к увеличению нагрева обмо-
ток в эксплуатации, снижению их
надежности и срока службы. Пыль
и загрязнения при пропитке якорей
могут попадать в пропиточный лак
и вместе с ним проникать в изоля-
цию обмотки, что значительно сни-
жает изоляционные характеристики
обмоток и способствует их повреж-
дению.
Следовательно, очистку якорей
следует рассматривать как одну из
важнейших операций при их ремон-
те и поэтому необходимо следить за
тем, чтобы производилась она тща-
тельно. Все щели, в которых воз-
можны скопления загрязнений, про-
дувают н очищают пылесосом, а
поверхностные загрязнения удаляют
продувкой и протиркой поверхности
сначала увлажненными в бензине
(изоляционные поверхности, кол-
лектор) или керосине (другие ме-
таллические поверхности), а затем
сухими техническими салфетками.
Вентиляционные каналы прочи-
щают специальными щетками-ерша-
ми. В настоящее время с целью по-
вышения эффективности очистки
якорей проводят работы по изыс-
канию составов синтетических мою-
щих средств, а в отдельных депо
осуществляют практические шаги
по их применению. Такими средст-
вами являются водные растворы
«Концентрат-Термос» («Термос-К»).
МЛ-80, отходы производства синта-
мида и др. В состав «Термос-К» и
других синтетических моющих
средств входят поверхностно-актив-
ные вещества, которые способству-
ют хорошей очистке загрязненных
поверхностей. Целесообразно при-
менение этих веществ осуществлять
в моечных машинах. Преимущест-
вом этих средств является также
возможность их регенерации, т. е.
при накоплении в моющих раство-
рах загрязнений сверх установлен-
ных норм они могут подвергаться
очистке и вновь использоваться.
Синтетические моющие средства не-
обходимо применять в соответствии
с действующей инструкцией.
После очистки для удобства ос-
мотра якорь устанавливают на спе-
циальную установку (А.662.01 —
проект ПКБ ЦТ), обеспечивающую
возможность его поворота, на кото-
рой проверяют состояние его изоля-
ции, выявляют степень износа его
269
узлов и дефектные детали. Перед
тем как приступить к ремонту яко-
ря, измеряют сопротивление его
изоляции, активное сопротивление
обмотки, обращают внимание на на-
личие межвитковых замыканий и
обрывов витков секций, а также ка-
чество пайки обмотки в петушках
коллектора.
При замерах сопротивления изо-
ляции один выводной конец мегаом-
метра прикладывают к коллектору,
который предварительно закорачи-
вают проводом, другой — к валу
якоря. Сопротивление изоляции
якоря при этих измерениях, т. е. в
холодном состоянии, должно быть
не ниже 5 МОм. Если оно ниже,
это означает, что в обмотке якоря
или в изоляции коллектора имеются
дефекты либо изоляция увлажнена.
При пробое изоляции или очень
сильном увлажнении мегаомметр
покажет 0.
Степень объемного увлажнения
изоляции можно оценить с по-
мощью прибора для контроля влаж-
ности ПКВ. Действие прибора ос-
новано на методе «емкость — часто-
та». В слоистом диэлектрике, кроме
явлений поляризации, происходит
медленный процесс накопления за-
рядов на границах слоев — внутри-
слоевая поляризация. Накопление
Рис. 159. Проверка падения напряжения
между коллекторными пластинами:
/ — коллектор; 2 — контактная внлка; 3 — милли-
амперметр; / — батарея; 5 — измерительная дуга
с контактами
270
этих зарядов увеличивает диэлек-
трическую проницаемость диэлек-
трика. Процессы внутрислоевой по-
ляризации заметны при иагреваиии
изоляции и особенно при ее увлаж-
нении. Проявляется внутрисловная
поляризация изменением емкости
при изменении частоты приложен-
ного испытательного напряжения.
Сравнение емкостей изоляции на
двух частотах испытательного на-
пряжения, одна из которых будет
равна нескольким герцам, другая —
нескольким десяткам герц, дает воз-
можность судить о степени объемно-
го увлажнения изоляции. Прибором
ПКВ измеряют соотношение емко-
сти С изоляции при частоте 2 и 50 Гц
(С2 и С50). Если соотношение емко-
стей при указанных частотах напря-
жения С2/С50 более 1,4, то изоляция
увлажнена (объемное увлажнение)
и требует сушки. Измерять емкость
обмотки следует при температуре
от 15 до 35 °C.
Не во всех случаях, когда С2/С50
превышает 1,4, изоляция выходит из
строя. Увлажнение особенно опасно
для той изоляции, которая имеет
хотя бы частичные внутренние по-
вреждения. Прибор ПКВ дает воз-
можность оценить характер увлаж-
нения изоляции и предопределить
время, необходимое для ее сушки.
После контроля сопротивления
изоляции якоря проверяют на нали-
чие межвитковых замыканий. Меж-
витковое замыкание, если оно про-
изошло в доступном для осмотра
месте, иногда удается обнаружить
при внешнем осмотре якоря и кол-
лектора. Более тщательную провер-
ку наличия межвитковых замыка-
ний выполняют специальными при-
способлениями.
Межвитковые замыкания, а так-
же качество пайки обмотки в пе-
тушках коллектора контролируют
по значению падения напряжения
в витках обмотки (рис. 159). Для
этого на обмотку якоря дают пи-
тание от батареи постоянного тока
напряжением 12 В, установив кон-
такты батареи на коллекторные
пластины по шагу обмотки. Затем
милливольтметром, присоединяе-
мым поочередно к каждой паре со-
седних коллекторных пластин, изме-
ряют падение напряжения в витках
обмотки между пластинами. В ис-
правном якоре отклонение стрелки
прибора от средних показаний
обычно бывает не более 20%. Завы-
шенное падение напряжения свиде-
тельствует чаще всего о неудовлет-
ворительной пайке обмотки в кол-
лекторе или о наличии надрывов в
проводниках секций.
Заниженное падение напряже-
ния может быть вызвано наличием
в обмотке межвиткового замыка-
ния.
Якоря с отклонениями показа-
ний прибора более 20% от среднего
значения тщательно проверяют, при
необходимости места соединений
обмотки в коллекторе дополнитель-
но пропаивают н только после уст-
ранения выявленных дефектов пере-
ходят к дальнейшей проверке и ре-
монту якоря.
Наиболее полные испытания изо-
ляций якоря производят на импуль-
сной установке ИУ-57.
Преимуществом метода импульс-
ных испытаний является то, что он
позволяет обеспечить достаточно
высокое напряжение между витка-
ми обмотки от источника неболь-
шой мощности. Импульсная уста-
новка ИУ-57 может давать на выхо-
де испытательное импульсное на-
пряжение до 500 В и позволяет вы-
являть межвитковые замыкания об-
мотки, слабые места витковой изо-
ляции, обрывы витков и другие
скрытые дефекты.
Проверку на импульсной уста-
новке осуществляют следующим
образом. На коллектор устанавли-
вают электрод А (рнс. 160,а), сое-
диненный с импульсным генерато-
ром. Строго симметрично относи-
тельно электрода А устанавливают
электроды Б и В. Число коллектор-
ных пластин между центральным А
и боковыми электродами Б и В
всегда одинаково и определяется
типом двигателя (конструкцией об-
мотки). Для якорей с волновыми
Рис. 160. Схема испытания якоря на им-
пульсной установке ИУ-57 (а), вид сигна-
ла на индикаторе при отсутствии витковых
замыканий в обмотке (б) и наличии замы-
каний в ветвях ДБ (в) и АВ (а)
обмотками число коллекторных
пластин между центральным и бо-
ковым электродами составляет 10—
15, а для якорей с петлевыми об-
мотками — от 4 до 7 пластин. Им-
пульс напряжения, поданный на
электрод А, вызывает распростра-
нение в обе стороны от него двух
волн высокого напряжения. Если
сопротивления обеих ветвей обмот-
ки одинаковы, то эти волны достиг-
нут боковых электродов одновре-
менно и на экране осциллографа
будет видна симметричная синусои-
да (рис. 160,6). Если сопротивле-
ния ветвей обмотки неодинаковы, то
на экране осциллографа появятся
всплески сигнала (рис. 160, в, г).
Это означает, что на каком-то уча-
стке обмотки, расположенном меж-
ду электродами (центральным и од-
ним из боковых), имеется межвит-
ковое замыкание или обрыв витков.
Уточняют место повреждения
специальным щупом с изолирован-
ной ручкой. Им замыкают пооче-
редно соседние коллекторные плас-
тины. При замыкании пластин,
между которыми находится виток с
поврежденной витковой изоляцией,
изображение на экране почти не из-
меняется. При замыкании щупом
коллекторных пластин, между кото-
рыми нет витков обмотки с по-
врежденной изоляцией, изображе-
ние на экране будет резко меняться.
271
W-V4
Определить пластины, между ко-
торыми находится виток обмотки с
поврежденной изоляцией, можно
при медленном вращении якоря.
Когда центральный электрод А по-
падает между пластинами с меж-
витковым замыканием, то на экра-
не осциллографа фиксируется
всплеск волны вверх и вниз от го-
ризонтали.
Надо отметить, что выпуск уста-
новок ИУ-57 прекращен и часто их
использование затрудняется из-за
повреждения тиратрона ТГИ-50/1,
который также не выпускается. Од-
нако вместо этого тиратрона можег
быть использован тиратрон типа
Н-ТГИ-1-400/16.
В настоящее время разработаны
новые установки для проверки об-
моток на новой элементной базе.
Так, проходит опытную проверку
устройство для проверки витковой
изоляции и обнаружения замыка-
ний в якорях тяговых двигателей
(проект ПКБ А 1942), разработан-
ное ВНИИЖТом и ПКБ ЦТ
(рис. 161). Устройство создает в
обмотке импульсное испытательное
межвитковое напряжение индуктив-
ным способом. Оно имеет индуктор,
генератор импульсного напряжения
и датчик. Индуктор выполнен из
шинной меди в виде витка. Длина
витка равна активной длине паке-
272
та сердечника, ширина — шагу об-
мотки якоря (по пазам).
Индуктор помещают у обмотки
якоря на расстоянии 5—10 мм. При
поворачивании якоря в его обмотке
индуцируется испытательное меж-
витковое напряжение, создаваемое
импульсами индуктора, которые он
получает от генератора импульсно-
го напряжения ГИН.
Наличие виткового замыкания в
обмотке якоря выявляет индуктив-
ный датчик, соединенный с блоком
индикации; при наличии замыкания
загорается сигнальная лампа.
Устройство работает от сети
220 В, монтируется на тележке.
Вращение якоря осуществляется
приводным механизмом.
Проверяют активное сопротивле-
ние обмотки якоря. Проверку про-
изводят методом амперметра и
вольтметра или с помощью двойно-
го моста постоянного тока при тем-
пературе обмоток 20 °C. Если тем-
пература якоря отличается от 20 °C,
то полученное сопротивление пере-
считывают и приводят к этой темпе-
ратуре. Для замеров используют
амперметры М2015 (пределы изме-
рения 0—0,75 мА — 30 А) и вольт-
метры М2017 (пределы измерения
0—75—150—750—1500 мВ). Класс
точности приборов 0,2. Используют-
ся мосты Р3009 (пределы измере-
ний от 10~8 до 10е Ом) с нановольт-
амперметром Р341 класса точнос-
ти 0,05. Номинальные значения ак-
тивного сопротивления обмоток
якорей по типам машин указаны в
правилах ремонта. Отклонение со-
противления от установленного но-
минального значения допускается
в пределах ±10%. После замеров
тщательно осматривают все узлы и
детали якоря. Убедившись, что
якорь не имеет «пробоя», витковых
замыканий или других дефектов,
которые не могут быть исправлены
в условиях депо, приступают к его
ремонту.
Осмотр и ремонт механической
части якоря. Осматривают валы,
уплотнительные и маслоотбойные
кольца, втулки, внутренние кольца
якорных подшипников, коробки яко-
рей, масляную камеру тяговых дви-
гателей AL-4846eT, AL-4846dT и
другие детали. Магнитным дефек-
тоскопом проверяют неснятые с ва-
лов внутренние кольца подшипни-
ков, конусные поверхности валов и
их шейки под втулки и якорные
подшипники (если внутренние коль-
ца подшипников сняты). При обна-
ружении ослабления колец или вту-
лок, трещин на них, а также износа
сверх установленных норм дефект-
ные детали спрессовывают и заме-
няют новыми или исправными.
Спрессовку втулок и колец осуще-
ствляют индукционным нагревате-
лем.
Магнитный контроль шеек и ко-
нусов вала выполняют круглыми
магнитно-порошковыми дефектоско-
пами переменного тока. Каждый ко-
нус вала проверяют при двух поло-
жениях дефектоскопа, устанавли-
вая его то с одной, то с другой сто-
роны проверяемой поверхности.
Шейки вала под якорные подшип-
ники, а также внутренние кольца
роликовых подшипников, если их не
требуется снимать с вала, проверя-
ют при одном положении дефекто-
скопа. Наиболее часто трещины по-
являются в переходных галтелях
вала, поэтому при магнитной де-
фектоскопии эти места проверяют
особенно тщательно. Если на шей-
ках вала (отечественных двигате-
лей) или на шейках коробки якоря
(двигателей электровозов ЧС2 и
ЧС2Т) обнаружены задиры, трещи-
ны или другие дефекты, дефектную
шейку протачивают до полного уда-
ления дефекта.
Восстановление изношенных по-
верхностей (шеек, конусов) валов и
якорных коробок выполняют вибро-
дуговой наплавкой их под слоем
флюса. Для наплавки используют
специальные установки с примене-
нием автоматических виброголовок
АНКЭФ (конструкции ВНИИЖТа)
и КУМА-5М (конструкции МИИТа).
Эти установки обеспечивают подачу
электродной проволоки с продоль-
ной возвратно-поступательной виб-
рацией. Они имеют регулировку
амплитуды колебаний в пределах
до 3 мм, частоту колебаний от 40
до 60 в секунду.
В качестве источников питания
при вибродуговой наплавке приме-
няют сварочный преобравователь
ПС-300 или машину постоянного то-
ка СУГ, преобразователь ПСО-ЗОО,
сварочные выпрямители ВСС-300 и
ВКС-300. Вибродуговая наплавка
производится под слоем флюса мел-
кой грануляции марки АН-348АМ и
ОСЦ-45М. Флюс перед применени-
ем просушивают при температуре
180—200 °C в течение 2—3 ч. Отсы-
ревший флюс прокаливают при тем-
пературе 300—400 °C в течение 3 ч.
Слой флюса должен удерживаться
на наплавляемой поверхности, про-
рывы дуги сквозь флюс недопусти-
мы. Для вибродуговой наплавки
применяют проволоку марок Св-08,
Св-08А, Св-08АА, Св-10Г2,
Св-0810ГА диаметрами 1; 1,2;
1,6 мм.
В зависимости от диаметра про-
волоки наплавку осуществляют при
следующих режимах:
Диаметр про-
волоки, мм . . . 1 1,2; 1,6
Ток, А . . . . 90—120 100—150
Напряжение на
дуге, В . . . . 30—32 30—32
Скорость пода-
чи проволоки, м/ч 183—200 153—183
273
Частота враще-
ння вала, об/мин Подача суппор- 1,2-1,5 1,2—1,5
та, мм/об . . . Частота вибра- ций проволоки, 4,0 3,0—4,0
колебаиий/с . . . Амплитуда виб- 21-47 21-47
раций, мм . . . 2 2
Примечание. Для проволоки диамет-
ром 1,6 мм скорость подачи 153 м/ч.
Перед наплавкой поверхность
очищают от загрязнений, обезжири-
вают и проверяют магнитным де-
фектоскопом. Если на поверхностях,
подлежащих наплавке, имеются
вмятины илн забоины глубиной до
2 мм, то вал протачивают до удале-
ния этих дефектов. Если наплавку
начинают на поверхностях, находя-
щихся от торца вала на расстоянии
более 50 мм, то предварительно вал
необходимо подогреть до темпера-
туры 300—350 °C. Для подогрева
используют индукционный нагрева-
тель. Подогрев должен быть равно-
мерным. Если наплавку выполняют
с торца, то подогрев необязателен.
В этом случае на торец закрепляют
специальное кольцо из малоуглеро-
дистой стали шириной 20 мм. С это-
го кольца начинают наплавку.
После наплавки шов зачищают
до металлического блеска. Никакие
дефекты в наплавленном металле
не допускаются. При наплавке в
два слоя первый слой зачищают до
металлического блеска, проверяют,
затем наплавляют второй слой. На-
плавку вала начинают на меньшем
диаметре и ведут в направлении к
галтели. После прохода галтели
обязательно наплавляют еще 2—3
витка на участке большего диа-
метра.
Наплавку рекомендуется вести
без перерыва. В случае перерыва
процесса наплавки (более 10 мин)
и остывания вала перед возобнов-
лением наплавки последние 2—3
витка зачищают металлической
щеткой, место начала наплавки по-
догревают до температуры 300—
350 °C н начинают наплавку с за-
чищенных витков. При наплавке ко-
274
нусов вала шпоночные пазы закры-
вают пробками или временными
шпонками, изготовленными из ма-
лоуглеродистой стали. Пробки и
временные шпонки устанавливают
так, чтобы они выступали над по-
верхностью вала на 1—2 мм. Шпон-
ки укладывают в пазы вала на ас-
бестовых прокладках. Наплавлен-
ные места валов протачивают, а за-
тем проверяют магнитным дефекто-
скопом н упрочняют накаткой.
Накатке подвергают всю на-
плавленную поверхность и приле-
гающие к ней участки вала на дли-
не 30—50 мм, а также переходные
галтели. Перед накаткой поверхно-
сти вала должны быть обточены и
иметь шероховатость по 5-му клас-
су.
Накатку выполняют на токар-
ном станке при помощи двух роли-
ковых приспособлений, оборудован-
ных автоматическим регулятором
давления, обеспечивающим постоян-
ное усилие иакатки. В приспособле-
нии имеются два ролика — упроч-
няющий и сглаживающий диамет-
ром 100 мм. Профильный радиус
упрочняющего ролика 14 мм, сгла-
живающего — 50 мм. Усилие на-
катки 14 кН (1400 кгс), подача
станка 0,2—0,3 об/мин, частота вра-
щения вала 250 об/мин.
Уменьшение диаметра вала пос-
ле накатки должно быть в пределах
0,03—0,05 мм. Накатываемую по-
верхность смазывают машинным
маслом. После накатки вал шлифу-
ют. Размеры и чистота обработки
восстановленных шеек и конуса ва-
ла должны соответствовать разме-
рам и чистоте обработки, указан-
ным в чертежах и правилах ре-
монта.
В тех случаях, когда износ шеек
вала не превышает установленных
браковочных норм (после выведе-
ния имевшихся на них дефектов —
трещин, вмятин, задиров и др.), ре-
монт их разрешается проводить по
градационным размерам или вос-
становлением их размеров до номи-
нальных путем установки ремонт-
ных втулок.
Диаметр вала в месте посадки
упорных колец и лабиринтных вту-
лок может иметь три ремонтные
градации (через 0,5 мм каждая).
Если шейку вала протачивают
под один из указанных ремонтных
размеров, то устанавливаемое на
эту шейку кольцо также должно
иметь соответствующий размер.
В случаях когда специальных
ремонтных колец нет, на повреж-
денную шейку после ее проточки
разрешается устанавливать пере-
ходную ремонтую втулку. Ремонт-
ные втулки разрешается устанавли-
вать также на шейки валов под
внутренние кольца роликовых под-
шипников. Это позволяет использо-
вать как новые, так и изношенные
(до 0,2 мм на диаметр) кольца.
Например, установку ремонтных
втулок на шейки валов тяговых
двигателей ТЛ-2К1, НБ-406Б и дру-
гих двигателей с номинальным диа-
метром шейки 140,мм производят
следующим образом.
Шейку вала якоря под ролико-
вое и упорное кольца протачивают
до размера 137,8+0’1 мм. Изготовля-
ют специальную ремонтную втулку
с наружным диаметром 150—
152 мм, длиной 81 мм. Внутренний
диаметр втулки должен быть таким,
чтобы обеспечить натяг ее на валу
0,06—0,08 мм. У торца по внутрен-
нему диаметру втулку закругляют
радиусом 18 мм, чем обеспечивают
ее плотную посадку по галтели ва-
ла. Перед посадкой втулку нагрева-
ют до температуры 160—180 °C и
насаживают на вал. После остыва-
ния втулку протачивают по наруж-
ному диаметру и торцу. Наружный
размер втулки после проточки дол-
жен обеспечивать установку внут-
ренних колец роликовых подшипни-
ков с натягом 0,030—0,065 мм.
Если устанавливают новое роли-
ковое кольцо, то наружный диа-
метр втулки под его посадку для
двигателей ТЛ-2К1, НБ-407Б,
НБ-406 должен быть 140 П^зз мм-
а для двигателей ДПЭ-400,
НБ-411 — 130 мм.Обточку тор-
ца втулки выполняют так, чтобы
расстояние от обтачиваемого торца
втулки до торца вала соответство-
вало чертежному размеру. В связи
с тем что диаметр шейки вала под
упорную втулку после проточки
уменьшился, это уменьшение следу-
ет компенсировать соответствую-
щим уменьшением диаметра внут-
реннего отверстия упорного кольца.
Для такого вала изготовляют новое
упорное кольцо с ремонтным раз-
мером его внутреннего отверстия
или уменьшают диаметр снятого
кольца путем нанесения на его внут-
реннюю поверхность слоя цннка
или полимерной пленки толщиной
до 0,2 мм.
Перед установкой колец и вту-
лок замеряют размеры посадочных
отверстий шеек вала и определяют
натяги. Подшипниковые кольца на-
прессовывают на шейки валов дви-
гателей ДПЭ-400, НБ-406, ТЛ-2К1
и НБ-407Б (диаметр внутреннего
кольца 130—140 мм) с натягом
0,030—0,065 мм, упорные втулки с
натягом 0,09—0,15 мм, лабиринт-
ные втулки с натягом 0,027—
0,04 мм. Подшипниковые кольца
двигателей электровозов ЧС2, ЧС2Т
и ЧСЗ напрессовывают на коробку
якоря с натягом 0,025—0,06 мм при
диаметре внутреннего кольца под-
шипника 110 мм и 0,035—0,07 мм
при диаметрах внутреннего кольца
180 и 200 мм. Напрессовку колец
подшипников осуществляют в горя-
чем состоянии при температуре
100—120 °C, а упорных втулок —
при температуре 140—160 °C.
Кольца нагревают в индукцион-
ном нагревателе с демагнитизато-
ром или в сушильном шкафу, или
в масляной ванне, или в электропе-
чи. Если кольца нагревают в индук-
ционном нагревателе без демагни-
тизатора, то кольцо после насадки
рекомендуется размагничивать. Для
этого на кольцо, напрессованное на
вал, повторно насаживают нагрева-
тель, включают напряжение и плав-
но снижают его до нуля. При всех
способах нагрева колец строго кон-
тролируют температуру. Ремонт-
275
кые кольца с полимерным покрыти-
ем не разрешается нагревать в мас-
ляной ванне. Шейки вала перед на-
прессовкой внутренних колец с по-
лимерной пленкой, для предотвра-
щения склеивания кольца с шейкой,
обязательно покрывают противо-
склеивающим составом (каллоид-
ный графит, дисульфит молибдена,
5%-ный раствор силиконового кау-
чука в толуоле и др.), который на-
носят на шейку вала тампоном.
На валах отечественных тяговых
двигателей и в коробке якорей дви-
гателей электровозов ЧС2 и ЧС2Т
осматривают резьбу. Если в резьбе
обнаружены срывы ниток илн дру-
гие дефекты, то ее срезают. Взамен
срезанной резьбы нарезают новую
номинального или ремонтного раз-
мера. Для восстановления резьбы
номинального размера отверстие
вала, после того как дефектная
резьба срезана на глубину 2 мм, на-
плавляют. Наплавку осуществляют
электродом Э42А или на виброду-
говой установке.
Целесообразно совмещать рабо-
ту по наплавке отверстия с наплав-
кой остальных поверхностей вала.
После наплавки отверстия якорь ус-
танавливают на токарный станок и
строго центрируют относительно
шеек: биение шеек вала относитель-
но конуса допускается не более
0,15 мм. Затем отверстия рассвер-
ливают и нарезают резьбу номи-
нального размера. В валах и короб-
ках якорей разрешается также на-
резать резьбу ремонтных размеров.
На валах якорей тяговых двигате-
лей ДПЭ-400, НБ-411 разрешается
нарезать резьбу размерами М55ХЗ,
МбОхЗ и М64ХЗ; двигателей
НБ-406, ТЛ-2К1 и НБ-407Б — раз-
мерами МбОхЗ, М64ХЗ и М68ХЗ.
Для коробок якорей тяговых
двигателей электровозов ЧС с резь-
бой М200Х2 разрешается нарезать
ремонтные размеры соответственно
М197Х2, М195Х2 и с резьбой
М145Х2 — ремонтные размеры
М142Х2, М140Х2.
В коробках якорей тяговых дви-
гателей AL-4846eT и AL-4846dT ос-
276
матривают внутреннюю часть, где
размещается внутренний кардан. В
валах отечественных тяговых двига-
телей осматривают шпоночные ка-
навки. Забоины и заусенцы опили-
вают и зачищают. Прн необходимо-
сти ширину шпоночных канавок раз-
решается увеличить на 1 мм. Тре-
щины в углах шпоночной канавки
длиной не более 10 мм и глубиной
не более 5 мм выпиливают. Разре-
шается электронаплавка поврежден-
ных шпоночных канавок с после-
дующей их обработкой в соответ-
ствии с чертежами.
В эксплуатации имеют место
случаи повреждений тяговых дви-
гателей, которые вызваны ослабле-
нием посадки пакета сердечника
якоря и задней нажимной шайбы на
якорной втулке. Такие повреждения
обычно характерны для тяговых
двигателей старых типов с очень
большими пробегами — 2,5 млн. км
и более от начала эксплуатации, а
также встречаются на тяговых дви-
гателях ТЛ-2К1 при сравнительно
небольших пробегах от начала экс-
плуатации, так как при их изготов-
лении были допущены конструктив-
ные и технологические ошибки, к
числу которых в первую очередь
следует отнести недостаточную же-
сткость конструкции якорной втул-
ки (первых выпусков) и посадку
пакета сердечника якоря и нажим-
ной шайбы без должного натяга,
необходимого для надежного креп-
ления этих узлов.
В тех случаях, когда указанные
узлы установлены с недостаточным
натягом, и особенно если вместо на-
тяга между сопрягаемыми поверх-
ностями имеется зазор, условия ра-
боты якоря резко ухудшаются, так
как в эксплуатации, особенно при
повышенных нагрузках (большие
тяговые усилия, боксование и др.),
становится возможным перемеще-
ние пакета сердечника или задней
нажимной шайбы относительно
якорной втулки. Такие перемещения
приводят к износу посадочных со-
прягаемых поверхностей указанных
деталей и вызывают прогрессирую-
щую со временем вибрацию элемен-
тов якоря, которая неизбежно ведет
к их разрушению, и в первую оче-
редь к разрушению якорной обмот-
ки — обрывам секций у петушков
коллектора, витковым замыканиям
и пробоям изоляции. Поэтому при
ремонте тяговых двигателей, и осо-
бенно двигателей ТЛ-2К1, необхо-
димо внимательно осматривать
якорь, обращая особое внимание
на плотность посадки его элемен-
тов, и не допускать выпуска в экс-
плуатацию якорей с указанными де-
фектами.
Ослабление задней нажимной
шайбы и пакета сердечника на
якорной втулке можно обнаружить
по следующим признакам:
вибрация при обстукивании зад-
ней нажимной шайбы и возмож-
ность ее смещения ломиком, встав-
ленным в вентиляционное отвер-
стие;
наличие щелей между задним
лобовым бандажом и буртом зад-
ней нажимной шайбы, между край-
ним листом пакета сердечника и
торцом задней нажимной шайбы,
между буртом втулки якоря и сту-
пицей задней нажимной шайбы,
между втулкой коллектора и край-
ним листом пакета сердечника;
наличие круговых трещин, мест-
ных расслоений листов сердечника;
наличие трещин в лаковой плен-
ке в местах сопряжений деталей
якоря, которые при отсутствии ос-
лаблений не имеют перемещений:
между передним крайним листом
сердечника и втулкой коллектора,
задним крайним листом сердечника
и задней нажимной шайбой и др.
Очень тщательно следует прове-
рять плотность установки пакета
сердечника на якорях, у которых
обнаружены обрывы витков обмот-
ки якоря. Обрывы секций обмотки
якоря ухудшают коммутацию тяго-
вого двигателя, и часто их можно
обнаружить по состоянию коллекто-
ра и электрощеток. На коллектор-
ных пластинах, которые были сое-
динены с оборванными секциями, и
на коллекторных пластинах, нахо-
дящихся рядом с ними, обычно име-
ются подгары и оплавления, наблю-
даются также подгары на электро-
щетках. Можно обнаружить подга-
ры также на коллекторных пласти-
нах, отстоящих от дефектных (с об-
рывом секции) на двойное полюс-
ное деление. В отдельных случаях
в петушках коллекторов с обрывом
секций имеются следы выплавле-
ния припоя. Якоря, имеющие ос-
лабление пакета сердечника и зад-
ней нажимной шайбы, необходимо
отправлять в капитальный ремонт.
О наличии таких дефектов следует
обязательно указывать в техничес-
ком паспорте якоря перед его от-
правкой на ремонтный завод.
В эксплуатации на тяговых дви-
гателях ДПЭ-400, НБ-411, НБ-406
наблюдаются отколы маслоотбой-
ных фланцев, привариваемых к ла-
биринтным втулкам и предназна-
ченных для создания подпора воз-
духа в зоне горизонтального лаби-
ринтного уплотнения якорного под-
шипника (со стороны коллектора).
В случаях когда при осмотре обна-
руживают трещины на фланцах, ко-
робление или другие дефекты, втул-
ку с фланцем спрессовывают, де-
фектный фланец срубают и вместо
него приваривают исправный. Пос-
ле приварки исправного фланца
повторно проверяют качество его
крепления и правильность установ-
ки. Выпуск двигателей без маслоот-
бойных фланцев не разрешается,
так как это может привести к выте-
канию смазки из подшипниковых
узлов и проникновению ее внутрь
двигателя.
Осмотр и ремонт коллектора.
Коллектор является одним из наи-
более сложных в изготовлении и от-
ветственных в эксплуатации узлов
электрической машины. Коллектор
(рис. 162) собран из медиых плас-
тин трапецеидального сечения, изо-
лированных друг от друга микани-
товой или слюдинитовой изоляцией.
От корпуса коллекторные пластины
изолируются прессованными мика-
нитовыми цилиндром 2 и конуса-
ми 3.
277
Рис. 162. Коллекторы тяговых двигателей НБ-406Б (а) и AL-4846 (б):
/ — медные и изоляционные пластины; 2 — цилиндр (изоляционный); 3~ коиус (изоляционный);
•/ — балансировочный груз; 5 — болт; 6 — нажимной коиус; 7 —втулка коллектора; 8 — наружная
изоляция конуса; S —уплотнение торца коллекторных пластин
При изготовлении коллекторов
коллекторные пластины с изоляци-
ей прессуют под большим давлени-
ем. Формовку коллектора выполня-
ют прн температуре нагрева и час-
тоте вращения якоря, превышаю-
щих максимальные значения рабо-
чей температуры и частоты враще-
ния якоря в эксплуатации. Такая
технология изготовления коллекто-
ра обеспечивает его механическую
прочность благодаря созданию меж-
ду пластинами коллектора очень
больших сил сцепления, препятст-
вующих смещению пластин от воз-
действия центробежных усилий,
имеющих место при работе двига-
теля. Температурные деформации,
возникающие вследствие периоди-
ческого нагревания и охлаждения
деталей коллектора, компенсируют-
ся стяжными коллекторными болта-
ми, обладающими необходимой эла-
стичностью.
Конструкция коллектора предус-
матривает также необходимые эле-
менты, обеспечивающие защиту его
корпусной изоляции от проникнове-
ния к ней влаги и загрязнений. Для
этого под головками коллекторных
болтов установлены медные шайбы,
которые после затягивания болта
уплотняют пространство между его
головкой и конусом коллектора, а
по поверхности а зазор б заполня-
ется замазкой ТГ-18 или жгутом из
стеклянной ленты, пропитанной в
лаке БТ-99. Поверхности а нажим-
ного конца и корпуса покрывают
лаком БТ-99.
278
В случаях когда эти уплотнения
выполнены неудовлетворительно и
внутрь коллектора попадают влага
и загрязнения, в эксплуатации мо-
гут произойти замыкание между
коллекторными пластинами и про-
бой корпусной изоляции коллекто-
ра. Аналогичные неисправности воз-
можны при ослаблении коллектор-
ных болтов. Поэтому при деповском
ремонте тщательно осматривают
коллектор и проверяют его техниче-
ское состояние.
Важной изоляционной поверх-
ностью коллектора является его пе-
редний миканитовый конус. Нажим-
ной передний конус 6 коллектора
изолирован миканитом и стеклобац-
дажной лентой (два слоя вполу-
перекрышу) (наружная изоляция
8) и покрыт электроизоляционной
эмалью. Если поверхность конуса
имеет закопченность, подгары и
другие дефекты, их зачищают до
удаления верхнего слоя лака, тща-
тельно протирают.
После очистки конуса его покры-
вают эмалью НЦ-929 или ГФ-92-ХК
не менее двух раз до получения
гладкой глянцевой поверхности.
В случае ослабления или сдвига
витков бандажа конуса, наличия
прожога или трещин в нем повреж-
денный ленточный бандаж с конуса
снимают и накладывают новый.
При установке нового бандажа при-
меняют стеклянную или стеклобан-
дажную ленту.
После снятия поврежденного
бандажа зачищают торцы коллек-
торных пластин и удаляют с них
пыль и копоть, очищают миканито-
вый конус, протирая его салфеткой.
Накладывают в соответствии с чер-
тежом уплотнение 9 из свернутой
жгутом стеклоленты под торец кол-
лекторных пластин, затем зашпат-
левывают его электроизоляционной
термореактивной замазкой
(ЗТПЭ-1). Миканитовый конус по-
крывают эмалью НЦ-929 или
ГФ92-ХК, накладывают вполупере-
крышу два слоя стеклобандажной
ленты размером 0,15X20 мм. Что-
бы бандаж не имел неплотностей и
был ровным, леиту укладывают с
натяжением 600—800 Н (60—
80 кгс). Если применяют стеклян-
ную ленту, то каждый слой в про-
цессе укладки промазывают элек-
троизоляционным лаком.
При укладке ленты следят за
тем, чтобы между наружным тор-
цом коллектора и краем бандажа
ие оставалось щелей и неплотнос-
тей, так как влага и пыль, которые
попадают в эти щели, вызывают
замыкание между коллекторными
пластинами, повышенное искрение
на коллекторе и его повреждения.
После того как бандаж уложен, его
«проутюживают» горячим валиком
или электропаяльником, а затем
вновь покрывают двумя слоями
электроизоляционной эмали.
Обстукиванием проверяют плот-
ность затяжки коллекторных бол-
тов. Коллектор, имеющий ослабле-
ние болтов или гаек, нагревают до
температуры 90 °C, после чего бол-
ты подтягивают. Подогрев коллек-
тора для подтягивания болтов целе-
сообразно совмещать с сушкой яко-
ря при режимах пропитки и покры-
тия его электроизоляционной
эмалью. Подтяжку осуществляют
равномерным подворачиванием
диаметрально противоположных
болтов. Для предотвращения пере-
косов коллектора и повреждения
его изоляции болты поворачивают
сразу не более чем на половину
оборота.
Измеряют диаметр рабочей по-
верхности коллектора. Диаметры
коллекторов по рабочей части пос-
ле деповского ремонта должны
быть:
Тяговые двига-
тели . . ДПЭ-400, НБ-406
Диаметр иее, мм не ме- НБ-411 514 533
Тяговые двига- AL-4846eT, ТЛ-2К1,
тели . . AL-4846dT НБ-407Б
Диаметр нее, мм ие ме- 802 633
В случаях когда диаметр кол-
лектора менее указанного размера,
якорь отправляют в заводской ре-
монт для замены коллектора.
В отдельных коллекторах тяго-
вых двигателей наблюдаются слу-
чаи неравномерного распределения
коллекторных пластин по полюсным
делениям. Коммутация таких двига-
телей в эксплуатации ухудшается,
а износ коллектора возрастает. Это
приводит к отключениям защиты и
возникновению кругового огня иа
коллекторе. Причиной таких неис-
правностей являются нарушения в
подборе коллекторных пластин и
миканитовой межламельной изоля-
ции, допускаемые при изготовлении
или ремонте коллекторов (с разбор-
кой) на заводах.
Для выявления случаев неравно-
мерного распределения коллектор-
ных пластин на коллектор наклады-
вают бумажную ленту и снимают
его отпечаток.
Разница чисел коллекторных
пластин в полюсных дугах не долж-
на быть больше одной пластины.
Если эта разница больше, то якорь
рекомендуется отправить на завод
в капитальный ремонт, при котором
выполняют полную разработку кол-
лектора. В условиях депо такие де-
фекты исправить нельзя. Отправка
на завод необходима особенно в тех
случаях, когда есть сведения о том,
что до снятия с электровоза тяго-
вый двигатель с этим якорем рабо-
тал неудовлетворительно (имели
место неоднократные отключения
защиты вследствие перебросов и
279
кругового огня, заволакивание
межламельных канавок, повышен-
ный износ рабочей поверхности и
другие дефекты). Если двигатель
работал устойчиво, то якорь может
быть направлен для сборки со сво-
им остовом, но в его паспорте ука-
зывают о неравномерном распреде-
лении коллекторных пластин. За ра-
ботой двигателя, в который будет
установлен этот якорь, устанавли-
вают контроль в эксплуатации.
Проверяют состояние пайки об-
мотки якоря в петушках коллекто-
ра. Если при осмотре обнаружены
выплавление припоя (или олова) из
петушков коллекторных пластин,
неудовлетворительное качество пай-
ки обмотки, обмотку в петушках
коллектора пропаивают. Эту опера-
цию целесообразно выполнять на
установке А-280 (рис. 163). Пайку
осуществляют контактным спосо-
бом, что обеспечивает высокое ка-
чество паяных соединений (техноло-
гическая карта ПКБ ЦТ № КЛ-20)‘.
Перед пайкой на поверхность пе-
тушков, подлежащую пайке, нано-
сят флюс ЛК-2, содержащий 66%
этилового спирта, 30% сосновой ка-
нифоли, 3% хлористого цинка и 1%
хлористого аммония. При изготов-
лении флюса в спирте растворяют
сначала хлористый цинк, потом хло-
ристый аммоний, а затем при поме-
шивании полученного раствора вво-
дят в него порциями канифоль и
выдерживают состав до полного ра-
створения.
Один из применяемых электро-
дов угольный, другой медный.
Угольный электрод подбирают по
длине в точном соответствии с дли-
ной петушков коллекторных плас-
тин, плотно закрепляют в держате-
ле и присоединяют к петушку про-
паиваемой коллекторной пластины.
Медный электрод устанавливают
на рабочую часть той же коллектор-
ной пластины. В процессе пайки
электроды должны иметь надежный
контакт с петушком и рабочей
частью коллекторной пластины.
Во время пайки якорь 2 вместе
со столом 1 устанавливают под уг-
лом 20—30° так, чтобы припой
(олово) не затекал в обмотку. На-
пряжение подают только при при-
жатых электродах.
После разогрева петушка кол-
лекторной пластины до температу-
ры 300—400 °C по его поверхности
с торца проводят прутком припоя
(олова). Припой (олово) плавится
и заполняет шлиц петушка. Пайка
считается законченной при появле-
нии капельки припоя под шлицем.
Для пайки обмотки в коллекторах
тяговых двигателей ДПЭ-400,
НБ-406, НБ-411 применяют оловян-
ный припой ПОС-61 или олово.
В случаях когда установки для
контактной пайки в депо нет, кол-
лектор пропаивают электрическим
Рис. 163. Установка А-280
для контактной пайки об-
мотки якоря в петушках
коллектора
280
паяльником с регулированием тем-
пературы нагрева. Пайку коллекто-
ра тяговых двигателей ТЛ-2К1 и
НБ-407Б, в которых при изготовле-
нии был применен припой ПСр-2,5,
рекомендуется выполнять тем же
припоем.
Рабочая поверхность коллектора
в эксплуатации изнашивается, и в
деповской ремонт двигатель обычно
поступает с выработкой на поверх-
ности коллектора и повышенным
биением, с подгаром пластин, «затя-
гиванием» меди в межламельные
канавки. Коллекторы с такими де-
фектами подлежат ремонту.
Щеточно-коллекторный узел тя-
говых двигателей может работать
устойчиво лишь при наличии хоро-
шего контакта электрощеток с кол-
лектором. Такой контакт может
быть обеспечен только тогда, когда
рабочая поверхность коллектора
гладкая, имеет правильную Цилин-
дрическую форму и концентрична с
валом двигателя. Скорость сколь-
жения электрощеток по коллектору
в эксплуатации в рабочих режимах
достигает 50—55 м/с, или 200 км/ч.
Поэтому чем лучше обработана по-
верхность коллектора и чем она чи-
ще, тем меньше будет выделяться
тепла от трения электрощеток, тем
благоприятнее будут в целом усло-
вия работы скользящего контакта
и меньше износы коллектора и
электрощеток.
Недостаточная чистота обработ-
ки коллектора и наличие неровнос-
тей на его рабочей поверхности
(подгаров, оплавления, износа, по-
вышенного биения) или даже не-
большого выступания отдельных
пластин — медных или изоляцион-
ных — нарушают работу скользя-
щего контакта и приводят к по-
вреждениям двигателей в эксплуа-
тации. Поэтому обработка коллек-
тора — очень ответственная техно-
логическая операция, ее поручают
наиболее квалифицированным ра-
ботникам и проводят под руковод-
ством мастера цеха.
В процессе ремонта рабочую по-
верхность коллектора обтачивают,
шлифуют, межламельные канавки
продороживают. Торцы пластин со
стороны изоляционного конуса за-
кругляют радиусом 3 мм и осуще-
ствляют разделку ламелей с обеих
сторон.
Последовательность операций
при обработке коллектора установ-
лена следующая. Сначала произво-
дят продорожку коллектора, за-
тем — его обточку, снятие фасок и,
наконец, шлифовку и полировку
рабочей поверхности. Обточку, шли-
фовку, продорожку коллектора це-
лесообразно выполнять на специ-
альном универсальном стайке.
Якорь устанавливают на станке и
центрируют относительно беговой
дорожки внутреннего кольца роли-
кового подшипника или (если коль-
цо снято) относительно шейки вала.
Этим достигается концентричность
рабочей поверхности коллектора с
валом двигателя, а следовательно,
минимальное биение коллектора
после обточки. Для центровки яко-
ря при установке на станок приме-
няют специальный патрон с регули-
ровочными болтами. Патрон уста-
навливают вместе с якорем. Биение
коллектора относительно шейки ва-
ла или беговой дорожки подшипни-
кового кольца перед проточкой кол-
лектора рекомендуется не более
0,015 мм.
Глубина межламельных канавок
коллекторов тяговых двигателей
принята 1,4—1,6 мм, т. е. несколько
большей толщины коллекторного
миканита. Более глубокая продо-
рожка нецелесообразна, так как
тогда канавка между коллекторны-
ми пластинами приобретает вид ще-
ли, которая в эксплуатации быстро
засоряется угольной пылью, пыль
плотно оседает в ней, особенно при
увлажнении коллектора, что в даль-
нейшем вызывает перекрытия и за-
мыкания между соседними пласти-
нами и повышенное искрение на
коллекторе.
Исследованиями ВНИИЖТа ус-
тановлено, что круговой огонь на
коллекторе развивается из отдель-
ных «вспышек» под электрощетка-
281
ми, которые возникают из-за появ-
ления между коллекторными плас-
тинами токопроводящих «мости-
ков». Снизить возможность появле-
ния таких «мостиков» можно путем
уменьшения глубины канавки до
0,5—0,7 мм. При такой уменьшен-
ной глубине канавки значительно
уменьшается загрязненность кол-
лектора благодаря лучшему выду-
ванию пыли. Однако реализовать
эту идею не представилось возмож-
ным из-за того, что коллекторный
миканит, применяемый в качестве
межламельной изоляции, изнашива-
ется от трения электрощеток мед-
леннее, чем медь коллекторных
пластин. И такой мелкой продо-
рожки могло бы не хватить на про-
бег двигателя между его плановыми
ремонтами (с выкаткой). Тогда по-
требовалось бы проведение продо-
рожки коллекторов под электрово-
зом, что весьма нецелесообразно,
так как эта работа весьма трудоем-
ка, занимает много времени и каче-
ственное ее выполнение под элек-
тровозом затруднено. Уральским
отделением ВНИИЖТа проводи-
лись работы по изысканию специ-
альных изоляционных паст для за-
полнения межламельных канавок,
но эти работы положительного эф-
фекта не дали.
Принятая при изготовлении но-
вых тяговых двигателей и выпуске
из ремонта глубина канавки 1,4—
1,6 мм целесообразна еще и потому,
что она позволяет при необходимос-
ти осуществлять одну, а в отдель-
ных случаях две обточки коллекто-
ра под электровозом (на 0,3-4-
-е-0,5 мм) без последующей его про-
дорожки. Минимальная глубина
межламельиых канавок в эксплуа-
тации установлена 0,5 мм.
При проведении продорожки не-
обходимо следить за тем, чтобы глу-
бина канавки между всеми пласти-
нами была одинаковой и миканито-
вая (или слюдопластовая) изоля-
ция расчищалась по всей ширине
канавки и не оставалась на стенках
коллекторных пластин, дно канавки
должно быть ровным. Недопустим
282
также подрез медных пластин. Вы-
полнение этих требований обеспечит
устойчивую работу коллектора без
неплановой выкатки двигателей для
его продорожки. Продорожку кол-
лектора выполняют с припуском на
величину его износа, чтобы после
обточки коллектора глубина кана-
вок составляла 1,4—1,6 мм.
Обточку коллектора осуществля-
ют за 2 раза — сначала коллектор
обтачивают до выведения выработ-
ки или овальности на рабочей по-
верхности. Толщина снимаемой
стружки при этом должна быть ми-
нимальной. Затем производят чис-
товую обточку. При обточке коллек-
тора в случае необходимости углуб-
ляют (до чертежного размера) ка-
навку у петушков. Если на рабочей
поверхности коллектора имеются
местные забоины глубиной более
0,5 мм, то перед обточкой коллекто-
ра их следует заплавлять припоем
ПОССу-61-0,5.
После обточки по краю коллек-
торной пластины вдоль ее рабочей
поверхности снимают фаску разме-
ром 0,2 мм под углом 45°. Снимать
фаску большего размера не реко-
мендуется, так как это уменьшает
рабочую часть пластины, что в свою
очередь увеличивает плотность тока
под электрощеткой. Целесообразно
снимать фаску под углом относи-
тельно вертикальной оси пластины,
несколько меньшим 45° (~30°).
Тогда форма канавки будет способ-
ствовать лучшему выдуванию из
иее пыли.
После снятия фасок коллектор
шлифуют мелким стеклянным по-
лотном, набитым на колодку, обес-
печивая шероховатость поверхности
по 8-му классу.
После обточки и шлифовки ре-
комендуется выполнить полировку
коллектора или накатку специаль-
ным роликом. Целесообразно при-
менять для чистовой обработки кол-
лектора шлифовальный камень. Об-
работка этим камнем дает гладкую
и ровную поверхность. После прове-
денных перечисленных операций
биение коллектора относительно
шейки вала или рабочей поверхнос-
ти роликового кольца должно быть
не более 0,03 мм.
Во время обработки коллектора
снимаемой стружкой можно повре-
дить изоляцию обмотки, поэтому
перед началом работ лобовую часть
обмотки у коллектора закрывают
чехлом.
При ремонте коллектора не раз-
решается обтачивать петушки кол-
лектора и торцы коллекторных пла-
стин со стороны миканитового кону-
са. Обточка петушков коллектора
приводит к уменьшению их длины
в осевом направлении, это уменьша-
ет площадь контакта петушков с
секциями обмотки. Плотность тока
на единицу контактной площади
при этом увеличивается. Растет наг-
рев петушков, что в эксплуатации
может вызвать выплавление припоя
и распайку секций в коллекторе.
Поэтому длину петушков коллекто-
ра при среднем и капитальном ре-
монтах тяговых двигателей строго
контролируют, коллекторы с длиной
петушков менее установленной нор-
мы бракуют.
Коллекторы, торцы петушков ко-
торых в депо протачивают, обычно
имеют значительно меньший срок
службы. Такие коллекторы прихо-
дится браковать не из-за износа ра-
бочей части, а из-за недостаточной
длины петушков коллекторных пла-
стин.
Ремонт обмотки якоря. Около
35% повреждений тяговых двигате-
лей происходит из-за межвитковых
замыканий и пробоев изоляции их
якорей. Эти повреждения значитель-
но снижают надежность электрово-
зов в эксплуатации, так как они
весьма часто требуют их непланово-
го ремонта и обязательной выкатки
двигателя и отправки его (или яко-
ря) в капитальный ремонт на завод.
В некоторых случаях указанные по-
вреждения приводят к порчам элек-
тровозов в пути следования. По-
вреждения изоляции обмотки якоря
являются, как правило, следствием
ее старения в процессе эксплуата-
ции или неудовлетворительного ка-
чества изготовления, ремонта обмо-
ток и содержания их в эксплуата-
ции. Пробои и межвитковые замы-
кания обмотки якоря чаще всего об-
наруживают на выходе якорных ка-
•тушек из пазов, т. е. в местах с
наибольшей неравномерностью
электрического поля, или у петуш-
ков коллектора. Основными причи-
нами, вызывающими эти поврежде-
ния или способствующими их появ-
лению, являются пористость изоля-
ции, неплотная установка катушек
в пазах, ослабление крепления об-
мотки из-за неправильной установ-
ки стеклобандажей, плохая осадка
якорных катушек при укладке об-
мотки. Поэтому при изготовлении, а
также при всех видах планового
(деповского н заводского) ремонта
вопросам контроля состояния якор-
ных обмоток, восстановлению их
изоляционных свойств, уплотнению
обмоток путем улучшения их креп-
ления в пазах сердечника и лобо-
вых частях придают особое значе-
ние.
Объем ремонта и способы вос-
становления изоляции якорей (якор-
ных обмоток) устанавливают в за-
висимости от срока нх работы, оп-
ределяемого их пробегом от начала
эксплуатации или последнего капи-
тального ремонта, произведенного с
заменой корпусной и витковой изо-
ляции. В соответствии с действую-
щими правилами ремонта обяза-
тельная пропитка обмоток якорей
электрических машин электровозов
с последующим покрытием их элек-
троизоляционной эмалью предус-
мотрена при среднем ремонте через
пробег ~700 тыс. км от нача-
ла эксплуатации или предыдущего
капитального ремонта. При сред-
нем ремонте пропитку выполняют
2 раза: первый раз вакуум-нагне-
тательным способом в специальных
баках, второй — окунанием.
Вакуум-нагнетательная пропит-
ка обеспечивает глубокое проникно-
вение внутрь изоляции пропиточно-
го лака и заполнение им образо-
вавшихся трещин и пор, что повы-
шает монолитность обмотки; про-
283
пйтка окуНайием предназначена для
создания устойчивой наружной ла-
ковой пленки, необходимой для за-
щиты основной изоляции от внеш-
них воздействий (пыли, влаги, сне-
га). Для того чтобы при вакуум-на-
гнетательной пропитке обеспечить
глубокое проникновение лака ко
всем частям обмотки, эту пропитку
наиболее целесообразно проводить
после снятия якорных лобовых бан-
дажей и наложения временного бан-
дажа, который укладывается с за-
зорами между витками и не пре-
пятствует проникновению лака в
обмотку.
На тяговых двигателях ДПЭ-400
и НБ-411 вакуум-нагнетательную
пропитку осуществляют после сня-
тия металлического и миканитового
фланцев, что обеспечивает проник-
новение лака к якорным катушкам
со стороны задней лобовой части.
Пропитку окунанием выполняют
после установки новых постоянных
стеклобандажей, а также микани-
тового и металлического фланцев
(на тяговых двигателях ДПЭ-400,
НБ-411). После второй пропитки и
сушки якорь покрывают электро-
изоляционной эмалью. При депов-
ском ремонте электрических машин
восстановление изоляционных
свойств обмоток, как правило, про-
водят путем покрытия их изоляци-
онной эмалью ЭП-91 или ГФ92-ГС.
Наиболее эффективно применение
эмали ЭП-91, так как она изготов-
ляется на эпоксидном лаке и по-
зволяет получить прочную влагоза-
щитную поверхностную пленку. Эту
эмаль наносят на поверхность при
температуре якоря 70—80 °C. Затем
якорь сушат в течение 24 ч при тем-
пературе 145—155 °C. При покры-
тии якорей эмалью ГФ-92-ГС их
температура перед покрытием и
температура последующей сушки
принимаются на 10 °C ниже указан-
ной.
Пропитку обмоток при депов-
ском ремонте выполняют в тех слу-
чаях, когда требуется замена якор-
ных бандажей или сопротивление
изоляции после сушки не соответст-
284
вуёт установленным нормам, а так-
же если при изготовлении или пре-
дыдущем заводском ремонте об-
мотка была прописана битумно-
масляным лаком. Для пропитки
якорей, как правило, применяют
лак ФЛ-98. Пропитку осуществляют
методом окунания после снятия не-
исправных бандажей и клиньев.
В технологический цикл пропит-
ки обмоток якорей входят: предва-
рительная сушка якорей, пропитка
их в изоляционном лаке, сушка пос-
ле пропитки, покрытие якоря изо-
ляционной эмалью и окончательная
сушка. Предварительная сушка об-
моток якорей необходима для уда-
ления влаги из изоляции и ведется
в специальных печах с циркуляцией
воздуха при температуре ПО—
130 °C в течение 6—10 ч. После
предварительной сушки сопротивле-
ние изоляции якоря должно быть
не менее 3 МОм.
После сушки и остывания до
температуры 60—70 °C якорь про-
питывают. Для этого его опускают
в бак (коллектором вверх), напол-
ненный пропиточным лаком ФЛ-98.
Температура пропиточного лака
должна быть 20—30 °C. При опус-
кании якоря в лак следят за тем,
чтобы нижний край петушков кол-
лектора был на 10—12 мм выше
уровня лака, это исключит попада-
ние лака в шлицы коллекторных
пластин.
В лаке обмотки выдерживают до
полного прекращения выделения
пузырьков газа, но не менее 8 мин.
Затем якорь поднимают, излишки
лака удаляют. Для этого якорь ус-
танавливают в горизонтальное по-
ложение и периодически через 3—
5 мин поворачивают.
После удаления излишков лака
якорь помещают в печь с циркуля-
цией воздуха и сушат 24 ч при тем-
пературе 130—140 °C. Сопротивле-
ние изоляции якоря после сушки (в
горячем состоянии) должно быть
не менее 1 МОм. При более низком
сопротивлении изоляции сушку яко-
ря продолжают, пока сопротивление
не достигнет указанной нормы. За-
/
2
3
Рис. 164. Крепление лобовых частей обмотки якоря тяговых двигателей ТЛ-2К1
стеклобандажной лентой:
/ — стеклобандажная лента; 2 — стеклосетка; 3 — прокладка (электрокартон)
тем после остывания якоря до тем-
пературы 70—80 °C его поверхность
покрывают с помощью пульвериза-
тора или кисти электроизоляцион-
ной эмалью и вновь сушат в цирку-
лярной печи. Режимы сушки и про-
питки якорей должны строго конт-
ролироваться. Современные сушиль-
ные печи оборудованы, как прави-
ло, регистрирующими температуру
приборами. Для обеспечения высо-
кого качества изоляции свойства
применяемых пропиточных лаков и
покровных эмалей должны строго
соответствовать государственным
стандартам и техническим усло-
виям.
Пропитку якорей осуществляют
в пропиточно-сушильных отделени-
ях, которые должны быть оборудо-
ваны приточио-вытяжной вентиля-
цией, отсосами у пропиточных ба-
ков и сушильных печей и устройст-
вами для проветривания.
Для исключения возникновения
в помещении недопустимой концент-
рации паров растворителей и вред-
ных газов регулярно, в установлен-
ные сроки, берут анализ проб воз-
духа. В случаях неисправности или
отключения вентиляции работы в
пропиточных отделениях прекраща-
ются.
Растворители, разбавители, лаки
н эмали хранят в закрытых сосудах
с плотно или герметически закры-
вающимися крышками.
Перед применением пропиточ-
ный лак проверяют по внешнему
виду пленки и на вязкость. Не реже
одного раза в неделю в пропиточ-
ных баках проверяют концентрацию
пропиточного лака и высыхание его
в толстом слое. В некоторых депо
производят одни раз в две недели
проверку электрической прочности
лаковой пленки. Используют лак в
тех случаях, когда снижение элек-
трической прочности лаковой плен-
ки не превышает 15% электричес-
кой прочности, установленной госу-
дарственным стандартом или техни-
ческими условиями на соответст-
вующий лак.
С технологическими циклами на-
грева якорей, которые производят
при пропитке и покрытии их изоля-
ционными лаками и эмалями, сов-
мещают операции сушки изоляцион-
ного конуса коллектора после по-
крытия его эмалью, а также опера-
ции нагревания коллектора для
подтяжки коллекторных болтов.
Большое влияние на состояние
изоляции обмоток якорей оказывает
прочность их крепления на сердеч-
нике. В тяговых двигателях обмот-
ки на сердечнике якоря укрепляют
в лобовых частях бандажами, изго-
товленными из стеклонитей, покры-
тых специальным лаком, или из
стальной проволоки, скрепленной
скобами из жести и пропаянными
оловом или оловянистым припоем;
в пазах сердечников — текстолито-
выми клиньями или стальными бан-
дажами (только на тяговых двига-
телях ДПЭ-400). Тяговые двигатели
ДПЭ-400, НБ-406, ТЛ-2К1 (первых
выпусков), а также тяговые двига-
тели электровозов ЧС2 и ЧСЗ вы-
пускались с креплением обмоток в
лобовых частях стальными банда-
жами; тяговые двигатели ТЛ-2К1
(начиная с 1969—1970 гг.) и
НБ-407Б со стеклобандажами
(рис. 164).
В настоящее время иа тяговых
двигателях всех типов при средних
285
И капитальных ремонтах применяют
стеклобандажное крепление лобо-
вых частей обмоток. Применение
стеклобандажей взамен стальных
значительно снизило число повреж-
дений тяговых двигателей из-за раз-
рушений крепления обмоток в ло-
бовых частях. Размотка или разру-
шение стального бандажа очень
часто сопровождается повреждения-
ми всей машины, а иногда заклини-
ванием якоря, т. е. порчей электро-
воза на линии. При размотке стек-
лобандажа неисправность обычно
носит локальный характер и ие вы-
зывает разрушения частей тягового
двигателя.
Применение стеклобандажей уп-
рощает технологический процесс ук-
ладки бандажа, так как не требует-
ся установка соединительных скобо-
чек, подбандажной изоляции, иск-
лючается процесс пайки скобочек и
стального бандажа. Значительно
снижается расход дорогостоящих и
дефицитных материалов — олова,
стальной проволоки, белой жести,
изоляции. Стеклобандаж является
хорошим изоляционным материа-
лом, обладает высокой влагостой-
костью и надежно защищает лобо-
вые части обмотки от проникнове-
ния в их изоляцию влаги и загряз-
нений.
Однако от динамических воздей-
ствий, которые значительно возрас-
тают при боксовании колесных пар,
от технологических нагревов, дости-
гающих при сушке якорей 155 °C,
натяжение стеклобаидажа частично
теряется. При значительной потере
иатяжеиия обмотка получает воз-
можность под воздействием центро-
бежных сил перемещаться, что спо-
собствует перетиранию и разруше-
нию изоляции якорных катушек.
Поэтому при деповском ремонте тя-
говых двигателей стеклобандаж, его
плотность, а также прочность уста-
новки на якоре внимательно прове-
ряют осмотром и обстукиванием.
При плотном креплении стоклобан-
дажа при обстукивании издается
звонкий звук, при наличии неплот-
286
ностей, отслоений, зазоров звук
глухой.
При наличии дефектов — тре-
щин, поджогов, ослабления стекло-
бандажа, отслоений стеклобандаж-
ной леиты или следов ее размотки—
стеклобандаж снимают и заменяют
новым. Взамен снятого стеклобан-
дажа в условиях депо допускается
устанавливать бандаж из стальной
проволоки. Установку такого бан-
дажа выполняют по соответствую-
щим чертежам. Применяют при
этом стальную бандажную луженую
проволоку диаметром 2 мм для тя-
говых двигателей ДПЭ-400 и
НБ-406 или диаметром 2,5 мм для
тяговых двигателей ТЛ-2К1 и
AL-4846eT.
Однако надо иметь в виду, что
замена стеклобаидажа стальным (и
наоборот) может вызвать наруше-
ние коммутации двигателя в связи
с некоторым изменением распреде-
ления магнитного потока в воздуш-
ном зазоре тягового двигателя. По-
этому коммутация двигателя в этих
случаях требует дополнительной на-
стройки, которую осуществляют
уменьшением или увеличением на
1,0—2,0 мм толщины немагнитной
прокладки под добавочным полю-
сом, путем соответствующего увели-
чения или уменьшения высоты сер-
дечников добавочных полюсов.
Для стеклобандажей используют
нетканую ленту из стеклонитей,
скрепленных электроизоляционным
лаком. Стеклобандажная лента
марки ЛСБ-F, изготовляемая на ос-
нове лака ПЭ-933 и применяемая
для бандажировки якорей тяговых
двигателей, относится по нагрево-
стойкости к классу F. Поставляют
ленту, намотанную на втулки диа-
метром 100—120 мм. Ширина леиты
15—20 мм, толщина 0,22о;о« мм-
Предел прочности ленты при растя-
жении 700Н/мм2 (70кгс/мм2). Про-
питка ленты должна быть равно-
мерной. Срок хранения ленты 3 мес.
Хранить ее следует в отапливаемых
сухих закрытых помещениях при
температуре не более 25 °C. Для
предотвращения высыхания ленту
герметически упаковывают в поли-
этиленовые или хлорвиниловые па-
кеты.
Укладывают стеклобандажную
ленту на обычных бандажировоч-
ных станках, используя специаль-
ное натяжное приспособление. Пе-
ред укладкой стеклобандажа по-
верхность лобовых частей обмотки
выравнивают до получения гори-
зонтальной поверхности, это улуч-
шает качество укладки бандажа и
предотвращает его скольжение по
поверхности. После укладки и за-
крепления первого витка стеклобан-
дажа на всю длину лобовой части
в соответствии с чертежом устанав-
ливают прокладку из пропитанного
в льняном масле электрокартона,
располагая ее обычно против шпо-
ночного паза на конусе вала. Про-
кладка необходима для того, чтобы
при последующей замене бандажа
во время его разрезки не поврежда-
лась изоляция якорных катушек.
Укладку стеклобандажа выполняют
при натяжении ленты 1000—1400 Н
(100—140 кгс) в зависимости от се-
чения стеклобандажной ленты.
Натяжение стеклобандажной
ленты должно обеспечивать такое
усилие сжатия обмотки, чтобы оно
было большим, чем те усилия, кото-
рые возникают в эксплуатации в
якорных катушках от воздействия
центробежных сил при максималь-
ной частоте вращения якоря. Если
натяжение бандажа будет недоста-
точным, то в эксплуатации может
произойти его ослабление, а затем
и повреждение. Однако необходимо,
чтобы при рабочем натяжении
стеклобаидажной леиты обеспечи-
вался достаточный запас прочности.
Так, для стеклобандажной ленты
размером 0,2x20 мм предел проч-
ности при ее растяжении составля-
ет 700 Н/мм2 (70 кгс/мм2). Натяже-
ние этой ленты принимают 1350—
1400 Н (135—140 кгс), т. е. пример-
но 360 Н/мм2 (36 кгс/мм2), что обес-
печивает почти двойной запас проч-
ности.
Число витков стеклобандажа
при укладке строго контролируется
счетчиком и должно быть равно: у
якорей двигателей НБ-406 в перед-
ней лобовой части обмотки 250 и в
задней лобовой части обмотки 312,
у якорей ДПЭ-400 — соответствен-
но 235 и 300, у якорей ТЛ-2К1 —
270 и 355, у якорей НБ-407Б — 360
и 320, AL-4846eT — 225 и 230. Вы-
равнивающие изоляцию витки стек-
лобандажа не учитываются.
Надо отметить, что иа тяговых
двигателях ТЛ-2К1 в процессе их
выпуска производилась замена ме-
ди якорной обмотки с изменением
сечения ее проводников, а следова-
тельно, и массы обмотки. Поэтому
на этих двигателях в процессе вы-
пуска изменялось и число витков
стеклобандажа. Приведенные циф-
ры соответствуют конструкции об-
мотки выпуска 1979 г. и далее. Чис-
ло витков стеклобандажа и его на-
тяжение также должны быть изме-
нены, если для бандажировки при-
менена стеклобандажная лента дру-
гого сечения; при этом при пересче-
те числа витков и натяжения стек-
лобандажа необходимо обеспечи-
вать равнопрочность конструкции.
Перед намоткой последних 80—
100 витков стеклобандажа под них
укладывают стеклосетку. Запекание
стеклобандажа осуществляют в пе-
чах при температуре 145—155 °C.
Для стеклобандажей из стекло-
бандажной ленты ЛСБ-F рекомен-
дуется двухступенчатый режим
сушки: сначала при температуре
ПО—120 °C, потом при 150—160 °C.
При таком режиме, когда в начале
сушки температура не превышает
120 °C, не происходит бурного вы-
деления летучих газов и выноса
вместе с ними пузырьков лака. Вы-
сыхание лака становится более рав-
номерным, что благоприятно сказы-
вается на качестве бандажа: повы-
шается его монолитность, обеспечи-
ваются высокие механические и
электрические свойства. При темпе-
ратуре 150—160 °C происходит за-
печка бандажа, наружная его по-
287
верхность получаётся ровной, глян-
цевой.
Основными неисправностями
стальных бандажей являются: их
ослабление, сдвиги витков, плохая
пропайка, распайка или обрыв ско-
бочек, надрывы конца витка в зам-
ке. Эти повреждения требуют обя-
зательной замены бандажа. После
снятия поврежденного бандажа и
перед установкой нового иа лобо-
вых частях якоря осматривают под-
бандажную изоляцию. Она должна
быть плотной и монолитной, без
трещин, надрывов и других повреж-
дений. При повреждении подбан-
дажной изоляции дефектное место
ремонтируют или ставят новую изо-
ляцию. Во всех случаях, когда в ло-
бовых частях якоря заменяют бан-
дажи, необходимо проверять со-
стояние подбандажной изоляции, а
также изоляции якорных катушек,
а в тех местах, где секции подходят
к коллекторным пластинам, очи-
щать загрязнения между секциями.
Если секции в петушках коллектор-
ных пластин недостаточно уплотне-
ны, добавляют расклинки.
В задней лобовой части якоря
осматривают чехол. Если в чехле
обнаруживают повреждения, то его
ремонтируют или заменяют новым.
Новый чехол, а также подбандаж-
ную изоляцию из электрокартона
пропитывают в нерафинированном
льняном масле в течение 20—
30 мин. Маслу дают стечь, а затем
пропитанные детали сушат в печи
при температуре 100—150 °C в тече-
ние 6 ч.
В конструкциях тяговых двига-
телей электровозов для создания
необходимого усилия сжатия обмот-
ки стальные бандажи обычно укла-
дывают в два слоя.
Натяжение проволоки при уклад-
ке нижнего слоя всегда принима-
ется несколько большим натяжения,
создаваемого при укладке верхне-
го слоя. Так, у двигателей НБ-406
нижний слой бандажа укладывает-
ся с натяжением 2350—2700 Н (235—
270 кгс), а верхний — с натяжени-
ем 2150—2500 Н <215—250 кгс); у
двигателей ДПЭ-400, НБ-411 — со-
ответственно 2150—2500 (215—
250 кгс) и 2000—2300 Н (200—
230 кгс). Число витков стального
бандажа в передней и задней лобо-
вых частях якоря соответственно
равно: у тяговых двигателей
НБ-406 — 72 и 102, у ДПЭ-400 и
НБ-411 — 78 и 60.
Для обеспечения необходимой
механической прочности стального
бандажа и исключения обрыва про-
волоки натяжение выбирается та-
ким, чтобы был примерно двукрат-
ный запас относительно предела
текучести проволоки.
На бандажировочных станках
имеются специальные приборы, по
которым осуществляют контроль
натяжения проволоки, а также чис-
ла укладываемых витков.
В процессе намотки стального
бандажа для соединения его 'вит-
ков друг с другом, а также для за-
крепления крайних витков устанав-
ливают в соответствии с чертежа-
ми специальные скобки, изготовлен-
ные из белой жести.
После укладки бандажей и за-
крепления скобок бандажи пропа-
ивают оловом или оловянистым
припоем паяльником с регулиров-
кой температуры. При пайке при-
меняют флюс — 35%-ный раствор
канифоли в бензине. Температура
паяльника при применении оловя-
нистых припоев должна быть 300—
320 °C.
На двигателях ДПЭ-400 крепле-
ние обмоток в пазах сердечников
производилось так же, как в лобо-
вых частях, стальными бандажами.
На пакете сердечника якоря ib спе-
циально предусмотренных канавках
укладывают определенное число
витков стальной проволоки, витки
бандажи скрепляют скобками и про-
паивают оловом. Однако длитель-
ный опыт эксплуатации таких тя-
говых двигателей показал, что бан-
дажное крепление обмоток в пазах
сердечников якоря не обеспечивает
достаточно надежной работы этого
узла: в эксплуатации имели место
частые случаи размотки бандажей.
288
Рис. 165. Ремонт задней лобовой части якорей тяговых двигателей ДПЭ-400, НБ-411
(а); НБ-406Б, ТЛ-2К1 и НБ-407Б (б) ; AL-4846 (в) :
/ — изоляция; 2 —катушка- 3 — металлический фланец; 4 — миканитовый фланец; 5—нажимная
шайба якоря; « — изоляция шайбы; 7 —чехол; 8 — дополнительная изоляция под чехол; 9— элек-
троизоляционная замазка; 10 — дополнительная изоляция шайбы; 11 — сегмент
Это происходит из-за того, что бан-
дажи, расположенные 'на пакете
сердечника, особенно крайние со
стороны задней лобовой части яко-
ря, при длительной работе двигате-
ли сильно нагреваются. Температу-
ра. нагрева достигает 150— 160 °C.
При этой .температуре прочность
паяных оловянистыми припоями или
оловом соединений значительно сни-
жается.
При боксовании колесных пар,
когда центробежные силы, воздей-
ствующие на бандаж, возрастают,
происходит сначала разрушение
крепления крайних витков бандажа,
а затем и его размотка. Последст-
вия разрушения бандажей в эксплу-
атации бывают очень тяжелыми.
Размотавшийся бандаж /может по-
вредить полюсные катушки, а в от-
дельных случаях вызвать заклини-
вание якоря. Поэтому для повыше-
ния Надежности этого узла при ка-
питальном ремонте якорей тяговых
двигателей ДПЭ-400 ib тех случаях,
когда изготовляют новый пакет ста-
ли якоря, крепление обмотки в па-
зах сердечника вместо бандажного
осуществляют с помощью клиньев.
В тяговых двигателях НБ-411 с на-,
чала их выпуска применено клино,
вое крепление обмотки якоря в
пазах.
После бандажировки якоря и
пропайки бандажей якорь осматри-
вают и еще раз проверяют состоя-
ние бандажей. Просветы между
витками бандажа и непропаянные
места оставлять не разрешается.
Ю Зак. й»
При деповском ремонте якорей
в случае необходимости Заменяют
дефектные клинья, крепящие обмот-
ку на сердечнике якоря. Для нор-
мальной работы якорных обмоток
очень важно, чтобы крепление ка-
тушек в пазах было плотным, ис-
ключающим возможность их пере-
мещения. Дефектные клинья выби-
вают пневматическим молотком со
специальным бойком. Если такого
молотка нет, то используют обыч-
ный слесарный молоток с под-
бойкой.
После того как дефектный клин
изъят из паза, проверяют состояние
прокладки, устанавливаемой между
обмоткой и клином. Если проклад-
ка повреждена, ее заменяют новой,
изготовленной из стеклопласта или
изофлекса. Установка прокладок
из электрокартона ие рекомендует-
ся, так как он имеет повышенную
влагопоглощаемость, что снижает
сопротивление изоляции якоря в це-
лом. Новые клинья изготовляют из
текстолита по размерам, указанным
в чертеже, и устанавливают в паз
якоря с помощью тех же приспо-
соблений, которые используют при
выбивании клиньев.
Очень важным элементом в об-
мотке якорей тяговых двигателей
является конструкция задней лобо-
вой части. На всех тяговых двига-
телях отечественных электровозов
заднюю лобовую часть катушек (их
головки) обязательно закрывают
дополнительной изоляцией и метал-
лическими деталями, в тяговых дви-
289
гателях ДПЭ-400 и НБ-411 — спе-
циальными фланцами, в двигателях
НБ-406, ТЛ-2К1, НБ-407Б — задней
нажимной шайбой (рис. 165, а и б).
Между этими металлическими де-
талями и обмоткой предусмотрена
миканитовая изоляция. Закрытая
конструкция задней лобовой части
якоря обеспечивает надежную за-
щиту обмоток от механических по-
вреждений при ремонте якорей, а
также от проникновения внутрь
изоляции влаги, пыли и других за-
грязнений.
На тяговых двигателях ДПЭ-400
и НБ-411 контролируют состояние
металлического и миканитового
фланцев, при наличии дефектов
фланцы снимают, укладывают но-
вую изоляцию, устанавливают но-
вые нли отремонтированные флан-
цы. Металлический фланец в мес-
тах прилегания к нажимной шайбе
промазывают белилами или эмалью.
При обстукивании закрепленный
металлический фланец Не должен
вибрировать.
Конструкция задней лобовой ча-
сти обмоток двигателей электрово-
зов ЧС2, ЧС2Т существенно отлича-
ется от конструкций, принятых на
отечественных двигателях. В этих
двигателях головкн якорных кату-
шек по торцовой поверхности не
имеют металлических защитных
фланцев, они закрыты полотняным
чехлом. Такая конструкция задней
лобовой части якоря обеспечивает
более интенсивный отвод тепла от
обмотки и позволяет при тех же га-
баритных размерах иметь в якоре
большую мощность.
Недостатком этой конструкции
является то, что лобовые части об-
моток легко повреждаются от ме-
ханических воздействий. Поэтому
якоря тяговых двигателей AL-
4846еТ и AL-4846dT при ремонте не
разрешается устанавливать с опо-
рой иа заднюю лобовую часть. Кро-
ме того, якоря с открытой задней
лобовой частью хуже защищены от
проникновения в обмотку влаги и
загрязнений. Поэтому при депов-
ском ремонте, а также при непла-
новом ремонте этих двигателей в
случаях их разборки лобовые части
якорей тщательно осматривают,
проверяют состояние чехла, под-
бандажной изоляции, и при необ-
ходимости ремонтируют.
На тяговых двигателях электро-
возов ЧС2 при ремонте задней ло-
бовой части (рис. 165, в) заднюю
нажимную шайбу 5 изолируют стек-
лолакотканью 10, которую уклады-
вают на предварительно промазан-
ную электроизоляционной эмалью
поверхность шайбы. После укладки
стеклолакоткани ее несколько раз
покрывают водостойкой электроизо-
ляционной эмалью до получения
глянцевой поверхности. Зазоры
между шайбой и удерживающими
изоляцию сегментами заполняют
электроизоляционной замазкой 9.
Под наружный полотняный чехол 7
устанавливают стеклолакоткаиевую
изоляцию. После укладки чехла и
пропитки якоря заднюю лобовую
часть покрывают электроизоляцион-
ной водостойкой эмалью до получе-
ния глянцевой поверхности. Уплот-
нение задней лобовой части долж-
но быть надежным и не иметь ще-
лей и других дефектов, через кото-
рые возможно проникновение
внутрь изоляции влаги и загряз-
нений.
При ремонте якоря, замене од-
них деталей другими, а также в
случае утери балансировочных гру-
зов может быть ухудшена баланси-
ровка якоря. Наличие неуравнове-
шенности при вращении якоря, осо-
бенно при высокой частоте, вызы-
вает повышенную вибрацию двига-
теля. Износы и повреждения узлов
тяговых двигателей прн повышен-
ных вибрациях резко возрастают.
Особенно ухудшаются условия ра-
боты якорных подшипников, ще-
точно-коллекторного узла, изоля-
ции, обмотки якоря, ослабевают
крепления основных узлов и дета-
лей. Поэтому после ремонта выпол-
няют динамическую балансировку
якоря. Для этого используют, как
правило, балансировочные станки
МС-25 (модель 9718) Минского
290
станкостроительного зайоДа, Кото-
рые позволяют балансировать из-
делия массой от 30 до 3000 кг.
Якорь устанавливают иа балан-
сировочный станок с опорой на
внутренние кольца роликовых под-
шипников (илн на шейки валов под
внутренние кольца роликовых под-
шипников, если они спрессованы),
определяют небаланс для каждой
стороны якоря отдельно. После оп-
ределения небаланса с одной сто-
роны и приварки необходимого для
его устранения балансировочного
груза якорь балансируют с другой
стороны. После установки груза на
вторую сторону якоря балансиров:
ка первой стороны несколько нару-
шается. Поэтому ее повторно про-
веряют н при необходимости под-
правляют.
Рекомендуется допускать неба-
ланс на каждую сторону якоря не
более 2,5 Н • см (250 гс-см). Ба-
лансировочные грузы укрепляют в
специально предусмотренных мес-
тах в соответствии с чертежами. Ба-
лансировочные грузы должны зак-
репляться прочно, утеря грузов или
их перемещение недопустимы.
Отремонтированный якорь под-
вергают испытанию на межвнтко-
вое замыкание н пробой, после че-
го якорь передают на участок сбор-
ки тяговых двигателей.
37. Проверка симметрии магнитной
системы тяговых двигателей
и их щеточио-коллекторного
узла
Надежность работы электрово-
зов в эксплуатации в большой сте-
пени зависит от отклонения скоро-
стных характеристик колесно-мо-
торных блоков, установленных на
электровозе, а также от качества
настройки коммутации тяговых дви-
гателей. Правила ремонта электри-
ческих машин в соответствии с
ГОСТ 2582—81 устанавливают нор-
мы на отклонение скоростных ха-
рактеристик электрических машин
и показатели нх коммутации.
Частота вращения выпускаемых
из ремонта тяговых двигателей в
часовом режиме не должна отли-
чаться от номинальной, установлен-
ной при квалификационных испыта-
ниях, более чем на ±4%. Таким об-
разом, расхождение скоростных ха-
рактеристик колесно-моторных бло-
ков иа электровозе, если не произ-
водится специального подбора по
характеристикам и диаметрам бан-
дажей колесных пар, может дости-
гать 9% (допускаемая максималь-
ная разница диаметров бандажей
колесных пар прн выпуске электро-
воза из подъемочного ремонта
8 мм).
Чем меньше разброс скоростных
характеристик кОлесно-моторных
блоков на электровозе, тем равно-
мернее будет распределена нагруз-
ка в условиях эксплуатации между
его тяговыми двигателями. В тех
случаях, когда разброс скоростных
характеристик колесно-моторных
блоков электровоза находится иа
крайнем пределе или выше, усло-
вия работы тяговых двигателей это-
го электровоза значительно ухуд-
шаются, так как в этом случае на-
грузка (ток) между ними будет
распределяться неравномерно: тя-
говые двигатели, имеющие более
высокую характеристику, будут на-
гружены большим током, а более
низкую — соответственно будут на-
гружены меньше. Нагрев токоведу-
щих частей, как известно, пропорци-
онален квадрату тока. Поэтому об-
мотки, провода, коллектор, электро-
щетки и другие токоведущие эле-
менты тяговых двигателей, работа-
ющих с повышенной нагрузкой, на-
греваются больше, их изоляции ста-
рятся быстрее. На более нагружен-
ных двигателях также ухудшаются
условия работы скользящего кон-
такта, что вызывает увеличение из-
носа коллектора и электрощеток и
способствует возникновению повы-
шенного искрения под электрощет-
ками и перебросов на корпус. Кро-
ме того, неравномерная нагрузка
тяговых двигателей ухудшает тяго-
вые свойства электровоза и увели-
10*
291
чивает склонность его к «разносно-
му» боксованию, которое резко
ухудшает условия работы всех уз-
лов двигателя и очень часто явля-
ется причиной тяжелых повреж-
дений.
Поэтому, чтобы повысить экс-
плуатационную надежность элек-
тровозов, при деповском ремонте
стараются подобрать такой комп-
лект тяговых двигателей на элек-
тровоз, в котором расхождение ха-
рактеристик не превышало бы 2—
3%. Комплектование таких двигате-
лей в колесно-моторные блоки осу-
ществляют с учетом диаметров бан-
дажей колесных пар. При этом тя-
говый двигатель, имеющий макси-
мальную частоту вращения, комп-
лектуют с колесной парой, у кото-
рой диаметр бандажей наимень-
ший, а двигатель с минимальной
частотой вращения — с колесной
парой, у которой диаметр бандажа
максимальный. Стараются добить-
ся того, чтобы произведение часто-
ты вращения двигателя и диамет-
ра бандажа колесной пары у всех
колесно-моторных блоков электро-
воза было одинаковым или близ-
ким, так как при этом будет обес-
печено наиболее равномерное рас-
пределение нагрузки между двига-
телями.
Условия работы тяговых двига-
телей и особенно их щеточно-кол-
лекторного узла ухудшаются так-
же в тех случаях, когда коммута-
ция не настроена должным обра-
зом и искрение под щетками превы-
шает установленные нормы.
Поэтому при деповском ремонте
обязательными работами являются
проверка частоты вращения (при
номинальных токе, напряжении,
возбуждении) и коммутации тяго-
вых двигателей и при необходимо-
сти доведение до установленной
нормы их скоростных характери-
стик и коммутации. Искрение на
коллекторе в диапазоне рабочих ха-
рактеристик двигателя и при испы-
тательных режимах должно быть не
более 1‘/2 балла.
292
Минимальные отклонения скоро-
стных характеристик тяговых дви-
гателей и устойчивая нх коммута-
ция в рабочих режимах обеспечи-
ваются точностью сборки магнит-
ной системы остова, щеточно-кол-
лекторного узла, сердечника якоря.
Высокая точность при изготовлении
и ремонте указанных узлов тягово-
го двигателя способствует созданию
симметричной по полюсным деле-
ниям магнитной системы, симмет-
ричного распределения по окружно-
сти коллектора коллекторных пла-
стин и щеточных узлов, правильно-
му (в соответствии со схемой об-
мотки) присоединению якорных
секций к строго определенным кол-
лекторным пластинам, точной рас-
становке электрощеток на геомет-
рической нейтрали тягового двига-
теля.
Чтобы добиться симметрии маг-
нитной системы остова, необходимо
главные и добавочные полюсы раз-
местить на геометрических осях тя-
гового двигателя, обеспечив между
осями одноименных полюсов угол
90° (в четырехполюсных тяговых
двигателях) илн 60° (в шестиполюс-
ных тяговых двигателях) и соответ-
ственно угол 45° или 30° между
осями главных н добавочных полю-
сов, а также соблюсти одинаковый
воздушный зазор между всеми глав-
ными полюсами и якорем, между
всеми добавочными полюсами и
якорем (в пределах установленных
допусков).
Поэтому в остове тягового дви-
гателя проверяют (рис. 166): рас-
стояние между сердечниками глав-
ных полюсов по диаметру D (меж-
полюсное расстояние) (или рассто-
яние от оси вращения якоря до по-
верхности сердечников по осям по-
люсов £>/2), между сердечниками
добавочных полюсов по диаметру
£>ь воздушный зазор под главными
н добавочными полюсами (между
сердечником полюса и якорем под
центром полюса), расстояние меж-
ду кромками сердечников главных
полюсов Л, добавочных полюсов
М, а также между кромками сер-
Рис. 166. Расстояния, про-
веряемые в остове тягово-
го двигателя:
1 — главный полюс; 2 — до-
бавочный полюс
дечников рядом лежащих главных
н добавочных полюсов Н.
Расстояния между сердечника-
ми главных полюсов по диаметру
D и между сердечниками добавоч-
ных полюсов по диаметру Di для
тяговых двигателей приведены в
табл. 7.
Разница расстояний между
кромками сердечников главных по-
люсов должна быть: не более 4 мм
для тяговых двигателей ДПЭ-400 и
НБ-406, ие более 2 мм для ТЛ-2К1
и НБ-407Б н не более 3 мм для
AL-4846eT и AL-4846dT.
Разница расстояний между
кромками сердечников добавочных
полюсов рекомендуется не более
4 мм для тяговых двигателей
ДПЭ-400 и НБ-406, не более 3 мм
для AL-4846eT и AL-4846dT и не
более 2 мм для ТЛ-2К1 и НБ-407Б.
Разница расстояний между
кромками рядом лежащих главных
н добавочных полюсов двигателя
должна быть не бод£с2 мм.
Проверку правильности расста-
новки полюсов взаимной и относи-
тельно осей двигателя рекомендует-
ся выполнять на специальном при-
способлении, сконструированном
Уральским отделением ВНИИЖТа
(рис. 167). Приспособление уста-
навливают в горловины остова 4 тя-
гового двигателя. Ось 5 приспособ-
ления благодаря центрирующим
устройствам 1 занимает положение
вада якоря. Приспособление имеет
лимб 3 и указатель 2, укрепленные
на оси. С помощью этих измери-
тельных устройств измеряют рас-
стояния от поверхности полюсного
сердечника до оси, а также углы
между полюсами. На этом приспо-
соблении с достаточной точностью
можно определить воздушный за-
зор под каждым из полюсов, а сле-
довательно, и разницу этих зазоров
в двигателе, правильность установ-
ки полюсов; выявить перекосы и
смещение полюсов относительно со-
ответствующих осей тягового дви-
гателя.
Для проверки расстояния между
кромками сердечников рядом лежа-
щих главных и добавочных полю-
сов можно пользоваться весьма
простыми по конструкции шабло-
нами — проходным и непроходным,
предложенным работниками Южно-
Уральской дороги (рис. 168). Этими
шаблонами можно также выявлять
перекосы полюсов. Размер А на
шаблоне соответствует минимально
допустимому, а размер Б — макси-
мально допустимому расстоянию
293
Таблица 7
Расстояния Тяговый двигатель типа
ДПЭ-400 НБ-406 ТЛ-2К1 НБ-407Б AL-4846eT AL-4846dT
D, мм (см. рис. 166) 647±1,0 675,4±° + 749tg+ 7501J-J 916—1, о 916-!.о
£>ь мм (см. 648+1,0 676+1,0 753,6±0,6 754±о-« 924_110 926-!, о
рис. 166) 754±j:<> («Монолит»)
R, мм (см. рис. 169) 385±0,035 415±0,05 487,5±0,05 495±0,05 575±0,05 575+0.05 575±0,05
/?ь мм (см. рис. 169) 532±0,2 527±0,25 487,5±0,05 495±6,05 575±0,05
между соседними полюсами. Кроме
того, чтобы убедиться, что главные
полюсы, а также добавочные полю-
сы относительно друг друга уста-
новлены правильно — по соответ-
ствующим осям двигателя, необхо-
димо дополнительно проверить рас-
стояние между осями (или кромка-
ми) сердечников главных полюсов,
а также между осями (кромками)
сердечников добавочных полюсов.
Допуск на отклонение этих расстоя-
ний не должен превышать допуск
по шаблону (Б —А).
В случаях когда при проверке
магнитной системы двигателя об-
наруживают перекосы полюсов или
выявляют несоответствие воздушно-
го зазора норме, такие дефекты
устраняют установкой под полюса-
ми дополнительных прокладок. При
необходимости допускается исполь-
зовать клиновидные прокладки.
Рис. 167. Приспособление длч контроля
расстановки полюсов в остове тягорого
двигателя
Для обеспечения устойчивости
коммутации тяговых двигателей не-
обходимо, чтобы ось добавочного
полюса совпадала в пределах уста-
новленных допусков с осью электро-
щеток и электрощетки в момент
коммутации замыкали коллектор-
ные пластины, соединенные с сек-
циями якоря, находящимися в мо-
мент коммутации иа нейтрали дви-
гателя.
В тяговых двигателях четырех-
полюсного исполнения, т. е. там,
где нет траверсы, правильность от-
носительного расположения элек-
трощеток и добавочных полюсов
определяется правильностью рас-
сверловки относительно осей осто-
ва отверстий под полюсные болты
и под болты, предназначенные для
крепления кронштейнов щеткодер-
жателей, а также точностью уста-
новки полюсов и сборки щеточного
аппарата.
В случаях когда указанные от-
верстия смещены от расчетных
осей, их заваривают и просверли-
вают новые. Перед рассверловкой
новых отверстий предварительно
размечают остов в точном соответ-
ствии с чертежами.
Эти работы обычно выполняют
при среднем и капитальном ремон-
тах тяговых двигателей, когда по-
люсы с двигателей снимают. Про-
верку остова (после снятия полю-
сов) целесообразно 'проводить на
указанном приспособлении Ураль-
ского отделения ВНИИЖТа.
294
На приспособлении определяют
правильность расточки остова под
полюсы, правильность расположе-
ния (рассверловки) отверстий под
болты, крепящие главные и добавоч-
ные шолюсы.
Расстояния R (рис. 169) от цент-
ра вала до привалочной поверхно-
сти остова под сердечники главных
полюсов и Ri от центра вала до
привалочной поверхности остова
под сердечники добавочных полю-
сов для тяговых двигателей приве-
дены в табл. 7.
В случаях, когда при деповском
ремонте тяговых двигателей обна-
руживают значительные отклонения
в размещении на остове отверстий
под полюсные болты или болты
кронштейнов щеткодержателей, ко-
торые в условиях депо исправить
не представляется возможным, то
такие остовы отправляют на ре-
монтные заводы, обязательно ука-
зывая в паспорте об этих де-
фектах.
Перед сборкой и установкой
снятых полюсов проверяют высоту
их сердечников и толщину прокла-
док, устанавливаемых между сер-
дечником и остовом. Размеры этих
деталей должны строго соответство-
вать действующим чертежам.
Одной из возможных причин
ухудшения коммутации тяговых дви-
гателей, а также изменения их ско-
ростной характеристики являются
межвитковые замыкания в катуш-
ках добавочных и главных полюсов.
Поэтому перед сборкой машины не-
обходимо убедиться, что в полюс-
ных катушках замыканий витков
нет. Для этой проверки использу-
ют измерительную катушку.
Проверку выполняют следую-
щим образом (рнс. 170). К вывод-
ным концам главных или добавоч-
ных полюсов подключают источник
переменного тока. После этого к
каждому из полюсов поочередно
прикладывают сердечник 2 измери-
тельной катушки 1. В катушке как
во вторичной обмотке индуцирует-
ся э.д.с., вызывающая появление в
ней тока. Измерительный прибор б
Рис. 168. Шаблоны для измерения рассто-
яний между главными и добавочными по-
люсами
показывает наведенный ток. Если
в катушках полюсов двигателя меж-
витковых замыканий нет, то в изме-
рительной катушке при проверке
каждого из главных (или добавоч-
ных) полюсов индуцируется при-
мерно одинаковая э.д.с., и показа-
ния прибора будут одинаковы.
При наличии виткового замыка-
ния в катушке одного из полюсов
показания прибора при проверке
этого полюса будут заниженными,
так как из-за замыкания витков
первичной катушки (испытуемой)
во вторичной будет индуцироваться
меньшая э.д.с.
В депо Дема Куйбышевской до-
роги используется аналогичный при-
бор для проверки межвитковых за-
мыканий в полюсных катушках,
разработанный Драпкиным Е. 3.,
Афанасьевым Д. П. и Озол Ж. Е.
(информация ПКБ ЦТ Р-1139Ии).
Схема прибора и способ подсоеди-
нения его к тяговому двигателю
приведены на рис. 171.
Рис. 169. Проверка правильности расточки
остова под главные и добавочные по-
люсы
295
Il
Рис. 170. Схема испытания (а) и измерительная катушка (б) для проверки полюс*
ных катушек на межвитковое замыкание в остове:
1 — катушка; 2 —сердечник; 3—изолированная ручка; 4—провода от катушки к измерительно-
му прибору
Настройка прибора осуществля-
ется для каждого типа двигателя
на катушках главных, а также до-
бавочных полюсов, не имеющих
межвитковых замыканий, подбором
резистора R1.
При проверке катушек главных
полюсов их выводы К н КК под-
ключают к зажимам понижающего
трансформатора, устанавливая тум-
блер SA1 в положение ГП, после
чего прибор вводится поочередно в
магнитное поле катушек главных
полюсов (по оси полюса), затем --
добавочных. По величине отклоне-
ния стрелки вольтметра определя-
ют наличие межвитковых замы-
каний.
В схеме прибора использованы:
трансформатор (Т1) типа ОСМ1-
2,5УЗ 220/110-12; вольтметр (V)
М42100,0-75 В; предохранитель
(FV1) ПР-2УЗ, 15 А, 220 В с плав-
кой вставкой на 10 А; тумблер
(SA1) ТВ 1-1, дноды кремниевые
(VD1—VD4) КД1О2Б; резистор (R)
МЛТ-0,5-6,2 кОм; катушка (ПК),
смонтированная на сердечнике и
имеющая 5000 витков, намотанных
нз провода ПЭВ-2 диаметром
0,25 мм.
Более эффективным для выявле-
ния межвитковых замыканий в по-
люсных катушках является малога-
баритное импульсное устройство
А-1941, разработанное ВНИИЖТом
и ПКБ ЦТ. Это устройство состоит
из импульсного генератора напря-
жения и индикатора (рис. - 172, а
и б). Импульсный генератор рабо-
тает от сети 220 В. В нем выраба-
тывается импульсное напряжение
Рис. 171, Схема включения прибора для проверки полюсных катушек на межвитко-
вое замыкание:
Я, ЯЯ. К. КК — начало и конец обмоток; ГП — главные полюсы; ДП — добавочные полюсы; ИХ —
измерительная катушка; SA1 — тумблер; VD1—VD4 — диоды; R — резистор; V — вольтметр
296
частотой 50 Гц длительностью
200 мкс. Индикатор имеет измери-
тельную катушку с большим числом
витков, соединенную с измеритель-
ным прибором.
При проверке катушек главных
полюсов выход импульсного гене-
ратора присоединяют к выводам
К и КК тягового двигателя. Изме-
рительную катушку прикладывают
к середине каждого главного полю-
са. По значению наведенной в из-
мерительной катушке э.д.с. судят о
наличии или отсутствии ВИТКОВЫХ
замыканий в полюсных катушках.
-Если витковых замыканий нет,
то показания индикатора на полю-
сах будут примерно одинаковы. За-
ниженные показания индикатора на
отдельных полюсах свидетельству-
ют о наличии виткового замыкания
в катушке соответствующего по-
люса.
Аналогичным методом выявля-
ют витковые замыкания в катушках
добавочных полюсов. В тех случа-
ях когда тяговый двигатель имеет
компенсационную обмотку, импульс-
ное устройство включается сразу на
цепь катушек добавочных полюсов
и компенсационной обмотки. Изме-
рительную катушку сначала при-
кладывают к серединам (то оси)
добавочных полюсов.
Заниженные показания на ка-
ком-либо полюсе свидетельствуют о
наличии виткового замыкания в по-
люсной катушке или в компенсаци-
онной катушке.
Чтобы выявить витковое замы-
кание в компенсационной катушке,
измерительную катушку располага-
ют вдоль витков лобовой части ком-
пенсационной катушкн.
При проверке обмоток главных
и добавочных полюсов компенсаци-
онной обмотки необходимо соответ-
ственно устанавливать в нужное по-
ложение переключатель режимов
индикатора.
Схема включения генератора им-
пульсного напряжения (ГИН) при
проверке обмоток главных полюсов
показана на рис. 172, в.
Рис. 172. Схемы генератора импульсов
(а), индикатора межвитковых замыканий
(б) и включения импульсного генератора
к обмоткам полюсов (в)
Для проверки полюсных кату-
шек на межвитковое замыкание
можно использовать импульсную
установку ИУ-57. Одиако такая про-
верка более трудоемка, поскольку
требует обязательного рассоедине-
ния катушек, а следовательно, все
межкатушечные соединения надо
разизолировать. Этот способ про-
верки целесообразно использовать
в тех случаях, когда тяговый дви-
гатель проходит средний ремонт и
полюсы с остова снимают. Провер-
ку осуществляют сравнением испы-
туемой катушки с эталонной. Обе
катушки подключают к установке
ИУ-57, и по характеру кривой на
экране установки выявляют нали-
чие витковых замыканий.
Проверяют симметрию магнит-
ной системы якоря. Якорные обмот-
ки тяговых двигателей петлевые
(кроме ДПЭ-400 и НБ-411) и раз-
делены на четыре или шесть, в за-
висимости от числа полюсов, па-
раллельных ветвей. Все эти парал-
лельные ветви должны иметь оди-
наковую э.д.с. и поэтому должны
быть строго симметричны. Симмет-
ричность параллельных ветвей яко-
ря может быть обеспечена при усло-
вии соблюдения высокой точности
изготовления и сборки узлов и де-
талей якоря: правильной установки
297
коллектора относительно сердечни-
ка, соответствия чертежу шага об-
мотки по пазам и коллектору, без-
ошибочного присоединения каждого
проводника обмотки к соответству-
ющей коллекторной пластине, оди-
накового числа коллекторных пла-
стин в полюсных делениях.
Асимметрия обмоток якорей
обычно является следствием нару-
шений, допущенных при их изго-
товлении или капитальном ремон-
те: неправильной установки коллек-
тора относительно оси первого па-
за сердечника якоря, ошибок при
отсчете коллекторных пластин во
время присоединения первой секции
обмотки, неравномерного распреде-
ления коллекторных пластин по ок-
ружности коллектора. При наличии
в якорях таких дефектов процесс
коммутации может быть нарушен,
поскольку коммутирующие секции
оказываются смещенными с геомет-
рической нейтрали. Чем больше та-
кое смещение, тем хуже коммута-
ционные характеристики машины.
Исправить при деповском ремонте
указанные дефекты не представля-
ется возможным, поэтому такие
якоря отправляют в капитальный
ремонт на завод.
В отдельных случаях компенси-
ровать асимметрию якоря удается
Рис. 173. Приспо-
собление для про-
верки симметрии
обмотки якоря
путем подбора к этому якорю осто-
ва с асимметричной магнитной си-
стемой (с соответствующим смеще-
нием полюсов от их осей) и регу-
лировкой расстановки электроще-
ток на коллекторе. Однако сущест-
венным недостатком такого инди-
видуального подбора остова и яко-
ря является нарушение их взаимо-
заменяемости в эксплуатации.
Для проверки симметрии обмот-
ки якоря целесообразно использо-
вать приспособление (рис. 173), ко-
торое состоит из электромагнита 2,
питаемого переменным током (на-
пряжение 12 В, частота 50 Гц), и ли-
нейки 3. Приспособление устанав-
ливается на смежные зубцы сердеч-
ника якоря /, а середина паза с
помощью линейки фиксируется на
соответствующей пластине коллек-
тора. Затем с помощью контактной
вилки 5, соединенной с милливольт-
метром 4, находят коллекторные
пластины, соединенные с проводни-
ками этого паза. При правильном
соединении проводников обмотки с
коллекторными пластинами число
пластин в обе стороны от централь-
ной, зафиксированной линейкой, бу-
дет одинаковым.
Для обеспечения коммутацион-
ной надежности тяговых двигателей
важное значение имеет состояние
токосъемного аппарата: траверсы,
кронштейнов, щеткодержателей. Все
эти узлы и детали проверяют, ком-
плектуют и подготавливают к уста-
новке в остове. Кронштейны щетко-
держателей и щеткодержатели че-
тырехполюсных тяговых двигателей
проверяют и подгоняют в соот-
ветствии с чертежами их установоч-
ные размеры — расстояния между
осями окна щеткодержателя и паль-
ца кронштейна А, а также между
торцами пальцев и осью болта Б,
крепящего щеткодержатель. Разме-
ры А и Б (см. рис. 155) для тяго-
вых двигателей ДПЭ-400, НБ-411 и
НБ-406 должны быть равны соот-
ветственно 181 ±0,3 и мм.
В тяговых двигателях шестипо-
люсного исполнения, в конструкции
которых имеется траверса, правиль-
298
ность расстановки электрощеток на
коллекторе зависит от точности рас-
становки щеткодержателей на тра-
версе и от точности установки тра-
версы в остове.
Монтаж щеточного аппарата на
траверсе, как указывалось в п. 35,
осуществляют на специальном мон-
тажном столе, обеспечивая строгое
соблюдение всех установленных
правилами ремонта и чертежами
размеров. Окончательный контроль
положения щеточных узлов относи-
тельно коллектора выполняют по-
сле их закрепления на остове, в
собранном тяговом двигателе про-
веркой равномерности распределе-
ния коллекторных пластин между
осями щеток соседних щеткодержа-
телей. Наиболее простым способом
такой проверки является снятие от-
печатка коллектора на бумажной
ленте с отметкой положения щеток
(осей) после окончательной их устаг
новки.
38. Сборка тяговых двигателей
Тяговые двигатели собирают на
тех же приспособлениях, которые
применялись при разборке. Сборка
тяговых двигателей осуществляется
в обратной последовательности,
'принятой при их разборке. В депо,
где имеются поточные линии для
ремонта тяговых двигателей, сбор-
ку осуществляют на конвейере. В
тех депо, где поточных линий нет,
сборку проводят на кантователях
или специальных рабочих местах.
Сборку тяговых двигателей на-
чинают после того, как отремонти-
рованы, полностью укомплектованы,
собраны и (проверены их основные
узлы: остов, якорь, подшипниковые
щиты с якорными подшипниками и
крышками, траверсы со щеточным
аппаратом или кронштейны со щет-
кодержателями и щетками, мотор-
но-осевые шапки. Подшипниковые
щиты, шапки моторно-осевых под-
шипников, а также траверсы необ-
ходимо устанавливать на те же ос-
товы, с которых они были сняты
при разборке тяговых двигателей.
Эти узлы, а также крышки, люки и
детали крепления подают на стел-
лажи, установленные у конвейера
на поточных линиях или у рабочих
мест, где ведут сборку.
Перед началом сборки все отре-
монтированные детали и узлы тща-
тельно проверяют и подгоняют друг
к другу с учетом установленных до-
пусков. Особенно тщательно требу-
ется подгонять посадочные поверх-
ности остова, подшипниковых щи-
тов, моторно-осевых шапок, деталей
моторно-якориых и моторно-осевых
подшипников, т. е. те поверхности,
между которыми при монтаже дол-
жен быть обеспечен строго опреде-
ленный натяг или зазор.
Правильностью взаимной под-
гонки сопрягаемых поверхностей,
соблюдением установленных норм
иатяга или зазора определяется в
большой степени надежная работа
в эксплуатации подшипниковых уз-
лов и в целом тяговых двигателей.
В процессе сборки обеспечивают
правильную, без перекосов установ-
ку всех узлов и деталей в остове
и на якоре и взаимную подгонку
остова и якоря.
В остове тягового двигателя,
подготовленном к сборке, тщатель-
но проверяют электрическую часть.
Сердечники главных и добавочных
полюсов должны быть плотно при-
тянуты к опорным поверхностям ос-
това, а полюсные катушки — на-
дежно прижаты к остову сердечни-
ками и фланцами.
При обстукивании молотком ме-
таллические фланцы и болты, кре-
пящие полюсы к остову, не должны
иметь вибраций. Под болтами, кре-
пящими полюсы, должны стоять
пружинные шайбы. В заливке го-
ловок болтов верхних полюсов, а
также полюсов, расположенных у
моторно-осевой горловины, не дол-
жно быть трещин и отколов.
Внимательно проверяют межка-
тушечные соединения и надежность
крепления проводов к скобам осто-
ва. Места крепления проводов к
скобам остова должны обязательно
299
иметь дополнительную изоляцию из
электрокартона; в противном слу-
чае основная изоляция провода в
эксплуатации от воздействия виб-
раций будет разрушаться. Это мо-
жет вызвать перетирание и пробой
проводов.
Проверяют правильность расста-
новки в остове главных и добавоч-
ных полюсов.
На выводные провода в местах
выхода их из остова устанавлива-
ют резиновые втулки, предохраняю-
щие провода от перетирания о стен-
ки остова, и защитные (пожарные)
рукава.
Обращают внимание на состоя-
ние контактов межкатушечиых сое-
динений. Проверку их производят
пропусканием через контакт двой-
ного часового тока и сравнением
нагрева соединений. Проверить со-
стояние контактов межкатушечных
соединений можно также по изме-
нению показаний амперметра при
качке соединений.
Отремонтированные и проверен-
ные подшипниковые щиты, якор-
ные подшипники, крышки подшип-
никовых щитов собирают. К под-
шипниковым щитам обязательно
подбирают внутренние и наружные
крышки. В отверстия внутренних
крышек устанавливают шпильки и
укрепляют крышки к щитам. Зазор
между привалочными поверхностя-
ми щита и крышки заполняют гус-
тотертыми цинковыми белилами
МА-011-1 или эмалью ГФ-92-ХС.
Посадочные поверхности щитов и
наружных колец перед запрессов-
кой подшипников тщательно проти-
рают и покрывают тонким слоем
смазки ЖРО. Запрессовку ведут
осторожно, не допуская перекосов
подшипника в щите, а также повре-
ждений и задиров посадочных по-
верхностей. Перед запрессовкой
подшипников горловины подшипни-
ковых щитов рекомендуется подо-
греть с помощью индукционного на-
гревателя. Для этого нагреватель
устанавливают в горловину подшип-
никового щита и включают напря-
жение на 15 мин, чтобы нагреть его
300
до температуры 100—120°С. Более
высокая температура иагрева не до-
пускается, так как это может выз-
вать коробление щита.
Подшипники, камеры щитов,
крышек и лабиринты заполняют
консистентной смазкой ЖРО в со-
ответствии с чертежами и установ-
ленными нормами. Пространство
между роликами и сепаратором в
подшипнике, лабиринтные канавки
(радиальных лабиринтных уплотне-
ний), а также камеру, в которую
входит канал для запрессовки смаз-
ки, заполняют смазкой полностью,
а смазочные камеры подшипнико-
вых щитов и крышек — на '/з или
2/з их объема. Наличие смазки в
лабиринтных канавках уплотнений
способствует сохранности смазки
внутри подшипника. При работе
двигателя от трения деталей под-
шипника смазка нагревается, раз-
мягчается и начинает вытекать. Вы-
текая, она попадает в лабиринтные
канавки, охлаждается и застывает
на лабиринтах: дальнейшее вытека-
ние смазки прекращается. Смазку
в каждый подшипниковый узел тя-
говых двигателей закладывают в
соответствии с Инструкцией по при-
менению смазочных материалов на
локомотивах и моторвагонном под-
вижном составе № ЦТ/4289:
ДПЭ-400, НБ-411 — 1,4—1,6 кг;
НБ-406Б, НБ-407Б и ТЛ-2К1 —
1,5—1,7 кг; AL-4846eT и AL-4846dT
— 1,5 кг со стороны коллектора и
1,6 кг со стороны, противоположной
коллектору.
При монтаже подшипниковых
узлов и заполнении их смазкой
тщательно следят за чистотой всех
деталей, не допуская попадания в
них загрязнений и металлической
стружки. Не следует закладывать
в подшипники смазки больше, чем
это требуется, так как избыток
смазки, как и ее недостаток, нару-
шает нормальную работу подшип-
ника, вызывая повышенный нагрев
подшипника и смазки, ухудшение
ее свойств.
На сохранность смазки в под-
шипниковых узлах оказывает влия-
ние также скорость охлаждающего
воздуха и статическое давление в
подколлекторном пространстве яко-
ря в непосредственной близости от
внутреннего лабиринта подшипника.
При изменении количества продува-
емого через тяговый двигатель воз-
духа, а также при изменении час-
тоты вращения двигателя изменя-
ется давление воздуха в подколлек-
торном пространстве. При повы-
шенном давлении, а также при раз-
режении условия работы подшип-
ников могут значительно ухудшать-
ся. Увеличение давления в подкол-
лекторном пространстве способст-
вует выдавливанию смазки из под-
шипниковых узлов наружу и про-
никновению в подшипниковый узел
из двигателя щеточной пыли и дру-
гих загрязнений, а разрежение —
засасыванию смазки внутрь двига-
теля.
Чтобы уменьшить воздействие
этих факторов, на тяговых двигате-
лях НБ-407Б значительно улучше-
на конструкция уплотнений подшип-
никовых узлов (рис. 174, а). При-
менена более совершенная конст-
рукция лабиринтных уплотнений,
предусмотрены дренажные каналы
2 и специальные «карманы» для
сбора отработавшей или лишней
смазки (при запрессовке). Дренаж-
ные каналы соединяют подколлек-
торную камеру с атмосферой. Это
обеспечивает выравнивание в под-
коллекторной камере давления до
атмосферного и предотвращает вы-
давливание из подшипниковых уз-
лов смазки, а также проникнове-
ние в подшипниковые узлы из кол-
лекторной камеры продуктов из-
носа электрощеток и других загряз-
нений, резко ухудшающих свойства
смазки и вызывающих абразивный
износ поверхностей деталей под-
шипников. При деповском ремонте
дренажные каналы и «карманы»
очищают от смазки и загрязнений
и продувают сжатым воздухом.
Вытекание смазки из подшипни-
ковых узлов может происходить
также при неправильной сборке
или наличии неисправностей в ла-
биринтных уплотнениях (при увели-
ченных или неравномерных зазо-
рах, перекосах деталей, погнуто-
стях и т. п.).
Для нормальной работы уплот-
нений радиальный зазор К между
лабиринтами рекомендуется 0,4—
0,75 мм. Зазор К измеряют щупом
по всему периметру между крыш-
кой подшипникового щита и уплот-
нительным кольцом (рис. 174, б).
В лабиринтах не должно быть «за-
тирания» рабочих поверхностей,
так как это может вызвать их на-
грев и повреждение уплотнения.
Рекомендуется при деповском ре-
монте крышки подшипниковых щи-
Рис. 174. Ремонт подшипниковых
узлов тяговых двигателей НБ-407
(а), ТЛ-2К (б):
/ — подшипник; 2 — дренажный канал;
3, 5 — лабиринтные уплотнения (внут-
реннее, наружное); 4 -- вал
J /
.301
тов, уплотнительные кольца и дру-
гие детали подшипниковых узлов
устанавливать комплектно на те же
двигатели, с которых они были сня-
ты. Это облегчает взаимную под-
гонку деталей.
В тяговых двигателях электро-
возов ЧС для повышения надежно-
сти работы подшипниковых узлов
в канавки лабиринтов в соответст-
вии с чертежами установлены уп-
лотнительные |Кольца из фетра или
тонкошерстяного войлока. Эти коль-
ца три деповском ремонте очищают
и используют вновь, а при необхо-
димости заменяют новыми.
После проведения всех перечис-
ленных работ полностью укомплек-
тованные подшипниковые узлы под-
лежат установке на тяговый двига-
тель.
Для смазки якорных подшипни-
ков применяют пластичную смазку
ЖРО. Эта смазка предназначена
для подшипников качения, работа-
ющих в интервале температур от
—50 до +120 °C.
Хранить смазку необходимо в
закрытых сухих помещениях. Не
допускается хранение смазки в од-
ном помещении с кислотами, щело-
чами и другими химикатами. Для
исключения попадания в смазку ме-
ханических примесей или металли-
ческой струж,ки банки со смазкой
должны быть плотно закрыты. Сме-
шивание смазки ЖРО со смазками
других типов ие допускается, по-
этому на байках должны сохранять-
ся этикетки или соответствующие
надписи до полного использования
смазки.
Для обеспечения правильного
монтажа двигателя выполняют при-
гонку остова и якоря по установоч-
ным размерам. В эксплуатации име-
ют место повреждения тяговых дви-
гателей ДПЭ-400, НБ-411, НБ-406Б,
ТЛ-2К1 из-за сползания уплотни-
тельных лабиринтных колец, уста-
навливаемых к наружным крыш-
кам подшипниковых щитов, и по-
вреждения деталей подшипника.
Эти неисправности могут возникать
из-за недостаточного натяга кры-
302
шек при их установке. Однако ча-
ще всего сползание лабиринтных
колец и разрушение роликов и ко-
лец подшипника, особенно на элек-
тровозах с косозубой передачей,
связаны с неправильной увязкой
значений разбега якоря в остове
двигателя и разбега двигателя на
оси колесной пары.
При косозубой передаче осевое
перемещение якоря ограничено не
якорными подшипниками, как это
имеет место при прямозубой пере-
даче, а зазорами в передаче.
Осевое перемещение якоря со-
ставляет o = a/sina, где а — раз-
ность боковых зазоров между зубь-
ями зубчатого колеса и шестерни в
обеих передачах колесной пары;
а — угол наклона зубьев.
Для электровозов ВЛ 10, ВЛ22М,
ВЛ23 и ВЛ8 в соответствии с пра-
вилами ремонта при ТР-3 а = 0,Змм,
а = 24°37'12", sin а = 0,4166. Таким
образом, после ТР-3 максимальное
осевое перемещение якоря может
быть 0,75 мм.
Максимальное перемещение ос-
това вдоль оси колесной пары из
одного крайнего положения в дру-
гое определяется разбегом двигате-
ля на оси Х+%1 (рис. 175), т. е.
суммой зазоров между буртами
вкладышей моторно-осевых подшип-
ников и зубчатым колесом. Разбег
двигателя на оси колесной пары
при выпуске электровозов ВЛ8 из
ТР-3 установлен 0,5—2 мм, брако-
вочный в эксплуатации — 5 мм.
Для электровозов, вышедших из
ТР-3, при осевых перемещениях ос-
това и якоря в противоположных
направлениях максимальное пере-
мещение якоря относительно остова
составит 2,75 мм, в эксплуатации —
5,75 мм.
При минимальном разбеге яко-
ря в остове двигателя НБ-406,
равном 5,9 мм, в тех случаях, когда
разбег распределен между якорны-
ми подшипниками неодинаково
(допускается разница 1 мм), удар-
ные нагрузки, возникающие при
максимальных осевых перемеще-
ниях остова относительно якоря,
Рис. 175. Проверка монтажа остова и якоря
будут воспринимать бурты колец и
ролики якорных подшипников.
Удары в подшипнике, обуслов-
ленные указанными перемещения-
ми, вызывают повреждения роли-
ков и колец подшипника, а в от-
дельных случаях, когда осевые за-
зоры между лабиринтами крышки
подшипникового щита и лабиринт-
ного кольца недостаточны, приво-
дят к сползанию колец и повреж-
дениям лабиринтов.
Поэтому разбег якоря в остове
тягового двигателя, разбег остова
на оси колесной пары, а также за-
зор между зубьями в зубчатой пе-
редаче при выпуске электровоза из
ремонта строго контролируют.
Для предотвращения поврежде-
ний моторно-якорных подшипников
в эксплуатации, а также для улуч-
шения условий работы косозубой
передачи и тяговых двигателей це-
лесообразно при выпуске электрово-
зов из ТР-3 разность зазоров меж-
ду зубьями в зубчатых передачах
одной колесной пары и осевой раз-
бег двигателя на оси колесной пары
иметь минимальными, близкими к
чертежным, а осевой разбег якоря
в остове двигателя — максималь-
ным (в пределах установленных
норм). Это исключит осевые удары
роликов в бурты подшипниковых
колец при максимальных переме-
щениях остова относительно якоря
и будет способствовать надежной
работе якорных и моторно-осевых
подшипников в эксплуатации.
К тяговым двигателям, у кото-
рых из-за износа торцовых стенок
горловин под моторно-осевые под-
шипники уменьшена длина остова
по кромкам горловин (правилами
ремонта допускается уменьшение
длины до 3—4 мм в зависимости от
типа двигателя), целесообразно для
уменьшения разбега двигателя на
оси колесной пары подбирать вкла-
дыши с увеличенной толщиной
буртов.
При оборке подшипниковых уз-
лов, а также монтаже якоря и осто-
ва тягового двигателя необходимо
выполнять определенные требова-
ния. Необходимо контролировать
наличие зазора между щитом и
крышкой (наружной или внутрен-
ней — в зависимости от конструк-
ции узла).,Зазор К = Е+Г—(D + B),
303
где размеры Е, Г, D, В устанавли-
ваются непосредственным измере-
нием деталей с учетом допусков
(см. рис. 175). Обычно зазор
А=0,64-1.3 мм.
К наружным крышкам подшип-
никовых щитов подбирают лаби-
ринтные кольца. При комплектова-
нии лабиринтных колец с крышка-
ми подшипниковых щитов проверя-
ют осевые зазоры между лабирин-
тами. Осевой зазор М в лабиринтах
подшипниковой крышки и лаби-
ринтного кольца должен быть на
1 мм больше половины разбега
якоря в остове двигателя. Это пре-
вышение необходимо для того,
чтобы компенсировать допускаемое
при сборке отклонение на 1 мм сред-
него положения якоря в остове и
тем самым исключить возможность
удара крышек подшипниковых щи-
тов в лабиринтные кольца при осе-
вых перемещениях якоря относи-
тельно остова в пределах установ-
ленного разбега.
Аналогичные требования предъ-
являются также к зазору между
торцом внутренней крышки под-
шипникового щита и фланцем, при-
вариваемым к внутренней лаби-
ринтной втулке якоря. Этот зазор
должен быть также на 1 мм больше
половины разбега якоря в остове.
При монтаже остова и якоря тя-
гового двигателя измеряют осевой
разбег якоря в остове. Этот разбег
зависит от правильности взаимной
установки наружного и внутреннего
колец подшипника соответственно
в остове и на валу якоря.
Осевой разбег якоря в остове
перед монтажом двигателя целесо-
образно определять расчетным пу-
тем. Такой предварительный расчет
позволяет собрать остов и якорь
правильно и исключить необходи-
мость разборки двигателя для кор-
ректировки осевого разбега.
Разбег якоря в остове опреде-
ляют на основании предварительно-
го измерения соответствующих раз-
меров остова, деталей якоря и под-
шипниковых узлов двигателя. Осе-
вой разбег якоря без учета допус-
304
ков на бурты колец и осевого зазо-
ра подшипников Он = (Л — Б —
_ К _ в _ 5, - _ В1) - Н
(см. рис. 175).
Такая проверка разбега якоря
в остове необходима во всех слу-
чаях замены якорей в двигателях,
так как при этом осевой разбег мо-
жет значительно изменяться.
Торцовые поверхности горловин
остова, подшипниковых щитов их
крышек, а также уплотнительные и
другие втулки якоря в процессе
эксплуатации изнашиваются. При
ремонтах (заводских и |деповских)
для устранения этих износов ука-
занные детали подвергают обработ-
ке. Поэтому размеры А, Н и другие
на эксплуатируемых тяговых дви-
гателях могут отличаться от ука-
занных в чертеже даже в тех слу-
чаях, когда осевой разбег якоря в
остове находится в пределах уста-
новленных норм. Однако монтаж
такого остова с другим якорем без
тщательной проверки указанных
размеров осуществлять нельзя, по-
скольку это может вызвать изме-
нение зазоров К, М или осевого
разбега и привести к нарушению
нормальной работы подшипниковых
узлов.
Недопустимое уменьшение раз-
бега якоря в двигателе может иметь
место при сборке нового якоря с
остовом, длительно работавшим в
эксплуатации и имеющим износы
торцов горловин, щитов и других
деталей.
Особое внимание уделяют так-
же монтажу якорей и остовов дви-
гателей ДПЭ-400, которые рабо-
тают на электровозах как с косо-
зубой, так и с прямозубой переда-
чами.
Монтаж деталей якоря у тяго-
вых двигателей ДПЭ-400, предназ-
наченных для установки на электро-
возах с косозубой передачей, не-
сколько отличен от монтажа анало-
гичных деталей тех же двигателей,
предназначенных для установки на
электровозы с прямозубой переда-
чей. Это объясняется тем, что осе-
вой разбег якоря в остове у двига-
телей при косозубой передаче вы-
полняют значительно большим, чем
осевой разбег у тех же двигателей
с прямозубой передачей.
Для обеспечения правильной
взаимной установки напрессован-
ных иа вал якоря внутренних колец
подшипников относительно наруж-
ных колец, запрессованных в под-
шипниковые щиты, на якоре прове-
ряют расстояния: между торцами
буртов внутренних колец подшип-
ников и от торца внутреннего бур-
та подшипникового кольца до тор-
ца вала.
У тяговых двигателей ДПЭ-400,
предназначенных для установки на
электровозы с косозубой передачей,
расстояние между торцами буртов
роликовых колец (между наружны-
ми торцами лабиринтных втулок,
установленных со стороны коллек-
тора и со стороны, противопо-
ложной коллектору) составляет
797,5-0,2 мм, а расстояние от торца
вала до торца лабиринтной втул-
ки — 229,25±0,3 мм. Для тяговых
двигателей ДПЭ-400, устанавли-
ваемых на электровозы с прямозу-
бой передачей, указанные расстоя-
ния соответственно равны 8О4_о,2
и 226±0,3 мм.
Уменьшением расстояния на яко-
ре между торцами буртов подшип-
никовых колец до 797,5-0,2 мм
(вместо 8О4_о,2 мм) на тяговых
двигателях, предназначенных для
установки на электровозах с косо-
зубой передачей, обеспечивается
соответствующее увеличение разбе-
га якоря в остове на этих электро-
возах.
Таким образом, при замене яко-
рей в тяговых двигателях ДПЭ-400,
а также при перестановке этих дви-
гателей с электровозов, имеющих
прямозубую передачу, на электро-
возы с косозубой передачей и на-
оборот приходится тщательно про-
верять соответствие установки дета-
лей подшипниковых узлов, находя-
щихся в остове и на валу якоря.
После проверки остова, якоря,
подшипниковых узлов, щеточного
аппарата (или траверсы) и осталь-
ных деталей приступают к монта-
жу тягового двигателя.
Типовой технологический про-
цесс оборки тягового двигателя со-
стоит из следующих операций.
Остов тягового двигателя устанав-
ливают в горизонтальном положе-
нии на кантователь и .закрепляют
болтами. В остовах тяговых двига-
телей ДПЭ-400, НБ-411, НБ-406Б
укрепляют кронштейны щеткодержа-
телей (при необходимости кантова-
телем остов поворачивают в нуж-
ное положение). Под головки бол-
тов М24, крепящих кронштейны в
остове, подкладывают пружинные
шайбы. Присоединяют к кронштей-
нам подводящие ток провода. За-
тем остов поворачивают в верти-
кальное положение коллектором
вверх или вниз в зависимоеги от
типа ремонтируемого тягового дви-
гателя. Тяговые двигатели ДПЭ-400,
НБ-411, НБ-406, у которых диаметр
горловины остова под подшипнико-
вый щит со стороны коллектора
меньше диаметра якоря, устанавли-
вают коллектором вверх, а тяговые
двигатели ТЛ-2К1 и НБ-407Б —
коллектором вниз. Вертикальное
положение остова проверяют по
уровню.
Запрессовывают соответствую-
щий подшипниковый щит в остов с
гарантированным натягом. Как ус-
тановлено опытом, наиболее целе-
сообразно создавать натяг подшип-
никовых щитов в остове в пределах
0,07—0,15 мм. Такой натяг принят
при изготовлении новых тяговых
двигателей и обеспечивает плотную
установку щитов в остове. Сниже-
ние натяга против указанной нормы
или его отсутствие приводит к уве-
личению нагрузки на болты, крепя-
щие щиты к остову, и к их обры-
вам. При этом увеличивается виб-
рация щитов и якорных подшипни-
ков, а следовательно, условия ра-
боты узлов ухудшаются. Запрессов-
ку щита осуществляют прессом.
Целесообразно перед установкой
щитов нагревать горловину остова
индукционным способом до темпе-
ратуры 130—150°С. Установленный
305
щит гайковертом закрепляют к ос-
тову соответствующими чертежу
болтами.
Проверяют зазор между прива-
лочными поверхностями остова и
щита. Если щит установлен пра-
вильно, то зазор не должен превы-
шать 0,15 мм на */8 части длины
окружности.
В случаях когда посадочная по-
верхность щита подвергалась вос-
становлению клеем ГЭН-150В, пе-
ред установкой для предохранения
от склеивания посадочных поверх-
ностей щита и остова горловину
остова или посадочную поверхность
щита покрывают специальным со-
ставом. Одним из рекомендуемых
покрытий является 5%-ный раствор
силиконового каучука в толуоле.
'После запрессовки подшипнико-
вого щита с одной стороны остов
проворачивают кантователем на
180° и устанавливают в вертикаль-
ное положение вверх другой сторо-
ной, правильность положения осто-
ва вновь проверяют по уровню.
На конец вала якоря наворачи-
вают рым, якорь поднимают краном
в вертикальное положение и опус-
кают в остов. Перед опусканием
якоря тщательно протирают техни-
ческими салфетками втулки уплот-
нения, кольца роликовых подшип-
ников и упорные втулки. Якорь
опускают осторожно, без перекосов,
не задевая им за полюсы. Правиль-
ность посадки" якоря проверяют, по-
ворачивая его в одну и другую сто-
рону от руки. Якорь должен пово-
рачиваться свободно.
После установки якоря запрес-
совывают второй подшипниковый
щит и также закрепляют его к ос-
тову болтами.
В конструкциях тяговых двига-
телей ТЛ-2К1, НБ-407Б и других,
где имеется траверса, перед запрес-
совкой щита (со стороны коллек-
тора) в остов устанавливают тра-
версу. Предварительно посадочные
поверхности, а также цапфу, каме-
ру, шестерню, венец траверсы про-
тирают салфетками. Для предот-
вращения задиров и повреждения
306
посадочную поверхность траверсы
покрывают тонким слоем смазки,
выточку в траверсе также заполня-
ют смазкой (ВНИИ НП-232). При
опускании траверсы следят за тем,
чтобы детали фиксирующего уст-
ройства траверсы находились над
соответствующими деталями остова.
Чтобы не допустить повреждения
коллектора щеточными узлами, его
рекомендуется закрыть защитным
кожухом из 'брезента или другого
материала. Перед запрессовкой
подшипникового щита траверсу с
помощью разжимного устройства
сжимают.
Разжимное устройство состоит
из шпильки и двух шарниров, за-
крепленных на траверсе по обеим
сторонам ее разреза. Шпилька по-
воротом шестигранника вкручива-
ется по имеющейся на ее концах
резьбе в шарниры (с одной сторо-
ны резьба правая, с другой левая),
и траверса сжимается, при выкру-
чивании шпильки из шарниров тра-
верса разжимается.
Разжимное устройство позволяет
регулировать разжатие траверсы
изменением зазора в месте разре-
за от 2 до 5 мml, что обеспечивает
надежное прижатие траверсы к рас-
точенной поверхности подшипнико-
вого щита. В процессе монтажа не-
обходимо следить за тем, чтобы
траверса вошла в выточку подшип-
никового щита. После установки
траверсы проверяют качество под-
гонки зацепления шестерни и
венца.
В остове траверсу фиксируют и
стопорят болтом фиксатора, уста-
новленным в торцовой его стенке
против коллекторного люка, и при-
жимают к подшипниковому щиту в
двух местах — внизу и вверху ос-
това болтами стопорных устройств.
Окончательную регулировку поло-
жения траверсы и ее закрепление
осуществляют на испытательной
станции.
После установки траверсы и за-
крепления подшипникового щита
тяговый двигатель поворачивают в
горизонтальное положение и вновь
проверяют вращение якоря в под-
шипниках. Снимают наружные
крышки 'ПОДШИПНИКОВЫХ щитов и в
соответствии с Инструкцией по со-
держанию и ремонту узлов с под-
шипниками качения локомотивов и
моторвагонного подвижного соста-
ва ЦТ/3781 измеряют радиальный
зазор в якорных подшипниках и
торцовое биение наружных колец.
Для замера биения наружного
кольца якорного подшипника при-
меняют приспособление, состоящее
из кольца с конусным внутренним
отверстием и индикатора, укреплен-
ного на стойке к кольцу. Конусное
отверстие кольца, устанавливаемо-
го На вал, должно соответствовать
конусу вала. Перед измерением би-
ения якорь сдвигают в крайнее по-
ложение в противоположную сто-
рону от места установки индикато-
ра. Наконечник индикатора подво-
дят к торцовой поверхности наруж-
ного кольца якорного подшипника.
Якорь поворачивают несколько
раз и по показаниям индикатора
отмечают биение кольца относи-
тельно оси вращения. Биение опре-
деляют как максимальную разность
в показаниях индикатора. Если под-
шипник установлен правильно, то
биение торца наружного кольца не
превышает 0,18 мм. Указанный ме-
тод измерения биения разработан
ВНИИ'ЖТом. Если торцовое биение
и радиальный зазор подшипников
соответствуют нормам, окончатель-
но устанавливают наружные крыш-
ки подшипниковых щитов, проверя-
ют исправность смазочных трубок.
Подшипниковые щиты в местах
прилегания крышек перед установ-
кой крышек покрывают густотерты-
ми цинковыми белилами МА-011-1
или эмалью ГФ-92-ХС, а на тяго-
вых двигателях электровозов ЧС2
и ЧС2Т между щитами и наружны-
ми крышками в качестве уплотне-
ния в соответствии с чертежом ус-
танавливают специальные проклад-
ки. Измеряют осевой разбег якоря
и проверяют его соответствие нор-
мам. На электровозах с косозубой
передачей осевой разбег якоря для
тяговых двигателей НБ-406, ДПЭ-
400 и НБ-411 должен быть в пре-
делах 5,9—8,4 мм; НБ-407Б и
ТЛ-2К1 — от 6,3 до 8,0 мм. Осевой
разбег тяговых двигателей ДПЭ-400
и НБ-411 с прямозубой передачей
должен быть 0,25—0,8 мм, тяговых
двигателей электровозов ЧС — от
0,25 до 0,6 мм.
Измеряют пластинчатыми щупа-
ми зазоры 'между главными, доба-
вочными полюсами и якорем. Они
должны быть:
Тип тягового
двигателя . . ДПЭ-400,
НБ-411
Зазор между
якорем и полюса-
ми, мм:
главными . . 4,54-4,0
добавочными 5,04-4,5
Тип тягового
двигателя . . ТЛ-2К1
Зазор между
якорем и полюса-
ми, мм:
главными . . 4,54-4,0
добавочными 7,04-6,3
НБ-406
8,04-7,0
8,94-7,0
AL-4846eT
8,04-7,2
13,04-12,25
Разница в зазорах для одного
двигателя рекомендуется между
главными полюсами и якорем не
более 0,75 мм и между добавочны-
ми полюсами и якорем не более
0,5 мм.
В собранном тяговом двигателе
проверяют установку щеткодержа-
телей и электрощеток, регулируя их
положение относительно коллекто-
ра. Для этого контролируют:
расстояние от низа корпуса щет-
кодержателя до рабочей поверхно-
сти коллектора. Ойо должно быть
2—4 мм;
зазор между корпусом щеткодер-
жателя и петушками коллектора
при крайнем в сторону щеткодер-
жателей положении якоря. Этот
зазор должен быть 4,5—8 мм в за-
висимости от типа двигателя;
разницу в числах коллекторных
пластин между осями электроще-
ток соседних щеткодержателей; ре-
комендуется не более одной плас-
тины;
непараллельность осей окон
щеткодержателей относительно
307
осей коллекторных .пластин; долж-
на быть не более 1 мм;
перекос нижней поверхности
щеткодержателя над коллектором;
допускается не более 0,8 мм;
разницу в расстояниях между
осями окон соседних щеткодержа-
телей; должна быть не более 1,5мм.
Не допускается свисание элек-
трощеток с рабочей поверхности
коллектора.
Проверяют биение коллектора
тяговых двигателей, которое долж-
но быть не более 0,07—0,08 мм. При
установке электрощеток в щетко-
держатели замеряют зазоры между
стенками окон и электрощеткой.
Зазор между электрощеткой и стен-
кой окна рекомендуется по ширине
окна 0,1—0,15 мм (норма 0,05—
0,2 мм), по длине окна 0,2—0,5 мм.
Предварительно на приспособле-
нии, а затем на коллекторе осуще-
ствляют притирку электрощеток к
рабочей поверхности коллектора,
обеспечивая прилегание не менее
75% их контактной поверхности.
Двигатель продувают и проверяют
его работу на холостом ходу, а за-
тем передают на испытательный
стенд.
При сборке тяговых двигателей
ТЛ-2К1 необходимо иметь в виду,
что якоря и остовы этих двигате-
лей электровозостроительными за-
водами выпускались в различных
исполнениях; якоря — с проволоч-
ными бандажами в лобовых частях;
со стеклобандажами; на изоляции
«Монолит-2»; остовы — с магнит-
ными системами на изоляции «Мо-
нолит-2» и др. По установочным
размерам остовы и якоря различ-
ных -исполнений взаимозаменяемы.
Однако указанные конструктивные
особенности каждого якоря и осто-
ва требуют для обеспечения нор-
мальной коммутации машины соот-
ветствующей регулировки воздуш-
ного зазора между дополнительны-
ми полюсами и якорем.
В тяговых двигателях ТЛ-2К1
со стеклобандажами воздушный за-
зор между добавочными полюсами
и якорем больше, чем иа двигате-
308
лях, имеющих крепление якорных
обмоток бандажной проволокой.
Это увеличение зазора осуществле-
но путем уменьшения высоты сер-
дечника добавочного полюса и соот-
ветствующего увеличения толщины
немагнитной прокладки.
Поэтому при установке-лякерясо
стеклобандажным . креплением—об-
моток в остов, предназначенный дли
якоря с проволочными бандажами
(и наоборот), необходимо в этом
остове снять все добавочные полю-
сы и выполнить регулировку воз-
душного зазора под полюсами пу-
тем изменения высоты сердечников
и установки диамагнитной проклад-
ки нужной толщины. При этом не-
обходимо иметь в виду, что номи-
нальное расстояние между сердеч-
никами добавочных полюсов по ди-
аметру для якорей с проволочными
бандажами и со стеклобандажами
одинаково и составляет 754 мм.
В тяговых двигателях ТЛ-2К1 с
якорями на изоляции «Монолит-2»
уменьшен на 0,5 мм зазор между
главными полюсами и якорем.
Уменьшение произведено изменени-
ем расстояния между сердечниками
главных полюсов по диаметру. Это
достигнуто установкой между осто-
вом и сердечником полюса проклад-
ки толщиной 1 мм вместо 0,5 мм.
Кроме того, на этих двигателях уве-
личен воздушный зазор под доба-
вочными полюсами на 1,5 мм. При
этом высота сердечника добавочно-
го полюса уменьшена, а толщина
немагнитной прокладки увеличена
на 1,5 мм. Расстояние между сер-
дечниками добавочных полюсов по
диаметру сохранено.
В эксплуатации часто взамен
вышедшего из строя якоря, изготов-
ленного на изоляции «;Монолит-2»,
приходится устанавливать якорь
обычного исполнения. В этих слу-
чаях требуется обязательная регу-
лировка воздушного зазора между
якорем и полюсами.
Необходимо также иметь в виду,
что на тяговых двигателях ТЛ-2К1
в случае повреждения одного из до-
бавочных полюсов моноблочной
конструкции или сборного замену
поврежденного полюса необходимо
производить полюсом такой же кон-
струкции. Моноблочные полюсы за-
менять на сборные и наоборот мож-
но только комплектно, так как воз-
душный зазор в магнитной цепи мо-
ноблочных и сборных полюсов раз-
личен. Поэтому установка в одном
остове полюсов различной конст-
рукции недопустима.
Устанавливают шапки моторно-
осевых подшипников. Натяг ша-
пок в остове рекомендуется 0,07—
0,15 мм.
Осматривают и проверяют дета-
ли крепления шапок — болты, гай-
ки, шайбы. Новые болты должны
пройти термическую обработку и по
механическим свойствам удовлетво-
рять требованиям чертежа.
Для повышения надежности
крепления шапок в последних вы-
пусках тяговых двигателей ТЛ--2К1
применены болты с мелкой резьбой.
Под болты, крепящие шапку к ос-
тову, кроме пружинных шайб, для
предотвращения отвинчивания и ос-
лабления болтов, возможных при
изломах пружинных шайб, рекомен-
дуется дополнительно устанавли-
вать специальные планки. Планку
толщиной 2 мм ставят под головки
двух болтов и углы ее отгибают.
На тяговый двигатель после про-
верки всех его узлов устанавливают
крышки, кожуха, втулки, пробки и
остальные детали, предусмотрен-
ные чертежами. Проверяют состоя-
ние заливки головок полюсных
болтов компаундной массой, там
где такая заливка предусмотрена
чертежами. Если состояние залив-
ки неудовлетворительное, ее очи-
щают, и головки болтов вновь за-
ливают компаундной массой. Это
исключает возможность попадания
внутрь двигателя влаги по болтам.
Внутренние необработанные ме-
таллические поверхности остова,
моторно-осевых шапок, подшипнико-
вых щитов, крышек и других дета-
лей покрывают серой эмалью СВД,
а снаружи остов окрашивают чер-
ным лаком БТ-99.
Отремонтированный тяговый
двигатель передают на стенд для
проведения приемо-сдаточных ис-
пытаний.
39. Ремонт вспомогательных
электрических машин
Общие положения. Для привода
компрессоров, снабжающих тормоз-
ную и пневматическую системы
электровозов сжатым воздухом, вен-
тиляторов, обеспечивающих охлаж-
дение тяговых двигателей и рези-
сторов, для питания обмоток неза-
висимого возбуждения тяговых дви-
гателей при режиме рекуперативного
торможения, питания цепей управ-
ления, освещения и других вспомо-
гательных нужд на электровозах
установлены специальные вспомо-
гательные электрические машины.
Вспомогательные машины элек-
тровозов постоянного тока и элек-
тровозов двойного питания являют-
ся преимущественно электрически-
ми коллекторными машинами по-
стоянного тока. На 'электровозах
двойного питания для питания це-
пей управления и заряда аккумуля-
торной батареи применен генератор
переменного тока.
,В отличие от тяговых двигате-
лей вспомогательные машины раз-
мещены в кузове электровоза. Бла-
годаря этому динамические воздей-
ствия пути сказываются на них
меньше, чем на тяговых двигате-
лях. Кроме того, они лучное, чем тя-
говые двигатели, защищены от по-
падания в них влаги, снега, песка
и других загрязнений и более до-
ступны для обслуживания.
Для обеспечения вспомогатель-
ных нужд электровозов от электри-
ческих вспомогательных машин тре-
буется мощность примерно 75—
120 кВт на шести- и восьмиосных
электровозах без электрического
торможения и до 240 кВт на вось-
миосных электровозах с рекупера-
тивным торможением, иа которых
установлены специальные преобра-
зователи для питания обмоток воз-
буждения тяговых двигателей при
309
рекуперативном режиме электро-
воза.
Эту мощность вспомогательные
агрегаты получают от шести или
восьми электрических машин, каж-
дая из которых имеет сравнительно
небольшую мощность — от 5 до
30 кВт — и только электродвигате-
ли вентиляторов электровозов ВЛ 10
и преобразователи электровозов
ВЛ22М (с рекуперацией) имеют
мощность соответственно 53 и 67 кВт.
iB связи с тем что вспомогатель-
ные машины с точки зрения огра-
ничений по габаритным размерам и
массе находятся в более благопри-
ятных условиях, чем тяговые дви-
гатели, в их конструкциях допуска-
лось 'применение более дешевых и
менее дефицитных материалов, чем
на тяговых двигателях. Так, до
1981 г. для изоляции обмоток вспо-
могательных машин электровозов
ВЛ22М, ВЛ8, ВЛ23, первых выпу-
сков ВЛ 10 применялись изоляцион-
ные материалы, ino нагревостойкости
относящиеся к классу А, а для изо-
ляции щеточного узла от корпуса —
бесслюдяные прессованные матери-
алы (изодин, текстолит и др.). Ва-
лы вспомогательных электрических
машин изготовляют из термообра-
ботанной стали Ст45 (вместо хро-
моникелевой).
Однако на новых мощных элек-
тровозах, где требуются для приво-
дов вспомогательных механизмов
большие мощности и более суще-
ственны ограничения по массе и га-
баритным размерам, в обмотках
вспомогательных машин, так же
как и в тяговых двигателях, приме-
няют изоляционные материалы по
нагревостойкости не ниже класса В.
Изоляционные материалы клас-
са нагревостойкости В (взамен ма-
териалов класса нагревостойкости
А) начинают широко (применять и
на вспомогательных электрических
машинах старых выпусков при про-
ведении их капитального ремонта.
Это 'позволяет повысить тепловую
мощность электрических машин, их
эксплуатационную надежность и
долговечность.
310
вспомогательные электродвига-
тели, получающие питание от кон-
тактной сети, так же как и тяговые
двигатели, 'подвержены воздействию
изменения напряжения от 2200 до
4000 В. Они также подвержены воз-
действию знакопеременной темпера-
туры, особенно в зимних условиях,
когда после отстоя при минусовой
температуре электровоз попадает в
цех с плюсовой температурой.
В летнее время, когда темпера-
тура в кузове электровоза может
значительно повышаться (до 60°C),
ухудшается охлаждение машин.
Узлы вспомогательных машин
подвергаются воздействию допол-
нительных вибраций, возникающих
при работе приводимых ими меха-
низмов и соседних агрегатов.
Следует отметить также, что для
вспомогательных электрических'ма-
шин различных типов, спроектиро-
ванных и построенных Новочеркас-
ским электровозостроительным за-
водом, весьма характерна высокая
степень унификации их одноимен-
ных узлов и деталей. Это значи-
тельно облегчает их ремонт, а так-
же техническое обслуживание в
эксплуатации.
Все вспомогательные машины
при ТР-3 снимают с электровозов
и направляют в электромашинный
цех депо для .'проведения деповско-
го ремонта.
Перед разборкой электродвига-
тели продувают в продувочной ка-
мере и тщательно очищают. Раз-
борку и сборку электродвигателей
вспомогательных машин наиболее
целесообразно проводить, так же
как и тяговых двигателей, на спе-
циальных кантователях, применение
которых обеспечивает удобство раз-
борки, значительно облегчает про-
ведение работ и сокращает затраты
времени. Различные конструкции
кантователей успешно используют-
ся во многих депо.
Ремонт электродвигателей вен-
тиляторов и генераторов управле-
ния. Привод вентиляторов, предназ-
наченных для охлаждения тяговых
двигателей и резисторов, осуществ-
ляется электродвигателями НБ-430А
(на электровозах ВЛ23, ВЛ8),
НБ-403 (ВЛ22М), ТЛ-110М (ВЛ 10,
ВЛ11), НБ-111 и НБ-107 (ВЛ82М),
А-3234/4 (ЧС2), 1А-2839 и
1AU-2732/4 (ЧС2Т).
Эти электродвигатели, кроме то-
го, приводят во вращение генерато-
ры управления. Привод генераторов
управления осуществляется уста-
новкой их якорей непосредственно
на вал якоря электродвигателей
вентиляторов (электродвигатели
ТЛ-110М, НБ-430А, НБ-404 и др.)
(рис. 176) ИЛИ С 'ПОМОЩЬЮ клиио-
ременной передачи (электродвига-
тели вентиляторов электровозов
ЧС2, ЧСТ) (рис. 177).
В связи с тем что для эффектив-
ного охлаждения тяговых двигате-
лей и резисторов требуется значи-
тельное количество охлаждающего
воздуха, его, как правило, получа-
ют на электровозе от двух мотор-
веитиляторов.
Электродвигатели вентиляторов
(кроме некоторых электродвигате-
лей вентиляторов электровоза
ВЛ82) представляют собой высоко-
вольтные электрические машины
последовательного возбуждения с
рабочим напряжением на коллек-
торе 3000 В. Напряжение 3000 В
обеспечивает номинальную высокую
частоту вращения при параллель-
ном 'подключении мотор-вентилято-
ров к контактной сети. В схемах
электровозов предусмотрен также
режим работы вентиляторов иа низ-
кой частоте вращения при их по-
следовательном соединении. В этом
случае напряжение на коллекторе
составляет 1500 В. На низкой час-
тоте вращения вентиляторы обычно
работают в зимних условиях, когда
при минусовой температуре окру-
жающей среды благодаря более ин-
тенсивному естественному охлажде-
нию требуется меньше вентилирую-
щего воздуха.
Для конструкции электродвига-
телей вентиляторов характерно че-
тырехполюсиое исполнение с допол-
нительными полюсами (кроме элек-
тродвигателя НБ-107). Обмотка
якорей волновая. Электрощетки
размещаются в щеткодержателях,
укрепленных на изоляционных паль-
цах к специальной траверсе, монти-
руемой на подшипниковом щите
электродвигателя (или генератора).
В подшипниковых узлах обычно
применяют роликовые подшипники:
со стороны коллектора фиксирую-
щий (с приставным кольцом) и с
противоположной стороны свобод-
ный. Сердечники главных полюсов
изготовляют из отдельных листов
электротехнической стали, сердеч-
ники дополнительных полюсов, хак
правило, выполняют сплошными.
Осевой разбег якоря в остове
принят от 0,15 до 0,45 мм. Охлаж-
дение обмоток электродвигателя
осуществляется вентиляторами, ус-
тановленными иа валах машин.
Воздух поступает в двигатель со
стороны коллектора через специ-
альные отверстия, предусмотренные
в подшипниковым щите и крышках
коллекторных люков, и выбрасыва-
ется со стороны, противоположной
коллектору, через отверстия в осто-
ве, расположенные над вентилято-
ром.
В электромашинный цех электро-
двигатель вентилятора отечествен-
ных электровозов поступает вместе
с генератором управления (электро-
двигателем ДК-405 или НБ-110),
но без ротора вентилятора. Перед
разборкой и ремонтом определяют
техническое состояние электриче-
ских машин, выявляют узлы и дета-
ли, подлежащие ремонту или заме-
не новыми (отремонтированными).
Снимают крышки коллекторных
люков, осматривают коллектор, ще-
точный аппарат, измеряют осевой
разбег якоря, проверяют работу
подшипников (прослушиванием).
Измеряют сопротивление изоляции,
используют при этом мегаомметр
на 2,5 кВ для электродвигателей
вентиляторов и 0,5 кВ для генера-
тора управления, которое соответ-
ственно должно быть не менее
3 МОм (электродвигатели НБ-430,
ТЛ-110М) и 0,5 МОм (электродви-
гатели ДК-405, НБ-110). Результа-
311
Рис. 176. Электродвигатель вентилятора ТЛ-110 и генератор управления ДК-405
(НБ-110):
/ — остов генератора; 2 — якорь генератора; J —подшипник; 4 — траверса генератора; 5, 10 — под-
шипниковые щиты; 6 — траверса электродвигателя; 7 — подшипник; 5 —остов электродвигателя
ТЛ-110; 9 — якорь; // — болт; 12— вал; 13 — крышка подшипника; 14 — лабиринтное уплотнение
Рис. 177. Электродвигатель вентилятора А-2934/4 (с генератором):
/ — регулировочная гайка; —генератор управления; 3 — остов; 4 — якорь; 5 — подшипниковый
щит; 6 — вал; 7 — коллектор; 8 — кожух; 9 — клкноременная Передача
312
5)
Рис. 178. Разборка электродвигателя вентилятора НБ-430 и генератора управления:
а — снятие остова генератора; б — спрессовка якоря генератора
ты предварительного осмотра элек-
трических машин записывают в спе-
циальный журнал.
Затем с вала электродвигателя
снимают генератор управления.
Для этого сначала снимают остов
генератора 1 (рис. 178), отвернув
болты, крепящие его к подшипнико-
вому щиту электродвигателя 2, а
затем, предварительно отвернув с
вала гайку, спрессовывают якорь
генератора 3. Для спрессовки яко-
ря используют специальное при-
способление 6, состоящее из прес-
совочного стакана 4 и вворачивае-
мого в него винта 5. Стакан на
резьбе укрепляют в коробке якоря
генератора, а затем поворотами
винта, торец которого упирается в
торец вала, спрессовывают якорь
генератора. Для этой цели имеются
и другие приспособления, но прин-
цип их действия аналогичен рас-
смотренному.
На электровозах ЧС2 и ЧС2Т
предварительно снимают кожух 8
(см. рис. 177) клиноременной пере-
дачи 9, ремни и генератор. Затем
разбирают электродвигатель. От-
соединяют от щеткодержателей то-
коведущие провода, со стороны кол-
лектора снимают наружную крыш-
ку подшипникового щита, упорную
втулку и упорное кольцо, а со сто-
роны, противоположной коллекто-
ру, отвинчивают и снимают с вала
гайку с шайбой. Для удобства на-
ружную крышку подшипникового
щита вновь укрепляют. Затем дви-
гатель устанавливают на кантова-
тель в горизонтальном положении
и укрепляют его к столу болтами и
гайками. Его повороты на кантова-
теле осуществляются включением
специального электродвигателя.
Повернув электродвигатель в
вертикальное положение (коллекто-
ром вниз) со стороны, противопо-
ложной коллектору, снимают крыш-
ку подшипникового щита И выпрес-
совывают щит. Выпрессовку осу-
ществляют отжимными болтами,
которые ввертывают сначала от
руки, а затем гайковертом. При
выпрессовке подшипникового щита
недопустимы его перекосы, поэтому
отжимные болты ввертывают по-
очередно, диаметрально противо-
положные — равномерно (по 2—
3 нитки).
После снятия подшипникового
щита иа вал якоря навертывают
рым и вынимают якорь из остова.
Якорь необходимо поднимать осто-
рожно, чтобы не повредить обмот-
ку, катушки полюсов и подшипни-
ки. Затем остов поворачивают на
180° и устанавливают его верти-
кально, коллекторной стороной
вверх. Выпрессовывают второй под-
шипниковый щит вместе с травер-
сой, наружной и внутренней крыш-
ками. Поворачивают остов в гори-
зонтальное положение и, отвернув
313
крепежные болты и гайки, снимают
его с кантователя. Затем выполняют
разборку снятых узлов.
С подшипникового щита, распо-
ложенного с коллекторной сторо-
ны, снимают наружную и внутрен-
нюю крышки, траверсу и выпрессо-
вывают якорные подшипники, ис-
пользуя для этого пресс.
Разобранные узлы и детали тща-
тельно очищают, продувают, обти-
рают и промывают. Остов и якорь
продувают в продувочной камере,
а затем протирают салфетками. Ме-
таллические детали, внутренние
стенки остова, всю его поверхность
снаружи, а также вал, наружные
поверхности вентиляторов, нажим-
ной конус коллектора и роликовые
кольца протирают салфетками,
смоченными в керосине. Провода,
полюсные катушки, бандажи яко-
рей, коллектор, ленточный бандаж
и остальные детали с изоляцией
протирают салфетками, смоченными
в бензине.
Подшипниковые щиты, крышки
и другие детали промывают в
моечиой машине или в выварочной
ваине в 3—10 %-ном растворе кау-
стической соды, якорные подшипни-
ки — в специальной моечиой маши-
не роликового отделения. После
разборки и очистки узлов и дета-
лей электродвигателей их тщатель-
но осматривают, обмеряют и ремон-
тируют.
Ремонт остова и его деталей.
Остов, подшипниковые щиты, крыш-
ки, сетки, люки и другие детали
осматривают с целью выявления
дефектов. Чтобы обнаружить тре-
щины в остове и подшипниковых
щитах, целесообразно использовать
для их осмотра лупу 7-кратного
увеличения. Наиболее характерны-
ми местами, где могут возникать
трещины, являются: в остове —
углы коллекторных люков, горлови-
ны под подшипниковые щиты, при-
ливы ушков для подъема остова; в
подшипниковых щитах — поверх-
ности гнезда под подшипник, поса-
дочная поверхность щита в остов.
Обнаруженные трещины заварива-
314
ют, обеспечивая выполнение уста-
новленных технологическими ин-
струкциями режимов. После завар-
ки трещин и обработки этих по-
верхностей замеряют горловины
остова, гнезда подшипниковых щи-
тов под якорные подшипники, а
также их посадочные поверхности
под горловину остова (у подшипни-
ковых щитов со стороны коллекто-
ра — посадочную поверхность под
траверсу и генератор управления).
Проверяют натяги (зазоры) в со-
прягаемых деталях в соответствии
с устаиовлеиными нормами допус-
ков и изиосов — натяг подшипнико-
вого щита в остове, наружного
кольца подшипника в гнезде щита.
Посадочные поверхности при необ-
ходимости восстанавливают нанесе-
нием пленки эластомера ГЭ'Н-
150(H), если износ не превышает
0,2 мм на сторону, или наплавкой.
Резьбовые отверстия в остове и
подшипниковых щитах, предназна-
ченные для крепления щитов, кры-
шек и других деталей, проверяют
калибром и прогоняют метчикой.
Проверяют состояние всех осталь-
ных отверстий, не имеющих резьбы,
а при необходимости их восстанав-
ливают др номинальных или ре-
монтных размеров. В подшипнико-
вых щитах и их крышках измеряют
толщину приливов в местах отвер-
стий под крепежные болты.
Проверяют исправность смазоч-
ных трубок. Если обнаружены де-
фектные отверстия в остове, под-
шипниковых щитах, крышках, не-
соответствие размеров посадочных
поверхностей или натягов в сопря-
гаемых деталях установленным нор-
мам допусков и изиосов, такие де-
тали ремонтируют или заменяют
новыми.
Ремонт отверстий, восстановле-
ние изношенных рабочих поверх-
ностей деталей вспомогательных
машин осуществляют по тем же
технологическим правилам и теми
же способами, которые применяют
при ремонте аналогичных деталей
тяговых двигателей. Так же как и
при ремонте тяговых двигателей,
проверяют исправность сеток кол-
лекторных люков, их замков и обес-
печивают надежное крепление ука-
занных деталей иа остове электро-
двигателей и генераторов управ-
ления.
Внутри остова осматривают и
проверяют состояние изоляции вы-
водных проводов, соединительных
перемычек, полюсных катушек.
Крепление перемычек и соедини-
тельных проводов к окобам остова
должно быть надежным и не -долж-
но допускать перетирание изоляции
проводов в местах их крепления.
Негодные баидажи крепления
проводов заменяют новыми, пред-
варительно заизолировав крепеж-
ные скобы изоляционной лентой.
При повреждении оплетки про-
вода место повреждения изолируют
прорезиненной изоляционной лен-
той. При нарушениях резиновой
изоляции поврежденные места про-
вода вырезают и изолируют лентой
из лакоткани и прорезиненной изо-
ляционной лентой.
Резиновые втулки, установлен-
ные в местах выхода проводов из
остова, должны плотно сидеть в от-
верстии остова и на выводном про-
воде. Смазочные трубки, ослабшие
или поврежденные, заменяют ис-
правными и прочно закрепляют.
Проверяют прочность крепления
полюсных сердечников к остову
обстукиванием крепежных болтов,
шпилек. Ослабшие полюсные болты
подтягивают. Негодные крепежные
детали заменяют исправными, про-
веряют плотность посадки полюс-
ных катушек на сердечниках по-
люсов.
Ослабление полюсных катушек
на сердечниках компенсируют уста-
новкой пропитанных в лаке прокла-
док из электрокартоиа. Проверяют
в соответствии с установленными
нормами активное сопротивление
обмоток и сопротивление их изо-
ляции.
Осматривают межкатушечиые
соединения, устраняют обнаружен-
ные дефекты, заменяют поврежден-
ные наконечники проводов. Если
поврежден паяный наконечник, то
необходимо его распаять, снять и
поставить исправный. Наконечник
насаживают на предварительно за-
чищенные стеклянным полотном и
полуженные жнлы провода и тща-
тельно пропаивают.
Если поврежден опрессованный
иаконечиик, то его обрезают. Ко-
нец обрезанного провода зачищают
от изоляции, насаживают на него
изготовленную из листовой меди
толщиной 1,5 мм трубку соответ-
ствующей длины. Трубку вместе с
проводом опрессовывают в штампе
под прессом. Торец наконечника
после опрессовки выравнивают и
опиливают. Затем в наконечнике
просверливают крепежные отвер-
стия, зачищают его, пропаивают и
облуживают припоем ПОССуЗО-0,5.
Замеряют специальным микро-
метром расстояние между сердеч-
никами диаметрально противопо-
ложных полюсов и регулируют его
при необходимости в соответствии с
нормами допусков и износов и дей-
ствующими чертежами. Изоляцион-
ные свойства полюсных катушек
восстанавливают без демонтажа по-
люсов нанесением на них покрытия
из изоляционной эмали.
Полюсные катушки, межкату-
шечные соединения и перемычки
после их предварительной сушки в
печи покрывают эмалью ГФ-92-ГС
пульверизатором или кистью. В слу-
чаях когда иа полюсных катушках
применены изоляционные материа-
лы класса нагревостойкости А, суш-
ку обмоток перед покрытием и
после него проводят при темпера-
туре, не превышающей 120 °C. Более
высокие нагревы при сушке не до-
пускаются, так как они способ-
ствуют разрушению изоляции.
, Контроль СОСТОЯНИЯ изоляции
полюсных катушек после Покрытия
осуществляют замером сопротивле-
ния их изоляции. При температуре
110—120 °C сопротивление изоляции
полюсных катушек должно быть не
менее 3 МОм для электрических
машин с изоляцией на 3000 В, не
менее '1,5 МОм для машин с изоля-
315
цией иа 1500 В и не менее 0,5 МОм
для низковольтных машин.
Внутренние поверхности остова,
подшипниковые щиты, крышки (ПОД-
ШИПНИКОВЫХ щитов и коллекторных
люков покрывают серой эмалью
воздушной сушки.
Большое внимание при депов-
ском ремонте вспомогательных ма-
шин уделяют также проверке со-
стояния траверс, изоляционных
пальцев щеткодержателей и самих
щеткодержателей.
Щеткодержатели снимают с тра-
версы. Изоляционные пальцы щет-
кодержателей, если ' они исправны,
разрешается не снимать с траверсы.
Одиако при обнаружении ослабле-
ния крепления пальцев в траверсе
или изоляторов на пальцах, по-
вреждения изоляции пальцев, а так-
же трещин, сколотых краев и по-
вреждений глазури изоляторов
пальцы снимают, ремонтируют или
заменяют исправными. Точечные
повреждения глазури и изолятора
не являются опасными и поэтому
не требуют снятия пальцев.
(В траверсе выявляют трещины,
поврежденные отверстия и все об-
наруженные дефекты устраняют.
Необработанные поверхности тра-
версы окрашивают изоляционной
эмалью воздушной сушки. Щётко-
держатели проверяют и ремонти-
руют с разборкой. Все детали щет-
кодержателя проверяют, повреж-
денные детали заменяют исправны-
ми. Затем щеткодержатели соби-
рают.
В собранном щеткодержателе
проверяют основные установочные
размеры, нажатие нажимных паль-
цев, размеры щеточных окон. Отре-
монтированные изоляционные паль-
цы и щеткодержатели устанавли-
вают на траверсе.
Ремонт якоря и его деталей.
Очищенный якорь и все его детали
подвергают тщательному осмотру и
проверке. Мегаомметром измеряют
(^противление изоляции якоря, а с
помощью моста — активное сопро-
тивление обмотки. В холодном со-
стоянии сопротивление изоляции
316
якоря должно быть не менее 5 МОм.
Активное сопротивление обмоток
якоря вспомогательных машин не
должно отклоняться от номиналь-
ного значения, указанного в черте-
же или правилах ремонта, более
чем на ±10%.
Осматривают передний конус
якоря. При наличии прожогов, тре-
щин, а также сдвига и ослабления
баидажа на переднем конусе кол-
лектора дефектный бандаж заме-
няют. Новый бандаж накладывают
из стеклобандажной леиты или стек-
лянной ленты марки ЛЭС с. утяж-
кой и промазкой каждого слоя
ленты эмалью. После укладки- бан-
даж «утюжат» горячим валиком или
электропаяльником и затем покры-
вают эмалью ГФ-92-ХК или НЦ-929.
При необходимости перед укладкой
бандажа восстанавливают подбан-
дажную изоляцию.
Проверяют крепление обмоток и
состояние изоляции якоря. Обсту-
кивают клинья и бандажи якоря.
Вибрация клиньев или бандажей
свидетельствует об их ослаблении.
Ослабшие бандажи и клинья сни-
мают и заменяют новыми. Новые
бандажи укладывают, строго конт-
ролируя натяжение проволоки или
стеклобандажиой |ленты, число вит-
ков. После установки стальные
бандажи пропаивают; Бандажи обя-'
зательно пропаивают также в слу-
чаях обнаружения дефектов. , в
паяных соединениях или следов
окисления на крепежных скобах.
Методом падения напряжения
проверяют наличие витковых замы-
каний и качество пайки обмотки в
коллекторе. При выплавлении при-
поя из петушков коллектора и на-
личии следов повышенного их иа;
грева осуществляют пропайку об;
мотки в петушках коллектора. Пр#
этом применяют олово или. оловя?
нистый припой в соответствии с
чертежами на конкретные электри-
ческие машины.
При наличии иа торцовой по-
верхности петушков коллектора
подгаров, оплавлений поврежден-
ные поверхности тщательно очи-
щают напильником. Проточка тор-
цовой (поверхности коллектора за-
прещена.
Осматривают коллектор. Изме-
ряют диаметр рабочей части кол-
лектора, износ, а также глубину
продорожки межламельной изоля-
ции. Межламельную изоляцию кол-
лектора продороживают, а его ра-
бочую поверхность протачивают до
устранения износа. Обстукиванием
проверяют плотность установки кол-
лекторных болтов или коллекторной
гайки. Ослабшие коллекторные
болты или гайки подтягивают,
предварительно нагрев якорь до
температуры 90°C. Подтяжку счи-
тают законченной, если при обсту-
кивании болтов отсутствует их ви-
брация.
Минимальный допустимый раз-
мер диаметра рабочей поверхности
коллектора при выпуске электро-
двигателей вентиляторов из депов-
ского ремонта установлен для дви-
гателей НБ-403 (ДК-403), НБ-430,
2А-3432/4 и ТЛ-110М соответствен-
но не менее 290, 370, 375 и 370 мм.
Вспомогательные электрические
машины отдельных типов (ДК-405
последнего выпуска, НБ-110, НБ-
101, ЭТВ-20 и др.) имеют коллек-
торы, выполненные с пластмассо-
вой корпусной изоляцией (пресс-
масса АГ-4В, АГ-4С и др.).
Применение в электрических ма-
шинах коллекторов на пластмассо-
вом корпусе взамен коллекторов
традиционной конструкции вызвано
тем, что они более технологичны в
изготовлении, требуют меньшей
трудоемкости, а также меньших за-
трат конструкционных цветных и
черных металлов, исключают необ-
ходимость применения дефицитной
слюдяной изоляции (формовочного
миканита) на изготовление манжет
и цилиндров. Существенной особен-
ностью конструкции этих коллекто-
ров является то, что в них не пре-
дусматривается элементов, компен-
сирующих температурные деформа-
ции, появляющиеся в коллекторе в
условиях рабочих нагрузок. Поэто-
му коллекторы на пластмассовом
корпусе, как правило, применяют в
электрических машинах электрово-
зов, имеющих небольшую мощность
и небольшую температуру нагрева
коллекторов в эксплуатации.
Характерными дефектами кол-
лекторов на пластмассовом корпусе
являются трещины в пластмассе,
поджоги на ее поверхности. Наибо-
лее опасны трещины и поджоги на
изоляционном конусе у торца кол-
лекторных пластин, так как попада-
ющие в них пыль, влага, смазка и
другие загрязнения создают токо-
проводящие «дорожки» и способст-
вуют возникновению замыканий меж-
ду коллекторными пластинами. По-
этому при осмотре таких коллекто-
ров особое внимание обращают иа
состояние их изоляционных поверх-
ностей. Обнаруженные трещины, под-
жоги и другие повреждения устра-
няют. Дефектные поверхности вос-
станавливают в следующем порядке.
Поврежденное место на глубину
повреждения или иа глубину тре-
щины зачищают напильником, обез-
жиривают ветошью, смоченной в
ацетоне, высушивают на воздухе в
течение 10—15 мин, заполняют с
помощью шпателя специальной
композицией; после полимеризации
композиции зашпатлеваниое место
зачищают до получения ровной по-
верхности, затем покрывают дуго-
стойкой эмалью. Шпатлевочную
композицию приготовляют на осно-
ве эпоксидной смолы ЭД-20
(100 мг), в которую добавляют от-
вердитель — полнэтиленполиамин
(10—15 гмг) и аэросил (3—5 мг).
Полимеризация шпатлевочной ком-
позиции после нанесения осуществ-
ляется воздушной сушкой в течение
24 ч (при 18—20°C).
Осматривают и проверяют об-
стукиванием вентилятор. При обна-
ружении трещин в теле вентилято-
ра, а также при ослаблении его по-
садки вентилятор снимают и устра-
няют выявленные дефекты. Внут-
ренние кольца подшипников, не
снятые с валов, а также шейки ва-
ла под роликовые подшипники и
упорные втулки, если они спрессо-
317
ваиы, проверяют магнитным де-
фектоскопом. Шейки вала (если
кольца сняты) замеряют и при не-
обходимости восстанавливают в со-
ответствии с нормами допусков и
изиосов.
Изношенные шейки валов вос-
станавливают установкой переход-
ных втулок или вибродуговой на-
плавкой. Снятие и установку роли-
ковых колец осуществляют с помо-
щью индукционных нагревателей.
Резьбу на валах проверяют ка-
либром установленной степени точ-
ности. Поврежденную резьбу вос-
станавливают иа номинальный раз-
мер: для этого дефектную резьбу
срезают, наружную поверхность ва-
ла (или отверстия) наплавляют,
затем обтачивают до номинального
размера (или просверливают отвер-
стие) и нарезают резьбу. Разреша-
ется поврежденные резьбовые от-
верстия, расположенные не в центг
ре вала, заделывать специальными
винтами и нарезать новые отвер-
стия, располагая их под углом 60
или 90° относительно осей повреж-
денных отверстий. Поверхность го-
ловок винтов должна быть запод-
лицо с торцовой поверхностью вала.
Края головок винтов раскернивают
не менее, чем в четырех точках.
Разрешается при повреждениях
резьбы иа валах нарезать резьбу
ремонтного размера. Для отремон-
тированных валов, у которых резь-
ба имеет один из ремонтных разме-
ров, изготовляют соответствующие
крепежные детали с резьбой этого
же ремонтного размера.
Восстанавливают защитную изо-
ляционную пленку обмотки якорей
вспомогательных машин. Обмотку
якоря просушивают в печи при тем-
пературе НО—130°C в течение 6—
10 ч, а затем после остывания яко-
ря до температуры 60—70 °C по-
крывают эмалью ГФ-92-ГС. Якоря
электродвигателей, изготовленные
с применением изоляционных мате-
риалов класса нагревостойкости А,
сушат при температуре, не превы-
шающей 120 °C. В случаях когда
иагревостойкость изоляции соответ-
318
ствует классу В или F, рекоменду-
ется применение эмали ЭП-91 с
сушкой якоря после нанесения эма-
ли при температуре 150—160 °C.
Монтаж электродвигателей вен-
тиляторов. Отремонтированные де-
тали и узлы электродвигателя по-
дают на участок сборки. Монтаж
вспомогательных машин выполня-
ют на кантователях. В подшипнико-
вые щиты запрессовывают якорные
подшипники, предварительно прове-
рив их радиальный зазор с внут-
ренним кольцом в свободном со-
стоянии. Подбирают к ним внутрен-
нюю и наружную крышки и другие
детали. На подшипниковые щиты там,
где это предусмотрено конструкци-
ей, устанавливают траверсу. Остов
ставят на кантователь и осуществ-
ляют монтаж узлов и деталей элек-
тродвигателя. Сначала запрессовы-
вают в остов подшипниковый щит
(с траверсой) со стороны коллек-
тора, далее устанавливают якорь и
запрессовывают второй подшипни-
ковый щит. Камеры подшипниковых
щитов и их крышек в соответствии
с чертежом заполняют смазкой.
Крышки подшипниковых щитов,
стопорные кольца роликовых (под-
шипников, где оии предусмотрены
конструкцией, а также остальные
детали двигателя устанавливают в
последовательности, обратной той,
которая была принята при разбор-
ке электродвигателя. В собранном
двигателе щупом проверяют ради-
альные зазоры подшипников (при
снятых наружных крышках и сто-
порных кольцах), замеряют осевой
разбег якоря, проверяют биение
коллектора, зазоры между полюса-
ми и якорем. Контролируют пра-
вильность установки щеткодержате-
лей на коллекторе.
Разборку, ремонт и сборку ге-
нераторов управления выполняют в
том же порядке, что и разборку,
ремонт и сборку электродвигателей
вентиляторов. Отремонтированный
якорь генератора управления
НБ-100 (или ДК-405) напрессовы-
вают иа вал мотор-вентилятора
ТЛ-110 (или НБ-430). Устанавлива-
ют отремонтированный остов гене-
ратора и закрепляют его болтами
к подшипниковому щиту мотор-вен-
тилятора.
Генераторы управления электро-
возов ЧС2 соединяют с мотор-вен-
тилятором клиноременной переда-
чей, устанавливают кожух.
Ремонт электродвигателей ком-
прессоров. Для подачи сжатого воз-
духа иа электровозе постоянного
тока служат два поршневых двух-
ступенчатых компрессора. Привод
компрессоров осуществляется спе-
циальными электродвигателями
ДК-404А (иа электровозе ВЛ22М),
НБ-404А, НБ-431А, (ВЛ8, ВЛ 23),
НБ-431, НБ-431А, ТЛ-122 (ВЛ10,
ВЛ10у, ВЛ11), НБ-100 (ВЛ82),
НБ-431М (ВЛ82М), А3432/4 (ЧС2),
9А-3432/4 (ЧС2Т). Установленные
на электровозах ВЛ 10, ВЛ10у,
ВЛ 11 электродвигатели НБ-431
(всех индексов) и ТЛ-122 по техни-
ческим характеристикам и устано-
вочно присоединительным и габа-
ритным размерам взаимозаменя-
емы. 'Однако в электродвигателях
ТЛ-122 в отличие от электродвига-
телей НБ-431А и НБ-431П примене-
на изоляция класса нагревостойко-
сти F и введены другие конструк-
тивные изменения, что позволило
повысить их мощность до 25 кВт
вместо 20,4—21 кВт.
Электродвигатели НБ-431М, ус-
тановленные иа электровозах
ВЛ28М, не могут быть заменены
электродвигателями НБ-431 других
индексов. Это объясняется тем, что
на электровозах ВЛ82М электродви-
гатели компрессоров работают иа
пульсирующем напряжении и в
связи с этим в конструкцию их
магнитной системы, щеточный аппа-
рат и другие узлы внесены сущест-
венные изменения. С учетом этих
конструктивных изменений электро-
двигателю был присвоен новый ин-
декс НБ-431М.
Основные особенности электро-
двигателей НБ-431М по сравнению
с электродвигателями НБ-431А: их
полюсы главные и добавочные вы-
полнены в виде моноблоков на изо-
ляции «Монолит-2»; из конструкции
главных полюсов исключены рамки-
флаицы; в сердечниках добавочных
полюсов применен наконечник ши-
риной 36 мм (вместо 27 мм иа
электродвигателях НБ-431 А); изме-
нены зазоры в цепи добавочных по-
люсов (приняты зазоры 6 мм от
якоря и 2imm от остова); крепление
добавочных полюсов к остову осу-
ществлено латунными болтами;
применены новые щеткодержатели,
щетка разрезной конструкции раз-
мером '2X10X25 мм; изменена схе-
ма соединения полюсных катушек;
внесены и другие отдельные изме-
нения. Указанные конструктивные
особенности электродвигателей НБ-
431 различных индексов, а также
электродвигателей ТЛ-122 требуют
повышенного внимания к ним и уче-
та этих конструктивных особен-
ностей при необходимости замены
этих электродвигателей иа элек-
тровозах.
Конструкция и технология изго-
товления основных узлов электро-
двигателей компрессоров мало от-
личаются от конструкции и техно-
логии изготовления соответствую-
щих узлов электродвигателей вен-
тиляторов. Многие узлы и детали
электродвигателей взаимозаменяе-
мы. Поэтому разборку, ремонт и
монтаж электродвигателей комп-
рессоров осуществляют в той же
последовательности и с примене-
нием тех же (илн аналогичных)
приспособлений, как и при ремонте
электродвигателей вентиляторов.
Для предотвращения выхода из
строя в эксплуатации пружинных
пакетов, муфты, соединяющей валы
электродвигателя и компрессора,
перед сборкой электродвигателя с
компрессором их валы обязательно
центрируют.
Ремонт преобразователей и мо-
тор-генераторов. На отечественных
электровозах с рекуперативным
торможением установлены преобра-
зователи следующих типов: на элек-
тровозах 'ВЛ8 два преобразователя
НБ-429А, ща электровозах ВЛ 10
два преобразователя НБ-436М или
319
НБ-436В (на электровозах ВЛ 10
первых выпусков преобразователи
ТЛ-113 и НБ-436), на электровозах
ВЛ22М — один преобразователь
Д К-401 или ДК-401 В.
Преобразователи представляют
собой агрегаты, у которых на одном
валу и в одном остове смонтирова-
ны четырехполюсный высоковольт-
ный электродвигатель, получающий
питание от контактной сети, и ше-
стиполюсный низковольтный гене-
ратор, от которого питаются обмот-
ки возбуждения тяговых двигателей
при рекуперативном торможении.
Для охлаждения Обмоток двига-
теля и генератора на валу преобра-
зователя установлен вентилятор.
На преобразователях НБ-429 и
НБ-436 всех индексов вентилятор
установлен со стороны коллектора
генератора, а на преобразователях
ДК-401 — на средней части вала —
между электродвигателями и гене-
ратором.
В подшипниковых узлах преоб-
разователя применены якорные ро-
ликовые подшипники: со стороны
двигателя (фиксирующий, со сторо-
ны генератора свободный.
Щеточный аппарат как двигате-
ля, так и Тенератора смонтирован
на траверсе. На главных полюсах
как электродвигателя, так и генера-
тора преобразователя размещены
две изолированные друг от друга
обмотки.
При деповском ремонте преоб-
разователи снимают с электровоза,
разбирают, проверяют и ремонти-
руют все узлы. Приемы и техноло-
гические процессы разборки, ремон-
та и сборки преобразователей ана-
логичны тем, которые применяют
на электродвигателях вентиляторов
и компрессоров, так как конструк-
ции узлов двигателя и генератора
преобразователей с точки зрения ил
ремонта Не имеют принципиальных
отличий от конструкций соответ-
ствующих узлов электродвигателей
вентиляторов и компрессоров.
Сборку и разборку преобразова-
телей также производят на канто-
вателях. При ремонте их узлов и
320
деталей применяют технологические
приспособления, инструмент и Конт-
рольные приборы, руководствуясь
при этом чертежами, правилами ре-
монта и установленными для соот-
ветствующих преобразователей нор-
мами допусков и износов.
Преобразователи НБ-429А и
НБ-436 всех индексов имеют оди-
наковые габаритные и установочные
размеры, хотя мощность двигателя
(40,7 кВт) и генератора (30,4 кВт)
преобразователей НБ-436 больше,
чем мощность двигателя (29,5 кВт)
и генератора (22,2 кВт) преобразо-
вателей НБ-429А.
Для того чтобы повысить на-
дежность работы электровозов
ВЛ8 в рекуперативном режиме, це-
лесообразно устанавливать иа эти
электровозы взамен преобразовате-
лей НБ-429А преобразователи
НБ-436 любого индекса. Установка
преобразователей НБ-429 на элек-
тровозы -ВЛ10, ВЛ 10* и ВЛП не-
допустима.
40. Капитальный ремонт
вспомогательных электрических
машин я депо
Для удовлетворения потребно-
стей железных дорог во вспомога-
тельных электрических машинах,
увеличения их исправного техноло-
гического запаса по специальному
указанию МПС в депо ряда дорог
организован капитальный . ремонт
электродвигателей НБ-430 и НБ-431.
В связи с тем что локомотивные
депо ие имеют полностью оснащен-
ных цехов для изготовления новых
якорных и полюсных обмоток, а
также других запасных частей, по-
ставка их дорогам производится
ремонтными заводами. Капиталь-
ный ремонт электрических машин
осуществляется в соответствии с
правилами ремонта электрических
машин и технологической инструк-
цией ТИ-485, разработанной ПКБ
ЦТ «Капитальный ремонт электро-
двигателей НБ-430 и НБ-431» в ус-
ловиях локомотивных депо. При ка-
Рис. 179. Кантователь вспомогательных электрических машин:
а — электродвигатель НБ-431 в горизонтальном положении; б — то же в вертикальном положения;
/ — электродвигатель; 2 — кантователь; 3 — стол кантователя
питальном ремонте вспомогатель-
ных электрических машин лостоян-
иого тока НБ-431, НБ-430 в усло-
виях депо выполняют следующие
работы:
разборку и сборку электриче-
ских машин со съемом, ремонтом
(или заменой) всех полюсных кату-
шек;
ремонт остовов с расточкой (при
необходимости) или восстановле-
нием изношенных более нормы гор-
ловин под подшипниковые щиты,
исправлением дефектных резьбовых
и проходных отверстий;
ремонт или замену (при необхо-
димости) сердечников полюсов, под-
шипниковых щитов, крышек люков,
сеток, крепежных и других деталей;
ремонт траверс, изоляционных
пальцев, щеткодержателей с раз-
боркой и заменой негодных дета-
лей, установкой при необходимости
новых щеткодержателей;
разборку подшипниковых узлов
с установкой новых или отремонти-
рованных якорных подшипников;
ремонт якорей с заменой якор-
ных обмоток, подбандажной н па-
зовой изоляции, изоляции лобовых
частей, с двукратной пропиткой
якорей и покрытием их электроизо-
ляционной эмалью, со снятием и
заменой при необходимости втулок,
колец, гаек и других деталей, уста-
навливаемых на валы якорей; ба-
лансировку якорей;
испытание электрических машин
на стенде и их окраску.
П Зак. 1613
Если по техническому состоянию
электрической машины требуется
замена коллектора, вала, сердечни-
ка якоря, нажимной шайбы, то в
условиях депо их капитальный ре-
монт не производят, такие машины
подлежат отправке на ремонтный
завод.
Разборку электродвигателей при
их капитальном ремонте в условиях
депо выполняют на тех же кантова-
телях, которые используются при
их деповском ремонте (рис. 179).
Демонтаж подшипниковых щитов и
якоря ведут при вертикальном по-
ложении электродвигателя. После
разборки электродвигателя присту-
пают к ремонту его основных узлов
и деталей.
Ремонт остова. Остов разби-
рают. Разизолируют межкатушеч-
ные соединения, очищают их от
изоляционной замазки, наконечники
разъединяют. Отворачивают болты
(гайки) крепления главных и доба-
вочных полюсов, снимают полюсы,
проверяют наличие и исправность
диамагнитных прокладок, установ-
ленных на сердечниках добавочных
полюсов, снимают их. На пневмо-
гидравлическом прессе выпрессовы-
вают полюсные сердечники, сни-
мают фланцы. Остовы, подшипнико-
вые щиты, сердечники полюсов,
фланцы и другие детали из черных
металлов очищают в моечной ма-
шине или выварочной ванне; дета-
ли из цветных металлов и узлы,
имеющие изоляцию, протирают
321
салфетками, смоченными в бензи-
не. После очистки все узлы и дета-
ли проверяют: выявляют трещины,
износы посадочных поверхностей,
резьбовых и проходных отверстий.
Ремонт узлов и деталей осу-
ществляют с использованием тех же
приспособлений и технологических
операций, которые применяются при
деповском ремонте. Размеры узлов
и деталей после их ремонта долж-
ны соответствовать нормам допус-
ков и износов, указанным в прави-
лах ремонта. После окончания ре-
монта остова осуществляют сборку
его магнитной системы. Новые по-
люсные катушки, полученные от
ремонтных заводов, устанавливают
на электродвигатели комплектно.
На электродвигателях НБ-431М
полюсные системы изготовлены иа
изоляции «Монолит-2» и выполнены
в виде моноблоков; после проверки
и ремонта моноблоки устанавли-
вают в остов комплектно. Установ-
ка в одни остов полюсов моноблоч-
ной и немоиоблочной конструкций
недопустима. При подготовке комп-
лектов магнитной системы на каж-
дый остов катушки подбирают со-
ответственно номерам полюсов,
обеспечивая в дальнейшем правиль-
ность их установки и соединения в
соответствии с электрической схе-
мой электродвигателя. Сборку глав-
ных и добавочных НЪлюсов осу-
ществляют по действующим черте-
жам. В окно катушки главного или
добавочного полюса устанавливают
фланец, а затем иа пневмогидрав-
лическом прессе запрессовывают
сердечник, ие допуская ударов и
перекосов.
Собранные полюсы падают к от-
ремонтированному и установленно-
му на кантователе остову. Ввора-
чивают в сердечники главных полю-
сов шпильки и с их помощью ук-
репляют в остове главные, а шотом
болтами добавочные полюсы. Меж-
ду добавочным полюсом и остовом
обязательно ставят диамагнитные
прокладки из материала Д16АМ.
Толщина диамагнитных прокладок
на электродвигателях НБ-431 А и
НБ-431 П составляет 1 мм, на элек-
тродвигателях НБ-431М —2 мм, на
электродвигателях НБ-4Э0А —
2,5 мм. Под головки полюсных бол-
тов или гаек обязательно подкла-
дывают пружинные шайбы на
электродвигателях всех указанных
типов.
После установки в остов и за-
крепления полюсов проверяют меж-
витковую изоляцию каждой полюс-
ной катушки. Проверку производят
импульсным напряжением 1,2 кВ в
течение 15—20 с, а затем (при по-
ложительных результатах испыта-
ний) полюсные катушки соединяют
в соответствии со схемой (рис. 180).
Рис. 180. Электрические схемы соединения полюсов электродвигателей НБ-431,
НБ-431А (а) и НБ-431М, НБ-431П (б)
322
Соединение жестких выводов
полюсных катушек моноблочных
конструкций электродвигателей
НБ-431М осуществляют соедини-
тельными проводами ППСТ пло-
щадью сечеиия 6 мм2. Наконечни-
ки выводных проводов соединяют
друг с другом двумя винтами,
вворачиваемыми в накладку; под
головки винтов устанавливают
пружинные шайбы, обеспечивая на-
дежный контакт соединения. После
закрепления винтов на межкату-
шечное соединение накладывают
один слой в полуперекрышу стекло-
ленты; пустоты и неровности за-
полняют изоляционной замазкой
ЗЭПТ, потом вполуперекрышу на-
кладывают один слой ленты ЛЭС
0,2x20 мм, шесть слоев стеклолако-
ткани ЛСБ 0,2x30 мм и еще два
слоя ленты ЛЭС. Закрепляют изо-
ляцию шнуром марки ПКФ 2,2 мм,
пропитанным в лаке БТ-987. В от-
верстия остова, предназначенные
для выводных проводов, для пре-
дотвращения их перетирания уста-
навливают резиновые втулки.
После закрепления полюсов
проверяют правильность их расста-
новки: измеряют расстояния между
сердечниками диаметрально про-
тивоположных главных полюсов, за-
тем добавочных (по осям полюсов),
а также расстояния между нако-
нечниками полюсов, проверяют их
соответствие чертежам и правилам
ремонта.
В соответствии со схемой элек-
тродвигателей определяют поляр-
ность катушек полюсов. Для этого
используют компас. Цепь полюсных
катушек (главных, добавочных)
подключают на напряжение 6—8 В
(от аккумуляторной батареи) и,
поднося к полюсам компас, по на-
правлению стрелки компаса опре-
деляют нх полярность.
Измеряют сопротивление обмо-
ток полюсов, которое должно соот-
ветствовать установленным нормам,
а затем испытывают электрическую
прочность их изоляции относитель-
но корпуса.
11*
Рис. 181. Оправка для калибровки шлицев
коллекторных пластин
Отремонтированный и испытан-
ный остов передают на участок
сборки электродвигателей.
Ремонт якоря. С вала якоря
спрессовывают с помощью индук-
ционного нагревателя втулки, а
также кольца роликовых подшип-
ников. Якорь устанавливают на
токарный станок и отрезают резцом
на расстоянии 10—15 мм от петуш-
ков коллектора проводники обмот-
ки; разрезают стеклобандажи. За-
тем якорь помещают на стойку с
вращающимися роликами, освобож-
дают его от старой обмотки и очи-
щают сердечник от остатков изоля-
ции и лакокрасочных покрытий.
Пазы сердечника протирают смо-
ченными в бензине салфетками и
проверяют калибром. Из шлицев
петушков коллекторных пластин
после их нагрева извлекают остат-
ки проводников снятой обмотки и
медные 'клинья.
Нагрев осуществляют индук-
ционным нагревателем или дуго-
вым паяльником. При помощи спе-
циальной оправки, изготовленной
из стали У7 и термообработанной,
выполняют калибровку шлицев
(рис. 181). Измеряют диаметр кол-
лектора, проверяют прочность за-
тяжки его пластин (убеждаются в
отсутствии «распушения» пластин)
и посадки 'корпуса коллектора на
валу электродвигателя. Обращают
внимание на состояние нажимных
шайб якоря, вала. Шейки вала
проверяют магнитным дефектоско-
пом, конус вала — калибром по
323
краске. Площадь прилегания ка-
либра по краске должна быть не
менее 65%, при этом краска долж-
на распределяться по поверхности
конуса равномерно. Проверяют шпо-
ночные канавки, зачищают их от
заусенцев и забоии. При износах
шпоночной канавки сверх установ-
ленных норм ее заплавляют, а за-
тем обрабатывают до номинальных
размеров в соответствии с черте-
жом.
Восстанавливают поврежденную
резьбу. Измеряют и при необходи-
мости восстанавливают шейки ва-
лов в соответствии с правилами ре-
монта. У электродвигателей НБ-
430А проверяют состояние вентиля-
тора и плотность его посадки на
валу. Ослабшие вентиляторы, а
также вентиляторы, имеющие тре-
щины, снимают и заменяют исправ-
ными. Посадку вентилятора осу-
ществляют после нагрева его сту-
пицы до температуры 120—150 °C,
обеспечивая установленный натяг.
После ремонта сердечник якоря
продувают сжатым воздухом давле-
нием 0,2—0,3 МПа (2—3 кгс/см2),
покрывают с помощью пульвериза-
тора лаком БТ-99, просушивают в
печи при температуре 105—ПО °C в
течение 1 ч.
После выгрузки из печи и осты-
вания якорь подготавливают под
укладку обмотки. Его размечают в
соответствии со схемой обмотки.
Электродвигатели НБ-430А и
НБ-431 (всех индексов) имеют вол-
новую обмотку, при укладке кото-
рой необходимо соблюдать шаг по
пазам 1-13, шаг по коллектору
1-172. Укладку обмотки якоря вы-
полняют согласно технологической
инструкции ТИ-485, а также в соот-
ветствии с чертежом и схемой сое-
динения проводников якорных ка-
тушек с коллекторными пластина-
ми. При этом следят за тем, чтобы
катушки в пазах сердечника и ло-
бовых частях укладывались плот-
но, без перегибов проводников у
входа в шлицы коллекторных пла-
стин, точно соблюдая размеры вы-
летов лобовых частей обмотки.
324
После укладки обмотку осажи-
вают в пазовой и лобовых частях.
Осадку выполняют на бандажиро-
вочном станке укладкой с установ-
ленным натяжением временного
стеклобаидажа после 'предваритель-
ного подогрева якоря в печи. После
осадки обмотки и укладки концов
проводников верхнего слоя обмотки
в шлицы петушков коллектора
(проводники нижнего слоя уклады-
вают в шлицы в процессе укладки
в пазы нижних сторон катушек)
обрезают выступающие из шлицев
концы проводников, а затем пропа-
ивают петушки. Проверив качество
пайки обмотки в петушках коллек-
тора (методом падения напряже-
ния), якорь устанавливают на ста-
нок для укладки постоянного стек-
лобандажа. Усилие натяжения стек-
лобандажной ленты и число витков
стеклобаидажа должны соответст-
вовать требованиям чертежа. Для
бандажировки якорей электродви-
гателей НБ-430А и НБ-431 (всех
индексов) применяют стеклобан-
дажную ленту ЛСБ-F размером
0,3x20 мм.
Укладку стеклобаидажа начина-
ют с передней лобовой части, посте-
пенно переходя на пазовую, а затем
на заднюю лобовую часть якоря.
После окончания бандажировки ко-
нец стеклобандажной ленты загла-
живают паяльником при температу-
ре 180—200°C. Якорь осматривают,
проверяют качество укладки стек-
лобандажа, состояние чехла в зад-
ней лобовой части и при отсутст-
вии дефектов передают в сушиль-
но-пропиточное отделение для про-
питки его изоляции изоляционным
лаком и покрытия электроизоляци-
онной эмалью. Пропитку осуществ-
ляют 2 раза окунанием. В депо, где
имеется специальное оборудование,
первую пропитку проводят вакуум-
нагнетательным способом.
Режимы пропитки якорей, по-
крытия их электроизоляционной
эмалью, а также сушки после про-
питки и покрытия эмалью строго
выдерживают в соответствии с тех-
нологической инструкцией по про-
питке изоляции обмоток тяговых и
вспомогательных электрических ма-
шин локомотивов и электропоездов
в деповских условиях КЛ-143-2;
марки лака и эмали -применяют
те, которые указаны в чертежах.
Качество пропитки, покрытия
эмалью и сушки изоляции якоря
проверяют измерением сопротивле-
ния его изоляции. Сопротивление
изоляции якоря электродвигателей
НБ-430 и НБ-431 -при температуре
100—110°С должно быть не менее
1 МОм. При выгрузке якоря из пе-
чи подтягивают коллекторные бол-
ты. После пропитки и покрытия
якоря электроизоляционной эмалью
его устанавливают на станок для
обработки коллектора — обточки,
продорожки, шлифовки и полиров-
ки. Методы и приспособления, при-
меняемые для обработки коллекто-
ров, используют те же, которые при-
меняются при деповском ремонте
электрических машин.
Все якоря вспомогательных ма-
шин балансируют. Остаточная не
уравновешенность каждой стороны
якоря электродвигателей НБ-430 и
НБ-431 (всех индексов) допускает-
ся не более 100 г-см.
После полного укомплектования
якоря всеми деталями (напрессовки
втулок, внутренних колец якорных
подшипников), проверки его витко-
вой и корпусной изоляции его пере-
дают на участок сборки электродви-
гателей.
На этот участок поступают так-
же отремонтированные подшипни-
ковые -щиты, траверсы и все осталь-
ные узлы и детали электродвигате-
лей. Методы ремонта этих узлов и
деталей, а также монтажа электро-
двигателей аналогичны методам ре-
монта и монтажа этих узлов и де-
талей, которые применяются при
их деповском ремонте.
41. Испытания электрических
машин
В процессе ремонта и сборки
отдельных узлов электрических ма-
шин проводят измерения, проверку
и испытания их отдельных частей.
После ремонта и монтажа всех уз-
лов и деталей каждая электриче-
ская машина проходит приемо-сда-
точные испытания.
Приемо-сдаточные испытания
предназначены для проверки техни-
ческих характеристик электриче-
ской машины, качества ее ремонта,
пригодности для эксплуатации, а
также соответствия требованиям
правил ремонта. Их проводят на
испытательных станциях локомо-
тивных депо, оснащенных специ-
альными стендами, оборудованием
и приборами, необходимыми для
квалифицированного проведения
полного комплекса испытаний. Ре-
зультаты испытаний фиксируют в
специальном журнале с последую-
щим занесением их в паспорт со-
ответствующей электрической ма-
шины.
Типовая испытательная станция
депо имеет стенды для испытания
тяговых двигателей и вспомогатель-
ных электрических машин, а также
стенд для обкатки тяговых двига-
телей с колесной парой и для ис-
пытания аппаратуры.
Для проведения испытаний элек-
трических машин всех типов тяго-
вых двигателей и вспомогательных
машин электровозов постоянного
тока филиалом Проектио-конструк-
торского бюро ЦТ МПС (г. Тор-
жок) разработан проект типовой
испытательной станции А-1324.
Опытный образец такой станции
установлен в депо Ленинакан За-
кавказской дороги.
Технические характеристики ис-
пытательной станции А-1324 следу-
ющие:
Цепь электрического
питания ............ 3X380 В с нуле-
вым проводом
Напряжение постоян-
ного тока в силовой це-
пи тяговых двигате-
лей, В.............. 2000
Напряжение цепи уп-
равления переменного
тока, В . , 220
325
Давление в пневмати-
ческой системе питания
контакторов, МПа
(кгс/см2) ..............
Тип двигателя, приме-
ненного в качестве ли-
нейного генератора (ЛГ)
Тип генератора в
вольтодобавочной ма-
шине (ВДМ)
Привод агрегата Л Г и
ВДМ . , .
Тип электродвигате-
ля моторвенгилятора . .
Тип вентилятора . .
0,5 (5)
НБ-406 (525 кВт,
1500 В, 380 А)
П141-6К
(300 кВт,
400 В, 652 А)
АК 335М-6
(200 кВт,
330 В, 375 А)
АО2-61-4
(13 кВт, 380 В)
Ц 13-50
Принципиальная схема испыта-
ний тяговых двигателей показана
на рис. 182.
Большое распространение в де-
по имеют испытательные станции,
построенные ранее по проекту
ПКБ А97 и модернизированные на
повышенную мощность. Испытания
тяговых двигателей на указанных
станциях А'1324 и А9^ проводят по
методу возвратной работы. Сущ-
ность этого метода заключается в
том, что на стенд устанавливают
одновременно два подлежащих ис-
пытаниям однотипных тяговых дви-
гателя, один из которых во время
испытаний работает в режиме дви-
гателя, другой — в режиме генера-
тора. Генератор приводится во вра-
щение испытываемым двигателем.
Рис, 182. Принципиальная электрическая
схема испытаний тяговых двигателей:
М н /' ~ испытываемые тяговые двигатели, рабо
тающие р режиме двигателя (-М) и генератора
(Г); ЛГ — линейный генератор; BUM - вольто-
добавочная машина; М/ - электродвигатель при-
отдавая при этом вырабатываемую
энергию. Электрические и механи-
ческие потери, возникающие при ис-
пытаниях, компенсируются специ-
альными электрическими машина-
ми — вольтодобавочной и линейным
генератором.
Каждый из испытуемых тяговых
двигателей может работать в режи-
ме двигателя или в режиме гене-
ратора, переключение на соответ-
ствующий режим работы осуществ-
ляется специальными контактора-
ми. Оборудование испытательной
станции предусматривает охлажде-
ние испытуемых тяговых двигате-
лей необходимым количеством вен-
тилирующего воздуха. Испытыва-
емые тяговые двигатели соединяют
друг с другом втулочно-пальцевой
муфтой, которую во время работы
закрывают ограждением. Управле-
ние режимами испытаний и кон-
троль параметров при проведении
испытаний осуществляют с пульта.
Перед установкой на стенд на
валах испытываемых двигателей
(со стороны, противоположной кол-
лектору) устанавливают полумуф-
ты и закрепляют их гайками. Затем
на стенде размещают двигатели
так. чтобы зазор между втулками
полумуфт находился в пределах
75—85 мм. Очень важной операци-
ей при подготовке двигателей к ис-
пытаниям является центровка их
валов. Ее выполняют с помощью
регулировочных клиньев, уложен-
ных на опорные поверхности стоек
суппортов стенда. Двигатели сбли-
жают так. чтобы зазор между полу-
муфтами составлял 5—18 мм. За-
тем их закрепляют стопорными бол-
тами и закрывают кожухом. К вен-
тиляционным люкам присоединяют
вентиляционные патрубки; выводы
тягового двигателя Я, ЯЯ, К, КК
присоединяют к соответствующим
зажимам колонок выводов. Датчик
тахометра на специальной крышке
устанавливают на валу испытыва-
емого двигателя.
Дальнейшее совершенствование
испытательных станций будет осу-
ществляться применением в их схе-
мах статических преобразователей
взамен вращающихся машинных,
которые позволяют значительно
снизить шум на испытательных
станциях, улучшить условия труда
испытателей и обслуживающего
персонала, повысить культуру испы-
таний. В электродепо Карасук, Чи-
та и других, эксплуатирующих элек-
тровозы переменного тока, такие
испытательные станции уже рабо-
тают. Быстрому их внедрению спо-
собствовало то, что в этих испыта-
тельных станциях использовано обо-
рудование электровозов переменно-
го тока.
В ближайшем будущем для со-
вершенствования методов испыта-
ний на действующих испытательных
станциях будут внедрять объектив-
ные методы контроля с использова-
нием цифропечатающих устройств
для регистрации и записи резуль-
татов испытаний, а также приме-
нять новые приборы повышенной
точности. На испытательных стан-
циях депо Георгиу-Деж, Курган,
Златоуст уже внедрена разработан-
ная ВНИИЖТом и ПКБ ЦТ специ-
альная измерительная система
(проект А-1950), которая состоит
из комплекта цифровых приборов
класса точности 02 и обеспечивает
измерение и регистрацию на циф-
ропечатающем устройстве напряже-
ния, тока якоря и возбуждения, ча-
стоты вращения и класса коммута-
ции тяговых двигателей при их при-
емо-сдаточных испытаниях. Прин-
ципиальная схема включения циф-
ровых приборов и цифропечатаю-
щего устройства на испытательной
станции показана на рис. 183.
Главным преимуществом исполь-
зования на испытательных стендах
цифровых приборов с цифропечата-
ющими устройствами является то,
что они позволяют замерять основ-
ные параметры электрических ма-
шин (ток, напряжение, частоту вра-
щения и др.) в соответствующих ис*
питательных режимах и автомати-
чески записывать эти параметры
при каждом режиме испытаний на
цифропечатающих устройствах,
обеспечивая одновременность и точ-
Рис. 183. Принципиальная схема подклю-
чения цифровых приборов и цифропечата-
ющего устройства на испытательной стан-
ции:
ЛГ — линейный генератор; ВДМ — вольтодобавоч
ная машина; М, Г — испытываемые тяговые двн
гатели; ЦПУ - цифропечатающее устройство; / —
датчик коммутации; 2 — датчик оборотов; 3 -
цифровые регистрирующие приборы; 4 — пульт уп
равления; 5 — источник питания
ность измерения всех параметров.'
При этом достигаются высокая до-
стоверность результатов испытаний,
объективность их оценки, облегча-
ется труд испытателей, повышается
культура проведения испытаний.
Управление измерительной си-
стемой осуществляется дистанцион-
но с пульта управления.
В указанной измерительной си-
стеме применены высокоточные
цифровые вольтметры Щ68003, та-
хометр ТЭСА, цифропечатающее
устройство Щ68000К.
На входы цифровых вольтметров
поступают сигналы напряжения на
измерительных шунтах, пропорци-
онального току якоря, току возбуж-
дения испытываемого двигателя, и
тока, проходящего через добавоч-
ный резистор, пропорционального
напряжению на якоре испытываемо-
го двигателя. Все показания на
вольтметрах выдаются цифрами в со-
ответствующих единицах—вольтах
и амперах. На вход тахометра
ТЭСА поступают импульсы от дат-
чика оборотов и цифровые показа-
ния на тахометре соответствуют ча-
стоте вращения двигателя в оборо-
тах в минуту.
327
С выхода цифровых приборов
сигналы поступают на цифропеча-
тающее устройство и записываются
на бумажной ленте.
Цифровые вольтметры, тахометр
ТЭСА, цифропечатающее устройст-
во, блок коммутации и другие эле-
менты измерительной системы
смонтированы в металлическом
шкафу, который установлен на ис-
пытательной станции. Шкаф имеет
рейку с зажимами для подсоедине-
ния его к сети и датчикам измеря-
емых величин. Монтаж измеритель-
ной системы, ее эксплуатация дол-
жны осуществляться в соответствии
с технической инструкцией ПКБ ЦТ
«Измерительная система испыта-
тельной станции» А-1950.
После сборки электрической ма-
шины перед приемо-сдаточными ис-
пытаниями выполняют:
внешний осмотр электрической
машины, при котором проверяют
укомплектованность машины узла-
ми и деталями, состояние коллекто-
ра, щеточного аппарата и электро-
щеток, подводящих проводов, коро-
бок выводов и других 'Деталей,
прочность крепления щеточных
проводов (шунтиков) к корпусу
щеткодержателей, притирку элек-
трощеток:
проверку норм допусков и изно-
сов для собранной машины с обя-
зательным контролем биения кол-
лектора, зазоров между полюсами
Я якорем, осевого разбега якоря,
расстояния между корпусами щет-
кодержателей и коллектором (от
нижней кромки щеткодержателя до
рабочей поверхности коллектора, от
корпуса щеткодержателя до петуш-
ков коллектора). Убеждаются в
правильности расстановки электро-
щеток на коллекторе, должном ка-
честве ремонта коллектора и чисто-
те обработки его рабочей поверх-
ности, в правильности установки
электрощеток в щеткодержателях и
соответствии норме нажатия на-
жимных устройств щеткодержате-
лей на электрощетки, измеряют со-
противление изоляции;
Г2Я
опробование вращения якоря
проворачиванием его вручную, за-
тем при холостом ходе машины:
для реверсивных машин при вра-
щении якоря в обе стороны не ме-
нее 5 мин в каждую, для неревер-
сивных при вращении якоря в ра-
бочем направлении.
Частоту вращения электрических
мащин при этом испытании уста-
навливают обычно равной частоте
вращения испытуемой машины в ча-
совом режиме, но не более частоты
вращения этой машины в продол-
жительном режиме. При вращении
на холостом ходу осуществляют
окончательную притирку электроще-
ток и проверяют работу якорных
подшипников. Якорные подшипники
электрических машин прослушива-
ют после отключения напряжения.
При прослушивании рекомендуется
применять слуховые аппараты (фо-
нендоскопы) или специальные при-
боры.
В депо Георгиу-Деж испытыва-
ется опытный образец выполненной
РИИЖТом установки, в которой
использован виброакустический ме-
тод проверки подшипников.
Перед приемо-сдаточными испы-
таниями проверяют также правиль-
ность установки электрощеток на
геометрической нейтрали тяговых
двигателей. У двигателей шестипо-
люсного исполнения и у вспомога-
тельных машни, имеющих травер-
су, осуществляют проверку, а при
необходимости регулировку положе-
ния траверсы на нейтрали и закреп-
ление ее в остове и подшипниковом
щите.
Для определения нейтрали тяго-
вого двигателя используют метод,
основанный на наличии трансфор-
маторной связи между обмотками
главных полюсов и якоря. Если
щетки двигателя установлены точно
на нейтрали, то э.д.с. между сосед-
ними щетками равна нулю. Смеше-
ние щеток с нейтрали приводит к
появлению между разнополярными
щетками трансформаторной э.д.с.,
которая возрастает с увеличением
этого смешения.
Для измерения трансформатор-
ной э.д.с. к обмотке якоря (к двум
соседним щеткодержателям) под-
ключают с помощью проводов пло-
щадью сечения 1,5—2,5 мм2 вольт-
метр М-45 (предел измерений ЗВ);
в обмотку возбуждения подают пи-
тание (напряжение 50 В, ток 100—
150 А), затем при мгновенном от-
ключении питания фиксируют от-
клонение стрелки вольтметра и на-
правление ее отклонения. Если
стрелка остановится на нулевой от-
метке или отклонение ее от нуле-
вой отметки минимально, то это оз-
начает, что электрощетки установ-
лены правильно. Замеры трансфор-
маторной э.д.с. выполняют 5—6 раз
при различных положениях якоря.
Якорь при этом поворачивают в од-
ном направлении, чтобы исключить
влияние на показания вольтметра
изменения положения электрощеток
в гнездах щеткодержателей, воз-
можных при изменении направле-
ния вращения якоря.
При проверке положения ней-
трали двигателя используют специ-
альные медно-графитные электро-
щетки, ширина которых в месте
контакта с коллектором составляет
половину ширины коллекторной
пластины. Допускается вместо ука-
занных специальных электрощеток
применение серийных новых элек-
трощеток, не притертых по коллек-
тору.
Если показания прибора свиде-
тельствуют о сдвиге электрощеток
с нейтрали, то необходимо произве-
сти регулировку их положения по-
воротом траверсы в ту или другую
сторону. Поворачивая траверсу на
необходимый угол, тем же индук-
тивным методом находят нейтраль-
ное положение электрощеток. В
этом положении траверсу закрепля-
ют, разжимая ее до отказа раз-
жимным устройством и заворачи-
вая шпильки стопорных устройств
(рис. 184). Надежно закрепив тра-
версу, регулйруют фиксирующее
устройство (рис. 185). Для этого
отворачивают болты 8, крепящие
накладку к траверсе (через под-
Рис. 184. Стопорение и фиксация травер-
сы тягового двигателя НБ-407Б:
/--стопорное устройство; 2 — остов; 3 —фикси-
рующее устройство
кладку 7), сдвигают накладку так,
чтобы фиксатор 4 плотно вошел в
ее паз (зазор между плоскостями
фиксатора и накладки не допуска-
ется). В этом положении теми же
болтами накладку надежно закреп-
ляют и затягивают шпильку фик-
сатора. Проверяют правильность
положения траверсы при несколь-
ких положениях якоря. Если новое
положение траверсы соответствует
установке электрощеток на нейтра-
ли, наносят контрольную риску К
и еще раз убеждаются в прочности
затяжки шпилек стопорных и фик-
сирующего устройств. Размер ще-
ли разжимного устройства должен
быть 3—5 мм.
Целесообразно использовать
для контроля установки электроще-
ток на нейтраль специальное пере-
носное устройство А1938, разрабо-
танное ВНИИЖТом и ПКБ ЦТ.
Принцип работы этого устройства
также основан на наличии транс-
форматорной связи между обмот-
ками главных полюсов и якоря. Пи-
тание обмоток главных полюсов
при испытаниях осуществляют пе-
ременным током от деповской сети
220 В.
Для подсоединения устройства к
испытываемому двигателю исполь-
зуют специальные соединительные
провода П. Один провод служит
для соединения зажимов устройства
Я и ЯЯ с электрощетками противо-
положной полярности; второй про-
вод — для соединения зажимов К
329
Рис. 185. Устройство для фиксации траверсы на нейтрали тягового двигателя НБ-407Б:
1 шпилька; 2 — остов; 3 — болт крепления обоймы; 4 — фиксатор; 5 — обойма; 6 — накладка
с пазом; 7 — подкладка; 8 — болт крепления накладки; 9 — прокладка; 10 траверса; I/ — под-
шипниковый щит
и КК с выводами обмоток возбуж-
дения тягового двигателя.
Поворотами траверсы по показа-
ниям прибора находят нейтральное
положение электрощеток. Для кон-
троля наведенной э.д.с. в обмотке
якоря используют микроамперметр
М-1690А.
Схема устройства А-1938 пока-
зана на рис. 186.
После устранения дефектов, об-
наруженных при проведении пере-
численных работ, каждую электри-
ческую машину пддвергают приемо-
сдаточным испытаниям. Объем и
последовательность приемо-сдаточ-
ных испытаний устанавливаются
Правилами ремонта электрических
машин в соответствии с требования-
ми ГОСТ 2582—81. Испытания про-
водят в следующем порядке.
1. Измеряют сопротивление об-
моток постоянному току в практи-
чески холодном состоянии. Сопро-
тивление обмоток, измеренное при
20 °C, не должно отклоняться от но-
минального значения более чем на
±10% для машин всех типов по-
сле деповского ремонта, более чем
на ±8% для тяговых двигателей и
на ±10% для вспомогательных ма-
шин после среднего ремонта.
При измерении сопротивления
обмоток их температура не должна
отличаться от температуры окружа-
ющей среды более чем на ±3°.
Для этого машина перед измерени-
ем должна находиться в нерабочем
состоянии столько времени, сколько
требуется для того, чтобы все ее
части практически имели темпера-
туру окружающей среды.
Art 7 П ЯЯ1
Рис. 186. Схема устройства А-1938 для контроля установки электрощеток на нейтраль
и его подсоединения к тяговому двигателю:
Т1 — трансформатор (ОСМ-16УЗ, 220/12-5); Т2 — трансформатор (ТПГТ 214-127/220-50); ОВ— об-
мотка возбуждения испытываемого двигателя М; К, КК, Я, Я Я — начало, конец обмоток возбуж-
дения. якоря; RJ—R5 — резисторы; V/—УЗ —диоды; С — конденсатор; мкА — микроамперметр;
П — провода соединительные
330
Активное сопротивление обмо-
ток якоря, главных и добавочных
полюсов измеряют с помощью мос-
тов постоянного тока или перенос-
ного компенсационного потенцио-
метра. При замерах сопротивления
обмотки якоря электрошетки у всех
щеткодержателей поднимают, и из-
мерительные щупы моста прикла-
дывают на предварительно намечен-
ные пластины коллектора, находя-
щиеся друг от друга на расстоянии
полюсного деления и расположен-
ные под серединами электрощеток
различной полярности.
При замерах активного сопро-
тивления обмоток главных и доба-
вочных полюсов измерительные щу-
пы присоединяют к началу и концу
соответствующих обмоток. При на-
личии в тяговом двигателе компен-
сационной обмотки ее активное со-
противление измеряют вместе с со-
противлением обмоток добавочных
полюсов. Если температура обмот-
ки во время замеров отличается от
+ 20°C, то сопротивление пересчи-
тывают.
Сопротивление, приведенное к
температуре 20°C, Ом.
r2a=--rt [1 -;•« (20- /)],
где rt—сопротивление при температуре t,
Ом;
I — температура, при которой замеря-
лось сопротивление, °C;
а -температурный коэффициент, для
медных обмоток равный 1/(235+
+0 •
2. Проводят испытание на на-
гревание (после деповского, средне-
го ремонта электрической машины,
а также непланового ремонта, если
при нем в тяговом двигателе заме-
нялись полюсные катушки или
якорь). Тяговые двигатели испыты-
вают в течение 1 ч при напряжении
и токе, соответствующих часовому
режиму; вспомогательные машины
мощностью до 150 кВт в соответст-
вии с ГОСТ 2582—81 разрешается
испытывать в течение 30 мин при
номинальном напряжении и токе,
обеспечивающем получение превы-
шения температуры наиболее на-
гретой обмотки, равного превыше-
нию температуры при номинальном
режиме.
Контролируют превышение тем-
пературы о'бмоток возбуждения,
якоря, добавочных полюсов и ком-
пенсационной обмотки над темпера-
турой окружающей среды, а также
температуру коллектора и подшип-
ников.
Превышение температуры обмо-
ток определяют методом сопротив-
ления, температуру коллектора и
подшипников — термометром.
При испытании на нагревание
можно применять метод возвратной
работы или непосредственную на-
грузку машины. Для машин мощ-
ностью до 50 кВт обычно применя-
ют метод непосредственной нагруз-
ки, для машин более высокой мощ-
ности—метод возвратной работы.
Тяговые двигатели испытывают
по методу возвратной работы, одна
из машин находится в режиме дви-
гателя, вторая — в режиме генера-
тора. Напряжение и ток устанавли-
вают на том тяговом двигателе, ко-
торый при испытаниях работает в
режиме двигателя. Потери компен-
сируются вольтодобавочной маши-
ной и линейным генератором. Вра-
щение вольтодобавочной машины и
линейного генератора осуществля-
ется от одного асинхронного дви-
гателя. Все три машины — вольто-
добавочная машина, линейный ге-
нератор и асинхронный двига-
тель — объединены в один агре-
гат.
Ток и напряжение испытуемых
двигателей изменяют, регулируя на-
пряжение вольтодобавочной маши-
ны и линейного генератора. Регу-
лировку осуществляют ползунковы-
ми реостатами, включенными в це-
пи обмоток возбуждения возбуди-
телей этих машин.
Перед проведением испытаний
два тяговых двигателя устанавли-
вают на специальный стенд. Двига-
тели с опорно-осевой подвеской
устанавливают иа стенде так, что-
бы моторно-осевые горловины легли
на ложные валы стенда, а опорные
331
ьыступы опирались на опоры стен-
да.
Тяговые двигатели AL-4846eT и
AL-48466T с рамной подвеской ук-
репляют на стенде с одной стороны
приливами остова >к двум стойкам
стенда специальными болтами, с
другой — к промежуточному валу
стенда через поводки шарнирной
муфты. Для соединения испыту-
емых двигателей с промежуточным
валом стенда используют детали и
крепеж муфты, снятые при демон-
таже двигателей с электровоза. Вы-
водные провода испытуемых двига-
телей присоединяют к монтажной
колонке стенда в соответствии с
маркировкой.
Перед проведением испытания
на нагревание электрические маши-
ны должны быть собраны со всеми
деталями и узлами, предназначен-
ными для соответствующего спосо-
ба их охлаждения. На электриче-
ской машине должны быть установ-
лены все кожухи, сетки, козырьки
и другие детали, которые являются
принадлежностью электрической
машины и могут оказать влияние
на ее охлаждение.
Электрические машины с неза-
висимой вентиляцией при испыта-
ниях должны охлаждаться продува-
нием через них установленного для
каждого типа машины количества
воздуха (ДПЭ-400 — 70 м3/мин,
НБ-406 - 95, ТЛ-2К1 — 95, НБ-
-407Б — НО, AL-4846dT, AL-4846eT
— 120, НБ-431А— 14 м3/мин).
Расход воздуха регулируют спе-
циальными заслонками, устанавли-
ваемыми в воздухопроводе, а коли-
чество продуваемого воздуха опре-
деляют по статическому давлению
воздуха в коллекторной камере ма-
шины, измеряемому через штуцер
или полый болт, установленный в
подшипниковом щите (предложение
К. А. Тарханова). Схема измерения
статического давления приведена
на рис. 187.
Штуцер следует устанавливать
на резьбе в средней части крышки
верхнего коллекторного люка. Диа-
метр отверстия штуцера составляет
1 —1,5 мм. Замеры осуществляют
жидкостными микроманометрами.
При отсутствии микроманометра
можно использовать U-образную
стеклянную трубку, заполненную
водой. Присоединяют манометр
(или трубку) к штуцеру или болту
через резиновый шланг с внутрен-
ним диаметром отверстия 4—6 мм.
Во время замеров особое внимание
обращают иа плотность прилегания
крышки коллекторного люка, гер-
метичность соединения шланга со
штуцером (или болтом) и микрома-
нометром (трубкой).
Статический напор должен
быть: для тяговых двигателей
Рис. 187. Схема измерения статического давления воздуха через штуцер (а) или че-
рез полый болт в подшипниковом щите (б):
/ — крышка коллекторного люка; 2 — штуцер; 3 — соединительный шланг; 4 микроманометр
(U образная трубка с водой); 5 -- подшипниковый щит; 6 — полый болт (место установки): 7 —
уплотнительная шайба (поролон)
332
ДПЭ-400 (НБ-411) — 50 мм вод.
ст., НБ-406 - 65, ТЛ-2К1 - 90,
НБ-407Б — 125, AL-4846eT и
AL-4846dT — 100 мм вод. ст.
При испытании тяговых двига-
телей на нагревание напряжение на
коллекторе должно быть 1500 В, а
ток для тяговых двигателей ДПЭ-
400 и НБ-411 - 290 А, НБ-406Б —
380, ТЛ-2К1 — 480, НБ-407Б —535,
AL-4846eT — 495, AL-4846dT —
545 А.
Для измерения температуры ок-
ружающей среды на уровне вала
якоря размещают два-три термо-
метра. Ставить термометры необхо-
димо так, чтобы нагретый воздух,
выдуваемый из машин, не попадал
на них. Среднее значение показа-
ний этих термометров принимается
за температуру окружающей среды.
В процессе испытаний нагрузка,
частота вращения и количество
продуваемого через двигатель воз-
духа должны быть постоянными;
их замеряют через 10—15 мин, и
записывают результаты в журнал.
По окончании часового режима вы-
полняют последние замеры. Затем
снижают до нуля напряжение ли-
нейного генератора, прекращают
подачу охлаждающего воздуха и
останавливают двигатели, усиливая
возбуждение вольтодобавочиой ма-
шины. Началом отключения элек-
трической машины считают момент,
когда цепь тока якоря и возбужде-
ния разрывается. Сразу после оста-
новки машины измеряют активное
сопротивление ее обмоток.
Сопротивление обмотки якоря
после часового режима измеряют
на тех же коллекторных пластинах,
на которых осуществляли первый
замер сопротивления обмотки в хо-
лодном состоянии. При замерах
электрощетки должны быть изоли-
рованы от коллектора. Сопротивле-
ние каждой обмотки машины изме-
ряют 4—5 раз через определенные
промежутки времени. Одновремен-
но по секундомеру отмечают время,
прошедшее от момента остановки
машины до момента проведения
очередного замера.
По полученным результатам
строят кривую остывания обмотки,
экстраполируя которую, определяют
температуру обмотки (или превы-
шение температуры обмотки над
температурой окружающей среды)
в момент остановки машины. Тем-
пературу обмоток определяют ме-
тодом сопротивления, который ос-
нован на том, что активное сопро-
тивление проводников изменяется с
изменением его температуры по
формуле
гн [ 1 Т a Бн — G) I-
где гх — сопротивление испытуемой обмот-
ки в холодном состоянии. Ом.
tH — температура нагрева обмотки пос-
ле проведения часового режима,
tx — температура, при которой изме-
рено сопротивление. °C
Произведя несложные преобра-
зования, получаем температуру на-
грева обмотки, °C,
/* Н f ¥
= ~------ (235-т-М гх.
Если температуры окружающей
среды и охлаждающего воздуха
равны и во время испытаний не из-
меняются, то превышение темпера-
туры обмотки т = /ц-—tx-
Если температура охлаждающе-
го воздуха не равна температуре
окружающей среды или в процессе
испытания температура окружаю-
щего воздуха изменилась, то пре-
вышение температуры обмотки
Т= /н “Г Ux ^в) — ~ X
Х(235-Нх) i (/х-^в).
где tB — температура охлаждающего возду-
ха при измерении сопротивления
Гн, °C.
Между замерами сопротивления
обмоток тяговых двигателей изме-
ряют температуру коллектора и
подшипниковых узлов. Для этого
используют ртутный или спиртовой
технический термометр, резервуар
которого оборачивают алюминиевой
фольгой. Термометры фольгой при-
кладывают к коллектору или под-
шипниковому щиту. При измерении
сопротивления обмотки .якоря тер-
333
мометр с фольгой не должен нахо-
диться на коллекторе, так как фоль-
га закоротит коллекторные пласти-
ны и результаты измерения будут
искажены.
Испытание на нагревание вспо-
могательных машин осуществляют
методом непосредственной нагруз-
ки. Температуры обмоток, коллек-
тора и подшипников вспомогатель-
ных машин измеряют так же, как
соответствующие температуры тя-
говых двигателей.
Если температура охлаждающе-
го воздуха во время испытаний на-
ходится в пределах от +10 до
+ 40 °C, то поправка в измеренные
превышения температуры не вно-
сится. Если температура охлажда-
ющего воздуха находится вне этих
пределов, то в результаты замеров
вносится поправка.
Предельно допустимые превы-
шения температуры обмоток якоря,
обмоток возбуждения и коллектора
электрических машин с учетом
класса нагревостойкости применен-
ных в них изоляционных матери-
алов по отношению к температуре
охлаждающего воздуха после испы-
таний и в эксплуатации указаны в
табл. 8.
Температура нагрева обмоток
определяется как сумма превыше-
ния температуры соответствующей
обмотки и температуры окружаю-
щей среды. Температура нагрева
подшипников качения после испы-
таний не должна превышать нор-
мы, установленной государственным
стандартом и Правилами ремонта.
3. Проверяют частоту вращения
в часовом режиме при номиналь-
ных значениях напряжения, токов
нагрузки и возбуждения тяговых
электрических машин. Допустимое
отклонение частоты вращения в
точке характеристики, соответству-
ющей номинальному часовому ре-
жиму, не должно превышать ±3%
для тяговых двигателей и ±6%
для вспомогательных машин от ча-
стоты вращения, установленной по
типовой характеристике.
Таблица 8
стой- нных чоллск- иных |усти- ге тем- не
Класс нагрево костя иримене н обмотках и । торе изоляцио! материалов Режим работы Части электрической машины Метод измерения температуры Предельно дог мое превышена i пературы. °C. более
А Продолжительный и повторно-кратковремен- ный Часовой, кратковре- менный Обмотки якоря, мотки возбуждения Коллектор Обмотки якоря, мотки возбуждения Коллектор об- об- Метод сопро- тивления Термометр Метод сопро- тивления Термометр 85 95 100 95
В Продолжительный, по- вторно-кратковременный, часовой, кратковремен- ный Обмотки якоря Обмотки возбуждения Коллектор 1 Метод сопро- тивления Термометр 120 130 95
F Продолжительный по- вторно-кратковременный, часовой, кратковремен- ный Обмотки якоря Обмотки возбуждения Коллектор 1 ) Метод сопро- тивления Термометр 140 155 95
Н Продолжительный, по- вторно-кратковременный, часовой, кратковремен- ный Обмотки якоря Обмотки возбуждения Коллектор 1 / Метод сопро- тивления Термометр 160 180 105
334
Частоту вращений тяговых дви-
гателей проверяют при вращении
их якорей в обе стороны.
Разность между частотами вра-
щения в одну и другую сторону
при токе, соответствующем часово-
му режиму, и номинальном возбуж-
дении, выраженная в процентах
от среднего арифметического зна-
чения обеих частот вращения, дол-
жна быть не более 4% для тяговых
двигателей без траверс (ДПЭ-400,
НБ-411, НБ-406) и не более 3% для
тяговых двигателей, в конструкции
которых имеется траверса (ТЛ-2К1,
НБ-407Б, AL-4846eT, AL-4846dT).
Для проверки частоты вращения
применяют дистанционные тахомет-
ры класса точности не ниже 0,5.
Однако за последние годы все боль-
шее применение начинают находить
более точные приборы — электрон-
но-цифровые частотомеры.
Весьма целесообразным и пер-
спективным является измерение ча-
стоты вращения тяговых двигате-
лей электронным тахометром ТЭСА,
выпускаемым 'тбилисским заводом
«Тбилприбор», и фотоэлектрическим
датчиком частоты вращения, разра-
ботанным ПКБ ЦТ совместно с
ВНИИЖТом. Датчик устанавлива-
ют соосно с валом испытуемой
электрической машины и соединя-
ют с ним гибким шлангом. Импуль-
сы от датчика поступают на вход
тахометра ТЭСА. Технические ха-
рактеристики датчика следующие;
Частота вращения, об/мин . . 0—10 000
Число импульсов на оборот 60
Напряжение питания, В . . . 5
Потребляемая мощность, Вт 0,5
Масса датчика, кг............... 1,2
4. Проверяют напряжение гене-
раторов мощностью до 100 кВт при
номинальной мощности. Отклонение
напряжения генератора от номи-
нального значения при номиналь-
ной частоте вращения и номиналь-
ном токе возбуждения не должно
превышать ±10%.
5. Испытывают электрические
машины на повышенную частоту
вращения. Эти испытания проводят
для проверки механической прочно-
сти узлов электрических машин.
Испытательную частоту вращения
устанавливают в зависимости от
максимального ее значения, гаран-
тированного заводом-изготовителем
для каждого типа электрической
машины. Испытательная частота
вращения должна быть больше
максимальной частоты вращения,
гарантированной заводом-изготови-
телем, для тяговых двигателей на
25—30%, для вспомогательных ма-
шин не менее чем на 20%.
Испытательная частота враще-
ния составляет:
для тяговых двигателей ДПЭ-
400 — 190 об/мин, НБ-411 —2060,
НБ-406Б — 2150, ТЛ-2К1 — 2260,
НБ-407Б — 2270, AL-4846dT - 1660,
AL-4846eT — 1600 об/мин;
для вспомогательных машин
НБ-429, НБ-436А — 1800 об/мин;
НБ-436М, НБ-436В — 2400; ТЛ-
H0M — 1785; НБ-101 — 2000,
НБ-111, НБ-107 — 2450; НБ-431 —
1000; НБ-430 — 1400; А-3432/4,
А-2934/4 — 2600; А-2629/2 — 3800;
А-2839/4 — 2400; ЭТВ-20 — 3800;
ДМК1 — 1900 об/мин.
Испытание выполняют на нагре-
той машине в течение 2 мин на хо-
лостом ходу. Частоту вращения уве-
личивают повышением напряжения.
После испытания на повышенную
частоту вращения в электрической
машине не должно быть каких-либо
изменений, влияющих на ее рабо-
тоспособность, а также поврежде-
ний и остаточных деформаций.
6. Проверяют электрическую
прочность витковой изоляции. Изо-
ляция обмоток между смежными
витками должна выдерживать в
течение 5 мин испытание повышен-
ным напряжением на 50% сверх
номинального.
После деповского ремонта элек-
трических машин это испытание
разрешается не проводить. С целью
отбраковки дефектных якорей и по-
люсных обмоток проводится про-
верка электрической прочности их
витковой изоляции импульсным на-
пряжением на специальных уста-
335
Новках в процессе ремонта якорей
и остовов.
7. Проверяют биение коллекто-
ра. На нагретой машине оно не
должно превышать 0,08 мм для тя-
говых двигателей ТЛ-2К1, НБ-407Б,
AL-4846eT и AL-4846dT. Разница
значений биения коллектора в хо-
лодном и горячем состояниях реко-
мендуется не более 0,03 м'м.
Превышение указанных значе-
ний биения коллектора или разни-
цы значений биения в холодном и
горячем состояниях может быть
вызвано неудовлетворительной об-
работкой коллектора, недостаточной
затяжкой коллекторных болтов, не-
удовлетворительной балансировкой
якоря и другими причинами.
Если биение коллектора превы-
шает норму, то целесообразно про-
извести его шлифовку в собствен-
ных подшипниках. В тех случаях,
когда таким способом исправить
коллектор не удается, тяговый дви-
гатель разбирают, узлы его прове-
ряют, выявляют и устраняют дефек-
ты, вызвавшие повышенное биение
коллектора.
8. Проверяют коммутацию элек-
трических машин. Коммутация оце-
нивается в соответствии с ГОСТ
2582—81 визуально по степени ис-
крения под сбегающим краем элек-
трощетки.
ГОСТ 183—74 устанавливает
пять градаций степени искрения: 1,
I’A, 1 ’/г, 2, 3, для каждой из кото-
рых характерны следующие при-
знаки:
Степень Признак
искрения
1 Искрение под электрощсткой
отсутствует
1 */+ Слабое искрение под неболь-
шой частью края электрощетки
1 '/г Слабое искрение под боль-
шей частью края электрошетки
2 Искрение под всем краем
электрощетки
3 Значительное искрение под
всем краем электрощетки с по-
явлением крупных и вылетаю-
щих искр
Степени искрения 1 и 1‘/< не вы-
зывают почернения коллектора и
не дают следов нагара иа электро-
336
щетках. При степени искрения Р/2
на коллекторе появляются следы
почернения, а на электрощетках —
следы нагара; почернение на кол-
лекторе при такам искрении легко
устраняется после протирания его
поверхности увлажненными в бен-
зине салфетками. При степени ис-
крения 2 возникает почернение кол-
лектора, не устраняемое при проти-
рании его бензином, и нагар на
электрощетках. Такая степень ис-
крения допустима только при крат-
ковременных толчках нагрузки и пе-
регрузках.
Степень искрения 3 характеризу-
ется значительным почернением
коллектора, которое нельзя устра-
нить протиранием его поверхности
бензином, а также подгаром и ча-
стичным разрушением электроще-
ток. Такое искрение недопустимо.
Поскольку все тяговые двигате-
ли электровозов являются реверсив-
ными электрическими машинами,
проверку коммутации у них прово-
дят при вращении в обе стороны по
30 с в каждую.
При изменении направления вра-
щения машина должна прорабо-
тать 10—15 мин для обеспечения
хорошего контакта между щетками
и коллектором. На нереверсивных
машинах коммутацию проверяют
при одном рабочем направлении
вращения в течение 1 мин.
Режимы работы тяговых двига-
телей в условиях эксплуатации из-
меняются в широких пределах по
току, напряжению, частоте враще-
ния, что весьма осложняет работу
скользящего контакта щетка—кол-
лектор.
Поэтому проверка коммутации
тяговых двигателей предусматрива-
ется в весьма тяжелых режимах.
Так, для тяговых двигателей наи-
более тяжелыми режимами работы
по коммутации являются режим
максимальной нагрузки при трога-
нии состава, езде на подъеме и ре-
жим высокой скорости движения
при наибольшем ослаблении возбу-
ждения двигателя. ГОСТ 2582—81
и Правилами ремонта предусмот-
рены для тяговых двигателей три
испытательных режима:
1) напряжение на коллекторе
номинальное, ток якоря двойной ча-
совой, ток возбуждения — соответ-
ствующий номинальной мощности;
2) напряжение на коллекторе
наибольшее (2000 В, оно соответст-
вует максимальному напряжению
иа токоприемнике электровоза
4000 В); частота вращения наи-
большая (гарантированная заво-
дом-изготовителем для испытуемого
двигателя), степень возбуждений
наименьшая (соответствует послед-
ней ступени ослабления возбужде-
ния двигателя);
3) напряжение на коллекторе
наибольшее (2000В), ток якоря
наибольший (среднепуоковой ток
выхода на ходовую характеристи-
ку), степень возбуждения наимень-
шая (соответствует последней сту-
пени ослабления возбуждения дви-
гателя).
Испытание коммутации вспомо-
гательных электрических машин
производят при следующих режи-
мах:
1) напряжение на коллекторе
наибольшее (соответствует наи-
большему напряжению на токопри-
емнике), ток якоря наибольший
(равен полуторакратиому часовому
номинальному);
2) напряжение на коллекторе
наибольшее (соответствует наи-
большему напряжению на токопри-
емнике), ток якоря соответствует
режиму пуска.
Испытание проводят пуском
вспомогательной машины 5 раз спо-
собом, соответствующим работе на
электровозе.
Коммутацию оценивают удовле-
творительной, и тяговый двигатель
или вспомогательную машину мож-
но устанавливать на электровоз,
если при указанных режимах испы-
таний степень искрения не превы-
шает l'/г балла, коллектор электри-
ческой машины не имеет механиче-
ских повреждений или остаточных
деформаций и пригоден к дальней-
шей работе без очистки и неправ
лений.
В тех случаях, когда при испы-
таниях коммутация электрических
машин неудовлетворительна, необ-
ходимо выявить причины, вызвав-
шие повышенное искрение, и устра-
нить их.
Неудовлетворительная коммута-
ция машин при испытаниях может
быть вызвана неисправностями
щеткодержателей (не отрегулиро-
вано нажатие, неправильно уста-
новлены электрощетки в щеткодер-
жателе — имеют место большие
зазоры между окном и электрощет-
кой, перекосы электрощеток и др ),
плохой притиркой электрошеток,
установкой электрощеток разных
марок или изготовленных разными
заводами, неудовлетворительным
контактом в креплении перемычек
щеткодержателей, дефектами кол-
лектора (выступление межламель-
ной изоляции, загрязнение, увели-
ченное биение, недостаточная чисто-
та обработки рабочей поверхности).
Такие причины устраняют без раз-
борки электрической машины.
Расстройство коммутации может
быть вызвано также неудовлетвори-
тельной сборкой магнитной системы
двигателя, неправильной расстанов-
кой добавочных полюсов относи-
тельно нейтрали двигателя, неудов-
летворительной балансировкой яко-
ря, неравномерным распределением
коллекторных пластин по полюсным
делениям и др.
В этих случаях электрическую
машину разбирают и тщательно
проверяют все ее узлы и детали.
Улучшить коммутацию электри-
ческих машин, имеющих траверсу,
иногда удается регулировкой ее по-
ложения путем сдвига в ту или дру-
гую сторону. После выявления и
устранения причин, вызвавших на-
рушение коммутации, проводят пов-
торные испытания. Если при пов-
торных испытаниях получены поло-
жительные результаты, электриче-
скую машину считают пригодной
для проведения дальнейших испы-
таний.
337
Наряду с визуальным методом
оценки коммутации начинают нахо-
дить широкое применение методы
оценки коммутации специальными
приборами. Преимуществом таких
методов является то, что при при-
менении приборов появляется воз-
можность учитывать интенсивность
искрения под всеми электрощетка-
ми тягового двигателя, а не только
под теми, которые доступны для
наблюдения. Кроме того, примене-
ние приборой, особенно с регистри-
рующими устройствами, позволяет
получить наиболее объективную
оценку результатов испытаний, не
зависящую от квалификации испы-
тателя.
На испытательных станциях
электровозных депо используют
приборы различных конструкций.
Уральским отделением ВНИИЖТа
разработан прибор ПКК-2М, кото-
рый позволяет оценить коммутацию
с помощью измерения импульсов
напряжения на коллекторных пла-
стинах, выходящих из коммутации,
с помощью дополнительной щетки,
устанавливаемой в щеткодержа-
тель.
В депо Южно-Уральской и Юго-
Восточной дорог используется уст-
ройство для оценки коммутации
А-1939, разработанное ВНИИЖТом
и ПКБ ЦТ. Оценка коммутации
этим устройством основана на
принципе измерения значения пере-
менной составляющей напряжения
на выводах тягового двигателя Я
и ЯЯ, которое практически пропор-
ционально степени искрения под
электрощетками. Это устройство
обеспечивает контроль коммутации
в трех испытательных режимах и
может быть использовано при ис-
пытаниях тяговых двигателей всех
типов.
Устройство А-1939 состоит из
низковольтной части — индикатора
степени искрения (ИСИ) и высоко-
вольтной части, в которую входит
предохранитель, разделительный
конденсатор, повышающий транс-
форматор и контакторы (рама с
аппаратами).
ЗЗв
Индикатор степени искрения ус-
танавливают на пульте управления
испытательной станции, раму с ап-
паратами — в высоковольтной ка-
мере станции. На передней панели
ИСИ смонтированы измерительный
прибор, по которому определяют
степень искрения испытуемого дви-
гателя, резисторы, переключатель,
обеспечивающий переключение уст-
ройства на соответствующий испы-
тательный режим и его отключение,
и тумблер, предназначенный для
включения первого или второго дви-
гателя.
Шкала измерительного .прибора,
в качестве которого используется
микроамперметр М 1690А, визуаль-
но градуируется на каждый тип тя-
гового двигателя и на каждый ис-
пытательный режим. Для этого,
установив определенный испыта-
тельный режим, смещением травер-
сы с нейтрали доводят степень ис-
крения до l’/г балла и отмечают
отклонение стрелка прибора, а за-
тем с помощью переменного рези-
стора градуируют шкалу на 50 де-
лений. Аналогично прибор граду-
ируют на остальные испытательные
режимы. Для переключения устрой-
ства на испытательные режимы ис-
пользуют четьгрехполюсный пере-
ключатель.
Устройство автоматически под-
ключается к электрической машине,
работающей в режиме двигателя.
Конструкция и схема устройства
для объективной оценки коммута-
ции предусматривают включение
его в схему типовой испытательной
станции А-1324 или А-97. Оно так-
же может быть подключено к изме-
рительной системе А-1950 с реги-
страцией показаний иа лейте циф-
ропечатающего устройства.
Монтаж устройства, его эксплу-
атация и градуировка измеритель-
ного прибора должны производить-
ся в соответствии с инструкцией
«Устройство для оценки (коммутации
тяговых двигателей электровозов»
А1939 (рис. 188).
9. Проверяют сопротивление
изоляции обмоток электрических
Рнс. 188. Устройство А-1939 для проверки коммутации тяговых двигателей:
а — схема индикатора степени искрения: б -- схема подключения индикатора степени искрения
испытываемым двигателям
машин относительно корпуса. У тя-
говых двигателей и вспомогатель-
ных машин электровозов, рассчи-
танных на номинальное напряжение
относительно заземленных частей
3000 В, сопротивление изоляции по-
сле деповского ремонта должно
быть не менее 3 МОм (тяговые дви-
гатели ДПЭ-400, НБ-411, НБ-406,
ТЛ-2К1, электродвигатели компрес-
соров, вентиляторов и преобразо-
вателей НБ-404, НБ-431, НБ-430,
ТЛ-110, НБ-111, НБ-429, НБ-436);
электрических машин, рассчитан-
ных на напряжение до 400 В, —
не менее 0,5 МОм (мотор-вентиля-
торы НБ-107, генераторы всех ти-
пов, электродвигатели П-11 и др.).
Измерение сопротивления изоля-
ции высоковольтных электрических
машин осуществляют мегаомметром
на 2,5 кВ, низковольтных — мега-
омметром на 500 В.
10. Проверяют электрическую
прочность изоляции между токове-
дущимй частями и корпусом и меж-
ду обмотками. Проверку проводят
на нагретой неподвижной машине
повышенным напряжением перемен-
ного тока промышленной частоты.
При испытании изоляции относи-
тельно корпуса испытанию подвер-
гают поочередно каждую цепь, име-
ющую отдельные выводы начала и
конца. При этом один вывод источ-
ника испытательного напряжения
подключают к любому из выводов
испытуемой обмотки, а другой на-
дежно заземляют, соединив с кор-
пусом 'машины.
С заземленным выводом на вре-
мя испытаний данной обмотки
электрически соединяют выводы
всех остальных обмоток, не участ-
вующих в испытании. В качестве
источника напряжения применяют
специальные однофазные пробив-
ные трансформаторы. Первичную
сторону трансформатора включают
в сеть напряжением 220 В. Регули-
руют испытательное напряжение
плавно или ступенями, не превы-
шающими 5% его окончательного
значения, путем изменения напря-
жения на стороне низкого напря-
жения трансформатора.
Испытание начинают с напряже-
ния, не превышающего ‘/з испыта-
тельного, время подъема напряже-
ния от половинного значения до
339
полного должно быть не .менее 10 с.
Полное испытательное напряжение
выдерживают в течение 1 мин, после
чего плавно снижают до 7з испыта-
тельного и отключают питание
трансформатора.
Испытательное напряжение ус-
танавливают в зависимости от но-
минального напряжения электриче-
ской машины (относительно корпу-
са) и вида произведенного ремон-
та. После деповского ремонта все
тяговые двигатели, а также элек-
тродвигатели главных компрессо-
ров, вентиляторов, преобразовате-
лей (ДПЭ-400, НБ-411, НБ-406,
ТЛ-2К1, НБ-40”, НБ-431, НБ-404,
НБ-430, ТЛ-110 и др.), рассчитан-
ные на номинальное напряжение от-
носительно корпуса 3000 В, подвер-
гают испытанию напряжением
6500 В, электродвигатели вентиля-
торов НБ-107 и другие, рассчитан-
ные на номинальное напряжение
220 В, испытывают напряжением
1100 В, генераторы тока управления
и преобразователей н другие элек-
трические машины, рассчитанные
на напряжение 100 В н менее, —
напряжением 1000 В.
Испытательное напряжение кон-
тролируют на стороне трансформи-
рованного напряжения электроста-
тическим вольтметром или другим
разрешенным стандартом спосо-
бом. Результаты испытаний относи-
тельно корпуса и между обмотка-
ми считают удовлетворительными,
если во время испытаний не про-
изошло пробоя изоляции или пере-
крытия ее скользящими разрядами.
Если стрелка прибора устанавли-
вается на нуле, это указывает на
пробой изоляции обмотки.
11. Проверяют уровень вибра-
ции. Контроль проводят в режиме
холостого хода прн установивших-
ся номинальной и максимальной
частотах вращения ручным вибро-
графом ВР-1. Вибрация не должна
превышать 0,08 мм.
Результаты проведенных испы-
таний оформляют протоколом.
Двигатель после испытания пол-
ностью укомплектовывают всеми
деталями внешнего крепления, ос-
матривают, продувают внутри и
снаружи, вновь проверяют на холо-
стом ходу и передают для сборки с
колесной парой.
Глава V111
ТЕКУЩИЙ РЕМОНТ ТР-3
ЭЛЕКТРИЧЕСКОЙ АППАРАТУРЫ
42. Общие сведения
Снятие крыши локомотива при
ТР-3 облегчает доступ ко всем ап-
паратам. Поэтому, если требуется
частичная или полная разборка ап-
паратов для ревизии н ремонта, их
обычно снимают с электровоза.
Для ремонта в цехе обязательно
снимают токоприемники, крышевые
разъединители, линейные и реоста-
тные электропневматическне кон-
такторы, электромагнитные контак-
торы вспомогательных машин, всю
регулируемую защитную аппарату-
ру, пуско-тормозные резисторы, все
электроизмерительные приборы, ду-
гогаснтельные камеры всех высоко-
вольтных аппаратов н аккумулятор-
ную батарею.
На отечественных электровозах
снимают также пусковые панели
вспомогательных машин, регулято-
ры напряжения, реле обратного то-
ка и регуляторы давления противо-
разгрузочного устройства, на элек-
тровозах ЧС — контроллеры маши-
ниста, распределительные щиты и
зарядные устройства. В зависимости
от состояния аппаратуры и техни-
ческой оснащенности депо осмотр
реле и их регулировка могут прово-
диться и на локомотивах.
Для выполнения работы в аппа-
ратном цехе снимают с локомотива,
помимо перечисленных, аппараты и
приборы, требующие ремонта с раз-
боркой; аппараты снимают также в
тех случаях, когда нужно обеспе-
чить снятие другого оборудования,
облегчить проведение работ внутри
кузова, осмотреть кабельные кана-
лы и т. и.
Если аппараты смонтированы в
блоки или размещены на общих па-
нелях, то их удобно снимать и ста-
вить такими монтажными группа-
ми. Благодаря этому существенно
снижается вероятность поврежде-
ния электрического оборудования
при транспортировке и монтаже.
После снятия аппаратов осматрива-
ют каркасы и рамы, на которых ап-
параты монтируются. Обнаружен-
ные повреждения исправляют, тре-
щины заваривают с установкой при
необходимости усиливающих накла-
док, после чего каркасы и рамы ок-
рашивают.
Полностью в соответствии со
схемой восстанавливают недостаю-
щую маркировку проводов, не сни-
мая с электровоза ни один аппарат.
Для маркировки используют медь,
латунь, алюминий или полимерные
материалы, которые позволяют сде-
лать рельефный оттиск. Допускает-
ся делать на этих материалах над-
писи специальными несмываемыми
чернилами.
Пользуясь хорошим доступом,
тщательно осматривают провода в
местах прохода через стенки, пере-
городки, пол кузова н высоковольт-
ные камеры, а также во всех мес-
тах, где провода огибают острые
углы. В местах, где возможно пере-
тирание проводов, устанавливают
дополнительные изоляционные про-
кладки. Для восстановления мест-
ного повреждения резиновой изоля-
ции силовых проводов используют
изоляционную ленту из резины и
лакотканн. Исправляют поврежде-
ния желобов и металлических труб,
в которых проходят провода.
При наличии сквозных трещин и
отколов, не позволяющих далее ис-
пользовать клицы, нх заменяют.
Допускается ремонт клиц путем
постановки наделок. Новые клицы
изготовляют из дуба, лиственницы,
ясеня или березы (влажность не
более 12%), проваривают в нату-
ральной олифе нли ее заменителях,
а затем окрашивают. Провода в
341
клипе укладывают так, чтобы они
не перемещались в отверстиях, а
их изоляция не защемлялась в кли-
це. Для уплотнения провода в кли-
пе используют смоляную изоляци-
онную ленту. Недопустимо исполь-
зовать для устранения неплотности
замазку, скрывающую дефекты
клнц.
Проверяют и восстанавливают
бандажи пучков проводов. Для это-
го используют киперную ленту, шпа-
гат или хомут из ленты ПХВ. На
отечественных электровозах для
окраски бандажей используют
эмаль ГФ-92-ГС или другую, соот-
ветствующую технической докумен-
тации.
Подлежат замене провода, нахо-
дящиеся в натянутом состоянии,
имеющие большие повреждения и
признаки старения изоляции или
обрыв более 10% жнл. Низковольт-
ные провода на видимом месте раз-
решается наращивать горячей пай-
кой проводом той же марки и оди-
накового сечения. Места сращива-
ния изолируют и закрашивают. Но-
вые провода при замене негодных
можно укладывать по поверхности
пучков и крепить к ним без допол-
нительной бандажировки. При этом
недопустимо прокладывать низко-
вольтные провода в одном пучке.
Поврежденные провода внутренне-
го монтажа в аппаратах не сращи-
вают, а полностью заменяют. При
контроле, ремонте и прокладке про-
водов необходимо учитывать, что
вследствие их расположения в труд-
нодоступных и закрытых местах да-
же небольшие отступления от тре-
бований правил являются'одной из
основных причин пожаров на локо-
мотивах.
Наконечники проводов перепаи-
вают при наличии более 10% обор-
ванных жил. При меньшем повреж-
дении оборванные жилы заправля-
ют так, чтобы их свободные концы
плотно прилегали к целым жилам
провода, и пропаивают, если провод
имеет жесткую заделку, и его гиб-
кость в этом месте не требуется.
Заменяют наконечники с трещииа-
ми и следами чрезмерного нагре-
ва или выплавления припоя. Браку-
ют также те наконечники, у которых
вследствие прогаров, излома или
других повреждений более чем на
20% уменьшена поверхность соеди-
нения. При необходимости для улуч-
шения прилегания наконечники об-
луживают.
Токоведущие шины с трещинами
или с площадью сечения, уменьшен-
ной более чем на 10%, восстанавли-
вают сваркой или наплавкой. Пог-
нутые шины рихтуют. Контактные
поверхности лудят, а остальные ок-
рашивают изоляционной эмалью.
Для выполнения этих работ шины
снимают с электровоза.
Гибкие шунты аппаратов заме-
няют при наличии следов чрезмер-
ного нагрева, обрыва или перегора-
ния жил свыше 20%. При наличии
на шунтах черной окалины (следов
недопустимого нагрева) и окислов
шунты снимают для бескислотной
обработки. В шкафу с вытяжной
вентиляцией их протирают салфет-
ками, смоченными раствором, сос-
тоящим из трех частей бутнлацета-
та и одной части масла МВП. Вновь
устанавливаемые шунты должны
соответствовать техническим услови-
ям по площади сечения, гибкости
и длине. Шунты не должны иметь
припоя при выходе из наконечников,
что обеспечивает необходимую гиб-
кость в этом переходе. Для обслу-
живания наконечников и пайки
шунтов применяют припой ПОССу
40-0,5.
Фарфоровые изоляторы, имею-
щие трещины, сколы или повреж-
денную поверхность свыше 10%
длины пути возможного перекры-
тия, подлежат замене. Обязатель-
но следует убедиться в отсутствии
ослабления изоляторов в армиров-
ке. Изоляторы и изоляционные по-
верхности деталей из текстолита,
гетинакса и пластмасс тщательно
протирают салфетками, смоченными
бензином, а затем сухими и чисты-
ми. Пластмассовые или стеклоплас-
тиковые изоляторы, имеющие сле-
ды перекрытия по поверхности, до-
пускается зачищать и шлифовать с
последующей окраской кремнийор-
ганическим лаком или электроизо-
ляционной эмалью и испытанием
электрической прочности. Отжатие
изоляторов при установке на них
аппаратов или монтаже шин и про-
водов внатяг не допускается, пос-
кольку может привести к появлению
трещин.
Качество ремонта аппарата в
цехе в значительной мере определя-
ется порядком на рабочем месте.
При разборке и сборке аппарата
здесь не должно быть никаких пос-
торонних предметов. Детали одно-
го аппарата, проходящие различные
технологические операции, помеча-
ют с тем, чтобы не нарушить ком-
плектность и обеспечить требуемое
качество последующей сборки.
После сборки необходимо еще раз
убедиться, что все основные и кре-
пежные детали поставлены на аппа-
рат.
При сборке аппаратов необходи-
мо следить за тем, чтобы все кре-
пежные детали и их установка со-
ответствовали чертежам. Винты,
болты и гайки с поврежденной резь-
бой подлежат замене. Винты с пов-
режденными шлицами, болты и гай-
ки с закругленными гранями также
заменяют. Ставят недостающие про-
стые и пружинные шайбы, шплинты,
гайки и контргайки.
При выпуске из ТР-3 размеры
валиков, осей, а также отверстий
под них и втулок в узлах всех ап-
паратов, если это не оговорено спе-
циальными требованиями, должны
соответствовать значениям, указан-
ным в табл. 9. Например, при но-
минальном размере 12 мм обяза-
тельно заменяют валик, диаметр
которого в результате износа стал
равным 11,6 мм. Все устанавливае-
мые взамен него валики должны
быть диаметром не меньше 11,64
мм, но не больше 11,94 мм.
Изношенные и имеющие трещи-
ны контакты аппаратов заменяют.
В отдельных случаях для восстано-
вления чертежных размеров снятые
контакты наплавляют медью с пос-
та б л и ц а 9
I {оминальные диаметры от- верстий и осей, мм Предельные отклонения диаметров, мм Предельные зазоры в шар- нирах. мм
отверстий осей Smln С max
5-10 -0,2 0 —0.05—0,30 0,05 0,5
10-18 -0,240 -0,06/—0,36 0,06 0,6
18—30 -0,28/0 —0,07/—0,42 0,07 0,7
30-50 0,34/0 —0.08—0.50 0,08 0,84
П р и м v ч а и и е. В числителе — верхнее
значение, в знаменателе — нижнее.
ледующей обработкой по шаблонам.
Сегменты блокировок при необходи-
мости запиливают и шлифуют мел-
ким стеклянным полотном, очищая
затем от остатков абразивного ма-
териала. Для компенсации спилен-
ной части иногда укладывают под
сегменты фольгу. При постановке
нового сегмента, имеющего боль-
шую толщину, чем глубина паза в
изоляционной колодке, на краю сег-
мента запиливают фаску для луч-
шего . перехода блокировочного
пальца. Правилами ремонта запре-
щается при устранении выработки в
сегменте срезать изоляционную
часть блокировочной колодки или
углублять паз под сегментом. Вин-
ты, крепящие сегменты, должны
утопать в теле сегмента не менее
чем на 0,25 мм.
Пружины аппаратов заменяют
при изломах, потере упругости и
отклонении их свободной длины от
номинальной свыше ±5%. Харак-
теристика пружины не должна от-
клоняться от номинальной более
чем на ±8%. Допускается восста-
навливать просевшие пружины до
номинальных размеров путем рас-
тяжения с последующей термообра-
боткой. Годные старые или восста-
новленные пружины аппаратов оте-
чественного производства оцинко-
вывают.
При проверке состояния катушек
аппаратов обращают внимание на
отсутствие ослабления выводов и
повреждений наружной изоляции.
343
1 io результатам измерения активно-
го сопротивления отбраковывают
катушки напряжения аппаратов по-
стоянного тока, у которых при тем-
пературе + 20 СС отклонение сопро-
тивления от номинального превыша-
ет +8 или —5%. Для катушек то-
ка, для которых номинальные зна-
чения указаны в стандартах или
технической документации, отклоне-
ния сопротивления не должны пре-
вышать + 5 или —8%. При малей-
шем подозрении проверяют катушки
на межвитковое замыкание. Покро-
вную изоляцию катушки восстанав-
ливают с помощью электроизоляци-
онного лака; после его высыхания
проверяют электрическую прочность
изоляции
Большое внимание уделяют вос-
становлению плотности пневмати-
ческих приводов аппаратов: заменя-
ют поврежденные прокладки и ман-
жеты, а также те, для которых ис-
тек срок годности. Кожаные манже-
ты, годные для дальнейшей эксплу-
атации, обязательно прожировы-
вают.
Плотность проверяют при дав-
лении 675 кПа (6,75 кгс/см2). При
этом пневматический привод под-
Рис. 189. Схема приспособления для про-
верки герметичности электромагнитных
вентилей и приводов электропневматиче-
ских контакторов:
I пневматический привод: 2 вентиль: 3- ма
нометр на 1 МПа (10 кгс-'ем2). 4 — резервуар
вместимостью 1 л; 5 кран
344
ключают к контрольному резервуа-
ру 4 (рис. 189), вместимость кото-
рого определяется объемом цилинд-
ра привода. Для каждого аппарата
установлено время, за которое дав-
ление в резервуаре не должно
упасть более чем на 10%. Отремон-
тированный электровоз признают
годным к эксплуатации, если общая
утечка из пневматической сети уп-
равления при перекрытии крана, от-
деляющего ее от главных резер-
вуаров, не превышает 10 кПа
(0,1 кгс/см2) за 1 мин.
Медные трубки пневматических
аппаратов, протертые, скрученные и
имеющие трещины или вмятины
глубиной более 25% наружного ди-
аметра, заменяют.
Отремонтированные аппараты
всесторонне проверяют на испыта-
тельной станции. Электрическую
прочность изоляции вновь устанав-
ливаемых и снимавшихся для ре-
монта аппаратов испытывают в те-
чение 1 мин переменным током час-
тотой 50 Гц. Для большинства вы-
соковольтных аппаратов испыта-
тельное напряжение равно 8000 В,
для низковольтных — 1000 В. Вооб-
ще испытательное напряжение при
выпуске аппарата из ТР-3 на 15%
ниже значения, указанного в техни-
ческой документации для нового
аппарата.
Электропневматическне аппара-
ты согласно правилам ремонта дол-
жны нормально срабатывать при
наименьшем давлении воздуха
350 кПа (3,5 кгс/см2) и минималь-
ном напряжении 40 В, если к ним
не предъявляется каких-либо специ-
альных требований. Указанные ми-
нимальные значения напряжения и
давления установлены исходя из
условий, которые могут возникнуть
при эксплуатации электровозов. В
действительности аппараты отдель-
ных типов могут устойчиво срабаты-
вать и при существенно меньших
значениях напряжения и давления
воздуха. Целесообразно опытным
путем определить эти значения и ис-
пользовать для контроля качества
ремонта. Например, можно устано-
вить, что аппараты некоторого ти-
па четко срабатывают при напряже-
нии 22—25 В и давлении воздуха
290—320 кПа (2,9—3,2 кгс/см2).
Следовательно, более правильно
проводить проверку аппаратов это-
го типа при выдаче из аппаратного
цеха при напряжении 25 В и давле-
нии 320 кПа (3,2 кгс/см2). Если же
такой аппарат срабатывает, напри-
мер, при напряжении 32 В, он мо-
жет быть допущен мастером к экс-
плуатации только при наличии уве-
ренности, что причиной отклонения
от нормы не является скрытая не-
исправность.
Отсутствующие или поврежден-
ные обозначения аппаратов, опре-
деляющие его положение в схеме
электровоза, обязательно восстанав-
ливают. На контактных пальцах и
на блокировочных контактах нано-
сят требуемые обозначения или
маркировку в соответствии с обоз-
начениями в монтажных схемах.
Если после ремонта аппараты не,
устанавливают на локомотив, а на-
правляют в запас, то их хранят в
сухом, чистом, отапливаемом поме-
щении с температурой воздуха не
ниже +5 °C при относительной вла-
жности не более 80%. Подвер-
женные коррозии детали покрывают
техническим вазелином. Отверстия
пневматических приводов закрыва-
ют пробками.
Очень важно правильно органи-
зовать транспортировку электричес-
ких аппаратов на всех стадиях ре-
монтного процесса. Перевозят аппа-
раты на тележках или в специаль-
ных контейнерах, чтобы не повре-
дить изоляционные покрытия, не
погнуть детали и не нарушить регу-
лировку аппаратов.
При выпуске электровоза из ре-
монта измеряют сопротивления изо-
ляции высоковольтных и низковольт-
ных цепей соответственно мегаом-
метрами на 2500 и 1000 В. При из-
мерении высоковольтные цепи раз-
бивают на несколько участков. Ес-
ли сопротивление изоляции соответ-
ствует норме, то для того же участ-
ка цепи выполняют проверку элек-
трической прочности изоляции сину-
соидальным переменным напряже-
нием частотой 50 Гц. Подсоединив
испытуемую цепь к источнику, плав-
но увеличивают напряжение и после
достижения нормы выдерживают в
течение 1 мин. Предварительно все
остальные цепи замыкают накорот-
ко и заземляют.
Для цепи, включающей в себя
токоприемники и остальное крыше-
вое оборудование с соединительны-
ми проводами и шинами при отсое-
диненных конденсаторах и контуре
подавления радиопомех, нормой яв-
ляется напряжение 8 кВ. По нор-
мам ТР-3 для этой цепи сопротив-
ление изоляции не должно быть
меньше 6 МОм, при выпуске локо-
мотива из ТР-1 и ТР-2 — меньше
2,5 МОм, а в эксплуатации — мень-
ше 1,2 МОм. Для цепи, включающей
все расположенные на электровозе
устройства электрического обогрева
пассажирских вагонов, для указан-
ных условий установлены соответст-
венно следующие значения: 6 кВ, 4,
3 и 2 МОм, а для низковольтных це-
пей — 1 кВ, 0,5, 0,5 и 0,1 МОм.
В силовой цепи электровоза вы-
деляют также следующие участки:
от быстродействующего выклю-
чателя до тяговых двигателей;
тяговые двигатели (в холодном
состоянии) с подходящими прово-
дами, соединенные с ними контак-
торы, реверсы и другие аппараты и
резисторы, амперметры и шунты к
ним;
вспомогательные машины (в хо-
лодном состоянии) с контакторами
и соединительными проводами, их
демпферные и пусковые резисторы
и переключатель вентиляторов.
Для этих цепей установлено ис-
пытательное напряжение 6 кВ, наи-
меньшее сопротивление изоляции
при выдаче электровоза из ТР-3
3 МОм, при выпуске из ТР-1 и ТР-2
1,5 МОм, а в эксплуатации 1,2
МОм.
Приступая к стационарным ис-
пытаниям электровоза после его
сборки и завершения всех ремонт-
ных операций, проверяют правиль-
но
ность монтажа силовых и вспомо-
гательных цепей и цепей управле-
ния. Косвенно информацию о пра-
вильности монтажа низковольтных
цепей дает проверка срабатывания
аппаратов и последовательности их
включения-выключения при управ-
лении из обеих кабин при номиналь-
ных значениях напряжения и дав-
ления воздуха. Применительно к
высоковольтным цепям некоторую
информацию о правильности мон-
тажа дает также измерение сопро-
тивлений пусковых, стабилизирую-
щих, переходных, шунтирующих,
демпферных и добавочных резисто-
ров. Но все же по результатам этих
проверок, входящих в состав ста-
ционарных послеремонтных испыта-
ний локомотива, нельзя иметь уве-
ренность в правильном подключе-
нии высоковольтных проводов к ап-
паратам и особенно к тяговым дви-
гателям и электродвигателям вспо-
могательных машин. В правильнос-
ти таких подсоединений мастер дол-
жен удостовериться лично путем ос-
мотра. Убедившись в правильном
функционировании цепей управле-
ния, проверяют срабатывание всех
аппаратов при напряжении 35 В (на
электровозах ВЛ 10 и ВЛ 11 это пре-
дусмотрено схемой цепей управле-
ния) и давлении воздуха в магист-
рали 350 кПа (3,75 кгс/см2).
Проверку функционирования
электрического оборудования элек-
тровоза под напряжением контакт-
ной сети осуществляют под руковод-
ством мастера. Предварительно сле-
дует убедиться, что на крыше локо-
мотива, в высоковольтных камерах
и под электровозом не находятся
исполнители работ, не оставлены
посторонние предметы и инстру-
мент. До подъема токоприемника
убеждаются также в исправном дей-
ствии звуковых сигналов и тормо-
зов.
Последовательно производя
включения, проверяют работу всех
аппаратов, машин и цепей при под-
нятых токоприемниках, действие
АВУ, сигнализации, защиты от ко-
ротких замыканий, дифференциаль-
346
ного реле и реле контроля защиты,
а также регулировку цепей рекупе-
рации. Убеждаются в правильности
подключения обмоток противовоз-
буждения преобразователей. Прове-
ряют соответствие направления вра-
щения тяговых двигателей и колес-
ных пар положению реверсивной
рукоятки контроллера машиниста.
Необходимо также убедиться в
правильной сборке аварийных цепей
и проверить действие противораз-
грузочного устройства, включение
электропечей, калориферов или кон-
диционеров в кабинах машиниста и
работу системы электрического обо-
грева кранов и клапанов продувки
главных резервуаров и картеров
компрессоров.
Выполнив регулировку аппара-
тов панели управления (реле обрат-
ного тока, реле напряжения), рас-
пределительного щита или зарядно-
го устройства аккумуляторной ба-
тареи, эти приборы пломбируют.
Окончательное заключение делают,
наблюдая за функционированием
аппаратов и цепей в ходе испыта-
ния электровоза обкаткой и осмат-
ривая электрическое оборудование
после этого испытания.
43. Токоприемники
Из всех аппаратов электровоза
токоприемники работают в наиболее
сложных условиях. Они воспринима-
ют разнообразные динамические на-
грузки, подвергаются сильному воз-
действию электрического тока, а в
зимнее время на их работоспособ-
ности отрицательно сказываются
низкая температура, снегопады и
гололед. Конструкция токоприемни-
ка отражает противоречивые тре-
бования: легкость и прочность, боль-
шую подвижность и необходимость
сохранения постоянного контакта
между полозом и контактным про-
водом и т. д. На электровозах пос-
тоянного тока установлены токопри-
емники тяжелого типа (типа Т).По
сравнению с токоприемниками элек-
тровозов переменного тока и элек-
тропоездов они воспринимают зна-
чительно большие токи (до 2000 А
в продолжительном режиме) и име-
ют самое большое статическое на-
жатие.
Из всех повреждений аппаратов
электровозов, имевших своим след-
ствием порчи или неплановый ре-
монт, на долю токоприемников при-
ходится 10—20%. Неисправности
токоприемников приводят к повы-
шенному износу контактного прово-
да, его пережогу, повреждениям
воздушных стрелок, фиксаторов и
изоляторов контактной сети. К то-
му же токоприемники являются од-
ними из самых трудоемких в ре-
монте аппаратов. На ТР-3 токопри-
емника слесарь 4-го разряда затра-
чивает около 10 ч и еще 0,5 ч на
его снятие и установку на локомо-
тив.
Отделение по ремонту токопри-
емников обычно располагается на
балконе цеха ТР-3. Поступивший
сюда аппарат устанавливают на
регулируемые по высоте тумбы так,
чтобы его основание находилось
строго в горизонтальной плоскости.
Перед разборкой осматривают все
узлы и детали и проверяют стати-
ческую характеристику, время
подъема и опускания при нормаль-
ном давлении воздуха в пневмати-
ческом приводе. Обнаруженные при
этом дефекты определяют в первом
приближении характер последую-
щего ремонта и степень разборки
аппаратов.
Начиная разборку, ослабляют
пружины для предотвращения уда-
ра при самопроизвольном подъеме.
Затем отсоединяют гибкие шунты,
вынимают валики и снимают поло-
зы. Последовательно демонтируют
верхние узлы токоприемника и сни-
мают каретки. Если детали нахо-
дятся в исправном состоянии, пол-
ностью верхнюю часть не разбира-
ют, пружины, держатели и шуиты
не снимают, однако обязательно
проводят ревизию всех шарнирных
узлов.
Еще более ослабив нажатие под-
нимающих пружин, выбивают вали-
ки серег. Затем пружины снимают
и выворачивают на них серьги и
сердечники. Разбирают шарниры и
снимают верхние подвижные рамы
токоприемника. Нижние рамы и ос-
нование в большинстве случаев не
разбирают, ограничиваясь осмотром
подшипников валов и сменой смаз-
ки в них, для чего снимают крышки,
закрывающие подшипники.
Все снятые детали токоприемни-
ка, включая полозы, загружают в
металлическую корзину и промыва-
ют в моечной машине, а при отсут-
ствии ее очищают салфеткой, смо-
ченной в керосине. Снятые подшип-
ники промывают в эмульсии, приго-
товленной из нагретой до темпера-
туры 90—95 °C воды с добавлени-
ем в нее 2—3% керосина и 8—10%
отработанной смазки. Очищенные
подшипники осматривают, убежда-
ясь в исправности шариков, отсут-
ствии трещин в наружном и внут-
реннем кольцах, а также выщербин
и вмятин на поверхности катания.
При осмотре основания токопри-
емника важно убедиться в соответ-
ствии норме расстояния по диаго-
нали между центрами отверстий
для болтов опорных изоляторов.
Эти расстояния измеряют специаль-
ным штихмасом. Их разница при
пластмассовых изоляторах не долж-
на превышать 10 мм. Дефектное ос-
нование исправляют, прогрев его
в пламени газовой горелкн. Трещи-
ны в основании заваривают. При
наличии трещины в старом сварном
шве его срубают и заваривают
вновь с постановкой усиливающей
накладки. Проверяют крепление
угольников основания и соедини-
тельных коробок.
Осматривают воздухопроводные
трубы на основании и при необходи-
мости заменяют воздухопроводы с
трещинами, вмятинами глубиной
более 2 мм и поврежденной резьбой.
Новые трубы крепят специальными
скобами с металлическими или де-
ревянными прокладками.
Установленные на основании
амортизаторы разбирают, стержни
с выработанной и поврежденной
347
резьбой, изношенной нли потеряв-
шей эластичность резиной заменя-
ют. На токоприемники П-ЗА и ДЖ-
5К разрешается ставить амортиза-
торы, имеющие высоту резины в
запрессованном стакане 17—23 мм,
а на токоприемники П-5, П-5А,
Т-5 — от 19 до 25,5 мм. В эксплуа-
тации для всех этих аппаратов бра-
ковочным является размер 15 мм.
Тщательно проверяют состояние
деталей рычажно-пружинного меха-
низма. Выработанные поверхности
восстанавливают наплавкой. При
разработке отверстий в серьгах
пружин и рычагов более 21,5 мм их
проверяют разверткой и запрессовы-
вают бронзовые или стальные втул-
ки. Натяжные болты и серьги пру-
жин с трещинами и сорванной резь-
бой заменяют. Бракуют просевшие
и растянутые пружины, а также
пружины, имеющие трещины и от-
клонения от характеристик.
Проверяют посадку рычагов
нижних рам на валах основания.
При наличии люфта проверяют
шпоночную канавку и закрепляют
рычаги постановкой шпонок больше-
го размера. Если требуется изго-
товить новый рычаг для замены по-
врежденного, сборку и сварку его
выполняют с помощью шаблона или
кондуктора.
Верхние, а при ремонте с раз-
боркой и нижние рамы токоприем-
ника также проверяют с помощью
шаблона или кондукторов. Кондук-
Рис. 190. Кондуктор для проверки и сбор-
ки верхних рам токоприемника
348
тор для проверки верхних рам сос-
тоит из швеллеров 1 (рис. 190), на
которых установлены четыре стой-
ки 2 с отверстиями. Стойки распо-
ложены так, что шарниры рамы 4,
размеры которой точно соответству-
ют чертежу, должны находиться
против отверстий стоек, чтобы в них
могли войти пробные оси 3. Рама
должна входить в кондуктор сво-
бодно, без усилий, в противном слу-
чае ее размеры доводят до нормы.
С этой целью ослабляют болты кре-
пления шарниров рамы и сдвигают
шарниры на трубах так, чтобы ра-
ма легко села в кондуктор. Затем
болты крепления вновь затягивают.
В этом же кондукторе ставят но-
вые образующие (трубы) при нали-
чии на старых трубах трещин, про-
жогов или вмятин глубиной более
3 мм. Для изготовления новых обра-
зующих рамы используют стальные
тонкостенные трубы. Допускается
восстановление труб путем поста-
новки соединительных муфт длиной
90—120 мм, имеющих стенку толщи-
ной 1 мм. Подлежащую ремонту
трубу / (рис. 191) разрезают в мес-
те повреждения, надевают муфту 3
и сдавливают так, чтобы центр
муфты совпал со стыком труб.
Стянув муфту болтами 4, сверлят в
ней и трубах отверстия для закле-
пок 2 диаметром 5 мм. После поста-
новки заклепок края муфты пропа-
ивают латунным припоем или ме-
дью. Соединительных муфт не дол-
жно быть более двух на раму или
одной на трубу.
Правилами ремонта допускают-
ся к эксплуатации конусные или ци-
линдрические трубы нижних рам то-
коприемника, имеющие вмятины
глубиной 3 мм на длине 150 мм не
более чем в двух местах при отсут-
ствии изгиба трубы. На токоприем-
никах отечественных электровозов
допускается оставлять составные
конусные трубы, сваренные из двух
половин, и производить заварку
трещин в конусных трубах нижних
рам. На токоприемниках электрово-
зов ЧС чаще всего трещины наблю-
даются у основания рычагов ниж-
них рам.
Изношенные шарниры рам вос-
станавливают наваркой с последу-
ющей обработкой. В отдельных слу-
чаях в деповских условиях для то-
коприемников отечественных элек-
тровозов изготовляют новые шарни-
ры сварной конструкции. В тех уз-
лах, где еще не применены шарико-
вые подшипники, используют втул-
ки шарниров из бронзы или капро-
на. Обычно заменяют лишь те втул-
ки, которые слабо сидят в гнезде
или имеют большую выработку.
Наименьшая толщина стенки
втулки у любого шарнира токопри-
емника при выпуске из ТР-3 долж-
на быть не менее 1 мм, а в эксплу-
атации — не менее 0,5 мм. Для
указанных условий аксиальный за-
зор в любом шарнире рамы отече-
ственных токоприемников не дол-
жен превышать соответственно 3 и
4 мм, а токоприемников электрово-
зов ЧС — 0,8 и 1 мм. Большие бо-
ковые зазоры в шарнирах устраня-
ют постановкой шайб требуемой
толщины. При выпуске из ремон-
та токоприемников производства
ЧССР контролируют, чтобы зазоры
между валиками и отверстиями в
деталях из сплава алюминия были
в пределах 0,03—0,2 мм. В эксплуа-
тации не допускаются зазоры более
1 мм.
Шарниры и другие детали из
сплава алюминия, имеющие трещи-
ны или разработанные отверстия,
подогревают газовой горелкой и за-
паивают электродом из алюминие-
вого сплава АЛ-48, насаженного на
стальную проволоку или отлитого в
палочки. В качестве флюса исполь-
зуют фтористый натрий или буру.
При этом для удобства сборки час-
то запаивают и отверстия в деталях
под штифты с тем, чтобы сверлить
их при сборке одновременно с комп-
лектными деталями. Для уменьше-
ния объема обработки деталей пос-
ле наплавки используют различные
ограничители размеров в виде вту-
лок, валиков и подкладок из крас-
ной меди.
Рис. 191. Труба токоприемника, восстанов-
ленная с помощью соединительной муфты
Неисправные шунты заменяют.
Контактные поверхности на основа-
нии и рамах аппарата в местах под-
соединения шунтов, кабелей или
шин при наличии отслоения, потем-
нения и пятен зачищают от окислов
и лудят. При креплении шунтов к
трубам рам хомутами проверяют
прочность установки хомутов на
рамс.
Неисправности верхнего узла
токоприемника и контактной систе-
мы, прежде всего кареток, приво-
дят в эксплуатации к резкому пе-
рекосу полоза и повреждению кон-
тактной сети. Осматривая детали
кареток, убеждаются в отсутствии
изломов, искривлений, трещин и
чрезмерной выработки. Трещины в
кронштейнах и держателях кареток
токоприемников электровозов ВЛ8
и ВЛ23 обычно возникают в местах
концентрации напряжений на рез-
ких переходах. В верхнем узле токо-
приемников электровозов ЧС2,
ЧС2Т и ЧС7 нередко наблюдаются
износ стенок стакана, продавлива-
ние дна, излом внутренней шпильки
и трещины в местах приварки проу-
шины под полоз.
При таких повреждениях стакан
ремонтируют сваркой или наплав-
кой. Изломанные детали кареток за-
меняют, погнутые исправляют, при-
меняя иногда предварительный по-
догрев. При наличии не более одной
трещины на проушину поврежден-
ные детали восстанавливают свар-
кой. Заменяют валики, втулки и на-
правляющие, изношенные сверх до-
пустимых размеров. Проверяют ис-
правность пружин каретки.
449
При выпуске из ТР-3 ход карет-
ки токоприемников П-3, П-5 и Т-5
должен составлять 48—52 мм. В эк-
сплуатации токоприемник бракуют,
если ход каретки составляет более
53 мм или менее 45 мм.
Для проверки и замены уплотне-
ний, контроля состояния пружины и
внутренней поверхности цилиндра
пневматический привод разбирают.
При разборке привода необходимо
помнить, что пружина внутри ци-
линдра находится в сжатом состоя-
нии. Для снятия крышки привода
токоприемника П-5 отвинчивают
через один три болта из крепящих
ее шести болтов. Вместо снятых ус-
танавливают три монтажных болта
М10Х150, отворачивают три остав-
щихся болта, а на их место ставят
монтажные болты Ml ОХ 280. Пос-
ледовательно ослабляя поставлен-
ные болты, передвигают крышку по
монтажным болтам сначала на
140 мм и снимают болты М10Х150.
Затем ослабляют и снимают болты
М10Х280 вместе с крышкой.
После разборки привода токо-
приемника негодные кожаные ман-
жеты или уплотняющие резиновые
кольца заменяют. Кожаные манже-
ты, не имеющие видимых поврежде-
ний, отправляют на прожировку.
Детали разобранного привода
промывают в керосине и вытирают
насухо чистыми салфетками. При
наличии задиров и рисок на внут-
ренней поверхности цилиндра их
устраняют шлифовкой на станке.
Если рабочая поверхность цилинд-
ра может иметь износ в виде конус-
ности или овальности, то для ее
восстановления применяют хроми-
рование. Увеличение внутреннего
диаметра цилиндра привода по из-
носу допускается не более чем на
0,7 мм. Для восстановления допус-
тимо расточить цилиндр и поста-
вить в него втулку.
Выработка во втулке крышки
цилиндра от штока поршня допус-
кается не более 2,5 мм, а в эксплу-
атации не более 3 мм. Сильно раз-
работанные отверстия под шток
поршня восстанавливают заваркой
350
и последующей обработкой. Ход
поршня регулируют ограничитель-
ными кольцами. Все смазочные и
атмосферные отверстия прочищают.
При ревизии пневматических при-
водов токоприемников электровозов
ЧС обязательно обращают внима-
ние на состояние иглы на поршне и
втулки в крышке. Убеждаются в
отсутствии износа этих деталей. Из-
нос является следствием искривле-
ния иглы или нарушения ее сооснос-
ти относительно втулки. Поэтому,
сменив изношенные детали, необхо-
димо также удостовериться в том,
что устранена и причина поврежде-
ния. Проверяя соединение хвосто-
вика поршня с кулисой, следует
помнить, что это один из слабых уз-
лов аппарата. Приступая к сборке
привода, его стенки и поршень сма-
зывают смазкой ЖТ-79Л. При ис-
пытании собранного привода давле-
нием 675 КПа (6,75 кгс/см2) утеч-
ка воздуха не допускается.
При ремонте редуктора воздуш-
ные каналы, клапаны и их седла
прочищают заостренной деревянной
палочкой с надетой на ее концы
чистой тканью. Применять металли-
ческие предметы нельзя, так как
ими можно нанести риски на прити-
рочные поверхности. Все детали (за
исключением кожаных манжет и ка-
тушки электромагнитного вентиля
клапана КП-17-09) очищают от гря-
зи и ржавчины промывкой в керо-
сине. Работоспособность редукци-
онных клапанов в немалой степени
определяется исправностью пружи-
ны. Поэтому обязательно проверя-
ют характеристику старой или
вновь устанавливаемой пружины.
После смены деталей привод соби-
рают, клапаны притирают к седлам,
как при ремонте электромагнитных
вентилей.
Полиэтиленовые воздушные ру-
кава токоприемников также снима-
ют с электровоза для проверки и
испытания. Их промывают теп-
лой водой с мылом и протирают
насухо. Влагу из рукава удаляют
продувкой сжатым воздухом. По-
верхность рукава должна быть
гладкой, без трещин, надрывов и
вмятин. Трещины чаще всего воз-
никают в местах перегибов. Рукав,
имеющий такие дефекты, заменяют.
Бурты, имеющие трещины, вмятины
или толщину менее 4 мм хотя бы
на одном участке по окружности,
обрезают и формируют новые с по-
мощью специальной пресс-формы
(рис. 192). При этом длина рукава
может быть уменьшена против чер-
тежного размера не более чем на
50 мм.
Формируя бурт, на конец шлан-
га 1 надевают обойму 2, затем
разъемный пуансон 3. Конец шлан-
га выводят из пуансона на нужную
величину для получения буртика
требуемых размеров и опускают в
бачок с глицерином, нагретым до
температуры 120—140 °C. Форми-
рование полиэтилена при предвари-
тельном нагреве до более высокой
температуры значительно затрудня-
ется из-за чрезмерного размягчения.
Через 3—5 мин шланг с пуансоном
и обоймой вставляют в корпус 4
пресс-формы, предварительно подо-
гретой вместе с матрицей 5 до тем-
пературы 50—60 °C. Буртик форми-
руют легким нажатием одновремен-
но на шланг и обойму.
Перед формированием буртиков
на втором конце нового воздухо-
провода на шланг надевают две на-
кидные гайки с уплотнительными
прокладками. Если требуется изог-
нуть шланг, его опускают на 5—
8 мин в воду, нагретую до темпера-
туры 100 °C, а затем укладывают в
шаблон. Чтобы избежать смятия
стенок шланга при изгибе, в него
вставляют круглый сплошной рези-
новый жгут или гибкий металличес-
кий трос диаметром на 1—2 мм
меньше внутреннего диаметра
шланга. Готовый шланг испытыва-
ют давлением 700 кПа (7 кгс/см2),
а затем на электрическую прочность
переменным напряжением 9,5 кВ ча-
стотой 50 Гц в течение 1 мин.
Приступая к сборке токоприем-
ника, вновь проверяют по уровню
тумбы, на которых установлено его
основание. Последовательно монти-
Рис. 192 Пресс-фор-
ма для формовки
буртов полиэтилено-
вой трубки
руют детали и узлы, которые сни-
мали с основания для ремонта: пне-
вматический привод, амортизаторы,
пружины, валы и рычаги нижних
рам. По мере сборки токоприемника
в шарниры и подшипники заклады-
вают смазку. Устанавливая верх-
ние рамы, в некоторых случаях
шарниры собирают с помощью вре-
менных валиков и, лишь закончив
предварительную работу, приступа-
ют к замене временных валиков
постоянными. При этом стараются
не допустить перекоса рычагов и
шарниров.
Подготовленные в виде отдель-
ного узла каретки контактной сис-
темы собирают в единое целое сов-
местно с верхними рамами и укре-
пляют в зависимости от конструк-
ции токоприемника один или два
полоза. Толщина накладок или
угольных вставок на полозах долж-
на соответствовать номинальным
значениям. Завершив сборку, пере-
мещением от руки убеждаются в
свободном ходе всех подвижных де-
талей и отсутствии заеданий в шар-
нирах.
Проверяют правильность сбор-
ки. С помощью уровня, установлен-
ного на линейку, убеждаются в том,
что отклонение полоза от горизонта-
ли не превышает 5 мм на длине
1000 мм. При установке на элек-
тровоз допускается отклонение по-
лоза от горизонтали не более 10 мм,
а в эксплуатации — не более 20 мм.
Токоприемники с двумя полозами
регулируют так, чтобы превышение
одного полоза относительно другого
было менее 2 мм.
351
С помощью отвеса, опущенного
из центра контактной системы, про-
веряют смещение этого центра в
поперечном направлении относи-
тельно центра основания. При вы-
пуске из ТР-3 оно не должно пре-
вышать 25 мм во всем рабочем ди-
апазоне высот. В эксплуатации до-
пускается увеличение смещения до
30 мм. Смещение центра контакт-
ной системы в продольном направ-
лении («завал» токоприемника) ус-
траняют уменьшением длины синх-
ронизирующей тяги, связывающей
оба вала в основании аппарата.
Одной из самых сложных и от-
ветственных заключительных опе-
раций является регулировка актив-
ного и пассивного нажатий.
Для предварительной регулиров-
ки натяжения внутренней пружины
у токоприемников П-ЗА и ДЖ-5К
равномерно затягивают оба болта.
При равномерно затянутых болтах
между ними и отверстием втулки
имеется концентрический зазор,
благодаря чему исключается воз-
можность трения между болтом и
втулкой. Правильность регулировки
внутренней пружины определяет ха-
рактеристика опускания — зависи-
мость между усилием опускания,
измеренным на полозе, и высотой
положения подвижной системы то-
коприемника при сообщении цилин-
дра привода с атмосферой. Так, у
токоприемника П-ЗА усиление опу-
скания в рабочем диапазоне высот
от 400 до 1900 мм находится в пре-
делах 70—80 Н (7—8 кгс).
Затем приступают к регулиров-
ке наружных пружин. У токопри-
емников П-ЗА и ДЖ-5К натяжение
наружных пружин осуществляют
поворотом их так, чтобы разность
пружины токоприемника и главных налов
длин обеих пружин не превышала
8 мм. О значении натяжения судят
по результатам измерения статичес-
кой характеристики токоприемника.
Основное изменение нажатия
достигается путем изменения натя-
жения Н подъемных пружин 4 (рис.
193) при перемещении пружинодер-
жателей 5 по резьбе тяг 3. У мно-
гих токоприемников возможно из-
менять на главном валу 6 основа-
ния угол у между осями рычага 1
нижней рамы и кронштейном 2, к
которому присоединена тяга 3 подъ-
емной пружины. У некоторых то-
коприемников возможно изменять
расстояние b — плечо развиваемо-
го пружиной 4 усилия относительно
оси главного вала 6. У токоприем-
ника П-ЗА кронштейн 2 выполнен
таким образом, что поворот эк-
сцентрика в его верхней проушине
приводит одновременно к измене-
нию угла у и размера Ь. У всех то-
коприемников путем изменения вы-
хода пружины 4 из пружинодержа-
телей (расстояние с) можно изме-
нять рабочую жесткость подъемной
пружины. С этой целью ее навора-
чивают на держатели или скручива-
ют с них.
Увеличение плеча Ь приводит к
общему увеличению статического
нажатия во всем диапазоне высоты
подъема полоза, а также к увеличе-
нию кривизны характеристики то-
коприемника на ее крайних участ-
ках (рис. 194). Увеличение натяже-
ния пружины Н имеет своим следс-
твием увеличение нажатия во всем
диапазоне. Но при этом характерис-
тика «заваливается» в начальной
левой части и поднимается в конце.
Уменьшение начального натяжения
подъемной пружины дает обратный
эффект. Увеличение рабочей жест-
кости пружины ж, т. е. увеличение
размера с (см. рис. 193), приводит
к «задиру» характеристики в на-
чальном участке и ее «завалу» в
конце. Изменение угла у незначи-
тельно влияет на статическую ха-
рактеристику в начале рабочего ди-
апазона, но вызывает ее подъем в
352
Рис. 194. Влияние параметров регулирования нажатия токоприемника на его статиче-
скую характеристику:
а — изменения характеристики при регулировании плеча Ь и силы натяжения подъемной пружи-
ны Я; б — изменения характеристики при регулировании жесткости пружины ж и угла у
конце при уменьшении и опускание
на том же участке при увеличении.
У правильно отрегулированных
токоприемников отечественных
электровозов шарнир, соединяющий
верхние рамы, должен быть припод-
нят над амортизатором на высоту
20 мм. Благодаря этому существен-
но облегчается подъем токоприем-
ника в эксплуатации. Касание амор-
тизаторов шарнирами верхних рам
при опускании токоприемника долж-
но происходить одновременно. Мак-
симальную высоту токоприемников
П-ЗА и П-5 регулируют с помощью
болта на пневматическом приводе,
который ограничивает ход штока
поршня.
Собранный аппарат соединяют с
цеховым воздухопроводом и прове-
ряют его работу. Время подъема и
опускания токоприемника и его
правильная работа во многом за-
висят от регулировки и исправнос-
ти редукционного клапана. Ско-
рость подъема токоприемников эле-
ктровозов ЧС зависит от размера
отверстия в клапане, устанавливае-
мом на впускном отверстии цилинд-
ра. Для уменьшения скорости подъ-
ема отверстие зачеканивают или
запаивают, а затем заново рассвер-
ливают до чертежного размера. До-
полнительные сведения о регулиров-
ке токоприемников см. на с. 105.
При сдаче отрегулированного то-
коприемника мастеру или приемщи-
ку локомотивов еще раз проверя-
ют соответствие его геометрических
размеров установленным нормам.
Убеждаются в отсутствии утечек
воздуха при максимальном рабочем
12 Зак. 1613
давлении 675 кПа (6,75 кгс/см2)
и четкой работе аппарата при
минимальном давлении 375 кПа
(3,75 кгс/см2).
Проверенный и принятый токо-
приемник окрашивают в красный
цвет, за исключением контактных
поверхностей, полиэтиленовых тру-
бок, верхних скоб, шунтов и дета-
лей из сплавов алюминия. При ус-
тановке аппарата на электровоз об-
ращают внимание на то, чтобы раз-
ница высоты опорных изоляторов
не превышала 2 мм, а смещение
осей противостоящих по диагонали
изоляторов — 10 мм. В завершение
проверяют работу токоприемника
от вспомогательного компрессора
или ручного насоса и убеждаются
в прочности крепления выводов ап-
парата и его соединений с шинами
крышевого оборудования.
44. Особенности ремонта
и регулировки быстродействующих
выключателей электровозов ЧС
Быстродействующие выключа-
тели (БВ) электровозов ЧС2, ЧС2Т,
ЧС7, ЧС200 н ЧС6 имеют практи-
чески одинаковую конструкцию. Не-
которые отличия объясняются в
основном различным током уставки.
Быстродействующий выключатель
электровоза ЧСЗ отличается от них
главным образом использованием
электромагнитного привода вместо
электрон неим этического. У каза и-
ный аппараты: в сравнении с БВ
отечественных электровозов рабо-
тают более надежно, поэтому при
353
Рис. 195. Схема быстродействующего выключателя электровозов ЧС
ТР-2 их обычно не снимают с локо-
мотивов и ограничиваются ревизией
в аппаратном цехе дугогаситель-
ной камеры.
Технология проверки и наладки
БВ электровозов ЧС при ТР-3 име-
ет свои особенности. Подвижной
контакт 1 (рис. 195*) заменяют в
редких случаях: при уменьшении
толщины сверх допустимых норм,
сильных оплавлениях или заедани-
ях в шарнирах. При выпуске из ре-
монта толщина контакта в рабочей
части должна быть равной SO-
44 мм, в эксплуатации контакт
бракуют при толщине менее
40 мм.
Длина неподвижного контакта 4
по нижней грани должна состав-
лять 121 —119 мм, а в эксплуата-
ции — не менее 116 мм. При умень-
шении длины, сильных оплавлени-
ях и других неисправностях обычно
заменяют не весь неподвижный
контакт, а только съемную наклад-
ку 3. Если накладку не меняют, то
проверяют отверткой ее крепление.
Обязательно контролируют крепле-
ние шуита к подвижному контакту.
* На рис. 195 привод БВ показан в
выключенном положении, а силовая
часть — во включенном.
354
Раствор силовых контактов ус-
танавливают равным 28—22 мм, а
прилегание регулируют так, чтобы
наибольшее горизонтальное смеще-
ние их относительно друг друга бы-
ло не более 0,5 мм. В эксплуатации
допускается изменение раствора
контактов в пределах 32—20 мм и
увеличение смещения до 1 мм.
Большое значение нажатия си-
ловых контактов выключателя элек-
тровозов ЧС2 [570—600 Н (57—
60 кгс)] и особенности конструкции
исключают возможность применения
дчя измерения обычных динамомет-
ров.
Инженером Антоновым А. Л.
разработано устройство, позволяю-
щее проверять нажатие контактов
БВ электровозов ЧС2 (рис. 196)
как в цехе, так и непосредственно на
локомотиве. Для измерения нажатия
корпус 4 прибора с направляющей,
внутри которой находится пружина,
упирают в магнитопровод отключа-
ющей катушки. Раздвоенный конец
штока 1 соединяют с подвижным
контактом аппарата посредством
валика 5, который вставляют в от-
верстие средней части контакта.
После этого аппарат включают и
завинчивают ганку 2 до тех пор,
пока контакты не начнут расходить-
ся. Нажатие определяют по рискам
3 на нажимном цилиндре. При нор-
мальном нажатии торец направляю-
щей корпуса должен находиться
между рисками.
Изменения нажатия силовых
контактов достигают двумя регули-
ровочными болтами 5 (см. рис. 195)
пружинного пакета на включающей
тяге 7, которые сжимают или раз-
жимают пружину 23, регулирующую
нажатие. Обращают внимание на
то, чтобы планки, сжимающие пру-
жину, располагались параллельно
друг другу. При нормальном нажа-
тии между планками имеется за-
зор 6 от 5 до 3 мм, что удобно кон-
тролировать в эксплуатации через
отверстия в боковых стенках аппа-
рат^ Однако полностью доверять
этойу признаку нельзя: зазор мо-
жет появиться и при слабом нажа-
тии в случае излома пружины 23,
излома или ослабления одного из
болтов 5.
Излом пружины 23 или ослаб-
ление пружинного пакета нетрудно
определить при осмотре. Признаком
этих повреждений могут быть так-
же следы чрезмерного нагрева си-
ловых контактов. Излом или отжиг
отключающей пружины 2 определи
ется при ее осмотре соответствен-
но по деформации или появлению
цветов побежалости Общим приз-
наком этих неисправностей являет-
ся слабый отскок подвижного кон
такта 1 при выключении БВ.
Если при подаче управляющего
воздействия на включающий элек-
тромагнит 17 и вентиль 27 переме-
щается только тяга 7, а контакт /
остается неподвижным и БВ не
включается, то это может указы-
вать на одну из следующих неис-
правностей: излом шпильки 24
(обычно в месте соединения с вил-
кой 35), ослабление или износ упо-
ров 25, излом вилки 35 или износ
выступов в ее вырезах, излом хотя
бы одной из двух фиксирующих
пружин 34. Конкретную неисправ-
ность выявляют при последующем
тщательном осмотре БВ. Нормаль-
но между вилкой (отключающим
12*
рычагом) 35 и упором 25 на под-
вижном контакте в отключенном
положении БВ имеется зазор
3—2 мм.
Пневматический привод БВ
электровозов ЧС ремонтируют и
проверяют подобно приводам БВП-
ЗА и БВП-5. Упорную поверхность
штока 10 при наличии большого из-
носа или повреждений восстанавли-
вают вибродуговой наплавкой. При
ремонте с разборкой проверяют со-
ответствие чертежу размеров от-
ключающих пружин 20 и 13 порш-
ня, убеждаются в отсутствии их ос-
таточной деформации. Оценивают
состояние внутренних поверхностей
и уплотнений цилиндра 21, убежда-
ются в исправности поршня 18, его
резинового уплотнения и валика 14
Если привод не разбирался, то о
неисправности отключающей пружи-
ны 20 можно судить по замедлен-
ному втягиванию штока 10 при вы-
ключении привода. При неисправ-
ности отключающей пружины 13
происходит очень медленное выклю-
чение всего аппарата, поскольку
шток 10 не выходит из зацепления
с упором 9. Заедание поршня при
включении может произойти в ре-
зультате истощения или загустения
смазки.
Проверяют состояние упоров 9
и 22 и валиков, соединяющих дву-
плечие рычаги 8, 12 и тяги 7, 11 с
электромагнитом 17, добавляют в
них смазку. Собранный и установ-
ленный на выключателе пневмати-
ческий привод 21 регулируют во
взаимодействии с включающим эле-
ктромагнитом, не допуская проска-
кивания выступа штока 10 мимо ро-
Рис. 196. Устройство для измерения на-
жатия силовых контактов быстродейству-
ющего выключателя электровозов ЧС.
355
лика (упора) 9 двуплечего рычага
8 при включении аппарата. С этой
целью ослабляют контргайку 15 и,
поворачивая якорь 16 по резьбе
штока, изменяют зазор между ним
и магнитопроводом.
При малом зазоре перемещение
штока 10 будет недостаточным, что-
бы обеспечить его надежное зацеп-
ление с упором 9. В эксплуатации
это явление усугубится из-за из-
носа шарнирных соединений в сис-
теме связи якоря 16 со штоком 10:
по мере втягивания якоря в элект-
ромагнит будут выбираться зазоры
в шарнирах и перемещение штока
10 окажется незначительным. При
слишком большом зазоре напряже-
ние, поданное на электромагнит,
окажется недостаточным, чтобы
якорь 16 притянулся. С учетом ска-
занного регулировку выполняют
так, чтобы обеспечить наибольший
зазор, при котором БВ четко вклю-
чается при напряжении 35 В. Закон-
чив регулировку, контргайку на-
дежно затягивают.
Катушку включающего электро-
магнита 17 проверяют измерением
ее активного сопротивления. Если
сопротивление не соответствует нор-
ме или имеются внешние признаки
повреждения, катушку заменяют
исправной. Выводы с трещинами
или изломами заменяют новыми или
меняют катушку.
Поврежденные катушки нетруд-
но отремонтировать в условиях де-
по или перемотать заново. После
снятия покровной изоляции и неис-
правной медной проволоки изломан-
ный каркас катушки склеивают
эпоксидным клеем, а затем ровны-
ми витками укладывают на него
изолированный эмалью медный про-
вод. Включающую катушку выклю-
чателя электровоза ЧС2 наматыва-
ют проводом ПЭВ диаметром
0,8 мм. Поверх провода накладыва-
ют ленточный баидаж из тафтяной
ленты с перекрышей 2—3 мм. Соб-
ранную таким образом катушку по-
крывают лаком из эпоксидной смо-
лы, разведенной в ацетоне в соотно-
шении I :3. Примерно через 2—3 ч,
356
после того как пленка покрытия
просохнет, тем же лаком покрыва-
ют катушку второй раз.
Стенки из гетинакса, являющие-
ся основными изолирующими и не-
сущими деталями, протирают сал-
фетками, увлажненными бензином,
и внимательно осматривают. При
обнаружении отколов, трещин или
распушеиий стенки заменяют вновь
изготовленными. При необходимос-
ти стенки красят серой изоляцион-
ной эмалью ГФ-92-ХС с помощью
пульверизатора для получения ров-
ного, гладкого слоя. Окрашиваемую
поверхность предварительно зачи-
щают мелким стеклянным полотном
и протирают сухими салфетками.
Осматривая магнитопроводы ду-
гогасительиой системы и отключаю-
щей катушки 28, убеждаются в от-
сутствии распушений, ослабления и
изломов листов, в исправности эма-
левого покрытия. Разбирают эти
узлы только при обнаружении пов-
реждений. В случае разборки и по-
следующей сборки механизма авто-
матического отключения проверя-
ют плотность прилегания верхней
части якоря 30 к сердечнику магни-
топровода 29. Для этого между дву-
мя листами белой бумаги прокла-
дывают полоску копировальной бу-
маги и зажимают между якорем и
сердечником. При недостаточно
плотном прилегании поверхность
якоря пришабривают до тех пор,
пока площадь прилегания будет не
менее 90% общей поверхности при-
легания якоря и сердечника.
Собирая механизм автоматичес-
кого отключения, проверяют плот-
ность и устойчивость посадки от-
ключающей катушки 28 и при необ-
ходимости уплотняют ее изоляцион-
ными прокладками из прессшпана.
Убеждаются в исправности пружи-
ны 32.
При проверке тока уставки БВ
обращают внимание иа то, чтобы
регулировочный виит 31, располо-
женный в вырезе хвостовика яко-
ря 30 механизма автоматического
отключения, обеспечивал четкую
регулировку зазора между якорем
и сердечником, а пружина 32, от-
жимающая якорь, точно фиксирова-
ла его в установленном положении.
Зазор между вилкой (отключающим
рычагом) 35 и упором 33 якоря 30
отключающего электромагнита ус-
танавливают равным 2—3 мм,
Четкая работа БВ и требуемое
взаимодействие с другими аппара-
тами в системе управления электро-
возом в значительной мере опреде-
ляются правильной регулировкой
блокировочных устройств. На вык-
лючателе установлено два таких
устройства: устройство 26 позволя-
ет контролировать положение сило-
вых контактов, а устройство 19 —
привода. Регулировкой приводов
блокировочных контактов добива-
ются полного притирания при вклю-
чении аппарата и требуемого сво-
бодного хода при его выключении.
По окончании настройки тяги и
регулировочные болты блокировоч-
ных устройств 19 и 26 фиксируют
контргайками, закрашивая их крас-
ной краской,
В эксплуатации отказы блок-
контактов БВ сравнительно легко
определить по характеру срабатыва-
ния выключателя и его взаимодей-
ствию с другими аппаратами. Ис-
ключение составляет собственный
блок-контакт, шунтирующий рези-
стор в цепи включающего электро-
магнита 17. Если он не размыкается
после включения БВ, то резистор
не вводится в цепь катушки. В ре-
зультате длительного протекания
большого тока катушка электро-
магнита чрезмерно нагревается и
сгорает. Поэтому блок-контакту
уделяют особое внимание. Осматри-
вая резистор, убеждаются в отсут-
ствии признаков его повреждений и
исправности пайки подходящих про-
водов.
Настроив аппарат в состоянии
покоя, окончательную проверку со-
ответствия тока уставки требуемым
значениям выполняют на работаю-
щем вибростенде 1 (pwe- i97). Ток
уставки БВ на электровозах ЧС2 и
ЧС2Т составляет 2500—2700 А на
электровозах ЧС7 и ЧС6 — 1800 А
12в Зак. 1613
Рис. 197. Испытание быстродействующего
выключателя электровозов ЧС на вибро-
стенде:
/ — вибростенд; 2 — низковольтные провода: 3 —
быстродействующий выключатель: 4 — подводя-
щие силовые провода
и на электровозах ЧСЗ — 1700 А.
В правильности регулировки аппа-
рата убеждаются путем трех — пя-
ти повторных включений с провер-
кой тока уставки. По окончании ре-
гулировки регулировочный винт 31
(см. рис. 196) стопорят с помощью
пружинной шайбы и контргайки, а
затем пломбируют
На ремонт БВ с разборкой сле-
сарь 5-го разряда затрачивает 7 ч
и еще около 1ч — на снятие и по-
становку аппарата на электровоз.
45. Контакторы
Несмотря на большое разнообра-
зие конструкций электропневматн-
ческих и электромагнитных контак-
торов электровозов различных серий
технологии их проверки, разборки,
ремонта и регулировки имеют мно-
го общего. Поэтому целесообразно
рассмотреть технологию проверки,
разборки, ремонта и регулировки
применительно к аппаратам какого-
то одного типа, например электро-
пневматическим контакторам оте-
чественных локомотивов. На ТР-3
снятого с электровоза контактора
ПК слесарю 5-го разряда отводит-
ся около 50 мин (без привода). Ра-
357
боты удобно выполнять на специ-
альных стендах, имеющих подвод
воздуха и постоянного тока напря-
жением, регулируемым от 0 до
50 В, для испытания отремонтиро-
ванных аппаратов. На таком стен-
де каждый контактор устанавлива-
ют в гнездо, позволяющее быстро
закрепить стойку и свободно пово-
рачивать аппарат в горизонтальной
плоскости при разборке и сборке.
Одной из первых операций яв-
ляется снятие пневматического
привода. Его ревизию и ремонт осу-
ществляют в соответствии с требо-
ваниями, изложенными на с. 148.
После снятия привода кронштейны
и другие детали неподвижного и
подвижного контактов очищают от
загрязнений и нагаров металличес-
кой щеткой, а затем салфетками.
Изоляционные стойки контактора и
дугогасительные катушки протира-
ют салфетками, смоченными бензи-
ном, а затем сухими. После очистки
проверяют состояние всех основных
и крепежных деталей. Используя
лупу, убеждаются в отсутствии тре-
щин.
Наиболее часто трещины мож-
но обнаружить в изоляционном по-
крытии стоек, в дугогасительных
рогах (особенно в месте крепления
неподвижного контакта, как пока-
зано на рис. 198), в перемычках
шунтов. У электромагнитных кон-
такторов 23SM и 31SM, применяе-
Рис. 198. Места возможных появлений
трещин на кронштейне неподвижного кон-
такта электропневматического контактора
358
мых на электровозах ЧС2, ЧС2Т и
ЧСЗ для включения вспомогатель-
ных цепей, в результате чрезмерной
затяжки крепящих болтов появля-
ются трещины в кронштейнах не-
подвижных контактов, в планках
крепления деталей аппарата к ос-
новной стойке.
Если по результатам проверки
состояния электропневматического
или электромагнитного контактора
не нужно менять изоляцию несуще-
го стержня, выполнять наплавоч-
ные работы у кронштейнов, пере-
пайку контактных соединений дуго-
гасительной катушки или другие
работы, требующие основательной
разборки аппарата, то ТР-3 кон-
тактора обычно делают без снятия
кронштейнов подвижного и непод-
вижного контактов.
При ремонте с разборкой верх-
ний кронштейн снимают вместе с
дугогасительной катушкой. Для это-
го снимают запорные шайбы, ослаб-
ляют торцовые болты и сдвигают
кронштейн неподвижного контакта
с изолированного стержня, легко
постукивая по нему молотком. Ана-
логично снимают нижний крон-
штейн с подвижными деталями и,
если требуется, разбирают подвиж-
ную систему, расшплинтовав и вы-
нув валики.
Трещины, обнаруженные в крон-
штейнах или других латунных де-
талях контакторов, разделывают и
заваривают газовой сваркой, ис-
пользуя для присадки листовую ла-
тунь, а в качестве флюса — буру.
Предварительно всю деталь прог-
ревают в пламени газовой горелки,
а после окончания сварочных работ
погружают в золу или сухой песок.
Такие меры предосторожности поз-
воляют предупредить появление но-
вых трещин в теле детали и свароч-
ном шве при ее резком охлаждении.
После остывания детали сварочный
шов зачищают напильником запод-
лицо. Качество сварки проверяют
легкими ударами молотка. Газовую
сварку используют также для зап-
лавки отверстий с сорванной или
изношенной резьбой. После заплав-
ки их вновь рассверливают и наре-
зают новую резьбу.
Проверяя состояние узла непод-
вижного контакта, обязательно за-
чищают плоскость соприкосновения
кронштейна и силового контакта.
Убеждаются в том, что вывод дуго-
гасительной катушки плотно соеди-
нен с выводом контактора. При ос-
лаблении контакта между ними вы-
сверливают и выбивают заклепки.
Также поступают при смене дугога-
сительной катушки, когда в ней об-
наружены неустраняемые ремон-
том повреждения, например, силь-
ное оплавление витков или трещи-
ны в них. Плоскости соприкоснове-
ния выводов катушки и контактора
зачищают металлической щеткой,
лудят припоем ПОСу 40-0,5 и скре-
пляют новыми заклепками.
Пользуясь отверткой, разводят
витки дугогасительной катушки так,
чтобы они не касались друг друга
и не подходили к дугогасительному
рогу ближе чем на 2 мм. Вывод ду-
гогасительной катушки, имеющий
обгоревшую или порванную изоля-
цию, очищают и изолируют вновь
слоем электроизоляционного карто-
на ЭВ н двумя слоями тафтяной
ленты. Сверху ленту покрывают ла-
ком БТ-99. Изоляция катушки дол-
жна быть монолитной, хорошо про-
клеенной.
Подсоединив мегаомметр на
2500 В к полюсу сердечника дугога-
сительной катушки и ее выводу, из-
меряют сопротивление изоляции. У
исправной катушки оно не может
быть менее 3 Мом. Чтобы восста-
новить изоляцию или сменить изло-
манные фланцы, сердечник катушки
расклепывают, снимают фланцы,
изоляционные шайбы и изоляцион-
ную трубку. В зависимости от ха-
рактера повреждения ставят новые
фланцы, шайбы или втулку, после
чего сердечник заклепывают. Соби-
рая неподвижный контакт, надежно
закрепляют все детали.
При осмотре узла подвижного
контакта убеждаются в отсутствии
трещин в кронштейне, держателе,
рычаге и валиках. Отбраковывают
12в*
валики и ось тяги привода, имею-
щие износ по диаметру более
0,24 мм. Убеждаются в плотной по-
садке втулок в кронштейне, рыча-
ге и держателе. При ослаблении
вытачивают новую втулку с боль-
шим наружным диаметром. Пред-
варительно устраняют разверткой
овальность отверстия под втулку.
К выпуску из ТР-3 могут быть
допущены контакторы ПК, у кото-
рых зазоры между валиками, осью
тяги и отверстиями втулок находят-
ся в пределах 0,02—0,6 мм. Суммар-
ное перемещение подвижного кон-
такта по вертикали из-за слабины
в валиках должно быть не более
2,5 мм.
Притирающие пружины подвиж-
ных , контактов, работающие на
сжатие, воспринимают нагрузку на
торцовые витки. От выполнения
этих витков в немалой степени за-
висит надежная посадка на рабочем
месте и правильная работа пружин.
Поэтому при постановке новых или
отремонтированных пружин сжатия
(что также относится к пружинам
пневматического привода) их тор-
цовые витки опиливают так, чтобы
опорные поверхности были плоски-
ми и перпендикулярными к оси пру-
жины.
К шунту подвижного контакта
предъявляются обычные требова-
ния. Изоляционную тягу из пласт-
массы АГ-4В заменяют при наличии
трещин, сильных повреждений по-
верхностей и несоответствии требу-
емым размерам отверстий. Диамет-
ры отверстий должны составлять
14,5—15,0 и 7,5—8,0 мм. При нали-
чии на поверхности изоляционной
тяги царапин, рисок и небольших
поджогов поврежденные места шли-
фуют мелкой шлифовальной шкур-
кой, а затем покрывают лаком
ФЛ-98. Чтобы обеспечить плотность
соединения с рогом дугогасительной
камеры, расстояние у горловины
прижима на нижнем неподвижном
кронштейне устанавливают равным
10 мм.
По мере необходимости ремон-
тируют или заменяют рычаги, ва-
359
лики и втулки блокировочного ме-
ханизма Б-1Б. Отверстия под ва-
лики с износом более 0,2 мм зава-
ривают и вновь просверливают. По-
врежденные и изношенные больше
нормы контактные пальцы и сег-
менты заменяют новыми. Толщина
сегментов не должна быть менее
3 мм, а толщина пальцев у контакт-
ной поверхности — менее 0,7 мм.
Поверхность скольжения кон-
тактных пальцев обрабатывают на
станке или запиливают вручную
так, чтобы не было резких перехо-
дов от сегмента к изоляционной по-
верхности. Новый сегмент хорошо
пригоняют по месту и надежно за-
крепляют шурупами. При выработ-
ке гнезда для шурупов его рассвер-
ливают, затем в отверстие забива-
ют пробку, смазанную эмалью
ГФ-92-ХК или НЦ-929, и ввертывают
новый шуруп. Если выработана изо-
ляционная поверхность сегментодер-
жателя, его либо заменяют новым,
либо, сняв верхний слой, наращива-
ют на шурупах прокладкой из фиб-
ры или текстолита толщиной 2 мм.
В собранном механизме блокиро-
вочные пальцы при любом положе-
нии блок-контактов должны отсто-
ять от края сегментов не менее чем
на 3 мм с учетом свободного хода
из-за наличия зазоров.
Состояние изолирующего по-
крытия несущих стержней (изоля-
ционных стоек или панелей) кон-
такторов проверяют так же, как и
при текущих ремонтах меньшего
объема. При разборке аппарата
стержень, исправный или имеющий
незначительные повреждения изо-
ляционной поверхности, покрывают
ровным слоем эмали ГФ-92-ХС
(красного цвета) или НЦ-929 в за-
висимости от того, какой эмалью он
был покрыт ранее. При больших де-
фектах поверхностного слоя его за-
чищают ножом или напильником,
затем шлифуют мелкозернистым
стеклянным полотном, продувают
сжатым воздухом и окрашивают
эмалью в два слоя.
Стержень, имеющий поврежде-
ние изоляции более чем иа полови-
360
ну ее толщины, заменяют новым.
При меньшем повреждении, т. е. на
глубину 1—1,5 мм, поврежденное
место очищают острым ножом до
слюды, полого срезают края на
длине 15—20 мм. Затем очищенное
место покрывают бакелитовым ла-
ком и ровными слоями наматывают
миканитовую ленту с перекрытием
'/г ширины, промазывая ее тем же
лаком.
Последний слой наматывают
с таким же перекрытием киперной
лентой и после длительной сушки
окрашивают отремонтированную
изоляцию ровными слоями покров-
ной изоляционной эмали.
Опрессованную изоляцию, име-
ющую серьезные повреждения, сни-
мают полностью или частично. По-
верхность стержня очищают от за-
грязнений и покрывают лаком ФЛ-
98 или ФЛ-947. Формовку стержня
осуществляют на плите, поверхность
которой нагревают до температуры
55—70 °C, что необходимо для при-
дания эластичности миканитовым
листам, накатываемым на стер-
жень.
На плиту укладывают послойно
заготовки миканита и кабельной
бумаги н промазывают их лаком
ФЛ-98 или ФЛ-947. Затем нака-
тывают листы, плотно утягивая ма-
териал, и бандажируют стержень
киперной лентой, пропитанной ла-
ком ФЛ-98 или ФЛ-947. Подготов-
ленный таким образом стержень
обжимают в пресс-форме, загру-
жают вместе с ней в электрическую
печь и выдерживают там при тем-
пературе 105—120 °C. Готовый
стержень зачищают стеклянным по-
лотном, покрывают два раза ров-
ным слоем эмали ГФ-92-ХС и пос-
ле сушки проверяют на пробой.
В отдельных депо при ремонте
электромагнитных контакторов
электровозов ЧС2 и ЧСЗ взамен не-
годных опрессованных стержней
изготовляют стержни из текстолита
или гетинакса. Такие стержни на-
резают на строгальном станке и
после снятия заусенцев покрывают
электроизоляционной эмалью. Тех-
нология их изготовления очень про-
ста и не требует специального обо-
рудования.
Перед постановкой на контактор
отремонтированных деталей полез-
но проверить надежность крепле-
ния всех узлов, не снимавшихся с
аппарата. Сборку полностью разо-
бранного электропневматического
контактора начинают обычно с по-
становки нижнего кронштейна на
изоляционную стойку. Под торцо-
вые болты кронштейна подклады-
вают металлическую прокладку,
чтобы не повредить изоляцию. За-
тем двумя болтами укрепляют на
стойке пневматическую часть.
В соответствии с нормами допу-
сков подбирают по отверстиям вту-
лок диаметры валиков. Перед сбор-
кой шарниров валики промазывают
смазкой ЦИАТИМ-201. Особое
внимание уделяют подбору валика,
соединяющего подвижной рычаг с
нижним кронштейном. Валик плот-
но вводят в отверстие кронштейна,
т. е. зазор между валиком и втул-
ками рычага подбирают соответст-
вующим иижнему пределу допуска.
Вслед за пневматической частью
устанавливают на стойку верхний
кронштейн. Первоначально все ос-
новные узлы на стойку монтируют
в соответствии с установочными
размерами, а затем закрепляют их
в таком состоянии, чтобы раскрытие
силовых контактов было в преде-
лах 24—27 мм. Учитывая возмож-
ность увеличения раскрытия контак-
тов во время эксплуатации из-за их
износа, стремятся при сборке ус-
тановить раскрытие ближе к ниж-
нему пределу. Если оставить боль-
шое раскрытие контактов при ус-
тановке верхнего кронштейна, то
расстояние между валиком и бол-
том для крепления дугогаситель-
ной камеры может оказаться чрез-
мерно большим и ее нельзя будет
надеть иа контактор.
К установке на контактор ПК
допускают силовые контакты, имею-
щие толщину у пятки в пределах
5,0—10,2 мм. При этом обязательно
убеждаются в отсутствии трещин в
контактах. Провал силовых контак-
тов контакторов ПК должен соста-
влять 10—12 мм, а их конечное на-
жатие должно быть не менее 270 Н
(27 кгс). Необходимо учитывать,
что по мере износа контактов их
провал и нажатие уменьшаются.
После сборки блокировочного
механизма проверяют работу блок-
контактов. Ослабив крепление кон-
такторных пальцев, перемещают и
закрепляют их на новом месте так,
чтобы в фиксированном положении
контактора контакты правильно
располагались относительно сег-
ментов и не находились на голов-
ках винтов. Нажатие блок-контак-
тов должно составлять 10—25 Н
(1,0—2,5 кгс).
Сборку контактора заканчивают
постановкой гибких шунтов и зам-
ковых шайб на торцовые болты
кронштейнов. Проверяют надеж-
ность крепления всех валиков шай-
бами и шплинтами. Шплинты дол-
жны соответствовать отверстию в
валике и быть разведенными не
менее чем на половину диаметра
валика.
Перед установкой контакторов
на электровозе раму, на которой их
закрепляют, осматривают и убежда-
ются в отсутствии повреждений и
трещин. После установки контакто-
ров полезно обезжирить все изо-
ляционные поверхности протирани-
ем салфетками, увлажненными бен-
зином, а затем сухими. В заверше-
ние убеждаются в четкой работе
аппарата и отсутствии помех сна-
чала путем нажатия рукой на гри-
бок вентиля, а затем путем подачи
минимального напряжения на его
катушки. Все подвижные части кон-
такторов должны перемещаться сво-
бодно, без заеданий. Между ними
и дугогасительной камерой должен
быть зазор ие менее 1 мм. Запира-
ющий механизм должен надежно
фиксировать дугогасительную каме-
ру, а ее полюсы должны плотно ка-
саться полюсов дугогасительной ка-
тушки контактора.
Затраты труда на ремонт элек-
тромагнитных контакторов сопоста-
361
вимы с трудоемкостью работ по
восстановлению исправности элек-
тропневматических контакторов.
Так, на ремонт контактора МК-310Б
слесарю 5-го разряда отводится
около 40 мин, а на ремонт любого
контактора электровозов ЧС2, ЧС2Т
и ЧСЗ требуется в среднем 70 мин.
Особенности ремонта электро-
магнитных контакторов определя-
ются их конструкцией и назначени-
ем. При ремонте электромагнитных
контакторов всех электровозов обя-
зательно убеждаются в плотной по-
садке на сердечниках включающих
и дугогасительных катушек и при
необходимости укрепляют их, под-
ложив прокладки из изоляционных
материалов. Для закрепления ос-
лабшей включающей катушки кон-
такторов МК-310Б, предназначен-
ных для включения вспомогатель-
ных машин, и подобных им осво-
бождают стопорные болты сердеч-
ника. Затем, удерживая катушку от
поворачивания рукой, вращают
сердечник специальным ключом до
полного закрепления катушки и в
новом положении фиксируют ее
стопорными болтами.
Убеждаются в отсутствии меж-
виткового замыкания в дугогаси-
тельных катушках этих контакторов
и с помощью моста постоянного то-
ка измеряют их сопротивление. При
температуре +20°C активное со-
противление катушки контакторов
МК-ЗЮБ-ЗО, МК-ЗЮБ-ЗЗ, МК-310Б-
34, МК-31 ОБ-38 составляет от
0,00848 до 0,00963 Ом, МК-31 ОБ-
37—от 0,177 до 0,2 Ом, МК-310Б-
42 — от 0,031 до 0,0352 Ом.
Для восстановления покровной
изоляции этих катушек используют
тафтяную ленту размером 0,25X30
мм, укладывая ее в один слой с пе-
рекрытием ’/2 ширины, с последую-
щей бандажировкой электроизоля-
ционным шнур-чулком диаметром
1 мм или стекложгутом ЖС-1 того
же диаметра.
Для пропитки изоляции исполь-
зуют лак БТ-988. Катушки, имею-
щие хорошую покровную изоляцию,
красят лаком БТ-99 и на воздухе
362
сушат в течение 3—4 ч. Осматри-
вая дугогасительные катушки элек-
тромагнитных контакторов 23SM и
31SM, проверяют целость выводных
концов, убеждаются в отсутствии
трещин в месте их выхода из моно-
литной изоляции. Учитывая боль-
шое сходство между контакторами
23SM и 31SM, следует вниматель-
но подбирать новые дугогаситель-
ные катушки так, чтобы исключить
возможность постановки катушки,
не соответствующей типу контакто-
ра. Небольшие повреждения в изо-
ляционном покрытии катушек этих
контакторов закрашивают эмалью
ГФ-92-ХС. При наличии глубоких
трещин и отколов изоляционное по-
крытие катушек восстанавливают
эпоксидной смолой или пластмас-
сой АСТ-Т.
Если при осмотре контакторов
МК-310Б и МК-15-01 обнаружены
трещины в вертикальных стенках,
перегородках и защелке или выго-
рание до толщины менее 5 мм, то
их полностью разбирают. При пос-
ледующей сборке вертикальные
стенки можно соединять не трубча-
тыми заклепками, а болтами М12Х
90 и гайками, обточенными до высо-
ты 5 мм. При этом под гайку уста-
навливают простые шайбы, а после
затяжки каждую гайку раскернива-
ют в двух местах.
Если вертикальные стенки не
разбирают, то обязательно убежда-
ются в прочности развальцовки
(расклепки) трубок и исправности
защелок. Годные к дальнейшей эк-
сплуатации вертикальные стенки и
изоляционную защелку окрашивают
эмалью НЦ-929 или ГФ-92-ХС
(красного цвета). При смене фик-
сируют валик с помощью нового
шплинта.
У электромагнитных контакторов
отечественных электровозов сравни-
тельно часто включающую, а там,
где есть, и удерживающую катуш-
ки по результатам осмотра снима-
ют для ремонта. Очистив их от за-
грязнений, измеряют сопротивление
мостом постоянного тока. Активное
сопротивление должно соответство-
вать значениям, приведенным в
табл. 10. Катушки с заниженным
или завышенным сопротивлением,
с обрывом цепи или межвитковым
замыканием подлежат замене.
Раствор, провал и нажатие си-
ловых контактов стремятся устано-
вить близкими к верхнему преде-
лу. У контакторов МК-310Б раст-
вор силовых контактов должен быть
в пределах 30—34 мм, а у контак-
торов МК-15-01 — от 28 до 34 мм.
Для его регулировки допустимо
подпиливать ограничительный упор
якоря. Поперечное смещение сило-
вых контактов относительно друг
друга допускается не более 2 мм.
Провал силовых контактов у
электромагнитных контакторов оце-
нивают по зазору а (рис. 199). У
контакторов МК-310Б равенство
этого зазора 6—7 мм соответствует
провалу силовых контактов 7—9 мм,
а у контакторов МК-15-01 при а=
= 3-?-4,5 мм провал составляет 5—
7 мм. При необходимости для по-
лучения требуемого зазора а изоля-
ционный рычаг припиливают до
2,5 мм в месте посадки держателя
подвижного контакта. При началь-
ном нажатии контактов 8—13 Н
(0,8—1,3 кгс) конечное нажатие
Таблица 10
Тип контактора Назначение катушки Активное сопро- тивление кату- шек электромаг- нитных контак- торов при тем- пературе + 20 °C, Ом
МК-310Б* Включаю- 58,0—65,0
щая
МК-15-01 То же 0,124—0,140
МКП-23А Удержива- 0,17—0,18
ющая
МКП-23В Включаю- 0,613—0,696
щая
Удержива- 0,043—0,048
ющая
МКП-23Г МКП-23Е Включаю- 0,210—0,237
МКП-23Д щая
МКП-23Г Удержива- 0,143—0,162
МКП-23Е ющая
МПК-23Д То же 0,0632—0,0717
* Все исполнения.
Рис. 199. Определение провала контактов
электромагнитных контакторов МК-310Б
(а) н МК-15-01 (б)
составляет 18—27 Н (1,8—2,7 кгс)
у контакторов МК-310Б и 17—21 Н
(1,7—2,1 кгс) у контакторов МК-15-
01Ф.
При ремонте контакторов МКП-
23 с разборкой существенное внима-
ние уделяют подгонке деталей ма-
гнитопровода и их креплению. Рас-
плющенные медные диамагнитные
прокладки над плунжером заменя-
ют новыми толщиной 0,5—0,6 мм. В
некоторых депо для повышения на-
дежности контакторов ставят диа-
магнитную прокладку из бронзы
толщиной 0,1 мм. Совсем удалять
прокладки не следует. Без них при
правильной подгонке магнитопрово-
да плунжер «залипает» и в обесто-
ченном состоянии контактор не вы-
ключается, удерживаясь остаточным
магнитным потоком. Верхнюю часть
плунжера пришабривают и добива-
ются его хорошего прилегания к
диамагнитной прокладке. Иногда
для улучшения работы контактора
при ремонте удерживающих кату-
шек наматывают несколько допол-
нительных витков.
Производя сборку контактора
МКП-23 после смены его отдельных
деталей и узлов, воздушный зазор
А (рис. 200) устанавливают рав-
ным 10,7—12,0 мм путем ввертыва-
ния стальной втулки. После регу-
лировки втулку раскернивают. В
разомкнутом положении силовых
контактов размер В должен соста-
влять 5,0—6,5 мм. При зацеплении,
не обеспечивающем указанные до-
363
Пуски, возможно подгибать крон-
штейн.
Раствор контактов, равный 10—
14 мм, проверяют шаблоном. Для
регулировки раствора меняют чис-
ло и размеры шайб, устанавливае-
мых на шпильке кронштейна 2 не-
подвижного контакта между его за-
плечиками и изоляционной пане-
лью 1, а также на шпильках между
панелью и ярмом электромагнита.
При изменении числа и толщины
шайб меняется также провал сило-
вых контактов. Его оценивают по
зазору а (см. рис. 199) при замкну-
тых контактах. Наличие зазора
2,5—4,0 мм соответствует нормаль-
ному провалу контактов 4,5—6,5 мм.
Нажатие контактов устанавливают
равным 10—18 Н (1,0—1,8 кгс).
Соединив последовательно обе
катушки контактора, подключают
их на напряжение около 45 В. За-
тем, постепенно уменьшая ток в це-
пи катушек, добиваются притяже-
ния якоря к упору и включения кон-
тактора при токе, соответствующем
Рис. 200. Электромагнитный контактор
МКП-23:
/ — изоляционная панель; 2 — шпилька крон-
штейна; 3 — направляющая втулка: 4—удержи-
вающая катушка; 5—включающая катушка
364
Таблица 11
Электровозы Контактор Ток устав- кн (вклю- чения) , А Ток отклю- чения не более, А
ВЛ8 МКП-23А 11 1,10—
1,25
ВЛ23, ВЛ8 МКП-23В 20 7,0
ВЛ10 МКП-23Г 12 1,0
ВЛ10, ВЛ11 МКП-23Д 25 2,5
ВЛ10, ВЛ11 МКП-23Е 20 1,0
требуемой уставке аппарата. Зна-
чения токов включения для различ-
ных типов контактора указаны в
табл. 11. Для регулировки уставки
используют болт. Вворачивая регу-
лировочный болт, уменьшают зазор
Б и, следовательно, снижают ток
уставки. И наоборот, вывертывая
болт, увеличивают зазор Б, в ре-
зультате чего ток включения увели-
чивается. Отрегулировав ток устав-
ки, плавно снижают ток в цепи ка-
тушек до значения, при котором ап-
парат выключается. Для увеличе-
ния тока отключения увеличивают,
а для его снижения уменьшают тол-
щину немагнитной прокладки на
упоре якоря электромагнита. В пра-
вильности регулировки токов ус-
тавки и отключения убеждаются по
результатам трех измерений, вычис-
лив их средние значения. После это-
го регулировочный болт фиксируют
контргайкой и пломбируют.
Форму держателей контактов
блокировочного механизма проверя-
ют обычно по заранее изготовлен-
ным шаблонам. Такая проверка
значительно облегчает сборку этого
узла. Детали блокировочного меха-
низма, имеющие трещины, заменя-
ют. Места непосредственного кон-
такта блокировок напаивают се
ребряными контактами.
Учитывая большое внешнее
сходство большинства электромаг-
нитных контакторов, при установ-
ке их на электровоз следует убе-
диться в соответствии каждого кон-
тактора той цепи, в которую его
включают. Из расчета тепловой
мощности дугогасительной катушки
принято, что рабочий ток цепи дол-
жен быть вдвое меньше продолжи-
тельного тока контактора.
Так, на отечественных электро-
возах в цепь двигателя возбудите-
ля с током 50 А включают контак-
тор МК-310Б-2, дугогасительиая
катушка которого имеет 42 витка;
в цепь электродвигателя мотор-
вентилятора при токе 25 А — МК-
310Б-1 с катушкой из 76 витков, а
в цепь электродвигателя мотор-ком-
прессора при токе 7А — МК-310Б-
3 с катушкой из 252 витков.
По внешнему виду почти невоз-
можно отличить друг от друга и
контакторы пусковых панелей
МКП-23 различных исполнений,
хотя регулируют их для работы в
разных условиях. Контактор МКП-
23В на электровозах ВЛ23, ВЛ8 и
контактор МКП-23Д на электрово-
зах ВЛ 10, ВЛ10у и ВЛ 11 включа-
ют в цепь электродвигателя мотор-
вентилятора так, чтобы более тол-
стая внутренняя катушка 4 (рис.
201) была включающей, а более
длинная наружная катушка 5 —
удерживающей. Напротив, при
включении в цепь электродвигателя
преобразователя контактора МКП-
23А на электровозе ВЛ8, контакто-
ров МКП-23Г и МКП-23Е на элек-
тровозах ВЛ 10, ВЛ10у и ВЛ 11 на-
ружная катушка 5 является вклю-
чающей, а внутренняя 4 — удержи-
вающей, Большие токи, коммутируе-
мые контактором МКП-23Д, опре-
деляют несколько большие размеры
его катушек.
Наиболее полное представление
об условиях правильной регулиров-
ки электромагнитного аппарата,
будь то быстродействующий вык-
лючатель, контактор или реле, да-
ет знание его характеристик. Харак-
теристики аппарата представляют
собой зависимости усилия F:), раз-
виваемого электромагнитом, уси-
лия отключающей пружины FOt и
усилия притирающей пружины Fnp
от зазора 6 между якорем и сер-
дечником. На рис. 202 показаны ха-
рактеристики контактора 31SM
электровоза ЧС2, причем указанные
Рис. 201. Схема вклю-
чения контактора
МКП-23 в цепь мотор-
вентнлятора электрово-
зов ВЛ:
/ — электродвигатель; 2 —
силовые контакты контак-
тора; 3 — пусковой рези-
стор; 4 — включающая ка-
тушка; 5 — удерживающая
катушка
значения усилий пересчитаны для
точки касания силовых контактов с
учетом соотношения плеч и обозна-
чены соответственно как F'3, Fot,
F^p, Хотя F пр и FqT направлены в
противоположную сторону от Р'э, их
обычно рисуют по одну сторону от
оси б, чтобы облегчить возможность
сравнения.
Линии Fm и ЕотЧ FnP соответ-
ствуют номинальным усилиям от-
ключающей и притирающей пружин,
а линия F'3 — номинальному уси-
лию, развиваемому включающим
электромагнитом при напряжении в
цепи управления 48 В. Перепад АВ
определяется предварительной за-
тяжкой притирающей пружины. Как
видно из рис. 202, при номиналь-
ных условиях, F'3 всегда больше
Вог и For 4- FnP, в результате чего
обеспечивается четкое срабатыва-
ние аппарата.
Это справедливо при условии,
что усилия в узлах трения аппара-
та пренебрежимо малы. Если же,
например, детали якоря задевают
за дугогасительную камеру, то
включения контактора не произой-
дет, поскольку усилие, развиваемое
электромагнитом, не сможет прео-
долеть сопротивление отключающей
и притирающей пружин и усилия
трения детали о камеру.
Линия д соответствует F'3 при
напряжении 25 В. Нетрудно уста-
новить, что даже при таком неболь-
шом напряжении при нормальной
затяжке пружин и отсутствии тре-
ния происходит четкое включение
контактора.
365
Рис. 202. Характеристики электромагнит-
ного контактора 31SM электровоза ЧС2
Рис. 203. Кинематическая схема контакто-
ра 31SM электровоза ЧС2
Если максимально затянуть от-
ключающую пружину (линия а), то
при начальном зазоре между яко-
рем и сердечником, равном или
большем 6.15 мм (точка с), элек-
тромагнит ие сможет притянуть
якорь. Обеспечить трогание якоря
можно, уменьшив начальный зазор
б, но его уменьшение связано с
уменьшением раскрытия силовых
контактов, которое у рассматрива-
емых контакторов должно быть рав-
ным 14±3 мм. При напряжении
35 В происходит трогание якоря
практически при любом начальном
зазоре б, поскольку зависимость
F's от б характеризуется линией г.
Однако при максимальной затяжке
притирающей пружины (линия б)
усилие, развиваемое электромагни-
том, не сможет преодолеть сопро-
тивление пружин, и якорь не притя-
нется полностью к сердечнику. Кон-
тактор будет находиться в положе-
нии а (рис. 203, а), когда между
якорем и сердечником остался за-
зор около 2,2 мм и притирания си-
ловых контактов не произошло
В таком же положении контактор
может остаться даже при напря-
жении 48 В, если вместе с прити-
рающей пружиной будет макси-
мально затянута и отключающая
пружина (линия в на рис. 202).
Неполное включение контактора
может также произойти при нали-
чии дополнительного сопротивления:
трения, рога о стеики дугогаситель-
366
ной камеры и т. п.
При неполном включении кон-
тактора (см. рис. 203, а) в резуль-
тате вибрации рамы, на которой
он установлен, боковой и продоль-
ной качки электровоза при движе-
нии якорь с подвижным контактом
может кратковременно отрываться
от неподвижного контакта. В ре-
зультате в месте соприкосновения
контактов (точка а) образуется
подгар, что приводит к быстрому
нагреву и даже расплавлению кон-
тактов. При полном включении (рис.
203, б), когда 6 = 0, усилие Fa, раз-
виваемое электромагнитом, намно-
го превышает сопротивление пру-
жин For + F„p. В таком положении
обеспечено полное притирание и до-
статочное нажатие силовых контак-
тов, поэтому исключается возмож-
ность отрыва якоря и контактов и
обеспечивается устойчивая работа
аппарата. Чтобы достичь этого, не-
обходимо прежде всего правильно
отрегулировать начальный зазор,
устранить заедания и не затягивать
сверх нормы отключающую и при-
тирающую пружины. Заметим, что
при правильной регулировке кон-
такт осуществляется в точке а,
свободной от оплавлений.
46. Групповые переключатели
с дугогасительными устройствами
Текущий ремонт ТР-3 глав-
ных переключателей и переключа-
телей ослабления возбуждения эле-
ктровозов ЧС2, ЧС2Т и ЧСЗ прово-
дят непосредственно на локомоти-
ве, снимая для ревизии в аппарат-
ном цехе только пневматический
привод главного переключателя.
Раму переключателя и его ос-
нование внимательно осматривают,
убеждаясь в отсутствии трещин. На
конце обнаруженной трещины зас-
верлнвают отверстие, края ее раз-
делывают, заваривают и зачищают.
Помимо этого, поврежденное мес-
то усиливают постановкой наклад-
ки толщиной 8—10 мм, приваривая
ее сплошным швом по всему пери-
метру.
Осматривая несущие рамы дуго-
гасительных камер, убеждаются в
отсутствии перекосов и провисания
продольных несущих реек, в резуль-
тате которого изоляция реек может
перетираться подвижными частями
контакторов. Перекосы н незначи-
тельные провисания устраняют пос-
тановкой дополнительных прокла-
док под подшипники рам для полу-
чения зазора между продольными
рейками и подвижными контактами
не менее 3 мм. Незначительно по-
врежденную изоляцию реек и ра-
мы группового переключателя очи-
щают мелким стеклянным полотном
н покрывают ровным слоем серой
эмали ГФ-92-ХС. При наличии про-
тертых или выжженных мест пов-
режденный участок срезают острым
ножом, полого спуская края, и изо-
лируют покрытой фенольно-альде-
гидным лаком бумагой, промазы-
вая каждый слой лаком холодной
сушки.
Проверяют и смазывают шарни-
ры защелок держателей рам дуго-
гасительных камер. Заменяют ос-
лабшие и неисправные пружины за-
щелок. Убеждаются в том, что ка-
ждый держатель надежно фикси-
руется защелкой при поднятых ка-
мерах, благодаря чему полностью
исключается возможность их само-
произвольного опускания. Обяза-
тельно разбирают, осматривают и
смазывают смазкой Ж.ТК.3-65 все
подшипники скольжения опор этих
рам. Отсутствие смазки и заедание
подшипников при эксплуатации
электровоза нередко приводят к по-
явлению трещин и отколов в боко-
вых текстолитовых планках рам, в
результате чего дугогасительиые
камеры опускаются на подвижные
части контакторов, препятствуя их
работе.
Осматривая контакторные эле-
менты, снимают чехлы с полюсных
наконечников. Поврежденные чех-
лы заменяют. Полюсный наконеч-
ник является токоведущим элемен-
том, поэтому особо важно прове-
рить плотность посадки винтов,
крепящих его к кронштейну непод-
вижного контакта и сердечнику ду-
гогасительиой катушки. Проверяя
отверткой крепление контактов,
заменяют кронштейны неподвижно-
го и подвижного контактов, с сор-
ванной резьбой под винты контак-
тов или трещинами, идущими от
резьбы. Минимальная толщина си-
ловых контактов 6 мм.
При осмотре контакторных эле-
ментов снизу убеждаются, что за-
зор в сложном шарнире составля-
ет около 1 мм. При большем зазо-
ре — около 2 мм и более, а также
при наличии трещйн в шарнире
подвижную часть контактора заме-
няют.
Смещение подшипников рычага
подвижного контакта за край ку-
лачковой шайбы не должно превы-
шать 1 мм. Проворачивая рукой
подшипники, убеждаются в отсут-
ствии трещин в наружном и внут-
реннем кольцах. Все подшипники и
валики контакторного элемента сма-
зывают смазкой ЖРО. Сняв крыш-
ки, проверяют состояние смазки в
подшипниках кулачкового вала.
Дугогасительные камеры, тре-
бующие ремонта, снимают и пере-
дают в аппаратный цех. В первую
очередь это относится к дугогаси-
тельным камерам с усиленным ду-
гогашением. С них снимают деиони-
зационные решетки и очищают их
листы от окислов, поскольку пленка,
окислов, обладая хорошими тепло-
изоляционными свойствами, умень-
367
Шает степень охлаждения электри-
ческой дуги.
Перед снятием с электровоза
пневматического привода группо-
вых переключателей электровозов
ЧС2, ЧС2Т и ЧС и промежуточных
контроллеров электровозов ЧС200,
ЧС6 и ЧС7 помечают краской тор-
цовые поверхности пары совмещен-
ных зубьев шестерни и зубчатого
колеса редуктора. Такая пометка
облегчает установку привода после
ремонта. Шестерни редуктора рас-
клинивают, иначе после снятия при-
вода кулачковый вал под действием
включающих пружин контакторных
элементов повернется на несколько
позиций.
Перед разборкой привода в аппа-
ратном цехе отворачивают верхнюю
пробку и выпускают воздух. Через
сливное отверстие спускают масло
из картера привода. Электромагнит-
ные вентили вместе с клапанными
коробками снимают для ревизии.
Осторожно, чтобы не повредить па-
ронитовые прокладки, снимают
крышки цилиндров. Поочередно пе-
реводя шатуны с поршнями в ииж-
иее положение, внимательно с по-
мощью лупы осматривают внутрен-
ние поверхности цилиндров. Рабо-
чие поверхности должны быть чис-
тыми, без рисок и задиров. Неболь-
шие риски и задиры глубиной не
более 0,3 мм и ие выходящие по
длине за крайнее положение коль-
ца поршня зачищают надфилем.
Внутренний диаметр цилиндра не
должен превышать 72,3 мм, а за-
зор между цилиндром и поршнем —
0,5 мм. Перед сборкой привода по-
верхности цилиндров смазывают
смазкой ЖТ-72.
Проверяют состояние и плот-
ность посадки резиновых колец на
поршнях. Для оценки исправности
колец полезно перед разборкой пне-
вматического двигателя проверить,
нет ли утечек воздуха в каждом ци-
линдре, как это делают при провер-
ке плотности приводов других аппа-
ратов. В эксплуатации в результа-
те износа резинового кольца масло
из картера попадает в верхнюю по-
368
лость цилиндра над поршнем. При
выбросе воздуха из цилиндра мас-
ло создает пробку в воздухопроводе,
и в цилиндре создается воздушная
«подушка». В результате при пере-
ходе переключателя с позиции на
позицию может произойти отдача
(обратное движение) привода и
кратковременное размыкание кон-
тактов включающихся контакторов.
Коленчатый вал освобождают от
шатунов и вынимают из привода
для проведения магнитной дефекто-
скопии шеек. Помимо ТР-3, магнит-
ный контроль вала осуществляют
каждый раз при ремонте привода
с разборкой.
Подшипники коленчатого вала
осматривают, убеждаясь в отсутст-
вии трещин в наружном и внешнем
кольцах и исправности сепаратора.
Наибольший зазор в подшипнике не
должен превышать 0,2 мм. Для
спрессовки неисправного подшипни-
ка удобно пользоваться специаль-
ным съемником. В аппаратном цехе
целесообразно иметь один такой
съемник с набором разрезных съем-
ных втулок, соответствующих раз-
мерам подшипников и шестерен ап-
паратов, ремонтируемых в депо.
Приступая к съемке, надевают
на подшипник обе половинки ра-
зъемной втулки 1 (рис. 204). Коль-
цевой паз втулки зажимают откид-
ными губками 3 и запирают их ко-
нусным кольцом 2. Затем вращают
винт 4 и, упираясь им в торец ва-
ла, стягивают подшипник.
Посадочные места под подшип-
ники коленчатого вала, так же как
и у валов других аппаратов, обра-
батывают до шероховатости не ме-
нее 8-го класса. Поэтому перед на-
прессовкой нового подшипника вза-
мен снятого посадочное место вни-
мательно осматривают — оно дол-
жно быть чистым и гладким, без
рисок, задиров и коррозионных пя-
тен. Обнаруженные мелкие риски и
небольшие задиры зачищают над-
филем и шлифуют.
Подшипник устанавливают иа
вал с помощью оправок. Нагретый
в масле при температуре 70 — 80°C
подшипник напрессовывают легки-
ми ударами молотка по оправке
так, чтобы ее усилие передавалось
только на внутреннее кольцо. Ког-
да подшипник какого-либо аппара-
та запрессовывают в корпус, уси-
лие оправки должно передаваться
на внешнее кольцо.
В результате напрессовки под-
шипника на вал внутреннее кольцо
его деформируется, и при непра-
вильном выборе натяга подшипник
может заклинить. Поэтому после
посадки проверяют легкость прово-
рачивания подшипника от руки. Он
должен иметь ровный, свободный
ход без заеданий. Убеждаются так-
же в соответствии нормам радиаль-
ного и осевого зазоров. Перед
сборкой привода в подшипники зак-
ладывают смазку ЖРО.
Картер пневматического приво-
да промазывают керосином или ве-
ретенным маслом. Затем закрывают
слнвное отверстие пробкой, подло-
жив под ее головку прокладку, и
заливают в картер свежее индустри-
альное масло И-12А. Уровень мас-
ла проверяют с помощью контроль-
ной пробки, расположенной на боко-
вой поверхности картера.
Проверяют целость корпусов
блокировочных контактов на валу
привода. Кулачковые шайбы и дру-
гие детали блокировочного меха-
низма надежно закрепляют. Опла-
вленные контакты зачищают стек-
лянным полотном. Их нажатие
должно находиться в пределах 1—
2 Н (0,1—0,2 кгс). При необходи-
мости нажатие доводят до норм за-
меной пружин.
Заканчивая сборку привода, ус-
танавливают электромагнитные
вентили с клапанными коробками
н проверяют затяжку болтовых со-
единений всех узлов вне зависимо-
сти от того, подвергались они раз-
борке или нет. После этого прове-
ряют работу привода при мини-
мальном давлении воздуха и убеж-
даются в отсутствии утечек возду-
ха при максимальном давлении. В
случае пропуска воздуха или масла
в местах соединения картера у про-
Рис. 204. Съемник для снятия подшипни-
ков электрических аппаратов и двигателей
бок или крышек заменяют уплотня-
ющие паронитовые прокладки.
Перед установкой пневматичес-
кого привода на главный переклю-
чатель осматривают шестерни н
зубчатые колеса редуктора, убежда-
ются в их плотной посадке на ва-
лах и надежном закреплении, про-
веряют целость зубьев. При необ-
ходимости частично заменяют смаз-
ку ЖТКЗ-65. Привод устанавлива-
ют без перекосов так, чтобы зазор
между зубьями шестерни и зубча-
того колеса редуктора соответство-
вал норме. На полный ремонт пнев-
матического привода слесарь 4-го
разряда затрачивает около 4 ч и
более 1ч — на его снятие, поста-
новку и проверку работы на элект-
ровозе. Трудоемкость ремонта груп-
пового переключателя без привода
составляет около 20 чел.-ч, разряд
работ — 5-й.
Групповые переключатели оте-
чественных электровозов, как пра-
вило, ремонтируют на месте. Для
определения степени исправности
аппарата и выявления скрытых де-
фектов ремонт аппарата полезно
начинать с проверки развертки гла-
вного и вспомогательного бараба-
нов. При этом легко обнаружить
ослабшие или изношенные по про-
филю кулачки вала, неправильное
расположение отключающих роли-
ков и другие дефекты и наметить
пути их устранения.
При необходимости снимают от-
дельные неисправные узлы, повре-
жденный контактный элемент, пне-
вматический привод с трещинами
или задирами на рабочей поверхно-
сти цилиндра, неисправные блокиро-
вочные контакты и другие детали,
369
требующие ремонта в аппаратном
цехе. Если установлена необходи-
мость снятия вала для смены шес-
терни, кулачковой шайбы или под-
шипника, смены заклепок иа кар-
касе или снятия нескольких контак-
торных элементов, групповой пере-
ключатель снимают с электровоза
для ремонта в аппаратном цехе.
Также поступают, если необходимо
заменить или отремонтировать
большое число деталей аппарата.
Определить дефекты, требую-
щие снятия переключателя, необ-
ходимо в начале ТР-3, поэтому при
предварительном осмотре аппарата
основное внимание уделяют дефек-
тировке именно этих деталей. Убеж-
даются в отсутствии трещин в ли-
тье боковых рам каркаса, в стойке
среднего поддерживающего подшип-
ника и в продольных угольниках.
Заклепки, соединяющие рамы, об-
стукивают. Ослабшую заклепку
обнаруживают по перемещению
противоположной головки.
Выявляя дефекты кулачкового
вала, проверяют плотность посадки
опорных подшипников на валу и в
корпусе, плотность посадки шесте-
рен и их конических штифтов, из-
меряют диаметр вала под средний
опорный подшипник. Намечают к
смене треснувшие кулачковые шай-
бы, изготовленные из прессованно-
го изоляционного материала. Про-
филь кулачков проверяют шаблона-
ми. Биение окружности кулачковых
шайб допускается не более 1 мм (в
эксплуатации не более- 2 мм), а
уменьшение радиуса их цилиндри-
ческой поверхности — не более чем
на 3 мм (4 мм в эксплуатации).
У блокировочных барабанов пе-
реключателей проверяют крепле-
ние шестерни, выработку и закреп-
ление медных и фибровых сегмен-
тов. Иногда у блокировочного бара-
бана можно обнаружить ослабление
торцовых шайб. На это следует об-
ратить внимание при появлении
трещин в слое краски.
Пневматические приводы группо-
вых многопозиционных переключа-
телей отечественных электровозов
370
конструктивно незначительно отли-
чаются от приводов реверсоров и
двухпозиционных переключателей,
требования к ремонту которых опи-
саны в следующем параграфе. Шес-
терню или зубчатую рейку намеча-
ют к смене, если они имеют боль-
шую выработку или излом хотя бы
одного зуба. Износ зубьев шестер-
ни и рейки определяют с помощью
зубомера. Для ремонта в цехе сни-
мают групповой переключатель, у
которого в результате больших сум-
марных зазоров в шестернях, зуб-
чатых рейках и упорах свободное
вращение вала при фиксированном
положении привода превышает 2 мм
при измерении по наибольшей ок-
ружности кулачков у главного вала
и по окружности сегментов у блоки-
ровочного барабана.
Контакторные элементы группо-
вого переключателя каждой серии
электровозов, как правило, собира-
ют из тех же узлов и деталей, что
и индивидуальные электропневмати-
ческие контакторы. Поэтому дефек-
тировку и ремонт контакторных
элементов выполняют аналогично
дефектировке и ремонту контакто-
ров ПК.
Несколько отличен ремонт под-
вижной части контакторных элемен-
тов. Профили отключающих рыча-
гов при необходимости проверяют
по шаблону. Осматривают крепле-
ние осей и состояние подшипников
включающих роликов. Убеждаются
в том, что ролики всех элементов
вращаются свободно. Изменять
контур отключающего рычага пу-
тем подгиба не следует, так как при
этом в металле появляются боль-
шие напряжения, что может со вре-
менем привести к появлению тре-
щин и излому. Допускается незна-
чительно отгибать рычаги у контак-
торных элементов переключателей
электровозов ВЛ8 так, чтобы удли-
ненные части рычагов подвижных
контактов не приближались к зазе-
мленным частям аппарата ближе
чем на 30 мм и не терлн изоляци-
онное покрытие стержней.
В условиях депо трещины зава-
ривают газосваркой с предвари-
тельным подогревом всего крон-
штейна. Для этого контакторный
элемент снимают с переключателя.
Для облегчения демонтажа контак-
торного элемента кулачковый вал
проворачивают вручную в такое по-
ложение, чтобы выступ кулачка не
мешал, т. е. чтобы элемент оказал-
ся в отключенном положении. За-
тем, освободив U-образные болты,
оттягивают нижнюю часть контакто-
ра в сторону вала, освобождая кон-
трольный штифт.
В таком положении кулачкового
вала отремонтированный контак-
торный элемент вводят между ва-
лом и продольными рейками, наде-
вают его на фиксирующую шпиль-
ку и закрепляют U-образными бол-
тами. Затем поворачивают кулач-
ковый вал так, чтобы контакторный
элемент включился, и проверяют по-
ложение включающего ролика на
шайбе. При правильной сборке ро-
лик перекрывается по середине ку-
лачка и смещение центра ролика от
середины шайбы не превышает
2 мм. В противном случае ослаб-
ляют болты и смещают контактор-
ный элемент. Затем, повернув вал
на полный оборот, убеждаются в
том, что отключающие рычаги не
касаются кулачка.
Контакторные элементы, сни-
мавшиеся для ремонта, устанавли-
вают на то же место, где они рабо-
тали до демонтажа. Такое неслож-
ное правило значительно упрощает
процесс регулировки переключате-
ля, так как контакторные элементы
будут работать с ранее подогнанны-
ми по профилю кулачковыми шай-
бами.
Межконтакторные перегородки,
имеющие изломы или уменьшение
толщины более нормы, заменяют.
Новые перегородки изготовляют
строго в соответствии с чертежами.
Фибровые держатели с трещинами
или сорванной резьбой заменяют.
Правилами ремонта разрешается
изготовлять новые держатели из
текстолита, капрона или волокни-
та. Не допускается касание токове-
дущими частями перегородок. За-
зор ме!жду перегородкой и токоведу-
щими деталями контакторного эле-
мента должен быть не менее 1 мм.
С учетом результатов проверки,
проведенной в начале ремонта, по-
сле постановки всех контакторных
элементов регулируют развертку
группового переключателя. Наря-
ду с этим в фиксированных положе-
ниях переключателя измеряют ос-
новные величины, характеризующие
исправность контакторных элемен-
тов.
Так, у групповых переключате-
лей ПКГ-4А, ПКГ-6В электровоза
ВЛ8 и ПКГ-4Б, ПКГ-6Г электрово-
за ВЛ 10 раскрытие силовых кон-
такторов устанавливают 24—27 мм,
провал — 10—12 мм, конечное на-
жатие — 140—180 Н (14—18 кгс).
Обязательно убеждаются в свобод-
ном отключении контакторных эле-
ментов под действием собственного
веса.
Диаграмма замыкания контак-
тов этих переключателей приведе-
на на рис. 205. При выпуске из ТР-3
допускают к эксплуатации группо-
вые переключатели, у которых от-
клонения действительной развертки
от чертежа не превышают ±3°. Од-
нако при этом должны соблюдать-
ся два основных условия. Первое —
в каждом фиксированном положе-
нии вала контакторные элементы
должны быть полностью включены
или выключены н иметь соответст-
вующие техническим данным рас-
крытие и нажатие контактов. Это
требование, безусловно, выполняет-
ся, если ролики 1 (рис. 206) вклю-
ченных контакторов не только не
касаются поверхности кулачковых
шайб, но располагаются от их скло-
нов на расстоянии не менее 1 мм, а
ролики 2 отключенных контакторов
не приближаются к склону ближе
3 мм. Второе условие — из двух
элементов, замыкающих одну и ту
же цепь тяговых двигателей, пер-
вым должен замыкаться элемент,
расположенный со стороны земли,
371
Пипера nyj!Q4-
новых шайб
8ТН231.166
8TH23T166
'77/237.166 ~
nni-ЧА номера кулачковьп
ПНГ-ЧБ контакторов
8ТН231.166
8ТН231.166 —| | !
8ТН 232.166 -2~- -------
<77-/7 _________
ПНГ-'бВ
8ТН231.П0_______ПКГ^бГ
.........'...... 50°
8ТН231. ПО
8ТН231.166
8ТН231 166
8ТН231.166
8ТН231.166 2J ; i
6° ' 24° \16°' 14
________120°
Стооона привода
Рис. 205. Диаграмма замыкания контак-
тов переключателей ПКГ-4А, ПКГ-4Б,
ПКГ-6В и ПКГ-6Г
второй в этот момент должен иметь
раскрытие не более 1,5 мм.
Мастер или бригадир, принимаю-
щий переключатель из ремонта, убе-
ждается в том, что аппарат четко
срабатывает при минимальном
давлении воздуха 375 кПа
(3,75 кгс/см2). При нормальном
давлении воздуха обращают вни-
мание на равномерность поворота
вала переключателя и отсутствие
ограничения хода поршней приво-
да из-за упора их в крышки цилинд-
ра. Проворачивание кулачкового
вала рывками указывает на непра-
вильную регулировку контакторных
элементов.
Рис. 206. Распо-
ложение роликов
включенного и
отключенного кон-
такторных элемен-
тов на фиксиро-
ванной позиции
группового пере-
ключателя
Время перехода переключателя
из одного положения в другое дол-
жно составлять 1,2—2,5 с. Если по-
ворот переключателя происходит
за время, меньшее 1,2 с, в силовой
цепи электровоза не успевают за-
вершиться переходные процессы.
Это приводит к повреждениям (сго-
ранию дугогасительной катушкн и
др.) контакторных элементов 33-0,
25-1 и 25-2 соответственно на груп-
повых переключателях КСПО,
КСП1 и КСПП. Замедленное вра-
щение переключателя свидетельст-
вует о возможных повреждениях
его пневматической и механической
частей.
Использование электрического
секундомера позволяет оценить вре-
мя переключения аппарата с точ-
ностью до 0,01 с. С этой целью на
щите 6 каркаса (рис. 207) переклю-
чателя со стороны, противополож-
ной пиевмати<1ескому приводу, ос-
лабляют два болта 5, крепящих
фланец подшипника главного вала.
Под головки болтов заводят проре-
зи сектора-плиты 4 с установленны-
ми по ее концам мнкровыключате-
лями 1 и 7. Плиту укрепляют, затя-
нув болты 5. На четырехгранник
главного вала аппарата 10 надева-
ют и закрепляют болтом 9 Т-образ-
ный толкатель 3. Взаимодействие
толкателя с микровыключателями
1 и 7 настраивают в обоих положе-
ниях главного переключателя с по-
мощью регулировочных винтов 2.
Пульт управления, на котором уста-
новлены сигнальные лампы и элек-
тронный секундомер, подключает-
ся к электромагнитным вентилям
пневматического привода аппарата,
а с помощью четырехштыревого
штепсельного разъема, вставляемо-
го в гнездо 8, — к микровыключа-
телям 1 и 7. Управляя аппаратом
от пульта, измеряют время пере-
ключения в обоих направлениях.
На проведение ТР-3 группового
переключателя отечественных эле-
ктровозов, включая привод, слесарь
5-го разряда затрачивает около
10 ч, из них немногим менее 2 ч —
372
Рис. 207. Схема установки иа групповом
переключателе электровозов ВЛ 10 и ВЛ8
прибора для измерения времени переклю-
чения
на проверку и регулировку развер-
тки, нажатия и раскрытия контак-
тов переключателя.
47. Реверсоры и переключатели
без дугогасительных устройств
Наибольшего внимания при ТР-3
требуют пневматические приводы
реверсоров и переключателей без
дугогасительных устройств.
Перед снятием приводов ревер-
соров и переключателей для реви-
зии в аппаратном цехе проверяют
их работу нажатием на грибки вен-
тилей. Для оценки состояния зубча-
той передачи, взявшись за вал ру-
ками, покачивают его из стороны в
сторону. Считается, что износ зубь-
ев достиг предельного значения, ес-
ли суммарные зазоры в зубчатой
передаче и упорах привода допус-
кают свободное вращение вала бо-
лее чем иа 2 мм при измерении по
наибольшей окружности кулачков
или сегментов барабана. Этот же
признак может указывать н на ос-
лабление крепления шестерни на
валу. Для удобства последующей
постановки привод перед снятием
устанавливают в одно из крайних
положений. При необходимости де-
лают краской пометку на верти-
кально стоящем зубе шестерни и на
зубчатой рейке.
В аппаратном цехе место, где
проводят разборку и сборку приво-
дов, стараются содержать особен-
но чистым, чтобы предупредить по-
явление задиров в результате попа-
дания в цилиндр металлических
крошек, стружки или песка.
При осмотре привода бракуют
резиновые кольца, наружный диа-
метр которых меньше внутреннего
диаметра цилиндра. Подлежат так-
же замене кольца, неплотно сидя-
щие в пазах поршней, потерявшие
упругость и имеющие трещины. При
сборке поршня, имеющего кожаные
манжеты, допускается ставить
бронзовые пружинные шайбы, у ко-
торых есть изломы не более трех
лепестков, при условии, что эти ле-
пестки ие располагаются рядом и
перекрываются другой шайбой. При
необходимости из бронзы КМЦ-3-1
изготовляют новые пружинные шай-
бы. После крепления поршней на
зубчатой рейке гайки надежно сто-
порят для предупреждения их отво-
рачивания при эксплуатации.
Приступая к проверке состояния
цилиндра привода, измеряют его
внутренний диаметр. Увеличение
диаметра по износу допускается не
более чем на 0,5 мм, а в эксплуата-
ции — не более 0,6 мм. Наиболь-
ший зазор между цилиндром и пор-
шнем допускается равным 0,6 мм (в
эксплуатации 0,8 мм). Внутреннюю
поверхность цилиндра осматрива-
ют с помощью лупы для выявления
трещин. Цилиндры с трещинами за-
меняют. Поверхность с задирами и
рисками прошлифовывают так, что-
бы не осталось рисок глубиной бо-
лее 0,3 мм. Если их ие удается ус-
транить, цилиндр бракуют.
Иногда, если устранить задир
шлифовкой не удается и нет воз-
можности заменить цилиндр, мес-
то задира тщательно зачищают сте-
клянным полотном и протравлива-
ют кислотой. Запаивая повреждеи-
373
ное место паяльником, края напаян-
ного слоя сводят на нет. Затем вос-
становленную поверхность шлифуют
на станке.
Наилучшие результаты дает ис-
пользование для восстановления
внутренней поверхности цилиндров
хромирования.
Трещины, не выходящие на ра-
бочую поверхность цилиндра, отко-
лы проушин и других частей после
разделки под сварочный шов вос-
станавливают сваркой в пламени
газовой горелки.
Паронитовые уплотняющие про-
кладки крышек цилиндров, имею-
щие надрывы, трещины и другие
повреждения, заменяют. Собранный
привод испытывают иа стенде при
давлении 675 кПа (6,75 кгс/см2) так
же, как приводы быстродействую-
щих выключателей и пневматичес-
ких контакторов.
Проверяют, чтобы при переме-
щении в крайнее положение порш-
невая группа плотно упиралась в
упоры. Привод, у которого поршне-
вая группа, перемещаясь, упирает-
ся в крышки цилиндра, к эксплуа-
тации не допускают.
При монтаже привода поршне-
вую группу устанавливают в тре-
буемое крайнее положение и совме-
щают отметку на зубчатой рейке с
отметкой иа шестерне вала. После
сборки проверяют, чтобы при
крайних положениях поршневой
группы вал аппарата четко зани-
мал одно из рабочих положений,
обеспечивающих нормальное вклю-
чение или выключение контактов.
Убеждаются в четкой работе аппа-
рата при минимальном давлении
375 Па (3,75 кгс/см2).
Электрическую часть реверсора,
тормозных переключателей и пере-
ключателей вентиляторов ремонти-
руют в основном так же, как при
ТР-1 и ТР-2. При осмотре переклю-
чателей и реверсоров барабанного
типа обращают внимание на затяж-
ку болтов, крепящих сегментодер-
жатели к валу барабана и пальце-
держатели к стойкам. Ослабление
стягивающих болтов может привес-
174
ти к сползанию сегменто- или паль-
цедержателя на валу или стойке и
повлечь за собой серьезное повреж-
дение электровоза.
Ослабшие сегменты закрепля-
ют. Заменяют шурупы с неисправ-
ной резьбой. Головки всех шуру-
пов, крепящих контактные сегмен-
ты, должны быть утоплены не менее
чем на 0,5 мм. Если не предусмо-
трено каких-либо стопорящих дета-
лей, головки шурупов закернивают.
Незначительные подгары, зау-
сенцы и неровности иа поверхности
сегментов запиливают напильника-
ми и надфилями, стремясь при этом
снять минимальное количество ме-
талла. Сегменты с выработкой до
0,3 мм шлифуют. Сильно поврежден-
ные сегменты с прожогами, трещи-
нами или выработкой снимают с изо-
ляционных валов и стоек и восста-
навливают наплавкой или сваркой.
После этого сегменты протачивают
на токарном станке и шлифуют, за-
кругляя их набегающие края радиу-
сом 3 мм. У реверсоров электровозов
ЧС толщина сегмента реверсора
должна быть 6,0—4,5 мм, а в экс-
плуатации— не менее 4 мм.
При изготовлении нового сег-
мента заготовку для него делают из
медной пластинки на строгальном
станке. Для придания заготовке
округлой формы ее обжимают на
прессе в штампах соответствующего
профиля. После этого протачивают
и шлифуют на токарном станке кон-
тактную поверхность, просверлива-
ют и зенкуют отверстия под крепя-
щие шурупы.
Изоляционные прокладки между
сегментами очищают. Прокладки с
трещинами, расслоением и другими
механическими повреждениями за-
меняют, ослабшие закрепляют. Что-
бы не измазать изоляционные стой-
ки и валы, новый тонкий слой тех-
нического вазелина наносят на кон-
тактные поверхности сегментов по
окончании ремонта всего аппарата.
Покрывать сегменты другой смаз-
кой. например 1-/13, нельзя, так
как, уплотняясь под пальцами, она
1
Рис. 208. Регулировка положения кон-
такторного элемента реверсора РК-8 и
тормозного переключателя ТК-8
Рис. 209. Проверка провала контакторно-
го элемента реверсора РК-8 и тормозно-
го переключателя ТК-8
может вызывать их чрезмерный на-
грев.
Контактные поверхности паль-
цев, имеющие подгары, задиры и
неровности, запиливают, добиваясь
того, чтобы они касались поверхно-
сти сегментов по всей ширине. Для
проверки на поверхности сегмента
прочерчивают мелом полоски и, по-
вернув барабан, убеждаются, что
они стираются иа всей ширине
пальца. Толщина силового пальца
контактной части у реверсоров эле-
ктровозов ЧС должна быть 5,0—
3,5 мм (в эксплуатации ие менее
3 мм), а его нажатие иа сегмент —
не менее 22 Н (2,2 кгс).
Нажатие пальцев проверяют ди-
намометром и при необходимости
регулируют его, изменяя натяжение
пружины. После регулировки винты
или болты, стягивающие пружины,
надежно стопорят. Проверяют про-
вал пальцев. Пальцы обычно заме-
няют в трех случаях: если их тол-
щина ие соответствует норме, они
имеют сильные прожоги нли утрати-
ли твердость в результате недопус-
тимого нагрева. Подлежат смене ос-
лабшие пружины пальцев н неис-
правные шунты. Обязательно про-
веряют, чтобы в фиксированных по-
ложениях реверсоров и переключа-
телей пальцы стояли от края сег-
ментов не менее чем на 3 мм.
Осматривая валы реверсоров
электровозов ЧС2, ЧС2Т и ЧСЗ,
убеждаются в исправности механи-
ческой защелки, запирающей вал
в среднем (нулевом) положении.
При необходимости заменяют стер-
жень защелки с изношенным зубом
или ослабшую пружину. На ремонт
реверсора этих электровозов сле-
сарь 5-го разряда затрачивает око-
ло 80 мин, а на ремонт обоих пнев-
матических приводов аппарата —
немногим более 1 ч при расценке
работы по 4-му разряду.
Контакты реверсоров и пере-
ключателей кулачкового типа так-
же при необходимости запиливают.
У реверсоров РК-8 и тормозных пе-
реключателей ТК-8 толщина главно
го подвижного контакта должна
быть 8,0—12,5 мм. а в эксплуата-
ции — не менее 7 мм. Износ глав-
ного неподвижного контакта не
должен превышать 3,5 мм (в экс-
плуатации 4,5 мм). Раствор контак-
тов должен быть ие менее 17 мм.
Чтобы отрегулировать его, между
изоляционными планками 6 (рис.
208) и угольниками рамы 5 аппа-
рата ставят металлические проклад-
ки 1.
Проверяют, чтобы зазор между
нерабочим роликом 2 контакторного
элемента и кулачковой шайбой 3
при переключении аппарата соста-
влял не менее I мм. Отсутствие за-
зора приводит к заклиниванию вала
в момент переключения аппарата из
одного положения в другое. Рабо-
370
чий ролик 4 должен плотно приле-
гать к кулачку.
Провал контактов контролиру-
ют по зазору В (рис. 209). Нор-
мальному провалу 14—15 мм соот-
ветствует зазор В, равный 8—10
мм. Убеждаются в том, что сме-
щение в поперечном направлении
подвижного контакта относитель-
но неподвижного ие превышает
1,5 мм. Обязательно оценивают
состояние впаянных в подвижной и
неподвижный ' контакты шуитов.
При ослаблении пайки контакты за-
меняют вместе с шуитами. Обраща-
ют внимание на то, чтобы оба шари-
ковых подшипника двуплечего кон-
тактного рычага в свободном сос-
тоянии легко вращались от руки.
Подшипники с трещинами в обойме,
заеданиями или другими поврежде-
ниями заменяют.
Кулачковые шайбы переключа-
телей должны быть закреплены иа
валу плотно, без качений. Износ
рабочей поверхности кулачка допу-
скается не более 3 мм (в эксплуа-
тации 4 мм). При большем износе
кулачковый вал заменяют, посколь-
ку в результате износа кулачковых
шайб не обеспечивается требуе-
мое нажатие и раскрытие силовых
контактов.
Ремонт блокировочных контак-
тов не имеет каких-либо особеннос-
тей, так как по конструкции они
мало отличаются от блокировочных
контактов других аппаратов. На-
пример, иа реверсорах, тормозном
переключателе и переключателе
вентиляторов электровозов ЧС2,
ЧС2Т и ЧСЗ установлены блокиров-
ки кулачкового типа, как иа груп-
повых переключателях. При смене
их кулачковых шайб или самих бло-
кировок убеждаются в правильном
и надежном включении контактов в
соответствии с разверткой. Для ре-
гулировки момента замыкания под-
резают профиль кулачковой шайбы
остро заточенной стамеской.
Блокировочные контакты ревер-
соров и переключателей отечествен-
ных электровозов регулируют так,
чтобы при повороте вала их коитак-
376
ты размыкались до размыкания си-
ловых контактов, а замыкались по-
сле замыкания силовых контактов.
Несоблюдение этого условия может
привести к подгару силовых контак-
тов реверсоров вследствие их пере-
ключения после включения линей-
ных контакторов электровоза. Регу-
лировку осуществляют передвиже-
нием пальцев и держателей пальцев
относительно контактных сегмен-
тов блокировочного устройства.
На ремонт реверсора слесарю
5-го разряда отводится примерно
100 мин. На ремонт тормозного пе-
реключателя ТК-8 и переключате-
ля вентиляторов ПШ-5Г слесарь
4-го разряда затрачивает соответ-
ственно около 160 н 80 мии.
48. Разъединители, отключатели
и контакторы заземления
Частота включений и отключе-
ний цепи отключателями тяговых
двигателей и разъединителями но-
жевого типа, расположенными в
кузове электровоза, сравнительно
невелика, поэтому износ их деталей
незначителен. Возможными повре-
ждениями этих аппаратов могут
быть перекос контактных пластин,
загрязнение контактных поверхно-
стей и изоляционных деталей, ос-
лабление крепления поверхностей и
изоляционных деталей, ослабление
крепления контактов. Ограничива-
ясь при техническом обслуживании,
ТР-1 и ТР-2 осмотром отключате-
лей и разъединителей ножевого
типа, основной ремонт их без съема
с локомотива проводят при ТР-3.
При ремонте всех рассматривае-
мых в данном разделе аппаратов
пленку окислов счищают с контакт-
ных поверхностей стеклянным поло-
тном, а оплавления — напильником.
Толщину иожей и шеек измеряют
штангенциркулем или калибрами.
Минимальная толщина главного по-
движного контакта (ножа) в рабо-
чей части у отключателей, разъе-
динителей и заземлителей отечест-
венных электровозов: РВН —
8,5 мм; РВО, КЗ-1, ОМ и РВЦ -
5 мм; ГВ-1Б — 9 мм; ОД-8А —
2,2 мм. В эксплуатации по сравне-
нию с указанными значениями до-
пускается уменьшение не более чем
на 0,5 мм (у ОД-8А не более
0,2 мм). Толщина главного непод-
вижного контакта (щек) в рабочей
части: РВЦ, ОМ — 2,2 (2) мм*;
ОД-8А — 5 (4,5) мм; РВН — 3,2
(2,8) мм; КЗ-1, РВО — 21 (20) мм;
ГВ-1Б — 4 (3,5) мм.
Подвижные (иожи) и неподвиж-
ные (щеки) контакты, имеющие
сильные оплавления или толщину
меньше установленной нормами, за-
меняют. Сменяемые контактные де-
тали нередко изготовляют из мед-
ной полосы непосредственно в депо.
Заготовки деталей сложной формы
после обработки на строгальном
станке выдавливают в штампах на
прессе.
Устраняют перекос иожей. Сде-
лав несколько включений, убежда-
ются в том, что ножи входят плотно
между щеками неподвижных кон-
тактов и обеспечивают линейное ка-
сание. Прилегание щек проверяют
по следу, составленному ими на но-
жах. Зазоры и заусенцы в местах
скольжения контактных пластин ус-
траняют. О иажатии контактов у
аппаратов отечественных электро-
возов судят по их провалу. Провал
главных контактов у аппаратов ГВ,
РВЦ, ОМ и ОД должен быть не ме-
нее 0,5 мм, а у РВН — ие менее
1,5 мм.
После ремонта аппарата пласти-
ны и все нелуженые медные конта-
ктные поверхности разъединителей
смазывают тонким слоем техничес-
кого вазелина.
У отключателей двигателей оте-
чественных электровозов особенно
тщательно осматривают шарнирные
соединения. При обнаружении сле-
дов чрезмерного нагрева эти соеди-
нения разбирают и их поверхности
зачищают до блеска. При необходи-
мости для обеспечения плотного
* В скобках указан допускаемый раз-
мер в эксплуатации,
низ
контакта в шарнирном соединении
заменяют нажимные лепестковые
шайбы, чтобы прелегание каждой
контактной пластины в пазу было
бы не менее 80% их площади. Пла-
стмассовые рукоятки аппаратов с
трещинами и отколами по болтовым
отверстиям заменяют.
Проверяют состояние шарниров
и изоляционных тяг привода блоки-
ровочного устройства. Блокиро-
вочные контакты зачищают и за-
крепляют. Если требуется, заменя-
ют контактные пальцы и медные
сегменты. Убеждаются в том, что
блокировка отключателя двигате-
лей легко срабатывает при включе-
нии и выключении любой пары но-
жей. Пальцы и контакторные пла-
стины регулируют так. чтобы низ-
ковольтные цепи размыкались рань-
ше, чем высоковольтные.
Разъединители ножевого типа,
применяемые на электровозах ЧС2
и ЧС2Т для сбора схем аварийного
движения и ввода локомотива в де-
по под низким напряжением, как
правило, не требуют особого ухода.
Однако нередко встречаются трещи-
ны в фарфоровом изоляторе разъе-
динителя. Треснувший изолятор за-
меняют. В некоторых депо изготов-
ляют при необходимости изоляторы
из текстолита или капрона. При
сборке разъединителя головки бол-
тов, крепящих контактные зажимы,
утопляют с обратной стороны фар-
форового изолятора на глубину не
менее 5 мм н заливают компаунд-
ной массой, например отвердеваю-
щим при комнатной температуре за
2—6 ч компаундом КХЗ-158-ВЭИ
или эпоксидным компаундом Т-10.
По сравнению с аппаратами,
расположенными в кузове, крыше-
вые разъединители находятся в зна-
чительно худших условиях и совер-
шают большее число включений.
Крышевые разъединители электро-
возов большинства серий смонтиро-
ваны на отдельных платформах.
Их, как правило, снимают для реви-
зии и ремонта в аппаратном цехе.
Наиболее сложен в ремонте разъе-
динитель (заземлитель) электрово-
377
зов ЧС (кроме ЧСЗ), снабженный
электропиевматическим приводом.
Для ремонта крышевой разъеди-
нитель удобно установить на под-
вижной кронштейн, где его можно
поворачивать в любое требуемое
для осмотра и ремонта положение
в горизонтальной и вертикальной
плоскостях, а при необходимости и
закрепить в нужном положении.
Ремонт крышевых разъедините-
лей начинают с проверки прочнос-
ти крепления изоляторов, их целос-
ти и исправности армировки. Изо-
лятор с ослабшей армировкой сни-
мают для ремонта. Стержень и по-
садочную поверхность очищают от
армирующего состава, затем пово-
рачивают изолятор отверстием
вверх, вводят в него стержень и за-
ливают массой. С помощью специ-
ального приспособления изолятор и
стержень закрепляют в вертикаль-
ном положении до застывания мас-
сы.
Наилучшие результаты дает
применение для заливки эпоксид-
ной смолы с использованием в ка-
честве наполнителей кварцевого
песка или фарфоровой крошки. Ес-
ли можно не опасаться проникнове-
ния влаги, то для армировки изо-
ляторов применяют также состав,
состоящий из 20—30% свинцового
глета и 80—70% глицерина. Допус-
тимо использовать для заливки сос-
тав, приготовленный из расплавлен-
ной серы, смешанной в равном соот-
ношении с чисто промытым кварце-
вым песком или фарфоровой крош-
кой. После застывания армирующе-
го состава убеждаются в отсутст-
вии качки в армировке.
Проверяют исправность закреп-
ления контактов на изоляторе. Кон-
тактные поверхности обрабатыва-
ют так же, как у других ножевых
разъединителей. У крышевых разъе-
динителей и заземлителя электро-
возов ЧС толщина иожа в рабочей
части должна быть 10—8,0 мм, а
толщина пружинящих контактов в
месте их соприкосновения с но-
жом — 3,0—2,2 мм. Минимальные
допустимые в эксплуатации разме-
378
ры этих деталей соответственно 7,5
и 2,0 мм.
Измеряют нажатие пружинящих
контакторов. Оно должно быть в
пределах 50—45 Н (5,0—4,5 кгс), а
в эксплуатации — не менее 40 Н.
Прн необходимости нажатие кон-
тактов регулируют с помощью пру-
жин. Обращают внимание на то,
чтобы нож стоял без перекоса и
одновременно касался правой и ле-
вой щек неподвижного контакта. По
следу на ноже убеждаются, что ли-
ния касания контактов составляет
не менее 30 мм. На стержне изоля-
тора подвижного контакта надежно
крепят крышку, прикрывающую
шарнир, иначе она может сползти
вниз и создать помеху нормальной
работе аппарата.
Шарнир стержня подвижного
контакта смазывают, а при необхо-
димости разбирают и заменяют ва-
лик с большой выработкой. Уход за
блокировочными контактами, ус-
тановленными на пневматическом
приводе, не отличается от ухода за
другими низковольтными контак-
тами. Однако обязательно требует-
ся убедиться в согласованности
включения и выключения силовых
и блокировочных контактов, отрегу-
лировать и закрасить регулировоч-
ные винты.
В завершение ремонта аппарата
и его пневматического привода ус-
танавливают электромагнитные вен-
тили и убеждаются в отсутствии
утечек при давлении 675 кПа
(6,75 кгс/см2), а также контролиру-
ют четкость включения силовых
контактов при давлении воздуха
375 кПа (3,75 кгс/см2) и напряже-
нии 35 В.
Ремонтируя ручной привод
разъединителей электровозов ВЛ 10,
ВЛ8, ВЛ23, ЧСЗ, заменяют неис-
правную или ослабшую пружину,
изношенную защелку и поврежден-
ную изоляционную штангу. Блоки-
ровочные контакты зачищают и за-
крепляют. Изоляционную штангу
после очистки красят покровной
изоляционной эмалью.
У разъединителей отечественных
электровозов проверяют линию ка-
сания силовых контактов, которая
должна быть не менее 15 мм. Рас-
крытие этих контактов в выключен-
ном положении не менее 60 мм.
Убеждаются в надежной фикса-
ции рукоятки во включенном и вы-
ключенном положениях. Зазор меж-
ду пазом и фиксирующим валиком
рукоятки в ее фиксированном по-
ложении должен быть не более
1,4 мм.
Проверяют исправность замка на
рукоятке и смазывают его. Убежда-
ются в том, что рукоятку можно от-
тянуть вниз и произвести переклю-
чение только после отпирания зам-
ка разъединителя ключом кнопочно-
го выключателя КУ.
При осмотре разъединителя за-
земления отечественных электрово-
зов контролируют исправность ме-
ханических блокировок, позволяю-
щих снять сетчатую крышку толь-
ко при открытой двери высоковоль-
тной камеры. Крышку с неисправ-
ной сеткой заменяют. Большого ре-
монта аппарата обычно не требует-
ся.
Контакты очищают от окислов и
смазывают техническим вазелином.
Нажатие контактов регулируют так,
чтобы усилие выхода ножа было не
меньше 100 Н (10 кгс). Измеиени-'
ем длины тяги, связанной с дверью
высоковольтной камеры, регулиру-
ют раскрытие контактов при полно-
стью закрытой двери (оио должно
быть 28,5—35 мм). Проверяют, что-
бы контакты разъединителя замы-
кались при открывании двери на
100—120. Убеждаются в отсутствии
заеданий и повреждений деталей
привода разъединителя и смазыва-
ют все шарниры.
На ремонт крышевого разъеди-
нителя или заземлителя электрово-
зов ЧС слесарь 4-го разряда затра-
чивает более 2,5 ч и еще около
40 мин на его снятие и постановку
на электровоз. Для крышевого
разъединителя отечественных элек-
тровозов затраты времени на ре-
13*
монт составляют немногим более
1,5 ч при расценке работы по 4-му
разряду.
49. Реле защиты
Все реле обычно снимают с эле-
ктровоза для ревизии в аппаратном
цехе и последующей регулировки.
Неисправность реле защиты не то-
лько несоизмеримо увеличивает от-
рицательные последствия отказов
электрической аппаратуры, но и са-
ма по себе может быть причиной
серьезных осложнений в работе ло-
комотива на линии. Так, из всех
случаев требования вспомогатель-
ного локомотива из-за неисправнос-
ти защитной аппаратуры 25—30%
приходится на реле защиты.
Чтобы правильно определить
объем работы по ремонту реле, по-
лезно до его осмотра проверить то-
ки или напряжения срабатывания.
Характерными причинами наруше-
ния уставки являются потеря жест-
кости некачественными пружинами,
перекос пружин или заедания яко-
ря и подвижных частей из-за попа-
дания в шарнирные и призматичес-
кие соединения грязи и металличес-
ких опилок, являющихся продуктом
износа деталей.
Для осмотра и ремонта отдель-
ных наиболее изнашиваемых или
расположенных в труднодоступных
местах деталей выполняют частич-
ную разборку реле. Поскольку для
ремонта катушек и магнитопрово-
дов обычно требуется полная раз-
борка аппаратов, дефектовку реле
начинают с определения исправнос-
ти этих узлов.
Проверяют крепление много-
витковой катушки на магнитопрово-
де и при необходимости укрепляют
ее прокладками из прессшпана. Ка-
тушку, обмотка которой провора-
чивается на каркасе, также закре-
пляют с прокладками, смазанными
клеем.
Катушку, имеющую значитель-
ные повреждения покровной изоля-
ции, снимают для ремонта. Сняв по-
379
врежденную изоляцию до проводов,
заново изолируют катушку лако-
тканью. Сверху накладывают слой
электрокартона и бандажи из кор-
довых нитей. Затем катушку про-
питывают в электроизоляционных
лаках или компаундируют.
Трещины в выводах и витках ка-
тушки токового реле заваривают
газовой сваркой с последующей ме-
ханической обработкой.
Шихтованные магнитопроводы
подлежат ремонту при смятии и
распушенни листов. Ослабшие или
неисправные заклепки и винты за-
меняют. При ремонте магнитопро
водов стараются не наносить силь-
ных ударов по листам, чтобы не
ухудшить магнитные свойства в ре-
зультате наклепа. При наличии тре-
щин в боковых латунных крон-
штейнах реле Д-4 их снимают с ма-
гнитопровода и заменяют новыми.
Допускается заварка трещины ла-
тунью. Сорванную резьбу в лапах
кронштейнов заваривают латунью
и нарезают новую.
Щупами проверяют суммарный
воздушный зазор В (рис. 210) меж-
ду сердечником магнитопровода 14
и магнитным шунтом, который у
дифференциального реле Д-4 (Д-
4В) должен быть равным 0,3—
0,5 мм, а у реле Д-5 не должен пре-
вышать 1,5 мм. При сборке или ус-
тановке этих реле на электровоз
после вывода проводов нижний маг-
нитопровод 15 болтами равномер-
но и плотно стягивают с сердечни-
ками. Зазоры по привалочным по-
верхностям проверяют щупами,
убеждаясь, что они не превышают
0,5 мм. Такие же зазоры выдержи-
вают при сборке реле дифференци-
альной защиты РДЗ-504, устанав-
ливаемых на электровозах ВЛ10 с
№ 1587. Принципы действия, нас-
тройка и проверка регулировки ре-
ле РДЗ-504 и Д-4В аналогичны. По-
сле ремонта деталей магнитной
системы проверяют площадь приле-
гания якоря 3 к полюсам. При не-
обходимости пришабривают якорь
так, чтобы площадь прилегания рав-
нялась 70—80% рабочей поверхнос-
ти. Удаляют следы коррозии с по-
верхностей соприкасания якоря и
сердечника. После сборки реле ра-
бочий зазор между якорем 3 и се-
рединой сердечника магнитопровода
устанавливают равным 12—15 мм.
Ослабшие диамагнитные прок-
ладки закрепляют. Взамен утерян-
ных или изношенных диамагнитных
прокладок в зависимости от конст-
рукции реле изготовляют новые из
латуни Л-62 или меди Ml соответ-
ствующей толщины. Способ закре-
пления прокладок (заклепками или
припайкой) определяется конструк-
цией аппарата. Например, новую
латунную пластинку толщиной
0,5 мм припаивают к сердечнику ре-
ле РП-1 латунным припоем Л-50 с
помощью газовой сварки. Реле с
нормированным коэффициентом воз-
врата регулируют припиловкой диа-
магнитной прокладки,если для этой
Рис. 210. Схема ре-
гулировки диффе-
ренциального реле
Д-4
380
цели не предусмотрен специальный
регулировочный винт.
Шарнирные соединения со сле-
дами коррозии или повышенным из-
носом разбирают, выбив шплинты н
вынув валик. Осматривая отверстия
и места перегибов деталей подвиж-
ной системы, убеждаются в отсут-
ствии трещин.
Сильно изношенную втулку вы-
бивают, предварительно спилив от-
буртованный край. Длину новой
втулки устанавливают на 6—7 мм
больше толщины детали, в которую
она должна быть поставлена. За-
прессовывают втулку легкими уда-
рами, а затем развальцовывают
края вручную или с помощью меха-
низированного инструмента. После
развальцовки втулку развертывают
до нужного диаметра. Появившиеся
заусенцы удаляют личным напиль-
ником.
У реле отечественных электрово-
зов последних выпусков, как и у ре-
ле электровозов ЧС, проверяют ис-
правность призматических соедине-
ний подвижной системы. Убеждают-
ся в отсутствии закругления верши-
ны призмы и при необходимости
запиливают его напильником на
глубину не более 0,5 мм, не снимая
верхнего твердого слоя.
Большое внимание уделяют ус-
тановке выключающей пружины.
При небольшом смещении любого
конца выключающей пружины 2
(см. рис. 210) и 7 (рис. 211) в сто-
рону ее ось будет находиться под
углом к оси регулировочной шпиль-
ки 4. При этом шпилька смещается
вверх или вниз от линии пружины,
и ток срабатывания реле изменяет-
ся на 25—30% по сравнению с то-
ком уставки.
Устранить возможность смеще-
ния пружины можно уменьшением
свободного хода всех деталей сис-
темы. Муфту 1, опирающуюся на
призму 2, жестко закрепляют на
конце регулировочной шпильки 4.
иначе может появиться дополни-
тельный шарнир. При необходимос-
ти концы выключающей пружины 7
обтачивают на наждачном камне
Рис. 211. Смещение от нормального поло-
жения выключающей пружины дифферен-
циального реле Д-4В:
I — муфта; 2 — призма; 3 --v планка; 4 — регули-
ровочная шпилька; 5 - скоба якоря; 6 — колпа-
чок; 7 — выключающая пружина; 8 — регулиро-
вочная гайка; 9 — якорь; /0 — катушка
строго под прямым углом так, что-
бы она упиралась в колпачки 6
всей окружностью крайних витков.
Искривленную, с остаточной де-
формацией или отклонением от ха-
рактеристики более 8% пружину
заменяют. Чтобы предотвратить
возможность залипания якоря реле
Д-4 при быстром нарастании тока
небаланса, натяжение выключаю-
щей пружины устанавливают не
менее 190 Н (19 кгс).
Крепежные детали всех реле,
имеющие сорванную или повреж-
денную более чем на двух крайних
нитках резьбу, разработанные шли-
цы или смятые грани, заменяют.
Новые крепежные детали, применя-
емые для сборки реле, обязательно
должны быть оцинкованными.
Изоляционные детали из тексто-
лита, других прессованных матери-
алов или дерева при необходимое»
ти промывают бензином и окраши-
вают одним или двумя слоями
дугостойкой покровной эмали ГФ-
92-ХС или НЦ-929. При обнаруже-
нии отколов или трещин в этих де-
талях, могущих привести к нару-
шению нормальной работы реле, их
заменяют.
У контактов реле наиболее час-
то заменяют изношенные или оп-
лавленные контактные пластины и
притирающие пружины. В зависи-
мости от конструкции серебряные
контакты 4 (см. рис. 210) крепят к
держателям точечной сваркой с при-
менением в качестве флюса буры
или пайкой электродуговым паяль-
38!
Пиком с использованием припоя
ПСр-45. Иногда контакты' крепят
расклепкой. Наиболее часто поверх-
ности серебряных контактов реле
выполняют в форме полусфера —
плоскость. Очищая их от подгаров
и окислов хромированной стальной
или серебряной палочкой, старают-
ся сохранять такую форму. Толщи-
на серебряных контактов всех реле
отечественных электровозов долж-
на быть не менее 0,6 мм, а в экс-
плуатации — не менее 0,1 мм. По-
перечное смещение контактов до-
пускается не более 1,0 мм.
Контактную систему собирают
так, чтобы смещение контактов бы-
ло не более 1,5 мм. У большинства
реле провал контактов (1,5—
2,0 мм) устанавливают изменением
высоты контактных шпилек. Рас-
крытие контактов в этом случае не
регулируется н определяется рабо-
чим зазором при открытом якоре.
Провал размыкающих контактов
быстродействующих реле делают
минимально возможным. Контакт-
ное нажатие обычно устанавливают
0,6—1,2 Н (60—120 гс). У некото-
рых реле, контакты которых вклю-
чены в цепи с большими токовыми
нагрузками, нажатие доводят до
2,0—2,4 Н (200—240 гс).
Полностью закончив сборку ре-
ле, проверяют работу всех подвиж-
ных деталей при перемещении от
руки, убеждаясь в отсутствии зае-
даний и чрезмерного трения. После
этого аппарат закрепляют на стен-
де и регулируют на определенный
ток уставки. Дифференциальное ре-
ле Д-4, предназначенное для вклю-
чения в цепь тяговых двигателей,
регулируют на ток небаланса 100 А
при одном проводе, заведенном
внутрь сердечника магнитопровода.
Реле Д-4 вспомогательных цепей
электровоза регулируют на ток не-
баланса 50 А при двух витках про-
водов, заведенных внутрь сердеч-
ника. Поскольку реле Д-4 является
поляризованным, следует обязатель-
но убедиться в правильности под-
соединения катушки и направлении
382
тока в проводе, заведенном внутрь
сердечника.
Выводы катушки подсоединяют
к источнику постоянного тока, поз-
воляющего регулировать значение
тока в пределах от 45 до 105 А с
помощью реостата 12 (см. рис.
210). Ток контролируют по показа-
ниям амперметра 16. Источник
постоянного тока напряжением 75 В
подсоединяют к зажимам а и б,
расположенным на панели. Сигналь-
ная лампа 11 позволяет контроли-
ровать замыкание контактов 10 ре-
ле, подсоединенных к зажимам
в и г.
Приступая к регулировке реле,
соединяют перемычкой 6 зажимы в
и д и убеждаются в том, что якорь
реле четко включается при напря-
жении на катушке (без добавочно-
го резистора 5) 30 В и надежно
удерживается при напряжении 40 В
н введенном в цепь катушки доба-
вочном резисторе 5, установленном
на реле. Напряжение регулируют
реостатом 9 и контролируют по
вольтметру 8. Ток в катушке кон-
тролируют по амперметру 7.
Реле регулируют путем измене-
ния натяжения пружины 2 так, что-
бы оно срабатывало при требуемом
токе небаланса и напряжении на
катушке (с включением добавочно-
го резистора) 50 В. Если якорь ре-
ле при прохождении тока не отпа-
дает, изменяют полярность подсое-
динения катушки. После установки
реле на электровозе обязательно
проверяют правильность его подсое-
динения и четкость срабатывания.
Убеждаются в том, что при нажа-
тии вручную на якорь реле, вклю-
ченного в цепь тяговых двигателей
электровоза ВЛ8, размыкание бло-
кировочных контактов вызывает от-
ключение БВ. Необходимо также
убедиться, что кожуха дифференци-
ального реле и реле боксования не
замыкают токоведущих цепей и не
касаются подвижных деталей. Та-
ким же образом осуществляют ре-
гулировку реле дифференциальной
защиты РДЗ-504.
Для регулировки реле перегруз-
ки используют многоамперный агре-
гат, представляющий собой генера-
тор постоянного тока напряжением
6—12 В, приводимый в движение
асинхронным двигателем. Изменяя
ток возбуждения генератора, уста-
навливают ток, равный требуемому
значению тока уставки аппарата.
Затем изменяют регулировочными
винтами натяжение пружины или в
незначительных пределах раствор
между якорем и сердечником до тех
пор, пока реле не сработает. Убеж-
даются в правильной установке на-
тяжения пружины и зазора между
якорем и сердечником путем пов-
торных четырех-пяти включений.
После этого винт регулятора пру-
жины пломбируют, а виит регули-
ровки воздушного зазора фиксиру-
ют контргайкой и закрашивают
красной краской.
Реле перегрузки РТ-406В элек-
тровозов ВЛ10 (первых выпусков),
ВЛ8 и ВЛ23 и реле перегрузки РТ-
502, устанавливаемое в цепи тяго-
вых двигателей электровозов ВЛ 10
последних выпусков, регулируют на
ток уставки 750 ±30 А. Коэффици-
ент возврата этих реле должен быть
не менее 0,6. Это означает, что пра-
вильно отремонтированное реле по-
сле включения должно обязательно
выключаться при уменьшении тока
до значения 0,6X750 = 450 А.
Реле перегрузки РТ-050 и РТ-
500, включаемые в цепи преобразо-
вателя электровозов ВЛ 10 соответ-
ственно первых и последних выпус-
ков, регулируют на ток срабатыва-
ния 50±2,5 А.
У реле РТ-050 и РТ-406В раз-
рыв контактов регулируют в преде-
лах 2,5—3,0 мм, а провал — в пре-
делах 1,5—2,0 мм. У реле РТ-502
разрыв и провал контактов соответ-
ственно 1,7—2,3 и 1,2—1,8 мм.
Реле напряжения, реле боксова-
ния и реле рекуперации включают
в высоковольтную цепь электрово-
за через многоомные добавочные
резисторы, сопротивления которых
имеют большой разброс. Однако ре-
гулировка реле совместно с резис-
торами требует работы на установ-
ке с высоким напряжением и свя-
зана с рядом неудобств. Поэтому
эти реле также настраивают на ток
срабатывания, используя для этой
цели источник постоянного тока на-
пряжением 100—150 В. Соответст-
вие сопротивления добавочного ре-
зистора установленным нормам про-
веряют непосредственно на электро-
возе с помощью измерительного
моста.
Регулировку указанных реле
осуществляют в той же последова-
тельности, что и регулировку реле
перегрузки. Например, реле повы-
шенного напряжения РПН-3 элек-
тровоза ВЛ8, так же как реле по-
вышенного напряжения РПН-018 и
РПН-496 электровозов ВЛ 10 первых
и последних выпусков, регулируют
на срабатывание при токе 0,218 А,
что соответствует напряжению
4000 В при включении реле в цепь
электровоза последовательно с до-
бавочным резистором сопротивле-
нием 18 кОм. Уменьшая ток в ка-
тушке реле до 0,164 А, убеждаются
в отключении аппарата при этом
токе с допуском ±0,008 А, что со-
ответствует напряжению 3000 В.
При отклонении сопротивления в
цепи реле от номинального в пре-
делах ±10% ток регулировки реле
соответственно пересчитывают.
Известно, что ток рассчитывает-
ся делением напряжения на полное
сопротивление в цепи реле. Чтобы
не затруднять себя пересчетом, по-
лезно иметь на рабочем месте регу-
лировочные характеристики реле
(рис. 212, а) — зависимости тока
срабатывания (линия 1) и отклю-
чения (линия 2) от сопротивления
в цепи реле. При этом необходимо,
помимо сопротивления резистора,
учитывать сопротивление обмотки
реле, номинальное значение которо-
го 480 Ом.
При настройке реле низкого на-
пряжения РНН-048 и РНН-497 эле-
ктровозов ВЛ 10 соответственно пер-
вых и последних выпусков регули-
руют, подключив на напряжение
60 В и установив ток в катушке
383
Рис. 212. Регулировочные характеристики
РР-498 (в)
0,103 А. Изменением натяжения
пружины добиваются выключения
реле при этом токе, что соответству-
ет напряжению 1900 В при номи-
нальном значении сопротивления
добавочного резистора 18 кОм.
Включение реле при повышении то-
ка не более чем до 0,147 А соответ-
ствует его срабатыванию при напря-
жении 2700 В. Корректировку токов
срабатывания с учетом сопротивле-
ния в цепи реле выполняют на ос-
нове его характеристик (рис. 212,
б). Отклонения токов срабатывания
от номинальных значений допуска-
ются в пределах ±5%.
Аналогичным образом с исполь-
зованием характеристик (рис. 212,
в) регулируют реле рекуперации
РР-498 (электровозы ВЛ 10 послед-
них выпусков) и РР-4 (электровозы
ВЛ8 и ВЛ 10 первых выпусков).
Ток срабатывания регулируют в
пределах 0,005—0,006 А, что соот-
ветствует разности напряжений тя-
говых двигателей и контактной сети
80—100 В. Включение реле РР-4
происходит при токе 0,025—0,03 А,
а реле РР-498 — при токе 0,04—
0,06 А. В худшем случае включение
реле РР-498 должно происходить
при токе не более 0,1 А.
Для регулировки реле боксова-
ния РБ-3 электровоза ВЛ23 одну
из катушек аппарата подключают к
источнику тока напряжением 60 В,
384
реле РПН-496 (а), РНН-497 (б) и
оставляя другую катушку обесто-
ченной. Изменяя натяжение пружи-
ны, добиваются притяжения якоря
к сердечнику при токе 0,013—
0,016 А, который соответствует раз-
ности напряжений 70—86 В на ка-
тушках при работе реле в схеме
электровоза. Срабатывание реле
боксования РБ-4М электровозов
ВЛ 10 происходит при токе 0,007—
0,0075 А, что соответствует разнос-
ти напряжений 20,3—21,75 В.
Чтобы снять с электровоза, от-
ремонтировать, отрегулировать и
вновь поставить на локомотив диф-
ференциальное реле Д-4В, слесарь
затрачивает 1 ч при расценке рабо-
ты по 5-му и 4-му разрядам. При-
мерно такое же время требуется на
текущий ремонт реле перегрузки и
реле максимального напряжения
отечественных электровозов.
50. Разрядники
Вилитовый (тервитовый) раз-
рядник со счетчиком срабатываний,
снятый для ремонта, транспортиру-
ют в цех в вертикальном положении
фланцем вниз в специальной таре,
исключающей повреждение фарфо-
рового кожуха. Ремонт осуществля-
ют в светлом чистом изолированном
помещении. Разрядники, направляе-
мые после ремонта в запас, хранят
в сухом помещении при температу-
ре не ниже 12 °C.
Разрядник протирают чистыми
салфетками, а при сильном загряз-
нении моют теплой водой с добав-
кой моющих средств и затем тща-
тельно протирают насухо. Осмат-
ривая разрядник снаружи, обраща-
ют внимание на целость фарфорово-
го корпуса, его армировку и поло-
жение предохранительного клапана.
Нередко после срабатываний про-
исходит сдвиг клапана в сторону от
фиксированного положения. Вили-
товый рязрядник, имеющий сквоз-
ные трещины в фарфоровом корпу-
се и армировке, сколы фарфора и
излом фланца, дальнейшему ремон-
ту не подлежит. Сильные повреж-
дения разрядников происходят при
ошибочной подаче в контактный
провод переменного тока на стан-
циях стыкования двух систем тока.
Исправные детали отбракованных
разрядников используют в качестве
запасных частей. Мелкие трещины
в армировке и нарушения эмалево-
го покрытия фланца не представля-
ют большой опасности: поврежден-
ное место зачищают стеклянным по-
лотном и покрывают влагостойкой
изоляционной эмалью.
При осмотре нетрудно также вы-
явить ослабление болта, крепящего
кабельный наконечник, из-за ос-
лабления его затяжки, повреждение
резьбовых соединений крепления
дна к основанию, излом кронштей-
на счетчика срабатывания и др.
Разрядники, не имеющие замет-
ных повреждений, подвергают элек-
трическим испытаниям. В холодное
время года для того чтобы темпе-
ратура разрядников сравнялась с
температурой помещения, их пред-
варительно выдерживают в течение
8 ч. В первую очередь проверяют
токи проводимости разрядника при
постоянном напряжении 4 кВ. Раз-
рядник РМБУ признают годным к
эксплуатации, если токи проводи-
мости находятся в пределах 70—
130 мкА.
После этого проверяют пробив-
ное напряжение разрядника при
переменном токе. Регулирование
напряжения осуществляют на пер-
вичной стороне высоковольтного
трансформатора. Следя за прибора-
ми, плавно повышают напряжение
до пробоя разрядника. Ограничение
времени горения дуги н тока, про-
текающего через разрядник после
пробоя, осуществляется с помощью
демпферного резистора и реле тока,
включенных в схему испытательной
установки. Время горения дуги не
должно превышать 0,1 с, а ток —
0,5 А.
Во время испытаний разрядник
пробивают четыре-пять раз. Проби-
вное напряжение измеряют по ам-
плитудному значению. Фактическое
его значение определяют как сред-
нее по результатам трех последних
измерений. Амплитуда пробивного
напряжения для разрядника РМБУ
должна быть не менее 9 кВ и не
более 11,5 кВ.
Разрядники, не удовлетворяю-
щие установленным нормам, разби-
рают, ремонтируют и вновь испыты-
вают, а затем передают в эксплуа-
тацию.
Для разборки разрядник уста-
навливают на специальном стенде
8 (рис. 213) фланцем кверху. От-
вернув крепящие болты, снимают
дно вместе с предохранительным
клапаном, протирают салфетками и
осматривают. При нарушении плот-
ности прилегания клапана ко дну
заменяют обнаруженные повреж-
денные детали: донышко, шайбу,
скобку, шпильку, ослабшую пружи-
ну, треснувшее и надорванное уп-
лотнение клапана или гайки с сор-
ванной и изношенной резьбой. Ре-
зиновое уплотнение 2 заменяют
при нарушении эластичности, появ-
лении надрывов и трещин. Осторож-
но, так, чтобы не уронить и не уда-
рить, вынимают магниты 3, а г-а ни-
ми искровые промежутки 4, опор-
ный фланец, блок 5 вилитовых дис-
ков, фетровые прокладки и цилин-
дрическую прокладку 6 из элек-
трокартона.
Вилитовые диски со следами
пробоя или со смещенным клапа-
385
нбм обязательно заменяют. Нару-
шенный слой обмазки блока вили-
товых дисков восстанавливают сос-
тавом, приготовленным на основе
жидкого стекла плотностью 1,46—
1,48 ( 50% по массе) с добавкой
20% мела и 30% талька. Толщина
слоя обмазки не должна превышать
1,5 мм. Блоки вилитовых дисков
сушат при температуре 70—80 °C в
течение 8—12 ч. На металлизиро-
ванной поверхности дисков нано-
сят углем или карандашом дату их
осмотра.
Искровые промежутки протира-
ют от копоти и влаги, восстанавли-
вают их крепление, после чего про-
межутки сушат на воздухе в тече-
ние 10 ч. Неисправные искровые
промежутки разбирают, снимая сна-
чала верхнее кольцо, затем фикса-
тор и верхнюю стенку дугогаси-
тельной камеры. Слегка оплавлен-
ные электроды зачищают мелким
стеклянным полотном, полируют ра-
бочие поверхности с помощью пас-
ты ГОИ, после чего очищают четы-
реххлористым углеродом. Электро-
ды с сильными подгарами и оплав-
лениями и шунтирующие резисторы
Рис. 213. Вилитовый разрядник на стенде:
1 — армированный фланец; 2 — резиновое уплот-
нение; 3 — магнит; 4 — искровой промежуток;
5 — блок вилитовых дисков; 6—прокладка из
электрокартона; 7 — фарфоровый корпус: 8~
стенд
386
с трещинами и поврежденными вы-
водами заменяют.
Ослабшие детали искровых про-
межутков надежно закрепляют, от-
регулировав зазор между электро-
дами до 1,22—1,25 мм. Если зазор
не удается изменить ослаблением
винтов, крепящих электроды, в од-
ном из электродов отверстия под
винты рассверливают под больший
диаметр.. После предварительной
регулировки зазора устанавливают
верхнюю миканитовую прокладку
н фиксатор, проверяют пробивное
напряжение при снятом верхнем
кольце и окончательно корректиру-
ют расстояние между электродами.
Детали из картона и миканита
просушивают на воздухе и перед
сборкой обезжиривают. Собирая ис-
кровые промежутки, ставят в них
фиксаторы из электрокартона и ми-
канитовые прокладки, не имеющие
складок, надрывов, расслоений, про-
гаров и следов чрезмерного нагре-
ва. Вернее кольцо скрепляют с
нижним двумя винтами М4Х22, об-
ращают внимание на отсутствие в
кольцах трещин.
Отобранные по результатам ос-
мотра и отремонтированные искро-
вые промежутки по отдельности ис-
пытывают на пробой напряжением
переменного тока нормальной час-
тоты так же, как и сами разрядни-
ки. Пробивное напряжение исправ-
ного искрового промежутка нахо-
дится в пределах 4,9—5,42 кВ при
измерении по амплитудному значе-
нию (здесь и далее указываются
данные для разрядников РМБУ-
3,3).
После испытания на верхнее
кольцо наносят эмалью дату про-
верки искрового промежутка и ком-
плектуют промежутки попарно со
смещением шунтирующих резисто-
ров на угол 180° так, чтобы пробив-
ное напряжение каждого комплекта
находилось в пределах 9,8—10,8 кВ.
Во избежание загрязнений подоб-
ранные комплекты заворачивают в
бумагу или полиэтиленовую пленку
и, если не используют сразу, хранят
в сухом месте.
Осматривая магниты, убеждают-
ся в отсутствии повреждения их
шлифованной поверхности. При не-
обходимости исправления поверх-
ности магнит размагничивают, по-
мещая его внутрь катушки 5 (рис.
214), и шлифуют электрокорундо-
вым нормальным кругом мелкой
зернистости (примерно 36—46) при
малой подаче и обильном жидком
охлаждении. Затем магнит вновь
намагничивают.
Намагничивание магнитов осу-
ществляют с помощью специально-
го устройства 2, основной частью
его являются два установленных
друг против друга электромагнита.
Сердечник одного из электромагни-
тов укрепляют в катушке неподвиж-
но, а сердечник другого с резьбой
и воротком на хвостовике может
перемещаться в катушке. Переме-
щая подвижной сердечник, магнит
разрядника зажимают между сер-
дечниками электромагнитов. При
этом обращают внимание на соот-
ветствие полярности устанавливае-
мого магнита полярности электро-
магнитов, проверяя ее при необхо-
димости магнитной стрелкой. Вклю-
чив электромагниты, амперметром
контролируют значение тока в ка-
тушках. Считается, что для пра-
вильного намагничивания м. д. с.
должна быть около 2000 А иа каж-
дый сантиметр высоты магнита.
Все магниты проверяют с помо-
щью магнитной стрелки. Стрелка,
поднесенная к торцу магнита с пра-
вильно расположенной полярностью,
устанавливается перпендикулярно
его поверхности, а при подне-
сении к боковой поверхности —
параллельно ей и практически не
меняет своего положения при вра-
щении магнита (рис. 215). Распо-
ложение стрелки компаса под уг-
лом к торцу магнита и движение
ее за определенной точкой при вра-
щении магнита указывают на нали-
чие скрытых дефектов — трещин
или раковин. Такие магниты ремон-
ту не подлежат.
Обязательно проверяют индук-
цию магнитного поля в воздушных
Рис. 214. Стенд и приборы для ремонта и
проверки магнитов вилитового разрядника:
/ — измерительные приборы: 2 — устройство для
намагничивании магнитов; 3 — адилливеберметр;
4 — катушка для измерения индукции магнитно-
го поля в зазорах рабочей колонки магнитов;
5 — катушка для размагничивания магнитов; 6-
катушка для измерения индукции магнитного
поля магнитов
зазорах рабочей колонки магнитов.
Для этого магниты устанавливают
так, как они должны располагать-
ся в разряднике, используя в качес-
тве основания дно разрядника, а в
качестве прокладок резисторы или
другие изоляционные планки тол-
щиной 6 мм. Измерения выполняют
с помощью небольшой катушки 4
(см. рис. 214) высотой 5 мм и диа-
метром 15 мм, укрепленной на изо-
ляционном стержне и соединенной
с милливеберметром <?. Вводя из-
мерительную катушку поочередно
между каждой парой магнитов до
их середины, замечают положение
стрелки прибора Затем катушку
Рис. 215. Правильное (о) и неправильное
(б) расположения магнитной стрелки при
проверке магнита разрядника
387
УдалйкУг, и записывают новое пока-
зание милливеберметра аг. Значе-
ние индукции поля (в теслах) В =
= Ф/(ааЗ) 105, где Ф — магнитный
поток, мВб (Ф = аг—aj; w — чис-
ло витков измерительной катушки;
S — площадь торца катушки, про-
низываемая магнитным потоком Ф,
измеренная по среднему диамет-
ру, см2.
У бывших в эксплуатации магни-
тов индукция магнитного поля не
должна быть меньше 465-10~4 Тл.
Если индукция проверяемого маг-
нитного поля незначительно зани-
жена по сравнению с этим значени-
ем, измерения повторяют после ук-
ладки на верхний магнит опорного
фланца. При повторном отрица-
тельном результате проверяют в от-
дельности каждый магнит с помо-
щью специальной измерительной
катушки, подсоединенной к милли-
веберметру. Магнит кладут на де-
ревянный стол или другую немаг-
нитную плоскость и надевают на
него измерительную катушку.
Стрелку милливеберметра устанав-
ливают на нуль, затем быстро сни-
мают измерительную катушку и за-
писывают показание прибора. Из-
меряемый магнитный поток посто-
янного магнита Ф = а/ау, где а —
показания прибора, мВб. Так, при
числе витков измерительной катуш-
ки ш = 15 магнитный поток Ф —
= 0,0667a.
Расчет магнитного потока дела-
ют один раз, а в дальнейшем оцен-
ку проводят по показаниям прибо-
ра. В сборку допускаются магниты,
имеющие поток не менее 0,30 мВб
(для магнитов высотой 44 мм) и
0,09 мВб (для магнитов высотой
22 мм). Магниты, не удовлетворяю-
щие этим требованиям, подмагничи-
вают.
Приступая к сборке разрядника,
устанавливают его на стенде (см.
рис. 213) фланцем вверх и протира-
ют внутреннюю поверхность фарфо-
рового корпуса чистыми салфетка-
ми. Убеждаются в плотности сборки
верхнего узла корпуса и при нали
чин слабины затягивают гайку. Об-
388
ращают внимание на исправность
пружины, заменяют негодную пере-
мычку из медной ленты. Уплотняю-
щее резиновое кольцо не менее чем
за 3 ч до сборки покрывают глиф-
талевым лаком ГФ-95, пленка кото-
рого обладает высокой масло- и ду-
гостойкостью.
После протирки укладывают в
корпус цилиндрическую прокладку
из электрокартона, обращая внима-
ние на отсутствие надрывов, тре-
щин, распушений и подгаров. По-
ложив на пружину блок вилитовых
дисков, укладывают фетровые про-
кладки и опорный фланец. Магни-
ты протирают чистыми салфетками,
еще раз по их притяжению прове-
ряют полярность и устанавливают в
разряднике так, чтобы искровые
промежутки располагались между
разноименными полюсами. Искро-
вые промежутки освобождают от
бумаги непосредственно перед уста-
новкой, убеждаются в наличии от-
метки даты осмотра на вилитовых
дисках и искровых промежутках.
Торец фарфорового корпуса прома-
зывают лаком ГФ-95 и прокладыва-
ют по нему заранее покрытое лаком
резиновое кольцо. Установив дно
разрядника с предохранительным
клапаном, равномерно затягивают
диаметрально противоположные
болты.
При электрических испытаниях
собранного разрядника сначала
проверяют ток проводимости при
постоянном напряжении 4 кВ, а за-
тем — пробивное напряжение на
переменном токе нормальной час-
тоты. Такая последовательность
объясняется тем, что нагрев разряд-
ника при испытании иа пробой мо-
жет сказаться на результатах про-
верки тока проводимости.
Прошедший электрические ис-
пытания разрядник устанавливают
дном вверх и проверяют его герме-
тичность. К контрольному отверстию
в донышке клапана прижимают
ниппель с резиновой шайбой и шту-
цер шланга, подходящего к форва-
куумному насосу. Включив насос,
создают вакуум 600 мм рт. ст. Раз-
рядник исправен, если после выклю-
чения насоса в течение 20 мин ва-
куум сохраняется на одном уровне.
Плохое уплотнение нижнего или
верхнего узла разрядника устра-
няют сменой прокладок. После ис-
пытания контрольное отверстие в
донышке клапана запаивают. Про-
шедший проверку разрядник регис-
трируют в специальном журнале с
указанием объема ремонта. На пре-
дохранительном клапане красной
краской указывают дату испыта-
ния.
Выполнение ревизии разрядника
без ремонта или замены отдельных
элементов требует от слесаря 4-го
разряда затрат времени 30—40 мин.
При осмотре счетчика числа сра-
батываний рязрядника РВР снима-
ют верхнюю крышку корпуса, отво-
дят чуть в сторону группу контакт-
ных пружин и осторожно снимают
с оси барабанчик с цифрами. Стен-
ки корпуса и детали очищают от
нагара, удаляют остатки сгоревших
плавких вставок и натягивают де-
сять новых плавких вставок из ни-
хромовой проволоки диаметром
0,1 мм. Держа контактную группу
по-прежнему отведенной чуть в сто-
рону, устанавливают отсчетный ба-
рабанчик на оси и закручивают
пружины вращением диска на пять
оборотов. Закрывая прибор, прове-
ряют состояние угольных контактов
и для лучшей герметизации место
разъема крышки и корпуса смазы-
вают лаком ГФ-95.
Действие регистратора числа
срабатываний проверяют на специ-
альном стенде пропусканием им-
пульса напряжения 2,5—3,5 кВ. При
этом сгорает плавкая вставка, со-
ответствующая положению К на ци-
ферблате регистратора.
51. Высоковольтные
предохранители
Проверке и ремонту подлежат
как рабочие, так и находящиеся в
запасе высоковольтные предохрани-
тели. Рабочие предохранители осма-
тривают, протирая влажными сал-
фетками поверхности корпуса и
опорных изоляторов. Зачищают и
крепят зажимы, проверяют плот-
ность контакта между ними и пре-
дохранителем. Предохранители,
имеющие трещины на корпусе, ос-
лабление армировки и следы под-
жогов на контактах, снимают для
ремонта. Предохранители с выпав-
шими сигнализаторами передают в
аппаратный цех иа перезарядку.
Снятые предохранители заменяют
исправными, проверяя соответст-
вие значения тока защищаемой це-
пи и предохранителя.
Несмотря на некоторые конст-
руктивные отличия, присущие гер-
метическим предохранителям оте-
чественных и зарубежных электро-
возов, технологии их ремонта со-
держат много общего. Для приме-
ра рассмотрим технологию ремонта
предохранителя ПК-6/75, применяе-
мого на электровозе ВЛ8 для за-
щиты вспомогательных цепей и рас-
считанного на напряжение 6 кВ и
номинальный ток 75 Н.
Поступивший в ремонт предох-
ранитель (рис. 216) очищают от пы-
ли и загрязнений и осматривают,
обращая внимание на отсутствие
трещин на поверхности фарфоровой
трубки 4 и исправное состояние ар-
мировки колпачков / и 3. Трубки,
имеющие хотя бы волосяные трещи-
ны или нарушения армировки, к
дальнейшему ремонту не допуска-
ются.
После осмотра отпаивают одну
из крышек патрона, но так, чтобы
не отпаялась от колпачка промежу-
точная контактная шайба. Крышку
снимают, и высыпают из патрона
песок. Так же, не затрагивая про-
межуточные шайбы, отпаивают
крышку от второго колпачка. От-
верстия в промежуточных шайбах
освобождают от несгоревших кон-
цов плавких вставок, очищают по-
верхность промежуточных шайб и
колпачков кожуха от излишнего
припоя и облуживают торцы кол-
пачков.
389
Фарфоровую трубку протирают
внутри и снаружи чистой сухой
тряпкой, следя за тем, чтобы на по-
верхности не оставалось ворсинок
от ветоши. Еще раз осмотром и об-
стукиванием деревянной палочкой
убеждаются в целости фарфоровой
трубки и отсутствии трещин. Для
изготовления плавких вставок ис-
пользуют проволоку, строго соот-
ветствующую паспортным данным
предохранителя. Для предохрани-
теля ПК-6/75 применяют посереб-
ренную медную проволоку МТ-1:
для средней части — диаметром
0,49 мм, для крайних частей —
0,55 мм (см. рис. 216). Ступени про-
волоки плотно скручивают. На сты-
ке проволок разного диаметра на-
паивают шарик диаметром 1,5±
±0,5 мм так, чтобы захватить про-
волоку и часть скрутки. Канифоль,
попавшую на проволоку при пайке,
смывают спиртом. На концах край-
них проволок делают петли, после
Рис. 216. Предохранитель ПК-6/75 и за-
готовка плавкой вставки:
А 3— колпачки: 2, 7 — контактные шайбы; 4 —
фарфоровая трубка; 5 —плавкая вставка; •> —
цементная замазка: 6 —крышка: ." — указатель
чего заготовку скручивают спи-
ралью.
Кольцевые поверхности контак-
тных шайб, которыми они прилега-
ют к колпачкам, облуживают. Пе-
ред постановкой в предохранитель
плавкие вставки растягивают на
длину, равную 0,7—0,8 длины кор-
пуса, причем для получения одина-
кового шага между соседними
витками по всей длине спирали сна-
чала растягивают ступени проволо-
ки большего диаметра. Петельку на
одном конце каждой заготовки сжи-
мают плоскогубцами и загибают в
форме крючка. Для зарядки одно-
го предохранителя ПК-6/75 нужны
шесть вставок. Поскольку даже на
одном электровозе могут использо-
ваться предохранители, рассчитан-
ные на различные токи, а в депо мо-
гут находиться электровозы раз-
личных типов, то, приступая к сбор-
ке предохранителя, обязательно сле-
дует проверить соответствие марки-
ровки на крышке (номинальные на-
пряжение и ток) данным плавкой
вставки.
Для сборки предохранителя
удобно пользоваться приспособлени-
ем, показанным на рис. 217. Слегка
сжав захваты 1, устанавливают в
их прорезях контактную шайбу пре-
дохранителя и натягивают между
ней и шайбой 2 спирали шести
плавких вставок. В таком виде при-
способление со спиралями вводят
внутрь корпуса предохранителя и
специальным крючком переносят
концы плавких вставок с шайбы 2
на вторую контактную шайбу, при-
жатую к противоположному концу
фарфоровой трубки. После этого,
нажав двумя пальцами иа пружиня-
щие захваты 1, извлекают приспо-
собление из корпуса предохраните-
ля. Согнутые в виде крючков концы
плавких вставок припаивают к кон-
тактным шайбам. Спирали выправ-
ляют так, чтобы они были парал-
лельны друг другу. В йредохрани-
тель ВПК-6/100, используемый на
электровозе ВЛ 10, устанавливают
два параллельно соединенных пат-
390
рана плавких вставок, каждый из
которых рассчитан на ток 50 А.
Вставив в корпус предохраните-
ля заряженный указатель срабаты-
вания, стальным крючком зацепля-
ют с противоположной стороны ука-
зательную проволоку за петельку и
вытягивают ее из корпуса.
Затем в петельку указательной
проволоки продевают медную про-
волоку диаметром 0,5—0,5 мм и
длиной около 100 мм (хомутик) и
припаивают ее к шайбе в диамет-
рально противоположных точках.
После закрепления указательной
проволоки непрерывной, без щелей
пайкой соединяют крышку указа-
теля и колпачок корпуса.
Кварцевый песок обязательно
просушивают перед засыпкой в пре-
дохранители в течение нескольких
часов при температуре 105—130°C,
время от времени перемешивая
его. Заполнение патрона предохра-
нителя влажным, загрязненным, не
соответствующим техническим ус-
ловиям песком, наличие в нем пус-
тот приводят к значительному ухуд-
шению работоспособности предо-
хранителя и могут буть причиной
его взрыва.
Просушенный песок насыпают в
предохранитель тонкой струей, ут-
рясают, постукивая по корпусу де-
ревянным стержнем, и досыпают
вровень с наружным торцом кол-
пачка.
Заправив песок, припаивают
крышку к колпачку ровной, без ще-
лей пайкой. Торцы заряженного
предохранителя и открытую часть
армировки колпачков покрывают
красной эмалевой краской, следя,
чтобы краска не попала между го-
ловкой и втулкой указателя сраба-
тывания. Легким нажатием пальца
на головку указателя убеждаются в
отсутствии заедания ее во втулке.
При установке предохранителя на
электровоз патрон ориентируют ука-
зателем срабатывания вниз и убе-
ждаются в том, что пружинные зам-
ки зафиксированы в выемках кон-
тактных губок.
Рис. 217. Приспособление для сборки пре-
дохранителей ПК-6/75
На ремонт одного предохраните-
ля слесарь 5-го разряда затрачива-
ет примерно 80 мин.
52. Приборы электрического
обогрева вагонов
Наиболее слабым местом систе-
мы электрического обогрева вооб-
ще являются междувагонные соеди-
нения, а на электровозе — высоко-
вольтные розетки, распределитель-
ные коробки и штепсельные вилки,
расположенные на наружных частях
кузова. В корпусах этих приборов,
изготовленных из чугуна, вследст-
вие ударов нередко образуются тре-
щины. Но даже при отсутствии тре-
щин во время движения электрово-
за внутрь корпусов через малейшие
неплотности могут интенсивно про-
никать пыль, грязь и влага. К тому
же изоляционные поверхности де-
талей приборов обогрева имеют не-
значительные пути перекрытия.
При ремонте этих приборов при-
нимают особые меры по удалению
и предупреждению попадания вла-
ги и загрязнений. Трещины в кор-
пусах заваривают и приваривают
отколотые части корпусов и других
металлических деталей.
Проверяя надежность закрепле-
ния штепсельной вилки в корпусе,
убеждаются в том, что замок чет-
ко срабатывает в соответствии с по-
ложением ключа и надежно фикси-
руется в заданном положении. Про-
веряют работу замка крышки 4
(рис. 218) розетки 8 и смазывают
его техническим вазелином. Замок
должен свободно открываться клю-
чом 2 и обеспечивать надежное за-
391
пирание крышки в закрытом и от-
крытом положениях. У исправной
розетки крышка легко поворачива-
ется на оси 3, в закрытом положе-
нии плотно прижимается к фигур-
ной резиновой прокладке в горло-
вине корпуса и фиксируется пру-
жинной защелкой 7.
В открытом положении зуб 5
крышки должен надежно удержи-
вать головку штепсельной вилки,
вставленной в розетку. Чтобы прове-
рить это, в розетку вставляют ис-
пользуемую в качестве образца го-
ловку вилки. Затем, покачивая
крышку, убеждаются в том, что
возможность выпадения головки из
розетки полностью исключена. Вме-
сто головки штепсельной вилки для
этой же цели удобно пользоваться
специальным шаблоном 6 в виде
легкого алюминиевого цилиндра.
Хорошо пригнанные крышки 1
замочных скважин предохраняют
замки розетки и штепсельной вилки
от проникновения дождя и замерза-
ния. При необходимости заменяют
оси крышек и неисправные пружи-
ны и смазывают шарнир двумя-тре-
мя каплями машинного масла.
Расположенные на электровозе
контактор, реле перегрузки и высо-
ковольтные кабели цепи ремонтиру-
ют, как и другие аппараты такого
рода. В конструкции и технологии
ремонта электромагнитного контак-
тора 6 SM электровозов ЧС имеется
Рис. 218. Проверка шаблоном исправности
замка розетки электрического обогревл ва-
гонов
много общего с конструкцией и тех-
нологией ремонта электропневмати-
ческих контакторов отечественных
электровозов. В связи с увеличени-
ем числа вагонов в пассажирских
составах и соответствующим увели-
чением мощности, потребляемой из
контактной сети для электрического
обогрева, в последние годы в ходе
модернизации электровозов ЧС на
них устанавливаются электропнев-
мэтические контакторы отечествен-
ного производства.
При коротком замыкании цепи
электрического обогрева вагонов
ток к. з. нарастает очень быстро,
поскольку эта цепь практически не
имеет индуктивности, что может
превести к свариванию контактов
контактора. Примерное значение
сваривающего тока для аппаратов
lCh = kP'/2,
где Р — нажатие силовых контактов,
Н (кгс) (его номинальное значе-
ние для контактора 6SM равно
30 Н);
k — коэффициент пропорциональности,
равный для меди 40 000—
60 000 А/Н.
Следовательно, сваривание кон-
тактов контактора 6SM может про-
изойти при токе 6,8—7,0 кА. Чтобы
предупредить сваривание, необходи-
мо регулировать нажатие контактов
по верхнему пределу и повышать
быстродействие защиты: правильно
регулировать реле перегрузки и на-
ладить его четкое взаимодействие
с быстродействующим выключате-
лем.
Ремонт приборов электрическо-
го обогрева, не считая контактора,
занимает у слесаря 3-го разряда
примерно 3 ч.
53. Токоотводящие устройства
Использование на электровозах
токоотводящих устройств имеет
своей целью исключить возможность
протекания даже слабых токов че-
рез подшипники букс, тяговых ре-
дукторов и двигателей. Такие ус-
тройства устанавливают на оси ко-
392
Рис. 219. Устройство для отвода тока электровоза ЧС2
лесной пары. Несколько устройств,
включенных в силовую цепь парал-
лельно, служат для отвода рабочих
токов, а отдельные — только для
отвода токов коротких замыканий
и грозовых разрядов. Расположение
токоотводящих устройств на непо-
дрессоренном узле — колесной па-
ре — определяет большие динами-
ческие нагрузки иа его детали. Ха-
рактер и последствия механических
повреждений усугубляются действи-
ем больших токов.
При ТР-3 проводят полную ре-
визию токоотводящих устройств. На
одно такое устройство иа электрово-
зах ЧС2, ЧС2Т и ЧСЗ слесарь 4-го
разряда затрачивает 70—80 мин.
Токоотводящее устройство пол-
ностью или частично разбирают,
очищают от загрязнений, отработан-
ной смазки и продуктов износа ще-
ток и колец и оценивают возмож-
ность дальнейшего использования
деталей. Меднографитовое токоот-
водящее кольцо 10 (рис. 219) бра-
куют при наличии трещин (обычно
по отверстиям для крепящих винтов
19), отколах, сильной овальности
отверстий 20 или уменьшении тол-
щины. При выпуске из ремонта тол-
щина кольца должна составлять
40—32 мм, а в эксплуатации — не
менее 24 мм. Новое кольцо надежно
закрепляют, а если кольцо не ме-
нялось, тщательно проверяют кре-
пление 13.
В крышке токоотводящего ус-
тройства возможны появление тре-
щин 5 обычно около сухарей 6 —
направляющих держателя контакт-
ного кольца, а также отрыв самих
сухарей. Изношенные рабочие по-
верхности приливов держателя 14
восстанавливают наплавкой до чер-
тежного размера с последующей об-
работкой. В эксплуатации эту опе-
рацию можно не выполнять, если
393
расстояние между рабочими поверх-
ностями не превышает 28 мм, при
условии постановки утолщенных ре-
зиновых амортизаторов (упоров) в
пары направляющих так, что пол-
ностью устраняется зазор между
амортизаторами и поверхностями
приливов. При этом толщина рези-
нового амортизатора не должна
превышать 10 мм, износ пазов в
держателе контактного кольца мо-
жет достигать 4 мм, но суммарная
слабина (люфт) между каждым су-
харем и приливами держателя не
должна превышать 2 мм. При вы-
пуске из ТР-3 износ пазов и нали-
чие люфта недопустимы, а толщина
резинового амортизатора не долж-
на превышать 8 мм. Стенки выточ-
ки 21 под контактное кольцо не
должны быть разбиты.
Проверяя исправность нажимно-
го устройства, убеждаются в отсут-
ствии трещин или изломов бортов
чашки 15 под седло шарика. Седло
заменяют при большом износе уг-
лубления под шарик, нажимную
пружину — при потере жесткости
или изломе витков, а войлочное
уплотнение 18 — при разрывах
или смятии. Штифт 17 — указатель
толщины контактного кольца —
должен плотно сидеть в стакане с
натягом 0,002—0,048 мм. Повреж-
денное уплотняющее кольцо 16
штифта заменяют исправным. Шунт
подлежит замене при наличии сле-
дов чрезмерного нагрева или обры-
ве более 10% жил. Болты 1, крепя-
щие шунт 12, надежно закрепляют
и фиксируют от ослабления метал-
лическими полосками 2.
Перед установкой токоотводяще-
го устройства на буксу убеждаются
в правильной посадке и исправном
креплении 22 контактной шайбы .9
на оси колесной пары. Одной из
возможных причин разрушения мед-
нографитового кольца является бие-
ние контактной шайбы 33,5—35,1 мм.
Расстояние от ее контактной поверх-
ности до привалочной поверхности
корпуса токоотводящего устройства
под крышку должно составлять
79,6—80,2 мм.
394
В коробках выводов могут поя-
вляться трещины, обычно в местах
крепления приливов 4 к корпусу
токоотводящего устройства. Перед
подсоединением к устройству сило-
вого кабеля убеждаются в отсутст-
вии трещин в его наконечнике 3 или
излома жил. Все крепежные детали
11 надежно фиксируют от ослабле-
ния. В завершение работы убежда-
ются в надежном закреплении 7, 8
крышки и корпуса устройства и
крышки буксы.
На электровозах ЧС7 и ЧС6
важно проверить, что биение кон-
тактной поверхности диска (цилин-
дра) не превышает 0,1 мм. Эта по-
верхность должна быть чистой и
гладкой. Контактные диски и токо-
съемные цилиндры со следами кор-
розии заменяют. Пластмассовое по-
крытие направляющих токосъемно-
го устройства восстанавливают при
наличии трещин и сколов. Проверя-
ют состояние щеткодержателей, их
валиков и нажимных устройств. Ва-
лик или корпус нажимного устрой-
ства заменяют, если зазор в резуль-
тате износа составит более 2 мм.
Подлежат также замене щетки с
отколами или имеющие высоту ме-
нее 20 мм. Нажатие щеток устанав-
ливают равным ие менее 16 Н
(1,6 кгс). Обязательно убеждаются
в исправности уплотнения кабеля в
корпусе и резинового уплотнения
крышки токоотводящего устрой-
ства.
54. Резисторы
Общий подход к проверке сос-
тояния и ремонту резисторов такой
же, как при ТР-2. Пусковые и пере-
ходные резисторы подготавливают
к ремонту так, чтобы можно было
внимательно осмотреть все трудно-
доступные места, а при необходи-
мости легко вынуть отдельные ящи-
ки или элементы и передать их на
ремонт в аппаратный цех. Напри-
мер все четыре блока резисторов
электровоза ЧС2 после снятия то-
коприемников и расположенных под
Рис. 220. Приспособление для монтажа и демонтажа изоляторов и шпилек ящиков
резисторов
ними участков крышки вынимают
из шахт и ставят для осмотра на
специально отведенную площадку в
цехе.
До разборки электровоза изме-
ряют сопротивления всех блоков с
помощью переносного измерительно-
го моста. Сопротивления пусковых,
переходных и резисторов ослабле-
ния возбуждения измеряют по сек-
циям и позициям, подсоединяя вы-
воды моста к контактам индивиду-
альных контакторов или групповых
переключателей, управляющих
включением соответствующих сек-
ций. Если резисторы или контакто-
ры снимались с электровоза, то пос-
ле сборки локомотива, как правило,
сопротивления измеряют повторно.
Это делают для того, чтобы убе-
диться в правильности монтажа
оборудования. Для демпферных ре-
зисторов и резисторов пусковых па-
нелей допускаются отклонения от
номинальных значений до ±10%.
Если сопротивления оказались
больше нормы, это указывает иа
ухудшение состояния выводных кон-
цов, обрыв или плохое соединение
их у проволочных резисторов, нали-
чие трещин и надломов в чугунных
и фехралевых резисторах. Малое по
сравнению с нормой сопротивление
может быть следствием замыкания
между отдельными витками, эле-
ментами или секциями резисторов.
Сопротивление изоляции пуско-
вых резисторов измеряют мегаом-
метром раздельно для каждой груп-
пы в такой последовательности:
элементы — шпильки, шпильки —
корпус ящика, корпус ящика — зем-
ля.
В исправности изоляции других
резисторов электровоза, как прави-
ло, убеждаются только путем изме-
рения сопротивления изоляции всей
силовой цепи.
Осматривают резисторы в том
же порядке, как и при других теку-
щих ремонтах, предъявляя более
жесткие требования к состоянию
отдельных узлов. Бракуют изолято-
ры, имеющие поврежденную глазурь
на длине свыше 10% пути перекры-
тия. Одновременно с осмотром по-
верхность всех изоляторов протира-
ют салфетками, смоченными бензи-
ном. Подтяжкой гаек проверяют
крепление изоляционных шпилек
ящиков резисторов. Для предотвра-
щения порезов в изоляции элемен-
тами делают это так, чтобы не до-
пустить вращения шпилек. Надежно
закрепляют все ослабшие болтовые
соединения, заменяют треснувшие
или обгоревшие перемычки между
элементами и устраняют другие
мелкие дефекты.
Неисправный изолятор или
шпильку легко заменить без раз-
борки ящика пускорегулирующих
резисторов с помощью приспособле-
ния, показанного на рис. 220. Со
шпильки /, подлежащей снятию,
снимают все крепежные детали, пос-
ле чего навинчивают на нее стер-
жень 3 с подвижным бойком 4. Уда-
ряя бойком по упору 5, выбивают
шпильку, а на ее место с противо-
положной стороны ящика продви-
гают более тонкую временную
шпильку с закругленным наконеч-
ником, соответствующим диаметру
шпильки /. Освободив место под
дефектным изолятором, заменяют
395
его новым. Затем ударами бойка по
упору 2 ставят шпильку 1 на мес-
то.
Если требуется провести ремонт
с полной или частичной разборкой,
ящик резисторов предварительно
очищают в камере продувки сжа-
тым воздухом давлением 200—
300 кПа (2—3 кгс/см2). При раз-
борке ящика снимаемые детали
комплектуют по группам: элементы
резисторов, шпилек, изоляторы, бо-
ковины, изоляционные и контактные
шайбы, выводные пластины и пере-
мычки. Затем осуществляют дефек-
тировку неисправных деталей каж-
дой группы.
Наиболее сложным является ре-
монт элементов пусковых и переход-
ных резисторов. Их перебирают при
обнаружении оплавлений, прогаров
или изломов фехралевой спирали
или трещин в ней. Подлежат пере-
борке и те элементы, у которых об-
наруживают последствия недопусти-
мого нагрева: сильное коробление
витков спирали и изменение цвета
до красноватого оттенка. У элемен-
тов КФ трещины нередко наблюда-
ются в месте приварки вывода к
спирали.
Для ремонта элемент обычно
разбирают, снимая спираль с изо-
ляторов. При заделке трещин пов-
режденное место зачищают до блес-
ка, а затем разделывают и завари-
вают трещину газовой сваркой. При
больших трещинах или других пов-
реждениях фехралевой спирали по-
врежденное место вырезают или
вырубают. Далее подбирают встав-
ку с такими же сечением, размера-
ми и числом витков, как и отрезан-
ная часть. Длину последних витков
вставки подбирают так, чтобы обес-
печить соединение их с витками ос-
новной спирали внахлест на длине
15—20 мм. Соединяемые концы за-
чищают до блеска, соединяют
струбцинами или оплавляют уголь-
ным электродом.
Наиболее часто встречающейся
неисправностью элементов пусковых
резисторов электровоза ЧС2 явля-
ется разрушение седел, изготовлен-
ных нз стеатита. Обычно при смене
устанавливают новые седла из кор-
диерита. Но и у них могут наблю-
даться трещины или сколы. Такие
дефекты присущи и фарфоровым
изоляторам элементов КФ- Опера-
ция замены седел или фарфоровых
изоляторов также требует разбор-
ки элемента.
Сборку элементов КФ выполня-
ют на специальном приспособлении.
Фехралевую спираль укладывают
между съемными гребнями 1 (рис.
221), шаг которых соответствует
шагу между витками собираемого
элемента. На рейки 3 и 5 уклады-
вают необходимое число седел 2 и
вводят их внутрь спирали. Затем
рейки разводят с помощью клина 4
так, чтобы витки спирали вошли в
прорези между гребнями изолято-
ров. Одновременно цапфа 6 реек
выходит слева за пределы спирали.
На нее надевают держатель 7 с во-
гнутыми внутрь упорами 8 и, про-
таскивая рейки вправо, внутрь изо-
ляторов вводят до упора держатель.
В завершение сборки отгибают упо-
ры 8 и закрепляют держатель в изо-
ляторах.
Фехралевые элементы электро-
воза ЧС можно собирать и на дру-
гом приспособлении (рис. 222). Его
основанием служит плита 9, к ко-
торой приварены две подставки 10
Рис. 221, Схема приспособления для сборки фехралевых элементов типа КФ
396
7 3 4
для крепления элементов и гайка
/5 распорного винта 14. Элемент
резистора укладывают на подстав-
ки 10 уже подготовленным к сбор-
ке; на нижний 4 и верхний 8 дер-
жатели надеты седла 3 и спираль,
крепления распорок 6 распущены.
Закрепив элемент гайками 7, рас-
правляют спираль по пазам седел
и вращают винт 14. Держатели раз-
водят до тех пор, пока все изолято-
ры ие будут плотно охвачены спи-
ралью, после чего затягивают креп-
ление распорок.
Раму ящиков осматривают и при
обнаружении трещин или коробле-
ния ремонтируют, после чего окра-
шивают черным масляно-битумным
лаком. Собирая ящик, обращают
внимание на постановку и располо-
жение изоляторов, дистанционных
втулок и перемычек между элемен-
тами. При сборке стремятся не до-
пустить вращения шпилек, чтобы не
порезать их изоляцию держателями
элементов. В завершение сборки
обязательно проверяют установоч-
ные размеры ящика.
Осматривая проволочные резис-
торы, обращают внимание на отсут-
ствие временных скруток, замыка-
ния между витками спирали, обры-
вов, изломов и следов чрезмерного
нагрева, проверяют состояние бол-
товых и других контактных соеди-
нений. Заменяют новыми треснув-
шие спиральные изоляторы и мика-
нитовые шайбы с помятыми краями.
При ослаблении посадки седел, из-
готовленных из стеатита или кор-
диерита, демпферных резисторов
электровозов ЧС2, ЧС2Т и ЧСЗ их
закрепляют на металлическом кар-
касе портландцементом. Ослабшую
или поврежденную спираль перема-
тывают. У проволочных резисторов
ПП отечественных электровозов
внутри спирали пропускают асбес-
товый шнур, притягивающий ее ко
дну канавки. Благодаря этому вит-
ки не слабнут во время нагревания.
Разрыв шнура приводит к ослабле-
нию спирали, замыканию витков и
даже к обрыву самой спирали. По-
этому резистор с обрывом шнура
Рис. 222. Сборка элемента фехралевых ре-
зисторов электровоза ЧС2 с помощью
приспособления:
/--ручка: 2 — коромысло; 3- седло: 4—нижний
держатель; 5— распорка; 6 -- крепление распор-
ки: 7 — гайка; 8 — верхний держатель: 9 — пли
та; 10— подставка; // — спираль: 12 — крюк:
13 - гайка; 14 — винт
перематывают, причем допускается
применять для ремонта шнур из
стекловойлока. После намотки про-
волока должна быть хорошо натя-
нутой и лежать в прорезях изоля-
торов.
Когда отсутствует проволока
требуемого размера, оборванную
спираль можно восстановить при
помощи болтового соединения. В
зависимости от диаметра проволоки
для соединения применяют болт М4
или Мб.
Осматривая шпильки, проверяют
состояние изоляционного покрытия
и резьбы. Характерным повреждени-
ем является расслоение формовоч-
ного миканита. При повреждениях
изоляционного слоя целесообразно
заменить формовочный миканит од-
нонаправленной стеклолентой ЛСБ-
120/130 (ЛСБ-F) или поставляемой
в роликах стеклотканью, пропитан-
ной совмещенным эпоксндно-фено-
лоформальдегидным лаком ПС-
ИФ/ЭП-70. Освободив шпильку от
миканита, стеклоленту наматывают
на токарном станке с припуском
2 мм по диаметру относительно чер-
тежного размера.
Изолированную шпильку подвер-
гают термообработке при темпера-
туре 125±5 °C в течение 10 ч. Пос-
ле остывания шпильку шлифуют на
станке или протачивают до требуе-
мого диаметра, а затем подрезают
концы изоляции, сводя их на нет.
397
Проверив диаметр калибром по
всей длине, отшлифованные шпиль-
ки покрывают кремнийорганической
эмалью КО-918 или КО-936 (ПКЭ-
14) и сушат в течение 2—3 ч при
температуре 200°C. Электрическую
прочность изоляции готовой шпиль-
ки проверяют в течение 1 мин на-
пряжением 10 кВ.
Если причиной снижения сопро-
тивления изоляции является ее
увлажнение, изоляционную шпильку
помещают в печь для сушки при
температуре 100—ПО °C. После
сушки и положительных результа-
тов измерений сопротивления изо-
ляции поверхность миканита покры-
вают тонким слоем глифталевого
лака или кремнийорганической эма-
ли. Если же после сушки в течение
24 ч сопротивление изоляции не по-
вышается, ее заменяют.
Поврежденное место со срывом
резьбы более чем у трех ниток на-
плавляют и вновь нарезают резьбу
прежнего размера. При наплавке
изолированную часть шпильки за-
крывают влажным асбестом.
У трубчатых резисторов, приме-
няемых в основном в качестве огра-
ничивающих в цепях различных
приборов и реле, проверяют на
ощупь крепление трубок и пайку
выводных концов и перемычек. Из-
меряют сопротивление и убеждают-
ся в отсутствии обрывов. Резисто-
ры с большими повреждениями по-
кровного слоя изоляции или обры-
вом витков заменяют.
На ремонт ящика пусковых ре-
зисторов КФП-10 электровоза ВЛ10
со сменой элементов и изоляторов
слесарь 4-го разряда затрачивает
1,5 ч. На ремонт ящика пусковых
резисторов электровоза ЧС2 затра-
чивается времени вдвое больше, а
на полный ремонт одного элемента
требуется 20—25 мин.
55. Электрические печи
и калориферы
Наиболее частые повреждения
печей — перегорание спирали (об-
рыв цепи) или внутреннее замыка-
598
ние в элементах с местным выгора-
нием изоляции. Для выявления
этих неисправностей измеряют ак-
тивное сопротивление элементов и
сопротивление изоляции печей и
убеждаются в исправном состоянии
корпусов трубок. Обращают внима-
ние на отсутствие сильных искрив-
лений трубок, вызванных длитель-
ным чрезмерным нагревом. Изогну-
тые трубки, соприкасающиеся или
приближающиеся одна к другой
ближе 10 мм, заменяют исправны-
ми. Ослабшие элементы и другие
детали печей надежно закрепляют.
Проверяют целость перемычек меж-
ду элементами и исправность под-
водящих проводов. Изоляторы, име-
ющие трещины, отколы и повреж-
денную более чем на 20% глазурь,
заменяют.
Выправляют вмятины на кожухе
и крышках. Крышки прочно прикре-
пляют к кожухам и окрашивают их
черным печным лаком. Обязатель-
но проверяют заземление корпусов
печей и заменяют неисправное.
Электровентиляторы калорифе-
ров электровоза ЧС2 снимают для
ревизии в цехе. Проверяют крепле-
ние, убеждаются в отсутствии тре-
щин в крыльчатке, зачищают кол-
лектор и заменяют изношенные щет-
ки. Измеряют сопротивление изоля-
ции мегаомметром напряжением
500 В и проверяют работу венти-
лятора при нормальном напряжении
50 В, следя за тем, чтобы вращение
крыльчатки было ровным, без виб-
рации. На электровозе вентилятор
надежно закрепляют и убеждаются
в достаточном удалении вращаю-
щихся деталей от корпуса калори-
фера. Проверяют исправность бло-
кировок и работу термостата.
Ремонт плоских нагревательных
элементов калориферов электровоза
ЧС2 начинают со съемки их дна.
Взамен перегоревшей спирали ук-
ладывают в несколько рядов новую
и припаивают ее концы к выводам
элемента. Пространство между вит-
ками спирали вровень с бортами за-
сыпают порошком плавленой окиси
бария, предварительно просушен-
ным в печи. Снятым дном или, если
оно повреждено, новым, изготовлен-
ным из листовой стали, накрывают
элемент и отбортовками обжимают
дно и корпус. После сборки изоля-
цию элемента между выводом и
корпусом проверяют напряжением
1500 В током промышленной часто-
ты в течение 1 мин.
На ремонт печи ПЭТ-2А электро-
воза ВЛ 10 слесарю 4-го разряда
требуется в среднем 25 мин, а на
ремонт калорифера электровоза
ЧС2 — немногим более 1,5 ч.
56. Контроллеры машиниста
Приступая к осмотру, контрол-
лер очищают от пыли и загрязнений
пылесосом, затем салфетками. Кон-
тактные поверхности сегментов ба-
рабанов и детали из изоляционных
материалов протирают салфетками,
смоченными бензином, а затем су-
хими. Прн большом загрязнении
стальных деталей (рычагов, храпо-
виков и др.) их протирают салфет-
ками, слегка увлажненными керо-
сином.
Остальные детали протирают
чистыми сухими салфетками. При-
нимают необходимые меры предос-
торожности, чтобы бензин и керо-
син не попали на изоляцию прово-
дов и изоляционные покрытия.
При осмотре контроллера про-
веряют прочность крепления дета-
лей, заменяют дефектные и закреп-
ляют ослабшие детали и узлы. Об-
ращают внимание на целость пру-
жин, их поводков и других деталей,
испытывающих механическую на-
грузку.
Обязательно убеждаются в ис-
правности всех механических бло-
кировок контроллера, обеспечива-
ющих правильную взаимосвязь ме-
жду всеми рукоятками и бараба-
нами аппарата. Так, на контролле-
рах всех типов, применяемых на
электровозах ЧС2, ЧС2Т и ЧСЗ, ре-
версивная рукоятка может быть сня-
та и поставлена только при на-
хождении реверсивного барабана в
нулевом положении. Реверсивный
барабан можно переставить в лю-
бое рабочее положение только при
нулевом положении барабана упра-
вления. В то же время механичес-
кая блокировка должна исключать
возможность вывода барабана уп-
равления из нулевого положения
до постановки реверсивного бара-
бана в одно из рабочих положений.
При ремонте контроллеров электро-
возов ЧС2 не менее важно прове-
рить действие взаимной блокиров-
ки шунтирующего и командного ба-
рабанов. Она позволяет переставить
шунтирующий барабан в положения
I, II, III, IV и V только при нахож-
дении командного барабана на хо-
довых позициях — 20, 33 и 42-й —
и одновременно исключает возмож-
ность перевода контроллера на дру-
гие позиции при нахождении шунти-
рующего барабана в положениях
ослабления возбуждения.
Проверяя взаимное блокирова-
ние различных элементов механи-
ческой части контроллеров, не ос-
тавляют без внимания заклинива-
ние рукояток. Причинами заклини-
вания могут быть излом зубьев ше-
стерен передаточного механизма,
повреждение деталей блокировоч-
ных механизмов, большая выработ-
ка в шарнирных узлах блокировок,
чрезмерный износ подшипников на
валах. Определив повреждение,
приступают к его устранению.
У контроллеров отечественных
электровозов проверяют свободный
ход главного барабана. Для этого,
взявшись одной рукой за главную
рукоятку и зафиксировав ее в од-
ном из положений, другой рукой
пытаются повернуть барабан на не-
который угол.
Наличие большого свободного
хода барабана, когда при одном и
том же положении главной рукоят-
ки он занимает различные положе-
ния, указывает на неисправность
контроллера. Причиной ее может
быть повышенный износ зубьев зуб-
чатой передачи, ослабление крепле-
ния шестерни, зубчатого сектора
или рукоятки. Контроллер, у кото-
399
рого свободный ход барабана пре-
вышает 2,5 мм по его окружности
и выводит контакты за пределы ус-
тановленных норм разрыва или на-
рушает работу механической бло-
кировки, ремонтируют в аппарат-
ном цехе.
Контакторные элементы контрол-
леров кулачкового типа на отечес-
твенных электровозах непосредст-
венно управляют работой группо-
вых переключателей, индивидуаль-
ных контакторов, реверсоров и дру-
гих аппаратов. Исправность элек-
трических цепей, связывающих кон-
троллер с этими аппаратами, и пра-
вильность развертки кулачкового
вала проверяют два работника ком-
плексной бригады. Для этого один
нз них управляет контроллером, пе-
ремещая рукоятки по позициям, а
второй, находясь непосредственно у
аппаратов силовой цепи, проверяет
по таблице замыкания последова-
тельность срабатывания.
Срабатывание контакторных эле-
ментов или пальцев не в соответст-
вии с положением рукояток кон-
троллера может быть вызвано из-
носом зуба защелки главной руко-
ятки, ослаблением крепления руко-
ятки, малой шестеренки или зубча-
того сектора передаточного меха-
низма на валах, изломом либо из-
носом кулачковых шайб, деталей
контакторных элементов или кон-
такторных пальцев. Это может про-
исходить также из-за ослабления
крепления контакторных элементов,
их перекоса или замыкания между
собой, выработки гнезд и выпаде-
ния осей из контакторных элемен-
тов, обрыва, перетирания, взаимно-
го замыкания присоединенных к
контроллеру проводов, наличия
большого свободного хода в бара-
бане контроллера.
Чтобы убедиться в отсутствии
нарушений в электрической части
контроллера, проверяют на ощупь
крепления наконечников низковоль-
тных проводов и медных шунтов и
закрепление кулачковых шайб на
валу, осматривают провода, обра-
щая внимание на отсутствие протер-
то
тых участков, особенно на изгибах
и переломах. У контакторных эле-
ментов проверяют шаблонами тол-
щину и разрыв контактов. Прави-
лами установлено, что разрыв кон-
тактов контроллеров отечественных
электровозов должен быть в преде-
лах 4—7 мм. На позициях, сосед-
них с той, на которой контакторные
элементы включаются, допускается
их дополнительное движение при
условии соблюдения нормы разры-
ва контактов. Малый разрыв обыч-
но устраняют постановкой прокла-
док толщиной до 3 мм между рей-
кой и изолятором элемента. Если
отрегулировать разрыв таким обра-
зом не удается, контакторный эле-
мент заменяют. Для уменьшения
слишком большого разрыва выни-
мают прокладку, если она имеется,
или заменяют контакты более тол-
стыми. Смену контакторов осущест-
вляют также при их износе свыше
допустимого предела.
На всех позициях, где контактор-
ные элементы включены, проверя-
ют соответствие нажатия их контак-
тов установленным нормам. При
разомкнутых контактах пружины
не должны быть полностью сжаты.
Заменяют контакторные элемен-
ты, имеющие трещины в изолято-
рах или металлических деталях,
ослабление осей и другие поврежде-
ния, нарушающие их нормальную
работу. Для этого главный вал по-
ворачивают в такое положение, что-
бы элемент оказался во включен-
ном положении и его ролик не ка-
сался кулачковой шайбы.
Чтобы убедиться в отсутствии
замыкания между контргайками и
элементами, с одной стороны рейки
помещают переносную лампу, а с
другой стороны просматривают за-
зор. У слегка перекошенных эле-
ментов обычно допускают уменьше-
ние зазора до 3 мм. В противном
случае исправляют перекос или за-
меняют элемент.
Ремонт контроллера отечест-
венного производства без снятия с
электровоза занимает у слесаря
5-го разряда около 4,5 ч.
Предварительную проверку ис-
правности электрической части кон-
троллеров электровозов ЧС2, ЧС2Т
и ЧСЗ осуществляют до разборки
электровоза. Переводя контроллер
во все рабочие положения, убежда-
ются в правильности включения и
выключения всех аппаратов, полу-
чающих команды непосредственно
от контроллера: реверсоров, глав-
ного переключателя, переключателя
ослабления возбуждения, контакто-
ров мотор-вентиляторов и др. Про-
веряют синхронизацию главного пе-
реключателя с контроллером и
убеждаются в их четкой, ритмич-
ной работе как при наборе, так и
при сбросе позиций. На электрово-
зах ЧС2 проверяют исправность це-
пей управления переключателем ос-
лабления возбуждения, обеспечива-
ющих автоматический сброс пере-
ключателя на нулевую позицию при
быстром переводе рукоятки ослаб-
ления возбуждения в нулевое поло-
жение.
Четкая работа контроллера во
многом зависит от исправности эле-
ктромагнитного блокирующего ус-
тройства. Обращают внимание на
то, чтобы его защелки надежно фик-
сировали командный барабан на
определенной позиции и полностью
исключалась возможность замыка-
ний пальцев, не предусмотренных
таблицей замыкания.
Правильно отрегулированное
блокирующее устройство обеспечи-
вает срабатывание командного ба-
рабана контроллера синхронно с
пневматическим приводом главного
переключателя, так что защелки
блокирующего устройства позво-
ляют командному барабану пере-
меститься на следующую позицию
только после того, как пневматичес-
кий привод повернет вал главного
переключателя на позицию, соот-
ветствующую данной! позиции ко-
мандного барабана. Порядок вклю-
чения защелок зависит от переклю-
чателя, находящегося на барабане
управления.
Осматривая переключатель за-
щелок, убеждаются в надежном за-
креплении включающего пальца, от-
сутствии механических повреждений
деталей, исправном состоянии кон-
тактов и целости подводящих про-
водов. Ослабшие детали закрепля-
ют, а дефектные заменяют. Сереб-
ряные контакты зачищают хроми-
рованной палочкой. Толщина под-
вижного контакта переключающего
устройства у контроллера типа
12KR составляет 1,5—0,8 мм, а у
контроллера типа 20KR — 2,0 —
1,0 мм. Браковочные размеры в эк-
сплуатации равны соответственно
0,5 и 0,7 мм. При необходимости
разборки переключателя для ре-
монта его заменяют заранее отре-
монтированным. Обязательно убе-
ждаются в том, что переключатель
защелок переходит из одного поло-
жения в другое быстро и четко, без
заеданий и обеспечивает переме-
щение командного барабана кон-
троллера в направлении вращения
барабана управления.
Взявшись рукой за штурвал, оп-
ределяют на слух, что переключа-
тель обеспечивает немедленное пе-
реключение защелок командного
барабана при переводе стрелки ука-
зателя в направлении, противопо-
ложном предшествующему движе-
нию барабанов. Проверяя блоки-
рующее устройство, убеждаются,
что все регулировочные винты на-
дежно зафиксированы, стопорящие
детали находятся в исправном сос-
тоянии и коромысло обеспечивает
правильное взаимодействие заще-
лок. Трущиеся поверхности блоки-
рующего устройства смазывают
смазкой ЦИАТИМ-201 с примесью
графитного порошка.
Проверяют надежность крепле-
ния катушек электромагнитов, це-
лость и крепление их выводов. Ес-
ли при подаче напряжения на ка-
тушки защелки не притягиваются,
измеряют активное сопротивление
катушек. Катушки с завышенным
или заниженным против номиналь-
ных данных сопротивлением заме-
няют. Для смены деталей блокиру-
ющего устройства или его регули-
ровки контроллер, как правило, сни-
401
мают с электровоза в аппаратный
цех.
Осматривая контактные пальцы
всех барабанов контроллера, убеж-
даются в надежности их крепления,
исправности изоляционного покры-
тия держателя и при необходимос-
ти закрепляют ослабшие детали
пальцев. Высота контакта контакт-
ного пальца с наплавленной частью
должна составлять 9,0—7,5 мм, а в
эксплуатации — не менее 7,0 мм. У
контроллера типа 20KR высота на-
плавленной части контактного паль-
ца должна быть 4,0—2,5 мм, а в
эксплуатации — не менее 2,0 мм.
При уменьшении высоты контакт-
ной части заменяют контакты с
пластинами или полностью пальцы.
Меняют сегменты всех барабанов,
имеющие толщину менее 2,5 мм, и
после постановки новых сегментов
крепящие их винты закерниваюг.
Браковочный размер в эксплуата-
ции 2,0 мм. В исправном состоянии
контактные поверхности сегментов
и контактов должны быть гладкими
и блестящими; при необходимости
их запиливают и зачищают.
Проверяя соприкосновение кон-
тактных пальцев с сегментами, ра-
меливают сегменты и, вращая бара-
баны, осматривают следы от паль-
цев на меловых полосах. При необ-
ходимости контакты опиливают так,
чтобы обеспечить соприкосновение
пальцев с сегментами по всей дли-
не контактной поверхности. В вык-
люченном положении кратчайшее
расстояние между пальцем и сег-
ментом должно составлять 4—
1,5 м, а у контроллеров электрово-
зов ЧС2Т, ЧС7 и ЧС6 — 4—3 мм.
Проверяют нажатие контактных
пальцев всех барабанов и регули-
руют его так, чтобы пальцы плот-
но касались сегментов во включен-
ном положении и не западали меж-
ду ними в выключенном положении.
По окончании регулировки убежда-
ются в надежной фиксации регули-
ровочных винтов контактных паль-
цев стопорящими пружинными пла-
стинами.
402
(Обязательно проверяют раздел-
ку и целость проводов, подходящих
к зажимам контроллера. Отсутст-
вующую или нарушенную маркиров-
ку проводов восстанавливают.
Проверяют крепление и при не-
обходимости надежно затягивают
штепсельные разъемы. Проверяют
плотность контакта в месте подсое-
динения проводов к зажимам, со-
стояние наконечников.
Смазку всех трущихся деталей
контроллера осуществляют по мере
их осмотра и ремонта. Обычно для
смазки подшипников, валиков,
цапф вращающихся деталей, спи-
ральных пружин и зубчатых пере-
дач используют смазку ЦИАТИМ-
201 или масло МВП.
Поверхность сегментов бараба-
нов не смазывают, если для кон-
тактных пальцев применяются гра-
фитизированные контакты.
На ремонт контроллера маши-
ниста электровоза ЧС2 в аппарат-
ном цехе слесарю 5-го разряда от-
водится 7,0—7,5 ч. Снятие и поста-
новка контроллера на электровоз с
проверкой работоспособности тре-
буют еще около 80 мин при рас-
ценке работы по 4-му разряду.
Ремонт контроллеров электрово-
зов ЧС2Т, ЧС7 и ЧС6 не содержит
каких-либо специфических опера-
ций. Износ контактов при выпуске
из ТР-3 допускается не более 1 мм,
износ сегментов на кулачках — не
более 0,3 мм, износ роликов кулач-
ковых выключателей — не более
0,1 мм. В эксплуатации износ этих
элементов не должен превышать
соответственно 1,2; 0,5 и 0,15 мм.
Раствор контактов устанавливают
равным 4,0—3,5 мм, не допуская,
чтобы в эксплуатации он был не
менее 3 мм. Подшипники в узлах
контроллера заменяют, если зазор
в них превышает 0,15 мм.
57. Блоки с полупроводниковыми
приборами
Полупроводниковые приборы
монтируют обычно на панелях в ви-
де отдельных блоков или плат сов-
местио с резисторами, конденсато-
рами и другими элементами элек-
тронных схем. При ТР-3 блоки,
подсоединяемые, как правило, с
помощью штепсельных разъемов,
снимают для ревизии и ремонта в
аппаратном цехе.
Здесь и: продувают слабой
струей сжатого воздуха и внима-
тельно осматривают. При этом лег-
ко обнаружить механические пов-
реждения полупроводников, резис-
торов и конденсаторов, нарушения
пайки, изломы деталей и соедине-
ний, следы чрезмерного нагрева и
перегорания. В корпусах силовых
вентилей могут образовываться
вмятины, повреждаться резьба, на-
рушаться крепление корпуса к ох-
ладителю. Может произойти обрыв
жил гибких выводов.
При отсутствии явных поврежде-
ний подают требуемое питание на
вход блока и проверяют соответст-
вие нормам выходных параметров
при различных нагрузках. В зави-
симости от назначения блока на
выходе измеряют напряжение, ток
и его частоту и при отрицательных
результатах проверяют исправность
приборов по отдельным узлам.
С помощью вольтметра или ос-
циллографа убеждаются в наличии
питания на входных зажимах. За-
тем, последовательно продвигаясь
от одного узла к другому, наблюда-
ют на экране осциллографа импуль-
сы в различных точках цепей. По-
лезно на рабочем месте иметь кар-
ты, представляющие характер им-
пульсов в каждом узле проверяемых
схем.
Продвижение по схеме прекра-
щают на том узле, где обрывается
нормальный ход импульсов. Прис-
тупая к проверке неисправного уз-
ла, убеждаются в том, что импуль-
сы поступают на его входы со всех
соседних узлов схемы. После этого
отпаивают отдельные элементы не-
исправного узла и проверяют их с
помощью осциллографа или тесте-
ра. При отсутствии параллельных
цепей некоторые транзисторы, дио-
ды. конденсаторы и резисторы про-
веряют, не отпаивая. Во время ис-
пытаний и настройки транзисторно-
го устройства нельзя оставлять ра-
зорванной цепь базы при включен-
ном питании, так как это может
привести к выходу из строя тран-
зисторов.
Основными отказами полупро-
водников являются пробой, обрыв
цепи и нестабильность характерис-
тик. При пробое ток может прохо-
дить в прямом и обратном направ-
лениях из-за потери полупроводни-
ком вентильных свойств или пере-
крытия пластины по боковой по-
верхности. Повышенный обратный
ток является следствием уменьше-
ния обратного сопротивления. При
обрыве цепи внутри полупроводни-
ка ток не проходит ни в прямом, ни
в обратном направлении. Неста-
бильность характеристик полупро-
водника обычно является результа-
том нарушения технологии изготов-
ления, а в эксплуатации следстви-
ем потери герметичности.
Тестером проверяют также не
правность изоляции прозодов отно-
сительно корпусов трансформато-
ров и реле. Иногда для проверки
конденсаторов их заряжают от ис-
точника постоянного тока номиналь-
ным напряжением (обычно 50 В) и
разряжают накоротко. Разряд ис-
правного конденсатора сопровожда-
ется искрой и слабым хлопком.
Во многих случаях не ограничи-
ваются проверкой диодов и транзи-
сторов с помощью тестера и для
большей уверенности проверяют их
характеристики на специальном
стенде. Представление об устройст-
ве такого стенда может дать схе-
ма, показанная на рис. 223. Обяза-
тельной проверке на стенде подвер-
гают и все вновь устанавливаемые
полупроводниковые приборы.
Питание испытуемых полупро-
водниковых приборов, подсоединяе-
мых своими выводами — эмиттер,
база, коллектор — к соответствую-
щим зажимам Э, Б, К в правой
части схемы, осуществляется двумя
аккумуляторными батареями Б1 и
Б2. Каждая батарея состоит из
403
Рис. 223. Схема стенда
для проверки полупро-
водниковых приборов
двух аккумуляторов КН-45. Для
подзарядки их подключают тумбле-
рами ТЗ и Т4 к выпрямителям СВ1
и СВ2 при выключенных тумблерах
Т1 и Т2. При испытании транзисто-
ра батареи отключают от выпрями-
телей и тумблеры Т1 и Т2 перево-
дят в положение «Включено».
Необходимый ток базы транзис-
тора 7Эб устанавливают путем пере-
мещения движка Р1 и контролиру-
ют его значение по амперметру А2
со шкалой на 3 А. Перемещая дви-
жок Р2 по амперметру А1 с преде-
лом измерения 10 А, устанавливают
Неправильно
Правильно
6'Ю мп
Рис. 224. Соединение приборов в электрон-
ных схемах
требуемое значение тока коллекто-
ра /Э11. Далее подсоединяют вольт-
метр V штепсельной вилкой ШВ к
гнездам Б, Э и К и измеряют нап-
ряжение на выводах транзистора
Как И Узб.
Для проверки обратного тока
при напряжении С7Эб = 60 В транзис-
тор подключают к зажимам Э, Б и
К, расположенным с левой стороны
стенда. Зажимы Э и Б закорочены,
и к ним подведен «плюс» выпрям-
ленного тока, а «минус» подключей
к зажиму К. Питание к этим зажи-
мам подается от сети переменного
тока напряжением 220 В после
включения тумблера Т5 через де-
литель напряжения РЗ и выпрями-
тельный мост Д.
Пульсации выпрямленного тока
сглаживаются батареей конденсато-
ров С1. Резистор R2 служит для
разряда конденсаторов по оконча-
нии измерений, a R1 — для защиты
диодов и транзисторов от перегруз-
ки и предохранения миллиампер-
метра mA в случае, если полупро-
водник окажется пробитым.
Обратный ток полупроводников
измеряют миллиамперметром с
пределом 10 мА. Для того чтобы
пользоваться одним и тем же вольт-
метром, его подключают к штеп-
сельным гнездам 300 В или 75 В
через резисторы R3 и R4.
При проверке обратного тока
транзисторов штепсельную вилку
404
ШВ устанавливают в гнезда ±75 В.
Передвигая делитель напряжения
РЗ из нулевого положения до тех
пор, пока напряжение на транзисто-
ре ие станет равным 60 В, внима-
тельно следят за показаниями мил-
лиамперметра. При напряжении
60 В делают выдержку в течение
нескольких минут. Если в момент
увеличения напряжения или после-
дующей выдержки ток в приборе
увеличивается свыше допустимого,
транзисторы бракуют.
Для проверки тока пропускания
диода его подключают к зажимам
Э и К на правой стороне стенда.
Тумблером Т2 включают батарею
Б2 и вставляют штепсельную вил-
ку вольтметра в гнезда Э и К- За-
тем движком реостата Р2 устанав-
ливают ток, соответствующий типу
полупроводника.
Проверяя значение обратного
тока, диод подключают к зажимам
Э и К, расположенным слева. Штеп-
сельную вилку ШВ вставляют в
гнездо ±300 В. Включают тумблер
Т5 и, передвигая движок реостата
РЗ, устанавливают необходимое ис-
пытательное напряжение.
Для комплексной проверки
электронных блоков непосредствен-
но на локомотиве все шире исполь-
зуют различные стационарные и
переносные средства диагностики.
Так, на электровозах ЧС2Т, ЧС7,
ЧС6 и ЧС200, оборудованных элек-
тронной системой управления реос-
татным тормозом, для контроля
электронных блоков используют пе-
реносное диагностическое устройст-
во, поставляемое заводом «Шкода».
Оператор подсоединяет его к кон-
тролируемой системе через специ-
альные разъемы в шкафах с элек-
тронными платами и, пользуясь ин-
струкцией завода, последовательно
подает воздействия. Реакция кон-
тролируется по сигнальным лампам
и стрелочному индикатору, имеюще-
му относительную шкалу. По заго-
ранию ламп и показанию прибора
можно сделать заключение об ис-
правности конкретной платы или ее
элементов.
При эксплуатации схем с исполь-
зованием транзисторов и диодов по-
лезно помнить, что полупроводнико-
вые приборы очень чувствительны
к чрезмерному нагреву. Поэтому ос-
матривая блоки, убеждаются в ис-
правном креплении полупроводни-
ков к экранам. Во избежание недо-
пустимого нагрева полупроводника
при пайке его придерживают за вы-
воды плоскогубцами и надолго не
задерживают около него паяльник,
стремясь припаять диод или тран-
зистор за 3—5 с. При монтаже
транзистора сначала припаивают
базовый вывод, затем — эмиттер-
ный и коллекторный.
Если требуется срастить два про-
водника, их концы не скручивают,
а соединяют пайкой, как показано
на рис. 224.
58. Низковольтные аппараты
и предохранители
Работу всех кнопочных выключа-
телей проверяют несколькими вклю-
чениями, обращая внимание на ис-
правное действие механизма, зна-
чение разрыва и надежное соеди-
нение контактов. Проверяют креп-
ления всех деталей выключателей.
Убеждаются в исправном действии
замков и фиксаторов. Поврежден-
ные и ослабшие пружины заменяют
новыми. Погнутые детали восста-
навливают иа месте или заменяют.
У выключателей ВУ-223А отечест-
венных электровозов очищают дуго-
гасительную камеру, проверяют ис-
правность предохранителя, соответ-
ствие его номинальным данным, за-
чищают держатели.
Держатели предохранителя, по-
терявшие свои упругие свойства из-
за чрезмерного нагрева, заменяют.
Проверяя выключатели КУ, вос-
станавливают утерянные или пов-
режденные таблички с указанием
аппаратов или цепей, включаемых
каждым переключателем. Убежда-
ются, что выключатели КУ, уста-
новленные иа пульте машиниста,
нельзя включать при снятом ключе.
405
Рис. 225. Приспособление для зажима
электрических контактов при пайке:
/, 2 --упорная и передвижная планки из тек-
столита; 3- упорный винт: 4 -гайка; 5 — ско-
ба; 6, 7 -- угольные щетки; 8 — токоведущие
провода; 9 — регулирующий винт
Низковольтные электромагнит-
ные контакторы ТКПМ отечествен-
ных локомотивов и реле цепей уп-
равления всех электровозов прове-
ряют на месте, а при наличии серь-
езных повреждений снимают для
ремонта в аппаратном цехе. В таком
случае на ремонт контактора сле-
сарь 5-го разряда затрачивает око-
ло 40 мии.
Ремонт лабиринтно-щелевых ка-
мер контакторов ТКПМ ничем не
отличается от ремонта подобных
дугогасительных камер других ап-
паратов.
При ремонте низковольтных
электромагнитных контакторов, ре-
ле и другой коммутационной аппа-
ратуры наиболее частыми работами
являются перемотка катушек, сме-
на покровной изоляции и перепай-
ка контактов. При использовании
приспособления для пайки контак-
тов держатель контакта устанавли-
вается в прорезь угольной щетки
7 (рис. 225) и прижимается к нему
контактной пластиной щетки 6.
Пайка контакта происходит при
пропускании большого тока по про-
водам 8. Контакты реле и выключа-
телей, не требующие перепайки,
зачищают серебряной или стальной
хромированной пластиной, при необ-
ходимости запиливают надфилями.
Для определения межвиткового
замыкания снятых с аппаратов
катушек используют метод транс-
форматора,
406
Электромагнитные вентили всех
аппаратов снимают для ревизии в
аппаратном цехе. Ремонт вентилей
отечественных электровозов описан
выше. Точно так же при реви-
зии вентилей электровозов ЧС ос-
новное внимание уделяют очистке
и проверке деталей клапана, одна-
ко здесь детали клапана не требу-
ют притирки. При промывке дета-
лей принимают необходимые меры
предосторожности, чтобы не допус-
тить попадания бензина на резино-
вое уплотнение. Резиновое уплотне-
ние, имеющее трещины или износ,
заменяют. Поврежденные клапаны,
погнутые стержни и потерявшие
жесткость пружины заменяют. Для
крепления нового уплотнения края
клапана завальцовывают.
У электромагнитных вентилей
электровозов ЧС нередко случают-
ся обрыв шпилек выводных зажи-
мов и повреждение пластмассовой
колодки. Новые шпильки вытачива-
ют из латуни или бронзы и припаи-
вают к выводам катушки после сня-
тия колодки. Взамен поврежденной
пластмассовой колодки в условиях
депо нетрудно изготовить колодку
из текстолита. После полировки с
применением пасты ГОИ на вой-
лочном круге обработанная поверх-
ность текстолита становится глад-
кой и блестящей. Остатки пасты
удаляют салфеткой, смоченной бен-
зином.
Контакты низковольтных пре-
дохранителей, имеющие налеты
окислов и поджоги, зачищают. При
необходимости регулируют нажатие
пальцев и держателей предохрани-
телей. Держатели предохранителей
должны плотно обжимать головки
трубок или зажимы вставок. Уста-
новка предохранителей с открыты-
ми жилами на отечественных элек-
тровозах ие допускается.
Вместо типовых предохраните-
лей нельзя применять заменители,
поскольку это может привести к их
перегоранию при обычных рабочих
токах, возгоранию изоляции про-
водов, повреждению аппаратуры
и даже пожару,
ОГЛАВЛЕНИЕ
Глава I
Основные сведения об организации
и технологии технического
обслуживания и ремонта
электровозов
1. Принципы системы планово-пре-
дупредительного ремонта элект-
ровозов ..........................3
2. Износ и повреждения деталей
электровозов, методы восстанов-
ления работоспособности, упроч-
нения и контроля ................ 9
3. Подготовка электровозов, агрега-
тов и узлов к ремонту . .16
4. Механизация и автоматизация
технологических процессов ре-
монта и технического обслужи-
вания электровозов .20
Глава II
Техническое обслуживание
электровозов
5. Общие сведения о техническом
обслуживании.....................29
6. Техническое обслуживание ТО-1 30
7. Техническое обслуживание ТО-2 31
8. Техническое обслуживание ТО-3 42
9. Техническое обслуживание ТО-4 59
Глава III
Работы по поддержанию
работоспособности электровозов,
производимые в зависимости
от времени года и срока службы
10. Работы, выполняемые в зависи-
мости от времени года . . ,62
11. Работы, выполняемые в зависи-
мости от срока службы . .66
Глава IV
Текущий ремонт ТР-1
12. Общие сведения . ... 68
13. Механическое оборудование . . 69
14. Электрические машины . . . 76
15. Электрические аппараты и элек-
трические цепи..................90
Глава V
Текущий ремонт ТР-2
16. Общие сведения.............120
17. Особенности ремонта механиче-
ского оборудования , . , ,120
18. Особенности ремонта электриче-
ского оборудования . .125
Глава VI
Текущий ремонт ТР-3 механической
части электровоза
19. Общие сведения................157
20. Подготовка электровоза, подъем-
ка и опускание кузова, выкатка
и подкатка тележек . .159
21. Разборка и сборка тележек, ре-
монт рам..........................161
22. Ремонт противоотносиого и про-
тиворазгрузочного устройств . .166
23. Ремонт тормозной рычажной пе-
редачи ............................169
24. Ремонт рессорного и люлечного
подвешиваиня.......................371
25. Ремонт гидравлических гасителей
колебаний . . . .176
26. Ремонт колесно-моторного блока
и тяговой передачи .179
27. Освидетельствование колесных
пар, ремонт колесных пар и букс! 87
28. Ремонт кузова н его узлов, окра-
ска кузова........................197
Глава VII
Деповской ремонт электрических
машин при ТР-3
29. Общие сведения.................201
30. Организация ремонта электриче-
ских машин. Поточные линии209
31. Предварительный осмотр, про-
верка и разборка тяговых двига-
телей ...........................215
32. Ремонт остова, букс (шапок),
моторио-осевых подшипников,
подшипниковых щитов, крышек
коллекторных люков, крепежных
деталей..........................221
33. Ремонт якорных подшипииков232
34. Ремонт магнитной системы
остова........................237
35. Ремонт щеточного аппарата . .251
36. Осмотр и ремонт якоря . .269
37. Проверка симметрии магнитной
системы тяговых двигателей и
их щеточно-коллекторного узла291
38. Сборка тяговых двигателей . .299
39. Ремонт вспомогательных элект-
рических машни...................309
40. Капитальный ремонт вспомога-
тельных электрических машин в
депо.............................320
41. Испытания электрических машин325
407
Глава VIII
Текущий ремонт ТР-3 электрической
аппаратуры
42. Общие сведения...............341
43. Токоприемники................346
44. Особенности ремонта и регули-
ровки быстродействующих вы-
ключателей электровозов ЧС . . 353
45. Контакторы...................357
46. Групповые переключатели с дуго-
гасительными устройствами . . 366
47. Реверсоры и переключатели без
дугогасительных устройств . . 373
48. Разъединители, Отключатёли й
контакторы заземления . . 376
49. Реле защиты....................379
50. Разрядники.....................384
51. Высоковольтные предохранители 389
52. Приборы электрического обогре-
ва вагонов........................391
53. Токоотводящие устройства . 392
54. Резисторы......................394
55. Электрические печи и калори-
феры .............................398
56. Контроллеры машиниста . . 399
57. Блоки с полупроводниковыми
приборами......................402
58. Низковольтные аппараты и пре-
дохранители ............405
Производственное издание
Красковская Светлана Николаевна,
Ридель Эрнст Эдуардович,
Черепашенец Роман Григорьевич
ТЕКУЩИЙ РЕМОНТ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ЭЛЕКТРОВОЗОВ ПОСТОЯННОГО ТОКА
Переплет художника В. Е. Тё
Технический редактор Н. Д. Муравьева
Корректор-вычитчик В. Н. Яговкина
Корректор Я. А. Попова
ИБ № 3758
Сдано в набор 29,08.88. Подписано в печать 27.07.89. Т-0 И 59.
Формат 70X100V16. Бум. офс. Xs 2. Гарнитура литературная.
Офсетная печать. Усл. печ. л. 33,15. Усл. кр.-отт. 33,15. Уч.-изд. л. 34,89.
Тираж 25 000 экз. Заказ 1613. Цена 2 р. 10 к. Изд. № 1—3—3/5 № 4140
Ордена <3нак Почета» издательство <ТРАНСПОРТ»,
103064, Москва, Басманный туп., 6а
.Московская типография № 4 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
129041, Москва. Б. Переяславская, 46