/







































































































































































































































































































Автор: Находкин В.М. Яковлев Д.В. Черепашенец Р.Г.
Теги: тяга поездов на железных дорогах подвижной состав железнодорожный транспорт электровозы
ISBN: 5-277-00403-3
Год: 1989




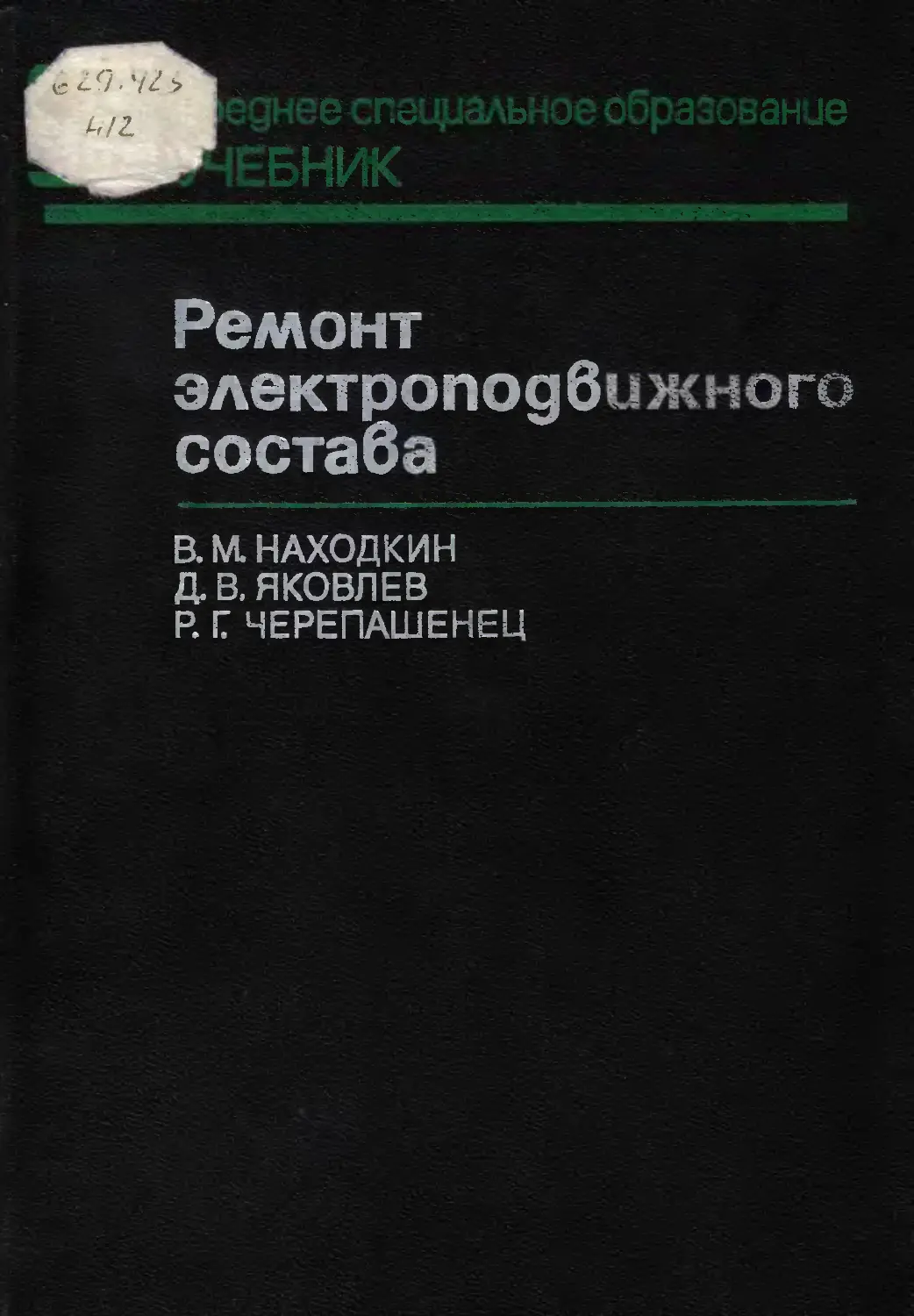
Текст
ёдиееспециальное образование
Ремонт
электрогсодбижного
состава
В.М.НАХОДКИН
Я В. ЯКОВЛЕВ
Р. Г ЧЕРЕПАШЕНЕЦ
Среднее специальное образование
SУЧЕБНИК
а м. находкин
Д. В. ЯКОВЛЕВ
Р. Г ЧЕРЕПАШЕНЕЦ
Ремонт
электроподбижного
состава
Под редакцией В.М.НАХОДКИНА
Утверждено
Управлением учебных заведений МПС
в качестве учебника для техникумов
железнодорожного транспорта
Сканировал
Малыгин JZL9T.
МОСКВА "ТРАНСПОРТ" 1989
УДК 629.423.004.67(073.32)
Находкин В. М., Яковлев Д. В., Черепашенец Р. Г. Ремонт электропод-
вижного состава: Учебник для техникумов железнодорожного транспорта
/Под ред. В. М. Находкина. М.: Транспорт, 1989. 295 с.
Изложена технология ремонта электроподвижного состава постоянно-
го и переменного тока отечественных железных дорог с учетом последних
достижений в этой области. Рассмотрены способы контроля качества ремон-
та, меры обеспечения безопасных условий труда. Приведены характерные
неисправности, способы их обнаружения и устранения.
Книга предназначена для учащихся техникумов железнодорожного
транспорта по специальности «Электротяговое хозяйство железных дорог».
Она может быть полезна также работникам депо, связанным с ремонтом
электроподвижного состава.
Ил. 139, табл. 11, библногр. 22 назв.
Книгу написали: параграф 1.5 и главы 3—5 — инж. В. М. На-
ходкин-, параграф 1.1 и гл. 2 — инж. Р. Г. Черепашенец-, параграфы 1.2—1.4
и гл. 6 — инж. Д. В. Яковлев.
Рецензенты: начальник депо Перерва И. С. Марсанов, преподава-
тель Курского техникума железнодорожного транспорта Ф. П. Толкачев.
Заведующий редакцией В. К. Терехов
Редактор Н. А. Голованова
3262030000-259
Н —\ » л,—п------- 198-Свод. пл. вып. лит. для сред. спец. учеб, заведений
049(01)-89 на 1989 г.
ISBN 5-277-00403-3
© Издательство «Транспорт», 1989
ОТ АВТОРОВ
В учебнике авторы стремились изло-
жить в сжатой форме основы совре-
менной организации и технологии ре-
монта электроподвижного состава же-
лезных дорог в соответствии с дейст-
вующей программой по предмету «Ре-
монт электроподвижного состава» для
учащихся техникумов железнодорожно-
го транспорта специальности «Элек-
тротяговое хозяйство железных до-
рог».
Первая глава учебника посвящена
рассмотрению общих вопросов органи-
зации и технологии ремонта электрово-
зов и электропоездов. В основу после-
дующих глав положено изложение воп-
росов ремонта в объеме ТР-3, позво-
ляющего наиболее полно раскрыть тех-
нологию ремонта в депо, а затем рас-
смотрены особенности остальных видов
деповского ремонта и технического об-
служивания электроподвижного сос-
тава.
Учебник написан применительно к
ремонту электровозов и электропоездов
основных типов, эксплуатируемых на
железных дорогах страны, и с учетом
действующих Правил ремонта, инструк-
ций и приказов МПС.
Авторы старались, по возможности,
раскрыть причины возникновения не-
исправностей электроподвижного сос-
тава и объяснить целесообразность при-
менения той или иной технологии ремон-
та с тем, чтобы позволить учащимся
глубже осмыслить физические явления,
приводящие к появлению неисправнос-
тей, и научить их творчески подходить
к выбору способов устранения этих не-
исправностей как при изучении учебно-
го материала, так и в предстоящей
практической работе на производстве.
Учитывая, что в соответствии с
СНиП-П-39—76 ремонт основного обо-
рудования электроподвижного состава
в депо предусматривается проводить на
комплексно-механизированных и поточ-
ных линиях, авторы включили в учебник
вопросы комплексной механизации и ав-
томатизации процессов ремонта меха-
нической части, а ремонт электрических
машин в объеме ТР-3 изложили в пос-
ледовательности проведения его на по-
точной линии.
Вопросы механизации и автоматиза-
ции ремонтного производства рассмат-
риваются лишь при необходимости бо-
лее полного раскрытия технологии от-
дельных видов ремонта, так как подроб-
но они изучаются в специальных курсах.
В учебник включен также раздел,
посвященный ремонту электронного
оборудования. Рассмотрены методы оп-
ределения неисправностей электрообо-
рудования электроподвижного состава,
возникающих в процессе эксплуатации,
и способы их устранения.
Вопросы техники безопасности осве-
щены по ходу изложения материала или
рассмотрены в конце соответствующих
параграфов.
Принятые в книге обозначения фи-
зических величин соответствуют систе-
ме СИ.
Авторы с благодарностью примут
все критические замечания и пожелания
по содержанию учебника.
Просим направлять их по адресу:
103064, Москва, Басманный туп., 6а, из-
дательство «Транспорт».
з
Глава 1
ОБЩИЕ СВЕДЕНИЯ О РЕМОНТЕ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА
1.1. Ремонтное производство
Особенности ремонтного производ-
ства. Детали и узлы электроподвижного
состава (э. п. с.) в процессе эксплуата-
ции подвергаются износу и поврежде-
ниям. Для поддержания электровозов и
электропоездов в работоспособном сос-
тоянии предусмотрен комплекс меро-
приятий, важнейшим из которых явля-
ется ремонт.
Ремонтное производство непрерывно
развивается и совершенствуется на ос-
нове его механизации и автоматизации,
применения современных средств техни-
ческой диагностики, использования но-
вых технологических процессов, приме-
нения передовых методов труда, новых
форм управления, планирования и орга-
низации, контроля и качества, предуп-
реждения повреждений и т. д. На него
влияют также изменения в условиях и
организации эксплуатации, появление
электровозов и электропоездов новых
серий, отличающихся как новыми кон-
структивными решениями, так и приме-
нением новых материалов и методов их
обработки.
Основными функциями ремонтного
производства является предупреждение
и устранение износов и повреждений
э. п. с. Ремонтное производство состоит
из системы, организации и технологии
ремонта.
Система ремонта. Она определяет
порядок поддержания э. п. с. в работо-
способном и исправном состоянии и
охватывает такие понятия, как вид тех-
нического обслуживания или ремонта,
структура ремонтного цикла и перио-
дичность ремонта.
Виды технического обслуживания и
ремонта определены действующей на
железных дорогах нашей страны и ут-
вержденной МПС планово-предупреди-
тельной системой технического обслу-
живания и ремонта. Приказ МПС
№ 28Ц от 20 июня 1986 г. предусматри-
4
вает техническое обслуживание, теку-
щий ремонт, выполняемый в локомотив-
ных и моторвагонных депо, капитальные
ремонты, выполняемые на заводах
Главного управления по ремонту под-
вижного состава и производству запас-
ных частей (ЦТВР).
Техническое обслужива-
ние (ТО-1, ТО-2, ТО-3) проводят с
целью предупреждения появления неис-
правностей и поддержания электрово-
зов и электропоездов в работоспособ-
ном и надлежащем санитарно-гигиени-
ческом состоянии, обеспечивающем их
бесперебойную работу и безопасность
движения, а также высокий уровень
культуры обслуживания пассажиров.
При техническом обслуживании осуще-
ствляют контроль за ходовыми частями,
тормозным оборудованием, устройства-
ми автоматической локомотивной сиг-
нализации (АЛСН), скоростемерами,
приборами проверки бдительности ма-
шиниста и радиосвязи, обеспечивающи-
ми безопасность движения поездов, а
также устраняют видимые дефекты,
смазывают трущиеся части, регулируют
тормозную систему, закрепляют ослаб-
шие детали, осматривают тяговые дви-
гатели, электрические машины и аппа-
раты, поддерживают чистоту их изоли-
рованных частей и контактных поверх-
ностей.
Техническое обслужива-
ние ТО-4 предназначено для обточки
бандажей колесных пар без выкатки их
из-под э. п. с. для поддержания опти-
мальных значений проката и толщины
гребней.
Текущие ремонты ТР-1, ТР-2
и ТР-3 предназначены для восстановле-
ния основных эксплуатационных харак-
теристик и работоспособности электро-
возов и электропоездов в соответствую-
щих межремонтных периодах путем ре-
визии, ремонта и замены отдельных де-
талей, узлов, и агрегатов, регулировки
и испытания, частичной модернизации.
Таблица 1
Электроподвижной состав Периодичность технического обслуживания и ремонта, тыс. км
то-з ТР-1 ТР-2 ТР-3 .КР-1 КР-2
Электровозы: грузовые ВЛ22", ВЛ8, ВЛ23 ВЛ 10, ВЛ10у, ВЛ 11, ВЛ82, ВЛ82М 11 22 165 330 660 2000
12,5 25 175 350 700 2100
ВЛ60 (всех индексов) — 14 190 380 760 2300
ВЛ80 (всех индексов), ВЛ85 — 14 200 400 800 2400
ВЛ15 12,5 25 200 400 800 2400
прочие пассажирские 11 22 150 300 600 1800
ЧС2, ЧС2Т, ЧСЗ 12,5 25 175 350 700 2100
ЧС4, ЧС4Т, ЧС6, ЧС7, ЧС8 14 28 175 350 700 2100
маневровые, вывозные и передаточные 30 сут 2 мес. 1,5 года 3 года 6 лет 12 лет
Электропоезда: ЭР1, ЭР2, ЭР12, ЭР2Р, ЭР9 (всех индек- сов) 5 сут 50 сут 150 300 600 (не .1800
ЭР22 (всех индексов) 5 сут 50 сут 130 260 более 4 лет) 520 1560
ЭР200 Перед 30 сут 1 год 2 года 4 года 8 лет
Электросекции Ср, См поездкой 5 сут 50 сут 150 300 600 1200
Капитальные ремонты КР-1
и КР-2, выполняемые на заводах, явля-
ются главным средством оздоровления
э. п. с. и предусматривают восстановле-
ние несущих конструкций кузова, слож-
ный ремонт рам тележек, колесных пар
и редукторов, тяговых двигателей и
вспомогательных машин, электрических
аппаратов, кабелей и проводов, восста-
новление геометрических параметров
деталей до чертежных размеров и т. д.
Капитальный ремонт КР-1 предназ-
начен для восстановления эксплуата-
ционных характеристик, исправности и
ресурса (срока службы) всех агрегатов,
узлов и деталей, а также модернизации
э. п. с., а КР-2 — также для восстанов-
ления эксплуатационных характерис-
тик, исправности и полного ресурса
всех агрегатов, узлов и деталей, вклю-
чая базовые, полной замены проводов и
кабелей, модернизации э. п. с.
Ремонтный цикл включает в себя
последовательно повторяемые виды тех-
нического обслуживания и ремонта.
Структура ремонтного цикла определя-
ется порядком их чередования.
Периодичность ремонта, т. е. пробе-
ги э. п. с. или интервалы времени между
техническим обслуживанием и ремон-
том различных видов, а также соответ-
ствующие нормы продолжительности
простоя э. п. с. при техническом обслу-
живании или ремонте того или иного
вида, устанавливаются для каждого де-
по начальниками дорог в зависимости
от конкретных эксплуатационных и дру-
гих условий на основе дифференциро-
ванных нормативов, задаваемых сог-
ласно приказу МПС № 28Ц (табл. 1).
Для электровозов и электропоездов
новых серий, находящихся в пределах
гарантийных сроков, следует соблюдать
межремонтные периоды, регламентиро-
ванные техническими условиями на пос-
тавку.
ТР-1 следует выполнять во всех слу-
чаях не ранее чем через 2 мес, а КР-2
электровозов и электропоездов (кроме
ЭР200) — не ранее чем через 12 лет.
Среднесетевые нормы продолжи-
тельности технического обслуживания и
текущего ремонта э. п. с.:
ТО-З ТР-1 ТР-2 ТР-3
Электровозы . 6 ч
Электропоезда. 4 ч
15 ч
9 ч
1,5 сут
2 сут
3,8 сут
7,2 сут
При ТО-3 простой электропоезда на
ремонтном стойле должен быть не ме-
нее 2 ч.
Цикличность и периодичность ре-
монта так же, как нормативный объем
работ, выполняемый при техническом
обслуживании или ремонте, совершен-
ствуются в зависимости от достигнутого
уровня организации и технологии ре-
монта, изменения конструкций электро-
возов и электропоездов, поступающих
в эксплуатацию, достигнутого уровня
надежности э. п. с., применяемого при
ремонте оборудования и др.
При различных видах ремонта вы-
полняют также работы по модерниза-
ции э. п. с. Модернизации подлежат как
ненадежно работающие, так и физичес-
ки и морально устаревшие электровозы
и электропоезда.
Все работы по техническому обслу-
живанию, ремонту и модернизации
э. п. с. должны выполняться в соответ-
ствии с Правилами технической экс-
плуатации железных дорог Союза ССР,
Правилами ремонта электровозов и
электропоездов, в которых указаны объ-
емы работ, нормы допусков и износов
деталей и узлов. При этом необходимо
руководствоваться приказами и инст-
рукциями МПС, технологическими гра-
фиками и картами на отдельные техно-
логические процессы и строго выпол-
нять требования государственных стан-
дартов, чертежей и технических усло-
вий.
Организация ремонта. Это понятие
включает в себя принципы и методы тех-
нического обслуживания и ремонта,
вопросы концентрации, специализации,
научной организации труда, а также
вопросы внедрения поточных линий и
механизированных рабочих мест, меха-
низации и автоматизации производст-
ва, внедрения современных средств тех-
нической диагностики и других дости-
жений научно-технического прогресса.
В соответствии с Правилами ремонт
электровозов и. электропоездов органи-
зуют на основе принципа взаимозаме-
няемости.
Принцип взаимозаменяемости осно-
ван на использовании способности де-
талей и узлов одинакового назначения
полноценно заменять друг друга в кон-
структивных соединениях. Для учета
различной степени износа отдельных
деталей и сборочных единиц (в дальней-
шем — узлов) при ремонте э. п. с. уста-
навливают ремонтные градации.
6
Ремонтные градации — это заранее
определенные и следующие друг за дру-
гом с известными интервалами размеры,
под которые обрабатываются детали
при ремонтах по мере их износа. Ис-
пользование принципа взаимозаменяе-
мости и ремонтных градаций позволяет
организовать заблаговременный ре-
монт не только отдельных деталей, но и
целых узлов, таких, как колесно-мотор-
ный блок, тележки и другие, т. е. орга-
низовать крупноагрегатный метод ре-
монта.
Для этого локомотивные депо долж-
ны иметь переходящий технологический
запас узлов и агрегатов.
Крупноагрегатный метод обеспечи-
вает значительное сокращение продол-
жительности простоя э. п. с. в ремонте,
повышение ритмичности производства,
более равномерную загрузку оборудо-
вания, повышает производительность
труда и качество ремонта, снижает его
себестоимость. Для получения наиболь-
шего эффекта от применения крупноаг-
регатного метода ремонта э. п. с. кон-
центрируют в наиболее крупных и тех-
нически оснащенных депо.
Концентрация ремонта позволяет
вести ремонт индустриальными метода-
ми, шире внедрять механизацию и авто-
матизацию производственных процес-
сов. Высокая технико-экономическая
эффективность ремонтного производ-
ства может быть обеспечена только при
условии специализации ремонтных баз.
Специализация депо состоит в том,
что в нем организуют ремонт электрово-
зов и электропоездов определенных се-
рий, а лучше всего одной серии.
Оптимальная организация ремонта
обеспечивает рост производительности
труда, снижение трудоемкости работ и
стоимости единицы продукции, высокий
уровень рентабельности и внедрение
хозрасчета на предприятиях локомотив-
ного хозяйства. Особое значение приоб-
ретает организация труда и, в частнос-
ти, использование бригадной формы ор-
ганизации труда.
При техническом обслуживании и
ремонте э. п. с. используют комплексные
и специализированные бригады. Опла-
та труда в бригадах осуществляется по
единому наряду за конечный результат.
Коллективный заработок распределяет-
ся в соответствии с коэффициентом тру-
дового участия (КТУ). Одним из важ-
ных признаков таких коллективов явля-
ется наличие и активная работа совета
бригады.
Комплексные бригады проводят ре-
визию узлов, заменяют изношенные де-
тали, разбирают и собирают узлы, вы-
полняют почти все работы по техниче-
скому обслуживанию, ТР-1 и ТР-2 и
часть работ по ТР-3, связанных с подъе-
мом и опусканием кузова, ремонтом те-
лежек, сборкой и разборкой колесно-мо-
торных блоков, а также осуществляют
ревизию и ремонт узлов, не демонтируе-
мых при ремонтах этих видов.
Для повышения ответственности за
проведенные работы деповской парк
э. п. с. распределяют между комплекс-
ными бригадами.
Специализированные бригады в от-
личие от комплексных выполняют рабо-
ты по ремонту отдельных приборов, ап-
паратов, узлов (скоростемеров, авто-
тормозов, автостопов, колесных пар,
электрических машин, аккумуляторных
батарей и др.) и несут полную ответ-
ственность за состояние и работу этого
оборудования.
Специализация бригад обеспечивает
значительный рост производительности
труда и улучшает качество ремонта, так
как способствует лучшему использова-
нию рабочего времени, устраняет
непроизводительные его потери и повы-
шает ответственность исполнителей за
сроки и качество выполняемых работ.
Поэтому в ряде депо выполнение работ,
связанных с подъемом и опусканием ку-
зова, ремонтом тележек, разборкой и
сборкой колесно-моторных блоков, так-
же возлагают на специализированные
бригады.
На железнодорожном транспорте
уделяют большое внимание научной ор-
ганизации труда и производства.
Научная организация труда как со-
вокупность организационных, техниче-
ских, санитарно-гигиенических и соци-
альных мероприятий обеспечивает наи-
более эффективное использование про-
изводственных навыков, устраняет тя-
желый ручной труд, создает благопри-
ятные условия для наиболее целесооб-
разного использования рабочего време-
ни, развития творческих способностей
каждого члена коллектива.
Одной из наиболее эффективных
форм организации ремонта э. п. с. явля-
ется поточное производство, сущность
которого состоит в том, что ремонтируе-
мые узлы и детали перемещаются по
установленному маршруту в соответ-
ствии с технологической последователь-
ностью операций в заранее рассчитан-
ных темпах. Для поточного производ-
ства характерны разделение производ-
ственного процесса на части, рацио-
нальная последовательность операций,
трудоемкость которых равна или крат-
на. Как правило, поточное производство
отличается высокой степенью механиза-
ции и автоматизации технологического
оборудования, оснастки и транспортных
устройств, а также узкой специализа-
цией рабочих мест.
Поточное производство создает
предпосылки для осуществления раз-
личных организационно-технических
мер, направленных на повышение про-
изводительности труда и качества про-
дукции, снижение ее себестоимости,
сокращение простоя э. п. с. в ремонте и
увеличение выпуска продукции.
Механизация и автоматизация тех-
нологических процессов ремонта э. п. с.
привели к созданию механизированных
рабочих мест, механизированных стойл,
а в сочетании с поточным произ-
водством — поточно-конвейерных ли-
ний, находящих все большее распро-
странение при заводских ремонтах и
при ТР-3.
Важным элементом ремонтного про-
изводства э. п. с. является техническая
подготовка производства, которая пред-
ставляет собой комплекс взаимосвязан-
ных работ по внедрению новых и совер-
шенствованию действующих конструк-
ций и технологических процессов, спо-
собствующих высококачественному вы-
полнению ремонта э. п. с.
Техническая подготовка включает в
себя конструкторскую и технологичес-
кую подготовку производства и направ-
лена на разработку технологического
процесса ремонта э. п. с., методов орга-
низации производства, труда и управле-
ния, проектирование и изготовление
инструментов, приборов, оснастки, нес-
7
тандартного оборудования, разработку
норм расхода материалов, энергии, зат-
рат труда и т. д.
Фактическая подготовка производ-
ства должна базироваться на стандар-
тах Единой системы конструкторской
документации (ЕСКД), Единой систе-
мы технологической документации
(ЕСТД) и Единой системы технологиче-
ской подготовки производства
(ЕСТПП).
Конструкторская подготовка произ-
водства необходима главным образом
на машиностроительных предприятиях,
но одна ее часть — конструкторская до-
кументация — имеет большое значение
и для локомотивных депо. Это значение
наряду с необходимостью обеспечения
культуры производства объясняется
тем, что Правилами технической эксп-
луатации железных дорог Союза ССР
(ПТЭ) запрещается вносить изменения
в конструкцию электроподвижного со-
става без соответствующего разреше-
ния Министерства путей сообщения.
Поэтому правильная организация чер-
тежного хозяйства в депо — одна из
важнейших частей технической подго-
товки производства. Подлинники, дуб-
ликаты и копии чертежей и другой кон-
структорской и технологической доку-
ментации подлежат учету, регистрации
и хранению в соответствии с государ-
ственным стандартом.
Технологическая подготовка произ-
водства, которая тесно связана с кон-
структорской и является ее продолже-
нием, имеет своей целью обеспечить
высокое качество ремонта э. п. с. с наи-
меньшими затратами трудовых, матери-
альных и энергетических ресурсов, пол-
ное использование оборудования, осна-
стки и производственных площадей,
сокращение простоя электровозов в ре-
монте. Работы по технологической под-
готовке производства способствуют
дальнейшей механизации и автомати-
зации производственных процессов,
ликвидации ручных, вредных и тяже-
лых работ, совершенствованию органи-
зации и оснащения рабочих мест, выбо-
ру рациональных транспортных средств.
Технологическая подготовка произ-
водства включает в себя работы по про-
ектированию и внедрению прогрессив-
8
ной технологии ремонта и изготовления
деталей; контролю технологичности
чертежей на изготавливаемые и ремон-
тируемые изделия, изучению причин,
степени и характера износа и поврежде-
ния ремонтируемых деталей, выбору
способа восстановления размеров и
свойств изношенных деталей; проекти-
рованию, изготовлению и наладке ин-
струментов и приспособлений; разра-
ботке норм расхода материальных,
энергетических и трудовых ресурсов;
проектированию и внедрению эффек-
тивных методов и средств техничес-
кой диагностики и технического конт-
роля.
В соответствии с Единой системой
технологической документации приме-
няются различные виды технологиче-
ской документации: маршрутная и опе-
рационная карты, карта электровозов
и схем, технологическая инструкция.
Отметим, что все виды технологической
документации должны соответствовать
Правилам ремонта электроподвижного
состава, а также инструкциям по ремон-
ту, испытанию и контролю отдельных
узлов (колесных пар, роликовых под-
шипников, по производству сварочных
работ, магнитной и ультразвуковой де-
фектоскопии и др.).
Современный уровень развития тех-
ники позволяет применять различные
технологические варианты производст-
ва. Выбор оптимального из них, т. е.
наиболее производительного оборудо-
вания и оснастки, должен проводиться
на основе технико-экономического срав-
нения различных вариантов.
Из теории надежности известно, что
локомотив может находиться в различ-
ных состояниях — работоспособном и
исправном, работоспособном и неисп-
равном, неисправном и неработоспособ-
ном.
Если локомотив соответствует всем
требованиям ПТЭ, он находится в ис-
правном состоянии и, наоборот, несоот-
ветствие хотя бы одному требованию
ПТЭ означает неисправное состояние
локомотива. В последнем случае локо-
мотив может быть в неисправном, но в
то же время работоспособном состоя-
нии. Например, все оборудование элект-
ровоза исправно и может работать с
полной нагрузкой, за исключением зву-
кового сигнала. В этом случае электро-
воз неисправен и работоспособен.
1.2. Основные понятия
об износах и повреждениях
Условия работы электроподвижного
состава и его деталей. К факторам, оп-
ределяющим условия работы э. п. с., от-
носят: динамические усилия, возникаю-
щие в механической части; большие то-
ки, высокие напряжения, приложенные
к токоведущим частям; запыленность и
повышенная влажность атмосферного
воздуха, значительные перепады его
температуры и давления.
Динамические усилия вызывают
большие механические нагрузки в пер-
вую очередь в деталях механической
части (элементах колесных пар, рессор-
ного подвешивания, рамах тележек,
буксах, рамах кузовов, автосцепных
устройствах).
Проектируя эти узлы, конструкторы,
выбрав материал отдельных элементов,
при расчете на прочность исходят из
следующих основных положений: стати-
ческая нагрузка от колесной пары
электровоза на рельсы составляет
22,5 ДО4 Н; динамическая нагрузка
превышает статическую в 1,5 раза;
центробежные силы принимают исходя
из условия движения грузового электро-
воза со скоростью 120 км/ч по кривой
радиусом 600 м и при возвышении на-
ружного рельса 125 мм. Усилия, дей-
ствующие на автосцепку, в пределах
1960-2450 Н.
Как показывают расчеты и прочно-
стные испытания рам тележек современ-
ных электровозов, напряжения в их эле-
ментах в услових перечисленных нагру-
зок не превосходят: от статической наг-
рузки 49 000 кПа, сил тяги и торможе-
ния 88 000 кПа, удара на прямом уча-
стке при скорости 10 км/ч 127 000 кПа,
выкатки колесной пары при ремонте
78 500 кПа.
Если учесть, что материалами для
большинства элементов служат сталь
СтЗ (спокойной плавки) и литая сталь
25Л-11, допустимое напряжение кото-
рых 196-103— 196-104 кПа, то видно,
что внутреннее напряжение в металле
обеспечивает достаточную прочность
даже при неблагоприятных сочетаниях
нагрузок. Однако низкие напряжения в
рамах тележек не всегда обеспечивают
такую прочность при длительной экс-
плуатации, особенно при наличии рез-
ких изменений площадей сечений дета-
лей или поперечных сварных швов. Поэ-
тому вновь проектируемые рамы теле-
жек э. п. с. всех типов рассчитывают
также на усталостную прочность, а из-
готовленные опытные образцы испыты-
вают на мощных вибрационных стендах
в условиях, близких к эксплуатаци-
онным.
Коэффициент запаса усталостной
прочности принимают не менее 2.
Для колесных пар и отдельных их
элементов принимают более высокие
запасы прочности. Их изготавливают из
высококачественных материалов и об-
рабатывают по специальной техноло-
гии (в частности, заготовки осей и бан-
дажей в горячем состоянии проковыва-
ют в прессах). Осевая сталь должна
иметь временное сопротивление разры-
ву не менее 5,4-105 кПа, а диаметры
всех шеек изготовленных осей прини-
мают достаточно большими. Однако,
несмотря на такие запасы прочности,
появление даже небольших рисок или
тем более задиров на их поверхности
вследствие сочетания сложных нагру-
зок, действующих на колесную пару
(изгиб, растяжение, срез, скручивание),
требует очень тщательного ремонта ко-
лесных пар; кроме того, большая часть
напряженных элементов от одного пла-
нового ремонта до другого осмотрена
быть не может, поэтому к качеству вы-
полняемых ремонтных работ предъяв-
ляют повышенные требования.
В зимнее время, когда железнодо-
рожный путь становится жестким, а за-
зоры в стыках рельсов увеличиваются,
условия работы деталей механической
части э. п. с. еще более усложняются.
Даже при не слишком большой ампли-
туде вертикальных перемещений колес-
ной пары инерционное динамическое
ускорение может в 15 раз и более пре-
вышать ускорение свободного падения
тел g, т. е. достигать 150 м/с2. Макси-
мальную амплитуду, т. е. перемещения
9
колеса вертикально вверх — вниз, в
расчетах принимают до 10 мм.
Значительные продольные усилия
передаются деталями автосцепных уст-
ройств при движении грузового поезда
по подъемам, трогании с места и на пе-
ревалах.
Характер нагрузок, воздействующих
на механическую часть э. п. с., естест-
венно, отражается на работе и состоя-
нии электрооборудования. В особо
тяжелых условиях находятся тяговые
двигатели при опорно-осевом подвеши-
вании, поскольку одной стороной они
жестко опираются на ось колесной па-
ры. В сложных условиях находятся так-
же токоприемники, испытывающие зна-
чительные ветровые нагрузки, боковую
качку, удары в местах закрепления кон-
тактного провода.
Ток, потребляемый тяговыми двига-
телями, проходя по их обмоткам, токо-
ведущим частям аппаратов, соедини-
тельным проводам, шинам, вызывает их
нагрев. Учитывая, что суммарный ток
нескольких тяговых двигателей может
достигать нескольких сотен и даже
тысяч ампер (3000 А — на электровозе
ВЛ 10, 4000 А — на одной секции элект-
ровоза ВЛ80), выбор токоведущих час-
тей, их исполнение, монтаж осуще-
ствляют особенно тщательно, а в
эксплуатации ведут неослабный конт-
роль за их состоянием, в том числе в
местах соединения элементов элект-
рической цепи, обладающих переход-
ным сопротивлением, создающим ус-
ловия для повышенного нагрева де-
талей.
Напряжение, приложенное к раз-
личным участкам электрических це-
пей, может достигать напряжения
контактной сети (3900 В при
электроснабжении на постоянном то-
ке, 29 000 В — на переменном). Раз-
ность потенциалов между отдельны-
ми точками этих цепей хотя, как
правило, и меньше этих значений,
но также может вызвать угрозу
перекрытия электрической дугой изо-
ляционных поверхностей или их пробоя.
Колебания напряжения в контакт-
ной сети вредно сказываются на работе
электрических машин и аппара-
тов. Электрические машины и аппара-
10
ты установленные на э. п. с., рассчита-
ны на определенное рабочее наряжение
(3000, 27 500, 380, 220, 110 и 50 В). Од-
нако практически обеспечить строгое
постоянство его невозможно.. Так, напря-
жение в контактной сети вблизи тяговой
подстанции несколько завышается с
тем, чтобы на удаленном участке зоны
питания поездов напряжение на то-
коприемнике было близко к номи-
нальному. Это приводит к необхо-
димости повышения электрической
прочности изоляционных частей, уве-
личению воздушных промежутков меж-
ду токоведущими и заземленными час-
тями, в результате чего электриче-
ские машины и аппараты рассчиты-
вают и испытывают на напряжения,
значительно превышающие нормаль-
ное эксплуатационное значение напря-
жения.
Грозовые разряды вблизи кон-
тактной сети, переключения, выполня-
емые в цепях с большими токами,
приводят к возникновению местных
перенапряжений, значительно превы-
шающих расчетные значения; осо-
бенно часто такие перенапряжения
возникают на э. п. с. переменного
тока, имеющем цепи с индуктивным
сопротивлением (реакторами, транс-
форматорами и т. д.). Поэтому для
ряда аппаратов электровозов и элект-
ропоездов переменного тока испыта-
тельное напряжение принимают свы-
ше 60 кВ, а постоянного тока — от
5 до 9 кВ. При выборе испытатель-
ного напряжения для большинства
высоковольтных аппаратов исходят
из расчетной формулы t7„cn = 2,5i7 +
+ 2000 В, а для электрических тяго-
вых машин {7Исп = 2,25{7 + 2000 В,
где U — напряжение их токоведущих
частей по отношению к «земле».
Запыленность атмосферного воз-
духа повышает электропроводимость по-
верхности изоляции, причем на гори-
зонтальных поверхностях примерно
в 10 раз по сравнению с вертикаль-
ными: после 10 тыс. км пробега на
горизонтальной поверхности в кузо-
ве электровоза концентрация пыли
достигает 1мг/см3.
Влажность атмосферного воздуха
влияет на состояние изоляции токо-
ведущих частей, состояние лакокра-
сочных покрытий, особенно сильно
при резких перепадах температуры,
поэтому не следует вводить холод-
ный электровоз или вагон в теплое
помещение для ремонта. В соответ-
ствии с этим для проведения ремон-
та и технического обслуживания в
зимнее время э. п. с. следует ставить
в цех сразу же по прибытии из
рейса. Для предотвращения появле-
ния инея на поверхности электрообо-
рудования применяют обдув тяговых
двигателей с подачей воздуха из це-
ха мотор-вентиляторами электровоза
или от стационарных (иногда перед-
вижных) электрокалориферов. При
работе компрессоров даже в летнее
время в резервуарах и трубопрово-
дах накапливается конденсат; попа-
дание влаги в автотормозные прибо-
ры или приводы аппаратов в отдель-
ных случаях приводит к нарушению
их действия.
Большинство электрических аппа-
ратов рассчитано на работу при от-
носительной влажности воздуха до
90%. Повышенная влажность уско-
ряет процесс образования окислов на
рабочих поверхностях электрических
контактов и незащищенных металли-
ческих деталях, гниения деревянных
частей, в первую очередь полов в
тамбурах, салонах электропоездов и
в кабинах управления.
Колебания температуры воздуха
окружающей среды усложняют усло-
вия работы большинства узлов э. п. с.
и в особенности тяговых двигателей.
Так, в условиях отстоя в зимнее вре-
мя температура токоведущих частей
тяговых двигателей на дорогах Си-
бири может понизиться до —55 °C,
а после движения с поездом по за-
тяжному подъему достигать 4-150 °C.
Летом в дневное время температура
отдельных узлов (смазка в подшип-
никовых узлах, обмотки электричес-
ких машин, их коллекторы, катушки
некоторых электроаппаратов, резисто-
ры) может находиться на грани до-
пустимого предела.
Согласно государственному стан-
дарту большинство электроаппаратов,
установленных в кузове, должно обес-
печивать четкую надежную работу
при температурах от —50 до 4-40 °C.
Низкие температуры могут приводить
к обледенению контактных частей ап-
паратов, замедленному их включению
и выключению, а высокая температу-
ра — к пересыханию изоляции токо-
ведущих частей, изменению регули-
ровки некоторых реле, появлению
трещин в лакокрасочных покрытиях
и прокладочных или уплотняющих
материалах. Низкая температура по-
вышает внутренние напряжения в ме-
талле, и при неблагоприятных усло-
виях в сварных швах рам тележек
или воздушных резервуарах могут
возникать трещины, сильно снижаться
эластичность резиновых изделий.
Виды и причины износа деталей.
Сложные условия работы э. п. с. вы-
зывают ускоренное появление у его
деталей различного вида износов, ко-
торые приводят к изменению геомет-
рических параметров деталей, увели-
чению между ними зазоров, появлению
местных вырывов металла, изменению
поверхностной или внутренней струк-
туры. Наиболее характерны износ от
сил трения (механический), а также
термический, электроэрозионный и кор-
розионный износы.
Механический износ. Раз-
личают следующие виды механичес-
кого износа:
молекулярное схватывание (схва-
тывание первого рода) — происходит
при трении скольжения с малыми
скоростями, высоких давлениях, пре-
вышающих предел текучести метал-
ла в местах смазывания и слоя окислов.
Такой износ характерен для опор
кузовов и деталей межтележечного
сочленения электровозов постоянного
тока, хвостовиков головы автосцепно-
го устройства;
окислительный износ — результат
разрушения окислов металла на . по-
верхностях двух взаимно перемещаю-
щихся деталей; переменное давле-
ние резко ускоряет процесс;
тепловой износ (схватывание вто-
рого рода) — происходит при трении
скольжения с большими скоростями
и высокими давлениями, при кото-
рых в поверхностных слоях трущихся
11
Рис. 1.1. Диаграмма механического износа де-
талей
деталей быстро повышается темпера-
тура, происходит схватывание и от-
рыв частиц металла с меньшей проч-
ностью в местах появившихся свя-
зей. Такой износ наиболее характе-
рен для тормозных колодок;
абразивный износ возникает в ре-
зультате срезания металла попавши-
ми на поверхность трения твердыми
минеральными частицами (песок,
уголь). Этот вид износа характерен
для смазываемых, но не защищен-
ных от внешних воздействий узлов
(шарнирные точки тормозной и рес-
сорной систем, буксовых наличников
при челюстной конструкции рам те-
лежек) ;
осповидный износ наблюдается при
трении качения и нагрузках, превы-
шающих предел текучести металла,
создающих местные усталостные яв-
ления на поверхности. Примером та-
кого износа могут быть мелкие вы-
щербины на поверхности качения ро-
ликов, внутренних и наружных ко-
лец подшипников.
Интенсивность нарастания меха-
нического износа зависит от многих
причин: конструкции сопряженных де-
талей, свойств их материалов, ка-
чества обработки поверхностей, сбор-
ки и регулировки, значения и дли-
тельности действия нагрузок, давле-
ния, температуры, организации тех-
нического обслуживания машины и ее
отдельных узлов, качества смазки и
своевременности ее добавления и за-
мены.
В нарастании механического из-
носа деталей любого механизма мож-
но отметить три периода (рис. 1.1).
В первом периоде (зона /) от пер-
воначального зазора А износ нараста-
ет довольно быстро, так как идет
приработка трущихся поверхностей
деталей, сглаживание неровностей.
Во втором периоде (зона //) пос-
ле приработки износ нарастает от-
носительно медленно, равномерно, с
постепенным увеличением зазора меж-
ду сопрягаемыми деталями — это зо-
на нормальной эксплуатации. Скорость
нарастания износа в этот период
определяется условиями работы узла
и качеством ухода за ним. В конце
второго периода наступает предельно
допустимый износ, при котором не
нарушается процесс смазывания и не
возникают ударные усилия, а измене-
ние формы сопрягаемых деталей еще
не вызывает повреждения и поломок
как их самих, так и других деталей
узлов.
В третьем периоде (зона ///) темп
нарастания износа резко увеличивает-
ся. Наступление периода усиленного
износа часто характеризуется возник-
новением шума, иногда нагрева, а за-
тем и стука деталей. Если не при-
нять необходимых мер, то дальней-
шая работа механизма может выз-
вать поломку его деталей. Нормы пре-
дельно допустимых износов приведе-
ны в Правилах ремонта и установ-
лены по результатам длительных наб-
людений за работой узлов и точного
обмера деталей.
Рассмотренное выше развитие из-
носов типично для большинства раз-
личных механизмов и машин локомо-
тивов. При выпуске машин из ремон-
та (или новых) стремятся, по возмож-
ности, облегчить условия работы в пер-
вом периоде — периоде приработки.
Для этого ограничивают первоначаль-
ную нагрузку, обеспечивают частую
замену смазки, в которой вначале
создается повышенное число метал-
лических частиц, иногда временно
применяют смазку повышенного каче-
ства. Совокупность этих мероприя-
тий называется обкаткой. Правильная
обкатка — обязательное условие ввода
новой или отремонтированной маши-
ны в нормальную эксплуатацию, при-
чем обкатке подвергаются как от-
дельные узлы (тяговые двигатели, ко-
12
лесно-моторные блоки, отдельные ап-
параты и т. д.), так и электровоз,
секция или электропоезд в целом.
Необходимость постановки э. п. с. в
ремонт в первую очередь зависит от
механического износа и в меньшей
степени от износа остальных видов.
Термический износ. Этот из-
нос возникает вследствие выделения
в токоведущих частях тепловой энер-
гии, вызывающей их нагрев. Тепло
возникает и при горении дуги в дуго-
гасительных устройствах аппаратов, а
также в результате перемагничивания
стали в электрических машинах, транс-
форматорах и реакторах. При небла-
гоприятных условиях эти части могут
нагреться сверх допустимых значений.
Превышение допустимой температуры
нагрева может вызвать потерю изо-
ляционными материалами диэлектри-
ческих свойств, снижение механичес-
кой прочности токоведущих элемен-
тов электрической цепи (медь отжи-
гается, олово выплавляется), потерю
запирающих свойств полупроводника-
ми. Даже при кратковременном про-
текании по цепям токов, превышаю-
щих расчетные значения, могут проис-
ходить местное (внутреннее) обгорание
изоляции проводов, частичное выпаи-
вание припоя в наконечниках проводов,
в петушках коллекторных пластин элек-
трических машин, что позже будет при-
водить к дальнейшему повреждению
этих мест соединения уже при меньших
(рабочих) токах.
Потеря изоляцией диэлектрических
свойств при частом протекании по то-
коведущим частям предельно допус-
тимых токов называется ее «старени-
ем». Одиночное незначительное повы-
шение температуры свыше допустимых
значений не может вызвать повреж-
дения изоляции, но повторяемое изо
дня в день оно приводит к измене-
нию молекулярной структуры основно-
го изоляционного материала (резины,
лака, эмали и др.) или входящего
в него компонента (шеллака, битума
и др.). Особенно склонны к измене-
нию структуры при повторяющихся
нагревах полимерные материалы. Поэ-
тому в узлах с выделением тепловых
потерь применение этих материалов
ограничено.
Снижение механической прочности
токоведущих частей — явление менее
распространенное, однако в местах пло-
хого контактного соединения процесс
может постепенно усиливаться и вызы-
вать ускоренное окисление рабочих
поверхностей. Наиболее часто это про-
исходит с зажимами предохранителей,
контактами кнопок, иногда с гибкими
плетеными токоведущими проводами
вследствие обрыва части их нитей по
механическим причинам.
В керамических материалах в ре-
зультате соприкосновения их с нагре-
тыми токоведущими частями образу-
ются трещины, сколы, обгорает гла-
зурь на их поверхности.
Электроэрозионный из-
нос — износ от процесса уноса ме-
талла с рабочей поверхности контак-
тов электрических аппаратов в момент
разрыва ими электрической цепи.
Электроэрозия — одно из наиболее
характерных явлений для электри-
ческих цепей. В момент размыкания
цепи на одном из контактов обра-
зуется катодное пятно, способствую-
щее протеканию электрического тока
по ионизированному воздушному про-
межутку. С возникшей дугой уносит-
ся металл. Продолжительность горения
дуги и ее мощность зависят от мно-
гих причин и прежде всего от зна-
чения разрываемого тока, разности
потенциалов между контактами в на-
чале и конце процесса, индуктивно-
сти всей цепи, типа и состояния
дугогасительных устройств. Последст-
вия электроэрозии — износ рабочих
поверхностей контактов, ухудшение их
состояния. Кроме того, возможны по-
бочные явления — повреждения дугога-
сительных устройств, а при уско-
ренном гашении дуги — значительные
перенапряжения в различных участ-
ках электрической цепи. Наиболее зна-
чительно электроэрозия проявляется в
месте соприкосновения полоза токоп-
риемника с контактным проводом, в
разрывных контактах контакторов и
выключателей, на поверхности коллек-
торов электрических машин.
13
Коррозионный износ проис-
ходит от окисления металлов кислоро-
дом воздуха. Этот процесс проявляет
себя повсеместно. До 10% выплавлен-
ных стальных материалов теряется
из-за коррозии (ржавления). Наибо-
лее быстро коррозия развивается во
влажной среде (в стальных трубопро-
водах, крышах и полах кузовов ва-
гона и электровозов) или в химиче-
ски агрессивных средах (например,
в ящиках аккумуляторных батарей).
Подвержены коррозии и такие ме-
таллические детали, как поручни лест-
ниц, рукоятки дверей и декоратив-
ные детали передних (лобовых) стен
кузовов. У некоторых металлов (алю-
миний, медь) образовавшиеся на по-
верхности окислы защищают внутрен-
ние слои от дальнейшего окисления,
но, оказываясь на пути электричес-
кого тока, они снижают проводимость,
вызывают местный нагрев. Нагрев в
свою очередь ускоряет окисление близ-
лежащих частей, старение изоляции, а
в местах разрыва тока способствует
развитию электроэрозии.
Одним из видов коррозии являют-
ся и окислительные процессы, проис-
ходящие в элементах аккумуляторных
батарей. Эти естественные процессы
заложены в самом принципе работы
аккумулятора, однако с течением вре-
мени, особенно в результате ненор-
мальных режимов разряда—заряда,
в элементах происходят побочные, час-
то необратимые процессы, снижающие
емкость и коэффициент полезного
действия (к. п. д.) аккумуляторов.
Методы снижения износа. Борьба
за снижение износа деталей и узлов
э. п. с. — одна из важнейших и серь-
езнейших задач, стоящих перед ра-
ботниками электротягового хозяйства
и конструкторами. Снижение износа
повышает безопасность движения поез-
дов, дает экономию материалов и
труда работников, занятых на ремон-
те, облегчает этот труд, повышает
его производительность. Меры по сни-
жению износа могут быть различны-
ми — конструкторскими, технологичес-
кими, эксплуатационными.
Конструкторские меры —
разработки последних лет позволили
14
полностью прекратить выпуск электро-
возов и моторных вагонов с трением
скольжения между буксами колесных
пар и рамами тележек. Теперь тяго-
вые и тормозные усилия в данном
узле передаются поводками с рези-
новыми шарнирными узлами (сайлент-
блоками), не требующими ни смазыва-
ния, ни частой замены деталей.
Значительно изменена конструкция
опор кузовов. Новые опоры практи-
чески не смазывают совсем или вно-
сят смазку только при очередном пла-
новом ремонте э. п. с. Более того,
новая конструкция опор кузова снизи-
ла «виляние» тележек, что благопри-
ятно отразилось на состоянии и ра-
боте смежных узлов механической
части.
Постепенный отказ от опорно-осе-
вого подвешивания тяговых двигателей,
внедрение резино-кордовых муфт пе-
редачи у моторных вагонов значи-
тельно облегчили ремонтные работы.
У грузовых электровозов с опорно-осе-
вым подвешиванием тяговых двигате-
лей применяют крепления одной из
сторон тягового двигателя на обре-
зиненной подвеске вместо крепления
с помощью пружинно-балочного уст-
ройства. Применение резиновых прок-
ладок, подкладок, втулок и других
деталей из полимерных материалов
не только снижает механические уси-
лия, вызывающие истирание взаимно
перемещающихся деталей, но иногда и
полностью предотвращает износы. В
ответственных узлах трения шарнирные
узлы типа «валик-втулка» заменяют
узлом «сухарь-подкладка», что в соче-
тании с внедрением износостойких
материалов (например, марганцовистой
стали Г13Л) до минимума снижает
износ и избавляет от необходимости
смазывания точек трения. На всех
грузовых электровозах, выпускаемых
с 1968 г., нет такого сложного уз-
ла, как межтележечное сочленение.
Во многих случаях снижение износа
поверхностных слоев детали и повыше-
ние их прочности достигают дополни-
тельной обработкой таких поверхностей
(см. с. 37).
Для снижения термического износа
при конструировании вместо кабельной
электропроводки часто применяют от-
крытую, выполняемую в виде шин, труб,
более рационально проектируют венти-
ляционные системы.
С целью снижения электроэрозион-
ного износа все чаще для напряженных
коммутирующих (переключающих) уз-
лов контакторов и выключателей при-
меняют две пары контактов: основную
(для протекания рабочего тока) и раз-
рывную, причем для каждой пары кон-
тактов подбирают свой материал на ра-
бочей части (медь или ее сплав — для
основных контактов, металлокерами-
ческую напайку — для разрывных).
Иногда эти контакты шунтируют высо-
коомным резистором, что снижает пере-
напряжения в цепи и облегчает гаше-
ние дуги.
Почти по всей сети дорог осущест-
влена замена медных накладок на поло-
зах токоприемников угольными встав-
ками или металлокерамическими на-
кладками. В коллекторную медь тяго-
вых двигателей все чаще вводят такие
добавки, как кадмий, серебро, совер-
шенствуют и характеристики токопод-
водящих щеток.
Для снижения коррозионного изно-
са все более совершенствуются про-
цессы окраски металлов, покрытие их
полимерными пленками.
Технологические меры
снижения износа сводятся к повыше-
нию точности обработки поверхностей
сопрягаемых деталей, внедрению такой
обработки металлов, как накатка по-
верхностей роликами, наклеп дробью,
цементация, нитроцементация и др.,
введению более «жестких» норм допус-
ков на основные размеры, износы дета-
лей, на отклонение характеристик элек-
трических машин от паспортных зна-
чений, к внедрению новых материалов
в процессе ремонта э.п.с. При обточке
бандажей колес для восстановления ра-
бочего профиля на поверхности катания
оставляют уплотненную накатанную
«дорожку», которая продляет срок их
эксплуатации. К технологическим ме-
рам относят также совершенствование
системы контроля за состоянием аппа-
ратов, деталей, узлов и их смазки.
Эксплуатационные меры
снижения степени износа и темпа
его нарастания весьма разнообразны.
Так, не следует допускать движения
электровоза с токами, предельными по
значению и времени протекания, чтобы
не вызвать преждевременное старение
изоляции проводов и кабелей, устра-
нить которое без их замены невозмож-
но. Необходимо избегать разносного
боксования колесных пар, которое при-
водит к ускоренному износу бандажей,
зубьев передачи, коллекторов и щеток
тяговых двигателей; не ставить холод-
ный электроподвижной состав в теплое
помещение, своевременно устранять не-
плотности в притворах окон и дверей
для предотвращения попадания влаги
в незащищенные места, ржавления ку-
зовов и гниения полов; обеспечивать
плавное, без рывков движение состава,
что в значительной мере уменьшит сте-
пень износа многих конструктивных эле-
ментов и в первую очередь автосцеп-
ных устройств.
Смазку вносят в тот или иной узел
в зависимости от конструкции узла и
вязкости поливанием из масленки, спе-
циальными гидропультами и ручными
или механическими нагнетателями, чис-
тыми металлическими лопаточками, не
имеющими следов ржавчины, или ка-
пельницами.
Направляющие носики масленок,
капельниц, нагнетателей и поверхности
лопаток должны быть чистыми; при
внесении смазки любым способом сле-
дует соблюдать чистоту, для чего все
поверхности, находящиеся вблизи мест
заправки, должны быть предваритель-
но очищены от грязи обтирочными
концами, смоченными керосином. Де-
тали механической части э.п.с. при силь-
ном загрязнении следует очистить
скребками или металлической щеткой.
Запасы смазочных материалов хра-
нят в закрытых сосудах, поскольку
большинство из них при открытом хра-
нении вступает в соединение с кисло-
родом воздуха и их свойства ухудша-
ются.
Перед заполнением резервуаров,
баков и сосудов свежей смазкой реко-
мендуется очищать их от остатков ста-
рых масел или смазок. В эксплуата-
ции не разрешается смешивать смазки
и масла разных марок и сортов.
15
Возможные повреждения деталей и
их предупреждение. Понятие о надеж-
ности. Помимо естественных износов
при работе э.п.с., в отдельных эле-
ментах конструкции возможно возник-
новение повреждений. К наиболее рас-
пространенным относятся трещины в
деталях, их изгибы и изломы. При
неправильном или недостаточно проч-
ном закреплении деталей может изме-
ниться их расположение, в результате
чего они начинают касаться о другие
рядом расположенные, происходит
истирание. В электрических цепях к
повреждениям относят нарушение це-
лостности цепей (обрывы) и короткие
замыкания в них.
Механические поврежде-
ния появляются из-за неправильной
установки деталей и слабого их закреп-
ления, внутренних перенапряжений,
возникающих вследствие повышенных
износов, неправильной обработки, обра-
зования задиров и рисок при пере-
мещении и восприятии ударов. Часто
механические повреждения являются
следствием нарушения технологии из-
готовления, обработки, хранения или
отклонения от Правил ремонта, нару-
шения герметичности ответственных уз-
лов, попадания в них посторонних пред-
метов, воды, вытекания смазки, при-
менения неполноценных заменителей.
Типичным примером серьезного ме-
ханического повреждения можно счи-
тать проворот бандажей относительно
центра колесной пары — он является
в большинстве случаев следствием на-
рушения какой-либо технологической
операции в процессе подготовки бан-
дажей к насадке.
Повреждения могут возникать и в
новых недостаточно проверенных узлах,
особенно в узлах сварки рам теле-
жек, а иногда и в результате попада-
ния э.п.с. в необычно тяжелые условия
(снижение или повышение температуры
сверх расчетного значения, попадание
электрооборудования в воду, снежный
или песчаный занос).
Повреждения в электри-
ческих цепях возникают чаще все-
го от токовых перегрузок. Они вызы-
вают пересыхание изоляции и чрезмер-
ный нагрев мест соединения, загряз-
16
некие или увлажнение поверхности изо-
ляции, нарушение надежности контакт-
ного соединения, перенапряжения в от-
дельных точках электрической цепи
и нарушение прочности ее элементов
(проводов, кабелей, их наконечников,
изоляторов и т. п.).
Любое повреждение опасно само по
себе, однако наиболее недопустимы
повреждения ходовых частей и тормо-
зов, поскольку их возникновение прямо
угрожает безопасности движения. Воз-
никновение повреждения в электричес-
кой цепи может привести к переры-
ву в движении поездов, что следует
рассматривать как косвенную угрозу
безопасности движения.
Предупреждение возник-
новения повреждений обес-
печивают проведением планово-преду-
предительного технического обслужи-
вания и ремонта в соответствующие
сроки квалифицированными работника-
ми, совершенствованием методов ре-
монта и эксплуатации э.п.с., улучше-
нием конструкций и в первую очередь
узлов, не удовлетворяющих требова-
ниям надежности.
Надежность является наибо-
лее полной оценкой качества объектов
(изделий). Под надежностью понимают
свойство объекта (изделия) сохранять
во времени в установленных пределах
значения всех параметров, характери-
зующих способность его выполнять
требуемые функции в заданных режи-
мах и условиях применения, техничес-
кого обслуживания, ремонтов, хранения
и транспортирования. Надежность —
сложное свойство, состоящее из соче-
тания таких свойств, как безотказ-
ность, долговечность, ремонтопригод-
ность и сохраняемость.
Безотказность — это свойство объек-
та (изделия) непрерывно сохранять
работоспособное состояние в течение
некоторого времени или наработки.
Долговечность — свойство объекта
(изделия) сохранять работоспособное
состояние до наступления предельного
состояния при установленной системе
технического обслуживания и ремонта.
Ремонтопригодность — свойство
объекта (изделия), заключающееся в
приспособленности к предупреждению и
Субъективные (ракторы Объективные факторы
Повышение восстание- Повышение
ливаемости безотказности
Повышение надежности
]
' Рис. 1.2. Зависимость надежности э. п. с. от различных факторов
обнаружению причин возникновения
отказов и повреждений, а также под-
держанию и восстановлению работо-
способного состояния путем проведе-
ния технического обслуживания и ре-
монтов.
Сохраняемость — это свойство изде-
лия сохранять обусловленные эксплуа-
тационные показатели в течение срока
хранения и транспортирования, уста-
новленные в технической документа-
ции.
Поясним содержание некоторых тер-
минов, входящих в вышеизложенные
определения:
наработка — продолжительность
или объем работы объекта (изделия);
в применении к отдельным сборочным
единицам э.п.с. может измеряться в
километрах, циклах, часах и др.;
работоспособное состояние — сос-
тояние объекта (изделия), при кото-
ром значение всех параметров, ха-
рактеризующих способность выполнять
заданные функции, соответствует
требованиям нормативно-технической
и (или) конструкторской документа-
ции;
предельное состояние — состояние
объекта (изделия), при котором его
дальнейшее применение по назначению
недопустимо или нецелесообразно;
повреждение — событие, заключаю-
щееся в нарушении исправного состоя-
ния объекта (изделия) при сохранении
работоспособного состояния;
отказ — событие, заключающееся в
нарушении работоспособного состояния
объекта (изделия);
исправное состояние — состояние
объекта (изделия), при котором он
(оно) соответствует всем требованиям
нормативно-технической и (или) кон-
структорской документации;
неисправное состояние — состояние
объекта (изделия), при котором он
(оно) не соответствует хотя бы одному
из требований нормативно-технической
и (или) конструкторской документации.
Надежность любого изделия (элек-
тровоза, электропоезда, их узла) закла-
дывается при проектировании, произ-
водстве и во многом зависит от условий
эксплуатации, организации и качества
ремонта и обслуживания.
Для определения путей повышения
надежности э.п.с. необходимо знать
факторы, влияющие на надежность,
находящиеся в сложной взаимозависи-
мости
Главная задача технического об-
служивания и ремонтов всех видов —
обеспечение безотказной эксплуатации
э.п.с. на протяжении межремонтных
периодов.
С понятием «надежность» неразрыв-
но связаны понятия «качество ремонта
продукции» и «технический контроль
качества» (см. п. 1.5).
* Характеристики технического
обслуживания и ремонтов
Общие сведения. Ниже приводятся
характеристики перечисленных в п. 1.1
видов обслуживания и ремонтов, при
этом наибольшее внимание уделено
характеристикам технического обслу-
живания ТО-3 и текущих ремонтов
ТР-1, ТР-2, поскольку обслуживание
э.п.с. локомотивными бригадами рас-
сматривается в курсе предмета «Осно-
вы электрической тяги», а перечень
работ, выполняемых при ТО-2, в зна-
чительной степени совпадает с перечнем
работ при ТО-3 и ТР-1; различие
в данном случае состоит в затратах
труда, а не в содержании самих работ.
Перечень работ при текущем ремон-
те ТР-3 в данной главе подробно
не раскрыт, поскольку главы 2—5 почти
целиком посвящены рассмотрению этих
работ.
Техническое обслуживание ТО-1.
Его выполняют локомотивные бригады
в период эксплуатации э.п.с.; при этом
осматривают все узлы механической
части, крепят ослабшие или заменяют
негодные болты, гайки, шплинты, чеки
и другие соединения механического
оборудования; меняют перегоревшие
лампы и плавкие предохранители;
осматривают тяговые двигатели и
вспомогательные машины при срабаты-
вании защиты и по мере возможности
устраняют возникшие неисправности;
устраняют утечки воздуха, при необ-
ходимости заменяют концевые и соеди-
нительные рукава, крепят ослабшие
воздухопроводы и приборы пневмати-
ческих магистралей; смазывают тру-
щиеся части.
Для проведения этих работ при
моторвагонной тяге в графике оборота
поезда выделяется специальное время
(как правило, днем не менее 1 ч);
обычно на бригаду электропоезда воз-
лагается замена тормозных колодок с
последующей регулировкой выхода
штоков тормозных цилиндров.
Техническое обслуживание ТО-2.
Его выполняют слесари в пунктах
оборота электровозов и электропоездов
(иногда и в депо). В первую очередь
проверяют состояние механического
оборудования, крепление деталей, ос-
матривают тяговые двигатели, вспо-
могательные машины, токоприемники и
другое крышевое оборудование, а также
аккумуляторные батареи. При необхо-
димости заменяют изношенные тормоз-
ные колодки, регулируют выход штоков
тормозных цилиндров, положение пе-
сочных труб и подачу форсунок песоч-
ниц, смазывают узлы трения, добавля-
ют смазку в буксы моторно-осевых
подшипников, проверяют состояние
электрической аппаратуры, в том числе
защитной, протирают изоляторы;
осматривают крепление проводов к ап-
паратам. Кроме того, обращают вни-
мание на состояние тех узлов и дета-
лей, по которым имеются замечания
машинистов в Журнале технического
состояния локомотива и при необходи-
мости осуществляют требуемые исправ-
ления.
На время обслуживания для пита-
ния цепей управления и освещения
к локомотиву может быть подведено
напряжение от стационарного источ-
ника.
Техническое обслуживание ТО-3.
Рассмотрим примерный объем работ
по отдельным видам оборудования
э.п.с.
Механическая часть. У ко-
лесных пар обстукиванием молотком про-
веряют прочность насадки бандажей^
крепление бандажных колец, положе-
ние контрольных рисок на бандажах
и центрах, убеждаются в отсутствии
трещин в центрах и спицах. На поверх-
ности катания бандажей не должно
быть раковин, выщербин и ползунов,
а у их гребней — вертикального подре-
за и остроконечного наката. В корпусах
букс не должно быть трещин и ослаб-
ления болтов крышек.
Проверяют состояние деталей опор
кузовов, шаровых соединений и про-
тивоотносного устройства, крепления
цилиндров и состояние деталей нагру-
зочного устройства на электровозах
ВЛ80, ВЛ 10 и ВЛН.
Осматривают буксы моторно-осевых
подшипников, кожуха зубчатой переда-
чи и проверяют состояние подвешива-
ния тяговых двигателей, листовых рес-
сор и пружин, подвесок, стоек, вали-
ков, балансиров, чек, гидравлических
гасителей, рессорных систем. Прове-
ряют правильность установки головы
автосцепного устройства, действие
его механизма при расцеплении ручным
приводом, крепление плиты, поддержи-
вающей фрикционный аппарат, клина,
соединяющего хвостовик головы с тя-
говым хомутом, путеочистителя и дета-
лей приемной системы локомотивной
сигнализации.
Большое внимание уделяют узлу
редуктора зубчатой передачи при рам-
ном подвешивании тягового двигателя
и особенно его закреплению, а также
состоянию муфт привода тягового дви-
гателя на электропоездах.
У сварных тележек некоторых типов
изредка возникают трещины примерно
в одних и тех же местах; при ТО-З
этим местам уделяют особое внимание.
Проверяют состояние, расположе-
ние и крепление песочных труб. Конец
каждой песочной трубы должен от-
стоять на 30—50 мм от поверхности
рельсов и на 15—35 мм от бандажа,
а струя песка должна попадать между
бандажом и рельсом на середину его
головки. В корпусах форсунок не долж-
но быть трещин, утечка воздуха в сое-
динениях труб (заметна по налетам
песчаной пыли) недопустима.
В большинство узлов трения добав-
ляют смазку соответствующей марки.
Проверяют состояние и действие
устройств личной безопасности (элек-
трических, электропневматических и
механических блокировок высоковольт-
ных камер, шкафов, лестниц на крышу,
дверок ящиков подвагонной аппарату-
ры, заземляющих и отключающих
штанг, ключей, замков). В зимнее
время также проверяют уплотнения
всех вентиляционных систем, перио-
дически очищают снегозащитные
фильтры.
У электропоездов дополнительно
проверяют действие привода наружных
дверей кузовов, отопления, вентиляции
пассажирских салонов, а также произ-
водят санитарно-гигиеническую обра-
ботку пассажирских помещений ваго-
нов и уборку в кабинах управления.
Тяговые двигатели. Осмотру
подлежит в основном коллекторно-ще-
точный узел. Щетки со сколами, изно-
шенные по высоте, сверх допустимых
норм, с оборванными гибкими медными
токосоединяющими проводами заменя-
ют. Проверяют положение и крепление
щеткодержателей, протирают изолято-
ры техническими салфетками, очищая
их от пыли, следов масел. У шести-
полюсных двигателей некоторых типов
осмотр щеткодержателей и щеток про-
водят с проворачиванием траверсы.
Удаляют следы оплавления от перебро-
сов дуги, при необходимости окраши-
вают поверхность миканитового конуса
коллектора эмалью ГФ-92-ХК-
При наружном осмотре двигателей
обращают внимание на надежность и
плотность установки крышек смотро-
вых люков, прочность закрепления
подшипниковых щитов, состояние и
правильность подвешивания выводных
кабелей и воздухоподводящих патруб-
ков; утечки воздуха в них недопустимы.
Аппараты. У контакторов и груп-
повых переключателей снимают дугога-
сительные камеры и проверяют четкость
действия приводов, толщину, крепление
и положение силовых контактов. Рабо-
чие поверхности при необходимости
очищают напильником. Осматривают
реверсоры, тормозные переключатели,
переключатели вентиляторов, отключа-
тели тяговых двигателей. Все изоля-
ционные детали — стойки, панели, изо-
ляторы — протирают сухой или слегка
смоченной в техническом спирте салфет-
кой. Проверяют состояние и четкость
действия блокировочных контактов.
Вскрывают контроллеры и проверяют
состояние контакторных элементов,
крепление проводов, действие механи-
ческих блокировок между валами.
Особое внимание уделяют аппара-
там защиты. Проверяют состояние ка-
тушек силовых цепей и цепей управ-
ления, магнитопроводов, контактов,
дугогасительных устройств. У главных
выключателей ВОВ-25-4 спускают кон-
денсат из бака, проверяют состояние
и крепление изоляторов, осматривают
блокировки, пружины, крепление под-
водящих проводов. Заменяют нестан-
дартные предохранители. Действие
аппаратов защиты проверяют включе-
нием и выключением с поста управ-
ления или вручную в зависимости от
типа аппарата и схемы его включе-
ния. При необходимости регулировки
электрическую цепь защитного аппара-
та подключают к постороннему источ-
нику тока. В отдельных случаях его
снимают для регулировки в мастерской.
Устраняют утечки у всех воздухо-
проводов магистрали управления.
Проверяют прочность закрепления
ящиков подвагонной аппаратуры на
раме вагона, надежность уплотнения
дверок, состояние уплотнений в местах
ввода проводов. Мегаомметром изме-
ряют сопротивление изоляции располо-
женных под вагоном пусковых резис-
торов и индуктивных шунтов по отно-
шению к раме вагона.
Аккумуляторная батарея.
Проверяют плотность и уровень элек-
тролита в каждом элементе и доводят
их до нормы, контролируют прочность
крепления перемычек между элемента-
ми, состояние выводных концов и
целостность корпусов. Верх элементов
протирают.
Измеряют ток утечки. При необхо-
димости батарею подзаряжают без
съема с э.п.с.
Токоприемники. Осматривают
рамы, каретки, полозы. Трещины в их
деталях не допускаются. При толщине
вставок менее нормы или наличии мест-
ных выработок, от которых может
произойти заедание контактного про-
вода, полоз заменяют. Проверяют сос-
тояние шарниров, гибких шунтов, воз-
духопроводящих шлангов, изоляторов,
а также время подъема и опускания
токоприемника.
Трансформатор и реакто-
р ы. По термосигнализатору проверя-
ют температуру масла в трансформато-
ре сразу после постановки э. п. с. на
20
ремонтное стойло, по указателю контро-
лируют уровень масла, при необходи-
мости масло добавляют. У выводных
изоляторов трансформатора не должно
быть трещин, а в его корпусе и расши-
рителе — течи масла. Мегаомметром
измеряют сопротивление изоляции об-
моток реакторов; наружным осмотром
проверяют крепление шин и надежность
всех электрических соединений этих
аппаратов и гаечным ключом — креп-
ление шпилек, стягивающих обмотки.
Выпрямительная установ-
ка. Все элементы полупроводниковой
установки очищают от пыли, проверяют
крепление контактных соединений.
Вспомогательные электри-
ческие машины. Корпуса машин
обтирают снаружи, проверяют крепле-
ние их к фундаментам и состояние
выводов. У машин постоянного тока
осматривают коллекторы и щеточные
узлы. Щетки изношенные, со сколами
или с оборванными гибкими токове-
дущими проводами заменяют. Прове-
ряют степень вибрации корпусов,
шума при работе и нагрев подшипни-
ков.
Автотормозное оборудо-
вание и звуковые сигналы.
Действие тормозов и крана машиниста
контролируют при различных положе-
ниях рукоятки. Работу вспомогатель-
ного крана машиниста проверяют в
соответствии с действующей Инструк-
цией. Обращают внимание на состоя-
ние колодок и тормозных башмаков,
измеряют толщину колодок, изношен-
ные колодки заменяют. Регулируют
тормозную систему тележек с доведе-
нием выхода штоков тормозных ци-
линдров до установленных норм. Убеж-
даются в исправности звуковых сигна-
лов и стеклоочистителей.и действии
их при управлении из обеих кабин.
После проведения ТО-З работу э.п.с.
проверяют под напряжением в соот-
ветствии с порядком, устанавливаемым
начальником депо.
В зависимости от типа э. п. с. от-
дельные виды технического обслужи-
вания (см. п. 1.1) могут не выполнять-
ся. Так, для грузовых электровозов
переменного тока не предусмотрено
ТО-З.
Текущий ремонт ТР-1. После опро-
бования под напряжением, обмывки
или очистки кузова и тележек электро-
воз или электропоезд вводят на стойло
депо. Осматривают высоковольтные и
низковольтные аппараты, экипажную
часть, определяют полный объем пред-
стоящего ремонта, проверяют сопротив-
ление изоляции всех цепей (высоко-
вольтных — мегаомметром на напря-
жение 2,5 кВ, низковольтных — на
0,5 кВ). Знакомятся с последними
записями в Журнале технического
состояния локомотива, записывают в
книгу ремонта перечень выявленных
сверхплановых работ.
При ТР-1, помимо плановых работ,
установленных для ТО-3, выполняют
ряд дополнительных, перечисленных ни-
же, при этом на каждом ремонте
проводят ревизию автотормозного обо-
рудования и текущий осмотр скоросте-
меров.
Рамы тележек. Осматривают
боковины рам и поперечные балки,
проверяют состояние сварных швов,
кронштейнов для подвешивания тяго-
вых двигателей, буксовых кронштейнов
и поводков, опор и амортизаторов.
Особое внимание обращают на те
узлы и детали, в которых наиболее
часто (для данной серии локомотивов)
встречаются повреждения или повы-
шенные износы.
Колесные пары. Замеряют про-
кат и толщину бандажей, гребней и
их подрез. Проверяют состояние цент-
ров колесных пар, крепление бандаж-
ных колец. При наличии выбоин и уве-
личении ширины бандажей замеряют их
значения; при необходимости выбоины
заваривают, бандажи обтачивают,
руководствуясь инструкциями МПС по
сварочным работам и освидетельство-
ванию и формированию колесных пар
локомотивов.
Зубчатые передачи. У элек-
тровозов на каждом ТР-1 половину
зубчатых передач подвергают ревизии.
Для этого снимают нижние части ко-
жухов, осматривают передачу и при
необходимости измеряют толщину
зубьев и зазоры в зацеплении. Запре-
щается оставлять в эксплуатации зуб-
чатые передачи с трещиной или изло-
мом хотя бы одного зуба, а также с
предельно изношенными зубьями. До-
пускается эксплуатация зубчатых пе-
редач, имеющих выщербины, вмятины
и поверхностные раковины на зубьях,
если общая площадь повреждений сос-
тавляет не более 25% рабочей площади
поверхности зуба у большого зубчато-
го колеса или 15% у шестерни; заусен-
цы и острые кромки зубьев скругляют.
Не допускается ослабление крепления
гаек малых шестерен.
Кожуха зубчатых передач очищают,
осматривают; войлочные уплотнения в
случае течи масла заменяют.
На электропоездах осмотр кожухов,
их подвески и других частей редуктора
проводят при каждом ТР-1; в подшип-
никовые узлы малых шестерен добавля-
ют смазку ЖРО.
Кожуха передач любой конструкции,
корпуса редукторов с трещинами заме-
няют новыми или отремонтированными.
Мото р н о - я ко р н ы е и мо-
торно-осевые подшипники.
Через один ТР-1 добавляют смазку в
моторно-якорные подшипники тяговых
двигателей с помощью пресса.
При ревизии моторно-осевых под-
шипников вынимают подбивку и отправ-
ляют ее в шерстемоечное отделение.
Измеряют зазор между подшипником
и шейкой оси колесной пары и убеж-
даются в исправности вкладыша и це-
лостности баббитовой заливки.
В случае повышенных предельных
зазоров, обнаружения следов подплав-
ления баббита или появления брон-
зовой пыли узел разбирают полностью
с последующей ревизией буксы под-
шипника в заготовительном цехе. При
загрязнении смазку сливают, буксу
промывают керосином и закладывают
чистую шерстяную подбивку. После
ревизии моторно-осевые подшипники
заправляют смазкой под давлением с
помощью гидропульта. Пробки под-
шипниковых щитов и букс моторно-осе-
вых подшипников должны быть прочно
закреплены. Крышки букс, уплотненные
войлоком, должны быть пригнаны по
месту и иметь исправные запорные
устройства.
Не допускается открывать пробки
или вскрывать крышки букс подшип-
ников без предварительной тщательной
очистки поверхности вокруг них; вы-
пускать на линию электровоз, имеющий
излом вкладыша или подплавление
баббитовой заливки моторно-осевого
подшипника; оставлять неустраненной
течь масла в корпусе или пробках букс
моторно-осевых подшипников.
Подвешивание тяговых
двигателей. Проверяют состояние
опорных приливов тележки и двигате-
ля, а также крепление предохрани-
тельных упоров на приливах тележек
и двигателях. Резиновые шайбы под-
весок восьмиосных электровозов не
должны иметь расслоений и выступать
за стальные диски. Недопустимы тре-
щины в подвесках, ослабление их креп-
ления и наличие смазки на резине.
Буксы. Проверяют состояние уз-
лов крепления бесчелюстных поводков
к корпусу букс и раме тележки,
обращая особое внимание на плотность
прилегания трапецеидальных поверх-
ностей валика и буксы. У тележек с
челюстными буксами проверяют крепле-
ние струнок, буксовых направляющих,
буксовых крышек, ослабшие болты под-
тягивают, проверяют и при необходи-
мости доводят до нормы разбеги вдоль
и поперек тележки, заменяют изношен-
ные наличники.
Рессорное подвешивание.
Осматривают листовые рессоры и ци-
линдрические пружины, балансиры,
опорные стержни и чашки, подвески,
стопорные гайки, шарнирные соедине-
ния. Листовые рессоры с трещинами,
изломами в хомуте или листах, со сдви-
гом листов или ослаблением хомута,
а также пружины с изломом витков
заменяют. Рессорные стойки с подоб-
ными дефектами или износами свыше
нормы также подлежат замене. Пере-
косы рессорного подвешивания в зави-
симости от конструкции устраняют
регулировочными гайками на стойках
или постановкой прокладок под стойки.
Автосцепка. Производят наруж-
ный осмотр автосцепки и проверяют
высоту ее установки, действие механиз-
ма и степень износа деталей шаблоном.
У электропоездов для осмотра авто-
сцепок и переходных междувагонных
площадок расцепляют вагоны.
22
Кузов. Проверяют уплотнение всех
дверей, окон, крышек, люков, состояние
лопаток и сеток жалюзи. Двери и окна
должны легко открываться и закры-
ваться, но щели в их притворах не
допускаются. Поврежденные стекла, из-
носившийся линолеум пола заменяют.
Обращают внимание на состояние на-
ружных поручней, лестниц, ступенек,
дверей, штор или щитов, ограждающих
высоковольтные камеры электровозов,
контролируют действие блокировок бе-
зопасности, а у главных и дополни-
тельных опор кузовов — состояние и
крепление всех видимых частей. Во все
узлы трения добавляют смазку.
Путеочиститель и прием-
ная катушка автостопа. Про-
веряют исправность крепления путе-
очистителей и приемной катушки,
закрепляют ослабшие болты и гайки.
Высота нижней кромки путеочистителя
над головкой рельса должна быть в
пределах 120—180 мм. Убеждаются в
исправности электропроводки катушки
автостопа.
Песочницы. Осматривают сетки
крышки бункеров песочниц, неплотно
прилегающие крышки подгоняют по
месту, неисправные крышки и порван-
ные сетки заменяют. Проверяют сос-
тояние, крепление и положение песоч-
ных труб.
Тяговый трансформатор
и реакторы. До начала работ зако-
рачивают выводы вторичной обмотки
трансформатора. Фарфоровые изолято-
ры, имеющие сколы или повреждения
глазури на длине свыше 15 % длины
возможного перекрытия дугой, трещины
или ослабление армировки металличес-
ких стержней, заменяют. Места повреж-
дения глазури на мецьшей длине про-
тирают бензином и закрашивают
эмалью ГФ-92-ХК. Проверяют крепле-
ние ошиновки.
Проверяют уровень, а также элек-
трическую прочность масла трансфор-
матора в лаборатории. При необходи-
мости масло доливают. Если при осмот-
ре обнаружена течь масла через верх-
нюю крышку, подтягивают болты ее
крепления.
У переходных реакторов проверяют
крепление шин, соединительных прово-
дов и состояние изоляционных реек.
Подтягивают болты, стягивающие лис-
ты стального сердечника реактора.
Один раз за четыре ремонта ТР-1
вскрывают камеры сглаживающих
реакторов, проверяют состояние кату-
шек, вентиляционных каналов и ярма,
а также затяжку болтов в местах
электрических соединений и болтов,
стягивающих сердечник.
Мегаомметром на 1000 В проверяют
сопротивление изоляции шпилек, стяги-
вающих ярмо реакторов.
Выпрямительные установ-
ки. Выполняют те же работы, что и
при ТО-3 и, кроме того, через один
ТР-1 переносным прибором измеряют
обратный ток вентилей без отсоедине-
ния гибких токоведущих проводов. Не-
исправные вентили заменяют и проверя-
ют всю установку под высоким напря-
жением.
Тяговые двигатели и вспо-
могательные машины пос-
тоянного тока. Осматривают лю-
ки тяговых двигателей, проверяют ис-
правность их уплотнений и замков, при
необходимости ремонтируют.
Измеряют сопротивление изоляции
обмотки якоря и катушек полюсов
мегаомметром. Тяговые двигатели,
имеющие сопротивление изоляции ниже
установленной нормы, просушивают.
На коллекторных пластинах при не-
обходимости снимают фаски, прочища-
ют дорожки между ними. Загрязнен-
ный коллектор зачищают или шлифуют,
угольную и металлическую пыль уда-
ляют волосяной или капроновой щет-
кой. Осматривают изоляцию полюсных
катушек, бандажи якорей (доступные
для осмотра). Проверяют состояние
миканитового конуса коллектора. Под-
гары на изоляции катушек или конуса
зачищают стеклянной бумагой, а затем
закрашивают эмалью ГФ-92-ХК или
1201. В случае утраты глянца на поверх-
ности изоляции конуса его покрывают
эмалью полностью.
Для осмотра щеткодержателей их
подводят к коллекторному окну, про-
ворачивая траверсу. Проверяют нажа-
тие пальцев щеткодержателей, состоя-
ние гибких токоведущих проводов,
зазоры между корпусом и коллектором.
Щеткодержатели с трещинами или не-
исправным нажимным механизмом за-
меняют. При установке новых щеток
их притирают к поверхности коллекто-
ра стеклянной бумагой. Через ТР-1 щет-
кодержатели двигателей электровозов
снимают для ремонта в цехе.
Проверяют положение, укладку и
крепление перемычек и межкатушечных
соединений, а также крепление нако-
нечников и состояние жил проводов
у наконечников. При обрыве более 15%
площади сечения жил перемычки сме-
няют, ослабшие укрепляют. Повреж-
денный слой резиновой изоляции про-
водов тягового двигателя восстанавли-
вают лентой из натуральной резины
и лакоткани. Разрешается изолировать
провода без натуральной резины при
условии применения шелковой лако-
ткани. Проверяют состояние выводных
кабелей тяговых двигателей, прочность
подвешивания и крепления их в кли-
пах, плотность соединения вентиля-
ционных патрубков. Протертые или пор-
ванные патрубки ремонтируют или за-
меняют.
Обстукиванием болтов проверяют
крепление главных и добавочных
полюсов и подшипников щитов. Ос-
лабление крепления болтов с головка-
ми, залитыми компаундной массой,
определяют по состоянию заливки.
Ослабшие болты закрепляют и зали-
вают компаундной массой.
Через один ТР-1 в якорные подшип-
ники добавляют смазку ЖРО (для
тяговых двигателей по 150—200 г на
один подшипник). Якорные подшипни-
ки тяговых двигателей электровозов
переменного тока смазывают один раз
за четыре ТР-1. На электровозах ВЛ80
осуществляют продувку дренажных от-
верстий подшипниковых камер.
Вспомогательные машины
переменного тока. Очищают ос-
товы снаружи, проверяют состояние и
крепление лопастей вентиляторов,
заземление остовов и их крепление
к основаниям. Через один ТР-1 вскры-
вают крышки коробок выводов и про-
веряют крепление наконечников, сос-
стояние изоляции и укладку выводных
проводов. Восстанавливают повреж-
денную изоляцию, обращают внимание
на крепление подшипниковых щитов
(ослабление болтов недопустимо),
плотность прилегания крышек кожухов
вентиляторов, убеждаются в отсутствии
у кожухов вмятин и прогибов, вызы-
вающих касание поверхности кожуха и
вентиляторного колеса; проверяют
крепление соединительных муфт, подтя-
гивают крепление пальцев муфт.
Через один ТР-1 добавляют смазку
ЖРО в подшипниковые камеры, ис-
пользуя специальный шприц.
Места, прилегающие к пробкам,
должны быть предварительно тщатель-
но очищены.
Скоростемеры. Осмотр и ре-
монт скоростемеров и их приводов про-
водят в соответствии с Инструкцией
по эксплуатации и ремонту локомо-
тивных скоростемеров СЛ-2 и СЛ-2М.
Тормозное и пневматичес-
кое оборудование. При каждом
ТР-1 тормозное и пневматическое обо-
рудование подвергают ревизии в соот-
ветствии с Инструкцией по техническо-
му обслуживанию, ремонту и испыта-
нию тормозного оборудования локомо-
тивов и моторвагонного подвижного
состава.
Через один ТР-1 осуществляют
ревизию компрессора. При этом вскры-
вают картер и полностью заменяют
смазку. Проверяют крепление и износ
втулок шатунов и шатунных подшип-
ников, осматривают поршни (без выем-
ки) и цилиндры высокого и низкого
давления. При необходимости подтя-
гивают шатунные подшипники, выни-
мают все клапаны, очищают от масля-
ного нагара и притирают к седлу.
Подъем клапанов доводят до нормы.
Разбирают и промывают фильтры.
Ограничитель давления масла компрес-
сора после разборки регулируют.
Предохранительные клапаны и кла-
паны максимального давления прове-
ряют в автотормозном отделении один
раз в 3 мес. При наличии забоин,
рисок, вмятин и следов пропуска воз-
духа, а также при отсутствии пломб
клапан разбирают и притирают к седлу
его рабочую поверхность.
Предохранительные клапаны глав-
ных резервуаров электровозов должны
четко срабатывать при давлении 1000—
24
1020 кПа и на холодильниках компрес-
соров при давлении 400—450 кПа.
Проверяют состояние креплений,
соединений воздухопроводов и резино-
вых рукавов главных резервуаров и
их защитных кожухов. На каждом ТР-1
проверяют действие переключательных,
обратных и промежуточных клапанов,
а через один ТР-1 их разбирают на
месте.
Осматривают регулятор давления.
Он должен включать компрессоры
электровозов при давлении в главных
резервуарах 750 кПа и отключать при
давлении 883—900 кПа. При наруше-
нии такого режима работы регулятор
должен быть отрегулирован или заме-
нен.
Один раз за четыре ремонта ТР-1
проверяют плотность поршней тормоз-
ных цилиндров. В случае пропуска
воздуха крышку цилиндра снимают,
проверяют состояние манжет, очищают
и промывают внутренние поверхности
цилиндров и покрывают их смазкой
ЖТ-79.
Манометры проверяют без удаления
пломбы на стенде через каждые 6 мес
по контрольному манометру и незави-
симо от этого срока каждый раз при
неправильном их показании. При пра-
вильном показании на внешней стороне
стекла наносят дату проверки. В те же
сроки очищают и трубки манометра.
По истечении годичного срока и после
каждого ремонта в мастерских, а так-
же при случайных срывах пломбы ма-
нометры должны быть предъявлены для
проверки и опломбирования госпове-
рителю.
Золотниково-питательный клапан
цепи управления через один ТР-1 сни-
мают для проверки и регулировки.
Проверяют работу вспомогательно-
го мотор-компрессора, осматривают
коллектор и щетки. Тифоны, клапаны
тифонов и свистки при неудовлетво-
рительной работе ремонтируют или за-
меняют. Выявляют и устраняют причи-
ны утечки воздуха из цепи управле-
ния.
Испытание тормозов. При испыта-
нии тормозов проверяют: подачу ком-
прессоров; плотность питательной и
тормозной магистралей; чувствитель-
ность и четкость работы тормозных
приборов в соответствии с действую-
щей Инструкцией.
Токоприемник. Его ревизию
проводят через один ТР-1 непосред-
ственно на крыше э.п.с. При этом
выполняют все работы, предусмотрен-
ные ТО-3, и дополнительно поочеред-
но разбирают шарнирные соединения,
заменяют изношенные валики, оси и
втулки, годные промывают в керосине
и покрывают смазкой ЦИАТИМ-201.
Валики, втулки и оси, изношенные по
диаметру до предельных размеров, за-
меняют. Гибкие шунты при обрыве
более 20% жил, трубы рам токоприем-
ника с вмятинами глубиной более 5 мм,
трещинами, прожогами заменяют.
Полиэтиленовые рукава протирают
сухими техническими салфетками; при
обнаружении перегиба с глубокой вмя-
тиной, поперечного надреза глубиной
до 2 мм и отклонении длины рукава
от нормы его заменяют. Опорные изо-
ляторы с трещинами, а также с повреж-
дениями или сколами глазури свыше
15% длины пути возможного перекры-
тия электрической дугой заменяют.
Вскрывают крышку цилиндра, сни-
мают кожаные манжеты.
Резиновые манжеты, имеющие тре-
щины, надрывы, следы разъедания,
заменяют. Проверяют степень переко-
сов полозов и токоприемника в целом.
Снимают статическую характеристику
токоприемника.
Электропневматические
контакторы. Проверяют состояние
и действие всех контакторов и прежде
всего их приводов, контактов и дуго-
гасительных устройств. В цилиндры
приводов электропневматических кон-
такторов заливают смазку МВП (1 —
2 мл). Проверяют работу подвижного
механизма от руки, имеющиеся заеда-
ния устраняют. Все дугогасительные
камеры снимают; прогоревшие до 25%
толщины стенок, а также поврежденные
заменяют. Капли расплавленного ме-
талла удаляют наждачным полотном.
Проверяют разрывы и провалы кон-
тактов, их смещение и толщину, сос-
тояние гибких токоведущих шунтов.
Исправные контакты зачищают или за-
пиливают. Боковое смещение допуска-
ется до 2,0 мм. Гибкие провода с обры-
вом более 20% жил заменяют.
Проверяют раствор, провал и нажа-
тие блокировочных контактов; закреп-
ляют узлы; устанавливают дугогаси-
тельные камеры так, чтобы подвиж-
ные части не касались ее стенок.
Групповые переключате-
л и. Снимают и зачищают дугогаситель-
ные камеры. При необходимости (если
стенки выгорели до 25% толщины) их
передают в аппаратное отделение на
ремонт. Брызги расплавленного метал-
ла, нагар и копоть .удаляют наждач-
ным полотном. Все детали переклю-
чателя протирают чистыми сухими сал-
фетками и продувают сжатым воздухом.
Проверяют состояние контактов. Под-
горевшие контакты слегка зачищают
личным напильником; изношенные
контакты заменяют. Не допускается
зачистка контактов наждачным по-
лотном; при обнаружении следов чрез-
мерного нагрева контактов замеряют
их нажатие. Зазоры между роликами
приводных рычагов и профилями кулач-
ковых шайб должны соответствовать
нормам допусков и износов.
Приводы кулачковых валов должны
обеспечивать требуемое Правилами
ремонта время поворота; замедленное
вращение может происходить из-за
утечек воздуха в пневматических при-
водах, неправильной регулировки дви-
гателя у главного контроллера ЭКГ-8,
механического заедания деталей приво-
да, кулачковых валов и контакторных
элементов; причины этих дефектов
должны быть устранены. Детали при-
вода (редуктора) смазывают.
Проверяют, соответствуют ли нор-
мам растворы, провалы и контактные
нажатия. Линия касания контактов
должна быть не менее 80% ширины
контакта. Затем осматривают и зачища-
ют блокировочные контакты, убеждают-
ся в надежности их работы. У много-
позиционных групповых переключате-
лей проверяют по секундомеру время
поворота кулачкового вала от исход-
ной до последней позиции.
Дв ухпозици онные пере-
ключатели. Контролируют четкость
работы пневматического привода и
убеждаются в отсутствии утечек, до-
25
бавляют в цилиндры по 1—3 мл масла
МВП. Подвижные и неподвижные кон-
такты при необходимости зачищают.
Замеряют раствор, нажатие и линию
касания контактов, которая должна
быть не менее 80% ширины контактов.
Все токоведущие и изоляционные
поверхности протирают чистой салфет-
кой. Проверяют состояние гибких про-
водов. Осматривают кулачковый вал,
шестерни, зубчатую рейку. Убеждаются
в свободном перемещении вала в под-
шипниках. Шестерню и зубчатую рейку
смазывают солидолом.
Блокировочные контакты зачищают
и при необходимости регулируют нажа-
тие пальцев.
Подводят воздух, контролируют
четкость переключения аппарата при
давлении воздуха 340 и 490 кПа.
Разъединители и переклю-
чатели ножевого типа. Прове-
ряют состояние и крепление силовых
и блокировочных контактов, наконечни-
ков, зачищают контактные поверхности.
Убеждаются в плотности прилегания
каждого ножа к неподвижным кон-
тактам. Линия касания контактов
должна быть не менее 70%, а кон-
тактное нажатие — постоянным. Пов-
режденные места на изоляционных по-
верхностях закрашивают эмалью
ГФ-92.
Шарнирные соединения и ножи
слегка смазывают техническим вазели-
ном.
Резисторы. Наружную поверх-
ность изоляторов, панелей резисторов
протирают чистыми салфетками, негод-
ные резисторы заменяют. Проверяют
надежность крепления и состояние вы-
водов. Разбитые, перекрытые и с пов-
режденной глазурью (больше 20% вы-
соты поверхности) изоляторы заменя-
ют.
Осматривают перемычки, выводы,
места сварки, изоляционные шайбы и
трубки, обращая особое внимание на
возможные следы чрезмерного нагрева
резисторов. При обнаружении таких
следов измеряют сопротивление резис-
торов данного ящика или секции. Про-
веряют крепление резисторов к карка-
су, особое внимание обращают на
крепление шин, перемычек и выводов.
Измеряют мегаомметром сопротивление
изоляции.
Печи отопления. Исправность
электрической цепи печи проверяют тес-
тером, а заземление ее корпуса —
мегаомметром. Перегоревшие элемен-
ты заменяют. Крышки и кожуха долж-
ны быть надежно закреплены.
Высоковольтные реле. Реле
очищают от пыли, проверяют кре-пление
катушек на сердечниках магнитопро-
водов. При необходимости регулиров-
ки или полной разборки для ремонта,
а также в случае отсутствия пломбы
реле снимают для регулировки на стен-
де. Действие подвижной части реле
проверяют вручную, механические зае-
дания устраняют. Проверяют и зачи-
щают блокировочные контакты. При
необходимости изоляционные поверхно-
сти покрывают эмалью ГФ-92.
Амперметры, вольтметры,
счетчики и ш у н т ы. Контролируют
состояние шунтов амперметров, доба-
вочных резисторов к вольтметрам и
надежность крепления к ним подводя-
щих проводов или кабелей. При чрез-
мерном нагреве шунта, нарушении пай-
ки пластин в обойме или механическом
повреждении их шунт заменяют. Ис-
правность резистора проверяют тесте-
ром. Приборы с неисправными стекла-
ми заменяют.
Контроллер машиниста.
Проверяют свободность перемещения
подвижных частей, последовательность
и четкость замыкания кулачковых кон-
такторов, действие механических бло-
кировок, правильность фиксации ру-
кояток; при необходимости устраняют
возможные неисправности механичес-
ких блокировок. Контакторные элемен-
ты с ослабленными осями и разрывом
контактов менее 4 или более 7 мм
заменяют. Разрешается ставить про-
кладки толщиной до 3 мм под изоляторы
контакторных элементов, но запрещает-
ся подрубать или опиливать кулачко-
вые шайбы для регулировки разрыва.
Следы оплавления и нагара на контак-
тах удаляют мелкой стеклянной бума-
гой. Смазывают зубчатые шестерни
передач и подшипники валов и, прове-
рив состояние крепежных деталей, зак-
рывают кожух. У контроллеров элек-
тропоездов добиваются четкости дей-
ствия устройств безопасности.
Выключатели КУ и ВУ. Про-
веряют целостность проводов, состоя-
ние и крепление наконечников, надеж-
ность фиксации кнопок выключателей в
положениях «Вкл.» и «Выкл.», состоя-
ние пружин, соответствие предохрани-
телей табличкам. Пружину, потеряв-
шую свои свойства, заменяют. Зачища-
ют контактные поверхности стоек и
патронов предохранителей, контро-
лируют плотность их посадки в стой-
ках.
Распределительный щит.
Отключив рубильники и сняв плавкие
вставки, осматривают трубчатые резис-
торы, проверяют целостность плавких
вставок, зачищают мелкой шкуркой
контактные поверхности рубильников,
вставок, реле обратного тока и зажи-
мов предохранителей. Осматривают
графитовые контакты регулятора нап-
ряжения, негодные заменяют, годные
зачищают. Проверяют крепление ру-
бильников и проводов с обратной
стороны щита. Убеждаются в соот-
ветствии плавких вставок значению то-
ка, указанному в табличке.
Аккумуляторная батарея.
Очищают от солей и протирают от-
крытые поверхности элементов акку-
муляторов, перемычек, пробок и по-
верхность ящика. Измеряют напряже-
ние каждого элемента. Элементы ще-
лочных аккумуляторов, имеющие нап-
ряжение менее 0,9 В, подлежат за-
мене.
Контролируют состояние резиновых
чехлов и прокладок, надежность креп-
ления выводных концов и перемычек,
устраняют соприкосновение элементов
друг с другом и с металлическими
частями ящика.
В двух крайних элементах проверя-
ют чистоту электролита; во всех элемен-
тах контролируют уровень и плотность
электролита. При необходимости в эле-
менты доливают дистиллированную во-
ду. Плотность электролита должна быть
летом 1,19—1,21, зимой 1,25—
1,27 г/см3.
Поверхности металлических частей
элементов и перемычек смазывают
техническим вазелином. Проводят
усиленный подзаряд аккумуляторной
батареи.
Аппараты защиты. Вскрывают
дугогасительные камеры быстродейст-
вующих выключателей, осматривают и
зачищают рабочие поверхности сило-
вых контактов. При значительных пов-
реждениях контакты заменяют. В этом
случае проверяют действие включаю-
щих и выключающих механизмов, силу
затяжки пружин, плотность прилегания
самих контактов.
В соответствии с правилами ремон-
та проверяют действие блокировочных
устройств, вспомогательных контактов,
измеряют сопротивление изоляции.
Внутренние поверхности дугогаситель-
ных камер зачищают.
При внешнем осмотре главного вы-
ключателя ВОВ-25-4 обращают особое
внимание на состояние изоляторов.
Изоляторы с трещинами и отколами
заменяют. Механизм выключателя про-
дувают сжатым воздухом. Из бака
выпускают конденсат.
Проверяют крепление всех болтовых
соединений, состояние и надежность
работы блокировочных контактов. Сма-
зывают все трущиеся части выключа-
теля. Устраняют утечку воздуха из
пневматической системы.
У воздушных главных выключателей
один раз за четыре ремонта ТР-1 про-
водят ревизию дугогасительной камеры,
главных контактов; проверяют состоя-
ние этих контактов, внутренних по-
верхностей изолятора дугогасительной
камеры и воздухопроводящего изоля-
тора. Следы оплавления контактов за-
чищают бархатным напильником, не
допуская нарушения геометрической
формы контактов; при значительном
оплавлении контакты заменяют, обра-
щают внимание на крепление кон-
тактов, вжим подвижного контакта,
взаимную соосность 'контактов.
У быстродействующих выключате-
лей постоянного тока при необходи-
мости притирают поверхности якоря и
полюсов магнитопровода, проверяют
надежность закрепления индуктивного
шунта, сопротивление изоляции возду-
хоподводящего рукава. Общей для всех
быстродействующих (главных) выклю-
чателей является проверка тока сраба-
тывания (уставки). В случае регули-
ровки тока уставки устанавливают
новые пломбы.
Токовые реле (реле перегрузки)
осматривают, убеждаются в свободном
ходе подвижной системы, нормальном
выпадании и фиксации указателей
(флажков), чистоте изоляционных па-
нелей, стоек, в. нормальном действии
механизма возврата. При отсутствии
пломб на регулировочных частях за-
щитные реле снимают для проверки
на стенде и затем пломбируют,
У вилитовых разрядников проверя-
ют крепление основания, подводящих
шин и проводов, осматривают поверх-
ность изоляторов и протирают их.
При обнаружении трещин в изоляторах
или нарушении герметичности разряд-
ник снимают для испытания. Разряд-
ник, число срабатываний которого дос-
тигло предельно допустимого, заме-
няют.
После окончания ТР-1 сопротивле-
ние изоляции электрических цепей про-
веряют в соответствии с утвержден-
ными нормами. Контролируют действие
всех аппаратов от контроллера и кно-
пок цепей управления (из крайних ка-
бин машиниста).
Кроме того, после подъема токо-
приемника от напряжения контактной
сети (или же подачей напряжения от
деповского источника тока) проверяют
действие всех печей, вспомогательных
машин, измерительных приборов, всех
обогревателей, панелей управления
(РЩ), звуковых сигналов, АЛ С и авто-
стопа, радиосвязи, а у вагонов электро-
поездов — действие приводов дверей.
После выполнения всех работ в
Журнале технического состояния ста-
вят штамп о производстве ТР-1. Его
подписывает мастер цеха текущего ре-
монта.
Текущий ремонт ТР-2. При ТР-2
выполняют все работы, предусмотрен-
ные ТР-1, и дополнительно осуществля-
ют подъемку кузова с выкаткой теле-
жек (для некоторых серий э.п.с. при
отсутствии признаков ненормальной ра-
боты опор кузова подъемка не обяза-
тельна); ревизию основных, дополни-
тельных и боковых опор кузова, возвра-
щающих и противоотносных устройств;
28
полный осмотр автосцепки с раз-
боркой сцепного механизма и провер-
кой деталей шаблонами, выемкой пру-
жинно-фрикционного аппарата и осмот-
ром его камеры в раме кузова (или
раме тележки); ревизию межтележеч-
ных сочленений, автотормозного обору-
дования, гидравлических гасителей;
пропарку главных резервуаров; проме-
жуточную ревизию буксовых роликовых
подшипников; ревизию пусковых резис-
торов; проверку регулировки всей за-
щитной аппаратуры; ревизию манжет
пневматических приводов токоприемни-
ков, групповых переключателей и элек-
тропневматических контакторов; про-
мывочный ремонт аккумуляторной ба-
тареи; проверку состояния и сопротив-
ления изоляции низковольтных прово-
дов, в том числе проводов межкузов-
ных соединений; проверку сопротивле-
ния изоляции обмоток тягового тран-
сформатора; контроль измерительных
приборов, включая скоростемеры. Про-
водят ревизию тахогенераторов элек-
тровозов ВЛ80с и ВЛ80т, мотор-насо-
сов тяговых трансформаторов, электро-
двигателей обдува и обогревателей
стекол.
Ревизию главного контроллера
ЭКГ-8 проводят со снятием либо без
снятия его с электровоза.
На электропоездах с рамным под-
вешиванием тяговых двигателей осу-
ществляют ревизию муфт привода,
вскрывают кожух редуктора, проверя-
ют осевой разбег шестерни.
Текущий ремонт ТР-3. При этом ре-
монте проводят ревизию, осмотр и регу-
лировку тех узлов и деталей э.п.с.,
неисправности которых не могут быть
устранены и предупреждены без их раз-
борки. Осуществляют ревизию подшип-
никовых узлов, восстановление изоля-
ции электрических машин, смену изно-
шенных бандажей колесных пар.
ТР-3 является наиболее сложным и
трудоемким из ремонтов, выполняемых
в депо. При ремонте разъединяют
все связи кузова с тележками и секций
кузова друг с другом. Затем кузов
поднимают, тележки выкатывают вдоль
рельсового пути стойла, после чего
кузов опускают на временные опоры и
снимают большинство электрических
ВШ1 up mon, вспомогательные машины и
другое оборудование.
Тележки разбирают и детали меха-
нического оборудования направляют в
соответствующие мастерские депо. Ра-
мы тележек ремонтируют на месте или
в тележечном отделении.
Все электрические машины проходят
ремонт в электромашинном отделении,
аппараты — в электроаппаратном.
Кузов после ремонта окрашивают
в специально выделенном помещении
с усиленной вентиляцией. Описанию
технологии ремонта э.п.с. посвящены
главы 2—5.
Капитальные ремонты КР-1 и КР-2.
При этих ремонтах выполняют такие
сложные работы, как ремонт рам и
обшивки кузова, смену бандажей ко-
лесных пар, зубчатых передач, замену
электрической и воздушной проводки
(при КР-2), окраску кузовов с предва-
рительной очисткой от старой краски.
Восстановление изношенных деталей
осуществляют с более жесткими допус-
ками размеров, чем при ТР-3 и ТР-2.
Эти ремонты проводят, как правило,
на заводах, однако КР-1 может быть
выполнен и в депо, если оно оснащено
необходимым технологическим обору-
дованием и имеет высококвалифициро-
ванные кадры рабочих и инженерно-
технического персонала. К этим видам
ремонта приурочивают также заводские
ремонты электрических машин II и I
объемов.
На заводах выполняют также рабо-
ты по модернизации, направленные на
улучшение конструкции подвижного
состава путем переделки отдельных уз-
лов и замены целых агрегатов более
совершенными и надежно работаю-
щими.
С4. Общая технология ремонта
Техническая документация, приме-
няемая при ремонте. Необходимое ка-
чество ремонта узлов и деталей может
быть обеспечено только в том случае,
если требования к состоянию этих узлов
четко определены, а объем работ, их
последовательность, а также качество
материалов и запасных частей предва-
рительно оговорены. Все эти требования
указываются в ряде документов, кото-
рыми руководствуются в повседневной
практике работы в депо и на локомо-
тиворемонтных заводах.
К основным документам относятся:
Правила технической эксплуатации
железных дорог Союза ССР (ПТЭ),
определяющие общие требования к
э.п.с. и его взаимодействию с другими
устройствами и сооружениями желез-
ных дорог; Правила текущего ремонта
электровозов (электропоездов); Прави-
ла капитального (заводского) ремонта
электровозов (электропоездов); Прави-
ла ремонта тяговых электродвигателей
и вспомогательных машин; инструкции
МПС по содержанию и ремонту отдель-
ных узлов; технологические инструкции
и карты, разработанные специальными
организациями, определяющие порядок
и методы разборки, очистки, ремонта,
сборки, регулировки и испытания слож-
ных узлов и деталей; чертежи деталей
и узлов; карты смазки узлов; государ-
ственные общесоюзные стандарты
(ГОСТы) на изделия и материалы,
определяющие основные требования к
их размерам, свойствам, методам испы-
таний, хранению, транспортированию;
технические условия (ТУ), определяю-
щие основные свойства и качество
изделий, используемых только в некото-
рых ведомствах (организациях); пас-
порт локомотива (вагона) и его ответ-
ственных узлов; цеховой Журнал ре-
монта, используемый для регистрации
основных работ по ремонту узлов и
локомотива (вагона) в целом; Журнал
технического состояния электровоза
(электросекции), необходимый для ре-
гистрации локомотивными бригадами
общего состояния локомотива и возник-
ших неполадок, не устраненных своими
силами; инструкции и правила по тех-
нике безопасности при ремонте и
эксплуатации электроподвижого сос-
тава.
Большинство указанных документов
утверждается соответствующими орга-
нами Министерства путей сообщения
или управлений дорог, а стандарты —
Государственным комитетом стандар-
тов Совета Министров СССР (Госстан-
дартом СССР). Отклонения от требова-
ний этих документов не допускаются.
29
Внедрение конструктивных или техно-
логических новшеств производится
только после рассмотрения их в соответ-
ствующей инстанции МПС.
Взаимозаменяемость узлов, их уни-
фикация, стандартизация и модерни-
зация. Взаимозаменяемость—
это возможность полноценной замены
одного узла, детали, агрегата другим
однотипным. Использование такой воз-
можности значительно повышает произ-
водительность труда, его качество, сни-
жает стоимость ремонта. Чем шире ис-
пользован принцип взаимозаменяемо-
сти, тем большая доля общей трудо-
емкости ремонта будет сосредоточена в
демонтаже, ремонте и монтаже зара-
нее заготовляемых машин, узлов и
деталей, тем меньше окажется продол-
жительность простоя электровоза (сек-
ции электропоезда) на ремонтном стой-
ле, тем лучше будут использованы
основные фонды депо. Вместе с тем ре-
монт узла, снятого с локомотива (ваго-
на), не связан сроком с моментом выхо-
да э.п.с. из ремонта, т. е. если, напри-
мер, продолжительность простоя элек-
тровоза на ТР-3 составляет 2 сут, то
тяговый двигатель, снятый с него, мо-
жет проходить ремонт в течение 3—4
сут, что дает возможность более ка-
чественно отремонтировать и испытать
каждый его узел в отдельности и весь
двигатель в целом; на данный же элек-
тровоз будут установлены тяговые дви-
гатели (колесные пары, тележки),
отремонтированные заранее.
Взаимозаменяемость возможна, ко-
нечно, в том случае, когда установоч-
ные размеры заменяемых узлов и их
характеристики одинаковы или близки
друг другу. Так, легко заменить один
контактор или быстродействующий
выключатель другим, отремонтирован-
ным, поскольку расстояние между ося-
ми отверстий под их крепление в про-
цессе работы не меняется. Сложнее,
если размеры детали с течением вре-
мени изменяются; например, при необ-
ходимости замены поврежденного мо-
торно-осевого подшипника новый вкла-
дыш приходится подбирать и по наруж-
ному диаметру, и по внутреннему,
поскольку изнашиваются и горловина
в корпусе тягового двигателя, и диаметр
шейки оси колесной пары. В таком слу-
чае для предотвращения обработки и
взаимной подгонки «по месту» при ка-
питальных ремонтах и ТР-3 обработку
(расточку) изношенных поверхностей
горловины в остове тягового двигателя
электровозов ВЛ8 и ВЛ23 при номи-
нальном диаметре 230 мм осуществля-
ют до диаметра, мм; первый градацион-
ный размер — 231; второй — 232; тре-
тий — 233.
Этот метод — метод градаций ре-
монтных размеров — позволяет в про-
цессе ремонта (или изготовления)
иметь детали только трех—пяти разме-
ров (например, трех в приведенном вы-
ше примере).
В заводских условиях иначе вооб-
ще невозможно организовать производ-
ство запасных частей. В условиях депо
изредка приходится притачивать, под-
гонять детали «по месту», но такой
метод индивидуальной подгонки нера-
ционален, снижает качество и произ-
водительность труда.
Число градаций выбирают из техни-
ко-экономических соображений; боль-
шое число градаций приводит к необ-
ходимости иметь в запасе значительное
число деталей с разными размерами
сопрягаемых поверхностей, что может
нарушить принцип взаимозаменяемо-
сти; малое число градаций вызывает
необходимость снимать с поверхности
деталей лишний металл для доведения
их размера до ближайшего установлен-
ного Правилами, т. е., в конечном
счете, сокращает срок службы таких
деталей. Взаимозаменяемость дета-
лей (узлов) значительно облегчается
при внедрении их унификации.
Унификация — это возможность
создания таких конструкций, деталей
и узлов, которые можно использовать
на различных объектах (в данном слу-
чае локомтивах, вагонах). Так, унифи-
цированы автосцепка для отечественно-
го подвижного состава всех видов;
фрикционные аппараты грузового под-
вижного состава; тяговые двигатели и
колесные пары электровозов ВЛ8 и
ВЛ23; колесные пары электровозов
ВЛ80, ВЛ 10, ВЛ 11 и ВЛ60к. Главный
выключатель ВОВ-25 применяют на
всех типах э.п.с. переменного тока.
Ста н д а ртизаци я — более вы-
сокая степень унификации, при которой
одна и та же деталь (узел) может
быть использоваиа в различных отрас-
лях народного хозяйства.
Перечень стандартизованных изде-
лий в нашей стране очень высок. На
э.п.с. стандартизованы тормозные ко-
лодки, бандажи колесных пар, акку-
муляторы, в основном все крепежные
изделия (болты, гайки, шайбы, шплин-
ты), электрические контакты, кабели
и др. Внедрение стандартизации умень-
шает число типов и типоразмеров изде-
лий, улучшает и удешевляет процесс
их изготовления на предприятиях про-
мышленности.
Модернизация состоит в раз-
работке и внедрении новых более со-
вершенных узлов взамен ненадежных
или морально устаревших. Так, на
электровозах ВЛ8 при ремонте на за-
воде модернизируют систему рессорно-
го подвешивания, усиливают крепле-
ние компенсационных обмоток и выво-
дов катушек полюсов тяговых двигате-
лей электровозов ВЛ80 и ВЛ60,
устанавливают устройства, контроли-
рующие психофизическое состояние
машиниста, с целью повышения безо-
пасности движения поездов.
Подготовка э.п.с. к разборке и ре-
монту. В понятие «подготовка к ре-
монту» включают: просмотр техничес-
кой документации данного электровоза
(секции электропоезда), опробование
действия основного оборудования до
постановки э.п.с. на ремонтное стойло,
очистку от грязи, пыли, снега. По Жур-
налу технического состояния, цеховому
журналу ремонта и паспорту электро-
воза (вагона) устанавливают, какие
дополнительные работы сверх обычных
работ предстоящего ремонта необходи-
мо выполнить.
Проверяют действие всех электри-
ческих вспомогательных машин, пода-
чу компрессоров, действие тормозов,
песочниц, регуляторов давления, напря-
жения, реле обратного тока, системы
отопления, радиооповестительной сис-
темы и приводов дверей электропоез-
дов. Большинство этих работ можно
сделать только при высоком напряже-
нии, поэтому другие работы в этот
период выполнять недопустимо. Цель
этих проверок — выявить отклонения
от нормального действия основных
агрегатов.
Продувают сжатым воздухом тяго-
вые двигатели (снаружи и внутри),
очищают фильтры жалюзи, радиаторы
систем масляного охлаждения тран-
сформаторов, пусковые резисторы. Для
предотвращения повреждения изоля-
ции электрооборудования давление воз-
духа не должно превышать 294 кПа;
наконечник воздухоподводящего шлан-
га не следует приближать к очищае-
мой поверхности ближе 150 мм; воз-
дух должен быть сухим и очищен-
ным. Сильно загрязненные или засне-
женные места очищают скребком.
Большинство указанных работ по
очистке проводят вне здания ремонтных
стойл, однако часть работ, например
по обдувке электрооборудования,
установленного в кузове электровоза,
можно выполнять и на ремонтном стой-
ле при наличии воздухоотсасывающих
устройств или постановке э.п.с. в изоли-
рованнную обдувочную камеру. В ряде
депо появились закрытые обмывочные
стойла. Перед постановкой на ТР-3 из
песочниц выпускают песок.
Технологический процесс разборки
э.п.с. Подъем кузова (снятие
его с тележек) выполняют при ТР-3
и ТР-2. Перед подъемом кузова разъе-
диняют все межкузовные электричес-
кие кабели и провода, расцепляют
секции электровоза или отцепляют
моторный вагон от прицепного у элек-
тросекций, после чего разъединяют все
электрические, механические и воздуш-
ные соединения между тележками и
кузовом. Затем каждый из кузовов
шкворневыми поперечными балками ра-
мы устанавливают против консольных
выступов домкратов. Наиболее трудо-
емкими операциями при этом являются
отсоединение выводов тяговых двига-
телей, их вентиляционных патрубков,
трубопроводов песочной и тормозной
систем (без сжатого воздуха). Разъеди-
няют провода приемной катушки авто-
стопа, приводы скоростемеров, детали
ручного тормоза, болты в узле опор
кузова на тележки (у некоторых серий
э.п.с.), отсоединяют лестницы, ведущие
в кузов. Лестницы снимают, чтобы
избежать задевания их деталями выка-
тываемых тележек.
Убедившись, что все межкузовные
соединения разъединены и не будут
препятствовать подъему кузова, подво-
дят консольные выступы домкратов к
приливам шкворневых балок кузова.
Чтобы предотвратить соскальзывание
кузова с домкратов при его подъеме,
на выступы домкратов предварительно
укладывают прокладки из сосновых
досок толщиной 25—30 мм, совпадаю-
щие по площади с опорами на кузо-
ве. Для наблюдения за работой при-
водов у каждого домкрата должен
стоять слесарь. Общую команду «Вклю-
чить домкраты!» или «Остановить дом-
краты!» подает мастер цеха. Высоту
подъема кузова вначале принимают
50—100 мм, осматривают тележечное
оборудование, а затем высоту выби-
рают, чтобы выкатываемые тележки не
задевали о детали нижней части
кузова.
При подготовке к подъему и в мо-
мент работы домкратов мастер внима-
тельно наблюдает, не возникает ли
перекос кузова (возвышение одного
конца кузова над другим допустимо
до 100 мм). Затемненные места осве-
щают переносными лампами. При вклю-
чении собственного подкузовного осве-
щения электровоза кузов заземляют
специальным проводом. На период
подъема все люди с крыш, изнутри
и из-под кузова должны быть удалены.
Тележки откатывают, подключая
выводные концы тяговых двигателей
к щиту с напряжением до 250 В постоян-
ного тока. Замыкать и размыкать цепь
допускается только рубильниками, име-
ющими специальные приводы или кон-
такторы. Иногда для откатки тележек
в депо предусматривают специальные
лебедки. Тележки прицепных вагонов
электропоездов можно откатывать
вручную. На то место, куда будут пере-
двинуты тележки, заранее устанавли-
вают тормозные башмаки. После от-
катки тележек под кузов подводят спе-
циальные опорные тележки или тумбы
и отводят домкраты. Допустимо остав-
лять кузов на домкратах, если их раз-
грузить с помощью специальных стоек.
Поднятый кузов для исключения на-
езда на него ограждают.
Разборка тележек осущест-
вляется различно в зависимости от типа
подвешивания тяговых двигателей и
рессорной системы.
Колесные пары тележки, подлежа-
щей разборке, для предотвращения
перемещения заклинивают. В тележ-
ках с рамным подвешиванием тяговых
двигателей отсоединяют детали тягово-
го привода, тормозной рычажной пере-
дачи и крепления двигателей, после
чего двигатели вынимают вверх мос-
товым краном. Освободив связи рессор-
ной системы с буксами и рамой тележ-
ки, поднимают раму и переносят ее к
моечной машине или на площадку для
ремонта. На месте остаются колесные
пары с деталями редуктора, которые
передают затем в колесное отделение.
При опорно-осеом подвешивании
тяговых двигателей вначале разъеди-
няют детали тормозной рычажной пе-
редачи, снимают подбуксовые струнки
или отсоединяют поводки сайлентбло-
ков, стягивают пружины траверсного
подвешивания двигателей, домкратами
приподнимают тяговые двигатели и
удаляют освобожденные траверсы.
Разъединяют детали рессорного подве-
шивания, раму тележки поднимают
вверх и устанавливают на площадку
ремонта, где снимают с нее оставшиеся
детали рессорного подвешивания и тор-
мозной передачи. Блоки двигателей с
колесными парами разбирают непосред-
ственно на месте демонтажа тележки
или на специальных стендах.
После разборки тележек их рамы,
рессоры и другие детали обмывают и
направляют на позиции осмотра и де-
фектировки.
Осмотр, обмер и дефектоскопия де-
талей. Осмотр большинства деталей
осуществляют после их очистки и об-
мывки, однако у колесных пар, некото-
рых узлов рам тележек отдельные мес-
та осматривают в загрязненном состоя-
нии, так как по валику накопившей-
ся грязи, трещине в нем, налету
ржавчины в месте сопряжения деталей
иногда можно сделать вывод о неплот-
ном их креплении или появлении трещи-
ны (например, о надежности закрепле-
32
ния укрепляющего кольца бандажей ко-
лесных пар, плотности посадки под-
шипникового щита тягового двигателя
и т. п.).
Детали осматривают с целью выяв-
ления возможных изгибов, трещин, из-
ломов, износов и взаимного их сме-
щения в узле, превышающем допусти-
мое значение, обнаружения мест, пов-
режденных коррозией, разработки от-
верстий. При осмотре должна быть
обеспечена достаточная освещенность
детали (при необходимости с помощью
переносной лампы). Ответственные мес-
та и места, в которых наиболее
часто возникают опасные повреждения,
осматривают через лупу семикратного
увеличения. Если на поверхности дета-
ли имеется вздутие или шелушение
краски, то такую краску счищают.
Обмер деталей осуществляют
как общеупотребляемым измеритель-
ным инструментом, например штанген-
циркулем, линейкой, микрометром,
пластинчатыми щупами, штангензубо-
мером, индикаторами, калибровочными
пробками и скобами, так и специаль-
ным, приспособленным для измерения
расстояний, присущих только подвиж-
ному составу. К ним относятся, напри-
мер, межбандажный штангенциркуль
для проверки размера между внутрен-
ними гранями бандажей колесных пар,
вертикальная линейка для замера высо-
ты установки и провисания головы
автосцепки, плотничий уровень, закреп-
ленный на линейке длиной I м, для
проверки степени перекоса полоза токо-
приемника и др.
В каждом депо имеется большой
набор измерительного инструмента
только для проверки размеров и состоя-
ния ответственных деталей э.п.с., напри-
мер, локомотивный шаблон для изме-
рения глубины проката на поверхности
катания бандажа и толщины гребня;
шаблон для проверки автосцепки и т. д.
Для большинства шаблонов в инстру-
ментальных отделениях депо имеются
контршаблоны, т. е. инструмент, повто-
ряющий контур самой детали. Контр-
шаблонами периодически проверяют
состояние и профиль рабочих шаблонов.
К специфическому для депо изме-
рительному инструменту следует отнес-
2 Зак. 1783
ти шаблоны для проверки расстояния
между осями колесных пар в одной
тележке, между точками закрепления
буксовых поводков.
Широко используют различные
электроизмерительные приборы (ме-
гаомметры, тестеры), приборы для из-
мерения вязкости масел, лаков (вис-
козиметры), ареометры.
Наиболее ответственные узлы и
детали э. п. с. проходят дефектоско-
пию.
Дефектоскопия — выявле-
ние внутренних дефектов в материале
изделий специальными неразрушаю-
щими способами. Известны следующие
основные виды дефектоскопии: цветная,
люминесцентная, магнитная, ультра-
звуковая и рентгеноскопия.
Цветная капиллярная дефектоско-
пия применяется для деталей из диа-
магнитных материалов или из магнит-
ных материалов сложной конфигура-
ции, для которых методы магнитной
проверки почему-либо неудобны. По-
скольку ответственных деталей из цвет-
ных металлов в механической части
э.п.с. нет, цветная дефектоскопия ис-
пользуется редко. Чаще всего с ее по-
мощью выявляют скрытые трещины в
вертикальных частях межрамных креп-
лений, боковинах рам тележек, свар-
ных швах и резьбах.
При проверке детали с помощью
цветной дефектоскопии поверхность
детали обезжиривают ацетоном, иногда
бензином, сушат и обильно смачивают
специальной жидкостью (3—4 раза).
Если в детали есть трещина, то
жидкость в нее проникает; с поверх-
ности ее смывают масляно-керосино-
вой смесью. Затем поверхность проти-
рают ветошью и на нее наносят распы-
лителем проявляющуюся жидкость
(белого цвета). Через 5—6 мин прово-
дят первый осмотр подозреваемого мес-
та; при этом выявляют относительно
крупные дефекты; второй осмотр (через
12—20 мин) позволяет установить
наличие трещин термического проис-
хождения, а также усталостные и шли-
фовочные трещины в деталях, рабо-
тавших в керосине или масле.
Предварительная очистка особо от-
ветственных деталей может быть выпол-
Рис. 1.3. Схема выявления трещины в шейке оси
колесной пары магнитным дефектоскопом
йена химическим, электрохимическим
или ультразвуковым методом.
Люминесцентная дефектоскопия
применяется для тех же деталей и
узлов, что и цветная капиллярная,
а также для выявления микротрещин
у режущего инструмента. Она имеет
такие же технологические элементы,
что и цветная дефектоскопия.
Деталь, подлежащую проверке,
предварительно очищают от жиров,
масел, твердых загрязнений, смачи-
вают индикаторной жидкостью, обла-
дающей люминофорными свойствами,
которая под действием капиллярных
сил входит в трещины и поры детали.
Затем эту жидкость удаляют с поверх-
ности и деталь покрывают проявите-
лем; индикаторная жидкость «вытя-
гивается» из пор и трещин, раЬтека-
ется в слое проявителя и при осмотре
детали в ультрафиолетовом свете тре-
щина становится видимой, повторяя
контуры дефекта.
Составы индикаторных и проявляю-
щихся жидкостей могут быть различ-
ными; они приводятся в справочной
литературе.
Магнитная дефектоскопия получила
наибольшее распространение для про-
верки состояния ответственных деталей
э. п. с. Она позволяет сравнительно
быстро выявлять пороки изделий, ко-
торые у всех напряженно работающих
деталей начинают развиваться обычно
с поверхности.
Сущность магнитной дефектоскопии
в следующем. Проверяемую деталь
намагничивают, устанавливая на про-
веряемую поверхность 2 (рис. 1.3)
намагничивающую катушку 1. Если в
стальной части имеется трещина, то она
как бы разделяет деталь на два раз-
ноименных полюса; силовые линии меж-
ду этими полюсами, встречая повышен-
ное магнитное сопротивление в месте
повреждения, выходят на поверхность.
Если на эту поверхность нанести мел-
кие стальные опилки (магнитный по-
рошок), то они образуют «мостик»
между двумя полюсами, четко обрисо-
вывая контур трещины. Необходимое
магнитное поле создают специальными
переносными электромагнитами, сос-
тоящими из электрической катушки,
стального магнитопровода (сердечни-
ка), корпуса с рукоятками, выводных
концов и выключателя.
Магнитные дефектоскопы могут
быть как постоянного, так и перемен-
ного тока. При применении дефекто-
скопа переменного тока чувствитель-
ность установки несколько выше в ре-
зультате поверхностного эффекта пере-
менных магнитных полёй. Дефектоско-
пы постоянного тока применяют для
выявления скрытых дефектов в деталях
роликовых подшипников. Чувствитель-
ность магнитной дефектоскопии повы-
шается, если проверяемый участок из-
делия не посыпать сухим магнитным
порошком, а поливать смесью, состоя-
щей из этого порошка, смешанного с
керосином и трансформаторным мас-
лом. Для деталей, имеющих темную
слабо обработанную поверхность (сред-
няя часть осей колесных пар), при-
меняют подкрашенный магнитный поро-
шок, предварительно окрасив проверя-
емую поверхность в серебристый цвет
алюминиевой краской.
Магнитной дефектоскопии подле-
жат: все доступные части осей колес-
ных пар при их освидетельствовании
в депо и на заводах, внутренние
поверхности бандажей колесных пар
перед насадкой, наружная поверхность
бандажей в случае наварки изношен-
ного гребня, зубья шестерен передачи,
балансиры рессорных систем, рессор-
ные подвески, шкворни межтележечных
сочленений, детали люлечного подве-
шивания (подвески, серьги, болты —
по отдельному перечню), листы рессор
при их ремонте с разборкой, подвес-
ные устройства тормозной передачи,
болты подвешивания подвагонных
агрегатов электропоездов, болты под-
вески редукторов тяговой передачи
при рамном подвешивании тяговых
двигателей, болты полюсов и валы яко-
рей тяговых двигателей и вспомогатель-
ных машин, кольца подшипников ка-
чения, коленчатые валы компрессоров
и приводов главных контроллеров
электровозов ЧС и др.
Недостатком магнитной дефектоско-
пии является невозможность выявле-
ния дефектов в теле металла, не выхо-
дящих на поверхность детали, а также
в местах сопряжения двух деталей.
Так, магнитным дефектоскопом нельзя
проверить подступичные части осей
колесных пар при надетых колесах,
поэтому на заводах и в депо применяют
ультразвуковую дефектоскопию.
Ультразвуковая дефектоскопия ос-
нована на использовании так называе-
мого пьезоэффекта — способности не-
которых веществ, например титаната
бария, при прикладывании к ним пере-
менной э.д.с. высокой частоты создавать
механические колебания той же частоты
или, наоборот, при воздействии на них
внешних механических колебаний соз-
давать э.д.с. той же частоты (напри-
мер, работа звукоснимателя электро-
проигрывателя). Если приложить плас-
тинку из вещества, обладающего пьезо-
свойствами, к торцу оси колесной пары
и подвести к ней импульсно э.д.с. вы-
сокой частоты, то в теле оси возникнут
механические колебания. Волны, отра-
женные от уступов и противополож-
ного торца оси, возбудят в пластине
ответные импульсы. Частоту, подачи
импульса на пьезоэлемент выбирают
так, чтобы отраженный сигнал возвра-
щался в паузы между очередными
импульсами. Отраженный сигнал после
усиления можно наблюдать на экране
электронно-лучевой трубки в виде пи-
ков (рис. 1.4).
У всех исправных осей число, фор-
ма этих пиков и расстояние между
ними одинаковы. Если в теле оси есть
пустоты (новая ось) или трещины, ха-
рактер изображения на экране меняет -
Рис. 1.4. Вид сигналов на экране лучевой
трубки ультразвукового дефектоскопа
ся, что служит основанием для распрес-
совки центров и проверки оси маг-
нитным дефектоскопом; по результатам
дефектоскопии судят о возможности
оставления оси в эксплуатации.
Метод ультразвуковой дефектоско-
пии имеет ценное качество — им мож-
но проверить оси всех колесных пар
непосредственно под локомотивом, а у
новых осей и бандажей можно выявить
пустоты металлургического происхож-
дения, не выходящие на поверхность.
Рентгеноскопия позволяет прове-
рять качество сварных швов ответ-
ственных узлов (воздушных резервуа-
ров в первую очередь). При облучении
шва рентгеновскими лучами можно
выявить трещины глубиной до 1% об-
щей толщины детали. Для повышения
чувствительности и соблюдения правил
охраны труда сварные швы фотогра-
фируют на светочувствительную пленку.
Помимо упомянутых методов, в депо
и на ремонтных заводах постепенно
внедряют оптическую систему контроля
состояния внутренних полостей узлов
с помощью линзовых и гибких (воло-
конных) эндоскопов, а также пузырь-
ковый метод выявления трещин в воз-
душных резервуарах и теплообменни-
ках (радиаторах).
Способы соединения деталей. Наи-
большее распространение получили спо-
собы скрепления деталей друг с другом
с помощью болтов, прессовых посадок
и сварки. В последние годы все шире
применяют клеевой способ.
2*
Рнс. 1.5. Положение конического призонного бол-
та рамы тележки брускового типа до запрес-
совки
Болтовое крепление двух
деталей достаточно надежно, если пра-
вильно выбраны момент затяжки бол-
тов и способ предотвращения само-
отвинчивания гаек. Момент затяжки
болтов определяется, как правило, дли-
ной рукоятки гаечного ключа при при-
ложении к нему усилия 245—294 Н.
Однако для болтов с резьбой менее
Ml 0 такое усилие следует считать
чрезмерным. Для затяжки болтов от-
ветственных узлов часто применяют
моментные ключи, указывающие зна-
чение приложенного вращающего мо-
мента. Предельные значения моментов
затяжки (например, для фланцев
фарфоровых изоляторов главных вык-
лючателей, разрядников) приведены в
технической документации.
Для предотвращения самоотвинчи-
вания гаек ставят контргайки (вторые
гайки), дружинные шайбы, корончатые
гайки со шплинтом, проходящим через
тело болта, и лепестковые шайбы с
отгибом одного-двух лепестков на плос-
кую грань гайки. Число болтов и спо-
соб стопорения гаек указаны в черте-
жах.
Прессовые посадки на э.п.с.
применяют довольно широко. Примером
ответственной прессовой посадки может
служить закрепление колесных центров
на подступичных частях осей. Этим
же способом закрепляют на валах втул-
ки или коробки якорей тяговых двига-
телей.
Применяют такие посадки чаще все-
го для скрепления деталей, имеющих
цилиндрические поверхности соприкос-
новения. Диаметр посадочной поверх-
ности наружной детали должен быть
меньше, чем наружный диаметр внут-
ренней детали. Разность этих диамет-
ров, называемая натягом, определяет
прочность соединения.
Натяг выбирают в зависимости от
конструкции, диаметра поверхности
соприкосновения деталей и их мате-
риала. Для каждого узла с прессовой
посадкой натяг указывают в чертежах.
Для разборки такого соединения внут-
реннюю деталь выпрессовывают или
выбивают, в некоторых случаях для
облегчения разъединения наружную де-
таль подогревают.
Прессовую посадку очень широко
применяют для постановки в рамы теле-
жек втулок под валики деталей тормоз-
ной и рессорной систем. При ремонте
изношенную втулку выпрессовывают и
заменяют новой, не подвергая тележку
какой-либо обработке. Разновидностью
этого способа является скрепление де-
талей призонными болтами (коничес-
кими) (рис. 1.5). Конусность болтов
и отверстий, как правило, доставляет
1:200, а диаметр болта несколько завы-
шен и для его установки прикладывают
некоторое усилие. Такими болтами
скреплены продольные и поперечные
балки рам шестиосных электровозов
постоянного тока, шкворневые и хреб-
товые балки кузовов, венцы зубчатых
колес на центрах у колесных пар
моторных вагонов электропоездов.
Получаемое соединение достаточно на-
дежно.
Горячая посадка деталей
применяется в тех случаях, когда нель-
зя применить прессовую, например при
скреплении деталей большого диаметра
(бандаж на колесном центре, венец
зубчатого колеса на центре), или когда
необходимо защитить детали от зади-
ров, возникающих при холодной запрес-
совке (внутренние кольца роликовых
подшипников на осях и валах). Для
разъединения узла с горячей посадкой
наружную деталь подогревают в разог-
ретом трансформаторном масле или
специальным нагревателем; в некото-
рых случаях применяют переносные
гидравлические съемники.
Сварные соединения при-
меняют для прочного долговременного
скрепления деталей, восстановления це-
лостности деталей в случае возникно-
вения в них трещин, а также дове-
дения размеров и геометрических форм
изношенных деталей до чертежных.
Для стали и ее сплавов из много-
численных видов сварки в депо наибо-
лее распространены электродуговая
ручная сварка, а также автоматичес-
кая и полуавтоматическая под флюсом.
Для сварки большинства ответственных де-
талей применяют постоянный ток. Для этого
в депо имеются многопостовые (или однопос-
товые) мотор-генераторы или статические преоб-
разователи.
Для сварки малоответственных деталей
применяют переменный ток от передвижных сва-
рочных трансформаторов. Качество сварки пере-
менным током несколько ниже вследствие
прерывистости процесса. Качество сварных
соединений зависит от степени подготовки дета-
лей к сварке, свойств материалов деталей,
качества и типа электродов, значения и рода
применяемого тока, квалификации сварщика.
Под подготовкой деталей понимают: раздел-
ку сварочной кромки (под Х-, LJ- и V-образиые
швы); очистку места наложения шва от окислов
металла, краски, лаков, клеев; подгонку поверх-
ностей свариваемых деталей для устранения
возможных неплотностей; создание надежной
электрической цепи сварочного тока с защитой
ответственных элементов конструкций от про-
хождения этого тока по иим (например, создание
цепи тока в обход роликовых буксовых под-
шипников), а также обеспечение условий проти-
вопожарной и личной безопасности. Трещины
перед заваркой разделывают, а по ее концам
рассверливают отверстия.
При сварке следует учитывать некоторые
свойства металлов: лучше свариваются металлы
с хорошей взаимной растворимостью (в расплав-
ленном состоянии), высокой теплопроводностью,
малым коэффициентом линейного расширения;
с увеличением содержания углерода в стали
сваривание ухудшается, так как снижаются
пластические свойства металла и при охлажде-
нии в зоне шва появляются закалочные трещины.
Повысить качество сварки высокоуглеродистых
сталей можно применением специальных элект-
родов или предварительным подогревом мест
заварки с последующим замедленным охлажде-
нием наложенного шва.
В любых случаях сварку рекомендуется
проводить прн отсутствии сквозняков, что в усло-
виях депо иногда выполнить затруднительно.
Типы и свойства электродов весьма разно-
образны. В соответствии с действующими
стандартами стальные электроды состоят из
проволочного стержня (сварочной проволоки),
покрытого специальной обмазкой. В практике
локомотивного хозяйства в основном исполь-
зуют электроды для углеродистых и легирован-
ных конструкционных сталей. Электроды дайной
группы обозначаются так: Э34, Э42А, Э50, Э60
и т. п. Числа показывают гарантированный
предел прочности шва в килограммах силы
на сантиметр квадратный (кгс/см2), а буква А
означает повышенную его пластичность н вяз-
кость. Чаще в депо применяют электроды Э42
н Э42А, а для неответственных нли слабоизна-
шиваемых мест — сварочную проволоку без пок-
рытия Св-08.
Для сварки деталей из конструкционных
сталей, работающих в условиях знакоперемен-
ных нагрузок, применяют электроды марки
УОНИ, в состав покрытия которых входят
мрамор, плавиковый шпат, кварцевый песок, фер-
ромарганец, ферротитан, ферросилиций.
Для получения высококачественного свар-
ного шва следует правильно выбрать режим
сварки: подобрать необходимый диаметр элект-
рода, определить значение сварочного тока и
вести сварку возможно более короткой дугой.
Диаметр электрода выбирают в зависимости от
толщины металла н типа сварного соединения.
Прн толщине металла 0,5; 1—2; 5—10 и свыше
10 мм следует применять электроды диаметром
соответствеиио 1,5; 2—2,5; 2,5—4; 4—6 и 4—8 мм.
Значение сварочного тока зависит от толщи-
ны свариваемого металла, типа соединения,
скорости сварки, положения шва в пространстве,
диаметра электрода, толщины и вида его
обмазки. Прн ручной сварке стальными электро-
дами сварочный ток А:
/=(454-60)d,
где d — диаметр электрода, мм.
Для заварки трещин в деталях из меди н ее
сплавов применяют газовую (обычно ацетилено-
кислородиую) сварку с электродами из латуни
Л63.
Квалификация сварщика, его опыт
имеют очень важное значение. Для
выполнения некоторых работ привле-
кают только сварщиков высокой квали-
фикации, периодически проходящих
специальные испытания и получающих
после этого паспорт, т. е. документ,
подтверждающий право сварщика на
выполнение таких ответственных работ.
Восстановление изношенных поверх-
ностей. Характерной особенностью лю-
бого ремонтного производства является
возможность не только замены изно-
шенной детали новой, но и восстанов-
ления геометрической формы изношен-
ной поверхности до заданной чертежом
или до другой, допускаемой Правилами
ремонта или техническими условиями.
К основным методам восстановления
поверхностей относят: наплавку, при-
варку накладок (пластин), металлиза-
цию, гальваническое покрытие, а также
покрытие деталей полимерными мате-
риалами.
Наплавка имеет наибольшее приме-
нение в практике работы локомотив-
ного депо, поскольку позволяет доста-
точно быстро получить размеры любой
детали, близкие к требуемым. В отли-
чие от процесса сварки при наплавке
восстановление деталей происходит
путем перенесения в расплавленном
состоянии металла электродов на ме-
талл изделия; при сварке электроды
переходят в массу восстанавливаемой
детали лишь частично. Но в обоих
случаях горящая дуга должна созда-
вать «ванну» с жидким металлом.
Недостатками процесса наплавки сле-
дует считать довольно значительную
энергоемкость и большие трудовые зат-
раты.
Для повышения качества наплавоч-
ных работ, производительности труда и
снижения энергоемкости на ряде пред-
приятий локомотивного хозяйства внед-
ряют автоматическую вибродуговую
наплавку под флюсом. Ее применяют
в основном для наплавки изношенных
цилиндрических поверхностей. Суть
этого метода в следующем: в процессе
наплавки электродная проволока непре-
рывно вибрирует, в результате чего
облегчается зажигание дуги, процесс
ее горения становится более устойчи-
вым, металл переносится в дуге мел-
кими каплями, что способствует полу-
чению достаточно плотной структуры
наплавленного слоя с хорошими меха-
ническими свойствами. Для наплавки
применяют сварочную проволоку Св-8,
Св-10ГС, Св-18ХГС и флюсы АН-348А,
ОСЦ-45.
Восстанавливаемую деталь закреп-
ляют в токарном станке, обеспечиваю-
щем медленное ее вращение и малую
подачу электродной проволоки. Особо
ответственные места, например поверх-
ности гребней и катания бандажей,
колес, при наплавке предварительно
подогревают, а после нанесения слоя
металла принимают меры по замедле-
нию остывания. Несмотря на такую
технологию, в зоне наплавки могут
возникнуть микротрещины, поэтому та-
кую наплавку для колес применяют,
строго соблюдая инструкцию.
В местах глубоких износов малоот-
ветственных деталей часто применяют
не наплавку, а постановку плоских
накладок или цилиндрических втулок,
скрепляемых с основным телом детали
сплошным или прерывистым швом по
наружному контуру. В некоторых слу-
чаях перед постановкой такой накладки
(втулки) изношенную деталь приходит-
ся несколько обрабатывать — строгать,
фрезеровать или обтачивать.
Наплавленные поверхности в зави-
симости от формы детали и глубины
слоя обрабатывают на токарных, стро-
гальных или фрезерных станках. Для
получения достаточно точных размеров
обработку производят за 2 раза:
вначале начерно, а затем до требуемо-
го размера при малой глубине резания.
Если необходимо, поверхность шли-
фуют.
Упрочнение деталей. Для повыше-
ния прочности изделия применяют сле-
дующие методы упрочнения деталей:
механический, термический, химико-
термический и гальванический. При-
менение того или иного метода упроч-
нения зависит от условий работы дета-
ли, ее материала.
Механическая обработка.
Накатка обычно находит применение
для упрочнения деталей, работающих с
значительными знакопеременными наг-
рузками, приходящимися на наружные
слои металла. Ее применяют для уплот-
нения металла осей колесных пар,
рабочих поверхностей коллекторов
тяговых двигателей. Накатку выполня-
ют на станках с применением специаль-
ных приспособлений.
Дробеструйный наклеп используют
для повышения поверхностной прочнос-
ти листов рессор.
Термическое упрочнение.
Закалку токами высокой частоты или
объемную термическую закалку осу-
ществляют для деталей, поверхности
которых подвергаются износу трением
(валики тормозных рычажных и рес-
сорных систем, зубья шестерен, оси
аппаратов).
Поверхностная закалка токами вы-
сокой частоты обычно дает достаточно
высокие результаты как по качеству
обработанной поверхности, так и по
таким показателям, как возможность
автоматизации процесса, рост произво-
дительности труда. Этот способ позво-
ляет получить мелкозернистый зака-
ленный слой толщиной от сотых долей
миллиметра до 8—10 мм. При этом
поверхность не обезуглероживается и
не окисляется.
Термическая закалка — это обыч-
ная объемная закалка, состоящая в
нагреве закаливаемой детали в пла-
менной или муфельной печи до уста-
новленной для данного металла тем-
пературы с последующим охлаждением
ее в подсоленной воде или масле.
Время и температура прогрева указы-
ваются в технологической документа-
ции.
При любом из перечисленных спо-
собов термического упрочнения глубин-
ные слои металла изделий сохраняют
свою вязкость, что способствует их
долговечности в условиях ударных
нагрузок.
Химико-термическое
упрочнение. Способы такого упроч-
нения — цементацию, азотирование,
цианирование применяют для повыше-
ния износостойкости поверхностей осо-
бо напряженных деталей (в межтеле-
жечных сочленениях, опорах кузовов,
рессорном подвешивании).
Цементация — это науглерожива-
ние поверхностных слоев низкоуглеро-
дистых сталей; азотирование — внесе-
ние в поверхностные слои стали азо-
та; цианирование—одновременное
внесение углерода и азота в газо-
образной среде.
Наилучшие результаты дает циани-
рование (нитроцементация). Для циа-
нирования деталь помещают в закры-
тую печь и нагревают в газовой
смеси окиси углерода СО и аммиака
NH3. Цианированию подвергают де-
тали из углеродистых сталей. При этом
предел прочности стали увеличивается
в 1,5—1,7 раза.
При газовой цементации применяют
окись углерода СО, при азотировании—
аммиак NH3. В последнее время все
шире внедряется цементация твердой
пастой. Ее состав (в массовых час-
тях): техническая сажа — 85, сода
кальцинированная — 10, железистоси-
неродистый калий (желтая кровяная
соль) — 5. Смесь перемещают в опре-
деленном порядке в веретенном масле.
Кистью на деталь наносят слой пас-
ты толщиной 3—4 мм. Поверхности,
не требующие цементации, защищают
специальной обмазкой. Подготовленные
детали укладывают в металлические
ящики, закрывают, обмазывают огне-
упорной глиной и устанавливают в за-
ранее подогретые печи (нефтепламен-
ные или электрические).
Температура цементации 920—
950 °C. Время выдержки в печи вы-
бирают из расчета глубины цементации
0,8—1 мм/ч. Режим охлаждения посте-
пенный, вместе с печью. Необходимую
закалку проводят с повторным подо-
гревом. Содержание углерода в поверх-
ностном слое достигает 1%, твердость
60 HRC. После закалки детали подвер-
гают отпуску при температуре 180—
200 °C в течение 20—30 мин.
Гальваническое покрытие
поверхностей металлов выполняют для
повышения прочности, восстановления
размеров изношенных деталей, в защит-
ных и декоративных целях.
Восстановление изношенных поверх-
ностей осуществляют электролитичес-
ким железнением, меднением, хромиро-
ванием, никелированием и цинкова-
нием.
Железнение (осталивание) произ-
водят в растворе хлористого железа
при плотности тока 20—40 А/дм2 и
температуре раствора 60—80 °C. Этот
способ намного экономичнее, чем хро-
мирование, допускает восстановление
стальных деталей с износом до 2,5 мм
(при хромировании — десятые доли
миллиметра, при значительной толщине
происходит скалывание) и дает устой-
чивые покрытия. Его применяют для
восстановления изношенных поверх-
ностей валов, посадочных поверхностей
колец подшипников и других узлов.
Хромирование применяют для вос-
становления поверхностей, подвержен-
ных усиленному трению (шейки колен-
чатых валов, стальные кулачки и шей-
ки кулачковых валов групповых пере-
ключателей).
Меднение используют для восста-
новления изношенных поверхностей де-
талей из меди и ее сплавов (вклады-
шей моторно-осевых подшипников,
щеткодержателей). Электролит пред-
ставляет собой раствор медного купо-
роса и серной кислоты. Восстанавли-
ваемая деталь — катод, анод изгота-
вливают из отходов меди. Для гальва-
нического покрытия поверхности вкла-
дыша моторно-осевого подшипника не-
обходим ток 150—200 А при плотности
электролита 1,17 г/см3.
Никелирование применяют в основ-
ном для декоративно-защитных целей—
тонким слоем никеля покрывают поруч-
ни лестниц (или держатели поручней),
рамки зеркал заднего вида.
Цинкование используют для защиты
деталей от атмосферной коррозии.
Оцинковывают стальные детали аппа-
ратов, крепежные болты, гайки, шайбы,
винты, шурупы, шпильки.
Любой способ гальванического пок-
рытия требует ряда подготовительных
операций — обезжиривания покрыва-
емых поверхностей, иногда их подшли-
фовывания. После окончания процесса
поверхность обмывают; рекомендуется
прошлифовать ее войлочными кругами
с внесением шлифовальных паст.
В эксплуатации никелированные
поверхности следует периодически про-
тирать тряпками, смоченными мине-
ральными маслами, а затем насухо.
Все способы гальванического покры-
тия сопровождаются вредными газовы-
ми выделениями, поэтому электролити-
ческие ванны устанавливают в изоли-
рованных помещениях с усиленной вен-
тиляцией, а все работы выполняют
в соответствии с правилами безопас-
ности труда.
Ремонт деталей с применением по-
лимерных материалов. На современном
э.п.с. все больше применяют узлы и от-
дельные детали из синтетических поли-
мерных материалов (внутренние час-
ти коллекторов вспомогательных ма-
шин и тяговых двигателей электро-
поездов, кулачковые шайбы групповых
переключателей, реверсоров и контрол-
леров и т. д.). Применяют полимерные
материалы и при ремонте для склеива-
ния деталей, восстановления изношен-
ных мест, заделки трещин, защиты
стальных поверхностей от коррозии и
в декоративных целях.
Широкое и быстрое внедрение таких
материалов объясняется тем, что из них
получают детали практически любой
формы, достаточной механической
прочности при небольших трудовых
затратах и не слишком сложном обо-
рудовании. Такие детали легко обра-
батывать; их внедрение экономит цвет-
ные и черные металлы. К недостат-
кам многих из них следует отнести
повышенную токсичность в процессе
получения и переработки, что требует
выполнения определенных защитных
мер и соблюдения правил охраны труда.
Кроме того, технология получения
большинства из них требует строго
определенных температурных режимов.
Из полимерных материалов при
ремонте наибольшее применение имеет
синтетический клей — эластомер ГЭН-
ДОВ, получаемый растворением раз-
мельченного синтетического каучука в
смеси ацетона и бензола до требуемой
вязкости. Полученную массу наносят
на восстанавливаемую деталь кистью,
окунанием или центробежным спосо-
бом.
Перед нанесением растворенного
эластомера восстанавливаемую поверх-
ность очищают стеклянной бумагой и
обезжиривают бензином. Один слой
образовавшейся пленки при вязкости
40 сСт имеет толщину 0,02 мм. Для
получения более толстых пленок приме-
няют пасту с большей условной вяз-
костью и специальные добавки (напол-
нители). Процесс полимеризации пасты
(укрупнение молекул с изменением их
химической структуры) происходит
только при температурах выше 16 °C,
поэтому для получения повышенной
прочности детали просушивают в печах
при температуре 105—120 °C в течение
1 ч. После термообработки эластомер
инертен к холодной и горячей воде,
маслам, спиртам, керосину, бензину.
Его применяют для повышения
прочности прессовых посадок (проч-
ность соединения повышается при-
мерно на 50 %), восстановления из-
ношенных посадочных поверхностей
(например, у подшипниковых щитов
тяговых двигателей), защиты поверх-
ностей от коррозии и для заделки
трещин в металлических узлах, рабо-
тающих на сжатие.
Все большее применение в ремонте
находят различные эпоксидные смолы.
Для придания им необходимых свойств
в них вводят разнообразные тонко-
измельченные наполнители. В качестве
отвердителей смолы применяют поли-
этиленполиамин. Эпоксидные смолы
некоторых типов имеют время затвер-
девания 25—30 мин, поэтому хранить
их можно до смешения с отвердителем.
Все процессы полимеризации необрати-
мы, т. е. после изменения внутренней
структуры смол (как и пластмасс)
нельзя с помощью каких-либо раство-
рителей получить исходный материал
или перевести его из твердого в жидкое
состояние.
Самотвердеющую пластмассу АСТ-
Т используют для закрепления фарфо-
ровых изоляторов на пальцах кронш-
тейнов щеткодержателей; торцы изоля-
торов и пальцев также защищают
этой пластмассой, создавая монолитное
уплотнение, препятствующее попада-
нию влаги на изолирующий миканит.
Специальные мастики на основе
эпоксидных смол используют при ремон-
те перегородок и стенок дугогаситель-
ных камер, армировке фарфоровых кры-
шевых изоляторов и в ряде других
случаев.
Общие требования техники безо*
пасности. Железные дороги считаются
зоной повышенной опасности, что свя-
зано прежде всего с передвижением
поездов с высокими скоростями в любое
время суток, в разнообразных атмо-
сферных условиях (туман, снег, дождь,
мороз). Кроме того, сам электровоз
или электропоезд является электроуста-
новкой высокого напряжения, на нем
имеются устройства с высоким давле-
нием воздуха (компрессоры, резервуа-
ры), щелочные растворы; ряд узлов
имеет достаточно сложную конструк-
цию, большую массу; эти узлы могут
заключать в себе заранее сжатые или
растянутые пружины. В цехах депо и
мастерских имеются электроустановки
самого различного назначения: осве-
тительные, сварочные, ввода локомо-
тивов в здание под напряжением, для
испытания электромашин и аппаратов,
нагревательные устройства, станки,
грузоподъемные и транспортные меха-
низмы, инструменты.
Для предупреждения случаев трав-
матизма повседневно ведут контроль
за состоянием всех ответственных уста-
новок, проводят соответствующие
инструктажи и занятия с обслуживаю-
щим персоналом.
Правила поведения на территории
железных дорог, правила обслужива-
ния всех установок и оборудования,
безопасные приемы работы с инстру-
ментом изложены в соответствующих
документах, утвержденных МПС. Ос-
новными из таких документов являются
ОСТ 32.20—83 «Техническое обслужи-
вание и текущий ремонт электровозов,
тепловозов и моторвагонного подвиж-
ного состава.
Общие требования безопасности», а
также стандарты и строительные нор-
мы и правила (СНиП), приведенные
в данном ОСТе.
В перечисленных документах регла-
ментируется поведение работников при
передвижении локомотивов (вагонов) в
момент постановки электровоза (элект-
ропоезда) под высокое или понижен-
ное напряжение, испытании электричес-
ких цепей, тормозов, пневматической
части, использовании слесарного и
электрифицированного инструмента,
указываются безопасные приемы транс-
портирования тяжестей, кислот, выпол-
нения таких сложных работ, как подъем
кузова домкратами, производство работ
на поднятом кузове, обточка колесных
пар без выкатки из-под кузова, обточка
коллекторов. Приведены перечень за-
щитных средств и нормы их содержа-
ния, правила личной гигиены, а также
указаны основные способы оказания
первой помощи пострадавшим от элек-
трического тока и при других несчаст-
ных случаях (ушибах, переломах,
ранениях, ожогах, обморожениях).
Знание и выполнение указанных и
ряда других правил обязательны для
всех лиц, работающих в системе локо-
мотивного хозяйства. В случае откло-
нений от их выполнения виновные
подлежат отстранению от работы
впредь до сдачи ими экзаменов, подт-
верждающих знание ими этих правил
и умение использовать безопасные
приемы труда. Ниже по мере необходи-
мости будут указываться основные
приемы безопасного выполнения соот-
ветствующих работ.
Совершенно недопустимо: подни-
маться на крышу э.п.с. при наличии
напряжения в контактном проводе,
находиться в высоковольтной камере
электровоза при его передвижении или
при неисправных устройствах личной
безопасности, касаться подвагонного
оборудования или оборудования в там-
бурных шкафах моторных вагонов (или
поднятых токоприемниках), поднимать
токоприемник, если неизвестно, все ли
работники удалены из опасных мест,
приводить подвижной состав в движе-
ние, не убедившись, что это никому
не угрожает, осматривать аккумулятор-
ную батарею с открытым огнем (спич-
ки, факел).
Подробно вопросы техники безопас-
ности, противопожарной техники и про-
изводственной санитарии освещены и
вменены к обязательному исполнению
государственными стандартами. Поэ-
тому в процессе изучения учащимися
программного материала следует озна-
комиться с соответствующими стандар-
тами, перечисленными в ОСТ 32.20—83.
1.5. Качество ремонта
и его контроль
Качеству продукции, в том числе
качеству ремонта э.п.с., предъявляют
высокие требования. Для обеспечения
высокой надежности подвижного соста-
ва необходимо не только улучшить
технологию и культуру ремонтного
производства, но и обеспечить строгий
и эффективный контроль качества ре-
монта.
Качество ремонта. Оно зависит от
многих причин: от технологической до-
кументации, используемой при ремонте,
ремонтного оборудования и инструмен-
та, запасных частей, от качества (сос-
тояния) самого объекта ремонта, т. е.
от степени его износа, повреждения,
свойств материалов.
В управлении качеством ремонта
особую роль играет введение наиболее
эффективного контроля, позволяющего
не только своевременно обнаруживать
дефекты и брак, но главным образом
предупреждать причины возникновения
дефектов и брака путем оперативного
управления технологическими процес-
сами ремонта, организации массового
контроля качества работ исполните-
лями и оперативного контроля руко-
водителями депо.
Контроль. Технический контроль
качества — это комплекс мероприятий
по проверке изготовленной или отре-
монтированной продукции. В условиях
локомотивного депо качество отремон-
тированной продукции контролируют
визуальным осмотром, замером основ-
ных величин, проведением цеховых и
стендовых испытаний, обкаток узлов
в процессе сборки и испытаний всего
электровоза (секции электропоезда)
в целом.
Качество работ, выполняемых при
всех видах ремонта, проверяют прием-
щики локомотивов и моторвагонного
подвижного состава в депо в соответ-
ствии с установленной технологией,
Правилами ремонта и инструкциями.
Проверку и приемку проводят как в
процессе сборки, так и в процессе вы-
пуска из ремонта всего э.п.с. в целом
и отдельных сборочных единиц. Напри-
мер, при ремонте механической части
э.п.с. по мере готовности проверяют
колесные пары, зубчатые передачи и
собранные колесно-моторные блоки, те-
лежки, их рамы, призонные болты,
сочленение, подвеску редуктора, люлеч-
ное и рессорное подвешивание, гидрав-
лические гасители, тормозную рычаж-
ную передачу, ударно-сцепные устрой-
ства. Кроме того, приемке подлежат
буксы, , буксовые направляющие и
собранные буксовые узлы, упругие пере-
ходные площадки. Проверяют также
качество внутренней и наружной окрас-
ки кузова э.п.с. и отделки отремон-
тированных деталей.
Тщательной проверке подвергают
междурамные крепления кожухов и
корпусов редукторов зубчатых передач,
электрических машин, тяговых тран-
сформаторов, сглаживающих реакторов
и подвагонной электрической аппара-
туры электросекций, букс моторно-
осевых подшипников, струнок, путе-
очистителей, предохранительных скоб
и устройств приемных катушек авто-
матической локомотивной сигнализа-
ции, тормозных цилиндров и воздуш-
них резервуаров, песочниц, фрикцион-
ных аппаратов, лестниц, стремянок и др.
Из ТР-3 приемку э.п.с. осуществля-
ют начальник депо, его заместитель
и приемщик, которые совместно с ма-
шинистом испытывают э.п.с. обкаткой
его на линии.
Технические принципы построения
контроля качества ремонта основыва-
ются на статистических методах, которые
заключаются в сопоставлении заплани-
рованных и фактически достигнутых
статистических показателей качества
(в частности, числа дефектов и бра-
ка) в ходе ремонтных операций.
Статистический контроль качества
ремонта локомотивов состоит в том,
что, помимо текущего самоконтроля,
периодически через определенное число
отремонтированных локомотивов или
через определенные промежутки време-
ни непосредственный исполнитель сов-
местно с мастером и руководителями
депо выявляют число и виды обнару-
женных дефектов и брака в ходе выпол-
нения предписанных технологических
операций при ремонте данного вида.
Собранные таким образом све-
дения заносят в специальную контроль-
ную карту или в контрольный бланк,
на основании которого определяют
статистические характеристики данно-
го вида ремонта оборудования. Срав-
нивая полученные характеристики и их
числовые значения с наилучшими дос-
тигнутыми, принимают на основе анали-
за труда и производства решение,
направленное на принятие своевремен-
ных мер для предотвращения возникаю-
щих ошибок, нетехнологичности отдель-
ных операций в процессе ремонта
для повышения надежности деталей и
узлов локомотива.
Опыт внедрения бездефектного ре-
монта электровозов показывает, что
суммарное время, отводимое иа конт-
роль всех видов при надлежащем
уровне ремонтного производства и
ответственности исполнителей, не пре-
вышает 10—12 % общего нормативного
времени нахождения электровоза в ре-
монте, поскольку контроль осуществля-
ется в ходе самого ремонтного цикла
параллельно с выполнением технологи-
ческих операций, но не увеличива-
ет времени нахождения локомотива в
ремонте.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы основные функции ремонтного
производства?
2. Каковы виды технического обслужива-
ния и текущего ремонта э.п.с., выполняемые
в локомотивных и моторвагонных депо и их
назначение?
3. Какие виды ремонта э.п.с. выполняют на
локомотнворемонтных заводах ЦТВР и каково
их назначение?
4. Что представляет собой ремонтный цикл
для электровозов, электропоездов?
5. Каково назначение концентрации и спе-
циализации ремонта э.п.с.?
6. Как реализуется бригадная форма орга-
низации и стимулирования труда при ремонте
э.п.с.?
7. Какова сущность поточной организации
производства прн ремонте э.п.с.?
8. В чем состоит техническая подготовка
производства прн ремонте э.п.с.?
9. Каковы условия работы электроподвнж-
ного состава?
10. Назовите виды и причины нзносов
деталей э. п. с.
11. Каковы возможные повреждения дета-
лей электроподвижного состава, методы сниже-
нии износа, повреждений; виды и марки смазок
и масел?
12. Что такое надежность изделий?
13. Каковы объем и характеристика работ,
выполняемых прн различных видах техническо-
го обслуживания и текущего ремонта э.п.с.?
14. Каковы методы и средства технической
диагностики?
15. Каковы общие требования техники безо-
пасности и противопожарной безопасности
прн ремонте э.п.с.?
Глава 2
РКмОКТ МЕХАНИЧЕСКОЙ ЧаС1Н
2.Ос-v'-... ?'.->рля
Износы и повреждения. Узлы и де-
тали механической части э.п.с. в наи-
большей мере подвержены износу меха-
ническому (от сил трения) и корро-
зионному, в меньшей — тепловому,
электроэрозионному и другим его ви-
дам. Закономерность нарастания изно-
са от сил трения одинакова для раз-
личных пар трения и описана выше;
повреждение коррозией металлических
(и разрушение деревянных) деталей
возникает как в результате воздействия
метеорологических условий, так и об-
мывки узлов подвижного состава с ис-
пользованием всякого рода моющих
средств.
В эксплуатации наблюдаются также
повреждения, возникающие из-за нару-
шения технологии изготовления, обра-
ботки и сборки деталей, применения
материалов и смазок, не соответствую-
щих нормативам, поэтому строжайшее
соблюдение установленной технологии
является непременным условием безот-
казной работы э.п.с. Столь же важным
следует считать точное выполнение тре-
бований по уходу за электровозами
и электропоездами в эксплуатации,
креплению и замене отдельных- дета-
лей, их смазыванию, своевременному
и полному проведению технического
обслуживания, т. е. принятию мер,
позволяющих свести к минимуму силы
трения в трущихся деталях и тем
уменьшить их износы.
Нормы на промежуточные и пре-
дельные износы различных деталей
механической части устанавливают та-
ким образом, чтобы, с одной стороны,
обеспечивалась достаточная работо-
способность детали, а с другой — чтобы
эти износы достигались при равных
или кратных пробегах для различных
узлов. Это значит, например, что бан-
даж колесной пары, корпус моторно-
осевого подшипника, зубчатая передача
должны подходить к своим предельным
по износу пробегам за равные или крат-
ные пробеги.
Типичные операции при ремонте.
Ремонт механической части э.п.с. орга-
низуют на основе взаимозаменяемости
узлов и деталей с широким примене-
нием для ТР-3 крупноагрегатного мето-
да. Это означает, что при постановке
электровоза или вагона электропоезда
в ремонт из-под него выкатывают те-
лежки и заменяют колесно-моторные
блоки, автосцепки и ряд других узлов.
При применении крупноагрегатного ме-
тода ремонта на основе научной орга-
низации труда для обеспечения произ-
водственного цикла депо должно распо-
лагать не менее чем десятидневным
эксплуатационным запасом деталей и
материалов, а также иметь в своем
распоряжении неснижаемый запас
деталей и узлов.
Важным мероприятием, обеспечи-
вающим сокращение трудоемкости ре-
монта и повышение его качества, яв-
ляется применение поточно-конвейер-
ных линий и механизированных рабо-
чих мест при ремонте узлов и деталей
механической части. Это позволяет так-
же улучшить условия труда и повысить
съем ремонтной продукции с тех же
производственных площадей.
Демонтированные с э.п.с. для ремон-
та узлы и детали механической части
могут иметь различную степень изно-
са. Восстанавливать такие детали до
номинальных размеров в условиях мас-
сового ремонтного производства труд-
но, а из-за высокой стоимости и тру-
доемкости и невыгодно. Но отказ от та-
кого восстановления деталей может
привести к нарушению принципа взаи-
мозаменяемости и необходимости ин-
дивидуальной пригойки. Это противоре-
чие устраняют введением рассмотрен-
ных выше ремонтных градаций.
Ходовые части, крыши и подвагон-
ное оборудование э.п.с. перед Иостанов-
кой в ремонт очищают от снега, льда
и грязи, а вагоны моторвагонного
подвижного состава подвергают еще
санитарно-гигиенической обработке.
Ремонт деталей и узлов механической
части после их демонтажа с э.п.с. и
разборки проводят по общей схеме,
предусматривающей очистку деталей,
их дефектировку, собственно ремонт и
испытание после ремонта. Детали очи-
щают в различных моечных машинах.
Назначение, виды и методы проведения
дефектоскопии описаны в п. 1.4.
При разборке э.п.с. должны соблю-
даться некоторые общие правила вы-
полнения демонтажных работ для от-
ветственных узлов и агрегатов. Перед
снятием или разборкой узла проверяют
наличие на деталях бирок, клейм и
меток спаренности. Если они отсутству-
ют, их восстанавливают или наносят
заново. Определяют размеры, зазоры и
разбег, нормируемые технологической
документацией. Осмотром, ориенти-
руясь по таким признакам, как наличие
и вытекание смазки, ржавчины, трещи-
ны краски, следы натертости, звук при
обстукивании молотком, убеждаются в
отсутствии ослабления посадки деталей.
Определяют характер износа тру-
щихся деталей в рабочем положении.
При проведении демонтажных работ
узлы, собранные с гарантированным
натягом деталей, разбирают только по
необходимости. Годные регулировочные
прокладки и штифты, служащие для
центровки и фиксации узлов и деталей
при их сборке, необходимо сохранять
и во время сборки ставить на свои
места.
Узлы и агрегаты э.п.с., подлежащие
ремонту, очищают. Желательно делать
это дважды: до и после разборки узла.
Резьбовые соединения (болты, гай-
ки, шпильки), имеющие забитые или
сорванные нитки резьбы (более дв.ух),
заменяют.
Дальнейшее описание технологичес-
ких процессов ремонта будет вестись
применительно к электровозам ВЛ 10 и
ВЛ80. Ремонт конструктивно отличных
узлов электровозов иных серий будет
оговариваться особо.
Объем и характеристика работ,
выполняемых при техническом обслу-
живании и ремонте различных видов,
определяются Правилами ремонта и
уточняются в зависимости от техни-
ческого состояния э.п.с., которое уста-
навливается осмотром перед постанов-
кой его в ремонт. Кроме того, при
ремонте колесных пар, роликовых букс,
рессор и автосцепки, помимо Правил
ремонта, должны выполняться требова-
ния действующих инструкций МПС.
Сварочные работы должны выполнять-
ся в соответствии с техническими
требованиями чертежей и Инструктив-
ными указаниями по сварочным рабо-
там при ремонте тепловозов, электро-
возов и моторвагонного подвижного
состава ЦТТеп/251.
Все отремонтированные или вновь
изготовленные части оборудования и
детали перед постановкой на э.п.с.
проверяют или испытывают.
Ремонтные операции, осуществлен-
ные силами рабочих специализирован-
ных и комплексных бригад, выполняют-
ся под руководством мастеров, которые
должны проводить приемку выполнен-
ных работ. Перечень таких работ
устанавливается Правилами ремонта.
Кроме того, мастера обязаны лично
присутствовать при выполнении таких
операций, как подъем и опускание
кузова, выкатка и подкатка тележек,
съем тележек с колесно-моторных бло-
ков или их навешивание, проверка
зацепления зубчатых передач и испыта-
ние колесно-моторных блоков, провер-
ка правильности расположения колес-
ных пар в тележках, ревизия зубча-
тых передач и редукторов, смена колес-
ных пар или тяговых двигателей,
ревизия роликовых букс колесных пар,
ревизия опор кузова и осмотр вентиля-
ционных каналов кузова перед подкат-
кой тележек, ревизия ударно-сцепных
устройств,- сочленения тележек, пятни-
ков, упругих площадок и приводов,
пневматических раздвижных дверей ва-
гонов электропоездов.
Характеристика нагрузок, дейст-
вующих на колесную пару. Взносы и
повреждения. В процессе эксплуата-
ции колесная пара подвержена дей-
ствию весьма значительных знакопе-
ременных нагрузок, часть которых
имеет ударный характер. Элементы ко-
лесных пар подвергаются деформациям
сжатия, растяжения’, изгиба и кручения,
у бандажей колесных пар возникает
естественный износ в виде проката и
уменьшения толщины гребня. Возмож-
ны случаи ослабления бандажа на
центре, иногда с проворотом его, а так-
же возникновения трещины, выщерби-
ны, местных раздавливаний и ползунов
(выбоин) на поверхности бандажа.
Нарушение установленной технологии
напрессовки может привести к ослабле-
нию посадки колесного центра зуб-
чатого колеса или вызвать разрыв
ступицы. В различных частях оси мо-
гут возникать продольные и попереч-
ные трещины, изиосы частей оси под.
моторно-осевые и буксовые подшипни-
ки, а у зубьев зубчатых колес — тре-
щины и даже их излом.
Требования, предъявляемые к ко-
лесным парам. Колесные пары и их эле-
менты являются ответственными час-
тями э.п.с. От их исправности в значи-
тельной степени зависит безопас-
ность движения, поэтому в эксплуата-
ции и при ремонте их подвергают
тщательному контролю. Согласно ПТЭ
расстояние между внутренними граня-
ми бандажей колесных пар должно
быть 1440±3 мм. При скорости свыше
120 км/ч отклонение в сторону умень-
шения допускают не более 1 мм.
Запрещается выпускать в эксплуа-
тацию э. п. с. с поперечной трещиной в
любой части оси колесной пары, а также
при следующих износах и повреждениях
колесных пар, нарушающих нормальное
взаимодействие пути и подвижного со-
става: прокат по кругу катания более
7 мм у электровозов, более 8 мм у
электропоездов при движении со ско-
ростью до 120 км/ч; более 5 мм у элек-
тровозов, движущихся со скоростью
более 120 км/ч. Толщина гребня,
измеренная на расстоянии 20 мм oi его
вершины у электровозов и на расстоя-
нии 18 мм у моторвагонного подвиж-
ного состава, должна быть не более
33 и не менее 25 мм, а у электровозов,
движущихся со скоростью свыше 120
км/ч,— не менее 28 мм. Вертикаль-
ный подрез гребня высотой более
18 мм недопустим.
Запрещается эксплуатация колес-
ной пары, у которой на поверхности
катания бандажа обнаружен ползун
(выбоина) глубиной свыше 1,0 мм при
роликовых буксах.
Кроме того, Инструкцией по фор-
мированию и содержанию колесных пар
тягового подвижного состава железных
дорог ЦТ/4351 запрещается выпускать
в эксплуатацию э.п.с. с колесными
парами, у которых обнаружены трещи-
ны или плена в бандаже, диске и
ступице цельнокатаного колеса, трещи-
ны в спице или более трех трещин в
ободе спицевого центра, трещины в
ободе, разделенные менее чем двумя
незаваренными спицами, продольная
трещина или плена на средней части
оси длиной более 25 мм (а на других
обработанных поверхностях оси неза-
висимо от размера), раковина и выщер-
бина на поверхности катания бандажа
независимо от ее размера, а у прицеп-
ного вагона электропоезда более 25 мм
и глубиной более 3 мм.
Нельзя также допускать к эксплуа-
тации колесные пары с ослаблением
бандажа на центре, оси в ступице,
центра зубчатого колеса на ступице
колесного центра, с острыми попереч-
ными рисками и задирами на шейках
и предподступичных частях осей, а так-
же с протертыми местами на средней
части оси глубиной более 4 мм для
электровозов и более 2,5 мм для осей
электропоездов, с местным или общим
увеличением ширины бандажа или обо-
да цельнокатаного колеса в результате
раздавливания более 6 мм, при неяс-
ности клейм формирования или послед-
него полного освидетельствования, при
толщине бандажей менее установлен-
ной для данной серии электровоза,
менее 35 мм для моторных вагонов
электропоездов и 30 мм для прицепных
вагонов. Толщина ободьев цельноката-
ных колес прицепных вагонов электро-
секций должна быть не менее 25 мм,
разница диаметров бандажей по кругу
катания у одной колесной пары элек-
тровозов не более 2 мм, у вагонов
электросекций ие более 3 мм.
и>
На электровозах, выделенных для
обслуживания скоростных пассажир-
ских поездов, обращающихся со ско-
ростью свыше 120 км/ч, разница диа-
метров бандажей по кругу катания у
одной колесной пары должна быть не
более 0,5 мм, а при обточке без выкат-
ки — не более 1 мм.
Осмотр и освидетельствование ко-
лесных пар. Колесные пары в эксплу-
атации и при ремонте подвергают
осмотру под электровозом или электро-
поездом, обыкновенному и полному
освидетельствованию, а также освиде-
тельствованию с выпрессовкой оси.
Осмотр колесных пар
осуществляют при каждом техниче-
ском обслуживании электровоза и
электропоезда, а также после круше-
ния, аварии, столкновения или схода
с рельсов э.п.с.
В эксплуатации осмотр колесных
пар выполняет локомотивная бригада
в депо, при приемке и сдаче э. и. с., в
ПТОЛ (пунктах технического обслу-
живания локомотива), при каждом тех-
ническом обслуживании ТО-1 электро-
воза и ТО-1, ТО-2 электропоезда. При
ТО-2, ТО-З электровозов, ТО-З электро-
поездов и ТР-1, ТР-2, ТР-3 электрово-
зов и электропоездов осмотр колесных
пар проводят ремонтные бригады с
участием мастеров и приемщиков ло-
комотивов.
При осмотре колесных пар устана-
вливают, нет ли на бандажах трещин,
выбоин (ползунов), плен, раздавлен-
ностей, вмятин, отколов, раковин, вы-
щербин, ослабления бандажей на ободе
центра, их сдвига или ослабления бан-
дажного кольца. При ремонте и тех-
ническом обслуживании ТО-З шабло-
ном измеряют прокат и толщину греб-
ня (рис. 2.1). Бандажным толщино-
мером определяют толщину бандажа.
Специальным шаблоном проверяют
профиль бандажа, убеждаются в отсут-
ствии вертикального подреза его греб-
ня (рис. 2.2), а также в отсутствии
остроконечного наката (рис. 2.3). Тол-
щиномером определяют местный нап-
лыв металла на наружной боковой
поверхности бандажа.
На колесных центрах выявляют воз-
можные трещины в ступицах, дисках.
Рис. 2.1. Шаблоны для измерения проката бан-
дажа (а) н толщины гребня бандажа (б)
Рис. 2.2. Выявление вертикального подреза греб-
ня:
а — гребень бракуется; б — гребень не бракуется
спицах и ободьях, признаки ослабления
или сдвига ступиц на оси. Убежда-
ются в отсутствии на открытых частях
осей поперечных, косых или продоль-
ных трещин, плен, протертых мест и дру-
гих дефектов. Устанавливают, нет ли
трещин кожухов зубчатой передачи и
течи смазки. При ТР-1 и ТР-2 осматри-
вают зубчатую передачу со съемом ко-
жуха редуктора, проверяют состояние
зубьев. Износ зубьев контролируют зу-
бомером, боковые зазоры в передаче —
плоским щупом, радиальные — специ-
альным полукруглым щупом или свин-
цовыми прокладками. Общий боковой
зазор 6 + 6' (рис. 2.4) должен быть
0,34 — 0,50 мм, а радиальный 6рад—
не менее чертежного с разницей для
одной колесной пары не более 1 мм.
Рис. 2.3. Остроконеч-
ный накат — гребень
бракуется
Рнс. 2.4. Зазоры за-
цепления зубчатой пе-
редачи электровоза
Дефекты, обнаруженные при осмот-
ре колесных пар, записывают в книгу
ремонта. Бандажи промеряют не только
при плановых ремонтах, но и в конце
каждого месяца для уточнения плана
постановки э.п.с. на ТР-1.ТР-2 и на
обточку бандажей (ТО-4).
Освидетельствование
колесных пар проводят работники
локомотивных депо (заместитель на-
чальника депо по ремонту, главный
инженер, приемщик локомотивов, мас-
тер), сдавшие испытания в службе ло-
комотивного хозяйства Управления до-
роги и получившие удостоверение на
право освидетельствования. Для работ-
ников депо, не производящих ремонт
колесных пар со сменой элементов, ис-
пытание проводит отделение дороги.
Обыкновенное освидетельствование
колесных пар проводят во всех случа-
ях их подкатки под электровозы или
электропоезда. Оно включает в себя все
проверки, предусмотренные осмотром
колесных пар электровозов и электро-
поездов. Перед обыкновенным осви-
детельствованием колесную пару тща-
тельно очищают от грязи и смазки ке-
росином или обмывкой в моечной ма-
шине. Затем осуществляют дефектос-
копию осей.
Проверяют соответствие размеров
всех элементов колесной пары установ-
ленным нормам допусков и износов, на-
личие установленных клейм и знаков,
состояние пружинных пакетов и зак-
лепок зубчатых колес колесных пар
электровозов, а также болтов, крепя-
щих зубчатое колесо к центру колесной
пары. Обращают внимание на состоя-
ние зубьев (с проведением их дефек-
тоскопии), плотность посадки косозу-
бых колес, разбирают и осматривают
роликовые подшипники и опоры редук-
тора в соответствии с Инструкцией по
содержанию роликовых подшипников
локомотивов и моторвагонного подвиж-
ного состава.
Если будет обнаружено возникшее
в результате раздавливания местное
увеличение ширины бандажа или обода
цельнокатаного колеса более 6 мм, ос-
лабление бандажного кольца более
30% для электровозов и более 20%
для электропоездов или ослабление его
на участке, расположенном ближе 100
мм от замка кольца, то колесную пару
бракуют.
Бандажи с выбоинами, предельным
прокатом, повышенным износом или с
подрезом гребня должны быть об-
точены.
Колесные пары после обыкновенно-
го освидетельствования не клеймят. Ре-
зультат освидетельствования заносят в
журналы утвержденной МПС формы
и в технический паспорт колесной
пары.
Полное освидетельствование колес-
ных пар выполняют на заводах при
ремонтах электровозов и электропоез-
дов, связанных с выкаткой колесных
пар, сменой хотя бы одного элемента,
при неясности клейм и знаков пос-
леднего полного освидетельствования,
наличии повреждения колесной пары
после крушения, аварии, столкновения
или схода локомотива. Допускается
производство полного освидетельство-
вания колесных пар в дорожных колес-
ных мастерских (цехах).
Перед освидетельствованием с ко-
лесной пары демонтируют подшипники
качения и тщательно обмывают. В отли-
чие от обыкновенного при полном осви-
детельствовании очищают колесные
пары от краски до металла, проверяют
ультразвуковым дефектоскопом под-
ступичные части и проставляют клейма
и знаки полного освидетельствования.
При обнаружении трещин в подступич-
ной части оси ее выпрессовывают.
Освидетельствование колесной пары
с выпрессовкой оси выполняют во всех
случаях непрозвучивания оси ультра-
звуком при их полном освидетельство-
вании, необходимости снятия одновре-
менно обоих центров, а также при от-
сутствии или неясности клейм форми-
рования, если колесной паре такого
вида освидетельствование еще не про-
изводилось. Результаты полного осви-
детельствования и освидетельствования
с выпрессовкой оси записывают в спе-
циальный журнал и технический пас-
порт колесной пары.
После устранения при ремонте всех
обнаруженных износов и дефектов на
левом торце оси наносят клеймо полного
освидетельствования. При освидетель-
ствовании с выпрессовкой оси дополни-
тельно ставят второе клеймо в виде
знака «Д» в кружке. Если на этом
торце оси все секторы заполнены клей-
мами, то старые клейма заделывают
электронаплавкой и после обработки
торцовой поверхности на станке нано-
сят новые клейма.
В большинстве депо колесные пары
ремонтируют без смены элементов с вы-
полнением обыкновенного освидетель-
ствования. Ремонт колесных пар со сме-
ной элементов и полное освидетельство-
вание с выпрессовкой оси осуществля-
ют, как правило, на ремонтных заводах
и в некоторых наиболее оснащенных
депо, имеющих необходимое для этого
оборудование и инструмент (преиму-
щественно для замены бандажей).
Ремонт элементов колесных пар.
Общие сведения. Колесные пары
электровозов и электропоездов ремон-
тируют со сменой элементов и без нее.
Без смены элементов обтачивают и
перетягивают бандажи, обтачивают, на-
катывают и шлифуют шейки осей, вы-
полняют сварочные работы без рас-
прессовки элементов, заменяют заклеп-
ки и пружины пакетов эластичных зуб-
чатых колес, распрессовывают на прес-
се колесные пары с признаками ослаб-
ления.
Со сменой элементов ремонтируют
оси, колесные центры, бандажи, зубча-
тые колеса, венцы, зубчатые центры,
а также перепрессовывают ослабшие
колесные центры, центры зубчатых ко-
лес и проводят освидетельствование
колесных пар с выпрессовкой оси.
При ТР-3 колесные пары вначале
Тщательно осматривают. В соответст-
вии с Инструкцией по магнитному кон-
тролю ответственных деталей локомо-
тивов МПС выполняют ультразвуковую
и магнитную дефектоскопию колесных
пар круглыми и седлообразными дефек-
тоскопами постоянного и переменного
тока.
Проверку зубчатых колес выполня-
ют специальными дефектоскопами.
Магнитной дефектоскопии подвер-
гают шейки (буксовые и моторно-
осевые), предподступичную и среднюю
части оси; внутреннюю часть бандажа
при перетяжке и наружную перед элек-
тронаплавкой и после механической ее
обработки; зубья зубчатой передачи.
Ультразвуковую дефектоскопию ис-
пользуют для проверки подступичных
частей оси.
Чтобы не упустить каких-либо де-
фектов, колесную пару дважды за вре-
мя магнитной дефектоскопии повора-
чивают на угол 120°. Места обнару-
женных при осмотре дефектов отме-
чают мелом. Места дефектов, не под-
лежащих ремонту, из-за которых ко-
лесную пару бракуют, крестообразно
помечают зубилом.
Бандажи. Перед ремонтом бан-
дажи тщательно осматривают. При
этом выявляют наличие поперечных или
косых трещин, независимо' от разме-
ра, числа и места их расположения, а
также отколов. Бандажи с такими
дефектами бракуют. Продольные тре-
щины или плены, раковины, выщерби-
ны, сколы, выбоины (ползуны) отме-
чают мелом и затем устраняют обточ-
кой на токарном станке.
Плотность посадки (натяг) бандажа
проверяют, обстукивая его молотком;
глухой дребезжащий звук при этом
является признаком ослабления. Приз-
наками ослабления являются также:
нарушение целостности валика грязи
или выделение смазки, ржавчина на
окружности в месте прилегания бан-
дажа к ободу колесного центра; обра-
зование зазора между ободом колес-
ного центра и упорным буртом банда-
жа, несовпадение контрольных рисок
на ободе колесного центра и бандаже.
Обстукиванием контролируют также
плотность посадки бандажного коль-
ца. Оно должно плотно сидеть в вы-
точке бандажа, а звук от удара дол-
жен быть без дребезжания.
В случае ослабления бандажа на
ободе колесного центра или бандажно-
го кольца колесных пар грузовых элек-
тровозов разрешается перетягивать
бандаж и ставить новое кольцо. Тре-
щины на боковых гранях бандажа
или на гранях обода цельнокатаного
колеса разрешается устранять выруб-
кой до полного их удаления с плав-
ным переходом к основной поверхности.
Смену бандажа осуществляют при
предельном износе его по толщине и в
случае необходимости. Для этого выби-
вают или вырезают на станке бандаж-
ное кольцо и нагревают бандаж в спе-
циальном газовом или электрическом
горне до температуры 250 — 320°С.
При этом ступица колесного центра,
ось и зубчатое колесо должны быть от
нагревания защищены. Температуру
контролируют термопарами или спе-
циальными термическими каранда-
шами.
Негодный для дальнейшего исполь-
зования бандаж можно снять, разре-
зав его газовой горелкой, но не допус-
кая какого-либо повреждения обода
колесного центра.
Внутреннюю поверхность подгото-
вленного к посадке бандажа тщатель-
но очищают стальными щетками и под-
вергают ее магнитной дефектоскопии.
Зачищают и поверхность обода. Диа-
метры обода и бандажа измеряют спе-
циальным бандажным штангенцирку-
лем и бандажным штихмасом. Поса-
дочные поверхности обода и бандажа
в осевом направлении должны быть
прямыми и параллельными оси. Их ко-
нусность не должна превышать 0,2 мм,
а овальность — 0,5 мм, при этом нап-
равление конусностей бандажа и обо-
да должно совпадать. Натяг бандажа
должен быть 1,0 — 1,5 мм на каждые
1000 мм диаметра обода.
Новый бандаж для напрессовки
нагревают до температуры 250 —
320° С, вынимают из горна, укладыва-
ют на стеллаж и краном опускают
внутрь его ось с колесным центром. За-
тем в выточку бандажа быстро заводят
бандажное кольцо и развальцовывают
его не специальном станке. На этом же
станке обжимают бурт бандажа. После
медленного остывания кольца ударами
молотка проверяют плотность его по-
садки, при этом звук от удара должен
быть звонким и чистым.
Аналогично перетягивают ослабшие
бандажи колесных пар. Ослабший бан-
даж с обода снимают и вновь наса-
живают на тот же колесный центр,
устанавливая между внутренней по-
верхностью бандажа и поверхностью
обода стальные прокладки для получе-
ния необходимого натяга. Число про-
кладок по кругу обода не должно превы-
шать четырех, а расстояние между ними
должно быть не более 10 мм.
Обточка бандажей позволяет вос-
становить их нормальный профиль. Бан-
даж обтачивают на колесотокарном
станке. Профиль контролируют шабло-
ном, который прижимают к внутренней
грани бандажа. Просвет между банда-
жом и шаблоном допускается на по-
верхности катания не более 0,55 мм, а
по высоте и толщине гребня — не более
1 мм. Внутренние грани бандажей
должны быть строго перпендикулярны
оси колесной пары. Расстояние между
ними проверяют штангенциркулем. На-
ружные грани бандажей, как правило
, не обтачивают, однако для устранения
поверхностных дефектов такая обточка
допускается, но при условии, что не
будут срезаны клейма завода-изгото-
вителя.
Вертикальный подрез гребня колес-
ных пар грузовых электровозов разре-
шается устранять электронаплавкой на
полуавтомате с последующей обточкой
наплавленной поверхности на станке.
Однако обычно вертикальный подрез
гребня устраняют обточкой на станке,
как это делается у пассажирских
электровозов и электросекций. Таким
же образом устраняют остроконечный
накат гребней колесных пар и местные
наплывы металла на наружных поверх-
ностях бандажей или ободьев цельно-
катаных колес.
Колесные центры. Их осмат-
ривают с помощью лупы. Убежда-
ются в отсутствии трещин в ступицах,
спицах, дисках и ободьях и особенно
протертых мест на ступице. Центр,
имеющий две трещины в одном секторе
обода или хотя бы одну трещину в сту-
пице или спице, бракуют. Протертые
места на ступице в месте сопряжения
с кожухом редуктора наплавляют и
обтачивают на станке.
Проверяют плотность посадки ко-
лесного центра на оси. Признаками
его ослабления являются: выделение
ржавчины или масла вокруг ступицы с
внутренней стороны или нарушение
краски в месте сопряжения оси со сту-
пицей, изменение расстояния между
внутренними гранями бандажей; сдвиг
контрольной цветной полосы, нанесен-
ной на торец ступицы и часть оси в мес-
те их прилегания; уменьшение рас-
стояния от переходной галтели подсту-
пичной части оси до наружного торца
ступицы колеса. Колесную пару хотя бы
с одним из этих признаков бракуют и
перепрессовывают.
Трещины в спицах центра разреша-
ется заваривать электросваркой. В од-
ном центре разрешается заваривать не
более трех трещин. Предварительно
трещины в спицах разделывают: сквоз-
ные — Х-образно, а несквозные — LJ-
образно. У дисковых колесных пар, а
также у цельнокатаных колес разре-
шается заваривать несквозные тре-
щины (надрывы), имеющие глубину не
более 5 мм, а длину до 100 мм. В таких
случаях трещину предварительно выру-
бают и разделывают под сварку.
Используют электроды УОНИ-13/55 с
подогревом подготовленного участка до
температуры 200 — 250°С.
Оси колесных пар. Визуаль-
ным осмотром выявляют поперечные и
продольные трещины, плены и протер-
тые места. На обработанных поверхнос-
тях оси поперечные и продольные тре-
щины и плены не допускаются.
При осмотре оси особое внимание
обращают на галтели шеек, пред-
подступичные части, а также на места
сопряжения цилиндрических частей
оси с галтелями. Об образовании тре-
щин в подступичной части оси можно
судить по налету ржавчины на торце
ступицы (в виде мелкой красноватой
пыли), нарушению целостности слоя
краски или вздутию его бугорками в
месте сопряжения оси со ступицей, об-
разованию зазора между осью и ступи-
цей и по результатам магнитной дефек-
тоскопии. Резьбу на концах оси прове-
ряют непроходным калибром. Если
он на резьбу навинчивается, ось бра-
куют.
Ремонт осей колесных пар без заме-
ны элементов сводится к обточке, накат-
ке и шлифовке их шеек. Эти работы вы-
полняют квалифицированные специа-
листы на специальных станках. Разре-
шается восстановление электронаплав-
кой центровых отверстий, а также изно-
шенной резьбы и наружных буртов шеек
под буксы с последующей механичес-
Рис. 2.5. Измерение толщины зуба универсаль-
ным зубомером:
h — высота головкн зуба; S — толщина зуба на на-
чальной окружности
кой обработкой на станках по чертеж-
ным размерам и допускам.
Если колесные пары распрессовы-
вают, то при необходимости шейки оси
под роликовые подшипники упрочняют
накаткой. Накатку поверхностей глад-
кими закаленными роликами осущест-
вляют для повышения усталостной
прочности в местах концентрации нап-
ряжений и повышения чистоты обрабо-
танной поверхности.
Накатку выполняют на специальных
станках или на токарно-винторезных с
применением приспособлений, разрабо-
танных ВНИИЖТом, с пневматическим
или гидравлическим нажатием на
ролики. Накатка поверхности считается
удовлетворительной, если отсутствуют
волнистость, наплывы металла, риски,
перерывы накатанной поверхности и ее
шелушения, а размеры упрочненной по-
верхности соответствуют чертежу.
Зубчатые колеса. Если зуб-
чатые колеса имеют трещины, износ
зубьев более допустимого, вмятины, ра-
ковины, отколы более чем на 10% пло-
щади поверхности зуба, то их бракуют.
Зубья, боковую поверхность зубчатых
колес и пазы под пружинные пакеты
подвергают магнитной дефектоскопии.
Износ зубьев колес и венцов измеряют
универсальным зубомером (рис. 2.5).
Венцы колесных пар с прямозубой эла-
стичной передачей, не требующие заме-
ны, но имеющие ослабление или излом
Рис. 2.6. Схема обточки бандажей колесной пары
без выкатки на станке А4J
пружинных пакетов, люфт венца более
допустимого по нормам, а также при
торцовом или радиальном биении вен-
цов, превышающем допускаемое значе-
ние, подлежат ремонту со съемом боко-
вых шайб и переборкой пакетов. Ослаб-
шие заклепки боковых шайб зубчатых
колес электровозов заменяют новыми.
Подбор колесных пар. При выпуске
э.п.с. из ТР-3 разрешается подкатывать
отремонтированные колесные пары и,
как исключение, нового формирования.
Разница диаметров бандажей по кругу
катания у комплекта колесных пар не
должна превышать 8 мм, а толщина
бандажей по кругу катания должна
быть в пределах установленных допус-
ков и обеспечивать работу э.п.с. без
замены бандажей по износу до очеред-
ного капитального ремонта К.Р-1 или
КР-2.
Обточка колесных пар без выкатки
из-под локомотива. Согласно характе-
ристикам ремонтов колесные пары элек-
тровозов выкатывают лишь при ТР-3, а
электропоездов — при ТР-2 и ТР-3.
На практике часто возникает необходи-
мость выполнить обточку в промежут-
ках между этими ремонтами, т.е. обто-
чить колесные пары без выкатки их
из-под э.п.с. Такую обточку выполняют
на специальных станках, например на
широко распространенном станке А41
Ишимского завода МПС (рис. 2.6.).
Колесная пара 1 приводится во враще-
ние через зубчатую передачу 2 своего
тягового двигателя 3. Двигатель питают
от специального мотор-генератора или
статического преобразователя постоян-
ным током напряжением 6—12 В.
Резание осуществляется двумя резца-
ми, каждый из которых установлен в
перемещаемом суппорте 5. Для того
чтобы .колесная пара могла вращаться,
ее вместе с двигателем приподнимают
домкратом 4 на 5 — 10 мм над уровнем
головки рельса. Обработку профиля
бандажа ведут по шаблону установлен-
ного образца.
Во многих депо для обточки банда-
жей без выкатки колесных пар исполь-
зуют станки КЖ-20, КЖ-20М, КЖ-
20МХ, КЖ-20Б и КЖ-20ТФ-1, изготав-
ливаемые Краматорским станкострои-
тельным производственным объедине-
нием, в которых колесную пару враща-
ют опорно-приводные ролики станка, а
резание осуществляют профильными
фрезами, имеющими собственный при-
вод. Корпус фрезы 1 (рис. 2.7) имеет 10
спиральных граней, на которых в шах-
матном порядке расположены НО ци-
линдрических твердосплавных резцов 2,
образующих профиль бандажа. При
помощи прижимного устройства на
станке имеется также возможность об-
работки бандажей одиночной колесной
пары с выкаткой ее из-под локомотива.
Перед обработкой колесных пар на
станке необходимо очистить локомотив
от грязи и пыли, а в зимнее время —
также от снега и льда. Недопустимо
также попадание смазки на гребни
бандажей и ручьи приводных роликов.
Для обеспечения доступа центров стан-
ка в центровые отверстия оси колесной
пары демонтируют буксовые крышки.
При размещении электровоза или ваго-
на электропоезда на станке, которое
производится маневровым локомоти-
вом, по первой колесной паре допуска-
ется неточность установки ±50 мм.
Эта неточность установки колесной па-
ры устраняется домкратами станка,
которые перемещают локомотив до
совмещения оси колесной пары с осью
станка. После этого электровоз или ва-
гон зачаливают тросом 5 лебедки 3
станка 4 для последующего перемеще-
52
ния и обработки остальных колесных
пар (рис. 2.8). Трос перекинут через
блок 1 и опорный ролик 2.
Ролик домкратов совмещают с греб-
нями обрабатываемой колесной пары и
отрывают ее на 2—3 мм от рельсов.
Рельсы отводят, а колесную пару за-
жимают пинолями, которые вводятся в
центровые отверстия оси колесной пары.
При этом несовпадение центров станка
с центровыми отверстиями оси допус-
кается не более 8 мм.
Убедившись, что центры станка
плотно вставлены в центровые отверс-
тия оси колесной пары (щуп 0,04 мм не
должен «закусывать»), зажимают пи-
ноли центровых бабок гидрозажимом.
После этого сближают фрезы с бан-
дажами колесной пары до зазора 10 —
15 мм. Устанавливают направление вра-
щения роликов таким образом, чтобы
колесная пара вращалась обработанной
поверхностью к рабочему. Положение
фрез устанавливают с помощью измери-
тельного устройства по внутренним
граням бандажей колесной пары. Затем
включают вращение шпинделей фрез и
роликов подачи. Фрезы подводят к бан-
дажам и врезают на нужную глубину на
участке окружности 350 — 400 мм.
Максимальная глубина резания 8 мм.
Процесс полной обработки бандажей
осуществляется за один оборот колес-
ной пары с момента полного врезания
фрез. Если требуются повышенная точ-
ность и чистота обрабатываемой по-
верхности, колесную пару обрабатыва-
ют за два прохода. При этом второй
проход осуществляют без врезания.
Скорость резания выбирается в зависи-
Рис. 2.7. Общий вид фрезы
мости от состояния поверхности ката-
ния бандажей колесной пары. При
наличии ползунов с целью увеличения
стойкости чашек фрез обработку ведут
на 1-й скорости при минимальной час-
тоте вращения фрез 70 об/мин.
После остановки станка локомотив
лебедкой перемещают для обработки
следующей колесной пары, и цикл пов-
торяется. По окончании обработки бан-
дажей всех колесных пар бандажным
штангенциркулем — скобой замеряют
диаметры колес и электровоз или вагон
выводят из цеха.
Техника безопасности при обточке
колесных пар без выкатки из-под локо-
мотива. Необходимо соблюдать общие
правила техники безопасности при ра-
боте на металлорежущих станках. Об-
служивающий персонал должен знать и
выполнять эти правила, а также Завод-
ское руководство по эксплуатации стан-
ка. Необходимо следить за тем, чтобы
станина, электрошкаф, гидростанция
Рис. 2.8. Схема передвижения электровоза для обработки Других колесных пар
и лебедка были надежно заземлены.
Перед установкой локомотива на ста-
нок необходимо убедиться, что учас-
тки убирающихся рельсов имеют на-
дежное крепление, станок находится в
исходном (нерабочем) положении, а в
канаве нет людей. При постановке
локомотива на станок рельсы должны
быть подведены, ролики отпущены, пи-
ноли отведены. При перемещении локо-
мотива лебедкой его зачаливают так,
чтобы тянущий участок троста был
натянут, а ненагруженный — ослаблен.
При этом перед перемещением для об-
точки следующей колесной пары станок
приводят в исходное положение и
устанавливают участки убираемых
рельсов. После установки э. п. с. на
станок необтачиваемые колесные пары
закрепляют деревянными клиньями.
В период нахождения э. п. с. на
станке все ремонтные работы прекра-
щают.
Не разрешается работать на станке
со снятым ограждением фрез. Заменять
фрезы можно только при полностью
остановленном станке. Недопустимо
выполнять регулировку и подналадку
станка, а также обмеры колесной пары
до полной остановки.
2.5. Ремонт букс колесных пар
Износы и повреждения. Через бук-
совый узел на раму локомотива пере-
даются горизонтальные (тяговые, тор-
мозные и др.) и вертикальные нагрузки.
В зависимости от конструкции буксы
и места приложения вертикальных уси-
лий возникает износ рессорных стоек
в верхней части буксовой коробки, гнезд
под хомуты надбуксовых листовых рес-
сор или отверстий проушины подвески
рессор в нижней части буксовой короб-
ки. Общим для челюстных букс являет-
ся износ наличников на электровозах и
боковых пазов букс моторных вагонов
электропоездов. Для бесчелюстных букс
электровозов характерны выработка
резины у поверхности валиков, прово-
рачивание валиков в резине, ослабление
шайб на валике, излом и срез штифтов,
ослабление крепления поводка буксы к
буксовому кронштейну.
На бесчелюстных буксах прицепных
вагонов электропоездов возможен износ
шпинтонов. У букс с подшипниками
скольжения изнашивается задняя стен-
ка от трения с антифрикционным дис-
ком, а у букс с подшипниками качейия
происходит износ лабиринтных колец.
Общими повреждениями для,букс
всех типов являются трещины, рако-
вины и порча коррозией, а также риски,
задиры, заусенцы, связанные с дефек-
тами подшипников.
Осмотр и ревизия. Осмотр букс
проводят при техническом обслужи-
вании и текущих ремонтах. Убеждаются
в целостности корпусов букс и отсутст-
вии в них трещин. Проверяют плотность
прилегания буксовых крышек и надеж-
ность их крепления, заменяют оборван-
ные болты и при необходимости вос-
станавливают их крепление шплинтами.
Как правило, буксы с подшипниками
качения не. вскрывают, если не про-
водится их ревизия. Причинами снятия
крышек могут служить данные о ненор-
мальной работе буксы в виде повы-
шенного нагрева, который проверяется
рукой на ощупь и не должен пре-
вышать 70 °C, записи локомотивной
бригады о ненормальной работе на
линии, наличие подтёков расплавленной
консистентной смазки и др.
Проверяют крепление буксовых по-
водков, зазоры между дном паза и
валиком поводка. Смазка с резиновых
частей амортизатора должна быть
удалена. Через один ТР-1 осматривают
буксу с приводом скоростемера. При
этом разжиженную смазку удаляют
и добавляют свежую. На электровозах
восстанавливают правильное положе-
ние колесных пар и букс в тележках,
зазоры и разбеги, которые нарушаются
в течение межремонтного пробега
вследствие износа узлов и деталей.
С этой целью поперечные разбеги
колесных пар и зазоры между буксами
и буксовыми направляющими, близкие
к браковочным и не обеспечивающие
работу до следующего планового ре-
монта в пределах норм допусков,
должны быть уменьшены. При этом
должны быть обеспечены параллель-
ность осей колесных пар в тележке и
перпендикулярность их к продольной
оси тележки. Разность расстояний
между центрами смежных осей по пра-
вой и левой стороне тележки, а также
отклонение их от перпендикулярного
положения, измеренное по концам оси
с учетом продольного разбега букс,
не должны превышать 3 мм.
Бандажи колесных пар должны
быть расположены симметрично отно-
сительно продольной оси тележки.
Разность расстояний от внутренних
граней бандажей колесной пары до
боковин тележки за вычетом попе-
речного разбега каждой стороны не
должна превышать 3 мм.
Для проверки симметричности рас-
положения колесной пары в тележке
измеряют расстояние А (рис. 2.9)
между внутренней гранью бандажа и
внутренней поверхностью боковины
рамы тележки с обеих сторон колесной
пары.
Для измерений применяют специ-
альный шаблон или штангенциркуль.
Общий (суммарный) поперечный
разбег колесной пары, т. е. разбег, пер-
пендикулярный продольной оси тележ-
ки, для осей электровозов различных
серий должен быть в пределах 2— 18
мм. Его определяют путем суммиро-
вания зазоров S и 6' левой и правой
стороны (рис. 2.10), измеренных между
задними наличниками букс и боксовыми
направляющими. Продольный относи-
тельно оси тележки разбег колесных
пар определяется суммой зазоров
между буксой и буксовыми направляю-
щими с обеих ее сторон ап и аэ (рис.
2.11). Этот разбег при выпуске из ТР-3
должен быть в пределах 0,3 — 4,0 мм.
Отклонение центра оси колесной
пары от оси буксового выреза с учетом
продольного разбега букс проверяют
измерением расстояния Б„ и Б3 от
центра оси до центров контрольных
знаков (реперов) на раме тележки
специальным шаблоном. Параллель-
ность осей колесных ' пар проверяют
измерением расстояний L между цент-
рами осей смежных колесных пар
специальным шаблоном. Разность этих
расстояний, измеренных с правой и
левой стороны тележки, с учетом про-
дольного разбега определяет непа-
раллельность осей (рис. 2.12).
Рис. 2.9. Измерение поперечного смещения ко-
лесной пары в брусковой раме
Рис. 2.10. Измерение поперечного разбега ко-
лесной пары электровоза
Рис. 2.11. Определение продольного разбега
буксы и отклонения центра оси колесной пары от
оси буксового выреза
Рис. 2.12. Проверка параллельности осей ко-
лесных пар в тележке
Поперечные и продольные разбеги
при роликовых буксах регулируют за-
меной наличников на буксовых направ-
ляющих, не снимая букс. Для этого
достаточно снять подбуксовую струнку,
затем одну или две буксовые направ-
ляющие и сменить наличники. На
электровозах ВЛ8 и ВЛ23, не имеющих
съемных направляющих, для смены на-
личников приходится выкатывать ко-
лесно-моторный блок с помощью скато-
подъемника. Наличники букс и бук-
совых направляющих, имеющих тол-
щину менее 2,5 мм, должны быть
сменены. Если вследстрие перекоса
буксы возник неравномерный износ
наличников, .то их меняют независимо
от толщины, а перекос буксы и подрес-
сорной стойки устраняют. После смены
наличников щупом проверяют зазоры
между задними буртами буксы и бук-
совыми направляющими.
Ревизии букс бывают проме-
жуточными, большими и полными.
Промежуточную ревизию выполняют
при ТР-2. Для этого буксу осматривают,
проверяют целостность корпуса, кры-
шек, сварных швов наличников и дру-
гих деталей. Очищают от грязи и сни-
мают передние крышки букс, уклады-
вают их в чистый противень или зак-
рывающийся ящик внутренней стороной
вверх. Старую загрязненную смазку
в доступной части удаляют и детали
протирают. Обращают внимание на
количество смазки и возможное ее за-
грязнение. Если при растирании смазки
руками в ней обнаруживаются метал-
лическая пыль или кусочки металла,
колесную пару выкатывают и буксу
демонтируют.
После удаления смазки из передней
части буксы проверяют доступные для
осмотра детали, состояние стопорных
устройств на шейке оси, крепление
болтов, наличие и прочность крепления
проволоки и легкими ударами слесар-
ного молотка убеждаются в надежности
крепления торцовой гайки. Ощущаемое
рукой смещение гайки не допускается.
Если при затяжке гайка проворачи-
вается на пол-оборота и более, буксу
демонтируют для ремонта. Проверяют
детали переднего подшипника, убеж-
даются в отсутствии трещин в подшип-
никовом кольце, сепараторе и других
дефектов.
На буксах с токоотводящим устрой-
ством проверяют состояние самого уст-
ройства, фасонной изолирующей про-
кладки между крышкой буксы и кор-
пусом токоотводящего устройства. За-
зор между ними должен быть не менее
3 мм.
Болты, крепящие корпус к крышке,
не должны соприкасаться с корпусом,
поэтому необходимо проверять состоя-
ние изолирующих втулок. Стопорные
шайбы не должны касаться корпуса
токоотводящего устройства.
Проверяют состояние щеткодер-
жателей и щеток, при необходимости
щетки заменяют и регулируют нажатие
на них. Для надежной работы в токоот-
водящего устройства необходимо,
чтобы торцовое биение контактного
диска не превышало 0,5 мм при пол-
ностью выбранном осевом люфте бук-
совых подшипников. . Добавляют при
необходимости консистентную смазку
ЖРО так, чтобы было заполнено
примерно от 1/3 до 1/2 передней поло-
сти корпуса буксы. При выполнении
работ необходимо предохранить внут-
ренность буксы от загрязнения.
Большую ревизию букс проводят
при ТР-3. Кроме того, большую ревизию
букс колесных пар э.п.с. согласно
Инструкции по содержанию и ремонту,
роликовых подшипников локомотивов
и моторвагонного подвижного состава
ЦТ/2361 выполняют при наличии пол-
зуна на поверхности катания колесной
пары более 1,5 мм, после схода колес-
ной пары с рельсов при скорости дви-
жения свыше 40 км/ч, а также при пов-
реждении подшипникового узла после
крушения или аварии.
56
Для этого буксы разбирают, остав-
ляя на шейках оси внутренние кольца
цилиндрических подшипников. Сфери-
ческие подшипники оставляют на оси
полностью. Подшипники промывают и
осматривают. При сборке буксы блоки
цилиндрических подшипников и боль-
шие дистанционные кольца ставят на
прежние места в соответствии с мар-
кировкой. Если же при разборке буксы
не обнаруживается нумерация деталей,
то маркировку мест их расположения
наносят кислотой. Проверяют зазоры
и разбеги подшипников.
Отбракованные детали ремонтируют
или заменяют. После сборки буксы
заправляют свежей смазкой.
Полную ревизию букс выполняют
при полном освидетельствовании ко-
лесных пар, а также при необходимости
замены подшипника. Подшипниковый
узел в этом случае разбирают, все
детали промывают и осматривают.
Корпуса, роликовые подшипники и их
детали при необходимости ремонтируют
или заменяют новыми. Замеряют и вос-
станавливают посадочные натяги и за-
зоры.
Разборка буксы. При ТР-3 буксы
электровозов ВЛ 10, ВЛ 11 и ВЛ80
разбирают следующим образом: отво-
рачивают гайки, выбивают болты,
укрепляющие поводок в пазах, и про-
веряют резьбу. Детали буксового узла
тщательно обмывают в моечной ма-
шине. При этом, чтобы не произошло
их коррозионного повреждения, не
следует допускать длительных (более
6 ч) разрывов между окончанием об-
мывки и началом ремонта.
Поводки демонтируют и осматри-
вают. Годные подвергают магнитной
дефектоскопии.
После обмывки в моечной машине и
протирания корпус буксы с крышками,
дистанционными кольцами, гайкой с
планкой и лабиринтное кольцо (если
оно снималось с оси) осматривают и
ремонтируют.
Ремонт элементов букс. Роликовые
подшипники промывают мыльной
эмульсией в специальной моечной ма-
шине, затем повторно промывают в бен-
зине и насухо протирают салфетками.
Осмотр, обмер и дефектоскопию роли-
Рис. 2.13. Измерение диаметра ролика
ковых подшипников проводят согласно
Техническим указаниям по эксплуата-
ции и ремонту букс с роликовыми
подшипниками электровозов и теплово-
зов ЦТ/2319, а также технологичес-
кой Инструкции ОТЕ. 412.003 Тбилис-
ского электровозостроительного завода.
При осмотре выявляют следы чрез-
мерного нагрева (по наличию цветов
побежалости), трещины на кольцах, ро-
ликах и сепараторах, выкрашивания
металла и раковины на дорожках ка-
чения колец и роликах, рифления на
дорожке качения внутреннего кольца,
ползуны (лыски) на поверхности каче-
ния роликов.
Не менее важно обнаружить седло-
ватость, бочкообразность, ступенча-
тость посадочной поверхности внутрен-
него кольца подшипника, скол бурта
кольца, поперечные глубокие риски на
дорожках качения колец, следы кор-
розии на рабочих поверхностях колец
и роликов; ослабление, обрыв и срыв
заклепок сепаратора, сколы роликов
по торцам и кромкам; При наличии
указанных дефектов подшипники ре-
монтируют, забракованные детали за-
меняют.
При переборке роликов их прове-
ряют на специальном приборе с ми-
ниметром / (рис. 2.13), установлен-
57
Рис. 2.14. Измерение радиального зазора под-
шипников
ным на штативе 2, измеряя диамет-
ры роликов 3 в середине и на расстоя-
нии 10—15 мм от торцов. Разность
диаметров роликов в одном комплек-
те подшипника на должна превышать
10 мкм. Овальность и разность диа-
метров по краям цилиндрической части
допускаются до 5 мкм, выпуклость в
средней части — до 10 мкм, вогнутость
ролика недопустима. На этом же при-
боре проверяют высоту роликов, кото-
рая должна соответствовать нормам.
После подбора роликов специаль-
ным прессом осуществляют холодную
клепку сепараторов. У отремонтирован-
ного подшипника, скомплектованного с
дистанционными кольцами, определяют
индикатором 2 (рис. 2.14) на плите-
люфтомере 1 радиальный зазор. Для
этого внутренние кольца закрепляют
нажимной шайбой 3, а наружное коль-
цо вместе со штифтом индикатора
перемещают от руки в горизонталь-
ном направлении. На плите-люфтомере
проверяют также осевой зазор подоб-
ранного комплекта подшипников. За-
тем определяют натяг, который об-
разуется при посадке на шейку оси
колесной пары внутренних колец ро-
ликовых подшипников, он должен быть
в пределах 0,04—0,06 мм. Внутренний
диаметр измеряют нутромером с ин-
дикатором в трех сечениях по шири-
не кольца по двум взаимно перпен-
дикулярным направлениям. Если натяг
менее 0,03 мм, его восстанавливают
осталиванием или нанесением клея
(эластомера) ГЭН-150В на внутреннюю
поверхность кольца роликового под-
шипника.
Корпус буксы тщательно осматри-
вают и обстукивают молотком для
58
выявления трещин, надрывов, задиров,
заусенцев, следов коррозии и рисок на
обработанных поверхностях. При нали-
чии сквозных трещин корпус буксы
отбраковывают. Также не допускается
заварка трещин и надрывов незави-
симо от их размера в проушинах бук-
сы под валик хомута и в щеках кор-
пуса под поводки. Мелкие рассредо-
точенные надрывы разрешается устра-
нять электросваркой на необработан-
ных поверхностях корпуса буксы, за
исключением щек и хвостовиков, при
условии, что глубина после вырубки
трещин не превышает 6 мм, а объем
наплавленного металла 8 см3. Перед
заваркой с помощью пневматического
зубила осуществляют V-образную раз-
делку кромок с засверловкой концов
надрывов. Заварку выполняют электро-
дом Э50А, при этом следят за тем,
чтобы не допускать коробления корпу-
са буксы вследствии сильного местно-
го нагрева. Для исключения коробле-
ния сварочные и наплавочные работы
желательно выполнять в ванне с во-
дой.
Проверяют овальность и конусность
посадочных поверхностей отверстия
корпуса буксы. Измерения выполня-
ют в двух местах по длине корпуса
буксы, причем в каждом из них — в
двух взаимно перпендикулярных нап-
равлениях. При выпуске из ТР-3 диа-
метр отверстия корпуса буксы должен
быть 320+S& мм. Следы коррозии на
внутренней поверхности буксы зачи-
щают шлифовальной бумагой № 5 или
6, не допуская при этом поврежде-
ния основного металла. Риски и зади-
ры глубиной более 1 мм зачищают
наждачным полотном, если же они
имеют меньшую глубину, их разреша-
ется оставлять без исправления.
Пазы в щеках корпуса буксы под
валики поводков проверяют шаблоном.
При необходимости размеры пазов
восстанавливают наплавкой электро-
дом Э42А с последующей механичес-
кой обработкой до чертежных раз-
меров.
Замеряют отверстие под валик в
проушинах буксы. В случае износа
отверстие растачивают не более чем на
2 мм от чертежного размера или осу-
ществляют наплавку с последующей
обработкой.
Резьба в отверстиях корпуса буксы
должна быть чистой, без заусенцев,
вмятин и раковин. Допускаются отдель-
ные сорванные нитки резьбы при ус-
ловии, что в сумме они составляют
не более */з витка в отверстии.
Если же повреждения резьбы боль-
шие, то нарезать новую резьбу в кор-
пусе буксы под болты крышки не раз-
решается. В таком случае старую резь-
бу рассверливают до полного ее удале-
ния, отверстие заваривают и рассвер-
ливают вновь, затем нарезают резьбу
чертежного размера. После наплавки
пазов и отверстий в буксе и механичес-
кой обработки проверяют их взаимное
расположение в корпусе буксы и соот-
ветствие чертежу.
Крышки (переднюю и заднюю)
корпуса буксы осматривают. При обна-
ружении трещин на фланцевой и
посадочных поверхностях крышки под-
лежат замене. Продукты коррозии,
заусенцы и задиры глубиной не более
0,5 мм на привалочных поверхностях
крышек, лабиринтных пазах и высту-
пах снимают шабером и зачищают
шлифовальной бумагой, на нерабочих
поверхностях — напильником. Прове-
ряют состояние резьбы в передних
крышках для крепления редуктора
скоростемера. Допускаются отдельные
сорванные нитки резьбы при условии,
что в сумме они составляют не более
*/з витка в каждом отверстии. В
случае повреждения или разработки
резьбы ее нарезают на следующий
размер согласно государственному
стандарту. При большой разработке
старую резьбу высверливают, отвер-
стие заваривают, рассверливают и на-
резают новую резьбу по чертежу.
Проверяют состояние выступов и па-
зов в задней лабиринтной крышке
буксы не менее чем по двум взаимно
перпендикулярным направлениям. При
необходимости лабиринты наплавляют
с последующей механической обра-
боткой или заменяют крышку. Шупом
на плите проверяют плоскостность
торцовой поверхности задней крышки,
а штангенрейсмусом — параллельность
ее привалочному фланцу. После этого
внутреннюю поверхность лабиринтной
крышки окрашивают нитроэмалью или
другой маслостойкой краской.
Лабиринтное кольцо осматривают.
При обнаружении изломов, трещин,
надрывов, коробления, износов, вызы-
вающих ослабление в посадке на
предподступичной части оси, лабиринт-
ное кольцо заменяют. Кольцо, годное,
но ослабшее в посадке, или изношен-
ное по пазам и выступам лабиринта,
разрешается восстанавливать наплав-
кой с последующей обработкой. В
случаях когда овальность и конусность
кольца превышают 0,07 мм, а натяг
менее 0,05 мм, кольцо можно вос-
станавливать путем цинкования, оста-
ливания или нанесения клея (эласто-
мера) ГЭН-150В на внутреннюю по-
верхность кольца. Натяг на посадку
кольца на ось должен быть в преде-
лах 0,02-0,145 мм.
Дистанционные кольца буксы при
наличии трещин или сколов заменя-
ют, задиры, забоины и следы кор-
розии устраняют, острые кромки при-
тупляют шлифовальной бумагой и на-
пильником.
Поводки очищают от грязи и мас-
ла, протирают концами, смоченными
в керосине, и насухо обтирают. Обмы-
вать поводки в растворах, содержа-
щих каустик, нельзя.
Валики и корпус (тягу) поводка
осматривают, убеждаются в отсутст-
вии износов клиновидной части, отвер-
стий и резьбы в хвостовиках вали-
ков, проворота валиков в резиновых
втулках или вместе с втулками в кор-
пусе; изломов штифов или ослабле-
ния их посадки в корпусе поводка.
При обнаружении таких дефектов в
резинометаллических втулках валик в
сборе с втулками выпрессовывают и
передают в заготовительный цех для
переформирования. При этом дефект-
ные втулки удаляют, а годные валики
используют для формирования с новы-
ми втулками. Вновь сформированный
валик выдерживают в течении 10 дней
в светонепроницаемой камере при тем-
пературе 15-30° С. При невосстано-
вительных дефектах валика в пово-
док запрессовывают ранее сформиро-
ванный валик из переходящего запаса.
Осуществляют дефектоскопию сред-
ней части тяги (корпуса) поводка для
выявления трещин, изломов. При на-
личии трещин и изломов тягу заме-
няют, а при износе или срезании штиф-
тов их удаляют, проверяют разверт-
кой отверстия и запрессовывают новые
штифты. Годные и отремонтирован-
ные тяги (корпуса) используют для
сборки с ранее сформированными ва-
ликами из переходящего запаса. При
этом для обеспечения требуемой жест-
кости поводка в продольной и попереч-
ной плоскостях убеждаются в наличии
на торцах валиков клейма с указа-
нием твердости резиновой втулки в
условных единицах. Жесткость двух
поводков под нагрузкой 39 кН должна
составлять в продольном направле-
нии 78,5 кН/мм±20 %, в поперечном
направлении—7,85 кН/мм ±20 %.
Сборка букс. Ее начинают с под-
бора поводков по жесткости. Годные
поводки устанавливают с помощью
приспособлений в пазы щек буксы и
закрепляют болтами с двух сторон.
По завершении регулировки оконча-
тельно подтягивают все болты крепле-
ния крышек. Букса должна свободно,
бесшумно и без толчков поворачивать-
ся на оси от усилия рук одного че-
ловека.
Технология ремонта буксового узла
с подшипниками качения электровозов
других серий мало отличается от из-
ложенной выше. При ремонте и сбор-
ке буксового узла электровоза ЧС2
тщательно проверяют надежность креп-
ления направляющих стаканов буксы и
посадку стаканов в амортизаторах.
Натяг посадки стакана в амортизатор
должен быть 0,035—0,095 мм. Прове-
ряют также крепление амортизаторов
в буксах и осматривают их фиксирую-
щие предохранительные кольца. При
проверке плотности соединения масло-
провода со стаканами букс заменяют
негодные пробки. Проверяют состояние
защитных чехлов направляющих, убеж-
даются в отсутствии протертых мест
и разрывов, контролируют положение
колец крепления.
Технология ремонта буксового узла
с подшипниками качения электропоез-
дов мало отличается от изложенной
выше. Изменения в содержании и
последовательности операций, опреде-
ляемые конструкцией буксы (типом
применяемых подшипников, способом
их посадки на шейку оси колесной
пары и др.), не носят принципиаль-
ного характера.
2.4. Ремонт узлов колесно-моторного
блока и подвешивания двигателей
Износы и повреждения. При опор-
но-осевом подвешивании тяговых дви-
гателей наблюдается износ моторно-
осевых подшипников как по внутрен-
ней поверхности, залитой баббитом и
контактирующей с осью колесной па-
ры, так и по наружной поверхности,
сопряженной с остовом тягового дви-
гателя. При нарушении технологии
ремонта моторно-осевых подшипников
и правил ухода в эксплуатации в
подшипниках могут возникать трещи-
ны, выплавление и выкрашивание баб-
бита.
Детали подвешивания тягового дви-
гателя подвержены интенсивному ме-
ханическому износу, наблюдаются слу-
чаи излома и просадки пружин.
В кожухах зубчатых передач изна-
шиваются уплотнения, возникают тре-
щины, ослабления болтовых крепле-
ний и др.
При рамном подвешивании тяговых
двигателей весьма ответственным явля-
ется подвешивание редуктора, детали
которого изнашиваются и в них мо-
гут возникать трещины. В резиновых
амортизаторах могут возникать тре-
щины, порезы и вырывы. В редукто-
рах, кроме неисправностей, характер-
ных для опорно-осевого подвешивания
двигателей, могут быть дефекты, свя-
занные с подшипниками,— трещины,
изломы, повреждения коррозией и ос-
лабление роликов в сепараторе, а так-
же неисправности, связанные с пере-
дачей резинокордной и карданной.
Возможна неисправность деталей кар-
данного привода тягового двигателя
из-за износа, трещин, сколов, выкра-
шивания и шелушения, признаков ус-
талости металла, нарушения плотности
посадки деталей и Др. У резино-кор-
довых муфт возможны распрессовки
фланцев двигателя или шестерни, пов-
реждение упругой оболочки или трещи-
ны верхнего слоя резины в месте креп-
ления к металлическим поверхностям,
ослабление болтов, крепящих упругую
оболочку. При наличии хотя бы од-
ной из перечисленных неисправностей
муфту эксплуатировать нельзя.
Осмотр и ревизия деталей. О с -
мотр при ТО-3, ТР-1 и ТР-2 выпол-
няют для проверки состояния зубча-
той передачи, подвески тяговых дви-
гателей, моторно-осевых подшипников.
Убеждаются в надежности крепле-
ния зубчатой передачи, отсутствии
вмятин, трещин и течи смазки из их
кожухов, проверяют уровень смазки в
моторно-осевых подшипниках, опре-
деляют, необходима ли смена подбив-
ки. На электровозах ЧС убеждаются
в исправности всех видимых деталей
карданной передачи, а на электропоез-
дах ЭР — резино-кордовых муфт. Осо-
бенно внимательно при рамном под-
вешивании двигателя осматривают де-
тали подвешивания редуктора, трещи-
ны в которых не допускаются.
Ревизию зубчатой пе-
редачи проводят при ТР-1 и ТР-2.
Кожуха осматривают, проверяют нали-
чие вмятин, повреждений и течи смаз-
ки. Для осмотра зубчатой передачи
кожуха снимают, тяговый двигатель
вместе с колесной парой вывешивают
гидравлическим домкратом, после чего
под буксы подставляют тумбы и по-
ворачивают колесную пару. При ос-
мотре зубчатой передачи обращают
внимание на наличие трещин (рис. 2.15),
изломов, выщербин, вмятин и выкра-
шивания. Общая площадь поврежде-
ний допускается не более 25 % зуба
венца или 15 % зуба шестерни.
Убеждаются в отсутствии ослабления
шестерни на валу тягового двигате-
ля. и проворачивания центра зубча-
того колеса относительно колесного
центра. В сомнительных случаях на-
личие трещин проверяют специальным
дефектоскопом для зубчатых передач.
Износ зубьев проверяют зубомером, а
для проверки боковых и радиаль-
ных зазоров используют пластинча-
тые и специальные шупы.
Рис. 2.15. Трещины
у основания зубьев
шестерни электро-
воза
На электровозах ВЛ 10 допускается
оставлять в работе шестерни, имеющие
на поверхности каждого зуба более од-
ной вмятины глубиной до 2 мм,
площадью 150 мм2, а также коррозион-
ные язвы, если общая их площадь не
превышает 15% площади поверхности
каждого зуба. Наибольший износ зуба
по толщине по делительной окруж-
ности на обе стороны зубчатого колеса
и шестерни не должен превышать
3,5 мм. Разность толщины зубьев двух
зубчатых колес одной колесной пары
должна быть не более 1,5 мм.
Измеряют зазоры в зубчатом зацеп-
лении. Боковой зйзор по делительной
окружности между зубьями, находя-
щимися в зацеплении, должен быть не
более 5,5 мм, а разность боковых
зазоров в зубчатых зацеплениях одной
колесной пары — не более 0,3 мм. Ра-
диальный зазор между вершиной и впа-
диной зубьев шестерни и зубчатого ко-
леса должен быть в пределах 2,5—
5,5 мм. При смещении якоря тягового
двигателя из среднего положения не
более 1 мм замеряют свес шестерни
относительно зубчатого колеса, который
должен быть не более 6 мм (для элект-
ровозов ВЛ80 не более 6,5 мм). Зазор
между стенкой кожуха редуктора и
шестерней не должен превышать 7 мм.
Все кожуха зубчатых передач очи-
щают и осматривают. При обнаружении
трещин в листах и сварочных швах,
течи масла, а также при неисправности
уплотнений кожуха заменяют или ре-
монтируют.
При выявлении трещины или из-
лома зубьев, ослабления венца, сполза-
ния шестерни, излома пружинных па-
кетов и других неисправностей зуб-
чатых передач осуществляют выкатку
и замену колесно-моторного блока.
Ревизию мот орно - о севых
подшипников проводят обычно че-
рез 30—50 тыс. км пробега при TP 1
61
и ТР-2 (через один ТР-1). При этом
вынимают и осматривают подбивку и
при необходимости (в случае ее загряз-
нения или износа) заменяют. Замену
подбивки, а также ее очистку и промыв-
ку выполняют в соответствии с Времен-
ными инструктивными указаниями по
эксплуатации фитильной пряжи из син-
тетического волокна для подбивки мо-
торно-осевых подшипников тяговых
двигателей локомотивов. Качество
смазки, находящейся в моторно-осе-
вых подшипниках, проверяют путем
отбора пробы и ее лабораторного ана-
лиза. Если осевое масло бракуется по
наличию воды (более 0,4%) или меха-
нических примесей (более 0,07%), то
его сливают, а буксу промывают и зали-
вают чистой смазкой.
Моторно-осевые подшипники в зави-
симости от времени года заполняют
зимней (индустриальное масло 30)
или летней (индустриальное масло 40
или 50) смазкой. При температуре ниже
—40 °C моторно-осевые подшипники
дозаправляют осевым маслом С. При
отсутствии указанных масел в качестве
заменителей разрешается применять
летом осевое масло Л, зимой — осевое
масло 3 или С. При переводе с летних
масел на зимние и обратно подбивочиый
материал очищают и пропитывают
соответствующим маслом, при этом
смешение различных смазок не допус-
кается. Камеры моторно-осевых под-
шипников с постоянным уровнем смаз-
ки наполняют маслом специальным
прессом—маслозаправщиком под
давлением 0,024—0,034 кПа.
Щупом измеряют радиальные зазо-
ры между осью и подшипником, кото-
рые не должны превышать 2,5 мм, а
разность зазоров у подшипников одного
двигателя—1 мм. Пластинчатыми щу-
пами измеряют разбег тягового двига-
теля на оси, который не должен пре-
вышать норму.
Ревизию тяговой переда-
чи электровозов ЧС выполняют
при ТР-1 и ТР-2. Детали привода очи-
щают снаружи и обдувают сжатым воз-
духом. Посадку поводков на карданном
валу и на торце шестерни проверяют
осмотром и легким обстукиванием их
молотком. При ослаблении поводков
отсоединяют наружную крестовину с
подшипниками от поводка на шестерне,
сдвигают карданный вал до упора в
сторону тягового двигателя и тщатель-
но осматривают крепление поводков. В
случае ослабления поводка шестерни
выкатывают колесную пару с редукто-
ром, при ослаблении поводка вала вы-
катывают тележку и снимают тяговый
двигатель. Ослабшие поводки заменяют
или ремонтируют в объеме ТР-3.
При осмотре проверяют также за-
тяжку и фиксацию болтов корпуса
игольчатых подшипников к поводкам
наружной крестовины. Ослабшие бол-
ты подтягивают и фиксируют стопор-
ными шайбами. Проверяют крепление
и плотность пробки их масленки на на-
ружной крестовине, негодные уплотне-
ния заменяют. При отсутствии шарика
масленку заменяют.
Одиночная замена колесно-мотор-
ного блока. На э. п. с. с опорно-осевым
подвешиванием тяговых двигателей в
случае неисправности колесной пары,
зубчатой передачи, тягового двигателя
или других узлов колесно-моторного
блока его выкатывают и заменяют
(рис. 2.16). Для этого электровоз
устанавливают на скатоспускную ка-
наву 4 так, чтобы заменяемый блок рас-
полагался на рельсах 3 электроподъем-
ника 7. Колесную пару подклинивают
клиньями 8, подводят под тяговой дви-
гатель 1 домкрат электроподъемника 2
с редуктором и разъединяют все связи
колесно-моторного блока. Расклинив
рельсовые вставки, штоком домкрата
сжимают траверсы тягового двигателя,
ставят на нее скобы или стяжные
болты и подставляют под раму тележки
опорные домкраты 9. Под рессоры 11
ставят подкладки, а на электровозах
ВЛ8 под концы рессор подкладывают
ломики 10. После этого, немного опус-
кая шток домкрата, разгружают и сни-
мают траверсу, затем опускают элект-
роподъемник скатоопускной канавы
так, чтобы дать возможность выкатить
его с колесно-моторным блоком из-под
электровоза на тележке 5 по рельсам
6 поперечной канавы.
Новый блок подкатывают в обрат-
ном порядке. При рамном подвешива-
нии тяговых двигателей с помощью
электроподъемника скатоопускной ка-
навы осуществляют смену одиночных
колесных пар в случае необходимости
ремонта колесной пары, редуктора и
привода тягового двигателя или буксо-
вого узла.
При ТР-3 колесно-моторные блоки
выкатывают вместе с тележками.
Ремонт колесно-моторных блоков.
Разборку колесно - мот орных
блоков выполняют на позиции раз-
борки, обычно оснащенной гидравли-
ческими съемниками, гайковертами
и другим инструментом и приспособле-
ниями. Установив колесно-моторный
блок на позицию разборки, отворачи-
вают пробки, спускают смазку из мо-
торно-осевых подшипников в проти-
вень. Отворачивают болты, снимают
половинки кожухов редукторов и укла-
дывают в кассеты для подачи в моечную
машину.
Буксы моторно-осевых подшипников
демонтируют вместе с верхними вкла-
дышами. При этом необходимо убедить-
ся в наличии меток парности, а также
меток принадлежности к данному осто-
ву тягового двигателя. Грязную под-
бивку вынимают из буксы и уклады-
вают в контейнер для транспортирова-
ния в шерстемоечное отделение. Де-
монтируют колесную пару и отправляют
ее на мойку и затем в колесный цех.
После этого вынимают Нижние вкла-
дыши.
Буксы моторно-осевых подшипни-
ков устанавливают на тяговый дви-
гатель и закрепляют болтами, а скомп-
лектованные вкладыши моторно-осевых
подшипников отправляют на мойку.
Вкладыши моторно-осевых подшип-
ников клеймят или стягивают хомутами
для сохранения парности, обмывают в
моечной машине и подают в специали-
зированное ремонтное отделение. В слу-
чае износа наружной поверхности вкла-
дыша необходимый натяг ее восстанав-
ливают методом электролитического
меднения или раздачей под прессом.
Из вкладышей подшипников, не тре-
бующих восстановления наружной по-
верхности, выплавляют баббит в спе-
циальной печи. Вкладыши, имеющие
трещины или толщину основания менее
допускаемой, перезаливать нельзя.
Подготовленные к заливке баббитом
вкладыши нагревают в электрической
печи, смазывают кистью соляной кис-
лотой, в которой растворена, цинковая
стружка, или водным раствором хло-
ристого цинка. В случае сильного окис-
ления внутреннюю поверхность вкла-
дыша предварительно протравляют кис-
лотой и зачищают стальной щеткой.
Бурты вкладышей восстанавливают
наплавкой бронзой или заливкой бабби-
том. Затем вкладыши нагревают в
электрической. печи до температуры
260 °C и лудят припоем ПОС40 до
получения гладкого блестящего слоя
полуды. После этого на специальном
станке осуществляют центробежную
заливку вкладышей баббитом, находя-
щимся в электротигле и подогретым
до температуры 460—500 °C для бабби-
та Б16 и 400—450 °C для баббита
Б83. Продолжительность заливки вкла-
дыша не должна превышать 15—20 с.
Заливать вкладыши на станке для цент-
робежной заливки можно только при
наличии у него ограждения и вклю-
ченной приточно-вытяжной вентиляции.
Рабочие должны быть в спецодежде,
очках и рукавицах. Залитые подшип-
ники испытывают на твердость, очи-
щают и подвергают механической обра-
ботке.
Первичную очистку подбивки (кос)
выполняют в подогретом до темпера-
туры 30—40 °C осевом масле, а затем
отжимают масло в прессе и центрифуге.
Отжатые косы поступают в специаль-
ную стиральную машину, в которой их
стирают в подогретом до температуры
80—90 °C масле, а затем отжимают в
резиновых валках и центрифуге. Высти-
ранные косы расплетают, удаляют из
них механические примеси, отбраковы-
вают негодные нити пряжи и вновь за-
плетают. Очищенные косы пропитывают
индустриальным маслом при температу-
ре 55—60 °C в течение 24 ч для новых и
12 ч для восстановленных. После стока
масла косы подают на позицию сборки
моторно-осевых подшипников.
Подвеску тягового двигателя обмы-
вают в моечной машине, протирают кон-
цами, смоченными в керосине, и потом
насухо. После этого ее осматривают,
проверяют посадку' и размеры втулок
и валика, проверяют резьбу и подсчи-
тывают зазор между валиком и втулкой.
Суммарный зазор допускается в преде-
лах 1,4—1-2,3 мм. Изношенная или
ослабшая в посадке сферическая втул-
ка подлежит замене.
Просевшие резиновые шайбы рези-
нометаллической подвески, а также
шайбы с трещинами заменяют новыми.
Изношенные стальные диски и валики
подлежат наплавке, выправке и обра-
ботке.
Траверсные подвески тяговых двига-
телей разбирают, детали их очищают и
осматривают. Для разборки подвеску
снимают на специальном прессе, отвин-
чивают гайки стяжных болтов и затем
медленно разгружают пресс до полного
роспуска пружин. Изношенные или
сломанные накладки на балках подвес-
ки срубают и взамен их приваривают
новые. При разработке отверстий в
балках более 36 мм заменяют втулки.
Изношенные фиксирующие кольца для
пружин на балках срубают и привари-
вают новые. Пружины, имеющие тре-
щины, излом витков или просевшие
более нормы, заменяют. Изношенные в
пределах нормы стержни восстанавли-
вают электросваркой с последующей
обработкой на станке.
При сборке пружинные пакеты сжи-
мают на прессе до высоты 310 мм и
надежно скрепляют стяжными болтами
или специальными скобами.
Стеклопластиковые кожуха осмат-
ривают, убеждаются в отсутствии течи,
проверяют состояние уплотнений.
Поврежденные места кожуха обезжи-
ривают бензином или ацетоном, просу-
шивают 10—15 мин на воздухе и нано-
сят шпателем или кистью равномерный
слой компаунда ЭД16, ЭД20 или К-153
на края разделанного дефектного участ-
ка. Наложив на дефектное место заго-
товку из стеклоткани с перекрытием
дефекта на 5—8 мм, прикатывают ее
роликом или уплотняют торцом кисти.
На первую заготовку из стеклоткани
наносят слой компаунда, накладывают
следующую заготовку с перекрытием
первой на 5—8 мм и вновь прикаты-
вают роликом или уплотняют кистью.
Эту операцию повторяют до полного
восстановления толщины стенки кожу-
ха до номинального чертежного разме-
ра. Для отвердения компаунда кожух
вместе с моделью устанавливают в су-
шильную камеру, где выдерживают 5—
6 ч при температуре 60 °C, а затем при
комнатной температуре не менее 24 ч.
Все работы по зачистке, обезжири-
ванию и ремонту стеклопластиковых
кожухов необходимо выполнять при
включенной приточно-вытяжной венти-
ляции. Компаунд приготовляют в вы-
тяжном шкафу. При работе с эпоксид-
ными смолами, отвердителями и ком-
паундами необходимо пользоваться ре-
зиновыми перчатками.
Металлические кожуха обмывают.
Старые войлочные уплотнения извле-
кают из обеих половинок кожуха. Для
обнаружения трещин половинки кожу-
хов наполняют керосином и оставляют
на 2 ч. Особое внимание обращают на
состояние сварных швов. Обнаружен-
ные по просачиванию керосина трещи-
ны засверливают по краям, V-образно
разделывают и заваривают. В пазы ко-
жуха устанавливают новые войлочные
уплотнения. После ремонта кожуха
окрашивают, причем для окраски внут-
ренних поверхностей используют масло-
стойкую краску или эмаль.
Для того чтобы при эксплуатации
обеспечить равномерное распределение
нагрузок между двигателями электро-
воза, перед сборкой колесно-моторных
блоков их подбирают по характерис-
тикам. Характеристикой колесно-мотор-
ного блока называют произведение
диаметра бандажей колесной пары на
частоту вращения якоря двигателя при
часовом токе. Для сближения характе-
ристик колесно-моторных блоков дви-
гатели с повышенной частотой враще-
ния якоря устанавливают на колесные
пары с меньшим диаметром бандажей
и, наоборот, двигатели с пониженной
частотой вращения — на колесные па-
ры с большим диаметром бандажей.
Сборку колесно-моторно-
го блока выполняют на монтажной
площадке. Двигатель устанавливают
моторно-осевыми буксами вверх (су-
ществует и другая технология), отвора-
чивают болты, снимают буксы с верх-
ними вкладышами подшипника, предва-
рительно расточенными под размер
шейки оси колесной пары. Посадочную
поверхность шестерни притирают по
конусу вала якоря с помощью прити-
рочной смеси, состоящей из абразив-
ного порошка и трансмиссионного или
автомобильного масла.
Плотно насадив холодные шестерни
/ (рис. 2.17) на концы вала якоря 2,
измеряют расстояние а от торца шестер-
ни до торца вала. Для двигателя ТЛ-2К
оно должно быть в пределах 19,2—
21,2 мм. Затем определяют разбег яко-
ря в остове тягового двигателя. Для
этого шестерни с валом якоря сдви-
гают в сторону коллектора и глубино-
мером измеряют расстояние А. Затем
якоря сдвигают в противоположную
сторону до упора и замеряют расстоя-
ние Б. Разбег якоря определяется
разностью расстояний Б — А. Он дол-
Рис. 2.17. Установ-
ка шестерни на вал
тягового электро-
двигателя
жен составлять 6,3—8,1 мм для двига-
телей ТЛ-2К и 6—8 мм для двигате-
лей НБ-418. Расстояния А и Б изме-
ряют от одной и той же плоскости
остова 3 двигателя.
Вкладыши моторно-осевых подшип-
ников подгоняют к шейкам оси колес-
ной пары. Колесную пару монтируют
во вкладышах остова тягового двига-
теля так, чтобы зазоры между ступи-
цами центров колесной пары и буртами
вкладышей были равны, и измеряют
радиальные и боковые зазоры зубчатой
передачи, а также свес шестерен отно-
сительно зубчатых колес. Затем колес-
ную пару снимают с остова тягового
двигателя и окончательно пришабри-
вают моторно-осевые подшипники с
учетом радиальных размеров и разме-
ров шеек. Радиальный зазор должен
быть в пределах 0,3—1,0 мм, при этом
разница зазоров вкладышей одной оси
не должна превышать 0,2 мм.
Индукционным нагревателем шес-
терню нагревают до температуры 180—
200 °C и с помощью приспособления
насаживают на конец вала. При двусто-
ронней передаче вторую шестерню на-
саживают в горячем состоянии после
совмещения первой шестерни с зуб-
чатым колесом. Провернув на несколь-
ко оборотов колесную пару, наклады-
вают расточенные и пришабренные
верхние вкладыши, устанавливают и
закрепляют буксы к остову тягового
двигателя.
Для проверки правильности сборки
колесно-моторного блока устанавли-
вают зубчатую передачу так, чтобы
боковые зазоры между одноименными
сторонами шестерни и зубчатого коле-
са были равны нулю. В этом положении
якорь не должен отклоняться от сред-
него положения более чем на 1 мм. Кро-
ме того, щупом замеряют боковые и ра-
3 Зак. 1783
диальные зазоры зацепления, а штан-
генциркулем — свисание шестерен от-
носительно зубчатых колес, которое
для электровозов ВЛ 10, ВЛ 11, ВЛ8 и
ВЛ60к не должно превышать 4 мм.
Также щупом проверяют разбег тяго-
вого двигателя на оси колесной пары.
Затем тяговый двигатель подключают
к напряжению 250 В постоянного тока
и проверяют работу зацепления при
вращении якоря в обе стороны. При
этом зубчатая передача не должна
создавать резкого шума, а прилегание
зубьев должно быть не менее чем на
половине их рабочей поверхности. При-
катку зубчатой передачи проводят в те-
чение 1 ч (по 3 мин вращения якоря
в каждом направлении), при этом в ка-
честве смазки зубьев используют смесь
машинного масла с графитом. После
прикатки колесно-моторного блока
устанавливают и закрепляют кожуха
зубчатой передачи, заполняют их осер-
ненной смазкой или смазкой СТП, а
моторно-осевые подшипники — индуст-
риальным или осевым маслом и вновь
обкатывают по 30 мин в каждую сто-
рону. Убеждаются в отсутствии утечки
смазки, ее нормальном нагреве, нали-
чии зазоров между зубчатой передачей
и кожухами, отсутствии заеданий.
Ремонт редукторов и резино-кор-
довых муфт электропоездов. Осмотр
тягового привода выполняют не-
посредственно после постановки элект-
ропоезда на техническое обслужива-
ние. На ощупь проверяют нагрев кор-
пуса редуктора. Если не установлен
повышенный нагрев и рука его терпит,
редуктор, его подвеску и упругую муфту
осматривают и проверяют надежность
крепления, затяжку болтов, целост-
ность стопорной проволоки. Трещины в
корпусе редуктора и деталях подвески
не допускаются. Через каждые 20—
25 сут работы в подшипниковый узел
шестерни допрессовывают 150—200 г
смазки ЖРО.
При ТР-1 и ТР-2, помимо работ,
предусмотренных техническим обслу-
живанием, замеряют расстояние между
наружными плоскостями фланцев упру-
гой муфты, которое должно быть 158—
170 мм для электропоездов ЭР2, ЭР9
и 169—178 мм для электропоездов
ЭР22. Проверяют зазор между упругой
оболочкой и корпусом токоотводящего
устройства и между серьгой подвески
редуктора и его корпусом, который
должен быть не менее 8 мм. Смещение
осей валов двигателя и редуктора
допускается в пределах 2—4 мм.
Осматривают зубчатое колесо и
шестерню через смотровой люк корпу-
са редуктора при вращении колесной
пары на полный оборот. Течь масла и
трещины в корпусе редуктора должны
быть устранены. Проверяют выработку
шарнирных подшипников подвески ре-
дуктора, которая не должна быть бо-
лее 5 мм, состояние и крепление дета-
лей упругой муфты, крышек токоотво-
дящего устройства, щеткодержателей и
щеток, состояние токосъемного кольца
и уплотнения корпуса. Через 1,5 мес ра-
боты в опорный узел добавляют 300 г
смазки ЖРО.
Разборка тягового приво-
да электропоездов ЭР вы-
полняется при ТР-3. Отворачивают
болты, крепящие упругую оболочку ре-
зино-кордовой муфты к фланцу, раз-
бирают упругую муфту, отсоединяют
поводки фрикционных гасителей коле-
баний от букс рамы тележки, подни-
мают и выкатывают колесные пары,
вместе с редуктором обмывают их в
моечной машине и подают на позицию
разборки. Редуктор разбирают и сли-
вают масло из нижнего корпуса. Под-
шипники демонтируют с помощью ин-
дукционного нагревателя. Резино-кор-
довые оболочки муфт, амортизаторы
подвески редуктора и защитные шайбы
подшипника промывают теплой водой и
насухо протирают. Детали тщательно
осматривают и подвергают магнитной
дефектоскопии.
Ремонт редуктора. Резиновые
амортизаторы с порезами, вырывами,
сквозными трещинами и расслоениями, а
также рваные защитные шайбы шар-
нирных болтов заменяют. Характе-
ристику амортизаторов проверяют на
прессе под нагрузкой 29 кН. Прогиб
амортизатора должен быть 3—7 мм.
Замеряют внутренний диаметр коль-
ца подшипника; если он более 40+°'21
мм, подшипник заменяют либо восста-
навливают цинкованием или нанесе-
нием слоя клея ГЭН-150В. Если при де-
фектоскопии серьги подвески редукто-
ра обнаруживают радиальные трещины
по отверстиям длиной до 10 мм, их
вырубают и заваривают электродами
Э42 с последующей обработкой шва
заподлицо с металлом серьги.
Вал и венцы шестерни и зубчатого
колеса зачищают шлифовальной бума-
гой до металлического блеска и под-
вергают их магнитному контролю. При
обнаружении трещин, вмятин, выкро-
шенных мест они подлежат замене.
Заусенцы и наплывы на зубьях зачи-
щают, после чего универсальным зубо-
мером контролируют толщину зуба, ко-
торая должна быть не менее 16,5 мм у
шестерни и 13 мм у зубчатого колеса.
Диаметр вала шестерни, овальность и
конусность его посадочных мест долж-
ны соответствовать нормам. Изношен-
ную поверхность вала разрешается
восстанавливать осталиванием или
вибродуговой наплавкой.
Заднюю и переднюю крышки при на-
личии сквозных трещин заменяют.
Незначительные забоины, задиры и
заусенцы зачищают наждачной бума-
гой. Посадочные поверхности крышек
при необходимости восстанавливают
наплавкой с последующей обработкой
на станке.
Верхний и нижний корпуса редукто-
ра осматривают, предварительно очис-
тив от ржавчины их привалочные по-
верхности. Трещины, забоины и другие
механические повреждения не допус-
каются. Разрешается заваривать не бо-
лее двух трещин длиной до 25 мм. Для
этого место расположения трещины
тщательно очищают и промывают керо-
сином, концы трещины отмечают кер-
ном, рассверливают сверлом диаметром
4—5 мм и раззенковывают. Трещину
V-образно разделывают зубилом или
крейцмейселем и заваривают электро-
дами Э42.
Роликовые подшипники тщательно
осматривают, выявляют трещины, ско-
лы, следы коррозии. При обнаружении
подобных дефектов детали подшипни-
ков заменяют. Замеряют радиальные
зазоры подшипников, а также диаметр,
овальность и конусность стакана под
роликовые подшипники, которые долж-
ны соответствовать установленным нор-
мативам. Изношенную посадочную по-
верхность подшипника шлифуют и при
необходимости наносят на нее слой
эластомера ГЭН-150В.
Ремонт резино - кордо в ой
муфты выполняют с ее разборкой.
Если при магнитной дефектоскопии
обнаружены трещины ее деталей, упру-
гую муфту заменяют. Разрешается за-
варивать электродами Э50 трещину на
диске фланца с предварительной раз-
делкой и зачисткой сварного шва. Про-
веряют посадку втулок, при ослаблении
отверстия развертывают и запрессовы-
вают новую втулку с натягом 0,03—
0,10 мм.
Упругую оболочку с разрывами и
трещинами в кордовом слое или с вы-
рывами и трещинами в поверхностном
(протекторном) слое резины, переходя-
щими в кордовый слой, заменяют. До-
пускается дальнейшая эксплуатация
снятых при ремонте упругих оболочек,
у которых в местах закрепления по всей
окружности обнаружены трещины глу-
биной не более 3 мм при толщине бурта
не менее 25 мм.
Сборку тягового привода
выполняют в следующем порядке. Все
детали тщательно протирают. Подобран-
ные с соответствующим натягом под-
шипники и упорные кольца монтируют
на вал шестерни. Для этой цели под-
шипники нагревают до температуры
100—120 °C, а упорные кольца — до
140—160 °C. Натяг внутреннего кольца
подшипника 0,02—0,045 мм, упорного
кольца 0,06—0,12 мм. В подшипник
закладывают смазку ЖРО и надевают
переднюю крышку с зазором по наруж-
ному кольцу подшипника не менее
0,02 мм. Для облегчения поставки
крышки разрешается нагрев ее до тем-
пературы 100 °C.
Фланец упругой муфты шестерни
притирают на конусе вала так, чтобы
притертая площадь была не менее 90%
площади поверхности конца фланца.
Индукционным нагревателем фланец
нагревают до температуры 140—150 °C
и выдерживают при этой температуре
10 мин. Затем фланец насаживают на
конусную поверхность вала. Он должен
продвинуться на 1,7—2,0 мм глубже,
чем при посадке в холодном состоянии.
После сборки тягового привода зазор
между головками болтов фланца муфты
и передней крышки редуктора должен
быть не менее 5 мм. Затем шестер-
ню с подшипниками монтируют в кор-
пус.
Перед установкой малой и лабиринт-
ной крышек проверяют биение торца
наружного кольца подшипника относи-
тельно внутреннего, которое не должно
быть более 1 мм. В противном случае
крышку заменяют. Правильность мон-
тажа шестерни проверяют ее враще-
нием в подшипниках, которое должно
быть свободным, без заеданий. Не
должно быть трения между лабиринт-
ной крышкой с упорным кольцом. За-
зор между торцами шестерни и корпу-
сом редуктора должен быть не менее
4 мм, а вал в подшипниках должен
иметь установленный осевой разбег.
Для дальнейшей сборки редуктора
колесную пару устанавливают на
стенд. Заложив смазку ЖРО между
подшипниками, монтируют полуколь-
ца и стакан. Продвижение стакана
вдоль оси по наружным кольцам под-
шипников осуществляют легкими уда-
рами медной выколоткой по монтажно-
му кольцу, предохраняющему торцовую
часть стакана от повреждений. В упор к
стакану устанавливают переднюю лаби-
ринтную крышку и корпус токоотводя-
щего устройства. Верхнюю и нижнюю
части корпуса соединяют болтами с гай-
ками и пружинными шайбами. Затем
крепят болты передней и задней крышек
и стопорят их проволокой.
Рис. 2.18. Схема установки фиксаторов и
затяжки болтов упругой муфты электропоез-
да ЭР2
Собирают щеткодержатель, уста-
навливают его на корпус токоотводя-
щего устройства и ставят медно-графи-
товые щетки. Плоскости разъема корпу-
са редуктора, места прилегания крышки
на нижней чаёти корпуса и привалоч-
ный фланец перед сборкой покрывают
свинцовым суриком на натуральной
олифе. Нижнюю часть корпуса со смон-
тированной на нем крышкой подводят
под колесную пару и предварительно
прикрепляют к фланцу стакана двумя
болтами, затем заполняют его смазкой
до уровня впадин нижних зубьев ко-
леса. Установив прокладки на плос-
кость разъема или применив для герме-
тизации густотертые белила или сурик,
верхнюю часть корпуса в сборе монти-
руют на колесной паре так, чтобы
зубья вошли в зацепление, а штифто-
вые отверстия во фланцах совпали.
Сборку серповидной подвески начи-
нают с установки в проушину корпуса
редуктора и подвесного болта подшип-
ников ШС-40. Заложив в подшипники
смазку ЖРО, собирают узел шарнира.
Детали надевают на подвесной болт и
закрепляют болтами с пружинными
шайбами. Для сборки муфты устанав-
ливают на фланец шестерни резино-кор-
довый элемент. Полукольца в сборе за-
водят в резино-кордовый элемент, а кон-
цы втулок — в отверстия фланца. В
определенной последовательности (диа-
метрально противоположно) (рис. 2.18)
затягивают болты 1—8 тарированным
ключом с моментом 255—274 Н-м.
Заводят два полукольца со стороны
тягового двигателя в резино-кордовый
элемент и крайними втулками уста-
навливают на фиксаторы.
После сборки тягового привода, если
заменяли шестерню или венец зубчато-
го колеса, необходимо выполнить об-
катку зубчатой передачи на стенде по
30 мин в каждом направлении. Затем
подкатывают колесную пару с редукто-
ром под тележку и крепят серповид-
ную или прямую подвеску к кронштей-
ну рамы. Соединяют полумуфты редук-
тора и тягового двигателя. Подняв кор-
пус редуктора до совпадения осей ва-
лов двигателя и шестерни, упругую
оболочку сжимают и закрепляют бол-
тами.
Завершив сборку, проверяют крон-
циркулем (рис. 2.19) размер по флан-
цам муфты А, который должен быть
158—170 мм для электропоездов ЭР1,
ЭР2 и ЭР9 и 169—178 мм для электро-
поездов ЭР22. Зазор между болтами
крышки редуктора и фланца упругой
муфты, а также между масленкой
крышки редуктора и болтом фланца
муфты должен быть не менее 5 мм.
Смещение фланцев муфты в вертикаль-
ной плоскости должно быть в пределах
3—4 мм, а осей валов двигателя и
шестерни редуктора — не более 4 мм.
Ремонт тягового привода электро-
возов ЧС2, ЧС2Т; ЧСЗ, ЧС4 и ЧС4Т,
ЧС6, ЧС7 и ЧС8. Привод разбирают.
Для этого снимают наружную часть
привода с карданного вала (наружный
поводок вала с крестовиной и подшип-
никами), вынимают карданный вал в
сборе с внутренней частью привода и
устанавливают его на стеллаж для
разборки и осмотра.
Извлечение карданного вала с внут-
ренней частью' привода из якоря тяго-
вого двигателя становится возможным
после разборки двигателя и слива смаз-
ки из камеры внутреннего кардана.
Отжимают игольчатый подшипник и
снимают запорное кольцо. С шеек сни-
мают наружную и внутреннюю крес-
товины и корпуса игольчатых подшип-
ников. Затем убеждаются в отсутствии
утечки смазки из масляной камеры
наружной крестовины и вынимают втул-
ку. Герметики очищают и крестовины
промывают керосином.
Ремонт начинают с осмотра состоя-
ния резиновых деталей уплотнения —
манжет и колец привода. Те из них, ко-
торые не обеспечивают плотности в сое-
динениях из-за потери упругих свойств
резины или их браслетных пружин, а
также те, в которых обнаружены тре-
щины, расслоения или разрывы на
любой поверхности, должны быть заме-
нены.
Корпуса игольчатых подшипников
наружной и внутренней крестовин тща-
тельно промывают в керосине волося-
ной щеткой, продувают сжатым возду-
хом и осматривают. Корпуса со сколами
металла или трещинами заменяют.
Рис. 2.19. Кронциркуль для
контроля размера А по флан-
цам упругой муфты
Корпус подшипника подлежит ре-
монту, если на беговой дорожке обна-
ружены следы заклинивания, образо-
вавшиеся вследствие чрезмерного
нагрева металла, выбоины, или следы
ударов на беговой дорожке, выкраши-
вание или шелушение металла, мелкие
раковины, большое число черных точек,
появившихся вследствие усталости ме-
талла, раковины коррозионного и не-
коррозионного характера, глубокие
(более 0,1 мм) риски и вмятины на
беговой дорожке, забоины вследствие
попадания абразивных частиц в под-
шипник. В этих случаях корпус прота-
чивают и в него устанавливают втулку.
Поверхность игл тщательно осмат-
ривают. Диаметр их проверяют на при-
боре 408М. Иглы подлежат замене
при обнаружении на них цветов побе-
жалости и следов заклинивания из-за
чрезмерного нагрева подшипника;
признаков усталости металла; выкра-
шивания или шелушения, мелких рако-
вин; трещин, ползунов на поверхности
качения; сколов на торцах, забоин и
глубоких рисок; разности между наи-
большим и наименьшим диаметрами
более 0,004 мм, овальности игл более
0,003 мм.
Проверяют толщину стального нап-
равляющего кольца корпуса игольчато-
го подшипника наружной крестовины.
Кольцо с выработкой в месте касания
торцов игл более 0,1 мм заменяют.
Проверяют толщину стального опорно-
го кольца корпуса игольчатого подшип-
ника внутренней крестовины. Если из-
нос в местах опоры торцов иголок
превышает 0,1 мм, кольцо заменяют.
Проверяют (рис. 2.20, а) радиаль-
ный зазор 6 годных игл в отремонти-
рованном или новом корпусе подшип-
Рис. 2.20. Проверка размеров крестовины тя-
гового привода электровозов ЧС
ника, для чего крестовину закрепляют
в тисках и, установив индикатор в дер-
жатель, подводят его мерительную
ножку к корпусу подшипника. Пере-
мещая корпус подшипника вверх до
упора в иглы, определяют по шкале
индикатора радиальный зазор, который
замеряют в двух местах корпуса .под-
шипника. Принимают максимальное
измеренное значение.
Наружные и внутренние крестовины
тщательно осматривают, особенно их
цапфы. При обнаружении сколов метал-
ла на беговой дорожке цапфы или тре-
щин в любом месте крестовины послед-
нюю заменяют. Проверка должна
производиться магнитным дефектоско-
пом. Проверяют также торцы и оваль-
ность цапф. Разность размеров а
(рис. 2.20, б) по индикатору для двух
цапф не должна превышать 0,1 мм, а
овальность как разность измеренных
диаметров d (рис. 2.20, в) цапфы —
0,02 мм. Изношенные цапфы крестовин
ремонтируют постановкой втулки в го-
рячем состоянии с последующей ее ме-
ханической обработкой. Допускается
постановка крестовин с цапфами, имею-
щими незначительные царапины и рис-
ки, темные пятна коррозионного харак-
тера, матовую поверхность дорожки ка-
чения иголок по причине нормального
ее износа, вмятин от иголок на цилинд-
рической поверхности цапф глубиной
до 0,08 мм.
Шлицевый поводок карданного вала
тщательно очищают от грязи и краски,
промывают в керосине или бензине,
подвергают тщательному осмотру и
магнитной дефектоскопии. Поводок со
сколами или трещинами заменяют.
Наплавка или заварка поводка запре-
щены. Новый поводок подбирают по
ремонтной градации, обеспечивающей
его плотную, без качания посадку. При
невозможности подбора поводка заме-
няют карданный вал.
Плотность посадки шлицев повод-
ка, вала в шлицах карданного вала
проверяют качанием (люфтом) поводка
на валу. При отклонении поводка более
чем на 0,20 мм от его среднего значе-
ния (по вертикальной оси), измеренно-
го на расстоянии 182 мм от центра
вала, поводок заменяют либо восста-
навливают размеры шлицев хромиро-
ванием или вибродуговой наплавкой
под слоем флюса.
Масленки наружной крестовины с
трещинами или изломами корпуса, уве-
личением диаметра отверстия под ша-
рик более 0,7 мм, с сорванной или
изношенной резьбой заменяют. Смятые
грани под ключ разрешается восста-
навливать наплавкой с последующей
механической обработкой и проверкой
размеров каналов. Размеры пружины
масленки проверяют на плите в свобод-
ном состоянии. Ее высота должна быть
8—11 мм.
Детали привода собирают в соответ-
ствии с маркировкой. Перед сборкой
подшипники и цапфы покрывают кон-
систентной смазкой. Собранную внут-
реннюю часть привода вставляют в ко-
робку якоря двигателя до упора ста-
кана в дно коробки. Поводки наруж-
ной части карданного вала надевают
после предварительного подогрева до
температуры 120 °C. В корпуса иголь-
чатых подшипников закладывают кон-
систентную смазку ЖРО. Окончатель-
ную сборку подшипников наружной
крестовины выполняют после сборки те-
лежки и установки тягового двигателя.
рессорною и люлечного
; и гидравлических
г. гелей колебаний
Износы и повреждения. Наиболее
типичными неисправностями являются
трещины и изломы в листах и хомутах
листовых и эллиптических рессор; тре-
щины, изломы и просадки цилиндри-
ческих рессор; трещины и надрывы в
балансирах и рессорных подвесках,
срыв резьбы кулачковых и люлечных
болтов, износ накладок, сухарей, торцов
рессорных стоек, гнезд под хомуты над-
буксовых рессор, валиков и др. К не-
исправностям гидравлических гасите-
лей колебаний, кроме того, относятся
заедания поршня, течь масла, повреж-
дение кожуха, резиновых деталей и др.
Осмотр и дефектировка. При теку-
щих ремонтах проверяют состояние лис-
товых, эллиптических и цилиндрических
рессор, балансиров, рессорных стоек и
подвесок, опор, стопорных устройств,
балансирных и рессорных валиков и
шарнирных соединений. Проверяют
также крепление гаек, наличие шайб и
шплинтов. Листовые и эллиптические
рессоры при наличии трещин н изло-
мов в листах и хомуте, сдвиге листов,
определяемом по контрольной риске,
и обратном их прогибе и ослаблении
хомута подлежат замене.
Цилиндрические рессоры (пружи-
нь!) заменяют при наличии трещин,
изломов или недостаточной жесткости,
контролируемой по высоте пружин в
нагруженном состоянии. Подрессорные
стойки и гнезда рессор с трещинами
должны быть заменены или восстанов-
лены путем заварки (предварительно
их снимают). Заварка трещин в рессор-
ных подвесках и балансирах запреща-
ется. Рессорные щеки электровозов ЧС
должны быть проверены ультразвуко-
вым дефектоскопом. Втулки или валики
шарниров подлежат замене, если они
имеют износ выше установленных норм.
Правильность регулировки рессор-
ного подвешивания определяют по по-
ложению рессор и балансиров и при на-
личии перекоса его устраняют регули-
рованием.
При осмотре люлечного подвеши-
вания электропоездов проверяют зазо-
ры мбжду роликовыми скользунами
верхнего люлечного бруса и скользу-
нами кузова, а также между нижней
точкой люлечного подвешивания и го-
ловкой рельса. Помимо этого, проверке
подлежат люлечные брусья и балки,
болты, подвески и предохранительные
скобы, положение хомутов эллиптиче-
ских рессор, состояние комплекса пру-
жин центрального подвешивания и
кронштейнов для подвески гидравли-
ческих гасителей.
У электровозов ВЛ 10, ВЛ 11, ВЛ80
замеряют и регулируют прокладками
зазор между вертикальным ограничите-
лем и верхней плоскостью рамы тележ-
ки, который должен быть не менее
15 мм. Зазор между вкладышем гори-
зонтального ограничителя на кузове
и накладкой на боковые рамы тележки
должен быть не более 20 мм.
Ревизия. При ТР-2 проводят реви-
зию люлечного подвешивания. Ее начи-
нают с разборки. С хвостовика стержня
люлечного подвешивания свинчивают
гайку и последовательно демонтируют
детали. Затем вынимают из кронштей-
нов на рамах кузова и тележки стер-
жень с набором регулирующих прокла-
док и сопрягаемых деталей: втулкой,
пру^киной, опорами и прокладкой. Сня-
тые детали люлечного подвешивания
связывают проволокой и промывают.
После этого детали осматривают и
обмеряют, в результате чего устанавли-
вают необходимый объем ремонта. Тре-
щины в деталях люлечного подвеши-
вания не допускаются. Ремонтировать
стержни подвесок сваркой запрещено.
Наплавкой электродами Э42 с после-
дующей обработкой разрешается
восстанавливать лишь изношенные
опорные поверхности бортов стакана и
верхней шайбы стержня под пружину
подвески, а также поверхности кулач-
ков опор и желобов прокладок.
Регулировочные прокладки подби-
рают таким образом, чтобы высота пру-
жин в сборе с прокладками была не
менее 300 им. После сборки люлеч-
ного подвешивания и опускания кузова
контролируют и регулируют с помощью
прокладок зазоры между ограничителя-
ми и рамой тележки.
При ТР-2 проводят ревизию гаси-
телей колебаний. Гаситель (амортиза-
тор) полностью разбирают, детали про-
мывают в мыльной эмульсии, бензине
или керосине и вытирают насухо.
Осматривают детали, выявляют трещи-
ны, забоины, задиры, следы коррозии, а
также повреждения резьбы. Незначи-
тельные забоины, задиры и следы кор-
розии зачищают наждачной бумагой.
Резиновые кольца, втулки и манжеты
при наличии надрывов и выработок
заменяют новыми.
: По окончании ремонта деталей гаси-
тель заправляют маслом МВП, соби-
рают и испытывают на стенде, снимают
диаграмму. При прокачке на стенде в
течение 2 мин течь масла через сальни-
ки не допускается. После испытания на
стенде гаситель проверяют на герметич-
ность, для чего гаситель выдерживают
в горизонтальном положении в течение
12 ч, при этом течь масла через саль-
никовое уплотнение штока и кольца и
уплотнения корпуса не допускается.
После ревизии на боковую поверхность
нижней проушины гасителя наносят
клейма с указанием условного номера
депо и даты ревизии.
Разборка рессорного подвешивания.
Ее осуществляют в ходе разборки те-
лежки электровоза. Детали рессорного
подвешивания обмывают в моечной ма-
шине вместе с рамой тележки. После
очистки от грязи и масла стойки и гайки
тщательно осматривают и подвергают
стойки дефектоскопии. При наличии
трещин они подлежат замене. Прове-
ряют специальную круглую резьбу диа-
метром 48,6 мм и резьбу М24 на стойке
и в гайках. При необходимости для
этой цели используют калибры. Втулки
в случае ослабления посадки или при
износе отверстия более допускаемого
заменяют. Изношенные торцовые по-
верхности стойки по размеру 50 мм
можно восстанавливать наплавкой с
последующими механической обработ-
кой и дефектоскопией. Изогнутую дер-
жавку скобы разрешается выправлять,
а при повреждении ее сварного шва —
срезать шов и приваривать вновь.
Пружины после очистки осматри-
вают и проверяют на проверочной пли-
те. Пружины с трещинами, изломами
витков, перекосом или высотой в сво-
бодном состоянии менее 172 мм отбра-
ковывают. Просевшие пружины с высо-
той менее нормы ремонтируют, нагре-
вая до температуры 920—980 °C и раз-
водя витки либо на станке, либо вруч-
ную на плите. Пружины, признанные
годными, испытывают под прессом на
осадку трехкратным нагружением ста-
тической нагрузкой, а затем на прогиб
под рабочей нагрузкой. Осадку опре-
деляют, измеряя высоту пружины до
нагружения и после снятия нагрузки.
Одновременно под испытуемой нагруз-
кой определяют действительный прогиб
пружины как разность между свобод-
ной высотой под нагрузкой. Значение
прогиба выбивают на стальной бирке,
подвязанной проволокой к витку пру-
жины. Пружины подбирают таким об-
разом, чтобы разница их прогибов на
одной тележке не превышала 4 мм.
После испытания пружины окраши-
вают.
Валики подвешивания при износе
более 1 мм восстанавливают до чертеж-
ного размера вибродуговой электронап-
лавкой или наплавкой в среде угле-
кислого газа с последующей механичес-
кой и термической обработкой, а также
дефектоскопией. Валики с трещинами
бракуют. Износ паза валика под сто-
порную планку и самой планки допус-
кается не более 1 мм.
Листовые рессоры после обмывки
осматривают. Рессоры бракуют при
обнаружении трещин в хомуте или рес-
сорных листах, сдвига листов, ослабле-
ния хомута, а также в случаях, когда
стрела прогиба, разности плеч и зазо-
ров рессоры в свободном состоянии
превышают установленные нормы.
Ремонт балансиров. Балансиры с
трещинами на участке между голов-
ками и вилками бракуют. Износ на бо-
ковых поверхностях до 2,5 мм разре-
шается оставлять без исправления. Де-
фектные сварные швы вырубают до
основного металла с последующим на-
ложением нового шва. Наплавку по-
верхностей балансира допускается вы-
полнять при износе их не более 20%
площади поперечного сечения. Рессор-
ные стойки с трещинами заменяют.
Износ их опорных поверхностей, если он
превышает допускаемый, разрешается
восстанавливать электронаплавкой с
последующей механической обработкой
на станке. Опорные поверхности хому-
тов рессор проверяют шаблоном
(рис. 2.21, а) или угольником (рис. 2.21,
б). При обнаружении трещин и износов
в гнездах пружин, рессор балансиров и
ножек подрессорных стоек их заменяют
или восстанавливают электронаплавкой
с последующей обработкой.
Ремонт рессор и регулировка рес-
сорного подвешивания. Ремонт листо-
вых рессор выполняют в соответствии
с Техническими указаниями по изго-
товлению и ремонту листовых рессор
локомотивов ЦТРП-59 МПС в локомо-
тивных депо или на локомотиворемонт-
ных заводах, имеющих специально
оснащенные мастерские.
Листы, которые потеряли стрелу
прогиба, подвергают гибке и закалке,
для чего их нагревают в кузнечных пе-
чах до температуры 1300—1350 °C. Вре-
мя выдержки листов в печи при нагреве
под закалку 15—20 мин. Охлаждающей
средой при закалке листов рессор слу-
жат вода, минеральное масло, щелоч-
ные и соляные растворы.
Гибку нагретых рессорных листов
выполняют или в штампах на специаль-
ных станках, или вручную по шаблонам.
После гибки и закалки листы отпус-
кают для снятия внутренних напряже-
ний, увеличения вязкости металла и
снижения твердости. Для отпуска рес-
сорные листы нагревают до температу-
ры 475—500 °C и выдерживают в печи
при этой температуре в течение 20—
Рис. 2.21. Проверка опорной поверхности хо-
мута рессоры
40 мин. Усталостную прочность терми-
чески обработанных листов повышают
наклепом дробью в специальных дробе-
струйных машинах.
Перед сборкой рессорные листы
правят (рихтуют) по радиусу на спе-
циальном шаблоне с предварительным
нагревом до температуры 300—350 °C.
Затем на собранный пакет листов в го-
рячем состоянии (1000—1100 °C) на-
саживают хомут и обжимают его со всех
сторон на прессе. Собранные рессоры
испытывают на остаточную деформа-
цию.
После сборки рессорного подвеши-
вания и подкатки тележек под электро-
воз проводят регулировку рессорного
подвешивания путем сжатия и роспуска
пружин гайками рессорных подвесок,
изменения длины рессорных стоек и др.
На электровозах ВЛ 10 отклонение рес-
сор от горизонтального положения не
должно превышать 20 мм. Разница в
прогибах рессор на одной тележке не
должна быть более 2 мм. Отклонение
рессорных стоек от вертикального поло-
жения не должно превышать 15 мм по
длине стойки.
Окончательную регулировку осуще-
ствляют после перемещения э. п. с. по
путям, когда все детали подвешивания
займут свое естественное положение.
Выявленные после этого перекосы
стоек, подвесок, рессор и других дета-
лей подвешивания устраняют соответст-
вующей обработкой их опорных поверх-
ностей или заменой деталей.
Разборка люлечного подвешивания
электровозов ВЛ 10, ВЛ 11, ВЛ80 и
ВЛ82. С хвостовика стержня свинчи-
вают гайку, снимают детали, устано-
вленные на конце стержня, и вынимают
из кронштейнов на рамах кузова и те-
лежки стержень с набором регулировоч-
ных прокладок, втулкой, пружиной, опо-
рами и прокладками. Обстукиванием
проверяют плотность посадки втулок
на подвеске и в стакане. Ослабшие втул-
ки спрессовывают. Убеждаются в отсутст-
вии внутренних и наружных дефектов
стержня подвески, обращают внимание
на состояние круглой резьбы на его
хвостовике. Стержни, имеющие вырабо-
танные поверхности, трещины, износ,
резьбы более 1 мм, заменяют. Следует
иметь в виду, что наличие выработки
на стержнях свидетельствует о непра-
вильной установке кулачков опор на
подкладках.
Опорные поверхности бортов стака-
на и верхней шайбы стержня под
пружину подвески при износе более
4 мм, кулачков опор и желобов прокла-
док разрешается восстанавливать
электронаплавкой с последующей ме-
ханической обработкой. Новые втулки
из высокомарганцовистой стали
110Г13Л монтируют с предварительным
нагревом стакана, если втулку уста-
навливают в него, если же втулку мон-
тируют на стержне, то подогревают
втулку. При посадке втулок натяг дол-
жен быть в пределах 0,02—0,16 мм, а
суммарный зазор между ними — от 0,12
до 0,6 мм. Торцы втулок приваривают
электродами Э43А. Зазор между опорой
и прокладкой должен быть не менее
6 мм.
Очищенную и промытую пружину
подвески осматривают и проверяют на
разметочной плите. Пружины подлежат
замене: при наличии трещин, отколов,
изломов витков, а также, если высота их
в свободном состоянии менее 366 мм;
при отклонении от перпендикулярности
к опорному витку более 4 мм; непарал-
лельности опорных поверхностей пру-
жины более 2 мм; наличии протертости
и коррозионных повреждений более
10% площади сечения прутка.
Пружину испытывают на прессе под
нагрузкой 685 кН, замеренную при этом
высоту пружины выбивают на бирке,
крепящейся проволокой, либо на торце
пружины и вписывают в паспорт элект-
ровоза. После испытания годную пру-
жину окрашивают черной эмалью.
Монтаж люлечного подвешивания.
Его осуществляют в такой последова-
тельности. Подбирают пружину с комп-
лектом регулировочных прокладок так,
чтобы общая их высота под тарировоч-
ной (исполнительной) нагрузкой 685 кН,
составляла 310 мм. Для подсчета нуж-
ной толщины прокладок из указанного
норматива вычитают высоту пружины
под испытательной нагрузкой. При вы-
соте ее 309—311 мм регулировочные
прокладки на борт стакана стержня
люлечного подвешивания не ставят.
Подобранные пружины с прокладка-
ми комплектуют со стержнем, пред-
варительно вставленным в стакан, и с
помощью специального захвата транс-
портируют к месту установки.
На кронштейнах рам тележек монти-
руют опоры и прокладки с трубой так,
чтобы кулачки опор обязательно нахо-
дились в желобах прокладок. Затем все
восемь собранных комплектов люлеч-
ных подвесок монтируют на прежних
местах на рамах тележек. Для этого
хвостовики стержней подвесок пропус-
кают через отверстия в кронштейнах
рамы тележки и закрепляют их прово-
локой так, чтобы при опускании кузова
стержни подвески его не касались.
Подкатив тележки под поднятый на
домкраты кузов, его несколько опус-
кают до уровня, обеспечивающего воз-
можность крепления балансиров к раме
кузова. При этом следят за вхождением
стержней люлечного подвешивания в
пазы кронштейнов на раме кузова, за
сочленением и взаимным расположе-
нием опор на раме тележки.
После этого устанавливают и зак-
репляют балансиры на раме кузова,
устанавливают на хвостовики стержней
опоры, прокладку с трубой и наверты-
вают и шплинтуют гайки. По оконча-
нии сборки высота пружины вместе с
прокладками должна быть в пределах
305—311 мм. После опускания кузова
на тележки проверяют зазоры по верти-
кальным и горизонтальным ограничи-
телям рамы. Зазор между вертикаль-
ным ограничителем и верхней плос-
костью рамы должен быть в пределах
20—30 мм. Зазор между вкладышем го-
ризонтального ограничителя на кузове
и накладкой на боковине рамы тележки
должен быть от 15 до 18 мм. Регули-
руют эти зазоры установкой прокладок
(толщина пакета их не более 50 мм).
Аналогично ремонтируют и подве-
шивание кузовов электропоездов. Из-
нос опорных поверхностей подрессор-
ного бруса под пружины глубиной до
2 мм разрешается оставлять без исправ-
лений. Торцовые упоры подрессорного
бруса при наличии расслоений, трещин
в резине заменяют новыми. Детали
крепления упоров обстукивают молот-
ком, ослабшие болты закрепляют, а
имеющие сорванную резьбу заменяют
новыми. Замеряют высоту упоров, кото-
рая при выпуске из ТР-3 должна быть
49—53 мм для тележки моторного ва-
гона и 71—75 мм для прицепного ваго-
на. Проверяют состояние упоров под-
вески центрального подвешивания.
Высота их должна быть не менее 33 мм
для тележки моторного вагона и не ме-
нее 40 мм для прицепного вагона.
Детали подвески тщательно осмат-
ривают и обмеряют. Собственно подвес-
ку, серьги и валики подвергают магнит-
ной дефектоскопии, при обнаружении
трещин и надрывов эти детали заме-
няют. Если головки подвески изношены
и имеют толщину менее 43 мм для мо-
торного вагона и 49 мм для прицеп-
ного вагона, их наплавляют и обраба-
тывают до чертежных размеров. При
износе втулки более 1 мм или ослабле-
нии ее посадки втулку заменяют, но-
вую устанавливают с натягом 0,05—
0,16 мм. Диаметр валика в средней
части должен быть не менее 59 мм.
Разрешается восстанавливать вали-
ки, серьги и подвески наплавкой элект-
родами Э42. После ремонта подвески
серьги и валики вновь подвергают маг-
нитной дефектоскопии. Проверяют сос-
тояние предохранительной скобы над-
рессорного бруса. При наличии трещин,
срыве резьбы ее заменяют. Местные
погнутости и вмятины разрешается
выправлять с подогревом детали до тем-
пературы 600—700 °C.
Пружины с изломами, трещинами и
повреждением коррозией более 10%
площади сечения витка, а также про-
севшие подлежат замене.
Ремонт гидравлических гасителей
колебаний. При ТР-3 электровозов
ВЛ 10, ВЛ 11, ВЛ80, ВЛ82 гидравличес-
кие гасители колебаний разбирают, ре-
монтируют и испытывают. При разбор-
ке сначала вынимают резиновые втулки
из головок гасителя, затем зажимают в
тисках верхнюю головку гасителя, вы-
ворачивают стопорный винт и сверты-
вают по резьбе защитный кожух. На-
ружные поверхности гасителя очищают
от грязи, используя керосин.
Специальным приспособлением
выдвигают из цилиндра верхнюю го-
ловку в сборе со штоком. Затем отсое-
диняют головку от штока, снимают
планку, выворачивают гайку, вынимают
обойму с кольцами и манжетами и
извлекают цилиндр со штоком, буксой
и нижними клапанами. Пользуясь дере-
вянным молотком, снимают с цилиндра
корпус нижнего клапана в сборе и с
помощью оправки выбивают буксу.
Масло из корпуса гасителя сливают
в чистый бак, после чего выворачивают
и разбирают клапаны.
Очищенные детали гасителя тща-
тельно осматривают. Резиновые детали
заменяют новыми. Трещины в штоке не
допускаются. Шток с задирами, вмяти-
нами, выбоинами я местным износом
более 0,043 мм на цилиндрической рабо-
чей поверхности по диаметру 48 мм
шлифуют и доводят его диаметр до
47,925 мм с обработкой поверхности
по 8-му классу чистоты. При большем
износе шток восстанавливают хроми-
рованием с последующей шлифовкой,
при этом толщина слоя хрома не долж-
на превышать 0,15 мм. Допускается
также восстановление штока виброду-
говой наплавкой под слоем флюса сва-
рочной проволокой Св-ЮГА, Св-10Г2 с
последующей обточкой и шлифовкой.
Такую же технологию применяют
для восстановления рабочей поверхнос-
ти поршня по диаметру 68Х. У верхней
головки замеряют отверстия и прове-
ряют калибром резьбу. При поврежде-
нии более двух ниток резьбу срезают,
затем это место наплавляют виброду-
говой сваркой под слоем флюса и
нарезают новую резьбу. Местные выры-
вы и задиры глубиной более 2 мм не
допускаются.
Риски, задиры и местную выработку
глубиной до 0,3 мм разрешается устра-
нять шлифовкой при условии сохране-
ния установленных размеров. Трещины
цилиндра, а также выкрашивания це-
ментированного слоя не допускаются.
При комплектовании цилиндра с ре-
монтными поршневыми кольцами необ-
ходимо следить за тем, чтобы зазор в
замке был не более 1,3 мм, а оваль-
ность— не более 0,1 мм. В противном
случае цилиндр заменяют.
Кожух тщательно осматривают. При
протертостях более 2 мм и овальности
более 1 мм его заменяют. Помятость,
отбортовку нижней кромки и оваль-
ность кожуха выправляют медным мо-
лотком на оправке. Швы с трещина-
ми вырубают, разделывают и вновь
заваривают. Трещины, вмятины, забои-
ны, протертости до 2 мм глубиной за-
чищают абразивным кругом, если же
глубина превышает 2 мм, корпус заме-
няют. Изношенную и поврежденную
резьбу разрешается восстанавливать
наплавкой с последующей обработкой
и проверкой. Отремонтированный ко-
жух окрашивают эмалью МС-17.
Риски и царапины на притирочной
поверхности диска (кольца) клапана
устраняют притиркой с применением
пасты ГОИ. Давление срабатывания
разгрузочного клапана регулируют на
прессе по манометру.
Перед сборкой все металлические
детали вновь протирают, используя бен-
зин или керосин, и насухо вытирают
безворсовой салфеткой. Сборку выпол-
няют в такой последовательности. Ша-
рик с его опорой и пружиной вставляют
в гнездо клапана и заворачивают проб-
кой. Собранные с их дисками и боль-
шими пружинами клапаны вставляют
и укрепляют в шток поршня и в корпус
Отдача
5400 Н
т гт г**- д ।
Сжатие
5400 Н
Рис. 2.22. Рабочая диаграмма гасителя ко-
лебаний:
Л — ход поршня; I — длина диаграммы
клапана. Затем надевают кольцо на
поршень штока.
Нижнее уплотнительное кольцо
вставляют в корпус нижнего клапана и
ударами деревянного молотка по кор-
пусу устанавливают клапан на торец
цилиндра. В цилиндр вставляют соб-
ранный шток и, перемещая его вверх
и вниз, убеждаются в плавном, без
заеданий движении. Верхнее уплотни-
тельное кольцо вкладывают в буксу
и надевают ее на шток.
Корпус зажимают за нижнюю го-
ловку в тисках и заливают в гаситель
0,9 л приборного масла МВП. Собран-
ный цилиндр устанавливают в корпус и,
перемещая шток в цилиндре, проверяют
работу клапанов.
Обойму с вставленными манжетами
и надетыми уплотнительными кольца-
ми надевают на шток. Затем завора-
чивают гайку и застопоривают ее план-
кой. Выдвинув шток вверх, наворачи-
вают на него верхнюю головку в сборе
с кожухом, после чего вворачивают
стопорный винт и болт. Затем вручную
прокачивают гаситель для удаления
воздуха из цилиндра, заполненного
ранее маслом.
Отремонтированный гаситель ко-
лебаний устанавливают на испытатель-
ный стенд и проверяют его работо-
способность с записью рабочей диа-
граммы усилий и перемещения на спе-
циальном бланке. Испытанный гидрав-
лический гаситель колебаний считается
годным, если его рабочая диаграмма
имеет форму, показанную на рис. 2.22.
После испытания гидравлического
гасителя проверяют сальниковое уплот-
нение. Если при горизонтальном поло-
жении гасителя в течение 12 ч не
появляется течь, он считается годным.
Хранят замаркированные гасители в
вертикальном положении или наклонно
под углом не менее 35°. Маркировка
включает дату ремонта и испытания и
номер ремонтного предприятия.
2.6- Ремонт ран; тележек
Износы и повреждения. Рамы теле-
жек подвержены действию значитель-
ных нагрузок, которые наряду с естест-
Рис. 2.23. Характерные трещины в раме тележки электровоза
венным износом могут вызвать повреж-
дения отдельных их узлов: трещины и
надрывы в элементах рам, ослабле-
ние заклепочных, болтовых и сварных
соединений, деформацию, местный из-
нос и коррозию. В эксплуатации интен-
сивному износу подвергаются узлы, сое-
диняющие рамы тележек друг с другом,
с кузовом и колесно-моторным блоком.
Осмотр рам. При текущих ремонтах
тщательно проверяют состояние боко-
вин, поперечных балок, кронштейнов,
подбуксовых струнок, сварных, болто-
вых и заклепочных соединений и дру-
гих деталей.
В рамах тележек не допускаются
ослабление соединения отдельных ча-
стей, надрывы, трещины и искрив-
ления.
Признаками появления трещин мо-
гут служить нарушения слоя краски со
следами ржавчины, а ослабления сое-
динений боковин рам — натертости ме-
талла в местах соединения боковины
с поперечными балками и др.
Тщательно проверяют состояние
сварных швов сварно-литых рам элект-
ровозов ВЛ 10, ВЛ 11, ВЛ 60, ВЛ 80,
ВЛ82 и ЧС, особенно в местах уста-
новки кронштейнов кузовного подвеши-
вания и в местах крепления буксовых
направляющих, убеждаются в отсутст-
вии в них трещин (рис. 2.23).
Литые рамы тележек электровозов
ВЛ8 осматривают, убеждаются в отсут-
ствии трещин в углах рам, их проемах
и технологических окнах, а также в
кронштейнах для установки траверс
подвешивания тяговых двигателей.
В брусковых рамах тележек электро-
возов ВЛ22М, ВЛ23 возможны трещины
в углах буксовых вырезов, днищах
гнезд подпятников в шкворневых бал-
ках, а также в балках сочленения и
упряжных брусьях.
В боковинах брусковых рам челюст-
ных тележек трещины возникают чаще
всего над буксовыми вырезами в верх-
них поясах, в буферном брусе и в балке
сочленения, а в бесчелюстных тележ-
ках — в боковинах рам по сварным
швам буксовых кронштейнов или уси-
ливающих накладок и вблизи этих
швов, а также в кронштейнах подвески
тяговых двигателей.
У сварных рам тележек электропоез-
дов чаще всего трещины возникают в
средних косынках и лобовых брусьях,
вблизи кронштейна подвески редуктора
и люлечных балках.
При осмотре рам с челюстными бук-
сами проверяют состояние и крепление
подбуксовых струнок, которые должны
быть поставлены с соответствующим на-
тягом, контролируемым по зазорам
(рис. 2.24).
Осматривают все болтовые соедине-
ния, ослабшие болты и гайки закреп-
ляют, негодные заменяют. Проверяют
разбег колесных пар электровозов, по-
перечный и продольный зазоры между
буксами и наличниками на челюстях,
расстояние от нижней точки путеочис-
тителя до головки рельсов. На электро-
поездах контролируют зазоры между
скользунами верхнего люлечного бруса
и скользунами кузова вагона.
Рис. 2.24. По-
садка подбуксо-
вой струики на
выступе (каб-
лучке) рамы
Ревизия элементов рам. При ТР-2
проводят ревизию опор кузова, сочле-
нения тележек, шкворней, противоот-
носного и противоразгрузочных уст-
ройств.
При ревизии сочленения тележек
электровозов ВЛ8, ВЛ23, ВЛ22М пред-
варительно проверяют шупом видимые
зазоры между шкворнем и верхней
втулкой, а также вертикальные зазоры
между приливами тележек. Затем с по-
мощью специального домкрата выни-
мают шкворень. Через освободившееся
во втулках отверстие измеряют зазор
между шаром и его гнездом, который
должен быть в эксплуатации не менее
1 мм. Измеряют диаметр отверстия ша-
ра и,сравнивая его с диаметром шквор-
ня в средней части, определяют зазор
между ними. Он должен быть в эксплуа-
тации не более 2 мм. Если зазоры в
сочленении превышают допустимое зна-
чение, то для устранения износа и ре-
монта поднимают кузов и выкатывают
тележки. Для электровозов ВЛ8 сум-
марный зазор между приливами 1-й и
2-й, 3-й и 4-й тележек должен быть в
пределах 11—30 мм, а между прилива-
ми 2-й и 3-й тележек — от 70 до 90 мм.
При ревизии сочленения прочищают
масленки и смазочные отверстия в
шкворне и заправляют их свежим осе-
вым маслом.
Муфты сочленения тележек электро-
возов ЧС осматривают, проверяют
обстукиванием крепление кронштейнов
цапф подшипников, наличие пружиня-
щих шайб под головками болтов, а
также состояние обеих половин под-
шипников и крепление на них кожухов.
Маслопроводы подшипников пальца
продувают сжатым воздухом. Сжав
пружины муфты, свинчивают гайки со
шпилек, снимают кожуха, промывают
их керосином и закладывают в них
свежую смазку. Проверяют состояние
пружин и при наличии дефектов заме-
няют. После установки пружин прове-
ряют зазоры между подшипниками и
их кронштейнами. При установке теле-
жек на прямом пути эти зазоры должны
быть по 30 мм с каждой стороны.
Ремонт рам тележек. Как правило,
рамы тележек э. п. с. ремонтируют толь-
ко при ТР-3, КР-1 и КР-2, когда их
полностью разбирают. После разборки
раму тележки обмывают в моечной ма-
шине и устанавливают по уровню на
специальные опоры, где ее тщательно
осматривают для выявления дефектов
и обмеряют для определения степени
деформации.
Боковины рам, имеющие прогиб в
вертикальном и горизонтальном нап-
равлениях, подвергают правке с по-
мощью винтовых и гидравлических рас-
порок и стяжек при установленных и
затянутых буксовых струнках. Место
изгиба предварительно нагревают газо-
вой горелкой до светло-красного све-
чения (850 °C).
Трещины в элементах рам засверли-
вают по концам сверлом диаметром
3—5 мм, разделывают пневматическим
зубилом по всей длине и заваривают
электродами с качественной обмазкой.
При заварке металл вблизи трещин
должен быть нагрет газовой или нефтя-
ной горелкой до температуры 300—
400 °C. После заварки с целью снятия
внутренних напряжений осуществляют
нормализацию сварного шва, для чего
металл медленно прогревают до тем-
пературы 600 °C и еще медленнее
охлаждают, защитив нагретое место
асбестовой изоляцией. По окончании
сварочных работ шов зачищают шли-
фовальной пневматической машинкой.
При заварке сквозных трещин и
вварке вставок в боковину рамы трещи-
ну разделывают газовым резаком с пос-
ледующей разделкой этих мест пневма-
тическим зубилом Х-образно. При боль-
ших зазорах разрешается вваривать
вставки из стали СтЗ. Заварку трещин,
разделанных Х-образно, рекомендуется
выполнять одновременно двум сварщи-
кам — по одному с каждой стороны по-
лотнища рамы. После заварки зазора
слои должны накладываться вертикаль-
но снизу вверх, каждый слой необхо-
димо зачищать.
Местные износы рамы тележки ре-
монтируют электронаплавкой с после-
дующей механической обработкой до
заданных размеров.
Буксовые направляющие ремонти-
руют путем смены наличников, кото-
рые приваривают прерывистым швом по
периметру к направляющим, с выполне-
ннем нескольких электрозаклепок в
средней части. Наличники привари-
вают под прессом или прижав их струб-
циной. Буксовые направляющие с зна-
чительным износом восстанавливают
электронаплавкой с последующей меха-
нической обработкой и приваркой но-
вых наличников. Подбуксовые струнки,
шпильки и болты их крепления осмат-
ривают, убеждаются в отсутствии в них
трещин, проверяют состояние резьбы.
Ослабшие шпильки заменяют.
Каблучки рамы и сопрягаемые с ни-
ми поверхности подбуксовых струнок
при износе восстанавливают наплавкой
и последующей механической обработ-
кой. При обработке струнок пользуют-
ся шаблоном (рис. 2.25) с одной не-
подвижной 1 и тремя подвижными 2,
3 и 4 губками. Размеры подгоняют,
чтобы обеспечить натяг струнки и до-
пускаемые зазоры между стрункой и
рамой, а также не превысить допус-
каемое боковое смещение струнки по
отношению к боковине рамы. Зазоры
проверяют щупом.
Гнездо сочленения тележек восста-
навливают наплавкой с последующей
механической обработкой. Втулки в
приливах балки тележки, через которые
проходит шкворень, при износе более
допускаемого заменяют .новыми, при
этом пользуются гидравлическим прес-
сом.
Призонные болты проверяют обсту-
киванием, а их обрыв — затяжкой гаек.
При смене болтов их выпрессовывают
гидравлическим или пневматическим
прессом. Если болт не поддается
выпрессовке, его высверливают на неко-
торую глубину со стороны головки, не
допуская при этом повреждения отвер-
стия.
Ремонт рам тележек электровозов
ВЛ10 и ВЛ80 при ТР-3. Выкаченную
из-под кузова тележку разбирают.
Отворачивают гайки и ослабляют регу-
лировочные винты в проушинах тяги,
снимают с тормозных тяг скобы предо-
хранительных тросиков и выбивают ва-
лики шарнирных соединений попере-
чин с продольными тягами с одного
их конца.
Затем отворачивают болты, снимают
предохранительную планку и кронштей-
Рис. 2.25. Шаблон для проверки струиок
ны наконечников пескопроводных труб
с другого конца, поворачивают попе-
речную балку в вырезах тормозных под-
весок и вынимают ее из подвесок. После
того как отвернуты упорный и регулиро-
вочные болты, выбиты клинья из тор-
мозных башмаков и сняты тормозные
колодки, расшплинтовывают и отво-
рачивают гайки и выбивают болты,
соединяющие валики буксовых повод-
ков с кронштейнами на раме тележки.
Поднимают штоки домкратов и
сжимают резиновую шайбу подвески
тягового двигателя. Затем отворачива-
ют подвески и снимают нижнюю шайбу
и диск с кронштейна тягового двига-
теля. Отворачивают болты и снимают
предохранительные упоры с прилива
остова тягового двигателя, разъеди-
няют фланцы половин кожухов осевых
редукторов и сливают в бачок имею-
щуюся там смазку. Расшплинтовывают
рессорные стойки и снимают нижние
буртовые гайки.
Раму тележки зачаливают тросами
за проушины на шкворневой балке и
приподнимают ее мостовым краном над
колесными парами так, чтобы клино-
видные хвостовики валиков поводков
букс вышли из пазов в кронштейнах
рамы. Для этого валик поводка сдви-
гают немного вниз клином, вставленным
в зазор между валиком и рамой. Затем
раму приподнимают до выхода рессор-
ных стоек из пружин рессорного подве-
шивания и снимают пружины с шайба-
ми, прокладками и накладками.
Одновременно снимают верхние ре-
зиновые шайбы и диски с кронштейнов
тяговых двигателей. Снятую раму
транспортируют к месту разборки, где
ее устанавливают на подставки.
Колесно-моторные блоки также
транспортируют мостовым краном на
позицию разборки.
На позиции разборки рамы сливают
смазку из противоотносного устройства
и ванн боковых опор в подставленные
под раму бачки. После этого раму вмес-
те со снятыми с нее и уложенными
в кассеты (контейнеры) деталями уста-
навливают на транспортную тележку и
подают на обмывку в моечную машину.
Неотмывшиеся участки рамы, особенно
в местах расположения сварных швов,
подвергают дополнительной очистке
скребками и металлическими щетками.
С помощью 5—10-кратной лупы раму
тщательно осматривают для обнаруже-
ния трещин, изломов, выработок, про-
гибов. Особое внимание обращают на
выявление трещин в сварных швах
и в местах перехода одного сечения
рамы в другое.
Обнаруженные дефектные места
очерчивают мелом для дальнейшего
исследования и ремонта. Проверяют по-
садку и износ втулок и валиков во
всех кронштейнах и других посадоч-
ных (шарнирных) местах рамы. Ослаб-
шие в посадке, имеющие предельную
выработку втулки выпрессовывают из
кронштейнов. Отверстия в раме прове-
ряют, при необходимости развертывают
и запрессовывают новые втулки, соот-
ветственно увеличенные по наружному
диаметру. Изношенные валики разре-
шается восстанавливать вибродуговой
наплавкой или осталиванием с после-
дующей механической и термической
обработкой.
Тщательно проверяют состояние
кронштейнов, гасителей колебаний,
предохранительных устройств тормоз-
ной рычажной передачи.
При обнаружении трещин в свар-
ных швах их вырубают и накладывают
новые сварные швы. Трещины в крон-
штейнах ремонтировать сваркой запре-
щается. Такие кронштейны необходимо
заменять.
Проверяют посадку и замеряют
отверстие во втулках толкателя проти-
воотносного устройства в шкворневом
брусе рамы, а также посадки втулок
в раме. Ослабшие в посадке или изно-
шенные по внутреннему диаметру втул-
ки заменяют. При необходимости
осуществляют механическую обработку
мест постановки втулки. Дефектный
наличник под ролик противоразгрузоч-
ного устройства шлифуют, а если износ
его превышает 4 мм, срубают и при-
варивают новый.
При необходимости смены 'корпуса
скользуна боковой опоры кузова выру-
бают сварной шов и зачищают места
для последующей приварки. Новый кор-
пус скользуна боковой опоры кузова
приваривают электродами Э42А с пос-
ледующей зачисткой шва. Положение
корпуса проверяют по угольнику и при
необходимости припиливают и зачи-
щают поверхности до чертежного раз-
мера. Убеждаются в плотности при-
варки и отсутствии трещин в сварном
шве, используя керосин. Маслопровод
боковой опоры кузова осматривают,
промывают и продувают сжатым возду-
хом, плотность его также проверяют
с помощью керосина.
Замеряют толщину накладки под ро-
лик противоразгрузочного устройства
на поперечном брусе рамы. Вырабо-
танную накладку разрешается наплав-
лять электросваркой с последующей
шлифовкой. Если износ накладки пре-
вышает 6 мм, ее заменяют.
Прогибы элементов рамы проверяют
линейкой. В отсутствии перекоса рамы
по большим буксовым кронштейнам
можно убедиться путем замера штан-
генштихмасом размера диагоналей по
кернам-реперам, нанесенным локомоти-
востроительным заводом на верхних
плоскостях поперечных брусьев рамы.
Разность диагоналей не должна пре-
вышать 3 мм. При большей разнице
раму тщательно проверяют по методи-
ке ВНИИЖТа «Проверка рам бесче-
люстных тележек локомотивов с по-
мощью оптико-механических приборов»
для выяснения возможности ремонта
рамы в условиях депо или отправки
ее на завод. Оптическую проверку рамы
выполняют также в случаях подреза
гребней и ненормального износа бан-
дажей колесных пар электровоза.
Отремонтированную раму тележки
окрашивают и передают на сборку. На
кронштейнах рамы подвешивают рес-
сорные стойки с навинченными регу-
лировочными гайками.
При сборке валики покрывают
смазкой ЖРО. Затем монтируют про-
тявоотносное устройство, подвеску тя-
говых двигателей соединяют с крон-
штейнами рамы тележки валиками,
покрытыми смазкой ЖРО, и закреп-
ляют их стопорными планками.
Тормозные цилиндры (если они сни-
мались) укрепляют на раме тележки
и монтируют детали тормозной рычаж-
ной передачи. Скользуны боковых опор
укладывают в масляные ванны на бо-
ковинах рамы тележки.
Сборка тележек. На обкатанные
колесно-моторные блоки монтируют
листовые рессоры, соединяя их хомуты
с проушинами букс валиками. Валик
стопорят планкой, укрепляют болтами.
На тележку рессоры подбирают так,
чтобы разница их прогиба под рабочей
нагрузкой была не более 2 мм, а для
пружин — не более 1 мм.
Затем домкратами поджимают
остовы тяговых двигателей так, чтобы
опорные поверхности кронштейнов для
подвешивания остова заняли горизон-
тальное положение. Устанавливают ре-
зиновые шайбы подвески тягового дви-
гателя, снимают предохранительные
опоры с приливов остовов, монтируют
скомплектованные по высоте тариро-
ванные пружины и другие детали рес-
сорного подвешивания. Высота пружин
в свободном состоянии должна быть в
пределах 172—181 мм, разность проги-
бов под рабочей нагрузкой 43 кН не
более 4 мм. Сборку деталей рессорного
подвешивания по концам одной буксо-
вой рессоры следует проводить одно-
временно с тем, чтобы не допускать
падения деталей.
Застропованную раму тележки мос-
товым краном опускают на высоту, поз-
воляющую направить рессорные стойки
через установленные пружины в отвер-
стия буксовых рессор, а подвески тяго-
вых двигателей — через резиновые
шайбы в отверстия кронштейнов осто-
вов. Затем раму опускают (под руко-
водством мастера или бригадира) на
колесно-моторные блоки.
Подъемом штока домкрата через
кронштейн остова тягового двигателя
сжимают верхнюю резиновую шайбу,
надевают на хвостовик подвески ниж-
нюю резиновую шайбу большим диа-
метром к поверхности кронштейна, за-
тем нижний диск, навертывают на хвос-
товик гайку до упора диска в выступ
подвески и зашплинтовывают гайку.
Перед постановкой соприкасающиеся
резиновые поверхности смазывают
тальком. Покрывать их смазкой нельзя.
После крепления подвески домкрат
опускают.
Аналогичные операции выполняют и
при подвешивании второго тягового
двигателя. Устанавливают и укрепляют
болтами предохранительные упоры на
приливах остова тягового двигателя.
После сборки тележки зазор между упо-
рами и полкой на раме должен быть
не менее 30 мм. Затем закрепляют бук-
совые поводки. Для этого с помощью
приспособления валики сперва верхне-
го, а потом нижнего поводка всех букс
запрессовывают в трапециевидные пазы
на раме тележки. В сборе с рамой
зазор между поводком и дном паза в
раме должен быть не менее 1 мм.
Через отверстие кронштейна в хвос-
товики валика поводка вставляют бол-
ты и затягивают гайки. После этого
на раме тележки монтируют средние
поперечные (тормозные балки), про-
дольные тормозные тяги, кронштейны
пескопроводных труб; соединяют воз-
духопроводные рукава, регулируют вы-
ход тормозных штоков и прилегание
тормозных колодок к бандажам колес-
ных пар. По завершении указанных
работ тележку транспортируют к
домкратной позиции для подкатки под
кузов.
Ремонт айтосцепного
устройства
Износы и повреждения. К неисправ-
ностям автосцепного устройства отно-
сятся: трещины или излом корпуса авто-
сцепки, излом или изгиб верхнего плеча
предохранителя от саморасцепа или
противовеса замкодержателя, излом
шипа на замке для подвешивания пре-
дохранителя, износы большого и мало-
го зубьев корпуса, превышающие до-
пускаемые и могущие привести к само-
расцепу, трещины и изломы тягового
хомута, излом клина, трещины в кор-
пусе пружинно-фрикционного аппара-
Рис. 2.26. Неисправности корпуса автосцепки
та, поломка пружины или износ клиньев
и корпуса поглощающего аппарата.
Трещины 4 (рис. 2.26) могут привести
к излому корпуса. Кроме того, возмож-
но нарушение работы автосцепного
устройства вследствие повышенного
износа отдельных его деталей, напри-
мер износа большого и малого зубьев
корпуса (поз. 1, 2, 6), ударной поверх-
ности 5, хвостовика 3, превышающего
предельно допустимые значения и мо-
гущего привести к саморасцепу авто-
сцепки.
Осмотр и дефектировка. При ТР-1
автосцепку проверяют специальным
комбинированным шаблоном с откид-
ной скобой и при необходимости заме-
няют. Для проверки исправности дейст-
вия предохранителя от саморасцепа ша-
блон прикладывают к автосцепке, как
показано на рис. 2.27, а, при этом по-
лочка всей своей опорной плоскостью
должна прилегать к тяговой поверх-
ности большого зуба, а противополож-
ная кромка основания шаблона — к ла-
пе замкодержателя. Одновременно на-
жимают рукой на замок, пытаясь
втолкнуть его в корпус автосцепки.
Предохранитель исправен, если замок
уходит в карман корпуса на расстояние
не менее 7 мм и не более 18 мм при
измерении в верхней части замка. Удер-
жание механизмом замка в расцеплен-
ном положении проверяют, приклады-
вая шаблон, как показано на рис. 2.27,
б. Затем поворотом валика подъемни-
ка до отказа перемещают замок внутрь
и, освободив валик, продолжают удер-
живать шаблон в зеве автосцепки. Если
при этом замок не выходит из карма-
на корпуса, а после прекращения нажа-
тия на лапу шаблоном возвращается
в первоначальное положение, то меха-
низм автосцепки исправен.
а}
Плотно
Автосцепка годна
В)
2ZZZZ&
Автосцепка годна
Плотно
Автосцепка годна
Ф
г)
Автосцепка годна
Плотно
Плотно
Автосцепка негодна
Автосцепка годна
Плотно
Автосцепка негодна
Плотно
Автосцепка годна Автосцепка негодна
Рис. 2.27. Проверка автосцепки комбинированным шаблоном
Откидной скобой шаблона прове-
ряют возможность преждевременного
включения предохранителя замка от
саморасцепа при сцеплении автосце-
пок. Для этого шаблон устанавливают
так, чтобы его откидная скоба сторо-
ной с вырезом 35 мм нажимала на
лапу замкодержателя, а лист шаблона
одновременно касался большого зуба
(рис. 2.27, в). Автосцепка годна, если
при нажатии на торец замка он беспре-
пятственно уходит в карман на весь
свой ход.
Определяют толщину замка (рис.
2.27, г). Если она превышает конт-
рольный размер выреза в шаблоне,
т. е. между шаблоном и малым зубом
имеется зазор, то замок годен. Толщи-
ну замка проверяют по всей высоте его
вертикальной кромки.
Проверяют ширину зева корпуса
автосцепки (рис. 2.27, д), предвари-
тельно слегка утопив замок, чтобы он
не препятствовал правильному распо-
ложению шаблона. Ширина зева нор-
мальная, если шаблон при его поворо-
те не проходит мимо большого зуба.
Проверку выполняют по всей высоте
большого зуба.
Прикладывая шаблон к наружной
поверхности охватом по ширине, прове-
ряют износ малого зуба (рис. 2.27, е).
Контроль осуществляют в средней час-
ти малого зуба в двух местах, отложив
по 80 мм вверх и вниз от середины его
высоты. При соприкосновении шаблона
с боковой стенкой малого зуба авто-
сцепка считается неисправной.
Износ тяговой стороны большого
зуба и ударной поверхности зева опре-
деляют путем введения шаблона в зев.
Если шаблон входит в зев, то автосцеп-
ка неисправна. Проверку выполняют
в средней части большого зуба в двух
местах, отложив по 80 мм вверх и вниз
от середины.
Контролируют также состояние тя-
гового хомута, клина, фрикционного ап-
парата, ударной розетки, маятниковой
подвески и расцепного рычага. Для
этого головку автосцепки снимают,
осматривают хвостовик, хомут и клин.
Хвостовик и клин проверяют магнитным
дефектоскопом, убеждаются в отсут-
ствии трещин. Трещины в частях авто-
сцепного устройства не допускаются.
Болты, поддерживающие клин авто-
сцепки, осматривают, погнутые или
имеющие износ по диаметру более
2 мм заменяют. Проверяют выработку
проушины для клина и износ хвосто-
вика. Расстояние от упора хвостовика
до цроушины должно быть не менее
46 мм. Клин, имеющий изгиб более
3 мм, ширину в местах износа менее
87 мм, толщину менее 30 мм, бракуют.
Изношенный клин восстанавливают
наплавкой.
Для проверки действия механизма
автосцепки лапу замкодержателя утап-
ливают внутрь головы автосцепки и де-
лают попытку втолкнуть рукой замок.
Если он не уходит дальше после упора
верхнего плеча предохранителя в проти-
вовес замкодержателя, предохрани-
тельное устройство от саморасцепа счи-
тается исправным.
С помощью специального приспо-
собления проверяют высоту автосцепки
над головкой рельса. При необходимос-
ти ее регулируют.
Проверяют также положение фрик-
ционного аппарата, который должен
быть зажат задними и передними упо-
рами буферного бруса.
Ремонт автосцепного устройства
ТР-2 и ТР-3. Автосцепное устройство
полностью разбирают и ремонтируют в
специализированных отделениях, имею-
щих разрешение Главного управления
вагонного хозяйства (ЦВ) на произ-
водство ремонта. После снятия с по-
мощнто специального приспособления
пружинно-фрикционного аппарата про-
веряют состояние упорных угольников
в переднем брусе рамы. Упорные
угольники с износом или перекосом
исправляют наплавкой или приваркой
планок. Проверяют состояние и крепле-
ние ударных розеток, маятниковых под-
весок и расцепных рычагов.
Детали расцепных рычагов и их
кронштейнов при наличии выработки
восстанавливают наплавкой, погнутые
рычаги выправляют. Ослабшие болты
розеток и кронштейнов укрепляют, а
негодные заменяют. Также заменяют
поврежденные цепи приводов. Изно-
шенные детали маятниковых подвесок
восстанавливают или заменяют новы-
ми. Места повышенного износа плиты
фрикционного аппарата восстанавли-
вают электросваркой. Разборку погло-
щающего фрикционного аппарата вы-
полняют в случае его неисправности.
Неисправности деталей автосцепки,
возникшие в результате естественного
износа, устраняют наплавкой под слоем
флюса с последующей обработкой на
строгальном или фрезерном станке
и проверкой по специальным шабло-
нам.
После проверки - и ремонта на ря-
де деталей автосцепного устройства
ставят клейма в предусмотренных
инструкцией местах. Клеймению под-
лежат замок, замкодержатель, предо-
хранитель, подъемник замка, валик
подъемника, тяговый хомут, клин тяго-
вого хомута, ударная розетка, балочка
центрирующего прибора, маятниковые
подвески, ударная плита, корпус фрик-
ционного аппарата и собранная авто-
сцепка. Смазывать детали механизма
головы автосцепки и трущиеся части
поглощающего аппарата запрещается.
Снаружи голову автосцепки и дру-
гие детали (кроме деталей механизма,
зева и внутренней поверхности головы)
окрашивают черной краской, а сигналь-
ный отросток замка — красной. После
окончательной регулировки рессорного
подвешивания замеряют высоту авто-
сцепки над головками рельсов, опре-
деляют разность этих высот и положе-
ние автосцепки относительно горизон-
тали.
2.8. Р*мс'г.- rytioeoe
Нагрузки, действующие на кузов.
Износы и повреждения элементов кузо-
ва. Кузова э. п. с. испытывают стати-
ческие нагрузки от собственного веса и
веса размещенного в них оборудо-
вания. Кроме того, при движении
возникают дополнительные динамиче-
ские нагрузки, действующие на кузов
как в горизонтальной, так и верти-
кальной плоскостях. Под действием
этих нагрузок элементы кузова изнаши-
ваются; появляются трещины в их ра-
мах, сварных швах рам и обшивки, де-
формация деталей каркаса кузова,
обрывы болтов, нарушение уплотнений
дверей, окон и др. Кроме того, детали
кузова подвержены коррозии.
Осмотр кузовов. Проверяют состоя-
ние рамы и обшивки кузова, уделяя
особое внимание опорам кузова. В них
не должно быть трещин, ослабления
крепления, следов вытекания смазки
из ванн и амортизатора. На электро-
возах с пятниковыми опорами (ВЛ22М,
ВЛ8, ВЛ23 и др.) проверяют крепле-
ние пят и состояние подпятников. У до-
полнительных опор контролируют креп-
ление их к раме кузова и тележек, а
также состояние резиновых амортиза-
торов. Проверяют и при необходимости
регулируют зазоры в боковых скользя-
щих опорах. Резиновые конусы цент-
ральных опор кузова электровоза ВЛ60
не должны иметь разрывов и следов
местного выдавливания. Комплектуют
их после испытания под нагрузкой.
Осматривают детали, передающие
усилия тяги и торможения от тележек
к кузову (центральный шкворень элект-
ровозов ВЛ 10, ВЛ 11, ВЛ80, ЧС, тяго-
'вые кронштейны электровозов ВЛ60),
а также противоотносные и противо-
разгрузочные устройства. У электрово-
зов ВЛ10, ВЛ11, ВЛ80, ЧС обращают
внимание на состояние и надежность
крепления деталей боковых опор, их
смазку, целостность пружин, а также
на износы деталей и зазоры между
ними.
На сочлененных электровозах и ва-
гонах электропоездов осматривают
упругие переходные площадки и меха
между ними, а у кузовов,вагонов элект-
ропоездов, кроме того, подвеску элект-
рической аппаратуры и вспомогатель-
ных машин.
Проверяют состояние щитов и две-
рей высоковольтной камеры, их механи-
ческих блокировок и предупредитель-
ных надписей, песочных бункеров,
уплотнение их крышек и сеток, убежда-
ются в плотности патрубков и кожухов
вентиляционной системы, целостности
предохранительных сеток, а также в
отсутствии течи через крышу и жалюзи.
При ТР-2 осуществляют подъем ку-
зова с ревизией основных дополни-
тельных и боковых опор кузова, реви-
зию шкворней, противоотносного уст-
ройства, противоразгрузочного устрой-
ства, люлечного подвешивания, гид-
равлических гасителей колебаний.
При ревизии опор кузова осматри-
вают шкворневые балки кузова. Обна-
руженные трещины разделывают и за-
варивают электродами Э42, а при необ-
ходимости усиливают постановкой нак-
ладок, контуры которых должны пе-
рекрывать поврежденные места не ме-
нее чем на 100 мм (а в особо стеснен-
ных условиях не менее чем на 50 мм).
Детали боковых опор очищают,
контролируют состояние и износы на-
личников опор, скользунов, стаканов
пружин, масляных ванн с их крышка-
ми, маслопроводов. Суммарный зазор
между направляющими втулками ста-
канов в раме кузова должен быть не бо-
лее 2,5 мм, а износы опоры верхнего
стакана и бронзового скользуна — не
превышать 5 мм. Износ накладки на
раме тележки под скользуны боковой
опоры не должен превышать 2 мм при
ТР-3 и 4 мм в эксплуатации.
На шкворневых балках тележек
электровозов с пятниковыми опорами
(ВЛ8, ВЛ23 и др.) при осмотре убежда-
ются в отсутствии трещин в днищах
гнезд для подпятников, признаком ко-
торых служит течь смазки.
Зазоры в пятниковых опорах изме-
ряют щупом. Зазоры между пятой и
подпятником по диаметру допускаются
не более 2,5 мм. Общий боковой зазор
между подвижным подпятником и стен-
ками гнезда в шкворневой балке дол-
жен быть не более 3 мм, а зазоры
между скользунами кузова и тележ-
ки — не менее 2 мм на сторону. При
подъеме кузова обмеряют шкворень и
зазоры в шаровом соединении сверху.
Диаметр шкворня не должен быть ме-
нее 150 мм. Суммарный зазор между
шаром и вкладышем более 2 мм не до-
пускается.
Диаметр шара по наружной поверх-
ности должен быть в эксплуатации
не менее 217 мм для электровозов
ВЛ 10, ВЛ 11, ВЛ80 и не менее 268 мм
для электровозов ЧС4. Износ сегмен-
тообразных упоров допускается не бо-
лее 2 мм, а зазор между ними и кор-
пусом, который регулируют путем пос-
тановки прокладок, не более 1,5 мм.
Суммарный зазор между шаром и вкла-
дышем, а также между упором и втул-
кой в шкворневом брусе не должен
быть в эксплуатации более 2 мм для
электровозов ВЛ 10, ВЛ 11, ВЛ80 и бо-
лее 1,5 мм для электровозов ЧС4.
На электровозах с боковыми опора-
ми кузова одновременно проводят ре-
визию противоотносного устройства.
Излом пружин противоотносного
устройства не допускается. Высота их
в свободном состоянии должна быть не
менее 246 мм для наружной пружины
и не менее 233 мм для внутренней.
Ремонт металлических частей кузо-
вов. Его выполняют после очистки ку-
зова. Обнаруженные трещины засвер-
ливают по концам, разделывают по
всей длине и заваривают электрода-
ми Э42. Вентиляционные каналы кузо-
ва продувают сжатым воздухом. Осо-
бое внимание обращают на перекос
кузова, который допускается не более
30 мм по всей его высоте. Проверяют
исправность крыши, крепление и уплот-
нение люков, проходов труб и проводов.
Ослабшие крышевые мостки и по-
ручни надежно закрепляют. Убеждают-
ся в исправности упругих переходных
площадок вагонов электропоездов,
порванные места брезента или уплот-
нительной резины ремонтируют поста-
новкой заплат или полос резины.
Противоразгрузочное устройство
разбирают на позиции подъема кузова.
Предварительно измеряют расстояние
от рычага до рамы кузова, которое
должно быть не менее 5 мм. После этого
отворачивают гайку, выбивают валик и
снимают ролик с рычага, отсоединяют
вертикальный рычаг от штока воздуш-
ного цилиндра противоразгрузочного
устройства и отсоединяют возвратную
пружину рычага. Для демонтажа дву-
плечего рычага с рамы предваритель-
но удаляют стопорную планку с валика.
Детали противоразгрузочного устрой-
ства после обмывки в моечной машине
осматривают и обмеряют. Ослабшие
в посадке или имеющие выработку
втулки и валики двуплечего рычага
и ролика заменяют.
Тщательно проверяют состояние ры-
чагов и их сварных швов. Рычаги и
ролики с трещинами по целому месту
заменяют. Дефектные части сварных
швов вырубают и вновь заваривают.
Изношенные поверхности проушин,
вилки рычагов, а также торцы соеди^
няющей их трубы и поверхности ролика
при износе более 7 мм по диаметру
разрешается восстанавливать вибро-
дуговой наплавкой в среде углекисло-
го газа и наплавкой электродом Э42А
с последующей обработкой. Резьбу для
крепления стопорной планки проверяют
метчиком. Лопнувшую пружину заме-
няют.
Дверной механизм электропоезда
демонтируют, детали его промывают
в керосине и насухо протирают салфет-
ками. Рельсы, подвески, сепараторы,
рейки, кронштейны и створки дверей
осматривают с целью выявления тре-
щин, изгибов и износов. Трещины
вырубают пневматическими зубилами
до полного исчезновения и заваривают
электродами Э42. Сварные швы зачи-
щают пневматической машинкой с
наждачным камнем заподлицо с основ-
ным металлом.
Проверяют износ желобов рельсов
и реек. Если он превышает 0,8 мм, то
изношенную поверхность желобов рель-
сов и реек зачищают до металлическо-
го блеска, наплавляют и обрабатывают
на фрезерном станке. Болты, гайки и
шпильки с сорванной резьбой и рези-
новые буфера, имеющие выработку и
надрывы, заменяют новыми. Резиновые
уплотнения створок дверей и резиновую
окантовку стенок осматривают и при
наличии порезов, вырывов, сквозных
трещин заменяют. Разбитые стекла,
ролики со сквозными трещинами также
заменяют.
Дверной цилиндр разбирают, все
детали, кроме резиновых манжет и
уплотнений, промывают в керосине или
мыльной эмульсии и насухо протирают
салфетками. Рабочую поверхность ци-
линдра и шток осматривают, незна-
чительные забоины и задиры зачи-
щают наждачной бумагой. При наличии
трещин, задиров и забоин на рабочей
поверхности глубиной более 1,5 мм у
цилиндра и более 0,5 мм у штока их
заменяют. Нутромером проверяют внут-
ренний диаметр цилиндра, а непроход-
ным калибром — состояние резьбы ци-
линдра и штока. Поврежденную резьбу
срезают, наплавляют, протачивают н.
токарном станке и нарезают нов/к
резьбу.
Дверной цилиндр после сборки
испытывают, для чего его закрепляют
на стенде или в тисках и вручную
производят четыре-пять полных ходов
поршня. Для проверки на воздухоне-
проницаемость цилиндр обмыливают и
соединяют с магистралью сжатого
воздуха давлением 6860 кПа. Цилиндр
пригоден к эксплуатации, если мыль-
ный пузырь продержится не менее 10 с.
После монтажа дверного механизма
регулируют положение створок (путем
постановки прокладок под скобы креп-
ления дверных цилиндров), зазор меж-
ду нижней кромкой двери и порогом
(который должен быть в пределах
2—6 мм), а также ход створок. При
закрытых дверях в разъеме створок не
должно быть сквозного зазора.
Поврежденные детали опор кузова
ремонтируют электросваркой с после-
дующей механической обработкой или
заменой деталей. Негодные болты и
гайки, просевшие пружины и негодные
резиновые амортизаторы заменяют,
восстанавливают смазочные отверстия
и заполняют масленки и масляные ван-
ны, регулируют зазоры и предвари-
тельную затяжку пружин.
При заводском ремонте проверяют
изгиб рам кузовов, натягивая вдоль
обвязочного угольника струну. Если
прогиб рамы превышает 13 мм, то
обшивку отсоединяют от обвязочного
угольника и правят раму с помощью
стяжек и домкратов, предварительно
подогрев элементы рамы газовыми го-
релками. Для вагонов электропоездов
рамы правят при прогибе более 25 мм.
Дефекты (изгибы, вмятины) обшивки
выявляют прикладыванием к проверяе-
мому месту метровой линейки.
При волнистости высотой более 3 мм
на длине 1 м для электровозов и высо-
той 5 мм на длине 1 м для вагонов элект-
ропоездов листы правят наложением
с внутренней стороны тонких сварных
швов. Если таким способом лист выпра-
вить не удается, его вырезают и вва-
ривают новый, предварительно подог-
нанный по контуру. Поврежденные
стойки и дуги каркаса выправляют
скобами и домкратами с предваритель-
ным подогревом поврежденных участ-
ков газовой горелкой.
Упругие площадки снимают и раз-
бирают, при необходимости правят их
рамы и заменяют изношенные фартуки.
Шпинтоны, их направляющие крон-
штейны и листовые рессоры ремонти-
руют. Вентиляционные каналы очи-
щают от грязи, продувают сжатым воз-
духом, протирают и прокрашивают.
После опускания кузова контроли-
руют и регулируют прокладками зазор
между вертикальным ограничителем и
верхней плоскостью рамы тележки, ко-
торый должен быть не менее 15 мм, а
также зазор между вкладышем гори-
зонтального ограничителя на кузове и
накладкой на боковине рамы тележки,
который не должен превышать 10 мм.
Ремонт частей кузовов из дерева и
полимерных материалов. Износы и
повреждения; условия, вы-
зывающие их. Большое число де-
талей и частей кузова изготавливают
из дерева, стекла и полимерных мате-
риалов. К ним относятся: элементы де-
ревянного каркаса обрешетки кузова,
половые доски и брусья под них, дета-
ли тепловой и звуковой изоляции из
полистирольного пенопласта, фанерная
обшивка стен и потолков, двери, окон-
ные рамы, настил крыш, внутренняя
обшивка и отделка из линолеума, линк-
руста, дерматина, бумажно-слоистого
пластика, обшивка ящиков подвагон-
ного оборудования электропоездов,
внутреннее оборудование кабин маши-
ниста и пассажирских помещений
электропоездов — диваны, сиденья,
полки, вешалки, шкафы, столы, подло-
котники и др.
Поскольку условия работы э. п. с.
весьма напряженные и характеризуют-
ся действием знакопеременных нагру-
зок, большим диапазоном температур,
высоким уровнем влажности, интенсив-
ной эксплуатацией, а для электропоез-
дов еще и обслуживанием большого
пассажиропотока, то деревянные и по-
лимерные части кузовов подвергаются
износу и повреждениям. Часть повреж-
дений внутривагонного оборудования
электропоездов связана с нарушением
установленного порядка проезда неко-
торыми пассажирами. Помимо механи-
ческого повреждения деревянных дета-
лей и возникновения в них трещин,
надломов, сколов и прогибов, они под-
вержены гниению. Фанерные листы так-
же могут загнивать, коробиться и рас-
слаиваться, линолеум на полах исти-
рается, на линкрусте и павеноле, ис-
пользуемом для облицовки стен вагонов
электропоездов, появляются волнис-
тость, порезы, ослабевает крепление ди-
ванов и полок, появляются трещины
в стеклах окон и дверей и т. д.
Ремонт деталей кузовов из дерева
и полимерных материалов. При
эксплуатации э. п. с. внутри кузова
необходимо регулярно убирать мусор,
удалять пыль, протирать стекла и пла-
фоны. Полы, стены и диваны в каби-
нах машинистов, пассажирских салонах
и тамбурах салонов электропоездов
промывают горячим мыльным раство-
ром, туалетные помещения и мусо-
росборники промывают и дезинфици-
руют.
При приемке и сдаче, техническом
обслуживании и текущих ремонтах
э. п. с. необходимо проверять состояние
окон и дверей, их запоров, полов и
крышек люков в них, внутреннего обо-
рудования и устранять обнаруженные
недостатки.
Для сохранения деревянного насти-
ла полов при местном износе линолеума
поврежденные места вырезают и ставят
встык заплаты на лаковой подмазке;
края линолеума прошивают гвоздями.
Проверяют крепление диванов и по-
лок, ослабшие закрепляют. Восстанав-
ливают уплотнение окон и дверей, раз-
битые стекла заменяют, а дребезжа-
щие укрепляют полосками резины.
Обращают внимание на состояние кры-
шевых мостиков и поручней, ослабшие
надежно закрепляют. Убеждаются в
исправности переходных площадок,
порванные места брезента или уплот-
нительной резины ремонтируют поста-
новкой заплат или полос резины.
При ТР-3 по необходимости ремон-
тируют внутреннюю обшивку стен и
потолков, полов, двери, окна, диваны.
Осматривают и исправляют сиденья,
подлокотники, ящики, шкафы и другое
оборудование кабин машиниста.
В пассажирских салонах очищают
и покрывают лаком диваны и другие
деревянные части. Ремонтируют обив-
ку полумягких диванов. Для сохране-
ния деревянного настила пола при изно-
се линолеума более чем на 20% его
заменяют. Поврежденный линкруст за-
меняют, стены и потолки кабин маши-
нистов, пассажирских помещений и
тамбуров вагонов электропоездов окра-
шивают. Ремонтируют ящики подвагон-
ного оборудования, обшивка которых
не должна иметь щелей.
2.9. С-'эаскэ м.зсвоь и деталей
элект. г»подв«л<ного состава
Назначение лакокрасочных покры-
тий. Лакокрасочные покрытия на э. п. с.
применяют для защиты металлических
деталей от коррозии, а деревянных от
гниения. Наряду с этим применение
лакокрасочных покрытий преследует и
декоративные цели. Эти покрытия
должны обладать определенными ка-
чествами, которые сохраняются в весь-
ма разнообразных описанных выше
условиях.
К лакокрасочным материалам отно-
сятся пигменты, связующие вещества
и растворители, а также готовые масля-
ные и эмалевые краски. Пигменты —
это тонкоизмельченные цветные порош-
ки, способные равномерно смешивать-
ся с растворителями. Пигменты при-
дают составу определенный цвет.
Связующие вещества служат для
связывания частиц пигмента между
собой и с окрашиваемой поверхностью.
В качестве связующих веществ исполь-
зуют олифы и масляные лаки.
Растворители предназначены для
разбавления лаков, тертых красок и
грунтовок. Растворители должны испа-
ряться из лакокрасочного слоя в про-
цессе его высыхания, не вступать в хи-
мическое взаимодействие с лакокра-
сочными материалами или окраши-
ваемой поверхностью. В качестве раст-
ворителей применяют скипидар, уайт-
спирит, сольвент-нафт и др.
Как правило, при окраске э. п. с.
используют масляные и эмалевые крас-
ки фабричного приготовления. Качест-
во масляных красок оценивают по со-
держанию пигмента и олифы. Эмале-
вые краски приготавливают на спе-
циальных лаках. По виду связующе-
го эти лаки делят на глифталевые,
пентофталевые, перхлорвиниловые
и др. По высыхании они образуют
глянцевую поверхность, похожую на
эмаль.
Подготовка поверхностей к окраске.
Непременным условием качественной
окраски поверхности является строгое
соблюдение технологии подготовки
окрашиваемых поверхностей и самого
процесса нанесения красителя.
Подготовленная для окраски метал-
лическая поверхность кузова должна
быть совершенно гладкой, ровной, без
задиров и шероховатостей, ржавчины
и жировых пятен, пыли и грязи. Обыч-
но старую краску кузова удаляют ме-
ханическим (скребками, стальными
щетками или шарошками) или хими-
ческим способом. В последнем случае на
поверхность наносят специальную
смесь, которую затем смывают теплой
водой. При удалении старой краски
химическим способом маляры должны
работать в защитных очках, респира-
торах, резиновых фартуках и рукави-
цах. Отходы старой краски при этом
необходимо удалять из цеха до их высы-
хания.
Подготовленный таким образом
кузов обмывают слабым раствором
каустической соды и затем чистой во-
дой. Высушенную поверхность грунту-
ют вручную или распылителями. Обыч-
но применяют грунт заводского изго-
товления или приготавливают его
из смеси сурика с натуральной оли-
фой.
На высохший грунт наносят тонкий
слой (до 0,5 мм) шпатлевки. Шпатлев-
ку готовят из смеси молотого мела и
олифы с небольшим количеством крас-
ки или используют стандартные фаб-
ричные мастики. Для получения ров-
ной гладкой поверхности зашпатлеван-
ные места обрабатывают пемзой или
шлифовальной бумагой и при необхо-
димости вторично шпатлюют, исправ-
ляют и вновь шлифуют. К окраске
приступают после высыхания шпатлев-
ки на всю глубину.
Технология окраски. Окраску кузова
необходимо проводить с прочных и
жестких подмостков либо с тележки с
механическим подъемом площадок.
Использование подмостков из досок,
переброшенных на стремянки, недопус-
тимо.
Ручная окраска кистями или вали-
ками малопроизводительна и связана с
большими потерями красителей. Более
производителен способ окраски с ис-
пользованием воздушных краскопуль-
тов.
Недостатком этого способа явля-
ется значительное туманообразование
из частиц краски,, ухудшающее усло-
вия труда маляров и вызывающее так-
же непроизводительный расход краси-
телей.
Применение безвоздушного распы-
ления красителя установкой УРБХ
сокращает туманообразование и в
результате этого экономится краси-
тель на 25—30% по сравнению с воз-
душным распылением. Кроме того, по-
вышается качество покрытия.
Наиболее совершенным является
способ окраски с распылением кра-
сителя в электростатическом поле,
позволяющий сократить расход мате-
риалов вдвое по сравнению с ручным
методом, улучшить санитарно-гигие-
нические условия труда рабочих и по-
высить качество окраски. Сущность
этого способа состоит в том, что час-
тицы красителя под действием элект-
рического поля высокого напряжения
(80—102 кВ), создаваемого между
распыляющим устройством (отрица-
тельный потенциал) и окрашиваемой
поверхность^) (положительный потен-
циал), движутся строго к окрашивае-
мой поверхности. Для окраски исполь-
зуют установки УЭРЦ, в которых кра-
ситель насосом подается на внутрен-
нюю поверхность вращающегося рас-
пылителя (чаши). Под действием
центробежной силы частицы красите-
ля прижимаются к внутренней поверх-
ности чаши и тонким слоем сползают
к острым кромкам, срываясь с них мел-
кими капельками. Под действием сил
электростатического поля частицы кра-
сителя устремляются к окрашиваемой
поверхности.
Установка для окраски в электро-
статическом поле высокого напряже-
ния состоит из высоковольтно-выпря-
мительного устройства, высоковольт-
ного шинопровода, укрепленного на
изоляторах, красконагнетательных ба-
ков, электрораспылителей и пульта
управления.
В локомотивных депо применяют
самоходные установки, позволяющие
механизировать и автоматизировать
процесс окраски кузовов. Такая уста-
новка перемещается вдоль вагона по
специально проложенным рельсам.
Приводом ее служит электродвига-
тель с редуктором и цепной переда-
чей. На тележке установлен бачок с
насосом для подачи красителя в элект-
рораспылитель и высоковольтно-выпря-
мительное устройство с пультом управ-
ления. Подъем и спуск электрораспы-
лителя осуществляются от электродви-
гателя через редуктор и цепную пере-
дачу.
Перед окраской окна вагона закры-
вают щитами. При окраске распыли-
тель перемещается снизу вверх и обрат-
но. Во время перемещения распылителя
тележка не движется, однако, когда он
достигает верхнего или нижнего поло-
жения, срабатывает конечный выклю-
чатель, выключается электродвигатель
перемещения распылителя и включает-
ся электродвигатель перемещения те-
лежки, который передвигает ее на
200 мм. После этого вновь включается
электродвигатель перемещения распы-
лителя, и цикл повторяется до тех пор,
пока не будет окрашена вся боковая
поверхность кузова.
Сушка после покраски является
важной составной частью технологи-
ческого процесса. Естественная сушка
требует длительного времени и поэтому
с целью сокращения простоя э. п. с. в
ремонте практикуются различные спо-
собы искусственной сушки. В зави-
симости от способа передачи тепла слою
красителя различают конвекционный,
радиационный и индукционный спо-
собы сушки. Наибольшее распростра-
нение получил терморадиационный спо-
соб сушки.
Малярные работы должны прово-
диться в отдельном специально обо-
рудованном помещении (малярном
стойле) при соблюдении необходимых
противопожарных мер, а также требо-
ваний охраны труда.
По окончании окраски боковых стен
на кузов наносят отличительные знаки
и надписи, предусмотренные Правила-
ми технической эксплуатации: Госу-
дарственный герб, знак МПС, инициалы
дороги приписки, серию и номер, но-
мер единой сетевой нумерации, а также
паспортную табличку с указанием даты
и места постройки и конструкционной
скорости. Кроме того, должна быть
нанесена маркировка о выполненном
ремонте.
Крышу кузова окрашивают масля-
ной краской светлых тонов, токоприем-
ники — краской красного цвета, одно-
временно окрашивают остальное кры-
шевое оборудование.
Внутри кузовов электровозов и ва-
гонов электропоездов окрашивают сте-
ны и потолки, предварительно, очистив
их от старой краски. При необходи-
мости выполняют шпатлевку. Потолки
окрашивают в светлые тона, панели —
в более темные. Линкруст стен и лино-
леум промывают водой с мылом. Па-
нели, стены и потолок тамбура шпат-
люют и окрашивают. Стены и потолки
высоковольтной камеры электровоза,
коридоров, каркасы основания и крон-
штейны для установки оборудования
в кузове очищают от старой краски
и окрашивают.
В случае отсутствия или неясности
предупредительных надписей их восста-
навливают, используя для этой цели
трафареты.
Малярные работы внутри кузова
необходимо проводить при открытых
дверях, окнах и людах и подаче очищен-
ного приточного воздуха.
Для ускорения сушки окрашенных
поверхностей внутри кузова исполь-
зуют установки, подающие вентилято-
ром предварительно подогретый в кало-
рифере воздух.
Раму электровоза или вагона, рамы
тележек, рессорное люлечное и тра-
версное подвешивание, упругие пло-
щадки, ходовые части, рычажную пере-
дачу и тормозное оборудование, ящики
подвагонного оборудования окраши-
вают черной масляной краской ил!
битумно-масляным лаком 177.
Текущий уход за лакокрасочными
покрытиями. В процессе эксплуата-
ции наружные окрашенные поверхности
э. п. с. обтирают и обмывают. Эти опе-
рации отличаются высокой трудоем-
костью при выполнении их вручную и
поэтому должны быть механизированы,
по возможности, в первую очередь.
Наилучшие результаты дает примене-
ние обмывочно-продувочных стойл, в
которых наряду с мойкой экипажной
части и кузова осуществляются продув-
ка и сушка тяговых двигателей, а также
электрической . аппаратуры высоко-
вольтных камер.
Оборудование стойла позволяет вы-
полнять обдувку кузова и ходовых час-
тей сжатым воздухом, обрызгивание
специальной эмульсией боковых стен
кузова и растирку ее щетками, пред-
варительную обмывку ходовых частей
горячей водой, продувку тяговых дви-
гателей сжатым воздухом, обдувку
электрической аппаратуры в кузове
сжатым воздухом, мойку ходовых час-
тей локомотива и боковых и торцовых
стен кузова, протирку окон. Порталь-
ные натирочная и моечная машины
перемещаются по рельсам. В канавах
размещаются передвижные тележки
для обмывки ходовых частей.
Для очистки кузовов применяют
водную эмульсию, состоящую из 1 —
1,5% кальцинированной соды или ща-
велевой кислоты и 1,0—0,5% хозяйст-
венного мыла. Раствор тщательно пе-
ремешивают и наносят на кузов, а
затем смывают горячей водой при тем-
пературе 80—90 °C под давлением
600—800 кПа. Перед натиркой кузова
на него наносят специальную пасту
КП производства Кусковского завода
следующего состава , (в процентах):
церезина —9, канифоли —3, скипида-
ра —33, денатурата —5, веретенного
масла —3 и дизельного топлива —47.
Эта паста обладает токсичными свой-
ствами, поэтому при ее применении
должны соблюдаться меры предосто-
рожности.
Применение подобных обмывочно-
обдувочных стойл требует весьма зна-
чительных капиталовложений, поэтому
получили распространение моечные и
натирочные машины для обработки
э. п. с., размещаемые на открытых
площадках.
10. Комплексная механизация
автоматизация процессов ремонта
Современный уровень организации
ремонтного производства в локомотив-
ных и моторвагонных депо характери-
зуется высоким уровнем механизации
отдельных процессов.
Широкое применение получила ме-
ханизация подъемно-транспортных опе-
раций путем использования мостовых,
козловых, консольных, локтевых, вело-
сипедных кранов различной грузо-
подъемности, кран-балок, тельферов,
электрокаров и электропогрузчиков,
электрических, гидравлических и пнев-
могидравлических домкратов, лифтов,
подъемников различных конструкций,
разнообразных кассет и контейнеров
для транспортирования деталей, канто-
вателей, передаточных тележек и т. д.
Для механизации слесарно-монтаж-
ных операций широко применяют гай-
коверты, шплинтодеры, индукционные и
гидравлические съемники, прессы, спе-
циализированные станки и приспособ-
ления для снятия и постановки различ-
ных узлов э. п. с.
Специализированные механизмы
применяют при выполнении сварочных,
малярных и других работ, операций
по механической, термической и термо-
химической обработке, обмывке и
очистке деталей и узлов.
Однако вследствие концентрации
ремонта в наиболее крупных и техни-
чески оснащенных депо и роста объема
и программы ремонта механизация
отдельных технологических процессов
уже не дает должного эффекта. Извест-_
но, что потери рабочего времени воз-
никают главным образом на стыках
производственных операций, даже ме-
ханизированных, и являются следст-
вием плохо организованного ремонт-
ного процесса. Стремление к устране-
нию этих недостатков и повышению
производительности труда привело к
появлению поточно-конвейерных линий,
механизированных рабочих мест, меха-
низированных стойл текущего ремон-
та электроподвижного состава.
Поточные линии и оснащенные
приборами рабочие места позволяют
максимально и комплексно механизи-
ровать и автоматизировать трудоемкие
производственные процессы, что обес-
печивает повышение производитель-
ности труда, увеличение выпуска про-
дукции на тех же производственных
площадках, создание благоприятных и
безопасных условий труда, прибли-
жающихся к уровню комфортной зоны.
Непременным условием организа-
ции поточного метода ремонта явля-
ется концентрация ремонтного произ-
водства и специализация его по выпол-
нению определенных видов ремонта
электровозов и электропоездов одно-
типных серий. В тех локомотивных де-
по, где по объему работы нет необхо-
димости строить целиком линию, где
она не получит должную загрузку и дли-
тельное время не окупит затрат на ее из-
готовление, используют отдельные меха-
низированные позиции поточных ли-
ний. Весьма целесообразно использо-
вать поточные линии для ремонта наи-
более трудоемких узлов, каковыми
являются тележки, колесно-моторные
блоки, колесные пары, буксы и т. д.
Поточной линией называют комп-
лекс технологического, контрольного и
транспортного оборудования, распо-
ложенного по ходу сборки или разбор-
ки и специализированного на выпол-
нении определенного набора операций.
Применяют поточные линии как в
целом для электровоза или вагона
электропоезда, так и для ремонта от-
дельных узлов и деталей. Расположе-
ние поточных линий в каждом конкрет-
ном депо зависит от конфигурации и
площадей цехов, наличия кранового
оборудования, размещения ремонтных
отделений, развития транспортных свя-
зей между цехами и отделениями,
существующего размещения крупного
оборудования и других факторов.
На рис. 2.28 показана поточная
линия ТР-3 электровозов ВЛ 10 в локо-
мотивном депо Дёма Куйбышевской до-
роги. Перед подачей электровоза в цех
осуществляют обдувку его электричес-
Рис. 2.28. Поточная линия ТР-3 электровозов ВЛ 10
кой аппаратуры, освобождают бункера
от песка. Затем электровоз ставят на
третий путь (позиция /), где разъеди-
няют электрические и пневматические
межкузовные соединения. После этого
электровоз расцепляют и устанавли-
вают посекционно на первый и второй
пути цеха (позиция II).
На позиции // поднимают при помо-
щи домкратов кузов, выкатывают те-
лежки, снимают крышевое оборудова-
ние, пусковые резисторы, вспомога-
тельные электрические машины и аппа-
ратуру. Выкаченные тележки устанав-
ливают на позицию 1 в ожидании раз-
борки или сразу подают для разборки
на позицию разборки и сборки теле-
жек 2. Позиция II оборудована пло-
щадками с ограждениями, с которых
готовят кузов к окраске, протирая стек-
ла, и окрашивают жалюзи. С торцов
кузова имеются откидные площадки с
пневматическим приводом для ремонта
и окраски лобовых частей. Снятые кры-
шевые люки размещают на стеллаже 11.
Между / и II позициями располо-
жена двухъярусная эстакада, на кото-
рой производятся дефектировка, под-
борка и испытания пусковых резисто-
ров.
Освобожденные от колесно-мотор-
ных блоков тележки мостовым краном
устанавливают на тележку 5 и подают
в моечную машину ММД-13, а затем на
позицию ремонта рам тележек 13. Здесь
осуществляют разборку и сборку тор-
мозной рычажной передачи и рессор-
ного подвешивания, осматривают и
ремонтируют рамы тележек, шаровую
связь и противоотносное устройство.
Детали тормозной рычажной передачи
и рессорного подвешивания направля-
ются на поточную линию их ремонта 4.
Колесно-моторные блоки устанавли-
вают на стенд 6 для их разборки. После
разборки блоков двигатели передают
на тележке 7 на поточную линию ремон-
та тяговых двигателей, а колесную па-
ру — иа позицию ожидания ремонта 10.
Отремонтированные колесные пары
размещают на позиции 9, а переход-
ную тележку — на позицию 12. Для
перемещения колесных пар по цеху
пользуются краном и передаточной те-
лежкой 8. Собирают колесно-моторные
блоки на стендах 3.
После опускания кузовов и выпол-
нения всех монтажных работ секции
соединяют и электровоз поступает на
I позицию, где при помощи самоходной
установки, размещенной на рельсах
14, осуществляют окраску кузовов в
электростатическом поле. На этой же
позиции испытывают изоляцию и под-
готавливают электровоз к обкатке.
Ремонт других узлов и агрегатов
(тележек, колесных пар и букс, кожу-
хов, тяговых двигателей и др.) выпол-
няют на отдельных поточных линиях
и механизированных рабочих местах.
Ремонт электропоездов во многих
депо также выполняют с использовани-
ем поточных линий.
В зависимости от объема ремонтных
работ, наличия необходимой площади
и от технических возможностей, кото-
рыми располагает депо, поточные линии
ремонта в различных депо могут иметь
отдельные особенности, однако все они,
как правило, состоят из позиций демон-
тажа установки под вагоны тележек и
вспомогательных машин из переход-
ного комплекта, ггозиций выполнения
сварочных работ, работ по демонтажу
оборудования, замене автосцепок,
фрикционных аппаратов, ремонту токо-
приемников, крышевого оборудования.
Предусматриваются позиции для про-
верки электрического оборудования,
тормозной рычажной передачи, а также
позиции по подготовке кузовов к окрас-
ке и самой окраски.
Обычно окраску проводят с исполь-
зованием установки УБРХ-1 и ручных
распылителей типа УЭРЦ.
В ряде депо при необходимости
создаются поточные линии ремонта от-
дельных узлов, например, поточные ли-
нии ремонта колесных пар, букс, рам
тележек, колесно-моторных блоков, ре-
дукторов, компрессоров, электрических
машин и др.
В качестве примера такой линии
в главе 3 рассмотрена поточная линия
ремонта тяговых двигателей.
; С’ : ильные ВОПРОСЫ
1. Каковы особенности изиосов и поврежде-
ний деталей механической части в эксплуата-
ции; типичные операции при ремонте?
2. Каковы требования, предъявляемые к
колесным парам э. п. с.?
3. Характеристика осмотра и различных ви-
дов освидетельствования колесных пар.
4. Какие работы выполняют при осмотре
и ревизиях букс?
5. Основные работы, выполняемые при
ревизии зубчатых передач и моторно-осевых
подшипников.
6. Какие работы выполняют при ремонте
редукторов и резино-кордовых муфт электропоез-
дов?
7. Какие работы выполняют при реви-
зии люлечиого подвешивания и гидравлических
гасителей колебаний, при ремонте рам теле-
жек?
8. Какие работы выполняют при ревизии
опор кузова, сочленения тележек, прОтивобоксо-
вочного и противоразгрузочного устройств?
9. Как осуществляются проверка и ремонт
автосцепного устройства?
10. Какие работы выполняют при ремонте
кузова и его деталей?
11. Как выполняются окрасочные работы и
подготовка к ним?
12. Каковы принципы и направления меха-
низации и автоматизации процессов ремонта
э. п. с.?
' > з в а 3
Pf мОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
. Общие сведения
Условия работы электрических ма-
шин. Условия, в которых работают элек-
трические, машины э. п. с., и в первую
очередь тяговые двигатели весьма тя-
желые. В отличие от стационарно
устанавливаемых машин они подверже-
ны воздействиям окружающей среды,
динамическим ударам со стороны рель-
сового пути и работают в условиях
широко, а иногда и резко изменяю-
щихся значений тока, напряжения.
Несмотря на принимаемые меры, из
окружающей среды в машины попа-
дают влага и пыль. Влага проникает
в поры изоляции обмоток машин, что
приводит к снижению ее электричес-
кой прочности, создает условия для
возникновения электрического или теп-
лового ее пробоя, приводит к ускорен-
ному ее старению. В сочетании с низ-
кими температурами влага способствует
появлению инея и обледенению коллек-
тора и щеточного аппарата, что приво-
дит к повышенному искрению под щет-
ками. Повышенное искрение возникает
и от загрязнения коллектора и щеточ-
ного аппарата пылью, попадающей в
машину через неплотности люков и
с охлаждающим воздухом.
Температура окружающей среды
может доходить до — 40 °C зимой и до
+ 50 °C летом. Высокая температура
ухудшает охлаждение электрических
машин, способствует их чрезмерному
иагреву, а низкая вызывает загусте-
вание смазки в подшипниках, отпоте-
вание машин при установке э. п. с. в
депо.
При прохождении неровностей пути
колесные пары э. п. с. воспринимают
значительные динамические силы (осо-
бенно при высоких скоростях движе-
ния) . Эти удары, частично сглаженные
системой рессорной подвески, переда-
ются тяговым двигателям. Наиболее
чувствительны они для тяговых двига-
телей с опорно-осевым подвешиванием,
почти половина массы которых не под-
рессорена.
От действия динамических сил в эле-
ментах машин могут возникать трещи-
ны, изломы, повышенная выработка
трущихся поверхностей, усиливаться
искрение на коллекторе, слабнуть узлы
соединений.
Напряжение в контактном проводе,
а следовательно, напряжение, подводи-
мое к тяговым двигателям (и другим
электрическим машинам), могут отли-
чаться от номинального значения
t/ном на 10—12%. В отдельных случаях
(например, при рекуперативном тормо-
жении) напряженив’на зажимах тяго-
вых двигателей может доходить до
1,25 t/ном. Заметно повышается напря-
жение на тяговых двигателях, связан-
ных с боксующими колесными парами.
При отрыве токоприемника от контак-
тного провода происходит резкое сни-
жение напряжения на тяговых двига-
телях, а при грозовых разрядах — его
резкое повышение.
Всякое отклонение напряжения от
номинального значения ухудшает рабо-
ту тягового двигателя и снижает его
тяговые свойства. Но особенно опасно
повышенное напряжение, которое мо-
жет вызвать потенциальное искрение на
коллекторе и образование кругового
огня, пробой изоляции обмоток, про-
водов, изоляции кронштейнов щетко-
держателей, выводных кабелей.
При трогании или движении по
затяжному подъему тяжеловесных сос-
тавов или при движении с неполным
числом работающих на локомотиве тя-
говых двигателей токи в них могут
значительно превысить их допускае-
мые значения. Такие даже кратковре-
менные перегрузки могут вызвать повы-
шенное искрение под щетками, нару-
шить коммутацию, а при определенных
условиях привести к образованию кру-
гового огня на коллекторе.
Круговой огонь может возникнуть
также и в результате быстрого нара-
стания тока при переходных процес-
сах, протекающих в тяговых двигате-
лях. Наиболее опасны переходные ре-
жимы, возникающие в результате обра-
зования кругового огня на соседнем
параллельно включенном двигателе или
при пробое плеча выпрямительной уста-
новки. Не менее опасными являются
и режимы ударного включения полного
напряжения на предварительно обесто-
ченный тяговый двигатель, например
при повторной подаче напряжения на
двигатель в тот момент, когда главная
рукоятка контроллера машиниста не
возвращена на нулевую позицию.
Работа электрических машин с то-
ками, превышающими допускаемые
значения, приводит, кроме того, к их
чрезмерному нагреву, что ускоряет ста-
рение изоляции и ограничивает пол-
ное использование их мощности.
При боксовании колесной пары час-
тота вращения якоря тягового дви-
гателя резко возрастает. При этом воз-
никают большие центробежные силы,
которые могут вызвать повреждение ва-
лов якорей тяговых двигателей, соеди-
нительных эластичных муфт, вентиля-
торов, ослабление или повреждение
якорных бандажей. Кроме того, при по-
вышенной частоте вращения якоря за-
метно усиливается искрение под щет-
ками, ухудшается коммутация машины
и создаются условия для возможного
возникновения кругового огня на кол-
лекторе. В момент восстановления
сцепления боксующей колесной пары
частота ее вращения (а следовательно,
и связанного с ней якоря двигателя)
мгновенно уменьшается. При этом за-
пас кинетической энергии вращающего-
ся якоря превращается в удар, пере-
дающийся на зубчатую передачу, вал
якоря, подшипники и другие элементы
двигателя, вызывая их повышенный
износ, а иногда и поломку.
Статистикой установлено, что около
30—40% случаев отказов э. п. с. в эксп-
луатации связано с неисправностями,
возникающими в электрических маши-
нах. В целях повышения их надеж-
ности Правилами ремонта тяговых дви-
ателей и вспомогательных машин элек-
троподвижного состава ЦТ 2931 (далее
Правила ремонта) предусматриваются
соответствующие профилактические ме-
роприятия и устанавливаются конкрет-
ный порядок и сроки их проведе-
ния.
Так, Правилами ремонта предусма-
тривается ремонт тяговых двигателей
и вспомогательных машин трех видов:
деповской, заводской I объема (сред-
ний) и заводской II объема (капиталь-
ный), а также устанавливается перио-
дичность их проведения. При этом одно-
временно оговаривается возможность
отклонения от установленных общесете-
вых межремонтных пробегов на 20% в
обе стороны в целях облегчения заво-
дам и депо более равномерного в тече-
ние года планирования ремонтов. Глав-
ному управлению локомотивного хо-
зяйства МПС предоставлено право
изменять сроки ремонта по отдельным
типам электрических машин.
При ремонте электрических машин
не допускается подмена их основных
узлов, поэтому подшипниковые щиты,
буксы моторно-осевых подшипников,
якорные подшипники, траверсы и дру-
гие детали маркируют. Якорь жела-
тельно устанавливать в свой же остов.
Эти требования обязательны, так как
обеспечивают максимальное снижение
затрат труда при соблюдении необхо-
димых характеристик и параметров
электрической машины после сборки.
Все отремонтированные или новые
детали перед установкой на машину
проверяют, испытывают и предъявляют
к приемке мастеру или приемщику
локомотивов.
Каждую выпускаемую из ремонта
электрическую машину подвергают кон-
трольным испытаниям согласно государ-
ственным стандартам и требованиям
Правил ремонта тяговых и вспомога-
тельных электрических машин э. п. с.
Предварительная подготовка машин
к разборке. После разборки колесно-
моторного блока с вала тягового двига-
теля электровоза спрессовывают шес-
терни, а с вала тягового двигателя
электропоезда — фланец упругой муф-
ты, используя для этого механические,
пневматические или масляные съем-
ники.
Рис. 3.1. Подготовка вала двигателя для сня-
тия шестерни
Наименьшую степень возможного
повреждения посадочных поверхностей
шестерни, полумуфты и вала обес-
печивают масляные съемники. Однако
их применение требует предварительной
специальной подготовки валов (рис.
3.1). На шейке 4 вала посередине, поса-
дочной поверхности делают кольцевую
незамкнутую канавку <3, немного не до-
ходящую своими концами до шпоноч-
ной канавки 2. Центровое отверстие
вала соединяется с канавкой 3 кана-
лом 5. Через центровое отверстие мас-
ляным насосом нагнетают масло в кана-
вку 3, плотность посадки шестерни /
значительно уменьшается, и она легко
снимается с вала.
Затем снимают шапки моторно-осе-
вых подшипников, вынимают вкладыши
подшипников и подбивку, удаляют смо-
ченной в бензине ветошью остатки
масла с внутренних поверхностей гор-
Рис. 3.2. Двухкамерная машина для наружной
обмывки и сушки тяговых двигателей перед
разборкой
ловины и шапок и устанавливают шап-
ки на их прежние места, (но без вклады-
шей и подбивки).
Снятые с э. п. с. электрические ма-
шины и в первую очередь тяговые
двигатели обычно сильно загрязнены
(при очистке из двигателя удаляют до
15—20 кг различных отходов, в том чис-
ле около 10—12 кг консистентной смаз-
ки и масла из моторно-якорных и мо-
торио-осевых подшипников). Такое заг-
рязнение затрудняет выявление дефек-
тов при осмотре и приводит к сниже-
нию качества последующего ремонта.
Очистку тягового двигателя вы-
полняют перед установкой его на пер-
вую позицию поточной линии разборки.
Предварительно двигатель очищают
снаружи вручную с помощью скребков
и ветоши. Для окончательной очистки
двигатель обмывают в специальных мо-
ечных (одно- или двухкамерных) ма-
шинах.
Двухкамерная моечная машина
(рис. 3.2) состоит из двух гермети-
чески закрывающихся камер. В камере
/ двигатель обмыва'ют горячей (80—
90 °C) водой 9, которую насосом 1 по-
дают во вращающееся, от привода 5
душевое устройство 2. Чтобы внутрь
двигателя не попала влага, все венти-
ляционные и другие отверстия в остове
тщательно закрывают специальными
заглушками и крышками, а на место
крышки верхнего коллекторного люка
прикрепляют специальный патрубок 3,
через который в двигатель подают
от вентилятора 4 воздух, создавая внут-
ри него избыточное давление. После
обмывки поднимают промежуточную
дверь 8 и перемещают двигатель на
самоходной тележке в камеру II, где
при закрытой двери 7 в течение 15—20
мин сушат его потоком нагретого от
калорифера 6 воздуха.
Частота вращения душевого и суши-
льного устройств 2 об/мин. Обе камеры
могут работать одновременнб.
Очищенную машину устанавливают
на позицию 1 поточной линии ремонта
(рис. 3.3), где ее тщательно осматри-
вают.
Осмотр по выявлению внешних
дефектов осуществляют визуально.
Одновременно сверяют номера остова,
96
Рис. 3.3. Поточная линия ремонта тяговых двигателей:
/ — линия разборки; II— пропиточное отделение; ///— линия сборки; IV— линия ремонта якорей; 1, 17—
позиции дефектировки; 2— позиция разборки; 3— обдувочная камера; 4— кантователь; 5— позиция ре-
монта механической части; 6, 23— транспортировочная тележка; Z— сварочный пост; 8— позиция проверки
электрической прочности изоляции; 9— позиция сборки; 10— позиция установки щеткодержателей; II—
позиция сборки двигателя; 12— стенд испытания двигателя иа холостом ходу; 13— испытательная станция;
14— якорь двигателя; 15— продувочная камера; 16— кантователь; 18— балансировочный станок; 19—
станок для пайки петушков коллектора; 20, 22, 26, 28— накопители; 21, 27— позиции соответственно
ремонта и проверки электрической части якоря; 24, 25— станки для шлифовки и продорожки коллекторов
подшипниковых щитов и шапок мо-
торно-осевых подшипников.
Затем измеряют электрические па-
раметры машины, определяют осевой
разбег якоря, биение и износ коллек-
тора, радиальные зазоры якорных под-
шипников и биение наружных колец.
Для выполнения перечисленных из-
мерений ремонтная позиция 1 оснащена
необходимыми измерительными прибо-
рами, статическим преобразователем с
колонкой выводов и индукционным наг-
ревателем для снятия внутренних колец
подшипников и лабиринтных колец.
Сопротивление изоляции тяговых
двигателей измеряют мегаомметром на
2,5 кВ. (Для исключения дополнитель-
ной погрешности сопротивление изоля-
ции следует измерять мегаомметрами
на соответствующее напряжение.)
При измерении сопротивления изо-
ляции соединяют начало (или конец)
цепи главных полюсов с началом
(или концом) другой цепи — добавоч-
ных полюсов и якорной обмотки. К этим
выводам подсоединяют зажим «Л» ме-
гаомметра. Второй его зажим «3»
соединяют с корпусом машины. В про-
цессе измерения необходимо следить,
чтобы выводные концы контролируемых
обмоток не касались пола или корпуса
двигателя, в противном случае пока-
зания прибора будут неправильными.
У исправных тяговых двигателей сопро-
тивление изоляции должно быть не
менее 5 МОм. Если оно окажется
меньше, следует измерить сопротивле-
ние отдельных цепей (главных и доба-
вочных полюсов, обмоток якоря) и вы-
явить поврежденное место, имея в виду,
что снижение сопротивления могло быть
вызвано увлажнением или неисправ-
ностью кронштейнов, межкатушечных
соединений.
Сопротивление изоляции измеряют
до обмывки двигателя.
Сопротивление изоляции вспомога-
тельных машин должно быть не менее
3 МОм. Способы проверки и выявления
дефектных мест в изоляции для вспомо-
’ис. 3.4. Установка индикатора для измерения
>иения коллектора
Рис. 3.5. Приспособление для замера биения
коллектора
Рис. 3.6. Измерение выработки коллектора шаб-
лоном
гательных машин те же, что и для тяго-
вых двигателей.
Активное сопротивление обмоток
электрических машин измеряют обычно
мостом МД6 (или УМ13) и сравнивают
с установленным для машины данного
типа значением. Увеличение активного
сопротивления может быть вызвано
дефектами в полюсных катушках, вып-
лавлением кабелей в патронах или на-
конечниках, обрывом жил выводных
кабелей или межкатушечных соедине-
ний и нарушением контакта в этих
соединениях.
Для выявления причины увеличения
сопротивления подозреваемую обмотку
машины подключают к статическому
преобразователю и устанавливают в
ией ток, равный удвоенному значению
ее тока часового режима. Дефектное
место выявляют на ощупь по повышен-
ному нагреву.
Затем при вращении двигателя под
напряжением 220—400 В без нагрузки
проверяют работу якорных подшип-»
ников, вибрацию двигателя, биений
коллектора и работу щеточного аппа-
рата.
Якорные подшипники проверяют по
их нагреву и на слух при вращении
якоря двигателя с частотой около
700—750 об/мин в течение 5—10 мин
в каждую сторону. Исправный под-
шипник должен работать без треска,
щелчков, заеданий и в режиме холос-
того хода машины не перегреваться
относительно температуры окружаю-
щей среды более чем на 10 °C.
Вибрацию двигателя проверяют так-
же при его работе на холостом ходу
при частоте вращения 700 об/мин.
Измеряют вибрацию ручным вибро-
графом ВР-1. Место приложения вибро-
графа к корпусу двигателя может быть
любым. Если вибрация двигателя ока-
жется более 0,15 мм, якорь необхо-
димо балансировать.
Биение коллектора измеряют инди-
катором 1 (рис. 3.4), который подводят
к коллектору 4 через коллекторный люк
и закрепляют струбциной 2 на кромке
остова 3. Биение замеряют по средней
части рабочей длины коллектора и на
расстоянии 10—20 мм от его наружного
среза. Если оно превысит предельно
допустимое значение, то коллектор под-
лежит обточке.
Биение коллектора можно измерять
и с помощью приспособления (рис.
3.5), корпус / которого закрепляют на
кронштейне щеткодержателя. Перемес-
тив ползунок 2 на рабочую часть кол-
лектора, устанавливают индикатор 3 на
нуль и при вращении коллектора
определяют биение.
Выработку (износ) рабочей части
коллектора можно измерить, также
используя это приспособление. Для
этого ползунок вначале отводят на
нерабочую часть коллектора, устанав-
ливают индикатор на нуль, а затем при
неподвижном коллекторе перемещают
ползунок по всей рабочей части кол-
лектора и фиксируют по индикатору
наибольшее значение выработки.
При отсутствии описанного приспо-
собления выработку можно измерить
шаблоном или щупом и линейкой.
Шаблон (рис. 3.6) устанавливают
на коллектор 2 и удерживают рукой
так, чтобы колодка / приспособления
располагалась строго параллельно кол-
лекторным пластинам, а ее торец сов-
падал с концом коллектора. Вращая
поочередно головки микрометров 3,
определяют выработку в двух точках
по длине коллектора.
Для определения выработки щупом
и линейкой (рис. 3.7) линейку 2 уста-
навливают узким ребром на коллектор-
ную пластину 3 и щупом 1 по всей ее
длине измеряют зазор между нижней
кромкой линейки и рабочей поверхнос-
тью пластины. Такие замеры делают в
нескольких местах по окружности
коллектора.
Коммутацию машины оценивают по
степени искрения' под щетками. Если
при визуальной оценке искрение под
щетками окажется более Р/г балла
(см. с. 156), а у щеточно-коллектор-
ного узла дефектов выявлено не будет,
то необходима тщательная проверка
магнитной системы машины, ее отдель-
ных узлов и настройка коммутации.
Радиальные зазоры якорных под-
шипников проверяют пластинчатыми
щупами на неподвижной машине. Для
этого снимают наружные крышки и
лабиринтные кольца подшипников щи-
4*
Ряс. 3.7. Определение выработки коллектора с
помощью линейки и щупа
тов и проверяют щупом зазор меж-
ду роликом и внутренним кольцом
подшипника в его нижней части. Для
тяговых двигателей большинства ти-
пов он должен находиться в пределах
0,09—0,22 мм.
Биение наружных колец подшип-
ников является следствием их переко-
сов при установке на двигатели. Такие
перекосы приводят к значительному
повышению напряжений на краю до-
рожки качения, повышенному износу
и повреждениям сепараторов, к ра-
диальному или осевому защемлению
роликов, а иногда и к разрушению
подшипников.
Выявить перекос колец можно спе-
циальным прибором, разработанным
ВНИИЖТом. Прибор (рис. 3.8) имеет
кольцо 4, которое надевается иа вал
двигателя 5 до упора во внутреннее
кольцо подшипника и закрепляется на
нем тремя центрирующими винтами
6. На кольце закреплена стойка 2 с
индикатором 3. Шток индикатора
3 должен упираться своим концом в
наружное кольцо подшипника 1.
Для измерения вертикального пере-
коса прибор закрепляют на валу и уста-
Рис. 3.8. Установка
для измерения пере-
коса якорных под-
шипников
навливают индикатор в верхнем по-
ложении на нуль. Затем поворачи-
вают индикатор относительно вала на
180° и определяют биение торца (с уче-
том знака отклонения стрелки). Таким
же образом определяют биение и в го-
ризонтальной плоскости. Значение
биения определяют как максимальную
разность в показаниях индикатора.
У правильно установленного подшип-
ника биение торца наружного кольца
не должно превышать 0,12 мм.
Осевой разбег якоря измеряют инди-
катором. Для этого якорь сдвигают до
упора в одну сторону, а с противопо-
ложной стороны закрепляют на спе-
циальной стойке индикатор и прижи-
мают его к торцу вала якоря или короб-
ки (на двигателях электровозов ЧС2)
так, чтобы стрелка головки стояла на
нуле. Затем якорь перемещают до упора
в другое крайнее положение. Отклоне-
ние стрелки индикатора укажет осевой
разбег. У тяговых двигателей с прямо-
и косозубой передачами он должен быть
соответственно не более 0,2—0,8 и
5,9—8,4 мм, у вспомогательных ма-
шин — 0,6—0,15 мм.
Воздушные зазоры между сердеч-
никами полюсов и якорем машины
проверяют щупами. Зазоры не должны
превышать значения, установленные
Правилами ремонта для машин данного
типа.
В противном случае нарушится
магнитная симметрия машины, изме-
нятся ее характеристики, снизится ком-
мутационная устойчивость. Недопус-
тимые отклонения значений воздушных
зазоров при ремонте машины должны
быть устранены, а при ее испытании
следует провести тщательную отладку
коммутации.
Результаты осмотра электрических
машин и проведенных измерений вно-
сят в специальный журнал для исполь-
зования в дальнейшем при определении
необходимого объема их ремонта, после
чего двигатель передают на позицию
его разборки 2 (см. рис. 3.3).
Разборка электрических машин.
Электрические машины разбирают на
поточно-конвейерных линиях, а при их
отсутствии — на специализированных
рабочих местах, укомплектованных со-
ответствующим оборудованием и ин-
струментом.
Тяговые двигатели отечес-
твенных электровозов разбирают в
вертикальном положении. С помощью
тележки подъемно-транспортной уста-
новки (или крана) двигатель устанав-
ливают на стенд разборки коллектором
вниз.
Выполняя любые операции, связан-
ные с поворотом двигателя из горизон-
тального положения в вертикальное,
следует помнить, что при этом якорный
подшипник воспринимает от якоря
ударное воздействие, нагружается его
полным весом, причем вся эта нагруз-
ка воспринимается в основном буртами
колец подшипников и торцами роликов.
Особенно большими эти силы могут
быть при значительных осевых разбегах
якоря в остове. Поэтому всякую опе-
рацию по кантованию электрических
двигателей для исключения повреж-
дения подшипников следует выполнять
без рывков с соблюдением предель-
ной осторожности.
С двигателя снимают крышки кол-
лекторных люков, вентиляционные сет-
ки, отсоединяют от кронштейнов щет-
кодержателей подводящие кабели, сни-
мают уплотнительные лабиринтные,
кольца, крышки подшипниковых щитов
и вынимают щетки из щеткодержа-
телей. Лабиринтные кольца снимают
в горячем состоянии электромагнит-
ным съемником. После снятия лаби-
ринтных колец крышки подшипнико-
вых щитов устанавливают на свои мес-
та. Вывертывают ключом-трещоткой
болт фиксатора траверсы щеткодержа-
телей,, развертывают фиксатор на 180°,
ослабляют на три-четыре оборота за-
тяжку болтов стопорного устройства
и через нижний смотровой люк сжимают
траверсу, оставляя в месте разреза
щель не более 2 мм.
Пневматическим гайковертом отво-
рачивают болты крепления подшипни-
кового щита со стороны, противопо-
ложной коллектору, выпрессовывают с
помощью гидравлического пресса под-
шипниковый щит и транспортируют его
к прессу для выпрессовки якорных
подшипников или устанавливают в
специальную транспортировочную кас-
сету. При выпрессовке щитов нельзя
допускать их перекос в горловине ос-
това, так как это может привести
к повреждению посадочных поверх-
ностей.
На вал якоря навертывают рым
(или ввертывают, если вал имеет
под рым внутреннюю резьбу), цепляют
за него крюком крана, плавно и строго
вертикально, чтобы не повредить кол-
лектор и подшипник, вынимают якорь
из остова и транспортируют на на-
копитель поточной линии ремонта
якорей.
Лабиринтные и упорные втулки,
а также внутренние кольца якорных
подшипников оставляют на валу якоря
и спрессовывают с него только при
необходимости их ремонта или замены.
Затем остов двигателя кантуют на
180°, выпрессовывают второй подшип-
никовый щит, снимают щеткодержатели
и кронштейны или с помощью спе-
циального захвата и крана извлекают
из остова траверсу вместе с щетко-
держателями.
Для выпрессовки наружных колец
якорных подшипников между опорной
плитой 1 (рис. 3. 9) и подшипниковым
щитом 2 устанавливают стальное коль-
цо 5, высота которого несколько больше
высоты кольца подшипника, а внутрен-
ний диаметр на 3—4 мм больше его
наружного диаметра. Усилие пресса Р
передается на кольцо 4 подшипника
через стальной диск 3, обеспечивающий
равномерное распределение усилия по
окружности кольца подшипника.
Извлечь карданный вал из якоря
двигателя AL-4846eT электровоза ЧС2
можно только после освобождения ка-
меры якорной коробки от смазки.
Поэтому эти двигатели разбирают в
горизонтальном положении. Вначале с
них снимают крышки коллекторных
люков, вентиляционные сетки, отсоеди-
няют токоведущие провода и выни-
мают из щеткодержателей щетки. Затем
выпрессовывают подшипниковые щиты,
снимают траверсу, открывают масля-
ную камеру якорной коробки, сливают
из нее масло, извлекают карданный
вал с муфтой и только после этого
с помощью специального приспособ-
ления — монтажной скобы 3 (рис. 3.10)
Рис. 3.9.. Выпрессовка подшипникового щита из
остова тягового двигателя
вынимают якорь 2 из остова 1 тягового
двигателя.
Тяговые двигатели электропоездов
разбирают также в горизонтальном
положении.
Снятые на поточной линии подшип-
никовые щиты, крышки, уплотнитель-
ные кольца, траверсы с щеткодержа-
телями, а также буксы моторно-осевых
подшипников транспортируют на спе-
циализированные участки, где их
ремонтируют. Отремонтированные узлы
и детали передают на поточную линию
сборки тяговых двигателей, а остов —
на следующую позицию линии ремонта
остовов для продувки и очистки его
внутренней части.
Вспомогательные элект-
рические машины разбирают,
как правило, в горизонтальном поло-
жении. При большом объеме ремонта
его также следует проводить на поточ-
но-конвейерных линиях.
Перед разборкой машины очищают,
продувают и осматривают.
Рис. 3.10. Извлечение якоря двигателя AL =
= 4846еТ из остова с помощью скобы
Учитывая некоторые конструктив-
ные особенности отдельных вспомога-
тельных машин, порядок разборки их
может отличаться. Так, мотор-вентиля-
торы часто выполняют совместно с ге-
нераторами управления (например,
электродвигатель НБ-430 с генератором
управления ДК-405). При их разборке
вначале снимают остов генератора. Что-
бы снятый остов не упал на якорь гене-
ратора, его предварительно подхваты-
вают крюком крана. Аналогично снима-
ют и остов генератора управления, уста-
навливаемого на расщепителе фаз
НБ-453.
Затем с вала якоря свертывают
гайку, крепящую втулку якоря гене-
ратора, ввертывают во втулку прес-
совый стакан приспособления для
спрессовки якоря и, вращая головку
приспособления, спрессовывают якорь с
вала электродвигателя. Для удержа-
ния снятого якоря его также предва-
рительно вывешивают на крюке
крана.
Если генератор управления связан
с электродвигателем вентилятора с по-
мощью клиноременной передачи, то при
разборке вначале снимают кожух пере-
дачи, ремни, а затем отворачивают
болты, крепящие приливы генератора к
остову электродвигателя, и снимают
генератор.
При разборке мотор-компрессора,
двигатель которого не имеет второго
подшипникового щита, вначале сни-
мают траверсу или щеткодержатели,
отсоединяют от корпуса остов электро-
двигателя и, поддерживая его вере-
вочными стропами, осторожно снимают
с якоря. Затем отвертывают гайку,
крепящую шестерню к валу якоря,
и вынимают якорь.
Последовательность разборки мо-
тор-генераторов также зависит от
конструкции их остовов. Если остов
разъемный, то вначале снимают верх-
нюю его половину, затем вынимают
якорь с подшипниковыми щитами, сни-
мают траверсы щеткодержателей и
сами щеткодержатели. При этом заме-
чают, где и сколько дистанционных
колец у него установлено. Эти кольца
должны быть установлены при сборке
машины после ремонта, чтобы не нару-
шить проведенную ранее регулировь
подшипников.
С электродвигателей ПН, П21 и
ДМК спрессовывают шкивы или полу-
муфты, снимают крышки коллекторных
люков, вынимают щетки, снимают
крышки коробок выводов, наружные
крышки подшипников и, нанося лег-
кие удары молотком через деревян-
ную прокладку по краям подшипни-
кового щита, вынимают щит из остова.
Извлекают якорь, спрессовывают с него
подшипники. На переднем подшипни-
ковом щите отвертывают болты, кре-
пящие траверсу, и снимают ее.
У делителя напряжения вначале
снимают генератор управления (эту
операцию выполняют так же, как и при
снятии генератора с вала электро-
двигателя вентилятора), снимают вен-
тилятор, отсоединяют провода щетко-
держателя, ставят делитель напряже-
ния концом вала со стороны генератора
вверх, выпрессовывают подшипниковый
щит и за рым с помощью крана
вытаскивают якорь. Затем устанавли-
вают остов делителя напряжения в
горизонтальное положение и выпрес-
совывают второй подшипниковый щит.
Вынутый из остова якорь помещают на
стеллаж и винтовой стяжкой спрес-
совывают с него подшипник.
У трехфазных асинхронных двига-
телей снимают защитные сетки, вы-
винчивают маслопроводы, отвертывают
болты, крепящие к остову подшип-
никовый щит со стороны свободного
конца вала, и снимают его с помощью
отжимных болтов. Аналогично снимают
и второй подшипниковый ЩИТ.
Для предотвращения возможного
повреждения статорной и роторной
обмоток при извлечении ротора его
приподнимают и подкладывают под
него прессшпан толщиной 0,3—0,4 мм.
Затем на свободный конец вала ротора
надевают рычаг, приподнимают краном
или талью так, чтобы он мог свободно
перемещаться внутри статора, извле-
кают ротор из машины и укладывают
на деревянные бруски. Аналогично,
предварительно сняв реле оборотов,
разбирают расщепитель фаз НБ-455А.
У асинхронных электродвигателей
АП-81-4 специальным приспособлением
снимают рабочее колесо вентилятора,
а у электродвигателей АП-81-6 винто-
вым прессом — полумуфту. Затем сни-
мают крышки подшипников, спрес-
совывают подшипниковые щиты. Рото-
ры извлекают из статоров вместе с под-
шипниками. Подшипники спрессовы-
вают и передают в роликовое отде-
ление.
Правила техники безопасности при
разборке электрических машин. Боль-
шинство операций по разборке связа-
но с использованием кранов, талей и
других подъемных средств. Зачаливать
электрические машины или их отдель-
ные элементы разрешается только спе-
циально обученным лицам, имеющим
соответствующее удостоверение. Преж-
де чем использовать кран или таль,
следует убедиться, что рамы, тросы
и чалочные приспособления исправны.
Перемещенные кранами машины или
детали должны быть подняты над полом
на установленную высоту, а в подкрано-
вом поле не должны находиться посто-
ронние лица.
Очистка элементов электрических
машин. В зависимости от их конструк-
ции и примененных в них материалов
ее выполняют различно. Так, остовы и
якоря машин вначале очищают от пыли
и других загрязнений, обдувая их в
продувочной камере сжатым воздухом.
Чтобы при этом не повредить изоля-
цию, наконечник шланга не следует
подносить к ней ближе, чем на 150 мм.
В ряде депо применяют специальные
камеры (рис. 3.11). В них якорь 1
машины размещается на роликовых
опорах 2 и при обдувке вращается
электроприводом (на рисунке не по-
казан), передающим якорю вращаю-
щий момент через обрезиненный при-
жимной ролик 3. Сжатый воздух под-
водится по воздухопроводу 4 с форсун-
ками, обеспечивающими направленный
обдув якоря. Вся установка закрыта
кожухом, который с одной стороны
соединен с фундаментом на шарнирах,
позволяющих его откидывать. При
установке или снятии якоря на опоры
его откидывают, поворачивая вокруг
оси шарнира 5. Для отсоса пыли камеру
соединяют воздухопроводом с вентиля-
ционной системой.
Рис. 3.11. Схема обдувочной камеры для яко-
рей электрических машин
После обдувки якорь и остов подвер-
гают ручной очистке, протирая их тех-
ническими салфетками или ветошью,
смоченными в бензине (при протирке
изоляции) или в керосине (при очистке
металлических элементов). Для очистки
якорей можно применять и химичес-
кий способ. Якорь устанавливают в
специальной камере, приводят во вра-
щение с частотой около 30 об/мин и
подают на него под давлением около
150 кПа (15 кгс/см2) подогретый до
90 °C обмывочный состав.
Обмытый якорь устанавливают на
тележку и подают в сушильную печь
(рис. 3.12). Установив тележку 8 с
якорем в камеру печи 7, закрывают
дверь 9, включают электродвигатель 5
вентилятора. Воздух, поступающий к
ротору вентилятора 6 из камеры через
воздухопроводы 1, вновь подается в
камеру. При этом механическая энер-
гия воздуха, движущегося в доста-
точно узких нижнем и верхнем воздухо-
проводах 1 со скоростью до 25/'м/с,
превращается в тепловую. Регулируя
приводом 4 площадь сечения решетки
3 и поступление воздуха через забор-
Рис. 3.12. Схема печи для сушки якорей
ник 2, можно устанавливать в камере
любой заданный температурный режим.
Обычно сушку ведут не более 15 ч при
температуре около 120 °C. Конкретные
режимы сушки принимают отдельно для
машин различных типов в зависимости
от класса примененной в них изоля-
ции.
Подшипниковые щиты, их крышки,
буксы моторно-осевых подшипников и
другие части электрических машин,
изготовленные из черных металлов и не
имеющие элементов из кожи или рези-
ны, вываривают в ваннах со щелочным
раствором, промывают в теплой воде
и просушивают. Моторно-якорные под-
шипники промывают в специальной
моечной машине мыльной эмульсией,
нагретой до температуры 90 °C в тече-
ние 25—30 мин. Затем эти подшип-
ники протирают техническими салфет-
ками и промывают бензином или уайт-
спиритом с добавлением 7% индуст-
риального масла марок 12, 20 или 30.
Ч ПОГЦОСОВ
Износы и повреждения. Наиболее
характерными повреждениями остовов
и статоров являются трещины в корпу-
се, подшипниковых щитах и их крыш-
ках, в шапках моторно-осевых подшип-
ников, повышенный износ и эллиптич-
ность посадочных поверхностей этих
элементов или забоины и заусенцы на
них.
В процессе эксплуатации слабнут
болтовые и заклепочные соединения,
изнашиваются поверхности поддер-
живающих носиков корпусов тяговых
двигателей, повреждаются вентиля-
ционные сетки, фланцы, крышки кол-
лекторных люков, нарушается плот-
ность прилегания этих крышек, изнаши-
вается резьба болтовых соединений,
слабнут или лопаются пружинные шай-
бы, изнашиваются, а иногда и обры-
ваются болты.
В стенках масляных камер шапок
моторно-осевых подшипников появля-
ются трещины, нарушающие их гер-
метизацию и приводящие к выте-
канию масла.
Двигатели вспомогательных элем
рических машин подвержены меньшемх
воздействию со стороны пути, но зато
воспринимают значительные вибрации
от соединенных с ними машин и меха-
низмов. Поэтому их. детали, аналогич-
ные соответствующим деталям тяговых
двигателей, подвержены тем же изно-
са м и повреждениям.
У якорных подшипников могут поя-
вляться трещины, вмятины, царапины
и раковины на кольцах, роликах и
сепараторах, шелушение дорожек ко-
лец, роликов, отколы на них, изогнутос-
ти сепараторов.
Под действием динамических уда-
ров, вибрации, знакопеременных сил
магнитного притяжения и собственного
веса полюсов слабнут болтовые креп-
ления полюсов к остову, снижается
плотность посадки катушек на сердеч-
никах полюсов или в пазах статоров
асинхронных машин. К ослаблению их
посадки приводит и поломка пружин-
ных фланцев. У катушек с ослабшей
посадкой происходит повышенное исти-
рание изоляции, что в свою очередь
приводит к пробоям корпусной изоля-
ции, а иногда и к межвитковым замы-
каниям.
Наблюдаются случаи изломов вы-
водных концов катушек, распайки ка-
бельных концов выводных патронов,
ослабление болтовых контактов межка-
тушечных соединений. Ослабление
крепления сердечников полюсов к ос-
тову ускоряет выход из строя резь-
бовых элементов, вызывает повышен-
ный износ привалочных поверхностей
сердечников и остова; возможны об-
рывы полюсных болтов.
Нагрев и попадание влаги вызывают
снижение сопротивления изоляции и
ускоряют ее старение.
Повреждение наружной изоляции
может быть вызвано действием иногда
возникающей в машине электрической
дуги или чисто механическими при-
чинами. Повышенные нагревы могут
приводить к износу кабельных нако-
нечников, ухудшению качества их пай-
ки. У машин наблюдаются также пов-
реждения диамагнитных угольников,
расслоение пакета сердечников главных
полюсов.
В катушках статорных обмоток
асинхронных электрических машин
могут возникать межвитковые замы-
кания, особенно в местах выхода обмо-
ток из пазов сердечника статора,
обрыв или нарушение контакта в одной
из фаз, дефекты в жилах и изоляции
проводов. У сердечника статора воз-
можно ослабление заклепок, распуше-
ние пакета сердечника, ослабление кре-
пления сердечника в корпусе и их
относительное смещение.
Осмотр и дефектировка. После очис-
тки остов или статор машины подают
на позицию ремонта механической час-
ти остова, убеждаются в отсутствии
трещин, задиров и других механи-
ческих повреждений, определяют сте-
пень выработки его посадочных и при-
валенных поверхностей.
Корпус осматривают. Трещины
выявляют по дребезжащему звуку,
который будет издавать корпус при его
обстукивании молотком. Точное место
нахождения трещины, ее форму и раз-
меры определяют визуально с помо-
щью лупы пяти-шестикратного увели-
чения.
Правилами ремонта в депо разреша-
ется заваривать трещины у коллектор-
ного или вентиляционного окна длиной
не более 150 мм (если они не выходят
за выступ ярма и торцовую стенку осто-
ва), а также радиальные трещины на
участках между отверстиями под бол-
ты подшипниковых щитов и горлови-
ной корпуса.
Резьбовые отверстия в корпусе про-
веряют проходными и непроходными
калибрами 3-го класса точности. Отвер-
стия забитые или с неисправной резь-
бой подлежат ремонту. Одновременно
осматривают поверхность корпуса в
местах прилегания к ней шайб, гаек или
головок болтов. Обнаруженные на этих
поверхностях забоины, потертости или
ржавчина должны быть устранены.
Моторно-якорные и моторно-осевые
горловины корпусов тяговых двигателей
проверяют визуально, выявляя задиры,
трещины и другие видимые дефекты
на их посадочных поверхностях, а
также измеряют их диаметры индика-
торными или микрометрическими нутро-
мерами. При измерении диаметра мо-
Рис. 3.13. Схема определения конусности мо-
торно-осевой горловины
торно-осевой горловины в расточки гор-
ловин корпуса необходимо установить
буксы подшипников и плотно притя-
нуть их болтами. Измерения выполняют
по рабочей поверхности в двух плос-
костях, смещенных вправо и влево от
плоскости разъема примерно на 10 мм,
и в трех сечениях по длине горловины —
по концам и в середине. Затем рас-
считывают средние значения диаметров,
измеренных в каждой плоскости, а по
ним — результирующее среднее зна-
чение измеряемого диаметра.
По отклонению измеренного диа-
метра от его допустимого значения
определяют ремонтные размеры вкла-
дыша для обеспечения требуемого натя-
га. Для определения конусности гор-
ловины измеряют ее диаметры в двух
взаимно перпендикулярных плоскостях
с обоих концов горловины (рис. 3.13).
По результатам измерений определяют
средние значения диаметров в сече-
ниях I и II:
dcpI= (df + d(')/2;
^cpii = Wi + ^п)/2-
Разность этих диаметров определит
конусность горловины. Она не должна
превышать 0,3 мм.
Овальность горловины определяют
как разность значений диаметров, из-
меренных в каком-либо сечении в двух
взаимно перпендикулярных плоскостях.
Она также должна быть не более
0,3 мм.
Диаметр горловины под подшип-
никовый щит определяют как средне-
Рис. 3.14. Измерение расстояния между поса-
дочными поверхностями моторно-осевой горло-
вины
арифметическое значение трех диамет-
ров, измеренных по внутренней расто-
чке горловины со сдвигом на 120°
по окружности. Овальность и конус-
ность посадочной поверхности горлови-
ны подшипникового щита определяют
так же, как и у моторно-осевой горло-
вины. Они не должны превышать
0,6 мм для тяговых двигателей и 0,5 мм
для вспомогательных машин.
У моторно-осевой горловины остова
2 (рис. 3.14) микрометрической ско-
бой 1 измеряют расстояние Б между
гранями пазов под посадку букс мотор-
но-осевых подшипников. Разность рас-
стояний, измеренных по концам горло-
вины, определит конусность посадочных
Рис. 3.15. Измерение расстояния между по-
садочными поверхностями буксы моторно-осевого
подшипника
поверхностей паза, которая по всеч
длине допускается не более 0,15 мм.
Для обеспечения надежной посадки
замковые поверхности моторно-осевой
горловины и замковые плоскости букс
должны быть строго параллельны, а
их привалочные поверхности — перпен-
дикулярны. Их параллельность и пер-
пендикулярность на горловине остова
проверяют контршаблоном.
Привалочные поверхности коллек-
торных люков, вентиляционных окон
и пластин опорных приливов корпуса
не должны иметь повышенного износа,
царапин, забоев и заусенцев. Пластины
с износом более 6 мм и лопнувшие или
ослабшие заклепки заменяют. Плас-
тины и привалочные поверхности с
забоинами и заусенцами ремонтируют.
Измеряют расстояние между верх-
ним и нижним опорными приливами.
Если оно выходит за допускаемые для
данного двигателя значения (например,
321—336 мм для двигателя НБ-412),
приливы подлежат ремонту.
Буксы моторно-осевых подшипников
снимают с остова после измерения раз-
меров моторно-осевой горловины.
Проверяют замковые и привалочные
поверхности, убеждаются в отсутствии
в них трещин, забоин, задиров или
повышенного износа. Особое внимание
обращают на состояние посадочных
поверхностей. Расстояние Л (рис. 3.15)
измеряют микрометрической скобой.
Конусность (непараллельность) по-
садочных поверхностей, определяемая
разностью расстояний А, измеренных
по концам буксы, не должна превышать
0,07 мм для двигателей электровозов
и 0,03 мм для двигателя электропоездов
ДК-103Г.
Специальным шаблоном проверяют
замковые и привалочные поверхности
буксы, убеждаются в их параллельности
и перпендикулярности соответствую-
щим поверхностям моторно-осевой гор-
ловины остова.
Контролируют непроницаемость
запасной камеры буксы и правильность
установки ниппеля по высоте. Для этого
закрывают нижний конец ниппеля, на-
полняют запасную камеру мыльным
раствором или керосином под давле-
нием 300 кПа и обстукивают стенки
камер молотком. Появившиеся на стен-
ках потеки укажут на место имеющейся
неплотности, трещины или раковины.
Если трещины или неплотности зани-
мают не более 20% площади сечения
стенки рабочей камеры или не могут
привести к отколу посадочной поверх-
ности, их заваривают, после чего
буксу испытывают повторно. В против-
ном случае ее заменяют.
Ниппель буксы должен быть уста-
новлен так, чтобы в рабочем положении
его нижний край был на 4—5 мм ниже
порожка буксы, иначе смазка будет
вытекать из рабочей камеры до полного
опорожнения запасной. Правильность
установки в буксе 1 (рис. 3.16) ниппе-
ля 2 контролируют измерением размера
Б специальным измерительным прибо-
ром 4. Для двигателей НБ-411 и ТЛ-2К
этот размер должен быть равен соот-
ветственно 107 и 92 мм. Размер В (высо-
та порожка 3) у всех правильно изго-
товленных букс должен быть не менее
60 мм. Расстояние между нижней кром-
кой ниппеля и порожком определяется
как разность размеров Б и В.
Так как в рабочем положении букса
имеет наклон, действительное значение
этого расстояния будет меньше. Поэ-
тому проверку установки ниппеля удоб-
нее проводить на буксе 1 (рис. 3.17),
расположенной в рабочем положении,
измерительным прибором 2. Прибор
должен устанавливаться по уровню
строго горизонтально, тогда на его
шкале будет зафиксирована действи-
тельная разница высот ниппеля и по-
рожка. Если нижний конец ниппеля
окажется выше порожка, букса подле-
жит ремонту.
На буксах проверяют также состо-
яние пробок, конической резьбы под них
и плотность установки пробок. Дефек-
тную резьбу ремонтируют, а пробки
с трещинами, забоинами или с дефект-
ной резьбой заменяют.
Подшипниковые щиты и их крышки
тщательно осматривают, убеждаются в
отсутствии трещин, проверяют качество
и степень износа посадочных и прива-
лочных поверхностей, резьбовых отвер-
стий, пробок, лабиринтных колец, состо-
яние и плотность установки войлочных
ми фетровых уплотнений.
Рис. 3.16. Проверка правильности установки
ниппеля в буксе моторно-осевого подшипника
Скобами, калибрами и нутромерами
проверяют размеры посадочных и при-
валенных поверхностей. Их измеряют в
двух взаимно перпендикулярных плос-
костях и рассчитывают их среднеариф-
метическое значение. По найденным
значениям диаметров посадочных по-
верхностей подшипникового щита и
поверхности горловины остова под его
посадку определяют натяг при запрес-
совке щита в остов.
По разности измеренных диаметров
определяют овальности этих поверхнос-
тей.
Натяг, овальность и конусность по-
садочной поверхности щита под посадку
в остов не должны превышать установ-
ленных для данного типа двигателя
Рис. 3.17. Проверка установки ниппеля
в рабочем положении буксы
значений. Овальность и конусность
гнезда под посадку подшипника до-
пускаются не более 0,04 мм для подшип-
никовых щитов двигателей электрово-
зов и не более 0,35 мм для подшип-
никовых щитов двигателей электро-
поездов. Сопоставляя измеренный диа-
метр посадочной поверхности гнезда
под подшипник с диаметром наружного
кольца подшицника, определяют натяг
при запрессовке этого кольца в под-
шипниковый щит. Он должен находить-
ся в пределах 0,018—0,1 мм для тяго-
вых двигателей электровозов всех ти-
пов и 0,016—0,08 мм для двигателей
электропоездов.
Глубину подшипникового гнезда и
профиль лабиринтных колец проверяют
специальными шаблонами, изготовлен-
ными применительно к размерам конт-
ролируемых элементов. Радиальные за-
зоры в лабиринтных уплотнениях дол-
жны быть не более 0,5 мм у двигателей
электровозов и 0,55 мм у двигателей
электропоездов. Подшипниковые щиты
и крышки с трещинами, дефектными
отверстиями и с повышенным износом
рабочих поверхностей подлежат ре-
монту.
Щиты и крышки с трещинами,
занимающими более 20% площади
сечения, со сквозными радиальными
трещинами, а также крышки с трещи-
нами у лабиринтных колец в депо не
ремонтируют. Не допускаются к ремон-
ту и щиты с отломанными кронштей-
нами кожуха зубчатой передачи. Такие
щиты заменяют новыми.
Крышки коллекторных люков осма-
тривают, убеждаются в плотности при-
легания, отсутствии трещин и других
механических повреждений. Убеждают-
ся в исправности замков, пружин,
заклепок и уплотнений. Неисправные
крышки ремонтируют, поврежденные
уплотнения заменяют. Вентиляционные
сетки, заглушки вентиляционных отвер-
стий и козырьки при наличии неисп-
равностей ремонтируют или заменяют.
Якорные подшипники после тща-
тельной очистки (см. выше) осматри-
вают, обращая особое внимание на
состояние поверхностей качения, сте-
пень износа сепаратора и плотность
установки в нем заклепок. Если на
беговых дорожках колец или роликах
будут обнаружены трещины, задиры
или шелушение, подшипник заменяют.
Подлежат замене и подшипники с
повышенными радиальными зазорами.
Все элементы подшипника, кроме сепа-
ратора, подвергают магнитной дефекто-
скопии. Внутреннее его кольцо прохо-
дит магнитный контроль вместе с валом.
Если была установлена неисправность
внутреннего кольца или ослабла его
посадка на валу якоря, его вначале
спрессовывают с вала, а затем под-
вергают дефектоскопии с использова-
нием универсального дефектоскопа или
специального дефектоскопа ГПЗ-1.
Траверсу осматривают. Выявляют
степень износа и наличие трещин, за-
боин и задиров в кольце траверсы и
особенно в местах прилегания стопор-
ных накладок и фиксатора. Убежда-
ются в отсутствии возможных изло-
мов или повышенного износа зубьев и
шестерни. Определяют состояние рабо-
чих поверхностей стопорных зажимов,
фиксаторов, паза его зуба и поворот-
ного валика. Выявленные неисправные
элементы траверсы ремонтируют или
заменяют новыми.
Съемные роторы вентиляторов само-
вентилируемых тяговых двигателей и
двигателей вспомогательных машин
проверяют, при этом убеждаются в
отсутствии трещин, а также прочности
их крепления на якоре. Если причиной
недостаточной прочности крепления
явилось ослабление болтов, то все бол-
ты и предохранительные шайбы снима-
ют и контролируют плотность посадки
самого ротора вентилятора. При недо-
статочной плотности посадки ротор за-
меняют. Одновременно заменяют и все
снятые детали крепления. Обязательно
заменяют и роторы вентиляторов с
трещинами или изломами лопастей или
корпусов.
Разрешается выправлять и ремон-
тировать погнутые стальные вентилято-
ры и восстанавливать поврежденные
швы приваренных вентиляторов или
лопастей.
Ремонт корпусов. Корпуса электри-
ческих машин выполняют стальными,
поэтому их ремонтируют с применением
электросварки или полимерного клея
ГЭН-150В. Заварку трещин и вварку
вставок на остовах, подшипниковых
щитах и других ответственных деталях
машин осуществляют под контролем
мастера и приемщика локомотивов.
Трещины в корпусе разделывают
и заваривают вручную обычно элек-
тродами Э42 или Э42А, обеспечивая
полный провар металла на всю трещину
сечения стенки корпуса. Лишний металл
сварного шва срубают слесарным или
пневматическим зубилом и зачищают
шлифовальной машинкой. Сварные
швы на рабочих поверхностях обраба-
тывают заподлицо.
Резьбовые отверстия ремонтируют
различно в зависимости от их диа-
метра. Мелкие дефектные отверстия
обычно рассверливают электрической
или пневматической дрелью до ближай-
шего большого градационного диаметра
и нарезают новую резьбу. Резьбовые
отверстия, предназначенные для болтов
крепления подшипниковых щитов, букс
моторно-осевых подшипников или крон-
штейнов щеткодержателей, восстанав-
ливают заваркой с последующей рас-
сверловкой и нарезкой новой резьбы
или запрессовкой специальных ремон-
тных втулок.
Изношенные поверхности корпуса в
местах прилегания болтов или гаек
отпиливают до получения ровной по-
верхности. Если глубина выработки
превышает 3 мм, под гайку или головку
болта устанавливают шайбу соответ-
ствующего диаметра, затягивают ее
гайкой или болтом и приваривают к
корпусу.
Опорные приливы, не имеющие нак-
ладок, ремонтируют электронаплавкой.
После восстановления их изношенной
поверхности наплавленный участок
тщательно зачищают. Если на приливах
есть пластины (планки), которые имеют
повышенный износ, или ослабли зак-
лепки, крепящие пластины к приливам,
заклепки пневматическим зубилом сру-
бают, оставшуюся часть заклепки вы-
бивают, а поверхность прилива под
планкой зачищают. Новую планку плот-
но прижимают специальным винтовым
приспособлением, рассверливают от-
верстия под заклепки и раззенко-
вывают так, чтобы головка заклепки
ушла впотай примерно на 4 мм. Заклеп-
ки ставят в горячем состоянии (1000—
1100 °C), поджимают снизу винтовым
приспособлением и расклепывают свер-
ху пневматическим молотком. Перебра-
сывать горячие заклепки к месту ре-
монта запрещается.
Прилегание планки к поверхности
прилива должно быть не менее чем на
70—80% его площади. Правилами ре-
монта допускается также приварка
пластин к приливу по контуру. Ослаб-
шие или оборванные заклепки заменяют
так же, как и при смене планки. При
этом следят, чтобы головки заклепок
были ниже рабочей поверхности план-
ки, в противном случае по мере истира-
ния рабочей поверхности диаметр и
толщина головок заклепок будут умень-
шаться и прочность соединения сни-
зится.
Горловины корпуса под моторно-
осевые подшипники с дефектами или по-
вышенным износом восстанавливают,
как правило, электронаплавкой. Для
этого корпус устанавливают горловиной
вверх. Перед наплавкой трещины в гор-
ловине заваривают, швы зачищают.
Наплавку ведут в три приема, пово-
рачивая каждый раз остов так, чтобы
наплавляемая поверхность располага-
лась горизонтально. Одновременно на-
плавляют изношенные посадочные по-
верхности горловины.
Затем корпус устанавливают на про-
дольно-строгальный станок и простра-
гивают в наплавленной горловине плос-
кости для посадки букс моторно-
осевых подшипников. На поперечно-
строгальном станке обрабатывают по-
садочные поверхности отремонтиро-
ванных букс так, чтобы при их уста-
новке на корпус был обеспечен требу-
емый натяг. Для обеспечения этого
натяга перед расточкой горловины
между буксами и приливами корпуса
ставят' прокладки толщиной 0,35 мм.
Чтобы избежать появления местных
перенапряжений в корпусе в резуль-
тате нагрева при электронаплавке,
охлаждать его следует медленно, для
чего к расточке приступают через 2—3
дня после наплавки.
Растачивают горловину корпуса
совместно с прочно закрепленными на
корпусе буксами на горизонтально-
расточном станке или специальными
приспособлениями в соответствии с
Правилами заводского ремонта. В ходе
расточки строго контролируют парал-
лельность осей корпуса и растачи-
ваемой горловины. Горловины под
подшипниковые щиты в депо, как пра-
вило, не ремонтируют. В отдельных слу-
чаях повышенный износ их посадоч-
ных поверхностей, конусность или эл-
липтичность устраняют проточкой на
ремонтный размер. В этом случае
для обеспечения необходимого натяга
при установке в корпус подшипникового
щита его посадочная поверхность дол-
жна быть предварительно наплавлена
и проточена под новый диаметр или
его диаметр должен быть увеличен на-
несением полимерной пленки ГЭН-150В.
Бурты коллекторных вентиляцион-
ных люков с задирами и забоинами
на их привалочных поверхностях зачи-
щают до получения ровной поверх-
ности. Чтобы обеспечить необходимую
плотность прилегания крышки, образо-
вавшееся местное углубление в месте
устранения дефекта сводится на нет по
всей длине окна. При этом прива-
лочные поверхности буртов по всему
периметру окна должны лежать в одной
плоскости.
Ремонт букс моторно-осевых под-
шипников. Корпус буксы с трещинами
в отливке, сорванной или изношенной
резьбой, износом и повреждением
посадочных поверхностей ремонтируют
так же, как и остов. Дефектные места
стенок масляных камер вырубают, зава-
ривают и контролируют на непрони-
цаемость.
Ниппель с нарушенной прочностью
крепления или неправильно установлен-
ный отделяют от стенки камеры, для
чего срубают сварные швы, а затем
приваривают вновь или устанавливают
на белилах при строгом соблюдении
требуемых размеров. Правильность
установки контролируют специальным
приспособлением (см. рис. 3.16 и 3.17).
Иногда для обеспечения требуе-
мой разницы высот ниппеля и порожка
увеличивают высоту порожка, для чего
к нему приваривают планку, толщину
которой целесообразно определять от-
110
дельно для каждой ремонтируемой бук-
сы (но не более 15 мм, чтобы значитель-
но не уменьшить поверхность смазы-
вания оси).
Пробки масляных камер плотно при-
гоняют к отверстиям в стенках и уста-
навливают их на белилах, сурике или
маслостойком лаке. Дефекты коничес-
кой резьбы отверстий под пробки уст-
раняют, углубляя резьбу метчиками.
Отверстия со значительными дефек-
тами заваривают, рассверливают и на-
резают новую резьбу. Крышки масленок
и их замки ремонтируют, а при уста-
новке обеспечивают плотность их при-
легания с достаточным нажатием и уп-
ругим перемещением крышек при их
закрывании и открывании.
Подбивку моторно-осевых под-
шипников очищают в шерстемоечном
отделении отжатием масла под прессом
и на центрифуге, стирают в подог-
ретом масле в специальных стиральных
машинах и отжимают валиками. Высти-
ранные косы вновь пропускают через
центрифугу, расплетают, удаляют из
них механические примеси, отбраковы-
вают шерстяные нити и вновь запле-
тают, а затем пропитывают маслом при
температуре 55—60 °C в течение 12 ч.
Новые косы пропитывают при той же
температуре, но в течение 24 ч. После
стока масла косы подают на пози-
цию сборки моторно-осевых под-
шипников.
Отремонтированную буксу очищают
сжатым воздухом, окрашивают и про-
сушивают внутреннюю поверхность
рабочей камеры.
Ремонт подшипниковых щитов н их
крышек. Дефектные резьбовые или про-
ходные отверстия, трещины, изношен-
ные поверхности под головками болтов
или гаек у подшипниковых щитов и
крышек ремонтируют так же, как на
корпусе машины.
Подшипниковые щиты, требующие
восстановления посадочных или прива-
лочных поверхностей, ремонтируют
электронаплавкой или нанесением на
посадочные поверхности слоя полимер-
ной пленки. Наплавляют посадочную
поверхность под установку в корпус
и после расточки соответствующей по-
садочной поверхности корпуса под оче-
редной ремонтный размер. Перед нап-
лавкой или нанесением полимерного
покрытия посадочную поверхность об-
рабатывают на токарном станке до
устранения ее конусности, эллиптич-
ности и других дефектов. При этом
следует снимать возможно наимень-
ший слой металла. Для обеспечения
строгой соосности всех посадочных по-
верхностей щита обработку их как
перед наплавкой, так и после выпол-
няют на станке за одну установку.
Электронаплавку ведут постоянным
током при обратной полярности элек-
тродов, используя в качестве источ-
ника питания сварочные генераторы
СМГ-ПС-300М, ПС-500 или сварочные
выпрямители ВС-300, ВС-600. После
наплавки щиту дают остыть. Затем его
устанавливают на станок и обтачи-
вают до диаметра, обеспечивающего
необходимый натяг при установке щита
в горловину остова, с которой он был
снят.
Если для обеспечения необходимого
натяга диаметр подшипникового щита
(после предварительной обточки его
посадочной поверхности) надо увели-
чить не более чем на 0,4 мм, то можно
на посадочную поверхность нанести по-
лимерную пленку. В этом случае под-
лежащую восстановлению поверхность
обезжиривают ацетоном, ставят щит
на специальное устройство и при вра-
щении с частотой 750—1000 об/мин на-
носят первый слой полимерного клея
ГЭН-150В. Каждый последующий слой
наносят после полного высыхания пре-
дыдущего. Для обеспечения хорошего
качества пленки толщина каждого слоя
не должна превышать 0,04—0,06 мм.
Число слоев определяется требуемой
конечной толщиной пленки, которая не
должна превышать 0,2 мм на сторону.
Затем щит помещают в сушильный
шкаф и выдерживают там при темпе-
ратуре 100—120 °C в течение 30—
45 мин.
Дефектную поверхность щита под
посадку якорного подшипника восста-
навливают так же, как и при ремонте
посадочных поверхностей щита под
горловину остова. Расточку или нане-
сение пленки ведут до получения диа-
метра чертежного размера (при уста-
новке нового подшипника) или измерен-
ного диаметра наружного кольца (при
установке подшипника, бывшего в
эксплуатации). Отклонения от чертеж-
ного или измеренного диаметра до-
пускаются не более 0,03 мм в меньшую
сторону, что должно обеспечить при
последующей запрессовке наружных
колец подшипников для большинства
двигателей натяг в пределах 0,018—
0,1 мм.
Воздушные каналы в подшипнико-
вых щитах продувают сжатым возду-
хом. Пропитанные войлочные уплотне-
ния устанавливают в лабиринты плотно.
При этом они должны выступать из
пазов. Крышки масленок и заправочных
окон ремонтируют и проверяют плот-
ность их прилегания и исправность
замков. Внутреннюю поверхность под-
шипникового щита со стороны якоря
окрашивают изоляционным лаком или
эмалью ГФ-92-ХС.
Крышки подшипниковых щитов с
дефектными посадочными поверхностя-
ми ремонтируют так же, как и щиты.
Ремонт крышек коллекторных лю-
ков, фланцев, сеток н заглушек.
Крышки коллекторных люков с трещи-
нами заваривают, с их привалочных
поверхностей аккуратно удаляют зау-
сенцы, забоины и другие дефекты. При
этом следят, чтобы крышку не повело
и было обеспечено плотное прилегание
этой поверхности к бурту окна. Тре-
щины в деталях замка заваривают.
Неисправные или ослабшие пружины
замков, износившиеся шплинты и шай-
бы, износившиеся или потерявшие
упругость войлочные или фетровые
прокладки заменяют новыми.
После ремонта и проверки плотности
прилегания крышки ее внутреннюю
поверхность покрывают эмалью ГФ-
92-ХС, а снаружи — черным лаком
БТ-99.
Вентиляционные сетки, заглушки и
фланцы, а также козырьки и крепеж-
ные детали, по возможности, ремонти-
руют: заваривают отдельные трещины
на фланцах, козырьках, восстанавли-
вают незначительные повреждения
резьбы болтов и резьбовых отверстий.
Однако в большинстве случаев ре-
монтировать их оказывается нецелесо-
образным. Поэтому неисравные детали
заменяют новыми. При установке новых
или отремонтированных фланцев про-
веряют легкость их установки и плот-
ность прижатия патрубков к остову.
Ремонт якорных подшипников. В
условиях депо ремонту подлежат лишь
якорные подшипники с ослабшими зак-
лепками и шайбами сепараторов, а
также с повышенными зазорами между
шайбами и сепараторами. Ослабшие
заклепки сепараторов заменяют новы-
ми, изготовленными из мягкой стали.
Сепараторы с повышенным механичес-
ким износом заменяют исправными.
Внутреннее кольцо подшипника, у
которого были выявлены трещины,
раковины или шелушение, с вала якоря
снимают индукционным нагревателем и
заменяют новым. Если внутреннее коль-
цо таких дефектов не имеет, но его
посадка на валу ослабла и кольцо про-
ворачивается, его с вала снимают
и наращивают внутреннюю поверх-
ность цинкованием или нанесением по-
лимерной пленки клеем ГЭН-150В.
После наращивания цинкованием
кольцо промывают и на станке или
шлифовальной бумагой обрабатывают
внутреннюю поверхность строго кон-
центрично относительно наружной по-
верхности.
При наращивании посадочной по-
верхности кольца клеем ГЭН-150В по-
лимерную пленку на него наносят по той
же технологии, что и на подшипни-
ковый щит. Термообработку кольца с
нанесенной пленкой совмещают с его
нагревом перед напрессовкой на вал.
В процессе ремонта и монтажа под-
шипника тщательно проверяют ра-
диальный зазор. На тяговый двигатель
можно устанавливать только те под-
шипники, у которых разница в радиаль-
ных зазорах не превышает 0,05 мм.
Проверяют зазор плавания сепаратора
в верхней части подшипника. Он дол-
жен находиться в пределах 0,5—2,0 мм.
У двигателей НК-418К этот зазор изме-
ряют внизу, так как сепараторы под-
шипников таких машин центрируют не
по буртам наружных колец (как у
остальных машин), а по роликам. Он
должен быть не менее 0,5 мм. При
замене подшипника новый подшипник
не следует вынимать из упаковки преж
де времени. Во время сборки узла
брать подшипник надо только чистыми
сухими руками в перчатках из белой
хлопчатобумажной ткани или через
парафинированную бумагу.
Перед установкой подшипники тща-
тельно промывают в бензине, в который
добавляют 6—8% минерального масла.
Запрессовывают новые или отремонти-
рованные подшипники в подшипнико-
вые щиты на гидравлических или пнев-
матических прессах. Хранят подшип-
ники в сухом вентилируемом помеще-
нии при температуре 10—30 °C.
Ремонт траверс. При деповском
ремонте пальцы кронштейнов щеткодер-
жателей с траверс, как правило, не
снимают. На траверсе заваривают об-
наруженные трещины, восстанавливают
дефектные отверстия описанными выше
способами, наплавляют и обраба-
тывают под чертежные размеры изно-
шенные поверхности кольца траверсы,
фиксирующей планки или стопорных за-
жимов, устраняют с деталей траверсы
забоины и другие мелкие дефекты.
Сместившиеся, но исправные фикси-
рующие планки закрепляют. Шестерню
поворотного механизма с трещинами,
изломом зубьев или с повышенным
износом, а также ее ось с трещинами
или забитыми гранями квадратной го-
ловки заменяют. Если пальцы кронш-
тейнов щеткодержателей на траверсе
ослабли или повреждена их изоляция,
пальцы снимают и ремонтируют.
По окончании ремонта снятых с
траверсы элементов ее вновь собирают.
Для монтажа траверс целесообразно
использовать специальное приспособ-
ление (рис. 3.18). По периметру его
стола 1 размещено шесть упоров 5
(через 60°) с пазами и прижимами
для закрепления траверсы, а в средней
части — суппортное устройство 4 с шаб-
лоном для проверки правильности поло-
жения окон щеткодержателей. Траверсу
2 устанавливают на столе, вращением
штурвала 6 поворачивают суппортное
устройство так, чтобы шаблон встал
напротив окна щеткодержателя. Затем,
вращая штурвал 3, перемещают суп-
порт в радиальном направлении, вводят
шаблон в окно щеткодержателя, после
чего надежно закрепляют траверсу на
столе. Последовательно поворачивая
суппорт, проверяют остальные щетко-
держатели. Если монтаж щеткодержа-
телей выполнен правильно, шаблоны
должны входить в окна и в пазы упоров
свободно без смещения траверсы. При
монтаже отремонтированной траверсы
строго контролируют расстояние между
осями окон щеткодержателей. Для всех
тяговых двигателей разница этих рас-
стояний между соседними щеткодержа-
телями не должна превышать 0,5 мм.
Все необработанные поверхности от-
ремонтированных траверс тяговых дви-
гателей окрашивают эмалью ГФ-92-ХС,
а траверс вспомогательных машин —
эмалью СВД.
Ремонт съемных роторов вентиля-
торов. При деповском ремонте роторы
вентиляторов снимают в случаях, когда
ослабло их крепление, погнуты лопа-
тами стальных вентиляторов или пов-
реждены сварные швы. Если ослабление
крепления вентилятора вызвано ослаб-
лением его посадки, вентилятор заме-
няют. Подлежат замене и роторы вен-
тиляторов с трещинами или изло-
мами лопастей. Если ослабление креп-
ления вентилятора вызвано ослабле-
нием болтов, то все болты и предо-
хранительные шайбы заменяют. По-
врежденные сварные швы приварен-
ных вентиляторов или лопастей вос-
станавливают, погнутые лопасти сталь-
ных вентиляторов выправляют.
Отремонтированный вентилятор ба-
лансируют и устанавливают с натягом
после предварительного подогрева до
температуры 120—150 °C.
Ремонт статоров и полюсов.
Осмотр и дефектиро в к а . По
завершению ремонта электрической
части остова его подают на позицию 5
(см. рис. 3.3) поточной линии, где осма-
тривают механическую часть.
Как правило, осмотр и дефектировку
электрической части остова проводят
без ее разборки. Полюсы снимают толь-
ко в тех случаях, когда в них обнару-
жены дефекты, устранить которые без
их снятия невозможно. Поэтому осмотр
и дефектировку проводят на неразоб-
ранном остове. Однако в ряде депо у
двигателей отдельных типов в целях
Рис. 3.18. Монтажный стол траверс тяговых
двигателей
предупреждения возможных повреж-
дений в эксплуатации добавочные по-
люсы, расположенные под моторно-осе-
вой горловиной, снимают для проверки
во всех случаях разборки тяговых дви-
гателей.
Проверяют исправность крепления
полюсных катушек, выводных кабелей
и межкатушечных соединений, надеж-
ность изоляции, соответствие их актив-
ного сопротивления установленным нор-
мам, убеждаются в отсутствии витко-
вых замыканий в катушках. Проверяют
также правильность установки полюсов
в остове. Для этого измеряют расстоя-
ние между полюсами по диаметру и
между кромками соседних полюсов.
Для выполнения этих измерений поль-
зуются специальными шаблонами и
приспособлением (рис. 3.19). Прис-
пособление устанавливают в остове 1
тягового двигателя. На оси 4 приспо-
собления укреплены лимб 3 и указатель
5. Центрирующее устройство 2 обеспе-
чивает совпадение оси приспособле-
ния с осью вала. Такое приспособление
позволяет измерять расстояние от по-
верхности сердечников до оси вала и
углы между полюсами. С его помощью
можно достаточно точно определить
размеры воздушных зазоров под каж-
дым из полюсов, правильность установ-
ки полюсов, выявлять перекосы и сме-
щения их относительно оси двигателя.
Рис. 3.19. Приспособление для проверки пра-
вильности установки полюсов в остове
В ряде депо расстояние между сер-
дечниками главных (или добавочных)
полюсов определяют проходным и неп-
роходным шаблонами. Однако при этом
нельзя судить о правильности установ-
ки полюсов относительно оси двигателя.
Поэтому необходимо дополнительно
проверить расстояния между осями
(или кромками) сердечников главных
и соседних с ними добавочных полю-
сов. Допуск на отклонение этих рас-
стояний не должен превышать допуск по
шаблону.
Расстояния сердечников полюсов
от оси вращения и между сердечни-
ками диаметрально противоположных
полюсов должны соответствовать чер-
тежным. Разница расстояний между
поверхностями диаметрально противо-
положных главных полюсов не должна
превышать 1,5 мм, а добавочных —
1 мм. Разница расстояний между
кромками полюсов (как главных, так и
добавочных) должна быть не более
4 мм для двигателей НБ-406, не более
3 мм для двигателей электровозов
ЧС и не более 2 мм для двигателей
ТЛ-2К, НБ-412К, НБ-418К, а между
соседними главными и добавочными
полюсами не более 2 мм.
Возможное ослабление заклепок па-
кета или наличие трещин в его местах
определяют по издаваемому пакетом
дребезжащему звуку при обстуки-
вании молотком.
Проверяют сердечники полюсов,
убеждаются в отсутствии дефектов в
доступных для осмотра местах, обра-
щают внимание на надежность крепле-
ния к корпусу и правильность установ
ки в нем.
Надежность крепления выявляют
обстукиванием, с помощью ключа или
по растрескиванию компаундной массы.
При выявлении ослабления затяжки
болта полюс снимают и выясняют при-
чину, которой может оказаться его из-
лом, срыв резьбы болта или резьбы в
соответствующем отверстии сердечни-
ка, излом или проседание пружинной
шайбы. Полюсные сердечники с сорван-
ной резьбой в депо не ремонтируют.
Их заменяют новыми. Ослабшие болты
выворачивают и подвергают магнитной
дефектоскопии для обнаружения в них
возможных трещин. Резьбу болтов про-
веряют резьбовым калибром 3-го
класса. Болты с трещинами, неисправ-
ной резьбой, изношенными или заби-
тыми гранями головок, а также лопнув-
шие или просевшие пружинные шайбы
заменяют. Лепестковые шайбы двига-
телей AL-4846eT и AL-4442nP заменяют
пружинными. Затягивают полюсные
болты при подогретых до температуры
70—100 °C катушках.
Особенно внимательно осматривают
сердечники полюсов, расположенных
под моторно-осевой горловиной.
Сердечники полюсов с распушен-
ными листами пакета, с лопнувшими
заклепками, прогарами или оплавле-
ниями подлежат замене.
Сердечник статора проверяют, обра-
щают внимание на возможный сдвиг
его в корпусе, прочность закрепления в
нем, убеждаются в отсутствии ослаб-
ления заклепок пакета сердечника и
механических дефектов на нем. В слу-
чае ослабления или сдвига сердечника
в корпусе проверяют крепящие его
штифты. Методы осмотра и дефекти-
ровки сердечников статоров те же,
что и сердечников полюсов.
Катушки полюсов тщательно осмат-
ривают и проверяют надежность их
крепления на сердечниках, состояние
покровной (корпусной) изоляции и их
выводных кабелей.
Ослабление посадки катушек на сер-
дечниках выявляют покачиванием их от
руки, по смещению фланцев, ослаб-
лению диамагнитных угольников и
полюсных болтов, а состояние покров-
114
Рис. 3.20. Схемы для выявления межвиткового замыкания двухстержневым (а) и трех-
стержневым (б) трансформаторами
ной изоляции — визуально. Однако
отдельные возможные неисправности
катушек, например межвитковое замы-
кание, ухудшение качества контактных
соединений и другие, определить ви-
зуально невозможно. Поэтому при
осмотре электрической части остова
проводят отдельные измерения и ис-
пытания.
Полюсные катушки с поврежденной
изоляцией, изломами выводов, лопнув-
шими или смещенными пружинными
фланцами, ослабшими диамагнитными
угольниками или ослабшей их посад-
кой на сердечниках с остова снимают
для ремонта или замены.
Сопротивление изоляции катушек
измеряют мегаомметром, а активное со-
противление обмоток — мостом МД6.
Если перечисленных дефектов у ка-
тушек нет и сопротивление изоля-
ции окажется ниже нормы, то их, не
снимая с остова, подвергают сушке,
после чего вновь измеряют сопротив-
ление изоляции.
В случае когда после сушки сопро-
тивление изоляции катушки вновь ока-
жется ниже нормы, ее с остова снимают.
Снимают катушки и при недопустимом
увеличении их активного сопротивле-
ния, а также при опасении, что между
внутренней поверхностью катушки и
сердечником полюса попало масло.
У снятых катушек проверяют состояние
покровной изоляции, выявляют дефек-
ты, вызвавшие увеличение активного
сопротивления. Кроме того, убеж-
даются в отсутствии межвиткового
замыкания в катушке.
Повышенное активное сопротив-
ление связано в большинстве случаев
с дефектами в выводах катушек и меж-
катушечных соединениях. Их контакт-
ные соединения испытывают на нагрев
двойным часовым током в течение
8—10 мин от сварочного агрегата пос-
тоянного тока НСМ-1000 или выпря-
мительной установки ВКСМ-1000. На-
дежность соединений проверяют по из-
менению показаний амперметра, вклю-
ченного в их цепь, по качке в месте сое-
динения или по изменению активного
сопротивления. Оценить состояние
контактов можно и на ощупь после
отключения тока. Если в соединениях
дефектов нет, то они будут нагреты
примерно одинаково. Повышенный наг-
рев отдельных соединений свидетельст-
вует о плохом состоянии контактов этих
соединений. Такие места вскрывают и
выявляют причины повышенного наг-
рева.
В процессе прогрева контактных
соединений и их проверки все прочие
работы на остове должны быть пре-
кращены.
Кабельные наконечники с признака-
ми чрезмерного нагрева разъединяют и
осматривают их поверхности. Однов-
ременно проверяют состояние жил про-
водов, особенно в местах соединения
с наконечником. При обрывах жил пло-
щадь сечения кабеля уменьшается, по-
вышается его нагрев, что будет спо-
собствовать дальнейшему его перего-
ранию. Поэтому при обрыве более
10% жил наконечники следует пере-
паивать.
Повреждения изоляции катушки,
выводов и межкатушечных соединений
подлежат исправлению.
Межвитковое замыкание в полюс-
ной катушке можно выявить с по-
мощью двухстержневого трансформа-
тора (рис. 3.20, а). Верхняя часть ма-
гнитопровода такого трансформатора
выполнена в виде откидывающегося
якоря, позволяющего надевать на один
из его стержней проверяемую катушку
К. На измерительную катушку, распо-
Рис. 3.21. Схема для выявления межвиткового
замыкания методом двойной трансформации
ложенную на другом стержне трансфор-
матора, подают напряжение от сети пе-
ременного тока. Если межвиткового
замыкания в проверяемой катушке нет,
амперметр, включенный в цепь измери-
тельной катушки, покажет ток, равный
току холостого хода трансформатора.
При наличии в полюсной катушке вит-
кового замыкания в образовавшихся
закороченных витках наведется э. д. с.,
и ток в цепи измерительной катушки
возрастет. Однако при замыкании одно-
го витка, при частичном замыкании или
большом числе витков проверяемой
катушки чувствительность такого тран-
сформатора оказывается недостаточ-
ной.
Большей чувствительностью обла-
дает трехстержневой трансформатор
(рис. 3.20, б). При отсутствии в про-
веряемой катушке витковых замыканий
стрелка вольтметра останется в нуле-
вом положении, так как во вторичных
катушках правого и левого стержней
трансформатора, имеющих одинаковое
число витков, будут наводиться равные
по значению и противоположно нап-
равленные э. д. с. При наличии витко-
вого замыкания магнитные потоки в
правом и левом стержнях трансформа-
тора станут по значению различными,
следовательно, разными по значению
Рис. 3.22. Схема включения катушек для выяв-
ления межвитковых замыканий с помощью им-
пульсной установки
будут и э. д. с., наводимые ими в право!
и левой вторичных катушках, и стрелка
вольтметра отклонится. Еще более чув-
ствительным оказывается метод двой-
ной трансформации (рис. 3.21), при
котором почти полностью отсутствуют
емкостные связи между витками. К сете-
вой обмотке трансформатора при этом
методе подводят переменный ток по-
вышенной частоты.
Межвитковые замыкания выявляют
с помощью импульсных установок
ИУ-57, приборов СМ-15 и ИВ-3. Им-
пульсную установку подключают к сети
переменного тока напряжением 220 В.
Генератор импульсов ГИ (рис. 3.22)
установки создает на выходе импуль-
сы высокого напряжения (до 6000 В).
При необходимости это напряжение
может снижаться вдвое установленным
на выходе установки делителем напря-
жения. Кроме того, напряжение можно
регулировать автотрансформатором.
Такая установка позволяет испытывать
одновременно две катушки К1 и К2,
которые включают вместе с конденса-
торами С делителя напряжения по мос-
товой схеме. В диагональ моста включен
индикатор И. При витковом замыкании
в одной из катушек нарушается равен-
ство индуктивностей параллельных вет-
вей моста, возникает разность потен-
циалов на зажимах индикатора И и его
луч на экране отклоняется. Если на
экране луч остается почти прямоли-
нейным (рис. 3.23, а), то ни в одной
из катушек виткового замыкания нет.
Значительные изломы укажут на на-
личие виткового замыкания в катуш-
ке К1 (рис. 3.23,6) или в К2
(рис. 3.23,в).
Для проверки многовитковых кату-
шек вспомогательных машин этим ме-
тодом пользоваться не следует, так как
емкости таких катушек могут значи-
тельно отличаться, и на зажимах инди-
катора будет появляться разность по-
тенциалов даже при исправных кату-
шках. В этом случае катушки следует
проверять методом двойной трансфор-
мации на специальной высокочастотной
установке.
Компенсационные обмотки и осо-
бенно их лобовые части осматривают
предельно тщательно. В первую очередь
визуально проверяют состояние изоля-
ции лобовых частей их катушек, убеж-
даются в отсутствии трещин, протер-
тостей и прогаров. Наиболее вероятные
места возникновения этих дефектов —
на выходе катушек из пазов, у катушек,
расположенных близко к моторно-
осевой горловине, а также в местах
соединения выводов компенсационных
катушек с выводами катушек добавоч-
ных полюсов и компенсационных кату-
шек друг с другом. Эти соединения
проверяют на нагрев пропусканием че-
рез них тока. Порядок такой провер-
ки описан выше.
Наиболее частыми дефектами сое-
динения компенсационных обмоток с
катушками добавочных полюсов явля-
ется неудовлетворительная пропайка
наконечников, требующая замены вы-
вода или всей катушки, и излом самих
соединений.
При осмотре компенсационных об-
моток проверяют плотность посадки их
катушек в пазах полюсных сердечни-
ков, а также исправность и прочность
установки клиньев, крепящих катушки
в пазах.
При возможности дефектную изоля-
цию катушек и их выводов восста-
навливают дополнительной изолиров-
кой поврежденных мест без снятия
катушек с полюсов. В противном слу-
чае их снимают для ремонта или
замены.
Обмотки статоров электрических
машин переменного тока осматривают,
проверяют состояние изоляции, надеж-
ность крепления обмоток, качество
контактных соединений (прогреванием
током и измерением активного сопро-
тивления) и выявляют возможные
замыкания в обмотке, а также обра-
щают внимание на прочность крепления
катушек обмоток в пазах сердечника
и состояние крепящих их клиньев,
выводов и рейки зажимов.
В обмотках статоров асинхронных
двигателей замыкания могут возник-
нуть между витками одной катушки,
между катушками разных фаз и между
катушкой и сердечником статора. За-
мыкание между листами сердечника и
ветками обмотки устанавливают ме-
гаомметром по значению сопротивле-
Рис. 3.23. Изображения на экране индикатора
импульсной установки
ния. Обнаружить замыкание можно по
повышенному нагреву короткозамкну-
того контура обмотки. Выявляют его
на ощупь после предварительного
прогрева машины током и снятия с
нее напряжения. В некоторых случаях
короткозамкнутую часть обмотки мож-
но определить визуально — по обуглив-
шейся изоляции.
Выявить витковое замыкание можно
и специальным приспособлением —
насаженным на изолированную ручку
подшипником с легко, вращающимся
наружным кольцом. Если его поднести
к обтекаемой током статорной обмотке,
то под действием создаваемого обмот-
кой бегущего магнитного поля кольцо
подшипника будет вращаться, но оста-
новится над пазом, витки обмотки в
котором будут закорочены.
Фазу, имеющую замыкание, можно
выявить по несимметрии тока, потреб-
ляемого обмоткой из сети. При соеди-
нении обмотки звездой (рис. 3.24,а) в
фазе Л, имеющей замыкание, показание
амперметра Л / будет больше, чем в двух
других фазах. В случае соединения
обмотки треугольником (рис. 3.24,6)
в двух фазах сети Л и С, к которым
присоединена дефектная фаза, пока-
зания амперметров А1 и АЗ будут боль-
ше, чем амперметра А2 в фазе В.
Такую проверку следует проводить при
пониженном напряжении, равном
(0,254-0,3) и„ом.
Рис. 3.24. Схемы проверки обмоток статора
асинхронного двигателя на межвитковые замыка-
ния
Фазу обмотки, имеющую замыкание,
можно выявить и по значению актив-
ного сопротивления, измерять которое
можно как мостом, так и методом ам-
перметра и вольтметра, фаза с замыка-
нием будет иметь меньшее сопротив-
ление.
Если замыкание произошло между
катушками одной фазы или разных
фаз, то для нахождения его места
выводы катушек приходится в опреде-
ленной последовательности распаивать
и проверять отдельные участки обмотки.
Иногда место такого замыкания уда-
ется выявить покачиванием от руки ло-
бовых частей обмотки при одновремен-
ной проверке сопротивления мегаом-
метром.
В случае обрыва или плохого кон-
такта в обмотке дефектную фазу можно
выявить мегаомметром. Для этого в
обмотке, соединенной звездой, один
провод от мегаомметра присоединяют
к нулевой точке обмотки, а вторым
поочередно касаются концов всех фаз.
Если обмотка соединена треугольником,
то концы фаз разъединяют и проверяют
каждую фазу отдельно.
Замеряют активное' сопротивление
каждой фазы обмотки статора. Оно не
должно превышать допускаемое значе-
ние более чем на 10%.
Межкатушечные соединения остовов
и статоров, выводные и соединитель-
ные провода осматривают, проверяют
состояние их изоляции в местах креп-
ления проводов к скобам и надежность
самих креплений. Ослабление крепле-
ния проводов определяют покачиванием
их от руки. На ослабшие крепления
укажет и выявленная потертость про-
вода в месте его закрепления. Провода
с дефектной изоляцией ремонтируют
или заменяют новыми. Ослабшие креп-
ления проводов укрепляют.
Если в двигателе применена компен-
сационная обмотка, то для снятия глав-
ного полюса нужно предварительно
вынуть из пазов сердечника катушки
компенсационной обмотки. При снятии
добавочного полюса компенсационную
обмотку не демонтируют. Достаточно
разъединить выводы компенсационной
обмотки и катушки снимаемого полюса
и осторожно вынуть полюс в простран-
118
стве между компенсационной обмотко)
и корпусом в сторону, противополож-
ную коллектору.
Ремонт катушек. Его начи-
нают после того, как катушки спрес-
сованы с сердечников полюсов и внима-
тельно осмотрены для выявления де-
фектов, которые ранее не могли быть
обнаружены.
Выводные кабели с прожогами или
механическими повреждениями изоля-
ции, а также с обрывами более 10%
жил заменяют новыми. Для этого
вскрывают изоляцию в месте впайки
кабеля в патрон, обертывают вскрытое
место асбестом, нагревают паяльной
лампой патрон до расплавления в нем
припоя и вытаскивают кабель. Осво-
божденный от изоляции и зачищенный
конец нового выводного кабеля облужи-
вают в ванне с расплавленным при-
поем ПОС-40, устанавливают катушку
отверстием патрона вверх, вставляют в
него подготовленный конец выводного
кабеля и заливают в патрон расплав-
ленный припой до его верхней кромки.
Затем место пайки зачищают и изоли-
руют микалентой, промазывая каждый
ее слой лаком № 462.
Если у катушки вывод выполнен не
из кабеля, а из медной шины и на
конце шины обмотки, к которому при-
варен вывод, имеется трещина или из-
лом, то изоляцию катушки вскрывают
настолько, чтобы можно было удалить
надломленный конец и запилить конец
шины по форме клина. Аналогично
запиливают конец шины вывода, сов-
мещают концы, сваривают газовой
сваркой и восстанавливают изоляцию
катушки.
Наконечники кабелей, имеющих нез-
начительные механические дефекты на
контактной поверхности или признаки
чрезмерного нагрева, зачищают и лу-
дят, не снимая кабеля. При значитель-
ных повреждениях наконечники нагре-
вают паяльной лампой до расплавления
припоя и снимают с кабеля. При напай-
ке нового наконечника его гнездо прот-
равливают канифолью, а конец кабеля
прогревают в тигле с расплавленным
припоем. Аналогично перепаивают на-
конечники с плохим качеством пайки
или когда у кабеля при входе в нако-
Рис. 3.25. Способы наложения ленточной изоляции:
а — вразбежку; б — встык; в — вполуперекрышу; г — с перекрышей в 3/« ширины ленты
нечник имеется обрыв недопустимого
числа жил.
Дефектную покровную изоляцию в
условиях депо допускается ремон-
тировать как на отдельных участках,
так и с полной ее заменой. В послед-
нем случае ее осторожно надрезают
по всему периметру катушки, не допус-
кая повреждения корпусной изоляции,
и снимают с катушки. Новую покров-
ную изоляцию выполняют из кипер-
ной ленты или стеклоленты. Нама-
тывают ленту с натягом. Конец ленты
закрепляют суровыми нитками. В про-
цессе намотки контролируют размеры
катушки. Тип ленты, способ наложения
витков (рис. 3.25), число слоев и марка
применяемого лака должны строго соот-
ветствовать чертежам ремонтируемой
катушки и техническим условиям на
ее ремонт.
У отремонтированной катушки про-
веряют высоту и ширину внутренней
части, т. е. размеры, от которых зависит
плотность посадки катушки на сердеч-
нике. При несоответствии измеренных
размеров чертежным их доводят до
нормы, отматывая или добавляя изоля-
цию. Затем убеждаются в отсутствии
витковых замыканий в катушках, изме-
ряют активное сопротивление и, если
все оказывается в норме, направляют
их в пропиточное отделение для протир-
ки, окраски и сушки.
Если при осмотре катушки дефек-
тов, требующих ее ремонта, не выяв-
лено, то для восстановления изоляции
катушки ее пропитывают (см. с. 143)
в пропиточном лаке и покрывают изо-
ляционной эмалью без снятия полюсов
с остова.
Катушки, которые при изготовлении
или предыдущем заводском ремонте
были пропитаны кремнийорганическими
(например, двигатели электровозов
ЧС2) или термореактивными (двига-
тели электровозов ВЛ 10, ВЛ80к) ла-
ками или компаундами, можно не про-
питывать. Их достаточно просушить в
печи при температуре 130—140 °C в
течение 10 ч, покрыть с помощью пуль-
веризатора эмалью печной сушки
соответствующего класса изоляции
(ГФ-92-ГС, ПКЭ-19, ПКЭ-22 или
ЭП-91) и вновь просушить в печи в
течение 10 ч до полного запекания
эмали. После предварительной, а также
окончательной сушки измеряют сопро-
тивление изоляции. Оно для двигателей
электровозов ЧС и ВЛ 10 при темпера-
туре ПО—120 °C должно быть не ме-
нее 3 МОм, а для двигателей электро-
возов ВЛ80 при температуре 100 °C —
не менее 2 МОм.
Катушки с дефектами корпусной
изоляции в депо не ремонтируют, за
исключением случая, когда данному де-
по поручено проведение ремонта элек-
трических машин в объеме и по Пра-
вилам заводского ремонта и депо имеет
для этого необходимые кадры и обору-
дование.
Компенсационные обмотки, имею-
щие незначительные повреждения изо-
ляции на лобовых вылетах, ремон-
тируют без снятия с остова, восста-
навливая поврежденные участки нало-
жением дополнительной изоляции.
Неисправные выводы и наконечники
ремонтируют так же, как и у полюсных
катушек.
Для снятия дефектных компенсаци-
онных обмоток их средние и боковые
выводы разызолируют. Если выводы
компенсационных обмоток с выводами
добавочных полюсов соединены бол-
тами, то болты выворачивают. Паяные
соединения этих выводов распаивают.
Чтобы при распайке не повредить
изолированные витки катушек, их пок-
Рис. 3.26. Крепление кабелей в остове
рывают защитной массой из смочен-
ной водой асбестовой крошки. Затем
распаиваемое соединение зажимают
электродами сварочных клещей, вклю-
чают питающий их сварочный транс-
форматор (например, ТСД-1000) и наг-
ревают соединение до расплавления
припоя, разъединяют выводы, охлаж-
дают ветошью, смоченной водой, и зачи-
щают концы выводов.
Чтобы снять катушки компенсацион-
ной обмотки с сердечника полюса,
из его пазов молотком и специальным
зубилом с бородкой выбивают клинья.
Затем, осторожно покачивая катушки
за их передние и задние лобовые выле-
ты, вынимают их из пазов. У снятых
катушек устраняют потертости и другие
незначительные дефекты изоляции. Ло-
бовые вылеты изолируют двумя слоями
микаленты и двумя слоями стеклоэс-
капона вполуперекрышу. Затем укла-
дывают бандаж из стеклоленты в один
слой и промазывают лаком БТ-99.
При замене гибких проводов сое-
диняемые поверхности зачищают, нак-
ладывают конец провода на вывод ка-
тушки, предварительно положив между
ними пластину припоя, и зажимают
сварочными клещами. Чтобы не повре-
дить изоляцию провода, его обертывают
мокрым асбестовым шнуром. Подают
напряжение на клещи и нагревают сое-
динение до расплавления припоя. Затем
напряжение с клещей снимают, ожи-
дают, пока припой затвердеет, разжи-
мают клещи и зачищают место пайки.
Место соединения изолируют тремя сло-
ями ленты ЛСЭ-Л0.15Х25 мм и двумя
слоями вполуперекрышу стеклянной
ленты 0,2X35 мм.
Ослабшие клинья катушек компен-
сационных обмоток в пазах сердечни-
ков полюсов и дефектные прокладки
120
заменяют новыми. Исправные компен-
сационные обмотки с остова не сни-
мают, но покрывают изоляционным
лаком.
Межкатушечные соединения и вы-
водные провода, не имеющие дефектов,
но с ослабшим креплением в остове,
укрепляют. Для этого провода / (рис.
3.26, а) в месте крепления дополнитель-
но изолируют двумя слоями изоляци-
онной ленты 2, слоем электрокартона
5, а затем прочно закрепляют провода
крученым шпагатом 3 к приваренным
скобам 4 или затяжкой болтов наклад-
ных скоб 6 (рис. 3.26, б, в). Под ско-
бы устанавливают резиновые проклад-
ки 7.
Провода с поврежденной изоляцией
ремонтируют в случаях, когда повреж-
денное место находится не ближе 200
мм от выводной коробки машины, а
длина его не превышает 100 мм. В про-
тивном случае их заменяют новыми.
Поврежденную изоляцию проводов и
межкатушечных соединений восстанав-
ливают. Для этого изоляцию 2 и 3 про-
вода 1 (рис. 3.27) в месте повреждения
срезают на конус и вырезанное место
изолируют прорезиненной лентой 4,
накладываемой вполуперекрышу, плот-
но, без морщин. При этом последо-
вательно переходят от одного края вы-
резанного участка к другому. Каждый
слой промазывают лаком.
Рис. 3.27. Ремонт изоляции проводов
Общая толщина наложенных слоев
должна быть не менее толщины основ-
ной изоляции (вровень с покровной
изоляцией 3 провода). Последний слой
выполняют из лакоткани. Поверх него
наматывают вполуперекрыщу два слоя
прорезиненной изоляционной ленты 5,
перекрывая ею прилегающие участки
основной изоляции.
При необходимости выводные про-
вода можно сращивать с помощью
наконечников. При этом места сращи-
вания не должны находиться ближе,
чем на 200 мм от выводной коробки
или места входа провода в соединитель-
ную коробку кузова. Заземляющие про-
вода сращивать запрещается. При уста-
новке нового заземляющего провода его
конец, закрепляемый на остове, дол-
жен быть оголен на участке длиной
50 мм от места крепления.
На отремонтированные или заменен-
ные выводные провода надевают про-
питанные огнестойким составом брезен-
товые чехлы и закрепляют их на патруб-
ке остова шпагатом или стальным хо-
мутом, а с другого конца — смоляной
лентой. Аналогично закрепляют и новые
чехлы, устанавливаемые взамен забра-
кованных.
Наконечники межкатушечных сое-
динений и выводных проводов ремон-
тируют и перепаивают так же, как и
наконечники выводов катушек. Места
соединений тщательно изолируют.
Фланцы и прокладки с дефектами
ремонтируют или заменяют новыми.
Пружинные фланцы с трещинами или
остаточной деформацией ремонту не
подлежат. Их заменяют новыми, кото-
рые изготавливают из стали 45, зака-
ливают и покрывают лаком БТ-99.
Исправные фланцы и прокладки очи-
щают, снимают с них заусенцы и окра-
шивают. Прокладки под сердечники по-
люсов не окрашивают. Дефектные диа-
магнитные прокладки добавочных по-
люсов заменяют новыми той же тол-
щины и изготовленными в строгом
соответствии с чертежом.
Сборка электрической части остова.
Полюсы монтируют в последова-
тельности, обратной разборке. Перед
установкой на сердечник убеждаются в
отсутствии межвитковых замыканий в
катушках, измеряют электрическую
прочность их изоляции и активное
сопротивление катушек, которое не
должно отличаться от номинального
более чем на 10%.
Катушку монтируют на сердечник
в горячем состоянии, для чего ее предва-
рительно нагревают до температуры
80—100 °C в печи или пропусканием
через нее тока. Катушка должна садить-
ся на сердечник плотно, поэтому ее уста-
навливают на прессе, контролируя по
прибору усилие. Если оно окажется
менее 4900 Н (500 кгс), то катушка
села на сердечник без требуемой плот-
ности. Тогда ее с сердечника снимают,
ставят между внутренними стенками
катушки и сердечником дополнительные
прокладки из электрокартона и напрес-
совывают вновь. Посадку катушки сле-
дует выполнять аккуратно, не допус-
кая ее перекосов. В противном случае
может быть повреждена ее изоляция,
особенно во внутренних углах катушки.
Перед напрессовкой на сердечник дол-
жны быть поставлены в соответствии
с чертежами необходимые прокладки и
фланцы. До установки полюсов в кор-
пус вся его внутренняя поверхность
(кроме посадочных мест под сердечники
полюсов) должна быть окрашена изо-
ляционным лаком, а сторона коллектора
до приливов полюсов — светлой изоля-
ционной эмалью. Для установки полю-
сов корпус ставят большой горловиной
вверх.
Полюсные болты устанавливают при
нагретых до температуры 70—100 °C
катушках. Если при полностью затяну-
тых болтах катушка окажется зажатой
между полюсными наконечниками и
корпусом недостаточно плотно, затяжку
болтов ослабляют, ставят под катушку
прокладку из электрокартона необхо-
димой толщины и вновь затягивают
болты. Для крепления главных полюсов
тяговых двигателей, расположенных
вблизи моторно-осевой горловины,
желательно применять новые болты.
Все используемые фланцы и проклад-
ки должны быть исправными. Под го-
ловки болтов должны быть установлены
пружинные шайбы. Если катушка взята
из ремонтного запаса, перед установкой
в остов проверяют ее полярность.
Особое внимание обращают на
правильность установки полюсов, так
как неточная их установка резко ухуд-
шает эксплуатационные свойства и на-
дежность двигателя, изменяются его
характеристики, ухудшается коммута-
ция, повышается склонность к воз-
никновению кругового огня. Правиль-
ность установки полюсов проверяют из-
мерением расстояния от оси вращения
якоря до поверхностей сердечников по
осям полюсов, расстояний между полю-
сами по диаметру, между кромками
сердечников соседних главных полюсов,
соседних добавочных полюсов, а также
между кромками лежащих рядом глав-
ного и добавочного полюсов.
Выявленные проверкой недопусти-
мые отклонения от чертежных устано-
вочных размеров устраняют дополни-
тельными (при необходимости и клино-
видными) стальными прокладками.
Полюсы установлены правильно,
если фланцы смонтированных в остовах
катушек плотно прилегают к ним, не
имеют вибрации при обстукивании их
молотком, сердечники плотно притяну-
ты к опорным поверхностям остова,
катушки надежно затянуты сердечни-
ками и фланцами, полюсные болты пос-
тавлены с предохранительными пру-
жинными шайбами, завернуты до отка-
за и не вибрируют при обстукивании их
головок молотком, а расстояния между
полюсами по окружности и диаметру
соответствуют нормам. После этого
головки полюсных болтов заливают
компаундной мастикой.
Если в двигателе применены ком-
пенсационные обмотки, то перед уста-
новкой их катушек пазы в сердеч-
никах продувают сжатым воздухом,
укладывают в них пазовую изоляцию,
а на дно паза еще миканитовую прок-
ладку и полоску из электроизоляцион-
ного картона толщиной 0,2 мм. Катушку
компенсационной обмотки устанавли-
вают в пазы (в соответствии со схемой
обмотки) легким постукиванием обрези-
ненной рукояткой молотка равномерно
по всей длине пазовых частей катушек.
Затем их осаживают с помощью молот-
ка и текстолитовой подбойки, ставят
сверху прокладки (такие же, как и на
дно паза) и закрепляют клиньями.
Толщина прокладок под клин должь.
обеспечивать их плотную посадкх
Затем приступают к монтажу межкату
щечных соединений и выводных кабе-
лей.
Межкатушечные соединения и вы-
водные кабели монтируют после того,
как полностью убедились в правиль-
ности и надежности установки полюсов
и исправности катушек. Контактные
соединения надежно пропаивают, нако-
нечники плотно соединяют болтами, а
болты застопоривают предохранитель-
ными шайбами. Затем проверяют пра-
вильность соединения катушек полюсов
(и катушек компенсационных обмоток,
если они есть), качество контактных
соединений и электрическую прочность
изоляции по отношению к корпусу
машины.
Правильность соединения катушек
полюсов проверяют с помощью компа-
са или специальной катушки с подклю-
ченным к ней милливольтметром с
центральной стрелкой. К обмоткам под-
водят постоянное напряжение от возбу-
дителя или многоамперного агрегата
и устанавливают ток, равный 25—30%
номинального. Компас или катушку
последовательно устанавливают под
каждым полюсом. При правильном сое-
динении катушек стрелка компаса при
переносе его от одного полюса к сосед-
нему полюсу противоположной поляр-
ности должна изменять свое положение
на 180°, а стрелка милливольтметра —
отклоняться в противоположную сто-
рону. Подносить компас близко к
полюсу не следует, так как можно
перемагнитить его стрелку. За стрелкой
милливольтметра наблюдают в момент
отвода катушки от полюса. Чтобы в
витках катушки наводилось по возмож-
ности большая э. д. с. и отклонение
стрелки было заметнее, отводить ка-
тушку от полюса надо быстро. Качество
контактных соединений проверяют про-
пусканием через них двойного часо-
вого тока в течение 8—10 мин метода-
ми, описанными выше.
Если в результате этих проверок
дефекты не будут выявлены, то все
контактные соединения тщательно изо-
лируют согласно чертежу и закрепляют
провода в остове.
Крепление проводов должно быть
прочным и исключать возможные виб-
рации, истирания и другие повреж-
дения изоляции. Запрещается изгибать
провода ближе 50 мм от наконечников
или создавать напряженные состояния
в местах соединения. Применение для
бандажей и креплений материалов,
способных вытягиваться, например ки-
перной и других лент, не допускается.
Поврежденные или слабо сидящие на
проводах или в отверстиях остова
резиновые втулки следует заменять, а
концы проводов надежно укреплять в
выводных коробках или клицах.
Электрическую прочность изоляции
относительно корпуса проверяют на
пробивной установке 8 (см. рис. 3.3)
переменным током частотой 50 Гц в
течение 1 мин.
Испытательные напряжения изоля-
ции электрических машин на напряже-
ния 3000 и 380 В должны быть соот-
ветственно 6000 и 1400 В, а машин
на напряжение менее 100 В — 1000 В.
Затем катушки полюсов, компенса-
ционные обмотки и кабельные выводы
необходимо покрыть электроизоляцион-
ной эмалью.
Ремонт электрической части стато-
ра. Катушки обмотки статора с ослаб-
шей посадкой в пазах сердечника под-
крепляют. Для этого ослабшие клинья
осторожно выбивают из пазов, укла-
дывают в паз необходимое число
прокладок из электрокартона, предва-
рительно пропитанного лаком, и также
осторожно забивают клинья в пазы.
Клинья с трещинами, забитыми или
изношенными боковыми гранями заме-
няют новыми. Неисправные катушки
статорной обмотки и их выводы ремон-
тируют так же, как и катушки
полюсов.
Статоры, имеющие сопротивление
изоляции обмоток ниже нормы, под-
вергают сушке в печи при темпера-
туре 120—130 °C, после чего это со-
противление проверяют вновь. Если оно
окажется менее 1 МОм, а установить
или устранить причину пониженного со-
противления не удалось, то статор под-
лежит заводскому ремонту. Подлежат
заводскому ремонту и статоры, у кото-
рых в результате проведенного депов-
ского ремонта активное сопротивление
обмоток будет превышать установлен-
ное более чем на 10 %.
Выводные провода с дефектной изо-
ляцией заменяют. Наконечники выво-
дов с дефектами перепаивают. Шпильки
реек зажимов с поврежденной резьбой
или с оплавлениями заменяют. Вос-
станавливают отсутствующие марки-
ровки проводов. Для определения
начала и конца обмоток соединяют по-
следовательно две фазы, подводят к
ним переменный ток напряжением
380 В. Если соединенными оказались
разноименные выводы этих фаз, то по-
казания вольтметра, включенного в
третью фазу, будут близкими к под-
веденному напряжению. В случае сое-
динения одноименных выводов стрелка
вольтметра будет на нуле. Соединяя
две другие фазы, аналогично находят
начало и конец третьей. Правильность
маркировки выводов можно проверить
и сравнением измеренных сопротивле-
ний отдельных фаз обмотки статора
с их паспортными значениями.
Перед монтажом статора его сердеч-
ник (если он имел сдвиг относи-
тельно корпуса) закрепляют штифтами
в соответствии с чертежами. После
установки отремонтированных катушек
в сердечник статора проверяют пра-
вильность их соединения, убеждаются
в отсутствии межвитковых замыканий
или замыканий на корпус. Методы
проведения этих проверок те же, что и
при дефектировке.
Техника безопасности при провер-
ке электрической части остовов и стато-
ров. При проверке состояния изоляции
катушек и проводов остовов, статоров
и индуктивных шунтов, а также после
проведенного ремонта измеряют сопро-
тивление изоляции мегаомметром на-
пряжением 250 В. К проведению этих
работ могут допускаться только лица,
обученные технике проведения таких
замеров и правилам работы с мега-
омметрами.
Кроме того, следует помнить, что
катушки любых обмоток обладают
электрической емкостью и иногда зна-
чительной, в результате чего они спо-
собны определенное время сохранять
полученный ими при проведении изме-
рении электрический заряд. Поэтому
даже после снятия напряжения с
проверяемых катушек прикасаться к их
неизолированным частям во избежание
получения травмы запрещается до сня-
тия с них статического заряда путем
их временного заземления.
Испытательная станция (стенд)
для проверки изоляции на пробой долж-
на быть ограждена сетчатым огражде-
нием с запирающимися дверями. Вход
на испытательную станцию лиц, не свя-
занных с испытаниями, категорически
запрещается. Двери испытательной
станции должны иметь механические
и электрические блокировки, исклю-
чающие возможность входа, когда уста-
новка находится под высоким напря-
жением.
Работники, проводящие испытания,
должны иметь удостоверение на право
производства работ на установках вы-
сокого напряжения. Испытания прово-
дят два лица: инженер или техник
и электромонтер V квалификационной
группы.
Перед началом работы тщательно
проверяют надежность заземления всей
установки, трансформатора, аппарату-
ры. На испытательной станции или
стенде должны быть защитные средст-
ва: диэлектрические боты и диэлектри-
ческие перчатки, коврики, штанги, ис-
пытательные клещи и т. д. Защитные
средства хранят в отведенном для
них месте и периодически прове-
ряют их электрическую прочность.
Перед каждым пользованием защитны-
ми средствами внешним осмотром про-
веряют их исправность и по клейму
убеждаются в том, что срок их год-
ности, установленный при последнем
испытании, не истек. В соответствую-
щих местах должны быть вывешены
плакаты «Не включать, работают лю-
ди», «Высокое напряжение — опасно
для жизни» и др.
Перед подачей испытательного на-
пряжения все работники бригады долж-
ны перейти в безопасную зону. Ру-
ководитель испытания должен лично
убедиться в этом, а также в том,
что все необходимые меры безопас-
ности приняты. После этого он преду-
преждает о подаче напряжения и
включает его. Не разрешается выпол-
нять измерения в цепях высокого
напряжения испытательной установки
после включения рубильника на стороне
низкого напряжения.
5 3. Ремонт щеткодержателем
и кронштейнов
Износы и повреждения. Повышен-
ные износы и повреждения щетко-
держателей и их кронштейнов возни-
кают в результате действия на них
механических нагрузок, недопустимых
нагревов в контактных соединениях
и перебросов электрических дуг.
Щеткодержатели в эксплуатации
подвержены всем перечисленным выше
воздействиям, часто проявляющимся
одновременно. Они приводят к появле-
нию трещин в их корпусах, повышен-
ному износу стенок щеточных окон,
износу рифленых привалочных поверх-
ностей, подгарам и оплавлениям.У пру-
жин нажимных пальцев теряются упру-
гие свойства, а иногда возникают и
изломы. Наблюдаются случаи изломов
самих нажимных пальцев. Изнашива-
ются валики и втулки, ослабляется
крепление корпуса щеткодержателя на
кронштейне. Наиболее интенсивно изна-
шиваются щетки по их рабочей по-
верхности. Кроме того, у них могут
возникать отколы 3 (рис. 3.28), износ
боковых поверхностей, трещины 2,
задиры 4, ослабление крепления в них
гибких проводов, а иногда и обрыв их
жил 1.
Кронштейны щеткодержателей мо-
гут быть стальными и пластмассовы-
ми. Общими для них дефектами являют-
ся срабатывание рифленых поверхнос-
тей, трещины, прожоги, износ резьбо-
вых отверстий, ослабление их крепле-
ния в остове или на траверсе. На-
блюдаются случаи нарушения правиль-
ности ' установки щеткодержателей от-
носительно коллектора. У стальных
кронштейнов могут появляться трещи-
ны, отколы и потемнение глазури на
фарфоровых изоляторах, ослабление
посадки изоляторов, может быть зани-
женное сопротивление изоляции паль-
цев, а иногда возникать их пробой.
У пластмассовых кронштейнов, кроме
перечисленных общих дефектов, воз-
можны оплавления и даже выгорание
болтов в местах крепления токове-
дущих проводов к металлическим кар-
касам кронштейнов.
Излом щеткодержателей и их от-
дельных деталей в зависимости от
характера повреждения может привести
к ослаблению пружин, заеданию паль-
цев, обрывам гибких проводов, чрез-
мерному нагреву щеток. Более серьез-
ные повреждения происходят при обры-
ве или ослаблении болтов верхних и
боковых щеткодержателей, а также
при изломах их корпусов. В этом
случае неизбежен задир коллектора.
Такое же повреждение происходит и при
обрыве болтов кронштейнов щеткодер-
жателей.
Осмотр и дефектировка. Щеткодер-
жатели, снятые с остова или траверсы,
продувают, очищают техническими сал-
фетками, осматривают для выявления
дефектов и определения необходимого
ремонта.
Корпуса щеткодержателей осматри-
вают, убеждаются в отсутствии трещин,
оплавлений, забоин или повышенного
износа. Трещины чаще всего могут
появляться у щеточного окна и в
местах перехода корпуса к гребенке.
Шаблоном определяют степень износа
стенок щеточных окон. Выявляют воз-
можную выработку отверстий приливов
под пружины и резьбовых отверстий
под болты крепления гибких проводов
щеток.
Для предотвращения изломов щет-
кодержателей в эксплуатации трещины
у основания прилива для крепления
корпуса к пальцу, а также трещины,
которые могут привести к отколу
стенок щеточного окна, заваривать при
деповском ремонте запрещено. Такие
корпуса бракуют. Поврежденные и из-
ношенные поверхности гребенки, окон,
а также разработанные отверстия под
оси пружин, болты и винты подлежат
восстановлению. Детали щеткодержа-
теля осматривают как до, так и после
разборки щеткодержателя.
Щетки неисправные или с предель-
ным износом по высоте и боковым по-
верхностям бракуют. Допускается ос-
Рис. 3.28. Характерные дефекты щеток
тавлять до очередного заводского ре-
монта шунты без следов чрезмерного
нагрева, с обрывом не более 10 % жил и
износом наконечника не более 10 %.
Пружины осматривают, убеждаются
в отсутствии трещин, определяют оста-
точную деформацию, для чего сопостав-
ляют размеры пружины после ее трех-
кратного полного сжатия с чертежными
размерами. Ослабшие пружины и пру-
жины с трещинами заменяют.
Оси пружин, барабанов и храпови-
ков, имеющих в местах посадки их в
корпус износ более 0,5 мм или износ
отверстий под шлицы более 0,2 мм, за-
меняют.
Нажимные пальцы с трещинами или
изломами ремонтируют или заменяют
новыми.
Кронштейны щеткодержателей ос-
матривают, проверяют на электричес-
кую прочность их изоляции.
Стальные кронштейны с трещинами,
ослабшими пальцами, с выжигами или
оплавлениями, с повреждением гребен-
ки менее чем на 20 % ее площади
подлежат ремонту. Резьбовые отвер-
стия под болты крепления щеткодер-
жателя или токоведущих проводов
проверяют калибром 3-го класса точ-
ности и при обнаружении их неис-
правности восстанавливают. Если в
кронштейнах обнаружены трещины
длиной более 30 мм или они находятся
к отверстиям под пальцы ближе, чем на
30 мм, их в депо не ремонтируют, а
заменяют новыми. Подлежат замене
также изоляторы кронштейнов с тре-
щинами, отколами или потемневшей
глазурью. Плотность посадки изоля-
ционного пальца в кронштейне и
изолятора на пальце проверяют от
руки. Если изолятор или палец пере-
мещаются, кронштейн подлежит ре-
монту. Кронштейн с поврежденными
гребенками менее 20 % ее площади
подлежит деповскому ремонту, а при
большей дефектной площади — замене
новым кронштейном.
Мегаомметром на 2,5 кВ измеряют
сопротивление изоляции кронштейна.
Кронштейны с сопротивлением изоля-
ции менее 100 МОм, измеренным
при температуре +20 °C, подлежат
ремонту.
Пластмассовые кронштейны изго-
тавливают из пластмассы АГ-4, дуго-
стойкость которой, как выявилось при
их эксплуатации, оказалась недостаточ-
ной (наблюдались случаи горения крон-
штейнов при перебросах и повышен-
ном искрении на коллекторе). Поэтому
при деповском и заводском ремонтах
такие кронштейны пока заменяют
стальными.
Если при деповском ремонте такая
замена произведена быть не может,
то пластмассовый кронштейн при воз-
можности ремонтируют. Для выявления
возможных трещин в корпусе его очи-
щают от эмалевого покрытия. Крон-
штейны с изломами и трещинами заме-
няют, а с поверхностными прожогами
или подгарами ремонтируют. Прове-
ряют основные установочные размеры
между осями под пальцы и расстоя-
ние от нижней кромки гребенки до этих
осей. Отклонение от чертежных разме-
ров допускается не более ±0,3 мм.
При больших отклонениях этих разме-
ров кронштейны бракуют. Выгоревшие
места металлических каркасов пласт-
массовых кронштейнов подлежат вос-
становлению.
Ремонт щеткодержателей и крон-
штейнов. Щеткодержатели для ремонта
разбирают.
Корпуса щеткодержателей с трещи-
нами ремонтируют с применением аце-
тилено-кислородной сварки. Для этого
трещины в корпусе засверливают по
концам, разделывают и заваривают с
предварительным подогревом корпуса
до температуры 300—350 °C. Заварен-
ную поверхность обрабатывают торцо-
выми фрезами на вертикально-фрезер-
1 :.'h
ном станке, а затем обрабатывай
вручную напильником или шлифоваль
ной бумагой.
Изношенные резьбовые отверстия
под оси и валики с износом более
0,5 мм заваривают ацетилено-кисло-
родной сваркой с применением в
качестве припоя латунной проволоки
марки Л63 и рассверливают под чер-
тежные размеры. Затем нарезают новую
резьбу и контролируют ее резьбовым
калибром.
Забоины и другие мелкие дефекты
гребенки устраняют вручную расчист-
кой их трехгранным напильником. По-
верхность гребенки с более серьезными
дефектами наплавляют, используя про-
волоку Л63 и флюс, состоящий из
70 % буры, 20 % хлористого натрия и
10 % борной кислоты. Затем наплав-
ленную поверхность обрабатывают на
строгальном станке до чертежных
размеров.
Окна щеткодержателей с повышен-
ным износом в ряде депо не ремон-
тируют из-за трудности обеспечения не-
обходимой высокой точности обработки
окна. Однако при наличии соответ-
ствующего оборудования окна с неболь-
шим износом можно восстанавливать
гальваническим способом — меднени-
ем, проводимым в соответствии с тех-
нологическими указаниями № КЛ141,
разработанными ПКБ ЦТ. Для этого
корпус предварительно протравливают
30 %-ным раствором серной кислоты,
обезжиривают холодным водяным раст-
вором тринатрийфосфата и кальцини-
рованной соды, промывают вначале
горячей, а потом холодной проточной
водой. Поверхности корпуса, не подле-
жащие меднению, покрывают цапон-
лаком и просушивают. Стенки окна
обрабатывают до устранения всех мест-
ных выработок и получения ровных
поверхностей. Медный слой наращива-
ют с учетом необходимого припуска
на последующую обработку окна до
размеров, превышающих чертежные на
0,2 мм.
Затем корпус закрепляют на гори-
зонтально-протяжном станке и специ-
альной протяжкой, пропущенной через
окно, доводят внутренние размеры окна
до чертежных. При этом обработку
окна выполняют по всему ее периметру
за один проход. Протяжка, помимо ре-
жущих, имеет и калибровочные зубья,
что обеспечивает высокую точность и
чистоту обработанной поверхности. Об-
рабатывать наращенную поверхность
окна можно и на поперечно-строгаль-
ном станке, однако точность и качество
такой обработки будут ниже, чем при
протяжке.
Контролируют восстановленные ок-
на корпусов проходным и непроходным
калибрами. Специальным контрольным
угольником проверяют параллельность
стенок окна плоскости гребенки. Не-
параллельность более 0,5 мм не допус-
кается и должна быть устранена
повторным ремонтом. Кроме этих раз-
меров, проверяют расстояния от вершин
зубьев гребенки щеткодержателя до оси
его окна и от окна до отверстия
под ось пружины. Они также должны
соответствовать чертежным размерам.
Отремонтированный корпус (кроме
внутренних стенок окон и гребенки)
окрашивают эмалью 1201 или ГФ-92-
хк.
Пружины с трещинами, изломами
или остаточной деформацией заменяют.
Оси, храповики, барабаны, имеющие
в местах посадки в корпус выработ-
ку более 0,5 мм или износ отвер-
стий по шплинты более 0,2 мм, заме-
няют. Новые оси изготавливают из
стали 10, а барабаны — из стали
10 или 40. Оси, барабаны, шайбы,
шплинты, заклепки и другие стальные
детали щеткодержателя для защиты
от коррозии оцинковывают.
Щетки являются элементом маши-
ны, требующим особого и повседнев-
ного внимания, так как, с одной
стороны, они изнашиваются быстрее
любых других деталей, с другой —
от их состояния в значительной сте-
пени зависит надежность машины в
эксплуатации. Поэтому изношенные и
дефектные щетки заменяют новыми, а
снятые с машины дефектные щетки
ремонтируют для пополнения переход-
ного запаса. .
На всех тяговых двигателях оте-
чественных электровозов применяют
разрезные щетки (рис. 3.29) с резино-
выми амортизаторами 2 и гибкими
Рис. 3.30. Притирка щеток
на технологическом кол-
лекторе
<-----------------------
Рис. 3.29. Разрезная щет-
ка
выводными проводами 1, концы которых
вставлены в отверстия в корпусе щетки
3 и закреплены методом конопатки
медным порошком 5 и цементирующей
пастой 4.
Для устранения ослабшего крепле-
ния гибкого провода в корпусе щетки
его вынимают из гнезда, гнездо акку-
ратно прочищают, вставляют в него
провод и специальным приспособле-
нием запрессовывают в гнездо коно-
паточный порошок, после чего раззенко-
ванную часть гнезда промазывают
цементирующей пастой.
Качество заделки гибкого провода
влияет не только на надежность этого
соединения, но и на сопротивление
между гибким проводом и телом щетки.
При повышенном сопротивлении в этом
соединении провод и порошок перегре-
ваются, что может привести к перего-
ранию провода или его выпаданию из
гнезда из-за выкрашивания порошка.
Поэтому после ремонта щетки следует
измерить сопротивление в заделке и,
если оно окажется больше 1,25 МОм,
гибкий провод следует перемонтиро-
вать.
Неисправные резиновые амортиза-
торы заменяют, для чего приходится
предварительно выпаивать концы гиб-
ких проводов из наконечника, а после
замены амортизатора впаивать их
вновь. Поэтому замену амортизатора
целесообразно совмещать с заменой
неисправного наконечника.
Новые щетки перед установкой в
машину предварительно притирают на
технологическом коллекторе (рис. 3.30).
Рис. 3.31. Притирка щеток на коллекторе
машины
На его барабане 1, радиус которого
должен соответствовать радиусу кол-
лектора, закрепляют наждачное полот-
но 2. Пришлифовку щетки 3 ведут
до получения блестящей, ровной, без
задиров поверхности и обеспечения ее
прилегания к коллектору не менее чем
по 75 % площади рабочей поверх-
ности на технологическом коллекторе.
Радиус притирочного барабана прини-
мают равным среднему радиусу коллек-
тдра ремонтируемого двигателя. Окон-
чательную притирку выполняют по мес-
ту. При притирке щеток непосред-
ственно на машине (рис. 3.31) между
вставленной в окно щеткодержателя
щеткой 2 и коллектором 3 помещают
тонкую стеклянную шкурку 1 (№ 00) на
полотняной основе рабочей стороной к
щетке. Опустив нажимной палец на
щетку, протаскивают шлифовальную
бумагу поочередно в обе стороны.
Чтобы не повредить кромки из-за
неправильного (Б) положения шлифо-
вальной бумаги, ее концы следует
оттягивать от щетки в стороны и вниз
(А). Затем щетку вынимают, проверяют
качество притертой поверхности, еще
раз осматривают гибкие провода, амор-
тизаторы. Убедившись в их исправ-
ности, щетку устанавливают в щетко-
держатель в последовательности, об-
ратной последовательности ее снятия.
Если щетка перемещается в окно без
заедания, опускают нажимной палец
и прочно закрепляют наконечники гиб-
ких проводов на корпусе щеткодер-
жателя.
Кронштейны щеткодержателей, у
которых при осмотре были выявлены
дефекты, подлежащие устранению при
деповском ремонте, разбирают и ремон-
тируют. При более серьезных поврел
дениях их бракуют.
Стальные кронштейны со слюдя-
ной изоляцией, не требующие ремонта,
но сопротивление изоляции которых
ниже нормы, подвергают сушке в су-
шильной печи в течение 4 ч при тем-
пературе НО—130 °C, периодиче-
ски проверяя сопротивление изо-
ляции.
Сушку продолжают, пока это со-
противление (при температуре около
120 °C) не станет равным 100 МОм. Ес-
ли за 24 ч сушки такое значение
сопротивления изоляции достигнуто не
будет, то кронштейн бракуют.
Изолятор с ослабшей посадкой на
пальце снимают. Изоляцию пальца очи-
щают и устанавливают дополнительные
прокладки из миканита ФМ2А, прома-
зывая их лаком 1201 или эмалью
ГФ-92-ГС. Общую толщину добавлен-
ного слоя изоляции следует подби-
рать такой, чтобы изолятор садился
на палец плотно. Насаживают изоля-
тор так, чтобы его торец не доходил
до кронштейна на 7—8 мм. Затём
кронштейн сушат в печи при тем-
пературе ПО—130 °C в течение 3 ч,
после чего вынимают из печи и на
горячем кронштейне заполняют зазор
между ним и изолятором компаундом
225Д, разогретым до температуры
150 °C, затем осаживают изолятор до
упора в кронштейн. Этим же компаун-
дом промазывают углубление между
изоляцией пальца и верхним торцом
изолятора. Чтобы избежать механичес-
ких повреждений изоляторов, при уста-
новке кронштейна в остов и затяжке
болтов следят за тем, чтобы после
насадки его торец не доходил до
торца пальца на 0,5—3 мм.
Вместо компаунда 225Д можно при-
менять для ремонта кронштейнов пласт-
массу АСТ-Т. В этом случае палец
тщательно очищают, обезжиривают,
снимают с него слой слюдяной изоля-
ции до получения между изолятором
и пальцем зазора не более 1,5 мм
на сторону. Раствор пластмассы изго-
тавливают из специальных порошков
и жидкостей. Методы приготовления
смеси и технология ремонта с приме-
нением такой пластмассы изложены
в технологической инструкции ТИ/94,
разработанной ПКБ ЦТ.
Торец изолятора, которым его уста-
навливают на кронштейн, промазывают
раствором порошка и жидкости (в
отношении 4:3 соответственно), наде-
вают изолятор на палец и, установив
между ними равномерный зазор, зали-
вают в него раствор, составленный в
отношении 1:1. По мере усадки раст-
вор добавляют. Полное отверждение
пластмассы наступает через 8—10 ч.
Новые изоляторы, используемые взамен
отбракованных, закрепляют на паль-
цах аналогично.
У двигателей электровозов ЧС при
уплотнении посадки изоляторов в ка-
честве уплотняющего материала приме-
няют не миканит, а лакоткань ЛХ-1,
которую промазывают при намотке на
палец бакелитовым лаком 462Э или ла-
ком БТ-95. Все остальные неисправ-
ности этих кронштейнов устраняют так
же, как и неисправности кронштей-
нов отечественных двигателей.
При ослаблении посадки изоляции
на пальце или пальца в кронштейне
палец необходимо перепрессовать.
Кронштейны с трещинами или вы-
жигами длиной не более 30 мм и
расположенными не ближе 30 мм от
отверстий под пальцы ремонтируют.
Такие дефекты, а также изношенные
(не более 20 % площади поверхности)
гребенки заваривают и зачищают. Де-
фектные резьбовые отверстия завари-
вают, рассверливают и нарезают новую
резьбу. Допускается ремонтировать де-
фектные отверстия (в пальце) установ-
кой в них специальных втулок на
резьбе.
Втулки изготавливают из стали
40 и дополнительно закрепляют в паль-
це четырьмя установочными винтами.
Затем в них нарезают требуемую резь-
бу и проверяют калибром 3-го класса
точности.
У отремонтированных кронштейнов
проверяют сопротивление изоляции, ко-
торое должно быть не менее 10 МОм
при температуре 20 °C, а также ее
электрическую прочность напряжением,
превышающим испытательное напря-
жение для двигателя на 20 %, в тече-
ние 1 мин.
П ласт массовые кронштейны исправ-
ные, но с пониженным сопротивлением
изоляции так же подвергают сушке,
как и стальные, но при более высокой
температуре (150—160 °C) и с меньшей
продолжительностью (3 ч). Допускае-
мые значения сопротивления изоляции
те же, что и для кронштейнов со
слюдяной изоляцией.
Кронштейны с прожогами, трещи-
нами глубиной более 1 мм или сколами
пальцев бракуют, а со следами пе-
рекрытий и незначительными прожога-
ми на поверхности ремонтируют. Де-
фектное место зачищают, снимают слой
пластмассы толщиной 1 мм, шлифуют
мелкой стеклянной бумагой, окраши-
вают лаком ГФ-95 и сушат при тем-
пературе 120—130 °C до запекания
лаковой пленки (около 5 ч).
Сборку щеткодержателей выполня-
ют после ремонта его деталей и
проверки соответствия их техническим
требованиям. Установив в корпус щет-
кодержателя пружины и нажимные
пальцы, необходимо проверить, чтобы
палец перемещался относительно оси,
на которой он закреплен, без пере-
коса и имел строго ограниченные
поперечные перемещения. При пово-
ротах вокруг оси у пальца не должно
быть заеданий.
Пружины должны обеспечивать ус-
тановленные значения нажатий пальцев
на щетку при изменении их положе-
ния в пределах рабочего износа щетки.
Щетки должны быть правильно подоб-
раны, предварительно притерты, а их
токоведущие провода надежно прикреп-
лены к корпусу щеткодержателя.
3.4. Ремонт якорей и роторов
Износы и повреждения. В процессе
эксплуатации якоря и роторы электри-
ческих машин подвергаются не только
описанным ранее механическим воз-
действиям. Одновременно с ними якоря
и роторы могут подвергаться резким
колебаниям подводимого к ним напря-
жения, а якоря тяговых двигателей —
повышенным напряжениям, возникаю-
щим в отдельных случаях при приме-
нении электрического торможения. Под-
3;ж. 1783
вержены они и резким изменениям
проходящего по ним тока.
Перечисленные механические воз-
действия могут приводить к появлению
повышенного износа, забоин, задиров
и трещин на отдельных элементах
якорей или роторов, а повышенные
значения тока и напряжения — вызы-
вать недопустимое искрение под щетка-
ми и, как следствие,— оплавление кол-
лектортных пластин, прожоги изоля-
ции.
Местная выработка может возни-
кать как в металлических деталях,
так и в изоляции. Повышенный износ
посадочных поверхностей будет при-
водить к ослаблению посадки колец,
втулок; износ резьбы — к нарушению
прочности болтовых соединений; потер-
тости изоляции — к снижению ее элект-
рической прочности, а иногда и к про-
бою.
Наиболее часто повышенные износы
возникают на рабочей поверхности
коллектора, в результате чего ухуд-
шаются условия токосъема и сокра-
щается срок его службы.
Задиры и забоины чаще всего воз-
никают в результате попадания в ма-
шину твердых загрязнений (например,
песка), ударов, наносимых друг другу
деталями с ослабшим креплением, а
иногда и в результате случайных
ударов при осмотре или ремонте.
Наиболее опасны задиры и забоины
на ответственных поверхностях — на
рабочей части коллектора, посадочных
поверхностях вала и др.
Трещины могут возникать в валах,
якорных коробках, фланцах, нажимных
шайбах, вентиляторах, в маслоотбой-
ных уплотняющих кольцах, в крепеж-
ных элементах, втулках, болтовых сое-
динениях, в роторах съемных вентиля-
торов, в пластмассовых корпусах кол-
лекторов и во многих других элемен-
тах.
Следует помнить, что некоторые, на
первый взгляд незначительные, повреж-
дения могут приводить к тяжелым
последствиям. Так, трещина в лопасти
вентилятора может стать причиной ее
излома, а обломившись, она повредит
полюсные катушки, лобовые части якор-
ной обмотки, бандажи якоря и меж-
катушечные соединения, т. е. пол
ностью выведет машину из строя
Раковины или трещина на валу якоря
могут привести к излому вала (особен-
но в случае заклинивания колесной
пары), а плохое качество притирки или
слабая посадка на вал шестерни —
к ее проворачиванию. Трещины в
коллекторных болтах могут привести к
их излому, что в свою очередь ос-
лабит затяжку коллектора.
Прожоги возникают обычно в ре-
зультате перебросов электрических дуг.
В эксплуатации наблюдаются случаи
прожогов как металлических элементов
якорей и роторов, так и их изоля-
ции, например прожог листов пакета
якоря или статора, лобовых выле-
тов якорной обмотки, миканитовых
манжет, бандажей и передних нажим-
ных конусов коллектора, его пласт-
массового корпуса и др. Прожоги
весьма опасны, так как часто являют-
ся причинами выхода якорей или рото-
ров из строя и постановки машин на
неплановый ремонт.
Подгары и оплавления чаще всего
возникают на коллекторах машин в
результате повышенного искрения под
щетками или от кругового огня. Под-
горают или оплавляются коллекторные
пластины, выгорает миканитовая изо-
ляция между ними. Подгары могут
возникать и на миканитовых конусах
коллекторов при перебросах электри-
ческих дуг.
Повышенный нагрев якорных обмо-
ток при прохождении по ним больших
токов приводит к ухудшению контакта
в местах впайки секций обмотки
в петушки коллекторных пластин, а
иногда и к выплавлению проводников
обмотки из петушков.
Старение изоляции якорей и рото-
ров, являющееся процессом длитель-
ным, будет заметно ускоряться в ре-
зультате возникающих в эксплуатации
чрезмерных нагревов, повышенной
влажности, воздействия электрического
поля. При этом сопротивление изоляции
и ее механическая прочность снижают-
ся и в ней могут возникать тепло-
вые и электрические пробои, особенно
при значительном повышении напря-
жения, подводимого к коллектору ма-
шины, или при местных перенапряже-
ниях. В результате в обмотках могут
возникать короткие замыкания, между
отдельными витками катушек, между
катушками, а также между обмоткой
и прилегающими металлическими час-
тями.
Ослабление крепления различных
элементов якорей и роторов в основ-
ном происходит из-за воздействия на
них динамических, магнитных, центро-
бежных сил и вибраций. В результате
ослабляется посадка коллектора и
втулки якоря на валу, сердечника
нажимной шайбы на втулке, слабнут
болтовые крепления, снижается плот-
ность затяжки коллектора, слабнут,
а иногда и лопаются бандажи креп-
ления обмотки в пазах, ослабляется
ее клиновое крепление.
Осмотр и дефектировка. Якорь в
вертикальном положении с поточной
линии разборки тяговых двигателей
мостовым краном подают на поточную
линию ремонта якорей (см. рис. 3.3).
Эта линия обеспечивает бескрановое
передвижение якоря с одной позиции
ремонта на другую с автоматизацией
и механизацией подъема, вращения,
опускания и продувки.
Якорь очищают в продувной каме-
ре /5, затем на кантователе 16
устанавливают его в горизонтальное
положение и подают на позицию ос-
мотра и дефектировки 17.
Перед осмотром металлические эле-
менты протирают смоченными в ке-
росине техническими салфетками, а
затем сухими. Элементы с изоля-
цией аккуратно протирают салфетка-
ми, смоченными в бензине. Скопившую-
ся в щелях и зазорах машины уголь-
ную пыль от щеток и пыль, попав-
шую из окружающей среды с вен-
тилирующим воздухом, удаляют пыле-
сосом. Для качественной очистки венти-
ляционных каналов пользуются спе-
циальными щетками. Тщательная
очистка необходима, с одной стороны,
потому, что загрязнения, особенно на
изолированных поверхностях, значи-
тельно снижают устойчивость машины к
перебросам и ухудшают электричес-
кую прочность изоляции, с другой —
из-за того, что при пропитке якоря
оставшиеся в нем пыль и загряз-
нения вместе с лаком проникают в
обмотку и способствуют в дальней-
шем ее разрушению. Кроме того,
загрязнения будут затруднять выявле-
ние возможных дефектов.
Посадочные поверхности якоря или
ротора осматривают с помощью лупы
пятикратного увеличения и выявляют
возможные трещины, задиры и вмятины
на доступных для осмотра частях
вала. Особенно тщательно следует
осматривать посадочные поверхности
под внутренние кольца подшипников
и шестерни.
Снятые с машин якоря тяговых
двигателей поступают с не снятыми с их
валов внутренними кольцами подшип-
ников. Эти кольца следует проверить.
Если в них будут обнаружены трещи-
ны, повышенный (более 0,1 мм) износ
или ослабление их посадки на валу,
кольца с вала снимают. Для этого
их нагревают индукционным нагрева-
телем и снимают с вала.
Трещины выявляют круглым маг-
нитным дефектоскопом переменного то-
ка. В качестве индикатора дефекта
применяют магнитную смесь из неокра-
шенного порошка. Конус вала проверя-
ют при двух положениях дефекто-
скопа — с одной и другой стороны
проверяемой поверхности. Шейки вала
*од якорные подшипники и внутрен-
ние кольца подшипников, если сни-
мать их с вала не требуется, кон-
тролируют при одном положении дефек-
тоскопа. Если внутреннее кольцо снято,
то его и шейку, с которой оно снято,
проверяют отдельно. Особенно тща-
тельно контролируют переходные галте-
ли вала, так как в них трещины
появляются наиболее часто.
Конусные поверхности концов вала
зачищают от заусенцев и забоин
и проверяют конусным калибром. Он
должен прилегать не менее чем по 65 %
площади посадочной поверхности кону-
са. Валы с поперечными трещинами
на концах бракуют. Разрешается остав-
лять до очередного планового ремон-
та валы, имеющие на концах только
продольные трещины длиной не более
12 мм и глубиной менее 1,5 мм. Шпо-
ночные канавки с забоинами, заусен-
цами или трещинами длиной до 10 мм
и глубиной до 5 мм ремонтируют.
Резьбу на концах валов проверяют
резьбовым калибром 3-го класса. По-
врежденная и разработанная резьба
на участке более 5 % длины нарезной
части подлежит ремонту.
Сердечник якоря или ротора обсту-
кивают для выявления возможного рас-
слоения листов пакета сердечника. При
расслоении пакет будет издавать дре-
безжащий звук. Иногда расслоение
удается обнаружить и внешним осмот-
ром. У роторов асинхронных машин
признаком расслоения может служить
ослабление колец, стягивающих сердеч-
ник. Осмотром выявляют и возможные
забоины, подгары и оплавления на
сердечнике. Подгары и небольшие за-
боины на концевых листах устраняют.
Якоря с дефектами, для устранения
которых требуется их разборка, в депо
не ремонтируют.
Маслоотбойные, уплотняющие и
другие кольца проверяют обстукива-
нием, выясняя возможное ослабление
их посадки и трещины. Кольца с та-
кими дефектами заменяют.
Обмотку якоря и элементы ее кре-
пления следует проверять очень вни-
мательно, так как невыявленные и не-
устраненные дефекты самой обмотки
и ее крепления в эксплуатации приве-
дут к более серьезным их неисправ-
ностям. Обмотка якоря может иметь
как внешние, так и внутренние дефекты.
Внешние дефекты выявляют наруж-
ным осмотром. Якоря, у которых будут
обнаружены повреждение задних лобо-
вых вылетов обмотки, расслоение ми-
канитового фланца, разрывы или вы-
ползание подбандажной изоляции в
местах перегиба ее на торцовую часть,
ослабление посадки металлического
фланца в задней нажимной шайбе,
а также другие неисправности, свя-
занные со снятием бандажа или части
изоляции, подвергают заводскому ре-
монту.
На тяговых двигателях электро-
возов ЧС2 осматривают чехлы, которы-
ми закрыты головки якорных- катушек.
Чехол с повреждениями заменяют.
У роторов асинхронных машин ос-
матривают пазовую часть. Проверяют
состояние стержней короткозамкнутой
обмотки, убеждаются в отсутствии
в них трещин и обрывов. Дефектные
стержни ремонтируют.
Внутренние дефекты, такие, как про-
бой изоляции, снижение ее электри-
ческого сопротивления, ухудшение кон-
такта в паяных соединениях и обрывы
витков, выявляют проведением соответ-
ствующих измерений.
Целостность обмотки и качество
пайки в местах соединения ее шин с
петушками коллектора проверяют из-
мерением активного сопротивления об-
мотки методом вольтметра-амперметра.
О наличии в машине этих дефектов
судят по отклонению измеренного со-
противления от допустимого для данной
машины.
Для определения места обрыва или
плохого контакта к коллекторным пла-
стинам, к которым подсоединены кон-
цы каждого витка якорной обмотки,
подводят низкое напряжение и изме-
ряют с помощью милливольтметра
падение напряжения на них. При ис-
правной обмотке на всех парах коллек-
торных пластин падение напряжения
будет одинаково. Если на какой-либо
паре пластин падение напряжения ока-
жется больше, чем на остальных,
значит, в данной секции обмотки
имеется обрыв или ухудшен контакт
в местах пайки.
Если якорь имеет петлевую об-
мотку, то наибольшее отклонение при
наличии обрыва будет лишь на одной
паре пластин, а при волновой обмот-
ке — на нескольких парах, находящих-
ся попарно друг от друга на расстоя-
нии шага обмотки по коллектору.
Обрыв обмотки или плохой кон-
такт можно установить и по следам
подгаров на коллекторных пластинах,
к которым подсоединена секция обмот-
ки с такими дефектами. Если в про-
веряемой обмотке имеются уравнитель-
ные соединения, то, кроме этой пары
коллекторных пластин, возможны под-
гары пластин, отстоящих от дефектных
на двойное полюсное деление.
Состояние контактов считается хо-
рошим, если сопротивление между
соседними коллекторными пластинами
(падения напряжений) будут прибли-
зительно одинаковыми. Разница их не
должна превышать среднее значение
на 15—20 %. В противном случае
места паек, относящиеся к этим коллек-
торным пластинам, следует перепаять.
Аналогично можно выявить межвит-
ковые замыкания в секциях обмотки
или замыкание между соседними сек-
циями. Если такое замыкание произо-
шло в секции петлевой обмотки, то
сопротивление этой секции будет мень-
ше, чем исправной. Следовательно,
падение напряжения, измеренное меж-
ду коллекторными пластинами дефект-
ной секции, будет меньше, чем между
пластинами, присоединенными к сек-
циям, в которых замыкания нет.
При простой волновой обмотке
меньшее падение напряжения укажет
на замыкание в секциях обмотки,
присоединенных к проверяемой паре
коллекторных пластин. В этом случае
падение напряжения следует измерять
между пластинами, отстоящими друг
от друга на шаг по коллектору.
Если этот шаг неизвестен, то его
можно определить по наименьшему со-
противлению между двумя коллектор-
ными пластинами, расположенными на
расстоянии двойного полюсного деле-
ния.
Межвитковое замыкание можно
установить также индукционным и им-
пульсным методами. При выявлении
межвиткового замыкания индукцион-
ным методом к поверхности якоря
4 (рис. 3.32) подносят специальный
подковообразный электромагнит 9.
Катушку магнита подключают к сети
переменного тока напряжением 220 В.
Магнитный поток электромагнита пе-
ресекает витки секции обмотки и на-
водит в них э. д. с. При отсутствии
межвиткового замыкания витки 7 и. 8
разомкнуты, поэтому тока в них не
будет, и стрелка амперметра 1 оста-
нется на нуле, а милливольтметр
2 покажет напряжение между пласти-
нами коллектора 3.
Если в секции между витками 7 и 8
имеется замыкание, образуется замкну-
тый контур (жирная линия), по кото-
рому под действием наведенной элект-
ромагнитом э. д. с. потечет ток. На-
пряжение между пластинами коллекто-
Рис. 3.32. Схема выявления межвиткового за-
мыкания в обмотке якоря индукционным методом
ра резко снизится, что можно обна-
ружить по уменьшению показания
милливольтметра 2, а стрелка ампер-
метра 1 отклонится от нулевого по-
ложения. Прохождение тока в зако-
роченных витках 7 и 8 приведет к
возникновению вокруг иих магнитного
поля, которое будет взаимодействовать
с полем электромагнита 9 так же, как
и магнитные поля первичной и вторич-
ной обмоток трансформатора. Поэтому
появление тока в замкнутом корпусе
секции равноценно увеличению нагруз-
ки на вторичной стороне трансформа-
тора.
Следовательно, витковое замыка-
ние можно определить и по ампер-
метру 10, показания которого в этом
случае должны возрасти.
Чтобы выявить паз якоря, в кото-
ром находится активная сторона сек-
ции с межвитковым замыканием, по-
верхность якоря обходят измеритель-
ной катушкой с сердечником 5. Когда
катушка окажется над дефектной сек-
цией, в ней наведется э. д. с., которую
можно обнаружить по показанию под-
ключенного к ней милливольтметра 6.
Иногда вместо измерительного при-
бора к катушке подключают телефон.
При межвитковом замыкании в телефо-
не будет слышен треск. Уточнить место
такого замыкания можно и стальной
пластиной, которая будет притягивать-
ся к якорю магнитным полем коротко-
замкнутой секции. Однако такое «при-
липание» пластины можно уловить
лишь при достаточной напряженности
магнитного поля, поэтому таким спосо-
Рис. 3.33. Принципиальная схема выявления меж-
виткового замыкания в обмотке якоря импуль-
сным методом
бом можно установить только глухие
межвитковые замыкания.
Индукционный метод применим для
выявления межвиткового замыкания в
обмотках, сопротивление которых не
превышает 0,1 Ом. При большем со-
противлении индуцируемые в витках
э. д. с. и, следовательно, токи будут
малы и приборы могут в нужной
степени на них не реагировать. Поэ-
тому наличие межвиткового замыкания
в обмотках якорей вспомогательных ма-
шин, имеющих сравнительно большое
сопротивление, выявляют описанным
выше методом падения напряжения.
Для выявления межвиткового за-
мыкания импульсным методом исполь-
зуют стационарную импульсную уста-
новку ИУ-57 или переносной прибор
ИВ-3. Принцип выявления замыкания
основан на сравнении изменения ско-
рости распространения волн высокого
напряжения по проводникам отдельных
участков якорной обмотки (рис. 3.33).
Импульсы высокого напряжения от
генератора 5 подаются на электроды
Рис. 3.34. Схема нахождения места замыкания
обмотки на корпус
2. Центральный электрод А и боковые
электроды Б и В закреплены на дуге
коммутатора 3. Электроды Б и В рас-
положены по рабочей поверхности кол-
лектора 1 на равном расстоянии от
центрального электрода и соединены
проводами с индикатором 4. Сопро-
тивления секций обмотки якоря в пле-
чах между электродами АБ и АВ
одинаковы, следовательно, при исправ-
ной изоляции этих секций разность
потенциалов электродов Б и В будет
равна нулю и на кинескопе 3 появится
слегка волнистая линия. Если в одной из
этих секций будет межвитковое замы-
кание, то сопротивление плеча с
замкнутыми витками уменьшится, нару-
шится равенство потенциалов электро-
дов Б и В и изображение на экране
кинескопа исказится. По характеру
этого искажения судят о том, в каком
плече (АБ или АВ) находятся зако-
роченные витки.
Затем отверткой с изолированной
ручкой последовательно закорачивают
соседние коллекторные пластины этого
плеча и наблюдают за изображением
на экране. При замыкании коллектор-
ных пластин с исправными витками
изображение будет искажаться, а при
замыкании коллекторных пластин, свя-
занных с закороченным витком, оно
изменяться не будет. Если витковое
замыкание находится вне зоны, охваты-
ваемой электродами контактной стойки,
то изображение на экране примет
синусоидальную форму. Тогда эту зону
обследуют и уточняют место замыкания.
Выявить место замыкания обмотки
якоря на корпус можно по схеме,
показанной на рис. 3.34.
В качестве источника тока удобно
использовать аккумуляторную батарею
Б. В ее цепь включают амперметр
А и выключатель В. Регулируемый ре-
зистор R должен обеспечить установ-
ление в питающей цепи тока около
5—10 А. Милливольтметр рекомендует-
ся использовать с пределом измерения
0—15—45 мВ. Чтобы его не испор-
тить при выполнении измерений, к кол-
лекторным пластинам следует вначале
приложить щупы питающей цепи, убе-
диться в их хорошем контакте и лишь
потом прикладывать щупы измеритель-
ного прибора. При плохом контакте
щупов возрастает сопротивление, па-
дение напряжения может резко возрас-
ти и повредить прибор. По оконча-
нии измерений первыми следует отни-
мать от пластин щупы прибора.
При проверке якоря Я с петле-
вой обмоткой щупами милливольтметра
касаются поочередно каждой пары
смежных коллекторных пластин якоря.
Показания прибора будут одинаковыми
на всех парах коллекторных пластин,
за исключением той пары пластин,
между которыми имеется замыкание
на корпус. При волновой обмотке
щупами поочередно касаются двух
коллекторных пластин, находящихся
точно на расстоянии шага по коллекто-
ру. Признаки наличия замыкания на
корпус те же, что и при проверке
петлевой обмотки.
Сопротивление изоляции измеряют
мегаомметром на 2,5 кВ. Зажим «3»
мегаомметра присоединяют к валу яко-
ря, зажим «Л» — к коллектору. При со-
противлении изоляции менее 1,5 МОм у
машин на напряжение 3000 В или
0,5 МОм у вспомогательных машин на
напряжение 380 В и ниже якоря
подлежат сушке.
Степень увлажненности изоляции
при необходимости может быть опре-
делена прибором ПКБ.
Элементы крепления обмотки
(клинья и бандажи) тщательно осмат-
ривают, так как от их состояния за-
висит не только надежность крепления,
но и состояние изоляции обмотки.
При механических повреждениях сталь-
ных бандажей, оплавлении их витков,
ослаблениях, сдвигах, обрывах замко-
вых скоб или конца витка в замке
бандажи подлежат замене.
Ослабление бандажей выявляют об-
стукиванием. Удары следует наносить
в тех местах, где под бандажами
находятся зубцы якоря. Ударять по
бандажу над пазом запрещается, так
как это может привести как к растя-
жению бандажа, так и к порче изо-
ляции обмотки. Если чехол закрытого
проволочного бандажа имеет разрыв
общей длиной не более 200 мм и дер-
жится прочно, то его можно оставить
без ремонта.
Стеклобандажи не должны иметь
прожогов, трещин. Не допускается
расслоение или размотка ленты. В про-
тивном случае стеклобандажи заменя-
ют. При смене дефектного стеклобанда-
жа в депо, не имеющем необходимого
оборудования для намотки стеклобан-
дажей, допускается использование но-
вого бандажа из стальной проволоки.
Обстукиванием проверяют проч-
ность установки клиньев в пазах
сердечника якоря. Ослабший клин при
ударе по нему будет издавать дребез-
жащий звук. Клинья, ослабшие на дли-
не, большей 1/3 длины паза, заменяют.
Тщательно осматривают задние ло-
бовые соединения якорной обмотки,
являющиеся одним из наиболее уязви-
мых мест. Выявляют возможные по-
вреждения их чехла, миканитового или
металлического фланца, подбандажной
изоляции или ослабление посадки флан-
цев. Крепление и прочность посадки
металлического фланца в задней на-
жимной шайбе проверяют обстукивани-
ем и подтяжкой крепящих болтов.
Коллектор осматривают и измеряют
его диаметр по рабочей поверхности.
В случаях когда диаметр коллектора
достигает браковочного размера, якорь
отправляют на завод для смены кол-
лектора. Если его диаметр достаточен
для устранения дефектов рабочей по-
верхности со снятием с нее необхо-
димого слоя металла, осмотр продол-
жают. Выявляют характер износа ра-
бочей поверхности, наличие подгаров
и оплавлений на коллекторных пласти-
нах, следов выплавления припоя из пе-
тушков, контролируют длину петушков
качество пайки обмотки в петушках
коллектора.
Осматривают передний миканито-
вый конус коллектора, убеждаются в
отсутствии на нем законченности, про-
жогов, трещин, ослабления или сдвига
на нем витков бандажа. Обстукиванием
проверяют плотность затяжки коллек-
торных болтов. Признаком ослабления
болта является его вибрация при ударе
по нему. Выявленные ослабления уст-
раняют.
У коллектора с пластмассовым кор-
пусом в результате различных коэффи-
циентов линейного расширения пласт-
массы и меди могут возникать тре-
щины и отслоения в материале корпуса,
а также подгары и прожоги на его
поверхности в результате перекрытий
электрической дугой. Эти дефекты по
возможности должны быть устранены.
Если трещины уходят в глубь пласт-
массы и не могут быть выявлены,
то якоря направляют на завод для
перепрессовки коллектора.
Не подлежат ремонту в депо и
коллекторы, у которых будут выявлены
другие неисправности, для устранения
которых требуется разборка коллекто-
ра.
Роторы асинхронных машин менее
подвержены возникновению в них де-
фектов, чем якоря. Внешним осмот-
ром выявляют забоины на валу или
на листах сердечников. Обстукиванием
выявляют ослабление колец, стягиваю-
щих листы сердечника, или ослабле-
ние посадки сердечника на валу.
Осматривают пазовую часть ротора,
обязательно убеждаются в отсутствии
обрыва стержней короткозамкнутого
ротора. Роторная обмотка с обрывом
трех смежных или пяти расположенных
в разных местах стержней подлежит
восстановлению. При обрыве большего
числа стержней или их смещении обмот-
ку ротора необходимо ремонтировать.
Если в результате осмотра яко-
рей дефектов, требующих ремонта, вы-
явлено не будет, то их устанавли-
вают на накопитель 22 (см. рис. 3.3),
а с него на тележке 23 передают
в сушильно-пропиточное отделение.
При необходимости выполнения ремон-
та их устанавливают на специализи-
рованные позиции.
Ремонт механических элементов яко-
рей. Валы с задирами и поверх-
ностными трещинами на конусах и шей-
ках протачивают до полного удаления
дефекта. Для деповского ремонта
тяговых двигателей на размеры шеек
валов установлено пять ремонтных
градаций — три (через 0,25 мм) под
посадку колец роликовых подшип-
ников и упорных колец и две под по-
садку лабиринтных втулок.
Когда кольца с ремонтным разме-
ром, соответствующим тому, под кото-
рый проточена шейка, нет, ставят
кольцо с большим внутренним диамет-
ром, а на шейку под это кольцо
напрессовывают переходную ремонтную
втулку с натягом 0,06—0,08 мм. Наса-
живают втулку нагретой до темпера-
туры 160—180 °C. Затем ее протачи-
вают по наружной поверхности до диа-
метра, обеспечивающего посадку коль-
ца с натягом 0,03—0,065 мм.
В случае если роликовое кольцо
имеет внутренний диаметр, незначи-
тельно отличающийся от диаметра
проточенной шейки вала, уменьшить
диаметр кольца можно нанесением на
его внутреннюю поверхность слоя
полимера толщиной до 0,1 мм для
цинка толщиной не более 0,2 мм на
сторону. Лабиринтные втулки напрессо-
вывают с натягом 0,03—0,04 мм.
Если шейка вала или якорной короб-
ки проточена под наименьший допус-
тимый диаметр, а на обточенной по-
верхности остались поперечные трещи-
ны (даже мелкие и короткие), риски от
резца глубиной более 0,1 мм или галте-
ли оказались подрезанными радиу-
сом менее предусмотренного чертежом,
то вал или коробку следует заменить,
для чего якорь отправляют на завод.
Для восстановления изношенных по-
верхностей шеек валов и якорных
коробок широко применяют вибродуго-
вую наплавку. Предварительно все вмя-
тины или забоины глубиной до 2 мм с
вала удаляют проточкой. Вибродуговую
наплавку ведут автоматом АНКЭФ-1
с применением флюсов. В качестве
электродов используют обезжиренную
и очищенную от ржавчины электродную
проволоку марки СВ диаметром 1 —
1,2 мм. Вал и автомат устанав-
ливают на токарном станке, позволяю-
щем получать необходимую для наплав-
ки низкую частоту вращения. Автомат
подключают к плюсовому зажиму ис-
точника питания, а на вал подают
«минус». После остывания наплавлен-
ную поверхность протачивают и накаты-
вают на токарном станке двумя роли-
ками — упрочняющим и сглаживаю-
щим. Их закрепляют на станке спе-
циальными приспособлениями, обеспе-
чивающими постоянное нажатие 1,37 X
ХЮ4 Н (1500 кгс). Затем вал шли-
фуют. Вибродуговой наплавкой восста-
навливают также и Дефектные по-
верхности конусов вала.
Применяют наплавку и при ремонте
дефектных резьб и шпоночных канавок
вала. Забитую или сорванную резьбу
срезают, наплавляют слой металла
требуемой толщины и нарезают новую
резьбу чертежного размера. Шпоноч-
ные канавки вала с непараллельными
гранями уширяют, но не более чем на
1 мм. При большей разработанности
канавок их наплавляют электросвар-
кой и протачивают новые. Незначи-
тельные задиры и забоины опиливают
и зачищают. Трещины в углах до 10 мм
и глубиной до 5 мм выпиливают.
Допускается установка ступенчатой
шпонки с уширением канавки на 0,5 мм.
Втулки и кольца с ослаблением
посадки, с трещинами и повышенным
износом рабочих поверхностей с вала
снимают индукционным нагревателем
и заменяют новыми. Кольца или втул-
ки с концентрической выработкой
глубиной не более 0,5 мм разреша-
ется не ремонтировать. Маслоотбойные
фланцы лабиринтных втулок с обло-
мами или трещинами срубают и
заменяют.
Петушки с выплавившимся припоем
или плохим качеством пайки про-
паивают на станке для пайки петуш-
ков 19 (см. рис. 3.3). При этом
применяют флюс ЛК-2 и два электрода.
Один из них (угольный) подбирают
по длине равным длине петушка,
закрепляют в держателе и прижимают к
петушку, а другой (медный) уста-
навливают на рабочую поверхность
коллектора. Убедившись, что электро-
ды прижаты надежно, включают на-
пряжение и нагревают петушки до
температуры 300—400 °C. Затем к тор-
цу петушка прижимают пруток оло-
вянистого припоя ПОС-61 и водят им
до тех пор, пока припой не распла-
вится и не заполнит шлиц петушка.
Признаком такого заполнения служит
появление капельки припоя над шли-
цем. Чтобы во время пайки припой
не затекал в обмотку, якорь на уста-
новке закрепляют наклонно под углом
20—30°.
Ремонт обмоток якоря. Обмотку яко-
ря с обрывом витков, пробоем изоля-
ции и другими дефектами, для устра-
нения которых требуется разбандажи-
ровка якоря и извлечение секций об-
мотки из пазов, в депо не ремон-
тируют. Якорь с такими поврежде-
ниями обмотки направляют на завод.
В условиях депо ремонт якорной об-
мотки сводится к восстановлению
электрической прочности изоляции, за-
мене ее защитных чехлов и восста-
новлению качества паяных соединений
шин обмотки с коллектором.
Качество изоляции обмотки вос-
станавливают сушкой и пропиткой. Тех-
нология проведения этих операций
рассмотрена на с. 144.
Чехлы, закрывающие головки сек-
ций якорной обмотки двигателей AL-
4846еТ, заменяют в следующем поряд-
ке: поврежденный чехол снимают, но-
вый пропитывают изоляционным ла-
ком, устанавливают на место снятого
и в несколько приемов покрывают во-
достойким лаком до получения глян-
цевой поверхности. Для надежной рабо-
ты двигателя в эксплуатации очень важ-
но, чтобы уплотнение задней лобовой
части обмотки было прочным, не име-
ло щелей и других дефектов, через
которые внутрь изоляции могли бы
попадать влага и загрязнения. Поэтому
даже если повреждений у чехла нет,
его не снимают, но обязательно покры-
вают водостойкой эмалью.
В случаях когда в ходе ремонта с
передних лобовых вылетов обмотки сни-
мают подбандажную изоляцию, появля-
ется возможность проверить состояние
изоляции якорных катушек, особенно
в тех местах, где секции подходят
к коллекторным пластинам. Тогда име-
ющиеся загрязнения между секциями
очищают, а если секции в петушках
коллектора недостаточно уплотнены,
добавляют расклинки.
Элементы крепления якорной об-
мотки, не обеспечивающие надежное
закрепление обмотки, ремонтируют.
Клинья, крепящие обмотку в пазах
сердечника якоря, заменяют в случае
их ослабления или повреждения. Де-
фектные клинья обычно выбивают пнев-
матическим молотком со специальным
бойком. Можно пользоваться и обыч-
ным слесарным молотком с подбой-
кой. После изъятия клина из паза
проверяют состояние прокладки, уста-
новленной между клином и уложенной
в этом пазу обмоткой. Поврежденную
прокладку заменяют. Новую делают из
электрокартона требуемой толщины и
пропитывают льняным маслом.
Новый клин берут из ремонтного
запаса или изготавливают из тексто-
лита или стеклотекстолита в соответ-
ствии с чертежом. Ставят клин в паз,
применяя тот же инструмент, с помо-
щью которого выбивали дефектный
клин. Новый клин должен сидеть в пазу
плотно и при обстукивании не виб-
рировать. При установке клина нельзя
допускать повреждения прокладки, об-
разования щелей между клином и стен-
ками паза сердечника, а также в стыке
между клиньями.
Проволочные бандажи в зависимос-
ти от характера их повреждения
ремонтируют или заменяют. Проволоч-
ные бандажи с местными нарушения-
ми качества пайки между витками, со
слабо пропаянными скобами и следами
окисления очищают и пропаивают с
помощью электрического паяльника с
регулировкой температуры припоем
ПОС-40 с применением флюса —
35 %-ного раствора канифоли в бензи-
не. Температура паяльника должна
быть около 300 °C. Если ремонтируемый
бандаж расположен по сердечнику
якоря, то для предотвращения порчи
изоляции якорной обмотки в резуль-
тате значительного нагрева бандажа
пайку ведут не припоем ПОС-40
(как при пайке бандажей на лобовых
частях), а чистым оловом, имеющим
меньшую температуру плавления.
Бандажи, имеющие механические
повреждения, оплавление витков,
ослабление, сдвиг и обрывы замковых
скоб или конца витка в замке, рас-
паивают электрическим паяльником и
снимают с якоря. Затем осматривают
подбандажную изоляцию. Она должна
быть плотной, монолитной, без трещин
и других повреждений. Поврежденную
изоляцию заменяют. Чтобы исключить
возможность соскальзывания бандажа,
поверхность под ним должна быть ров-
ной и горизонтальной. Такое вырав-
нивание изоляции лобовой части под
бандаж осуществляют установкой прок-
ладок из полосок миканита или про-
питанного льняным маслом электро-
картона.
Новый бандаж наматывают из
стальной луженой бандажной проволо-
ки диаметром 2 или 2,5 мм (в за-
висимости от типа тягового двигателя)
на бандажировочном станке. Ширина
бандажа, число его слоев и места
установки скоб должны соответство-
вать чертежу. Чтобы бандаж надежно
сжимал обмотку, его наматывают с
установленным натягом, причем натяг
при намотке нижнего слоя двойного
бандажа должен быть"немного больше,
чем верхнего слоя. Так, если верхний
слой бандажа двигателя НБ-406 нама-
тывают с натяжением проволоки 2300—
2450 Н, то нижний укладывают с
натяжением 2200—2650 Н. Кроме того,
витки бандажа, укладываемого на па-
зовой части якоря, должны ложиться
на обмотку, а не на зубцы сердечника
якоря, в противном случае обмотка
не будет плотно прижиматься ко дну
паза.
При наложении первого витка бан-
дажа под него подкладывают скобки
из облуженной жести. После намотки
бандажа концы скобок загибают вокруг
его крайних витков и пропаивают. За-
тем пропаивают весь бандаж. Пайку
ведут так же, как и при частичном
ремонте бандажа. После остывания
бандажа его окрашивают эмалью
1201 или ГФ-92-ХК. Применять кислоту
при пайке бандажей недопустимо.
При ремонте бандажей запрещается
оставлять просветы между витками и
непропаянные места, обстукивать их
над пазами якоря, зачищать их
инструментом, после которого остают-
ся поперечные риски, допускать на
поверхности бандажа неровности —
капли припоя, выступающие из зам-
ков концы витков. Нельзя также ис-
пользовать общие скобы на два или
более бандажа и наматывать банда-
жи без контроля числа витков и
натяжения.
Стеклобандажи заменяют при выяв-
лении на них трещин, отслоений, про-
жогов и размотки ленты. Новый стек-
лобандаж устанавливают на обычном
бандажировочном станке, но со спе-
циальным натяжным приспособлением.
Перед его укладкой лобовые части
обмотки выравнивают стеклобандаж-
ной лентой.
Для наложения бандажа применяют
ленту ЛСБ шириной 18 мм из стекло-
волокна, изготовленную из стеклянных
нитей, склеенных полиэфирэпоксидным
клеем ПЭ-933. Наматывают ленту с
натяжением 1000—1500 Н (100—
150 кгс). Число витков наматываемого
бандажа должно соответствовать тре-
бованиям чертежа и в процессе на-
мотки контролироваться счетчиком. На-
ложенный бандаж запекают в печи при
температуре 145—155 °C до полного
затвердения клея леиты. Исправные
или вновь установленные стеклобанда-
жи протирают и покрывают эмалью
1201.
При отсутствии в депо оборудо-
вания, необходимого для намотки стек-
лобандажей, Правилами ремонта до-
пускается замена их проволочными
бандажами, но с обязательной по-
следующей проверкой коммутации и ре-
гулировкой воздушных зазоров под
добавочными полюсами.
Металлический фланец заменяют
только при наличии в нем трещин.
Фланцы с ослабшей посадкой на задней
нажимной шайбе или с недостаточ-
ной плотностью прилегания к нему
миканитового фланца с якоря снимают.
Для устранения ослабления посадки
металлический фланец в местах приле-
гания к нажимной шайбе промазы-
вают белилами или эмалью и прочно
привертывают болтами. Затем фланец
обстукивают и по отсутствию дребез-
жания убеждаются в плотности его
посадки.
Если имелась неплотность прилега-
ния миканитового фланца к металли-
ческому, оба фланца снимают, укла-
дывают новую изоляцию в виде накле-
иваемых на миканитовый конус тонких
полос миканита, после чего оба флан-
ца устанавливают на якорь. Компен-
сировать недостаточный натяг металли-
ческого фланца до миканитового можно
и установкой между ними сплошного
кольца из пропитанного лаком электро-
картона. После проведенного ремонта
обмотку якоря подвергают сушке и
пропитке.
Ремонт роторов. Задиры на поса-
дочных поверхностях вала шлифуют
личным напильником или мелкой на-
ждачной бумагой. Шейку вала в зоне
посадки подшипников восстанавливают
вибродуговой наплавкой с последующей
обработкой, хромированием или проточ-
кой в пределах ремонтного размера
с постановкой посадочной втулки. Из-
ношенные шпоночные канавки при ма-
лой выработке уширяют на расстояние
до 1 мм. При большей выработке их
наплавляют, а затем обрабатывают.
Разрешается использование ступенча-
той шпонки с уширением канавки до
0,5 мм.
Трещины в алюминиевых стерж-
нях короткозамкнутого ротора разде-
лывают и заваривают меднофосфорис-
тым или медноцинковым припоем
ПМЦ-36.
Трещины в стержнях роторов асин-
хронных электродвигателей, выполнен-
ных из сплава силумина и меди, за-
варивают в доступных местах алюми-
ниевыми электродами АФ-4А. Места
заварки подогревают до температуры
400—450 °C.
Сместившиеся верхние стержни ро-
тора расщепителя фаз устанавливают
на место и уплотняют рихтовкой торцо-
вых колец.
Балансировка якорей и роторов.
Для балансировки якоря и роторы
.передают на балансировочный станок
18 (см. рис. 3.3). Балансировку вы-
полняют для устранения неуравнове-
шенностей, которые возникают в маши-
не при ремонте якоря, замене его
отдельных элементов или в случае
утери балансировочных грузов. Эти
неуравновешенности, особенно при
большой частоте вращения якоря, вы-
зывают повышенные вибрации, что при-
водит к ускорению износа и повреж-
дениям узлов электрических машин,
ухудшению работы якорных подшипни-
ков и щеточно-коллекторного узла.
Поэтому после любого ремонта якоря
или ротора балансировка его обя-
зательна.
Неуравновешенности могут быть
трех видов: статическая, динамическая
Рис. 3.35. К пояснению принципа статической
балансировки
и совместная (статическая и динамичес-
кая неуравновешенности одновремен-
но) .
Статическая неуравновешенность
имеет место в том случае, когда центр
тяжести 3 (рис. 3.35, а) якоря 1,
находящегося в положении /, смещен
от оси его вращения на некоторое
расстояние I. В этом случае пложение
якоря будет неустойчивым, и он начнет
перекатываться по брусу 2, пока не
окажется в положении //, когда центр
тяжести и ось вала совместятся по вер-
тикали и плечо станет равным нулю.
Таким образом, эта неуравновешен-
ность может быть выявлена статической
проверкой, поэтому она и называется
статической. У якоря она возникает
обычно из-за неуравновешенности его
отдельных частей: нажимных шайб,
вентилятора, лобовых вылетов обмоток,
фланцев и коллектора.
Динамическая неуравновешенность
вызывает при вращении якоря пару
приложенных сил от масс т\ и тг
(рис. 3.36). Центр тяжести якоря,
обладающего такой неуравновешен-
ностью, лежит на оси вращения,
поэтому эта неуравновешенность не
может проявляться в неподвижном
состоянии, так как якорь статически
оказывается уравновешенным. Эта не-
уравновешенность выявляется только
Рис. 3.36. К пояснению состояния динамичес-
кой неуравновешенности
при вращении якоря, поэтому и назы
вается динамической.
Совместная неуравновешенное^
встречается наиболее часто. В этом
случае все центробежные неуравнове-
шенные силы, действующие на вращаю-
щийся якорь, могут быть приведены
к паре радиальных сил и к одной
радиальной силе.
Для устранения любой неуравно-
вешенности выполняют балансировку
якоря, задачей которой является опре-
деление массы и места установки балан-
сировочных грузов, вызывающих цен-
тробежные силы, способные компенси-
ровать действие неуравновешенных
сил. В зависимости от вида устраняемой
неуравновешенности различают стати-
ческую и динамическую балансировки.
Статическая балансировка сводится
к определению массы гп^. груза 4
(рис. 3.35,6) и места его установки
(плеча /г), чтобы создаваемый им
вращающий момент компенсировал
бы момент от действия неуравновешен-
ной массы mi на плече 1\, т. е.
чтобы т\1\ = т.21ч. Тогда якорь будет
статически отбалансирован.
Для проведения такой балансировки
якорь с надетыми на конические кон-
цы вала специальными кольцами уста-
навливают на станок с ножевидными
отшлифованными параллельными брусья-
ми. Подбором, меняя массу и место
приложения уравновешивающего гру-
за, добиваются статического равнове-
сия якоря. Контрольные грузы ста-
вят в специально предусмотренных для
этого местах, указанных в чертежах
якоря. Затем якорь снимают, заменяют
контрольный груз таким же по массе
стальным грузом и приваривают его к
нажимной шайбе на том же месте,
где стоял контрольный. Якорь считается
статически отбалансированным, если
при установке его на брусья в любом
положении он остается неподвижным.
Балансировочные грузы устанавли-
вают в строго определенных местах
машины, указанных на чертеже, а ста-
тически неуравновешенные массы ока-
зываются в плоскостях, редко совпа-
дающих с плоскостью места установки
груза. Поэтому якорь, имевший только
статическую неуравновешенность, пос-
ле статической балансировки становит-
ся динамически неуравновешенным и
необходимо провести его динамическую
балансировку.
Динамическую балансировку выпол-
няют на специальном станке. На шпин-
деле станка установлен лимб, по ко-
торому определяют место установки
балансировочного груза. Каждую сто-
рону якоря балансируют отдельно. Уст-
ранив небаланс с одной стороны, балан-
сируют другую. При этом балансиров-
ка первой стороны немного нарушается.
Ее исправляют повторной балансиров-
кой. В процессе динамической ба-
лансировки определяют положения и
массу грузов, необходимых для созда-
ния вращающего момента, равного по
значению моменту неуравновешенных
масс, но направленного в противо-
положную сторону.
У ряда тяговых двигателей и
электродвигателей вспомогательных
машин на нажимных шайбах якорей
или на вентиляторах предусматривают
специальные приливы или кольцевые
выступы, которые фрезеруют или рас-
сверливают, что равноценно установке
грузов на противоположной части
якоря. В любом случае небаланс
грузов после балансировки не должен
превышать 30 г на сторону.
При работе на балансировочном
станке нельзя поднимать ограждающую
сетку до полной остановки якоря или
включать станок, пока эта сетка не
опущена.
Ремонт коллекторов. Якоря, посту-
пающие из пропиточного отделения,
устанавливают на позиции 24 и 25
(см. рис. 3.3) для обточки, шли-
фовки и продорожки коллектора.
Такую обработку выполняют в опре-
деленной последовательности: сначала
коллектор продороживают, затем обта-
чивают, снимают фаски, шлифуют и
полируют поверхность коллектора.
Продорожку коллектора выполняют
на полуавтоматическом станке системы
И. И. Горбунова или на токарном
станке, оборудованном специальной ус-
тановкой для продорожки. Дисковая
фреза станка или приспособления
должна располагаться строго парал-
лельно оси коллектора. Глубину про-
дорожки выбирают такой, чтобы после
обточки коллектора глубина канавок
была 1,4—1,6 мм для тяговых двига-
телей и 1,0—1,5 мм для вспомога-
тельных машин. Более глубокая про-
дорожка нежелательна, так как тогда
канавка засоряется угольной пылью,
что способствует перекрытиям и замы-
каниям между соседними коллекторны-
ми пластинами и повышенному искре-
нию иа коллекторе.
При продорожке нельзя допускать
подрез стенок пластин, нанесение рисок
на рабочую поверхность коллектора,
подрез и забоины на петушках, а также
уступы по длине коллектора на дне
канавки. После продорожки у стенок
коллекторных пластин не должно оста-
ваться неподрезанной слюды.
Исследования, проведенные ВНИ-
ИЖТом, показали, что для умень-
шения вероятности появления между
коллекторными пластинами токопрово-
дящих мостиков глубина межламель-
ных канавок должна быть не более
0,5—0,7 мм. Однако при такой малой
их глубине коллектор быстро износится
до уровня миканитовых прокладок. По-
требуется проведение продорожки до
наступления очередного планового ре-
монта. Такую продорожку придется
проводить под локомотивом. Как пока-
зала практика, качество такой про-
дорожки невысокое. Кроме того, выпол-
нение этой операции требует значитель-
ной затраты времени.
Обточку коллектора выполняют на
специальных или обычных токарных
станках в два приема. Вначале
коллектор обтачивают до устранения
выработки или овальности рабочей по-
верхности, а затем шлифуют. Толщина
снимаемой стружки во всех случаях
должна быть по возможности наимень-
шей.
Снятие фасок с коллекторных плас-
тин выполняют как для устранения
заусенцев, образующихся в результате
продорожки, так и в целях предот-
вращения затягивания меди пластин
в канавки при работе машины. Фаски
снимают по краю коллекторной плас-
тины вдоль всей ее длины вручную
фасовочниками. Высота фаски должна
быть не более 0,2—0,3 мм под углом
45°, иначе значительно уменьшится
рабочая поверхность пластины и плот-
ность тока под щетками превысит
допускаемое значение.
Шлифовку коллектора на токарном
станке выполняют деревянной колодкой
со стеклянной бумагой № 00. Шлифов-
ку на универсальном станке осущест-
вляют или стеклянной бумагой с пос-
ледующей полировкой войлоком, за-
крепленным на приспособлении, или
шлифовальным камнем марки РЗО.
Обработку шлифовальным камнем ве-
дут до получения гладкой и ровной по-
верхности. После окончания шлифовки
проверяют биение коллектора относи-
тельно шейки вала или рабочей поверх-
ности подшипникового кольца. Оно не
должно превышать 0,03 мм.
Торцы коллекторных пластин тя-
говых двигателей закругляют радиусом
3 мм.
При необходимости канавку у
петушков углубляют до чертежного
диаметра. Местные забоины на коллек-
торных пластинах глубиной более
0,5 мм устранять обточкой запрещается.
Их заплавляют тугоплавким припоем
и тщательно зачищают отремонтиро-
ванное место. Чтобы при обработке
коллектора не повредить снимаемой
стружкой изоляцию обмотки, ее лобо-
вую часть следует закрывать специаль-
ным чехлом.
Зачистку миканитовых манжет кол-
лектора от загрязнений и подгаров
выполняют мелкой стеклянной бумагой
до удаления верхнего слоя лака. За-
чищенное место тщательно протирают
чистой сухой салфеткой и окрашивают
изоляционной эмалью 1201 или ГФ-
92-ХК. не менее двух раз до полу-
чения сплошной глянцевой поверхности.
Поврежденный бандаж манжеты сни-
мают. Новый наматывают киперной
или стеклянной лентой вполуперекрышу
с натягом, не допуская образования
щелей и неплотностей между бандажом
и торцом коллектора. Каждый нама-
тываемый слой бандажа прокрашивают
эмалью 1201 или ГФ-92-ХК, выравни-
вают горячим валиком и покрывают
той же эмалью до получения ровной
глянцевой поверхности.
Коллектор с пластмассовым корпу-
сом с дефектной рабочей поверхностью
обтачивают, продороживают и шли-
фуют так же, как и коллектор с ко-
нусами (различие в ремонте опреде-
ляется только отсутствием в нем кол-
лекторных болтов, миканитовых кону-
сов и некоторых других элементов,
ремонтируемых в коллекторах со сталь-
ными конусами, и особенностями ремон-
та его пластмассового корпуса).
В условиях депо ремонт пласт-
массовых корпусов этих коллекторов
сводится к устранению с их поверх-
ности подгаров, незначительных по-
верхностных трещин. Эти места зачи-
щают шлифовальной бумагой, шли-
фуют, тщательно протирают и покры-
вают эмалью ГФ-92-ХК или лаком
1201. Если в процессе зачистки тре-
щины будет установлено, что она ухо-
дит в глубь пластмассы и устранить
ее не представляется возможным, якорь
подлежит отправке на завод для пере-
прессовки коллектора.
После ремонта коллектора якорь
подают на накопитель 26 (см. рис. 3.3),
а затем на позицию 27 для про-
верки электрической части якоря. Эта
позиция оборудована импульсной и про-
бивной установками. Затем проверен-
ный якорь подают на накопитель 28,
откуда якоря по потребности подаются
краном на позицию // сборки двига-
теля.
й ; < JrOi'.’b f %.• i./лк.-. к
Сушка обмоток. Назначение суш-
ки — удалить влагу из обмоток маши-
ны, чтобы восстановить качество изоля-
ции и, следовательно, обеспечить воз-
можность надежной работы машины не
менее чем до очередного планового
ремонта. Удаление влаги происходит
вследствие термической диффузии, вы-
зывающей перемещение влаги в направ-
лении потока тепла, т. е. от более
нагретой части к более холодной. Пе-
ремещение влаги происходит вслед-
ствие перепада влажности в разных
слоях изоляции; из слорв с большой
влажностью влага перемещается в слои
с меньшей влажностью. Чем больше
температурный перепад, тем интенсив-
нее происходит сушка. Поэтому, нагре-
вая внутренние части обмотки (напри-
мер, током), можно создать дополни-
тельный перепад температуры между
внешними и внутренними слоями изоля-
ции и тем ускорить процесс сушки.
При ТР-3, когда электрические ма-
шины с э. п. с. снимают и разби-
рают, появляется возможность сушки
их в автоклавах или в специальных
сушильных печах. Режимы сушки раз-
личных узлов машин зависят от типа
примененной в них изоляции и кон-
структивных особенностей этих узлов.
Поэтому в сушильную печь одновре-
менно можно загружать только одно-
типные элементы машин. Нельзя, на-
пример, сушить одновременно якоря и
остовы, так как для них требуются
различные режимы сушки.
Подлежащие сушке якоря, остовы
или статоры подают в печь на спе-
циальной тележке, на которой их уста-
навливают в вертикальном положении.
Снятые с остова полюсные катушки
загружают в печь в специальных
решетчатых металлических корзинах.
Остовы с катушками или снятые с
них катушки и статоры сушат при
температуре ПО—130 °C в течение
10—12 ч с момента, когда температура
в печи после ее загрузки достигнет
100 °C, а якоря — в течение 8—10 ч
при температуре 130—140 °C. В авто-
клавах обмотки сушат при температуре
100—110 °C и вакууме около 280 кПа.
После выгрузки из печи, пока
просушенные элементы не остыли и
имеют температуру 120—130 °C, изме-
ряют сопротивление изоляции. Для ма-
шин с номинальными напряжениями
3000, 1500 и менее 100 В оно должно
быть соответственно не ниже 3; 1,5 и
0,5 МОм, а для асинхронных машин —
не менее 1 МОм. Если сопротивление
окажется менее указанных норм, сушку
повторяют. Сопротивление изоляции
всех машин измеряют мегаомметром
на 2,5 кВ, а машин с номинальным
напряжением ниже 100 В — мегаом-
метром на 500 В.
Отсчет замера производят на 60-й
секунде после приложения напряже-
ния.
Пропитка изоляции. Назначение
пропитки — обеспечить возможно доль-
ше сохранение диэлектрических свойств
изоляции, восстановленных предвари-
тельно проведенной сушкой. Сущность
пропитки состоит в заполнении всех
пор и неплотностей в изоляции раз-
личными лаками или компаундами для
придания изоляции монолитности и
предотвращения проникания внутрь
нее влаги, т. е. для восстановления
электрической и механической проч-
ности изоляции. В зависимости от
применяемых пропиточных материалов
и технологии прочность изоляции мож-
но восстановить методами покрытия,
пропитки или компаундирования.
Покрытие изоляции лаками приме-
няют в том случае, когда есть пол-
ная уверенность в достаточной электри-
ческой прочности изоляции по всей ее
толщине. Обычно в таком состоянии
оказывается изоляция, которая при из-
готовлении или ремонте была выпол-
нена на кремнийорганических материа-
лах и пропитана термореактивными ла-
ками или компаундами.
Обмотки якоря или катушки полю-
сов, изготовленные с такой изоляцией,
при деповском ремонте достаточно
просушить и покрыть изоляционной
эмалью ГФ-92, ПКЭ-22 или ЭП-91.
Сушку осуществляют в течение 5 ч в
сушильной печи при температуре
130—140 °C.
Пропитку производят для запол-
нения пропиточным лаком пор и неплот-
ностей изоляции на всю ее глубину.
Лак после высыхания делает изоляцию
монолитной, более теплопроводной, ме-
ханически и электрически прочной.
Для пропитки применяют специаль-
ные пропиточные лаки, способные про-
никать в поры изоляции, имеющие
хорошую адгезию к ней и обеспе-
чивающие после высыхания влагоне-
проницаемость изоляции. Такие лаки
обычно представляют собой растворы
пленкообразующих веществ в летучих
органических соединениях с добавлени-
нием сиккатива, обеспечивающего бо-
лее быстрое высыхание раствора. В
процессе высыхания в ходе сушки из
лака растворитель улетучивается, а лак
затвердевает, образуя прочную основу.
Рис. 3.37. Установ-
ка для пропитки ка-
тушек без снятия их
с остова
Катушки якорей тяговых
двигателей и вспомогательных ма-
шин подвергают пропитке в том слу-
чае, если они ранее были пропитаны
лаком № 447. Пропитывают их или
тем же лаком, или (что предпочти-
тельнее) лаком ФЛ-98. Пропитку осу-
ществляют в специальных пропиточных
баках методом погружения.
Для этого якорь, еще не остыв-
ший после сушки (с температурой
около 80 °C), устанавливают в пропи-
точный бак вертикально коллектором
вверх, после чего в бак снизу наг-
нетают пропиточный лак, подогретый
до температуры 30—50 °C. Уровень ла-
ка должен не доходить до петушков
коллектора на 15—20 мм. Для полной
пропитки изоляции якоря лаком доста-
точно обычно 20—30 мин. Практически
пропитку заканчивают, когда прекра-
тится выделение пузырьков газа на
поверхности лака.
Закончив пропитку, сразу вынимать
якорь из бака не следует. Вначале
надо выпустить из бака лак и дать
возможность лишнему лаку стечь с
поверхности якоря. Затем якорь уста-
навливают на специальное приспособ-
ление наклонно под углом 45° и
через каждые 10—15 мин поворачивают
на четверть оборота, обеспечивая тем
самым равномерность удаления остат-
ков лака с поверхности якоря. Для
окончательного удаления лишнего лака
якорь протирают салфетками, смочен-
ными в техническом спирте или бен-
зине.
Значительно быстрее можно очи-
щать якорь от избытка лака методом
разбрызгивания. Длй этого якорь уста-
! 1 ’
навливают на специальный станок и
вращают его с частотой 300—
400 об/мин в течение 2 мин, после
чего протирают техническими салфет-
ками. Затем якорь вновь устанавли-
вают в сушильную печь и сушат так
же, как и перед пропиткой.
Пропитывая якоря лаком № 447,
следует помнить, что пленка этого лака
обладает недостаточной стойкостью к
воздействию масла. Поэтому обмотку
после пропитки и сушки (при ее тем-
пературе около 60—70 °C) покрывают
эмалью ГФ-92-ГС, предварительно по-
догретой до температуры 30—50 °C.
Двухколлекторные якоря некоторых
вспомогательных машин также пропи-
тывают методом погружения. При этом
якорь устанавливают в бак вертикаль-
но, предварительно плотно обернув по-
лотном нижний коллектор. Обычно
погружают в лак коллектор с меньшим
номинальным напряжением. Закончив
пропитку и удалив с якоря избытки
лака, это полотно аккуратно снимают,
коллектор промывают бензином и насу-
хо протирают техническими салфетка-
ми. Разрешается пропитывать якоря
двухколлекторных машин и в горизон-
тальном положении, обливая их лаком.
Катушки полюсов при ТР-3
также пропитывают в лаке методом
погружения. Однако применяемые спо-
собы пропитки этих катушек различны
в зависимости от того, снимают их с
остова или нет.
Катушки, не снимаемые с остова,
пропитывают на специальной установке
(рис. 3.37). Остов 2, нагретый до тем-
пературы около 80 °C, устанавливают
уплотняющее кольцо 3 коллектором
вниз. Все отверстия в остове пред-
варительно надежно закрывают крыш-
ками и деревянными пробками. Для
уменьшения расхода лака на установ-
ке предусмотрен пустотелый жестяной
цилиндр 1, занимающий возможно
больший объем внутри остова. В ко-
лодце установки размещен бак 6
с лаком, нагретым до температуры
20—50 °C. Подавая сжатый воздух от
компрессора по воздухопроводу 4
внутрь бака, нагнетают лак по тру-
бопроводу 5 во внутреннюю полость
остова так, чтобы уровень был выше
мёжкатушечных соединений на 15—
20 мм. Пропитку ведут около 50 мин.
Затем лак спускают через трубу 5,
дают в течение 15 мин возможность
стечь с остова остаткам лака, загру-
жают остов в сушильную печь и сушат
при температуре 100—130 °C около 16 ч.
Катушки, снятые с остова, пропи-
тывают методом погружения так же,
как и катушки якорей двигателей.
Для пропитки катушек полюсов при-
меняют те же лаки, что и для кату-
шек якорей. Катушки, изготовленные с
применением битумного компаунда
225Д, следует пропитывать лаком
№ 447.
В ряде машин в качестве кор-
пусной изоляции полюсных катушек
(например, двигателей НБ-418К6 и НБ-
420А) и катушек якорей (двигателя
НБ-418К) применяют стеклопластовую
изоляцию, относящуюся по нагрево-
стойкости к классу F. Такая изоляция
состоит из стеклослюдинита и эпок-
сидного компаунда ЭД-20, обладает
высокими физико-механическими свой-
ствами и очень высокой адгезией к
меди, чем достигаются ее монолит-
ность, высокая теплопроводность. При
ремонте катушек с такой изоляцией
их поверхность тщательно очищают
и покрывают эмалью ПКЭ-22.
Обмотки статоров асин-
хронных машин нагревают до
температуры 60—70 °C, покрывают по-
догретой до температуры 20—50 °C
эмалью ГФ-92-ХС и сушат на воздухе.
Катушки главных и добавочных по-
люсов, а также компенсационных об-
моток некоторых типов двигателей
(например, ТЛ-2К1) выполняют на ос-
нове изоляции «Монолит-2». Их кор-
пусную изоляцию — стеклослюдинито-
вые ленты ЛС40Ру-ТТ (для полюсных
катушек) и ЛС1-К-100-СП (для ком-
пенсационной и якорной обмоток) про-
питывают эпоксидным компаундом
ЭМТ-1 или ЭМТ-2. Катушки добавоч-
ных полюсов пропитывают вместе с сер-
дечниками полюсов, получая неразъ-
емный моноблок.
Окраска остовов при ТР-3. Остовы
электрических машин при их ремонте
в депо окрашивают полностью (и сна-
ружи, и изнутри) или только снаружи.
Это зависит от вида ремонта, который
проходит данная машина. Если для ре-
монта машину разбирают, то представ-
ляется возможность окрасить ее не
только снаружи, но и изнутри.
Внутренние поверхности остовов
машин окрашивают непосредственно
после окончания их ремонта лаками
или эмалями холодной сушки. Целью
такой окраски является защита вну-
тренней поверхности остова от корро-
зии. Кроме того, на окрашенной повер-
хности меньше скапливаются пыль и
влага. Снаружи остов окрашивают
после сборки, испытания и слесарной
отделки. Цель такой окраски — предох-
ранение остова от коррозии и придание
машине хорошего внешнего вида.
Электрические машины, устанавли-
ваемые под кузовом, снаружи окраши-
вают черным лаком БТ-99 воздушной
сушки, а вспомогательные машины
электровозов, устанавливаемые в кузо-
ве,— серой эмалью ГФ-92-ХС. Чтобы
краска ложилась ровнее, прочнее дер-
жалась и под ней не происходил кор-
розионный процесс, поверхность под
окраску должна быть тщательно подго-
товлена. Для этого ее очищают сталь-
ными щетками от старой краски, ржав-
чины и возможной грязи, обдувают
сжатым воздухом и протирают ве-
тошью, смоченной в бензине. При де-
коративной окраске остовов вспомога-
тельных машин электровозов их пред-
варительно грунтуют и шпатлюют, что
необходимо для получения хорошего
качества окрашиваемых поверхностей.
Окраску выполняют с помощью пуль-
веризатора.
После полного высыхания остов
окрашивают повторно.
Все операции по окраске и сушке
следует проводить в специальных ка-
мерах в помещении с хорошей приточ-
но-вытяжной вентиляцией и постоян-
ной (около 20 °C) температурой. Про-
изводительность камеры увеличивают
повышением интенсивности высыхания
лака или эмали, для чего окрашенную
машину обдувают воздухом, подогре-
тым в калориферах до температуры
50—60 °C. При окраске необходимо
следить, чтобы окрашенная поверх-
ность была без подтеков, морщин и
крупинок, а также полностью просу-
шена.
Техника безопасности и противопо-
жарная техника при пропитке и окрас-
ке. Процессы пропитки и окраски свя-
заны с выделением применяемыми ма-
териалами летучих веществ, вредно
влияющих на организм и создающих
условия возможного возникновения
взрыва или пожара. Поэтому в поме-
щении для пропитки категорически за-
прещается курить и работать с откры-
тым огнем, так как лаки, компаунды,
растворители взрывоопасны. Присутст-
вие в помещении для пропитки посто-
ронних лиц недопустимо. Электрообо-
рудование помещения для пропитки
должно быть взрывобезопасным, во-
донепроницаемым, электропроводка —
скрытой, выключатели вынесены из
помещения наружу. Приготавливать
компаунды и другие пропиточные сме-
си следует в специальном изолирован-
ном помещении. Хранить в помещении
для пропитки лаки, компаунды и рас-
творители можно в объеме, не превы-
шающем необходимый двухдневный
их расход.
Запрещается находиться в помеще-
нии для пропитки, если в нем не дейст-
вует или не включена приточно-вытяж-
ная вентиляция. Окраску и сушку окра-
шенных деталей и машин следует вы-
полнять в специальных камерах, также
оборудованных приточно-вытяжной
вентиляцией.
Необходимо следить, чтобы крышки
баков с лаками и компаундами были
всегда плотно закрытыми и открыва-
лись только при необходимости. При
включении подогрева бака вытяжной
зонт должен быть обязательно опущен.
Дверцы сушильных печей следует
закрывать быстро и плотно, не допус-
кая выхода паров. Вытекающий на
пол или оставшийся на стенках баков
пропиточный состав необходимо немед-
ленно удалять. В случае попадания
компаунда на незащищенные части
тела его следует быстро смыть спирто-
канифольной смесью, тщательно про-
мыть это место горячей водой с мылом
и смазать глицерином.
Особую осторожность необходимо
соблюдать при обращении с эпоксид-
ными компаундами. При нагревании
эпоксидных смол выделяются летучие
вещества, в которых содержится эпи
хлоргидрин и толуол. Они действуют
на нервную систему и печень, вызы-
вают экземы и другие заболевания
кожи. Работать с ними следует в защит-
ных очках и резиновых перчатках, не
допускать попадания компаунда на
кожный покров. При попадании компа-
унда на кожу его необходимо сразу же
смыть спиртом, мыльным раствором
или слабым раствором питьевой соды.
3 6. Сборка и испытания
электрических машин
Сборка и предварительные испыта-
ния тяговых двигателей. Сборку
тяговых двигателей выполняют
на позиции II поточной линии (см. рис.
3.3) на таких же стендах и с применением
таких же приспособлений, что и при
разборке. К моменту сборки на эту по-
зицию подают отремонтированные под-
шипниковые щиты, якорь, буксы, под-
шипники, щеточный аппарат и другие
детали. Проверяют комплектность ос-
това и подшипниковых щитов, сверяя
их номера.
Остов тщательно протирают сухими
салфетками, устанавливают в горизон-
тальном положении и закрепляют в нем
подводящие провода. Если данный дви-
гатель не имеет траверсы, в остов уста-
навливают и кронштейны щеткодер-
жателей. Затем остов ставят коллек-
тором вниз, покрывают посадочные по-
верхности остова и подшипникового
щита тонким слоем смазки ЖРО, щит
устанавливают краном в горловину
остова, запрессовывают, ввертывают
болты с пружинными шайбами и проч-
но затягивают их гайковертом. Если
посадочная поверхность щита ремон-
тировалась нанесением полимерной
пленки клеем ГЭН-150В, то перед уста-
новкой щита для предохранения от
склеивания посадочные поверхности
щита и остова покрывают специаль-
ным составом — 5 %-ным раствором
силиконового каучука в толуоле. Остов
поворачивают на 180° и ставят по уров-
ню строго вертикально.
На вал якоря со стороны коллек-
тора навертывают рым и, зацепив за не-
го краном, опускают в остов, осторож-
но поворачивая то в одну, то в другую
сторону для свободного прохода конца
вала в подшипник. Опускать якорь сле-
дует плавно по осевой линии, не допус-
кая касания его о полюсные наконеч-
ники.
При сборке двигателей с траверса-
ми после установки якоря в остов мон-
тируют в нем поворотную траверсу в
сборе с кронштейнами щеткодержате-
лей. После закрепления траверсы в ос-
тов запрессовывают второй подшипни-
ковый щит. Для запрессовки исполь-
зуют те же прессы, что и для разборки
двигателей. В настоящее время для
запрессовки щитов все шире применяют
нагрев остовов индукционными нагре-
вателями. Подшипниковые щиты долж-
ны плотно прилегать к торцовым по-
верхностям остова. Неплотности допус-
каются не более 0,15 мм и на длине, не
превышающей '/в длины окружности
горловины. Убедившись в правильно-
сти установки подшипниковых щитов,
двигатель ставят в горизонтальное по-
ложение и, поворачивая его якорь от
руки, проверяют легкость его враще-
ния, убеждаются в отсутствии задева-
ний его за неподвижные части машины.
Снимают крышки подшипниковых
щитов и проверяют торцовое биение
наружных колец и радиальные зазоры
подшипников. Если они не выходят за
пределы норм, то крышки подшипнико-
вых щитов устанавливают на место и
прочно закрепляют болтами. Предва-
рительно посадочные места под крышки
покрывают эмалью ГФ-92-ХС, а у дви-
гателей AL-4846eT между щитами и
крышками ставят картонные про-
кладки.
При сборке двигателя, устанавли-
ваемого на электровоз с косозубой пе-
редачей, следует помнить, что осевое
перемещение его якоря относительно
оси колесной пары будет ограничивать-
ся не якорными подшипниками, а пере-
дачей. Перемещение якоря в осевом
направлении прекращается, когда ко-
сой зуб шестерни, выбрав зазор в зуб-
чатой передаче, прижмется к соответ-
ствующему зубу зубчатого колеса. При
этом для нормальной работы двигателя
не должно происходить нажатия якоря
на якорные подшипники. В противном
случае аксиальные ударные нагрузки,
возникающие при осевых перемеще-
ниях остова и якоря, будут восприни-
мать бурты и ролики якорных подшип-
ников, что приведет к их повреждению,
а иногда и повреждению лабиринтов.
Поэтому разбеги якоря в остове,
остова на оси колесной пары и зазор
между зубьями зубчатой передачи сле-
дует строго контролировать и увязы-
вать, т. е. выполнять сборку так, чтобы
разность зазоров между зубьями зуб-
чатых передач и осевой разбег двига-
теля на оси колесной пары были наи-
меньшими, а осевой разбег якоря в
остове близок к его наибольшему
значению.
Для проверки осевого разбега якоря
на его подшипниковом щите закреп-
ляют индикатор и, перемещая якорь в
осевом направлении от одного крайне-
го положения до другого, определяют
разбег. Он должен находиться в пре-
делах 0,12—0,8 мм для двигателей с
прямозубой и 5,9—8,4 мм с косозубой
передачей. Пластинчатыми щупами
контролируют зазоры под главными и
добавочными полюсами и соответствие
их значений установленным нормам.
Как отмечалось выше, якоря двига-
телей с серьезными дефектами отправ-
ляют для ремонта на завод, а исправ-
ный якорь для сборки двигателя берут
из ремонтного запаса. В таких случаях
следует помнить, что якоря двигателей
ТЛ-2К бывают различного исполнения:
с проволочными бандажами, со стекло-
бандажами и на изоляции «Монолит-2».
Они по установочным размерам пол-
ностью взаимозаменяемы, но воздуш-
ные зазоры под добавочными полю-
сами, обеспечивающие нормальную
коммутацию, для них различны. Необ-
ходимую регулировку зазоров осущест-
вляют или уменьшением высоты сердеч-
ника (спиливая с торца необходимый
слой металла), или увеличением тол-
щины диамагнитной прокладки.
При выполнении якоря этого дви-
гателя на изоляции «Монолит-2» требу-
ется уменьшить на 0,5 мм и зазоры
под главными полюсами. Для этого
между сердечником полюса и остовом
ставят прокладку толщиной 0,5 мм.
Воздушные зазоры под главными по-
люсами одного двигателя не должны
различаться более чем на 0,75 мм, а
под добавочными — на 0,5 мм.
У двигателей, не имеющих траверс,
щеткодержатели устанавливают с уче-
том разметки, сделанной при разбор-
ке, и ставят их на те места, откуда они
были сняты и с теми же (если они бы-
ли) прокладками. Их монтируют в два
приема: вначале закрепляют два щет-
кодержателя через верхний люк, затем
двигатель поворачивают и через ниж-
ний люк ставят вторую пару. Перед
установкой щеткодержателей якорь
сдвигают до предела в сторону коллек-
тора с тем, чтобы в дальнейшем при
работе машины исключить возможность
задевания щеткодержателей петуш-
ками коллектора.
На траверсе щеткодержатели мон-
тируют через любой наиболее удобный
для этого люк. После установки на нее
всех щеткодержателей траверсу пово-
рачивают в положение, указанное кон-
трольной риской, и закрепляют. Про-
веряют правильность установки щетко-
держателей, для чего шаблонами кон-
тролируют расстояние от корпуса щет-
кодержателя до рабочей поверхности
коллектора (для большинства двига-
телей 2—4 мм), и зазор между петуш-
ками коллектора и корпусом щетко-
держателя, который должен быть не
менее 4,5 мм для двигателей НБ-406,
ТЛ-2К, 5 мм — для двигателей
НБ-412К, 6,5 мм — для двигателей
НБ-418К6 и не более 7 мм для двига-
телей AL-4846eT. Этот зазор следует
проверять при якоре, смещенном в
крайнее положение в сторону щетко-
держателя. Проверяют также парал-
лельность щеткодержателя поверхности
коллекторных пластин. Перекос по
высоте более 1 мм не допускается.
Важным фактором, влияющим на
коммутацию двигателей, является пра-
вильность установки щеток по окруж-
ности коллектора. Они должны нахо-
диться по физической нейтрали маши-
ны. Для правильной установки щетко-
держателей в них монтируют контроль-
ные щетки, подключают к двум сосед-
ним щеткодержателям (или к вывод
ным кабелям Я, ЯЯ) вольтметр, под
водят питание к обмотке возбуждения
и устанавливают в ней ток 100—150 А.
Затем питание отключают и фик-
сируют отклонение стрелки вольтмет-
ра по направлению и значению. Далее
смещают траверсу на небольшой угол и
опыт повторяют. Если показание вольт-
метра увеличилось, траверсу повора-
чивают в противоположном направ-
лении и так до тех пор, пока не будет
найдено положение, при котором пока-
зание вольтметра будет равным нулю
или близким к нему. В этом положении
траверсу закрепляют и регулируют на-
жатие щеток, контролируя его значение
ручным динамометром или с помощью
специальной установки.
Через смотровой люк остова инди-
катором проверяют биение коллектора.
Оно не должно превышать установлен-
ного для двигателя данного типа пре-
дельного значения (для большинства
двигателей 0,07—0,08). Для того чтобы
окончательно убедиться в правиль-
ности сборки и исправности двигате-
ля, проводят его предварительные
испытания.
Предварительные испы-
тания двигателя проводят при
питании его от деповской сети постоян-
ного тока напряжением 200—400 В.
Проверяют работу двигателя на холос-
том ходу (по 30 мин в каждом направ-
лении). При этом на слух желательно
с применением слуховых аппаратов или
по степени нагрева определяют качест-
во сборки подшипников. Установив-
шаяся температура их в течение 1 ч
работы машины не должна превышать
температуру окружающей среды более
чем на 55 °C. В ходе испытания прове-
ряют вибрацию. Она не должна пре-
вышать 0,15 мм.
Закончив предварительные испы-
тания, двигатель еще раз осматривают,
проверяют и при необходимости под-
тягивают болты и гайки, продувают
сжатым воздухом, устанавливают
крышки смотровых люков, убеждаются
в плотности их прилегания к остову
и подают двигатель на испытательную
станцию.
148
Сборка и предварительные испы-
тания вспомогательных машин. Вспо-
могательные машины по-
стоянного тока собирают и
проверяют аналогично сборке и провер-
ке тяговых двигателей. Некоторые осо-
бенности сборки отдельных машин
обусловлены только различием конст-
рукции их остовов. Такие вспомога-
тельные машины, как делители напря-
жения и мотор-вентиляторы, представ-
ляющие собой агрегаты, состоящие
из двух электрических машин, имеют
разъемные остовы; машины ДК-406 не
имеют своих подшипниковых щитов,
а машины ДК-404 или НБ-404 имеют
только один подшипниковый щит. Есть
двигатели, имеющие и приливы закреп-
ления, и по два подшипниковых щита
(ЭК-12, НБ-430, НБ-431). Естественно,
что сборка таких машин будет несколь-
ко отличаться в последовательности
выполнения операций. Если машины с
неразъемным остовом, например мо-
тор-генераторы НБ-429, собирают в той
же последовательности, что и тяговые
двигатели, то у агрегатов с разъемны-
ми остовами вначале собирают одну
машину, а затем устанавливают дру-
гую.
Так, сборку делителя напряжения
ДК-601 с генератором ДК-405 начина-
ют с монтажа делителя напряжения.
В подшипниковый щит делителя напря-
жения со стороны вентилятора за-
прессовывают роликовый подшипник,
устанавливают в подшипниковый щит
траверсу со щеткодержателями и за-
прессовывают щит в остов делителя со
стороны, противоположной коллекто-
ру. На вал якоря со стороны генера-
тора надевают крышку подшипника и
насаживают нагретый до 70 °C второй
подшипник. Дальнейшую сборку ведут,
как и сборку тягового двигателя. Кон-
тролируют разбег, зазоры под полюса-
ми и радиальные зазоры подшипников.
Осевые разбеги якорей двигателей
ДК-601 и ДК-405 не должны превышать
соответственно 0,5 и 0,3 мм, радиаль-
ные зазоры в подшипниках должны на-
ходиться в пределах 0,11—0,075 и
0,007—0,042 мм, а зазоры между глав-
ными полюсами и якорем — в преде-
лах 1 —1,8 и 1,0 мм.
Предварительные испытания ма-
шины проводят на холостом ходу в те-
чение 1 ч. Остановив машину, наса-
живают на вал якоря вентилятор и еще
в течение 10—15 мин проверяют работу
на холостом ходу. Потом приступают
к сборке генератора управления. На
вал делителя напряжения с помощью
приспособления насаживают якорь ге-
нератора, закрепляют его корончатой
гайкой с пружинной шайбой, обтачи-
вают и шлифуют его коллектор, проду-
вая сжатым воздухом, устанавливают
и закрепляют остов генератора, прове-
ряют воздушные зазоры под его полю-
сами. Затем закрепляют траверсу со
щеткодержателями, притирают щетки,
удаляют сжатым воздухом образовав-
шуюся угольную пыль, закрепляют ко-
жух вентилятора и закрывают коллек-
торные люки крышками.
Вспомогательные маши-
ны переменного тока собира-
ют в последовательности, во многом
схожей с последовательностью сборки
вспомогательных машин постоянного
тока. В то же время из-за конструктив-
ных особенностей этих машин сборка
их имеет некоторую специфику. У боль-
шинства машин переменного тока при-
менены шариковые подшипники. Эти
подшипники при сборке машин, как
правило, не впрессовывают в подшип-
никовые щиты, а напрессовывают на
валы роторов.
При сборке расщепителя фаз
НБ-453 подшипники напрессовывают
на вал с предварительным нагревом в
масляной ванне до температуры 100 °C.
Подшипник поджимают до упорного
заплечика вала легкими ударами мо-
лотка через монтажную трубу. Щупом
проверяют правильность установки под-
шипника. Зазор между кольцом под-
шипника и заплечиком не должен пре-
вышать 0,03 мм. На вал ротора наса-
живают подшипниковый щит. С по-
мощью специального приспособления
и крана вставляют ротор в ста-
тор, привертывают к нему болтами на-
саженный на ротор подшипниковый
щит, после чего ставят и закрепляют
второй подшипниковый щит. Затем щу-
пом проверяют зазоры между стато-
ром и ротором, вращая ротор от руки,
убеждаются в отсутствии толчков и
заеданий.
Соединяют выводы обмоток статора
по схеме «звезда», после чего присту-
пают к монтажу якоря генератора
управления на вал расщепителя фаз.
Эта операция, а также последующие
установка и закрепление остова гене-
ратора аналогичны монтажу генерато-
ра. управления на делителе напряже-
ния. Закончив сборку генератора управ-
ления, проверяют правильность уста-
новки щеток, биение коллектора, смазы-
вают подшипниковые узлы, проверяют
работу расщепителя фаз на холостом
ходу. Убедившись в свободном без толч-
ков вращении ротора и нормальной на
слух работе подшипников, расщепитель
фаз передают на испытательную стан-
цию.
Электродвигатель АЭ-92-4 собирают
в последовательности, обратной после-
довательности его разборки. Чтобы пре-
дохранить от повреждений лобовую
часть статорной обмотки, на внутрен-
нюю поверхность статора, захватывая
лобовую часть, укладывают лист кар-
тона. С помощью крана и приспособ-
ления, надеваемого на конец вала, вво-
дят ротор в полость статора, вынимают
картонный лист и осторожно опускают
ротор на нижнюю часть пакета стато-
ра. В одно из отверстий капсюля уста-
навливают временную шпильку, смазы-
вают ступицу щита, наружную поверх-
ность капсюля и привалочные поверх-
ности щита и остова тонким слоем
смазки ЖРО. Затем устанавливают на
статор подшипниковые щиты, закреп-
ляют их болтами, удаляют временную
шпильку, устанавливают маслопро-
воды и защитные сетки.
Предварительные испытания этих
машин на холостом ходу преследуют
те же цели и проводятся так же, как и
аналогичные испытания тяговых двига-
телей. Нереверсируемые вспомогатель-
ные машины испытывают только в од-
ном рабочем направлении. Сборка дру-
гих машин принципиальных отличий не
имеет.
Контрольные испытания электри-
ческих машин постоянного тока. Каж-
дая прошедшая ремонт электрическая
машина должна пройти контрольные
i 50
испытания. Порядок проведения таки\
испытаний должен соответствовать тре
бованиям государственных стандартов
и Правил ремонта тяговых и вспомога
тельных электрических машин электро-
подвижного состава.
Отремонтированные машины осмат-
ривают и проверяют выполнение уста-
новленных норм, свободу вращения,
измеряют сопротивление изоляции и ак-
тивное сопротивление обмоток, опро-
буют машину на холостом ходу, испы-
тывают ее на нагревание и на повы-
шенную частоту вращения, проверяют
частоту вращения, реверсирование,
коммутацию машины и электрическую
прочность ее изоляции. Контрольные
испытания проводят на испытательных
станциях депо. Результаты испытаний
заносят в специальный журнал, а так-
же в паспорт машины, прошедшей
испытания.
Осмотр и проверку машины прово-
дят для выявления соответствия до-
пусков и износов установленным нор-
мам. Для этого измеряют биение кол-
лектора, вала, проверяют осевой раз-
бег якоря, воздушные зазоры под по-
люсами, правильность установки щет-
кодержателей относительно коллекто-
ра, чистоту обработки рабочей поверх-
ности коллектора, а также правиль-
ность установки щеток в щеткодержа-
телях и их нажатие на коллектор. Тех-
ника проведения перечисленных изме-
рений и проверок, а также соответст-
вующие нормы были рассмотрены ра-
нее.
Проверку вращения яко-
р я проворачиванием его от руки вы-
полняют для того, чтобы перед включе-
нием машины под напряжение быть
уверенным в правильности ее сборки,
на что укажет отсутствие толчков и за-
еданий при вращении якоря. Убедив-
шись в их отсутствии, машину под-
ключают к питающей сети и проверяют
ее работу на холостом ходу. Вначале
к машине подводят напряжение, состав-
ляющее около 10 % (/„ом, и при пони-
женной частоте вращения еще раз
убеждаются в отсутствии стука в под-
шипниках, задеваний вращающегося
якоря о неподвижные части и стука
щеток. При удовлетворительных ре-
зультатах проверки частоту вращения
повышают до номинальной и дают
машине работать в течение 30 мин.
Вибрографом ВР-1 измеряют вибра-
цию. Вибрация более 0,15 мм не допус-
кается, так как в эксплуатации она вы-
зовет неудовлетворительную работу
основных узлов машины (причиной по-
вышенной вибрации является неудов-
летворительная балансировка якоря).
Нереверсивные машины проверяют при
вращении якоря только в рабочем по-
ложении, а реверсивные — в обоих
направлениях.
Затем машину отключают и, пока ее
якорь еще вращается, на слух, приме-
няя слуховые аппараты, или по степени
нагрева окончательно проверяют рабо-
ту подшипников. Температура исправ-
ных подшипников не должна превы-
шать 95 °C. После остановки машины
осматривают щетки и проверяют каче-
ство их притирки. Притертая поверх-
ность должна составлять не менее 75 %
площади контактной поверхности щет-
ки. В противном случае щетки следует
притереть стеклянной бумагой.
Индукционным методом проверяют
правильность установки щеток относи-
тельно коллектора. После установки
щеток в нейтральное положение щетко-
держатели или траверсу надежно за-
крепляют. Порядок притирки щеток и
проверки правильности их установки
тот же, что и при выполнении этих
операций в ходе ремонта.
Измерение активного сопротивления
обмоток на холодной машине пресле-
дует две цели: проверить его соответ-
ствие установленной норме и получить
данные для последующего определения
превышения температуры обмоток дви-
гателя. Правильность определения пре-
вышения температуры в большей мере
зависит от точности измерения актив-
ного сопротивления обмоток.
Для обеспечения требующейся точ-
ности измерения прежде всего следует
обеспечить «холодное» состояние ма-
шины, т. е. такое, при котором ее тем-
пература не отличается от температу-
ры окружающей среды более чем на
3 °C. Для проверки температуры шарик
термометра обертывают станиолью,
прикладывают к коллектору, накры-
вают ватой или асбестом и выдержи-
вают в таком положении 5—7 мин.
Другим важным условием обеспечения
точности измерения является правиль-
ный выбор метода измерения и класса
измерительных приборов.
Наиболее распространенным, прак-
тически удобным является метод вольт-
метра-амперметра, который при исполь-
зовании приборов класса точности
0,2—0,5 обеспечивает необходимую вы-
сокую точность измерения. Вольтмет-
ры к выводам катушек главных и до-
бавочных полюсов присоединяют ста-
ционарными зажимами, а вольтметр
к обмотке якоря — с помощью двух
щупов. Щупы устанавливают на кол-
лекторных пластинах, находящихся под
серединами щеток различной полярно-
сти, расположенных на расстоянии
одного полюсного деления. При измере-
ниях щетки всех щеткодержателей дол-
жны быть подняты, а якорь должен
быть неподвижен, поэтому его предва-
рительно затормаживают.
Измерения выполняют для трех-
четырех значений тока в пределах
20—25 % номинального, проводят от-
счет падения напряжения. Коллектор-
ные пластины, на которых выполня-
лись замеры, помечают белой краской
или мелом с тем, чтобы последующее
измерение сопротивления якорной об-
мотки при нагретой машине для полу-
чения более точных результатов осу-
ществлять на тех же пластинах.
Сопротивление обмоток, измеренное
при температуре 20 °C, не должно от-
клоняться от установленного нормами
значения более чем на ±10%. Если
температура t обмоток во время выпол-
нения замеров была более или менее
20 °C, по измеренному сопротивлению
г\ рассчитывают сопротивление г2о,
приведенное к температуре 20 °C:
Г2О = Г| [1 — а(20 — /)],
где а= 1/(235 + 0 —температурный коэф-
фициент для медных обмоток.
Для проведения дальнейших испы-
таний машину устанавливают на испы-
тательный стенд. Тяговые двигатели,
как правило, испытывают по методу
взаимной нагрузки, при котором на
Рис. 3.38. Принципиальная электрическая схема
испытания электрических машин методом взаим-
ной нагрузки
стенд помещают сразу две машины и
соединяют их как механически, так и
электрически. В ходе испытания одна
из них (проверяемая) работает в дви-
гательном, а вторая — в генератор-
ном режимах (рис. 3.38).
Так как обе машины однотипны,
то при включении по такой схеме э. д. с.
машины Г, работающей в режиме гене-
ратора, будет меньше, чем э. д. с. ма-
шины Ml, работающей в режиме дви-
гателя, и якоря машин останутся не-
подвижными. Их работа будет возмож-
на лишь в том случае, если э. д. с. ге-
нератора будет больше э. д. с. двига-
теля. Для такого увеличения э. д. с.
в цепь якоря генератора последователь-
но включают вольтодобавочную ма-
шину ВДМ. Ее якорь приводится во
вращение асинхронным двигателем
М3, а обмотку независимого возбуж-
дения питают от внешнего источника
через потенциометр или переменный
резистор R1.
Если при неподвижных якорях ма-
шин замкнуть цепь ВДМ и поднимать
подводимое к ее обмоткам возбужде-
ние, то в цепи испытуемых машин поя-
вится и будет нарастать ток. Однако и
в этом случае вследствие встречного
направления и равенства моментов на
валах машин якоря останутся не-
подвижными. Чтобы якоря начали вра-
щаться, необходимо сообщить двига-
телю избыточный момент, который дол-
жен компенсировать тормозной момент,
возникающий в обеих испытуемых ма-
шинах от механических, магнитных и
добавочных потерь. Такой момент соз-
152
дают в испытуемой машине за счет
электрической энергии, подводимой к
двигателю от линейного генератора ЛГ.
Его приводят во вращение асин-
хронным двигателем М2. Чаще всего
этот двигатель используют одновре-
менно как для вращения якоря генера-
тора ЛГ, так и вольтодобавочной ма-
шины ВДМ. Напряжение на зажимах
ЛГ регулируют изменением тока в его
обмотке независимого возбуждения
резистором R2 или потенциометром.
При такой схеме легко можно устанав-
ливать на зажимах испытуемой маши-
ны любое напряжение, что бывает не-
обходимо для изучения поведения ма-
шины при напряжениях, отличных от
номинального.
Испытание на нагрева-
ние при контрольных испытаниях
проводят для определения превышения
температуры обмоток машин, значение
которого в эксплуатации строго огра-
ничено. Для определения температуры
обмоток наибольшее распространение
получил метод сопротивления как
наиболее простой и достаточно точ-
ный.
Испытания проводят на стенде по
методу взаимной нагрузки. Двигатели
с опорно-осевым подвешиванием ставят
моторно-осевыми горловинами на вал-
модель, а опорными выступами — на
опоры стенда. На конусы валов машин
со стороны, противоположной коллекто-
ру, устанавливают полумуфты, доби-
ваются совмещения осей машин, после
чего соединяют полумуфты, ограждают
их специальным кожухом и закрепля-
ют двигатели на опорах.
Двигатели с рамным подвешиванием
устанавливают, закрепляя с одной сто-
роны специальными болтами приливы
остова к стойкам, а с другой — к про-
межуточному валу стенда через повод-
ки муфт.
Проверку двигателей на нагревание
следует проводить в условиях, соответ-
ствующих реальным условиям работы
этих машин в эксплуатации, влияющим
на их тепловой режим. Поэтому к вен-
тиляционным люкам двигателей с неза-
висимой вентиляцией на стенде присое-
диняют брезентовые рукава от венти-
ляционной установки. Такая установка
должна обеспечивать подачу не менее
110 м3/мин.
Расход воздуха, необходимый для
машин данного типа, обеспечивают
регулировкой положения заслонок,
установленных в воздухопроводе.
Количество продуваемого через ма-
шину воздуха контролируют по стати-
ческому напору в ее коллекторной ка-
мере, измеряемое U-образным микро-
манометром. При последующих испы-
таниях необходимо следить, чтобы
крышки коллекторных люков все время
были плотно закрыты.
В ходе проведения тепловых испы-
таний необходимо контролировать тем-
пературу окружающей среды. Поэтому
до начала испытаний на стенде уста-
навливают два-три термометра. Чтобы
они не омывались струей охлаждаю-
щего воздуха, их располагают на уров-
не вала якоря на расстоянии 1—2 м от
машины.
Выполнив перечисленные подгото-
вительные операции, приступают к ис-
пытаниям. Включают двигатель М2 и,
регулируя резистором R2 напряжение
на зажимах линейного генератора,
поднимают его до номинального для
испытуемого двигателя значения. Затем
резистором R1 постепенно увеличивают
возбуждение вольтодобавочной маши-
ны ВДМ. При этом начнет возрастать
э.д.с., действующая в замкнутом кон-
туре ВДМ—Г—Ml, а с ней и ток в этой
цепи, а следовательно, и в якоре гене-
ратора Г. При увеличении тока гене-
ратора Г возрастает его электромаг-
нитный момент, который для испытуе-
мой машины Ml будет тормозным. Ре-
гулируя таким способом нагрузку на
испытуемой машине, устанавливают в
ней ток, равный ее часовому току.
В течение всего периода испытания
нагрузки машины подведенное к ней на-
пряжение (номинальное), частота вра-
щения и количество продуваемого через
нее воздуха должны оставаться неиз-
менными. Через 1 ч работы машины в
таком режиме ее останавливают. Во
время работы машины через каждые
10—15 мин фиксируют ток и напряже-
ние на обмотках главных и добавочных
полюсов, температуру окружающей сре-
ды в момент снятия отсчетов с прибо-
ров, а также по секундомеру интерва-
лы между замерами. Последний замер
выполняют строго в момент снятия с
двигателя напряжения. Результаты за-
меров записывают в специальный жур-
нал.
Выполнить аналогичные измерения
на коллекторе можно только при не-
подвижном якоре. Для получения воз-
можно более точных результатов эти
замеры следует осуществлять через
возможно меньшее время после снятия
с машин напряжения, в противном слу-
чае конечная температура якоря успеет
заметно измениться. Для этого следует
остановить якорь и прекратить подачу
охлаждающего воздуха. С этой целью
снижают до нуля напряжение линей-
ного генератора, прекращают подачу
охлаждающего воздуха и быстро оста-
навливают двигатель, создавая тормоз-
ной момент усилением возбуждения
вольтодобавочной машины ВДМ. Со-
противление обмотки якоря измеряют
на тех же пластинах коллектора, на
которых измеряли сопротивление об-
мотки в холодном состоянии. На мо-
мент выполнения этих замеров щетки
должны быть изолированы от коллек-
тора, для чего под них устанавливают
изоляционные прокладки.
Как показала практика, первый за-
мер сопротивления якоря тягового дви-
гателя удается осуществить только че-
рез 30—45 с после его остановки. За
это время температура (и значение из-
меряемого сопротивления} успевает из-
мениться. Чтобы определить температу-
ру, которую имела обмотка якоря в
момент отключения (в конце часового
режима), на остановленной машине
через определенные промежутки време-
ни осуществляют еще несколько заме-
ров.
Для каждого замера температу-
ру нагрева обмотки рассчитывают по
формуле
С =^^(235 + /х) +/„,
* X
где ги, гх — сопротивления соответственно
нагретой и холодной обмоток;
/х — температура холодной обмотки
(она же температура окружаю-
щей среды).
153
Рис. 3.39. Принципиальная электрическая схема
испытания электрических машин методом не-
посредственной нагрузки
По полученным данным строят кри-
вую охлаждения. Температуру нагрева
обмотки в момент остановки опреде-
ляют по построенной кривой охлажде-
ния методом экстраполяции.
Превышение температуры обмотки
т при условии, если в момент начала
испытаний температура машины и тем-
пература окружающей среды одинако-
вы и в ходе испытаний температура
окружающей среды не изменялась, оп-
ределяют по разности т = /н —/х- По-
лученные значения превышения тем-
ператур сравнивают с допустимыми
для данного класса изоляции значе-
ниями.
Значения допустимых превышений
температур в градусах Цельсия для от-
дельных узлов машин следующие:
Класс изоляции
Обмотка якоря
Обмотка полюсов
Коллектор . . .
В F Н
120 140 160
130 155 180
95 95 105
Одновременно с измерением сопро-
тивления обмоток измеряют темпера-
туру коллектора и подшипников. По-
вторная проверка подшипников вызва-
на тем, что при предварительных испы-
таниях из-за более легкого и менее
продолжительного режима работы ма-
шины их температура при определен-
ных дефектах в подшипниковом узле
могла не превысить допустимого зна-
чения и наличие этого дефекта оста-
лось бы незамеченным. Измеряют тем-
пературу ртутным или спиртовым тех-
ническим термометром так же, как ра-
нее проверялось «холодное» состояние
машины.
Вспомогательные машины постоян-
ного тока на нагревание испытывают
при номинальном напряжении и таком
токе, с которым машина получает те
же превышения температуры, что и при
номинальном режиме работы в эксплуа-
тации. Если их мощность не превышает
50 кВт, то на нагревание их испытыва-
ют методом непосредственной нагрузки
(рис. 3.39).
В качестве нагрузочного устройства
для испытуемого двигателя М обычно
применяют генератор Г постоянного то-
ка с независимым или параллельным
возбуждением. Нагрузку на генерато-
ре регулируют резисторами R2 и R3 и
контролируют по амперметрам А2 и
АЗ. Для ограничения бросков пускового
тока в цепь якоря двигателя включен
резистор R1. По окончании пуска вклю-
чением рубильника В резистор R1 за-
корачивают. Для измерения падения
напряжения на якоре используют вольт-
метр V2, а на катушках полюсов —
вольтметр V3. Подведенное к двигателю
напряжение и его ток контролируют
соответственно по вольтметру VI и ам-
перметру А1.
Нагрузку для электродвигателей
вентиляторов или компрессоров созда-
ют подачей в вентилятор или компрес-
сор встречного потока воздуха. В ос-
тальном объем, последовательность и
техника испытания этих машин на на-
гревание те же, что и для тяговых
двигателей. Допустимое превышение
температуры машин, установленных в
кузове и охлаждаемых воздухом, заби-
раемым из кузова, принимается на
10 °C меньше указанных выше зна-
чений.
Генераторы управления и преобра-
зователи при испытании нагружают на
нагрузочные резисторы. Проверку на
нагревание проводят так же, как и
электродвигателей вспомогательных
машин. Кроме того, у них проверяют
напряжение иа зажимах. Эту проверку
выполняют при часовом режиме работы
генератора. Напряжение не должно от-
личаться от номинального более чем
на ± 10 %.
Если вспомогательная машина пред-
назначена для работы в продолжитель-
ном или повторно-кратковременном
режиме, то испытания ведут до тех пор,
пока не будет достигнута установив-
шаяся температура ее частей. Обычно
для этого требуется около 2,5—3,5 ч
работы машины. Чтобы сократить вре-
мя на проведение испытаний, подбира-
ют такую условную нагрузку, при ко-
торой узлы машины нагреваются до
той же температуры, что и при номи-
нальном продолжительном режиме, в
течение 1 ч.
Измеренная температура якорей и
полюсов закрытой невентилируемой
машины не должна превышать более
чем на 10 % наибольшую, установлен-
ную для данной машины.
Предельно допустимая температура
нагрева якорных подшипников всех
электрических машин не должна пре-
вышать 100 °C.
Закончив испытания тягового дви-
гателя на нагревание, не давая ему
остыть, включают стенд, устанавлива-
ют на зажимах двигателя номинальное
напряжение и в обмотке якоря ток, рав-
ный часовому. В этом режиме прове-
ряют частоту вращения машины и ее
работу при изменении направления
вращения.
Проверку частоты вра-
щения выполняют для определения
отклонения частоты вращения выпус-
каемой из ремонта машины от номи-
нального значения. Это необходимо для
правильного последующего подбора
тяговых двигателей, устанавливаемых
на один локомотив,— расхождение $
скоростных характеристиках такй'х
двигателей допускается не более 4 %.
Кроме того, эти данные необходимы
и для правильного подбора к тяговым
двигателям колесных пар по диамет-
рам их бандажей при комплектовании
колесно-моторных блоков.
Такое испытание тяговых двигате-
лей осуществляют при номинальных
(часовых) значениях тока и напряже-
ния на нагретой машине. Частоту вра-
щения измеряют электротахометром
или тахометром СК. Отклонение часто-
ты вращения от номинальной для тя-
говых двигателей, спроектированных
до 1 июля 1966 г., не должно превышать
±4 %, а для спроектированных после
указанной даты, ±3% и для вспомо-
гательных машин постоянного тока
±6 %.
Испытание на реверси-
рование проводят для измерения и
сравнения, частоты вращения якоря в
прямом и обратном направлениях.
Разность значений частоты вращения
якоря, измеренных при разных направ-
лениях вращения якоря, не должна
превышать 4 % для машин с волновой
обмоткой без траверс, 3 % для машин
с петлевой обмоткой без траверс и 2 %
для машин с траверсами. Закончив
проверку машины на реверсирование,
испытывают машину на механическую
прочность при повышенной частоте
вращения.
Испытание на повышен-
ную частоту вращения вы-
полняют при частоте вращения, превы-
шающей наибольшую, гарантирован-
ную заводом-изготовителем, не менее
чем на 25 % для тяговых двигателей
электровозов и не менее 20 % для тя-
говых двигателей электропоездов и
вспомогательных машин э. п. с.
Для создания требующегося режи-
ма уменьшают возбуждение вольтодо-
бавочной машины ВДМ (см. рис. 3.38),
снимают нагрузку и переводят двига-
тель в режим холостого хода. Увели-
чивая возбуждение линейного генера-
тора, поднимают напряжение на дви-
гателе, а с ним и частоту вращения
якоря до указанного выше значения.
В этом режиме в течение 2 мин прове-
ряют механическую прочность узлов
машин. У исправной и правильной ра-
ботающей машины не должно быть
поломок и выходящих за допустимые
пределы остаточных деформаций.
Проверка коммутации
является наиболее ответственным ис-
пытанием всех электрических машин и
в первую очередь тяговых двигателей.
Наиболее тяжелыми режимами для
тяговых двигателей являются трога-
ние с места (большие токи) и большая
частота вращения (глубокое ослабле-
ние возбуждения). Поэтому Правилами
ремонта предусмотрено два режима
для проверки коммутации: при номи-
нальных значениях напряжения и тока
возбуждения и двойном часовом токе
якоря; при наибольшем напряжении
на коллекторе и наибольшей частоте
вращения на последней ступени ослаб-
ления возбуждения.
Устанавливая на стенде необходи-
мые для двигателя значения напряже-
ния и тока, проверяют коммутацию при
вращении якоря по 30 мин в обе сторо-
ны вначале в первом, а затем во втором
режимах. Проверку коммутации ведут,
наблюдая визуально за интенсивно-
стью искрения под щетками. Для этого
у испытуемого двигателя заменяют
крышку коллекторного люка специаль-
ной с врезанным в нее стеклом.
Государственным стандартом пре-
дусмотрено пять степеней искрения:
1; 1 */4; 1‘/2; 2 и 3. Для электрических
машин локомотивов предельно допусти-
мой является степень Р/г- При такой
коммутации под сбегающей кромкой
щетки наблюдается слабое искрение,
а на самих щетках и коллекторе может
появляться поверхностный нагар, легко
устраняемый протиранием. Машины
с таким искрением можно выдавать
в эксплуатацию.
Оценка коммутации по искрению ви-
зуально требует большого опыта и не
исключает возможных ошибок как по
техническим, так и по субъективным
причинам. | Для более точной и объек-
тивной оценки целесообразно пользо-
ваться индикаторами искрения. При
этом контролируют высокочастотное
напряжение, возникающее на разно-
полярных щетках от протекающих в
машинах коммутационных процессов.
Индикатор прибора — милливольтметр
постоянного тока — подключают через
выпрямитель к щеткам испытуемой
машины.f
Объективно оценить искрение мож-
но индикатором искрения ИИ-1. Фото-
элемент этого индикатора воспринима-
ет световую энергию, выделяющуюся
при искрении, и преобразует ее в элек-
трический сигнал. Сигнал усиливается
в двухкаскадном усилителе прибора и
подается на электроино-лучевую труб-
ку катодного осциллографа и на микро-
амперметр. Эти показания устойчивы,
точны, их можно отсчитывать визуаль-
но или записывать на пленку.
(Если искрение под щетками прове-
ряемой машины окажется более 1'/2
балла, выявляют причины неудовлетво-
рительной коммутации машины. Ими
могут оказаться неправильная установ-
ка щеткодержателей, плохая притир-
ка щеток или неправильный их подбор,
перекос или заедание щеток в гнездах
щеткодержателей, неудовлетворитель-
ное состояние рабочей поверхности
коллектора, его биение или вибрация,
неправильно отрегулированное нажатие
пальцев на щетку. Выявленные недо-
статки устраняют и повторно прове-
ряют коммутацию машины при тех же
двух испытательных режимах, t
Тяговые двигатели электровозов пе-
ременного тока испытывают на пуль-
сирующем напряжении с коэффициен-
том пульсации около 30 %.
Проверку коммутации вспомога-
тельных машин проводят при режимах,
учитывающих особенности- их работы в
процессе эксплуатации. Испытания
проводят также в двух режимах: при
номинальном напряжении на коллекто-
ре и токе, равном 1,5/ч, в течение 1 мин
и пятикратным повторным включением
при напряжении, соответствующем наи-
большему напряжению на токоприем-
нике. Если схемой локомотива преду-
смотрена работа данной вспомогатель-
ной машины с постоянно включенным
в ее цепь демпферным резистором, то
испытания по второму режиму следует
проводить с этим сопротивлением.Дви-
гатель компрессора испытывают по
первому режиму в течение 5 мин.
Нагрузку устанавливают подачей
встречного потока воздуха давлением
980 кПа (10 кгс/см2).
Коммутацию генераторов проверяют
при наибольших токах якоря и возбуж-
дения и номинальной частоте враще-
ния и при всех номинальных значениях
перечисленных параметров.
Испытание изоляции со-
стоит в проверке сопротивления изо-
ляции обмоток машины относительно
корпуса и проверке ее электрической
прочности.
Сопротивление изоляции проверя-
ют мегаомметрами с соответствую-
щими номинальными напряжениями.
У двигателей, получающих питание
непосредственно от контактной сети,
сопротивление изоляции при рабочей
температуре должно быть не менее
3 МОм, а у машин напряжением менее
1000 В — не ниже 0,5 МОм.
Дополнительно состояние изоляции
и степень ее влажности можно оценить
прибором ПКВ. При работе с этим
прибором следят, чтобы концы вывод-
ных приводов не касались остова ма-
шины или пола. При проверке обмотки
якоря щетки должны быть подняты.
В связи с тем что проверять влажность
обмоток следует при температуре 15—
25 °C, эти измерения необходимо выпол-
нять до испытаний в часовом режиме.
Электрическую прочность изоляции
измеряют на нагретой машине после
проверки ее сопротивления. Испытание
проводят повышенным напряжением
переменного тока промышленной час-
тоты, получаемого от специальных од-
нофазных пробивных трансформаторов.
Первичную обмотку их включают в
сеть напряжением 220 В. Выводы вто-
ричной обмотки подключают один к
остову, другой — к соединенным вместе
выводам проверяемой обмотки. Испы-
тательное напряжение поднимают плав-
но, регулируя напряжение на первич-
ной обмотке.
Изоляцию тяговых двигателей в за-
висимости от их типа испытывают при
различных значениях напряжения. Так,
машины с изоляцией на 3000 В испы-
тывают напряжением 6000 В.
При испытании изоляцию выдержи-
вают под полным испытательным на-
пряжением в течение 1 мин, после чего
его плавно снижают и отключают про-
бивную установку. Результат испыта-
ния проверяют вольтметром. В случае
пробоя стрелка вольтметра установит-
ся на нуль. Если пробоя изоляции об-
мотки не обнаружено, испытания на
этом заканчивают. Машину укомплек-
товывают деталями внешнего крепле-
ния, продувают снаружи и изнутри.
Испытание электрических машин пе-
ременного тока. После ремонта электри-
ческие машины переменного тока испы-
тывают в соответствии с программами
испытаний, предусмотренными для них
Правилами ремонта и соответствую-
щим государственным стандартом.
Вспомогательную машину, посту-
пившую из ремонта, тщательно осмат-
Рис. 3.40. Схема
проверки маркиров-
ки выводов двига-
теля
ривают, проверяют вращение ротора,
состояние выводов, правильность их
маркировки, качество сборки. На стато-
рах, проходивших перемотку, правиль-
ность маркировки контролируют спе-
циальным переносным прибором
(рис. 3.40). Обмотку трансформатора
напряжением 12 В присоединяют к кон-
цам двух любых обмоток двигателя,
соединенным последовательно, т. е.
конец первой с началом второй. К двум
свободным выводам подключают лам-
пу. Если маркировка выводов двига-
теля правильная, после замыкания вы-
ключателя лампа должна гореть. При
температуре 20 °C мостом Р-316 изме-
ряют сопротивление обмоток каждой
фазы машины. Оно должно быть для
двигателей: АП-81-4 — 0,075 Ом;
АС-81-6 — 0,132 Ом; АЭ-92-4 —
0,057 Ом; АОМ-32-2 — 4 Ом, у расще-
пителей фаз НБ-455А сопротивление
двух двигательных фаз должно быть
0,0213 и 0,034 Ом и генераторной —
0,0489 Ом.
Мегаомметром на 500 В измеряют
сопротивление изоляции обмоток. При
измерении сопротивления изоляции
между фазами мегаомметр включают
между выводными концами этих фаз.
Для измерения сопротивления изоля-
ции между фазой и корпусом его под-
ключают к выводу данной фазы и кор-
пусу машины. Измеренное активное
сопротивление должно быть не менее
1 МОм.
Дальнейшие испытания ведут на
стенде. Машину запускают, устанавли-
вают на ее зажимах номинальное на-
пряжение и дают ей работать в режиме
холостого хода в течение 30 мин. Изме-
ряют ток и мощность каждой фазы,
проверяют нагрев подшипников.
157
Неравномерность распределения то-
ков по фазам при симметричных ли-
нейных напряжениях указывает на на-
личие короткозамкнутых секций или
на неправильность соединений в фазах
обмотки статора.
Если при наличии тока во всех трех
фазах якорь машины не вращается,
то наиболее вероятная причина этого —
неправильная маркировка выводов од-
ной из фаз обмотки. Завышенное значе-
ние тока холостого хода указывает на
неправильную сборку машины.
Затем регулятором напряжения по-
вышают напряжение на обмотке стато-
ра машины до 1,3(7ном и. после работы
в этом режиме в течение 5 мин прове-
ряют качество межвитковой изоляции.
О возможном нагреве машины в
эксплуатации судят по электрическим
потерям в обмотках машины. Для их
определения машину испытывают в ре-
жиме короткого замыкания. Для этого
ротор затормаживают, напряжение,
подводимое к машине, снижают регу-
лятором напряжения до 100 В, изме-
ряют в каждой фазе ток и потребляе-
мую мощность и сверяют их с установ-
ленными допустимыми значениями.
У расщепителей фаз при испытании
на холостом ходу измеряют линейные
напряжения и токи. Допускаемые от-
клонения тока холостого хода каждой
фазы не более ±10% номинального.
Выше был рассмотрен ремонт тяго-
вых двигателей на типовой поточной
линии, разработанной ПКБ ЦТ с ис-
пользованием опыта ремонта тяговых
двигателей на поточных линиях в депо
Георгиу-Деж, Курган, Дема, Нижне-
удинск, Казатин. В то же время проект
этой поточной линии типовой и не при-
вязан к какому-либо определенному
депо, поэтому при разработке поточ-
ных линий для каждого конкретного
депо схема расположения оборудова-
ния может быть изменена.
КОНТРОЛЬНЫЙ ВОПРОСЫ
1. Каковы условия работы электрических
машин, устанавливаемых на электроподвижном
составе?
2. Какова последовательность ремонта тяго-
вых двигателей на поточной линии ремонта и
какие средства механизации и автоматизации
используются при их ремонте?
3. Перечислите основные неисправности ме-
ханической части электрических машин и методы
их устранения.
4. Какие неисправности щеточного аппарата
нарушают нормальную работу электрических
машин?
5. Каковы особенности технологии ремонта
полюсных катушек и якорной обмотки? Какова
цель пропитки изоляции и как ее осуществляют?
6. Перечислите аппараты и приборы, исполь-
зуемые при проверке электрической части ма-
шин.
7. Какие виды испытаний электрических
машин после ремонта Вы знаете; каковы про-
граммы этих испытаний?
8. Объясните принцип работы стендов для
испытания электрических машин методами вза-
имной и непосредственной нагрузок.
9. Какие требования Правил техники безо-
пасности следует соблюдать при ремонте и испы-
тании электрических машин?
Глава 4
РЕМОНТ ТЯГОВЫХ ТРАНСФОРМАТОРОВ, ВЫПРЯМИТЕЛЬНЫХ
УСТАНОВОК, РЕАКТОРОВ, ИНДУКТИВНЫХ ШУНТОВ,
ТРАНСФОРМАТОРОВ, РЕГУЛИРУЕМЫХ ПОДМАГНИЧИВАНИЕМ ШУНТОВ,
И АККУМУЛЯТОРНЫХ БАТАРЕИ
-:Л, Ремою трансформаторов,
реактооов, индуктивных шунтов
ч трансфоомзтороз, регулируемых
подмагничиванием шуитов
Условия работы трансформаторов,
реакторов, индуктивных шунтов и
трансформаторов, регулируемых под-
магничиванием шунтов, на э. п. с. и их
возможные повреждения. В процессе
эксплуатации электровозов и электро-
поездов переменного тока в их сило-
вых цепях могут возникать аварийные
режимы, способные вызвать появление
неисправностей в трансформаторах и
реакторах. Так, при сквозном пробое
плеча выпрямительной установки или
выпрямительно-инверторного преобра-
зователя вторичная обмотка трансфор-
матора оказывается замкнутой нако-
ротко и ток в ней резко возрастает.
Это может вызвать повышенный на-
грев токоведущих элементов и, как
следствие, привести к снижению ди-
электрических свойств масла и орга-
нической изоляции трансформаторов и
реакторов. Резкое увеличение тока
обусловит одновременно и появление
механических перегрузок, под дейст-
вием которых может ослабнуть крепле-
ние обмоток трансформатора. Резкое
увеличение тока в цепи выпрямленного
тока может привести к недопустимому
нагреву обмоток индуктивных шунтов,
что не только ухудшит диэлектрические
свойства изоляции и ускорит ее старе-
ние, но и может привести к ее пробою.
В трубопроводах, радиаторах и в
сварных швах бака трансформатора
возможна течь масла. К течи масла
могут привести и образовавшиеся не-
плотности в разъемных соединениях
системы масляного охлаждения транс-
форматора из-за неудовлетворитель-
ного крепления фланцев, порчи рези-
нового уплотнения, неплотности пробки
для спуска воздуха у изоляторов пер-
вичной обмотки трансформатора, не-
удовлетворительного крепления нажим-
ной гайки у изоляторов вторичной об-
мотки и болтов крышки трансформа-
тора из-за трещин в фарфоровом корпу-
се изоляторов, повреждения резиновой
прокладки между крышкой и баком,
соединений трубопроводов, сварных
швов, радиаторов системы охлаждения
и т. д. В свою очередь от надежной
работы системы масляного охлаждения
зависит и состояние изоляции обмоток
трансформаторов.
В эксплуатации наблюдались слу-
чаи появления трещин в опорных узлах,
повреждения резиновых прокладок, от-
слоения краски на внутренних поверх-
ностях бака, повреждения манометра,
термометра, обрыва меди обмоток,
повреждения глазури фарфоровых
изоляторов и возникновения у них
сколов.
У переходных и сглаживающих
реакторов, индуктивных шунтов и
трансформаторов, регулируемых под-
магничиванием шунтов (ТРПШ), чаще
всего возникают перекрытия между
витками катушек, деформации и по-
вреждения изоляции, трещины в шинах
и ослабление контактов электрических
соединений.
Ревизия тягового трансформатора
с выемкой активной части. Для реви-
зии, ремонта и испытаний, выполняе-
мых при ТР-3, трансформатор снимают
с э. п. с. и передают в трансформатор-
ное отделение депо, которое должно
быть сухим и чистым. Перед снятием
трансформатора выводы его вторичной
обмотки закорачивают, снимают ем-
костные заряды и заземляют штангой
вывод высоковольтной обмотки. Сни-
мают с трансформатора (кроме транс-
форматоров электровозов ВЛ80р и
ВЛ85) главный контроллер, переходные
реакторы и отсоединяют подходящие к
нему воздухопроводы и кабели.
В трансформаторном отделении его
очищают от пыли и грязи, тщательно
осматривают его, выявляют пробоины,
течь масла в баке, расширителе, охлаж-
дающей системе, кране, фланцах и вы-
водах. Если в результате осмотра вы-
является просачивание масла в свар-
ных швах, фланцах выводов или других
местах, проводят дополнительную про-
верку их способом избыточного давле-
ния масляного столба. Для этого уста-
навливают трубу диаметром 1 — Р/г"
с воронкой над отверстием пробки
в крышке расширителя. Столб мас-
ла в трубе с воронкой высотой 0,3 мм
выдерживают в течение 15 мин, наблю-
дая за уплотнениями. Появившуюся
течь устраняют и повторяют испытания.
Отбирают пробу масла для лаборатор-
ного анализа.
Вынутая из бака активная часть
трансформатора должна иметь темпе-
ратуру не ниже температуры воздуха
помещения цеха. Если холодная актив-
ная часть будет находиться в помеще-
нии с более высокой температурой, на
ней будут конденсироваться пары воз-
духа, что приведет к увлажнению изо-
ляции обмоток. В зимнее время на хо-
лодном трансформаторе, поставленном
в теплое помещение, будет наблюдать-
ся отпотевание или заиндевение. Поэто-
му перед вскрытием холодного транс-
форматора его выдерживают в поме-
щении до уравнивания температур.
Выемная часть может находиться вне
бака трансформатора с маслом не бо-
лее 7 ч. В противном случае или при
заниженном сопротивлении изоляции
активную часть сушат в вакуум-су-
шильном шкафу при вакууме не менее
5 кПа (0,05 кгс/см2) или в собствен-
ном баке, для чего обмотку закорачи-
вают, причем ток в ней не должен пре-
вышать половины номинального тока
обмотки.
На электропоездах снимают соеди-
нительные трубопроводы, отсоединяют
подводящие провода, кабели и другие
элементы, связывающие трансформа-
тор с другими установками. До выемки
активной части измеряют сопротивле-
ние изоляции обмоток трансформатора
по отношению к корпусу и друг к другу.
При демонтаже на срок свыше 3 ч плос-
кие краны закрывают металлическими
заглушками. Для предотвращения по-
падания в трансформаторное масло пы-
ли и грязи места разъема крышки с
баком тщательно протирают. Отворачи-
вают все болты крепления крышки к
баку.
Перед выемкой активной части сли-
вают масло из бака и перекачивают
его по трубопроводам трансформатор-
ного отделения. Для предотвращения
накопления электростатического заря-
да при сливе масла или заполнения
им бака выводы обмоток следует сое-
динить с баком проводом площадью
сечения не менее 1,5 мм2. Затем палоч-
ным приспособлением, предварительно
убедившись, что подъему ничто и никто
не мешает, поднимают активную часть
трансформатора на 3/4 высоты и дают
маслу стечь с обмоток в бак. Затем
окончательно поднимают активную
часть и устанавливают в цехе на про-
тивень с деревянным настилом.
Магнитный стержень трансформа-
тора электровоза ЧС4 вынимают с по-
мощью специального приспособления
конструкции завода-изготовителя.
Если активная часть сильно загряз-
нена, то ее промывают чистым подогре-
тым трансформаторным маслом. Допус-
кается предварительно удалить остатки
масла деревянным скребком.
Осмотр и ремонт активной части
трансформатора начинают с проверки
состояния выводов катушек и гибких
проводов. Проверяют все болтовые кре-
пления, ослабшие подтягивают и, если
необходимо, ставят контргайки и болты
закериивают. Тщательно осматривают
места пайки отводов к шинам, затяги-
вают болты, сжимают обмотки в осевом
направлении. Осматривают стяжные
клицы, защитные фартуки, шпильки и
другие детали крепления обмоток. Сле-
дят за тем, чтобы выводы катушек рас-
полагались друг от друга на расстоя-
нии 5—10 мм. Для увеличения плот-
ности по резьбе деревянных гаек на
резьбу стержней наматывают льняные
нитки. Во избежание ослабления шин
и излома клиц их стягивают осторожно,
не допуская прогиба.
Оголенные места и места с обдира-
ми на наружных витках катушек регу-
лировочной обмотки ремонтируют, при-
меняя коробочки из кабельной бумаги
К-800 или К-120. Для этого в местах
повреждения изоляцию подрезают и
зачищают, устраняя заусенцы, нареза-
ют шесть—восемь полосок кабельной
бумаги соответствующей длины с уче-
том перекрытия изоляции провода по
10 мм в обе стороны от места повреж-
дения, промазывают полоски бумаги и
медь в месте повреждения клеем БФ-2
или БФ-4 и дают клею подсохнуть на
воздухе 3—5 мин; затем накладывают
на место повреждения полоски в виде
коробочки, тщательно разглаживая
каждую полоску, накладывают в месте
восстановления изоляции витка поверх
всей ширины катушки в радиальном
направлении общий бандаж из тафтя-
ной ленты — один слой вполуперекры-
шу. Ленту пропускают вокруг катушки
с помощью крючка из электрокартона,
вставляемого в канал между катуш-
ками.
Для замены отдельных изоляцион-
ных прокладок, образующих масляные
каналы между катушками регулировоч-
ной обмотки, концы негодной проклад-
ки с наружного клина срезают и лег-
ким усилием руки выдергивают ее.
Новую прокладку вставляют на место,
осторожно подбивая ее деревянной под-
бойкой; прокладку устанавливают без
каких-либо смещений по отношению к
остальным прокладкам данного ряда.
Ослабление прессовки обмоток транс-
форматора устраняют в следующем по-
рядке: ослабляют контргайки, равно-
мерно затягивают до отказа стяжные
шпильки, подкладывают под гайки зам-
ковые пластины, после чего устанав-
ливают контргайки.
Перед затяжкой шпилек проверяют
состояние изолирующих колпачков под
прессующими башмачками, повреж-
денные колпачки заменяют новыми.
При подпрессовке обмоток нельзя сме-
щать и исправлять изоляционные про-
кладки между катушками. Столбы про-
кладок должны быть строго вертикаль-
ны. Расклиновку обмоток выполняют
осторожно, не допуская повреждений
ВИТКОВОЙ изоляции.
В обмотках с каналами диаметром
5 мм забивают две дополнительные
прокладки по 2,5 мм между основными
прокладками, а в обмотках с каналами
диаметром 6 мм — одну прессованную
прокладку под верхнее опорное кольцо.
Забивать прокладки под плоскости ка-
тушек запрещается. . Дополнительные
прокладки должны входить на всю
глубину основных прокладок и не иметь
по отношению к ним боковых смеще-
ний.
Сжатие обмотки трансформатора
электровоза ЧС4 осуществляют равно-
мерной подтяжкой болтов с моментом
затяжки 120—130 Н-м (12—13 кгс-м),
после чего контргайки затягивают, а
резьбу закернивают. На электровозе
ЧС4Т болты фиксируют проволокой.
При ослаблении стяжки магнитопро-
вода затягивают болты в нижней части
стяжной рамы по обеим сторонам ниж-
ней части бака. Момент силы затяж-
ки болтов составляет 50—60 Н-м
(5—6 кгс-м).
Если у катушки есть выпученность,
но обрыва, короткого замыкания в ней
нет и сопротивление ее изоляции удо-
влетворительно, то разрешается вы-
правлять выпученность легкими уда-
рами молотка через деревянную про-
кладку.
Изоляция витков должна иметь оди-
наковый соломенно-желтый цвет без
следов местного чрезмерного нагрева.
Наличие графитового осадка указывает
на имевшее ранее место электрическое
перекрытие. Если во время эксплуата-
ции было замечено повышенное гудение
трансформатора, проверяют крепление
магнитопровода. Осматривают гибкие
провода выводов; при наличии обры-
вов жил гибкие провода снимают и
ремонтируют.
Разборку обмоток активной части
выполняют в случае обнаружения в
ней скрытой неисправности, для чего
ее освобождают от связей, снимают
крышку трансформатора, верхние яр-
мовые балки и аккуратно разбирают
пакеты ярма, укладывая их в том по-
рядке, в каком снимают. Одновремен-
но составляют схему расположения па-
кетов в стержне, пронумеровывают па-
кеты и номера их записывают на схеме.
6 Зак. 1783
16:
Такой порядок в дальнейшем обеспе-
чивает быструю и правильную сборку
магнитопровода.
На электровозах ЧС4Т проводят ре-
визию переключателя 25/12,5 кВ, прове-
ряют крепление кабелей, прилегание
и нажатие контактов и зачищают их.
Бак трансформатора и расшири-
тельный бак осматривают. Дистанцион-
ный термометр с расширительного бака
снимают для проверки в отделении
контрольно-измерительных приборов, а
стенки бака тщательно очищают от
масла.
Проверяют состояние спускного кра-
на и крана для отбора пробы масла.
При необходимости заменяют пред-
охранительные пластины на спускном
кране и грязевой пробке. Очищают бак
трансформатора от шлама, тщательно
протирают стенки и дно, промывают
чистым трансформаторным маслом и
осматривают, убеждаются в отсутствии
трещин и других повреждений. При
наличии мест отслаивания слоя краски
от металла бака поврежденные места
зачищают и окрашивают.
Трещины в стенках баков и дефек-
ты в сварных соединениях ремонти-
руют электросваркой. Перед выполне-
нием сварочных работ стенки бака на-
сухо протирают. Поверхности бака в
местах, подлежащих заварке, тща-
тельно очищают от краски и затем
просушивают постепенным и равномер-
ным нагревом газовой горелкой или
паяльной лампой. Сварку должен про-
изводить дипломированный электро-
сварщик при строгом соблюдении Пра-
вил противопожарной безопасности.
Все сварные швы зачищают, после чего
баки окрашивают нитроэмалью № 624С
с помощью пульверизатора и сушат
до полного высыхания. Пылезащитное
уплотнение вокруг бака трансформа-
тора при трещинах и обрывах резин
заменяют.
Фарфоровые изоляторы и фланцы
выводов высокого и низкого напряже-
ния, имеющие сколы и другие повреж-
дения, заменяют. Замененный изолятор
или фланец заново маркируют. Перед
армировкой проверяют исправность
стержней, состояние контактных по-
верхностей крепежных деталей, надеж-
ность соединений колпаков со стерж-
нями. Забитую резьбу стержней и гаек
исправляют леркой или метчиком, по-
врежденную резьбу гайки стержня с
колпаком восстанавливают приваркой
латунью. Контактные поверхности всех
латунных и медных деталей облужи-
вают гальваническим способом слоем
6—8 мкм.
Для армировки выводов применяют
специальную магнезиальную замазку.
Замазку заливают между фарфором и
фланцем и выдерживают до полного от-
верждения замазки в течение 20—24 ч.
Затем очищают вывод от подтеков,
протирают чистой тряпкой, смоченной
в хлористом магнии, и окрашивают все
открытые поверхности магнезиального
цемента, а также колпачок шпильки
нитроэмалью № 1201.
Изоляторы очищают, проверяют их
крепление и целостность. Неисправные
заменяют.
Изоляционные плиты выводов вто-
ричных обмоток силового трансформа-
тора электровоза ЧС4 очищают от за-
грязнений, обезжиривают, дефектные
заменяют. Поврежденные уплотнения
заменяют новыми, изготовленными из
маслостойкой резины.
Проверяют систему масляного ох-
лаждения трансформатора, убеждают-
ся в исправности струйных реле, масло-
проводов, прокладок, фланцевых соеди-
нений. Неисправные элементы ремон-
тируют или заменяют.
Секции радиаторов промывают рас-
твором кальцинированной соды в те-
чение 30—60 мин при температуре 80—
90°С, а затем чистой горячей водой
(температура 80—90 °C) в течение 10—
20 мин. Наружные поверхности обмы-
вают горячей водой в течение 20—
30 мин. Очищенные секции радиаторов
подвергают гидравлическим испытани-
ям маслом при давлении 590 кПа
6 кгс/см2 в течение 5 мин и при обна-
ружении в них трещин, нарушения
пайки и других повреждений ремон-
тируют. Если течь масла обнаружена
в соединении трубок с коллектором,
коллектор вскрывают и пропаивают
концы всех трубок радиатора.
Масляный насос проверяют, убеж-
даются в плотности крепления шпилек,
надежности соединения выводных кабе-
лей, чистоте и исправности обмотки
его электродвигателя. Трубопроводы
продувают сжатым воздухом.
Ревизия воздухоосушителя электро-
поездов состоит в проверке качества
адсорбента. Проверяют цвет индикатор-
ного силикагеля. Силикагель розового
цвета сушат или заменяют новым. Для
смены адсорбента сливают масло из
воздухоочистителя через его нижнюю
пробку. Очиститель разбирают, очища-
ют внутри и просушивают прокалива-
нием при температуре 300 °C в течение
нескольких часов (продолжительность
сушки зависит от ее эффективности и
увлажнения адсорбента). Температура
сушки индикаторного силикагеля долж-
на быть в пределах 115—120 °C.
При сборке воздухоочистителя рас-
положенный в верхней его части пат-
рон заполняют индикаторным силикаге-
лем с таким расчетом, чтобы до крыш-
ки оставалось свободное пространство
15—20 мм, устанавливают стекло в
смотровом окне и присоединяют осу-
шитель к дыхательной трубке. Для при-
ведения масляного затвора в рабочее
состояние через патрубок заливают чис-
тое сухое трансформаторное масло
до пробки контроля уровня.
Осушитель воздуха электровоза
ЧС4 заправлен влагопоглощающим ве-
ществом — реагентом, состоящим из
мелкозернистой смеси силикагеля и
блаугеля. Реагент, потерявший свои
свойства, заменяют новым или реге-
нерированным. Регенерацию осуществ-
ляют сушкой в сушильном шкафу или
прокаливанием над открытым огнем
в течение 2—3 ч при температуре 120—
180 °C. Сушку заканчивают, когда цвет
реагента изменится с розового на
синий.
После замены реагента следует
быстро собрать осушитель и заполнить
масляный затвор чистым трансформа-
торным маслом до уровня, обозначен-
ного на затворе.
Сборка тягового транс-
форматора выполняется в сле-
дующем порядке. До установки в бак
собранной активной части трансфор-
матора осматривают резиновые про-
кладки, негодные заменяют. Проклад-
6*
ки должны быть изготовлены из масло-
стойкой резины. На бак устанавлива-
ют электронасос. После установки ак-
тивной части, дистанционного термо-
метра и закрепления крышки бака
открывают спускной кран, включают
центробежный иасос и заливают мас-
ло, периодически включая и выключая
центробежный насос. Внешним осмот-
ром убеждаются в отсутствии течи
масла й, контролируя по маслоуказа-
телю, доливают масло до требуемого
уровня.
После заливки масла выпускают
воздух из коллекторов радиаторов сис-
темы охлаждения и внутренних поло-
стей изоляторов трансформатора. Для
этого вывертывают пробки на коллекто-
рах радиаторов и на верхних колпач-
ках изоляторов и закрывают их после
появления в отверстиях масла. Сразу
же после заливки отбирают пробу мас-
ла для полного анализа. Электричес-
кая прочность масла должна быть не
ниже 35 кВ. Через 12 ч берут повторно
пробу масла.
Испытание трансформаторов прово-
дят с целью проверки соответствия
полностью собранного трансформатора
техническим условиям.
У отечественных трансформаторов
проверяют электрическую прочность
трансформаторного масла, измеряют
сопротивление изоляции обмоток и соп-
ротивление их постоянному току.
Электрическую прочность масла
проверяют спустя 12 ч после заливки
его в бак трансформатора. Во время
отстоя трансформатора осуществляют
обкатку электронасоса в течение 3 ч
для удаления воздуха из обмоток и
изоляционных частей трансформатора.
При положительном анализе трансфор-
маторного масла, проведенном в соот-
ветствии с государственным стандар-
том, и если пробивное напряжение на
стандартном разряднике оказалось не
ниже 40 кВ, проводят следующие
электрические испытания.
Сопротивление изоляции обмоток
измеряют мегаомметром напряжением
2500 В через 60 с после приложения
напряжения при температуре изоляции
не ниже 4-10 °C. Наименьшие значе-
ния сопротивления изоляции для каж-
д
X
ГТТП
0 0 0 0 0
1 2 3 Ц 01
Тяговые
овмотки
о2 8 7 5 2
Тяговые
обмотки
х2 а2
аЗ а‘> а5 х
Обмотка совет -
венных нужд
Рис. 4.1. Схема соединения обмоток трансформатора электровоза ВЛ80с
дого типа трансформатора приведены
в соответствующих заводских инструк-
циях. Так, для обмоток трансформато-
ра электровоза ЧС4 оно должно быть
при температуре окружающей среды
4-20 °C не менее 30 МОм. Однако по
сопротивлению изоляции можно сде-
лать только грубое предварительное
заключение об отсутствии каких-либо
существенных дефектов изоляции об-
моток. Это измерение проводят перед
испытаниями электрической прочности
изоляции.
Электрическую прочность изоляции
испытывают с целью установления на-
дежности изоляции обмоток относи-
тельно друг друга и по отношению к
заземленным частям трансформатора,
а также для проверки изоляции между
отдельными частями каждой из обмо-
ток и между витками.
Метод приложенного напряжения
применяют при использовании посто-
роннего источника напряжения час-
тотой 50 Гц. Испытанию подвергают
каждую обмотку как по отношению к
другим обмоткам, электрически не сое-
диненным с ней при работе, так и по
отношению к заземленным металли-
ческим частям трансформатора. Испы-
тательное напряжение прикладывают в
течение 1 мин между замкнутой нако-
ротко чиспытуемой обмоткой и зазем-
ленным баком, с которым соединяют
магнитную систему и замкнутые нако-
ротко все остальные обмотки испытуе-
мого трансформатора.
Источником питания служат транс-
форматоры ИОМ-100/100 для обмотки
высшего напряжения и ОМ-20/10 для
обмоток низшего напряжения и соб-
ственных нужд. Значения испытатель-
ных напряжений указаны в заводских
инструкциях. Так, сетевые обмотки
164
трансформатора электровоза ВЛ80с
испытывают напряжением 60 кВ, тя-
говые— напряжением 10 кВ, а об-
мотки собственных нужд — напряже-
нием 5 кВ.
Испытание индуцированным напря-
жением носит контрольный характер.
Его выполняют для выявления повреж-
дения изоляции обмоток, которое могло
возникнуть в результате испытания ее
приложенным напряжением. К выво-
дам одной из обмоток подводят двой-
ное номинальное напряжение этой об-
мотки частотой 200 Гц в течение 30 с.
Все остальные обмотки должны быть
разомкнуты. В каждой обмотке транс-
форматора при этом будет наводиться
э. д. с. повышенной частоты, равная
двойному номинальному напряжению
данной обмотки. Частоту повышают
для того, чтобы при двойном индуци-
рованном напряжении намагничиваю-
щий ток в трансформаторе сохранился
на прежнем уровне.
Трансформатор считается выдер-
жавшим испытание, если не наблюда-
лось толчков тока, а намагничиваю-
щий ток имел нормальное для данного
трансформатора значение. Всякое уве-
личение тока свидетельствует о нали-
чии дефекта в изоляции обмотки.
По коэффициенту трансформации
определяют правильность числа витков
в обмотках трансформатора. На прове-
ряемую обмотку низшего напряжения
подают пониженное напряжение и из-
меряют напряжение на выводах. Вы-
воды обмоток выбирают по схеме сое-
динения обмоток трансформатора
(рис. 4.1). Коэффициент трансформа-
ции определяют как отношение выс-
шего напряжения к низшему. Откло-
нения напряжений от номинальных
значений допускаются не более ±0,5%.
Сопротивление меди обмоток посто-
янному току позволяет судить о нали-
чии дефектов в обмотке. Кроме того, по
его значению можно обнаружить ошиб-
ку в намотке обмоток проводом иной,
чем предусмотрено, площадью сечения,
а также обрыв одной из параллельных
ветвей обмотки.
Сопротивление меди можно изме-
рить мостом или методом вольтметра-
амперметра (рис. 4.2). В последнем
случае, включив выключатель 2, подво-
дят к проверяемой обмотке 1 через
резистор R постоянный ток, фиксируя
по амперметру А и вольтметру V зна-
чения тока и напряжения.
Сопротивление меди обмотки. Ом,
_ и
г - I - и/гв ’
где (7 — напряжение, В; I — ток, А; г„ —
сопротивление вольтметра. Ом.
Результаты испытаний заносят в
протокол, который прикладывают к пас-
порту трансформатора.
Ревизия тягового трансформатора
без выемки активной части. При ТО-2,
ТР-1 и ТР-2 внешним осмотром прове-
ряют состояние узлов трансформатора.
Салфеткой протирают изоляторы, кон-
тролируют их состояние и надежность
крепления. Осматривают шины, про-
вода, маслоструйные реле. Проверяют
уровень масла по маслоуказателю;
убеждаются в отсутствии течи масла
по изоляторам, соединениям маслопро-
вода и в местах крепления крышки к
баку; по положению красной контроль-
ной стрелки дистанционного термомет-
ра, показывающей максимальную тем-
пературу трансформаторного масла,
которая была во время работы электро-
воза по линии, определяют случаи
возможного нагрева его выше допус-
тимой температуры 80 °C.
Для отечественных электровозов
переменного тока ТО-З совмещено с
ТР-1. Тяговый трансформатор и систе-
му охлаждения осматривают так же,
как и при ТО-2. Определяют уровень
масла и его температуру, при этом сле-
дят, чтобы карман датчика термомет-
рического сигнализатора, находящийся
в крышке бака тягового трансформа-
тора, был обязательно заполнен мас-
Рис. 4.2. Схема измерения сопротивления меди
обмоток постоянному току
лом. При необходимости добавляют
трансформаторное масло. При нор-
мальных условиях охлаждения темпе-
ратура трансформаторного масла не
должна превышать допустимую.
Превышение температуры масла
при отсутствии внутренних поврежде-
ний трансформатора свидетельствует
о нарушении режима его охлаждения.
В этом случае проверяют напор масла
в системе охлаждения, положение раз-
общительного крана на трубопроводе,
увеличивают подачу охлаждающего
воздуха. Течь устраняют затяжкой бол-
тов и гаек в местах соединения. При
течи по трубкам секций радиаторов
заменяют неисправную секцию.
Проверяют состояние шинного мон-
тажа и надежность электрического кон-
такта. Наконечники гибких проводов
должны быть надежно пропаяны. При
плохой пайке и недостаточно плотном
контакте соединение будет нагреваться,
что может привести к выплавлению
припоя. Гибкие провода, особенно в со-
единениях башмаков выводов транс-
форматора и шинного монтажа, не
должны находиться в натянутом состоя-
нии, так как это может привести к
излому изоляторов. Провода с повреж-
дением более 15 % жил заменяют.
Наконечники заземляющего кабеля
должны быть прочно закреплены к кор-
пусу бака и к полу кузова электровоза
и обеспечивать надежное заземление.
Изоляторы со следами переброса
или сколами на длине более 15 % рас-
стояния возможного перекрытия дугой
заменяют, а места повреждения глазу-
ри изоляторов на участке менее 15 %
этой длины тщательно протирают сал-
феткой, смоченной в бензине, и покры-
вают эмалью ГФ-92-ХК или № 1201.
Конусообразные опоры трансфор-
матора осматривают с помощью зерка-
---------------------------------0 .j рис 4 3.-Схема об-
------------------------------------ \-а п моток реактора
----~ </ ПРА-48
------ггт------0Г „
__ r>w> ...... 0 . .
_ I ® С!
- Q у ’
ла. При этом особое внимание обра-
щают на места приварки конусов к
кронштейнам бака, где наиболее веро-
ятно появление трещин. Через специ-
альный кран в нижней части бака
трансформатора отбирают 2—3 л масла
для анализа в химической лаборатории,
где определяют наличие в нем загряз-
нений и испытывают его на пробой в
маслопробойнике напряжением не ме-
нее 25 кВ в течение 1 мин.
По указательному стеклу проверяют
уровень масла в трансформаторе и при
необходимости масло добавляют.
На электровозах ЧС4 через один
периодический ремонт снимают крышки
цилиндров пневматического двигателя
и проверяют состояние поршневой груп-
пы и золотников. Смазку заправляют
согласно карте смазки завода-изгото-
вителя, проверяют состояние электро-
пневматических вентилей, блокировоч-
ных контактов и подводящих прово-
дов.
Мегаомметром на напряжение
2500 В измеряют сопротивление изоля-
ции всех обмоток по отношению к кор-
пусу и друг к другу.
Осмотр, ремонт и испытание сгла-
живающих, переходных реакторов и
индуктивных шунтов. Снятые реакторы
продувают сухим сжатым воздухом.
Определяют состояние наружного слоя
их изоляции и стяжных шпилек. Мега-
омметром на напряжение 2500 В про-
веряют сопротивление изоляции меж-
ду корпусом и выводными шинами
реактора. Оно должно быть не менее
5 МОм.
Изоляторы, клицы и рейки, имеющие
трещины, обгары и отколы более 10 %
расстояния возможного перекрытия
дугой, заменяют. Прогары шин глу-
биной до 3 мм оставляют и зачищают,
а глубиной до 20 мм заплавляют. На
одной катушке переходного реактора
ПРА допускают до пяти стыковых сва-
рок. Основание реактора ПРА, имею-
щее отколы до 30 %, восстанавливают
приклейкой отколотой части клеем
БФ-88. Зазоры между параллельными
витками 8—10 мм и параллельными
шинами 3—5 мм допустимы. При необ-
ходимости зазоры сглаживающих ре-
акторов РЭД регулируют, устанавли-
вая необходимое число изоляционных
прокладок. Зазор между витками реак-
тора ПРА-48 должен быть не менее
7 мм.
Катушки реакторов пропитывают
лаком № 447 или ПЭ-933. Перед про-
питкой лаком № 447 реактор нагрева-
ют до температуры 60 °C и опускают
в лак, подогретый до температуры не
более 50 °C, выдерживают в нем 15—
20 мин, затем вынимают и держат
15 мин над баком для стекания лака,
после чего сушат в сушильной печи
при температуре 130—140 °C в течение
8—10 ч. При пропитке катушек лаком
ПЭ-933 сушку осуществляют в течение
17—20 ч при температуре 160—170 °C.
После ремонта проверяют электри-
ческую прочность изоляции между вы-
водными шинами и корпусом реактора
переменным током частотой 50 Гц на-
пряжением 10 кВ в течение 1 мин (для
реакторов СР-800 электропоездов ис-
пытательное напряжение 5 кВ). Отре-
монтированный реактор испытывают и
устанавливают на э. п. с.
От специального многоамперного
агрегата переменного тока путем из-
мерения тока и падения напряжения
вычисляют индуктивное сопротивление
ветвей обмотки. Для реактора ПРА-48
при температуре 4-20 °C оно должно
быть 0,0017 Ом. Для определения вы-
водов пользуются электрической схе-
мой реактора (рис. 4.3).
Индуктивные шунты осматривают,
проверяют состояние наружной изоля-
ции катушек, выводных кабелей, их
наконечников. Обстукиванием контро-
лируют прочность затяжки болтов,
убеждаются в отсутствии трещин в ла-
пах подвески, лопнувших или ослаб-
ших пружинных шайб. Мегаомметром
или мостом измеряют омическое сопро-
тивление катушек. Оно не должно
отклоняться от нормы более чем на
6 %. Из-за малого значения омического
I нб
сопротивления обмотки индуктивного
шунта даже при достаточно точном
измерении не всегда удается обнару-
жить в ней имеющееся межвитковое
замыкание.
В эксплуатации межвитковые замы-
кания в шунтах приводят к неравно-
мерному распределению нагрузки меж-
ду двигателями, срабатыванию защиты
во время работы при ослабленном
возбуждении, к усилению искрения на
коллекторе и образованию на нем кру-
гового огня. Чтобы исключить выпуск
на линию локомотивов с такими индук-
тивными шунтами, во многих депо вве-
дена обязательная проверка наличия
в них межвиткового замыкания изме-
рением индуктивного сопротивления
шунтов специальным прибором, состо-
ящим из генератора высокочастотных
синусоидальных колебаний, усилителя
и измерительного моста переменного .
тока.
Индуктивные шунты с поврежден-
ной изоляцией катушек подлежат ре-
монту. Их катушки снимают и ремон-
тируют так же, как и катушки полю-
сов. Отремонтированную катушку шун-
та насаживают на сердечник в нагре-
том состоянии (ПО—120 °C). Дефект-
ные болты и пружинные шайбы заме-
няют. Подвесные лапы с трещинами
также заменяют, так как заваривать
трещины запрещается. Отремонтиро-
ванный шунт окрашивают асфальтовым
лаком, а поверхность боковины, обра-
щенную к обмотке шунта,— красной
эмалью ГФ-92-ХК.
У собранного индуктивного шунта
проверяют электрическую прочность
изоляции.
Катушки индуктивных шунтов ре-
монтируют, как и полюсные катушки
двигателей. Для обеспечения хороше-
го качества пайки все соединяемые
места тщательно очищают и облужи-
вают.
Измеряют сопротивление изоляции
между корпусом и выводами. Оно
должно быть ие менее 800 МОм для
реакторов и не менее 600 МОм для
индуктивных шунтов.
При техническом обслуживании и
ТР-1, ТР-2 переходные и сглаживаю-
щие реакторы продувают сухим воз-
духом. Проверяют состояние катушек,
вентиляционных каналов, стягивающих
шпилек магнитопровода, крепления
контактных соединений, убеждаются в
отсутствии трещин в шинах, контро-
лируют состояние крепления реакто-
ров.
При наличии на изоляторах, витках
катушек, изолирующих шпильках по-
вреждения или оплавления, не превы-
шающего 10% пути возможного пе-
рекрытия, дефектное место зачищают
и окрашивают изоляционной эмалью.
Если объем повреждений больше, то
аппарат снимают с э. п. с.
Осмотр реакторов без снятия с
э. п. с. Перед осмотром реакторы проду-
вают сухим сжатым воздухом. У пере-
ходного и сглаживающего реакторов
проверяют состояние катушек, венти-
ляционных каналов и ярма, затяжку
болтов в местах электрических соеди-
нений и стягивающих шпилек магнито-
провода, убеждаются в отсутствии тре-
щин в шинах, контролируют надеж-
ность электрического контакта соедине-
ний, крепления реакторов. Ослабление
крепления устраняют подтяжкой болтов.
При наличии на изоляторах, вит-
ках катушек, изолирующих шпильках
и прокладках следов переброса и оплав-
лений менее 10 % пути возможного
перекрытия дефектное место зачищают
и окрашивают электроизоляционной
эмалью. Прогары шин глубиной менее
3 мм зачищают. Если обнаруженные
дефекты без снятия реакторов устра-
нить не удается или требуется замена
деталей, осуществить которую без раз-
борки реакторов невозможно, то такие
реакторы для ремонта снимают с э. п. с.
Ремонт трансформаторов и ТРПШ.
Трансформаторы ТЗ-1, Тр-45, ТН-1,
Тр-228 и ТРПШ осматривают. Прове-
ряют состояние изоляционных поверх-
ностей катушек, магнитопроводов, резь-
бовых соединений электрических кон-
тактов и стягивающих магнитопровод
шпилек. Контролируют состояние и на-
дежность крепления подводящих про-
водов и шин.
Проверяют катушки, убеждаются в
отсутствии обрыва, межвиткового за-
мыкания и пробоя изоляции. Неис-
правные катушки заменяют. Катушки
ТРПШ с нарушенным покрытием окра-
шивают электроизоляционной эмалью.
Катушки трансформаторов пропитаны
в эпоксидном компаунде, поэтому де-
фектные места на их поверхности за-
ливают эпоксидной смолой холодного
отверждения.
Техническое обслуживание транс-
форматоров и реакторов в эксплуата-
ции. В эксплуатации следят за уров-
нем и температурой масла в расшири-
теле трансформатора, состоянием по-
верхности фарфоровых изоляторов, а
также за характером шума трансфор-
матора на холостом ходу. При пони-
женном уровне масла в расширителе,-
электрической прочности масла ниже
25 кВ, усиленном шуме при работе
трансформатора, повреждении или за-
грязнении поверхности фарфоровых
изоляторов, а также после повторного
срабатывания защиты, если неисправ-
ность не устранена, подключение транс-
форматора к питающей сети не до-
пускается.
Недопустима также эксплуатация
трансформатора под нагрузкой, если
температура масла при неработающем
масляном насосе выше 80 °C. В зим-
ний период для предотвращения воз-
можной поломки насоса запрещается
включать его, если температура верх-
них слоев масла трансформатора ни-
же —20 °C. Эксплуатация сглаживаю-
щих реакторов без принудительного
охлаждения не допускается.
При внешнем осмотре переходных
реакторов убеждаются в отсутствии в
них посторонних предметов (болтов,
гаек и т. д.), а также трещин и изло-
мов шин и другого электрического
монтажа. По условиям перегрева пе-
реходного реактора допускается работа
электровоза на неходовых позициях
не более 1 ч при токах часового
режима.
Техника безопасности при ремонте
и испытаниях. Перед входом в высоко-
вольтную камеру для осмотра транс-
форматоров и реакторов при нахожде-
нии электровоза под контактным про-
водом необходимо лично убедиться,
что токоприемники опущены, главные
выключатели выключены, кнопочные
выключатели на пульте машиниста и
168
контроллеры машинистов выключены и
заблокированы. Ключи от кнопочных
выключателей должны находиться у
исполнителя работ.
Затем следует перекрыть разобщи-
тельные краны токоприемника; снять
емкостный заряд со всех силовых цепей
касанием заземляющей штангой выво-
дов главного трансформатора; зазем-
лить проходной изолятор высоко-
вольтного ввода тягового трансфор-
матора, подвесив на ввод заземляю-
щую штангу.
Перед постановкой электровоза на
ремонт все выводы обмоток трансфор-
матора соединяют друг с другом на-
коротко и заземляют специальным
гибким соединением для того, чтобы
исключить возможность трансформа-
ции высокого напряжения, например,
при случайном прикосновении электро-
дом к электрическим цепям трансфор-
матора во время сварочных работ.
Не разрешается оставлять трансфор-
матор на крюке крана подъемного
устройства больше времени, необходи-
мого для подъема, перемещения и
опускания. При подъеме или опускании
активной части в бак запрещается вы-
полнять работы на ней и на баке. Не
разрешается работать под поднятой
крышкой трансформатора.
Сварочные работы на баке следует
выполнять в помещениях, не опасных
в пожарном отношении. Перед свар-
кой бак очищают от остатков транс-
форматорного масла, промывают или
тщательно протирают с внутренней
стороны и продувают воздухом для
удаления паров масла.
Переносные электрические лампы
напряжением выше 24 В применять не
разрешается. В помещениях, где ре-
монтируют активную часть трансфор-
матора и очищают масло, запрещается
пользоваться приборами с открытым
огнем и курить. Здесь должны быть
огнетушители и другой противопожар-
ный инвентарь. Перед пайкой активную
часть следует протирать и очищать от
трансформаторного масла. В помеще-
нии для сушки активной части транс-
форматора не допускается хранение
горючих материалов, промасленных
концов, ветоши, дерева и др. Помеще-
ния должны иметь приточно-вытяжную
вентиляцию. Лак, бензин, керосин и
другие легковоспламеняющиеся мате-
риалы хранят в изолированном по-
мещении.
При испытаниях изоляции обмоток
и магнитопровода на стенде повышен-
ным напряжением заземляют магни-
топровод, трансформатор напряжения
и реостат. Испытание производят в ди-
электрических перчатках стоя на рези-
новом коврике.
Несмотря на небольшую токсич-
ность трансформаторного масла, рабо-
тающие в трансформаторном отделе-
нии должны вытирать руки, чтобы
предотвратить раздражение кожи мас-
лом, и соблюдать личную гигиену.
Требования техники безопасности при
испытании изоляции трансформатора
на пробивной установке аналогичны
описанным выше (см. с. 124).
4.2. Ремонт выпрямительных
установок
Общие положения. В настоящее
время нелавинные диоды выпрямитель-
ных установок электровозов заменяют
лавинными. В этих случаях в выпря-
мительных установках сопротивления
/?ш и цепочки RC не устанавливают.
В то же время в выпрямительно-ин-
верторных преобразователях установ-
лены нелавинные тиристоры Т2-320
(электровоз ВЛ80₽) и Т353.800 (ВЛ85).
В этих выпрямительно-инверторных
преобразователях (ВИП) для равно-
мерного деления напряжения между
последовательно включенными тири-
сторами в любых рабочих режимах
ВИП применяют емкостно-резисторные
цепочки RC для каждого параллель-
ного ряда силовых тиристоров, конст-
руктивно соединяемых в блоки вырав-
нивания напряжения БВН (рис. 4.4).
Связь между параллельными ветвями
силовых тиристоров в каждом плече
ВИП осуществляется через резисторы
связи /?с.
Применяются резисторы и конден-
саторы и в выпрямительных установ-
ках возбуждения электровозов ВЛ80т
и ВЛ80с, поэтому ниже рассматрива-
Рис. 4.4. Элементы ВИП, БВН и ЗВИП
электровоза ВЛ80р
ется ремонт не только основных, но и
вспомогательных элементов выпрями-
тельных установок и выпрямительно-
инверторных преобразователей.
Условия работы и возможные по-
вреждения ВИП. Все элементы ВИП
подвержены воздействию окружающей
среды и описанных ранее факторов,
вызванных движением э. п. с. Поэтому
выпрямительные установки и отдельные
вентили, в частности, должны обеспе-
чивать надежную работу в следующих
условиях: высота над уровнем моря не
более 1200 м; температура окружаю-
щего воздуха от —50 до +60 °C; тем-
пература охлаждающего воздуха от
—50 до +40 °C; относительная влаж-
ность окружающего воздуха не выше
90 % при температуре +20 °C; верти-
кальные и продольные вибрации с час-
тотой от 3 до 100 Гц и ускорением
1,6g, одиночные ударные нагрузки в
любом направлении до 3g, скорость
потока охлаждающего воздуха между
ребрами охладителей в их средней ча-
сти не менее 10 м/с.
Тиристоры должны иметь стабиль-
ные вольт-амперные характеристики.
Так, при температуре 25 °C ток откры-
тия тиристора Т2-320 не должен превы-
шать 0,5 А, а напряжение — 6 В. При
температуре структуры —50 °C отпи-
рающий ток не должен превышать
0,8 А, а напряжение — 9 В.
Кроме наибольших значений отпи-
рающих токов и напряжений, для ти-
iW
ристоров Т2-320 с целью повышения их
помехоустойчивости установлены наи-
меньшие значения отпирающего тока
30 мА и напряжения 1 В при темпера-
туре 25 °C. Тиристоры Т2-320 с мень-
шими отпйрающими токами и напря-
жениями использовать для комплекта-
ции ВИП нельзя.
Наибольшая допустимая мощность
в цепи управляющих электродов ти-
ристоров при управлении постоян-
ным током не должна превышать 4 Вт.
В то же время силовые тиристоры в
ВИП управляются импульсами дли-
тельностью /и = 800-=-1300 мкс. При
этой длительности импульсов наиболь-
шая мощность в цепи управляющих
электродов тиристоров Т2-320 не долж-
на превышать 25 Вт.
В процессе эксплуатации в выпря-
мительных установках могут возникать
значительные перегрузки диодов и ти-
ристоров по току. Если в результате
накопления пробитых вентилей или
по другим причинам произошел сквоз-
ной пробой плеча выпрямительного
моста, то одна из полуобмоток транс-
форматора через исправное плечо в
прямом направлении и через пробитое
плечо в обратном направлении замы-
кается накоротко. В этом контуре про-
текает аварийный прерывистый ток
(до 20 кА), который опасен как для
всего электрооборудования, так и для
вентилей исправного плеча моста вы-
прямительной установки (ВУ).
Защита выпрямительных установок
от токов короткого замыкания и пере-
грузок осуществляется главным выклю-
чателем (ГВ) электровоза и быстро-
действующими аппаратами, включен-
ными в цепь каждого двигателя, а при
пробое отдельных вентилей в любом
плече — с помощью сигнализации.
К наиболее характерным поврежде-
ниям следует отнести: сквозной про-
бой плеч выпрямительных установок,
одиночный пробой вентиля, повышен-
ный обратный ток вентиля, нестабиль-
ность вольт-амперных характеристик,
обрыв внутренней цепи вентиля, меха-
нические и другие повреждения.
Одиночный пробой вентиля — это
полная потеря им вентильных качеств.
Ток через пробитый вентиль может
проходить как в прямом, так и в обрат-
ном направлении. Пробой вентиля мо-
жет быть вызван различными причи-
нами. Большой обратный ток (при на-
пряжениях, превосходящих напряже-
ние лавинообразования) может приве-
сти к тепловому пробою. Причиной
потери вентильных свойств может
быть также перекрытие по боковой
поверхности кремниевой пластины на
месте, которое оказалось слабо защи-
щенным, а также не обнаруженный
во время изготовления ее дефект. Вы-
прямительная установка рассчитана
так, что в случае повреждения одного
вентиля она полностью сохраняет ра-
ботоспособность и машинист может
вести поезд до депо или пункта оборо-
та, где неисправный вентиль заменяют.
В то же время следует иметь в виду,
что (например, на электровозе ВЛ80р)
одиночный отказ тиристора Т2-320 при-
водит к повышению напряжения на
других последовательных тиристорах
плеча ВИП. При этом у него несколько
снижается прямое падение напряжения
(до 0,5 В, а в редких случаях до 0,25 В)
и через параллельную ветвь плеча, в
которой находится поврежденный ти-
ристор, протекает увеличенный ток.
Полный выход из строя одиночного
тиристора приводит к загоранию сиг-
нальной лампы этого ВИП на пульте
управления электровозом уже при ну-
левом положении штурвала.
Сквозной пробой плеча возникает
при выходе из строя всех вентилей,
включенных в данное плечо ВИП.
Как показал опыт эксплуатации
электровозов ВЛ80р, случаи выхода из
строя всех силовых тиристоров Т2-320
плеча ВИП наблюдались значительно
реже, чем случаи одиночных пробоев.
В то же время они более опасны,
так как при сквозном пробое любого
плеча возникает режим короткого за-
мыкания (к. з.) всей вторичной обмот-
ки тягового трансформатора или толь-
ко некоторой ее части (в зависимости
от зоны регулирования в момент воз-
никновения сквозного пробоя). При
этом развиваются токи к. з., которые
могут привести к повреждению вторич-
ных обмоток тягового трансформатора,
переключателей 81 и 82 и силовых
тиристоров в других плечах ВИП. Что-
бы предотвратить подобные поврежде-
ния, на шинах вторичной обмотки тран-
сформатора установлены токовые
реле РТ1—РТ6, имеющие уставку
(3200±200) А. При срабатывании этих
реле замыкаются их контакты, через
которые на отключающуюся катуш-
ку главного выключателя подает-
ся питание от обмотки собственных
нужд.
Практика эксплуатации электрово-
зов ВЛ80р показывает, что в подавляю-
щем большинстве случаев такая защи-
та спасает силовое электрооборудова-
ние от повреждения. В то же время при
сквозном пробое плеча ВИП, как пра-
вило, происходит приваривание сило-
вых контактов переключателей 81
и 82.
Наиболее тяжелые повреждения си-
лового электрооборудования отмеча-
ются в случаях, когда машинисты при
возникновении сквозного пробоя плеча,
не отключая поврежденный ВИП, пы-
таются повторно включать ГВ.
Неоднократное повторное включе-
ние ГВ без отключения неисправного
ВИП приводит, как правило, к сквоз-
ному пробою нескольких плеч ВИП;
число поврежденных тиристоров дости-
гает 10—25; сгорают монтажные про-
вода и резисторы связи на панелях
силовых тиристоров; повреждаются и
обугливаются текстолитовые панели с
тиристорами и все элементы монта-
жа, расположенные на этих панелях.
Повреждения тиристоров чаще
всего происходят в одном плече одно-
го ВИП, реже возникают сквозные про-
бои одновременно двух и более плеч
одного ВИП и исключительно редко
происходят сквозные пробои плеч од-
новременно в нескольких ВИП. В по-
давляющем большинстве случаев при
сквозных пробоях выходят из строя
силовые тиристоры одной параллель-
ной ветви плеча, реже происходит
одновременное повреждение силовых
тиристоров двух и более параллельных
ветвей плеча, крайне редко наблюда-
ется зигзагообразный выход из строя
тиристоров плеча. При этом следует
отметить, что самые нижние парал-
лельные ветви тиристоров плеча по-
вреждаются чаще, чем остальные
ветви.
Увеличение обратного тока вентиля
вызывается увеличением напряжения,
приложенного к структуре, и повыше-
нием ее температуры. В эксплуатации
иногда срабатывает защита от пробоя
вентиля, но пробитые вентили не обна-
руживаются. Задача отыскания венти-
лей с увеличенным обратным током
может оказаться сложной, если в вы-
прямительной установке имеются венти-
ли с нестабильной вольт-амперной ха-
рактеристикой.
Нестабильность вольт-амперной ха-
рактеристики приводит к тому, что вре-
менами в каких-то условиях обратный
ток вентилей резко увеличивается, а
затем уменьшается до нормального
значения. Причинами нестабильности
характеристик может быть нарушение
герметичности вентилей и отклонения
от технологии при изготовлении струк-
туры.
Обрыв внутренней цепи вентиля —
это такой вид повреждения, при кото-
ром вентиль не пропускает ток ни в
прямом, ни в обратном направлениях.
Как правило, цепь нарушается по спаю
в вентилях штыревой конструкции,
что в подавляющем большинстве явля-
ется следствием старения их спая.
Чем чаще осуществляют сброс и набор
позиций на электровозе, тем интенсив-
нее может идти старение спая. По этой
причине на электропоездах, где число
наборов и сбросов позиций значительно
больше, чем на электровозах, случаев
обрыва цепи вентилей больше. Обрыв
цепи в вентиле остается незамеченным
машинистом и может быть обнаружен
только специальной проверкой.
Наружные повреждения вентиля
штыревой конструкции (вмятины на
крышке, сорванная резьба и др.) часто
приводят к необходимости его замены.
Недопустимо оставлять в работе вен-
тили с видимыми наружными повреж-
дениями. Сорванная резьба корпуса
вентиля не обеспечивает полного при-
легания его к охладителю, что в конеч-
ном итоге приводит к его чрезмерному
нагреву и выходу из строя. Вмятина
на крышке может быть причиной по-
вреждения самого выпрямительного
!71
элемента или нарушения герметичности
вентиля.
Неисправности вспомогательных
элементов выпрямительных установок
могут возникать как в результате ме-
ханических воздействий, так и от дей-
ствия повышенных токов в цепях уста-
новки. В эксплуатации наблюдаются
случаи сгорания резисторов связи.
Одной из причин их сгорания являются
режимы перераспределения рабочего
тока ВИП на несколько параллельных
ветвей в двух смежных плечах. Сгора-
ние одного резистора связи, располо-
женного на панели тиристора, нару-
шает цепь управления этого тиристора
и приводит к тому, что данная парал-
лельная ветвь тиристоров плеча вообще
не принимает нагрузку. Такое положе-
ние не является критическим для ВИП,
но накопление сгоревших резисторов
связи в одном плече может привести к
более серьезным повреждениям (напри-
мер, отказу тиристоров), поэтому в
эксплуатации необходимо периодически
проверять целостность резисторов
связи и заменять сгоревшие.
Имеют место случаи внутреннего
обрыва цепи резисторов ПЭВ. Такие
повреждения вызывают неравномер-
ность в распределении напряжений по
последовательно соединенным тиристо-
рам и приводят к загоранию сигналь-
ной лампы ВИП на пульте управления
в кабине машиниста.
У резисторов наблюдаются также
случаи коробления элементов, наруше-
ние пайки в местах соединения, а у
конденсаторов — пробой изоляции, об-
рыв проводов, нарушение качества пай-
ки, вмятины на корпусах.
При определении «географии» по-
врежденных вентилей, т. е. номера ВУ
или ВИП (81, 82) и номера плеча
(/—VIII) пользуются схемами, пред-
ставленными для электровозов ВЛ80к
и ВЛ8(г соответственно на рис. 4.5
и 4.6.
Ремонт выпрямительных установок
со съемом с э. п. с. Снятые с э. п. с. вы-
прямительные блоки транспортируют в
отделение по ремонту выпрямительных
установок поочередно с помощью
кран-балки, помещают на тележку с по-
воротным кругом, обдувают в продувоч-
г,'2
нои камере и устанавливают на ремонт-
ную позицию для выявления неисправ-
ных элементов.
Вентили проверяют без изъятия их
из блока выпрямительной установки.
Сопротивление изоляции токове-
дущих частей проверяют мегаомметром
на 2500 В. Сопротивление изоляции
охладителей относительно шпилек,
шпилек относительно корпуса установ-
ки должно быть не менее 10 МОм, вы-
прямительных установок ВУК-4000,
ВУК-60-4, ВУК-60-3, ВУК-6700 между
токоведущими частями и корпусом —
не менее 30 МОм, то же установки
УВП-3 — не менее 10 МОм. При изме-
рении сопротивления изоляции все
вентили закорачивают.
Обратный ток у нелавинных дио-
дов проверяют после отсоединения от
них проводов, идущих к резисторам
/?ш, цепочкам RC и защите от пробоя
диодов. Для проверки обратного тока
пользуются пробником (рис. 4.7, а).
Обычно обратный ток диода в холодном
состоянии при напряжении 50—100 В
меньше 1 мА. Переключатель В уста-
навливают в положение //. Концы х!
и х2 пробника подключают поочередно
к каждой колонке диодов, как это де-
лалось при проверке диодов на пробой.
Миллиамперметр mA показывает сум-
марный обратный ток всех диодов про-
веряемой колонки. Если ток меньше
3 мА, значит, в этой клонке диодов с
увеличенным обратным током нет. Если
ток больше 3 мА, то предполагают на-
личие в колонке диода с увеличенным
обратным током. Такой диод отыски-
вают по частям колонки, на которые
ее делят отсоединением резисторов
связи.
Диод с повышенным обратным то-
ком снимают с установки и отправляют
в цех для проверки обратного тока на
специальном стенде при номинальном
напряжении (напряжении класса) и
температуре 140±5°С. Обратный ток
в этих условиях не должен превышать
6 мА при выпуске электровозов из
ТР-2 и 10 мА в эксплуатации.
Контроль обратного тока лавинных
диодов ВУ выполняют пробником, по-
казанным на рис. 4.7, б. Переключа-
тель В устанавливают в положение //.
Рис. 4.5. Схема плеч выпрямительных установок секции электровоза ВЛ80к (а) и их распо-
ложение на электровозе (б)
f)
Рис. 4.6. Схема плеч выпрямительно-инверторных преобразователей секции электровоза ВЛ80р
(а) и их расположение на электровозе (б)
Рис. 4.7. Схемы пробников для отыскания неисправностей
с нелавинными (а) и лавинными (б) диодами
5)
НО-Н—И—М-М
к Kit id. id и
,7гэ<-£/.Х Iх' L'i_!
50 или 1105
в выпрямительных установках
I ..>
Концы xl и х2 подключают поочеред-
но к каждому диоду, миллиамперметр
mA покажет обратный ток, который у
большинства диодов значительно мень-
ше 1 мА.
Вспомогательные элементы ВУ про-
веряют, убеждаются в исправности ре-
зисторов /?ш и цепочек RC, а также в
отсутствии замыкания в конденсато-
рах.
Проверку рекомендуется проводить
пробником (см. рис. 4.7, а) после от-
соединения проводов, идущих к вспомо-
гательным элементам и защите от про-
боя диодов, и разделения цепочек RC.
Для проверки резисторов /?ш пере-
ключатель В ставят в положение /. Кон-
цы xl и х2 поочередно подключают
к каждому резистору. Если при под-
ключении концов xl и х2 к резистору
показание вольтметра V не уменьшает-
ся, значит, в цепи обрыв; уменьшение
его показания до нуля укажет на замы-
кание в цепи.
Для проверки цепочек RC переклю-
чатель В пробника ставят в положение
//. Концы xl и х2 поочередно подклю-
чают ко всем цепочкам. Первоначаль-
ное кратковременное отклонение стре-
лки вольтметра в сторону уменьшения
свидетельствует об исправности цепо-
чек RC; если стрелка неподвижна, то
либо конденсатор заряжен (тогда его
нужно предварительно разрядить, замк-
нув выводы через резистор), либо
имеется обрыв в цепочке RC. Отклоне-
ние стрелки вольтметра до нуля без
последующего возвращения в исходное
положение свидетельствует о пробое
конденсатора.
Элементы ВИП продувают от пыли и
грязи сжатым воздухом под давлением
210—300 кПа (2—3 кгс/см2) сверху
вниз. Тщательно проверяют надежность
контактных соединений и пайку. Зако-
рачивают все тиристоры и цепи управ-
ления ВИП и мегаомметром напряже-
нием 2500 В измеряют сопротивление
изоляции его силовых цепей относитель-
но корпуса. Отсчет значения сопротив-
ления изоляции осуществляют через
20 с после приложения напряжения ме-
гаомметром. Оно должно быть не менее
15 МОм при эксплуатации (а при ТР-3
не менее 20 МОм).
Электрическую прочность изоляции
токоведущих частей проверяют отно-
сительно корпуса ВИП от источника
переменного тока частотой 50 Гц, мощ-
ностью не менее 0,5 кВ - А, напряжением
4 кВ в течение 1 мин. Время поднятия
напряжения не менее 10 с.
При испытании электрической проч-
ности и измерении сопротивления изо-
ляции все вентили должны быть закоро-
чены.
В депо Боготол состояние ВИП элек-
тровоза ВЛ80р контролируют методом,
позволяющим проверить исправность
всех резисторов на панелях сигнали-
зации (ЗВИП) и блоков выравнива-
ния нагрузок (ВМН), установить
равновесие мостов, проверить и выявить
неисправные тиристоры без снятия
ВИП с электровоза.
На плечо ВИП, из-за неисправности
которого загорается сигнальная лампа
в кабине машиниста, подают напряже-
ния 50 В от батареи электровоза.
Устанавливают на тестере предел изме-
рения 1 В постоянного напряжения и
измеряют напряжение между зажимом
2 (см. рис. 4.4) в ЗВИП и движком
соответствующего резистора R2 во всех
мостах 'ЗВИП. При правильной на-
стройке моста и условии, что все тири-
сторы в данном плече исправны, а рези-
сторы БВН целы и их параметры соот-
ветствуют номинальным значениям,
тестер должен показать нуль. Если те-
стер показывает напряжение 0,05 В и
ниже, то следует отрегулировать ре-
зистор R2 в данном плече, проверить
наличие и полярность напряжения по
обе стороны движка регулируемого ре-
зистора R2. Полярность напряжения
при этих замерах должна быть разной.
Если при измерениях напряжения
между зажимом 2 в ЗВИП и движком
регулируемого резистора тестер показы-
вает напряжение 0,05 В и выше, необхо-
димо измерить распределение напряже-
ния по последовательно включенным ти-
ристорам данного плеча ВИП. Неба-
ланс напряжений не должен быть боль-
ше 1—2 В. В случае если он превышает
2 В, то у нижней параллельной ветви
силовых тиристоров отсоединяют про-
вода БВН, подают на крайние провода
напряжение 50 В и измеряют тестером
распределение напряжения по после-
довательным резисторам БВН. При на-
личии разницы в распределении напря-
жения по отдельным рядам резисторов
БВН необходимо снять блок БВН с
ВИП, распаять параллельные резисто-
ры и найти тестером неисправный рези-
стор.
Если распределение напряжения по
резисторам БВН равномерно, поиски
неисправности следует перенести на си-
ловые тиристоры плеча ВИП. Методы
отыскания неисправного тиристора опи-
саны выше.
Для проверки исправности резисто-
ров и цепочек RC БВН в депо Боготол
используют генератор пульсирующего
напряжения, созданный на основе моду-
ля У-519, устанавливаемого в БУВИП-
80. Его подключают к любому плечу
ВИП и с помощью тестера измеряют
распределение напряжения по последо-
вательным цепям силовых тиристоров.
Отклонение падения напряжения на
любом ряду тиристоров от среднего
значения напряжений не должно превы-
шать 2—3%, в противном случае необ-
ходимо отыскать имеющуюся неисправ-
ность в БВН и устранить ее.
Наиболее эффективно силовые цепи
ВИП можно проверить, контролируя
выпрямленное напряжение ВИП по
осциллограммам. Такую проверку с
применением осциллографа можно про-
водить как при движении электровоза
с поездом, так и на специальном стенде
депо, где имитируются условия работы
ВИП по выходному однофазному на-
пряжению и нагрузке.
Шунтирующие резисторы, резисто-
ры и конденсаторы цепочек RC, элемен-
ты системы управления тиристорами
проверяют, убеждаются в их целост-
ности. Исправность гибких выводов
тиристоров проверяют визуально. При
наличии порванных проволочек, состав-
ляющих более 15% площади сечения
гибкого вывода, тиристор бракуют
и заменяют.
Подлежат замене резисторы, кон-
денсаторы, вентили и другие элементы,
у которых надломлены контактные вы-
воды и имеется повреждение корпуса
(раскол или облом трубки резистора,
вмятины на конденсаторе).
Съем диодов и тиристоров
выполняют специальным ключом, кото-
рый поставляется в комплекте с выпря-
мительными установками. Ключ имеет
двустороннюю головку: с одной стороны
для завертывания вентилей штыревой
конструкции с моментом до 64 Н-м и с
другой — для отвертывания вентилей. В
комплекте с этим ключом поставляется
торцовая насадка, с одной стороны ко-
торой имеется шестигранное отверстие
под основание вентиля, а с другой —
квадратное отверстие для специально-
го ключа.
Вентиль снимают в следующем по-
рядке; отсоединяют его гибкий вывод,
надевают торцовую насадку, вставляют
специальный ключ в квадратное отвер-
стие нетарированной стороной голов-
ки и поворотом против часовой стрелки
отвертывают диод. Когда при отверты-
вании требуются большие усилия,
ослабляют два винта, крепящие то-
коотводящую пластину к охладителю.
Если и при этом диод не отворачивает-
ся, то как исключение удлиняют ручку
специального ключа металлической
трубой; при этом общая длина спе-
циального ключа с учетом трубы не
должна превышать 500 мм.
При подборе полупроводниковых
вентилей для замены неисправных
следует строго соблюдать правила ком-
плектации плеч выпрямительных уста-
новок. Так, эксплуатация в одной вы-
прямительной установке нелавинных
и лавинных диодов как разнополярных
недопустима.
Выпрямительные установки следует
укомплектовывать диодами класса не
ниже установленного для соответствую-
щей установки и прямым падением на-
пряжения от 0,52 до 0,58 В. В зави-
симости от падения напряжения диоды
разбиты на две подгруппы: / подгруп-
па — 0,52, 0,53 и 0,54 В с маркировкой
черного цвета; // подгруппа — 0,55,
0,56, 0,57 и 0,58 В с маркировкой бело-
го цвета.
В каждое плечо ВУ включают диоды
только одной подгруппы. В смежных
плечах моста диоды подбирают по на-
пряжению лавинообразования, заме-
ренному при обратном токе 30 А (t/зо).
Напряжение U30 указывают на корпусе
175
диода. Подобранные ветви для исклю-
чения ошибок отмечают.
Подбор диодов осуществляют по
следующему принципу: напряжения
U30 диодов в ветви, подбираемой для
замены неисправной, должны быть
меньше или равны напряжениям U30
диодов в любой исправной параллель-
ной ветви; разница напряжения U3a
каждых двух диодов в подбираемой
ветви должна быть не более 30 В.
В ветвях и плечах, где не заменяли дио-
ды, напряжения U30 диодов должны
быть равны или больше напряжений
U30 диодов в подобранных ветвях.
Тиристоры, устанавливаемые в каж-
дое плечо ВИП, должны быть только
одной группы по времени закрытия —
3-й (не более 100 мкс) или 2-й (не бо-
лее 150 мкс), одного класса— 15-го
или 14-го (с повторяющимся напря-
жением соответственно 1500 или
1400 В) и иметь наибольший допу-
стимый разброс по суммарным паде-
ниям напряжения Аи32о и Ли80 в парал-
лельных ветвях не более 0,02п, где п —
число тиристоров, последовательно
включенных в данном плече.
Для облегчения подбора тиристоров
на их анодных выводах закрепляют
таблички с основными параметрами
данного тиристора. Например, запись
Т2-320-333-15-78-56 означает: тиристор
Т2-320 с предельным током 320 А,
3-й группы по допустимой наибольшей
скорости нарастания напряжения (до
200 В/мкс), времени выключения (не
более 100 мкс) и допустимой наиболь-
шей скорости нарастания анодного то-
ка (не более 70 А/мкс), 15-го класса
с прямыми падениями напряжения
(средние значения) 0,78 В при токе
320 А (Дызго) и 0,56 при токе 80 А
(Диво) •
Установка вентилей прово-
дится в последовательности, обратной
последовательности их снятия. Предва-
рительно с контактных поверхностей
снимают старую смазку, тщательно про-
тирают посадочные места на пластине
и в резьбовом отверстии охладителя,
основания и резьбового хвостовика
вентиля. На эти места наносят тонкий
слой смазки ЦИАТИМ-201 и затем
вручную ввертывают вентиль. Оконча-
тельную затяжку вентилей выполняют
тарированной стороной головки ключа.
Вентиль считают завернутым плотно,
если головка ключа при усилии повер-
нулась до щелчка. При этом следят,
чтобы поверхность прилегания основа-
ния вентиля с пластиной и пластины
с охладителем была не менее 75% всей
площади. Плотность прилегания про-
веряют щупом толщиной не более
0,03 мм. Излишки смазки, которая вы-
давливалась при завертывании вентиля,
удаляют. Следят за тем, чтобы при мон-
таже наконечника гибкого вывода было
обеспечено плотное контактное соедине-
ние, а наконечник прилегал к ушку то-
косъемной пластины или шины.
Охладитель с сорванной или смятой
резьбой, а также со следами окиси
и забоинами на контактной поверхности
заменяют, для чего отсоединяют гиб-
кие выводы тиристоров, установленных
в блоке, в котором находится повреж-
денный охладитель, отсоединяют гибкие
выводы вентилей соседних блоков от
охладителей снимаемого блока и мон-
тажные провода, отверткой отгибают
края у стопорных шайб на концах бло-
ка, отвертывают гайки с несущих шпи-
лек, снимают шайбы и вынимают блок
вместе с изоляционной горизонтальной
пластиной.
У снятого блока отвинчивают со
шпилек гайки, снимают изоляционные
вертикальные прокладки и охладители,
стоящие перед поврежденным охлади-
телем, и заменяют поврежденный охла-
дитель. Если снятию блока препятст-
вуют панели цепочек RC или индуктив-
ные делители, последние отсоединяют от
преобразователя и снимают. Сборку
блока и установку его на несущих па-
нелях ведут в обратном порядке. После
установки блока охладителей оконча-
тельно затягивают тиристоры тариро-
ванной стороной головки специального
ключа.
Резисторы с дефектами заменяют.
Паяльником мощностью не более 50 Вт
отпаивают от контактных выводов про-
вода, отвинчивают гайки со шпильки,
вынимают шпильку из отверстий угол-
ков, снимают с обоих концов рези-
стора шайбы, после чего резистор
вынимают. Новый резистор устанавли-
вают в обратном порядке. Провода к его
контактным выводам припаивают при-
поем ПОС-40.
Конденсаторы отпаивают от подво-
дящих проводов, отвинчивают винты,
крепящие скобы, и снимают скобы,
изоляционные прокладки, а затем и
конденсатор. Новый конденсатор уста-
навливают1 в обратном порядке, подво-
дящие провода к его контактным вы-
водам припаивают припоем ПОС-40.
Если доступ к блокам шунтирующих ре-
зисторов и цепочек затруднен, отверты-
вают болты, крепящие панель, и выдви-
гают панель.
Отремонтированный ВИП устанав-
ливают на специализированный стенд
и проверяют распределение напряжения
по тиристорам в плечах ВИП, для чего
подают на его шины переменное напря-
жение 380 В, а также, пользуясь
измерительными клещами, контроли-
руют распределение токов по парал-
лельным ветвям плечей ВИП.
Осмотр, выявление поврежденных
полупроводниковых вентилей при ре-
монте э. п. с. без разборки. Выпря-
мительную установку очищают продув-
кой сухим сжатым воздухом давле-
нием 250—300 кПа (2,5—3 кгс/см2)
с последующей очисткой волосяной
щеткой и салфеткой, слегка смоченной в
бензине. Начиная с ТР-1, продувку вы-
прямительной установки совмещают
с продувкой всей аппаратуры в кузове
электровоза при работающей вытяж-
ной вентиляции.
Внешний осмотр выпрямительной
установки проводят для выявления ви-
димых повреждений диодов (оплавле-
ния гибких выводов, разрушения стек-
лянного изолятора, копоти и т. д.),
перегоревших резисторов связи (что,
как правило, свидетельствует о сквоз-
ном пробое плеча), оплавления эмали
на резисторах, оборванных или пере-
горевших проводов, перемычек и др.
Проверяют надежность крепления эле-
ментов выпрямительной установки.
Проверку диодов на пробой выпол-
няют без их снятия и отсоединения
вспомогательных элементов и цепей за-
щиты, реагирующей на пробой диодов.
Нелавинные диоды проверяют пробни-
ком (см. рис. 4.7, а).
Для проверки вилку пробника вклю-
чают в розетку с напряжением 50 В
постоянного тока на электровозах или
НО В на электропоездах. Переклю-
чатель В устанавливают в положение
/. Пробник готов к работе, если его
вольтметр показывает напряжение.
Концы х1 и х2 пробника подключают
поочередно к каждой колонке диодов
так, чтобы конец х1 (плюс) был под-
ключен к катоду нелавинного диода
или гибкому выводу лавинного, а х2
(минус) — к аноду. При этом если про-
вода, идущие к резисторам /?ш и цепоч-
кам RC, подключены к верхней ветви
плеча, то концы х1 и х2 следует под-
ключать к диодам нижней ветви и,
наоборот, если провода, отходящие от
резисторов Rm и цепочек RC, подсоеди-
нены к нижней ветви, то концы х1 и
х2 подключают к диодам верхней ветви.
Это необходимо, чтобы одновременно
с проверкой диодов и резисторов Rm
проверить и резисторы связи.
Если показание вольтметра после
подключения концов х1 и х2 к колон-
ке уменьшается, а затем увеличивается
на небольшое одинаковое для всех
колонок значение, следовательно, в этой
колонке пробитых диодов нет и резисто-
ры связи этой колонки целы; если на-
пряжение не уменьшается, то имеется
обрыв либо в резисторе связи, либо
в цепочках RC, либо в цепи резистора
/?ш. Снижение показания вольтметра до
нуля укажет, что в этой колонке имеется
пробитый диод или конденсатор в це-
почке RC.
Проверять целостность элементов
(резисторов /?ш, RC и диодов) в депо
рекомендуется переносным прибором
для проверки элементов силовых полу-
проводниковых выпрямительных уста-
новок типа Ш-03 или пробником. Деля
колонку на части, определяют, в какой
из них находится пробитый диод.
Лавинные диоды выпрямительных
установок на пробой проверяют проб-
ником (см. рис. 4.7, б), установив
переключатель В в положение /. После-
дующие операции аналогичны опера-
циям при проверке нелавинных диодов.
Обрыв внутренней цепи диодов без
съема их и без отсоединения гибких
выводов выявляют следующим образом.
177
Рис. 4.8. Схема для выявления пробитого
тиристора в плече ВИП с использованием бата-
реи электровоза
При проверке ВУ с нелавинными дио-
дами на ее плечо подают регулируемое
напряжение 0—20 В переменного тока,
например, от сварочного трансформа-
тора. Напряжение увеличивают от нуля
до тех пор, пока средний ток ветви не
достигнет 5—15 А. Клещами Ц-91 или
другим прибором — индикатором по-
добного типа проверяют наличие тока
в каждой параллельной ветви. Отсутст-
вие тока в какой-либо ветви свидетель-
ствует о наличии в ней диода с обрывом
цепи. Дефектный диод можно найти без
отсоединения гибких выводов, закора-
чивая поочередно каждый диод или
подключая провод питания последо-
вательно к каждому диоду неисправ-
ной ветви.
Обрыв цепи лавинных диодов ВУ
проверяют пробником (см. рис. 4.7, б).
Устанавливают переключатель В в по-
ложение /, подключают концы х1 и х2 к
каждому диоду в проводящем направ-
лении [конец пробника х1 (плюс) к
аноду — охладителю лавинного диода,
а х2 (минус) к катоду — гибкому вы-
воду лавинного диода]. Допускается
проверять одновременно несколько дио-
дов одной ветви. Для этого каждую
ветвь плеча условно делят на две части
и подключают концы пробника х1 и х2 к
каждой части ветви поочередно. Подбор
диодов для замены поврежденного опи-
сан выше.
Учитывая, что каждая подгруппа
диодов имеет разницу в значениях пря-
мого падения напряжения, начиная с
ТР-2, а также в случае замены в одной
*: ч
последовательной цепи более двух дио-
дов проверяют сумму значений прямого
падения напряжения в этих ветвях. Эта
сумма во всей цепи с вновь установлен-
ными диодами не должна отличаться
от сумм значений прямого падения на-
пряжения в других цепях более чем на
0,03—0,04 В, а при выпуске из КР-1
и КР-2 — более чем на 0,02 В.
Поиск неисправных тиристоров не-
посредственно на электровозе (напри-
мер, на ВЛ80р) можно проводить с
использованием примененной на нем
системы сигнализации о выходе из
строя одиночных тиристоров.
При выходе из строя силового
тиристора Т2-320 в одном из плеч ВИП
загорается сигнальная лампа данного
ВИП на пульте управления в кабине
машиниста. С помощью тумблеров на
панели 101 (102) можно достаточно
быстро определить плечо, в котором по-
явился поврежденный тиристор. Для
этого следует отключить четыре верх-
них тумблера на панели 101 (102),
поднять токоприемник. Если сигнальная
лампа продолжает гореть, то токопри-
емник опускают, отключают четыре
нижних тумблера и включают верхние.
Поднимают токоприемник и, если сиг-
нальная лампа погаснет, значит, по-
врежденный тиристор находится в тех
плечах ВИП, которые контролируются
четырьмя нижними тумблерами на па-
нели 101 (102). Затем эти четыре тум-
блера делят на две пары, включают
поочередно каждую пару и, поднимая
и опуская токоприемник, обращают
внимание на загорание сигнальной лам-
пы. Таким образом можно быстро опре-
делить плечо ВИП, в котором имеется
пробитый тиристор.
Иногда тиристор оказывается про-
битым не полностью и еще выдержи-
вает напряжение в несколько десятков
вольт. Такой тиристор выявить тесте-
ром не удается. В таких случаях
рекомендуется использовать батарею
электровоза, подключая ее через то-
коограничивающий резистор /?огР
(рис. 4.8) мощностью 100 Вт, сопротив-
лением 50 Ом к каждому ряду тири-
сторов плеча. При наличии пробитого
тиристора в данном ряду через резисто-
ры связи R161 и R168 будет протекать
постоянный ток. Это можно зафиксиро-
вать, подключая тестер поочередно ко
всем резисторам связи тиристоров дан-
ного ряда, установив предварительно
предел измерения 0,1—0,3 В.
В эксплуатации имели место случаи,
когда класс тиристоров Т2-320 снижал-
ся с 15-го до 12-го. Выявить такой тири-
стор с помощью тестера или батареи
затруднительно. В этих случаях следует
пользоваться переносным прибором для
проверки повторяющегося напряжения
диодов и тиристоров завода «Электро-
выпрямитель» или прибором экспресс-
контроля ПКПСВ.
При проверке класса одиночного ти-
ристора прибором ПКПСВ все выводы
тиристора от элементов схемы необхо-
димо отключить.
Замена пробитого тиристора требует
извлечения неисправного блока тири-
сторов из ВИП.
После определения пробитого тири-
стора в плече ВИП необходимо вынуть
неисправный блок тиристоров из ВИП.
Для этого следует отсоединить гибкие
шунты от анодных и катодных выводов
тиристоров двойного блока, провода,
отходящие из блока тиристоров, отвин-
тить болты, крепящие блок к верти-
кальным несущим панелям, ослабить
крепеж соседнего блока этого же ряда
по вертикали и осторожно вынуть за
ручку блок на себя.
Следует помнить, что для снятия
одиночных блоков тиристоров, располо-
женных в верхней части ВИП, необхо-
димо снять двойные блоки тиристоров,
находящиеся под ними. Для извлечения
тиристора в сборе с охладителем из
блока тиристоров следует отпаять про-
вод с анода диода, расположенного
рядом с заменяемым тиристором, снять
диод и освободить управляющий элект-
род тиристора, снять резиновые уплот-
нения с выводов тиристора, отвинтить
четыре гайки на уголках крепления и
отделить тиристор с охладителем от
панели.
Новый тиристор, который необходи-
мо установить в блок, должен иметь'
такие же средние прямые падения
напряжения Ди32о и Аи80- Если тиристор
с точно такими же прямыми падениями
подобрать не удается, следует выяснить
сумму прямых падений напряжений для
тиристоров всех параллельных ветвей
данного плеча (она указывается в фор-
муляре ВИП) и подобрать в плечо
такой тиристор, чтобы разброс по сум-
марным значениям прямых падений на-
пряжения A1Z320 и Aiz8o во всех парал-
лельных ветвях плеча не превышал
(в вольтах) значения 0,02п.
При постановке в блок нового ти-
ристора в сборе с охладителем на
охладитель ставят прокладку, на выво-
ды тиристора — панель с уголками
крепления. Тиристор четырьмя гайками
крепят к панели, на его выводы уста-
навливают резиновые уплотнения. Уп-
равляющий электрод закрепляют на
втулке крепления диода, а к аноду
диода подпаивают провод от резистора.
Установленный в плече ВИП блок
тиристоров прикрепляют к несущим па-
нелям четырьмя болтами и присоеди-
няют подводящие провода, гибкие
выводы и резисторы связи. Охладите-
ли у новых тиристоров должны быть
точно такими, как у снятых.
Выпрямительные установки возбуж-
дения ВУВ-658 электровоза ВЛ80т и
ВУВ-758 электровоза ВЛ80с обдувают
сжатым воздухом давлением 300 кПа
(3 кгс/см2), проверяют состояние кре-
пежных деталей, контактных зажимов,
монтажных проводов, годность предо-
хранителей резисторов, конденсаторов
полупроводниковых элементов. Неис-
правные детали заменяют.
При необходимости замены тиристо-
ров новые подбирают для параллель-
ной работы по двум значениям прямого
падения напряжения Atz2oo (при токе
/Ном = 200 А) и А«5о (при токе / =
== /иом/4) •
Для измерения прямого падения на-
пряжения на тиристоре ТЛ2-200 его
ввертывают в алюминиевый охлади-
тель, обдуваемый охлаждающим воз-
духом, количество которого в каналах
охладителя должно быть не менее
17 м3/мин. Электрическая схема про-
верки прямого падения напряжения на
тиристорах включает в себя нагрузоч-
ный резистор R1 (рис. 4.9), диоды
Д1—Д6 типа ВКДЛ, токовое реле РТ,
милливольтметр mV, вольтметр V и це-
почку из последовательно включенных
Рис. 4.9. Схема измерения прямого падения
напряжения на тиристорах
диода Д7 типа Д226 и резистора R2
на 5,1 Ом. Милливольтметр М45 с шун-
том 75 позволяет контролировать ток
в цепи проверяемого тиристора.
Цепочку Д7—R2 присоединяют к уп-
равляющему выводу проверяемого ти-
ристора В и, регулируя резисто-
ром R2 ток в цепи тиристора, измеряют
значения Лы2оо и Л«5о- Измерения сле-
дует начинать не ранее чем через
15 мин после наладки схемы с тем,
чтобы дать тиристору охладиться, а
замеры проводить за время не более
3 с, не допуская его нагрева.
Разница в значениях Дм2оо и Лыбо не
должна превышать 0,02 В.
Суммарное падение напряжения на
отдельных ветвях не должно отличать-
ся более чем на 0,03 В.
Диагностика блоков ВИП. Техничес-
кое обслуживание выпрямителей. Тех-
ническая диагностика является состав-
ной частью процессов ремонта и техни-
ческого обслуживания э. п. с. в депо и
на пунктах технического обслуживания
(НТО).
Она позволяет выявить состояние
проверяемого элемента на данный
момент, дать заключение о сроке служ-
бы или остаточном ресурсе элемента,
узла или агрегата и установить перио-
дичность контроля технического со-
стояния объекта, гарантирующую его
безотказную работу в эксплуатации.
В технической диагностике исполь-
зуются встроенные, автоматизирован-
ные стационарные и неавтоматизиро-
ванные (переносные) средства.
Встроенные средства. Та-
кими средствами называют контроль-
ные блоки, органически включаемые
в состав преобразователя и непрерыв-
но контролирующие его в процессе
!л|>
работы. Так, встроенные средства могут
быть использованы для контроля рабо-
ты силового оборудования в соответ-
ствии с заданными аппаратурой
БУВИП ограничениями, а при отсутст-
вии таких ограничений, например при
слежении за основной коммутацией
плеч ВИП в тяговом режиме, воздей-
ствовать на отключение защиты или
указывать машинисту на необходимость
перехода на резервный БУВИП. Одно-
временно встроенная система диагно-
стики должна запоминать полученную
информацию по сбою в работе, кото-
рая может быть использована в депо
при планировании работ по техничес-
кому обслуживанию.
Автоматизированные
(стационарные) средства
диагностирования. К ним отно-
сятся специальные стенды, провероч-
ные машины с применением универ-
сальных измерительных комплексов, ко-
торые используются для контроля ра-
ботоспособности сложных блоков уп-
равления, а также для проверки взаи-
модействия панелей и блоков между со-
бой, работо'пособности электровоза
в целом по выходным параметрам при
производстве ТР-1, ТР-2 и ТР-3.
Стационарные средства значитель-
но сокращают время проверки и об-
наружения неисправности сложных
систем управления и электровоза в
целом.
Неавтоматизированные
средства технической диаг-
ностики. К ним относятся перенос-
ные стенды и различные приспособле-
ния, находящиеся в депо и предназна-
ченные для контроля работоспособ-
ности отдельных элементов, узлов элек-
тровоза без нагрузки при проведении
технического обслуживания и текущих
ремонтов. Для силовой части ВИП или
ВУ, которая содержит сравнительно не-
большое число однотипных элементов,
целесообразно использовать поэлемент-
ный контроль, поочередно подключая
элементы (диоды,тиристоры) к измери-
тельному прибору и контролируя их по
отдельности.
Техническое обслуживание выпря-
мительных установок (ТО). Оно осуще-
ствляется в плановом порядке, установ-
ленном приказом МПС № 10Ц от
16.02.81. Техническое обслуживание
включает в себя: профилактические
работы, направленные на предотвра-
щение отказов (внешний осмотр, кре-
пежные работы, замену элементов
и т. д.); работы, связанные с контро-
лем технического состояния, целью ко-
торых является проверка соответствия
параметров ВУ и ВИП требованиям
нормативно-технической документации;
работы по регулировке и настройке,
предназначенные для доведения пара-
метров блоков, и узлов ВУ и ВИП до
значений, установленных нормативно-
технической документацией.
Работоспособность ВИП на ТО-1
контролируют по показаниям приборов
в кабине машиниста, по отсутствию
загораний сигнальных ламп и срабаты-
вания защиты. На ТО-2 заменяют
отказавшие узлы и детали, визуально
осматривают выпрямительную установ-
ку, проверяют ее техническое состояние,
а на ТО-3, кроме того, очищают выпря-
мительную установку от пыли, проводят
внешний осмотр диодов, тиристоров,
резисторов и цепочек RC.
Техника безопасности при ремонте
и испытаниях выпрямительных уста-
новок. Выпрямительные установки раз-
мещены в высоковольтной камере элект-
ровоза, которая имеет ограждение с
блокировками, исключающими вход
в высоковольтную камеру при подклю-
чении электровоза к напряжению. Ос-
мотр и проверку выпрямительных
установок проводят при полном сня-
тии напряжения и отключенной на-
грузке.
Испытание ВИП разрешается про-
водить только при исправной защите,
сигнализации и подаче охлаждающе-
го воздуха. Конденсаторы проверяемых
цепей следует предварительно разря-
дить.
Электрическую прочность изоля-
ции необходимо испытывать при всех
закороченных вентилях и огражденной
выпрямительной установке.
Лица, обслуживающие переносные
приборы для проверки целостности це-
пей вентилей, должны иметь допуск
к работе на установках напряже-
нием свыше 1000 В.
4.3. Ремонт аккумуляторных батарей
Возможные неисправности аккуму-
лятора и причины их возникновений.
Основной неисправностью аккумулято-
ра является понижение его емкости
вследствие накопления в его электро-
лите карбонатов (углекислых солей),
снижающих содержание в электроли-
те щелочи. Наиболее интенсивное на-
капливание карбонатов происходит при
повышенной температуре, плохом креп-
лении пробок, недостатке в электроли-
те едкого лития, загрязнении его вред-
ными примесями, в результате повы-
шенного саморазряда и коротких замы-
каний.
Аккумуляторные батареи на э. п. с.
эксплуатируются в переменных темпе-
ратурных условиях, подвергаются воз-
действию пыли, грязи и влаги, тряске,
вибрации и толчкам, что может приво-
дить к сокращению срока их службы.
При температуре выше 45°С актив-
ная масса пластин размягчается, ослаб-
ляется ее связь с решеткой, что может
вызвать ее сползание. Кроме того, у ак-
кумуляторов могут возникать: повы-
шенные саморазряд и газовыделение,
отдельные механические повреждения
и снижение напряжения ниже до-
пустимого.
Высокая температура
электролита при эксплуатации
аккумуляторов приводит,. кроме отме-
ченного выше, к безвозвратной потере
емкости вследствие пассивации положи-
тельных электродов. Железная актив-
ная масса, практически почти нераст-
воримая в электролите при нормаль-
ных условиях эксплуатации, при высо-
кой температуре растворяется и дейст-
вует в электролите на положительный
электрод, вызывая потерю емкости.
Высокая температура электролита час-
то является следствием неправильно
выбранного режима заряда батарей
на локомотиве (вагоне), приводящего
к систематическому перезаряду аккуму-
ляторов.
Загрязнение электролита
вредными примесями может происхо-
дить как в результате случайного по-
падания в отдельные аккумуляторы ме-
таллических предметов, так и при до-
181
ливке аккумуляторов недистиллирован-
ной водой.
Короткие замыкания в
аккумуляторах возникают чаще
всего из-за большого количества шла-
ма, образующегося при вымывании ак-
тивной массы из электродов. Чрезмер-
ное вымывание активной массы, особен-
но из отрицательного (железного)
электрода, может быть вызвано систе-
матическим перезарядом аккумулято-
ров. Электролиз воды, происходящий
при перезаряде, приводит к обильному
выделению газов, которые увлекают
с собой частички активной массы и
выносят их из электродов в электролит.
При высокой температуре электролита
(50—60 °C) частички активной массы
не полностью растворяются в электро-
лите, а затем при охлаждении выде-
ляются и оседают на электродах
и сепараторах в виде тонкой метал-
лической пленки. Металлизация сепара-
торов превращает их в проводники
электрического тока и приводит к уси-
ленному саморазряду и даже короткому
замыканию аккумуляторов.
Повышенное газов ы дел е-
н и е обычно является следствием за-
грязнения электролита. Кроме корот-
ких замыканий, внутри аккумулятора
могут возникать короткие замыкания
в батарее чаще всего в тех случаях,
когда сопротивление изоляции батареи
становится ниже нормы или перети-
раются резиновые чехлы.
Механические поврежде-
ния, наиболее часто встречающиеся
у щелочных аккумуляторов на э. п. с.,—
это повреждения изоляционных рези-
новых чехлов и вентиляционных пробок.
Практика показывает, что резиновые
чехлы механически непрочны, их по-
вреждения приводят к заземлению ак-
кумулятора, утечке тока, коротким за-
мыканиям. Перетирание чехлов наблю-
дается там, где аккумуляторы закреп-
лены в ящике деревянными клиньями.
При движении локомотива ящик вибри-
рует и крепление расшатывается. Неис-
правности пробок могут привести к
скоплению в аккумуляторе газов и, как
следствие, к выпучиванию стенок сосу-
да, а иногда и нарушению его целост-
ности.
182
Снятие аккумуляторной батареи
с э. п. с. Перед снятием батареи
э. п. с. приводят в нерабочее состоя-
ние, выключают рубильник батареи или
выключатели распределительного щита
и вынимают предохранители. Ящики
очищают от пыли и грязи. К работе с
аккумуляторами приступают спустя
5—8 мин после открытия крышки акку-
муляторного ящика. Протирают верх-
нюю часть элементов и соединяющие
их перемычки, отсоединяют перемычки
и подводящие провода, освобождают
аккумуляторы от элементов, крепящих
их к ящику, и вынимают аккумуляторы
из ящика.
Эти операции следует выполнять
осторожно, чтобы не повредить ре-
зиновые чехлы.
Снятую аккумуляторную батарею
ставят на специальную тележку и транс-
портируют в аккумуляторное отделение,
а взамен нее устанавливают отремонти-
рованную и заряженную батарею.
Разрядка и промывка аккумулятор-
ных батарей. Поступившую в аккуму-
ляторное отделение батарею разря-
жают. Разряд батареи осуществляют
в специальном шкафу током, принятым
для аккумуляторов данного типа, до тех
пор, пока напряжение на аккумуляторе
не снизится до 1 В. После разряда ба-
тарею отключают от зарядно-разрядной
установки, разъединяют перемычки
между аккумуляторами и передают в
ремонтное отделение; с аккумуляторов
НК-55 и НК-125 снимают резиновые
чехлы и устанавливают аккумуляторы
на контейнеры промывочной установки
и методом прокручивания сливают
электролит.
Промывают резиновые чехлы. На ав-
томатической установке по заданной
программе промывают корпус аккуму-
лятора снаружи и внутри, протирают
сухой ветошью или салфеткой и убеж-
даются в отсутствии течи. Аккумуля-
торы, имеющие пробои, вмятости бо-
лее 2 мм и раздутые, бракуют. Дере-
вянной лопаточкой, обмотанной ве-
тошью и слегка смоченной в керосине,
удаляют налет окислов на борнах и
осматривают резьбу. При появлении
соли вокруг борнов проверяют целост-
ность изоляционных шайб.
Прочищают вентильные отверстия,
промывают и осматривают пробки,
перемычки аккумуляторных элементов,
проверяют исправность резины. Пере-
мычки, имеющие трещины или умень-
шенную более 15% площадь контакт-
ной поверхности, заменяют; погнутые
выправляют.
Аккумуляторные ящики при необхо-
димости ремонтируют и окрашивают
черным щелочестойким лаком БТ-783.
При плохой пайке наконечников, обры-
ве жил проводов более 10% наконеч-
ники перепаивают и облуживают по
всей длине. Целостность резиновых
чехлов проверяют сжатым воздухом
давлением 100 кПа (1 кгс/см2) под
слоем воды в течение 1 мин или водой
под тем же давлением.
При ТР:3 аккумуляторы осматри-
вают, сушат и устанавливают на кон-
тейнеры промывочной установки, где
методом прокручивания сливают воду,
залитую в элементы перед покраской.
На аккумуляторы НК-55 и НК-125 наде-
вают резиновые чехлы, а аккумуляторы
КТ-120 и КТ-160 ставят в деревянные
ящики, после чего их транспортируют к
месту заливки электролита.
Электролит готовят заранее, чтобы к
моменту заливки он успел отстояться до
полного осветления и охладиться до
температуры не выше 30 °C. Плотность
электролита проверяют прибором (рис.
4.10), состоящим из резиновой груши 1,
стеклянной трубки 2 с помещенным
внутри ареометром 3 и резиновой труб-
ки-наконечника 4.
Для проверки плотности электроли-
та в аккумулятор опускают трубку-на-
конечник 4, сжимая предварительно
резиновую грушу 1. При разжима-
нии груши в стеклянную трубку 2 вса-
сывается электролит в количестве, до-
статочном для того, чтобы в нем мог
свободно плавать ареометр 3. По степе-
ни погружения его и определяют плот-
ность электролита (по цифре шкалы
ареометра на уровне его погружения).
Приготовление электролита. Свежий
электролит приготавливают из едкого
натра или калиево-литиевых готовых
составных щелочей в твердом и жидком
виде в соответствии с табл. 2.
Количество электролита, необходп-
Рис. 4.10. Прибор для изме-
рения плотности электролита
мое для заливки аккумуляторных бата-
рей, определяют умножением числа,
указывающего количество электролита,
требующееся для заливки одного акку-
мулятора данного типа, на число акку-
муляторов.
При эксплуатации электролит ще-
лочных аккумуляторов постепенно за-
грязняется карбонатами, содержащими
щелочи, и емкость аккумулятора сни-
жается, поэтому при содержании карбо-
натов до 70 г/л электролит заменяют
свежим частично, а при содержании
карбонатов более 70% электролит за-
меняют полностью. Отработавший ще-
лочной электролит подвергают очистке
от карбонатов (регенерации).
Регенерация заключается в осажде-
нии карбонатов гидратом окиси бария.
Особенно необходима регенерация со-
ставного электролита, содержащего
Таблица 2
Щелочь Плотность, г/см3 Количество воды, л
на 1 кг твер- дой щело- чи на 1 л жидкой щелочи при плотности 1,41 г/см3
Калиевая Калиево-литие- 1,19—1,21 2 1
вая 1,26—1,28 2 0,35
Натриевая 1,7—1,9 5 1,5
Рис. 4.11. Проверка уровня электролита уров-
немером
ценный едкий литий. Хорошо органи-
зованная регенерация позволяет со-
хранить 80—90% отработанного элект-
ролита. Процесс регенерации состоит
из следующих операций: анализ старого
(отработанного) электролита на содер-
жание карбонатов титрованием его со-
ляной кислотой; подсчет необходимого
количества едкого бария для регене-
рации в зависимости от содержания
карбонатов в электролите и общего ко-
личества электролита; приготовление
раствора гидрата окиси бария; отстаи-
вание регенерированного электролита.
Анализ отработанного электролита
(определение содержания карбонатов),
а также подсчет необходимого коли-
чества едкого бария для регенера-
ции выполняют в химической лабора-
тории.
Гидрат окиси бария готовят в баке,
куда заливают дистиллированную воду
и засыпают рассчитанное количество
гидрата. Затем раствор нагревают до
температуры 80—90 °C при интенсив-
ном перемешивании мешалкой с элект-
рическим приводом. Приготовленный
горячий раствор гидрата окиси бария
вливают в электролит, подвергаемый
регенерации, и тщательно перемеши-
вают мешалкой. В осадке образуется
углекислый барий. Полученному раст-
вору дают отстояться в течение 10—
15 ч, после чего осветленную часть
электролита сливают через кран и на-
правляют для анализа в химическую
лабораторию, где определяют содержа-
ние карбонатов (должно быть не более
10 г/л) и едкого лития.
I Hi
При необходимости в электролит
добавляют моногидрат лития. Затем
проверяют плотность электролита и до-
водят ее до требуемого значения. После
этого электролит готов для заливки
аккумуляторов.
Заливка электролита и заряд акку-
муляторной батареи. Электролит зали-
вают в специальном помещении с по-
мощью крана с автоматическим пре-
кращением заливки при достижении не-
обходимого уровня. Плотность элект-
ролита должна быть несколько по-
вышена с учетом того, что происходит
его разбавление водой, оставшейся в
порах пластин. Уровень электролита А
проверяют уровнемером (рис. 4.11)
через 2 ч после заливки, когда пласти-
ны аккумуляторов пропитаются элект-
ролитом. Для этого уровнемер 2 опус-
кают в аккумулятор до упора в предо-
хранительный щиток /, плотно закрыва-
ют пальцем отверстие в верхнем конце
трубки и вынимают ее. Высота элект-
ролита А в трубке будет равна уровню
электролита над щитком в аккумуля-
торе. При заливке аккумуляторов НК-
55 и НК-125 следят, чтобы щелочь не
попала на резиновые чехлы.
Аккумуляторы можно заряжать в
нормальном или усиленном, режиме.
Нормальный режим — заряд в течение
6 ч нормальным зарядным током, т. е.
током, равным по значению 1/4 номи-
нальной емкости аккумулятора. Усилен-
ный режим — заряд в течение 12 ч нор-
мальным током. Его применяют при
вводе в действие или при подготовке
к хранению батарей в заряженном
состоянии, после смены электролита,
глубоких разрядов (ниже допускаемых
конечных напряжений), а также после
разрядов слабыми токами, чередую-
щихся с перерывами в течение 16 ч и
более. Усиленный заряд в течение 10 ч
нормальным током проводят через каж-
дые 10 циклов, а при нерегулярной
работе — один раз в месяц. Усиленный
девятичасовой заряд применяют перед
постановкой на шестимесячное хра-
нение в заряженном состоянии, а ус-
коренный трехчасовой — - током, вдвое
большим нормального.
Усиленные заряды увеличивают ем-
кость аккумуляторов при комнатной
температуре и уменьшают самозаряд.
Однако частое применение усиленных
зарядов при низких температурах сни-
жает емкость аккумуляторов.
Никель-кадмиевые аккумуляторы
можно заряжать более слабым, чем
нормальный, током, соответственно уве-
личивая время заряда, однако снижать
ток более чем наполовину не рекомен-
дуется. Следует помнить, что заряды
слабыми токами ухудшают работу ще-
лочных аккумуляторов, а потому при-
менять их надо в случаях крайней необ-
ходимости. Запрещается допускать по-
вышение температуры электролита при
заряде свыше 45°С для составных
электролитов и выше 35 °C для электро-
лита без добавки едкого лития. Если
при заряде температура стала выше
указанной, заряд необходимо прервать
и дать аккумуляторам остыть. Во время
заряда нельзя допускать выплескива-
ния электролита, для чего часть элект-
ролита отбирают резиновой грушей. За-
ряженные аккумуляторы закрывают
вентильными пробками сразу после за-
ряда.
Ящики аккумуляторных батарей
очищают от грязи и старой краски,
промывают раствором соды и насухо
протирают. Убеждаются в отсутствии в
ящике трещин и проверяют надежность
крепления его к кузову. Дефектные изо-
ляционные прокладки заменяют. Тре-
щины заваривают или устраняют по-
становкой накладок. Проверяют состоя-
ние вентиляционных устройств и плот-
ность установки крышки.
Осматривают наконечники вывод-
ных проводов. Дефектные заменяют.
Годные, но с незначительными цара-
пинами, задирами и нарушенной полу-
дой зачищают и облуживают по всей
длине.
Ящик окрашивают внутри химичес-
ки стойкими эмалями, а снаружи —
асфальтовым лаком.
Отремонтированные и заряженные
аккумуляторы устанавливают в ящики
на электровозе (электропоезде).
Аккумуляторы предварительно
протирают и надежно закрепляют в
ящике. Выводные провода укладывают
в резиновые трубки, а их концы уплот-
няют изоляционной или смоляной лен-
той. Отверстия ящика для выводных
проводов уплотняют изоляционными
втулками.
Монтаж аккумуляторов в батарею.
Его ведут по соответствующей схеме.
После установки проверяют качество
монтажа аккумуляторов, правильность
постановки пробок, надежность крепле-
ния перемычек проводов; все токоведу-
щие детали смазывают техническим ва-
зелином. Измеряют сопротивление изо-
ляции относительно корпуса; оно долж-
но быть для батареи с напряжением
50 В не менее 25 кОм; с напряже-
нием 110 В — не менее 50 кОм. Прове-
ряют работоспособность батареи; уста-
навливают предохранители, включают
рубильник и цепи дежурного освеще-
ния, наблюдая по приборам за работой
батареи.
При необходимости регулируют за-
рядное устройство.
Заряд батарей. Залитые свежим
электролитом аккумуляторы соединяют
в батарею перемычками и устанавли-
вают на зарядно-разрядную установ-
ку А1025.01, разработанную ПКБ ЦТ,
которая имеет ручное и автоматичес-
кое управление на два поста и позволяет
контролировать время заряда и разря-
да, напряжение аккумуляторов при
разряде и температуру электролита в
трех аккумуляторах каждого поста. На
ней в заданных режимах проводят за-
рядно-разрядные циклы, и проверяют
емкость батареи. Токи, время заряда и
разряда указаны в табл. 3.
На первом тренировочном цикле пос-
ле 12 ч заряда батарею разряжают
по времени (5 ч), но до напряжения
1 В на худшем аккумуляторе. При рез-
ком отклонении напряжения одного или
нескольких аккумуляторов от напряже-
ния на остальных их заменяют заранее
проверенными аккумуляторами боль-
шей емкости. Разряжают батарею на
нагрузочный резистор.
На втором тренировочном цикле
разряд ведут также до напряжения
1 В на худшем аккумуляторе. У исправ-
ного и правильно включенного аккуму-
лятора напряжение при нормальном
зарядном токе должно быть в начале
заряда 1,4—1,45 В, в конце заряда —
1,75—1,85 В.
'S.',
Таблица 3
Тип аккумулятора Первый тренировочный цикл Второй тренировочный цикл Третий цикл (контрольный)
Заряд Разряд Заряд Разряд Заряд Разряд
Время, ч Ток, А Время, ,ч Ток, А Время, ч Ток, А Время, ч Ток, А Ток, А Ток, А
НК-55 12 14 5 11 12 14 И 6 14 11
НК-125 12 31 5 25 12 31 25 6 31 25
КТ-120 12 30 5 24 12 30 24 6 30 24
КТ-160 12 40 5 32 12 40 32 6 40 32
На третьем контрольном цикле раз-
ряд ведут не по времени, а до напряже-
ния 1 В у первого вышедшего из раз-
ряда аккумулятора. Если емкость бата-
реи будет не менее указанной в табл. 3,
аккумуляторы могут быть допущены
к эксплуатации.
Емкость С аккумуляторной батареи,
А-ч, определяют как произведение раз-
рядного тока /разр на время t разряда,
Т. е. С = /разр t*
Зависимость напряжения на элемен-
тах батареи от времени заряда пред-
ставлена на рис. 4.12, где 1—заряд
нормальным током, а 2, 3, 4 и 5 — кри-
вые разряда соответственно в восьми-
пяти-, трех- и одночасовом режимах.
При выпуске из ТР-3 емкость ак-
кумуляторных батарей НК-55, НК-125,
NKT-120 и NKT-160 должна быть соот-
ветственно 36, 82, 73 и 105 А-ч.
Признаками окончания заряда ак-
кумуляторной батареи являются по-
стоянство напряжения 1,8+0,1 В в конце
разряда в течение 30 мин, а также
постоянство плотности электролита
и обильное газовыделение. Признаком
окончания разряда является достиже-
ние напряжения 1 В на любом из акку-
Рис. 4.12. Зависимости напряжения на элемен-
тах аккумуляторной батареи от времени заряда
муляторов. Размыкать цепь во время
заряда и разряда запрещается. В слу-
чае вынужденного прекращения тока
в цепи батарею следует немедленно
отключить от сети. Продолжитель-
ность перерыва, если она не превышала
30 мин, из времени заряда в разряде
исключают.
После контрольного цикла батарею
заряжают нормальным зарядным током
в течение 12 ч. При корректировке
электролита зарядную установку обяза-
тельно отключают. Заряженную бата-
рею отключают, ввертывают вентиля-
ционные пробки и протирают крышки
аккумуляторов. Аккумуляторы, которые
полностью не зарядились, собирают в
отдельную группу и проводят им тре-
нировочные циклы до появления приз-
наков конца заряда. При замере напря-
жения нагрузочной вилкой зарядную
установку отключают.
Хранение аккумуляторных батарей.
При получении новых аккумуляторов
проверяют плотность установки пробок
и исправность вентильной резины. Сма-
зывают тонким слоем вазелина никели-
рованные пробки, гайки и борта аккуму-
ляторов. Корпуса аккумуляторов, по-
крытые черным битумно-эбонитовым
лаком, для предотвращения порчи ла-
кового покрытия вазелином смазывать
запрещается.
Помещение для хранения аккумуля-
торов и батарей должно быть закрытым,
сухим и вентилируемым. Оно может
быть отапливаемым и неотопливаемым,
но в нем не должно быть резких перепа-
дов температур, вызывающих корро-
зию металлических деталей аккумуля-
торов. Для перевода аккумуляторов,
находившихся в эксплуатации, на дли-
тельное хранение их разряжают до на-
Таблица 4
Серия электровоза, электропоезда Тип аккумуля- торной бата- реи Напряжение батареи, В Серия электровоза, электропоезда Тип аккумуля- торной батареи Напряжение батареи, В
под на- груз- кой при под- заря- де под на- 'руз- кой при под- за- ряде
ВЛ 10, ВЛ8 40НК-125 48 60+5 ЭР22, ЭР9П 90НК-55 108 128 + 2
ВЛ60“ 38НК-125 46 60 + 5 ЧС2 40NKT-120 43 50+1
ЭР1, ЭР2 40НК-125 48 50+1 ЧС4 40NKT-160 45 50+1
ВЛ 11, ВЛ80к, ВЛ80т, ВЛ82, ВЛ80р 42НК-125 50 65±3 ЧС7 NKTU-160 45 50+1
пряжения 1 В током нормального режи-
ма, сливают электролит, плотно закры-
вают пробками, чисто вытирают сухой
ветошью от пыли и солей. Места на кор-
пусе аккумулятора с дефектами лако-
вого покрытия покрывают любым чер-
ным изоляционным лаком.
Категорически запрещается промы-
вать аккумуляторы водой, так как в
этом случае они будут подвергаться
сильной коррозии и быстро придут в не-
годность.
Аккумуляторы, периодически без-
действующие (от 1 мес до одного года),
хранят с электролитом в разряженном
или полуразряженном состоянии с плот-
но закрытыми пробками, предохраняю-
щими электролит от поглощения угле-
кислоты из воздуха. При хранении ак-
кумуляторы содержат в чистоте и пе-
риодически очищают от солей. Для
дальних транспортировок аккумулято-
ры приводят в состояние, соответствую-
щее длительному хранению. При необ-
ходимости аккумуляторы можно транс-
портировать с электролитом.
Не допускается совместное хранение
щелочных и кислотных аккумуляторов,
а также хранение любых кислот в одном
помещении со щелочными аккумулято-
рами. Срок хранения никель-кадмие-
вых аккумуляторов в разряженном со-
стоянии 5 лет, из которых 4,5 года —
в сухом закрытом помещении. При хра-
нении аккумуляторов не допускается
попадание на них атмосферных осад-
ков и прямых солнечных лучей.
Техническое обслуживание аккуму-
ляторных батарей. В целях продления
службы батареи следует повседневно
следить за чистотой элементов, плот-
ностью установки пробок, плотностью и
температурой электролита и напряже-
нием на них.
Уровень электролита над краем пла-
стин у аккумуляторов НК-55, НК-125
должен быть не менее 5 и не более
12 мм; у аккумуляторов NKT-120 и
NKT-160— не менее 15 и не более 30 мм.
Дистиллированную воду доливают из
переносного бачка с краном, автомати-
чески прекращающим заливку по до-
стижении требуемого уровня элек-
тролита.
Металлические токоведущие детали
очищают от окислов и смазывают- тех-
ническим вазелином. Запрещается сма-
зывать вазелином резиновые кольца у
пробок й корпуса аккумуляторов, по-
крытые черным битумным лаком. Про-
веряют общее напряжение аккумуля-
торной батареи под нагрузкой 1,5—
2 кВт. При этом общее напряжение
должно быть не менее указанного в
табл. 4.
Проверяют уровень, температуру и
плотность электролита в каждом акку-
муляторе. Если плотность электролита
выше нормальной, его разбавляют ди-
стиллированной водой, если ниже,—
добавляют электролит повышенной
плотности (1,41 г/см3). Электролит
(раствор едкого кали в дистиллирован-
ной воде, летом с добавлением моно-
гидрата лития 20 г/л) должен летом
иметь плотность 1,19—1,21 г/см3, зи-
мой—1,25—1,27 г/см3. При измерении
плотности щелочного электролита поп-
равку на температуру вводить не тре-
буется, так как номинальная емкость
гарантируется в диапазоне темпера-
тур от —15 до +35 °C, а плотность
1*7
Рис. 4.13. Схема включе-
ния нагрузочной вилки
электролита считается нормальной в
довольно широком диапазоне (от 1,19
до 1,12 г/см3).
Напряжение на зажимах каждого
аккумулятора проверяют под нагрузкой
вилкой (рис. 4.13), состоящий из двух
щупов 1, милливольтметра 2 и нагру-
зочного резистора 3. Измерение выпол-
няют за время, не превышающее 5—8 с.
Аккумуляторы отечественных электро-
возов с напряжением на зажимах менее
1 В заменяют.
Для осмотра вентиляционных кла-
панов и прочистки отверстий вентиля-
ционные пробки вывертывают, порван-
ные резиновые уплотнения у клапанов
пробки заменяют. При работе пользуют-
ся инструментом с изолированными руч-
ками. Осматривают межаккумулятор-
ные соединения (перемычки) и токове-
дущие детали. Перемычки с трещинами,
задирами, царапинами и с заметным
окислением основного металла заме-
няют. Исправные перемычки проти-
рают, при этом следят, чтобы аккуму-
ляторы были закрыты пробками.
Проверяют состояние резиновых
чехлов у аккумуляторных батарей
НК-55 и НК-125 и крепление боковых
стенок у каждого ящика аккумулятор-
ных батарей NKT-120 и NKT-160. Об-
наруженные дефекты устраняют, а при
наличии течи электролита или выпучи-
вания аккумуляторы заменяют новыми,
равными по емкости (допускаются
отклонения ±10%).
Проводят химический анализ щелоч-
ного электролита на содержание кар-
бонатов и доводят его плотность до
нормы. Пробы электролита отбирают у
аккумуляторов с признаками неисправ-
ностей (увеличенной по сравнению с
другими температурой электролита,
низкой плотностью или пониженным
напряжением).
Проверяют крепление всех токове-
дущих деталей и после очистки от окис-
лов смазывают тонким слоем техничес-
кого вазелина. Проводят уравнитель-
ный подзаряд батареи от зарядно-
разрядной установки. При этом конт-
ролируют время, напряжение на бата-
рее и температуру электролита. Под-
заряд проводят в течение 4—5 ч при
открытой крышке батарейного ящика
и вывернутых (снятых) пробках. После
заряда пробки ввертывают и протирают
крышку ящика.
Проверяют сопротивление изоляции
при отключенной нагрузке, которое
для батареи с напряжением 50 В долж-
но быть не менее 50 кОм, а с напряже-
нием 110 В — не менее 30 кОм.
Техника безопасности при работе
с аккумуляторными батареями. При
работах с аккумуляторной батареей для
предотвращения замыкания аккумуля-
торов пользуются инструментом с изо-
лированными ручками и торцовым клю-
чом с изолированным стержнем. Во
время осмотра нельзя класть на акку-
муляторы металлический и рабочий
инструмент и пользоваться открытым
огнем. При эксплуатации никель-кад-
миевых аккумуляторов следует пом-
нить, что их положительный полюс
электрически замкнут с корпусом акку-
мулятора.
Щелочи — едкий натр (каустичес-
кая сода) и едкое кали — как в твердом
виде, так и в виде концентрированных
растворов обладают очень сильными
едкими свойствами, вызывая ожоги
на коже, поэтому попавшую на кожу
или одежду щелочь необходимо быстро
удалить, а это место промыть 10%-ным
раствором борной кислоты. При попа-
дании щелочи в глаза их следует про-
мыть струей воды, а затем 2%-ным ра-
створом борной кислоты, после чего
обязательно обратиться к врачу, помня,
что при попадании щелочи в глаза
возможен тяжелый исход — слепота.
Поэтому в помещении, где готовят
электролит, всегда должны иметься
готовые 10- и 2%-ные растворы борной
кислоты.
188
Работу со щелочами проводят в ре-
зиновых перчатках, защитных очках и
резиновом фартуке. Щелочь берут
только щипцами или стальной ложкой.
К работам по приготовлению и регене-
рации электролитов допускаются
лица, прошедшие специальное обуче-
ние, знающие безопасные методы рабо-
ты. Перевозку бутылей с концентри-
рованным электролитом со склада в цех
и внутри цеха осуществляют на спе-
циальных тележках. При отсутствии
специальных тележек бутыли с концент-
рированным электролитом переносят
два работника обязательно на носилках
с бортами.
Все инструменты и индивидуаль-
ные средства защиты, применявшиеся
во время работы, по ее окончании про-
мывают водой. Использованную для
промывки инструмента и аккумуляторов
воду вливать в общую канализацион-
ную систему, открытые водоемы или
реки категорически запрещается.
Заряжаемые батареи помещают в
шкафы с местными отсосами и дверка-
ми, с блокировками, отключающими за-
рядную установку при открытии дверок.
При отключении вытяжной вентиляции
процесс заряда должен автоматически
прекращаться. Категорически запре-
щается подключать батарею при вклю-
ченной зарядной установке. Выпрями-
тельная зарядная установка должна
иметь устройство контроля сопротивле-
ния изоляции и быть подключена к сети
через разделительный трансформатор.
|4>ттйльные вслгссы
1. Объясните, в чем состоит ревизия тягового
трансформатора с выемкой активной части; какие
основные технологические операции выполняются
при ремонте активной части трансформатора?
2. Какие неисправности могут быть у бака
трансформатора и расширительного бака и как их
устраняют?
3. Какова последовательность сборки транс-
форматора? Каким испытаниям подвергается
трансформатор после ремонта и как они выпол-
няются?
4. Каковы особенности ремонта реакторов,
индуктивных шунтов и ТРПШ?
5. В чем отличие методов ремонта ВУ и
ВИП с нелавинными и лавинными вентилями?
Как правильно подобрать и установить заменяе-
мый вентиль?
6. Какие виды и средства технической диаг-
ностики применяют при ремонте ВУ и ВИП?
7. Каковы последовательность и режимы за-
ряда аккумуляторной батареи?
8. Как следует хранить аккумуляторные бата-
реи? Что включает в себя техническое обслужива-
ние аккумуляторных батарей?
9. Какие правила техники безопасности необ-
ходимо соблюдать при ремонте трансформаторов,
выпрямительных установок и аккумуляторных
батарей?
189
Глава 5
РЕМОНТ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ И ЭЛЕКТРИЧЕСКОЙ ПРОВОДКИ
5.1. Общие сведения о ремонте
электрических аппаратов
Условия работы, износы и поврежде-
ния. Условия, в которых работают аппа-
раты, устанавливаемые на э. п. с., под-
робно рассмотрены в гл. 3.
Выход из строя какого-либо аппара-
та может приводить к отказу в работе
локомотива, сбою движения, снижению
экономического эффекта работы дороги.
Поэтому от аппаратов э. п. с. требуются
повышенная надежность, более жест-
кие, чем для стационарных аппаратов,
допуски к их износу.
Значительные механичес-
кие воздействия (удары, вибра-
ции, инерционные силы), которым под-
вергаются аппараты в эксплуатации,
вызывают повышенный износ их болто-
вых и шарнирных соединений, приводят
к образованию трещин и сколов изоля-
торов, трещин и поломок пружин, пере-
тиранию изоляции проводов, обрыву
их проводников и гибких шунтов, ослаб-
лению крепежных узлов и поломке их
отдельных элементов, нарушению гер-
метичности элементов пневматичес-
кой сети и пневматических приводов
отдельных аппаратов. Под действием
этих сил нарушается их регулировка,
выходят из строя отдельные полупро-
водниковые элементы электронных ап-
паратов.
От ударов, воспринимаемых токо-
приемником от контактной сети, проис-
ходит перекос его рам, возникают по-
вреждения боковин кареток, выходят из
строя полозы токоприемников. От по-
вышенного нажатия полозов токо-
приемников на контактный провод
происходит ускоренное истирание на-
кладок.
Частые включения и вы-
ключения аппаратов в сочета-
нии с неблагоприятными атмосферными
воздействиями, попаданием песка, пы-
ли, абразивных и металлических частиц
при повышенных значениях нажатия
контактов приводят к повышенному
износу шарнирных соединений, силовых
контактов, стенок цилиндров, поршней
и клапанов пневматических приводов,
пальцев и блокировочных сегментов
аппаратов цепей управления и других
элементов подвижных частей аппара-
тов.
Наиболее интенсивному износу под-
вержены контактные поверхности ап-
паратов, разрывающих большие токи
(быстродействующие и главные выклю-
чатели, быстродействующие и линейные
контакторы).
Большие значения токов этих аппа-
ратов (тысячи ампер) при высоких
(тысячи вольт) напряжениях требуют
предельно быстрого размыкания кон-
тактов и гашения дуги, что достигается
применением в аппаратах мощных
систем дугогашения. Однако возни-
кающие при разрыве контактов элект-
рические дуги могут оказываться на-
столько сильными, что стенки и перего-
родки дугогасительных камер выгорают
иногда почти на половину их толщины,
оплавляются дугогасительные рога.
От электрических дуг обгорает элек-
трическая изоляция катушек, про-
водов, ускоряется износ контактов
аппаратов.
Повышенные температуры
вызывают преждевременное старение
изоляции, ускоряют процесс окисле-
ния контактных поверхностей, способ-
ствуют возникновению трещин в изоля-
торах, трубках предохранителей, вызы-
вают изменение характеристик отдель-
ных полупроводниковых элементов.
Повышенные напряжения
создают условия для возникновения
пробоя изоляции элементов аппаратов
и проводов. Повышенное напряжение
может быть причиной возникновения
электрических дуг, приводящих к пере-
численным выше повреждениям. Пере-
крытию изоляционных поверхностей
электрическими дугами способствуют
повышенная влажность окружающего
воздуха и его загрязненность.
Электронная аппаратура благодаря
хорошей герметичности и малой массе
входящих в нее элементов выходит
из строя значительно реже. Возможные
ее неисправности связаны с ухудше-
нием пайки элементов, ослаблением их
крепления на платах, ослаблением креп-
ления плат и появлением на них тре-
щин, перетиранием жил или изоляции
монтажных проводов. Однако из-за
большого числа этих элементов (иногда
до нескольких десятков тысяч на локо-
мотив) и того, что в ходе эксплуа-
тации полупроводниковые элементы
могут терять свой класс, создаются
условия для нарушения функциональ-
ных зависимостей в схеме, приводящих
к ее отказам.
Требования к аппаратам и их содер-
жанию. Аппараты для э.п.с. конст-
руируют и изготавливают в соответ-
ствии с требованиями государственного
стандарта, учитывающими все особен-
ности и условия их работы. Таким обра-
зом, уже в их конструкции заложена
требуемая надежность, однако реализо-
вана она может быть лишь в том
случае, если в процессе эксплуатации
аппараты будут подвергаться своевре-
менному и качественному текущему
обслуживанию и ремонту в соответ-
ствии с Правилами ремонта, содержа-
щими экономически целесообразные и
проверенные практикой нормы допусков
и износов, установленные из соображе-
ния увеличения надежности и сроков
службы аппаратов. Большое значение
для повышения их надежности имеет
работа по профилактике повышенных
износов.
Электрические аппараты должны
быть надежно закреплены и содержать-
ся в чистоте, так как наличие масла,
влаги или иных загрязнений на частях
аппаратов и особенно на их изоля-
ционных деталях может явиться причи-
ной поверхностного перекрытия.
Одним из основных требований,
предъявляемых к электрическим аппа-
ратам, является надежность размыкае-
мых и неразмыкаемых контактных
соединений. Чем лучше состояние кон-
тактов, тем меньше переходное сопро-
тивление и нагрев при протекании че-
рез него тока. При сильном нагреве
контактов количество выделяемого в
нем тепла из-за ускоренного окисле-
ния контактных поверхностей прогрес-
сирует. В результате нагрев может
оказаться настолько сильным, что при-
ведет к выплавлению или отгоранию
наконечников и проводов, к взаимному
свариванию размыкающихся контак-
тов, к обугливанию изоляции и потере
деталями их механических и химичес-
ких свойств.
Для достижения надежного элект-
рического контакта необходимо обеспе-
чивать качественное соприкосновение
контактных поверхностей, контролиро-
вать и восстанавливать в соответст-
вии с нормами значения раствора,
провала и нажатия контактов. Подвиж-
ные системы аппаратов должны пере-
мещаться легко, без трения и заеда-
ний, а их шарнирные соединения не
должны иметь повышенных зазоров.
Их следует регулярно смазывать. Мар-
ка и сроки смазывания должны соот-
ветствовать техническим условиям на
эксплуатацию данного аппарата.
Аппараты цепей управления должны
надежно работать при снижении но-
минального напряжения на 30%, обес-
печивая четкое включение и выключе-
ние контактов. У аппаратов, разрываю-
щих электрические цепи под током,
должна строго выдерживаться установ-
ленная для них скорость расхождения
контактов, а у силовых аппаратов
сильноточных цепей — и время гашения
дуги.
Соединительные провода и гибкие
шунты не должны иметь оборванных
жил, дефектной пайки наконечников.
Провода должны быть укреплены ско-
бами, бандажами, клицами, не нести
никаких механических нагрузок и иметь
исправную изоляцию, обладающую
требуемой электрической прочностью,
т. е. способную выдерживать испыта-
тельное напряжение переменного тока
частотой 50 Гц в течение 1 мин. Значе-
ния испытательного напряжения для
различных аппаратов установлены го-
сударственным стандартом.
Пневматические приводы аппара-
тов должны устойчиво и четко работать
при пониженной до —55 °C температу-
ре, снижении давления в пневматичес-
кой сет^ до 350 кПа (3,5 кгс/см2), а при
давлении 675 кПа (6,75 кгс/см2) не
давать утечки воздуха. Кожуха аппа-
ратов не должны допускать попадания
внутрь аппаратов пыли, грязи и влаги.
Аппараты защиты должны быть от-
регулированы на требуемые токи устав-
ки, а плавкие предохранители быть
исправными и соответствовать указан-
ному в схеме значению тока. Измери-
тельные приборы подвергаются плано-
вым осмотрам и ревизиям; приборы с
недопустимыми погрешностями заме-
няют. Блоки и панели с электронной
аппаратурой должны быть настроены
по контрольным точкам, а их электрон-
ные элементы проверены на соответст-
вие установленным параметрам.
Демонтаж и подготовка аппаратов к
ремонту. При постановке э. п. с. на тех-
нический осмотр или ремонт аппара-
ты очищают от загрязнений и подгаров
и осматривают для выявления их воз-
можных неисправностей. Проверяют
надежность крепления, убеждаются в
отсутствии заеданий в подвижных
частях, утечки воздуха в пневматичес-
ких приводах и воздухопроводах, конт-
ролируют четкость работы приводов,
силовых и блокировочных контактов,
контакторных элементов, состояние и
работу механических блокировок, на-
дежность крепления и исправность
изоляции проводов и кабелей.
Измеряют растворы, притирание и
нажатие контактов, сопротивления изо-
ляции катушек аппаратов, сопротивле-
ния пуско-тормозных резисторов и ин-
дуктивных шунтов. Выявляют неисправ-
ные плавкие предохранители.
Методы выявления неисправностей
аппаратов и электрической проводки
изложены в гл. 6.
По результатам осмотра делают вы-
воды о необходимости ремонта тех
или иных аппаратов. Выявленные де-
фекты регистрируют в журнале.
При технических осмотрах и ремон-
тах всех видов (кроме ТР-3) большую
часть аппаратов ремонтируют непосред-
ственно на локомотиве. Исключение
составляют аппараты, ремонт которых
нельзя выполнить без их снятия и
разборки, аппараты, требующие заме-
ны, и аппараты, ревизия или ремонт
которых в специализированных мастер-
ских депо предусмотрены при ремонте
данного вида. При ТР-3 большую часть
аппаратов с локомотива (вагона) сни-
мают.
Демонтируют крышевое оборудова-
ние: токоприемники, разрядники, глав-
ные выключатели и др.
В кабинах машиниста при необхо-
димости снимают контроллеры маши-
ниста, кнопочные выключатели, печи
обогрева, регулятор давления, клапаны
песочниц, измерительные приборы; в ко-
ридорах — клапаны токоприемника,
тифона и свистка, распределитель-
ный щит, пневматические блокировки,
клапаны различного назначения.
В высоковольтной камере демонти-
руют электропневматические контакто-
ры, реверсоры, групповые переключате-
ли и главные контроллеры, тормоз-
ные переключатели, быстродействую-
щие выключатели и контакторы, отклю-
чатели двигателей, блоки пусковых
резисторов, индуктивные шунты, сгла-
живающие и переходные реакторы,
дифференциальные реле, трансформа-
торы, реакторы, выпрямительные ус-
тановки и др.
Демонтируют также для полной ре-
визии оборудование локомотивной сиг-
нализации, автостопа и радиосвязи.
Все снятые крепежные детали скла-
дывают в ящики по месту разборки,
неисправные бракуют и заменяют.
Аппараты очищают от грязи сжа-
тым воздухом под давлением не более
300 кПа (3 кгс/см2) и протирают тех-
ническими салфетками. Для предот-
вращения повреждения частей аппара-
тов, имеющих слюдяную или миканито-
вую изоляцию, струю воздуха следует
направлять под углом к очищаемой
поверхности. Расстояние от конца
шланга до поверхности должно быть не
менее 150 мм. Объем ремонта выявляют
перед разборкой аппарата. Определяют
степень износа его деталей, правиль-
ность их взаимодействия, последова-
тельность включения и выключения
контактных устройств, действие меха-
нических и электрических блокировок,
состояние дугогасительных камер,
192
электромагнитных и электропневмэти-
ческих приводов, измеряют сопротив-
ление изоляции.
Затем аппарат разбирают. Металли-
ческие элементы очищают от продуктов
коррозии и старой краски на стале-
струйных или корундоструйных уста-
новках с последующим обдувом сжатым
воздухом и пропиткой с помощью
технических салфеток.
Такую очистку осуществляют в
отдельном помещении в специально
оборудованных камерах с вытяжной
вентиляцией.
Многие электрические аппараты
имеют ряд однотипных элементов,
иногда различных по форме или раз-
мерам, но одинаковых по материа-
лам, из которых они изготовлены, по
условиям их работы в аппарате, по
характеру возникающих у них неис-
правностей, а следовательно, и по спо-
собам их выявления, ремонта и регули-
ровки. Различными могут оказаться
только значения отдельных параметров.
Ремонт таких элементов рассмотрен
в гл. 6.
>2 Технология ремонта отдельных
п»мемт 'тп эгектрическмх аппаратов
Шарнирные соединения. Они долж-
ны обеспечивать свободное без заеда-
ний движение соединяемых деталей
аппаратов и не иметь повышенного
люфта. Заедания в шарнирах могут
возникать в результате появления зади-
ров на рабочих поверхностях отверстий,
втулок, осей и валиков. Повышенный
люфт наблюдается из-за недопустимой
выработки их поверхностей вследствие
износа, а повышенное трение — из-за
загрязнения, загустевания или отсут-
ствия смазки.
Для ремонта шарнирное соединение
разбирают. Неисправные оси и валики
не ремонтируют, а заменяют новыми.
Разработанные отверстия заваривают
и рассверливают под чертежный размер
или на больший диаметр с последую-
щей установкой в него втулки с соот-
ветствующими внутренним и наружным
диаметрами. Допуски на диаметр^ ва-
лов, отверстий и зазоры в шарнирных
соединениях представлены в табл. 5.
Перед сборкой трущиеся поверх-
ности шарнирных соединений покры-
вают смазкой ЦИАТИМ-201, а после
сборки контролируют зазор в шарнире.
Контакты аппаратов. Контакты,
размыкающиеся под током,
могут иметь повышенный износ рабочих
поверхностей, подгары и оплавления,
недостаточную площадь или линию ка-
сания. Потемнение или посинение кон-
тактов является признаком ослабления
их крепления, заниженного нажатия,
недостаточной площади их касания.
Контакты, имеющие толщину рабо-
чей части ниже нормы, заменяют. Под-
гары и оплавления удаляют с сило-
вых контактов бархатным или личным
напильником, с блокировочных —
стальной хромированной или посереб-
ренной пластиной. Можно применять и
отполированную пластинку из нержа-
веющей стали. Нагары с серебрянных
и металлокерамических контактов уда-
ляют салфетками, смоченными бензи-
ном или спиртом.
Если рабочие поверхности силового
контакта имеют дефекты или неравно-
мерный износ, но его толщина находит-
ся в допустимых пределах, то поверх-
ность контакта восстанавливают на-
Таблица 5
Допуски, мм
Диаметр втулок, осей, отверстий, мм Валики и оси Отверстия Зазоры в шарнирах
При выпуске из ТР-3 Браковочный в эксплуата- ции При вы- пуске из ТР-3 Браковочный в эксплутатации Прн выпуске из ТР-3 Браковочный в эксплуатации
5—10 0,05—0,3 Более 0,5 0—0,2 Более 0,5 0,05—0,5 Более 1,0
10—18 0,06—0,36 » U 0—0,24 » 1,1 0,06—0,6 » 2,2
18—30 0,07—0,42 » 1,3 0—0,28 » 1,3 0,07—0,7 . » 2,6
30—50 0,08—0,5 » 1,6 0—0,34 » 1,6 0,08—0,84 » 3,2
7 Зак. 1783
Рис. 5.1. Проверка про-
филя контакта шабло-
ном
пайкой медных пластин марки Ml ла-
тунным припоем Л-62. Контакты от-
дельных аппаратов (например, на ЭКГ-
SA) выполняют с напайками. Если
их толщина у размыкающих контактов
окажется менее 4 мм, а у главных—
менее 1,2 мм, то напайки заменяют.
Для этого изношенный контакт разогре-
вают газовой горелкой до выплавле-
ния припоя, сбивают его, посыпают
место напайки бурой, накладывают пла-
стинку припоя ПМФ, устанавливают
новую накладку и, прижимая ее сталь-
ным прутком, разогревают паяльной
лампой до расплавления припоя. После
остывания все неровности и подтеки
припоя опиливают. Напайки главных
контактов, выполненные из металло-
керамической композиции СОК-15, за-
меняют аналогично, но в качестве при-
поя используют серебряный припой
ПСР-25.
Контакты реле восстанавливают
напайкой пластин из серебра или метал-
локерамических сплавов газовой или
контактной сваркой с применением мел-
ких опилок припоя ПОС-45 в смеси с
бурой. При напайке с помощью газо-
вой сварки новую пластину прижимают
к контакту угольным электродом.
После устранения подгаров и оплав-
лений или после напайки поверхности
контактов опиливают по шаблону
(рис. 5.1), соответствующему профилю
данного контакта. При этом следят,
чтобы радиусы округления узлов были
не менее 3 мм, а площадь касания
контактов в замкнутом положении была
не менее -80% их поверхности. Пло-
щадь касания контролируют по отпе-
чатку копировальной бумаги на полос-
ке белой бумаги. Копировальную и бе-
лую бумагу закладывают между кон-
тактами перед их замыканием. Боковое
смещение подвижных силовых контак-
тов относительно неподвижных допус-
кается не более 2 мм. Изношенные суха-
ри блокировочных контактов заменяют
новыми со срезкой старых и установ-
кой новых заклепок.
Контакты, разрывающие
цепи без тока (реверсоров, тор-
мозных переключателей, разъедините-
лей и др.), находятся в более легких
условиях, чем рассмотренные выше. На
них реже возникают подгары, их по-
верхности меньше изнашиваются, но
они подвержены окислению, которое
приводит к ухудшению электрического
контакта и увеличению переходного
сопротивления. Для предохранения от
окисления контакты необходимо смазы-
вать тонким слоем технического вазели-
на. При износе контактов их ремонти-
руют так же, как и контакты, размы-
кающиеся под током. В отдельных депо
наплавленные силовые пальцы обраба-
тывают дробью для создания наклепа,
повышающего износостойкость рабочих
поверхностей пальцев.
Болтовые соединения со
следами чрезмерного нагрева или
ослабшие разбирают. Проверяют со-
стояние болтов, гаек, простых и пружин-
ных шайб. Неисправные гайки, шайбы,
болты с трещинами или сорванной резь-
бой, потерявшие упругость или лопнув-
шие пружинные шайбы, стопорные уст-
ройства с трещинами, изломами или
повышенным износом не ремонтируют,
а заменяют новыми. Затяжку болтов
соединения проверяют с помощью
гаечного ключа. Пользоваться при за-
вертывании или вывертывании болтов
зубилом, ключом несоответствующего
размера или наращивать ключ дру-
гим ключом категорически запреща-
ется.
Гибкие шунты и соединительные
провода аппарата. В результате чрез-
мерного нагрева, оплавлений и механи-
ческих воздействий у шунтов и соеди-
нительных проводов может нарушаться
целостность токопроводящих жил, а у
проводов — и их изоляции.
Гибкие шунты должны иметь
длину и площадь сечения, соответ-
ствующие чертежным размерам, обла-
дать достаточной гибкостью, не иметь
следов окисления или недопустимого
нагрева (в виде черной окалины), за-
луженных участков при выходе'из нако-
нечников и более 10% оборванных жил.
От окислений и окалины шунты очи-
щают, протирают их ветошью, смочен-
ной раствором бутилацетата в масле
МВП в отношении 3:1. Шунты с обры-
вом жил заменяют новыми, изготовлен-
ными плетением прядей медного прово-
да марки ПШ.
Соединительные провода
аппарата с повреждением более
10% жил у входа в наконечник перепаи-
вают по «здоровому» сечению, если
длина провода позволяет удалить по-
врежденный участок. При недостаточ-
ной его длине или в случае внутреннего
обрыва жил провод заменяют. Конец
провода под установку наконечника ос-
вобождают от изоляции и облуживают
в тигле припоем ПОС-40. Длина не-
изолированного провода должна быть
такой, чтобы после установки на него
наконечника расстояние между срезом
изоляции и торцом наконечника было
около 15 мм (рис. 5.2).
Наконечники с трещинами или
износом более 20% контактной по-
верхности заменяют. Для снятия нако-
нечника с провода его нагревают па-
яльной лампой до расплавления припоя.
Перед напайкой нового наконечника
его гнездо протравливают канифолью.
При напайке наконечника на провод
или шунт следят за тем, чтобы не обра-
зовались наплывы припоя на проводе
(шунте) непосредственно за торцовым
срезом наконечника. В противном слу-
чае ухудшается гибкость соединения.
Этого можно избежать, если наконеч-
ник при напайке опускать в тигель
так, чтобы припой доходил только до
середины отверстия наконечника. Ис-
пользовать при пайке в качестве флюса
хлористый цинк запрещается, так как
он вызывает окисление спаиваемых по-
верхностей. Если после напайки нако-
нечника конец провода должен быть
изолирован, то изоляцию провода пред-
варительно срезают на конус на длине
10—15 мм и на неизолированное место
накладывают ровными слоями с одина-
ковым натягом резиновую ленту разме-
Рис. 5.2. Установка
тельный провод
наконечника на соедини-
ром 0,3X20 мм, затем один слой вполу-
перекрышу лакоткани и поверх нее —
изоляционную ленту. Диаметр нало-
женного кольца, изоляции не должен
превышать диаметр провода более чем
на 2—3 мм. В других случаях на неизо-
лированную часть провода наматывают
шпагат и покрывают полученный бан-
даж черным лаком воздушной сушки.
Катушки аппаратов. Осмотр и
проверку катушек проводят как
для выявления их видимых дефектов —
прогаров и механических повреждений
наружной изоляции, повреждений ее
выводов и наконечников, так и внутрен-
них — обрывов обмоточных проводов
или межвитковых замыканий. Для вы-
явления возможных обрывов проводов
измеряют мегаомметром активное со-
противление катушки. Оно не должно
отклоняться от установленного более
чем на 8% в большую или на 5% в мень-
шую сторону. Повышенное сверх до-
пустимого значения сопротивление ка-
тушки укажет на возможный внутрен-
ний обрыв обмотки или на ухуд-
шение контакта между жилой вывода
обмотки и наконечником.
Возможное межвитковое замыкание
выявляют с помощью двухстержневого
трансформатора (рис. 5.3). Если прове-
ряемая катушка 2 исправна, то при ус-
тановке и снятии эталонной катушки
/ ток, измеряемый амперметром А,
Рис. 5.3. Выявление виткового замыкания с
помощью двухстержневого трансформатора
7-
и показания вольтметров VI и V2 долж-
ны оставаться неизменными или изме7
няться с отклонениями не более ±5%.
Большие отклонения укажут на наличие
в проверяемой катушке межвиткового
замыкания. Проверять многовитковые
катушки на импульсной установке ИУ-
57 или приборе ИВ-3 не следует,
так как емкости этих катушек могут
значительно различаться и на индика-
торе прибора может появиться разность
потенциалов, свидетельствующая о на-
личии в катушке межвиткового замы-
кания, в то время как на самом деле его
нет.
Ремонт катушек сих полной
разборкой выполняют при наличии в
них обрывов проводников или межвит-
ковых замыканий. Если у катушек по-
вреждена покровная изоляция, то при
ремонте ограничиваются только частич-
ным ремонтом или сменой изоляции.
У многовитковых катушек допускается
восстановление двух обрывов обмотки.
Концы обмоточных проводов в местах
обрыва зачищают, скручивают и про-
паивают припоем ПОС-40.
Катушки из шинного провода с оп-
лавлением витков более 3% площади
их сечения или с трещинами шин
подлежат ремонту. Прогары, оплавле-
ния или трещины зачищают и провари-
вают латунью газовой сваркой. При
более глубоких прожогах катушки заме-
няют. Витки бескаркасных обмоток из
шинной меди (как у реле перегрузки
РТ-406) после заварки и зачистки
окрашивают пропиточным лаком, сме-
шанным с миканитовой пылью.
Мегаомметром измеряют сопро-
тивление изоляции катушек по отноше-
нию к сердечнику. Оно должно быть
не менее 50 МОм. Метод измерения
сопротивления изоляции изложен в
гл. 3.
Катушки с пониженным сопротивле-
нием изоляции или с замененной изо-
ляцией подвергают пропитке. Неисправ-
ный каркас катушки заменяют новым,
изготовленным из пластических масс
или собранным из отдельных деталей.
Пропитка катушек необхо-
дима для восстановления электричес-
кой прочности изоляции, ее влагостой-
кости и теплопроводности. Перед про-
питкой для удаления из катушек лиш-
ней влаги их сушат в электрических
печах при температуре 100—ПО °C в
течение 3 ч. Горячие катушки провода
ПБД погружают в бак с лаком № 447,
а катушки из провода марки ПЭЛ —
в бак с лаком № 448. Катушки выдержи-
вают в баке до тех пор, пока из них не
будет удален весь воздух, т. е. до момен-
та прекращения выхода пузырьков воз-
духа на поверхность лака. Затем катуш-
ки подвешивают над баком для стека-
ния излишков лака, после чего их вновь
помещают в печь при той же температу-
ре и выдерживают до полного высыха-
ния около 8—10 ч. Катушку, выполнен-
ную из провода ПБД, пропитывают
дважды. Высушенные катушки окраши-
вают покровным лаком БТ-99 и сушат
на воздухе в течение 3—4 ч.
Электромагнитные вентили. В за-
висимости от назначения вентили могут
иметь отдельные конструктивные разли-
чия систем подводки сжатого воздуха,
сечений воздушных каналов, размеров
магнитопровода и параметров катушек.
Однако ремонт всех их идентичен.
Проверка вентилей. Ее начи-
нают с выявления возможных по-
вреждений изоляции катушек и подво-
дящих проводов, надежности закреп-
ления их наконечников, исправности
кнопки ручного управления и крышки.
Затем к вентилю подают сжатый воздух
давлением 500 кПа (5 кгс/см2) и нажи-
мают кнопку ручного управления. Воз-
дух в аппарат должен поступать без
утечки в атмосферу. Заедание кнопки
или нечеткая работа вентиля отключаю-
щего типа, сопровождаемая характер-
ным шипением воздуха, укажут на воз-
можное засорение его грязью, пылью
или на износ рабочих поверхностей
клапана, седла или стержня клапана.
Для удаления загрязнений вентиль
промывают бензином или техническим
спиртом. Если при последующем опро-
бовании вентиля от руки он будет
работать четко и без утечки воздуха,
то к зажимам катушки подводят по-
стоянный ток номинального напряже-
ния и вновь контролируют четкость сра-
батывания вентиля. При исправной ка-
тушке он должен работать также четко,
как и при ручном управлении. В про-
Рис. 5.4. Проверка хода клапана вентиля; шаблоном
тивном случае вентиль снимают с ап-
парата для ремонта.
Ремонт вентилей. Для ремон-
та вентиль разбирают. Снимают крыш-
ку с кнопкой ручного управления и
якорь, вынимают ствол клапана, пробку
нижней камеры, пружину и нижний
клапан. Специальным ключом с высту-
пами вывинчивают сердечник и сни-
мают катушку.
С помощью деревянной палочки с
закрепленным на ее конце кусочком
льняной ткани удаляют загрязнения с
клапана и седла. Если на их прити-
рочных поверхностях обнаружится
овальность или неравномерный износ,
то клапан и седло притирают сначала
мазью, состоящей из смеси пемзы с
машинным маслом, а затем пастой
ГОИ. Для притирки клапан покрывают
мазью или пастой, вставляют его в сед-
ло и вращают с усилием около 5 Н
(0,5 кгс) в разных направлениях в сек-
торел 90—120°.
При значительной выработке этих
поверхностей седла и клапаны фрезе-
руют и притирают, а при износе их
выше допустимого — заменяют новыми.
Неисправную катушку ремонтируют
(см. с. 195).
Убедившись в исправности всех
деталей, вентиль собирают.
Регулировка вентилей. Ре-
гулировку вентиля выполняют при сня-
той крышке с помощью специального
измерительного калибра 1 (рис. 5.4, а).
Проверяют ход и регулировку клапана.
Калибр имеет четыре впадины, глуби-
на которых соответствует выходу торца
ствола клапана 2 за торец сердечника
3 на 0,8; 1,3; 2,2 и 2,6 мм.
Если на исправный невозбужден-
ный вентиль установить калибр с впади-
ной 2,2 мм, то торец сердечника клапана
должен касаться шаблона без зазора
(но и без нажатия), а воздух через
нижний клапан проходить не должен.
Если воздух проходит, значит, торец
ствола выходит за торец сердечника
на расстояние, превышающее 2,2 мм,
и шаблон, нажимая на ствол, приоткры-
вает клапан. Завышенный выход ствола
клапана можно выявить и по наличию
зазора А между лапками шаблона и
торцом сердечника, если шаблон уста-
новить на ствол клапана без нажатия
на него (рис. 5.4, б). В этом случае
ствол клапана осторожно подпиливают,
контролируя длину его выступающей
части шаблоном. Если между калибром
и торцом ствола невозбужденного вен-
тиля будет видимый зазор Б (рис.
5.4, в), то вентиль следует разобрать
и установить новый клапан.
Выключающий вентиль проверяют
аналогично, но шаблон устанавливают
выемкой 2,6 мм.
Затем вентиль возбуждают и уста-
навливают калибр выемкой 1,3 мм. При
этом зазора между торцом ствола и лап-
ками калибра быть не должно. При на-
личии зазора ствол укорачивают опили-
ванием. Если при нажатии калибром на
ствол клапан пропускает воздух, клапан
заменяют.
Ход клапана определяют по раз-
ности высот выступающей части стерж-
ня при возбужденном и невозбужден-
ном состояниях вентиля. Он должен
быть равен 0,85 мм у включающего и
1,3 мм у выключающего вентилей.
При несоответствии хода клапана при-
веденным значениям его регулируют у
включающего вентиля подбором ствола
верхнего клапана требуемой длины, а у
выключающего — изменением числа
шайб под нижним седлом. При отсутст-
вии калибра необходимые измерения
можно выполнять микрометром.
Износ клапана выявляют нажатием
на его ствол стороной калибра с выем-
кой 0,8 мм. При этом вентиль не
должен пропускать воздух. В противном
случае клапан заменяют.
Проверяют минимальное напряже-
ние срабатывания вентиля при дав-
лении сжатого воздуха 550 кПа
(5,5 кгс/см2). Для вентилей с номиналь-
ным напряжением 50 и ПО В оно
должно быть соответственно не менее
30 и 75 В.
Для проверки герметичности венти-
ля его подключают к резервуару вме-
стимостью 1 л со сжатым воздухом при
начальном давлении равном 675 кПа
(6,75 кгс/см2). В течение 10 мин оно не
должно снижаться более чем на 60 кПа
(0,6 кгс/см2). При большем снижении
давления выявляют и устраняют при-
чины нарушения герметичности.
Дугогасительные камеры. Снятую
с аппарата дугогасительную камеру
продувают сжатым воздухом, очищают
от копоти, подгаров и брызг металла
и разбирают. Асбестоцементные стенки,
перегородки и деионные решетки очи-
щают на сталеструйной или корундо-
струйной установке. СтеНки с толщиной
менее 4 мм, со сколами, трещинами
и прогарами глубиной более 25% их
толщины заменяют. Места менее глубо-
ких трещин и прогаров разделывают,
тщательно зачищают напильником,
крупнозернистой шлифовальной бума-
гой или обрабатывают в пескоструйной
камере, очищают от пыли и песка и
заделывают специальной замазкой или
эпоксидной смолой.
В качестве замазки применяют ас-
бестоцементный порошок, разведенный
жидким стеклом, или смесь из равных
частей гипсового порошка и асбестового
волокна на шеллачном лаке. Замазку
наносят так, чтобы ее уровень был не-
много выше ремонтируемой поверх-
ности, так как по мере затвердева-
ния она дает усадку. Замазку на жид-
ком стекле сушат при температуре
25—30 °C, а шеллачную — в сушильной
печи при температуре 70—80 °C в тече-
ние 7—8 ч.
Сквозные прожоги и трещины мож-
но устранить специальной мастикой.
Состав мастики в весовых частях:
эпоксидная смола ЭД-5 или ЭД-6—
70; фурфулол—11; бакелитовый лак
СБС-1—5; гексометилендиамин (отвер-
дитель)—14. Замазку наносят немед-
ленно после ее изготовления, так как
у нее быстро начинается процесс поли-
меризации и через 30—40 мин она уже
затвердевает. Полное отвердение при
температуре 16—25 °C наступает через
24 ч. При температуре ниже 16° С реак-
ция полимеризации происходит замед-
ленно и прочность нанесенного слоя
резко снижается. Перед нанесением ма-
стики ремонтируемое место тщательно
обезжиривают ацетоном или бензином.
Эпоксидные смолы и мастики ток-
сичны. Из них выделяются летучие ве-
щества, содержащие эпихЛоргедрин и
толуол, которые вредно действуют на
нервную систему и печень, вызывают за-
болевания кожи. Поэтому все работы
с ними следует выполнять в резиновых
перчатках, защитных очках и в поме-
щениях с хорошей вытяжной вентиля-
цией. При попадании клея на кожу его
следует сразу же смыть спиртом, мыль-
ным раствором или слабым раствором
питьевой соды.
Негодные медные и стальные пере-
городки деионных решеток заменяют.
Пластины и дугогасительные рога с не-
большими оплавлениями зачищают и
используют повторно. Дугогасительные
рога с оплавлениями глубиной более
3 мм восстанавливают наплавкой или
припайкой медно-вольфрамовых нако-
нечников МВ-70.
Пневматические приводы. Износы и
повреждения большинства типов пнев-
матических приводов одинаковы — это
неплотность прилегания крышек, флан-
цев цилиндров, пропуск воздуха через
манжеты поршня или через мембра-
ны, износ, задиры и царапины на внут-
ренней поверхности цилиндров и на-
ружной поверхности поршней и значи-
тельно реже — погнутость штоков
поршней.
Утечку воздуха через неплотности
в местах прилегания крышек и фланцев
устраняют подтяжкой их болтов. Если
после этого утечка не прекращается,
то крышки и фланцы снимают и уста-
навливают под них новые уплотняющие
паронитовые прокладки. Одновременно
через отверстия в стенках цилиндров
добавляют смазку ЖТ-79Л для резино-
вых манжет или ЖТКЗ-65 для кожаных
с последующим многократным включе-
нием привода. Если и в этом случае
пропуск воздуха не прекращается,
то привод разбирают и осматривают
манжеты, лепестковые шайбы и рабочие
поверхности цилиндров и поршней.
Кожаные манжеты очищают от
смазки и гряви. Манжеты с поврежден-
ными краями, трещинами, расслоением,
повышенным износом по диаметру или
утратившие эластичность заменяют.
Эластичность манжет проверяют пе-
регибанием их краев на 180 °. При этом
у них в местах изгиба не должно по-
являться трещин. Для восстановления
эластичности, механической прочности
и воздухонепроницаемости манжеты
пропитывают прожировочным соста-
вом.
Перед прожировкой манжеты очи-
щают от грязи, смазки, остатков ста-
рого прожировочного состава и подве-
шивают для просушки и прогрева в спе-
циальных камерах с температурой 65—
68°С на 30—40 мин. Затем их погру-
жают в бак с прожировочным соста-
вом № 12 или № 40 (87,5—88% касто-
рового масла и 12—12,5% пчелиного
воска) и выдерживают в нем в течение
1 ч.
Температуру прожировочного со-
става следует строго выдерживать в
пределах 60—65 °C.
Прожированные манжеты подвеши-
вают в камерах над баком на 5—10 мин
для стекания лишнего прожировочного
состава и выдерживают в течение суток
при температуре 16—20 °C. Перед уста-
новкой с манжет тщательно удаляют
остатки прожировочного состава и сма-
зывают их тонким слоем смазки ЖТ-65.
Рис. 5.5. Приспособление для
установки манжет
Резиновые манжеты с трещинами,
гофрами по периметру и с загибами
бурта не ремонтируют, а заменяют но-
выми. Вновь устанавливаемые манжеты
промывают теплой водой и тщательно
протирают. Перед установкой поршня
в цилиндр манжету покрывают смазкой
ЖТ-79Л или ЖТ-72.
При съеме и установке манжеты
применять отвертки или другие метал-
лические предметы не допускается. Сле-
дует использовать для этого деревян-
ную планку или специальное приспособ-
ление (рис*. 5.5). На конус / прибора
сверху надевают монтируемую манжету
3 и осаживают ее до выхода на ниж-
ний цилиндрический конец конуса. Ко-
нус устанавливают на поршень 4. На-
девают на него насадку 2 и, плавно
нажимая на нее, осаживают ман-
жету до входа в кольцевую расточку
поршня.
Цилиндр привода очищают от пыли,
ржавчины, загрязнений, смазки, про-
мывают керосином, протирают и осмат-
ривают. Трещины и раковины на внут-
ренней поверхности заваривают комби-
нированными или латунными электро-
дами. Мелкие поры проклеивают баке-
литовым лаком или клеем БФ-2. Риски,
овальности и выработку глубиной до
0,5 мм устраняют шлифованием, более
глубокие — хромированием с последую-
щей обработкой до чертежных разме-
ров. При невозможности устранения
выявленных дефектов перечисленными
способами цилиндр заменяют.
Поршни с рисками и забоинами
на наружной поверхности шлифуют, а
изношенные по наружному диаметру
более чем на 0,3 мм наплавляют.
Допускается напрессовка втулки. После
наплавки или напрессовки поршень
обрабатывают под чертежный размер и
шлифуют.
Пружинные шайбы с изломом лепе-
стков или потерявшие упругость заме-
няют.
Диафрагму (мембрану), пропус-
кающую воздух, заменяют. Исправные
диафрагмы снимают для осмотра перед
наступлением холодов. Диафрагмы с
трещинами, разрывами или повышен-
ным износом заменяют.
Электромагнитные приводы. Воз-
можными неисправностями этих при-
водов могут быть замедленное переме-
щение якоря из-за повреждения или
утери диамагнитной пластины, повы-
шенного износа или забоин в шарнир-
ных соединениях, в призматических
опорах, расслоения и ослабления пла-
стин магнитопровода якоря, неисправ-
ности включающей катушки, из-за изло-
ма отключающей пружины или сниже-
ния ее характеристики. Способы устра-
нения большинства перечисленных не-
исправностей описаны выше.
Износ призматических опор якоря
более 2 мм устраняют запиловкой
их под углом 45 °, а в боковых выре-
зах — под углом 30°. Неисправную диа-
магнитную прокладку заменяют или ус-
танавливают на торце сердечника две
медные заклепки. Головки заклепок
должны выступать над торцом сердеч-
ника катушки на 0,3—0,6 мм. Пружину
с изломом, трещинами или потерявшую
упругость заменяют.
Кожуха аппаратов. Основными тре-
бованиями к кожухам электрических
аппаратов является обеспечение надеж-
ной защиты аппаратов от попадания
в них песка, пыли и влаги. Поэтому
прежде всего проверяют герметичность
поверхностей прилегания кожухов к
корпусу аппарата. Ее определяют так
же, как и плотность прилегания кры-
шек коллекторных люков (см. гл. 3).
При большом периметре кожухов ка-
чество уплотнения проверяют через
каждые 150—200 мм. Если требуемое
качество уплотнения не обеспечивается,
то уплотняющую резину или войлок
заменяют.
Погнутые металлические кожуха
выправляют. Трещины и прожоги устра-
Рис. 5.6. Правильная (а) и неправильная (б)
установка пружины на аппарате
няют установкой металлических накла-
док. Проверяют исправность замков и
надежность прижатия ими кожуха к
корпусу аппарата. Неисправные пру-
жины замков заменяют. Замки смазы-
вают техническим вазелином.
Трещины и прожоги на пластмассо-
вых корпусах заделывают пластмассой
АГ-4С или эпоксидной смолой.
Цилиндрические пружины. Пружи-
ны с изломами и трещинами заме-
няют новыми. Растянутые или просев-
шие, но не имеющие механических
повреждений пружины восстанавли-
вают. Для этого пружину отпускают,
нагревая до температуры 920—980 °C,
сжимают или растягивают до чертеж-
ных размеров и для придания необ-
ходимой упругости подвергают закал-
ке. Пружина, устанавливаемая в аппа-
рат, должна иметь характеристику,
соответствующую чертежной. Прове-
ряют ее на специальном приспособ-
лении. На нем пружины сжимают под
действием груза необходимой массы и
по линейке определяют ее просадку.
Отклонение от чертежных размеров до-
пускается не более ±8%.
Устанавливать в аппараты пружины
с числом витков и диаметром, не соот-
ветствующими чертежным значениям,
не разрешается. Опорные поверхности
должны быть выровнены так, чтобы
пружина стояла на горизонтальной по-
верхности вертикально. Деформация
пружин, установленных в аппарат
(рис. 5.6), не допускается.
Изоляционные детали. Восста-
новление изоляционных по-
верхностей. В электрических ап-
паратах применяют широкий ассорти-
мент изоляционных материалов: слюду,
фарфор, пластмассы, миканиты, асбест,
дерево, керамику и др. Многие детали
аппаратов имеют сложную изоляцию,
состоящую из изоляционных материа-
лов нескольких типов. В ходе
эксплуатации изоляция может разру-
шаться, расслаиваться, перетираться,
утрачивать изоляционные свойства, в
ней могут появляться трещины, отко-
льц прогары. Детали с такими неис-
правностями изоляции требуют ремонта
или мер по восстановлению утрачен-
ных изоляцией свойств.
Изоляторы после разборки аппарата
очищают от пыли и грязи: фарфоровые
5%-ным раствором щелочи (каусти-
ческой соды), изоляторы из пластмас-
сы АГ-4С — промывкой в 8%-ном раст-
воре щавелевой кислоты и двукратной
промывкой в воде.
Фарфоровые изоляторы со сколами
или трещинами размером более 2X2 мм
или с поврежденной глазурью на участ-
ке длиной .более чем 1/5 длины пути
возможного перекрытия электрической
дугой подлежат замене. Если поверх-
ность изолятора закопчена или загряз-
нена на длине менее 20% пути перекры-
тия, то ее промывают спиртом или
бензином. Поверхность пластмассовых
изоляторов можно зачищать и шлифо-
вать наждачным полотном. Оставшиеся
следы повреждения покрывают эмалью
1201. Сплошное покрытие поверхности
изолятора эмалью не допускается. Изо-
ляторы с ослабшими фланцами или
армировкой заменяют. Новую армиров-
ку приклеивают цементным раствором
или составом из свинцового глета и
глицерина. Незначительные потертости
и неглубокие риски на поверхности
изоляторов устраняют полированием
при помощи войлочных кругов, после
чего изолятор может быть вновь уста-
новлен на аппарат. Очищать фарфоро-
вые изоляторы наждачной бумагой
запрещается.
Миканитовые втулки с расслоением
миканита или трещинами обычно не
ремонтируют, а заменяют новыми. При
необходимости неисправный участок
трубки удаляют, концы трубок разде-
лывают на конус на длине 30—40 мм,
покрывают глифталебакелитовым ла-
ком и запекают в электрической печи.
Дефектные миканитовые шайбы заме-
няют.
Изоляционные панели очищают.
Подгары и местные прожоги зачищают,
протирают смоченной в бензине или
техническом спирте ветошью и по-
крывают изоляционным лаком. Изоля-
ционные свойства отремонтированных
панелей проверяют мегаомметром по
сопротивлению, измеряемому между от-
верстиями для крепления аппаратов
и отдельными точками на панели,
отстоящими от них на 12—15 мм.
Измеренное сопротивление должно
быть не менее 200 МОм.
На возможность поверхностного пе-
рекрытия панель испытывают перемен-
ным током напряжения 3000 В. При
установке электродов на расстоя-
нии 12 мм друг от друга на лицевой
стороне панели допускается небольшое
искрение.
Деревянные детали — панели, ба-
рабаны, рейки зажимов, клицы и дру-
гие очищают смоченной в бензине
ветошью. Поврежденные места разде-
лывают и устанавливают в них запла-
ты, деревянные вставки и пробки, ис-
пользуя клей БФ, после чего пропиты-
вают растительным маслом или парафи-
ном в специальных ваннах. Высушен-
ные после пропитки детали окрашивают
двумя слоями изоляционной эмали
СВД.
Изолированные валы и стойки тща-
тельно осматривают. Валы и стойки
с местными повреждениями изоляции
на глубину не более половины ее тол-
щины восстанавливают, накатывая на
покрытый глифталиевым лаком стер-
жень по всему его периметру разогре-
тые на электрической плите полосы
миканитовой ленты и бакелизированной
бумаги. Затем стойку бандажируют
киперной лентой, пропитывают глифта-
лебакелитовым лаком и опрессовывают
в пресс-форме под давлением 1500
Н/см2 (150 кгс/см2) при температуре
180—200 °C в течение 2 ч, после чего,
не снимая пресс-формы, охлаждают при
комнатной температуре,- Мелкие по-
вреждения изоляции заделывают изо-
ляционной лентой.
После ремонта изоляционные по-
верхности покрывают двумя слоями
эмали ГФ-92-ХК или ГФ-92-КС и испы-
тывают ее электрическую прочность.
Пропитка изоляционных
материалов. Ее осуществляют для
повышения влагостойкости изоляцион-
ных материалов.
Фибровые детали пропитывают в
льняном масле, парафине и лаках в
печах, где постепенно в течение 1—2 ч
повышают температуру до 100—НО °C,
прогревают детали в течение 4 ч, после
чего погружают в льняное масло с тем-
пературой 100—105 °C и выдерживают
около 6 ч. После пропитки детали
протирают, сушат в течение 6 ч на воз-
духе, затем загружают в холодную
печь и, постепенно повышая темпе-
ратуру до 100—НО °C, сушат в тече-
ние 4 ч.
Прессшпановые шайбы и прокладки
сушат в электрической печи при темпе-
ратуре 100—105 °C в течение 1 ч, по-
гружают на 2 ч в льняное масло при
температуре 90—100 °C, после чего вы-
нимают из бака, раскладывают на 4 ч
на решетки для стекания масла. Когда
масло стечет, шайбы и прокладки
протирают и сушат на воздухе в течение
5 ч.
Деревянные детали перед пропиткой
просушивают. Остаточная влажность
их не должна превышать 12—15%.
Масло в баке должно покрывать дета-
ли слоем не менее 100 мм. Для удер-
жания деталей от всплытия их прижи-
мают грузом. Температура масла долж-
на быть 100—ПО °C. Время пропитки
зависит от толщины детали. По исте-
чении необходимого срока обогрев ба-
ка прекращают. После остывания масла
до температуры окружающей среды де-
тали вынимают, развешивают на 2—3 ч
для стекания масла, протирают сухими
тряпками и просушивают на воздухе
в течение 24 ч. Пропитку парафином
выполняют аналогично.
Асбестоцементные детали пропиты-
вают кремнийорганическим составом
или льняным маслом.
Пропитку деталей в кремнийорга-
нической (гидрофобизирующей) жид-
кости ГКЖ-94 проводят для обеспече-
ния водоотталкивающих (гидрофоб-
ных) свойств асбестоцемента. Детали,
подлежащие пропитке, полностью очи-
щают, помещают в сушильную элект-
рическую печь и выдерживают в ней
при температуре 200 °C из расчета 1 ч
на каждый миллиметр толщины детали.
Затем их охлаждают до температуры
30—40 °C и опускают в ванну с
раствором, состоящим из 90% уайт-
спирита и 10% жидкости ГКЖ-94.
Длительность процесса пропитки опре-
деляют из расчета 5 ч на 1 мм толщины
детали. Извлеченные из ванны детали
сначала помещают на сетки для стока
излишков раствора, а затем в вентиля-
ционную камеру и сушат при температу-
ре окружающей среды в течение 10—
12 ч.
Асбестоцементные изделия, пропи-
танные гидрофобным составом, не
должны смачиваться водой в месте
излома опытного образца.
При пропитке деталей в льняном
масле их сначала сушат в печи с темпе-
ратурой 70—80 °C в течение 4 ч в рас-
чете на каждый миллиметр толщины
детали, а затем в горячем состоянии
опускают в льняное масло и пропиты-
вают в нем в течение 6—12 ч.
У пропитанных деталей измеряют
сопротивление изоляции. Испытание на
электрическую прочность проводят вы-
борочно — около 2% от партии (но
не менее трех штук).
Проверка параметров контактных
устройств. Основными параметрами,
характеризующими контактные уст-
ройства, являются раствор, провал
и нажатие контактов.
Раствор контактов — это наимень-
шее расстояние между поверхностями
разомкнутых контактов аппарата. Он
может изменяться в результате износа
контактов и деталей подвижных частей
аппарата. Измеряют его специальным
контрольным шаблоном (рис. 5.7, а).
Так как растворы у различных аппара-
тов могут значительно различаться,
то необходимо иметь несколько шабло-
нов, охватывающих весь диапазон воз-
можных значений растворов.
Провал контактов — это расстояние
П (рис. 5.7, б), на которое может
переместиться подвижной контакт у
включающего аппарата при снятом с не-
го неподвижном контакте. Провал мож-
но определить непосредственным из-
Рис. 5.7. Измерение раствора и провала контактов
мерением перемещения подвижного
контакта (рис. 5.7, в).
Если непосредственно измерить про-
вал невозможно, то его определяют
косвенным путем. Для этого измеряют
в условно выбранной точке расстоя-
ние Л между держателем подвижного
контакта и его упором, расстояние
Bi от выбранной точки до центра оси
рычага и от центра оси до точки касания
контакта В?. Провал рассчитывают:
П = АВ2/В1.
Для ряда аппаратов известно зна-
чение провала при повороте рычага
подвижного контакта на определен-
ный угол. В этом случае провал
удобно контролировать измерением
угловым шаблоном угла а между рыча-
гом и опорной поверхностью контакта.
Так, у контактов ПК углу а— 12-Ь 14°
соответствует провал 10—12 см.
Контактное нажатие — это нажатие
подвижного контакта на неподвижный.
На различных этапах процесса вклю-
чения аппарата контактное нажатие
изменяется. Контролируют его по двум
значениям — в момент начального ка-
сания контактов (начальное нажатие)
и после полного их включения (конеч-
ное нажатие). Начальное нажатие РИ
(рис. 5.8, а) как усилие от начального
сжатия притирающей пружины 2 опре-
деляют по показанию динамометра 3 в
момент начала перемещения подвижно-
го контакта. Чтобы уловить этот мо-
мент, между держателем контакта и
его внутренним упором прокладывают
бумажную полоску 1. Показания дина-
мометра снимают в момент освобожде-
ния бумажной полоски.
Конечное нажатие Рк (рис. 5.8, б)
измеряют динамометром 3 в момент
освобождения зажатой между контак-
тами бумажной полоски 1 или в момент
загорания контрольной лампы Л, вклю-
ченной в цепь контактов.
При измерении нажатий приклады-
ваемое к динамометру усилие должно
быть строго перпендикулярно плоскости
касания контактов и проходить через
линию или точку касания. Если непо-
средственно в точке касания измерить
нажатие не представляется возможным,
то динамометр закрепляют в любой
доступной точке (рис. 5.8, в), измеряют
длину плеч В| и В2 и снимают показание
динамометра Р'к в момент отрыва кон-
такта. Искомое конечное нажатие Рк =
= Р'КВ2/(В1 + В2).
Испытание аппаратов на электри-
ческую прочность. Электрическую проч-
ность изоляции аппаратов проверяют
Рис. 5.8. Определение нажатия контактов
на специальных пробивных установках
переменным током частотой 50 Гц в те-
чение 1 мин. Значение испытательного
напряжения и места его подведения
для аппаратов различных участков
электрических цепей э. п. с. устанавли-
ваются Правилами ремонта.
При массовом испытании аппаратов
допускается уменьшение длительности
испытания до 1 с при условии повыше-
ния испытательного напряжения на
20%. При испытании аппаратов после
ремонта значение испытательного на-
пряжения должно быть снижено на
15% по сравнению с значениями испы-
тательных напряжений, указанных в
технических данных для новых аппара-
тов.
За испытательное напряжение при-
нимается его действующее значение.
Техника безопасности при испыта-
нии индивидуальных контакторов. При
испытании аппаратов на электрическую
прочность в помещении для испытаний
не допускается присутствие посторон-
них лиц. Запрещается проведение испы-
таний одним лицом. Работники, прово-
дящие испытания, должны быть в ре-
зиновых перчатках и стоять на резино-
вых ковриках. Запрещается закорачи-
вать блокировки и блок-контакты безо-
пасности, а также осуществлять сбор-
ку электрических цепей или переклю-
чение отдельных проводников при
наличии напряжения на пробивном
трансформаторе. Напряжение к венти-
лям или электродвигателю привода
можно подводить только после надеж-
ного соединения проводов с контакт-
ными зажимами.
Изоляционные стержни контакто-
ров, валы переключателей для испы-
тания на пробой устанавливают в спе-
циальные приспособления, металли-
ческие кожуха или коробки.
Блоки электронной аппаратуры.
Электронная аппаратура, устанавли-
ваемая на э. п. с., имеет, как правило,
блочную конструкцию. Поэтому для
восстановления работы отказавшего ап-
парата достаточно выявить неисправ-
ную кассету и заменить ее новой.
Отказ блока может быть вызван
не полным выходом из строя какого-
либо элемента, а из-за частичной ут-
раты им паспортных характеристик. Пе-
ред ремонтом снятые блоки подлежат
дефектировке с проверкой парамет-
ров полупроводниковых элементов. Не-
обходимо проверить и вновь устанавли-
ваемые полупроводниковые элементы,
так как они могут иметь большой разб-
рос параметров. Контролируют их на
универсальных приборах или на уста-
новке ИПП-1. Целостность диодов про-
веряют измерением их сопротивления
мегаомметром. У исправного диода пря-
мое сопротивление должно быть близ-
ким к нулю, а обратное (в зависимости
от марки диода) — несколько десятков
или сотен ом.
Транзисторы можно проверять при-
бором, принципиальная схема которого
представлена на рис. 5.9. Включе-
нием переключателей П1 и П2 подклю-
чают питание. Для проверки начального
Рис. 5.9. Принципиальная схема прибора для проверки транзистора
Рис. 5.10. Способы крепления радиоэлементов на плате
тока коллектора /кн переключатель ПЗ
устанавливают в положение /кн. Если
проверяемый транзистор пробит, то при
включении кнопки /<2 через миллиам-
перметр пойдет недопустимый для него
ток и прибор может выйти из строя.
Чтобы этого не произошло, перед
включением переключатель резисторов
/ ставят в положение /, соответствую-
щее минимальному значению сопротив-
ления. Если при включении кнопки
К2 стрелка прибора отклоняться не бу-
дет, то пробоя транзистора нет. Затем
переключатель / ставят в положе-
ние 2.
В этом случае миллиамперметр
mA будет иметь шкалу 0—10 мА, соот-
ветствующую значениям /кн малых
транзисторов. При проверке средних
и больших транзисторов прибор должен
иметь шкалу до 100 мА, для чего пере-
ключатель / устанавливают в положе-
ние 3. Затем включают кнопку К2, уста-
навливают с помощью потенциометра
R1 по вольтметру V паспортное для
проверяемого транзистора напряжение
между коллектором и эмиттером и фик-
сируют по микроамперметру значение
/кн •
Отсутствие показания прибора сви-
детельствует о наличии в транзисторе
обрыва. Однако такой вывод справед-
лив лишь для достаточно больших
транзисторов. У ряда транзисторов
/кн оказывается настолько малым, что
стрелка прибора остается неподвижной,
хотя транзистор исправен. При провер-
ке таких транзисторов вместо милли-
амперметра следует пользоваться мик-
роамперметром.
Для измерения обратного тока кол-
лектора /к0 нажатием на кнопку Л7 раз-
рывают цепь эмиттера и фиксируют
по миллиамперметру значение /ко. Если
в течение некоторого времени показания
прибора не изменяются, то утечки
(дрейфа) у транзистора нет.
Коэффициент усиления по току 0
определяют расчетом. Резистор R2 ус-
танавливают в положение наибольшего
сопротивления, а резистор переключе-
ния пределов измерения //—в положе-
ние, соответствующее шкале микроам-
перметра 0—300 мкА. При нажатой
кнопке К2 устанавливают резистором
R2 паспортное значение тока базы
транзистора /б1, фиксируют по миллиам-
перметру ток в цепи коллектора /кь
затем увеличивают ток базы 162 на
100 мкА, вновь определяют ток коллек-
тора /К2 и определяют коэффициент
0=(/к —/К1)/(/в2 —Z6i).
Измеренные значения /ко и 0 срав-
нивают с паспортными параметрами
транзистора. При их несоответствии
транзистор заменяют.
Блоки модульного исполнения, если
они неисправны, заменяют новыми. При
замене модуля осторожно сдвигают на
проводах маркировочные трубочки,
ключом М8 отвертывают гайки крепле-
ния модуля к плате, распаивают его
провода паяльником мощностью не бо-
лее 85 Вт и снимают его. Выводы
вновь устанавливаемого модуля лудят
припоем ПОС-61, закрепляют на месте
снятого гайками, выводы подпаивают
согласно маркировочным трубочкам,
места пайки зачищают спиртобензоль-
ной смесью и покрывают в два слоя
лаком НЦ-62. Затем надвигают марки-
ровочные трубочки на их прежние
места и проверяют работоспособность
блока.
Блоки с навесным монтажом выпол-
няют на радиоэлементах. На рис. 5.10
показаны способы крепления диодов
Д242(а), стабилитронов Д818(б), тран-
зисторов ГТ и МП (в) и микросхем на
гетинаксовых платах (г).
При замене неисправных радиоэле-
ментов маркировочные трубочки ото-
двигают осторожно ножом, отделяют
элемент от панели и удаляют с места
пайки остатки лакового покрытия ра-
створителем БЭМ. Для этого очищае-
мый участок ограждают полоской
герметика ТГ-18 и наливают немного
растворителя. Через 5 мин лак раство-
ряется и его удаляют сухой салфет-
кой. Герметик снимают, поверхность
протирают салфеткой, смоченной в то-
луоле.
Эти работы следует проводить в
вытяжном шкафу.
Новые элементы устанавливают
в обратной последовательности. По-
верхность панели в местах приклейки
элементов протирают спиртотолуоловой
смесью, наносят на склеиваемые по-
верхности мастику ЯН и выдерживают
в вытяжном шкафу 48 ч при темпера-
туре 15—30 °C или 12 ч при температуре
40—45 °C. Затем места монтажа по-
крывают эпоксидным лаком ЭП-730 и
сушат при температуре 20 °C в течение
30—40 мин. Места пайки покрывают
двумя слоями лака НЦ-62.
Блоки с печатными платами ремон-
тируют аналогично, но с некоторыми
различиями в способах пайки и замены
радиоэлементов.
Для удаления дефектного элемента
его выводы обрезают на расстоянии не
менее 5 мм от плоскости платы, после
чего оставшиеся в плате концы выво-
дов нагревают паяльником мощностью
не выше 65 Вт и вынимают из платы
пинцетом. Чтобы не вызвать отслоения
печатных проводников, продолжитель-
ность соприкосновения паяльника с
местом пайки не должна превышать 3 с,
а интервалы между касаниями должны
быть не менее 20 с.
Перед установкой нового элемента
отверстия в плате калибруют с по-
мощью иглы. Температура жала паяль-
ника не должна превышать 280 °C.
Если возникает опасение, что при
выпаивании выводов поврежденного
элемента могут быть повреждены токо-
проводящие дорожки печатной платы,
то выводы заменяемого элемента мож-
но не выпаивать, а аккуратно переку-
сить бокорезами, оставляя на плате
концы длиной 8—10 мм. К этим концам
и подпаивают исправный элемент.
При неаккуратном ремонте из-за
механического повреждения или дефор-
мации платы могут возникать обрывы
токоведущих дорожек. Если обрыв
имеет вид трещины шириной не более
1 мм, то трещину заливают припоем,
захватывая на длине 5—10 мм концы
дорожки по обе стороны трещины. Если
печатный проводник поврежден на
большем участке, то его восстанав-
ливают прокладкой медного луженого
провода диаметром 0,8 мм, концы кото-
рого впаивают в металлические писто-
ны, расположенные по краям ремонти-
руемой токопроводящей дорожки.
Чтобы избежать возможного выхода
из строя установленных на плате полу-
проводниковых элементов от действия
статического электричества, ремонти-
руемую панель следует устанавливать
на металлическую пластинку, заземлен-
ную через резистор сопротивлением
10 МОм. Через такой же резистор за-
земляют и жало паяльника.
Так как элементы на платах обычно
расположены близко друг к другу, что-
бы не допустить их чрезмерного нагре-
ва, пайку следует вести с применением
теплозащитных экранов. Теплоотводя-
щим элементом может служить и при-
меняемый при пайке пинцет.
При пайке печатных проводников
применяют флюс-раствор канифоли в
спирте. Его наносят на место пайки
с помощью кисточки или дозатора, не
допуская попадания флюса на радиоде-
тали и соседние проводники.
В качестве припоя рекомендуется
применять припои с низкой температу-
рой плавления:. ПОС-61, ПОСК-50,
ПОСВ-ЗО и др. Припой должен запол-
нять места соединения со всех сторон
и все щели в зазоре между выводами
и отверстиями. Качество пайки надо
проверять с помощью лупы двух- пяти-
кратного увеличения.
При отслаивании печатного провод-
ника его приклеивают к основе платы
клеем БФ-2. Для этого проводник со
стороны платы и плату тщательно
очищают от канифоли и окислов и сма-
зывают тонким слоем клея. Через 10 мин
клей наносят вторично (только на пла-
ту) и прижимают проводник к плате
жалом паяльника, нагретым до темпе-
ратуры 120—150 °C.
Отремонтированные панели уста-
навливают в кассеты на их прежние
места. На специальном стенде прове-
ряют работу кассеты, при необходи-
мости ее настраивают.
Если снятая с блока неисправная
кассета была сразу заменена исправной
из переходного запаса, то снятую кассе-
ту после ее ремонта, проверки и наст-
ройки передают на склад для пополне-
ния переходного запаса.
5.3. Ремонт индивидуальных
контакторов
Общие сведения. У контакторов в
процессе эксплуатации изнашиваются
рабочие поверхности контактов, детали
подвижной системы, нарушается изоля-
ция стоек и катушек, прогорают стен-
ки дугогасительных камер, обрываются
жилы гибких шунтов и проводов, слаб-
нут или ломаются пружины, нарушает-
ся работа привода и регулировка ос-
новных параметров контакторов.
Снятые с локомотива контакторы
очищают от грязи, продувают сжатым
воздухом и передают на дефектировку
и ремонт. Ремонт ряда деталей контак-
торов рассмотрен в предыдущем раз-
деле. Ниже рассматриваются общая
технология ремонта электропневмати-
ческих и электромагнитных контакторов
и особенности ремонта и регулировки
контакторов отдельных типов.
Электропн евматические контакторы.
Ремонт контакторов при ТР-3 проводят
с полной их разборкой. С контакто-
ра снимают дугогасительную камеру,
блокировочные колодки с кронштейном
и рычагом, изоляционную тягу, верх-
ний и нижний кронштейны, пневмати-
ческий привод.
Все детали очищают от грязи,
разбирают и осматривают. Дефектные
детали ремонтируют или заменяют,
разбирают и ремонтируют неисправный
вентиль. Трещины в дугогасительном
роге разделывают и заваривают газо-
вой сваркой. Специальным шаблоном
проверяют профиль рога. Места прога-
ров и оплавлений, искажающих про-
филь рога, заваривают латунью и об-
рабатывают, контролируя профиль
шаблоном. Допускается восстановление
рога по длине напайкой медно-вольфра-
мовых наконечников МВ-70. Возмож-
ные перекосы в контактной системе
устраняют.
Контакты электропневматических
контакторов с толщиной у пятки менее
5 мм и контакты контакторов ПК-96—
ПК-101 с толщиной напайки менее
0,5 мм заменяют. При меньших износах
они подлежат ремонту.
Если контакты ремонта не требуют,
но имеют подгары, то их зачищают бар-
хатным или личным напильником,
стараясь снять возможно меньший
слой металла и не изменить профиля
контакта. После зачистки контакты
протирают ветошью. Смазывать кон-
такты не допускается.
Проверяют соответствие пружин
контактора характеристикам. Так, от-
ключающая пружина контактора ПК-21
при нагрузке 60 Н должна иметь длину
146 ±4 мм, а при 200 Н—98 ±6 мм, а
притирающая—длину 60±2 мм при
нагрузке 20 Н и 46 ±3 мм при нагрузке
90 Н. Пружины, не отвечающие этим
требованиям, заменяют,
Дугогасительные катушки с вит-
ками, оплавленными на участках более
3% площади их сечения, восстанав-
ливают наплавкой медью, места закле-
почных соединений концов катушки
пропаивают припоем ПОС-45. При
витковом замыкании витки раздвигают
и опускают катушку в пропиточный
лак с миканитовой пылью.
В ремонтной практике наблюдались
случаи пробоя изоляции между витками
дугогасительной катушки и ее сер-
дечником. Поэтому при разборке кон-
тактора необходимо проверять состоя-
ние изоляционной втулки внешним
осмотром и измерением ее сопротив-
ления. Если на ней будут обнаружены
подгары, следы пробоя или ее сопро-
тивление окажется менее 10 МОм, то
изоляционную втулку заменяют.
Дугогасительные камеры должны
свободно сниматься и надеваться,
а полюсы касаться сердечников дуго-
гасительных катушек. Стенки и перего-
Рис 5.11. Регулировка
блокировочного уст-
ройства
родки камеры с трещинами и прога-
рами глубиной бод ее 1/4 толщины
стенки заменяют, при меньшей их глу-
бине — ремонтируют.
Пневматический привод при необ-
ходимости разбирают и ремонтируют.
После его сборки вновь убеждаются
в отсутствии утечки воздуха и много-
кратным включением вручную электро-
магнитного вентиля в течение 1—2 мин
осуществляют приработку привода.
Проверяют линии касания и гори-
зонтальное смещение силовых и бло-
кировочных контактов. При недоста-
точной длине линии касания блоки-
ровочных контактов выполняют взаим-
ную притирку пальцев 3 (рис. 5.11) к
медным сегментам 4. Блок-контакты,
утратившие требуемое нажатие, заме-
няют. Нажатие блок-контактов регули-
руют, подгибая кронштейны-держате-
ли 1 изоляционных колодок с пальцами
2. Контактные пластины с износом бо-
лее 1 мм и пальцы с износом до полови-
ны их толщины заменяют.
Выработку на колодках блок-кон-
тактов глубиной до 1 мм устраняют,
запиливая личным напильником. При
более глубокой выработке допускается
установка на колодки фибровых вста-
вок на заклепках.
Места механических повреждений
изоляции зачищают и покрывают
эмалью ГФ-92-ХК. Неисправные нако-
нечники перепаивают, ремонтируют или
заменяют неисправные шунты и прово-
да, заменяют дефектный крепеж и пру-
жины, имеющие трещины, изломы или
утратившие упругость.
Сборку контактора выполняют в
последовательности, обратной последо-
вательности его разборки. Устанавли-
вают и закрепляют на изоляционном
стержне кронштейны подвижного и не-
подвижного контактов. Устанавливают
пневматический привод и соединяют его
с рычагом подвижного контакта. Мон-
тируют электромагнитный вентиль и
блокировочное устройство. Устраняют
возможный люфт рычажной системы и
перекос блокировочной колодки. Прове-
ряют работу пневматического привода,
убеждаются в отсутствии заеданий
и утечки воздуха при его давлении
675 кПа (6,75 кгс/см2).
Регулировку аппарата проводят
на стенде. Контролируют угловым шаб-
лоном раствор силовых контактов. При
необходимости регулируют его переме-
щением кронштейнов на изоляционном
стержне. Одновременно контролируют
взаимное боковое смещение контактов
(должно быть не более 2 мм) и длину
линии их касания (не менее 80% их
ширины).
Контакторы ПКУ-2 и ПК-306 имеют
сдвоенную контактную систему. У них
должна быть обеспечена строгая одно-
временность отключения. Раствор кон-
тактов ПКУ при касающихся дополни-
тельных контактах должен быть 6,5—
9,5 мм.
У контактора ПК-306 провал регу-
лируют, устанавливая на шток (между
внутренним приливом цилиндра и
поршнем) втулки соответствующей
длины.
Измеряют нажатие контактов. На-
чальное нажатие регулируют заменой
притирающей пружины с соответствую-
щей характеристикой, а конечное —
регулировкой натяжения отключающей
пружины при давлении сжатого возду-
ха 500 кПа (5 кгс/см2).
Допускаемые значения основных па-
раметров контакторов некоторых ти-
пов приведены в табл. 6.
Проверяют работу контактора при
пониженных значениях напряжения
(30 или 50 В) и давления воздуха
(350 кПа или 3,5 кгс/см2). При этом
все подвижные части контактора долж-
ны перемещаться свободно, без заеда-
ний.
Убедившись в правильной работе
контактора, на него устанавливают
дугогасительную камеру. При этом сле-
дят, чтобы щеки полюсов камеры при-
легали к сердечнику катушки, зазор
между подвижным контактом и стенка-
Таблица 6
Параметр Значения параметра для контакторов
ПК-14— ПК-86 ПК-96— ПК-101 ПК-305, ПК-306А, ПК-306С ПК-306Т, ПК-306Ф ПК-350 ПКУ-1 ПКУ—2 1SVAD4, 1SVAD5
Раствор контактов, мм 24 — 27 Не менее 23 24—27 21—24 21—24 25,5—29 15—17
Конечное нажатие, 23 Не менее 42—45 42—45 38—40 125—185 59
Н (кгс) (2,3) 15 (1,5) (4,2—4,5) (4,2—4,5) (3,8-4) (12,5— 18,5) (5,6)
Провал контактов, мм 10—12 13—15 4—5,5 9—12 9—12 2,5—4 2—4
ми камеры был не менее 1 мм, а зазор
между витками катушки и держате-
лем — не менее 2 мм. Запирающее уст-
ройство должно надежно удерживать
камеру.
На электрическую прочность кон-
тактор испытывают после его установ-
ки на электровоз.
Электромагнитные контакторы. Ре-
монт этих контакторов во многом ана-
логичен ремонту электропневматичес-
ких контакторов, так как они имеют
однотипные (кроме приводов) детали.
Контактор продувают сжатым воз-
духом, снимают дугогасительную каме-
ру и, осматривая все узлы, определяют
объем ремонта. Затем его разбирают,
протирают все детали ветошью, а рыча-
ги и стойки — салфетками, смоченными
в бензине. Рог дугогасительной систе-
мы очищают от подгаров и оплавле-
ний металлической щеткой и стеклян-
ной бумагой. Проверяют и ремонти-
руют рог так же, как и рог элект-
ропневматического контактора.
Включающую катушку с поврежден-
ной изоляцией, обрывом витков или
витковым замыканием и с активным
сопротивлением, превышающим номи-
нальное более чем на 16%, ремонти-
руют или заменяют. Якорь, сердечник
и магнитопровод при необходимости
оцинковывают.
Ремонтируют или заменяют неис-
правные детали шарнирных соединений,
крепления, гибкие шунты, провода,
наконечники и пружины. Разбирают
и ремонтируют дугогасительную каме-
ру. Контакты с незначительной выра-
боткой опиливают личным напильником
и шлифуют, а при значительных взно-
сах и оплавлениях восстанавливают.
Панель контактора МКП-23 с трещи-
нами и прожогами заменяют.
Измеряют сопротивление изоляции
катушек относительно сердечников. Ес-
ли оно окажется менее 50 МОм, то
катушки заменяют.
У контакторов КМВ-101 и КМВ-104
проверяют степень намагниченности
постоянных магнитов, а при сборке
контактора следят за правильностью
их установки, ориентируясь по окраске
синего цвета на торце магнита или
стойке вокруг его торца, указывающей
на то, что этот полюс — северный.
Возможная ошибка в установке полюса
выявится при последующей проверке
правильности выдувания дуги.
Контакторы МКП отключаются при
обесточенной цепи, поэтому дугогаси-
тельных камер не имеют. Якорь / (рис.
5.12) этого контактора должен пере-
мещаться в латунной трубке 4 сердеч-
ника удерживающей катушки без зае-
дания. В противном случае контактор
разбирают, трубку и якорь протирают,
Рис. 5.12. Регулировка контактора МКП-23
Рис. 5.13. Проверка правильности вклю-
чения дугогасительной катушки
зачищают задиры и царапины. Мед-
ное кольцо 3 на магнитопроводе 2 вклю-
чающей катушки с трещинами и про-
гарами заменяют.
Убедившись в исправности всех де-
талей, контактор собирают.
Регулировку контакторов осуще-
ствляют с одновременной проверкой
правильности их сборки.
Если контактор КВЦ-2 при подаче
на него номинального напряжения
при исправных катушках не включает-
ся, значит, при его сборке нарушена
согласованность полярности катушек.
В этом случае одну из катушек следует
перевернуть так, чтобы магнитные пото-
ки обеих катушек имели одинаковое
направление.
Затем в цепь контактора последо-
вательно включают сопротивление
30 Ом. При этом якорь должен удержи-
ваться в притянутом положении. Если
он отпадает, то соприкасающиеся по-
верхности якоря и магнитной системы
пришабривают для улучшения их при-
легания.
У контакторов КВЦ-2 и МК-15-01
система контактов двойная. При их ре-
гулировке необходимо добиться одно-
временности размыкания контактов.
Допускаемое отставание одного контак-
та от другого — не более 0,5 мм. Если
при пониженном (25—30 или 55—60 В)
напряжении контактор не включается,
то проверяют наличие на хвостовике
якоря диамагнитного штифта и регули-
руют отключающую пружину. Если
якорь при снижении напряжения до
2,5 В (а у контактора МК-310— при
3—4 В) не отпадает, то проверяют нали-
чие под шайбой якоря диамагнитной
прокладки и ее состояние. Изношенную
прокладку заменяют.
Для регулировки контактора
МКП-23 к нему последовательно под-
ключают амперметр, переменный рези-
стор R и подключают его к источнику
питания с напряжением 50 В (см. рис. 5.12).
Изменяя сопротивление резистора R,
фиксируют значения тока включения
и отключения контактора. При необ-
ходимости с помощью регулировочного
болта 5 изменяют зазоры А и В, доби-
ваясь включения контакта при токе
11—20 А и отключения при токе 1—7 А.
Контакторы КМВ-104 и МК-310 про-
веряют, убеждаются в правильности
выдувания дуги, для чего к контактору
подводят постоянный ток напряжением
75 В, присоединяя плюс источника пита-
ния к плюсовому зажиму контактора.
Затем, соблюдая осторожность, вруч-
ную замыкают и размыкают контакты,
определяя визуально направление пе-
ремещения возникающей дуги. Если она
перемещается внутрь контактора, то
следует поменять полярность на выво-
дах дугогасительной катушки или
переставить постоянные магниты, поме-
няв местами его полюсы.
Правильно подключить дугогаси-
тельную систему можно, используя пра-
вило левой руки. На рис. 5.13 показано
направление перемещения дуги 3 от
взаимодействия ее как проводника с то-
ком 1 с магнитным полем 2 катушки
при указанной полярности выводов.
После регулировки проверяют элект-
рическую прочность изоляции контак-
торов переменным током частотой
50 Гц в течение 1 мин. Значения
испытательных напряжений для кон-
такторов различных типов и места их
приложения указаны в Правилах ре-
монта и приложениях к ним.
Убедившись, что включение контак-
тора при номинальном и понижен-
ном напряжениях происходит четко, без
заеданий, приступают к регулировке
раствора, провала и нажатия контактов
способами, описанными выше.
Раствор у контакторов МК-15-01
и МК-310 регулируют изменением высо-
ты упорного штифта якоря, для чего
его опиливают или наплавляют. Про-
вал контролируют на включенном кон-
Таблица 7
Параметр Значения параметра для контакторов
КМВ всех типов мк-зю МК-15-01 6SM ткпм КМ-10А-1 КТПВ КМ-2311, КМ-2313
Раствор контактов, 21—24 30—34 18—21 8 6—8 11 — 15 4—4,5
ММ Провал контактов, 6-12 28—34 7—9 — 4,0 5—7 2,4—3 2-3
мм Контактное иажа- 10—12 18—27 29 2,5 11 — 13 8—10 2-3
тие, Н (кгс) (1-1,2) (1,8—2,7) (2,9) (0,25) (1,1-1,3) (0,8-1) (0,2—0,3)
такторе, измеряя зазор между крон-
штейном и держателями подвижного
контакта. Зазор 6—7 мм соответствует
провалу 6—8 мм.
Провал контактов контактора
КВЦ-2 контролируют угловым шабло-
ном по углу между упором и хвостови-
ком держателя и подвижного контакта.
Угол 6—7° соответствует провалу 5—
6 мм.
У контактора МКП-23 зазор А (см.
рис. 5.12) должен быть равен 10,7—
12 мм, раствор—10—14 мм. Провал
контактов контролируют по зазору А
в момент касания контактов. Этот за-
зор, равный 2,5—4 мм, соответствует
провалу 4,5—6,5 мм. Номинальное на-
жатие контактов 18 Н.
Контролируют нажатие контактов
и доводят его до номинальных значе-
ний регулировкой степени сжатия
пружин или подбором пружин с соот-
ветствующими характеристиками.
Значения параметров контакторов
приведены в табл. 7.
С помощью омметра проверяют,
соответствует ли сопротивление кату-
шек норме.
После регулировки на контакторы
устанавливают дугогасительные каме-
ры. Проверяют зазор между подвижной
системой и стенками камеры. Он должен
быть не менее 1 мм.
Электрическую прочность изоляции
контактора проверяют после его уста-
новки на локомотив.
г-, уу^г-^М.А*-
Общие сведения. Износы и повреж-
дения. Наибольшая часть неисправно-
стей аппаратов с групповым приводом
вызывается главным образом естествен-
ным износом их отдельных деталей. К
основным их неисправностям относятся:
износ кулачковых шайб, контактов,
шарнирных соединений, ослабление
крепления контакторных элементов, из-
нос рабочих поверхностей цилиндров и
манжет поршней пневматических при-
водов, заедание или заклинивание ку-
лачкового вала, износ и перекос зуб-
чатой передачи, неисправности в систе-
ме дугогашения, утечка воздуха в пнев-
матическом приводе, чрезмерный на-
грев и обрыв жил шунтов, излом бло-
кировочных пальцев, механические или
электрические повреждения изоляции,
отколы и трещины в изоляторах, тре-
щины в рамах аппаратов и, как их след-
ствие,— нарушение правильности про-
изводимых аппаратом переключений.
Разборка аппаратов. Перед разбор-
кой аппараты продувают сжатым воз-
духом и осматривают. Проверяют
работу аппарата под напряжением. На
всех позициях контролируют правиль-
ность развертки. Определяют объем
ремонта и приступают к разборке.
С аппарата снимают защитный ко-
жух, пневматический (а у главного
контроллера ЭКГ и контроллера воз-
буждения КВМ — электроде игатель-
ный) привод, отсоединяют токоведущие
шины, снимают дугогасительные каме-
ры (где они есть), все силовые и бло-
кировочные контакторные элементы.
Кулачковые валы осматривают.
С помощью индикатора, проворачивая
вал, определяют его биение. Если глав-
ный вал ЭКГ имеет прогиб более 1 мм,
а блокировочный — более 0,8 мм, то их
снимают и разбирают. Разбирают валы
также в случаях, когда обнаружены
трещины, расслоения и сколы на шай-
бах, ослабление шайб на валах, их из-
нос по диаметру более 2 мм (а для
РК и ТК— более 3 мм) или нарушение
их профиля, если его шейки под уста-
новку подшипников имеют забоины или
повышенный износ, а также тогда,
когда требуется регулировка расстоя-
ний между кулачковыми шайбами.
Ремонт контакторных и контактных
элементов, блокировочных устройств.
Контакторные элементы групповых пе-
реключателей (КПГ) имеют ряд одно-
типных с электропневматическими кон-
такторами деталей. Поэтому ремонт
контактов, их кронштейнов и рычагов,
дугогасительных катушек и камер,
пружин и гибких шунтов, отверстий,
втулок и изоляционных стержней кон-
такторных элементов выполняют по
технологии ремонта ПК-
Кроме того, проверяют с помощью
профильного шаблона износ рычага
подвижного контакта и при необходи-
мости восстанавливают его наплавкой
латунью марки Л63 с последующей
обработкой под чертежный профиль.
Шариковые подшипники с радиальным
зазором более 0,2 мм заменяют. Ос-
лабшую ось подшипника заменяют но-
вой с предварительной заваркой и рас-
точкой отверстия под ось. Опорные
ролики с трещинами, раковинами
и ползунами заменяют.
Контакторные элементы главного
контроллера (ЭКГ) разбирают. Все де-
тали протирают салфетками, смоченны-
ми в бензине. Рычаги, контактодержа-
тели и разрывные контакты очищают
от нагаров и брызг металла в песко-
струйной камере. Проверяют состояние
напаек главных и разрывных контактов.
Незначительную выработку устраняют
личным напильником. При необходи-
мости напайку заменяют. Проверяют
продольное и поперечное перемещения
рычага контакторного элемента. Если
оно более 1 мм, то резиновые и брон-
зовые втулки заменяют. Гребенки раз-
рывных контакторов и контактодержа-
телей с забоинами и неглубокими тре-
щинами заплавляют и обрабатывают
до чертежных размеров.
Изоляционные боковины очищают
от подгаров стеклянной бумагой и
полируют.
Проверяют и ремонтируют магнит-
ные компенсаторы, дугогасительные ка-
меры и катушки. Поврежденную на
концах катушек изоляцию полностью
заменяют. Контролируют жесткость
пружин. Неисправные пружины заме-
няют.
Контакторные элементы контролле-
ров электропоездов снимают с рейки,
разбирают и протирают. Контакты
с выработкой более 2 мм заменяют.
Изоляторы с подгарами зачищают стек-
лянной бумагой, шлифуют и покрывают
лаком. Изоляторы с трещинами (осо-
бенно в местах запрессовки втулок),
с ослаблением запрессовки втулки, от-
колами или прожогами заменяют.
Дефектные резьбовые отверстия и
отверстия под валики с выработкой
более 0,2 мм в держателях контакто-
ров и подвижных рычагах заваривают
и обрабатывают под чертежный раз-
мер. Допускается установка в разрабо-
танное отверстие втулки большего
диаметра. Валики с выработкой по
диаметру более 0,18 мм заменяют.
Игольчатые подшипники промывают
в керосине, изношенные или лопнувшие
иголки заменяют. Проверяют соответ-
ствие пружин характеристике. Неис-
правные шунты и наконечники ремон-
тируют или заменяют.
Аналогично ремонтируют и контак-
торные элементы переключателя воз-
буждения КВМ-3.
Контакторные элементы реверсоров
и переключателей (РК, ТК) менее
подвержены износу, так как переклю-
чаются они реже, чем контакторные
элементы, рассмотренные выше, а сами
переключения происходят при обесто-
ченной цепи, поэтому они не имеют
систем дугогашения. После разборки
детали очищают. Силовые контакты,
шунты, пружины, подшипники осматри-
вают и при необходимости ремонтируют
по описанной выше технологии.
Толщина главного подвижного кон-
такта должна быть 8—12,5 мм, а мак-
симальный износ главного неподвиж-
ного контакта — не более 3,5 мм.
Трещины в рычагах заваривают,
обрабатывают, после чего лудят галь-
ваническим способом. Гетинаксовые
планки (стойки), с незначительными
оплавлениями зачищают наждачной
бумагой или личным напильником и
полируют. Стойки с глубокими прогара-
ми, расслоением, трещинами и значи-
тельной механической выработкой в
местах крепления кронштейнов заме-
няют. Дистанционные распорки метал-
лических щек расклепывают и обвари-
вают место расклепки дуговой свар-
кой. Контакторные элементы блокиро-
вочных переключателей электровозов
ВЛ80т и ВЛ80с ремонтируют анало-
гично.
Контактные элементы переключа-
телей и реверсоров (ПШ, ПТК и ПР)
разбирают, протирают, с гетинаксового
пальцедержателя скребками счищают
лак.
Пальцедержатель с трещинами,
расслоениями или значительными про-
жогами заменяют. Сухарики пальцев
зачищают стеклянной бумагой, места
их оплавления — личным напильником,
а при износе их по высоте более 1 мм
заменяют. Дефектный сухарик удаляют,
новый приклепывают к пружине и
пропаивают припоем ПОС-40. Утратив-
шие упругость пружинные пальцы, гай-
ки, винты, болты, установочные планки
и подкладки с поврежденной резьбой,
с сорванными шлицевыми пазами или
гранями заменяют, годные — оцинко-
вывают.
Пластинчатые сегменты переключа-
теля ПШ должны иметь толщину не
менее 2,5 мм, а литые сегменты ревер-
сора ПР — не менее 3 мм. Сегменты
с повышенным износом, механическими
повреждениями или оплавленные вос-
станавливают газовой наплавкой. Де-
фектные фибровые сегменты заменяют
новыми, пропитанными в льняном мас-
ле. Окончательную отделку рабочих
поверхностей сегментов (их шлифов-
ку) выполняют на собранном барабане
на токарном станке. Набегающие края
сегментов скругляют.
Блокировочные устройства осматри-
вают. Пластинчатые контакты с выра-
боткой более 0,55 мм, с трещинами,
подгарами или потерявшие упругость
заменяют. Износ подвижных контактов
(сегментов) не должен превышать 1 мм
при номинальной'их толщине 3 мм и 2 мм
при толщине 5 мм. Дефектные кон-
тактные элементы ремонтируют так
же, как контактные элементы ПШ.
Изоляционные колодки держателей
неподвижных и подвижных контактов
переключателей кулачкового типа и
неподвижных контактов переключате-
лей барабанного типа промывают бен-
зином и осматривают. Колодки с трещи-
нами, прожогами, оплавлениями и с ос-
лаблением впрессованных в них резьбо-
вых втулок заменяют. Незначительные
повреждения зачищают стеклянной бу-
магой и шлифуют.
Разработанные отверстия в тяге и
планке в местах их шарнирного соеди-
нения заваривают и рассверливают под
чертежный размер. Валик с износом бо-
лее допускаемого заменяют.
Ремонт кулачковых валов и блоки-
ровочных барабанов. Кулачковый вал
разбирают, детали очищают и осматри-
вают. Обнаруженный прогиб устраняют
нажатием люнета на токарном станке.
Дефектные шейки восстанавливают
хромированием или наплавкой, обтачи-
вают до чертежного размера. Изоля-
цию вала зачищают мелкой стеклян-
ной бумагой, полируют и окрашивают
двумя слоями эмали.
Перед установкой новой шайбы ее
обрабатывают по профилю с некоторым
запасом, а окончательную конфигура-
цию придают на собранном переклю-
чателе при проверке диаграммы замы-
кания. Для правильной установки на
вал кулачковой шайбы на ее наружный
диаметр наносят риску (нулевую от-
метку) .
После ремонта деталей вал соби-
рают. Между изоляторами и кулачка-
ми ставят прессшпановые (электрокар-
тон ЭВ) или фетровые шайбы и окра-
шивают изоляторы двумя слоями эма-
ли, а кулачки — черным асфальтовым
лаком. При сборке обеспечивают плот-
ную посадку на вал всех его элемен-
тов.
Элементы устанавливают по спе-
циальному шаблону, регулируя места
установки кулачковых шайб измене-
нием числа прокладок.
Собранный вал вновь проверяют,
выявленный прогиб устраняют нажа-
тием люнета на станке или дополнитель-
ной обточкой шайб по диаметру.
Блокировочные барабаны очищают
от лака. Снимают фибровые и медные
сегменты, заделывают разработанные
отверстия под шурупы деревянными
пробками на эмали 1201 и зачищают
поверхность барабана стеклянной бу-
магой. Изношенные шейки вала восста-
навливают наплавкой, обтачивают и
шлифуют.
Изношенные сегменты 5 (рис. 5.14)
заменяют новыми или отремонтирован-
ными. При установке сегментов следят,
чтобы рабочие поверхности медных сег-
ментов выступали над фибровыми на
0,75—1,0 мм, а головки крепящих шуру-
пов 6 были утоплены на глубину 0,25—
0,75 мм. Ползун 9 с выработкой более
0,4 мм заменяют. На бакелитовый ба-
рабан устанавливают и закрепляют ко-
ническими штифтами 4 держатель 7, на-
девают барабан на вал /, фиксируют его
шплинтом 3. На конец вала закреп-
ляют шпонкой 8 рычаг 2. Если после
сборки будет выявлен люфт у вала или
рычага, его устраняют заменой шпонки
или шплинта.
После сборки барабан ставят на то-
карный станок, вновь проверяют его
биение. Если биение окажется более
0,5 мм, его устраняют и шлифуют
рабочие поверхности медных сегментов.
Открытые места барабана дважды ок-
рашивают эмалью ГФ-92-ХК-
Ремонт приводов переключателей.
Пневматический привод после дефекти-
ровки разбирают, все детали очищают
и промывают в керосине. Проверяют
выработку и состояние деталей. Пре-
Рис. 5.14. Ремонтируемые элементы блокировоч-
ного барабана
дельные значения износов и способы
устранения дефектов деталей привода
приведены на с. 198. При невозможно-
сти устранения неисправностей описан-
ными способами цилиндры и поршни
заменяют.
Упорные поверхности направляю-
щей и зубчатой реек с износом более
0,5 мм наплавляют и обрабатывают.
Восстанавливают наплавкой и изно-
шенные упоры. Проверяют зубомером
износ зубьев рейки и шестерни. Рейки и
шестерни с толщиной зуба менее 6 мм
заменяют.
У силового контроллера КСП с по-
мощью шаблона проверяют профиль
звезды, изношенные места наплавляют
и обрабатывают. Контролируют люфт
ролика штока. Если он превышает
0,5 мм, то ось ролика заменяют.
При сборке привода рабочие поверх-
ности цилиндра, поршня, рейки и ее на-
правляющей, а также манжеты поршня
покрывают тонким слоем смазки. При
проверке наличия утечки воздуха в при-
воде подключать его напрямую к пнев-
матической сети нельзя, так как обна-
руженное снижение давления может
быть вызвано не утечкой в проверяе-
мом приводе, а утечкой в воздушной
магистрали. Поэтому подводить сжатый
воздух к приводу следует от воздушного
резервуара, отключенного от питающей
пневматической сети. Давление воздуха
в изолированной системе привод —
резервуар контролируют по установлен-
ному на резервуаре манометру.
Электрический привод включает в
себя электрический двигатель и редук-
тор. Приводной двигатель главного
контроллера ЭКГ (сервомотор) сни-
мают и направляют для дефектировки
и ремонта в электромашинный цех.
Редуктор разбирают, отвертывают
нижний болт-заглушку, сливают масло
и промывают керосином. Снимают вал
с текстолитовой шестерней, разъеди-
няют половинки корпуса редуктора,
снимают валы и червяк. Перед снятием
шестерни с вала на них делают пометки,
облегчающие их правильную сборку.
Подвергают ревизии подшипники.
Подшипники с трещинами в обоймах,
изношенными беговыми дорожками или
раковинами на них, с неисправными
л I
сепараторами или с радиальным зазо-
ром более 0,1 мм заменяют.
Снимают мальтийский крест. Разби-
рают предохранительную муфту. Полу-
муфту-шестерню с выработкой на шли-
цах и мальтийский крест с выработкой
рабочей части пазов, трещинами и ско-
лами заменяют. Выработку в пазах
менее 0,3 мм устраняют шлифовкой.
Трещины в корпусе редуктора и ра-
ковины глубиной более 3 мм разде-
лывают и заваривают. После ремонта
корпус заполняют керосином и прове-
ряют, нет ли утечки. Посадочные по-
верхности валов с повышенным износом
восстанавливают хромированием или
наплавкой с последующей обточкой.
Шейки валов предварительно прове-
ряют дефектоскопом, убеждаются в от-
сутствии трещин. Валы с трещинами
заменяют.
Проверяют калибрами прилегающие
поверхности мальтийского креста и ва-
ла. Осматривают червяк. Если его резь-
ба имеет трещины или отколы, то чер-
вяк заменяют. Подлежат замене саль-
ники и регулировочные прокладки, если
они утратили эластичность и пропус-
кают масло.
Мальтийский крест, червячное коле-
со и шестерню диска нагревают в мас-
ляной ванне до температуры 120 °C и
устанавливают на вал с натягом 1,0—
1,5 мм. Подшипники промывают в бен-
зине, нагревают до температуры 80—
90 °C и легкими ударами по медной
монтажной трубе насаживают на шейки
вала.
Опорные поверхности разъемных
частей корпуса редуктора очищают от
старого лака и протирают салфетками,
смоченными в' ацетоне. Перед сборкой
редуктора шариковые подшипники ва-
лов заполняют смазкой ЦИАТИМ-201.
При сборке редуктора следят за
соосностью валов, регулируя их поло-
жение установкой под опорные подшип-
ники специальных прокладных шайб.
При сборке следят, чтобы осевой люфт
валов был не более 0,5 мм, червяка—
не более 0,4 мм, а зазор между дном
паза мальтийского креста и роликом
поводка — не менее 0,5 мм. Если зазор
между роликом и дном паза окажется
меньше 0,5 мм, то его доводят до нормы
Рис. 5.15. Схема установки шестерни по рискам
пропиливанием дна паза. Одновременно
следят, чтобы зазор между боковыми
поверхностями диска и креста был не
более 1 мм.
На собранном корпусе редуктора
проверяют зазор между опорными по-
верхностями его половинок. Он не дол-
жен превышать 0,05 мм. Собранный
редуктор заполняют осевым маслом до
уровня 190 мм (на масломере) и уста-
навливают на несущие угольники.
Регулируют зацепление шестерен ре-
дуктора с шестернями силовых валов.
Для этого по необходимости его подни-
мают или опускают с помощью эксцент-
риков, поворачивают в горизонтальной
плоскости вокруг установочного винта
или наклоняют в нужную сторону,
устанавливая под соответствующие
болты редуктора прокладочные шайбы
толщиной 0,5 мм. Добиваются, чтобы
боковой зазор в зацеплении вала-ше-
стерни с шестернями валов был в преде-
лах 0,17—0,35 мм, а с шестерней вала
контакторных элементов без Дугогаше-
ния—0,13—0,35 мм. При этом линия
зубьев должна быть не менее 50% их
ширины.
Затем устанавливают блокировоч-
ные валы, сельсин-датчик и регулируют
зацепление шестерен блокировочных
валов с шестернями редуктора. Для
обеспечения надежной фиксации валов
на позициях при установке блокировоч-
ного вала следят, чтобы риска на его
шестерне 1 (рис. 5.15) располагалась
между рисками на боковине рамы 2.
Проверяют работу предельной муф-
ты. Для этого контроллер устанавли-
вают на середине позиции, стопорят
шестерню вала первого мальтийского
креста, закрепляют вместо рукоятки
ручного управления рычаг длиной
100 мм с динамометром на конце. Плав-
но увеличивая усилие на крюке дина-
мометра, фиксируют момент начала
движения рычага (т. е. момент начала
срабатывания муфты). Это усилие
должно быть 250—300 Н (25—30 кгс).
Момент срабатывания муфты регули-
руют изменением затяжки пружины.
Затем закрепляют на редуктор сер-
вомотор, регулируют боковой зазор
в зубчатом зацеплении в пределах
0,17—0,35 мм, устанавливают редуктор
на стенд и при нагрузке 10—14 Н,
приложенной к валу-шестерне, обкаты-
вают его по 30 мин в каждую сторону.
У исправного редуктора не должно быть
стуков, вытекания масла, заеданий де-
талей и проскальзывания предохрани-
тельной муфты.
еееие' Положение глабноео бала___________
контакт ПО ПЗ П2 П1 HP ПО О БВ
Положение реберсибного бала
48-50
51-52
53-54
55-55
_57^
53-60
61-62
63-54
65-56
67-68
Положение тормозного бала
_____Тар мощение П О
Рис. 5.16. Диаграмма замыкания контакторных
элементов ПКГ
Рамы переключателей очищают ме-
таллическими щетками. Трещины и де-
фектные сварные швы разделывают
и заваривают. Отверстия под подшип-
ники с повышенной выработкой вос-
станавливают наплавкой с последую-
щей расточкой под чертежный размер
или под установку втулки. Вмятины и
погнутости выправляют после подогре-
ва ремонтируемых участков.
Проверяют состояние несущих
угольников под установку редуктора
главного контроллера ЭКГ. Трещины
разделывают и заваривают, погнутости
выправляют.
Отверстия с повышенной выработ-
кой или сорванной резьбой заваривают,
рассверливают и нарезают резьбу. По-
сле ремонта раму окрашивают черным
асфальтовым лаком.
Сборка и регулировка аппаратов с
групповым приводом. Групповой пере-
ключатель ПКГ собирают после того,
как были собраны и проверены все его
узлы. На раму устанавливают кулач-
ковый вал, монтируют средние роли-
ковые опоры вала и от руки проверяют
легкость его вращения. При необхо-
димости под опоры ставят прокладки.
Закрепляют собранный (но без кры-
шек цилиндров) пневматический привод
и, вращая вал от руки, проверяют пра-
вильность взаимодействия шестерни,
зубчатой рейки и поршней. Затем ставят
на место крышки цилиндров, устанавли-
вают держатель вентилей с вентилями
и трубками воздухопровода и прове-
ряют работу привода при давлении
675 кПа (6,75 кгс/см2). Одновременно
выявляют возможную утечку воздуха.
Убедившись в исправности привода,
монтируют контакторные элементы и ре-
гулируют их работу в соответствии
с диаграммой замыкания контакторов.
Для такой регулировки на конец вала
переключателя устанавливают лимб
(диск, отградуированный на градусы),
а на раме — стрелку указателя, совме-
щая ее с нулевой отметкой лимба.
Вал поворачивают вручную с помощью
рукоятки, надеваемой на его квадрат-
ный конец. При каждом повороте вала
фиксируют угол его поворота по лимбу,
сверяя с углом для данной позиции
по диаграмме замыкания (рис. 5.16).
21В
Так, для контактора № 23 участок
50° соответствует продолжительности
касания его ролика кулачковой шайбой
до момента соприкосновения подвижно-
го контакта с неподвижным. Участок
24° соответствует процессу притирания
контактов, участок 16° — замкнутому,
а участок 30° —отключенному положе-
нию контактов. Кроме того, регулиров-
ку можно проводить перемещением
контакторных элементов вдоль изоля-
ционного стержня.
При необходимости подпиливают
или наплавляют (с последующей обра-
боткой) кулачковые шайбы, добиваясь
своевременного включения или отклю-
чения контакторов. Отклонение от диа-
граммы допускается не более ±2°.
При регулировке добиваются, чтобы
взаимное смещение роликов не превы-
шало 2 мм, кулачковые шайбы не
касались хвостовиков рычагов контак-
торов, а принудительный разрыв кон-
тактов был не менее 3 мм. На каж-
дом фиксированном положении контак-
торные элементы должны быть пол-
ностью отключены или включены. От-
регулированные контакторные элемен-
ты должны иметь раствор 24—27 мм,
провал 11 —14 мм и обеспечивать на-
чальное нажатие 45—90 Н, а конеч-
ное—140—180 Н (для ПКГ-6). Раст-
вор, провал, начальное и конечное
нажатия определяют так же, как и
для электропневматических контакто-
ров.
Работу отрегулированного переклю-
чателя проверяют при давлении воздуха
350 кПа (3,5 кгс/см2) и напряжении
на катушках вентилей 35 В.
Затем устанавливают блокировоч-
ный барабан, стойку с блокировочными
пальцами, проверяют правильность
замыкания их блокировочными сегмен-
тами в соответствии с диаграммой за-
мыкания. Измеряют нажатие блокиро-
вочных пальцев и проверяют правиль-
ность их положения относительно сег-
ментов. На фиксированных положениях
линия касания пальца 1 (рис. 5.17)
должна находиться от края сегмента 2
не ближе 3 мм.
Сборку заканчивают установкой
дугогасительных камер. При этом сле-
дят, чтобы зазор между подвижными
Рис. 5.17. Положение пальца относительно
сегмента на фиксированных позициях переклю-
чателя ПКГ
частями и стенками камер был не менее
1 мм.
Главный контроллер ЭКГ собирают,
убеждаются в отсутствии заеданий и
четкости срабатывания. При необходи-
мости настраивают фиксацию позиций
регулированием сопротивления доба-
вочного резистора в цепи якоря серво-
мотора. При проходе фиксированного
положения сопротивление резистора
увеличивают, при недоходе уменьшают.
Контролируют зазор в магнитном ком-
пенсаторе. При замкнутых контактах
он должен быть не менее 3 мм.
Работу сервомотора и пневматичес-
кого привода проверяют при переклю-
чении контроллера между первой и по-
следней позициями в обоих направ-
лениях. При этом должна обеспечивать-
ся четкость поворота и фиксации ку-
лачкового вала. При отсутствии чет-
кой фиксации проверяют состояние
щеток сервомотора, контактора в его
цепи и ток срабатывания реле синхрони-
зации, который должен быть 0,1 А. Про-
веряют время хронометрического вра-
щения кулачкового вала на всех пози-
циях. Оно не должно превышать 28 с.
Диаграмму замыкания блок-контак-
тов главного контроллера проверяют
так же, как и для переключателей
ПКГ. Лимб устанавливают непосред-
ственно на блокировочный вал. Для
проверки диаграмм замыкания силовых
контакторов и контакторов переключа-
теля обмоток пользуются таблицами пе-
ресчета угловых перемещений валов
этих контакторов по отношению к валу,
на котором установлен лимб.
При проверке диаграмм замыкания
следяет, чтобы зазоры между роликами
и кулачковыми шайбами перед фикси-
рованными позициями, на которых
контакторные элементы должны быть
разомкнуты, были не менее 3 мм. Ре-
гулируют эти зазоры поворотом вала
Рис. 5.18. Положение ролика контакторного эле-
мента силового контроллера электропоезда на
фиксированных позициях
переключателя обмоток с помощью
установленного на нем эксцентрика или
опиливанием профиля кулачковых
шайб.
Проверяют и при необходимости
регулируют раствор, провал и нажатие
контактов. Раствор должен быть у глав-
ных контактов 22—30 мм, у разрыв-
ных 20—26 мм, провал 8—10 мм, на-
жатие 140—200 Н (14—20 кгс) у глав-
ных и 120—130 Н (12—13 кгс) у раз-
рывных. У блокировочных контактов
раствор должен находиться в пределах
5—9 мм, провал быть не менее 2,5 мм,
а нажатие — не менее 2,5 Н (0,25 кгс).
После ремонта контроллер испыты-
вают на электрическую прочность его
изоляции и измеряют сопротивление
изоляции полюсов относительно дуго-
гасительных катушек. Оно должно
быть не менее 5 МОм.
Проверяют надежность воздушного
гашения дуги при давлении воздуха
350 кПа (3,5 кгс/см2) и 700 кПа
(7 кгс/см2).
При установке дугогасительных ка-
мер обеспечивают одинаковый зазор
Рис. 5.19. Установка
контакторного элемен-
та на раме переклю-
чателя РК
между стенками и подвижными частя-
ми. Он должен быть не менее 1 мм.
Силовые контроллеры электропоез-
дов собирают так же, как и переключа-
тели ПКГ. В ходе сборки убеждаются
в отсутствии заеданий и легкости вра-
щения валов, четкости работы и отсут-
ствии утечки в пневматическом при-
воде, правильности установки контак-
торных элементов. Необходимую регу-
лировку выполняют так же, как и ре-
гулировку переключателей ПКГ. Про-
веряют и регулируют включение и вы-
ключение контакторных элементов в
соответствии с диаграммой замыкания.
Отклонение от диаграммы для всех
позиций не должно превышать ±2°.
Моменты включения и отключения кон-
такторных элементов регулируют опи-
ливанием кулачковых шайб. Контроли-
руют положение ролика 1 (рис. 5.18)
контакторного элемента относительно
кулачковой шайбы 2. Так, на фикси-
рованной позиции кулачкового вала
ролик отключенного контактора дол-
жен занимать положение, изображен-
ное на рис. 5.18, а, а включенного—
на рис. 5.18, б. На каждой фиксирован-
ной позиции контроллера контакторные
элементы должны быть полностью
включены или выключены.
Проверяют и регулируют раствор,
провал и нажатие контактов. Номи-
нальные значения этих параметров для
контакторных элементов контроллеров
КСП и 1КС приведены в табл. 8.
Раствор контактов регулируют уста-
новкой прокладок из электрокартона
ЭВ между корпусом контакторного эле-
мента и планкой его крепления, а на-
жатие — подбором пружины соответст-
вующей жесткости.
Переключатели РК-8, РК-80 и ТК-8
собирают и проверяют в последова-
тельности, аналогичной последователь-
ности сборки и проверки других ана-
логичных переключателей. При уста-
новке контакторного элемента на раму
следят, чтобы зазор б (рис. 5.19) между
нерабочим роликом и кулачковой шай-
бой был не менее 1 мм. Несоблю-
дение этого требования может привести
к нарушению диаграммы замыкания,
а иногда и к заклиниванию кулач-
кового вала.
Таблица 8
Параметр Значения параметра для кулачковых контакторов
КЭ-4Д КР-ЗА КР-ЗБ КР-6А КР-8А КР-9А КЭ-42А КР-11
Раствор, мм Провал, мм Нажатие, Н (кгс) 8—11 8—10,5 42—50 (4-5) Не менее 4 2,5—3,5 2-2,8 (0,2—0,28) 2—2,5(0,2—0,25) 8—12 Не менее 4 50—55(5—5,5) 42—50(4,2—5) 6—12 2,5—3,5 4,5-5,5 (0,45—0,55) 9—13 2,5-4 4,5 5,5 (0,45- -0,55)
Проверяют и регулируют раствор,
провал и нажатие контактов. Раствор
контактов должен быть не менее 17 мм,
провал —14—15 мм. Раствор регули-
руют изменением толщины прокладки 3,
установленной между угольником рамы
2 и стойками 4. Провал контролируют
по зазору а, который должен быть
8—10 мм. Конечное нажатие, равное
120—140 Н (12—14 кгс), регулируют
подбором пружины соответствующей
жесткости. При необходимости увели-
чения нажатия разрешается под
шплинт направляющего стержня пру-
жины ставить металлическую шайбу 1
необходимой толщины.
Двухпозиционные переключатели
ПКД электровозов ВЛ80т и ВЛ80с ре-
монтируют так же, как и переключа-
тели ПКГ. При сборке переключателей
трущиеся детали пневматического при-
вода и резиновые манжеты смазывают
смазкой ЖТКЗ-65. Шестерню и зубча-
тую рейку смазывают солидолом. Ус-
тановкой в подшипниковые узлы кулач-
кового вала прокладок и колец регули-
руют его осевой зазор, который должен
быть 0,3—1,0 мм. Обеспечивают раст-
вор силовых контактов 22—26 мм. Про-
вал контактов контролируют по ходу
рычага кулачкового элемента от момен-
та касания контактов до полного их
замыкания. Ход рычага должен быть
7,5—12 мм, нажатие контактов —
190—280 Н (19—28 кгс).
Раствор блокировочных контактов,
равный 3,3—8,3 мм, регулируют переме-
щением траверсы. Контактное нажатие
в момент размыкания блокировочных
контактов должно находиться в преде-
лах 5—7 Н (0,5—0,7 кгс).
Для правильной установки сектора
кулачкового и шестерни блокировочно-
го валов на секторе сделана метка
в виде одного отверстия, а на шестер-
не — из двух отверстий, расположенных
по радиусу.
При правильной установке все три
отверстия должны располагаться на
одной прямой.
Переключатель вентилей ПВ-78
электровоза ВЛ60 ремонтируют по об-
щей технологии ремонта групповых пе-
реключателей. После сборки и регули-
ровки у него должны быть: раствор си-
ловых контактов 22—34 мм, нажатие
силовых контактов 140—200 Н (14—
20 кгс), зазор между ярмом и якорем
компенсатора 3—6 мм, раствор блоки-
ровочных контактов 6—8 мм, а их нажа-
тие 2,5—3,3 Н (0,25—0,33 кгс).
Техника безопасности при ремонте
аппаратов с групповым приводом. При
снятии аппаратов с э. д. с. и транспорти-
ровании их к месту ремонта кранами
следят за правильностью закрепления
и равномерностью натяжения тросов,
за отсутствием посторонних лиц в под-
крановом поле.
При разборке приводов отдельных
низковольтных переключателей (на-
пример, электровоза ВЛ80с) необходи-
мо соблюдать безопасные приемы сня-
тия пружин.
При испытании аппаратов на стенде
запрещается прикасаться к вращаю-
щимся валам и переключающимся кон-
такторным элементам. Регулируя пре-
дельную муфту главного контролле-
ра приспособлением, разработанным
НЭВЗ, надо соблюдать осторожность,
так как при натяжении тросика воз-
можен его срыв. Обработку волокнито-
вых, изодиновых и бакелитовых шайб
необходимо проводить в предохрани-
тельных очках.
Зубчатые передачи редуктора
ЭКГ-8 при его испытании должны быть
закрыты предохранительным чехлом.
5.5. Ремою .окиприемняноз
Износы и повреждения. Токоприем-
ники э. п. с. работают в более трудных,
чем другие аппараты, условиях, так как
они дополнительно подвержены воздей-
ствиям со стороны контактной подвески
и сил от сопротивления воздушной
среды.
В результате ненормального взаи-
модействия с деталями контактной сети
в сочетании с другими факторами
перекашиваются рамы токоприемников,
возникают изгибы труб рам, ослабляет-
ся крепление нижней рамы, лопаются
изоляторы, перекашиваются шарниры
механизма подъема и опускания, слаб-
нут и перетираются шунты, возникают
трещины в коробе полоза и деталях
кареток.
В ходе эксплуатации изнашиваются
валики в втулки шарнирных соедине-
ний, разрушаются и загрязняются под-
шипники, изнашиваются и теряют эла-
стичность манжеты поршней пневмати-
ческого привода, теряется упругость
и ослабляется натяжение пружин, изна-
шиваются амортизаторы.
Перечисленные дефекты в сочетании
с нарушением регулировки токоприем-
ника приводят к нарушению нажатия
его полоза на контактный провод.
В результате при повышенном нажатии
происходит интенсивный износ накла-
док, а при пониженном — ухудшается
качество электрического контакта,
усиливается электроэрозия, вызываю-
щая подгары и оплавления как накла-
док токоприемника, так и контактного
провода.
При неправильной регулировке кла-
пана токоприемник последний будет под-
ниматься со значительными ударами
о контактный провод и опускаться с
сильными ударами о раму основания,
что может привести к перекосу рам, по-
явлению отколов и трещин у изолято-
ров, изгибу труб, возникновению изло-
мов и трещин в каретках, изгибу поло-
за и повреждению накладок.
В эксплуатации имеют место слу-
чаи перекрытия воздушного рукава и
опорных изоляторов. У изоляторов по-
вреждается глазурь, возникают отколы
и трещины.
Разборка токоприемника. Токо-
приемник очищают от грязи и старой
краски и устанавливают на специаль-
ные опорные.тумбы, верхние поверх-
ности которых-должны располагаться в
одной плоскости. Для предотвращения
самопроизвольного подъема токопри-
емника его подвижную часть скрепляют
с рамой специальной скобой. Для со-
здания безопасных условий и облегче-
ния разборки ослабляют натяжение
подъемных и опускающих пружин.
Снимают полоз, каретки, подъемные
и опускающие пружины, пневматичес-
кий привод, рычаги подъема и опуска-
ния, валы, верхнюю и нижнюю подвиж-
ные рамы.
Шарнирное соединение верхних и
нижних рам разбирают, используя
специальный съемник.
Для снятия нижней подвижной
рамы выпрессовывают полуоси и вы-
нимают подшипники.
Осмотр и ремонт деталей токоприем-
ника. Детали токоприемника очищают
от грязи, старой краски, подшипники
промывают в керосине. Обстукиванием
молотком и проволочной щеткой уда-
ляют с полозов старую твердую смазку.
Определяют состояние деталей и выпол-
няют необходимые замеры.
Основание токоприемника не долж-
но иметь перекоса, а его элементы —
погнутостей, трещин, разработанных
отверстий под болты опорных изолято-
ров и некачественных сварных швов.
Погнутые швеллеры основания вы-
правляют на правочной плите. Раз-
работанные отверстия под болты зава-
ривают и рассверливают. Сварные швы
с трещинами срубают и накладывают
вновь. Трещины разделывают и завари-
вают. Измеряют шаблоном по диаго-
нали основания расстояния между от-
верстиями под болты изоляторов. Раз-
ница этих расстояний при пластмас-
совых опорных изоляторах не должна
превышать 10 мм. При больших откло-
нениях одно из двух отверстий завари-
вают и рассверливают вновь.
Контактные поверхности основания
в местах присоединения наконечников
гибких шунтов и силового кабеля зачи-
щают и облуживают припоем ПОС-40.
Опорные изоляторы очищают: фар-
форовые — в 5%-ном растворе каусти-
ческой соды; пластмассовые промывают
в 3%-ном растворе щавелевой кисло-
ты в течение 40—60 мин и затем горя-
чей водой. Небольшие сколы заделы-
вают цементным раствором или эпок-
сидной смолой. Места поврежденной
глазури на длине менее 10% пути воз-
можного перекрытия на изоляторах из
пластмассы АГ-4 зачищают мелкой
стеклянной бумагой и окрашивают
эмалью ГФ-92-ХК. Местные выжиги и
следы оплавления удаляют мелкой стек-
лянной бумагой и полируют. Фарфоро-
вые изоляторы зачищать стеклянной
бумагой запрещается. Изоляторы с ос-
лабленным креплением в армировке
перезаливают в специальном приспособ-
лении. Проверяют электрическую проч-
ность отремонтированных изоляторов.
Резиновые амортизаторы, повреж-
денные или утратившие эластичность,
и стержни с выработкой или поврежден-
ной резьбой заменяют.
Привод токоприемника разбирают.
Подъемные и опускающие пружины
очищают и осматривают. Зазор между
витками у пружин большинства токо-
приемников в свободном состоянии
должен быть не более 1,5 мм. На спе-
циальном приспособлении проверяют
жесткость пружин. Пружины с трещи-
нами, вмятинами, с зазорами между
витками более 1,5 мм, а также пружины,
утратившие необходимую жесткость,
заменяют.
Осматривают рычаги рычажно-пру-
жинного механизма. Погнутые рычаги
выправляют. Выработку на рабочей по-
верхности криволинейных рычагов вос-
станавливают наплавкой с последую-
щей обработкой по профилю. В разра-
ботанные отверстия рычагов и серег
пружин впрессовывают бронзовые
втулки. Неисправные подшипники за-
меняют.
Пневматический привод разбирают,
детали промывают в керосине и ос-
матривают. Разработанные отверстия
для штока в поршне восстанавливают
наплавкой с последующей обработкой.
Бронзовую направляющую втулки
крышки цилиндра с выработкой более
2,5 мм заменяют. Цилиндр с износом
внутренней поверхности по диаметру
более 0,7 мм ремонтируют. Другие воз-
можные неисправности деталей привода
и технология их устранения, а также
проверка работы отремонтированного
привода описаны в начале главы. Пос-
ле сборки привода убеждаются в от-
сутствии в нем утечки воздуха. При
давлении 675 кПа (6,75 кгс/см2)
утечки водуха быть не должно.
Рамы токоприемника проверяют
на специальных стендах-кондукторах.
Если рама не входит в кондуктор или
входит с большим усилием, ее разби-
рают. Подлежат разборке и рамы с
ослабшим креплением труб в шар-
нирах, с ослабшими заклепочными сое-
динениями, с погнутыми трубами и при
наличии на них трещин, прожогов или
вмятин глубиной более 3 мм.
Погнутые трубы правят в горя-
чем состоянии, нагревая места погну-
тости газовой горелкой, или в холод-
ном состоянии — специальным винто-
вым прессом. Двутавровые рычаги ниж-
них рам некоторых токоприемников
выправляют на правочной плите. Конус-
ные трубы нижних рам правят на ко-
нических оправках.
Трубы верхних и нижних рам с тре-
щинами, прожогами и вмятинами глу-
биной более 3 мм заменяют. Разре-
шается восстанавливать трубы с по-
мощью соединительных муфт при усло-
вии, что число дефектных мест будет
не более одного на трубу и не более
двух на раму. Для этого трубу разре-
зают по дефектному месту, надевают
соединительную муфту, стягивают ее
болтами, рассверливают отверстия под
заклепки, устанавливают их и пропаи-
вают края муфты латунным припоем
или медью. Толщина стенок соедини-
тельных муфт должна быть не менее
1 мм, а длина — 90—120 мм.
На трубах нижних рам допускает-
ся оставлять вмятины глубиной 3 мм,
если их на длине до 150 мм не более
двух и труба не имеет погнутости.
В конусных трубах нижних рам токо-
приемников П-3 и П-5 разрешается
221
заваривать газовой сваркой трещины
и оставлять сваренные из двух половин
составные конусные трубы.
Изношенные места шарниров рам
восстанавливают наплавкой с после-
дующей обработкой. Подшипники шар-
нирных соединений для удаления ста-
рой смазки промывают в керосине, не-
исправные заменяют, исправные или
вновь устанавливаемые покрывают
смазкой ЦИАТИМ-201.
Неисправные гибкие шунты ремон-
тируют по технологии, описанной на
с. 194.
Каретку разбирают и проверяют со-
стояние ее деталей. В результате вос-
принимаемых кареткой ударов в
местах изгибов возникают трещины в
боковых стенках держателей, изнаши-
ваются валики, оси и втулки, срывается
резьба кронштейнов полозов, изме-
няются характеристики пружин.
Оси, валики и втулки тяги и основа-
ния с износом более 1 мм заменяют.
Ослабшую латунную втулку оси держа-
теля выпрессовывают и устанавливают
новую. Новые оси цементируют или
закаливают. Сорванную резьбу крон-
штейнов восстанавливают заваркой и
нарезкой новой резьбы. Трещины в дер-
жателе разделывают, заваривают газо-
вой сваркой и зачищают напильником.
Пружины обеих кареток должны иметь
одинаковую длину и одинаковые харак-
теристики.
Полозы освобождают от старой
твердой смазки пневматическим зуби-
лом и металлическими щетками с пнев-
матическим приводом. Негодные мед-
ные, металлокерамические пластины
или угольные вставки заменяют. Для
снятия пластин винты, крепящие их к
каркасу, срубают или отвертывают. По
специальному шаблону проверяют про-
филь каркаса. Вогнутость его на длине
Рис. 5.20. Крепление медных пластин к коробке
полоза токоприемника
1 м прямолинейной части не должна
превышать 2 мм, а расстояние между
концами его склонов отличается от чер-
тежных размеров более чем на
± 15 мм. Правят каркасы на специаль-
ной оправке.
Каркасы полозов с толщиной стенок
менее 1,3 мм заменяют. Лишние от-
верстия для установки контактных пла-
стин, трещины и надрывы в каркасах
и прожоги заваривают газовой свар-
кой или электросваркой постоянным
током. Отремонтированный каркас
вновь проверяют по шаблону и оцин-
ковывают, после чего устанавливают
контактные пластины или угольные
вставки. Поверхность каркаса в местах
установки угольных вставок очищают
на сталеструйной установке, омедняют
или облуживают.
Новые медные контактные пластины
изготавливают из полосовой меди
Ml. Места отверстий под винты Мб
размечают по кондуктору. После рас-
сверловки отверстия зенкуют под углом
60° при креплении пластин специаль-
ными винтами и под углом 90° при
использовании стандартных винтов. Ус-
тановку пластин начинают с середины
полоза. Монтируя пластины, следят,
чтобы они плотно прилегали к поверх-
ности каркаса, в местах стыка были
на одном уровне и не имели острых и
выступающих углов. Зазор между пла-
стинами в месте стыка должен быть
не более 1 мм.
При креплении пластин / (рис. 5.20)
к каркасу 2 специальными латунными
или медными винтами с образующей
головок 60° винты надо устанавливать
так, чтобы их головки не выступали над
рабочей поверхностью пластины или
были утоплены, но не более чем на
0,75 мм. При креплении стандартными
винтами 3 их головки должны быть
утоплены на 1,5 мм при толщине пла-
стины 5 мм и на 2,5 мм при ее тол-
щине 6 мм.
После установки медных контактных
пластин все пространство между ними
на рабочей части полоза заполняют
сухой графитовой смазкой СГС-0, обес-
печивающей графитизацию и полировку
контактных поверхностей, что улуч-
шает токосъем и снижает износ как
контактных пластин, так и контактного
провода.
Смазка СГС-0 состоит из 65 весо-
вых частей графита и 35 частей кумаро-
новой смолы.
Перед нанесением смазки полоз на-
гревают до температуры 140—150 °C
и грунтуют одним слоем кумароновой
смолы. Смазку нагревают до темпе-
ратуры 170—180 °C и лопаточкой нано-
сят на полоз так, чтобы слой смазки
был немного выше поверхности пластин.
Когда смазка остынет и отвердеет,
ее запиливают напильником вровень с
пластинами.
Выемки или прожоги на угольных
вставках запиливают напильником под
углом 20° к горизонтали. Вставки с
двумя и более трещинами или толщиной
менее допустимой заменяют.
Износ угольной вставки 2 (рис. 5.21)
проверяют по нанесенной на ней конт-
рольной риске. Наименьшая допусти-
мая толщина вставки Н = 25 мм. Кроме
того, учитывая возможную неточность
изготовления каркаса полоза и крепеж-
ных элементов, предельный износ конт-
ролируют также по расстоянию А от
рабочей поверхности вставки до бли-
жайшей части элементов каркаса, ко-
торый должен быть не менее 1 мм летом,
2 мм зимой и 3 мм при гололеде.
Новые вставки устанавливают,
вдвигая их с конца полоза по ласточ-
кину хвосту, образованному пластина-
ми 1 и 3. Чтобы не вызвать появления
во вставках внутренних трещин, при их
установке нельзя допускать сильных
ударов. Зазор между вставками должен
быть не более 0,8 мм, а внутренние
ряды вставок не должны быть выше
наружных. Концы внутреннего ряда
вставок с каждой стороны запиливают
на 5—6 мм по длине и на 3 мм по
высоте. Стыки вставок и вставок с ме-
таллическими пластинами рогов запи-
ливают на специальной установке.
Вставки должны быть надежно закреп-
лены на полозе 5 болтами 4, не иметь
продольных и поперечных перемещений.
Под все гайки винтов и болтов
должны быть установлены пружинные
шайбы.
Сборка и регулировка токоприемни-
ков. На основание токоприемника уста-
Рабочая поверхность изношенной вставки
Рис. 5.21. Крепление угольных вставок на
полозе токоприемника
навливают цилиндр пневматического
привода и рычажно-пружинный меха-
низм. Пружины при этом должны на-
ходиться в свободном состоянии. При-
соединяют воздухопроводные трубы.
Перед установкой трубы должны быть
прочищены и продуты. Трубы, имею-
щие трещины, вмятины или поврежден-
ную резьбу, заменены новыми. Уста-
навливаемые полиэтиленовые воздуш-
ные рукава должны быть испытаны
на плотность воздухом давлением
700 кПа и на диэлектрическую проч-
ность переменным током частотой 50 Гц
в течение 1 мин напряжением 9,5 кВ,
а также иметь нанесенные на них
трафареты с датой и местом испытаний.
Устанавливают амортизаторы, валы
нижних рам и нижние рамы. Верх-
ние рамы соединяют с нижними времен-
ными болтами, закрепляют на них ка-
ретки и полозы, ставят гибкие шунты,
после чего заменяют временные валики
постоянными. Ход каретки должен быть
50 мм. Перемещение каретки должно
происходить без заеданий, а полозы
свободно поворачиваться вокруг своей
оси на 10—15° в кажду сторону.
При сборке токоприемника все под-
шипники и трущиеся части смазывают
смазкой ЦИАТИМ-201. Одновременно
убеждаются, что наибольший аксиаль-
ный суммарный зазор в любом шар-
нире рамы не превышает 3 мм, а попе-
речный люфт на тяге —2 мм. При
необходимости зазор в шарнире регули-
руют установкой металлической шайбы.
Контактные поверхности обоих по-
лозов двухполозных токоприемников
должны быть на одном уровне с откло-
нением не более 2 мм. Проверяют го-
ризонтальность полозов 1 (рис. 5.22),
для чего на них устанавливают линей-
Рис. 5.22. Проверка горизонтальности токо-
приемника
ку 2 длиной 1000 мм с уровнем 3 посе-
редине. Отклонение рабочей поверх-
ности полоза А не должно превышать
5 мм.
Смещение центра полоза относи-
тельно основания токоприемника в по-
перечном направлении проверяют по
отвесу, закрепленному в центре полоза,
и линейке 4 с нанесенным центром
основания. Смещение (отрезок Б) не
должно превышать 25 мм.
Проверяют статическую характери-
стику токоприемника. При необходи-
мости нажатие полозов токоприемника
на контактный провод регулируют из-
менением натяжения пружин, доби-
ваясь значений, приведенных в табл. 9.
Контролируют работу токоприемни-
ка при давлении воздуха 350 кПа
(3,5 кгс/см2).
Отремонтированный токоприемник
(кроме рабочих поверхностей, полозов,
силуминовых рычагов, шунтов и поли-
этиленовых трубок) окрашивают крас-
ной эмалью ПФ-115, а пружины —
черным битумно-масляным лаком
№ 477.
Перед установкой токоприемника на
крышку проверяют правильность мон-
тажа опорных изоляторов. Разница в
высоте их установки не должна пре-
вышать 2 мм. При большей разнице
перекос устраняют установкой между
изоляторами и основанием металличес-
ких шайб.
После закрепления токоприемника
на опорных изоляторах проверяют
горизонтальность полозов. Разность
высот полоза, замеренная по концам
линейки, не должна превышать 10 мм.
Определяют время подъема токо-
приемника до наибольшей высоты и вре-
мя его опускания. Время подъема
должно быть 3—7 с для токоприемника
ДЖ-5, 7—10 с для токоприемников
Л-13У и Л-14М и 4—7 с — для токопри-
емников остальных типов, а время опус-
кания соответственно 3—5; 3,5—6 и
4—7 с. При необходимости время
подъема и опускания корректируют ре-
гулировкой клапана токоприемника,
а у токоприемника П-5 — изменением
длины тяги привода.
Проверяют работу токоприемника от
вспомогательного мотор-компрессора.
Техника безопасности при ремонте
токоприемников. При снятии полоза
подвижные рамы должны быть зацеп-
лены крюком за основание во избежа-
ние самопроизвольного подъема токо-
приемника. Разбирая рычажно-пру-
жинный механизм для предотвращения
случаев травматизма, натяжение
подъемных и опускающих пружин
должно быть предварительно ослабле-
но. При испытании пружин возможны
их разрывы, поэтому их необходимо
Таблица 9
Показатель Значение показателя токоприемников при выпуске из ТР-3
П-1 П-3 П-5 Т-5 Л-13У Л-14М 10РР2 I7PP2
Статическое нажатие на контактный провод, Н (кгс): при подъеме не менее при опускании не более Разница между наибольшим и наименьшим нажатиями при одностороннем движении в рабочем диапазоне не более,'Н (кгс) То же при опускании и подъеме на одинаковой высоте 70(7) 110(11) 15(1,5) 30(3) 80(8) 120(12) 15(1,5) 30(3) 100(10) 130(13) 15(1,5) 25(2,5) 60(6) 90(9) 10(1) 80(8) 120(12)
закрывать защитным чехлом. При уста-
новке токоприемника на крышу э. п. с.
напряжение с контактного провода
должно быть снято, а сам провод зазем-
лен.
5.6. Ремонт аппаратов защиты
Характеристика нагрузок. Износы и
повреждения. Основной особенностью,
отличающей аппараты защиты от аппа-
ратов иного назначения, является то,
что многие из них не только реаги-
руют на отклонения от нормальных
режимов работы отдельных узлов или
электрической схемы в целом, но и са-
ми разрывают их цепи, защищая от
недопустимо больших токов и напряже-
ний. Наиболее тяжелыми для элект-
рических цепей являются глухие корот-
кие замыкания, при которых ток может
достигать очень больших значений.
При разрыве цепей с такими то-
ками возникают мощные электрические
дуги, способные за короткий промежу-
ток времени разрушить изоляцию и
оплавить металлические детали отклю-
чающего аппарата. Поэтому такие ап-
параты должны иметь возможно мень-
шее собственное время отключения.
Большие токи перегрузки приводят
к недопустимому нагреву токопроводя-
щих деталей, а также вызывают зна-
чительные механические силы, повы-
шающие износ отдельных элементов
аппаратов, а иногда приводящие к их
поломке.
У главных выключателей э. п. с. пе-
ременного тока оплавляется киритовая
накладка дугогасительных контактов,
обгорают изоляторы воздухопровода,
оплавляется и изнашивается нож разъ-
единителя, нарушается ход клапанов
электромагнита включения, повреж-
дается глазурь изоляторов, оплавляют-
ся сквозные отверстия цилиндра и ламе-
ли контактной трубы, возникают оплав-
ления и трещины на изоляционных
колодках блокировочного устройства,
изнашиваются клапаны и втулки блока
клапанов.
У быстродействующих выключате-
лей постоянного тока возможны случаи
задевания подвижного рычага и под-
вижного контакта о стенки дугогаси-
8 Зак. 1783
тельной камеры и замыкания шины раз-
магничивающего витка на корпус. На-
блюдаются повышенный износ контакт-
ных поверхностей, поршней и цилинд-
ров приводов и шарнирных соедине-
ний, замыкание шины дуге гасительной
катушки на сердечник магнитопрово-
да, утрата жесткости или излом от-
ключающей пружины, утечка воздуха
из пневматического привода, средств
воздухоподводящей трубки и др.
У быстродействующих контактов
загрязняются рабочие поверхности
магнитопровода и якоря полюсов, де-
формируются или теряют жесткость
отключающие пружины, повреждается
изоляция витка насыщения, нарушает-
ся четкость работы блокировочного
устройства. Трескаются и теряют эла-
стичность резиновые амортизаторы, об-
горают и прогорают стенки дугогаси-
тельной камеры, оплавляется дугогаси-
тельный рог, повреждаются гибкие
шунты.
Большая часть защитных реле рабо-
тает в цепях с небольшими значе-
ниями тока и напряжения. Отдельные
реле, такие, как реле перегрузки или
дифференциальные реле, хотя и вклю-
чаются в силовые цепи, но не разры-
вают силовых токов, поэтому поврежде-
ния от электрического тока у них возни-
кают значительно реже и с более
легкими последствиями.
К наиболее характерным неис-
правностям защитных реле относят-
ся загрязнение и износ контактов,
заедания в подвижных частях, вит-
ковые замыкания в катушках, ослаб-
ление пружин, изменение тока устав-
ки, ослабление пластин шихтованных
магнитопроводов, подгары, оплавления
и нарушение пайки выводов силовых
катушек, оплавление и трещины в изо-
ляционных панелях.
У плавких предохранителей пере-
горают плавкие вставки, прогорают
фибровые трубки, ослабляется контакт
колпачков в зажимах. В свою очередь
плохой контакт приводит к чрезмерно-
му нагреву зажимов и колпачков и к
их обгоранию. С течением времени окис-
ляется металл колпачков и\ зажимов.
На фарфоровом кожухе и изоля-
торах вилитовых разрядников возника-
225
ют отколы, трещины и прогары, смеще-
ние с фиксированного положения пре-
дохранительного клапана, изломы крон-
штейна счетчика срабатывания. Ослаб-
ление затяжки болтов, крепящих ка-
бельные наконечники, приводит к оп-
лавлению и наконечников, и самих
болтов.
Ремонт главного воздушного вык-
лючателя ВОВ-25-4М. Разборку
и ремонт выключателя выполняют
на кантователе. С выключателя снима-
ют воздушный резервуар, дугогаситель-
ную камеру, изоляторы, разъединитель
и заземляющий кронштейн. Разбирают
все шарнирные соединения, снимают по-
воротный вал, рейки зажимов, блокиро-
вочный аппарат, электромагниты, реле,
блок клапанов, привод поворотного
вала, фильтр и обратный клапан.
Все металлические детали промыва-
ют в бензине и протирают. Воздуш-
ный резервуар вываривают в щелоч-
ной ванне, промывают горячей водой
и испытывают сжатым воздухом дав-
лением 1500 кПа (15 кгс/см2). Если
бак изготовлен из материала, подвер-
гающегося коррозии, то после испы-
тания его внутреннюю поверхность ок-
рашивают антикоррозионной краской.
Детали поворотного вала с выработ-
кой более 1 мм заменяют или нава-
ривают и затем обрабатывают. Изог-
нутый или скрученный вал из поворот-
ного фланца высверливают и на его
место устанавливают новый вал, цент-
рируют его и приваривают. Подшип-
ники перед установкой на вал промыва-
ют и смазывают смазкой ЖРО.
Контактные ножи разъединителя с
износом более 30% толщины наплавля-
ют электродами из латуни Л62, обра-
батывают и серебрят, а ножи с выра-
Рис. 5.23. Регулировка зазоров блока кла-
панов главного выключателя
боткой более:0,4 мм заменяют или вос-
станавливают наплавкой.
Цилиндр дугогасительной камеры с
выработкой по диаметру более 0,4 мм
заменяют или восстанавливают хроми-
рованием. Место соединения контакт-
ной трубы с цилиндром пропаивают
припоем ПСР-70. Дугогасительные кон-
такты с небольшими оплавлениями за-
чищают надфилем, не нарушая их про-
филя. Контакты с выжигами, оплавле-
нием, оплавленную или выработанную
киритовую накладку и порванное ре-
зиновое уплотнение заменяют. Непод-
вижный контакт с выработкой более
1 мм заменяют или восстанавливают
наплавкой.
Контролируют расстояние между
поршнем и торцом цилиндра корпуса.
Оно должно быть 7 — 8 мм. При необхо-
димости его регулируют ввинчиванием
или вывинчиванием патрубка. Рези-
новые демпферы поршня, уплотняющие
прокладки, имеющие трещины, утра-
тившие эластичность, заменяют. Шток
поршня с трещиной и лопнувшую пру-
жину также заменяют. Проверяют ток
утечки нелинейного резистора, который
не должен превышать 20 — 30 мА. В
противном случае резистор заменяют.
Разбирать эти резисторы запрещается.
Детали блока управления и сигна-
лизации промывают бензином. Изно-
шенные оси и втулки шарнирных сое-
динений, колодки с трещинами, оплав-
лениями, блокировочные контакты тол-
щиной менее 0,5 мм и пружины с изло-
мами и трещинами заменяют. Катушки
с повышенным против нормы сопротив-
лением или с пониженным (менее
0,5 МОм) сопротивлением изоля-
ции ремонтируют.
Проверяют, нет ли утечки в блоке
клапанов при давлении воздуха 900 кПа
(9 кгс/см2). При обнаружении утеч-
ки проверяют внутренний диаметр вту-
лок. Клапаны протирают пастой ГОИ.
После притирки втулки и клапаны про-
мывают от пасты в бензине и проти-
рают. Овальность и конусность втулок
и направляющих втулок штока более
0,03 мм и выработка их по диаметру
более 0,4 мм не допускаются. Цилиндр
с выработкой по внутреннему диаметру
более 0,5 мм восстанавливают хроми-
рованием. Зазор А (рис. 5.23) между
дном кольцевой выточки в поршне и
уплотняющим кольцом не должен пре-
вышать 0,09 мм. Регулируют холостой
ход клапана /, для чего, установив
зазор Б, равный 3 — 3,5 мм, вращением
винта 2 корректируют зазор В до
2 — 2,5 мм. Все трущиеся поверхнос-
ти покрывают смазкой ЦИАТИМ-201,
заедание подвижных деталей устраня-
ют. Клапан с расслоенным резиновым
уплотнением заменяют.
Изоляторы воздухопроводов очи-
щают, осматривают. При обнаружении
на них сколов или поврежденной
глазури на участке более 15% пути
возможного электрического перекрытия
заменяют.
Опорные изоляторы протирают сал-
феткой, смоченной в ацетоне, прикле-
ивают на его поверхность клеем БФ
мраморную крошку и сушат при тем-
пературе 70 — 80°С в течение 48 ч.
Перед установкой изолятора на фла-
нец поворотного вала подкладывают
резиновую прокладку. Крепят изоля-
торы последовательным затягиванием
диаметрально противоположных болтов
предельным ключом с моментом 20 Н-м
(2 кгс-м), не допуская поворота их
более чем на 60°.
Проверяют четкость работы подвиж-
ных частей реле максимального тока
РМТ, хромированной или из сплава
серебра пластинкой зачищают блокиро-
вочные контакты, измеряют сопротивле-
ние изоляции катушки относительно
магнитопровода. Оно должно быть не
менее 1 МОм. Регулируют реле вместе
с высоковольтным трансформатором,
тока.
Сборку и регулировку
главного выключателя выполняют од-
новременно. Собирая систему главных
контактов и ножей разъединителя, до-
биваются, чтобы провал контакта был
8 мм. В этом случае обеспечивается не-
обходимое контактное нажатие. Регули-
руют провал ввинчиванием или вывин-
чиванием патрубка.
При установке ножей контролируют
зазор между верхним ножом и дис-
танционной шайбой. Добиваются,
чтобы при включенном положении но-
жей он был в пределах 1,5—2 мм.
Площадь соприкосновения ножей с не-
подвижным контактом должна быть не
менее 80 %, а нажатие каждого ножа
не менее 90—100 Н (9—10 кгс).
Ножи покрывают тонким слоем смазки.
Затем устанавливают боковые кры-
шки, защитный кожух, заземляющий
контакт и резервуар.
На собранном выключателе с по-
мощью угломера проверяют, чтобы
угол поворота вала разъединителя был
равен 60 ±1 °, а отведение якоря элек-
тромагнита начиналось при повороте
вала не более чем на 3°. Вал блока
управления и сигнализации при полном
отключении разъединителя должен по-
ворачиваться на 90 °, а при повороте
вала разъединителя от отключенного
положения на 20±5° блокировочные
контакты должны размыкаться.
Линейкой и штангелем измеряют
расстояние между ножами и ближай-
шими металлическими частями дугога-
сительной камеры. Оно должно быть не
менее 230 мм.
Регулированием натяжения пружин
автомата минимального давления доби-
ваются, чтобы замыкающиеся контакты
замыкались при достижении давления
воздуха в баке 580 кПа (6 кгс/см2) и
размыкались при его ’ снижении до
470 кПа (4,7 кгс/см2). Выключатель
должен надежно включаться и вык-
лючаться, когда давление достигает
300 кПа (3 кгс/см2).
Перед контрольными испытаниями
проверяют плотность пневматической
системы выключателя при давлении
800 кПа (8 кгс/см2) и перекрытой
магистрали.
Снижение давления за 1 ч не долж-
но превышать 100 кПа (1 кгс/см2).
Испытание выключателя вы-
полняют на специальном стенде. С по-
мощью электромагнитного вибрографа
определяют угловую скорость вала
выключателя. Наибольшая угловая ско-
рость поворота вала должна быть при
включении 810 — 900 рад/с, при вык-
лючении — 720 — 880 рад/с.
Проверяют работу электромагнитов
постоянного тока при пониженном нап-
ряжении и давлении 880 кПа
(9 кгс/см2). Включающий электромаг-
нит должен четко срабатывать при
8*
Таблица 10
Параметр Значение параметра
Отпайки реле
К1-К6 К1-К5 К1-К4 К1-КЗ КЗ-Кб К1-К2 К4-К6
Число витков Ток уставки, А: для электровозов для электропоездов 75 180—220 68—92 58 225—275 85-115 48 270—330 102—138 40 315—385 35 380—420 30 727,5—472,5 27 475—525
напряжении 32,5 В для электровозов
и 71,5 В для электропоездов. Отклю-
чающий электромагнит переменного то-
ка проверяют при токе в катушке 10 А
и давлении воздуха 880 кПа (9 кгс/см2).
Моменты срабатывания регулируют
ввинчиванием наконечника электромаг-
нита и отключающего рычага.
Реле максимального тока регули-
руют совместно с высоковольтным (для
электровозов) или кабельным (для
электропоездов) трансформатором то-
ка. Проверяют ток срабатывания при
подключении трансформатора тока к
различным отпайкам катушки реле.
Номинальные токи срабатывания реле
приведены в табл. 10.
Грубую регулировку реле осуществ-
ляют переключением числа витков ка-
тушки, тонкую — изменением воздуш-
ного зазора реле регулировочными
болтами.
Пользуясь осциллографом или маг-
нитным вибрографом, определяют вре-
менные характеристики. Фиксируют
собственное время оперативного (от
удерживающего электромагнита) от-
ключения (не более 0,04 с), собствен-
ное время автоматического отключения
от реле РМТ при двойном токе сраба-
тывания (не более 0,04 с) и при токе,
равном 130 % тока срабатывания (не
более 0,06 с), собственное время от-
ключения от электромагнита перемен-
ного тока (не более 0,05 с), время от
размыкания дугогасительных контактов
до размыкания контактов разъедини-
теля (0,03—0,035 с) и время от размы-
кания дугогасительных контактов до
замыкания разъединителя заземляю-
щим ножом (0,05—0,07 с).
Отрегулированный выключатель
испытывают на электрическую проч-
ность изоляции.
228
Ремонт быстродействующих выклю-
чателей. Осмотр и разборку
быстродействующих выключателей всех
типов выполняют в одинаковой после-
довательности. Быстродействующий
выключатель (БВ) продувают чистым
сжатым воздухом давлением не более
300 кПа (3 кгс/см2) и протирают сал-
фетками. Снимают дугогасительную
камеру, веерные полюсы, изоляцион-
ную плиту с дугогасительным устрой-
ством, блокировочное устройство, пнев-
матический привод, якорь с подвижным
контактом, индуктивный шунт, размаг-
ничивающий виток, удерживающую
катушку, магнитопровод, изоляционные
стержни.
Ремонт выключателя выполняют на
специальном стенде.
Дугогасительную камеру разбира-
ют, очищают ее стенки в дробеструй-
ной установке, протирают и осматри-
вают. Выявленные износы и поврежде-
ния устраняют по описанной ранее тех-
нологии. Допускаются отколы в верх-
ней части дугогасительной камеры раз-
мером не более 50X50 мм. Толщина
стенок дугогасительной камеры в месте
разрыва контактов должна быть 4—
8 мм, а толщина перегородок — 4—
6,5 мм для быстродействующих выклю-
чателей БВП-3 и БВП-5 и 3,5—4,5 мм
для БВЗ-З.
Измеряют сопротивление изоляции
между дугогасительными рогами ка-
меры. Оно должно быть для быстро-
действующих выключателей БВП-3 и
БВП-5 не менее 5 МОм, для БВЗ-З —
не менее 10 МОм.
Поврежденные перегородки сру-
бают по всей длине, места срубов
тщательно зачищают, смазывают скле-
иваемые поверхности клеющим раство-
ром на основе эпоксидной смолы (см.
с< *198)', устанавливают новые перего-
родки, прочно укрепляют их на стенках
камеры ленточными бандажами или
струбцинами и выдерживают в су-
шильной печи при температуре 30—
40 °C в течение 10 ч.
Изломанные листы веерных полюсов
заменяют, изогнутые выправляют.
Дугогасительную катушку очищают
от нагара и оплавлений. Витки катуш-
ки с прожогами или раковинами глуби-
ной более 3 мм восстанавливают газо-
вой сваркой. Концы катушек лудят при-
поем ПОС-40. Отремонтированную ка-
тушку (кроме облуженных концов) ок-
рашивают эмалью ГФ-92-ХК. Гетинак-
совое или текстолитовое основание ду-
гогасительной системы промывают бен-
зином, подгары зачищают стеклянной
бумагой, шлифуют и окрашивают изо-
ляционным лаком. Основания с глубо-
кими трещинами и расслоением заме-
няют. Головки шурупов утапливают и
заливают битумной массой.
Удерживающую катушку прове-
ряют, убеждаются в отсутствии витко-
вого замыкания. Измеряют ее актив-
ное сопротивление. Катушку с витковым
замыканием или с активным сопротив-
лением, отличающимся от номиналь-
ного, заменяют или ремонтируют
(см. с. 195).
Катушку с поврежденной покровной
изоляцией ремонтируют, накладывают
новый бандаж и пропитывают. Отре-
монтированную катушку испытывают
на диэлектрическую прочность. На вы-
водах катушки проставляют краской
обозначение полярности.
Шихтдванный магнитопровод удер-
живающей катушки не должен иметь
расслоений пластин, а регулировочные
винты — сорванной или забитой резь-
бы, трещин или дефектных шлицевых
вырезов.
Включающий и контактный рычаги
с трещинами восстанавливают раздел-
кой и заваркой трещин газовой свар-
кой. Зазор между втулкой и валиком
должен быть не более 0,05—0,09 мм.
При большем зазоре или износе втулки
более чём на половину ее толщины втул-
ку заменяют и устанавливают новый ва-
лик номинального диаметра. При сбор-
ке валик покрывают тонким слоем смаз-
8В Зак. П«3
Рис. 5.24. Проверка исправности индуктивного,
шунта быстродействующего выключателя
ки МВП. Ослабшие стягивающие
шпильки контактного рычага затяги-
вают и подклепывают. Рычаг с выработ-
кой на рабочей части более 7 мм заме-
няют или наплавляют с последующей
обработкой по шаблону.
Износ контактов выявляют, измеряя
их длину между серединой контактной
поверхности и противоположной
гранью. Длина неподвижных контактов
должна быть у быстродействующих
выключателей: БВП-3 от 38 до 42 мм,
БВП-5 — от 172 до 176 мм, БВЗ-2 —
от 21 до 22,5 мм, а длина подвижных
контактов соответственно 65—72; 80—
82,5; 32,5—34,5 и 39—40,5 мм.
Главные контакты с износом более
допустимого заменяют. Суммарный из-
нос контактов у быстродействующего
выключателя БВЗ-2 должен быть не
более 2 мм, а у выключателя БВЗ-10 —
не более 2,5 мм. Главный подвижной
контакт должен быть надежно зак-
реплен на рычаге.
Размагничивающий виток прове-
ряют, убеждаются в надежности сое-
динения его с выводными шинами.
При необходимости место соединения
переклепывают или приваривают
медью. Дефектную изоляцию заменяют
новой. Очищенный от старой изоляции
виток изолируют одним слоем вполупе-
рекрышу лакоткани ЛШ-1, пропитан-
ной в лаке БТ-95, и одним слоем вполу-
перекрышу киперной ленты. Затем ви-
ток сушат на воздухе 16—18 ч и покры-
вают эмалью № 1201.
Индуктивный шунт выключателей
БВП проверяют контрольной лампой,
убеждаются в отсутствии замыкания
между токопроводящей шиной и паке-
том (рис. 5.24). Загорание лампы Л
229
свидетельствует о замыкании шины
шунта / на пакет 2. В этом случае
пакет разбирают и устанавливают но-
вую прессшпановую прокладку 3. Отре-
монтированный индуктивный шунт ок-
рашивают изоляционным лаком воз-
душной сушки.
Блокировочное устройство разби-
рают. Контактные диски, тяги и пружи-
ны с изломами и трещинами заменяют.
Серебряное покрытие контактов, имею-
щих высоту менее 12 мм, полностью
опиливают и напаивают припоем
ПСР-45 пластины из серебра марки
СР-999, обеспечивая высоту контакта
15 мм. Контакты с меньшим износом
промывают или очищают хромирован-
ной металлической пластиной.
И золяционные стержни рамы и изо-
ляционные втулки стержней с трещи-
нами, сколами, выбоинами и подгарами
заменяют. Стержни и изоляционные
втулки с выбоинами и подгарами глуби-
ной до 0,5 мм зачищают и покрывают
электроизоляционной дугостойкой
эмалью ГФ-92-ХК.
Раму выключателя очищают на дро-
беструйной установке. Трещины разде-
лывают и заваривают силуминовыми
электродами с применением буры. За-
варенные места фрезеруют.
Пневматический привод ремонти-
руют по технологии, описанной ранее.
Допускается вместо латунных устано-
вок резиновых уплотняющих колец с
применением соответствующей смазки.
Изношенный латунный ролик включаю-
щего рычага и подушку буфера, имею-
щую трещины или потерявшую упру-
гость, заменяют.
Резиновый рукав заменяют полиэ-
тиленовым. Полиэтиленовый рукав с
трещинами и надрывами заменяют.
Исправные рукава промывают и испы-
тывают на диэлектрическую прочность.
У быстродействующих выключате-
лей защелочного типа проверяют рабо-
ту защелочного механизма и рейди-
руют зазоры в соответствии с техни-
ческими требованиями.
Быстродействующие выключатели
БВП-5Т и БВП-105 электропоездов ре-
монтируют аналогично.
При осмотре и ремонте контактов
этих выключателей, имеющих двухраз-
рывную контактную систему, необходи-
мо обеспечить идентичность размеров
контактов и характеристик пружин,
что облегчит последующую регулировку
одновременности размыкания и одина-
ковости нажатия контактов выключа-
телей.
Кожуха аппаратов с вмятинами вып-
равляют. Трещины заделывают уста-
новкой накладок.
Регулировку и испыта-
ние быстродействующих выключате-
лей выполняют в условиях, приближен-
ных к условиям эксплуатации, для чего
отремонтированный выключатель уста-
навливают на специальный вибростенд.
К приводу выключателя подводят сжа-
тый воздух давления 500 кПа (5 кгс/
см2), а к удерживающей катушке —
постоянный ток напряжением 50 В (для
выключателя БВП105А—110 В). Нажа-
тием на грибок вентиля включают, а
снятием напряжения выключают БВ и
проверяют работу подвижной системы и
пневматического привода. В узлах под-
вижной системы не должно быть заеда-
ний и повышенного трения.
Проверяют четкость включения БВ
при пониженных значениях напряжения
(35 или 75 В) и давления [350 кПа
(3,5 кгс/см2)]. Если при этом поршень
привода с бронзовыми кольцами пе-
ремещается свободно, незначитель-
ную утечку воздуха можно не устра-
нять.
Контролируют качество прилегания
якоря к полюсам магнитопровода,
прокладывая между ними листки белой
и копировальной бумаги. При необхо-
димости поверхности пришабривают,
добиваясь их касания на площади не
менее 75% (для выключателя БВЗ-2—
не менее 80 %).
Для проверки надежности приле-
гания якоря к полюсам магнита сни-
жают напряжение на удерживающей
катушке до 19 В. При этом выключа-
тели БВП-3 и БВП-5 отключаться не
должны. Полюсные наконечники маг-
нитопровода должны выступать за пре-
делы рамы или рычага не менее чем на
1 мм. Проверяют, чтобы у магнитной
системы не было зазоров между ярмом,
стержнем, сердечником и полюсами.
Подвижной и неподвижный силовые
контакты не должны иметь относитель-
иого бокового смещения более 1 мм
а для выключателя БВЗ-10— более 0,5
мм) . Площадь их касания должна быть
не менее 85 % ширины контактов (для
выключателя БВЗ-2— не менее 80 %).
Динамометром измеряют нажатие
контактов. Регулируя натяжение отк-
лючающих пружин, обеспечивают сле-
дующие значения нажатия контактов:
Тип выключа-
теля .... БВП-ЗА БВП-5 БВЗ-10
Нажатие, Н
(кгс) . . .210 220 280—300
(2100) (2200) (2800—3000)
Тип выклю-
чателя .... БВЗ-2, БВП-105 12 НС
Нажатие,
Н (кгс) . . . 90—10 570—630
(900—100) (5700—
6300)
Для измерения столь значительного
нажатия у быстродействующих выклю-
чателей 12НС электровозов ЧС приме-
няют специальные винтовые динамо-
метры. Корпус 5 (рис. 5.25) динамо-
метра опирают о магнитопровод выклю-
чателя, а подвижной контакт 6 вклю-
ченного БВ соединяют болтом 7 со што-
ком 1. При вращении гайки 2 цилиндр
4 перемещается внутрь корпуса, сжи-
мая пружину 3. При этом возрастает
усилие, оттягивающее подвижной кон-
такт 6. Значение этого усилия контро-
лируют через окно в корпусе 5 по шкале,
нанесенной на цилиндр. Нажатие кон-
тактов фиксируют по шкале в момент
начала отхода подвижного контакта.
У быстродействующих выключате-
лей электропоездов добиваются, чтобы
разрыв обоих контактов при отключе-
нии происходил одновременно, а разни-
ца в нажатиях контактов не превышала
1,9 Н (0,2 кгс/см2).
Проверяют и регулируют раствор
главных контактов, который должен
быть в пределах:
Тип выключате-
ля ..........БВП-ЗА, БВП-5 БВЗ-10
Раствор главных
контактов, мм . . 35—40 33—37
Тип выключа-
теля ..... БВЗ-i 12НС БВП-5Т
Раствор главных
контактов, мм . . 20—22 23—28 25—35
Рис. 5.25. Винтовой динамометр
На выключатель устанавливают ду-
гогасительную камеру. При этом следят,
чтобы зазор между торцами пластин
подвижного рычага и нижними краями
дугогасительной камеры при включен-
ном положении якоря был не менее
4 мм, а зазор между левым рогом каме-
ры и ближайшей точкой перемещающе-
гося подвижного контакта находился в
пределах 3—5 мм. При меньшем зазоре
торец камеры припиливают. Зазор меж-
ду верхним концом полюса и камерой
должен быть не более 6 мм.
Чтобы исключалась возможность
повторного включения, зазор между
контактами при отбросе подвижного
контакта от буфера должен быть не
менее 12 мм. Его контролируют спе-
циальным приспособлением (рис. 5.
26, а), которое закрепляют болтом 1 на
неподвижном контакте. Контактную по-
верхность штифта 2 натирают мелом,
штифт приподнимают, включают БВ и
опускают штифт. Под действием пру-
жины 3 штифт опускается до упора в
подвижной контакт (рис. 5. 26, б). За-
тем, снимая напряжение с удерживаю-
щей катушки, отключают БВ. При отхо-
де подвижного контакта штифт под
действием сжатой пружины опускается
в образовавшийся зазор (рис. 5. 26, в).
В случае повторного включения на ме-
ловом штифте останется след от под-
вижного контакта. Отсутствие следа
Рис. 5.26. Приспособление для контроля зазо-
ра между силовыми контактами быстродействую-
щего выключателя
8В*
231
укажет на правильную работу контакт-
ной системы выключателя.
Регулировку тока уставки выпол-
няют при нагретой удерживающей ка-
тушке, для чего ее предварительно прог-
ревают током в течение 30 мин. Затем
устанавливают в ней ток 1,18 А и под-
ключают силовую цепь БВ к многоам-
перному агрегату или статическому
преобразователю. Плавно увеличива-
ют ток до номинального значения
тока магнитопровода добиваются отк-
лючения выключателя при заданном
токе. Окончательную регулировку вы-
полняют таким же методом, но на вклю-
ченном вибростенде. После регулировки
регулировочные винты пломбируют.
Токи уставки должны быть:
Тип выключателя . БВП-ЗА БВП-5
Ток уставки, А . 2450—2600 3050—3200
Тип выключателя . БВЗ-10 БВЗ-2
Токуставки, А . . 1750-1900 300--320
Тип выключателя . БВП-105-1 12НС
Ток уставки, А . 550—600 2500—2700
Электрическую прочность изоляции
проверяют напряжением 9500 В пере-
менного тока частотой 50 Гц, прило-
женным между дугогасительными ро-
гами в течение 1 мин.
Ремонт и регулировка быстродейст-
вующих контакторов. Ремонт
быстродействующих контакторов БК-
Б2 и БК-78Т, несмотря на их конструк-
тивное отличие, в основном однотипен.
Контакторы продувают сжатым возду-
хом и разбирают. Кронштейны очищают
на дробеструйной установке, протирают
и осматривают. Выявленные трещины
заваривают газовой сваркой.
Стержень контактора БК-2Б с про-
жогами глубиной более половины их
толщины и текстолитовые планки кон-
тактора БК-78Т с прожогами и трещи-
нами заменяют, исправные очищают и
окрашивают эмалью ГФ-92-ХК- Стер-
жень с менее глубокими прожогами
изоляции восстанавливают. Для этого
дефектные места изолируют миканитом
и бакелизированной киперной лентой,
опрессовывают и запекают в печи.
Осматривают и при необходимости
ремонтируют или заменяют оси и втул-
ки шарнирных соединений, гибкие шун-
ты, удерживающую (у контактора БК-
2Б) и отключающую (у БК-78Т) катуш-
ки, ду го гасительные камеры и контакт-
ные пружины. Следят, чтобы обе отклю-
чающие пружины имели одинаковые ха-
рактеристики. Измеряют и сравнивают
с номинальным значением активное соп-
ротивление катушки.
Магнитопровод с распушением лис-
тов пакета более 2 мм уплотняют рас-
клепыванием стягивающих заклепок.
Лопнувшие заклепки заменяют.
Плоскости касания якоря с магнито-
проводом очищают от грязи и ржав-
чины и пришабривают, обеспечивая
прилегание на площади не менее 75 %.
Изоляционную втулку магнитопровода
контактора БК-78Т с трещинами и про-
жогами заменяют.
У контактора БК-2Б проверяют на-
дежность соединения выводов витка
насыщения к контактам зажима. При
ослаблении соединения его провари-
вают. Шины с прогарами площадью не
более 3 % сечения зачищают стеклян-
ной бумагой, более глубокие заварива-
ют газовой сваркой. Измеряют сопро-
тивление изоляции витка насыщения и
дугогасительной катушки относительно
магнитопровода. Оно должно быть не
менее 10 МОм.
Выводы дугогасительной катушки
должны быть прочно приклепаны к
выводной пластине и гибкому шунто-
вому соединению, а место соединения
пропаяно припоем ПОС-40. Дугога-
сительный рог с трещинами и оплав-
лениями ремонтируют газовой сваркой.
Главные контакты с износом более
2 мм подлежат ремонту. Поперечное
смещение их не должно превышать
0,2 мм. Блокировочные контакты кон-
тактора БК-2Б должны быть толщиной
не менее 3—5 мм, а подвижной и непод-
вижный блокировочные контакты кон-
тактора БК-78Т— соответственно не
менее 0,8—1,8 и 0,6—1,2 мм. Изолято-
ры блокировочных контактов с тре-
щинами и прожогами и резиновые
амортизаторы контактора БК-2Б,
имеющие трещины и устратившие элас-
тичность, заменяют.
На собранном контакторе специаль-
ным шаблоном проверяют установоч-
ный размер А (рис. 5. 27), который дол-
жен быть равен 230 ±3 мм. Регулируют
его перемещением неподвижного кон-
такта 5 по гребенке в вертикальной
плоскости. При снятых контактных пру-
жинах и одетых дугогасительных каме-
рах убеждаются в отсутствии повышен-
ного трения и заедания в подвижной
системе контактора. Затем пружины
устанавливают на место.
Регулировка раствора контактов
контактора БК-2Б выполняется при
обесточенной удерживающей катушке.
Раствор Б силовых контактов 4 и 5
регулируют изменением толщины верх-
него резинового амортизатора 3. Он
должен быть в пределах 8—15 мм.
Зазор В между рабочими поверхностя-
ми якоря и магнитопровода 2 при
замкнутых силовых контактах и обес-
точенной удерживающей катушке дол-
жен быть 2,5 мм, а при разомкнутых
силовых контактах — от 6,5 до 11 мм.
Этот зазор регулируют изменением тол-
щины нижнего резинового амортиза-
тора 1.
Раствор силовых контактов контак-
тора БУ-78Т регулируют до его номи-
нального значения, равного 10—12 мм,
перемещением неподвижного контакта
в вертикальной плоскости.
Проверяют и регулируют нажатие
контактов. Оно должно быть не менее
120 Н (12 кгс) для контактора БК-2Б
и не менее 160 Н (16 кгс) для БК-78Т.
У контакторов БК-78Т проверяют
работу защелочного механизма и чет-
кость фиксации подвижного контакта в
разомкнутом положении.
Для регулировки тока уставки кон-
тактора БК-2Б с него снимают верхние
вспомогательные пружины, соединяют
параллельно включающие катушки и
подводят к ним постоянный ток. При
этом следует учитывать, что катушка
может длительно выдерживать ток
10—15 А, якорь контактора будет удер-
живаться в притянутом состоянии при
токе до 5—6 А, но для включения
контактора ток должен быть не менее
30 А. Длительное прохождение боль-
шого тока включения приведет к чрез-
мерному нагреву удерживающей ка-
тушки.
Поэтому, включив контактор при то-
ке 28—30 А, ток быстро снижают до
Рис. 5.27. Зазоры в контактной сис-
теме контактора БК
8—10 А, а затем, изменяя регулировоч-
ными винтами натяжение отключающих
пружин и регулируя значение тока, до-
биваются отключения контактора при
токе 5—7 А. Затем устанавливают вспо-
могательные пружины и, изменяя их
натяжение и плавно увеличивая ток,
добиваются включения контактора при
токе 30—35 А, после чего регулировоч-
ные винты пломбируют.
При регулировке тока отключения
контактора увеличивают ток в отключа-
ющей катушке и, изменяя натяжение
контактной пружины, добиваются отк-
лючения контактора при токе 35—40 А.
Быстродействующие контакторы
КМБ электропоездов ремонтируют по
технологии, аналогичной технологии ре-
монта быстродействующих контакторов
электровозов. При регулировке выдер-
живают номинальные значения раство-
ра силовых контактов (8—12 мм) и
их провала (5—7 мм), а блокировоч-
ных контактов соответственно 5—10 и
3—5 мм. Нажатие силовых контактов
контактора КМБ-ЗД должна быть не
менее 45 Н (4,5 кгс), а блокировоч-
ных—0,9—1,1 Н (0,09—0,011 кгс).
При регулировке тока уставки до-
биваются, чтобы контактор КМБ-ЗД
отключался при тсц$е не более 20 А, а
контактор КМБ-3 — при токе 550+25
А. Проверяют ток удержания контакто-
ра. Он должен находиться в пределах
0,67—0,95 А для контактора КМБ-ЗД
и быть не более 0,9— 1,4 А для контак-
тора КМБ-3.
Ремонт и регулировка реле. Реле
перегрузки. Реле продувают сжа-
тым воздухом, осматривают и разби-
рают. Стойки, ярмо, якорь, рычаги и
изоляционную панель протирают и
промывают в бензине. Контактные
стойки, планки и крепежные детали с
неполноценной резьбой, изоляционную
панель с трещинами, расслоением или
глубокими прогарами заменяют. Места
незначительных прожогов на изоляци-
онных деталях зачищают стеклянной
бумагой, полируют и окрашивают
эмалью ГФ-92-ХК.
Проверяют соответствие характе-
ристике регулировочной пружины.
Пружину с трещинами или с несоот-
ветствующей характеристикой заме-
няют. Исправные стойки, якорь, ярмо
и другие стальные элементы с ржавчи-
ной зачищают.
Контакты зачищают мелкой наж-
дачной бумагой или хромированной
пластинкой. Серебряные напайки кон-
тактов толщиной менее 1 мм, миканито-
вые втулки и шайбы с трещинами,
сколами, следами электрического перек-
рытия и расслоениями заменяют. Перед
установкой новой трубки сердечник
смазывают бакелитовым лаком.
Рабочие поверхности якоря и ярма
очищают и при недостаточном их при-
легании пришабривают. Шихтованные
сердечники ряда реле (типа РТ-253 и
др.) с распушением или частичным
ослаблением листов уплотняют под-
клепкой заклепок. Диамагнитную нак-
ладку якоря (реле РТ406 и др.) с изно-
сом более 0,2 мм срубают. Новую нак-
ладку устанавливают на заклепках.
Если у многовитковых катушек реле
повреждена покровная изоляция, нак-
ладывают новый бандаж. Катушки с
витковым замыканием или с несоответ-
ствующим норме активным сопротив-
лением заменяют или ремонтируют с
последующей пропиткой по описанной
ранее технологии. Дефектные гибкие
соединения ремонтируют или заменяют.
Катушку плотно закрепляют на сердеч-
нике.
Витки катушек токовых реле из шин-
ной меди (РТ-406, РТ-253, РП-5Е и др.)
с оплавлениями глубиной менее 3 мм
зачищают личным напильником. Бо-
лее глубокие оплавления восстанавли-
вают наплавкой. Дефектные соедине-
ния выводов катушек с контактны-
ми пластинами пропаивают медно-
фосфористым припоем, а концы кон-
тактных пластин облуживают. После
ремонта витки катушки раздвигают,
обеспечивая равномерный зазор между
ними, и окрашивают пропиточным ла-
ком с миканитовой пылью.
Контролируют, чтобы у собранного
реле поперечное смещение контактов
во включенном положении не превыша-
ло 1 мм. Все подвижные части реле
должны перемещаться легко, без зае-
дания. Раствор, провал и нажатие кон-
тактов реле должны соответствовать ус-
тановленным значениям. Например,
значения раствора и провала контак-
тов должны быть:
Тип реле . . . РТ-196 РП-5 РТ-406В,
РТ-430Б,
РТ-500
Раствор контак-
тов, мм . . . . 4—7 3—5 2,5—3,0
Провал контак-
тов, мм . . . . 2—3 1,0 1,5—2,0
Раствор контактов регулируют ввер-
тыванием или вывертыванием регули-
ровочного винта, а провал — перемеще-
нием контактных планок по стойкам.
Через контакты реле проходит не-
большой ток, поэтому нажатие их
невелико. Так, у реле РТ-406Б оно
составляет 0,4—1,0 Н (4—10 кгс), а у
РТ-430Б—0,5—1,5 Н (5—15 кгс).
Для регулировки тока уставки реле
его силовую катушку подключают к
многоамперному агрегату или статичес-
кому преобразователю. Устанавливают
в катушке ток, равный току уставки
данного реле и, изменяя натяжение
регулировочной пружины, а упорным
регулировочным винтом — зазор между
сердечником и якорем, добиваются сра-
батывания реле.
Затем регулируют ток отпадания
якоря реле, который обычно составляет
около 70 % тока уставки. Для этого
снижают ток в цепи катушки до указан-
ного значения и, изменяя толщину диа-
магнитной накладки на якоре (подпили-
вая или наплавляя ее), добиваются от-
падания якоря при этом токе.
Так как реле перегрузки устанав-
ливаются как в силовых, так и во вспо-
могательных цепях, токи уставки раз-
личных реле могут существенно отли-
чаться. Например, если у реле РТ-430Б
и РТ-500 он составляет всего 50 А, то у
реле РТ-406В— 600—650 А, а у реле
РТ-253 и РТ-255—соответственно
1450—1550 и 3325—3675 А.
После окончания регулировки винты
регулировочной пружины и упорные
болты необходимо опломбировать.
В процессе включения и выключения
реле проверяют, чтобы указательный
рычаг (на тех реле, где он имеется)
отпадал одновременно с отключением
размыкающего блокировочного кон-
такта.
Добиваются, чтобы у всех реле
электровозов контакты, расположенные
на одном мостике, замыкались однов-
ременно.
Дифференциальные реле.
Реле Д-4 разбирают, детали очищают и
осматривают. Неисправные блокиро-
вочные контакты, мостиковые пластины,
якорь, отключающую и контактные пру-
жины, регулировочные болты, изодино-
вые изоляторы блокировочной системы,
контактные зажимы, изоляционную па-
нель и шихтованный магнитопровод
ремонтируют так же, как и аналогичные
элементы реле перегрузки.
Боковые латунные кронштейны с
трещинами восстанавливают разделкой
швов и заваркой их латунными электро-
дами газовой сваркой. Сорванную резь-
бу в лапах кронштейнов восстанавли-
вают заваркой, затем рассверливают
отверстия и нарезают новую резьбу.
Ржавчину и неровности на рабочих
поверхностях полюсов и якоря устра-
няют шабером. Погнутый кожух вып-
равляют. Трещины в кожухе заделы-
вают напайкой металлических накла-
док.
Добавочный резистор с трещинами,
сколами и сопротивлением, отличаю-
щимся от номинального значения
300 Ом, заменяют.
При сборке реле контролируют сум-
марный зазор В-{-В между основным
магнитопроводом 4 (рис. 5.28) и маг-
нитным шунтом 3. Он должен быть
3—6 мм. Проверяют зазор щупом. Если
суммарный зазор оказывается больше,
то его доводят до нормы установкой
с одного из концов магнитного шунта
металлической прокладки соответст-
Рис. 5.28. Регулировка дифференциального реле
вующей толщины. Щупом проверяют,
чтобы зазоры Б между основным
магнитопроводом и основанием 2 не
превышали 0,05 мм, а зазор А между
якорем 5 и центром полюса был равен
15 мм. Регулируют провал и нажатие
контактов. Они должны быть соответ-
ственно 2—3 мм и 2,5 Н (0,25 кгс).
По оттиску на копировальной бума-
ге проверяют прилегание якоря к маг-
нитопроводу. Оно должно быть не менее
75 % площади рабочей поверхности
магнитопровода. При меньшем прилега-
нии рабочие поверхности пришаб-
ривают.
При регулировке реле на стенде в
его окно заводят не два провода (нача-
ло и конец защищаемой цепи), как в
схеме локомотива, а один провод 1, и
ток, проходящий по нему, рассматри-
вается как ток небаланса. Для регу-
лировки реле Д-4, устанавливаемо-
го в силовую цепь электровоза, через
его окно пропускают один провод (ви-
ток) .
В его цепь включают амперметр
А, а концы провода присоединяют к
многоамперному агрегату или стати-
стическому преобразователю.
В цепь удерживающей катушки 6
последовательно включают добавочный
резистор R сопротивлением 300 Ом и
подводят к ней постоянный ток напря-
жением 50 В. Для ускорения включения
реле добавочный резистор кратковре-
менно шунтируют замыканием контакта
К. Затем регулированием многоампер-
ного агрегата плавно увеличивают ток
в цепи провода небаланса и, изменяя
натяжение регулировочной пружины,
добиваются отключения реле при токе
небаланса, равном 100 А. Значение тока
контролируют по амперметру.
Испытывают реле на удержание
якоря при пониженном напряжении на
удерживающей катушке. Для этого в
цепь катушки размыканием контакта А
вводят добавочный резистор и снижают
подводимое к ней напряжение до 40 В.
Якорь реле при этом должен удержи-
ваться в притянутом положении. Сила
притяжения, измеренная динамометром
по центру якоря, должна быть не менее
5 Н (0,5 кгс). Реле должно включаться
при пониженном до 30 В напряжении
в цепи управления.
Регулировку реле, предназначенного
для защиты вспомогательной цепи элек-
тровоза, выполняют аналогично, но в
окно реле помещают два витка провода
и добиваются срабатывания реле при
токе уставки 50 А. После регулировки
регулировочные винты надежно фик-
сируют и пломбируют.
Блок дифференциальных реле БРД-
204 разбирают. Дефектные детали ре-
монтируют по технологии ремонта реле
Д-4. Осматривают силовую шину реле и
индуктивный шунт. Контактные поверх-
ности концов силовой шины зачищают и
облуживают припоем ПОС-40. Ослаб-
ленные затяжки стальных пластин
индуктивного шунта устраняют подтя-
гиванием гаек стягивающих шпилек.
Добавочные резисторы с трещинами,
сколами, оплавившимися витками и
хомутами заменяют.
У собранного реле при снятых вос-
станавливающих пружинах проверяют
легкость поворота якорей, убеждаются
в отсутствии их касания о ближайшие
детали. Добиваются, чтобы якорь при-
легал к сердечнику магнитопровода на
площади не менее 65 % рабочей поверх-
ности сердечника, а зазор между якорем
и серединой сердечника магнитопрово-
да находился в пределах 4,5—5,5 мм.
Изменяя натяжение пружин, уста-
навливают отрывное усилие по центру
якоря каждого реле, равное 90 Н (9 кгс)
Обеспечивают разрыв контактов реле
4—5 мм, провал — 2—3 мм, а нажатие
на мостик — не менее 1,8 Н (0,2 кгс).
Для регулировки через окна магни-
топроводов обоих реле пропускают
провод параллельно витку силовой ши-
ны, не содержащей шихтованного сер-
дечника. К катушкам подводят постоян-
ный ток напряжением 50 В. Силовой
провод подключают к многоамперному
агрегату и устанавливают в нем ток,
равный току уставки. Передвигая хому-
тик на добавочном резисторе, изменя-
ют его сопротивление, добиваясь сраба-
тывания реле при заданном токе устав-
ки. Ток в цепи резистора при этом
должен быть 0,5—0,7 А.
Если добиться срабатывания реле
регулировкой сопротивления добавоч-
ного резистора не удается, то разреша-
ется корректировать ток уставки изме-
нением натяжения отключающей пру-
жины. При этом необходимо контроли-
ровать отрывное усилие якоря, не допус-
кая его снижения менее 80 Н (8 кгс).
Контролируют время срабатывания
реле от момента достижения тока в си-
ловой цепи значения тока уставки до
начала размыкания блокировочных
контактов. Оно должно быть около
0,015 с.
Закончив регулировку, проверяют
надежность закрепления хомута доба-
вочного резистора и пломбируют реле.
Реле Р-104 электропоездов постоян-
ного тока разбирают. Дефектные детали
ремонтируют так же, как и аналогич-
ные детали реле Д-4.
Измеряют сопротивление катушек
реле. Оно не должно отличаться у
них более чем на 1 Ом. При сборке
реле добиваются свободного переме-
щения якоря. Щупом проверяют, чтобы
аксиальный зазор между ограничителем
и втулкой якоря был не менее 0,5 мм.
По компасу контролируют правиль-
ность включения катушек (южный по-
люс стрелки должен быть направлен
вверх). Регулируют раствор, провал и
нажатие блокировочных контактов.
Раствор и нажатие для реле Р-104Б
и Р-104М-2 должны быть не менее
3 мм, а для реле Р-104Б-2 — соответст-
венно 5—6 и 1,5—3,5 мм. Нажатие бло-
кировочных контактов всех перечислен-
ных реле должно находиться в пределах
2—3 Н.
Для регулировки якорь реле уста-
навливают упорным винтом в положе-
ние равновесия, катушки подмагничи-
вания, соединенные последовательно,
подключают к источнику постоянного
тока напряжением 50 В, а пропущен-
ный через окно провод — к регулиру-
емому источнику постоянного тока.
Устанавливают в этом проводе ток 40—
60 А (ток небаланса) и регулируют
натяжение восстанавливающей пружи-
ны до срабатывания реле.
Для уменьшения тока небаланса при
регулировке реле на съемный пакет
магнитопровода можно наматывать не
один (как в приведенном выше случае),
а несколько витков. Регулировочный
ток небаланса будет изменяться при
этом обратно пропорционально числу
витков провода.
Реле 15СВ и 17СВ электровозов
ЧС по конструкции одинаковы. Они от-
личаются друг от друга только пло-
щадью сечения и числом витков медных
шин, а от описанных выше реле — от-
сутствием удерживающих катушек.
Шины их катушек залиты эпоксидной
смолой, которую и применяют при
необходимости устранения поврежде-
ния этой изоляции.
Реле 15СВ, устанавливаемое в цепи
тяговых двигателей, регулируют на ток
небаланса 120 А, а реле.17СВ (вспомога-
тельных цепей) — на ток 5 А.
Реле РДЗ-504 и РДЗ-068 должны
иметь раствор контактов 4—5 мм, про-
вал — 1,5—2 мм (РДЗ-504) и 2—3 мм
(РДЗ-068) и нажатие контактов 2,5—
3 Н. Регулируют оба реле на отключение
при токе 70—100 А при включенном
последовательно с катушкой добавоч-
ном резисторе сопротивлением 300 Ом.
Реле повышенного и пони-
женного напряжений, за-
зе мления и контроля защи-
т ы. Реле повышенного и понижен-
ного напряжений РПН-018, РПН-3,
РПН-496, РНН-3, РПН-3102, РНН-048,
РНН-497, 9CN3, 9CN1, реле заземле-
ния РЗ-ЗОЗ, РЭВ-202 и реле контроля
защиты РКЗ-3, РКЗ-0/1 и других ти-
пов являются по принципу действия
обычными электромагнитными реле,
ремонт которых описан выше. В то же
время растворы, провалы, нажатия кон-
тактов и токи уставки этих реле могут
различаться. Так, если раствор контак-
тов у реле РНН-048, РПН-018 состав-
ляет 2,5—3 мм, то у реле РНН-496 и
Рис. 5.29. Регулировка зазоров у реле боксо-
вания РБ-469
РПН-497 он равен 2—2,5 мм, а у реле
РННЗ, РПН и РКЗЗ—3 мм. Прова-
лы контактов этих реле не выходят
за пределы 1—2 мм. Несколько боль-
ше различаются значения токов ус-
тавки: 94 мА у реле РНН-ЗА, 147 мА
у реле РНН-3, РНН-497 и 218 мА у
реле РПН-496.
При ремонте реле напряжения сле-
дует иметь в виду, что, хотя эти реле
должны реагировать на напряжение
в защищаемой цепи, регулировку их на
отключение на стенде осуществляют по
значению тока отключения, указанного
в паспортных данных реле. Такой ток
пойдет по катушке реле при установ-
ленном напряжении срабатывания
лишь при условии, что сопротивление
катушки будет номинальным. В против-
ном случае реле, отрегулированное по
номинальному току уставки, будет сра-
батывать при напряжениях, отличных
от паспортного значения. Поэтому у
реле напряжений необходимо измерять
активное сопротивление катушек с точ-
ностью до 1 Ом и при указанной в
паспортных данных температуре (обыч-
но + 20 °C.) Катушки с несоответст-
вующими значениями активного сопро-
тивления заменяют.
Реле рекуперации, про-
межуточные реле и реле
выравнивания нагрузок.
Эти реле ремонтируют и регулируют
аналогично, но с учетом их номиналь-
ных регулировочных данных.
Реле боксования. Реле
РБ-469 (рис. 5. 29) разбирают и осмат-
ривают его детали. Призму с повреж-
дениями контактного ребра заменяют.
Загрязненные рабочие поверхности маг-
нитопровода 6 (со стороны якоря) очи-
щают и покрывают тонким слоем уни-
версальной низкоплавкой смазки УН.
Поврежденную диамагнитную проклад-
ку 4, изоляционную планку 1 с трещина-
ми и дефектную пружину заменяют.
Проверяют надежность крепления изо-
ляционной планки к якорю 2. Погнутые
угольник и кронштейн призмы выправ-
ляют. Блокировочные контакты с тол-
щиной напаек менее 2 мм заменяют.
Измеряют активное сопротивление
катушки 5. Поврежденную покровную
изоляцию восстанавливают.
Регулируют зазоры реле. При притя-
нутом положении якоря перемещением
вверх или вниз кронштейна с призмой
9 устанавливают зазор Б, равный
0,05—1 мм. Затем, аналогично пере-
мещая угольник 7, регулируют зазор А
в пределах 0,1—0,3 мм, после чего
регулировочной шпилькой <3 устанавли-
вают зазор В, равный 2,5±0,2 мм.
Перемещением блокировочных кон-
тактов вдоль их оси устанавливают
требуемые разрыв и провал контактов.
Изменением натяжения отключающей
пружины 8 добиваются срабатывания
реле при токе 0,5 А.
Проверяют электрическую проч-
ность изоляции отрегулированного ре-
ле переменным током частотой 50 Гц
напряжением 7 кВ в течение 1 мин.
Реле РБ-192 в отличие от реле
РБ-469 имеет две катушки и один
блокировочный контакт. Ремонтируют
его так же, как реле РБ-469. При регу-
лировке реле обеспечивают раствор кон-
тактов 2—2,2 мм и его срабатывание
при напряжении 0,75—0,85 В.
Реле РБ-3 разбирают, осматривают,
устраняют выявленные дефекты. Кон-
такты планок и мостика с износом более
0,6 мм заменяют. Ослабшие заклепки
магнитопровода и наборных листов
Рис. 5.30. Схемы регулировки реле боксования
РБ-3 (а) и РБ-4М (б)
якоря подклепывают или заменяют.
При установке катушек на магнитопро-
вод следят, чтобы их магнитные потоки
были согласованными. Измеряют актив-
ное сопротивление катушек. Оно не дол-
жно различаться более чем на 50 Ом, в
противном случае одну из катушек за-
меняют.
На собранном реле проверяют от
руки подвижную систему. Мостиковый
контакт не должен иметь заеданий
в направляющих пазах колодки или
скобы, а контакты — бокового смеще-
ния более 1 мм. Передвижением упор-
ных планок на стойках устанавливают
раствор контактов в пределах 2—
2,2 мм, а провал — 2—2,5 мм.
На срабатывание реле регулируют
совместно с добавочными резисторами
/?д1 и /?д2 (рис. 5. 30, а). Сопротивления
этих резисторов должны соответство-
вать сопротивлениям секции панели
ШС, которая будет включена в цепь
регулируемого реле на подвижном сос-
таве.
Разность сопротивлений этих ре-
зисторов не должна превышать 200 Ом.
Для регулировки к испытательной
схеме подводят постоянный ток напря-
жением 300 В, устанавливают переклю-
чатель В в положение 1 и регулятором
напряжения PH изменяют ток в цепи
катушки РБ1. Контролируя по милли-
амперметру, устанавливают в этой ка-
тушке ток, равный 13—16 мА, и, изме-
няя натяжение регулировочной пру-
жины, добиваются включения реле при
этом токе. Ток отключения в пределах
6,5—8,5 мА регулируют изменением
воздушного зазора между якорем
и сердечником магнитопровода с
помощью латунного регулировочного
винта.
Затем переключатель В ставят в по-
ложение 2 и проверяют регулировочные
токи катушки РБ2.
Реле РБ-4М регулируют также сов-
местно с добавочным резистором /?д
(рис. 5.30, б). Раствор, провал контак-
тов устанавливают равными 0,7—1,0
мм, силу натяжения контактов — 6,5—
7 Н (0,65—0,7 кгс). Изменяя регу-
лятором PH ток в катушке РБ, устанав-
ливают по миллиамперметру номиналь-
ный ток уставки реле 7—7,5 мА и
изменением натяжения регулировочной
пружины добиваются включения реле.
Реле Р 304-Г-1 электропоездов регу-
лируют на ток срабатывания 25—30 А.
Раствор, провал и нажатие контактов
должны быть в пределах соответствен-
но 2—3, 2—2,5 мм и 1,5—2 Н (0,15—0,2
кгс).
Реле 11СВ1 электровоза ЧС2 (до
№ 305) отличается от отечественных
реле боксования наличием двух якорей
и двух катушек. Реле регулируют так,
чтобы каждый якорь притягивался
при различных токах уставки, соответ-
ствующих разности напряжений двух
двигателей 220 и 900 В.
Реле времени. Наиболее рас-
пространенное реле времени типа РЭВ
имеет много модификаций с незначи-
тельными конструктивными отличиями.
От рассмотренных выше электромаг-
нитных реле их отличает наличие мед-
ных или алюминиевых демпферов и
диамагнитных прокладок, обеспечи-
вающих необходимую задержку сраба-
тывания. Реле времени ремонтируют по
общей технологии ремонта реле. Техно-
логические операции с демпфирующими
элементами выполняются при необхо-
димости, возникающей в ходе регу-
лировки реле. Перед регулировкой у
реле устанавливают номинальные зна-
чения раствора, провала и нажатия
контактов. Реле этого типа имеют
раствор 3,5—т4 мм, провал—1,5 мм
(РЭВ-294 и РЭВ-814) и нажатие
1,2—2 Н (0,12—0,2 кгс).
После сборки и проверки от руки
работы подвижной системы реле его
устанавливают на стенд и подключают
к испытательной схеме в соответствии
с рис. 5. 31.
Переключатель П ставят в положе-
ние / и, изменяя натяжение регули-
ровочной пружины, плавно повышают
от нуля регулятором PH напряжение
на катушке РВ. Значение напряжения
контролируют по вольтметру V. Доби-
ваются срабатывания реле при возмож-
но меньшем напряжении.
Затем устанавливают в цепи катуш-
ки номинальное (50 или ПО В) напря-
жение и проверяют выдержку времени
реле, для чего переключатель П ставят
в положение 2. При этом прекращается
Рис. 5.31. Схема регулировки реле времени
питание катушки РВ и одновременно
замыкается цепь питания электричес-
кого секундомера МС. В момент сраба-
тывания реле его блокировочный кон-
такт, включенный в цепь питания счет-
чика, разомкнется, счетчик прекратит
работу, зафиксировав время задержки
срабатывания реле. Для разных моди-
фикаций реле оно может значительно
отличаться:
Тип реле..........РЭВ-2161 РЭВ-811
Время задержки, с . . 0,014—0,08 0,4—1,5
Тип реле..........РЭВ-816 РЭВ-813,
РЭВ-818
Время задержки, е 0,6—1,7 2,2—3,8
Если время задержки и срабаты-
вания не соответствует номинальному
значению, то его регулируют измене-
нием положения или толщины диамаг-
нитной прокладки, изменением натяже-
ния пружины или установкой демпфе-
ров другого сечения. При увеличении
натяжения пружины время задержки
будет уменьшаться, а при увеличении
толщины диамагнитной прокладки или
сечения демпферов увеличиваться.
Тепловые реле. Реле ТРТ
имеет несколько модификаций, отлича-
ющихся током и временем срабаты-
вания. При ремонте реле разбирают,
для чего отвертывают гайки болтовых
соединений, стягивающих половины
разъемного пластмассового корпуса.
Все детали протирают и осматривают.
Особое внимание обращают на состоя-
ние U-образной биметаллической плас-
тины, изоляционной колодки подвижно-
го контакта и самих контактов.
Деформированную биметалличес-
кую пластину выправляют, пластину с
трещинами заменяют. Контакты зачи-
щают. Изоляционную колодку с трещи-
нами или с разработанным отверстием
под ось, просевшую пружину и сектор
уставки с забитой или поломанной
гребенкой заменяют.
При сборке следят, чтобы биметал-
лическая пластина и изоляционная ко-
лодка свободно поворачивались на
своих осях, ролик поводка имел сцеп-
ление с биметаллической пластиной, а
поводок надежно фиксировался на гре-
бенке сектора уставки.
Собранное после ремонта реле испы-
тывают на время срабатывания при
установленном для данного типа реле
токе. Так, реле ТРТ-121 должно срабо-
тать через 3—15 с при прохождении
через него тока 54 А, реле РТР-142—
через 4—15 с при токе 330 А, а реле
ТРТ-151 — через 5—20 с при токе 930 А.
При регулировке следует иметь в
виду, что изменение температуры окру-
жающей среды на 10 °C вызывает из-
менение тока уставки примерно на
3,5 %.
Реле необходимо испытать также
на принудительное восстановление. При
нажатии на кнопку восстановления реле
с еще неостывшей биметаллической
пластиной должно включаться.
Ремонт плавких предохранителей.
Основной неисправностью всех плавких
предохранителей является перегорание
их плавкой вставки, когда ток защища-
емой цепи превысит ток уставки предох-
ранителя. Однако в ряде случаев пе-
регорание вставки может происходить и
при меньших значениях тока. Этому мо-
гут способствовать трещины в трубках
предохранителя, плохой контакт между
зажимами и патронами предохраните-
ля, оплавление патрона. Поэтому с
патронов предохранителей удаляют на-
гары и следы копоти, зачищают личным
напильником неровности на поверхнос-
тях зажимов и патронов. Проверяют
состояние крепежных деталей. Щупом
толщиной 0,05 мм определяют надеж-
ность соприкосновения патронов пре-
дохранителя с зажимами. Если щуп
будет проходить между ними более чем
на ‘/з контактной поверхности, то
пластины зажима подгибают до полу-
чения надежного контакта.
Степень сжатия патрона предохра-
нителя в губках можно контролиро-
вать измерением расстояния между
губками держателя, охватывающего
патрон. Так, для предохранителя НЭВЗ
на 10 А оно должно быть не более
10 мм. При большем расстоянии
держатель обжимают до достижения
требуемого размера, не допуская при
этом нарушения параллельности щек.
У предохранителей могут прогорать
фибровые и трескаться фарфоровые
и стеклянные трубки, нарушаться ка-
чество пайки крышек.
У предохранителей ПР-2 перегорев-
шую плавкую вставку, треснувшую или
прогоревшую фибровую трубку, колпач-
ки и втулку патрона с поврежден-
ной резьбой заменяют. Колпачки с оп-
лавлением зачищают напильником.
При подборе новой цинковой встав-
ки ориентируются по выбитым на ее
концах значениям напряжения и тока
уставки.
В порядке исключения разрешается
выполнять вставку из медной калиб-
рованной проволоки соответствующего
сечения (табл. 11).
Предохранители ВКП-6/100 или
ПКЭ-4/30 для перезарядки разбирают,
очищают шамотный сердечник и акку-
ратно, без перегибов наматывают на
него вставку из медной посеребрен-
ной проволоки соответствующего се-
чения (в несколько параллельных жил).
Концы вставки бандажируют медной
Таблица 11
Ток уставки, А Площадь сечения про- волоки, мм2 Ток уставки, А 11лощадь сечения про- волоки, мм2 Ток устав- ки, А Площадь сечения проволоки, мм2 Ток ус- тавки, А Площадь сечения проволо- ки, мм2
5 0,16 30 0,52 100 1,16 200 1,84
10 0,25 35 0,58 120 1,31 225 1,99
15 0,33 40 0,63 140 1,45 250 2,14
20 0,40 50 0,73 160 1,54 275 2,28
25 0,46 60 0,83 180 1,72 300 2,41
^проволокой и припаивают к лапкам.
Затем вставляют сердечник в кожух
(трубку), пропускают внутри него ука-
занную проволоку и вместе с лап-
ками припаивают к колпачку. Припа-
ивают к одному из колпачков крышку,
заполняют патрон кварцевым песком
и припаивают крышку к другому кол-
пачку. Проверяют и при необходи-
мости заменяют цементную заливку
колпачков.
У предохранителей электровозов ЧС
вставки выполняют из медных прово-
дов. Концы проводов подпаивают к
плоским латунным обоймам, закреплен-
ным на концах фибровой пластины.
После ревизии и ремонта предох-
ранителя на его трубку наносят дату
ремонта и значение тока уставки.
Электрическую прочность изоляции
предохранителей проверяют перемен-
ным током частотой 50 Гц между
контактными колпачками при вынутой
вставке в течение 1 мин. Испытатель-
ное напряжение для предохранителей
на номинальное напряжение до 200,
500, 3300 и 4000 В должно быть соот-
ветственно 1500, 2000, 8400 и 10 500 В.
Ремонт разрядников. Вилитовые
разрядники РМБВ-3,3, РМВУ-3,3, РЭВ-
25 и VДМ-3,6 имеют некоторые конст-
руктивные отличия, но одинаковы по
принципу действия и технологии ремон-
та.
В процессе эксплуатации у них мо-
гут возникать сколы и трещины в
фарфоровом кожухе, трещины в силу-
миновых (РЭВ-25) или чугунных
(РМВУ-3,3) фланцах и цементном шве,
излом контактного болта или кронштей-
на счетчика срабатывания, сдвиг пре-
дохранительного клапана с фиксиро-
ванного положения, износ резьбовых
соединений, оплавление или поврежде-
ние электродов и шунтирующих'резис-
торов, искровых промежутков, повреж-
дение поверхностей магнитов, ослаб-
ление или излом пружины, пробой ви-
литовых (у разрядника УДМ-3,6—
кремниевых) дисков.
Вилитовые (кремниевые) диски со
следами пробоя или со смещенным
клапаном, резиновые уплртняющие
кольца, имеющие трещины, надрывы
или утратившие эластичность, и фар-
форовый кожух с трещинами или с
поврежденной глазурью на длине, пре-
вышающей 20 % пути возможного
электрического перекрытия, заменяют.
Небольшие повреждения глазури и
сколы закрашивают эмалью ГФ-9-ХК.
Искровые промежутки очищают от
копоти, протирают и просушивают воз-
душной сушкой в течение 10 ч. Электро-
ды с незначительным оплавлением зачи-
щают мелкой стеклянной бумагой и по-
лируют пастой ГОИ с последующей
очисткой мягкой салфеткой, смоченной
раствором четыреххлористого углерода.
Поврежденные поверхности магни-
тов шлифуют. Перед шлифованием их
необходимо размагнитить. Проверяют
полярность магнита. Магнитная стрел-
ка должна занимать строго вертикаль-
ное положение и быть обращена север-
ным концом вверх, если она размещена
над поверхностью магнита, или вниз,
если расположена сбоку магнита на
одном уровне с ним. Отклонение стрел-
ки от вертикального положения укажет
на утерю магнитом его свойств. Такой
магнит подлежит намагничиванию на
специальной установке.
У счетчика срабатывания заменяют
все сгоревшие плавкие вставки.
Собранный после ремонта разряд-
ник испытывают на испытательной уста-
новке. Испытанию подлежат также все
разрядники ежегодно перед началом
грозового сезона и разрядники, у кото-
рых зафиксировано пять срабатыва-
ний.
Испытывают разрядники постоян-
ным током высокого напряжения. Опре-
деляют ток проводимости, измеряемый
установленным на испытательной уста-
новке микроамперметром. Разрядники
РЭВ-25 испытывают при напряжении
28 кВ, а РМВУ-3,3— при напряжении
4 кВ. Их ток проводимости должен
находиться соответственно в пределах
500—620 и 70—130 мкА.
Снижение тока проводимости может
быть вызвано изломом шунтирующих
резисторов или образованием в них
трещин, нарушением электрических сое-
динений и контактов внутри разряд-
ника или разрушением вилитовых дис-
ков. Снижению проводимости способ-
ствует также увлажнение стенок фар-
форового кожуха вследствие разгер-
метизации разрядника и утечки тока по
загрязненной его наружной поверх-
ности.
Выявленные дефекты устраняют и
вновь испытывают разрядник на ток
утечки.
Затем у разрядника проверяют про-
бивное напряжение, по значению кото-
рого судят об исправности и параметрах
искровых промежутков. У исправного
разрядника РЭВ-25 пробой должен
произойти при напряжении 58—70 кВ,
а у разрядника РМВУ-3,3— при напря-
жении 9,5—10,5 кВ. В противном слу-
чае регулируют зазоры искровых про-
межутков.
Для проверки герметичности раз-
рядника к контрольному отверстию
клапана присоединяют шланг от фор-
вакуумного насоса и создают внутри
разрядника вакуум 8—10 кПа (0,08
кгс/см2).
При включенном насосе в течение
20 мин давление внутри разрядника
изменяться не должно. В противном
случае заменяют герметизирующую
прокладку из озоностойкой резины,
установленную между дном и торцом
фарфорового кожуха.
Техника безопасности при ремонте
и испытании аппаратов защиты. Ре-
монт, наладку и испытание аппаратов
защиты должен выполнять квалифици-
рованный персонал, прошедший соот-
ветствующий инструктаж по технике
безопасности. Участок ремонта и испы-
таний воздушных выключателей должен
быть огражден металлической сеткой,
а входная дверь в зону ограждения
снабжена замком и предостерегающими
надписями. При работе с отдельными
аппаратами требуется соблюдение осо-
бой осторожности, например, при рабо-
те с пустотелыми фарфоровыми изо-
ляторами, давление сжатого воздуха
в которых доходит до 900 кПа (9
кгс/см2), или с трансформатором тока,
на разомкнутой обмотке которого при
испытании возможно появление вы-
сокого напряжения.
Работы, связанные с ремонтом воз-
душного выключателя, следует выпол-
нять при полном отсутствии сжатого
воздуха в баке, открытом спускном
кране й отсутствии оперативного нап-
ряжения. Затяжка изоляторов простым
ключом и переключение разъединителя
вручную при наличии сжатого воздуха
в баке категорически запрещаются.
При регулировке быстродействую-
щих выключателей также следует соб-
людать особую осторожность. Резкие
отпадания рычага с подвижным контак-
том и большие контактные нажатия
создают серьезную опасность для ре-
монтного персонала. Подавать питание
на удерживающую катушку выключа-
теля можно только после надежного
присоединения проводов к выводам ка-
тушки. При наладке выключателя и
регулировке его тока уставки работ-
ник не должен приближаться к аппа-
рату ближе чем на 1 м.
5.7. РЕМОНТ йШЯЧШМ
•з s т с. м а т и з а ц и»} р &!ft с' < с &
управления
Характеристика нагрузок. Износы и
повреждения. Повреждения аппаратов
автоматизации процессов управления и
повышенные износы их отдельных эле-
ментов возникают главным образом под
действием на них динамических сил,
передаваемых от ходовой части, и инер-
ционных сил, действующих при пуске
и торможении поезда. Эти силы раз-
личны и в определенной мере зависят от
настройки и регулировки реле. Регу-
лировка тока уставки аппаратов может
быть осуществлена или натяжением ре-
гулировочных пружин, или изменением
воздушных зазоров между якорем и
сердечником. Если при спокойном
состоянии аппаратов любой из ука-
занных методов наладки не отра-
жается на регулировочных парамет-
рах реле, то при движении подвиж-
ного состава и особенно при изме-
нении его скорости один из факторов
(особенно неравномерность натяжения
регулировочных пружин) может значи-
тельно повлиять на эти параметры и
нарушить их и вследствие - неравно-
мерного увеличения силы тяги привести
к нарушению синхронизации ускорения
при разгоне электропоезда. Последнее в
свою очередь будет способствовать воз-
^икновению значительных толчков, уда-
вов и дополнительных трений в узлах
механического оборудования, сокращая
срок их службы.
\В ходе эксплуатации у этих аппара-
тов загрязняются контактные поверх-
ности, разрабатываются элементы шар-
нирных соединений, лопаются пружины
или меняются их характеристики, обго-
рают биметаллические пластины и
угольные контакты регулятора напря-
жения, нарушаются номинальные зазо-
ры, слабнут и повреждаются резь-
бовые соединения.
Ремонт реле ускорения. Реле Р-40
продувают сжатым воздухом, осматри-
вают для выявления возможных пов-
реждений и разбирают. Снимают от-
ключающую пружину, упорный крон-
штейн вместе с якорем, фланцы и
сердечник магнитопровода, силовую и
подмагничивающую катушки, изоди-
новую колодку и резисторы.
Катушки очищают, осматривают и
при необходимости ремонтируют (см.
с. 195). Дефектные места соединения
концов силовой катушки проваривают
сваркой латунными электродами Л63.
Неисправные наконечники заменяют.
Проверяют соответствие норме актив-
ного сопротивления катушек и резис-
торов.
Миканитовую втулку, изолирующую
катушки реле от сердечника, со следа-
ми электрического пробоя, трещинами
или расслоением заменяют.
Отсоединяют якорь от упорного
кронштейна, промывают и осматривают
их рабочие поверхности. Посадочную
выточку упорного кронштейна и рабо-
чее ребро призмы якоря с неровнос-
тями и забоинами шлифуют. Призму
якоря после шлифовки цементируют и
закаливают.
Регулировочную пружину 4 (рис.
5. 32), имеющую трещины или в сво-
бодном состоянии зазоры между вит-
ками, заменяют.
Серебряные контакты регулировоч-
ного 1 и упорного 2 винтов зачищают,
изношенные до толщины менее 1 мм
заменяют.
При сборке реле добиваются, чтобы
жало призмы якоря 3 плотно приле-
гало к выточке упорного кронштейна
Рис. 5.32. Регулировка реле ускорения Р-40
5, а между ее гранями и гранями выточ-
ки во включенном (притянутом) и от-
ключенном положениях якоря имелся
зазор. Якорь при перемещении в ра-
бочем диапазоне не должен касаться
ограничивающих планок 10. Зазор А
между внутренней поверхностью отвер-
стия в якоре и поверхностью штифта
7 должен быть не менее 1 мм, а между
якорем и промежуточной планкой 6
(зазор Б)— от 0,4 до 0,6 мм.
Изменяя положение регулировоч-
ного винта, добиваются, чтобы при при-
тянутом якоре зазор В между ним и
рамой магнитопровода 11 был в преде-
лах 5—6 мм. При этом же положении
якоря упорным винтом устанавливают
зазор Г между размыкающими кон-
тактами в пределах 1,5—2 мм. Конечное
нажатие контактов должно быть 1,5 Н
(15 кгс).
Поочередно подводя напряжение
соответствующей полярности к силовой
8 и параллельной 9 катушкам, прове-
ряют магнитной стрелкой согласован-
ность направления создаваемых ими
магнитных потоков. При правильном
подключении катушек и соответствую-
щей полярности подводимого напряже-
ния стрелка должна устанавливаться
северным концом вверх.
Затем приступают к регулировке
реле. К силовой катушке реле подводят
от многоамперного источника постоян-
ный ток с соблюдением установленной
полярности и плавно увеличивают ток
в катушке, фиксируя по амперметру
его значение в момент включения реле.
Аналогично, по при плавном снижении
тока определяют ток отключения. Из-
менением натяжения регулировочной
пружины 4 добиваются, чтобы якорь
реле электропоездов постоянного тока
отпадал при токе 170—175 А, а элек-
тропоездов переменного тока — при
токе 365 А. Разница между значениями
тока включения и отключения должна
быть в пределах 25—40 А. Если это
условие не выполнено, то перемеще-
нием упорного и регулировочного вин-
тов изменяют зазоры, добиваясь вклю-
чения реле электропоездов постоянного
тока при токе 205—215 А, электро-
поездов переменного тока — при токе
425—450 А.
Для режима боксования электро-
поезда реле регулируют аналогично,
но к параллельной катушке подводят
постоянное напряжение 50 В, а после-
довательно с ней включают прово-
лочный резистор сопротивлением
100 Ом. Устанавливают в силовой
катушке ток, превышающий на 10—15 А
ток включения, а затем плавно снижают
его. Якорь должен отпадать при токе
не более 75 А.
При регулировке реле в режиме
пониженного ускорения в цепь парал-
лельной катушки включают резистор
сопротивлением 300 Ом и добиваются
отпадания якоря при токе 120—130 А.
У отрегулированного реле надежно
фиксируют контргайками положения
регулировочного и упорного винтов и
пломбируют регулировочную пружину.
Ремонт реле оборотов. Реле РО-60
и РО-33 разбирают. Проверяют состо-
яние шарнирных соединений, возврат-
ной пружины, рычагов центробежного
механизма, рычага механизма переклю-
чения контактов и самих контактов.
Неисправные детали заменяют. Изме-
ряют толщину рычагов центробежного
механизма. Если она окажется менее
6,5 мм, то рычаг восстанавливают
наплавкой сплава «Сормайт».
При сборке следят, чтобы рычаги
механизма переключения свободно
вращались на своих осях. Все трущиеся
поверхности смазывают графитовой
смазкой УСсА, а подшипники запол-
няют смазкой 1-ЛЗ. Рабочие поверхнос-
ти контактов зачищают. Устанавливают
раствор и провал контактов, равные
(для реле РО-60) соответственно 4,5—
5,5 и 2,5—3,0 мм. Для реле РО-33
раствор контактов должен быть 3,5—
4,5 мм.
Для регулировки реле помещают на
специальный стенд со счетчиком обо-
ротов. Проверяют четкость и пределы
срабатывания реле. Вращением регули-
ровочной гайки добиваются срабаты-
вания реле при частоте вращения
1350—1390 об/мин.
У реле РКО-028 и РО-1 проверяют
состояние литого кожуха, диска, удер-
живающей пружины, отключающего
рычага и защелки с их пружинами
и контактную систему. Неисправные де-
тали ремонтируют или заменяют.
При сборке устанавливают раствор
4 мм, провал 2—3 мм, а нажатие кон-
тактов 1,8—2 Н (0,18—0,2 кгс). При ре-
гулировке реле добиваются, чтобы оно
срабатывало при частоте вращения
1780 об/мин.
Ремонт регуляторов напряжения
вибрационного типа. Наиболее харак-
терными возможными неисправностями
этих регуляторов являются повышенная
выработка и подгары угольных кон-
тактов, перекос и заедание подвижной
системы и износ ее призматических упо-
ров. Наблюдаются также случаи повы-
шенного износа оси коромысла, исти-
рание и обрыв гибких шунтов, повреж-
дение биметаллических пластин, обго-
рание ацеидовой панели основания и
изоляционной колодки, повреждения
или ослабления регулировочной пру-
жины.
Снятый с панели управления регу-
лятор обдувают, протирают, осматри-
вают и выявляют видимые дефекты.
Затем измеряют активное сопротивле-
ние катушек. Оно должно находиться
в пределах 2,18—2,49 Ом у неподвиж-
ной катушки и 0,912—1,0 Ом у подвиж-
иой; При несоответствии сопротивлений
указанным нормам катушки заменяют.
Гибкие шунты с дефектными жи-
лами, заменяют, неисправные наконеч-
ники перепаивают. У последовательной
катушки реле СРН-8А проверяют и
nprt необходимости восстанавливают
плотность обжима фигурных кабельных
наконечников.
Обращают внимание на степень из-
носа угольных контактов. Их толщина
должна находиться в пределах 16,5—
18,5 мм для подвижного и 38—45,5 мм
для неподвижных контактов. При
большем износе контакты заменяют.
Подгоревшие места контактов зачи-
щают мелкой стеклянной бумагой.
Панель и изоляторы с трещинами,
сколами или прогарами, а также изо-
ляторы с ослабшей запрессовкой вту-
лок-гаек для крепления выводов кату-
шек заменяют.
Призматические грани опорной оси
очищают от смазки. При ослаблении
ее запрессовки в стенках якоря или
при повышенной выработке ось заме-
няют. Новая должна быть зацемен-
тирована на глубину 0,3—0,5 мм и за-
калена.
Неисправные биметаллические плас-
тины заменяют. Новые пластины долж-
ны соответствовать чертежным раз-
мерам и быть из металла установлен-
ного типа. Правильность установки но-
вых пластин проверяют, нагревая их
от лампы накаливания. Биметалличес-
кую пластину регулятора СРН-8А
закрепляют на подвижном якоре так,
чтобы при нагреве она перемещалась
в сторону от панели регулятора, а
у регулятора СРН-7У-3 ее закреп-
ляют на неподвижном контакте и при
нагревании она должна перемещаться
в сторону панели.
При сборке регулятора следят, что- .
бы подвижная катушка не выступала
за края фланцев каркаса, торец кар-
каса был параллелен.кольцевой втул-
ке ярма магнитопровода, а катушка
свободно перемещалась внутри коль-
цевого отверстия ярма с равномер-
ным зазором по диаметру. Ось подвиж-
ного контакта в холодном состоянии
должна быть смещена относительно оси
неподвижного контакта на 1 мм в сторо-
ну панели. Раствор контактов (суммар-
ный зазор между рабочими поверхнос-
тями подвижного и неподвижного
угольных контактов) должен быть в
пределах 0,5—1,0 мм, а площадь их
соприкосновения — не менее 75 % их
общей поверхности. При необходимости
контакты зачищают мелкой стеклянной
бумагой. Якорь регулятора должен на-
ходиться строго вертикально, чего доби-
ваются перемещением неподвижных
угольных контактов. После регулировки
контактов затягивают крепящие их
хомуты и фиксируют контргайками.
Затем к последовательно соединен-
ным катушкам регулятора подводят
постоянный ток напряжением 50 ±2 В,
устанавливают в них ток 1,75 А и,
регулируя натяжение пружины, доби-
ваются, чтобы якорь находился в по-
ложении равновесия. У правильно соб-
ранного и настроенного регулятора при
токе 1,8 А подвижной контакт должен
касаться левого неподвижного, а при
токе 1,7 А — правого неподвижного
контактов. Окончательную настройку
регулятора СРН-8А выполняют на па-
нели управления совместно с реле и
резисторами. У правильно работающего
регулятора стрелка подключенного к
нему вольтметра не должна колебать-
ся, а на угольных контактах может
наблюдаться едва заметное искрение.
' л «.ШМКЖ»
:> й. ч. лереключйгелей ч^пей
Износы и повреждения. Контрол-
леры машиниста как аппараты управ-
ления э. п. с. находятся в непрерывной
работе, что приводит к активному из-
носу их отдельных элементов, что в
свою очередь может привести к появле-
нию других неисправностей.
Так, в результате ослабления посад-
ки на валу кулачковых шайб и малой
шестерни, ослабления крепления руко-
яток, зубчатых секторов, повышенного
износа защелки главной рукоятки и де-
талей контакторных элементов, излома
или нарушения профиля кулачковых
шайб моменты включения и выключе-
ния контакторных элементов могут
отклоняться от диаграммы замыка-
ния контактов. Повышенный износ
поверхностей упорных рычагов и шайб,
ослабление их посадки, излом и по-
вышенная выработка отверстий сое-
динительных тяг, ослабление и выработ-
ка осей и подшипников узла блоки-
ровочного механизма могут привести
к нарушению взаимодействия механи-
ческих блокировок. В результате разру-
шения подшипников валов, излома
зубьев шестерен и секторов, попадания
в места зацепления посторонних пред-
метов может произойти заклинивание
рукояток контроллера.
У контроллеров наблюдаются также
утечки воздуха в клапане безопасности,
заедание роликов контакторных элемен-
тов, обрыв шунтов, повышенный износ
контактов контакторных элементов,
излом пружины и др.
Если обнаруженную неисправность
устранить непосредственно на э. п. с.
невозможно, то аппарат снимают и пе-
редают для ремонта в аппаратное
отделение.
Ремонт контроллеров и переключа-
телей режимов электровозов. Контрол-
лер или переключатель обдувают в об-
дувочной камере сжатым воздухом и
осматривают. Снимают рукоятки, секто-
ры, верхнюю крышку, контакторные
элементы, блокировочный механизм,
кулачковые валы. Все детали промы-
вают в бензине и осматривают.
Если у кулачкового вала будет
обнаружено ослабление посадки на нем
подшипников, шестерни, кулачковых
шайб или шайбы будут иметь повы-
шенный износ, трещины, отколы или
профиль, не соответствующий диаграм-
ме замыкания контактов, то кулачковый
вал разбирают.
Вал с биением более 0,5 мм прота-
чивают на токарном станке. Шейки ва-
лов под подшипники с повышенным
износом и дефектный квадрат реверсив-
ного вала под установку рукоятки
наплавляют и обрабатывают.
Подшипники с радиальным зазором
более 2 мм, с трещинами или изломами
в сепараторе или обойме и с шелуше-
нием на роликах или кольцах заменяют.
Кулачковые шайбы контроллера КМЭ-8
с износом по окружности более 4 мм
и более 6 мм у контроллера электрово-
зов переменного тока, а также шайбы
с нарушенной конфигурацией выступов
и впадин, со сколами или трещинами за-
меняют. Шестерни с ослабшей посад-
кой на валу заменяют новой, уста-
навливаемой с натягом 0,02—0,05 мм.
Проверяют зубомером профиль и износ
зубьев шестерни и зубчатых секторов.
При необходимости их наплавляют и
обрабатывают. Сегменты барабанных
валов толщиной менее 2,5 мм и изоди-
новые шайбы кулачкового вала со ско-
лами и трещинами заменяют. При необ-
ходимости восстанавливают наплавкой
изношенные квадраты валов под посад-
ку рукояток и заменяют указательные
лимбы.
Рукоятки контроллеров разбирают
и осматривают. Трещины в рукоятке
разделывают и заваривают с последу-
ющей слесарной обработкой. Разрабо-
танные отверстия заваривают и рас-
сверливают до чертежных размеров.
Специальные винты с выработкой
более 0,2 мм, пружины с остаточной
деформацией и с отогнутыми конеч-
ными витками и изношенную накладку
защелки заменяют. Упорный зуб и выс-
туп рычага с повышенным износом на-
варивают и обрабатывают под чертеж-
ный размер, а изношенный более чем
на 1 мм стержень кнопки наплавля-
ют или заменяют. Отремонтирован-
ные корпус, рычаг и кнопку рукоят-
ки хромируют.
Детали блокировочного механизма
промывают в бензине и тщательно
осматривают. С учетом данных предва-
рительного (до разборки) осмотра конт-
роллера к изношенным упорным ры-
чагам и впадинам шестерен привари-
вают накладные пластины или их
восстанавливают наплавкой, контроли-
руя профили рычагов и шайб шабло-
нами.
Разработанные отверстия рассвер-
ливают под запрессовку бронзовых вту-
лок с соответствующим внутренним диа-
метром. Пружины, имеющие трещины
или не отвечающие характеристикам,
заменяют.
Ролик механической блокировки
контроллера КМЭ-55 с трещинами или
выработкой заменяют. Сработанные
кыступы на валу механической бло-
кировки наплавляют и обрабатывают.
\ Контакторные элементы контролле-
рор и групповых переключателей цепей
управления однотипны, а технология их
ремонта аналогична описанной ранее
технологии ремонта контакторных
элементов ПКГ и ЭКГ.
Толщина контактов должна быть у
контроллеров: КМЭ-8, КМЭ-10—1,8
мм, КМЭ-55, TP-60, ТР-103 — 0,8—
1,2 мм. Износ контактов контроллера
КМЭ-80 более 0,1 мм не допускается.
Смещение подвижных контактов отно-
сительно неподвижных для всех типов
контакторных элементов контроллеров
не должно превышать 1,8 мм.
Ремонт контроллеров электропоез-
дов. Контроллер обдувают сжатым воз-
духом, выявляют видимые дефекты и
разбирают.
Контакторные элементы и кулач-
ковые валы ремонтируют так же, как
аналогичные элементы контроллеров
электровозов.
Контурным шаблоном проверяют
износ храповика. Его рабочие поверх-
ности с повышенным износом восста-
навливают наплавкой с последующей
слесарной обработкой. Волокнитовый
храповик контроллера КМР-10 с изно-
сом более 0,7 мм заменяют.
Трещины в коробке рукоятки кон-
троллера КМР-2 разделывают и зава-
ривают, дефектные резьбовые отверстия
заваривают, рассверливают и нареза-
ют новую резьбу.
Вмятины и погнутости выправляют
на специальной оправке.
Детали клапана безопасности про-
мывают в бензине. Атмосферное отвер-
стие и воздухопроводный канал про-
чищают. Втулку с трещинами или по-
вышенным износом заменяют. Выра-
ботку посадочной поверхности клапана
устраняют притиркой. После сборки его
испытывают на утечку сжатым воз-
духом давлением 700 кПа (7 кгс/см2).
Если она есть, то клапан притирают
повторно, а при необходимости и фрезе-
руют.
Коробку рукоятки после ремонта
хромируют или никелируют. Головку
рукоятки с трещинами или сколами
заменяют, с незначительными царапи-
нами и шероховатостями зачищают и
полируют.
Разработанное квадратное отверс-
тие в приливе пластмассового корпуса
рукоятки контроллера КМР-10 рассвер-
ливают под установку бронзовой втул-
ки с квадратным отверстием под квад-
ратную часть оси головки. Установоч-
ную армированную втулку с ослабшей
запрессовкой в головке рукоятки, пру-
жины с трещинами и контактные
вкладыши с дефектной резьбой заме-
няют. Новые вкладыши устанавливают
в корпусе рукоятки на эпоксидном клее.
Проверяют исправность мостикового
контакта. Неисправные детали заме-
няют. Контактные поверхности зачи-
щают. Наружные поверхности корпуса,
головки и кнопки рукоятки полируют.
Стопорные болты утапливают на 2 мм
и заливают компаундной массой.
Крышки контроллеров очищают в
выварочной ванне или в дробеструй-
ной установке. Разработанные гнезда
под подшипники восстанавливают нап-
лавкой, затем их рассверливают или
растачивают и запрессовывают пере-
ходную втулку.
Трещины в крышках и основаниях
контроллеров электровозов разделы-
вают и заваривают газовой сваркой
с предварительным подогревом. Силу-
миновые крышки и основания конт-
роллеров электропоездов с трещинами
в местах установки втулок заменяют.
Подлежат замене и бронзовые втулки
под шейки валов, если их износ превы-
шает 0,3 мм.
Сборка и регулировка контроллеров
и переключателей режимов. Сборку
этих аппаратов начинают со сборки
их отдельных узлов — кулачковых ва-
лов, контакторных элементов, рукояток.
Кулачковые шайбы устанавливают на
валы в соответствии с диаграммами
замыкания контактов. При этом зазоры
между валом и шайбой должны быть
минимальными (так, у контроллера
КМЭ-8— не более 0,2 мм), а расстоя-
ния между шайбами — соответствовать
чертежным размерам.
Отремонтированный контакторный
элемент не должен иметь повышенного
трения в шарнирах. В то же время
аксиальный зазор в них не должен
превышать 0,3 мм, а суммарный зазор
между роликом и рычагом должен быть
не более 0,5 мм.
У собранной рукоятки контроллера
КМЭ-10 головка должна свободно вра-
щаться, а кнопка головки перемещать-
ся в ней без заеданий и обеспечивать
замыкание мостикового контакта при
ее заглублении на 9—11,5 мм.
Убедившись в исправности отремон-
тированных узлов и деталей, аппараты
собирают, смазывают все трущиеся
поверхности деталей смазкой
ЦИАТИМ-201 и приступают к их про-
верке и регулировке.
Проверяют легкость враще-
ния валов и ос е й , а у контрол-
леров КМЭ-8 и КМЭ-10 контролируют
и обеспечивают совпадение осевых ли-
ний зубчатых валов и шестерен. Убеж-
даются в отсутствии люфта в посадке
рукоятки или штурвалов на валы.
Выявленный люфт устраняют подтяги-
ванием шпилек.
Свободный ход кулачковых валов
контроллеров КМЭ-8 и КМЭ-10 не дол-
жен превышать 2,5 мм, причем в пре-
делах холостого хода вала контакты
контакторных элементов должны оста-
ваться неподвижными. У контроллеров
КМР-2 и КМР-10 главный вал в нуле-
вом положении должен иметь свобод-
ный ход по окружности не более 2 мм.
Рычаг рукоятки контоллеров КМЭ-8
и КМЭ-10 при ее перемещении должен
выходить из впадины сектора и устанав-
ливаться на вершину следующего зуба.
Если он вершины не достигает и возвра-
щается во впадину, то винтами пере-
даточного механизма регулируют поло-
жение вала.
У контроллеров КМР-2 и КМР-10
проверяют и регулируют зазоры между
храповиком главного вала и роликом
фиксатора (должен быть менее 1 мм)
и между торцом пневматического кла-
пана и приливом реверсивного вала.
В рабочем положении вала этот зазор
должен быть более 3 мм.
Рукоятка контроллера КМР-2 в ра-
бочем положении должна устанавли-
ваться в горизонтальное положение
усилием 60—100 Н (6—10 кгс), а
удерживаться на защепке усилием
10—25 Н (1—2,5 кгс).
Последовательность сра-
батывания кулачковых кон-
такторов проверяют по диаграм-
мам замыкания. При необходимости
корректируют профили кулачковых
шайб (по технологии ремонта груп-
повых переключателей). Проверяют,
чтобы на фиксированных позициях
контакты контакторных элементов были
полностью замкнуты или разомкнуты,
а ролики по отношению к кулачко-
вой шайбе занимали положение, пока-
занное на рис. 5. 18. Отклонение дейст-
вительной развертки от чертежа до-
пускается не более ±2°.
Рабочие параметры кон-
такторных элементов долж-
ны соответствовать установленным зна-
чениям. Так, контакторные элементы
контроллеров электропоездов всех ти-
пов должны иметь раствор 4 мм, про-
вал — 2,5—4 мм и нажатие контак-
тов 3—3,5 Н (30—35 кгс). Способы
регулировки этих параметров описаны
ранее.
Проверяют работу блокировочного
механизма.
Блокировочный меха-
низм контроллера машининста элек-
тропоезда ЭР2 должен обеспечивать
перевод реверсивной рукоятки только
при нулевом положении главной ру-
коятки, а главной рукоятки — только
при ходовом положении реверсивной.
При нулевом положении реверсивной
рукоятки и нажатой главной рукоят-
ке, а также при ходовом положении
реверсивной рукоятки и нажатой глав-
ной рукоятке контакты механизма (кон-
тактора) безопасности должны быть
замкнуты. При ходовом положении ре-
версивной рукоятки и ненажатой глав-
ной рукоятке в любом положении
последней контакты контакторов безо-
пасности должны быть разомкнуты, а
клапан безопасности открыт. Главная
рукоятка может быть нажата только
при нулевом ее положении.
Блокировочный механизм контрол-
леров КМЭ-8 и КМЭ-10 должен обес-
печивать следующую зависимость руко-
яток: при нулевом положении ревер-
сивной рукоятки остальные рукоятки
должны быть заперты и не могут быть
сдвинуты с места; при установке руко-
JtTK-й в положение «,М» главная рукоят-
ка может быть установлена на любую
позицию; при установке главной руко-
ятки на 16, 27, 37-ю позиции тормозная
рукоятка может быть установлена в
положение ослабления возбуждения
ОП-1, ОП-2, ОП-3, ОП-4, а поворот
главной рукоятки невозможен; при ус-
тановке реверсивной рукоятки в поло-
жение П, СП, С тормозная рукоятка
может быть установлена на позицию
0,2 что дает возможность установить
главную рукоятку на позицию 1, а затем
поворачивать тормозную рукоятку до
позиции 15; обратный поворот тормоз-
ной рукоятки возможен до позиции
1 включительно, а после установки
главной рукоятки на позицию 0 тормоз-
ная рукоятка может быть повернута
на позицию 0; при рабочем положении
главной и тормозной рукояток поворот
реверсивногселективной рукоятки не-
возможен.
У контроллеров К.МЭ-55, КМЭ-60
и переключателя Пр-103 механическая
блокировка должна обеспечивать воз-
можность установки главного вала на
любую ходовую позицию только при
установке реверсивного вала в положе-
ние «Вперед» или «Назад», а ревер-
сивного вала на позицию «0» — только
после установки главного вала на нуле-
вую позицию. Реверсивная рукоятка не
должна сниматься с вала, если глав-
ный вал находится на ходовой пози-
ции.
У контроллера КМЭ-80 электрово-
за ВЛ80₽ реверсивная рукоятка может
быть переставлена из нулевой на любую
позицию только при нулевом положе-
нии штурвала контроллера и его тор-
мозной рукоятки, а из положения П
в положения ОП-1, ОП-2 и ОП-3—
при любом положении штурвала и ну-
левом положении тормозной рукоятки.
Тормозную рукоятку можно устано-
вить в рабочее положение только при
положении реверсивной рукоятки при
полном возбуждении «Вперед» или
«Назад» и любом (кроме нулевого)
положении штурвала.
Штурвал контроллера может быть
повернут из нулевого положения только
при нулевом положении тормозной ру-
коятки и любом (кроме нулевого) по-
Рис. 5.33. Схема регулировки сельсина «тяга»
ложении реверсивной рукоятки. Он не
должен поворачиваться из положения
«ПО» в «0» или «БВ» гГри нахождении
тормозной рукоятки в положении
«Торможение».
Порядок и правильность замыкания
контактов контроллера проверяют по
диаграммам (см. рис. 5. 16).
Наиболее ответственной операцией
при проверке контроллера КМЭ-80 Яв-
ляется контроль электрических пара-
метров и выходных сигналов сельсинов.
Сельсины регулируют на специальных
стендах, добиваясь получения на их
выходах установленных норм напряже-
ний прн различных углах поворота
штурвала контроллера.
Напряжения на выходе сельсина не
должны отличаться от установленных
норм более чем на ±0,5 В, в противном
случае пропиливают шайбу сельсина.
Сельсин «Тяга» регулируют
на стенде (рис. 5. 33). Регулятор напря-
жения стенда питают переменным то-
ком напряжением 220 В от феррорезо-
нансного стабилизатора напряжения.
Провода 1 и 2 от регулятора напря-
жения PH присоединяют к зажимам 9
и 55 контакторного элемента контрол-
лера, а движок резистора сельсина
«Тяга» на панели резистора КМЭ уста-
навливают в среднее положение.
Рукоятку регулятора напряжения
ставят в нулевое положение, включают
питание стенда и плавно поднимают
напряжение на выходе PH до ПО В,
контролируя его по показаниям вольт-
метра VI. Напряжение на выходе сель-
сина (зажимы контроллера 3 и 75),
контролируемые по вольтметру V2,
должно быть равным нулю. При откло-
нении показаний V2 от нулевого зна-
249
чения поворотами корпуса сельсина в
ту или другую сторону добиваются по-
лучения на выходе сельсина напряже-
ния, равного нулю.
Затем устанавливают штурвал кон-
троллера в положение П4 соответ-
ствующее повороту вала по лимбу на
деление 315°, и фиксируют показание
вольтметра V2. Оно должно быть равно
44,5 В. В противном случае его доводят
до этого значения регулировкой резис-
тора сельсина «Тяга». Напряжение на
выходе сельсина проверяют также в
промежуточных точках — через каж-
дые 10° поворота вала контроллера.
Сельсин «Рекуперация»
регулируют на том же стенде, но прово-
да 1 и 4 переключают соответственно
на зажимы 7 и 6 КМЭ.
Ставят штурвал в положение ПО,
реверсивную и тормозную рукоятки
соответственно в положения ПП и П.
Через регулятор напряжения подают на
контроллер фиксируемое по вольтметру
VI напряжение 110±1 В, переводят
вал в положение, соответствующее де-
лению на лимбе 315°, и, поворачивая
корпус сельсина, добиваются получения
на его выводах напряжения 5 В. Кон-
тролируют его по показанию вольтметра
V2. Затем возвращают штурвал конт-
роллера в положение ПО. При этом
напряжение на сельсине должно быть
45,1 В. В противном случае его регу-
лируют с помощью резистора сельсина
«Рекуперация», установленного на па-
нели резистора КМЭ.
Равномерно вращая штурвал от по-
ложения П4 до положения ПО, про-
веряют по вольтметру V2 плавность
увеличения напряжения на выходе сель-
сина. Значения напряжений через каж-
дые 10° поворота штурвала сравни-
вают с нормами напряжений и при
отклонении измеренных значений от
нормы более чем на 0,5 В пропиливают
шайбы.
Сельсин «Возбуждение»
регулируют аналогично. Отличие сос-
тоит в том, что провода / и 2 стенда
(см. рис. 5. 33) подключают к зажи-
мам 56 и 62 КМЭ, а провода 3 и 4
соответственно к зажимам 83 и 84.
Проверку выполняют при напряжении
110+1 В. При установке штурвала в
положение ПО, а тормозной рукоятки
в положение П напряжение на выходе
сельсина «Возбуждение» должно быть
не более 3 В, а при повернутом до упора
тормозном вале — 33 В. Возможные
отклонения выходного напряжения от
этих значений устраняют в промежу-
точных точках и выполняют так же,
как у сельсинов «Тяга» и «Рекупе-
рация».
Механические блокиров-
ки контроллеров электро-
поездов должны обеспечивать та-
кую же взаимосвязь положения валов,
как и в контроллере КЭМ-55.
У контроллеров электропоездов
ЭР1 и ЭР2 при нулевом положении
реверсивной рукоятки и нажатой глав-
ной рукоятке, а также при ходовом
положении реверсивной рукоятки и
нажатой главной рукоятке контакты
механизма (контактора) безопасности
должны быть замкнуты, а клапан
безопасности закрыт. При ходовом
положении реверсивной рукоятки и не-
нажатой главной рукоятке в любом ее
положении контакты контакторов безо-
пасности должны быть разомкнуты,
а клапан безопасности открыт.
Закончив регулировку, на контрол-
леры и переключатели устанавливают
кожуха, обеспечивая плотное их приле-
гание к пазам корпуса. Если необхо-
димая плотность не обеспечивается, то
войлочные уплотнения заменяют.
Ремонт разъединителей цепей управ-
ления. Разъединители РУМ и отклю-
чатели секций электровозов перемен-
ного тока разбирают. Изодиновые ку-
лачковые шайбы с трещинами или мест-
ными выработками на рабочей поверх-
ности, а также дефектные фиксирующие
валики и ролики заменяют. Фиксаторы
положения с разработанными впадина-
ми наплавляют и обрабатывают по
шаблону. Загрязненные поверхности
контактов очищают технической сал-
феткой, смоченной в бензине. Подго-
ревшие контакты зачищают пластинкой
из нержавеющей стали. Трущиеся ме-
таллические поверхности покрывают
смазкой ЦИАТИМ-201, не допуская
попадания ее на поверхности электри-
ческих контактов. При сборке переклю-
чателя добиваются четкого переклю-
чеиия барабана разъединителя и на-
дежной фиксации его в каждом по-
ложении.
5.9. Ремонт разъединителей
м кнопочных еынлючателей
Ремонт разъединителей. Несмотря
на отдельные особенности конструкций
этих аппаратов, возможные их неисп-
равности одинаковы. К ним относятся:
повышенный износ ножей и зажимов,
ослабление крепления изоляторов в
цапфах, трещины в изолированных
стойках, отколы и прогары на поверх-
ности изоляторов, пробой изоляционных
пластинок, излом, повышенный износ
или снижение пружинных свойств та-
рельчатых и нажимных шайб, отклоне-
ние от установленных норм растворов,
провалов и нажатий блокировочных
контактов.
Для ремонта разъединители разби-
рают, промывают все детали в керо-
сине и насухо протирают технически-
ми салфетками. Проверяют износ ножей
и щек, взаимное прилегание их контак-
тных поверхностей. При выключенном
ноже зазор между щеками должен быть
не более половины толщины ножа.
Ножи и щеки с трещинами, оплав-
лениями и повышенным износом заме-
няют. Если в шарнирных соединениях
разъединителей выявлены следы чрез-
мерного нагрева или пружинные шайбы
утратили упругость либо имеют остаточ-
ную деформацию, то шайбы шарнира
заменяют. Незначительные механичес-
кие повреждения и подгары зачищают
стеклянной бумагой и покрывают зачи-
щенное место эмалью ГФ-92-ХК- Изо-
ляторы с отколами, трещинами, с
ослаблением в армировке и потертостью
глазури на участке, превышающей 10%
пути возможного перекрытия электри-
ческой дугой, заменяют.
Новые изоляторы устанавливают с
заливкой их глетоглицерииовой смесью,
состоящей из свинцового глета и дис-
тиллированного глицерина в соотноше-
нии 84,6:15,4.
Резиновую прокладку, имеющую
трещины, потерявшую упругость, заме-
няют. Осевое отверстие клапана в дер-
жателе разъединителя РАН-2 (РВН-
004Т) с выработкой 0,24 мм завари-
вают и рассверливают до чертежного
размера.
Размеры выреза под фиксирующий
валик и относительное расположение
вырезов и отверстия проверяют спе-
циальным шаблоном. При ширине вы-
реза более 12,24 мм края его наплав-
ляют и обрабатывают до чертежных
размеров. Контактную пластину с изно-
сом более 2 мм наплавляют медью,
обрабатывают и лудят. Ослабшие зак-
лепки контактной стойки подклепы-
вают или заменяют новыми.
Контактный палец с износом более
чем на 0,5 мм заменяют, а при выработ-
ке менее 0,5 мм контактную часть
опиливают личным напильником и шли-
фуют мелкой стеклянной бумагой.
Пластинчатые пружины и планки паль-
ца с трещинами и изломами заменяют.
Осматривают детали замка рукоятки.
Проверяют, соответствуют ли характе-
ристикам пружины.
Люфт рукоятки у отремонтирован-
ного разъединителя при включенном его
положении не должен превышать 1,4 мм
при измерении его в вырезе держателя
между втулкой и пазом. При этом линия
касания контактного пальца должна
быть не менее 15 мм при расстоянии
от нее до края подвижного контакта не
менее 10 мм. Расстояние между ножами
отключенного разъединителя должно
находиться в пределах 60—70 мм. Во
включенном положении разъединителя
зазор между контактным пальцем и
предохранительными пластинами дол-
жен быть не менее 0,5 мм. Проверяют
работу механической блокировки вык-
лючателя. Рукоятка трубы не должна
иметь заеданий при продольном переме-
щении и блокировать при любом из
фиксированных положений ножа. После
сборки разъединителя рукоятка должна
быть замкнута на замок ключом от
кнопочных выключателей.
У разъединителей клинового типа
РТД-20, ОД-8, ПВЦ-70, РС-15 износ
контактных поверхностей ножей более
1 мм не допускается. Их восстанавли-
вают наплавкой или заменяют. Подле-
жат замене изодиновые рукоятки с
трещинами, изоляционные стойки с под-
тарами и расслоением, а также дефор-
мированные или со сломанными лепест-
ками тарельчатые пружины. О качестве
прилегания контактов судят по значе-
нию переходного сопротивления, ко-
торое измеряют при температуре
20—25 ° С. Для разъединителей РВН-2
и РВН-004Т оно не должно превышать
2,10~6 Ом. Если сопротивление не соот-
ветствует норме, то ножи совместно
с контактными пластинами притирают.
Проверяют и регулируют усилие на
рукоятке ножа. Оно должно соответст-
вовать паспортным данным аппарата.
Так, у разъединителя ПВЦ-70 усилие на
включение должно быть в пределах
210—250 Н (2100—2500 кгс), при отк-
лючении— 130—160 Н (1300—1600
кгс), а для перемещения ножей отклю-
ченного разъединителя—15—20 Н
(150—200 кгс). Если эти усилия ниже
нормы, то подтягивают специальный
болт шарнира и развальцовывают его.
Однополюсный разъединитель РВО-
007 (КЗ-1) разбирают: отвертывают
неподвижный контакт (шину), разби-
рают узел контактного ножа, снимают
изолятор и тягу. Проверяют состояние
медных контактных ножей и шины.
Прогары и выработку ножа и шины
менее 0,5 мм запиливают личным
напильником и шлифуют стеклянной бу-
магой. Значительные местные выработ-
ки ножей и шин устраняют наплавкой
медью с последующей обработкой по
контуру. Ширина контактной шины в
месте контакта после опиловки долж-
на быть не менее 23 мм. Шину и но-
жи лудят. При ослаблении армиров-
ки в изоляторах их перезаливают в
центрирующем приспособлении глетог-
лицериновой смесью.
После сборки трущиеся места кон-
тактов и шарнирные соединения покры-
вают тонким слоем смазки
ЦИАТИМ-201.
Разъединитель устанавливают по
месту так, чтобы при открытой на
10—120 мм двери контактный нож
был замкнут, а при закрытой двери
обеспечивал разрыв 28,5—35 мм. Ре-
гулировку указанных размеров выпол-
няют изменением положения тяги.
Проверяют и регулируют раствор,
провал и нажатие блокировочных кон-
252
тактов, которые у большинства разъе-
динителей составляют соответственно
6—8; 1,2—2,0 мм и не менее 3,8 Н
(0,38 кгс).
У отрегулированного разъединителя
контактные поверхности смазывают
тонким слоем графитовой смазки УСсА.
Отремонтированные разъединители
испытывают на электрическую проч-
ность изоляции.
Ремонт кнопочных выключателей.
Выключатель продувают сжатым возду-
хом в обдувочной камере и полностью
разбирают. Все детали промывают в
бензине и насухо протирают. Корпус
очищают металлической щеткой. Пов-
режденные колодки и изоляционную
панель заменяют, годные очищают и
проверяют надежность крепления не-
подвижных контактов или держателей
предохранителей. При их ослаблении
места на панели под крепящий винт
рассверливают до диаметра 5 мм на
глубину 7—8 мм и запрессовывают
пропитанные эмалью ГФ-92-ХК или
клеем БФ деревянные пробки диамет-
ром 6 мм. Отремонтированную панель
окрашивают эмалью ГФ-92-ХК и вос-
станавливают на ней обозначения мон-
тажных проводов в соответствии со
схемой соединений. Если надписи вы-
полняют тушью, то сверху на них нано-
сят слой клея БФ или эпоксидного
клея.
Рукоятки с выработкой в пазах
более 2 мм заменяют. На исправных
рукоятках заменяют валики крепления
отключающих пружин. Их выполняют
из стальной пружинной проволоки.
Концы проволок загибают по прорезям
рукояток. Пружины подвижных контак-
тов, потерявшие жесткость или имею-
щие толщину менее 0,7 мм, заменяют.
Незначительные оплавления на кон-
тактах зачищают, контакты шлифуют
мелкой стеклянной бумагой и лудят
припоем ПОС-40. Подвижные контакты
толщиной менее 1,2 мм, неподвижные
толщиной менее 1,3 мм и гибкие шунты
с обрывом более 10 % жил заменяют.
При замене подвижного контакта сле-
дят, чтобы припой не попадал на
шунт.
Погнутые, ослабшие или сработав-
шиеся упоры блокировочного вала за-
меняют. Квадратный хвостовик запор-
ного валика не должен иметь сорван-
ных граней. Радиальный зазор валика
в корпусе не должен превышать 1 мм.
Предохранители должны иметь ка-
либрованные вставки с нанесенными
на корпусе белой эмалью значениями
номинального тока. Нарушенную изоля-
цию соединений внутреннего монтажа
восстанавливают слоем лакоткани и
изоляционной лентой и окрашивают
эмалью ГФ-92-ХК-
Проверяют работу собранного вык-
лючателя. Подвижной контакт должен
переключаться четко, без зависания в
промежуточном положении. В момент
переключения рукоятка не должна до-
ходить до упора. При вынутом из
замка ключе запорный механизм дол-
жен надежно блокировать контакты,
не допуская переключения рукояток, а
рычаги блокировки рукояток в рабо-
чем положении переключателя не
должны допускать одновременного
включения зависимых друг от друга
контактов.
Проверяют раствор и нажатие кон-
тактов. Раствор в пределах 8—10 мм
регулируют изгибанием стойки непод-
вижного контакта. Нажатие подвиж-
ного контакта в пределах 3,5—5,5 Н
(0,35—0,55 кгс) регулируют подбором
пружины контакта.
SJS. Ремонт резисторов, печей,
обогревателей и калориферов
Износы и повреждения. Резисторы,
печи и калориферы в эксплуатации
подвержены воздействию значительных
и резко изменяющихся температур, - а
также ударам от экипажной части
движущегося э. п. с.
В результате совместного воздейст-
вия этих факторов у резисторов воз-
никают обрывы фехралевых лент, про-
волочных спиралей и выводных соеди-
нений, уменьшается (из-за тепловой
коррозии) сечение лент и проволочных
спиралей; у изоляторов выкрашиваются
ребра и возникают сколы, трещины и
изломы; у электрических печей и кало-
риферов обрываются нагревательные
элементы и шины заземления, появля-
ются трещины в изоляторах, дефор-
мируются гофрированные кожуха.
Резкие удары приводят к обрыву
перемычек между ящиками резисторов,
шпилек опорных изоляторов и разру-
шению самих изоляторов.
Ремонт резисторов. Ящики с пус-
ковыми резисторами КФ продувают
сжатым воздухом давлением 300 кПа
(3 кгс/см2), осматривают и разбирают.
Снимают верхний ряд фехралевых эле-
ментов, для чего отвертывают гайки
стяжных изоляционных шпилек, сни-
мают шайбы, изоляторы, отвертыва-
ют болты соединительных шин и выни-
мают элементы. Аналогично разбирают
последующие ряды элементов ящика.
Затем снимают со шпилек фарфоро-
вые изоляторы, дистанционные трубки и
шайбы.
Резисторы КФ подлежат переборке
с заменой изоляторов, если выявлены
трещины у трех и более ребристых
изоляторов или сколы ребер более чем
у десяти.
Смятые, разорванные или расслоив-
шиеся изоляционные шайбы, смятые
или с трещинами контактные шайбы
и изолированные шпильки с отслоения-
ми слюды, прогарами, а также шпиль-
ки, имеющие не соответствующую чер-
тежу длину, заменяют. Подлежат заме-
не фехралевые ленты с двумя' или
более обрывами, со следами оплавле-
ния или чрезмерного нагрева, микани-
товые трубки' с расслоением или изло-
мом, а также сколами или поврежде-
нной глазурью на участке более 10 %
пути возможного перекрытия.
Фехралевые ленты с трещинами или
обрывами восстанавливают газовой
сваркой с применением латуни. Свари-
ваемые концы спирали должны перек-
рывать друг друга на длине не менее
10 мм.
Погнутые витки ленты выравни-
вают, для чего ленту предварительно
нагревают до температуры 600—700° С.
Трещины и места оплавлений иа сое-
динительных шинах заваривают, а кон-
цы шин облуживают припоем ПОС-40.
Перемычки из фольги, имеющие обры-
вы, заменяют. Перемычки, соединяю-
щие выводы, расположенные не на ящи-
ках, изолируют. Медные выводы и кон-
253
цы перемычек между ящиками зачи-
щают и облуживают, а стальные
оцинковывают.
Трещины в боковых стойках зава-
ривают. При необходимости увеличения
жесткости в узлах стоек приваривают
усиливающие угольники.
Собирают ящики в последователь-
ности, обратной последовательности
разборки. После сборки проверяют со-
ответствие сопротивления резисторов
данным чертежа и схеме соединения.
Отклонение сопротивления от номи-
нального значения при 20 ° С для
большинства пусковых резисторов элек-
тровозов не должно превышать ± 10 %.
Для большинства электропоездов
допускаемое отклонение сопротивления
±5 %, а для резисторов ослабления
возбуждения и демпфирующих резис-
торов электропоездов ЭР1 и ЭР2 —
±10%. Допускается регулировка со-
противления элементов свариванием
крайних витков латунной проволокой.
Отремонтированный ящик испыты-
вают на электрическую прочность меж-
ду спиралью и шпилькой напряжением
3350 В, а между спиралью и ящиком —
напряжением 9500 В. Кроме того, изме-
ряют сопротивление изоляции между
резистором и рамой. Оно должно быть
не менее 10 МОм.
Резисторы СР обдувают, очищают
от копоти и грязи и осматривают.
Изоляторы с отколами, поперечными
трещинами, ослаблением в армировке, с
поврежденной глазурью на участке бо-
лее 10 % пути возможного перекрытия,
а также при наличии более двух про-
дольных трещин или при глубине тре-
щины более 15 мм заменяют.
Проверяют состояние обмоточного
провода и его толщину. Если на нем
имеются оплавления или его диаметр
не соответствует чертежному, провод
заменяют.
Выводные зажимы с некачественной
пайкой или ослабшие перепаивают
припоем ПМФ или ПСР-45, неисправ-
ные зажимы заменяют новыми.
У отремонтированного резистора
проверяют соответствие норме актив-
ного сопротивления. Регулируют соп-
ротивление резистора перемещением'
хомутика.
Трубчатые резисторы ПЭВ и ПЭВР
с обрывом провода, поврежденными
выводами, следами чрезмерного нагре-
ва, сколами и поврежденной глазурью
более 10 % заменяют. Проверяют на-
дежность пайки гибкого вывода к
лапке и при необходимости пропаивают
его припоем ПМФ или ПОС-45 при
диаметре намоточной проволоки менее
0,5 мм и латунным припоем Л-62 при
более толстой проволоке. Ползунки
резисторов ПЭВР с оплавлениями и
трещинами заменяют. Ослабшие шпильки
крепежных лапок подтягивают.
Для резисторов отдельных типов
Правилами ремонта устанавливаются
более жесткие требования к отклоне-
нию допускаемого значения их соп-
ротивления от номинального (до 5 %).
Указанные отклонения допустимы
для одиночных резисторов, но их нель-
зя распространять на блоки резисто-
ров, особенно в случаях, если они вклю-
чаются в параллельные плечи, как,
например, резисторы 1 и 2 на панели
реле боксования (см. рис. 5. 30, а).
Действительно, номинальное соп-
ротивление каждого из них составляет
13 000 Ом. Если допустить отклонение
их сопротивления ±10 % от номи-
нального, то разница между их сопро-
тивлениями может составить 2600 Ом, в
то время как для нормальной работы
реле она не должна превышать 200 Ом.
Отремонтированные резисторы ис-
пытывают на диэлектрическую проч-
ность переменным током напряжением
1500 В относительно корпуса в течение
1 мин.
Нелинейный резистор ВНКС-25 очи-
щают, осматривают и испытывают.
К резистору подводят постоянный ток и
измеряют проходящий по нему ток.
При напряжении на резисторе 0,5 кВ и
температуре окружающей среды
±25±5 ° С ток в нем должен быть
не менее 1,5 А, а при напряжении
1,5 кВ— не менее 4,3 А.
Затем последовательно устанавли-
вают напряжения 12 и 15 кВ и фикси-
руют по миллиамперметру соответст-
вующие значения тока Л и /2-
Определяют коэффициент нелиней-
ности a=0,097/lgT!-. Он должен
'2
находиться в пределах 0,2—0,25. Если
этот коэффициент отличается от указан-
ной нормы более чем на 10 %, то нели-
нейный резистор заменяют.
Ремонт печей и калориферов. Печи
и калориферы продувают сжатым воз-
духом давлением 300 кПа (3 кгс/см2)
и разбирают. У электропечи ПЭТ-2
вывертывают винты, соединяющие ко-
жух с нижней и боковыми крышками
и отделяют крышки от кожуха. Извле-
кают из корпуса фарфоровые держа-
тели с нагревательными элементами
и разбирают контактные соединения
элементов с зажимами держателей.
Отсоединяют крепящие скобы и отде-
ляют элементы от держателей.
Нагревательные элементы с обрывом
нихромовой спирали, с погнутыми труб-
ками или вмятинами на них заме-
няют. Фарфоровые изоляторы держа-
телей промывают теплой водой. Изоля-
торы с трещинами и сколами заме-
няют, небольшие сколы закрашивают
термостойкой эмалью. Треснувшие за-
щитные изоляционные трубки подводя-
щих проводов, выводные соединитель-
ные перемычки с трещинами, надрыва-
ми и следами оплавлений заменяют.
Кожуха и крышки очищают, вып-
равляют погнутости и вмятины и
окрашивают лаком БТ-99.
Заземление печей и калориферов
осуществляется через крепящие их к
полу ножки и установочные болты.
Для обеспечения надежного заземления
поверхности ножек, соприкасающихся с
полом, тщательно зачищают и облужи-
вают припоем ПОС-40.
При сборке печей и калориферов
обеспечивают надежное крепление всех
их элементов и соединений.
У собранных аппаратов измеряют
их активное сопротивление, которое
должно быть для электропечи ПЭТ-2А
484—595 Ом, ПЭТ-2Б—127—155 Ом, а
для калориферов электропоездов (на
одну группу)— 414—506 Ом. Сопротив-
ление изоляции печей и калориферов,
измеренное как te холодном, так и в
горячем (рабочем) состоянии, должно
быть не менее 5 МОм.
Отремонтированные электрические
печи и калориферы испытывают на
пробой по отношению к корпусу напря-
жением 2 кВ в течение 1 мин пе-
ременным током частотой 50 Гц.
Изоляторы стеклообогревателей с
трещинами и нагревательные элемен-
ты с обрывом спирали или призна-
ками чрезмерного нагрева заменяют.
Неисправные вентиляторы обдува ка-
бин заменяют. Выводные втулки в кор-
пусе, проволока, соединяющая труб-
ки последовательно, не должны иметь
«лишних» концов.
При ремонте электрических печей
и калориферов следует учитывать воз-
можность прикосновения к ним обслу-
живающего персонала. Для создания
безопаснных условий их обслужива-
ния необходимо обеспечивать надежное
заземление их корпусов и кожухов
и постоянно поддерживать его в исправ-
ном состоянии.
5.11. Ремонт вспомогательной
аппаратуры
Ремонт электропневматических кла-
панов и вентилей. Клапаны токоприем-
ников устанавливают на стенд, про-
веряют их работу, в том числе и чет-
кость срабатывания клапанов при дав-
лении сжатого воздуха 350 кПа (3,5
кгс/см2) и напряжении на вентиле 30 В.
Затем клапан разбирают, очищают от
грязи, промывают бензином и осматри-
вают.
Наиболее характерными их неисп-
равностями являются: засорение воз-
духопроводящих каналов, выработка
внутренней поверхности цилиндра, из-
нос рабочей поверхности поршня, утеч-
ки воздуха в клапанах, манжетах и
вентиле.
Трещины в основании и корпусе
клапана разделывают и заваривают,
риски и царапины на рабочих поверх-
ностях цилиндра и поршня устраняют
шлифованием. Поршень с износом по
диаметру более 0,3 мм наплавляют
и обрабатывают до чертежного раз-
мера.
Притирочные поверхности втулок,
впускных и выпускных клапанов и та-
релки дросселирующего устройства с
рисками, забоинами или повышенным
износом притирают или фрезеруют
(см. с. 197). Калиброванное отверстие
дросселирующего устройства должно
быть чистым и иметь диаметр не более
1,2 мм. Ролик штока клапана КЛП-101
диаметром менее 9,7 мм заменяют.
Новый устанавливают с аксиальным за-
зором на штифте не более 0,1 мм.
Включающую пружину и пружины
дросселирующего устройства с трещи-
нами, изломами, деформированные или
утратившие упругость заменяют. Паро-
нитовые прокладки прожировывают в
составе, состоящем из 88 % вареного
касторового масла и 12 % пчелиного
воска. Резиновые поршневые кольца,
имеющие заворот бурта, надрывы и
потерявшие эластичность, заменяют,
исправные промывают в горячей воде.
Неисправные электромагнитные вен-
тили клапанов ремонтируют по описан-
ной ранее технологии.
Клапаны песочницы КП-1 и подачи
воздуха к сигналам КП-1 А ремонти-
руют аналогично, так как клапан
КП-1 отличается от клапана КП-17-09
только отсутствием дроссельного винта.
У клапана КП-1А, кроме того, отсутст-
вует электромагнитный вентиль. Ход
клапана у них должен быть не менее
3,5 мм.
Перед сборкой все трущиеся повер-
хности клапана покрывают тонким
слоем смазки ЦИАТИМ-201. При сбор-
ке клапана КП-17-09 добиваются,
чтобы ход впускного и выпускного
клапанов находился в пределах 3,4—4,0
и 5,5—6,0 мм соответственно.
Затем клапан устанавливают на
стенд, подключают к источнику сжато-
го воздуха и проверяют четкость его
срабатывания при давлении сжатого
воздуха 350 кПа (3,5 кгс/см2) и герме-
тичность (см. с. 196). Утечку воздуха
можно проверить и путем обмывания
мыльной эмульсией. Мыльный пузырь
должен удерживаться, не разрываясь,
не менее 10 с при давлении сжатого
воздуха 675 кПа (6,75 кгс/см2).
Для регулировки клапана его присо-
единяют к токоприемнику с нормаль-
ной характеристикой, не имеющему
утечки воздуха из воздухопровода.
Регулируя работу клапана, добиваются,
чтобы подъем токоприемника был плав-
ным, а опускание происходило с рез-
ким отрывом от контактного провода
и плавным подходом к опорам. Регу-
лировку клапана на подъем токоприем-
ника осуществляют дроссельным бол-
том, расположенным в верхней части
клапана, а на опускание — изменением
нажатия пружины на тарелку дрос-
селирующего устройства вращением ре-
гулировочного винта. На регулировоч-
ные винты отрегулированного клапана
краской наносят контрольные риски.
Аналогично ремонтируют однотип-
ные детали клапанов продувки, разгру-
зочных клапанов, вентилей защиты и
пневматических блокировок. Допол-
нительно у клапана продувки осматри-
вают трубчатый нагреватель. Нагрева-
тель с покоробленной трубкой, следами
чрезмерного нагрева или с обрывом
спирали заменяют. Ход клапана КП-45
должен быть не менее 4 мм, а загру-
зочного клапана КР-50—5,6 мм.
Вентиль защиты ВЗ-1 отличается от
включающего электромагнитного вен-
тиля наличием двух (низковольтной
и высоковольтной) катушек. При про-
верке отремонтированного вентиля
убеждаются, что для включения вен-
тиля и удержания клапанной системы
во включенном состоянии достаточно
подать напряжение на любую из кату-
шек. Вентиль должен надежно работать
при напряжении на высоковольтной ка-
тушке 270—420 В, а на низковольт-
ной — 30—50 В. Магнитные потоки
обеих катушек должны быть согла-
сованы. Ход клапана вентилей ВЗ-1
и ВЗ-60 должен быть 0,85 мм.
Пневматическая блокировка ПБ-84
должна четко срабатывать при сниже-
нии давления сжатого воздуха до
350 кПа (3,5 кгс/см2) и обеспечи-
вать выход штока на 24 мм.
Ремонт арматуры освещения. Про-
жекторы, сигнальные фонари и светиль-
ники протирают, разбирают и осматри-
вают. Неисправные замки, петли, пат-
роны, стекла и стеклянные отражатели
с трещинами и сколами, негодные про-
вода и резиновые уплотнения заменяют.
Погнутости и вмятины на металли-
ческом отражателе, корпусе плафона
или прожектора выправляют. Отража-
тели с потускневшей поверхностью или
следами ржавчины очищают и хроми-
руют. Корпус плафона вываривают,
протирают, грунтуют и окрашивают
белой эмалью.
Годные стекла и резиновые уплот-
нения промывают в 5 %-ном растворе
каустической соды, а затем теплой
водой.
Ослабшие или вновь устанавливае-
мые лапки крепления стекол, петли
и фиксаторы приваривают точечной
сваркой. Контакты патрона с подгаром
или незначительным оплавлением за-
чищают стеклянной бумагой. Подводя-
щие провода надежно закрепляют в
патронах.
При сборке плафона обеспечивают
качественное прилегание герметизирую-
щей резины стекла по всему пери-
метру обоймы и надежность фиксации
защелки замка.
При осмотре прожектора проверяют
также состояние резистора, включаемо-
го в цепь лампы для получения тусклого
света. Неисправный резистор заменяют.
Проверка конденсаторов. Конденса-
торы очищают от пыли и грязи, осмат-
ривают и при наличии вздутия корпуса,
течи масла а также при поврежде-
нии изоляторов заменяют. У конден-
саторов, не имеющих видимых дефек-
тов, измеряют омметром сопротивление.
Если стрелка прибора покажет устой-
чивый «нуль» или максимальное сопро-
тивление, то конденсатор заменяют.
При исправном конденсаторе стрелка
прибора должна встать на «нуль», а
затем отклониться назад. Скорость от-
клонения зависит от номинальной ем-
кости конденсатора и чем она больше,
тем медленнее будет перемещаться
стрелка. Перед подключением омметра
конденсатор должен быть разряжен.
Измеряют сопротивление изоляции
конденсатора между каждым выводом
и корпусом, а также его емкость. Если
сопротивление изоляции окажется ме-
нее 5 МОм или емкость конденсатора
будет отличаться от номинального
значения более чем на 10 %, конден-
сатор заменяют.
Электрическую прочность изоляции
проверяют постоянным током напряже-
нием, равным тройному значению но-
минального для конденсаторов с рабо-
чим напряжением до 15 кВ.
У конденсаторов, входящих в блок
конденсаторной защиты, мегаомметром
на 2,5 кВ проверяют сопротивление
изоляции их корпусов относительно
земли.
5.12. Ремонт электронной
аппаратуры э. п. с.
Общие сведения. Техническое обслу-
живание и ремонт электронного обо-
рудования предусматривают комплекс
профилактических работ по предотвра-
щению отказов, работ по контролю его
технического состояния, регулировке,
настройке и текущему ремонту, обеспе-
чивающему восстановление работо-
способности или исправности электрон-
ного оборудования.
Обслуживание электронного обору-
дования в депо должно производиться
в специализированном цехе (или мас-
терской) высококвалифицированными
бригадами. Помещение для ремонта
электронного оборудования должно от-
вечать требованиям к помещениям по
ремонту контрольно-измерительных
приборов и устройств автоматики.
Оно должно быть изолировано от
пыльных цехов и химических лабо-
раторий, иметь относительную влаж-
ность воздуха не более 60—80 % и
освещенность не ниже 100 лк. Кроме
того, цех должен иметь автомати-
зированную систему технической диаг-
ностики (АСТД) для проверки исправ-
ности и прогнозирования работоспо-
собности электронного оборудования.
Поступающие в нее от проверяемых
приборов сигналы сравниваются с
записанными иа магнитную ленту сис-
темы стандартными сигналами. В слу-
чае выявления расхождений в них
АСТД осуществляет автоматизирован-
ный поиск неисправного блока или
элемента.. Выявленный неисправный
блок (элемент) заменяют новым из
переходного запаса, который пери-
одически должен укомплектовы-
ваться.
Цех должен располагать стационар-
ными стендами для проверки и настрой-
ки отдельных кассет и блоков в целом,
а также необходимыми переносными
257
Рис. 5.34. Схема проверки функционального пре-
образователя
приборами (осциллографами, тесте-
рами, мегаомметрами и др.)
Ремонт и настройка блока управ-
ления реостатным торможением (БУРТ-
655) электровоза ВЛ80т. Блок стаби-
литронов проверяют, убеждаются в
соответствии опорного напряжения ус-
тановленному значению. Каждое плечо
блока из восьми последовательно
соединенных стабилитронов должно
иметь опорное напряжение 22,5±0,2 В.
В случае отклонения измеренного нап-
ряжения от установленного осущест-
вляют подбор стабилитронов.
Блок питания, функциональный
преобразователь, генератор пилообраз-
ного напряжения, решающее устрой-
ство и блок сравнения проверяют
поочередно совместно с БУРТ и кон-
троллером машиниста. Проверку про-
водят в соответствии с технологичес-
кими картами.
На БУРТ подают напряжение пи-
тания переменного тока 380 В и по-
стоянного 50 В.
Рис. 5.35. Принципиальная схема проверки
решающего устройства
При проверке блока питания БП
рукоятку контроллера устанавливают
в положение «Автоматическое тормо-
жение», с помощью вольтметра Э59 со
шкалой 7,5—100 В измеряют напряже-
ние на отпайках трансформатора блока
и сверяют с установленными значе-
ниями. При их несоответствии изме-
няют места присоединения отпаек.
Генератор пилообразного напряже-
ния проверяют при том же положе-
нии рукоятки контроллера. Подают
напряжение на БУРТ и с помощью
магнитоэлектрического вольтметра кон-
тролируют напряжение на выходе ге-
нератора. ОнО|Должно быть 20,5±0,2 В.
В противном случае его регулируют
перемещением движка переменного ре-
зистора.
Функциональный преобразователь
ФП подключают к БУРТ через удли-
нитель. Принципиальная схема провер-
ки поясняется рис. 5.34. Движок пе-
ременного резистора R сопротивле-
нием 560 Ом должен находиться в
положении наибольшего сопротив-
ления. Этим резистором устанавливают
требуемое значение тока, контролируе-
мое амперметром переменного тока А со
шкалой 0,5—2А. Напряжение на вы-
водах ФП измеряют вольтметром V
магнитоэлектрической системы с преде-
лами измерения 15—17 В при токах
160, 300, 480 и 880 А. При этом
напряжения на выходе генератора дол-
жны быть соответственно 14,7; 23; 29,7
и 37 В.
При несоответствии измеренных
напряжений приведенным значениям
преобразователь регулируют с помо-
щью установленных в нем резисторов
R7, R9, R10 и /?11. После настройки
движки резисторов закрепляют, а их
положения отмечают краской.
Решающее устройство РУ испыты-
вают по схеме рис. 5.35. Подводят
питание к БУРТ, устанавливают руко-
ятку контроллера в положение «Ручное
управление». Подают от генератора
Г1 на зажимы 23 и 24 постоянный
ток напряжением 15В, а от генератора
Г2 — на зажимы 128 и 129 напряже-
нием 39—40 В. При этом на зажимах
128 и 152 напряжение, измеряемое
вольтметром V3, должно быть в преде-
лах 19—24 В. Затем, контролируя по
вольтметрам VI и V2, уменьшают вдвое
подводимое от генераторов Г1 и Г2
напряжение. При этом показание воль-
тметра V3 также должно уменьшаться
вдвое. Перекладывают провод вольт-
метра V3 с зажима 152 на зажим
153, регулируют с помощью резистора
R23, установленного в кассете РУ, нап-
ряжение между зажимами 152 и 153 до
значения 7 В и закрепляют движок.
Затем переводят рукоятку контроллера
в положение «Автоматическое тормо-
жение», ставят переключатель тормоз-
ной силы в положение 5-104 Н (5 тс)
и вращением резистора /?25 в кассете
РУ устанавливают на зажимах 152 и
153 напряжение на 3 В больше выход-
ного напряжения. В этом положении
движок закрепляют.
Блок сравнения БС, фазорегулятор
ФР и усилитель импульсов УИ прове-
ряют на том же стенде в соответствии
с предусмотренной для них технологией
испытаний. Критерий исправности у
них общий — это соответствие выход-
ных напряжений установленным зна-
чениям. Общий у них и принцип наст-
ройки — подгонка выходных напряже-
ний под номинальные значения с по-
мощью установленных на них регу-
лировочных резисторов.
Следует иметь в виду, что отклоне-
ние от нормы выходных параметров
какого-либо блока приводит к нару-
шению нормальной работы других бло-
ков БУРТ. Так, нелинейность выход-
ного напряжения генератора пилооб-
разного напряжения приведет к тому,
что напряжение на выходе решающего
устройства будет изменяться непропор-
ционально напряжению функциональ-
ного преобразователя. Если у генера-
тора пилообразного напряжения будет
меняться амплитуда напряжения, то
напряжение на выходе решающего
устройства может достигнуть макси-
мального значения при напряжении на
функциональном преобразователе
меньшем или большем, чем положенные
39 В, а этого быть не должно. Поэтому
после проверки и регулировки от-
дельных блоков обязательно прово-
дят проверку и настройку полностью
укомплектованного БУРТ-655.
25Ж22651ЖЧ 52 531K3 S4- 1 Ж1 2 S5/KSS6
Рис. 5.36. Схема проверки измерительного бло-
ка БИ-656
Если его выходные параметры во
всех возможных режимах соответст-
вуют установленным нормам, то все
движки регулируемых резисторов зак-
репляют, отмечают краской их положе-
ние, проверяют крепление проводов,
состояние заземляющих шин, исправ-
ность плавких предохранителей, надеж-
ность крепления кожухов, наличие
пломб на замках кассет. Эксплуата-
ция блок# со снятыми задними кожу-
хами не допускается.
Блок измерительный БИ-656 перед
ревизией обдувают сжатым воздухом
давлением 200—300 кПа (2—3 кгс/см2)
и проверяют исправность монтажных
деталей, состояние гетинаксовой панели
и кожуха, надежность крепления внеш-
него монтажа к рейке зажимов.
Поочередно подают на выводы
51—52 и 53—54 (рис. 5.36) пита-
ние от источника переменного тока
напряжением 10 В. Напряжение на вы-
водах 25—26 должно быть в пределах
7—9 В. При подведении того же напря-
жения к зажимам /—2 напряжение
на выводах 55—56 должно быть 6—9 В.
Работа блока со снятым или неза-
земленным кожухом не допускается.
Настройка БУРТ на электровозе
производится с использованием прибо-
ров пульта управления машиниста при
движении электровоза. Кассеты уста-
навливают в кабине машиниста и соеди-
няют с блоком автоматики с помощью
штепсельного удлинителя.
Регулировкой соответствующих ре-
зисторов добиваются, чтобы:
при неподвижном локомотиве ток
возбуждения был равен 1100±25 А;
при скорости движения 60—70 км/ч
и максимальной тормозной силе при
ручном торможении ток якоря тяговых
двигателей был в пределах 950±20 А;
при скорости 40 км/ч и положении
тормозной рукоятки «ПТ» ток якоря
был равен 430 ± 15 А;
при скорости 40 км/ч, установлен-
ном в положение «30 тс» переклю-
чателе БЗТ, включенном «Автоматичес-
ком торможении» и перемещении тор-
мозной рукоятки по часовой стрелке
до упора ток в якоре двигателя должен
быть 750 ± 15 А;
при скорости движения по спуску,
превышающей заданную, ток возбуж-
дения увеличивался, а при снижении
ее ниже заданной ток возбуждения был
бы равен нулю;
при переходе в режим реостатного
торможения при скорости 70—80 км/ч,
не возникали колебания тока якоря
и тока возбуждения.
В случае отказа в системе регу-
лирования проверяют соответствие нап-
ряжений заданным значениям в конт-
рольных точках блоков. Неисправный
блок заменяют.
Ремонт узлов блока управления вып-
рямительно-инверторным преобразова-
телем (БУВИП) электровоза ВЛ80р.
Блоки системы формирования импуль-
сов (СФИ) каждого плеча силовых
тиристоров выпрямительной установки
состоят из одного блока предваритель-
ного каскада (ПК) и двух-трех блоков
входных каскадов (ВК).
Отказы блоков ПК и ВК в эксплу-
атации возникают при пробоях отдель-
ных тиристоров, стабилитронов, вит-
ковых замыканий в трансформаторах,
а также отдельных неисправностей ме-
ханического характера.
При повышении напряжения источ-
ника питания СФИ с 50 до 65—70 В
могут выйти из строя одновременно
несколько блоков, поэтому напряжение
источников питания СФИ необходимо
контролировать по вольтметру, установ-
ленному на пульте помощника маши-
ниста.
Все перечисленные неисправности
обычно сопровождаются перегоранием
установленных в этих блоках предох-
ранителей резисторов ПЭВЗ и МЛТ2
и оплавлением соединительного монта-
жа. Неисправный блок выявляют по
сигнальной лампе, устанавливаемой на
его передней панели, которая загорает-
ся при перегорании предохранителя
данного блока.
Конструкция СФИ позволяет заме-
нять неисправный блок за несколько
минут. Снятые неисправные блоки пере-
дают в специализированный цех для
ремонта.
Для выявления вышедших из строя
элементов тестером измеряют сопротив-
ление между контрольными точками
блоков. Близкое к нулю сопротивление
укажет на пробой установленного меж-
ду данными контрольными точками
элемента. Перед установкой в блок
новые элементы, особенно транзисторы,
должны быть проверены. Транзистор
исправен, если при подключении тестера
к цепи коллектор — эмиттер стрелка
прибора не будет отклоняться.
Выявляют и устраняют возможные
обрывы проводов (особенно в контакт-
ных разъемах), после чего блок по-
мещают на стенд для проверки его
соответствия нормам контролируемых
параметров. По результатам проверки
выявляют и заменяют поврежденные
элементы и элементы с несоответствую-
щими параметрами.
Исправность импульсных трансфор-
маторов блока БИТ проверяют по
форме выходного импульса с помощью
осциллографа.
В эксплуатации имеют место случаи
перегорания в блоках КП предохра-
нителей ПР2, которые не вызываются
отказами элементов этого блока. В депо
Боготол предохранители ПР2 в этих
блоках заменяют предохранителями
НЭВЗ на 10 А, что значительно снизило
число отказов. Учитывая, что эти пре-
дохранители имеют достаточный раз-
брос по значению сопротивления, целе-
сообразно один раз в 3—4 мес прово-
дить контроль их сопротивления с при-
менением измерительного моста пос-
тоянного тока РЗЗЗ и отбирать для ус-
тановки в блоки КП предохранители,
сопротивление которых находится в
пределах 0,016— 0,022 Ом.
Панель питания ПП-125 блока
БУВИП-100 электровоза ВЛ80₽ проду-
вают сжатым воздухом под давлением
не более 100 кПа (1 кгс/см2), осматри-
вают, проверяют надежность затяжки
винтов, ослабшие подтягивают.
Проверяют надежность крепления
всех элементов на платах и плат на
панели, состояние монтажа и изоля-
ции проводов. Провода, имеющие тре-
щины, следы чрезмерного нагрева,
поврежденные -токопроводящие жилы
или потерявшие эластичность, заме-
няют.
На специальном стенде с помощью
осциллографа С1-68 и электронного
вольтметра В720 проверяют значения
выходных напряжений источников пи-
тания в соответствии с картой настрой-
ки панели питания ПП-125.
В карте настройки этой панели
даны контрольные точки с указанием
кассет, в которых они расположены,
род напряжения в этих точках, номи-
нальные значения напряжения в них
и допускаемые отклонения этих зна-
чений от номинальных.
При отклонении получаемых напря-
жений от паспортных значений про-
водят их регулировку путем закора-
чивания регулировочных диодов (если
напряжения в контрольных точках вы-
ше паспортных значений) или снятием
закороток с регулировочных диодов
(если напряжения в контрольных точ-
ках ниже паспортных значений). Если
таким путем устранить несоответствие
напряжений паспорным значениям не
удается, то необходимо отыскать неисп-
равность в цепи источника и ликвиди-
ровать ее.
При соответствии измеренных на-
пряжений данным карты настройки
панель считается исправной.
Аналогично ремонтируют и регули-
руют панель питания ПП-290 блока
БУВИП-113.
Феррорезонансный стабилизатор
С-075 проверяют, убеждаются в отсут-
ствии следов подгара, перебросов,
вздутостей конденсаторов, контроли-
руют целостность их вводов. Мелкие
неисправности устраняют. Стабилиза-
торы с вздутыми конденсаторами
заменяют. Мегаомметром измеряют
сопротивление изоляции первичной и
вторичной цепей стабилизатора отно-
сительно корпуса. Если оно окажется
менее 100 МОм, то стабилизатор раз-
бирают и ремонтируют. Испытывают
стабилизатор на специальном стенде
(рис. 5. 37).
Рис. 5.37. Схема проверки феррорезонансного
стабилизатора
Выходные провода автотрансформа-
тора Тр присоединяют к зажимам
/ и 5 стабилизатора, а к зажимам 6 и
7 — вольтметр V2 и лампу накалива-
ния мощностью 500 Вт, имитирующую
нагрузку. Контролируя по вольтмет-
ру VI, устанавливают на выходе авто-
трансформатора напряжение 220 В,
при этом выходное напряжение ста-
билизатора, контролируемое по вольт-
метру V2, должно находиться в
пределах (220±2,5 %) В. Если откло-
нение напряжения превышает допусти-
мое значение, то напряжение на выходе
регулируют поочередным подключением
свободных секций обмотки w.
Проверяют нестабильность выход-
ного напряжения, для чего с помощью
автотрансформатора изменяют подво-
димое к стабилизатору напряжение
от 185 до 235 В. Напряжение на выходе
стабилизатора при этом не должно
изменяться более чем на 1 %. Повы-
шенные отклонения могут возникнуть
в случаях утечки тока на конденса-
торе или межвиткового замыкания в
любой из обмоток стабилизатора. При
испытании стабилизатор должен быть
закрыт защитным кожухом, так как
напряжение на конденсаторе С может
достигать 0,5 кВ.
Автотрансформатор АТ-1 проверяют
и ремонтируют так же, как и ферромаг-
нитный синхронизатор. Отличие состоит
в том, что при недопустимом отклоне-
нии выходного напряжения его регули-
руют не подбором секций вторичной
обмотки, а заменой катушек автотран-
сформатора.
Осматривают датчики аппаратуры
управления. Датчики угла коммутации
проверяют, убеждаются в целостности
261
Рис. 5.38. Принципиальная электрическая схема
проверки датчика ДТ-020 (а) и график за-
висимости напряжения датчика от тока (б)
их цепей, отсутствии витковых замы-
каний и замыканий катушек на землю.
Для проверки выводы четырех дат-
чиков подключают к специальному при-
бору.
При исправных датчиках четыре
сигнальные лампы прибора горят с оди-
наковым накалом. При неисправном
датчике соответствующая лампа не
загорается. При межвитковом замы-
кании накал соответствующей лампы
уменьшится, а в случае пробоя загорит-
ся пятая лампа. Место неисправности
отыскивают, пользуясь таблицей мон-
тажных проводов.
Датчики тока якоря ДТ-020 пред-
ставляют собой трансформаторы пос-
тоянного тока. У них проверяют состо-
яние изоляции катушек и боковин,
Рис. 5.39. Схема проверки блока БИ-940
качество электрического монтажа и
надежность крепления элементов. Для
проверки зависимости напряжения на
выходе датчика от тока первичной
обмотки датчик устанавливают на стенд
(рис. 5.38, а). Выход датчика подклю-
чают на нагрузку 7?н=100 Ом, с по-
мощью регулятора напряжения PH из-
меняют ток в первичной обмотке дат-
чика от 0 до 900 А, фиксируют значе-
ния тока и напряжения по амперметру
А и вольтметру V для ряда точек и све-
ряют полученные данные с графиком
зависимости выходного напряжения
датчика от тока, представленным на
рис. 5.38, б. При несоответствии изме-
ренных значений данным графика дат-
чик бракуют.
Блок БИ-940 освобождают от за-
щитного кожуха и продувают сжатым
воздухом под давлением 150—200 кПа
(1,5—2,0 кгс/см2). Проверяют целост-
ность предохранителя и исправность
электрического монтажа. Исправность
блока БИ-940 контролируют на стенде
по схеме, представленной на рис. 5.39.
К зажимам 11 и 12 подводят перемен-
ный ток напряжением 50 В, контролируя
его значение по вольтметру V1. Затем
поочередно включая тумблеры В1 — В4,
замеряют вольтметром V2 напряжение
на зажимах 23 и 24. У исправного
блока оно должно быть 11,5+1 В.
В противном случае выявляют и устра-
няют имеющуюся в нем неисправность.
5.13. Ремонт электрической
проводки
Возможные неисправности. Как по-
казал опыт эксплуатации э. п. с., наибо-
лее характерными неисправностями
электрической проводки как высоко-
вольтных, так и низковольтных цепей
являются замыкания на корпус, замы-
кания проводов друг с другом непос-
редственным касанием или через корпус
при поврежденной у них изоляции,
обрывы проводов и их перегорание
(особенно в местах входа в наконечни-
ки), чрезмерные нагревы.
Обрывы и замыкания одновременно
в нескольких проводниках происходят
редко.
Выявление неисправностей в элек-
трических цепях представляет опреде-
ленные трудности, особенно в цепях
управления. Сигналом возникновения
замыкания в плюсовых проводах це-
пей управления служат ее отказы, так
как при этом нарушается последова-
тельность включения электрических
аппаратов, срабатывают автоматы за-
щиты, перегорают плавкие предохра-
нители.
Короткие замыкания в минусовых
проводах, как правило, не вызывают
нарушений в работе аппаратов и тре-
буют их выявления. Для установления
факта неисправности цепи и нахожде-
ния места этой неисправности поль-
зуются пробниками или мегаомметрами,
а в отдельных случаях контрольными
лампами.
Способы выявления неисправностей
электрической проводки рассматри-
ваются в гл. 6.
Ремонт и прокладка проводов. Про-
вода с местными повреждениями изо-
ляции, обрывом болеее 10 % жил,
наконечники со следами оплавлений,
окисления, с поврежденной пайкой
или износом более 20 % контактной
поверхности ремонтируют по техноло-
гии, рассмотренной в начале главы 5.
Если провод поврежден в несколь-
ких расположенных недалеко друг от
друга местах, то дефектный участок
провода вырезают и впаивают отрезок
нового провода той же марки и равно-
значного сечения. Места пайки зачи-
щают и тщательно изолируют, наклады-
вая по два-три слоя лакоткани и изоля-
ционной ленты. Детали для крепления
заземляющих проводов облуживают.
Аналогично поступают, когда необхо-
димо удлинить провод, оказавшийся
натянутым (что недопустимо).
Провода с поврежденной оплеткой
изолируют по всему дефектному участ-
ку двумя слоями изоляционной ленты
и окрашивают лаком воздушной сушки.
Резиновая изоляция не должна давать
трещин при перегибе провода на 180°.
Провода, подключаемые к аппара-
там, располагают так, чтобы они не ме-
шали работе аппарата. Прутки и скобы
не должны иметь заусенцев и наплывов
от сварки. Прутки обматывают ки-
перной лентой и окрашивают изоля-
ционным лаком. Отдельные провода или
пучки проводов надежно закрепляют
на прутках бандажами из киперной
ленты. При креплении проводов скоба-
ми обеспечивают плотный обхват ско-
бой пучка проводов. Под скобу ста-
вят прокладку из электрокартона или
лакоткани, выступающую за края скобы
не менее чем на 2 мм. Скобы устанавли-
вают не реже, чем через 0,5 м. Места
пайки проводов размещать в клицах
и прихватывать скобами запрещается.
При укладке отдельных проводов
или пучков при изгибах в местах пово-
рота нельзя допускать их перелома.
Наименьшие радиусы изгиба для про-
водов площадью сечения до 25 мм2
могут быть в пределах 10—30 мм, при
большей площади сечения — от 30
до 75 мм.
Провода, проходящие через отвер-
стия в стенах, полу и потолке кузова,
перегородках, желобах, кожухах аппа-
ратов или около острых кромок, должны
быть защищены армировками или спе-
циальными деталями.
Провода, подсоединенные к плафо-
нам освещения, калориферам, а также
проходящие в непосредственной бли-
зости от сильно нагревающихся аппара-
тов, должны быть проложены в элек-
троизоляционных трубках из кремний-
органической резины или быть обмо-
таны асбестовой лентой и покрыты
теплостойкой эмалью. Провода цепей
освещения должны быть дополнительно
защищены от нагревающегося корпуса
светильника листами из асбестового
картона.
Перед прокладкой проверяют на-
личие на проводах маркировочных би-
рок. Перед заправкой проводов в метал-
лические трубы их внутреннюю поверх-
ность очищают и окрашивают асфаль-
товым лаком, с концов труб удаляют
заусенцы и устанавливают на них
капроновые наконечники, провода нати-
рают тальком. Чтобы в металлические
трубы, устанавливаемые на крыше
э. п. с., не попадала вода, их концы
отгибают вниз.
Желоба перед укладкой проводов
очищают и окрашивают лаком БТ-99.
Провода в желобе укладывают рядами,
натягивают и закрепляют скобами с
постановкой под них прессшпановых
прокладок.
Силовые провода собирают в пучок,
обматывают с сильным натягом ки-
перной лентой шириной 25 мм одним
слоем вполуперекрышу и окрашивают
серой эмалью ГФ-92-ХС. Места изгибов
усиливают наложением пяти витков
киперной ленты на лаке БТ-99. Мини-
мальный радиус изгиба должен быть не
менее двойного значения наружного
диаметра провода.
Деревянные клицы разрешается ос-
тавлять без замены при наличии у них
небольших сколов и несквозных тре-
щин, не уменьшающих их прочность.
При более серьезных повреждениях
клицы ремонтируют постановкой наде-
лок или заменяют. Новые клицы изго-
тавливают из сухих (влажность не бо-
лее 12 %) дуба, ясеня, бука или бере-
зы, пропитывают натуральной олифой,
парафином либо льняным маслом и
окрашивают.
Ремонт межкузовных электрических
соединений. К возможным неисправ-
ностям межкузовных соединений отно-
сятся: обрыв проводов, повышенный
износ контактных пальцев и гнезд,
ослабление плотности заделки проводов
в корпусе, ослабление пружин крышек,
повышенный износ уплотнений, наличие
трещин в крышке и корпусе, излом
пружин запорного механизма, перети-
рание изоляции и защитных чехлов.
Штепселя и розетки разбирают и
осматривают. Пальцы и гнезда очи-
щают мелкой стеклянной шкуркой и
облуживают. Выработку гнезд и паль-
цев проверяют контрольными калибра-
ми. Гнезда с износом более 0,5 мм и
пальцы (штыри) с износом более 0,2 мм
заменяют. Выработку гнезд устраняют
подгибом их контактов.
С помощью прозвоночной лампы
проверяют исправность проводов. Еди-
ничные оборванные провода заменяют.
При обрыве в одной головке более
восьми проводов заменяют все провода
головки. Места подсоединения проводов
к контактным зажимам с трещинами
и следами окисления перепаивают.
Изоляционные панели с рисками
и незначительными сколами зачищают
264
стеклянной бумагой, шлифуют и покры-
вают эмалью ГФ-92-ХК- Панели с тре-
щинами и прожогами заменяют.
Корпус и крышку очищают от грязи,
продуктов коррозии и старой краски
в дробеструйной установке и протирают
технической салфеткой, смоченной в
бензине. Трещины разделывают и зава-
ривают. Отремонтированные корпус и
крышку окрашивают лаком № 1201.
Ослабшие пружины крышек и
изношенные уплотнения заменяют.
Штангенциркулем замеряют диаметры
розетки и штепселя. Если разница в
диаметрах превышает 1,25 мм, то кор-
пус штепселя наплавляют. Хомуты
с трещинами и изломами заменяют.
На панелях восстанавливают мар-
кировку контактных зажимов. Про-
звонкой проверяют соответствие мар-
кировки проводов штепселя маркировке
контактов.
Проверяют состояние блокировоч-
ных контактов. Незначительную выра-
ботку устраняют личным напильником.
Контактные пластины, имеющие тре-
щины или потерявшие упругость, заме-
няют. Контакты с выработкой более
0,8 мм переклепывают.
Рабочие поверхности штепселя и
розетки покрывают универсальной
смазкой УС-2. Отремонтированные
штепсель и розетку испытывают на
электрическую прочность изоляции пе-
ременным током частотой 50 Гц в тече-
ние 1 мин. Розетки РЗ, РУ-132 и штеп-
сель ШУ-21 проверяют напряжением
1500 В, приложенным между штыря-
ми и корпусом, а высоковольтное
штепсельное соединение СШВ— нап-
ряжением 5000 В, приложенным между
контактными парами и корпусом.
5.14. Ремонт измерительных
приборов
Измерительные приборы подвер-
гаются ревизии, ремонту и государ-
ственной поверке в сроки, установ-
ленные Государственным комитетом
стандартов Совета Министров СССР, а
также при ТР-3.
Износы и повреждения. К наиболее
характерным неисправностям электро-
измерительных приборов относятся:
износ керна и камней, ослабление кре-
пежных болтов, затирание и заедание
подвижной системы, сход ее с подпят-
ников или нарушение балансировки,
обгорание проводов рамок подвижной
и неподвижной систем или компенса-
ционного и добавочного резисторов, а
также трещины в корпусе.
Повышенное трение в подвижной
системе выявляют при внешнем осмот-
ре прибора. Если оно отсутствует,
то при медленном поворачивании кор-
ректора в разные стороны стрелка
прибора будет перемешаться плавно,
без заеданий. Уравновешенность под-
вижной части прибора проверяют нак-
лоном прибора в разные стороны,
при этом стрелка не должна откло-
няться от нулевого положения.
Признаком повышенного трения в
опорах или заедания подвижной систе-
мы может служить отклонение стрелки
при постукивании по корпусу прибора,
а невозвращение стрелки в нулевое
положение после отключения прибора
укажет на возможную деформацию
пружины или на малый зазор между
керном и опорной поверхностью камня.
Колебание стрелки включенного прибо-
ра указывает на наличие плохого
контакта в его электрической схеме.
При обнаружении у прибора перечис-
ленных дефектов его разбирают и
ремонтируют.
Ремонт и испытание приборов.
Вынутый из корпуса механизм осто-
рожно продувают для освобождения его
от пыли, снимают с него шкалу, под-
вижную систему, магнит и отпаивают
моментные пружины. Затачивают и
шлифуют керны. Подпятники с цара-
пинами, трещинами и нарушенной по-
лировкой заменяют, а исправные очи-
щают смоченной в спирте папиросной
бумагой. Моментные пружины при
необходимости правят и припаивают
припоем ПОС-90. Устанавливают керны
и приклеивают буксу к рамке. Если
рамка была неисправна, то ее пере-
матывают или заменяют новой до
приклейки буксы.
Катушку с обрывом или витковым
замыканием перематывают или заме-
няют. Погнутую стрелку выправляют,
9 Зак. 1783
дефектную шкалу заменяют. Новую
приклеивают шеллачным лаком.
При сборке прибора добиваются,
чтобы рамка не имела в кернах бокового
смещения и поворачивалась свободно.
Затем подвижную часть прибора уста-
навливают в нулевое положение, рычаг
корректора в нейтральное и припаи-
вают наружные концы моментных пру-
жин. Подвижную часть прибора балан-
сируют перемещением балансировоч-
ных грузиков на усиках стрелки, после
чего грузики закрепляют шеллачным
лаком.
Собранный после ремонта прибор
включают последовательно с другим
(контрольным). Если проверяемый при-
бор дает завышенные показания, то
причиной этого может быть короткое
замыкание части витков катушки или
добавочного резистора (если он есть),
смещение центра тяжести подвижной
системы. В последнем случае на соот-
ветствующую часть подвижной системы
можно нанести несколько капель шел-
лака.
Если прибор при повторных вклю-
чениях дает разные показания для
одних и тех же значений тока (по конт-
рольному прибору), значит, велико тре-
ние в подпятниках оси или витки токо-
подводящих пружин касаются друг
друга или какой-либо части прибора.
Стрелку шкалы подводят к исход-
ному положению с помощью корректо-
ра. Амперметры градуируют с учетом
сопротивления проводов, идущих от
шунта, включенного в силовую цепь
э. п. с., до щитка с приборами (для
амперметра батареи в пределах РШ).
Проверенный прибор пломбируют.
Шунты амперметров проверяют,
пропуская по ним расчетный ток 1500
или 100 А) от многоамперного генера-
тора. Значение этого тока и падение
напряжения на шунте должны соот-
ветствовать расчетным данным, кото-
рые указаны на литой части шунта.
Счетчики электрической энергии ре-
монтируют и испытывают в соответ-
ствии с инструкциями ЦТ МПС ТИ18 и
ТИ19.
Техника безопасности при ремонте
электрической аппаратуры. Все работы,
связанные с ремонтом э. п. с., должны
проводиться при обязательном выпол-
нении утвержденных Правил по техни-
ке безопасности и производственной
санитарии. Рабочее место комплексной
бригады и отдельных работников дол-
жно находиться в полном порядке и
не быть загромождено.
Верстаки шириной не менее 0,75 м
должны быть устойчивыми и надежно
укрепленными на полу. Тиски на верста-
ках необходимо устанавливать прочно
с расчетом правильного положения
слесаря при работе и на расстоянии
не менее 1 мм друг от друга. Чтобы не
допустить нанесения травм осколками
металла другим рабочим, место руб-
ки металла обязательно ограждают, а
на верстаках устанавливают предох-
ранительные сетки с ячейками диамет-
ром не более 3 мм или щиты высотой
не менее 1 м.
Работы по ремонту аппаратов мож-
но выполнять только исправным инстру-
ментом. Молотки должны иметь слегка
выпуклую поверхность бойка без зау-
сенцев, ручки овального сечения из
твердого и упругого дерева (кизил, бук
и т. д.), без сучков и трещин, слегка
конической формы с уширением к сво-
бодному концу. Длина ручки должна
соответствовать работе, выполняемой
молотком, а посадка молотка на ручку
быть прочной, надежной, с обязатель-
ным расклиниванием.
Для работы используют зубила,
бородки, обжимки и керны ровные,
несбитые, нескошенные и без заусенцев.
Применяют зубила и бородки длиной
не менее 150 мм. Напильники, отвертки
и шаберы должны иметь исправные
ручки без трещин и сбитых мест. На
ручках напильников необходимо уста-
навливать металлические кольца. Гаеч-
ные, ключи по размеру и форме зева
следует подбирать в соответствии с
формой и размерами гаек. Челюсти зе-
ва ключа должны быть параллель-
ными. Ставить прокладки между че-
люстью и гайкой категорически запре-
щается.
Резиновые перчатки, диэлектричес-
кие боты и галоши, резиновые ков-
рики должны содержаться в исправном
состоянии. Лицо, обслуживющее про-
бивной агрегат, должно иметь на руках
диэлектрические перчатки, на ногах
диэлектрические боты, а под ногами
резиновый коврик.
Категорически запрещается нахо-
диться в пределах мест испытания пос-
торонним лицам, а также участвовать
в испытаниях лицам моложе 18 лет.
Все сварочные работы при ремонте
электрических аппаратов следует про-
водить в соответствии с Инструктив-
ными указаниями по сварочным ра-
ботам при ремонте тепловозов, электро-
возов и моторвагонного подвижного
состава.
1. Перечислите наиболее характерные неис-
правности электрических аппаратов и причины,
вызывающие их появление.
2. Каковы требования к электрическим
аппаратам и к их обслуживанию?
3. Опишите технологию ремонта контактов
различных типов.
4. Какие неисправности могут возникать в
приводах электрических аппаратов и как их
устраняют?
5. Как осуществляется регулировка отре-
монтированного токоприемника?
6. Перечислите основные технологические
операции, выполняемые при ремонте индиви-
дуальных контакторов, группового переключа-
теля.
7. Как осуществляется регулировка БВ или
ГВ после их ремонта.
8. Какие неисправности характерны для реле
электромагнитного типа и как их устраняют?
9. Объясните назначение блокировочного
механизма контроллера машиниста и какую
зависимость положения рукояток он должен
обеспечивать (для контроллера КМЭ).
10. Каковы основные принципы ремонта
электронной аппаратуры?
11. Перечислите требования правил техники
безопасности прн ремонте электрических аппара-
тов и электрической проводки.
Глава 6
НЕИСПРАВНОСТИ ЭЛЕКТРООБОРУДОВАНИЯ
ЭЛЕКТРОПОДВИЖНОГО СОСТАВА, ПОДГОТОВКА ЕГО К РАБОТЕ
В ЗИМНИХ УСЛОВИЯХ
Ь. 1. Неисправности
электрооборудования и их устранение
Общие сведения. В процессе дли-
тельной эксплуатации на электровозах
и электропоездах состояние электри-
ческих тяговых и вспомогательных
машин, электроаппаратов, проводов,
кабелей, изоляторов, изоляционных
монтажных материалов постепенно
ухудшается (см. п. 1.2). Это может
приводить к отказам в работе как все-
го электровоза или электропоезда
(отдельной секции), так и к вынуж-
денному отключению части их обо-
рудования. Такой отказ в процессе
эксплуатации отдельного электровоза
или электропоезда иногда вызывает
нарушение работы целого участка до-
роги на длительное время. Степень
возникшего повреждения в значитель-
ной мере определяет возможность быст-
рого восстановления работоспособности
э.п.с. и объем последующих работ по
устранению отказа. Иногда для этого
достаточно 3—5 мин при минимальном
использовании трудовых затрат и ма-
териалов, иногда же (например, после
пожара) эти расходы непомерно вели-
ки и в критическом случае приводят
к списанию данной единицы (электро-
воз, вагон) из инвентаря депо.
Рассматривая возможные повреж-
дения, следует разделить их на две
подгруппы: первая — повреждения,
выявляемые при выполнении в депо
технического обслуживания и текущих
ремонтов, т. е. в стационарных усло-
виях, и вторая — повреждения, возник-
шие в процессе эксплуатации и выяв-
ляемые локоийивными бригадами.
Повреждения первой подгруппы
находят с помощью различных при-
боров, приспособлений, контрольно-из-
мерительных устройств, а также ви-
зуально, при частичной разборке
сборочных единиц (например, при сня-
9*
тых дугогасительных камерах у кон-
такторов, снятых крышек реле, ко-
жухов контроллеров и т. п.).
Повреждения второй подгруппы
выявляются локомотивными бригадами
обычно визуально и лишь иногда
с помощью простейших приспособле-
ний (например, контрольной лампы).
Обнаруженное повреждение локо-
мотивные бригады по возможности уст-
раняют своими силами или же отклю-
чают электрический аппарат, электри-
ческую машину; во многих случаях
применяют частичное восстановление
электрической цепи; устранение повреж-
дений второй подгруппы рассмотрены
в п. 6.3.
Виды повреждений. Неисправности
электрооборудования можно разделить
на несколько разновидностей, из ко-
торых наиболее распространены корот-
кие замыкания токоведущих частей
(к.з.), обрывы электрической проводки,
нарушение коммутации электрических
машин постоянного тока. Разновид-
ностью короткого замыкания следует
считать межвитковые замыкания ка-
тушек полюсов электрических машин,
катушек приводов аппаратов, катушек
систем дугогашения коммутационных
и защитных электрических аппаратов;
одна из разновидностей повреждений
электрооборудования — плохая работа
приводов вследствие пониженного нап-
ряжения цепи управления, недостаточ-
ного давления воздуха в магистрали
управления или же механического
заедания деталей.
Характер всех этих повреждений
совершенно различен, соответственно и
последствия их очень несхожи, что
существенно облегчает уточнение вида
и места повреждения. Ниже рассмат-
риваются основные неисправности вна-
чале в обобщенном виде, а затем и
конкретно для отдельных видов элект-
рооборудования э.п.с.
21 >7
Рис. 6.1. Мегаомметр (вид на шкалу и зажимы)
Короткое замыкание (к.з.).
Под ним понимают резкое снижение
сопротивления электрической цепи
вследствие соединения друг с другом
проводников постоянного тока разной
полярности или двух-трех проводни-
ков различных фаз переменного тока,
при котором нагрузка (потребитель
электроэнергии) остается полностью
или частично выключенной из цепи.
Оно возможно как в высоковольтных,
так и в низковольтных цепях. Одна-
ко, поскольку к.з. чаще встречается
в высоковольтных цепях, большинство
рассматриваемых ниже примеров будет
отнесено именно к этим цепям.
Причиной к. з. обычно является пло-
хое состояние изоляционных частей —
их загрязнение, перетирание, увлажне-
ние, старение из-за чрезмерных наг-
ревов, к.з. может быть следствием
атмосферных или коммутационных пе-
ренапряжений, возникающих при не-
нормальном режиме переключения
электрических цепей.
К короткому замыканию приводит
попадание посторонних металлических
предметов (инструмента, обрывков про-
водов) на токоведущие части, обрыв
и падение оголенных частей провода
или гибких шунтов на заземленные
детали.
В аккумуляторной батарее может
возникнуть к.з. как внутри отдельного
элемента, так и при соединении друг
с другом соседних элементов.
Резкое уменьшение сопротивления
цепи при к.з. способствует значитель-
ному увеличению тока, тепловое дей-
ствие которого приводит к выгоранию
как металла, так и изоляции в самом
месте замыкания, а в случае запаз-
дывания срабатывания защитного ап-
парата может вызвать повреждение
изоляции всей токоведущей цепи и воз-
никновение пожара. Короткое замыка-
ние внутри аккумуляторной батареи
приводит, как правило, к быстрому
выкипанию электролита, вспучиванию
элементов и невосстановимому раз-
рушению активной массы.
Частным случаем к.з. следует счи-
тать потерю запирающих свойств
полупроводниковыми приборами (см.
п. 4.2).
Большие токи, близкие к токам
к.з., возникают и при резком сниже-
нии частоты вращения якорей (рото-
ров) электрических машин. Это проис-
ходит при порче подшипников, изломе
бандажей якорей, а у тяговых двига-
телей и при «заклинивании» зубча-
той передачи или буксовых подшипни-
ков колесных пар.
Методы выявления места к.з. В
условиях депо для этого вначале
просматривают записи машинистов в
Журнале технического состояния ло-
комотива формы ТУ-152 с целью по-
лучения предварительных сведений о
характере повреждения. Затем подоз-
реваемое место тщательно осматрива-
ют для выявления явных признаков —
следов копоти, брызг металла; возмо-
жен запах горелой изоляции.
Если внешних признаков недоста-
точно, электрическую цепь проверяют
(«прозванивают») мегаомметром. Для
этого подозреваемую цепь отсоединя-
ют от «Земли» (т. е. от корпуса ку-
зова), к зажимам мегаомметра (рис.
6.1) присоединяют два провода, один
из которых соединяют с выводом
«Земля» и заземленной частью кузо-
ва, а другой — с выводом «Линия» и
с одной из неизолированных точек
токоведущих частей Цепи; в силовой
цепи этими точками могут быть ножи
отключателей двигателей ОД, выводы
реле перегрузки, контакты реверсора
или тормозного переключателя и т. п.;
если при вращении рукоятки прибора
показание прибора будет «О»,— в це-
пи имеется к.з.; если же замыкания
нет, то показания мегаомметра будут
характеризовать общее состояние изо-
ляции приборов и проводов данной
Рис. 6.2. Схема уточнения места к. з. разделением электрической цепи на отдельные участки
цепи. На период работы с мегаом-
метром все работы на э.п.с., кроме
ремонта механической части, прекра-
щаются.
Более точно место повреждения
выявляют, постепенно сужая зону поис-
ка, для чего всю подозреваемую цепь
разбивают на отдельные участки, вык-
лючая какие-либо аппараты (например,
ножи отключателей ОД, контакторы)
или подкладывая надежную изоляцию
между контактами реверсора, тормоз-
ного переключателя и др. (рис. 6.2).
В более сложных случаях необходи-
мо разъединять кабели, провода или
шины.
Предположим, что выключив ножи
ОД и присоединив выводы мегаоммет-
ра М к точке /, определяем, что в
цепи тяговых двигателей Я1—Я 2 —
ГП1—ГП2 имеется к.з. Тогда проло-
жив изоляцию И между контактами
реверсора ПкР и вновь присоединив
вывод мегаомметра к точке 1, уста-
навливаем, что к.з. более не выявля-
ется; вывод — в цепи якорей двигате-
лей Я1 и Я2, а также у реле РП нет к.з.
Присоединив вывод мегаомметра к точ-
ке 2, выявляем — в обмотках полю-
сов ГП (или у контактов тормозного
переключателя Tl, Т2, ТЗ) имеется
к.з. Проложив изоляцию между кон-
тактами Т2, можно уточнить, в катуш-
ках полюсов какого двигателя есть к.з.
Подобным образом, присоединив
вывод прибора к точке <?, можно выя-
вить наличие к.з. и у резистора Р1—Р2,
и у контакторов KI, К2, и у контак-
торного элемента КЭ\ такой поиск
можно продолжить и далее.
Поиск к.з. в низковольтной цепи
электровоза можно рассмотреть по рис.
6.3, где показано, что путем разъеди-
нения проводов на рейке зажимов и,
подав «плюс» на контрольную (проз-
воночную) лампу, можно сравнительно
быстро выявить поврежденную цепь.
Данный метод позволяет выявить
место повреждения, не снимая аппа-
раты, не снимая с тележек тяговые
двигатели, производя вс^о работу, на-
ходясь в высоковольтной* камере элект-
ровоза или открыв дверцы подкузов-
ных ящиков у вагонов электропоезда.
На электропоездах для выявления
замыкания на землю (корпус) основ-
ных проводов управления № 15* и 30
(рис. 6.4.) достаточно включить пакет-
ный выключатель «Контроль изоляции»
КИ; при отсутствии заземления обе
лампы Л1 и Л2, включенные после-
довательно, будут гореть вполнакала;
в случае замыкания на землю прово-
да 15 лампа Л1 гореть не будет, ее
цепь зашунтирована аварийной (за-
земленной) цепью 1-1, но лампа Л2
будет гореть полным накалом. Слабое
свечение лампы Л1 указывает на боль-
шое переходное сопротивление в месте
повреждения. Горение лампы Л1 указы-
вает на заземление провода 30 (см.
цепь 2-2). Разъединяя междувагонные
соединения, можно выявить вагон, на
котором имеется замыкание проводов
на землю (корпус).
* На электропоездах всех серий провод цепи
управления № 15— плюсовый, провод № 30—
минусовый; провода, имеющие численное обо-
значение, но не имеющие буквенной индекса-
ции, являются поездными или секционными
(два вагона), наличие буквенного индекса указы-
вает на то, что провод не выходит за пределы
одного вагона.
Кабина Машинное
Рис. 6.3. Схема выявления к. з. в разветвлен-
ной цепи управления электровоза
Рассмотрим также случай, близкий
к режиму короткого замыкания, но не
вызывающий срабатывания защитных
аппаратов — постороннее питание ка-
ких-либо цепей вследствие взаимного
соединения (перетирания изоляции,
смещения наконечников) проводов. В
высоковольтной цепи такой случай
проявит себя внешними признаками,
в низковольтных цепях поиск места
замыкания значительно сложнее, поэто-
му приведенный ниже пример отне-
сен к цепи управления.
Пусть катушка К привода аппара-
та попадает под постороннее пита-
ние (рис. 6.5) в момент, не отвечаю-
щий принципу действия схемы,— ап-
парат своевременно не выключается
или включается ранее положенно-
го (по заводской схеме катушка К
может получить питание от прово-
дов Б, В).
В этом случае следует отключить все
цепи, аппарат выключится, подать на
его катушку К напряжение непосред-
ственно от аккумуляторной батареи
при включенном ее рубильнике, аппа-
рат включится; следует обратить вни-
мание, не включился ли одновремен-
но какой-либо другой аппарат, напри-
мер М- включение его подскажет, меж-
ду какими проводами замыкание; если
этого не произошло, то следует, после-
довательно замыкая блок-контакты 1-4
других аппаратов в цепи катушки К,
продолжать поиск до момента вклю-
чения какого-либо аппарата. На рис. 6.5
перемычки al—а2, 81—82, Ы—Ь2
условно показывают (имитируют) раз-
личные места возможного замыкания.
Поскольку аппараты с соответ-
ствующими блок-контактами могут
быть расположены достаточно далеко
друг от друга, часть поиска можно
осуществлять, используя сосредоточен-
ность проводов на рейке зажимов
РЗ, замкнув блок-контакт 1. Загора-
ние лампы Л полным накалом при
присоединении ее вывода к одному
из зажимов укажет на наличие меж-
ду проводами электрической связи,
не предусмотренное схемой. Наиболее
вероятные места такого взаимного со-
единения — рейки зажимов, контрол-
леры машинистов, кнопочные выклю-
чатели, розетки межкузовных соедине-
ний, панели с аппаратами. Загорание
лампы неполным накалом не служит
признаком взаимного соединения про-
водов — оно указывает на последова-
тельное соединение нити лампы с ка-
тушкой какого-либо другого аппарата,
с другой лампой и т. д.
Проверку высоковольтных цепей ре-
комендуется проводить мегаомметром
на 2500 В, а для проверки цепей нап-
ряжением 50, НО, 220 и 380 В — ме-
гаомметром на 500 В во избежание
пробоя изоляции проводов.
Обрыв цепи. Причинами об-
рыва электрической цепи могут быть:
механические повреждения (сильное
натяжение или крутой перегиб прово-
да, кабеля, слабое закрепление их
конца), частые колебания, например
межкузовных проводов, отгорание и вы-
паивание провода из наконечника,
сильное окисление контактов или попа-
дание постороннего изолирующего
предмета между ними; у аккумуля-
торной батареи обрыв цепи возникает
при изломе перемычек или окислении
Рис. 6.4. Принципиальная схема контроля Рис. 6.5. Схема выявления <постороинего питания»
состояния изоляции проводов № 15, 30 в цепи управления э. п. с.
цепи управления электропоездов
а) Развертка вала
Рис. 6.6. Схемы выявления места обрыва низковольтной цепи
*
выводов, вытекании электролита из
элементов.
Перегорание предохранителя также
можно считать обрывом цепи неза-
висимо от причины, его вызвавшей.
Обрыв цепи возникает также при нес-
рабатывании привода какого-либо ап-
парата.
Последствия обрывов цепи носят
иной характер, чем последствия к.з.,
однако и они могут быть достаточно
серьезны: не поднимается токоприем-
ник, не включаются аппараты защиты
электрических цепей, не собирается
цепь тяговых двигателей или вспомо-
гательных машин. Во всех этих слу-
чаях поезд стоит, йто приводит к сбою
в движении поездов и косвенно созда-
ет угрозу безопасности их движения.
В цепях с большими токами вос-
становление оборванного провода воз-
можно в условиях депо; локомотив-
ные бригады имеют возможность пос-
тавить перемычку в «обход» оборван-
ного участка из провода площадью
сечения не более 16 мм2; для цепей
с малыми токами иногда параллельно
участку с нарушенной цепью можно
ставить перемычку из провода с зажи-
мами типа «крокодил» по концам;
в ряде случаев для длинных цепей
следует использовать резервные прово-
да, предусмотренные монтажными схе-
мами э.п.с.
Основные правила проверки цепи
на обрыв: цепь должна быть собра-
на полностью в соответствии с нор-
мальной схемой (рис. 6.6); проверяе-
мую цепь условно разбивают на два
участка, примерно равных по числу
элементов: блок-контактов, зажимов
и т. д.; убедившись, что на одном
из них обрыва нет, другой непрове-
ренный участок также условно раз-
бивают на два примерно одинаковых
участка и т. д. Точкой таких деле-
ний может быть зажим на рейке, вы-
вод у блок-контакта, катушка приво-
да аппарата. Как правило, такой ме-
тод при анализе длинных . цепей дает
наискорейший результат. При провер-
ках в депо можно применять два ме-
тода: подавать напряжение на нача-
ло анализируемой цепи (рис. 6.6, а)
и на один из проводов контрольной
лампы (рис. 6.6, б).
Предположим, что необходимо уста-
новить, где оборвана цепь катушки Р.
В этом случае короткий провод исправ-
ной контрольной лампы присоединяют
к «Земле» (минусу), а длинным ка-
саются точек, отмеченных на рисунке
буквами. Проверку начинают с сере-
дины цепи катушки, при этом счита-
ют контакты а—б контроллера вклю-
ченными (но неизвестно, есть ли у
них взаимный контакт); присоединяют
длинный провод к выводу д катуш-
ки: если лампа загорается,— цепь
а—б — д — исправна, если не заго-
рается,— то неисправна, если лампа за-
горелась тусклым светом, когда каса-
ются вывода катушки е, то это ука-
зывает еще раз на исправность це-
пи до катушки, а кроме того, и на
исправность самой катушки и одно-
временно на отсутствие цепи от точки
е до «земли» и т. д.
Если при касании точки д лампа
не загорается, то присоединяют вывод
лампы к точке в; если она горит, а
при касании контакта г не горит, то,
очевидно, нарушена цепь в блок-кон-
такте в—г и т. д.
Проверим эту же цепь вторым ме-
тодом, т. е. подав напряжение, на вы-
вод лампы (см. рис. 6.6,6). Если
при касании точки д лампа горит
тусклым светом, то цепь от точки д
до земли исправна; пересоединяют вы-
Рис. 6.7. Схемы выявления места обрыва в межсекццонных проводах
вод лампы на точку в и лампа вновь
горит тусклым светом, вывод — нару-
шена цепь на участке а—в; продол-
жая анализировать, находят место пов-
реждения (видимо, нарушен контакт
а—б или обрыв в проводе б—в).
Для таких проверок используют
лампу мощностью 15; 25 Вт, сопро-
тивление накальной нити которой со-
поставимо или больше сопротивления
проверяемых цепей.
Этими методами могут быть прове-
рены цепи катушек приводов всех
низковольтных аппаратов, за исклю-
чением катушек удерживающих элект-
ромагнитов привода главных выключа-
телей ГВ э.п.с. переменного тока,
имеющих сопротивление свыше 1000 Ом;
их следует проверять мегаомметром,
причем при исправной катушке и замк-
нутом блок-контакте реле давления
РД показание мегаомметра будет
отличаться от нуля. Цепь этого элект-
ромагнита до катушки ГВ можно
проверить и контрольной лампой, ис-
пользуя первый из рекомендованных
двух методов.
Для проверки на обрыв межку-
зовных проводов (на электропоез-
дах — межсекционных или поездных)
включают необходимые кнопки или
контроллер машиниста в одной из
головных кабин управления и по
отсутствию включения на одной из
секций соответствующего аппарата
предварительно определяют место об-
рыва; дальнейший поиск ведут, как
указывалось ранее, начиная его с
соответствующего вывода на рейке
зажимов. Для проверки на обрыв
многосекционного электровоза (элект-
ропоезда) можно также воспользо-
ваться схемой, показанной на рис.
6.7, а; для этого на удаленной секции
электровоза (электропоезда) подозре-
ваемый в обрыве провод А// заземля-
ют (рис. 6.7, а), также соединяют с
«землей» и один вывод мегаомметра,
показание прибора при вращении ру-
коятки и исправной цепи будет «0».
Сцепив секции э.п.с. после ремонта
для проверки целостности сразу двух
проводов (рис. 6.7, б) провод № 1
соединяют с проводом № 2 перемыч-
кой (номера проводов условны). При
отсутствии электрической цепи перехо-
дят на другую секцию, приближаясь
от секции Б к секции А. Как указы-
валось ранее, проверку можно начи-
нать и с середины проверяемой цепи.
Обрывы высоковольтных цепей, как
правило, сопровождаются однократным
или повторяющимся возникновением
электрической дуги и срабатыванием
защиты, при этом возникают допол-
нительные внешние признаки, указан-
ные ранее (запах гари, горелой изо-
ляции, копоть).
Для уточнения места обрыва приме-
няют мегаомметр на 2500 В и мет^йы,
рекомендованные выше.
В п. 6.3 эти вопросы рассмотре-
ны применительно к конкретным элект-
рическим цепям.
Краткие сведения о системах диаг-
ностики электрических цепей. На всех
пассажирских электровозах, поставляе-
мых заводами чехословацкого произ-
водственного объединения «Шкода»
(кроме ЧС2), установлены специаль-
ные блоки обнаружения неисправнос-
тей в цепях управления (условные
названия их БОН или ПУМ-«Шкода»).
Отличие в принципе построения низ-
ковольтных цепей этих электровозов
по сравнению с отечественными, нали-
чие большого количества блок-контак-
тов в цепях управления основных ап-
паратов защиты — БВ на электровозах
постоянного тока, ГВ на электрово-
зах переменного тока создало предпо-
сылки для установки на каждом элект-
ровозе таких блоков, располагаемых в
коридорах кузова в непосредственной
близости от кабин управления. Эти
устройства, описанные в специальной
литературе, дают возможность как ло-
комотивной бригаде в пути следования,
так и обслуживающему ремонтному
персоналу обнаруживать обрыв той или
иной цепи управления без примене-
ния других вспомогательных средств.
Выявление обрыва какой-либо из
основных цепей сводится к переклю-
чению двух пакетных выключателей
и одной из нескольких кнопок в по-
ложение поиска. По погасанию соот-
ветствующей зеленой лампы и заго-
ранию красной обнаруживают точку
обрыва. Во всех случаях поиск осу-
ществляется при выключении БВ
(ГВ — на ЧС4, ЧС8) и опущенном
токоприемнике,'что отвечает требова-
ниям техники безопасности. Данная
установка относится к системе «бор-
товой» диагностики локомотива.
Внедряемая на электровозах ВЛ8,
ВЛ 10, ВЛ10у, ВЛ80к, ВЛ80т трехпро-
водная телемеханическая система мно-
гих единиц СМЕТ также может быть
отнесена к системе «бортовой» диаг-
ностики, позволяя за 5—6 мин прове-
рять действие цепей управления этих
электровозов.
Неисправности электрических ма-
шин. У тяговых и вспомогательных ма-
шин постоянного тока различают три
вида повреждений — механические,
электрические и коммутационные, кото-
рые могут являться следствием прояв-
ления неисправностей первых двух
видов.
Механические поврежде-
ния двигателей. В эксплуата-
ции при нормальных условиях работы
наиболее интенсивно изнашиваются
щетки, рабочая поверхность коллек-
тора и внутренние стенки окон щетко-
держателей; однако иногда наблюда-
ются повышенный износ щеток и кол-
лектора, неравномерный износ его.
Причинами этого могут быть как
повышенное, так и заниженное нажа-
тие на щетки, большие отклонения в
значениях нажатия на разные щетки,
установка на двигатель щеток разных
марок, грубая обработка коллектора
при ремонте, выступание миканита
между пластинами коллектора, износ
гнезда под щетки в щеткодержате-
лях и др.
Помимо перечисленного, у самих
щеток возможны сколы рабочей (кон-
тактной) поверхности как вследствие
плохого состояния коллектора, так и
из-за повышенного износа стенок ок-
на щеткодержателя по толщине щет-
ки, когда после смены направления
движения щетка перекашивается, опи-
раясь на коллектор узкой полосой;
это приводит к повышенной плотнос-
ти тока в месте контакта щетки, ее
чрезмерному нагреву и разрушению.
У вспомогательных машин постоян-
ного тока с односторонним вращением
якоря возможно «заедание» щетки в
окне корпуса щеткодержателя с поте-
рей его контакта с поверхностью кол-
лектора.
Пальцы кронштейнов щеткодержа-
телей, их изоляторы могут иметь сле-
ды перебросов электрической дуги на
остов (на траверсу). Реже встреча-
ются такие серьезные повреждения,
как размотка бандажей якоря, задир
и рассыпание коллектора, излом дета-
лей щеткодержателя, обрыв болтов
полюсов, болтов кронштейна щетко-
держателя, трещины остова, потеря
крышки смотрового люка, порча под-
шипников, ослабление крепления под-
шипникового щита, излом вала якоря.
Задир коллектора происходит при
падении посторонних предметов на его
поверхность и изломе деталей щетко-
держателей; в этом случае в депо
осуществляют обточку и дальнейшую
обработку коллектора без снятия дви-
гателя с электровоза (моторного ва-
гона).
Рассыпание (разрушение) коллек-
тора, т. е. возвышение над поверх-
ностью коллектора одной или несколь-
ких пластин, устранить в эксплуата-
ции нельзя — двигатель, как правило,
в данном случае требует ремонта по
заводской характеристике со снятием
обмотки якоря и заменой коллектора.
Большинство остальных указанных
неисправностей выявляется визуально.
Например, ослабление посадки подшип-
никового щита в остове двигателя
обнаруживается по следам ржавчины,
видимым по всему наружному конту-
ру прилегания щита, и по ослабле-
нию крепежных болтов.
Повреждение подшипников якоря
обычно обнаруживают машинисты, де-
лая об этом соответствующую запись
в Журнале технического состояния
локомотива; при осмотре двигателя с
таким повреждением видны следы наг-
рева крышки подшипника, смазки,
попавшей во внутренние полости ос-
това, а у моторных вагонов и на сет-
ки, защищающие места выхода воз-
духа из двигателя.
Для уточнения наличия данного
повреждения в депо колесную пару,
спаренную с данным тяговым двига-
телем, вывешивают, подставляя под ее
буксы домкраты, и к выводным кабе-
лям двигателя подводят пониженное
напряжение; при вращении якоря с
поврежденным подшипником будет
прослушиваться характерный шум; для
более точной оценки его состояния
используют стетоскоп. При сильном
повреждении подшипника может про-
исходить просадка якоря; если это
подшипник со стороны коллектора, то
через смотровой люк можно опреде-
лить степень присадки якоря, приме-
нив пластинчатый или шариковый щуп,
который представляет собой стержень-
рукоятку с закрепленным на конце
калиброванным шариком. Нормы зазо-
ров между якорем и полюсом приве-
дены в Правилах ремонта.
В процессе ТО и ТР проверяют
также общее состояние и крепление
межкатушечных соединений и вывод-
ных кабелей; возможность перетира-
ния их изоляции о стенки остова или
траверсу устраняют, усиливая крепле-
ние, подкладывая и закрепляя изоля-
ционные прокладки.
У вспомогательных машин постоян-
ного тока характер возможных пов-
реждений механической части пример-
но такой же; у асинхронных двига-
телей, за исключением повреждения
подшипников ротора, других механи-
ческих неисправностей обычно не встре-
чается.
Электрические поврежде-
ния двигателей. Как уже ука-
зывалось, наиболее часто возникают
пробои изоляции, обрывы проводов,
межвитковые замыкания обмотки, на-
рушения нормальной коммутации. Все
эти виды повреждений в эксплуа-
тации вызывают срабатывание за-
щиты.
Пробои изоляции. Причины: старе-
ние изоляции вследствие чрезмерных
нагревов, механические повреждения
в процессе изготовления, ремонта или
эксплуатации; резкое снижение изо-
ляционных свойств при частых зна-
чительных перенапряжениях, попада-
нии влаги, пыли и т. д.
Пробои изоляции обмоток якорей
чаще всего происходят по механи-
ческим причинам в месте изгиба сек-
ций у выхода из пазов сердечника.
При неправильной укладке клиньев
или бандажей пробои возникают вслед-
ствие продавливания поверхностей изо-
ляции (при повышенном давлении)
или истирании изоляции, когда при
слабом закреплении секции «дышат»;
в этом случае при высокой частоте
вращения под действием центробежной
силы обмотка удаляется от сердечни-
ка якоря, а при снижении частоты
вращения ложится на место.
Повреждения обмоток с возможным
последующим пробоем изоляции возни-
кают и при попадании в двигатели
посторонних предметов.
У катушек главных и добавочных
полюсов пробои наружной изоляции
возникают значительно реже, чем у
катушек якорей. В большинстве слу-
чаев пробои катушек полюсов проис-
ходят в месте скрепления выводных
концов с последним витком и во внут-
ренних углах, где напряженность элект-
рического поля наивысшая. Кроме
того, в этих местах при насадке ка-
тушки на сердечник наиболее вероят-
ны механические повреждения изоля-
ции. У компенсационной обмотки наи-
более вероятен пробой в месте выхо-
да стержней из сердечника полюса
a)
8)
Рис. 6.8. Схемы выявления места к. з. в тяговом двигателе без его снятия с электровоза
постоянного тока (а), с моторного вагона (б), электровоза переменного тока (в)
вследствие постоянной вибрации выс-
тупающей части.
Пробои изоляции обмоток якорей и
полюсов в эксплуатации устранить
нельзя, двигатель необходимо снять с
э.п.с. При пробое изоляции выводных
кабелей тяговых двигателей и кабелей,
соединяющих катушки дополнительных
полюсов, поврежденную поверхность
иногда можно изолировать, намотав
несколько слоев лакоткани, натураль-
ной резины и электрокартона и затем
обвязав их шпагатом; концы шпага-
та обрезают; кабели вне двигателей
изолируют смоляной лентой.
Пробои или перекрытия поверх-
ности пальцев кронштейнов щеткодер-
жателей электрической дугой обычно
происходят в сырую погоду. Попада-
ние влаги между фарфоровым изоля-
тором кронштейна и изоляцией паль-
ца щеткодержателей вызывает перек-
рытие пальца по длине и прожигание
слюды до металла. Попадание влаги
возможно в случае плохой заливки
торцов изолятора компаундной мас-
сой, особенно при неправильной его
форме (эллиптичности).
Пробои и перекрытия пальцев
кронштейнов происходят также при по-
вышенном напряжении на двигателе,
при ненормальных режимах электри-
ческого торможения и длительном бок-
совании колесных пар.
Место к.з. выявляют вначале ви-
зуально, а затем проверкой цепи ме-
гаомметром на 2500 В, для чего эту
цепь отсоединяют от остальной части
силовой цепи э.п.с. путем отключе-
ния двигателя ножами ОД (рис. 6.8)
или подкладывая изоляцию Hi, И2,
Из под контакты какого-либо аппара-
та (реверсора — точки /, 2, тормоз-
ного переключателя — точка 3, пере-
ключателя 49) и разъединяя кабели
или шины; присоединив вывод «3»
мегаомметра к «Земле», второй его
вывод поочередно подсоединяют к точ-
кам 1, 2, <? и т. д. с «прозвонкой» каж-
дой части цепи.
Если установлено, что к.з. имеет-
ся в цепи якорей, то следует до сня-
тия двигателя вынуть все щетки или
подложить изоляцию под них, изоли-
ровав друг от друга якоря, а затем
и цепь добавочных полюсов, компен-
сационной обмотки и пальцы крон-
штейнов щеткодержателей от обмотки
якоря; затем вновь применить мегаом-
метр. Если повреждены кронштейн
щеткодержателей или кабельная пе-
ремычка добавочных полюсов, то во
многих случаях устранение данной
неисправности исключает необходи-
мость в такой трудоемкой работе, как
снятие двигателя с электровоза (мо-
торного вагона). Ремонт проводят пу-
тем смены кронштейна или изолиро-
ванием перемычки.
Обрыв цепи двигателя. Цепь дви-
гателя может быть разорвана в ре-
зультате обрыва обмоток полюсов или
перегорания кабеля, соединяющего ка-
тушки. У обмоток катушек полюсов по-
добные повреждения бывают лишь в
местах выхода выводных концов или со-
единения их с концом другой катушки.
Обрыв межкатушечных соединений при-
водит к отключению защиты с после-
дующим нарушением цепи одного дви-
гателя на электровозах переменного
тока. На э.п.с. постоянного тока раз-
рывается вся силовая цепь — не соби-
рается схема на 1-й позиции (нет тяги
моторного вагона).
Обрыв обмотки в последние годы
благодаря улучшению технологии из-
готовления почти не встречается; мес-
то возможного обрыва — вход провод-
ника обмотки в шлицевую прорезь
петушка коллекторной пластины. При-
чины — изменение длины проводника
при его нагреве, постоянная тряска
двигателя, при которой проводник имеет
большую амплитуду колебания, чем
коллектор. Обнаруживается обрыв в
эксплуатации по срабатыванию защи-
ты силовой цепи, а при осмотре кол-
лектора на изоляции между двумя
его медными пластинами выявляют
подгар, мелкие брызги меди, так как
при работе двигателя в этом месте
постоянно возникают небольшие искры,
в критических случаях способству-
ющие возникновению кругового огня.
Межвитковые замыкания обмоток.
Причины таких замыканий примерно
те же, что и причины пробоев, но
проявляются несколько иначе. Межвит-
ковое замыкание внутри катушки глав-
ного полюса вызывает ослабление его
магнитного потока. Если замкнуты
всего два или три витка, тяговый
двигатель достаточно долго работает
без заметных признаков повреждения,
только несколько повышается искре-
ние на коллекторе, и колесная пара,
связанная с двигателем, немного чаще
других боксует (у двигателя как бы
несколько ослаблено возбуждение).
Замыкание витков добавочного по-
люса проявляется более сильным иск-
рением под щетками одной пары щетко-
держателей и приводит к частому
срабатыванию защиты. Такое повреж-
дение возникает очень редко.
Межвитковое замыкание проводни-
ков обмотки якоря проявляется вспыш-
ками на коллекторе и срабатыванием
защиты силовой цепи из-за возникно-
вения очень большого тока в конту-
ре короткозамкнутого витка,образован-
ного соединившимися; друг с другом
проводниками, так как электрическое
сопротивление этого витка очень мало.
Например, при напряжении на двига-
теле 1500 В в короткозамкнутом вит-
ке якоря двигателя ТЛ-2К возникает
э.д.с. примерно 17 В. Если условно
принять сопротивление такого витка
равным 0,01 Ом, то по нему течет
ток i = 17 : 0,01 = 1700 А.
Обычно межвитковое замыкание
быстро вызывает пробой изоляции сек-
ции проводников якоря на сердечник
в результате ее сгорания из-за нагре-
ва таким большим током.
Нарушение коммутации двигате-
лей. Оно проявляется в повышенном
искрении на коллекторе под щеткой.
Причины такого нарушения очень раз-
нообразны. Кратковременные быстро
гаснущие искры не повреждают по-
верхность коллектора и не нарушают
работы тягового двигателя. При про-
должительном сильном искрении опас-
ность повреждения коллектора, щеток
и всей машины возрастает: возможно
образование из искр отдельных элект-
рических дуг, которые, увеличиваясь,
могут вызвать сплошной круговой
огонь, т. е. практически короткое
замыкание между щетками разной
полярности или между коллектором
и заземленными частями машины.
Степень искрения в значительной сте-
пени зависит от качества сборки дви-
гателя (правильного положения глав-
ных и добавочных полюсов), состоя-
ния коллектора и щеток.
Когда двигатель находится в хоро-
шем состоянии, наибольшее искрение
наблюдается в тяговом режиме при
ослаблении магнитного потока главных
полюсов (поле реакции якоря как бы
«теснит» поле полюсов). В режиме
рекуперативного торможения при дви-
жении с высокими скоростями магнит-
ное поле также сильно искажается,
что осложняет процесс коммутации.
Искрение на коллекторе усилива-
ется при повышении напряжения, под-
водимого к тяговому двигателю, так
как возрастает среднее напряжение
между пластинами. Опасны также
резкие колебания напряжения сети,
при которых быстрое изменение поля
реакции якоря не компенсируется
изменением магнитного поля как до-
бавочных полюсов, так и компенса-
ционной обмотки.
К механическим причинам наруше-
ния коммутации относят: плохое сос-
тояние поверхности коллектора (высту-
пание миканита, заусенцы, задиры,
подгар пластин, выступание отдельных
пластин, загрязнение), низкое качество
щеток, неправильное их положение,
ненормальное нажатие на них, повы-
шенную «игру» щеток в щеткодержа-
теле, появление разъедания или сколов
их рабочей части при установке на
двигателе щеток разных марок, так
как переходные сопротивления под щет-
ками будут неодинаковыми для отдель-
ных параллельных цепей обмотки яко-
ря и токи в этих цепях станут раз-
ными. Искрение усиливается также при
омеднении рабочей поверхности щеток.
Все отмеченные выше неисправнос-
ти двигателей выявляют и устраня-
ют при их техническом обслуживании.
При обнаружении серьезных поврежде-
ний, причину которых без разборки тя-
гового двигателя устранить нельзя,
его выкатывают из-под электровоза
и направляют для исследования и ре-
монта.
Повреждения вспомогательных
электрических машин. Повреждения
вспомогательных машин постоянного
тока, которые могут возникать при
эксплуатации э.п.с., в основном ана-
логичны повреждениям тяговых дви-
гателей.
У вспомогательных асинхронных
электрических машин электровозов пе-
ременного тока, не имеющих коллек-
тора и обмоток ротора, число возмож-
ных повреждений значительно меньше.
Наиболее часто в эксплуатации встре-
чаются следующие их повреждения:
межвитковые замыкания обмотки ста-
тора; обрыв проводов одной из фаз,
повреждение подшипников.
Межвитковое замыкание обмотки
статора обнаруживают по срабатыва-
нию теплового реле, неравномерному
нагреву корпуса двигателя и повышен-
ному гудению. При обрыве одной из
фаз цепи двигатель не запускается —
сильно гудит, начинает греться, проис-
ходит срабатывание тепловой защиты
(реле ТРТ) и отключение контакто-
ра. В случае небольшого поврежде-
ния подшипников ротор испытывает
одностороннее притяжение, «прилипа-
ет», разгон его замедленный, но по
мере повышения частоты вращения
двигатель начинает работать нор-
мально.
Повреждения электрических аппа-
ратов. Общие сведения. Для
высоковольтных аппаратов, предназна-
ченных для переключения цепей тяго-
вых двигателей и вспомогательных
машин, а также для аппаратов защи-
ты, имеющих подвижные детали, наи-
более характерны следующие неисп-
равности; электрические — подгар кон-
тактов и дугогасительных камер, про-
бой или перекрытие изоляции; меха-
нические — замедленное включение и
отключение, поломка деталей, наруше-
ние регулировки, обрыв гибких шун-
тов; во многих случаях электричес-
кие повреждения вызываются меха-
ническими неисправностями, т. е. вза-
имосвязаны.
Подгар контактов. Как в
высоковольтных, так и в низковольт-
ных цепях подгар контактов происхо-
дит от слабого их взаимного нажатия,
неправильного притирания (ослабление
пружины), замедленного расхождения
при выключении, ненормального дей-
ствия дугогасительных устройств и це-
пей, когда аппараты размыкают цепь
с большой индуктивностью под то-
ком, превышающим, расчетное значе-
ние.
Обнаруживают подгар контактов
во время наружного осмотра аппара-
тов (следы оплавления, «разъедание»
контактных поверхностей), а также по
чрезмерно большим выхлопам дуги
из камер в момент переключения
цепей. При наружном осмотре аппа-
ратуры заметна копоть на асбестоце-
ментных перегородках камер. Зачист-
ка поверхности контактов не устра-
няет причину их подгара. Подгар кон-
тактов высоковольтных переключателей,
не оборудованных дугогасительными
устройствами (реверсор, тормозной пе-
реключатель), возникает редко. При-
чина неисправности — нарушение нор-
мального контакта (ослабление нажа-
Рис. 6.9. Схематическое устройство элект-
ропневм этического вентиля включающего
типа
тия) или неправильное действие бло-
кировок в низковольтной цепи. У груп-
повых переключателей кулачкового ти-
па подгар может произойти из-за на-
рушения профиля кулачковых шайб
или их положения на валу, а также
из-за повреждения пружин. Подгар
ножей разъединителя ГВ на э.п.с. пе-
ременного тока может возникать при
ухудшении условий гашения дуги ос-
новными контактами и при прежде-
временном повороте изолятора разъеди-
нителя.
Подгар дугогасительных
камер. Он возникает вследствие
тех же причин, что и подгар контак-
тов. Ненормальное гашение дуги обыч-
но происходит также в результате
замыкания между собой витков ду-
гогасительных катушек, плохого приле-
гания полюсов камеры к сердечнику
этой катушки, плохой очистки стенок
камер при ремонте, слабого контак-
та дугогасительных рогов с другими
токопроводящими деталями данного ап-
парата, недостаточного разрыва или
замедленного расхождения контактов.
У главного выключателя ВОВ-25-4 и
контакторных элементов ЭКГ-8 ненор-
мальное гашение дуги может произой-
ти при снижении давления воздуха.
Если сгорела дугогасительная ка-
мера какого-либо аппарата, то после
выяснения причин этого сменяют ее
или весь аппарат.
Пробой и перекрытие изо-
ляции аппаратов. Как и у тя-
говых двигателей, эти повреждения
аппаратов происходят в результате
старения изоляции, ее механического
повреждения, загрязнения (запыле-
ния) .
Иногда изоляция перекрывается
при сильной ионизации окружающего
воздуха, возникающей в результате
неоднократного срабатывания аппара-
тов с нарушенным дугогашением, а
также при перенапряжениях между
отдельными участками цепей.*- Возмож-
ны пробои стоек и изоляционных
тяг индивидуальных контакторов, стоек
реверсоров и тормозных переключа-
телей. У пусковых резисторов иногда
при повышенной влажности атмосфер-
ного воздуха происходит пробой изо-
ляционных шпилек и втулок подвес-
ных изоляторов.
В случае повреждения изоляции
аппарат обычно заменяют. У токо-
приемников, помимо пробоя опорных
изоляторов, из-за несвоевременной их
замены или загрязнения выходят из
строя воздухоподводящие трубки.
Замедленное включение и
выключение аппаратов. При
электропневматическом приводе это
может быть вызвано неисправностью
их вентилей или механическим зае-
данием подвижных частей. Основные
неисправности вентилей включающего
типа (рис. 6.9), приводящие к замед-
ленной работе аппарата, следующие:
износ вертикального ствола по высоте,
плохая притирка клапанов к седлам,
попадание под клапаны посторонних
частиц.
Если невозбужденный вентиль «ши-
пит», то причина неисправности — по-
падание пыли, окалины или наруше-
ние притирки у нижнего клапана.
Если же «шипит» вентиль возбужден-
ный (включенный вручную), нарушена
притирка верхнего клапана. Как пра-
вило, для устранения этих неисправ-
ностей достаточно несколько раз на-
жать на кнопку вентиля.
Замедленное включение аппарата
может быть также результатом пов-
реждения уплотняющих манжет порш-
ней цилиндров его привода, что обна-
руживают обычно при нажатии на кноп-
ку вентиля привода аппарата по ха-
рактерному шипению. Для улучшения
уплотнения обычно в цилиндр добав-
ляют несколько капель смазки (см.
гл.\ 1), после чего нужно «расходить»
поршень.
Замедленное отключение аппаратов
может быть следствие!^ ослабления
или щзлома отключающих пружин и
взаимного приваривания силовых кон-
тактор. У групповых переключателей
с пневматическим приводом замедлен-
ное действие может быть следствием
порчи вентилей и манжет привода
(чаще в зимнее время), подшипни-
ков и искривления кулачкового вала.
На электровозах переменного тока
при замедленном повороте вала глав-
ного контроллера ЭКГ срабатывает
реле времени 204, защищая контак-
торные элементы от подгорания мед-
ленно разрывающейся дугой, а также
секции вторичной обмотки тягового
трансформатора и переходные дроссели
от перегрузок током. В морозы при-
чиной медленной работы привода ЭКГ
служит застывание смазки в картере
редуктора привода, а после длитель-
ной эксплуатации привода без ремон-
та — износ его подвижных частей.
В редких случаях причиной застрева-
ния ЭКГ на какой-либо позиции мо-
жет быть приваривание силовых кон-
тактов.
У электромагнитных контакторов
замедленное включение происходит при
механическом заедании подвижных
частей или перекосе якоря. Наруше-
ние регулировки аппаратов защиты,
как правило, является следствием
механического повреждения — ослаб-
ления пружин, износа шарниров у под-
вижных частей, изгиба деталей, заеда-
ния подвижных деталей. У плавких
предохранителей ток уставки сильно
снижается при ослаблении нажатия
пружинных контактов. Вставки некото-
рых типов требуют периодической за-
мены, как правило,— один раз в
полгода.
э. ». г. s. райоге з экмимх условиях
Подготовку э.п.с. к работе зимой
на дорогах первой группы (дороги
Севера, Урала, Сибири и Поволжья)
заканчивают к 15.Х, на дорогах вто-
рой группы (дороги Центра и Юга) —
к 1 .XI каждого года, а на БАМе и Братс-
ком отделении Восточно-Сибирской
дороги к 1.Х. Следует отметить, что
электрооборудование э.п.с. в целом
работает зимой достаточно надежно
при условии надлежащей подготовки
и соблюдения определенных требова-
ний к обслуживанию.
Особенности зимних режимов ра-
боты э.п.с. следующие:
увеличение жесткости пути и силы
ударов, воспринимаемых деталями
э.п.с., особенно неподрессоренными;
повышение вязкости смазки в под-
шипниках и приводах аппаратов и ма-
шин, могущее привести к замедле-
нию их действия и даже к заеданиям;
худшие условия сцепления колес
с рельсами и, как следствие, большая
склонность к боксованию, образова-
нию круговых огней на коллекторах
тяговых двигателей;
увеличение вероятности попадания
влаги (снега) в электрические машины
и аппараты;
образование конденсата и инея на
изоляционных частях при резких по-
вышениях температуры окружающего
воздуха;
уменьшение емкости аккумулятор-
ной батареи при низких температурах;
худшие условия токосъема из-за
гололеда, инея;
возможность замерзания трубопро-
водов;
повышение вязкости масла в сис-
теме охлаждения трансформатора, кар-
тере ЭКГ или компрессора.
В соответствии с этим при подго-
товке к зиме на э.п.с. проводят ряд
профилактических работ.
Тяговые двигатели и вспомогатель-
ные машины. Проверяют сопротивле-
ние изоляции обмоток, которое долж-
но быть не ниже 1,5 МОм для тяго-
вых двигателей (1,2 МОм для двига-
телей НБ-418К6) и вспомогательных
машин электровозов постоянного тока.
Для электрических машин на рабочее
напряжение 380 В переменного тока, а
также для генераторов управления и их
цепей наименьшее допустимое сопро-
тивление изоляции 0,5 МОм. Измеряют
это сопротивление мегаомметром на
2500 В для тяговых двигателей и дви-
гателей вспомогательных машин по-
стоянного тока, а для остальных ма-
шин — мегаомметром на 500 В.
Если сопротивление изоляции ниже
нормы, то тяговый двигатель просу-
шивают, продувая через него воздух,
подогретый калорифером. Когда же
сушка не помогает, вынимают щетки
из щеткодержателей и проверяют соп-
ротивление кронштейнов щеткодержа-
телей и изоляции обмоток порознь;
отсыревший кронштейн можно заме-
нить, не разбирая двигатель. Для за-
мены обмотки, имеющей низкое сопро-
тивление изоляции, двигатель необхо-
димо выкатить для ремонта.
Подгоревшие и поврежденные пе-
редние конусы коллектора защищают
шлифовальной бумагой, протирают
чистой салфеткой, смоченной в тех-
ническом спирте или бензине, и окра-
шивают эмалью ГФ-92-ХС.
Большое внимание уделяют подго-
товке щеточного устройства — нажатие
щеток на коллектор доводят до верх-
него нормируемого предела; зазоры
между щетками и стенками окон
щеткодержателей увеличивают на 0,2—
0,3 мм как по толщине, так и по дли-
не для предотвращения примерзания
щеток. Для этого с двух соседних
боковых сторон каждой щетки тон-
кой стеклянной бумагой аккуратно сни-
мают небольшой слой материала.
Устанавливаемые щетки должны быть
просушены. Рекомендуется заменить
полуизношенные по высоте щетки
новыми.
Головки болтов верхних полюсов
двигателей должны быть залиты ком-
паундной массой. Поврежденные воз-
духоподводящие брезентовые патрубки
заменяют новыми или отремонтирован-
ными.
Крышки люков тяговых двигате-
лей уплотняют войлоком, а вспомо-
гательных машин — картоном. Венти-
ляционные отверстия тяговых двига-
телей со стороны, противоположной
коллектору, закрывают специальными
капотами, кожухами.
Вентиляционные воздушные систе-
мы проверяют и устраняют все щели;
на вертикальные боковые и крыше-
вые жалюзи кузова электровозов уста-
навливают снегозащитные фильтры из
льняной паковочной ткани в два слоя
на дорогах первой группы и в один
слой на остальных, а также на мало-
снежных участках Восточно-Сибирской
и Забайкальской дорог. На всех элект-
ровозах проверяют и при необходи-
мости уплотняют прилегание снегоза-
щитных фильтров к кузову; в качест-
ве уплотнителя применяют техни-
ческий войлок или морозостойкую
резину.
На электровозах ВЛ 10, ВЛ10у, ВЛ 11
заслонки переводят в закрытое поло-
жение с проверкой прилегания к плос-
кости.
На электропоезда переменного тока
перед жалюзи системы охлаждения
выпрямительной установки, расщепи-
теля фаз, реактора и охладителя
трансформаторного масла устанавлива-
ют матерчатый фильтр.
После проведения всех снегозащит-
ных мероприятий проверяют количест-
во воздуха, поступающего в двигате-
ли (не менее 90 % нормы), как это
предусматривается специальной инст-
рукцией.
Для предотвращения отпотевания
машин и электроаппаратуры электро-
возы и электропоезда следует ставить
в депо на техническое обслуживание
или ремонт сразу по прибытии, пока
электрооборудование еще теплое. Если
это затруднительно, то после поста-
новки э.п.с. на стойло депо тяговые
двигатели (а также и вспомогатель-
ные машины) прогревают теплым воз-
духом от передвижных или стацио-
нарных калориферов. Электрические
вспомогательные машины переменного
тока удобно просушивать током корот-
кого замыкания, подводя к обмоткам
статора пониженное напряжение
(0,1 4-0,5) UH0M; ротор должен быть
заторможен. Первые 2 ч сушку ведут
при фазном токе 1 ,3 /ном, з затем до
конца сушки током 0,4 /ном (где /ном —
номинальное значение тока). Когда
сопротивление изоляции достигнет
0,5 МОм и в течение последующих
2—3 ч изменяться не будет, сушку
прекращают.
\В эксплуатации следует считаться
с возможным отсыреванием изоляции
двигателей, поэтому перед включением
тяговых двигателей электровозов зара-
нее включают мотор-вентиляторы, а во
врем? метелей их не выключают и во
времй стоянки. Для предотвращения
поломки щеток толстым слоем инея,
покрывающим поверхность коллекторов
после Длительной стоянки на сильном
морозе,' трогание с места производят
замедленно, слегка притормаживая
электровоз или электропоезд.
Аппаратура. Вскрывают приводы
электропневматических аппаратов, про-
веряют состояние их цилиндров, уда-
ляют старую смазку, стенки цилинд-
ров промывают керосином, кожаные
манжеты поршней заменяют хорошо
прожированными; резиновые манжеты
заменяют не реже, чем один раз в два
года; стенки цилиндров смазывают
тонким слоем смазки, соответствующей
типу манжеты поршня; собранный
привод несколько раз приводят в дей-
ствие.
Изоляционные поверхности стоек,
панелей при наличии следов перебро-
са, трещин покрывают эмалью
ГФ-92-ХС. Фарфоровые изоляторы про-
тирают техническими салфетками, смо-
ченными в авиационном бензине, тех-
ническом спирте, сильно закопчен-
ные, обожженные пламенем дуги за-
меняют.
У подвагонных ящиков аппаратов
электропоездов уплотняют все дверцы,
устраняют любые неплотности; прове-
ряют действие защитных электро-
блокировок, крепление ящиков к ку-
зову.
Аккумуляторные батареи снимают,
разряжают, электролит сливают. Эле-
менты промывают подщелоченной или
дистиллированной водой, заливают све-
жим электролитом (для ожидаемых
температур ниже —20 ° С раствором
едкого кали плотностью 1,25—1,27
г/см3) и заряжают батарею. Повы-
шение плотности электролита пре-
дотвращает возможность его замер-
зания, что могло бы привести к
отказу батареи в работе, разрыву или
выпучиванию стенок элементов, и пре-
пятствует резкому снижению ее ем-
кости, наблюдаемому при низких тем-
пературах. У батарей, установленных
под кузовом, вентиляционные отверс-
тия ящиков заглушают. Если батарея
не снимается с э.п.с., то ее состоя-
ние проверяют путем разряда на пот-
ребитель (например, лампу прожек-
тора, низковольтные нагреватели и
т. п.) в течение 10—15 с; за это вре-
мя напряжение исправной батареи
может несколько снизиться, но затем
стабилизируется.
Регулятор напряжения настраивают
на несколько повышенное напряже-
ние — 52—54 В (кроме регуляторов
напряжения электропоездов ЭР2Р и
ЭР9). Это обеспечивает более на-
дежный заряд аккумуляторной ба-
тареи.
Большое внимание уделяют подго-
товке токоприемников. Проверяют сос-
тояние кареток, шарниров и т. д. Шар-
нирные соединения и подшипники
промывают керосином; во все шар-
ниры добавляют смазку. Поскольку
из-за частого инея и гололеда на про-
водах искрение возрастает, допустима
защита боковых сторон полозов лен-
той из дугостойких материалов (ас-
бестокартон, фторопласт); рамы пок-
рывают слоем антигололедной смаз-
ки ЦНИИ КЗ; затем проверяют ста-
тическую характеристику токоприемни-
ков и действие редукционного клапа-
на. Нажатие полоза на провод дово-
дят до верхнего предела, установлен-
ного нормами. На участках, подвер-
женных сильным гололедам, допусти-
ма установка защитных кожухов на
подъемные пружины, если это за-
ранее не предусмотрено конструк-
цией.
Замеряют сопротивление каждой
электрической печи. Если оно более
чем на 10 % отличается от номиналь-
ного, то печь заменяют. Контролиру-
ют также сопротивление изоляции
каждой печи и заземление ее корпу-
са. Проверяют состояние и других уст-
ройств (электрокалориферов, компрес-
соров, редуктора привода ЭКГ, лобо-
вых окон кабин управления, санузла
и т. п.).
В лаборатории депо проводят ана-
лиз трансформаторного масла, опре-
деляют содержание в нем воды, меха-
нических примесей, кислот, проверяют
пробивное напряжение (должно быть
не менее 25 кВ) и др. Ток уставки
тепловых защитных реле регулируют
для работы в зимних условиях (ток
уставки реле изменяют на 3,5 % для
каждых 10 ° С изменения окружаю-
щей температуры)4
Проверяют крепление открытых сер-
дечников аппаратов трансформатор-
ного типа — реакторов, переходных
дросселей и т. д., а также самих ап-
паратов в целом. В редукторе приво-
да группового переключателя заменя-
ют смазку, предварительно промыв
корпус. Заменяют смазку и в при-
воде скоростемера. Проверяют дейст-
вие вентиляторов обдува окон, аппа-
ратов защиты. У регулировочных
деталей (пружин, винтов) проверяют
наличие и состояние пломб.
Мегаомметром измеряют сопротив-
ление изоляции высоковольтных и низ-
ковольтных цепей. Для этого цепи
надо отключить от «земли» и, кроме
того, разъединить их на участки,
предусмотренные Правилами ремонта
(например, цепи крышевого оборудо-
вания, силовые цепи, вспомогатель-
ные высоковольтные и т. д.).
Перечисленные цепи друг от друга
отсоединяют путем выключения соот-
ветствующих аппаратов — ГВ, БВ, ли-
нейных контакторов, разъединителей
и т. п. Удобно проверять низковольт-
ные цепи электропоездов, поскольку
они, имея двухпроводную систему,
непосредственно с «землей» (корпу-
сом вагона) не соединены. На элект-
ровозах требование проверки сопро-
тивления изоляции цепей управления
выполнить сложнее, поскольку мину-
оовым проводом является их корпус
поэтому данную проверку выполняют
для отдельных цепей, действуя сог-
ласно специальным технологическим
руководствам, разрабатываемым при-
менительно к каждому типу э.п.с.
Электровоз (электропоезд), пол-
ностью подготовленный к работе в
зимних условиях, осматривает специ-
альная комиссия. Все недостатки и де-
фекты, обнаруженные при осмотре,
немедленно устраняют.
6.3. Устранение повреждений
электрооборудования локомотивными
бригадами
В условиях большой загруженности
железных дорог грузовыми, пассажирс-
кими, пригородными поездами умение
машинистов, их помощников быстро
оценить ситуацию, возникшую в свя-
зи с отказом в работе электрообо-
рудования, принять правильное реше-
ние имеет очень большое значение.
Остановка поезда на перегоне, в гор-
ловине станции на 10—20 мин может
вызвать срыв графика движения нес-
кольких десятков других поездов, ос-
ложнить производство маневровых ра-
бот на соседних станциях и даже
на соседних железных дорогах, пос-
кольку нарушается ритм работы всего
транспортного конвейера. Хотя число
отказов локомотйвов (электропоездов),
отнесенное к их пробегу, например
1 млн. км, систематически снижается,
но из-за увеличения интенсивности
движения (роста числа поездов) число
отказов, отнесенное к 100 км пути, из
года в год остается примерно тем же.
Быстрые оперативные действия ло-
комотивных бригад по полному или
частичному устранению отказа, вос-
станавлению работоспособности элект-
ровоза или электропоезда при создав-
шемся положении — один из наиболее
существенных способов сохранить нор-
мальный рабочий ритм дороги.
Рассматривая в общем виде воп-
рос устранения отказов э.п.с., следу-
ет отметить, что внедрение в послед-
ние годы многосекционных электрово-
зов, системы многих единиц СМЕТ на
электровозах некоторых устаревших
серий позволяет более надежно сохра-
нить их «живучесть» благодаря дис-
танционному отключению поврежден-
ной секции (т. е. не выходя из каби-
ны управления); возможность восста-
новления работоспособности такой сек-
ции может быть установлена маши-
нистом на ближайшей станции без
длительного занятия межстанционного
перегона, т. е. с минимальной задерж-
кой других поездов или без нее. Тем
более это относится к электропоез-
дам, состоящим из четырех—шести
секций и имеющим частые останов-
ки, когда помощник машиниста может
чере^ 2—3 мин полностью отключить
поврежденный вагон или часть его
оборудования. Только возникновение
повреждений в механической части,
в системе управления тормозами, воз-
никновение пожара на локомотиве
или в составе требует немедленной
остановки поезда (исключение состав-
ляют случаи возникновения пожара
на мостах, в тоннелях, вблизи строе-
ний и некоторые другие случаи, когда
следует продолжать движение до ос-
тановки в более безопасном месте).
Во всех случаях остановки поезда
для устранения неисправности маши-
нист должен оповестить по поездной
радиосвязи дежурных по станциям,
примыкающим к данному перегону,
а также локомотивные бригады поез-
дов, находящихся в зоне действия
этой связи.
Немедленной остановки поезда и
опускания токоприемников требует так-
же поломка их или повреждение
контактной сети.
Характер возникшей неисправности
может быть весьма различен, однако
следует резко разграничить случаи,
когда не включаются те или иные ап-
параты, т. е. не собирается какая-
либо электрическая цепь, или срабаты-
вают защитные аппараты. Кроме того,
следует иметь в виду, что поврежде-
ние крышевого электрооборудования,
как правило, не вызывает отключе-
ния защитного устройства на э.п.с., а
чаще приводит к снятию напряжения
с контактной сети (в этом случае
срабатывают аппараты защиты тяго-
вых подстанций или постов секцио-
нирования в системе энергоснабже-
ния) .
В условиях движения способы
выявления любого из перечисленных
повреждений значительно отличаются
от способов, применяемых в условиях
депо и рассмотренных ранее. Разли-
чия состоят в том, что при дефиците
времени, отведенного на поиск, у ло-
комотивной бригады нет также и
мегаомметра, а для выявления к.з. в
высоковольтных цепях показания конт-
рольной лампы не всегда достоверны,
поскольку напряжением 50 или ПО В
изоляция в поврежденном месте не
всегда пробивается; далее — электро-
воз (электропоезд) стоит или движет-
ся под контактной сетью, которая
находится под напряжением; кроме
того, если повреждение находится в
3-й, 4-й секциях электровоза и тем
более в 5-й, 6-й секциях электропоез-
да, дефицит времени возрастает еще
более. Если, например, на односек-
ционном электровозе машинист, нахо-
дясь в высоковольтной камере (при
соблюдении правил безопасности), мо-
жет подать команду помощнику:
«Включи кнопку», «Переведи рукоят-
ку контроллера» в такое-то положение,
то на большинстве типов э.п.с. из-за
большой его длины выполнить это
практически невозможно (длина че-
тырехсекционных электровозов ВЛ И,
ВЛ80с превышает 65 м, а электро-
поездов — свыше 200 м).
Исходя из всего сказанного выше
машинистам при срабатывании одного
из видов защит электрической цепи
или обрыве какой-либо цепи не реко-
мендуется сразу же останавливать
поезд, а следует, выключив соответ-
ствующие цепи, по возможности, про-
должать движение, мысленно анали-
зируя вероятные причины этого. Вос-
становив действие защиты, включив
повторно кнопки управления, контрол-
лер, машинист делает первую попыт-
ку восстановить управление, при этом
включать те или иные цепи следует
не торопясь, иногда отключая одну
секцию электровоза, включая другую
или какую-либо конкретную цепь (нап-
ример, цепь мотор-вентиляторов, мо-
тор-компрессоров), на электропоезде
или электровозе переменного тока
вместо автоматического пуска, приме-
няя ручной пуск. Другими словами,
машинист сравнивает, сопоставляет яв-
ления.
Метод сопоставления признаков
повреждения. К основным признакам,
учитываемым и сопоставляемым при
отыскании неисправностей, относятся
следующие: смена показания сигналь-
ных ламп, колебания стрелок прибо-
ров, то или иное положение рукоя-
ток контроллера и кнопок управления,
значение напряжения в контактной
сети, отключение отдельных аппаратов,
внешние признаки — искрение, дым,
запахи, изменение характера шума
электрических машин, различие в ха-
рактере набегания задних вагонов на
головной на электропоезде, на электро-
воз в составе при выключении БВ (ГВ)
на одной из секций. Кроме того, сле-
дует учитывать значения напряжения
в цепи управления (при его пониже-
нии может начаться выключение ап-
паратов) и давления воздуха в цепях
управления.
Если этих признаков достаточно
и они сравнительно конкретно выяви-
ли характер повреждения и секцию
э.п.с., на которой оно произошло, то
машинист принимает решение о дис-
танционном отключении ее (электро-
возы ВЛ 11, ВЛ80с, а также ВЛ 10,
ВЛ8, оборудованные СМЕТ) или об
остановке поезда для исправления пов-
реждения, отключения поврежденного
аппарата, двигателя или создания вре-
менной аварийной схемы.
Основные правила безопасности
при устранении повреждения на э.п.с.*
На движущемся э.п.с. в электрических
цепях разрешается только заменять
лампы освещения и предохранители
в низковольтных цепях при выключен-
ных соответствующих кнопках (ВУ,
КУ, рубильниках на распределитель-
ных щитах).
При необходимости остановки поез-
да для устранения повреждения сле-
дует: привести в действие автотормо-
за, отключить основные электрические
высоковольтные и вспомогательные це-
пи (ГВ, БВ, контроллер машиниста,
вспомогательные машины), дождаться
полной остановки поезда, обеспечить его
дальнейшую заторможенность, перек-
рыть кран воздушного резервуара то-
коприемника (для получения возмож-
ности поднятия его в последующем
без включения вспомогательного комп-
рессора) 'и дождаться прекращения
* Основным документом, определяющим ме-
тоды безопасной работы на э. п. с. является
ОСТ 32.20—83 «Техническое обслуживание и
текущий ремонт электровозов, тепловозов и. мо-
торвагонного подвижного состава. Общие требо-
вания безопасности».
вращения валов всех вспомогательных
машин.
После опускания всех токопри-
емников (обязательно всех, в чем
следует убедиться визуально), продол-
жают действия по обеспечению мер
безопасности. Поскольку эти действия
и меры отличаются для э.п.с. разных
серий и все их рассмотреть здесь
не представляется возможным, отме-
тим только важные принципиальные
действия — на электропоездах кран
пневматической магистрали токоприем-
ника той секции, на которой ведется
работа, переводят в положение «руч-
ное»; на электровозах переменного тока
при необходимости захода в высоко-
вольтную камеру перекрывают кран
на магистрали клапана токоприемника,
открывают штору этой камеры и за-
земляющей штангой касаются выво-
дов тягового трансформатора для сня-
тия емкостного заряда, после чего за-
земляют этой штангой высоковольт-
ный ввод.
При отключении какого-либо разъ-
единителя рекомендуется также пользо-
ваться изолированной штангой. Подоб-
ные действия выполняют и на грузо-
вых электровозах постоянного тока
(трансформатора на них нет, но зазем-
ление токоприемника осуществляют ав-
томатически при раскрывании штор
или дверей высоковольтной камеры).
Примеры неисправностей цепей управления
Для этих цепей наиболее характерным
является нарушение нормального состояния
блок-контактов, закрепления проводов; возмож-
но перегорание предохранителей.
Пример 1. На электропоезде ЭР2 при нажа-
тии кнопки «Токоприемник поднят» (рис. 6.10)
не поднимаются все токоприемники поезда. Оче-
видно, нарушена цепь провода 15-15Х-25, либо,
учитывая особенности конструкции клапанов
токоприемников, следует считать, что провод 26
при исправном предохранителе П16 находится
под напряжением от провода 28. Провод 26
управляет вентилями КЛП-0 опускания токо-
приемников. Провод 28 может получать пита-
ние от провода 15 через предохранитель П14
через замкнутую блокировку лестницы на кры-
шу вагона БЛ, двери тамбурного шкафа ДШ*,
* На электропоездах более позднего выпуска
схема питания реле РБЛ (РОП) изменена и в
нее введены блок-контакты крышек подвагонных
ящиков с электроаппаратами.
вследствие чего реле РБЛ блокировки лестницы
на головном вагоне будет включено. Убедив-
шись, что на панели ПР, установленной на го-
ловном вагоне, реле РБЛ включено (на электро-
поездах ЭР2Р и ЭР9 выключено) можно уста-
новить, что одна из упомянутых блокировок бе-
зопасности в цепях управления токоприемни-
ками замкнута, а предохранитель П16 цел. Та-
ким образом, не выходя из головного вагона,
можно сделать первый вывод — предохрани-
тели П14, П16 целы, второй,— где-то в поезде
не закрыта дверца шкафа в тамбуре, не прик-
рыта дверца подвагонного ящика или раскры-,
та лестница на крышу; машинисту следует пос-
лать помощника пройти по составу и проверить
положение упомянутых деталей.
Если же не поднимается один из токо-
приемников в поезде, следует проверить поло-
жение крана на магистрали управления то-
коприемником данного вагона н, убедившись, что
это никому не угрожает, перевести его в рабочее
положенно.
Данный пример поясняет, что проверку од-
ной нз электрических цепей следует увязывать с
действием других цепей или состоянием (положе-
нием) ряда аппаратов; так, целостность предох-
ранителя П16 была установлена косвенным пу-
тем.
Пример 2. При выдаче электровоза из депо
после ремонта или отстоя оба токоприемника
не поднимаются при нажатии на кнопки
«Токоприемники», «Токоприемник задний», «То-
коприемник передний».
На электровозах всех серий, имеющих защит-
ные автоматические выключатели цепей управ-
ления, следует проверить положение их рукояток,
еще раз убедиться, что ни один из токоприем-
ников не поднимается, а затем определить —
вышел ли шток первой по ходу воздуха пнев-
матической блокировки штор (дверей) высо-
ковольтной камеры; если шток ее вышел и за-
блокировал шторы (двери), то предохранитель
данной цепи пел, кнопка «Токоприемник» и
защитный вентиль исправны. Если пневматичес-
кая цепь не срабатывает, то возможно:
1) ножи шинных разъединителей ввода
электровоза в депо не переведены в поездное
положение (№ 19, 20 по схеме грузовых
электровозов переменного тока, № 58— по схеме
электровозов ВЛ8, ВЛ 10, № РзЗ - -на электрово-
зе ВЛ 11);
2) мало давление воздуха в магистрали
управления — проверить по манометру;
3) главная рукоятка контроллера не стоит в
положении «О» (на электровозах ВЛ11).
Дальнейший поиск неисправности следует
рассматривать применительно к какой-либо кон-
кретной серии электровоза и здесь не рас-
сматривается. Можно только отметить, что при
исправной пневматической цепи токоприемников
не слудует закреплять вентиль клапана токо-
приемника во включенном положении — это гру-
бое нарушение правил безопасности; если при
поочередном включении электрических аппаратов
(их контактов) в цепи управления токопри-
емниками сгорает предохранитель рассматривае-
мой цепи (выключается автоматический вы-
ГолоВнои Вагон
Моторный, вагон
______________15
Токоприемник
поднят
15Х ТР- 25
Токоприемник
^поднят
Токоприемник
опущен
Токоприем-
ник опущен
го
зо
КПП-о
Рис. 6.10. Схема цепей управления токоприем-
никами электропоезда ЭР2
ключатель), то местные инструкции, действующие
на некоторых дорогах, рекомендуют отсоединить
на рейке зажимов провода с к. з. и подать
по,временному проводнику «плюс» непосредствен-
но на катушку вентиля клапана токоприемника
или на рейке зажимов от провода, питающего
удерживающий электромагнит БВ или ГВ, т. е.
управление токоприемником осуществлять кноп-
кой БВ на электровозе постоянного тока, «Вы-
ключение ГВ» — на электровозе переменного то-
ка; кнопку «Токоприемники» не включать.
В любом случае этот метод рекомендуют
применять только для следования до депо или
пункта сдачи электровоза другой бригаде; после
этого все временные перемычки необходимо
снять и электровоз до устранения данного по-
вреждения в депо считать неисправным.
Пример 3. На грузовом электровозе постоян-
ного тока при включении вентиляторов на режим
«Низкая скорость» они не запускаются. Пред-
положим, что при попытке запуска их на режим
«Высокая скорость» вентилятор № 1 начинает
работать, а № 2 - нет; вывод — не включается
электромагнитный контактор, управляющий вен-
тилятором № 2; вероятнее всего нарушена его
цепь управления в проводе Н57 в блок-кон-
такте ПВ-Н на переключателе вентиляторов
(рис. 6.11). Если же при нажатии кнопки
«Высокая скорость» в работу включатся оба мо-
тор-вентилятора, то, вероятнее всего, в положе-
нии «Низкая скорость» нет взаимного контакта
на переключателе ПШ верхнего правого (рис.
6.12) высоковольтного пальца с медным гори-
зонтальным сегментом на барабане. В большинст-
ве случаев для предотвращения чрезмерного
нагрева тяговых двигателей следует включить
вентиляторы на режим высокой скорости.
Пример 4. На электровозе ВЛ80с при всех
включенных кнопках «Компрессоры», работаю-
щем расщепителе фаз, замкнутых контактах
регулятора давления 230 (рис. 6.13) в кабине
управления устойчиво горит лампа МК, при нажа-
тии на кнопку тумблера «Секция 1» замы-
Низкая частота вра-
П44(^} J-
щения вентиляторов
Н97
пв-н
Н57
42-2
пв-н
Н58
пв-в
Н99
ПВ~В
пв-в
42-2. К78 42-1,
К 89
42~1
ВысЪная частота Зра
щения вентиляторов
№ 42-1 и 42-2 вентиляторов электровозов
Вью. Низк. । Выс. Низн.
Рис. 6.11. Схема управления контакторами
ВЛ10 и ВЛ10у
231 Д
B1
М3
HS7j
Н57
Высокая
частота
вращения вен-
а тиляторов
Л44(+)
Низкая
з частота
вращения
вентиляторов
Рис. 6.12. Упрощенная схема цепей мотор-венти-
ляторов В1-В2 электровозов ВЛ 10 и ВЛ10у
_____________219 _
Расщепитель фаз
В спо мог стельные
машины
224
НО(+}
ВА9
ВА1О
ЮА ' HJ9
10А I НОЮ
Рис. 6.13. Схема цепей управления кон-
тактором № 124 мотор-компрессора элект-
ровоза ВЛ80с
124— катушка контактора МК; /25, 127, 128 —
блок-контакты контакторов расщепителя фаз и
мотор-веитиляторов; 154, 156— блок-контакты
тепловых реле; 230— контакты регулятора дав-
ления; 246— разгрузочный клапан; 430, 431—
промежуточные реле
Вспомогательные машины
Расщепитель фаз
Компрессоры
318
-----\
39
НОЮ
Н09
22В
, Конпрес'-ор
i
L____________.
Рис. 6.14. Упрошенная схема сигнализации
мотор-компрессора электровоза В Л 80' :
124— блок-контакт контактора компрессора; 430—
промежуточное реле; 436— контакты блокировочного
переключателя системы сигнализации; 449— реле сис-
темы сигнализации
кается блок-контакт переключателя 436 и загора-
ется лампа С1 (рис. 6.14). Поскольку ком-
прессор 2-й секции электровоза работает (видно
по движению стрелки манометра питательной
магистрали и лампа МК не загорается), можно
сделать вывод — не включился контактор 124 на
1-й секции электровоза.
Причины:
1) сработало одно или оба тепловых реле
154, 156 (панель № 1). В этом случае ие
включится и промежуточное реле 431. Следует
отключить кнопку «Компрессор» на КУ № 226,
выждать некоторое время (1—2 мин)и вновь
ее включить, погасание лампы МК укажет на
включение компрессора. При неисправности дви-
гателя компрессора кнопку более ие включать.
В рассмотренном случае не имеет смысла про-
верять положение реле 430, поскольку при его
включенном положении создается цепь питания
сигнальной лампы МК; проверять положение
блок-контактов контакторов 125, 127, 128 также
не имеет смысла, поскольку маловероятно, что
повреждены все они, включенные параллельно
(вентиляторы работают)1;
2) нет контакта в кнопке «Компрессор»
выключателя 226. Эти контакты можно зако-
ротить, поставив перемычку между проводами
Н102-Н104. Контакты реле 431 закорачивать не
следует, так как в этом случае электродви-
гатель компрессора остается без зашиты тепло-
выми реле 154, 156; следует либо исправить
блок-контакты, либо не включать данный ком-
прессор.
Другой вариант примера № 4— при выклю-
чении вентиляторов № 1, 2 (номера их контак-
торов—127, 128) компрессор также останавли-
вается, хотя реле 430, 431 включены. Очевидно,
неисправность у блок-контакта 125 в цепи
проводов И104-Н490. В этом случае неисправ-
ность можно временно не устранять — оставить
включенным хотя бы один из вентиляторов
№ 1, или 2.
В применении контрольной лампы, как видим
из этих примеров, нет необходимости. Все эти
примеры показывают, что предварительный ана-
лиз возникшей неисправности, а иногда даже ее
устранение можно произвести или не покидая пос-
та управления, или выполнив незначительные дей-
ствия в кузове электровоза.
1 БЛок-контакт переключателя 111 при нор-
мальной работе расщепителя фаз разомкнут.
Примеры неисправностей
в высоковольтных цепях
Пример 5. На электропоезде ЭР2 при дви-
жении под током загораются лампы БВ, РП,
ощущаются продольные толчки между вагонами.
После перевода главной рукоятки контроллера
машиниста (КМ) в положение «О» и восста-
новления защиты, дождавшись возвращения ва-
лов реостатных контроллеров на 1-ю позицию,
переводят главную рукоятку КМ в положение
«М»; в случае повторения выключения защиты
допустимо ее восстановить еще раз, после чего
принять меры по устранению повреждения или
отключению силовой цепи вагона.
Сигнальные лампы,, установленные в тамбу-
рах вагонов и на их наружных торцовых стен-
ках указывают, на каком из вагонов в си-
ловой цепи тяговых двигателей произошла неис-
правность (на электропоезде ЭР9 в подобном
случае при остановке поезда вагой с поврежде-
нием можно выявить и по положению ножа
разъединителя главного высоковольтного выклю-
чателя ВВ). Помощник машинста по указанию
машиниста выключает разъединитель цепей уп-
равления моторного вагона РУМ, установлен-
ный в тамбуре моторного вагона; после тро-
гания поезда ему следует прослушать, нет ли
посторонних звуков в ходовой части.
По прибытии в пункт оборота следует
кратковременно включить РУМ, перевести ревер-
соры всех вагонов в положение, соответству-
ющее обратному движению поезда, после чего
РУМ этого вагона выключить вновь и перейти
в кабину обратного направления; этим будет
предотвращен режим «контртока», возможный
при неисправности в цепи тягового двигателя
№ 3. При наличии времени место повреждения
в силовой цепи можно уточнить, проверив ее
контрольной лампой, как это пояснилось на с. 275.
Наиболее удобно подключение минусового прово-
да лампы к контактам реверсора; на время
проверки провод 30 следует заземлить.
Пример в. На электровозе ВЛ8 (ВЛ 10),
имеющем переключатель секций, при движении
выключился БВ, переведя главную рукоятку
КМ в положение «О», восстановив БВ, машинист
вновь включает тяговые двигатели, замечает, на
какой из позиций контроллера произойдет пов-
торное отключение БВ*; после этого помощник
машиниста по указанию машиниста переводит
низковольтный отключатель (установленный в ко-
ридоре кузова) в положение «Отключение сек-
ции II» (или «Отключение секции I»). Машинист
вновь включает контроллер и, если выключения
БВ более не происходит, доводит поезд до
ближайшей станции, не останавливая его на
перегоне. На станции можно более точно выя-
вить повреждение, пользуясь методами, упомя-
нутыми ранее.
Пример 7. На пульте машиниста трех-
секционного электровоза ВЛ 11 при движении
загорелись лампы БВ, ПЕВ, ТД, РП; после
выключения контроллера, восстановления БВ все
* Одновременно используется и метод сопо-
ставления признаков повреждения (см. с. 283).
лампы погасли, но после включения контроллера
защита срабатывает вновь. Следует произвести
дистанционное отключение группы двигателей
1, 2 (или 3, 4) 3-й секции электровоза и,
если срабатывания защиты более не происходит,
перейти на управление электровозом с десятью
последовательно соединенными тяговыми двига-
телями (соединение «С»); возможно также дви-
жение с.( восемью двигателями первых двух
секций иа, низких скоростях (соединение «СП») и
с десятью двигателями на соединении «П». Поезд
на ближайшей станции необходимо остановить
для выявления характера повреждения.
Пример 8. На пульте управления трех-
секционного электровоза ВЛ80с при движении
с большим током тяговых двигателей загорелись
лампы суммирующих сигналов вначале ДБ,
затем СЗ, произошло продольное подергивание
локомотива; при включении тумблера «Секция 3»
загорелись лампы ГВ (главный выключатель),
РЗ (реле заземления), РП (реле перегрузки).
Выключив все основные цепи (загорятся
и другие сигнальные лампы) и восстановив
главный выключатель, машинист вновь включает
вспомогательные машины, а затем и тяговые
двигатели. Если выключения ГВ более не проис-
ходит, то можно сделать вывод — при сильном
боксовании колесных пар (загоралась лампа
«ДБ») произошел переброс электрической дуги по
корпусу одного из тяговых двигателей (лампа
«РЗ») 3-й секции электровоза; ток при этом пре-
вышал значение тока уставки реле РП (1500+
+50 А). Если выключения защиты более не
происходит, двигатель № ... исправен. Номер
двигателя можно установить по указателю этого
реле после остановки поезда. Если в дальней-
шем данное явление происходит с одним и тем
же тяговым двигателем неоднократно, следует
отключить его разъединителем ОД и сделать
запись об этом в Журнале технического состоя-
ния локомотива для устранения повреждения
в депо или на ПТОЛ.
КО1ГП»ОНЬКЫ£ ВОПРОСЫ
1. Назовите виды и причины неисправнос-
тей электрических аппаратов, электропроводки и
машин э. п. с.
2. Каковы последствия коротких замыканий и
обрывов электрических цепей, методы их выявле-
ния и устранения?
3. Различия в средствах и методах выявле-
ния и устранения неисправностей электрических
цепей в стационарных условиях (в депо) и в
процессе эксплуатации э. п. с.
4. Виды механических и электрических по-
вреждений электрических машин, методы их вы-
явления.
5. Виды повреждении электрических аппара-
тов, их причины.
6. Основные мероприятия по подготовке
электрооборудования э. п. с. к работе в зимних
условиях; особенности режимов работы электро-
оборудования в зимних условиях.
7. Метод сопоставления признаков поврежде-
ний в электрических цепях.
8. Основные правила безопасности при устра-
нении повреждений на э. п. с.
9. Примеры возможных неисправностей в це-
пях управления й высоковольтных ценях.
<ПЙСОК .ИСПОЛЬЗОВАННОМ ЛИТЕРАТУР
Горбань В. Н., Донской А. Л.,
Шаб алии Н. Г.. Электронное оборудо-
вание электровоза ВЛ80р. Ремонт и техническое
обслуживание. М.: Транспорт, 1984. 184 с.
Деповской ремонт электровозов переменного
тока / А. Т. Головатый, М. Г. Бутенко и др.;
Под ред. А. Т. Головатого. М.: Транспорт.,
1976. 440 с.
Егоров Н. К., Шутя ев Г. И. Элект-
рические схемы и управление электропоездом
ЭР2. М.: Транспорт, 1975. 160 с.
Инструктивные указания по сварочным ра-
ботам при ремонте тепловозов, электровозов
и моторвагонного подвижного состава. ЦТ/251/
МПС СССР. М.: Транспорт, 1975. 207 с.
Инструкция по формированию и содер-
жанию колесных пар тягоподвижного состава
железных дорог колеи 1520 мм. ЦТ/4351/
МПС СССР. М.: Транспорт, 1987. 87 с.
Красковская С. Н., Ридель Э. Э.,
Черепа шенец Р. Г. Техническое обслужива-
ние и ремонт электровозов постоянного тока
в депо. М.: Транспорт, 1980. 430 с.
Меркурьев Г. Д„ Елисеев Л. С.,
Смазочные материалы на железнодорожном
транспорте. М.: Транспорт, 1985. 256 с.
Поточные линии ремонта локомотивов в де-
по / Н. И. Фильков и др. 2-е изд., перераб.
и доп. М.: Транспорт, 1983. 302 с.
Правила ремонта тяговых и вспомогательных
машин электроподвижного состава. ЦТ/2931/
МПС СССР. М.: Транспорт, 1972. 375 с.
Правила текущего ремонта и технического
обслуживания электровозов переменного тока.
ЦТ/3164/МПС СССР. М.: Транспорт, 1975. 270 с.
Правила текущего ремонта и технического
обслуживания электровозов постоянного тока.
ЦТ/3745/МПС СССР. М.: Транспорт, 1980.
240 с.
Правила текущего ремонта и технического
обслуживания электровозов ЧС2, ЧС2Т, ЧСЗ, ЧС4
и ЧС4Т. ЦТ/4015/МПС СССР. М.: Транспорт,
1982. 349 с.
Правила текущего ремонта и технического
обслуживания электропоездов. ЦТ/3972/МПС
СССР. М.: Транспорт, 1982. 200 с.
Приложения к Правилам текущего ремонта
и технического обслуживания электропоездов.
ЦТ/3972/МПС СССР. М.: Транспорт, 1982. 81 с.
Ремонт электровозов и электропоездов/
В. М. Находкин, А. Г. Хрисанов, Р. Г. Чере-
пашенец и др. / Под ред. В. М. Находкина.
2-е изд., перераб. и доп. М.: Транспорт,
1981. 358 с.
Устройство и ремонт электровозов постоян-
ного тока / С. И. Осипов, С. А. Алябьев и др.
М.: Транспорт, 1977. 283 с.
Шубников П. Ф., Мазо С. Я. Ремонт
электрооборудования электроподвижного соста-
ва. 2-е изд., перераб. и доп. М.: Транспорт,
1986. 317 с.
Электровозы ВЛ10 и ВЛ10у. Руководство
по эксплуатации. М.: Транспорт, 1981. 519 с.
Электровоз ВЛ80°. Руководство по эксплу-
атации. М.: Транспорт, 1982. 622 с.
Электровоз ВЛ80р. Руководство по эксплу-
атации. М.: Транспорт, 1985. 544 с.
Электроподвижной состав./Под ред. А. Т. Го-
ловатого и П. И. Борцова. М.: Транспорт,
1983. 350 с.
Яковлев Д. В. Управление грузовым
электровозом и его обслуживание. М.: Транс-
порт, 1985. 319 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Указатель построен по принципу использования ключевого слова, в качестве которого вы-
бирали наиболее общее понитне: «Балансировке», «Дефектоскопия» и т. д. Определения к этому
слову приводятся, как правило, после него: «Балансировка динамическая», «Дефектоскопия
магнитная» и т. д. Однако устойчивые словосочетания сохраняли, не применяя Инверсию:
«Молекулярное схватывание», «Научная организация труда» и т. д.
В указатель не вводили названия глав н параграфов, так как при необходимости этот мате-
риал легко найти, пользуясь оглавлением.
А
Азотирование 39
АСТД 257
Б
Балансировка динамическая 141
— статическая 140
— якорей и роторов 139
Безотказность объекта (изделии) 16
Болтовое крепление деталей см. Крепление де-
талей болтовое
БУВИП 260
БУРТ 258
В
Взаимозаменяемость деталей (узлов) 30
Виды дефектоскопии 33
— износа деталей 11
— повреждений электрических машин 273
— — электрооборудования 267
ВИП 169
Восстаиоаление изношенных поверхностей 37
Г
Гальваническое покрытие поверхностей см. По-
крытие поверхностей гальваническое
Горячая посадка деталей см. Посадка деталей
горячая
Д
Демонтаж и подготовка электрических аппаратов
к ремонту 192
Дефектоскопия 33
— люминесцентная 34
— магнитная 34
— ультразвуковая 35
— цветная капиллярная 33
Дефекты щеток электрических машин 124, 125
Диагностика блоков ВИП 180
Диаграмма гидравлического гасителя колебаний
рабочая 76
— механического износа деталей 12
Документации техническая, применяемая при
ремонте электроподвижного состава 29
Долговечность объекта (изделия) 16
Допуски иа диаметры валов, отверстий и зазо-
ры в шарнирных соединениях 193
Е
Емкость аккумуляторной батареи 186
ЕС КД 8
ЕСТД 8
ЕСТПП 8
Ж
Железнеиие 39
3
Зависимости напряжения на элементах акку-
муляторной батареи от времени заряда 186
Зависимость надежности электроподвижного со-
става от различных факторов 17
Заливка электролита 184
Замена колесно-моторного блока одиночная
62
Заряд аккумуляторной батареи 184
Зачистка миканитовых манжет коллектора 142
Замыкания обмоток электродвигателей межвит-
ковые 276
Значения основных параметров контакторов
электромагнитных допускаемые 211
— — — — электропиевматических допускае-
мые 208, 209
И
Измерение осевого разбега якоря 100
— провала контактов 203
— раствора контактов 203
Износ деталей абразивный 12
— — механический 11
— — коррозионный 14
— — тепловой 11
— — термический 13
— — окислительный 11
— — осповндный 12
— — электроэрозионный 13
Износы и повреждения автосцепного устрой-
ства 81
— — — аппаратов автоматизации процессов
управления 242
— — — — защиты 225
— — — букс колесных пар 54
— — — гидравлических гасителей колебаний
71
— — — групповых переключателей цепей управ-
ления 245
— — — измерительных приборов 264
— — — индивидуальных контакторов 207
— — — контроллеров машиниста 245
— — — кронштейнов щеткодержателей 124
— — — обогревателей н калориферов 253
— — — остовов 104
— — — печей электрических 253
— — — подвешивания тяговых двигателей 60
— — — полюсов 104
— — — рам тележек 76
— — — резисторов 253
— — — рессорного н люлечного подвешивания
71
— — — роторов 129
— — — статоров 104
— — — токоприемников 220
— — — узлов колесно-моторного блока 60
— — — щеткодержателей 124
— — — электрических аппаратов 190
— — — — — с групповым приводом 211
— — — элементов кузова 84
— — — якорей 129
Интенсивность нарастания механического износа
деталей 12
Исправное состояние объекта (изделия) см. Со-
стояние объекта (изделия) исправное
Испытание измерительных приборов 265
К
Контактное нажатие см. Нажатие контакт-
ное
Контроль качества ремонта статистический 43
— — — технический 42
Концентрация ремонта 6
Коэффициент запаса усталостной прочности 9
— трансформации 164
Крепление деталей болтовое 36
Крупноагрегатный метод ремонта см. Метод ре-
монта крупноагрегатный
М
Меднение 39
Меры снижения износа деталей и узлов кон-
структорские 14
— — — — — — технологические 15
— — — — — — эксплуатационные 15
Метод градаций ремонтных размеров 30
— ремонта крупноагрегатный 6
— сопоставления признаков повреждения 283
Методы восстановления поверхностей 37
— упрочнения деталей 38
Модернизация узлов 31
Молекулярное схватывание 11
Монтаж аккумуляторов в батарею 185
Н
Нагрузки, действующие на кузов 84
Надежность объектов (изделий) 16
Нажатие контактное 203
Назначение лакокрасочных покрытий 88
Накатка 38
Наплавка 37
Напряжение испытательное для электрических
тяговых машин 10
Наработка 17
Нарушение коммутации электродвигателей 276
Научная организация труда 7
Неисправное состояние объекта (изделия) см.
Состояние объекта (изделия) неисправное
Неисправности аккумулятора возможные 181
— электрических машин 273
— электрической проводки возможные 262
Неуравновешенность якоря динамическая 140
— — совместная 140
— — статическая 140
Никелирование 40
Нитроцементация 39
Нормы продолжительности среднесетевые ТО-З 5
-------ТР-1 5
-------ТР-2 5
-------ТР-3 5
О
Обкатка 12
Обмер деталей 33
Обрыв цепи электродвигателя 275
Обслуживание аккумуляторных батарей техниче-
ское 187
Обслуживание выпрямительных установок техни-
ческое 180
— техническое ТО-1 4, 18
---ТО-2 4, 18
---ТО-З 4, 18
---ТО-4 4
Обточка колесных пар без выкатки из-под
локомотива 52
— коллектора 141
Окраска остовов при ТР-3 145
Определение выработки коллектора 99
— нажатия контактов 203
Организация ремонта 6
Освидетельствование колесных пар 47, 48
— — — обыкновенное 48
— — — полное 48
— — — с выпрессовкой оси 48
Осмотр деталей 32
— колесных пар 47
— кузовов 84
— рам 77
Особенности ремонтного производства 4
Осталиваиие см. Железнение
Отказ объекта (изделия) 17
Очистка элементов электрических машин 103
П
Параметры токоприемников электроподвижно-
го состава при выпуске из ТР-3 224
Периодичность ремонта 5
— ТО-3 5
— ТР-1 5
- ТР-2 5
- ТР-3 5
Периодичность КР-1 5
— КР-2 5
Поверхностная закалка 38
Повреждение объекта (изделия) 17
Повреждения ВИП возможные 169
— вспомогательных электрических машин 277
— в электрических цепях 16
— деталей механические 16
— электрических аппаратов 277
— электродвигателей механические 273
— — электрические 274
Подбор колесных пар 52
Подготовка поверхностей к окраске 88
— электроподвижного состава к разборке
и ремонту 31
Подъем кузова 31
Покрытие поверхностей гальваническое 39
Посадка деталей горячая 36
Потеря изоляцией диэлектрических свойств 13
Поточное производство 7
Правила техники безопасности при разборке
электрических машин 103
Предельное состояние объекта (изделия) см. Со-
стояние объекта (изделия) предельное
Предупреждение возникновения повреждений
деталей 16
Прессовые посадки на э. п. с. 36
Приготовление электролита 183
Приспособление для контроля зазора между
силовыми контактами быстродействующего вы-
ключателя 231
— — монтажа траверс тяговых двигателей
112, 113
— — проверки правильности установки полю-
сов в остове 114
Принцип взаимозаменяемости 6
Причины возникновения неисправностей акку-
мулятора 181
— износа деталей 11
Пробои изоляции электродвигателей 274
Провал контактов 202
Проверка автосцепки комбинированным шаб-
лоном 82
— горизонтальности токоприемника 224
— исправности индуктивного шунта быст-
родействующего выключателя 229
— конденсаторов 257
— параметров контактных устройств 202
Продорожка коллектора 141
Прокладка проводов 263
Пропитка изоляции 143
Процесс разборки э. п. с. технологический 31
ПТОЛ 47
Пьезоэффект 39
Р
Работоспособное состояние объекта (изделия)
см. Состояние объекта (изделия) работоспо-
собное
Разбег якоря в остове тягового двигателя 65
Разборка буксы 57
— колесно-моторных блоков 63
— люлечного подвешивания электровозов ВЛ 73
— рессорного подвешивания 72
— тележек 32
— токоприемника 220
— электрических машин 100
Разрядка и промывка аккумуляторных батарей
182
Раствор контактов 202
Ревизия букс большая 56
— — полная 57
— — промежуточная 56
— гасителей колебаний 72
— зубчатой передачи 61
— люлечного подвешивания 71
— моторно-осевых подшипников 61
— тягового трансформатора без выемки ак-
тивной части 165
— — — с выемкой активной части 159
— тяговой передачи электровозов ЧС 62
— элементов рам 78
Регенерация электролита 183
Регулировка арматуры освещения 256
— быстродействующих контакторов 232
— межкузовиых электрических соединений 264
— реле 233
— — ускорения 243
— рессорного подвешивания 73
Ремонт балансиров 73
— блокировочных барабанов 213
— — устройств 213
— букс моторно-осевых подшипников 110
— быстродействующих выключателей 228
— — контакторов 232
— выпрямительных установок со съемом с э. п. с.
172
— главного воздушного выключателя ВОВ-25-4М
226
— деталей с применением полимерных материа-
лов 40
— изоляции проводов 120
Ремонт капитальный КР-1 5, 29
---КР-2 5, 29
— коллекторов 141
— контакторных элементов главного контрол-
лера 212
— — — групповых переключателей 212
— — — контроллеров электропоездов 212
— — — переключателей 212
— — — реверсоров 212
— корпусов электрических машин 108
— кулачковых валов 213
— крышек коллекторных люков, фланцев, сеток
и заглушек 111
— — подшипниковых щитов НО
— механических элементов якорей 136
— обмоток якоря 137
— плавких предохранителей 240
— подшипниковых щитов 110
— полюсов ИЗ
— приводов переключателей 214
— разрядников 241
— разъединителей цепей управления 250
— регуляторов напряжения вибрационного ти-
па 244
— редукторов электропоездов 66
— резино-кордовых муфт электропоездов 66
— реле 233 .
— — оборотов 244
— рессор 73
— роторов 139
— статоров 113
— съемных роторов вентиляторов 113
— ТР-1 4,21
— ТР-2 4, 28
— ТР-3 4, 28
Ремонт траверс 112
— тягового привода электровозов ЧС 69
— электрической части статора 123
— электропневматических вентилей 255
— — клапанов 255
— элементов колесных пар 49
— якорных подшипников 112 •
Ремонтный цикл см. Цикл ремонтный
Ремонтопригодность объекта (изделия) 16
Рентгеноскопия 35
С
Сборка аппаратов с групповым приводом 216
— букс 60
— колесно-моторного блока 65
— контроллеров 247
— переключателей режимов 247
— тележек 81
— токоприемников 223
— щеткодержателей 129
Сварочный ток см. Ток сварочный
Система ремонта 4
Снижение механической прочности токоведу-
щих частей 13
Снятие аккумуляторной батареи с э. п. с. 182
— фасок с коллекторных пластин 141
Соединения деталей сварные 36
Сопротивление меди обмоток постоянному току
165
Состояние объекта (изделия) исправное 17
— — — неисправное 17
— — — предельное 17
— — — работоспособное 17
Сохраняемость изделия 17
Специализация бригад 7
Способы крепления радиоэлементов на плате
205
— наложения ленточной изоляции 119
— соединения деталей 35
Стандартизация деталей (узлов) 31
Старение изоляции 13
Схема включения катушек для выявления меж-
витковых замыканий с помощью импульсной
установки 116
— выявления пробитого тиристора в плече
ВИП с использованием батареи электровоза
178
— — межвиткового замыкания в обмотке
якоря импульсным методом 134
— — — — — — — индукционным методом 133
— — — — методом двойной трансформации
116
— — места обрыва в межсекцнонных проводах
272
— испытания электрических машин методом
взаимной нагрузки 152
— нахождения места замыкания обмотки на
корпус 134
— проверки маркировки выводов электродви-
гателя 157
Схемы выявления межвиткового замыкания
двух- и трехстержневыми трансформаторами 115
— — места короткого замыкания в тяговом
двигателе без снятия его с э. I. с. 275
— пробников для отыскания неисправностей в
выпрямительных установках 173
— проверки обмоток статора асинхронного
двигателя на межвитковые замыкания 117
Т
Термическая закалка 39
Техника безопасности при испытании аппаратов
защиты 242
— — — — индивидуальных контакторов 204
— — — обточке колесных пар без выкаткн из-
под локомотива 53
— — — проверке электрической части остовов
и статоров 123
— — работе с аккумуляторными батарея-
ми 188
— — — ремонте аппаратов защиты 242
— _ — — — с групповым приводом 219
— — — — выпрямительных установок 181
— — — — токоприемников 224
— — — — электрической аппаратуры 265
Технология окраски кузова 89
Ток сварочный 37
Требования к содержанию электрических аппа-
ратов 191
— предъявляемые к колесным парам 46
— техники безопасности общие 41
У
Унификация деталей (узлов) 30
Упрочнение деталей 38
— — термическое 38
— — химико-термическое 39
Условия работы ВИП 169
— — электрических машин э. п. с. 94
— — электроподвижного состава 9
Установка для измерения перекоса якорных
подшипников 99
— — пропитки катушек без снятия их с
остова 144
— индикатора для измерения биения кол-
лектора 98
— ниппеля в буксе моторно-осевого под-
шипника 107
Уход за лакокрасочными покрытиями теку-
щий 90
X
Характеристика колесно-моторного блока 65
— нагрузок, действующих на колесную па-
ру 45
Хранение аккумуляторных батарей 186
Хромирование 39
ц
Цементация 39
— газовая 39
— твердой пастой 39
Цианирование 39
Цикл ремонтный 5
Цинкование 40
Ш
Шаблоны для измерения проката бандажа
47
— — — толщины гребни бандажа 47
— — проверки подбуксовых струнок 79
Шлифовка коллектора 142
Э
Электроэрозия 13
От авторов................................3
Глава 1
Общие сведения о ремонте
электроподвижного состава
1.1. Ремонтное производство...............4
1.2. Основные понятия об износах и по-
вреждениях................................9
1.3. Характеристики технического обслу-
живания и ремонтов.......................18
1.4. Общая технология ремонта............29
1.5. Качество ремонта и его контроль. . 42
Глава 2
Ремонт механической части
2.1. Общие сведения........................44
2.2. Ремонт колесных пар...................45
2.3. Ремонт букс колесных пар..............54
2.4. Ремонт узлов колесно-моторного бло-
ка и подвешивания двигателей. . . .60
2.5. Ремонт рессорного и люлечного подве-
шивания и гидравлических гасителей
колебаний.................................71
2.6. Ремонт рам тележек....................76
2.7. Ремонт автосцепного устройства. . .81
2.8. Ремонт кузовов........................84
2.9. Окраска кузовов и деталей электропод-
вижного состава...........................88
2.10. Комплексная механизация и автомати-
зация процессов ремонта...................91
Глава 3
Ремонт электрических машин
3.1. Общие сведения........................94
3.2. Ремонт остовов, статоров и полюсов. .104
3.3. Ремонт щеткодержателей и их крон-
штейнов..................................124
3.4. Ремонт якорей и роторов..............129
3.5. Сушка и пропитка обмоток. . . . 142
3.6. Сборка и испытания электрических
машин................................146
Глава 4
Ремонт тяговых трансформаторов,
выпрямительных установок, реакторов,
индуктивных шунтов, трансформаторов,
регулируемых подмагничиванием шунтов,
и аккумуляторных батарей
4.1. Ремонт трансформаторов, реакторов, ин-
дуктивных шунтов н трансформато-
ров, регулируемых подмагничиванием
шунтов.................................159
4.2. Ремонт выпрямительных установок. . 169
4.3. Ремонт аккумуляторных батарей. . .181
Глава 5
Ремонт электрических аппаратов
и электрической проводки
5.1. Общие сведения о ремонте электри-
ческих аппаратов..........................19(У
5.2. Технология ремонта отдельных эле-
ментов электрических аппаратов. . . 193
5.3. Ремонт индивидуальных контакторов. 207
5.4. Ремонт аппаратов с групповым при-
водом..................................... 211
5.5. Ремонт токоприемников................220
5.6. Ремонт аппаратов защиты..............225
5.7. Ремонт аппаратов автоматизации про-
цессов управления.........................242
5.8. Ремонт контроллеров машиниста и
групповых переключателей цепей
управления................................245
5.9. Ремонт разъединителей н кнопочных
выключателей..............................251
5.10. Ремонт резисторов, печей, обогрева-
телей и калориферов..............253
5.11. Ремонт вспомогательной аппаратуры. 255
5.12. Ремонт электронной аппаратуры э. п. с. 257
5.13. Ремонт электрической проводки. . .262
5.14. Ремонт измерительных приборов. . .264
Глава 6
Неисправности электрооборудования
электроподвижного состава, .подготовка
его к работе в зимних условиях
6.1. Неисправности электрооборудования н
их устранение...........................267
6.2. Подгбтовка электрооборудования э. п. с.
к работе в зимних условиях. . . . 279
6.3. Устранение повреждений электро-
оборудования локомотивными брига-
дами....................................282
Список использованной литературы . . . 289
Предметный указатель....................290
Учебник
Находкин Всеволод Михайлович,
Яковлев Дмитрий Васильевич,
Черепашенец Роман Григорьевич
РЕМОНТ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА
Предметный указатель составила Н. А. Голованова
Технический редактор Н. Д. Муравьева
Корректор-вычитчик Е. А. Котляр
Корректор Л. М. Крулевич
ИБ № 3743
Сдано в набор 19.12.88. Подписано в печать 21.07.89. Т-01144. Формат 70Х 100l/ie-
Бум. офс. № 2. Гарнитура литературная. Офсетная печать. Усл. печ. л. 24,05.
Усл. кр.-отт. 48,1. Уч.-изд. л. 27,17. Тираж 24 000 экз. Заказ 1783. Цена 1 р. 20 к.
Изд. № 1-1-2/5-4 № 4081.
Ордена «Знак Почета» издательство «Транспорт», 103064, Москва, Басманный
туп., 6а.
Московская типография № 4. Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
129041, Москва, Б. Переяславская, 46.