




















































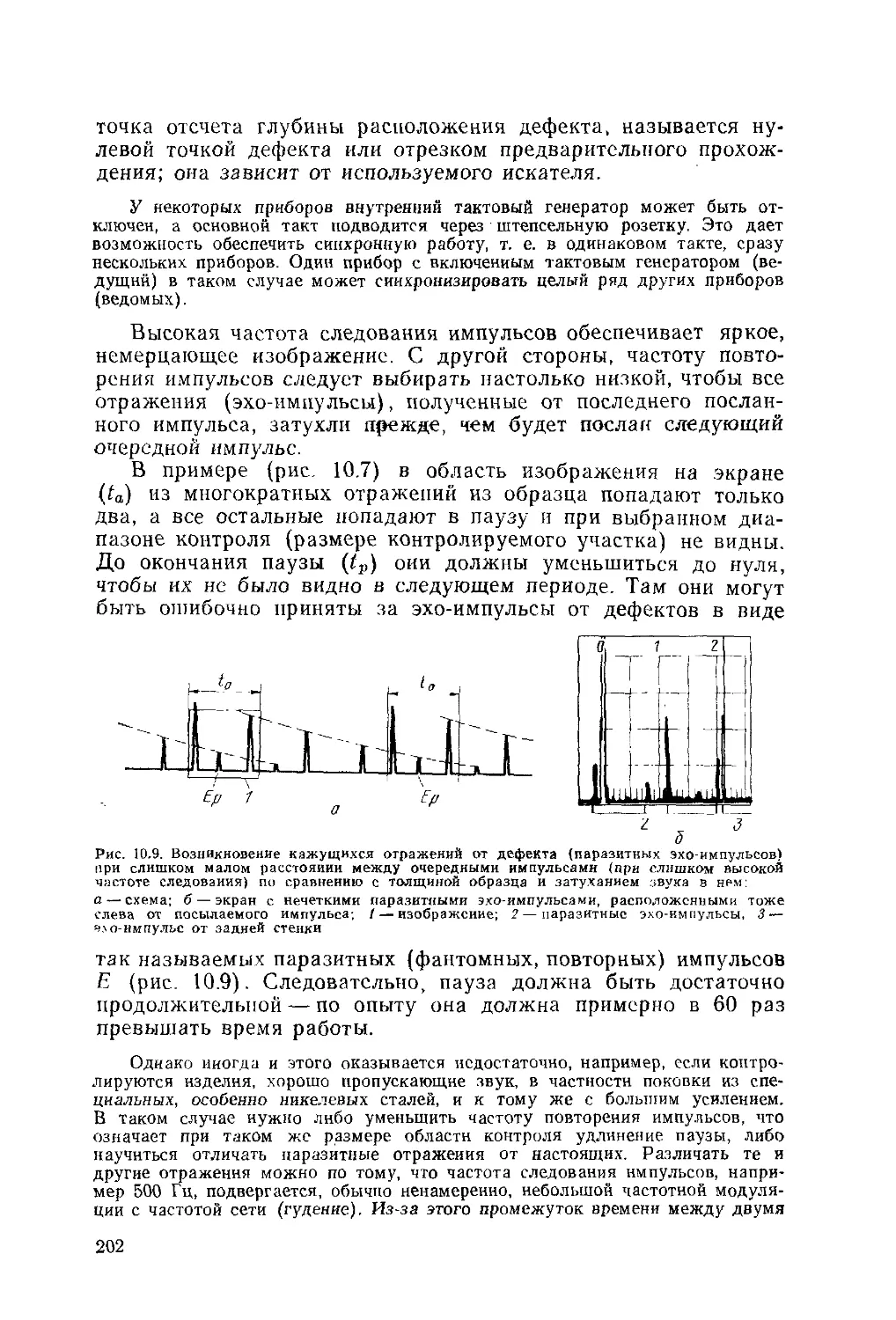
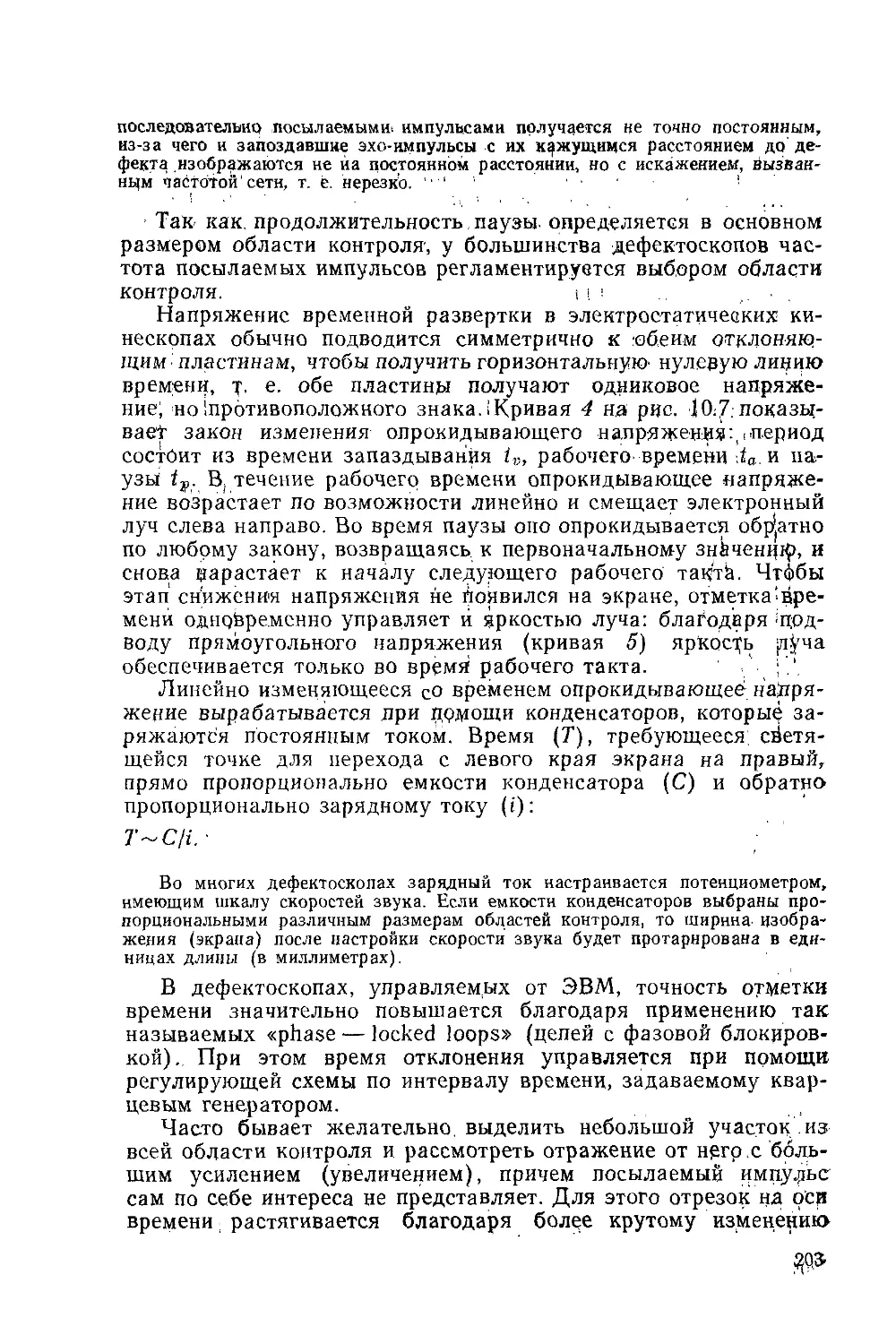
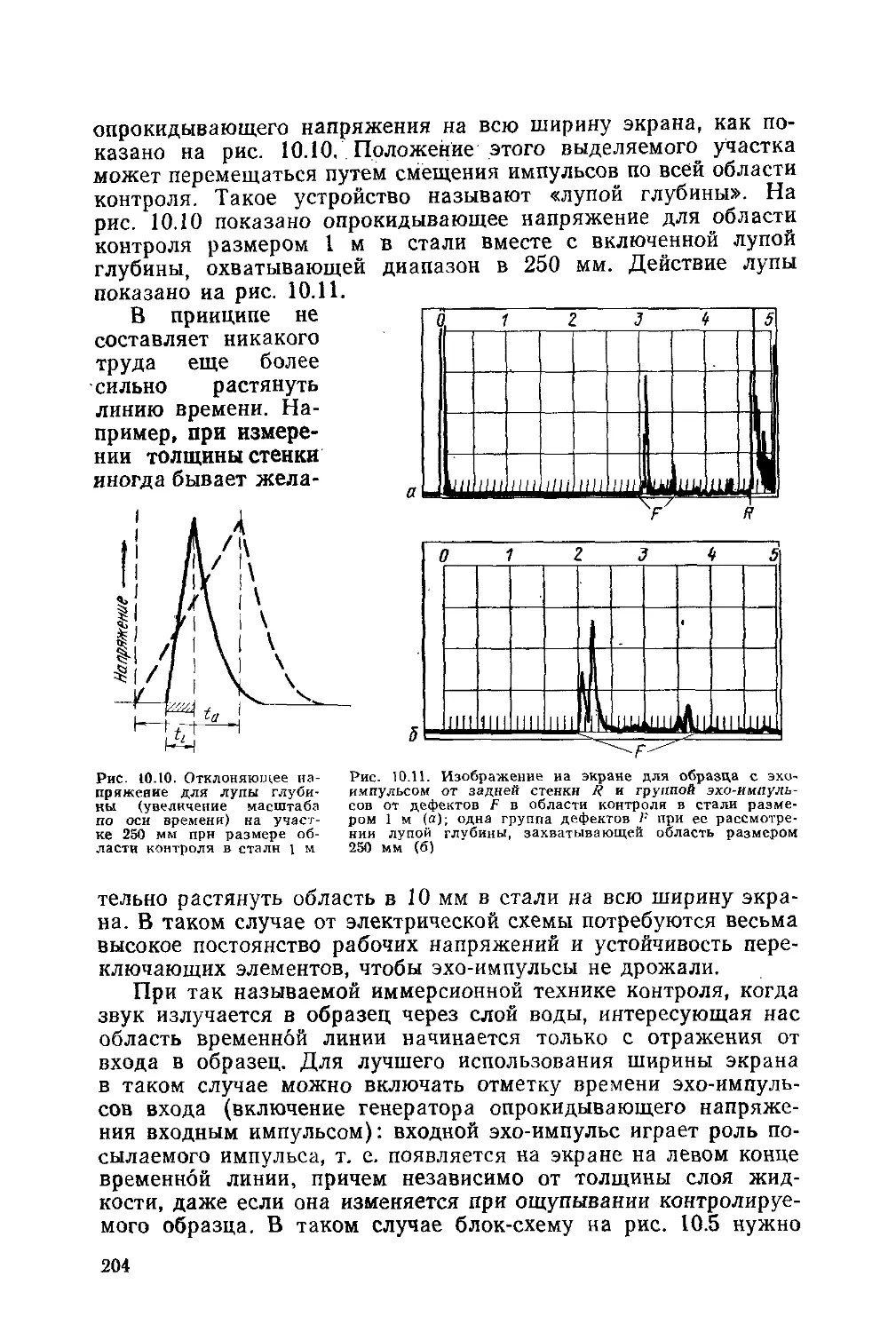






















































































































Автор: Крауткремер И. Крауткремер Г.
Теги: металлургия черных металлов железо, чугун и сталь колебания акустика справочник ультразвук неразрушающий контроль ультразвуковой контроль
ISBN: 5-229-00362-6
Год: 1991



Й. КРАУТКРЕМЕР
Г. КРАУТКРЕМЕР
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ
МАТЕРИАЛОВ
Josef Krautkramer
Herbert Krautkramer
Werkstoffpriifung
mit Ultraschall
Fiinfte, neubearbeitete Auflage
unter Mitarbeit von
W.Grabendorfer, R.Frielinghaus. W.Kaule.
L.Niklas,U.Opara, EJPrimbsch. U.Schlengermann.
H.Seiger. G.Splitt, K.Volkmann
Spriinger-Verlag Berlin Heidelberg New York
London Paris Tokyo 1986
И.КРАУТКРЕМЕР
Г.КРАУТКРЕМЕР
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ
МАТЕРИАЛОВ
яияи
Перевод с немецкого
Е. К. Бухмана и Л. С. Зенковой
Под редакцией
проф., докт. техн, наук В. Н. Волченко
МОСКВА «МЕТАЛЛУРГИЯ» 1991
Соавторы:
В. ГРАБЕН ДЕРФЕР, Р. ФРИЛИНГХАУС, В. КАУЛЕ, Л. НИКЛАС,
У. ОПАРА, Э. ПРИМБШ, У. ШЛЕНГЕРМАН,
Г. ЗАЙГЕР, Г. ШПЛИТТ, К. ФОЛЬКМАН
Рецензенты:
докт. техн, наук проф. В. Н. Волченко,
докт. техн, наук проф. И. Н. Ермолов
УДК 669.1/89:534(03)
Ультразвуковой контроль материалов: Справ, изд. И. Крауткремер, Г. Краут-
кремер; Пер. с нем.— М.: Металлургия, 1991. 752 с.
Ультразвуковой контроль — один из основных методов неразрушающего
контроля металлоизделий. Изложены теоретические вопросы ультразвуковой
дефектоскопии и описаны методики контроля конкретных изделий. Раскрыты
физические аспекты рассматриваемых вопросов. Приведены методы ультра-
звукового контроля материалов, их классификация. Даны рекомендации по-
выбору методов и описана аппаратура для ультразвукового контроля. Рас-
смотрены проблемы, возникающие при ультразвуковом контроле сварных,
клепаных, паяных и других соединений. Показано практическое применение-
ультразвукового контроля разнообразных материалов и изделий.
Для инженерно-технических работников и специалистов различных отрас-
лей промышленности. Ил. 579. Табл. 13. Библиогр. список: 1767 пазв.
СПРАВОЧНОЕ ИЗДАНИЕ
Йозеф КРАУТКРЕМЕР, Герберт КРАУТКРЕМЕР
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МАТЕРИАЛОВ
Редактор издательства А. П. Сорманов
Художественный редактор А. А. Якубенко
Технический редактор Э. А. Кулакова
Корректоры Г. Ф. Лобанова, И. М. Мартынова
ИБ X» 3082
Сдано в набор 11.01.90. Подписано в печать 20.11.90. Формат бумаги
60X 907ie. Бумага типографская № 2. Гарнитура литературная. Печать
высокая. Усл. печ. л. 47,0. Усл. кр.-отт. 47,0, Уч.-изд. л. 53,27. Тираж
6300 экз. Заказ № 11. Цена 3 р. 80 к. Изд. № 1350.
Ордена Трудового Красного Знамени издательство «Металлургия»,
119857, ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14
Областная книжная типография, 320091, Днепропетровск, ул. Горького, 20
2608000000—015 „ „„
К --------------86—89
040(01)—91
ISBN 5-229-00362-6 (рус.)
ISBN 3-540-15754-9 (нем.)
ISBN 0-387-15754-9 (нем.)
© Springer—Verlag, Berlin [West.]/Heidelberg, 1986 Printed in GDR
© Перевод на русский язык. Издательство «Металлургия», 1991 г.
СОДЕРЖАНИЕ
Предисловие к русскому изданию................................... 10
Предисловие к пятому изданию.................................... 12
Введение ........................................................ 14
ЧАСТЬ А
ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
МАТЕРИАЛОВ
Звуковые волны в свободном пространстве......................... 18
1.1, Колебания и волны......................................... 18
1.2. Неплоские волны, интерференция волн ....................... 22
1.3. Измеряемые параметры свободных волн и константы мате-
риалов ......................................................... 25
2. Плоские звуковые волны на граничных поверхностях.............. 30
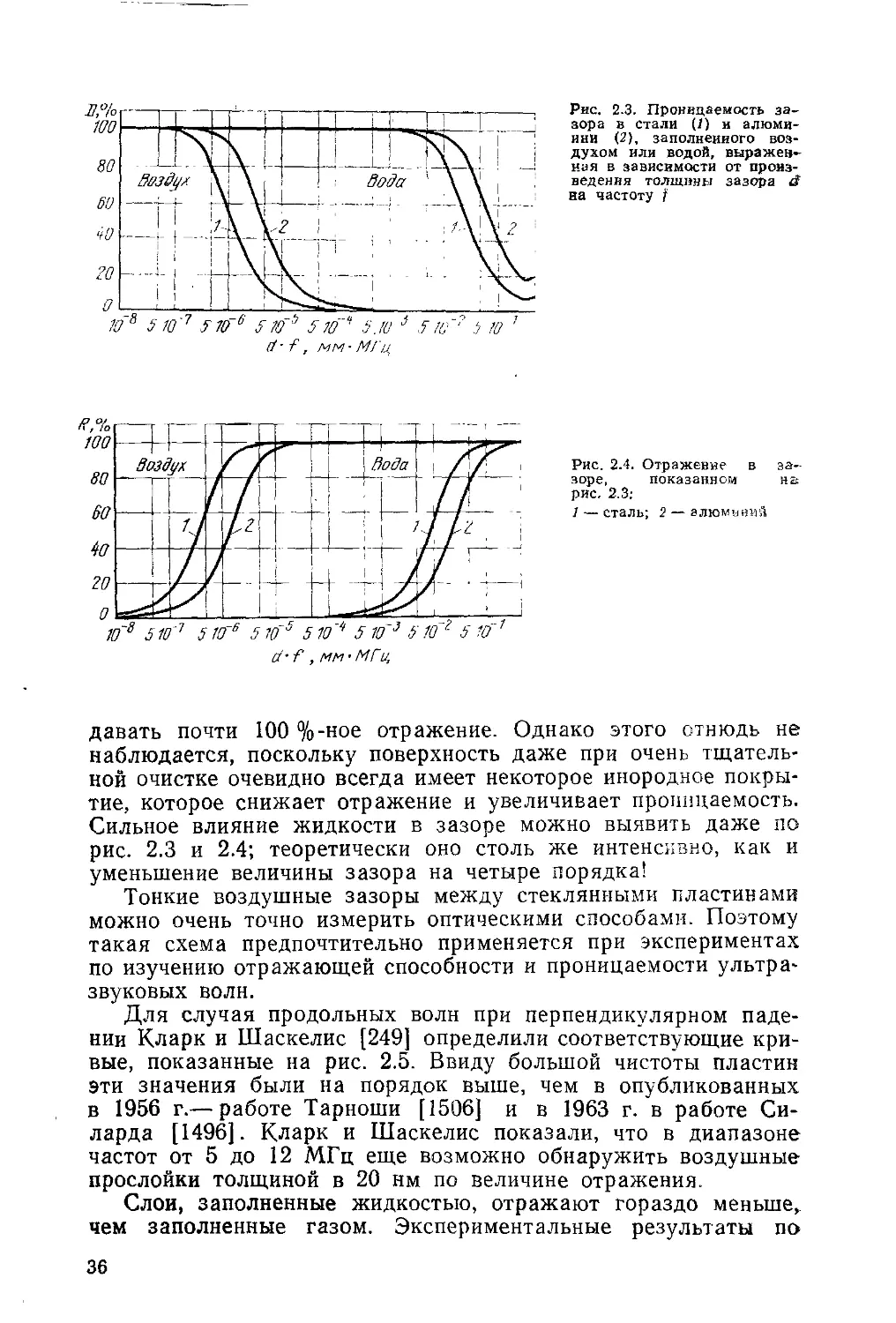
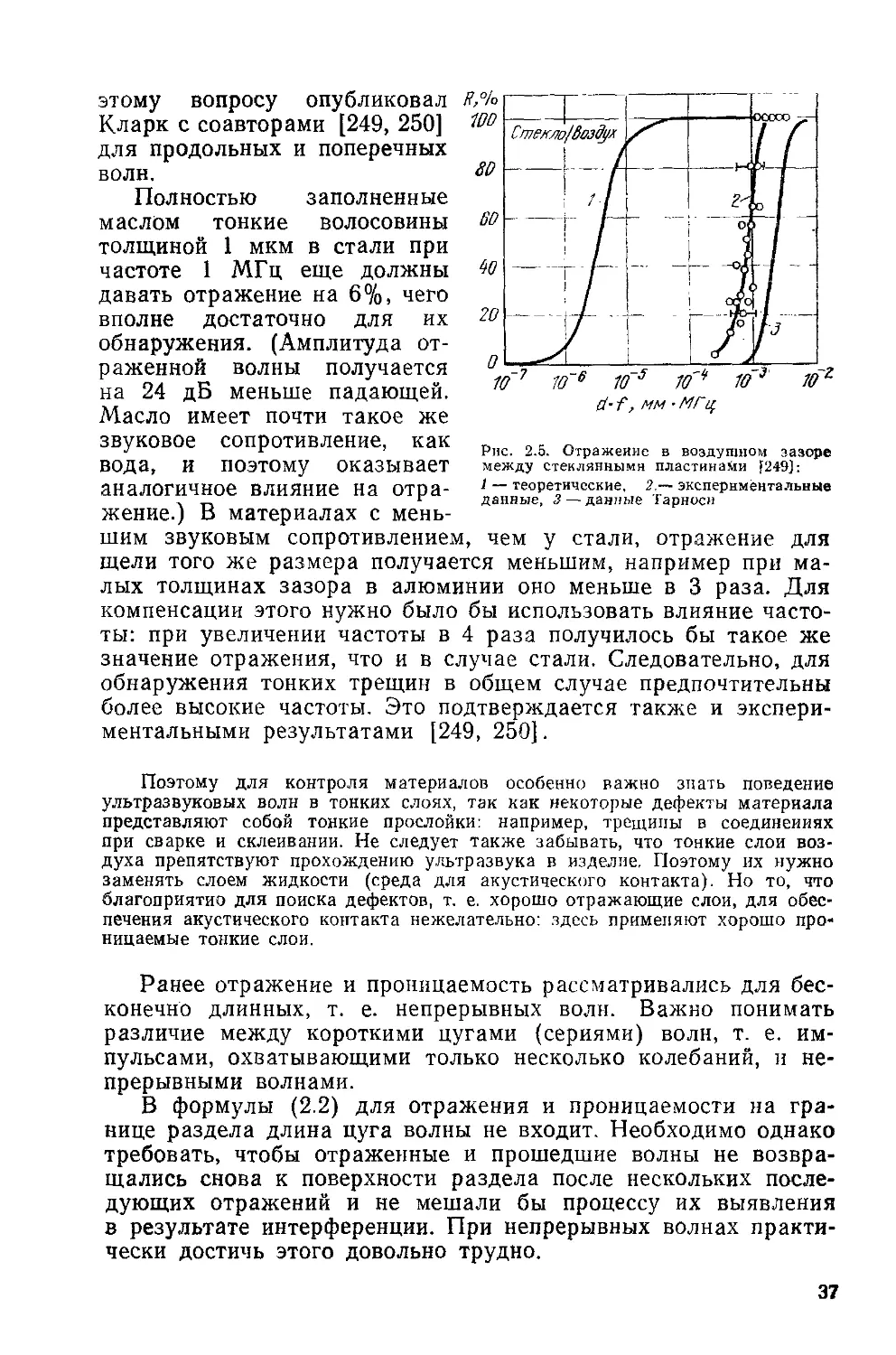
2.1. Случай перпендикулярного падения на плоскую границу . . 30
2.2. Перпендикулярное падение на многослойные границы, пластина
и зазор .......................................... 33
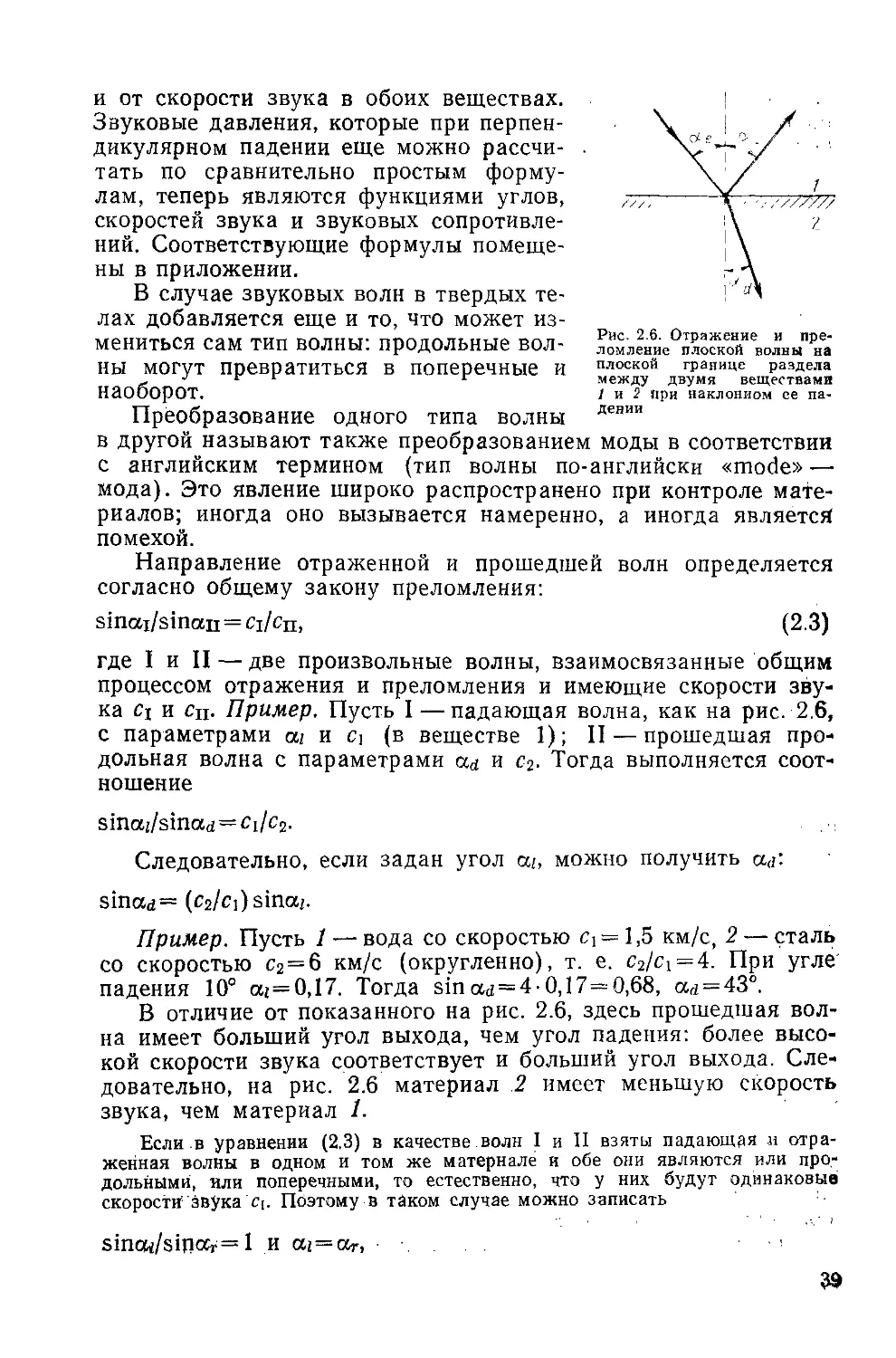
2.3. Закон преломления для плоских волн, преобразование моды . 38
2.4. Значения звукового давления при отражении и преломлении 40
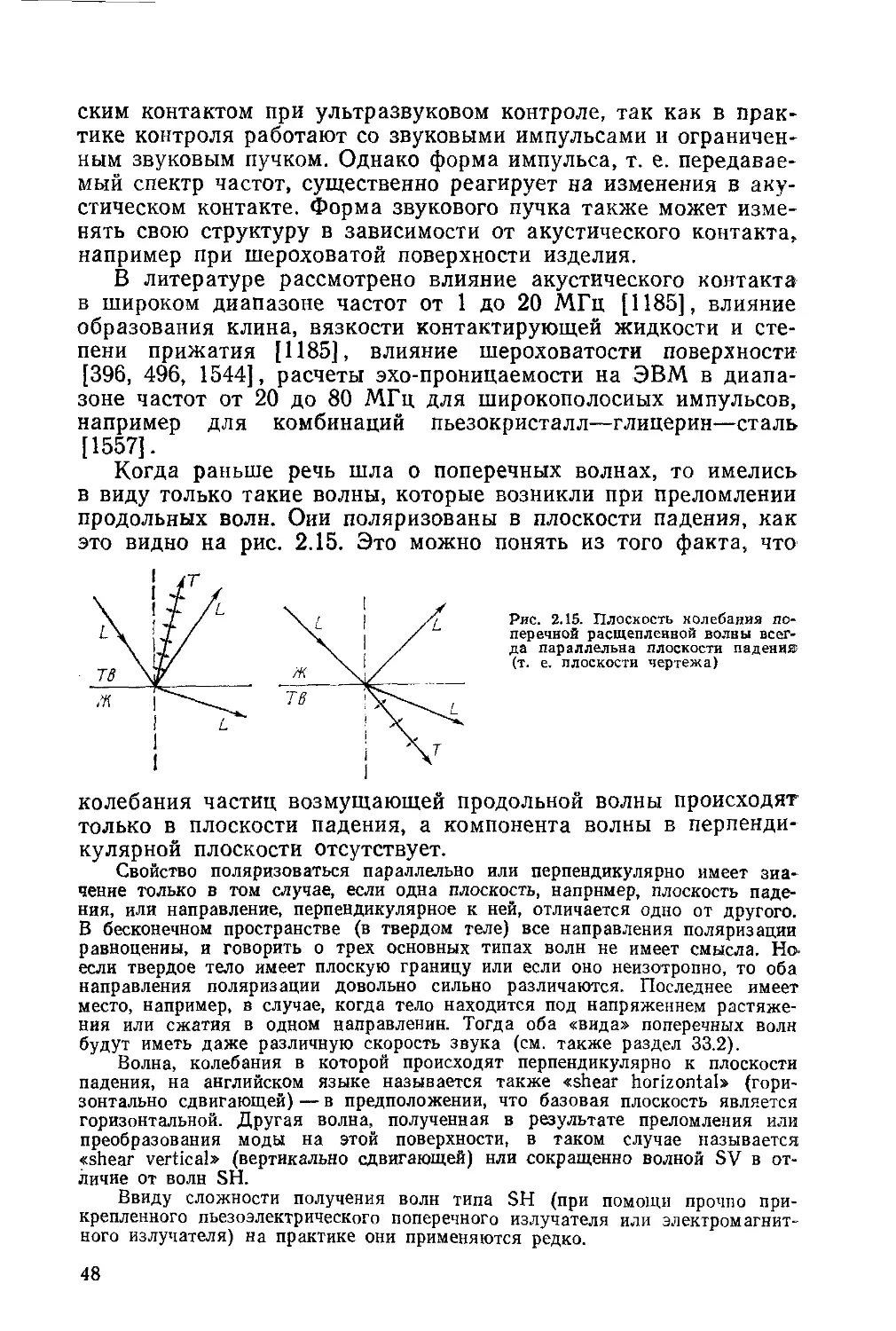
2.5. Преобразование моды на границах раздела в падающих зву-
ковых пучках, направленные волны................................ 49
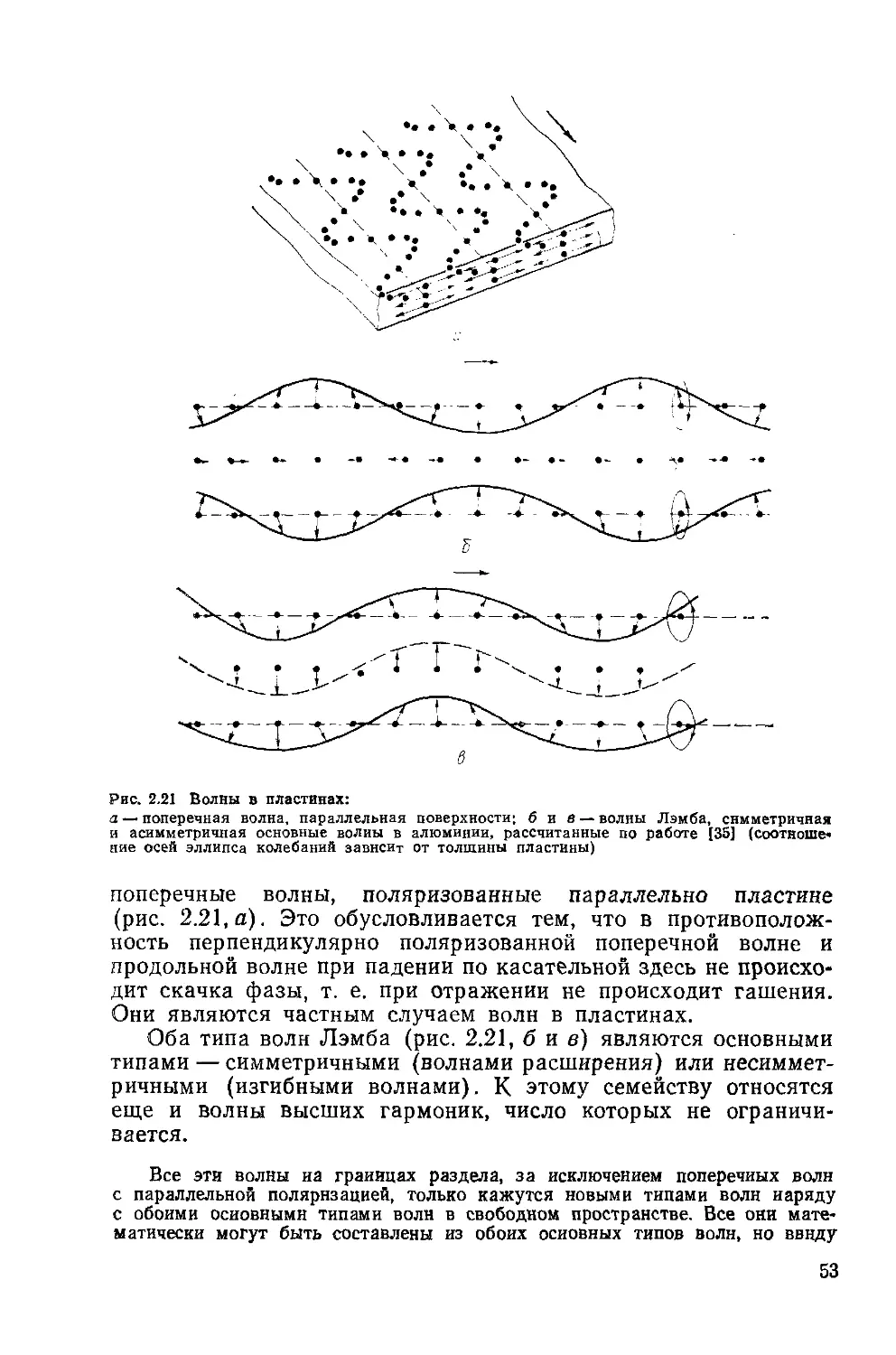
2.6. Скорость звука направленных воли, дисперсия................ 54
2.7* . Краевые волны .......................................... 57
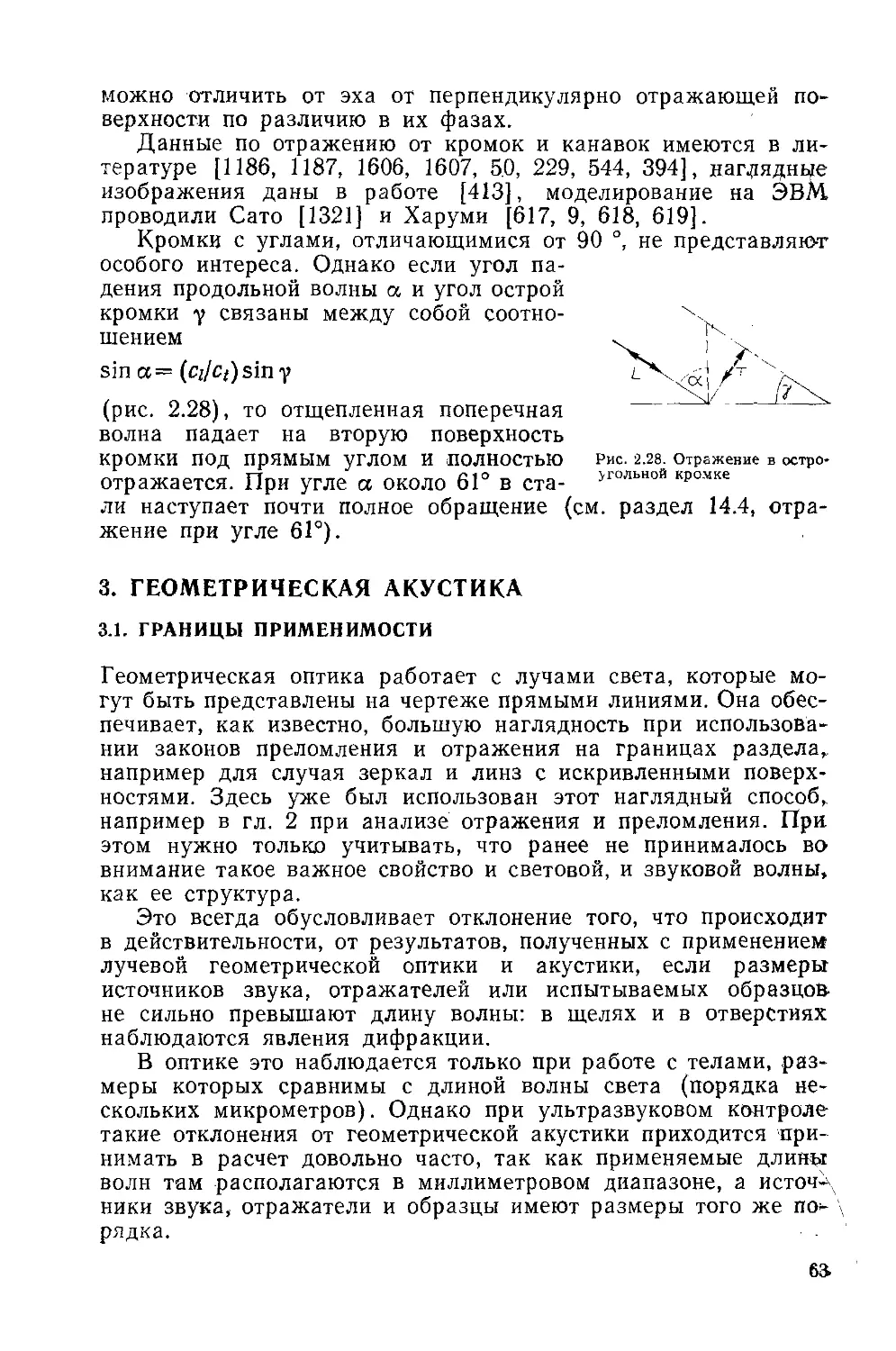
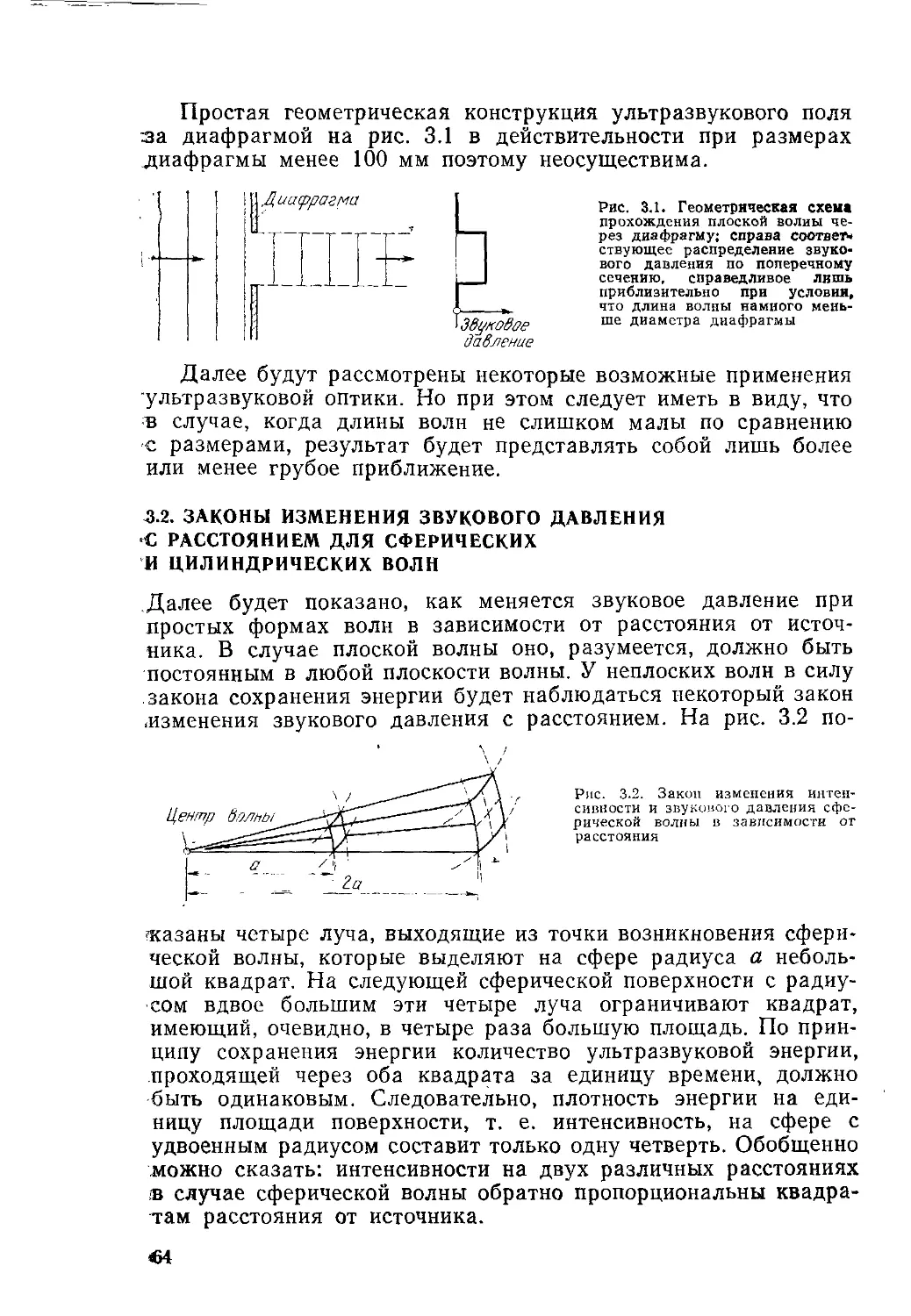
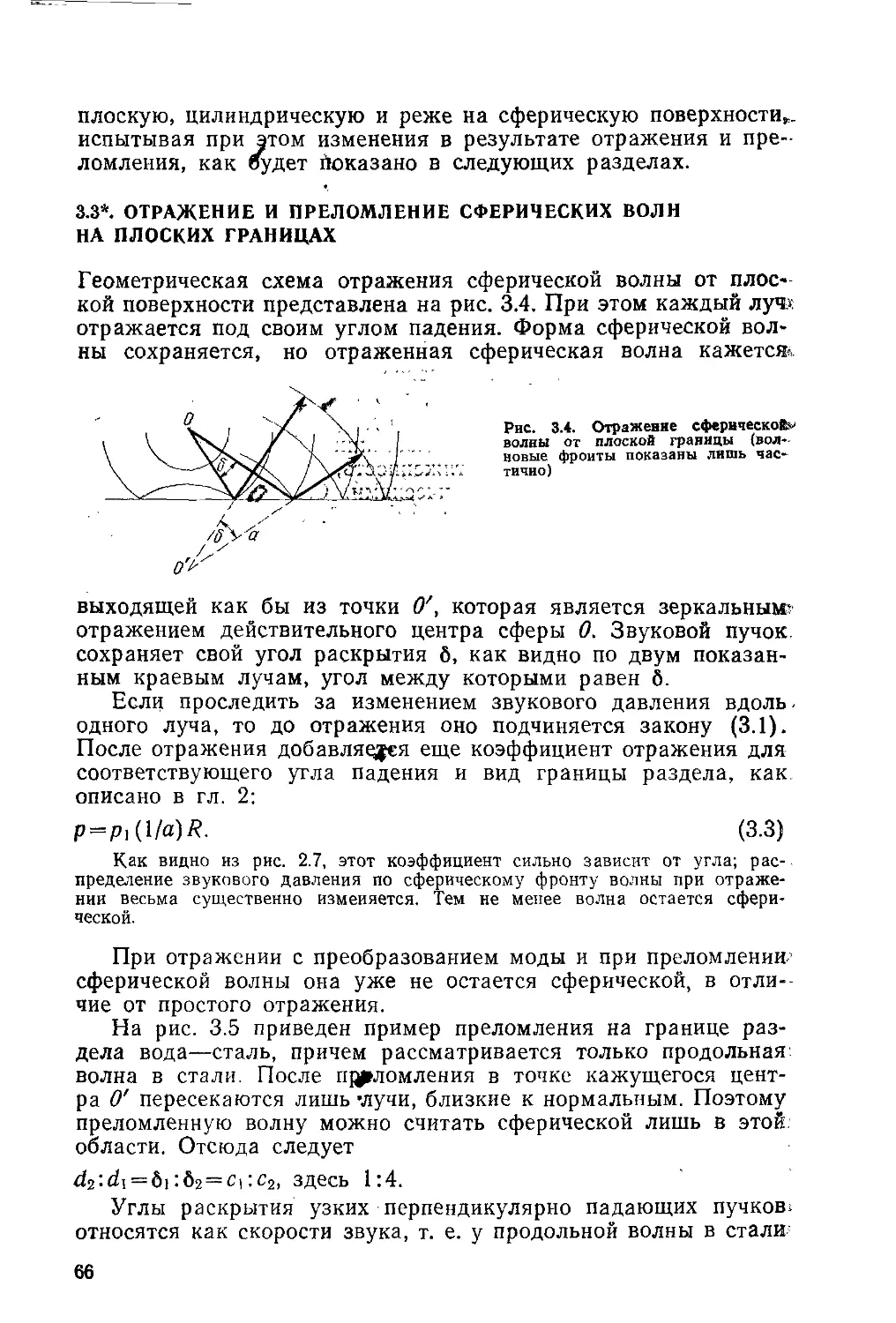
2.8. Отражение от прямоугольной кромки и угла................... 60
3. Геометрическая акустика ...................................... 63
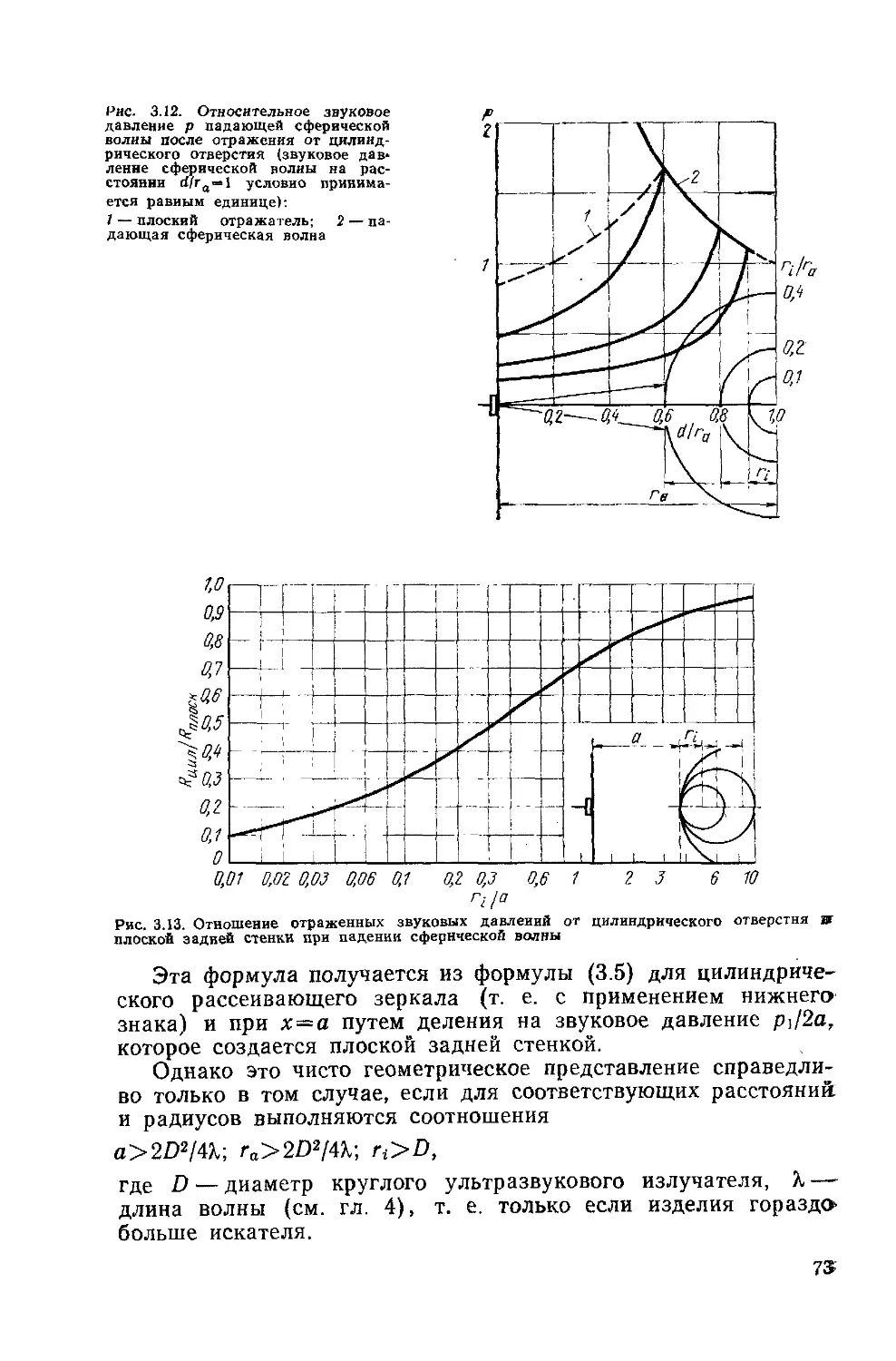
3.1 . Границы применимости .................................... 63
3.2 . Законы изменения звукового давления с расстоянием для сфе-
рических и цилиндрических волн ............................. 64
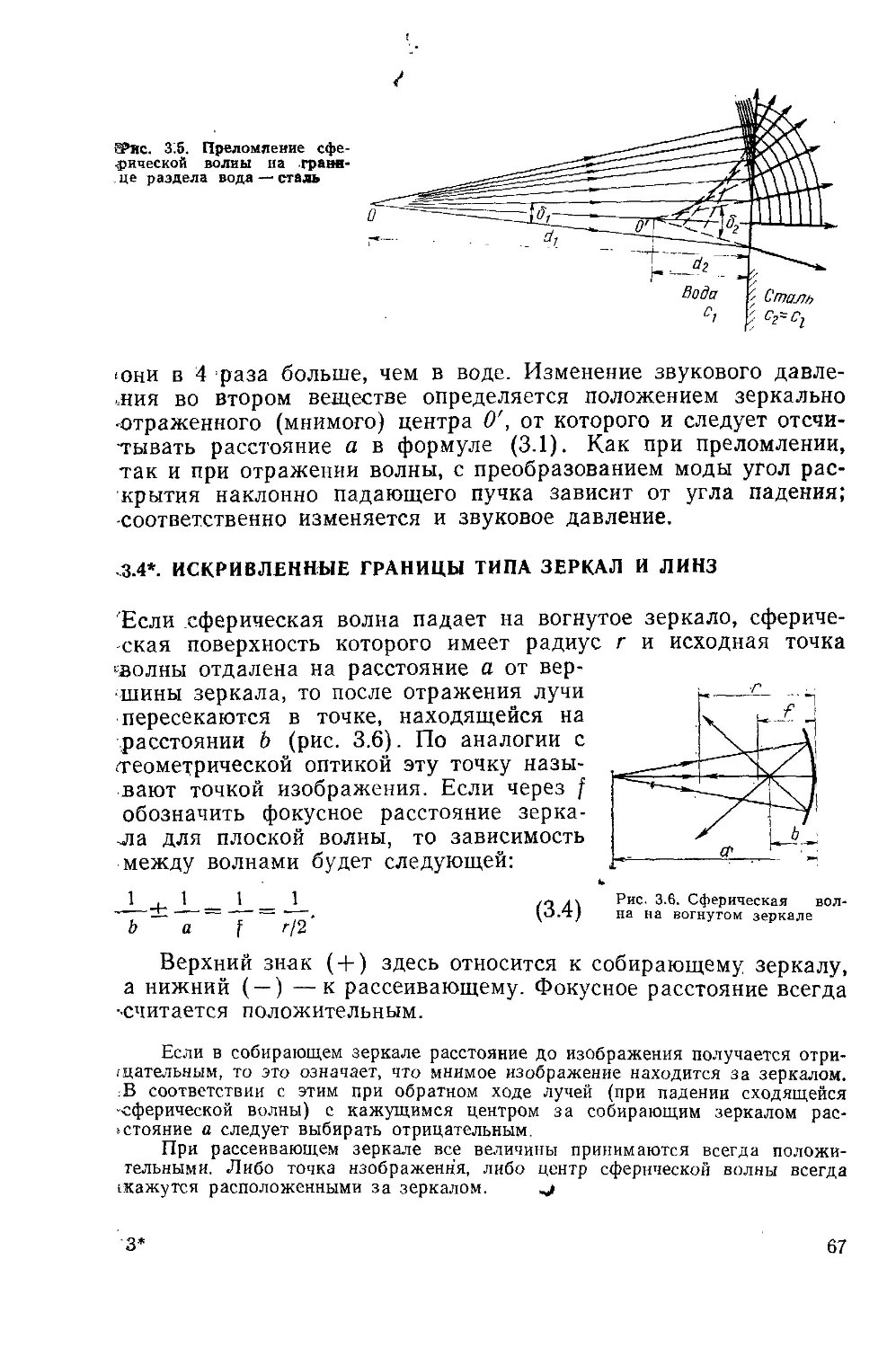
3.3 *. Отражение и преломление сферических волн на плоских гра-
ницах ..................................... 66
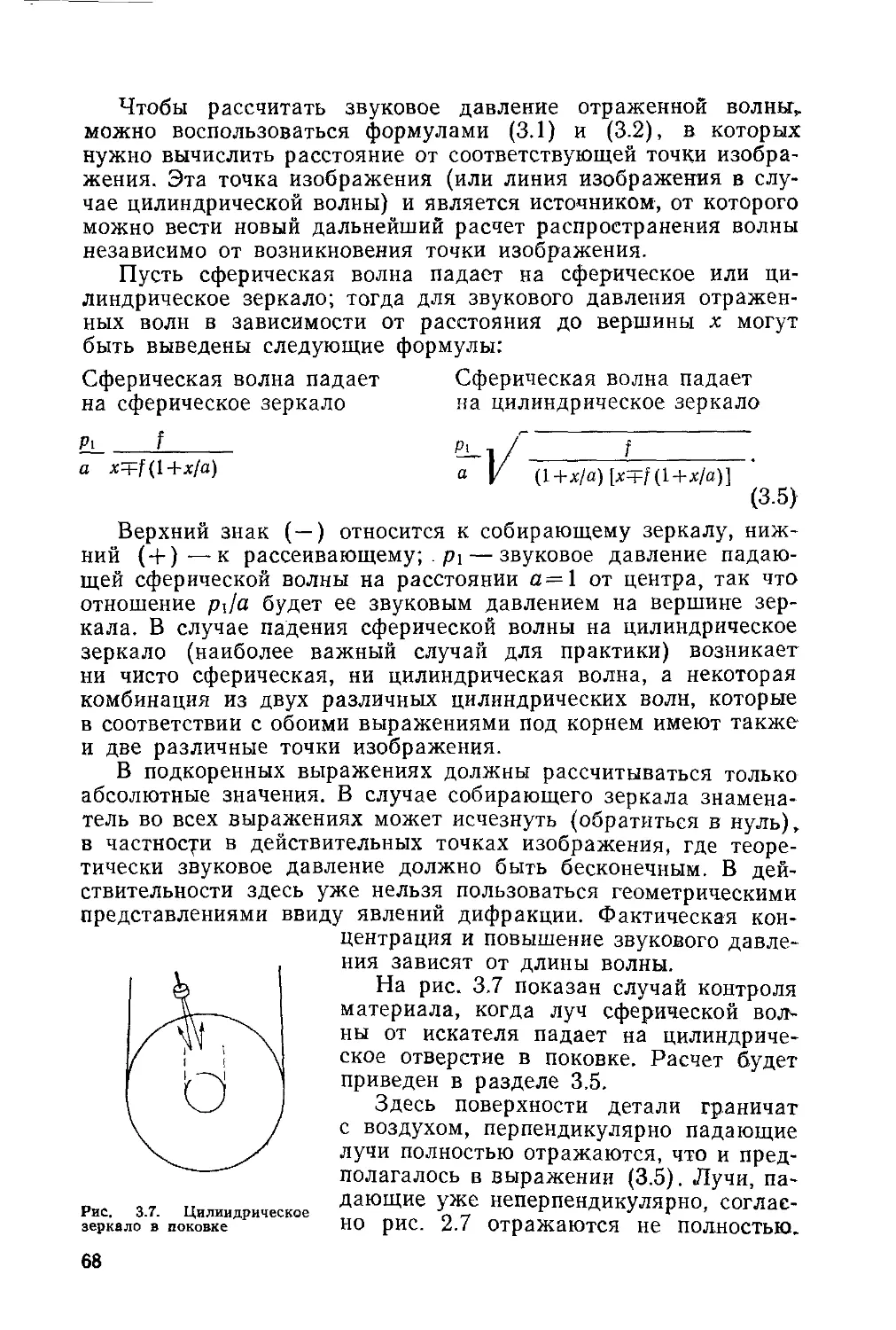
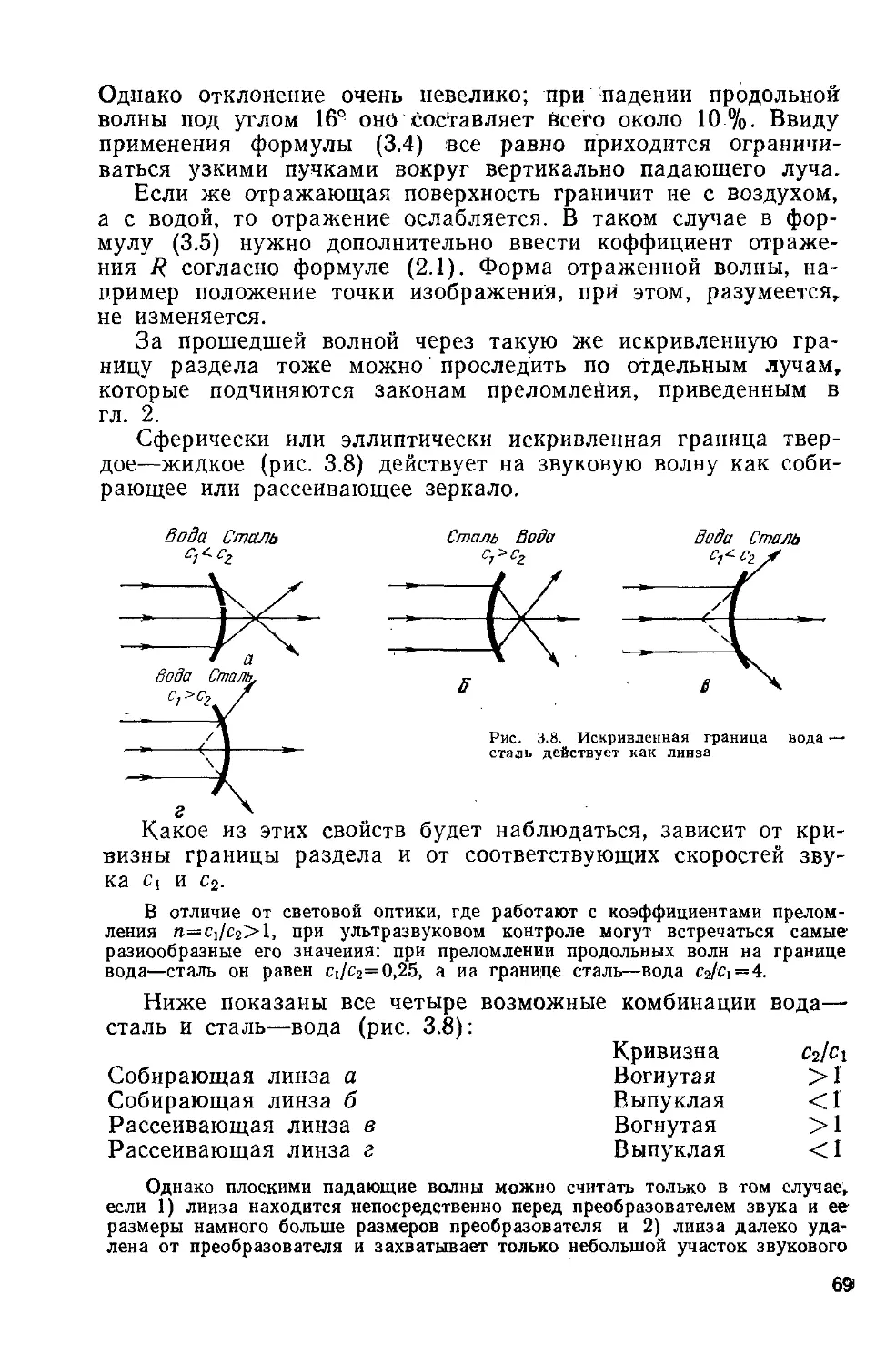
3.4 *. Искривленные границы типа зеркал и линз................. 67
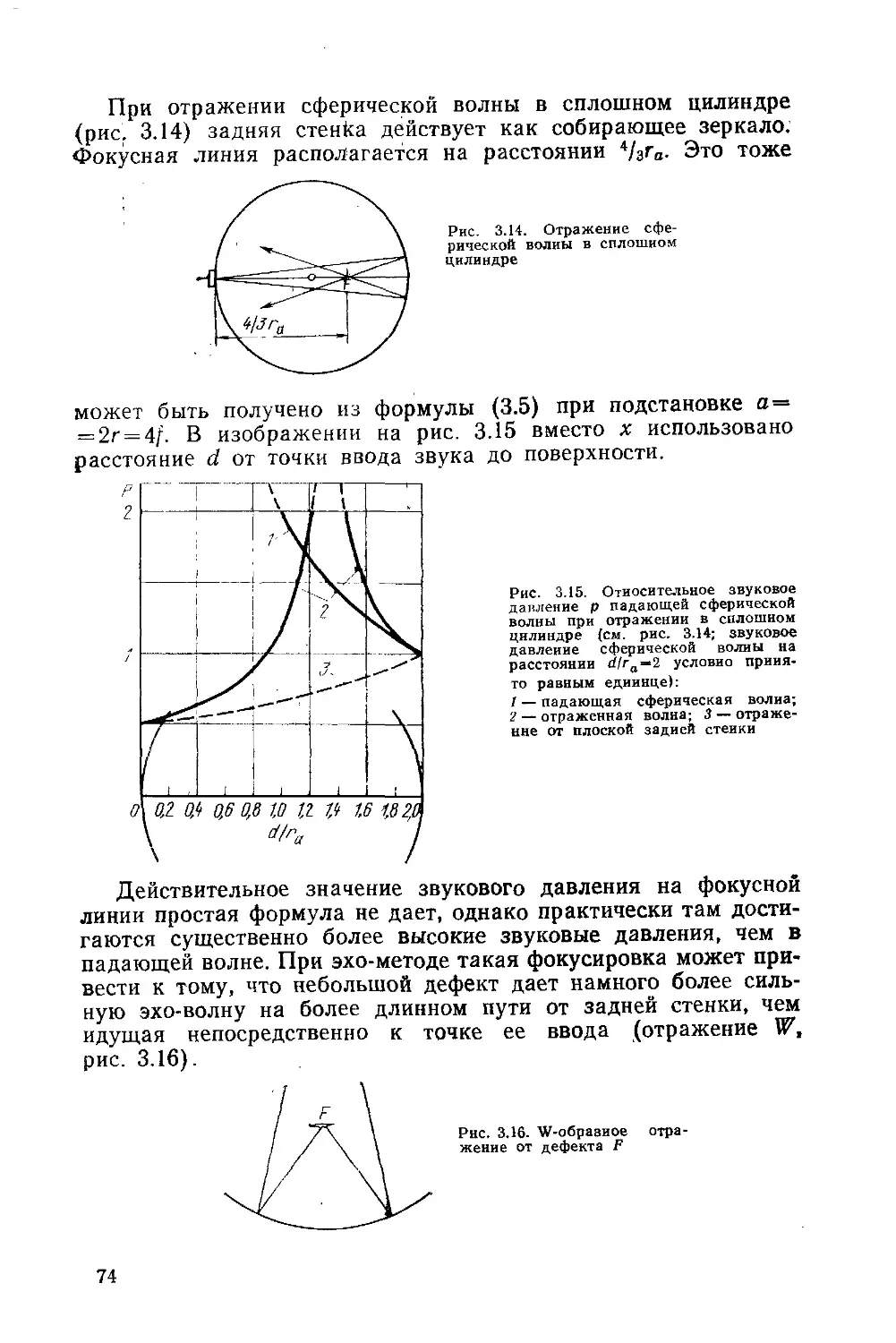
3.5 *. Сферические волны в пустотелых и сплошных цилиндрах . . 72
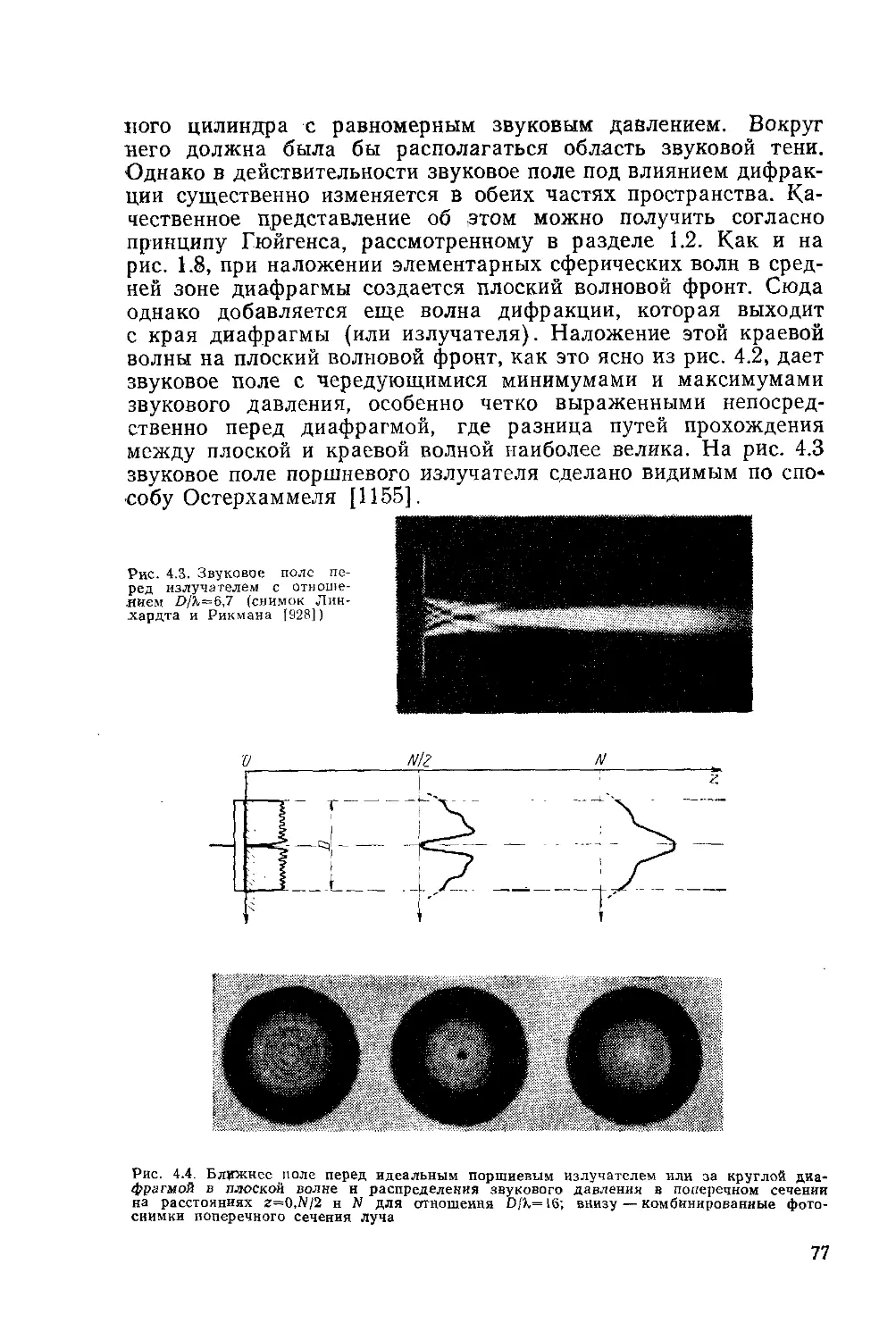
4. Описание звукового поля с точки зрения волновой физики ... 76
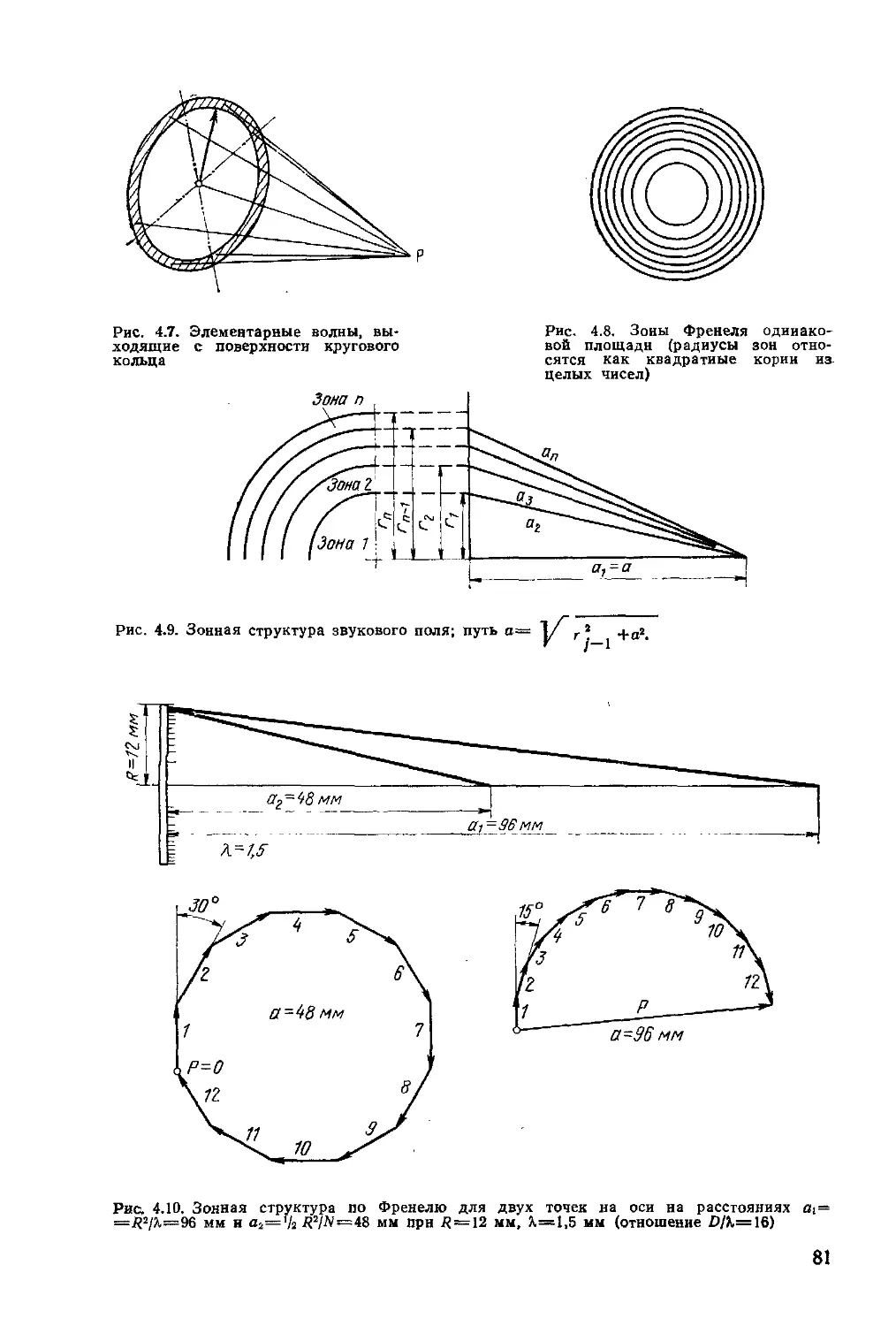
4.1 . Элементарное описание ................................... 76
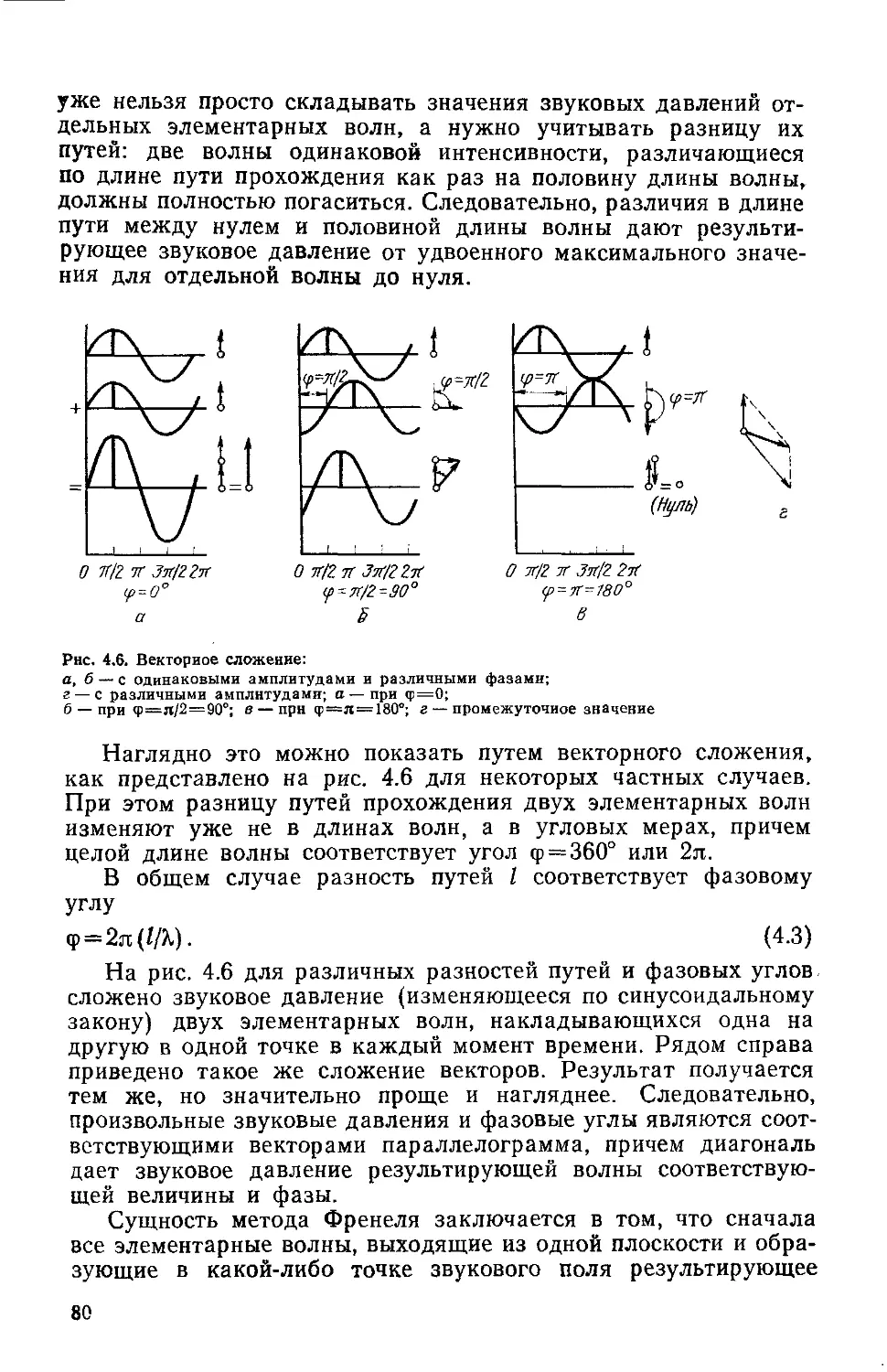
4.2 * Зонное строение звукового поля по Френелю................ 79
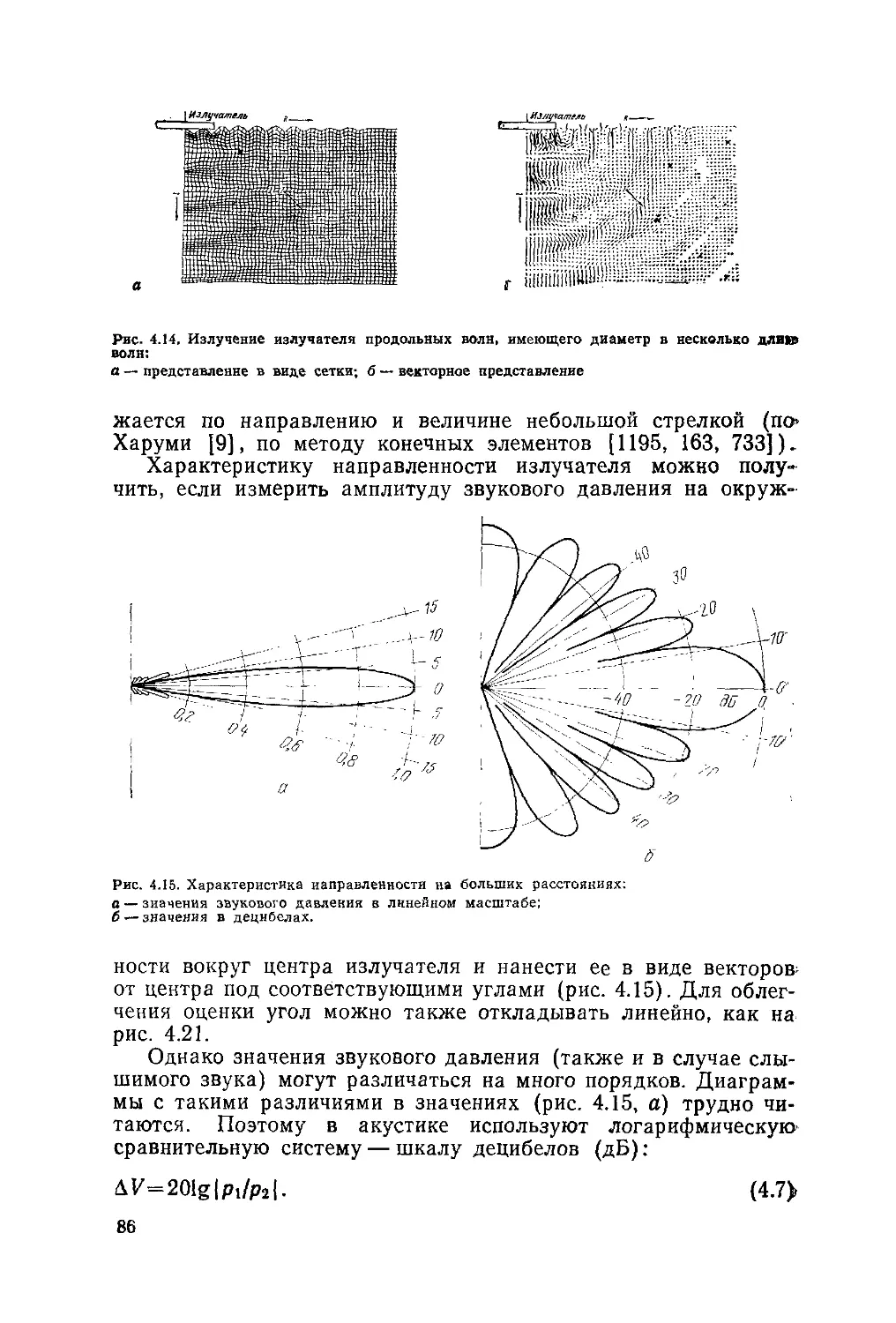
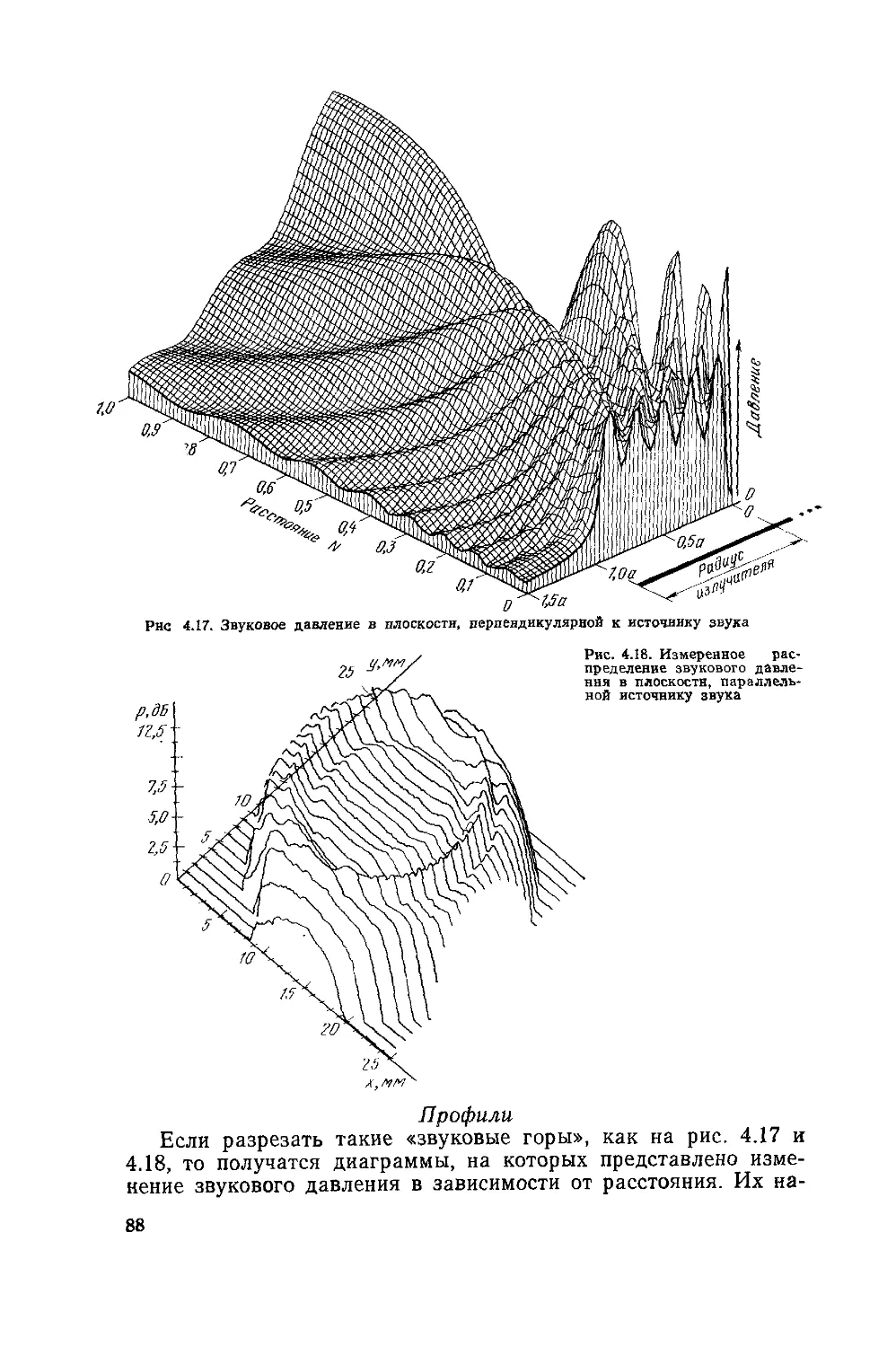
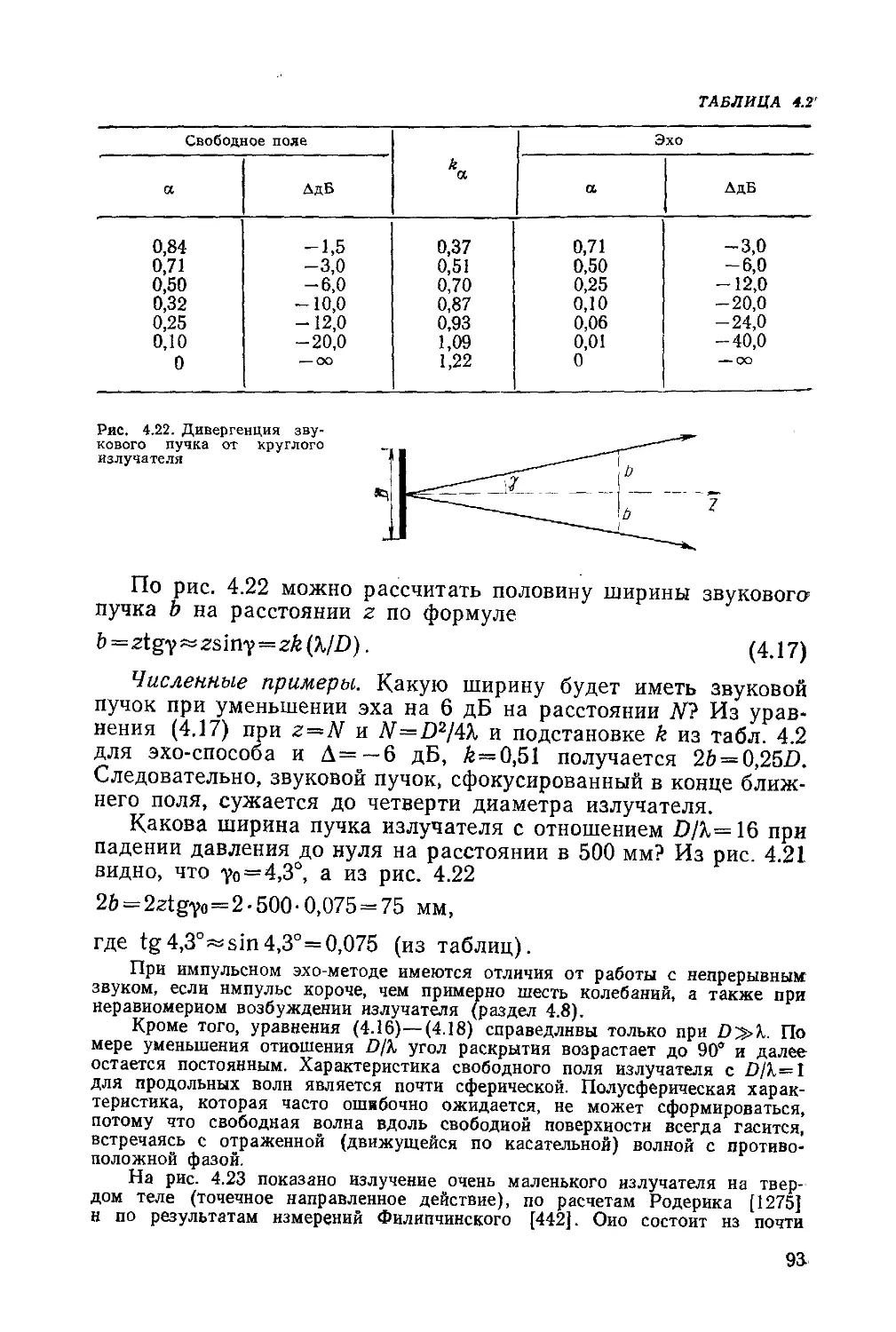
4.3 * Графическое представление звуковых полей ................ 85
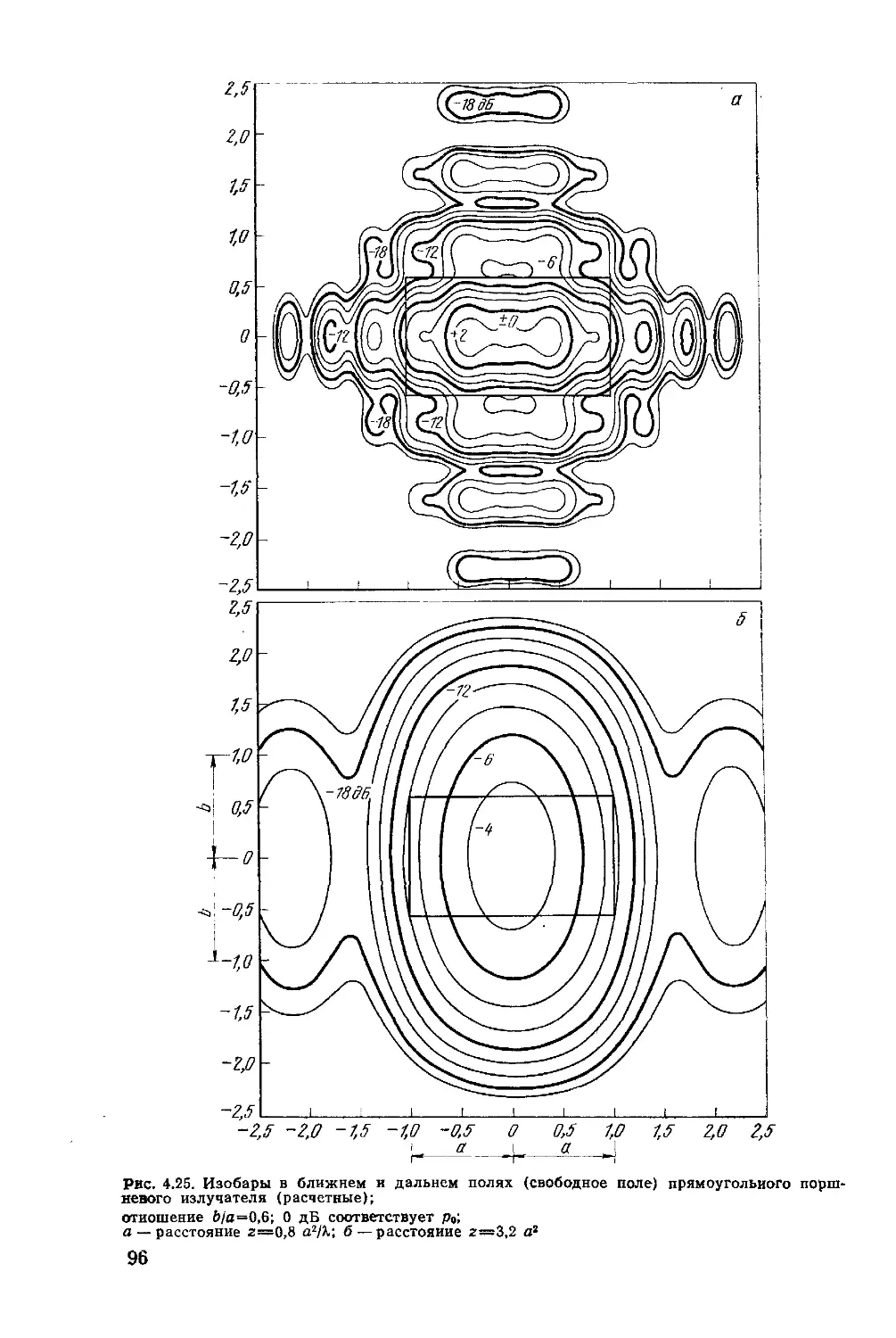
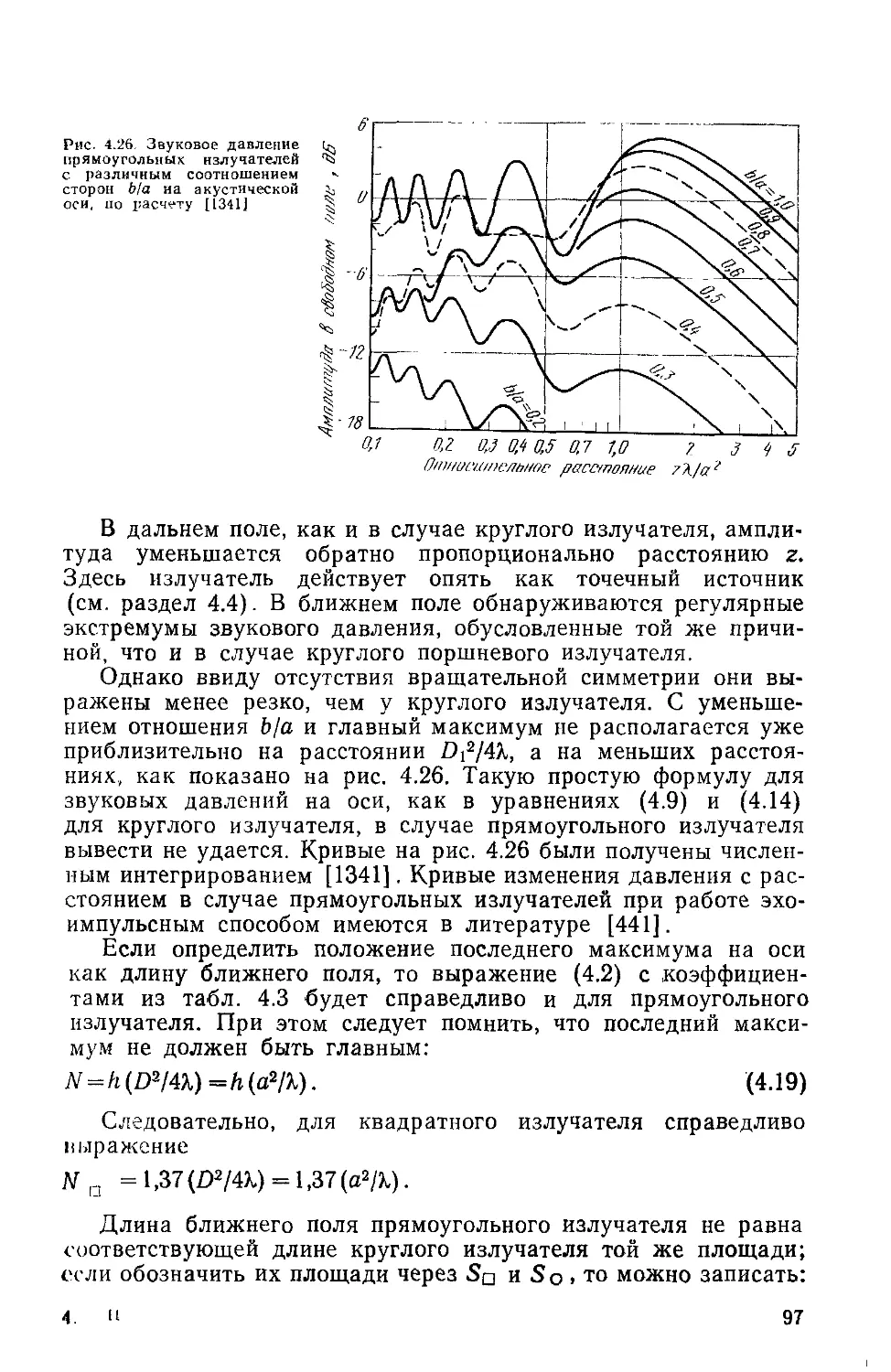
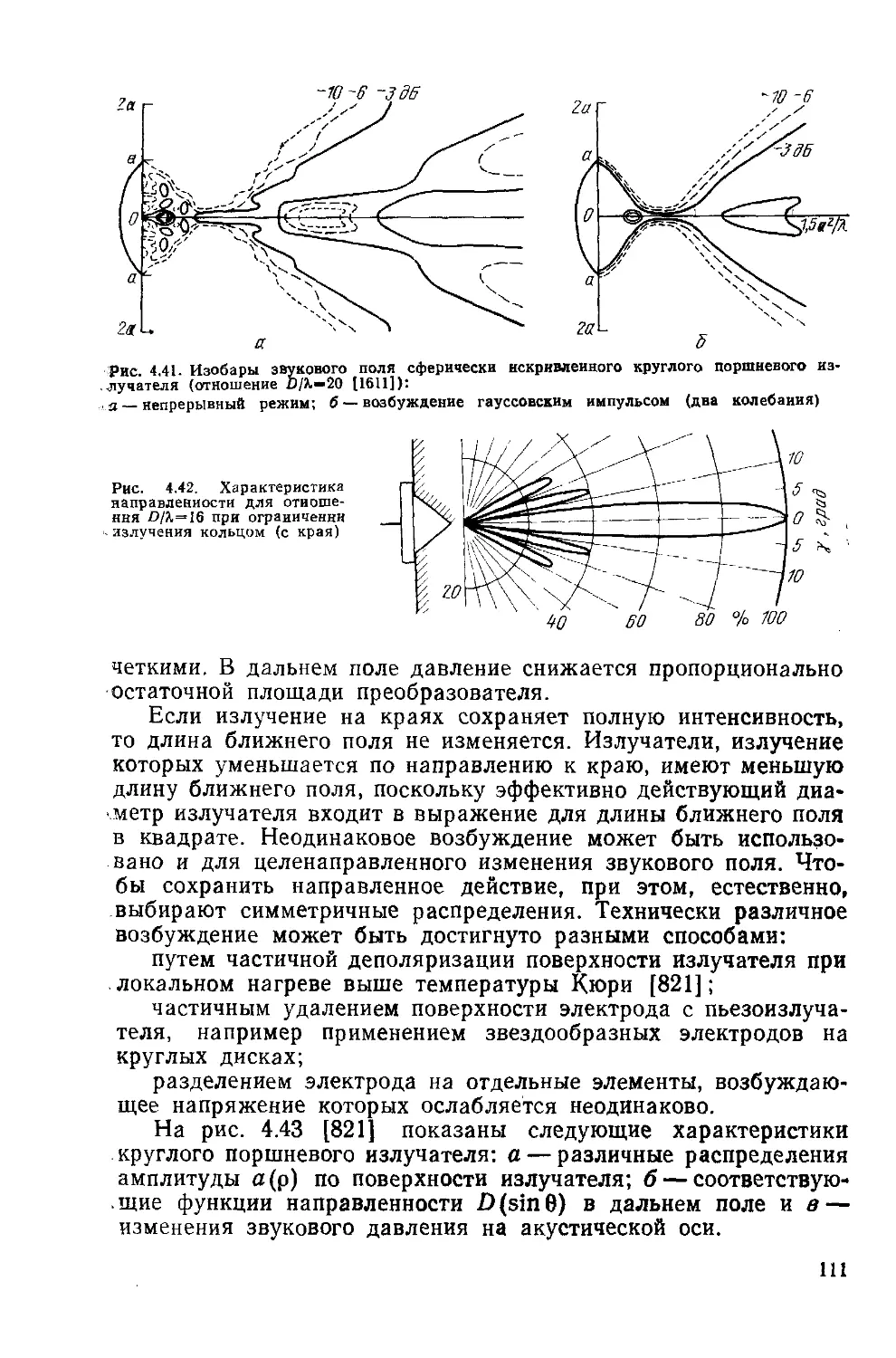
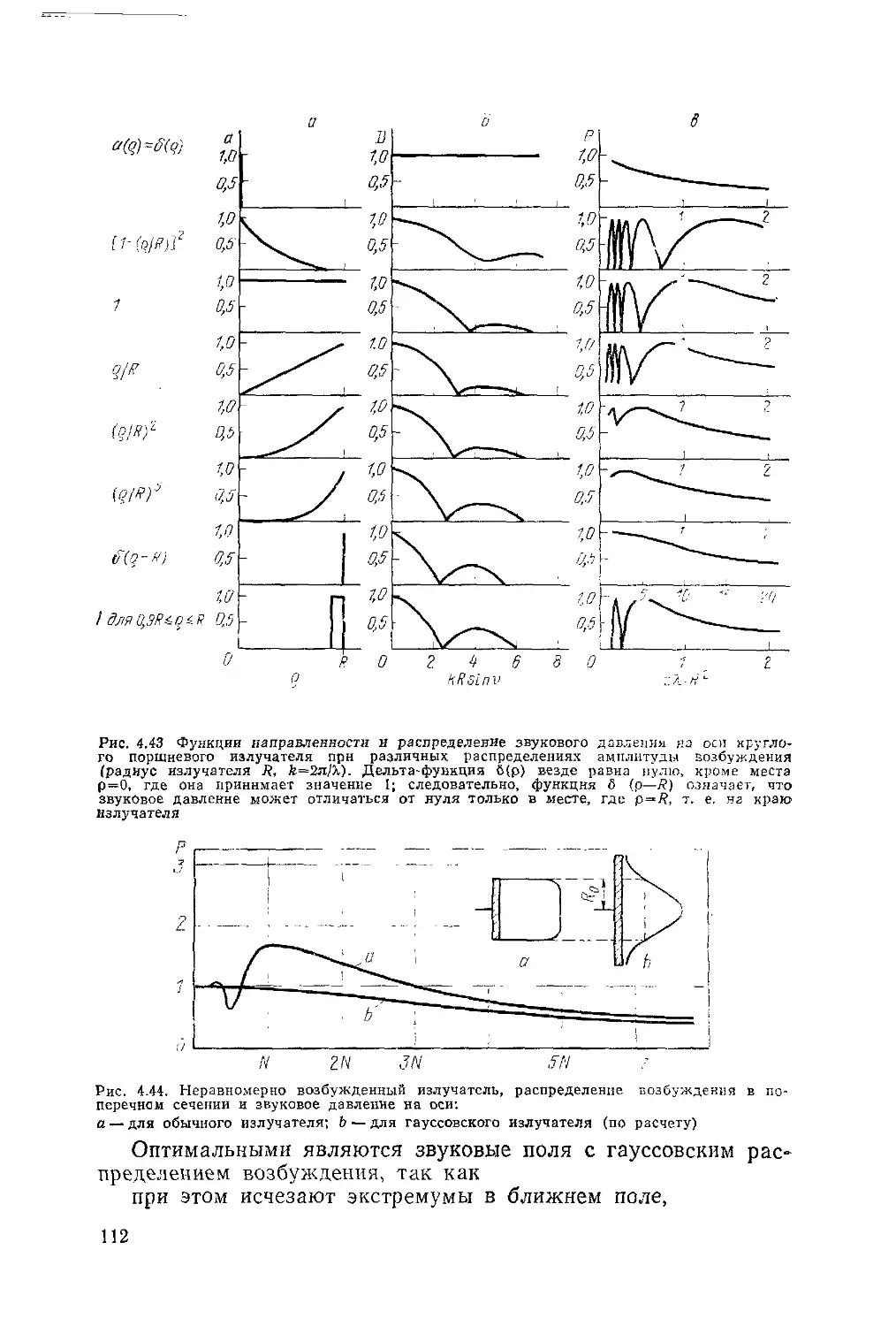
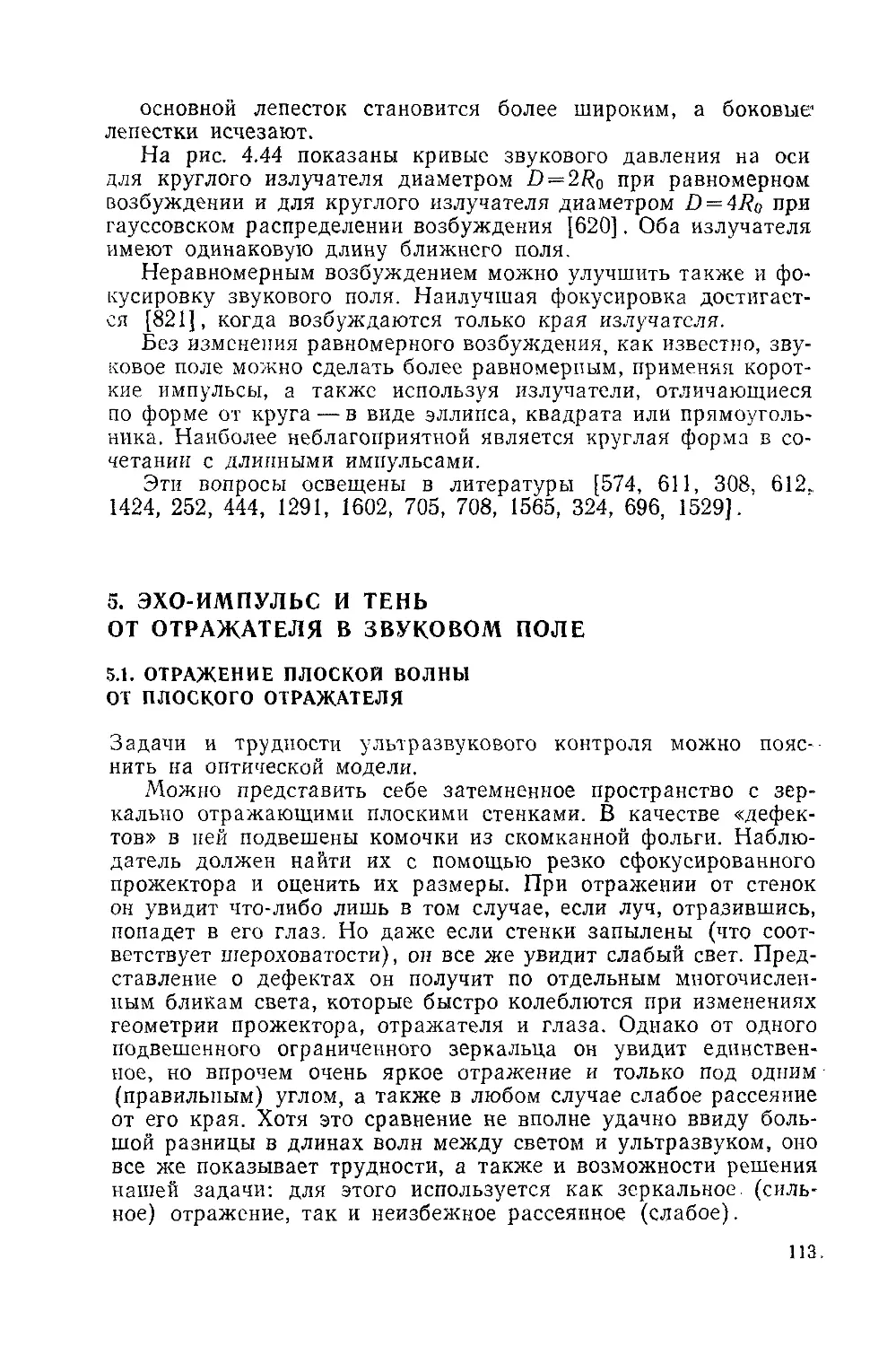
4.4 . Звуковое поле плоского круглого поршневого излучателя . . 89
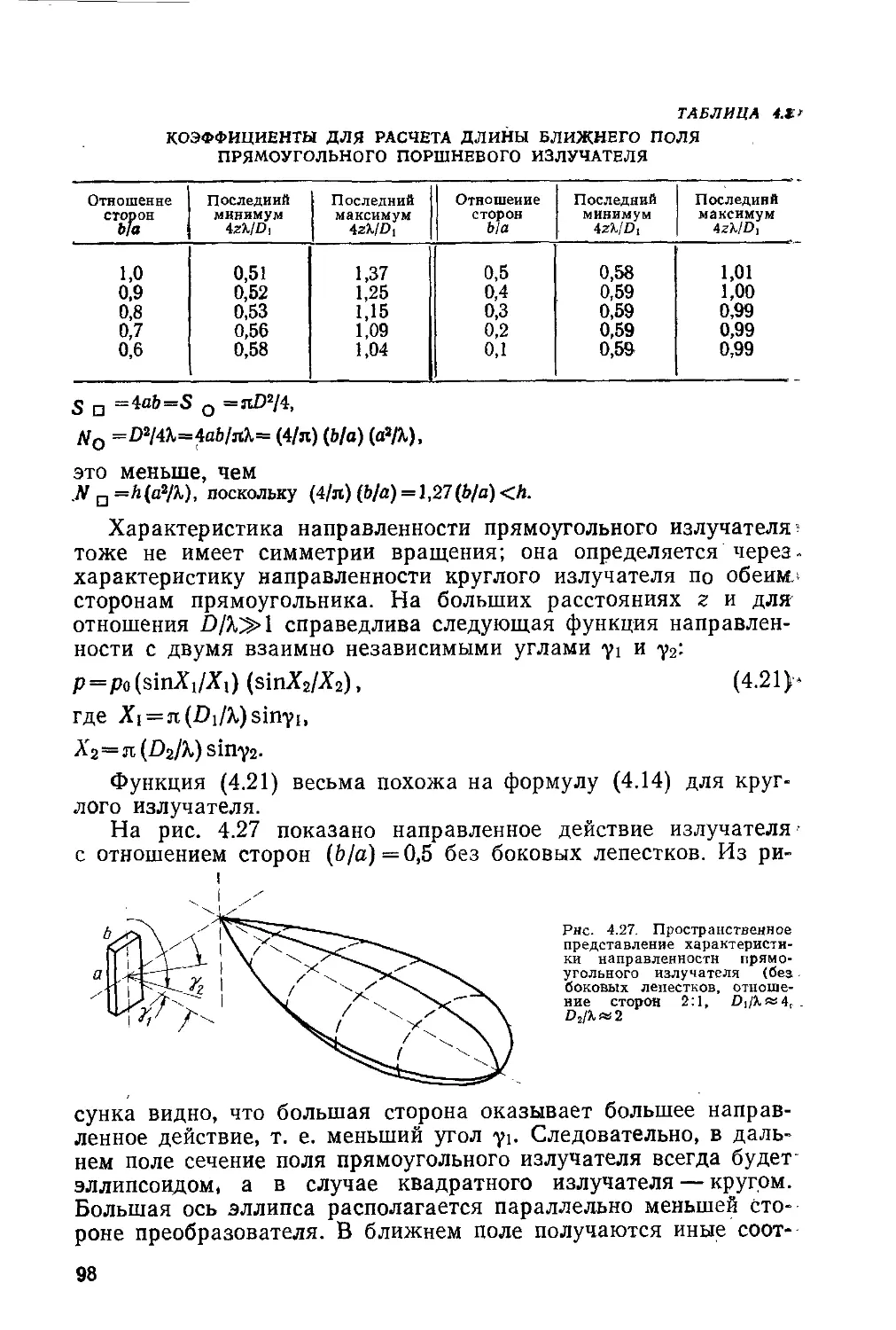
4.5 . Звуковое поле некруглого поршневого излучателя........... 95
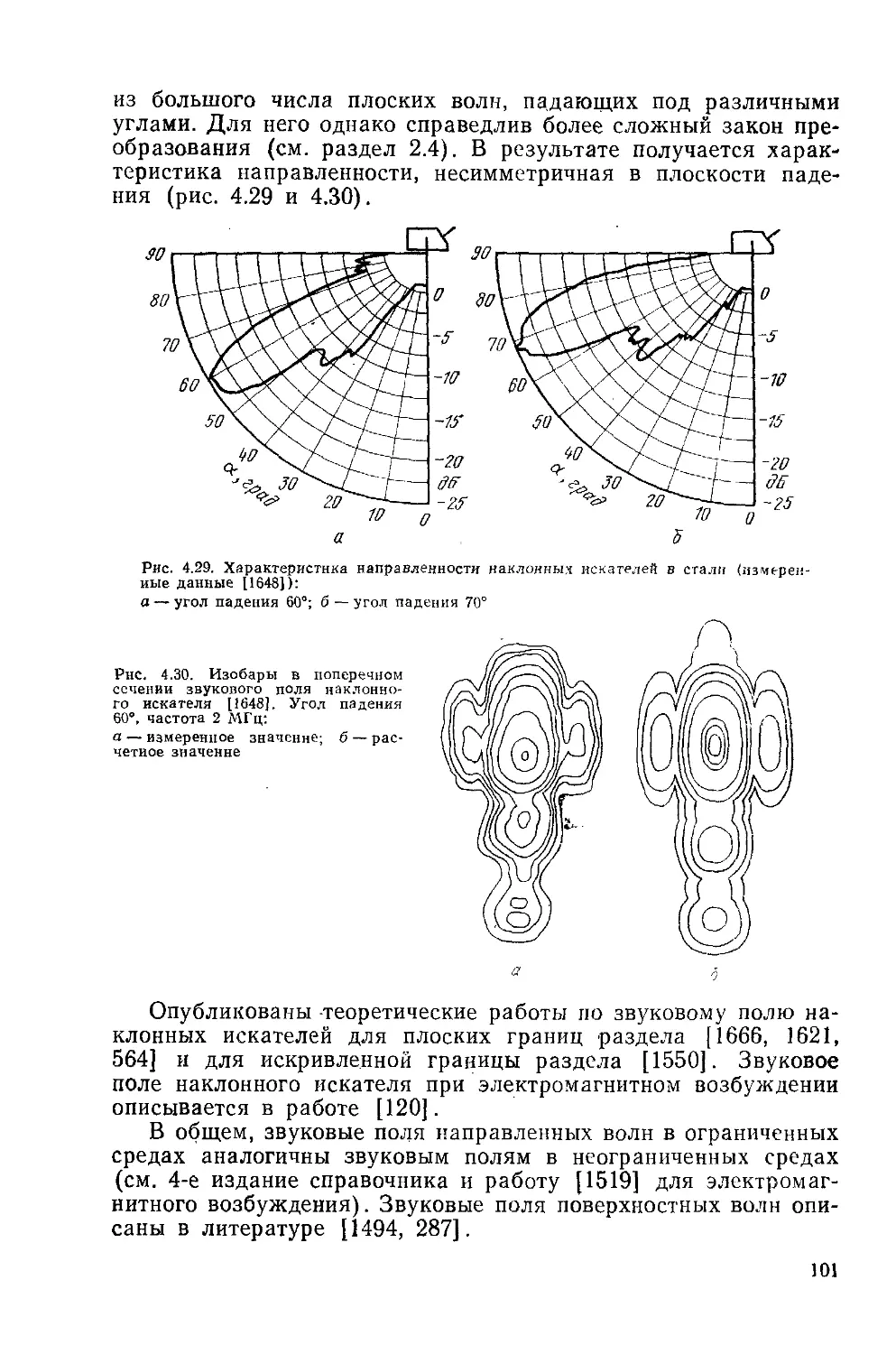
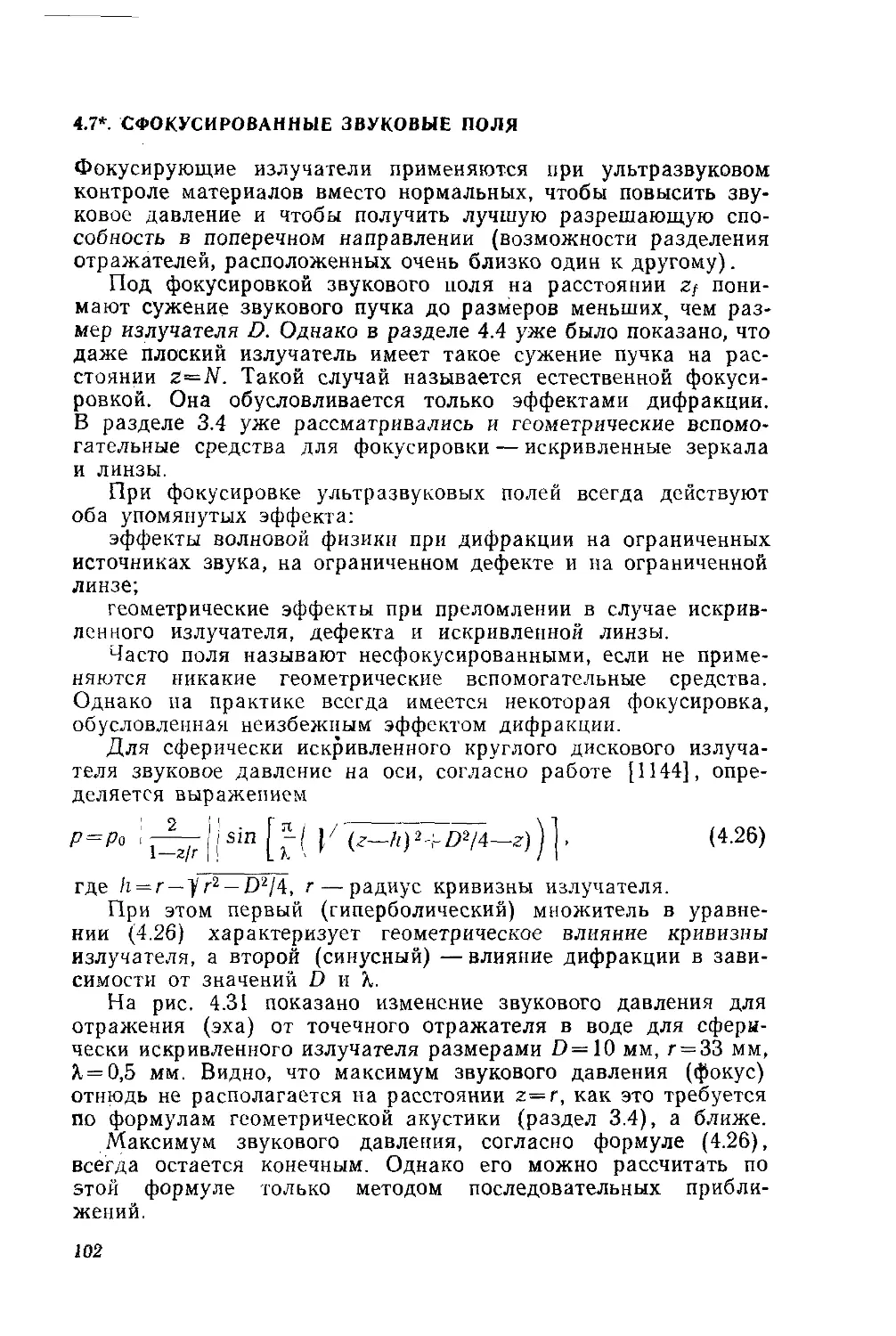
4.6 . Звуковое поле на границах раздела и при преобразовании
моды 99
4.7 *. Сфокусированные звуковые поля ........................... 102
4.8 *. Звуковые поля при импульсном возбуждении и неравномер-
ном возбуждении излучателя................................ 108
5. Эхо-импульс и тень от отражателя в звуковом поле ..............113
5.1. Отражение плоской волны от плоского отражателя .... 113
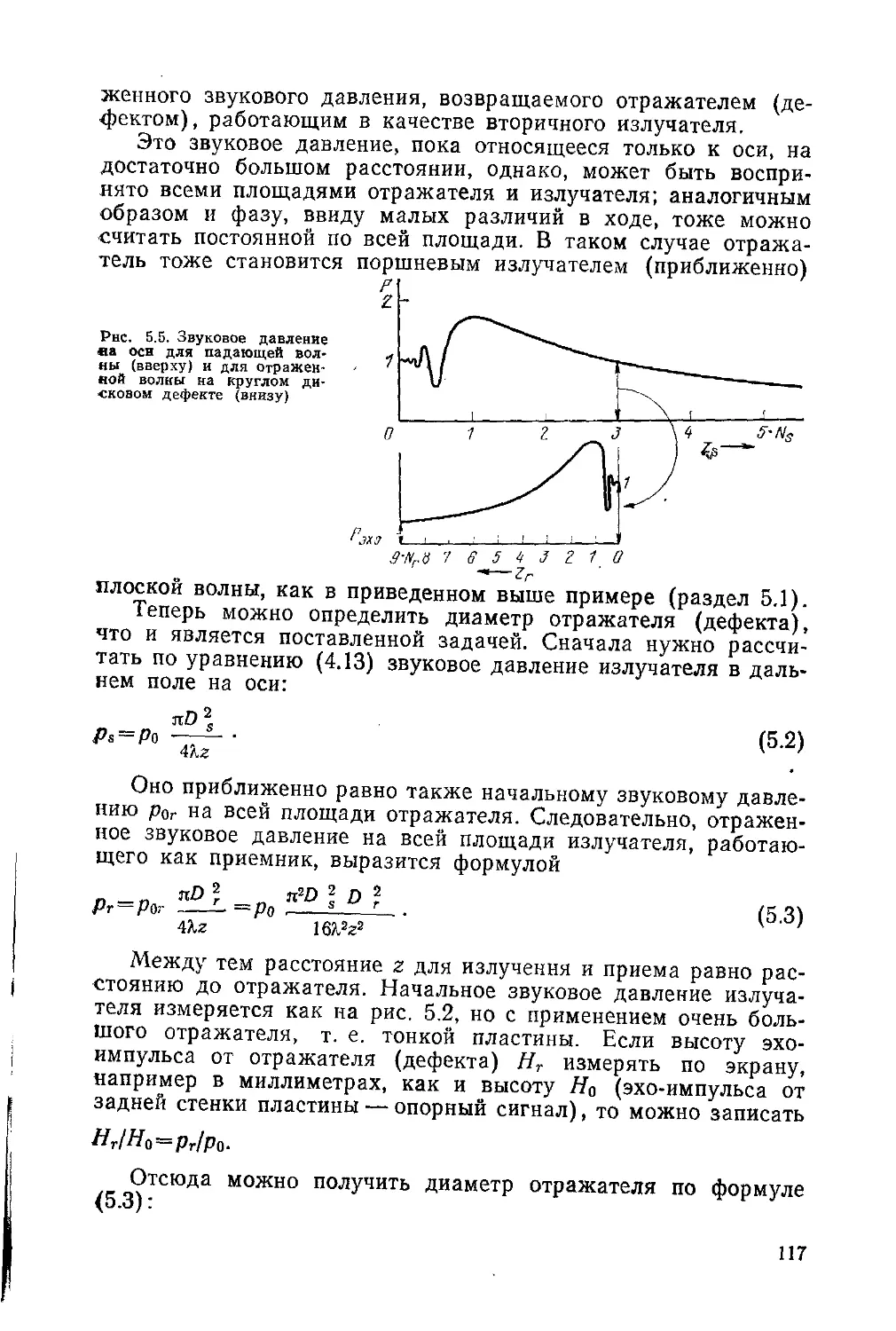
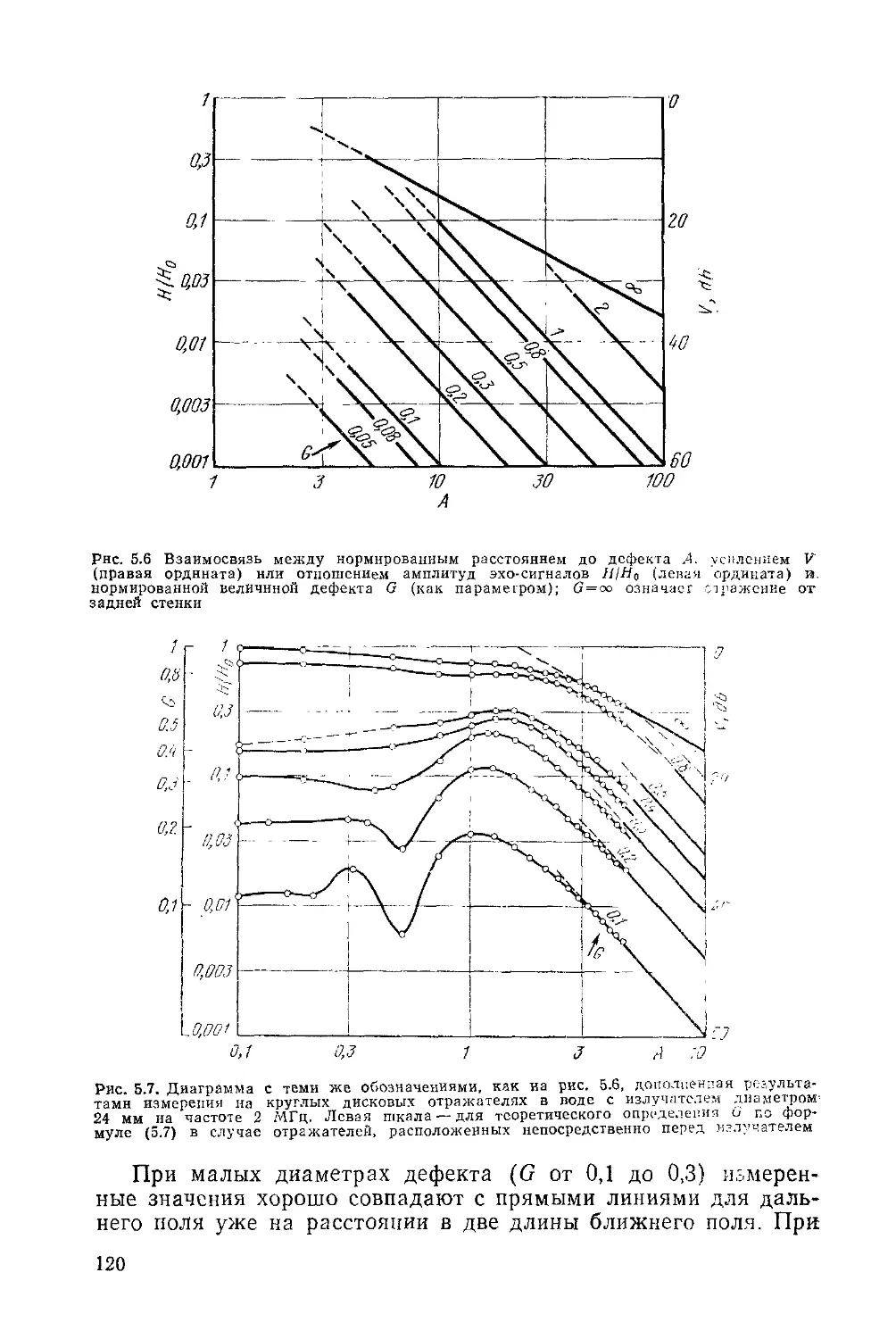
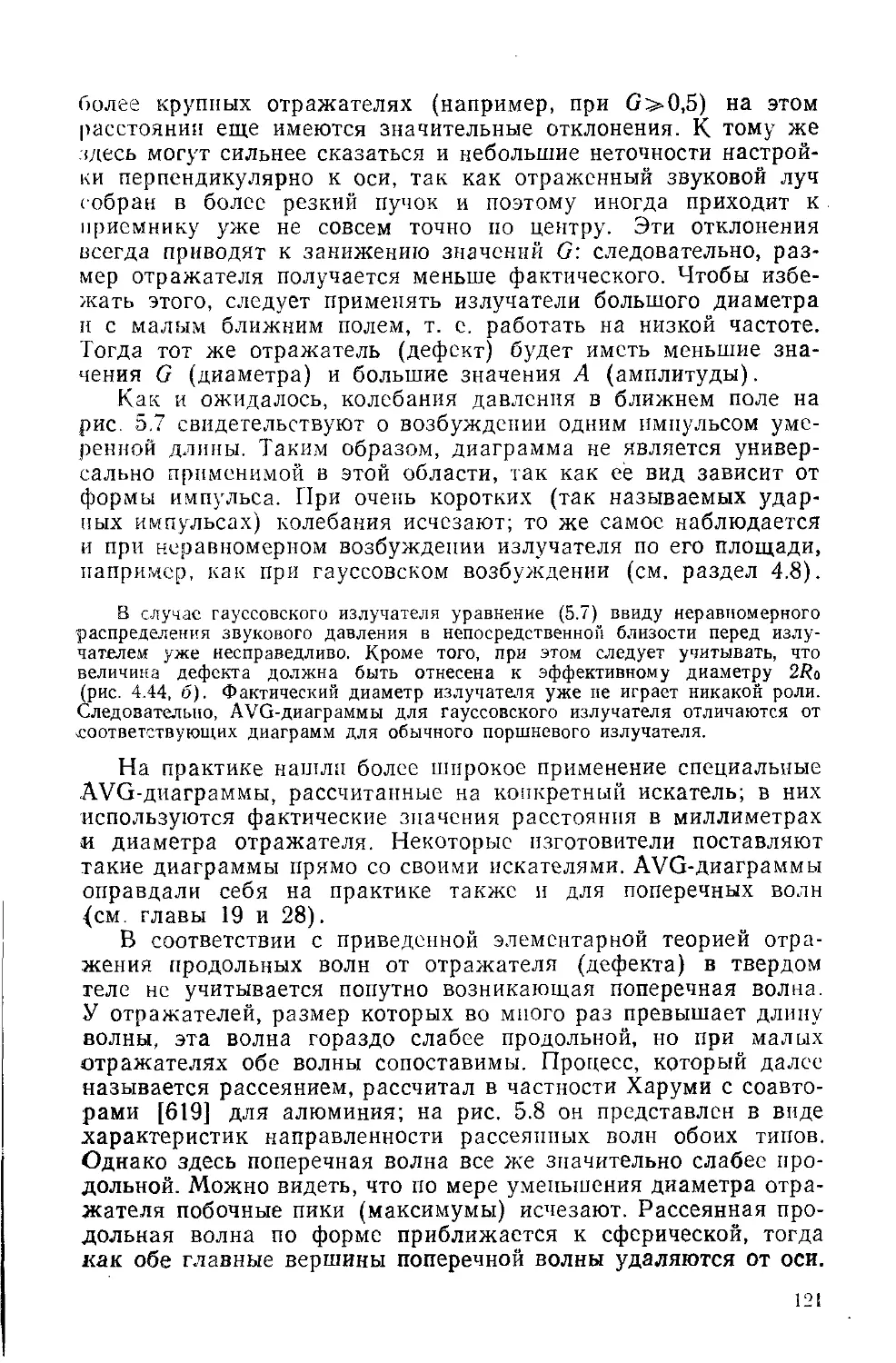
5.2. Эхо-сигнал от отражателя, AVG (АРД)-диаграмма .... 116
5.3. Тень от отражателя ....................................... 123
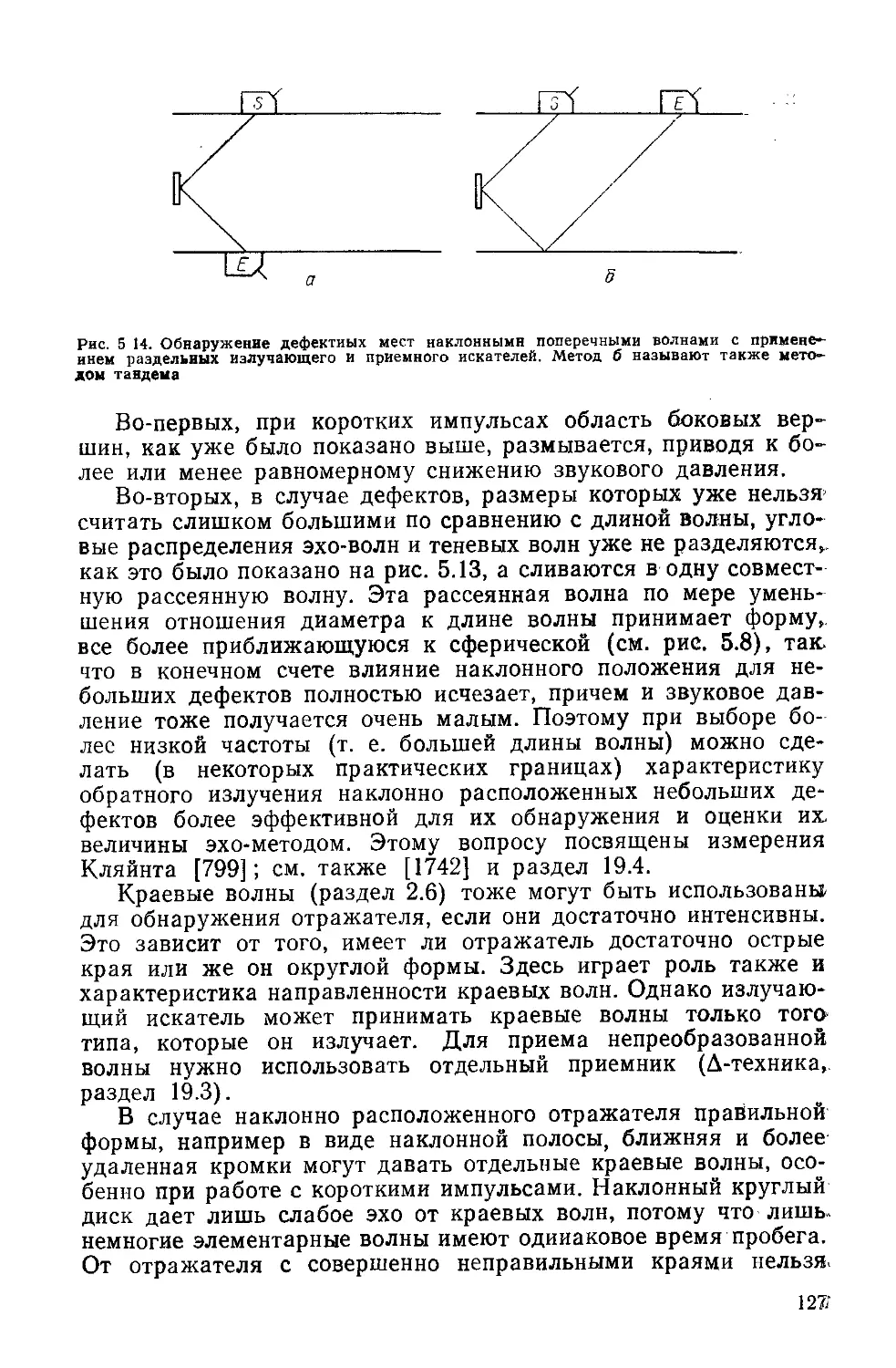
5.4. Наклонные круглые дисковые и естественные отражатели . . 125
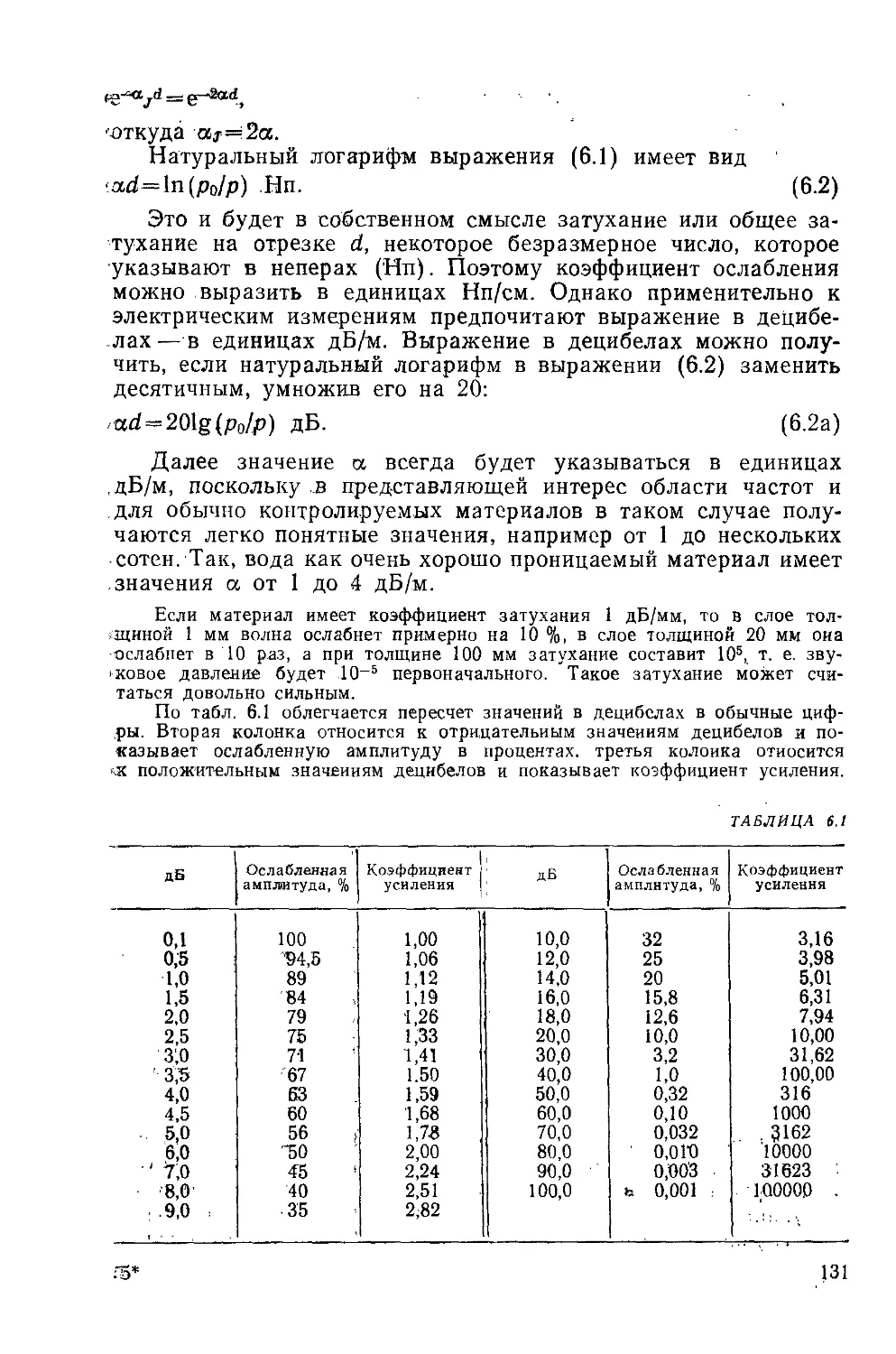
6. Ослабление ультразвуковых волн в твердых телах.................128
6.1 . Поглощение и рассеяние ................................. 128
6.2 *. Затухание в металлах. Анизотропия и литая структура . . 134
7. Пьезоэлектрические способы возбуждения и приема ультразвуковых
волн .......................................... 138
7.1. Пьезоэлектрические материалы и их свойства................ 138
* Разделы, отмеченные звездочкой (*), для начинающих менее важны
и прн изучении только элементарных сведений их можно опустить.
5
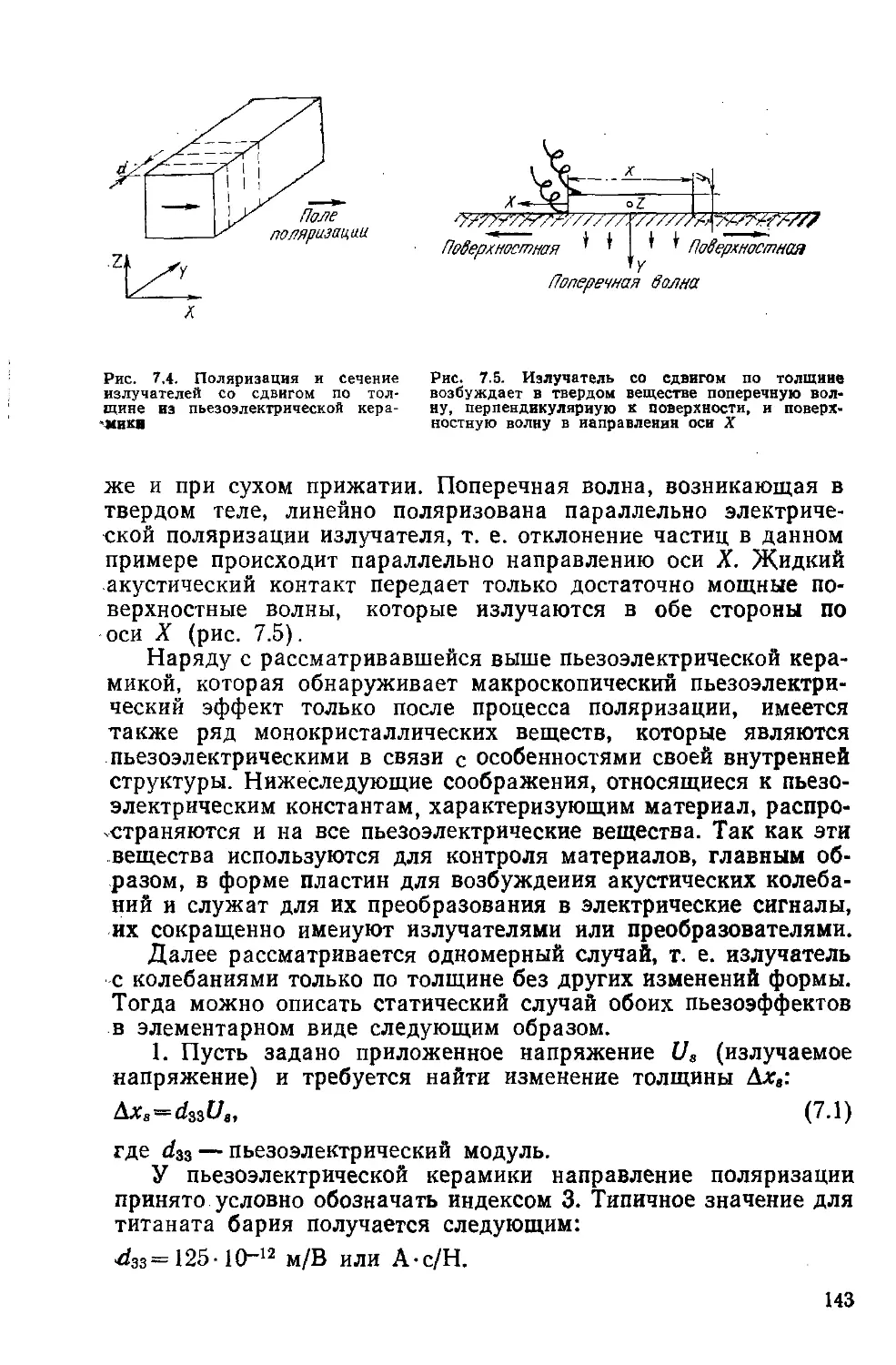
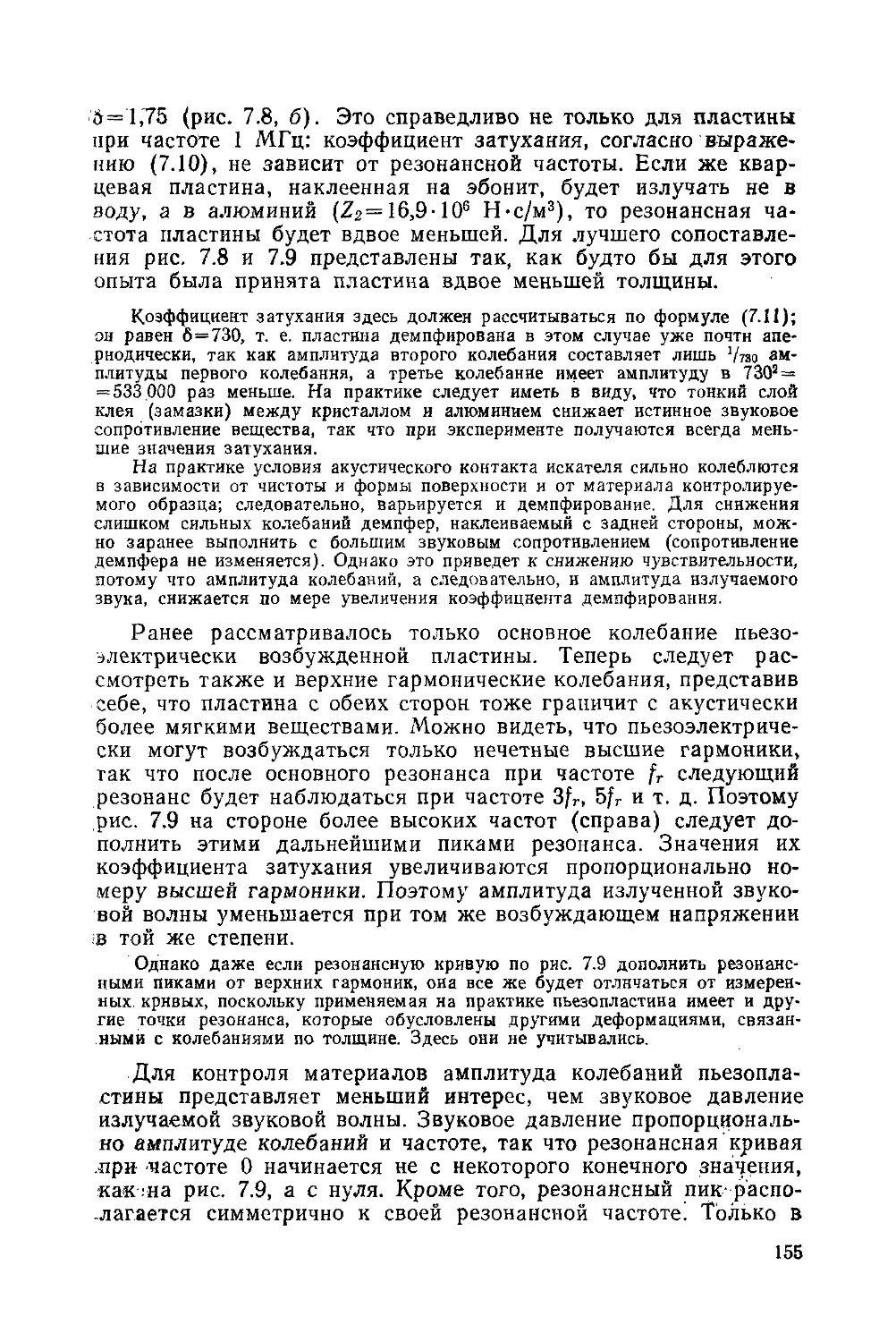
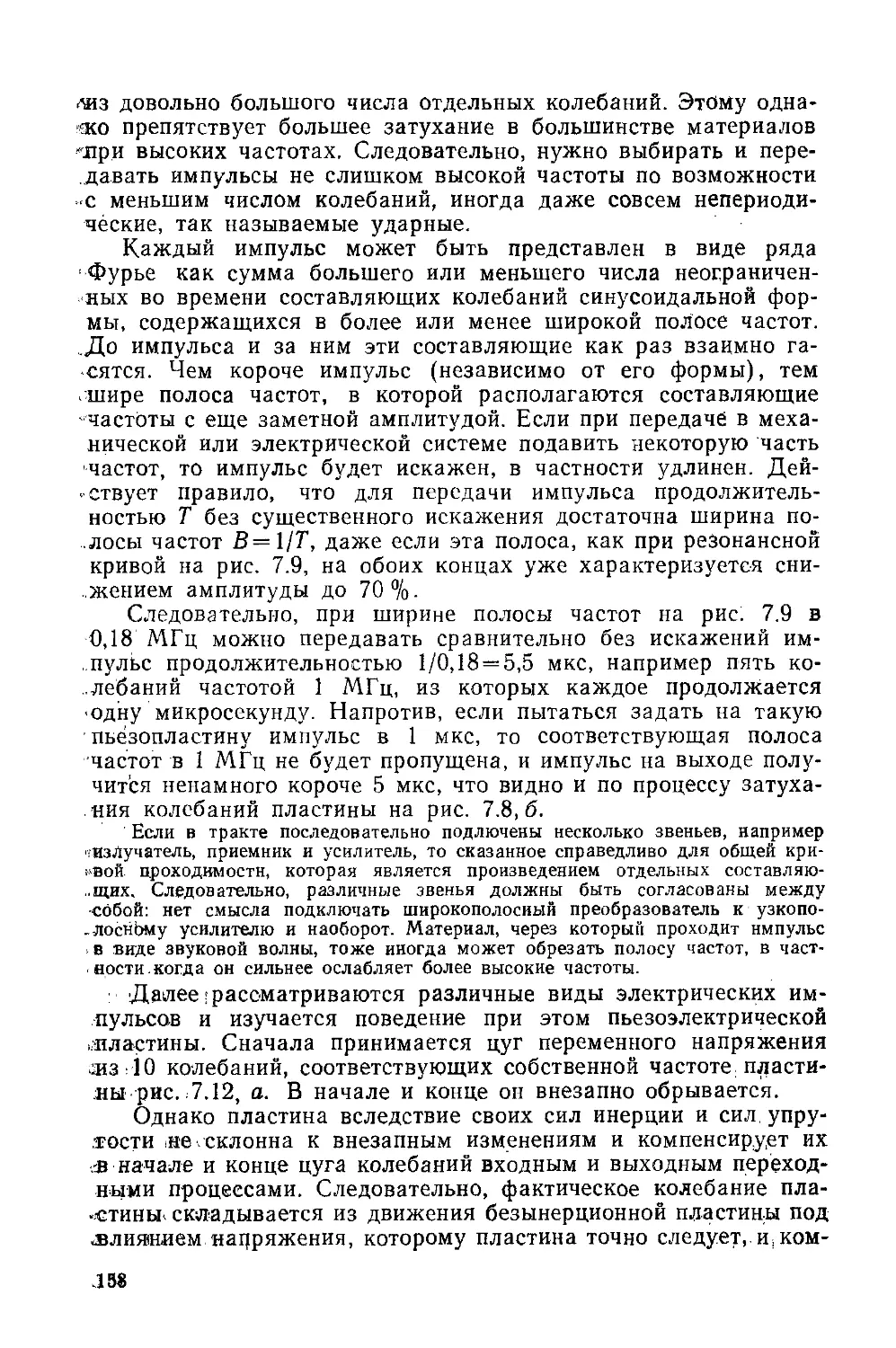
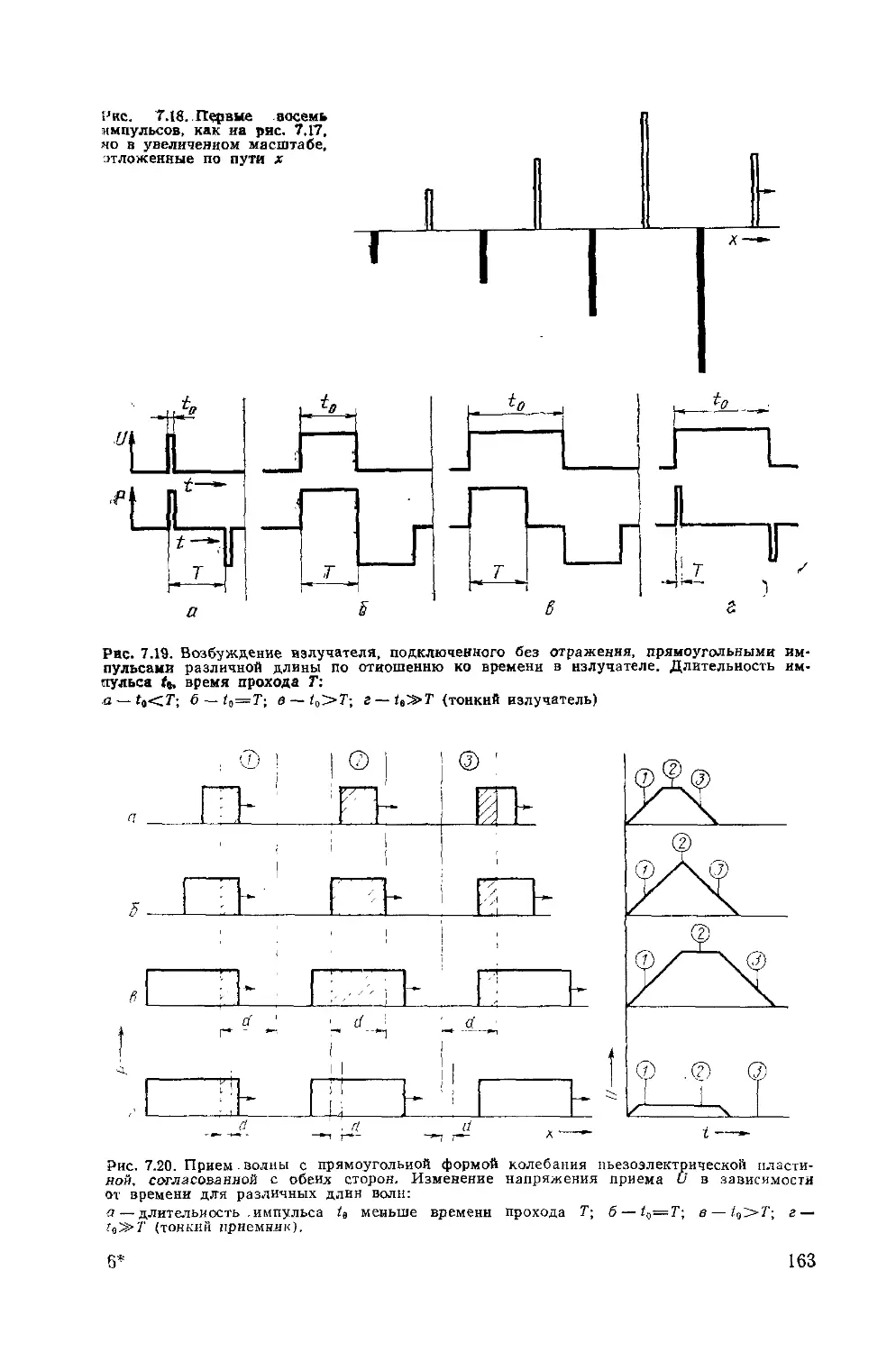
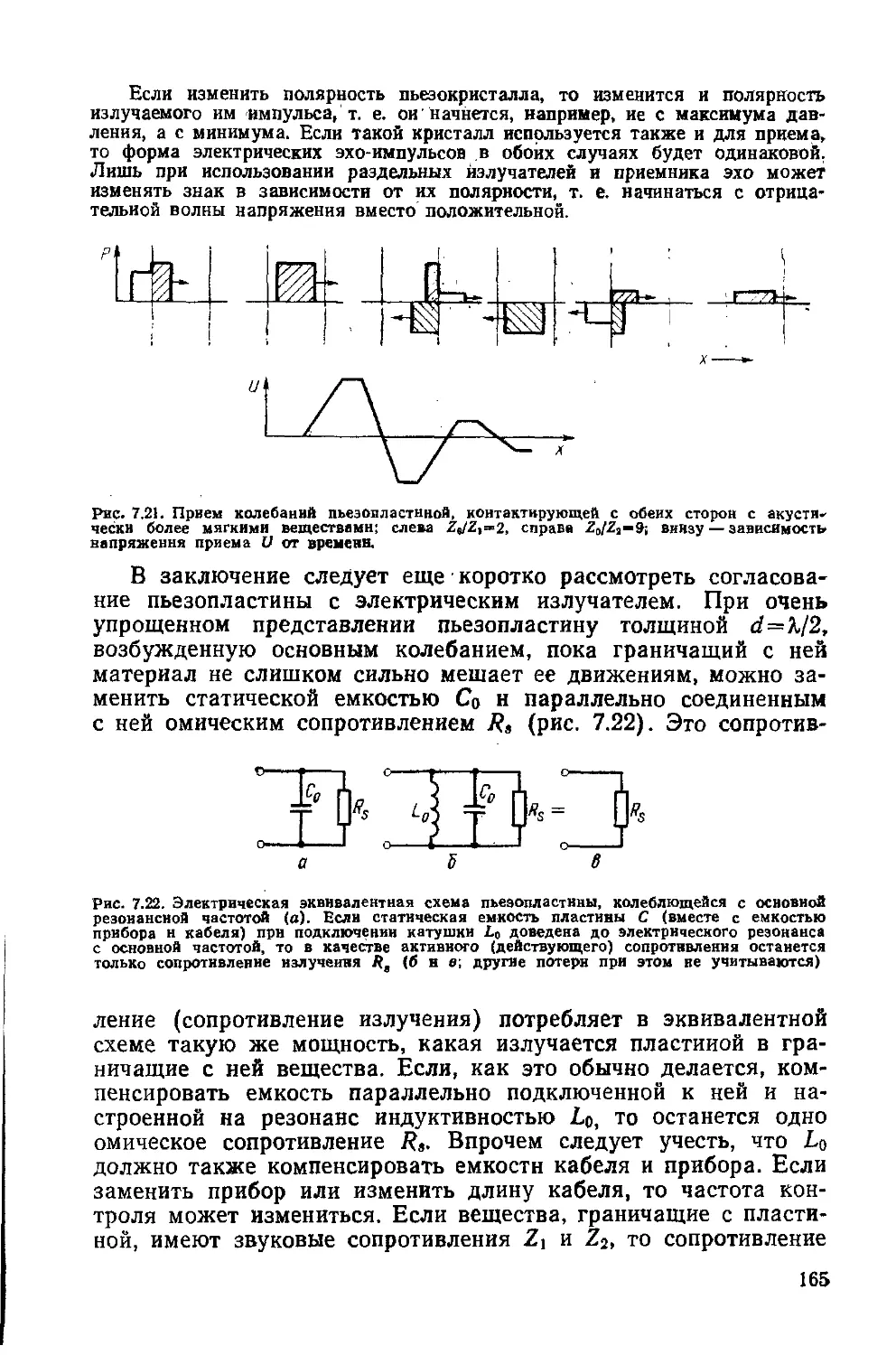
7.2. Пьезоэлектрическая пластина как излучатель н приемник ультра-
звуковых волн .......................................
7.3* . Пьезоэлектрические преобразователи при импульсном возбуж-
дении .................................................. . . .
8*. Другие методы излучения и приема ультразвуковых волн . . .
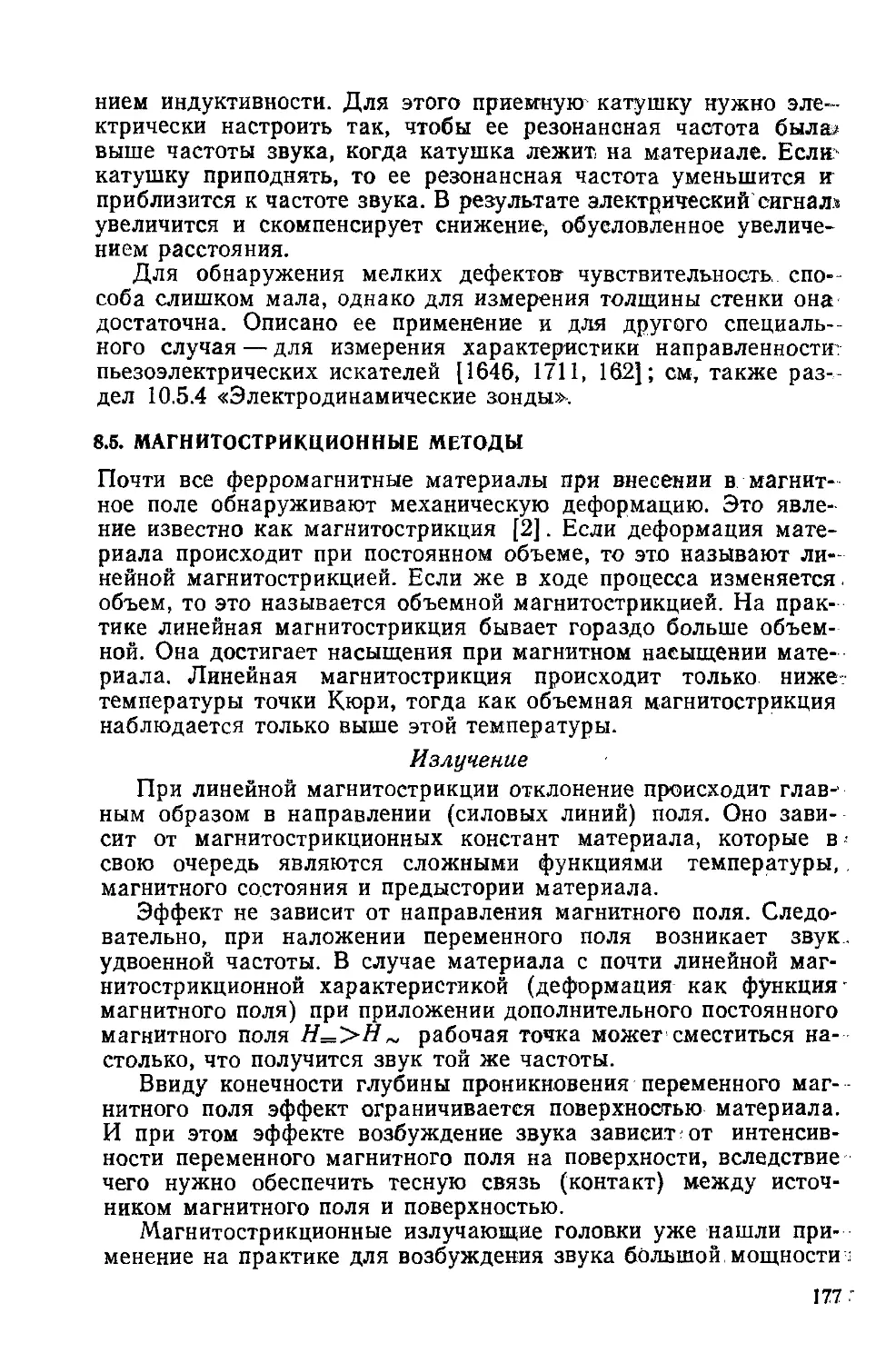
8.1. Механические эффекты.....................................
8.2. Термические эффекты......................................
8.3 Электростатические методы.................................
8.4. Электродинамические методы...............................
8.5. Магнитострикционные методы...............................
8.6. Оптические методы........................................
150
157
166
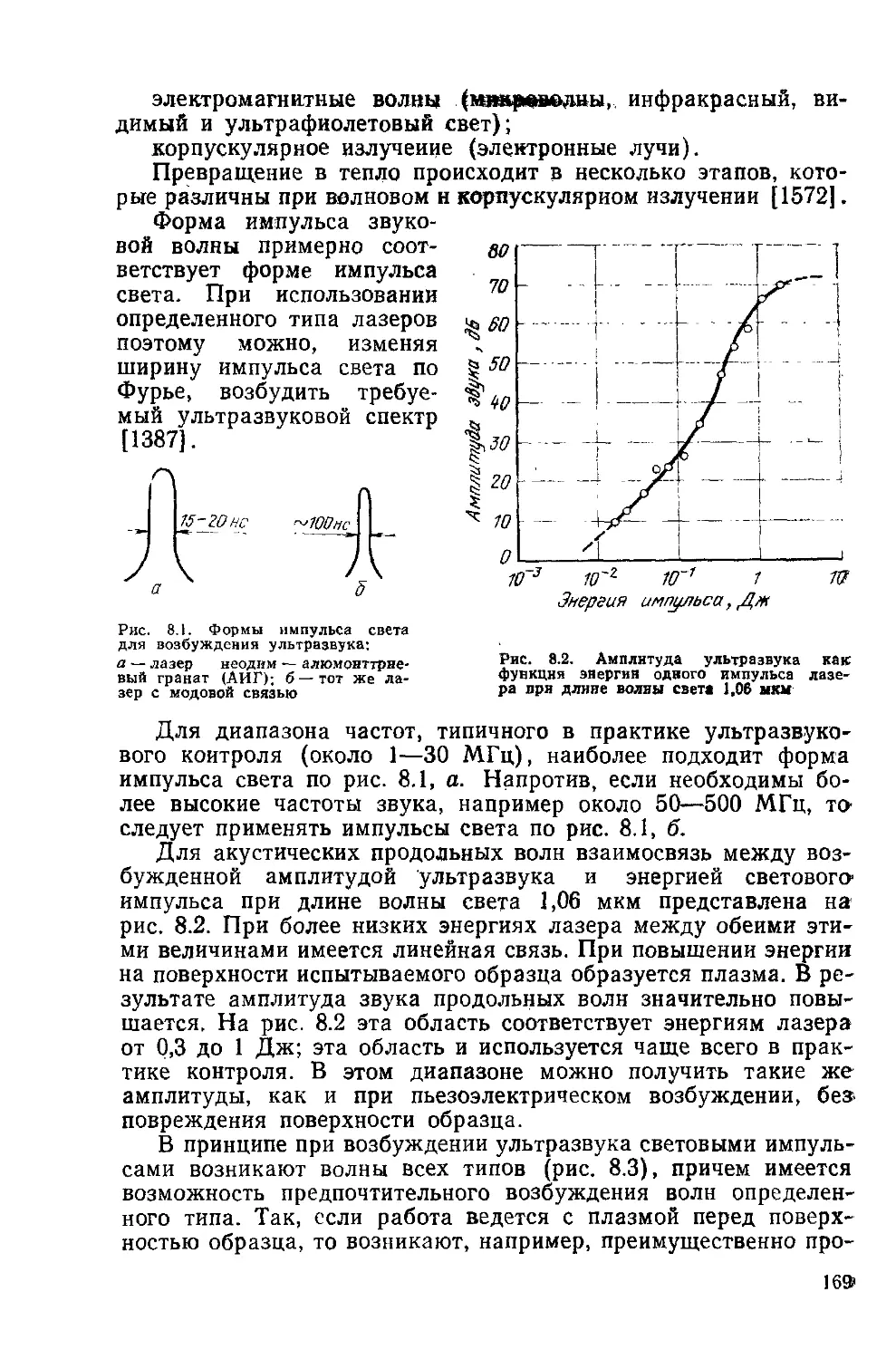
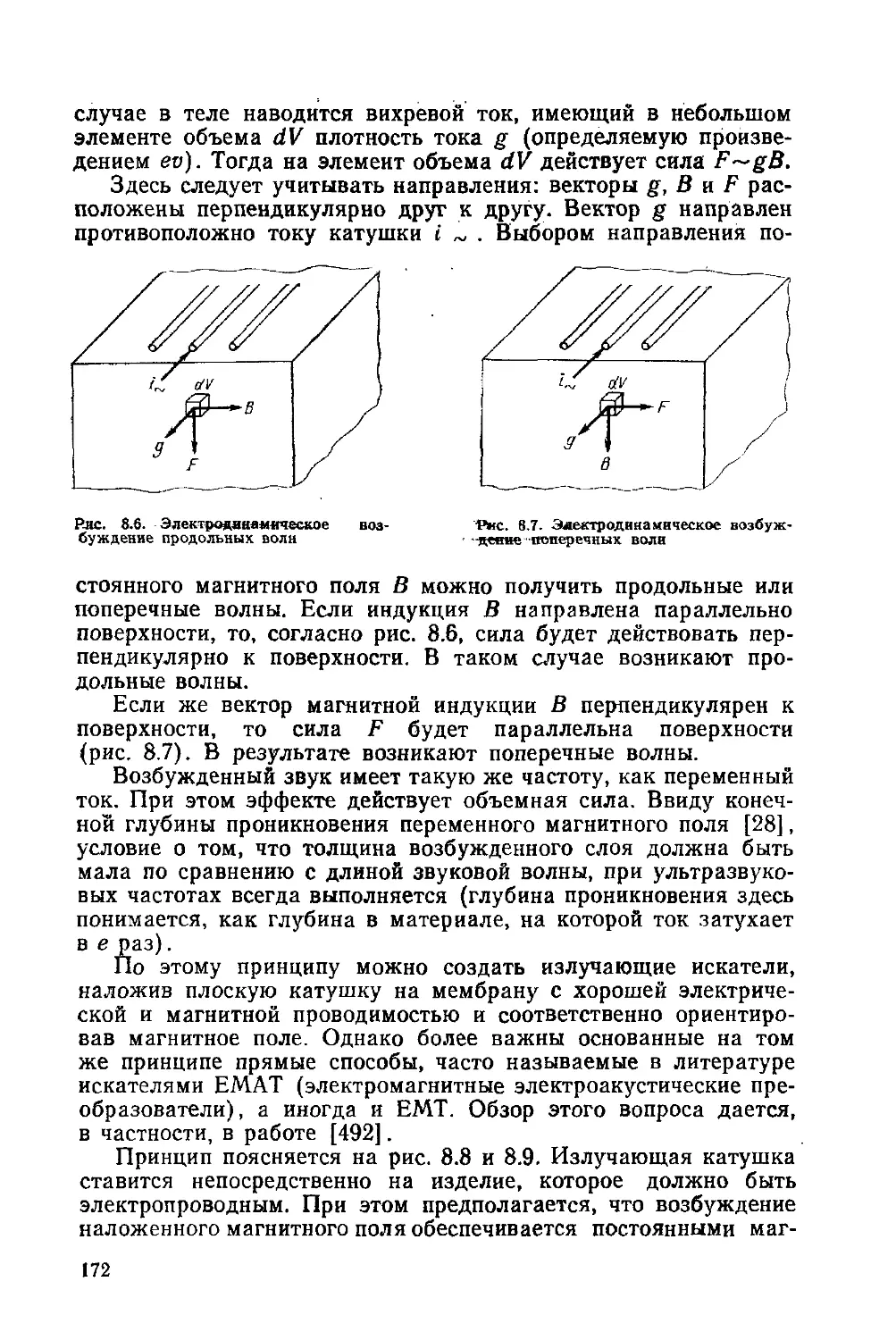
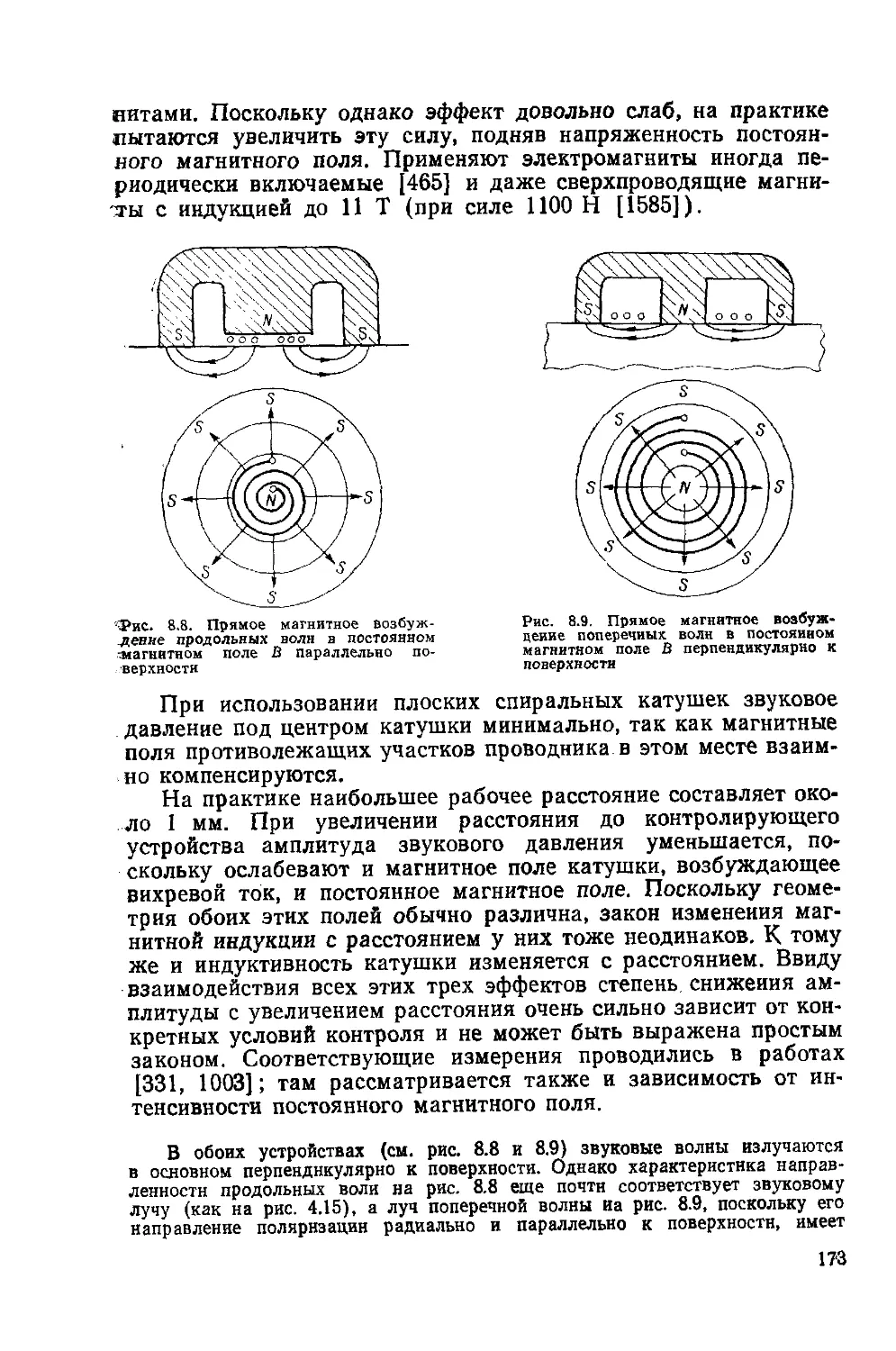
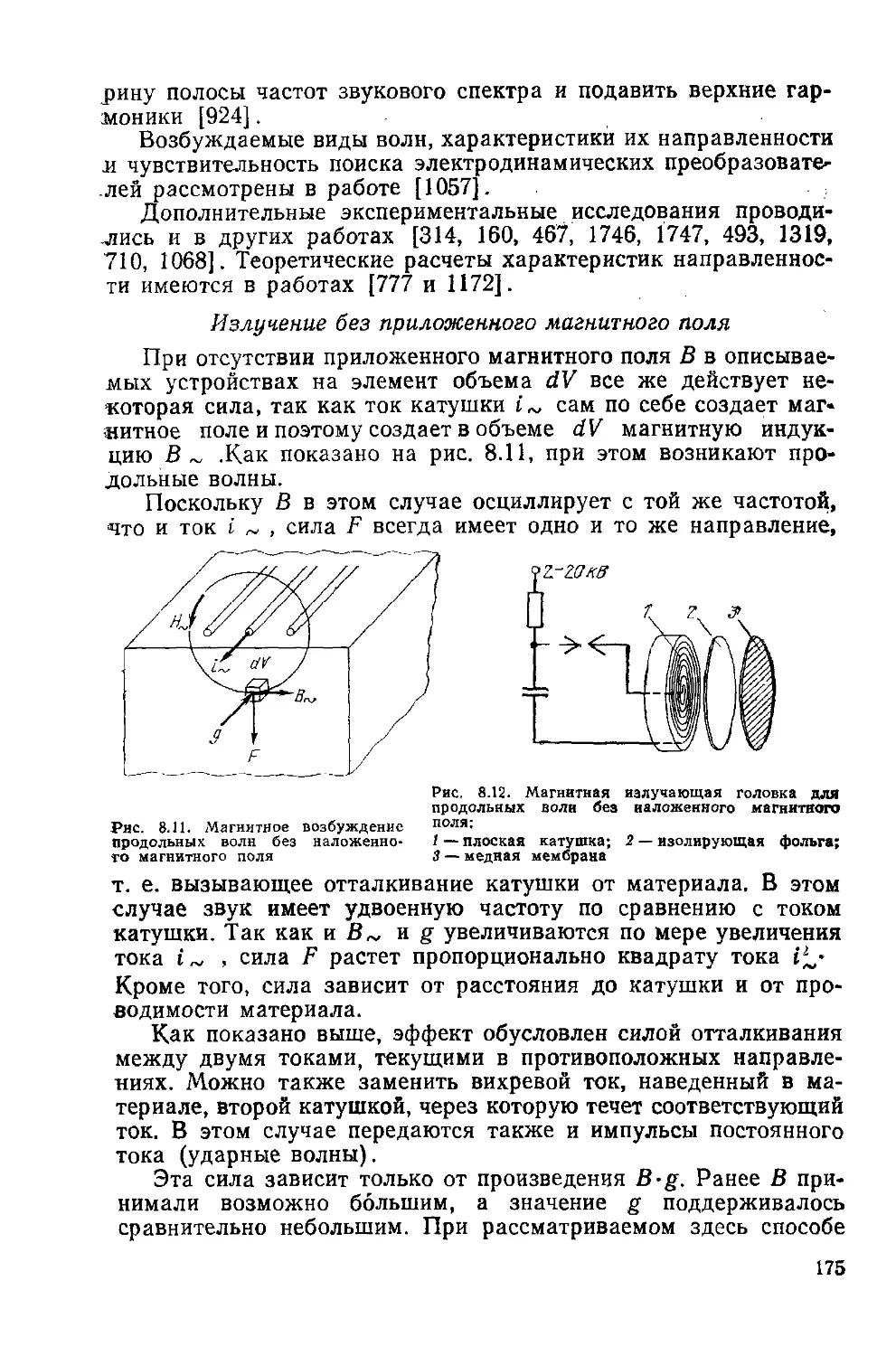
168
168
171
171
177
180
ЧАСТЬ Б
МЕТОДЫ И ПРИБОРЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
МАТЕРИАЛОВ
9. Обзор и история развития........................................ 188
9.1. Обзорная таблица........................................... 188
9.2. История развития........................................... 190
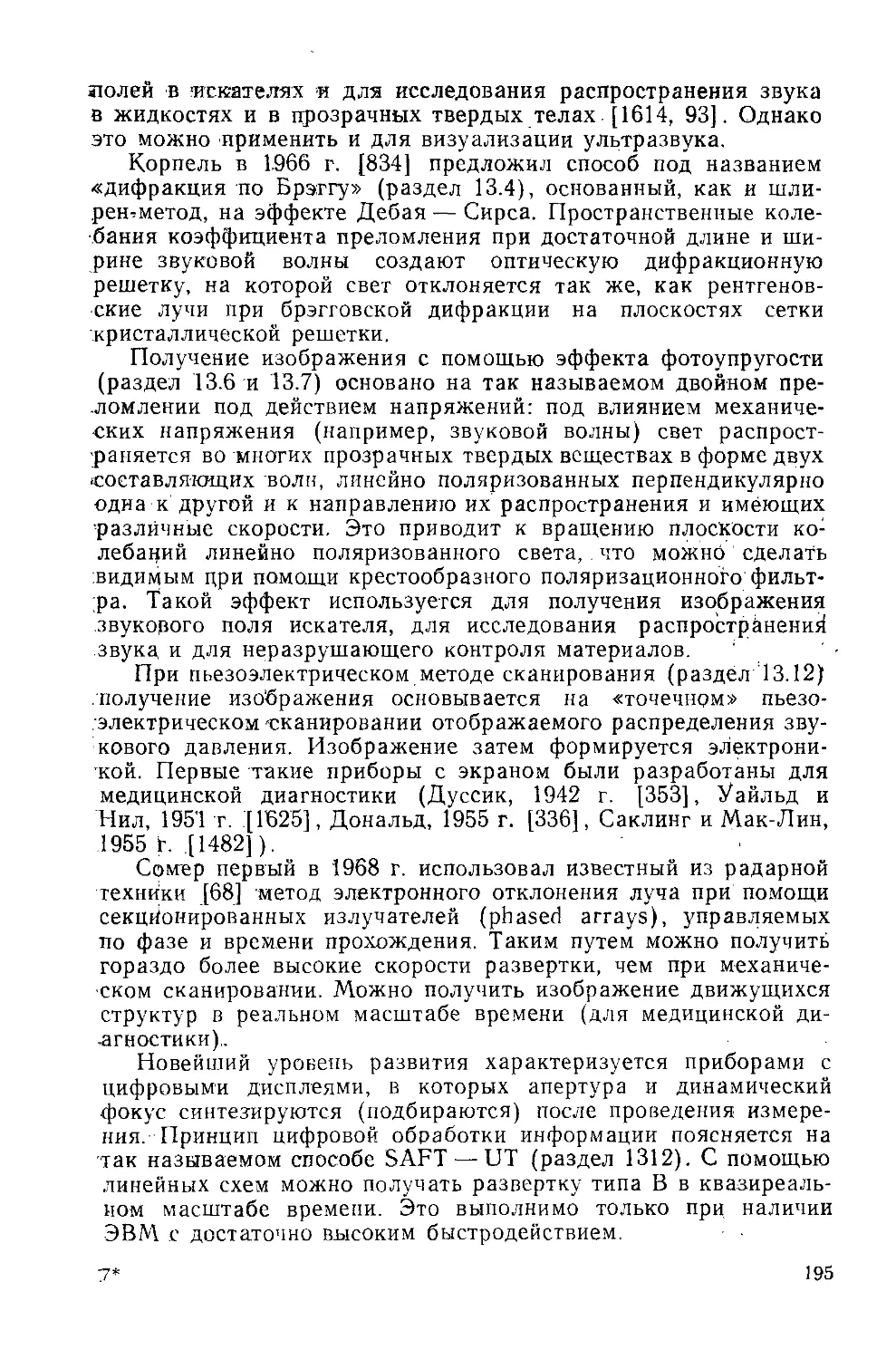
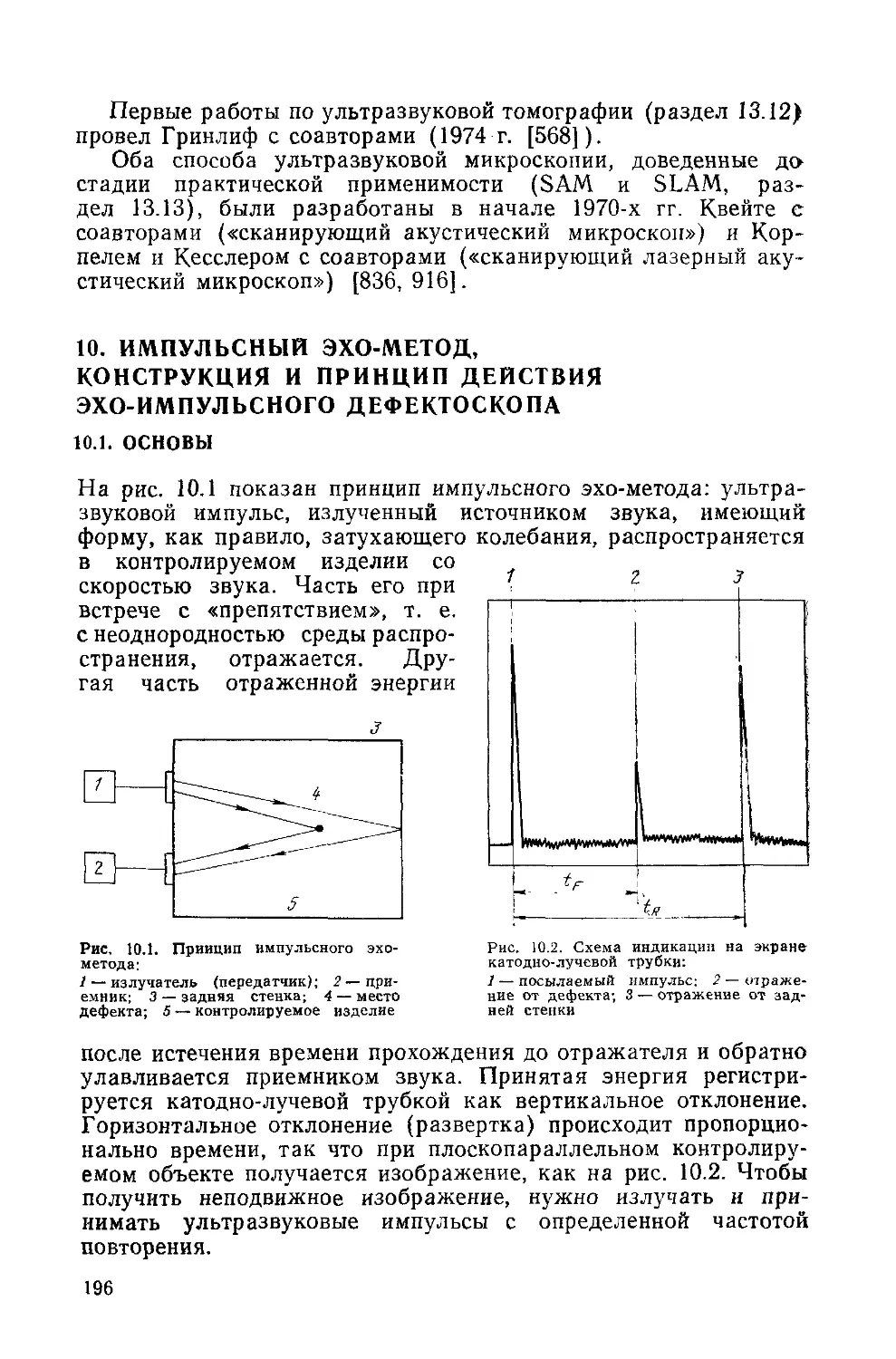
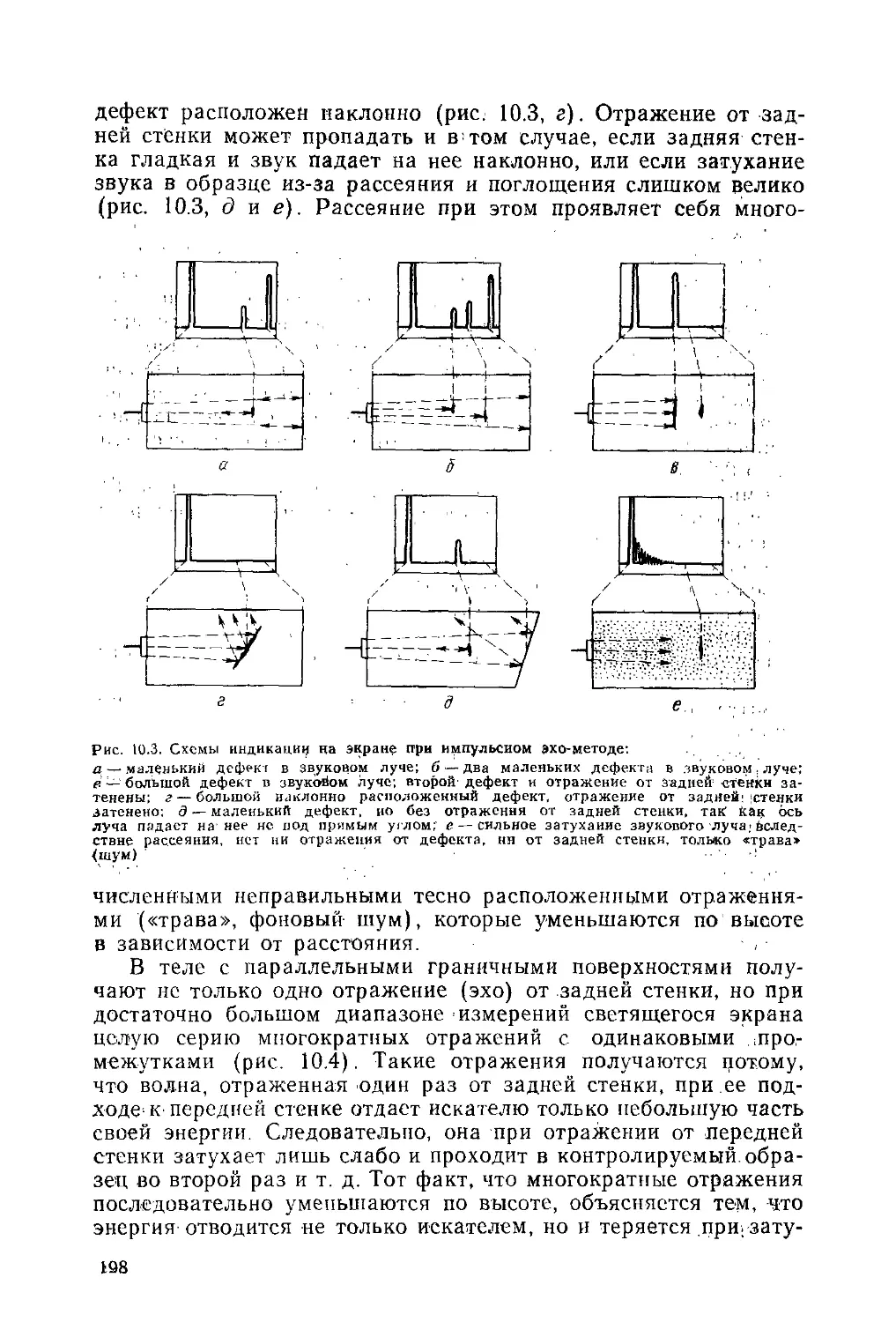
10. Импульсный эхо-метод, конструкция и принцип действия эхо-им-
пульсного дефектоскопа............................................. 196
10.1. Основы ................................................... 196
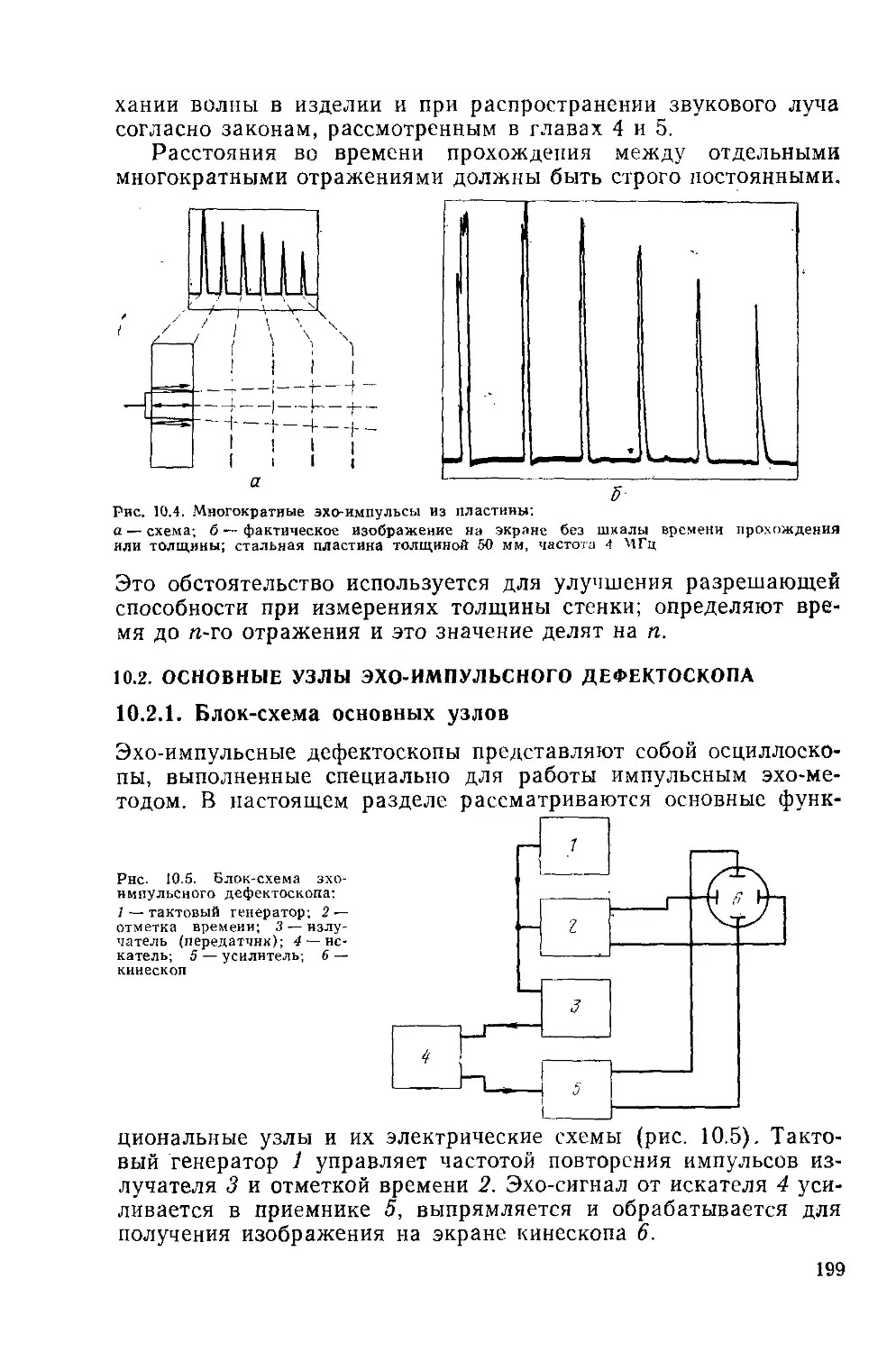
10.2. Основные узлы эхо-импульсного дефектоскопа................ 199
10.2.1. Блок-схема основных узлов.......................... 199
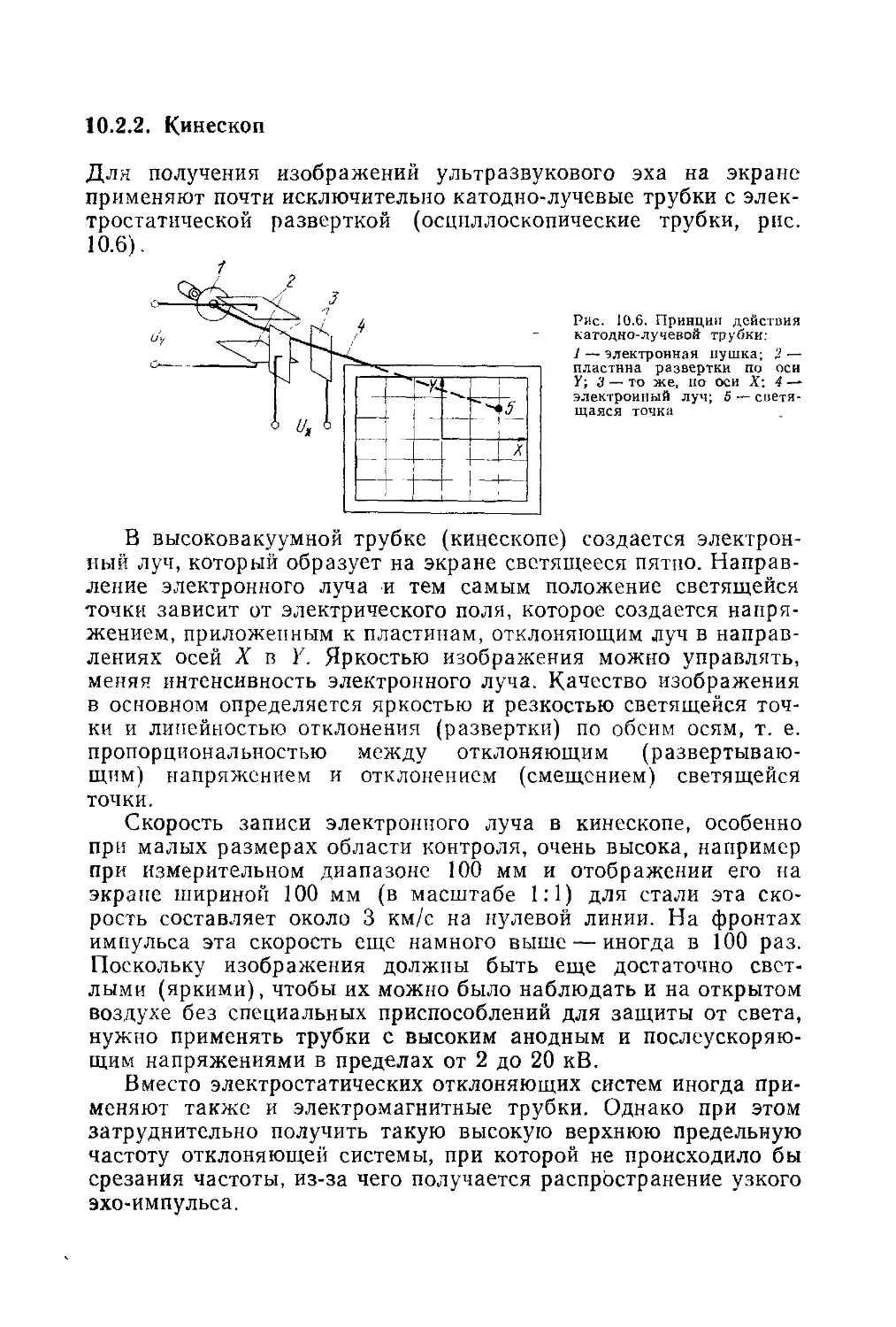
10.2.2. Кинескоп.......................................... 200
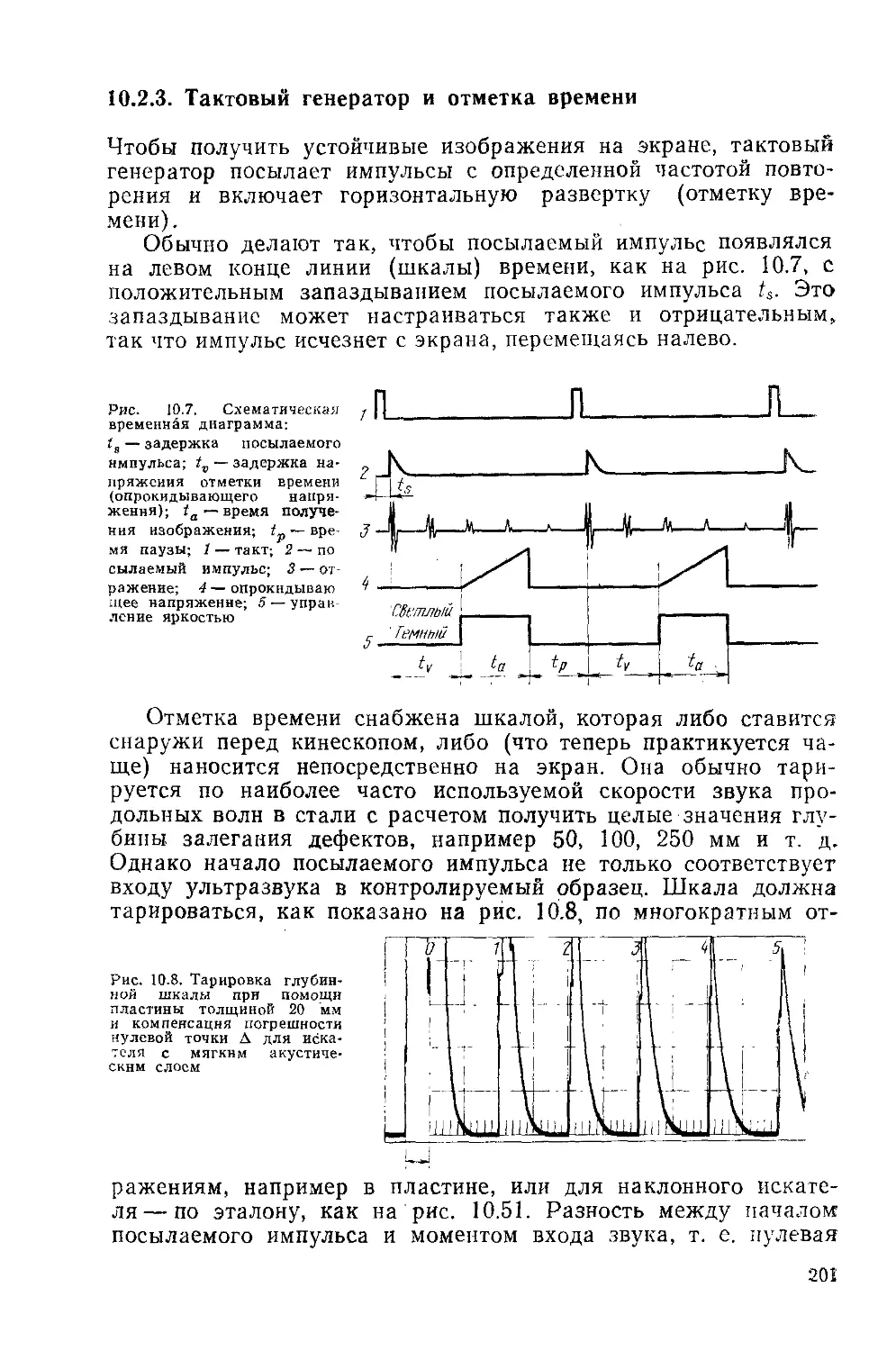
10.2.3. Тактовый генератор и отметка времени................201
10.2.4. Излучатель ..................................205
10.2.5. Приемник............................................207
10.3. Специальные функциональные узлы для автоматизированной
обработки результатов ........................................ 211
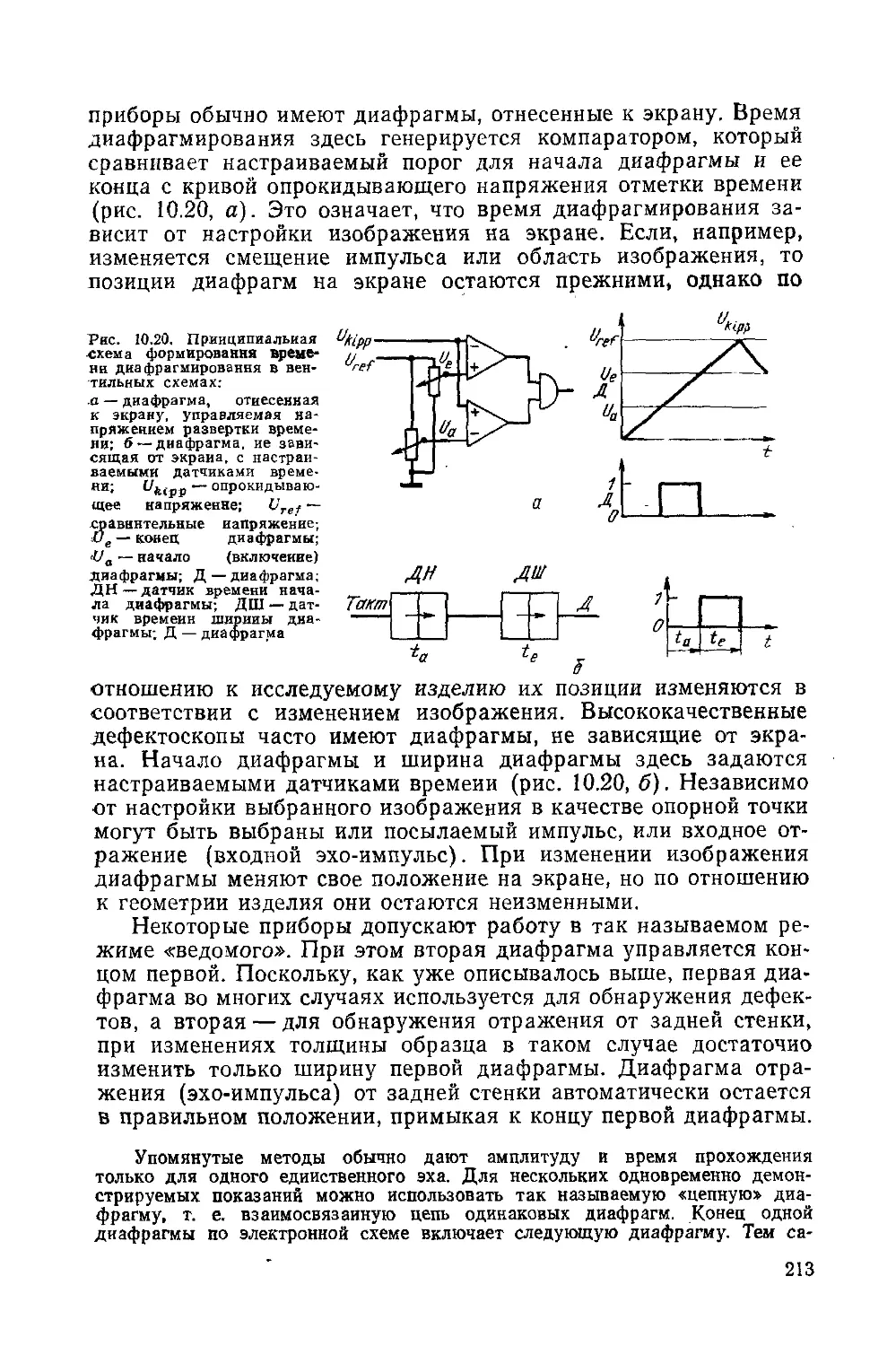
10.3.1. Вентильные схемы....................................211
10.3.2. Снижение эхо-импульса от задней стенки..............215
10.3.3. Регистрирующий усилитель, накопитель пиковых зна-
чений .....................................................216
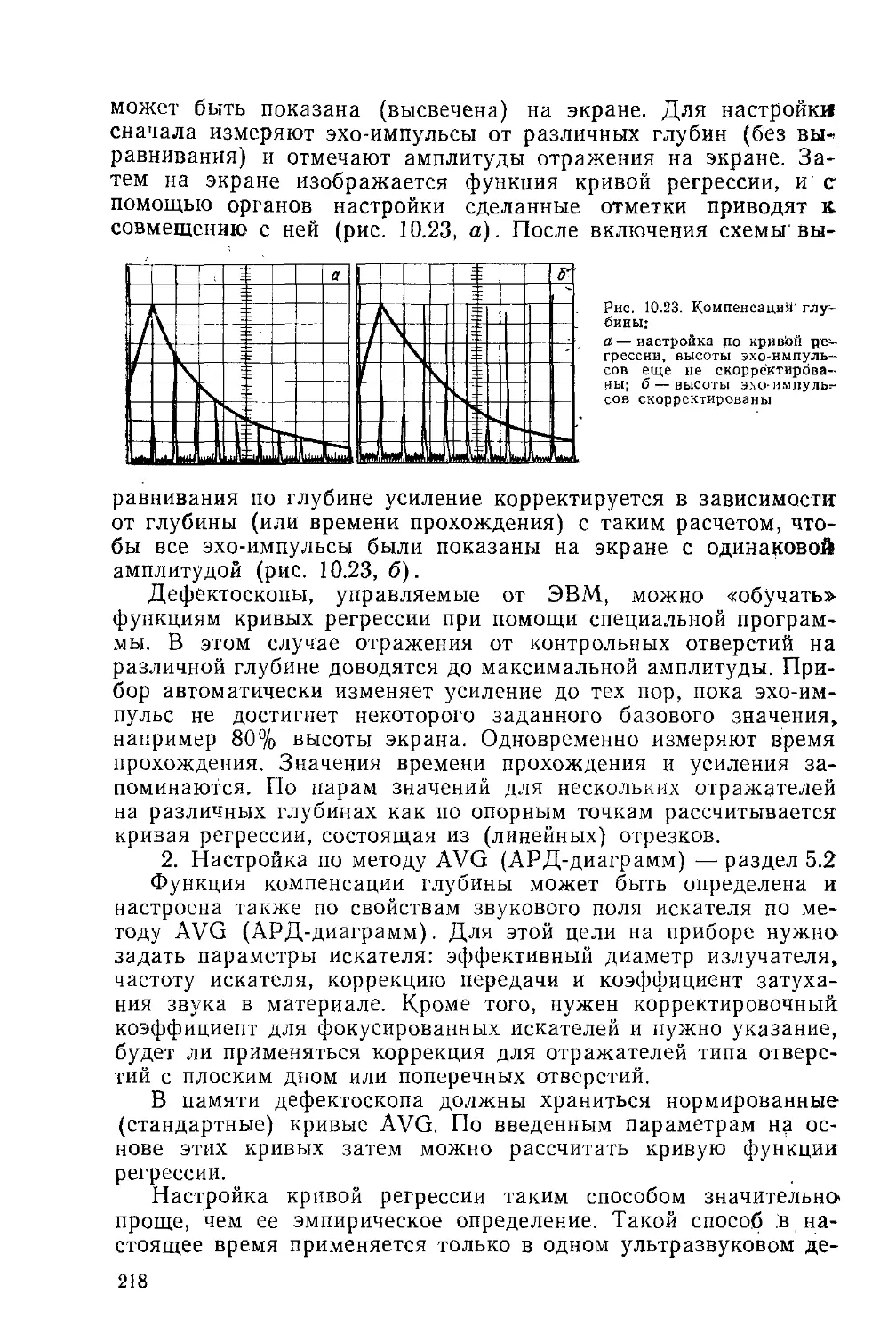
10.3.4. Выравнивание по глубине; диафрагма, зависящая от
глубины................................................217
10.3.5. Приставки для измерения толщины стенки.........219
10.3.6. Приставки и способы оформления документации резуль-
татов измерений........................................221
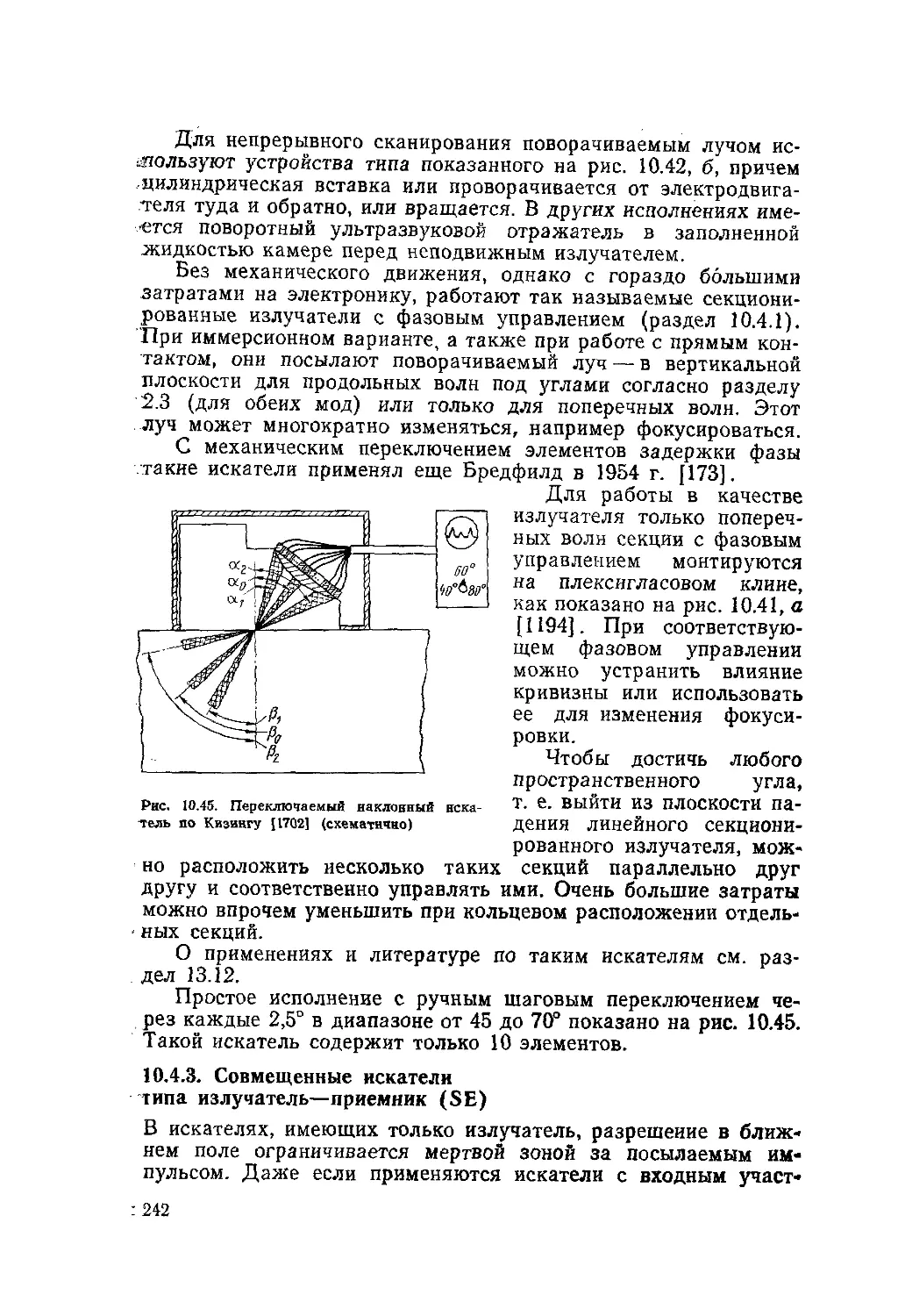
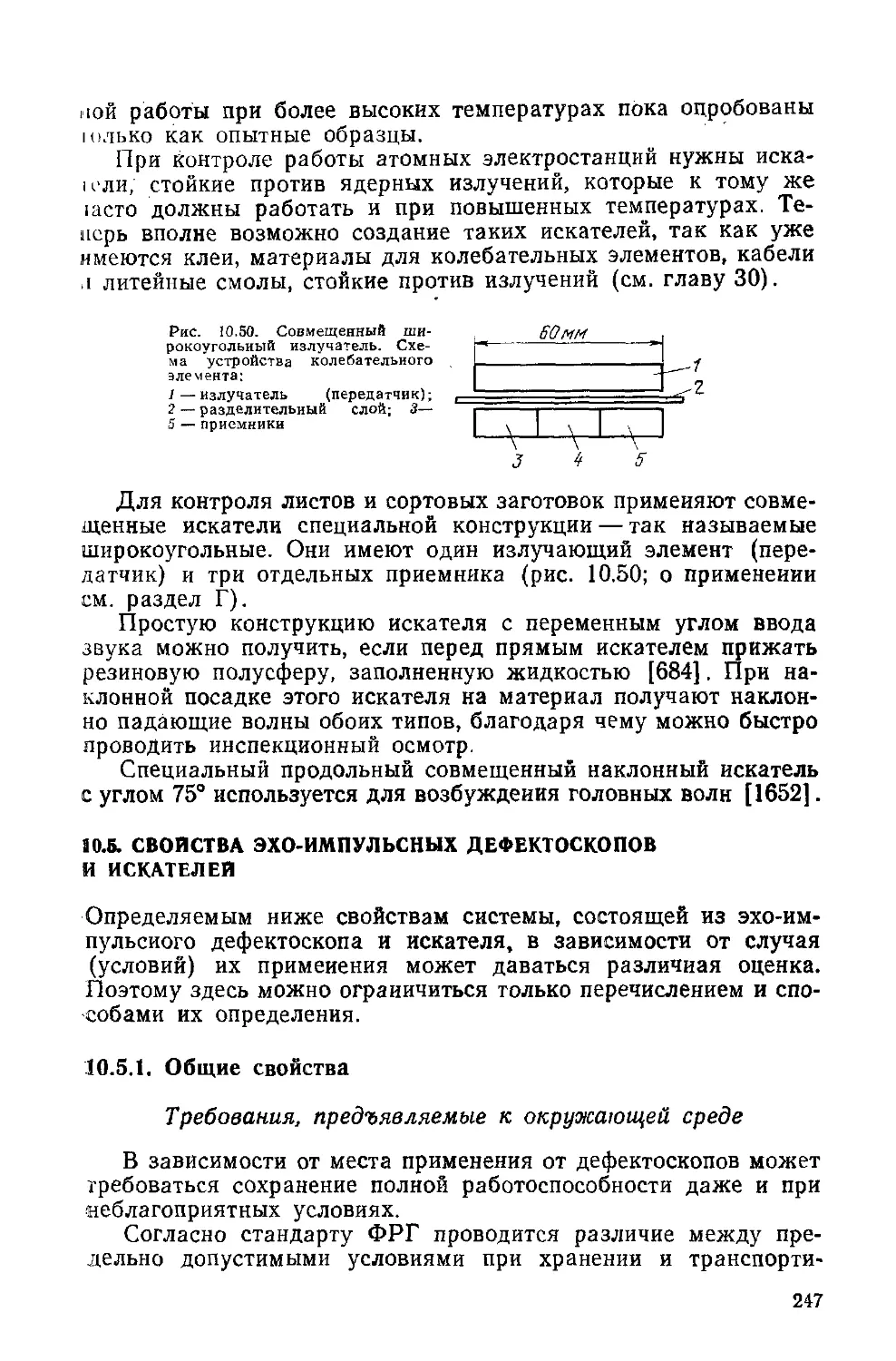
10.4. Искатели..............................................224
10.4.1. Прямые искатели с одним излучателем............224
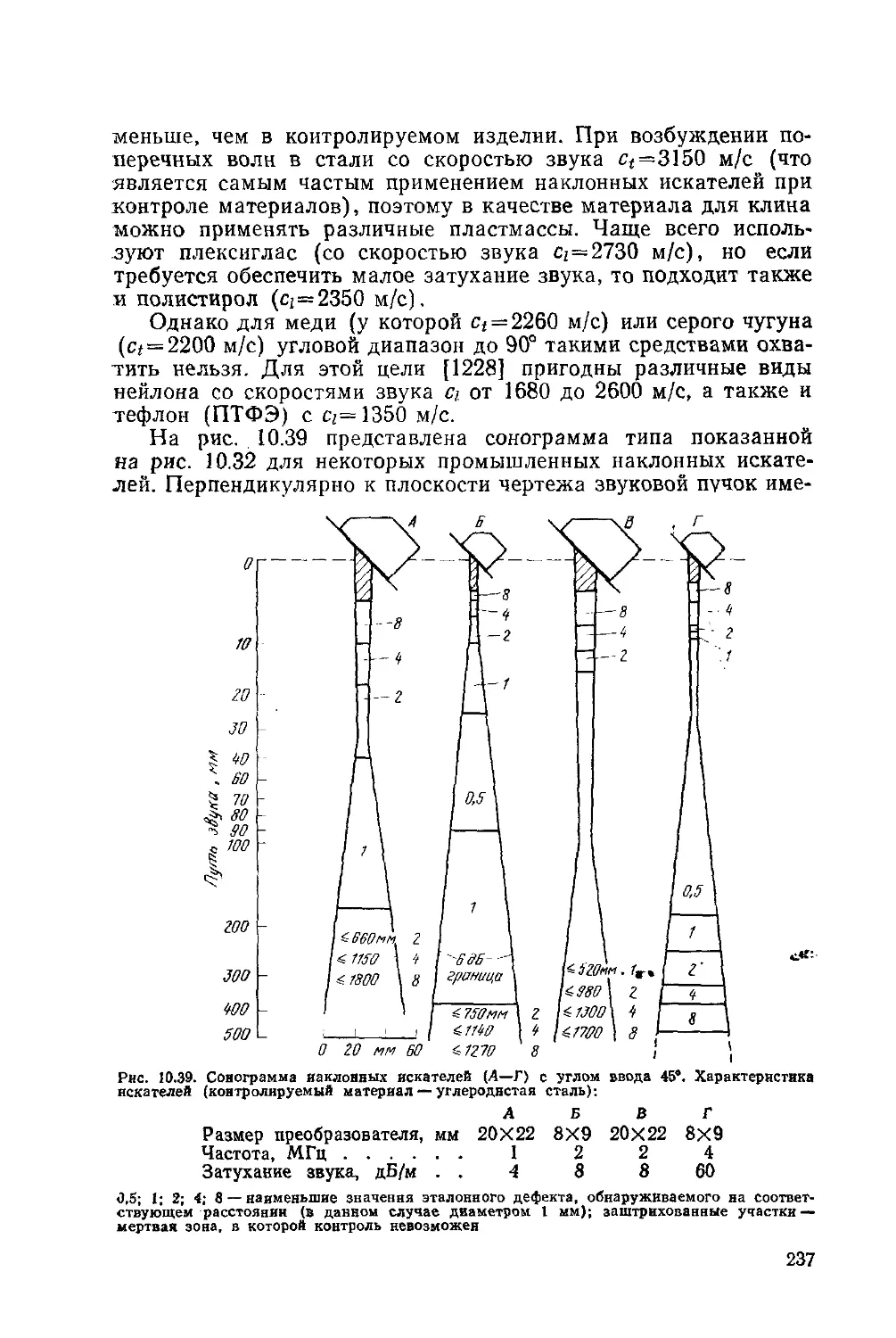
10.4.2. Наклонные искатели с одним излучателем.........235
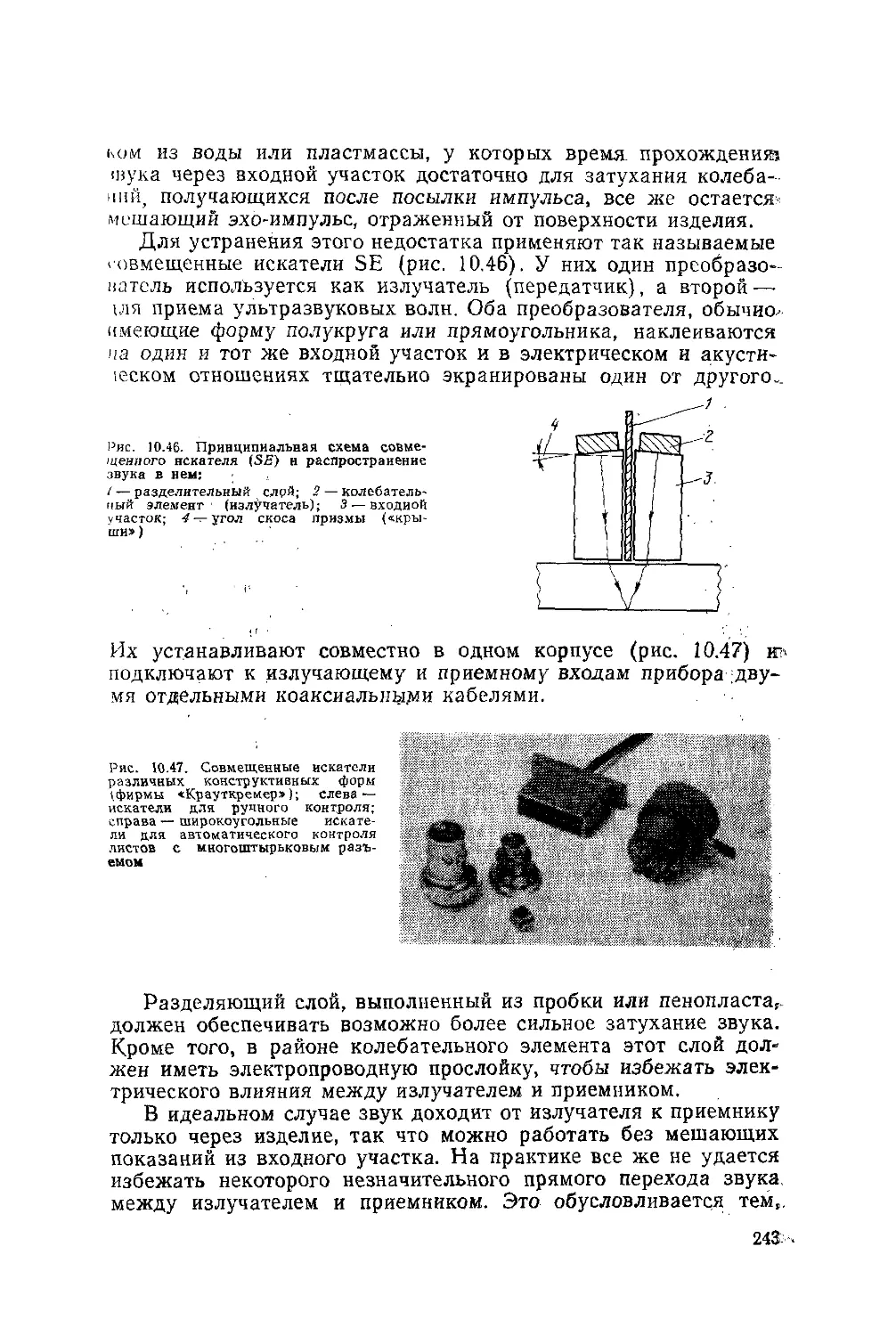
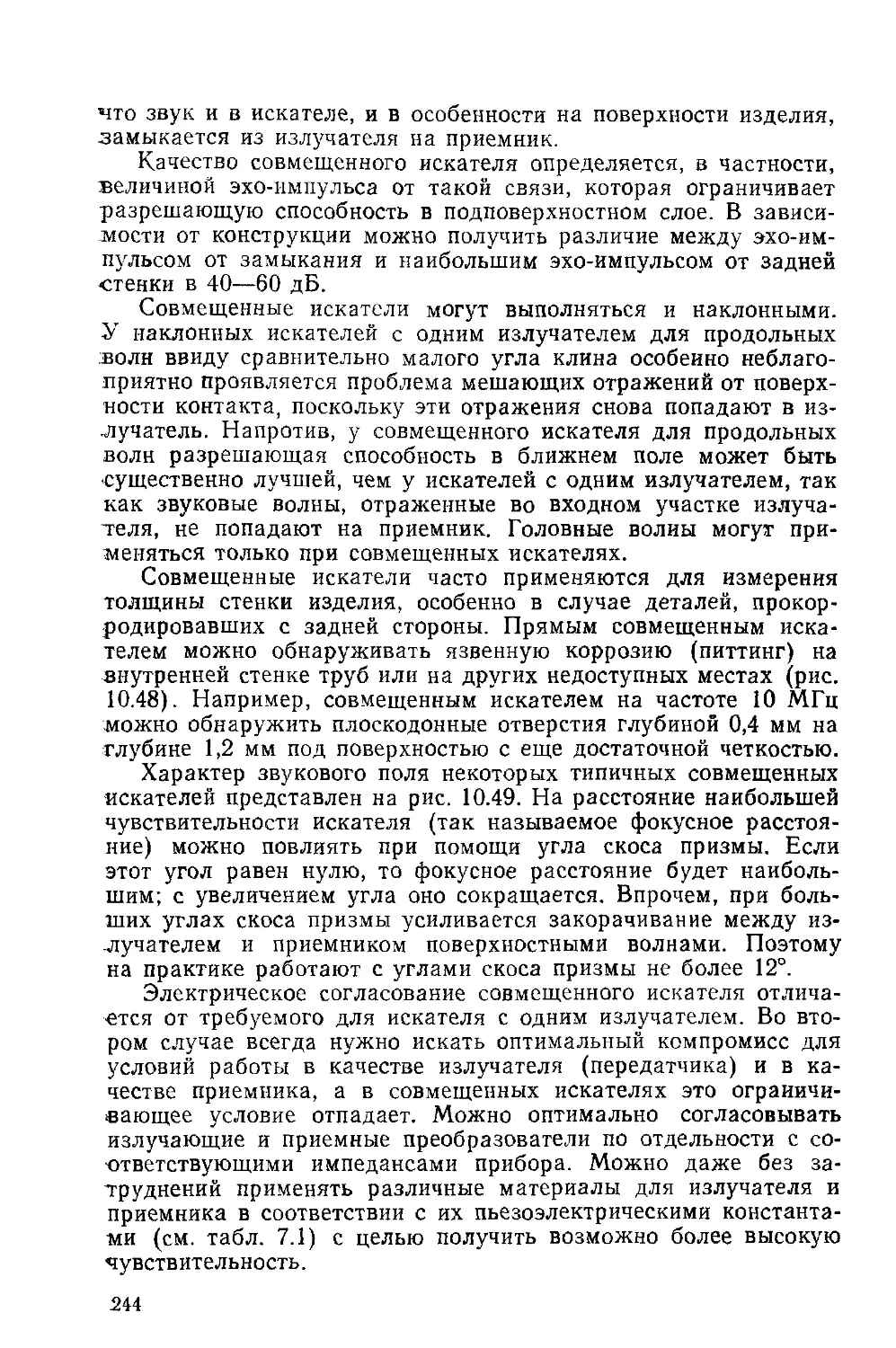
10.4.3. Совмещенные искатели типа излучатель—приемник (SE) 242
10.4.4. Специальные искатели...........................246
10.5. Свойства эхо-импульсных дефектоскопов и искателей . . . 247
10.5.1. Общие свойства.................................247
10.5.2. Специфические свойства при работе..............249
10.5.3 Способы определения свойств.....................250
10.5.3.1. Свойства системы получения изображения . . 251
10.5.3.2. Свойства усилителя.....................252
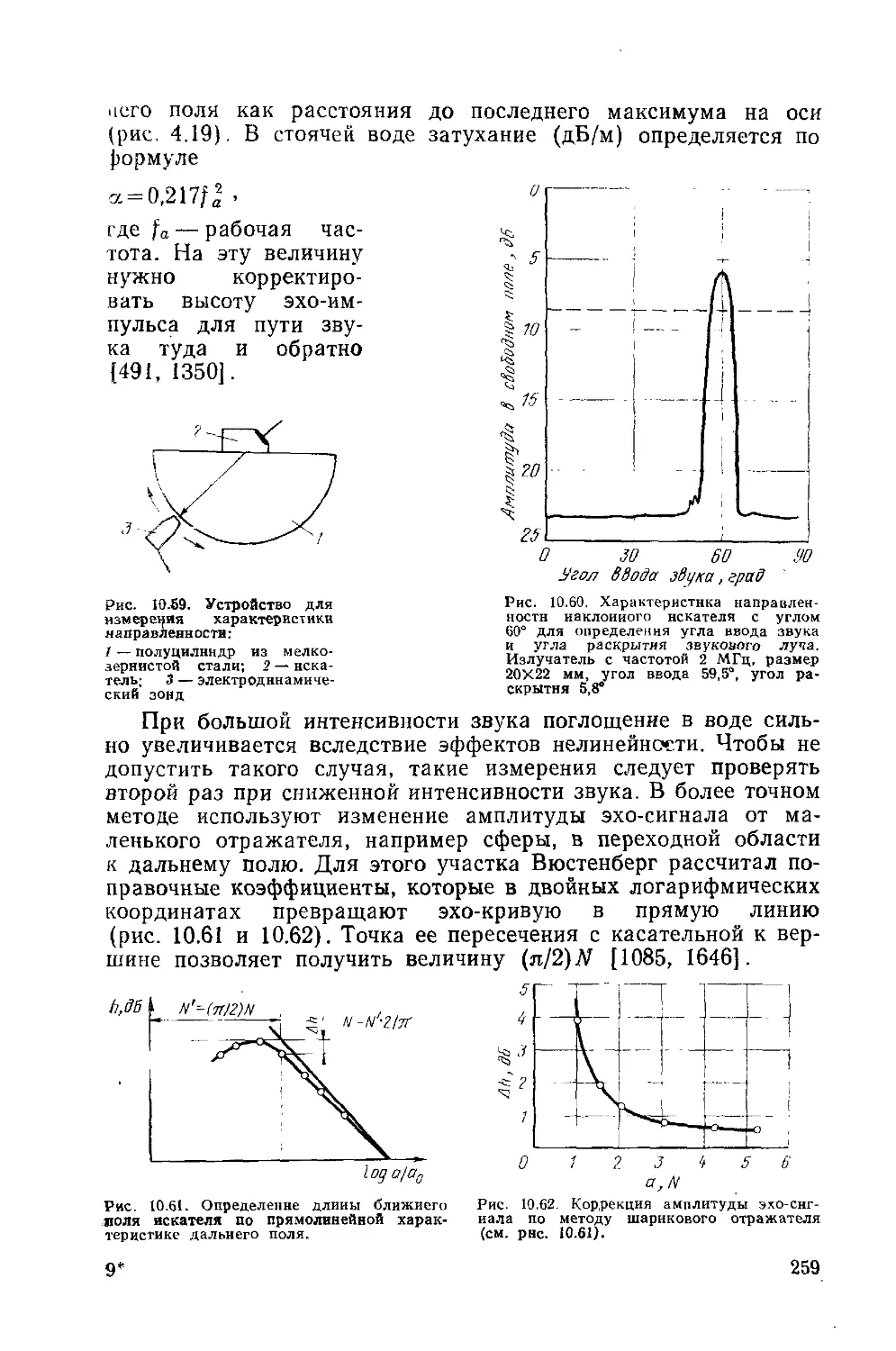
10.5.4. Параметры искателей и свойства звуковых полей . . . 256
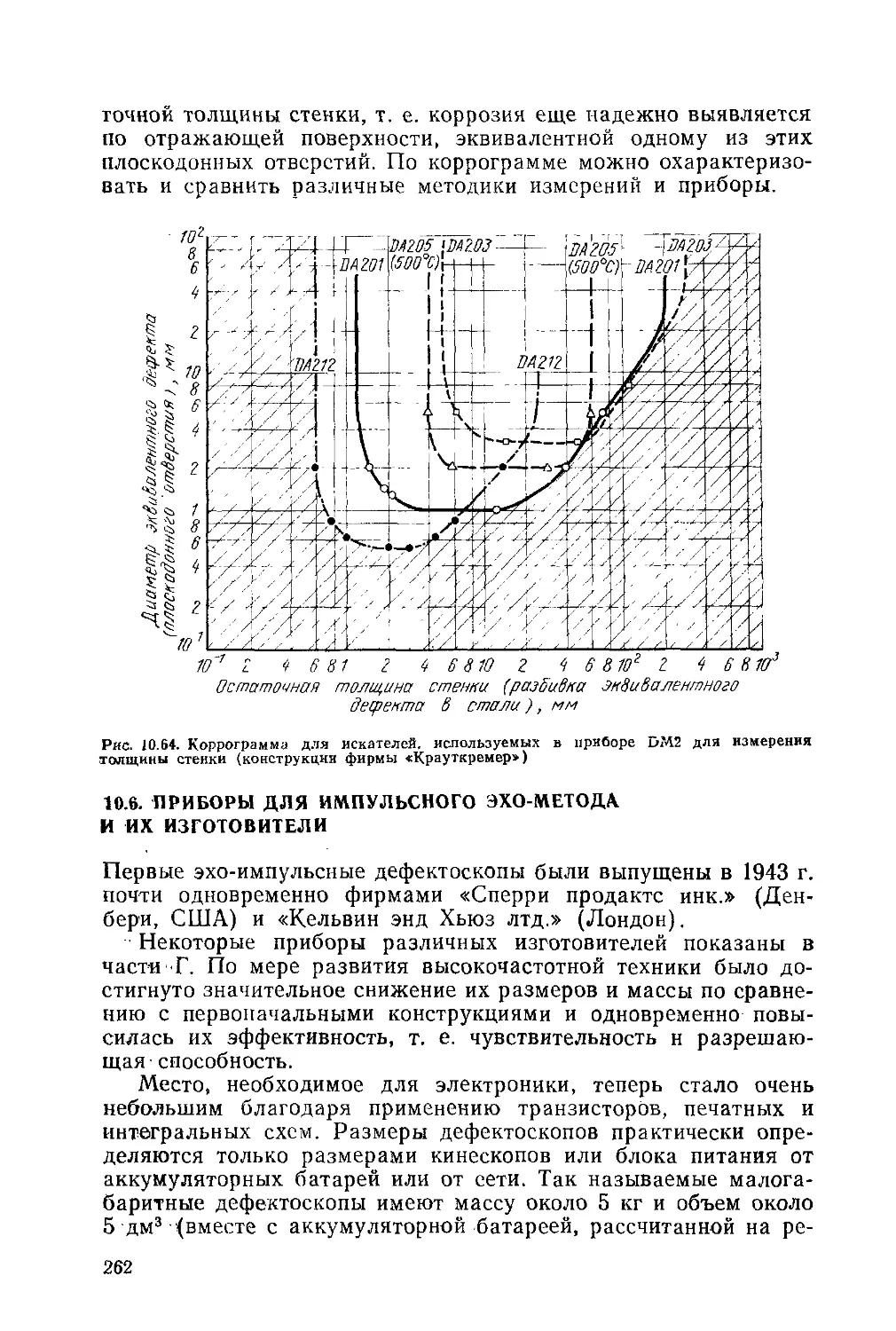
10.6. Приборы для импульсного эхо-метода и их изготовители . 262
10.7* . Метод частотной модуляции................................264
10.8* . Способ улучшения показания на эхо-импульсном дефектоскопе 266
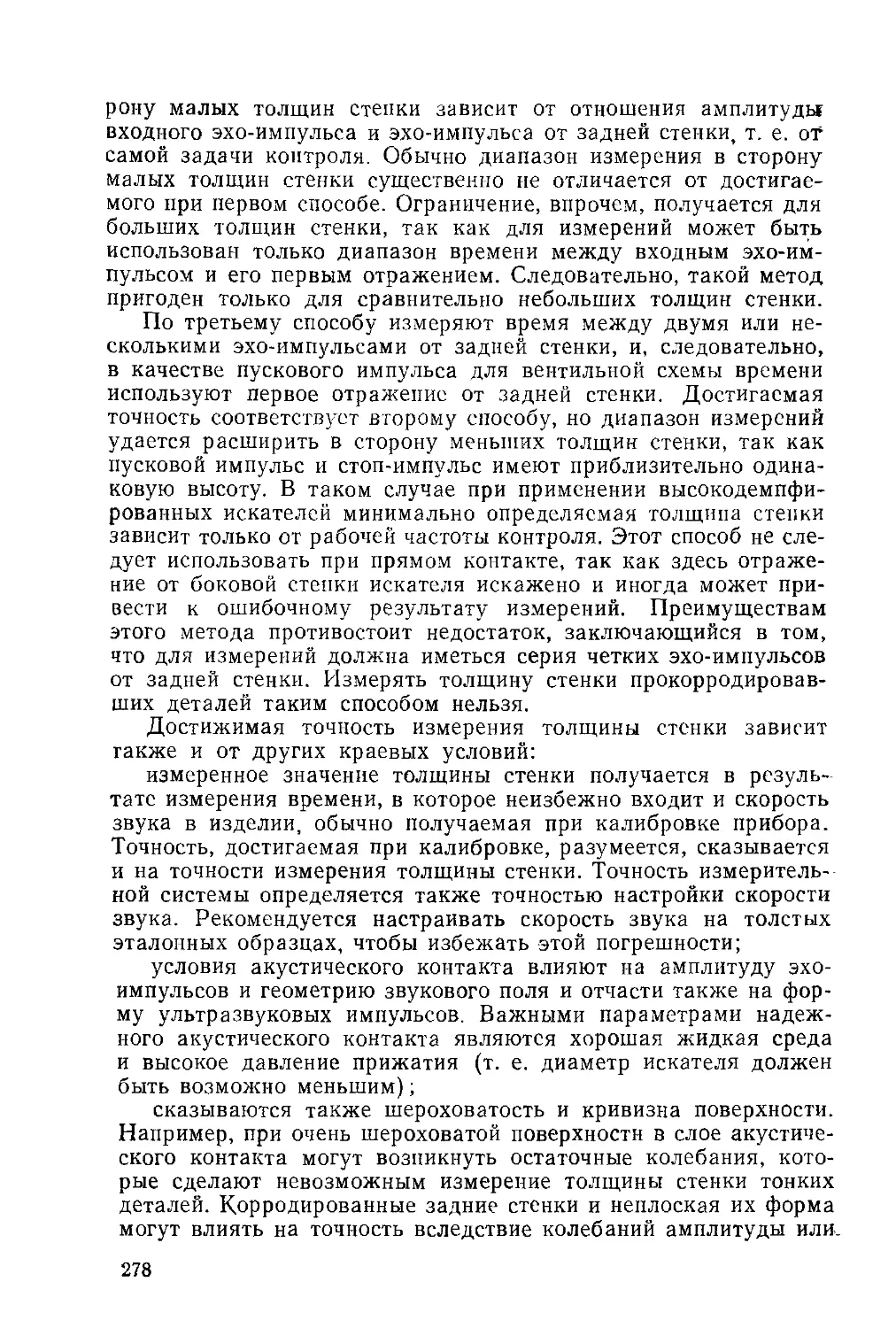
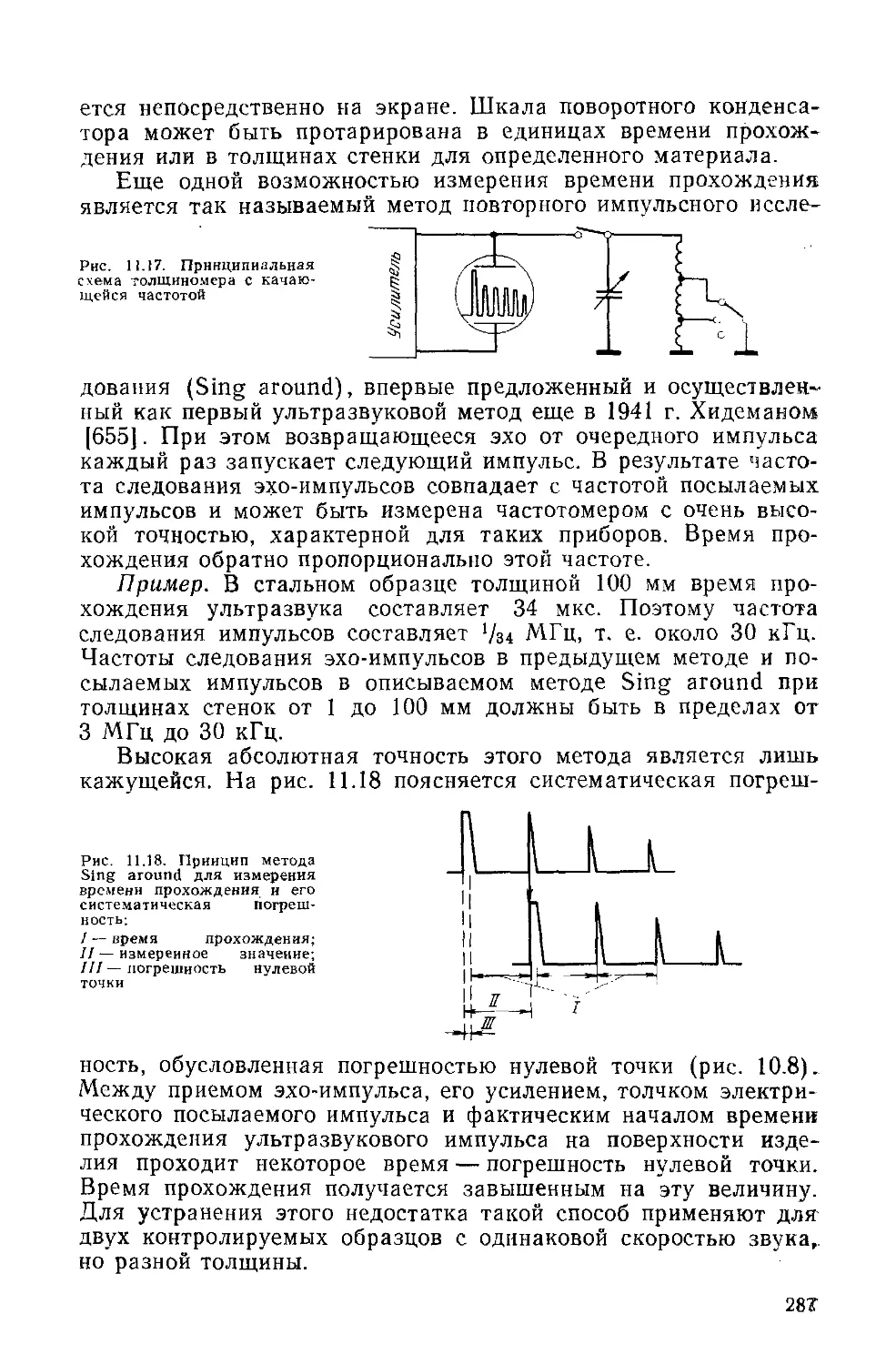
11. Временные методы.................................................267
11.1. Способы измерения времени..................................268
11.1.1. Интерферометрический метод......................... 269
11.1.2. Метод интегрирования.............................. 270
11.1.3. Способ подсчета...................... 272
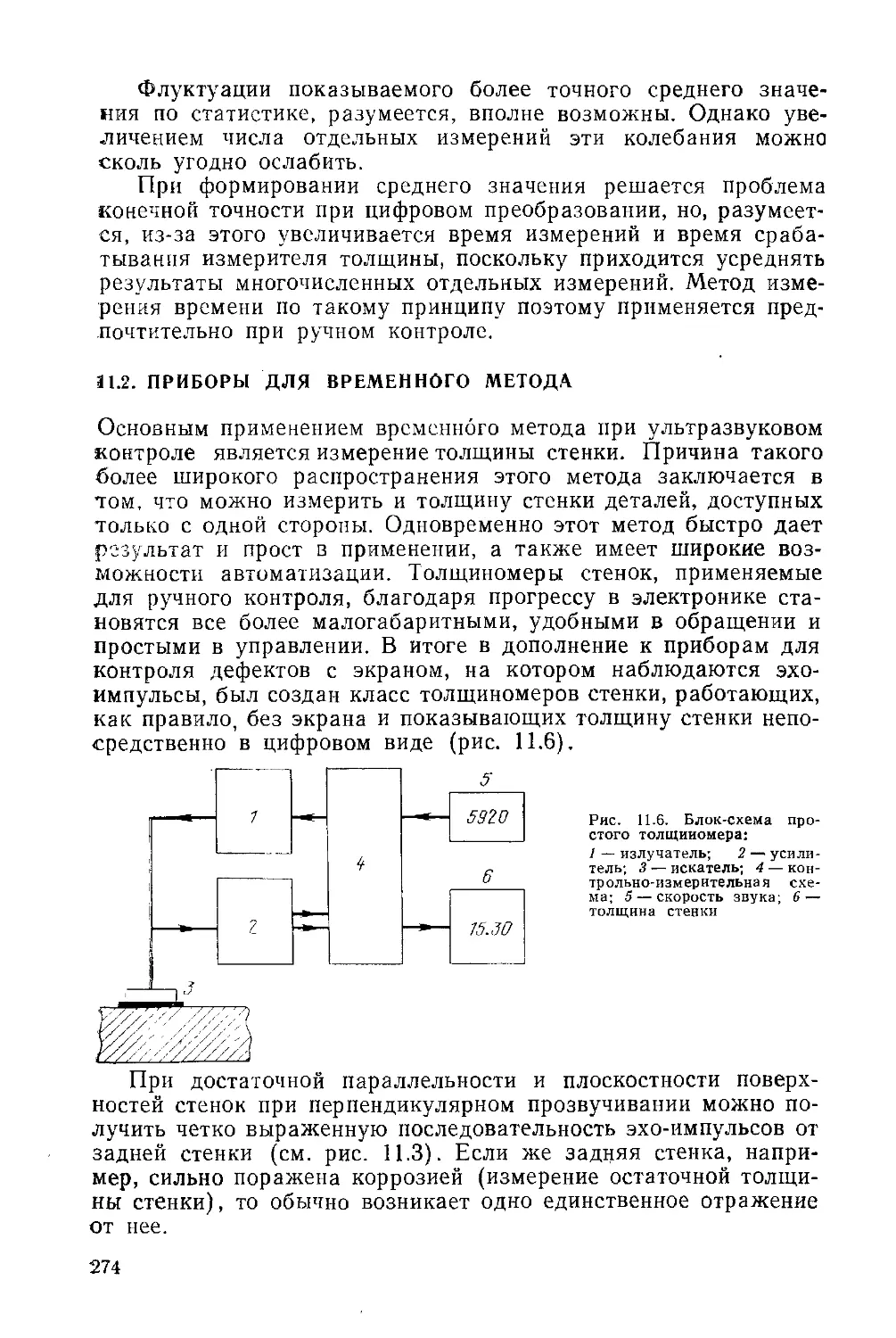
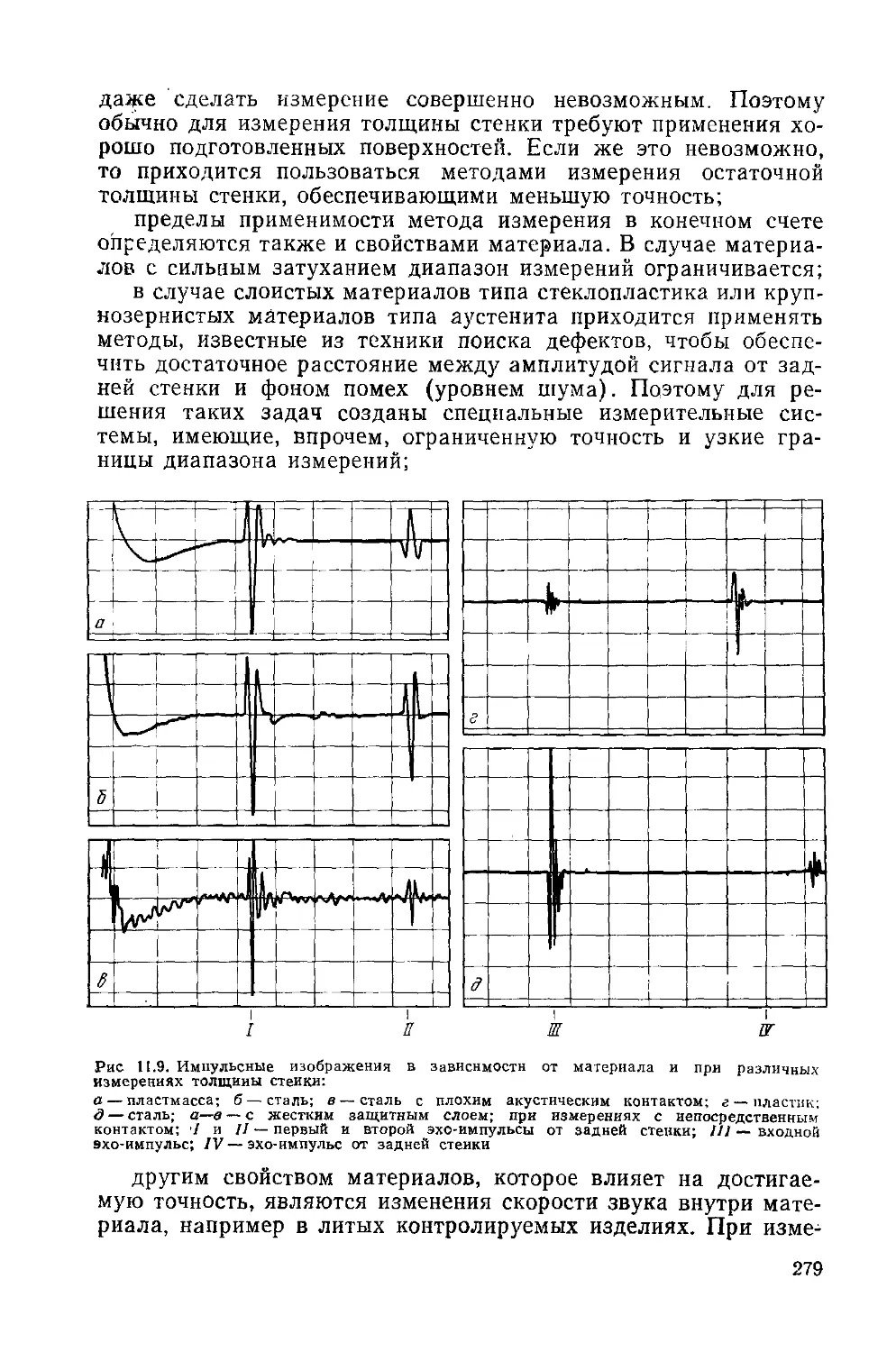
11.2. Приборы для временного метода..............................274
6
11.2.1. Измерение толщины стенки при хорошем качестве по-
верхности .................................................275
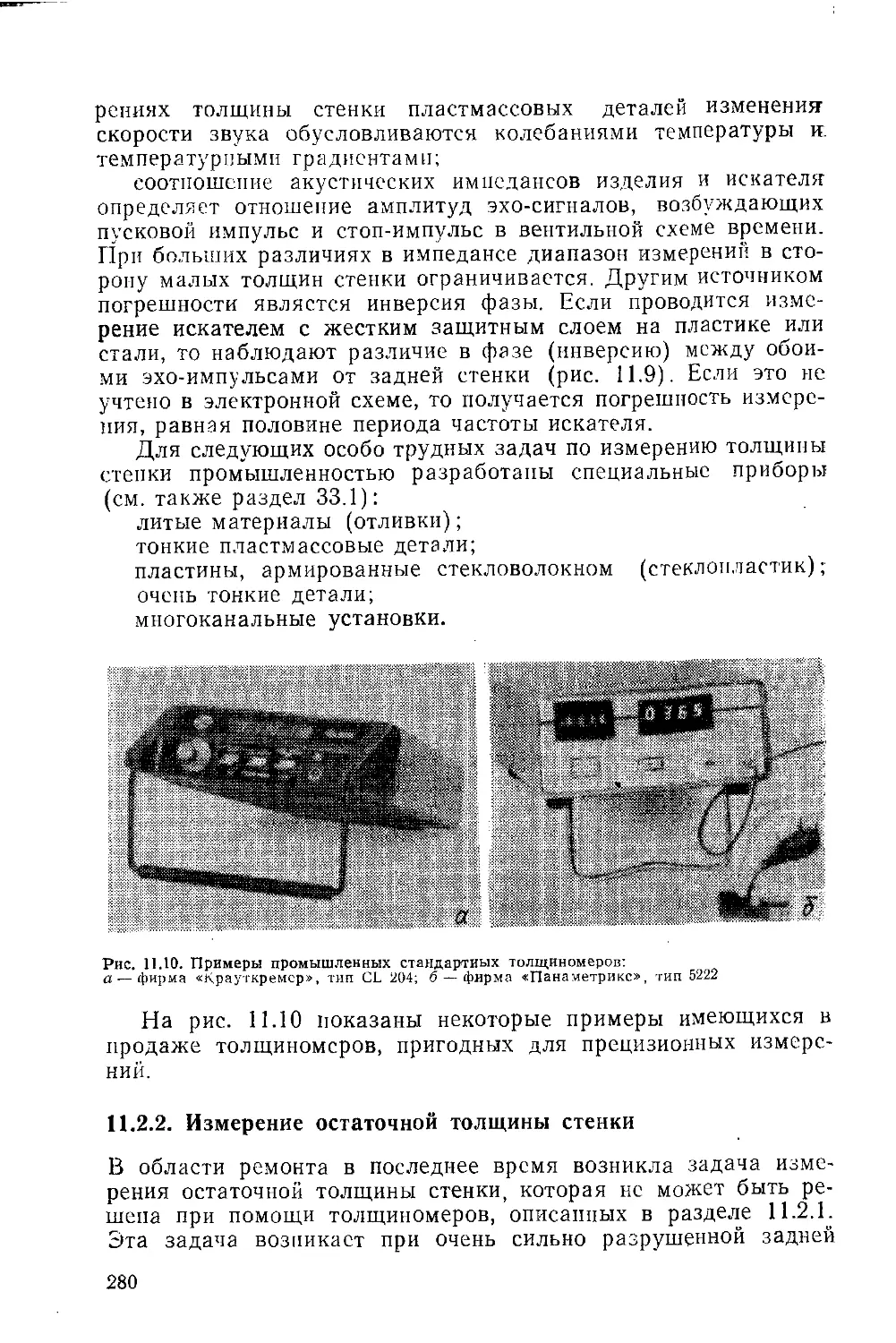
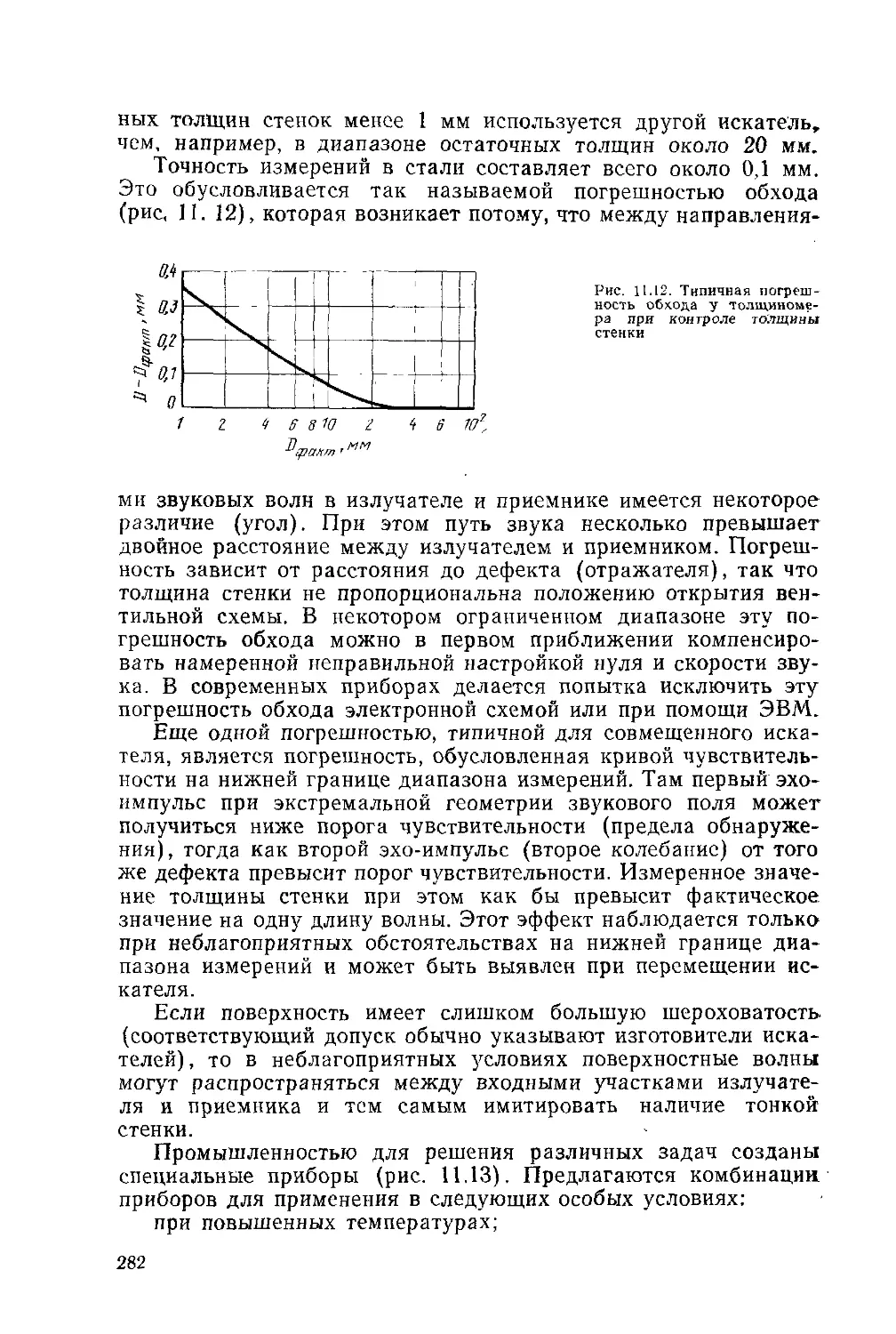
11.2.2. Измерение остаточной толщины стенки............... 280
11.3. Метод измерения частоты.................................. 283
11.3.1. Узкополосный (резонансный) метод...................283
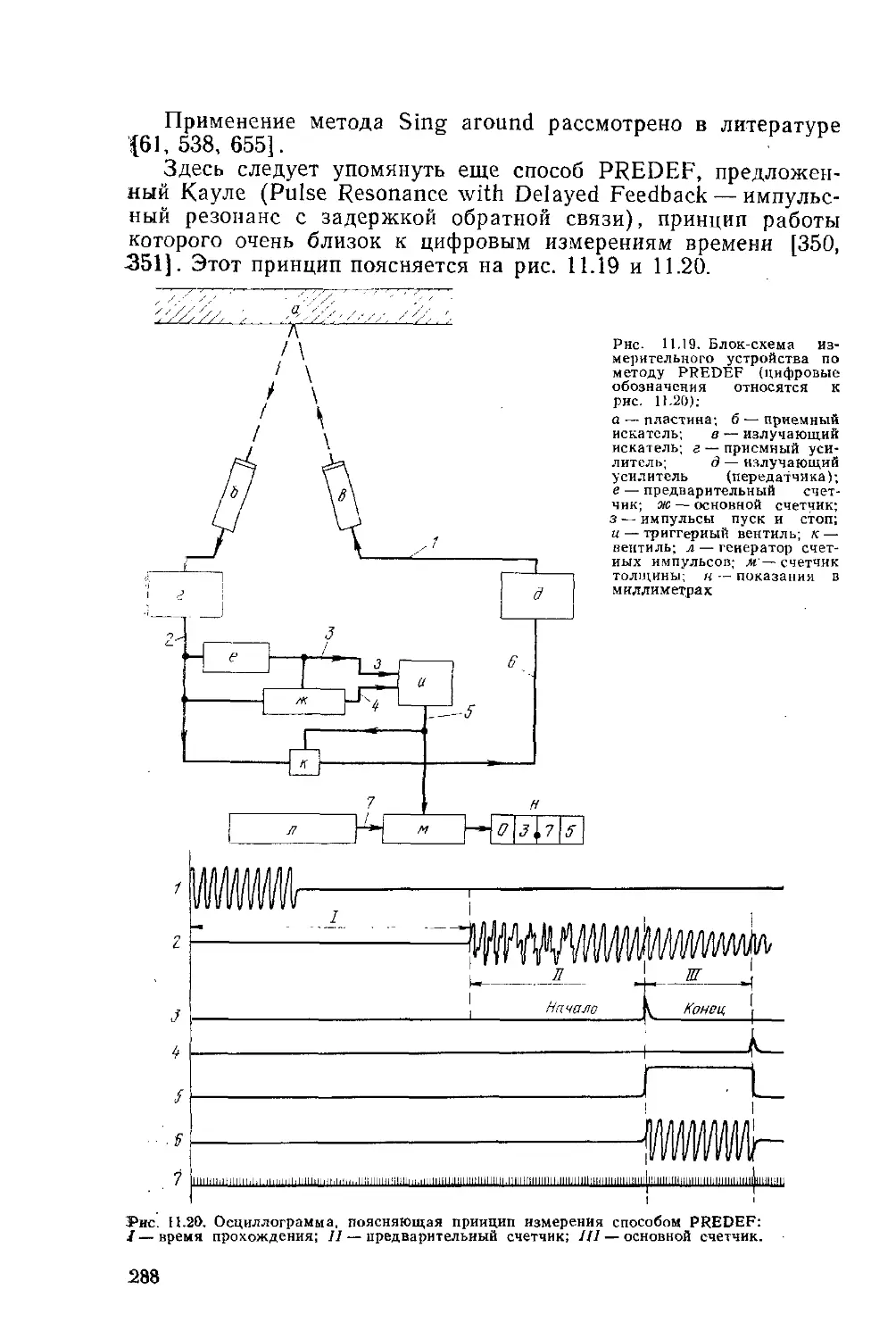
11.3.2. Широкополосные методы............................. 286
11.4. Другие временные методы...................................289
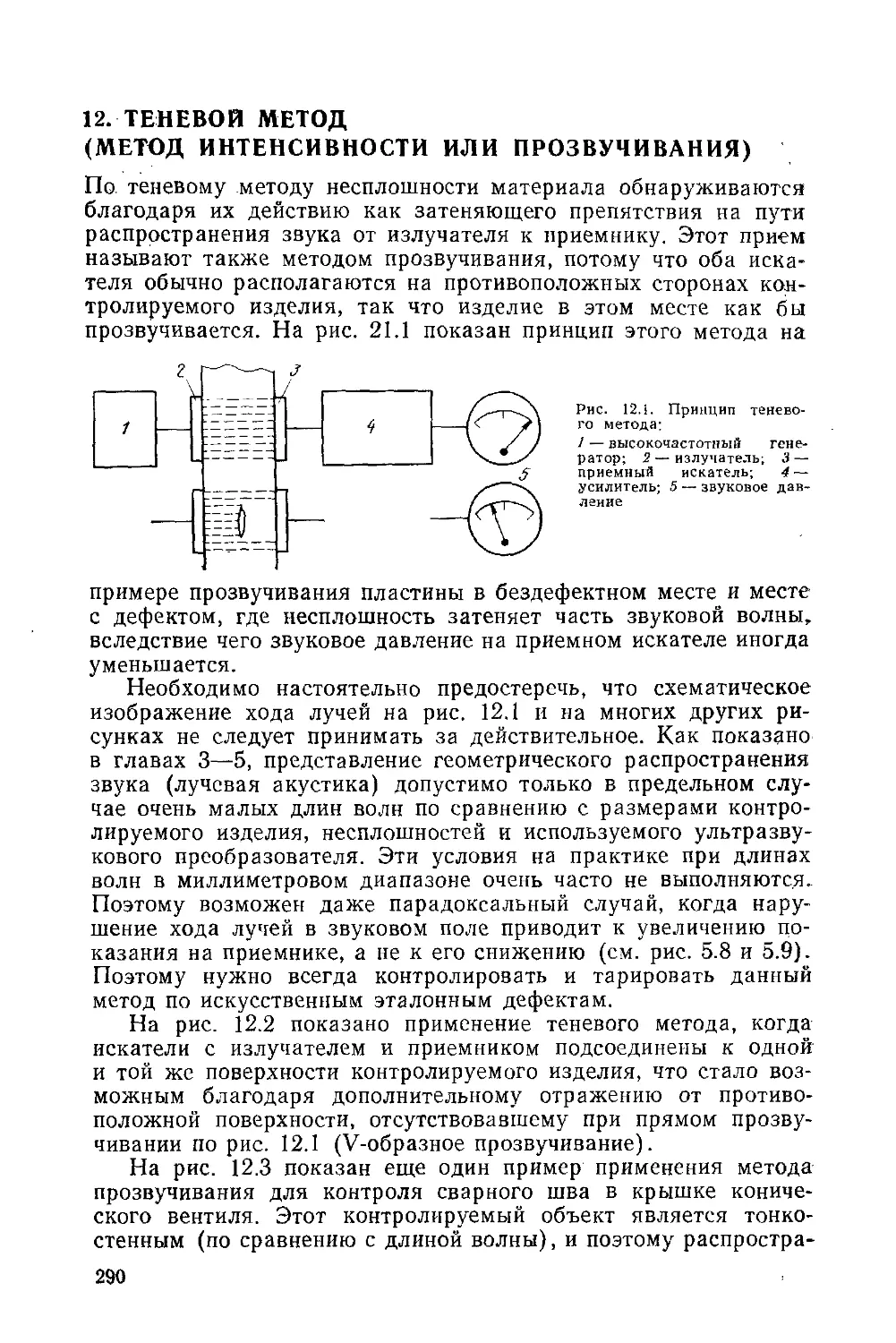
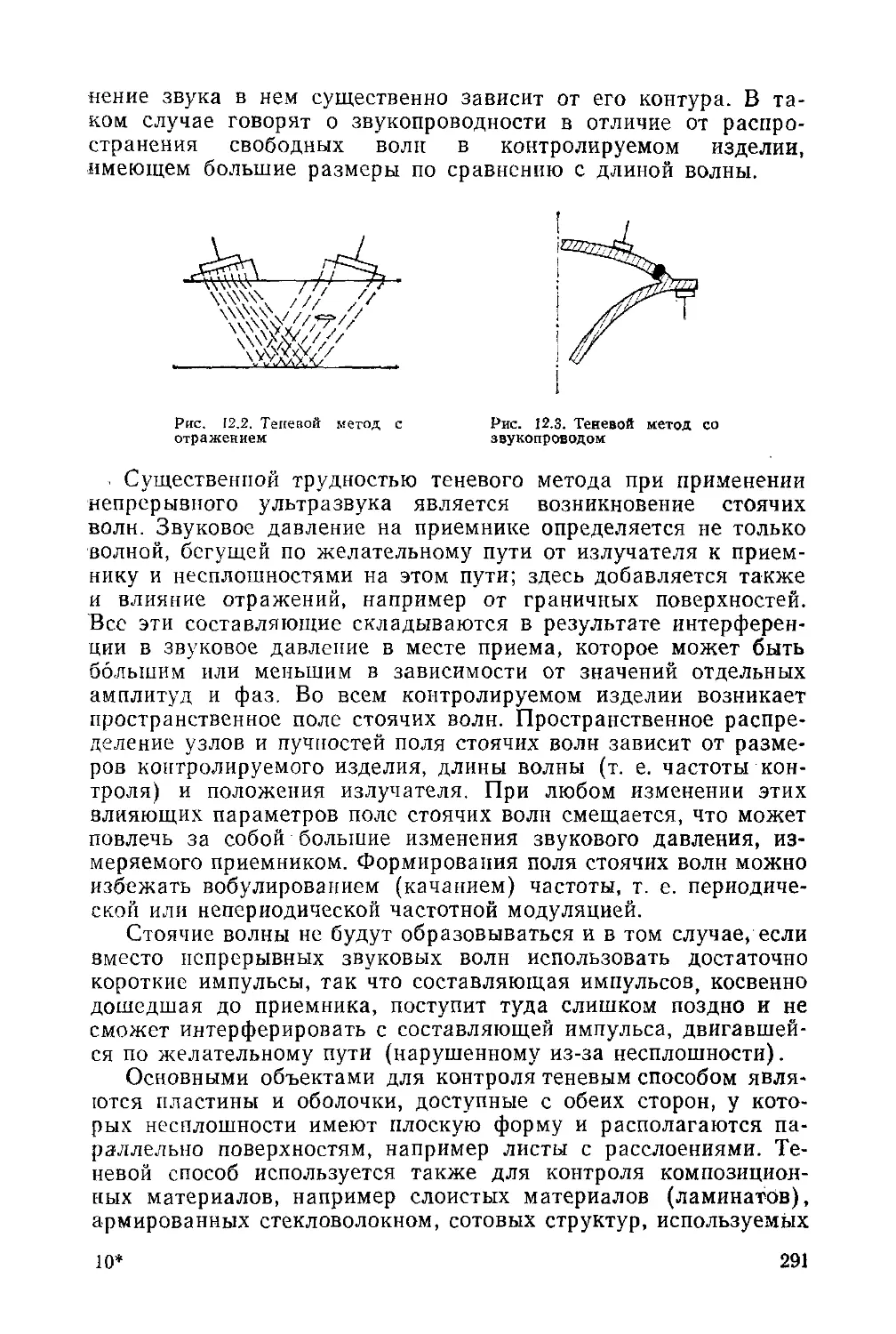
12. Теневой метод (метод интенсивности или прозвучивания) .... 290
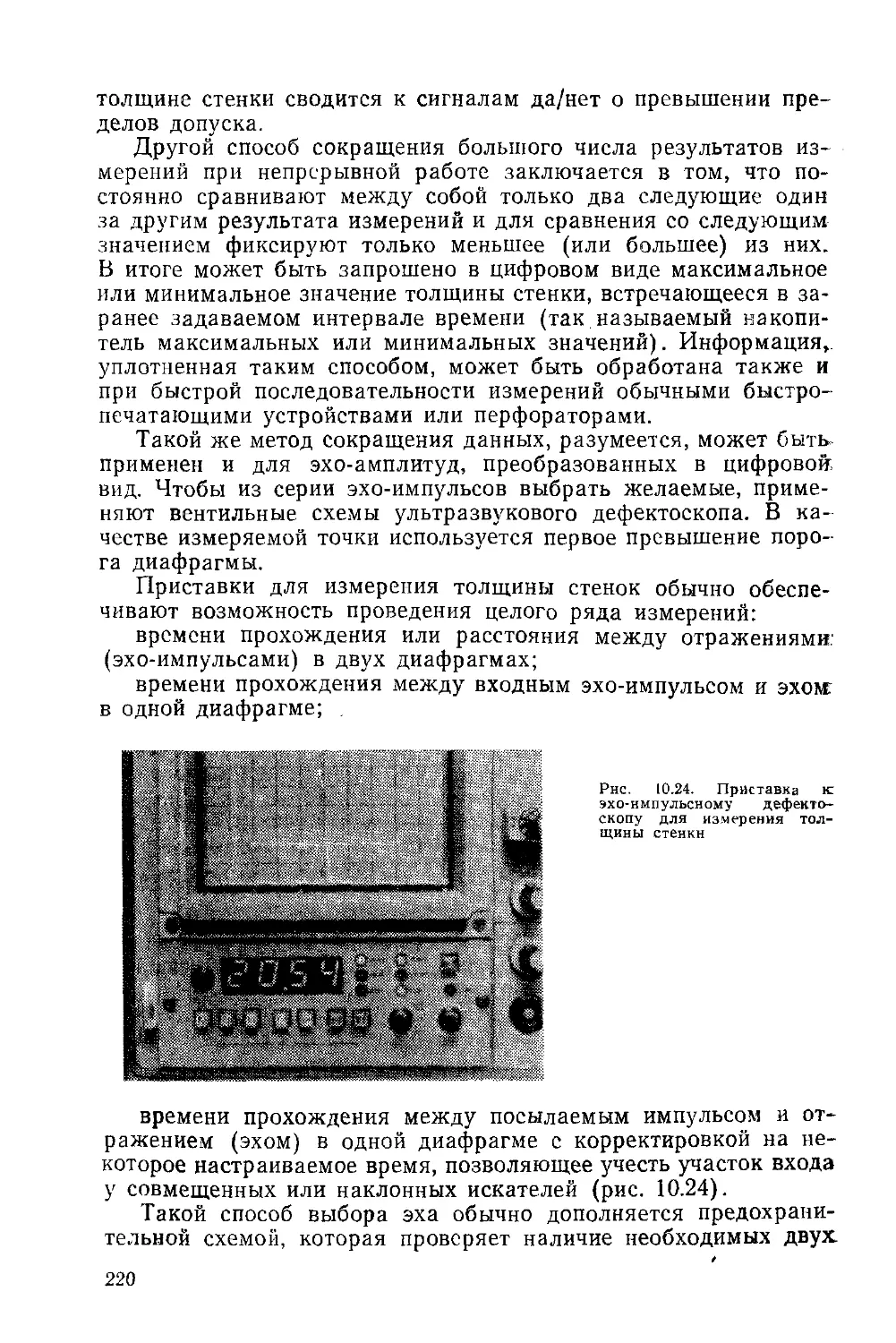
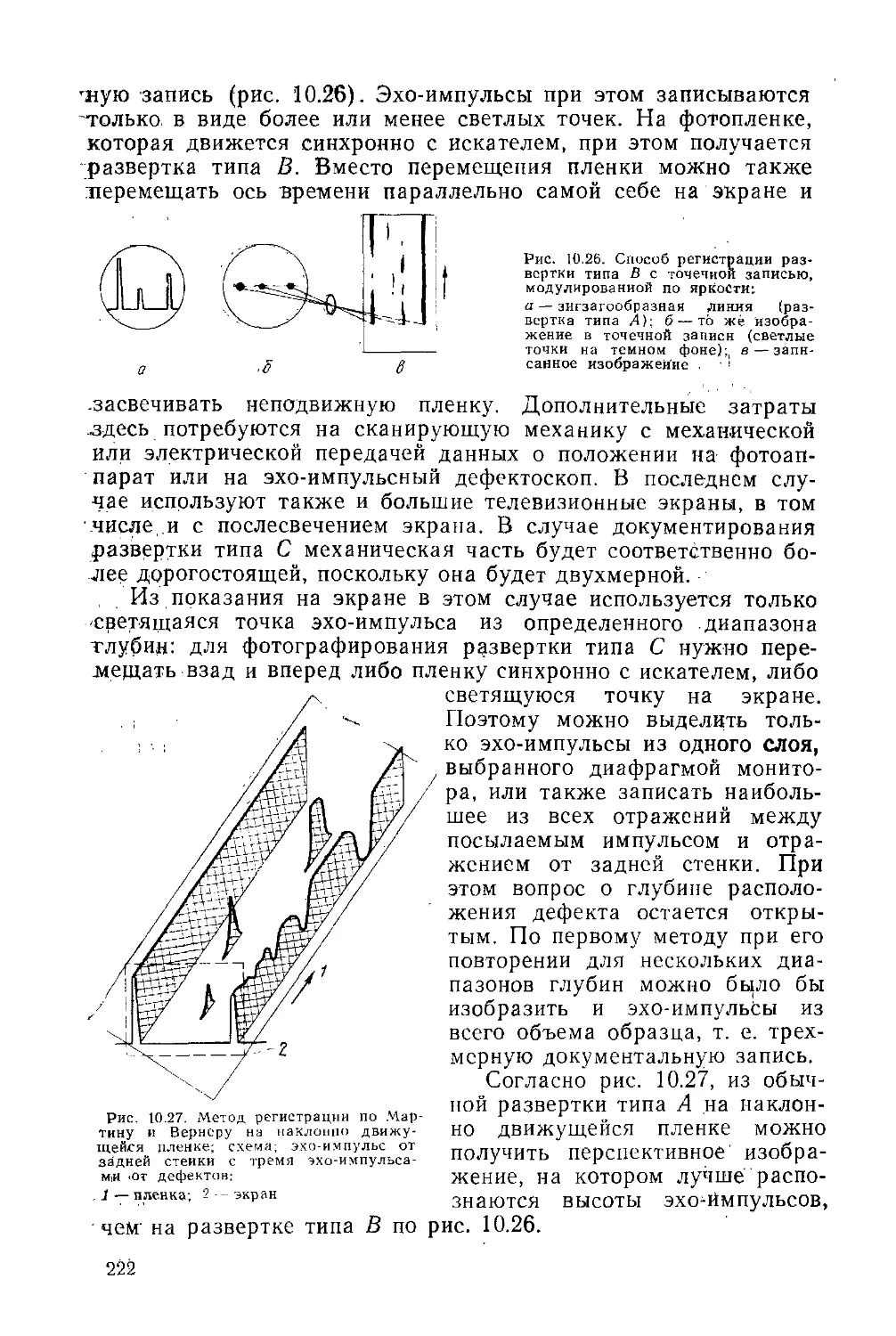
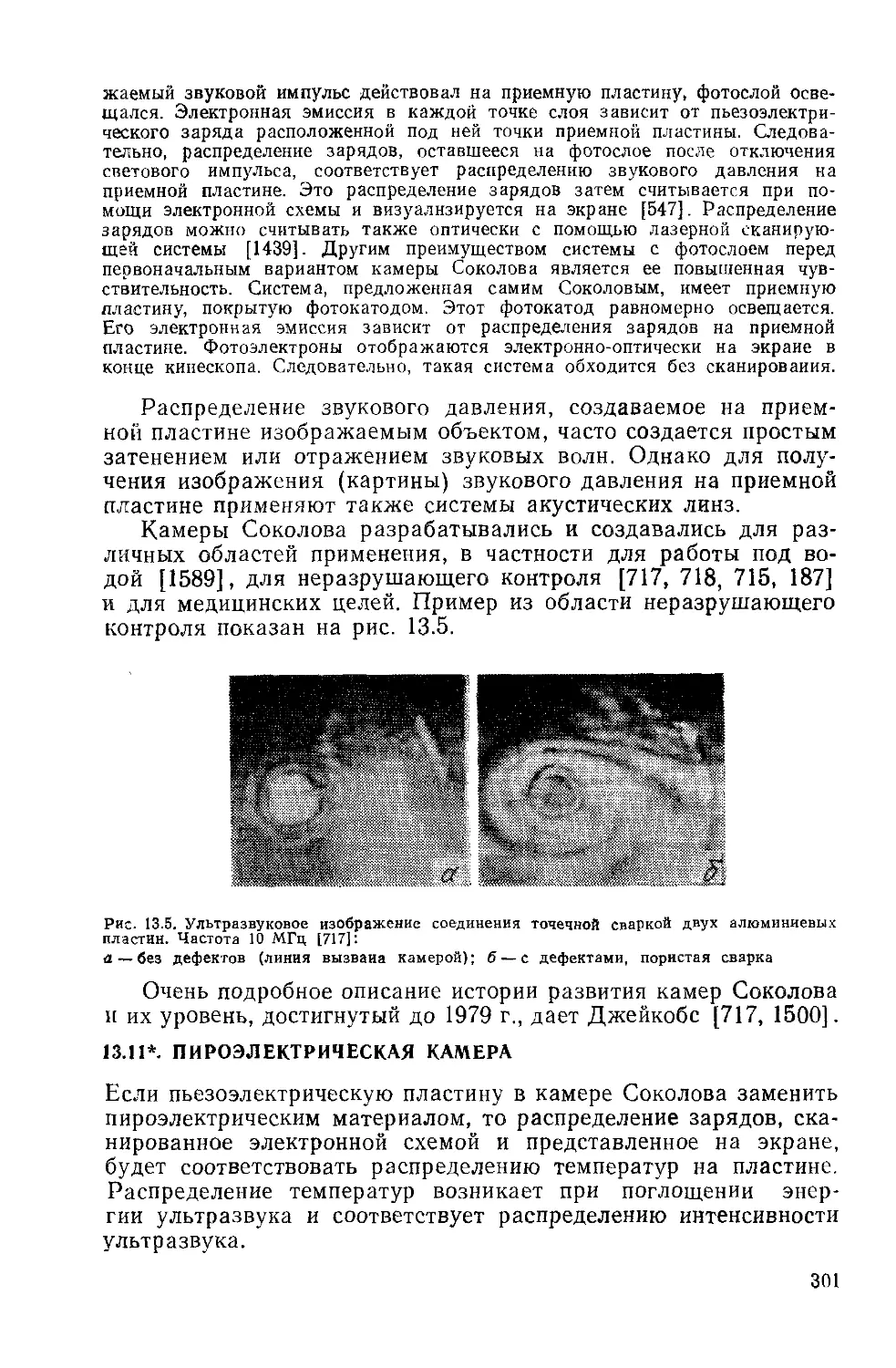
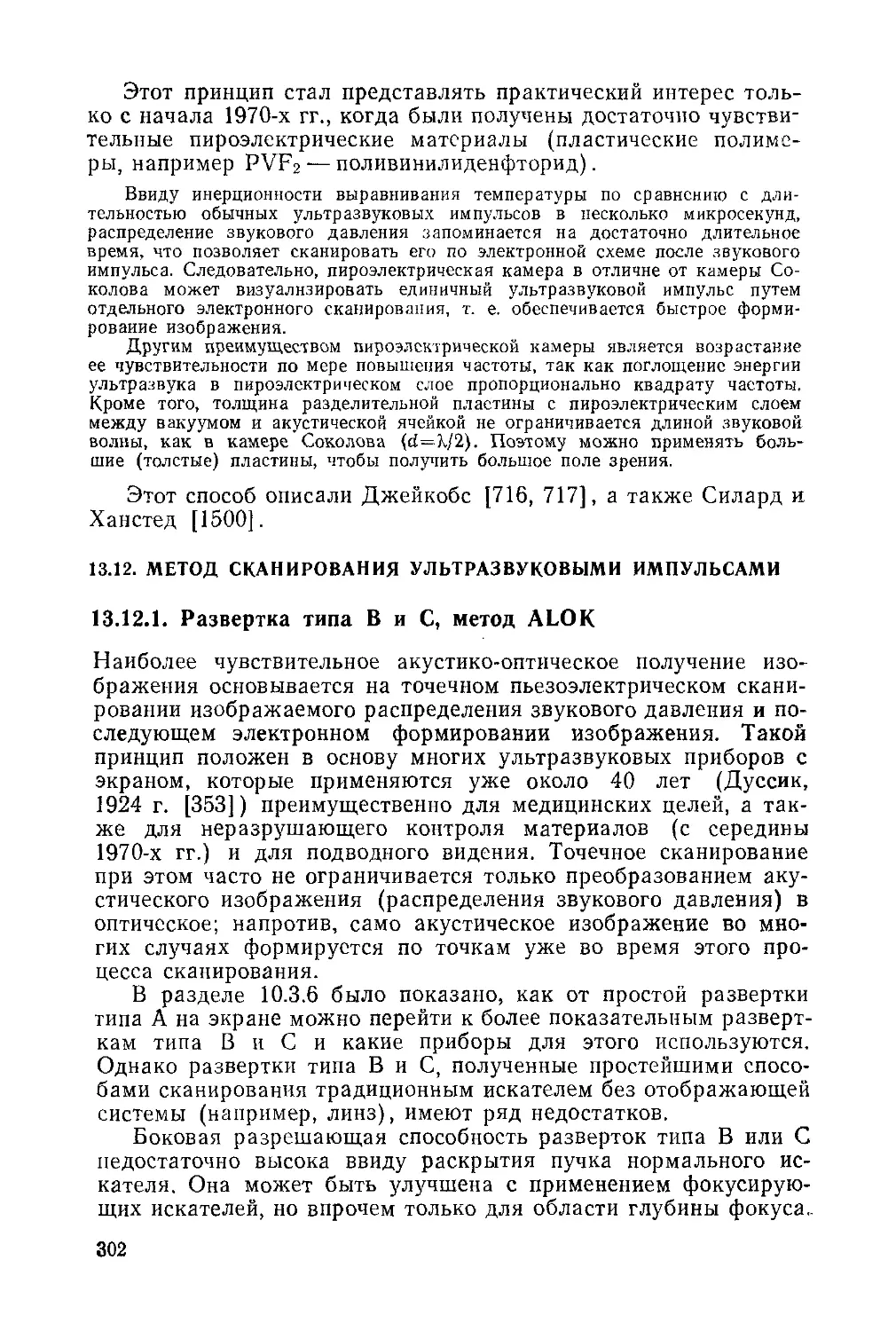
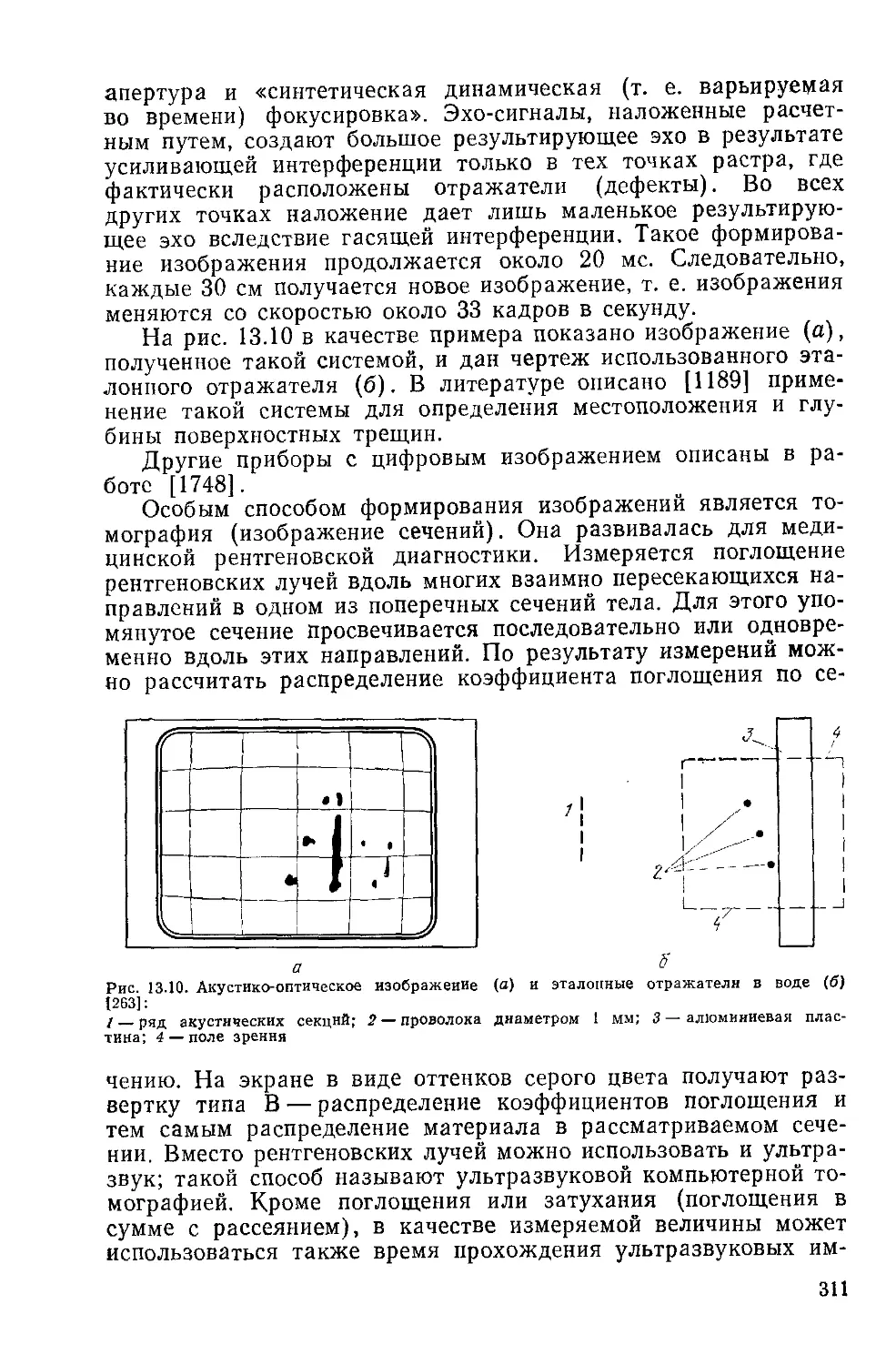
13. Методы изображения и визуализации изображения..................292
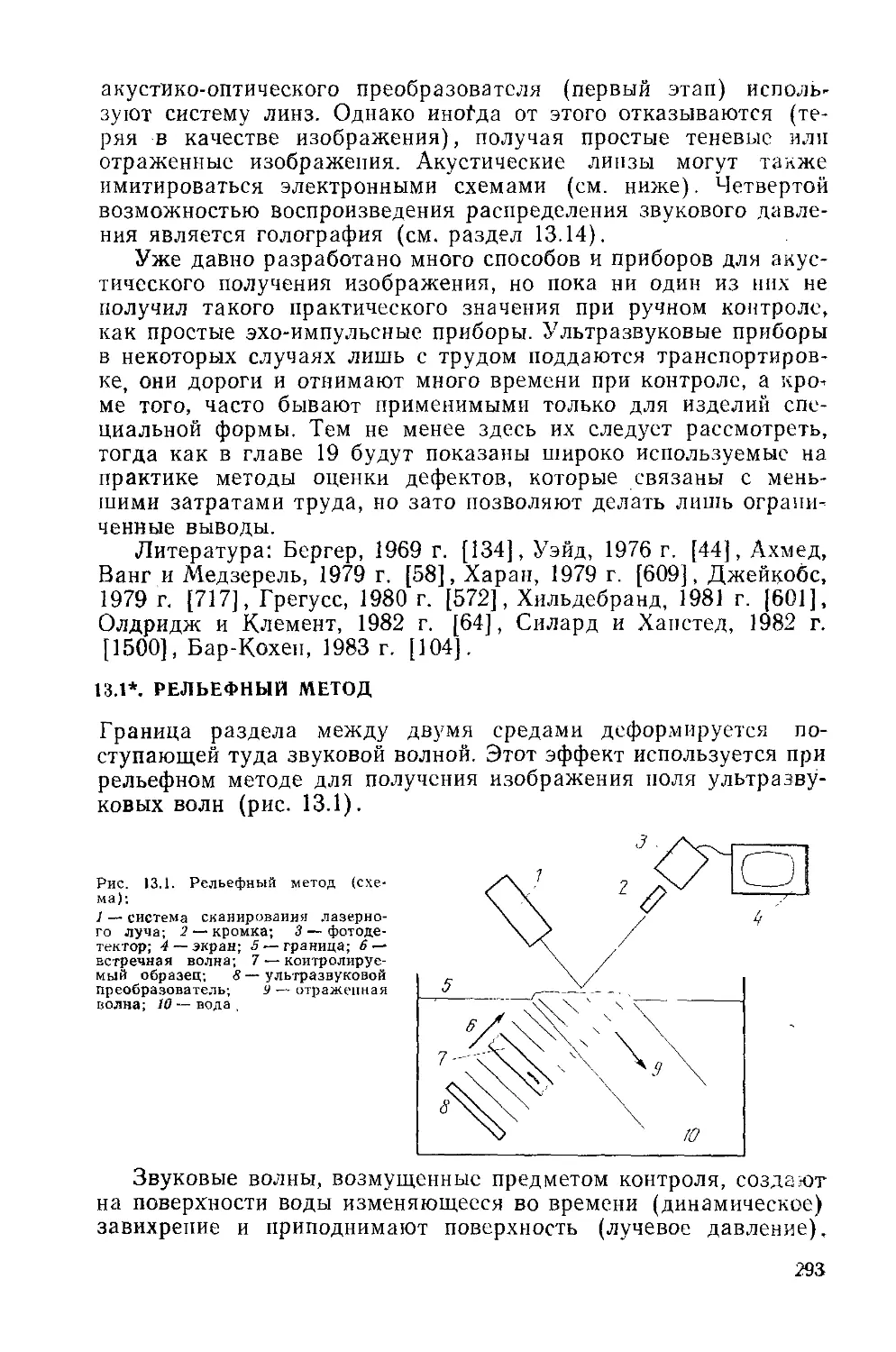
13.1 *. Рельефный метод....................................... 293
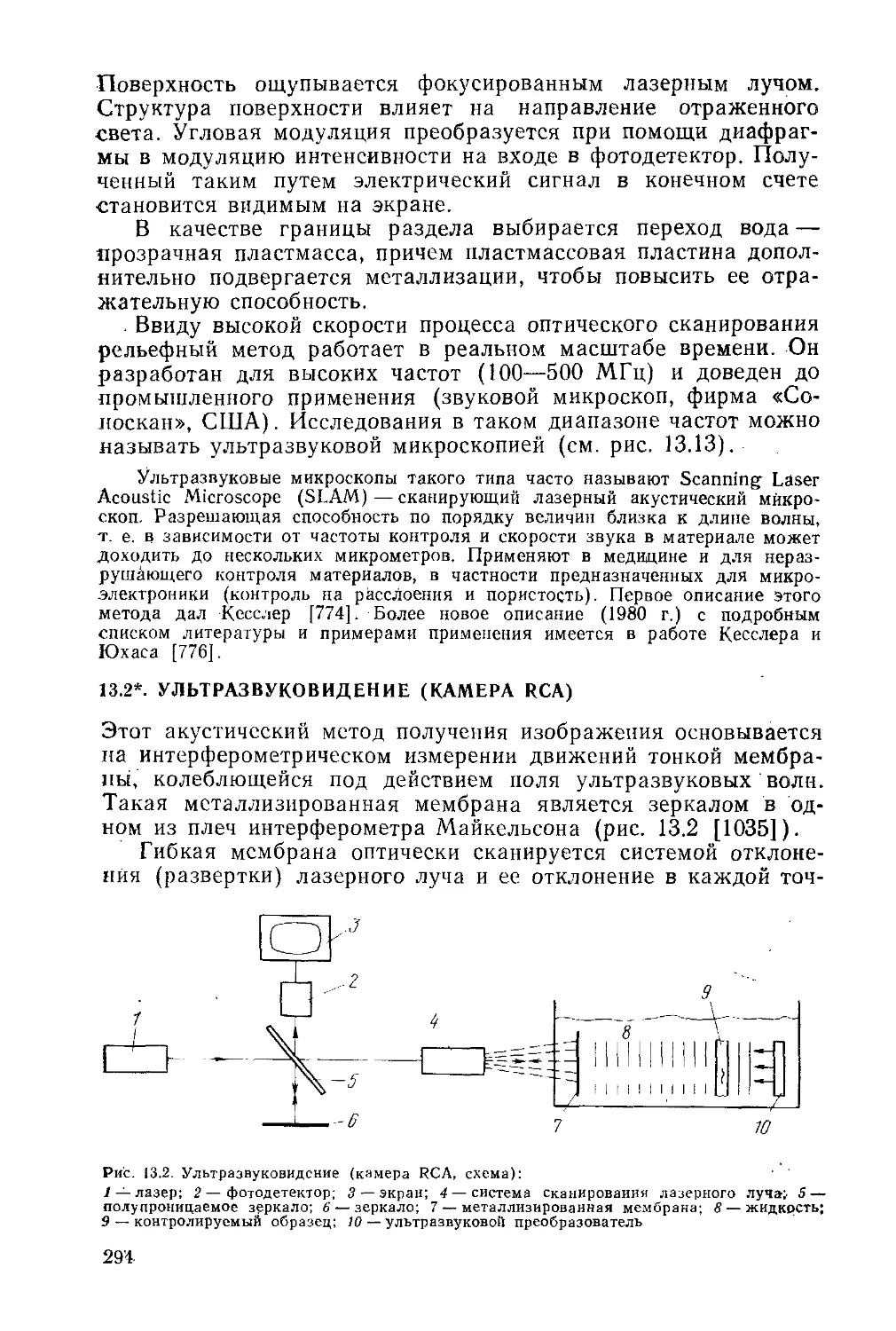
13.2 *. Ультразвуковидение (камера RCA)....................... 294
13.3 *. Пьезоэлектрический, оптико-акустический преобразователь (па-
раметрический преобразователь изображения)......................295
13.4 *. Получение изображения на основе дифракции Брэгга . . . 296
13.5 *. Шлирен-метод.......................................296
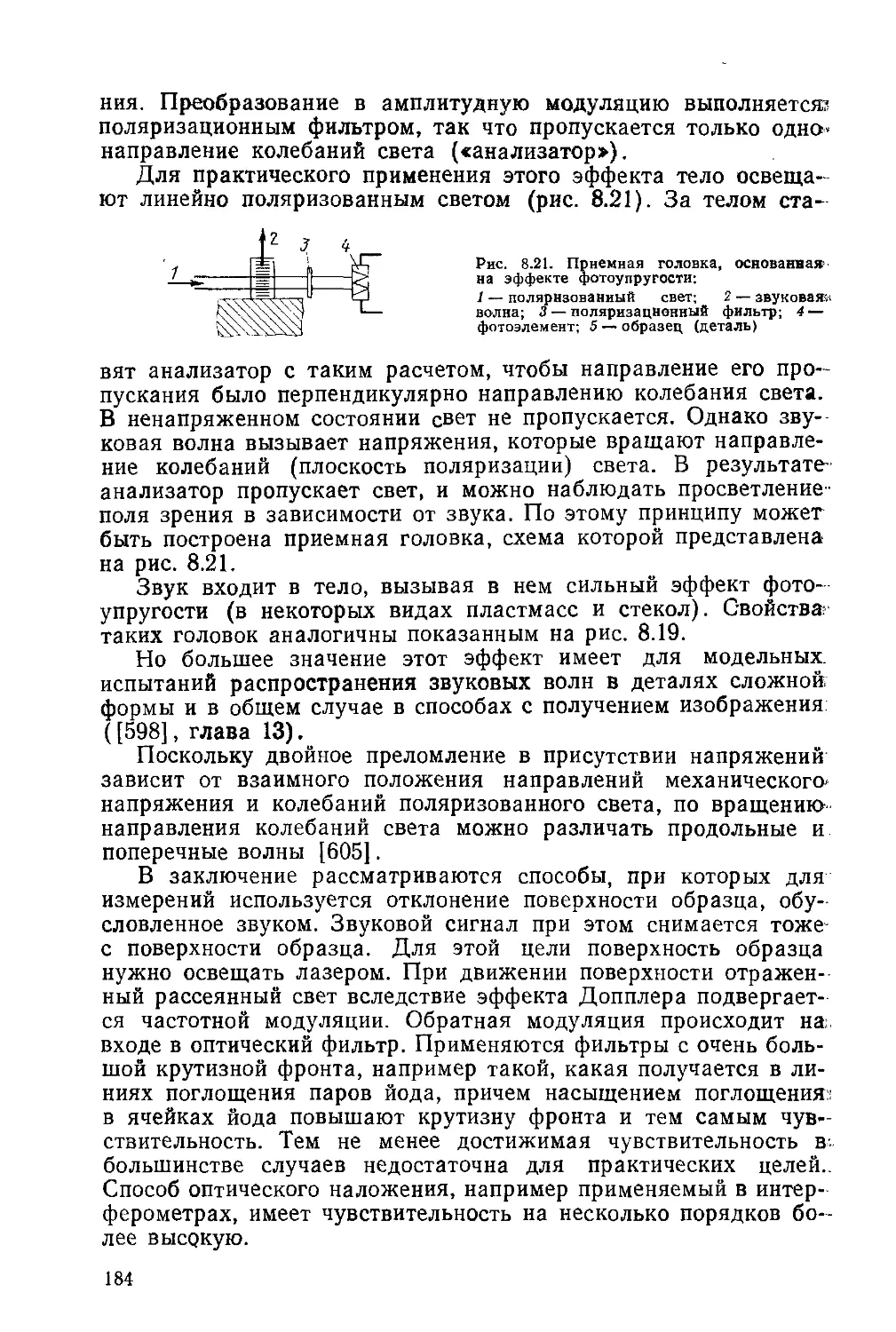
13.6 *. Получение изображения при помощи эффекта фотоупругостн 297
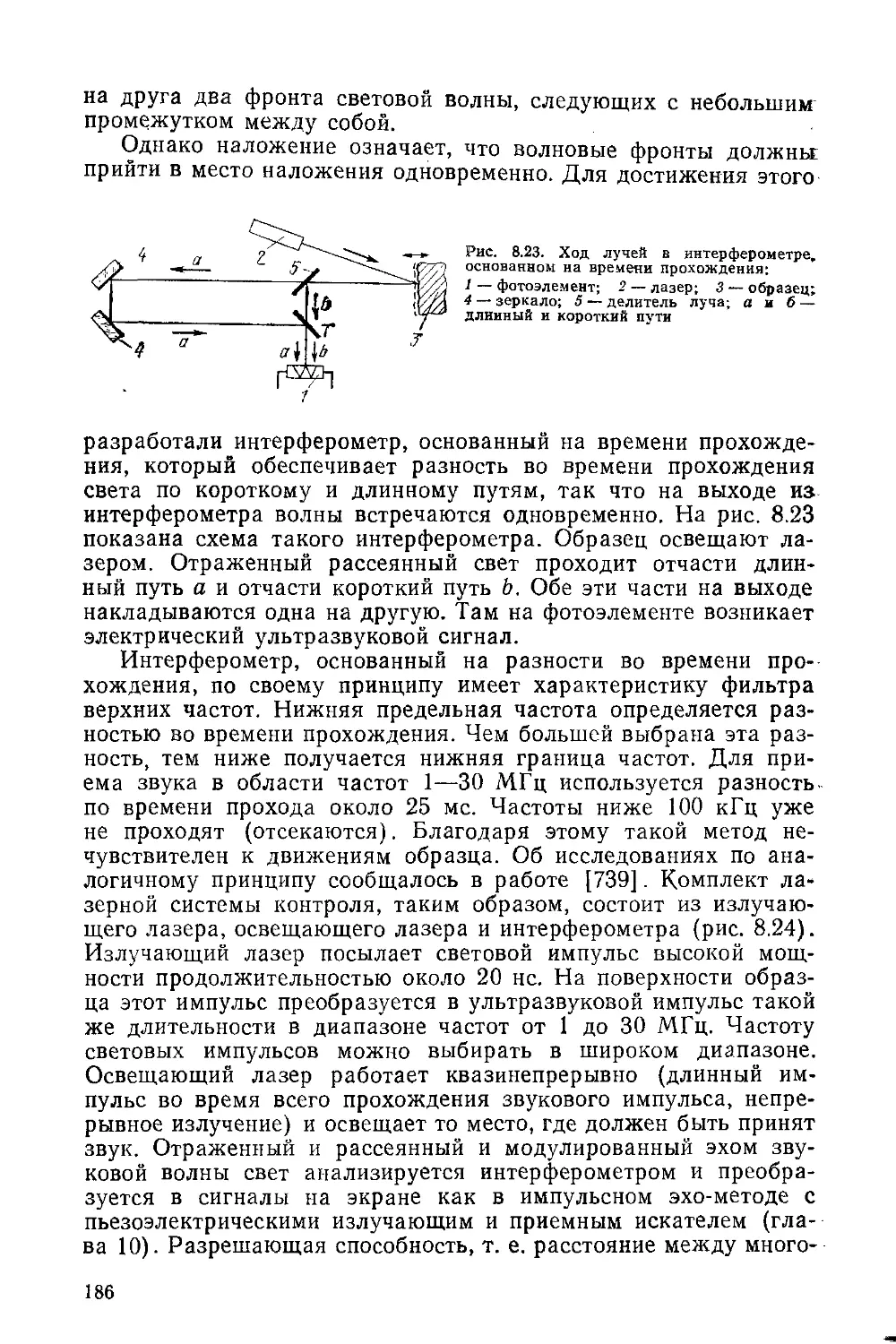
13.7 *. Способ прямой ультразвуковой визуализации дефектов DUVD 297
13.8 *. Акусто-оптические преобразователи на жидких кристаллах . 298
13.9 *. Прибор звуковидения по Польману....................299
13.10 *. Камера Соколова..................................299
13.11 *. Пироэлектрическая камера..........................301
13.12 . Метод сканирования ультразвуковыми импульсами .... 302
13.12.1. Развертка типа В и С, метод ALOK.................302
13.12.2. Методы SAFT, P-Scan и SUTAR......................305
13.12.3. Метод секционированных излучателей, цифровой при-
бор с разверткой типа В, конструкции Кино и томо-
। графия . .........................................308
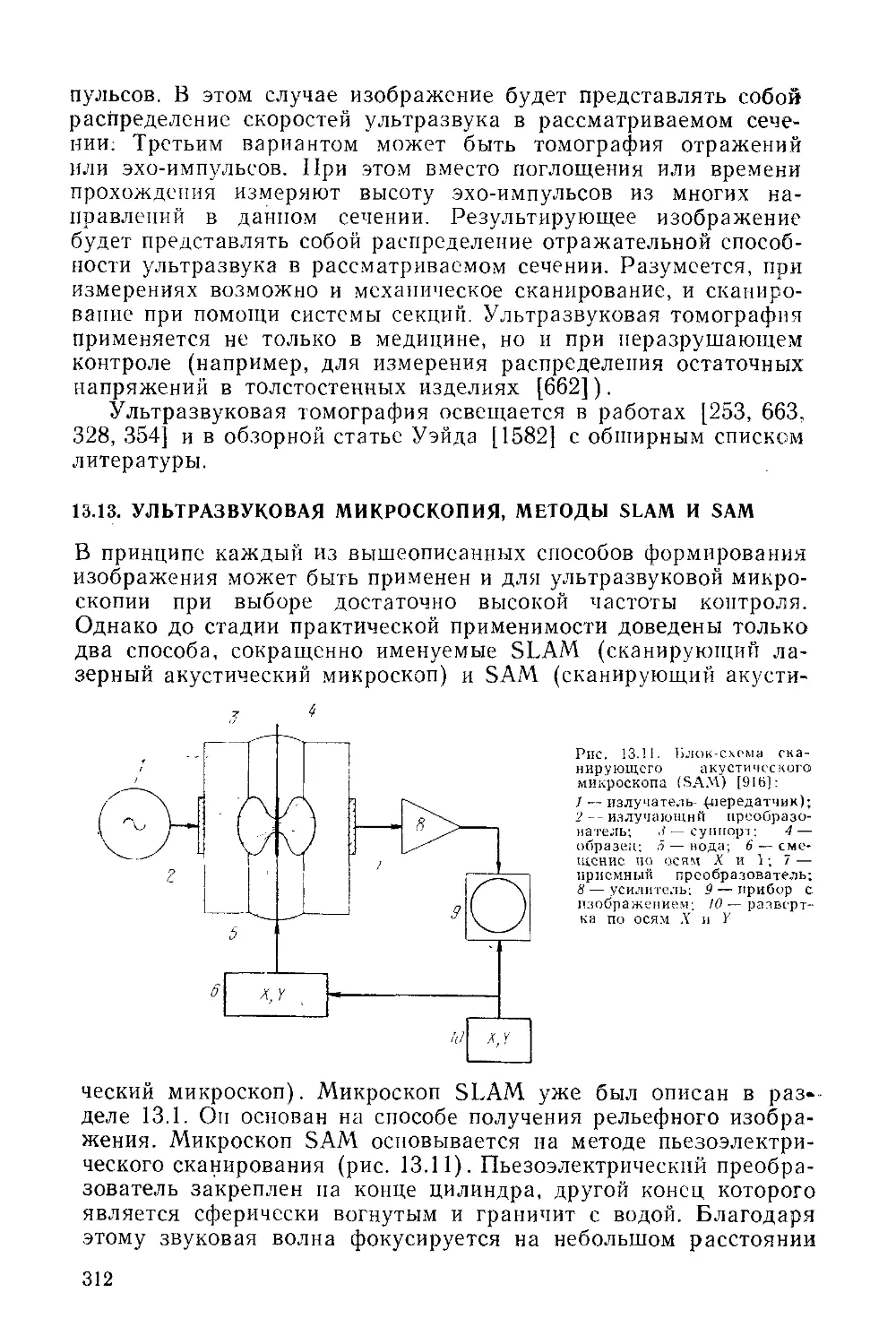
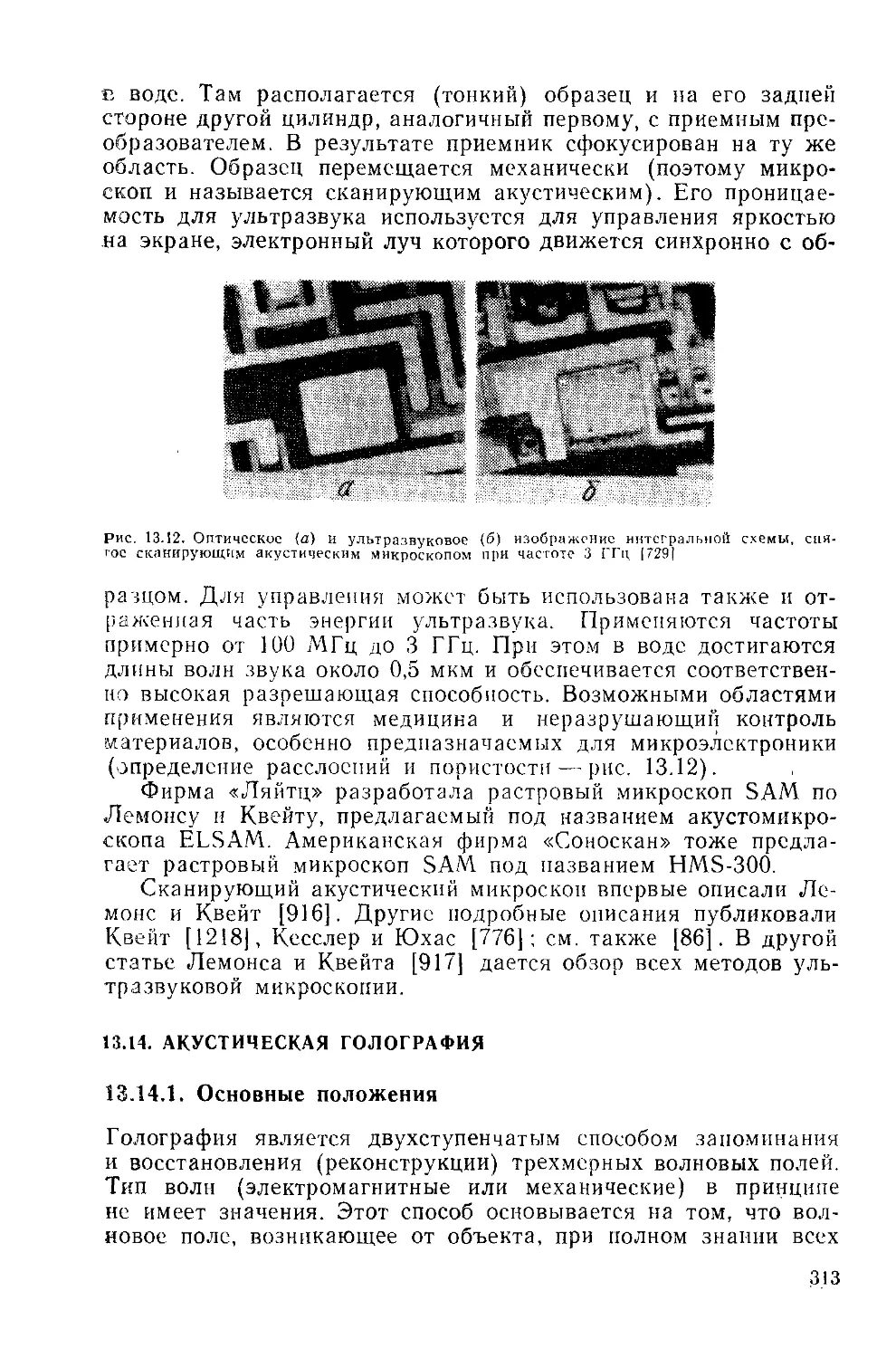
' 13.13. Ультразвуковая микроскопия, методы SLAM и SAM . . . 312
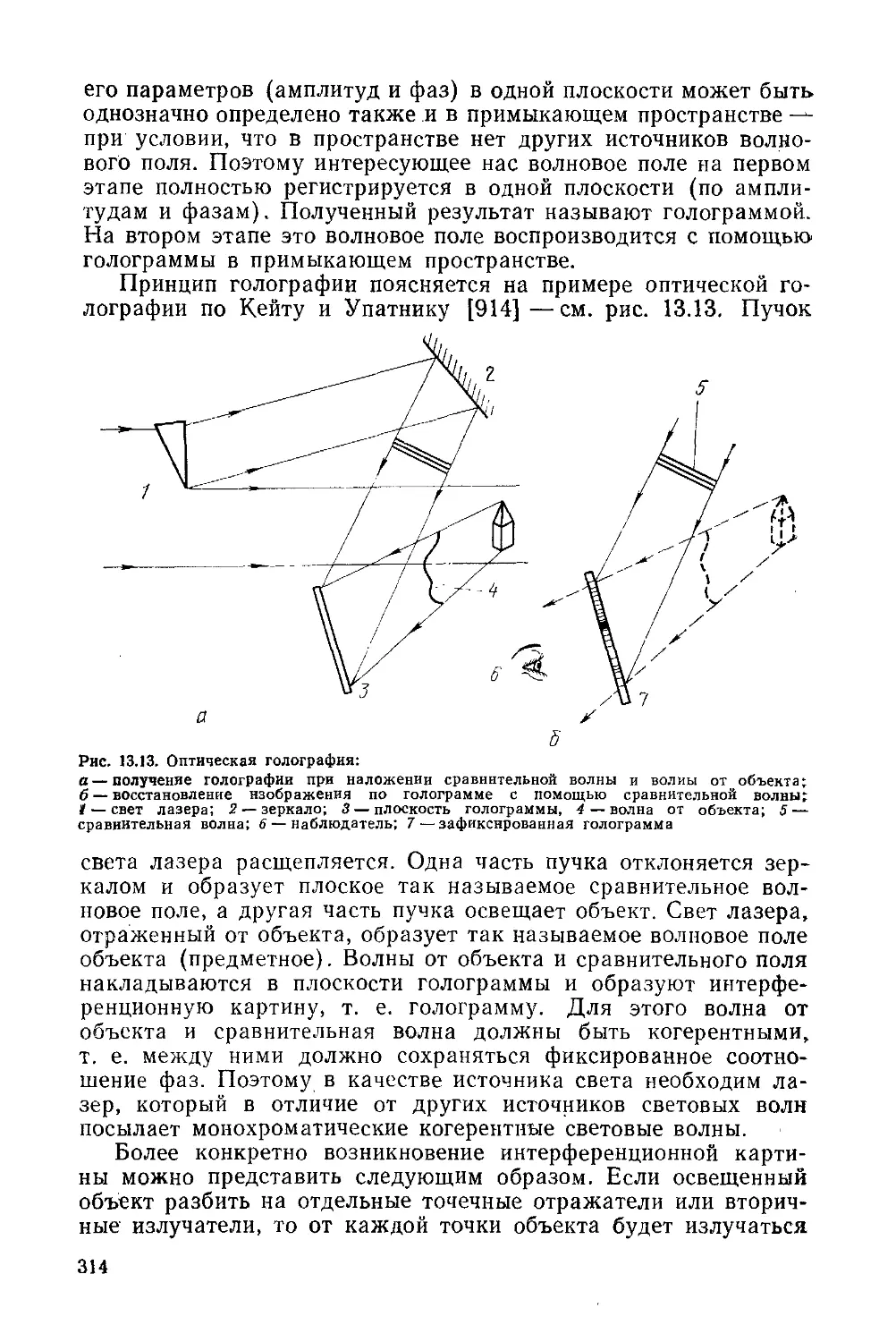
‘'13.14. Акустическая голография.................................313
13.14.1. Основные положения...............................313
13.14.2* . Голографический рельефный метод................316
13.14.3. Пьезоэлектрическое сканирование по амплитуде и фазе 317
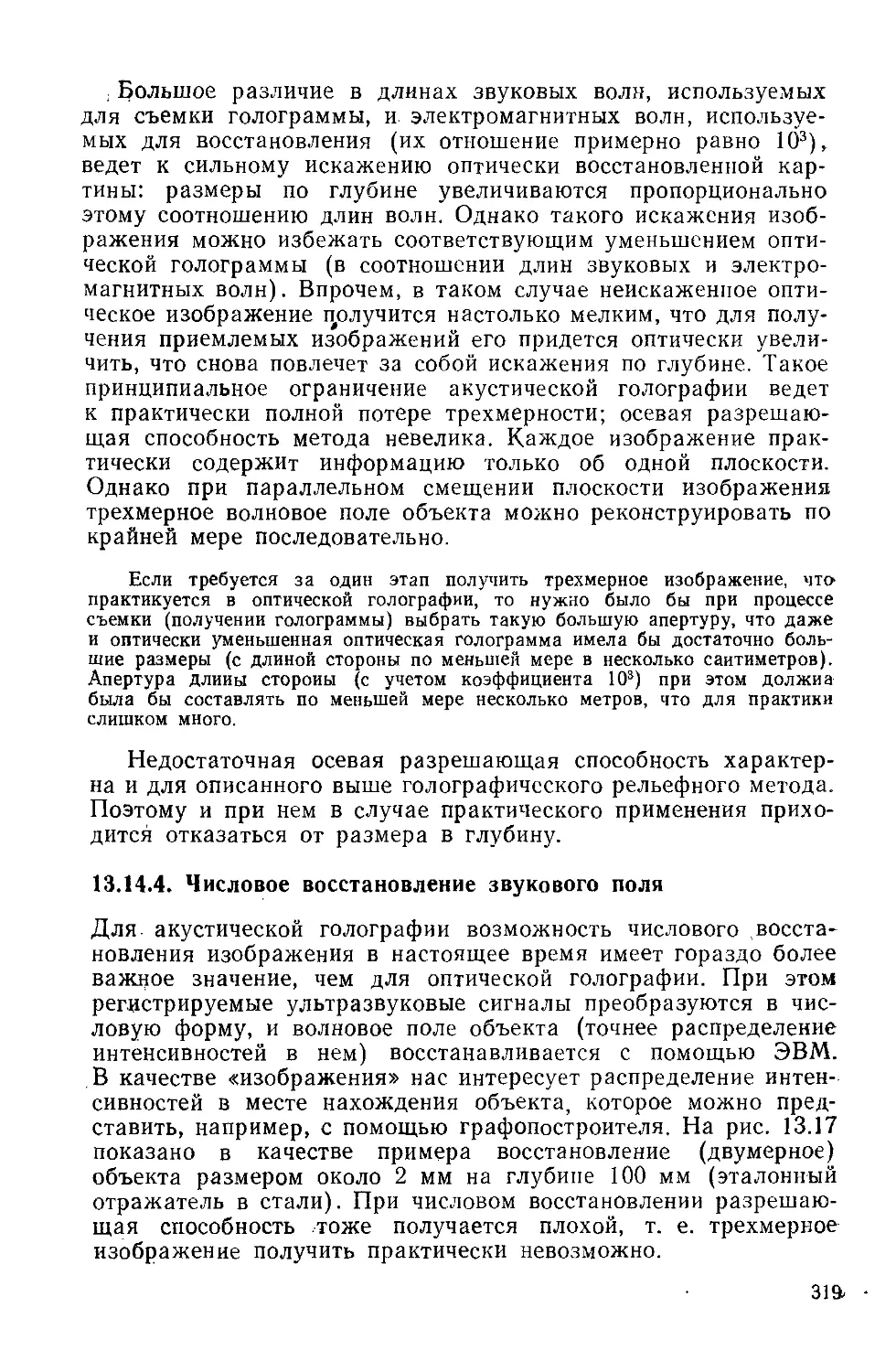
13.14.4. Числовое восстановление звукового поля...........319
13.14.5. Линейная голография, способ HOLOSAFT .... 320
14. Анализ звуковой (акустической) эмиссии........................322
ЧАСТЬ В
ОБЩАЯ ТЕХНИКА КОНТРОЛЯ
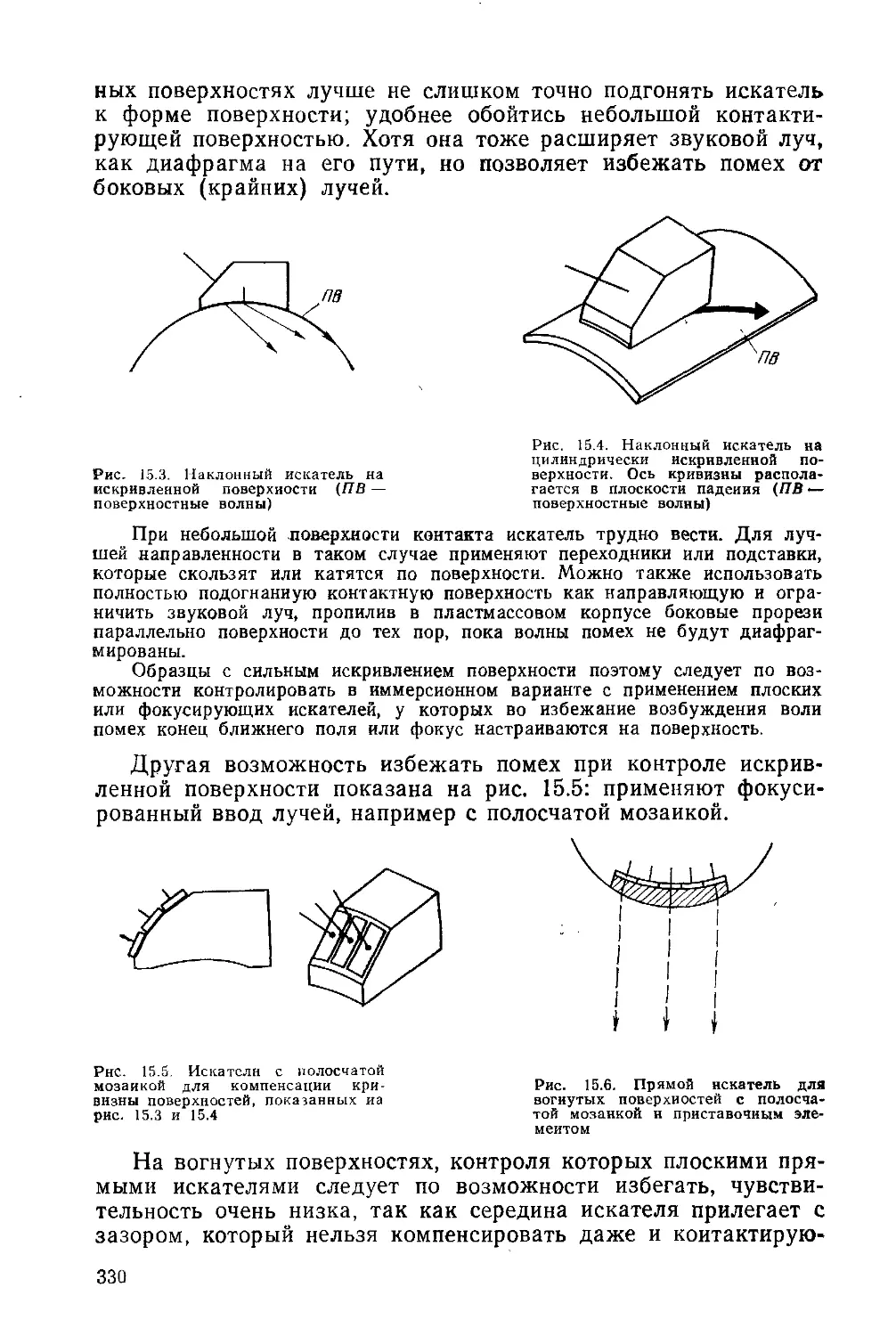
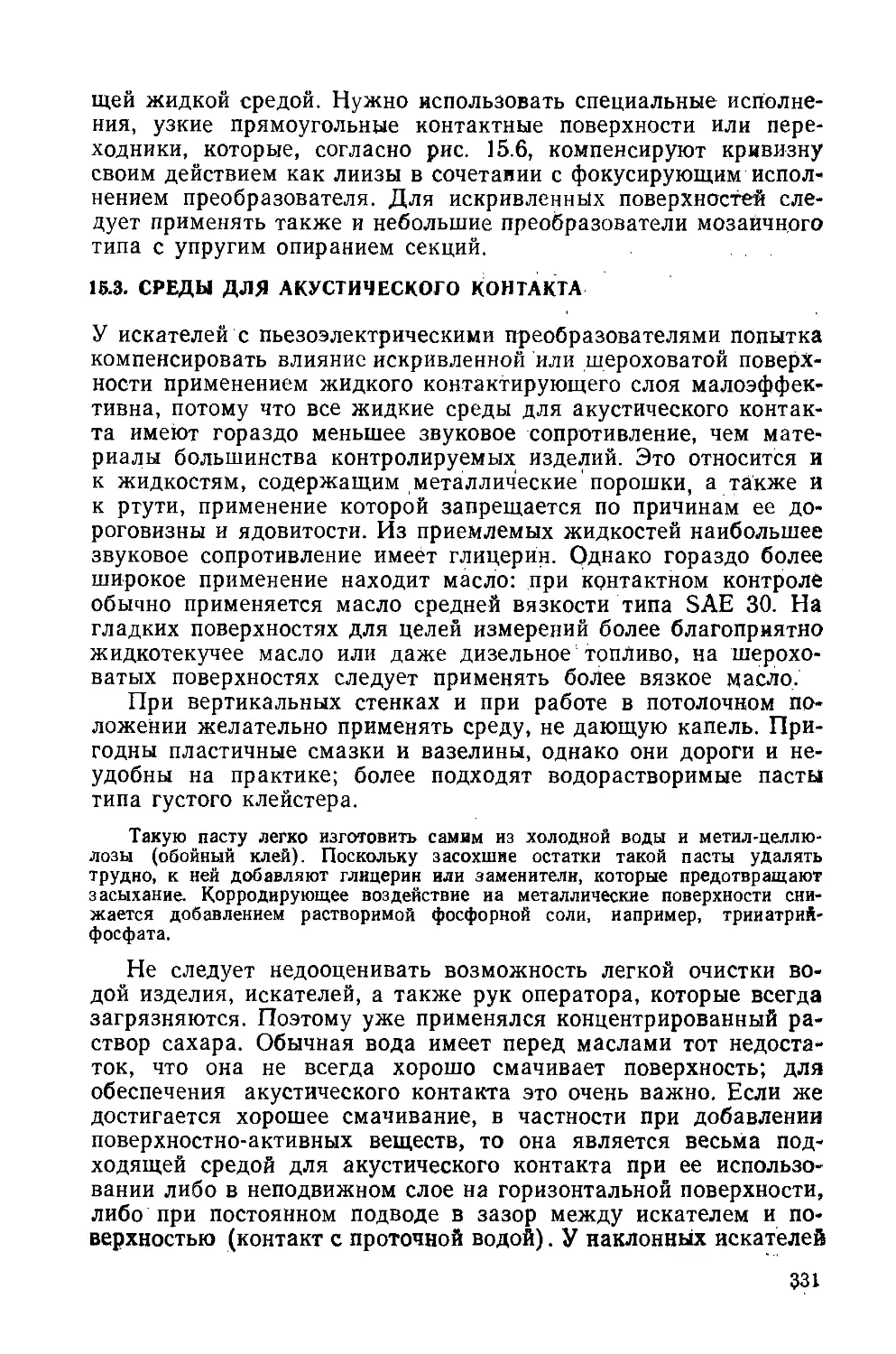
15. Обеспечение акустического контакта............................326
15.1. Состояние поверхности и ее подготовка.....................326
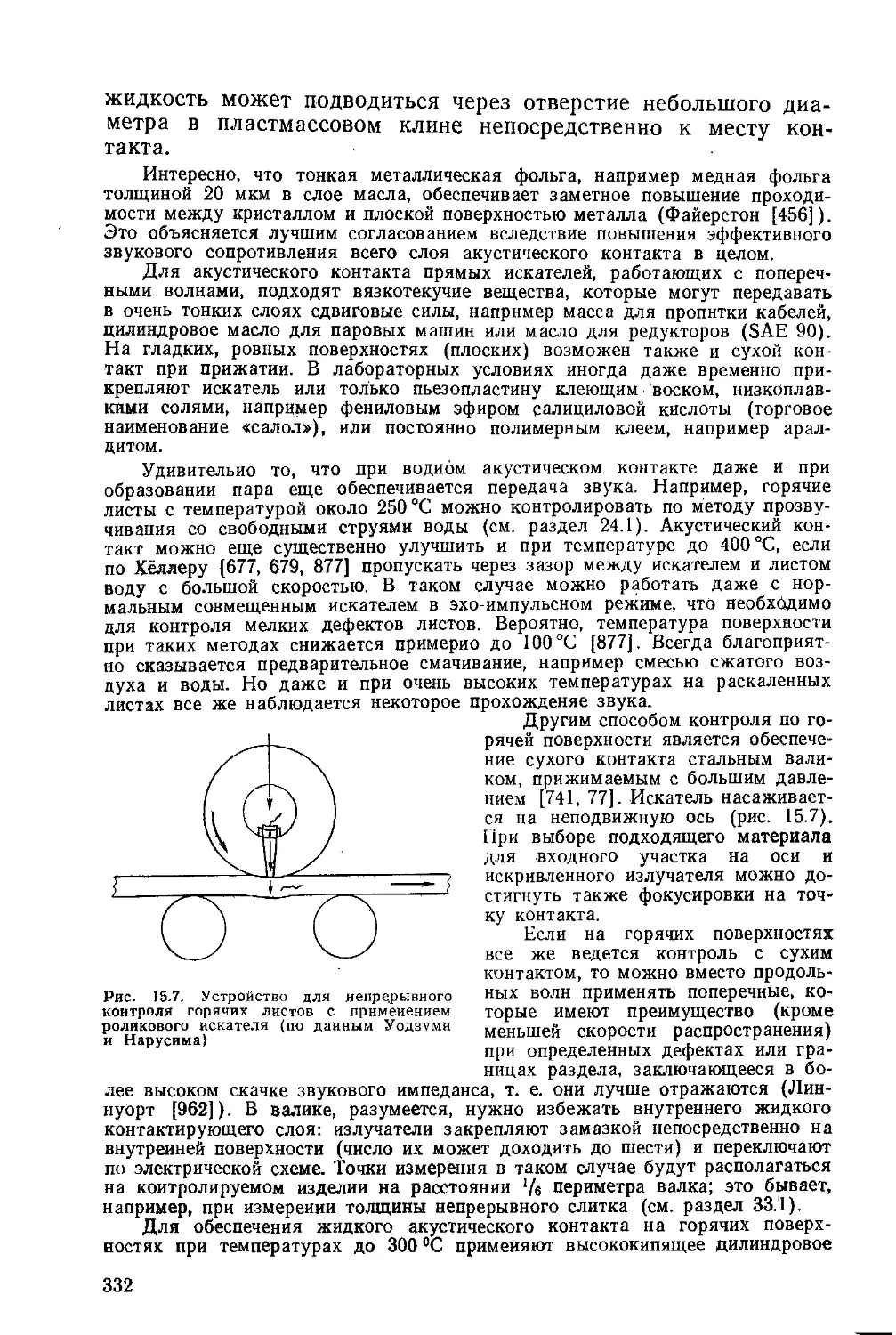
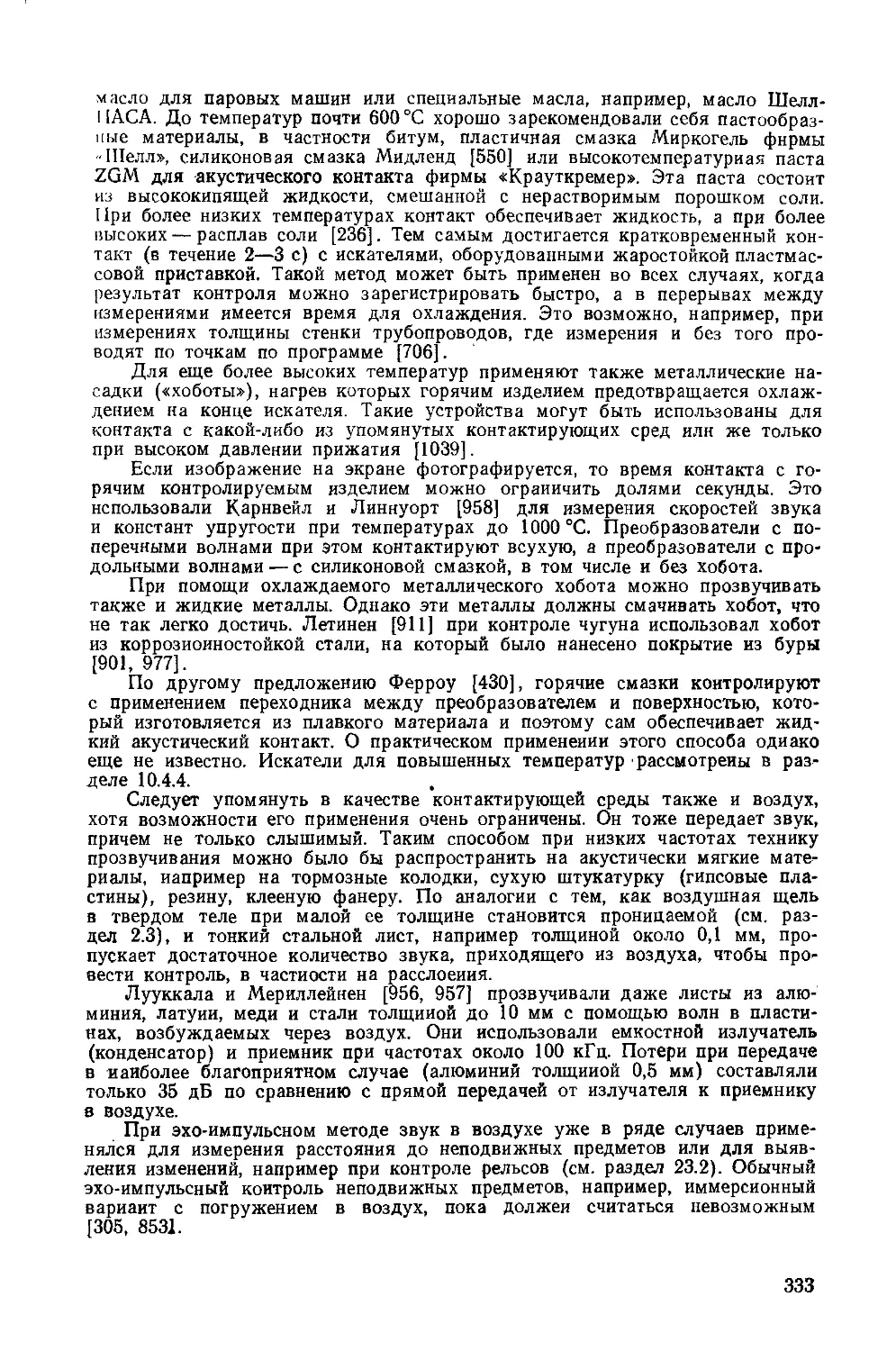
15.2. Криволинейные поверхности................................328
15.3. Среды для акустического контакта..........................331
15.4. Контроль акустического контакта...........................334
15.5. Акустический контакт через промежуточные слои, через слой
воды и иммерсионный вариант.....................................335
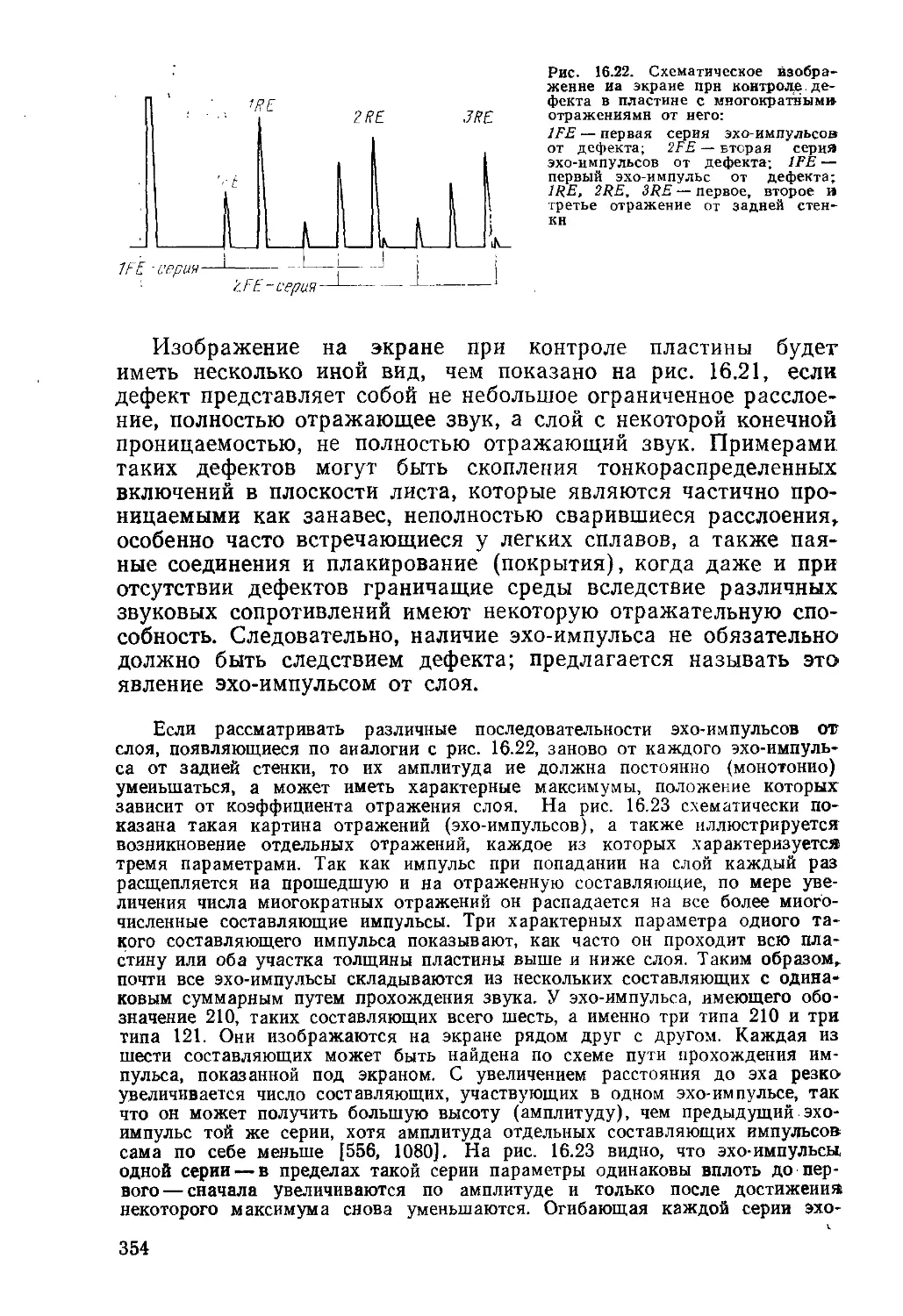
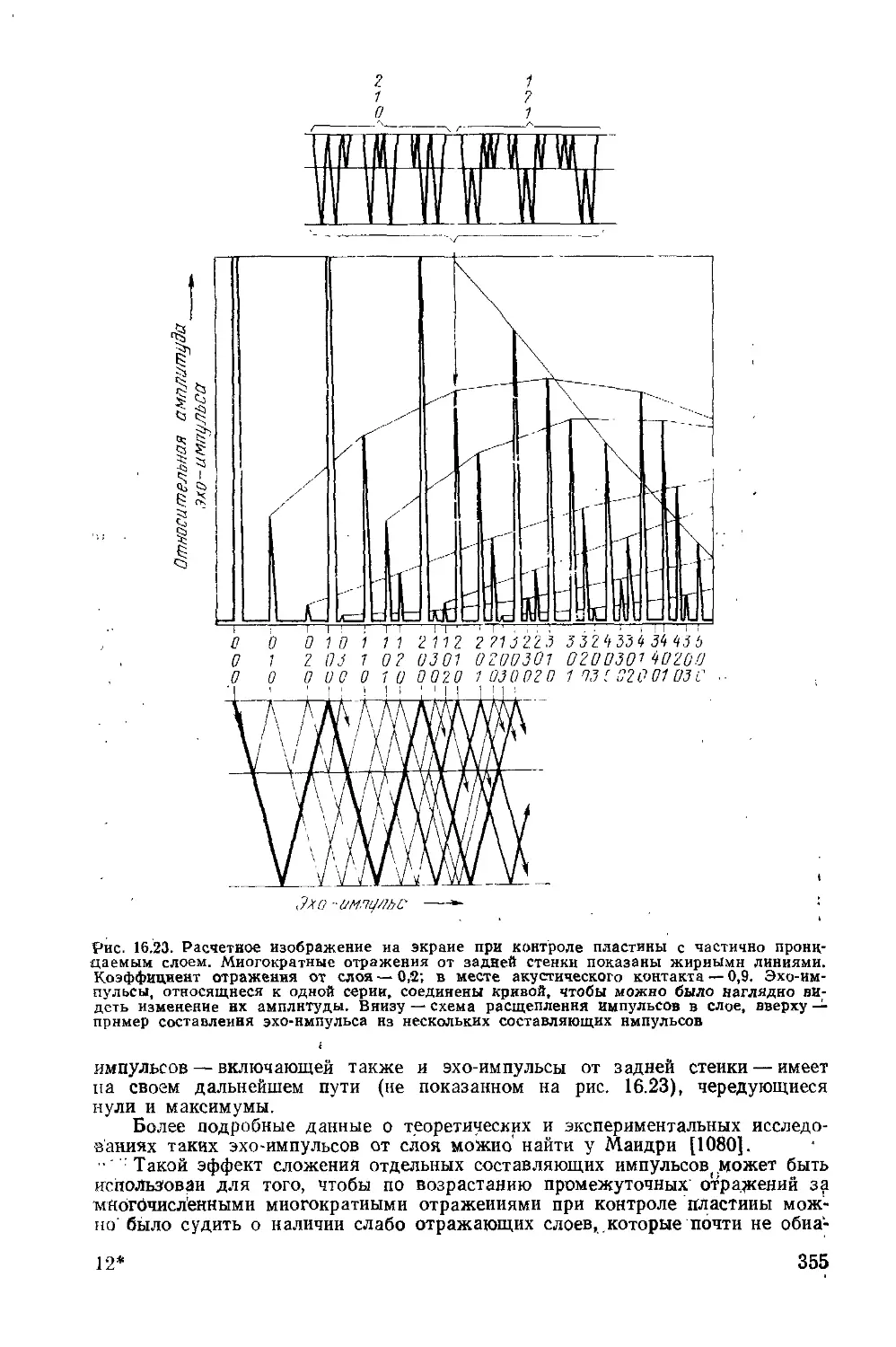
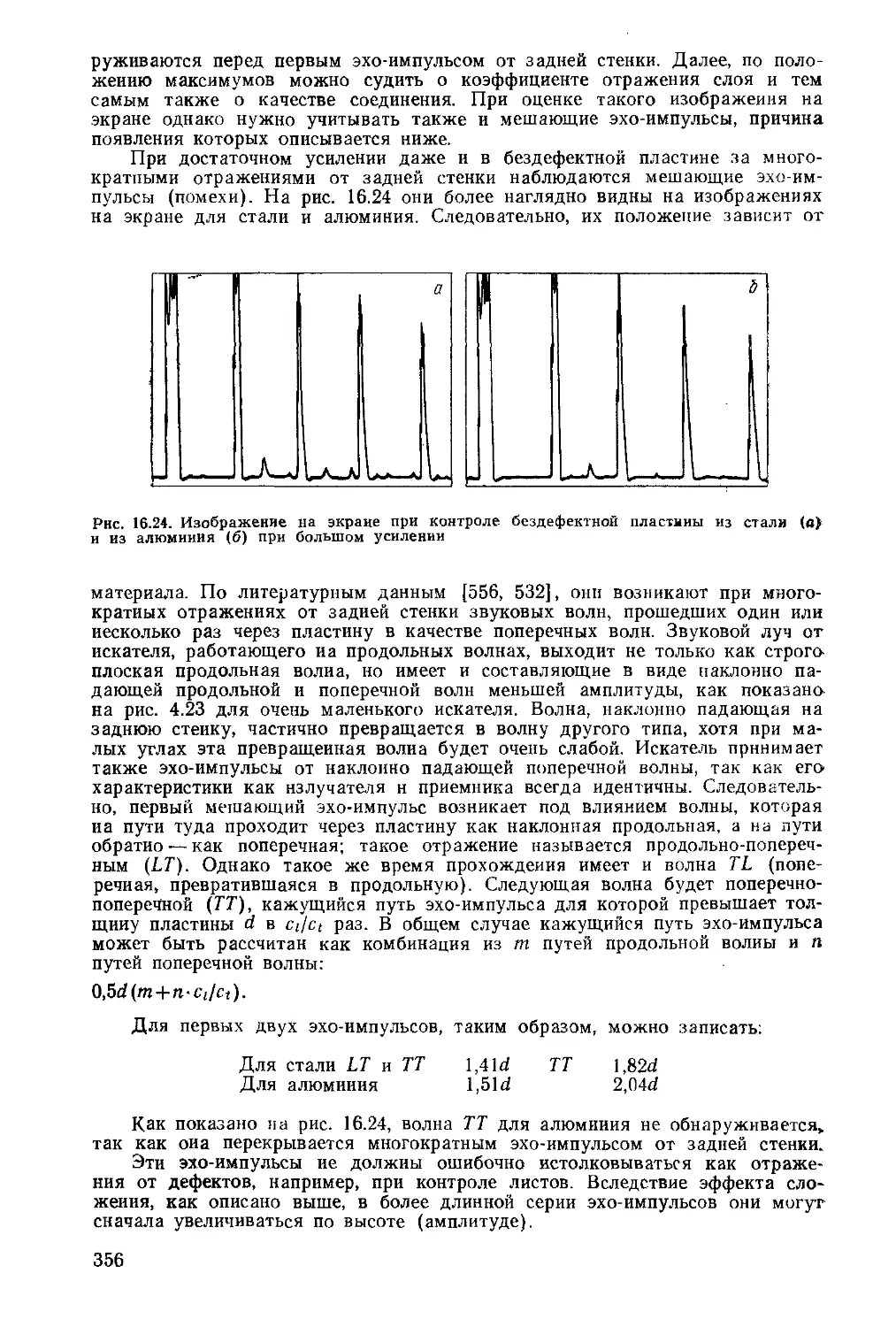
16. Влияние помех от границ раздела, сложные пути звука и изобра-
жения на экране....................................................340
16.1. Изменения звукового поля под влиянием границ раздела, па-
раллельных оси луча.............................................341
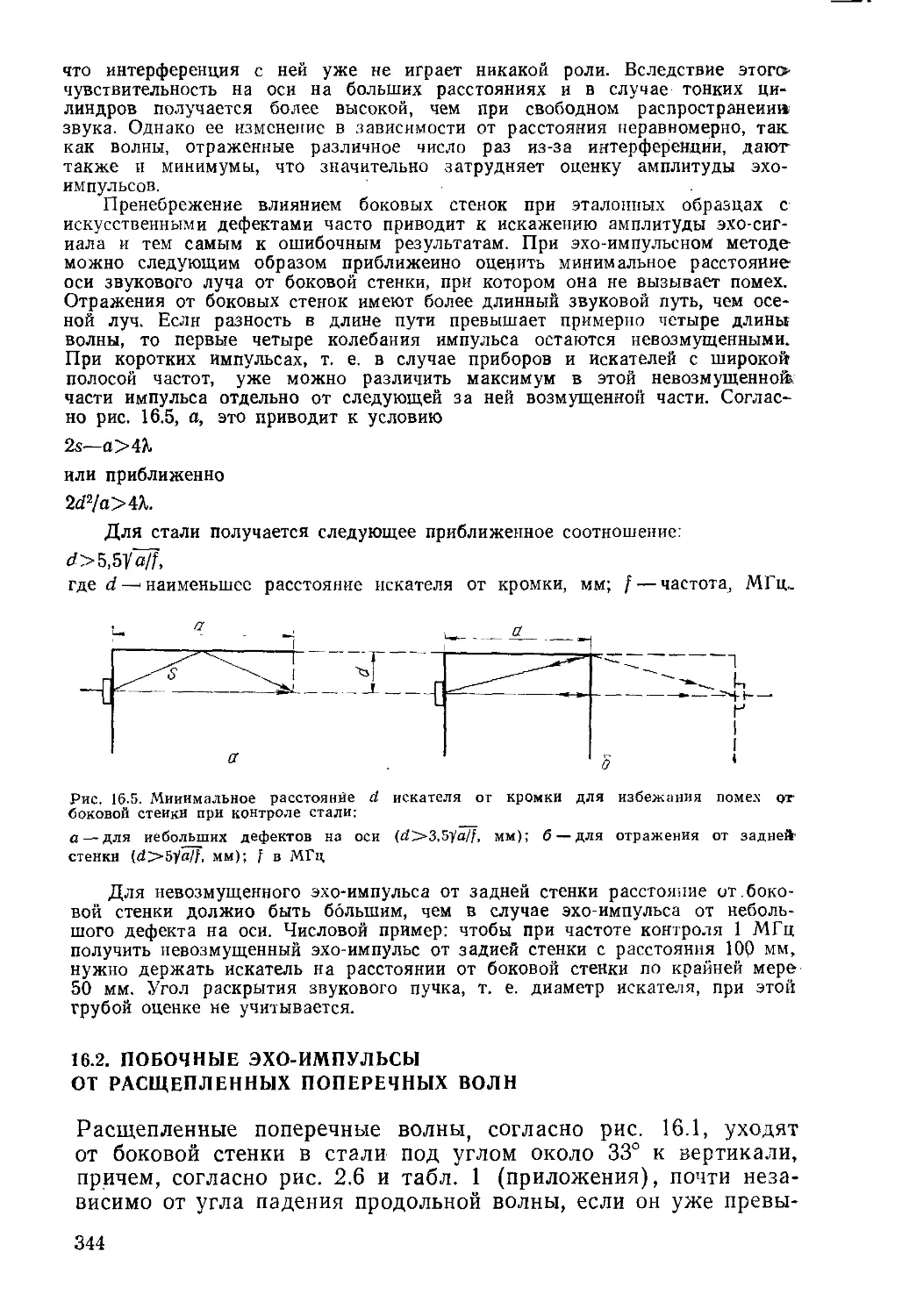
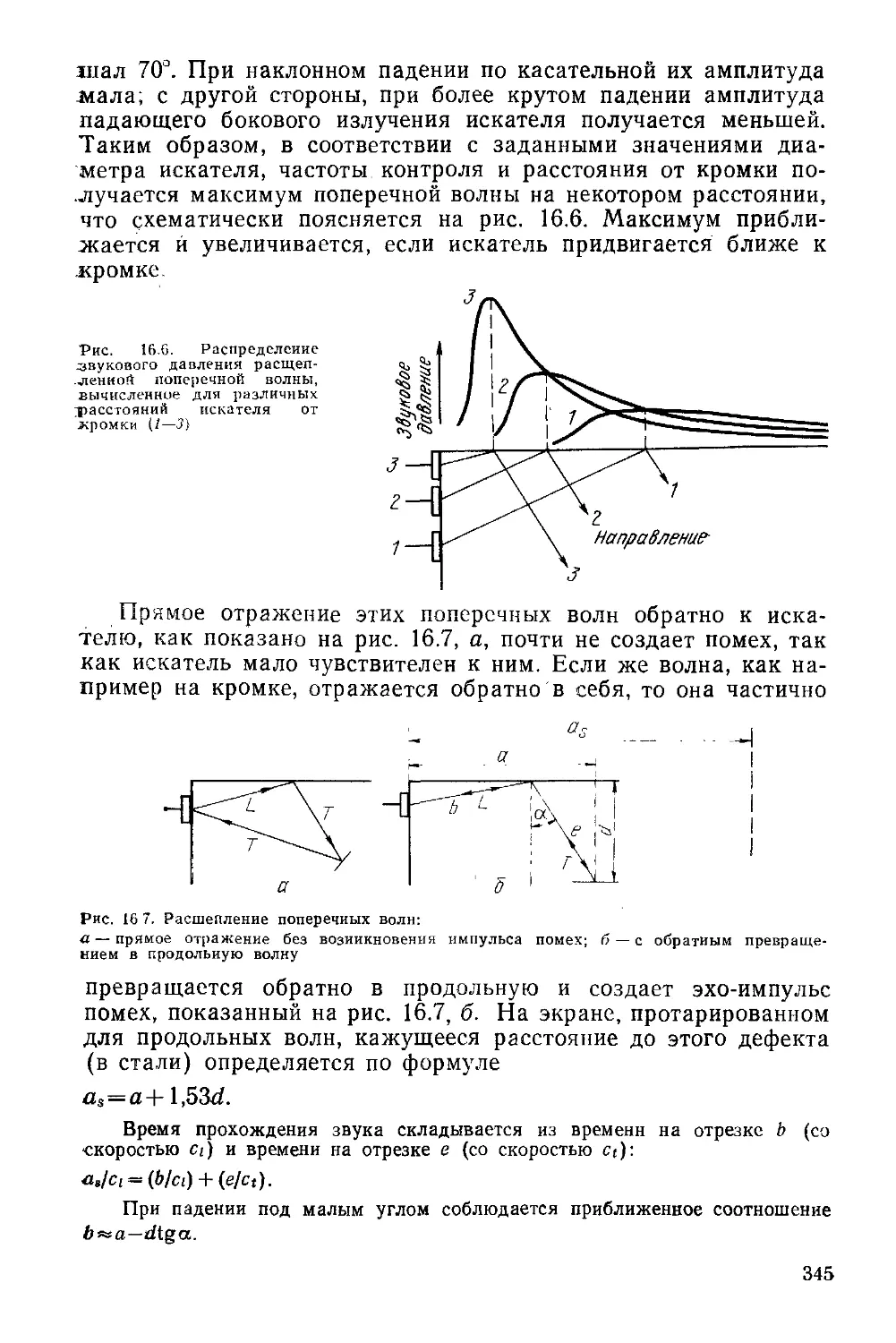
16.2. Побочные эхо-импульсы от расщепленных поперечных волн . 344
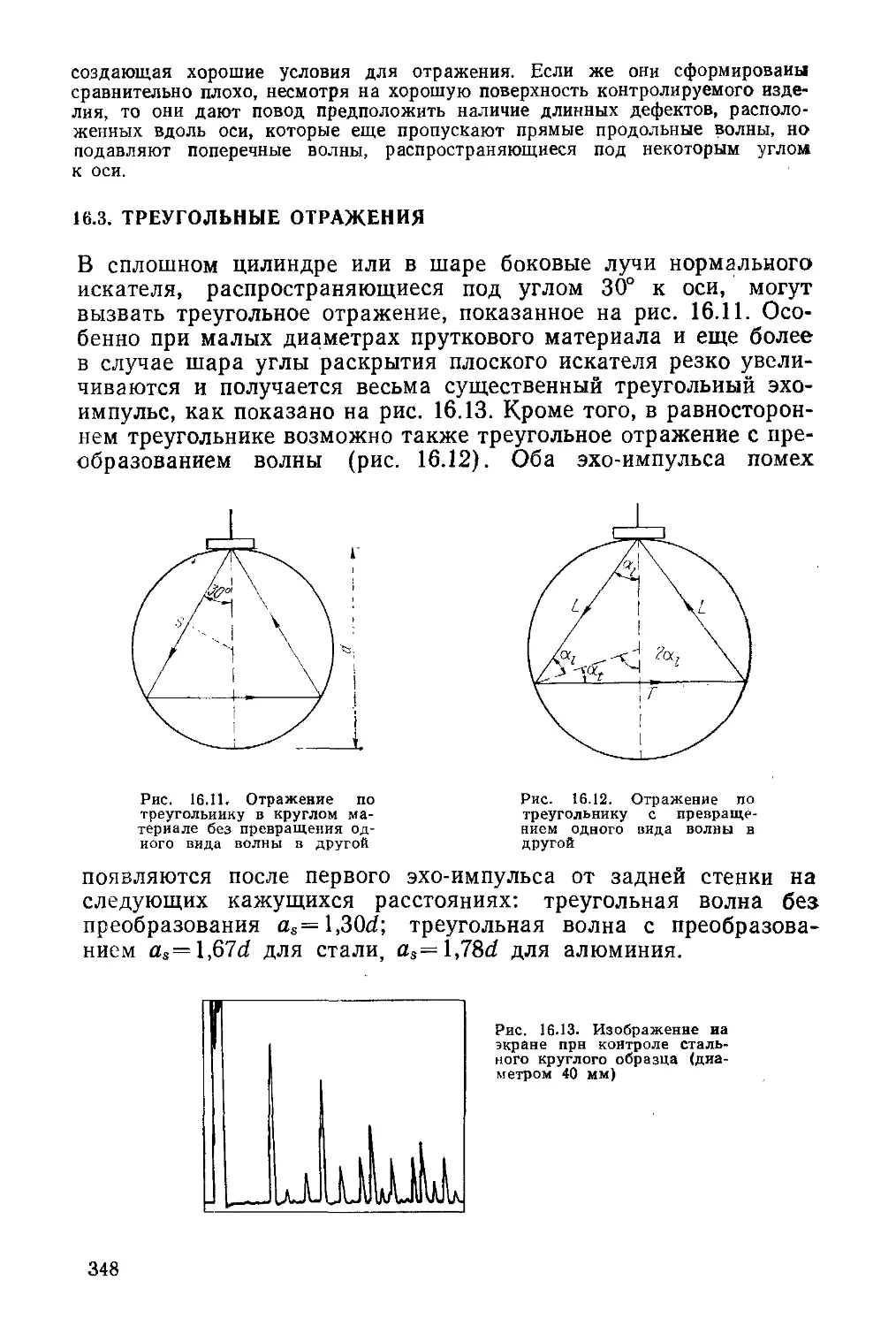
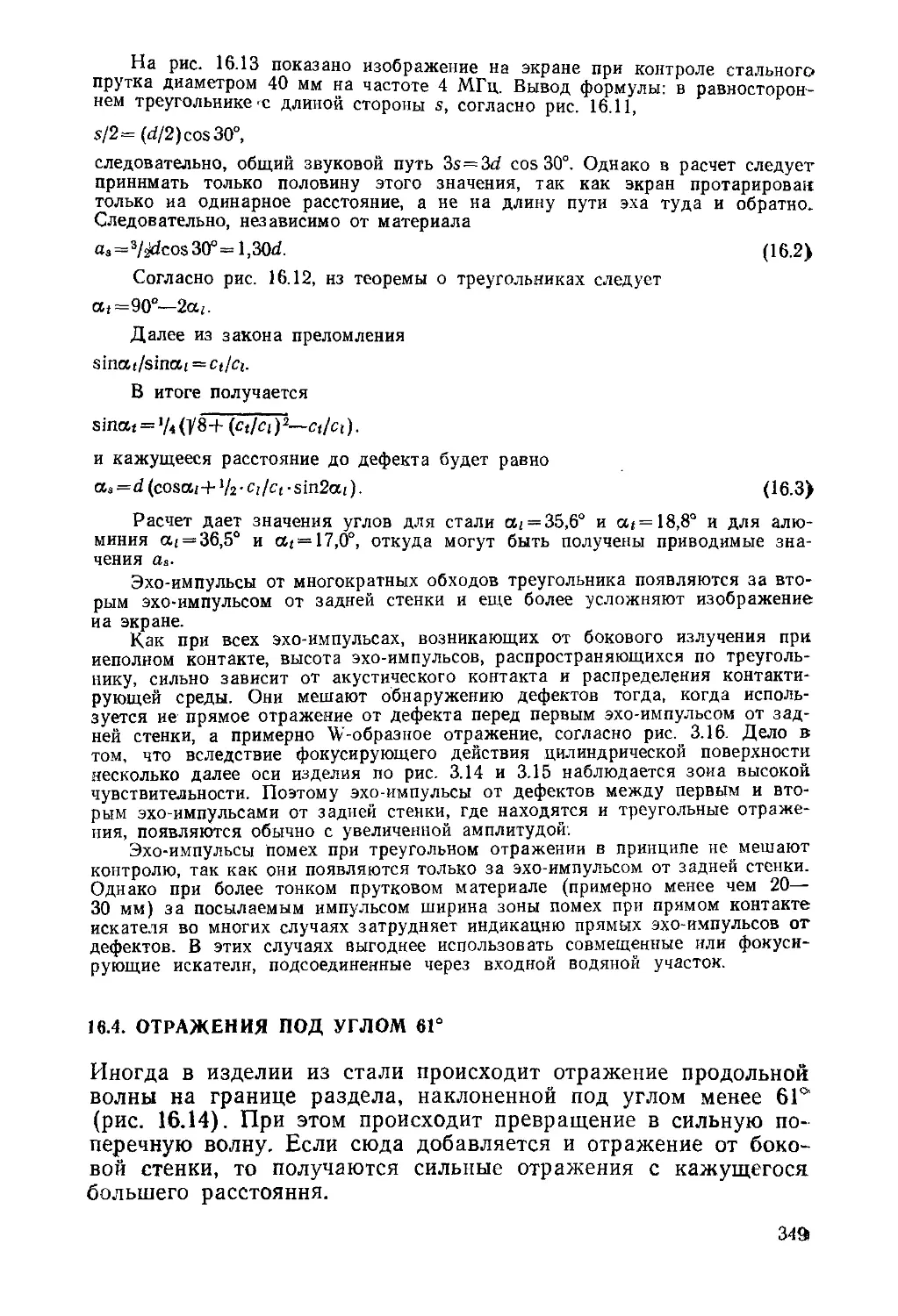
16.3. Треугольные отражения.....................................348
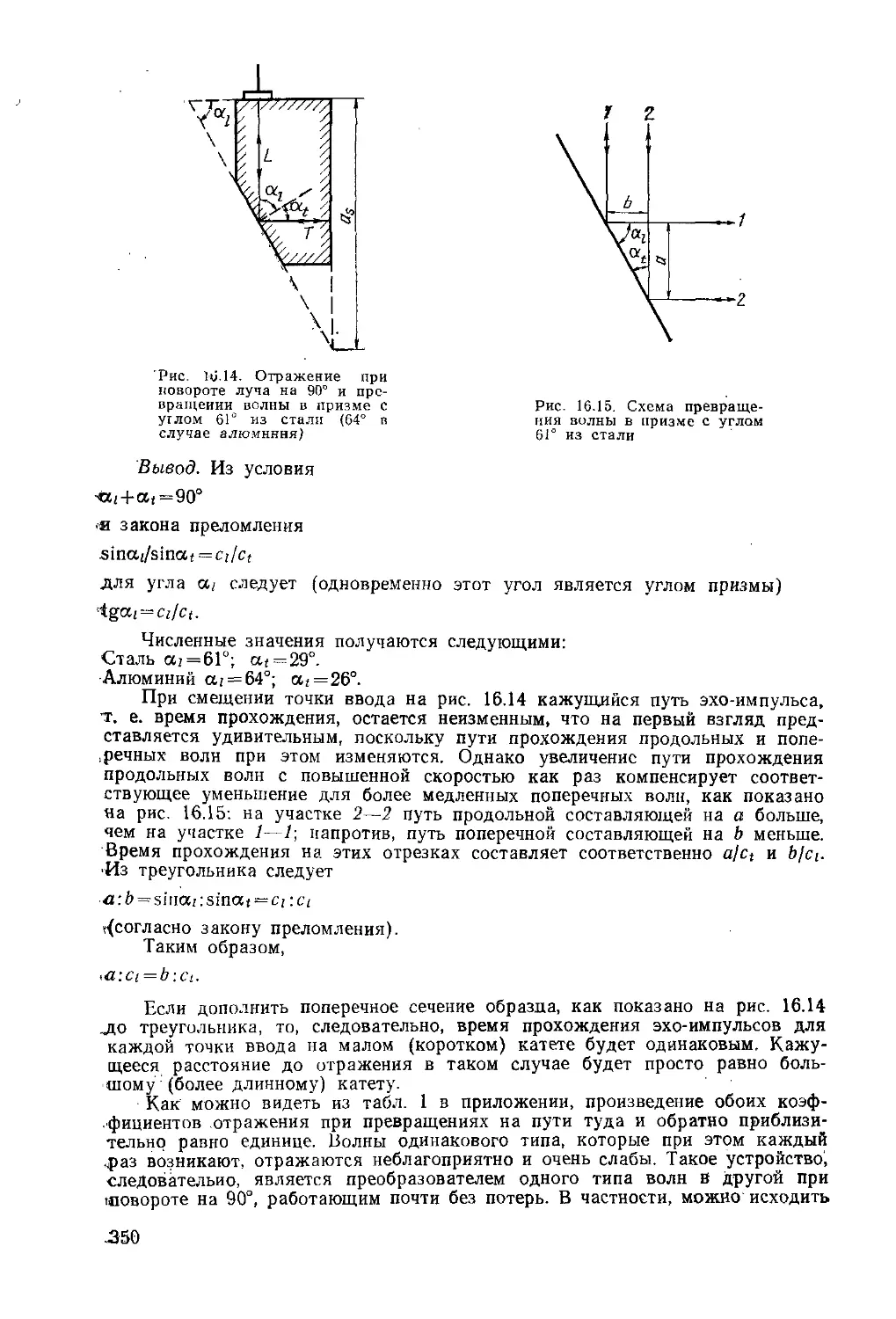
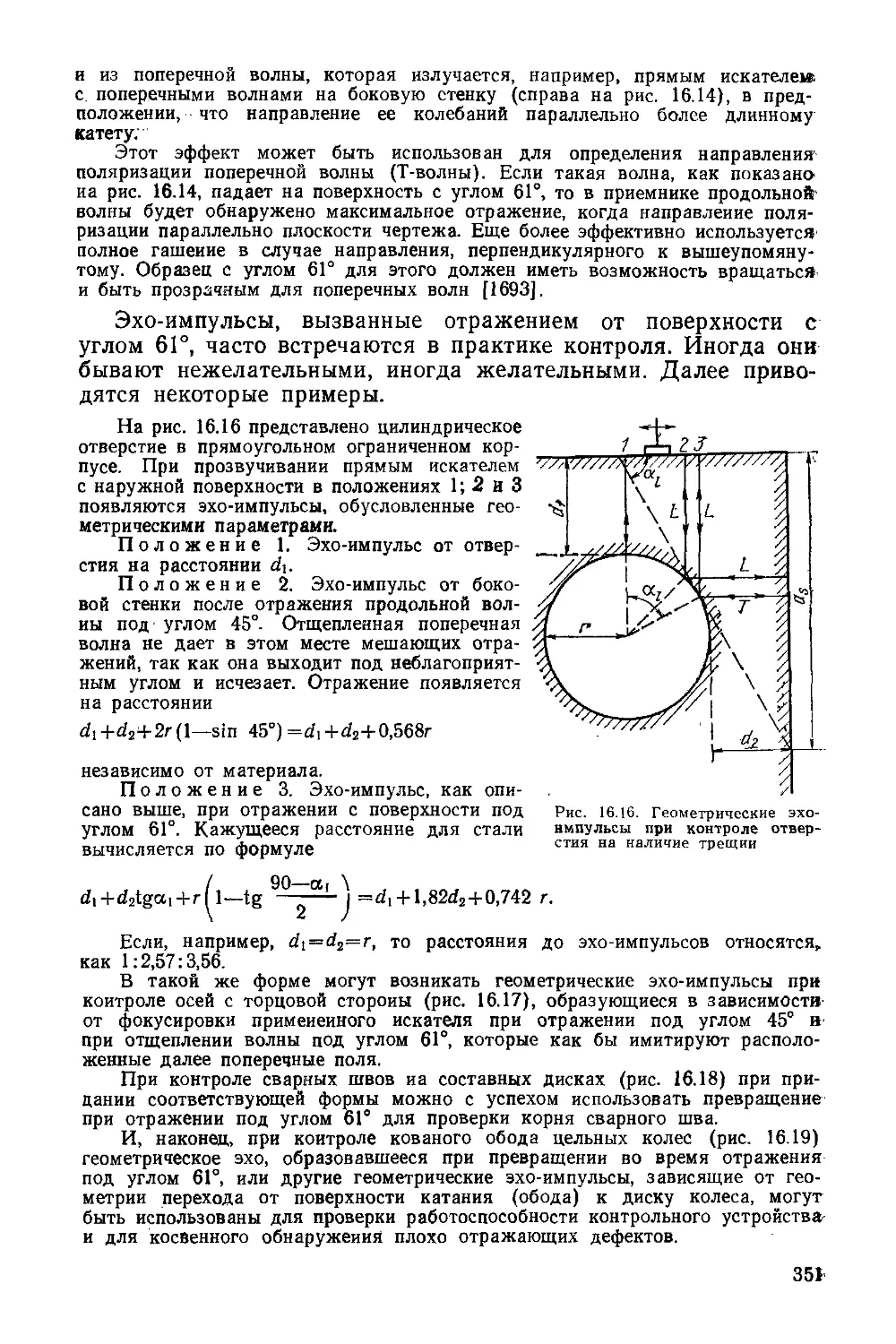
16.4. Отражение под углом 61°....................................349
16.5. Изображения на экране при контроле пластины...............352
16.6. Помехи, вызываемые поверхностными волнами.................357
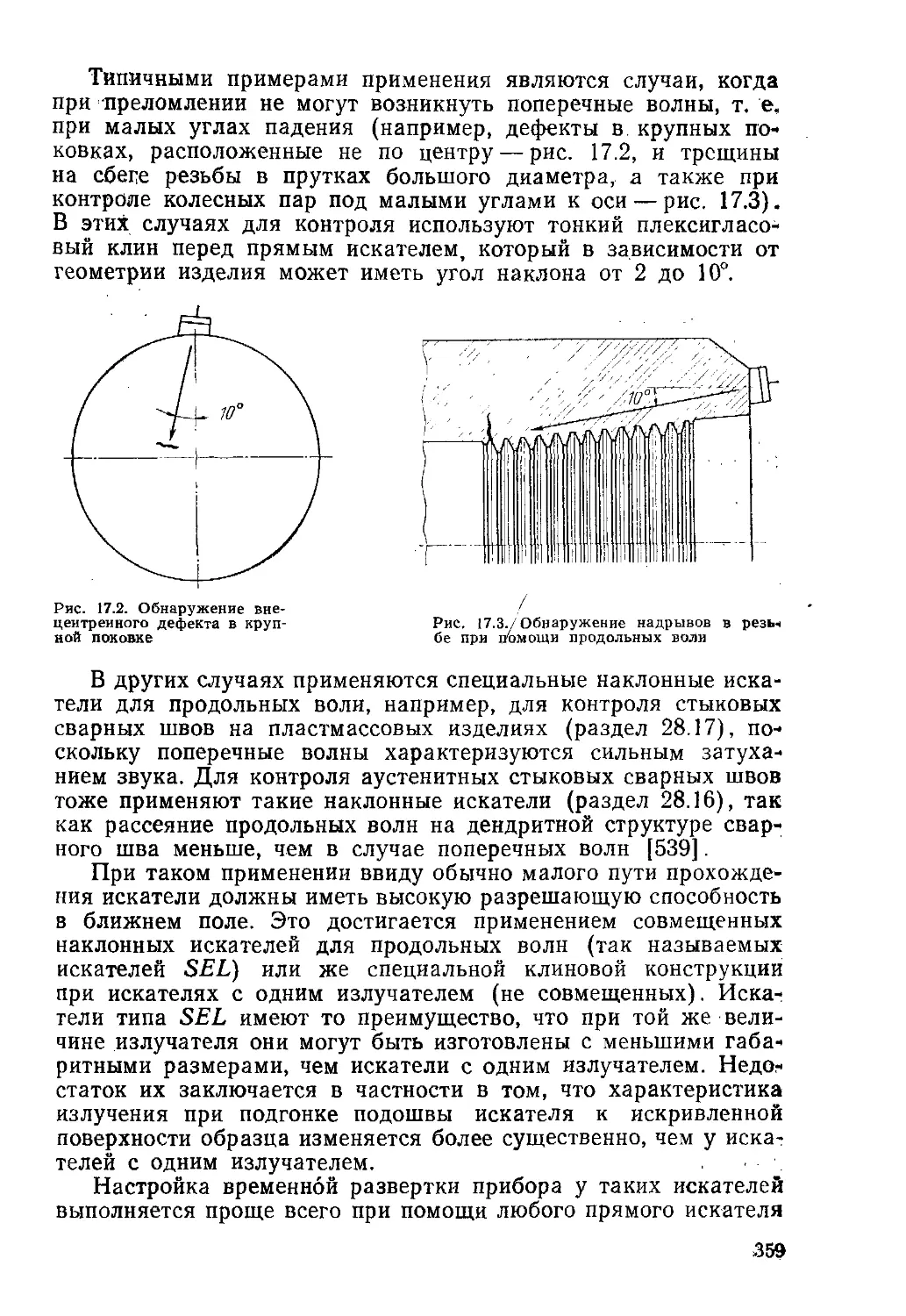
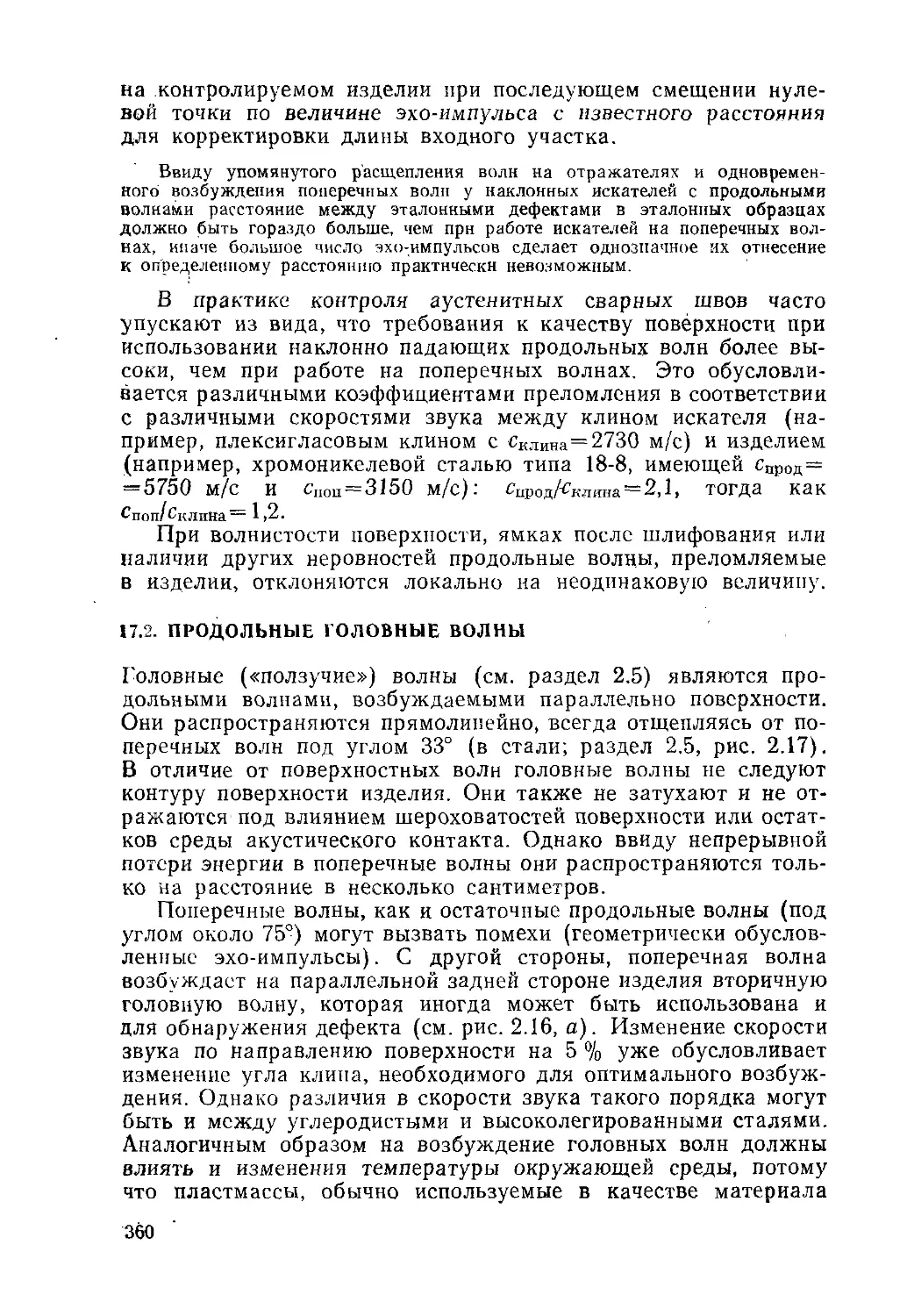
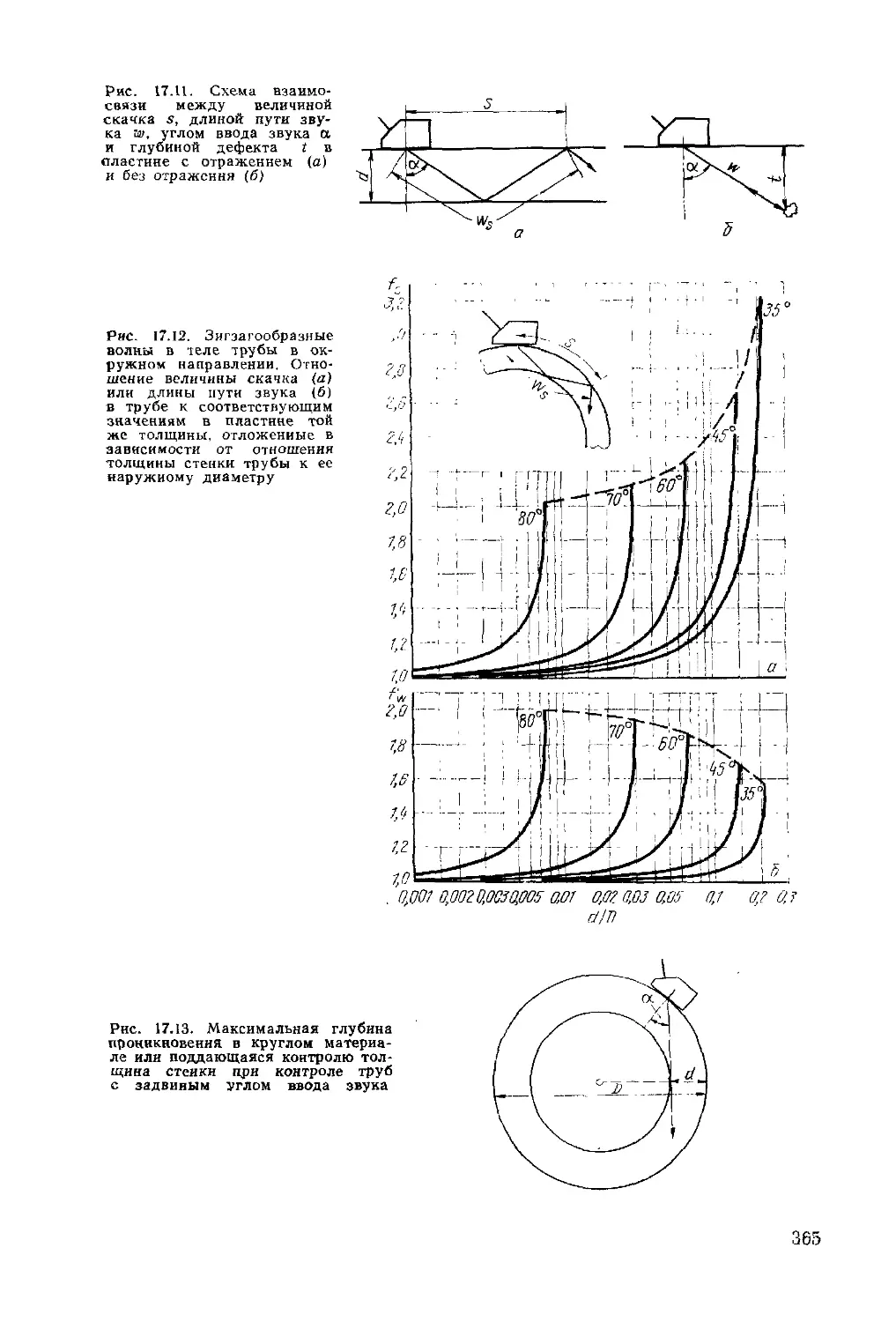
17. Техника контроля волнами, падающими наклонно к поверхности . 358
17.1. Наклонно падающие продольные волны.......................358
17.2. Продольные головные волны.............................. 360
17.3. Поперечные волны..........................................361
17.4. Поверхностные волны......................................368
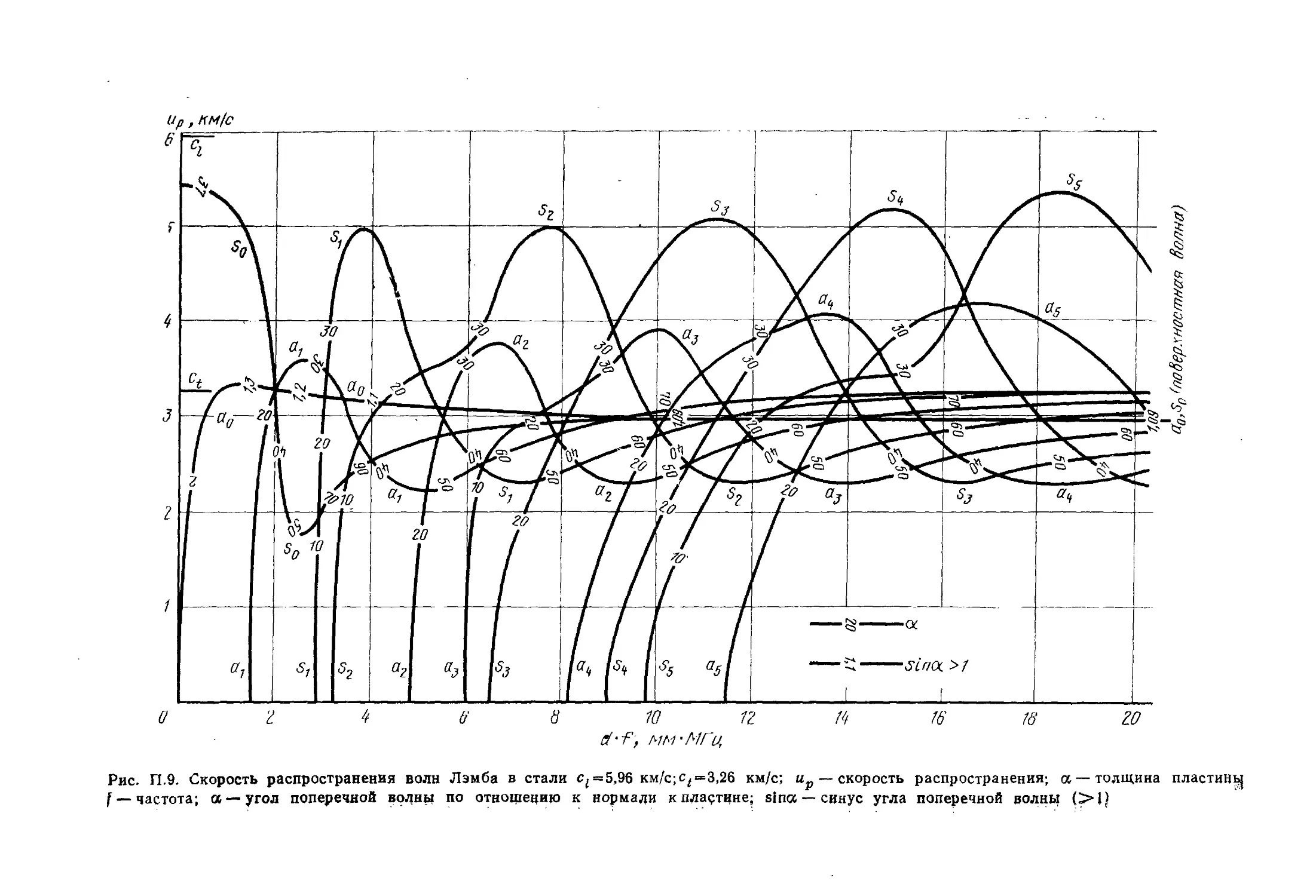
17.5. Волны в пластинах.........................................371
7
18. Неполадки, вызванные посторонними высокочастотными и ультра-
звуковыми источниками.............................................372
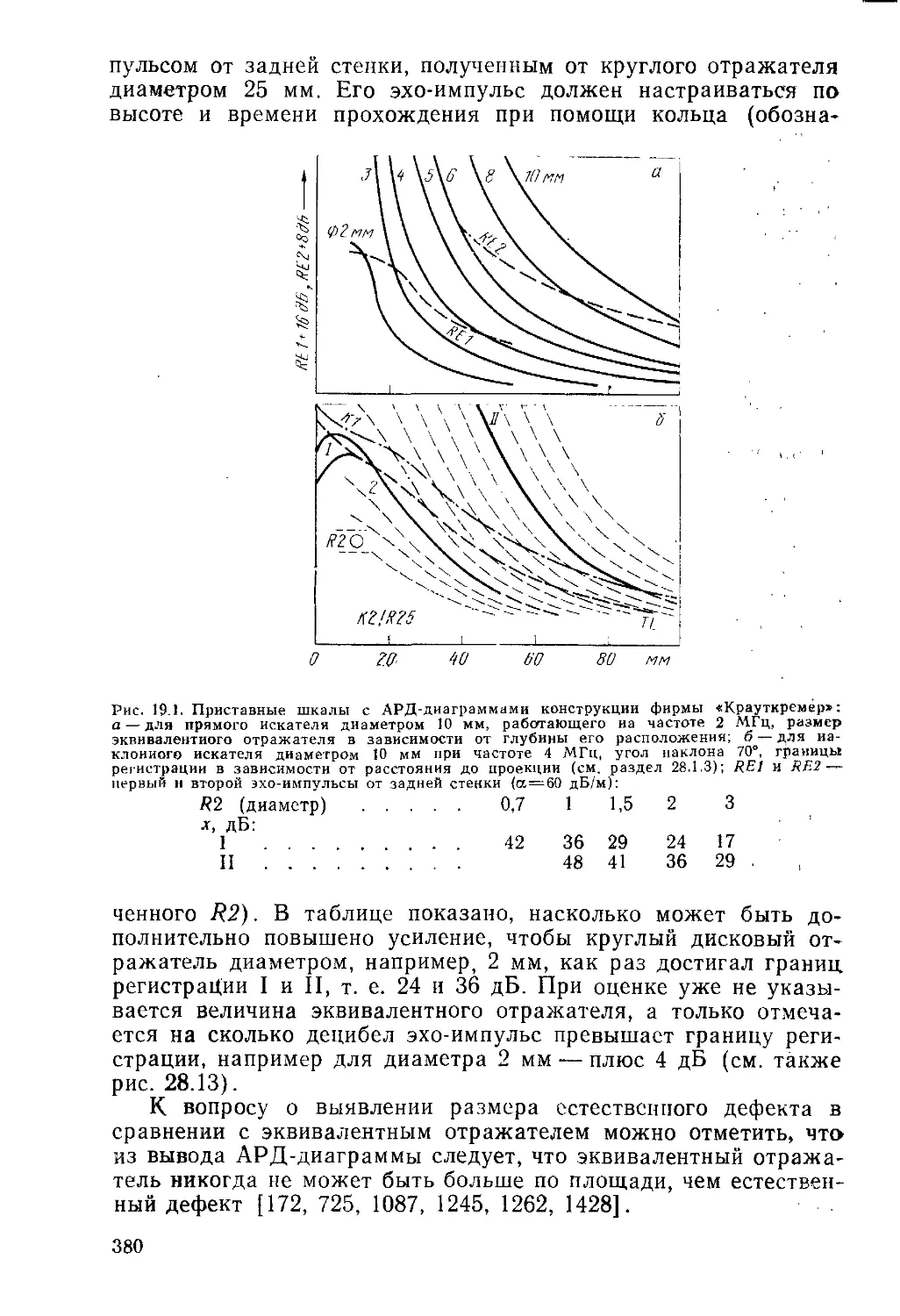
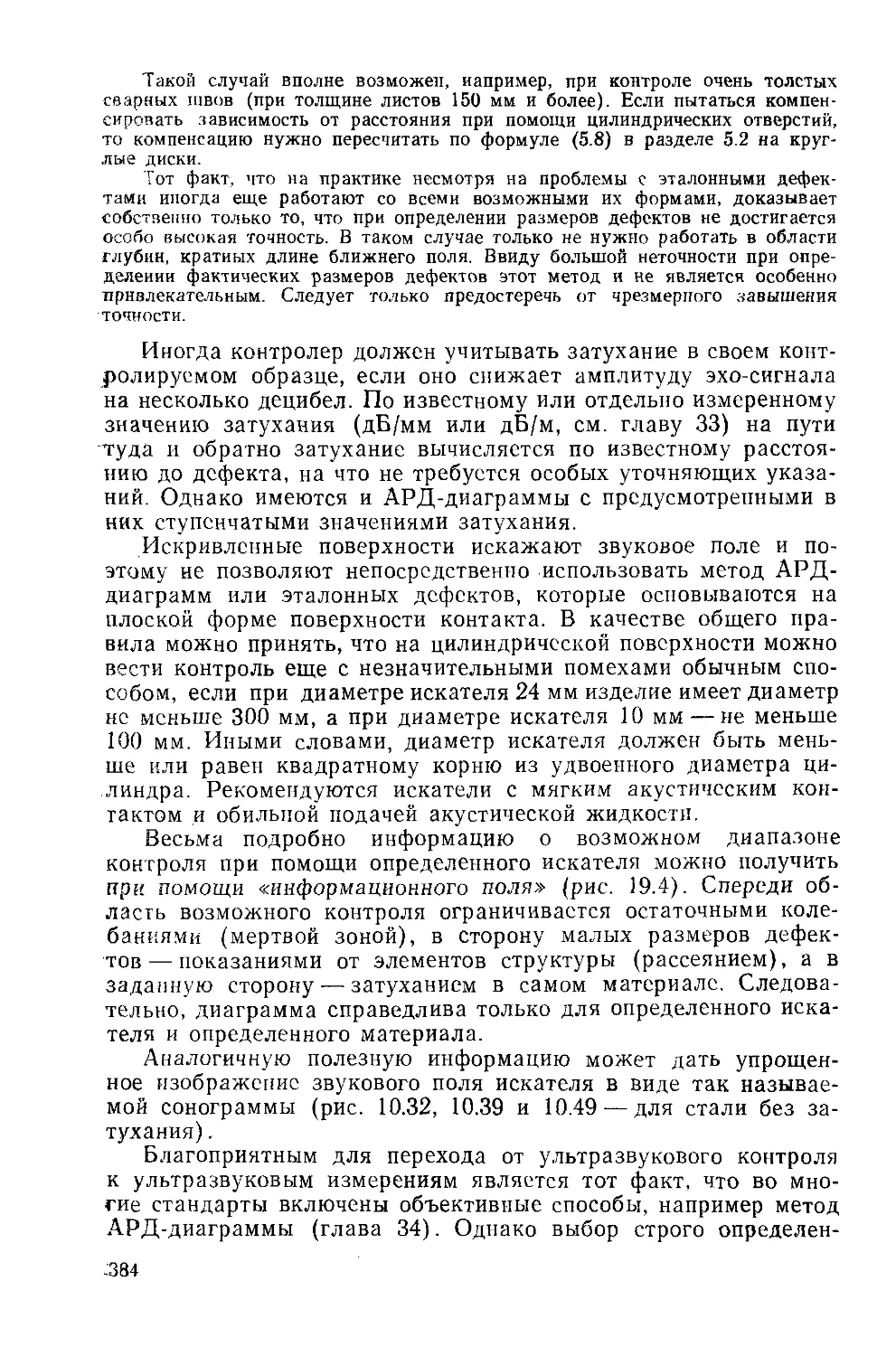
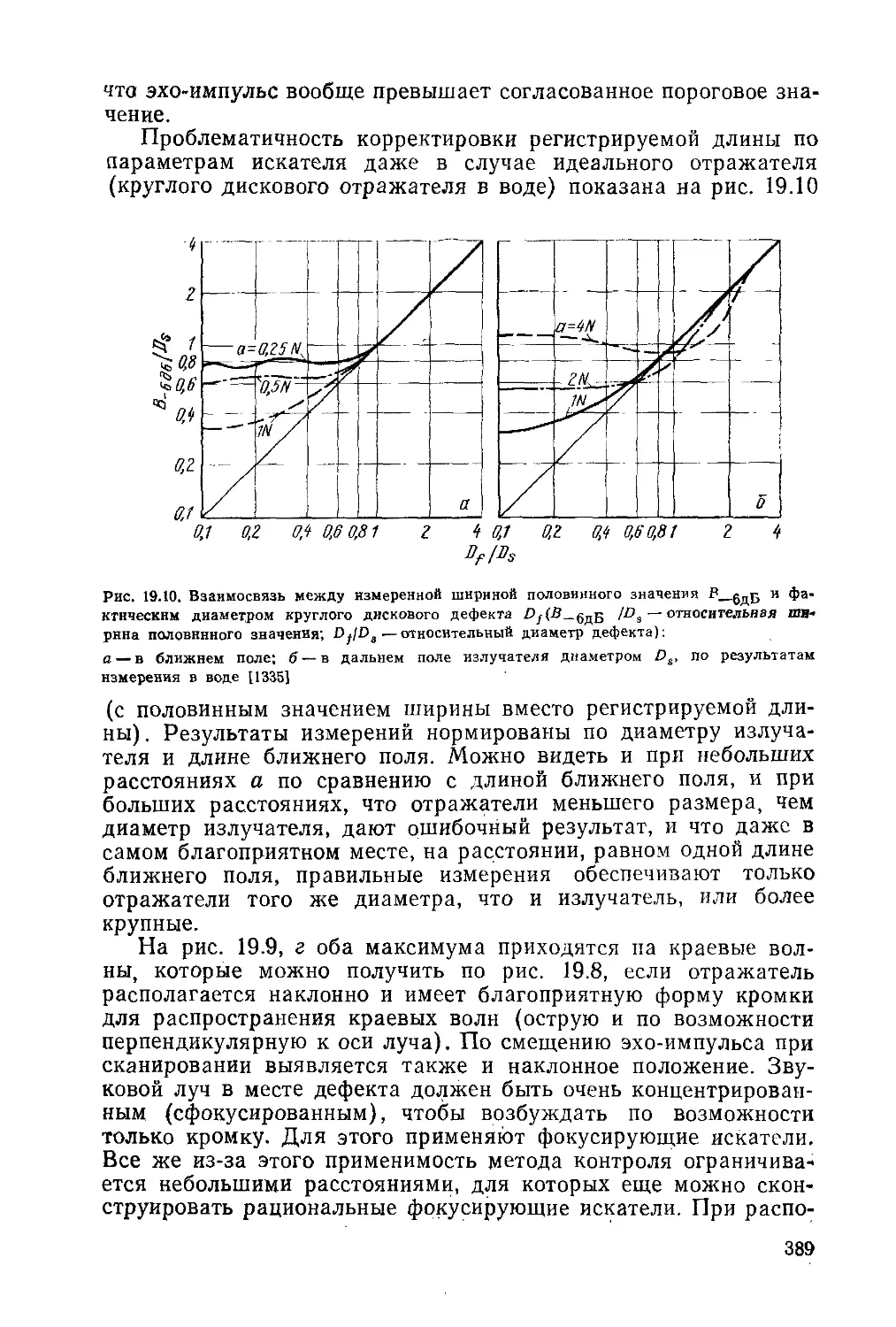
19. Обнаружение и оценка дефектов.................................376
19.1. Поиск дефектов и формирование эхо-импульса, выбор искателя 376
19.2. Определение эквивалентного отражателя, эталонного дефекта
и АРД (AVG)-диаграммы..........................................378
19.3. Измерение больших отражателей, сканирование, динамика эхо-
импульсов .....................................................385
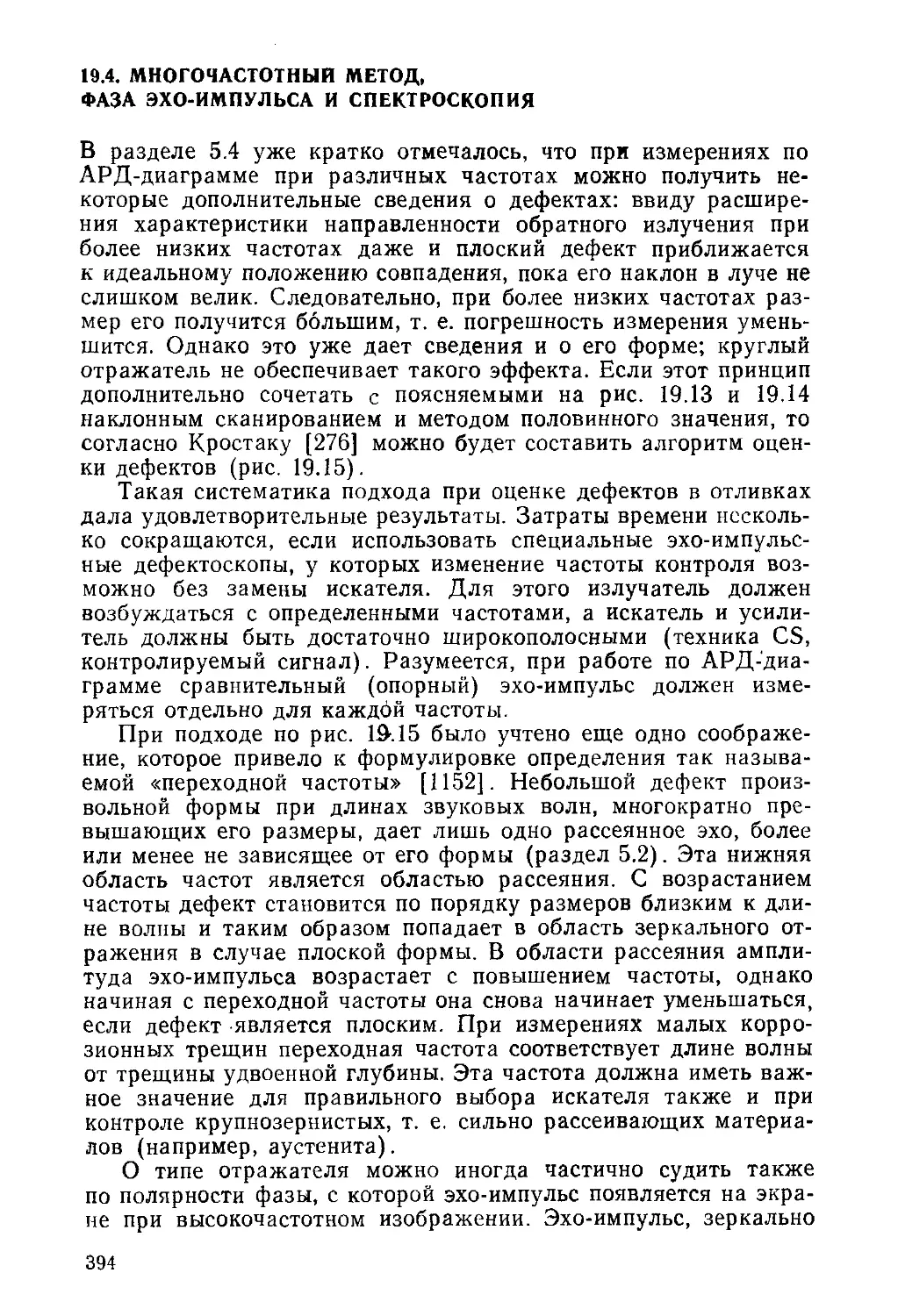
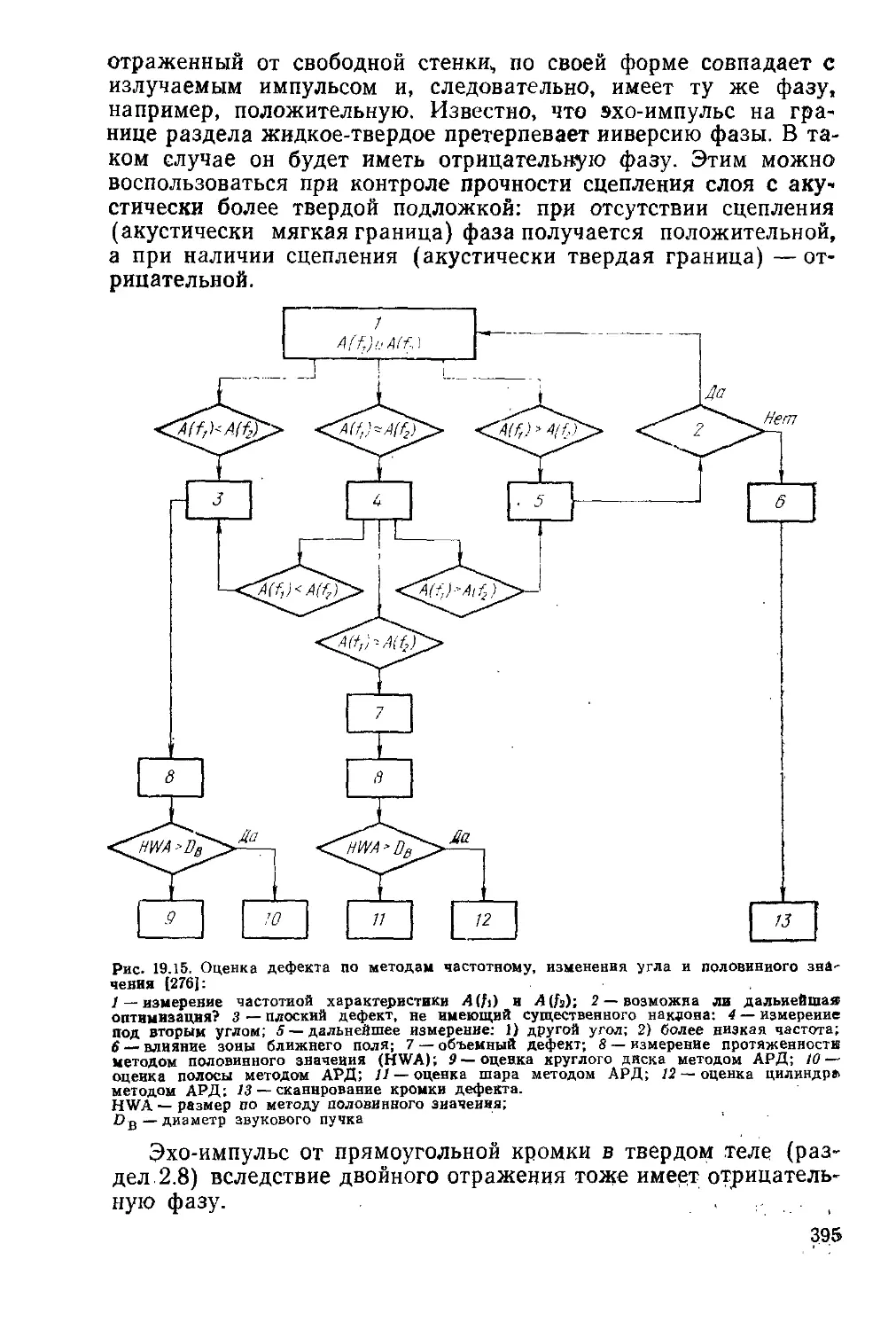
19.4. Многочастотный метод, фаза эхо-импульса и спектроскопия . 394
20. Организация контроля, вопросы подготовки и обучения персонала . 397
21. Контрольные устройства и установки...........................402
ЧАСТЬ Г
СПЕЦИАЛЬНЫЕ ЗАДАЧИ КОНТРОЛЯ
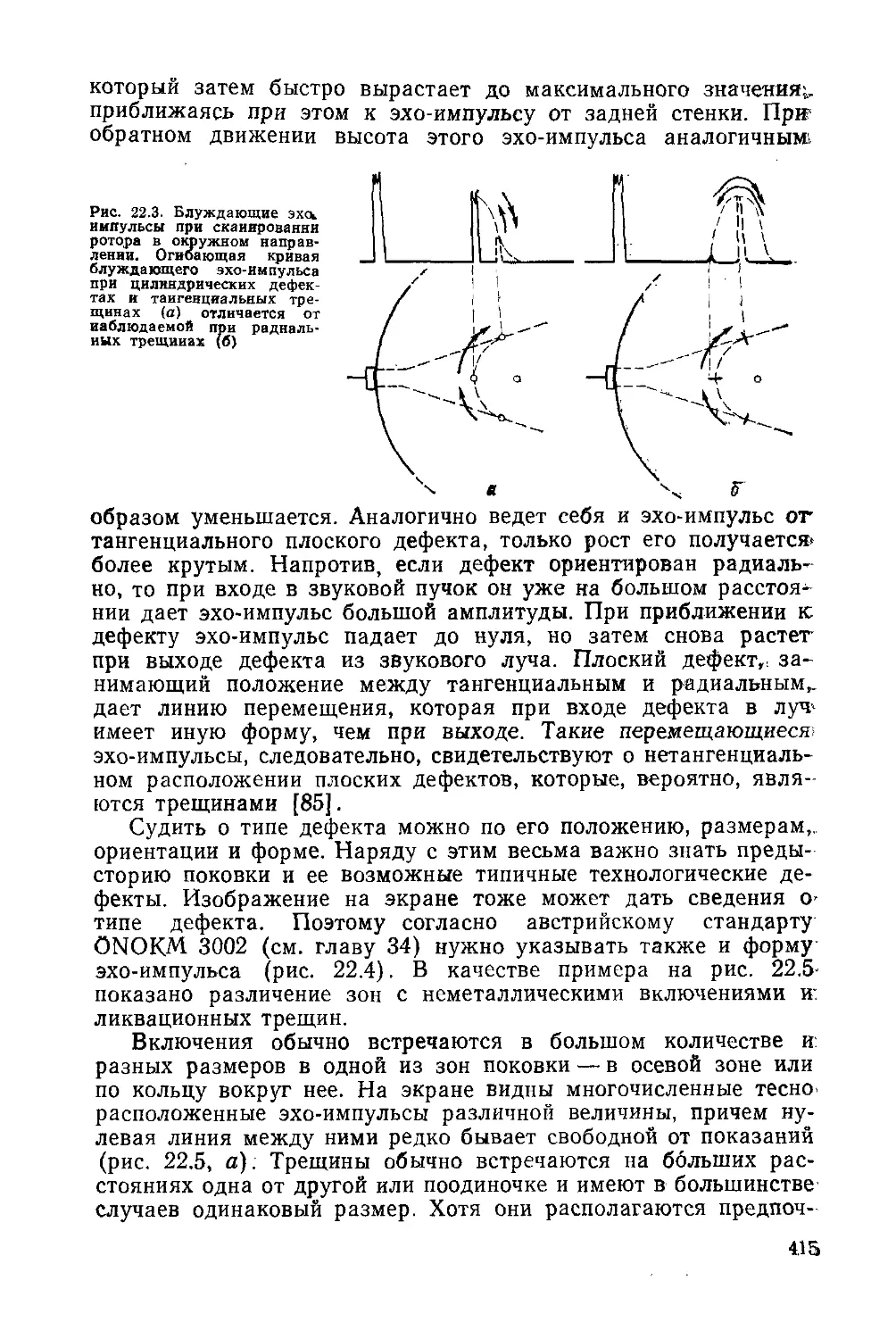
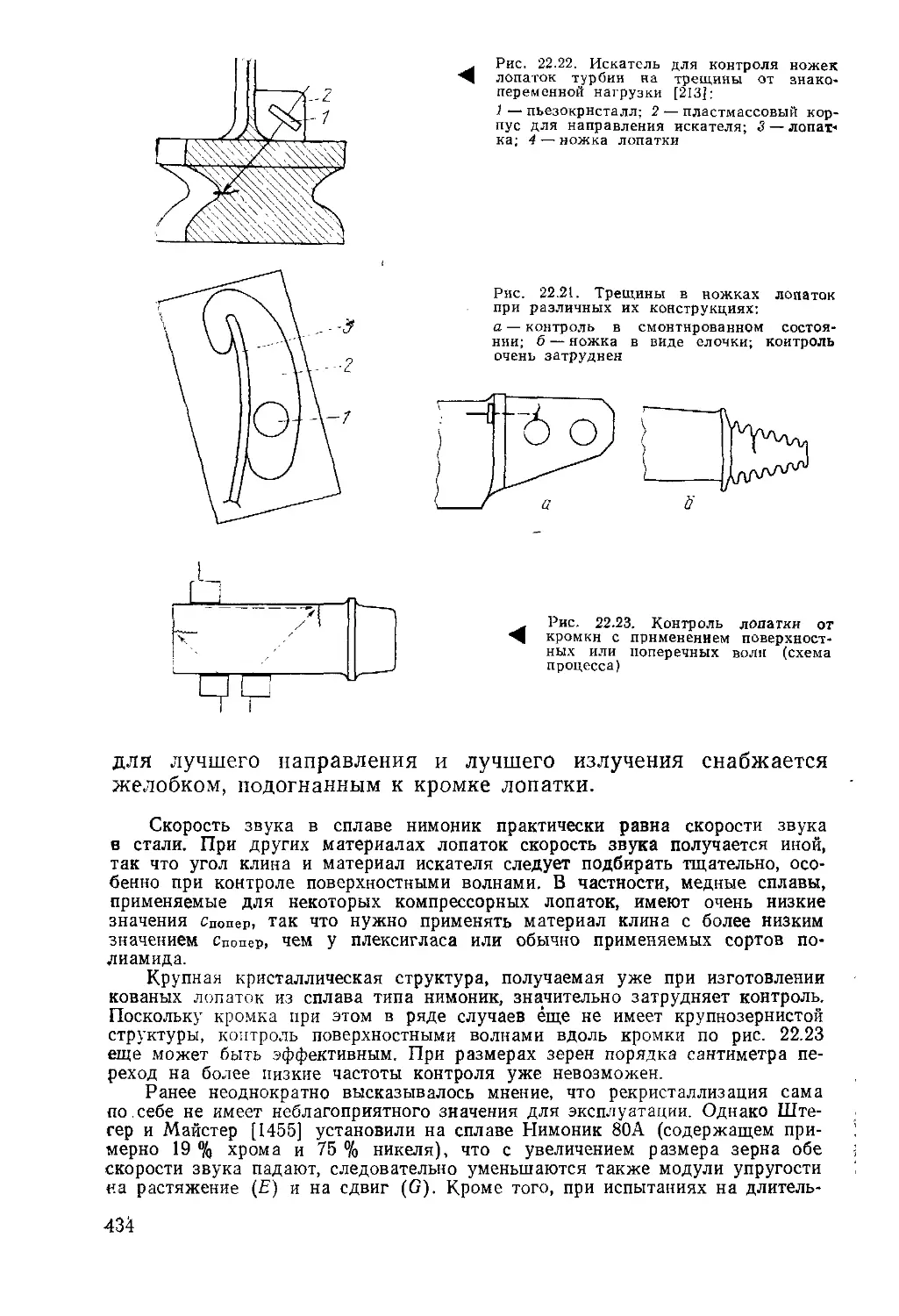
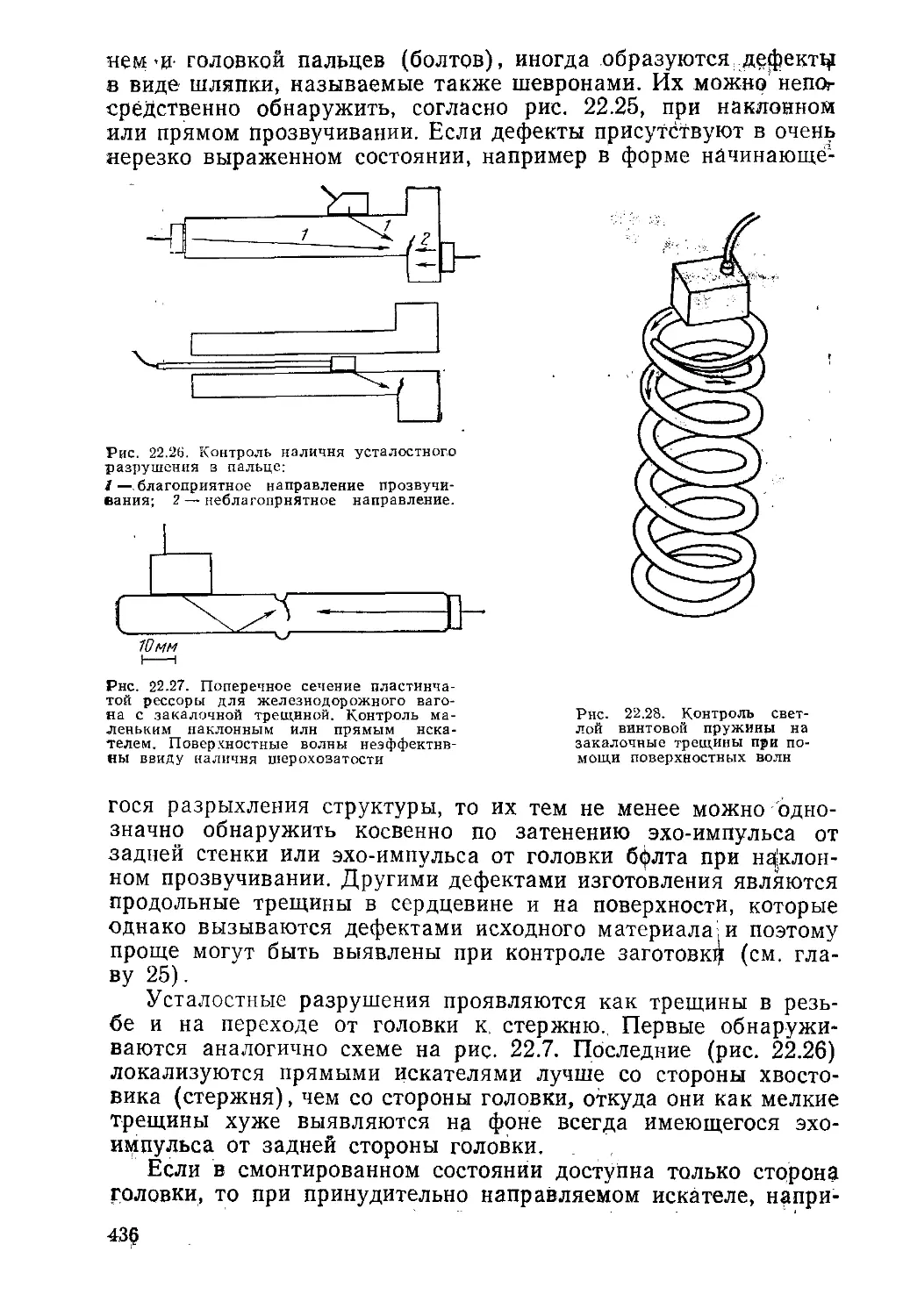
22. Изделия для общего машиностроения.............................409
22.1. Поковки, получаемые свободной ковкой......................409
22.2. Повторяющийся (периодический) контроль....................418
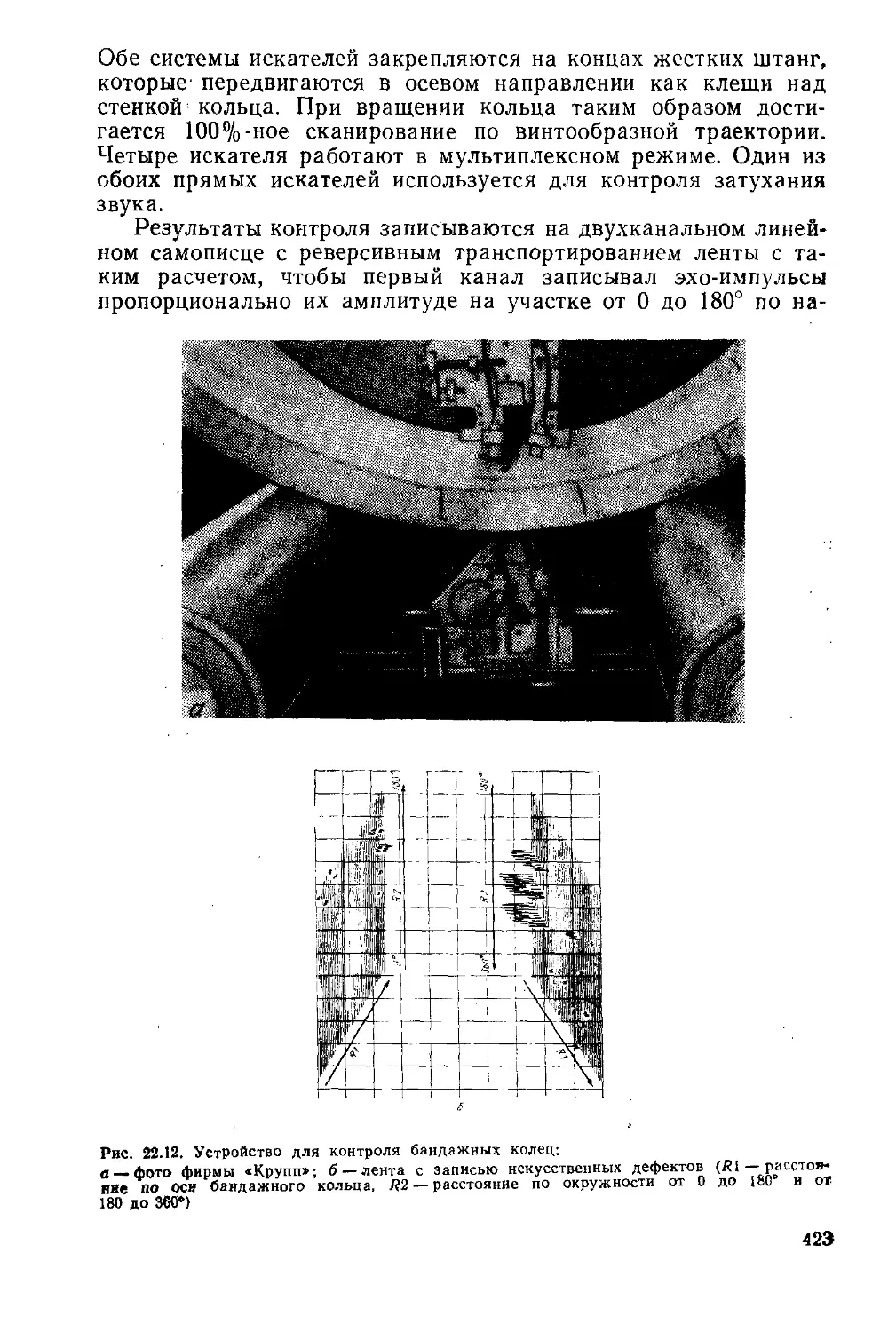
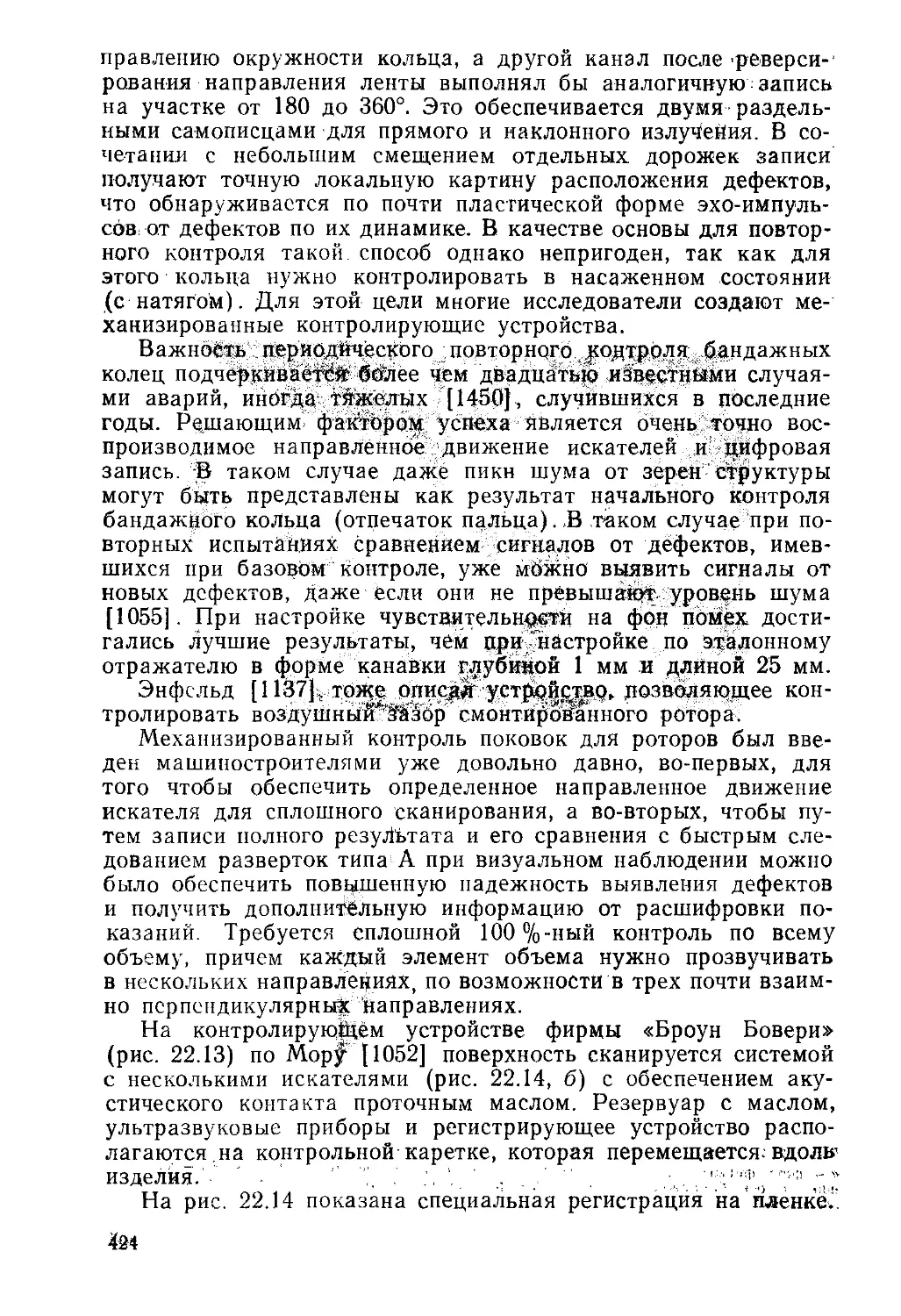
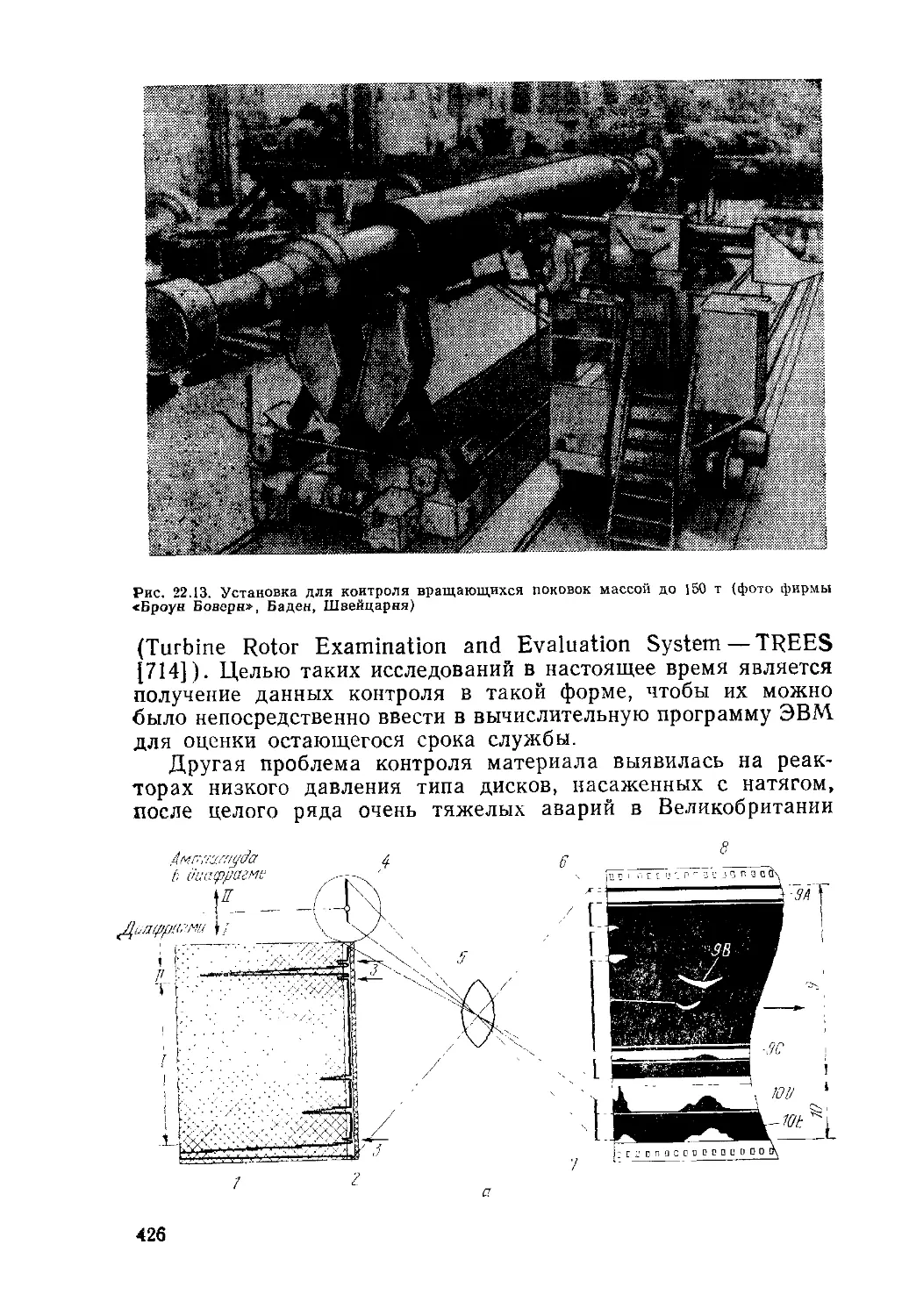
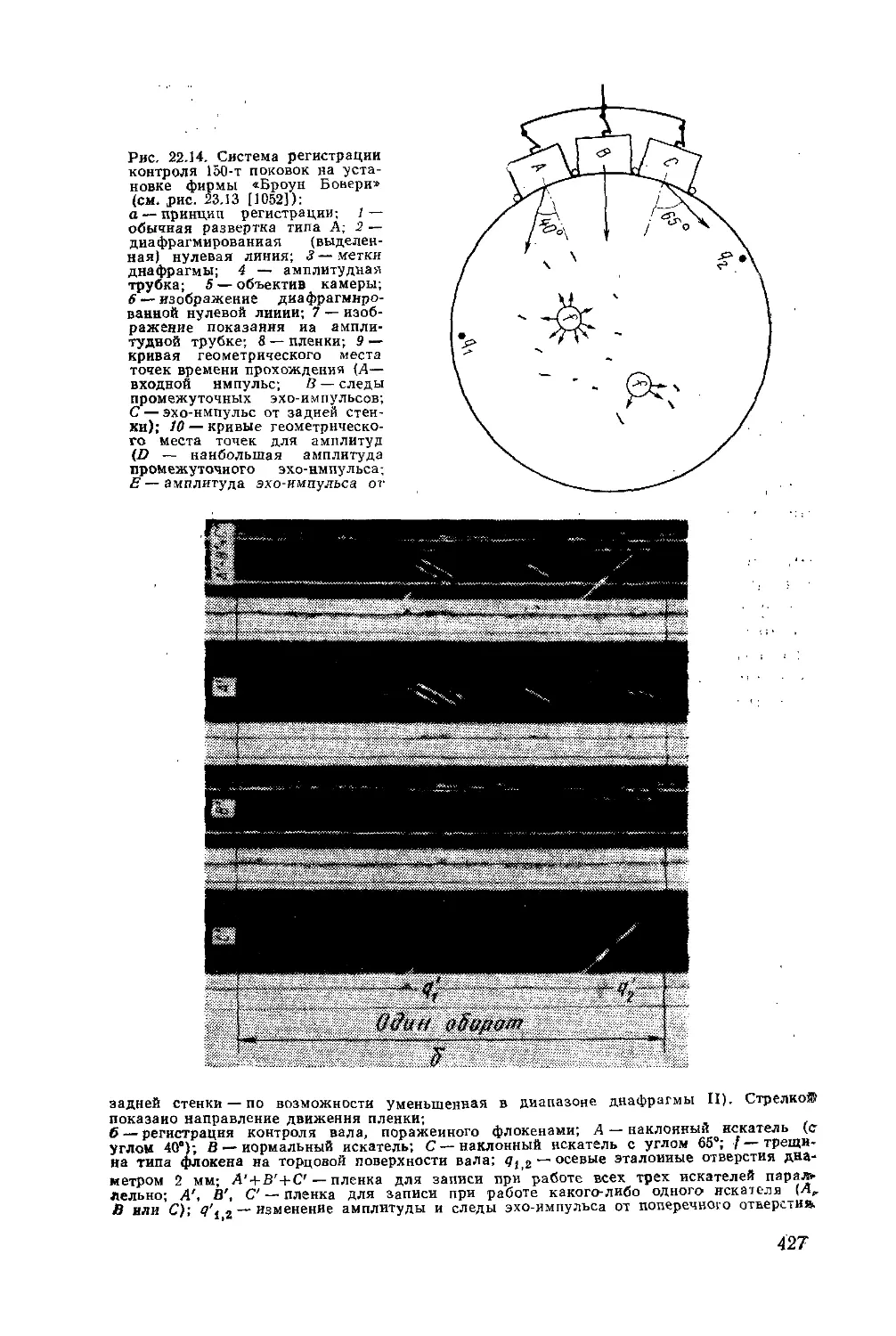
22.3. Механизированные устройства контроля......................422
22.4. Прочие детали машин.......................................429
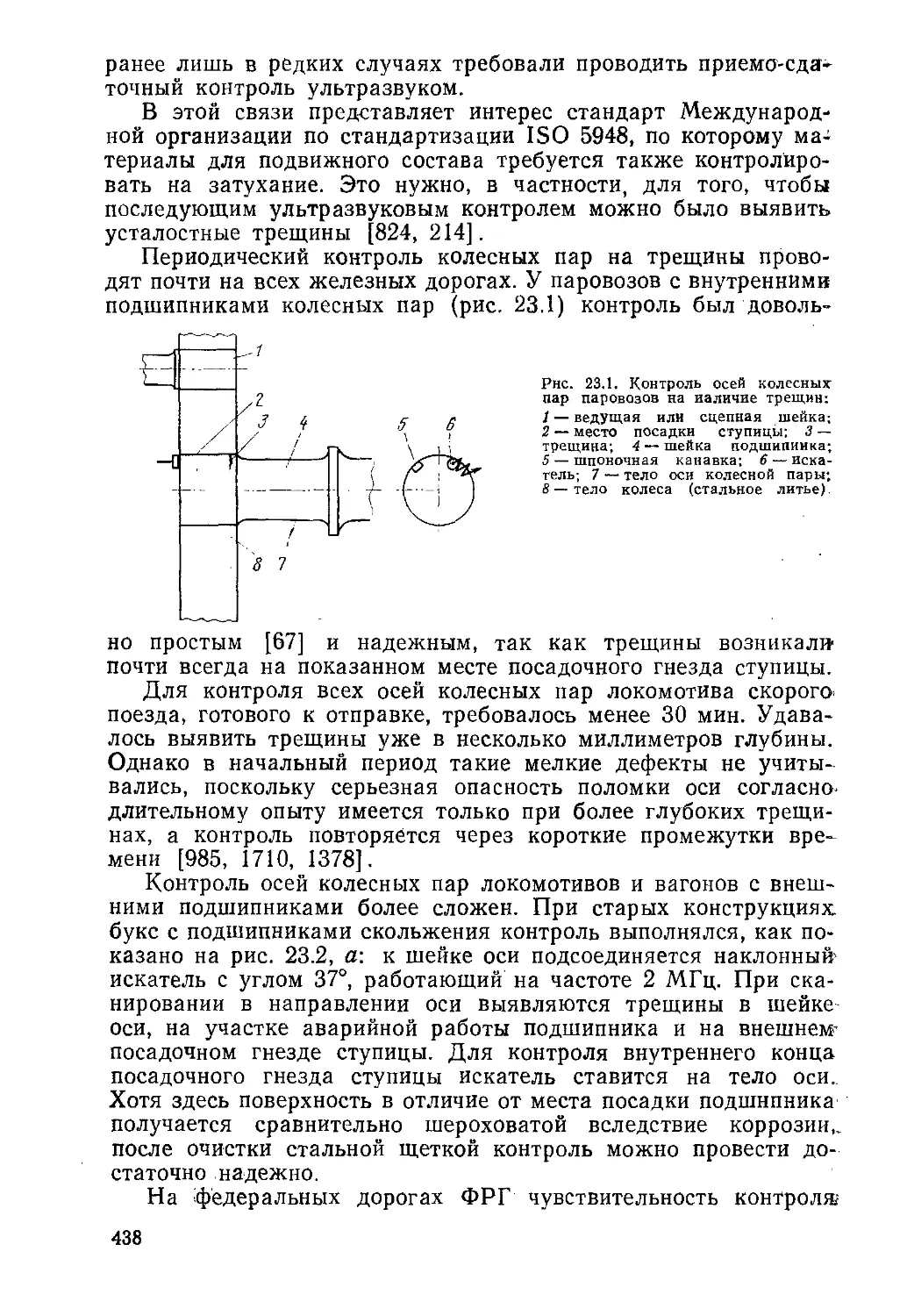
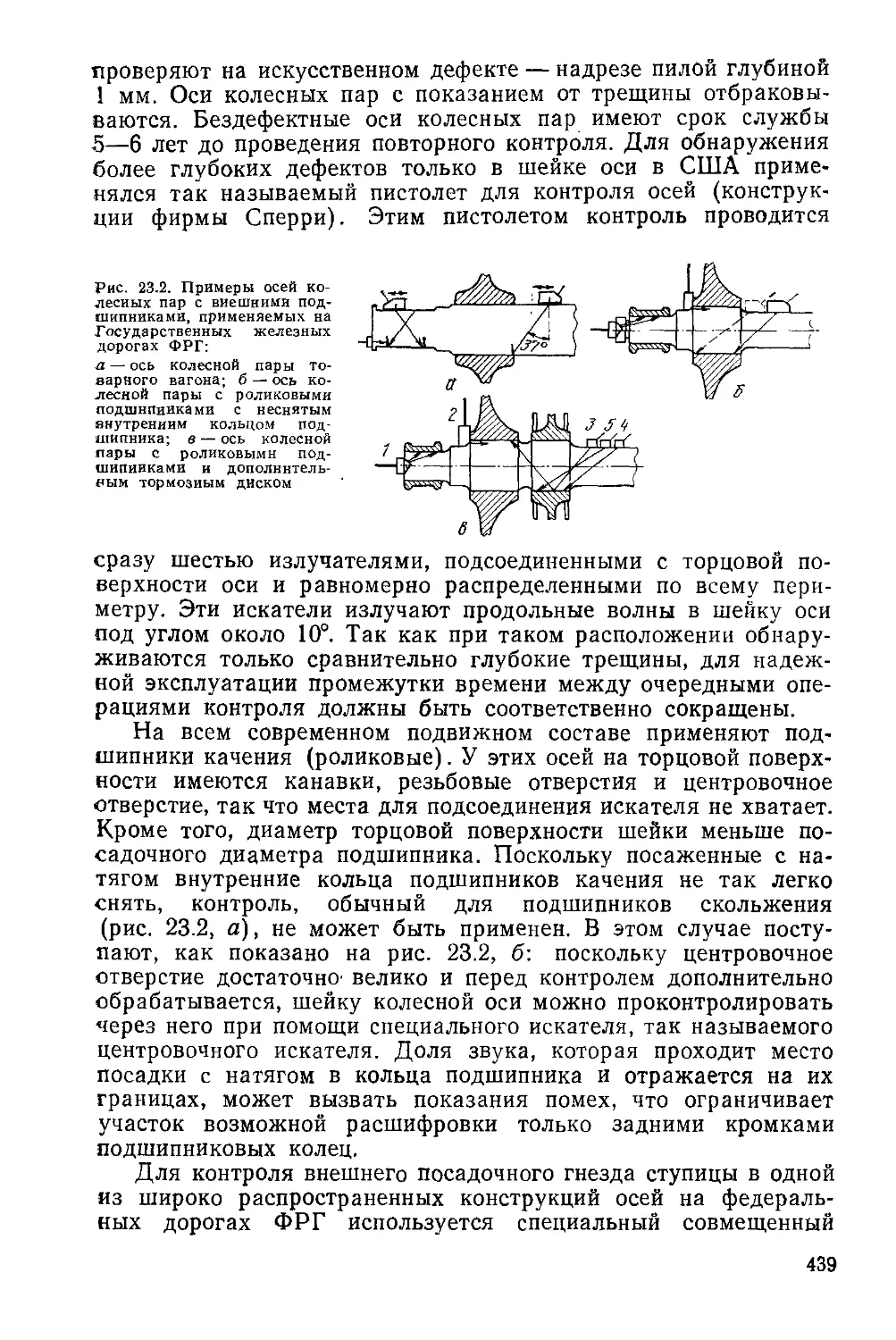
23. Материалы для железных дорог..................................437
23.1. Оси колесных пар..........................................437
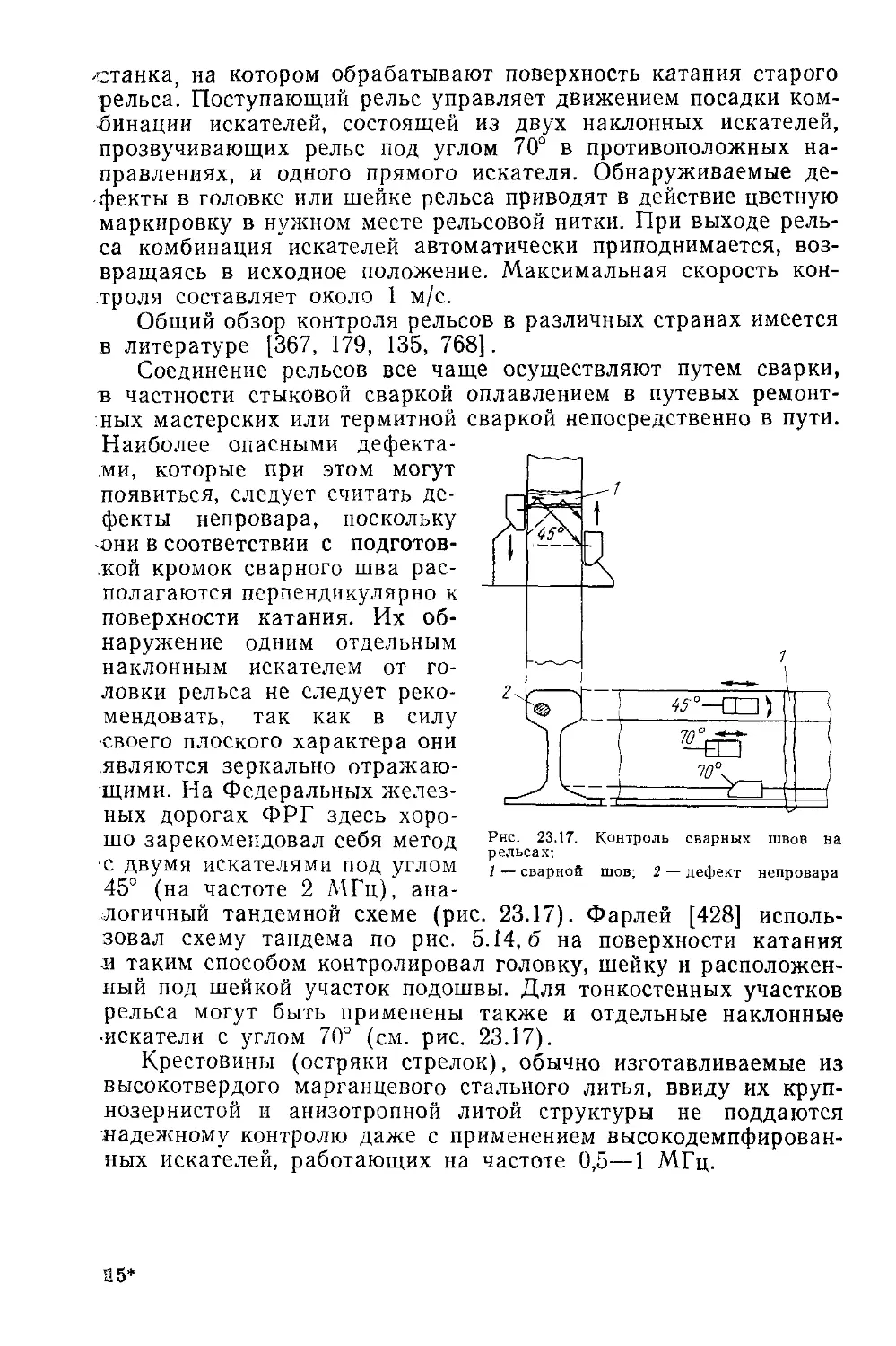
23.2. Рельсы....................................................443
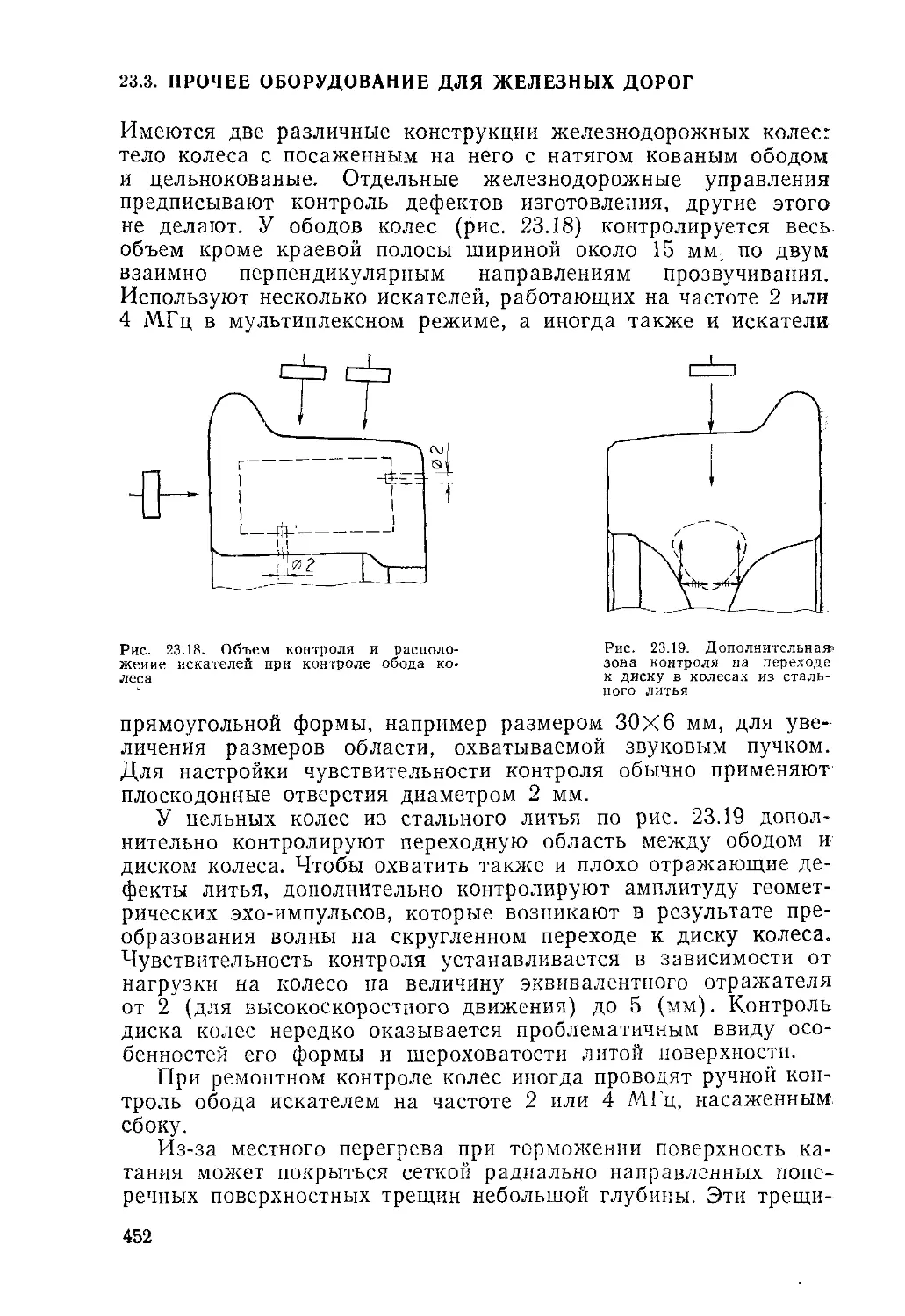
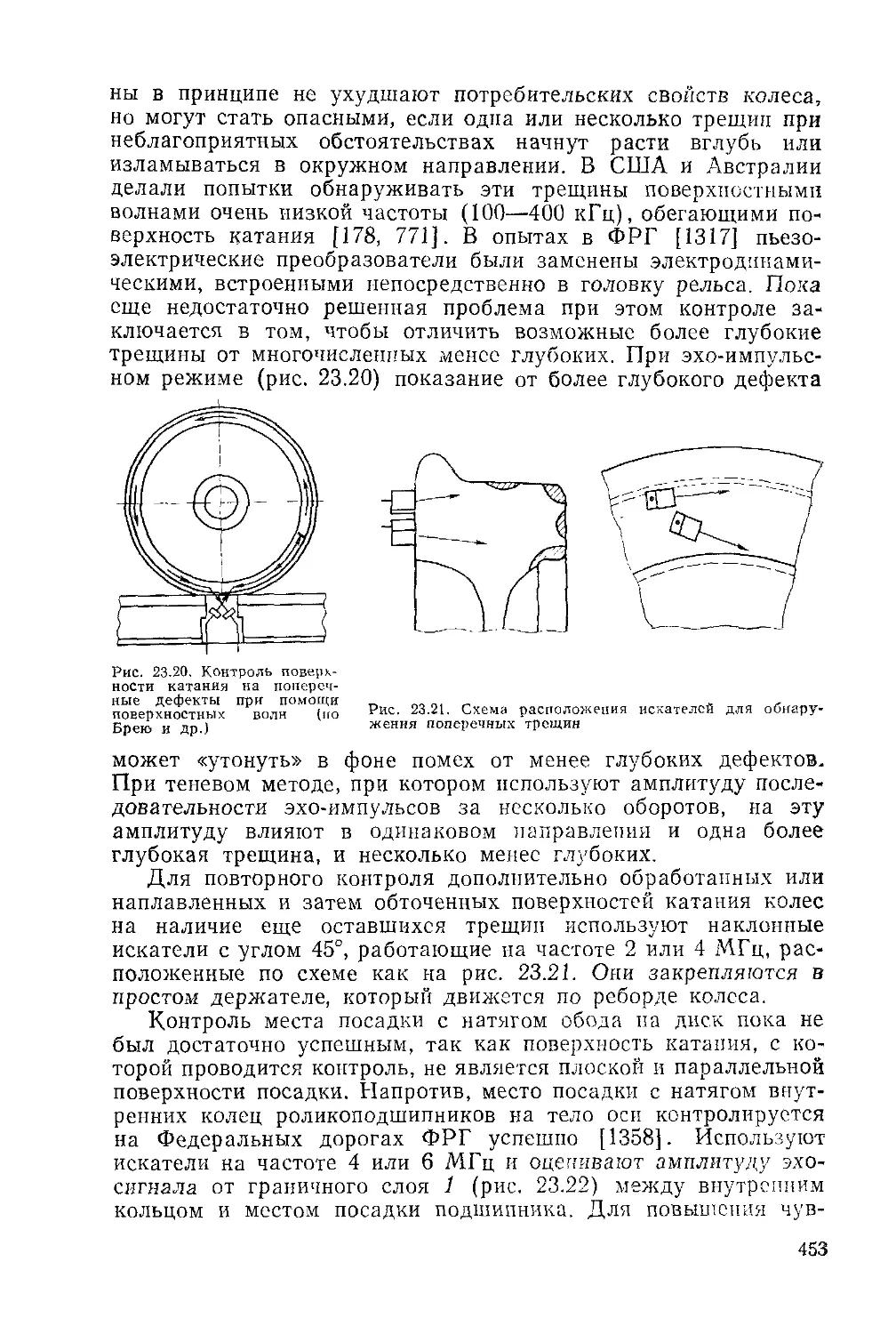
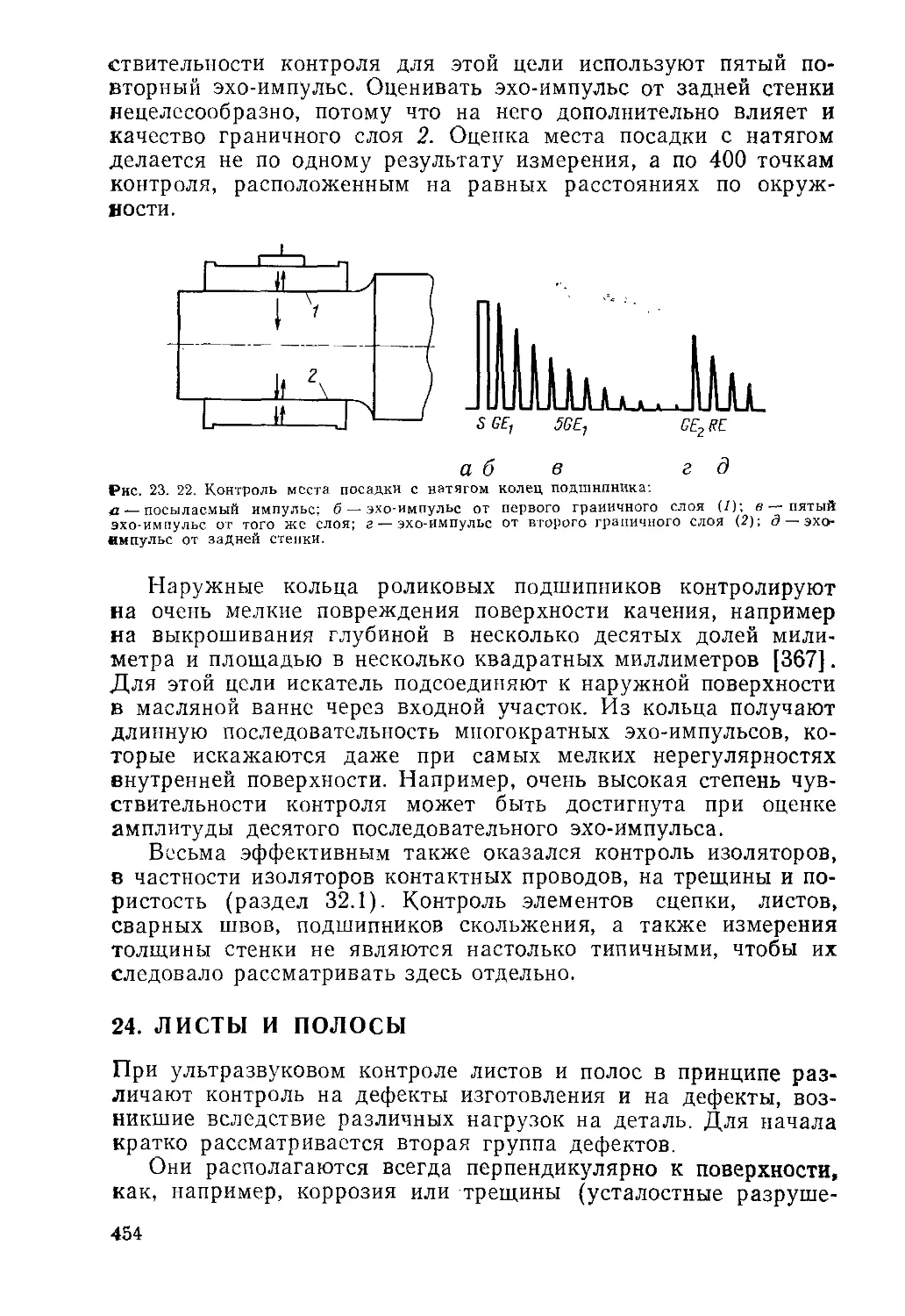
23.3. Прочее оборудование для железных дорог....................452
24. Листы и полосы................................................454
24.1. Листы средней и большой толщины...........................455
24.2. Полосы и тонкие листы.....................................471
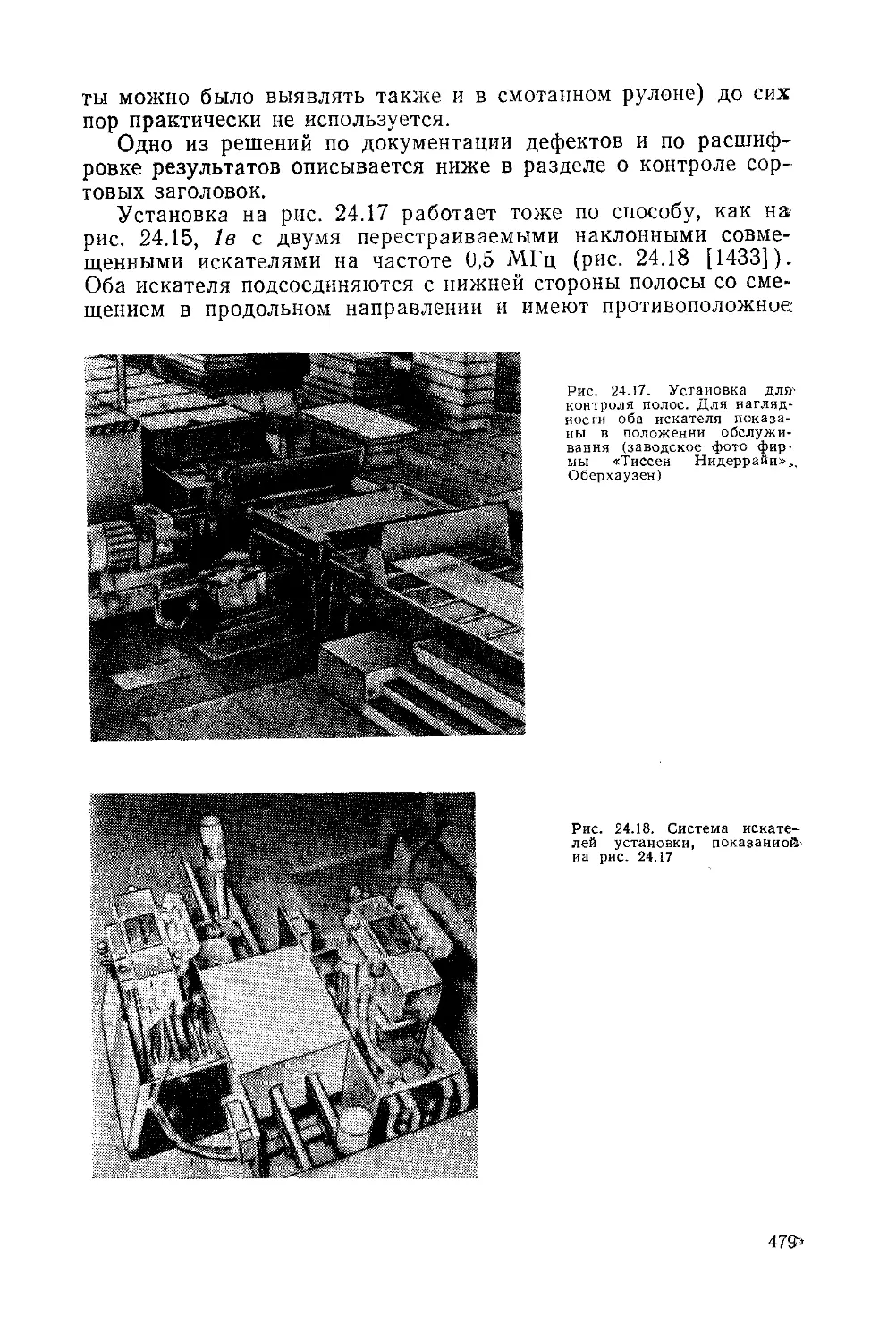
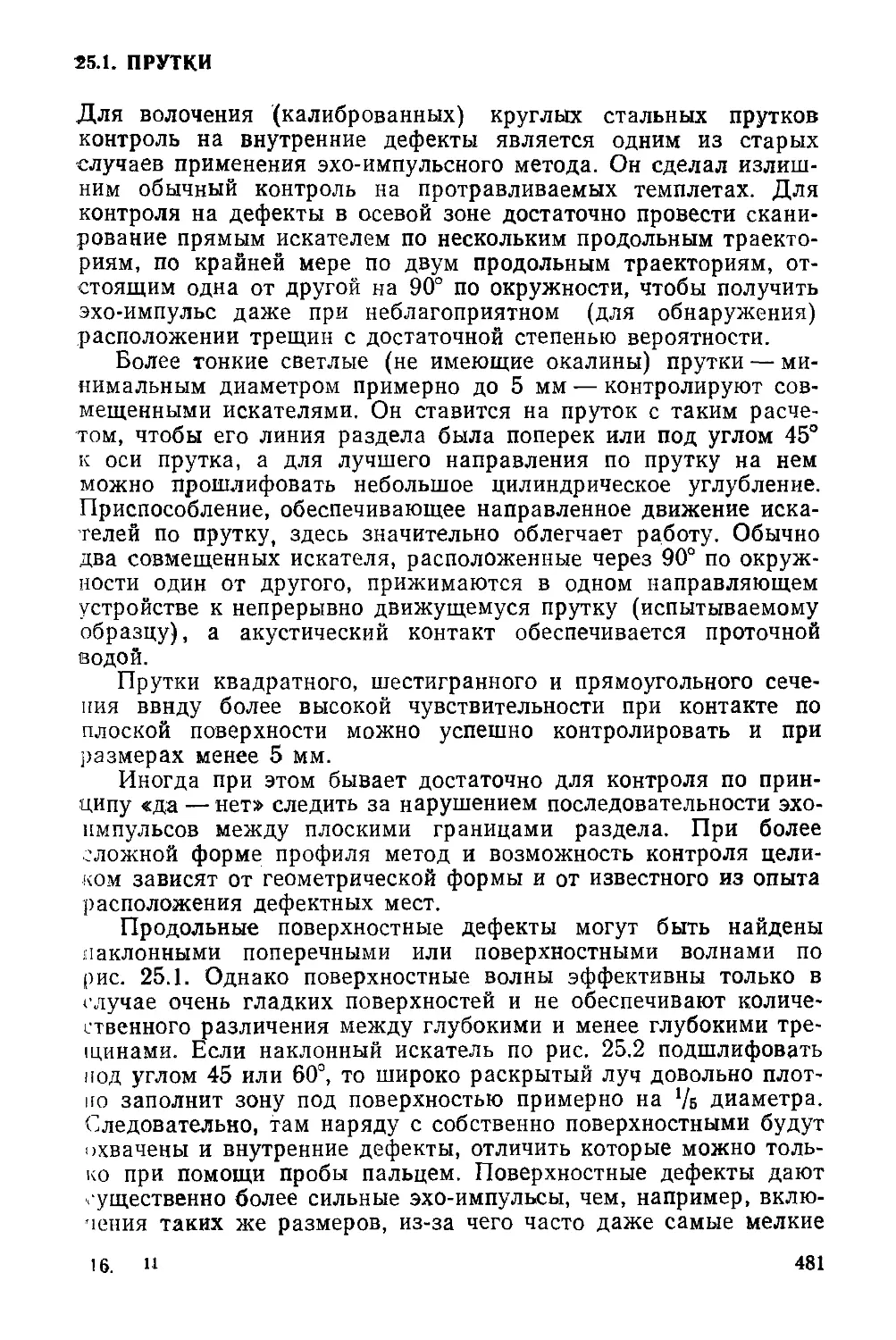
25. Заготовка ....................................................480
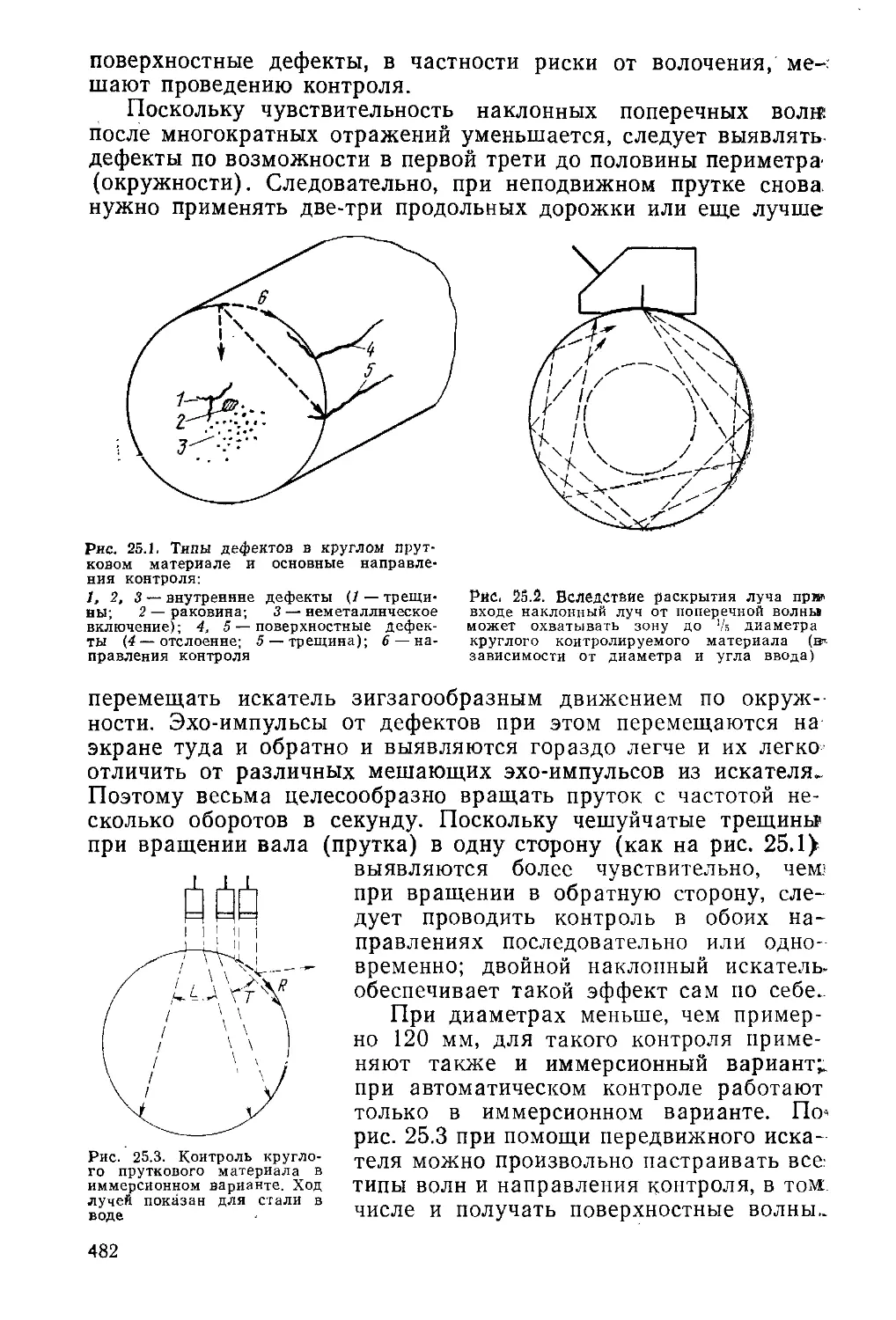
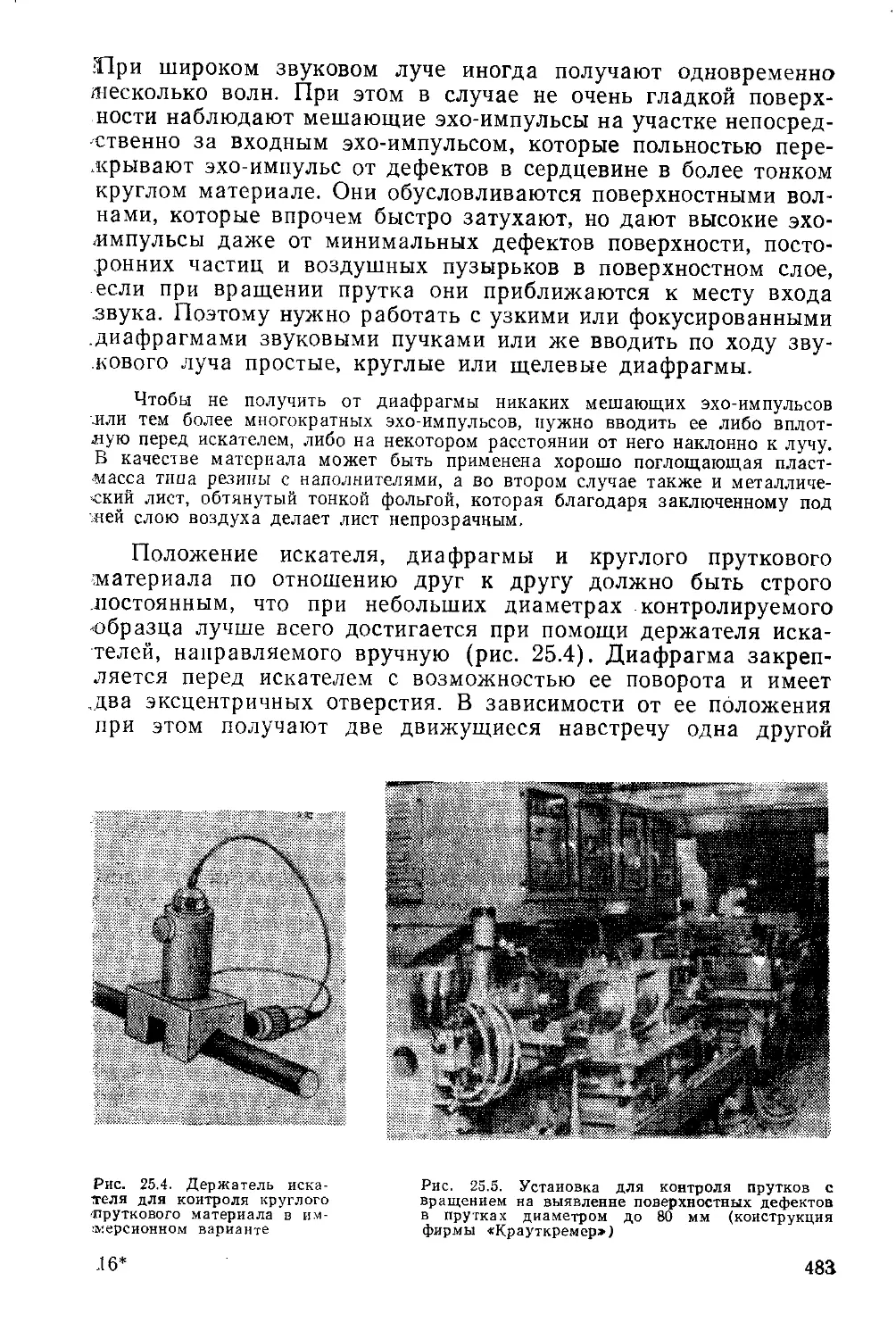
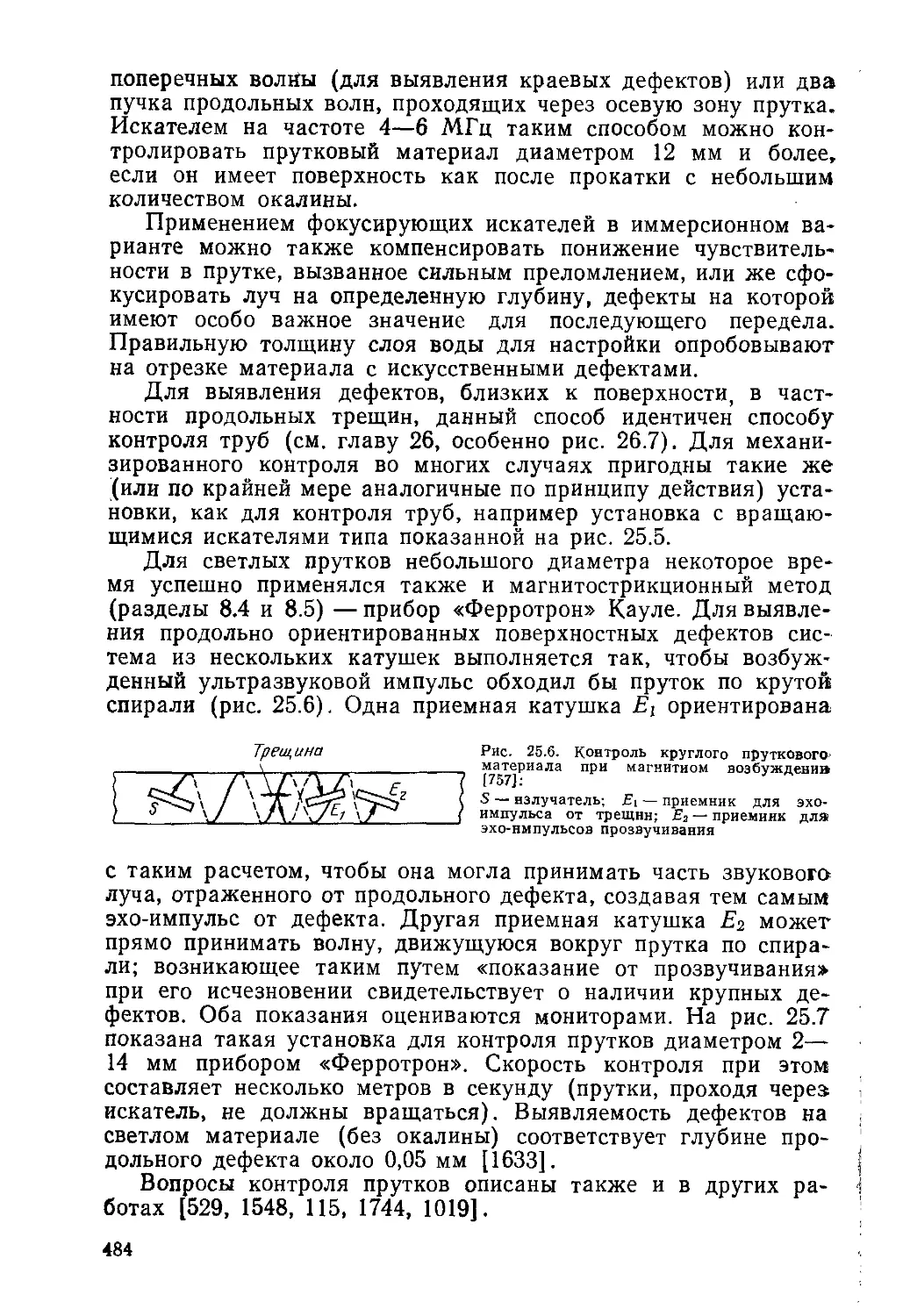
25.1. Прутки....................................................481
25.2. Сортовые заготовки........................................485
25.3. Катанка (проволока).......................................489
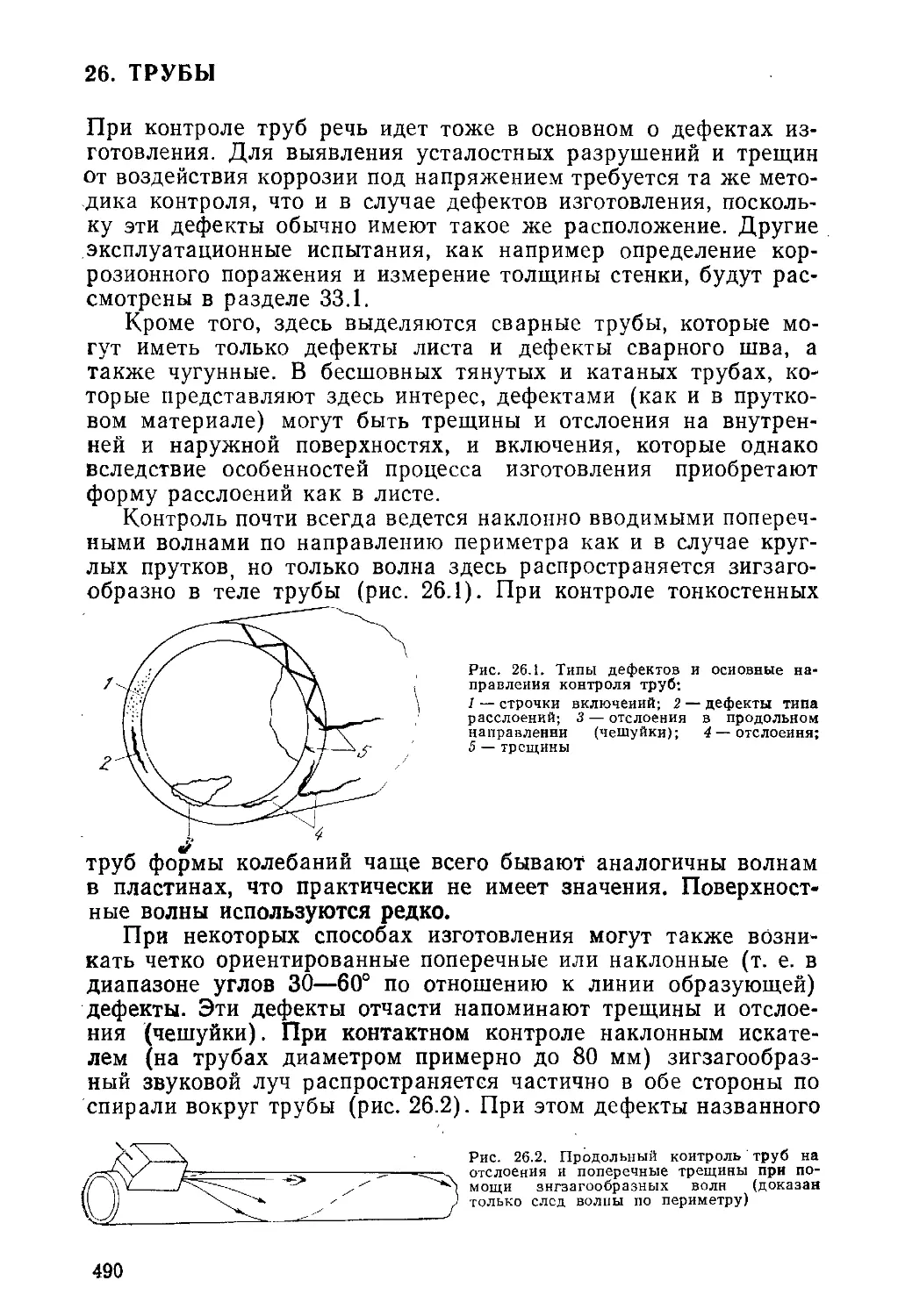
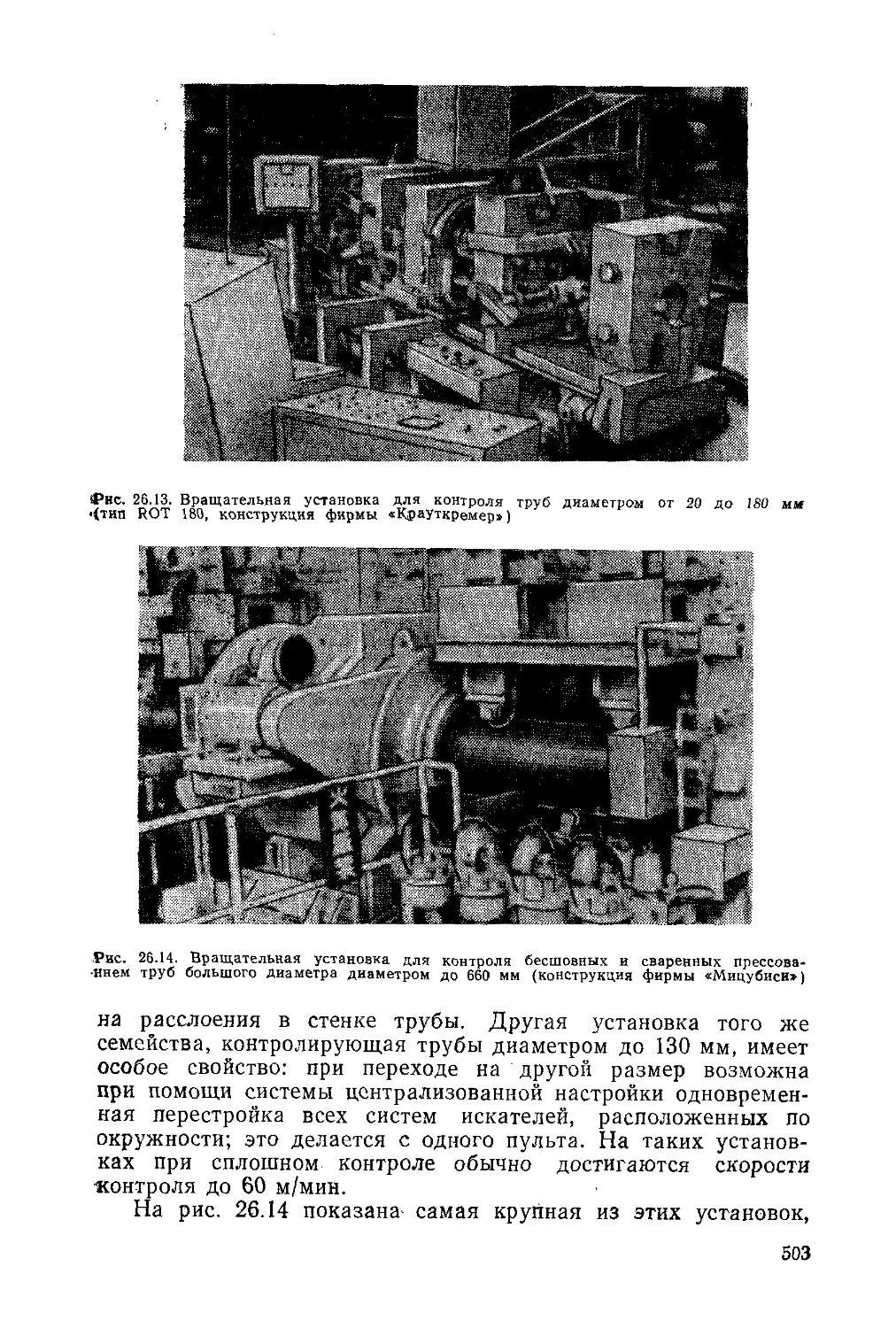
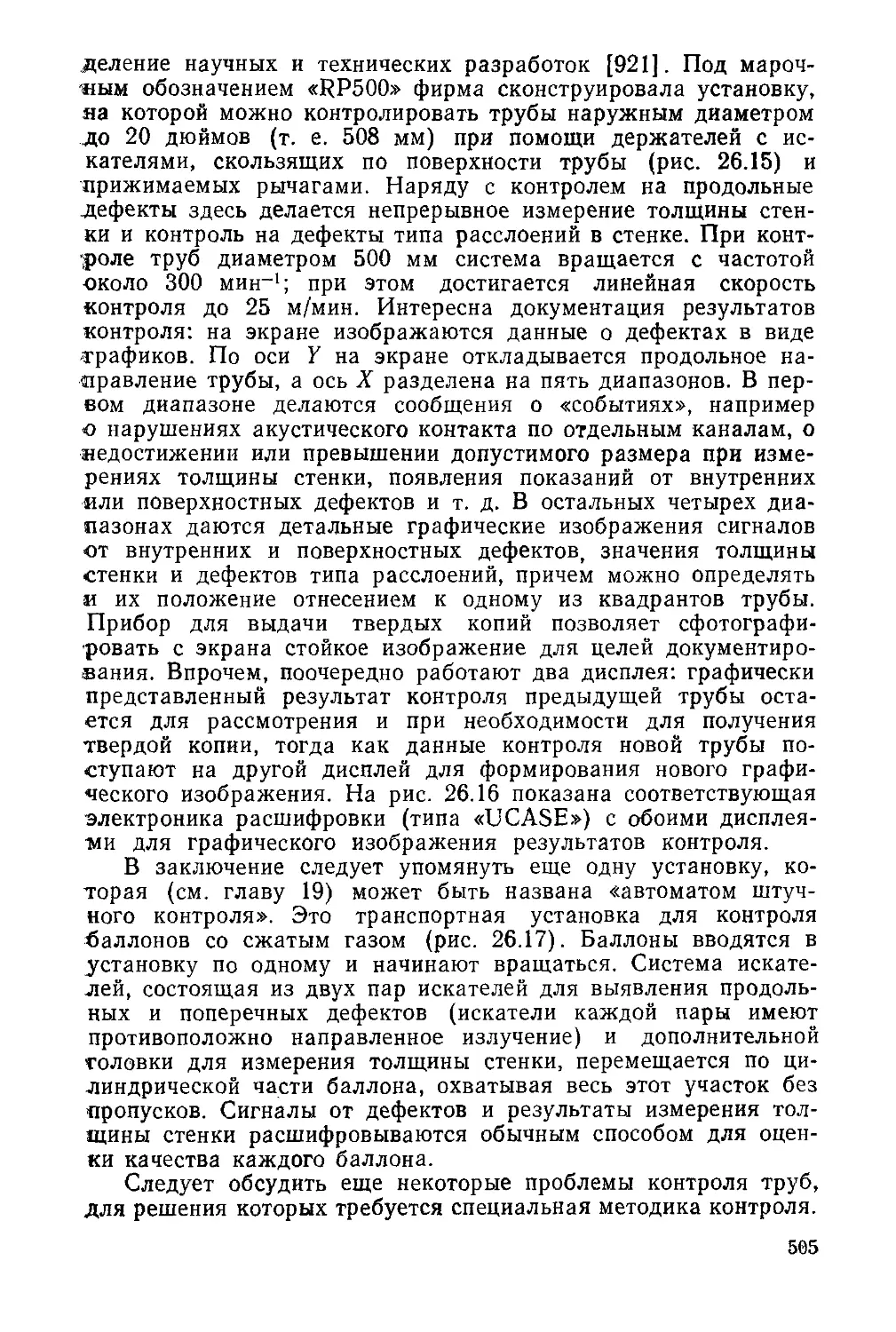
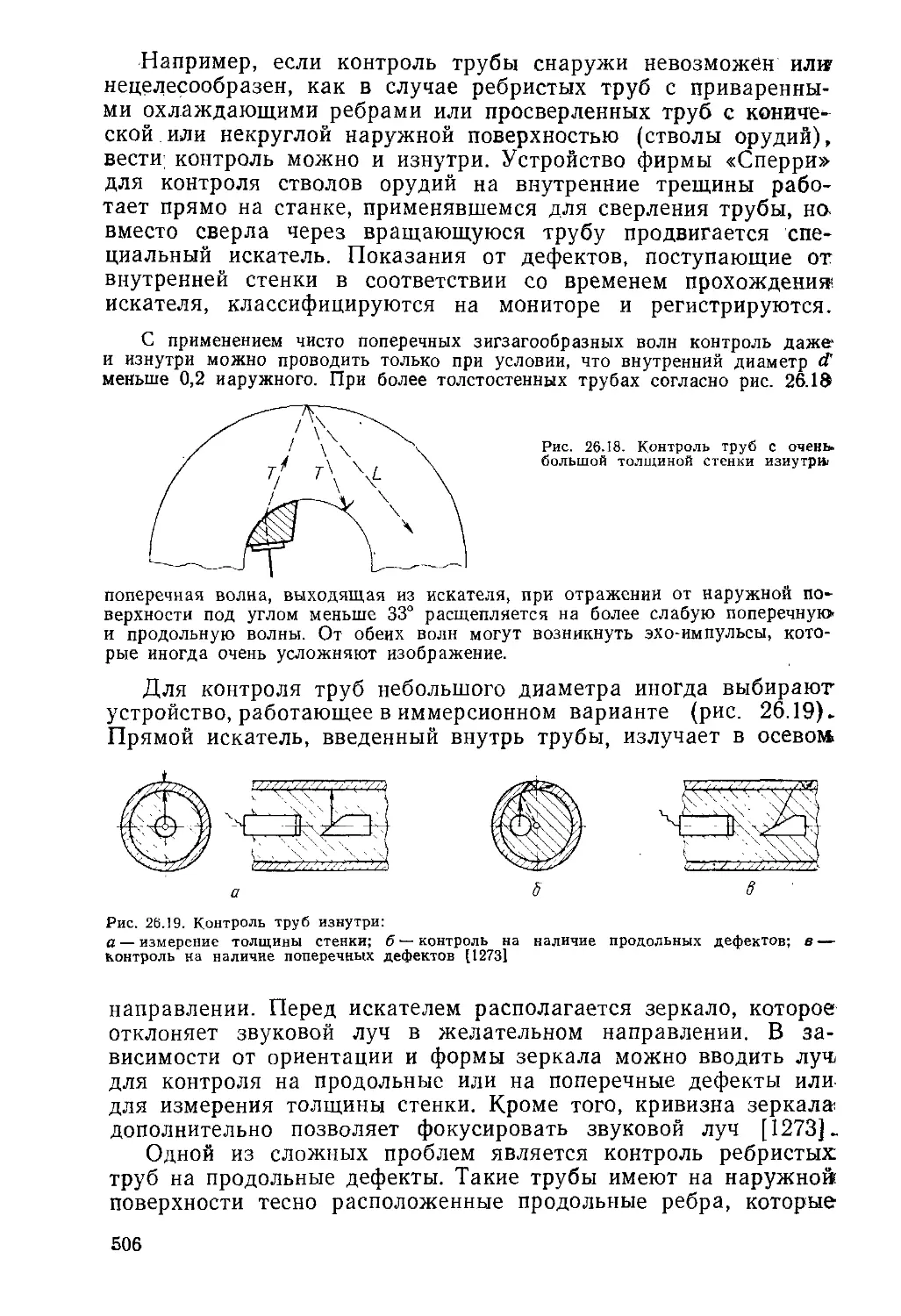
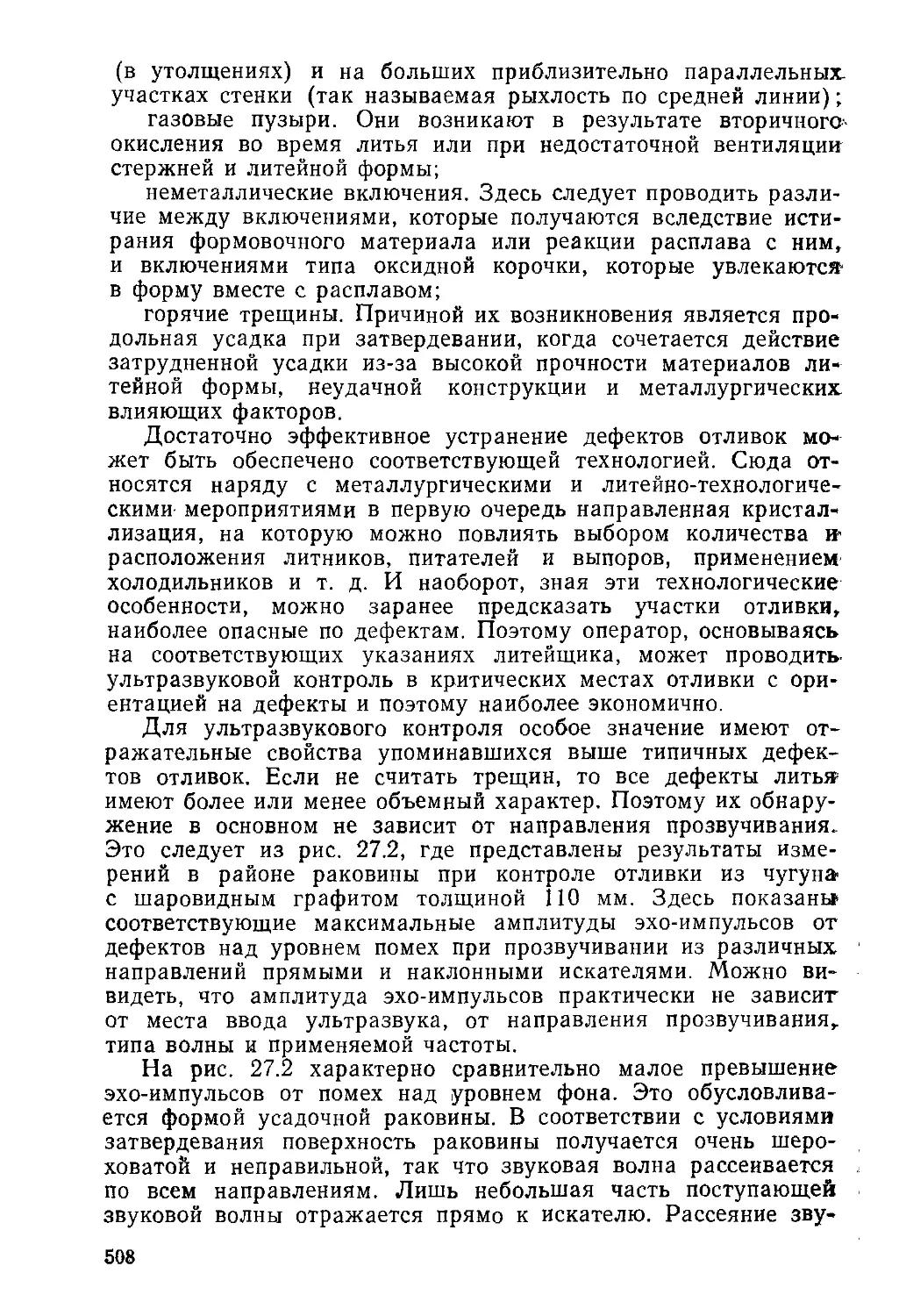
26. Трубы.........................................................490
27. Отливки.......................................................507
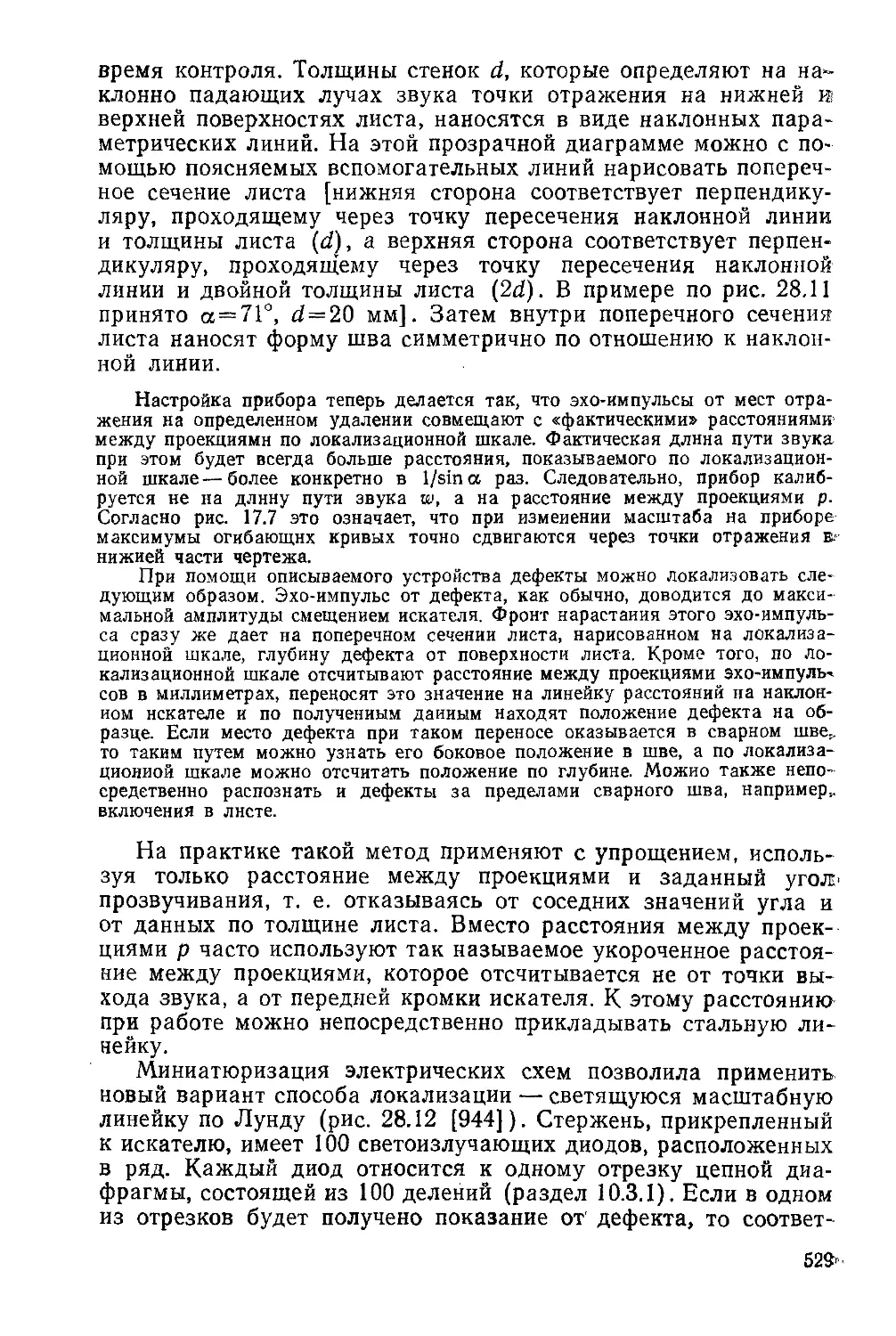
28. Контроль сварных швов.........................................518
28.1. Стыковые сварные швы......................................518
28.1.1. Общие вопросы методики контроля....................518
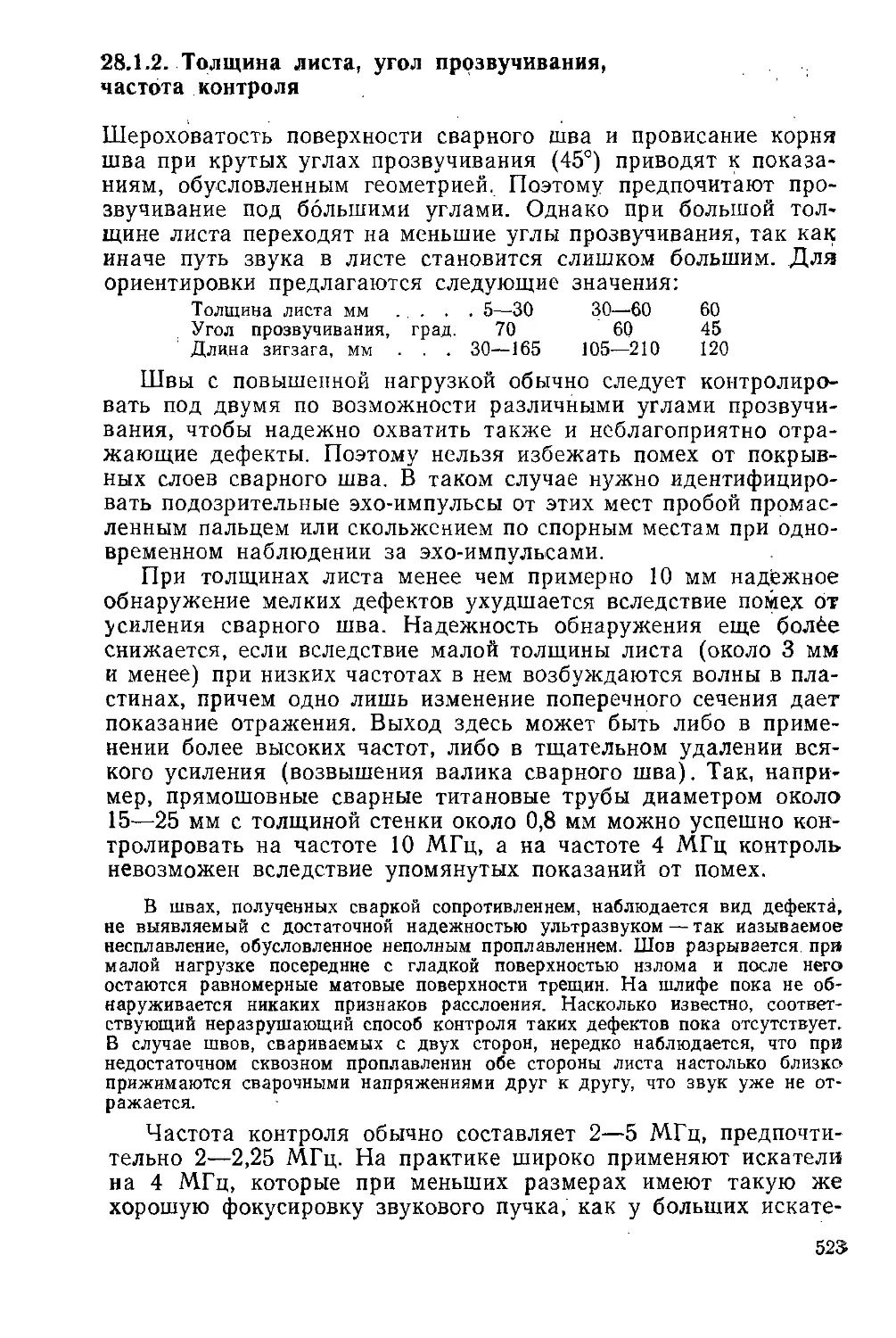
28.1.2. Толщина листа, угол прозвучивания, частота контроля 523
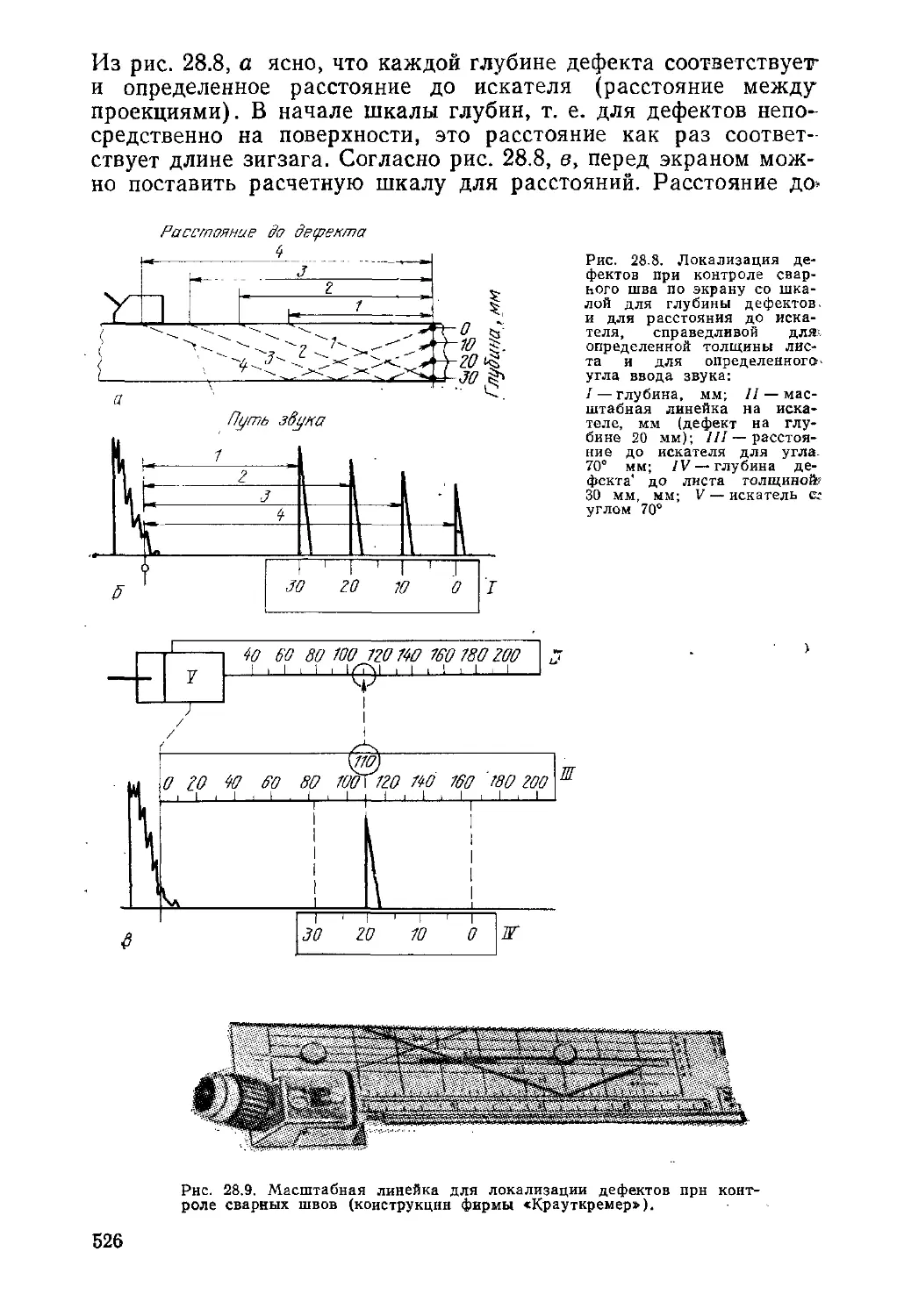
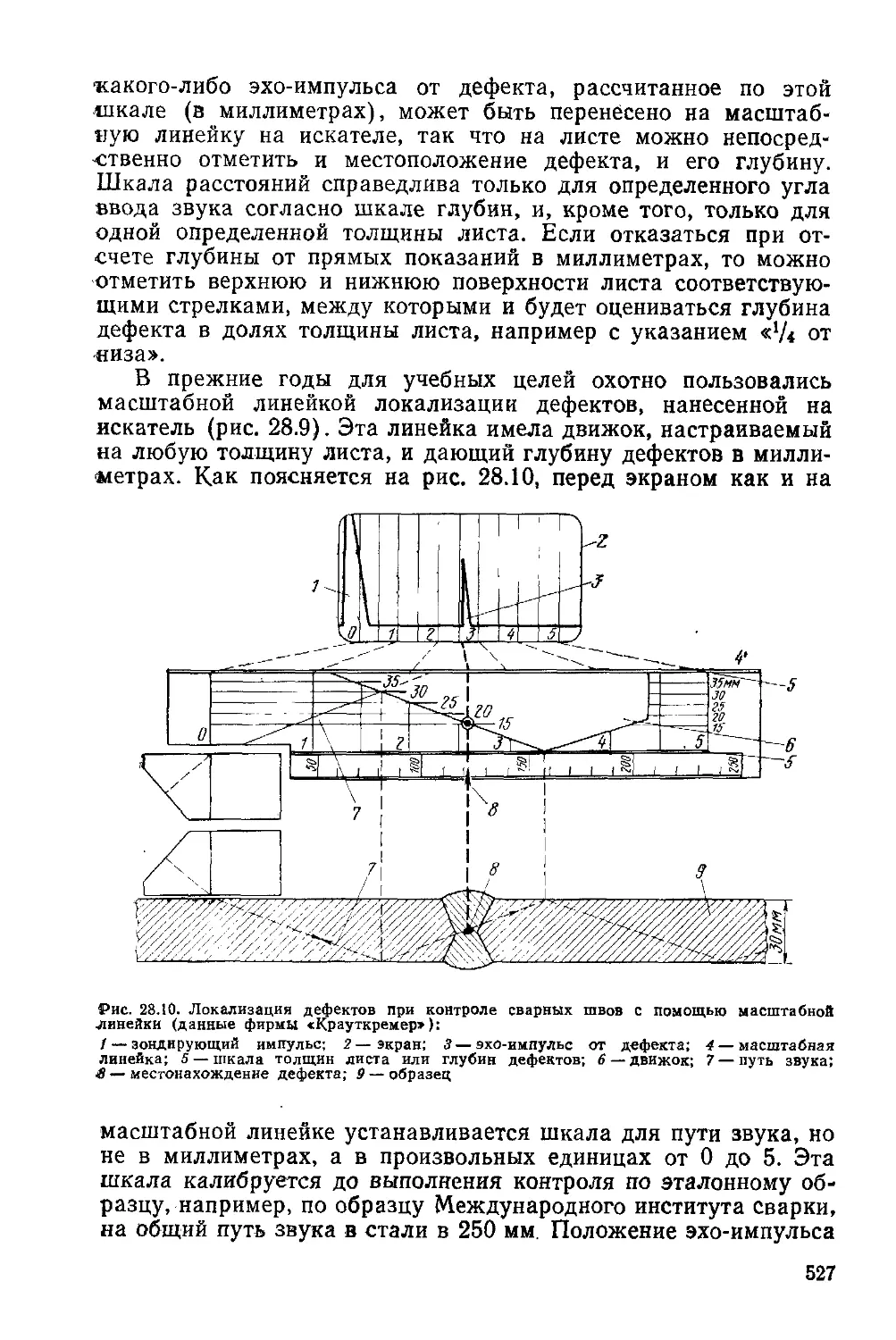
28.1.3. Методы локализации дефектов........................525
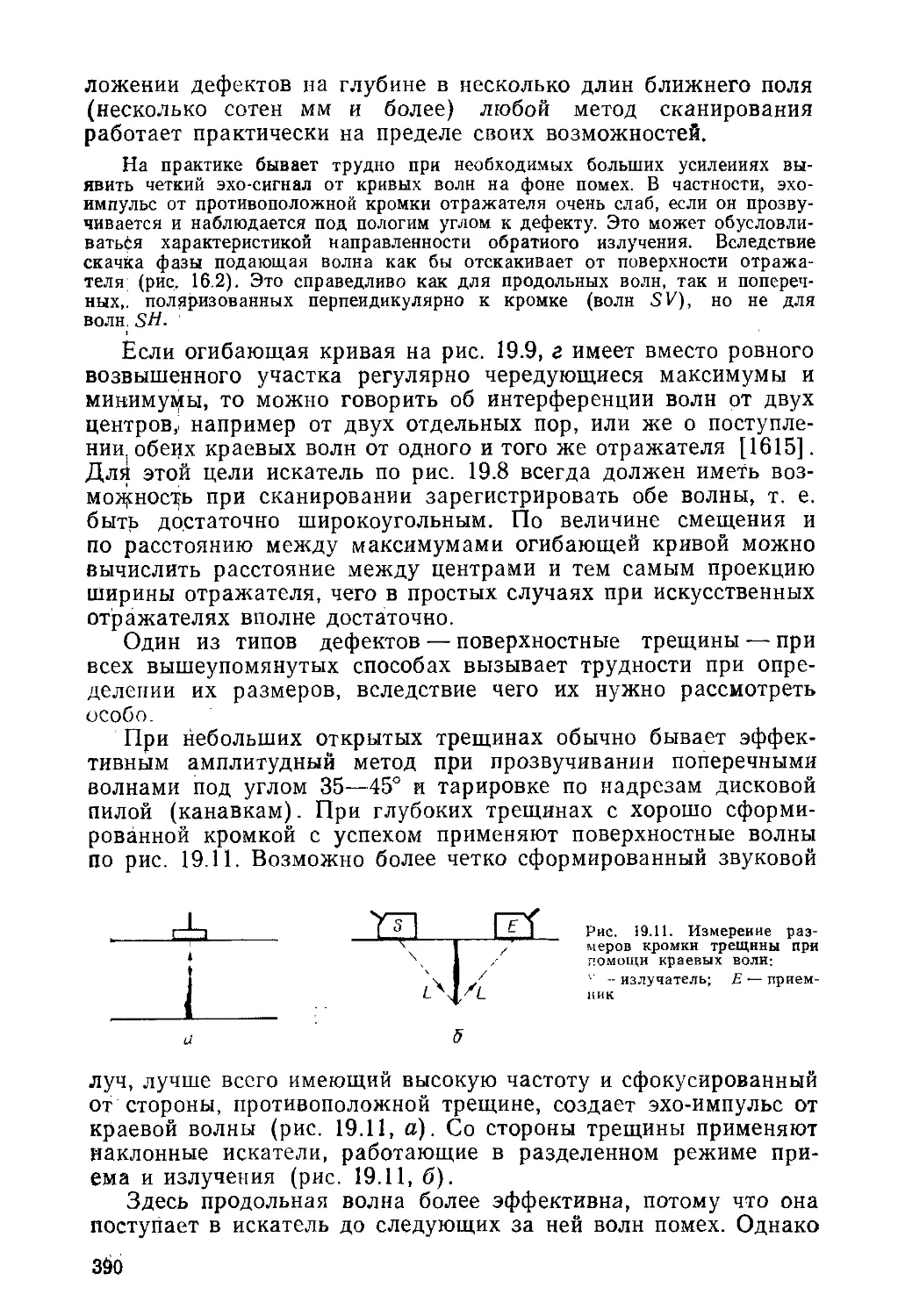
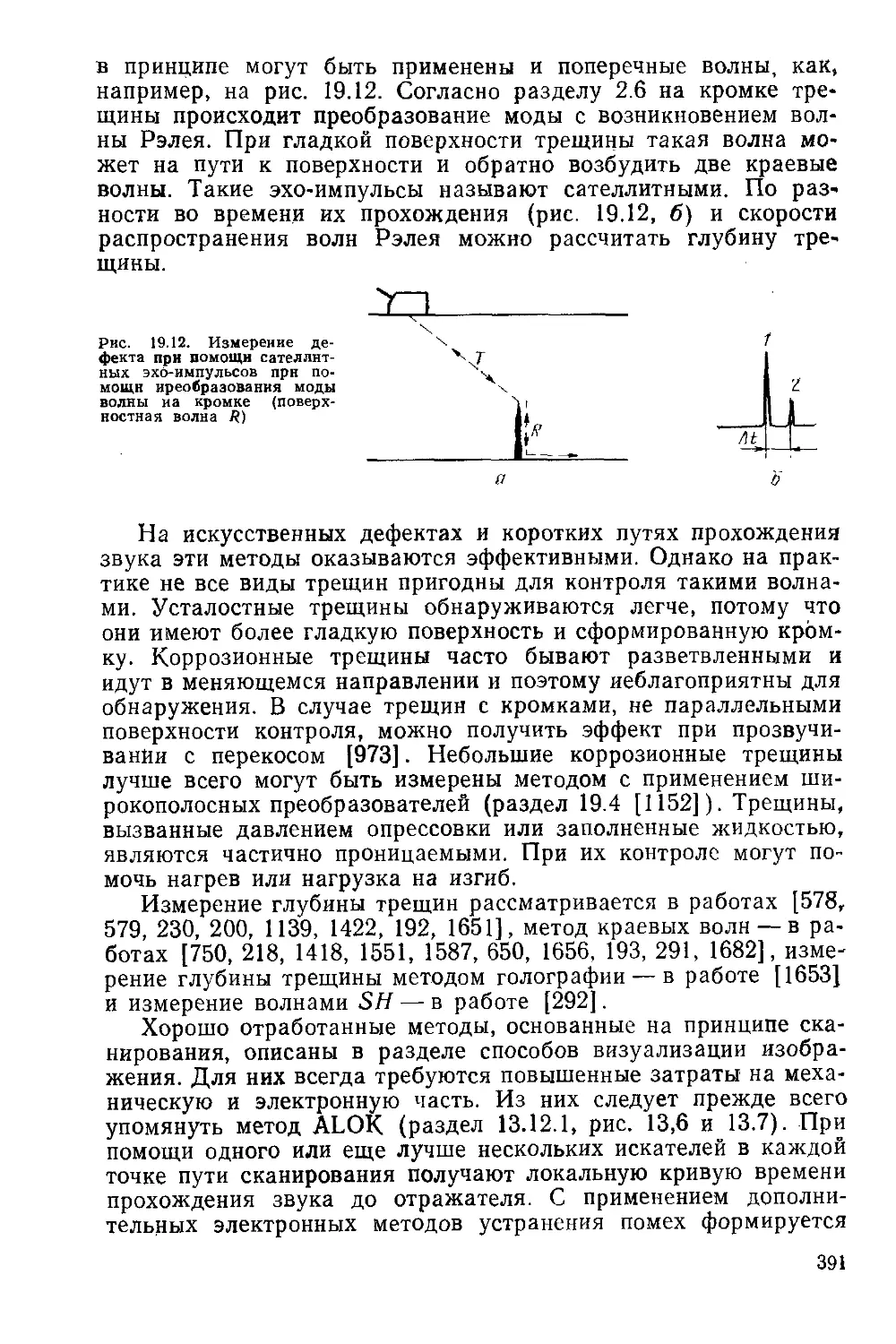
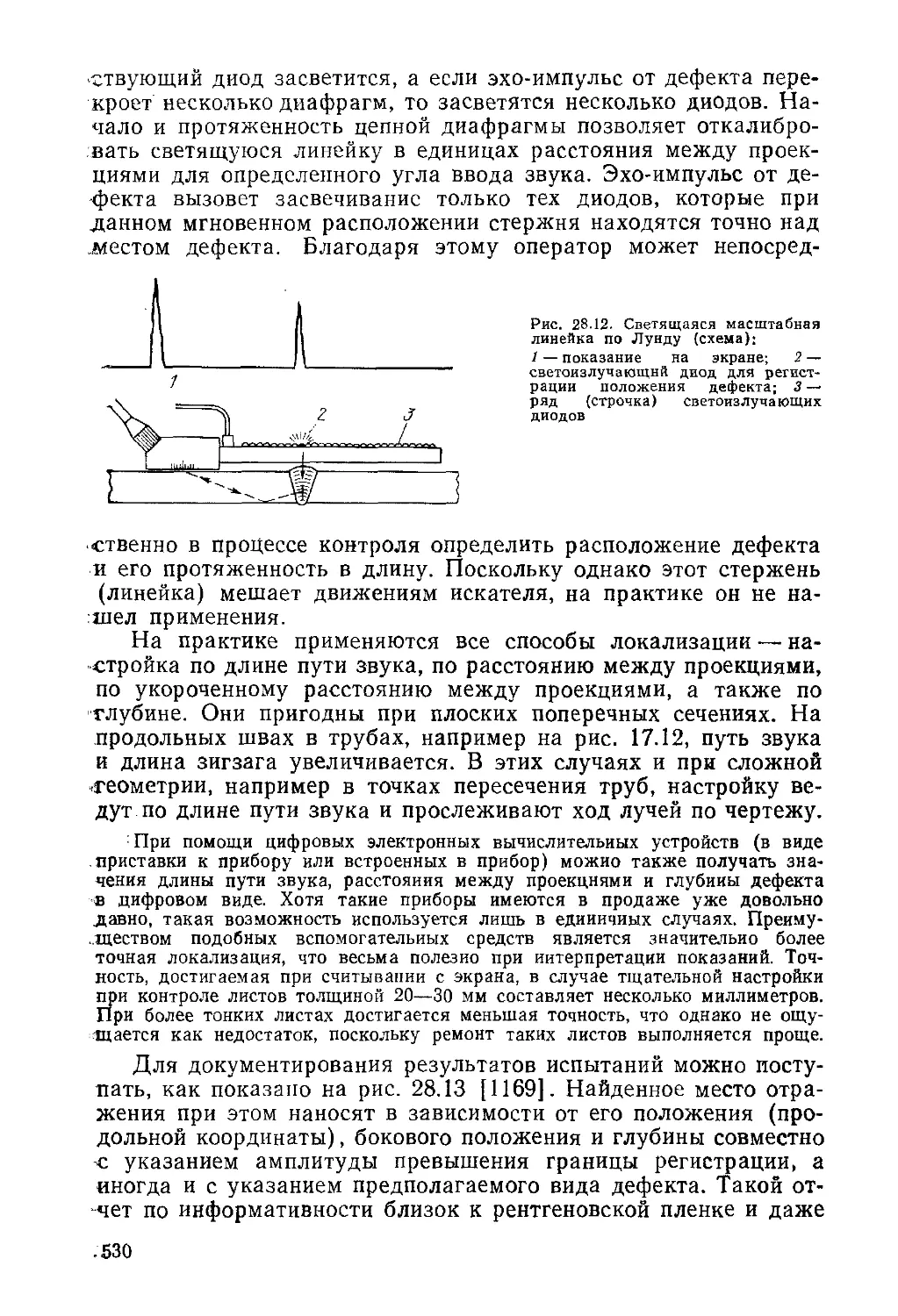
28.1.4. Размер, форма и тип дефекта........................531
28.1.5. Механизация контроля и регистрация результатов . . 534
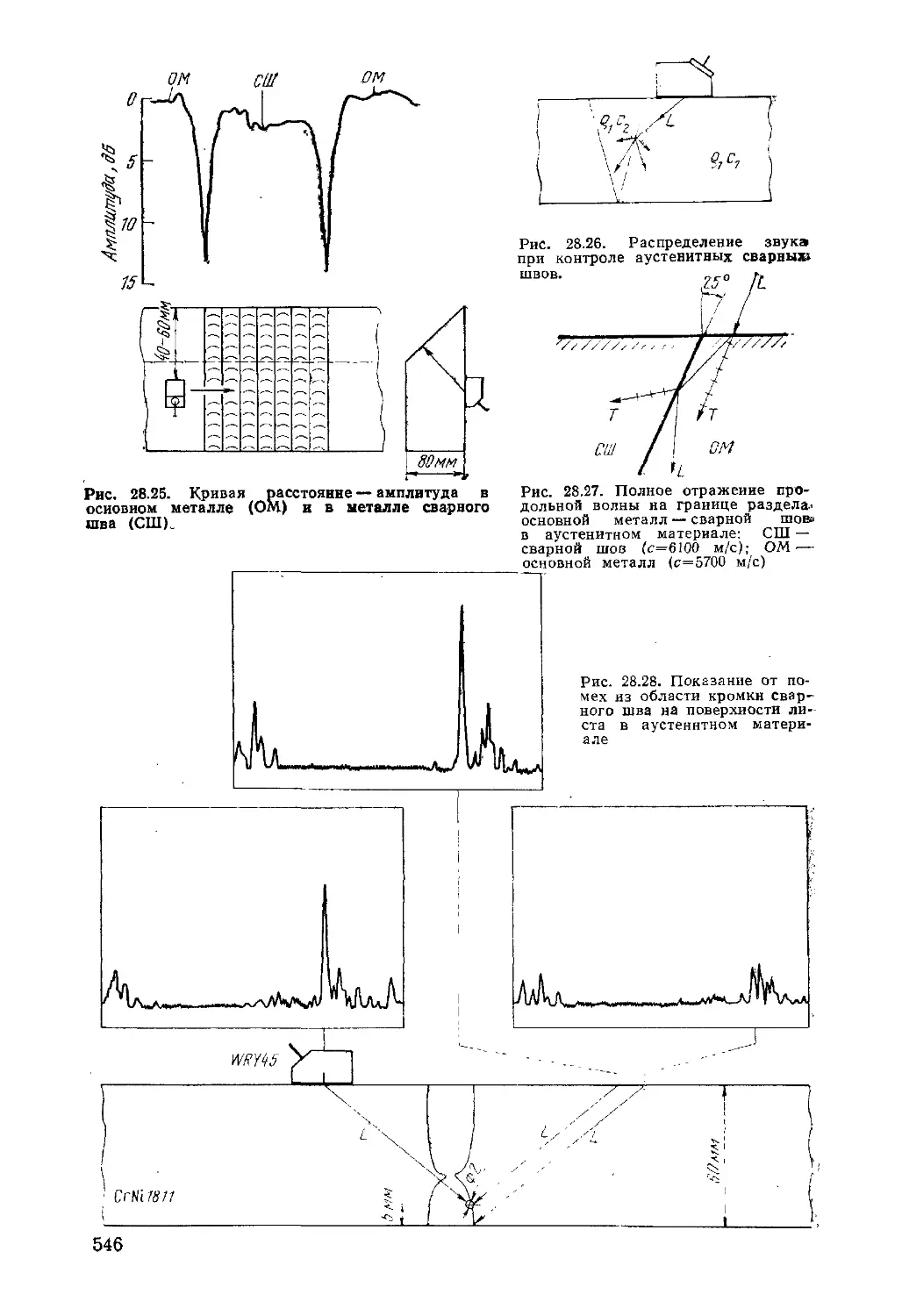
28.1.6. Аустенитные сварные швы............................543
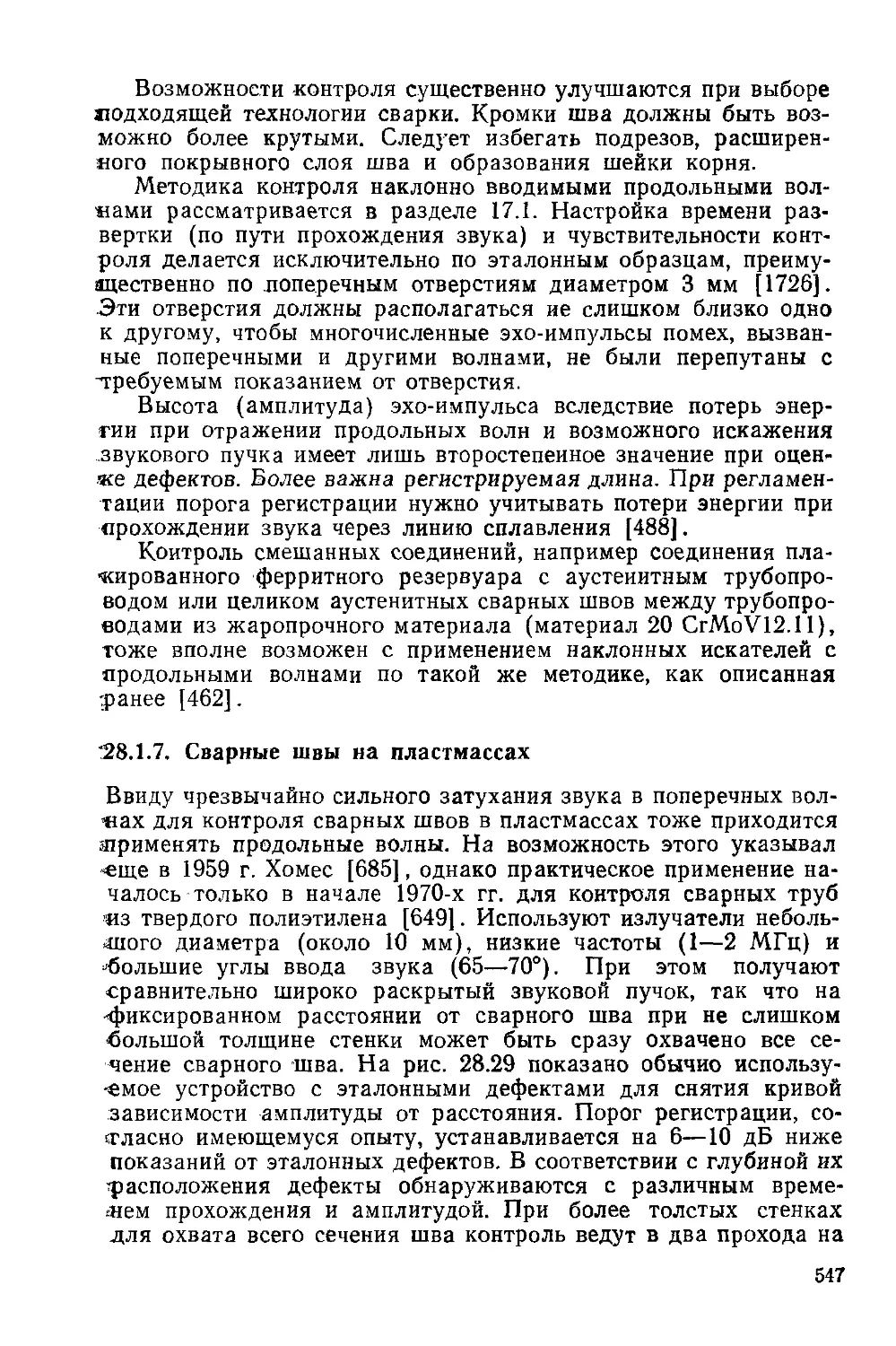
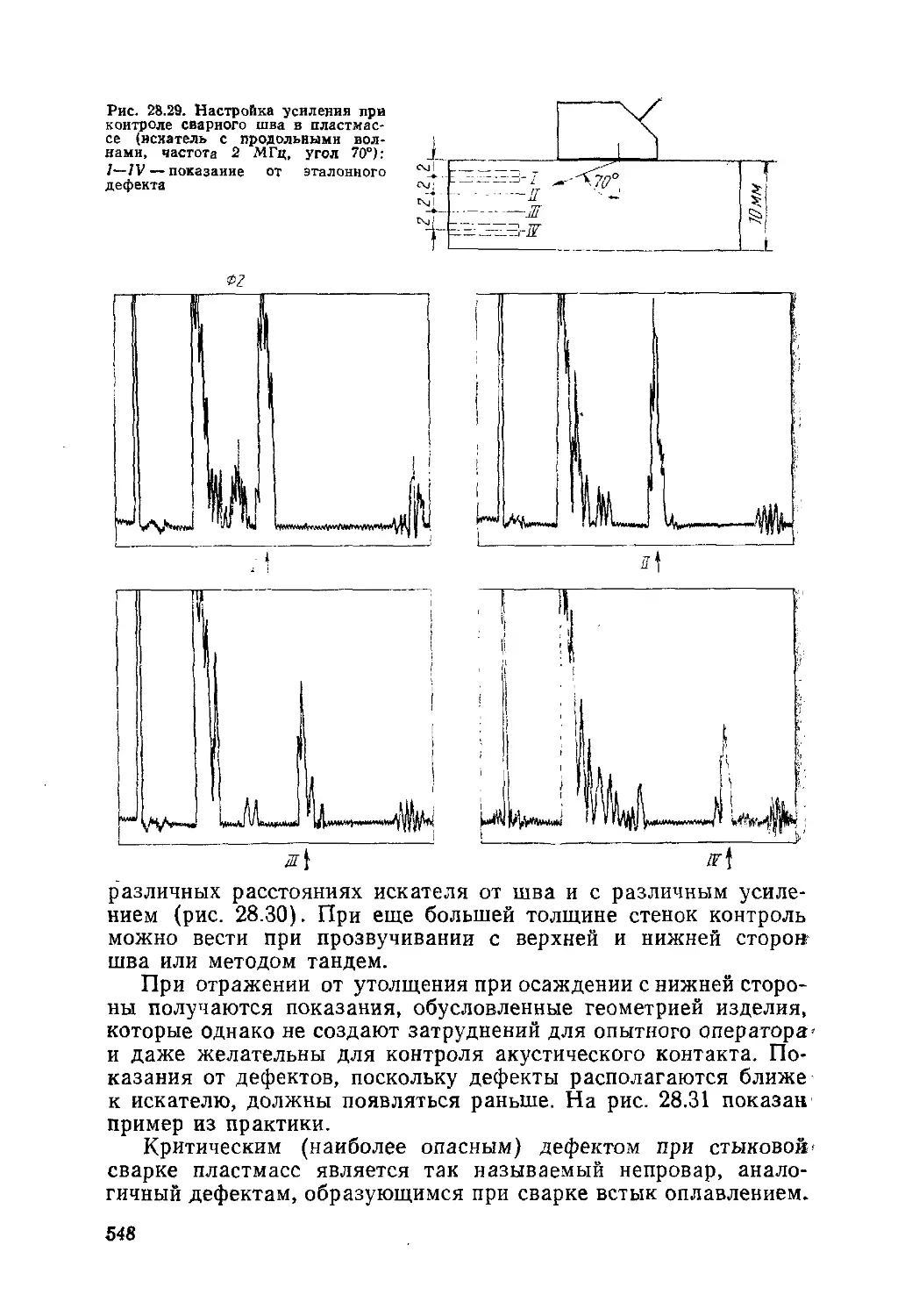
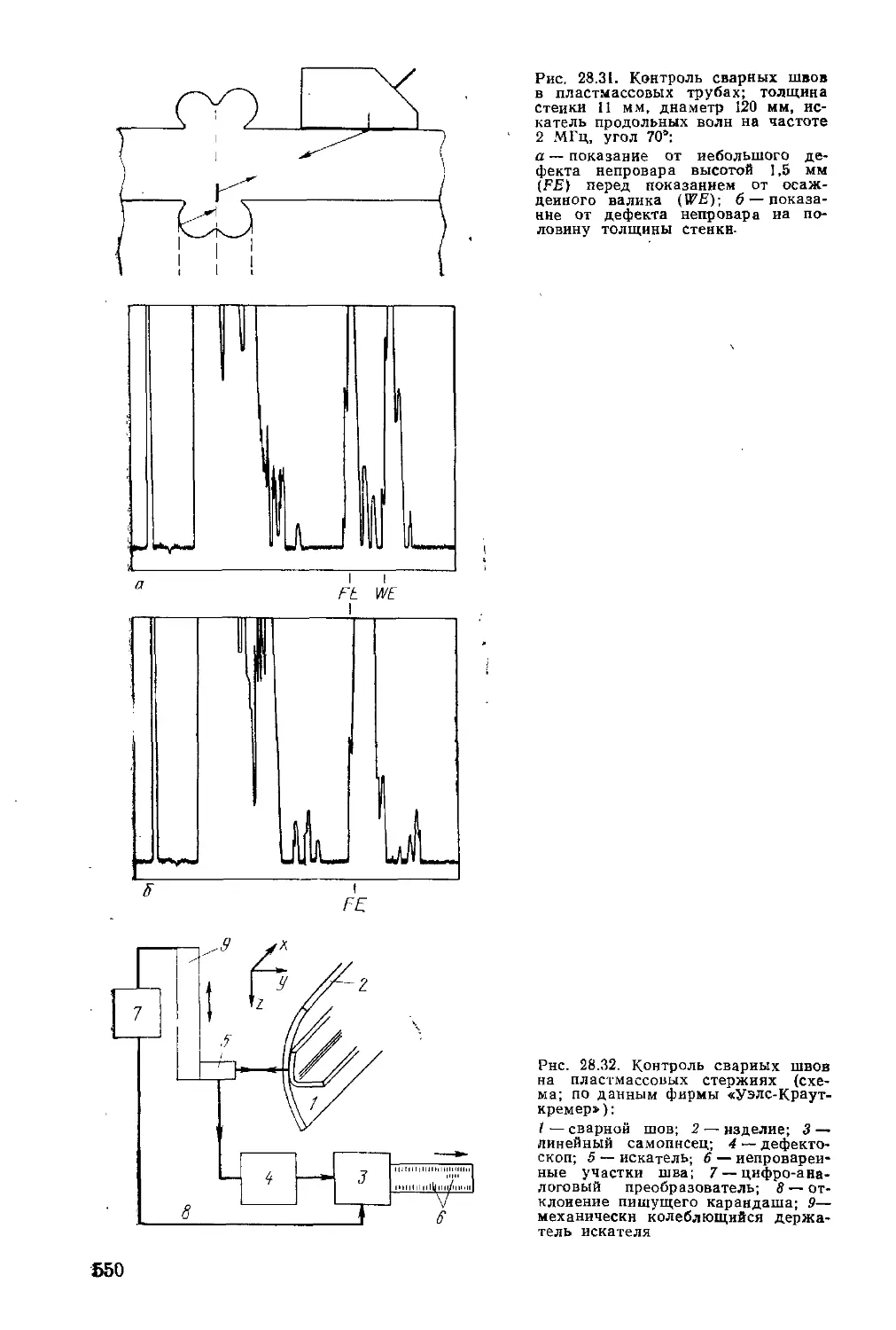
28.1.7. Сварные швы на пластмассах.........................547
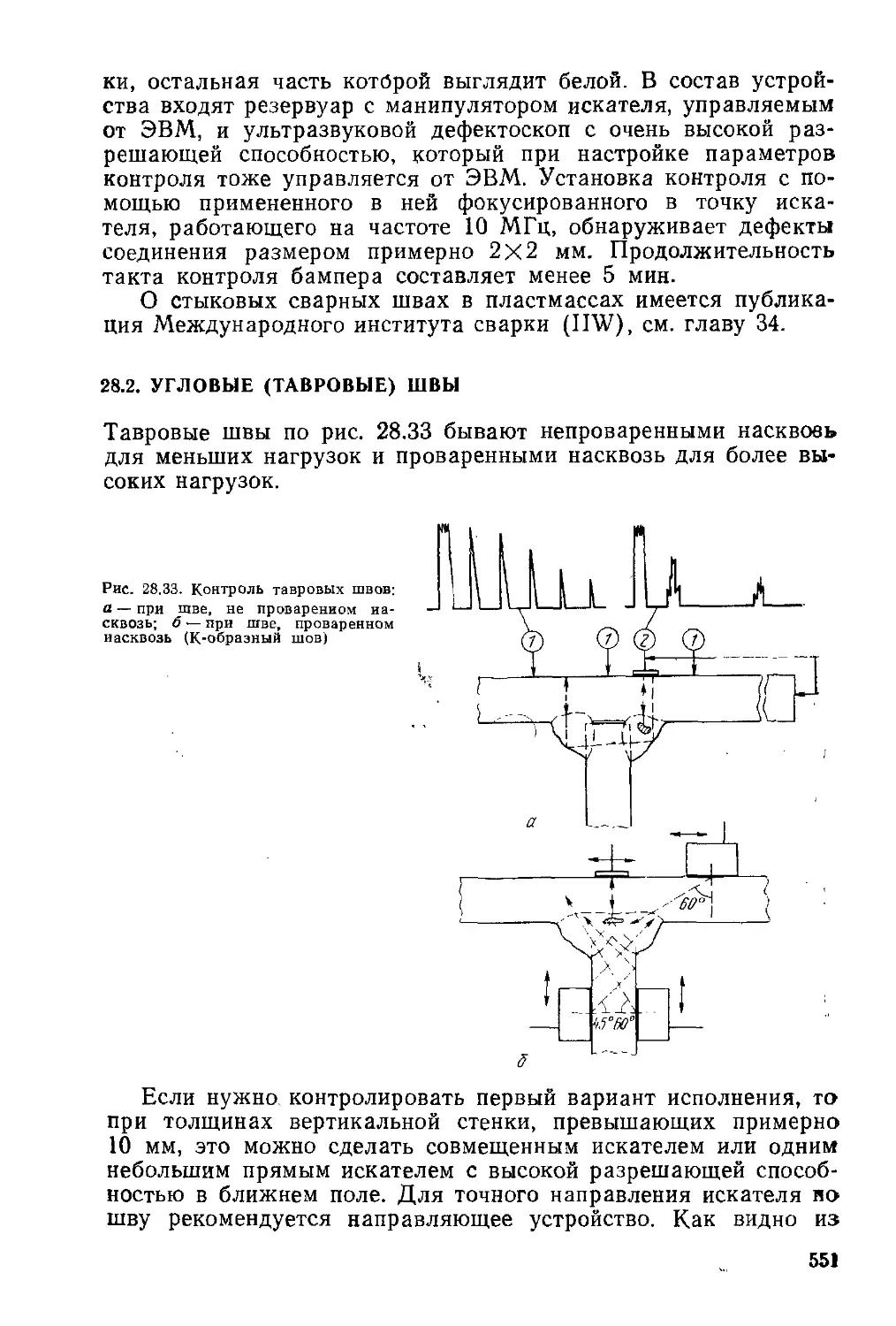
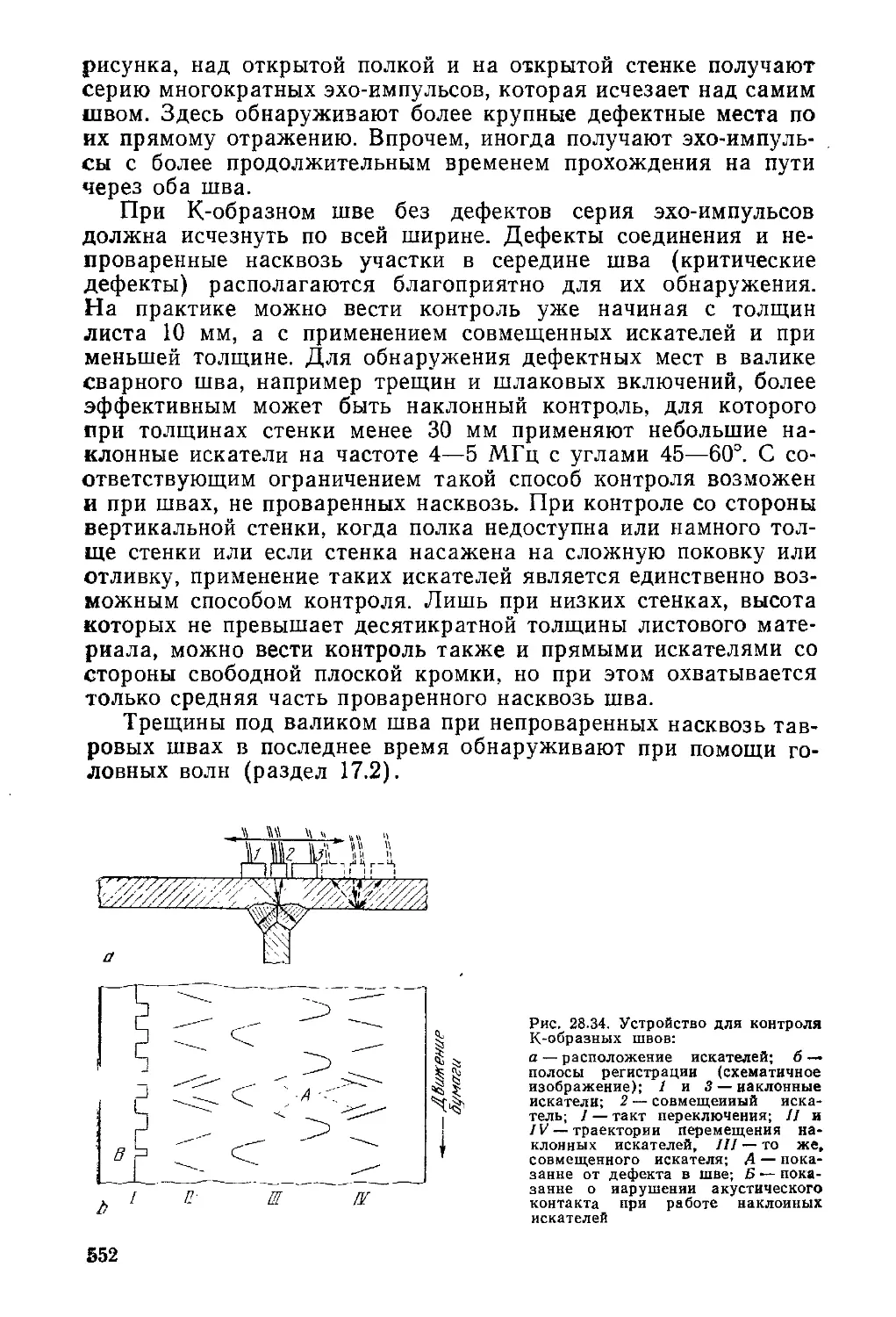
28.2. Угловые (тавровые) швы....................................551
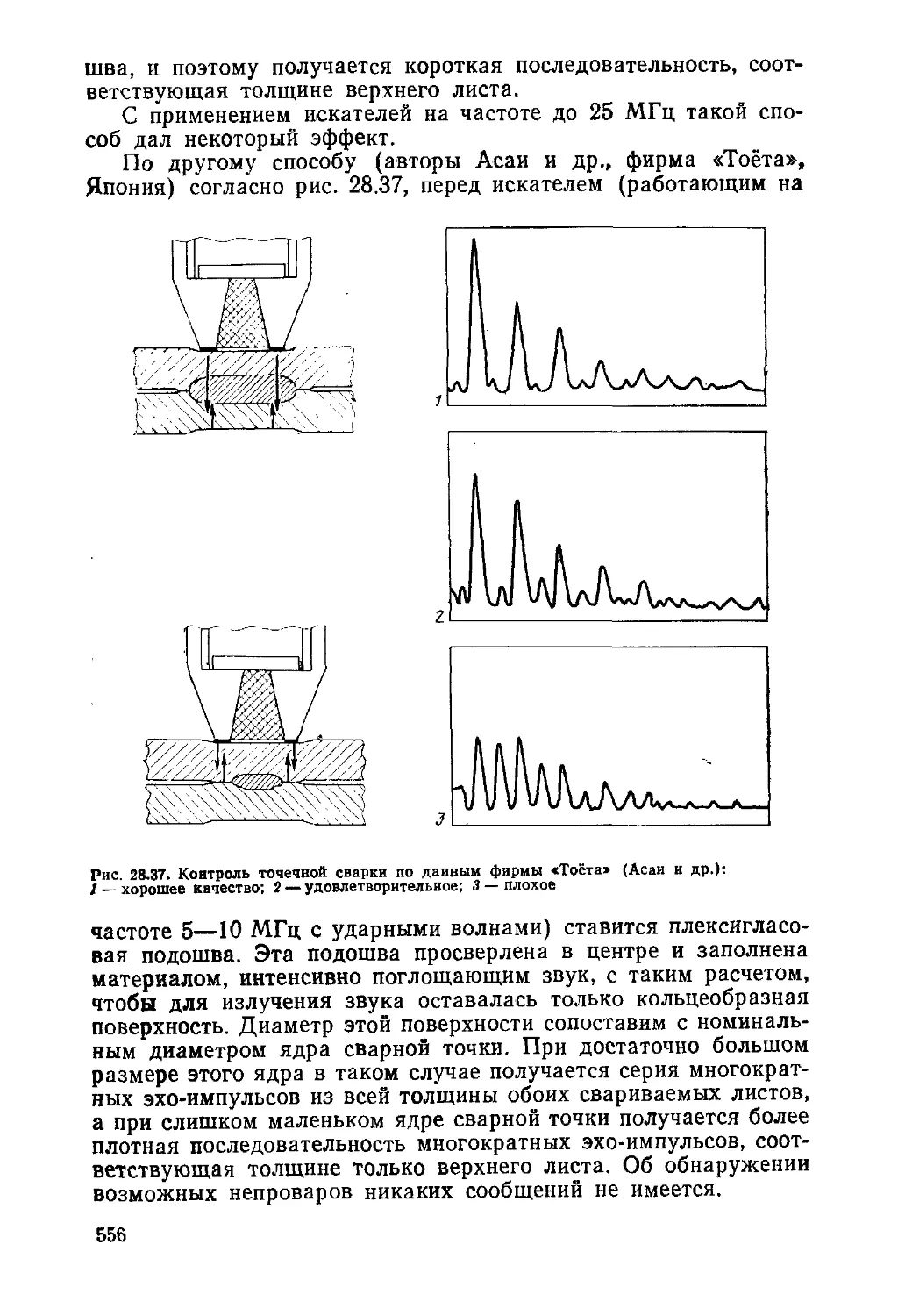
28.3. Точечная сварка...........................................555
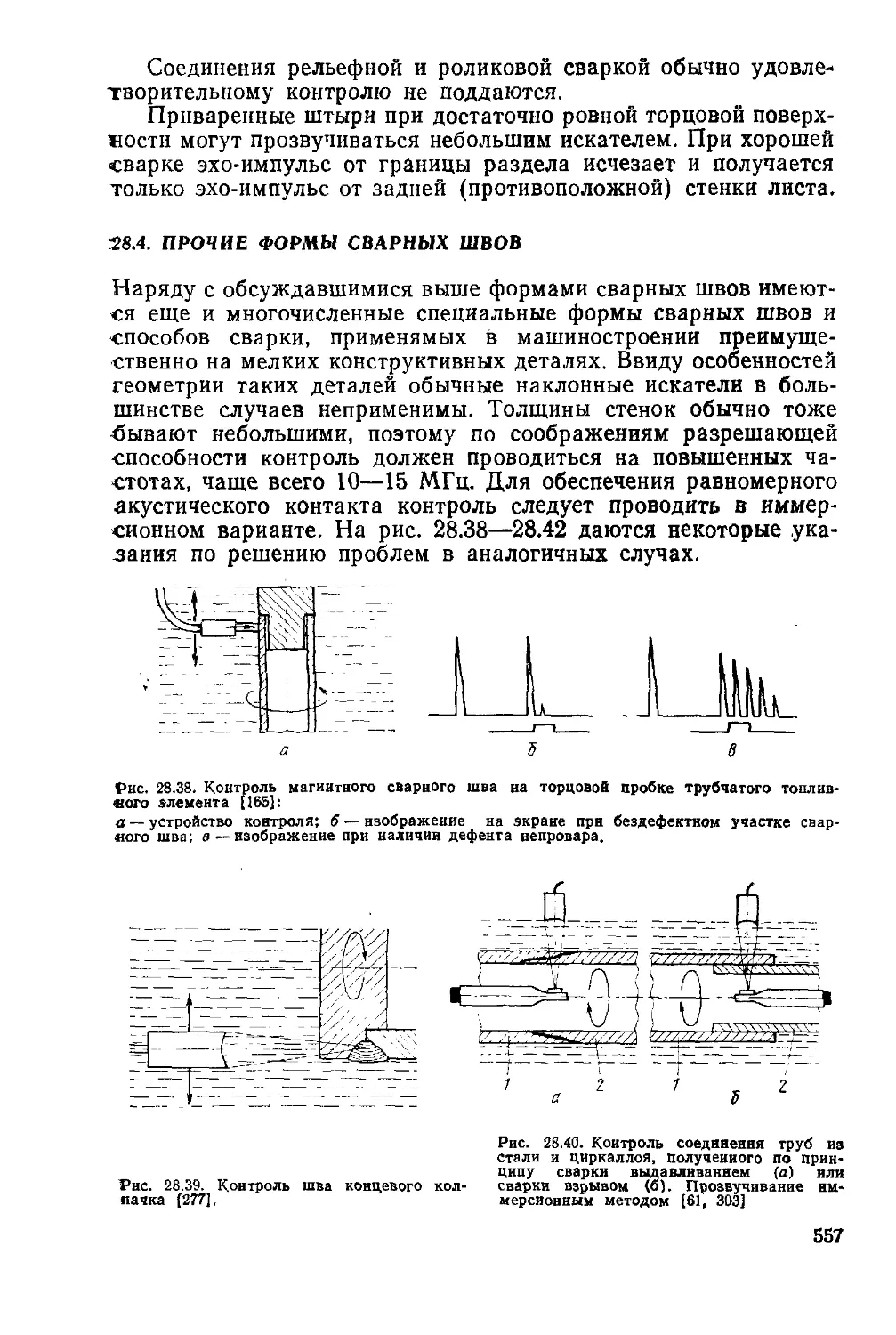
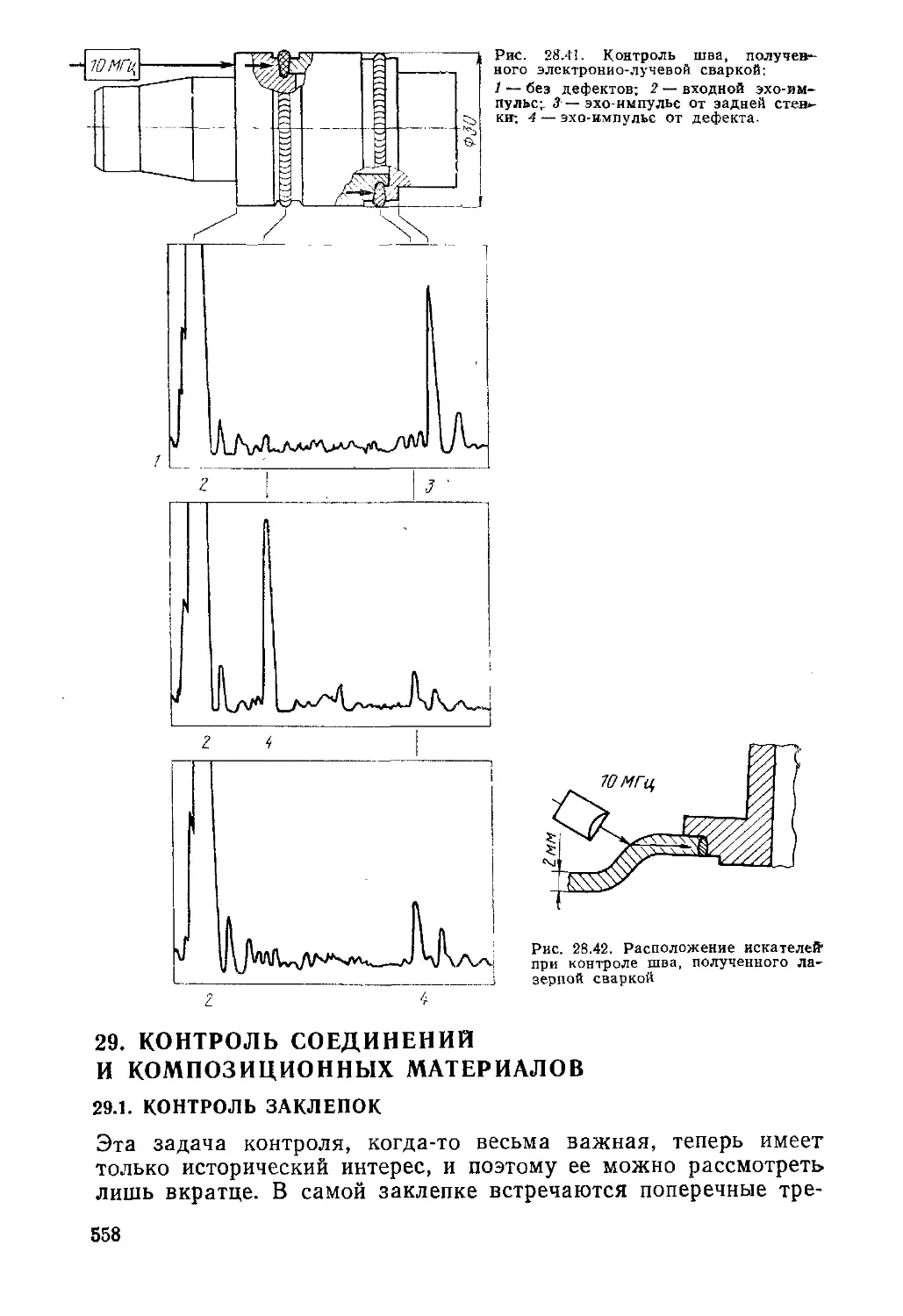
28.4. Прочие формы сварных швов.................................557
29. Контроль соединений и композиционных материалов...............558
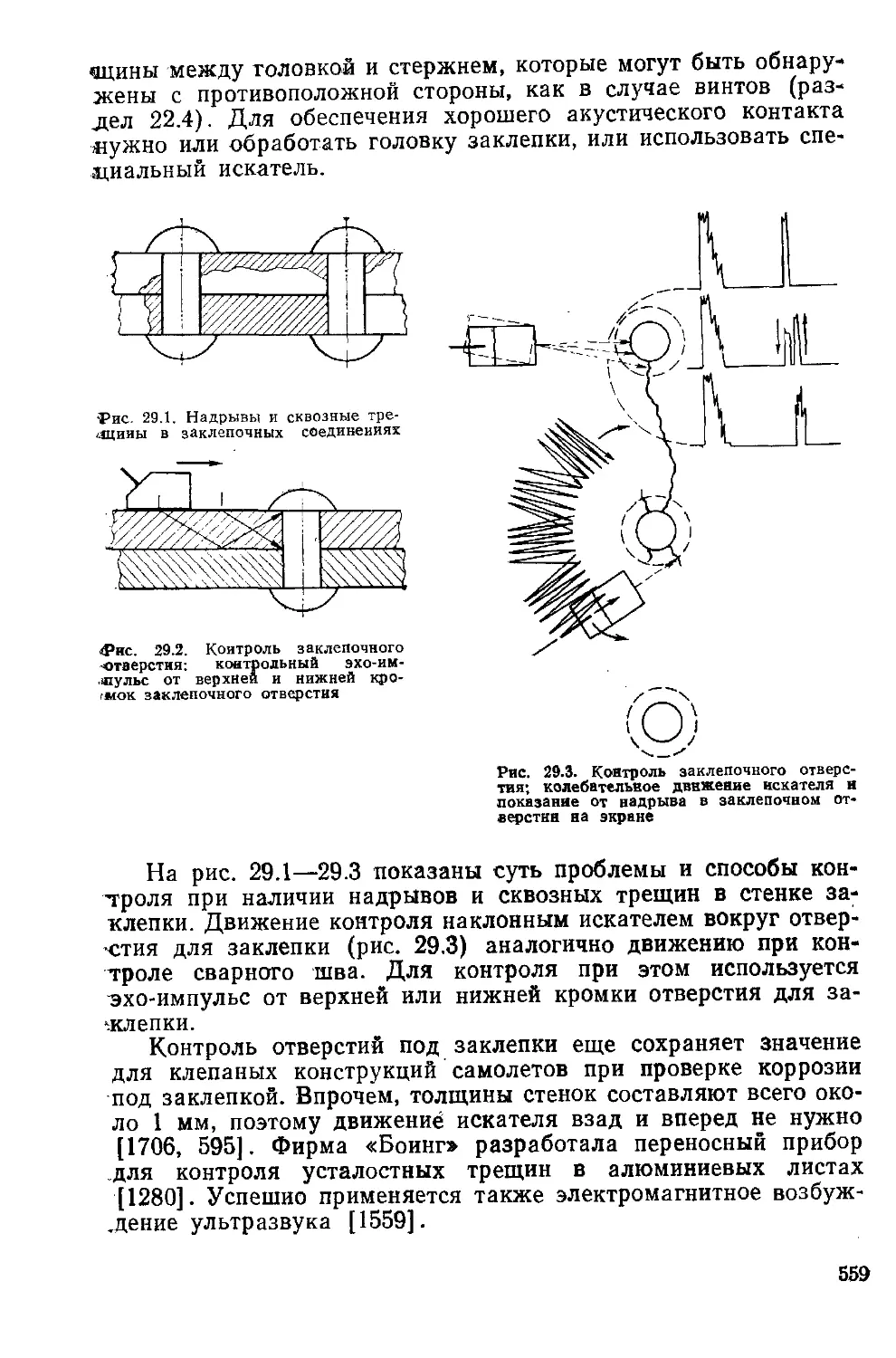
29.1. Контроль заклепок.........................................558
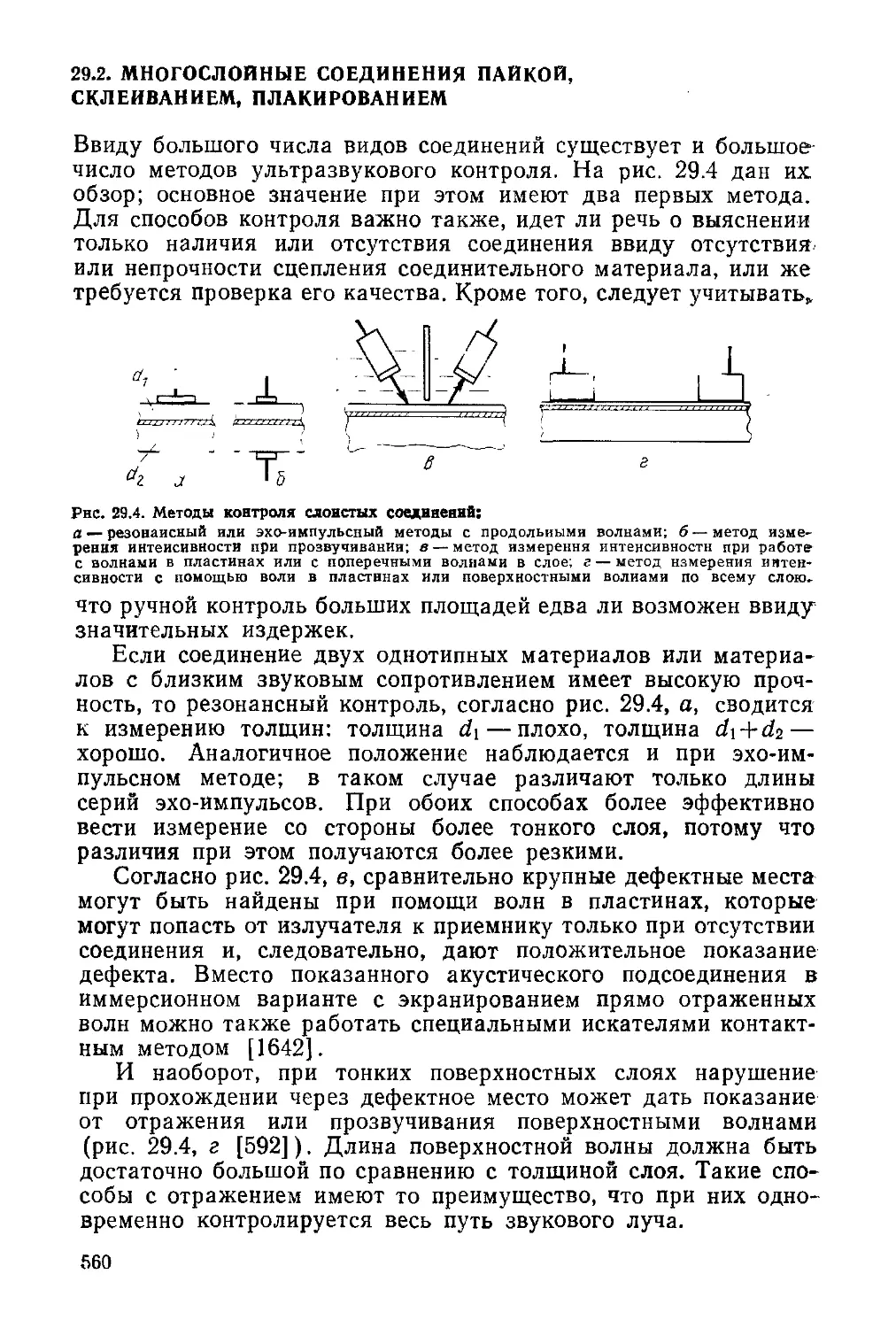
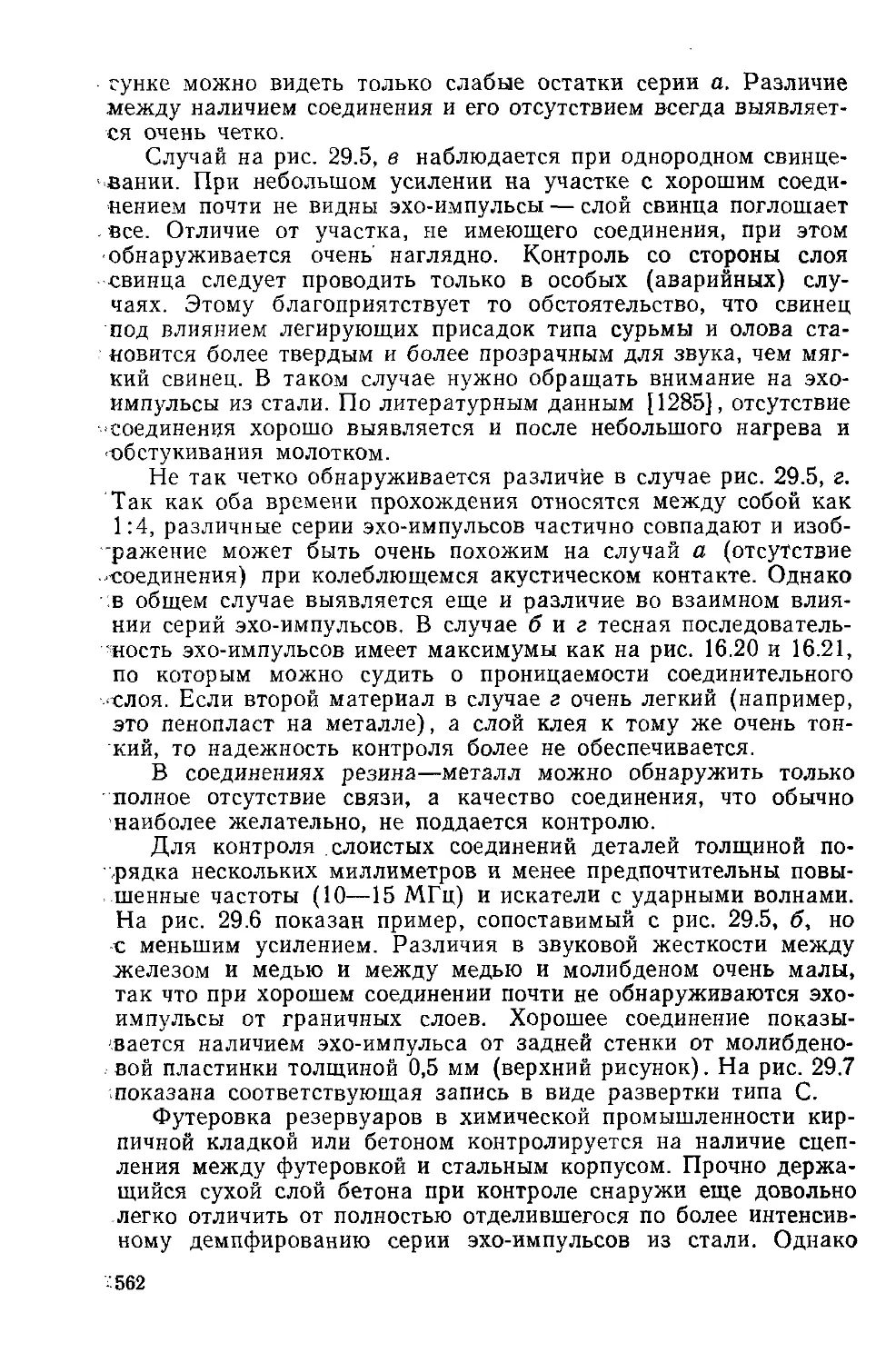
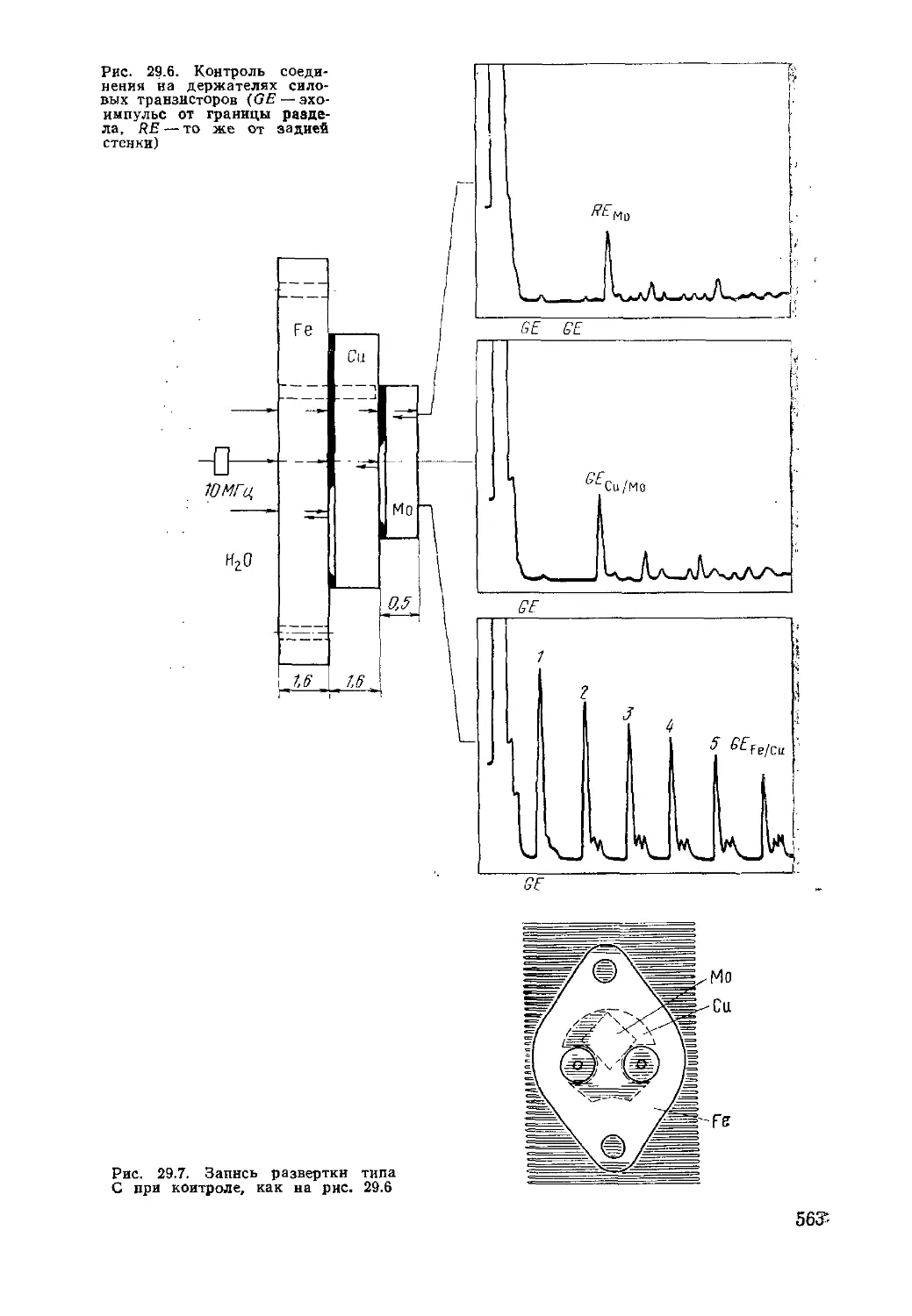
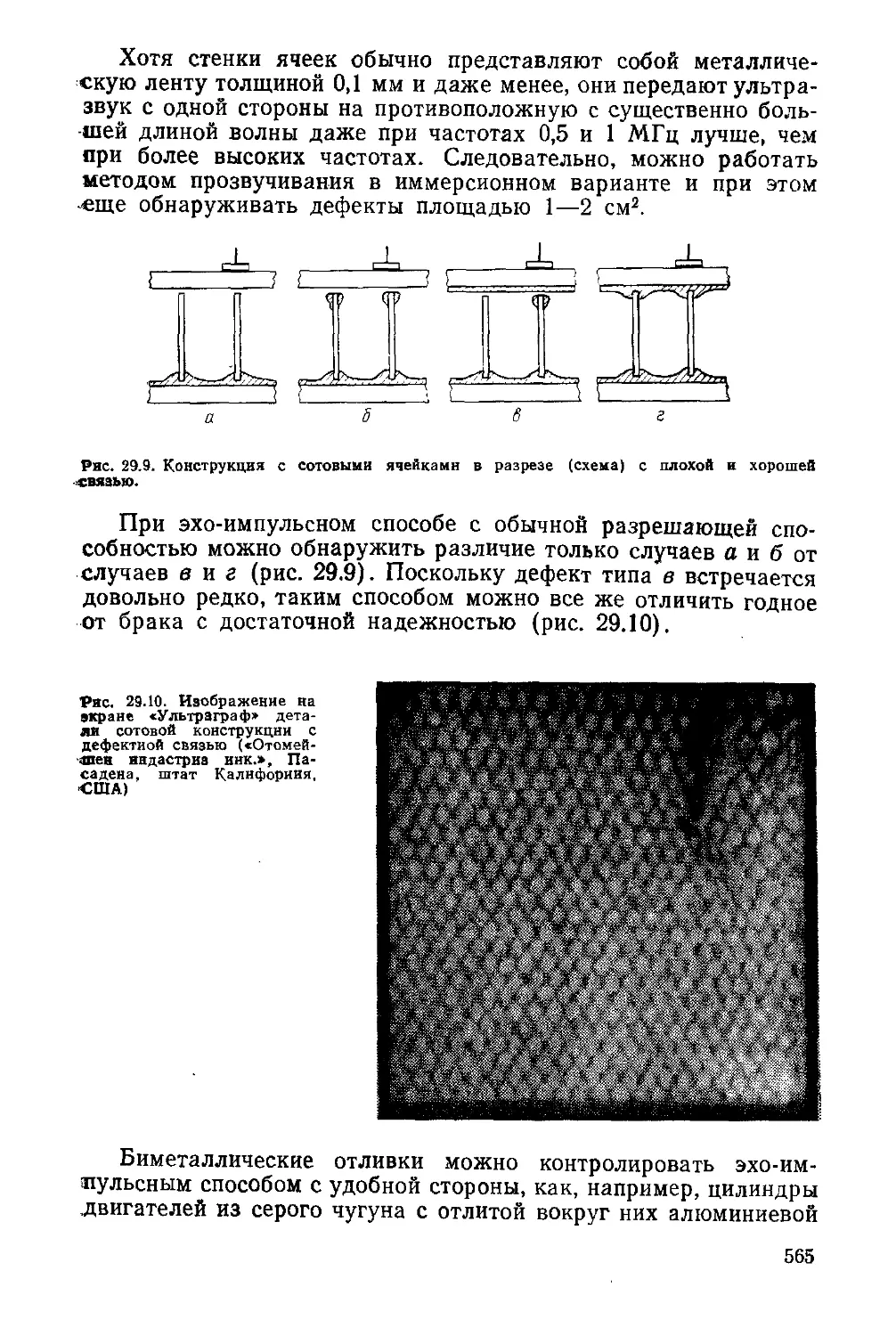
29.2. Многослойные соединения пайкой, склеиванием, плакированием 560
29.3. Слоистые и композиционные материалы.......................566
29.4. Контроль вкладышей подшипников............................568
29.5. Контроль посадок с натягом................................569
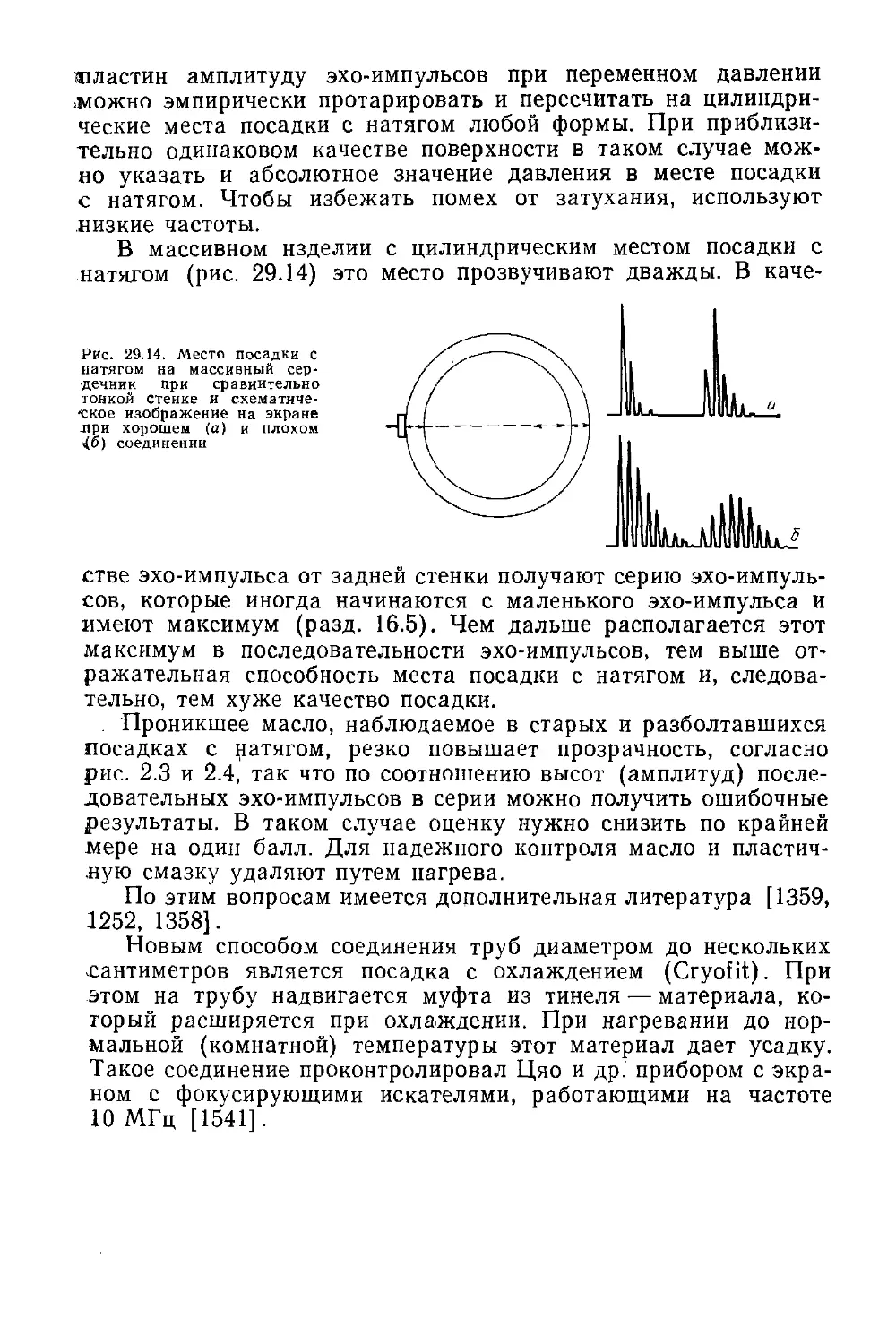
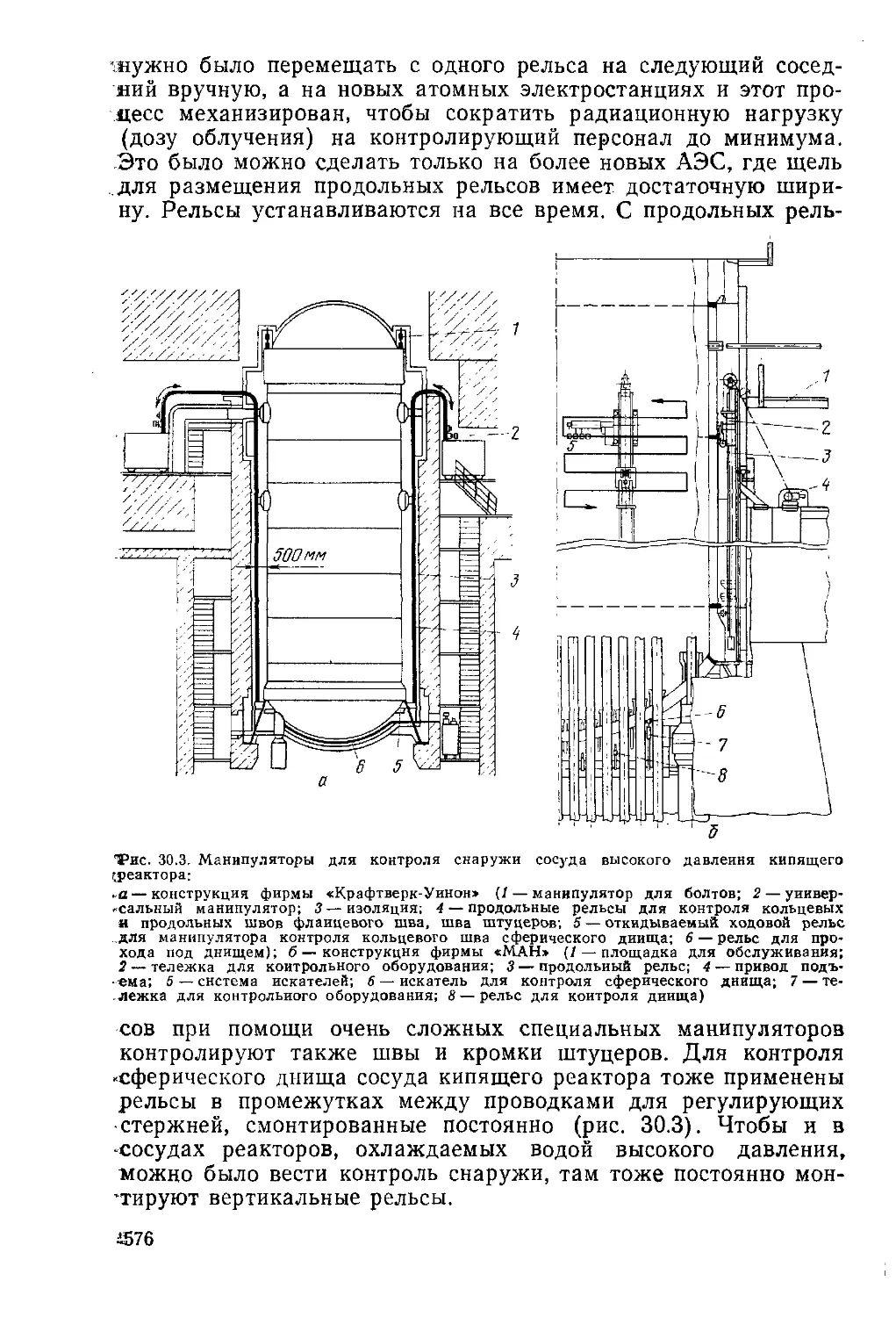
30. Контроль реакторов (атомные электростанции)...................572
30.1. Корпус высокого давления реактора.........................573
30.1.1. Реактор, охлаждаемый водой под давлением .... 574
30.1.2. Кипящий реактор....................................575
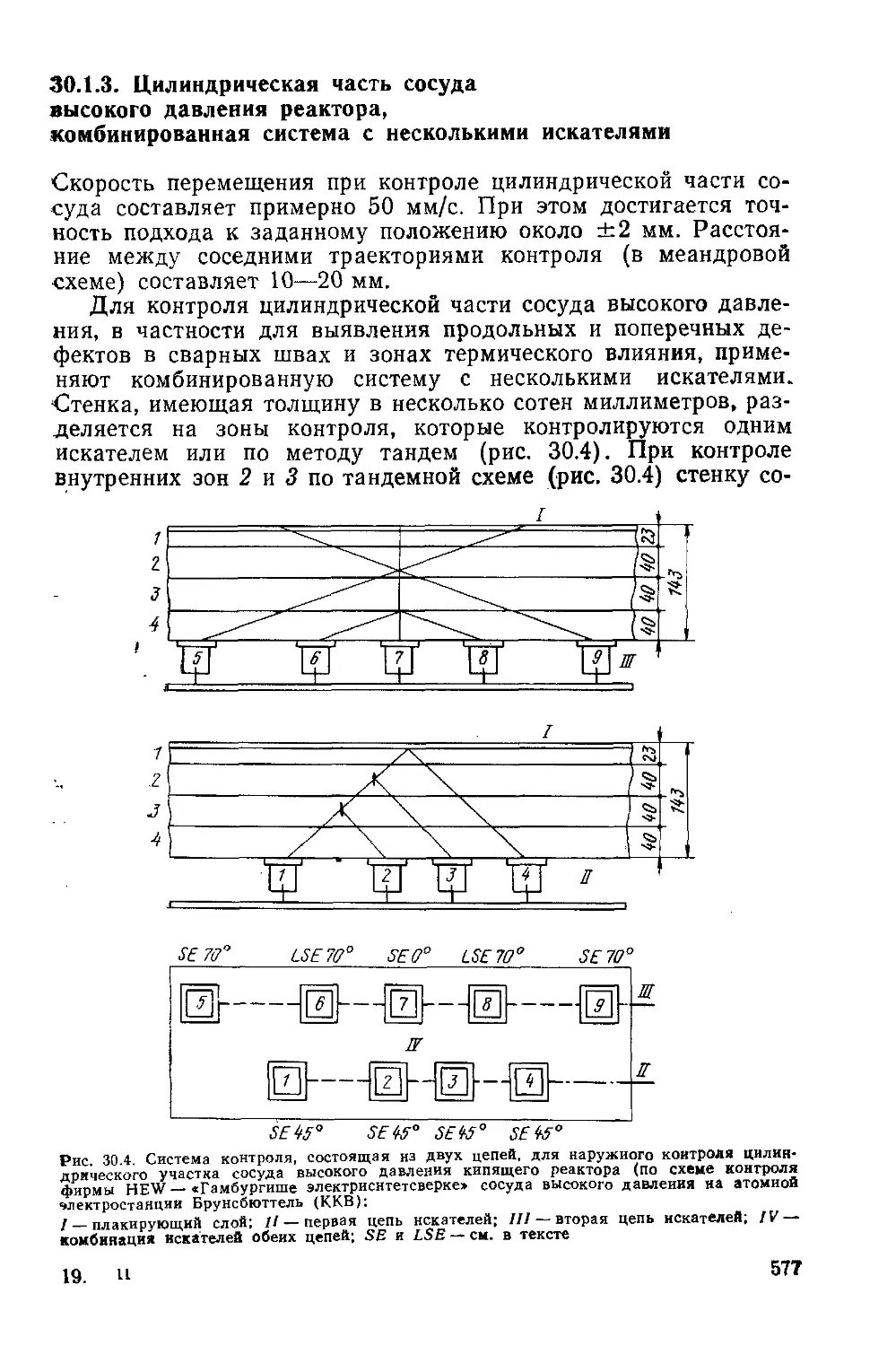
30.1.3. Цилиндрическая часть сосуда высокого давления реакто-
ра, комбинированная система с несколькими искателями 577
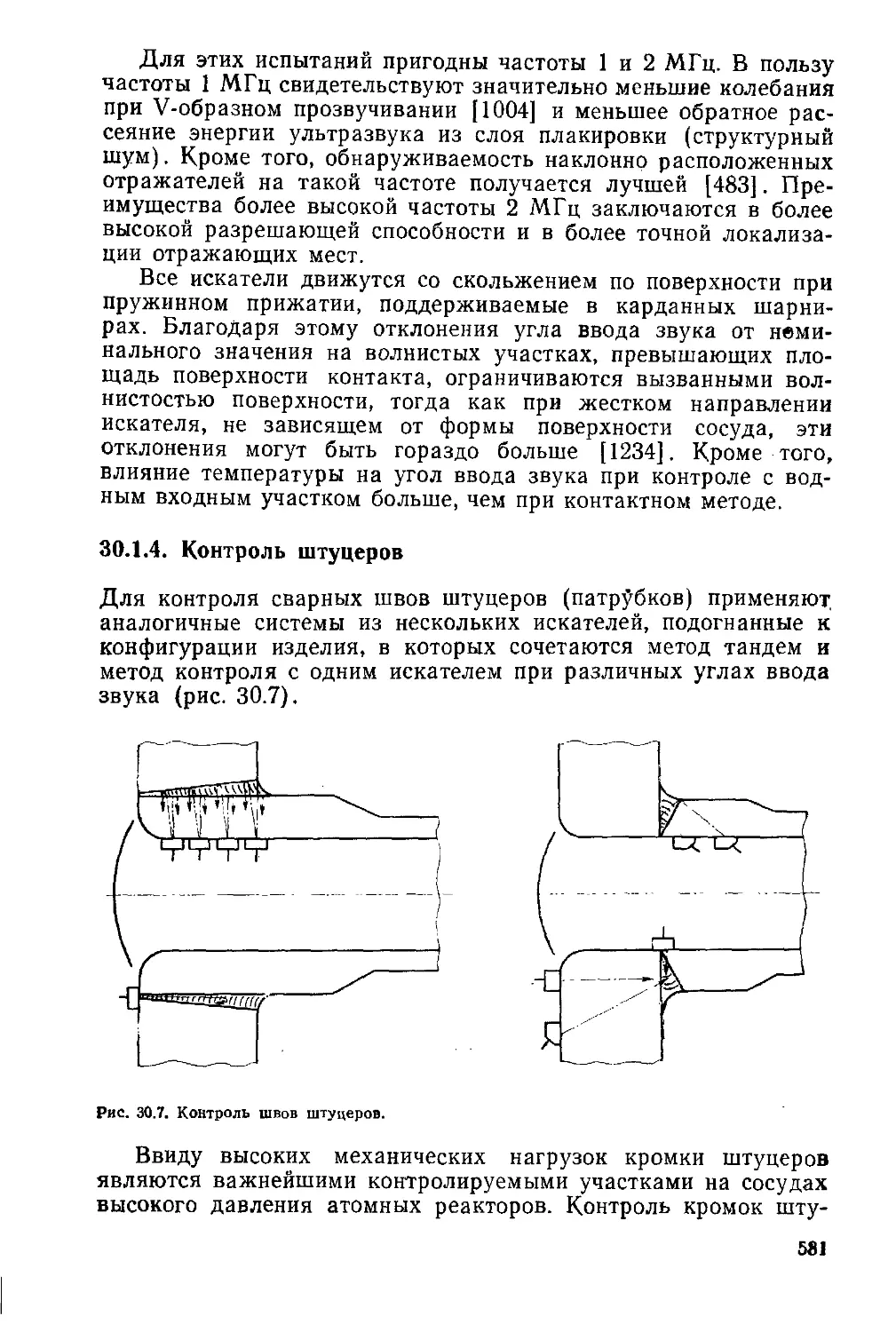
30.1.4. Контроль штуцеров..................................581
30.1.5. Отверстия для болтов и гайки......................582
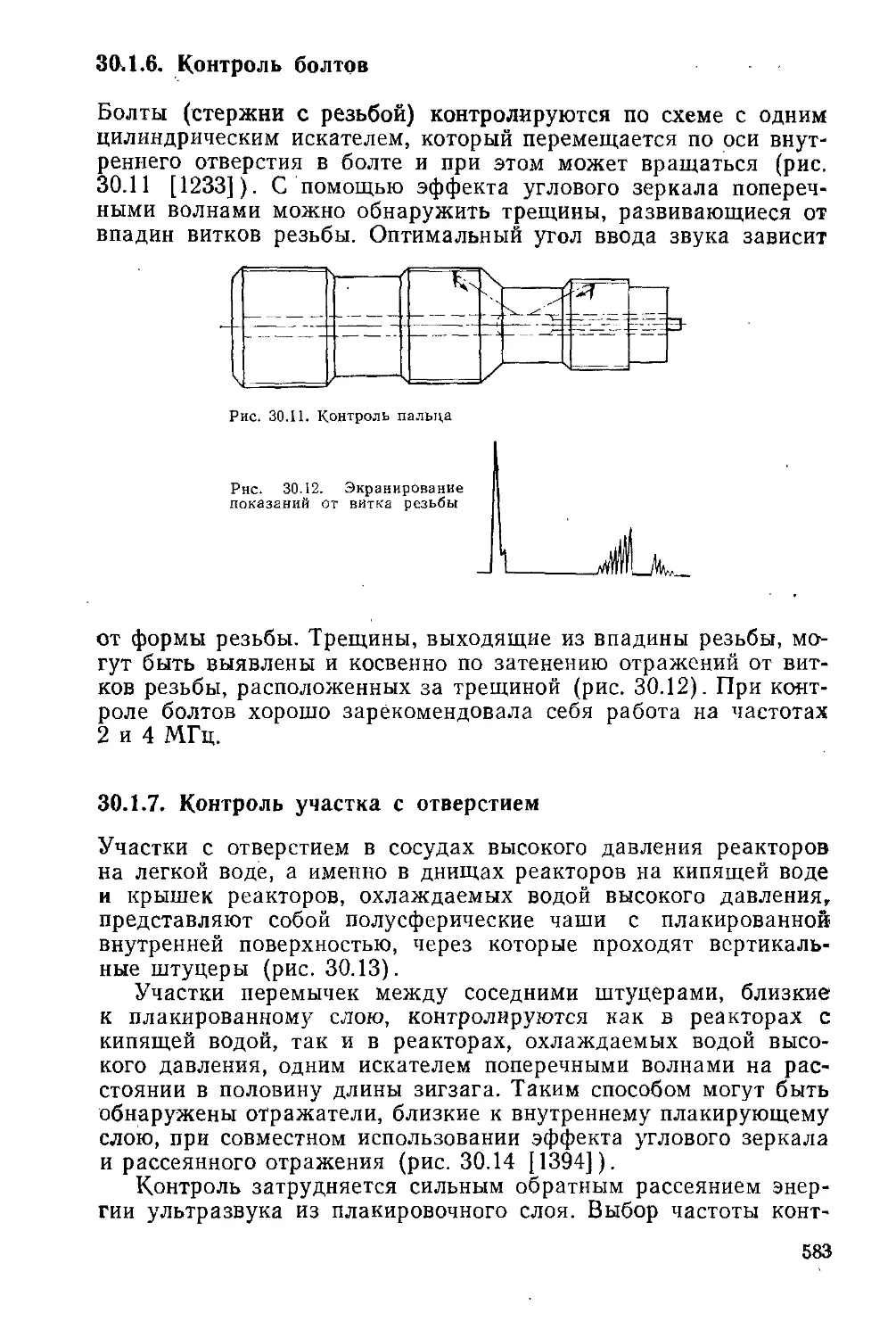
30.1.6. Контроль болтов....................................583
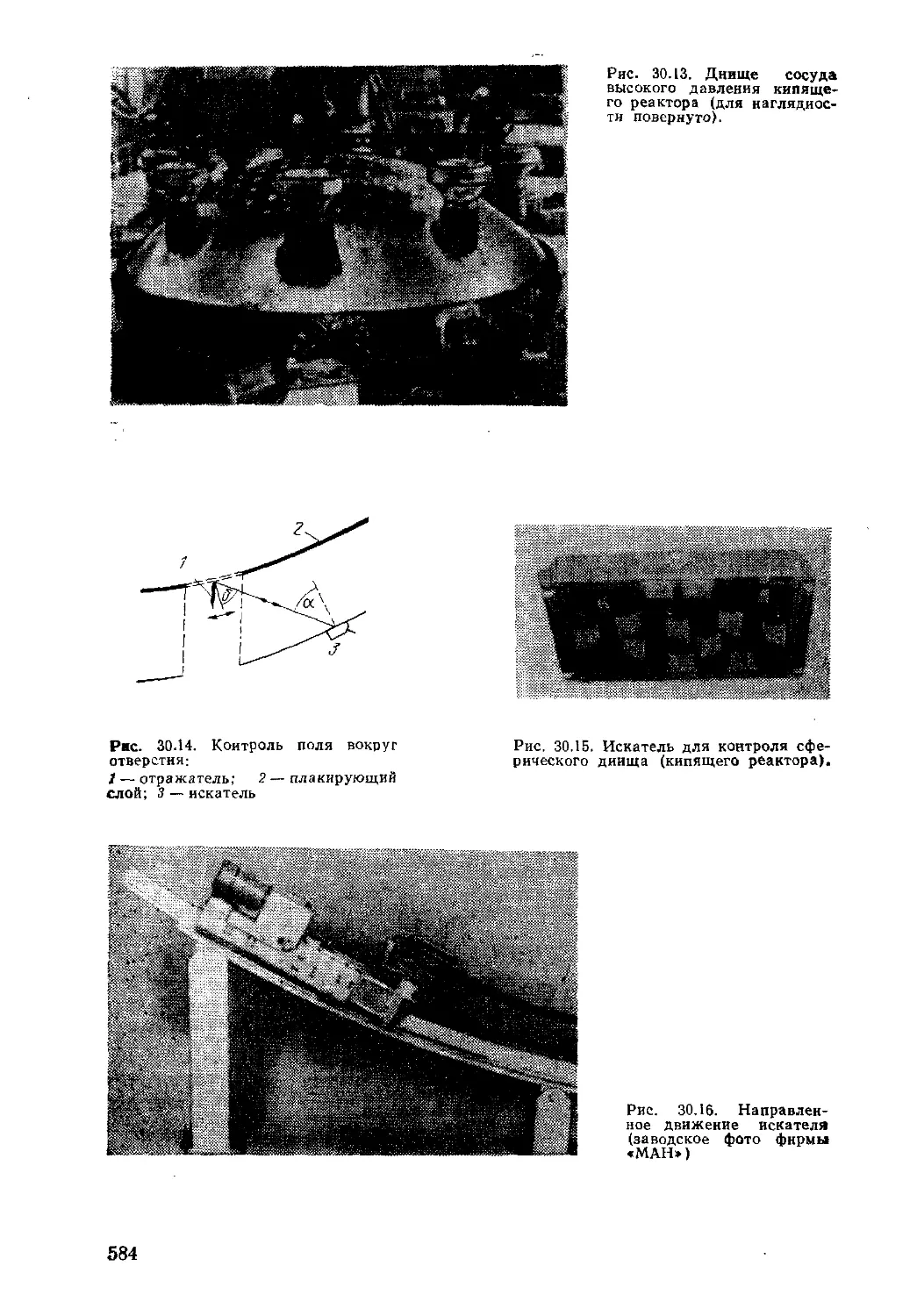
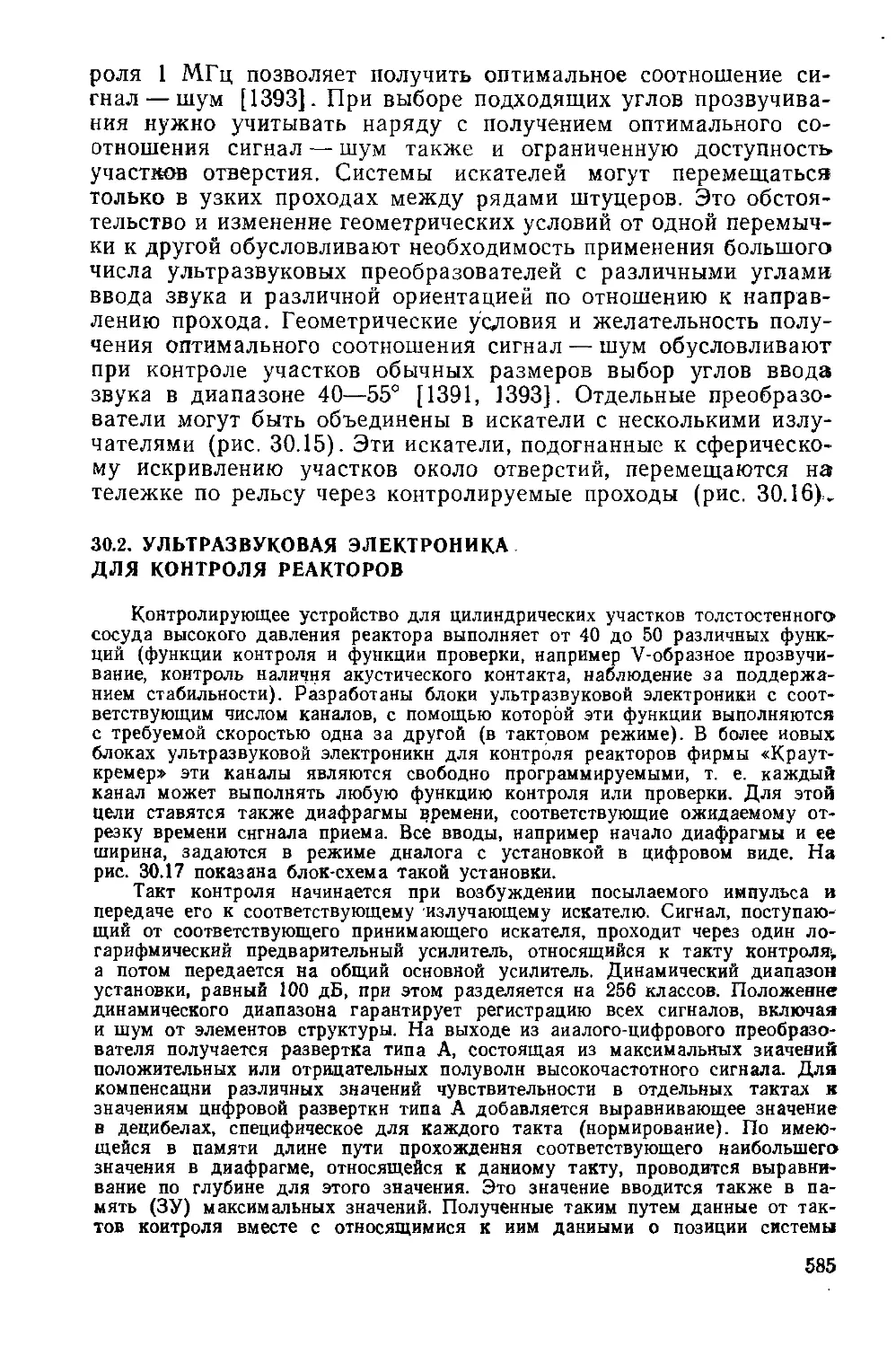
30.1.7. Контроль участка с отверстием......................583
30.2. Ультразвуковая электроника для контроля реакторов .... 585
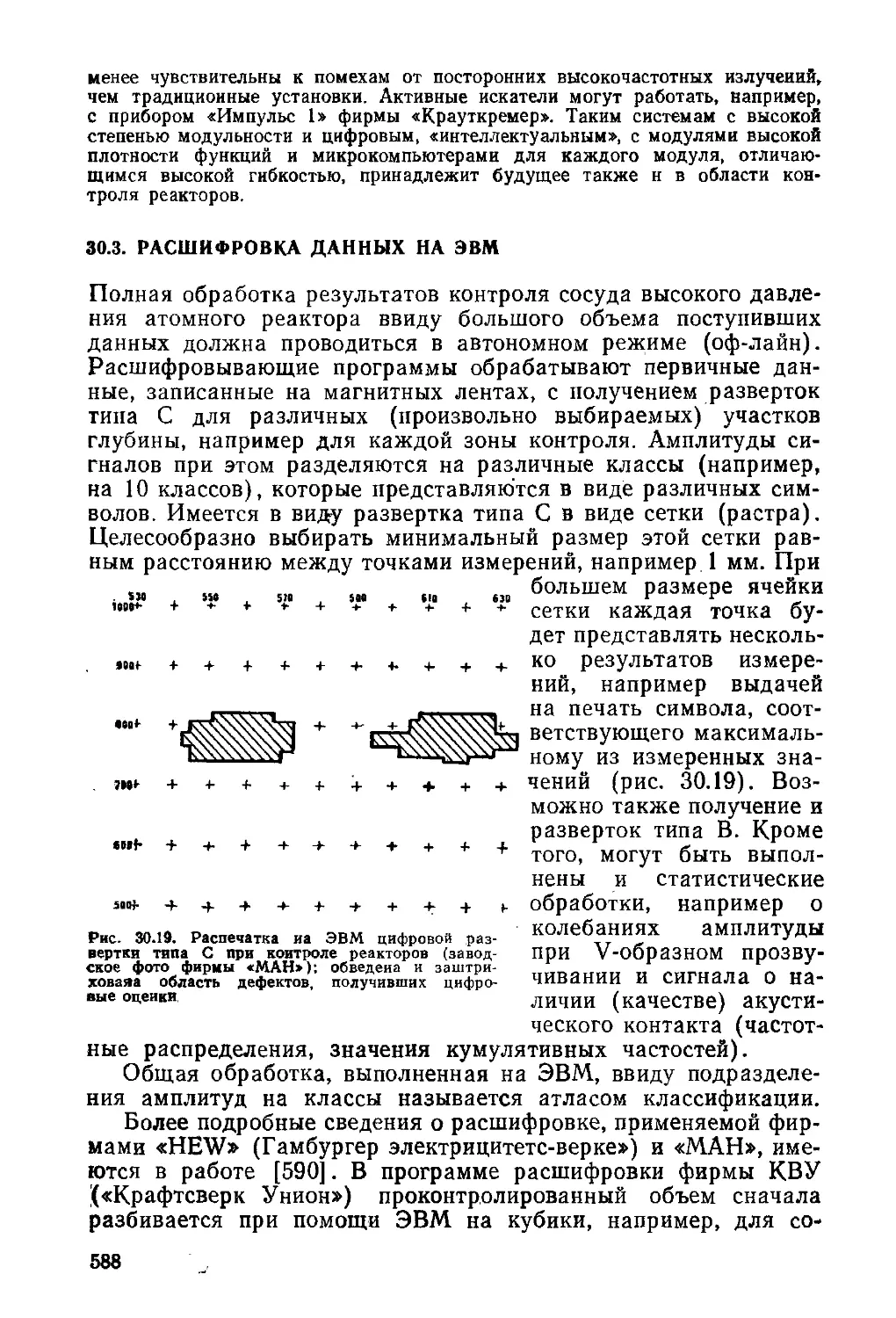
30.3. Расшифровка данных на ЭВМ.................................588
30.4. Анализ отражателей........................................589
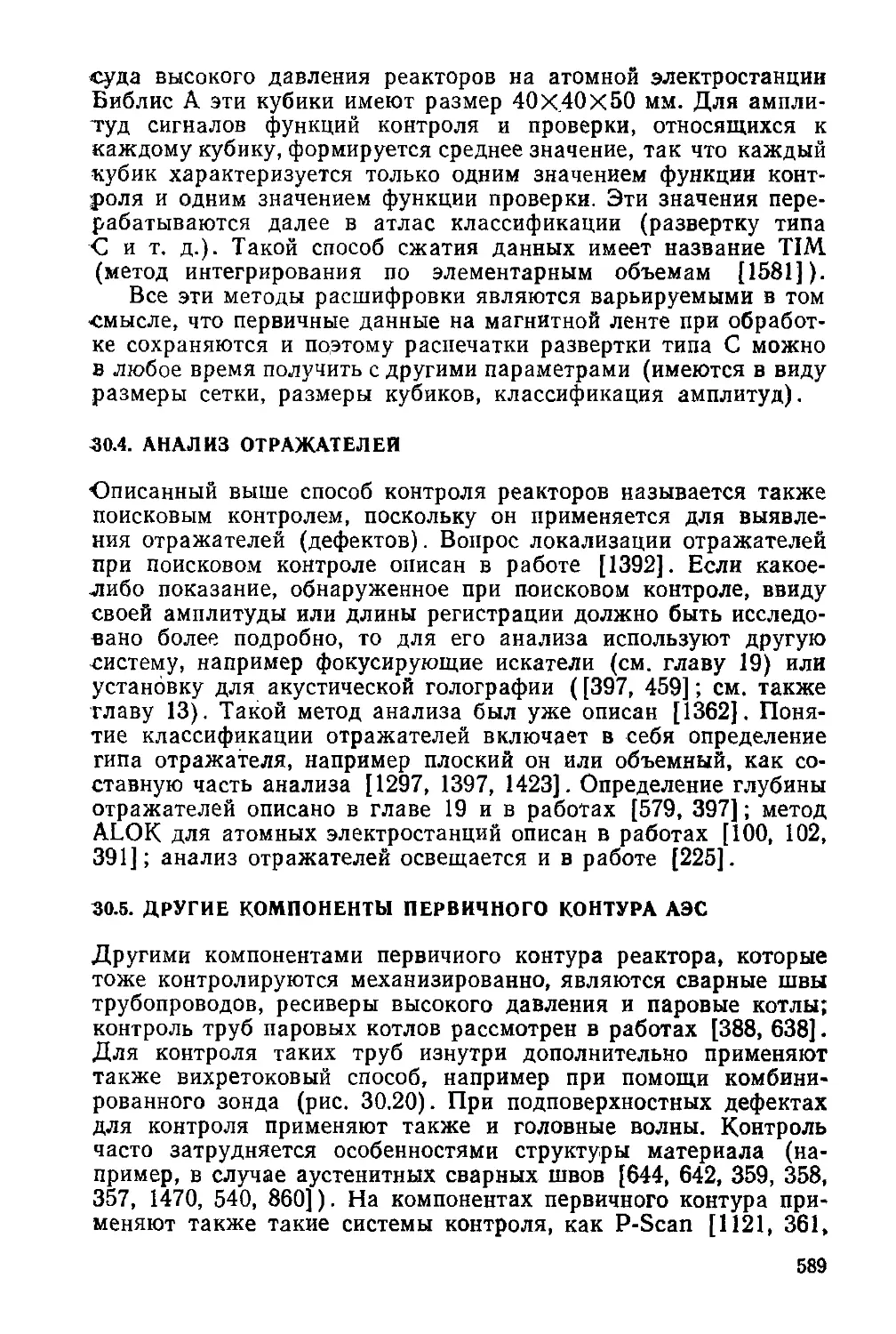
30.5. Другие компоненты первичного контура АЭС.................589
30.6. Контроль реакторов в США................................. 591
30.7. Надежность контроля.......................................592
30.8. Контроль реакторов в Японии...............................592
30.9. Контроль реакторов в Великобритании.......................593
30.10. Контроль реакторов во Франции........................... 594
30.11. Контроль реакторов в странах—членах СЭВ..................594
30.12. Контроль реакторов методом акустической эмиссии .... 595
30.13. Ультразвуковой контроль реакторов-размножителей .... 595
31. Металлические материалы и их особые свойства для ультразвуко-
вого контроля.......................................................596
31.1. Стали.....................................................596
31.2. Стальное литье............................................597
31.3. Чугун.................................................... 598
31.4. Легкие сплавы.............................................605
31.5. Цветные металлы...........................................608
31.6. Прочие цветные металлы....................................610
31.7. Спеченные металлы.........................................612
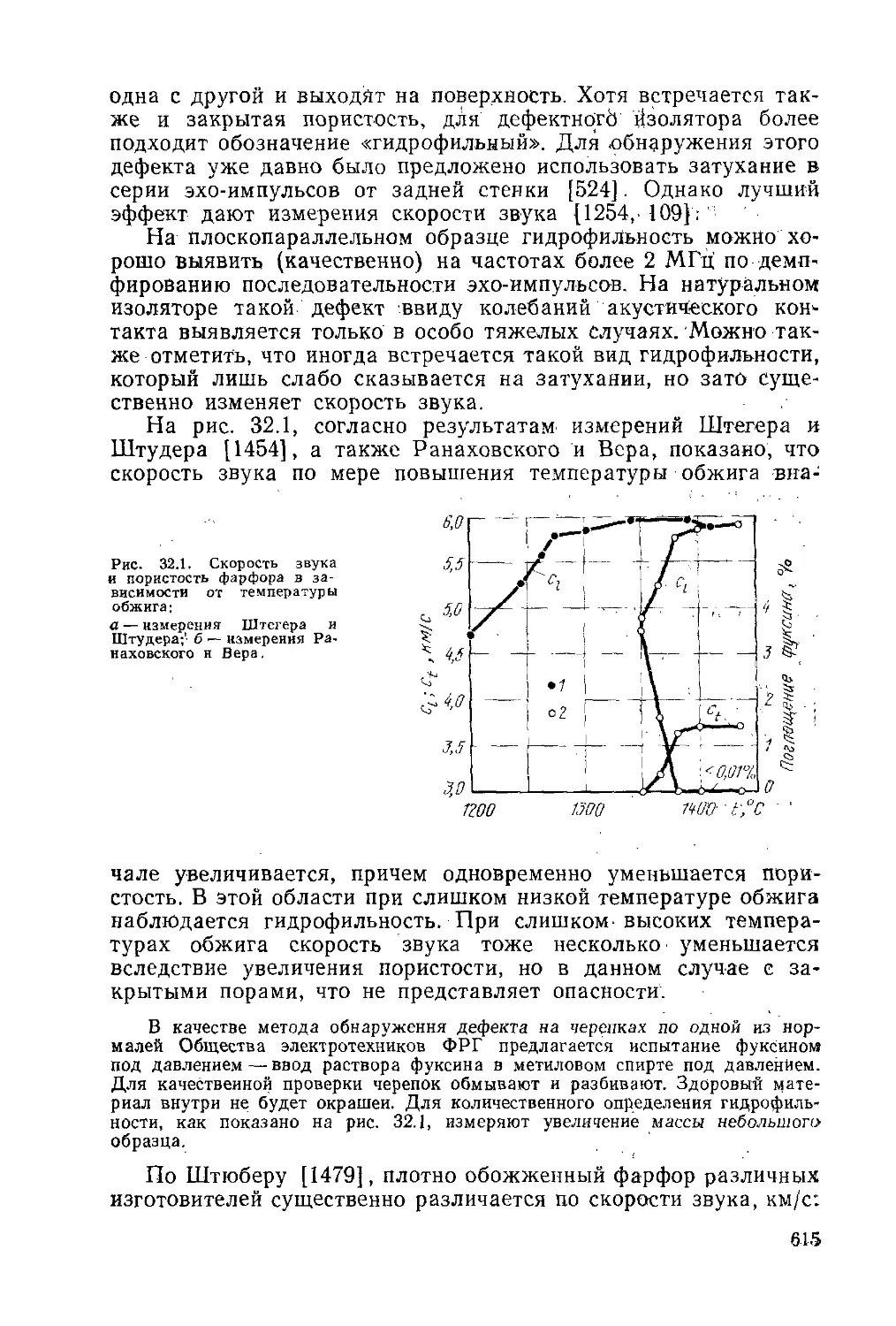
32. Задачи контроля неметаллических материалов .................. 613
32.1. Керамика и стекло.........................................613
32.2. Пластмассы................................................618
32.3. Резина....................................................620
32.4. Каменные породы, шлифовальные круги, уголь и графит . . 621
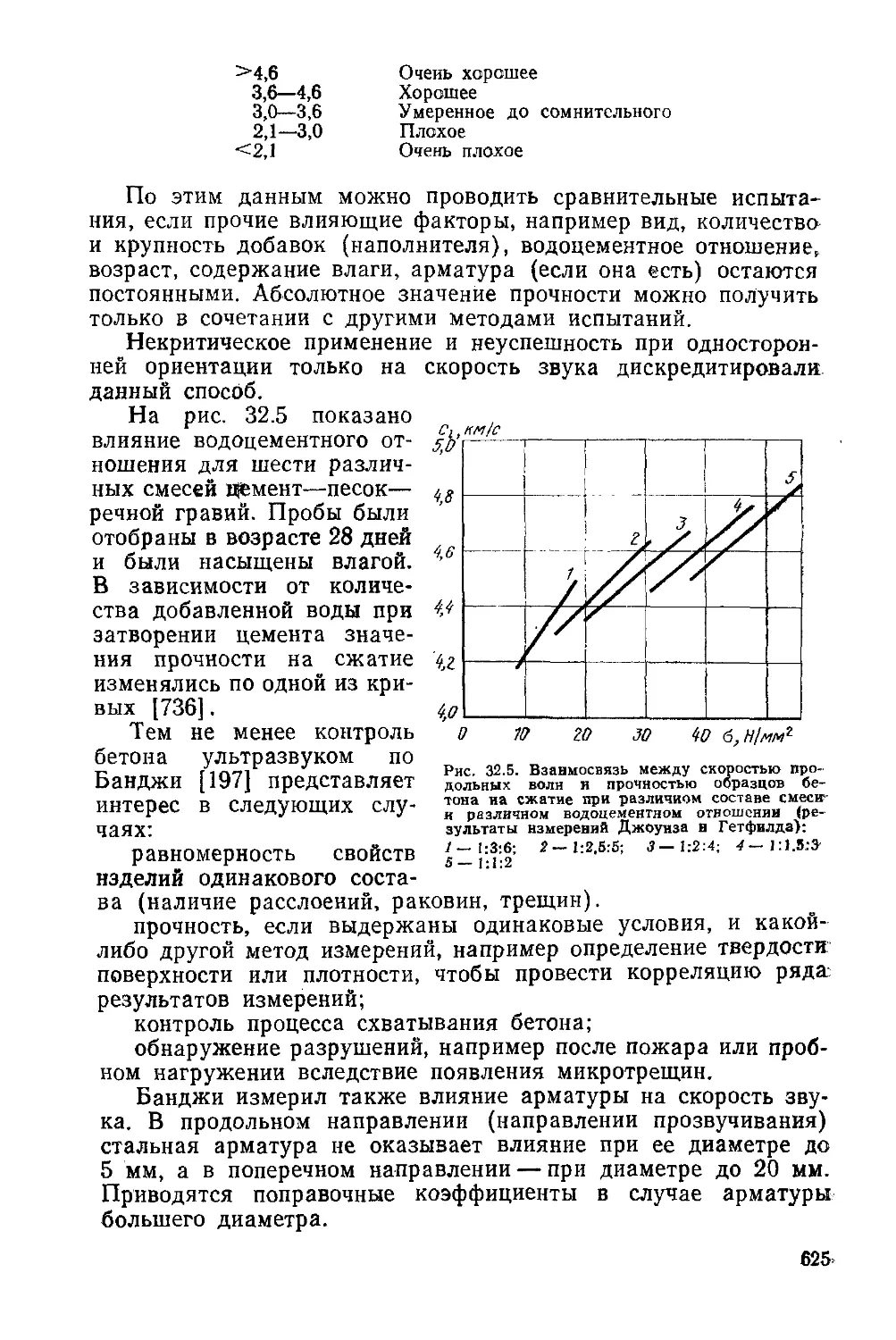
32.5. Бетой.....................................................623
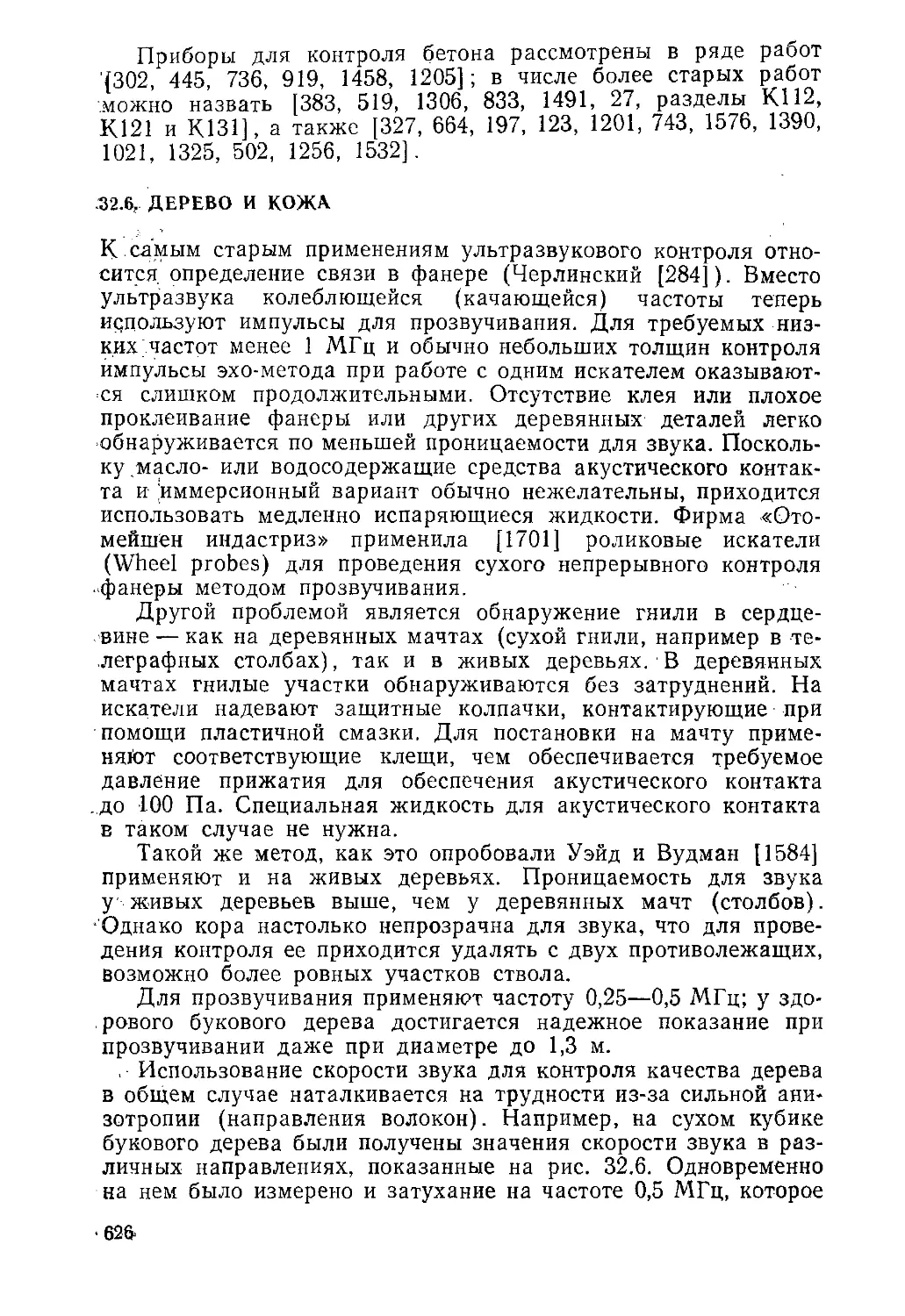
32.6. Дерево н кожа.............................................626
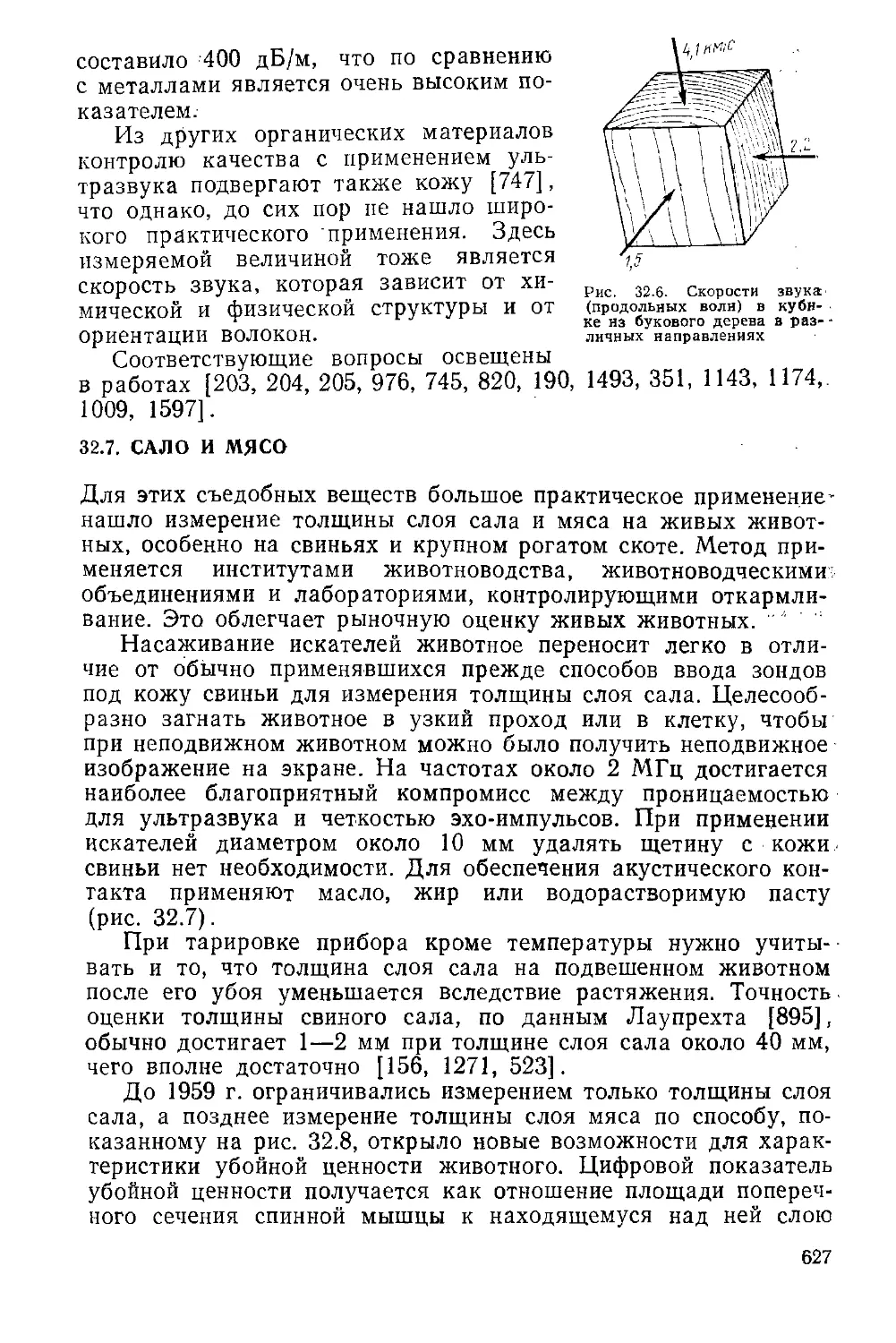
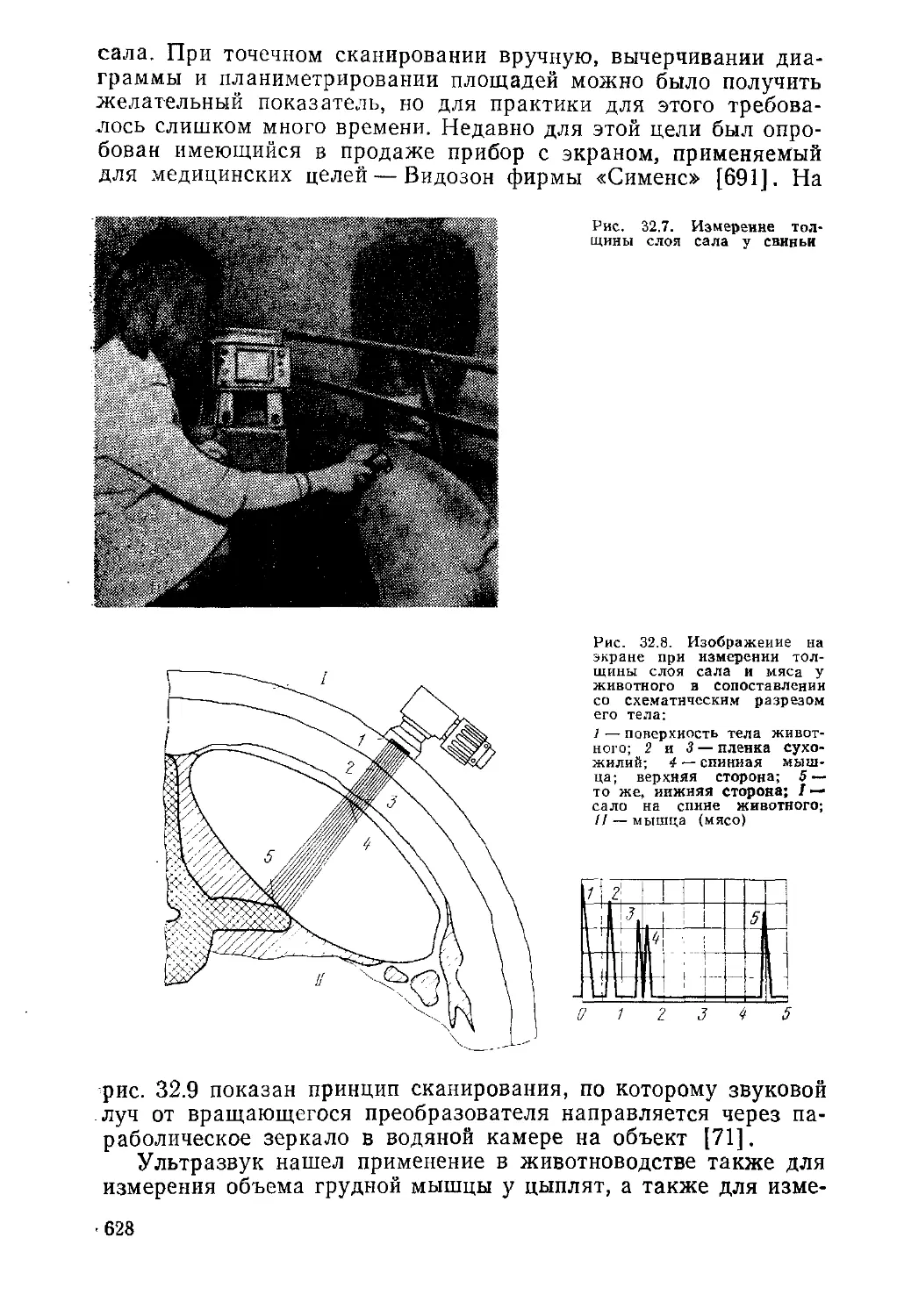
32.7. Сало и мясо...............................................627
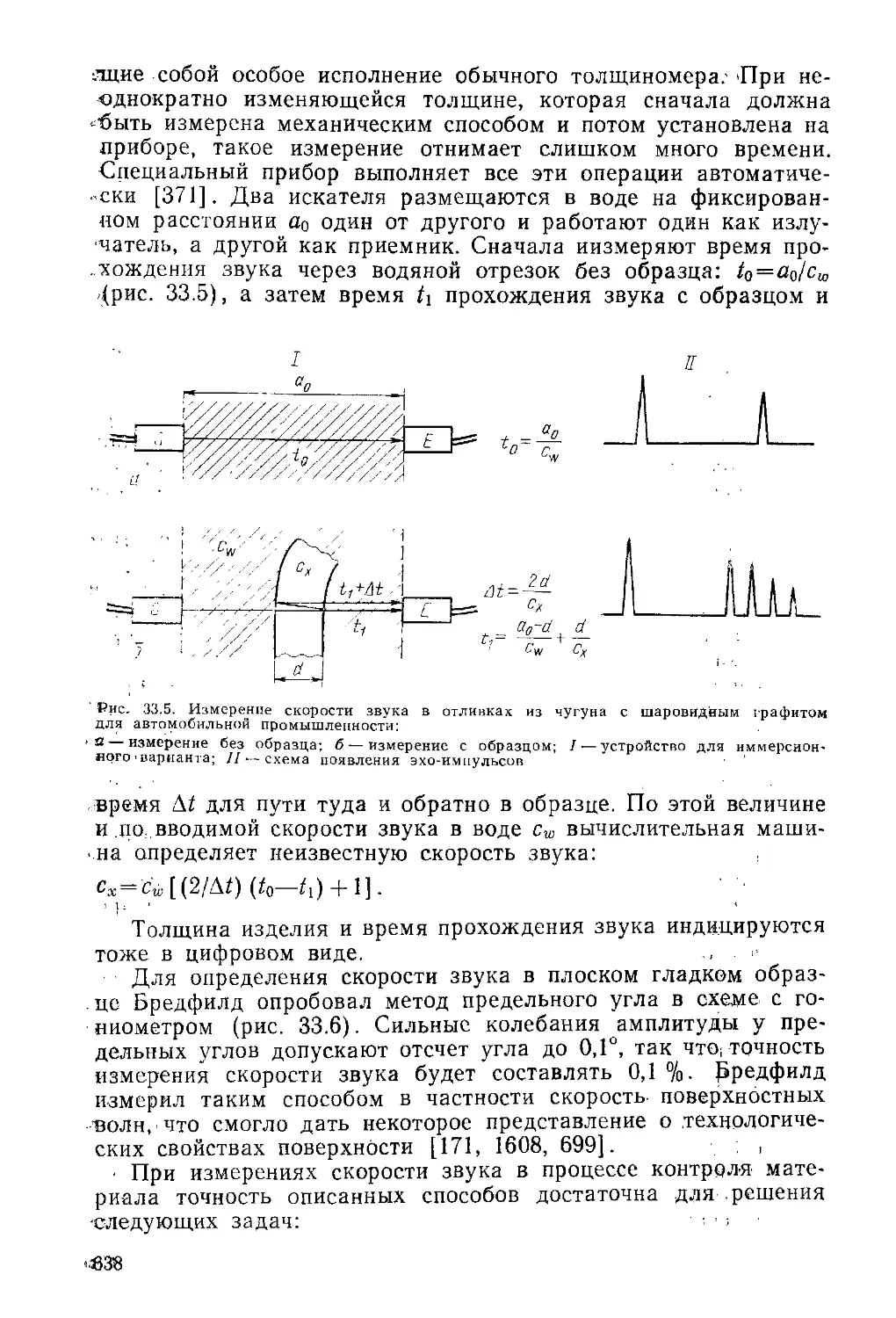
33. Ультразвуковой контроль на основе измерения свойств детали . . 629
33.1. Измерение толщины стенки и слоя.......................... 629
33.2. Измерение скорости звука..................................636
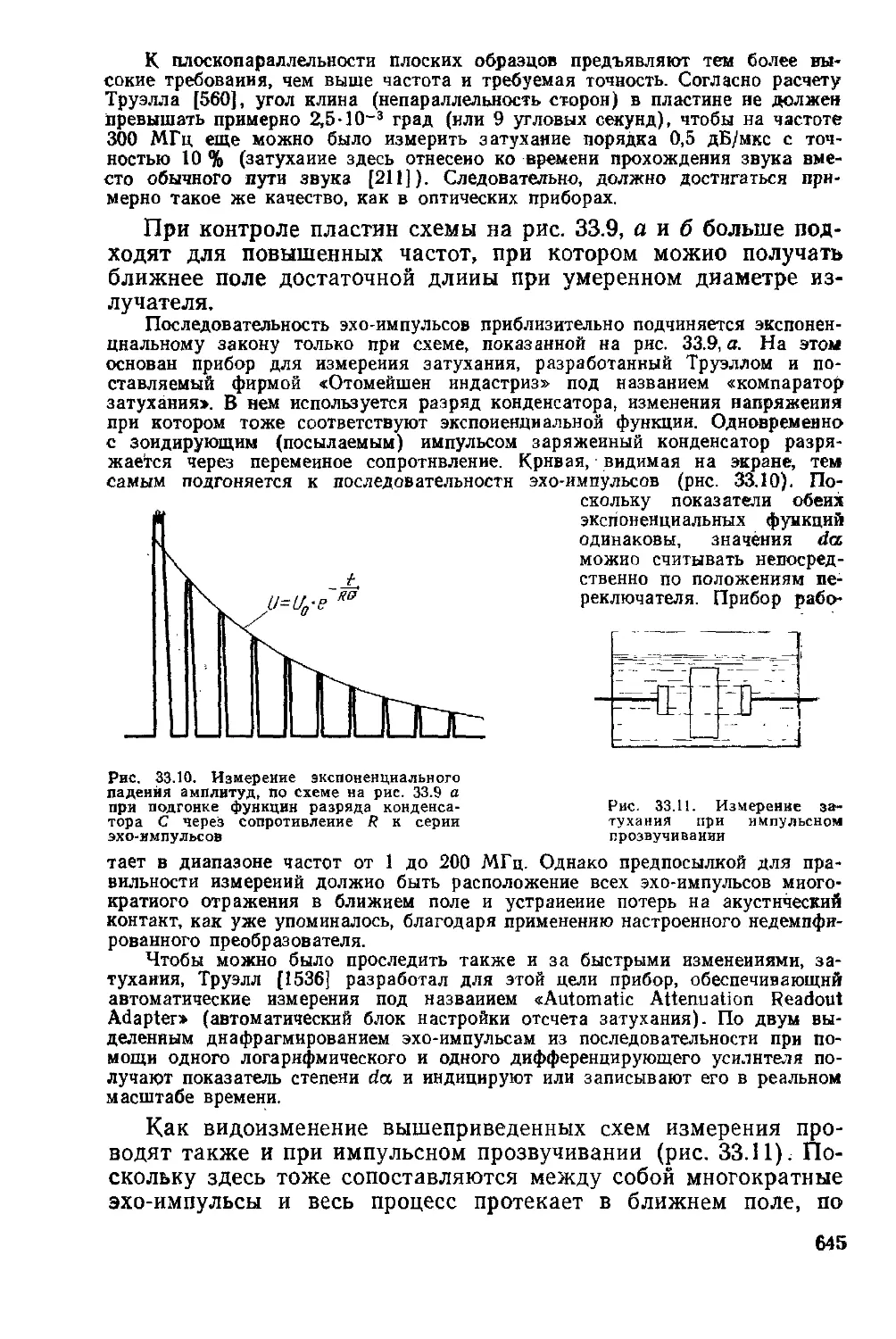
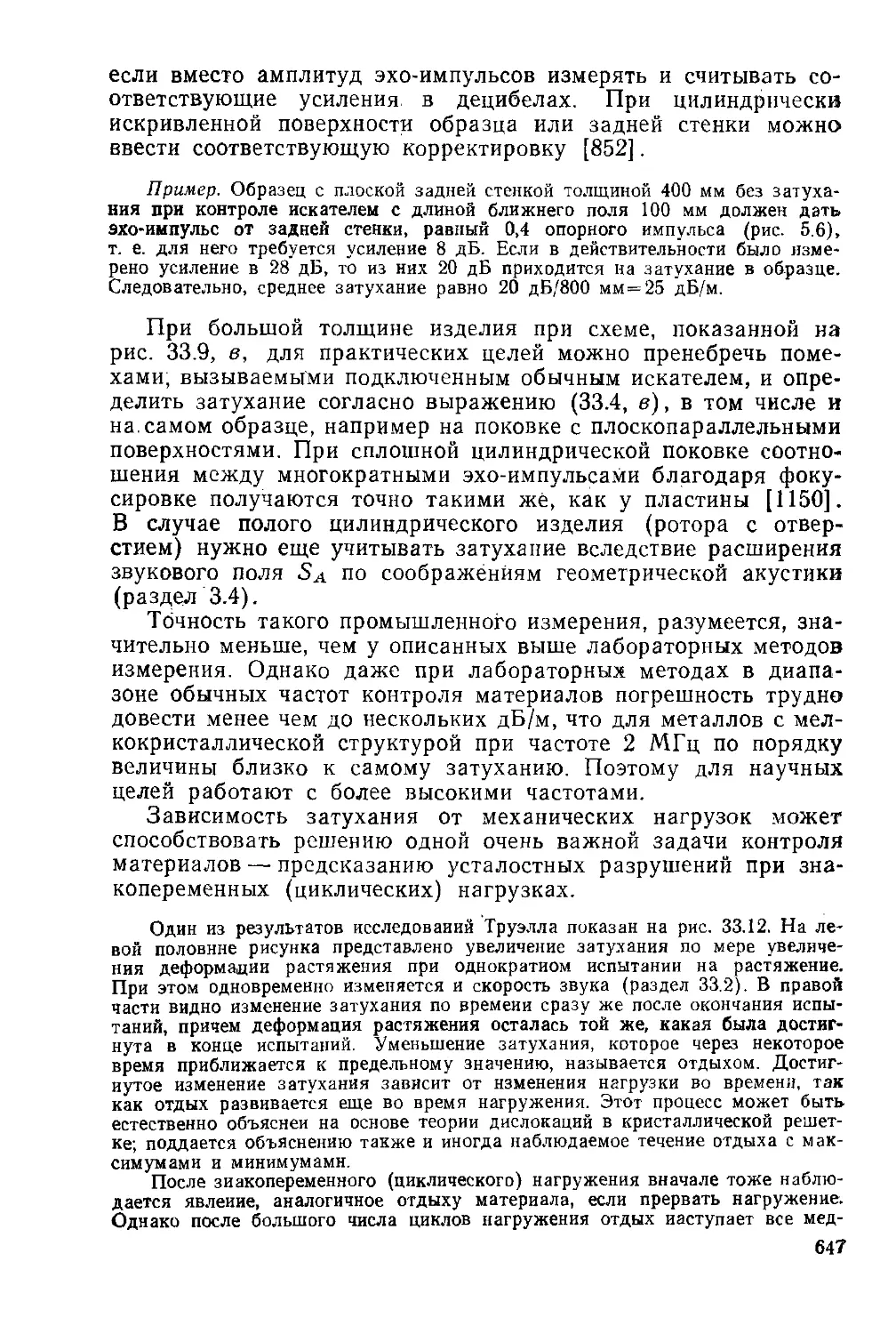
33.3. Измерение затухания и рассеяния звука.....................642
.33.4*. Испытание на твердость (прн малых нагрузках) .... 650
34. Стандартизация................................................655
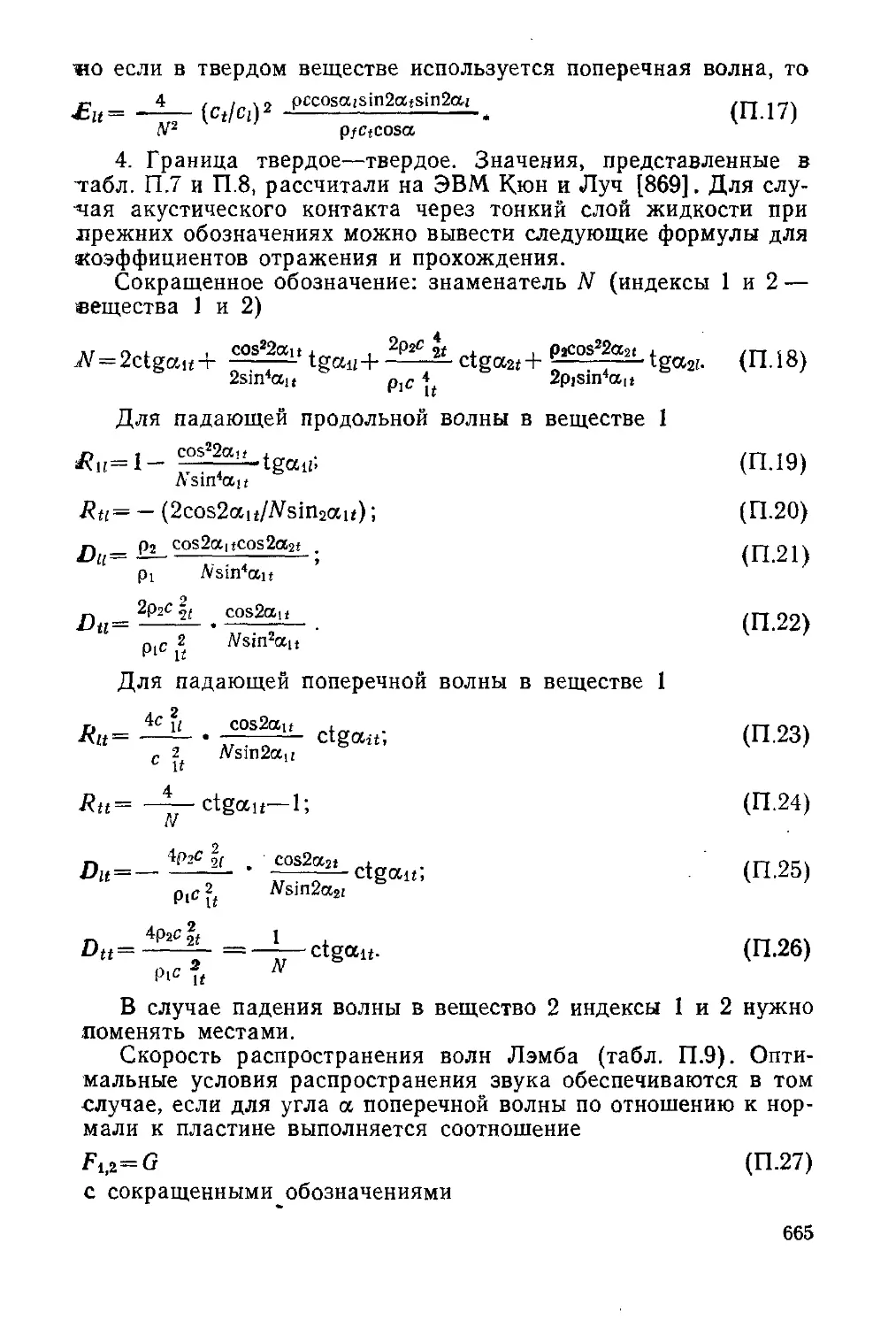
Приложение.........................................................660
Библиографический список...........................................673
Дополнительный библиографический список1...........................752
1 Подготовлен редактором русского перевода.
ПРЕДИСЛОВИЕ К РУССКОМУ ИЗДАНИЮ
Книга И. и Г. Крауткремеров широко известна во всех инду-
стриально развитых странах мира. Ее пятое пересмотренное
издание, полученное Издательством в виде гранок, использовано
для настоящего перевода с немецкого оригинала. По темам
дефектоскопии ранее публиковался двухтомник Мак-Мастера
«Неразрушающие испытания» (1965 г.) и справочник под редак-
цией Шарпа (1970 г.). В последние годы подобных переводов
не было.
Книга «Ультразвуковой контроль материалов» состоит из че-
тырех частей: А. Физические основы ультразвукового контроля
(гл. 1—8); Б. Процессы и оборудование (гл. 9—14); В. Общая
техника испытания (гл. 15—24); Г. Специальные задачи ультра-
звукового контроля (гл. 25—34).
Широкий спектр применения УЗ-контроля (прокат, рельсы,
литье, поковки, сварные швы, пластмассы и др. материалы,
определение формы и геометрических размеров дефектов), на-
шедший отражение в книге, придает ей энциклопедический ха-
рактер.
В нашей стране аналогичных книг отечественных авторов
нет. Имеются монографии более узкого содержания, справоч-
ники и учебники. Для удобства читателей после основного биб-
лиографического списка дан отдельно список основных отече-
ственных публикаций.
Братья Йозеф и Герберт Крауткремеры начали свою деятель-
ность в области ультразвуковой дефектоскопии в 1947 г. как
разработчики и изготовители первого в ФРГ послевоенного де-
фектоскопа. Приборные разработки удачно сочетались с мето-
дическими, в результате чего дефектоскоп отличался хорошими
эргономическими качествами.
Наиболее важным достижением в научной работе братьев
Крауткремеров следует считать применение метода моделиро-
вания к расчету амплитуд эхо-сигналов от дефектов типа плос-
кодонного отражателя. В результате этого были предложены
и построены АРД-диаграммы, которые сейчас служат основным
средством инженерных расчетов при решении многих практи-
ческих задач.
Основанная ими фирма завоевала высокую международную
репутацию как поставщик высококачественной и удобной в ра-
боте аппаратуры для контроля. Приборы и установки этой фир-
мы широко используются в нашей стране. Исследовательский
центр фирмы известен серьезными достижениями, например им
предложен контроль аустенитных сварных соединений с исполь-
зованием продольных волн.
Уникальный успех книги за рубежом (пять изданий на не-
мецком и три на английском языках за 20 лет) определяется
10
прежде всего формой изложения материала. Главный принцип
изложения заключается в описании физических явлений и про-
цессов, обусловливающих наблюдаемые результаты ультразву-
кового контроля, с помощью преимущественно средств геомет-
рической акустики. Такой подход позволяет дать читателю
легко воспринимаемые иллюстрации в виде графиков, фотогра-
фий, осциллограмм, схем и др.
Минимальный по объему математический аппарат также
направлен на раскрытие физического существа описываемых
процессов и явлений. В книге помимо традиционных областей
применения ультразвуковой дефектоскопии рассмотрен контроль
соединений из композиционных материалов, контроль неметал-
лических материалов, контроль биологических тканей. В книге
изложены принципы измерений основных параметров ультра-
звукового контроля, таких как скорость звука, ослабление и
рассеяние ультразвука.
От издания к изданию книга пополняется, отражая наиболее
важные и фундаментальные результаты, достигнутые за про-
шедшее время.
К сожалению, в книге недостаточно раскрыта сущность мно-
гих достижений советских исследователей.
Безусловно удачное сочетание положительных качеств книги
делает возможным использование ее и в качестве пособия при
подготовке разного уровня специалистов.
Наиболее важные замечания редактора и переводчиков по-
мечены в соответствующих сносках.
Можно с большой уверенностью считать, что переведенная
книга будет полезна широкому кругу наших читателей: инже-
нерам, техникам, операторам, а также студентам вузов и тех-
никумов.
Проф. докт. техн, наук В. Н. Волченко
Проф. докт. техн, наук И. Н. Ермолов
ПРЕДИСЛОВИЕ К ПЯТОМУ ИЗДАНИЮ
В четвертом издании удалось внести лишь незначительные до-
полнения по сравнению с третьим, а предлагаемое пятое изда-
ние было в значительной своей части составлено полностью
заново. Требовалось учесть отрезок времени в десять лет-—
время, за которое фундаментальные исследования продвинулись
далеко вперед, что позволило разработать новые процессы.
С другой стороны, и применение методов контроля, особенно
в областях с высокой ответственностью (в ядерных реакторах),
значительно расширилось по сравнению с тем, что было 10 лет
назад. Разумеется, нельзя было также не использовать громад-
ные достижения в микроэлектронике.
Таким образом, объем материала существенно увеличился,
причем опустить как устаревшее удалось лишь очень немногое.
При изложении основ было уделено больше места волнам ди-
фракции и волнам ползучести, головным волнам, а также их
возникновению, поскольку они все шире применяются как но-
вое практическое средство взамен свободных волн. При описа-
нии приборов было уделено гораздо больше места электронной
обработке информации, а способам контроля с получением
изображения была посвящена отдельная глава. Прежде эти спо-
собы применялись преимущественно в медицине, откуда и на-
чалось их развитие, но теперь они уже приобрели серьезное
значение и при испытании материалов.
При постановке задач по испытаниям в части Г учтены вы-
сокие требования к безопасности в ядерных реакторах, вслед-
ствие чего и поковки для электростанций пришлось рассмотреть
гораздо более подробно. С новыми материалами для авиации
и космонавтики тоже возникают свои проблемы контроля, тогда
как для старых задач приходится искать новые решения. Меж-
дународная стандартизация расширилась практически до не-
обозримых масштабов, так что можно было включить только
самые важнейшие дополнения.
Одна из важных проблем для авторов заключалась в том,
как справиться с необычайно возросшим объемом литературы.
Составить ее обзор удалось вообще только благодаря многолет-
ней личной деятельности одного из соавторов (У. Шленгермана)
по подготовке всеобъемлющей библиографии. Иначе потребова-
лось бы практически полностью воспроизводить тысячи печат-
ных страниц. Поэтому выбор ограниченного числа изданий был
в известном смысле произвольным и относился преимуществен-
но к новой литературе. В связи с этим читателю рекомендуется
пользоваться по мере необходимости документацией по нераз-
рушающему контролю Федерального ведомства по испытанию
материалов (ВАМ) и Западногерманского общества по нераз-
рушающему контролю (DGZfP, 1000 Зап. Берлин 45, Унтер
ден Айхен, 87). По процитированным здесь работам читатель
12
может также найти и прежние публикации. Составители просят
многочисленных авторов понять, почему в книге не удалось
использовать их работы или почему они цитируются не в пол-
ном объеме.
Следует сделать несколько замечаний по частому употребле-
нию английских выражений. Главным образом ввиду тесных
связей между испытанием материалов и современной электро-
никой эту тенденцию остановить нельзя. К тому же на между-
народных конференциях официальным языком, как правило,
является английский. Удивительную способность этого языка
находить краткие и меткие выражения для новых понятий нель-
зя не считать полезной. Например, термин «групповой излуча-
тель с фазовым управлением» по-английски звучит просто
«phased array». Составители стремились избежать односторон-
ности и при введении нового термина иногда дополнительно
приводили в скобках английское наименование. В ряде случаев
впоследствии употреблялось и одно английское наименование,
но только если немецкий термин был слишком громоздким.
Составители однако не отказывались и от создания новых не-
мецких терминов, как это они делали в прошлом с успехом
и довольно часто.
Остается, как прежде, выразить сердечную благодарность
специалистам, не вошедшим в группу составителей, дававшим
консультации и кратко освещавшим свои области работы. По-
именно здесь должны быть названы д-р К. Эгелькраут, Иссле-
довательский институт Федеральных железных дорог в Миндене
(ФРГ), д-р В. Мор, фирма «Броун Бовери унд си.» (Баден,
Швейцария), Г. Кюне (Дортмунд), д-р X. Шнайдер (Исследова-
тельский институт фирмы «Маннесман», Дуйсбург) и д-р Б. Вер-
ден (Объединение обществ технического контроля, Эссен). Эти
специалисты приняли участие в подготовке глав 20, 22, 23, 24,
25 и 26. Раздел 33.4 составил д-р Клеезаттель (Нью-Йорк).
Особо следует поблагодарить издательство, выразившее по-
нимание причин задержки сдачи готовой рукописи в связи с уве-
личившимся объемом.
Кёльн, зимой 1984—1985 г. И. и Г. Крауткремер
ВВЕДЕНИЕ
Учение о звуке — акустика — описывает процессы механических
колебаний и их распространение в твердых, жидких или газо-
образных веществах. В пустом пространстве не может быть
звука, потому что пет материальных частиц — проводников ко-
лебаний — в противоположность, например, световым или вы-
сокочастотным колебаниям, при которых колеблется электриче-
ское и магнитное состояние пространства самого по себе. Зву-
ковая волна в воздухе выводит небольшой объем воздуха из
состояния покоя и перемещает его возвратно-поступательно,
тогда как световая волна не влияет на характер движения про-
странства.
Если охарактеризовать такие механические движения в ма-
терин, которые регулярно повторяются по крайней мере в тече-
ние небольшого отрезка времени, т. е. являются периодически-
ми, числом периодов в секунду, то можно будет выделить об-
ласть частот, в которой звук выявляется человеческим ухом:
мы слышим звук, когда он проходит через воздух или через
наше тело к нашему уху и когда его частота не слишком низка
и не слишком высока. При частоте ниже чем —10 Гц (число ко-
лебаний в секунду) мы не слышим звука, и при частоте, пре-
вышающей — 15—20 тыс. Гц, тоже не слышим. (Впрочем, пер-
вое утверждение правильно только в том случае, если речь идет
о синусоидальном колебании. Другие формы колебаний ухо-
раскладывает на обертоны, в результате чего колебание полу-
чается слышимым в виде последовательности тонов и щелчков
или хлопков, т. е. треска.)
По аналогии с тем как в области световых волн, уже не вос-
принимаемых нашим глазом, повышенные частоты называют
ультрафиолетовым излучением, звуковые волны с частотой бо-
лее 20 000 Гц (20 кГц) называют ультразвуком. В соответствии
с этим для звуковых частот ниже 10 Гц предложено наимено-
вание инфразвук. Это разделение произвольно привязано к осо-
бенностям человеческого уха. При других методах обнаружения
и получения звука будут совершенно другие пределы.
Ультразвуковые волны встречаются в природе и в обыден-
ной жизни довольно часто и иногда имеют такую интенсивность,
что отсутствие дополнительной нагрузки от них на человеческое
ухо можно считать за счастье; таков, например, шум от паро-
вых гудков и турбин авиационных двигателей. Вращающийся
шлифовальный круг при обработке деталей излучает кроме
слышимого шума еще и интенсивные ультразвуковые волны,
причем в области высоких частот, используемых для испытаний
материалов, а именно примерно от 100 кГц до 10 МГц и более.
Многочисленные применения звуковых и ультразвуковых
волн в технике можно подразделить на две группы, как и в ме-
14
дицине, где лучевые способы используют для двух различных
целей:
с терапевтической целью (чтобы вызвать длительное изме-
нение состояния вещества, например при облучении раковых
опухолей)
и с целью диагностики (для выявления определенного со-
стояния вещества, например при рентгеновском просвечивании
легких).
В технике энергию звуковых волн используют, например,
для выбрасывания частиц грязи из волокон ткани при стирке,
для отделения посторонних частиц от поверхности изделия при
очистке, для преодоления сил поверхностного натяжения при
эмульгировании, для перемешивания и для многих других це-
лей как механическую энергию1.
В других случаях энергию звуковых волн используют при
передаче какого-либо явного сигнала, например при передаче
звука через громкоговоритель, при решении задач по локации
и измерению глубины па море, а также для испытания мате-
риалов с целью выявления их состояния, т. е. для проверки на
отсутствие дефектов или для определения их упругих свойств
и других характеристик металла. Звуковая волна используется
как носитель информации о состоянии вещества. Чтобы полу-
чить эту информацию, обычно бывает нужно послать волну в
изделие и снова принять волну, вышедшую из изделия. В тех
-случаях, когда звуковой сигнал генерируется в самой детали,
например в металлах или композиционных материалах под на-
грузкой на растяжение или сжатие, говорят об излучении звука
изделием^
' В предлагаемой книге рассматривается диагностическое при-
менение ультразвуковых волн с целью испытания материалов.
Для выявления механических свойств какого-либо вещества
(материала) механический метод является прямым и наиболее
естественным. Чтобы выявить трещину в оси, можно нагружать
эту ось на растяжение или изгиб до тех пор, пока трещина
не вызовет разрушения. Это, однако, будет разрушающим спо-
собом испытания.»'Напротив, звук и ультразвук позволяют
применить неразрушающие способы контроля, при которых хотя
тоже действуют механические силы, но эти силы растяжения,
сжатия, среза или изгиба настолько малы, что они не вызы-
вают повреждения материала.
Сказанное не означает, что какой-либо косвенный способ,
например магнитный, по выявлению силовых линий, образую-
щихся около трещины, в конкретных случаях не может ока-
заться более эффективным для обнаружения трещин. Суще-
ственно, что взаимосвязь между показателем механического
1 В СССР применяют для сварки. Прим. ред.
15
свойства изделия и примененным средством испытания (магне-
тизмом, электричеством, излучением и т. п.) должна быть одно-
значной.
--- Если отвлечься от ограничивающей приставки «ультра», то
звук уже давно применяется для испытания материалов: грубые
1 внутренние дефекты в поковках и отливках можно легко вы-
явить по измененному звучанию при ударе молотком. Любая
домашняя хозяйка знает, что трещину в чашке или тарелке,
если она есть, можно выявить по звуку. Известно, что уже сами
изобретатели керамики пользовались этим способом контроля.
Звуковой контроль поэтому можно считать одним из старей-
ших способов неразрушающего контроля изделий для выявле-
ния невидимых дефектов..
Теперь эта старая техника контроля по анализу звучания
возрождается применительно к самым современным материа-
лам — пластмассам, композиционным материалам и материа-
лам, армированным волокном, разумеется с привлечением
современных электронных вспомогательных средств.
Разработка способа ультразвукового контроля материалов
была осуществлена только в последние 50 лет, после того как
были созданы все существенные предпосылки для его техниче-
ского применения^
Хотя Спалланцани еще в 1779 г. предполагал, что летучие
мыши ориентируются при помощи неслышимых для нас звуко-
вых сигналов (обнаружить эти сигналы сумели только Пирс
и Гриффин в 1938 г.), решающие факторы заключались в том,,
что
1) Жак и Пьер Кюри в 1880—1881 гг. обнаружили обрати-
мый пьезоэлектрический эффект [281, 282], что позволило'
использовать кварц как преобразователь электрических коле-
баний в звуковые;
2) лорд Рэлей уже в 1885—1910 гг. [31] разработал теорию
распространения звука в твердых веществах;
3) была известна идея эхо-импульсного способа (впервые
его применили Лангвэн и Шиловски с пьезоэлектрическими
преобразователями в водной среде в 1915—1917 гг. [89];
4) разработка электронных конструктивных элементов бы-
стро продвигалась вперед благодаря развитию радарной тех-
ники.
Первые дефектоскопы, работающие на непрерывном звуке,
создали еще в 1929 г. С. Я- Соколов [1446] и в 1931 г. Мюль-
хойзер [1071]. Наши теперешние эхо-импульсные дефектоско-
пы (принцип действия и прибор) создали впервые в 1939—
1942 г. Файрстон в США [454], Спрулс в Великобритании [313]
и Крузе в Германии [862]; по этим вопросам имеется и другая
литература [15, 558, 991, 990, 862]; исторический обзор при-
водится в разделе 9.2.
Примерно с 1950 г. преобладающим в технике ультразвуко-
16
вого контроля является эхо-импульсный способ, применяемый
преимущественно в следующих областях:
на транспорте для контроля катящегося и летающего обо-
рудования и самих дорожных средств (рельсов);
в металлургическом производстве для контроля литых, ко-
ваных и катаных изделий;
в судостроении и при производстве стальных конструкций
для контроля заготовок и их соединений;
в автомобилестроении и самолетостроении для контроля де-
талей привода, ходового механизма и рулевого управления,,
сварных, паяных и клеевых соединений;
при производстве пластмасс для измерения толщины стенки
и для контроля сварных и клеевых соединений;
в мапшностроении и в электротехнической промышленности
для испытания заготовок, для контроля сварных, паяных и
клеевых соединений, а также для контроля допусков на изго-
товление;
на электростанциях всех родов для приемо-сдаточного и те-
кущего контроля (инспектирования) сосудов и трубопроводов,,
работающих под давлением и при повышенных температурах,
для наблюдения за работой турбин и генераторов;
в химической промышленности для контроля продукции и
для наблюдения за деталями агрегатов, опасными по коррозии;
в научно-исследовательских лабораториях для определения!
свойств твердого тела и молекулярных свойств.
'Часть А1
— ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ МАТЕРИАЛОВ
1. ЗВУКОВЫЕ ВОЛНЫ
В СВОБОДНОМ ПРОСТРАНСТВЕ
1.1. КОЛЕБАНИЯ И ВОЛНЫ
При ультразвуковом контроле материалов используют механи-
ческие волны в противоположность, например, рентгеновской
технике, при которой применяют рентгеновские лучи, т. е. элек-
тромагнитные волны. Механическая волна представляет собой
колебания отдельных частиц вещества. Колебанием называют
движение, которое совершает тело небольшой массы на пру-
жине (рис. 1.1), если ее оттянуть вниз и отпустить. Предостав-
ленное самом}- себе это тело будет колебаться относительно
Рис. 1.1. Синусоидальное колеба-
ние пружинного маятника
Рис. 1.2. Модель упругого тела
положения равновесия вверх и вниз. Этот вид колебаний осо-
бенно важен, так как он является синусоидальным, поскольку
зависимость пути от времени задается синусоидальной кривой.
Оно возникает только в том случае, если движущая сила, в дан-
ном случае сила пружины, увеличивается пропорционально от-
клонению. Ее называют также упругой силой. Отдельные части-
цы вещества, из которых по нашим представлениям состоит
твердое тело, прикреплены к своим местам упругими силами.
Очень упрощенно твердое тело можно изобразить в виде мо-
дели, показанной на рис. 1.2, но только пространственной.
До тех пор пока тело нагружено на растяжение или сжатие
1 Изложенный в части А материал освещен в отечественной литературе
Л1—ЛИ достаточно полно. Прим. ред.
18
не более чем до предела упругости, оно ведет себя аналогично
модели пружины. Отдельные точечные массы могут совершать
в нем упругие колебания. Как же из колебания возникает
волна?
Представим себе, что во всех частицах вещества па левой
стороне модели одновременно возбуждаются синусоидальные
колебания в одинаковом такте, например благодаря их связи
с мембраной, которую мы электрически приводим в колебатель-
ное движение (громкоговоритель). В таком случае все частицы
первой плоскости будут колебаться с одинаковой амплитудой
(максимальным отклонением от положения равновесия) и ча-
стотой (числом колебаний в секунду). Упругие силы передают
колебания частицам второй плоскости. Когда эти частицы
начнут колебаться, колебания передаются третьей плоскости
и т. д. Если бы частицы были соединены друг с другом жестко,
то все они пришли бы в движение одновременно и находи-
лись бы постоянно в одинаковом состоянии движения, т. е. оста-
вались бы в одинаковой фазе. В упругих материалах дело
обстоит ипаче. Для передачи движения нужно некоторое время,
л . _____
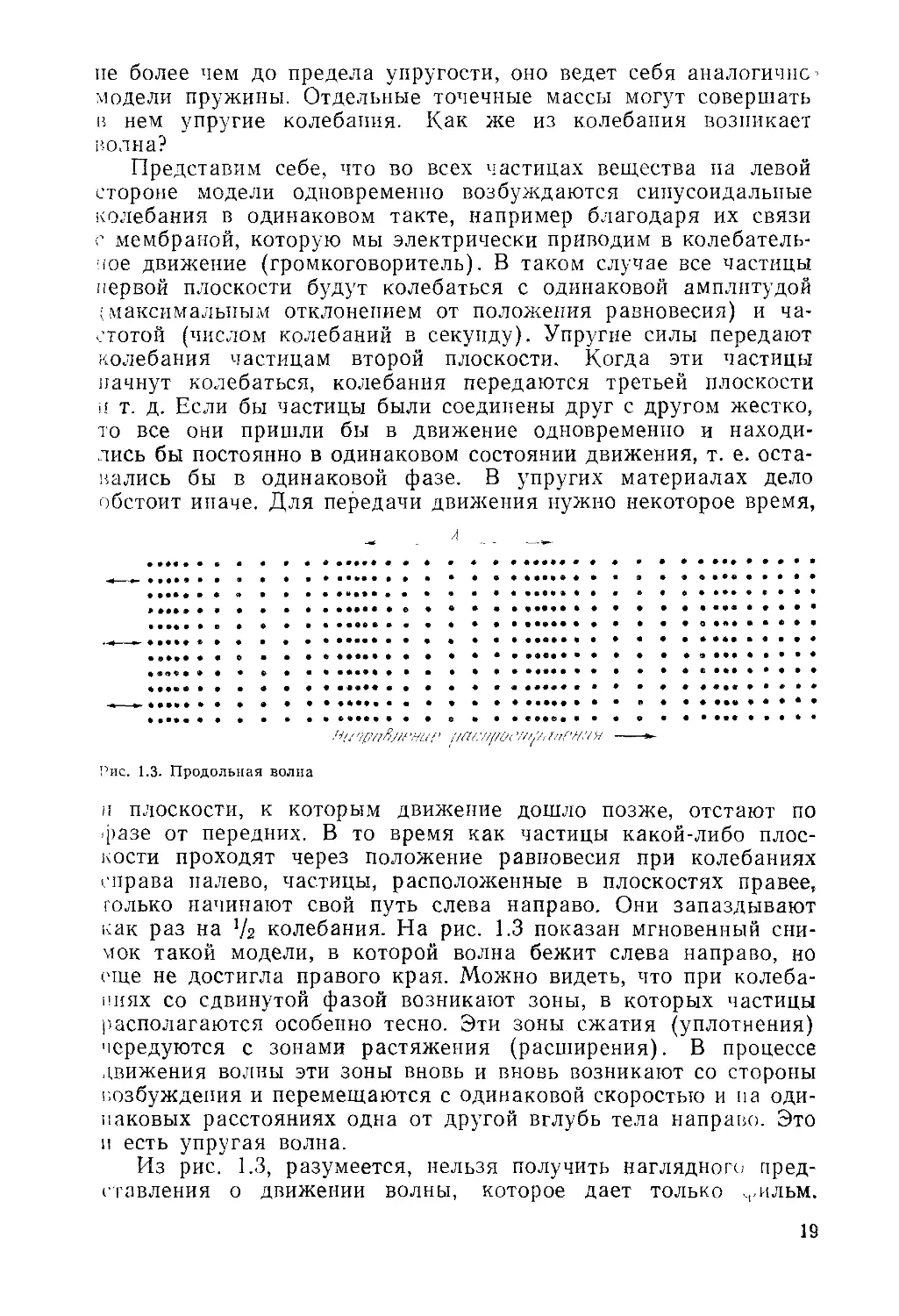
Рис. 1.3. Продольная волна
и плоскости, к которым движение дошло позже, отстают по
«разе от передних. В то время как частицы какой-либо плос-
кости проходят через положение равновесия при колебаниях
справа палево, частицы, расположенные в плоскостях правее,
только начинают свой путь слева направо. Они запаздывают
как раз на ’/2 колебания. На рис. 1.3 показан мгновенный сни-
мок такой модели, в которой волна бежит слева направо, но
еще не достигла правого края. Можно видеть, что при колеба-
ниях со сдвинутой фазой возникают зоны, в которых частицы
располагаются особенно тесно. Эти зоны сжатия (уплотнения)
чередуются с зонами растяжения (расширения). В процессе
движения волны эти зоны вновь и вновь возникают со стороны
возбуждения и перемещаются с одинаковой скоростью и па оди-
наковых расстояниях одна от другой вглубь тела направо. Это
и есть упругая волна.
Из рис. 1.3, разумеется, нельзя получить наглядного пред-
ставления о движении волны, которое дает только ,,,ильм.
19
Однако волновой процесс сам по себе известен всем на примере
волн другого рода, например волн на поверхности воды. Вер-
шина (гребень) волны соответствует зоне сжатия. У наивного
наблюдателя создается впечатление, что гребень волны дви-
жется вместе с водой, так как его глаз следует за гребнем
волны. В действительности это не так, что видно, например, по
любому небольшому телу на поверхности воды, которое только
колеблется вверх и вниз. В волне перемещается (изменяется
во времени) только ее состояние; в упругих волнах это состоя-
ние сжатия или растяжения. Сами частицы вещества остаются
на своих местах и колеблются только около своего положения
равновесия.
Разумеется, твердое тело можно представить в виде модели
из отдельных частиц вещества только в том случае, если оно
везде однородно и ведет себя во всех направлениях одинаково
упруго (т. е. является изотропным). В таком случае каждая
точка на рис. 1.3 представляет собой массу небольшого кубика.
Пружинная модель (см. рис. 1.2) не может быть распростра-
нена на жидкие и газообразные вещества, так как в них ча-
.стицы вещества не связаны со своим положением равновесия,
а свободно движутся. Тем не менее и эти вещества оказывают
некоторое сопротивление сжатию или растяжению, например,
как в воздушном насосе. Поэтому и они могут передавать
упругие волны.
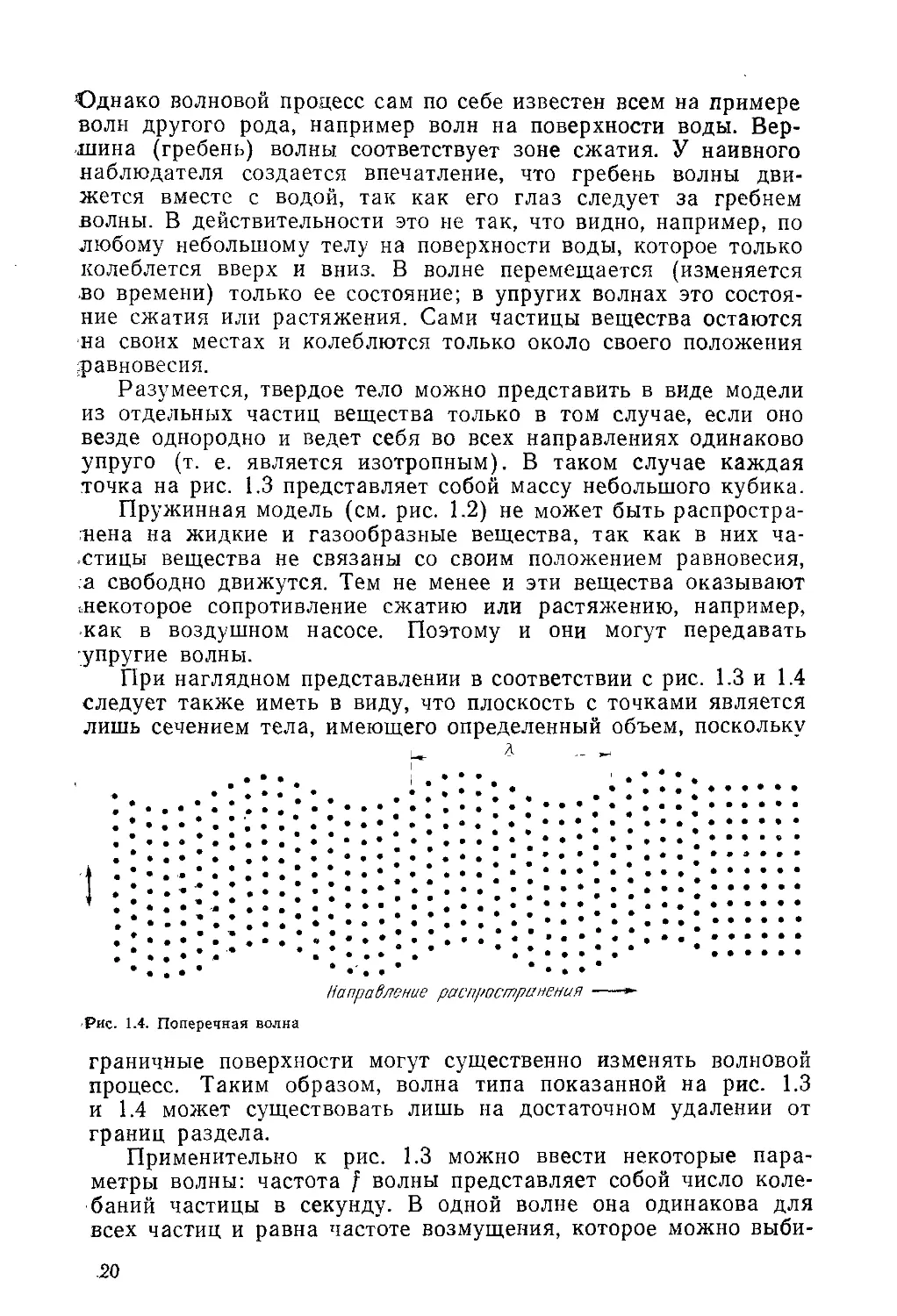
При наглядном представлении в соответствии с рис. 1.3 и 1.4
следует также иметь в виду, что плоскость с точками является
лишь сечением тела, имеющего определенный объем, поскольку
I* *
Направление распространения-»-
-Рис. 1.4. Поперечная волна
граничные поверхности могут существенно изменять волновой
процесс. Таким образом, волна типа показанной на рис. 1.3
и 1.4 может существовать лишь на достаточном удалении от
границ раздела.
Применительно к рис. 1.3 можно ввести некоторые пара-
метры волны: частота / волны представляет собой число коле-
баний частицы в секунду. В одной волне она одинакова для
всех частиц и равна частоте возмущения, которое можно выби-
20
рать произвольно. Длина волны X — это расстояние между
двумя плоскостями, в которых частицы находятся в одинаковом
состоянии движения, например между двумя зонами сжатия.
Она обратно пропорциональна частоте: высоким частотам соот-
ветствуют малые длины волн и наоборот. Скорость звука с
это скорость распространения определенного состояния, напри-
мер зоны сжатия. Она является свойством вещества и для
определенного вещества обычно постоянна для всех частот и
длин волн. Численные значения и формулы представлены
в разделе 1.3. Для нас важнейшим параметром звукового поля
является звуковое давление р. В местах повышенной плотности
частиц и давление выше нормального; напротив, в зонах рас-
ширения оно меньше. Очень небольшой безынерционный мано-
метр показал бы в звуковой волне чередующееся избыточное
давление и разрежение, изменяющееся по синусоидальному за-
кону. Это переменное давление и есть звуковое давление. Оно
наблюдается не только в газах, но и в жидкостях и в твердых
телах. Максимальное отклонение от нормального давления (в
отсутствие звуковой волны) — это амплитуда звукового давле-
ния ртах, которая находится в тесной связи с амплитудой сме-
щения |тах, т. е. с максимальным отклонением частиц от их
положения равновесия.
Чтобы пояснить волны малой длины типа показанных на рис. 1.3, следо-
вало бы выбрать частицы вещества малой массы, находящиеся иа небольших
расстояниях друг от друга, т. е. разделить вещество на мелкие частицы. Эта
разбивка ограничивается атомными размерами. Тогда уже больше нельзя
оперировать равномерно распределенными массами и силами. Следовательно,
упругие волны возможны только при длинах, намного превышающих расстоя-
ния между атомами или молекулами.
Волны типа представленных на рис. 1.3 не являются един-
ственно возможными, но для нас они являются важнейшими —
это так называемые продольные волны, так как колебания в них
происходят в направлении длины, т. е. в направлении их рас-
пространения. Поскольку в них действуют силы растяжения и
сжатия, эти волны называют также волнами растяжения и
сжатия. Поскольку в волнах изменяется и плотность частиц,
их называют также и волнами плотности.
Они и являются собственно звуковыми волнами, но колеба-
ния от источника звука к нашему уху передаются через воздух.
Возможна передача звука также и через жидкие или твердые
тела.
В твердых телах возможен и еще один тип волн — попереч-
ные волны, представление о которых можно получить по мгно-
венному снимку движения частиц на рис. 1.4. Эта волна тоже
движется слева направо. Можно видеть, что здесь частицы ко-
леблются уже не в направлении распространения волны, а пер-
пендикулярно к нему, т. е. поперечно.
Их возникновение можно представить себе так, что частицы
левой границы тела под действием периодической силы сдвига
21
движутся (синусоидально) вверх и вниз. В твердых телах та-
кие силы смещения или сдвига могут передаваться частицам
последующих плоскостей, поперечные колебания которых будут
отставать по фазе в соответствии с расстоянием от возбуждаю-
щей плоскости. Такие волны называют волнами сдвига или по-
перечными. Длина волны X здесь тоже представляет собой
расстояние между двумя плоскостями с одинаковым состоянием
частиц. На рис. 1.4 показана длина волны X между двумя
плоскостями, в которых частицы как раз проходят свое поло-
жение равновесия сверху вниз.
Роль звукового давления в продольной волне здесь играет
переменная сила смещения, но термин «звуковое смещение» не
употребляется. Давление — это есть сила на единицу площади
поверхности перпендикулярно к пей, а сила смещения или
сдвига определяется как сила на единицу площади поверх-
ности, но параллельно ей. Следовательно, различие между
давлением и смещением заключается только в направлении,
а в остальном оба параметра полностью идентичны. Поэтому
в дальнейшем мы будем говорить только об обобщенном зву-
ковом давлении, даже если имеется в виду сила сдвига в попе-
речной волне.
Из рис. 1.4 видно, что сила смещения имеет наибольшее
значение там, где частицы проходят при колебаниях через их
положение равновесия, так как там взаимное смещение двух
последовательных плоскостей частиц является- наибольшим.
В местах максимального отклонения смещение равно нулю.
То же самое можно отметить и для звукового давления на
рис. 1.3: там, где частицы проходят через положение равнове-
сия, они оказываются либо наиболее близкими, либо наиболее
далекими одна от другой. Там звуковое давление достигает
своего наибольшего значения. Обобщенное звуковое давление р
и смещение частиц таким образом, не являются синфазными,
но отстают одно от другого на четверть периода.
Так как газы и жидкости практически не обладают способ-
ностью передавать силы смещения (иначе они не могли бы так
легко течь вдоль стенок, например в трубах), поперечные вол-
ны могут быть использованы для практики контроля материа-
лов только в твердых телах.
1.2. НЕПЛОСКИЕ ВОЛНЫ, ИНТЕРФЕРЕНЦИЯ ВОЛН
Различные типы волн могут встречаться в виде воли разной
формы; здесь имеется в виду форма волновой поверхности.
До сих пор рассматривались только плоские волны, т. е. такие,
в которых определенная фаза колебания была одинаковой во
всей плоскости. Эта плоскость одинаковой фазы называется
волновым фронтом, который при распространении волны пере-
22
мещается параллельно самому себе. Волновой фронт не обяза-
тельно должен быть плоским; наоборот, при естественных
источниках звука он никогда не является строго плоским, а
обычно имеет сложную кривизну. Однако для наглядности изо-
бражения и простоты расчетов удобно приближенно заменять
звуковые волны от естественных источников волнами простой
формы, например плоскими, сферическими или цилиндриче-
скими.
На волновом фронте, например на сфере в случае сфериче-
ских волн, одинакова только фаза, в частности при прохожде-
нии через нуль в определенный момент. Амплитуда (звуковое
давление), однако, не обязательно должна быть одинаковой.
Звуковое давление может иметь существенное значение, напри-
мер, только внутри определенного угла к некоторому направле-
нию, а в других направлениях оно может полностью исчезать.
В этом случае получается луч сферической волны, как, напри-
мер, в рупорах на воздухе и обычно в ультразвуковых излуча-
телях при контроле материалов.
Чтобы избежать недоразумений, следует особо отметить, что
описание естественных звуковых процессов при таком упроще-
нии волнового фронта возможно только в определенных грани-
цах, например в непосредственной близости от плоского источ-
ника звука при плоских волнах или на больших расстояниях
в случае сферических волн.
Ранее предполагалось, что возмущающее колебание, кото-
рое вызывает волны одного из описанных видов, состоит из
одной единственной частоты и весьма продолжительно. Более
сложные и кратковременные колебательные процессы, как из-
вестно, можно представить состоящими из конечного или беско-
нечного числа таких синусоидальных колебаний частиц (раз-
ложение по Фурье), обладающих различными амплитудой,
частотой и фазой. В упругом материале каждому такому коле-
банию частицы соответствует самостоятельная волна. При про-
дольных и поперечных волнах в пространственном теле все ча-
стоты практически имеют одинаковую скорость и все частицы
перемещаются одинаково быстро, так что каждая частица со-
вершает одинаковое колебание. Следовательно, сложная или
кратковременная форма колебаний должна передаваться ими
без изменений, если отвлечься от потерь энергии. Впрочем, эти
потери могут быть различными для различных частот вслед-
ствие поглощения и рассеяния, как, например, в воздухе, где
гром на больших расстояниях кажется звучащим более глухо:
высокие частоты затухают сильнее.
Следовательно, неискаженная передача сигнала свободными
волнами не является само собой разумеющейся.
Чтобы изучить действие одной свободной волны в неограни-
ченном веществе на другую, можно представить себе две вол-
ны, которые проходят через вещество в различных направле-
23
ниях, и определить движение частицы, на которую действуют'
одновременно обе волны.
До тех пор пока амплитуды вещества не превышают преде-
лов упругости, т. е. в так называемой линейной области, дви-
жения частиц складываются векторно (по правилу параллело-
грамма), исходя из движений, которые эти частицы соверша-
ли бы в каждой волне по отдельности.
Однако обе волны не препятствуют распространению одна
другой: они не изменяют ни свое направление распространения,
ни частоту или амплитуду.
Особенно интересная форма наложения волн получается:
тогда, когда рассматриваемые волны однотипны и имеют оди-
наковые частоты и амплитуду (а при поперечных волнах также
и одинаковое направление колебаний): образуется так назы-
ваемая стоячая волна — парадоксальное явление, так как сущ-
ностью волны является движение.
Рис. 1.5. Образование одной1?
стоячей волны нз двух-
волн, движущихся навстречу.
ДРУГ другу
На рис. 1.5 показано возникновение стоячей волны для слу-
чая поперечных противоположно направленных волн.
Синусоидальные кривые представляют собой линии соеди-
нения ряда частиц вещества в какой-либо момент времени.
На рис. 1.5, a—д изображены пять последовательных момен-
тов времени, а на рис. 1.5, е показано суммарное колебание
стоячей волны. Самое важное здесь заключается в том, что
некоторые частицы длительное время находятся в состоянии:
покоя, чего никогда не бывает в обычной волне. Здесь обе вол-
ны длительное время как раз взаимно погашаются. Эти места.
24
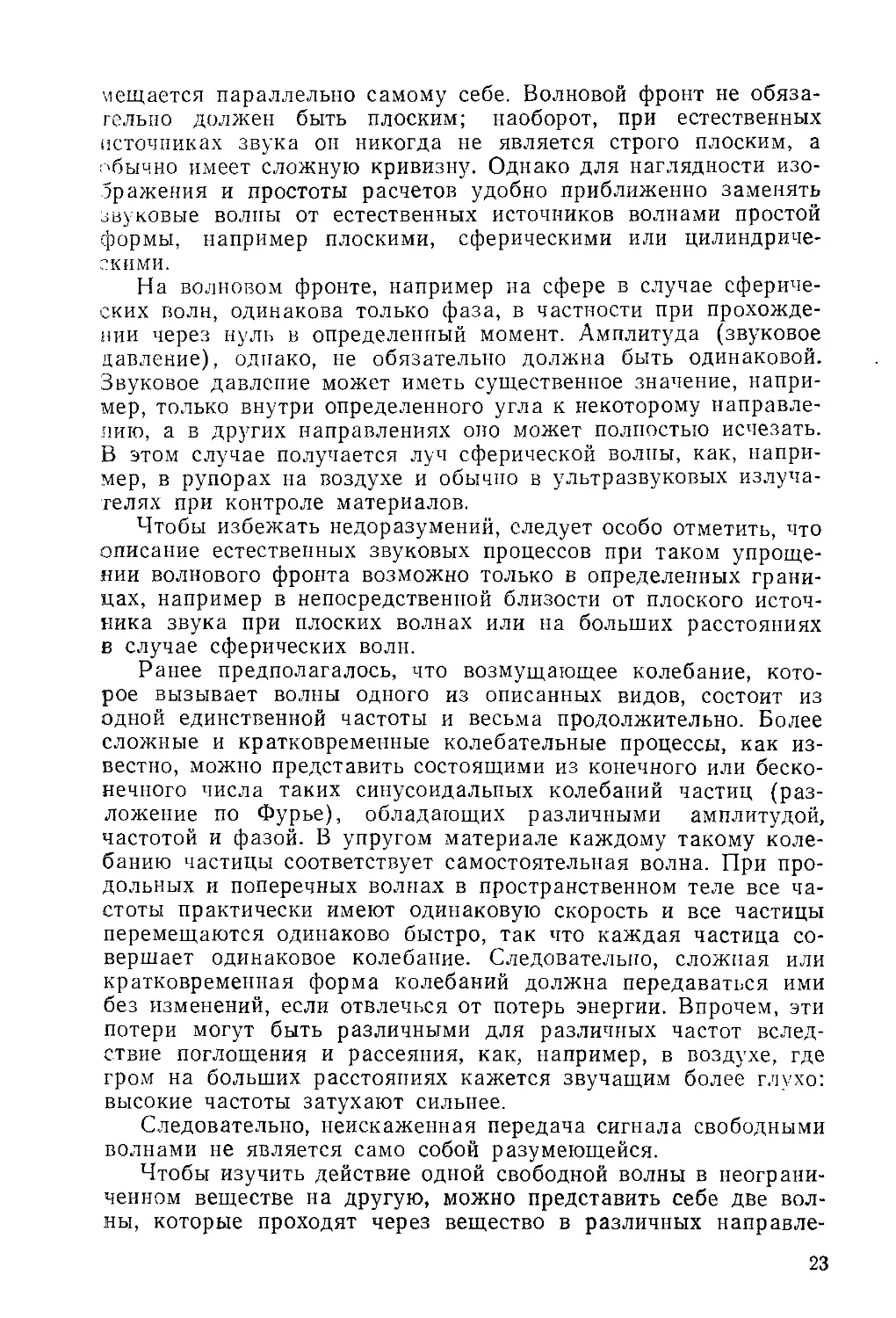
^называют узлами, а расположенные между ними участки наи-
большей амплитуды именуют пучностями.
Такая форма волны общеизвестна на примере собственных
колебаний натянутых струн. Однако в случае пространствен-
ных стоячих поперечных или продольных волн изображение на
рис. 1.5 нужно мысленно дополнить большим числом других
пространственных рядов частиц. При этом узлы и пучности
•будут располагаться на неподвижных плоскостях.
Не следует упускать из вида, что представление стоячей
•волны в виде двух движущихся навстречу друг другу волн
?не означает одно и то же, как, например, 2 + 2 и 4.
От представления стоячей поперечной волны можно перейти
ж стоячей продольной волне, если представить амплитуды сину-
соидальных колебаний на рис. 1.5 как смещение частиц в на-
правлении волны или противоположно ему (рис. 1.6). В плос-
жостях узлов на расстоянии одной длины волны располагаются
участки наибольшего уплотнения или расширения. Узлы движе-
ния одновременно являются пучностями для звукового давле-
ния и наоборот, так это можно легко понять из рис. 1.6. Сле-
довательно, узлы движения и давления располагаются на рас-
стоянии четверти длины волны один от другого.
Рис. 1.6. Стоячая продольная волна.
.Мгновенные снимки в различные момен-
ты времени /—5 соответственно рнс. 1.5,
-а—д. Узлы движения располагаются в
Л1 л ос костях с расстоянием 1/2
Рнс. 1.7. Стоячая волна при отражении
от свободной стенки. Показано отклоне-
ние частиц. У свободной стенки наблюда-
ется пучность. Следовательно, давление
или смещение имеют в этом месте узел
В практике ультразвукового контроля стоячие волны встре-
чаются тогда, когда пространство, заполненное веществом, не
является безграничным, как принималось ранее, а имеет конеч-
ные размеры. На свободной границе, т. е. границе с пустым
пространством, звуковая волна при перпендикулярном падении
отражается (гл. 2). Отраженная волна в идеальном случае
<5удет волной того же типа и с такой же амплитудой, что и па-
дающая, и будет двигаться точно навстречу ей. Таким образом,
получается описанный ранее случай (рис. 1.7).
Стоячие ультразвуковые волны давления используются при
контроле материалов для измерения толщины стенки при резо-
нансном методе. Однако в других случаях они могут оказать
очень вредное действие и поэтому от них нужно избав-
ляться.
25
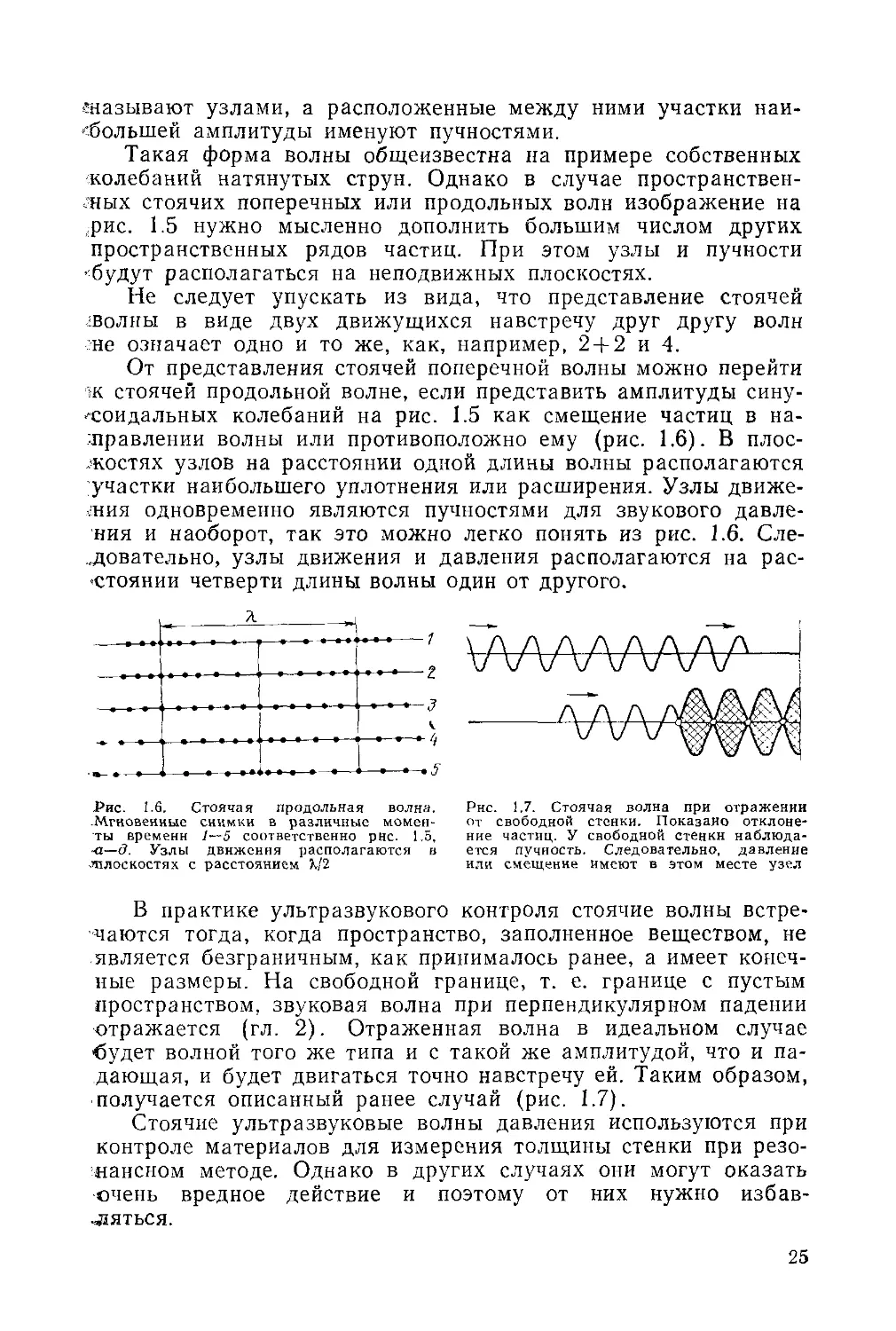
Рис. 1.8. Построение волно-
вых фронтов из элементар-
ных волн по принципу Гюй-
генса
Стоячая волна это особый случай наложения различных,
волн одинаковой частоты, что обычно называют интерферен-
цией. На этом основывается очень наглядный способ изображе-
ния встречающихся на практике форм волн и волновых полей,
так называемый принцип Гюйгепса, что будет весьма полезно
для понимания излучения ультразвуковых волн.
Суть принципа заключается в том,
что волну любой формы можно предста-
вить состоящей из большого числа прос-
тых сферических волн одинаковой часто-
ты, так называемых элементарных волн,
которые нужно только правильно вы-
брать по исходной точке, фазе и ампли-
туде. Любой волновой фронт можно
рассматривать как огибающую всех та-
ких элементарных волн, исходная точка
которых располагается на прежнем
фронте волны. Это поясняется на
рис. 1.8. Здесь показано поперечное се-
чение поршневого излучателя звука с
некоторыми волновыми фронтами, по-
строенными по принципу Гюйгенса. Вид-
но, что в середине перед плоским излу-
чателем образуется тоже плоский фронт
волны, который на краях (если рассма-
тривать его в пространстве) переходит в-
кольцеобразный.
По этому же принципу можно уста-
новить, что непроницаемый экран в звуко-
вом поле не дает резкой тени, так как кромки являются исходны-
ми точками (источниками) элементарных волн, которые создают
звуковое поле также и в тени экрана. В таком случае можно го-
ворить о дифракции волн, как и при электромагнитных волнах.
На вопрос о том, как велико возбуждение в определенной
точке звукового поля, например в тени экрана, этот принцип
еще не дает ответа. Его решение возможно только математиче-
скими методами по Френелю (гл. 4).
1.3. измеряемые параметры свободных волн
И КОНСТАНТЫ МАТЕРИАЛОВ
Здесь должна быть указана зависимость ранее упоминавшихся;
параметров свободных волн от свойств передающего вещества.
Если не оговорено иное, в дальнейшем будут применяться еди-
ницы Международной системы единиц СИ [1729]:
со — круговая частота, рад/с;
f — частота, Гц=с_|;
А — длина волны, м;
26
"g — смещение частиц, м;
€ — скорость звука, м/с;
у — колебательная скорость или скорость частицы, м/с;
р — плотность, кг/м3;
F — сила, Н = кг-м/с2;
р — звуковое давление, Па = Н/м2;
р •— коэффициент Пуассона;
Е — модуль упругости, Н/м2;
G — модуль сдвига, Н/м2;
Z —• волновое сопротивление (звуковой импеданс), Н-с/м3;
Р — мощность звука, Вт;
/ — интенсивность звука, Вт/м2.
Для всех типов волн имеет место соотношение между ча-
стотой /, длиной волны Л и скоростью звука с:
,&=с. (1-1)
Однако вместо единиц герц и метр обычно используют еди-
ницы МГц (мегагерц) = 106 Гц и миллиметр = 10-3 м для частот
и длин волн, так как при этом получаются более наглядные
численные значения измеряемых величин, близкие к единице:
f (МГц)-Л(мм) = с (км/с).
(1-2)
Для ориентировки далее приводятся некоторые округленные
значения длин волн в стали и воде в диапазоне частот от 0,5
до 10 МГц, представляющие наибольший интерес для ультра-
звукового контроля (табл. 1.1).
ТАБЛИЦА 1.1
Частота. МГц в стали, мм X в воде, мм (с=1,5 км/с)
продольные волны (^2 =5,9 км/с) поперечные волны (^ = 3,2 км/с)
0,5 12 6,5 3
1 6 3 1,5
2 3 1,6 0,8
4 1,5 0,8 0,4
6 1 0,6 0,25
10 0,6 0,3 0,15
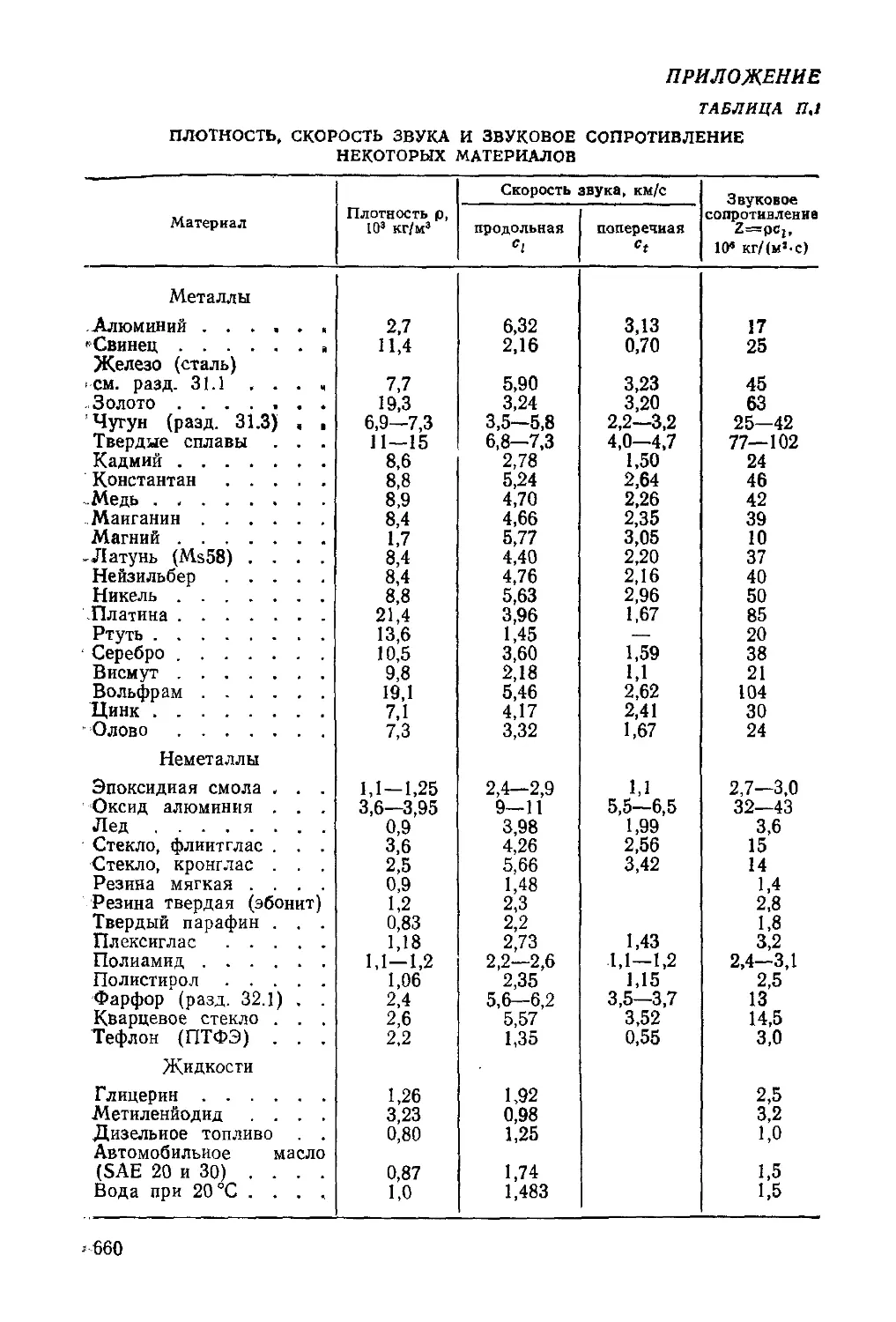
В табл. П.1 (в приложении) даются более точные значения
скорости звука и других констант прочих материалов. Следует
отметить, что наиболее часто применяемой частоте продольных
волн в стали 2 МГц соответствует длина волны около 3 мм.
По этой цифре можно одновременно судить и о размере де-
фекта, который еще хорошо обнаруживается на этой частоте.
Далее следует отметить, что длины продольных волн в воде
л стали относятся точно как 1:4.
27
Звуковое давление и отклонение частиц как при плоских,,
так и при сферических волнах связаны между собой соотноше-
нием [2]
p = pc<og = Z(og, (1.3)
где произведение плотности на скорость звука pc = Z назы-
вается волновым сопротивлением (удельным звуковым импедан-
сом, звуковым сопротивлением). Материалы с высоким звуко-
вым сопротивлением называют акустически жесткими в отличие
от акустически мягких. Сталь с величиной Z = 45-106 Н-с/м3
акустически тверже, чем вода, у которой Z=l,5-106 Н-с/м3
(см. табл. П.1 в приложении).
Хотя звуковое давление является важнейшим для нас пара-
метром звукового поля, все же представляет интерес также и
интенсивность волны. Для плоских и сферических волн она свя-
зана со звуковым давлением или со смещением частиц £ сле-
дующим соотношением:
Таким образом, интенсивность звука пропорциональна квад-
рату амплитуды звукового давления или смещения. Все эти
соотношения справедливы и для продольных, и для поперечных,
волн. Нужно только подставлять соответствующее значение
звукового сопротивления и правильное значение скорости звука.
В случае продольных волн звуковое давление получается по-
формуле (1.3) как сила на единицу площади поверхности, пер-
пендикулярной к волновому фронту; для поперечных волн оно
определяется как сила смещения на единицу поверхности, па-
раллельной волновому фронту.
Под звуковым давлением р здесь понимается исключительно переменное
звуковое давление. Кроме того, в звуковых полях возможно и постоянное
давление — давление излучения звука, которое например, вызывает течение-
жидкости и удаляет взвешенные частицы от источника звука. Для контроля,
материалов это не представляет интереса.
На рис. 1.4 отклонение частиц g для ясности принято очень
большим и составляет 10% длины волны:
= У//(2Л2рс3). (1.5)
В воздухе с плотностью р=1,3 кг/м3 и со скоростью звука
с = 330 м/с значения в 10% длины волны достигаются только-
при интенсивности /=107 Вт/м2, что является очень высоким
значением, достигавшимся пока только кратковременно. В жид-
костях и твердых телах при такой же интенсивности отклонения
были бы намного меньшими, например в воде около 0,04 %
длины волны. На практике получить такие большие амплитуды.:
невозможно, так как при громадных силах растяжения и сжа-
тия порядка 6-106 Н/м2 (около 60 бар) возникает явление ка-
28
вцтации. При контроле материалов интенсивность 10 Вт/см2
уже считается довольно большой; в стали она дает смещение
1,8-10-6 Л, т. е, около двух миллионных долей длины волны.
Скорости звука при различных типах волн можно рассчитать
по упругим константам материала, а именно по модулю упру-
гости Е (измеряемому в Н/м2, в технических единицах кгс/мм2 =
= 9,81 Н/мм2), плотности р (кг/м3) и коэффициенту Пуассона jx
(безразмерной величине).
Для продольных волн скорость звука составит
Ci= 1 / Z LlH
Г р (1 + ц) (1—2ц)
Для поперечных волн она определится по формуле
(1.6)
(1-7)
где G — модуль сдвига.
Поэтому между обоими скоростями звука существует сле-
дующее соотношение:
Q = C/1/ -1 2Д_.
V 2(1—н)
(1-8)
Коэффициент Пуассона ц для всех твердых веществ колеб-
лется в пределах от 0 до 0,5, поэтому выражение
У (1—2ц)/2(1—-ц.)
численно равно от 0,0 до 0,707. Для стали и алюминия коэффи-
циент Пуассона равен соответственно 0,28 и 0,34. Поэтому спра-
ведливы соотношения
(С(/с()ст = 0,55 или (cj/c;)ai = 0,49.
По грубой оценке скорость поперечной волны в обоих слу-
чаях вдвое меньше скорости продольной.
По поводу скорости звука как постоянной вещества следует еще отме-
тить, что значения в табл. Ш справедливы только для веществ с бесструк-
турным стекловидным строением. В кристаллических веществах упругие свой-
ства обычно неодинаковы в различных кристаллографических направлениях,
поэтому неодинаковы и скорости звука. Табличные значения являются лишь
средними для неупорядоченной группы кристаллов, поэтому на практике воз-
можны отклонения от них, если преобладает какое-либо одно кристаллогра-
фическое направление, т. е. имеется текстура, которая и обнаруживается как.
раз по тому, что скорости звука в различных направлениях образца неоди-
наковы. Формулы для случая анизотропии или текстуры представлены в ра-
боте [27, раздел S1], Упругая анизотропия особенно резко выражена у меди
и латуни. Такая же анизотропия наблюдается и в аустенитных сталях.
Кроме того, скорость звука изменяется и в смесях веществ; при неболь-
ших количествах постороннего вещества она обычно уменьшается. Аналогич-
ным образом действуют и поры, например в фарфоре, в котором пористость
выявляют на практике по уменьшенной скорости звука.
И, наконец, скорость звука зависит от внутренних и внешних напряже-
ний в материале, которые тоже можно измерять с использованием этого
эффекта (гл. 33).
2S>-
Температурная зависимость скорости звука в твердых телах для кон-
троля материалов значения не имеет, однако при точных измерениях в жид-
кости она может играть некоторую роль (ультразвуковые термометры).
2. ПЛОСКИЕ ЗВУКОВЫЕ ВОЛНЫ
НА ГРАНИЧНЫХ ПОВЕРХНОСТЯХ
2.1. СЛУЧАЙ ПЕРПЕНДИКУЛЯРНОГО ПАДЕНИЯ
НА ПЛОСКУЮ ГРАНИЦУ
Рассмотрение одной волны в неограниченном материале воз-
можно только теоретически, поскольку на практике любое веще-
ство где-либо заканчивается. Здесь волна встречает препятствие
своему распространению. Если материал граничит с пустым про-
странством, то никакая волна не может выйти за его границу,
так как для передачи волны всегда нужны какие-либо частицы
вещества. Следовательно, от границы с любой такой свободной
поверхностью волна должна пойти в какой-либо форме обрат-
но. В случае гладких поверхностей при этом говорят об отра-
жении, а в случае шероховатых — о рассеянии. При этом шеро-
ховатость, т. е. характеристику неровности материала, следует
измерять в длинах волн. Если за границей расположено другое
вещество, с которым прочно соединено первое, так что возмож-
на передача усилия, то волна может распространяться в нем
дальше, но обычно с некоторым изменением направления, ин-
тенсивности и типа.
Ультразвуковой контроль может осуществляться в трех об-
ластях в связи с воздействием граничных поверхностей на рас-
пространение звука:
при передаче от генератора в испытываемое изделие и об-
ратно при приеме звуковая волна должна преодолевать гранич-
ные поверхности;
дефекты внутри изделия выявляются благодаря тому, что
они влияют на распространение звука как граничные поверх-
ности (отражение, проницаемость);
прочие граничные поверхности испытываемого изделия тоже
могут повлиять на распространение звука, например или вызы-
вая мешающие отражения, или направленной передачей звука
(прохождение волн в пластинах и стержнях), или отклонением
звука в области, которые иначе не были бы достигнуты (зер-
кальное отражение).
Вначале здесь рассматривается только случай плоской вол-
ны, перпендикулярно падающей на плоскую гладкую границу.
Тогда по соображениям симметрии от границы может выйти
гоже плоская волна перпендикулярно к границе — отраженная
волна, направленная точно навстречу падающей, и проходящая
волна.
30
Для рассмотрения нужны следующие величины:
Вещество 1 Вещество 2
21 = P1C1 Z2 = p2C2
Падающая волна Проходящая волна
Звуковое давление pt Звуковое давление рл
Отраженная волна
Звуковое давление рг
Звуковые давления отраженной и проходящей воли следует'
отнести к звуковому давлению падающей волны и получить
отношения
pr/pi = R; pa!pi=D.
Здесь R и D — коэффициенты отражения и прохождения
звукового давления (оба они безразмерны).
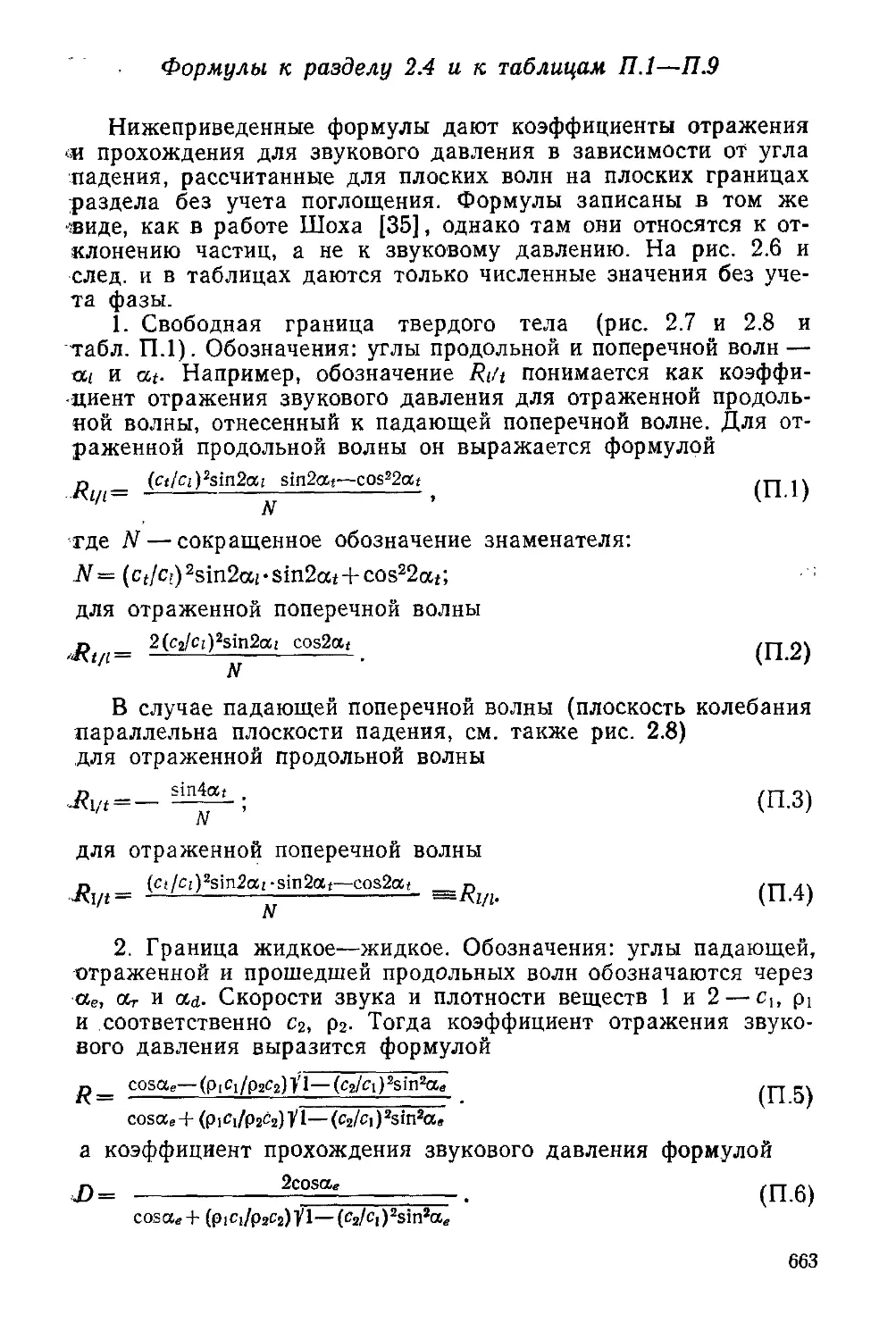
Вывод их дан в работе Шоха [35]:
R=(Zz—Z^KZz + ZiY, D = 2Z2j (Z2 +Z\). (2.1)
В качестве примера можно рассчитать значения R и D на.
границе сталь—вода. По табл. П.1 для продольных волн
Zj = 45-106 Н-с/м3 (сталь),
Z2 = 1,5-106 Н-с/м3 (вода).
Отсюда получается:
# = (1,5—45) / (1,5 + 45) = —0,935; D = 2 -1,5/ (1,5+45) = 0,065.
Звуковое давление отраженной волны составляет —93,5%
давления падающей волны, а прошедшей —6,5%. Отрицатель-
ный знак означает изменение фазы по отношению к падающей
волне на противоположную: если в какой-либо момент падаю-
щая волна имеет положительный максимум звукового давления
(избыточное давление), то одновременно в отраженной волне
на границе будет отрицательное давление (разрежение). Этот
случай показан на рис. 2.1.
Наоборот, если волна падает из воды на сталь, то при за-
мене Zj на Z2 можно получить
# = + 0,935 и D = 1,935.
Поскольку R положительно, падающая и отраженная волны
находятся в одинаковой фазе. Давление в прошедшей волне
составляет 193,5 % звукового давления падающей волны
(рис. 2.1, б).
В ультразвуковой технике для представления соотношений
амплитуд используется измерение в децибелах (дБ, см. также
раздел 6.1). Для амплитуд звукового давления р (дБ) спра-
ведливо выражение
p = 201g|pi/p2|.
31-
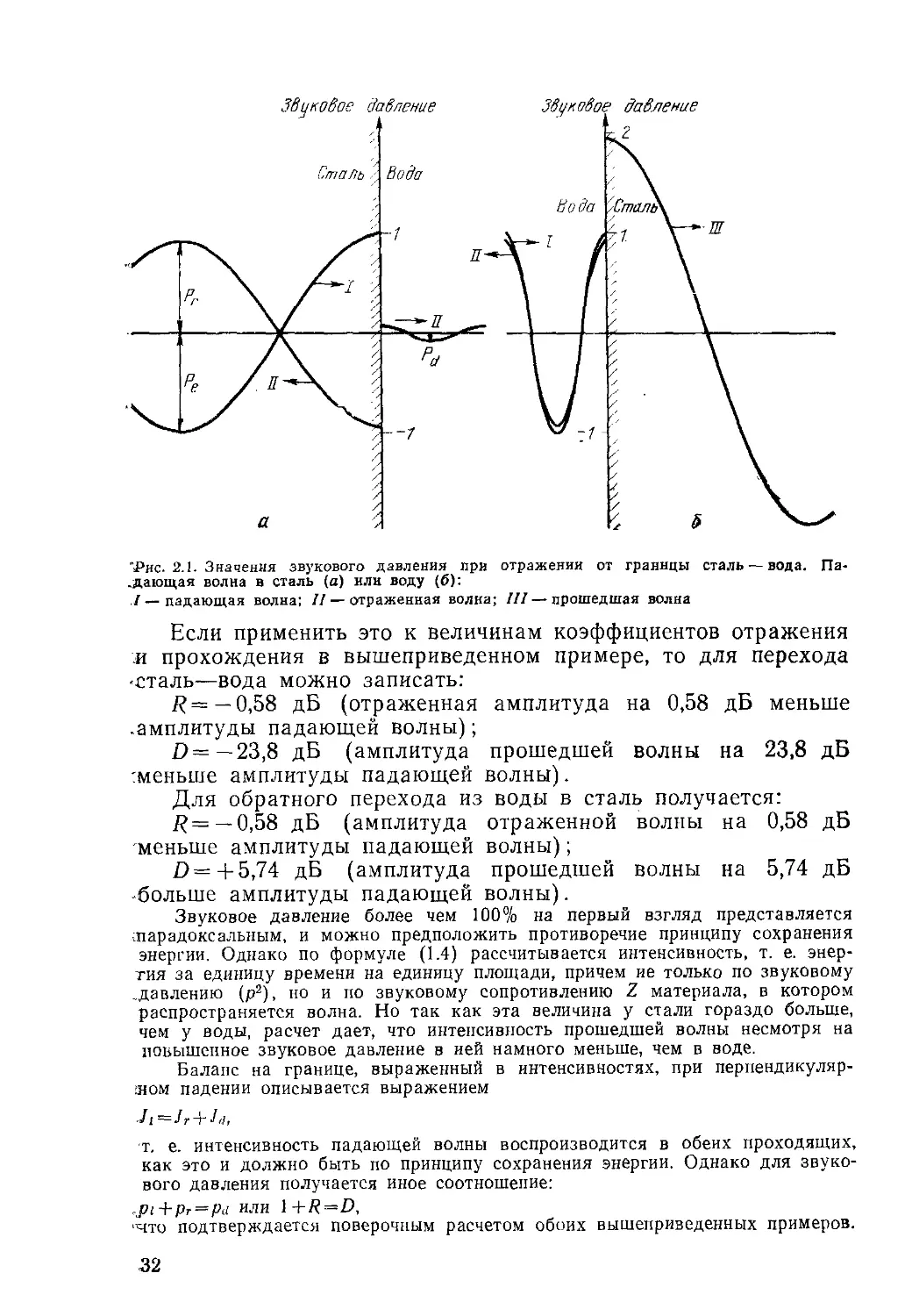
"Рис. 2.1. Значения звукового давления при отражении от границы сталь — вода. Па-
.дающая волна в сталь (а) или воду (б):
I—падающая волна; II— отраженная волна; III — прошедшая волна
Если применить это к величинам коэффициентов отражения
и прохождения в вышеприведенном примере, то для перехода
•сталь—вода можно записать:
R =—0,58 дБ (отраженная амплитуда на 0,58 дБ меньше
.амплитуды падающей волны);
£>=—23,8 дБ (амплитуда прошедшей волны на 23,8 дБ
:меньше амплитуды падающей волны).
Для обратного перехода из воды в сталь получается:
R= — 0,58 дБ (амплитуда отраженной волны на 0,58 дБ
меньше амплитуды падающей волны);
£)=+5,74 дБ (амплитуда прошедшей волны на 5,74 дБ
-больше амплитуды падающей волны).
Звуковое давление более чем 100% на первый взгляд представляется
парадоксальным, и можно предположить противоречие принципу сохранения
энергии. Однако по формуле (1.4) рассчитывается интенсивность, т. е. энер-
гия за единицу времени на единицу площади, причем ие только по звуковому
давлению (р2), но и по звуковому сопротивлению Z материала, в котором
распространяется волна. Но так как эта величина у стали гораздо больше,
чем у воды, расчет дает, что интенсивность прошедшей волны несмотря на
повышенное звуковое давление в ией намного меньше, чем в воде.
Баланс на границе, выраженный в интенсивностях, при перпендикуляр-
жом падении описывается выражением
1 =Jr + J,l,
т. е. интенсивность падающей волны воспроизводится в обеих проходящих,
как это и должно быть по принципу сохранения энергии. Однако для звуко-
вого давления получается иное соотношение:
,pi+pr=pd или l+R=D,
что подтверждается поверочным расчетом обоих вышеприведенных примеров.
32
Изменение фазы на обратную, характеризуемое отрицательным значе-
нием У, таким образом, наблюдается всегда при отражении от акустически
более мягкого материала. Но так как фаза при контроле материала обычно
не представляет интереса, в дальнейшем знак «минус» обычно будет опус-
каться
Если не считать знака, то отражательная способность не зависит от по-
рядка расположения обоих веществ, но этого нельзя сказать о проницаемости.
В литературе коэффициенты отражения и прохождения нередко относят
к интенсивностям (Бергмаи [2] > или к смещениям частиц (Шох [35]), что
легко может привести к ошибкам. В настоящей книге эти величины относят
исключительно к звуковым давлениям.
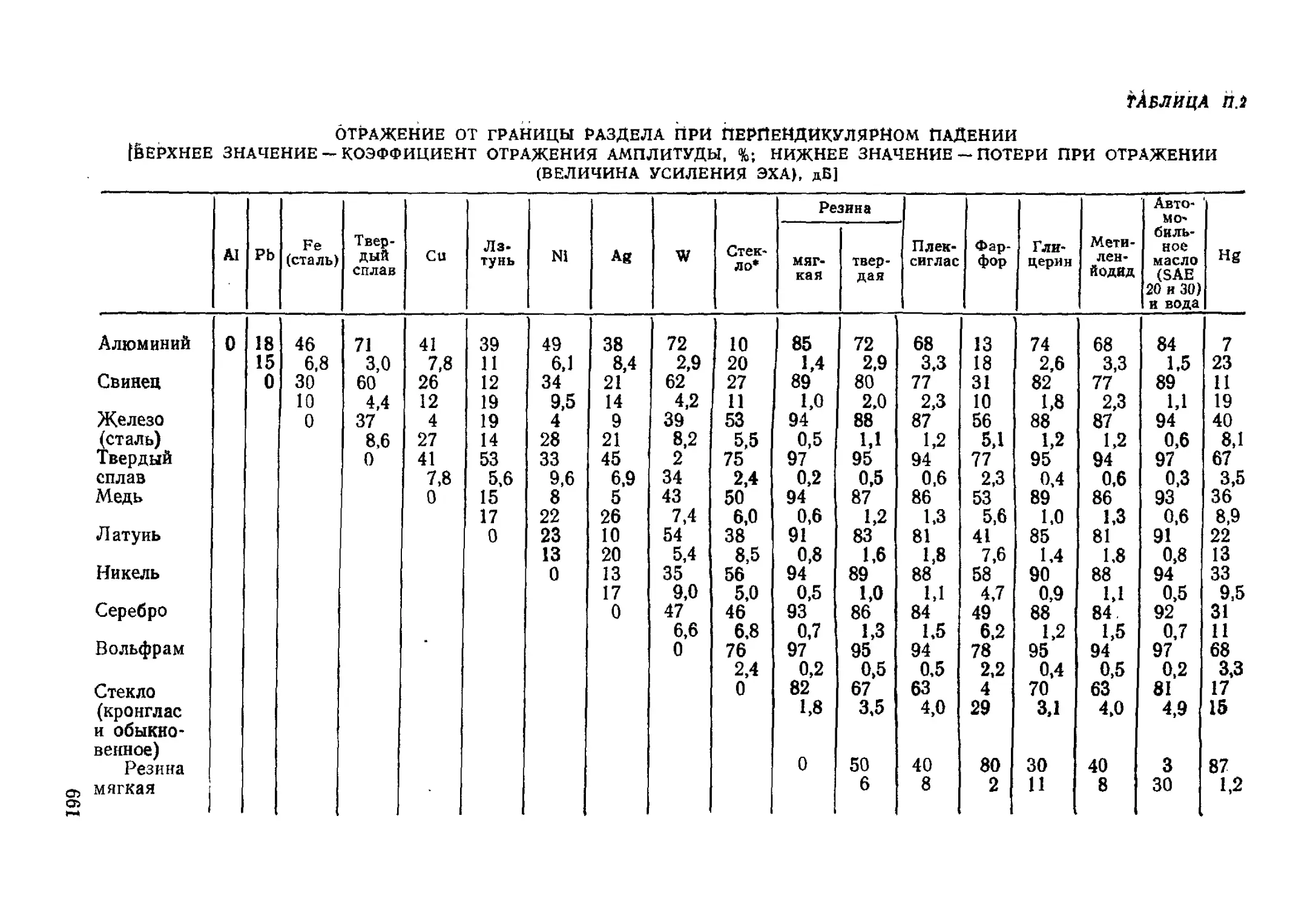
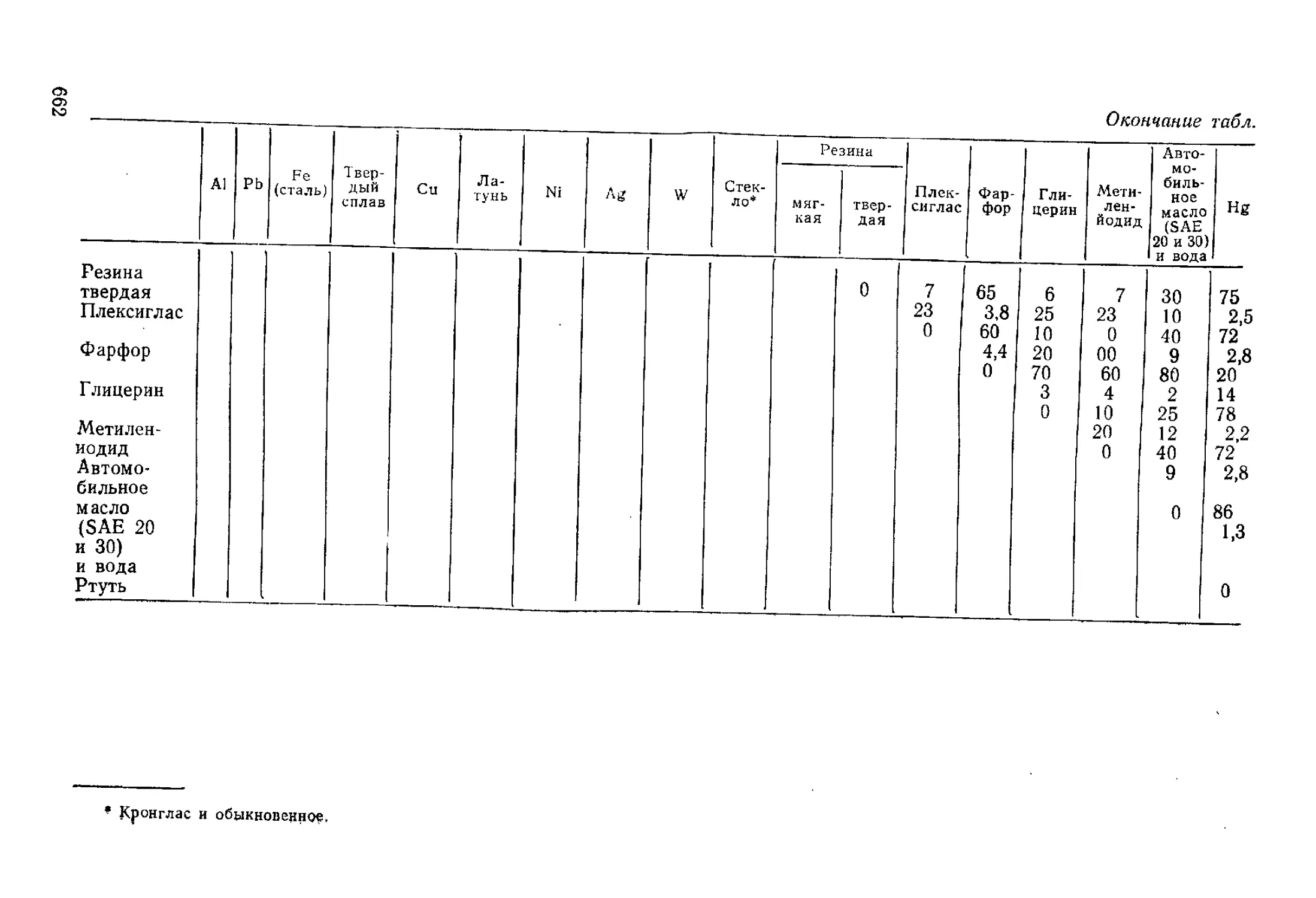
В табл. П.2 представлены значения коэффициента отраже-
ния У? для некоторых границ раздела между твердыми и жид-
кими веществами при перпендикулярном падении, представляю-
щих интерес при контроле материалов. При измерении этих
величин, которые здесь рассчитаны по звуковым сопротивле-
ниям, иногда получают более высокие значения, в частности
тогда, когда оба вещества не полностью смачивают одно другое.
Например, ртуть не смачивает поверхность неокисленной стали
без специальных мероприятий (промасливания, амальгамиро-
вания) и не даст полного отражения.
Газообразные вещества имеют очень малые звуковые сопро-
тивления по сравнению с жидкими и твердыми. Для воздуха
Z = 0,0004-106 Н-с/м3, так что для границы раздела сталь — воз-
дух коэффициент отражения отличается от единицы всего при-
мерно на 2-10~5. Поэтому пока рассматриваются звуковые
процессы только в жидких или твердых веществах, границу
раздела с воздухом можно приравнять границе с вакуумом,
которую называют свободной границей.
Формулы (2.1) справедливы также и для поперечных волн.
Поскольку одпако в жидкостях и газах поперечные волны рас-
пространяться не могут, поперечные волны в твердом веществе
на границе с жидким или газообразным всегда отражаются на
100%. Поэтому для поперечных волн эти формулы справедли-
вы только для границы раздела твердое—твердое.
2.2. ПЕРПЕНДИКУЛЯРНОЕ ПАДЕНИЕ
НА МНОГОСЛОЙНЫЕ ГРАНИЦЫ, ПЛАСТИНА И ЗАЗОР
Кроме границ раздела между двумя протяженными вещества-
ми, для контроля материалов имеют значения двойные границы,
например в случае пластины и зазора, в частности при про-
хождении звука через лист в воду или через зазор в твердое
тело. Волна падает из вещества 1 на пластину из вещества 2
и разделяется на проходящую и отраженную волны. Прошед-
шая волна после прохождения пластины снова разделяется на
второй границе и т. д. Таким образом, в пластине возникают
последовательные отражения, бегущие туда и обратно. С каж-
дой стороны из пластины выходит серия волн, которые накла-
2.
и
33
дываются одна на другую и для которых требуется рассчитать
суммарное звуковое давление. При этом нельзя просто рассчи-
тать по формуле (2.1) звуковое давление для каждого разделе-
ния в отдельности и потом сложить полученные значения. Когда
падающая волна имеет неограниченную длину, отдельные вол-
ны при их наложении могут в зависимости от их фазы усили-
ваться или ослабляться; так возникает интерференция.
Если ввести для отношения обоих волновых сопротивлений
обозначение
m = Zi/Z2,
то при толщине пластины d и длине волны X в веществе 2
(пластины) можно получить выражение (Бергман [2]):
(2.2)
Рис. 2.2. Проницаемость D пластины из
стали (/) или плексигласа (2) в воде,
выраженная в зависимости от произведе-
ния толщины пластины d на частоту /
Поскольку сюда входит
функция синуса, оба выраже-
ния являются периодическими,
т. е. с увеличением d значения
Пдласт И ^?пласт регулярно КО-
леблются между некоторыми
предельными величинами.
Минимальные значения R
и максимальные значения D
наблюдаются при с//л = 0, !/г,.
2/з, 3/2 и т. д.;
максимальные значения R
и минимальные значения D
наблюдаются при d/K—^U, 3А,
5/т и т. д.
На рис. 2.2 показана про-
ницаемость пластины из стали
и пластины из плексигласа в.
воде, выраженная через про-
изведение толщины пластин d
на частоту f. В точках макси-
мумов обе пластины полностью-
проницаемы и поэтому ничего
не отражают (£)= 100%, R = 0).
В изображении на рис. 2 2. ис-
пользована частота f вместо длины-
34
полны Л, так как при контроле материалов длина волны обычно не известна.
Можно использовать ось абсцисс при заданной частоте как шкалу для тол-
щины пластины или, наоборот, при заданной толщине — как шкалу для ча-
стоты. Пример: стальной лист толщиной 1 мм как раз является полностью
проницаемым для частоты 2,95 МГц (d, в мм; f, МГц; d-f—2,95 мм-Гц).
Для прохождения звука частотой в 1 МГц без помех и отражения можно
использовать разделительные пластинки из плексигласа толщиной 1,37, 2,74,
4,11 мм и т. д.
В случае стали в воде и аналогично при других материалах
с большим соотношением звуковых сопротивлений области
проницания очень малы, как показано на рис. 2.2. Поэтому
в таких местах небольшое изменение толщины пластины или
частоты уже вызывает сильное снижение проницаемости. В этом
и заключается значительная трудность контроля материалов
при использовании непрерывных ультразвуковых волн.
Поскольку уравнение (2.2) справедливо для любых веществ 1
и 2, таким способом можно рассматривать также и пластину
из воздуха в твердой стали, т. е. воздушный зазор, который
как трещина в образце играет важную роль при контроле ма-
териалов. Теоретическим результатом будут кривые проницае-
мости типа показанных на рис. 2.2 для стальной пластины
в воде, ио только максимумы будут располагаться значительно
более тесно, примерно на расстояниях в 20 раз меньших, чем
между максимумами на рис. 2.2, и к тому же они будут на-
столько узкими, что в масштабе на рис. 2.2 можно будет пока-
зать только тонкие штрихи на нулевой линии. Практически
представляет интерес только снижение первого максимума про-
ницаемости от нулевой точки при очень малых толщинах щели.
Последующие максимумы можно получить только при очень
тщательно выверенных плоскопараллельных губках, образую-
щих щель, и при очень стабильной частоте.
Значения проницаемости показаны на рис. 2.3, значения от-
ражения — на рис. 2.4 для зазора в стали и алюминии, напол-
ненного воздухом и водой. Масштаб для толщины принят лога-
рифмическим, чтобы можно было рассмотреть и очень малые
значения зазоров. Например, на частоте в 1 МГц охватывается
диапазон значений зазоров от 10~8 до 1 мм.
Для начала по рис. 2.4 можно установить, что при частоте
1 МГц уже зазор в 10-8 мм, заполненный воздухом, дает отра-
жение в 1 %, что хорошо поддается измерению. На этом и
основывается способ обнаружения трещин в твердых телах по
отраженной волне. Напротив, проницаемость при такой тонкой
трещине почти не отличается от проницаемости тела без тре-
щин. Этот показатель по рис. 2.3 практически не изменяется
и составляет около 100%.
Разумеется, зазор толщиной в 10~8 мм, заполненный возду-
хом, практически неосуществим. Даже самые лучшие концевые
меры, приложенные одна к другой, все же имеют между собой
зазор от 10“- до 10~5 мм. Такой зазор по рис. 2.4 должен был бы
)*
35
Рис. 2.3. Проницаемость за-
зора в стали (/) и алюми-
нии (2), заполненного воз-
духом или водой, выражен-
ная в зависимости от произ-
ведения толщины зазора d'
на частоту f
, мм'МГи,
Рис. 2.4. Отражение в за-
зоре, показанном на
рис. 2.3:
/ — сталь; 2 — алюминий
давать почти 100 %-ное отражение. Однако этого отнюдь не
наблюдается, поскольку поверхность даже при очень тщатель-
ной очистке очевидно всегда имеет некоторое инородное покры-
тие, которое снижает отражение и увеличивает проницаемость.
Сильное влияние жидкости в зазоре можно выявить даже по
рис. 2.3 и 2.4; теоретически оно столь же интенсивно, как и
уменьшение величины зазора на четыре порядка!
Тонкие воздушные зазоры между стеклянными пластинами
можно очень точно измерить оптическими способами. Поэтому
такая схема предпочтительно применяется при экспериментах
по изучению отражающей способности и проницаемости ультра-
звуковых волн.
Для случая продольных волн при перпендикулярном паде-
нии Кларк и Шаскелис [249] определили соответствующие кри-
вые, показанные на рис. 2.5. Ввиду большой чистоты пластин
эти значения были на порядок выше, чем в опубликованных
в 1956 г.— работе Тарноши [1506] и в 1963 г. в работе Си-
ларда [1496]. Кларк и Шаскелис показали, что в диапазоне
частот от 5 до 12 МГц еще возможно обнаружить воздушные
прослойки толщиной в 20 нм по величине отражения.
Слои, заполненные жидкостью, отражают гораздо меньше,
чем заполненные газом. Экспериментальные результаты по
36
этому вопросу опубликовал
Кларк с соавторами [249, 250]
для продольных и поперечных
волн.
Полностью заполненные
маслом тонкие волосовины
толщиной 1 мкм в стали при
частоте 1 МГц еще должны
давать отражение на 6%, чего
вполне достаточно для их
обнаружения. (Амплитуда от-
раженной волны получается
на 24 дБ меньше падающей.
Масло имеет почти такое же
звуковое сопротивление, как „
J г ’ Рис. 2.5. Отражение в воздушном зазоре
вода, И ПОЭТОМУ оказывает между стеклянными пластинами [249]:
аналогичное влияние на ОТра- /-теоретические. 2 — экспериментальные
ч _. г данные, 3— данные Гарноси
жение.) В материалах с мень-
шим звуковым сопротивлением, чем у стали, отражение для
щели того же размера получается меньшим, например при ма-
лых толщинах зазора в алюминии оно меньше в 3 раза. Для
компенсации этого нужно было бы использовать влияние часто-
ты: при увеличении частоты в 4 раза получилось бы такое же
значение отражения, что и в случае стали. Следовательно, для
обнаружения тонких трещин в общем случае предпочтительны
более высокие частоты. Это подтверждается также и экспери-
ментальными результатами [249, 250].
Поэтому для контроля материалов особенно важно знать поведение
ультразвуковых волн в тонких слоях, так как некоторые дефекты материала
представляют собой тонкие прослойки: например, трещины в соединениях
при сварке и склеивании. Не следует также забывать, что тонкие слои воз-
духа препятствуют прохождению ультразвука в изделие. Поэтому их нужно
заменять слоем жидкости (среда для акустического контакта). Но то, что
благоприятно для поиска дефектов, т. е. хорошо отражающие слои, для обес-
печения акустического контакта нежелательно: здесь применяют хорошо про-
ницаемые тонкие слои.
Ранее отражение и проницаемость рассматривались для бес-
конечно длинных, т. е. непрерывных волн. Важно понимать
различие между короткими цугами (сериями) волн, т. е. им-
пульсами, охватывающими только несколько колебаний, и не-
прерывными волнами.
В формулы (2.2) для отражения и проницаемости на гра-
нице раздела длина цуга волны не входит. Необходимо однако
требовать, чтобы отраженные и прошедшие волны не возвра-
щались снова к поверхности раздела после нескольких после-
дующих отражений и не мешали бы процессу их выявления
в результате интерференции. При непрерывных волнах практи-
чески достичь этого довольно трудно.
37
Существенно иначе обстоит дело при отражении и прохож-
дении через пластину согласно, формуле (2.2). Интересное пове-
дение пластины в звуковом поле как раз и обусловливается
этими помехами — интерференциями — при очень большой дли-
не цуга волны. Если же цуг волны настолько короток, что после
прохождения в пластине туда и обратно он не может достиг-
нуть1 своего «хвоста», то не возникают и никакие интерферен-
ции. В этом случае падающий импульс расщепляется на одну
отраженную и одну проходящую последовательность полностью
разделенных и независимых друг от друга отдельных импуль-
сов, каждый из которых можно рассчитать по простым форму-
лам (2.1), если применить их последовательно к каждому от-
дельному процессу отражения и прохождения. Звуковое давле-
ние последовательности импульсов при этом каждый раз
уменьшается вследствие очередного расщепления, но не зави-
сит от толщины пластины.
В переходной области между короткими импульсами и не-
прерывными волнами волновой цуг частично догоняет свой
«хвост», вследствие чего на части его длины возникают интер-
ференции. Затем он выходит из пластины на обе стороны как
последовательность взаимосвязанных между собой волновых
цугов с колеблющейся амплитудой, причем колебание опять за-
висит от толщины пластины и частоты.
При только что рассмотренных тонких зазорах каждый
импульс, в том числе и короткий, эквивалентен продолжитель-
цому волновому цугу, так как толщина зазора здесь гораздо
меньше длины волны. Поэтому полученные результаты справед-
ливы также и для импульсов [249, 260].
Отражение наклонно падающих звуковых импульсов от тон-
ких слоев рассмотрено в работах [510] и [695]. Вопросы опти-
мального зазора, обеспечивающего акустический контакт при
импульсном режиме, освещены также в работах [396, 1396].
Следует еще упомянуть, что монотонный постепенный пере-
ход свойств двух различных веществ в граничном слое может
существенно изменить результаты. В таких случаях отражение
может вообще исчезнуть. Здесь предполагается, что переход
четко определен или по крайней мере очень мал по размерам
по сравнению с длиной волны.
2.3. ЗАКОН ПРЕЛОМЛЕНИЯ ДЛЯ ПЛОСКИХ ВОЛН,
ПРЕОБРАЗОВАНИЕ МОДЫ
Если плоская звуковая волна падает наклонно на плоскую гра-
ницу под углом падения од к нормали (рис. 2.6), то по анало-
гии с оптическими явлениями возникают отраженные и прошед-
шие волны. Последние называют также преломленными, так как
их направление изменяется по отношению к направлению па-
дйющёй волны. Углы выхода од и а<г зависят от угла падения
38
Рис. 2.6. Отражение и пре-
ломление плоской волны на
плоской границе раздела
между двумя веществами
1 и 2 при наклонном се па-
дении
моды в соответствии
и от скорости звука в обоих веществах.
Звуковые давления, которые при перпен-
дикулярном падении еще можно рассчи- .
тать по сравнительно простым форму-
лам, теперь являются функциями углов,
скоростей звука и звуковых сопротивле-
ний. Соответствующие формулы помеще-
ны в приложении.
В случае звуковых волн в твердых те-
лах добавляется еще и то, что может из-
мениться сам тип волны: продольные вол-
ны могут превратиться в поперечные и
наоборот.
Преобразование одного типа волны
в другой называют также преобразованием
с английским термином (тип волны по-английски «mode» —
мода). Это явление широко распространено при контроле мате-
риалов; иногда оно вызывается намеренно, а иногда является
помехой.
Направление отраженной и прошедшей волн определяется
согласно общему закону преломления:
sinaj/sinan=cj/cn, (2.3)
где I и II — две произвольные волны, взаимосвязанные общим
процессом отражения и преломления и имеющие скорости зву-
ка Ci и Сд. Пример. Пусть I — падающая волна, как на рис. 2.6,
с параметрами щ и с> (в веществе 1); II — прошедшая про-
дольная волна с параметрами а</ и с2. Тогда выполняется соот-
ношение
sina;/sinad=c1/c2.
Следовательно, если задан угол az, можно получить а(Г-
sinad= (c2/ci)sina/.
Пример. Пусть 1 — вода со скоростью <?i = 1,5 км/с, 2 — сталь
со скоростью с2 = 6 км/с (округленно), т. е. с2/с1 = 4. При угле
падения 10° а; = 0,17. Тогда sin ои = 4-0,17= 0,68, аа — 43°.
В отличие от показанного на рис. 2.6, здесь прошедшая вол-
на имеет больший угол выхода, чем угол падения: более высо-
кой скорости звука соответствует и больший угол выхода. Сле-
довательно, на рис. 2.6 материал .2 имеет меньшую скорость
звука, чем материал 1.
Если в уравнении (2.3) в качестве волн I и II взяты падающая и отра-
женная волны в одном и том же материале и обе они являются или про-
дольными, или поперечными, то естественно, что у них будут одинаковые
скорости звука С[. Поэтому в таком случае можно записать
sinai/sinar= 1 и az=ar, '
39
т. е. угол падения равен углу выхода. Однако отраженная вол-
на может быть и другого типа: тогда несмотря на то, что она
бежит в том же веществе, что и падающая, она все же имеет
другую скорость звука и вследствие этого другой угол. Здесь
также справедлив общий закон (2.3).
Пример. В сталь падает продольная волна на границу под углом а,=60°
со скоростями звука C! = ct=6 км/с. Отраженная продольная волна имеет
тот же угол. Поскольку в стали поперечная волна имеет скорость звука
Ct = 3,2 км/с, вторая волна отражается как поперечная по закону
sinar/sina[=c(/c; = 0,55.
Следовательно,
sina, = 0,55-0,87=0,48, ar = 29°.
Более медленная поперечная волна имеет меньший угол (29°), чем отра-
женная продольная волна (60°).
То же самое справедливо и для проходящих волн. Если в' со-
ответствующем веществе вообще могут возникнуть поперечные
волны (как во всех твердых телах), то в общем случае полу-
чаются оба типа волн, идущих под различными углами.
2.4. ЗНАЧЕНИЯ ЗВУКОВОГО ДАВЛЕНИЯ
ПРИ ОТРАЖЕНИИ И ПРЕЛОМЛЕНИИ
Закон преломления дает лишь некоторые сведения о направле-
нии возможных отраженных и преломленных волн, но ничего
не говорит об их звуковом давлении. Представление о нем
можно получить на некоторых примерах с комбинациями раз-
личных материалов. Для газообразных и жидких материалов
описание значительно проще, чем для твердых, так как газо-
образные вещества можно практически приравнять пустому
пространству, пока нас интересует процесс в граничащей с ними
жидкой или твердой среде, и поскольку в жидких веществах
возможен только один тип волн — продольные волны.
В отношении состояния обоих граничащих веществ можно
различать четыре случая, перечисляемые в порядке повышения
сложности:
Вещество 1 Вещество 2
а Жидкое или твердое Газообразное (свободная граница)
б Жидкое Жидкое
в Жидкое или твердое Твердое или жидкое
г Твердое Твердое
Случай а. Вещество жидкое или твердое со свободной гра-
ницей. Для жидкой среды решение просто: имеется только про-
дольная волна, которая полностью отражается от границы раз-
дела при всех углах падения.
Случай твердое—газообразное показан на рис. 2.7 на при-
40
мере падающей продольной волны, а на рис. 2.8 — для попереч-
ной волны. В левой четверти круга предполагается соответ-
ствующая падающая волна со звуковым давлением р и углом
падения в пределах от 0 до 90°, в примыкающей четверти кру-
га — тот же тип волны (т. е. отражающая волна под тем же
углом), причем кривая показывает величину звукового давле-
ния для каждого угла падения. В следующей четверти круга
показана одновременно отраженная волна другого типа. На ри-
сунке изображены также лучевые направления, углы которых
показаны отдельно (справа).
Рис. 2.7. Отражение падающей продольной волны
на границе твердое — газообразное (сталь — воз-
дух):
I— продольная волна; II— поперечная волна»
Х2
Воздух
Рис. 2.8. Отражение падающей поперечной волны на границе твердое—газообразно©
(сталь — воздух):
I — продольная волна, Х0,4; 7/ — поперечная волна, III— полное отражение
Для более точной количественной оценки приведены кривые
коэффициента отражения вместе с соответствующими формула-
ми (см. приложение).
41
По поводу рис. 2.7 следует отметить, что продольная волна,
падающая под углами в пределах 60—70°, отражается лишь
очень слабо. Вместо нее возникает сильная поперечная волна
под углом около 30°.
В случае падающей поперечной волны (см. рис. 2.8) тоже
имеется область, где отсутствует отражение (дыра) при угле
около 30°. Там возбуждается сильная продольная волна с уве-
личенными углами до 90°.
При углах падения немного более 30° наблюдается интерес-
ное явление: согласно закону преломления для синуса должно
было бы получиться значение более единицы, что, как извест-
но, невозможно ни при каком действительном угле. Для нас это
означает только сигнал тревоги — соответствующая волна уже
не распространяется свободно в твердом теле. В таком случае
оставшаяся волна, разумеется, должна сохранить полное звуко-
вое давление падающей волны: поперечная волна в области
углов более 33,2° полностью отражается.
Из закона преломления (рис. 2.8, справа) видно, что это
возможно во всех тех случаях, когда отраженная (или прошед-
шая) волна имеет более высокую скорость звука, чем падаю-
щая.
Так как значения звукового давления отраженной и преломленной волн
резко различаются между собой, для наглядности масштабы на рис. 2.7—2.11
тоже следует принимать различными. Как уже отмечалось в разделе 2.1,
звуковое давление более 1, т. е. более 100 % звукового давления падающей
волны, не противоречит закону сохранения энергии. Однако при оценке ри-
сунков и соответствующих таблиц следует проявлять осторожность вблизи
неустойчивой области входа и выхода, т. е. при углах падения около 90°:
расчетные большие амплитуды в действительности не достигаются вследствие
превращения на границе в отраженную волну с противоположной фазой
(см. раздел 2.5).
Случай б. Жидкое—жидкое. Случай двух находящихся одна
над другой жидкостей для практики контроля материалов не
представляет интереса, поэтому его рассмотрение здесь опус-
кается. Формулы даны в приложении.
Случай в. Жидкое—твердое или твердое—жидкое. Этот слу-
чай важен для практики контроля материалов, так как при
поиске дефектов в твердых образцах ультразвуковую волну
часто нужно вводить наклонно к поверхности. Для определения
таких углов наклона часто используют преломление между ве-
ществом образца и жидкостью.
Условия здесь сложны, поскольку продольные волны могут
появляться одновременно с поперечными. На рис. 2.9—2.11 в
качестве примера приведены соотношения для переходов вода—
алюминий и алюминий—вода. Соответствующие формулы и таб-
лицы функций приведены в приложении.
На рис. 2.9 продольная волна падает из воды на границу
раздела. При малых углах падения (см. показанный ход лучей
при угле падения 10°!) продольная волна проникает в алюми-
42
Рис. 2.9. Граница раздела вода —* алюминий:
/ — критический угол продольной волны 13,56°; II — критический угол поперечной вол*
ны 29,2Q; III — полное отражение; IV— падающая продольная волна в воде; V— про-
дольная волйа в воде; V!— продольная волна в алюминии; VII— поперечная волна
в алюминии
Рис. 2.10. Граница раздела алюминий — вода при падении продольной волны:
/ — падающая продольная волна в алюминии; II— продольная волна в алюминии, III —
продольная волна в воде; IV — поперечная волна в алюминии
ний под углом, который быстро растет с возрастанием угла
падения. Одновременно в алюминии образуется слабая попе-
речная волна (четверть круга справа внизу) с максимумом
при 20°. Угол падения 13,56° — это так называемый граничный
угол продольной волны или первый критический угол, так как
при углах больше этого продольная волна в алюминии исчезает.
Но вместо нее появляется более сильная поперечная волна в
области углов от 30 до 90°, если угол падения возрастает
43
до 29,2°. Это будет предельный угол для поперечной волны или
второй критический угол.
В случае еще большего угла падения в алюминии вообще
не обнаруживается никакой волны, так как падающая продоль-
ная волна там полностью отражается. Для контроля материа-
лов имеет важное значение область между обоими предельными
о п го за
о ю го за 40
Рис. 2.11. Граница раздела алюминий — вода при падении поперечной волны:
I — падающая поперечная волна в алюминии; II — поперечная волна в алюминия;
///—продольная волна в алюминии; IV— продольная волна в воде
углами падения, так как в этом случае для контроля в твердом
веществе используются только волны одного типа — поперек-
ные волны.
На рис. 2.10 и 2.11 показан противоположный ход волн —
из алюминия в воду, который очень важен при контроле эхо-
методом для ответа иа вопрос о том, какая часть волны, послан-
ной в образец, вернется в виде эха.
Случай г. Твердое—твердое. В этом самом общем случае
в обоих граничащих веществах встречаются как продольные,
так и поперечные волны. Формулы отражения и соответствую-
щие им изображения усложняются.
В отношении акустического контакта между обоими веще-
ствами тоже следует различать два случая.
г1. Твердый контакт, т. е. оба вещества соединены между
собой сваркой, пайкой или тонким твердым слоем клея.
г2. Жидкий контакт, т. е. оба вещества контактируют между
собой через тонкий слой жидкости, вследствие чего этот аку-
стический слой хотя и передает силы сжатия, но не передает
силы сдвига, как в случае г1. Этот случай особенно важен для
практики контроля материалов. Однако следует учитывать, что
при применении высоких давлений в контакте (например, при
прессовой посадке) обе поверхности могут соединиться высту-
44
нами своих микронеровностей, так что в физическом смысле
тоже получится случай г1 (Кюн и Луч [869]).
На практике преломление на границе раздела твердое—твер-
дое с жидкостным контактом находит широкое применение при
наклонном прозвучивании поперечными волнами. На рис. 2.12
показана амплитуда звукового давления преломленной попереч-
Рис 2.12. Граница раздела плексиглас — сталь, продольная волна падает в плексиглас:
а — жидкий контакт; б — твердый контакт; в — продольная волна из плексигласа на
воздух; / — критический угол продольной волны 27,6°; И — критический угол поперечной
волны 57,8“; III — падающая продольная волна в плексигласе; IV — продольная волна
в плексигласе; V — поперечная волна в стали; VI — поперечная волна в плексигласе
ной волны и отраженных продольной и поперечной воли при
переходе продольной волны из плексигласа в сталь (расчеты
Кюна и Луча [869]). Здесь приводится только область между
полным отражением продольной и поперечной волн, представ-
ляющая наибольший интерес для практики.
Если перейти от жидкого контакта (случай г2) к твердому
контакту (случай г1), то штриховая кривая на рис. 2.12 пока-
жет, что и значения звукового давления преломленной попереч-
ной волны и отраженной продольной волны уменьшаются, а со-
ответствующие значения для отраженной поперечной волны
растут. Сильная зависимость коэффициента отражения продоль-
ных волн в плексигласе от условий акустического контакта
позволяет на практике контролировать качество контакта [953].
Для сравнения здесь поэтому показано и отражение продольной
волны на свободной границе плексигласа (кривая в).
При импульсном эхо-методе звуковая волна однако должна
пройти эти граничные слои не только один раз, но и вернуться
через них в качестве эха. Разумеется, хотелось бы получить на
выходе из образца возможно большую долю посланной в него
энергии. На рис. 2.13 показано, как можно определить проходи-
мость эхо-сигнала, если для начала ограничиться только более
45
Рис. 2.13. Определение про-
ницаемости эхо-сигнала че-
рез границу жидкость —
твердое тело
простым случаем только для двух сред
(случай в, жидкое — твердое).
Для этого можно принять, что зву-
ковой луч в твердом веществе идет точ-
но навстречу падающему, например как
на больших гладких трещинах. При рас-
чете достаточно умножить проницае-
мость в одном направлении на прони-
цаемость в обратном направлении, и в
итоге получится проходимость эхо-сиг-
нала. Однако в твердом веществе можно
работать и с продольными и с поперечными волнами; поэтому
получаются два значения проходимости эхо-сигнала—Еи и Ец-
Эти величины важны для техники контроля при наклонном
прозвучивании, они представлены на рис. 2.14 для различных
жидких и твердых веществ. Как и прежде, звуковое давление
падающей волны здесь принимается за единицу. В таком слу-
чае длина вектора покажет величину звукового давления обрат-
ной волны.
Для перехода вода—алюминий (рис. 2.14, Л) при малых
углах падения до 13,56° можно получить эхо в виде продольной
волны из алюминия, звуковое давление которой составляет до
30 % звукового давления падающей волны. Одновременно по-
перечная волна дает только слабое эхо — менее 10% (заштри-
хованный лепесток диаграммы направленности). При более вы-
соких углах падения до 29,2° эхо получается только в виде попе-
речной волны, причем ее к.п.д. довольно высок — почти 50 % •
Соответствующие значения для перехода вода—сталь показаны
на рис. 2.14, Б. Ввиду большой разницы в звуковых сопротивле-
ниях к.п.д. при этом меньше. В общем случае для комбинаций
жидкость—металл можно сказать, что при углах примерно до-
30° в металле лучше работать с продольными волнами. При-
углах более 35° благоприятнее поперечные волны, что часто и
используется в практике контроля материалов. При углах бо-
лее 80° условия для обоих видов волн плохи.
Соответствующие кривые для случая плексиглас—металл*
показаны на рис. 2.14, В и Г — соответственно для комбинации
двух сред (твердый контакт) и для комбинации с жидким про-
межуточным слоем [869]. Как и на рис. 2.12, здесь проницае-
мость с жидким промежуточным слоем получается лучшей, чем
при твердом контакте. Комбинация плексиглас—алюминий по-
зволяет получить при благоприятном угле в случае жидкого кон-
такта свыше 60 % звукового давления в эхо-импульсе. Формулы
и таблицы для количественной оценки представлены в прило-
жении. Другие кривые проницаемости эхо-импульса для иных
комбинаций материалов приводят Луч и Кюн [946].
Эта теория проницаемости эхо-сигнала в случае плоских
волн не может объяснить все эффекты, связанные с акустиче-
46
Рис. 2.14. Проницаемость эхо-сигиала через различные границы:
А — вода — алюминий, Б — вода — сталь, В — плексиглас — алюминий, Г — плексиглас —
сталь; а — твердый контакт; б — жидкий контакт
47
ским контактом при ультразвуковом контроле, так как в прак-
тике контроля работают со звуковыми импульсами и ограничен-
ным звуковым пучком. Однако форма импульса, т. е. передавае-
мый спектр частот, существенно реагирует на изменения в аку-
стическом контакте. Форма звукового пучка также может изме-
нять свою структуру в зависимости от акустического контакта,
например при шероховатой поверхности изделия.
В литературе рассмотрено влияние акустического контакта
в широком диапазоне частот от 1 до 20 МГц [1185], влияние
образования клина, вязкости контактирующей жидкости и сте-
пени прижатия [1185], влияние шероховатости поверхности
[396, 496, 1544], расчеты эхо-проницаемости на ЭВМ в диапа-
зоне частот от 20 до 80 МГц для широкополосных импульсов,
например для комбинаций пьезокристалл—глицерин—сталь
[1557].
Когда раньше речь шла о поперечных волнах, то имелись
в виду только такие волны, которые возникли при преломлении
продольных волн. Они поляризованы в плоскости падения, как
это видно на рис. 2.15. Это можно понять из того факта, что
Рис. 2.15. Плоскость колебания по-
перечной растепленной волны всег-
да параллельна плоскости падения?
(т. е. плоскости чертежа)
колебания частиц возмущающей продольной волны происходят
только в плоскости падения, а компонента волны в перпенди-
кулярной плоскости отсутствует.
Свойство поляризоваться параллельно или перпендикулярно имеет зна-
чение только в том случае, если одна плоскость, например, плоскость паде-
ния, или направление, перпендикулярное к ней, отличается одно от другого.
В бесконечном пространстве (в твердом теле) все направления поляризации
равноценны, и говорить о трех основных типах волн не имеет смысла. Но-
если твердое тело имеет плоскую границу или если оно неизотропно, то оба
направления поляризации довольно сильно различаются. Последнее имеет
место, например, в случае, когда тело находится под напряжением растяже-
ния или сжатия в одном направлении. Тогда оба «вида» поперечных волн
будут иметь даже различную скорость звука (см. также раздел 33.2).
Волна, колебания в которой происходят перпендикулярно к плоскости
падения, на английском языке называется также «shear horizontal» (гори-
зонтально сдвигающей) — в предположении, что базовая плоскость является
горизонтальной. Другая волна, полученная в результате преломления или
преобразования моды на этой поверхности, в таком случае называется
«shear vertical» (вертикально сдвигающей) или сокращенно волной SV в от-
личие от волн SH.
Ввиду сложности получения волн типа SH (при помощи прочно при-
крепленного пьезоэлектрического поперечного излучателя или электромагнит-
ного излучателя) на практике они применяются редко.
48
Волны SV подчиняются законам преломления по формулам (2.1), а вол-
ны SH иа свободной поверхности, в частности на граничной поверхности^
с жидкостью, при всех углах падения полностью отражаются. Поэтому они
никогда и не расщепляются с преобразованием в волны другого вида. При
наклонном отражении от стенок или прочих отражателей в изделии могут
возникать поперечные волны с любыми направлениями колебаний. Для теоре-
тического описания такие волны раскладывают на две компоненты — поля-
ризованные параллельно и перпендикулярно к плоскости падения, за кото-
рыми дальше нужно следить раздельно. Измерение направления поляризации
рассматривается в разделе 16.4 [1693].
Иногда возникает необходимость направить волну из одного твердого
тела через слой жидкости в другое твер-
дое тело из того же вещества (рис. 2.16).
Перпендикулярное прохождение рассмот-
рено в разделе 2.2. По поводу наклонного
прохождения нужно еще упомянуть, что
пока жидкостный слой имеет малую тол-
щину по сравнению с длиной волны, про-
дольная волна хорошо проходит без пре-
образования моды в диапазоне углов па-
дения от нуля до первого критического
(для стали около 15°). При большей тол-
щине слоя прохождению мешают интер-
ференция и смещение пучка. Аналогичным
образом параллельно поляризованная по-
перечная волна (волна SV) проходит при
наклонном падении в диапазоне углов вы-
ше второго критического (примерно от 30
до 90°, практически около 35—80°). При
этом в слое бежит продольная волна.
Поперечная волна, поляризованная перпен-
дикулярно к плоскости падения (волна SH),
I
1
Рис. 2.16. Прохождение продольной
и поперечной волн под углом че-
рез тонкий слой жидкости
пройти не может.
Ранее условно не принимался во внимание скачок фазы при отражении
от акустически более мягкого вещества. На рис. 2.7—2.10 и 2,11 отраженные
волны следовало бы отметить знаком минус, поскольку они противополож-
ны по фазе, т. е. сдвинуты на половину волны. Это относится как к про-
дольным, так и к поперечным волнам, поляризованным параллельно плос-
кости падения. Однако перпендикулярная поляризация является исключением:
пока в граничащем веществе имеется сильное поглощение, фаза этих волн
при любом отражении не изменяется. Это имеет важное значение для вол-
ны, падающей под большим углом (по касательной): так как величина коэф-
фициента отражения приближается к 100 %, продольные водными парал-
лельно поляризованные поперечные волны гасятся почти у самой границы
раздела, поскольку прямая волна интерферирует в каждой точке с отражен-
ной и гасит ее. В случае поперечной волны, поляризованной перпендикуляр-
но к плоскости падения, этого не наблюдается: она усиливается до двойного
значения [933, 1259].
2.5. ПРЕОБРАЗОВАНИЕ МОДЫ НА ГРАНИЦАХ РАЗДЕЛА
В ПАДАЮЩИХ ЗВУКОВЫХ ПУЧКАХ, НАПРАВЛЕННЫЕ ВОЛНЫ
На практике применяют не рассматривавшиеся ранее волны,
неограниченные в пространстве и времени, а звуковые пучки
и короткие волновые цуги (импульсы). В случае звукового пуч-
ка направление, например угол падения на рис. 2.9—2.12, опре-
деляется не совершенно точно, а охватывает некоторый диапа-
49
Рис. 2.17. Два критических угла полного отра-
жения при падении пучка продольных волн;
<z — первый критический угол для головной вол-
ны К; б — второй критический угол для поверх-
ностной волны R (схема)
зон (для импульсов то же
самое относится к часто-
те). Из-за этого при па-
дении звукового пучка в
твердое тело (рис. 2.17)
возникают новые эффек-
ты, связанные с новыми
типами волн.
Вблизи первого крити-
ческого угла (полное от-
ражение продольной вол-
ны, около 28° в пластмас-
се, рис. 2.12), если рас-
четный угол продольной
волны в стали составляет
около 75°, то образуется
так называемая головная
(ползучая, блуждающая)
волна, бегущая вдоль по-
верхности, которая быстро теряет энергию в результате отщеп-
ления поперечной волны. Она имеет такую же скорость, как
продольная волна (рис. 2.17, а).
При встрече поперечной волны со второй параллельной сво-
бодной поверхностью образуется вторая головная волна. Тот
факт, что при предельном угле все же еще имеется продольная
волна и что практически в пластмассе выбирают несколько
меньший угол, обусловливается тем, что падает звуковой пучок
вместо бесконечно-протяженной продольной волны.
Термин головная, или ползучая волна вводит в заблуждение,
т. к. скорость ее распространения такая же, как у продольной
волны. Кроме того, далее будет рассмотрен еще один вид го-
ловной волны, которая представляет собой выродившуюся по-
верхностную волну (см. ниже). Для различия первый вид волн
иногда называют продольными головными волнами.
При втором критическом угле (полное отражение попереч-
ной волны около 58° в пластмассе на стали, т. е. когда в стали
исчезают не только продольные волны, но и поперечные) от
падающей продольной волны отщепляется поверхностная волна
или так называемая волна Рэлея (рис. 2.17,6). Ее скорость
распространения вдоль границы несколько меньше, чем у попе-
речной волны (см. ниже). Она непрерывно излучает энергию
в примыкающую «жидкую» среду. При помощи искусственного
приема можно не допустить ее быстрого затухания: нужно уда-
лить жидкую среду сразу за падающим звуковым пучком. На
свободной поверхности в таком случае волны Рэлея могут рас-
пространяться на большое расстояние и затухают только под
влиянием шероховатости поверхности, ослабления в материале
и расширения пучка. Оба вида волн на поверхности раздела
50
используются при контроле материалов; их получают, как опи-
сано, из одного пучка падающей продольной волны.
Однако волна Рэлея возникает также и в том случае, если
па свободную поверхность твердого тела падает поперечная
волна под критическим углом около 33° (при исчезновении про-
дольной волны), как показано на рис. 2.17, б слева внизу.
Избежать затухания головной волны не удается. Поэтому
область ее действия ограничивается шириной пучка.
Оба типа волн являются так называемыми неоднородными,
т. е. поперечно-затухающими, в которых амплитуды частиц
уменьшаются в направлении, перпендикулярном направлению
распространения. Глубина проникновения волн Рэлея зависит
от порядка величины длины волны. Обе волны отражаются от
граничных поверхностей на их пути, например от поверхност-
ных трещин, кромок, посторонних включений, и используются
для их обнаружения. Волны Рэлея чувствительны к дефектам
самой поверхности, например к инородным включениям, при-
ставшей грязи, каплям жидкости; напротив, продольные голов-
ные волны чувствительны только к дефектам под поверхностью.
При умеренной кривизне волны Рэлея распространяются по
поверхности, а головные волны — нет.
Волна Рэлея, падающая на кромку под прямым углом, ча-
стично отражается от нее и частично проходит сквозь нее.
Коэффициент отражения зависит от остроты кромки и ее угла:
почти полностью волна отражается только от кромки, острой,
как нож и имеющей вид нисходящего уступа [153]. Обе волны,.
в том числе и головная, отражаясь навстречу самим себе, пре-
вращаются на поверхности обратно в продольную волну, т. е.
образуют эхо. Однако волна Рэлея может превратиться и в по-
перечную волну, если, как это показано на рис. 2.18, она на-
Рис. 2.18. Волна Рэлея R на произволь-
ной кромке;
а — расщепление на отраженную 7? и
прошедшую Т волны и иа свободно
излучаемую поперечную волну (ха-
рактеристика направленности показа-
на схематически); б — то же на дру-
гой стороне поверхности с острыми
кромками или дискообразной или во-
лосообразной полости (зеркально от-
раженная волна Т для наглядности ие
показана)
толкнется на резкое изменение формы направляющей поверх-
ности.
Поперечная волна, свободно излучаемая с широкой харак-
теристикой направленности (рис. 2.18, а, поляризованная парал-
51
боэдрХ
Сталь
Направление распространения
Рис. 2.19. Поверхностная волна, выходящая из стали; справа показан эллипс колебаний
частицы с указанием направления вращения (расчет по работе [35], отношение осей
эллипса 0.44:1)
дельно плоскости чертежа, волна SV), может быть опять при-
нята соответствующим образом расположенным приемником,
но- не излучателем падающей продольной волны. Если же волна
Рэлея была получена от падающей поперечной волны (как на
рис. 2.18,6), то их излучатель может принимать также и попе-
речные волны от обеих кромок. То же самое имеет место для
отражателя в виде диска или полоски (искусственного дефекта).
Поперечная волна, полученная из поверхностной волны
(рис. 2.18, сг) при ее преобразовании, является одной из разно-
видностей так называемых краевых волн (см. раздел 2.6).
Частицы поверхности в волне Рэлея совершают, как показа-
но на рис. 2.19, эллиптические колебания. При этом ее деформа-
ция не будет синусоидальной, известной по аналогии с волнами
на поверхности воды. Из формы колебаний частиц, амплитуда
которых с увеличением глубины уменьшается и приближается
к форме круга, следует одно из важных свойств волн Рэлея:
если траектория распространения волн на поверхности ограни-
чивается боковыми прямоугольными кромками (рис. 2.20), то
частицы совершают только движения, параллельные боковым
поверхностям. Это означает, что при падении по касательной
не происходит скачка фазы. Волна не только не гасится вдоль
кромки, но даже усиливается до двойного значения.
Рис. 2.20. Волна Рэлея, рас-
пространяющаяся вдоль
прямоугольной кромки
Одна разновидность волн, похожих по форме на волны Рэлея, наблю-
дается на границе между двумя твердыми веществами (Стоили [1475]).
В твердом слое одного вещества на другом наблюдается волна в граничном
слое («Love Welle» [592]), которая похожа иа волну в пластине (рис. 2.21, а).
Эти и многие другие формы направленных волн пока не имеют значения
для контроля материалов.
Если представить себе, что толщина твердого тела, по кото-
рому вдоль плоской границы бежит поверхностная волна, умень-
шилась настолько, что его можно считать пластиной, то волна
искажается и превращается в волну Лэмба («Lamb-Welle»).
Соответствующая деформация пластины показана на рис. 2.21,
бив. Кроме того, в пластине могут также бежать и простые
52
Рис. 2.21 Волны в пластинах:
а — поперечная волна, параллельная поверхности; б и в — волны Лэмба, симметричная
и асимметричная основные волны в алюминии, рассчитанные по работе [35] (соотношу
ние осей эллипса колебаний зависит от толщины пластины)
поперечные волны, поляризованные параллельно пластине
(рис. 2.21,а). Это обусловливается тем, что в противополож-
ность перпендикулярно поляризованной поперечной волне и
продольной волне при падении по касательной здесь не происхо-
дит скачка фазы, т. е. при отражении не происходит гашения.
Они являются частным случаем волн в пластинах.
Оба типа волн Лэмба (рис. 2.21, бив) являются основными
типами — симметричными (волнами расширения) или несиммет-
ричными (изгибными волнами). К этому семейству относятся
еще и волны высших гармоник, число которых не ограничи-
вается.
Все эти волны на границах раздела, за исключением поперечных волн
с параллельной поляризацией, только кажутся новыми типами волн наряду
с обоими основными типами волн в свободном пространстве. Все они мате-
матически могут быть составлены из обоих основных типов волн, но ввиду
53
многократных отражений с преобразованием моды и сдвигом фазы это со-
ставление получается малонаглядным. К тому же ограничение пучка вносит
дополнительные усложнения при практическом применении (см. ниже).
В других протяженных телах (большой длины) тоже могут
возбуждаться направленные волны, соответствующие форме
этих тел, например в стержнях. В случае круглых или прямо-
угольных стержней под волнами в стержнях обычно понимают
волны расширения, аналогичные показанным на рис. 2.21,6-
Кроме того, имеется большое разнообразие изгибных, крутиль-
ных и радиальных волн вместе с их высшими гармониками^
которые лишь редко используются для контроля материалов.
Эти волны, как впрочем и волны в пластинах, могут возбуж-
даться не только при преобразовании моды падающей продоль-
ной волны. Напротив, для их получения более подходят способы
электромагнитного возбуждения, а не пьезоэлектрического (раз-
делы 8.4 и 8.5).
Имеется литература по головным волнам [412, 411, 264, 413„
1680, 1240, 400, 395], по поверхностным волнам [32, 35. 259,
180], по волнам Лаве [667], по волнам в пластинах [888, 35,.
457]; известны также теоретические работы по преобразованиям;
моды [1373, 145, 180, 1198, 1005, 879].
2.6. СКОРОСТЬ ЗВУКА НАПРАВЛЕННЫХ ВОЛН,
ДИСПЕРСИЯ
Продольная головная волна имеет скорость продольной волньщ
а параллельно поляризованная поперечная волна в пластине —-
скорость свободной поперечной волны.
По приближенной формуле Бергмана [2] по упругим кон-
стантам Е, р, и р (раздел 1.3) можно рассчитать скорость по-
верхностной волны:
Сл=0Д7±М2!х /ГЗТ27. (2.4>
1 + И V р 2(1 + р)
Используя формулу (1.7), получим
Св-Сг’87-1,1-^-. (2-5>
1+р,
Таким образом, поверхностная волна распространяется всег-
да несколько медленнее, чем поперечная: в стали ее скорость
составляет 92 % и в алюминии около 93 % скорости попереч-
ной волны.
Длина волны или частота в формулу (2.4) не входит, как
и в формулы (1.6) и (1.7) для свободных основных волн. Сле-
довательно, эти волны, как и поверхностные, не имеют диспер-
сии, т. е. их скорость не зависит от частоты. Это справедливо'
также для головных волн.
Это отнюдь не является само собой разумеющимся: даже
54
поверхностная волна имеет дисперсию, если она бежит по силь-
но искривленной поверхности; например при радиусе кривизны
г = ЗХ ее скорость cR на выпуклой поверхности получается при-
мерно на 10 % более высокой, а на вогнутой — более низкой
[1570, 1375].
Кроме того, она имеет дисперсию и если поверхность имеет
иные свойства, чем основной материал, например в результате
закалки или вследствие наличия напряжения [168].
Дисперсию имеют также и волны Лаве, если они бегут в слоях, тол-
щина которых близка к длине волны. Зависимость скорости распространения
волн в пластинах и волн Лаве от толщины может быть использована для
измерения толщины по скорости звука.
Другие направленные волны, как и волны в пластинах (вол-
ны Лэмба), имеют дисперсию. Их скорость довольно сложно
зависит не только от материала, но и от толщины пластины и
частоты, как показано на диаграмме в табл. 9 в приложении
для стали. Для других материалов со значениями р,=0,25, 0,33
и 0,375 были опубликованы расчеты Перси [1216], а для алю-
миния эти значения определил Файрстон [457].
На рис. 2.22 наглядно показано возникновение волны Лэмба
из зигзагообразно отраженной основной волны и видна связан-
ная с этим дисперсия.
Рис. 2.22. Возникновение волн Лэмба:
а — узкий наклонно падающий пучок; б — широкий пучок при неблагоприятной фазе,
края пучка гасятся вследствие интерференции; в — благоприятная фаза, достигнутая
подбором угла; пучки I и II перекрываются сиифазно
Как уже отмечалось, волны в пластинах можно представить
как наложение продольных волн и (или) поперечных. Здесь
будет рассмотрена только поперечная волна. При узком звуко-
вом пучке (рис. 2.22, а) участки I и II, движущиеся в одинако-
вом направлении, не влияют друг на друга. При этом скорость
распространения волны вдоль поверхности определяется по
формуле
сР = ct -sin а.
55
Если звуковой пучок шире (рис. 2.22, б), то после отраже-
ния происходит наложение. Это значит, что могут возникнуть-
интерференции. На рис. 2.22, б показаны условия, когда на гра-
ницах пучка как раз происходит гашение. При очень большой
ширине пучка по сравнению с толщиной пластины (рис. 2.22, в)
волна в пластине может распространяться только при опреде-
ленных комбинациях значений угла а и длины волны X.
На первый взгляд кажется удивительным, что такое простое геометриче-
ское требование, чтобы отраженные пучки не гасили друг друга, приводит
к такому сложному соотношению между толщиной пластины и наиболее
благоприятным углом падения, как это показано в табл. 9 приложения.
Такое усложнение объясняется тем, что при наклонном отражении звука от
поверхности твердых тел происходит сдвиг по фазе, который в свою очередь
зависит от угла.
Кроме того, происходят смещения пучка. В таком случае распростране-
ние становится не зигзагообразным, а трапецеидальным [1125]. Такое сме-
щение пучка при скользящем падении продольной волны (в случае для стали
под углом а=33,2о) может затронуть несколько длин волн. Сдвиг по фазе
и смещение пучка обращаются в нуль только при падении под углом а=45°.
На поверхности толстых пластин имеются также с обеих сторон обыч-
ные волны Рэлея, не зависящие друг от друга. Однако если толщина пла-
стины будет меньше глубины их проникновения, то волна Рэлея вырождается
и расщепляется на две ветви волны в пластине с формами колебаний, пока-
занными на рис. 2.21, б и в; в табл. 9 в приложении они обозначены через
а0 и s0. В математическом смысле это распространение тоже можно считать
выродившимся зигзагообразным. Волновые фронты располагаются почти
перпендикулярно к поверхностям пластины; они даже наклонены несколько
назад по отношению к направлению распространения. Благодаря этому вол-
новые пучки уже не отрываются от поверхности, а их пути через пластину
под углом (I и II на рис. 2.22) невозможны; движение волны состоит только-
из отражения от поверхности пластины и связанного с этим продолжитель-
ного преобразования продольных волн в поперечные. Математически это-
вырождение проявляется в том, что угол а становится мнимым, следователь-
но sina>l. По поводу возбуждения волн этого типа следует заметить, что
они могут возбуждаться как и истинно зигзагообразно отраженные волны
согласно закону преломления [см. формулу (2.3) и рис. 2.6], причем синус
угла преломления принимается превышающим единицу чисто формально
(значения sin а приведены в табл. 9 приложения). Благодаря этому в водя-
ном или пластмассовом клине, используемом для возбуждения, угол ввода
звука получается больше критического.
На рис. 2.21 и 2.22, как и при теоретических исследованиях волн Лэмба,
были приняты возбуждающие волновые системы в виде плоских основных
волн. Однако известно, что волну можно считать плоской с определенным
углом только вблизи больших излучателей звука. Между тем па практике
приходится работать на значительном расстоянии от излучателей ограничен-
ного размера. Поэтому волны получаются неплоскими и не имеют конкрет-
ного угла ввода; они являются лучами сферических волн. Это обусловливает
значительное расхождение между практически возбуждаемыми волнами в
пластинах и расчетными волнами Лэмба.
Следует отметить еще и неблагоприятные последствия дисперсии, из-за
чего на практике применяют почти исключительно недиспергирующие основ-
ные волны. Для целей измерения времени пробега, т. е. расстояния, при
контроле материалов обычно работают со звуковыми импульсами, как пока-
зано на рис. 2.33, и лишь в редких случаях применяют непрерывные волны.
Однако кратковременные колебания и волны состоят не из одной часто-
ты, а из большого числа частот. Это хорошо видно на рис. 2.24, где путем
сложения трех различных частот 0,85, 1,0 и 1,21 МГц получилось подобие-
56
импульса с частотой в 1 МГц. Обычно считают, что для получения импульса
нужно тем большее число и более удаленных друг от друга частот, чем
короче он должен быть. Первоначально еще короткий импульс волны Лэмба,
следовательно, содержит много частот с резко различными скоростями со-
гласно табл. 9. Следовательно, он должен растекаться, т. е. по мере распро-
странения он становится шире и меняет свою форму. Отдельная волна, как
например наивысшая, отмеченная на рис. 2.23 стрелкой, уже больше ие вы-
Рнс. 2.23. Часто встречаю-
щаяся форма импульса при
контроле материала
является; измерение времени пробега такого импульса уже иевозможио.
Однако некоторое искажение импульса возможно и без дисперсии, если, на-
пример, составляющие волны более высокой частоты будут поглощаться
сильнее. Примеры «растекания» импульса показаны на рис. 24.11 и 24.12.
0,85 МГц
' 1МГц
Импульс
5>ис. 2.24. Синтез импульса частотой в 1 МГц из чистых синусоидальных составляющих
волн частотой 0,85; 1,0 н 1,21 МГц
Дисперсию имеют также и волны Лаве, если они распространяются в
слоях, толщина которых близка к длине волны. Зависимость скорости рас-
пространения волн в пластинах и волн Лаве от толщины может быть исполь-
зована для измерения толщины по скорости распространения.
Литература для математического описания звуковых процес-
сов в телах имеется в учебниках Мейзона [35], Ахенбаха [49]
и Полларда [30]. Наглядные изображения опубликовали Ник-
керсон [1119] и Харуми [9]. Сведения о головных волнах при-
ведены в работах [412, 411, 264, 413, 1680, 1240, 400, 395].
2.7* . КРАЕВЫЕ ВОЛНЫ
Если свободная волна встречается в каком-то месте твердого
тела с нарушением постоянных условий распространения, то
там возникают дополнительные волны. Эти волны способствуют
57
тому, чтобы нарушенный колебательный процесс падающей
волны благодаря их влиянию оставался в каждой точке та-
ким же, как до встречи с неоднородностью. Иными словами,
они необходимы для того, чтобы повсюду выполнялись гранич-
ные условия.
На рис. 2.18, б был показан как раз такой случай, но все же
существенно упрощенный. В качестве дополнительных или вы-
равнивающих волн здесь выступают в первую очередь волны
Рэлея, которые возбуждаются от помех типа кромок на
рис. 2.18,6, а также дифракционные волны других типов, кото-
рые на рис. 2.18 не показаны. В сочетании с преобразованием
моды волны Рэлея в свободные волны в местах неоднородности
получающийся процесс оказывается, таким образом, весьма
сложным.
В некоторых простых случаях следует сделать попытку
разъяснить его, так как для контроля материалов представляют
интерес получающиеся при этом «краевые» волны. Поперечные
краевые волны на рис. 2.18,6 ввиду благоприятного преобразо-
вания при падении волны под критическим углом остаются еще
довольно сильными, а амплитуда волн дифракции от краев
очень слаба.
Харуми с соавторами разъяснил путем моделирования на
ЭВМ процесса распространения некоторые важные его подроб-
ности [9, 618].
Пример 1 (рис. 2.25, сг). Вертикальное падение продольной
волны на плоскую разделяющую поверхность (диск или по-
лоска) .
На рисунках показаны фронты различных волн в момент
времени, когда волна, падающая снизу (здесь она' обозначена
IL — по-английски Incident longitudinal — падающая продоль-
ная), как раз прошла за отражатель. Нарушение фронта лишь
наметилось. Вначале образуются продольные волны, исходящие
от обеих кромок RL 1 и RL 2 (reflected longitudinal — отра-
женные продольные). В середине внизу они сливаются с зер-
кально отраженной волной, образуя отраженную волну RL, от
которой в осевом направлении они уже не отличаются. Однако
с боковой стороны их можно различить по времени прохож-
дения.
Другими выравнивающими волнами на обоих краях являют-
ся поверхностные волны Ra 1 и Ra 2 на отражателе, движу-
щиеся навстречу одна другой, и поперечные краевые волны
RT 1 и RT 2. Последние в голове волны Рэлея снова соеди-
няются с ней. Однако поскольку они распространяются с не-
сколько более высокой поперечной скоростью, чем волны Рэлея,
они кажутся выходящими из какой-то точки за пределами
кромки. В осевом направлении они объединяются в отражен-
ную поперечную волну RT. Не в направлении оси их можно
принимать как две раздельные поперечные волны. ! '
58
Рис. 2.25. Отражение от ди-
ска, полосы и пустотелого
цилиндра с учетом краевых
воли:
а — перпендикулярное па-
дение продольной волны на
диск; б — то же, под углом
60°; в — падение. попереч-
ной волны на цилиндр
Пример 2. Падение продольной волны на границу раздела
под углом 60° (рис. 2.25, б).
Обе продольные волны, рассеянные на кромках, объеди-
няются с зеркально отраженной волной, выходящей под
углом 60°, в отраженную продольную волну RL. Обе попереч-
ные краевые волны (объединенные с волнами Рэлея, как в при-
мере 1) объединяются под углом около 30° с поперечной волной,
зеркально отраженной с преобразованием моды, образуя отра-
женную поперечную волну RT. Волна Рэлея Ra 1 в это время
уже находится на обратном пути от правой кромки, где она
возбудила еще одну краевую волну RT 3 (на рисунке не по-
казанную) .
Пример 3. Падение поперечной волны на пустотелый ци-
линдр (рис. 2.25, в).
Поперечная волна IT (поляризованная параллельно плос-
кости чертежа и перпендикулярно к оси цилиндра, волна SV)
возбуждает продольные краевые волны RL 1 и RL 2, выходя-
щие с обеих сторон цилиндра. Они не могут быть приняты в
осевом направлении, поскольку там их амплитуда обращается
59
в нуль. Таким образом, их характеристики направленности
образуют два овала вокруг исходной точки. Кроме того, в обоих
этих местах возбуждаются и волны Рэлея Ra 1 и Ra 2, которые
обегают вокруг цилиндра. В дополнение к ,этому здесь воз-
никают поперечные краевые волны RT 1 и RT 2. Ввиду разли-
чия во времени прохождения по сравнению с непосредственно
отраженной поперечной волной RT 0, их можно принимать так-
же и в направлении оси. Однако эти краевые волны, как и
волны Рэлея, несколько выродились: они всегда соединены с го-
ловой волны Рэлея, которая на своем пути постоянно излучает
энергию в форме поперечной волны. Следовательно, ее можно
принимать также и под углами к оси как отдельную попереч-
ную волну.
Выродившаяся, постоянно излучающая волна Рэлея иногда
называется блуждающей (головной), однако в отличие от про-
дольной головной волны (раздел 2.5) ее называют рэлеевской
головной волной. Ее скорость звука меньше, чем у истинной
волны Рэлея, и зависит от отношения радиуса цилиндра к дли-
не волны.
Интенсивность соответствующих волн в определенном на-
правлении на рис. 2.24 не показана. Изображенные волновые
фронты дают только положение фронта в данный момент вре-
мени, и их не следует путать с характеристиками направлен-
ности. К тому же они представлены не полностью, а лишь
схематически в области главных углов. Числовая оценка по по-
грешностям модели (Харуми и др. [618]) иногда выявляет
резко выраженное направленное действие краевых волн.
В примерах рассматриваются волны обоих типов — продоль-
ные и поперечные, поляризованные параллельно плоскости
чертежа (волны SV). Другие поперечные волны (волны SH)
описываются очень просто: здесь не происходит преобразования
моды, так как во всех примерах направление колебаний остает-
ся параллельным поверхности отражателя. Роль выравниваю-
щей волны играет только дифракционная волна того же вида
круговой или кольцевой формы, бегущая вокруг поверхности.
Из других дефектов важное значение имеют поверхностные
трещины. Качественно их можно рассматривать так же, как и
описанные выше. Дополнительные поверхности с их волнами
Рэлея, преобразованиями моды и излучением дают еще более
многочисленные отраженные волны (Харуми [9]).
Теория обегающих поверхностных волн в отверстиях (также
и заполненных жидкостью) описана в работе [1034].
2.8. ОТРАЖЕНИЕ ОТ ПРЯМОУГОЛЬНОЙ КРОМКИ
И УГЛА
При контроле материалов часто применяется отражение от
угла, образуемого двумя плоскими поверхностями образца
(рис. 2.26). Если луч падает перпендикулярно на такую прямо-
60
угольную кромку, то он будет
отражаться под любым углом
к одной из обеих поверхностей
после двойного отражения па-
раллельно самому себе.
При отражении пучка лу-
Рис. 2.27. Коэффициент отражения
от кромки в стали для падающей
продольной (а) и поперечной (б)
волн
Рис. 2.26. Отражение в угло-
вом зеркале:
а — отдельный луч; б — пу-
чок лучей
чей (рис. 2.26, б) обе половины пучка меняются местами. Если
ось звукового пучка не попадает на кромку, то звуковой пучок
смещается параллельно самому себе.
Третья плоская поверхность, перпендикулярная к двум дру-
гим, образует с ними угол, который отражает луч из любого
пространственного угла параллельно самому себе. В оптике
этот эффект, как известно, используют для отражения света
как обратный отражатель, например глаз кошки. При падении
плоской ультразвуковой волны эффект будет аналогичным.
Однако следует учитывать результаты раздела 2.4 для случая а
(отражение от границы твердое—газообразное):
при любом отражении от поверхностей на рис. 2.26 от вол-
ны может отщепляться волна другого типа, поэтому коэффи-
циент отражения существенно зависит от угла падения. На
рис. 2.27 показано отражение от кромки для случая продоль-
ной (сг) и поперечной (б) волн в стали. Он вычисляется как
произведение коэффициентов отражения из рис. 2.7 и 2.8 для
углов од и 90° — од или од и 90° — at-
Продольная волна характеризуется очень слабым отраже-
нием от кромок, кроме случая с очень пологими углами к по-
6Ь
верхности. Причина этого заключается в том, что всегда при
одном из двух отражений отделяется сильная поперечная вол-
на, которая бежит назад не в направлении падающей волны.
Поперечная волна отражается полностью в средней области
вследствие двукратного полного отражения. Однако с обеих
сторон этой области имеются участки, в которых почти, ничего
не отражается. При пологих углах падения поперечная волна
теоретически отражается тоже сильнее. Однако для обоих ти-
пов волн существует ограничение, ввиду того, что при падении
под пологими углами фактический звуковой луч в отличие от
воображаемой плоской волны уже не имеет чувствительности.
Вдоль стенки происходит гашение ввиду интерференции пря-
мого луча с отраженным, вследствие чего обе кривые на
рис. 2.27, а и б при углах 0 и 90° практически снова стремятся
к нулю.
На рис. 2.27 отмечены углы, обычно применяемые при
ультразвуковом контроле. Видно, что для отражения на кром-
ках, например, как при выявлении вертикально проникающей
поверхностные трещины, благоприятны углы от 35 до 45°. Угол
в 60° особенно нежелателен — в этом случае наблюдается ми-
нимум отражения.
Для каждого угла можно рассчитать соответствующую про-
странственную диаграмму отражения. Кривые отражения при
этом становятся поверхностями отражения. Соответствующая
площадь поверхности для продольных волн в большей части
пространственного угла имеет весьма малые значения. Для по-
перечных волн область полного отражения получается вокруг
биссектрисы пространственного угла, а с ней граничат глубокие
впадины. Однако эта поверхность не имеет симметрии тела
вращения по отношению к биссектрисе пространственного угла,
так как сказывается поляризация поперечной волны. Если она
располагается параллельно одной из трех плоскостей, то при
пологих углах падения происходит уже не гашение, а усиление
волны.
Кроме зеркального отражения от кромки, также происходит
и преобразование моды поверхностных волн, которые однако
«становятся заметными только в том случае, если поверхность
.кромки ограничена, например как в шпоночной канавке. На дне
канавки поверхностная волна отчасти снова излучается как
краевая волна и может интерферировать с падающей волной.
На поверхности канавки происходят также многократные отра-
жения. Следовательно, для неглубоких канавок с глубиной
того же порядка, как длина волны, рис. 2.27 уже неспра-
ведлив.
При отражении свободной волны от акустически более мяг-
кой среды происходит сдвиг фаз. У кромки наблюдаются два
таких отражения, т. е. двойной сдвиг фаз, независимо от того,
было ли преобразование моды или нет. Поэтому эхо от кромки
6?.
можно отличить от эха от перпендикулярно отражающей по-
верхности по различию в их фазах.
Данные по отражению от кромок и канавок имеются в ли-
тературе [1186, 1187, 1606, 1607, 5.0, 229, 544, 394], наглядные
изображения даны в работе [413], моделирование на ЭВМ
проводили Сато [1321] и Харуми [617, 9, 618, 619].
Кромки с углами, отличающимися от 90 °, не представляют
особого интереса. Однако если угол па-
дения продольной волны а и угол острой
кромки у связаны между собой соотно- X
шением । х
sin а = (ci/ct) sin у _
(рис. 2.28), то отщепленная поперечная
волна падает на вторую поверхность
кромки под прямым углом И ПОЛНОСТЬЮ Рис. 2.28. Отражение в остро-
отражается. При угле а около 6Г в ста- >гольной кромке
ли наступает почти полное обращение (см. раздел 14.4, отра-
жение при угле 61°).
з. геометрическая акустика
3.1 . ГРАНИЦЫ ПРИМЕНИМОСТИ
Геометрическая оптика работает с лучами света, которые мо-
гут быть представлены на чертеже прямыми линиями. Она обес-
печивает, как известно, большую наглядность при использова-
нии законов преломления и отражения на границах раздела,,
например для случая зеркал и линз с искривленными поверх-
ностями. Здесь уже был использован этот наглядный способ,
например в гл. 2 при анализе отражения и преломления. При
этом нужно только учитывать, что ранее не принималось во
внимание такое важное свойство и световой, и звуковой волны,
как ее структура.
Это всегда обусловливает отклонение того, что происходит
в действительности, от результатов, полученных с применением
лучевой геометрической оптики и акустики, если размеры
источников звука, отражателей или испытываемых образцов
не сильно превышают длину волны: в щелях и в отверстиях
наблюдаются явления дифракции.
В оптике это наблюдается только при работе с телами, раз-
меры которых сравнимы с длиной волны света (порядка не-
скольких микрометров). Однако при ультразвуковом контроле
такие отклонения от геометрической акустики приходится при-
нимать в расчет довольно часто, так как применяемые длины
волн там располагаются в миллиметровом диапазоне, а источ-\
ники звука, отражатели и образцы имеют размеры того же по-
рядка.
ба
Простая геометрическая конструкция ультразвукового поля
□а диафрагмой на рис. 3.1 в действительности при размерах
диафрагмы менее 100 мм поэтому неосуществима.
। И Диафрагма
JILTE
давление
Рис. 3.1. Геометрическая схема
прохождения плоской волны че-
рез диафрагму; справа соответ*
ствующее распределение звуко-
вого давления по поперечному
сечению, справедливое лишь
приблизительно при условии,
что длина волны намного мень-
ше диаметра диафрагмы
Далее будут рассмотрены некоторые возможные применения
ультразвуковой оптики. Но при этом следует иметь в виду, что
в случае, когда длины волн не слишком малы по сравнению
с размерами, результат будет представлять собой лишь более
или менее грубое приближение.
3.2 . ЗАКОНЫ ИЗМЕНЕНИЯ ЗВУКОВОГО ДАВЛЕНИЯ
•С РАССТОЯНИЕМ ДЛЯ СФЕРИЧЕСКИХ
И ЦИЛИНДРИЧЕСКИХ волн
Далее будет показано, как меняется звуковое давление при
простых формах волн в зависимости от расстояния от источ-
ника. В случае плоской волны оно, разумеется, должно быть
постоянным в любой плоскости волны. У неплоских волн в силу
закона сохранения энергии будет наблюдаться некоторый закон
.изменения звукового давления с расстоянием. На рис. 3.2 по-
Рис. 3.2. Закон изменения интен-
сивности и звукового давления сфе-
рической волны в зависимости от
расстояния
жазаны четыре луча, выходящие из точки возникновения сфери-
ческой волны, которые выделяют на сфере радиуса а неболь-
шой квадрат. На следующей сферической поверхности с радиу-
сом вдвое большим эти четыре луча ограничивают квадрат,
имеющий, очевидно, в четыре раза большую площадь. По прин-
ципу сохранения энергии количество ультразвуковой энергии,
проходящей через оба квадрата за единицу времени, должно
быть одинаковым. Следовательно, плотность энергии на еди-
ницу площади поверхности, т. е. интенсивность, на сфере с
удвоенным радиусом составит только одну четверть. Обобщенно
можно сказать: интенсивности на двух различных расстояниях
® случае сферической волны обратно пропорциональны квадра-
там расстояния от источника.
«4
Поскольку далее согласно формуле (1.4) звуковое давление
пропорционально квадратному корню из интенсивности, полу-
чается, что звуковое давление должно быть обратно пропор-
ционально расстоянию:
P2IP1 =aja2.
Если принять а2=1 и звуковое давление в этой точке рав-
ным pi, то закон изменения звукового давления с расстоянием
для сферической волны будет иметь вид:
P=Pi(l/a). (3.1)
Согласно этой формуле, звуковое давление в самом источ-
нике должно быть бесконечным, что столь же мало соответ-
ствует действительности, как и само допущение о точечном ха-
рактере источника. Фактически источники всегда имеют неко-
торую пространственную протяженность, и вблизи них звуко-
вые волны не являются сферическими. Следовательно, закон
(3.1) справедлив только для расстояний, значительно превы-
шающих размеры источника. Если это условие на расстоянии 1
еще не выполняется, то величина pi означает только чисто рас-
четную величину, характеризующую интенсивность источника.
Рис. 3.3. Закон изменения интен-
сивности и звукового давления ци-
линдрической волны в зависимости
от расстояния
В случае цилиндрических волн их источник является не точ-
кой, а линией — осью цилиндрической волны. Поэтому, соглас-
но рис. 3.3, площадь участка поверхности, охваченного четырьмя
лучами, будет пропорциональна расстоянию только в первой
степени.
Квадрату на внутреннем цилиндре соответствует прямоуголь-
ник вдвое большей площади на цилиндре удвоенного радиуса.
Следовательно, интенсивность изменяется только обратно про-
порционально расстоянию, т. е. она уменьшается так же быстро,
как и в случае сферической волны. Соответственно звуковое
давление уменьшается обратно пропорционально квадратному
корню из расстояния
р=Р1У1/а.'
Сферическая волна — важнейшая форма волны для ультра-
звукового контроля, особенно в случае крупных изделий, по-
тому что волну, выходящую из обычного ультразвукового излу-
чателя, можно рассматривать как сферическую лишь на боль-
шем расстоянии. Часто такая сферическая волна падает на
3. п
65
плоскую, цилиндрическую и реже на сферическую поверхности*,
испытывая при этом изменения в результате отражения и пре-
ломления, как Йудет йоказано в следующих разделах.
3.3 * ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ СФЕРИЧЕСКИХ ВОЛН
НА ПЛОСКИХ ГРАНИЦАХ
Геометрическая схема отражения сферической волны от плос-
кой поверхности представлена на рис. 3.4. При этом каждый луч*
отражается под своим углом падения. Форма сферической вол-
ны сохраняется, но отраженная сферическая волна кажете®
Рис. 3.4. Отражение сферической^
волны от плоской границы (вол-
новые фронты показаны лишь час-
тично)
выходящей как бы из точки О', которая является зеркальным?
отражением действительного центра сферы 0. Звуковой пучок,
сохраняет свой угол раскрытия б, как видно по двум показан-
ным краевым лучам, угол между которыми равен б.
Если проследить за изменением звукового давления вдоль,
одного луча, то до отражения оно подчиняется закону (3.1).
После отражения добавляйся еще коэффициент отражения для
соответствующего угла падения и вид границы раздела, как.
описано в гл. 2:
p=Pi(l/a)/?. (3.3)
Как видно из рис. 2.7, этот коэффициент сильно зависит от угла; рас-
пределение звукового давления по сферическому фронту волны при отраже-
нии весьма существенно изменяется. Тем не мепее волна остается сфери-
ческой.
При отражении с преобразованием моды и при преломлении.'
сферической волны она уже не остается сферической, в отли-
чие от простого отражения.
На рис. 3.5 приведен пример преломления на границе раз-
дела вода—сталь, причем рассматривается только продольная;
волна в стали. После преломления в точке кажущегося цент-
ра 0' пересекаются лишь -лучи, близкие к нормальным. Поэтому
преломленную волну можно считать сферической лишь в этой,
области. Отсюда следует
42^i = 6i:б2 = С|:с2, здесь 1:4.
Углы раскрытия узких перпендикулярно падающих пучков;
относятся как скорости звука, т. е. у продольной волны в стали?
66
8Ряс. 3.5. Преломление сфе-
рической волны на граня*
. це раздела вода — сталь
‘Они в 4 раза больше, чем в воде. Изменение звукового давле-
ния во втором веществе определяется положением зеркально
-отраженного (мнимого) центра О', от которого и следует отсчи-
тывать расстояние а в формуле (3.1). Как при преломлении,
так и при отражении волны, с преобразованием моды угол рас-
крытия наклонно падающего пучка зависит от угла падения;
-соответственно изменяется и звуковое давление.
3.4 *. ИСКРИВЛЕННЫЕ ГРАНИЦЫ ТИПА ЗЕРКАЛ И ЛИНЗ
'Если сферическая волна падает на вогнутое зеркало, сфериче-
ская поверхность которого имеет радиус г и исходная точка
«волны отдалена на расстояние а от вер-
шины зеркала, то после отражения лучи
пересекаются в точке, находящейся на
расстоянии b (рис. 3.6). По аналогии с
геометрической оптикой эту точку назы-
вают точкой изображения. Если через f
обозначить фокусное расстояние зерка-
ла для плоской волны, то зависимость
между волнами будет следующей:
J_-1-_L=_L== _L
b ~~ a f r)2'
Рис. 3.6. Сферическая вол-
на на вогнутом зеркале
Верхний знак ( + ) здесь относится к собирающему зеркалу,
а нижний ( —) —к рассеивающему. Фокусное расстояние всегда
считается положительным.
Если в собирающем зеркале расстояние до изображения получается отри-
цательным, то это означает, что мнимое изображение находится за зеркалом.
:В соответствии с этим при обратном ходе лучей (при падении сходящейся
-сферической волны) с кажущимся центром за собирающим зеркалом рас-
стояние а следует выбирать отрицательным.
При рассеивающем зеркале все величины принимаются всегда положи-
тельными. Либо точка изображения, либо центр сферической волны всегда
(.кажутся расположенными за зеркалом.
3
67
Чтобы рассчитать звуковое давление отраженной волны,
можно воспользоваться формулами (3.1) и (3.2), в которых
нужно вычислить расстояние от соответствующей точки изобра-
жения. Эта точка изображения (или линия изображения в слу-
чае цилиндрической волны) и является источником, от которого
можно вести новый дальнейший расчет распространения волны
независимо от возникновения точки изображения.
Пусть сферическая волна падает на сферическое или ци-
линдрическое зеркало; тогда для звукового давления отражен-
ных волн в зависимости от расстояния до вершины х могут
быть выведены следующие формулы:
Сферическая волна падает
на сферическое зеркало
Pi f___________
a x4=f(l+.ic/a)
Сферическая волна падает
на цилиндрическое зеркало
^1/ -----------1-----------
« V (1+х/а) [x=F/(l+x/a)J
(3-5)
Верхний знак ( —) относится к собирающему зеркалу, ниж-
ний ( + )—к рассеивающему; . pi — звуковое давление падаю-
щей сферической волны на расстоянии а=1 от центра, так что
отношение pja будет ее звуковым давлением на вершине зер-
кала. В случае падения сферической волны на цилиндрическое
зеркало (наиболее важный случай для практики) возникает
ни чисто сферическая, ни цилиндрическая волна, а некоторая
комбинация из двух различных цилиндрических волн, которые
в соответствии с обоими выражениями под корнем имеют также
и две различные точки изображения.
В подкоренных выражениях должны рассчитываться только
абсолютные значения. В случае собирающего зеркала знамена-
тель во всех выражениях может исчезнуть (обратиться в нуль),
в частности в действительных точках изображения, где теоре-
тически звуковое давление должно быть бесконечным. В дей-
ствительности здесь уже нельзя пользоваться геометрическими
представлениями ввиду явлений дифракции. Фактическая кон-
центрация и повышение звукового давле-
ния зависят от длины волны.
На рис. 3.7 показан случай контроля
материала, когда луч сферической вол-
ны от искателя падает на цилиндриче-
ское отверстие в поковке. Расчет будет
приведен в разделе 3.5.
Здесь поверхности детали граничат
с воздухом, перпендикулярно падающие
лучи полностью отражаются, что и пред-
полагалось в выражении (3.5). Лучи, па-
дающие уже неперпендикулярно, соглас-
но рис. 2.7 отражаются не полностью.
Рис. 3.7. Цилиндрическое
зеркало в поковке
68
Однако отклонение очень невелико; при падении продольной
волны под углом 16° оно составляет Всего около 10%. Ввиду
применения формулы (3.4) все равно приходится ограничи-
ваться узкими пучками вокруг вертикально падающего луча.
Если же отражающая поверхность граничит не с воздухом,
а с водой, то отражение ослабляется. В таком случае в фор-
мулу (3.5) нужно дополнительно ввести коффициент отраже-
ния согласно формуле (2.1). Форма отраженной волны, на-
пример положение точки изображения, при этом, разумеется,
не изменяется.
За прошедшей волной через такую же искривленную гра-
ницу раздела тоже можно' проследить по отдельным лучам,
которые подчиняются законам преломления, приведенным в
гл. 2.
Сферически или эллиптически искривленная граница твер-
дое—жидкое (рис. 3.8) действует на звуковую волну как соби-
рающее или рассеивающее зеркало.
Вода Сталь
Рис. 3.8. Искривленная граница вода —
сталь действует как линза
Какое из этих свойств будет наблюдаться, зависит от кри-
визны границы раздела и от соответствующих скоростей зву-
ка Cj и с2.
В отличие от световой оптики, где работают с коэффициентами прелом-
ления n=ci/c2>l, при ультразвуковом контроле могут встречаться самые
разнообразные его значения: при преломлении продольных волн на границе
вода—сталь он равен с1/с2=0,25, а иа границе сталь—вода с^С\=А.
Ниже показаны все четыре возможные комбинации вода—
сталь и сталь—вода (рис. 3.8): Кривизна С2/С1
Собирающая линза а Вогнутая >1
Собирающая линза б Выпуклая <1
Рассеивающая линза в Вогнутая >1
Рассеивающая линза г Выпуклая <1
Однако плоскими падающие волны можно считать только в том случае,
если 1) линза находится непосредственно перед преобразователем звука и ее
размеры намного больше размеров преобразователя и 2) лииза далеко удаи
лена от преобразователя и захватывает только небольшой участок звукового
69
пучка вокруг его реи. На, практике ультразвукового контроля эти Случаи
почти не встречаются. Там, над геометрическим преломлением преобладают
явления дифракцйи (см. гл. 4).
Только для узких пупков при большом размере линзы фо-
кусное расстояние может быть вычислено по формуле
(С2/С!)]. (3.6)
Из-за этого ограничения формула (3.6) непригодна для рас-
чета фокусного расстояния стандартных фокусирующих пре-
образователей (см. раздел 4.5).
Если Вмес^б пЯоской волны на рис. 3.8 падает сферическая,
то в случае а И б получаются действительные точки изображе-
ния, а в других случаях — только мнимые (рис. 3.9).
Рис. 3.9. Сферическая вол-
на для случаев а п г на
рис, 3.8
Фокусное расстояние здесь будет считаться всегда положи-
тельным, как и расстояния а и b вершины зеркала от центра
сферической волны и от ее изображения. Все эти величины
связаны между собой формулой линзы
I____С2/С1 __ 1 ^3 7)
b a f
Все сказанное выше по поводу линз распространяется, со-
гласно рис. 3.8 и 3.9, также и на цилиндрические линзы. При
прохождении плоской и сферической волн через сферическую
и цилиндрическую линзы получаются следующие формулы для
звуковых давлений:
Сферическая линза
Плоская волна 1
оР0Х^, . .
Сферическая в.одцд;
Цилиндрическая линза
Dp0
(3.8)
(3-9)
. Верхний знак здесь, относится к собирающим линзам (слу-
чаи а и б на рис. 3.8) ,= нижний — к рассеивающим линзам; под
корнем принимаются в расчет только абсолютные значения;
Ь — коэффициент прохождения по формуле (2.1).
70
На рисунках для наглядности пучки показаны .утрированно
широкими, когда краевые лучи фактически ужеше пересекаются
в фокусе. . !
Эффект зеркального отражения и фокусировки при контроле
материалов возникает непреднамеренно в связи с имеющейся
формой поверхностей образцов, но иногда применяется спе-
циально, чтобы изменить направление, форму или интенсивность
волны. В качестве плоского зеркала при этом применяют метал-
лическую фольгу или пластмассовую пленку; которая натяги-
вается на плоскую поверхность при помощи воздушной подуш-
ки. Воздушный зазор может быть очень тонким, чтобы избе-
жать прохождения. Во всех случаях в зазор кладут сухой лист
бумаги. Фольга должна быть достаточно тонкой по сравнению
Рис. 3.10. Использование зеркаль-
ного отражения для измерения тол-
щины стенки цилиндра в литом
блоке цилиндров двигателя под во-
дой
Рис. ЗЛ1. Линза Френеля или зон-
ная пластинка для ввода ультра-
звука' 1 из • пластмассы в воду
(спл:>сн2о)
с длиной волны. Вогнутое зеркало лучше выполнять массивным,
например из стали или свинца, с потерями 10—25%. Погло-
щающий материал типа свинца благоприятен тем, что он не до-
пускает возвращения прошедших волн, отраженных от других
границ. Параболические зеркала выгоднее сферических, так
как у них даже и краевые лучи попадают в фокус. Линзы без
аберрации должны иметь форму эллипсоида.
Иногда при контроле сложных1 деталей используют отраже-
ние от зеркал, чтобы достичь. труднодоступные -участки
(рис. 3.10). Дополнительные примеры показаны на рис. 22.6, 6
и 16.18, причем в последнем случае, изделию специально для
целей контроля была придана особай форма, чтобы можно было
работать с зеркальным отражением.
В ультразвуковых линзах, чтобы получить такой же хоро-
ший к.п.д., потери на отражение должны быть малыми. Соглас-
но формуле (2.1), это означает, что звуковые сопротивления
линзы и граничащего с ней вещества должны быть по возмож-
ности одинаковыми. Но, с другой стороны, для Получения хоро-
шего преломляющего эффекта скорости звука должны возмож-
но больше различаться. Линзы из металла в жидкости по пер-
вой причине плохи; более эффективны линзы из пластмасс,
Л
например плексигласа или полистирола, по крайней мере для
низких частот, при которых поглощение в них не слишком ве-
лико. Для контроля резервуаров из тонких расплющенных ме-
таллических листов успешно применяют также жидкостные
линзы (подробности см. у Бергмана [2]).
Линзы, заполненные жидкостью между двумя подвижными
мембранами из пластмассы, имеют то преимущество, что их
преломляющая сила может непрерывно изменяться при измене-
нии формы линзы (аналогично работе глазного хрусталика че-
ловека) .
В ультразвуковой технике линзы применяются в системах
для получения изображения и для фокусировки звуковых по-
лей. Сюда относятся также известные в оптике зональные пла-
стинки или линзы Френеля (рис. 3.11). Их преимущество за-
ключается в том, что они тоньше обычных сферических или
цилиндрических линз. Впрочем, они оптимальны только для
одной длины волны, т. к. разница в фазе между зонами и рас-
стояния между зонами пригодны лишь для некоторых опреде-
ленных длин волн. Кроме того, импульс должен быть длинным,
чтобы получить интерференцию при сдвиге фаз иногда довольно
большого числа длин волн [278, 1498, 1499, 732]; материалы
для линз рассмотрены в работе [587].
3.5 *. СФЕРИЧЕСКИЕ ВОЛНЫ В ПУСТОТЕЛЫХ
И СПЛОШНЫХ ЦИЛИНДРАХ
По данным из раздела 3.4 можно теперь рассмотреть случаи,
встречающиеся на практике, когда ультразвуковому контролю
подвергается пустотелый или сплошный цилиндр либо при непо-
средственном контакте, когда искатель находится на цилиндре,
либо через слой жидкости (иммерсионный вариант).
Если рассчитать звуковое давление р отраженной сфериче-
ской волны в цилиндре с внутренним отверстием по формуле
(3.5), то для различных отношений внутреннего радиуса к на-
ружному Гг/га можно получить кривые, приведенные на рис. 3.12
Воображаемое звуковое давление в центре отверстия условно
принимается за единицу. Можно видеть, что после отражения
от отверстия звуковое давление падает очень быстро (эффект
рассеивающего зеркала).
В этом случае интересно также сопоставить отражение от
отверстия и от плоской задней стенки. Этот закон показан на
рис. 3.13. Можно установить, что отверстие радиусом 50 мм на
расстоянии 250 мм дает отражение, равное лишь 40 % отра-
жения от плоской задней стенки (гг/а = 0,2).
Функция имеет вид
Родл/Рплоск = Fi/(a + ri). (3.10)
72
Рис. 3.12. Относительное звуковое
давление р падающей сферической
волиы после отражения от цилинд-
рического отверстия (звуковое дав*
ленне сферической волиы на рас-
стоянии d/ra=l условно принима-
ется равным единице):
1 — плоский отражатель; 2 — па-
дающая сферическая волна
Рис. 3.13. Отношение отраженных звуковых давлений от цилиндрического отверстия иг
плоской задней стенки при падении сферической волны
Эта формула получается из формулы (3.5) для цилиндриче-
ского рассеивающего зеркала (т. е. с применением нижнего
знака) и при х=а путем деления на звуковое давление р]/2а,
которое создается плоской задней стенкой.
Однако это чисто геометрическое представление справедли-
во только в том случае, если для соответствующих расстояний
и радиусов выполняются соотношения
a>2D2/4X; ra>2D2/4X; rt>D,
где D — диаметр круглого ультразвукового излучателя, X —
длина волны (см. гл. 4), т. е. только если изделия гораздо-
больше искателя.
73-
При отражении сферической волны в сплошном цилиндре
(рис. 3.14) задняя стенка действует как собирающее зеркало.
Фокусная линия располагается на расстоянии 4/3га. Это тоже
Рис. 3.14. Отражение сфе-
рической волны в сплошном
цилиндре
может быть получено из формулы (3.5) при подстановке а =
=2r = 4f. В изображении на рис. 3.15 вместо х использовано
расстояние d от точки ввода звука до поверхности.
Рис. 3.15. Относительное звуковое
давление р падающей сферической
волны при отражении в сплошном
цилиндре (см. рис. 3.14; звуковое
давление сферической волиы на
расстоянии dlra~2 условно приня-
то равным единице):
1 — падающая сферическая волна;
2 — отраженная волна; 3 — отраже-
ние от плоской задней стенки
Действительное значение звукового давления на фокусной
линии простая формула не дает, однако практически там дости-
гаются существенно более высокие звуковые давления, чем в
падающей волне. При эхо-методе такая фокусировка может при-
вести к тому, что небольшой дефект дает намного более силь-
ную эхо-волну на более длинном пути от задней стенки, чем
идущая непосредственно к точке ее ввода (отражение W,
рис. 3.16).
Рис. 3.16. W-образиое отра
жение от дефекта F
74
Рис. 3.17. Относительное зву-
ковое давление в сплошном
цилиндре ив стали при па-
дении сферической волны с
расстояния а в воду
Однако и на всем пути через цилиндр звуковое давление
отраженной волны выше, чем в случае плоской задней стенки,
которое для сравнения тоже приведено на рис. 3.15. Только
непосредственно в точке ввода оба давления уравниваются,
т. е. при сравнении сплошного цилиндра и плоской пластины
такой же толщины отражение от задней стенки будет таким же
интенсивным, как посланная волна, если интенсивность послан-
ной волны в обоих случаях одинакова; происходит также и
многократное эхо, как это показывает простой расчет.
Влияние радиуса цилиндра га и диаметра искателя D на
амплитуду эхо-сигнала от задней стенки в сплошном цилиндре
исследовано в работе [780].
Серия многократных эхо-сигналов в цилиндре с внутренним
отверстием рассматривалась в работах [781, 979, 782]; в по-
следней работе было показано, что поправочные коэффициен-
ты, приведенные в японских стандартах для оценки влияния
радиуса цилиндра, на самом деле ошибочны.
Часто цилиндрические испытываемые образцы находятся
в жидкости, а источник звука располагается на расстоянии а
от них. На рис. 3.17 показано, как уменьшается звуковое давле-
ние в стальном цилиндре в водной среде в зависимости от рас-
стояния от поверхности; в этом случае поверхность действует
как рассеивающая линза.
Если искатель расположен на расстоянии одного радиуса (а=г), то на
противоположной стороне звуковое давление составляет менее */ю началь-
ного. На больших расстояниях (а=2г) начальное значение снижается и весь
процесс получается более ровным. Эти простые геометрические расчеты тоже
справедливы лишь для образцов, размеры которых значительно превышают
размер искателя.
75
4. ОПИСАНИЕ ЗВУКОВОГО ПОЛЯ
с точки ЗРЕНИЯ ВОЛНОВОЙ ФИЗИКИ
4.1. ЭЛЕМЕНТАРНОЕ ОПИСАНИЕ
Ультразвуковые волны возбуждаются источником звука — иска-
телем. Для ультразвукового контроля представляет интерес
только то, как распределяются волны от источника в простран-
стве, т.. е. звуковое поле.
Для описания можно привлечь изменение плотности, ско-
рость частиц или их отклонение. Однако при ультразвуковом
контроле наибольший интерес представляет звуковое давление,
точнее амплитуда переменного звукового давления, так как она
определяет величину сигнала. (В звуковом диапазоне условия
аналогичны: чем больше колебания давления воздуха в звуко-
вой волне, тем более громкий звук мы слышим).
В простых случаях можно рассчитать для каждого места
звукового поля соответствующую амплитуду давления или же
измерить ее небольшим микрофоном. В некоторых прозрачных
материалах ее можно даже сделать видимой.
Одним из простых случаев является звуковое поле круглого
плоского пьезоэлектрического излучателя (раздел 7.2). Он ко-
леблется с одинаковой фазой и амплитудой по всей поверхности
и передает частицам граничащего с ним вещества свое соб-
ственное движение в виде колебаний (продольная волна) или
сдвиговых колебаний (поперечная волна). Такой источник звука
называется идеальным поршневым излучателем, поскольку в
случае жесткой стенки он действует как колеблющийся пор-
шень. В остальном он создает такое же звуковое поле, как и
диафрагма того же размера, через которую проходит плоская
волна (теорема Бабине, рис. 4.1), поскольку движение частиц
в отверстии аналогично их движению на генераторе колебаний.
Согласно геометрическим представлениям, диафрагма долж-
на была бы возбуждать звуковое поле в виде четко ограничен-
Рис. 4.1. Излучатель в же-
сткой стенке эквивалентен
диафрагме в плоской волне
с жестким экраном:
1 — экран; 2—диафрагма;
J — излучатель
76
Рис. 4.2. Структура интер-
ференций звукового поля за
диафрагмой по принципу
Гюйгенса
кого цилиндра с равномерным звуковым давлением. Вокруг
него должна была бы располагаться область звуковой тени.
•Однако в действительности звуковое поле под влиянием дифрак-
ции существенно изменяется в обеих частях пространства. Ка-
чественное представление об этом можно получить согласно
принципу Гюйгенса, рассмотренному в разделе 1.2. Как и на
рис. 1.8, при наложении элементарных сферических волн в сред-
ней зоне диафрагмы создается плоский волновой фронт. Сюда
однако добавляется еще волна дифракции, которая выходит
с края диафрагмы (или излучателя). Наложение этой краевой
волны на плоский волновой фронт, как это ясно из рис. 4.2, дает
звуковое поле с чередующимися минимумами и максимумами
звукового давления, особенно четко выраженными непосред-
ственно перед диафрагмой, где разница путей прохождения
между плоской и краевой волной наиболее велика. На рис. 4.3
звуковое поле поршневого излучателя сделано видимым по с по*
-собу Остерхаммеля [1155].
Рис. 4.3. Звуковое поле пе-
ред излучателем с отноше-
нием Z>/%=6,7 (снимок Лин-
хардта и Рикмана [9281)
Рис. 4.4. Бл^гжнес ^поле перед идеальным поршневым излучателем или за круглой диа-
фрагмой в плоской волне н распределения звукового давления в поперечном сечении
на расстояниях z~0,Nl2 н N для отношения ОД= 16; внизу — комбинированные фото-
снимки поперечного сечения луча
77
Количество минимумов и максимумов и протяженность ин-
терференционного поля определяются отношением размера
источника звука D к длине волны X.
Волновые фронты на рис. 4.2 различаются как раз на вели-
чину X; здесь отношение D/h=6, а на рис. 4.3 это отношение
равно 6,7. На рис. 4.2 точки на штриховых линиях означают
места, в которых разница путей прохождения плоской и краевой,
волн как раз кратиа длине волны X. Следовательно, там рас-
полагаются максимумы давления.
Рис. 4.5. Переход от ближнего поля к дальнему и распределения звукового давления
в поперечном сечении, как на рнс. 4.4, но с уменьшением в масштабе 1:4
Впрочем, оба рисунка представляют собой лишь мгновенные
снимки. При рассмотрении фильма можно было бы видеть, как
максимумы от излучателя перемещаются по штриховым линиям.
Ось симметрии звукового поля, в данном случае ось излуча-
теля, называют акустической осью.
Положение z последнего максимума на акустической оси
в свою очередь зависит от D и X и для дискового круглого излу-
чателя выражается формулой
2=.(D2-X2)/4X. (4Л)>
7S
Однако поскольку D обычно значительно больше X, уравне-
ние (4.1) можно упростить и привести к виду
^=D2/(4X) =W. (4.2)
Поле на расстояниях, превышающих ЛГ, именуют дальним
полем, на расстояниях менее N — ближним полем. Поэтому ве-
личину АГ называют длиной ближнего поля излучателя.
Если пересечь звуковое поле, показанное на рис. 4.3, поперек
акустической оси, то можно получить распределение давлений
(рис. 4.4). Непосредственно над излучателем среднее звуковое
давление должно было быть примерно таким же, как при плос-
кой волне. Однако наряду с этим имеются максимумы и мини-
мумы звукового давления. Количество максимумов равно отно-
шению DJX, в данном случае 16.
Последний минимум давления располагается на оси пример-
но на расстоянии N/2; он окружен кольцевым максимумом дав-
ления. На расстоянии Лг в поперечном сечении располагается
максимум давления — последний иа оси (см. рис. 4.19).
В отличие от сложного закона изменения звукового давле-
ния в ближнем поле, в дальнем поле оно распределяется проще
(рис. 4.5). Во всех поперечных сечениях максимум всегда рас-
полагается на акустической оси. Первые минимумы находятся
на сторонах треугольника (штриховые линии на рис. 4.5), ко-
торые определяются углом у0- Поэтому угол у0 называется углом
раскрытия или дивергенции звукового поля.
Поскольку поперечные сечения звукового пучка лишь с большим тру-
.дом можно сделать видимыми, изображения на рис. 4.4 и 4.5 были «лучены
-фотографированием расчетных кривых. Повышенная яркость соответствует
высокому звуковому давлению.
Разумеется, поля интерференции могут возникнуть только тогда, когда
посылаемые импульсы имеют необходимую длину для наложения (длина
•когерентности). Звуковое поле типа показанного иа рис. 4.3 возникает толь-
жо при непрерывном возбуждении или при очень длинных импульсах. Влия-
ние коротких импульсов будет рассмотрено в разделе 4.7.
4.2* ЗОННОЕ СТРОЕНИЕ ЗВУКОВОГО ПОЛЯ
ПО ФРЕНЕЛЮ
В предыдущем разделе для описания распространения звука
был снова использован принцип Гюйгенса. При этом без при-
менения математики можно определить графически звуковое
давление в любой точке звукового поля, применив усовершен-
ствование принципа Гюйгенса, предложенное Френелем — зон-
ное строение.
Дело в том, что различия звукового давления в разных точ-
ках звукового поля проявляются в том, что элементарные волны
по принципу Гюйгенса от всех точек поверхности излучателя
проходят неодинаковый путь. Кроме того, их звуковое давление
уменьшается обратно пропорционально расстоянию. Поэтому
79
уже нельзя просто складывать значения звуковых давлений от-
дельных элементарных волн, а нужно учитывать разницу их
путей: две волны одинаковой интенсивности, различающиеся
по длине пути прохождения как раз на половину длины волны,
должны полностью погаситься. Следовательно, различия в длине
пути между нулем и половиной длины волны дают результи-
рующее звуковое давление от удвоенного максимального значе-
ния для отдельной волны до нуля.
Рнс. 4.6. Векторное сложение:
а, б — с одинаковыми амплитудами и различными фазами;
г— с различными амплитудами; а — при ср=О;
б — при ср—п/2=90°; в — прн ср—л=180°; г — промежуточное значение
Наглядно это можно показать путем векторного сложения,
как представлено на рис. 4.6 для некоторых частных случаев.
При этом разницу путей прохождения двух элементарных волн
изменяют уже не в длинах волн, а в угловых мерах, причем
целой длине волны соответствует угол ф = 360° или 2л.
В общем случае разность путей I соответствует фазовому
углу
Ф = 2л(//Х). (4.3)
На рис. 4.6 для различных разностей путей и фазовых углов
сложено звуковое давление (изменяющееся по синусоидальному
закону) двух элементарных волн, накладывающихся одна на
другую в одной точке в каждый момент времени. Рядом справа
приведено такое же сложение векторов. Результат получается
тем же, но значительно проще и нагляднее. Следовательно,
произвольные звуковые давления и фазовые углы являются соот-
ветствующими векторами параллелограмма, причем диагональ
дает звуковое давление результирующей волны соответствую-
щей величины и фазы.
Сущность метода Френеля заключается в том, что сначала
все элементарные волны, выходящие из одной плоскости и обра-
зующие в какой-либо точке звукового поля результирующее
80
Рис. 4.7.
ходящие
кольца
Рис. 4.8. Зоны Френеля одинако-
вой площади (радиусы зон отно-
Элементарные волны, вы-
с поверхности кругового
Рис. 4.9.
Зонная структура звукового поля; путь а—
Рис. 4.10. Зонная структура по Френелю для двух точек на оси на расстояниях at—
==7?2/Х—96 мм н а2=’/2 J?2/N«48 мм прн Я = 12 мм, Х=1,5 мм (отношение D/X=16)
81
звуковое давление по принципу сложения векторов, разбивают
«а группы. Каждая такая группа должна иметь приблизительно
«одинаковый фазовый угол, т. е. одинаковый путь от поверхности
до точки Р. При плоской поверхности излучателя это наблю-
дается для всех волн, выходящих из одной зоны в форме кру-
гового кольца вокруг основания перпендикуляра, опущенного
из точки Р на поверхность излучателя (рис. 4.7). Если излуча-
тель в пределах одной такой зоны колеблется равномерно, то
все эти волны складываются в звуковое давление, пропорцио-
нальное площади зоны и обратно пропорциональное их пути
дО точки наблюдения (поскольку это сферические волны).
В случае плоской поверхности эти зоны будут концентрическими
..кольцами.
Если разбить поверхность излучателя на п кольцевых зон,
то в зоне / звуковое давление определится по формуле
• (j = 1, ..., и), (4.4)
.где Cj — коэффициент пропорциональности, одинаковый для
.всех зон, если излучатель излучает везде равномерно. В против-
ном случае значение Cj будет различным для каждой зоны.
Площадь кольцевой зоны равна
Ss=n(rf ~ rf_{ ) (/=2, ..., п).
Практически удобно принимать кольцевые зоны одинаковой
площади. Все площади будут равными, если соблюдается усло-
.вие
О=пУ7 (/ = 2, .... м).
В таком случае все площади S3- будут следующими:
.Sj=S! = jtr 1 (/ = 2, n).
На рис. 4.8 показан пример такой зонной системы. Для век-
торного сложения нужно знать только путь а,, который для
зоны / по рис. 4.9 определяется из выражения
•"^Кгн+й2 (/=2, ..., п), (4.5)
где а\=а. По формуле (4.5) определяется также и фазовый угол
<Рд по отношению к вектору первой зоны:
<р,= (2лД)а3- (J=2, .... п), (4.6)
.где ф1 = 0.
Если точка наблюдения расположена на оси круглого диско-
вого излучателя радиуса R, то можно принять гп=/?, и в таком
случае вся поверхность излучателя будет разбита на п одина-
ковых зон. Для этого случая структура звукового поля от излу-
чателя с ПД=16 в двух различных точках на оси показана на
рис. 4.10.
82
Расстояния он и а2 выбираются так, чтобы соблюдалось,
условие
a1 = N = R2/K и a2 = ai/2 = AZ/2.
Поверхность излучателя разбита на 12 зон с векторами от
1 до 12, длины которых рассчитываются по формулам (4.4) и.
(4.5), а углы — по формуле (4.6). На расстояниях а, значитель-
но превышающих диаметр излучателя, различия между а, и а*
настолько малы, что на рисунке почти не выявляются. Разли-
чия между углом <р3 и следующим за ним тоже практически,
одинаковы:
для расстояния при /=2, ..., 12
ф!,!^ (ф1,3 ф1>5—i) = 15 ;
для расстояния а2 принимается
Фгд^ (ф2,,—ф2,^-1) =30°.
В первом случае цепь р, искривляется, принимая форму,,
близкую к полукругу, диаметр которого равен искомому звуко-
вому давлению р при a = N. Во втором случае она замыкается:
в полную окружность, в результате чего звуковое давление на.
расстоянии N/2 обращается в нуль.
Можно видеть, что цепь р, искривлена тем больше, чем
меньше расстояние а. Для больших расстояний а решение в
случае плоских излучателей получается очень простым: цепь-
вытягивается в прямую линию. При этом звуковые давления;,
можно складывать, не учитывая фазовые углы, и в итоге полу-
чается
р = С (п/а)51 = С (S/a),
так как все расстояния а, = а и все зоны имеют одинаковую-
площадь. Формула (4.7) показывает, что на больших расстоя-
ниях звуковое давление на акустической оси плоского равно-
мерно колеблющегося источника звука прямо пропорционально
общей площади излучателя и обратно пропорционально расстоя-
нию а (что уже было показано в разделе 3.2). Следовательно,
даже и протяженный излучатель на больших расстояниях мож-
но рассматривать как точечный.
На примере зонной структуры по рис. 4.10 интересно про-
анализировать также влияние отдельных зон на результат. Для
а = 01 наружные зоны не слишком сильно влияют на значения
звукового давления. Можно свободно убрать одну или две зоны
или уменьшить амплитуду колебаний в них (укоротить векто-
ры): при этом звуковое давление р существенно изменит только
свою фазу, но не значение. На расстоянии а2 положение полу-
чается иным. Диафрагмирование или демпфирование наружных
зон доводит звуковое давление от нуля до высоких значений;,
следовательно, нулевые точки чувствительны к неравномерности.,
излучения.
83-.
'Эти опыты, которые можно легко провести с ультразвуко-
выми излучателями в воде, показывают особенно наглядно, что
вследствие волновой структуры звукового поля иногда удале-
нием нескольких зон (диафрагмированием) можно достичь
большего звукового давления, что в геометрической звуковой
оптике нельзя себе представить.
Для точек, расположенных не на оси, уже не все кольцевые
зоны полностью проектируются на поверхность излучателя
(рис. 4.11). Площади Sj при этом уже неодинаковы и длины
векторов pj различны. Построение поля тоже можно легко вы-
полнить графически. Площадь определяют по чертежу системы
на миллиметровой бумаге путем подсчета клеток. При этом
можно не ограничиваться только круглыми излучателями.
Рис, 4.11. Зоны Френеля для
точки, расположенной за
пределами оси.
Рис. 4.12. Разница в путях про-
хождения двух элементарных волн
в достаточно удаленной точке на-
блюдения
Если точка наблюдения находится еще дальше от оси, то
разность фаз для двух точек поверхности излучателя зависит
только от угла у, образуемого лучом от этой точки и осью
(рис. 4.12). Система колец с центром, расположенным далеко
от оси, в таком случае кажется системой параллельных полосок,
расстояние между которыми для определенной разницы в пути
А/ равно & = AZ/siny. Если принять разность путей равной поло-
вине длины волны, то две соседние полоски в точке наблюдения
взаимно погасятся, поскольку их площади равны. Такая система
показана на рис. 4.13 для излучателя с отношением £)/Х=16 и
Рис. 4.13. Зонные полоски с раз-
ницей пути прохождения в Х/2 для
отношения О/Х=16 под углом у=20°
для угла у=20°. Можно видеть, что черные полоски практически
полностью гасятся белыми; в этом направлении от волны не
остается ничего или почти ничего. Тем самым объясняется ха-
84
рактеристийа направленности излучателя в дальнем поле. При
малых углах полоски становятся широкими, и тогда доля белой
части площади может существенно превышать долю черной; это
наблюдается вблизи основного максимума излучения.
Если намеренно изменять различия во времени пробега (длине пути
прохождения) в отдельных зонах, то можно изменять звуковое поле, напри-
мер фокусировать его. Для этого нужно только уменьшить разницу между
крайней и средними зонами, например если сделать излучающую поверхность
вогнутой. Данный способ используется в частности также и в линзе Френеля
(рис. 3.11 [1498, 1499]). Фокусировку можно также получить, устранив излу-
чение отдельных зон (зонная пластина, см. рис. 4,36, г [1279]). И, наконец,
можно разбить весь излучатель на отдельные элементы. Если подвести к ним
возбуждающее напряжение с различным запаздыванием, то звуковое поле
тоже можно будет намеренно изменять (раздел 10.4.1, групповой излучатель
с фазовым управлением).
Формирование структуры звукового поля по различиям во времени про-
хождения, разумеется, возможно только в том случае, если ультразвуковые
импульсы будут значительно длиннее, чем различие во времени прохождения
всех составляющих волн, которые достигают определенной точки поля. По-
этому желаемую структуру можно строить по зональной модели только для
определенных областей звукового поля и только для одной определенной
частоты. Там ультразвуковой импульс действует еще как непрерывное ко-
лебание.
Чтобы проанализировать действие какой-либо формы им-
пульса на звуковое поле, этот импульс раскладывают на со-
ставляющие частоты, определяют для каждой из них звуковое
поле и снова складывают эти поля в каждой точке. Суммарное
звуковое давление определяется через среднее значение
+р2 + рз +...,
где рп —• звуковые давления отдельных составляющих частот
в точке наблюдения.
Чем короче возбуждающий импульс, тем сильнее отклоняется
форма звукового давления за пределами оси от формы импуль-
са. Она удлиняется. Неискаженная форма импульса проявляется
только в звуковом давлении на оси.
4.3* . ГРАФИЧЕСКОЕ ПРЕДСТАВЛЕНИЕ ЗВУКОВЫХ ПОЛЕЙ
Звуковое поле можно изображать разными способами. На
рис. 1.2 приведена модель упругого тела в виде сетки из точеч-
ных масс. Под действием силы волны эти массы смещаются.
Сетка в таком случае представляет собой только мгновенный
снимок волны. То же относится и к изображению в виде упру-
гой деформированной сетки, как на рис. 4.14, а. Здесь при мо-
делировании на ЭВМ показан ход возмущения от небольшого
излучателя продольных волн (слева вверху) в виде мгновенного
снимка. Наряду с излученной продольной волной наблюдается
также и поверхностная волна. (Ось излучателя расположена
на левом краю рисунка). На рис. 4.14, б показано то же самое
в векторном представлении: смещение каждой точки изобра-
85
Рве. 4.14. Излучение излучателя продольных волн, имеющего диаметр в несколько длвв»
волн:
а — представление в виде сетки; б — векторное представление
жается по направлению и величине небольшой стрелкой (по
Харуми [9], по методу конечных элементов [1195, 163, 733]).
Характеристику направленности излучателя можно полу-
чить, если измерить амплитуду звукового давления на окруж-
Рис. 4.15. Характеристика направленности на больших расстояниях:
а — значения звукового давления в линейном масштабе;
б — значения в децибелах.
ноете вокруг центра излучателя и нанести ее в виде векторов^
от центра под соответствующими углами (рис. 4.15). Для облег-
чения оценки угол можно также откладывать линейно, как на
рис. 4.21.
Однако значения звукового давления (также и в случае слы-
шимого звука) могут различаться на много порядков. Диаграм-
мы с такими различиями в значениях (рис. 4.15, а) трудно чи-
таются. Поэтому в акустике используют логарифмическую-
сравнительную систему — шкалу децибелов (дБ):
AV=201g|pi/p2|. (4.7)
86
Отношение давлений pi~ ЮООрг, поскольку Ig(1000)=3,
таким образом, дает ДУ = 60 дБ. На рис. 4.15, б показана та-
кая же характеристика направленности, как на рис. 4.15, а, но
в децибелах. Боковые лепестки выявляются и оцениваются го-
раздо более четко, чем при линейном масштабе.
Изобары
Если в звуковом поле соединить точки одинакового давле-
ния, то получатся изобары. Изобары обычно тоже выражаются
в системе децибелов, например в виде —6 дБ по отношению
к исходному уровню pi. Исходный уровень может быть постоян-
ным для всего поля; принято также выражать изобары по отно-
шению к давлению на оси поля.
При изображении изобар только в одной плоскости полу-
чают диаграмму типа показанной на рис. 4.16 [1339, 1686].
!Рис. 4.16. Линии с одинаковым звуковым давлением (изобары)
Поля, ограниченные изобарами, можно изобразить при помощи
«соответствующих самописцев или на дисплеях различными от-
тенками серого цвета или в цветном варианте [790].
Пространственное представление
Если отложить амплитуду давления в объемном изображе-
нии по осям координат, то появится впечатление «гор» (рис. 4.17
[1686]).
На диаграммах типа рис. 4.17 широко применяют нормирование по осям
координат: смещение поперек акустической оси изображается в величинах,
кратных половине размера излучателя а, расстояние от излучателя — в вели-
чинах, кратных длине блнжней зоны а2Д=£>2/4А=Лг.
На рис. 4.17 показаны расчетные значения, а на рис. 4.18
воспроизведены кривые, полученные экспериментально при
«строчной развертке звукового поля при помощи микрофона
[244, 790].
87
Профили
Если разрезать такие «звуковые горы», как на рис. 4.17 и
4.18, то получатся диаграммы, на которых представлено изме-
нение звукового давления в зависимости от расстояния. Их на-
88
зывают профилями звукового давления. Обычно применяют
сечения поперек (плоскость ху) и вдоль оси (плоскость xz или
yz}. Примеры поперечных профилей показаны на рис. 4.4 и 4.5.
4.4. ЗВУКОВОЕ ПОЛЕ ПЛОСКОГО
КРУГЛОГО ПОРШНЕВОГО ИЗЛУЧАТЕЛЯ
Далее количественно рассматривается звуковое поле круглого
поршневого излучателя в жесткой стенке на оси и затем попе-
рек оси.
Звуковое давление р на оси как функция расстояния z вы-
ражается уравнением
P=Po-2sin (—l/(D/2)2+22 —г 1). (4.8)
\ A J. J}
Отрицательные значения представляют собой, как известно,
инверсию фазы. На рис. 4.19 показано изменение абсолютной
величины по уравнению (4.8) — см., например [38].
Рис. 4.19. Звуковое давление на
оси поршневого излучателя с пара-
метрами, как иа рис. 4.4 и 4.5
В зависимости от значения синуса, которое колеблется меж-
ду 0 и 1, звуковое давление на акустической оси тоже меняется
от 0 до 2р0-
Экстремумы давлений располагаются в тех местах, для которых соблю-
даются условия
(п/Х) [yr(D/2)2+z2— г ] = (т+п)л, (4.9)
т. е. максимумы при т=Чч и n=0, 1, 2, 3 и т. д., минимумы при ш=1 и
л=0, 1, 2, 3, ... [975].
Если решить уравнение (4.9) относительно расстояния г, то получается
расстояние экстремумов
z= [(/>2/4%)—(т+п)2к]/2(т+п). (4.10)
Величина D2/4k уже известна как длина ближнего поля N — формулы
(4.1) и (4.2). Если выражение (4.10) нормировать по величине N, то по-
лучится
[l—(m + n)2 (2k/D)2]/2(m+n). (4.11)
Расстояния z всегда больше нуля. Следовательно, в уравнении (4.10)
допустимы только те значения п, для которых г.>0:
n<:(D/2Z)—т (т='-12 или т—1). (4.12)'
Следовательно, круглый излучатель с отношением D(k=4 дает только
два максимума давления на оси и два минимума. Один из этих минимумов
располагается точно в центре излучателя (z=0). Для сравнения можно от-
метить, что круглый излучатель с Djk=l дает четыре максимума и три ми-
нимума давлений на оси, причем здесь по центру излучателя располагается
89
один максимум. В табл. 4.1 приведен обзор расстояний для вышеназванных
излучателей.
ТАБЛИЦА 4.1'
ЭКСТРЕМУМЫ ДАВЛЕНИЯ НА АКУСТИЧЕСКОЙ ОСИ
ДЛЯ РАЗЛИЧНЫХ КРУГЛЫХ ДИСКОВЫХ ИЗЛУЧАТЕЛЕЙ
(О/М=4 (О/Х)=7
Максимумы Минимумы Максимумы Минимумы
2(т+п) z/N z/N z/N z/N
1 0,93 0,98
2 0,37 0,46
3 0,14 0,27
4 0 0,17
5 0,10
6 0,04
7 0
Для больших удалений z и для отношения (D/X)^>1 выра-
жение (4.8) можно приближенно привести к виду
о . /л£)2 \ n.D2 nN s
p«p02sin —— «ро —=Ро------------ или р=ро-, (4.13)
\87.z / 4Xz z X.Z
где s — площадь излучателя. Следовательно, на больших рас-
стояних г давление уменьшается обратно пропорционально-
расстоянию. Именно так ведет себя сферическая волна, что уже
отмечалось в разделе 3.2. Следовательно, выражение (4.13)
означает, что на достаточно больших расстояниях форма источ-
ника звука уже не играет никакой роли; имеет значение только
его площадь. Все источники звука действуют на достаточном
расстоянии как точечные. На рис. 4.20 показано звуковое поле,
Рис. 4.20. Звуковое давление р на
оси излучателя, как на рис. 19»
Штриховая линия — звуковое дав-
ление сферической волны РСфвр
рассчитанное по формуле (4.9), и его приближение в виде сфе-
рической волны (штриховая линия). Приближение на расстоя-
нии z=N завышено на л/2 (приблизительно на 57%), на рас-
стоянии 2N— лишь на 11% и на расстоянии 4N — только
на 3 %.
Звуковое давление на оси в ближнем поле колеблется от О
до 2р0, а в дальнем поле оно монотонно уменьшается, и только
90
гна расстоянии ЗХ оно снова достигает значения р0 (рис. 4.20).
Поэтому область между N и 3N называют также переходной
[1331].
Если пересечь звуковое поле круглого излучателя в местах экстремумов
давления на оси, то и в поперечных профилях тоже будут наблюдаться ми-
нимумы и максимумы звукового давления (рис. 4.5). Их количество тоже
определяется отношением D/к. Побочные максимумы здесь уже не достигают
значения главного максимума (2ро).
Поскольку в дальнем поле максимумы звукового давления
располагаются всегда на оси, здесь можно успешно применять
характеристики направленности (см. рис. 4.15). Если двигаться
на фиксированном расстоянии z под углом у к оси, то давление
p(z, у) будет выражаться формулой
^ = 2р(2)У(Х)/Х, (4.14)
где X = n(D/X)siny.
Здесь / (X)—функция Бесселя, значения которой можно
найти по таблицам, например [26]; р(г)—давление на оси
(у=0) на расстоянии z, где J(X)/X=1. Эта функция представ-
лена на рис. 4.21 в прямоугольных координатах, а на рис. 4.15 —
в полярных координатах.
“Фис. 4.21. Относительное звуко-
квое давление в дальнем поле
в зависимости от угла у для
отношения £)/k=16 (D = 24 мм,
А"»1,5 мм), at — относительное
звуковое давление.
По левой оси ординат для углов можно непосредственно
отсчитывать соответствующую амплитуду давления для кон-
кретного случая D/X=16, например р = 0 при 4,3°=уо (угол рас-
крытия, рис. 4.5). Правую ось ординат применяют для произ-
вольных значений отношения D/Х. При этом используется еще
одно приближение, когда синус для малых углов можно заме-
нить величиной дуги:
. siny—(л/180°)уо=уо/57°.
Пример. Для отношения £>/Х=4 (например, при £>=--24 мм,
^,=6 мм, следовательно на частоте 1 МГц в стали) половина
91
(a = 0,5) максимального звукового давления достигается при
значении 0,7 по правой оси ординат:
4(у°/57°)=0,7 дает y°d0°.
Для угла раскрытия у0 теория дифракции [32] в общем слу-
чае дает
siny0= 1,22 (%/£)), (4.15)
а для малых углов (меньше 10°) —уо = 7О(%/Д) в градусах.
Углы, при которых звуковое давление снижается до опреде-
ленной доли максимального, например до 0,5 или 0,7, обозна-
чают также через уОд или уо,7 или же в общем случае через уа,
где ad.
В децибелах (верхняя шкала на рис. 4.21) уменьшение
амплитуды до 0,5 или 0,7 максимальной соответствует отноше-
нию амплитуд —6 или —3 дБ. Нулевое звуковое давление соот-
ветствует бесконечному значению в децибелах:
То,5 =? _3дБ; Т0,7=Т _6 дБ •
х
При эхо-методе характеристика направленности излученного
звукового поля (свободного поля) представляет меньший инте-
рес, чем соответствующая характеристика для обнаружения
небольшого дефекта по эху за пределами оси (эхо). Нужно
знать, при каком значении доли звукового давления а малень-
кий дефект еще будет обнаруживаться при прозвучивании под
определенным углом, если известно максимальное показание на
заданном расстоянии от оси. Поскольку характеристика направ-
ленности излучателя одинакова и при излучении, и при приеме,
характеристика чувствительности при эхо-способе равна квад-
рату характеристики свободного поля. Это нужно учитывать
при задании углов раскрытия: уо в обоих случаях одинаково,
но, например, у0,7 неодинаково, потому что 0,72=0,49 —0,5, и
следовательно,
уо,7 (свободное поле) — То,5 (эхо)
или в децибелах
У ДдБ (свободное поле) == У 2ДдБ (эхо) •
В табл. 4.2 приведены коэффициенты Йддб для свободного
поля и для эха от небольшого шарика для круглого излучателя.
Соответствующие углы раскрытия могут быть рассчитаны по
формуле
sinya = sinyA4B = (4-16)
Для уравнения (4.16) существенно то, что расстояние г в него не вхо-
дит. Поэтому определенная степень уменьшения давления а по отношению
к оси для всех расстояний в дальнем поле связана с одним и тем же
углом уа.
92
ТАБЛИЦА 4.2r
Свободное поле k а Эхо
а ДдБ а ДдБ
0,84 — 1,5 0,37 0,71 -3,0
0,71 -3,0 0,51 0,50 -6,0
0> -6,0 0,70 0,25 -12,0
0,32 -10,0 0,87 0,10 -20,0
0,25 -12,0 0,93 0,06 -24,0
0,10 -20,0 1,09 0,01 -40,0
0 — ОС 1,22 0 — оо
Рис. 4.22. Дивергенция зву-
кового пучка от круглого
излучателя
По рис. 4.22 можно рассчитать половину ширины звукового
пучка b на расстоянии z по формуле
b=2tgy?«zsinY=z^(X/7)). (4.17)
Численные примеры. Какую ширину будет иметь звуковой
пучок при уменьшении эха на 6 дБ на расстоянии ?У? Из урав-
нения (4.17) при z=N и (V=7)2/4X и подстановке k из табл. 4.2
для эхо-способа и Д——6 дБ, £—0,51 получается 26 = 0,257).
Следовательно, звуковой пучок, сфокусированный в конце ближ-
него поля, сужается до четверти диаметра излучателя.
Какова ширина пучка излучателя с отношением D/k= 16 при
падении давления до нуля на расстоянии в 500 мм? Из рис. 4.21
видно, что уо=4,3°, а из рис. 4.22
26 = 2ztg?0=2-500-0,075 = 75 мм,
где tg4,3°~sin4,3°=0,075 (из таблиц).
При импульсном эхо-методе имеются отличия от работы с непрерывным
звуком, если нмпульс короче, чем примерно шесть колебаний, а также при
неравномерном возбуждении излучателя (раздел 4.8).
Кроме того, уравнения (4.16)—(4.18) справедливы только при D^>k. По
мере уменьшения отношения 7)Д угол раскрытия возрастает до 90° и далее
остается постоянным. Характеристика свободного поля излучателя с Dp.— l
для продольных волн является почти сферической. Полусферическая харак-
теристика, которая часто ошибочно ожидается, не может сформироваться,
потому что свободная волна вдоль свободной поверхности всегда гасится,
встречаясь с отраженной (движущейся по касательной) волной с противо-
положной фазой.
На рис. 4.23 показано излучение очень маленького излучателя на твер-
дом теле (точечное направленное действие), по расчетам Родерика [1275]
н по результатам измерений Филиппинского [442]. Ойо состоит нз почти
эа
Рис. 4.23. Характеристика
направленности очень ма-
ленького излучателя (с боль- Рис. 4.24. Звуковой пучок круглого поршневого излуча-
шим отношением Х/D) в теля, рассчитанный для эхо-способа:
твердом теле, рассчитанная а — снижение эха на 6 дБ по сравнению с давлением
ДЛЯл коэффициента Пуассона на оси для точечного отражателя; б — снижение эха
ц=0,25 по Родерику: на 20 дБ (остальное, как в а).
1 — продольная волна; 2~
поперечная волна
сферической продольной составляющей волны и заостренной лепестковой со-
ставляющей поперечной волны. Следовательно, небольшой излучатель являет-
ся одновременно излучателем и приемником продольных и поперечных волн.
На практике это имеет значение для возбуждения наклонно падающих
поперечных звуковых лучей в так называемых наклонных искателях (см. раз-
дел 10.4.2). Если после преломления луча продольной волны возбуждается
.поперечная волна, то она имеет угловую характеристику согласно уравнению
(4.16), симметричную по отношению к осн, рассчитанной по закону прелом-
ления (2.3). Эта угловая характеристика является «геометрической». Однако
юна может сформироваться только при достаточно большом отношении
,D/X^>1. По мере уменьшения D/7. на нее все в большей мере накладывается
«точечная» характеристика по рис. 4.23. Вследствие этого расчетный угол
звука изменяется, и угол раскрытия в плоскости получается неодинаковым
•с обеих сторон оси. Следовательно, характеристика получается несимметрич-
,ной (Вюстенберг [1644]).
Изображение на рис. 4.23 неполно еще и в том отношении, что на нем
«е учитываются сильные поверхностные волны, которые излучаются малень-
ким излучателем одновременно с продольными и поперечными волнами.
Основы точечного направленного действия изложены в литературе [1044].
Новейшие применения синтезирования точечных источников описаны в ра-
боте [1588].
Для практики контроля нужна простая модель звукового
пучка кругового излучателя. При этом при работе по эхо-спо-
собу особый интерес представляют границы пучка, характери-
зующиеся уменьшением эхо-сигнала на 6 и 20 дБ, т. е. умень-
шением амплитуды эхо-сигнала наполовину и на 10% по
•сравнению с амплитудой на оси. Упрощенно звуковой пучок
можно представить как конус лучей от прожектора с углом
©4
раскрытия у: если нормировать в уравнении (4.17) расстояние г
по длине ближнего поля #=Р2/4Х и ширину пучка В = 26 мм
по диаметру излучателя D, можно получить
B=2b/D=ka(z/2N). (4.18>
На рис. 4.24 показаны такие нормированные границы пучка
для уменьшения амплитуды эхо-сигнала на 6 и 20 дБ. Пучок,,
ослабленный на 6 дБ, может рассматриваться как конус только
начиная с расстояния около 0,8#. На расстоянии 1# он имеет
ширину примерно B = т. е. там он уже фокусирован. И толь-
ко на расстоянии 4# его размеры снова достигают диаметра
излучателя D (рис. 4.24, а). Пучок, ослабленный на 20 дБ,
может рассматриваться как конус только начиная с расстояния
около 1,32V. На расстоянии N ширину пучка можно считать-
примерно равной B=D/2, и только на расстоянии около 2,3#
снова достигается ширина, равная диаметру излучателя D1
(рис. 4.24, б).
Математическое описание звуковых полей дают Каванаг
(221], Цеманек [1686] и Тьёэтта [1528], а применительно к
кольцевым излучателям также Арчер-Холл [79, 80].
4.5. ЗВУКОВОЕ ПОЛЕ НЕКРУГЛОГО
ПОРШНЕВОГО ИЗЛУЧАТЕЛЯ
Из излучателей этого типа наиболее распространены прямо-
угольные. Они являются либо квадратными, либо имеют боль-
шую сторону D] = 2a и меньшую сторону D2=2b (рис. 4.25).
Поскольку прямоугольные источники звука не имеют сим-
метрии тел вращения, поперечные сечения звукового поля по
рис. 4.25 уже не будут окружностями, как у круглого поршне-
вого излучателя. На рис. 4.25 показаны сечения звукового поля
прямоугольного преобразователя с отношением сторон Ь/а = 0,&
в ближнем и дальнем поле.
Изобары в продольном сечении звукового поля с квадрат-
ным преобразователем были представлены на рис. 4.16. В слу-
чае прямоугольного преобразователя структура звукового поля,
зависит от размеров обеих сторон D] и Р2 или от отношений
Pi/% и D2I\. Сюда входит и отношение сторон b/а. Чтобы тем
не менее можно было рассматривать звуковое поле обобщенно,
по аналогии с круглыми излучателями, нужно нормировать рас-
стояния по большей стороне D\'. расстояние от излучателя—
по величине а поперечные размеры — по самой величи-
не £>i [475, 38]. Это и сделано на рис. 4.25.
Таким образом, для различных соотношений сторон полу-
чаются и различные кривые изменения давления в зависимости
от расстояния. Обобщенная диаграмма этих кривых для излу-
чателей с постоянной стороной £>i и различными сторонами
D2— (b/a)Di показаны на рис. 4.26.
95
Рис. 4.25. Изобары в ближнем и дальнем полях (свободное поле) прямоугольного порш-
невого излучателя (расчетные);
отношение д/а=0,6; 0 дБ соответствует
а — расстояние г=0,8 а2/Х; б — расстояние zs==3,2 а2
96
6
Рис. 4.26, Звуковое давление
прямоугольных излучателей
с различным соотношением
сторон Ыа на акустической
оси. по расчету [1341]
В дальнем поле, как и в случае круглого излучателя, ампли-
туда уменьшается обратно пропорционально расстоянию г.
Здесь излучатель действует опять как точечный источник
(см. раздел 4.4). В ближнем поле обнаруживаются регулярные
экстремумы звукового давления, обусловленные той же причи-
ной, что и в случае круглого поршневого излучателя.
Однако ввиду отсутствия вращательной симметрии они вы-
ражены менее резко, чем у круглого излучателя. С уменьше-
нием отношения Ь/а и главный максимум не располагается уже
приблизительно на расстоянии £)i2/4%, а на меньших расстоя-
ниях, как показано на рис. 4.26. Такую простую формулу для
звуковых давлений на оси, как в уравнениях (4.9) и (4.14)
для круглого излучателя, в случае прямоугольного излучателя
вывести не удается. Кривые на рис. 4.26 были получены числен-
ным интегрированием [1341]. Кривые изменения давления с рас-
стоянием в случае прямоугольных излучателей при работе эхо-
импульсным способом имеются в литературе [441].
Если определить положение последнего максимума на оси
как длину ближнего поля, то выражение (4.2) с коэффициен-
тами из табл. 4.3 будет справедливо и для прямоугольного
излучателя. При этом следует помнить, что последний макси-
мум не должен быть главным:
jV=/i(D2/4%)=ft(a2A). (4.19)
Следовательно, для квадратного излучателя справедливо
выражение
N п = 1,37 (D2/4K) = 1,37 (а2/Х,).
Длина ближнего поля прямоугольного излучателя не равна
соответствующей длине круглого излучателя той же площади;
если обозначить их площади через Sq и So > то можно записать:
4. и 97
ТАБЛИЦА 4.1>
КОЭФФИЦИЕНТЫ ДЛЯ РАСЧЕТА ДЛИНЫ БЛИЖНЕГО ПОЛЯ
ПРЯМОУГОЛЬНОГО ПОРШНЕВОГО ИЗЛУЧАТЕЛЯ
Отношение сторон Ь/а Последний минимум 4ZX/D, Последний максимум 4zk(Di Отношение сторон Ь/а Последний минимум 4ZX/D, Последний максимум 4zK/Di
1,0 0,51 1,37 0,5 0,58 1,01
0,9 0,52 1,25 0,4 0,59 1,00
0,8 0,53 1,15 0,3 0,59 0,99
0,7 0,56 1,09 0,2 0,59 0,99
0,6 0,58 1,04 0,1 0,59 0,99
S □ =4a&=s о =л£>2/4,
No =D2l^=^ablitt= (4/л) (&/а) (а’Д),
это меньше, чем
,N D =Л(а2Д), поскольку (4/л) (Ь/а) = 1,27 (b/a) <h.
Характеристика направленности прямоугольного излучателя?
тоже не имеет симметрии вращения; она определяется через»
характеристику направленности круглого излучателя по обеим.?
сторонам прямоугольника. На больших расстояниях г и для
отношения £)Д>1 справедлива следующая функция направлен-
ности с двумя взаимно независимыми углами yi и у2:
p=po(sinXt/X1) (sinX2/X2), (4.21)‘
где Х[ — л (Di/X) sinyi,
Х2=л (O2A)siny2.
Функция (4.21) весьма похожа на формулу (4.14) для круг-
лого излучателя.
На рис. 4.27 показано направленное действие излучателя
с отношением сторон (Ь/а) =0,5 без боковых лепестков. Из ри-
Рнс. 4.27. Пространственное
представление характеристи-
ки направленности прямо-
угольного излучателя (без
боковых лепестков, отноше-
ние сторон 2:1, Di/X«4c
D2/X ай 2
сунка видно, что большая сторона оказывает большее направ-
ленное действие, т. е. меньший угол уь Следовательно, в даль-
нем поле сечение поля прямоугольного излучателя всегда будет
эллипсоидом, а в случае квадратного излучателя — кругом.
Большая ось эллипса располагается параллельно меньшей сто-
роне преобразователя. В ближнем поле получаются иные соот-
98
-ношения. Здесь наблюдается прямоугольное сечение, и звуковое
тюле параллельно большей стороне преобразователя шире поля,
параллельного меньшей его стороне.
Для расчета углов дивергенции и ширины звуковых пучков
в случае прямоугольных излучателей пользуются уравнениями
(4.16) и (4.17) как в случае круглого излучателя. Необходимые
коэффициенты ka для прямоугольного излучателя приведены
в табл. 4.4:
Ь 1 = ztgyj« zsinyi = zka (к/Di),
-b2 = 2tg'J>2~ZSin'V2 = '2&a(X/7)2)- ' ’ '
ТАБЛИЦА 4.4
КОЭФФИЦИЕНТЫ ДЛЯ РАСЧЕТА УГЛОВ ДИВЕРГЕНЦИИ
ПРЯМОУГОЛЬНОГО ИЗЛУЧАТЕЛЯ
Свободное поле k а Эхо
а ДдБ а ДдБ
0,84 -1,5 0,32 0,71 -3,0
0,71 -3,0 0,44 0,50 -6,0
0,50 -6,0 0,60 0,25 -12,0
0,32 -10,0 0,74 0,10 -20,0
0,25 -12,0 0,79 0,06 -24,0
0,10 -20,0 0,91 0,001 -40,0
0,00 — 0О 1,0 0,00 — оо
Математическое описание прямоугольных излучателей имеет-
ся в работах [475, 1156]. При экспериментальном определении
длины ближнего поля можно воспользоваться литературными
данными [1336, 1342]. Модель поршневого излучателя произ-
вольной формы дается в работе [1503]. Звуковые поля электро-
магнитных излучателей приведены в работах [764, 1172]; см.
также раздел 8.4.
4.6. ЗВУКОВОЕ ПОЛЕ НА ГРАНИЦАХ РАЗДЕЛА
И ПРИ ПРЕОБРАЗОВАНИИ МОДЫ
Часто представляет интерес, как ведет себя звуковое поле (в
' ближнем и дальнем поле), когда оно проходит через границу
раздела между двумя различными веществами. Например, при
контроле иммерсионным способом звук вначале посылается че-
рез жидкость, а потом он попадает в испытываемое изделие
(твердое тело). На рис. 4.28 поясняется этот процесс для плос-
кой границы раздела. Составляющие поля складываются в со-
отношении длин ближнего поля, т. е. обратно отношениям ско-
рости звука. Звуковое поле в стали на рис. 4.28 показано
-4
99
Вода
а
Рис. 4.28. Звуковое поле на границе раздела без преобразования моды:
а — схематически упрощенное звуковое иоле в воде; б — то же, для перехода в сталь
в дальнем поле; перпендикулярное падение; в — то же, для наклонного падения
уменьшенным в 4 раза, поскольку сСт/св (ест — скорость в ста-
ли, св—-скорость в воде) = 5920/1480^4.
Следует, отметить важное различие эквивалентных отрезков,
в участвующих средах: эквивалентные по времени прохожде-
ния звука отрезки st относятся между собой, как соответствую-
щие скорости звука с:
= St2 = c2i. (4.23)
Отрезки Sjv, эквивалентные по звуковому полю, относятся
между собой, как длины ближнего поля в обеих средах, т. е.
обратно пропорционально соответствующим скоростям звука с:
D2 D2f D2f о.ч
Здч = с —— е .—-, Sjf2 — 8 — , (4.24)
4% 4с, 4с2
где f—частота.
Следовательно, между участками, эквивалентными по вре-
мени прохождения и по звуковому полю, имеется коэффициент
пропорциональности (c2/ci)2:
(s«2/s№) — (С2/С1)2 (Si/Sivi) • (4-25)
Если при преломлении происходит еще и преобразование
моды (например, при переходе через границу жидкое—твердое
продольная волна преобразовывается в поперечную, см. разде-
лы 2.3 и 2.4), то в твердом теле звуковое поле, естественно,
определяется скоростью прохождения поперечных волн. Однако
и с учетом соотношения скоростей получается лишь грубое при-
ближение. Дело в том, что падающий звуковой пучок наклон-
ного искателя при строгом описании должен был бы состоять
100
из большого числа плоских волн, падающих под различными
углами. Для него однако справедлив более сложный закон пре-
образования (см. раздел 2.4). В результате получается харак-
теристика направленности, несимметричная в плоскости паде-
ния (рис. 4.29 и 4.30).
Рис. 4.29. Характеристика направленности наклонных искателей в стали (измерен-
ные данные [1648]):
а —угол падения 60°; б — угол падения 70°
Рнс. 4.30. Изобары в поперечном
сечении звукового поля наклонно-
го искателя [1648]. Угол падения
60°, частота 2 МГц:
а — измеренное значение; б — рас-
четное значение
Опубликованы -теоретические работы по звуковому полю на-
клонных искателей для плоских границ раздела [1666, 1621,
564] и для искривленной границы раздела [1550]. Звуковое
поле наклонного искателя при электромагнитном возбуждении
описывается в работе [120].
В общем, звуковые поля направленных волн в ограниченных
средах аналогичны звуковым полям в неограниченных средах
(см. 4-е издание справочника и работу [1519] для электромаг-
нитного возбуждения). Звуковые поля поверхностных волн опи-
саны в литературе [1494, 287].
101
4.7* . СФОКУСИРОВАННЫЕ ЗВУКОВЫЕ ПОЛЯ
Фокусирующие излучатели применяются при ультразвуковом
контроле материалов вместо нормальных, чтобы повысить зву-
ковое давление и чтобы получить лучшую разрешающую спо-
собность в поперечном направлении (возможности разделения
отражателей, расположенных очень близко один к другому).
Под фокусировкой звукового ноля на расстоянии Zf пони-
мают сужение звукового пучка до размеров меньших, чем раз-
мер излучателя D. Однако в разделе 4.4 уже было показано, что
даже плоский излучатель имеет такое сужение пучка на рас-
стоянии z=N. Такой случай называется естественной фокуси-
ровкой. Она обусловливается только эффектами дифракции.
В разделе 3.4 уже рассматривались и геометрические вспомо-
гательные средства для фокусировки — искривленные зеркала
и линзы.
При фокусировке ультразвуковых полей всегда действуют
оба упомянутых эффекта:
эффекты волновой физики при дифракции на ограниченных
источниках звука, на ограниченном дефекте и на ограниченной
линзе;
геометрические эффекты при преломлении в случае искрив-
ленного излучателя, дефекта и искривленной линзы.
Часто поля называют несфокусированными, если не приме-
няются никакие геометрические вспомогательные средства.
Однако на практике всегда имеется некоторая фокусировка,
обусловленная неизбежным эффектом дифракции.
Для сферически искривленного круглого дискового излуча-
теля звуковое давление на оси, согласно работе [1144], опре-
деляется выражением
Р=Р° “ Г . (4.26)
1-' L А» ' /I
где h = r —|r2 —D2/4, г — радиус кривизны излучателя.
При этом первый (гиперболический) множитель в уравне-
нии (4.26) характеризует геометрическое влияние кривизны
излучателя, а второй (синусный) — влияние дифракции в зави-
симости от значений D и X,.
На рис. 4.31 показано изменение звукового давления для
отражения (эха) от точечного отражателя в воде для сфери-
чески искривленного излучателя размерами D = 10 мм, г = 33 мм,
Х = 0,5 мм. Видно, что максимум звукового давления (фокус)
отнюдь не располагается на расстоянии z=r, как это требуется
по формулам геометрической акустики (раздел 3.4), а ближе.
Максимум звукового давления, согласно формуле (4.26),
всегда остается конечным. Однако его можно рассчитать по
этой формуле только методом последовательных прибли-
жений.
102
Рис. 4.31. Амплитуда эхо-сигнала точечно-
го отражателя на оси сферически искрив-
ленного излучателя
Рис. 4.32. Коэффициент фокусиров-
ки К как функция радиуса кри-
визны г, нормированный по длине
ближнего поля W плоского излуча-
теля; расчет по уравнению (4.26)
для отномения 2)/Х==20, справед-
ливый также и для отношения
£>/Х>10 при условии г/ЛГ>0,2;
К — коэффициент фокусировки;
r/N — радиус кривизны излучателя.
На рис. 4.32 показана найденная таким способом диаграм-
ма зависимости фокусного расстояния от кривизны излучателя,
имеющего отношение 1Д=20. Расстояние и радиус здесь нор-
мированы по длине ближнего поля N плоского излучателя.
Для малых радиусов кривизны кривая приблизительно соот-
ветствует уравнению Zf — r (геометрическая акустика). Однако
при больших радиусах кривизны она асимптотически прибли-
жается к единице, т. е. даже и при еще больших радиусах кри-
визны на расстояниях zf>N никогда не может быть достигнута
фокусировка.
Отношение zrfN называется коэффициентом фокусировки (он
равен степени уменьшения длины ближнего поля):
K=ztIN (0<Л<1). (4.27)
Этот коэффициент описывает также уменьшение ширины
пучка:
в = квж, (4.28)
где Вж — ширина пучка плоского излучателя на расстоянии
длины ближнего поля [1343, 1345]. При значениях К более 0,6
фокусировка считается слабой, а при Л<0,3 — сильной.
Наименьший возможный радиус кривизны Гщт равен. Р/2,
поскольку при этом излучатель становится полусферической
оболочкой. Следовательно, rm\n/N—2K/D. Для отношения
= 20 (как на рис. 4.32), следовательно, rmin=0,l [1343].
Распределение звукового давления поперек оси можно пред-
ставить в виде формулы только в пределах фокусного расстоя-
г 103
ния. Как и в случае плоского излучателя, оно характеризуется
функцией Бесселя:
I 2Л(Х) | ,,
Р= (4.29)
I л I
где X=nDq/(kZf); q — поперечное смещение перпендикулярно
к оси
Фокусное расстояние Zf и звуковое давление ртах следует
определять по формуле (4.26).
Плоский излучатель с линзой применяется в большинстве
случаев в жидкости. В соответствии с этим должно соблюдаться
соотношение сл/сж> 1.
Поэтому фокусирующая линза должна быть плосковогнутой.
По своей структуре полученное таким путем звуковое поле
аналогично полю искривленного излучателя.
Закон зависимости давления от расстояния [1332, 1349]
имеет приближенный вид
P=Pi T^~^sin £•(]/ (z—h)2+D2/4— (430)
где
h=r— l/f2_ 2L ?n= ;; I1 q >~H
r 4 ’ (c2/ctJ
Здесь с2 — скорость звука в жидкости, щ — скорость звука
в веществе линзы.
На рис. 4.33 показан пример звукового поля, сфокусирован-
Рис. 4 33. Амплитуда эхо-снгнала точечно-
го отражателя на оси плоского излучате-
ля с фокусирующей линзой
ки К; расчет для отношения D/X=20,
справедливый также и для при
условии К>0,2 (ртах/р0 — максимальная
амплитуда эхо-сигнала)
104
ного плексигласовой линзой в воде; параметры линзы: D = 10 мм,
г=33 мм, Х=0,5 мм. Эти параметры совпадают с параметрами
искривленного излучателя на рис. 4.31. Сопоставление показы-
вает, что эффект фокусировки при преломлении меньше, чем для
искривленного излучателя того же диаметра. Фокус (максимум
звукового давления) отнюдь не располагается в том месте, где
он должен быть по геометрическим соображениям, т. е. г=
=z0~rj [1 — (Сз/Cj) ] по формуле (3.6), а ближе.
Поперечное распределение звукового давления в фокусе, по-
скольку здесь снова рассматривается круглый излучатель, опи-
сывается тоже уравнением (4.29). Впрочем, здесь фокусное рас-
стояние zf и максимум звукового давления /Лпах должны быть
определены по уравнению (4.30).
По рис. 4.34 можно определить (при заданном коэффициенте
фокусировки) увеличение амплитуды эхо-сигнала в фокусе по
сравнению со средним звуковым давлением р0 непосредственно
перед плоским круглым излучателем.
Примеры. Требуется улучшить естественную фокусировку плоского круг-
лого излучателя с параметрами £>=10 мм, £ = 0,5 мм (т. е. М = 50 мм) сна-
чала путем его искривления — сошлифовки для получения вогнутой формы,
для чего нужно определить радиус кривизны г. Допустимо уменьшение фо-
кусного расстояния наполовину, т. е. до z/=25 мм, откуда /< = 0,5. Согласно
рис. 4.34, при этом получается относительная высота отражения (эха) около
30 дБ. Радиус г, соответствующий фокусному расстоянию Z/, нужно рас-
считывать по формуле (4.26) методом последовательных приближений (же-
лательно с применением ЭВМ), поскольку уравнение (4.26) выражено в неяв-
ной форме (не имеет явного решения). Значение г получается приблизитель-
но равным 33 мм, что уже н было положено в основу примера, приведенного
на рис. 4.31.
Относительная высота эха в 30 дБ относится к точечному отражателю,
расположенному непосредственно перед плоским излучателем. В отличие от
естественной фокусировки плоского излучателя на расстоянии длины ближ-
него поля, где (см. рис. 4.19 или 4.20) звуковое давление составляет 2р0
(высота эха на 12 дБ выше ро), здесь достигается повышение чувствитель-
ности на 30—12=18 дБ, т. е. восьмикратная высота эха1 (амплитуда эхо-
сигнала).
Если требуется повысить эффективность плоского излучателя более про-
сто—поставив перед ним вогнутую линзу с радиусом кривизны 33 мм,— то
оценка по формуле (4.30) в зависимости от расстояния г даст кривую, по-
казанную на рис. 4.33, по которой можно найти новое фокусное расстояние
г/ = 35 мм. Следовательно, достигается коэффициент фокусировки только
/<=35/50=0,7, откуда по рис. 4.24 получается высота эха всего 22 дБ. т. е.
достигается улучшение на 22—12=10 дБ.
Поскольку фокусировка достигается как дифракцией, так и геометри-
ческими средствами, не следует удивляться, что звуковые поля плоского
круглого излучателя и дополнительно сфокусированные благодаря искривле-
нию излучателя или линзами весьма близки между собой —см. уравнения
(4.8), (4.26) и (4.30). Плоский круглый излучатель является предельным
случаем (радиус кривизны равен бесконечности) обобщенной теории фоку-
сирующих круглых излучателей [1332, 1337, 1349].
1 В отечественной литературе используют термин эхо-сигнал, а не про-
сто эхо. Прим. ред.
105
На рис. 4.35 показаны расчетные поля изобар для плоского
и искривленного круглого дискового излучателей одинаковых
размеров.
Рис. 4.35. Уменьшение длины ближнего поля при фокусировке [222]:
а — плоский круглый излучатель радиуса а; б — сферически искривленный излучатель
того же размера; /С«0,6
Подводя итоги, можно сформулировать следующие правила
фокусировки:
геометрическими средствами можно обеспечить фокусировку
только на расстояниях, меньших длины ближнего поля плоского
излучателя;
все ближнее поле плоского излучателя располагается между
106
самим излучателем и его фокусом (точкой наивысшего звуко-
вого давления);
все дальнее поле плоского излучателя в результате фокуси-
ровки сжимается до области фокуса;
на расстояниях за фокусом в зависимости от отношения £>/Л
снова могут наблюдаться интерференции, как в ближнем поле.
Ближнее поле здесь снова появляется как бы в отраженном
виде;
наименьшая достижимая ширина пучка зависит от отноше-
ния D/%. При одинаковых размерах излучателей может дости-
гаться тем меньшая ширина пучка, чем выше частота.
На рис. 4.36 и 4.37 показаны некоторые возможности фокуси-
ровки отдельных излучателей. Случаи, показанные на рис. 4.36,
Рис. 4.36. Технические приемы фокусировки:
а — сферически искривленный излучатель; 6 — плоский излучатель с плосковогиу-той
линзой; в — плоский излучатель с концентрическим рефлектором, г ~ плоский стража-»
тель с фазовой пластиной.
Рис. 4;37. Фокусирующий искатель с конической линзой для непосредственного (контакте
[1149]; К&0,Зг наименьшая ширина пучка, 2,3 мм, угол раскрытия 1,8*; измерении
в стали иа цилиндрических отверстиях диаметром 3 мм; f — область фокусировки^
.107
относятся к иммерсионному варианту ультразвукового контро-
ля, но с применением дополнительных переходных элементов
могут быть использованы и при контактном варианте. Излуча-
тель с конической линзой, как на рис. 4.37, пригоден для обоих
вариантов. Хотя при такой форме линзы фокусировка полу-
чается худшей, чем при других способах, зато фокусная область
расширяется в осевом направлении (фокус в виде гибкой труб-
ки или шланга). См. также раздел 10.4.1.
Коническая линза выполнена в виде комбинации алюминия
с плексигласом. Однако можно также объединять и пластмас-
сы, например полистирол с плексигласом. Применяется также
и принцип аксикона (осевого конуса), т. е. комбинация кони-
ческих кольцевых излучателей с дополнительными коническими
отражающими поверхностями [1099].
Если требуется фокусировка звукового пучка только в одной
плоскости, то излучатель можно выполнить в форме цилиндри-
ческой оболочки или использовать цилиндрическую линзу. При
этом лучше применять прямоугольные излучатели [696].
По теории, представлению в виде изобар и профилям сфоку-
сированных звуковых полей имеется литература [1332, 574, 130,
1182, 936, 1580]; снимки с помощью шлирен-оптического мето-
да рассматриваются в работе [470]. Превращения поля круг-
лого излучателя рассматриваются в работах [1332, 1337, 222,
362, 673]. Примеры по выбору соответствующих фокусирующих
искателей для ультразвукового контроля, универсальные диа-
граммы для определения необходимых линз, размеры ожидае-
мой фокусной области и увеличение звукового давления в фо-
кусе можно найти в работах [1343, 1345]; примеры расчета
имеются в работе [1343]. Обзор техники фокусировки звуковых
полей приведены в работах [417, 1663, 1279]. О фокусировке
только в одной плоскости сообщается в работе [696].
4.8*. ЗВУКОВЫЕ ПОЛЯ ПРИ ИМПУЛЬСНОМ ВОЗБУЖДЕНИИ
И НЕРАВНОМЕРНОМ ВОЗБУЖДЕНИИ ИЗЛУЧАТЕЛЯ
Ранее рассматривались звуковые поля непрерывно колеблю-
щихся источников. Однако импульсное возбуждение влияет на
характер звукового поля.
Как показано на рис. 4.38, короткие импульсы, достигающие
точки наблюдения от различных мест излучателя, уже не могут
интерферировать, если они короче разницы в длине пути их
прохождения.
Даже если они перекрываются с различием в длине пу-
ти прохождения Х/2, взаимное гашение остается неполным
(рис. 4.39). Поэтому в импульсных полях уже не имеется нуле-
вых точек, а максимумы давления выражены слабее.
Изменение экстремумов давления на акустической оси в за-
висимости от формы импульсов показано на рис. 4.40. Колеба-
108
ния давления уменьшаются
тем сильнее, чем короче им-
пульс и чем меньше расстоя-
ние от излучателя. В дальнем
поле никаких различий не
наблюдается.
Рис. 4.39. Короткие импульсы гасятся уже
ие полностью даже при разности хода в
половину длины волны (а+б=в)
Рис. 4.38. При импульсах
с большой разностью хода
интерференция уже невоз-
можна
Одновременно с колебаниями звукового давления на оси
уменьшаются и колебания за пределами оси.
Фокусировка тоже зависит от формы импульсов: на рис. 4.41
показано звуковое поле сферически искривленного излучателя
при непрерывном режиме и возбуждении одним импульсом, со-
стоящим из двух колебаний [282].
В общем для импульсных звуковых полей справедливы сле-
дующие положения:
дальнее поле с главным лепестком характеристики направ-
ленности и фокусная область фокусирующего излучателя почти
не зависят от формы импульса, в отличие от ближнего поля;
если импульс содержит более шести колебаний, то во всем
поле нет практически никаких различий с работой при непре-
рывном режиме;
при затухании звука длина импульса на пути его прохожде-
ния увеличивается, поскольку высокочастотные составляющие
ослабляются сильнее низкочастотных;
при прохождении звука через фокусирующую линзу возмож-
ны нежелательные увеличения длины импульса.
По этим вопросам имеется литература [114, 468, 611, 697,
733, 1020, 1462, 1610, 1643, 226, 1274, 1469, 1126, 892, 410, 629,
1598, 1623].
Ранее при рассмотрении всех звуковых полей исходили из
того, что вся поверхность излучателя колеблется с одинаковой
амплитудой. Однако излучатель, закрепляемый в корпусе иска-
теля за края, имеет амплитуду, уменьшающуюся по направле-
нию от центра к краю. Но даже и свободная пьезопластина
колеблется на краях слабее ввиду ослабления электрического
поля. Если излучатель контактирует с деталью лишь частью
поверхности, например в случае искривленной поверхности, то
109
Непрерывный
режим
Рис. 4.40. Звуковое давление на оси плоского круглого поршневого излучателя при раэ«
личных формах импульсов [1424]
это равнозначно лишь частичному возбуждению излучателя.
Для примера на рис. 4.42 показан излучатель, насаженный на
центровое отверстие (заполненное воздухом). Здесь излучает
только прилегающая кольцевая поверхность. Характеристика
направленности изменяется: боковые лепестки становятся более
ПО
Рис. 4.41. Изобары звукового поля сферически искривленного круглого поршневого из-
лучателя (отношение Ь/Х—2О (1611]):
д — непрерывный режим; б — возбуждение гауссовским импульсом (два колебания)
Рис. 4.42. Характеристика
направленности для отноше-
ния D/k—16 при ограничении
излучения кольцом (с края)
четкими. В дальнем поле давление снижается пропорционально
остаточной площади преобразователя.
Если излучение на краях сохраняет полную интенсивность,
то длина ближнего поля не изменяется. Излучатели, излучение
которых уменьшается по направлению к краю, имеют меньшую
длину ближнего поля, поскольку эффективно действующий диа-
•метр излучателя входит в выражение для длины ближнего поля
в квадрате. Неодинаковое возбуждение может быть использо-
вано и для целенаправленного изменения звукового поля. Что-
бы сохранить направленное действие, при этом, естественно,
выбирают симметричные распределения. Технически различное
возбуждение может быть достигнуто разными способами:
путем частичной деполяризации поверхности излучателя при
локальном нагреве выше температуры Кюри [821];
частичным удалением поверхности электрода с пьезоизлуча-
теля, например применением звездообразных электродов на
круглых дисках;
разделением электрода на отдельные элементы, возбуждаю-
щее напряжение которых ослабляется неодинаково.
На рис. 4.43 [821] показаны следующие характеристики
круглого поршневого излучателя: а — различные распределения
амплитуды а(р) по поверхности излучателя; 6 — соответствую-
щие функции направленности D(sin6) в дальнем поле и в —
изменения звукового давления на акустической оси.
111
Рис. 4.43 Функции направленности и распределение звукового давления на осн кругло-
го поршневого излучателя при различных распределениях амплитуды возбуждения
(радиус излучателя Л, &=2лД). Дельта-функция 6(р) везде равна нулю, кроме места
р—0, где она принимает значение I; следовательно, функция б (р—7?) означает, что
звуковое давление может отличаться от нуля только в месте, где f}=*R, т. е. на краю
излучателя
Рис. 4.44. Неравномерно возбужденный излучатель, распределение возбуждения в по-
перечном сечении и звуковое давление на оси:
a — для обычного излучателя; b — для гауссовского излучателя (по расчету)
Оптимальными являются звуковые поля с гауссовским рас-
пределением возбуждения, так как
при этом исчезают экстремумы в ближнем поле,
112
основной лепесток становится более широким, а боковые
лепестки исчезают.
На рис. 4.44 показаны кривые звукового давления на оси
для круглого излучателя диаметром D = 2R0 при равномерном
возбуждении и для круглого излучателя диаметром D = 4Ro при
гауссовском распределении возбуждения [620]. Оба излучателя
имеют одинаковую длину ближнего поля.
Неравномерным возбуждением можно улучшить также и фо-
кусировку звукового поля. Наилучшая фокусировка достигает-
ся [821], когда возбуждаются только края излучателя.
Без изменения равномерного возбуждения, как известно, зву-
ковое поле можно сделать более равномерным, применяя корот-
кие импульсы, а также используя излучатели, отличающиеся
по форме от круга — в виде эллипса, квадрата или прямоуголь-
ника. Наиболее неблагоприятной является круглая форма в со-
четании с длинными импульсами.
Эти вопросы освещены в литературы [574, 611, 308, 612.
1424, 252, 444, 1291, 1602, 705, 708, 1565, 324, 696, 1529].
5. ЭХО-ИМПУЛЬС И ТЕНЬ
ОТ ОТРАЖАТЕЛЯ В ЗВУКОВОМ ПОЛЕ
5.1. ОТРАЖЕНИЕ ПЛОСКОЙ ВОЛНЫ
ОТ ПЛОСКОГО ОТРАЖАТЕЛЯ
Задачи и трудности ультразвукового контроля можно пояс-
нить на оптической модели.
Можно представить себе затемненное пространство с зер-
кально отражающими плоскими стенками. В качестве «дефек-
тов» в ней подвешены комочки из скомканной фольги. Наблю-
датель должен найти их с помощью резко сфокусированного
прожектора и оценить их размеры. При отражении от стенок
он увидит что-либо лишь в том случае, если луч, отразившись,
попадет в его глаз. Но даже если стенки запылены (что соот-
ветствует шероховатости), он все же увидит слабый свет. Пред-
ставление о дефектах он получит по отдельным многочислен-
ным бликам света, которые быстро колеблются при изменениях
геометрии прожектора, отражателя и глаза. Однако от одного
подвешенного ограниченного зеркальца он увидит единствен-
ное, но впрочем очень яркое отражение и только под одним
(правильным) углом, а также в любом случае слабое рассеяние
от его края. Хотя это сравнение не вполне удачно ввиду боль-
шой разницы в длинах волн между светом и ультразвуком, оно
все же показывает трудности, а также и возможности решения
нашей задачи: для этого используется как зеркальное, (силь-
ное) отражение, так и неизбежное рассеянное (слабое).
ИЗ.
R
«Рис. 5.1. Схема суммирования
элементарных волн по площа-
ди излучения 3, отражателя R
-и приемника Е.
Математический способ расчета
эха от одного отражателя в звуковом
поле одного излучателя (рис. 5.1)
можно понять с помощью элементар-
ных волн Гюйгенса. Возбуждение не-
большого участка поверхности отра-
жателя складывается из всех прихо-
дящих в эту точку элементарных волн
излучателя с учетом их амплитуды и
фазы. (В приведенной выше оптической
модели фаза не играет никакой роли.)
Определив таким способом возбужде-
ние всех элементов поверхности отра-
жателя, далее нужно провести такое
же суммирование всех элементарных
волн от отражателя к элементу поверхности приемника. И, на-
конец, в случае пьезоэлектрического приемника (раздел 7)
суммируются также электрические заряды, возбужденные на
каждом элементе поверхности, а следовательно и электрические
напряжения (тоже по их величине и фазе).
Таким образом, в математическом выражении отраженная амплитуда
пропорциональна тройному интегралу элементарной волны ае!ч> (по величине
я фазе) по всем элементам площади ds излучателя, отражателя и приемника,
суммарные площади которых равны соответственно S„ Sr и S«:
J J J aeiVdS‘
S, Sr Sc
Эта задача, разумеется, разрешима только в том случае, если все по-
верхности заданы в математической форме, т. е. не для произвольной формы
отражателя. К тому же решение может быть правильным только до тех пор,
пока при отражении не происходит преобразования моды, т. е. только для
продольных волн в газах и жидкостях.
Рис. 5.2. Плоский отражатель в поле пло-
ской волны (а) и одна отраженная пло-
ская волна (б)
В простых случаях можно
применить графические мето-
ды, например, как в разде-
ле 4.2. В некоторых еще более
простых случаях решение мож-
но получить непосредственно,
как показано ниже (рис. 5.2).
Пусть отражателем являет-
ся полностью отражающий
плоский диск, находящийся в
плоской волне, т. е., например,
Он имеет площадь Зг и отражает
вблизи большого излучателя.
вертикально падающую тоже плоскую волну обратно к прием-
нику-излучателю. Все точки отражателя находятся на общем
волновом фронте, т. е. имеют одинаковую фазу. Поэтому от-
раженная война идентична излученной волне поршневого излу-
.114
чателя с площадью Sr: отражатель становится вторичным излу-
чателем.
Если отражатель имеет форму круглого диска диаметром DT,.
то его ближнее звуковое поле может быть рассчитано (см. раз-
дел 4.1) по формуле (4.2), а характеристика направленности
будет как на рис. 4.15, а. Если падающая волна возбуждается
большим излучателем-передатчиком, то он одновременно яв-
ляется и приемником. При работе в импульсном режиме после
излучения он принимает эхо от отражателя спустя промежуток.
времени, равный удвоенному времени пробега до отражателя.
Нас интересует его амплитуда, т. е. высота эхо-сигнала. Соглас-
но разделу 7.2 предварительно принимается, что электрическое
напряжение, измеренное как высота эха, пропорционально пло-
щади, на которую упала отраженная волна, и звуковому давле-
нию. Если бы на рис. 5.2, а излучаемая волна в ее плоской
части возвращалась бы назад от очень большого отражателя,
то она приходила бы практически полностью, т. е. высота эхо-
сигнала составила бы Hq. Однако от отражателя возвращается
только волна, соответствующая его гораздо меньшей площади,
которая и даст эхо-сигнал высотой Нг. Отношение обоих этих
эхо-сигналов очевидно соответствует отношению площадей от-
ражателя и излучателя:
Hr/H0=Sr/Ss. * (5.1) •
Эхо-сигнал Но является важным отраженным сигналом, с ко-
торым проводится сравнение и который часто упоминается в..
дальнейшем. На практике его получают как эхо от задней стен-
ки тонкой бездефектной пластины из того же материала, что и
образец, где оценивается эхо-сигнал от дефекта. В выражении
(5.1) площадь излучателя-передатчика известна (Ss). Следова-
тельно, если измерить отношение эхо-сигнала от отражателя
и от задней стенки, например в вольтах, или высоту пиков, .
последовательно появляющихся на экране, то будет известен
размер отражателя (дефекта ST) и поставленная задача будет
решена.
Можно также отказаться от условия, что излучатель и отра-
жатель должны быть круглыми дисками. Возможны любые
формы поверхности, пока излучаемую волну еще можно считать
с достаточным приближением плоской. Если это условие не вы-
полняется, то размеры отражателя, рассчитанные по формуле
(5.1), получаются заниженными. Повышение эффективности
контроля при больших расстояниях от дефекта и при малых
размерах отражателя (дефекта) описывается в разделе 5.2.
Далее следует рассмотреть также наклонное положение от-
ражателя, однако без учета преобразования моды и краевых
волн, как в разделе 2.6. На рис. 5.3 волновой фронт 1 протя-
женной плоской волны достигает дальнего края наклонно
расположенного отражателя, так что возбужденная элементар-
115
Рис. 5.3. Наклонно отражен-
ная волна, составленная из
элементарных волн
Рис, 5.4. Наклонно падаю-
щая эхо-волна, ввиду ин-
терференции с погашеинем
составляющих пьезоэлектри-
ческих напряжений, нс дает
эхо-сигнала, который мог
бы быть использован для
измерения величины дефек-
та
ная волна только еще возникает. Однако
волны, возбужденные ранее, уже обра-
зовали новый волновой фронт, который
распространяется под углом отражения.
Если этот фронт на своем пути уже не
встретит излучатель, то, естественно, не
будет получено никакого эха. Однако
если он все же встретит излучатель, как
показано на рис. 5.4, никакого отраже-
ния (эха) не будет получено, так как
волны попадают на встречную поверх-
ность с другой фазой. Составляющие
возбужденного пьезоэлектрического на-
пряжения отдельных элементов поверх-
ности в основном взаимно уничто-
жаются.
При коротких импульсах составляю-
щие напряжения гасятся не полностью.
Эхо-сигналы возникают также и от крае-
вых волн. Однако для определения вели-
чины дефектов эти отражения уже не-
пригодны без дополнительной обработки.
Для усовершенствования устройства можно
предложить разбивку совмещенного излучателя-
приемника на небольшие элементы, электрически
изолированные один от другого, и электрически
компенсировать их разность фаз. При этом полу-
чаются так называемые управляемые секциони-
рованные излучатели (раздел 10.4), у которых
можно варьировать характеристики и излучения,
и приема. Однако преобразователи, нечувстви-
тельные к фазе, можно, получить и другим пу-
тем [654].
5.2. ЭХО-СИГНАЛ ОТ ОТРАЖАТЕЛЯ,
AVG (АРД)-ДИАГРАММА
Решение общей задачи в случае близкорасположенных диско-
вых излучателя и отражателя очень просто, поскольку при этом
не только амплитуда звукового давления, но и фаза остаются
постоянными по всей их площади. То же самое, хотя и прибли-
женно, наблюдается и при расположении излучателя и отража-
теля очень далеко один от другого. Звуковое давление на их
общей оси наглядно представлено на рис. 5.5. В верхней части
слева направо дана известная кривая для излучателя (передат-
чика), как на рис. 4.19, но для случая импульсного возбужде-
ния, представляющего практический интерес, как на рис. 4.44, а,
т. е. с уменьшением амплитуды колебаний в ближнем поле. На
нижней части рис. 5.5 иллюстрируется закон изменения отра-
116
женного звукового давления, возвращаемого отражателем (де-
фектом), работающим в качестве вторичного излучателя.
Это звуковое давление, пока относящееся только к оси, на
достаточно большом расстоянии, однако, может быть воспри-
нято всеми площадями отражателя и излучателя; аналогичным
образом и фазу, ввиду малых различий в ходе, тоже можно
считать постоянной по всей площади. В таком случае отража-
тель тоже становится поршневым излучателем (приближенно)
Р
Z -
Рис. 5.5. Звуковое давление
«а осн для падающей вол*
ны (вверху) и для отражен'
яой волны на круглом ди-
сковом дефекте (внизу)
плоской волны, как в приведенном выше примере (раздел 5.1).
Теперь можно определить диаметр отражателя (дефекта),
что и является поставленной задачей. Сначала нужно рассчи-
тать по уравнению (4.13) звуковое давление излучателя в даль-
нем поле на оси:
Ps = Po
4?.г
(5-2)
Оно приближенно равно также начальному звуковому давле-
нию рог на всей площади отражателя. Следовательно, отражен-
ное звуковое давление на всей площади излучателя, работаю-
щего как приемник, выразится формулой
Рт — Рог
^1=Р0 ° D '
4A.Z 16/.2z2
(5.3)
Между тем расстояние z для излучения и приема равно рас-
стоянию до отражателя. Начальное звуковое давление излуча-
теля измеряется как на рис. 5.2, но с применением очень боль-
шого отражателя, т. е. тонкой пластины. Если высоту эхо-
импульса от отражателя (дефекта) Нг измерять по экрану,
например в миллиметрах, как и высоту Но (эхо-импульса от
задней стенки пластины — опорный сигнал), то можно записать
HrlHQ=prlpa.
Отсюда можно получить диаметр отражателя по формуле
(5.3):
117
Dr- %- )/Ж
или с подстановкой длины ближнего поля излучателя N —
=D?l4-k
r\ - ------.
Dt= lir17 (5 4>
Это и будет решением поставленной задачи, поскольку диа-
метр излучателя и длина его ближнего поля известны, как и
расстояние до неизвестного круглого дискового отражателя,
Высота опорного эхо-сигнала Но измеряется на пластинке, тон-
кой по сравнению с длиной ближнего поля излучателя, и изго-
товленной из того же материала, что и контролируемый обра-
зец, но не имеющей дефектов. Оба компонента (пластина и.
образец) должны иметь примерно одинаковую чистоту поверх-
ности, чтобы избежать различий в акустическом контакте. Воз-
можное ослабление ультразвука в образце может быть измере-
но и учтено в расчете.
После того как решение для малого отражателя на неболь-
шом расстоянии и для малого отражателя на большом расстоя-
нии было сведено к получению опорного эхо-сигнала от пласти-
ны, довольно просто найти решение и для большого отражателя
на большом расстоянии по отражению (эхо-сигналу) от задней
стенки.
По формуле (4.13) звуковой луч любого излучателя на боль-
шом расстоянии идентичен лучу сферической волны. Следова-
тельно, звуковое давление на оси при удвоении расстояния
уменьшается вдвое. Если луч падает на расстоянии zR на боль-
шую плоскую заднюю стенку перпендикулярно к оси, то он
оптически зеркально отражается (сам в себя). В результате
излучатель становится приемником в своем собственном звуко-
вом поле, где он получает иа оси звуковое давление, рассчиты-
ваемое по формуле
т. е. такое же, как на двойном расстоянии от задней стенки..
Следовательно, при допущении, что давление на всей площади
излучателя и приемника может считаться постоянным, должна
быть справедливо соотношение
HR/HQ = nN/(2zR). (5.5)
Следует отметить, что процесс отражения от задней стенки
принципиально отличен от отражения от небольшого отража-
теля (дефекта). Он является чисто лучевым акустическим про-
цессом (зеркальное отражение), тогда как на небольшом отра-
жателе происходит волновой оптический процесс. Это выра-
жается также и в законах изменения давления с расстоянием
118
для обоих случаев. Отражение (эхо-сигнал) от задней стенки
изменяется обратно пропорционально расстоянию z до нее,
а эхо-сигнал от отражателя, напротив, убывает пропорциональ-
но квадрату этого расстояния.
По формуле (5.5) можно, впрочем, заменить опорный эхо-
сигнал на пластинке эхо-импульсом от задней стенки. На прак-
тике, однако, это целесообразно только тогда, когда образец
имеет участок с большой плоской задней стенкой и не имеет
помех для прохождения ультразвука.
Таким образом, для крайних случаев решение найдено.
В промежуточной области, при умеренных расстояниях и уме-
ренных диаметрах отражателя (дефекта), расчет можно выпол-
нить лишь по более сложным математическим выражениям.
На практике однако оказывается, что при сравнительно неболь-
шой погрешности в эту промежуточную область можно проник-
нуть достаточно далеко с обеих сторон. Это далее поясняется
с помощью графического представления вышесказанного — на
так называемых АРД-диаграммах.
Чтобы можно было представить суть дела в возможно более
общем виде, размер DT и расстояние до отражателя (дефекта)
г следует нормировать так1: DrIDs — величина дефекта (диа-
метр) G; z/Ns — расстояние до дефекта А; Нг1Но — усиление
(амплитуда) V (здесь проводится различие между значениями
усиления Vr и Уд).
Все эти три величины безразмерны. Усиление VT показы-
вает, во сколько раз нужно увеличить (усилить) эхо-сигнал от
отражателя, чтобы он был равен амплитуде опорного сигнала.
Из выражений (5.4) и (5.5) для отдаленной области полу-
чаются следующие значения усиления:
Уг=л —, Уя=л/2-«/4. (5.6)
А2
Для отражателя в непосредственной близости по форму-
ле (5.1)
Vr=G2 при условии Dr<Da, (5.7)
Vr=l при условии Dr^Ds.
Для графического изображения удобно логарифмическое
представление как на рис. 5.6, причем усиление V дается в де-
цибелах.
На рис. 5.7 теоретическое решение в дальнем поле дополне-
но некоторыми измерениями на круглых дисковых отражателях
® воде [852] и получена так называемая диаграмма AVG (АРД).
1 В русской технической литературе принято обозначение АРД (А —
.амплитуда, Р — расстояние до дефекта, Д — диаметр дефекта). Прим. ред.
119
1
о
Рнс. 5.6 Взаимосвязь между нормированным расстоянием до дефекта А. усилением V
(правая ордината) нли отношением амплитуд эхо-сигналов /////о (левая ордината) и.
нормированной величиной дефекта G (как параметром); G = oo означает отражение от
задней стенки
Рис. 5.7. Диаграмма с теми же обозначениями, как на рис. 5.6, дополненная результа-
тами измерения на круглых дисковых отражателях в воде с излучателем диаметром
24 мм иа частоте 2 МГц. Левая шкала — для теоретического определения о по фор-
муле (5.7) в случае отражателей, расположенных непосредственно перед излучателем
При малых диаметрах дефекта (G от 0,1 до 0,3) измерен-
ные значения хорошо совпадают с прямыми линиями для даль-
него поля уже на расстоянии в две длины ближнего поля. При
120
более крупных отражателях (например, при G>0,5) на этом
расстоянии еще имеются значительные отклонения. К. тому же
здесь могут сильнее сказаться и небольшие неточности настрой-
ки перпендикулярно к оси, так как отраженный звуковой луч
собран в более резкий пучок и поэтому иногда приходит к
приемнику уже не совсем точно по центру. Эти отклонения
всегда приводят к занижению значений G: следовательно, раз-
мер отражателя получается меньше фактического. Чтобы избе-
жать этого, следует применять излучатели большого диаметра
и с малым ближним полем, т. е. работать на низкой частоте.
Тогда тот же отражатель (дефект) будет иметь меньшие зна-
чения G (диаметра) и большие значения А (амплитуды).
Как и ожидалось, колебания давления в ближнем поле на
рис. 5.7 свидетельствуют о возбуждении одним импульсом уме-
ренной длины. Таким образом, диаграмма не является универ-
сально применимой в этой области, так как ее вид зависит от
формы импульса. При очень коротких (так называемых удар-
ных импульсах) колебания исчезают; то же самое наблюдается
и при неравномерном возбуждении излучателя по его площади,
например, как при гауссовском возбуждении (см. раздел 4.8).
В случае гауссовского излучателя уравнение (5.7) ввиду неравномерного
распределения звукового давления в непосредственной близости перед излу-
чателем уже несправедливо. Кроме того, при этом следует учитывать, что
величина дефекта должна быть отнесена к эффективному диаметру 2/?о
(рис. 4.44, б). Фактический диаметр излучателя уже не играет никакой роли.
Следовательно, AVG-диаграммы для гауссовского излучателя отличаются от
соответствующих диаграмм для обычного поршневого излучателя.
На практике нашли более широкое применение специальные
AVG-диаграммы, рассчитанные на конкретный искатель; в них
используются фактические значения расстояния в миллиметрах
и диаметра отражателя. Некоторые изготовители поставляют
такие диаграммы прямо со своими искателями. AVG-диаграммы
оправдали себя на практике также и для поперечных волн
(см. главы 19 и 28).
В соответствии с приведенной элементарной теорией отра-
жения продольных волн от отражателя (дефекта) в твердом
теле не учитывается попутно возникающая поперечная волна.
У отражателей, размер которых во много раз превышает длину
волны, эта волна гораздо слабее продольной, но при малых
отражателях обе волны сопоставимы. Процесс, который далее
называется рассеянием, рассчитал в частности Харуми с соавто-
рами [619] для алюминия; на рис. 5.8 он представлен в виде
характеристик направленности рассеянных волн обоих типов.
Однако здесь поперечная волна все же значительно слабее про-
дольной. Можно видеть, что по мере уменьшения диаметра отра-
жателя побочные пики (максимумы) исчезают. Рассеянная про-
дольная волна по форме приближается к сферической, тогда
как обе главные вершины поперечной волны удаляются от оси.
121
, Поэтому по их углу по от—
ношению к оси можно опре-
делить диаметр отражателя.
J Звуковое давление рас-
{ сеянной волны пропорцио-
нально третьей степени диа-
метра отражателя и обрат-
но пропорционально квад-
Рис. 5.8. Рассеяние на не-пату ДЛИНЫ ВОЛНЫ [4411
большом КРУГЛОМ ДИСКОВОМ R пилпы
отражателе поперечной вол-ЭТО ОЗНЗЧаеТ, ЧТО МСЛЬЧаЙ-
метр^Тотражат^ня)' Дна’шие отражатели (дефекты)
а —две длины волны, б — на практике не удается об-
меть длИиННыВвол“ыв_однанаружить ввиду ограничен-
ной чувствительности при-
боров.
Если применить уравнение (5.3) к двум различным частотам (ft и )2),
то для отношения соответствующих эхо-импульсов от круглых дисковых от-
ражателей получится выражение
Яг./Я,2=(Л/Г2)’,
если в обоих случаях исходить из одного и того же опорного эхо-сигнала от
пластины. Квадратичную зависимость от частоты можно использовать для
того, чтобы обеспечить более или менее хорошее приближение естественного
дефекта к круглому дисковому отражателю, расположенному перпендикуляр-
но к оси.
Расчеты амплитуды эхо-импульсов от круглого диска в пе-
реходной области и в дальнем поле опубликовали Мандри и
Вюстенберг [1086, 224]. Эхо-импульс от задней стенки в ближ-
ней и переходной области рассчитали Сэки, Гранато и Труэль
[1398]. Специальные AVG-диаграммы для прямого и наклон-
ного искателей рассчитали Кимура и др. [785].
Отражатели, отличающиеся от круглых дисков. Представ-
ляют интерес формы, которые могут быть легко и воспроизво-
димо использованы для получения эталонных дефектов: сфера,
цилиндр, полоска. Обзор зависимости высоты эхо-сигнала от
диаметра Dr, расстояния z и длины волны к дается ниже [276]:
Поперечные размеры отражателя
Поверхность отражателя маленький/маленькнй большой/маленький болыиой/болыиой
Плоская Искривленная Круглый диск ZV/Vz2 Сфера Dr/Kz2 Полоска Цилиндр yDr/Xz'-s Задняя стенка 1/%г
Цилиндрическое отверстие поперек луча чаще всего приме-
няется в качестве эталонного отражателя, поскольку его мож-
122
ио легко получить с воспроизводимыми размерами. Его диа-
метр Подл нужно пересчитать на диаметр круглого диска Дкруг.д,
обеспечивающего такую же высоту эхо-импульса, по формуле
£>кРуг.д=0,67 у я. \/ D^az <5-8)
при условии, что z>Q,7N и Дцил>1,5Х.
Наряду с исследованиями продольных и поперечных волн
от этих отражателей проводились также измерения поверхност-
ных волн и волн в пластинах на пилообразных выемках (ка-
навках). В принципе можно, конечно, построить AVG-диаграм-
мы для каждого типа отражателя (дефекта) и вида волны.
Однако такие диаграммы будут не обобщенными, т. е. незави-
сящими от диаметра, длины волны и расстояния, а будут
соответствовать только конкретному типу искателя. Нормирова-
ние можно провести только еще для цилиндрических отража-
телей, хотя и с ограничениями [1346].
Имеется и другая литература [405, 108, 1657, 1525, 856, 409,
1427, 1692].
5.3. ТЕНЬ ОТ ОТРАЖАТЕЛЯ
Препятствие в звуковом поле искателя нарушает распростране-
ние волн не только вследствие отражения, но и по причине за-
тенения. Поскольку при контроле материалов приходится иметь
дело с дефектами, размеры которых ненамного превышают
длину волны, здесь наблюдаются явления дифракции также
и при затенении.
Для расчета звукового поля в пространстве тени за препят-
ствием в теоретической физике разработан следующий принцип:
поле за препятствием составляется из невозмущенной волны и
из возмущающей волны, приходящей от задней стенки препят-
ствия [18]. Так как возбуждение на задней стороне круглого
дискового отражателя равно нулю, возмущающая волна долж-
на быть там идентична невозмущенной волне, но иметь проти-
воположную фазу. Таким способом возмущающую волну можно
приближенно представить себе как излучение поршневого излу-
чателя и рассчитать наложение с падающей волной в простран-
стве тени. Следовательно, возмущающая волна равна отражен-
ной, но противоположна ей по фазе.
В качестве примера на рис. 5.8 и 5.9 показано поперечное
распределение звукового давления на расстоянии а = 6ДГ и рас-
пределение звукового давления в тени круглого дискового от-
ражателя на его акустической оси. Сам отражатель находится
далеко в дальнем поле искателя.
На рис. 5.10 представлено изменение звукового давления
;в том виде, в каком его можно было бы измерить точечным
123
приемным искателем. В практике контроля, разумеется, в
приемник представляет собой искатель с некоторым конечным
диаметром излучателя. Поэтому показание приемника, воспри-
нимаемое этим искателем, по которому хотелось бы судить
о форме и положении дефекта, зависит от многих параметров.
Характер восприятия помехи приемным искателем зависит
от приемной характеристики приемного искателя, т. е. от отно-
Рис. 5-9. Распределение зву-
кового давления Р в тени
круглого дискового отража-
теля поперек оси, рассчитан-
ное на расстоянии а = 6
Рис. 5.10. Звуковое давление Р в тени-
круглого дискового отражателя, рассчи-
танное на осн
шения размеров приемника и отражателя и от расстояния от
приемника до отражателя. Возмущающее действие помехи в
свою очередь зависит от отношения размеров излучателя и от-
ражателя и от расстояния от излучателя до отражателя. По
этим причинам невозможно построить обобщенную диаграмму
для тени от отражателя, аналогичную AVG-диаграмме для от-
ражения.
Поэтому обнаружение дефектов по затенению (теневой спо-
соб, метод прозвучивания, глава 12) часто дает неоднозначно
В влиних Влажного поля N
Рис. 5.11. Уменьшение эхо-импульса от
задней стенки на расстоянии 10/V при
расположении перед ней круглых дис-
ковых отражателей различных диа-
метров и на разных расстояниях (по*
результатам измерений)
оцениваемые результаты в зависимости от того, где находится
дефект в поле излучателя или в поле приемника.
К тому же метод прозвучивания сравнительно нечувствите-
лен к мелким дефектам (они почти не возмущают прошедшую
волну). Поэтому часто пользуются уменьшением эхо-импульса
124
от задней стенки для подтверждения наличия затененного отра-
жателя, потому что тогда возмущенная волна отражается от
задней стенки и во второй раз возмущается отражателем до-
того как она будет принята искателем. Хотя в этом отношении
излучающие и принимающие искатели идентичны, тем не менее
растет число параметров по сравнению с их числом при одно-
кратном возмущении. Если положение дефекта неизвестно, то-
по уменьшению эхо-импульса от задней стенки нельзя однознач-
но определить величину дефекта. Соответствующий пример по-
казан на рис. 5.11.
5.4. НАКЛОННЫЕ КРУГЛЫЕ ДИСКОВЫЕ
И ЕСТЕСТВЕННЫЕ ОТРАЖАТЕЛИ
На рис. 5.12 направления отраженной и теневой волн от на-
клонного отражателя получены с применением принципа Гюй-
генса. Волновой фронт падающей плоской волны как раз до-
стиг дальнего края круглого диска. И от передней, и от задней
стороны диска расходятся элементарные сферические волны,
из которых строятся отраженная волна (эхо) и теневая волна.
Рис. 5.12. Направления отражен-
ной и теневой волн от наклон-
но-расположенного дефекта; по-
строено по принципу Гюйгенса;
1 — падающая плоская волна;
2 — круглый дисковый отража-
тель; 3 — теневая волна; 4 —
отраженная волна (эхо)
Рис. 5.13. Отраженная и теневая
волны от наклонно расположенного
круглого дискового дефекта, угло-
вое распределение звукового дав-
ления на большом расстоянии, рас-
считанное для отношения Z)r/A = 4.
Можно видеть, что теневая волна должна иметь то же направ-
ление, что и падающая, тогда как для отраженной волны как
в геометрической звуковой оптике угол падения должен быть
равен углу выхода, т. е. должно происходить зеркальное отра-
жение.
На рис. 5.13 показаны элементарно рассчитанные характери-
стики обеих волн, т. е. без учета преобразования моды по раз-
делу 2.4 и отражений краевых волн по разделу 2.6. Лишь при
очень малых углах падения отражается только продольная вол-
125-
•ла. Напротив, теневая волна всегда остается того же типа, что
и падающая. При большем угле падения к отраженной продоль-
ной волне добавляется поперечная волна, идущая под соответ-
ствующим углом, как на рис. 2.7, с более четко сфокусирован-
ной характеристикой в соответствии с меньшей длиной этой
'ВОЛНЫ.
На рис. 5.12 принят отражатель размером в четыре длины
-волны. К искателю возвращается только слабое звуковое дав-
.-ление от размытой области побочной вершины при коротких
импульсах и эхо-импульсы от краевых волн. Поэтому таким
способом одним искателем (совмещенным излучателем и прием-
ником) еще можно обнаружить наклонно расположенный де-
• фект, но оценить его размеры по звуковому давлению эха без
.дополнительных мероприятий нельзя. Можно, если форма испы-
тываемого образца позволяет дополнительно использовать для
-оценки тень от дефекта. Это возможно в тех случаях, когда
испытываемое изделие имеет заднюю стенку, перпендикуляр-
ную к направлению звукового луча. При этом наблюдают воз-
мущение эхо-сигнала от задней стенки, вызываемое теневой
гволной (раздел 5.3).
Для оценки круглого дискового отражателя с неизвестным положением
<и размерами по зеркальным отражениям, как в разделе 5.2, нужно было бы
обеспечить совпадение осей характеристик направленности излучателя и
приемника. Это возможно только путем последовательного постепенного изме-
нения положения излучателя и направления его оси вплоть до достижения
абсолютного максимума эхо-сигнала. Практически это возможно только при
больших затратах, например иммерсионным способом или с использованием
управляемых секционированных излучателей с корректировкой изменений
моды и амплитуды излучателя вследствие преломления, в частности с при-
менением ЭВМ.
При меньших затратах, например только при перемещении искателя по
.поверхности образца, хотя и удается получить максимум эхо-сигнала, но
-остается неизвестным, достигнут ли уже и максимум совпадения. В общем
случае это обеспечивается только боковым излучением (боковыми лепестка-
<ми) обеих характеристик. Однако изменением частоты обе характеристики
можно сделать более острыми или более скругленными. Если размер отра-
жателя, найденный по AVG-диаграмме, при этом остается приблизительно
постоянным, то можно предположить, что искатель находится поблизости
от совпадения. Все же величина, найденная при более низкой частоте, ближе
.к фактическому значению. Этого следовало ожидать и в случае плоского
.естественного отражателя.
Пример использования зеркального отражения при неперпен-
.дикулярном падении луча на отражатель приведен на рис. 5.14,
•где наклонные поперечные волны использованы для обнаруже-
ния отражателя (дефекта), перпендикулярного к поверхности
плоского образца. Для обоих этих приемов тоже могут быть
использованы диаграммы AVG [1350].
На практике наклонное положение дефекта сказывается не
лак неблагоприятно, как это кажется на первый взгляд, по сле-
дующим причинам.
426
Рис. 5 14. Обнаружение дефектных мест наклонными поперечными волнами с примене-
нием раздельных излучающего и приемного искателей. Метод б называют также мето-
дом тандема
Во-первых, при коротких импульсах область боковых вер-
шин, как уже было показано выше, размывается, приводя к бо-
лее или менее равномерному снижению звукового давления.
Во-вторых, в случае дефектов, размеры которых уже нельзя
считать слишком большими по сравнению с длиной волны, угло-
вые распределения эхо-волн и теневых волн уже не разделяются,,
как это было показано на рис. 5.13, а сливаются в одну совмест-
ную рассеянную волну. Эта рассеянная волна по мере умень-
шения отношения диаметра к длине волны принимает форму,,
все более приближающуюся к сферической (см. рис. 5.8), так.
что в конечном счете влияние наклонного положения для не-
больших дефектов полностью исчезает, причем и звуковое дав-
ление тоже получается очень малым. Поэтому при выборе бо-
лее низкой частоты (т. е. большей длины волны) можно сде-
лать (в некоторых практических границах) характеристику
обратного излучения наклонно расположенных небольших де-
фектов более эффективной для их обнаружения и оценки их.
величины эхо-методом. Этому вопросу посвящены измерения
Кляйнта [799]; см. также [1742] и раздел 19.4.
Краевые волны (раздел 2.6) тоже могут быть использованы
для обнаружения отражателя, если они достаточно интенсивны.
Это зависит от того, имеет ли отражатель достаточно острые
края или же он округлой формы. Здесь играет роль также и
характеристика направленности краевых волн. Однако излучаю-
щий искатель может принимать краевые волны только тога
типа, которые он излучает. Для приема непреобразованной
волны нужно использовать отдельный приемник (Д-техника,
раздел 19.3).
В случае наклонно расположенного отражателя правильной
формы, например в виде наклонной полосы, ближняя и более
удаленная кромки могут давать отдельные краевые волны, осо-
бенно при работе с короткими импульсами. Наклонный круглый
диск дает лишь слабое эхо от краевых волн, потому что лишь,
немногие элементарные волны имеют одинаковое время пробега.
От отражателя с совершенно неправильными краями нельзя.
127;
•ожидать получения краевой волны, так как все элементарные
волны взаимно гасятся из-за различия во времени их пробега.
Естественные отражатели (дефекты) в изделии отличаются
от рассматривавшихся выше идеальных в ряде отношений:
их форма неправильна;
их поверхность не плоская, а часто и не гладкая.
Поэтому при отражении от естественного дефекта часто
нельзя установить различия между отраженной и краевой вол-
нами. Все они могут интерферировать друг с другом, что объяс-
няет колебания амплитуды эхо-сигнала при небольших смеще-
ниях искателя.
Естественные отражатели иногда являются лишь частично
проницаемыми для ультразвука. В стали это наблюдается в ред-
ких случаях. Оксидные включения в стали все же еще имеют
коэффициент отражения, близкий к 100%; однако в легких ме-
таллах этого не наблюдается. К тому же трещины, заполнен-
ные воздухом, могут быть такими тонкими (или же смыкаться
под действием приложенных механических напряжений), что
они частично пропускают звук, из-за чего отраженный сигнал
уменьшается.
Шероховатость естественного отражателя (дефекта) стано-
вится неблагоприятным фактором только тогда, когда ее вели-
чина превышает примерно Vio длины волны.
Если на каком-либо препятствии плотность вещества и ско-
рость звука изменяются не скачкообразно, а непрерывно, то
отражения волн не происходит. Такое препятствие действует на
звуковую волну как зумпф, например как губчатая структура
в отливках. В этом случае можно обнаружить место дефекта
только по затенению отражения от задней стенки.
Правильные неровности, например риски после обточки, пер-
пендикулярные к плоскости падения и имеющие глубину, боль-
шую чем четверть длины волны, нередко вызывают неожиданно
сильное боковое излучение. Здесь получается дифракция как
на сетке в оптике. От другого более удаленного отражателя
могут появиться мешающие эхо-импульсы. Иногда можно избе-
жать их, если использовать очень короткие импульсы, не вызы-
вающие интерференции. Литература: [1654, 276].
6. ОСЛАБЛЕНИЕ УЛЬТРАЗВУКОВЫХ ВОЛН
В ТВЕРДЫХ ТЕЛАХ
«.1. ПОГЛОЩЕНИЕ И РАССЕЯНИЕ
Ранее рассматривались идеальные вещества, в которых звуко-
вое давление ослаблялось только в результате распространения
волны. В таком случае в плоской волне звуковое давление во-
обще не должно было бы снижаться на ее пути, а в сферической
128
волне, как н в звуковом луче от искателя в дальнем поле, оно
уменьшалось бы только обратно пропорционально расстоянию
от источника. Однако все естественные материалы оказывают
более или менее сильное влияние, дополнительно ослабляющее
звук. Это вызвано двумя причинами — рассеянием и (истинным)
поглощением; оба эти явления обозначают общим термином
«ослабление» (иногда применяют выражение «затухание»).
Рассеяние обусловливается тем, что материал не является
строго однородным. В нем имеются граничные поверхности, на
которых звуковое сопротивление внезапно изменяется, посколь-
ку там соприкасаются по сути два вещества с различной плот-
ностью или скоростью звука. Такими неоднородностями могут
быть, во-первых, просто посторонние включения, например не-
металлические включения в поковках или поры. Во-вторых,
ими Могут быть собственно дефекты материала — естественные
или намеренно полученные, как пористость в материалах, изго-
товленных методами порошковой металлургии. Однако возмож-
ны и материалы, неоднородные по самой своей природе, напри-
мер литейный чугун, который представляет собой конгломерат
зерен феррита и графита, совершенно различных по своим
упругим свойствам. В других случаях кристаллиты различной
структуры и разного химического состава как бы пронизывают
ДРУГ друга, как в латуни и сталях. Но даже если материал со-
стоит только из кристаллов одного вида, он может быть неодно-
родным для ультразвуковых волн, если зерна расположены
беспорядочно, поскольку отдельные кристаллы всегда имеют
различные упругие свойства в различных направлениях, а сле-
довательно, и разные скорости звука. Такие материалы назы-
вают анизотропными. Упругая анизотропия является обяза-
тельным свойством металлов; только у разных металлов она
проявляется более или менее резко.
В веществах с очень большими размерами зерен по сравне-
нию с длиной волны процесс рассеяния можно представить
геометрически: на наклонной границе раздела волна разделяет-
ся на различные отраженные и прошедшие виды волн. Для
каждой из этих волн такой же процесс повторяется и на сле-
дующей границе зерна. Таким образом, от первоначального
звукового пучка все время отделяются составляющие волны,
которые на своем длинном и сложном пути все в большей сте-
пени превращаются в тепло вследствие имеющегося также и
истинного поглощения (см. ниже).
В диапазоне частот, применяемых при ультразвуковом кон-
троле, размеры зерен, как правило, бывают меньше длины
волн. В таком случае вместо геометрического расщепления
происходит рассеяние, аналогичное рассеянию света прожекто-
ра на мелких капельках воды в тумане. При размерах зерна
от ‘Лоос до 'Лоо длины волны рассеяние практически еще не
играет роли. Однако оно очень быстро усиливается, примерно
и
129
пропорционально кубу размера зерна, и при ’Ло длины волны;
до одной длины волны достигает такого влияния, при котором;
контроль уже невозможен, поскольку материал анизотропен.
Вторая составляющая ослабления — поглощение — пред-
ставляет собой непосредственное преобразование звуковой энер-
гии в тепло, что может быть обусловлено многочисленными'
различными процессами [19, 21, 940], рассмотрение которых;
здесь невозможно. Наглядно можно представить их как своего-
рода торможение колебаний частиц, вследствие чего понятно,,
что при быстрых колебаниях должно теряться больше энергии,,
чем при медленном. Поэтому поглощение, как правило, усили-
вается пропорционально частоте, т. е. много медленнее, чем;’
рассеяние.
• Оба вида потерь затрудняют контроль материалов, но по-,
разному. Чистое поглощение ослабляет прошедшую энергию*
или отражение (эхо) от дефекта и от задней стенки. Для ком-
пенсаций этого можно применить повышенную мощность излу-
чения и увеличить усиление, а также воспользоваться меньшим:’
поглощением при работе с низкими частотами. Гораздо боль-г-
ще трудностей создает рассеяние, так как при эхо-методе ослаб-
ляются нё только амплитуда отражения от дефекта и задней»
стенки, но и появляются многочисленные отражения, соответ-
ствующие разному времени прихода волн — так называемый!
шум (дословно «трава»), в котором настоящее эхо иногда то-
нет. Рассеяние можно сравнить с действием тумана, в котором!
водителю автомобиля мешает свет своих собственных фар и он
ничего не может видеть. Очевидно, что эти помехи нельзя пре-
одолеть увеличением излучаемой мощности или повышением;
усиления, так как одновременно с этим будет увеличиваться и
уровень шума. Здесь может помочь только переход в область-
более низких частот, причем ввиду уменьшающейся фокусиров-
ки звука и из-за возрастания длины импульсов выявляемоЬть-
Малых дефектов имеет свой естественный непреодолимый-
предел.
Расчетное изменение звукового давления в плоской; войне,
которое уменьшается только вследствие ослабления, Ч-аким об-
разом,' можно представить в виде экспоненциальной функции
р = рое-“й,
где ро'и рт-звуковые давления в начале и конце отрезку, of
с коэффициентом затухания а.
В литературе коэффициент затухания а иногда относят! не
к звуковому давлению, а к интенсивности. Если такой коэффи-
циент обозначить через aj, то закон ослабления интенсивности,
можно записать в виде .. ... ,
/=/ое“®Л<
Поскольку интенсивность пропорциональна квадрату звуко-
ЙОГО давления ' '
130 "
— g—•fitxd
'откуда «f=2a.
Натуральный логарифм выражения (6.1) имеет вид
<ad = \n(p0/p) Ни. (6.2)
Это и будет в собственном смысле затухание или общее за-
тухание на отрезке d, некоторое безразмерное число, которое
указывают в неперах (Ни). Поэтому коэффициент ослабления
можно выразить в единицах Нп/см. Однако применительно к
электрическим измерениям предпочитают выражение в децибе-
лах— в единицах дБ/м. Выражение в децибелах можно полу-
чить, если натуральный логарифм в выражении (6.2) заменить
десятичным, умножив его на 20:
/ad = 201g(po/p) дБ. (6.2а)
Далее значение а всегда будет указываться в единицах
,дБ/м, поскольку в представляющей интерес области частот и
для обычно контролируемых материалов в таком случае полу-
чаются легко понятные значения, например от 1 до нескольких
сотен. Так, вода как очень хорошо проницаемый материал имеет
значения а от 1 до 4 дБ/м.
Если материал имеет коэффициент затухания 1 дБ/мм, то в слое тол-
щиной 1 мм волна ослабнет примерно на 10 %, в слое толщиной 20 мм оиа
ослабнет в 10 раз, а при толщине 100 мм затухание составит 105, т. е. зву-
ковое давление будет 10-5 первоначального. Такое затухание может счи-
таться довольно сильным.
По табл. 6.1 облегчается пересчет значений в децибелах в обычные циф-
,ры. Вторая колонка относится к отрицательным значениям децибелов и по-
казывает ослабленную амплитуду в процентах, третья колонка относится
><к положительным значениям децибелов и показывает коэффициент усиления.
ТАБЛИЦА 6.1
дБ Ослабленная амплитуда, % Коэффициент усиления дБ Ослабленная амплитуда, % Коэффициент усиления
0,1 100 1,00 10,0 32 3,16
0,5 '94,5 1,06 12,0 25 3,98
1,0 89 1,12 14,0 20 5,01
1,5 84 1,19 16,0 15,8 6,31
2,0 79 •1,26 18,0 12,6 7,94
2,5 75 1,33 20,0 10,0 10,00
з;о 7-1 1,41 30,0 3,2 31,62
' 3,5 67 1.50 40,0 1,0 100,00
4,0 63 1,59 50,0 0,32 316
4,5 60 1,68 60,0 0,10 1000
5,0 56 ; 1,78 70,0 0,032 . .3162
6,0 "50 2,00 80,0 0,010 10000
•' 7,0 45 2,24 90,0 0,003 31623
8,0 40 2,51 100,0 ь 0,001 : 1Q0000 .
.9,0 . 35 2,82
131
Промежуточные значения можно получить сложением зна-
чений в децибелах и умножением обычных цифровых значений.
Пример. Уменьшение амплитуды на 23 дБ = 20+3 дБ соот-
ветствует числовому выражению ослабления 10-71 = 7,1% ам-
плитуды или же коэффициенту усиления 10,0-1,41 = 14,1.
Составлять таблицу коэффициентов затухания для различ-
ных материалов имеет мало смысла. В том диапазоне, в кото-
ром вообще могут проводиться надежные измерения, что при
коэффициенте менее 10 дБ/м уже довольно трудно (см. раз-
дел 33.3), величина коэффициента затухания для металлов ме-
няется в широких пределах в зависимости от самых различных
параметров изготовления (см. раздел 6.2). Поэтому в табл. 6.2
дается лишь обобщенный обзор.
ТАБЛИЦА 6.2
ЗАТУХАНИЕ ПРОДОЛЬНОЙ ВОЛНЫ ЧАСТОТОЙ 2 МГц
В РАЗЛИЧНЫХ МАТЕРИАЛАХ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ
Коэффициент затухания, дБ/м
малый (< СЮ) средний (10—100) | боЛЬШОЙ ( >100)
Материал
Литой: алюминий, чи-
стый магний и слаболе-
гированный
Деформированные:
сталь, алюминий, маг-
ний, никель, серебро,
титан, вольфрам (чистые
и легированные)
Преобладает поглощение
Пластмассы:
полистирол, плексиглас, резина, поливинилхлорид,
синтетические смолы
Пластмассы с наполни-
телями (армированные),
резина, эбонит и дерево
Преобладает рассеяние
Алюминиевое и магниевое
Стальное литье, низколе-
гированное, высококаче-
ственный литейный чугун
Деформированный: медь,
цинк, латунь, бронза,
свинец, твердые сплавы,
изделия порошковой ме-
таллургии
литье, легированное
Стальное литье высоко-
легированное, литейный,
чугун низкопрочный,
медное, цинковое, ла-
тунное и бронзовое
литье
Неметаллы: пористая
керамика, каменные по-
роды
Максимальная контролируемая толщина
1—10 м
0,1 — 1 м
0—0,1 м, нередко не
поддается контролю
Для некоторых значений а от 1 до 300 дБ/м уменьшение
звукового давления в плоской волне с расстоянием представ-
лено графически в табл. 10 приложения. Из нее можно взять
затухание в децибелах или процентное значение амплитуды
для случая эхо-импульсного метода, т. е. амплитуду отражения
132
(эха). Если условно принять за предел области распростране-
ния снижение амплитуды до 0,1 % первоначального значения,
то для легких сплавов и мелкозернистой стали (кх от 1 до
3 дБ/м) глубина распространения по табл. 10 при эхо-способе
превысит 5 м; напротив,, в сером чугуне (при а по порядку
величин около 300) этот показатель составит всего 100 мм. По
этим данным можно видеть (что часто упускается из вида на
практике), что затухание очень резко увеличивается по мере
увеличения толщины слоя. Так, например, в сером чугуне тол-
щиной 20 мм амплитуда отражения, измеренная эхо-методом,
составляет еще 25 % высоты эхо-импульса, измеренной в хоро-
шей стали, что можно легко компенсировать настройкой усиле-
ния; напротив, отражение в таком же материале толщиной'
100 мм уменьшится до 0,1 % исходного значения, что уже иног-
да не поддается измерению; это, естественно, зависит от воз-
буждающего напряжения, конструкции искателя и принятого
усиления. Если удастся увеличением усиления поднять ампли-
туду такого отражения от задней . стенки от глубины 100 мм
до такого же значения, как от глубины 20 мм, то область на
глубине около 20 мм будет прозвучиваться в 250 раз сильнее,
чем прежде; поэтому размеры зерна и малые дефекты в ближ-
ней области будут показаны завышенными. В этом случае
иногда ошибочно говорят об усиленном рассеянии, хотя по
сравнению с контролем на глубине 20 мм ничего не изменено.
Таким образом, при большом ослаблении в изделии сопостав-
ление эхо-импульсов от дефекта и от задней стенки приводит
иногда к совершенно ошибочным выводам.
Поскольку при больших толщинах слоя приходится рабо-
тать в дальнем поле искателя, к . уменьшению амплитуды (от
ослабления) добавляется уменьшение от раскрытия луча. В со-
ответствии с формулой (4.13) для звукового давления на рас-
стоянии z от искателя можно записать
р — рол — е-“й. . (6.3)
г .
На численном примере далее будет пояснено, что обе при-
чины уменьшения амплитуды подчиняются существенно различ-
ным законам зависимости от расстояния. Вследствие этого в
одном случае глубина проникновения обусловливается в основ-
ном раскрытием луча, а в другом — собственно затуханием.
Звуковое давление на расстоянии 100 мм условно примем
за 100%. Тогда на различных расстояниях оно будет следую-
щим, %:
Расстояние, мм ....... 100 1000 10000
Ослабление:
только вследствие раскрытия
луча ............... . 100 10 1
только вследствие затухания
133
' ।• при коэффициенте'
, . <х=1 дБ/м ...... 100 90 32
: • а=10 дБ/м . ....... 100 35 0,001
а=100 дБ/м ......... 100 0,003 —
Поскольку обе составляющие затухания нужно умножать
одну На другую, в случае хорошо проницаемого материала
(мелкозернистой стали и алюминия на частоте 2 МГц) глубина
проникновения определяется раскрытием луча, и при сильном
затухании эта составляющая тоже играет главную роль.
Поперечные волны обычно затухают сильнее продольных,
особенно в пластмассах. Однако невозможно, как считают неко-
торые практики, определить коэффициент затухания попереч-
ных ВОлн путем измерения коэффициента затухания продольных
волн удвоенной частоты. Упругое сопротивление материала от-
носительному изменению положения (как в случае поперечных
волн) существенно отличается от упругого сопротивления изме-
нению объема (как в случае продольных волн).
С повышением температуры затухание, как правило, усили-
вается, особенно в пластмассах.
По литературным данным [1168, 1533], сталь при темпера-
туре превращения (721 °C) должна иметь максимум затухания
звука.
В случае поверхностных волн, волн в пластинах и волн в
прутках добавляется еще одно ослабляющее влияние — шеро-
ховатость направляющих поверхностей, что может быть фор-
мально учтено добавлением к коэффициенту а некоторой вели-
чины. Снижение амплитуды и в этом случае будет подчиняться
экспоненциальному закону.
Если при обнаружении мелких дефектов хотят избежать затухания в ма-
териале, используя более низкие частоты, то это может дать лишь ограничен-
ный эффект: имеется лишь одна оптимальная частота, так как одновременно
убывает и влияние дефекта на звуковое поле. Например, в случае сфериче-
ского дефекта, диаметр которого много меньше длины волны X, амплитуда
эхо-сигнала по Рэлею [32] изменяется пропорционально отношению
Если представить изменение коэффициента затухания в зависимости от
частоты по результатам измерений по формуле
a—p+qfm',
где р, ‘rri и q— некоторые постоянные, то, по данным Малецкого [819],
можно рассчитать оптимальную (для расстояния до дефекта z) частоту:
/опт = 1/ у mqz .
6.2*. ЗАТУХАНИЕ В МЕТАЛЛАХ,
АНИЗОТРОПИЯ И ЛИТАЯ СТРУКТУРА
Поскольку затухание и в частности рассеяние звука в Мате-
риале является существенным препятствием для проведения
ультразвукового контроля и во многих случаях вообще ограни-
чивает его применимость, представляет большой практический
134
интерес возможность1 оценки влияния криста.ллической .струк-
туры вещества на затухание. До общего решения здесь еще
очень дадеко, так как этому препятствуют и теоретические труд-
ности, и возможности техники измерений; к тому же бесспорно,
что кроме величин, поддающихся непосредственному измере-
нию (например, размера зерна и анизотропии), здесь сказы-
ваются, и многочисленные другие параметры, более трудно под-
дающиеся регистрации. Сюда относятся, например, свойства
границ зерен и внутренние напряжения. К тому же даже вели-
чина зерна не является четким понятием, как. это видно , по
микрощлифам сталей, имеющих сложную структуру, . <.
Четкой закономерности поэтому, можно ожидать сначала
только при простых структурах Лишь с одним видом и.;одной
формой кристаллов при минимально возможном количестве за-
грязнений. При этом речь не обязательно должна идти.о.чи-
стых металлах. Сплавы с истинными твердыми растворами .не
являются исключением. В таких случаях наблюдается легко
выявляемое влияние анизотропии и размеров зерна. Например,
если; сравнить два образца из алюминиевого и латунного литья
с одинаковой величиной зерна, то затухание в латуни.-будет
много сильнее, чем в алюминии. Если далее взять: две пробы
одного и.того же вещества с различной величиной зерна, то
окажется, .что у латуни изменение затухания в зависиМ|Оети
от величины зерна будет выражено много сильнее, чем у. алю-
миния.: Последнее сопоставление можно > провести не при боль-
шей величине зерна, а при меньшем, длине волны. Таким обра-
зом,..большее отношение диаметра зерна к длине волны дает
теми .более сильное затухание, чем сильнее выражена анизо-
тропия. '
По Роту [1301], некоторые представляющие интерес веще-
ства можно расположить в следующий ряд по возрастанию
анизотропии:
W Mg. Al—Си Al Fe Си Pb а-Латунь ’ р-латуЙь'
(95%+5%) (72%Cu + 28%Zn) (58%Cu + 42%Zn)
Следовательно, более крупное зерно создает тем. более су-
щественные помехи, чем правее находится материалв,,этом
РЯДУ.-! . .
По Роту, Мейзону и Мак-Скцмину [992, 993], анизотропию
можно- выразить также и численно; этот вопрос здесь опускает-
ся, поскольку к тому же и расположение.материалов в ряд при
различных подходах может быть не совсем одним и тем же.
В случае поперечных волн вещества в этом ряду могут поме-
няться местами. : :
По этим данным вольфрам должен считаться полностью изотропным,
например, как некристаллические вещества (стекло): Одиако в его образцах
обычйо 'создает помехи 'некоторая-пористость, зависящая от способа й’б'йзго-
товЛёНИЯ::'- . - • . . . -
...135
Подтверждается слабое затухание в чистых легких металлах
и в алюминиевомедном сплаве с небольшим содержанием
меди. При этом для контроля материалов размер зерна (мел-
кое или крупное) не имеет значения.
За железом начинаются вещества с сильной анизотропией,
из которых особые трудности создают цветные металлы. р-Ла-
тунь здесь известна как наиболее анизотропный материал (после
аустенита).
Железо практически применяется только легированное угле-
родом и другими металлами в виде стали. Влияние величины
зерна здесь значительно, что, собственно, и является причиной
того, что при. контроле стали в основном приходится ограни-
чиваться частотами ниже .5 МГц.
В сталях обычно не наблюдается простой структуры с одним
приблизительно одинаковым- размером зерен и кристаллами
одного типа. Поэтому не. удивительно, что результаты здесь
еще не поддаются четкому обозрению. Вместо размера зерна
вначале приходится подставлять размер наибольшего встречаю-
щегося элемента структуры. По поводу аустенита см. главу 27
и раздел 28.1.6.
Особенно заметное уменьшение ослабления звука в боль-
шинстве металлов наблюдается -при разрушении литой струк-
туры в процессе обработки давлением, независимо от того
будет ли она горячей или холодной, например при ковке, про-
катке, прессовании профилей и т. д. В некоторой небольшой
части этот эффект может быть объяснен действительным уплот-
нением структуры вследствие уменьшения объема пор. Однако
главным фактором оказывается процесс измельчения крупных
зерен литого состояния при обработке давлением, вследствие
чего уменьшается рассеяние.
Уменьшение объема пор проявляется в ряде случаев непосредственно в
увеличении плотности; например, литая медь имеет плотность 8,3—8,9, а при
обработке на молотах плотность увеличивается до 8,9—9,0. Поскольку по-
ристость снижает скорость звука, уплотнение можно было бы определять
также и по повышению скорости звука.
У цветных металлов и высоколегированных сталей эффект
обработки давлением особенно сильно сказывается на ослабле-
нии звука. Перед обработкой давлением часто даже при не-
больших толщинах эти материалы являются непроницаемыми
для звука, а уже после первого прохода при прокатке они ста-
новятся хорошо проницаемыми. Поэтому сильные помехи в та-
ких веществах создают тс участки готового изделия, где литая
структура, ввиду недостаточной степени деформации, еще не
полностью разрушена. Особое состояние кристаллизации, на-
пример аустенитная структура, само по себе значения не имеет;
важно только то, является ли эта структура литой или дефор-
мированной. Так, например, материал аустенитных труб яв-
ляется очень хорошо проницаемым, однако аустенитные свар-
136
ные швы в общем случае пропускают звук очень плохо, потому
что они имеют литую структуру. . .
Следует лишь кратко отметить, что улучшенные механиче-
ские свойства центробежного литья- по сравнению с литьем
в кокиль, в песчаные формы и непрерывным литьем сразу же
выявляются по прохождению ультразвука в нем: оно, имеет
лучшую проницаемость для ультразвука и поэтому лучше под-
дается контролю. Пока остается неясным, является ли это
следствием более мелкого зерна или одновременного изменения
состояния границ зерен. Это наблюдается не только в литей-
ном чугуне, но и в цветных металлах [1453].
Теоретическое истолкование взаимосвязи между коэффи-
циентом затухания, частотой или длиной волны, размерами
зерна и анизотропией имеется в работах [992, 32, 1627, 1676,
581, Ж, 434, 532, 631 и 13, с. 112 .и след,].
Проводившиеся измерения на алюминии, магнии и латуни
[1301, 992, 993, 19], т. е. на веществах с простой структурой
и строго определенной величиной зерна, а также и измерения
на сталях [1276, 940, 1161, 88, 21, 433], подтвердили качествен-
но этот принцип. Кроме измерительной техники (см. раз-
дел 33.3) трудности при таких измерениях заключались также
и в том, что в серии образцов нужно было обеспечить постоян-
ство всех многочисленных параметров, кроме одного.
Для практики контроля изделий полученные результаты
можно обобщить в следующем упрощенном виде:
1. Рассеяние в каком-либо веществе быстро увеличивается
с увеличением размера зерна или уменьшением длины волны
звука, если размеры зерна сопоставимы с Vio длины волны или
несколько больше. Однако существенные помехи при этом воз-
никают только в том случае, если материал располагается до-
статочно далеко вправо в ряду анизотропии.
2. В сложных структурах за размер зерна при этом следует
принимать размер наибольшего • встречающегося элемента
структуры.
3. Литая структура даже при том же размере зерна создает
более сильное ослабление звука, чем деформированная.
4. Затухание можно существенно ослабить переходом на
более низкие частоты, однако такой путь перспективен только
тогда, когда наименьшие выявляемые дефекты все же еще на-
много больше размера зерна или же коэффициент отражения
от дефектов велик по сравнению с коэффициентом рассеяния
в структуре.
Истинное поглощение в кристаллах по новым представлениям объяс-
няется колебаниями дислокаций в решетках, поглощающими много энергии,
а также взаимодействиями в самой кристаллической решетке (Рид [1241];
см. также книги Мейзона [21, 19], где имеются другие литературные ссылки).
Эта теория объясняет также увеличение затухания при нагружении на
сжатие или растяжение и усталость материалов (см. раздел 33.3 и работы
Труэлля с соавторами [658, 559, 1535, 1536].
137
7. ПЬЕЗОЭЛЕКТРИЧЕСКИЕ СПОСОБЫ ВОЗБУЖДЕНИЯ
И ПРИЕМА УЛЬТРАЗВУКОВЫХ ВОЛН
7.1. ПЬЕЗОЭЛЕКТРИЧЕСКИЕ МАТЕРИАЛЫ И ИХ СВОЙСТВА
Ранее рассматривалось распространение и поведение ультра-
звуковых волн в различных веществах, причем об их возбуж-
дении говорилось не больше того, что они возникают в веще-
стве при контакте его поверхности с поверхностью излучателя,
который создает волны желаемой формы и частоты. Предпола-
галось, что они обнаруживаются микрофоном, который тоже
имеет контактную поверхность с веществом и позволяет изме-
рить звуковое давление падающей на него волны. Оба эти
устройства в технике ультразвукового контроля называют иска-
телем, более конкретно излучающим или приемным искателем.
Теперь следует рассмотреть принцип их действия, который
почти во всех случаях без исключения основывается на пьезо-
электрическом эффекте. Другие способы возбуждения ультра-
звука будут описаны в главе 8.
Пьезоэлектрическое вещество (вещество, получающее элек-
трические заряды при изменении давления) имеет то свойство,
что при деформации под действием внешнего механического
давления на его поверхности возникают электрические заряды.
Этот эффект был открыт в 1880 г. братьями Кюри. Вскоре
после этого (в 1881 г.) был подтвержден и обратный эффект,
а именно что такое вещество, расположенное между двумя элек-
тродами, реагирует на приложенное к нему электрическое на-
пряжение изменением своей формы. Первый эффект называется
прямым пьезоэлектрическим, а второй — обратным. Первый
эффект в настоящее время используется для измерений, а вто-
рой — для возбуждения механических давлений, деформаций и
колебаний.
Более детальные исследования пьезоэффекта показали, что
он объясняется свойством элементарной ячейки (единичной
ячейки) структуры материала. При этом элементарная ячейка
является наименьшей симметричной единицей материала, из ко-
торой путем ее многократного повторения можно получить
микроскопический кристалл. Было показано, что необходимой
предпосылкой для появления пьезоэффекта является отсутствие
центра симметрии в элементарной ячейке. Во всяком случае
из 32 вообще возможных классов кристаллов это свойство имеет
21 класс, из которых 20 фактически являются пьезоэлектриче-
скими. Это значит, что в природе имеется сравнительно боль-
шое число пьезоэлектрических материалов, из которых, однако,
к практическому использованию пригодны лишь немногие. Та-
кие материалы будут описаны более подробно в конце настоя-
щего раздела.
Здесь можно кратко пояснить пьезоэлектрический эффект
138
на примере титаната бария, наиболее часто применяемой рьезо-
электрической керамики со сравнительно простой конструкцией
элементарной ячейки. Более подробное изложение имеетсй. в
книгах Бергмана [2], Хютера и Вольта [11], а также Мейзо-
на [20], Кейди [5], Джеффа, Кука и Джеффа [12].
Титанат бария ВаТЮз, как и многие другие пьезокерами-
ческие вещества, аналогичен по структуре перовскиту (СаТЮз),
по которому и назван этот класс материалов. Элементарная
ячейка (рис. 7.1) при температурах выше критической, которая
Рис. 7.1. Элементарная ячей-
ка кристалла титаната ба-
рия (схема)
@Ваг+ Оог~ *Tiu
Рис. 7.2. Перовскитовая
структура с тетрагональным
искажением
называется также точкой Кюри или температурой превраще-
ния Тс, является кубической. Если температура ниже этой кри-
тической, то элементарная ячейка тетрагонально искажается
по направлению к одной из кромок (по оси С). В результате
изменяются и расстояния между положительно и отрицательно
заряженными ионами (рис. 7.2), Смещение ионов из их перво-
начального положения очень мало: оно составляет несколько
процентов параметра элементарной ячейки. Однако такое сме-
щение приводит к разделению центров тяжести зарядов внутри
ячейки, так что образуется электрический дипольный момент.
По энергетическим условиям диполи соседних элементарных
ячеек кристалла упорядочиваются по областям в одинаковом
направлении, образуя так называемые домены. Материал с та-
кими свойствами называется по аналогии с ферромагнитным
ферроэлектрическим материалом.
Направления поляризации доменов распределяются в поли-
кристаллической структуре по статистическому закону. Таким
образом, неупорядоченные скопления отдельных микрокристал-
139
лов в структуре вещества, образующиеся только в спеченной
керамике, в макроскопическом смысле вообще не могут давать
никакого пьезоэлектрического эффекта. Только после так назы-
ваемого процесса поляризации, в котором при наложении силь-
ного электрического поля на керамику происходит выравнива-
ние возможно большего числа доменов параллельно друг другу,
удается использовать пьезоэлектрические свойства элементар-
ных ячеек. Поляризация обычно проводится при температуре
немного ниже точки Кюри, чтобы облегчить ориентацию доме-
нов. После охлаждения это упорядоченное состояние остается
стабильным.
Последующий нагрев поляризованной керамики ведет к сни-
жению ферроэлектрических свойств, которые ухудшаются тем
быстрее, чем ближе мы подходим к температуре превращения.
Это обусловливается тем, что отдельные домены под влиянием
тепла снова приобретают статистическое распределение. Выше
температуры превращения поляризация невозможна, так как
элементарные ячейки переходят в кубическую форму и поэтому
уже не имеют постоянного дипольного момента.
Механическое сжатие или растяжение, действующее на пла-
стину из ВаТЮз параллельно направлению поляризации, при-
водит к деформации всех элементарных ячеек. При этом цент-
ры тяжести зарядов взаимно смещаются внутри элементарных
ячеек, которые расположены теперь преимущественно парал-
лельно, и в результате получается заряд на поверхности.
Для удобного отвода зарядов на обеих сторонах пластины
наносят металлические электроды, например, прочно держа-
щиеся серебряные покрытия. Этн покрытия образуют электри-
ческий конденсатор с кристаллом как диэлектриком. Вслед-
ствие смещения зарядов при приложении давления к пластине
конденсатор заряжается до некоторого напряжения, измеряе-
мого вольтметром. Однако нужно обеспечить полную электри-
ческую изоляцию и измерение без потерь. Иначе при наложе-
нии давления будет выявлен только пик напряжения, и заряды
стекут в виде импульса тока. Более трудно растянуть кристалл
в направлении толщины. При этом установлено, что заряды
меняют свой знак.
Следовательно, если сжатие меняет знак, т. е. переходит
в растяжение, то меняется и знак напряжения на пластине.
Поэтому при падении звуковой волны с ее переменным состоя-
нием растяжения и сжатия на пластину пластина выдает пере-
менное напряжение с той же частотой, что и у волны. Ампли-
туда напряжения пропорциональна звуковому давлению: пла-
стина становится микрофоном. Одна из ее сторон служит прием-
ной поверхностью, причем достаточно тонкий слой металличе-
ского покрытия на ней не создает помех.
Следовательно, прямой пьезоэлектрический эффект позво-
ляет получить приемник ультразвука. Обратный пьезоэффект
140
используется для его возбуждения: если приложить к пластине,
поляризованной в направлении оси X, некоторое напряжение
(рис. 7.3), то толщина пластины сначала изменится, как пока-
Рис, 7.3. Деформация пластины из титаната бария ВаТЮ3 с размерами ^*t/‘Z=5-30‘20 ми
при наложении напряжения 1000 В; показано утрированно в масштабе 1000000:1:
а — изменение только толщины; б — то же, с дополнительным изменением ширины (в
направлении Y); в — то же, с дополнительным смещением (в плоскости YZ)
зано на рис. 7.3, а. Если попытаться предотвратить это растя-
жение, то пластина передаст силы сжатия на окружающее ве-
щество, и эти силы будут пропорциональны приложенному на-
пряжению. В случае приложения переменного электрического
напряжения возбуждается переменное давление, и пластина
излучает продольную волну. Как уже было показано в главе 4,
форма волны зависит от частоты и размеров пластины, а также
от свойств окружающего ее вещества.
Однако, строго говоря, пьезоэлектрическая пластина не яв-
ляется таким идеальным излучателем, потому что она испыты-
вает и другие деформации (см. рис. 7,3, бив). Даже в случае
обычного твердого и упругого материала только такая дефор-
мация, как на рис. 7.3, а, невозможна, потому что она всегда
связана с изменением поперечных размеров. В случае титаната
бария ВаТЮз и всех других пьезоэлектрических веществ усло-
вия намного более сложны и могут быть различными в зави-
симости от их кристаллического строения. Их нельзя описать
без применения сложного математического аппарата. Дополни-
тельные деформации пластины наглядно показаны на рис. 7.3,
б и в. В направлении оси У происходит либо сильное растяже-
ние, либо укорочение. Сюда добавляется сдвиг, из-за которого
пластина, первоначально имевшая форму прямоугольника, при-
обретает форму ромба. Здесь перечислены только те деформа-
ции, которые вызваны непосредственно действием электрическо-
го напряжения. К ним добавляются и другие деформации,
вызванные чисто механической связью, например сжатие в на-
правлении оси Z, которым мы здесь пренебрегаем.
Вследствие деформации растяжения по оси У пластина на-
ряду с продольной волной всегда излучает также и поперечные
141
волны, если она наклеена на твердое тело. Сдвиг согласна»
рис. 7,3, в на практике создает меньшие помехи.
Растяжение в направлении оси Y иногда используется также-
и для излучения продольных волн узкой стороной Х-Z, особен-
но при возбуждении низкими частотами, поскольку соответ-
ствующие собственные частоты (см. раздел 7.2) намного ниже,
чем частота колебаний по толщине. При этом имеется то пре-
имущество, что излучающая и контактирующая поверхности;
излучателя не несут на себе металлического электрода.
У пьезоэлектрической пластины поперечные волны в на-
правлении оси X в жидкостях и при жидком акустическом кон-
такте с твердым телом не передаются. Следовательно, она мо-
жет излучать только одни продольные волны. Тем не менее,
пластина ведет себя не строго как поршневой излучатель, что
обусловлено краевым эффектом: изменение толщины пластины,
строго говоря, определяется не самим приложенным электриче-
ским напряжением, а напряженностью электрического поля,,
созданного им. Между тем эта напряженность ввиду выпучи-
вания силовых линий на краю меньше, чем в середине пласти-
ны. Влияние уменьшенного излучения от краев на форму звуко-
вого поля описано в разделе 4.8.
На рис. 7.3 изменение формы пьезопластины показано в пра-
вильном соотношении, но с увеличением фактических изменений-
длины и углов сдвига в миллион раз. В основу расчета были
положены размеры х=5 мм, г/=30 мм и z=20 мм при напря-
жении 1000 В, обычно встречающиеся на практике. Таким обра-
зом, в действительности деформации чрезвычайно малы. Пока-
занные размеры они не могут принимать даже и при более
высоких напряжениях, так как уже достигается предел упру-
гости керамики. Линейная зависимость от напряжения соблю-
дается только до напряжений в несколько тысяч вольт.
При рассматривавшемся выше возбуждении продольных,
волн поперечная связь (контакт) нежелательна; напротив,,
пьезоэлектрическая керамика с большой поперечной связью-
применяется для возбуждения поперечных волн. В этом слу-
чае квадратный стержень (рис. 7.4) сначала поляризуется пер-
пендикулярно к двум его длинным сторонам (например, в на-
правлении оси X). Затем его разрезают на пластины, плоскости
которых (например, плоскости X—Z) параллельны направле-
нию поляризации. Изготовленные таким способом пластины
называются излучателями сдвиговых волн, так как резонансная
частота их собственных колебаний определяется их толщиной
(см. раздел 7.2). При этом электроды накладывают на пластину
со стороны большей площади.
Излучатель со сдвигом по толщине возбуждает в твердом
веществе поперечную волну, если в качестве акустического кон-
такта используется твердый клей или вязкая паста. Однако на
гладкие плоские поверхности поперечная волна передается так-
142
Рис. 7.4. Поляризация и сечение
излучателей со сдвигом по тол-
щине из пьезоэлектрической кера-
'МИКЯ
Х~ >С-Г °Т
Поверхностная 1
1 1 Поверхностная
Поперечная волна
Рис. 7.5. Излучатель со сдвигом по толщине
возбуждает в твердом веществе поперечную вол-
ну, перпендикулярную к поверхности, и поверх-
ностную волну в направлении оси X
же и при сухом прижатии. Поперечная волна, возникающая в
твердом теле, линейно поляризована параллельно электриче-
ской поляризации излучателя, т. е. отклонение частиц в данном
примере происходит параллельно направлению оси X. Жидкий
акустический контакт передает только достаточно мощные по-
верхностные волны, которые излучаются в обе стороны по
оси X (рис. 7.5).
Наряду с рассматривавшейся выше пьезоэлектрической кера-
микой, которая обнаруживает макроскопический пьезоэлектри-
ческий эффект только после процесса поляризации, имеется
также ряд монокристаллических веществ, которые являются
пьезоэлектрическими в связи с особенностями своей внутренней
структуры. Нижеследующие соображения, относящиеся к пьезо-
электрическим константам, характеризующим материал, распро-
страняются и на все пьезоэлектрические вещества. Так как эти
вещества используются для контроля материалов, главным об-
разом, в форме пластин для возбуждения акустических колеба-
ний и служат для их преобразования в электрические сигналы,
их сокращенно именуют излучателями или преобразователями.
Далее рассматривается одномерный случай, т. е. излучатель
с колебаниями только по толщине без других изменений формы.
Тогда можно описать статический случай обоих пьезоэффектов
в элементарном виде следующим образом.
1. Пусть задано приложенное напряжение Us (излучаемое
напряжение) и требуется найти изменение толщины Дх8:
Дх8=</33178, (7.1)
где d33 — пьезоэлектрический модуль.
У пьезоэлектрической керамики направление поляризации
принято условно обозначать индексом 3. Типичное значение для
титаната бария получается следующим:
^зз= 125-10-12 м/В или А-с/Н.
143
Следовательно, если излучатель используется только как
передающее устройство, для него желательно иметь возможно
более высокий пьезоэлектрический модуль.
2. Пусть задано вызванное внешними факторами изменение
толщины Дхе (прием). Требуется определить получающееся на-
пряжение холостого хода, т. е. напряжение на излучателе без
нагрузки от измерительных приборов или недостаточной изо-
ляции:
Ue — h^^Xet (7.2)
где Л33 — пьезоэлектрическая константа деформации. Для
ВаТЮз она, например, равна
^зз=1,5-109 В/м или Н/(А-с).
Для других кристаллов, разумеется, должны выбираться
другие оси, и численные значения будут другими.
В последнем случае можно также исходить и из давления
рх, которое обусловливает изменение толщины. Напряжение при
этом будет зависеть также и от толщины d:
Ue—gaidpx, (7.2а)
где §зз — пьезоэлектрическая константа давления. Для титана-
та бария она равна
ёзз=14-10~® В’м/Н или м2/(А-с).
Возможно, что более высокая пьезоэлектрическая константа
давления выгодна во всех тех случаях, когда механическое
давление нужно преобразовать в высокое электрическое на-
пряжение.
Если считать, что все изменение толщины излучателя пере-
дается на приемник, т. е. Дхе=1Дх8, то отношение напряжения
на приемнике к напряжению на излучателе, согласно форму-
лам (7.1) и (7.2), для титаната бария составит
Ue/Us=d33/h33 = k 2= 0,19. (7.3)
Определенное таким путем k является электромеханическим
коэффициентом связи, который характеризует эффективность
(к.п.д.) преобразования механической деформации в электри-
ческое напряжение и обратно для данного пьезоэлектрического
материала. Следовательно, при сделанных выше допущениях
в случае титаната бария напряжение на приемнике состави-
ло бы всего около Vs напряжения на излучателе. Однако коэф-
фициент связи йзз, который для ВаТЮз равен 0,43, справедлив
только для прутков, возбуждаемых вдоль их оси. В случае тон-
ких пластин, которые обычно применяются для изготовления
ультразвуковых излучателей и приемников, следует пользо-
ваться коэффициентом связи kt для колебаний по толщине.
Ввиду поперечных связей, которыми в тонких пластинах обыч-
144
но пренебрегать нельзя, этот коэффициент всегда меньше, чем;
&зз. Например, для титаната бария ВаТЮ3 эти коэффициенты
будут следующими:
£( = 0,33 и k 2 =0,11;
следовательно, на приемнике можно получить не более 11 %
излучаемого напряжения. Наивысшее достигавшееся значение
kt составляет около 0,5 (табл. 7.1).
Наряду с электромеханическим коэффициентом связи kt
для колебаний пластин по толщине особое значение имеет
также коэффициент связи kp для радиальных колебаний, так
как его величина определяет обычно нежелательные колебания
помех. Значение kp должно быть возможно меньшим по сравне-
нию с kt, так как иначе часть энергии, приложенной для воз-
буждения излучателя, будет потеряна или даже появится в
виде нежелательной формы колебаний в пластине как помеха.
Чем больше коэффициент kp, тем сильнее отклоняется излуча-
тель от первоначально принятого идеального поведения излу-
чателя, колеблющегося только по толщине.
Кроме пьезоэлектрических констант, решающее значение при
контроле материалов имеют также механическая добротность
излучателя Qm и его звуковое сопротивление 1.
Механическая добротность Qm является критерием превы-
шения резонанса в механической системе, способной к коле-
баниям, образованной пьезоэлектрической пластиной. Следова-
тельно, добротность Qm тем выше, чем меньше механические
потери в керамике. У монокристаллических материалов, напри-
мер у кварца (QTO>104), добротность очень высока и на нее
нельзя повлиять; напротив, в случае пьезоэлектрической кера-
мики добротность, как и другие константы материала, могут
быть изменены в широких пределах небольшим изменением хи-
мического состава и выбраны по желанию. Обычные промыш-
ленные марки керамики имеют добротность в пределах от 15
до 1000 (см. табл. 7.1).
Звуковое сопротивление Z, представляющее собой произве-
дение плотности р на скорость звука с, определяет переход
звуковой энергии между двумя различными веществами (см.
раздел 2.1). При одинаковом звуковом сопротивлении вся аку-
стическая энергия переходит из одной среды в другую. Поэтому
необходимо, чтобы звуковое сопротивление излучателя возмож-
но ближе соответствовало бы сопротивлению прозвучиваемого
материала.
Для возбуждения и обнаружения ультразвука при контроле
материалов в настоящее время применяют преимущественно
пьезоэлектрическую керамику. Имеются в виду титанат бария,
цирконаттитанат свинца PZT (ЦТС), титанат свинца (РТ),
метаниобат свинца (РЬЫЬгОв) и ниобат бария и натрия
(Ba2NaNbsOi5). Эти материалы, как уже упоминалось, при ра-
145
ЫбЯйЦА fa
КОНСТАНТЫ НЕКОТОРЫХ ПЬЕЗОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ*
Циркоиаттитанат свинца Титанат бария Сонокс Р1« Метаиио- бат свинца К-81*3 Сульфат лития Ниобат лития Поливинили- денфторид Кварц
Сонокс Р2« Сонокс Р5«
Плотность р, г/см3 . . . . . • . t • • 7,8 7,7 5,3 6,2 2,06 4,64 1,3—1,8 2,65
Скорость звука, с, м/с 4200 3800 5200 3300 5460 7320 1500-2600 5740
Звуковое сопротивление Z, 10б кг/(м2-с) Пьезоэлектрический модуль для колебаний 32,8 29,3 27,6 20,5 11,2 34 2,1—4,7 15,2
по толщине 4/33, Ю-12 м/В Пьезоэлектрическая константа давления gaa, 125 340 125 95 15 6 25 2,3
10-3 В-м/Н Пьезоэлектрическая константа деформации йм, 10е В/м . . . . . Электромеханический коэффициент связи 30 24 14 1,5 32 1,9 156 8,2 23 6,7 230 57 4,9
для колебаний по толщине kt Коэффициент связи для радиальных коле- 0,35 0,47 0,33 0,38 0,38 0,47 0,1—0,14 0,1
баиий . -0,46 -0,57 -0,25 0,07 0 0 0,1
Механическая добротность Qm 400 90 350 15 >1000 >1000 <15 >:io*
Диэлектрическая проницаемость ег . . . 480 1600 960 300 10,3 30 11,5 5,5
Температура превращения tc, °C , , . . . 345 340 120 >400 130 1210 165—180*’ 576
По данным изготовителей и литературным данным [720, 23, 550].
*2 Сонокс Pl, Р2 и Р5 — зарегистрированные товарные марки фирмы Розенталь; в отечественной литературе принято наименование ЦТС.
•3 К-81 — обозначение материала фирмы Керамос.
** Температура плавления.
циональном управлении процессом их изготовления могутг
изменять свои свойства в некоторых пределах. В табл. 7.1 при-
ведены константы двух типичных керамик типа PZT — Сонокс
Р2 и Р5, а также титаната бария Сонокс Р1 и метаниобата
свинца К-81.
Керамические преобразователи можно не только спекать из измельчен-
ного материала, но и получать их из пасты, разводя порошок в пасту с при-
менением электрически не проводящей жидкости; эта паста при длительном'
приложеини высокого напряжения тоже становится пьезоэлектрической (Луч1
[955], см. также [237]). Такие преобразователи из пасты можно наклады-
вать прямо на контролируемый образец без использования жидкости для
акустического контакта; они обеспечивают на шероховатой поверхности более
равномерный акустический контакт, но существенно уступают по чувстви-
тельности обычным излучателям. Представляет интерес их использование-
также при температурах выше точки Кюри [955], если для получения пасты
применена высококипягцая жидкость.
Такие порошкообразные вещества можно также вводить в связующие
материалы, в результате чего получаются твердые преобразователи, которые
хотя тоже имеют низкую чувствительность, но большое внутреннее демпфи-
рование.
Пьезоэлектрические монокристаллы, например кварц, суль-
фат лития, ниобат лития, танталат лития, оксид цинка, йодная:’
кислота, применяются для контроля материалов лишь в редких,
случаях. Кварц, старейший пьезоэлектрический материал, ввиду
своего низкого коэффициента связи (fet = 0,l) теперь уже почти
не имеет практического применения. Сульфат и ниобат лития
в некоторых специальных случаях имеют преимущество перед,
керамикой; их константы тоже представлены в табл. 7.1. Дру-
гие пьезоэлектрические кристаллы, в частности сегнетова соль-
(тартрат калия и натрия, сокращенно кристалл KNT), фосфат
калия (KDP), фосфат аммония (ADP), тартрат калия (DKT),
тартрат этилендиамина (EDT), а также турмалин упомянуты
здесь лишь для полноты изложения.
И, наконец, в табл. 7.1 включен также поливинилиденфто-
рид (PVDF). Имеется в виду пластмасса, часто применяемая
в виде пленки в упаковочной промышленности. Возможность-
использования этих пленок в качестве пьезоэлектрических излу-
чателей была открыта только в 1969 г. Каваи (763] и более
подробно исследована в ряде работ, например Сусснера и др.
[1489], Охигаси [1140] и Сусснера [1488]. При этом оказа-
лось, что тонкие пленки толщиной 0,1—0,005 мм при приложе-
нии высокого напряжения могут поляризоваться как и пьезо-
керамика. Однако пленки становятся пьезоэлектрическими^
только в том случае, если перед поляризацией они были под-,
вергнуты растяжению: при этом в пленках происходит ориен-
тация молекулярных цепей, которые обычно в полимеризован--
ной пластмассе располагаются неупорядоченно.
Если рассмотреть константы материала в табл,- 7Л, то по
пьезоэлектрическому модулю d будет видно, что при одном и
том же излучаемом напряжении на первых четырех веществах^
147?
можно получить намного большие изменения толщины, чем
у всех других. Поэтому PZT (ЦТС) является наилучшим мате-
риалом для излучателей. Обе приведенные здесь марки PZT
различаются в основном диэлектрической проницаемостью и
механической добротностью. Материал Р2 является цирконатти-
танатом свинца с особо низкой проницаемостью sr=480, тогда
как у материала Р5 этот показатель составляет 1600. В зави-
симости от размера излучателя и частоты выбирают разновид-
ность PZT, электрическая емкость которого хорошо согласовы-
валась бы с импедансом прибора. Влияние механической доб-
ротности на поведение излучателя далее поясняется на примере
метаниобата свинца. Однако в качестве приемника звукового
давления более эффективен поливинилиденфторид (см. значе-
ние £33). Как по соображениям механического демпфирования,
так и для обеспечения акустического контакта желательно
иметь низкое звуковое сопротивление преобразователя. Так как
при излучении в жидкость, как например при жидком акусти-
ческом контакте с твердым телом, эффективное звуковое со-
противление составляет всего несколько миллионов Н-с/м3, ке-
рамика PZT и титанат бария оказываются недостаточно эффек-
тивными; высокая их чувствительность не может быть исполь-
зована. Метаниобат свинца, сульфат лития и поливинилиденфто-
рид оказываются намного более эффективными. Это относится
и к тому случаю, когда один и тот же кристалл является одно-
временно и излучателем, и приемником.
Метаниобат свинца имеет и еще одно важное преимущество
для контроля изделий. Для получения коротких импульсов соб-
ственные механические колебания пластины должны быть хо-
рошо демпфированы демпфером, прикрепленным с задней сто-
роны. Этот демпфер должен не только демпфировать кристалл,
но также полностью поглощать в возможно более тонком слое
все волны, излучаемые с обратной стороны, и, кроме того,
использоваться как механический держатель для хрупкого кри-
сталла. Поэтому для кристаллов с высоким звуковым сопротив-
лением изготовить демпфер не так просто, поскольку требуемые
свойства на практике обычно являются взаимоисключающими.
Поэтому и в этом случае сульфат лития и метаниобат свинца
тоже являются наиболее эффективными. Однако второй из этих
материалов и сам по себе имеет такую низкую механическую
добротность (QTO=15), что для многих целей он может быть
использован и без дополнительного демпфирования, что в свою
очередь повышает чувствительность.
Еще одним важным преимуществом сульфата лития и мета-
ниобата свинца является малый коэффициент связи для коле-
баний в плоскости пластины по сравнению с соответствующим
коэффициентом для колебаний по толщине. Дело в том, что
поперечная деформация пьезопластины, связанная с изменением
ее толщины, при импульсном возбуждении приводит к колеба-
148
тельным процессам в плоскости пластины, которые ввиду го-
раздо больших поперечных размеров продолжаются гораздо
дольше, чем колебания по толщине. У керамических материа-
лов получаются одинаковые деформации во всех радиальных
направлениях, вследствие чего возникают концентрические ра-
диальные колебания. Демпфирование таких колебаний демпфе-
ром на задней стенке возможно лишь частично; лучше, хотя
конструктивно это сложнее, использовать демпфер, расположен-
ный по кольцу вокруг кромки. Поэтому с титанатом бария
можно возбуждать не очень узкие импульсы, в отличие от
сульфата лития и метаниобата свинца. По этим причинам
последний материал, говоря обобщенно, является самым пред-
почтительным для эхо-импульсного метода. Единственным его
недостатком является низкая скорость звука, если требуется
получать высокие частоты; поэтому пластины из метаниобата
свинца должны быть очень тонкими и соответственно хрупки-
ми [550].
Сульфат лития растворим в воде и поэтому при использова-
нии для работ под водой его необходимо защищать водонепро-
ницаемым слоем, обычно в виде холоднотвердеющей полиме-
ризующейся замазки, который одновременно служит для согла-
сования звукового сопротивления, а в случае искривленной
поверхности является также и звуковой линзой для фокусировки.
Поскольку такие покрытия обладают недостаточной износостой-
костью, а при незначительных нарушениях защитной пленки
кристалл сразу же растворяется в воде, постольку такие иска-
тели, применяемые для прямого контакта лишь в исключитель-
ных случаях, нужно защищать от повреждений еще одним слоем
из пластмассы.
Ниобат лития характеризуется самой высокой температурой
превращения (/с= 1210°C). Поэтому он может быть использо-
ван для наблюдения за работой высокотемпературных устано-
вок, например ядерных реакторов с натриевым охлаждением.
Впрочем, излучатель, как предложил Подгорски [1199], все же
должен быть помещен в газоплотный капсюль, чтобы избежать
его окисления при температурах выше 650 °C.
Сульфат и ниобат лития имеют на порядок с лишним мень-
шую диэлектрическую проницаемость ег, чем пьезокерамика.
Это обеспечивает хорошее электрическое согласование при вы-
соких частотах и больших площадях излучателя. Поливинили-
денфторид занимает особое положение, поскольку его структура
несопоставима со структурой керамики или кристаллов. По-
этому его константы, приведенные в табл. 7.1, в некоторых слу-
чаях имеют совершенно иные значения, чем у всех других
пьезоматериалов. Несмотря на свой очень низкий электромеха-
нический коэффициент связи (&i = 0,12), ввиду некоторых дру-
гих уникальных свойств он представляет интерес для контроля
материалов. Низкие значения звукового сопротивления Z, меха-
149
нической добротности Qm и диэлектрической проницаемости 8г-
позволяют изготовлять из него высокочастотные и хорошо демп-
фированные излучатели.
Однако главное его преимущество заключается в том, что
из него можно изготовлять гибкие пленки, имеющие толщину
порядка нескольких тысячных долей миллиметра. Другие пьезо-
электрические материалы при такой толщине вообще нельзя
использовать ввиду их хрупкости, тогда как для PVDF это не
вызывает проблем. Поэтому из PVDF без каких-либо затруд-
нений можно изготовлять акустические преобразователи иа ча-
стоты до 100 МГц. При классических пьезоэлектрических мате-
риалах это достигается только при возбуждении излучателя
большей толщины с высокими гармониками, например при излу-
чателе на 20 МГц с его пятой гармоникой.
7.2. ПЬЕЗОЭЛЕКТРИЧЕСКАЯ ПЛАСТИНА
КАК ИЗЛУЧАТЕЛЬ И ПРИЕМНИК УЛЬТРАЗВУКОВЫХ ВОЛН
Ранее рассматривался только статический случай, т. е. все-
изменения должны были происходить так медленно, что силы
инерции в пьезопластине еще не проявлялись бы. Однако совер-
шенно независимо от своих пьезоэлектрических свойств пласти-
на способна и к механическим колебаниям как система, состоя-
щая из массы на пружине.
Однако в пластине масса
и сила пружины распреде-
лены равномерно, поэтому
она в противоположность
Рис. 7.6. Основное колебание плас-
тины. Смещение частиц в после-
довательные моменты времени 0—
8, отложенное по толщине плас-
тины
Рис. 7.7. Высшие собственные колебания
пластины. Смещение частиц по толщине-
пластины в момент времени 0 соответ-
ствует покааанн му на рнс. 7.6 (2t 3 в
4— номера высь.и к гармоник)
150
массе на пружине кроме основного колебания может совер-
шать и высшие гармонические колебания наподобие натянутой
струны.
Рассмотрим основное или первое собственное колебание
пластины (первую критическую частоту), закрепленной за края,
как показано на рис. 7.6. Частицы обеих поверхностей колеб-
лются одновременно по направлению наружу или в некоторый
более поздний момент времени внутрь, тогда как частицы в
средней плоскости длительное время остаются в состоянии по-
коя. Если отложить, как на рис. 7.6, смещения частиц перпен-
дикулярно к оси пластины в различные моменты времени 0—8,
го получится пучок синусоид с различными амплитудами. Такая
картина уже известна: она соответствует стоячей волне, кото-
рая, как пояснялось на рис. 1.5, может быть составлена из двух
встречно движущихся одинаковых волн. Поэтому колебания по
толщине пластины можно описать следующим образом. Плос-
кая волна проходит перпендикулярно через пластину, отражает-
ся на одной из поверхностей, движется навстречу самой себе
и после повторного отражения совмещается сама с собой в
той же фазе, поскольку сдвиг соответствует целой длине волны.
Таким образом, через пластину постоянно движутся две про-
тивоположно направленные волны.
Впрочем, при отражении волны от свободной поверхности или от при-
мыкающего акустически мягкого материала каждый раз нужно добавлять
еще и смещение по фазе на половину длины волны, что в сумме снова дает
целую длину волны, т. е. не создает помех.
При скорости звука с для продольной волны в излучателе
требуемая толщина пластины определится по формуле
J=V2 = c/2f0. (7.4)
Собственная частота пластины [о поэтому составит
f^cPd. (7.5)
Аналогичным образом можно получить колебания по тол-
щине и от поперечных волн. Для обоих случаев эксперимент
дает следующую расчетную толщину пластины d в миллиметрах:
fo/ = 2,6O/d МГц (ВаТЮз, колебания по толщине);
(7.6)
fo; = 0,98/</ МГц (Р2, сдвиговые колебания по толщине).
Поэтому, чтобы колебания по толщине еще можно было
«услышать», пластина из титаната бария должна была бы иметь
толщину около 20 см. Для толщин порядка миллиметра полу-
чаются ультразвуковые частоты, которые и применяются при
контроле материалов.
Более высокие частоты собственных колебаний пластины наглядно пред-
ставлены на рис. 7.7. Здесь тоже могут возникать стоячие волны при мень-
шей длине волны, а именно, если она составляет точно '/г, '/з и т. д. перво-
151
начальной, так что по толщине пластины укладываются ровно две, три и т. д_
половины длин волны. В таком случае получается несколько плоскостей
узлов, на которых частицы длительное время находятся в покое. Высшие
собственные (критические) частоты представляют собой целые числа, крат-
ные собственной частоте f0.
Прн нечетных собственных частотах /о, 3/0, 5fa и т. д. частицы поверх-
ностей колеблются в противоположных направлениях — одновременно внутрь
нли наружу; следовательно, толщина пластины изменяется в такте с коле-
баниями. При четных собственных частота* 2/с, 4/о и т. д. частицы обеих
поверхностей колеблются в одинаковых направлениях, т. е. толщина пла-
стины не меняется; если смотреть снаружи, то пластина колеблется как еди-
ное целое вверх н вниз.
При механическом возбуждении, например при ударе, в пла-
стине возбуждаются не только колебания с первой собственной
частотой, но и собственные колебания с более высокими часто-
тами и к тому же изгибные, т. е. колебания довольно сложны.
Однако благодаря пьезоэффекту в излучателе электрически
возбуждаются колебания с его первой собственной частотой,,
если к металлизированным поверхностям приложить переменное
напряжение с собственной частотой пластины.
Если кратковременно возбужденную таким способом пла-
стину предоставить самой себе, то она будет свободно коле-
баться вплоть до затухания; при этом ее синусоидальные коле-
бания не будут постоянными, поскольку она постоянно теряет
энергию по двум причинам — вследствие внутреннего трения и
передачи энергии в форме ультразвуковых волн к опоре и к при-
легающему веществу. Первая причина обычно бывает незначи-
тельной по сравнению со второй, которая собственно и является
основной целью работы преобразователя. Вследствие отвода
энергии колебания демпфируются, их амплитуда уменьшается
от одного колебания к следующему в б раз; эта величина назы-
вается коэффициентом затухания (рис. 7.8). Эта величина за-
висит, как будет показано ниже, в основном от подсоединенного
вещества. Частота и при затухающих колебаниях практически
остается равной собственной частоте незатухающего колебания;
только при сильном затухании получаются заметные отклоне-
ния в частоте.
Если пьезопластина возбуждается переменным напряжением
другой частоты, то после переходного процесса с этой частотой
начинаются вынужденные колебания с постоянной амплитудой.
Однако амплитуда зависит от частоты (рис. 7.9): при очень
малых частотах она практически равна статическому измене-
нию толщины согласно формуле (7.1), которое на рис. 7.9 было
произвольно принято равным единице. С повышением частоты
до резонансной fr она увеличивается до некоторого максимума,
высота которого зависит от коэффициента затухания, и затем
снова падает.
Резонансная частота fr возбуждает в преобразователе колебания с наи-
большей амплитудой. Она в общем случае отличается от собственной часто-
152
гы f0 — частоты свободно колеблющегося демпфированного или недемпфиро-
ванного преобразователя.
Это резонансное превышение, которое называется также
добротностью или коэффициентом добротности и обозначается
буквой Q, определяется как отношение амплитуды при резо-
нансной частоте (не собственной частоте) к статическому изме-
нению толщины:
<2 = Ах/ /ДхстаТ. (7.7)
Г
апериоди ческ ое)
Рис. 7.9. Резонансные кривые вынужден-
ных колебаний излучателя, колеблющегося
по толщине, как на рис. 7.8. (Q — значе-
ния добротности):
а — воздух/кварц/вода; б —эбоннт/кпарц/во-
да; в — эбоннт/кварц/алюмнний
Ряс. 7.8. Затухание колебания из-
лучателя, колеблющегося по тол-
щине, при различных коэффициен-
тах затухания (пример, как на
рис. 7.9)
Добротность связана с коэффициентом затухания б следую-
щим соотношением:
О=(лс/1п6 (1пб = 2,303 IgS). (7.8)
t f мне
153
Кроме того, от добротности зависит и ширина пика резо-
нансной кривой. Если определять ширину полосы резонансного»
максимума В по рис. 7.9, измеряя ее на высоте 70 % (точнее
при 1/^2 = 0,707) максимального значения, то при не слишком
сильном демпфировании, т. е. при значениях добротности, пре-
вышающих, например, 10, получится выражение
B=fr/Q. (7.9)
Формулы (7.8) и (7.9) могут рассматриваться лишь как приближенные,
так как при их выводе предполагалось, что колеблющаяся пьезопластнна ве-
дет себя как масса на пружине. Однако это справедливо лишь с некоторым^
приближением; особенно значительное отклонение наблюдается прн сильно»'
демпфировании. При контроле материалов звуковыми импульсами .необхо-
димо именно такое демпфирование, так как что для расчета резонансного
превышения и ширины полосы резонансного максимума приходится приме-
нять значительно более сложные точные формулы [1302].
При. использовании пьезопластины в качестве излучателя
ультразвука представляет интерес взаимосвязь коэффициента
затухания с константами граничащих веществ. Пусть пластина
находится между двумя веществами 1 и 2”
со звуковыми сопротивлениями Zj и
(Z = pc), см. рис. 7.10. До тех пор пока
значения Z] и Zi остаются оба меньше
Zo (звукового сопротивления пьезомате-
риала), т. е. с обеих сторон располагает-
ся акустически более мягкое вещество,,
коэффициент затухания будет опреде-
ляться по формуле
(7.10)
(.Z.0—X,!/ (Ло—Л2)
Оценка этих выражений имеется в работе [1302].
Выражение (7.10) справедливо также и в случае, когда оба
граничащих вещества являются акустически более жесткими,,
чем пьезоматериал. Напротив, если одно из этих веществ аку-
стически более мягкое, а другое более жесткое, чем материал
пьезопластины, то пьезопластина колеблется только в резонансе
с четвертью длины волны (Х/4). И собственная частота пласти-
ны, демпфированной таким способом, составляет только поло-
вину величины, рассчитываемой по выражению (7.5); коэффи-
циент затухания в этом случае выразится формулой:
»_ (^о+21)г (Zq+Zs)2 (7 11У
(Zo-z,)2 (zo-z2)2 4 '
Пример. Пусть кварцевая пластина закреплена так, что одйа
ее сторона граничит с воздухом, а другая — с водой. Если.^1 =
= 0,4t103' Z2= 1,5-10® и Zo=15,2-10® Н-с/м3, то подсчёт дает
6=1,22 (рис. 7.8, а). Если ту же кварцевую пластину наклёйть..
с задней стороны на эбонит (Zi = 2,8-10® Н-с/м3), то получцтёж
Рис. 7.10. Излучатель между
двумя веществами 1 и 2
g __ (Zp4-Z;) (Zp + Zg)
154
Й= 1,75 (рис. 7.8, б). Это справедливо не только для пластины
при частоте 1 МГц: коэффициент затухания, согласно выраже-
нию (7.10), не зависит от резонансной частоты. Если же квар-
цевая пластина, наклеенная на эбонит, будет излучать не в
воду, а в алюминий (Z2= 16,9-106 Н-с/м3), то резонансная ча-
стота пластины будет вдвое меньшей. Для лучшего сопоставле-
ния рис. 7.8 и 7.9 представлены так, как будто бы для этого
опыта была принята пластина вдвое меньшей толщины.
Коэффициент затухания здесь должен рассчитываться по формуле (7.11);
он равен 6=730, т. е. пластина демпфирована в этом случае уже почти апе-
риодически, так как амплитуда второго колебания составляет лишь '/тзо ам-
плитуды первого колебания, а третье колебание имеет амплитуду в 7302 =
= 533 000 раз меньше. На практике следует иметь в виду, что тонкий слой
клея (замазки) между кристаллом и алюминием снижает истинное звуковое
сопротивление вещества, так что при эксперименте получаются всегда мень-
шие значения затухания.
На практике условия акустического контакта искателя сильно колеблются
в зависимости от чистоты и формы поверхности и от материала контролируе-
мого образца; следовательно, варьируется и демпфирование. Для снижения
слишком сильных колебаний демпфер, наклеиваемый с задней стороны, мож-
но заранее выполнить с большим звуковым сопротивлением (сопротивление
демпфера не изменяется). Однако это приведет к снижению чувствительности,
потому что амплитуда колебаний, а следовательно, и амплитуда излучаемого
звука, снижается по мере увеличения коэффициента демпфирования.
Ранее рассматривалось только основное колебание пьезо-
электрически возбужденной пластины. Теперь следует рас-
смотреть также и верхние гармонические колебания, представив
себе, что пластина с обеих сторон тоже граничит с акустически
более мягкими веществами. Можно видеть, что пьезоэлектриче-
ски могут возбуждаться только нечетные высшие гармоники,
так что после основного резонанса при частоте fr следующий
резонанс будет наблюдаться при частоте 3fr, 5fr и т. д. Поэтому
рис. 7.9 на стороне более высоких частот (справа) следует до-
полнить этими дальнейшими пиками резонанса. Значения их
коэффициента затухания увеличиваются пропорционально но-
меру высшей гармоники. Поэтому амплитуда излученной звуко-
вой волны уменьшается при том же возбуждающем напряжении
в той же степени.
Однако даже если резонансную кривую по рис. 7.9 дополнить резонанс-
ными пиками от верхних гармоник, она все же будет отличаться от измерен-
ных. кривых, поскольку применяемая на практике пьезопластина имеет и дру-
гие точки резонанса, которые обусловлены другими деформациями, связан-
ными с колебаниями по толщине. Здесь они не учитывались.
Для контроля материалов амплитуда колебаний пьезопла-
стины представляет меньший интерес, чем звуковое давление
излучаемой звуковой волны. Звуковое давление пропорциональ-
но амплитуде колебаний и частоте, так что резонансная кривая
при частоте 0 начинается не с некоторого конечного значения,
как гна рис. 7.9, а с нуля. Кроме того, резонансный пик- распо-
лагается симметрично к своей резонансной частоте' Только в
155
том случае, когда пьезопластина с одной стороны граничит
с акустически более мягким, а с другой стороны с акустически
более жестким веществом, резонансный пик смещается из упо-
минавшейся точки Л/4 в сторону более высоких частот и стано-
вится несимметричным,
И, наоборот, если такая же пластина используется как
приемник, то возбуждаемое на ней напряжение холостого хода
(без нагрузки от измерительных приборов) будет пропорцио-
нально амплитуде колебаний. Следовательно, это напряжение-
приема на пьезопластине тоже будет иметь несимметричную
форму, как на рис. 7.9.
Если использовать такую пластину как излучатель и прием-
ник (или же при эхо-методе сначала как излучатель, а лотом
как приемник), и найти отношение напряжения приема (холо-
стого хода) к излучаемому напряжению, то получится частот-
ная кривая с резонансным превышением вдвое большим, чем
Рис. 7.11. Кварцевая пластина, работающая одно»
временно как излучатель и приемник. По оси
ординат отложено отношение напряжения хо-
лостого хода приемника 1/х хпр/^х.хиэл к на-
пряжению излучателя для следующих условий
затухания; излучение звука в воду (кривые а и
б). в алюминий (кривая в) и в сталь (г). Демп-
фирование с задней стороны:
а — воздух; б— г — эбонит (как иа рис. 7.8 и
7.9). Пьезоэлектрическая константа Л3з’=4,9’109 В/м.
Предполагается, что звук распространяется без
потерь
коэффициент отношения
амплитуд излучения и
приема. На рис. 7.11 по-
казаны такие кривые, рас-
считанные по данным ра-
боты [1302]. Здесь сле-
дует отметить, что при
электрическом согласова-
нии пластины-приемника
с подключенным за ней
усилителем форма кривых
может существенно изме-
ниться. При расчете кри-
вых на рис. 7.11 предпо-
лагалось, что между излу-
чателем и приемником не
происходит никаких по-
терь звукового давления,
вызванных условиями
распространения.
Следует еще подчерк-
нуть, что отношение на-
пряжения холостого хода
приемника к напряжению
излучателя не зависит ни
от величины, ни от тол-
щины пьезопластиньи
Следовательно, рис. 7.11
справедлив для любых
преобразователей. Разме-
ры пластины влияют
только на условия рас-
156
пространения звука (дивергенция, длина ближнего
поля).
В главе 4 уже рассматривалось звуковое поле пьезопластины при работе-
в режиме излучения. При рассмотрении пластины как приемника следует до-
бавить, что она имеет такое же поле чувствительности. По общему принципу
[по теореме взаимности (обратимости)] характеристика излучателя должна
совпадать с характеристикой приема.
В дальнем поле это означает, что, например,' падающая волна с постоян-
ным звуковым давлением, но переменным углом падения, возбуждает в прием-
нике напряжение, которое при перпендикулярном падении имеет максимум,
а при наклонном падении уменьшается по характеристике типа показанной
на рнс. 4.15.
Поэтому при эхо-методе прн использовании того же преобразователя и
как излучателя, и как приемника его характеристика направленности в даль-
нем поле входит как коэффициент (отношения напряжений) дважды. То же
самое относится и к ближнему полю. Поэтому отношение напряжения приема
к напряжению излучения для небольшого перемещаемого в звуковом поле
отражателя задается квадратом функций, которое было описано в гл. 4 для
звукового поля одного излучателя. Следовательно, характеристика получится
более острой.
7.3*. ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
ПРИ ИМПУЛЬСНОМ ВОЗБУЖДЕНИИ
Сначала нужно ответить на вопрос о том, почему малое затуха-
ние пьезопластины не всегда является преимуществом. Чтобы
излучить при определенной частоте непрерывную звуковую вол-
ну с возможно более высоким звуковым давлением, разумеется,
нужно возбуждать соответствующую пластину с ее резонансной
частотой и поддерживать ее демпфирование минимальным. По-
этому целесообразно демпфировать ее только со стороны под-
ключенного вещества, а с задней стороны она должна граничить
с воздухом. Такой случай при контроле материалов встречается
редко, так как даже при работе с непрерывным ультразвуком
в большинстве случаев частоту приходится «покачивать», чтобы
избежать возникновения стоячих волн в образце. При таком
смещении частоты амплитуда должна оставаться по возмож-
ности постоянной, чего узкая резонансная кривая не позволяет.
Идеальной была бы частотная кривая с пологой формой на
соответствующем участке, которую однако трудно получить,
если не работать слишком далеко от резонанса с малыми ампли-
тудами. Поэтому принимают некоторое компромиссное решение
и расширяют резонансную кривую (сглаживают пик) путем
демпфирования до требуемой величины, причем резонансная
полоса уже получается не плоской, и на границах составляет
только 70 % максимального значения.
Достаточная ширина полосы особенно важна для передачи
коротких импульсов. При эхо-методе длина импульса мешает
обнаружению близко расположенного дефекта, поэтому стре-
мятся применять возможно более короткие импульсы. Однако
при высоких частотах короткие импульсы все же могут состоять-
157
лиз довольно большого числа отдельных колебаний. Этому одна-
-жо препятствует большее затухание в большинстве материалов
"лри высоких частотах. Следовательно, нужно выбирать и пере-
давать импульсы не слишком высокой частоты по возможности
с меньшим числом колебаний, иногда даже совсем непериоди-
ческие, так называемые ударные.
Каждый импульс может быть представлен в виде ряда
Фурье как сумма большего или меньшего числа неограничен-
ных во времени составляющих колебаний синусоидальной фор-
мы, содержащихся в более или менее широкой полосе частот.
..До импульса и за ним эти составляющие как раз взаимно га-
сятся. Чем короче импульс (независимо от его формы), тем
/шире полоса частот, в которой располагаются составляющие
частоты с еще заметной амплитудой. Если при передаче в меха-
нической или электрической системе подавить некоторую часть
частот, то импульс будет искажен, в частности удлинен. Дей-
-ствует правило, что для передачи импульса продолжитель-
ностью Т без существенного искажения достаточна ширина по-
лосы частот В—1/Т, даже если эта полоса, как при резонансной
кривой на рис. 7.9, на обоих концах уже характеризуется сни-
..жением амплитуды до 70%.
Следовательно, при ширине полосы частот на рис. 7.9 в
0,18 МГц можно передавать сравнительно без искажений им-
пульс продолжительностью 1/0,18 = 5,5 мкс, например пять ко-
.лебаний частотой 1 МГц, из которых каждое продолжается
одну микросекунду. Напротив, если пытаться задать на такую
пьёзопластину импульс в 1 мкс, то соответствующая полоса
частот в 1 МГц не будет пропущена, и импульс на выходе полу-
чится ненамного короче 5 мкс, что видно и по процессу затуха-
ния колебаний пластины на рис. 7.8,6.
Если в тракте последовательно подлючеиы несколько звеньев, например
/излучатель, приемник и усилитель, то сказанное справедливо для общей кря-
квой. проходимости, которая является произведением отдельных составляю-
..щих. Следовательно, различные звенья должны быть согласованы между
собой: нет смысла подключать широкополосный преобразователь к узкопо-
-лоснбму усилителю и наоборот. Материал, через который проходит нмпульс
>в виде звуковой волны, тоже иногда может обрезать полосу частот, в част-
ности, когда он сильнее ослабляет более высокие частоты.
: Далее; рассматриваются различные виды электрических им-
пульсов и изучается поведение при этом пьезоэлектрической
/пластины. Сначала принимается цуг переменного напряжения
..из Л0 колебаний, соответствующих собственной частоте пласти-
ны рис. 7.12, а. В начале и конце он внезапно обрывается.
Однако пластина вследствие своих сил инерции и сил, упру-
гости не склонна к внезапным изменениям и компенсирует их
в начале и конце цуга колебаний входным и выходным переход-
ными процессами. Следовательно, фактическое колебание пла-
-•стиньг складывается из движения безынерционной пластины под
.влиянием напряжения, которому пластина точно следует, и ком-
158
пенсирующих колебаний. Таким образом, на рис. 7.12 кривые
а и б нужно сложить и в результате получится кривая в —
истинное колебание пластины. При этом был принят коэффи-
циент затухания 6=1,75, как на рис. 7.8, б. Выравнивающее
колебание представляет собой свободное собственное колебание
пластины; следовательно, рис. 7.12, б идентичен рис. 7.8, б; но*
только это собственное колебание как входной колебательный,
г — выра
случая 8
Рнс. 7.12. Возбуждение пьезоплас-
тины цугом переменного напряже-
ния при коэффициентах затухания
1,75 н 525, частота возбуждения
равна собственной частоте;
а — цуг переменного напряжения и
одновременно • график колебания
безынерционной пластины; б —• вы-
равнивающее' колебание фактиче-
ской пластины для б «1,75; в —
график колебаний фактической
пластины '(сумма кривых а и б):
впивающее колебание для
•"525; д— колебание плас-
тины, сумма кривых а я е
> --------------------------------------------------’
а
В
S
г
д
процесс-Следует принимать отрицательным, поскольку оно про--
тиводействует электрическому возбуждению. Однако в конце-
импульса оно действует в том же направлении, т. е. пытается
продолжить действие электрического возбуждения.
Прй повышенном демпфировании (рис. 7,12, гид при 6=525)-
выравнивающее колебание проявляется слабее; истинное коле-
бание становится гораздо более похожим на возбуждающее’ на-
пряжение. Впрочем, следует иметь в виду, что амплитуда умень-
шается обратно пропорционально коэффициентам демпфирова-
ния,’ чтд:йа рисунке не учтено. "
Начальный процесс собственного колебания полностью зависит от особен-
ностей формы импульса, для пояснения чего здесь был выбран особенно-
простой и наглядный случай, а именно подвод и снятие импульсного напря-
жения сразу на максимум. Иначе соответствующий входной колебательный
процесс получается как раз таким, что приостанавливает движение безынер-
ционной пластины в начале.
Выравнивающие колебания характеризуют общую картину
импульса тем в большей степени, чем короче длится возбужде-
ние и- чем ниже затухание пластины. На рис. 7.13 для цозбуж-
ной частотой. При 6=1,75 колебание
дения был использован импульс, состоя-
щий всего из двух колебаний с собствен-
пластины уже не достигает максималь-
ной амплитуды: входной и выходной пе-
реходный процессы уже перекрываются.
Пластина с более сильным затуханием
передает импульс в еще довольно похо-
жей форме, но с меньшей амплитудой.
Этот недостаток однако частично ком-
пенсируется тем, что эта пластина бы-
стрее оказывается «наверху», чем менее
демпфированная пластина.
Так как короткие импульсы для кон-
троля материалов особенно важны, те-
перь следует рассмотреть результат бо-
поведения пьезопластины, который просто
и эффективно позволяет правильно сконструировать нужный
импульс звукового давления для любого возбуждающего напря-
жения [258, 1246].
Z7* . п »
I
—
Рис. 7.13. График типа по-
катанного на рис. 7.12, ио с
коротким импульсом (ср.
,рис. 7 12, а. в и d)
лее строгого анализа
I
Рис. 7.14. Зависимость напряжения V от времени и возбужденные волны звукового дав-
ления на оси пьезопластины, расположенной между двумя веществами / и 2. Для про-
стоты скорость звука с в веществах / и 2 считается одинаковой, а масштаб выбран
так. что импульс кажется одинаково широким в пространстве н времени
Без вывода можно сформулировать основное правило для
пьезопластины как излучателя (рис, 7.14).
При приложении любого напряжения к пьезопластине обе ее
поверхности одновременно излучают волны звукового давления,
которые изменяются во времени так же, как и напряжение.
Они идут и внутрь пластины, и в подсоединенные снаружи ве-
щества, но внутри пластины они имеют противоположную фазу,
чем снаружи. Их амплитуды зависят от звуковых сопротивле-
ний веществ следующим образом:
Вещество 1 Вещество 0 Вещество 2
(2.) (Zo, пьезопластина) (Z2)
Z, z0 20 z2
20+Z| Z0^Zt Zo + Z2
460
Когда волны внутри пластины подходят к границе раздела,
для их отражения и преломления справедливы известные за-
коны— формула (2.1) согласно правилу: изменение фазы на
противоположную при отражении от акустически более мяг-
кого материала. Далее эти волны накладываются одна на дру-
гую без помех.
То, что в пластине две волны идут одна навстречу другой, отнюдь не
удивительно. Достаточно вспомнить, что уже рассматривались основное ко-
лебание пластины и его верхние гармоники, которые можно было составить
из двух противоположно движущихся волн. Там шла речь о частном случае
синусоидальных волн; здесь это ограничение опускается. Вместо прямоуголь-
ных импульсов иа рис. 7.14 могут быть использованы также и любые другие
напряжения н формы импульсов.
Применим вышеприведенные правила к различным условиям
подсоединения и формам импульса. Пусть вначале задан ко-
роткий прямоугольный импульс, как на рис. 7.14, и имеется
толстая пластина, так что время прохождения волны в пластине
превышает длительность импульса. Далее для начала рассмат-
ривается простой случай подсоединения без отражения с обеих
сторон (Zi=.Z0=Z2), что экспериментально можно приближенно
.воспроизвести при размещении кварца между двумя пластина-
ми из алюминия; при этом все четыре волны одинаковы. Внут-
ренние волны проходят через противолежащие поверхности
беспрепятственно и полностью выходят из пьезопластины
(рис. 7.15). Следовательно, наружу выходят один за другим
.два одинаковых противоположно направленных импульса, при-
чем промежуток между ними равен времени прохождения вол-
ны через пластину.
На рис. 7.16 показан случай, когда пластина слева граничит
с воздухом. При этом справа наблюдается полное отражение
волны с инверсией фазы. На рис. 7.17 и правая граница уже
не является неотражающей. Отношение Z^Z^ выбрано равным
0,25, что примерно соответствует переходу кварц/плексиглас.
.При этом возникает серия импульсов с промежутками, равны-
ми времени прохода через пластину, из которых на рис. 7.18
показаны в увеличенном масштабе первые восемь. Из них вто-
рой импульс всегда получается вдвое больше первого, а после-
дующие уменьшаются в постоянном соотношении.
Аналогичным образом можно рассмотреть и другие условия
подсоединения, например подсоединение к акустически жест-
кому веществу. Вместо этого далее увеличивается длина прямо-
угольного импульса, причем обе границы по-прежнему остаются
неотражающими (рис. 7.19). Если продолжительность прямо-
угольного импульса равна времени прохождения, то звуковое
давление имеет форму прямоугольного колебания; если оно
намного увеличится (или пьезопластина будет тонкой), то оста-
нутся только узкие импульсы в начале и в конце. В промежутке
между ними следующая волна (от противоположной поверх-
ности пластины) как раз погасит первые импульсы, потому что
<6. п
161
Рис. 7.15. Схема, как на рис. 7Л4>.
однако при закреплении1 без от-
ражения с обеих сторон
Рис. 7.16. Схема, как на рис. 7.15,
но со свободной границей слева
н закреплением без отражения
справа
Ряс. 7.17. Схема, как на рис. 7.16, нс
при контакте с акустически более мяг-
ким веществом справа, Z2/Zo=O,25, про-
ницаемость D=2Z2/(Z2+Zo) — G,4, коэффи-
циент отражения P«=(Z2— Zo)/(Z24-Zo)eO,6.
Для лучшей наглядности волны от левой
границы зачернены
звуковое давление у нее противоположно. Следовательно, сту-
пенчатое напряжение возбуждает в тонкой пластине только
единственный узкий импульс, в случае если ее поверхность яв-
ляется неотражающей. При синусоидальном напряжении вместо
прямоугольного сохраняется только очень небольшое звуковое
давление, потому что складываются две противоположно на-
162
Рис. 7.19. Возбуждение излучателя, подключенного без отражения, прямоугольными им-
пульсами различной длины по отношению ко времени в излучателе. Длительность им-
пульса время прохода Т:
л — £о<Г; б —/о=Т; в — to>T't 2— Т (тонкий излучатель)
Рис. 7.20. Прием волны с прямоугольной формой колебания пьезоэлектрической пласти-
ной, согласованной с обеих сторон. Изменение напряжения приема U в зависимости
от времени для различных длин волн:
<7 — длительность .импульса t9 меньше времени прохода Т; б — h-T; в — to>T; г —
Г<^Т (тонкий приемник).
6*
163
правленные полуволны, лишь незначительно смещенные во вре-
мени одна относительно другой.
При возбуждении несколькими следующими друг за другом;
импульсами напряжения нужно определять результат только<
одного импульса и многократно складывать его с учетом сдвига,
во времени с аналогичным результатом от других импульсов.
Таким путем можно построить звуковую волну, относящуюся
к цугу синусоидальных волн, из результата для одной синусои-
дальной полуволны и тем самым определить входной и выход-
ной переходные колебательные процессы также и за пределам»
резонанса. Практически это можно выполнить расчетом, а так-
же графически.
Для приемника нужно отметить следующее правило
(рис. 7.20).
При проникновении любой волны звукового давления в пье-
зопластину на ее электродах возникает электрическое напря-
жение холостого хода, которое пропорционально площади под,
кривой звукового давления уже вошедшей волны. Если в пла-
стине одновременно движутся несколько волн, например вслед-
ствие зигзагообразного отражения, то соответствующие площа-
ди суммируются с учетом их знаков.
В качестве примера на рис. 7.20, а в толстую пластину про-
никает прямоугольная волна (длительность волны меньше вре-
мени прохода). Площадь в пластине (заштрихованная) увели-
чивается линейно; следовательно, так же увеличивается и на-
пряжение. Оно остается постоянным до тех пор, пока внутри
пластины находится целая длина волны. Поскольку пластина
выполнена с задней стороны неотражающей, волна выходит из-,
нее беспрепятственно, вследствие чего напряжение опять па-
дает до нуля.
Если волна имеет большую длину, то она может полностью-
заполнить пластину; при этом напряжение достигнет максиму-
ма, максимальное напряжение сохранится до тех пор, пока пла-
стина будет полностью заполнена волной. И, наконец, если вол-
на является очень длинной по сравнению со временем пробега
(рис. 7.20, г), то изменение напряжения все больше походит
на форму волны. Следовательно, при помощи правильно подо-
гнанной с задней стороны пьезоэлектрической пластины можно-
тем точнее преобразовывать звуковую волну в электрическое-
напряжение, чем тоньше эта пластина. Впрочем, при этом
амплитуда напряжения уменьшается с толщиной пластины, так,
как одновременно уменьшается и упомянутая площадь.
На практике не так просто подсоединить пьезоэлектриче-
скую пластину без отражения на ее границе. Если она с задней;
стороны граничит с акустически мягким материалом, то там;
происходит отражение с инверсией фазы. При этом отдельный
короткий импульс дает переменное напряжение с уменьшаю-
щейся амплитудой (рис. 7.21).
164
Если изменить полярность пьезокристалла, то изменится и полярность
излучаемого им импульса, т. е. ои ’начнется, например, ие с максимума дав-
ления, а с минимума. Если такой кристалл используется также и для приема,
то форма электрических эхо-импульсов в обоих случаях будет одинаковой.
Лишь при использовании раздельных излучателей и приемника эхо может
изменять знак в зависимости от их полярности, т. е. начинаться с отрица-
тельной волны напряжения вместо положительной.
X------»-
Рис. 7.21. Прием колебаний пьеэоиластнной, контактирующей с обеих сторон с акусти-
чески более мягкими веществами; слева Ze/Zj=®2, справа 9; внизу — зависимость
напряжения приема U ат времени.
В заключение следует еще коротко рассмотреть согласова-
ние пьезопластины с электрическим излучателем. При очень
упрощенном представлении пьезопластину толщиной d—k/2,
возбужденную основным колебанием, пока граничащий с ней
материал не слишком сильно мешает ее движениям, можно за-
менить статической емкостью Со н параллельно соединенным
с ней омическим сопротивлением (рис. 7.22). Это сопротив-
Рис. 7.22. Электрическая эквивалентная схема пьеэопластины, колеблющейся с основной
резонансной частотой (а). Если статическая емкость пластины С (вместе с емкостью
прибора н кабеля) при подключении катушки 10 доведена до электрического резонанса
с основной частотой, то в качестве активного (действующего) сопротивления останется
только сопротивление излучения Л, (б и в; другие потерн при этом ве учитываются)
ление (сопротивление излучения) потребляет в эквивалентной
схеме такую же мощность, какая излучается пластиной в гра-
ничащие с ней вещества. Если, как это обычно делается, ком-
пенсировать емкость параллельно подключенной к ней и на-
строенной на резонанс индуктивностью Lo, то останется одно
омическое сопротивление Впрочем следует учесть, что Lo
должно также компенсировать емкости кабеля и прибора. Если
заменить прибор или изменить длину кабеля, то частота кон-
троля может измениться. Если вещества, граничащие с пласти-
ной, имеют звуковые сопротивления Z\ и Z2, то сопротивление
165
излучения (Ом), рассчитанное по работе [1363], где в качестве
эквивалентной схемы принято .последовательное соединение,
может быть определено по формуле:
+_____V Ом,
nJ(Z,+Z2) /
где 5— площадь преобразователя, м2; fr — резонансная частота
недемпфированного колебания, Гц, во — электрическая постоян-
ная поля, ео = 8,86< 10-12 А-с/(В-м}. Типичные константы пьезо-
материалов с, Н3з и £г приведены в Табл. 7.1.
Поскольку современные излучатели обычно бывают очень
низкоомными, электрическое согласование обычно бывает нуж-
ным только со входным сопротивлением приемника. Если элек-
трический импеданс излучателя очень высок или очень мал по
сравнению с входным сопротивлением приемника, то простая
параллельно подсоединенная катушка не обеспечит оптималь-
ного согласования. В этом случае необходим трансформатор,
который согласует импеданс излучателя требуемым образом
с импедансом приемника. Кроме того, при очень длинных ка-
белях или при высоких частотах к кабелю нужно подключать
наконечник с известным импедансом, чтобы избежать мешаю-
щих отражений. Подсоединять наконечник можно либо к при-
бору, либо к искателю.
Согласование электрического контура с механической резо-
нансной частотой излучателя служит не только для усиления
полезной частоты, но и для одновременного подавления мешаю-
щих частот. Как было показано; пьезопластина при ударном
возбуждении колеблется не только со своей основной частотой;
в ней возникают также и поперечные колебания и высшие гар-
моники. Поперечные колебания коррелируют с поперечными
размерами, которые обычно бывают очень велики по сравнению
с толщиной пластины. Поэтому их частота получается много
ниже полезной частоты. Таким образом, благодаря фильтрую-
щему действию электрического резонансного контура можно
подавить как поперечные колебания с более низкой частотой,
так и верхние гармоники с повышенной частотой.
8*. ДРУГИЕ МЕТОДЫ ИЗЛУЧЕНИЯ
И ПРИЕМА УЛЬТРАЗВУКОВЫХ ВОЛН
Кроме пьезоэлектрического имеются и другие физические
эффекты, пригодные для получения или приема ультразвуковых
воли. Хотя многие из них дают более слабые сигналы, чем
пьезоэлектрический эффект, но с другой стороны они имеют ряд
преимуществ, так что в специальных случаях их применение
для контроля вполне рационально.
При многих из этих эффектов перенос энергии обеспечи-
вается электрическим или магнитным полями, так что в прин-
166
ципе нет необходимости в механическом контакте с контроли-
руемым образцом. Превращение в. звуковую энергию или из нее
происходит на поверхности изделия. В противоположность пьезо-
электрическому излучателю, который должен иметь акустиче-
ский контакт с изделием, при этих «прямых» методах сама по-
верхность изделия становится частью акустического преобразо«
вателя. Таким образом, прямые или сухие методы обходятся
без среды, обеспечивающей акустический контакт, благодаря
чему в некоторых из них удается избежать трудностей, назван-
ных в следующем абзаце.
При мокром акустическом контакте возможны различные
помехи. Проницаемость слоя жидкости очень сильно зависит
от его толщины ввиду интерференций- волн, отражающихся на
обеих его границах раздела, и стремится к нулю, если толщина
достигает четверти длины волны. Поэтому толщину слоя жид-
кости следует принимать малой и постоянной. При высоких
скоростях движения контролируемого материала в автоматиче-
ских установках осуществить это не так просто. При контроле
горячих изделий с повышением температуры становится все
труднее подобрать подходящую среду для акустического кон-
такта. И наконец, у всех искателей, которые вступают в меха-
нический контакт с изделием, нельзя избежать некоторого изно-
са от истирания.
Идеальным был бы способ, при Котором вообще не нужна
жидкость для акустического контакта и при котором можно
было вести контроль на большом расстоянии. Это устранило бы
не только ненадежность контакта через жидкость, но и износ.
Защита контролирующего устройства от высокой температуры
изделия в любом случае намного проще.
Другое преимущество прямых способов заключается в том,
что механически колеблющиеся детали, которые работают в
искателе как электроакустический преобразователь, здесь не
нужны. Эти детали имеют некоторый собственный резонанс,
положение которого на полосе частот в любом случае нужно
учитывать. По этому соображению непосредственные способы
лучше всего подходят для тех случаев применения, когда тре-
буется передача за пределами резонансной области, например
для ударных волн.
Использование других эффектов для акустического преобра-
зования взамен пьезоэлектрического может быть выгодно еще
по одной причине. При применении различных эффектов для
передачи и приема звука можно гораздо лучше защитить прием-
ник от помех.
В системе контроля можно объединять магнитный излуча-
тель с электростатическим приемником (приемник при правиль-
ной его конструкции не будет реагировать на магнитное поле
излучателя), выходной сигнал в этом случае может возникать
только под влиянием звуковых импульсов из изделия. Прием-
167
ник с магнитной катушкой был бы здесь нецелесообразен, так
как устранить магнитную связь катушек излучения и приема
на практике невозможно.
Далее будут рассмотрены все возможные физические эффек-
ты, пригодные для излучения и приема ультразвука при кон-
троле материалов. Будут обсуждаться как искатели, основан-
ные на этих эффектах, так и прямые методы.
8.1. МЕХАНИЧЕСКИЕ ЭФФЕКТЫ
Прямое механическое возбуждение звука хотя и не является
бесконтактным, но осуществляется без контактирующей жид-
кости. Эти методы, строго говоря, не являются неразрушающи-
ми, но могут применяться при контроле промежуточных продук-
тов (полуфабрикатов) с шероховатой поверхностью. При меха-
нических ударах или трении в теле возникает звук, имеющий
составляющие и в высокочастотной (мегагерцевой) области.
Поскольку преимущественно возбуждаются частоты в диа-
пазоне от 100 кГц до 1 МГц, такие методы пригодны для кон-
троля бетона, чугуна и других изделий. При контроле бетона
(см. раздел 32.5) в качестве излучателя используют электро-
механический молоток. Для возбуждения склеенных сотовых
структур применяют также вращающиеся щетки [593].
Для приема можно использовать действие звукового давле-
ния в жидкости. Одним из приемников, работающих по этому
принципу и нашедших некоторое практическое применение,
является ячейка Польмана [2]. Однако для нее требуется зна-
чительно более высокие звуковые давления, чем для обычных
искателей, и приходится длительное время ожидать установив-
шегося показания (см. раздел 13.9).
Жидкие кристаллы, чувствительные к давлению, тоже при-
годны для обнаружения звука, так как их оптическая актив-
ность (вращение плоскости поляризации) чувствительна к уль-
тразвуку [571].
8.2. ТЕРМИЧЕСКИЕ ЭФФЕКТЫ
При внезапном нагреве (тепловом ударе) поверхности тела воз-
никают механические напряжения, вызванные тепловым расши-
рением материала. При этом излучаются звуковые волны. Если
нагрев происходит за очень короткое время (порядка 10 нс),
то возбуждаются очень высокие частоты и ударные волны. При
этом толщина прогреваемого слоя должна быть мала по сравне-
нию с длиной волны звука [552, 1749, 1616]. При этом возни-
кают звуковые волны всех типов. г
Необходимая энергия излучается на поверхность тела. Здесь
возможны два вида излучения:
168
электромагнитные волны (микроволны, инфракрасный, ви-
димый и ультрафиолетовый свет);
корпускулярное излучение (электронные лучи).
Превращение в тепло происходит в несколько этапов, кото-
рые различны при волновом н корпускулярном излучении [1572].
Форма импульса звуко-
вой волны примерно соот-
ветствует форме импульса
света. При использовании
определенного типа лазеров
поэтому можно, изменяя
ширину импульса света по
Фурье, возбудить требуе-
мый ультразвуковой спектр
[1387].
Энергия импульса, Дж
Рис. 8.2. Амплитуда ультразвука как
функция энергия одного импульса лазе-
ра при длине волны света 1,06 мкм
Рис. 8.1. Формы импульса света
для возбуждения ультразвука:
а — лазер неодим — алюмонттрне-
вый гранат (АИГ); б —тот же ла-
зер с модовой связью
Для диапазона частот, типичного в практике ультразвуко-
вого контроля (около 1—30 МГц), наиболее подходит форма
импульса света по рис. 8.1, а. Напротив, если необходимы бо-
лее высокие частоты звука, например около 50—500 МГц, та
следует применять импульсы света по рис. 8.1, б.
Для акустических продольных волн взаимосвязь между воз-
бужденной амплитудой ультразвука и энергией световога
импульса при длине волны света 1,06 мкм представлена на
рис. 8.2. При более низких энергиях лазера между обеими эти-
ми величинами имеется линейная связь. При повышении энергии
на поверхности испытываемого образца образуется плазма. В ре-
зультате амплитуда звука продольных волн значительно повы-
шается. На рис. 8.2 эта область соответствует энергиям лазера
от 0,3 до 1 Дж; эта область и используется чаще всего в прак-
тике контроля. В этом диапазоне можно получить такие же
амплитуды, как и при пьезоэлектрическом возбуждении, без*
повреждения поверхности образца.
В принципе при возбуждении ультразвука световыми импуль-
сами возникают волны всех типов (рис. 8.3), причем имеется
возможность предпочтительного возбуждения волн определен-
ного типа. Так, если работа ведется с плазмой перед поверх-
ностью образца, то возникают, например, преимущественно про-
169
дольные волны (рис. 8.3, б). Решающими при этом являются
силы отдачи плазмы. Если при возбуждении желательно иметь
поверхностные волны, то в поверхности контролируемого образ-
ца нужно получить крутой температурный градиент, на участке,
Рис. 8.3. Возбуждение уль-
тразвука без (а) и с плаз-
мой (б) перед поверхностью:
1 — излучающий лазёр; 2 —
поверхностная волна; 3 —
поперечная волна; 4—про-
дольная волна; 5 — плазма
малом по сравнению с длиной звуковой волны. В таком случае
направленные поверхностные волны могут быть получены при
источнике света линейной формы.
Преимущество применения лазерных импульсов заключает-
ся в том, что благодаря особо хорошей фокусировке световых
лучей возможно возбуждение звука с. большого расстояния
(10 м).
Еще одно преимущество обеспечивается тем, что скорость
света велика по сравнению со скоростью звука. Поэтому облу-
ченная поверхность возбуждается всегда равномерно независи-
мо от угла падения света. Таким образом, характеристика на-
правленности звука не зависит от угла падения света. С другой
стороны, на характеристику направленности : легко повлиять
приданием определенной формы сфокусированному световому
пятну: при возбуждении очень маленькой поверхности (малой
по сравнению с длиной волны звука) происходит излучение зву-
ка от поверхности как точечного источника внутрь изделия
(см. раздел 4.4, рис. 4.23). При возбуждении большей площади
излучаться звуковые волны, длина волны
сравнению с диаметром сфокусированного
пятна света (высокие частоты), тогда как
длинные продольные волны (низкие ча-
стоты) распространяются внутрь еще как
сферические волны. В широком спектре
частот ударной волны эти процессы
происходят одновременно.
Получить излучение под определен-
ным углом можно путем изменения форм
возбуждения в пространстве и во време-
ни (рис. 8.4). Если поверхность возбуж-
дается одновременно на нескольких по-
лосках, расположенных на расстоянии d
:а друг от друга, то по принципу Гюйгенса
оудут направленно
которых мала по
Рис
ПОД
8.4. Излучение
углом
170
элементарные волны усиливаются во все# направлениях; при
этом справедливо соотношение
sina=nk/d,
где п — некоторое целое число, —длина волны звука.
По принципу Гюйгенса можно рассчитать также наклонное
излучение, которое возникает, если возбужденная полоска дви-
жется по поверхности или же неподвижные полоски возбуж-
даются с постоянным запаздывание^ по времени.
Температура изделия не оказывает заметного влияния на
процесс возбуждения звука. •
8.3. ЭЛЕКТРОСТАТИЧЕСКИЕ МЕТОДЫ
I I
Между ; пластинами заряженного конденсатора действует сила
притяжения [28]. Этот эффект можно использовать в излучаю-
щих звуковых искателях или при прямом излучении звука. Для
этого на небольшом расстоянии от поверхности детали ставят
неподвижный электрод и подводят к электроду и поверхности
некоторое напряжение [906]. Поскольку электростатические
силы в металлах действуют, перпендикулярно к поверхности,
в таком случае возникают преимущественно продольные вол-
ны. Такой излучатель пригоден для получения высоких звуко-
вых частот и ударных волн. Излучатель, работающий по та-
кому принципу, схематически представлен на рис. 8.5.
Рис. 8.5. Элекростатическая излу-
чающая головка:
1 — неподвижный электрод; 2 —
изолирующая фольга; 3 — звук;
4 — колеблющийся электрод
Обращением эффекта (изменение напряжения при измене-
нии расстояния между пластинами в случае постоянного заря-
да) подобные устройства могут быть применены также и для
приема звука [1518].
8.4. ЭЛЕКТРОДИНАМИЧЕСКИЕ МЕТОДЫ
Эти способы, называемые также магнитоиндукционными, осно-
ваны на так называемых силах Лоренца. Имеется в виду си-
ла F, действующая на заряд е, движущийся со скоростью tr
в магнитном поле с индукцией В [28, 580]. Для нее справедли-
во соотношение
F~evB.
Излучение при наложении магнитного поля
На электрически проводящее тело наложена катушка
(рис. 8.6), по которой течет переменный ток (i~ ). В таком!
171
случае в теле наводится вихревой ток, имеющий в небольшом
элементе объема dV плотность тока g (определяемую произве-
дением ev). Тогда на элемент объема dV действует сила F~gB.
Здесь следует учитывать направления: векторы g, В и F рас-
положены перпендикулярно друг к другу. Вектор g направлен
противоположно току катушки i ~ . Выбором направления ПО-
Рлс. 8.6. Электродинамическое воз- Рис. 6.7. Электродинамическое возбуж-
Суждение продольных волн -девне поперечных воли
стоянного магнитного поля В можно получить продольные или
поперечные волны. Если индукция В направлена параллельно
поверхности, то, согласно рис. 8.6, сила будет действовать пер-
пендикулярно к поверхности. В таком случае возникают про-
дольные волны.
Если же вектор магнитной индукции В перпендикулярен к
поверхности, то сила F будет параллельна поверхности
(рис. 8.7). В результате возникают поперечные волны.
Возбужденный звук имеет такую же частоту, как переменный
ток. При этом эффекте действует объемная сила. Ввиду конеч-
ной глубины проникновения переменного магнитного поля [28],
условие о том, что толщина возбужденного слоя должна быть
мала по сравнению с длиной звуковой волны, при ультразвуко-
вых частотах всегда выполняется (глубина проникновения здесь
понимается, как глубина в материале, на которой ток затухает
в е раз).
По этому принципу можно создать излучающие искатели,
наложив плоскую катушку на мембрану с хорошей электриче-
ской и магнитной проводимостью и соответственно ориентиро-
вав магнитное поле. Однако более важны основанные на том
же принципе прямые способы, часто называемые в литературе
искателями ЕМАТ (электромагнитные электроакустические пре-
образователи), а иногда и ЕМТ. Обзор этого вопроса дается,
в частности, в работе [492].
Принцип поясняется на рис. 8.8 и 8.9. Излучающая катушка
ставится непосредственно на изделие, которое должно быть
электропроводным. При этом предполагается, что возбуждение
наложенного магнитного поля обеспечивается постоянными маг-
172
нитами. Поскольку однако эффект довольно слаб, на практике
пытаются увеличить эту силу, подняв напряженность постоян-
ного магнитного поля. Применяют электромагниты иногда пе-
риодически включаемые 1465] и даже сверхпроводящие магни-
ты с индукцией до 11 Т (при силе 1100 Н [1585]).
Фис. 8.8. Прямое магнитное возбуж-
дение продольных волн в постоянном
-магнитном поле В параллельно по-
верхности
Рис. 8.9. Прямое магнитное возбуж-
дение поперечных волн в постоянном
магнитном поле В перпендикулярно к
поверхности
При использовании плоских спиральных катушек звуковое
давление под центром катушки минимально, так как магнитные
поля противолежащих участков проводника в этом месте взаим-
но компенсируются.
На практике наибольшее рабочее расстояние составляет око-
ло 1 мм. При увеличении расстояния до контролирующего
устройства амплитуда звукового давления уменьшается, по-
скольку ослабевают и магнитное поле катушки, возбуждающее
вихревой ток, и постоянное магнитное поле. Поскольку геоме-
трия обоих этих полей обычно различна, закон изменения маг-
нитной индукции с расстоянием у них тоже неодинаков. К тому
же и индуктивность катушки изменяется с расстоянием. Ввиду
взаимодействия всех этих трех эффектов степень снижения ам-
плитуды с увеличением расстояния очень сильно зависит от кон-
кретных условий контроля и не может быть выражена простым
законом. Соответствующие измерения проводились в работах
[331, 1003]; там рассматривается также и зависимость от ин-
тенсивности постоянного магнитного поля.
В обоих устройствах (см. рис. 8.8 и 8.9) звуковые волны излучаются
в основном перпендикулярно к поверхности. Однако характеристика направ-
ленности продольных воли на рис. 8.8 еще почти соответствует звуковому
лучу (как на рис. 4.15), а луч поперечной волны иа рис. 8.9, поскольку его
направление поляризации радиально и параллельно к поверхности, имеет
173
острую лепестковую характеристику направленности, например типа показан-
ной на рис. 4.23 с нулевой точкой на осевом направлении. Следовательно, при?
практическом поиске дефектов необходима осторожность [10571-
К.п.д. преобразования электрической энергии в акустическую*
составляет 10-3 [580] в случае статического поля с индукцией
1 Т (100 Н). Если звук принимают тем же устройством (см.
ниже), то сигналы будут по крайней мере на 50 [331] или на
100 дБ [1585] ниже получаемых при помощи пьезоэлектриче-
ских искателей.
Если возбуждать поверхность несколькими отдельными про-
водниками, то можно получить желаемый вид волн и направ-
ление их распространения, например волны в пластинах [924] г
благодаря интерференции волн, возбужденных отдельными про-
водниками.
Рис. 8.10. Магнитное воз-
буждение волн в пластинах;
/ — линейные проводники;
2 — направление распрост-
ранения: 4 — ток в провод-
нике IL; 4 — нити вихревых
токов; 5 — индукция постоян-
ного магнитного поля В©;
6 — ярмо; 7 — обмотка по-
стоянного тока; 8 — обра-
зец
При размещении проводников тока на расстоянии ‘Д длины
звуковой волны и питания их импульсами тока, взаимно сдви-
нутыми по фазе на 90°, можно получить излучение звуковых
волн только в одну сторону (рис. 8.10).
При помощи этих мероприятий можно также уменьшить ши-
174
рину полосы частот звукового спектра и подавить верхние гар-
моники [924].
Возбуждаемые виды волн, характеристикй их направленности
и чувствительность поиска электродинамических преобразовате-
лей рассмотрены в работе [1057].
Дополнительные экспериментальные исследования проводи-
лись и в других работах [314, 160, 467, 1746, 1747, 493, 1319,
710, 1068]. Теоретические расчеты характеристик направленнос-
ти имеются в работах [777 и 1172].
Излучение без приложенного магнитного поля
При отсутствии приложенного магнитного поля В в описывае-
мых устройствах на элемент объема dV все же действует не-
которая сила, так как ток катушки i~ сам по себе создает маг-
нитное поле и поэтому создает в объеме dV магнитную индук-
цию В~ .Как показано на рис. 8.11, при этом возникают про-
дольные волны.
Поскольку В в этом случае осциллирует с той же частотой,
что и ток i , сила F всегда имеет одно и то же направление,
Рнс. 8.11. Магнитное возбуждение
продольных волн без наложенно-
го магнитного поля
Рис. 8.12. Магнитная излучающая головка для
продольных воли без наложенного магнитного
поля;
1 — плоская катушка; 2 — изолирующая фольга;
3 — медная мембрана
т. е. вызывающее отталкивание катушки от материала, В этом
случае звук имеет удвоенную частоту по сравнению с током
катушки. Так как и и g увеличиваются по мере увеличения
тока i ~ , сила F растет пропорционально квадрату тока
Кроме того, сила зависит от расстояния до катушки и от про-
водимости материала.
Как показано выше, эффект обусловлен силой отталкивания
между двумя токами, текущими в противоположных направле-
ниях. Можно также заменить вихревой ток, наведенный в ма-
териале, второй катушкой, через которую течет соответствующий
ток. В этом случае передаются также и импульсы постоянного
тока (ударные волны).
Эта сила зависит только от произведения B-g. Ранее В при-
нимали возможно большим, а значение g поддерживалось
сравнительно небольшим. При рассматриваемом здесь способе
175
сила тока в катушке должна быть возможно большей, чтобы
увеличить и В, и g. С применением импульсной техники можно*
получить большие токи без перегрузки катушки. При этом боль-
шой и тяжелый магнит будет не нужен. Конструкция искателя;
соответственно упрощается (рис. 8.12).
Излучатель звука [375] состоит из неподвижно закрепленной
плоской спиральной катушки, против которой располагается
медная мембрана. Сильный импульс тока получается при разря-
де конденсатора. В качестве выключателя используется устой-
чивый в двух положениях воздушный искровой промежуток
(триггерная схема). На рис. 8.12 это показано схематически^
однако на практике такая схема может быть видоизменена для
формирования импульсов.
Вследствие скин-эффекта и увеличения индуктивного сопро-
тивления частотная характеристика способа получается равно-
мерно снижающейся с повышением частоты. С другой стороны,,
при низких частотах (около 100 кГц) при этом можно еще по-
лучить довольно значительную амплитуду. Следовательно, та-
кие искатели хорошо подходят для контроля бетона и т. п.
Такой эффект пригоден также для прямого возбуждения зву-
ка при контроле материалов. На изделие ставится катушка, »
через нее посылаются сильные импульсы тока.
При описываемом способе тоже можно добиться предпочти-
тельного излучения какой-либо частоты в одном направлении
путем соответствующего расположения проводников с током и;
сдвига фаз импульсов тока.
Прием
Для приема необходимо наложенное магнитное поле. При-
меняется такое же устройство, как при излучении. При импульс-
ном эхо-методе различные исследователи уже предлагали при-
менить одно и то же устройство и для излучения, и для при-
ема — по аналогии с использованием одного совмещенного
пьезоэлектрического искателя. Если элемент объема dV (см.
рис. 8.6 или 8.7) движется под действием силы в магнитном
поле В, то в нем течет вихревой ток плотностью g, который ин-
дуцирует в наложенной катушке некоторое напряжение. На-
правлением магнитного поля по аналогии с излучением задается
и прием продольных или поперечных волн. Индуцированное
напряжение имеет ту же частоту, что и механическое колебание.
Оно растет с возрастанием индукции магнитного поля, но в
случае полей, которые можно получить с приемлемыми затра-
тами, оно меньше создаваемого пьезоэлектрическими искате-
лями.
При прямом способе нужно выдерживать возможно меньший
воздушный зазор (менее 1 мм) между изделием и приемной
катушкой. Снижение сигнала с увеличением расстояния можно
в некоторых пределах компенсировать одновременным увеличе-
176
нием индуктивности. Для этого приемную катушку нужно эле-
ктрически настроить так, чтобы ее резонансная частота была?
выше частоты звука, когда катушка лежит на материале. Если?
катушку приподнять, то ее резонансная частота уменьшится и
приблизится к частоте звука. В результате электрический сигнал.®
увеличится и скомпенсирует снижение, обусловленное увеличе-
нием расстояния.
Для обнаружения мелких дефектен чувствительность, спо-
соба слишком мала, однако для измерения толщины стенки она
достаточна. Описано ее применение и для другого специаль-
ного случая — для измерения характеристики направленности’,
пьезоэлектрических искателей [1646, 1711, 162[; см, также раз-
дел 10.5.4 «Электродинамические зонды».
8.5. МАГНИТОСТРИКЦИОННЫЕ МЕТОДЫ
Почти все ферромагнитные материалы при внесении в магнит-
ное поле обнаруживают механическую деформацию. Это явле-
ние известно как магнитострикция [2]. Если деформация мате-
риала происходит при постоянном объеме, то это называют ли-
нейной магнитострикцией. Если же в ходе процесса изменяется,
объем, то это называется объемной магнитострикцией. На прак-
тике линейная магнитострикция бывает гораздо больше объем-
ной. Она достигает насыщения при магнитном насыщении мате-
риала. Линейная магнитострикция происходит только ниже-
температуры точки Кюри, тогда как объемная магнитострикция
наблюдается только выше этой температуры.
Излучение
При линейной магнитострикции отклонение происходит глав-1
ным образом в направлении (силовых линий) поля. Оно зави-
сит от магнитострикционных констант материала, которые в *
свою очередь являются сложными функциями температуры,.
магнитного состояния и предыстории материала.
Эффект не зависит от направления магнитного поля. Следо-
вательно, при наложении переменного поля возникает звук.,
удвоенной частоты. В случае материала с почти линейной маг-
нитострикционной характеристикой (деформация как функция-
магнитного поля) при приложении дополнительного постоянного
магнитного поля Н=>Н~ рабочая точка может сместиться на-
столько, что получится звук той же частоты.
Ввиду конечности глубины проникновения переменного маг-
нитного поля эффект ограничивается поверхностью материала.
И при этом эффекте возбуждение звука зависит; от интенсив-
ности переменного магнитного поля на поверхности, вследствие
чего нужно обеспечить тесную связь (контакт) между источ-
ником магнитного поля и поверхностью.
Магнитострикционные излучающие головки уже нашли при-
менение на практике для возбуждения звука большой, мощности:
177
йитострикционные излучатели
•Рнс. 8.13. Магнитострикционный излуча-
тель;
J — обмотка; 2 — направление излучения
-на низких частотах (около 100 кГц). Для возбуждения звука
магнитострикционное тело должно быть намагничено в направ-
лении колебаний. Как и пьезоэлектрические излучатели, маг-
тоже работают в условиях их
механического резонанса (соб-
ственной частоты), чтобы уси-
лить эффект. Поскольку при ча-
стоте 200 кГц излучатель имеет
длину в направлении своих
колебаний всего около 1 см,
на практике нужно намагни-
чивать диск в направлении
его толщины. Чтобы потери
на высоких частотах были бы
возможно меньшими, излуча-
тели, как и сердечники транс-
форматоров, набирают из ли-
стов, в которых вырубают от-
верстия для размещения обмоток (рис. 8.13).
В случае ферромагнитного материала магнитострикционный
эффект пригоден и для прямых методов. К п-Д- электроакусти-
ческого преобразования зависит от показателей магнитострик-
ции. И, наоборот, по величине к.п.д., т. е. по амплитуде сигнала,
можно судить о показателях магнитострикции. Наложением по-
стоянного магнитного поля можно получить соответствующую
рабочую точку на магнитострикционной кривой (характеристи-
ке). Если амплитуду сигнала измерять в виде функции постоян-
ного магнитного поля, то отсюда можно получить дифференци-
рованную магнитострикционную кривую соответствующего
материала. Эти кривые могут существенно различаться в за-
висимости от материала. Поэтому определенная форма кривой
характерна для материала определенного химического состава,
подвергнутого определенной предварительной обработке. Поэто-
му способ непригоден ни для выявления дефектов, ни для из-
мерения толщины, а может быть использован только для рас-
познавания материала [754].
На зависимость звуковой амплитуды от расстояния между
излучающей катушкой и поверхностью образца распространя-
ется сказанное в разделе 8.4. Без наложения постоянного поля
амплитуда звука в результате ограничивающего действия мо-
жет поддерживаться независимой от расстояния до катушки до
тех пор, пока переменное поле остается более интенсивным,
чем требуется для магнитного насыщения материала. Предпоч-
тительное излучение в одном направлении может быть достиг-
нуто точно так же, как и в случае магнитоиндуционных способов,
соответствующим расположением и питанием рамок катушек.
Катушки могут иметь любую форму и поэтому могут фокуси-
рование излучать, например, также и волны в пластинах
178
(рис. 8.14). Не представляет сложности и возбуждение волю
в прутках (рис. 8.15).
Рис. 8.14. Фокусированное излучение воля
в пластинах
Рнс. 8.15. Магнитострикционный контроль,
прутковой стали и стальной катанки:
1—импульс тока; 2 — катушка; 3 — им-
пульс волн в прутках
Прием на основе магнитоупругого эффекта
На магнитострикционном материале можно принимать зву-
ковые волны благодаря действию эффекта м.агнитоупругости, за-
ключающегося в том, что упругие напряжения (звук) влияют
на магнитные свойства. Поэтому в присутствии магнитного поля
напряжения изменяют плотность магнитного потока. Это изме-
нение плотности магнитного потока индуцирует в катушке, на-
ходящейся на поверхности материала, некоторое напряжение.
Следовательно, для приема необходимо предварительное на-
магничивание материала внешним полем. Здесь рабочая точка
тоже должна располагаться в самом благоприятном месте
магнитострикционной характеристики (на самом крутом участ-
ке) . Эффект ограничивается скин-эффектом на поверхности.
Направление магнитного поля должно совпадать с направле-
нием упругих напряжений, вызванных звуком.
Создание магнитострикционных приемных головок теорети-
чески вполне возможно после разработки материала, пригодно-
го для мегагерцевых частот (феррита), однако практических,
исполнений пока не было известно. Прямой способ уже при-
меняется (прибор «Ферротрон», раздел 25.1).
Прием при помощи модулированного рассеянного потока
Если на поверхности ферромагнитного материала имеется:
трещина, то на ней возникает рассеянный магнитный поток,
если тело намагничено перпендикулярно к трещине. Это озна-
чает, что силовые линии на поверхности обрываются у трещины.
Если прозвучивать тело, так чтобы звук попал в окрестности
трещины, то рассеянный поток будет модулироваться магнито-
упругим эффектом в такт с частотой ультразвука. Этот моду-
лированный рассеянный поток может быть снят (измерен) ин-
дукционной катушкой [755].
Сочетание нескольких прямых магнитострикционных спосо-
бов может быть использовано для контроля на наличие де-
179-
«фектовъ прутках и проволоке (см. главу 25). При этом объеди-
няются спирально движущиеся по окружности поверхностные
жолны и волны в прутках, и прием происходит как благодаря
эффекту магнитоупругости, так и благодаря модулированному
(рассеянному потоку.
Прямые магнитострикционные методы на большинстве ма-
гтериалов дают более значительный сигнал, чем магнитоиндук-
зтивные методы.
8.6. ОПТИЧЕСКИЕ МЕТОДЫ
Здесь описывается действие звука на световые волны. Сле-
довательно, такие способы пригодны только для приема. Раз-
работаны способы, позволяющие оценить пространственное
распределение звукового поля и сделать его видимым. Они об-
суждаются в главе 13. Для дальнейшей обработки на ЭВМ все
действия звука должны быть преобразованы в амплитудную
модуляцию света. При этом на фотоэлементе получается элек-
трический сигнал.
Прием
/Для начала рассматриваются способы, при которых свет под
^влиянием звука отклоняется от своего первоначального направ-
ления. Если весь световой пучок определенного направления
падает на фотоэлемент
Рис. 8.16. Амплитудная модуля*
ция при отклонении света:
1 — пучок света; 2 —электриче-
ский сигнал; 3 — диафрагма;
4 — фотоэлемент
с ограниченной площадью приема (слу-
чай а, рис. 8.16), то при отклонении
луча фотоэлемент получит меньше
света (случай б). Эффективная пло-
щадь приема может быть ограничена
диафрагмой по ходу луча или кром-
кой фотоэлемента.
Таким путем возникают колебания
яркости, которые создают на фотоэле-
менте соответствующий электрический
сигнал. Отклонение может быть осу-
ществлено различными способами. Если оно происходит на по-
верхности изделия, то оно может быть использовано для осуще-
ствления прямых способов. В начале описания обсуждается
именно эта возможность.
В случае оптически зеркальных поверхностей отраженные
лучи света при движении поверхности смещаются параллельно
самим себе или опрокидываются. Этот эффект используется для
приема волн Рэлея [55]. На шероховатых поверхностях при
освещении светом лазера возникает направленное излучение с
нерегулярно распределенными светлыми пятнами — так назы-
ваемая «зернистость». При движении поверхности эти светлые
пятна отклоняются звуковыми волнами, что делает возможным
~ оптический прием.
.180
Внутри прозрачных тел свет отклоняется в результате того,
что коэффициент преломления изменяется в зависимости от
давления (эффект Дебая —Сирса [2]). Таким образом, звуко-
вая волна создает область, в которой коэффициент преломле-
ния отличается от его значения в окружающем ее участке.
Для обнаружения мест с отклоняющимся коэффициентом пре-
ломления используют шлиреноптические методы (щелевую оп-
тику). Основной ход лучей схематически показан на рис. 8.17
Рис. 8.17. Ход лучей при шли-
рен-оптическои методе:
Li — источник света; L2 —
линзы; S — шлир (щель); В1 —
диафрагма; F — фотоэлемент
(2, 1638]. Точечный источник света Li отображается линзой Li
на щелевую диафрагму В1. Если это отображение не встречает
помех, то весь свет, проходящий от Li через линзу Li собирается
на диафрагме В1; следовательно, на фотоэлемент F никакого
света не попадает. Если между Li и В1 имеется область с изме-
ненным коэффициентом преломления (щель, оптическая свиль,
шлир), то на границах этой области свет отклоняется от сво-
его первоначального направления в результате преломления.
Световые лучи проходят мимо диафрагмы В1 и собираются
линзой La на фотоэлементе F. При этом яркость на F будет
пропорциональна звуковому давлению.
Если, например, в тело входит идеальная ударная волна,
то вместе с ее фронтом через среду проходит и соответствующая
область с измененным преломлением света, и на устройстве ще-
левой оптики обнаруживается просветление. Если в среду вхо-
дит звуковая волна с большим числом колебаний, то возникает
пространственная структура с изменяющимся коэффициентом
преломления. Если звуковое поле имеет лишь малую протяжен-
ность в направлении лучей света (рис. 8.18), то звуковая волна
действует как настоящая фазовая решетка, постоянная которой
определяется длиной звуковой волны. Упомянутая пространст-
венная структура влияет на фазу световой волны, и на элемен-
тах решетки (в точках экстремального значения давлений и
коэффициента преломления) рассеянный свет усиливается по
принципу Гюйгенса в определенных направлениях («порядки
дифракции»), а в промежутках между ними свет не отклоня-
ется [307, 935]. Следовательно, свет отклоняется (подвергается
дифракции) как на обычной (амплитудной) решетке, как по-
казано на рис. 8.18. В этом случае говорят о дифракции Рама-
на — Ната.
181
Для направлений порядков дифракции справедлива форму-
ла [2, 307].
sina = nX/2A,
где л=1, 2, 3...— номер порядка, к — длина волны света..
Рис. 8.18. Дифракция света на звуковой волне:
<Хп — угол отклонения; Д — длина волиы звука;
1 — отклоняющий элемент; 2 — диафрагма; 3 — линза; 4 — фотоэлемент; 5— звуковая,
волна; 6 — свет; 7 и 8 — дифракционные максимумы первого и второго порядков
Звуковое давление влияет на контрастность решетки и тем
самым на интенсивность порядков дифракции. Свет при этом
падает перпендикулярно к решетке (перпендикулярно к направ-
лению распространения звука).
Использование этого эффекта для приемных головок дает
некоторые преимущества. Конструкция выполняется по прин-
ципу, показанному на рис. 8.18. Звук вводится в отклоняющий
элемент. Этот элемент заполнен соответствующей средой, на-
пример ксилолом. Освещенность фотоэлемента увеличивается в
зависимости от звукового давления и яркости источника света.
При использовании интенсивного источника света на фотоэле-
менте получают электрический сигнал большой амплитуды.
При современном уровне техники идеальным источником света
для таких целей являются лазеры, благодаря высокой интенсив-
ности их света и фокусировке. При этом достигаются гораздо
большие амплитуды, чем при пьезоэлектрических искателях.
Преимуществом такой головки является ее нечувствитель-
ность к электрическим помехам. Кроме того, звуковое поле не
искажается от измерений. Можно, например, измерять излучаю-
щей головкой К звуковую амплитуду, посланную на изделие Р,
как показано на рис. 8.19, не нарушая дальнейшего хода зву-
кового луча.
При соответствующем выборе размеров оптического устрой-
ства на электрическом выходе такого звукового приемника
можно получить либо переменное напряжение с частотой звука,
либо верхние гармоники, либо сигнал постоянного тока. Диаметр-
светового луча обычно имеет такой же порядок, как длина
182
волны звука [761]. Наряду с этим применяется шлирен-оптика,
чтобы сделать звуковое поле видимым [2, 602].
Другой случай дифракции света в ультразвуковом поле на-
блюдается тогда, когда освещенная «решетка» — звуковая вол-
на — имеет достаточную протяженность как в направлении све-
Рис. 8.20. Дифракция света по Брэггу на
ультразвуковом поле:
1 — отклоняющий элемент; 2 — звуковая
волна; 3 — падающий свет; 4 — отклонен-
ный луч света
Рис. 8.19. Оптическое измерение
звуковой амплитуды, посылаемой
излучающей головкой:
К — искатель; 2 — отклоняющий
элемент: Р — образец; В1 — диа-
фрагма; F — фотоэлемент
тового луча, так и перпендикулярно к цему, т. е. ее размеры
велики по сравнению с длиной волны звука. Количественные
данные по этим вопросам имеются в работах [797, 637]. Этот
случай соответствует отражению Брэгга рентгеновских лучей
на кристаллической решетке и описывается соответствующими
уравнениями. Такая дифракция Брэгга применяется для аку-
стического отображения образцов (см. главу 13). Сущность
явления заключается в том, что на фронтах звуковой волны
происходит своего рода отражение световых лучей (рис. 8.20).
Свет падает на фронты звуковой волны под углом ап и от-
клоняется в направление, определяемое [44] по формуле
sin ап = нХ/2Л,
где X — длина волны света, Л — длина волны звука, п — по-
рядок дифракции.
При этом преобладающая часть света подвергается дифрак-
ции по первому порядку (п=1), и поскольку угол падения ра-
вен углу дифракции, здесь говорят также об «отражении Брэг-
га»: свет распространяется так, как если бы он отражался от
плоского волнового фронта как от плоского зеркала.
Амплитудная модуляция света возможна также на основе
эффекта фотоупругости. Многие прозрачные тела под влиянием
механических напряжений приобретают двойное преломление (в
них получается различный коэффициент преломления для све-
та, колеблющегося параллельно или перпендикулярно к на-
правлению давления [2, 13]). Благодаря этому плоскость коле-
баний соответствующим образом падающего линейно поляри-
зованного света вращается в зависимости от звукового давле-
183
ния. Преобразование в амплитудную модуляцию выполняется!
поляризационным фильтром, так что пропускается только одно>
направление колебаний света (санализатор»).
Для практического применения этого эффекта тело освеща-
ют линейно поляризованным светом (рис. 8.21). За телом ста-
1Z 3 «
' . ГЖ] L ХС” Рис. 8.21. Приемная головка, основанная
7 = | |г С> на эффекте фотоупругости:
, . \U 7 — поляризованный свет; 2 — звуковая.;
волна; 3— поляризационный фильтр; 4 —
фотоэлемент; 5 — образец (деталь)
вят анализатор с таким расчетом, чтобы направление его про-
пускания было перпендикулярно направлению колебания света.
В ненапряженном состоянии свет не пропускается. Однако зву-
ковая волна вызывает напряжения, которые вращают направле-
ние колебаний (плоскость поляризации) света. В результате-
анализатор пропускает свет, и можно наблюдать просветление-
поля зрения в зависимости от звука. По этому принципу может
быть построена приемная головка, схема которой представлена
на рис. 8.21.
Звук входит в тело, вызывая в нем сильный эффект фото-
упругости (в некоторых видах пластмасс и стекол). Свойства
таких головок аналогичны показанным на рис. 8.19.
Но большее значение этот эффект имеет для модельных,
испытаний распространения звуковых волн в деталях сложной,
формы и в общем случае в способах с получением изображения
([598], глава 13).
Поскольку двойное преломление в присутствии напряжений
зависит от взаимного положения направлений механического-
напряжения и колебаний поляризованного света, по вращению
направления колебаний света можно различать продольные и
поперечные волны [605].
В заключение рассматриваются способы, при которых для
измерений используется отклонение поверхности образца, обу-
словленное звуком. Звуковой сигнал при этом снимается тоже
с поверхности образца. Для этой цели поверхность образца
нужно освещать лазером. При движении поверхности отражен-
ный рассеянный свет вследствие эффекта Допплера подвергает-
ся частотной модуляции. Обратная модуляция происходит на:
входе в оптический фильтр. Применяются фильтры с очень боль-
шой крутизной фронта, например такой, какая получается в ли-
ниях поглощения паров йода, причем насыщением поглощения::
в ячейках йода повышают крутизну фронта и тем самым чув-
ствительность. Тем не менее достижимая чувствительность в-.
большинстве случаев недостаточна для практических целей..
Способ оптического наложения, например применяемый в интер-
ферометрах, имеет чувствительность на несколько порядков бо-
лее высокую.
184
Принцип этого метода заключается в том, что свет, прибли-
жающийся к образцу, накладывается на свет, возвращающийся
от образца. Как уже отмечалось, оба эти световых луча разли-
чаются тем, что отраженный рассеянный свет является частотно-
модулированным. При способе наложения на выходе интерфе-
рометра получают разность частот между обоими лучами света
в виде электрического сигнала на фотоэлементе. На рис. 8.22
показан интерферометр Майкельсона. Поверхность образца
освещается лазером через оптический делитель луча. На этом
делителе часть лазерного луча отщепляется и зеркалом для
сравнения отражается на фотоэлемент. Одновременно здесь же
отражается на фотоэлемент и свет, приходящий от образца, и
накладывается на первоначальный луч лазера. При этом раз-
ность частот вызывает модуляцию освещенности на фотоэле-
менте и может быть снята как электрический сигнал [761].
Для возможности наложения волновые фронты обоих лу-
чей обязательно должны иметь одинаковую форму по всему
поперечному сечению.
Это условие не выполняется, если поверхность образца рас-
положена под углом к лучу или имеет шероховатость. Поэтому
в способе по рис. 8.22 предполагается точно ориентированная и
зеркальная поверхность образца, что на практике однако встре-
чается редко. Если диаметр светового пятна на поверхности
•образца при фокусировке линзой сделать очень малым, то не-
большая шероховатость поверхности будет допустимой (случай
б, рнс. 8.22). Однако и этот способ в условиях обычной прак-
тики контроля оказывается неэффективным.
Рис. 8.22. Ход лучей в ин-
терферометре Майкельсона:
а — зеркальный образец; б —
шероховатый образец; 7 —
фотоэлемент; 2 — лазер; 3 —
зеркало для сравнения; 4 —
.делитель луча
По этой причине для приема ультразвука разработали интер-
•ферометр, у которого положение образца и шероховатость его
поверхности никакого значения не имеют. Это достигается тем,
что световые волны, идущие от образца, сравниваются сами с
собой (рис. 8.23). В результате накладываемые волновые фрон-
ты будут автоматически иметь одинаковую форму. Под дей-
ствием ультразвуковых импульсов, падающих на поверхность,
эти световые волны кратковременно изменяются, и тогда на вы-
ходе интерферометра получается сигнал, если наложить друг
185
на друга два фронта световой волны, следующих с небольшим
промежутком между собой.
Однако наложение означает, что волновые фронты должны
прийти в место наложения одновременно. Для достижения этого
Рис. 8.23. Ход лучей в интерферометре^
основанном на времени прохождения:
/ — фотоэлемент; 2 — лазер; 3 — образец;
4 — зеркало; 5 — делитель луча; а и б —
длинный и короткий пути
разработали интерферометр, основанный на времени прохожде-
ния, который обеспечивает разность во времени прохождения
света по короткому и длинному путям, так что на выходе из
интерферометра волны встречаются одновременно. На рис. 8.23
показана схема такого интерферометра. Образец освещают ла-
зером. Отраженный рассеянный свет проходит отчасти длин-
ный путь а и отчасти короткий путь Ь. Обе эти части на выходе
накладываются одна на другую. Там на фотоэлементе возникает
электрический ультразвуковой сигнал.
Интерферометр, основанный на разности во времени про-
хождения, по своему принципу имеет характеристику фильтра
верхних частот. Нижняя предельная частота определяется раз-
ностью во времени прохождения. Чем большей выбрана эта раз-
ность, тем ниже получается нижняя граница частот. Для при-
ема звука в области частот 1—30 МГц используется разность,
по времени прохода около 25 мс. Частоты ниже 100 кГц уже
не проходят (отсекаются). Благодаря этому такой метод не-
чувствителен к движениям образца. Об исследованиях по ана-
логичному принципу сообщалось в работе [739]. Комплект ла-
зерной системы контроля, таким образом, состоит из излучаю-
щего лазера, освещающего лазера и интерферометра (рис. 8.24).
Излучающий лазер посылает световой импульс высокой мощ-
ности продолжительностью около 20 нс. На поверхности образ-
ца этот импульс преобразуется в ультразвуковой импульс такой
же длительности в диапазоне частот от 1 до 30 МГц. Частоту
световых импульсов можно выбирать в широком диапазоне.
Освещающий лазер работает квазинепрерывно (длинный им-
пульс во время всего прохождения звукового импульса, непре-
рывное излучение) и освещает то место, где должен быть принят
звук. Отраженный и рассеянный и модулированный эхом зву-
ковой волны свет анализируется интерферометром и преобра-
зуется в сигналы на экране как в импульсном эхо-методе с
пьезоэлектрическими излучающим и приемным искателем (гла-
ва 10). Разрешающая способность, т. е. расстояние между много-
186
кратными отражениями, например от тонких листов, весьма
высока, поскольку ударные импульсы очень коротки. На
рис. 8.25 показана высокая разрешающая способность, достига-
емая с помощью таких ударных волн.
Расстояние от испытательного устройства до образца может
Рис. 8.24. Устройство для ультразвуково-
го контроля на основе лазера:
1—освещающий лазер; 2— излучающий
лазер; 3 — интерферометр; 4 — образец;
5 — обработка сигнала
Рис. 8.25. Изображение на экране (по
разделу 10.1) от листа толщиной 1,2 мм
при работе по лазерному методу
составлять около 10 м. Если же для передачи светового сиг-
нала применяются световоды со стеклянными нитями, то гро-
моздкую аппаратуру можно установить на гораздо большем
расстоянии. Поблизости от поверхности образца в таком слу-
чае достаточно разместить только механическое сканирующее
(направляющее) устройство.
Упомянутые преимущества метода — бесконтактный контроль
поверхности при низких требованиях к ее качеству и высокая
разрешающая способность — открывают новые возможности
применения. В качестве примера универсальности можно на-
звать метод контроля на поверхностные трещины, показанный
на рис. 8.26, который пригоден и для раскаленных деталей.
Рис. 8.26. Контроль горячих сля-
бов на поверхностные трещины:
1 — высокие звуковые частоты;
2 — низкие звуковые частоты; <3 —
посылаемый импульс; 4— трещина;
5—лазерная приемная система
Благодаря полосчатому освещению обоими лазерами исполь-
зуются преимущественно поверхностные волны, которые чув-
ствительны к прерыванию их распространения на трещинах
(раздел 17.4).
187
Часть Б
... МЕТОДЫ И ПРИБОРЫ
ДЛЯ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ МАТЕРИАЛОВ
9. ОБЗОР И ИСТОРИЯ РАЗВИТИЯ
9.1. ОБЗОРНАЯ ТАБЛИЦА
В таблице обобщены все способы ультразвукового контроля'
материалов. Они разграничиваются между собой по трем кри-
териям, а именно по первичной физической измеряемой величи-
ОБЗОР СПОСОБОВ УЛЬТРАЗВУКОВОГО КОНТРОЛ я
Методы Первичная физическая измеряемая величина Вид излучения звука
а дплитуда ЗВУКОВОГО давления фаза время про- хождения непрерывные звуковые волны (дли- тельный звук) звуковые импульсы
Импульсный эхо-метод .
Временные методы
1. Импульсный временной
метод.................
2. Резонансный метод
(временной метод с не-
прерывными звуковым.1
волнами)..............
3. Фазовый метод (вре-
менной метод с непре-
рывными звуковыми вол-
нами) ................
Теневой метод (метод
прозвучивания, метод
контроля интенсивности)
Акустическая голография
Визуализации (методы
получения изображения)
Акустическая эмиссия
Метод частотной моду-
ляции ................
не, по виду излучения звука (непрерывное или импульсное излу-
чение) и по действию несплошности материала (или гранич-
ной поверхности). Способы представлены в таблице пока лишь-
кратко; ниже они описываются более или менее подробно в-
соответствии с их практическим значением.
В начале рассматривается важнейший метод ультразвуково-
го контроля. Несплошность материала (дефект) при этом об-
наруживается ультразвуковым импульсом, посланным излуча-
телем и возвращенным от несплошности (отраженным) к.
188
Действие иесплошности
(или граничной поверхности)
I как излу-
чатель
звука
как экран
(теневой
метод)
как
отражатель
(эхо-метод)
приемнику т. е. благодаря ее действию как отражателя. Такой’
способ называется эхо-импульсным. Первичной измеряемой ве-
личиной при этом методе является амплитуда звукового давле-
ния и время прохождения импульса (глава 10).
Если первичной измеряемой величиной является только вре-
мя прохождения или частота (единица, деленная на время), а
амплитуда звукового давления используется лишь как порого-
вое значение (превышение некоторого минимального значения),
то такие способы называются основанными на разности во вре-
мени прохождения (временной задержке) или временными ме-
тодами. Если используются импульсы, то такие методы называ-
ются временными в узком смысле этого слова (глава 11). При
применении непрерывных звуковых волн возможны либо резо-
нансный (раздел 11.3.1), либо-'
фазовые методы (раздел 11.4).
При временных методах (осно-
ванных на времени прохожде-
ния) иесплошности материала»
или границы раздела тоже дей-
ствуют как отражатели.
При экранирующих или тене-
вых методах (глава 12), извест-
ных по рентгеновской диагности-
ке, несплошность материала об-
наруживается по ее действию как;
экранирующего препятствия для
распространения звука от излу-
чателя к приемнику. Такие мето-
ды называют также прозвучива-
• нием. При этом первичной изме-
ряемой величиной является ам-
плитуда звукового давления, ре-
гистрируемая приемником. При
теневом методе можно работать,
и с непрерывными звуковыми!
волнами, н с импульсами. Он.
возник исторически как первый;
метод ультразвукового контроля
(непрерывными волнами) по- ана-
логии с рентгеновским просвечиванием (просвечивание—прозву-
чивание). Поэтому применяется и историческое название —
метод контроля интенсивности, так как при просвечивании рент-
геновскими или гамма-лучами почернение используемой пленки
пропорционально интенсивности излучения. При ультразвуко-
вом теневом методе первичной измеряемой величиной является»
амплитуда звукового давления, пропорциональная квадратному
корню из интенсивности, если применяют,, как почти во всех,
случаях, пьезоэлектрические приемники..
X
X
X
X
X
X
X
X
X
18»
Если в дополнение к амплитуде в качестве первичной из-
меряемой величины учитывается также и фаза звукового дав-
ления, то получается .метод, обобщенно называемый акустиче-
ской голографией (раздел 13.14)—по аналогии с оптической
голографией. При этих способах можно применять и непрерыв-
ные звуковые волны, и импульсы. Несплошность материала при
этих методах может выявляться и изображаться, во-первых,
своим затеняющим действием (как при теневом методе), и во-
'вторых, по излучаемой ею (отраженной) волне, т. е. по ее эху.
В принципе все .перечисленные здесь методы могут сопровож-
даться и получением изображения (как методы визуализации,
глава 13), если переработать первичную измеряемую величину
соответствующим образом в наглядное изображение. Сюда от-
носятся и еще многие методы визуализации, при которых пьезо-
электрический эффект играет другую роль, чем в методах, на-
званных ранее (например, камера Соколова), или вообще не
играет роли .(кроме как для возбуждения звука), например, как
® шлирен-методах.
Особое место занимает анализ акустической эмиссии (глава
14). Первичными измеряемыми величинами являются амплиту-
ды и времена прохождения звуковых импульсов, испускаемых
изменяющимися несплошностями. Следовательно, несплошности
материала действуют при этом методе как излучатели звука.
.Акустическая эмиссия является единственным пассивным из всех
перечисленных здесь методов.
При методе частотной модуляции (раздел 10.7) несплош-
ность, как и при импульсном эхо-методе, действует как отра-
жатель, а первичными измеряемыми величинами являются ам-
плитуда и время прохождения. Однако в отличие от импульсно-
го эхо-метода, здесь используются непрерывные звуковые вол-
ны, частота которых периодически изменяется.
9.2. ИСТОРИЯ РАЗВИТИЯ
1929 г. можно рассматривать как год рождения ультразвукового
контроля материалов. В этом году С. Я. Соколов первым пред-
ложил теневой метод с непрерывными звуковыми волнами для
-выявления дефектов материала [1441], см. рис. 12.2. Мюльхой-
зер [1071] в 1931 г. получил первый патент на прибор для
ультразвукового контроля теневым методом. Дальнейшее раз-
витие и применение теневого метода связано с именами, напри-
мер, Крузе .[862, 863], Мейера и Бока [1026], Черлиньского
[283, 284], Гётца [543] и Д. С. Шрайбера [1411]. Все эти ис-
следователи использовали только лабораторные устройства.
Ультразвуковыми преобразователями служили пьезоэлектриче-
ские кварцевые пластины. Высокочастотные генераторы для по-
лучения напряжений! (на кварце) до нескольких сотен вольт име-
ли в некоторых случаях механические устройства для часТОТ-
490
ной модуляции (вращающиеся конденсаторы), а в некоторых:
случаях электронные (например, с модуляцией шума [283]) „
чтобы избежать возникновения стоячих волн. Высокочастотные
усилители, выпрямители и индикаторные (стрелочные) приборы
соответствовали тогдашнему уровню высокочастотной техники,
и не имели никаких специальных особенностей. Чтобы избежать,
прямой передачи высокой частоты от излучателя к усилителю,
оба они выполнялись раздельными и хорошо экранированными.
При первых практических попытках контроля котельных ли-
стов на расслоения теневым методом фирмы «АЭГ» и «Борзиг>
(Берлин) в первые военные годы тоже использовали лаборатор-
ные измерительные устройства.
Серийные приборы для теневого метода контроля были соз-
даны лишь после войны, в частности фирмами «АСЕС» (Шар-
леруа, Бельгия) и «Д-р Лефельд унд Ко.» (Хепперхайм, ФРГ).
В 1930-е годы были сделаны также первые попытки создания
устройств для преобразования ультразвука в видимое изобра-
жение, т. е. приборов, преобразующих распределение звукового
давления в видимые изображения. Первым таким прибором.
(1937 г.) был элемент Польмана [1202, 1203] —см. раздел 13.9.
Один из приборов, оснащенный таким элементом, еще до
1945 г. применялся для серийных исследований, например в
очень крупном исполнении с диаметром поля зрения 500 мм.
Впрочем, этот прибор не получил дальнейшего применения на
практике. Принцип элемента Польмана в настоящее время снова
разрабатывается (Огура с соавторами, 1968 г. [1138], Каннин-
гем и Квейт, 1972 г. [280]); во второй работе создавался ультра-
звуковой микроскоп, работающий по теневому методу (частота
около 1000 МГц). С. Я. Соколов предложил идею так называ-
емого рельефного метода (1935 г., раздел 13.1 [1442]). Звуко-
вые волны в жидкости, возмущенные предметом контроля, от-
клоняются к поверхности и вызывают там рябь или завихрения.
Это изображение при правильном освещении может быть уви-
дено простым глазом. Такой метод был доведен до стадии про-
мышленного применения при частотах 50—100 МГц — ультра-
звуковая микроскопия; известно также фирменное название
SLAM — сканирующий лазерный акустический микроскоп, со-
номикроскоп (фирма «Соноскан», США).
С. Я. Соколов в 1937 г. также предложил [1444, 1445] элек-
тронное ощупывание распределения звукового давления и, сле-
довательно, электрического заряда на пьезоэлектрическом пре-
образователе с представлением изображения на экране (камера
Соколова, раздел 13.10).
Одним из предложений С. Я. Соколова (1941 г.) по устра-
нению недостатков теневого метода с непрерывными звуковы-
ми волнами был метод частотной модуляции [1445] — раз-
дел 10.7. Вскоре этот метод был вытеснен эхо-импульсным ме-
тодом и теперь не имеет практического значения.
191
Д,ля полноты изложения следует еще упомянуть предложен-
ный в 1952 г. Хатфильдом фазовый метод для измерения тол-
щин или скрростей звука {622]. Здесь применяются непрерыв-
ные звуковые волны. Для измерения времени прохождения
•сопоставляются фазы выходящей и отраженной волн (эха).
Возможности акустической эмиссии как потенциального не-
;разрушающего способа контроля впервые показал Кайзер [744],
исследовав его на некоторых материалах. Первые попытки ко-
личественно оценить эмиссию звука предприняли Мейсон, Мак-
'Скими и Шокли [994]. С тех пор в этой области было прове-
дено много работ. Однако до сих пор этот способ еще не явля-
ется промышленно применяемым методом неразрушающего кон-
троля материалов. Более новый обзор (1981 г.) прежней истории
развития опубликовал Лорд [932].
Непрерывные звуковые волны при поиске дефектов материа-
-ла в 1940-е гг. были вытеснены ультразвуковыми импульсами,
но для измерения толщины стенок они по-прежнему использу-
мотся при резонансном методе (раздел 11.3.1). Этот метод осно-
вывается на зависимости резонансной частоты (собственной
частоты) колебаний пластины от ее толщины. На основе па-
тента Эрвина и Рассвайлера [418] от 1944 г., фирма «Джене-
•рал моторз» в 1947 г. построила первый резонансный толщино-
мер («Sonigage»'—звуковой калибр). Большее распространение
получил прибор «Vidigage» (визуальный калибр) фирмы «Брен-
сон инструменте инк».
Успехи импульсной техники привели к тому, что и при из-
мерении толщины стенок резонансные приборы были вытесне-
ны импульсными, поскольку очевидно, что по времени прохож-
дения ультразвукового импульса, измеренного эхо-импульсным
прибором, при известной скорости звука можно определить его
путь (например, толщину стенки).
Основа для наиболее важных в настоящее время методов
ультразвукового контроля была заложена уже в годы Первой
мировой войны. В то время Ланжевен разработал эхо-импуль-
сный способ для обнаружения местонахождения подводных ло-
док. Позднее этот способ приобрел большое значение как эхо-
лот для измерения глубины моря. Для ультразвукового
контроля материалов вначале он не был пригоден, но стал
применяться только после разработки электроники для радар-
ной техники (импульсного эхо-метода с электромагнитными вол-
нами в воздухе) в 1935—1938 гг. (см., например, [558]).
Файерстон [451, 454, 456] в 1940 г. первым предложил ис-
пользовать эхо-импульсный метод для ультразвукового контро-
ля материалов. Перед теневым методом (прозвучиванием) он
имеет существенные преимущества: его чувствительность значи-
тельно выше. Даже мелкие дефекты материала, которые при
теневом методе вызывают слишком малые изменения приемного
сигнала, могут создавать (отражать) заметное ультразвуковое
192
эхо. Время прохождения эхо-импульса позволяет определять
местонахождение отражателя (дефекта), что при теневом ме-
тоде, очевидно, невозможно. Кроме того, при эхо-импульсном
методе необходимо иметь доступ лишь к одной стороне кон-
тролируемого образца. Другим недостатком исторического те-
невого метода с непрерывными звуковыми волнами является
возникновение стоячих волн в контролируемом предмете, чего
можно избежать применением достаточно коротких ультразву-
ковых импульсов.
Впрочем, впервые ультразвуковые импульсы применил Хидеман с соавто-
рами [655] для определения скорости звука в твердых телах по его времени
прохождения (раздел 11.3.2).
С. Я- Соколов не был первым, как утверждается в ряде работ, открыва-
телем импульсного эхо-метода. Он предложил известный теневой метод
(рис. 12.1) для тел в форме пластинки с использованием эха (отражения)
от задней стенки и даже использовал при этом импульсы для разделения
многократно отраженных волн. Однако отражение (эхо) от дефекта он не
принимал, регистрировалось только ослабленное эхо от задней стенки, как
показано на рис. 12.2 [1444].
Независимо от Файерстона в США Спроуль в Англии ис-
пользовал в 1942 г. импульсный эхо-метод для ультразвукового
контроля материалов [558, 313]. Крузе в Германии тоже разра-
ботал эхо-импульсный метод для контроля материалов [558].
Первые эхо-импульсные приборы, основанные на работах
Файерстона и Спроуля, были выпущены почти одновременно
в 1943 г. Фирмами «Сперри продакте инк.» (Депбери, США) и
«Кельвин энд Хыоз лтд.» (Лондон). С развитием высокочастот-
ной техники и приборы, предлагаемые многими другими изго-
товителями, значительно уменьшились по размерам и массе по
сравнению с первоначальными при одновременном повышении
их эффективности, в частности чувствительности и разрешаю-
щей способности. Для размещения электроники теперь требу-
ется уже очень мало места благодаря применению транзисто-
ров и печатных схем, а также интегральных схем. Размер при-
бора теперь определяется в основном размером кинескопа и
питанием электроэнергией от аккумуляторных батарей или от
блока, работающего от сети.
В первых приборах применялись пьезоэлектрические искате-
ли с кварцем и прямым акустическим контактом. При этом был
достигнут явный успех в случае крупных поковок, например
роторов электрогенераторов. Здесь применяли исключительно
продольные волны с нормальным (перпендикулярным) прозву-
чиванием. Поперечные волны хотя и были известны, но к ним
относились с предубеждением ввиду трудности обозрения пу-
тей их прохождения и преобразования мод. Поэтому практиче-
ское применение после крупных поковок ограничивалось вначале
железнодорожными осями и листами. Только в начале 1950-х гг.
преобразователи продольных волн были выполнены с пластмас-
совыми клиньями, и получились искатели нового типа (Картин
7. И
195
[210]) j возбуждавшие в стали поперечные волны под опре-
деленными углами. Это открыло широкие области применения
для контроля труб, сварных швов и многих других изделий.
Напротив, направленные виды волн до настоящего времени
применяются лишь в незначительном объеме. Чувствительность
была значительно повышена при применении других пьезоэле-
ментов взамен кварца, который в настоящее время практически
уже не используется.
Старая техника контроля, т. е. перемещение искателя вруч-
ную и считывание результата с экрана в виде зигзагообразной
кривой (изображение А), и до сих пор находит преобладающее
применение при решении многих задач контроля. Впрочем, во
многих случаях ручной контроль механизирован, и субъективное
измерение по экрану заменено электронными; оценивающими
устройствами.
Старая цель — получить изображение образца и его дефек-
тов — постоянно преследуется и при эхо-импульсном способе,,
однако без большого успеха. Изображения поперечного сече-
ния и вида сверху могут быть получены при простой механиза-
ции перемещения искателя в форме так называемых изображе-
ний— разверток типа В и С на экране. Более сложные способы,,
отчасти нашедшие применение, например в медицине, подробно,
описаны в главе 13 и здесь упоминаются только вкратце.
В 1948 и 1949 гг. Габор опубликовал свои фундаментальные
работы по голографии [500, 501] —см. раздел 13.14. Он по-
казал, что при помощи когерентного света можно записать,
трехмерное волновое поле на двухмерной пленке. После изо-
бретения лазера в начале 1960-х гг. началось техническое раз-
витие оптической голографии [914]. Несколько позже (1965—
1966 гг.) появились первые работы по теме ультразвуковой
голографии (Грегусс [570], Мюллер и Шеридон [1074]. Тёр-
стон [1522]).
Некоторые новые разработки представляются перспектив-
ными, например для медицины. Методы ультразвукового конт-
роля быстро развиваются.
Мезрих с соавторами [1035] в 1974 г. опубликовали интер-
ферометрический метод лазерного сканирования (раздел 13.2).
В качестве одного из двух зеркал интерферометра Майкельсона
служит тонкая гибкая мембрана. Она располагается в акусти-
ческой ячейке, заполненной жидкостью, и перемещается вместе
с ультразвуковым волновым полем. Поверхность мембраны ска-
нируется системой отклонения лазерного луча (ультразвукови-
дение, камера RCA).
Метод шлирен-оптики (раздел 13.5) основан на эффекте*
Дебая — Сирса [307, 935]. Колебания плотности, связанные со-
звуковой волной, обусловливают в прозрачной среде соответ-
ствующие колебания коэффициента оптического преломленйя.
Это используется преимущественно для изображения звуковых
194
полей в искателях и для исследования распространения звука
в жидкостях и в прозрачных твердых телах [1614, 93]. Однако
это можно применить и для визуализации ультразвука.
Корпель в 1.966 г. [834] предложил способ под названием
«дифракция по Брэггу» (раздел 13.4), основанный, как и шли-
рен-метод, на эффекте Дебая — Сирса. Пространственные коле-
бания коэффициента преломления при достаточной длине и ши-
рине звуковой волны создают оптическую дифракционную
решетку, на которой свет отклоняется так же, как рентгенов-
ские лучи при брэгговской дифракции на плоскостях сетки
кристаллической решетки.
Получение изображения с помощью эффекта фотоупругости
(раздел 13.6 и 13.7) основано на так называемом двойном пре-
ломлении под действием напряжений: под влиянием механиче-
ских напряжения (например, звуковой волны) свет распрост-
раняется во многих прозрачных твердых веществах в форме двух
составляющих волн, линейно поляризованных перпендикулярно
одна к другой и к направлению их распространения и имёющих
различные скорости. Это приводит к вращению плоскости ко-
лебаний линейно поляризованного света, что можно сделать
видимым цри помощи крестообразного поляризационного фильт-
ра. Такой эффект используется для получения изображения
звукорого поля искателя, для исследования распространений
звука и для неразрушающего контроля материалов.
При пьезоэлектрическом методе сканирования (раздел 13.12)
получение изображения основывается на «точечном» пьезо-
электрическом'сканировании отображаемого распределения зву-
кового давления. Изображение затем формируется электрони-
кой. Первые такие приборы с экраном были разработаны для
медицинской диагностики (Дуссик, 1942 г. [353], Уайльд и
Нил, 1951 г. [1X525], Дональд, 1955 г. [336], Саклинг и Мак-Лин,
1955 1-. [1482]).
Сомер первый в 1968 г. использовал известный из радарной
техники [68] метод электронного отклонения луча при помощи
секционированных излучателей (phased arrays), управляемых
по фазе и времени прохождения. Таким путем можно получить
гораздо более высокие скорости развертки, чем при механиче-
ском сканировании. Можно получить изображение движущихся
структур в реальном масштабе времени (для медицинской ди-
агностики).
Новейший уровень развития характеризуется приборами с
цифровыми дисплеями, в которых апертура и динамический
фокус синтезируются (подбираются) после проведения измере-
ния. Принцип цифровой обработки информации поясняется на
так называемом способе SAFT — UT (раздел 1312). С помощью
линейных схем можно получать развертку типа В в квазиреаль-
иом масштабе времени. Это выполнимо только при наличии
ЭВМ с достаточно высоким быстродействием.
"7*
195
Первые работы по ультразвуковой томографии (раздел 13.12}
провел Гринлиф с соавторами (1974 г. [568]).
Оба способа ультразвуковой микроскопии, доведенные до
стадии практической применимости (SAM и SLAM, раз-
дел 13.13), были разработаны в начале 1970-х гг. Квейте с
соавторами («сканирующий акустический микроскоп») и Кор-
пелем и Кесслером с соавторами («сканирующий лазерный аку-
стический микроскоп») [836, 916].
10. ИМПУЛЬСНЫЙ ЭХО-МЕТОД,
КОНСТРУКЦИЯ и ПРИНЦИП ДЕЙСТВИЯ
ЭХО-ИМПУЛЬСНОГО ДЕФЕКТОСКОПА
10.1. основы
На рис. 10.1 показан принцип импульсного эхо-метода: ультра-
звуковой импульс, излученный источником звука, имеющий
форму, как правило, затухающего колебания, распространяется
в контролируемом изделии со
скоростью звука. Часть его при
встрече с «препятствием», т. е.
с неоднородностью среды распро-
странения, отражается. Дру-
гая часть отраженной энергии
Рис. 10.2. Схема индикации на экране
катодно-лучевой трубки:
1 — посылаемый импульс; 2 — отраже-
ние от дефекта; 3 — отражение от зад-
ней стенки
Рис. 10.1. Принцип импульсного эхо-
метода:
1 — излучатель (передатчик); 2 — при-
емник; 3 — задняя стенка; 4 — место
дефекта; 5 — контролируемое изделие
после истечения времени прохождения до отражателя и обратно
улавливается приемником звука. Принятая энергия регистри-
руется катодно-лучевой трубкой как вертикальное отклонение.
Горизонтальное отклонение (развертка) происходит пропорцио-
нально времени, так что при плоскопараллельном контролиру-
емом объекте получается изображение, как на рис. 10.2. Чтобы
получить неподвижное изображение, нужно излучать и при-
нимать ультразвуковые импульсы с определенной частотой
повторения.
196
При известном временном масштабе изображения и извест-
ной скорости звука (с) можно определить расстояние (d) до
отражателя по времени прохождения сигнала (t):
2d/t = c-, d=ct/2.
Как правило, толщина контролируемого изделия известна.
В таком случае аппаратура должна настраиваться изменением
горизонтальной скорости развертки с таким расчетом, чтобы
отражение (эхо) от задней стенки находилось бы с правого
края экрана. Ввиду пропорциональности времени и пути про-
хождения расстояние до дефекта может быть отсчитано не-
посредственно в единицах длины. Если, например, при толщине
материала 10 мм отражение от задней стенки настроено на
100% ширины экрана, а импульс от дефекта появился на рас-
стоянии 60%, то отсюда следует, что расстояние до дефекта
равно 0,6-10=6 мм.
Амплитуда принятой звуковой мощности зависит (глава 5)
весьма сложным ‘образом от следующих влияющих факторов:
излученной энергии;
характеристики направленности излучателя;
величины отражателя (дефекта);
свойств поверхности отражателя;
положения отражателя;
величины (размеров) или характеристики направленности
приемника;
затухания ультразвуковой волны при поглощении или рас-
сеянии в материале;
затенения дефектами, расположенными ближе.
Некоторые из этих влияющих факторов изображены на
рис. 10.3.
Отражение от дефекта расположено между началом времен-
ной шкалы и отражением от задней стенки на том же относи-
тельном расстоянии, что и местонахождение дефекта между
передней и задней сторонами (стенками) испытываемого об-
разца. Поэтому без специальных точных измерений времени
прохождения можно сразу же видеть, имеются ли дефекты и
где они находятся.
Несколько дефектов могут изображаться звуковым лучом
одновременно (рис. 10.3, б), если один из них полностью не
затеняет других. Однако небольшой дефект, находящийся за бо-
лее крупным, иногда все же еще может быть выявлен благо-
даря дифракции звука на более близком дефекте. При зате-
нении дефектами может даже исчезнуть отражение от задней
стенки (рис. 10.3, в). По ориентировочной геометрической оцен-
ке, эхо от задней стенки должно исчезнуть, если дефект как
раз полностью заполняет все поперечное сечение луча. Благо-
даря этому получают дополнительные данные о минимальном
размере дефекта, которые особенно важны в том случае, если
197
дефект расположен наклонно (рис. 10.3, г). Отражение от зад-
ней стенки может пропадать и в том случае, если задняя стен-
ка гладкая и звук падает на нее наклонно, или если затухание
звука в образце из-за рассеяния и поглощения слишком велико
(рис. 10.3, д и е). Рассеяние при этом проявляет себя много-
Рис. 10.3. Схемы индикации на экране при импульсном эхо-методе:
а —маленький дефек г в звуковом луче; б —два маленьких дефекта в звуковом. луче;
в; большой дефект в звуковом луче; второй'дефект и отражение от задней стенки за-
тенены; г — большой наклонно расположенный дефект, отражение от задней: ;стенки
затенено; д — маленький дефект, но без отражения от задней стенки, так как ось
луча падает на нее нс под прямым углом; е — сильное затухание звукового луча,-вслед-
ствие рассеяния, нет ни отражения от дефекта, ни от задней стенки, только «трава»
<шум)
численными неправильными тесно расположенными отражения-
ми («трава», фоновый шум), которые уменьшаются по высоте
в зависимости от расстояния.
В теле с параллельными граничными поверхностями полу-
чают нс только одно отражение (эхо) от задней стенки, но при
достаточно большом диапазоне измерений светящегося экрана
целую серию многократных отражений с одинаковыми шро-
межутками (рис. 10.4). Такие отражения получаются цотому,
что волна, отраженная один раз от задней стенки, при ее под-
ходе-к передней стенке отдает искателю только небольшую часть
своей энергии. Следовательно, она при отражении от передней
стенки затухает лишь слабо и проходит в контролируемый.обра-
зец во второй раз и т. д. Тот факт, что многократные отражения
последовательно уменьшаются по высоте, объясняется тем, что
энергия отводится не только искателем, но и теряется ,при; зату-
198
хании волны в изделии и при распространении звукового луча
согласно законам, рассмотренным в главах 4 и 5.
Расстояния во времени прохождения между отдельными
многократными отражениями должны быть строго постоянными.
а — схема; б — фактическое изображение на экране без шкалы времени прохождения
или толщины; стальная пластина толщиной 50 мм, частота 4 МГц
Это обстоятельство используется для улучшения разрешающей
способности при измерениях толщины стенки; определяют вре-
мя до п-го отражения и это значение делят на п.
10.2. ОСНОВНЫЕ УЗЛЫ ЭХО-ИМПУЛЬСНОГО ДЕФЕКТОСКОПА
10.2.1. Блок-схема основных узлов
Эхо-импульсные дефектоскопы представляют собой осциллоско-
пы, выполненные специально для работы импульсным эхо-ме-
тодом. В настоящем
разделе рассматриваются основные функ-
Рнс. 10.5. Блок-схема зхо-
нмпульсного дефектоскопа:
1 — тактовый генератор; 2 —
отметка времени; 3 — излу-
чатель (передатчик); 4—ис-
катель; 5 — усилитель; 6 —
кинескоп
циональные узлы и их электрические схемы (рис. 10.5). Такто-
вый генератор ] управляет частотой повторения импульсов из-
лучателя 3 и отметкой времени 2. Эхо-сигнал от искателя 4 уси-
ливается в приемнике 5, выпрямляется и обрабатывается для
получения изображения на экране кинескопа 6.
199
10.2.2. Кинескоп
Для получения изображений ультразвукового эха на экране
применяют почти исключительно катодно-лучевые трубки с элек-
тростатической разверткой (осцпллоскопические трубки, рис.
Рис. 10.6. Принцип действия
катодно-лучевой трубки:
1 — электронная пушка; 2 —
пластина развертки по оси
У; 3 —- то же, по оси X: 4 —
электронный луч; 5 — светя-
щаяся точка
В высоковакуумной трубке (кинескопе) создается электрон-
ный луч, который образует на экране светящееся пятно. Направ-
ление электронного луча и тем самым положение светящейся
точки зависит от электрического поля, которое создается напря-
жением, приложенным к пластинам, отклоняющим луч в направ-
лениях осей X в У. Яркостью изображения можно управлять,
меняя интенсивность электронного луча. Качество изображения
в основном определяется яркостью и резкостью светящейся точ-
ки и линейностью отклонения (развертки) по обеим осям, т. е.
пропорциональностью между отклоняющим (развертываю-
щим) напряжением и отклонением (смещением) светящейся
точки.
Скорость записи электронного луча в кинескопе, особенно
при малых размерах области контроля, очень высока, например
при измерительном диапазоне 100 мм и отображении его на
экране шириной 100 мм (в масштабе 1:1) для стали эта ско-
рость составляет около 3 км/с на нулевой линии. На фронтах
импульса эта скорость еще намного выше — иногда в 100 раз.
Поскольку изображения должны быть еще достаточно свет-
лыми (яркими), чтобы их можно было наблюдать и на открытом
воздухе без специальных приспособлений для защиты от света,
нужно применять трубки с высоким анодным и послеускоряю-
щим напряжениями в пределах от 2 до 20 кВ.
Вместо электростатических отклоняющих систем иногда при-
меняют также и электромагнитные трубки. Однако при этом
затруднительно получить такую высокую верхнюю предельную
частоту отклоняющей системы, при которой не происходило бы
срезания частоты, из-за чего получается распространение узкого
эхо-импульса.
10.2.3. Тактовый генератор и отметка времени
Чтобы получить устойчивые изображения на экране, тактовый
генератор посылает импульсы с определенной частотой повто-
рения и включает горизонтальную развертку (отметку вре-
мени).
Обычно делают так, чтобы посылаемый импульс появлялся
на левом конце линии (шкалы) времени, как на рис. 10.7, с
положительным запаздыванием посылаемого импульса ts. Это
запаздывание может настраиваться также и отрицательным,
так что импульс исчезнет с экрана, перемещаясь налево.
Рис. 10.7. Схематическая
временная диаграмма:
ta — задержка посылаемого
импульса; tv — задержка на*
пряжсиия отметки времени
(опрокидывающего напря-
жения); ia — время получе-
ния изображения; tp — вре-
мя паузы; 1 — такт; 2 — по
сылаемый импульс; 3 — от-
ражение; 4 — опрокидываю
щее напряжение; 5 — управ-
ление яркостью
Отметка времени снабжена шкалой, которая либо ставится
снаружи перед кинескопом, либо (что теперь практикуется ча-
ще) наносится непосредственно на экран. Опа обычно тари-
руется по наиболее часто используемой скорости звука про-
дольных волн в стали с расчетом получить целые значения глу-
бины залегания дефектов, например 50, 100, 250 мм и т. д.
Однако начало посылаемого импульса не только соответствует
входу ультразвука в контролируемый образец. Шкала должна
тарироваться, как показано на рис. 10.8, по многократным от-
Рис. 10.8. Тарировка глубин-
ной шкалы при помощи
пластины толщиной 20 мм
и компенсация погрешности
нулевой точки А для иска-
теля с мягким акустиче-
ским слоем
ражениям, например в пластине, или для наклонного искате-
ля — по эталону, как на рис. 10.51. Разность между началом
посылаемого импульса и моментом входа звука, т. е. пулевая
201
точка отсчета глубины расположения дефекта, называется ну-
левой точкой дефекта или отрезком предварительного прохож-
дения; она зависит от используемого искателя.
У некоторых приборов внутренний тактовый генератор может быть от-
ключен, а основной такт подводится через штепсельную розетку. Это дает
возможность обеспечить синхронную работу, т. е. в одинаковом такте, сразу
нескольких приборов. Один прибор с включенным тактовым генератором (ве-
дущий) в таком случае может синхронизировать целый ряд других приборов
(ведомых).
Высокая частота следования импульсов обеспечивает яркое,
немерцающее изображение. С другой стороны, частоту повто-
рения импульсов следует выбирать настолько низкой, чтобы все
отражения (эхо-импульсы), полученные от последнего послан-
ного импульса, затухли прежде, чем будет послан следующий
очередной импульс.
В примере (рис. 10.7) в область изображения на экране
(fo) из многократных отражений из образца попадают только
два, а все остальные попадают в паузу и при выбранном диа-
пазоне контроля (размере контролируемого участка) не видны.
До окончания паузы (fp) оии должны уменьшиться до нуля,
чтобы их не было видно в следующем периоде. Там они могут
быть ошибочно приняты за эхо-импульсы от дефектов в виде
__ j , t а ।
/ г г \ “
7 „
Рис. 10.9. Возникновение кажущихся отражений от дефекта (паразитных эхо-импульсов)
при слишком малом расстоянии между очередными импульсами (при слишком высокой
частоте следования) по сравнению с толщиной образца и затуханием звука в нем:
а — схема; б — экран с нечеткими паразитными эхо-импульсами, расположенными тоже
слева от посылаемого импульса; / — изображение; 2—паразитные эхо-нмпульсы, 3 —
ч.хо-импульс от задней стенки
так называемых паразитных (фантомных, повторных) импульсов
Е (рис. 10.9). Следовательно, пауза должна быть достаточно
продолжительной — по опыту она должна примерно в 60 раз
превышать время работы.
Однако иногда и этого оказывается недостаточно, например, если контро-
лируются изделия, хорошо пропускающие звук, в частности поковки из спе-
циальных, особенно никелевых сталей, и к тому же с большим усилением.
В таком случае нужно либо уменьшить частоту повторения импульсов, что
означает при таком же размере области контроля удлинение паузы, либо
научиться отличать паразитные отражения от настоящих. Различать те и
другие отражения можно по тому, что частота следования импульсов, напри-
мер 500 Гц, подвергается, обычно ненамеренно, небольшой частотной модуля-
ции с частотой сети (гуденне). Из-за этого промежуток времени между двумя
202
последовательно посылаемыми! импульсами получается не точно постоянным,
из-за чего и запоздавшие эхо-импульсы с их кажущимся расстоянием до де-
фекта изображаются не йа постоянном расстоянии, но с искажением, вызван-
ном частотой'сети, т. ё. нерезко. ‘ >
Так как, продолжительность паузы, определяется в основном
размером области контроля, у большинства дефектоскопов час-
тота посылаемых импульсов регламентируется выбором области
КОНТрОЛЯ. ill
Напряжение временной развертки в электростатических ки-
нескопах обычно подводится симметрично к обеим отклоняю-
щим пластинам, чтобы получить горизонтальную' нулевую линию
времени, т, е. обе пластины получают одниковое напряже-
ние; но'.противоположного знака. (Кривая 4 на рис. Ю;7 показы-
вает закон изменения опрокидывающего напряжения^-период
состоит из времени запаздывания tv, рабочего времени 4а. и па-
узы /у. В( течение рабочего времени опрокидывающее напряже-
ние возрастает по возможности линейно и смещает электронный
луч слева направо. Во время паузы оно опрокидывается обратно
по любому закону, возвращаясь к первоначальному знкченцф, и
снова нарастает к началу следующего рабочего тактй. Чтфбы
этап снижения напряжения не Появился на экране, отметка-вре-
мени одновременно управляет й яркостью луча: благодаря ;под-
воду прямоугольного напряжения (кривая 5) яркость руча
обеспечивается только во время рабочего такта. J .'
Линейно изменяющееся со временем опрокидывающее напря-
жение вырабатывается при прдгощи конденсаторов, которые за-
ряжаются постоянным током. Время (Т), требующееся; светя-
щейся точке для перехода с левого края экрана на правый,
прямо пропорционально емкости конденсатора (С) и обратно
пропорционально зарядному току (г):
Т~С1г.-
Во многих дефектоскопах зарядный ток настраивается потенциометром,
имеющим шкалу скоростей звука. Если емкости конденсаторов выбраны про-
порциональными различным размерам областей контроля, то ширина- изобра-
жения (экрана) после настройки скорости звука будет протарнрована в еди-
ницах длины (в миллиметрах).
В дефектоскопах, управляемых от ЭВМ, точность отметки
времени значительно повышается благодаря применению так
называемых «phase — locked loops» (цепей с фазовой блокиров-
кой). При этом время отклонения управляется при помощи
регулирующей схемы по интервалу времени, задаваемому квар-
цевым генератором.
Часто бывает желательно, выделить небольшой участок , из
всей области контроля и рассмотреть отражение от негр с боль-
шим усилением (увеличением), причем посылаемый импудьс
сам по себе интереса не представляет. Для этого отрезок на оси
времени; растягивается благодаря более крутому изменению
опрокидывающего напряжения на всю ширину экрана, как по-
казано на рис. 10.10, Положение этого выделяемого участка
может перемещаться путем смещения импульсов по всей области
контроля. Такое устройство называют «лупой глубины». На
рис. 10.10 показано опрокидывающее напряжение для области
контроля размером 1 м в стали вместе с включенной лупой
глубины, охватывающей диапазон в 250 мм. Действие лупы
показано иа рис. 10.11.
В принципе не
составляет никакого
труда еще более
сильно растянуть
линию времени. На-
пример, при измере-
нии толщины стенки
иногда бывает жела-
Рис. 10.10. Отклоняющее на-
пряжение для лупы глуби-
ны (увеличение масштаба
по оси времени) на участ-
ке 250 мм прн размере об-
ласти контроля в стали 1 м
Рис. 10.11. Изображение иа экране для образца с эхо-
импульсом от задней стенки R и группой эхо-импулъ-
сов от дефектов F в области контроля в стали разме-
ром 1 м (а); одна группа дефектов F при ее рассмотре-
нии лупой глубины, захватывающей область размером
250 мм (б)
тельно растянуть область в 10 мм в стали на всю ширину экра-
на. В таком случае от электрической схемы потребуются весьма
высокое постоянство рабочих напряжений и устойчивость пере-
ключающих элементов, чтобы эхо-импульсы не дрожали.
При так называемой иммерсионной технике контроля, когда
звук излучается в образец через слой воды, интересующая нас
область временной линии начинается только с отражения от
входа в образец. Для лучшего использования ширины экрана
в таком случае можно включать отметку времени эхо-импуль-
сов входа (включение генератора опрокидывающего напряже-
ния входным импульсом): входной эхо-импульс играет роль по-
сылаемого импульса, т. е. появляется на экране на левом конце
временной линии, причем независимо от толщины слоя жид-
кости, даже если она изменяется при ощупывании контролируе-
мого образца. В таком случае блок-схему на рис. 10.5 нужно
204
было бы изменить с таким расчетом, чтобы тактовый генератор
только посылал импульсы, а отметкой времени управлял бы
усилитель.
В обычной схеме включения генератора опрокидывающего напряжения
входным импульсом этот импульс уже не полностью виден на временнбй
линии, поскольку он только создает эту линию. Если требуется избежать этого
незначительного искажения, то следует пропускать изображаемый импульс
предварительно через звено запаздывания до его поступления в кинескоп.
10.2.4. Излучатель
Для возбуждения излучателя (передатчика) в нем создается
импульс электрического напряжения с амплитудой порядка не-
скольких сотен вольт. Амплитуда и форма кривой этого им-
пульса оказывают большое влияние на расстояние до помехи,
от которой принят сигнал, так как они определяют амплитуду
н ширину посланного ультразвукового колебания.
Хотя новые технологические решения с течением времени
изменили практическое исполнение схем излучателей, основной
принцип схемы, наиболее часто применяемой в дефектоскопах,
остался неизменным.
Конденсатор С8 (рис. 10.12) заряжается до напряжения в
несколько сотен вольт. Управляющий сигнал от тактового гене-
ратора вызывает замыкание электронного выключателя. В ре-
зультате на выходе излучателя, связанном с его колебательным
элементом, появляется сигнал, соответствующий напряжению
конденсатора с отрицательным знаком. Конденсатор разряжает-
ся через демпфирующее сопротивление Rd или через катуш-
ку L, включенную параллельно колебательному элементу (раз-
дел 10.4). Этот нмпульс возбуждает в колебательном элементе
затухающие механические колебания, которые благодаря аку-
стическому контакту с контролируемым изделием распространя-
ются как ультразвуковая волна.
Форма электрического посылаемого импульса в значитель-
ной мере определяется также подключенным искателем и даже
условиями его акустического контакта. Поскольку часть эле-
ментов, определяющих форму колебаний, в частности емкость
колебательного элемента, а в общем случае также и катушки,
располагаются в искателе, колебания возбуждаются вообще
только при подключенном искателе (рис. 10.13). Без искателя
импульс будет только односторонним толчком напряжения, убы-
вающим по экспоненциальному закону.
Верхняя граница частот излучателя (передатчика) регламен-
тируется временем нарастания посылаемого импульса. Это вре-
мя определяется в основном скоростью срабатывания приме-
ненного выключателя. Нижняя граница частот зависит в основ-
ном от размеров зарядного конденсатора.
В качестве выключателей ранее применялись газонаполнен-
205
Рис. 10.12. Принципиальна»
схема излучателя (передат-
чика) ультразвуковых им-
пульсов:
/ — электронный переключа-
тель; 2 — искатель
ные трубки (тиратроны, рис. 10.14, а). В настоящее время при-
меняли управляемые выпрямители (тиристоры, рис. 10.14, б),,
а в самые последние годы полевые транзисторы (VMOS,
Рис. 10.13. Импульс, посы-
лаемый тиристорным излуча-
телем (передатчиком):
а — с искателем; б — беэ-
искателя при нагрузке
100 Ом
рис. 10.14, в). Для возбуждения сверхвысокочастотных колеба-
тельных элементов (до 100 МГц) часто применяются лавинные-
транзисторы (рис. 10.14, г), в которых используется лавино-
Рис. 10.14. Схемы для формирования посылаемого импульса
образный пробой полупроводникового слоя, когда кратковре-
менно превышается напряжение пробоя запирающего слоя.
Такой пробой происходит настолько быстро, что время включе-
ния излучателя практически определяется только индуктивнос-
тями и емкостями остальной схемы.
206
Схема с полевыми транзисторами имеет в частности то пре-
имущество, что выключатель, в противоположность тиристор-
ным или тиратронным схемам, в определенный момент време-
ни может быть снова разомкнут. Можно, например, после по-
ступления эхо-сигналов снова сделать излучатель (передатчик)
высокоомным. Имеется также возможность повысить к.п.д. схе-
мы, если отключать излучатель точно в тот момент, когда ко-
лебательный элемент заканчивает первую половину волны своего
механического колебания («Square Wave Pulser» — генератор
прямоугольных импульсов). Благодаря этому удается избежать
того, что схема излучателя снова отнимает энергию от колеба-
тельного элемента во время последующих периодов колебания.
Развитием этого принципа является возбуждение пакетом
синусоидальных волн, причем частота синусоидальной волны
•соответствует частоте искателя (CS, контролируемый сигнал
или излучатель Кростэка [270]). Благодаря этому тоже достига-
ется улучшение к.п.д. излучателя. Попутно может быть повы-
шена и точность частоты. При использовании высокодемпфиро-
нанных и поэтому широкополосных искателей можно варьиро-
вать частоту посылаемого ультразвукового сигнала изменением
частоты возбуждающего синусоидального колебания.
Впрочем, форма электрического излучаемого импульса не
является существенным признаком принципа действия дефекто-
скопа. Важное значение имеет форма сигнала отражения (эха),
в какой он представляется после прохождения всех элементов
пути передачи на экране.
Кроме посылаемого импульса на форму сигнала влияют
двукратное преобразование в пьезоэлементе, свойства контроли-
руемого материала и отражателя, а также передающие свой-
ства приемника. При этом решающим фактором являются аку-
стические свойства колебательного элемента. Однако путем рас-
чета электрического пути передачи, т. е. излучателя и прием-
ника, можно так повлиять на свойства всей системы, что будет
достигнуто изображение, оптимальное для данного конкретного
случая (раздел 10.8).
10.2.5. Приемник
К приемникам в ультразвуковых дефектоскопах предъявляются
значительные требования. Так, напряжение эхо-импульса, ко-
торое нужно изображать на экране, может меняться примерно
от 30 мкВ до 30 В, что соответствует 106 или 120 дБ.
Необходимо стремиться к тому, чтобы при входных напря-
жениях порядка 30 мкВ их амплитуда еще достаточно отлича-
лась бы от уровня шума или от других мешающих напряжений,
но с другой стороны напряжения с амплитудой до 30 В тоже
могли бы отображаться без ограничивающих эффектов.
Ввиду быстрого следования одного за другим посылаемых
207
импульсов с амплитудой до 1000 В и чрезвычайной малости
эхо-сигналов усилители должны характеризоваться очень ма-
лым временем отдыха после перевозбуждения. Высокие требо-
вания следует предъявлять также к стабильности колебаний,
так как ввиду больших различий в амплитуде с посылаемым
импульсом даже небольшие переходные колебания после отклю-
чения делают невозможным однозначное распознавание неболь-
ших эхо-сигналов.
Рис. 10.15. Блок-схема приемника ультразвука:
1 — ограничитель; 2 — предварительный делитель; 3 — предварительный усилитель; 4 —
тонкий делитель; 5 — основной усилитель, высокочастотный фильтр (HF}» 6 — выпрями-
тель, видеофильтр, подавление, дифференцирование; 7 — видеоусилитель, вертикальный
конечный каскад
Принципиальное устройство усилителя, обычно для современ-
ных ультразвуковых дефектоскопов, поясняется на рис. 10.15.
Непосредственно на входе усилителя располагается ограничи-
вающая схема (1), которая препятствует тому, чтобы посылае-
мое напряжение в несколько сотен вольт попало бы собственно
на вход усилителя. Далее располагается «грубый» делитель
напряжения (2), который снижает большие напряжения эхо-
импульсов настолько, чтобы их мог переработать расположен-
ный далее предварительный усилитель. Грубый делитель на-
пряжения, как правило, может переключаться на несколько
калиброванных ступеней по 20 дБ.
После делителя поставлен малошумящий предварительный
усилитель (5), термический шум которого определяет нижнюю
границу чувствительности. Через калиброванный тонкий дели-
тель напряжения (4) со ступенями по 2 дБ сигнал поступает
в высокочастотный усилитель (5). Типичный диапазон частот
усилителя составляет от 0,5 до 10 МГц (в простых приборах).
В дефектоскопах с высокой разрешающей способностью верхняя
граница частот может составлять 25 МГц и более.
Для получения высокой разрешающей способности у высоко-
демпфированных искателей выгодно иметь широкую полосу час-
тот с пологой фазовой характеристикой в диапазоне около час-
тоты искателя, чтобы получить возможно более узкие эхо-им-
пульсы, т. е. не содержащие переходных колебаний после
отключения. С другой стороны, с увеличением полосы частот
возрастают и уровни шума и помех и ухудшается чувствитель-
ность, т. е. распознаваемость очень малых эхо-сигналов. По этой
причине высококачественные дефектоскопы обычно выпускаются
208
с несколькими частотными диапазонами для высоко- и малодем-
нфированных искателей, чем обеспечивается возможно лучший
компромисс между разрешающей способностью и удаленностью
от фонового шума при различных частотах искателя.
После того, как эхо-сигналы будут усилены в основном уси-
лителе до достаточно большой амплитуды, они поступают в блок
выпрямления (6). Современные ультразвуковые дефектоскопы
имеют переключаемые выпрямители с двухполупериодным и
однополупериодным выпрямлением для положительной и отри-
цательной полуволн. У многих приборов можно обойтись без
выпрямления или отключить его и изображать на экране не-
выпрямленный высокочастотный сигнал.
Однополупериодное выпрямление бывает необходимо глав-
ным образом тогда, когда нужно точно определять время про-
хождения, например при измерении толщины стенок или при
определении местонахождения дефекта, поскольку при этом
получаются (как видно на рис. 10.16) ( л
более строго определяемые крутые А А
фронты импульса. При этом поляр- а________Ail \ 1\ А___
ность, которую целесообразно вы- 1 у!|| V
брать (положительная или отрица* . ,
тельная фаза), зависит от искателя
и от типа отражателя. В зависимос-
ти от того, является ли отражатель
акустически более мягким или бо-
лее твердым, чем окружающий его
материал, изменяется и фаза эхо-
сигнала.
Двухполупериодное выпрямле-
ние имеет преимущества тогда, ког-
да требуется оценить амплитуду
эхо-сигналов, так как оно дает воз-
можность изображать все эхо не-
зависимо от фазы.
Высокочастотное изображение
выбирается в том случае, когда нуж-
но проводить измерения расстояния
до отражателей (дефектов) с раз-
личной полярностью (акустически
более жесткие или более мягкие
Рис. 10.16. Виды представления от-
ражения (эхо-импульсов):
а — высокочастотный сигнал (HF,.
не измененный); б — двухполупе-
риодное выпрямление; в — одно-
полупериодное выпрямление поло-
жительное; г — то же, отрицатель-
ное; б — г — без отсева; д — с от-
севом
включения) или для определения частоты искателя. Высоко-
частотное изображение (HF) может быть выгодным и тогда,
когда предъявляются особо высокие требования к выявлению
очень маленьких отражателей поблизости от больших эхо-им-
пульсов (например, от мелких подповерхностных дефектов).
Чтобы получить четкое изображение полуволн, согласно
рис. 10.16, полоса частот усилителей после выпрямителя вместе
с кинескопом должна составлять целое кратное частоты иска-
209
•теля. При этом такая так называемая полоса видеочастот ока-
зывает существенное влияние на разрешение отдельных эхо-си-
гналов всем дефектоскопом.
Часто, особенно когда требуется провести оценку амплиту-
ды, предпочтительно «сглаженное» представление выпрямленно-
го эхо-импульса. В этом случае с помощью конденсаторов и
(или) дифференцирующих звеньев приближенно представляет-
ся огибающая кривая цуга полуволн. В приборах более вы-
сокого качества такая фильтрация может быть настроена на
Рис. 10.17. Изображение эхо-
импульса:
а—без подавления; б—с
линейным подавлением
различные ступени — начиная от ступени «без отсева» и кончая
•ступенью «с сильным отсевом». С помощью дифференцирования,
которое иногда называют «косметикой» импульса, можно до-
стичь быстрого затухания импульсов.
Другим важным свойством прибора, которое определяется в
•основном выпрямителем или видеоусилителем, является линей-
ность: при определенном процентном изменении амплитуды эхо-
сигнала на входе должно на столько же процентов изменяться
и высота изображения на экране. Например, если амплитуда
сигнала на входе уменьшается до половины напряжения, то и
изображение тоже должно уменьшиться точно наполовину.
Ввиду неидеальности характеристик выпрямителей такое иде-
альное состояние никогда полностью не достигается.
Чтобы лучше отличить эхо-импульсы от фона помех, боль-
шинство эхо-импульсных дефектоскопов оборудованы устрой-
ством для настраиваемого подавления небольших сигналов.
У более старых приборов это достигается путем смещения и
подавления нулевой линии. Однако из-за этого одновременно
уменьшалась и амплитуда эхо-сигнала в зависимости от спосо-
ба подавления. В связи с этим современные приборы имеют так
называемые линейное подавление, которое обеспечивает подав-
ление малых сигналов без изменения видимых сигналов. При
поиске дефектов в материалах включение такой схемы подавле-
ния часто официально запрещается правилами контроля, по-
скольку это влечет за собой опасность невыявления мелких не-
сплошностей (рис. 10.17).
10.3. СПЕЦИАЛЬНЫЕ ФУНКЦИОНАЛЬНЫЕ УЗЛЫ
ДЛЯ АВТОМАТИЗИРОВАННОЙ ОБРАБОТКИ РЕЗУЛЬТАТОВ
10.3.1. Вентильные схемы
При всех применениях импульсов эхо-метода, которые имеют-
целью выявление несплошностей, решение о том, следует ли:
регистрировать данный дефект, принимается в зависимости от'
амплитуды эхо-сигнала. Как правило, предъявляется требова-
ние, чтобы эхо-импульсы от еще допустимых отражателей (де-
фектов) не превышали некоторых предельных значений. У ис-
пытываемых образцов с плоскопараллельными поверхностями
наблюдается также амплитуда эхо-сигпала от задней стенки.
Если не достигаются предельные значения, то это позволяет су-
дить о «затеняющих» несплошностях (см. рис. 10.3, г). Вентиль-
ные схемы, называемые здесь также «монитором», служат для
того, чтобы облегчить труд контролера: опи посылают сигнал’
тревоги независимо от наблюдения на экране, если будут пре-
вышены или наоброт не достигнуты заранее установленные пре-
дельные значения амплитуды. Контроль с автоматическим пере-
мещением искателя приобретает смысл только при наличии
такого устройства.
Поэтому почти все эхо-импульсные дефектоскопы снабжены
более или менее комфортабельными вентильными схемами
(рис. 10.1.8). Видеовыход усилителя соединяется со входом ком-
параторной схемы. Если амплитуда эхо-импульса превысит не-
которое настраиваемое или постоянное значение для данного
типа прибора, подаваемое на сравнительный вход компаратора,
то вырабатывается логический сигнал, который соединяется в
некоторой логической схеме с временной областью ожидания и
в случае обнаружения дефекта подает оптический или акусти-
ческий (звуковой) сигнал тревоги.
Диапазон наблюдения устанавливается при помощи органов
управления «Начало диафрагмы» и «Ширина диафрагмы». Для
«Диафрагмы дефекта» область ожидания, как правило, на-
страивается так, что начало диафрагмы устанавливается вскоре
за посылаемым импульсом или входным эхо-импульсом. Конец
диафрагмы устанавливается таким образом, чтобы как раз
не захватывалось отражение от задней стенки. Для наблюде-
ния отражения от задней стенки вводится вторая диафрагма,
которая ставится как раз над отражением от задней стенки
(рис. 10.19).
Дефектоскопы обычно могут переключаться по каждой диа-
фрагме на индикацию совпадения или противосовпадения. Инди-
кация совпадения применяется при диафрагмах дефекта. Сигнал
тревоги посылается в том случае, если амплитуда эхо-импульса
превышает установленное предельное значение. Противосовпаде-
ние настраивается при диафрагмах отражения от задней стенки.
211
Рис. 10.18 Блок-схема эхо-импульсного дефекстоскопа с вентильными схемами, реги-
стрирующим усилителем, запуском от входного эхо-импульса (ЕЕ) н компенсацией
глубины (TAG):
1 — искатель; 2— тактовый генератор; 3 — отметка времени; 4 — излучатель (передатчик);
5 —усилитель; 6 — пуск прибора; 7 —такт; 8 — запуск от входного эхо-импульса (ЕЕ):
9 — настройка напряжения компенсации глубины; 10— изображение; И— вентильная схе-
ма № 1; 12 — вентильная схема Ns 2; 13 — вентильная схема с запуском от входного
эхо-импульса; 14 — функциональный генератор компенсации глубины; 15— панель управ-
ления; 16 — кинескоп; 17 — яркость; 18 — изображение диафрагмы; 19 — сигналы трево-
ги; 20— сигнал тревоги с запуском от входного эхо-импульса (ЕЕ); 2/— аналоговый
выход № 1; 22 — сигнал тревоги № 1; 23 — сигнал тревоги № 2; 24 — аналоговый выход
№ 2
Сигнал тревоги подается в том случае, если за время диафраг-
мирования не превышается заданный порог.
Для формирования области ожидания в ультразвуковых де-
фектоскопах применяют два различных принципа. Более простые
Рис. 10.19. Диафрагма отра-
жения от дефекта (1) и от
задней стенки (2)
212
приборы обычно имеют диафрагмы, отнесенные к экрану. Время
диафрагмирования здесь генерируется компаратором, который
сравнивает настраиваемый порог для начала диафрагмы и ее
конца с кривой опрокидывающего напряжения отметки времени
(рис. 10.20, а). Это означает, что время диафрагмирования за-
висит от настройки изображения на экране. Если, например,
изменяется смещение импульса или область изображения, то
позиции диафрагм на экране остаются прежними, однако по
Рис. 10.20, Принципиальная
схема формирования време-
ни диафрагмирования в вен-
тильных схемах:
а — диафрагма, отнесенная
к экрану, управляемая на-
пряжением развертки време-
ни: б —диафрагма, ие зави-
сящая от экрана, с настраи-
ваемыми датчиками време-
ни; опрокидываю-
щее напряжение; UTef —
сравнительные напряжение;
Ve — конец диафрагмы;
<Ja — начало (включение)
диафрагмы; Д —диафрагма;
ДН —датчик времени нача-
ла диафрагмы; ДШ — дат-
чик времени ширины диа-
фрагмы; Д — диафрагма
отношению к исследуемому изделию их позиции изменяются в
соответствии с изменением изображения. Высококачественные
дефектоскопы часто имеют диафрагмы, не зависящие от экра-
на. Начало диафрагмы и ширина диафрагмы здесь задаются
настраиваемыми датчиками времени (рис. 10.20, б). Независимо
от настройки выбранного изображения в качестве опорной точки
могут быть выбраны или посылаемый импульс, или входное от-
ражение (входной эхо-импульс). При изменении изображения
диафрагмы меняют свое положение на экране, но по отношению
к геометрии изделия они остаются неизменными.
Некоторые приборы допускают работу в так называемом ре-
жиме «ведомого». При этом вторая диафрагма управляется кон-
цом первой. Поскольку, как уже описывалось выше, первая диа-
фрагма во многих случаях используется для обнаружения дефек-
тов, а вторая — для обнаружения отражения от задней стенки,
при изменениях толщины образца в таком случае достаточно
изменить только ширину первой диафрагмы. Диафрагма отра-
жения (эхо-импульса) от задней стенки автоматически остается
в правильном положении, примыкая к концу первой диафрагмы.
Упомянутые методы обычно дают амплитуду и время прохождения
только для одного единственного эха. Для нескольких одновременно демон-
стрируемых показаний можно использовать так называемую «цепную» диа-
фрагму, т. е. взаимосвязанную цепь одинаковых диафрагм. Конец одной
диафрагмы по электронной схеме включает следующую диафрагму. Тем са-
213
мым соответствующее время прохождения для одного показания задается:
в цифровом виде. Если, кроме того, для каждой диафрагмы задано опреде-
ленное число одинаковых пороговых значений, то оба показания (амплитуду
и время прохождения) получают в цифровом виде. При достаточно узких
диафрагмах и малых приращениях пороговых значений иногда можно вбобще-
отказаться от изображения на экране (дисплее). Однако это имеет и свои
недостатки: многие тонкости изображения на экране, в частности динамику
изображения (эхо-импульса) во время контроля, оператор не увидит (см.
рис. 19:8).
Еще одним применением цепной диафрагмы, задуманным в первую оче-
редь специально для контроля сварных швов, является «светящаяся масштаб-
ная линейка» ([944], раздел 28.1.3, рис. 28.12). Это цепная диафрагма с еди-
ной высотой порогов при ширине в несколько миллиметров стали для попе-
речных воли. Эхо-сигналы вводятся один за другим в сдвиговой регистр,
а затем продвигаются далее по импульсам интервалов времени от диафрагм.
Сигнал остановки (команда «стоп») заканчивает дальнейшее продвижение-
в каждом периоде и передает содержимое ячейки (да или нет) на одну из
строк светящегося элемента (масштабной линейкн). При использовании очень
малых светодиодов вся совокупность показаний па отрезке в таком случае
отображает действительный путь прохождения звука. При контроле Сварных
швов светящаяся масштабная линейка непосредственно соединяется с наклон-
ным искателем. Частота сдвигового регистра принимается такой, что масштаб-
ная линейка изображает в точном масштабе проекцию пути звука на йЬвё'рх-
ность. Поскольку изображение светящегося диода для каждого имцульса
возникает заново, показания безынерционно следуют за передвижениями,
искателей, так' что показание дефекта остается в месте его проекции на по-
верхность до тех пор, пока дефектный участок еще выявлятся звуковым
лучом ‘С достаточно большой высотой эхо-импульса.
Для изображения положения диафрагмы на экране применя-
ются два метода. Простые приборы, которые обычно имеют, так-
же фиксированный порог диафрагмы, отображают положение-
диафрагмы как ступеньку от нулевой линии (рис. 10.21,‘ а).
Рис. 10.21. Виды изображения диафрагм:
а— ступеньки на нулевой линии; б — изображение в виде столбиков; в — комбинирован-
ное изображение
У приборов с настраиваемым порогом диафрагмы положение-
диафрагмы часто индицируется с помощью светящегося стол-
бика, который своим вертикальным положением показывает-
также и установленный порог (рис. 10.21, б). У некоторых при-
боров способ изображения можно устанавливать по выбору
(рис. 10.21, в). При цифровом изображении на экране, как по-
казано на рис. 19.6, диафрагма может также характеризоваться
прямоугольником, свисающим от верхней кромки вниз. Настрой-
214
ка значений диафрагмы, как это часто делается у более старых
приборов, обеспечивается несколькими переключателями — для
начала (включения) диафрагмы, ее ширины и порога для гру-
бой настройки и переключателями диапазонов. Все эти органы
управления должны быть защищены от ошибок оператора и от
случайного (ненамеренного) изменения положения.
Некоторые дефектоскопы имеют электронные вспомогатель-
ные устройства для настройки. При помощи функционального
переключателя вначале выбирается изменяемый параметр. На-
стройка проводится нажатием кнопок «вверх — вниз» и «впра-
во — влево», при помощи которых можно установить положения
диафрагм или их порогов по светящемуся столбику на экране.
Когда функциональный переключатель находится в нейтральном
положении (положении «покоя»), перестройка уже невозможна.
Сигнал тревоги от диафрагмы подается либо оптически (лам-
пой или светодиодом), либо акустически (гудком). При этом
у многих дефектоскопов можно заранее выбирать, будет ли этот
сигнал тревоги действовать только во время нарушения предель-
ного значения, с задержкой по времени или постоянно. В после-
днем случае сигнал тревоги прекращается только после квити-
рования, т. е. нажатия оператором соответствующей клавиши.
Многие приборы имеют так назывеамый счетчик подавления
помех. Его роль заключается в том, что сигнал тревоги посылает-
ся только если инициирующий импульс повторяется несколько
раз последовательно один за другим. Требуемое число превы-
шений или недостижений заданного значения, необходимое для
посылки сигнала тревоги, может настраиваться. Устройство так-
же предотвращает посылку ошибочных сигналов тревоги, на-
пример от отдельных электрических импульсов помех.
10.3.2. Снижение эхо-импульса от задней стенки
Амплитуды эхо-импульсов от дефекта и от задней стенки, как
правило, настолько различны, что при линейных усилениях точ-
ная их оценка ввиду ограниченной динамичности невозможна.
Поэтому в высококачественных дефектоскопах предусматрива-
ется так называемое снижение эхо-импульса от задней стенки.
При помощи этого устройства можно снижать усиление основ-
ного усилителя в пределах диафрагмы эхо-импульса от задней
стенки на некоторую настраиваемую величину (в пределах 10—
40 дБ) по сравнению с усилением в остальной области. Отра-
жения от дефекта и от задней стенки при этом получают почти
одинаковую амплитуду, и становится возможной точная на-
стройка пороговых значений обеих диафрагм. Естественно, что
такое переключение усиления должно происходить очень быстро
(за несколько десятков наносекунд) и при этом не должны
возникать никакие импульсы помех (см. разд. 22.3, рис. 22.14).
215
10.3.3. Регистрирующий усилитель,
накопитель пиковых значений
Во многих практических случаях нужно не только наблюдать»
превышение некоторого порогового значения в пределах одной
из диафрагм, но и записывать фактическую максимальную вы-
сот;.' эхо-сигнала в оцениваемом диапазоне. Для этой цели с
диафрагмой соединяют так называемый регистрирующий уси-
литель. При помощи аналоговой схемы выдержки определяют
и запоминают максимальную высоту эхо-сигнала в определен-
ном промежутке времени. Этот сигнал на выходе может быть
использован для дальнейшей переработки. Если это значение-
после каждого посылаемого импульса определяется заново, то
усилитель называется регистрирующим: сигнал постоянного на-
пряжения на выходе пропорционален максимальной амплитуде
эхо-сигнала в диафрагме предыдущего такта.
Если максимальное значение определяется в течение некото-
рого более продолжительного времени, например до включения
функции гашения, то эта схема называется накопителем пиковых
значений. Такое устройство может быть весьма полезным для
точного определения амплитуды эхо-сигнала путем так называ-
емого «выращивания» эхо-сигнала (раздел 19.1). Как и функция
диафрагмы, так и накопитель пиковых сигналов могут быть
объединены со счетчиком подавления помех (раздел 10.3.1).
Важным признаком этих регистрирующих устройств является
скорость реагирования. Желательно, чтобы после появления
единственного эха максимальное его значение можно было бы
установить возможно более точно.
На выходе регистрирующего усилителя могут быть подклю-
чены самые разнообразные расшифровывающие устройства,,
например:
аналоговые самописцы,
аналого-цифровые преобразователи для цифровой индикации
амплитуды эхо-сигнала или для последующей ее обработки на
ЭВМ.
Цифровые способы следует предпочесть вышеописанным"
«аналоговым» в особенности при полностью автоматизированных
устройствах контроля: если напряжение эхо-импульса подвести
к аналого-цифровому преобразователю, то на его выходе будет
получено цифровое значение эхо-амплитуды, разумеется, отне-
сенное к некоторому опорному значению амплитуды эхо-сигна-
ла. Так, например, эхо, занимающее всю высоту экрана, при-
нимается равным 100 ед.; при этом меньшие амплитуды эхо-
сигнала будут характеризоваться некоторым численным значе-
нием менее 100.
Особое значение этот метод изображения приобретает в том
случае, если вместо обычного линейного усилителя применен
логарифмический. В первом случае на экране можно одновре-
216
менно показать эхо-импульсы, различающиеся по амплитуде не
более чем примерно на 30 дБ, а при работе с логарифмическим
усилителем на экране можно изобразить эхо-импульсы с раз-
ностью амплитуд до 100 дБ. Иными словами, вертикальная
шкала экрана будет иметь 100 делений по 1 дБ. Аналого-цифро-
вое преобразование эхо-напряжения в таком случае означает,
что эхо-амплитуды будут выдаваться непосредственно в деци-
белах (разумеется, и здесь по отношению к некоторому опор-
ному значению).
10.3.4. Выравнивание по глубине;
диафрагма, зависящая от глубины
Поскольку эхо-амплитуды зависят от глубины ввиду особен-
ностей звукового поля и затухания звука (глава б), задание
оценочного порогового значения вне зависимости от глубины,
особенно при большой длине пути звука в материале, имеет
мало смысла. Эта проблема решается двумя путями.
1. Пороговое значение диафрагмы, зависящее от глубины
Вместо фиксированного порога
диафрагмы пороговое значение
смещается в зависимости от глуби-
ны, т. е. от времени (рис. 10.22).
2. Выравнивание по глубине
Усиление управляется в зависи-
мости от глубины с таким расчетом,
чтобы одинаковые отражатели (де-
фекты независимо от глубины их
расположения в материале давали
бы одинаковые эхо-импульсы (пока-
зания). Порог оценки может быть
принят фиксированным. Перед спо-
собом выбора порогового значения
диафрагмы в зависимости
от глубины этот способ имеет преимущество большего диапазо-
на настройки (около 40 дБ).
Для юстировки этого устройства в зависимости от глубины
или времени могут быть применены два принципа.
1. Эмпирическая настройка.
В дефектоскопе предусматривается схема, которая может
генерировать настраиваемые кривые регрессии. В зависимости
от типа прибора эти кривые могут составляться по меньшей
мере из двух и максимально из восьми обычно линейных отрез-
ков. Настройка делается при помощи эталонного образца с
контрольными отверстиями одинакового диаметра, но различной
глубины. Функция, описывающая кривые регрессии, принима-
ется такой, что эхо-импульсы от этих контрольных отверстий
изображаются на экране с одинаковыми амплитудами. Для
упрощения такой настройки упомянутая кривая регрессии тоже
217
может быть показана (высвечена) на экране. Для настройки;
сначала измеряют эхо-импульсы от различных глубин (без вы-
равнивания) и отмечают амплитуды отражения на экране. За-
тем на экране изображается функция кривой регрессии, и с
помощью органов настройки сделанные отметки приводят к
совмещению с ней (рис. 10.23, а). После включения схемы вы-
Рис. 10.23. Компенсация’ глу-
бины:
а—настройка до кривЬй ре-
грессии, высоты эхо-нмпуль-
сов еще не скорректирова-
ны; б — высоты эхо-импульс
сов скорректированы
равнивания по глубине усиление корректируется в зависимости
от глубины (или времени прохождения) с таким расчетом, что-
бы все эхо-импульсы были показаны на экране с одинаковой
амплитудой (рис. 10.23, б).
Дефектоскопы, управляемые от ЭВМ, можно «обучать»
функциям кривых регрессии при помощи специальной програм-
мы. В этом случае отражения от контрольных отверстий на
различной глубине доводятся до максимальной амплитуды. При-
бор автоматически изменяет усиление до тех пор, пока эхо-им-
пульс не достигнет некоторого заданного базового значения,
например 80% высоты экрана. Одновременно измеряют время
прохождения. Значения времени прохождения и усиления за-
поминаются. По парам значений для нескольких отражателей
на различных глубинах как по опорным точкам рассчитывается
кривая регрессии, состоящая из (линейных) отрезков.
2. Настройка по методу AVG (АРД-диаграмм) — раздел 5.2
Функция компенсации глубины может быть определена и
настроена также по свойствам звукового поля искателя по ме-
тоду AVG (АРД-диаграмм). Для этой цели на приборе нужно
задать параметры искателя: эффективный диаметр излучателя,
частоту искателя, коррекцию передачи и коэффициент затуха-
ния звука в материале. Кроме того, нужен корректировочный
коэффициент для фокусированных искателей и нужно указание,
будет ли применяться коррекция для отражателей типа отверс-
тий с плоским дном или поперечных отверстий.
В памяти дефектоскопа должны храниться нормированные
(стандартные) кривые AVG. По введенным параметрам на ос-
нове этих кривых затем можно рассчитать кривую функции
регрессии.
Настройка кривой регрессии таким способом значительно
проще, чем ее эмпирическое определение. Такой способ в на-
стоящее время применяется только в одном ультразвуковом де-
218
фектоскопе, управляемом от ЭВМ. Однако при внедрении
микрокомпьютерной технологии в практику ультразвукового
контроля можно ожидать, что он будет применяться более ши-
роко.
10.3.5. Приставки для измерения толщины стенки
Описанные выше вспомогательные устройства перерабатывали
амплитуду эхо-сигнала в электрическое напряжение, пригодное
для дальнейшей переработки. Кроме того, представляет инте-
рес и время прохождения, которое в общем случае эквивалент-
но .расстоянию дефекта от поверхности контролируемого из-
делия или толщине его стенки.
При интегральных способах (см. раздел 11.1.2) в качестве
измеряемой величины для времени прохождения принимают
аналоговое электрическое напряжение; результаты измерения
позволяют представить время прохождения звука в аналоговой
форме. Комбинация с аналого-цифровым преобразователе^ по-
зволяет воспроизводить результат измерения в более обычном
в настоящее время цифровом виде.
При способе подсчета (раздел 11.1.3) измеряемую величину
времени прохождения получают сразу в цифровом виде в. форме
численно кодированных электрических сигналов напряжения.
Эти кодированные сигналы могут быть сделаны видимыми с
помощью цифровой индикации. Разумеется, особенно при не-
прерывном ощупывании (сканировании), визуально следить за
цифровыми показаниями при быстрых изменениях времени про-
хождения невозможно. Следовательно, данное устройство пред-
назначается для того, чтобы эпизодически измерять определен-
ное время прохождения и фиксировать его в видимой форме, как
при измерениях толщины стенки в отдельных точках.
Преимущество второго метода заключается в том, что чи-
сленный результат измерения поступает непосредственно в кон-
це интервала времени прохождения, и поэтому может быть
обеспечена большая частота следования импульсов и достига-
ется большая скорость или плотность контроля. Напротив, при
первом методе нужно дополнительно учитывать постоянную
времени аналого-цифрового преобразования.
При помощи электронных вычислительных схем можно пере-
считать время прохождения на длину пути звука или глубину
или же на расстояние проекции и индицировать его прямо в
миллиметрах. При непрерывном измерении требуется дальней-
шая электронная обработка измеренных значений толщины
стенки, т. е. их оценка и изображение результата в сжатом
виде, В простейшем случае измеренные значения вводятся в
цифровой компаратор, который только определяет, будут ли
измеренные значения выше или ниже некоторого заранее за-
данного цифрового значения. Таким образом, информация о
219
толщине стенки сводится к сигналам да/нет о превышении пре-
делов допуска.
Другой способ сокращения большого числа результатов из-
мерений при непрерывной работе заключается в том, что по-
стоянно сравнивают между собой только два следующие один
за другим результата измерений и для сравнения со следующим
значением фиксируют только меньшее (или большее) из них.
В итоге может быть запрошено в цифровом виде максимальное
или минимальное значение толщины стенки, встречающееся в за-
ранее задаваемом интервале времени (так называемый накопи-
тель максимальных или минимальных значений). Информация,,
уплотненная таким способом, может быть обработана также и
при быстрой последовательности измерений обычными быстро-
печатающими устройствами или перфораторами.
Такой же метод сокращения данных, разумеется, может быть
применен и для эхо-амплитуд, преобразованных в цифровой,
вид. Чтобы из серии эхо-импульсов выбрать желаемые, приме-
няют вентильные схемы ультразвукового дефектоскопа. В ка-
честве измеряемой точки используется первое превышение поро-
га диафрагмы.
Приставки для измерения толщины стенок обычно обеспе-
чивают возможность проведения целого ряда измерений:
времени прохождения или расстояния между отражениями:
(эхо-импульсами) в двух диафрагмах;
времени прохождения между входным эхо-импульсом и эхом
в одной диафрагме; .
Рис. 10.24. Приставка к
эхо-импульсному дефекто-
скопу для измерения тол-
щины стенкн
времени прохождения между посылаемым импульсом и от-
ражением (эхом) в одной диафрагме с корректировкой на не-
которое настраиваемое время, позволяющее учесть участок входа
у совмещенных или наклонных искателей (рис. 10.24).
Такой способ выбора эха обычно дополняется предохрани-
тельной схемой, которая проверяет наличие необходимых двух
220
эхо-импульсов и в положительном случае сообщает о «правиль-
ном измерении», а в противном случае —об «ошибочном изме-
рении» или о «выпаде результата измерений». Последний сигнал
может быть использован для того, чтобы сохранить на выходе
общей измерительной схемы последнее измеренное значение или
же выработать значение 0 (нуль) и при необходимости вклю-
чить маркировку соответствующих отрезков испытываемого-
образца.
Приставка для измерения толщины стенки может быть так-
же использована и для точной индикации положения диафрагм.
10.3.6. Приставки и способы оформления
документации результатов измерений
В принципе современные ЭВМ допускают документальную
запись всех данных контроля импульсным эхо-методом. Для
этого нужно вводить в память данные о положении искателя
от механического направляющего устройства вместе с данными:
показаний на дисплее, предпочтительно приведенными в цифро-
вой вид. При многочисленных возможностях электронной пере-
работки данных отсюда можно сразу же получить простую до-
кументацию в виде распечатки. Однако позднее могут быть
получены и результаты более сложной переработки. Затраты на
это соответственно высоки и оправдываются лишь в редких
случаях, например для лабораторных устройств или для кон-
троля реакторов [636, 1158].
От простейшего изображения результатов испытания — раз-
вертки типа А (рис. 10.25), которая может быть зафиксирована
Рис. 10.25. Изображение в виде разверток типа Л, В и С н методы сканирования
в виде фотоснимка, переходят к более показательным разверт-
кам типа В и С путем «сканирования», т. е. перемещения иска-
теля по поверхности образца. Кроме того, вид изображения на
экране может быть изменен из зигзагообразной линии в точеч-
221
пную запись (рис. 10.26). Эхо-импульсы при этом записываются
только в виде более или менее светлых точек. На фотопленке,
которая движется синхронно с искателем, при этом получается
развертка типа В. Вместо перемещения пленки можно также
перемещать ось времени параллельно самой себе на экране и
Рис. 10.26. Способ регистрации раз-
вертки типа В с точечной записью,
модулированной по яркости:
а — зигзагообразная линия (раз-
вертка типа А); б — то жё изобра-
жение в точечной записи (светлые
точки на темном фоне);, в — запи-
санное изображение . !
-засвечивать неподвижную пленку. Дополнительные затраты
здесь потребуются на сканирующую механику с механической
или электрической передачей данных о положении на фотоап-
парат или на эхо-импульсный дефектоскоп. В последнем слу-
чае используют также и большие телевизионные экраны, в том
числе и с послесвечением экрана. В случае документирования
развертки типа С механическая часть будет соответственно бо-
лее дорогостоящей, поскольку она будет двухмерной.
Из показания на экране в этом случае используется только
сретящаяся точка эхо-импульса из определенного диапазона
тлубин: для фотографирования развертки типа С нужно пере-
мещать взад и вперед либо пленку синхронно с искателем, либо
Рис. 10.27. Метод регистрации по Мар
тину и Вернеру на наклонно движу-
щейся пленке; схема; эхо-импульс от
задней стеики с тремя эхо-импульса-
М1И -от дефектов:
. 1 — пленка; 2 -- экран
чем' на развертке типа В по
светящуюся точку на экране.
Поэтому можно выделить толь-
ко эхо-импульсы из одного слоя,
выбранного диафрагмой монито-
ра, или также записать наиболь-
шее из всех отражений между
посылаемым импульсом и отра-
жением от задней стенки. При
этом вопрос о глубине располо-
жения дефекта остается откры-
тым. По первому методу при его
повторении для нескольких диа-
пазонов глубин можно было бы
изобразить и эхо-импульры из
всего объема образца, т. е. трех-
мерную документальную запись.
Согласно рис. 10.27, из обыч-
ной развертки типа А на наклон-
но движущейся пленке можно
получить перспективное' изобра-
жение, на котором лучше распо-
знаются высоты эхо-ймпульсов,
ис. 10.26.
222
Приборов для всех этих методов фотографической записи Нет
в продаже, поскольку они имеют малое практическое значение
и должны удовлетворять весьма различным требованиям [1052,
1056].
Фотографическое изображение заменяется пишущими или
печатающими приставками, которые получают данные от эхо-
импульсного дефектоскопа — время прохождения и высоту эхо-
импульсов— после обработки в мониторе (разделы 10.3.1—
10.3.3). Это позволяет получить разнообразные варианты: один
из многочисленных самописцев, который записывает линию с
отклонениями и может следовать за движениями искателя, ана-
логичными выполняемым при получении развертки типа С,.
записывает, в частности, высоту эхо-импульсов в направлении,,
перпендикулярном к направлению сканирования. При этом раз-
личные одновременно возникающие участки линий могут частич-
но пересекаться. В результате получается «оцененная» разверт-
ка типа С. На рис. 4.18 показано перспективное изображение
(предназначенное для другой цели [922]). Кроме того, можно
также записывать и глубину дефектов вместо высоты эхо-им-
пульсов. При отказе от записи того или другого в принципе
можно использовать и совсем простой самописец для сигналов
да/нет, как например в устройстве для контроля листов
(рис. 24.8).
При выборе самописца нужно ориентироваться в первую
очередь на предельную частоту, т. е. частоту, за которой он
еще может следовать. Это зависит от скорости сканирова-
ния и от требований к точности документации. Для простых
случаев достаточно частоты около 1000 Гц. Имеются также
и значительно более быстрые самописцы, например ла-
зерные.
Чернилами записывают только медленные изменения; для бо-
лее быстрой записи используются термические изменения но-
сителя. информации, прямое фотографирование и др. Многие
самописцы со специальной электрочувствительной бумагой могут
в дополнение к обычной записи да/нет регистрировать также
различную яркость, т. е. оттенки серого тона. Для этого эхо-
импульсы должны сортироваться на несколько классов при по-
мощи квантующего устройства.
Квантование может быть необходимым и целесообразным и
тогда, когда нужно записывать печатающим устройством раз-
вертку типа С, поскольку такое устройство имеется особенно в
упоминавшихся выше установках с управлением от ЭВМ (рис.
22.17). Оно может записывать, например, числа 1, 2, 4 и 8 как
меру высоты эхо-импульса. В перечисленной последовательности
растут также и затраты на документирование. Однако это оправ-
дывается при контроле ответственных деталей, например для
самолетостроения и космонавтики. Эти изделия и без того часто
контролируются в дорогостоящих установках иммерсионного
223
типа, которые ведут сканирование полностью автоматически по
программе и могут подвергать полученные данные любой обра-
ботке .
На рис. 10.28 показана сравнительно небольшая установка
подобного типа. Перемещения искателя в резервуаре и записы-
вающего электрода на наклонной передней панели механически
«вязаны между собой, так что формируется развертка типа С
Рис. 10.28. Установка для
контроля иммерсионным спо-
собом с регистрацией раз-
вертки типа С при помощи
оттенков серого цвета
(Уэллс — Крауткремер)
-в масштабе 1:1. Амплитуда эхо-сигнала может записываться по
выбору в виде четырех или восьми оттенков серого цвета. После
эхо-импульсного дефектоскопа (USIP 12 фирмы «Крауткремер»)
квантование высот эхо-импульсов, пригодное для записи в виде
оттенков серого цвета, может выполнить С-сканирующий про-
цессор.
[10.4. ИСКАТЕЛИ
Искатель при контроле материала предназначается для возбуж-
дения ультразвуковых волн в изделии и для их обнаружения.
В главе 7 уже было показано, что преобразование электриче-
ской энергии в ультразвук и обратно может быть осуществлено
пьезоэлектрическими материалами.
Проводится различие между искателями с одним излучате-
лем (колебательным элементом), в котором один и тот же пре-
образователь служит и для излучения, и для приема ультразву-
ка, и так называемыми совмещенными искателями (SE), у ко-
торых для этих целей используются собственные отдельные
преобразователи.
10.4.1. Прямые искатели с одним излучателем
Прямой искатель выполнен так, что возбуждаемые звуковые
волны при акустическом контакте с деталью вводятся в изделие
1224
перпендикулярно к его поверхности
(рис. 10.29). Он состоит из излуча-
теля (колебательного элемента), за-
щитного слоя и демпфера и содер-
жит в случае необходимости устрой-
ство электрического согласования
между ними. Все эти элементы
вместе с подсоединительным разъе-
мом размещены в корпусе искате-
ля. Раньше было принято приме-
нять искатели без защитного слоя.
Однако работа с ними была затруд-
нительной, так как при контакте с
шероховатой поверхностью детали
преобразователь мог легко повреж-
даться, что выводило искатели из
строя. Следовательно, защитный
слой служит для механической за-
щиты преобразователя и выполнен
Рис. 10.29. Схематическое устрой-
ство искателя;
1 — излучатель (колебательный
элемент); 2— защитный слой; 3 —
демпфер; 4 — электрическое согла-
сование; 5 — провода; б — металли-
ческий корпус; 7 — разъем
так, чтобы возможно боль-
шая часть звука переходила из преобразователя в изделие.
Демпфер воспринимает часть звуковой энергии, выходящей
с задней стороны излучателя, и поглощает ее внутри себя.
В результате этого излучатель получается более или менее силь-
но демпфированным, что влияет на его поведение в начале и
конце колебательного процесса при импульсном возбуждении
(см. раздел 7.2). Одновременно он служит держателем для пре-
образователя и придает ему необходимую стойкость против на-
грузок на сжатие и на удар, возникающих при акустическом
контакте.
Толщина пластины из пьезоэлектрического материала согла-
сована с желательной частотой искателя. На обеих сторонах
пластины нанесен электропроводящий слой в виде электрода.
Он должен быть более тонким по сравнению с толщиной пласти-
ны, чтобы не нарушать ее акустических свойств. Методы нане-
сения электродов могут быть разнообразными и выбираются в
зависимости от материала пластины и намечаемого ее приме-
нения. В случае керамики на поверхность наносят по способу
печатных схем специальные суспензии серебра, которые затем
обжигают при температуре около 800 °C, или же химически
осаждают слой никеля с золотом. Толщина слоя составляет не-
сколько тысячных долей миллиметра; подсоединительные про-
вода можно припаивать непосредственно к этому слою. На дру-
гие пьезоэлектрические материалы электропроводный слой
можно наносить напылением из паровой фазы или путем обрыз-
гивания электропроводным лаком. Подводящие провода в таком
случае крепятся при помощи электропроводного клея.
Материал преобразователя выбирается в зависимости от
предусматриваемой цели его применения. По известным кон-
s. и
225
стантам материалов (табл. 7.1) можно подобрать наиболее-
подходящий материал для любой конкретной цели.. Ды$ор: де-
лается по таким критериям как коэффициент связи, механиче-
ская добротность, поперечная связь, диэлектрическая достоян-
ная и температура превращения, которые уже были рассмотре-
ны в главе 7. Следовательно, не может быть оптимального»
пьезоэлектрического материала вообще; каждый материал име-
ет свои преимущества и недостатки.
Излучатель (колебательный элемент) должен находиться в*
хорошем механическом контакте с защитным слоем и 'Де'мпфе-
ром. Это обеспечивается склеиванием, пайкой или при помощи'
тонкого слоя жидкости. Однако в каждом случае соединяемые
поверхности должны быть по возможности плоскими и гладки-
ми, чтобы обеспечить хороший переход звука. Слой клея "или;
пайки (припоя) должен быть обязательно тонким, потому что
иначе в этом слое возникнут возмущающие отражений, которые
нарушат согласование импеданса между излучателей; демпфе-
ром и защитным слоем. Толщина защитного слоя должна быть
меньше V2o длины волны. При частоте 4 МГц и кЛее из эпок-
сидной смолы со скоростью звука с=3200 м/с максимально до-
пустимая толщина слоя клея получается равной 0,04’мм . При:
частотах выше 10 МГц получить достаточно тонкие промежу-
точные слои уже достаточно трудно. Если в качестве материала:
для защитного слоя и демпфера применены жидкие (заливае-
мые) смеси эпоксидных смол, то слой клея получается вообще-
ненужным; смесь заливают непосредственно на излучатель и
там отверждают.
Акустический импеданс демпфера выбирают в соответствии
с желаемым демпфированием искателя. Самое высокое демп-
фирование получается в том случае, когда импедансы демпфе-
ра и преобразователя совпадают. Вся акустическая энергия от
задней стенки преобразователя в таком случае переходит без
отражения в демпфер (в тело демпфера). Демпфер должен по
возможности полностью поглотить эту энергию, чтобы не созда-
валось мешающих отражений (эхо-импульсов). Для изготов-
ления демпферов наиболее подходят смеси литых смол с по-
рошковыми наполнителями. Выбором состава смеси и типа
наполнителя можно варьировать импеданс в широких пределах.
В качестве наполнителя часто используют тонко измельченный
вольфрамовый порошок. Тем самым акустический импеданс
можно варьировать от его значения для чистой литейной смолы:
[Z = 2,7-106 кг/(м2-с)] почти до его уровня для метаниобата
свинца [Z = 20,5-106 кг/(м2-с)]. Поглощение обеспечивается вы-
бираемой литейной смолой и примесями других мелкогранули-
рованных материалов с высоким затуханием звука, на-
пример резинового порошка. Для рассеяния волн используют
также опилки и воздушные поры. Однако такие средства, как
и нарушение плоского отражения при выполнении концевой
226
поверхности демпфера наклонной или пилообразной, помогают
только в«сочетании с уже достаточно хорошим фактическим
поглощением. Иначе вместо отдельных мешающих отражений
после посылаемого импульса получается фон в виде
«травы».
При большой доле металлического порошка тело может
стать достаточно электропроводным для высокочастотного им-
пульса. В этом .случае электрод на задней стенке преобразова-
теля не нужен, так что обеспечивается прямой акустический
.переход между излучателем (колебательным элементом) и
. демпфером без .возмущающего промежуточного слоя.
Демйфер на задней стенке гасит в основном колебания плас-
тины по '.толщине. Однако мешающее влияние могут оказать
еще и радиальные колебания, которые особенно,трудно подавля-
ются в случае .титаната бария. Эти колебания можно уменьшить
при заключении,кромки излучателя в демпфирующую массу или
при выбрре преобразователя с малым коэффициентом связи для
радиальных колебаний (см. табл. 7.1). Естественно, помогает
также й выполнение всего излучателя в виде мозаики со швами,
заполненными демпфирующей массой.
Защитный слой, наносимый перед излучателем, тоже зависит
•от предусматриваемого применения искателя. В принципе
провоДится'.различие между искателями с акустически жестким
(hard face) и акустически мягким защитным слоем; при этом
«имеется в виду их звуковое сопротивление на поверхности кон-
такта (искатели с твердым и мягким контактом). Хорошая проч-
ность на .истирание при высокой разрешающей способности и
•чувствительности достигается при тонких, акустически жестких
.защитных слоях из оксида алюминия, сапфира, карбида бора
«ли кварца, которые прикрепляются замазкой перед преобразо-
.вателем, (рис. 10.29). При работе на твердых поверхностях у
таких искателей, впрочем, легко возникают колебания акусти-
ческого контакта, что приводит к колебаниям чувствительности
при контроле. К,роме того, защитные слои, особенно при высо-
.ких частотах, чувствительны к ударам.
Чтобы избежать резонансов из защитного слоя, толщина за-
ыцитного'слоя должна составлять примерно */ю длины волны или
«менее. Искатели с жестким защитным слоем ставят непосред-
ственно на контролируемое изделие (например, на сталь или
.алюминий)- Звук передается через тонкую пленку масла или
другую жидкость, которая служит средством акустического
контакта. Жидкая среда для акустического контакта необхо-
дима во. рсрх случаях применения искателей жесткого типа, так
как воздух при частотах в несколько мегагерц практйчески не
проводи! звука. Ввиду больших различий в импедансах между
защитным слоем [Z = 30-106 кг/(м2-с)], контактирующей жид-
костью 1,5--106 кг/(м2-с)] и изделием [Z=50-106 кг/(м2-с)]
изменение толщины слоя акустического контакта весьма суще-
*8*
227
ственно сказывается на отражении звука от контактирующем
поверхности.
Вышеприведенные рассуждения справедливы при перпенди-
кулярном (прямом) прозвучивании как продольными, так и по-
перечными волнами. Так как в жидкостях распространение
поперечных волн невозможно, у прямых искателей в случае
поперечных волн получается некоторая особенность акустиче-
ского контакта. Должно применяться возможно более вязко-
текучее вещество для акустического контакта, которое способно
передавать силы сдвига (раздел 17.3).
Искатели с мягким контактом снабжаются либо твердым,
но акустически мягким защитным слоем (при иммерсионной
технике, т. е. при работе со слоем воды между искателем и изде-
лием), либо со сменной упругой пластмассовой пленкой при
контактном способе контроля.
Задача согласования преобразователя с материалом при помощи про-
межуточных слоев с непрерывно изменяющимся звуковым сопротивлением!
может быть приближенно решена для излучения в жидкость или в пласт-
массу с несколькими слоями, у которых звуковое сопротивление понижается
от слоя к слою. При идеальном согласовании могла бы быть достигнута,
самая высокая возможная чувствительность без удлинения импульсов под.
влиянием внутреннего отражения. Если используется только один слой, то его
толщина должна составлять четверть длины волны, а его звуковое сопро-
тивление должно быть средним геометрическим между акустическими нмпе-
дансами граничащих материалов. Дополнительные сведения об акустическом;
согласовании имеются в литературе [837, 170, 859].
В качестве твердого, но акустически мягкого материала за-
щитного слоя может быть использована литейная смола с на-
полнителями, импеданс которой может варьироваться в зави-
симости от состава смеси. Толщина защитного слоя должна
очень точно согласовываться (совпадать) с четвертью длины
волны, так как иначе искатель будет излучать другую частоту,
чем задаваемая излучателем. При работе в иммерсионном ва-
рианте нужно следить за тем, чтобы защитный слой и место его*
склеивания с искателем были бы водостойкими.
При работе в контактном варианте, если можно отказаться
от высокой разрешающей способности и чувствительности, как,
например, при длительной работе в трудных условиях, контакт-
ную поверхность лучше всего защитить сменной пластмассовой
пленкой толщиной в несколько десятых долей миллиметра, на-
тягиваемой на преобразователь для обеспечения контакта с за-
полнением маслом или пластичной смазкой.
Для этой цели особенно подходят пластмассы, которые со-
четают в себе высокую прочность на истирание с большим по-
глощением. На чувствительности большое поглощение сказыва-
ется несущественно ввиду малой толщины слоя, но зато оно*
уменьшает многократные отражения в слое и обусловленное
этим расширение импульса [987].
228
Упругие пластмассовые пленки в качестве промежуточных
слоев имеют и то преимущество перед прямым контактом, что
акустический контакт меньше зависит от степени нажатия и от
шероховатости поверхности. Это обусловливается тем, что зву-
ковое сопротивление пластмассы намного ближе к соответствую-
щему показателю контактирующей жидкости, чем звуковое со-
противление преобразователя, поэтому изменение толщины за-
зора, заполненного маслом, сказывается слабее. Кроме того,
пластмассовая пленка лучше прилегает к поверхности изделия,
так что зазор при акустическом контакте получается небольшим.
При достаточно упругих пленках и не слишком высоких
частотах (примерно до 5 МГц) от жидкой среды для акустиче-
ского контакта можно вообще отказаться. Тесный контакт, соз-
даваемый при достаточном нажатии между искателем и изде-
лием, обеспечивает удовлетворительный переход звука. Такие
искатели с так называемым сухим контактом, например, описан-
ные Диксоном [323], находят применение при контроле изделий
преимущественно с пористой поверхностью или чувствительной
к жидкости.
Третьим применением искателей с мягким контактом может
быть работа при наличии входного участка (рис. 10.30). В ка-
честве материала для входного участка применяется пластмас-
Рис. 10.30» Прямые искате-
ли. Слева вверху и внизу —
с жестким защитным сло-
ем; в середине вверху — со
сменной изнашиваемой фоль-
гой; внизу —со сменным
входным участком; внизу
справа — с защитным слоем
из синтетической смолы для
работы в иммерсионном ва-
рианте
са с малым затуханием звука, например, полистирол. Длина
входного участка выбирается в зависимости от наибольшего
времени прохождения звука в детали; ее следует принимать
такой, чтобы повторное отражение (эхо-импульс) от входного
участка появлялось только после отражения от задней стенки
контролируемого изделия. Искатели с входным участком при-
меняются, например, при измерении толщины стенок тонкостен-
ных деталей.
229
В обычных прямых искателях применяются круглые дисковые
преобразователи диаметром примерно от 5 до 40 мм. Для ре-
шения большинства задач контроля не требуются диаметры
более 4Q. мм, поскольку на контролируемой детали обычно не
имеется .таких плоских участков для контакта. Недостатком
меньших диаметров, особенно на низких частотах, т. е, при
малых значениях отношения £>/Х, является усиленное боковое
излучение поперечных волн и поверхностных волн по ри^. 4.23.
Дело в трм, что отражения волн различных видов не так' легко
различить. Кроме того, малые диаметры искателей нежелатель-
ны ввиду сильного снижения чувствительности.
В самом Дёле, амплитуда отражения от задней стенки пластины в ближ-
нем поле пропорциональна площади преобразователя, а в дальнем поле —
квадрату этой площади. Иными словами, чувствительность по эхрчймпульсу
от задней стенки в дальнем поле убывает пропорционально четвертой сте-
пени диаметра излучателя. Первый вывод обусловливается тем, чтЪ пьезо-
приемник: дает принимаемое напряжение, пропорциональное своей: площади,
если он работает с подключенным низким сопротивлением (в режиме^корот-
кого замыкания), что ' прибли-
D, мм
Рис.. 10.31. .Длина ближнего поля Л’, углы
раскрытия у0 и Т7о для искателей с круглыми
дисковыми преобразователями диаметром D,
рассчитанные для стали и продольных воли
(угол раскрытия ’у:0 относится к амплитуде
эхо-сигмдла):.
ДО — длина ближнего поля в стали для про-
дольных волн (с^5,9-103 м/с); f — частота;
D — диаметр излучателя
230
женно и может быть принято в
большинстве случаев; Второй вы-
вод следует из формулы (5.3),
поскольку там начальное звуко-
вое давление Ро нужно прини-
мать пропорциональным площади
преобразователя, если сравни-
вают преобразователи с . различ-
ной площадью. Для преобразо-
вателя, работающего в режиме
излучения, при этом предпола-
гается, что он независимо от
своей площади всегда создает
одинаковое излучаемое напря-
жение. • I-
В диапазоне частот от
0,5 до 20 МГц соответствую-
щую длину ближнего поля
можно взять из верхней
части диаграммы (рис.
10.31). Из нижней части
диаграммы (по левой шка-
ле уо) одновременно можно
взять угол раскрытия, рас-
считанный для первой ну-
левой точки характеристики
направленности по форму-
ле (4.15), а по правой шка-
ле у70 для амплитуды эхо-
импульса, равной 7О7о,мак-
симальной.. Действительная
нулевая точка в звуковом
луче импульсного "прёобра-
зователя не появляется, а угол у70 всегда дает справедливое
представление о растворе характеристики направленности
(остроте пеленга) данного искателя.
Пример. Преобразователь диаметром 24 мм имеет при работе на частоте
4 МГц длину ближнего поля около 97 мм. у0=4,3° и у70=1,3°.
Фактически действующий диаметр излучателя в искателе несколько
меньше механического (здесь сказывается влияние кромки излучателя). По-
этому длина ближнего поля для искателя на 4 МГц с диаметром излучателя
(колебательного элемента) 24 мм составляет только 90 мм, а его угол рас-
крытия 70=4,5°,
От хорошего искателя требуется, с одной стороны, хорошая чувствитель-
ность в дальнем поле, а с другой стороны, хорошая разрешающая способ-
ность в ближнем поле. Если по первому соображению уже выбран искатель
с возможно большим диаметром, а по соображениям затухания в материале
выбрана максимально возможная частота для данного пьезокристалла, то для
дальнейшего повышения чувствительности остается применить только сниже-
ние демпфирования. Однако это противоречит второму требованию, так как
нз-за этого увеличивается длина возмущенной зоны. При заданном пьезо-
материале можно обеспечить оптимальность искателя только по одному из
вышеназванных соображений.
Звуковые поля и разрешающая способность некоторых часто
применяемых искателей показаны на рис. 10.32. Из этого пред-
ставления, именуемого сонограммой, можно видеть, что в за-
висимости от типа искателя получаются очень разные значения
разрешающей способности в ближнем поле и распознаваемости
дефектов в дальнем поле.
Естественная фокусировка звукового пучка плоского излуча-
теля в конце ближнего» поля может быть приближена к излуча-
телю и увеличена искусственной фокусировкой (раздел 4.7).
Для этого применяют либо искривленные излучатели, либо лин-
зообразные защитные пластины перед плоским излучателем
(колебательным элементом). В иммерсионном варианте (рис.
10.33) искривленная поверхность излучает прямо в воду. В кон-
тактном варианте можно скомбинировать по Вюстенбергу [1655]
две линзы из соответствующего материала (например, две пласт-
массы) с таким расчетом, что снова получится плоская кон-
тактная поверхность. Другие конструкции представлены в раз-
деле 4.7.
На рис. 10.34 показаны такие искатели со сравнительно
большим диаметром излучателя до 75 мм, применяемые для
контроля толстостенных деталей. В системе с двойной линзой
отражений от передней линзы избежать нельзя, так как эта лин-
за в середине существенно толще, чем Х/4. В таком случае при-
ходится мириться с некоторой возмущенной зоной в ближнем
поле даже и при применении поглощающих материалов для
линз, в частности эбонита, возможно с наполнителями.
При сканировании большого образца иммерсионным методом
применяют специальные широколучевые искатели (рис. 10.35),
охватывающие сразу полосу шириной до 100 мм. В них ставят
длинные й узкие прямоугольные излучатели. Такие искатели
231
Рис 10.32. Сонограмма прямых искателей (Л—Г) со сменной пластмассовой пленкой
и твердым защитным слоем. Характеристика искателей:
А Б В Г
Диаметр преобразова-
теля, мм ....................... 24 24 24 10
Защитный слой .... Мягкий Мягкий Твердый Твердый
Частота, МГи ................... 1 4 4 4
Материал................ Серый чугун GG25 Термически улучшенная сталь
Затухание звука, дБ/м . . 15 4 4 4
а—(цифра в кружке) — наименьшая величина эталонного дефекта, обнаруживаемого,
на соответствующем расстоянии (например, при цифре I — диаметр ( мм); б—(за-
штрихованные участки) — область, в которой контроль невозможен (мертвая зона)
иногда дополнительно комбинируют с ультразвуковыми цилин-
дрическими линзами. В узкой фокусной линии можно было вы-
явить в алюминии при частоте 10 МГц отверстие с плоским дном
диаметром 1,6 мм в слое на расстоянии от 2 до 12 мм под
поверхностью, причем это обеспечивалось в луче шириной 75 мм
([17], раздел 44).
Часто имеется необходимость контролировать при одном
положении искателя возможно больший объем. Однако при вы-
шеупомянутом широколучевом искателе с увеличением ширины
все труднее получить однородное поле. Отсутствуют также дан-
ные по боковой локализации дефекта (отражателя). Разбивкой
излучателя на секции с индивидуальным возбуждением каждой
секции со сдвигом во времени получаются так называемые
секционированные излучатели (array). Такие излучатели
232
Рис. 10.33. Контроль в им-
мерсиовном варианте со
сфокусврованпым излуче-
нием (схема)
Рис. 10.34. Фокусирующие искатели для контактного варианта:
а — конструкция фирмы «Крауткремер» и Федерального ведомства по испытанию ма-
териалов (вверхунаклонные искатели, внизу — прямой искатель); б —схема; / — излу-
чатель (колебательный элемент), 2 и 3 —лиизы
I___________________________________t_________________________[_________________________L
х о 1 г з
о
J:___I
4 мкс 5"
Рис. 10.35. Широкоуголь-
ный искатель (Аэротех),
охватываемая ширина 2,5
дюйма (около 60 мм), номи-
нальная частота 2 МГц:
а — внешний вид; б — форма
импульса эхо-снгиала; в —
амплитуда эхо-сигнала от
стального прутка диамет-
ром 6 мм при длине пути
звука в воде 75 мм
233
(«групповые») открывают многочисленные возможности. В про-
стейшем случае фазовым сдвигом возбуждения можно имитиро-
вать смещение искателя. Направление звука при этом остается
перпендикулярным к поверхности контакта. Характеристикой
звукового поля можно управлять путем объединения несколь-
ких элементов (секций), т. е. настраивать длину ближнего поля.
Такой вариант называется линейным секционированным излу-
чателем (рис. 10.36). Он получается довольно неудобным в об-
ращении (трудно обеспечивается акустический контакт), если
им требуется контролировать большую ширину, например, не-
сколько больше 10 см. Напротив, секционированные излучатели
Рис. 10.36. а — схематическое устройство секционированного излучателя для линейного
сканирования; б—звуковое поле для линейного сканирования с применением основного
(/) и боковых (2) лепестков при работе схемы на частоте 3,5 МГц с излучением в воду
с фазовым управлением (phased array, РА-метод) открывают на-
много больше возможностей, а для акустического контакта у
них требуется лишь несколько сантиметров. Принцип их тоже
заключается в разбивке на очень узкие элементы (шириной
менее длины волны), но с управлением в одно и то же время,
хотя с систематическим сдвигом фаз от одного элемента (сек-
ции) к другому. В результате возбуждается наклонный звуковой
луч, угол которого изменяется в зависимости от сдвига фаз;
по желанию этот луч можно фокусировать. Одновременно можно
подавить боковые лепестки характеристики направленности
увеличением размеров отдельных излучателей (секций) по на-
правлению к краю, а возможно и изменением амплитуды, как
у искателя с гауссовским распределением. В режиме приема
такой искатель равноценен искателю с переменным углом. При
малых углах он излучает продольные волны, а при больших
углах происходит преобразование моды в твердом теле, как у
наклонных искателей. Они применяются для работы и в им-
мерсионном, и в контактном вариантах. Число излучателей (сек-
ций колебательного элемента) может варьироваться примерно от
10 (для грубого управления) до нескольких сотен, например для
контроля сварных швов применяют от 24 до 50 секций. При их
изготовлении либо монтируют на демпфере заранее подогнанные
отдельные полоски, причем демпфер ввиду раздельных подво-
234
дов к каждой полоске не должен быть электропроводным, либо,
что более эффективно, можно распилить длинный уже наклеен-
ный излучатель на соответствующие полоски вместе с самим
демпфером, который в большинстве случаев бывает электропро-
водным и содержит большое количество порошка тяжелых ме-
таллов. Ширина искателя обычно составляет 10—20 мм, длина
30—75 мм, а для медицинских целей и больше.
Очевидно ввиду большого спроса в других областях такие
секционированные излучатели уже появились в продаже, на-
пример, с размерами 15x75 мм из 50 секций. В продаже имеют-
ся также провода, обеспечивающие запаздывание (tapped delay
lines); для устройства сканирования по секторам с одновремен-
ной фокусировкой нужны два таких провода. В продаже уже
имеется большой выбор микропроцессоров [1090] , а также ана-
лого-цифровых и цифро-аналоговых преобразователей (A'D и
D/А). .
Электроника для переключения и сдвига фаз у искФгёлёй с
большим числом излучателей располагается в корпусе'. В более
простых конструкциях излучатели соединены с аппаратурой
тщательно заэкранированными проводами. Несмотря на -микро-
электронику, которая впервые только и сделала возможной реа-
лизовать управление, на которое раньше требовались очень
большие затраты, аппаратура, предназначаемая для работы на
строительных площадках, особенно для атомных электростан-
ций, все же весит несколько сотен килограммов [1111]; Допол-
нительная литература и практические применения рассматрива-
ются в разделе 13.12. , ;.
10.4.2. Наклонные искатели с одним излучателем >
Для прозвучивания под углом к поверхности изделия исполь-
зуются преломление и преобразование видов волн; для различ-
ных граничащих веществ эти явления характеризуются прони-
цаемостью эхо-импульсов согласно табл. 5—8 в Приложении.
В воде над сталью, т. е. при работе в иммерсионном варианте,
каждый из этих углов в изделии с обоими видами волн можно
настраивать произвольно, изменяя угол падения от 0 до 27°.
При контактном варианте можно аналогичным образом, распо-
ложить преобразователь для продольных волн в сосуде со звуко-
проницаемым дном, заполненном жидкостью. Такое расположе-
ние на практике себя не оправдало. Вместо него применяют
твердые клинообразные промежуточные элементы (рис. 10.37),
к ко+орым прочно прижимают или приклеивают преобразова-
тель. ' ‘
В принципе наклонный искатель можно рассматривать как
комбинацию прямого искателя с акустически мягким защитным
слоем, как это было описано в разделе 10.3.1, с клинообразным
входным участком. Такое расположение на практике тсЫе при-
235
меняется (рис. 10.38): прямой искатель навинчивают на клин
со слоем масла или прочно зажимают его. Преимущество такой
конструкции заключается в том, что клин при его износе можно
заменить новым. Впрочем, необходимо следить за тем, чтобы
между искателем и клином всегда имелось достаточное количе-
ство среды акустического контакта, так как иначе излучаемое
звуковое поле будет сильно возмущенным.
Рис. 10.37. Наклонные искатели конструкции фирмы «Крауткремер»;
а — схема в разрезе; б —различные формы исполнения; / — преобразователь; 2—согла-
сующий слой; 3 — пластмассовый клин; 4 — электрическое согласование; 5 — разъем
(розетка) прибора; 6 — корпус; 7 — поглощающая масса (демпфер); 8 —крышка
Если весь искатель расположен в защитном корпусе, нижний
край которого параллелен излучающей поверхности, то после
сильного износа контактной поверхности ее можно сошлифовать
Рис. 10.38. Наклонные искатели со смен-
ным клином (конструкция фирмы «Краут-
кремер — Брансон»)
параллельно кромке корпуса и отремонтировать наклеиванием
(замазкой) нового контактного слоя без изменения угла ввода
звука. На корпусе может быть отмечена стойкой маркировкой
также и точка выхода звука, от которой рассчитывается путь и
угол звука для локализации дефекта.
Весь диапазон углов почти до 90° можно охватить в образце
только в том случае, если звук при входе преломляется в сто-
рону от перпендикуляра, т. е. если скорость звука в клине
236
меньше, чем в контролируемом изделии. При возбуждении по-
перечных волн в стали со скоростью звука с<=3150 м/с (что
является самым частым применением наклонных искателей при
контроле материалов), поэтому в качестве материала для клина
можно применять различные пластмассы. Чаще всего исполь-
зуют плексиглас (со скоростью звука cz=2730 м/с), но если
требуется обеспечить малое затухание звука, то подходит также
и полистирол (сг=2350 м/с).
Однако для меди (у которой сг = 2260 м/с) или серого чугуна
(с; = 2200 м/с) угловой диапазон до 90° такими средствами охва-
тить нельзя. Для этой цели [1228] пригодны различные виды
нейлона со скоростями звука Ci от 1680 до 2600 м/с, а также и
тефлон (ПТФЭ) с Ci= 1350 м/с.
На рис. 10.39 представлена сонограмма типа показанной
на рис. 10.32 для некоторых промышленных наклонных искате-
лей. Перпендикулярно к плоскости чертежа звуковой пучок име-
Рис. 10.39. Сонограмма наклонных искателей (Л—Г) с углом ввода 45’. Характеристика
искателей (контролируемый материал — углеродистая сталь):
А Б В Г
Размер преобразователя, мм 20X22 8X9 20X22 8x9
Частота, МГц..................... 1 2 2 4
Затухание звука, дБ/м . . 4 8 8 60
0,5; I; 2; 4; 8 — наименьшие значения эталонного дефекта, обнаруживаемого на соответ-
ствующем расстоянии (в данном случае диаметром I мм); заштрихованные участки —
мертвая зона, в которой контроль невозможен
237
ет примерно на 30% меньшее поперечное сечение, так как в этот
плоскости не происходит преломления звука на контактной по-
верхности.
Угол клина подбирается в первом приближении по закону
преломления согласно формуле (2.3). Для его расчета нужно-
знать скорость звука в клине и изделии, а также желаемой угол
ввода звука в изделие. Однако закон преломления справедлив;
только для плоских волн, т. е. для излучателя бесконечной про-
тяженности, поэтому нужна корректировка в зависимости от
отношения D/X [1654]. Обычно угол клина следует выбирать
больше рассчитанного по закону преломления, чтобы пб'лучить-
желаемый угол ввода звука при малых отношениях D/X.
Поскольку большинство наклонных искателей с плексигласо-
вым клином поставляются протарированными на сталь, при . их.
использовании для контроля других материалов нужно'! учиты-
вать изменение угла, которое для некоторых наиболее распро-
страненных типов искателей будет следующим, град.: '
Угол звука в стали . . 35 45 60 70 80
Угол звука поперечных волн: в: алюминии . . . 33 42,4 55,5 63,4 69,6
в меди ..... 23,6 29,7 37,3 41 43,4
в сером чугуне (среднее значение для чугуна с пластинчатым графи- том) ’ 23 28 35 39 41
У наклонных искателей с углом 35°, кроме того, в меди щ
сером чугуне могут быть еще и продольные волны под углом'
57 и 55° соответственно. Поэтому при контроле таких материа-
лов нужно работать по возможности с большими углами.
На границе с контролируемым изделием на пути звука туда и обратно-
каждый раз отражается некоторая часть волны. Проницаемость эхо-импуль-
сов по табл. 5—8 в Приложении является мерой к.п.д., который для случая
плексиглас—алюминий получается наибольшим, так как звуковые сопротивле-
ния обоих этих материалов меньше всего различаются. По этой причине при
контроле стали лучше подошел бы клин из свинца. Однако неизбежный слой
жидкости сводит это преимущество при контроле снова практически на нет.
Утяжеление пластмасс (их наполнение порошком тяжелых металлов) тоже-
практически дает немного пользы, но создает трудности при обеспечении
однородности продукции.
Особой конструктивной проблемой для наклонных искателей;
является устранение мешающих отражений (эхо-импулъсов),
возникающих сразу же вслед за посылаемым импульсом под
влиянием волн, отраженных от поверхности акустического кон-
такта; этй волны отражаются в клине туда и обратно и при этом1
частично попадают обратно в преобразователь. В первую оче-
редь для подавления этих эхо-импульсов нужно подобрать со-
ответствующий материал клина, который сам по себе обеспечи-
238
зал бы заметное затухание, как, например, плексиглас. Кроме
того, нужно выполнить так называемый акустический зумпф
(углубление) на клине, при этом поверхности тела клина, за-
тронутые отраженной волной, снабжаются слоями, которые
мало отражают и сильно поглощают проникающие в них волны,
например литые массы из смолы с наполнителем, эбонитовые
массы с наполнителем для повышения поглощения, прикрепля-
емые замазкой, и т. д. В дополнение к этому можно рассеять
остальную часть отраженной волны, если на отражающую по-
верхность нанести рифление (рис. 10.38) или выполнить на ней
заостренные вершины конуса, или просверлить отверстия, за-
полненные поглощающей массой. Полностью устранить эти по-
мехи при большом усилении не удается, поскольку часть волны
/рассеивается обратно непосредственно от контакта с кристаллом,
особенно в случае шероховатой поверхности.
У наклонных искателей для возбуждения продольных волн в
стали с плексигласовым входным участком особенно трудно по-
лучить малую долю звука, отражающегося непосредственно к
излучателю, так как в этих искателях угол клина может быть
только в пределах от 19 до 27° при углах входа звука от 45 до
70°. Для улучшения разрешающей способности в ближнем поле
входной участок выполняют возможно более длинным, так что-
бы излучатель уже не мог принимать лучи, отраженные от по-
верхности контакта. Однако одновременно с продольной волной
всегда возбуждается и нежелательная поперечная с меньшим
углом входа звука, которую впрочем можно легко распознать
по большему времени прохождения (рис. 10.40).
Для возбуждения волн в граничном слое, например поверх-
ностных и головных («ползучих»), используется такая же кон-
струкция искателя, как для поперечных волн — с пластмассо-
вым клином, угол которого должен быть несколько выше кри-
тического.
Поперечные волны можно возбуждать в основном без преобразования
моды поперечно поляризованным пьезокерамическим излучателем или, но с
меньшим к.п.д.— Y-кварцевым излучателем. Однако для непосредственного
контакта требуется твердый или, по крайней мере, очень вязкий акустический
слой, пригодный только для длительного (постоянного) подключения. Иска-
тель для наклонного прозвучивания можно получить при прочном закрепле-
нии излучателя (при помощи замазки) иа металлическом клине и т. п., угол
которого непосредственно соответствует желательному углу. Если направле-
ние поляризации излучателя параллельно плоскости падения (волны SV, как
у обычных наклонных искателей), то можно передать волну через слой жид-
кости прямо в изделие (см. раздел 2.4). Недостаток такого решения заклю-
чается в том, что этот слой ввиду больших различий в акустической жест-
кости должен быть очень тонким и однородным; следовательно, поверхности
должны быть очень ровными. Возможный диапазон углов (примерно от 35
до 80°) получается таким же, как для обычных наклонных искателей. Более
крутые поперечные волны можно получить только при твердом акустическом
контакте. Излучателями поперечных воли теперь уже комплектуются также
и секционированные искатели [96].
239
Ряс. 10.40. Контроль продольными волнами:
а — экран с отражениями продольных и поперечных волн; б — расположение на полу*'
круглом цилиндре из стали с плексигласовым входным участком
а 5 8
Рис. 10.41. Конструктивные формы фо-
кусирующих наклонных искателей'
1784]:
а — со сферическим преобразователем;
б — со сферическим зеркалом; в — со
сферической линзой
Рнс. 10.42. Наклонные искатели с бесступенчато изменяемым углом ввода звукового
луча {а—и)
Рис. 10.43. Искатели с бесступеи-
чато варьируемым углом ввода зву-
нового луча (конструкция фирмы
«Крауткремер»)
240
Фокусирующие наклонные искатели нашли особенно широкое'
распространение для контроля сварных швов. На рис. 10.41 по-
казаны различные конструктивные исполнения.
Для некоторых задач контроля нужно непрерывно изменять,
угол ввода звукового луча. На рис. 10.42 показаны различные
возможности этого. В первом варианте, по Мешу [1024], два
пластмассовых клина проворачиваются один над другим, при-
чем один из них несет на себе кристалл. При одинаковом угле
обоих клиньев суммарный угол можно установить в пределах
от нуля до двойного значения. При вращении одного из клиньев
изменяется плоскость падения. Во втором конструктивном ва-
рианте применен пластмассовый полуцилиндр с закрепленным на
нем (при помощи замазки) кристаллом, проворачивающийся в
пластмассовом блоке. При этом плоскость падения не изменя-
ется, а точка входа звукового луча смещается. В третьем ва-
рианте и точка входа луча остается приблизительно постоянной.
В этой последней очень дорогостоящей конструкции кристалл
перемещается с помощью микрометрического винта. Корпус за-
полняется маслом и должен быть герметичным. Благодаря этому
отпадает требуемая в ином случае после длительной службы
очистка поверхностей скольжения с их промасливанием. Угол
считывается через окошко (рис. 10.43).
Усовершенствованным вариантом механически настраивае-
мого наклонного искателя является конструктивная форма, пред-
ложенная Зайгером и др. [1395], показанная на рис. 10.44..
Рис. 10.44. Наклонный искатель с дистан-
«ионно управляемыми углом ввода зву-
кового луча, плоскостью ввода звука и
размерами излучателя (колебательного
элемента)
Здесь и угол ввода (по принципу, показанному на рис. 10.42, б) г
и плоскость падения (ввода звука) контролируются дистанцион-
ным управлением при помощи электродвигателей. В дополнение
к этому электрод излучателя разделен на несколько зон, так
что их подключением или отключением можно получать раз-
личную величину площади активной поверхности излучателя и
тем самым различную структуру звукового поля; (длину ближ-
него поля и угол раскрытия).
241
Для непрерывного сканирования поворачиваемым лучом ис-
шользуют устройства типа показанного на рис. 10.42, б, причем
цилиндрическая вставка или проворачивается от электродвига-
теля туда и обратно, или вращается. В других исполнениях име-
ется поворотный ультразвуковой отражатель в заполненной
жидкостью камере перед неподвижным излучателем.
Без механического движения, однако с гораздо большими
затратами на электронику, работают так называемые секциони-
рованные излучатели с фазовым управлением (раздел 10.4.1).
При иммерсионном варианте, а также при работе с прямым кон-
тактом, они посылают поворачиваемый луч — в вертикальной
плоскости для продольных волн под углами согласно разделу
2.3 (для обеих мод) или только для поперечных волн. Этот
луч может многократно изменяться, например фокусироваться.
С механическим переключением элементов задержки фазы
такие искатели применял еще Бредфилд в 1954 г. [173].
Для работы в качестве
излучателя только попереч-
ных волн секции с фазовым
управлением монтируются
на плексигласовом клине,
как показано на рис. 10.41, а
[ 1194]. При соответствую-
щем фазовом управлении
можно устранить влияние
кривизны или использовать
ее для изменения фокуси-
ровки.
Чтобы достичь любого
пространственного угла,
т. е. выйти из плоскости па-
дения линейного секциони-
рованного излучателя, мож-
секций параллельно друг
другу и соответственно управлять ими. Очень большие затраты
можно впрочем уменьшить при кольцевом расположении отдель-
- пых секций.
О применениях и литературе по таким искателям см. раз-
дел 13.12.
Простое исполнение с ручным шаговым переключением че-
рез каждые 2,5° в диапазоне от 45 до 70° показано на рис. 10.45.
Такой искатель содержит только 10 элементов.
10.4.3. Совмещенные искатели
типа излучатель—приемник (SE)
В искателях, имеющих только излучатель, разрешение в ближ-
нем поле ограничивается мертвой зоной за посылаемым им-
пульсом. Даже если применяются искатели с входным участ-
Рис, 10.45. Переключаемый наклонный иска-
тель по Кизингу J1702] (схематично)
но расположить несколько таких
: 242
ком из воды или пластмассы, у которых время, прохождении
шука через входной участок достаточно для затухания колеба-
ний, получающихся после посылки импульса, все же остается/
мешающий эхо-импульс, отраженный от поверхности изделия.
Для устранения этого недостатка применяют так называемые
совмещенные искатели SE (рис. 10.46). У них один преобразо-
ватель используется как излучатель (передатчик), а второй-—
1ля приема ультразвуковых волн. Оба преобразователя, обычно.-
имеющие форму полукруга или прямоугольника, наклеиваются
на один и тот же входной участок и в электрическом н акусти-
iecKOM отношениях тщательно экранированы один от другого..
Рис. 10.46. Принципиальная схема совме-
щенного искателя (SE) н распространение
звука в нем: -
/ — разделительный слой; 2 — колебатель-
ный элемент (излучатель); 3-—входной
участок; 4 -? угол скоса призмы («кры-
ши» )
Их устанавливают совместно в одном корпусе (рис. 10.47)
подключают к излучающему и приемному входам прибора^дву-
мя отдельными коаксиальными кабелями.
Рис. 10.47. Совмещенные искатели
различных конструктивных форм
(фирмы «Крауткремер»); слева —
искатели для ручного контроля;
справа — широкоугольные искате-
ли для автоматического контроля
листов с многоштырьковым разъ-
емом
Разделяющий слой, выполненный из пробки или пенопластаг.
должен обеспечивать возможно более сильное затухание звука.
Кроме того, в районе колебательного элемента этот слой дол-
жен иметь электропроводную прослойку, чтобы избежать элек-
трического влияния между излучателем и приемником.
В идеальном случае звук доходит от излучателя к приемнику
только через изделие, так что можно работать без мешающих
показаний из входного участка. На практике все же не удается
избежать некоторого незначительного прямого перехода звука,
между излучателем и приемником. Это обусловливается тем,.
243 •
что звук и в искателе, и в особенности на поверхности изделия,
замыкается из излучателя на приемник.
Качество совмещенного искателя определяется, в частности,
величиной эхо-импульса от такой связи, которая ограничивает
разрешающую способность в подповерхностном слое. В зависи-
мости от конструкции можно получить различие между эхо-им-
пульсом от замыкания и наибольшим эхо-импульсом от задней
«стенки в 40—60 дБ.
Совмещенные искатели могут выполняться и наклонными.
У наклонных искателей с одним излучателем для продольных
волн ввиду сравнительно малого угла клина особенно неблаго-
приятно проявляется проблема мешающих отражений от поверх-
ности контакта, поскольку эти отражения снова попадают в из-
лучатель. Напротив, у совмещенного искателя для продольных
волн разрешающая способность в ближнем поле может быть
•существенно лучшей, чем у искателей с одним излучателем, так
как звуковые волны, отраженные во входном участке излуча-
теля, не попадают на приемник. Головные волиы могут при-
меняться только при совмещенных искателях.
Совмещенные искатели часто применяются для измерения
толщины стенки изделия, особенно в случае деталей, прокор-
родировавших с задней стороны. Прямым совмещенным иска-
телем можно обнаруживать язвенную коррозию (питтинг) на
внутренней стенке труб или на других недоступных местах (рис.
10.48). Например, совмещенным искателем на частоте 10 МГц
можно обнаружить плоскодонные отверстия глубиной 0,4 мм на
глубине 1,2 мм под поверхностью с еще достаточной четкостью.
Характер звукового поля некоторых типичных совмещенных
искателей представлен на рис. 10.49. На расстояние наибольшей
чувствительности искателя (так называемое фокусное расстоя-
ние) можно повлиять при помощи угла скоса призмы. Если
этот угол равен нулю, то фокусное расстояние будет наиболь-
шим; с увеличением угла оно сокращается. Впрочем, при боль-
ших углах скоса призмы усиливается закорачивание между из-
лучателем и приемником поверхностными волнами. Поэтому
на практике работают с углами скоса призмы не более 12°.
Электрическое согласование совмещенного искателя отлича-
ется от требуемого для искателя с одним излучателем. Во вто-
ром случае всегда нужно искать оптимальный компромисс для
условий работы в качестве излучателя (передатчика) и в ка-
честве приемника, а в совмещенных искателях это ограничи-
вающее условие отпадает. Можно оптимально согласовывать
излучающие и приемные преобразователи по отдельности с со-
ответствующими импедансами прибора. Можно даже без за-
труднений применять различные материалы для излучателя и
приемника в соответствии с их пьезоэлектрическими константа-
ми (см. табл. 7.1) с целью получить возможно более высокую
чувствительность.
244
OE RE РЕ RE
Рис. 10.48. Выявление дефекта, расположенного вблизи поверхности, при помощи сов-
мещенного искателя иа частоте 10 МГц; справа — для плоскодонного отверстия диа-
метром 0,4 мм па расстоянии 1,3 мм от поверхности; титан, толщина листа 6,3 мм:
ОЕ — эхо-импульс от поверхности; RE — отражение от задней стенки; ЕЕ — отражение
(эхо-импульс) от дефекта
Рис. 10.49. Сонограммы некоторых совмещенных искателей (Л—В). Характеристика иска-
телей (диск разделен пополам на излучатель и приемник; контролируемый материал —
термически улучшенная сталь; затухание звука—4 дБ/м):
А Б В
Диаметры преобразователя, мм 21 21 И
Угол скоса призмы, град ... 735
Числа 0,5—4 —наименьшая величина эталонного дефекта, обнаруживаемого на соот-
ветствующем расстоянии (в данном случае диаметром 1 мм)
10.4.4. Специальные искатели
Стандартные искатели можно свободно применять в диапазоне
температур от —20 до +60 °C. При более высоких постоянно
действующих температурах встречаются различные трудности,,
которые в лучшем случае допускают лишь кратковременное аку-
стическое подключение с последующим охлаждением. Наряду с
температуростойкостью излучателя, демпфера и клея трудности
создаются различиями в коэффициентах теплового расширения
материалов, применяемых в искателях. Поэтому при длительно
действующих высоких температурах или температурах поверх-
ности нужно применять специальные искатели.
В качестве материала для преобразователя подходит мета-
ниобат свинца (примерно до 300 °C) или ниобат лития (при-
мерно до 1000°С). Гелерт и др. [541] предложил использовать
для демпфера спеченные материалы (из порошка).: Современ-
ными методами порошковой металлургии вполне возможно за-
давать'имМеданс и Скорость звука в таком материале в требу-
емых пределах. Преимущества заключаются в высокой тепло-
стойкости и в малом тепловом расширении, которое примерна
соответствует тепловому расширению преобразователя.
В качестве материала для входного участка можно исполь-
зовать жаростойкий полиамид (примерно до 400 °C), кварцевое
стекло (примерно до 1200 °C) или спеченные металлы (пример-
но до 800 °C). Часто бывает достаточно изготовить из тепло-
стойкого материала только входной участок и охлаждать излу-
чатель (колебательный элемент) водой или воздухом. Таким
способом можно допускать высокие температуры на поверх-
ности изделия без особых затрат на колебательный элемент
излучателя.
Для измерений толщины стенки применяют совмещенные
искатели с кварцевым стеклом. Ими можно проводить кратковре-
менные измерения (до 5 с) при температурах до 600 °C, если
затем входной участок снова охлаждается.
Наклеивание искателей при выборе соответствующих мате-
риалов возможно при температурах примерно до 250°C. Хотя
и имеются клеи, выдерживающие гораздо более высокие тем-
пературы, однако они в своем большинстве имеют консистен-
цию как у цемента. Они плохо проницаемы для звука и обра-
зуют слишком толстые слои клея. Поэтому при повышенных
температурах колебательный элемент, входной участок и демп-
фер сжимают между собой пружинами или винтами. Акустиче-
ский контакт обеспечивается при помощи высококипящей жид-
кости или всухую в случае плоских и полированных контактных
поверхностей.
На практике применяют искатели, которые выдерживают
длительное действие температур до 300 °C, например для управ-
ления процессом экструдирования [939]. Искатели для постоян-
246
ной работы при более высоких температурах пока опробованы
юлько как опытные образцы.
При контроле работы атомных электростанций нужны иска-
। ели, стойкие против ядерных излучений, которые к тому же
1асто должны работать и при повышенных температурах. Те-
перь вполне возможно создание таких искателей, так как уже
имеются клеи, материалы для колебательных элементов, кабели
л литейные смолы, стойкие против излучений (см. главу 30).
Рис. 10.50. Совмещенный ши-
рокоугольный излучатель. Схе-
ма устройства колебательного
элемента:
1—излучатель (передатчик);
2 — разделительный слой; 3—
5 — приемники
Для контроля листов и сортовых заготовок применяют совме-
щенные искатели специальной конструкции — так называемые
широкоугольные. Они имеют один излучающий элемент (пере-
датчик) и три отдельных приемника (рис. 10.50; о применении
см. раздел Г).
Простую конструкцию искателя с переменным углом ввода
звука можно получить, если перед прямым искателем прижать
резиновую полусферу, заполненную жидкостью [684]. При на-
клонной посадке этого искателя на материал получают наклон-
но падающие волны обоих типов, благодаря чему можно быстро
проводить инспекционный осмотр.
Специальный продольный совмещенный наклонный искатель
с углом 75° используется для возбуждения головных волн [1652].
а0.5. СВОЙСТВА ЭХО-ИМПУЛЬСНЫХ ДЕФЕКТОСКОПОВ
И ИСКАТЕЛЕЙ
Определяемым ниже свойствам системы, состоящей из эхо-им-
пульсиого дефектоскопа и искателя, в зависимости от случая
(условий) их применения может даваться различная оценка.
Поэтому здесь можно ограничиться только перечислением и спо-
собами их определения.
10.5.1. Общие свойства
Требования, предъявляемые к окружающей среде
В зависимости от места применения от дефектоскопов может
требоваться сохранение полной работоспособности даже и при
неблагоприятных условиях.
Согласно стандарту ФРГ проводится различие между пре-
дельно допустимыми условиями при хранении и транспорти-
247
ровке и допустимыми («номинальными») условиями примене-
ния. При этих предельно допустимых условиях должно быть
гарантировано, что приборы в выключенном состоянии не под-
вергнутся стойким повреждениям. При допустимых условиях
эксплуатации должно быть гарантировано, что все функции бу-
дут выполняться без цифровых искажений. Важнейшими пара-
метрами, требуемыми от окружающей среды, являются:
температурный диапазон;
влажность воздуха и возможность выпадения росы;
механические нагрузки (удары, колебания);
устойчивость напряжения питания;
мешающие электромагнитные поля;
дождь, брызги воды, пыль;
освещенность окружающей среды (считываемость с экрана
или с цифровых датчиков).
Обращение с прибором, надежность контроля
Другой важной группой свойств, влияющих на потребитель-
скую стоимость дефектоскопа, является удобство обращения
с прибором, которое тесно связано с надежностью получаемых
результатов контроля. Важнейшими из этих свойств можно счи-
тать следующие:
требуемое время обучения контролера (оператора);
защищенность от ошибочных действий при управлении;
воспроизводимость результатов контроля;
яркость, резкость и размеры экрана и показаний на нем;
форма, расположение и количество органов управления;
вспомогательные расчетные средства для юстировки, напри-
мер калибровка изображения в абсолютных единицах длины
путем пересчета масштаба времени по скорости звука в мате-
риале и углу искателя;
простота настройки (юстировки);
наличие цифровой индикации для расстояний, толщин сте-
нок, положений диафрагмы, усиления и т. д.;
простой и воспроизводимый ввод данных;
документирование настройки прибора и результатов кон-
троля;
простота проверки функционирования прибора;
пригодность к включению в систему, т. е. возможность под-
ключения к ЭВМ;
независимость от сети, время работы на аккумуляторных
батареях;
масса, размеры.
К общим свойствам, кроме того, относятся соблюдение пра-
вил по технике безопасности (Общества электротехников ФРГ)
и правил по допустимым излучениям помех (FTZ).
248
10.5.2. Специфические свойства при работе
Требования к точности дефектоскопов регламентированы в почти
'необозримом числе предписаний для самых разнообразных слу-
чаев применения. С другой стороны, для приборов обычно га-
рантируются лишь данные для отдельных групп функций. Далее
приводится ориентировочная классификация важнейших требо-
ваний к применению и выводится их взаимосвязь с данными
прибора.
Специфические свойства при работе (в службе) могут быть
подразделены на четыре группы:
Точность оценки амплитуды
«Как точно может быть определена величина эталонного от-
ражателя, если отражатель (дефект) неизвестен?»
Точность определения амплитуды зависит от точности на-
стройки усиления и линейности прибора по вертикали, а также
от стабильности (постоянства) излучаемого напряжения.
Спектр частот излучателя и частотная характеристика уси-
лителя тоже влияют на точность оценки амплитуды. Для вос-
производимости результатов существенны также свойства зву-
кового поля искателя, на которые могут влиять диаметр излу-
чателя, средняя частота и демпфирование.
Точность измерения расстояния
«Как точно можно определить положение отражателя (де-
фекта) в материале или толщину его стенки?»
Это свойство зависит от горизонтальной линейности и точ-
ности отсчета по экрану и от стабильности смещения импульсов
.и ширины изображения.
У приборов с цифровой индикацией влияние на точность
измерения оказывают погрешности во времени прохождения
звука, положение и стабильность порога измерений и точность
частоты посылки счетных импульсов.
У искателей определенную роль играют звуковое поле, зату-
хание (демпфер), а у наклонных искателей также и положение
точки выхода звука и точность угла. У совмещенных искателей
в погрешность измерений входит погрешность обходного пути
{см. раздел 11.2.2).
Чувствительность
«На какой глубине в материале может быть еще однозначно
выявлен отражатель (дефект) определенной величины?»
Эта способность прибора определяется излучаемым напря-
жением и предельной чувствительностью, т. е. отсутствием шума
и шириной полосы частот приемника. Звуковое поле и затуха-
ние (демпфирование) в искателе, а также потери на передачу
при прозвучивании тоже оказывают большое влияние на чув-
ствительность.
249
Разрешающая способность
Постановка вопроса здесь такова: «Как близко под-или пе-
ред поверхностью может быть однозначно выявлен отражатель,
(дефект) определенной величины?» и «Какая минимальная тол-
щина стенки может быть еще непосредственно измерена?»
Эти свойства очень сильно зависят от качества искателя.
Особую роль при этом играют демпфирование и частота иска-
теля, а также подавление побочных резонансов и затухающих,
колебаний после посылки импульса. Однако и крутизна подъема
(фронта) импульса излучателя и свойства усиления, например
амплитудная и частотно-фазовая характеристики, полоса види-
мых частот выпрямителя и высокая добротность ограничителя
тоже имеют важное значение. Ввиду очень различных требова-
ний, зависящих от конкретных условий применения, вышеназван-
ные свойства, относящиеся к условиям применения,' 'обычно-
лишь очень редко регламентируются (гарантируются) Изгото-
вителями приборов. Дополнительная трудность заключается в
том, что точные данные могут быть регламентированы только
для системы в целом, т. е. для искателя с прибором (дефекто-
скопом) и контролируемым объектом.
Интересным принципом, позволяющим получить более четкое-
представление о разрешающей способности и чувствительности,
являются так называемые коррограммы фирмы «Крауткремер»
(см. рис. 10.65).
10.5.3. Способы определения свойств
По мере распространения ультразвукового контроля появились-
многочисленные официальные и неофициальные предписания
по контролю отдельных типов изделий (см. главу 34). При этом
все же приходится предъявлять некоторые требования к прибо-
рам, потому что выяснилось, что нет единообразно определяе-
мых показателей свойств и соответствующих способов их изме-
рения и контроля. Эти вопросы в последнее время рассматри-
ваются в различных странах разными организациями. Здесь-
следует сослаться на проект Западногерманского общества по-
неразрушающим методам контроля [1711, 1083], DIN 54124, см.
также [1709].
Подобный стандарт должен обеспечивать возможность уни-
фикации данных изготовителя, а также и проверки после поль-
зования приборами. Последнюю задачу должен выполнять лю-
бой контролер, не получивший специальной подготовки. По-
этому должна иметься возможность проконтролировать некото-
рые важнейшие свойства простейшими способами, по крайней;
мере, на, постоянство их во времени. С другой стороны, должны,
иметься и. научно обоснованные определения свойств и способ ыг
их измерения. Эта задача не могла быть решена в равной мере-
250
аля всех свойств. Пришлось создать класс контроля А для эле-
ментарного контроля некоторых свойств и класс В для объек-
тивных методов измерения. Для контроля по классу А можно
иоспользоваться уже существующими практическими приемами,
которые в основном проводятся на эталонных образцах № 1 и 2,
используемых для настройки прибора (DIN 54120 и 54122
|1079]).
В прежних испытаниях уже было показано, что практические
трудности создаются раздельным рассмотрением основного при-
бора (дефектоскопа) и искателей. Дело в том, что свойства
прибора':,всёгда в большей или меньшей степени влияют на
свойства!искателей и наоборот. К тому же такое разделение
у различных изготовителей не может быть единым: например,
согласующие и настроечные элементы размещаются либо в при-
боре, либо в искателе. При повышенных частотах важное значе-
ние имеет даже соединительный кабель между ними, поскольку
его',электрические свойства тоже оказывают влияние. Поэтому
систе'мртйчески учитываются только свойства системы в целом,
состоящей из основного прибора (дефектоскопа), соединитель-
ных.кабелей и искателя, даже если, например, при измерении
даицЫх искателя влияние прибора, выражающееся в его форме
импульсов и частотной характеристике, может быть лишь незна-
чительным.
Всю систему можно подразделить на элементы: получения
изображения (с блоком питания и осциллоскопом), усилитель
и искатель (с его звуковым полем).
10.5.3.1 Свойства системы получения изображения
Система получения изображения может контролироваться пре-
имущественно простыми вспомогательными средствами и мето-
дами, т. е. по классу А. Из ее свойств учитываются следующие:
линейность развертки времени, влияние колебаний напряжения
питания, поведение при включении в работу (после поворота
выключателя), считываемость изображения на экране при по-
стороннем освещении и частота следования импульсов. Для всех
этих’ свойств определяются некоторые численные показатели.
Например, для считываемости изображения на экране при по-
сторонней его освещении переносным источником света обыч-
ным люксметром измеряется освещенность экрана в люксах,
при кЬторой предписанное изображение эхо-импульса уже нель-
зя различить на экране с определенного расстояния. Этот при-
мер уже показывает, что показатели свойств Выбираются в
основном с. учетом практической применимости, в частности
такярё' п для работы дефектоскопа на строительной .площадке
под открытым'небом.
10.5.3.2. Свойства усилителя
Здесь рассматриваются чувствительность, характеристика уси-
лителя и разрешающая способность системы.
В качестве простого метода контроля на постоянство чув-
ствительности уже давно применяется определение числа мно-
гократных отражений от задней стенки из пластмассового об-
разца № 1 (рис. 10.51, поз. 1). При низких и высоких частотах
этот метод оказывается неэффективным. Кроме того, он не дает
возможности сравнить различные типы искателей между собойг
на плексигласовом образце искатель с акустически мягкой по-
верхностью контакта (пластмассовой) будет иметь преимуще-
ство перед другими искателями с твердой контактирующей по-
Рис. 10.51. Эталонный образец, для на-
стройки глубинной шкалы дефектоско-
па с нормальными (прямыми) искате-
лями для продольных волн и с на-
клонными искателями для попереч-
ных волн. Предназначается для опре-
деления точки выхода и угла звуко-
вого луча на наклонных искателях »
для проверки нормальных (прямых)
।искателей на постоянство чувствитель-
ности при помощи плексигласового
’столбика по DIN 54120
верхностью. На образце из стали эти соотношения могут быть
как раз обратными. Тем не менее этот способ испытания сохра-.
няется как контроль постоянства по классу А. Однако по клас-
су В вводится количественный результат измерения — резерв
(запас) усиления. При помощи системы создается максималь-
ный эхо-импульс, т. е. отражение от задней стенки пластины
(рис. 10.51, поз. 2) или в случае наклонного искателя отраже-
ние от квадранта (рис. 10.51, поз. 3 и рис. 10.52), которые в дан-
ном случае приблизительно соответствуют максимально возмож-
ному эхо-импульсу. Для наклонных искателей с меньшей длиной
ближнего поля и меньших габаритов разработан эталонный
образец № 2 (рис. 10.52). Это отражение (эхо-импульс) настраи-
вается по имеющейся метке на экране примерно от % ДО V2 вы-
соты шкалы. Вплоть до достижения полного усиления, при ко-
252
юром это отражение будет сильно перерегулированным, регу-
лятор усиления будет измерять только еще остающийся в рас-
поряжении запас усиления в децибелах. При этом однако долж-
но учитываться и другое свойство — шум при индикации. Эта
Рис. 10.52. Эталонный образец № 2 по DIN 54122 (толщина 12,5 мм)
П5 !
неустойчивость нулевой линии ограничивает показание, в част-
ности, оценку амплитуды эхо-сигнала, и поэтому не должна
быть слишком большой. Принято, что высота (амплитуда) шума
не должна превышать половину измеряемой высоты. Следова-
тельно, при измерениях запаса усиления величину усиления,
можно доводить только до вышеназванного уровня. Возмож-
ность повышения усиления сверх этого предела уже не отно-
сится к измеренному запасу усиления.
Для этого измерения необязательно нужен регулятор усиле-
ния, встроенный в прибор и выполненный по типу аттенюатора
(ослабителя), протарированного в децибелах. При испытании,
более простых и старых дефектоскопов можно воспользоваться
специальным измерительным устройством — прибором для изме-
рения импульсов. Он возбуждает искусственные эхо-импульсы
любого настраиваемого положения и любой высоты, которые-
затем вводятся в усилитель. По этим импульсам можно опре-
делить изменения усиления на непротарированном регуляторе-
дефектоскопа в децибелах и, следовательно, найти запас уси-
ления.
Характеристика усилителя схематически представлена на:
рис. 10.53. Кривая б показывает (в утрированном виде) порог
усилителя, т. е. подавление слишком малых показаний. Этот по-
казатель может быть отсчитан согласно инструкции, равно как.
и насыщение при больших эхо-импульсах, качественно по клас-
су А на основе последовательности эхо-импульсов от задней
стенки. По классу В определяется отклонение кривой от идеаль-
ной (линейно-пропорциональной, типа а на рис. 10.53) в опре-
деленных местах в децибелах; этот показатель называют «ниж-
ним или верхним отклонением от пропорциональности»-
(рис. 10.54). Если эхо-импульс, равный половине высоты шка-
253.
лы (50 %), принят за 0 дБ, то измерение проводится при —14 дБ
<10 %) и +6 дБ (100% входного напряжения).
Третий показатель «динамический диапазон» означает, ка-
жое минимальное эхо еще заметно приподнимается над нулевой
Тис. 10.53. Амплитуда эхо-
-сигнала в зависимости от
^входного напряжения (схе-
матично):
rti—линейное усиление; б —
усиление пороговых значе-
ний; ? в — логарифмическое
усиление
Рис. 10.54. Ннжиее (Ди) и верхнее (До)
отклонение от пропорциональности в ха-
рактеристике усилителя х
линией, в то время как большое эхо еще видно настолько хоро-
шо, что можно различить изменения его входного напряжения
примерно на .10%. Иными словами, большое эхо еще не долж-
но полностью попадать в область насыщения. На практике оба
•эти наблюдения «едут к очень субъективным оценкам, особенно
-если на экране присутствуют шумы. Поэтому рекомендуется
.проводить только одно наблюдение при 10% высоты шкалы,
жак указывалось выше.
Сопоставление с максимальным эхо-импульсом в системе,
как обычно на АРД-диаграммах, допустимо только в том слу-
чае, если усилитель при этом еще не будет сильно перерегули-
рован. Таким образом, в качестве еще одного важного свой-
ства измеряется .так называемое «входное перерегулирование».
Кроме того, для количественной оценки по АРД-диаграмме,
.а также и для .измерения константы затухания в материале,
необходимо знать «рабочую частоту» системы, т. е. частоту,
преобладающую в эхо-импульсе. Для этого нужен осциллоскоп
-с тарированной разверткой времени, который показывает форму
эхо-импульсов в их высокочастотном представлении. По нему
мбжцо выявить простым глазом даже и довольно грубые иска-
жения импульса, исключающие количественную оценку. Для
этой цели лучше подходит частотный анализатор.
Для характеристики разрешающей способности по классу А
254
просто измеряется ширина эхо-импульса в миллиметрах др»
стали. В качестве проверки да—нет для прямого искателя до*
иускается: также индикация трех эхо-импульсов на эталонном
образце № I на месте канавки (поз 4, рис. 10.51 [1079]). По
классу В для всех искателей определяют количественные зна-
чения, как показано ниже. Различают разрешающую способ-
ность после посылаемого импульса и после любого отражения
(эхо-импульса). В первом случае характеризуется возможность
выявления дефектов, расположенных близко под поверхностью,
а во втором — возможность различения двух близкорасположен-
ных дефектных мест. Согласно рис. 10.55 в систему вводится.
Рис. 10.55. Определение разрешаю-
щей способности при помощи при-
бора для измерения импульсов:
1 — измерительный импульс; 2 —
отражение от задней стенки; 3 •—
прибор для измерения импульсов
Рнс. 10.56. Кривая изменения высоты эхо-импуль*
са от измерительного импульса за посылаемым
импульсом от искателя с частотой 4 МГц при*
умеренном демпфировании:
а — нормальное усиление, т. е. максимальное ОТ*
ражение (эхо-импульс) на характерной высоте;
б — при 10-кратном нормальном усиленна
(+20 дБ) . ,
измерительный импульс и надвигается справа на соответствую-
щее эхо или на излучаемый импульс. При этом сначала можно
увидеть, что амплитуда измеряемого импульса начинает коле-
баться. Причиной этого является интерференция с остаточными
колебаниями после предыдущего импульса, которые после вы-
прямления уже при некотором небольшом неизбежном порого-
вом значении не могут быть видимы непосредственно. Однако
при интерференции с высокочастотной составляющей усилителя
они попадают на экран. В результате количественная оценка
высоты эхо-импульса в этом диапазоне становится спорной и
неточной. Поэтому измеряют «зону влияния импульса» вплоть,
до расстояния за импульсом, на котором величина импульса
впервые уменьшается более чем на 1 дБ. Это значение опреде-
ляется как для посылаемого импульса, так и для отражения.
Следовательно, здесь предыдущий импульс не оказывает ощу-
тимого контролируемого влияния на величину последующего.
При дальнейшем приближении подходят к месту, где оба им-
пульса уже не удается достаточно четко различить друг от дру-
255.
ига, т. е. они уже «не разрешаются». Промежуток между обоими
импульсами, начиная от этого места, становится меньше поло-
вины амплитуды измерительного импульса. Это и является раз-
решающим расстоянием или мертвой зоной, которые нужно из-
мерять и для посылаемого импульса, и для эха. На рис. 10.56
•показана измеренная кривая измерительного импульса. Зона
влияния обычно бывает в несколько раз больше разрешающего
.расстояния.
10.5.4. Параметры искателей
м свойства звуковых полей
Далее подробнее рассматриваются параметры искателей и ме-
тоды их измерения или повторной проверки. При этом всегда
принимается, что соответствующий искатель работает с подхо-
дящими для него прибором и кабелем. В ином случае будет
оказано влияние на частоту контроля по DIN 54119 [1714], на
’форму импульса и на чувствительность контроля. Поэтому, на-
пример, по стандартам ESI, которые распространяются на иска-
тели [1720—1722], требуется, чтобы изготовитель искателя
указывал допустимые для него комбинации с прибором и ка-
белем.
При измерении параметров искателей нужно проводить раз-
личие между простыми методами, которые может применить
любой контролер на месте, и дорогостоящими методами, кото-
рые могут проводиться только в хорошо оборудованной лабора-
тории. Свойства, поддающиеся простому измерению, описаны
в стандарте DIN 54124 [1717] вместе с рекомендуемыми для
этого методами. Имеются в виду следующие измеряемые вели-
чины: ширина эхо-импульса, ширина посылаемого импульса,
ширина входного отражения, ширина зоны помех, ширина зоны
замыкания, расстояние над фоном, точка выхода звука, угол
ввода звука и угол перекоса. Для определения этих парамет-
ров, кроме собственно ультразвуковой системы, нужны только
эталонные образцы № 1 и 2 по DIN 54120 и DIN 54122, а в слу-
чае совмещенных искателей еще и настроечный образец толщи-
ной, равной фокусному расстоянию.
Здесь следует отметить, что значения, измеренные на эталон-
ных образцах № 1 и 2, не всегда точно совпадают с фактиче-
скими значениями для искателя и годны только для сравни-
тельной оценки пригодности искателей. Так, Вюстенберг {1644]
показал, что между углом ввода звука, измеренным с помощью
электродинамического зонда и с помощью эталонного образца,
возможны систематические расхождения. Кроме того, у эталон-
ных образцов во многих случаях оказывают заметное мешающее
влияние боковые стенки, если толщина эталонного образца
тиеньше ширины звукового пучка.
Другие параметры искателя, например, частота контроля,
256
электрическая ширина полосы (частот) и особенно структура
звукового поля в направлениях параллельно и перпендикуляр-
но к распространению звука могут измеряться только сравни-
тельно дорогостоящими средствами в лабораторных условиях.
Частота контроля j'e представляет собой частоту эхо-импуль-
са на входе в дефектоскоп, которая определяется как среднее
геометрическое верхней и нижней граничных частот при умень-
шении амплитуды на 3 дБ. Для ее измерения эхо-импульс диа-
фрагмируется с помощью электронной вентильной схемы и по-
дается на частотный анализатор. Точное измерение частоты кон-
троля возможно только при пренебрежимо малом затухании
звука в эталонном образце. Электрическая ширина полосы час-
тот искателя определяется с помощью анализатора частот. На
рис. 10.57 показаны примерные результаты измерений для ми-
ниатюрного наклонного искателя на частоте 4 МГц.
Рис. 10.57. Спектр частот
наклонного искателя с час-
тотой 1 МГц (конструкция
фирмы «Крауткремер»). Ча-
стота контроля 3,801 МГц,
ширина полосы (—3 дБ)
1,492 МГц (39,2% номиналь-
ной); линейная амплитуда
эхо-импульса (от пика до
пика) 1,250 В; отражатель
в , виде дуги окружности;
эталонный образец VIN
№ 6; входной участок из
плексигласа; толщина ма-
териала 100 мм; искатель
MWB 70 — № 4; номер иска-
теля 53477; сертификат 2;
номинальная частота
4,0 МГц; одно деление по
оси абсцисс 0,4 МГц; одно
деление по оси ординат
2 дБ
Параметры звукового луча для искателей в иммерсионном
варианте измеряются в воде, а для других обычно на эталонах
из стали. Для этой цели искатель перемещается по отношению
к возможно меньшему отражателю или приемнику звука и изме-
ряется амплитуда звукового давления от точки к точке. Это
можно делать вручную, но проще и быстрее — при помощи
устройства, управляемого от ЭВМ. В качестве приемника в воде
применяют очень маленький искатель — так называемый гидро-
фон, который в предусмотренном диапазоне частот не попадает
в резонанс. На рис. 10.58 в качестве примера показан гидрофон
с активной площадью около 1 мм в диаметре, пригодный для
диапазона частот до 10 МГц. С его помощью можно развернуть
звуковое поле искателя непосредственно перед излучателем с
высокой разрешающей способностью. На рис. 4.18 показано рас-
пределение звукового поля, измеренное таким путем для пря-
9. п
257
мого искателя, работающего на частоте 2 МГц. Нередко вместо»
гидрофона применяют маленькие стальные или стеклянные по-
лые шарики в качестве отражателей. Поскольку в этом случае
контролируемый искатель должен применяться в эхо-импульс-
ном режиме, измерения непосредственно перед излучателем
вследствие имеющейся там зоны влияния посылаемого импуль-
са невозможны.
Рис. 10.58. Гидрофон для измерения распределе-
ния звукового давления с высокой пространствен-
ной разрешающей способностью и д»алым обрат-
ным воздействием на имеющееся звуковое поле.
Как преимущественно качественные способы измерения зву-
кового поля могут быть использованы шлирен-оптические ме-
тоды и эффект фотоупругости (главы 8 и 13) . При обеспечении
акустического контакта искателя со сталью звуковое поле в.
стали тоже может быть измерено либо приемником, либо при
помощи небольшого отражателя. В качестве приемника в этом
случае применяется электродинамический зонд, как это реко-
мендуется по инструкции Западногерманского общества по не-
разрушающему контролю [1711]. С его помощью можно бескон-
тактно измерять звуковое поле на поверхности эталонного'
образца, причем все же нужно следить за тем, чтобы расстоя-
ние между зондом и эталонным образцом было всегда постоян-
ным. Электродинамический зонд часто применяется для опре-
деления характеристики направленности наклонных искателей.
Искатель ставят на плоскую поверхность стального полуцилинд-
ра и настраивают на максимальное отражение от поверхности
цилиндра (рис. 10.59). Результаты показаны на рис. 10.60. Угол
ввода звука можно измерять с точностью до 0,3°, т. е. гораздо-
точнее, чем по эталонным образцам № 1 или 2.
По углу раскрытия звукового пучка в дальнем поле, изме-
ренному на рис. 10.60 при уменьшении амплитуды на 3 дБ,
можно непосредственно рассчитать эффективные размеры излу-
чателя Deff. В сочетании с измеренной частотой контроля отсюда
можно получить длину ближнего поля N данного искателя.
Для всех искателей кроме совмещенных длина ближнего
поля имеет важное значение. Ее можно измерять в иммерсион-
ном варианте, находя максимальный эхо-импульс от неболь-
шого сферического отражателя на оси. Иногда нужно учиты-
вать и затухание звука в воде (см. ниже). Пока преобразова-
тель не слишком отклоняется по форме от круга или квадрата,,
обеспечивается достаточная точность определения длины ближ-
258
него поля как расстояния до последнего максимума на оси
(рис. 4.19). В стоячей воде затухание (дБ/м) определяется по
формуле
а = 0,217/* -
где /а— рабочая час-
тота. На эту величину
нужно корректиро-
вать высоту эхо-им-
пульса для пути зву-
ка туда и обратно
[491, 1350[.
Рис. 10.60. Характеристика направлен-
ности наклонного искателя с углом
60° для определения угла ввода звука
и угла раскрытия звукозого луча.
Излучатель с частотой 2 МГц, размер
20X22 мм, угол ввода 59,5°, угол ра-
скрытия 5,8*
Рис. 10.59. Устройство для
измерения характеристики
я а правленыости:
1 — полуцилиндр из мелко-
зернистой стали; 2 — иска-
тель; 3 — электродинамиче-
ский зонд
При большой интенсивности звука поглощение в воде силь-
но увеличивается вследствие эффектов нелинейности. Чтобы не
допустить такого случая, такие измерения следует проверять
второй раз при сниженной интенсивности звука. В более точном
методе используют изменение амплитуды эхо-сигнала от ма-
ленького отражателя, например сферы, в переходной области
к дальнему полю. Для этого участка Вюстенберг рассчитал по-
правочные коэффициенты, которые в двойных логарифмических
координатах превращают эхо-кривую в прямую линию
(рис. 10.61 и 10.62). Точка ее пересечения с касательной к вер-
шине позволяет получить величину (л/2).У [1085, 1646].
Рис. 10.61. Определение длины ближнего
поля искателя по прямолинейной харак-
теристике дальнего поля.
(см. рнс. 10.61).
9
259
Этот метод имеет то преимущество, что он при достаточной
точности позволяет обойтись малыми расстояниями в водяной
ванне. Однако если в распоряжении имеется до 10 длин ближ-
него поля в воде, то можно воспользоваться и методикой с от-
ражателем в виде пластины [491]. При помощи большого плос-
кого отражателя снимают линейную характеристику дальнего
поля, причем значения высоты эхо-импульсов, как указано вы-
ше, корректируют на затухание в воде. Ее экстраполяция до
точки пересечения с линией 0 дБ (т. е. до высоты эхо-импульса
от отражателя непосредственно перед преобразователем) тоже
дает величину (n/2)N. Последним методом можно определять
также и длины ближнего поля искателей, размеры которых в
разных направлениях сильно различаются, например длинных
и узких, или же неравномерно возбужденных, типа гауссовских.
В твердых телах для той же цели можно воспользоваться ме-
тодом многократных отражений в пластине [1083], например
для поперечных волн при работе с прямым искателем.
И наконец, с помощью электродинамического зонда как
приемника на поверхности эталонного образца из стали можно
снять звуковое поле любого искателя. По этим данным с воз-
можной корректировкой на затухание и корректировкой по типу,
показанной на рис. 10.61, можно непосредственно определить
длину ближнего поля в твердом теле. Можно ожидать, что наи-
лучшая точность составит около 5%.
У наклонных искателей часть ближнего поля приходится на
клин. Методика его измерения описана в нормах [1711].
Рис. 10.63. АРД-диаграмма
совмещенного искателя, по-
строенная по плоскодонным
отверстиям различного диа-
метра и по отражениям от
задней стенки (плоской
формы)
У совмещенных искателей длина и форма фокуса имеют осо-
бо важное значение и не могут быть измерены в воде. Для
этого нужно иметь в распоряжении комплект эталонных образ-
цов с одним плоскодонным отверстием каждый и со ступенча-
тым изменением длины пути звука. В случае если нужно измерять
всю АРД-диаграмму, как на рис. 10.63, то придется воспользо-
ваться несколькими комплектами эталонных образцов с соответ-
260
ствующими плоскодонными отверстиями. У всех этих эталонных
образцов нужно предусмотреть достаточные поперечные раз-
меры, чтобы избежать влияния боковых стенок.
Вышеназванные параметры искателей иногда в сочетании
с некоторыми другими (не рассматриваемыми здесь более под-
робно) могут быть объединены в листок технической характе-
ристики:
[г V* 4,0 ±0,4 30 ±4,5 МГц мм р Та 100 —20-^+eo H °C
/В. 1,6±0,2 мм T5s 150 °C
Lq 1,2 ±0,04 мм Vr 87±6 дБ
о. 8- о,1X9-0,1 мм St) 0 мм .
Deft 7,7±0,2Х8,6±0,2 мм S20 5 MM
Р 45±1,5 град. s40 17 MM
др/дт 0,6 ±0,1 град./10 К ft) 0 MM
/» (2730 м/с) 6±1 мм бо 3 MM
<5 0,8 град. 60 12 MM
х 1 мм e0 3 MM ,
7-л ±2 мм e20 5 MM
Те 3±0,4 град. Го 2 MM
Тб 2,3±0,3 град. г 20 4 MM
М 0,5 мм/км s, t, e, г. Допуск 50%
.иг 2 мм
Примечание. Все значения относятся к стали.
* Включая 5±1 мм долины входного участка (эквивалент длины ближнего поля).
Показан такой документ для миниатюрного искателя на ча-
стоте 4 МГц с типичными для искателя такого типа допусками,
справедливый в том случае, если этот искатель работает с при-
бором и кабелями, названными в верхней части листка техни-
ческой характеристики.
В стандарте DIN [1717] и в нормах Западногерманского
общества неразрушающего контроля [1711] не приводятся до-
пуски на параметры искателей, а только регламентируются ме-
тоды их измерения; напротив, в стандартах других стран иногда
предъявляются очень строгие требования. Например, в стандар-
тах ESI регламентируются, в частности, частота (±10%), дли-
на импульса, угол ввода звука, отношение сигнал—шум, угол
скольжения и боковые лепестки звукового поля в пределах
узких допусков. Соответствующая регламентация дается и в
японском промышленном стандарте JIS Z 3060 [1731].
Особое изображение области применимости искателей для
измерения толщины стенки предложили Босселаар и Гооссенс
[166]. Поскольку эти искатели чаще всего применяются для
измерения остаточной толщины стенки односторонне прокорро-
дировавших деталей, на так называемой коррограмме отклады-
вается наименьший еще выявляемый диаметр плоскодонного
отверстия в зависимости от расстояния до поверхности аку-
стического контакта с искателем. Выше кривой, полученной
таким путем (рис. 10.64), возможны надежные измерения оста-
261
точной толщины стенки, т. е. коррозия еще надежно выявляется
по отражающей поверхности, эквивалентной одному из этих
плоскодонных отверстий. По коррограмме можно охарактеризо-
вать и сравнить различные методики измерений и приборы.
Остаточная толщина стенки (разбивка эквивалентного
дефекта в стали), мм
Рис. 10.64. Коррограмма для искателей, используемых в приборе DM2 для измерения
толщины стенки (конструкции фирмы «Крауткремер»)
10. 6. ПРИБОРЫ ДЛЯ ИМПУЛЬСНОГО ЭХО-МЕТОДА.
И ИХ ИЗГОТОВИТЕЛИ
Первые эхо-импульсные дефектоскопы были выпущены в 1943 г.
почти одновременно фирмами «Сперри продакте инк.» (Ден-
бери, США) и «Кельвин энд Хьюз лтд.» (Лондон).
Некоторые приборы различных изготовителей показаны в
части "Г. По мере развития высокочастотной техники было до-
стигнуто значительное снижение их размеров и массы по сравне-
нию с первоначальными конструкциями и одновременно повы-
силась их эффективность, т. е. чувствительность н разрешаю-
щая способность.
Место, необходимое для электроники, теперь стало очень
небольшим благодаря применению транзисторов, печатных и
интегральных схем. Размеры дефектоскопов практически опре-
деляются только размерами кинескопов или блока питания от
аккумуляторных батарей или от сети. Так называемые малога-
баритные дефектоскопы имеют массу около 5 кг и объем около
5 дм3 (вместе с аккумуляторной батареей, рассчитанной на ре-
262
жим работы в течение 5—12 ч>. Возможно и дальнейшее умень-
шение размеров, но все же желательно иметь экран шириной
не менее 70 мм, так как при практическом контроле нужно раз-
личать изображение на экране также и с расстояния в несколь-
ко метров. Очень важное значение придается также и большой
яркости, что сопровождается некоторым увеличением массы и
объема. Приборы для измерения толщины стенки, представляю-
щие собой в принципе эхо-импульсный дефектоскоп без кине-
скопа, доведены до габаритов малого фотоаппарата. Дальней-
шая их миниатюризация не имеет смысла.
Лучшие малогабаритные приборы обеспечивают многочис-
ленные возможности, доступные прежде только для крупных
дефектоскопов: широкий диапазон частот (от 1 до 10 МГц),
тарированный регулятор усиления, переключатель пороговых
значений, выравнивание глубины (корректировка усиления по
глубине) и монитор (датчик сигналов для акустического наблю-
дения за экраном). По чувствительности и выбору диапазонов
контроля они несколько уступают крупным дефектоскопам, но
для многих практических случаев их возможностей достаточно.
Аккумуляторные батареи обычно выполняются подзаряжаемы-
ми, иногда при помощи специальной приставки, которая может
быть использована также и при работе с питанием непосред-
ственно от сети. Кинескопы обычно имеют современную прямо-
угольную форму с плоской передней стороной и внутренней
сеткой. В специальных корпусах такие приборы могут быть
даже выполнены взрывозащищенными или пригодными для ра-
боты под водой.
Дефектоскопы более крупного класса, например массой от
10 до 15 кг и объемом около 20 дм3, обычно имеют и более
яркий кинескоп большего размера. У многих из них отдельные
узлы являются сменными, например внутри в форме вставных
плат или вместе с несколькими органами управления на перед-
ней панели. Это относится особенно к усилителям и мониторам
для различных целей. Они реже используются как переносные
и на строительных площадках, поскольку к тому же управле-
ние ими ввиду наличия многочисленных возможностей довольно
сложно. Эти приборы предназначаются преимущественно для
лабораторного контроля, для более простых механизированных
и автоматизированных устройств контроля и даже для научных
исследований. Поэтому и питание от аккумуляторных батарей
в ряде случаев хотя еще и возможно, но важного значения не
имеет. Всегда предусматривается блок питания от сети. Под-
ключения обеспечивают и дальнейшую переработку информации.
Кроме того, для автоматических контрольных устройств с
подключаемой переработкой информации поставляются системы
дефектоскопов модульной конструкции, т. е. со вставными мо-
дулями, которые могут выполнять любые функции. На таких
системах можно решать сложные задачи автоматического кон-
263
троля с применением нескольких искателей, каналов и функций
монитора вплоть до цифровой обработки данных. Сам экран
здесь предназначается только для настройки и эпизодического
наблюдения. Такие системы собираются из модулей в одном
корпусе (шкафу), поскольку они могут иметь различную массу
и занимать различное место.
В последнее время в более крупных дефектоскопах для авто-
матизированного контроля, а также и в небольших приборах
для работы на строительных площадках используют микропро-
цессоры. При большом объеме памяти они позволяют програм-
мировать все функции. Представление на экране тоже дается
в цифровом виде. В результате получаются очень яркие изобра-
жения, имеющие впрочем недостаток растра, например в виде
матрицы с 256x64 светящимися точками.
Приборы, предназначенные исключительно для электромаг-
нитной эхо-импульсной техники, например Ферротрон (см. гла-
ву 25), в настоящее время серийно уже не выпускаются. Для
намагничивания нужны большие импульсы тока, получаемые
в ферротроне в искровом промежутке; для этого требуется
большая установочная мощность, вследствие чего эти приборы
имеют большую массу и большие габариты.
Далее в алфавитном порядке перечисляются некоторые наи-
более известные изготовители дефектоскопов1:
«Automation Industries», бывш. «Сперри продакте» (США);
«Baugh and Weedon» (Великобритания);
«Karl Deutsch» (ФРГ);
«Gilardoni» (Италия);
«Krautkramer—Branson» (ФРГ, Франция, Великобритания,
Италия, Япония, США);
«Mitsubishi» (Япония);
«Nortec» (США);
«Panametrics» (США);
«Sonatest» (Великобритания);
«Sonic Instruments» (США);
«Tokyo Keiki» (Япония);
«Unipan» (Польша).
10. 7* МЕТОД ЧАСТОТНОЙ МОДУЛЯЦИИ
Метод частотной модуляции позволяет получать, как и эхо-
импульсный метод, как интенсивность, так и время прохожде-
ния отраженной волны. Интересно отметить, что он был его
предшественником и при локации ионосферы, и при контроле
материалов, хотя это не так легко понять. Предложенный и
опробованный в 1941 г. С. Я. Соколовым, он был вскоре вы-
1 Основной изготовитель УЗ-дефектоскопов в СССР — НПО «Волна»,
г. Кишинев. Прим. ред.
264
теснен более эффективным эхо-импульсным методом и теперь
играет лишь незначительную роль.
В этом методе применяются непрерывные волны, частота
которых однако периодически меняется: линейно повышается
со временем и затем снова снижается по пилообразной кривой.
Перед повторным повышением частоты предусматривается неко-
торая пауза. На рис. 10.65 представлена диаграмма частота—
Рис. 10.G5. Метод частотной моду-
ляции для измерения интенсивнос-
ти и времени прохождения отра-
женной волны:
/ — посылаемая (излучаемая) чис-
тота 2— частота отраженной
волны; 3 — разность частот; 4 — по-
лоса пропускания усилителя; 5 —
изображение на экране
время. Начиная с момента времени 0 с частоты /0 излучаемая
частота /у линейно повышается до значения /1 в конце периода.
Искатель излучает все частоты равномерно. После отражения
от дефекта или от задней стенки в искатель входит спустя
время t (затраченное на путь туда и обратно) отраженная вол-
на, имеющая частоту /о в момент входа, причем затем ее ча-
стота возрастает до Д.
Пример. fo=lO МГц, /1 = 15 МГц, следовательно, разность
частот равна 5 МГц. Время подъема частоты Т = 340 мкс, что
равно времени прохождения продольной волны в 1 м стали
туда и обратно. Примыкающая пауза между импульсами равна
1660 мкс, что в сумме дает продолжительность периода в
2000 мкс или последовательность импульсов с частотой 500 Гц.
Через 136 мкс в искатель входит передний фронт волны от де-
фекта, находящегося на расстоянии 400 мм, имеющий частоту
10 МГц, тогда как излучаемая частота за это время уже повы-
силась на 136/340 = 0,4 всей разности частот 5 МГц, т. с. на
2 МГц. Дефект на глубине 800 мм дал бы отраженную волну,
частота которой всегда была бы на 4 МГц ниже излучаемой
частоты.
Искатель в этом случае одновременно и излучает, и прини-
мает волну. Суммарное напряжение, напряжение излучения и
приема, подводится к усилителю с узкой полосой частот про-
пускания, например полосой около частоты /0 или также и более
высокой. Следовательно, в момент времени (или более позд-
ний) получится сильный сигнал, если в этот момент проходит
частота излучения. Другой сигнал возникнет, если с такой же
частотой войдет и отраженная волна. В итоге получится та-
кое же изображение на экране, как и при эхо-импульсном ме-
265
годе, если светящаяся точка на кинескопе будет отклоняться
горизонтально и синхронно с изменением частоты, а в верти-
кальном направлении пропорционально выходному напряжению
усилителя, либо в высокочастотном изображении либо в видео-
записи.
Некоторые недостатки этого метода Эрдман [393, 394]
устранил при помощи существенно более сложной схемы.
10. 8* СПОСОБЫ УЛУЧШЕНИЯ ПОКАЗАНИЯ
НА ЭХО-ИМПУЛЬСНОМ ДЕФЕКТОСКОПЕ
Шум («трава») на экране, в котором эхо-импульсы от дефек-
тов и другие эхо-импульсы видны плохо или вообще не могут
быть распознаны, могут иметь различные причины (отношение
сигнал—шум, Signal Noise Ratio, SNR). Имеется большое число
методов, направленных на устранение этого недостатка.
Электронный или тепловой шум обусловлен только усили-
телем, т. е. он не коррелирует с импульсами ультразвука и при
каждом очередном импульсе имеет совершенно новую форму.
Поэтому он выявляется уже простым глазом вследствие усред-
нения во времени в виде полосы, в которой эхо-импульсы оди-
наковой высоты (амплитуды) еще могут быть выявлены. Для
борьбы с этим могут быть применены специальные малошумя-
щие усилители, а еще лучше для этого повысить амплитуду
ультразвуковых импульсов.
Болес неприятен в большинстве случаев так называемый
структурный шум, вызываемый многократным рассеянием на
границах кристаллических зерен или мелких включений. Их
отражения коррелируют с посылаемыми импульсами, т. е. при
неподвижном искателе они неподвижны, как и эхо-импульс
от дефекта. Однако уже при небольшом перемещении искателя
эти отражения быстро изменяют свое положение и амплитуду.
При записи со сканированием (развертка типа В или С) истин-
ный эхо-импульс даже при приблизительно одинаковой высоте
еще может быть достаточно четко выявлен как таковой. На-
пример, глубину закаленного слоя отбеленных прокатных вал-
ков лучше измерять при помощи колеблющегося искателя [1515,
1689, 1217]. Вибрирование искателя используется и при всех
методах сканирования, например ALOK, SAFT и др. В этих
методах, как например в методе ALOK, дополнительно исполь-
зуются электронные схемы распознавания, чтобы устранить по-
мехи с изображения на экране [1361].
В более сложных случаях, например при контроле аустенит-
ных сварных швов, когда из структуры рекристаллизации в са-
мом шве и перед швом поступают сильные показания помех,
могут иногда оказать помощь более дорогостоящие приемы,
основывающиеся на частотной характеристике эха и на его
отличиях от характеристики показаний помех [874, 1108, 1361,
266
540]. Способ расщепления спектра [498, 1114, 846] основан
на том, что отражения от помех происходят в результате много-
кратного рассеяния, при котором их частотная характеристика
искажается сильнее, чем у настоящего эхо-импульса. При ра-
боте в реальном масштабе времени все показания должны быть
дигитализированы (превращены в цифровой вид), преобразо-
ваны в частотную кривую, разбиты на некоторое число полос
частот и снова преобразованы в изображение во времени. Раз-
личные изображения на экране в разных диапазонах частот раз-
личаются для настоящего эхо-импульса и отражения от помех
лишь незначительно. Это различие можно установить с помощью
различных методов логической увязки (алгоритмов). При реше-
нии задач по контролю аустенита успешным оказался алгоритм
минимизации [151].
При ультразвуковом контроле применяются и другие мето-
ды, заимствованные из радарной техники, например методы
улучшения разрешающей способности по глубине, т. е. искус-
ственного сужения эхо-импульса. Поскольку истинное укороче-
ние импульса связано с повышением частоты, что у большин-
ства материалов ограничивается затуханием, при возбуждении
посылаемого импульса и последующем анализе получаемого
эха применяются электронные схемы. При посылке импульса,
учитывая изменения, которые импульс претерпит в материале,
можно ввести некоторую компенсацию: если высокие частоты
затухают в материале сильнее низких, то посылаемый импульс
должен содержать более сильно выраженные высокие частоты
(CS, методика контролируемого сигнала). Такие и аналогичные
мероприятия, рассмотрение которых здесь невозможно (фильт-
ры Вайнера, код Барка [234, 233, 1434, 1090]), требуют для
переработки данных цифровую вычислительную технику с мини-,
а еще лучше с микропроцессорами.
Если сигнал уже поступает в цифровом виде, то и изобра-
жение на экране тоже можно представить в цифровом виде.
На рис. 19.6 показана запомненная огибающая кривая после ее
сканирования (ощупывания) при таком способе представления.
Для изображения отдельных эхо-импульсов это, однако, имеет
тот недостаток, что первоначальная частота четко не разли-
чается ни в высокочастотном представлении, ни в видеозаписи.
Издержки при быстром развитии многих других применений
уже настолько низки, что при эхо-импульсном дефектоскопе они
могут быть приемлемыми (прибор USD фирмы «Крауткремер»,
прибор EPOCH фирмы «Панаметрикс»).
11. ВРЕМЕННЫЕ МЕТОДЫ
В этой главе рассматриваются все методы, в которых оценка
ультразвука сводится к одной величине — времени прохожде-
ния звука. Информация об амплитуде эхо-сигнала, которая
267
была основным вопросом в главе 10, здесь считается несуще-
ственной и учитывается в лучшем случае как величина помех
или в форме ограничения диапазона измерений. С течением вре-
мени на этой простой основе был создан целый ряд способов
измерения и разработаны основывающиеся па них приборы, ко-
торые показывают параметры, получаемые при измерениях вре-
мени и пути, например толщину стенки, остаточную толщину
стенки, скорость звука и деформации. Точность их непрерывно
повышается, а обслуживание упрощается.
В эту главу включены также и способы, основывающиеся
па измерении частоты вместо измерения времени прохождения
звука, поскольку физическая информация и показательность
измерения обеих величин в принципе одинаковы. Фиксирован-
ному времени прохождения звука, которое расшифровывается,
например при измерении толщины стенки, соответствует строго
определенный резонанс по толщине контролируемого изделия.
По резонансной частоте и здесь можно получить толщину
стенки.
Исторически методы измерения частоты развивались раньше
методов измерения времени прохождения. Причина этого обус-
ловливается в используемом в обоих случаях диапазоне частот.
Толщина контролируемых изделий из стали обычно превышает
1 мм, что соответствует резонансной частоте менее 3 МГц.
Однако для измерения времени прохождения с приемлемой раз-
решающей способностью потребовался бы по крайней мере в
10 раз более высокий диапазон частот. Развитие цифровых схем,
повысившее доступность этого диапазона частот, оттеснило резо-
нансные способы далеко на задний план и выдвинуло вперед
прямое измерение времени прохождения звука.
Затрудненные случаи измерения толщины стенки будут рас-
смотрены в разделе 33.1.
11.1. СПОСОБЫ ИЗМЕРЕНИЯ ВРЕМЕНИ
Естественным способом расшифровки для получения толщины
стенки или производной от нее измеряемой величины является
прямое измерение промежутка между двумя отметками времени.
Первая отметка времени «пуск», как правило, задается посы-
лаемым импульсом или входным отражением (эхо-импульсом),
вторая отметка «стоп» поступает от задней стенки контроли-
руемого изделия. Чем точнее удается получить эти отметки вре-
мени, тем точнее и измеряется толщина стенки. Однако точные
отметки времени при меняющихся амплитудах эхо-сигналов
могут быть получены только при крутых фронтах нарастания
импульсов; в свою очередь это означает, что нужны высокие
частоты и широкополосные усилители.
В нижеследующих разделах обсуждаются различные мето-
ды, по которым из этих двух отметок времени можно получить
численное значение толщины стенки.
268
11.1,1. Интерферометрический метод
Простейшим измерением времени, если отвлечься от отсчета
по протарированной трубке осциллографа, является метод
сравнения с известным временем.
Согласно рис. 11.1, параллельно измеряемому отрезку под-
соединяют второй искатель с изменяемой длиной пути прохож-
Рнс, 11.1. Сравнительный
о грезой времени прохожде-
ния в жидкости с переме-
щаемым отражателем
Рис. 11.2. Интерференция двух отражений (эхо-импульсов) с различными фазами:
а — оба отражения далеко отделены одно от другого, правое отражение (эхо-импульс)
от сравнительного участка перемещается налево; б — первый минимум рассматриваемого
узла высоких частот; в — максимум; г — второй минимум. Перемещение отражателя при
переходе от изображения б к изображению г составляет 0,20 мм воды; следовательно,
изменение пути звука равно 0,40 мм и соответствует одной длине волны, откуда частота
будет 3.8 МГц. Отсчет воспроизводится с погрешностью менее 0,01 мм, поэтому по-
грешность намерений при отрезке волны в 15 мм (что примерно соответствует толщине
стального образца 60 мм) будет меньше 0,01/15=0,7 %
дения, что обычно обеспечивается при помощи резервуара с
жидкостью, в которой имеется пластина отражателя, переме-
щаемая микрометрическим винтом. Само устройство тоже назы-
269
вается интерферометром, потому что величина смещения может
наблюдаться с большой точностью благодаря интерференции
обоих отражений на экране (рис. 11.2).
Если длина сравнительного отрезка равна d0 и скорость зву-
ка в нем (например, в воде) равна с01 то время прохождения
рассчитывается по формуле
~ =d%/cx ~
Поскольку длина образца поддается точному измерению,
отсюда сразу же получается неизвестная скорость звука сх:
сх = c^dxldo.
Для точных измерений требуются большие затраты. Методы
измерений такого типа с еще более тонкой методикой применя-
лись до появления современной электроники [226, 198, 698, 4].
11.1.2. Метод интегрирования
На рис. 11.3 поясняется, почему сам посылаемый импульс не-
пригоден в качестве отметки времени для измерения времени
прохождения звука или толщины стенки: расстояние между
излучаемым импульсом и первым отражением от задней стенки
всегда ошибочно завышается по сравнению с расстояниями
Рис. 11.3. Диаграмма путь—время и изображение эхо-импульсов на экране при изме-
рении толщины стенки (схема):
/—толщина стенкн; //—акустический контакт; На — входной отрезок или защитный
слой; Лб — излучатель; III— посылаемый импульс; IV — погрешность нулевой точки;
V— эхо-импульс от акустического контакта или входное эхо; VI — эхо-импульсы от
задней стенки (1-й—3-й)
270
грешностью нулевой точки (раздел 10.2.3), а также временем
прохождения входного участка, если он есть (у совмещенных
искателей, в иммерсионном варианте и т. д.), и слоя акусти-
ческого контакта. Поэтому время прохождения нужно измерять
начиная с некоторой искусственно полученной отметки до пер-
вого эхо-импульса от задней стенки или между двумя следую-
щими один за другим эхо-импульсами.
По способу интегрирования (рис. 11.4) обе отметки времени
Рис. 11.4. Метод интегриро-
вания:
Si — посылаемый импульс;
ЕЕ — входной эхо-импульс;
IRE, 2RE, ZRE— первое, вто-
рое и третье отражения от
задней стенки; ЦВ — циф-
ровой вольтметр; АРЙ—
аналоговый результат из-
мерений; РОС — разрешение
на открытие схемы
А> SI ЕЕ 1RE 2 RE JRE
сначала преобразуются в прямоугольные импульсы одинаковой
формы, а затем в прямоугольное напряжение между обоими
передними фронтами.
Импульс от переднего фронта подключает источник постоян-
ного тока к конденсатору. Поэтому его напряжение возрастает
пропорционально времени до тех пор, пока задний фронт пря-
моугольного импульса не отключит источник тока. Достигнутое
значение напряжения пропорционально времени прохождения
звука. Постоянная пропорциональности, т. е. угол наклона кри-
вой напряжения, может изменяться варьированием силы тока;
целесообразно подобрать ее так, чтобы напряжение численно
соответствовало толщине стенки. Прибор настраивают по эта-
лонному образцу из того же материала с известной толщиной
стенки.
Полученное таким путем напряжение целесообразно сохра-
нить для дальнейшей обработки в запоминающей схеме до тех
пор, пока после очередного посылаемого импульса не будет
271
сформирован новый прямоугольный импульс. В течение времени
запоминания это напряжение может быть подведено как анало-
говая измеряемая величина на стрелочный показывающий при-
бор или на самописец для регистрации. При помощи аналого-
цифрового преобразователя типа цифрового вольтметра (DVM)
этот результат измерения может быть снова преобразован для
индикации в виде цифрового значения.
Для стабилизации результата измерения измеряемое напря-
жение можно сгладить при помощи электронного фильтра низ-
ких частот. В таком случае показываемое значение уже не будет
мгновенным, но будет соответствовать некоторому среднему
значению, в которое входят также и результаты предыдущих
измерений, но с меньшим коэффициентом веса.
Критическим вопросом при этом способе измерений является
преобразование напряжения во времени, которое работает по
аналоговому принципу и поэтому чувствительно к помехам и
электрическим подключениям. Эффекты длительного действия,,
которые приводят к изменению параметров электронных бло-
ков, непосредственно сказываются на результате измерений.
11.1.3. Способ подсчета
По способу подсчета делается попытка устранить это слабое
место, поскольку он основывается на чисто цифровом принципе.
На рис. 11.5 пусковой импульс запускается искусственным им-
пульсом, который связан во времени с посылаемым импульсом.
Роль стоп-импульса в этом случае играет первое отражение от
задней стенки. Такую измерительную схему следует выбирать
в тех случаях, когда толщину стенки определяют искателями
с прямым акустическим контактом или совмещенными искате-
лями. Задержка искусственного пускового импульса при этом
учитывает возможное наличие входного участка.
В качестве основной единицы времени применяется продол-
жительность периода при частоте генератора. Выбор этой ча-
стоты ориентируется по скорости звука и по требуемой точности
измерения времени прохождения или толщины стенки.
Численный пример. Для стали со скоростью звука 5940 м/с нужно, чтобы
частота генератора была постоянной и составляла 29,70 МГц, чтобы достичь
точности в 0,1 мм. Продолжительность периода в этом случае будет равна
времени прохождения звукового импульса через слой стали толщиной 0,1 мм
(туда и обратно). Частота генератора для других материалов пропорцио-
нальна скорости звука в них.
Частота генератора подводится к счетчику, который запус-
кается передним фронтом прямоугольного импульса и останав-
ливается задним его фронтом. Содержимое счетчика в таком
случае покажет, сколько основных единиц численно соответ-
ствует времени прохождения или толщине стенки. Этот цифро-
вой результат измерения запоминается, изображается в виде
272
А
а
ш
УЦВСЯ)
Рис. 11.5. Метод подсчета с
искусственным пусковым им-
пульсом:
/ — порог срабатывания;
II— импульсы пуск н стоп;
III — прямоугольный им-
пульс; IV—частота генера-
тора; V — цифровое измерен-
ное значение; VI — выдача
измеренного значения (в
двоично-десятичном коде);
VII — счстчик-накопятель;
SI — посылаемый импульс;
RE — эхо-импульс от задней
сгепки
цифровой индикации и передается для
шльнейшей обработки, например в виде
1ВОИЧНО-десятичного кода.
Достигаемая разрешающая способ-
ность результата измерения при таком
способе подсчета зависит от выбранной
частоты генератора. Вышеприведенный
пример, однако, показывает, что для
ручных приборов быстро достигается те-
перешний предел, технологических воз-
можностей. Однако в специальных уста-
новках для контроля, где необходимые
технические затраты могут считаться
приемлемыми, применяют частоты гене-
ратора до 3 ГГц.
В ручных приборах, как правило, ис-
пользуют частоты ниже 100 МГц и до-
стигают более высокой разрешающей
способности благодаря формированию
среднего значения. Предпосылкой для
такого способа является то, что генера-
тор счетных импульсов является сво-
бодно работающим. В таком случае под-
считанный результат измерений может
колебаться на единицу в зависимости от
того, где располагается цуг импульсов
в подсчитывающей вентильной схеме.
Обычно 100 отдельных измерений со слу-
чайной (стохастической) погрешностью
в 1 в последнем знаке суммируют для
получения среднего значения. По зако-
нам распределения погрешностей или
математической статистики это среднее значение колеблется в
диапазоне, который в У100 раз или в общем в случае в раз
(где N — число измерений, привлеченных для формирования
среднего значения) меньше среднего отклонения каждого ре-
зультата измерений в отдельности. Одновременно благодаря
суммированию результат измерения удается получить с боль-
шим числом знаков, т. е. с более высокой разрешающей спо-
собностью; в данном примере в результате измерения удается
получить два дополнительных десятичных знака. Однако ввиду
погрешности, которая в данном примере как раз соответствует
последнему десятичному знаку, применяют только один де-
сятичный знак, чтобы получить стабильное показание значе-
ния толщины стенки. Таким образом, благодаря усреднению
по 100 отдельным измерениям в конечном счете достигается
улучшение точности и разрешающей способности в 10 раз
Н19].
273
Флуктуации показываемого более точного среднего значе-
ния по статистике, разумеется, вполне возможны. Однако уве-
личением числа отдельных измерений эти колебания можно
сколь угодно ослабить.
При формировании среднего значения решается проблема
конечной точности при цифровом преобразовании, но, разумеет-
ся, из-за этого увеличивается время измерений и время сраба-
тывания измерителя толщины, поскольку приходится усреднять
результаты многочисленных отдельных измерений. Метод изме-
рения времени по такому принципу поэтому применяется пред-
почтительно при ручном контроле.
11.2. ПРИБОРЫ ДЛЯ ВРЕМЕННОГО МЕТОДА
Основным применением временного метода при ультразвуковом
контроле является измерение толщины стенки. Причина такого
более широкого распространения этого метода заключается в
том, что можно измерить и толщину стенки деталей, доступных
только с одной стороны. Одновременно этот метод быстро дает
результат и прост в применении, а также имеет широкие воз-
можности автоматизации. Толщиномеры стенок, применяемые
для ручного контроля, благодаря прогрессу в электронике ста-
новятся все более малогабаритными, удобными в обращении и
простыми в управлении. В итоге в дополнение к приборам для
контроля дефектов с экраном, на котором наблюдаются эхо-
импульсы, был создан класс толщиномеров стенки, работающих,
как правило, без экрана и показывающих толщину стенки непо-
средственно в цифровом виде (рис. 11.6).
Рис. 11.6. Блок-схема про-
стого толщиномера:
1 — излучатель; 2 — усили-
тель; 3 — искатель; 4 — кон-
трольно-измерительная схе-
ма; 5 — скорость звука; 6 —
толщина стенки
При достаточной параллельности и плоскостности поверх-
ностей стенок при перпендикулярном прозвучивании можно по-
лучить четко выраженную последовательность эхо-импульсов от
задней стенки (см. рис. 11.3). Если же задняя стенка, напри-
мер, сильно поражена коррозией (измерение остаточной толщи-
ны стенки), то обычно возникает одно единственное отражение
от нее.
274
Ультразвуковой импульс отражается от задней стенки образ-
ца; следовательно, для его прохождения от входа в изделие до
выхода обратно требуется время
t = 2d/c,
где t — время прохождения, d — толщина стенки, с — скорость
звука.
Это время прохождения измеряется одним из способов, опи-
санных в разделе 11.1; затем оно умножается на половину ско-
рости звука и индицируется в виде толщины стенки.
При этом предполагается, что материал является однород-
ным и что скорость звука в нем известна; в противном случае
она должна быть определена путем настройки по эталонному
образцу из такого же материала, толщина которого известна.
Для измерения толщины стенок разработаны два разных спо-
соба, различающиеся по области применения, со своими спе-
циальными приборами и искателями.
По первому способу измерения проводятся с наивысшей точ-
ностью и поэтому предъявляются высокие требования к каче-
ству поверхности изделия. При этом способе используется про-
стой искатель, работающий в эхо-импульсном режиме.
Второй способ измерения не обеспечивает точности первого,
но зато рассчитан на измерения при поверхностях плохого ка-
чества, например, прокорродировавших. При этом способе при-
меняют, как правило, совмещенные искатели. Здесь нужно обыч-
но определять только остаточную толщину стенки.
11.2.1. Измерение толщины стенки
при хорошем качестве поверхности
Чтобы измерить толщину стенки с наивысшей точностью, нужно
выполнить целый ряд предпосылок. Независимо от способа,
которым измеряется время проходимости схемы, обеспечиваемое
толщиномером стенки, точность измерения определяется погреш-
ностями, которые играют роль при формировании времени про-
ходимости. Существенное влияние здесь оказывают колебания
амплитуды эхо-импульсов, которые вызывают в дискриминато-
рах, формирующих время проходимости, вследствие конечного
времени нарастания импульсов также и колебания времени про-
ходимости. Это влияние можно уменьшить до минимума при
использовании возможно более высоких частот контроля (5, 10
или 15 МГц), что позволяет получить крутой подъем импульсов.
В самом толщиномере стенки предусматриваются регулирова-
ние амплитуды и (или) компенсации глубины, чтобы поддер-
жать амплитуду от эхо-импульса в дискриминаторе на постоян-
ном уровне.
Пример. Толщиномер измеряет в иммерсионной установке время от вход-
ного эхо-импульса до первого эхо-импульса от задней стенки в стальной
275
пластине. Ввиду колебаний в акустическом контакте и шероховатости задней
стенки амплитуда эхо-сигнала от задней стенки колеблется, а входное эхо
(.стается постоянным. Искатель работает на частоте 5 МГц, и порог дискри-
минатора для измерения времени установлен на 12 дБ ниже эхо-амплитуды
для нормального режима. (В каждой измерительной установке имеются по-
мех!!, которые не допускают произвольного снижения порога дискримина-
тора.) В таком случае колебание амплитуды эхо-импульса от задней стенки
на 30 % вызовет погрешность измерения в 3/юо мм, а уменьшение на 50 %
приведет к погрешности измерения в Vio мм (в случае стали).
При быстро протекающих процессах колебания амплитуды
отчасти не поддаются регулированию. Для достижения требуе-
мой точности поэтому применяют следующие методы.
Способ пересечения нуля Zero-Crossing [1603]. По-преж-
нему устанавливается порог дискриминатора, чтобы распознать
эхо-сигнал. Однако для получения пускового импульса прини-
мается не момент времени превышения порога, а тот момент,
в который эхо-сигнал вновь пересечет нулевую линию. Этот мо-
мент времени не зависит от амплитуды (рис. 11.7, а).
Способ центра тяжести [1053]. Применяют некоторый порог,
но для получения отметки времени принимают среднее значение
между моментами прохождения эхо-импульсом через этот порог
Рис. 11.7. Принцип возбуждения вентильной схемы времени по способу пересечения
нуля (а) и по способу центра тяжести (б)
вверх и вниз. И такое формирование времени проходимости вен-
тильной схемы тоже почти не зависит от колебаний амплитуды.
Однако оба эти способа могут быть применены только в
сравнительно крупной измерительной аппаратуре.
Еще одной предпосылкой для точного измерения толщины
стенки является применение высокодемпфированных искателей.
Широкополосность играет роль для двух различных эффектов:
если измеряются тонкие пластины, то первое эхо (входной
эхо-импульс или отражение от задней стенки) должно полностью
затухнуть до того, как второе эхо сможет запереть вентильную
схему. Однако быстро затухающие эхо-импульсы могут быть
получены только от высокодемпфированных искателей;
при использовании узкополосных сигналов это означает, что
в распоряжении для измерений имеется более половины длины
волны. В таком случае электроника должна обеспечивать точ-
ное регулирование амплитуды, так чтобы для измерения времени
всегда привлекалась одна и та же половина колебания. В про-
тивном случае возникают скачки времени, кратные периоду
искателя. Форма эхо-импульса узкополосной системы контроля
может также меняться в зависимости от расстояния до иска-
теля, так что и здесь тоже могут возникнуть трудности при на-
276
шкс (регулировании) на правильную половину колебания,
срепия толщины стенки, как правило, проводятся иска-
г’м. работающим в эхо-импульсном режиме. В зависимости
. .адачи контроля и затрат на ее решение применяют искатели
щямым контактом, искатели с входным участком или же
। версионный вариант. Вследствие этого сложились три раз-
гт[[ых метода измерений, которые различаются по получению
> нового импульса для вентиля времени (рис. 11.8).
А-развертка .Диалам»' Догрештапо вскателл
3
, „ С входным
-0,003мм участком
0,1 мм
& 50 мм
Рис. 11.8. Изображение на экране при измерениях толщины стенки (численные дан-
ные относятся к стали)
По первому способу в качестве пускового импульса для от-
крытия вентильной схемы применяют посылаемый импульс,
иногда удлиняемый при помощи настраиваемой задержки вре-
мени, чтобы компенсировать путь прохождения звука в искателе
и контактном слое. Этот способ очень прост и, как правило,
реализуется с применением искателей, работающих с прямым
контактом. Достигаемая точность ограничивается неизбежными
колебаниями толщины слоя акустического контакта. Еще одно
ограничение обусловливается зоной за посылаемым импульсом,
в которой невозможно надежно обнаружить эхо-импульс от зад-
ней стенки. Поэтому стенки малой толщины таким способом
измерять затруднительно.
По второму способу для получения пускового импульса вен-
тильной схемы времени применяют входное эхо, и поэтому здесь
могут применяться только искатели со входным участком или
в иммерсионном варианте. Точность получается более высокой,
чем по первому способу, так как различия в слое акустического
контакта здесь отпадают. Ограничение области измерения в сто-
277
рону малых толщин стенки зависит от отношения амплитуды
входного эхо-импульса и эхо-импульса от задней стенки, т. е. от
самой задачи контроля. Обычно диапазон измерения в сторону
малых толщин стенки существенно не отличается от достигае-
мого при первом способе. Ограничение, впрочем, получается для
больших толщин стенки, так как для измерений может быть
использован только диапазон времени между входным эхо-им-
пульсом и его первым отражением. Следовательно, такой метод
пригоден только для сравнительно небольших толщин стенки.
По третьему способу измеряют время между двумя или не-
сколькими эхо-импульсами от задней стенки, и, следовательно,
в качестве пускового импульса для вентильной схемы времени
используют первое отражение от задней стенки. Достигаемая
точность соответствует второму способу, но диапазон измерений
удается расширить в сторону меныпих толщин стенки, так как
пусковой импульс и стоп-импульс имеют приблизительно одина-
ковую высоту. В таком случае при применении высокодемпфи-
рованных искателей минимально определяемая толщина стенки
зависит только от рабочей частоты контроля. Этот способ не сле-
дует использовать при прямом контакте, так как здесь отраже-
ние от боковой стенки искателя искажено и иногда может при-
вести к ошибочному результату измерений. Преимуществам
этого метода противостоит недостаток, заключающийся в том,
что для измерений должна иметься серия четких эхо-импульсов
от задней стенки. Измерять толщину стенки прокорродировав-
ших деталей таким способом нельзя.
Достижимая точность измерения толщины стенки зависит
также и от других краевых условий:
измеренное значение толщины стенки получается в резуль-
тате измерения времени, в которое неизбежно входит и скорость
звука в изделии, обычно получаемая при калибровке прибора.
Точность, достигаемая при калибровке, разумеется, сказывается
и на точности измерения толщины стенки. Точность измеритель-
ной системы определяется также точностью настройки скорости
звука. Рекомендуется настраивать скорость звука на толстых
эталонных образцах, чтобы избежать этой погрешности;
условия акустического контакта влияют на амплитуду эхо-
импульсов и геометрию звукового поля и отчасти также на фор-
му ультразвуковых импульсов. Важными параметрами надеж-
ного акустического контакта являются хорошая жидкая среда
и высокое давление прижатия (т. е. диаметр искателя должен
быть возможно меньшим);
сказываются также шероховатость и кривизна поверхности.
Например, при очень шероховатой поверхности в слое акустиче-
ского контакта могут возникнуть остаточные колебания, кото-
рые сделают невозможным измерение толщины стенки тонких
деталей. Корродированные задние стенки и неплоская их форма
могут влиять на точность вследствие колебаний амплитуды или
278
даже сделать измерение совершенно невозможным. Поэтому
обычно для измерения толщины стенки требуют применения хо-
рошо подготовленных поверхностей. Если же это невозможно,
то приходится пользоваться методами измерения остаточной
толщины стенки, обеспечивающими меньшую точность;
пределы применимости метода измерения в конечном счете
определяются также и свойствами материала. В случае материа-
лов с сильным затуханием диапазон измерений ограничивается;
в случае слоистых материалов типа стеклопластика или круп-
нозернистых материалов типа аустенита приходится применять
методы, известные из техники поиска дефектов, чтобы обеспе-
чить достаточное расстояние между амплитудой сигнала от зад-
ней стенки и фоном помех (уровнем шума). Поэтому для ре-
шения таких задач созданы специальные измерительные сис-
темы, имеющие, впрочем, ограниченную точность и узкие гра-
ницы диапазона измерений;
Рис 11.9. Импульсные изображения в зависимости от материала и при различных
измерениях толщины стеики:
а — пластмасса; б — сталь; в — сталь с плохим акустическим контактом; г— пластик;
<2— сталь; а—в— с жестким защитным слоем; при измерениях с непосредственным
контактом; 7 и // — первый и второй эхо-импульсы от задней стенки; ///—входной
эхо-импульс; /V — эхо-импульс от задней стеики
другим свойством материалов, которое влияет на достигае-
мую точность, являются изменения скорости звука внутри мате-
риала, например в литых контролируемых изделиях. При изме-
279
рениях толщины стенки пластмассовых деталей изменения
скорости звука обусловливаются колебаниями температуры к.
температурными градиентами;
соотношение акустических имиедансов изделия и искателя
определяет отношение амплитуд эхо-сигналов, возбуждающих
пусковой импульс и стоп-импульс в вентильной схеме времени.
При больших различиях в импедансе диапазон измерений в сто-
рону малых толщин стенки ограничивается. Другим источником
погрешности является инверсия фазы. Если проводится изме-
рение искателем с жестким защитным слоем на пластике или
стали, то наблюдают различие в фазе (инверсию) между обои-
ми эхо-импульсами от задней стенки (рис. 11.9). Если это не
учтено в электронной схеме, то получается погрешность измере-
ния, равная половине периода частоты искателя.
Для следующих особо трудных задач по измерению толщины
стенки промышленностью разработаны специальные приборы
(см. также раздел 33.1):
литые материалы (отливки);
тонкие пластмассовые детали;
пластины, армированные стекловолокном (стеклопластик);
очень тонкие детали;
многоканальные установки.
Рис. 11.10. Примеры промышленных стандартных толщиномеров:
а — фирма «Крауткремер», тип CL 204; б — фирма «Панаметрикс», тип 5222
На рис. 11.10 показаны некоторые примеры имеющихся в
продаже толщиномеров, пригодных для прецизионных измере-
ний.
11.2.2. Измерение остаточной толщины стенки
В области ремонта в последнее время возникла задача изме-
рения остаточной толщины стенки, которая нс может быть ре-
шена при помощи толщиномеров, описанных в разделе 11.2.1.
Эта задача возникает при очень сильно разрушенной задней
280
стенке или когда нужно обнаружить очень маленькие проявле-
ния коррозии (язвенную коррозию, питтинг — рис. 11.11).
При этом амплитуда эхо-сигнала от таких язв не представ-
ляет интереса; важное значение имеет только оставшаяся тол-
щина стенки. По этой причине такие измерения можно про-
водить простыми приборами типа толщиномеров, но здесь глав-
Рис. tl.ll. Запись при уль-
тразвуковых измерениях ос-
таточной толщины стенки.
Сечение трубы на нефтяном
месторождении. Почти трех-
мерное (объемное) изобра-
жение прокорродировавшей
поверхности, полученное
ощупыванием участка тру-
бы по различным траекто-
риям Ппкп показывают
уменьшенную толщину стен-
ки. Высота инков характе-
ризует глубину язвин (пит-
тинговой коррозии)
пос не прецизионность измерения толщины стенки, а обнаруже-
ние самых мелких отверстий (язвин). Регулирование амплитуды
у прецизионных толщиномеров при таком способе даже мешает,
поскольку все еще остающийся эхо-импульс от задней стенки
регулируется на постоянную высоту, а меньший эхо-импульс
от язвин получается ниже порога чувствительности. Следова-
тельно, измерители остаточной толщины стенки должны иметь
максимальную чувствительность, а регулировать амплитуду у
них не нужно.
Наибольшую чувствительность на расстояниях, соответствую-
щих обычным толщинам стенок труб, имеют совмещенные ис-
катели.
Для оценки толщиномера представляет еще интерес, на ка-
ком расстоянии могут быть обнаружены наименьшие проявления
коррозии. Это зависит от характеристик чувствительности сов-
мещенного искателя и прибора (дефектоскопа). Такая харак-
теристика представлена на рис. 10.65 в виде так называемой
коррограммы для определенной комбинации прибора и иска-
теля. Используемый диапазон глубин для совмещенного искате-
ля ограничен условиями его конструкции. Поэтому иногда для
решения задачи приходится использовать несколько искателей.
Например, на упомянутой коррограмме видно, что для остаточ-
281
ных толщин стенок менее 1 мм используется другой искатель,
чем, например, в диапазоне остаточных толщин около 20 мм.
Точность измерений в стали составляет всего около 0,1 мм.
Это обусловливается так называемой погрешностью обхода
(рис, 11. 12), которая возникает потому, что между направления-
Рис. 11.12. Типичная погреш-
ность обхода у толщиноме-
ра при контроле толщины
стенки
ми звуковых волн в излучателе и приемнике имеется некоторое
различие (угол). При этом путь звука несколько превышает
двойное расстояние между излучателем и приемником. Погреш-
ность зависит от расстояния до дефекта (отражателя), так что
толщина стенки не пропорциональна положению открытия вен-
тильной схемы. В некотором ограниченном диапазоне эту по-
грешность обхода можно в первом приближении компенсиро-
вать намеренной неправильной настройкой нуля и скорости зву-
ка. В современных приборах делается попытка исключить эту
погрешность обхода электронной схемой или при помощи ЭВМ.
Еще одной погрешностью, типичной для совмещенного иска-
теля, является погрешность, обусловленная кривой чувствитель-
ности на нижней границе диапазона измерений. Там первый эхо-
импульс при экстремальной геометрии звукового поля может
получиться ниже порога чувствительности (предела обнаруже-
ния), тогда как второй эхо-импульс (второе колебание) от того
же дефекта превысит порог чувствительности. Измеренное значе-
ние толщины стенки при этом как бы превысит фактическое
значение на одну длину волны. Этот эффект наблюдается только
при неблагоприятных обстоятельствах на нижней границе диа-
пазона измерений и может быть выявлен при перемещении ис-
кателя.
Если поверхность имеет слишком большую шероховатость
(соответствующий допуск обычно указывают изготовители иска-
телей), то в неблагоприятных условиях поверхностные волны
могут распространяться между входными участками излучате-
ля и приемника и тем самым имитировать наличие тонкой
стенки.
Промышленностью для решения различных задач созданы
специальные приборы (рис. 11.13). Предлагаются комбинации,
приборов для применения в следующих особых условиях:
при повышенных температурах;
282
в материалах с большим затуханием;
при очень малых толщинах стенки, но все же превышающих
0,5 мм;
для измерений коррозии в воде.
Для особо трудных условий измерения имеются эхо-импульс-
ные приборы со встроенным толщиномером (см. раздел 33.1).
11.3. МЕТОД ИЗМЕРЕНИЯ ЧАСТОТЫ
11.3.1. Узкополосный (резонансный) метод
Колебания по толщине пластины и ее резонанс с возбуждаю-
щей ультразвуковой волной рассматривались в разделе 7.2.
Здесь пластина представляет собой стенку, толщину которой
нужно измерять. Резонанс наступает в том случае, когда про-
никающая непрерывная ультразвуковая волна после отражения
от задней стенки снова совпадает сама с собой без изменения
фазы. Это наблюдается тогда, когда толщина стенки равна по-
ловине длине волны и если стенка с обеих сторон ограничена
акустически более мягкой средой, т. е. скачков фазы на границе
раздела не происходит. Следовательно, можно записать
d = m = cl2f0,
283
где с — скорость звука в материале, f0 — резонансная частота,
называемая также собственной. Имеется в виду, что возбуж-
дение не оказывает существенного обратного влияния на про-
цесс колебаний. Условие резонанса неоднозначно: резонанс на-
ступает также и при 3/2Х, 5/2Х и т. д., т. е. при частотах, пре-
вышающих собственную в 3, 5 и т. д. раз. Чтобы получить одно-
значный результат, измеряют частоты двух последовательных
точек резонанса. Их разность всегда равна удвоенной основной
частоте, так что искомая толщина определяется как
d=c/\f.
Изделие здесь обусловливает те же ограничения, как и при
эхо-импульсном способе согласно разделу 11.2.1: высокое затуха-
ние (внутреннее трение) в материале и шероховатые или не-
параллельные поверхности сглаживают резкость резонанса и
тем самым снижают точность.
Для возбуждения и одновременно измерения резонанса ис-
пользуют искатель типа показанного на рис. 11.14, возбуждае-
мый непрерывно колеблющимся излучателем и, как известно,
имеющий некоторое количество жидкости для акустического
контакта. (На рисунке показана ламповая схема, потому что
приборы, применявшиеся для этой цели, обычно еще были лам-
повыми) . Частота при этой схеме изменяется вручную при по-
мощи конденсатора С. Резонанс выявляется измерительным
прибором 1а для анодного тока по увеличению отбора энергии.
Прибор тарируют по пластинам с известной толщиной, имею-
щим такую же скорость звука в материале.
Чтобы собственная частота пьезопластины в искателе не
создавала помех, используют только область частот ниже нее.
Излучатель (колебательный элемент) должен создавать во всем
диапазоне возможно более равномерное звуковое давление, но
в то же время быть и возможно более чувствительным. Компро-
мисс между обоими требованиями приводит к применению иска-
телей с умеренным затуханием как при эхо-импульсном методе.
Отсутствие обратного действия при жидкостном акустическом
контакте обеспечивается не полностью. Получаются две слабо
связанные между собой способные к колебаниям системы, вслед-
ствие чего измеряемая частота несколько искажается. Неболь-
шая погрешность при работе всегда с одним и тем же искате-
лем может быть отчасти учтена расчетом, а на приборах типа
показанных на рис. 11.15 — тарировкой шкалы.
Отнимающая много времени работа с поворотным конден-
сатором вручную (как на рис. 11.14) требовалась только для
небольших переносных приборов. На основе патента Эрвина и
Рассвайлера [197] фирма «Дженерал моторе» в 1947 г. скон-
струировала прибор «Сонигейдж», в котором поворотный кон-
денсатор приводился от электродвигателя, а точки резонанса
наблюдались на экране. Более широкое распространение полу-
284
Рис. 11.14. Электрическая
< \ема резонансного толщи-
номера
Рис. 11.15. Прибор «Видигейдж» модели ]4 (фирма «Бренсон») при измерении толщины
стенки стали толщиной 4,2 м ’
1,5 п is 1,г у 1 "0,9 o.s o;is
I !]' U' : 'I |.,.Н ''|l11111111 |l 111|l I 9 10 11 1Z 1|Шф111|1Ш| 10 11 12
1 1 1 ! I | II I I | I I II | I I I I | 7 8 9
1 Q )\ | I I I I j , I I I | I I I S'.J 5 5,5 0 H Ч 4 7 8
1 1 ' г | i I I I | I I i I | ' I I I | I к г,5 з ) 1 [ i i i i! 3,5 5
1 ’ I 1 I ч 1 1 1 !| 1 I 1 , |
• •
Рис. 11.16. Упрощенная шкала к прибору «Видигейдж» для диапазона частот от 0,75
до 1,5 МГц (для собственных колебаний от первого до четвертого). Резонансное пока-
зание толщины в 6,5 мм при второй и третьей собственных частотах
285
'чил прибор «Видигейдж» фирмы «Бренсон инструменте инк.»
(рис. 11.15). Вместо конденсатора здесь в такт с частотой сети
варьируется индуктивность колебательного контура при помо-
щи катушки с железным сердечником. Точки резонанса наблю-
даются на очень большом и ярком экране как у телевизионного
приемника. На рис. 11.16 схематически представлено показание
при толщине стенки стального изделия в 6,5 мм.
Кроме шкалы для частоты (наверху) перед экраном располо-
жено несколько шкал для толщины. Благодаря этому можно
однозначно определить основное колебание или верхнюю гармо-
нику: показания для основной частоты колебаний должны счи-
тываться по самой нижней шкале, а высшие резонансы — по
вышерасположенным шкалам. Шкалы находятся в правильном
соотношении между собой, если на двух шкалах, расположен-
ных непосредственно одна над другой, отсчитывается одно и
то же значение толщины — например, 6,5 мм на рис. 11.16.
Неточность, обусловленная обратным влиянием поверхности,
а также развитие эхо-импульсной техники вытеснили такие ре-
зонансные приборы из практического применения.
11.3.2. Широкополосные методы
При резонансном способе можно работать также и с импуль-
сами В изделии в таком случае образуется не одна синусои-
дальная стоячая резонансная волна, а серия отражений (эхо-
импульсов) от задней стенки [395]. Их частота является часто-
той следования эхо-импульсов или частотой качания, поскольку
импульс качается между задней и передней стенками туда и
обратно. Время колебания при такой частоте, т. е. величина, об-
ратная частоте, и является искомым временем прохождения.
Частота следования эхо-импульсов не имеет ничего общего
с частотой следования (посылаемых) импульсов или с ультра-
звуковой частотой импульсов. Последняя частота должна только
быть по возможности большей, чтобы получить возможно бо-
лее узкие отражения (эхо-импульсы) — поэтому и способ назы-
вается «широкополосным» — по сравнению с толщиной стенки;
серия этих импульсов должна быть возможно более длинной, что-
бы точно определялась частота. Частота следования посылаемых
импульсов должна быть, как обычно, настолько низкой, чтобы
серия эхо-импульсов между двумя очередными посылаемыми им-
пульсами могла сформироваться без помех и затухнуть.
На рис. 11.17 показана принципиальная схема для одной из
форм реализации такого способа. Настраиваемый колебатель-
ный контур на выходе усилителя (за выпрямителем) соединя-
ется проводом с измерительными пластинами экрана. Если он
настроен на частоту следования эхо-импульсов, то каждый эхо-
импульс этой серии снова раскачивает колебательный контур
•без искажения фазы. Такой резонансный максимум и наблюда-
286
ется непосредственно на экране. Шкала поворотного конденса-
тора может быть протарирована в единицах времени прохож-
дения или в толщинах стенки для определенного материала.
Еще одной возможностью измерения времени прохождения
является так называемый метод повторного импульсного иссле-
Рис. 11.17. Принципиальная
схема толщиномера с качаю-
щейся частотой
дования (Sing around), впервые предложенный и осуществлен-
ный как первый ультразвуковой метод еще в 1941 г. Хидеманом
[655]. При этом возвращающееся эхо от очередного импульса
каждый раз запускает следующий импульс. В результате часто-
та следования эхо-импульсов совпадает с частотой посылаемых
импульсов и может быть измерена частотомером с очень высо-
кой точностью, характерной для таких приборов. Время про-
хождения обратно пропорционально этой частоте.
Пример. В стальном образце толщиной 100 мм время про-
хождения ультразвука составляет 34 мкс. Поэтому частота
следования импульсов составляет V34 МГц, т. е. около 30 кГц.
Частоты следования эхо-импульсов в предыдущем методе и по-
сылаемых импульсов в описываемом методе Sing around при
толщинах стенок от 1 до 100 мм должны быть в пределах от
3 МГц до 30 кГц.
Высокая абсолютная точность этого метода является лишь
кажущейся. На рис. 11.18 поясняется систематическая погреш-
Рис. 11.18. Принцип метода
Sing around для измерения
времени прохождения и его
систематическая погреш-
ность;
/ — время прохождения;
// — измеренное значение;
/// — погрешность нулевой
точки
ность, обусловленная погрешностью нулевой точки (рис. 10.8).
Между приемом эхо-импульса, его усилением, толчком электри-
ческого посылаемого импульса и фактическим началом времени
прохождения ультразвукового импульса на поверхности изде-
лия проходит некоторое время — погрешность нулевой точки.
Время прохождения получается завышенным на эту величину.
Для устранения этого недостатка такой способ применяют для
двух контролируемых образцов с одинаковой скоростью звука,,
но разной толщины.
28Z
Применение метода Sing around рассмотрено в литературе
{61, 538, 655].
Здесь следует упомянуть еще способ PREDEF, предложен-
ный Кауле (Pulse Resonance with Delayed Feedback — импульс-
ный резонанс с задержкой обратной связи), принцип работы
которого очень близок к цифровым измерениям времени [350,
351]. Этот принцип поясняется на рис. 11.19 и 11.20.
Рнс. 11.19. Блок-схема из-
мерительного устройства по
методу PREDEF {цифровые
обозначения относятся к
рис. 11.20);
а — пластина; б — приемный
искатель; в — излучающий
искатель; г — приемный уси-
литель; д — излучающий
усилитель (передатчика);
е — предварительный счет-
чик; ж — основной счетчик;
з — импульсы пуск и стоп;
и — триггерный вентиль; к —
вентиль; л — генератор счет-
ных импульсов; м' — счетчик
толщины; н — показания в
миллиметрах
Рнс. 11.20. Осциллограмма, поясняющая принцип измерения способом PREDEF:
1—время прохождения; II — предварительный счетчик; Н1 — основной счетчик.
288
Здесь по аналогии с предыдущим методом Sing around, в
пластине возбуждается резонанс по толщине. Однако для из-
мерения толщины стенки определяется свободная собственная
частота пластины. Систематические погрешности от системы
возбуждения и от акустического контакта устраняются тем, что
колебание во время процесса возбуждения диафрагмируется
(остается за пределами диафрагмы). Метод оценки аналогичен
применяемому при цифровом измерении времени.
Более подробные сведения имеются в литературе [13]. Там
описаны и другие, разновидности импульсно-резонансного ме-
тода.
11.4. ДРУГИЕ ВРЕМЕННЫЕ МЕТОДЫ
При методе измерения фазы применяют непрерывные волны
постоянной частоты. Для измерения времени прохождения со-
поставляют фазу отраженной волны с фазой выходящей вол-
ны. Если путь прохождения в пластине туда и обратно меньше
одной длины волны, то его можно однозначно измерить по раз-
ности фаз (от 0 до 2л), па которую запаздывает напряжение
приема. При большей толщине результат получается многознач-
ным. Следовательно, чтобы пе допустить ошибки, кратной длине
волны, нужно заранее знать приблизительное значение толщи-
ны Поскольку при этом можно без затруднений работать и на
очень низких частотах, такой способ особенно подходит для
измерения толщины или скорости звука в материалах с силь-
ным поглощением, например в резине и пластмассах. Однако
на практике метод и ограничивается этими материалами, по-
скольку многократные отражения создают помехи измерению.
Способ был предложен Хатфильдом [287] и использован для
измерения толщины резины.
В качестве еще одного способа следует описать частотную
модуляцию, предложенную еще в 1941 г. С. Я. Соколовым, но
не получившую распространения в технике измерений. В нем
применяются непрерывные волны, частота которых повышается
со временем и затем снова снижается по пилообразной кривой.
Дефект или задняя стенка отражают эти модулированные цуги
волн с запаздыванием по времени, соответствующим удвоенному
времени прохождения звука (туда и обратно). Когда отражен-
ный цуг волн снова возвращается в искатель, излучаемая им
частота уже увеличивается. Для индикации используется раз-
ность частот. В принципе такой способ соответствует описанному
в разделе 10.7.
12. ТЕНЕВОЙ МЕТОД
(МЕТОД ИНТЕНСИВНОСТИ ИЛИ ПРОЗВУЧИВАНИЯ)
По теневому методу иесплошности материала обнаруживаются
благодаря их действию как затеняющего препятствия на пути
распространения звука от излучателя к приемнику. Этот прием
называют также методом прозвучивания, потому что оба иска-
теля обычно располагаются на противоположных сторонах кон-
тролируемого изделия, так что изделие в этом месте как бы
прозвучивается. На рис. 21.1 показан принцип этого метода на
Рис. 12.1. Принцип тенево-
го метода:
1 — высокочастотный гене-
ратор; 2—излучатель; 3 —
приемный искатель; 4 —
усилитель; 5 — звуковое дав-
ление
примере прозвучивания пластины в бездефектном месте и месте
с дефектом, где несплошность затеняет часть звуковой волны,
вследствие чего звуковое давление на приемном искателе иногда
уменьшается.
Необходимо настоятельно предостеречь, что схематическое
изображение хода лучей на рис. 12.1 и на многих других ри-
сунках не следует принимать за действительное. Как показано
в главах 3—5, представление геометрического распространения
звука (лучевая акустика) допустимо только в предельном слу-
чае очень малых длин волн по сравнению с размерами контро-
лируемого изделия, несплошностей и используемого ультразву-
кового преобразователя. Эти условия на практике при длинах
волн в миллиметровом диапазоне очень часто не выполняются.
Поэтому возможен даже парадоксальный случай, когда нару-
шение хода лучей в звуковом поле приводит к увеличению по-
казания на приемнике, а не к его снижению (см. рис. 5.8 и 5.9).
Поэтому нужно всегда контролировать и тарировать данный
метод по искусственным эталонным дефектам.
На рис. 12.2 показано применение теневого метода, когда
искатели с излучателем и приемником подсоединены к одной
и той же поверхности контролируемого изделия, что стало воз-
можным благодаря дополнительному отражению от противо-
положной поверхности, отсутствовавшему при прямом прозву-
чивании по рис. 12.1 (V-образное прозвучивание).
На рис. 12.3 показан еще один пример применения метода
прозвучивания для контроля сварного шва в крышке кониче-
ского вентиля. Этот контролируемый объект является тонко-
стенным (по сравнению с длиной волны), и поэтому распростра-
290
нение звука в нем существенно зависит от его контура. В та-
ком случае говорят о звукопроводности в отличие от распро-
странения свободных волн в контролируемом изделии,
имеющем большие размеры по сравнению с длиной волны.
Рис. 12.2. Теневой метод с
отражением
Рис. 12.3. Теневой метод со
звукопроводом
• Существенной трудностью теневого метода при применении
непрерывного ультразвука является возникновение стоячих
волн. Звуковое давление на приемнике определяется не только
волной, бегущей по желательному пути от излучателя к прием-
нику и несплошностями на этом пути; здесь добавляется также
и влияние отражений, например от граничных поверхностей.
Вес эти составляющие складываются в результате интерферен-
ции в звуковое давление в месте приема, которое может быть
большим или меньшим в зависимости от значений отдельных
амплитуд и фаз. Во всем контролируемом изделии возникает
пространственное поле стоячих волн. Пространственное распре-
деление узлов и пучностей поля стоячих волн зависит от разме-
ров контролируемого изделия, длины волны (т. е. частоты кон-
троля) и положения излучателя. При любом изменении этих
влияющих параметров поле стоячих волн смещается, что может
повлечь за собой большие изменения звукового давления, из-
меряемого приемником. Формирования поля стоячих волн можно
избежать вобулированием (качанием) частоты, т. е. периодиче-
ской или непериодической частотной модуляцией.
Стоячие волны не будут образовываться и в том случае, если
вместо непрерывных звуковых волн использовать достаточно
короткие импульсы, так что составляющая импульсов, косвенно
дошедшая до приемника, поступит туда слишком поздно и не
сможет интерферировать с составляющей импульса, двигавшей-
ся по желательному пути (нарушенному из-за несплошности).
Основными объектами для контроля теневым способом явля-
ются пластины и оболочки, доступные с обеих сторон, у кото-
рых несплошности имеют плоскую форму и располагаются па-
раллельно поверхностям, например листы с расслоениями. Те-
невой способ используется также для контроля композицион-
ных материалов, например слоистых материалов (ламинатов),
армированных стекловолокном, сотовых структур, используемых
10*
291
в самолетостроении. Теневой метод применялся [925] для вы-
явления усталостных трещин в трубах. В части Г описаны и
некоторые другие применения этого метода, например при кон-
троле листов (глава 24).
13. МЕТОДЫ ИЗОБРАЖЕНИЯ
И ВИЗУАЛИЗАЦИИ ИЗОБРАЖЕНИЯ
После обнаружения дефекта материала и его местонахождения
важнейшей задачей контроля является определение его ве-
личины. Ее можно определить, например, по изображению, ана-
логичному рентгеновскому снимку. Акустический метод изобра-
жения (визуализации), как и рентгеновский метод, ставит своей
целью получение оптического изображения структур, которые
непосредственно не являются видимыми. Для этого использует-
ся взаимодействие структур со звуковыми волнами, например
отражение и поглощение: распределение звукового давления,
испытавшее влияние интересующей нас структуры, при помо-
щи большого числа акустико-оптических преобразователей пре-
вращается в оптическое изображение.
Наряду с таким косвенным характером получения изображе-
ния существенное отличие от получения оптического изображе-
ния заключается еще и в том, что длины звуковых волн по
порядку величин близки к параметрам отображаемых структур
(или немного меньше них), тогда как длины световых волн
меньше этих параметров в 1000—10000 раз. Поэтому при опти-
ческом получении изображения основную роль играет рассеян-
ный свет, тогда как при акустическом отображении определен-
ное значение имеют также и зеркально отраженные звуковые
волны, а на переднем плане находятся явления дифракции.
Поэтому оптическое и акустико-оптическое изображение одного
и того же объекта существенно различаются между собой. На-
пример, поверхность, представляющаяся при оптическом изо-
бражении шероховатой, в ультразвуковом изображении может
выглядеть совершенно гладкой.
Ввиду сравнительно больших длин волн разрешающая спо-
собность метода ультразвуковой визуализации значительно
хуже, чем при прямом оптическом изображении, так как раз-
решающая способность пропорциональна отношению А/А, где
А — числовая апертура, X— длина волны.
Ультразвуковое изображение формируется в два этапа.
1. Получение распределения звукового давления в месте на-
хождения акустико-оптического преобразователя, искаженного
под влиянием отображаемого объекта.
2. Акустико-оптическое преобразование этого распределения
звукового давления в оптическое изображение.
По аналогии с оптикой для передачи распределения звуко-
вого давления от местонахождения объекта к местонахождению
292
акустико-оптического преобразователя (первый этап) исполь-
зуют систему линз. Однако иногда от этого отказываются (те-
ряя в качестве изображения), получая простые теневые или
отраженные изображения. Акустические линзы могут также
имитироваться электронными схемами (см. ниже). Четвертой
возможностью воспроизведения распределения звукового давле-
ния является голография (см. раздел 13.14).
Уже давно разработано много способов и приборов для акус-
тического получения изображения, но пока ни один из них не
получил такого практического значения при ручном контроле,
как простые эхо-импульсные приборы. Ультразвуковые приборы
в некоторых случаях лишь с трудом поддаются транспортиров-
ке, они дороги и отнимают много времени при контроле, а кро-
ме того, часто бывают применимыми только для изделий спе-
циальной формы. Тем не менее здесь их следует рассмотреть,
тогда как в главе 19 будут показаны широко используемые на
практике методы оценки дефектов, которые связаны с мень-
шими затратами труда, но зато позволяют делать лишь ограни-
ченные выводы.
Литература: Бергер, 1969 г. [134], Уэйд, 1976 г. [44], Ахмед,
Ванг и Медзерель, 1979 г. [58], Харан, 1979 г. [609], Джейкобс,
1979 г. [717], Грегусс, 1980 г. [572], Хильдебранд, 1981 г. [601],
Олдридж и Клемент, 1982 г. [64], Силард и Ханстед, 1982 г.
[1500], Бар-Кохеп, 1983 г. [104].
13. 1*. РЕЛЬЕФНЫЙ МЕТОД
Граница раздела между двумя средами деформируется по-
ступающей туда звуковой волной. Этот эффект используется при
рельефном методе для получения изображения поля ультразву-
ковых волн (рис. 13.1).
Рис. 13.1. Рельефный метод (схе-
ма):
1 — система сканирования лазерно-
го луча; 2 — кромка; 3 — фотоде-
тектор; 4— экран; <5 —граница; 6 —
встречная волна; 7—контролируе-
мый образец; 8 — ультразвуковой
преобразователь; 9 — отраженная
волна; 10 — вода ,
Звуковые волны, возмущенные предметом контроля, создают
на поверхности воды изменяющееся во времени (динамическое)
завихрение и приподнимают поверхность (лучевое давление).
293
Поверхность ощупывается фокусированным лазерным лучом.
Структура поверхности влияет на направление отраженного
света. Угловая модуляция преобразуется при помощи диафраг-
мы в модуляцию интенсивности на входе в фотодетектор. Полу-
ченный таким путем электрический сигнал в конечном счете
становится видимым на экране.
В качестве границы раздела выбирается переход вода —
прозрачная пластмасса, причем пластмассовая пластина допол-
нительно подвергается металлизации, чтобы повысить ее отра-
жательную способность.
. Ввиду высокой скорости процесса оптического сканирования
рельефный метод работает в реальном масштабе времени. Он
разработан для высоких частот (100—500 МГц) и доведен до
промышленного применения (звуковой микроскоп, фирма «Со-
носкан», США). Исследования в таком диапазоне частот можно
называть ультразвуковой микроскопией (см. рис. 13.13).
Ультразвуковые микроскопы такого типа часто называют Scanning Laser
Acoustic Microscope (SLAM)—сканирующий лазерный акустический микро-
скоп. Разрешающая способность по порядку величин близка к длине волны,
т. е. в зависимости от частоты контроля и скорости звука в материале может
доходить до нескольких микрометров. Применяют в медицине и для нераз-
рушающего контроля материалов, в частности предназначенных для микро-
электроники (контроль на расслоения и пористость). Первое описание этого
метода дал Кесслер [774]. Более новое описание (1980 г.) с подробным
списком литературы и примерами применения имеется в работе Кесслера и
Юхаса [776].
13. 2*. УЛЬТРАЗВУКОВИДЕНИЕ (КАМЕРА RCA)
Этот акустический метод получения изображения основывается
на интерферометрическом измерении движений тонкой мембра-
ны, колеблющейся под действием поля ультразвуковых волн.
Такая металлизированная мембрана является зеркалом в од-
ном из плеч интерферометра Майкельсона (рис. 13.2 [1035]).
Гибкая мембрана оптически сканируется системой отклоне-
ния (развертки) лазерного луча и ее отклонение в каждой точ-
Рис. 13.2. Ультразвуковидсние (камера RCA, схема):
/ — лазер; 2 — фотодетектор; 3 — экран; 4 — система сканирования лазерного луча; 5 —
полупроницаемое зеркало; 6 — зеркало; 7 — металлизированная мембрана; 8— жидкость;
5 — контролируемый образец; 10 — ультразвуковой преобразователь
29'4
ке измеряется по интерференции отраженного там света со
сравнительным светом. Для этого используется фотодетектор,
который преобразует сигнал световой интерференции в электри-
ческий сигнал. Изображение формируется на экране,, который
управляется синхронно с системой лазерного сканирования.
Мембрана настолько тонка (меньше 6 мкм), что она может
следовать за отклонениями поля ультразвуковых волн вплоть до
частот около 10 МГц. Ее угол раскрытия как ультразвукового
приемника составляет 50° (по уменьшению отклонения мембра-
ны по сравнению с нормальным падением звукового луча на
6 дБ). Диаметр мембраны и тем самым апертура системы со-
ставляет около 150 мм. Разрешающая способность ограничена
длиной ультразвуковых волн.
Подробные описания с примерами применения в медицине и
для неразрушающего контроля имеются в литературе [1036,
1571]. В работе [875] описано применение камеры RCA для
исследования распространения звука в анизотропном материале.
Этот и другие интерферометрические методы описаны также в
работе [609].
13. 3*. ПЬЕЗОЭЛЕКТРИЧЕСКИЙ,
ОПТИКО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ
(ПАРАМЕТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ИЗОБРАЖЕНИЯ)
Пьезоэлектрический преобразователь, соединенный с фотопро-
водящей пластиной и с подключенными электродами (прозрач-
ными на стороне с фотоэмульсией), может быть использован
как излучатель и приемник ультразвука с оптическим управ-
лением.
Если фотослой сканируется лазерным лучом, то пьезоэлектри-
ческий заряд, имеющийся в точке, освещенной в данный момент,
может стекать и использоваться для управления экраном, ра-
ботающим синхронно с системой лазерного сканирования. Ины-
ми словами, возникает изображение распределения зарядов,
т. е. звукового давления на пьезоэлектрической пластине.
Если освещать фотопластину соответствующими варьируемы-
ми во времени эталонами, света (например, в форме зонной плас-
тины Френеля), то, очевидно, получится приемо-передающий
преобразователь ультразвука с управляемым во времени и про-
странстве распределением звукового давления или чувствитель-
ности (динамическая фокусировка, управление направленностью
акустической оси).
Более новое описание этого способа, находящегося еще на
стадии разработки, дают Азим и Ванг [91].
13. 4*. ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ
НА ОСНОВЕ ДИФРАКЦИИ БРЭГГА
Брэгговская дифракция света в поле ультразвуковых волн тоже
может быть использована для получения акустико-оптического
изображения (раздел 8.6): под влиянием контролируемого
объекта, помещенного в отклоняющую ячейку (см. рис. 8.21),
ультразвуковая сетка изменяется и соответственно изменяется
лазерный свет, искривленный на решетке. Поскольку звуковое
поле распространяется со скоростью звука в используемой жид-
кости, свет последовательно отклоняется от всех участков звуко-
вого поля в соответствии с распределением амплитуд и фаз.
Для получения изображения с помощью телевизионной камеры
и экрана требуется еще только синхронизация возбуждения зву-
ка и отклоняющего напряжения. С помощью схем вентиля вре-
мени можно диафрагмировать участки звукового поля, не пред-
назначенные для получения изображения (например, отражения
от помех).
Преимуществами способа являются получение изображения
в реальном масштабе времени и простота (по сравнению с дру-
гими способами визуализации).
Недостатками следует считать сравнительно низкую чувстви-
тельность, относительно узкое поле изображения (перпендику-
лярно к плоскости чертежа на рис. 8.20) и трудности в диафраг-
мировании неискривленного луча света (не подвергшегося ди-
фракции). Поэтому метод практически не применяется ни в
медицине, ни при контроле материалов.
Подробное описание дают Ахмед и Уэйд [57]; см. также
[44]. Сообщалось [624] о применении этого метода при высоких
частотах (ГГц) для ультразвуковой микроскопии.
13. 5*. ШЛИРЕН-МЕТОД
Этот метод был описан в разделе 8.6 (рис. 8.18, дифракция
Рамана — Ната). Вместо упоминавшегося там фотоэлемента
для получения электрического сигнала отклоненный луч может
быть также отброшен и на экран. В таком случае способ может
быть использован для визуализации звуковых полей. При ис-
пользовании импульсов неподвижное изображение может быть
получено [1116] стробоскопическим освещением и синхрониза-
цией с передатчиком. Изменением промежутка времени между
звуковым п световым импульсами звуковой импульс может быть
сделан видимым в различных местах своего пути.
Практически шлирен-метод применяют для изображения зву-
ковых полей искателей и их изменения, например, в результате
отражения, преломления или преобразования моды в жидкой
или твердой ячейке [602]. Однако он может быть использован
и для акустико-оптического изображения объектов или их вну-
296
тренней структуры: если изображенное звуковое поле испыты-
вает влияние объекта (например, объект является отражателем
или выполняется прозвучивание объекта), то возникает акусти-
ческое изображение этого объекта [1320].
Методику подробно описал Марш [981]. Более новый обзор
опубликовал Харан [609].
13. 6*. ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ
ПРИ ПОМОЩИ ЭФФЕКТА ФОТОУПРУГОСТИ
Эффект фотоупругости (двойное преломление в напряженном
состоянии) был описан в разделе 8.6. Если заменить фотоэле-
мент, показанный на рис. 8.21, камерой или экраном, то будет
получено изображение внутренней структуры образца, так как
распространение звука в среде с двойным преломлением зави-
сит от его распространения в изделии.
Этот метод еще менее чувствителен, чем шлирен-метод в
жидкости. Он используется преимущественно для визуализации,
звуковых полей [981, 1614, 1669, 1309, 94, 1421, 598], а также
для контроля материалов [1295, 610, 791]; см. также раздел
13.7.
13. 7*. СПОСОБ ПРЯМОЙ УЛЬТРАЗВУКОВОЙ
ВИЗУАЛИЗАЦИИ ДЕФЕКТОВ (DUVD)
Интересным применением шлирен-метода и эффекта фото-
упругости для получения изображения является ультразвуковой
прибор с экраном конструкции Ханстеда, Энга и Уэйта
(рис. 13.3).
Рис. J3.3. Ультразвуковой прибор с изо-
бражением по Ханстеду, Энгу и Уэйту:
1—глаз; 2 — пространство изображения;
3 — система формирования изображения;
4 — контролируемый образец с дефекта-
ми; 5 — поляризационный фильтр для ин-
дикации на основе эффекта фотоупругос-
ти или шлирен-оптика; 6—стробоскоп;
7 — преобразователь
Протяженный преобразователь посылает в контролируемый
предмет, имеющий дефекты, короткие звуковые импульсы. Эхо-
импульсы проходят на обратном пути преобразователь и объеди-
няются акустической системой линз в точное пространственное
изображение дефектных мест на объемном экране. Фокусиров-
ка звуковых волн с помощью акустических линз осуществляется
в принципе так же, как фокусировка световых волн с помощью
оптических линз. Однако созданию хорошей акустической сис-
.297
темы линз препятствуют многие трудности, отсутствующие в
оптике, например преобразования волн на поверхности линз и
многократные отражения в линзах. Силард и Хаистед [1500]
описывают современный уровень развития акустических линз,
особенно подробно освещая систему получения изображения в
описанном здесь ультразвуковом приборе с экраном. По теме
«акустические линзы» см. также литературу [717, 572] и раз-
дел 3.4.
Для получении оптического изображения его пространство освещается
стробоскопически. При правильном сдвиге фаз между взаимно синхронизи-
рованными звуковыми и световыми импульсами центры звукового изобра-
жения могут быть сделаны видимыми как светящиеся места на темном фоне
пространственного экрана методами шлирен-оптики или при помощи эффекта
фотоупругости. Акустическая система линз фокусирует отраженные ультра-
звуковые импульсы в однозначно определенных местах. Ввиду более высокой
чувствительности шлиреи-оптическим методам получения изображения от-
дается предпочтение несмотря иа значительно повышенные затраты.
Возможно также применение и в медицине. Однако чувстви-
тельность получается примерно на 50 дБ ниже, чем при обыч-
ной эхо-импульсной технике (основанной на пьезоэлектриче-
ском эффекте). Поэтому вероятны только специальные приме-
нения [628].
Более новое описание способа визуализации DUVD (1982 и
1983 гг.) дали Силард и Ханстед [1500], а также Бар-Кохен
[104]. См. литературу [103, 627, 981, 609].
13. 8*. АКУСТИКО-ОПТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
НА ЖИДКИХ КРИСТАЛЛАХ
Жидкими кристаллами называют оптически анизотропные жид-
кости, поскольку в оптическом отношении они ведут себя, как
многие кристаллические твердые тела. Они являются двояко-
преломляющими, т. е. свет распространяется в них в форме
двух составляющих волн, которые (в случае непоглощающих
материалов) линейно поляризованы перпендикулярно друг к
другу и к направлению распространения и имеют различные
скорости распространения. Это приводит к вращению плоскости
колебаний линейно поляризованного света. Жидкости состоят
из длинных молекул, которые спонтанно (внезапно) ориентиру-
ются параллельно в молекулярном масштабе на больших рас-
стояниях. На это упорядочение, а следовательно и на оптиче-
ские свойства, могут повлиять и оптические поля (индикация
на жидких кристаллах, LCD — Liquid Crystal Display), и меха-
нические силы. Поэтому в принципе можно сделать распреде-
ление звукового давления видимым.
Работа с акустико-оптическими преобразователями на жид-
ких кристаллах ведется с начала 1970-х гг. Две более новые
работы показывают достигнутый уровень развития в 1980 г. и
дают обзор прежних исследований [329, 601]. Подробное изло-
жение приводит Грегусс [572].
298
13. 9* ПРИБОР ЗВУКОВИДЕНИЯ ПО ПОЛЬМАНУ
Ячейка Польмана [1202, 1203, 1138] представляет собой запол-
ненную жидкостью чашку, в которой взвешены очень мелкие
листовые чешуйки алюминия (диаметром 10—20 мкм). В ультра-
звуковой волне на эти диски, малые по размерам по сравнению
с. длиной волны, действуют силы, которые пытаются их ориенти-
ровать перпендикулярно к направлению звука. Такой эффект
используется также на дисках Рэлея, подвешенных на нити, для
абсолютного измерения интенсивности звука в жидкостях или
газах. Против ориентирующего действия звуковой волны па эти
чешуйки в ячейке действует нерегулярное броуновское движе-
ние молекул, так что в диапазоне интенсивностей звука около
1:10 чешуйки ориентируются тем полнее, чем выше интенсив-
ность. Если посмотреть в ячейку против направления звука и
осветить суспензию, то под соответствующим углом места с
большей интенсивностью будут выглядеть более светлыми, так
как ориентированные чешуйки лучше отражают свет.
Однако прибор звуковидения, оборудованный такой ячейкой,,
пе нашел постоянного применения на практике ввиду его огра-
ниченной применимости только для плоских образцов, инерцион-
ности установления изображения и малой контрастности.
Вместо лепестковых дисков Рэлея применяют также и небольшие пласт-
массовые шарики диаметром 1 мкм [280]. Давление звукового луча обеспе-
чивает распределение шариков, соответствующее распределению звукового
давления, что влияет на рассеяние света и обеспечивает визуализацию. При;
применении в качестве теневого ультразвукового микроскопа была достигнута
разрешающая способность около 5 мкм (частота ультразвука была около
1000 МГц). Названные недостатки прибора звуковидения по Польману (боль-
шая инерционность, время установления изображения составляет несколько
секунд), малый динамический диапазон (недостаточная контрастность) ха-
рактерны и для этого устройства [572].
13.1 0*. КАМЕРА СОКОЛОВА
В камере С. Я. Соколова акустико-оптическое преобразование-
изображения осуществляется электронным сканированием пьезо-
электрического преобразователя (рис. 13.4).
Акустическое изображение, т. с. распределение звукового
давления, передаваемое для получения оптического изображе-
ния, возникает на плоском (пластинчатом) пьезоэлектрическом
приемном преобразователе. В соответствии с различной интен-
сивностью падающих ультразвуковых волн па различных участ-
ках пластины на ней образуются пьезоэлектрические заряды,
которые не могут стекать с неметаллизированной поверхности.
Пластина образует затворное окно электроннолучевой скани-
рующей трубки. При помощи обычной системы сканирования
задняя сторона пластины сканируется построчечно, причем воз-
никающая вторичная эмиссия электронов модулируется заряда-
29»
ми на пластине. Следовательно, поток электронов, текущий к
коллектору, модулируется содержимым изображения. На экране
обычного синхронно работающего кинескопа возникает опти-
ческое изображение.
Рис. 13.4. Схема электронного формирования изображения:
/ — высокочастотный генератор; 2 — ванна с водой; 3 — излучающий преобразователь;
4 — контролируемый предмет; 5 — ультразвуковая линза; 6 — приемный преобразователь';
/ — сканирующая трубка; 8 - коллектор; S — усилитель; 10 — трубка (кинескоп) воспро-
изведения изображения
Основная трудность в камере Соколова связана с пьезоэлектрической
приемной пластиной. Она отделяет вакуум в электронной сканирующей труб-
ке от акустической ячейки, заполненной, например, жидкостью. Ее толщина
определяется применяемой частотой ультразвука; чтобы достичь максималь-
ной чувствительности, ее резонансная частота должна быть равна частоте
ультразвука (d=A./2). При частоте 1 МГц и использовании кварца как мате-
риала пластины толщина может быть всего около 3 мм. Из-за этого диаметр
пластины и соответственно поле зрения камеры ограничиваются всего несколь-
кими сантиметрами. С повышением частоты (для улучшения разрешающей
способности) допустимый диаметр еще более уменьшается. Джейкобс пред-
ложил возможность реализовать больший диаметр пластины, армировав
кварцевую пластину решетчатой структурой [719]. Другое решение предло-
жил Браун [188]. В нем используется акустически прозрачная пластмассовая
пластина, на которую с вакуумной стороны наклеена мозаика из квадратных
кварцевых пластин или одна большая кварцевая пластина. Благодаря этому до-
стигается поле зрения 15X21 см (в случае мозанки) или диаметром около
9 см.
Чувствительность камеры Соколова лучше или по крайней мере такая же,
как у всех других методов, за исключением пьезоэлектрических методов в
узком смысле слова (раздел 13.12), при которых напряжения, возбуждаемые
в пьезоэлектрических преобразователях, подвергаются электронной обработке
без «обходного» пути. Такие методы имеют чувствительность по крайней мере
на 40 дБ выше. Однако чувствительность камеры Соколова можно повысить
применением пьезоэлектрических полимеров вместо традиционных твердых
пьезоэлектрических материалов.
Камеры Соколова не могут быть без затруднений использованы для
изображения ультразвуковых импульсов ввиду более медленного (по сравне-
нию с частотой ультразвука) процесса электронного сканирования, посколь-
ку в пьезоэлектрическом приемнике нет эффекта запоминания (накапливания).
По этим же причинам нельзя диафрагмировать ограниченные диапазоны
времени прохождения ультразвука. Это является существенным недостатком,
так как мешающие отражения не могут быть отсеяны. Ввиду отсутствия
эффекта запоминания электронное сканирование при ультразвуковых импуль-
сах действует только во время самих импульсов. Для построения полного
изображения поэтому необходимо большое число ультразвуковых импульсов,
так что время установления изображения получается очень большим.
Одно из усовершенствований предложил еще сам Соколов [1446]. Пьезо-
электрический приемник был покрыт фотоизлучающим слоем. Когда отобра-
300
жаемый звуковой импульс действовал на приемную пластину, фотослой осве-
щался. Электронная эмиссия в каждой точке слоя зависит от пьезоэлектри-
ческого заряда расположенной под ней точки приемной пластины. Следова-
тельно, распределение зарядов, оставшееся на фотослое после отключения
светового импульса, соответствует распределению звукового давления на
приемной пластине. Это распределение зарядов затем считывается при по-
мощи электронной схемы и визуализируется на экране [547]. Распределение
зарядов можно считывать также оптически с помощью лазерной сканирую-
щей системы [1439]. Другим преимуществом системы с фотослоем перед
первоначальным вариантом камеры Соколова является ее повышенная чув-
ствительность. Система, предложенная самим Соколовым, имеет приемную
пластину, покрытую фотокатодом. Этот фотокатод равномерно освещается.
Его электронная эмиссия зависит от распределения зарядов на приемной
пластине. Фотоэлектроны отображаются электронно-оптически на экране в
конце кинескопа. Следовательно, такая система обходится без сканирования.
Распределение звукового давления, создаваемое на прием-
ной пластине изображаемым объектом, часто создается простым
затенением или отражением звуковых волн. Однако для полу-
чения изображения (картины) звукового давления на приемной
пластине применяют также системы акустических линз.
Камеры Соколова разрабатывались и создавались для раз-
личных областей применения, в частности для работы под во-
дой [1589], для неразрушающего контроля [717, 718, 715, 187]
и для медицинских целей. Пример из области неразрушающего
контроля показан на рис. 13.5.
Рис. 13.5. Ультразвуковое изображение соединения точечной сваркой двух алюминиевых
пластин. Частота 10 МГц [717]:
д — без дефектов (линия вызвана камерой); б — с дефектами, пористая сварка
Очень подробное описание истории развития камер Соколова
и их уровень, достигнутый до 1979 г., дает Джейкобс [717, 1500].
13.1 1* ПИРОЭЛЕКТРИЧЕСКАЯ КАМЕРА
Если пьезоэлектрическую пластину в камере Соколова заменить
пироэлектрическим материалом, то распределение зарядов, ска-
нированное электронной схемой и представленное на экране,
будет соответствовать распределению температур на пластине.
Распределение температур возникает при поглощении энер-
гии ультразвука и соответствует распределению интенсивности
ультразвука.
301
Этот принцип стал представлять практический интерес толь-
ко с начала 1970-х гг., когда были получены достаточно чувстви-
тельные пироэлектрические материалы (пластические полиме-
ры, например PVF2 —поливинилиденфторид).
Ввиду инерционности выравнивания температуры по сравнению с дли-
тельностью обычных ультразвуковых импульсов в несколько микросекунд,
распределение звукового давления запоминается на достаточно длительное
время, что позволяет сканировать его по электронной схеме после звукового
импульса. Следовательно, пироэлектрическая камера в отличне от камеры Со-
колова может визуализировать единичный ультразвуковой импульс путем
отдельного электронного сканирования, т. е. обеспечивается быстрое форми-
рование изображения.
Другим преимуществом пироэлектрической камеры является возрастание
ее чувствительности по мере повышения частоты, так как поглощение энергии
ультразвука в пироэлектрическом слое пропорционально квадрату частоты.
Кроме того, толщина разделительной пластины с пироэлектрическим слоем
между вакуумом и акустической ячейкой не ограничивается длиной звуковой
волны, как в камере Соколова (d=k/2). Поэтому можно применять боль-
шие (толстые) пластины, чтобы получить большое поле зрения.
Этот способ описали Джейкобс [716, 717], а также Силард и
Ханстед [1500].
13.1 2. МЕТОД СКАНИРОВАНИЯ УЛЬТРАЗВУКОВЫМИ ИМПУЛЬСАМИ
13.12.1 . Развертка типа В и С, метод ALOK
Наиболее чувствительное акустико-оптическое получение изо-
бражения основывается на точечном пьезоэлектрическом скани-
ровании изображаемого распределения звукового давления и по-
следующем электронном формировании изображения. Такой
принцип положен в основу многих ультразвуковых приборов с
экраном, которые применяются уже около 40 лет (Дуссик,
1924 г. [353]) преимущественно для медицинских целей, а так-
же для неразрушающего контроля материалов (с середины
1970-х гг.) и для подводного видения. Точечное сканирование
при этом часто не ограничивается только преобразованием аку-
стического изображения (распределения звукового давления) в
оптическое; напротив, само акустическое изображение во мно-
гих случаях формируется по точкам уже во время этого про-
цесса сканирования.
В разделе 10.3.6 было показано, как от простой развертки
типа А на экране можно перейти к более показательным разверт-
кам типа В и С и какие приборы для этого используются.
Однако развертки типа В и С, полученные простейшими спосо-
бами сканирования традиционным искателем без отображающей
системы (например, линз), имеют ряд недостатков.
Боковая разрешающая способность разверток типа В или С
недостаточно высока ввиду раскрытия пучка нормального ис-
кателя, Она может быть улучшена с применением фокусирую-
щих искателей, но впрочем только для области глубины фокуса.
302
Еще одним усовершенствованием может быть применение специ-
ального искателя с фокусирующим шлангом [700] —см. раз-
дел 4.7.
Сюда добавляется еще один недостаток: дефекты большой
площади могут быть выявлены практически только тогда, когда
звуковой луч падает на них перпендикулярно и зеркально от-
ражается. Этот недостаток можно компенсировать так называе-
мым комбинированным сканированием (compound scanning).
При этом каждая точка при сканировании прозвучивается с раз-
личных направлений и получаемые эхо-импульсы приводятся в
соответствие с конкретным положением искателя и направле-
нием звука.
Одним из старых примеров выявления дефектов посред-
ством комбинированного сканирования является контроль рель-
сов одним прямым и двумя наклонными искателями [983], раз-
работанный Мартином и Вернером (рис. 13.6). Далее он кратко
поясняется для лучшего понимания более новых способов. Иска-
Рис. 13.6. Изображение де-
фекта по Мартину и Вер-
неру
телям Pi—Р3 соответствуют кинескопы Bi—Вз с точечной
записью (на рисунке они повернуты в плоскость чертежа на
90°). Все три искателя одновременно формируют изображение
на пленке, которая движется синхронно с системой искателей
по рельсу. Поскольку нулевые линии (оси времени) кинескопов
Bt и В2 наклонены к направлению сканирования под одинако-
вым углом (в данном случае 45°) —таким же, как и ось на-
клонного искателя, отметки отражений на пленке попадают в
требуемое место, например дают показания от отверстий под
накладки. Вследствие раскрытия пучка лучей они более или ме-
нее растягиваются в ширину. Наклонные искатели в положениях
P'i и Р'3 дают вследствие отражения от подошвы еще два по-
казания, которые могут дополнительно маркироваться в пра-
вильном месте при помощи изображающей оптики с зеркалами
(на рисунке это не показано). Чем больше направлений исполь-
зуется для прозвучивания дефекта, тем лучше его изображение
соответствует самому дефекту.
303
Рис. 13.7. Принцип метода ALOK:
1 — амплитудная кривая; 2 — кривая време-
ни прохождения; 3 — дефект; 4 — кривые
местонахождения дефекта; 5 — апертура
Этот принцип применен
в методе ALOK. Процесс
сканирования несколькими
искателями остается преж-
ним. Реконструкция кромки
дефекта проводится в циф-
ровом виде при помощи
ЭВМ [577, 749, 575, 576,
193]. Это поясняется на
рис. 13.7.
Для довольно простого
случая — маленького отра-
жающего одинаково во все
стороны дефекта (неболь-
шое отверстие для накла-
док на рис. 13.6) —ход кри-
вой амплитуд и времени
прохождения при сканиро-
вании прямым искателем приведен на рис. 13.7. Кривыми, на
которых, если смотреть с одной из точек поверхности, должен
располагаться дефект, являются окружности или сферические
поверхности, звук на которых проходит по радиусу (па рис. 13.7
для простоты это показано в том же масштабе, что и время
прохождения, и только в двумерном изображении).
В точке пересечения должен располагаться дефект. Это соот-
ветствует известному способу триангуляции. Для двух раздель-
ных излучающего и приемного искателей эти кривые являются
эллипсами или эллипсоидами — см. работу Малецки [819] и
4-е изд. настоящей книги, рис. 30.6.
Амплитудная кривая для этого даже не используется. Она
должна только располагаться достаточно далеко, чтобы обе-
спечить сканирование с достаточной высотой эхо-импульса еще
на достаточно большом отрезке (апертура). Трудности наблю-
даются при естественных дефектах некоторой протяженности,
от которых ожидается появление изображения. В таком случае
амплитудная кривая и кривая времени прохождения по рис. 13.7
уже нс обязательно будут симметричными и их экстремальные
значения не будут располагаться в одном месте. При достаточно
большом числе точек измерения и направлений прозвучивания
происходит некоторое усреднение: записанные одна по другой
локализационные кривые обнаруживают место наибольшей плот-
ности «штриховки», па основании чего и можно оценить контур
естественного дефекта. Формирование среднего значения дает
также важное преимущество в улучшении отношения сигнал —
шум: рассеянные отражения, например у крупнозернистого ма-
териала, очень быстро и нерегулярно изменяют свое положение
и амплитуду уже при небольших изменениях положения и угла
искателей. Только такие данные, очищенные от помех, могут
304
дать хорошие результаты также и при контроле аусте-
нита.
Трудности применения метода ALOK в случае дефектов, ко-
торые имеют частичное зеркальное отражение на своих наклон-
ных поверхностях, могут быть отчасти устранены методом по-
следовательной корректировки с использованием модельных де-
фектов [749]. Несмотря на дорогостоящую аппаратуру, такой
метод успешно опробован на толстых изделиях.
Один из недостатков просто линейного сканирования или
сканирования ио площади заключается в больших затратах
времени. Следовательно, получить динамическое изображение
движущихся структур, т. е. желательное для медицинской ди-
агностики их изображение в реальном масштабе времени, та-
ким путем невозможно. Для решения этой проблемы разрабо-
таны некоторые приспособления для быстрого линейного меха-
нического сканирования с колеблющимися преобразователями
или зеркалами. Однако.основное внимание уделялось так назы-
ваемому секторному сканированию, наиболее быстрому методу
механического сканирования. При этом преобразователь, колеб-
лющийся в определенном угловом диапазоне туда и обратно,
сканирует (ощупывает) некоторый участок в форме сектора.
Механическое секторное сканирование успешно применяется
для формирования изображений в медицинской диагностике.
Тема «механическое сканирование» освещена, например, в ра-
боте Грегусса [572]. Более новые примеры получения разверток
типа В и С при неразрушающем контроле механическим ска-
нированием имеются в литературе [530, 1639, 730].
13.12.2 . Методы SAFT, P-Scan и SUTAR
Описанный Ханстедом [604] прибор для формирования разверт-
ки типа В позволяет избежать недостатков плохой боковой раз-
решающей способности и затрудненного формирования изобра-
жений от отражателей с большой площадью только при
(почти) перпендикулярном прозвучивании, однако он работает
слишком медленно для изображения движущихся структур в ре-
альном масштабе времени. Впрочем, второй недостаток является
существенным лишь в медицине, но не при неразрушающем
контроле материалов.
Искатель с широко раскрытым звуковым полем в плоскости
развертки типа Вис узким звуковым полем в перпендикуляр-
ном направлении перемещается параллельно плоскости изобра-
жения. Ввиду большого угла раскрытия звукового поля эхо-
импульсы от одного и того же отражателя принимаются, как и
при комбинированном сканировании, в нескольких положениях
искателя. Изображение отражателя (дефекта) будет получено,
если из каждого положения приема как из центра провести
окружности с радиусом, равным измеренному времени прохож-
305
дения эхо-импульса, т. е. вычисленному по нему расстоянию.
Точки пересечения достаточно большого числа таких окруж-
ностей и будут местом нахождения отражателя. Изображение
формируется ЭВМ, на что затрачивается несколько секунд (ли-
нейный способ SAFT).
Существенно более дорогостоящим способом с двумерным
механическим сканированием и трехмерным (перспективным)
формированием изображения является так называемый способ
SAFT — UT (Synthetic Aperture Focusing Technique for Ultra-
sonic Testing — техника синтетической фокусировки апертуры
для ультразвукового контроля [503, 531]). Контролируемый
объект сканируется искателем с широко раскрытым звуковым
пучком (например, в форме меандра). Высокочастотные эхо-им-
пульсы выражаются в цифровом виде и запоминаются. После
окончания сканирования цифровые эхо-импульсы перерабаты-
ваются следующим образом. Объем контролируемого изделия
разбивается при помощи ЭВМ на маленькие кубики. Затем один
кубик за другим рассматривается как местонахождение отра-
жателя, т. е. эхо-импульсы, измеренные при различных положе-
ниях искателя, корректируются различным сдвигом фаз в за-
висимости от неодинакового расстояния до кубика, рассматри-
ваемого в данный момент, и накладываются один на другой.
Таким путем можно получить большие результирующие эхо-им-
пульсы только для истинных мест нахождения отражателя
вследствие усиливающей интерференции, а в других местах
вследствие разрушающей (гасящей) интерференции этого не
будет наблюдаться. В результате будет установлено соответ-
ствие определенного значения амплитуды для каждого кубика.
Отсюда конструируется изображение. Объем контролируемого
•изделия изображается во всех трех измерениях. Процесс ска-
нирования и вычислений имитирует при усиливающей интер-
ференции преобразователь такого же размера, как и площадь
сканирования с фокусирующей линзой, соответствующей глу-
бине положения отражателя. Следовательно, апертура преобра-
зователя (она пропорциональна его диаметру) и линза синте-
зируются самим процессом сканирования; отсюда и взято на-
звание— техника синтетической фокусировки апертуры (SAFT).
Разрешающая способность соответствует длине волны приме-
ненного ультразвука. Благодаря усреднению сигнала достига-
ется большое отношение сигнал — шум. Недостатком по-преж-
нему является большое время вычислений. Делается попытка
усовершенствовать способ SAFT — UT для работы в реальном
масштабе времени [504]; см. также главу 30 и работы [1403,
1521, 333, 1361].
До рассмотрения чисто электронных или комбинированных
механически-электронных методов сканирования (секциониро-
ванные излучатели, arrays), следует упомянуть еще два более но-
вых прибора с комбинированным сканированием для получения
306
развертки типа С для неразрушающего контроля материалов
с простым ручным или механизированным (на приспособлении)
сканированием. Имеются в виду система Р-Scan (Projection
Image Scanning System — система сканирования проекции
изображения) Датского центрального института связи (SVC)
и система SUTAR (Search Unit Tracking And Recording
System — поисковый блок системы трассирования и записи)
Юго-западного исследовательского института в Техасе (США).
Система P-Scan регистрирует и обрабатывает при сканиро-
вании амплитуды эхо-сигналов ультразвука и времени прохож-
дения, а также соответствующие положения и ориентацию иска-
телей для получения разверток типа С, т. е. изображения проек-
ций контролируемого объема (например, сварного шва), и
кривой геометрического места точек одинаковой высоты эхо-им-
пульсов (эхо-динамика, рис. 13.8).
Вид сверху
tzzmzzzzzzr
Вид сверху
Виа соску
Ряс. 13.8. Принцип метода P-Scan при контроле сварного шва. Показанный отражатель
(дефект) располагается в середине шва в корневой области [945]
Применяются две взаимно перпендикулярные плоскости
проекций, одна параллельная поверхности листа и другая па-
раллельная сварному шву. Вид сверху соответствует традицион-
ной развертке типа С, т. е. проекции отражателей на плоскость
сканирования. По изображениям обеих проекций определяется
местонахождение отражателя во всех трех измерениях.
Недавно в качестве третьей плоскости проекции стало воз-
можным выбирать плоскость, перпендикулярную к сварному
шву. На рис. 13.8 эта плоскость обозначена штриховой стрелкой.
Таким образом, могут быть получены три развертки типа С.
Датчики перемещения и углов для измерения положения и
ориентации искателей, относящихся к системе P-Scan, могут
обеспечивать ручное и автоматическое перемещение искателей,
Изображение в системе P-Scan формируется на дисплее при
помощи ЭВМ непосредственно во время процесса сканирования.
307
Метод P-Scan является медленным, что однако не должно
считаться существенным недостатком при неразрушающем кон-
троле материалов. Дополнительная информация по нему имеется
в работах Лунда [945], Нильсена [1122] и Андерсона [72];
см. также главу 30.
Система SUTAR тоже регистрирует и обрабатывает ампли-
туды эхо-сигналов и время прохождения совместно с данными
о соответствующих положениях и угловой ориентации искате-
лей, формируя для контролируемого объема две развертки ти-
па С. Кроме того, результаты контроля могут быть выданы
в табличной форме; изображаются также все места на скани-
руемой поверхности, в которых был искатель в процессе кон-
троля.
Данные о местоположении и угловой ориентации искателя измеряются
с помощью импульсов звука в воздухе, излучаемых двумя искровыми про-
межутками в головке держателя искателя через короткие промежутки вре-
мени. Они регистрируются иа магнитную ленту преобразователями схемы
из нескольких приемников, расположенных поблизости. Данные сначала за-
писываются на кассету, а перед расшифровкой перезаписываются на другую
магнитную ленту. Дальнейший процесс в основном соответствует осуществляе-
мому по способу P-Scan (см. работу Аллена [69] и главу 30).
13,12.3 . Метод секционированных излучателей,
цифровой прибор с разверткой типа В,
конструкции Кино и томография
Механическое сканирование одним искателем может быть за-
менено секционированным излучателем (разделы 10.4.1 и 10.4.2).
Линейный секционированный излучатель имитирует простое
перемещение искателя, а излучатель с фазовым управлением
также и поворот, причем одновременно возможна фокусировка,
в том числе и варьируемая во времени (динамическая фокуси-
ровка) . Это сделало возможным изображение движущихся
структур в реальном масштабе времени, например в медицине
[766]. Однако применение такого способа при контроле мате-
риалов ограничивается наличием неровных поверхностей (вол-
нистых, шероховатых), поскольку при этом звуковые поля от-
дельных секций секционированного излучателя искажаются.
Упомянутые преимущества привели в конце 1960-х гг. к бы-
строму развитию электронно-пьезоэлектрического сканирования
и формирования изображения системами с несколькими искате-
лями — вначале для медицинской диагностики, а позднее также
и для подводного видения и перазрушающего контроля. Это
можно проследить по трудам международных симпозиумов, про-
водившихся с 1967 г.; труды вначале выходили под названием
«Акустическая голография» (тома 1—7), а позднее «Акустиче-
ское изображение».
Один приемный секционированный излучатель может быть
308
использован только для пространственного разрешения распре-
деления звукового давления в месте его нахождения, т. е. эле-
менты системы работают параллельно. Такой ультразвуковой
диагносцирующий прибор с линейной системой секций в каче-
стве приемника, традиционными преобразователями в качестве
излучателя для «освещения» объекта и системой линз для по-
лучения акустического изображения продемонстрировали Грин
с соавторами [567]. Этот прибор одновременно является при-
мером комбинированной электронно-механической системы, так
как упомянутая система линз имеет движущиеся детали (приз-
мы), чтобы отображать акустическую картину последовательно
по строчкам на линейную схему, получая таким путем двумер-
ное изображение в фокусной области, параллельной плоскости
сканирования.
В другом варианте комбинированной электронно-механиче-
ской системы линейные схемы секций перемещаются механи-
чески (например, перпендикулярно к ряду секций). Одна высо-
косовершенная система подобного рода для контроля реакторов
описана в трудах EPRI [121]; см. также главу 30. Системы
секций здесь используются также и для электронного поворота
лучей.
Сомер (впервые), а также Турстон и Рамм [1523] разрабо-
тали прибор с разверткой типа В с фазоуправляемыми секцио-
нированными излучателями (линейная система секций) для
секторного сканирования. В этом приборе отклонение луча при
излучении и приеме управляется цифровой ЭВМ, причем прием
дополнительно динамически фокусируется (т. е. фокусирование
изменяется во времени). Область фокуса удаляется от системы
секций с постоянной скоростью, так что она находится на опре-
деленном расстоянии именно тогда, когда эхо-импульс от рас-
положенного там дефекта достигает системы секций.
Созданы и многие другие приборы с изображением, основан-
ные на фазоуправляемых секционированных излучателях для
отклонения и фокусировки луча. Некоторые из них имеют один
обычный преобразователь в качестве излучателя и систему сек-
ций в качестве приемника или же наоборот, а другие имеют
два отдельных излучателя и приемника или систему секций и
в качестве излучателя, и в качестве приемника. Фазовое управ-
ление осуществляется по аналоговой схеме или с помощью циф-
ровой ЭВМ [1748].
Из весьма обширной имеющейся литературы по секциони-
рованным излучателям и приборам с экраном следует упомя-
нуть работы [1017, 59, 968, 660, 512, 517, 96, 971, 144, 81, 87,
106, 1611, 660, 893, 1043, 1502, 107, 680, 346, 1670, 131, 1258,
878, 96, 1194, 1520, 1619, 1661, 306, 614, 915, 1010, 1206, 304,
1546, 1662, 315, 1111, 1521, 517, 99, 1113, 397, 516].
Новейший уровень техники характеризуют цифровые прибо-
ры с изображением, у которых апертура и динамический фокус
309
синтезируются после измерения. Этот принцип уже пояснялся
на примере метода SAFT—UT. При помощи линейной системы
секций разработаны приборы с разверткой типа В в квази-
реальном масштабе времени. Это стало возможным только после
появления ЭВМ с достаточно высоким быстродействием. На
рис. 13.9 показана блок-схема цифрового прибора с разверткой
Рис. 13.9. Цифровой прибор с разверткой типа В [263] {A/D — аналого-цифровой преобра-
зователь; D/A — цифро-аналоговый преобразователь):
а — секционированный излучатель; б — мультиплексор; в — импульсный генератор; г —
память сигналов 1 — М (память для записи и считывания); д — блок сложения (цифро-
вой); е— двухкоординатный самописец; &с — управление фокусированием; з — мини-
ЭВМ; и — контроллер для управления системой
типа В, разработанного Кино с соавторами, с линейной систе-
мой секций для излучения и приема [1188, 263, 1189].
Прием цифровых данных продолжается около 10 мс; один,
элемент системы секций за другим активируется вначале в ка-
честве излучателя, а затем сразу же в качестве приемника,
чтобы можно было зарегистрировать возможные возвращаю-
щиеся эхо-импульсы. Эти эхо-импульсы дигитализируются (пре-
вращаются в цифровую форму) и вводятся в память. Затем
то же самое повторяется со следующим элементом секциониро-
ванной системы. После завершения приема цифровых данных
начинается синтетическая динамическая фокусировка для по-
лучения двумерной развертки типа В. Изображение форми-
руется по точкам (растр). Эхо-импульсам для каждой точки
растра расчетным путем придается такой сдвиг фаз (измене-
ние времени прохождения), как если бы они получались от отра-
жателя, расположенного в этой точке; затем они накладываются
друг на друга. Этот процесс эквивалентен использованию одно-
го преобразователя, соответствующего по размерам системе
секций, с одной линзой перед ним, фокусированной в данную
точку. Следовательно, преобразователь и линза имитируются
или синтезируются. Отсюда и взялось название «синтетическая;
310
апертура и «синтетическая динамическая (т. е. варьируемая
во времени) фокусировка». Эхо-сигналы, наложенные расчет-
ным путем, создают большое результирующее эхо в результате
усиливающей интерференции только в тех точках растра, где
фактически расположены отражатели (дефекты). Во всех
других точках наложение дает лишь маленькое результирую-
щее эхо вследствие гасящей интерференции. Такое формирова-
ние изображения продолжается около 20 мс. Следовательно,
каждые 30 см получается новое изображение, т. е. изображения
меняются со скоростью около 33 кадров в секунду.
На рис. 13.10 в качестве примера показано изображение (а),
полученное такой системой, и дан чертеж использованного эта-
лонного отражателя (б). В литературе описано [1189] приме-
нение такой системы для определения местоположения и глу-
бины поверхностных трещин.
Другие приборы с цифровым изображением описаны в ра-
боте [1748].
Особым способом формирования изображений является то-
мография (изображение сечений). Она развивалась для меди-
цинской рентгеновской диагностики. Измеряется поглощение
рентгеновских лучей вдоль многих взаимно пересекающихся на-
правлений в одном из поперечных сечений тела. Для этого упо-
мянутое сечение просвечивается последовательно или одновре-
менно вдоль этих направлений. По результату измерений мож-
но рассчитать распределение коэффициента поглощения по се-
Рис. 13.10. Акустико-оптическое изображение
(263]:
(а) и эталонные отражателя в воде (б)
I— ряд акустических секций; 2— проволока диаметром 1 мм; 3—алюминиевая плас-
тина; 4 — поле зрения
чению. На экране в виде оттенков серого цвета получают раз-
вертку типа В — распределение коэффициентов поглощения и
тем самым распределение материала в рассматриваемом сече-
нии. Вместо рентгеновских лучей можно использовать и ультра-
звук; такой способ называют ультразвуковой компьютерной то-
мографией. Кроме поглощения или затухания (поглощения в
сумме с рассеянием), в качестве измеряемой величины может
использоваться также время прохождения ультразвуковых им-
311
пульсов. В этом случае изображение будет представлять собой
распределение скоростей ультразвука в рассматриваемом сече-
нии; Третьим вариантом может быть томография отражений
или эхо-импульсов. При этом вместо поглощения или времени
прохождения измеряют высоту эхо-импульсов из многих на-
правлений в данном сечении. Результирующее изображение
будет представлять собой распределение отражательной способ-
ности ультразвука в рассматриваемом сечении. Разумеется, при
измерениях возможно и механическое сканирование, и сканиро-
вание при помощи системы секций. Ультразвуковая томография
применяется не только в медицине, но и при перазрушающем
контроле (например, для измерения распределения остаточных
напряжений в толстостенных изделиях [662]).
Ультразвуковая томография освещается в работах [253, 663,
328, 354] и в обзорной статье Уэйда [1582] с обширным списком
литературы.
13.1 3. УЛЬТРАЗВУКОВАЯ МИКРОСКОПИЯ, МЕТОДЫ SLAM И SAM
В принципе каждый из вышеописанных способов формирования
изображения может быть применен и для ультразвуковой микро-
скопии при выборе достаточно высокой частоты контроля.
Однако до стадии практической применимости доведены только
два способа, сокращенно именуемые SLAM (сканирующий ла-
зерный акустический микроскоп) и SAM (сканирующий акусти-
Рис. 13.11. Блок-схема ска-
нирующего акустического
микроскопа (SAM) [916]:
1 — излучатель- (передатчик);
2 -- излучающий преобразо-
ватель; ,1 — суппорт; 4 —
образец; 5 — вода; 6 — сме-
щение ио осям X и 1; 7 —
приемный преобразователь;
8—усилитель; 9— прибор с
изображением; 10 — разверт-
ка по осям X и У
ческий микроскоп). Микроскоп SLAM уже был описан в раз-
деле 13.1. Он основан на способе получения рельефного изобра-
жения. Микроскоп SAM основывается на методе пьезоэлектри-
ческого сканирования (рис. 13.11). Пьезоэлектрический преобра-
зователь закреплен па конце цилиндра, другой конец которого
является сферически вогнутым и граничит с водой. Благодаря
этому звуковая волна фокусируется на небольшом расстоянии
312
е воде. Там располагается (тонкий) образец и на его задней
стороне другой цилиндр, аналогичный первому, с приемным пре-
образователем. В результате приемник сфокусирован на ту же
область. Образец перемещается механически (поэтому микро-
скоп и называется сканирующим акустическим). Его проницае-
мость для ультразвука используется для управления яркостью
на экране, электронный луч которого движется синхронно с об-
Рис. 13.12. Оптическое {а) и ультразвуковое (б) изображение интегральной схемы, сня-
тое сканирующим акустическим микроскопом при частоте 3 ГГц (729]
разцом. Для управления может быть использована также и от-
ран<енная часть энергии ультразвука. Применяются частоты
примерно от 100 МГц до 3 ГГц. При этом в воде достигаются
длины волн звука около 0,5 мкм и обеспечивается соответствен-
но высокая разрешающая способность. Возможными областями
применения являются медицина и неразрушающий контроль
материалов, особенно предназначаемых для микроэлектроники
(определение расслоений и пористости — рис. 13.12).
Фирма «Ляйтц» разработала растровый микроскоп SAM по
Лемонсу и Квейту, предлагаемый под названием акустомикро-
скопа ELSAM. Американская фирма «Соноскан» тоже предла-
гает растровый микроскоп SAM под названием HMS-300.
Сканирующий акустический микроскоп впервые описали Ле-
монс и Квейт [916]. Другие подробные описания публиковали
Квейт [1218], Кесслер и Юхас [776]; см. также [86]. В другой
статье Лемонса и Квейта [917] дается обзор всех методов уль-
тразвуковой микроскопии.
13.1 4. акустическая голография
13.14.1 . Основные положения
Голография является двухступенчатым способом запоминания
и восстановления (реконструкции) трехмерных волновых полей.
Тип волн (электромагнитные или механические) в принципе
не имеет значения. Этот способ основывается на том, что вол-
новое поле, возникающее от объекта, при полном знании всех
313
его параметров (амплитуд и фаз) в одной плоскости может быть
однозначно определено также и в примыкающем пространстве —-
при условии, что в пространстве нет других источников волно-
вого поля. Поэтому интересующее нас волновое поле на первом
этапе полностью регистрируется в одной плоскости (по ампли-
тудам и фазам). Полученный результат называют голограммой.
На втором этапе это волновое поле воспроизводится с помощью
голограммы в примыкающем пространстве.
Принцип голографии поясняется на примере оптической го-
лографии по Кейту и Упатнику [914] —см. рис. 13.13. Пучок
Рис. 13.13. Оптическая голография:
а — получение голографии при наложении сравнительной волны и волны от объекта;
б — восстановление изображения по голограмме с помощью сравнительной волны;
I — свет лазера; 2 — зеркало; 3 — плоскость голограммы, 4 — волна от объекта; 5 —
сравнительная волна; 6 — наблюдатель; 7 — зафиксированная голограмма
света лазера расщепляется. Одна часть пучка отклоняется зер-
калом и образует плоское так называемое сравнительное вол-
новое поле, а другая часть пучка освещает объект. Свет лазера,
отраженный от объекта, образует так называемое волновое поле
объекта (предметное). Волны от объекта и сравнительного поля
накладываются в плоскости голограммы и образуют интерфе-
ренционную картину, т. е. голограмму. Для этого волна от
объекта и сравнительная волна должны быть когерентными,
т. е. между ними должно сохраняться фиксированное соотно-
шение фаз. Поэтому в качестве источника света необходим ла-
зер, который в отличие от других источников световых волн
посылает монохроматические когерентные световые волны.
Более конкретно возникновение интерференционной карти-
ны можно представить следующим образом. Если освещенный
объект разбить на отдельные точечные отражатели или вторич-
ные излучатели, то от каждой точки объекта будет излучаться
314
сферическая волна, которая вместе с плоской сравнительной
волной в плоскости приема создаст интерференционную картину
в форме концентрически чередующихся светлых и темных колец
(зонная пластина Френеля). В таком случае общая интерферен-
ционная картина будет получена наложением отдельных фигур
интерференции.
Оптическая голограмма для ее сохранения может быть сфо-
тографирована. Это фотографирование голограммы и является
первым этапом метода.
Распределение фотографического почернения соответствует распределе-
нию интенсивности света и тем самым распределению квадрата амплитуды
света. Если таким детектором интенсивности зарегистрировать только волну
от объекта, то имеющаяся информация о фазе будет потеряна и в результате
получится обычная фотография. При наложении сравнительной волны этот
недостаток устраняется: интенсивность результирующей волны и тем самым
фотографическое почернение зависят (см. ниже) и от амплитуды, и от фазы.
Следовательно, голограмма содержит всю информацию, необходимую для
восстановления трехмерного волнового поля от объекта. Отсюда и возникло
название голограмма (холос по-гречески «весь», грамм — «записанное»).
Если голограмма освещается лазерным светом, например
с таким же геометрическим расположением, как при ее съемке,
то волновое поле объекта восстанавливается благодаря дифрак-
ции света на интерференционной картине голограммы. Возни-
кает трехмерное (мнимое) изображение объекта — при одина-
ковом геометрическом расположении на месте объекта, и, кроме
того, не показанное (действительное) изображение по ту сто-
рону плоскости голограммы. Это и является вторым этапом спо-
соба — восстановлением (реконструкцией) изображения. Обыч-
но не представляет никаких трудностей подавить одно из этих
изображений или разделить их между собой.
Более конкретно реконструкцию волны от объекта можно тоже пояснить
по точкам с помощью зонной пластины Френеля.
Наблюдатель волны от объекта, реконструированной по го-
лограмме, может изменением своего местонахождения получить
полное трехмерное представление об объекте, особенно в том
случае, когда апертуры пучка лазерного света и голограммы
могут быть сделаны достаточно большими.
Основной особенностью оптической голографии является по-
лучение трехмерных изображений.
Первый этап этого метода — снятие голограммы — играет
определенную роль при контроле материалов под названием
голографической интерферометрии. Даже очень небольшие де-
формации поверхностей могут быть выявлены по соответствую-
щему изменению интерференционной картины, если волновое
поле объекта было получено путем отражения от интересую-
щего нас участка поверхности. Деформации поверхности при
этом могут быть вызваны, например, изменениями температуры
или давления. Отклонения контролируемого предмета в подпо-
315
верхностном слое от заданного состояния могут быть выявлены
по соответствующим отклонениям при деформации и тем самым
на интерференционной картине — на голограмме [272].
В акустической или ультразвуковой голографии для получе-
ния голограммы используются звуковые волны. Целью здесь
является, как и при всех вышеописанных способах формирова-
ния изображения, получение оптической картины структур, не
поддающихся прямому оптическому наблюдению.
Само по себе получение звуковой голограммы не представ-
ляет никаких трудностей, так как звуковые волны в отличие
от световых можно достаточно просто сделать когерентными.
Так, например, два звуковых преобразователя, работающие в
непрерывном режиме от одного генератора, возбуждают коге-
рентные звуковые волны.
Имеется несколько разновидностей ультразвуковой гологра-
фии с различной техникой съемки и восстановления изображе-
ния. Некоторые из них характеризуются тем, что акустическая
голограмма формируется на плоском детекторе за один этап
при наложении волны от объекта и сравнительной волны, как
это было описано применительно к оптической голографии
(процесс съемки). Для этого в принципе пригодны все эффек-
ты, описанные в разделах 13.1—13.11, т. е. ранее освещавшиеся
способы формирования изображения (или акустико-оптические
преобразователи) могут быть превращены в голографический
метод, если добавить сравнительную волну.
13.14.2 *. Голографический рельефный метод
Практическое значение приобрел только голографический
рельефный метод (рис. 3.14), функционирование которого при
формировании изображения (не голографического) уже поясня-
лось выше (см. 13.1 и 13.13.).
Два излучателя звука работают от одного и того же гене-
ратора и поэтому излучают когерентные звуковые пучки. Один
из них проходит через исследуемый объект и при этом создает
волну от объекта. Другой посылает сравнительную волну. Вол-
на от объекта и сравнительная волна накладываются на поверх-
ности жидкости с подходящими значениями поверхностного
натяжения и вязкости в кювете со звукопроницаемым дном,
образуя интерференционную картину. Соответствующее распре-
деление интенсивности звука деформирует поверхность жид-
кости согласно локальному давлению излучения звука. Для вос-
становления изображения этот рельеф освещается лазерным
светом. Рельеф представляет собой фазовую голограмму для
работы в режиме отражения и благодаря дифракции восста-
навливает оптическую волну от объекта, давая тем самым трех-
мерное изображение прозвучиваемого объекта (лазерный свет»
не подвергшийся дифракции, дифрагмируется).
316
Хотя такой способ дает хорошие изображения, ввиду труд-
ности стабилизации поверхности жидкости и вследствие бурного
развития методов пьезоэлектрического сканирования он пока
не нашел практического применения (см. раздел 13.12). Подроб-
ные описания дали Бренден [182] и Хильденбранд [601].
Гэнератор
Рис. 13.14. Акустическая голограмма в реальном масштабе времени при деформации
поверхности жидкости с телекамерой для получения изображения от выбранных зон
по глубине
13.14.3 . Пьезоэлектрическое сканирование
по амплитуде и фазе
В акустике имеются фазочувствительныс детекторы, например
пьезоэлектрические преобразователи. С их помощью можно по-
лучить всю информацию, необходимую для восстановления вол-
нового поля объекта (по амплитудам и фазам), например меха-
ническим сканированием плоскости, пересекающей волновое
поле объекта, при помощи отдельного пьезоэлектрического
приемника звука. Второй преобразователь (например, неподвиж-
ный) служит для «освещения» объекта: он рассеивает или отра-
жает звуковую энергию по направлению к сканируемой поверх-
ности или же действует как экранирующее препятствие на пути
распространения звука от излучателя к сканируемой поверх-
ности (рис. 13.15).
Вместо физической имеющейся звуковой волны при таком
способе съемки можно использовать электронно имитируемую.
Можно также и полностью отказаться от сравнительной волны,,
поскольку с помощью пьезоэлектрического приемника можно
измерять и амплитуду, и фазу [1025].
Вместо механического сканирования апертурной поверхности одним от-
дельным преобразователем можно, разумеется, применить и систему преобра-
317
зователей (секции), которые не нужно будет перемещать. Такое «электрон-
ное» сканирование позволяет увеличить скорость сканирования.
Чем больше размеры сканируемой поверхности и чем теснее ее нужно
•сканировать, тем лучше удается воспроизводить волновое поле от объекта.
Поэтому приемный преобразователь, которым сканируют поверхность (или
преобразователь, входящий в систему приемных секций), должен иметь воз-
можно больший угол раскрытия, чтобы чувствительность в основном не за-
висела от направления. По этой причине и применяют маленькие преобразо-
ватели с размерами, близкими к длине волны. Из теоретически возможных
схем сканирования отдельными искателями, например, когда излучатель не-
подвижен, а приемник движется или когда движутся оба, поэтому нашла
применение схема с одним и тем же преобразователем, который используется
как движущийся излучатель и приемник [1360].
Рис. 13.15. Метод сканиро-
вания с подвижным прием-
ником и фиксированным (не-
подвижным) излучателем:
1 ~ приемный преобразова-
тель; 2 — объект; 3 — нзлу-
чакнцнй преобразователь (не-
подвижный)
Если требуется оптическое восстановление, то акустическую
голограмму нужно преобразовать в оптическую. Оптическая
голограмма формируется, например, благодаря тому, что выход-
ной сигнал звукового приемника или приемников используется
для управления интенсивностью запоминающего кинескопа; а от-
клонение луча синхронизируется с местонахождением приемника
звука (рис. 13.16).
Рис. 13.16. Сканирование
звуковой голограммы н ее
преобразование в оптиче-
скую форму:
а — с помощью акустиче-
ской сравнительной ' волны;
б — с помощью электронно
складываемой сравнительной
волны
Оптическая голограмма в таком случае может быть сохра-
нена фотографированием. Для восстановления (реконструкции)
волнового поля объекта используется когерентный свет лазера;
.318
. Большое различие в длинах звуковых волн, используемых
для съемки голограммы, и электромагнитных волн, используе-
мых для восстановления (их отношение примерно равно 103),
ведет к сильному искажению оптически восстановленной кар-
тины: размеры по глубине увеличиваются пропорционально
этому соотношению длин волн. Однако такого искажения изоб-
ражения можно избежать соответствующим уменьшением опти-
ческой голограммы (в соотношении длин звуковых и электро-
магнитных волн). Впрочем, в таком случае неискаженное опти-
ческое изображение получится настолько мелким, что для полу-
чения приемлемых изображений его придется оптически увели-
чить, что снова повлечет за собой искажения по глубине. Такое
принципиальное ограничение акустической голографии ведет
к практически полной потере трехмерности; осевая разрешаю-
щая способность метода невелика. Каждое изображение прак-
тически содержит информацию только об одной плоскости.
Однако при параллельном смещении плоскости изображения
трехмерное волновое поле объекта можно реконструировать по
крайней мере последовательно.
Если требуется за один этап получить трехмерное изображение, что
практикуется в оптической голографии, то нужно было бы при процессе
съемки (получении голограммы) выбрать такую большую апертуру, что даже
и оптически уменьшенная оптическая голограмма имела бы достаточно боль-
шие размеры (с длиной стороны по меньшей мере в несколько сантиметров).
Апертура длины стороны (с учетом коэффициента 10s) при этом должна
была бы составлять по меньшей мере несколько метров, что для практики
слишком много.
Недостаточная осевая разрешающая способность характер-
на и для описанного выше голографического рельефного метода.
Поэтому и при нем в случае практического применения прихо-
дится отказаться от размера в глубину.
13.14.4 . Числовое восстановление звукового поля
Для акустической голографии возможность числового восста-
новления изображения в настоящее время имеет гораздо более
важное значение, чем для оптической голографии. При этом
регистрируемые ультразвуковые сигналы преобразуются в чис-
ловую форму, и волновое поле объекта (точнее распределение
интенсивностей в нем) восстанавливается с помощью ЭВМ.
В качестве «изображения» нас интересует распределение интен-
сивностей в месте нахождения объекта, которое можно пред-
ставить, например, с помощью графопостроителя. На рис. 13.17
показано в качестве примера восстановление (двумерное)
объекта размером около 2 мм на глубине 100 мм (эталонный
отражатель в стали). При числовом восстановлении разрешаю-
щая способность тоже получается плохой, т. е. трехмерное
изображение получить практически невозможно.
31& •
На рис. 13.18 показана блок-схема голографической аппа-
ратура с числовым восстановлением звукового поля.
Фис. 13.17. Двумерное цифровое восстановление изображения [1360].
Рис. 13.18. Акустическая голография по методу сканирования и цифрового восстанов-
ления изображения:
1— выдача результатов, например на графопостроитель; 2 — ЭВМ; 3 — аналого-цифро-
вой преобразователь: 4 — детектор (амплитуды и фазы); 5 — синхронизация; 6 — излу-
чатель (передатчик); 7 — датчик перемещения; 8— приемный преобразователь; 9 —
объект; 10 — излучающий преобразователь (неподвижный)
13.14.5 . Линейная голография, способ HOLOSAFT
Несмотря на применение быстродействующих ЭВМ и быстрых
алгоритмов машинное время счета при двумерной реконструк-
ции все еще составляет много минут, и аппаратурные затраты
получаются высокими. Поэтому применительно к неразрушаю-
щему контролю материалов Куцнер и Вюстенберг ввели «упро-
щенный вариант» акустической голографии, так называемую
линейную голографию [883, 884]. При этом звуковое поле, от-
раженное от объекта, измеряется (по амплитуде и фазе) не по
площади, а только вдоль одной линии. Путем числового восста-
новления можно определить протяженность объекта в плоскости,
расположенной ниже линии сканирования (рис. 13.19). Здесь
показано распределение интенсивности звука вдоль окружно-
стей с центром в центре апертуры и с радиусом, равным рас-
стоянию от этого центра до объекта. Объект состоит из двух
.320
Рнс. 13.19. Распределение
интенсивности звука, най-
денное с помощью линей-
ной голографии вдоль полу-
окружности (АГ — число то-
чек измерения; дх — рас-
стояние между соседними
точками измерения вдоль
апертуры [880])
Рис. 13.20. Манипулирующий блок для
съемки голограмм (анализирующий мани-
пулятор, в данном случае при контроле
сварного шва на корпусе реактора вы-
сокого давления); фото Федерального ве-
домства по контролю материалов в Зап.
Берлине
Рис. 13.21. Размеры дефекта по направлению в глубину н вдоль сварного шва, вос-
становленные по голограмме, снятой устройством, показанным на рис. 13.20 (Феде-
ральное ведомство по контролю материалов в Зап. Берлине);
/ — наружная поверхность; 2 —индикация плакирования; 3 — плакирование; 4 — внутрен-
няя поверхность
321
полосчатых отражателей шириной 6 мм и глубиной 70.мм, ко-
торые удалены один от другого на 2 мм. Можно видеть, что
достигается очень хорошая боковая (латеральная) разрешаю-
щая способность (в противоположность осевой) акустической
голографии, в данном случае линейной.
При описанной выше ультразвуковой голографии применя-
лись «моночастотные»', т. е. длинные и узкополосные импульсы;
(несколько колебаний или несколько длин волн). Она характе-
ризуется хорошей боковой и плохой осевой разрешающей спо-
собностью. Для улучшения осевой разрешающей способности,
можно вместо них использовать короткие импульсы. Это назы-
вается импульсной или многочастотной голографией MFH [402,.
14]. Такой способ уже был описан под названием SAFT—UT
в разделе 13.12.2.
Методы SAFT и MFH различаются тем, что по методу SAFT применяют
короткие импульсы, а по методу MFH используют квази-монохроматические
импульсы различных частот и из них синтезируют короткие импульсы.
Поступление информации и соответственно машинное время
счета здесь гораздо больше, чем при моночастотной гологра-
фии. Институт неразрушающих методов контроля в Саарбрюк-
кене разработал под названием HOLOSAFT комбинированную»
систему, представляющую собой сочетание моночастотной голо-
графии и метода SAFT (т. е. многочастотную голографию}
[1076].
Ультразвуковая голография стала одним из важных методов:
неразрушающего контроля материалов. Она используется для
анализа дефектов материала, обычно найденных другими спо-
собами, т. е. для определения типа дефекта и его геометрии.
Такой метод применяется, например, на атомных электростан-
циях для исследования дефектов сварных швов корпусов высо-
кого давления реакторов (рис. 13.20 и 13.21 [1235, 1360]).
Подробное описание акустической голографии дают Грегусс
[572], Хильдебранд [601], а также Олдридж и Клемент [64].
Много оригинальных работ имеется в трудах международных
симпозиумов «Акустическая голография» (тома 1—7), проводи-
мых с 1967 г.; впоследствии они проводились под названием-
«Акустическое изображение». См., например, документацию по
ультразвуковому контролю и статьи Куцнера [880], Людвига,
и Вюстенберга [937, 1649], а также Шмица с соавторами [1075,.
1360, 1363]. Очень подробную обзорную статью с обширным-
списком литературы опубликовали Ахмед, Ванг и Метерель.
[58]; см. также работы [601, 1364, 881].
14. АНАЛИЗ ЗВУКОВОЙ (АКУСТИЧЕСКОЙ) ЭМИССИИ
Этот метод неразрушающего контроля здесь рассматривается’
только вскользь, поскольку он имеет мало общего с обычным,
ультразвуковым контролем и не нашел такого широкого рас-
322
шространения на практике. Для некоторых случаев применения,
например для контроля деталей россыпью или для контроля
корпусов реакторов (сосудов) высокого давления, имеются
стандарты или проекты стандартов.
Метод акустической эмиссии основан на том эффекте, что
растущая трещина или возникновение дополнительных напря-
жений внутри изделия, например вследствие деформации, высво-
бождает энергию, которая излучается также и в форме звуко-
вых волн. Диапазон частот этих импульсов или цуга импульсов
распространяется на все частоты слышимого звука вплоть до
наивысших частот. Однако по практическим причинам ограни-
чиваются диапазоном ультразвука около 1 МГц, так как при
более низких частотах измерение нарушается из-за слишком
большого числа помех от окружающей среды, а при более вы-
соких частотах сильно ограничивается дальностью распростра-
нения из-за поглощения звука в материале. По аналогии с ме-
тодами сейсмологии звуковые импульсы регистрируются датчи-
ками колебаний (как правило, пьезодатчиками искателей), по-
ставленными на поверхность детали, и подвергаются дальней-
шей обработке.
Простейшая измерительная схема состоит из искателя и рас-
положенного за ним счетчика, который регистрирует сумму
импульсов, т. е. число акустических импульсов, прошедших с на-
чала измерений. Аналогичным образом можно определять ча-
стоту следования импульсов, измеряя сумму (число) импульсов
за определенный интервал времени.' Возникающие трещины
обнаруживают себя увеличением частоты следования импуль-
сов (рис. 14.1).
Дальнейшее уточнение метода заключается в том, что на-
ряду с частотой следования акустических импульсов оценивает-
ся также и их амплитуда, для чего, например, применяют раз-
личные пороговые дискриминаторы. Частота следования им-
пульсов в таком случае зависит от высоты порога дискримина-
тора, на основании чего можно иногда судить и о характере
.разрушения материала [350].
При другом способе измерения используется произведение
подсчитанной частоты следования импульсов на квадрат их
.амплитуды, что является мерой величины энергии, излученной
источником звука, и позволяет косвенно судить о размерах
этого источника.
В качестве еще одной возможности охарактеризовать источ-
ник звука сделана попытка частотного анализа сигналов.
Типичные наблюдаемые формы импульсов показаны на
,рис. 14.2.
Если одновременно используется несколько искателей, то
можно определить местонахождение источника звука методом
триангуляции. Однако точность такого определения может быть
только порядка нескольких сантиметров. Распространение зву-
11* 323
Рис. 14.1. Акустическая эмиссия от усталостной трещины [1705].
ка в неплоских геометрических формах не подчиняется про-
стым законам [1308] и может также характеризоваться диспер-
сией [1592], которая в таком случае усложнит локализацию
источника звука по времени прохождения.
Аналогичным образом сложный характер распространения
звука затрудняет также и попытки судить по получаемым сиг-
налам об их источнике.
Рис. 14.2. Типичные формы сигналов при акустической эмиссии:
а — непрерывная акустическая эмиссия при пластической деформации при шуме тече-
ния; б — взрывные сигналы от образования трещин и трения по малой площади; в —
сигналы от треиия по большой площади; г — сигналы от электрических помех.
324
Далее описываются некоторые типичные применения мето-
да акустической эмиссии.
Наиболее известным применением является, пожалуй, кон-
троль сосудов высокого давления, трубопроводов или деталей
под избыточным давлением или приложением контрольной на-
грузки [133]. Однако эти сосуды или детали не нагружаются
до разрушения, так как критические дефекты типа трещин, воз-
никших под напряжением, обнаруживаются благодаря акусти-
ческой эмиссии уже в момент их возникновения и могут быть
локализованы. Необходимые давления для такого контроля
лишь немного превышают обычные рабочие.
Наряду с возникновением трещин от напряжения при таких
испытаниях под давлением (опрессовках) обнаруживаются так-
же и утечки в системе высокого давления. Утечки дают очень
стабильную картину импульсов при акустической эмиссии.
Обнаружение утечек ультразвуком является одной из специаль-
ных целей применения звуковой эмиссии.
Пластмассы, армированные волокнами (стеклянными GFK
или углеродистыми CFK), излучают ультразвук при изломе во-
локон и при расслоениях. Дополнительным анализом сигнала
и здесь можно получить сведения о различных типах дефектов
[183, 105].
Акустическая эмиссия находит также применение при кон-
троле процесса сварки. Здесь, как правило, наблюдаются вы-
сокие напряжения от теплового воздействия, которые могут
привести к образованию трещин или несплошностей материала,
излучающих звук. Наряду' с этим интенсивными источниками
звука могут быть фазовые превращения в материале в процессе
сварки, особенно если они сопровождаются большими измене-
нями объема. Однако именно здесь при контроле сварного шва
процессу измерений мешают многочисленные источники помех
[1210].
Другие применения акустической эмиссии при контроле тех-
нологических процессов известны для термической обработки
после сварки, при закалке или при обжиге керамики [724].
Некоторые применения звуковой эмиссии, еще более дале-
кие от области ультразвукового контроля, рассмотрены, в лите-
ратуре [1705].
Часть В
.. .—• ОБЩАЯ техника КОНТРОЛЯ
15. ОБЕСПЕЧЕНИЕ АКУСТИЧЕСКОГО КОНТАКТА
15.1. СОСТОЯНИЕ ПОВЕРХНОСТИ И ЕЕ ПОДГОТОВКА
Форма и шероховатость поверхности играют при ультразвуковом
контроле решающую роль. С одной стороны, шероховатость
ограничивает чувствительность метода, так что иногда может
потребоваться предварительная обработка поверхности, а, с дру-
гой стороны, при контактном методе шероховатость решающим
образом .определяет износ искателя. Поэтому она. очень, суще-
ственно влияет на .экономичность способа контроля..
>При. всех, методах контроля для равномерной оценки пока-
заний! от дефектов, желательно иметь и одинаковое качество по-
верхности. При прямом контакте, когда искатель прижимается
к поверхности через небольшое количество жидкости, наиболь-
шее мешающее влияние оказывают посторонние частицы, по-
тому что толщина слоя акустического контакта и соответствен-
но : его проницаемость могут быть различными на различных
участках. Непрочно держащиеся частицы окалины или. краски
иа основном металле могут образовать воздушные зазоры,, что
полностью предотвратит прохождение звука. В зависимости от
исходного состояния поверхности используются разные способы
ее. улучшения, например протирка тряпкой, ветошью, очистка
стальной щеткой, скребком (шабером), обработка на наждач-
ном круге с мягкой подкладкой или пескоструйная очистка.
Пр®: применении шлифовальных кругов на поверхности легко
возникают ямки, которые вызывают очень плохой и неравно-
мерный- акустический контакт. Однородные и прочно держа-
щиеся покрытия, например тонкие оксидные слои и часто Даже
слои краски, не всегда создают помехи и нередко бывают на-
много^ лучше неравномерно очищенной поверхности.
Если поверхность можно обработать на станке, то следует
придавать большее значение равномерной кривизне, а не высо-
кому качеству поверхности при неравномерно искривленной
форме. Высокая чистота поверхности при обычных частотах
контроля не требуется, так как микронеровиости, меньшие при-
мерно Vio длины волны, т. е. имеющие порядок размеров 0,1 мм
и менее, уже не оказывают особо существенного влияния на
чувствительность. Напротив, шлифованные плоские поверхности
часто бывает неудобно контролировать, так как искатели при-
сасываются к ним и поэтому плохо скользят. И эхо-импульс
на них тоже лишь медленно достигает своего максимального
значения — при выдавливании жидкости из узкого зазора. По-
этому на эталонных образцах для лучшей воспроизводимости
эхо-импульсов при контактном методе контроля следует пред-
326
почитать начисто обработанную (обточенную) поверхность. По
стандартам и инструкциям на ультразвуковой контроль в на-
стоящее время обычно регламентируются следующие значения
среднеарифметической высоты микронеровностей обработанной
поверхности: 7?а=10 мкм или У?/ = 400 мкм.
Следует иметь в виду, что конструкция искателя оказывает
существенное влияние на величину колебаний акустического
контакта. Искатели с жестким акустическим контактом (см. раз-
дел 10?4.1), которые охотно применяют для контроля металлов
благодаря их высокой чувствительности и узким импульсам,
реагируют на колебания толщины слоя акустического контакта
большими колебаниями амплитуды. Это обусловливается прони-
цаемостью тонкого акустически мягкого слоя (среды акустиче-
ского контакта) между двумя акустически жесткими средами
(защитный слой и металл), как показано на рис. 2.3. Умень-
шение колебаний акустического контакта на целый порядок до-
стигается применением искателей с мягким акустическим кон-
тактом, которые по сравнению с вышеупомянутыми несколько
менее чувствительны и дают менее острый эхо-импульс. Но зато
они дают достаточно воспроизводимые результаты и на литых
поверхностях. Дополнительная толщина акустически мягкого
слоя контакта почти не оказывает влияния на амплитуду эхо-
сигнала по сравнению с толщиной акустически мягкого защит-
ного слоя.
Шероховатости, превышающие ’/ю длины волны (по раз-
ности высот между пиком и впадиной), заметно ухудшают аку-
стический контакт. Уменьшается звуковое давление в направле-
нии оси и к тому же сильнее проявляется боковое рассеяние.
Из-за этого ухудшается точность локализации дефектов и воз-
растает опасность того, что боковые отражения будут имитиро-
вать дефекты на оси. Регулярные шероховатости, например риски
от обточки, могут значительно усиливать боковое излучение под
определенными углами как оптическая дифракционная решетка,
что тоже может вызвать ошибочную локализацию дефектов.
И наконец, сильно шероховатые поверхности действуют на па-
дающую волну, как матовое или шероховатое стекло на свет:
луч рассеивается во все стороны, и локализация по нему уже
невозможна.
На поверхностях с нерегулярными неровностями, например с
волнистостью, по размерам близкой к размерам искателя, слой
акустического контакта очень неблагоприятно сказывается на
звуковом луче: он нерегулярно отклоняется от нормалей, фоку-
сируется и расфокусируется. Возможность оценки амплитуды
при таких условиях сомнительна. Обычно требуют, чтобы вол-
нистость поверхности не превышала 0,5 мм на площади 50Х
Х50 мм.
Однако й сам материал может искажать форму звукового
пучка вследствие локальных изменений скорости звука, напри-
327
мер в сером чугуне или в месте перехода от основного аусте-
нитного металла к сварному шву (см. раздел 28.1.6). В таких
случаях может оказать некоторую помощь способ, по которому
определенное место в.образце последовательно прозвучивается
по многим различным путям звука и с различных участков по-
верхности. Следовательно, искатель должен был бы менять на-
правление прозвучивания с изменением места акустического
контакта, чтобы целевая.точка оставалась неизменной. Отдель-
ный дефект в таком рлучае выделится над фоном помех при
благоприятном статистическом распределении акустических кон-
тактов.
15.2. КРИВОЛИНЕЙНЫЕ ПОВЕРХНОСТИ
Чаще всего встречаются поверхности с цилиндрической кривиз-
ной, причем поверхности. выпуклогог типа более, благоприятны
для контактного контроля, чем . вогнутые. Наиболее употреби-
тельный плоский искатель имеет с. выпуклой цилиндрической
поверхностью уменьшенную площадь контакта, имеющую фор-
му приблизительно в виде узкого прямоугольника, из-за. чего
угол раскрытия звукового луча в плоскости, перпендикулярной
к оси цилиндра, расширяется, как показано на рис. 15.1. В плос-
кости, перпендикулярной к первой и проходящей через ось ци-
линдра, угол раскрытия звукового пучка остается неизменным.
Уменьшение площади контакта обусловливает соответствую-
щее снижение чувствительности, как видно на рис. 15.2, где по-
казан эхо-импульс от пластины с цилиндрической контактной
поверхностью. Обычно это снижение может быть легко компен-
сировано повышением усиления, т. е. обнаружение дефекта не
составляет трудности. Более затруднительна оценка показаний.
При изменении угла раскрытия луча в плоскости изменяется и
звуковое поле, так что предпосылки для оценки по АРД-диа-
грамме уже не выполняются. В таких случаях может дать
эффект применение искателя с меньшим диаметром излучателя
(см. рис. 15.2) или использование эталонного образца с эталон-
ным дефектом.
Контактная поверхность наклонных искателей из пластмас-
сы может быть легко подогнана к искривленной поверхности
простой формы, если прошлифовать саму пластмассу для полу-
чения требуемой геометрии, или прикрепить к ней (при помощи
масла и замазки) подставку требуемой формы. Сменная под-
ставка (насадка) более практична при работе наклонного иска-
теля на разных деталях, однако она несколько менее чувстви-
тельна и дает большее число мешающих эхо-импульсов, чем
приклеенная или непосредственно прошлифованная по контакт-
ной поверхности. Фасонное шлифование можно легко выполнить
и на самом образце после грубой подготовки напильником или
шлифовальным кругом, подложив грубую наждачную бумагу.
Гладкая поверхность пластмассы совершенно не требуется.
328
У наклонного искателя угол раскрытия на искривленной по-
верхности увеличивается в гораздой большей степени, чем у пря-
мого искателя, потому что здесь добавляется преломление при
преобразовании волны. Даже: если, как показано на рис. 15.3,
совместить вершину криволинейной поверхности с точкой вы-
хода звука, то углы боковых лучей могут легко выйти за преде-
лы допустимого диапазона углов: при более крутых углах иног-
Рис. 15.1. Увеличение угла раскры-
тия искателя в контроле с цилинд-
рически искривленной поверх-
ностью; средние значения по из-
мерениям иа стали и алюминии с
искателем на частоте 2 МГц, аку-
стически подсоединенным через
тонкую пластмассовую пленку и
тонкий слой жидкотекучего масла.
Увеличение угла отнесено к углу
раскрытия в свободном поле при
плоской поверхности. Для характе-
ристики чувствительности в эхо-
импульсном режиме коэффициент
увеличения нужно удвоить. Изме-
рение проводили в дальнем поле
в воде;
1 — сталь или алюминий; 2 — от-
ражатель; У/ТПЛоск — коэффициент
увеличения угла; R — радиус кри-
визны, мм
R, ММ '
Рис. 15,2. Уменьшение чувствительности на цилиндрически искривленной поверхности,
выраженное снижением амплитуды эхо-импульса от плоской задней стенки в децибелах,
в зависимости от радиуса кривизны. Измерения проводили па стали
да в качестве волн помех могут получаться продольные волны,
а при более пологих углах — поверхностные волны. Если соглас-
но рис. 15.4 ось кривизны цилиндра располагается в плоскости
падения (например, в направлении длины трубы), то боковое
раскрытие луча увеличивается. При больших углах, например
70° и более, в таком случае тоже появляются поверхностные
волны, создающие слабые помехи, выходящие из искателя на-
клонно в обе стороны вперед.
Чтобы избежать таких волн помех, при сильно искривлен-
329
ных поверхностях лучше не слишком точно подгонять искатель
к форме поверхности; удобнее обойтись небольшой контакти-
рующей поверхностью. Хотя она тоже расширяет звуковой луч,
как диафрагма на его пути, но позволяет избежать помех от
боковых (крайних) лучей.
Рис. 15.3. Наклонный искатель на
искривленной поверхности (ПВ —
поверхностные волны)
Рис. 15.4. Наклонный искатель на
цилиндрически искривленной по-
верхности. Ось кривизны распола-
гается в плоскости падения (ПВ —
поверхностные волны)
При небольшой поверхности контакта искатель трудно вести. Для луч-
шей направленности в таком случае применяют переходники или подставки,
которые скользят или катятся по поверхности. Можно также использовать
полностью подогнанную контактную поверхность как направляющую и огра-
ничить звуковой луч, пропилив в пластмассовом корпусе боковые прорези
параллельно поверхности до тех пор, пока волны помех не будут диафраг-
мированы.
Образцы с сильным искривлением поверхности поэтому следует по воз-
можности контролировать в иммерсионном варианте с применением плоских
или фокусирующих искателей, у которых во избежание возбуждения воли
помех конец ближнего поля или фокус настраиваются на поверхность.
Другая возможность избежать помех при контроле искрив-
ленной поверхности показана иа рис. 15.5: применяют фокуси-
рованный ввод лучей, например с полосчатой мозаикой.
Рис. 15.5. Искатели с полосчатой
мозаикой для компенсации кри-
визны поверхностей, показанных иа
рис. 15.3 и 15.4
Рис. 15.6. Прямой искатель для
вогнутых поверхностей с полосча-
той мозаикой и приставочным эле-
ментом
На вогнутых поверхностях, контроля которых плоскими пря-
мыми искателями следует по возможности избегать, чувстви-
тельность очень низка, так как середина искателя прилегает с
зазором, который нельзя компенсировать даже и коитактирую-
330
щей жидкой средой. Нужно использовать специальные исполне-
ния, узкие прямоугольные контактные поверхности или пере-
ходники, которые, согласно рис. 15.6, компенсируют кривизну
своим действием как лиизы в сочетании с фокусирующим испол-
нением преобразователя. Для искривленных поверхностей сле-
дует применять также и небольшие преобразователи мозайчного
типа с упругим опиранием секций.
16.3. СРЕДЫ ДЛЯ АКУСТИЧЕСКОГО КОНТАКТА
У искателей с пьезоэлектрическими преобразователями попытка
компенсировать влияние искривленной или шероховатой поверх-
ности применением жидкого контактирующего слоя малоэффек-
тивна, потому что все жидкие среды для акустического контак-
та имеют гораздо меньшее звуковое сопротивление, чем мате-
риалы большинства контролируемых изделий. Это относится и
к жидкостям, содержащим металлические порошки, а также и
к ртути, применение которой запрещается по причинам ее до-
роговизны и ядовитости. Из приемлемых жидкостей наибольшее
звуковое сопротивление имеет глицерин. Однако гораздо более
широкое применение находит масло: при контактном контроле
обычно применяется масло средней вязкости типа SAE 30. На
гладких поверхностях для целей измерений более благоприятно
жидкотекучее масло или даже дизельное топливо, на шерохо-
ватых поверхностях следует применять более вязкое масло.
При вертикальных стенках и при работе в потолочном по-
ложении желательно применять среду, не дающую капель. При-
годны пластичные смазки и вазелины, однако они дороги и не-
удобны на практике; более подходят водорастворимые пасты
типа густого клейстера.
Такую пасту легко изготовить самим из холодной воды и метил-целлю-
лозы (обойный клей). Поскольку засохшие остатки такой пасты удалять
трудно, к ней добавляют глицерин или заменители, которые предотвращают
засыхание. Корродирующее воздействие иа металлические поверхности сни-
жается добавлением растворимой фосфорной соли, например, трииатрий-
фосфата.
Не следует недооценивать возможность легкой очистки во-
дой изделия, искателей, а также рук оператора, которые всегда
загрязняются. Поэтому уже применялся концентрированный ра-
створ сахара. Обычная вода имеет перед маслами тот недоста-
ток, что она не всегда хорошо смачивает поверхность; для
обеспечения акустического контакта это очень важно. Если же
достигается хорошее смачивание, в частности при добавлении
поверхностно-активных веществ, то она является весьма под-
ходящей средой для акустического контакта при ее использо-
вании либо в неподвижном слое на горизонтальной поверхности,
либо при постоянном подводе в зазор между искателем и по-
верхностью (контакт с проточной водой). У наклонных искателей
331
жидкость может подводиться через отверстие небольшого диа-
метра в пластмассовом клине непосредственно к месту кон-
такта.
Интересно, что тонкая металлическая фольга, например медная фольга
толщиной 20 мкм в слое масла, обеспечивает заметное повышение проходи-
мости между кристаллом и плоской поверхностью металла (Файерстон [456]).
Это объясняется лучшим согласованием вследствие повышения эффективного
звукового сопротивления всего слоя акустического контакта в целом.
Для акустического контакта прямых искателей, работающих с попереч-
ными волнами, подходят вязкотекучие вещества, которые могут передавать
в очень тонких слоях сдвиговые силы, например масса для пропитки кабелей,
цилиндровое масло для паровых машин или масло для редукторов (SAE 90).
На гладких, ровных поверхностях (плоских) возможен также и сухой кон-
такт при прижатии. В лабораторных условиях иногда даже временно при-
крепляют искатель или только пьезопластину клеющим воском, иизкоплав-
кими солями, например фениловым эфиром салициловой кислоты (торговое
наименование «салол»), или постоянно полимерным клеем, например арал-
дитом.
Удивительно то, что при водном акустическом контакте даже и при
образовании пара еще обеспечивается передача звука. Например, горячие
листы с температурой около 250 °C можно контролировать по методу прозву-
чивания со свободными струями воды (см. раздел 24.1). Акустический кон-
такт можно еще существенно улучшить и при температуре до 400 °C, если
по Хёллеру [677, 679, 877] пропускать через зазор между искателем и листом
воду с большой скоростью. В таком случае можно работать даже с нор-
мальным совмещенным искателем в эхо-импульсном режиме, что необходимо
для контроля мелких дефектов листов. Вероятно, температура поверхности
при таких методах снижается примерно до 100 °C [877]. Всегда благоприят-
но сказывается предварительное смачивание, например смесью сжатого воз-
духа и воды. Но даже и при очень высоких температурах на раскаленных
прохождение звука.
Другим способом контроля по го-
рячей поверхности является обеспече-
ние сухого контакта стальным вали-
ком, прижимаемым с большим давле-
нием [741, 77]. Искатель насаживает-
ся на неподвижную ось (рис. 15.7).
При выборе подходящего материала
для входного участка на оси и
искривленного излучателя можно до-
стигнуть также фокусировки на точ-
ку контакта.
Если на горячих поверхностях
все же ведется контроль с сухим
контактом, то можно вместо продоль-
ных волн применять поперечные, ко-
торые имеют преимущество (кроме
меньшей скорости распространения)
при определенных дефектах или гра-
ницах раздела, заключающееся в бо-
лее высоком скачке звукового импеданса, т. е. они лучше отражаются (Лин-
нуорт [962]). В валике, разумеется, нужно избежать внутреннего жидкого
контактирующего слоя: излучатели закрепляют замазкой непосредственно на
внутренней поверхности (число их может доходить до шести) и переключают
по электрической схеме. Точки измерения в таком случае будут располагаться
на контролируемом изделии на расстоянии 'Д периметра валка; это бывает,
например, при измерении толщины непрерывного слитка (см. раздел 33.1).
Для обеспечения жидкого акустического контакта на горячих поверх-
ностях при температурах до 300 °C применяют высококипящее цилиндровое
332
листах все же наблюдается некоторое
Рис. 15.7. Устройство для непрерывного
контроля горячих листов с применением
роликового искателя (по данным Уодзуми
и Нарусима)
масло для паровых машин или специальные масла, например, масло Шелл-
НАСА. До температур почти 600 °C хорошо зарекомендовали себя пастообраз-
ные материалы, в частности битум, пластичная смазка Миркогель фирмы
П1елл», силиконовая смазка Мидленд [550] или высокотемпературная паста
ZGM для акустического контакта фирмы «Крауткремер». Эта паста состоит
из высококипящей жидкости, смешанной с нерастворимым порошком соли.
При более низких температурах контакт обеспечивает жидкость, а при более
высоких — расплав соли [236]. Тем самым достигается кратковременный кон-
такт (в течение 2—3 с) с искателями, оборудованными жаростойкой пластмас-
совой приставкой. Такой метод может быть применен во всех случаях, когда
результат контроля можно зарегистрировать быстро, а в перерывах между
измерениями имеется время для охлаждения. Это возможно, например, при
измерениях толщины стенки трубопроводов, где измерения и без того про-
водят по точкам по программе [706].
Для еще более высоких температур применяют также металлические на-
садки («хоботы»), нагрев которых горячим изделием предотвращается охлаж-
дением на конце искателя. Такие устройства могут быть использованы для
контакта с какой-либо из упомянутых контактирующих сред илн же только
при высоком давлении прижатия [1039].
Если изображение на экране фотографируется, то время контакта с го-
рячим контролируемым изделием можно ограничить долями секунды. Это
использовали Карнвейл и Линнуорт [958] для измерения скоростей звука
и констант упругости при температурах до 1000 °C. Преобразователи с по-
перечными волнами при этом контактируют всухую, а преобразователи с про-
дольными волнами — с силиконовой смазкой, в том числе и без хобота.
При помощи охлаждаемого металлического хобота можно прозвучивать
также и жидкие металлы. Однако эти металлы должны смачивать хобот, что
не так легко достичь. Летинен [911] при контроле чугуна использовал хобот
из коррозиоиностойкой стали, на который было нанесено покрытие из буры
[901, 977].
По другому предложению Ферроу [430], горячие смазки контролируют
с применением переходника между преобразователем и поверхностью, кото-
рый изготовляется из плавкого материала и поэтому сам обеспечивает жид-
кий акустический контакт. О практическом применении этого способа одиако
еще не известно. Искатели для повышенных температур рассмотрены в раз-
деле 10.4.4.
Следует упомянуть в качестве контактирующей среды также и воздух,
хотя возможности его применения очень ограничены. Он тоже передает звук,
причем не только слышимый. Таким способом при низких частотах технику
прозвучивания можно было бы распространить на акустически мягкие мате-
риалы, например на тормозные колодки, сухую штукатурку (гипсовые пла-
стины), резину, клееную фанеру. По аналогии с тем, как воздушная щель
в твердом теле при малой ее толщине становится проницаемой (см. раз-
дел 2.3), и тонкий стальной лист, например толщиной около 0,1 мм, про-
пускает достаточное количество звука, приходящего из воздуха, чтобы про-
вести контроль, в частности на расслоения.
Лууккала и Мериллейнен [956, 957] прозвучивали даже листы из алю-
миния, латуни, меди и стали толщиной до 10 мм с помощью волн в пласти-
нах, возбуждаемых через воздух. Они использовали емкостной излучатель
(конденсатор) и приемник при частотах около 100 кГц. Потери при передаче
в наиболее благоприятном случае (алюминий толщиной 0,5 мм) составляли
только 35 дБ по сравнению с прямой передачей от излучателя к приемнику
в воздухе.
При эхо-импульсном методе звук в воздухе уже в ряде случаев приме-
нялся для измерения расстояния до неподвижных предметов или для выяв-
ления изменений, например при контроле рельсов (см. раздел 23.2). Обычный
эхо-импульсный контроль неподвижных предметов, например, иммерсионный
вариант с погружением в воздух, пока должен считаться невозможным
[305, 8531.
333
Трудности обеспечения акустического контакта пьезоэлек-
трических преобразователей с горячими поверхностями отпадают
при применении электромагнитных преобразователей (см. раз-
дел 8.4) или лазеров (раздел 8.6). Сообщения о практических
применениях этих методов имеются, в частности, в литературе
[1632, 765, 1047, 1319, 710, 1068].
15.4. КОНТРОЛЬ АКУСТИЧЕСКОГО КОНТАКТА
Постоянный акустический контакт во всех местах искателя?
очень важен для быстрой и надежной оценки показаний. В не-
которых случаях его можно проконтролировать по эхо-импуль-
су от задней стенки. Опытный оператор может судить о постоян-
стве (стабильности) контакта также и по изображению на-
экране — по изменяющимся мелким показаниям («трава»). Ну-
левая линия при этом должна слегка колебаться. При наклон-
ных искателях можно отчасти научиться определять (ощущать)-
качество акустического контакта по сопротивлению скольжению-
при перемещении, например обнаруживать ухудшение контакта'
при попадании инородных частиц и заедание при недостаточ-
ном подводе среды акустического контакта.
При автоматическом контроле на дефектоскопах постоянное-
наблюдение за экраном отсутствует и нет чувства ведения иска-
теля рукой. Взамен этого электронные устройства посылают
сигнал о состоянии контакта или используют измеренное каче-
ство акустического контакта для подрегулировки чувствитель-
ности контроля (регулировки усиления). Для этого может слу-
жить отражение (эхо-импульс) от задней стенки, хотя это-
имеет тот недостаток, что амплитуда эхо-импулъса может быть,
уменьшена не только из-за плохого контакта, но и вследствие
наличия дефекта. То же самое относится и к сигналу прозвучи-
вания двумя обращенными друг к другу наклонными искателя-
ми, расположенными с обеих сторон сварного шва (см. раз-
дел 28.1.1). Нужно регулировать усиление одного из обоих
искателей для последующей работы в эхо-импульсном режиме.
Здесь сказываются не только колебания акустического контак-
та этого искателя, но и наличие дефекта и колебания акусти-
ческого контакта другого искателя. В дополнение к этому прояв-
ляются отклонения и изменения формы звукового пучка, обу-
словленные местными неровностями поверхности, например-
лунками и рисками, которые сильно сказываются на амплитуде-
сигнала прозвучивания. Поэтому автоматическое регулирование-
усиления на практике не оправдало себя.
Часть проблем можно было бы решить измерением звуковой энергии,,
действительно прошедшей через поверхность непосредственно под искателем.
Это возможно, если искатель подсоединен через неметаллический переходник
и около точки контакта расположено электродинамическое приемное устрой-
ство [756]; см. также раздел 8.4.
334
Еще одни путь предложил Луч [953]. В случае кристалла, умеренно
.демпфированного только с задней стороны, интенсивность остаточных коле-
баний сильно зависит от качества акустического контакта. Следовательно,
«если измерять их амплитуду, поставив диафрагму монитора усилителя сра-
зу же за посылаемым импульсом, то его выходной сигнал будет мерой
•акустического контакта.
По предложению Валькенбурга [742]
можно контролировать акустический кон-
такт наклонного искателя на листе, как
•показано на рис. 15.8, с помощью второго
излучающего и приемного кристалла, ко-
торый прозвучивает лист перпендикуляр-
но через пластмассовый корпус и создает
последовательность многократных эхо-
шмпульсов. Амплитуда эхо-импульсов и Рис. 15.8. Контроль акусти-
длина ИХ серии могут быть также пре- ным0Гнска?еЛмТанаНалнств
образованы в показание да—нет и вклю- п₽и помощи раздельных на-
г л-ч * лучателя и приемника
яить посылку сигнала.
В автоматических устройствах для контроля' тоже исполь-
зут эти многократные эхо-импульсы при перпендикулярном
прозвучивании для сигнализации о нарушении акустического
контакта и регулирования усиления.
15.5. АКУСТИЧЕСКИЙ КОНТАКТ ЧЕРЕЗ ПРОМЕЖУТОЧНЫЕ СЛОИ,
ЧЕРЕЗ СЛОЙ ВОДЫ И ИММЕРСИОННЫЙ ВАРИАНТ
Ранее применяли искатели, у которых преобразователь из квар-
ца контактировал непосредственно с контролируемым изделием.
Однако износ и недостаточное постоянство акустического кон-
такта, а также широкое применение спеченных керамических из-
лучателей с большей чувствительностью, но с существенно мень-
шей твердостью послужили причиной того, что от прямого кон-
такта кристалла с контролируемым изделием постепенно отка-
зались. В настоящее время используются только преобразовате-
ли с защитным слоем (см. раздел 10.4.1).
Впрочем, промежуточные слои при работе в эхо-импульсном
режиме повышают эхо-импульсы от помех. Изображения на
экране (рис. 15.9) показывают действие промежуточных слоев
по мере увеличения их толщины. Слой толщиной 0,1 мм дает
уже гораздо меньшую чувствительность, чем при прямом кон-
такте; кроме того, наблюдается заметное расширение посыла-
емого импульса и эхо-импульса, так как при умеренно демпфи-
рованном искателе затухание уменьшается под влиянием акусти-
ческого контакта. Поскольку длина волны звука в масле или
в воде при частоте 4 МГц равна около 0,4 мм, слой толщиной
0,1 мм соответствует одной четверти длины волны. На длине
пути туда и обратно при зигзагообразном отражении в волне по-
лучается разность во времени прохождения, равная половине
«е длины, что приводит к гасящей интерференции. При двойной
335
толщине слоя (в) из-за усиливающей интерференции снова
получается примерно такая же амплитуда эхо-сигнала, как в
случае а. Однако мешающие колебания после посылаемого им-
пульса и после отражений усиливаются.
Рнс. 15.9. Акустический контакт по мере увеличения толщины слоя d (масла или воды).-
Искатель на частоте 4 МГц на стальной пластине толщиной 20 мм. Настройка: одно*
деление шкалы — 20 мм стали. RE— отражение от задней стенки; ОЕ— отражение (эхо-
импульс) от поверхности:
а —прямой контакт, d<l/100 мм; б — d=0,l мм; в — d=«0,2 мм: г — d=l мм; усиление
по отношению к случаям а—в примерно в 3 раза выше (+10 дБ); d — d=l мм, но с
вставленной пленкой нз вулколана; усиление в 10 раз больше (+20 дБ); е—контакт
в иммерсионном варианте, d«6 мм, усиление как в предыдущем случае д
При слое толщиной 1 мм (з) уже получается очень неясное
изображение; обнаружение дефектов в пластине оказывается
практически невозможным. К тому же амплитуда эхо-сигнала
невелика, поэтому повышали усиление. Мешающие отражения
из слоя акустического контакта могут быть сильно уменьшены,
как показано на рис. 15.9, д, если по предложению Мартина и
Вернера [987] ввести в контактный слой прослойку поглощаю-
щего вещества. Здесь для этой цели использовали пластмассу
вулколан. Однако усиление потребовалось еще более повысить,
так что такая же высота эхо-сигнала, как при непосредственном
контакте, была достигнута только при увеличении усиления в
10 раз.
При большем расстоянии эхо-импульс от поверхности и мно-
гократные отражения отделяются от посылаемого импульса.
336
Рис. 15.10. Прибор для контроля листа
(конструкция фирмы <Крауткремер>):
а — внешний вид; б — схематичное по-
перечное сечение направляющей для иска-
теля
Рис. 15.11. Изображение на экране от
бездефектного листа толщиной 10 мм
с акустическим контактом в виде во-
дяного зазора (устройство для конт-
роля листов, как на рнс. 15.10)
Рис. 15.12. Акустический контакт и
направляющая искателя через вход-
ной участок с водяной подушкой по
Эрдману
Изображение на экране снова становится более четким, и пер-
вое отражение от поверхности играет роль посылаемого импуль-
са при прямом контакте. Нужно только выбрать толщину слоя
воды достаточно большой, чтобы второе отражение от поверх-
ности поступало уже после первого отражения от задней стен-
ки, т. е. чтобы она была больше четверти толщины контролируе-
мого изделия из стали.
Непосредственный контакт искателя в отдельных случаях
применяется также и для непрерывного контроля. В качестве
форм исполнения используют, например, бесконечную ленту,
которая перематывается между искателем и поверхностью кон-
тролируемого изделия, или замкнутое устройство в виде обода
[1700], как показано на рис. 15.13. В обоих случаях при поверх-
ности после прокатки имеется опасность повреждения ленты
или обода частицами окалины.
337
Для замены контактного способа имеются две возможности,
которые обычно применяются при механизированном контроле
«больших партий одинаковых изделий:
1. Водяной зазор; толщина без поглощающего слоя является
критическим фактором, износ незначителен.
2. Входной участок из воды или иммерсионный вариант;
мешающие многократные отражения между искателем и поверх-
ностью обусловливают наименьшее допустимое расстояние меж-
ду ними; импульсы не уширяются, так что способ пригоден и
для тонких изделий; износ незначителен.
Пример исполнения для акустического контакта с водяным
зазором показан на рис. 15.10, где представлено устройство для
контроля листов с непрерывным перемещением вручную.
Изображение на экране иллюстрируется на рис. 15.11. Если
нужно наблюдать не серию многократных отражений от пла-
стины, а непосредственно эхо-импульсы от дефектов, в том числе
и расположенных под самой поверхностью, можно с успехом
использовать совмещенный искатель при акустическом контакте
с водяным зазором, например показанный в устройстве на
рис. 15.10. Водяной зазор в несколько десятых долей милли-
метра между пластмассой корпуса совмещенного искателя и
поверхностью контролируемого изделия почти не усиливает эхо-
импульса от поверхности.
При работе с одним излучателем в искателе для тонких кон-
тролируемых изделий лучше применять водяной входной уча-
сток, который, согласно рис. 15.12, состоит из патрубка перед
искателем, куда постоянно подводится вода, вытекающая затем
через зазор мимо образца. Опора должна перемещаться по об-
разцу с таким расчетом, чтобы звуковой луч входил в изделие
перпендикулярно.
Для непрерывного контроля акустический контакт такого устройства
снизу более выгоден, чем сверху, потому что участок всегда остается запол-
ненным водой; поэтому при входе образца сразу же достигается акустический
(контакт и расходуется только такое количество воды, чтобы на выходе обра-
зовывался небольшой фонтан. Однако при большем подводе воды возможна
« работа с подачей воды сверху или сбоку, причем во время входа изделия
сначала нужно выгнать воздух.
Если трубу входного участка по рис. 15.12 закончить спереди пластиной
большего размера и подводить воду под повышенным давлением, то обра-
зуется водяная подушка, по которой искатель может скользить по поверх-
ности без механического опирания (Эрдман [393]).
Если вода выходит из трубки с повышенной скоростью, то
она образует свободную струю, через которую можно обеспе-
чить косвенный акустический контакт на расстояниях 100 мм
и более. Это важно в том случае, если существует опасность,
что при быстром автоматическом контроле устройство может
быть повреждено неровностями и уступами (выступающими
участками) на образце, например заусенцами и волнами на ли-
стах. Точно так же контакт через водяную струю может быть
338
Рнс. 16.13. Ободковый (ко-
лесиковый) искатель по-»
Сперри
не обеспечен в случае искривленных деталей, например при кон--
троле несущих поверхностей крыльев самолета (струйный ва-
риант). При тонких водяных струях (диаметром 8—10 мм)
такой метод контроля применим только при прозвучивании, так
как из-за отражений звукового пучка на боковых поверхностях
струи и от водяного потока (подпора) на поверхности встречи
возникает большой уровень помех, что не дает возможности
применить эхо-импульсный способ. Однако если диаметр струи:
будет на 30—50 % больше диаметра искателя, то не на слиш-
ком больших расстояниях (около 15—50 мм) возможно и при-
менение эхо-импульсного способа. Ввиду сравнительно большого*
расхода воды такой способ контроля пока находит ограничен-
ное применение.
Комбинация бесконечной пластмассо-
вой ленты и жидкостного входного участ-
ка реализована в ободковом искателе
Сперри (рис. 15.13). Такой искатель со-
стоит из пластмассового обода, который
полностью заполнен жидкостью акусти-
ческого контакта под давлением. Обод
катится по контролируемому изделию.
Искатель жестко соединен с осью и на-
ходится на расстоянии нескольких санти-
метров от поверхности обода. Он может
также излучать в контролируемый обра-
зец под углом, т. е. возбуждать в нем
поперечные волны. При этом плоскость
входа звуковых лучей может образовы-
вать с направлением движения искателя
углы 0°, 45° или 90°.
Акустический контакт в иммерсион-
ном варианте, т. е. с полным погружением
лия под уровень жидкости, применялся уже при первых попыт-
ках прозвучивания в 1920-е годы. В настоящее время он снова*
неоднократно применяется при эхо-импульсном способе ввиду
постоянства контакта и отсутствия износа и возможности про-
стого перехода от прямого к наклонному прозвучиванию без за-
мены искателя. Особенно распространен иммерсионный вариант:
в самолетостроении для пластин, шайб (дисков) и профилей,,
когда большие затраты на рабочее место контролера и эксплуа-
тационные издержки окупаются повышением надежности кон-
троля и его скорости.
Современные системы механизированного контроля в иммер-
сионном варианте используют цифровое управление различны-
ми движениями контролируемого изделия при помощи шаговых
двигателей. Одновременно автоматически регулируется положе-
ние искателя при помощи манипулятора с несколькими степе-
нями свободы и делается соответствующая настройка ультра-
испытываемого изде-
33&
звукового прибора, а также цифровая переработка информации.
При этом микропроцессор становится основным элементом всей
системы контроля по иммерсионному варианту, состоящей из
механического оборудования, ультразвукового дефектоскопа ,и
цифровой обработки информации, иногда с документированием
(см. рис. 10.28 [184]).
Рис. 15.14. Проходной резервуар с уплотненными
окнами для непрерывного проходного контроля
круглых прутков н труб в иммерсионном ва-
рианте.
Иммерсионный вариант ино-
гда используют также для кон-
троля сложных изделий вруч-
ную, например, поковок из лег-
ких сплавов в самолетострое-
нии. При этом перед искателем
ставят открытый патрубок, сво-
бодный (открытый) конец кото-
рого может иметь форму, соот-
ветствующую контролируемому
изделию, чтобы поддерживать
постоянств ; и обеспечивать вос-
производимость расстояния и
направления звука.
Длинномерные гибкие испы-
тываемые образцы, например,
листы и проволока (катанка),
для контроля в иммерсионном
варианте прогибают и направ-
ляют в короткую ванну. В ином
случае затраты на большой ре-
зервуар при контроле труб и
прутков можно уменьшить тем,
что они, как показано на
рис. 15.14, продвигаются через
короткий проходной резервуар
с двумя окнами с резиновым уплотнением, соответствующим по форме кон-
тролируемым образцам. Уровень воды в резервуаре после ввода изделия
можно быстро поднять до требуемой высоты при помощи насоса.
При рассматривавшихся видах акустического контакта за-
траты на контрольное устройство повышались по мере перехода
от контакта с защитным слоем к водяному зазору, водяному
входному участку и далее к иммерсионному варианту, однако
при этом обычно улучшалась экономичность и надежность кон-
троля. Поэтому выбор между ними зависит в основном от вида
и объема задачи контроля и от экономических соображений.
Примеры применения на практике приведены в части Г.
16. ВЛИЯНИЕ ПОМЕХ ОТ ГРАНИЦ РАЗДЕЛА,
СЛОЖНЫЕ ПУТИ ЗВУКА И ИЗОБРАЖЕНИЯ НА ЭКРАНЕ
Преобразование типов волн при неперпендикулярном отраже-
нии на границах раздела образца делает технику контроля, до-
вольно простую саму по себе, в некоторых случаях сложной,
а изображения на экране получаются недостаточно понятными.
340
Поэтому основные положения теории распространения волн из
главы 2 здесь следует применить к некоторым наиболее часто
встречающимся случаям.
16.1. ИЗМЕНЕНИЯ ЗВУКОВОГО ПОЛЯ
ПОД ВЛИЯНИЕМ ГРАНИЦ РАЗДЕЛА, ПАРАЛЛЕЛЬНЫХ ОСИ ЛУЧА
Нарушения в нормальном распространении звуковых волн
наблюдаются уже тогда, когда крайние лучи лепестка (харак-
теристики направленности) встречаются с границей (поверх-
ностью) образца, как показано на рис. 16.1. Вследствие этого
изменяются звуковое давление, направление первоначального
луча и появляются дополнительные отражения (эхо-импульсы)
при расщеплении волны из-за преобразования моды. Отражен-
ная продольная волна интерферирует с прямой волной и нару-
шает первоначальное распределение звукового давления и чув-
ствительности (рис. 16.2). Здесь показано измерение амплитуды
эхо-сигнала от небольшого дефекта по сравнению с его невоз-
мущенной величиной.
Рнс. 16.1. Помехи, вызванные
боковыми границами
Рис. 16.2. Влияние плоской боковой стенки на звуковое поле продольных волн; отно-
сительная высота эхо-импульса от небольшого дефекта, нанесенная в зависимости от
расстояния до стенки. Измерения проводились на расстоянии 840 мм в стали для
трех положений искателя диаметром 10 мм, работающего на частоте 4 МГц
Вместо того, чтобы действительно измерять высоту эхо-импульса от не-
большого отражателя в стали при различных расстояниях от боковой стенки,
на задней поверхности сняли распределение звукового давления при помощи
341
небольшого приемника и нанесли его, как на рис. 16.2, после вычисления
площади как кривую изменения высоты эхо-импульса.
Наиболее неприятной помехой является сильное снижение-
чувствительности непосредственно у стенки, поэтому там неболь-
шие дефекты типа надрывов (поверхностных трещин) трудно
обнаруживаются. Обычная ошибка в таких случаях — переме-
щают искатель по возможности вплотную к кромке. Согласно-
рис. 16.2, это неверно: чувствительность для дефектов в даль-
нем поле получается тем меньшей, чем ближе искатель распо-
ложен к кромке. И подавно нельзя перемещать его за пределы:
кромки, потому что тогда его максимальная чувствительность-
уменьшится еще и в связи с сокращением остаточной контакт-
ной поверхности.
В таких случаях наиболее удобен искатель с хорошей фоку-
сировкой звука. Это достигается благодаря большому диаметру
и (или) высокой частоте.
Для заданного искателя и заданного расстояния до дефекта'
всегда имеется некоторое расстояние искателя от кромки, при
котором достигается наивысшая чувствительность; это расстоя-
ние иногда бывает нужно подобрать при помощи искусственных
дефектов, например в виде пилообразных надрезов на боковой
стенке. Поэтому такие дефекты лучше обнаруживать по схеме
контроля, представленной на рис. 16.3. Эта схема лучше подхо-
дит также и для оценки амплитуды эхо-сигнала.
Рис. 16.3. Способ локализации дефектов,
близких к поверхности
Относительная
амплитуда
0,1 1
Рис. 16.4. Обнаружение трещин по иска-
жению эхо-импульсов от задней стенки;
уменьшение амплитуды эхо-импульса по-
казано схематично
Причиной пониженного звукового давления в непосредственной близости
от боковой стенки образца является фазовый скачок на половину длин»
волны, который испытывает продольная волна при отражении. Чем ближе
угол падения к 90°, тем больше коэффициент отражения приближается
к единице, и, следовательно, тем полнее отраженная волна гасит прямую^
Такой фазовый скачок наблюдается и в поперечной волне с направлением!
колебаний в плоскости падения; следовательно, чувствительность тоже долж-
на уменьшаться вдоль стенки. Лишь при направлении колебаний параллельно
стенке этого не наблюдается, так что стенка повышает звуковое давление
до удвоенного значения.
342
Согласно рис. 16.2, влияние стенки деформирует характери-
стику направленности искателя так, что она теряет симметрию
тела вращения. В рассматриваемом сечении характеристики
направленности имеются максимумы и минимумы, причем наи-
больший максимум располагается уже не на оси; он тем больше
удаляется от оси и от стенки, чем ближе искатель подходит
к кромке. Поэтому такую помеху можно наглядно приближен-
но описать так, как будто бы первоначальный звуковой луч
поблизости от стенки отражается от нее с рассеянием и криво-
линейно отклоняется от нее, причем тем сильнее, чем теснее
приближают его к стенке. Определить местоположение дефекта
таким искривленным лучом затруднительно.
Луч при отражении от задней стенки тоже испытывает влия-
ние боковой стенки; вблизи стенки оно значительно уменьшает-
ся. Однако чем больше диаметр искателя, тем сильнее он
усредняет максимумы и минимумы, которые из-за этого не вы-
ражаются в эхо-импульсе от задней стенки так четко, как по-
казано на рис. 16.2. В любом случае все же следует иметь в
виду, что амплитуда отражения от задней стенки изменяется
по сравнению с ее величиной при ненарушенном распростране-
нии звука и вследствие этого не может быть использована как
сравнительная величина.
Эффект боковой стенки иногда может быть и полезным, например для
обнаружения плоской трещины, параллельной звуковому лучу, согласно
рис. 16.4, если трещина по какой-либо причине не может быть прозвучена
перпендикулярно. Эхо-импульс от задней стенки (или результат измерения
прн прозвучивании) имеет минимум, если трещина расположена точно в на-
правлении оси звукового луча. Однако она не должна быть слишком корот-
кой по сравнению с расстоянием до задней стенки. Звуковой луч на такой
трещине заметно расщепляется на две боковые заостренные вершины. Тре-
щина может к тому же располагаться на передней или задней стороне или
между ними. Благоприятны для обнаружения малые диаметры искателя и
низкие частоты.
Искателем, показанным на рис. 16.4 справа, при достаточно высокой его
чувствительности можно обнаружить кромку трещины и по ее краевой волне,
особенно если кромка почти прямолинейна и проходит параллельно поверх-
ности образца (см. разделы 2.7 и 19.3).
Ранее рассматривались возмущения, вызванные одной боковой стенкой.
В пластине имеется и вторая боковая стенка. Для волны в пластине помехи,
вызванные одной стенкой, в некоторых точках могут компенсироваться влия-
нием другой стенки. Однако на более длинном пути и при меньшей толщине
пластины продольные волны сильно затухают, остается возможной только
параллельно колеблющаяся поперечная волна, как уже было показано в раз-
деле 2.5.
Поверхностные волны могут набегать с большой амплитудой на узкие
кромки контролируемых предметов; это относится и к волнам в пластинах,
в тонких полосах. Боковые кромки здесь не создают помех, а даже повы-
шают чувствительность (раздел 2.5).
Если боковые границы раздела не плоские, а, например, цилиндрические,
как при продольном контроле пруткового материала, то под их влиянием
происходит еще и фокусировка боковых отраженных волн. Фокусировка
проявляется особенно сильно, если прозвучивание ведется в направлении оси
цилиндра. Волна, отраженная от цилиндрической поверхности, иногда создает
ла оси гораздо более высокие звуковые давления, чем прямая волна, так
343
что интерференция с ней уже не играет никакой роли. Вследствие этого
чувствительность на оси на больших расстояниях и в случае тонких ци-
линдров получается более высокой, чем при свободном распространении
звука. Однако ее изменение в зависимости от расстояния неравномерно, так
как волны, отраженные различное число раз из-за интерференции, дают
также и минимумы, что значительно затрудняет оценку амплитуды эхо-
импульсов.
Пренебрежение влиянием боковых стенок при эталонных образцах с
искусственными дефектами часто приводит к искажению амплитуды эхо-сиг-
иала и тем самым к ошибочным результатам. При эхо-импульсном методе
можно следующим образом приближенно оценить минимальное расстояние
оси звукового луча от боковой стенки, при котором она не вызывает помех.
Отражения от боковых стенок имеют более длинный звуковой путь, чем осе-
ней луч. Если разность в длине пути превышает примерно четыре длины
волны, то первые четыре колебания импульса остаются невозмущенными.
При коротких импульсах, т. е. в случае приборов и искателей с широкой
полосой частот, уже можно различить максимум в этой невозмущенной
части импульса отдельно от следующей за ней возмущенной части. Соглас-
но рис. 16.5, а, это приводит к условию
2s—а>4Х
или приближенно
2d2/a>4%.
Для стали получается следующее приближенное соотношение:
rf>5,5Va7f,
где d—'наименьшее расстояние искателя от кромки, мм; f — частота, МГц..
Рис. 16.5. Минимальное расстояние d искателя от кромки для избежания помех от
боковой стеики при контроле стали:
а —для небольших дефектов на оси (d>3,5ya//, мм); б — для отражения от задней
стенки (d>5Va/f, мм); f в МГц
Для невозмущенного эхо-импульса от задней стенки расстояние от.боко-
вой стенки должно быть большим, чем в случае эхо-импульса от неболь-
шого дефекта на оси. Числовой пример: чтобы при частоте контроля 1 МГц
получить невозмущенный эхо-импульс от задней стенки с расстояния 100 мм,
нужно держать искатель на расстоянии от боковой стенки по крайней мере
50 мм. Угол раскрытия звукового пучка, т. е. диаметр искателя, при этой
грубой оценке не учитывается.
16.2. ПОБОЧНЫЕ ЭХО-ИМПУЛЬСЫ
ОТ РАСЩЕПЛЕННЫХ ПОПЕРЕЧНЫХ ВОЛН
Расщепленные поперечные волны, согласно рис. 16.1, уходят
от боковой стенки в стали под углом около 33° к вертикали,
причем, согласно рис. 2.6 и табл. 1 (приложения), почти неза-
висимо от угла падения продольной волны, если он уже превы-
344
1иал 70°. При наклонном падении по касательной их амплитуда
мала; с другой стороны, при более крутом падении амплитуда
падающего бокового излучения искателя получается меньшей.
Таким образом, в соответствии с заданными значениями диа-
метра искателя, частоты контроля и расстояния от кромки по-
.лучается максимум поперечной волны на некотором расстоянии,
что схематически поясняется на рис. 16.6. Максимум прибли-
жается й увеличивается, если искатель придвигается ближе к
кромке.
Рис. 16. G. Распределение
.звукового давления расщеп-
ленной поперечной волны,
вычисленное для различных
^расстояний искателя от
хромки (/—3)
Прямое отражение этих поперечных волн обратно к иска-
телю, как показано на рис. 16.7, а, почти не создает помех, так
как искатель мало чувствителен к ним. Если же волна, как на-
пример на кромке, отражается обратно в себя, то она частично
Рис. 16 7. Растепление поперечных волн:
а — прямое отражение без возникновения импульса помех; б —с обратным превраще-
нием в продольную волну
превращается обратно в продольную и создает эхо-импульс
помех, показанный на рис. 16.7, б. На экране, протарированном
для продольных волн, кажущееся расстояние до этого дефекта
(в стали) определяется по формуле
as=a+ 1,53d.
Время прохождения звука складывается из времени на отрезке b (со
•скоростью Ci) и времени на отрезке е (со скоростью cz):
««/cz = (&/cz) + (e/ct).
При падении под малым углом соблюдается приближенное соотношение
b^a—dtga.
345
Кроме того, e=d/cosa и для предельного угла а его синус равен ctlct-
Это дает в общем виде
a^a+dy (ci/ct)2—l. (16.1>
Такое приближенное выражение справедливо с погрешностью менее 1 %
для волн, падающих под углом до 10° к оси, т. е, для всех случаев, встре-
чающихся на практике.
Чтобы избежать ошибочного истолкования такого эхо-им-
пульса, чего можно ожидать на примерах по рис. 16.8, нужно»
прозвучивать кажущееся место дефекта на расстоянии ds из
Рис. 16.8. Примеры мешающих импулн*
сов, вызванных поперечными волнами:
а — ось с уступом; б — то же (следует
иметь в виду, что d здесь не являет-
ся диаметром); в — ось с отверстием,
в отверстии шероховатая поверхность
или резьба
других направлений или же повторить контроль в том же месте
при помощи более резко сфокусированного луча. Если эхо-им-
пульс в таком случае уменьшится, то здесь более вероятно подо-
зревать наличие помех. На шероховатых внутренних поверх-
ностях отверстий или на резьбе по рис. 16.8, в легко получить,
эхо-импульсы в виде «холмика из травы». Причину легко рас-
познать на основе того, что холмик приближается, когда иска-
тель смещается к краю или даже частично выходит за край.
В случае параллельных боковых стенок (пластина, стер-
жень, цилиндр) поперечная волна может также совершать и
зигзагообразный путь между стенками и вызывать многократ-
ные эхо-сигналы помех. Согласно рис. 16.9, при падении она
отражается частично как поперечная волна под углом около 33“
и частично снова превращается в наклонно уходящую продоль-
ную волну. Эта вторая часть при достаточно тонком контроли-
руемом изделии после отражения от задней стенки может опять
попасть прямо в искатель. Однако полученный эхо-импульс при
346
этом может иметь только половину запаздывания по сравнению
•с показанным на рис. 16.7, б. Следовательно, он появится толь-
ко на расстоянии около 0,76d за отражением от задней стенки.
Отраженная поперечная волна подвергается при следующем от-
ражении повторному расщеплению, что может повлечь за собой
еще один побочный эхо-импульс со смещением на 1,53d. Таким
образом, в тонких контролируемых изделиях за каждым эхо-
импульсом от задней стенки или от дефекта возникает серия
«юбочных эхо-импульсов, что схематически показано на рис. 16.10.
Рис. 16.10. Схематическое изображение на
экране при контроле образца (пластины
или круглого или квадратного стержня)
при отношении с многократными
эхо-импульсами от задней стенки или
серией побочных отражений (сталь)
Рнс. 16.9.. Побочные отражения (эхо-им-
шульсы) в тонком длинном цилиндре
В случае прутков прямоугольного сечения эта серия состоит
как бы из двух серий, вдвинутых одна в другую, которые соот-
ветствуют обоим различным размерам сторон поперечного се-
чения.
Как уже отмечалось в предыдущем разделе, такие побочные эхо-импуль-
сы, вызванные расщеплением волн, означают отбор энергии от прямой бегу-
щей волны, т. е. уменьшение эхо-импульса от задней стенки. Поэтому до тех
лор, пока наблюдаются побочные эхо-импульсы, амплитуда эхо-импульса от
задней стенки будет меньше, чем при невозмущенном распространении волны,
и не может быть использована в качестве сравнительной амплитуды для
оценки размеров и расположения отражателей по методу АРД-диаграмм.
'Если такое изделие не имеет показаний от дефектов, то по-
бочные Эхо-импульсы не могут быть приняты ошибочно за де-
фекты, потому что они появляются только после эхо-импульса
•от задней стенки. Однако если в изделии имеются дефекты, то
дополнительные побочные эхо-импульсы, появившиеся после
эхо-импульсов от дефектов, могут запутать изображение на
экране, на котором будет видно больше дефектов, чем есть на
самом деле.
В очень тонких контролируемых изделиях побочные эхо-импульсы могут
•проявляться сильнее, чем эхо-импульс от задней стенки, и в конечном счете
остаются только они в форме «бороды» (колоколообразная последователь-
ность эхо-импульсов, тесно следующих один за другим), тогда как сами эхо-
импульсы от задней стенки уже будут сильно ослаблены.
Побочные эхо-импульсы образуются в виде длинной серии и с большой
амплитудой только в том случае, если везде имеется гладкая поверхность,
347
создающая хорошие условия для отражения. Если же они сформированы
сравнительно плохо, несмотря на хорошую поверхность контролируемого изде-
лия, то они дают повод предположить наличие длинных дефектов, располо-
женных вдоль оси, которые еще пропускают прямые продольные волны, но
подавляют поперечные волны, распространяющиеся под некоторым углом
к оси.
16.3. ТРЕУГОЛЬНЫЕ ОТРАЖЕНИЯ
В сплошном цилиндре или в шаре боковые лучи нормального
искателя, распространяющиеся под углом 30° к оси, могут
вызвать треугольное отражение, показанное на рис. 16.11. Осо-
бенно при малых диаметрах пруткового материала и еще более
в случае шара углы раскрытия плоского искателя резко увели-
чиваются и получается весьма существенный треугольный эхо-
импульс, как показано на рис. 16.13. Кроме того, в равносторон-
нем треугольнике возможно также треугольное отражение с пре-
образованием волны (рис. 16.12). Оба эхо-импульса помех
Рис. 16.11* Отражение по
треугольнику в круглом ма-
териале без превращения од-
ного вида волны в другой
Рис. 16.12. Отражение по
треугольнику с превраще-
нием одного вида волны в
другой
появляются после первого эхо-импульса от задней стенки на
следующих кажущихся расстояниях: треугольная волна без
преобразования as= 1,3(М; треугольная волна с преобразова-
нием as— l,67d для стали, as—i,78d для алюминия.
Рис. 16.13. Изображение на
экране прн контроле сталь-
ного круглого образца (диа-
метром 40 мм)
348
На рис. 16.13 показано изображение на экране при контроле стального
прутка диаметром 40 мм на частоте 4 МГц. Вывод формулы: в равносторон-
нем треугольнике с длиной стороны s, согласно рис. 16.11,
s/2= (d/2)cos30°,
следовательно, общий звуковой путь 3s=3d cos 30°. Однако в расчет следует
принимать только половину этого значения, так как экран протарировац
только иа одинарное расстояние, а не на длину пути эха туда и обратно.
Следовательно, независимо от материала
a3=3/sJdcos30°= l,30d. (16.2)
Согласно рис. 16.12, из теоремы о треугольниках следует
а(=90°— 2аг.
Далее из закона преломления
sinat/sinai = ct/ct.
В итоге получается
sinat = (y8+(ct/ci)2—ct/ci).
и кажущееся расстояние до дефекта будет равно
аа = d (cosa; + ‘/2 • сг /с( s in2az). (16.3)
Расчет дает значения углов для стали az = 35,6° и а<=18,8° и для алю-
миния а; = 36,5° и а( = 17,0°, откуда могут быть получены приводимые зна-
чения as-
Эхо-импульсы от многократных обходов треугольника появляются за вто-
рым эхо-импульсом от задней стенки и еще более усложняют изображение
и а экране.
Как при всех эхо-импульсах, возникающих от бокового излучения при
неполном контакте, высота эхо-импульсов, распространяющихся по треуголь-
нику, сильно зависит от акустического контакта и распределения контакти-
рующей среды. Они мешают обнаружению дефектов тогда, когда исполь-
зуется ие прямое отражение от дефекта перед первым эхо-импульсом от зад-
ней стенки, а примерно W-образное отражение, согласно рис. 3.16. Дело в
том, что вследствие фокусирующего действия цилиндрической поверхности
несколько далее оси изделия по рис. 3.14 и 3.15 наблюдается зона высокой
чувствительности. Поэтому эхо-импульсы от дефектов между первым и вто-
рым эхо-импульсами от задней стенки, где находятся и треугольные отраже-
ния, появляются обычно с увеличенной амплитудой.
Эхо-импульсы помех при треугольном отражении в принципе не мешают
контролю, так как они появляются только за эхо-импульсом от задней стенки.
Однако при более тонком прутковом материале (примерно менее чем 20—
30 мм) за посылаемым импульсом ширина зоны помех при прямом контакте
искателя во многих случаях затрудняет индикацию прямых эхо-импульсов от
дефектов. В этих случаях выгоднее использовать совмещенные или фокуси-
рующие искатели, подсоединенные через входной водяной участок.
16.4. ОТРАЖЕНИЯ ПОД УГЛОМ 61°
Иногда в изделии из стали происходит отражение продольной
волны на границе раздела, наклоненной под углом менее бР
(рис. 16.14). При этом происходит превращение в сильную по-
перечную волну. Если сюда добавляется и отражение от боко-
вой стенки, то получаются сильные отражения с кажущегося
большего расстояния.
349
Рис. lu.14. Отражение при
повороте луча на 90° и пре-
вращении волны в призме с
углом 6Г из стали (64° в
случае алюмнння)
Рис. 16.15. Схема превраще-
ния волны в призме с углом
6Г из стали
Вывод. Из условия
«z+a(=90°
<я закона преломления
sina;/sina( = c;/c(
для угла a,i следует (одновременно этот угол является углом призмы)
*gaz = cz/c(.
Численные значения получаются следующими:
Сталь а? = 6Г; а.;—29".
Алюминий аг = 64°; a(=26°.
При смещении точки ввода на рис. 16.14 кажущийся путь эхо-импульса,
т. е. время прохождения, остается неизменным, что на первый взгляд пред-
ставляется удивительным, поскольку пути прохождения продольных и попе-
,речных волн при этом изменяются. Однако увеличение пути прохождения
продольных волн с повышенной скоростью как раз компенсирует соответ-
ствующее уменьшение для более медленных поперечных волн, как показано
на рис. 16.15: на участке 2—2 путь продольной составляющей на а больше,
чем на участке 1—1; напротив, путь поперечной составляющей на Ь меньше.
Время прохождения на этих отрезках составляет соответственно a/ct и bjci.
Из треугольника следует
a:b = siua,i:sma.t — ci:ci
({согласно закону преломления).
Таким образом,
>a:ci = b:ct.
Если дополнить поперечное сечение образца, как показано на рис. 16.14
що треугольника, то, следовательно, время прохождения эхо-импульсов для
каждой точки ввода на малом (коротком) катете будет одинаковым. Кажу-
щееся расстояние до отражения в таком случае будет просто равно боль-
шому: (более длинному) катету.
Как можно видеть из табл. 1 в приложении, произведение обоих коэф-
фициентов отражения при превращениях на пути туда и обратно приблизи-
тельно равно единице. Волны одинакового типа, которые при этом каждый
фаз возникают, отражаются неблагоприятно и очень слабы. Такое устройство,
следовательно, является преобразователем одного типа волн в другой при
тповороте на 90°, работающим почти без потерь. В частности, можно исходить
.350
и из поперечной волны, которая излучается, например, прямым искателем:
с поперечными волнами на боковую стенку (справа на рис. 16.14), в пред-
положении, что направление ее колебаний параллельно более длинному
катету:
Этот эффект может быть использован для определения направления
поляризации поперечной волны (Т-волны). Если такая волна, как показано
иа рис. 16.14, падает на поверхность с углом 61°, то в приемнике продольной-
волны будет обнаружено максимальное отражение, когда направление поля-
ризации параллельно плоскости чертежа. Еще более эффективно используется
полное гашение в случае направления, перпендикулярного к вышеупомяну-
тому. Образец с углом 61° для этого должен иметь возможность вращаться
и быть прозрачным для поперечных волн [1693].
Эхо-импульсы, вызванные отражением от поверхности с
углом 61°, часто встречаются в практике контроля. Иногда они
бывают нежелательными, иногда желательными. Далее приво-
дятся некоторые примеры.
На рис. 16.16 представлено цилиндрическое
отверстие в прямоугольном ограниченном кор-
пусе. При прозвучивании прямым искателем
с наружной поверхности в положениях 1; 2 и 3
появляются эхо-импульсы, обусловленные гео-
метрическими параметрами.
Положение 1. Эхо-импульс от отвер-
стия на расстоянии di.
Положение 2. Эхо-импульс от боко-
вой стенки после отражения продольной вол-
ны под углом 45°. Отщепленная поперечная
волна не дает в этом месте мешающих отра-
жений, так как она выходит под неблагоприят-
ным углом и исчезает. Отражение появляется
на расстоянии
d\ 2r (1—sin 45°)=di+d2+0,568r
независимо от материала.
Положение 3. Эхо-импульс, как опи-
сано выше, при отражении с поверхности под
углом 61°. Кажущееся расстояние для стали
вычисляется по формуле
Рис. 16.16. Геометрические эхо-
нмпульсы при контроле отвер-
стия на наличие трещин
/ 90—сбг \
di+d2tgai+rl 1—tg —------J =di + l,82d2+0,742 г.
Если, например, di=d2=r, то расстояния до эхо-импульсов относятся,
как 1:2,57:3,56.
В такой же форме могут возникать геометрические эхо-импульсы при
контроле осей с торцовой стороны (рис. 16.17), образующиеся в зависимости-
от фокусировки примененного искателя при отражении под углом 45° в
при отщеплении волны под углом 61°, которые как бы имитируют располо-
женные далее поперечные поля.
При контроле сварных швов иа составных дисках (рис. 16.18) при при-
дании соответствующей формы можно с успехом использовать превращение
при отражении под углом 6Г для проверки корня сварного шва.
И, наконец, при контроле кованого обода цельных колес (рис. 16.19)
геометрическое эхо, образовавшееся при превращении во время отражения
под углом 6Г, или другие геометрические эхо-импульсы, зависящие от гео-
метрии перехода от поверхности катания (обода) к диску колеса, могут
быть использованы для проверки работоспособности контрольного устройства-
и для косвенного обнаружения плохо отражающих дефектов.
354
Рис. 16.17. Возникновение
геометрических отражений
(эхо-импульсов) при контро-
ле осн
Рис. 16.18. Использование .отражения под
углом 6Г для контроля корня шва
Рис. 16.19. Отражение под углом 61° при
контроле обода цельного колеса
16.5. ИЗОБРАЖЕНИЯ НА ЭКРАНЕ ПРИ КОНТРОЛЕ ПЛАСТИНЫ
На первый взгляд изображение на экране при контроле пла-
стины (рис. 10.4) не имеет ничего бросающегося в глаза. В слу-
чае бездефектной пластины многократные эхо-импульсы следуют
один за другим на расстояниях, равных толщине пластины, без
промежуточных отражений, если усиление не слишком велико.
Уменьшение амплитуды эхо-сигнала происходит не просто
по экспоненциальной функции, как часто ошибочно считают,
л. е. вследствие затухания звука, а имеет другие причины. Далее
поясняются две важнейшие из них.
Если представить себе ход луча многократно отраженным,
как показано на рис. 10.4, то каждое многократное эхо может
быть понято как эхо-импульс от задней стенки пластины крат-
ной толщины. Как описано в главе 5, в ближнем поле искателя
эхо-импульс от задней стенки лишь немного уменьшается с рас-
стоянием, а в примыкающем дальнем поле он уменьшается не-
сколько сильнее, причем обратно пропорционально расстоянию.
Кроме того, искатель сам влияет на серию эхо-импульсов.
При каждом отражении звуковой волны на передней стенке
пластины часть волны входит в искатель и поэтому теряется
как отраженная составляющая. Эти так называемые потери на
отражение зависят от конструкции искателя. Они велики у иска-
телей с акустически жестким защитным слоем при контакте
с металлом, а при акустически мягком защитном слое они малы.
И, наконец, для отраженной составляющей на искателе в зави-
352
симости от его конструкции добавляются и скачки фазы. Вслед-
ствие этого при длинной серии эхо-импульсов может наблю-
даться нерегулярное снижение их амплитуды (рис. 16.20). Как
Рис. 16.20. Изображение на экране длин-
ной серии многократных отражений в
бездефектной пластине при контроле ка-
чества акустического контакта
Рис. 16.21. Изображение на экране
при контроле пластины с малень-
ким дефектом
при биениях, могут появляться максимумы и минимумы, поло-
жение которых смещается при небольших изменениях акустиче-
ского контакта. Для количественной оценки, например для изме-
рения затухания, такая серия эхо-импульсов плохо подходит.
Акустический контакт может быть определен более равномерно
и количественно точно, если искатель подсоединен по возмож-
ности «свободно», например в случае металлов через входной
участок из воды или же через акустически мягкий защитный
слой.
Если в пластине имеется один небольшой дефект, который
еще не слишком искажает эхо-импульс от задней стенки, то от-
ражение. от него появляется в том же месте за каждым много-
кратным отражением от задней стенки. Амплитуда эхо-сигнала
однако изменяется, но иначе, чем амплитуда отражения от зад-
ней стенки. Дело в том, что для маленького дефекта на пути
звукового луча в ближнем поле, согласно главе 5, сказывается
волнистость. Место наибольшей чувствительности располагается
в конце ближнего поля, а в дальнем поле амплитуда эхо-им-
пульса уменьшается обратно пропорционально квадрату рас-
стояния. Так можно объяснить изображение па экране на
рис. 16.21, где четко видно различное поведение эхо-импульсов
от дефектов и от задней стенки.
Иногда изображение на экране несколько усложняется и из-за того, что
эхо-импульс от дефекта тоже влечет за собой многократные отражения.
Как схематически показано на рис. 16.22, эта последовательность эхо-импуль-
сов от дефекта может протянуться и дальше первого отражения от задней
стенки и там она переплетется с другой серией отражений от дефекта, из-за
чего на экране получится непонятное изображение.
Однако это почти не имеет практического значения, так как многократ-
ные отражения очень слабы.
12. it 353
Рис. 16.22. Схематическое изобра-
жение иа экране при контроле де-
фекта в пластине с многократным»
отражениями от него:
1FE — первая серия эхо-импульсов
от дефекта; 2FE — вторая серия
эхо-импульсов от дефекта; 1FE —
первый эхо-импульс от дефекта;
IRE, 2RE, 3RE — первое, второе и
третье отражение от задней стен-
ки
Изображение на экране при контроле пластины будет
иметь несколько иной вид, чем показано на рис. 16.21, если
дефект представляет собой не небольшое ограниченное расслое-
ние, полностью отражающее звук, а слой с некоторой конечной
проницаемостью, не полностью отражающий звук. Примерами
таких дефектов могут быть скопления тонкораспределенных
включений в плоскости листа, которые являются частично про-
ницаемыми как занавес, неполностью сварившиеся расслоения,
особенно часто встречающиеся у легких сплавов, а также пая-
ные соединения и плакирование (покрытия), когда даже и при
отсутствии дефектов граничащие среды вследствие различных
звуковых сопротивлений имеют некоторую отражательную спо-
собность. Следовательно, наличие эхо-импульса не обязательно
должно быть следствием дефекта; предлагается называть это
явление эхо-импульсом от слоя.
Если рассматривать различные последовательности эхо-импульсов от
слоя, появляющиеся по аналогии с рис. 16.22, заново от каждого эхо-импуль-
са от задней стенки, то их амплитуда не должна постоянно (монотонно)
уменьшаться, а может иметь характерные максимумы, положение которых
зависит от коэффициента отражения слоя. На рис. 16.23 схематически по-
казана такая картина отражений (эхо-импульсов), а также иллюстрируется
возникновение отдельных отражений, каждое из которых характеризуется
тремя параметрами. Так как импульс при попадании на слой каждый раз
расщепляется иа прошедшую и на отраженную составляющие, по мере уве-
личения числа многократных отражений он распадается на все более много-
численные составляющие импульсы. Три характерных параметра одного та-
кого составляющего импульса показывают, как часто он проходит всю пла-
стину или оба участка толщины пластины выше и ниже слоя. Таким образом,
почти все эхо-импульсы складываются из нескольких составляющих с одина-
ковым суммарным путем прохождения звука. У эхо-импульса, имеющего обо-
значение 210, таких составляющих всего шесть, а именно три типа 210 и три
типа 121. Они изображаются на экране рядом друг с другом. Каждая из
шести составляющих может быть найдена по схеме пути прохождения им-
пульса, показанной под экраном. С увеличением расстояния до эха резко
увеличивается число составляющих, участвующих в одном эхо-импульсе, так
что он может получить большую высоту (амплитуду), чем предыдущий эхо-
импульс той же серии, хотя амплитуда отдельных составляющих импульсов
сама по себе меньше [556, 1080]. На рис. 16.23 видно, что эхо-импульсы
одной серии — в пределах такой серии параметры одинаковы вплоть до пер-
вого— сначала увеличиваются по амплитуде и только после достижения
некоторого максимума снова уменьшаются. Огибающая каждой серии эхо-
354
1 ?
рис. 16.23. Расчетное изображение иа экране при контроле пластины с частично прони-
цаемым слоем. Многократные отражения от задней стенки показаны жирнЫмн линиями.
Коэффициент отражения от слоя — 0,2; в месте акустического контакта — 0,9. Эхо-им-
пульсы, относящиеся к одной серии, соединены кривой, чтобы можно было наглядно ви-
деть изменение нх амплитуды. Внизу — схема расщепления импульсов в слое, вверху —
пример составления эхо-импульса из нескольких составляющих импульсов
импульсов — включающей также и эхо-импульсы от задней стенки — имеет
па своем дальнейшем пути (не показанном на рис. 16.23), чередующиеся
нули и максимумы.
Более подробные данные о теоретических и экспериментальных исследо-
ваниях таких эхо-импульсов от слоя можно найти у Маидри [1080].
Такой эффект сложения отдельных составляющих импульсов может быть
использован для того, чтобы по возрастанию промежуточных отражений за
многочисленными многократными отражениями при контроле пластины мож-
но было судить о наличии слабо отражающих слоев, которые почти не обиа-
12* 355
руживаются перед первым эхо-импульсом от задней стенки. Далее, по поло-
жению максимумов можно судить о коэффициенте отражения слоя и тем
самым также о качестве соединения. При оценке такого изображения на
экране однако нужно учитывать также и мешающие эхо-импульсы, причина
появления которых описывается ниже.
При достаточном усилении даже и в бездефектной пластине за много-
кратными отражениями от задней стенки наблюдаются мешающие эхо-им-
пульсы (помехи). На рис. 16.24 они более наглядно видны на изображениях
на экране для стали и алюминия. Следовательно, их положение зависит от
Рас. 16.24. Изображение на экране при контроле бездефектной пластины из стали (о>
и из алюминия (б) при большом усилении
материала. По литературным данным [556, 532], они возникают при много-
кратных отражениях от задней стенки звуковых волн, прошедших один или
несколько раз через пластину в качестве поперечных волн. Звуковой луч от
искателя, работающего иа продольных волнах, выходит не только как строго
плоская продольная волна, но имеет и составляющие в виде наклонно па-
дающей продольной и поперечной волн меньшей амплитуды, как показано
на рис. 4.23 для очень маленького искателя. Волна, наклонно падающая на
заднюю стейку, частично превращается в волну другого типа, хотя при ма-
лых углах эта превращенная волна будет очень слабой. Искатель принимает
также эхо-импульсы от наклонно падающей поперечной волны, так как его
характеристики как излучателя и приемника всегда идентичны. Следователь-
но, первый мешающий эхо-импульс возникает под влиянием волны, которая
иа пути туда проходит через пластину как наклонная продольная, а на пути
обратно —как поперечная; такое отражение называется продольно-попереч-
ным (LT). Однако такое же время прохождения имеет и волна TL (попе-
речная, превратившаяся в продольную). Следующая волна будет поперечно-
попереЧной (ТТ), кажущийся путь эхо-импульса для которой превышает тол-
щину пластины d в ci/ct раз. В общем случае кажущийся путь эхо-импульса
может быть рассчитан как комбинация из m путей продольной волиы и п
путей поперечной волны:
0,5d (m+n-cjct).
Для первых двух эхо-импульсов, таким образом, можно записать:
Для стали LT и ТТ 1,4Id ТТ l,82d
Для алюминия l,51d 2,04d
Как показано па рис. 16.24, волна ТТ для алюминия не обнаруживается,
так как она перекрывается многократным эхо-импульсом от задней стенки.
Эти эхо-импульсы ие должны ошибочно истолковываться как отраже-
ния от дефектов, например, при контроле листов. Вследствие эффекта сло-
жения, как описано выше, в более длинной серии эхо-импульсов они могут
сначала увеличиваться по высоте (амплитуде).
356
16.6. ПОМЕХИ, ВЫЗЫВАЕМЫЕ ПОВЕРХНОСТНЫМИ ВОЛНАМИ
Поверхностные волны часто возникают непроизвольно. Они обя-
зательно излучаются уже при каждом акустическом контакте
прямого искателя с твердым телом. Их амплитуда зависит от
примененного материала излучателя, однако обычно они до-
вольно слабы по сравнению с продольными и поперечными
волнами. Однако если звуковой луч не имеет острой фокуси-
ровки, т. е. при малом отношении D/Х, получается уже другое
соотношение, как, например, у искателей с небольшими разме-
рами излучателя и (или) при низкой частоте контроля. Анало-
гичным образом такое соотношение наблюдается и при непол-
ном акустическом контакте искателя с изделием, например в
случае искривленной поверхности. И, наконец, поверхностные
волны возбуждаются и наклонными искателями, особенно при
больших углах ввода (70 или 80°).
На гладких и шлифованных поверхностях поверхностные
волны распространяются на большие расстояния. Они отра-
жаются на кромках, на каплях масла и воды и на частицах
грязи и создают помехи. Их можно легко идентифицировать,
так как поверхностные волны сильно ослабляются уже при на-
ложении промасленного пальца на поверхность контролируе-
мого изделия. Только при частотах ниже 1 МГц этот эффект
уменьшается из-за большей глубины проникновения.
Здесь могут помочь более крупные искатели, для которых требуется
соответственно большая площадь поверхности контакта, или же искатели
специальной формы: квадратные или разделенные на квадраты пластины пре-
образователей излучают поверхностные волны в плоскость контакта не рав-
номерно во все стороны, а согласно четырехлепестковой характеристике на-
правленности. Благодаря этому путем вращения искателя в месте контакта
можно отличить помехи, вызванные поверхностными волнами, от других
эхо-импульсов.
Шероховатые поверхности,' например после прокатки или
литья, быстро ослабляют поверхностные волны и дают только
дополнительный фон («траву»).
Неполного акустического контакта часто тоже нельзя избе-
жать, например, на круглом изделии. При небольших диаметрах,
а также при высоких частотах, излучаются сильные поверхност-
ные волны. Остаточные продольные волны можно полностью
подавить, если обеспечивать акустический контакт только
всухую и при большом прижатии, в результате чего можно
использовать мешавший прежде эффект образования поверх-
ностных волн для целей контроля.
При иммерсионном варианте поверхностные волны соответ-
ствуют волнам на границе раздела, которые тоже могут вызвать
помехи. Они возбуждаются особенно в деталях с большой кри-
визной поверхности, например в прутках и трубах небольшого
диаметра. На шероховатых поверхностях, например, в горяче-
катаных трубах, такие помехи могут значительно ухудшить раз-
357
решающую способность. Помощь здесь может оказать лучшая
фокусировка звукового пучка в точке встречи с поверхностью
образца. Это достигается благодаря тому, что входной участок
из Воды принимается равным длине ближнего поля несфокуси-
рованного искателя (использование естественной фокусировки)
или фокусному расстоянию фокусирующих искателей. Такой
способ может быть успешно применен также и при наклонных
Искателях, которыми нужно прозвучивать искривленную поверх-
ность.
Помех от волн на границах раздела между твердыми телами
до сих пор не было известно.
17. ТЕХНИКА КОНТРОЛЯ ВОЛНАМИ,
ПАДАЮЩИМИ НАКЛОННО К ПОВЕРХНОСТИ
17.1. НАКЛОННО ПАДАЮЩИЕ ПРОДОЛЬНЫЕ ВОЛНЫ
Такие волны очень редко используются по двум причинам-
Согласно разделу 2.3 при наклонном падении продольных
волн в твердое тело в нем всегда одновременно возникают и
поперечные волны, но под другим углом. Следовательно, всегда
приходится принимать в расчет мешающие эхо-импульсы (гео-
метрического происхождения).
> При каждом отражении на свободной поверхности, за исклю-
чением случая падения под прямым углом, они претерпевают
потери энергии вследствие дальнейшего их расщепления. По-
этому лучше не работать с зигзагообразными продольными вол-
нами, Например при контроле листов. Отражение от кромок
(раздел 2.8, рис. 2.25) тоже трудно использовать. На рис. ; 17.1
показано; что для продольных волн канавка не может быть эта-
лонным отражателем.
358
Типичными примерами применения являются случаи, когда
при преломлении не могут возникнуть поперечные волны, т. е,
при малых углах падения (например, дефекты в крупных по-
ковках, расположенные не по центру — рис. 17.2, и трещины
на сбеге резьбы в прутках большого диаметра, а также при
контроле колесных пар под малыми углами к оси — рис. 17,3).
В этих случаях для контроля используют тонкий плексигласо-
вый клин перед прямым искателем, который в зависимости от
геометрии изделия может иметь угол наклона от 2 до 10°.
Рис. 17.2. Обнаружение вне-
цеитреиного дефекта в круп-
ной поковке
/
Рис. 17.3./Обнаружение надрывов в резы
бе при иЬмоши продольных воли
В других случаях применяются специальные наклонные иска-
тели для продольных воли, например, для контроля стыковых
сварных швов на пластмассовых изделиях (раздел 28.17), по-
скольку поперечные волны характеризуются сильным затуха-
нием звука. Для контроля аустенитных стыковых сварных швов
тоже применяют такие наклонные искатели (раздел 28.16), так
как рассеяние продольных волн на дендритной структуре свар-
ного шва меньше, чем в случае поперечных волн [539].
При таком применении ввиду обычно малого пути прохожде-
ния искатели должны иметь высокую разрешающую способность
в ближнем поле. Это достигается применением совмещенных
наклонных искателей для продольных волн (так называемых
искателей SEL) или же специальной клиновой конструкции
при искателях с одним излучателем (не совмещенных). Иска-
тели типа SEL имеют то преимущество, что при той же вели-
чине излучателя они могут быть изготовлены с меньшими габа-
ритными размерами, чем искатели с одним излучателем. Недо-
статок их заключается в частности в том, что характеристика
излучения при подгонке подошвы искателя к искривленной
поверхности образца изменяется более существенно, чем у иска-
телей с одним излучателем.
Настройка временной развертки прибора у таких искателей
выполняется проще всего при помощи любого прямого искателя
>359
на контролируемом изделии при последующем смещении нуле-
вой точки по величине эхо-импульса с известного расстояния
для корректировки длины входного участка.
Ввиду упомянутого расщепления волн на отражателях и одновремен-
ного возбуждения поперечных воли у наклонных искателей с продольными
волнами расстояние между эталонными дефектами в эталонных образцах
должно быть гораздо больше, чем прн работе искателей на поперечных вол-
нах, иначе большое число эхо-импульсов сделает однозначное их отнесение
к определенному расстоянию практически невозможным.
В практике контроля аустенитных сварных швов часто
упускают из вида, что требования к качеству поверхности при
использовании наклонно падающих продольных волн более вы-
соки, чем при работе на поперечных волнах. Это обусловли-
вается различными коэффициентами преломления в соответствии
с различными скоростями звука между клином искателя (на-
пример, плексигласовым клином с сКЛИна=2730 м/с) и изделием
(например, хромоникелевой сталью типа 18-8, имеющей cnpos=
==5750 м/с и сиоп=3150 м/с): ^иродД'клина=2,1, тогда как
Спои/ СклиНа— 1,2.
При волнистости поверхности, ямках после шлифования или
наличии других неровностей продольные волны, преломляемые
в изделии, отклоняются локально на неодинаковую величину.
17.2. ПРОДОЛЬНЫЕ ГОЛОВНЫЕ ВОЛНЫ
Головные («ползучие») волны (см. раздел 2.5) являются про-
дольными волнами, возбуждаемыми параллельно поверхности.
Они распространяются прямолинейно, всегда отщепляясь от по-
перечных волн под углом 33° (в стали; раздел 2.5, рис. 2.17).
В отличие от поверхностных волн головные волны не следуют
контуру поверхности изделия. Они также не затухают и не от-
ражаются под влиянием шероховатостей поверхности или остат-
ков среды акустического контакта. Однако ввиду непрерывной
потери энергии в поперечные волны они распространяются толь-
ко на расстояние в несколько сантиметров.
Поперечные волны, как и остаточные продольные волны (под
углом около 75°) могут вызвать помехи (геометрически обуслов-
ленные эхо-импульсы). С другой стороны, поперечная волна
возбуждает на параллельной задней стороне изделия вторичную
головную волну, которая иногда может быть использована и
для обнаружения дефекта (см. рис. 2.16, а). Изменение скорости
звука по направлению поверхности на 5 % уже обусловливает
изменение угла клина, необходимого для оптимального возбуж-
дения. Однако различия в скорости звука такого порядка могут
быть и между углеродистыми и высоколегированными сталями.
Аналогичным образом на возбуждение головных волн должны
влиять и изменения температуры окружающей среды, потому
что пластмассы, обычно используемые в качестве материала
360
для клина, имеют сильную температурную зависимость скорости
звука.
Опыты с применением искателей на головных волнах с ча-
стотой 2 МГц при контроле канавок показывают, что с увели-
чением глубины канавки амплитуда быстро достигает макси-
мального значения (рис. 17.4). Это означает, что головные.
Рис. 17.4. Эхо-нмпульс от канавки глуби-
ной t при контроле головными волнами
на частоте 2 МГц
Рис. 17.5. Обнаружение трещин под
сварным швом при помощи голов-
ных волн.
волны наиболее подходят для обнаружения дефектов, располо-
женных в непосредственной близости от поверхности, и менее
пригодны для дифференциации их протяженности по глубине.
Одной из областей применения таких искателей может быть
обнаружение дефектов, которые не образуют углового зеркала
с поверхностью, например трещин под швом (рис. 17.5). Под-
робности имеются в литературе [400, 395, 401, 413, 230].
17.3. ПОПЕРЕЧНЫЕ ВОЛНЫ
Для контроля изделий типа тонкостенных оболочек, например
листов и труб, нередко применяют поперечные волны, распро-
страняющиеся по зигзагообразному пути (рис. 17.6). Они обыч-
но возбуждаются при наклонном прозвучивании продольными
волнами через пластмассовый клин или воду в результате пре-
Рис. 17.6. Распространение
поперечной волны в резуль-
тате зигзагообразного пол-
ного отражения.
.томления или преобразования моды. Их важнейшее преимуще-
ство перед продольными волнами, распространяющимися под
углом (рис. 17.1), заключается в том, что они при углах.пре-
361
ломления более 33° в стали (30° в алюминии) выходят из места
преломления в виде единственной волны и что внутри оболочки
они отражаются без преобразования моды волны и без рас-
щепления. Поэтому они прокладывают большие пути, если ше-
роховатость поверхности остается малой по сравнению с дли-
ной волны, вследствие чего не происходит потерь при отраже-
нии и рассеянии. Амплитуда уменьшается только в соответствии
с законом удаления (раскрытия звукового пучка) и затухания
в материале. Эти потери при отражении с рассеянием на шеро-
ховатостях поверхности в общем случае уменьшаются при более
пологом угле падения.
У поперечных волн, возникших в результате преломления звука (волн
SV), направление поляризации параллельно плоскости падения, т. е. плос-
кости чертежа (рнс. 2.15). Поперечные волны с движением частиц перпен-
дикулярно к плоскости падения (волны SH) не могут быть получены в ре-
зультате преломления, однако их можно получить электромагнитным путем
(см. разделы 2.4 и 8.4). Кроме того, они могут быть полезным средством
контроля, потому что они не отщепляются как другие волны, в том числе
и поверхностные, а ввиду отсутствия скачка фазы при отражении от свобод-
ной поверхности пластины они могут распространяться в пластине еще проще,
чем волны ЗУ, описанные выше (рис. 2.21, а). Об их возможных примене-
ниях сообщается в литературе [248, 292, 462, 463, 464, 466, 786, 1366, 1673].
При зигзагообразном способе можно проконтролировать все
поперечное сечение изделия, если перемещать искатель на рас-
стояние скачка S (см. рис. 17.6). Таким путем можно прокон-
тролировать обе поверхности изделия на наличие трещин и все
поперечное сечение на наличие прочих дефектов.
Эхо-импульс от задней стенки, как при контроле прямым
искателем, возникает только на последней кромке, на которую
зигзагообразно движущийся луч падает под прямым углом
(рис. 17.7). Если перемещать искатель на эту кромку туда и
обратно, то в результате углового отражения получают пооче-
редно эхо-импульсы от нижней или верхней кромок. В соответ-
ствии с раскрытием звукового луча они увеличиваются на экра-
не до максимума по мере перемещения луча и затем снова исче-
зают, изменяясь по огибающей кривой с более или менее резко
выраженным максимумом (рис. 17.7). При коротком пути звука
в толстой пластине можно видеть только один эхо-импульс, при
более длинных путях или тонкой пластине огибающие кривые
получаются более широкими; они взаимно перекрываются, и от
одной кромки, как и от одного дефекта, одновременно форми-
руются несколько эхо-импульсов в соответствии с различной
крутизной зигзагообразных перемещений (рис. 17.8). Для начи-
нающего оператора это может затруднить локализацию дефек-
та, так как он обычно рассматривает картину отражений при
неподвижном искателе. Если же применяют динамическую тех-
нику контроля, когда при рассмотрении экрана искатель равно-
мерно перемещается туда и обратно (для чего требуется неко-
торое упражнение и наличие ручных навыков), то для каждого
362
эхо-импульса можно легко найти максимум на его огибающей
кривой, и истолкование изображения становится совершенно
ясным.
Рис. 17.7. Эхо-импульсы от
кромок в пластине и их оги-
бающая кривая
Рис. 17.8. Эхо-импульс от
кромки на различных зиг-
загообразных путях
При более длинных путях прохождения в тонких попереч-
ных сечениях эхо-импульсы для различных зигзагообразных
путей образуют плотную группу, как на рис. 17.9 при наличии
трещины в трубе. Это затрудняет точную локализацию дефекта,
а также различение нескольких дефектов, близко расположен-
ных один к другому.
Рис. 17.9. Эхо-импульс от дефек-
та при зигзагообразной волне в
трубе
Для ориентировки в ходе зигзагообразного пути и выявления происхож-
дения эхо-импульса можно воспользоваться проверкой прикосновением паль-
ца. Если дотронуться промасленным пальцем до места отражения наклонно
падающей поперечной волны, например до кромки, то амплитуда эхо-импуль-
са в стали может колебаться максимально на одну треть, тогда как в случае
363
продольных волн колебание будет лишь очень незначительным, а у наклонно
падающих поперечных волн колебания амплитуды вообще не будет.
Локализация дефекта при зигзагообразном способе может быть облег-
чена тем, что места отражения обеих поверхностей для соответствующих
путей звука на экране отмечаются, например, передвижной меткой. Посколь-
ку такой способ локализации дефектов представляет особый интерес при
контроле сварных швов, он более подробно рассматривается в главе 28.
В некоторых случаях (рис. 17.10) места отражений уже выявляются сами
собой, если поверхности имеют некоторую шероховатость. На экране в этих
местах получают небольшие всплески фона («траву»), которые сохраняют
свое положение при перемещении искателя, в то время как небольшие эхо-
импульсы постоянно «переползают» через них. Если эхо-импульс от дефекта
Рис. 17.10. Точки отражения выявляются при шероховатой поверхности ио неподвиж-
ным всплескам фона («трава»)
имеет максимум своей огибающей кривой, например как раз по середине
между двумя такими местами, то дефект расположен на половине толщины
стенки образца. Тем самым определяется и его расстояние от искателя, и его
положение получается полностью локализованным.
Для грубой настройки расстояния, а иногда и ориентировки в отноше-
нии чувствительности при наклонном прозвучиваиин можно использовать
кромку прямоугольного тела (рис. 17.8), например при изделии в виде куска
листа с прямыми кромками. Однако согласно рис. 2.27, б, амплитуду угло-
вого отражения можно лишь с осторожностью использовать как сравнитель-
ный эхо-импульс. Полное отражение в стали наблюдается только между
углами падения от 33 до 57°, а при 60° отражение очень незначительно. Это
важно также для контроля угла падения или для настройки расстояния:
у искателя с углом 60° крайние лучи пучка под углом 57° сильно отражают-
ся и поэтому смещают при обычной настройке на максимальный эхо-импульс
от кромки кажущийся угол входа звука в сторону значений, меньших 60°.
Поэтому правильнее измерять этот угол на отверстии, перпендикулярном
к лучу звука и параллельном поверхности искателя. Это относится также
и к большим углам ввода звука.
Для расчетной локализации дефекта при наклонном и зиг-
загообразном способах используют следующие простые форму-
лы. Согласно рис. 17.11, расстояние скачка в плоской пластине
толщиной d равно
s = 2d*tga. (17.1)
Далее, путь звука для целого расстояния скачка может быть
рассчитан по формуле
ays = 2d/cosa. (17.2)
И наконец, глубина дефекта для любого прямолинейного
пути звука w, согласно рис. 17.1, б, определяется из выражения
t=w-cosa. (17.3)
364
Рис. 17.11. Схема взаимо-
связи между величиной
скачка 5, длиной пути зву-
ка &, углом ввода звука а
и глубиной дефекта t в
пластине с отражением (а)
и без отражения (б)
Рис. 17.12. Зигзагообразные
волиы в теле трубы в ок-
ружном направлении. Отно-
шение величины скачка (а)
или длины пути звука (б)
в трубе к соответствующим
значениям в пластине той
же толщины, отложенные в
зависимости от отношения
толщины стенки трубы к ее
наружному диаметру
Рис. 17.13. Максимальная глубина
проникновения в круглом материа-
ле или поддающаяся контролю тол-
щина стеики при контроле труб
с задвиным углом ввода звука
365
Численные коэффициенты в этих формулах для некоторых;
наиболее употребительных углов ввода звука имеют следующие-
значения:
а .... 35°
2tga ... 1,4
2/cosa . . 2,4
cosa . . . 0,82
45° 60° 70°
2,0 3,5 5,5
2,8 4,0 5,8
0,71 0,50 0,34
В трубах расстояние скачка и соответствующий путь звука
увеличиваются умножением на коэффициент fs или fw, завися-
щий от диаметра трубы D и толщины стенки d. На рис. 17.12
отложены эти коэффициенты в зависимости от отношения d/D
для вышеупомянутых значений углов. В местах, перпендикуляр-
ных касательным, луч падает на внутреннюю стенку при выше-
названных углах как раз по касательной, а при больших углах
он вообще не попадает на внутренню стенку. Поэтому в случае
круглого материала и труб, согласно рис. 17.13, можно охватить-
только некоторую конечную глубину d (или толщину стенки d)?.
для которой получается выражение
dfD = 0,5(1—sina).
Для вышеупомянутых углов это отношение равно:
Угол a .... 35° 45° 60° 70°
Отношение rf/D , . 0,21 0,15 0,067 0,030
Так как при работе с наклонными поперечными волнами'
в стали практически возможны только углы более 33°, цилиндри-
ческие образцы можно проконтролировать только на 0,22 их
диаметра, или примерно на пятую часть их диаметра
Так как для наименьших углов поперечных волн справедливо соотноше-
ние sin amin=Ci/c;, то расчет максимальной глубины контроля в общем слу-
чае дает
^max/jD = 0,5 (1“С|/С/),
откуда для алюминия и меди можно рассчитать несколько большие значе-
ния, а именно 0,25 или 0,26. Если волна как раз еще касается внутренней;
стенки толстостенной трубы, то чувствительность вследствие эффекта боко-
вой стенки теоретически обращается в нуль. Это рассуждение однако спра-
ведливо только для центральных лучей звукового пучка без учета естествен-
ного или дополнительного раскрытия звукового пучка при прозвучивании
искривленных поверхностей. Как показывает практика, при небольших диа-
метрах труб (меньше чем 100 мм) в случае достаточной чувствительности
обычно можно превысить это предельное значение. В ином случае нужно
будет воспользоваться двумя различными углами прозвучивания и опреде-
лять внутренние и наружные дефекты раздельно.
В плоской пластине направление зигзагообразного пути, т. е. его проек-
ция на поверхность контроля, прямолинейно и совпадает с продольной осью
корпуса обычного искателя, если не считать допуска на изготовление. Если
продолжить эту ось по линейке, то кромка этой линейки пройдет через
проекцию дефекта на поверхность, что может быть использовано для лока-
лизации дефекта. Этого уже не наблюдается при контроле изделий, толщина
которых изменяется поперек к направлению искателя, например в случае
клина или турбинной лопатки. Тогда зигзагообразный путь искривляется по
366
направлению к более толстой стороне, что затрудняет локализацию. Здесь для
определения направления иногда может помочь проба прикосновением пальца.
При контроле клинообразных изделий, например эксцентричных труб
в направлении их периметра (рис. 17.14), волны иногда могут возвращаться
сами в себя, так как угол падения при каждом отражении уменьшается, если
прозвучивание ведется по направлению к более тонкому месту. Поскольку
Рис. 17.15. Дельта-метод (схема*
тично):
1 — излучатель; 2 — приемник; 3
контролируемый образец
Рис. 17.14. Эхо-импульсы помех при контроле эксцентричной трубы, ие имеющей других
дефектов, получившиеся в результате обратного движения круто падающей зигзаго-
образной волны
при этом угол станет ниже угла полного отражения, волна одновременно
будет сильно ослаблена из-за отщепления продольной волны. Истинные места
дефектов за более тонким участком из-за этого иногда могут остаться не-
выявлеиными. Для устранения этого недостатка нужно работать с большими
углами ввода звука.
При контроле поперечными волнами (дельта-метода) [268]
используют рассеянные или краевые волны от дефекта. Соглас-
но разделу 2.7, в качестве краевой волны могут возникнуть и
продольная, и поперечная волны. Согласно рис. 17.15, изделие
прозвучивают одним искателем и
принимают продольную волну дру-
гим искателем. При сканировании
оба искателя должны перемещаться
совместно один навстречу другому
с определенной закономерностью,
что лучше всего осуществлять при
иммерсионном варианте. Принятый
сигнал представляет собой разверт-
ку типа С (см. раздел 19.3).
На практике при контроле пря-
мыми искателями очень редко при-
меняют раздельные искатели с излу-
чателем и приемником; такая техника более распространена при
работе наклонными искателями. В случае изделий в форме пла-
стин такой вариант контроля, согласно рис. 5.14, б, называется
методом тандема. Он позволяет эффективно выявить отражате-
ли, расположенные перпендикулярно к поверхности (двойное
полное отражение). Известны также устройства, в которых оба
искателя механически связаны между собой с таким расчетом,
чтобы луч мог охватить отражатели, находящиеся на любой вы-
соте в поперечном сечении листа (см. раздел 28.1 [885]).
367
17.4. ПОВЕРХНОСТНЫЕ ВОЛНЫ
Контроль поверхностными волнами не имеет большого практи-
ческого значения. Это обусловливается отчасти свойствами по-
верхностных волн, а отчасти тем, что часть обнаруживаемых
дефектов можно увидеть непосредственно невооруженным гла-
зом или с применением более дешевых неразрушающих методов
контроля, например, магнитно-порошковым методом или капил-
лярным методом (по проникновению краски).
Как и все волны, поверхностная волна ослабляется при по-
глощении в материале и при рассеянии на границах зерен.
Однако, кроме того, она ослабляется посторонними слоями на
поверхности, например маслом или частицами грязи, а также
шероховатостями (микронеровностями) самой поверхности. По-
этому поддаются контролю только изделия с гладкими поверх-
ностями, например окончательно обработанные детали машин,
холоднокатаные и калиброванные продукты. Жидкость для аку-
стического контакта должна располагаться только в местах
контакта, иначе на амплитуду будет оказано неконтролируемое
влияние или возникнут мешающие отражения (эхо-импульсы)
от капель этой жидкости. Поверхностные волны легко задемпфи-
ровать промасленным пальцем; этот эффект используется для
того, чтобы проследить за путем волны на поверхности изделия
и локализировать место дефекта. Поэтому при контроле поверх-
ностными волнами всегда нужно иметь тряпку и промасленный:
палец.
Рис. 17.16. Контроль поверхност-
ными волнами одной детали ма-
шины с трещиной в галтели
глубиной 0,3 мм. Частота
4 МГц:
а — индикация трещины на
экране; б — контролируемая де-
таль с изображением хода по-
верхностной волны в месте, не
имеющем трещины; в — изобра-
жение на экране для случая
б с эхо-импульсом от кромки
и эхо-импульсом помех в ре-
зультате расщепления попереч-
ной волны согласно рис. 17.17
368
Как показано на рис. 17.16, поверхностная волна следует так-
же в искривленной поверхности и проходит через кромки лишь
с небольшим искажением, если эти кромки скруглены по ра-
диусу, превышающему длину волны. Однако и на острых кром-
ках они отражаются не полностью. Таким путем можно опреде-
лить глубину канавки или раскрытой трещины, при которой
поверхностная волна, сбегающая вниз по поверхности трещины,
не демпфируется противоположной поверхностью трещины.
Амплитуда отражения достигает [153] максимума, если отра-
жающая кромка углублена как острие ножа.
На кромке, направленной внутрь (рис. 17.17), наблюдается усложнение:
волна частично отражается, но в остальном проходит по поверхности дальше.
Однако, кроме того, часть ее превращается в поперечную волну (см. раз-
дел 2.5), которая продолжает двигаться в перво-
начальном направлении и при соответствующей
форме изделия может дать импульс помех, как
показано. Такое объяснение может быть под-
тверждено пробой на палец: эхо-импульс от попе-
речной волны может быть демпфирован при при-
косновении пальца только на пути луча перед
соответствующей кромкой вместе с эхо-импуль-
сом от этой кромки, а не за кромкой. Возможно
и противоположное явление, т. е. возмущение
(искажение) выходящей поперечной волны вслед-
ствие ее превращения в поверхностную волну и
обратно. В сомнительных случаях следует при-
менять пробу пальцем.
Рис. 17.17. Превращение по-
верхностной волны в попе-
речную волну и обратно
По поводу обнаружения дефектных мест поверхностными
волнами следует сказать, что продольно вытянутые трещины,
если они не примыкают к кромке, следует прозвучивать по воз-
можности перпендикулярно. Однако если трещина начинается
от кромки, как в случае турбинной лопатки на рис. 20.20, то
прозвучивание можно вести под любым направлением в преде-
лах угла, образованного кромкой и трещиной, и трещина будет
обнаружена с большой чувствительностью. Дело в том, что
поверхностная волна при отражении от кромки с малым углом
падения не подвергается скачку фазы и расщеплению. Поэтому
ее можно подвести вплотную к кромке или, как показано на
рис. 22.24, на узкую кромку изделия, независимо от того, огра-
ничивается ли эта кромка прямым углом или скруглена. Ампли-
туда эхо-импульса уменьшается только в соответствии с мень-
шей площадью контакта искателя. Обычно это может быть
компенсировано переключателем настройки усиления. На скруг-
ленной кромке для обеспечения лучшего акустического контак-
та и направления поэтому рекомендуется придать пластмассо-
вому клину искателя форму, аналогичную форме кромки.
Амплитуда эхо-импульса лишь ограниченно пригодна как
критерий оценки глубины трещины. До глубины около 0,4 дли-
ны волны она увеличивается, а при большей глубине она снова
уменьшается и затем стремится к некоторому постоянному зна-
36S
чению (вычисленному и измеренному на длинных искусствен-
ных трещинах [739]).
Надежно отражают лишь незаполненные, хотя и довольно
тонкие трещины. Однако если они полностью заполнены смаз-
кой, попавшей после шлифования или волочения, как напри-
мер закалочные трещины на валу, шлифовавшемуся после за-
калки, то такие трещины могут быть и не обнаружены.
В отличие от капиллярного метода могут быть обнаружены
также и дефекты, находящиеся под поверхностью. Так, для того
чтобы быть выявленными, трещины могут не доходить до по-
верхности немного более чем на длину волны [153]. Однако
при испытании алюминиевых деталей, полученных литьем под
давлением, обнаружить поры непосредственно под поверхностью,
которые при последующей окончательной обработке резанием
могут быть вскрыты, при контроле поверхностными волнами
все же не удалось. Одной из причин этого могли быть худшие
отражательные свойства пор.
При поверхностных и всех других граничных волнах и вол-
нах в пластинах поле может быть измерено без его искажения
лучом лазера в качестве приемника; следовательно, можно
выявить и помехи от дефектных мест при теневом методе
(см. также раздел 8.6 [739]).
Так как даже сухая кромка, прижатая к поверхности, отражает поверх-
ностные волны, таким способом можно получить передвигаемый участок про-
хождения.
Далее здесь следует упомянуть возможность применения поверхностных
волн для измерения толщины слоя по их скорости, например закаленного
или плакированного слоя, для выявления текстуры и для контроля поверх-
ностных покрытий на дефекты сцепления. Это рассмотрено в соответствую-
щих разделах.
Расмуссен [1229] выявил при помощи поверхностных волн тончайшие
трещины на поверхности разрывных образцов и тем самым смог предсказать
усталостное разрушение.
Различные возможности возбуждения поверхностных волн.
1. Искатель, работающий на поверхностных волнах (пре-
образование продольной волны пластмассовым клином, раз-
дел 2.5).
2. Излучатель поперечных волн при жидком акустическом
контакте (раздел 7.1).
3. Прямой искатель в сухом линейном контакте (раз-
дел 15.3).
4. Электродинамическое возбуждение (раздел 8.4).
5. Возбуждение с помощью лазера (раздел 8.7).
Наиболее употребительным из них является первый.
Однако оптимальное действие поверхностных волн зависит от материала
контролируемого изделия. Если этот материал имеет скорость распростране-
ния поперечных волн щ, отличающуюся более чем на 5 % от скорости, на
которую был рассчитан искатель, то в изделии либо вообще не будут полу-
чены волны, либо образуются наклонные поперечные волны в зависимости
от того больше или меньше эта скорость расчетной.
370
Второй и третий методы возбуждения поверхностных волн
практически не используются. Пример третьего метода можно^
найти в работе [13]. Четвертый и пятый метод находятся лишь
на стадии лабораторной разработки.
По третьему методу можно работать также с применением излучателя
поперечных волн. Если направление колебаний при этом параллельно оси кри-
визны испытываемого изделия, то излучается вдоль поверхности также и
чисто поперечная волна, поляризованная параллельно поверхности, которую-
можно отличить от поверхностной волны по различной скорости звука. В по-
зерхностных слоях таким способом можно возбудить волны Лава (Love—
Wellen), которые более чувствительны для контроля прочности сцепления,
чем поверхностные волны, так как они не могут распространяться в участке
отслоения с толщиной слоя, меньшей половины длины волны [592].
Техника контроля поверхностными волнами поясняется так-
же в литературе [259, 456, 1568, 1569, 668, 739].
17.5. ВОЛНЫ В ПЛАСТИНАХ
На рис. 24.2 схематически показан ход зигзагообразно отражен-
ного звукового пучка. Вначале зигзагообразный путь еще четко
выявляется. Однако на некотором удалении расходящиеся пуч-
ки уже взаимно перекрываются, так что весь лист заполняется
движущимся звуком. В тонких листах такое перекрытие наблю-
дается уже сразу под искателем. Такие формы волн, которые-
не оставляют в пластине никаких зон, свободных от звука,
обычно называют волнами в пластинах.
Взаимное перекрытие многократно отраженных пучков вле-
чет за собой при неблагоприятном угле раскрытия их гашение
в результате интерференции, как показано на рис. 2.22. В табл. 9
(приложения) представлены благоприятные углы раскрытия,,
при которых не наступает гашения в стальных пластинах. Эти
благоприятные углы зависят не только от материала, но и от
толщины пластины, а также от частоты волны. Этим объяс-
няется и то явление, что некоторые отражения волн в пласти-
нах имеют другую форму, чем известные эхо-импульсы: они.
шире и состоят из большого числа высокочастотных колебаний
(рис. 24.14). Такое «растекание» импульсов волн в пластинах:
тем сильнее, чем длиннее путь прохождения и чем круче при
соответствующей толщине пластины проходит ветвь кривой в
табл. 9.
На практике волны в пластинах используют как при отра-
жении, так н при теневом методе. Для их возбуждения целе-
сообразно использовать наклонные искатели с большими раз-
мерами излучателя в плоскости падения и переменным углом
ввода, чтобы при заданной частоте и толщине пластины полу-
чить угол оптимального возбуждения. Обычно в соответствии
с различными симметричными и несимметричными модами вол-
ны (табл/9) можно подобрать несколько пригодных углов вво-
да звука.:
37 Г;
С успехом уже используются также наклонные искатели
с жестко установленным углом ввода, у которых возбуждение
волн в пластинах обеспечивается настройкой частоты контроля
или длины импульса.
На практике используется также электродинамическое воз-
буждение волн в пластинах (раздел 8.4 [676]). Преимуществом
является их бесконтактный ввод, так что получаемые волны
в пластинах при возбуждении обычными наклонными искателя-
ми не могут быть демпфированы передней частью пластмассо-
вой подошвы искателя.
Влияние этого демпфирования на амплитуду эхо-импульса
можно поддерживать в значительной мере постоянным при по-
мощи жидкого акустического контакта искателя (раздел 22.2).
Можно также работать целиком в иммерсионном варианте (гла-
ва 24). Однако при этом волна в пластинах сильно демпфи-
руется продолжающимся излучением продольных волн в жид-
кость.
Причину малого практического использования волн в пла-
стинах следует искать в том, что нет никакой связи между
размером дефекта и амплитудой эхо-сигнала, если за размер
дефекта считать ширину расслоения или строчки неметалличе-
ских включений. Нет большой пользы в том, что для некоторых
мод имеется монотонная взаимосвязь между глубиной канавок
и амплитудой эхо-импульсов [1426]. Поэтому метод применяется
для контроля листов, которые в достаточной мере чисты по
шлаковым строчкам, независимо от их поперечного сечения или
ширины.
Поскольку волны в пластинах и прутках используются
исключительно для контроля листов, прутков или катанки (про-
волоки), техника контроля более подробно рассматривается в
главах 24 и 25.
Литература— [1282, 1283, 1316].
18. НЕПОЛАДКИ, ВЫЗВАННЫЕ ПОСТОРОННИМИ
ВЫСОКОЧАСТОТНЫМИ И УЛЬТРАЗВУКОВЫМИ
ИСТОЧНИКАМИ
Для устранения внутренних помех в приборах (дефектоскопах)
можно воспользоваться инструкциями по обслуживанию соот-
ветствующих приборов. Однако для защиты от внешних помех
имеются некоторые общие мероприятия.
При наличии нескольких расположенных рядом импульсных
приборов с не совсем одинаковой частотой импульсов импульсы
передаются с одного прибора на другой электрическим путем
и изображаются на экране дефектоскопа. В таком случае нуж-
но синхронизировать приборы по частоте следования импульсов.
В приборах, специально предназначенных для использования
372
в дефектоскопах, такое синхронизирующее устройство обычно
уже имеется. Там, где оно отсутствует, можно добиться синхрон-
ной работы при незначительном изменении схемы. Для этой
цели желательно запросить изготовителя.
Поскольку диапазон частот усилителей в основном совпадает
с диапазоном частот радиоприемников, радиопомехи, выражаю-
щиеся и в громкоговорителях в виде треска, щелчков и т. и.,
могут наблюдаться и на светящихся экранах, где это явление
называется оптическим треском. Его причиной обычно являются
радиопомехи электрических машин. Иногда и работающий по-
близости мощный коротковолновый передатчик может как бы
показать свою программу на экране дефектоскопа. Постоянные
сильные помехи могут быть вызваны также системами тири-
сторного управления, широко применяемыми в приводах элек-
трических агрегатов современных производственных установок.
Другим источником помех неэлектрической природы могут
быть процессы механической обработки. При ковке на молоте,
обработке резанием или шлифовании наряду со слышимым зву-
ком всегда возникает и ультразвук, который принимают иска-
тели и который проявляется в виде треска на экранах дефекто-
скопов. Речь здесь идет о ненаправленном мешающем звуке
широкого диапазона частот и всех возможных форм колебаний.
Иногда это явление можно использовать с вы-
годой: если нужно, например, как показано на
рис. 18.1, точно установить место входа наклон-
ного луча поперечной волны в крупную поковку,
то его легко найти при помощи небольшой высо-
кооборотной шлифовальной машины, если искать
место наибольшей интенсивности помех.
Рис. 18.1. Ручная шлифо-
вальная машина как источ-
ник ультразвука
Механизированный контроль затруд-
няется таким звуком, распространяю-
щимся в твердом теле. Для устранения
помех имеются различные возможности:
место контроля должно располагаться достаточно далеко
от места возникновения звука в твердом теле, например роли-
ков правильной машины;
иногда возбуждения звука в твердом теле можно избежать
благодаря соответствующей конструкции, например, с примене-
нием направляющих полозьев для контролируемого материала
или направляющих устройств для искателя. Такие детали це-
лесообразно изготовлять из износостойкой пластмассы, а не из
металла, даже если при этом приходится
ным износом;
частота контроля устанавливается за
частот мешающего звука в твердом теле.
мириться с повышен-
пределами диапазона
Так, например, вблизи одного шлифовального станка было установлено,
что возбуждаемые им в прутках частоты звука в твердом теле не превы-
шают 500 кГц. Поэтому для контроля дефектов в осевой зоне применили
373
искатель, работающий па частоте 5 МГц, и использовали усилитель, который
благодаря схеме с фильтром верхних частот на входе или подсоединения
через полосовой фильтр в полосе пропускания искателя был совершенно не-
чувствителен к более низким частотам звука, распространяющегося в твер-
дом теле.
Устранить причины упоминавшихся выше электрических по-
мех обычно можно только с большими затратами труда й
средств. При контроле путем визуального наблюдения за экра-
ном сигнал помех и полезный сигнал легко различаются между
собой и существенные затруднения встречаются только прй.
особо высоком уровне помех; напротив, даже редко встречаю-
щиеся электрические помехи делают совершенно невозможной
автоматическую оценку результатов контроля с помощью мони-
торов, если не провести специальные мероприятия по устране-
нию помех. Чтобы при этом избежать неэффективных пробных:
попыток^ нужно четко представлять себе, что электрические по-
мехи могут попасть в импульсный прибор в основном трем»
различными путями, что требует соответственно различных ме-
роприятий по борьбе с ними.
Первым путем являются сетевые провода. Однако в эхо-
импульсных приборах всегда предусмотрены фильтры для по-
давления помех от проводов питания, так что на практике до-
полнительные мероприятия в виде дросселей и конденсаторов-
подавления помех могут потребоваться только тогда, когда к мо-
ниторам подключены потребители, питаемые от сети, например-
электромагнитные клапаны, электрически управляемые марки-
ровочные устройства и т. п. Здесь следует иметь в виду, что
во многих странах предписаны предельные значения емкости;
конденсаторов подавления помех, превышать которые по сооб-
ражениям безопасности не разрешается. Поэтому для проекти-
рования и осуществления таких мероприятий по борьбе с по-
мехами целесообразно привлечь квалифицированного электри-
ка, знакомого с местными действующими правилами.
Вторым путем проникновения помех является соединитель-
ный кабель между дефектоскопом и искателем — контрольный
кабель. Он действует как приемная антенна для электромагнит-
ных прлей, которые распространяются от подводов источников,
помех.,В числе мероприятий по борьбе с такими помехами мож-
но назвать компактную конструкцию дефектоскопа, т. е. раз-
мещение прибора поблизости от искателя, и прокладывание
контрольного кабеля по кратчайшему возможному пути. Если
по соображениям простоты обслуживания приборы приходится
устанавливать на большом удалении от места контроля, то це-
лесообразно размещать в непосредственной близости от иска-
теля входной блок, состоящий из передатчика и предваритель-
ного усилителя, который усиливает полезный сигнал, так чтобы*
он превысил имеющийся уровень (фон) помех. Большинство
изгоФ'рвйтслсй предлагают такие блоки как принадлежность.
374
к своим выпускаемым дефектоскопам. Только в очень редких
трудных случаях, например поблизости от коротковолновых пе-
редатчиков, могут потребоваться дополнительные мероприятия
по экранированию, например размещение искателей вместе с
блоком предварительного усиления в экранированном корпусе.
Наиболее частым путем проникновения помех является тре-
тий. путь — через провода заземления. В высокочастотной тех-
нике как обязательное правило рекомендуется помехозащищен-
ное заземление, когда все заземляющие провода подводятся
только к одной, единственной точке заземления. Однако на
практике это правило может быть выполнено только в прибо-
рах компактной конструкции, а не в крупных установках; в част-
ности, в сильноточных установках это правило не применяется,
так что в заводских цехах, имеющих электрические машины, как
правило между двумя точками заземления уже, на расстоянии
метра может быть измерено напряжение помех, во много раз
превышающее полезный сигнал эхо-импульсных дефектоскопов.
В качестве средств борьбы рекомендуется звездообразное за-
земление, а также уже упоминавшееся выше мероприятие по
выполнению конструкции возможно более компактной и по раз-
мещению блоков предварительного усиления в непосредствен-
ной близости от искателей. Поскольку каждый провод зазем-
ления имеет и некоторое индуктивное сопротивление для высо-
кочастотных токов помех, а каждый блок прибора имеет емкость
по отношению к земле, представляющую собой шунт для звез-
дообразно размещенных проводов заземления, на практике не
всегда удается подавить поступление помех до достаточно низ-
кого уровня. Остающиеся помехи должны подавляться в рас-
шифровывающем устройстве дефектоскопа. Но так как ни одно
из этих мероприятий по расшифровке не может обеспечить
100%-ной надежности, не следует полагаться только на них.
Простой метод подавления помех в расшифровывающем
устройстве основывается на том, что сигналы помех поступают,
как правило, в нерегулярной последовательности, и в частности
несинхронно с частотой следования импульсов импульсного при-
бора. Если увеличить время срабатывания монитора, так чтобы
он пропускал сигнал дальше только тогда, когда в нескольких
следующих один за другим периодах появляется один импульс-
ный сигнал в пределах диафрагмы, то будет обеспечено эффек-
тивное подавление помех. Чтобы такая же последовательность
импульсов возникла от помех, статистически совершенно неве-
роятно. По такому же принципу работают и дополнительные
модули (приставки), известные под названием «счетчики дефек-
тов», предлагаемые теперь большинством изготовителей. Такие
счетчики дефектов тоже пропускают сигнал дальше лишь в том
случае, если в течение заранее заданного числа периодов один
эхо-импульс располагается в пределах диафрагмы монитора.
Счетчик дефектов имеет перед простым увеличением времени
375
срабатывания монитора то преимущество, что он может быты
коммутирован и тем самым может быть применен также и в
мультиплексном режиме (с переключением искателей). Однако
оба метода применимы только при относительно небольшой ско-
рости контроля, так как эхо-сигналы от настоящих дефектов при
высокой скорости контроля будут присутствовать на экране
тоже кратковременно и поэтому могут быть оценены, как им-
пульс от помех.
Еще один метод, который может быть применен без ограни-
чения скорости контроля, основывается на том, что электриче-
ские поля помех улавливаются антенной, усиливаются и исполь-
зуются для подавления показаний монитора. Однако если поме-
хи проникают в прибор преимущественно с токами заземления,
то такой метод не обеспечивает полной эффективности, так как
токи заземления возбуждают только слабые электромагнитные
поля, из-за чего переключающее устройство пропустит 2—15 %
импульсов помех (в зависимости от местных условий). При
сильных помехах такое остаточное поступление импульсов по-
мех может быть чрезмерным.
Другой метод работает тоже без ограничения скорости кон-
троля, при этом эхо-импульс всегда имеет некоторую характер-
ную ширину. Типичные импульсы помех от тиристорных систем
управления, как правило, уже, чем эхо-импульсы от дефектов;
напротив, помехи от работы контактов реле-пускателей и элек-
тродвигателей, имеют большую ширину. Ширина (продолжи-
тельность) импульса при этом определяется быстродействую-
щим электронным счетчиком, в котором задаются минимальное
и максимальное значения ширины для оценки эхо-сигнала. Пре-
имущество заключается в том, что этим устройством могут быть
подавлены также и уже упоминавшиеся помехи от звука в твер-
дом теле.
19. ОБНАРУЖЕНИЕ И ОЦЕНКА ДЕФЕКТОВ
19.1. ПОИСК ДЕФЕКТА И ФОРМИРОВАНИЕ ЭХО-ИМПУЛЬСА,
ВЫБОР ИСКАТЕЛЯ
Обнаружение дефекта с помощью ультразвука в общем случае
является простым и быстрым. Более сложна и обычно требует
большого времени оценка дефекта по типу, форме и величине.
Здесь и проявляется существенный недостаток ультразвукового
контроля, что ввиду сравнительно больших длин волн он обес-
печивает лишь сравнительно плохое боковое разрешение, так
что даже с использованием дорогостоящих методов визуализа-
ции (см. главу 13) нельзя получить достаточно хорошего изобра-
жения. К тому же ультразвуковой контроль обычно ограничи-
вается маленькими образцами простой формы. Поэтому на прак-
тике часто применяют некоторые вспомогательные приемы,.
376
чтобы можно было охарактеризовать дефект несколько более
подробно, а не только данными об его местоположении.
На практике, разумеется, исключен случай, когда о дефекте
предварительно совершенно ничего не известно. Необходим
опыт, основывающийся также и на разрушающем контроле ана-
логичных или таких же изделий. Кроме того, нередко уже по
расположению дефекта можно сделать вывод об определенном
его виде. Часто решающее значение имеет и тот факт, что
вообще имеется дефект, независимо от его вида и размеров.
Поэтому трудная задача во многих случаях может быть суще-
ственно упрощена благодаря наличию четкой спецификации
(технических условий), составленной до начала контроля.
. В случае протяженных контролируемых деталей задача рас-
членяется на две части: поиск дефекта и измерение его поло-
жения и амплитуды эхо-сигнала от него. Для поиска дефектов
не обязательно нужно иметь поверхность образца очень высо-
кого качества, но она должна быть возможно более однородной.
Эхо-импульсы от дефекта ищут при помощи искателя, который
охватывает вероятную область дефектов в пределах трех длин
его ближнего поля, и при таком большом усилении, чтобы по-
казания от элементов структуры лишь несколько искривляли
нулевую линию. Для этого искатель должен иметь мягкий слой
акустического контакта, который при достаточном количестве
акустической жидкости можно было бы легко вести по поверх-
ности. Он должен иметь возможно больший угол раскрытия,
чтобы охватить весь объем при небольшом числе траекторий
сканирования. Для больших образцов рекомендуются более
низкие частоты 1—2 МГц при диаметрах излучателя от 20 до
30 мм. Для маленьких образцов следует применять соответствен-
но более высокие частоты и меньшие диаметры излучателя.
Искатели с жестким акустическим контактом следует использо-
вать преимущественно для последующей оценки дефекта вслед-
ствие их повышенного износа.
Наблюдение за экраном при поиске дефекта может также
сопровождаться акустическими сигналами от монитора, чтобы
контролер мог полностью сконцентрировать свое внимание
только ца перемещении искателя.
Если имеется достаточное количество жидкости, так что аку-
стический контакт не будет прерываться также и при перемеще-
нии искателя, то может быть полезным некоторое отклонение
луча от перпендикулярного направления путем легкого покачи-
вания искателя. Этот прием тоже легче осуществляется при мяг-
кой поверхности контакта. Методика работы с наклонными
искателями, например для контроля сварных швов, описана
в гл. 28.
Для последующего измерения высоты (амплитуды) эхо-им-
пульса усиление снижают настолько, чтобы эхо-импульс при его
формировании («выращивании», т. е. при его доведении при
377
осторожном сканировании до максимально возможной высоты)
еще находился бы в верхней части экрана. Для такого форми-
рования эхо-импульса целесообразно применить другой иска-
тель, работающий на более высокой частоте. Его диаметр сле-
дует выбирать с таким расчетом, чтобы дефект располагался
возможно ближе к длине ближнего поля этого искателя, т. е.
между половинной и тройной длинами ближнего поля, причём
наиболее эффективно использование эталонных отражателей
или метода АРД-диаграмм (см. раздел 19.2).
Для контроля прямыми искателями с жестким акустическим
контактом поверхность образца должна быть плоской или па
крайней мере равномерно искривленной (цилиндрической), но
не слишком тонко обработанной, так как искатель тогда не смо-
жет достаточно легко перемещаться и амплитуда эхо-сигнала
будет сильно колебаться в зависимости от изменений степени
прижатия. В ином случае и здесь целесообразны мягкие слои
акустического контакта, как и при работе с наклонными иска-
телями.
Недостаточно опытный контролер при выборе из большого
числа разновидностей поставляемых искателей обязательно дол-
жен пользоваться консультацией изготовителя.
Локализация дефектов рассмотрена в работе [1392].
19.2. ОПРЕДЕЛЕНИЕ ЭКВИВАЛЕНТНОГО ОТРАЖАТЕЛЯ,
ЭТАЛОННОГО ДЕФЕКТА И АРД (АУО)-ДИАГРАММЫ
Высота эхо-импульса, доведенная до своего возможного макси-
мума, все же еще ничего не говорит о фактическом размере
дефекта. Дело в том, что этот размер зависит еще и от иска-
теля и параметров прибора и особенно от настройки регулятора
усиления. Следовательно, необходим еще один опорный эхо-сиг-
нал. Высоты обоих эхо-сигналов либо считываются с экрана
в миллиметрах, либо, как это теперь обычно практикуется, оба
эти эхо-сигнала устанавливают при помощи протарированного
регулятора усиления на определенную высоту на экране и раз-
ность настроек усилителя считывается в децибелах. Это значе-
ние— «усиление» эхо-сигнала от дефекта по сравнению с эта-
лонным дефектом — и является основой для определения экви-
валентного отражателя.
Эхо-импульс от задней стенки пластины, представленный в
разделе 5.1, является весьма эффективным опорным эхо-сигна-
лом. Он соответствует наибольшему эхо-сигналу, который вооб-
ще может быть получен при заданном усилении и имеющейся
комбинации искателя и прибора в соответствующем материале^
Все другие эхо-сигналы имеют по сравнению с эхо-сигналом
от задней стенки пластины отрицательное значение усиле-
ния: — 6 дБ означает половину амплитуды эхо-сигнала,
— 40 дБ означает !/юо амплитуды опорного эхо-сигнала (на
экране обычно этого уже заметить нельзя). '
378
Наряду с различными другими предложениями в качестве
эквивалентного отражателя нашел широкое распространение
круглый дисковый отражатель, т. е. полностью отражающий
круглый диск, который, будучи помещен на место природного
дефекта, дает такую же высоту эхо-сигнала. Он еще не соответ-
ствует действительной площади дефекта, когда дефект является
плоским и когда луч падает на него как на зеркало, его пло-
щадь не слишком превышает размеры эквивалентного отража-
теля. Однако круглый диск имеет и то преимущество, что эхо-
сигнал от него может быть очень просто рассчитан, что позво-
ляет получить диаграмму АРД (AVG), согласно разделу 5.2.
В этой диаграмме его размер (диаметр) увязан с усилением
эхо-сигнала над уровнем эхо-импульса от задней стенки пла-
стины, с расстоянием до дефекта и параметрами искателя —
частотой и диаметром излучателя.
Вместо применения АРД-диаграммы можно пойти по более
старому и казалось бы более простому пути, использовав круг-
лые дисковые отражатели в форме отверстий с плоским дном,
варьируемых по диаметру и расстоянию в сравнительно боль-
шем числе эталонных образцов. Эквивалентный отражатель
может быть найден путем подбора, при необходимости с при-
менением линейной интерполяции, и для не слишком сильно
различающегося расстояния. Однако такие наборы (комплекты)
эталонных образцов дороги и пригодны только для относитель-
но небольшого диапазона размеров дефектов и расстояний до
них. К тому же у наборов образцов, стандартизованных в США
(см. главу 34), поперечный размер не слишком велик, так что
при широко раскрытых звуковых пучках может сказаться ме-
шающее воздействие боковых стенок. Для более значительных
расстояний, (около 0,5 м), которые достаточно часто встре-
чаются при контроле, изготовить серии (комплекты) эталонных
образцов практически нельзя. Поэтому метод АРД-диаграмм
является более универсальным. Если бы все изготовители одно-
временно со своими искателями поставляли и такие диаграммы,
можно было бы сэкономить еще и на пересчете стандартных
величин. Однако уже имеются программируемые карманные
компьютеры, которые могут выполнить вычислительную работу
даже и по компенсации затухания [1135].
На рис. 19.1 показаны такие специальные диаграммы для
прямого и наклонного искателей в качестве насадок перед экра-
ном [319, 1327, 1733].
На рис. 19.1, а опорным эхо-импульсом является эхо-импульс
от задней стенки пластины, который настраивается на одну из
двух штриховых кривых RE1 или RE2, причем усиление должно
•быть повышено на указанные значения (16 или 8 дБ).
Шкала на рис. 19.1, б предназначена специально для контро-
ля сварных швов. В качестве сравнительного образца здесь ис-
пользуется эталонный образец № 2 (см. рис. 10.52) с эхо-им-
379
пульсом от задней стенки, полученным от круглого отражателя
диаметром 25 мм. Его эхо-импульс должен настраиваться по
высоте и времени прохождения при помощи кольца (обозна-
Рис. 19.1. Приставные шкалы с АРД-диаграммами конструкции фирмы «Крауткремер»:
а — для прямого искателя диаметром 10 мм, работающего иа частоте 2 МГц, размер
эквивалентного отражателя в зависимости от глубины его расположения; б°— для на-
клонного искателя диаметром 10 мм при частоте 4 МГц, угол наклона 70°, границы
регистрации в зависимости от расстояния до проекции (см. раздел 28.1.3); RE1 и RE2 —
первый и второй эхо-импульсы от задней стенки (а— 60 дБ/м):
R2 (диаметр) ................
х, дБ:
1 .........................
II.........................
0,7 1 1,5 2 3
42 36 29 24 17
48 41 36 29
ценного R2). В таблице показано, насколько может быть до-
полнительно повышено усиление, чтобы круглый дисковый от-
ражатель диаметром, например, 2 мм, как раз достигал границ
регистрации I и II, т. е. 24 и 36 дБ. При оценке уже не указы-
вается величина эквивалентного отражателя, а только отмеча-
ется на сколько децибел эхо-импульс превышает границу реги-
страции, например для диаметра 2 мм — плюс 4 дБ (см. также
рис. 28.13).
К вопросу о выявлении размера естественного дефекта в
сравнении с эквивалентным отражателем можно отметить, что
из вывода АРД-диаграммы следует, что эквивалентный отража-
тель никогда не может быть больше по площади, чем естествен-
ный дефект [172, 725, 1087, 1245, 1262, 1428].
380
Если иногда сообщается о противоположных результатах измерений, то
речь должна идти об ошибках при последующем обмере после разрушения,
нли же это могло быть вызвано наличием нескольких небольших дефектов
на пути звукового луча на одинаковом расстоянии, для которых эхо-импульс
одинаков с эхо-импульсом от большего по размерам дефекта.
У искателей с высоким демпфированием и в случае применения ударных
волн результаты по АРД-диаграммам иногда бывают плохо воспроизводи-
мыми. Фаза очень короткого импульса испытывает весьма сильное влияние
от отражателя по сравнению с влиянием опорного эхо-сигнала (от задней
стенки или пластины). При высокочастотном изображении на экране
(рис. 10.16, а) наивысшая положительная амплитуда из-за этого слегка
уменьшается с соответствующим увеличением отрицательной амплитуды или
наоборот. Если в таком случае для измерений по АРД-диаграмме берут не
как обычно амплитуды эхо-сигналов одного направления, а значения от пика
до пика в высокочастотном изображении, то результаты получаются лучшими
(Визе [1557]).
На лрактике нельзя обойтись без других эталонных образ-
цов кроме пластин, потому что уже для наклонных искателей
в качестве замены отражателей от задней стенки нужны четвер-
ти окружностей различных радиусов. Более точные результаты
могли бы дать плоские задние стенки под соответствующим уг-
лом, что однако снова привело бы к нежелательному разно-
образию эталонных образцов. Однако имеются и другие случаи,
когда нельзя обойтись без искусственных эталонных дефектов, а
именно если нарушено прохождение звука через боковую стен-
ку. Тогда и простые законы, на которых основывается построе-
ние АРД-диаграмм, оказываются недействительными. Важней-
шими примерами являются трубы и плоские тела в виде пластин,
в которых в местах дефекта появляются не поддающиеся обо-
зрению зигзагообразные волны с угловыми отражениями. Здесь
совершенно необходимы эталонные дефекты типа канавок и
глухих отверстий. Нужно однако четко представлять себе, что
эти дефекты не достигают целей, поставленных применением
АРД-диаграмм или метода плоскодонных эталонных дефектов,
эти методы позволяют получить эквивалентный отражатель пер-
вого рода, который для заданного естественного дефекта всег-
да имеет одну и ту же величину, даже если изменяется диаметр
искателя и его частота, а также расстояние до дефекта. Следо-
вательно, по АРД-диаграмме все контролеры, по крайней мере
в принципе, должны получать на всех приборах и при всех
настройках одинаковые значения. Все другие эталонные дефек-
ты, как, например, канавка в трубе, дают эквивалентный от-
ражатель лишь второго рода, т. е. он обеспечивает воспроиз-
водимые результаты только в том случае, если все вышеназван-
ные условия остаются неизменными. Он используется в первую
очередь для того, чтобы проверить стабильность работы аппара-
туры. В стандарте его можно регламентировать только в том
случае, если будут регламентированы по крайней мере и неко-
торые другие переменные, например расстояние и частота рабо-
ты искателя, что однако всегда влечет за собой недоразумения.
38»
На эталонные дефекты и эталонные образцы затрачивается много ненуж-
ных средств. Хотя теперь уже общеизвестно, что размеры эталонного дефекта
лишь весьма условно связаны с размерами действительного дефекта, эталон-
яые дефекты часто изготавливают «похожими» на естественные дефекты,
например, для шлаковых строчек в сварных швах в виде поперечных отвер-
стий, а для трещин — в виде канавок. Однако онн имеют тот недостаток, что
их форма слишком правильна: они отражают сигнал зеркально, что есте-
ственный дефект может сделать лишь в очень ограниченном масштабе. Для
нарушения постоянства фазы достаточно ведь различия в пути прохождения
звука всего в одну четверть длины волны, что отверстие на пути звукового
луча в противоположность строчке шлаковых включений при перпёндикуляр-
ном прозвучивании никогда не может обеспечить. Однако совершенно непра-
вильные эталонные дефекты не могут быть воспроизводимо изготовлены.
Важное значение имеет также различный закон влияния расстояния^ Отвер-
стие, выступающее из хода звукового луча с обеих сторон, подчиняется со-
гласно разделу 5.2 закону типа 1/г3/з, тогда как естественный дефект более
или менее точно подчиняется закону типа 1/z2. Следовательно, не имеет осо-
бенно существенного значения, используются ли в качестве эталонного де-
фекта, например для трещин в трубе, канавки и отверстия: те и другие
являются эталонными дефектами второго рода и пригодны только, при усло-
вии постоянства параметров аппаратуры. Ничуть не хуже можно задать кри-
тическую величину дефекта, указав различие в усилении по сравнению с
•одним большим и просто изготавливаемым отражателем, например ‘'в виде
трубы, полностью разрезанной в продольном направлении. Установление со-
ответствия с величиной фактического дефекта в обоих случаях должно обес-
печиваться последовательными измерениями естественных дефектов,, если это
^необходимо.
Особо следует отметить трудности, возникающие при работе' с Одним
часто используемым эталонным дефектом—канавкой [394].
Согласно разделу 2.6, угловое отражение поперечных волн эффективно
только для диапазона углов от 35 до 55°. При крайних значениях угла и за
^пределами этого диапазона угловая характеристика искажается, так что тре-
щина, которая лишь немного наклонена к поверхности, будет отражать иначе,
•чем канавка. Кроме того, в случае длинной канавки постоянной' Глубины
закон изменения с расстоянием как и при цилиндрическом отверстии полу-
чается иным, чем у отдельных дефектов типа коротких поверхностных тре-
щин, которые располагаются целиком на пути звукового луча. Согласно раз-
.делу 2.6, на канавке происходят различные преобразования моды, Поперечные
волны превращаются в поверхностные и обратно, а также в краевые волны,
которые в канавке с гладкой поверхностью и постоянной глубиной искажают
эхо-импульс совершенно иначе, чем естественная трещина с шероховатыми
поверхностями и непостоянной глубиной. Таким образом, при построении
тарировочной кривой отражения от канавки в зависимости от ее глубины и
угла прозвучивания, особенно если канавка имеет глубину, близкую К длине
•волны, получают плохо воспроизводимые результаты, в особенности если при
замене прибора добавляется еще влияние различных частот и форм импуль-
са или если варьируется ширина канавки. Некоторые из вышеназванных фак-
торов помех могут быть устранены короткими надрезами дисковой пилой
{см. также рис. 17.1).
Предлагалось также по аналогии с наложением проволочных перемычек
на рентгеновские снимки получать воспроизводимые эталонные дефекты не-
посредственно на контролируемом изделии без его разрушения (рис. 19.2
й 19.3). Однако такие решения отчасти слишком сложны, а отчасти ведут
К ухудшению воспроизводимости из-за плохого акустического контакта.
При задачах контроля, для которых требуется определенный
искатель (диаметр излучателя и частота), работа с АРД-диа-
граммой на бумаге или в виде приставной шкалы значительно
упрощается: предписанные пределы индикации дефекта,, регла-
382
ментируемые либо как граница брака, либо (при более низком
значении) как граница регистрации, могут быть нанесены неза-
висимо от глубины. При задачах контроля, не имеющих такой
специфики, важное значение может иметь уже и то, что зави-
Рис. 19.2. Малый эталонный отражатель
в жидкостной вание за задней стенкой
Рис. 19.3. Эталонный образец с эталон-
ными дефектами для контроля попереч-
ными волнами в пластинчатых телах, в
принципе пригодный и для контроля де-
талей с искривленными (цилиндрическими)*
поверхностями
симость эхо-импульсов от дефекта, от глубины его расположения
компенсируется на экране электронной схемой выравнивания
по глубине, так что амплитуда эхо-сигнала от одного и того же
отражателя остается одинаковой для всех глубин его распо-
ложения (раздел 10.3.4). В отличие от совсем простого линейно-
го увеличения в прежнее время теперь применяются решения н
виде приборов, управляемых от микропроцессоров, в памяти ко-
торых хранятся кривые АРД, вызываемые в любое время по-
запросу, включающие и корректировку ослабления. Эти устрой-
ства имеют название Tiefenausgleich, TAG — выравнивание по-
глубине, и Distance Amplitude Correction, DAC — корректировка'
амплитуды в зависимости от расстояния.
В более простых приборах усиление по глубине можно на-
страивать поштучно в зависимости от величины эхо-импульсов-
от эталонных дефектов на различных глубинах (такой метод
наиболее употребим при работе без АРД-диаграммы). Однако-
проблема снова сводится к выбору правильного (представитель-
ного) эталонного дефекта: естественные дефекты, не превышаю-
щие по размерам примерно сам искатель, с увеличением глуби-
ны ведут себя все более сходно с круглыми дисковыми дефек-
тами (измеряемыми на дефектах сварного шва поперечными
зигзагообразными волнами). Однако если усиление будет ком-
пенсировано, например для поперечных отверстий, результаты
измерений могут быть ошибочными: на четырехкратном рас-
стоянии эхо-импульс от естественного дефекта поступает лишь
с половиной амплитуды эхо-импульса от поперечного отверстия,
если! ой прежде был выровнен до одинаковой высоты на экране-
примефно на расстоянии одной длины ближнего поля. Следо-
вательно, там ошибочно считался бы допустимым еще вдвое-
больтпий дефект, чем граница регистрации.
383,
Такой случай вполне возможен, например, при контроле очень толстых
сварных швов (при толщине листов 150 мм и более). Если пытаться компен-
сировать зависимость от расстояния при помощи цилиндрических отверстий,
то компенсацию нужно пересчитать по формуле (5.8) в разделе 5.2 на круг-
лые диски.
Тот факт, что на практике несмотря на проблемы с эталонными дефек-
тами иногда еще работают со всеми возможными их формами, доказывает
собственно только то, что при определении размеров дефектов не достигается
особо высокая точность. В таком случае только не нужно работать в области
глубин, кратных длине ближнего поля. Ввиду большой неточности при опре-
делении фактических размеров дефектов этот метод и не является особенно
привлекательным. Следует только предостеречь от чрезмерного завышения
точности.
Иногда контролер должен учитывать затухание в своем конт-
ролируемом образце, если оно снижает амплитуду эхо-сигнала
на несколько децибел. По известному или отдельно измеренному
значению затухания (дБ/мм или дБ/м, см. главу 33) на пути
туда и обратно затухание вычисляется по известному расстоя-
нию до дефекта, на что не требуется особых уточняющих указа-
ний. Однако имеются и АРД-диаграммы с предусмотренными в
них ступенчатыми значениями затухания.
Искривленные поверхности искажают звуковое поле и по-
этому не позволяют непосредственно использовать метод АРД-
диаграмм или эталонных дефектов, которые основываются на
плоской форме поверхности контакта. В качестве общего пра-
вила можно принять, что на цилиндрической поверхности можно
вести контроль еще с незначительными помехами обычным спо-
собом, если при диаметре искателя 24 мм изделие имеет диаметр
нс меньше 300 мм, а при диаметре искателя 10 мм — не меньше
100 мм. Иными словами, диаметр искателя должен быть мень-
ше или равен квадратному корню из удвоенного диаметра ци-
линдра. Рекомендуются искатели с мягким акустическим кон-
тактом и обильной подачей акустической жидкости.
Весьма подробно информацию о возможном диапазоне
контроля при помощи определенного искателя можно получить
при помощи «информационного поля» (рис. 19.4). Спереди об-
ласть возможного контроля ограничивается остаточными коле-
баниями (мертвой зоной), в сторону малых размеров дефек-
тов— показаниями от элементов структуры (рассеянием), а в
заданную сторону-—затуханием в самом материале. Следова-
тельно, диаграмма справедлива только для определенного иска-
теля и определенного материала.
Аналогичную полезную информацию может дать упрощен-
ное изображение звукового поля искателя в виде так называе-
мой сонограммы (рис. 10.32, 10.39 и 10.49 — для стали без за-
тухания) .
Благоприятным для перехода от ультразвукового контроля
к ультразвуковым измерениям является тот факт, что во мно-
гие стандарты включены объективные способы, например метод
АРД-диаграммы (глава 34). Однако выбор строго определен-
-384
Рис. 19А. Оценочный диапазон АРД-диаграммы (информационное поле):
/ — разрешающая способность в ближнем поле: // — показание от структурных эле-
ментов; /// — эхо-импульс от задней стенкн; IV — затухание звука. Цифры у кривых
<? — размеры дефектов
ного искателя и определенных параметров прибора здесь — шаг
назад.
Дополнительные сведения имеются в литературе [1426, 1732,
1715, 1695, 1724, 1556, 137].
19.3. ИЗМЕРЕНИЕ БОЛЬШИХ ОТРАЖАТЕЛЕЙ, СКАНИРОВАНИЕ,
ДИНАМИКА ЭХО-ИМПУЛЬСОВ
Ранее упоминались методы оценки размеров дефектов, основы-
вавшиеся на «малых» отражателях, т. е. таких, которые раз-
мещались в пределах поперечного сечения звукового луча. Вы-
соту (амплитуду) эхо-сигнала определяли при неподвижном
искателе. В случае больших отражателей искатель при измере-
ниях должен двигаться по поверхности, не теряя акустического
контакта с ней, что предъявляет некоторые требования к форме
поверхности, к ее качеству и к умелости контролера или же тре-
бует применения механизированного устройства. Поверхность
в любом случае должна быть очень равномерной плоской или
же искривленной. Предлагались также подкладываемые пласт-
массовые пленки, обеспечивающие постоянство акустического
13. п
385
контакта. Искатели с жестким акустическим контактом менее?
пригодны.
Метод, позволяющий оценить отражатель по изменению его-
эхо-импульса при сканировании, называется эхо-динамикой (ди--
намикой эхо-импульсов).
Рис. 19.5. Большой дефект,.
перпендикулярный направ-
лению звукового луча
Рис. 19.6. Поведение эхо-импульса > от де- -
фекта н от задней стенки при сканирова-
нии большого дефекта (схема):
а — с большим углом раскрытия; б —с.-
малым углом раскрытия; I — эхо-вмпульс..-
от задней стенки; II — эхо-импульс от де- -
фекта; 111 — трещина
Рнс. 19.7. Огибающая кри-
вая, введенная в блок па-
мяти в цифровом виде, по- -
лученная путем сканирова-
ния трех эталонных отверс-
тий (прибор «Эпох» фирмы а
«Панаметрикс»)
386
На рис. 19.5 показан простой, но очень редко встречающийся
случай плоской большой трещины, параллельной поверхности
акустического контакта. До тех пор пока эффект боковых сте-
нок не оказывает мешающего влияния, размеры этого дефекта
можно определить путем обхода поверхности искателем.
Если ось искателя при перпендикулярном сканировании вый-
дет за пределы кромки, то величина эхо-импульса уменьшится
и достигнет как раз при переходе через край своего половин-
ного значения (рис. 19.6). Это и будет метод определения
половинного значения или метод 6-ти децибел. Он может быть
в принципе применим также и в случае протяженных однород-
ных отражателей типа идеальных строчек шлаковых включе-
ний в сварном шве (при наклонном прозвучивании поперечны-
ми волнами).
В случае образцов в форме пластин или оболочек, разумеется, можно
принимать эхо-импульс от задней стенки или принимать прошедший эхо-сиг-
нал синхронно движущимся искателем с задней стороны. Процесс сканиро-
вания при этом будет прямо противоположен показанному на рнс. 19.6. Это
имеет преимущество лишь в том отношении, что отражатель может распо-
лагаться и несколько наклонно или (в виде углубления) вообще не давать
эхо-импульса. Такие случаи наблюдаются при отливках типа оболочек.
Кривая амплитуд эхо-импульсов на рис. 19.6 является осно-
вой для оценки амплитуд по методу сканирования. Для этого
ее лучше всего документировать при помощи самописца, напри-
мер, как показано на рис. 19.7. Она называется также огибаю-
-щей кривой. Огибающую кривую можно получить так же, как
показано на рис. 28.14, при сканировании сварного шва перпен-
дикулярно к направлению его длины. Там она фиксируется
’фотографически при большом времени экспозиции.
Идеальных условий для получения такой огибающей кривой,
как на рис. 19.6, на практике не наблюдается. В общем случае
она формируется различными процессами отражения, напри-
мер в процессе зеркального отражения гладкого отражателя
(на рис. 19.6 предполагается только этот случай), под влиянием
«рассеяния при шероховатой или трещиноватой поверхности и
под влиянием краевых волн при резко обрывающейся кромке
(трещине на.кромке). Краевые волны однако при почти перпен-
дикулярном прозвучивании отражателя во все большей доле
’переходят в первые два фактора, но согласно рис. 19.8, могут
>Рнс. 19.8. Определение ве-
личины и наклонного поло-
жения дефекта по отраже-
-иию краевых волн при ска-
<нировании четко сфокусиро-
ванным звуковым лучом:
— продольными волнами;
б — поперечными
ИЗ*
387
быть использованы и сами по себе, если отражатель по своей
основной протяженности располагается наклонно к оси луча.
Принципиальное влияние размера и вида отражателя на фор-
му огибающей кривой показано на рис. 19.9;
о
Рнс. 19.9. Огибающие кривые различных естественных отражателей:
а— круглый отражатель (пбра); б — зеркально отражающий отражатель, по величине
примерно соответствующий диаметру луча; в — как б, но при большем диаметре; г —
не зеркально отражающий отражатель с острыми краями, как на рис. 19.7, но при?,
более высоком усилении по сравнению со случаями а н б. Форма отражателя показа-
на над соответствующими огибающими кривыми
Упоминавшийся выше метод половинного значения или 6-ти
децибел нецелесообразен в случае естественного дефекта, если
неизвестно, от чего нужно отсчитывать 6 дБ. При соответствую-
щем методе 20-ти децибел встречается та же проблема. Поэто-
му нередко работа ведется с абсолютной величиной порога:
ищут граничные положения искателя, при которых из шума
как раз выявляются различимые показания эхо-импульсов от от-
ражателя. Для этого устанавливают большое усиление, при ко-
тором сам эхо-импульс получается сильно перерегулированным.
По последнему методу на рис. 19.9 показано измерение ши-
рины огибающей кривой (s). Эту ширину называют регистри-
руемой длиной дефекта; она играет особо большую роль при
контроле сварных швов (см. раздел 28.1.4). Действительная дли-
на дефекта вследствие раскрытия звукового луча, разумеется*
всегда меньше регистрируемой. На рис. 19.9, а она вообще не
имеет ничего общего с фактическим диаметром поры: измеряют
только ширину звукового луча в месте нахождения дефекта.
В случаях б и в можно по этому известному значению расчета»
или экспериментально скорректировать регистрируемую длину в
сторону уменьшения. Поскольку, однако, характеристика отра-
жения луча дефектом тоже играет роль, а она в общем случае
неизвестна, такая корректировка остается лишь индивидуаль-
ным приемом и недостаточно надежна. Дефект, имеющий силь-
ную трещиноватость и поэтому отражающий также и боковые
лучи искателя, в результате кажется более протяженным, чем
гладкий. При практическом контроле сварных швов от такой
корректировки отказываются и смотрят только на регистрируе-
мую длину, если вначале по АРД-диаграмме было установлено*
388
что эхо-импульс вообще превышает согласованное пороговое зна-
чение.
Проблематичность корректировки регистрируемой длины по
параметрам искателя даже в случае идеального отражателя
(круглого дискового отражателя в воде) показана на рис. 19.10
Рис. 19.10. Взаимосвязь между измеренной шириной половинного значения и Фа-
ктическим диаметром круглого дискового дефекта Dj(B_§дб /&3— относительная ши*
рнна половинного значения; DflDs—относительный диаметр дефекта);
а —в ближнем поле*, б — в дальнем поле излучателя диаметром D&t по результатам
измерения в воде [1335]
(с половинным значением ширины вместо регистрируемой дли-
ны) . Результаты измерений нормированы по диаметру излуча-
теля и длине ближнего поля. Можно видеть и при небольших
расстояниях а по сравнению с длиной ближнего поля, и при
больших расстояниях, что отражатели меньшего размера, чем
диаметр излучателя, дают ошибочный результат, и что даже в
самом благоприятном месте, на расстоянии, равном одной длине
ближнего поля, правильные измерения обеспечивают только
отражатели того же диаметра, что и излучатель, или более
крупные.
На рис. 19.9, г оба максимума приходятся па краевые вол-
ны, которые можно получить по рис. 19.8, если отражатель
располагается наклонно и имеет благоприятную форму кромки
для распространения краевых волн (острую и по возможности
перпендикулярную к оси луча). По смещению эхо-импульса при
сканировании выявляется также и наклонное положение. Зву-
ковой луч в месте дефекта должен быть очень концентрирован-
ным (сфокусированным), чтобы возбуждать по возможности
только кромку. Для этого применяют фокусирующие искатели.
Все же из-за этого применимость метода контроля ограничива-
ется небольшими расстояниями, для которых еще можно скон-
струировать рациональные фокусирующие искатели. При распо-
389
ложении дефектов на глубине в несколько длин ближнего поля
(несколько сотен мм и более) любой метод сканирования
работает практически на пределе своих возможностей.
На практике бывает трудно при необходимых больших усилениях вы-
явить четкий эхо-сигнал от кривых волн на фоне помех. В частности, эхо-
импульс от противоположной кромки отражателя очень слаб, если он прозву-
чивается и наблюдается под пологим углом к дефекту. Это может обусловли-
ваться характеристикой направленности обратного излучения. Вследствие
скачка фазы подающая волна как бы отскакивает от поверхности отража-
теля (рис. 16.2). Это справедливо как для продольных волн, так и попереч-
ных,. поляризованных перпендикулярно к кромке (волн SV), но не для
волн. SH.
Если огибающая кривая на рис. 19.9, г имеет вместо ровного
возвышенного участка регулярно чередующиеся максимумы и
минимумы, то можно говорить об интерференции волн от двух
центров,- например от двух отдельных пор, или же о поступле-
нии, обеих краевых волн от одного и того же отражателя [1615].
Для этой цели искатель по рис. 19.8 всегда должен иметь воз-
можность при сканировании зарегистрировать обе волны, т. е.
быть достаточно широкоугольным. По величине смещения и
по расстоянию между максимумами огибающей кривой можно
вычислить расстояние между центрами и тем самым проекцию
ширины отражателя, чего в простых случаях при искусственных
отражателях вполне достаточно.
Один из типов дефектов — поверхностные трещины — при
всех вышеупомянутых способах вызывает трудности при опре-
делении их размеров, вследствие чего их нужно рассмотреть
особо.
При небольших открытых трещинах обычно бывает эффек-
тивным амплитудный метод при прозвучивании поперечными
волнами под углом 35—45° и тарировке по надрезам дисковой
пилой (канавкам). При глубоких трещинах с хорошо сформи-
рованной кромкой с успехом применяют поверхностные волны
по рис. 19.11. Возможно более четко сформированный звуковой
( 1 ;_____ [ “ I L> J Рис. 19.11. Измерение раз-
г I меров кромки трещины при
* \ 1 помощи краевых волн:
J\ I / v --излучатель; Е— прием-
L'J/L ник
а 5
луч, лучше всего имеющий высокую частоту и сфокусированный
от стороны, противоположной трещине, создает эхо-импульс от
краевой волны (рис. 19.11, а). Со стороны трещины применяют
наклонные искатели, работающие в разделенном режиме при-
ема и излучения (рис. 19.11, б).
Здесь продольная волна более эффективна, потому что она
поступает в искатель до следующих за ней волн помех. Однако
390
в принципе могут быть применены и поперечные волны, как,
например, на рис. 19.12. Согласно разделу 2.6 на кромке тре-
щины происходит преобразование моды с возникновением вол-
ны Рэлея. При гладкой поверхности трещины такая волна мо-
жет на пути к поверхности и обратно возбудить две краевые
волны. Такие эхо-импульсы называют сателлитными. По раз-
ности во времени их прохождения (рис. 19.12, б) и скорости
распространения волн Рэлея можно рассчитать глубину тре-
щины.
Рис. 19.12. Измерение де-
фекта при помощи сателлит-
ных эхо-импульсов при по-
мощи преобразования моды
волны иа кромке (поверх-
ностная волна
На искусственных дефектах и коротких путях прохождения
звука эти методы оказываются эффективными. Однако на прак-
тике не все виды трещин пригодны для контроля такими волна-
ми. Усталостные трещины обнаруживаются легче, потому что
они имеют более гладкую поверхность и сформированную кром-
ку. Коррозионные трещины часто бывают разветвленными и
идут в меняющемся направлении и поэтому неблагоприятны для
обнаружения. В случае трещин с кромками, не параллельными
поверхности контроля, можно получить эффект при прозвучи-
ванйи с перекосом [973]. Небольшие коррозионные трещины
лучше всего могут быть измерены методом с применением ши-
рокополосных преобразователей (раздел 19.4 [1152]). Трещины,
вызванные давлением опрессовки или заполненные жидкостью,
являются частично проницаемыми. При их контроле могут по-
мочь нагрев или нагрузка на изгиб.
Измерение глубины трещин рассматривается в работах [578,
579, 230, 200, 1139, 1422, 192, 1651], метод краевых волн — в ра-
ботах [750, 218, 1418, 1551, 1587, 650, 1656, 193, 291, 1682], изме-
рение глубины трещины методом голографии — в работе [1653]
и измерение волнами SH — в работе [292].
Хорошо отработанные методы, основанные на принципе ска-
нирования, описаны в разделе способов визуализации изобра-
жения. Для них всегда требуются повышенные затраты на меха-
ническую и электронную часть. Из них следует прежде всего
упомянуть метод ALOK (раздел 13.12.1, рис. 13,6 и 13.7). При
помощи одного или еще лучше нескольких искателей в каждой
точке пути сканирования получают локальную кривую времени
прохождения звука до отражателя. С применением дополни-
тельных электронных методов устранения помех формируется
391
изображение сечения в плоскости прозвучивания в случае де-
фектных мест большого размера, но не слишком сложной фор-
мы. В отличие от желательной в прочих случаях при скани-
ровании острой фокусировки луча здесь предпочтительнее ши-
роко раскрытый пучок.
При дельта-методе используются исключительно краевые
волны (раздел 17.3, рис. 17.15 [268]). Поскольку краевые волны
образуют широко раскрытое Приблизительно круговое обратное
излучение, при достижении максимума эхо-импульса ось прием-
ника всегда показывает на кромку. Для этого лучше всего рабо-
тать с раздельным излучателем (осветителем, прозвучивателем)
и приемником.
При новом наименовании этого способа TOFD — (Time of
Flight Diffraction — дифракция по времени прохождения звуко-
вого луча) —• в нем осуществлена цифровая обработка инфор-
мации и он применяется для контроля сварных швов. При этом
могут применяться также и несколько пар искателей как излу-
чателей и приемников, имеющих оптимальную конструкцию в
соответствии с различными задачами, поставленными перед ни-
ми. Контроль сварных швов является благодарной и важной
областью применения таких способов, поскольку при этом Обыч-
но приходится иметь дело со сравнительно небольшими расстоя-
ниями, для которых искатели еще могут быть сконструированы
компактными и в сфокусированном исполнении [1414, 1415,
1512, 285, 726, 727, 1070].
Перечисленные выше методы были направлены в основном
на определение размеров дефектов. Однако часто размер не
имеет такого важного значения, как тип дефекта и его форма
и особенно его многомерность — является ли он плоским или
объемным. Это является различительным признаком между тре-
щинами и неметаллическими включениями, как в поковках, так
и в сварных швах. Оба типа дефектов различаются своей харак-
теристикой направленности излучения, которая в благоприят-
ных случаях как показано на рис. 19.13 и 19.14 может быть
уточнена методом сканирования с покачиванием. Огибающая
кривая при покачивании в случае плоского зеркально отражаю-
щего дефекта получается более узкой и крутой. Однако на прак-
тике последний случай наблюдается редко, так что различение
между обоими типами дефектов для наблюдателя затруднено.
Поэтому были сделаны многочисленные попытки истолковать
различие в форме эхо-импульсов автоматически по критериям
оценки. За такие характерные параметры («признаки») прини-
мают время нарастания и падения эхо-импульса, ширину его
основания и ширину огибающей кривой при сканировании, а в
последнем случае также и ширину возвышенного участка. До-
стигнутые успехи пока весьма скромны [127], несмотря на при-
менение ЭВМ. Даже и для распознания образцов («выявления
рисунка») размах варьирования форм эхо-импульсов, видимо,
392
еще слишком велик. Самообучающиеся компьютеры не могут
справиться с такой работой [1292, 1298]. Более перспективно
изучение спектра эхо-импульсов от дефектов (см. раздел 19.4).
До сих пор наиболее перспективным способом измерения
размеров дефектов является голография, особенно линейная
(раздел 13.14 [513, 516]). Она упомянута там как метод визу-
ализации изображения, однако и здесь может рассматриваться
как метод измерения длины дефектных участков, поскольку в
Рнс. 19.13. Измерение амплитуды и формы эхо-сигнала при изменении направления
ирозвучивания:
а — случай плоских или линейных дефектов, б — случай объемного дефекта
Рис. 19.14. Изменение направления
прозвучиъания:
а — цилиндрический образец с де-
фектом в осевой зоне; б — дефект
в сварном шве
принципе голография обладает гораздо более высокой боковой
разрешающей способностью, чем обычный эхо-метод. Поскольку
для нее все равно необходимы быстродействующие ЭВМ, эти
ЭВМ можно использовать также для управления фазоуправля-
емыми секционированными излучателями, чтобы уменьшить за-
траты на механическое сканирующее оборудование. К сожале-
нию, в одном из опытных образцов такое устройство имеет
массу в несколько сот килограммов (впрочем, оно предназнача-
лось для атомных электростанций при наличии радиации).
Из более старой литературы по практической оценке разме-
ров дефектов можно упомянуть работы [1082, 1335, 1525, 1524,
1618, 416, 494, 588, 670, 1659]; имеются и более новые публика-
ции [1635, 1348, 1338, 1695, 1752, 335, 1338, 1033].
19.4. МНОГОЧАСТОТНЫИ МЕТОД,
ФАЗА ЭХО-ИМПУЛЬСА И СПЕКТРОСКОПИЯ
В разделе 5.4 уже кратко отмечалось, что при измерениях по
АРД-диаграмме при различных частотах можно получить не-
которые дополнительные сведения о дефектах: ввиду расшире-
ния характеристики направленности обратного излучения при
более низких частотах даже и плоский дефект приближается
к идеальному положению совпадения, пока его наклон в луче не
слишком велик. Следовательно, при более низких частотах раз-
мер его получится большим, т. е. погрешность измерения умень-
шится. Однако это уже дает сведения и о его форме; круглый
отражатель не обеспечивает такого эффекта. Если этот принцип
дополнительно сочетать с поясняемыми на рис. 19.13 и 19.14
наклонным сканированием и методом половинного значения, то
согласно Кростаку [276] можно будет составить алгоритм оцен-
ки дефектов (рис. 19.15).
Такая систематика подхода при оценке дефектов в отливках
дала удовлетворительные результаты. Затраты времени несколь-
ко сокращаются, если использовать специальные эхо-импульс-
ные дефектоскопы, у которых изменение частоты контроля воз-
можно без замены искателя. Для этого излучатель должен
возбуждаться с определенными частотами, а искатель и усили-
тель должны быть достаточно широкополосными (техника CS,
контролируемый сигнал). Разумеется, при работе по АРД-диа-
грамме сравнительный (опорный) эхо-импульс должен изме-
ряться отдельно для каждой частоты.
При подходе по рис. 19-.15 было учтено еще одно соображе-
ние, которое привело к формулировке определения так называ-
емой «переходной частоты» [1152]. Небольшой дефект произ-
вольной формы при длинах звуковых волн, многократно пре-
вышающих его размеры, дает лишь одно рассеянное эхо, более
или менее не зависящее от его формы (раздел 5.2). Эта нижняя
область частот является областью рассеяния. С возрастанием
частоты дефект становится по порядку размеров близким к дли-
не волны и таким образом попадает в область зеркального от-
ражения в случае плоской формы. В области рассеяния ампли-
туда эхо-импульса возрастает с повышением частоты, однако
начиная с переходной частоты она снова начинает уменьшаться,
если дефект является плоским. При измерениях малых корро-
зионных трещин переходная частота соответствует длине волны
от трещины удвоенной глубины. Эта частота должна иметь важ-
ное значение для правильного выбора искателя также и при
контроле крупнозернистых, т. е. сильно рассеивающих материа-
лов (например, аустенита).
О типе отражателя можно иногда частично судить также
по полярности фазы, с которой эхо-импульс появляется на экра-
не при высокочастотном изображении. Эхо-импульс, зеркально
394
отраженный от свободной стенки,, по своей форме совпадает с
излучаемым импульсом и, следовательно, имеет ту же фазу,
например, положительную. Известно, что эхо-импульс на гра-
нице раздела жидкое-твердое претерпевает инверсию фазы. В та-
ком случае он будет иметь отрицательную фазу. Этим можно
воспользоваться при контроле прочности сцепления слоя с аку-
стически более твердой подложкой: при отсутствии сцепления
(акустически мягкая граница) фаза получается положительной,
а при наличии сцепления (акустически твердая граница) —от-
рицательной.
Рис- 19.15. Оценка дефекта по методам частотному, изменения угла и половинного зна-
чения [276]:
/ — измерение частотной характеристики A(fi) и A (fs); 2 — возможна ли дальнейшая
оптимизация? 3 — плоский дефект, не имеющий существенного наклона: 4 — измерение
под вторым углом; 5 —дальнейшее измерение: 1) другой угол; 2) более низкая частота;
6__влияние зоны ближнего поля; 7 — объемный дефект; 8 — измерение протяженности
методом половинного значения (HWA); 9 — оценка круглого диска методом АРД; 10—
оценка полосы методом АРД; 11 — оценка шара методом АРД; 12 — оценка цилиндр»
методом АРД; 13 — сканирование кромки дефекта.
HWA — размер по методу половинного значения;
Ов—диаметр звукового пучка
Эхо-импульс от прямоугольной кромки в твердом теле (раз-
дел 2.8) вследствие двойного отражения тоже имеет отрицатель-
ную фазу. ,
395
По литературным данным [1552], эхо-импульс краевой вол-
ны от верхней кромки наклонно расположенного отражателя
(круглого диска или полосы) имеет отрицательную фазу, и бла-
годаря этому его можно отличить от эхо-импульса от дефекта.
Под спектроскопией или спектральным анализом при ультра-
звуковом контроле понимают разложение эхо-импульса на со-
ставляющие его частоты. Амплитудно-частотная кривая частот-
ного анализатора (см. рис. 10.57) сопоставляется с невозмущен-
ной кривой эхо-импульса от задней стенки, которая идентична
кривой излучаемого импульса, если отсутствует существенное
затухание. Напротив, отражение от дефекта действует как
фильтр в системе излучатель — приемник — акустический кон-
такт — изделие — отражение от дефекта — акустический кон-
такт — приемник — усилитель [1658].
Чем шире полоса частот излучателя, тем больше информации
можно ожидать о дефекте. Следовательно, здесь нужно исполь-
зовать тоже широкополосные искатели [931].
Пример расшифровки. Если частотная кривая эхо-импульса
имеет в сравнении с эхо-импульсом от задней стенки регуляр-
ные максимумы и минимумы, то можно сделать вывод о наличии
интерференции: либо дефект состоит из двух различных отра-
жающих точек (двух пор), либо на его гладкой поверхности
могут возбуждаться волны Рэлея, которые на своем пути туда
и обратно при некоторых частотах могут складываться, а при
других частотах — гаситься. Такие случаи довольно редки. Но
все же частотный анализ эффективен при некоторых способах
контроля прочности сцепления (глава 29). Не слишком корот-
кий импульс при многократных отражениях изменяет свой
спектр, если изменяется заданное состояние сцепления (соеди-
нения), т. е. при отсутствии сцепления или плохом его качестве.
Как раз в последнем случае такой метод часто является един-
ственно возможным. Впрочем, многие применения частотного
анализа могут осуществляться не только с эхо-импульсным де-
фектоскопом и частотным анализатором, но и с резонансным
измерителем толщины стенки, как это практиковалось прежде
(раздел 11.3.1).
Можно использовать и другие свойства коррелированных
частотных спектров в качестве признака для различения между
плоским и округлым (объемным) дефектами [1292, 1298].
Представляется эффективным и более эмпирический метод Зай-
гера и Вагнера [1397]: измеряется эхо-динамическая кривая
отражателя при помощи широкополосного наклонного искателя,
перемещаемого небольшими шагами. После каждого шага эхо-
импульс вводится в частотный анализатор. Частотный спектр
подразделяется на пять одинаковых полос, например при иска-
теле на 2 МГц эти полосы соответствуют частотам 0,7—1, 1—
1,3 и т. д. до 2,2 МГц. Максимум в каждой полосе частот ис-
пользуется как характерный параметр, причем при сканирова-
396
нии за N шагов получают 5N таких характерных параметров.
В результате корреляции, которая является преимущественно
эмпирической, отсюда можно получить результирующий харак-
терный параметр для различения между плоскими и объемными
дефектами. Оба типа дефектов, а также искусственные и есте-
ственные дефекты сварных швов, могут быть идентифицированы
с небольшими отклонениями.
Фазовый спектр, относящийся к частотному спектру, тоже
уже используется как источник информации [1022].
По методу с применением широкополосных преобразовате-
лей имеется литература [270, 276], по спектроскопии [521, 671,
931, 1212, 1410, 185, 382, 293, 1296, 903, 1347, 338, 1397, 200,
1068, 1613, 148, 1098, 649, 1483, 549, 1298, 1292].
20. ОРГАНИЗАЦИЯ КОНТРОЛЯ,
ВОПРОСЫ ПОДГОТОВКИ И ОБУЧЕНИЯ ПЕРСОНАЛА
Если приходится решать часто повторяющиеся задачи контро-
ля на одинаковых или по крайней мере очень похожих образ-
цах, то руководителю отдела контроля рекомендуется разрабо-
тать соответствующую инструкцию и обеспечить ее осуществле-
ние силами обученных контролеров. На основе полученных
рекламаций и опыта разрушающего контроля должны быть
известны предположительный тип, величина и расположение де-
фектов, которые нужно контролировать, чтобы избежать ненуж-
ных затрат. В инструкции должны иметься следующие сведения:
наименование изделия, возможно с эскизом, путь (траектория)
сканирования и предположительные места расположения дефек-
тов, настройка прибора с искателем для каждой операции кон-
троля с траекторией сканирования и предположительного рас-
положения детектов, ссылка на возможные эхо-импульсы,
которые не следует путать с эхо-импульсами от дефектов. Как
правило, при массовом контроле оператора не следует застав-
лять подготавливать отчет; напротив, он должен за короткое
время сам принять решение о забраковании изделия на основе
эхо-импульсов от дефектов. В случае дорогостоящих изделий
целесообразна отсортировка сомнительных изделий, поручаемых
для повторного контроля более опытному руководителю отдела.
Для целого ряда задач контроля, например для испытаний
толстых листов, труб и сварных швов в настоящее время су-
ществуют общепризнанные спецификации (технические усло-
вия) на проведение контроля — см. главу 34, посвященную стан-
дартизации. Заказчик продукции ссылается на эти специфика-
ции, согласовывая в договоре на поставку продукции условия
ее ультразвукового контроля. Эти технические условия на конт-
роль содержат в более или менее детальной форме указания
о порядке проведения контроля, но самое важное заключается
в том, что в них регламентирована настройка контрольного
397
оборудования и указано, как должен устанавливаться порог
отбраковки. Тщательно разработанная и хорошо отредактиро-
ванная спецификация контроля позволяет значительно облег-
чить работу и контролеру, и приемщику продукции.
При контроле больших количеств изделий одного и того же
типа через определенные промежутки времени обязательно нуж-
но проверять контрольную аппаратуру на правильность ее на-
стройки. В настоящее время при настройке чувствительности
чаще всего пользуются стандартными эталонными образцами
(см. раздел 10.5.3.2), причем настройку, требуемую для контро-
ля, указывают в децибелах — насколько она должна быть боль-
ше или меньше настройки по эталонному образцу.
Если оценка качества изделия по одному ультразвуковому
показанию невозможна или нет достаточного опыта по расшиф-
ровке этого показания, то можно воспользоваться и другими;
неразрушающими методами, например применить выборочный:
контроль рентгеновскими или гамма-лучами. В этом случае
ультразвуковой контроль играет роль быстрого и дешевого спо-
соба предварительной проверки качества изделия. В ряде слу-
чаев по мере накопления опыта ультразвуковой контроль уже
становится единственным способом контроля, например приме-
нительно к сварным швам,
Дорогостоящие изделия массового производства и изделия?
индивидуального производства обычно оцениваются на основе-
отчета об испытаниях. Для этой цели применяются соответст-
вующим образом подготовленные бланки, в которые с возмож-
но меньшими затратами труда на запись, т. е. сокращениями и*
применением символов, заносят с возможной полнотой все ре-
зультаты наблюдений. При этом целесообразно еще не говорить
о дефектах или эхо-импульсах от дефектов, а упоминать только-
показания или промежуточные эхо-импульсы, чтобы не пред-
варять оценку изделия. Задача контролера-оператора заключает-
ся в том, чтобы на основе показаний приборов представить,
возможно больше информации, например, показать изменения
формы и величины (амплитуды) эхо-импульсов при сканиро-
вании и при прозвучивании в других направлениях. По этим-
данным руководитель отдела контроля должен определить вид,
величину и месторасположение дефекта, однако без совета с
конструктором и без учета нагрузки на изделие он не может
делать заключение о его пригодности.
Для планирования контроля в случае сложных изделий, осо-
бенно если к ним нет свободного доступа со всех сторон, нуж-
но воспользоваться чертежом. В таком случае можно будет
уже заранее выбрать подходящий тип искателей, особенно на-
клонных, и предсказать эхо-импульсы от отверстий и кромок,
а также ожидаемые эхо-импульсы при обходных путях звука
в изделии. Поскольку чертеж не всегда точно соответствует
фактическому изделию, показания нужно тщательно проверить,.
398
не обусловлены ли они формой изделия, например выполненны-
.ми впоследствии отверстиями, которые потом снова могли быть
заглушены штифтами, или соединениями при посадке с натягом,
которые пришлось применить из-за того, что одна из сопряжен-
ных деталей была ошибочно обточена на слишком малый диа-
метр. Часто по регулярности и симметричности показаний мож-
но заключить, что они с высокой степенью вероятности связаны
'не с дефектами.
При серийном контроле прямыми искателями, например при
контроле стальных листов или прутков, к оператору предъяв-
ляют минимальные требования. Часто достаточно обучения в
течение нескольких часов, если оператор хорошо понимает за-
дачу и имеет достаточно умелые руки, чтобы перемещать иска-
тель, не вызывая его износа. Для работ с поперечными поверх-
ностными волнами и волнами в пластинах, например для конт-
роля сложных изделий типа осей, труб или даже сварных
швов, нужно больше опыта и необходимо некоторое обучение,
по крайней мере изучение руководства по проведению контроля,
учебные курсы или учебная практика под руководством опыт-
ного оператора. В этом случае требуется также и некоторое тех-
ническое образование, нужны элементарные математические
знания и хорошее пространственное воображение. Для пере-
хода к самостоятельной работе по контролю сварных швов и
дорогостоящих изделий индивидуального произвоства обяза-
тельно необходимо основательное знание материала, по край-
ней мере в объеме экзаменов для квалифицированного рабоче-
го в данной области производства; нужны также и особые черты
характера, например прилежность и добросовестность, причем
в гораздо большей степени, чем при других способах контроля.
Для самостоятельного применения многих разнообразных и не-
давно разработанных методов испытания требуется по крайней
мере физическое и математическое образование в объеме средне-
технического учебного заведения и кроме того длительный лич-
ный опыт работы в синей спецодежде с грязными промасленны-
ми пальцами.
Требуемые знания по отдельным способам контроля в ФРГ
дают учебные курсы, организуемые Западногерманским обще-
ством по неразрушающему контролю (DGZfP). Аналогичные
учебные курсы проводятся и в других странах, например в
Великобритании при Школе прикладных методов неразрушаю-
щего контроля (SANDT) и в Японии — Обществом неразрушаю-
щего контроля. Кроме того, в ФРГ и других странах проводятся
многочисленные — часто по регулярному графику — учебные
курсы и семинары, организуемые изготовителями приборов.
С 1970 г. председатель комитета по вопросам профессиональ-
ной подготовки и обучения в DGZfP предпринимает усилия по
систематизации учебного процесса, чтобы унифицировать учеб-
ные курсы по различным методам контроля — ультразвуковому
399
(U), рентгеновскому (R), магнитному (M), электрическому, т. е..
токовихревому (W), и капилярному (Е). Классы квалификации,
связанные со сдачей определенных экзаменов, регламентирова-
ны на единой основе. На рис. 20.1 показаны отдельные этапы
обучения по данным Эгелькраута, председателя упомянутого*
комитета DGZfP.
и
6
б
а
I
в
б
Змее
Змее 5 нес Змее 1мес
РЕ2
(1)
Е2
(2)
Рнс. 20.1. Схема обучения операторов неразрушающего контроля, разработанная общест-
вом DGZfP (по Эгелькрауту):
рЩ—оператор-контролер первой (низшей) категории; PU2— оператор-контролер второй
категории: PZU — техник-контролер; в скобках — число дней обучения;
а —учебные курсы; б — практические занятия; в — экзамены; {/ — ультразвук; Л! — рент-
ген; IF— токовихревой способ; М — магнитный способ; Е — капиллярный способ; цифры
над клеточками для контролеров первой и второй категории различных специальностей
означают продолжительность их практической подготовки в месяцах
400
На рис. 20.2 показана по-
следовательность учебных кур-
сов, экзаменов и практических
работ по сектору способов кон-
троля. Учебные курсы и прак-
тические занятия, показанные
справа от штриховой линии,
предлагаются обществом. Кур-
сы, показанные слева от этой
линии, могут быть закончены
при других компетентных
организациях, например при
институтах и изготовителях
приборов. Семинары повыше-
ния квалификации и т. п. дают
возможность оператору-кон-
тролеру (Р) второй категории
(рис. 20.1) подготовиться на
техника-контролера Z. Для
этого однако нужно подтвер-
дить свои знания по несколь-
ким способам контроля; см.
квалификационную инструк-
цию DGZfP [1713] и другую
литературу [369, 370].
В других странах соответ-
ствующие организации тоже
выпустили стандарты на обу-
чение, например в США—стан-
дарт SNT—ТС—1А, ASNT; в
Австрии — стандарт OGZfP, в
Швейцарии — нормаль SGZP,
во Франции — стандарт Cof-
rend, в Дании — официально
Рнс. 20.2. Схема обучения по одному ИВ"
методов неразрушающего контроля (дан-
ные общества DGZfP, по Эгелькрауту):
1 — семинар; 2 — практика контроля; 3 —
практические занятия; 4 — экзамены; 5 —
другие виды повышения квалификации;
6 *— курсы повышения квалификации на
первую категорию (низшую); 7 — курсы.
повышения квалификации на вторую ка-
тегорию; S — другие виды обучения; 9 —
основной (общий) курс; 10 — предпосылки
приема на обучение
признанные правила Нордтест, в Нидерландах—нормаль Skndo,
в Великобритании — нормали CSWJP и PCN, в странах—чле-
нах СЭВ — государственные стандарты и т. д. Согласование
между нормалями различных стран доведено вплоть до третьей
категории только между ФРГ и Австрией и между Австрией и
Швейцарией. В рабочей группе по международному согласова-
нию стандартов в области обучения неразрушающему контролю
(ICNDT, International Committee for Nondestructive Testing)
проводятся дополнительные работы по этим вопросам.
По американской нормали тоже предусматривается подго-
товка контролеров трех категорий (I—III), которые однако не
полностью соответствуют категориям квалификации в ФРГ.
Поэтому взаимное признание нормалей США и ФРГ пока еще
отсутствует.
401
21. КОНТРОЛЬНЫЕ УСТРОЙСТВА И УСТАНОВКИ
Одновременно со все лучшим овладеванием методами ручного
ультразвукового контроля развитие шло в направлении приме-
нения механизированного контроля вплоть до непрерывно рабо-
тающих установок [1226, 119, 1369] и до так называемых конт-
ролирующих автоматов [1190]. Примерами установок первого
типа (рис. 21.1) могут быть установки для контроля листов,
сортовых заготовок, рельсов и труб, встроенные в транспортные
рольганги. Примерами установок второго типа (рис. 21.2) явля-
Рис. 21.1. Схема непрерывно рабо-
тающей установки контроля:
1 — контролируемый материал; 2 —
механическое устройство контроля
с искателями; 3 — сенсоры для «на-
чала», «конца» и «ограничения»
контролируемого изделия; 4 — дат-
чик движения материала; 5— тран-
спортное устройство; 6 — управле-
ние механическим устройством
контроля; 7 — ультразвуковая эле-
ктроника; 8 — оценка данных конт-
роля; 9 — маркировка; 10— сигна-
лизация (оптическая или акустиче-
ская); // — документирование; 12 —
сортировка
Рис. 21.2. Контролирующий авто-
мат (схема);
1— изделия; 2— магазин с поштуч-
ной раскладкой; 3 — манипулятор
для работы с изделиями (робот);
4 — приемное гнездо для изделий
с держателями искателей или ма-
нипуляторы искателей; 5 — контей-
нер для «годных» изделий; 6 — кон-
тейнер для «брака»; 7 — управление
механикой; 8 — ультразвуковая эле-
ктроника; 9— оценка данных конт-
роля; 10 — сортировка; 11 — сигна-
лизация (оптическая или акустиче-
ская); 12— документирование
'Ются контролирующие автоматы для полуосей, клапанов, ро-
ликов, шариков и других деталей. В установках этого типа про-
изводится манипулирование либо только деталями, либо также
и искателями — в зависимости от геометрии контролируемой
детали и от задачи контроля. В качестве механических устройств
для манипулирования, включающих также и тактовое управле-
ние, все шире применяют обычные промышленные роботы.
Выгодными преимуществами при механизированном контроле
являются объективная оценка полученных результатов УЗК,
более быстрое проведение контроля и определенный объем конт-
роля.
402
Чтобы механизация была возможной, должен соблюдаться
целый ряд предпосылок. Так, например, при эхо-импульсном
методе оцениваемый эхо-сигнал от дефекта должен в достаточ-
ной степени превышать уровень помех, вызываемый рассеива-
нием звука на компонентах структуры материала, а также по-
казания помех вследствие расщепления волн (например, поверх-
ностных волн при контроле труб), обусловленные геометрией
изделия, частицами, взвешенными в жидкости, обеспечивающей,
акустический контакт, и т. д.
Направление изделия по отношению к звуковому лучу долж-
но быть достаточно точным, чтобы не допустить его нежелатель-
ного отклонения вследствие преломления при обычно приме-
няемом акустическом контакте через входной участок из воды.
Ввиду больших различий в скорости звука между водой
(1485 м/с) и сталью (сПроД = 5920 м/с, сП(шер = 3250 м/с) даже
небольшие отклонения от заданного направления прозвучива-
ния довольно заметно проявляются в виде больших отклонений
преломленного звукового пучка в самом изделии. При тоже
часто применяемом акустическом контакте через слой воды,
такой эффект не наблюдается. При недостаточно тщательном
направлении держателя искателя скорее происходит обрыв
акустического контакта вследствие разрушения водяной плен-
ки в зазоре.
Частота импульсов, которая при ручном контроле имеет вто-
ростепенное значение, при механизированном контроле ввиду
обычно более высоких скоростей подачи искателя должна быть
как можно более высокой. Если, например, минимальный об-
наруживаемый дефект встречается на пути луча по крайней мере
три-пять раз, то соответствующей расшифровывающей схемой'
можно добиться некоторого устранения помех, отличив их от
изолированно появляющихся показаний помех электрической
природы (см. раздел 18). Впрочем, частота следования импуль-
сов ограничивается временем прохождения импульса во входном
участке и в самом изделии, особенно при применении довольно-
длинных входных участков из воды, а также возможным по-
явлением фантомного (ложного) эхо-импульса (см. рис. 10.9).
И наконец, при регламентации скорости подачи нужно учи-
тывать ширину звукового пучка. При ручном контроле на от-
ражатель сначала попадает крайний луч звукового пучка,
дающий на экране лишь очень маленькое эхо; внимательный
оператор может заметить это и соответствующим смещением
искателя поймать отражатель центральным лучом, получив мак-
симальную высоту эхо-импульса («выращивание» или формиро-
вание максимального эхо-импульса); напротив, при механизи-
рованном контроле сканирование ведется по строго заданным
траекториям и обычно при строго заданных оценочных порогах.
Поэтому в интересах равномерной оценки отражателей можно
использовать только небольшую часть сечения звукового луча
40S
вокруг центрального луча. Кроме того, оценочный порог в соот-
ветствии с падением амплитуды на краю выбранного звукового
пучка должен приниматься более низким, чем максимальная
индикация.
Настройка оценочных порогов для некоторых изделий, на-
пример труб, листов, сварных швов, может выполняться в соот-
ветствии с действующими техническими условиями на контроль.
У других изделий пороговое значение дефекта, разграничиваю-
щее «годные» изделия и «брак» («допустимые» и «недопусти-
мые» значения), следует определять на основе испытаний самих
дефектных изделий, если на предыдущем этапе ручного контроля
уже не был накоплен соответствующий опыт.
Для сравнения обычно используют индикацию от эталон-
ного дефекта — искусственно выполненного дефекта в без-
дефектной детали из того же материала, изготовленной тем же
способом. Такой эталонный дефект должен быть возможно бо-
лее простым, дешевым в изготовлении и воспроизводимым, что-
бы в случае необходимости эталонное изделие всегда можно
было изготовить самостоятельно. Дело в том, что эталонное
изделие постоянно необходимо для настройки контрольного
устройства и проверки правильности его функционирования.
Прежние попытки имитировать естественные дефекты при помо-
щи эталонных дефектов оказались неудачными. Это и не уди-
вительно, если вспомнить возможное разнообразие и сложность
форм дефектов, например строчек шлаковых включений, зака-
танных в трубах, или флокенов в рельсах. Поэтому нужно от-
дать предпочтение эталонному дефекту простой формы, не-
сложному в изготовлении, например типа цилиндрического от-
верстия или канавки. Оценочный порог следует устанавливать
при гибком сравнении амплитуды от различных естественных
дефектов с амплитудой от эталонного дефекта в конкретных слу-
чаях с некоторым изменением в сторону большей или меньшей
чувствительности по сравнению с показанием от эталонного де-
фекта. Ввиду различий характеристик направленности отраже-
ния от эталонных и естественных дефектов следует настоя-
тельно предостеречь от выбора типа искателя и оптимизации
его настройки только по эталонным дефектам (см. также раз-
дел 19.2).
Контрольное устройство в простейшем случае состоит из дер-
жателя искателя (с одним или несколькими искателями). Дер-
жатель обеспечивает правильное позиционирование искателя по
отношению к изделию. Искатели работают от одного ультразву-
кового прибора, который в случае нескольких искателей имеет
электронный переключатель для индивидуальной работы каж-
дого искателя (мультиплексор). Кроме того, в приборе име-
ется вентильная схема, называемая также монитором, пред-
назначенная для оценки показаний (амплитуд эхо-импульсов).
При превышении или недостижении заранее заданной амплиту-
404
ды монитор посылает сигнал управления в систему дальнейшей
переработки.
Крупные установки контроля, как схематически показано на
рис. 21.1, состоят из одинаковых основных блоков (модулей).
В дополнение к ним имеются устройство для транспортировки
контролируемых изделий и при необходимости сенсоры для
определения границ изделия и выявления его движения. Благо-
даря этому искатели могут управляться в соответствии с гео-
метрией изделия. Кроме того, сенсоры посылают свою инфор-
мацию в обычно весьма многочисленные расшифровывающие
устройства, которые обеспечивают:
сигнализацию о дефекте;
маркировку дефектных деталей;
документирование результатов контроля.
В этих трех группах устройств возможны различные вариан-
ты: сигнализация о дефекте может быть либо предупредитель-
ным сигналом (оптическим или акустическим), посылаемым
одновременно с любым показанием об обнаружении дефекта,
либо изображением дефекта, возникающим на короткое время
на экране или на ламповом табло или на устройстве со светя-
щимися цифрами.
Выявление дефектных деталей может обеспечиваться либо
путем их маркировки, либо сортировкой. Маркировка детали
может выполняться нанесением краски или механически абра-
зивным кругом или местным намагничиванием (магнитной мет-
кой) . Маркировка может наноситься либо в самом месте дефек-
та, либо в определенном месте детали для общей ее оценки.
Сортировка деталей осуществляется их сбрасыванием в раз-
личные контейнеры и мульды; возможно также направление из-
делий при помощи сортировочных стрелок по различным
транспортным путям на участки различной дальнейшей обработ-
ки. Часто маркируют краской не только дефектные изделия, но
и бездефектные, чтобы документировать успешный результат
испытания на самом изделии.
Документирование результатов контроля может осущест-
вляться различными способами. Наряду с записью результатов
контроля по всей длине или по участкам площади самописцами
прямого действия в отдельных случаях применяют также реги-
страцию на пленке (рис. 23.15). При цифровом выражении ре-
зультатов измерения (высоты эхо-сигнала и времени его появ-
ления) применяют печатающие устройства. С учетом повторного
контроля однотипных изделий можно записывать все данные
контроля на магнитную ленту (см. раздел 22.2 и главу 30). При
этом результаты должны храниться в памяти в таком виде, что-
бы их можно было точно сравнивать с результатами контроля,
получаемыми при такой же операции контроля в более позднее
время. При всех способах документирования решение о том,
является ли испытываемый объект «хорошим» или «плохим»,
405
принимается независимо от самого объекта. Поэтому такой спо-
соб расшифровки результатов часто объединяется с одним из-
способом маркировки.
Простейшей программой оценки является ввод порогового*
значения в вентильную схему. Это означает оценку каждого
эхо-импульса от дефекта или от задней стенки по соответствен-
но установленному порогу. Если результат контроля должен
быть зарегистрирован на ленте, то целесообразно отказаться от
оценки амплитуды по методу «да — нет» в вентильной схеме и
записать все показания от дефектов по аналоговому выходу’
вентильной схемы при помощи подключенного далее линейного-
самописца пропорционально их амплитуде. Разумеется, пока-
зательность такого документа будет гораздо большей.
При более высоких скоростях контроля требуется сжатие-
информации о ходе контроля, так как ленты с записью длиной'
в несколько километров можно непосредственно оценивать лишь-
в исключительных случаях. Высказываются также разнообраз-
ные пожелания по оценке и обработке результатов контроля,,
поскольку простая оценка показаний от дефектов по схеме-
«да — нет» может оказываться недостаточной. Обе эти причины
приводят к более или менее сложной программе оценки.
С одной стороны, можно при непрерывном сканировании из-
делий подсчитывать оцененные по пороговой схеме «да — нет»-
показания о дефектах или дефектные участки и классифициро-
вать контролируемые изделия по полученному их числу. С дру-
гой стороны, можно аналогичным образом выразить в цифровом:
виде и результаты первичного контроля. Это делает легко воз-
можной оценку за каждый цикл контроля, т. е. изображения
эхо-импульса от дефекта, вызванного одним посылаемым им-
пульсом, позволяет увязать различные данные контроля, изобра-
зить результаты на печатающем устройстве и облегчить переход
на ЭВМ. Эта оценка, выглядящая на первый взгляд сложной,
имеет наряду с возможностью сжатия (уплотнения) данных,
также и то преимущество, что она допускает многие варианты.
Так, например, с маркировкой детали краской в соответствии
с различными дефектами могут комбинироваться сортировка
на несколько классов, а также регистрация всех данных контро-
ля для последующего сравнения.
В заключение следует сделать еще несколько замечаний по-
поводу «ультразвуковой электроники». В первых установках
контроля в 1950-е гг. для этой цели использовали переносные
ультразвуковые дефектоскопы с приставками типа монитора.
С повышением требований — как по числу искателей (каналов,
контроля), так и по сложности оценки результатов контроля,
для установок были разработаны специальные вставные блоки,
уже имевшие модульную конструкцию и допускавшие гибкое
развитие ультразвуковой электроники. Большое число вновь-
появляющихся самых разнообразных задач контроля ведет к
406
еще более глубокой модулизации, чтобы благодаря различным
комбинациям таких вставных блоков (кассет) можно было лег-
че удовлетворить различным требованиям контроля.
С вводом управляющих ЭВМ в различные производственные
линии было естественно использовать преимущества этого вспо-
могательного оборудования также и для совершенствования
установок контроля. Здесь ЭВМ первоначально использовали
для оценки результатов контроля. Первичные данные о дефек-
тах ультразвуковой электроники перерабатывались по заданной
программе и затем в уплотненной форме передавались для сор-
тировки, маркировки или документирования дефектов. В на-
стоящее время микропроцессоры уже берут на себя и важные
задачи в самой ультразвуковой электронике. Это стало воз-
можным благодаря продвижению цифрового представления
(дигитализации) амплитуды эхо-сигналов и времени прохожде-
ния в системе далеко вперед (по направлению к искателям) и
благодаря тому, что диафрагмы и пороги в цифровых схемах
формировались тоже в цифровом виде, в равной мере как и
необходимые во многих случаях кривые регрессии, выражающие
зависимость амплитуды эхо-сигнала от расстояния до отража-
теля.
Одной из систем приборов с вышеназванными свойствами
является система «Импульс 1» фирмы «Крауткремер» [1193].
Она используется как базисная электроника для различных
типов многоканальных установок контроля. Схемно-аппаратур-
ная часть для выполнения основных функций размещена на не-
большом числе печатных плат; обычный выпускаемый про-
мышленностью терминал (алфавитно-цифровая клавиатура и
дисплей) обеспечивает управление системой. Управление ведет-
ся в режиме диалога между пользователем и системой контроля,
причем пользователь (оператор) получает указания о вводе
параметров настройки при помощи клавиатуры (об их виде и
их последовательности) через дисплей терминала. На таком
же — большом — дисплее может формироваться и развертка
типа А для отдельных каналов контроля (в форме графика эхо-
импульсов, полученных цифровым путем). Это используется и
как вспомогательное средство при настройке и для контроля за
изображением эхо-импульсов во время испытаний. Однажды
разработанные настройки установки могут быть введены в па-
мять и позднее снова запрошены. Это свойство дает большое
преимущество при проведении повторного контроля, так как
для сравнения результатов контроля, полученных в различное
время, обязательной предпосылкой является совершенно одина-
ковая настройка системы контроля. Само собой разумеется, что
настройка системы контроля может выполняться и внешней
цеховой ЭВМ.
Пространственное разделение схемно-аппаратурной электро-
ники от терминала управления делает возможным не только
407
дистанционное управление, но н выполнение второго параллель-
ного рабочего места (терминала управления) для той же уста-
новки контроля. Дистанционное управление в настоящее вре-
мя целесообразно уже при многих задачах контроля, а при ожи-
даемой высокой степени автоматизации в будущем оно станет
необходимым.
В качестве еще одной особенности этой системы приборов
следует назвать также «распределение интеллекта» по всей
системе: на каждой печатной плате размещается компьютер,
состоящий из одного чипа, который управляет функционирова-
нием этой платы. О неправильном функционировании печатных
плат сразу же поступает сообщение через дисплей. Основные
функции системы контроля реализуются стандартизирован-
ными модулями программного обеспечения; общее функциони-
рование установки, ориентирующееся на конкретную задачу
контроля, может быть достигнуто специфическим программным
обеспечением пользователя. Благодаря многочисленным функ-
циям самонаблюдения и самоконтроля в такой системе при-
боров выполняются повышенные требования по надежности
контроля.
Специфические признаки этих электронных модулей уста-
новки рассматриваются в последующих главах для различных,
случаев применения. Литература: [636, 1158].
Часть Г
— СПЕЦИАЛЬНЫЕ ЗАДАЧИ
КОНТРОЛЯ
Классификация многочисленных задач контроля в главах 22—
32 встречает трудности систематизации. В главах 22—30 ставит-
ся целью дать группировку по форме и способу изготовления
деталей, а в главах 31 и 32 определяющим фактором является
материал. Однако строгое расчленение не всегда возможно и
.целесообразно, так что иногда при поиске нужных данных ре-
комендуется воспользоваться оглавлением. Последовательность
изложения принята тоже в основном произвольной.
Если не оговорено иное, то из различных способов контроля
всегда имеется в виду эхо-импульсный.
22. ИЗДЕЛИЯ ДЛЯ ОБЩЕГО МАШИНОСТРОЕНИЯ
22.1. ПОКОВКИ, ПОЛУЧАЕМЫЕ СВОБОДНОЙ КОВКОЙ
Ввиду высокой стоимости обработки и больших затрат времени
на обработку (включая учет сроков поставки) таких изделий
контроль их желательно проводить на возможно более ранней
стадии процесса обработки, чтобы исключить возможные дефек-
ты, имевшиеся в слитке, которые могут поставить под вопрос
применимость готовой поковки по назначению.
Раньше это было особенно важно, поскольку поковки полу-
чали из слитков, отливаемых в изложницах. Эти слитки могли
иметь следующие типичные дефекты:
первичную усадочную раковину;
вторичные раковины, которые, если их поверхность не окис-
лена, при ковке обычно снова завариваются;
неметаллические включения, продукты раскисления, напри-
мер оксиды кремния и алюминия;
посторонние включения, частицы печного (огнеупорного) кир-
пича, неполностью расплавившиеся во время перемешивания;
трещины от флокенов (вызванные водородным охрупчива-
нием) ;
ликвацию.
Ликвация в чистом виде при контроле не обнаруживается или сказы-
вается очень слабо. Поэтому и отпечатки по Бауману или серные отпечатки,
позволяющие выявить ликвацию, не могут быть привлечены для сопоставле-
ния с результатами ультразвукового контроля.
По Бекману и Шпигельбергу [125], неметаллические включения суль-
фидных шлаков н тонкие глиноземистые включения надежно не обнаружи-
ваются.
409
Слитки из изложниц контролируют в направлении наимень-
шего размера, т. е. поперек оси, по некоторым продольным:
траекториям, иногда предварительно подготовленным путем за-
чистки шлифовальным кругом. Однако контроль не всегда
удается выполнить удовлетворительно ввиду крупнозернистой:
структуры и больших размеров слитка даже с применением
высокодемпфированных искателей, работающих на частоте-
0,5 МГц.
В настоящее время используют предпочтительно слитки:-
электрошлакового переплава, в которых вышеперечисленные де-
фекты практически уже отсутствуют, но еще имеются очень тон-
кие неметаллические включения, равномерно распределенные в
поперечном сечении.
По соображениям экономии энергии все чаще отказываются-
от полного охлаждения слитка его отливки, сразу же направ-
ляя его на ковку. Поэтому в большинстве случаев отпадает ж
промежуточный контроль между отдельными операциями ковки1
и отжига, который при охлаждении слитка можно было быь
выполнить по нескольким траекториям на поверхности ввиду
обычно очень грубой (крупнозернистой) структуры с примене-
нием искателей на частоте 0,5 или 1 МГц [845]. Контроле горя-
чих поковок [1039, 1328] на практике пока еще не нашел'
применения [1319]. Он затрудняется, в частности, следующими
причинами:
интенсивное тепловое излучение поковки не позволяет про-
вести тщательный ручной контроль;
неровная и покрытая окалиной поверхность затрудняет-
равномерный акустический контакт и тем самым препятствует
проведению механизированного контроля.
Таким образом, контроль поковок обычно проводится толь-
ко на готовом изделии после окончательной термической обра-
ботки, но до выполнения всех деталей контура, т. е. до обработ-
ки канавок, уступов, конических переходов и скруглений [1132,.
254]. При этом требуется, чтобы средняя высота микронеров-
ностей поверхности (Ra) была бы не более 10—12,5 мкм.
Кроме типичных дефектов, которые могут образоваться в-
поковке из слитков, отлитых в изложницы или переплавленных,
возможны и типичные дефекты, образующиеся при ковке, среди
которых следует прежде всего назвать трещины. Они могут
возникнуть в изделии при недостаточной температуре ковки или.
при неправильном режиме термической обработки. Слабые ме-
ста, имеющиеся в слитке (например, неметаллические включе-
ния) , могут способствовать появлению этих дефектов.
Затухание звука после термического улучшения очень мало-.
В роторах, например, при контроле продольными волнами на
частоте 2 МГц, оно даже не поддается измерению ввиду ма-
лости— не более 2 дБ/м; при частоте контроля 4 МГц этот,
показатель составляет не более 4—6 дБ/м. При низких часто
410
тах контроля и обычной в настоящее время высокой чувстви-
тельности контроля из-за этого иногда получаются помехи, вы-
званные ложными (фантомными) эхо-сигналами (см. раздел
10.2.3), которые на практике не всегда распознаются как тако-
вые, а интерпретируются лишь как повышенный уровень помех.
Это наблюдается особенно на небольших деталях, например на эталон-
ных образцах. При подозрении на наличие помех рекомендуется снизить
частоту следования импульсов дефектоскопа или повысить частоту контроля.
Если амплитуда «показаний помех» при этом снизится, то такие показания
следует идентифицировать как ложные.
Затухание звука при прямом (перпендикулярном) прозвучивании в про-
стом случае может быть определено по разности амплитуд первого и второго
эхо-импульсов от задней стенки с учетом потерь на дивергенцию [851].
Сплошные цилиндры следует рассматривать как плоские изделия. У деталей
с центральным отверстием следует вводить дополнительную корректировку
вследствие отражения от выпуклой поверхности отверстия [979]. При неоди-
наковом характере структуры в сердцевине и в поверхностной зоне и при
наличии местных участков с крупнозернистой структурой, что встречается
в аустенитных поковках, все же таким способом определяется только сред-
нее значение. Использование этого значения при наличии крупнозернистых
участков дает сомнительный эффект.
Если применяются поперечные волны, вводимые под углом, то на коль-
цевых поковках, например на крышках ротора, затухание можно определить
при помощи двух одинаковых искателей при прозвучивании по V-образной
или W-образной схемам. В случае роторов такой метод не дает эффекта, и
поэтому следует применять перпендикулярно излучающие (прямые) искате-
ли, работающие на поперечных волнах той же частоты, поступая таким же
образом, как при измерении затухания продольных волн.
Методика контроля выбирается в зависимости от хода во-
локон в поковках, что поясняется на нескольких примерах
на рис. 22.1. Поскольку многие дефекты, например неметалли-
Рис. 22.1. Волокнистая структура крупной поковки и методика ее контроля
ческие включения, а также и трещины, располагаются преиму-
щественно параллельно волокну, то прозвучивать их следует
по возможности перпендикулярно к волокну. В случае протя-
женной (длинномерной) заготовки для роторов турбин и гене-
раторов контроль по направлению оси поэтому мало показате-
лен, так как от большинства дефектов почти не получается по-
казаний, а при радиальном прозвучивании они выявляются. Кро-
ме того, большие длины пути прохождения звука в продольном
.направлении являются неблагоприятными.
411
Если при прозвучивании в продольном направлении не получают эхо-
импульса от задней стенки, то отсюда еще нельзя сделать вывода об отсут-
ствии или наличии дефекта, так как это может быть обусловлено более круп-
нозернистой структурой в осевой зоне, а вблизи от поверхности (образую-
щей) — эффектом боковой стенки. Только крупные трещины, вызванные на-
пряжением (так называемые тарельчатые), могут быть лучше выявлены (так
как они располагаются перпендикулярно к оси) с торцовой стороны. Однако»
их можно обнаружить и со стороны цилиндрической образующей наклонными
искателями под углом 45° и более или же наклонными искателями по тан-
демной схеме. При радиальном прозвучивании прямыми искателями они за-
теняют эхо-импульс от задней стенки (см. рис. 16.4), не позволяя получить
четкого эхо-импульса от дефекта.
Объем контроля может быть различным в зависимости от
геометрии и назначения поковки. Возможны варианты от скани-
рования только по отдельным траекториям прямыми искателями
до сплошного сканирования прямыми искателями и дополни-
тельного наклонного прозвучивания по направлению периметра
или оси и далее до дополнительного контроля по тандемному
методу. В частности, для роторов по заводским инструкциям
требуется дополнительное сплошное сканирование по всему
объему с наклонным прозвучиванием, например, согласно
рис. 17.2. Если используемые при этом искатели имеют угол
раскрытия ф при падении амплитуды на 6 дБ в эхо-импульсном
режиме, то следует использовать такие отдельные приставные
клинья, чтобы угол ввода звука каждый раз повышался на 2ф.
Для этого случая лучше всего подошли бы также и секциониро-
ванные искатели. Частоты, используемые при контроле, распо-
лагаются в пределах от 1 до 5 МГц (предпочтительно 2 МГц).
При расшифровке показаний, полученных при контроле по-
ковки, дело сводится в конечном счете к тому, чтобы сформиро-
вать возможно более близкую к действительности картину де-
фектов в отношении их положения, величины, ориентации, фор-
мы и типа.
Понятие «дефект» при этом не должно рассматриваться как суждение
о пригодности детали. Требуется только описать те неоднородности, обнару-
живаемые прн неразрушающем контроле, которые в отдельных случаях могут
поставить под вопрос применимость изделия для предусмотренной цели. Со-
временные знания и методы механики разрушения позволяют дать довольно
дифференцированную картину размеров дефектов, обобщенные критерии
оценки которых, например, отношение амплитуд эхо-импульсов [1038], число-
вые таблицы [1238] или статистические инструкции по сдаче — приемке типа-
диаграммы числа и амплитуд эхо-импульсов по Рэнкину и Мориарти [1224,.
1225] сами по себе ни в коем случае не могут быть достаточны.
Расположение дефекта при тщательно настроенном приборе
может быть определено достаточно точно по времени прохож-
дения импульса — по изображению на экране. В отдельных слу-
чаях уже теперь применяют приборы, время прохождения им-
пульса на которых может быть отсчитано очень точно при по-
мощи дополнительной цифровой индикации. Менее точно может
быть определен угол между нормалью к поверхности в точке
входа звука и дефектом. Для этого должен быть точно известен
412
угол ввода звука или угол наклона при прямых искателях.
К тому же дефект в зависимости от его формы и ориентировки
может иметь оптимальную отражательную способность и вообще
за пределами оси луча. И, наконец, особенно в случае цилинд-
рических поверхностей, небольшое покачивание искателя может
привести к изменению углов ввода звука; предотвратить эта
легче всего закреплением искателя в держателе, который само-
центрируется по отношению к контролируемому образцу. Если
требуется удалить дефект местным ремонтом или высверлива-
нием, то рекомендуется прозвучивать его из двух или несколь-
ких точек и находить его положение тригонометрическим рас-
четом.
За критерий размера дефекта можно принять максимальную»
амплитуду эхо-импульса от дефекта или длину его регистра-
ции. Описание амплитуд делается предпочтительно по методу
АРД-диаграмм (см. раздел 19.2). Фактический дефект, как пра-
вило, будет больше, а иногда даже намного больше, чем экви-
валентный отражатель, определенный по методу АРД-диаграм-
мы. Эмпирически определены также поправочные коэффициенты
для расчета истинной величины дефекта для дефектов отдель-
ных типов [813, 1052]. Эти коэффициенты, разумеется, имеют
значительный диапазон разброса и для их применения заранее
должны иметься некоторые сведения о типе дефекта и о его.
ориентировочном размере.
Однако встречается и обратный случай, когда естественный дефект ока-
зывается меньше измеренного эквивалентного отражателя при контроле по-
ковок. Это бывает, например, в поковках, изготовленных из слитков электро-
шлакового переплава, неметаллические включения в которых распределены
очень тонко. Здесь наблюдаются случаи, когда ввиду большой длины пути'
прохождения звука и связанного с этим большого диаметра звукового пучка
охватывается большое число очень маленьких и отделенных один от другого-
включений, находящихся однако па одинаковом расстоянии от искателя; по-
казания от них складываются и получается одно показание суммарной ампли-
туды, которое должно регистрироваться как показание от большого дефекта.
Ввиду большого пути прохождения и связанного с этим большого диаметра»
искателя фокусировка звукового пучка в таких случаях уже невозможна.
Принципы оценки дефектов в таких случаях имеются в литературе [641].
В качестве вспомогательного средства для практического
контроля, позволяющего определять размер эквивалентного от-
ражателя, по предположению Кляйнмана [811], были созданы
шкалы АРД для контроля поковок (рис. 22.2). Такая шкала
ставится как приставка перед экраном прибора. Перед упо-
треблением прибор нужно настроить по времени прохождения
импульса и по усилению в соответствии с примененной шкалой.
Для настройки усиления на шкалу специально нанесена линия
«отражения от задней стенки», так что чувствительность конт-
роля можно настраивать на самом изделии. Кроме того, на
шкалах в соответствии с АРД-диаграммой нанесен ряд линий
для различных размеров эквивалентных отражателей. Точка
пересечения эхо-импульса от дефекта, усиленного до макси-
413;
мальной возможной амплитуды, с одной из линий шкалы дает
величину эквивалентного отражателя. На шкалах учитывается
также среднее затухание звука, зависящее от частоты. В дру-
гой работе [1327] было предложено применить различные шка-
лы с градацией затухания в 2 дБ/м, чтобы можно было лучше
подогнать эти шкалы к конкретному случаю контроля.
ЭДРнс. 22.2. Эхо-импульсный прибор с приставной шкалой АРД-диаграммы для контроля
<поковок
С введением метода АРД-диаграмм в практику удалось
учесть не только закон изменения звука с расстоянием, но и
влияние затухания звука. Наряду с этим таким методом можно
легко и быстро определить отношение сигнал/шум.
Наряду с амплитудой эхо-импульсов нужно также тщательно
'следить за постоянством отражения (эхо-импульса) от задней
стенки. За местными нарушениями эхо-импульса от задней стен-
ки, если колебания акустического контакта исключаются, могут
скрываться плохо отражающие дефекты, например тарельчатые
трещины при радиальном прозвучивании, как уже упоминалось.
Таким способом можно также обнаружить и локально ограни-
ченные участки с неполностью завершенной термической обра-
боткой. Чтобы и при высокой чувствительности контроля еще
можно было обнаруживать нарушения эхо-импульса от задан-
ной стенки, прибор должен быть снабжен переменным сниже-
нием этого эхо-импульса (раздел 10.3.2).
Некоторые высказывания об ориентации и форме дефекта
сложно сделать, если наблюдать за амплитудой эхо-импульса от
.дефекта при прозвучивании из различных направлений. Такие
••выводы позволяет сделать и динамика эхо-импульса (рис. 22.3).
Отдельное место отражения, имеющее примерно цилиндриче-
скую форму, при сканировании в направлении по окружности
попадает в звуковой луч и сначала дает небольшой эхо-импульс,
‘41.4
который затем быстро вырастает до максимального значения;,
приближаясь при этом к эхо-импульсу от задней стенки. При
обратном движении высота этого эхо-импульса аналогичным!
Рис. 22.3. Блуждающие эх<х
импульсы при сканировании
ротора в окружном направ-
лении, Огибающая кривая
блуждающего эхо-импульса
при цилиндрических дефек-
тах и тангенциальных тре-
щинах (а) отличается от
наблюдаемой при радиаль-
ных трещинах (б)
образом уменьшается. Аналогично ведет себя и эхо-импульс от
тангенциального плоского дефекта, только рост его получается»
более крутым. Напротив, если дефект ориентирован радиаль-
но, то при входе в звуковой пучок он уже на большом расстоя-
нии дает эхо-импульс большой амплитуды. При приближении к.
дефекту эхо-импульс падает до нуля, но затем снова растет
при выходе дефекта из звукового луча. Плоский дефект,: за-
нимающий положение между тангенциальным и радиальным,,
дает линию перемещения, которая при входе дефекта в луч»
имеет иную форму, чем при выходе. Такие перемещающиеся!
эхо-импульсы, следовательно, свидетельствуют о нетангенциаль-
ном расположении плоских дефектов, которые, вероятно, явля-
ются трещинами [85].
Судить о типе дефекта можно по его положению, размерам,,
ориентации и форме. Наряду с этим весьма важно знать преды-
сторию поковки и ее возможные типичные технологические де-
фекты. Изображение на экране тоже может дать сведения о-
типе дефекта. Поэтому согласно австрийскому стандарту
ONOKM 3002 (см. главу 34) нужно указывать также и форму
эхо-импульса (рис. 22.4). В качестве примера на рис. 22.5-
показано различение зон с неметаллическими включениями и:
ликвационных трещин.
Включения обычно встречаются в большом количестве и
разных размеров в одной из зон поковки — в осевой зоне или
по кольцу вокруг нее. На экране видны многочисленные тесно-
расположенные эхо-импульсы различной величины, причем ну-
левая линия между ними редко бывает свободной от показаний
(рис. 22.5, а). Трещины обычно встречаются на больших рас-
стояниях одна от другой или поодиночке и имеют в большинстве
случаев одинаковый размер. Хотя они располагаются предпоч-
415
тительно в направлении волокон, но могут занимать различные
угловые положения относительно этого направления. В соответ-
ствии с этим они отражают более или менее хорошо; следова-
тельно, из такой зоны с трещинами можно получить эхо-им-
Рис. 22.4. Формы эхо-импульсов (по
австрийскому стандарту ONORM
3002):
/ — экран; 2 — форма эхо-нмпульса;
3 — условное обозначение;
ЕЕ — одиночный эхо-импульс; GN —
группа разделяемых эхо-импуль-
сов; GA — группа неразделяемых
эхо-импульсов; RZ — кольцевая зо-
на; VE — большое число отдельных
эхо-импульсов; W'W' — «трава» —
эхо-импульсы от элементов струк-
туры, шум
Рис. 22.5. Различия в показаниях От неметаллических включений и трещин (для ясности
даио схематично и утрированно):
-«х — включения; б — трещины от флокенов.
<Эхо-нмпульсы от более удаленных дефектов вследствие расширения и затухания звуко-
вого луча проявляются в слабой форме
-416
пульсы большей или меныцей величины^ которые одаанолв^пром
тивоположность показаниям от-включений в большинстве слу-
чаев четко разделены между собой ^рис. 22.5, б). Кроме того,
эхо-импульс от задней стенки при .наличии трещин, как правило,
бывает больше ослаблен. Впрочем, для очень/маленьких ликва-
ционных трещин .эти различия получаются. не> очень четкйми,
причем даже применёдие более; высокой частоты [контроля (4—’
5 МГц), при которой в принципе различий должны выражатьсй;
более резко, здесь не всегда-дает полезный эффекту
Более далеко . идущие методы формированиям дополнитель-
ных. критериев .оценки, фактического доведения:дефектов, напри-
мер импульсная спектрометрця. голография, секционированные
излучатели и др., пока еще не получили .применения в практике
контроля., и ч J 'Ч'- .
Поскольку наряду с изготовлением ц .отделом .технического
контроля в оценке качества изделий заинтересованы и другие
стороны, например окончательный потребитель,. комиссия по
оценке сортности, органы надзора и т. д., инструкции и стандар-
ты должны все более четко ограничиваться, однозначно: опреде-
ляемыми критериями, т. е в основном относящимися: к положе-
нию дефекта, величине эквивалентного отражателя, затенению
задней стенки, форме эхо-импульса, поведению эхо-импульса
при динамическом контроле (перемещении искателя), а- крае-,
вым условием в них должно быть отношение полезный'сиг-
нал/шум для гарантии того, что.минимальный еще регистрируе--
мый дефект может быть выявлен и практически. Ввиду тенден-:
ццй. к применению механизированного контроля ,из> вышеназван-
ных. параметров отдают предпочтение положению, размеру, экви-
валентного отражателя и уменьшению эхо-импульса от задней
стенки, так как эти параметры более всего доступны для цифро-
вой обработки на' ЭВМ. - . ; ., ; г ’-ку с о .
Международные стандарты и нормативные документы (гла-
ва. 34) обычно описывают только методы контроля и.настройки,!
а .также методы оценки сигнала, но не регламентируют границ'
допустимости. Этот вопрос решается, .как правило, непосред-
ственно изготовителем и заказчиком {1132]. Границы. допусШг
мости дри этом, ориентируются не столько на зоны опасности-,:
обусловленные ,технологическим процессом изготовления; сколь-;
ко,.на, эксплуатационные, нагрузки. , . , , . , U
,,,Т^к, например,, у. поковок для. роторов ввиду их нагружения;
центробежной . силой. строго оценивается центральная(осевая)
задачу ларевых и газовых турбин, ввиду их нагружения циан дли-
тадьную прочность.— горячие детали, у вадрв. турбинтдааоны
закрепления Дрцатрк, у.• валов.генераторов — зоны:.каадвок: (па-
зов);. для. обмоток, .чем .расцодрженмые между,.;нммикййдьаевые
зоны-И’крины далрв; 1Н32], 47. ; ; -/г.э oaoapoqn с
..Кроме.нагружения .при выборе-.критерия?й<?нжимост»| могут
играть определенную-родь и другие соображения,!^ак,,на кромн
14. И 4W-
ках подготовки под сварку для роторных поковок регламенти-
руются очень низкие границы допустимости, чтобы по возмож-
ности уменьшить риск возникновения дефектов при сварке. !
Вопросы контроля поковок освещены в литературе [1450,,
740, 1055, 124, 930, 1326, 27 (разделы G12 и G13), 461, 968,
1064]. Влияние их геометрии освещено в работах [1399, 799],
Специально определению размеров дефектов посвящены работы
[1150, 813,1055, 822,1147].
При контроле аустенитных поковок, а также, например, и
изделий из особо чистого железа, техника испытаний; приме-
няемая для поковок из ферритных и термически улучшаемых
сталей, обычно не дает удовлетворительных результатов ввиду
того, что их структурные компоненты вызывают более сильное
рассеяние звука. Поэтому в прошлые годы проводились интен-
сивные опыты по контролю аустенитных поковок [922, 1132].
При этом вследствие изменения технологии ковки значительно-
улучшились возможности контроля. Например, благодаря регла-
ментации температуры конца ковки с учетом соответствующих
диаграмм рекристаллизации удалось избежать образовайия
местных крупнозернистых зон, которые и являлись одной и»
основных проблем при ультразвуковом контроле. '
В технике контроля применяют преимущественно высокО-
демпфированные искатели, работающие на частотах около
500 кГц и 1 МГц, которые при достаточной осевой разрешающей
способности дают лучшее отношение сигнал/шум [486]. Изме-
нения в приборах контроля, например применение техники CS
(CS—Technik) [270] или способов усреднения [539], йе дали
существенного улучшения результатов по сравнению с получае-
мыми вышеназванными искателями.
22.2. ПОВТОРЯЮЩИЙСЯ (ПЕРИОДИЧЕСКИЙ) КОНТРОЛЬ
Рассматривавшиеся выше способы контроля применялись во-
время процесса изготовления или непосредственно после него,
поэтому их называют также производственным контролем. Для
наблюдения за высоконагруженными деталями, в частности на
машинном оборудовании электростанций, все большее значение
приобретает периодический контроль (в процессе службы).
Здесь исследуется изменение в процессе эксплуатации ранее
выявленных дефектов, не приведших к забракованию, и прове-
ряется образование новых дефектов в изделии. Это могут быть
трещины от знакопеременного нагружения, так называемые
усталостные, а также повреждения, возникающие при нагруже-
нии на длительную прочность и при воздействии коррозии.
Для обоих видов контроля, производственного и периодиче-
ского в процессе службы, в случае высоконагруженных деталей
совершенно необходима механизация. Некоторые примеры этого
приведены В разделе 22.3. Однако в большинстве случаев невОз-
418
можно использовать результат контроля в процессе изготовле-
ния как исходное состояние для периодического контроля, так
как при этом применяются другие критерии оценки и прихо-
дится использовать другие устройства, предназначенные для
контроля на месте.
Первый контроль (базовый, основной) проводится на гото-
вом для монтажа или на уже смонтированном изделии, т. е. в
момент времени, когда изделие, признанное годным при изго-
товлении, еще не имеет никаких повреждений, вызванных его
эксплуатацией. Оценка результатов последующего (повторного)
контроля рассчитывается на сопоставление с состоянием при
упомянутом основном контроле (отпечатком пальца). Следова-
тельно, первый повторный контроль проводится, как правило,
после транспортировки и монтажа изделия. Расшифровка в
устройствах для повторного контроля тоже ориентируется на
сопоставление с состоянием при таком нулевом контроле (отпе-
чатке пальца).
Далее приводятся некоторые примеры повторного контроля
без механизированного перемещения искателя.
На шейке кривошипа или коленчатого вала возникают уста-
лостные разрушения в галтели, распространяющиеся в тело
вала под углом 45° к его оси. В соответствии с этим контроль
прямым искателем (рис. 22.6) получается менее эффективным,
чем наклонным искателем. Если такой контроль затруднен на-
личием отверстия в шейке, то это отверстие можно иногда
использовать в качестве отражателя. Иногда трещины под влия-
нием дополнительной крутильной нагрузки распространяются
также и под углом к оси шейки. В таком случае их лучше обна-
руживать с плоской поверхности щеки кривошипа (рис. 22.7),
с которой луч можно направить под углом к поверхности шейки.
Для избежания ненужной работы по сканированию очень поле-
зен опыт изучения уже известных случаев разрушения. По
сравнению с магнитно-порошковым контролем ультразвуковой
контроль более эффективен, поскольку не обязательно нужно
снимать шатунный подшипник, и поскольку, например, после
настройки по эталонному образцу, можно приблизительно ука-
зать глубину трещины.
При исследовании тяжелых машин часто встречаются масляные канавки,
заполненные маслом. В таком случае получают не только ожидаемый эхо-
импульс от их передней стенки, но и от задней стенки. Он располагается
ввиду меньшей скорости звука в масле на расстоянии, соответствующем че-
тырем диаметрам отверстия, за эхо-импульсом от передней стенки и ввиду
•фокусировки передней стенкой канавки получается неожиданно очень сильным.
Опорные колонны тяжелых прессов, а также штоки насосов
могут иметь усталостные разрушения в резьбе (рис. 22.8), рас-
пространяющиеся от впадины резьбы перпендикулярно к оси.
Обычно их можно легко выявить с торцовой поверхности, если
поставить прямой искатель поблизости от края, Если при этом
44*
419
буду-п выявлены rpj аамилвитки резьбы, та их можнобудетчзбйй-
ирудявды; по^репушярности/, Однака'.меньшие трещийы лрудмёе
поддаются: обнаружению; Лучше всего'иодобрагь'поЛ'хОДящйй
• уголтраскрытиятзвукоюголуча с применением искателей1 раз-
личного диаметра и различной частоты на эталонном^ обрй'зЦе
-х надрезомшилюй >B основании резьбы? Ввиду сильного отраже-
ния юта самих: витковгрезьбы' наклонное’прозвучивание со -етъ-
О.Н 1/Ч!НТ<У1 II f.1.1 ;HV1 .!' ii!ф;.: 1 I..:. Не-. , М i i ' ;z ' • г' I 11' 01 (‘ iV
/. ilflllHEItlf'i a
жагипта
(k liana
n mo4it;ранга)
a
a
ОТНЯТ!
I H: ).h( ) il'.Ui, I 1 г Y II 11
HHi.l 1 I: ;v> >((’ I-T < кiTllOa
Рис. 22.6. Контроль устало*
^ТРго;в^ ,н!ше^:1[^!,
a—без отверстия; б — с
; i :^тВ)ер£»тиём* 'Hl '4)1)
; T'-OIIO’.
1.11
I Hl IU Л ‘ -Л- ' " н; I ?kl Н'Г.'Н Hi
b /1 и Н'Н ' / /I ' ' я/:- -Г. I.' =1. Г.П.М1
'ус.4 иЫМ1<([1{'
f 1 { I’hc: 22.?/ 'УУт^ло^т^ы^'^з-
; e I -1) нрушециж-я^ цзейдо-хнк’смвн-
. ч J чатых валов в наклонном
f< i Д i-Ч. к /' / ‘’ положений ; !(дле’д''Итр^11цй^ы
, У ... :. j -р/ЖНОСТИ); ; )/К/I t 'I
ДМ—। । ли . 1 ! । ж у । ;
роны образующей не так эффективно и может применяться
только Ь том случае, если со стороны торца нет доступа. В неко-
торых случаях можно воспользоваться наклонными искателями,
работающими на продольных волнах (рис. 17.3). , !!>?•
’ ПЬи('^м1еньЙ1енном диаметре конца штока насоса (рис. 22'9), ког*да пЬя-
1МбЬС;прЬЙ^ивйййе‘ резьбы с‘'Торца ужУиневдзможйо, Все же Обёспйийается
успешный контроль. На экране ви'дны строго рёТулярные эхо-импул’ьСы Ьт
(420
вйткб^. йад Которыми заметно возвышается эхо-импульс отЧрещины.
При этом.речь идет о волне,; подвергшейся дифракции на суженном участке.
При контроле поковок для машинного оборудования электро-
станций совершенно необходимо механизированное сканирова-
ние со всесторонней расшифровкой результатов, как показы-
вают примеры в разделе 22.3. Здесь же излагаются некоторые
основные соображения. -
Возможность контроля нужно предусматривать уже при кон-
струировании. Один из старых примеров показан на рис. 22.10.
Четыре продольных канавки позволяют проконтролировать пре-
обладающую часть внутреннего объема ротора генератора спе-
циальными искателями. ’ ... ’’
Если "Имеется доступное центральное^отверстие (как это
об ычйЬГ1 предусматривается в США), то'открывается хорошая
возможность контроля высоконагруженных областей металла
вокруг этого отверстия и всего ротора изнутри (см. раздел 23.3,
«boresonic inspection» — звуковой контроль через отверстие)/
Другими критическими участками в турбогенераторах яв-
ляются клиновые замки, которые удерживают обмотку; й пазах
для преодоления действия центробежной силы. На этих местах
ввиду высокого давления напрессовки и нагружения на знако-
переменный изгиб сравнительно гибкого ротора может произой-
ти коррозиц,трения. Контрольна такие трещины проводится
наклонными искателями со стороны наружной поверхности зуба
[1376]. '
Бандажные кольца (крышки ротора, крышки индукторов,
рис. 22.1) являются наиболее нагруженными деталями турбо-
генераторов. Они предназначаются для того, чтобы восйринять
центробежные силы от концов обмоток, выступающих из про-
дольных канавок ротора. Они изготовляются преимущественно
из высокопрочных холоднодеформированных немагнитных мар-
ганцевых аустенитных сталей. При их эксплуатации могут воз-
никнуть, в частности, усталостные разрушения в местах приго-
рания под действием блуждающих токов, но чаще наблюдается
коррозионное растрескивание под напряжением при наличии
влаги. Такие трещины могут быть выявлены вручную наклонны-
ми искателями под углом 35—45° на частоте 2 МГц. При нали-
чии иногда встречающихся крупнозернистых зон нужно перейти
на частоту 1 МГц. Более показательным, чем ручной контроль,
является периодически повторяющийся контроль с применением
специальных манипуляторов (см. раздел 22.3).
Бандажные кольца при их работе насаживаются на ротор и на опорный
диск с натягом, т. е. находятся под напряжением. Цели их снять, то четко
выявляющиеся раньше показания от трещин могут исчезнуть; Видимо, эти
показания были получены от тонких трещин, которые без раздачи (после
снятия напряжений) прозрачны для звука. Поэтому контроль следует прово-
дить по возможности в изделии с напрессовкой.
421
Рис. 22.9. Контроль резьбы на на-
личие трещин в тени звуКовЬго лу-
ча, сверху схематично показано
изображение иа экране
Рис. 22.10. Ротор генератора в раз-
резе с четырьмя канавками по
Вестингаузу для контроля внут-
реннего поперечного сечения
Рис. 22.11. Контроль бандажного кольца индуктора:
/—трещина; 2 — бандажное кольцо; 3 — ротор.
22.3. МЕХАНИЗИРОВАННЫЕ УСТРОЙСТВА КОНТРОЛЯ
На рис. 22.12 показано устройство для изготовления .бандаж-
ных колец фирмы «Крупп», управляемое от ЭВМ [1557],
Контроль проводится в так называемой иммерсионной,ванне,
причем кольца располагаются в иммерсионном бассейне,на двух
роликах. В воду погружена небольшая часть периметра кольца.
Для контроля применяются четыре искателя: два из иих излу-
чают перпендикулярно в стенку кольца, а два других возбуж-
дают поперечные волны под углом 35—60° (предпочтительно
под углом 45°). Два искателя с различными направлениями
прозвучивания располагаются внутри кольца, а два.—снаружи.
422
Обе системы искателей закрепляются на концах жестких штанг,
которые передвигаются в осевом направлении как клещи над
стенкой кольца. При вращении кольца таким образом дости-
гается 100%-ное сканирование по винтообразной траектории.
Четыре искателя работают в мультиплексном режиме. Один из
обоих прямых искателей используется для контроля затухания
звука.
Результаты контроля записываются на двухканальном линей-
ном самописце с реверсивным транспортированием ленты с та-
ким расчетом, чтобы первый канал записывал эхо-импульсы
пропорционально их амплитуде на участке от 0 до 180° по на-
Рис. 22.12. Устройство для контроля бандажных колец:
а —фото фирмы «Крупп»; б —лента с записью искусственных дефектов (Я1 — расстоя-
ние по оси бандажного кольца, 7?2 — расстояние по окружности от 0 до 180 и от
180 до 360’)
42Э
правлению окружности кольца, а другой канал после 'реверси-
рования направления ленты выполнял бы аналогичную запись
на участке от 180 до 360°. Это обеспечивается двумя раздель-
ными самописцами для прямого и наклонного излуйейия. В со-
четании с небольшим смещением отдельных дорожек записи
получают точную локальную картину расположения дефектов,
что обнаруживается по почти пластической форме эхо-импуль-
сов от дефектов по их динамике. В качестве основы для повтор-
ного контроля такой способ однако непригоден, так как для
этого кольца нужно контролировать в насаженном состоянии
(с натягом). Для этой цели многие исследователи создают ме-
ханизированные контролирующие устройства.
Важность периодического повторного контроля бандажных
колец подчеркиваетбй' более чем двадцатью известными случая-
ми аварий, иногда тяжелых [1450}, случившихся в последние
годы. Решающим фактором успеха является очень точно вос-
производимое направленное движение искателей и цифровая
запись. В таком случае даже пикн шума от зерен структуры
могут бьгть представлены как результат начального контроля
бандажного кольца (отпечаток пальца). ,В таком случае при по-
вторных испытаниях сравнением сигналов от дефектов, имев-
шихся при базовом контроле, уже можно выявить сигналы от
новых дефектов, даже если они не превышают уровень шума
[1055]. При настройке чувствительности па фон помех дости-
гались Лучшие результаты, чем при настройке по эталонному
отражателю в форме канавки глубиной 1 мм и длиной 25 мм.
Энфсльд [1137]. тоже описдл устройство, дозволяющее кон-
тролировать воздушный* З'аЗор смонтированного ротора.
Механизированный контроль поковок для роторов был вве-
ден машиностроителями уже довольно давно, во-первых, для
того чтобы обеспечить определенное направленное движение
искателя для сплошного сканирования, а во-вторых, чтобы пу-
тем записи полного результата и его сравнения с быстрым сле-
дованием разверток типа А при визуальном наблюдении можно
было обеспечить повышенную надежность выявления дефектов
и получить дополнительную информацию от расшифровки по-
казаний. Требуется сплошной 100%-ный контроль по всему
объему, причем каждый элемент объема нужно прозвучивать
в нескольких направлениях, по возможности в трех почти взаим-
но перпендикулярных направлениях.
На контролирующем устройстве фирмы «Броун Бовери»
(рис. 22.13) по Мору [1052] поверхность сканируется системой
с несколькими искателями (рис. 22.14, б) с обеспечением аку-
стического контакта проточным маслом. Резервуар с маслом,
ультразвуковые приборы и регистрирующее устройство распо-
лагаются на контрольной каретке, которая перемещается, вдоль1
изделия. . у
На рис. 22.14 показана специальная регистрация на пленке?.
424
Временная линия нормальной развертки типа А изображается
на пленке перпендикулярно к "направлений-,, ее перемещения.
Следы эхо-импульров возникают,в виде кривых.геометрического
места точек времени прохождения {рис. 2В.Т4', а). Сами эхо-
импульсы для записи закрыты. Только следы их оснований пре-
рывают почернение пленки нулевой линией. Подача пленки свя-
зана ср скоростью сканирования системой искателей на роторе.
Ширина светлого (яркого) основания эхо-импульса уже яв-
ляется первым показателем его высоты (амплитуды). На допол-
нительном небольшом кинескопе (4) записываются амплитуды
эхо-импульсов от задней стенки и наиболее высокие эхо-импуль-
сы от дефектов в районе вероятности возникновения дефектов.
Эхо-импульс от задней стенки может1 быть снижен более
чем на 30 дБ, что означает очень высокую чувствительность в
районе ожидаемого возникновения дефектов (у просверленных
роторов—.до эхо-импульса от отверст.ИЯ-и за hh&j). По измене-
нию времени прохождения можно четко .выявить ,блуждающие
эхо-импульсы, которые, важны для определения типа дефектов
(см. раздел 22.1).
Более старые устройства со значительно,меиыЙИми возмож-
ностями были описаны в работе Гольдмана и Оже, фирмы
«Дженерал электрик» [545, 546], Кука и Уокера [261]. В бо-
лее новых устройствах фирмы «Джапан стил уоркс» (JS\V,
Окубо и др. [1141]) данные ультразвукового контроля подвер-
гаются электронной обработке. Система дает изображение раз-
верток типа В и С в реальном масштабе времени и перечень
дефектов с указанием их размеров и точных координат и опре-
деляет эквивалентный отражатель. Мощность ЭВМ рассчитана
на контроль крупных поковок диаметром до 2600 мм, если
имеется соответствующее устройство для их вращения.
Нусмюллер описывает, в частности, меньшее устройство для
контроля изделий длиной до 1500 мм и диаметром 700 мм в
иммерсионном варианте. Ввиду более равномерного акустиче-
ского контакта при этом можно использовать частоты до
10 МГц [1132].
Наряду с описанными устройствами для механизированного
производственного контроля в последние годы аналогичные
устройства применяются и для повторного периодического кон-
троля.
В частности, в США различные тяжелые аварии на цельных
роторах [1354], вызванные дефектами изготовления и нагруже-
нием на длительную прочность, в первую очередь в более ста-
рых установках, привели к тому, что повторный контроль при
наличии осевого центрального отверстия было решено прово-
дить через него («звуковой контроль через отверстие»). Неко-
торое число таких устройств для контроля уже используется
регулярно [1526, 542]. Джекобс сообщает о более новой и со-
вершенной системе исследования и оценки роторов турбин
.425
Рис. 22.13. Установка для контроля вращающихся поковок массой до 150 т (фото фирмы
«Броун Боверн», Баден, Швейцария)
(Turbine Rotor Examination and Evaluation System — TREES
[714]). Целью таких исследований в настоящее время является
получение данных контроля в такой форме, чтобы их можно
было непосредственно ввести в вычислительную программу ЭВМ.
для оценки остающегося срока службы.
Другая проблема контроля материала выявилась на реак-
торах низкого давления типа дисков, насаженных с натягом,
после целого ряда очень тяжелых аварий в Великобритании
426
Рис. 22.14, Система регистрации
контроля 150-т поковок на уста-
новке фирмы «Броун Бовери»
(см. рис. 23.13 [1052]):
а — принцип регистрации: 1 —
обычная развертка типа А; 2 —
диафрагмированная (выделен-
ная) нулевая линия; 3—метки
диафрагмы; 4 — амплитудная
трубка; 5 — объектив камеры;
6 — изображение диафрагмиро-
ванной нулевой линии; 7 — изоб-
ражение показания иа ампли-
тудной трубке; 8 — пленки; 9 —
кривая геометрического места
точек времени прохождения (А—
входной нмпульс; В — следы
промежуточных эхо-импульсов;
С — эхо-нмпульс от задней стен-
ки); 10 — кривые геометрическо-
го места точек для амплитуд
(D — наибольшая амплитуда
промежуточного эхо-нмпульса;
Е—амплитуда эхо-импульса от
задней стенки — по возможности уменьшенная в диапазоне диафрагмы II). Стрелков
показано направление движения пленки; ,
б— регистрация контроля вала, пораженного флокенами; А — наклонный искатель (с
углом 40е); В — нормальный искатель; С — наклонный искатель с углом 65; / трещи-
на типа флокена на торцовой поверхности вала; qitSl— осевые эталонные отверстия дна-*
метром 2 мм; А’+В'+С' — пленка для записи при работе всех трех искателей парада*
дельно; Д', В', С' — пленка для записи при работе какого-либо одного искателя [А,
В или С); 2 — изменение амплитуды и следы эхо-импульса от поперечного отверстия.
427
Рис. 22.15. Стенд для уль-
тразвукового контроля ди-
сков турбин низкого давле-
ния (фото фирмы «Крафт-
верк-униои», Мюльгсйм/Рур
[7281)
[746], в США п ЮАР. Речь идет о коррозионном растрескива-
нии под надр^жерием от кромки отверстии диска, развиваю-
щемся, в частности, от острия клина, В США в связи с этим
был разраб|Й#н. план стандартных ревизий/ предложенный Ко-
миссией контроля атомной промышленности (NRS [1739]), по
которому, в частности, предусматривается периодически повто-
ряющийся контроль роторов турбин в атомных установках.
По этому тфану различные изготовители /таких рб^оров разра-
ботали устройства „для повторного контроля, специально рас-
считанные ф конструктивные особенйос^ <эхих роторов, чтобы
Piicf'22,16. Повторный конт-
роль вала низкого давления
турбины мощностью
iBW МВт. Для контроля вал
не нужно вынимать из ци-
линдра Чфото фирмы «Броун
Боверн», Баден, Швейцария;
изделие фирмы «Крауткре-
мер-Гайссель»)
428
можно,. было прр^снтролиррратьцжрцтнческце! -участки" без где*
монтажа .диска и. лопаток. На рис. 22J5 показано такое кон-
тролирующее устройство фцрму:.. «Кфафтверк-унион», Мюль-
гейм/^ур [728}, для насаженные с, натягом. (ДИСКОВ роторов
турбин низкого давления. Участок,отверстия-[диска при. этом
сканируется комбинацией различных наклонных искателей, ра-
ботающих в одиночку и по методу .тандемй с.цедыо выявления
трещин, возникающих при эксплуатации. Манипулятор с ком-
бинацией искателей вводится в зазор между дреками, имеющий
ширину всего 50 мм. ,
Другие контролирующие устройстватогоже'типа описаны
в работе [70, 1037]. Хотя,эта проблема в, роторах ,других типов
(цельных и сваренных из отдельных поковок) ,не стоите все же
в атомной промышленности иногда И: для таких роторов тоже
требуют проведения периодического, -контроля. Одно ( Такое
устройство для контроля сварных, налов для турбогенератора
атомного реактора мощностью 1300 МВт разработал Мор (фир-
ма, «Броун Бовери», Баден, Швейцария [1Q66]); принтом вал
в процессе контроля может - оставаться; в, нижней части ци-
линдра. Манипулятор смонтирован на, разделительном iфланце
(рис. 22.16). , •
Особому, контролю подвергается центральная зонд, диска,
не имеющего отверстия, и корневые участки сварных .швов..
В конструкции уже предусмотрены специальные поверхности
для проведения контроля. В контролируемых участках эхо-им-
пульсы, выраженные в цифровом виде, подразделяются на от-,
резки времени прохождения, эквивалентные 1 мм пути в стали.
Для каждого отрезка определяются амплитуды: эхр-имрульса
с шагом в 1 дБ — от 1 до 99 дБ. Пары чисел — амплитуда эхо-
импульса и время прохождения — записываются на магнитную
ленту. Позднее они могут обрабатываться, по различным про-
граммам, например с получением развертки типа В, нормиро-
ванной по амплитудам, и для сравнения с результатами после-;
дующих испытаний. ....
Механизация контроля поковок и соответствующие способы,
расшифровки полученных результатов контроля рассмотрены,
в литературе [1018, 1266, 1639].
22.4. ПРОЧИЕ ДЕТАЛИ МАШИН
Универсальное руководство по контролю здесь не может бытв
сформулировано ввиду разнообразия форм деталей и различия
проблем контроля. Приводятся лишь некоторые примеры для
помощи в решении проблем в аналогичных случаях.
Многие дефекты могут быть предотвращены с самого на-
чала, если перерабатываемый материал, например отрезок сор-
товой заготовки, не имеет дефектов. Это вполне может быть
обеспечено ультразвуковым контролем, который в таких случаях
429
должен проводиться весьма тщательно до обработки (глава 25).
На готовых поковках при этом, если это нужно в зависимости
от их назначения, подвергают ультразвуковому контролю на
наличие типичных дефектов поковок только геометрически до-
ступные места. В остальном контроль проводится магнитными
или другими неразрушающими методами.
Такой контроль проводится, например, на поковках из алю-
миниевых сплавов, сплавов на основе никеля и из титана, кото-
рые находят широкое применение в самолетостроении. Здесь
для обеспечения хорошего акустического контакта применяют
в основном иммерсионный вариант. При очень хорошем каче-
стве поверхности удается обнаруживать самые мелкие дефекты.
При более сложной форме деталей искатель ведут под водой
при помощи легко сменяемого патрубка, поддерживающего
ориентировочное расстояние. Передняя кромка этого патрубка
может быть подогнана по форме к искривленной поверхности,
чтобы можно было получить воспроизводимые условия акусти-
ческого контакта. Для контроля большого числа изделий про-
стой формы или для контроля только немногих определенных
мест таких изделий применяют также иммерсионные ванны и
манипуляторы для перемещения искателей.
У дисков и валов для газовых турбин (реактивных двигате-
лей, турбонагнетателей), которые часто получают объемной
штамповкой как серийный материал, стремятся проводить тща-
тельный контроль всего объема на наличие дефектов изготов-
ления. Поскольку на готовом изделии ввиду его сложной гео-
метрии это обычно уже невозможно, контроль проводится после
того производственного этапа, на котором еще можно прове-
рить весь объем. Ввиду высоких требований к полноте кон-
троля с регистрацией дефектов это делается в иммерсионном
варианте. Дефекты поковок располагаются в высоконагружен-
ных тонких участках диска, где их удобно выявлять прямыми
искателями. При наклоне искателя могут быть выявлены также
и дефекты, которые, например, в участках с изменением пло-
щади поперечного сечения, ориентированы по направлению во-
локон поковки.
На рис. 22.17 показан принцип контрольного устройства с
механической регистрацией. На современных автоматизирован-
ных установках, управляемых от ЭВМ [321, 1133], предельные
значения настраиваются по эквивалентным отражателям диа-
метром 0,35—0,6 мм, которые могут быть выявлены максималь-
но при 49 различных настройках искателя. В программе,
разумеется, предусмотрены соответствующие диапазоны диа-
фрагм, чтобы учитывать только показания из обработанного
объема.
Плановый контроль турбинных дисков на трещины от знако-
переменных нагрузок во время остановок на ремонты затрудни-
телен ввиду сложной геометрии этих дисков. Он проводится
430
тоже в иммерсионном варианте [176]. Очень хорошо зарекомен-
довали себя искатели (рис. 22.18), которые устанавливаются
в заданном положении непосредственно в литой пластмассовый
блок. Их преимущество заключается в точной воспроизводи-
мости направленного перемещения.
Ряс. 22.17. Контроль мате-
риала заготовки для диска
турбины в иммерсионном ва-
рианте (схема) с регистра-
цией на вращающемся диске
Рис. 22.18. Искатель для обнаружения
трещин от зиакоперемеииой нагрузки
на дисках турбин (конструкция фир-
мы «Крауткремер-Браисон»)
помощи поверхностных волн
Турбинные лопатки изготавливаются для водяных, паровых
и газовых турбин из различных материалов с разными форма-
ми и разными способами.
Паротурбинные лопатки обыч-
но выполняются из магнитного
материала, поэтому их можно
контролировать в эксплуатации на
трещины магнитно-порошковым
и другими методами. Ультразву-
ковому контролю, который про-
водится, как описано ниже для
газотурбинных лопаток, препят-
ствует часто довольно сильная
коррозия передней кромки. От-
ложения с поверхности можно
удалить струйной очисткой при
помощи летучей золы. После это-
го поверхность приобретает до-
статочно хорошее качество, что-
бы можно было обнаружить при
усталостные трещины, развивающиеся от концов лопатки. Ло-
патки могут оставаться при контроле в смонтированном состоя-
нии даже и при плотно прилегающих один к другому лопаточ-
ных венцах.
В некоторых конструкциях лопатки вставляются на голов-
ном конце в держатель и заклепываются. В этом месте при зна-
копеременном нагружении могут образовываться трещины в ме-
сте перехода от лопатки к заклепке. Эти трещины могут быть
обнаружены, начиная с глубины в несколько десятых долей
миллиметра, при помощи раздельных и совмещенных искате-
лей с, высокой разрешающей способностью (рис. 22.19).
431
Турбинные и- компрессорные лопатки, подвергающиеся высо-
ким нагрузкам, подвергаются особо тщательному контролю уже
в материале заготовки; Понятно, что стоимость контроля при
этом играет .лишь второстепенную роль, поскольку разрушение
только одной лопатки в реактивном двигателе может повлечь
за собой гибель всего самолета, не говоря уже об опасности для
человеческих жизней.
Рис. 22.19. Обнаружение трещин от
знакопеременной нагрузки в кле-
паных турбинных лопатках
Дефрющ изготрвления бывают различными в зависимости
от способа изготовления — объемной штамповки, фрезерования
из цельного куска металла или прецизионного литья. Исходный
материал для обоих первых способов, т. е. прутки, может иметь
обычные продольные дефекты (раздел 25.1). Однако у высоко-
жаропрочных сплавов типа нимоник (никель, хром, алюминий,
титан) в исходном материале обнаруживаются также и попе-
речные трещины. Поэтому контролируют материал, уже поре-
занный на короткие длины, со стороны гладких торцов неболь-
шими искателями с высокой разрешающей способностью.
У пустотелых лопаток прецизионного литья определяют тол-
щину стенки, причем от применяемых приборов требуют точ-
ности показаний до 0,01 мм. Ввиду кривизны поверхности ло-
патки и эксцентричной формы внутренней полости приходится
применять очень узкие звуковые пучки с высокой разрешающей
способностью. .
Усталостные разрушения происходят преимущественно от
трещин (надрывов) на обеих кромках лопатки, на переходе от
тела к ножке (рис. 22.20) и наконец в ножке. Сложная форма
ножки обычно существенно затрудняет контроль лопатки в
смонтированном состоянии. В конструкции по рис. 22.21, а
трещина иногда еще может быть выявлена специальными иска-
телями, однако у лопаток с ножкой в виде елочки (рис. 22.21, б)
такой метод контроля уже оказывается неэффективным.
Поэтому Кародиски [213] разработал искатель с пластмас-
совым корпусом, подогнанным по форме к лопатке («искатель
в форме кита») —рис. 22.22. Пьезоизлучатель расположен так,
что он посылает звук в радиус перехода от тела лопатки к иож-
ке. Трещины от знакопеременной нагрузки, образующиеся в.
определенных местах, прозвучиваются пучком под углом, удоб-
432
йЫм Для их выявления. Искд
тель смонтирован подвижным на
штанге, так что его можно вве-
сти в реактивный двигатель че-
рез смотровой люк. Небольшое
инжекторное сопло, встроенное
в держатель, обеспечивает по-
дачу через небольшой канал в
ножке искателя одной капли
жидкости для акустического кон-
такта, когда искатель установ-
лен в позицию контроля. В дру-
гих местах контроль можно лег-
ко выполнить по рис. 22.20, если
материал не является слишком
крупнозернистым, а поверхность
не имеет следов коррозии (а у
лопаток паровых турбин низко-
го давления — также и капель-
ной эрозии). Контроль проводят
с выпуклой стороны тела лопат-
ки поверхностными волнами ча-
стотой от 2 до 5 МГц, согласно
рис. 22.20, а. Поскольку трещи-
ны в кроМкаХ обычно образуют
с кромкой прямой угол, поверх-
ностные волны хорошо отра-
жаются от них. Трещины на пе-
реходе к ножке и продольные
трещины на конце лопатки сле-
дует прозвучивать по возмож-
ности под прямым углом. Кром-
ки на ножке в зависимости от
их геометрической формы могут
давать сильные эхо-импульсы,
а возможная трещина прояв-
ляется в виде эхо-импульса на
небольшом расстоянии перед
ними. Для серийного контроля
обычно применяют держатели,
изготовленные из пластмассы
или других материалов, обеспе-
чивающие воспроизводимость по-
зиции контроля [943, 1228].
Если поверхность тела лопат-
ки недоступна, то прозвучивание
можно проводить через кромку
(рис. 22.23). Подошва искателя
рис. 22.20. Контроль лопаток поверх-
ностными волнами:
а — положение искателя; б — изображе-
ние на экране в случае трещины в
переходе от тела лопатки к ножке;
в — изображение иа экране при том
же направлении контроля в безде-
фектной лопатке; г — изображение на
экране показания от трещины на кром-
ке
435
Рис. 22.22. Искатель для контроля ножек
лопаток турбин на трещины от знако-
переменной нагрузки [213]:
7 — пьезокристалл; 2 — пластмассовый кор-
пус для направления искателя; 3— лопат*
ка; 4 — ножка лопатки
Рнс. 22.21. Трещины в ножках лопаток
при различных их конструкциях:
а — контроль в смонтированном состоя-
нии; б — ножка в виде елочки; контроль
очень затруднен
Рис. 22.23. Контроль лопатки от
кромки с применением поверхност-
ных или поперечных волн (схема
процесса)
для лучшего направления и лучшего излучения снабжается
желобком, подогнанным к кромке лопатки.
Скорость звука в сплаве нимоник практически равна скорости звука
в стали. При других материалах лопаток скорость звука получается иной,
так что угол клина и материал искателя следует подбирать тщательно, осо-
бенно при контроле поверхностными волнами. В частности, медные сплавы,
применяемые для некоторых компрессорных лопаток, имеют очень низкие
значения сПОпер, так что нужно применять материал клина с более низким
значением сПОпер, чем у плексигласа или обычно применяемых сортов по-
лиамида.
Крупная кристаллическая структура, получаемая уже при изготовлении
кованых лопаток из сплава типа нимоник, значительно затрудняет контроль.
Поскольку кромка при этом в ряде случаев еще не имеет крупнозернистой
структуры, контроль поверхностными волнами вдоль кромки по рис. 22.23
еще может быть эффективным. При размерах зерен порядка сантиметра пе-
реход на более низкие частоты контроля уже невозможен.
Ранее неоднократно высказывалось мнение, что рекристаллизация сама
по . себе не имеет неблагоприятного значения для эксплуатации. Однако Ште-
гер и Майстер [1455] установили на сплаве Нимоник 80А (содержащем при-
мерно 19 % хрома и 75 % никеля), что с увеличением размера зерна обе
скорости звука падают, следовательно уменьшаются также модули упругости
на растяжение (Е) и на сдвиг (G). Кроме того, при испытаниях на длитель-
434
ную прочность выявилось значительное влияние укрупнения зерна. Забрако-
вание рекристаллизованных лопаток поэтому все же представляется целе-
сообразным; для этого может быть использован ультразвуковой контроль
либо по затуханию звука, либо по его скорости. Для таких измерений лучше
всего подходит ножка в виде елочки.
Рис. 22.24. Контроль штампован-
ных винтов на трещины в голов-
ке:
а — трещина на шлифе, выявляемая
магнитно-порошковым способом; б—
изображение иа экране бездефект-
ного винта при контроле от голов-
ки, частота 4 МГц, диапазон конт-
роля 50 мм; в — винт с дефектом;
г —контроль от конца стержня; в
обоих случаях дефектный винт на-
дежно отличается от бездефект-
ного
Рис. 22.25. Контрольное устройст-
во для обнаружения дефектов ти-
па шляпки
Винты, пальцы и заклепки. Из дефектов изготовления в
штампованных деталях такого типа встречаются внутренние
расслоения поперек оси, так называемые трещины от перетяж-
ки, особенно в головке (рис. 22.24), Контроль можно вести с
обоих концов прямым искателем на частоте от 2 до 5 МГц,
диаметр которого по возможности не должен превышать диа-
метр контролируемой детали.
При изменении поперечного сечения, например между стерж-
435
нем щ- головкой пальцев (болтов), иногда образуются, дефекту
в виде шляпки, называемые также шевронами. Их можно непог
средственно обнаружить, согласно рис. 22.25, при наклонном
или прямом прозвучивании. Если дефекты присутствуют в очень
нерезко выраженном состоянии, например в форме начинающе-
Рис. 22.26. Контроль наличия усталостного
разрушения з пальце:
1 —благоприятное направление прозвучи-
вания; 2— неблагоприятное направление.
Рис. 22.27. Поперечное сечение пластинча-
той рессоры для железнодорожного ваго-
на с закалочной трещиной. Контроль ма-
леньким наклонным илн прямым иска-
телем. Поверхностные волны неэффектив-
ны ввиду наличия шероховатости
Рнс. 22.28. Контроль свет-
лой винтовой пружины на
закалочные трещины при по-
мощи поверхностных волн
гося разрыхления структуры, то их тем не менее можно одно-
значно обнаружить косвенно по затенению эхо-импульса от
задней стенки или эхо-импульса от головки болта при наклон-
ном прозвучивании. Другими дефектами изготовления являются
продольные трещины в сердцевине и на поверхности, которые
однако вызываются дефектами исходного материалами поэтому
проще могут быть выявлены при контроле заготовку (см. гла-
ву 25).
Усталостные разрушения проявляются как трещины в резь-
бе и на переходе от головки к. стержню. Первые обнаружи-
ваются аналогично схеме на рис. 22.7. Последние (рис. 22.26)
локализуются прямыми искателями лучше со стороны хвосто-
вика (стержня), чем со стороны головки, откуда они как мелкие
трещины хуже выявляются на фоне всегда имеющегося эхо-
импульса от задней стороны головки.
Если в смонтированном состоянии доступна только сторона
головки, то при принудительно направляемом искателе, напри-
43g
мер при помощи держателя, самоцентрирующегося на головке
винта, могут быть обнаружены трещины начиная с размера
около 0,5 мм. Искатель должен быть расположен так, чтобы
нижняя сторона головки винта захватывалась краем звукового
пучка. Возникающая трещина в таком случае перемещается
внутрь звукового пучка и может быть обнаружена по увеличе-
нию амплитуды эхо-импульса от нижней стороны головки вин-
та, имеющего такое же время прохождения.
Однако более эффективно наклонное прозвучивание со сто-
роны гладкого стержня. Пальцы, имеющие продольное отвер-
стие, наружная сторона которых в смонтированном состоянии
уже недоступна, могут контролироваться также специальными
наклонными искателями изнутри пальца.
Трещины от заклепочных отверстий см. в разделе 29.1.
В закаленных изделиях возникают трещины от внутренних
напряжений, которые не обязательно связаны с дефектами
исходного материала. Следовательно, их обнаруживают только
в готовом изделии, например в инструментах для прессов и
штампов, где они не всегда доходят до поверхности. Поэтому
критические участки нужно исследовать и прямыми, и наклон-
ными искателями.
На более крупных и сложных деталях типа пальцев, пла-
стинчатых рессор и спиральных пружин поверхностные зака-
лочные трещины обнаруживают в зависимости от их положе-
ния направленным прозвучиванием волнами различного типа1
Соответствующие примеры показаны на рис. 22.27 и 22.28.
23. МАТЕРИАЛЫ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ
Обобщающее рассмотрение этих задач контроля, которые по
отдельности следовало бы распределить по другим разделам,
оправдывается большим объемом контроля и важностью ультра»
звукового контроля в железнодорожном деле.
Основной причиной этого интереса является обнаружение
дефектов, которые возникают при динамических нагрузках на
конструкции во время службы. Особое значение контроль при-
обретает в связи с уже эксплуатируемыми и вновь проектируем
мыми высокоскоростными участками пути. Это обусловливает
особый интерес к сдаточному контролю изделий после их изго-
товления. Многие практические применения могут быть распро-
странены и на аналогичные проблемы контроля в других отрас-
лях промышленности.
23.1. ОСИ КОЛЕСНЫХ ПАР
Типичные дефекты изготовления упомянуты в главе 22. Раз-
личные железнодорожные компании регламентируют свой кон-
троль по-разному. Федеральные железные дороги ФРГ (DB)
437
ранее лишь в редких случаях требовали проводить приемо-сда-
точный контроль ультразвуком.
В этой связи представляет интерес стандарт Международ-
ной организации по стандартизации ISO 5948, по которому ма-
териалы для подвижного состава требуется также контролиро-
вать на затухание. Это нужно, в частности, для того, чтобы
последующим ультразвуковым контролем можно было выявить
усталостные трещины [824, 214].
Периодический контроль колесных пар на трещины прово-
дят почти на всех железных дорогах. У паровозов с внутренними
подшипниками колесных пар (рис. 23.1) контроль был доволь-
Рнс. 23.1. Контроль осей колесных
пар паровозов на наличие трещин:
1 — ведущая или сцепная шейка;
2 — место посадки ступицы; 3 —
трещина; 4 — шейка подшипника;
5 — шпоночная канавка; 6 — иска-
тель; 7 — тело оси колесной пары;
8—тело колеса (стальное литье).
но простым [67] и надежным, так как трещины возникали
почти всегда на показанном месте посадочного гнезда ступицы.
Для контроля всех осей колесных пар локомотива скорого-
поезда, готового к отправке, требовалось менее 30 мин. Удава-
лось выявить трещины уже в несколько миллиметров глубины.
Однако в начальный период такие мелкие дефекты не учиты-
вались, поскольку серьезная опасность поломки оси согласно-
длительному опыту имеется только при более глубоких трещи-
нах, а контроль повторяется через короткие промежутки вре-
мени [985, 1710, 1378].
Контроль осей колесных пар локомотивов и вагонов с внеш-
ними подшипниками более сложен. При старых конструкциях
букс с подшипниками скольжения контроль выполнялся, как по-
казано на рис. 23.2, а: к шейке оси подсоединяется наклонный
искатель с углом 37°, работающий на частоте 2 МГц. При ска-
нировании в направлении оси выявляются трещины в шейке
оси, на участке аварийной работы подшипника и на внешнем
посадочном гнезде ступицы. Для контроля внутреннего конца
посадочного гнезда ступицы искатель ставится на тело оси.
Хотя здесь поверхность в отличие от места посадки подшипника
получается сравнительно шероховатой вследствие коррозии,,
после очистки стальной щеткой контроль можно провести до-
статочно надежно.
На федеральных дорогах ФРГ чувствительность контрол»
438
проверяют на искусственном дефекте — надрезе пилой глубиной
1 мм. Оси колесных пар с показанием от трещины отбраковы-
ваются. Бездефектные оси колесных пар имеют срок службы
5—6 лет до проведения повторного контроля. Для обнаружения
более глубоких дефектов только в шейке оси в США приме-
нялся так называемый пистолет для контроля осей (конструк-
ции фирмы Сперри). Этим пистолетом контроль проводится
Рис. 23.2. Примеры осей ко-
лесных пар с внешними под-
шипниками, применяемых на
Государственных железных
дорогах ФРГ:
а— ось колесной пары то-
варного вагона; б — ось ко-
лесной пары с роликовыми
подшипниками с неснятым
внутренним кольцом под-
шипника; в — ось колесной
лары с роликовыми под-
шипниками и дополнитель-
ным тормозным диском
сразу шестью излучателями, подсоединенными с торцовой по-
верхности оси и равномерно распределенными по всему пери-
метру. Эти искатели излучают продольные волны в шейку оси
под углом около 10°. Так как при таком расположении обнару-
живаются только сравнительно глубокие трещины, для надеж-
ной эксплуатации промежутки времени между очередными опе-
рациями контроля должны быть соответственно сокращены.
На всем современном подвижном составе применяют под-
шипники качения (роликовые). У этих осей на торцовой поверх-
ности имеются канавки, резьбовые отверстия и центровочное
отверстие, так что места для подсоединения искателя не хватает.
Кроме того, диаметр торцовой поверхности шейки меньше по-
садочного диаметра подшипника. Поскольку посаженные с на-
тягом внутренние кольца подшипников качения не так легко
снять, контроль, обычный для подшипников скольжения
(рис. 23.2, а), не может быть применен. В этом случае посту-
пают, как показано на рис. 23.2, б: поскольку центровочное
отверстие достаточно' велико и перед контролем дополнительно
обрабатывается, шейку колесной оси можно проконтролировать
через него при помощи специального искателя, так называемого
центровочного искателя. Доля звука, которая проходит место
посадки с натягом в кольца подшипника и отражается на их
границах, может вызвать показания помех, что ограничивает
участок возможной расшифровки только задними кромками
подшипниковых колец.
Для контроля внешнего посадочного гнезда ступицы в одной
из широко распространенных конструкций осей на федераль-
ных дорогах ФРГ используется специальный совмещенный
439
искатель. Контроль проводится продольными волнами, причем
угол ввода (по. порядку величины около 13°) и наклон одного
излучателя по отношению к другому выбираются такими, что-
бы зона максимальной чувствительности контроля располага-
лась как раз на глубине 12—20 мм от поверхности, т. е. там,,
где возникают трещины во внешнем посадочном гнезде ступицы.
Благодаря своей плоской конструкции и скошенной рукоятке
специальный искатель проходит в узкий зазор между корпусом
роликового подшипника и диском колеса. Он подсоединяется
к узкой кольцевой торцовой поверхности посадочного гнезда
ступицы, для чего требуется предварительная очистка и некото-
рый опыт контролера. У многих типов осей ввиду большого ра-
диуса перехода между участком аварийной работы и посадоч-
ной поверхностью ступицы нет соответствующей поверхности
для подсоединения искателя. В таких случаях внешнее посадоч-
ное гнездо ступицы контролируется аналогично внутреннему с
поверхности тела оси при помощи наклонных искателей. ' .
Если ось колесной пары имеет тормозной диск, как напри-
мер у скоростных пассажирских вагонов и у вагонов пригород-
ного сообщения, то представляют интерес также и участки
места посадки тормозного диска, расположенные около кромки.
Контроль проводится с поверхности тела оси наклонным иска-
телем под углом 37°, причем в зависимости от расстояния меж-
ду тормозным диском и близкорасположенным колесным дис-
ком нужно выбирать различные расположения искателей. На
рис. 23.2, в показана ось с тормозным диском в самом неблаго-
приятном пространственном расположении, когда даже положе-
ние искателя для контроля внутреннего посадочного гнезда
ступицы приходится изменять (3), а контроль места посадки
тормозного диска осуществляется только с одной стороны под
разными углами — например, около 37 и 52° (4, 5).
При контроле следует иметь в виду, что даже и место посадки с натя-
гом между телом колеса и местом посадки ступицы частично проницаемо,
для звука. Поэтому иногда получают эхо-импульсы из тела колеса от его
границ или также от небольших неоднородностей в стальном литье. В сомни-
тельных случаях можно работать на более высокой частоте (4—5 МГц)
вместо обычных 2 МГц, причем эхо-импульсы от помех вследствие худшей
проницаемости места посадки с натягом имеют меньшую амплитуду по.
сравнению с эхо-импульсами от трещин. На кромках места посадки с натя-
гом между телом колеса и посадочным гнездом ступицы, особенно на внеш-
нем посадочном гнезде, при наклонном прозвучивании поперечными волнами:
иногда наблюдаются эхо-импульсы от помех меньшей амплитуды (дифракция
на кромках), которые могут быть ошибочно приняты за импульсы от неболь-
ших трещин в этих местах.
Чувствительность контроля обычно настраивают по надрезу пилой глу-
биной 1 мм. На Федеральных железных дорогах ФРГ практикуют интервалы
между контролем, соответствующие для локомотивов примерно 400 тыс. км
пробега, а для пассажирских вагонов — примерно 600 тыс. км пробега. При
уменьшении промежутков времени между очередными операциями контроля
чувствительность его можно снизить. В таком случае при менее опытных
контролерах можно обойти трудности, связанные с упоминавшимися выше
эхо-импульсами от помех.
440
Контроль затрудняется, если между дисками колес имеются'
многочисленные переходы поперечного сечения, например, если
около тормозного диска располагается и система привода между
колесными дисками. В таком случае показанный способ контро-
ля наклонными искателями, подсоединяемыми По образующей
оси колесной пары, уже невозможен. Устранить Эту трудность
могли бы полые оси, допускающие эффективный контроль через
отверстие (рис. 23.3, а [1378, 364]). Так, например, все совре-
Рис. 23.3. Контроль осей колесных пар с применением специальных искателей:
а —схема полой оси с различными переходами поперечного сечений , (/>—внутреннее
кольцо роликоподшипника; II — диск колеса; Ш — тормозной диск; IV привод), кон-
троль пои помощи внутреннего искателя; б—ось колесной пары американского ди-
зельного локомотива, искатели с продольными волнами с углами 15, 19 и 24’ по Сперри;
в — схема оси Колерной пары с внешними «подшипниками н обточенной иа конус тор-
цовой повеохностьй» И подогнаннымк. НДЙ'нормальным нскртелем;(ЩррйМрски^ феде-
ральные железные дороги) ... . , .... —
менные электровозы Федеральных железных дорог ФРГ имеют
полые оси колесных пар (внутренний диаметр отверстия
90 мм). Внутренний наклонный искатель с углом 45° легко охва-
тывает все критические зоны в различных местах посадок и в
переходах. Техника контроля позволяет применить такой метод
и при меньших диаметрах отверстия порядка 20—30 мм; Так,
все оси колесных' пар современных электрических моторных
вагонов имеют центральное отверстие диаметром 30 мм, предус-i
мотренное специально для контроля. -
Если обязательно Требуется контроль места посадки сту-
пицы с торца, то сравнительно крупные дефекты можно' обна-
ружить с достаточной надежностью прямым искателем с широ-
ким раскрытием звукового луча (частота контроля 1—2 МГц).
На американских дизельных локомотивах для контроля- колес-
ных; осей Хорошо зарекомендовали себя наклонные искатели,
работающие » продольных - волнах с небольшими углами —
15—24° (рис. 23.3, б). Большая длина зоны помех у таких иска-
441
телей при больших расстояниях между дефектами может счи-
таться приемлемой. Другое решение показано на рис. 23.3, в.
Здесь управление железными дорогами решило специально под-
готовить торцовую поверхность для контроля через коническую
выемку. Искатель с преобразователем, подогнанным к этой
выемке при шлифовке, обходит за один оборот все критиче-
ские места.
Дополнительные подробности об особенностях контроля осей
колесных пар на железных дорогах различных стран имеются
в литературе [367, 427, 209, 978, 865, 155].
Ввиду больших объемов партий колесных пар оказываются
рентабельными и автоматические устройства для контроля. На
рис. 23.4 показан соответствующий стенд контроля [522],. при-
меняемый на Федеральных железных дорогах ФРГ в ряде ре-
монтных мастерских.
Рис. 23.4. Автоматический стеид для контроля осей колесных пар на Федеральных же-
лезных дорогах ФРГ (конструкция «Хегенштайдт—Крауткремер»)
Автоматический цикл контроля начинается с гидравлическо-
го подъема въехавшей колесной пары. Колесная пара приводит-
ся во вращение, искатели подключаются через слой проточной
воды и опрашиваются в мультиплексном режиме. Наклонные
искатели для подшипниковых шеек оси имеют несколько излу-
чателей, чтобы без осевого перемещения можно было бы одно-
временно охватить все возможные места с дефектами. Показа-
ние от дефекта фиксируется на сигнальном табло пульта управ-
ления в том месте, которое соответствует месту нахождения
дефекта. Индицируемый результат контроля остается четко ви-
димым до тех пор, пока не въедет следующая колесная' пара.
В контрольном стенде предусмотрен также и переносный при-
бор для ультразвукового контроля, чтобы в случае дефектных
колесных пар можно было провести дополнительный контроль
вручную. Вся операция контроля, включая вкатывание и удале-
ние колесных пар, продолжается около 2 мин.
442
23,2. РЕЛЬСЫ
Дефекта изготовления зависят от происхождения (способа вы-
плавки и прокатки) стали. В слябах из слитков, отлитых в из-
ложницы, преобладают раскаленные раковины, а в заготовках
непрерывного литья — тонко распределенные неметаллические
включения. Эти дефекты располагаются преимущественно в пе-
реходной зоне от головки к шейке и в верхней части шейки.
Кроме того, в головке рельса встречаются трещины от флоке-
нов. И, наконец, как чисто прокатные дефекты имеются расплю-
щенные трещины в подошве рельса, преимущественно в области
под шейкой. Обычные положения прозвучивания совмещенных
искателей на 2 МГц на головке рельса показаны на рис. 23.5.
Рис., 23.5... Типичные положения Рис. 23.6. Усталостное разрушение с оваль-
прозвУчйвания при контроле рель- ным пятном (поперечная трещина в голов-
сов ‘ кс рельса)
При необходимости к ним добавляют искатели на шейке и на
подошве.
Контроль при изготовлении рельсов обычно выполняется
после правки. Он проводится по соображениям внутризавод-
ского контроля качества или по требованию заказчика — управ-
ления железных дорог. Для проведения контроля на ряде про-
катных станов имеются автоматические установки, встроенные
в производственный поток рельсо-балочного стана [471].
При службе рельсов поперечные трещины и включения, в
том числе и вытянутые, приводят к усталостному разрушению
головки по овальному пятну (рис. 23.6). Такие дефекты особен-
но опасны, потому что они обычно встречаются в одном рельсе
в виде скоплений с небольшими расстояниями, из-за чего от-
дельные участки поверхности катания могут выкрошиваться.
443
Аналогичные поперечные трещины развиваются йз!,:участкбв
буксования, т. е. участков, прошлифованных колесами при тро-
-ганин/еместа, например перед сигналами светофора, гдевсйед-
-ствие/перегрева возникают тепловые трещины; :; ।
. Усталостные изломы по овальному пятну в Великобритании
•встречаются-реже, так как там применяют рельсы меньшей
-твердости; В США кроме усталостных трещин, начинающихсй
по овальному пятну в центре поверхности катания, встречаются
-такжР и поперечные трещины от кромок головки, чего не наблю-
дается • в*;ФРГ; Дефекты, такого рода могут быть выявлены :на-
жлонными: искателями (обычно с углом прозвучивания '70р) с
^поверхности катания, если плоскость прозвучивания искателя
(Плоскость, образованная осью луча звука и проекцией-этой оси
перпендикулярно на поверхность) отклонена на несколько гра-
дусов (в зависимости от профиля рельса на 5—10°) от средней
11родолш1^й>^шнМювеохности катания (рис. 23.7). Для охвата
обеих'иЖмоюголовк^ рельса необходимы два наклонных иска-
теля св&Тй^ифложным направлением наклона.
наличие трещин иа кромке го-
ловки
Рис. 23.8. Трещина от отверстия для накладки
Чисто эксплуатационными дефектами являются трещины От
отверстий под накладки (рис. 23.8) —усталостные разрушения
от ударных нагрузок на область накладок. Они тоже могут при-
водить к выкрошиванию отдельного куска рельса, что можёт
служить причиной серьезных аварий. В зависимости от формы
и материала рельсов дефекты на отдельных участках железно-
дорожных путей различаются по расположению и частоте, что
должно учитываться и при выборе методов контроля.
Сквозные трещины в подошве рельса, если они не заходят
под шейку, нс могут быть выявлены практически никаким мето-
дом ультразвукового контроля, но зато их обычно можно легка
обнаружить невооруженным глазом.
На Федеральных железных дорогах ФРГ, как и у многих
других железнодорожных компаний, рельсы на важных участ-
ках пути регулярно контролируют ультразвуком. Прибор для
-такого контроля, перемещаемый вручную, показан на рис. 23.9-
Основываясь на опыте применения таких приборов, в ФРГ
<444
ИИС..23.У. ,11пиьор. ДДЯ куц-
tpbjtx' редасв» н!» Фёдерал4!
»№f жадамы^, дорогах, ,ФРП
(йёнтральнРе ' ’ ' управдёрие
МйидаиЦ'Жз^аДоти .’••р > '
РЙс. ‘Система ийка^ёлей''в npsl6oj& Для
крртвиияв редвррв :федерйлр?ыхвжеледишк нифог
ФРГ
У}' • ,-<Ц1 , i 'У.УР...—, уГгиЛ'.
.; 1 » г₽?"_| /'• ’ (75ч.;ч (
м
I
РйёП'&ШУ ййклбдаы'х •jMb»
Зо° иэлОйррудораадя передвижной.даборакори»
для иОнтрбля рельсёвЬ дополнеййе к располо-
жейию.- иаяа'гааей, представленнвиу н'а ррсдвз.зо.
Рис. 23.12. Индикация различных дефектов, рельсов при контроле прямым и цаклонным.
искателями
создэЛи специальную передвижную лабораторию (поезд) для
контроля рельсов, которая регулярно (каждый год) проверяет
цсю,Железнодорожную сеть страны. н
, Однако,, сначала нужно сказать несколько слов о первома-
чрльцр(.разработанном устройстве для. контроля рельсов, цере*
1445.
мещаемом вручную. Оно оборудовано малым эхо-импульсным
дефектоскопом, работающим от батареи. На нем через распре-
дёлитель для поочередного включения и выключения подклю-
чены две системы контроля — одна с прямым совмещенным
искателем на 4 МГц и другая с тандемным совмещенным на-
клонным искателем на 2 МГц (рис. 23.9). Акустический кон-
такт обеспечивается проточной водой из резервуара, перевози-
мого на той же тележке. Как показано на рис. 23.10, рельс ска-
нируется со стороны поверхности катания. Прямым искателем
выявляются трещины от отверстий в накладках, дефекты в го-
ловке рельса, напоминающие расслоения, а также и трещины
в шейке. Поперечные дефекты выявляются тандемным наклон-
ным искателем при помощи перемещающегося (блуждающего)
эхо-импульса. Угол прозвучивания 70° был выбран потому, что
‘отыскиваемые поперечные дефекты — обычно усталостные изло-
!мы с овальным пятном — в большинстве случаев распростра-
няются под углом около 20°. Благодаря взаимно противополож-
ным направлениям прозвучивания тандемным наклонным иска-
телем обеспечивается надежное выявление таких дефектов при
всех возможных направлениях их наклона. При контроле рель-
сов передвижной лабораторией (см. ниже) в дополнение к
этому применяется еще пара наклонных искателей с углом 35°,
расположенных как показано на рис. 23.11.
На рис. 23.12 поясняется изображение на экране при неко-
торых типичных дефектах рельсов. На экране можно видеть
эхо-импульсы от всех трех искателей вместе или же после от-
ключения распределителем — по отдельности. Характерным для
всех дефектов существенного размера, имеющих некоторую со-
ставляющую продольной протяженности, является исчезновение
эхо-импульса от дна (подошвы).
С тех пор как передвижная лаборатория (поезд) взяла на
себя текущий ежегодный контроль всей железнодорожной сети,
применение ручного прибора для контроля рельсов в ФРГ
ограничивается критическими участками путей — в туннелях, на
мостах и в районе вокзалов (станций). Мало загруженные участ-
ки пути, по которым не движутся скоростные поезда, передвиж-
ной лабораторией не контролируются; здесь проверяются уль-
тразвуком только вышеназванные критические участки путей.
Контролер должен также вести отчет об обнаруженных де-
фектах. При этом за рабочий день он успевает проверить оба
рельса на участке пути длиной 5—6 км; впрочем, это расстоя-
ние зависит от частоты появления дефектов.
На рис. 23.13 показана передвижная лаборатория (поезд)
для контроля рельсовых путей, применяемая на Федеральных
железных дорогах ФРГ с 1975 г. [368]. Создание его предше-
ственников описано в литературе [984, 366]. Моторная секция
длиной около 80 м, состоящая из трех частей (вагонов), имеет
средний вагон, в котором расположено контрольное оборудова-
446
ние; оба крайних вагона с дизельными двигателями предназна-
чаются для размещения группы контролеров во время кон-
трольных поездок. Отдельные купе для сна и проживания для
каждого сотрудника, туалеты, душевые, прачечные, а также
общие помещения и кухни обеспечивают удобство рабочего ме-
ста даже при длительных инспекционных поездках.
Рис. 23.13. Передвижная ла-
боратория (поезд) для кон-
троля рельсовых путей на
Федеральных железных до-
рогах ФРГ.
Под средним вагоном секции подвешена тележка с держа-
телями искателей. Два наклонных искателя с углом 70°, два
наклонных искателя с углом 35° и один прямой искатель могут
быть объединены нужным образом в три комбинации. Эти иска-
тели могут подниматься от гидропровода по отдельности ил»
вместе с направляющей тележкой. В дополнение к этому для
каждого рельса имеются по два искателя, контролирующих звук
в воздухе. Рядом с наклонными искателями под углом 70° . и
прямым искателем, которые функционируют согласно рис. 23.10,
расположены наклонные искатели под углом 35° (рис. 23.11),
работающие электрически параллельно. Каждый из них полу-
чает импульс от другого после отражения от подошвы рельса
и кроме того эхо-импульсы от отверстий для накладок, от на-
клонно расположенных трещин в этих отверстиях и от попереч-
ных трещин в подошве, если только они доходят в область под
шейкой. Благодаря этому получают существенно больший объем
информации.
Для обеспечения акустического контакта при высоких ско-
ростях контроля (движения) наилучшим образом зарекомендо-
вали себя пластмассовые контактные подошвы. Их следует за-
менять после нескольких тысяч километров пробега. Расход
воды для акустического контакта при среднесуточной произво-
дительности контроля 200 км составляет несколько кубометров.
Это количество перевозится в самом вагоне. Звуковые лучи
искателей для контроля звука в воздухе направлены в место
447
перехода от шейки рельса к подошве. Они предназначаются
дли обнаружения наплывов при сварке.
Ультразвуковая электроника (рис. 23.14) располагается в
среднем вагоне секции. Здесь объединены ультразвуковые излу-
чатели (передатчики) и приемники, экраны для получения раз-«
вертки тип а Аг и ; < регистрирующее
устройство. Рабочее место оператора
находится перед блоком электроники
в районе доступности всех клавиш
(кнопок) и элементов настройки, от-
куда можно наглядно наблюдать все
16 направленных на него экранов с
развертками типа А от отдельных
искателей или от различных их ком-
бинаций. Слева и справа от сиденья
.рператора в полу вагона предусмотре-
ны.йрочные смотровые стекла, через
которые можно наблюдать за их вклю-
чением непосредственно в процессе
- движения. Эхо-импульсы, превышаю-
щие определенное пороговое значение,
Рис. 23.14. Блок ультразвуковой передаются на регистрирующие счет-
электроники и пульт управле- ЧИКИ, ГД6 ОНИ ПОЯВЛЯЮТСЯ В ВИДе СВе-
ния, передвижной лаборатории *
тящихся точек на темной (в осталь-
: ных местах) линии отметки времени;
Регистрирующие счетчики включены в развертку времени naJ
раллельно с экранами (кинескопами), формирующими разверт-
ку типа А. Линейные изображения дефектов от всех регистри-
руйщйх счетчиков отображаются оптически с таким расчетом,’
чтобы результаты контроля обоих рельсов были бы записаны*
совместно на бумажной Ленте шириной 35 мм (рис. 23.15). Тау
кОй'способ документирования дефектов уже был описан в раз*-1
деИеЧО.3.6 (см. рис. 10.26 и 22.14). л
“'Скорость подачи бумажной лёНты увязана со скороё'ййо двиУ
жёййй подвижной лабораторий (поезда)-: мёжду ниьЙСймеетсЯ1
соотношение 1:100. Отметки от километровых столбУв,'фйкси^
руёмые устройством наблюдения за участком пути, долЖны быть
йа’йесёны в соответствующих Местах лентй; Кроме 'т<^Ь;й6дЙда
временно рёгистрируёмйё отметки расстояния чёрёз! кЙЗкдЙв
метр предназначаются для точного определения месТЙ|’кёф!ёкй1/
Прй Помощи обоих этик ВспомбТатё'льных устройств ‘МУЖй'У ука-
зг№ы Место найденного Жфёктй'-ё погрешностью ±2бМ:“РаёётЗйЯ
ние от дефектного мёсТа Дб видимой особенности рё^Й>ёй,'йй^
Пример до отверстия 'ййкссварного‘шва в рельсах, моЖно'Уйрё'-
дёййтй • благодаря Точному" Йаёштабу ддий 'за'пйси с!’тдййоёта>|й|
.ДО,1И=’0;Г м. Скорость конТрёйИ-’СОсТййляёт 50‘’kM/k’ -^l^Wy^V
т/рййем1 ’надежно регистрируются1 дефекты-’ Чё" раЗйёрй1иВкЬика-
«ТёйТйого отражателя (дйамётра круТа) около“3 MMV Прй'-’йёрё»
тоне с одного участка на другой поезд движется со скоростью
140 км/ч. Опытные поездки показали, что достаточно хороший
контакт искателей обеспечивается еще при скорости до 80 км/ч.
Однако при такой скорости расстояние между импульсами,
необходимое для надежного контроля, получается слишком
большим.
Рис. 23.15. Записи, сделанные в передвижной лаборатории для контроля рельсовых
путей (Федеральные железные дороги ФРГ, Центральное управление Минден):
а— запись на двух участках в районе накладки с дефектами; б — реконструкция формы
трещин по результатам записи. Участки, исследованные прямым (0°) и наклонным
искателями (с углом 35°), отмечены кружками; Л, Б — правый и левый рельсы; / —
двоичная шпала; 2 — индикация шпал ультразвуком; стрелкой показано направление
движения
Годовая производительность при контроле такой передвиж-
ной лабораторией составляет около 40 тыс. км. В ФРГ по за-
ранее составленному плану-графику контроля проверяют пути
общей длиной 10 500 км два раза в год, общей длиной 13 800 км
один раз в год и 2200 км один раз в два года. Остальное время
используется на контрольные поездки по соседним железным
дорогам (не государственным). Предшественник этой передвиж-
ной лаборатории работал почти 20 лет; при скорости контроля
30 км/ч и суточной производительности 120—150 км было про-
контролировано в общей сложности 348 тыс. км рельсовых пу-
тей, а с учетом холостых пробегов всего было пройдено
560 тыс. км.
В Великобритании в сотрудничестве с Британскими желез-
ными дорогами) BRB, Главное управление дорожного строи-
тельства) фирмой «Уэллс-Крауткремер» была построена пере-
движная лаборатория, основанная на той же системе контроля
и регистрации, но рассчитанная на особенности британских же-
лезных дорог [1741]. Скорость контроля составляет около
30 км/ч. Вместо бумаги здесь применяется для регистрации
15. и 449
обычная 35-мм пленка, преимущество которой заключается в
том, что она может быть проявлена в любых фотолабораториях.
Центр неразрушающего контроля AERE Харуэлл (Великобри-
тания) предпринял для этой лаборатории попытку организовать
расшифровку с помощью ЭВМ, чтобы отказаться от оценки
записанных пленок в стационарных центрах по их расшифров-
ке [507]. Оценка дефектов в режиме on—line (в реальном мас-
штабе времени) с выдачей на печать протокола с указанием
типов дефектов и места их расположения была бесспорно шагом
вперед по сравнению с записью на пленке; однако и до сих пор
на практике еще полностью не перешли на эту систему.
В других странах, например в Венгрии, Франции, Японии,.
Аргентине, Австралии и др., иногда сооружали и более простые
вагоны для автоматического контроля рельсов, уложенных в-
путь, где в некоторых случаях наряду с ультразвуковыми мето-
дами применяли и токовихревой контроль [1543, 769, 1742].
Для старых рельсов, отремонтированных в мастерской и сва-
ренных на полные длины для повторной укладки в путь, жела-
телен предварительный автоматический ультразвуковой кон-
троль. Для решения этой задачи разработаны стационарные
стенды для контроля рельсов (рис. 23.16), применяемые уже
Рио. 23.16. Стационарный стенд для контроля старых рельсов на рельсовом складе Фе-
деральных железных дорог ФРГ.
достаточно широко. В принципе здесь используется тот же спо-
соб, как при контроле рельсов, уложенных в путь, с тем лишь
отличием, что область накладок и места сварки не представ-
ляют интереса, так как их всегда вырезают.
Контроль проводится следующим образом. Рельс переме-
щают на транспортном рольганге в вертикальном положении
(на подошве) через стенд для контроля. Часто стенд для кон-
троля располагают в непосредственной близости от. строгального
450
станка, на котором обрабатывают поверхность катания старого
рельса. Поступающий рельс управляет движением посадки ком-
бинации искателей, состоящей из двух наклонных искателей,
прозвучивающих рельс под углом 70° в противоположных на-
правлениях, и одного прямого искателя. Обнаруживаемые де-
фекты в головке или шейке рельса приводят в действие цветную
маркировку в нужном месте рельсовой нитки. При выходе рель-
са комбинация искателей автоматически приподнимается, воз-
вращаясь в исходное положение. Максимальная скорость кон-
троля составляет около 1 м/с.
Общий обзор контроля рельсов в различных странах имеется
в литературе [367, 179, 135, 768].
Соединение рельсов все чаще осуществляют путем сварки,
в частности стыковой сваркой оплавлением в путевых ремонт-
ных мастерских или термитной сваркой непосредственно в пути.
Наиболее опасными дефекта-
ми, которые при этом могут
появиться, следует считать де-
фекты непровара, поскольку
они в соответствии с подготов-
кой кромок сварного шва рас-
полагаются перпендикулярно к
поверхности катания. Их об-
наружение одним отдельным
наклонным искателем от го-
ловки рельса не следует реко-
мендовать, так как в силу
своего плоского характера они
являются зеркально отражаю-
щими. На Федеральных желез-
ных дорогах ФРГ здесь хоро-
шо зарекомендовал себя метод
с двумя искателями под углом
45° (на частоте 2 МГц), ана-
Рнс. 23.17. Контроль сварных швов на
рельсах:
/ — сварной шов; 2 — дефект непровара
логичный тандемной схеме (рис. 23.17). Фарлей [428] исполь-
зовал схему тандема по рис. 5.14,6 на поверхности катания
м таким способом контролировал головку, шейку и расположен-
ный под шейкой участок подошвы. Для тонкостенных участков
рельса могут быть применены также и отдельные наклонные
искатели с углом 70° (см. рис. 23.17).
Крестовины (остряки стрелок), обычно изготавливаемые из
высокотвердого марганцевого стального литья, ввиду их круп-
нозернистой и анизотропной литой структуры не поддаются
надежному контролю даже с применением высокодемпфирован-
ных искателей, работающих на частоте 0,5—1 МГц.
115*
23.3 . ПРОЧЕЕ ОБОРУДОВАНИЕ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ
Имеются две различные конструкции железнодорожных колес:
тело колеса с посаженным на него с натягом кованым ободом
и цельнокованые. Отдельные железнодорожные управления
предписывают контроль дефектов изготовления, другие этого
не делают. У ободов колес (рис. 23.18) контролируется весь
объем кроме краевой полосы шириной около 15 мм. по двум
взаимно перпендикулярным направлениям прозвучивания.
Используют несколько искателей, работающих на частоте 2 или
4 МГц в мультиплексном режиме, а иногда также и искатели
Рис. 23.18. Объем контроля и располо-
жение искателей при контроле обода ко-
леса
Рис. 23.19. Дополнительная'
зона контроля на переходе
к диску в колесах из сталь-
ного литья
прямоугольной формы, например размером 30X6 мм, для уве-
личения размеров области, охватываемой звуковым пучком.
Для настройки чувствительности контроля обычно применяют
плоскодонные отверстия диаметром 2 мм.
У цельных колес из стального литья по рис. 23.19 допол-
нительно контролируют переходную область между ободом и
диском колеса. Чтобы охватить также и плохо отражающие де-
фекты литья, дополнительно контролируют амплитуду геомет-
рических эхо-импульсов, которые возникают в результате пре-
образования волны па скругленном переходе к диску колеса.
Чувствительность контроля устанавливается в зависимости от
нагрузки на колесо па величину эквивалентного отражателя
от 2 (для высокоскоростного движения) до 5 (мм). Контроль
диска колес нередко оказывается проблематичным ввиду осо-
бенностей его формы и шероховатости литой поверхности.
При ремонтном контроле колес иногда проводят ручной кон-
троль обода искателем на частоте 2 или 4 МГц, насаженным,
сбоку.
Из-за местного перегрева при торможении поверхность ка-
тания может покрыться сеткой радиально направленных попе-
речных поверхностных трещин небольшой глубины. Эти трещи-
452
ны в принципе не ухудшают потребительских свойств колеса,
но могут стать опасными, если одна или несколько трещин при
неблагоприятных обстоятельствах начнут расти вглубь или
изламываться в окружном направлении. В США и Австралии
делали попытки обнаруживать эти трещины поверхностными
волнами очень низкой частоты (100—400 кГц), обегающими по-
верхность катания [178, 771]. В опытах в ФРГ [1317] пьезо-
электрические преобразователи были заменены электродинами-
ческими, встроенными непосредственно в головку рельса. Пока
еще недостаточно решенная проблема при этом контроле за-
ключается в том, чтобы отличить возможные более глубокие
трещины от многочисленных менее глубоких. При эхо-импульс-
ном режиме (рис. 23.20) показание от более глубокого дефекта
Рис. 23.20. Контроль поверх-
ности катания на попереч-
ные дефекты при помощи
поверхностных волн (ио
Брею и др.)
Рис. 23.21. Схема расположения искателей для обнару-
жения поперечных трещин
может «утонуть» в фоне помех от менее глубоких дефектов.
При теневом методе, при котором используют амплитуду после-
довательности эхо-импульсов за несколько оборотов, на эту
амплитуду влияют в одинаковом направлении и одна более
глубокая трещина, и несколько менее глубоких.
Для повторного контроля дополнительно обработанных или
наплавленных и затем обточенных поверхностей катания колес
на наличие еще оставшихся трещин используют наклонные
искатели с углом 45°, работающие на частоте 2 или 4 МГц, рас-
положенные по схеме как на рис. 23.21. Они закрепляются в
простом держателе, который движется по реборде колеса.
Контроль места посадки с натягом обода на диск пока не
был достаточно успешным, так как поверхность катания, с ко-
торой проводится контроль, не является плоской и параллельной
поверхности посадки. Напротив, место посадки с натягом внут-
ренних колец роликоподшипников на тело оси контролируется
на Федеральных дорогах ФРГ успешно [1358]. Используют
искатели на частоте 4 или 6 МГц и оценивают амплитуду эхо-
сигнала от граничного слоя 1 (рис. 23.22) между внутренним
кольцом и местом посадки подшипника. Для повышения чув-
453
ствительности контроля для этой цели используют пятый по-
вторный эхо-импульс. Оценивать эхо-импульс от задней стенки
нецелесообразно, потому что на него дополнительно влияет и
качество граничного слоя 2. Оценка места посадки с натягом
делается не по одному результату измерения, а по 400 точкам
контроля, расположенным на равных расстояниях по окруж-
ности.
г д
а б в
Рис. 23. 22. Контроль места посадки с натягом колец подшипника:
а —. посылаемый импульс; б — эхо-импульс от первого граничного слоя (/); в—пятый
эхо-импульс от того же слоя; г — эхо-импульс от второго граничного слоя (2); д — эхо-
вмпульс от задней стенки.
Наружные кольца роликовых подшипников контролируют
на очень мелкие повреждения поверхности качения, например
на выкрошивания глубиной в несколько десятых долей мили-
метра и площадью в несколько квадратных миллиметров [367].
Для этой цели искатель подсоединяют к наружной поверхности
в масляной ванне через входной участок. Из кольца получают
длинную последовательность многократных эхо-импульсов, ко-
торые искажаются даже при самых мелких нерегулярностях
внутренней поверхности. Например, очень высокая степень чув-
ствительности контроля может быть достигнута при оценке
амплитуды десятого последовательного эхо-импульса.
Весьма эффективным также оказался контроль изоляторов,
в частности изоляторов контактных проводов, на трещины и по-
ристость (раздел 32.1). Контроль элементов сцепки, листов,
сварных швов, подшипников скольжения, а также измерения
толщины стенки не являются настолько типичными, чтобы их
следовало рассматривать здесь отдельно.
24. ЛИСТЫ И ПОЛОСЫ
При ультразвуковом контроле листов и полос в принципе раз-
личают контроль на дефекты изготовления и на дефекты, воз-
никшие вследствие различных нагрузок на деталь. Для начала
кратко рассматривается вторая группа дефектов.
Они располагаются всегда перпендикулярно к поверхности,
как, например, коррозия или трещины (усталостные разруше-
454
ния). Последние являются следствием коррозионного растрес-
кивания под напряжением при щелочном охрупчивании, на
отверстиях под заклепки или усталостными трещинами на бор-
тиках (кромках), на ободьях (гофрах) и т. п. Если известно
ориентировочное направление их распространения, то их можно
проконтролировать зигзагообразными поперечными волнами,
а при хорошем качестве поверхности они легко обнаруживаются
также и поверхностными волнами. Трещины от отверстий под
заклепки рассмотрены в главе 29, определение коррозии и тол-
щины листов излагается в разделе 33.1.
Контроль листов на дефекты изготовления чрезвычайно раз-
нообразен, что и не удивительно, если учесть многочисленные
способы переработки листов в промышленности, что обусловли-
вает различную значимость одного и того же дефекта листа,
широкий диапазон толщин листов (от менее 1 мм до более
100 мм) и разнообразие дефектов по типу, форме, расположе-
нию и размерам. Поэтому здесь находят применение практиче-
ски все методы ультразвукового контроля. Классификация ли-
стов на средние и толстые с толщиной, превышающей примерно
4,5 мм, и тонкие листы и полосы с меныпей толщиной целесооб-
разна ввиду различия постановки задач контроля, однако гра-
ница между этими группами листов и полос является расплыв-
чатой.
24.1. ЛИСТЫ СРЕДНЕЙ И БОЛЬШОЙ ТОЛЩИНЫ
Если в производственном процессе имеется холодный сляб как
заготовка для производства листа, то при его контроле уже
можно устранить грубые дефекты листа. Однако целесообраз-
ность такого контроля считается спорной, потому что, во-первых,
дефекты сляба типа закрытых мелких раковин при прокатке
могут завариваться и, во-вторых, участки ликвации, еще закры-
тые в слябе во время прокатки, могут вскрыться [1477]. Кроме
того, у листов вследствие закатов на переднем конце и кромках
могут возникнуть новые дефекты, из-за чего контроля готового
листа все равно нельзя избежать. Поэтому слябы вначале кон-
тролируют только на наличие сквозной первичной раковины,
а в дальнейшем скорее только по статистическому принципу,
по которому отсортировываются изделия со скоплением пока-
заний от дефектов.
Поверхность подвергают огневой зачистке или обдирке,
после чего становится возможным сканирование прямым иска-
телем на частоте 2 МГц по точкам с подачей достаточного ко-
личества масла, воды или пасты. У поверхностей после автома-
тизированной огневой зачистки качество получается достаточ-
ным для непрерывного сканирования с акустическим контактом
через слой воды по рис. 15.10. Об одной установке непрерыв-
ного действия для контроля слябов сообщал Зильбер [1412,
1734].
455
В готовых листах средней и большой толщины обнаруживают-
ся дефектные участки самого различного типа — от тонкорас-
пределенного слоя включений типа занавески, который частич-
но прозрачен для ультразвука, до компактных включений, рас-
положенных по отдельности в слое или в несколько слоев и
далее до раскрытых расслоений, не имеющих никакой механи-
ческой связности. В соответствии с их происхождением из уса-
дочной раковины истинные расслоения должны располагаться
преимущественно на половине толщины листа. Протяженность
в плоскости листа в значительной степени зависит от процесса
(режима) прокатки: из сляба, прокатанного с не слишком
большим различием в степени вытяжки в обоих направлениях,
получают толстые листы, в которых головная и вторичные ра-
ковины растягиваются в виде воронки или полосы через цен-
тральную зону, тогда как другие дефекты не имеют четко вы-
раженного предпочтительного направления распространения.
Напротив, в крайнем случае образуются тонкие полосы, в кото-
рых ввиду их прокатки исключительно в одном направлении
формируются дефекты длиной во много метров при ширине
всего в несколько миллиметров. В соответствии с этим нужно
выбирать способ контроля.
На рис. 24.1 показаны изображения на экране различных
дефектов листов при эхо-импульсном способе и при прозвучи-
вапип (теневом методе или методе контроля интенсивности).
Контролировали лист толщиной, превышающей примерно 10 мм,
на котором между многократными эхо-импульсами еще можно
было хорошо наблюдать показания от дефектов. Контроль про-
водили на частоте 4 МГц. Один искатель на схеме дает показа-
ние эхо-импульса, а оба вместе дают расшифровываемое пока-
зание при прозвучивания.
Бездефектный лист дает длинную серию эхо-импульсов и
интенсивность, настроенную на 100 % (я)- Дефект (б), пло-
щадь которого меньше площади излучателя, дает маленькие
(слабые) промежуточные эхо-импульсы, тогда как интенсив-
ность немного уменьшается. Ввиду постоянно наблюдаемых ко-
лебаний качества акустического контакта это снижение не всег-
да может быть надежно истолковано как дефект. При обоих
способах показание получается более четким, если выбран иска-
тель меньшего размера, однако лишь до тех пор, пока длина
его ближнего поля не станет слишком малой по сравнению с
толщиной листа. Дефект (в), площадь которого не слишком
намного меньше, площади излучателя, дает эхо-импульсы, кото-
рые могут быть сопоставимы с еще имеющимися эхо-импуль-
самп от задней стенки, тогда как их интенсивность существенно
уменьшается. Полное расслоение (г) дает картину эхо-импульса
от листа половинной толщины, поскольку расслоение обычно
располагается в середине толщины. Серия эхо-импульсов при
раскрытом, т. е. заполненном воздухом расслоении может быть
456
Рис, 24.1. Контроль листа
толщиной 15 мм эхо-импуль-
сным методом и молодой
измерения интенсивности
при прозвучивэнни в случае
различных дефектов (а—д')
457
очень длинной, но обычно дефект поглощает часть этой серии,
в особенности если он заполнен шлаком. В таком случае полу-
чают только короткую серию от половины толщины листа. При
теневом методе по интенсивности, равной нулю, можно одно-
значно судить о наличии расслоения. При многослойных дефек-
тах (д) различные эхо-импульсы от дефектов создают взаим-
ные помехи. Кроме того, здесь сказывается обычно и сильное
рассеяние звука, так что получается лишь короткая зона с не-
регулярными эхо-импульсами. При теневом методе показание
и здесь получается равным нулю.
Если при эхо-импульсном методе пренебрегать показаниями
от дефектов в виде отдельных эхо-импульсов и следить только
за исчезновением длинных и регулярных серий эхо-импульсов
от бездефектного листа, то нижним пределом применимости
такого метода будет толщина листа примерно в 2 мм для часто-
ты контроля около 4 МГц (т. е. когда двойная толщина листа
равна примерно трем длинам волн). Верхней границы контро-
лируемой толщины не существует. Напротив, метод прозвучи-
вания (теневой) не имеет нижней границы, но на практике у не-
го есть верхняя граница, которая зависит от минимального раз-
мера дефектов.
Рис. 24.2. Контроль листа
зигзагообразными попереч-
ными волнами
Кроме того, имеется и третий метод — метод волн в пласти-
нах. Если согласно рис. 24.2 в лист послана зигзагообразная
поперечная волна, то при некоторых соотношениях между углом
и частотой она получает особо благоприятные условия распро-
странения как волна Лэмба. При контроле тонких листов при-
меняют частоты выше 1 МГц, однако листы толщиной более
10 мм уже контролируют волнами в пластинах на частотах
0,5—1 МГц. В бездефектных листах еще получают четкие эхо-
импульсы от кромок при ширине 4 м. Для этой цели применяют
наклонные искатели с изменяемым углом, который подбирают
эмпирически по лучшему показанию от кромки.
Поскольку три способа по-разному реагируют на дефекты
различных типов, на практике они оказываются более или ме-
нее эффективными при различных требованиях к контролю ли-
стов. Эхо-импульсный метод дает наиболее полную информа-
цию, но лишь при сканировании по всей площади точка за
точкой, что ввиду затрат времени возможно лишь в редчайших
случаях и ограничивает возможности автоматизации. Метод
контроля интенсивности (прозвучивания, теневой) надежно реа-
458
гирует при полных расслоениях (случаи г и д на рис. 24.1), но
не так эффективен в местах скопления включений (случаи б
и в), особенно если речь идет о большом числе мелких включе-
ний в средней плоскости листа. Однако в таких случаях хорошо
подходит метод волн в пластинах в эхо-импульсном варианте:
на экране получают «бороду» рассеянных эхо-импульсов. При
не слишком широкой области дефектов и не слишком крупных
включениях волна и за этой областью еще остается достаточно
интенсивной, чтобы выявить другие дефекты и показать кромку,
так что на экране получается изображение контролируемой по-
лосы. При сплошных расслоениях, особенно имеющих гладкую
поверхность, в листе, в остальном бездефектном, показание огра-
ничивается большей частью местом встречи на краю дефекта.
Его ширина в таком случае уже не выявляется, и эхо-импульс
от конца дефекта исчезает. По электронной схеме увеличиваю-
щееся с глубиной затухание волны может быть частично ком-
пенсировано изменением усиления прибора по глубине.
Иногда в сварных конструкциях из листов с тавровыми и
угловыми соединениями [1028, 199] обнаруживается дефект,
выражающийся в следующем: в основном металле около свар1-
ных швов в зоне термического влияния возникают небольшие
трещины. Причиной этого считают шлаковые включения, тонко
распределенные в листах. Такой дефект именуют «слоистым
разрывом» (уменьшение прочности на разрыв в поперечном на-
правлении) .
Уже давно Майер [1028] предложил для выявления листов
с такими дефектами измерять затухание на частоте 6 или
12 МГц. Участки с повышенным затуханием свидетельствуют
о наличии дефектов такого рода. Впрочем, включения, выявлен-
ные по повышенному затуханию звука, могут обнаруживаться
и совмещенными искателями при высоком усилении прибора.
Однако по неопубликованным исследованиям Фрюлингхауза не
все включения, вызывающие слоистый разрыв, могут быть вы-
явлены ультразвуком. В зависимости от типа включений и спо-
соба изготовления имеются листы с пониженной прочностью
в поперечном направлении, которые не отличаются от здоровых
листов ни по повышенному затуханию звука, ни по другим от-
клонениям, выявляемым ультразвуком.
При обычно практикуемом в листопрокатных цехах до на-
стоящего времени ручном контроле эхо-импульсным методом ра-
бота ведется на статистической основе, т. е. сканирование вы-
полняется полосами или по сетке. При контроле листа разме-
рами 4X10 м с немногочисленными дефектами при расстоянии
между полосами 200 мм на эту работу затрачивается примерно
20 мин, т. е. 30 с на 1 м2. Если при этом выявляется сравнитель-
но большое расслоение, то искателем обходят его границу и
фиксируют ее предварительной записью. В остальном внутри
расслоения наносят только балл амплитуды эхо-импульса по»
459
сравнению с эхо-импульсом от дна, например 1 для малых по-
казаний, 2 и 3 для показаний такого же порядка как эхо-им-
пульс от дна или больше. Теоретически возможный случай, что
большое расслоение, как по заказу, уложится в ячейке сетки
контроля, а весь остальной лист будет признан годным, на прак-
тике исключается: дефект никогда не встречается один. Кон-
троль по сеткам с различным размером ячейки и с различным
расположением ячеек дает практически одинаковую оценку
одного и того же листа.
Такой вид контроля пригоден только для листов, назначе-
ние которых не требует более детального исследования опреде-
ленных мест. Если, например, лист является котельным, то при
сдаче—приемке целесообразно потребовать точного контроля
тех мест, где, в частности, будут ввариваться трубы, и регла-
ментировать максимально допустимый размер дефектов. Анало-
гичным образом поступают в частности и Федеральные желез-
ные дороги ФРГ при приемке листов для поясов железнодорож-
ных мостов, к которым должны привариваться перемычки в
положении на ребро. В этих местах ввиду сварки и поперечных
нагрузок от перемычек наличие любого дефекта имеет более
важное значение, чем в свободной части листа. В руководстве
по контролю эти требования должны быть учтены.
Листы для труб должны контролироваться по всей площади,
но особенно по кромкам. Эти места при производстве прямо-
шовных или спиральношовных труб свариваются, причем де-
фект в листе может повлечь за собой дефект в сварном шве.
Для контроля кромок обычно предъявляется требование, чтобы
на 100% была охвачена полоса шириной 50 мм. Условия на
поставку Штальайзен для листов с ультразвуковым контролем
(SEL 072—77), разработанные Обществом металлургов ФРГ,
регламентируют наряду с контролем по площади также и кон-
троль кромок (см. там «Классификацию толстых листов, под-
вергаемых ультразвуковому контролю» и «Классификацию тол-
стых листов, подвергаемых УЗК по кромкам» [1751]),
По поводу износа искателей при ручном контроле, что само
по себе может стать значительным фактором издержек, можно
сказать, что наиболее благоприятный опыт получен при контак-
те через водяной слой, например в устройстве для контроля
листа (см. рис. 15.10). При контроле листов толщиной более
20 мм сигнал тревоги может быть послан непосредственно про-
межуточным эхо-импульсом, иначе в устройстве для контроля
листов нужно применять совмещенные искатели, которые могут
автоматически показывать эхо-импульсы от дефектов даже и
в листах толщиной не менее 5 мм.
Для одновременного контроля листа по нескольким траекто-
риям (параллельным дорожкам) в пятикапалы-юм роликовом
контрольном устройстве (рис. 24.3) расположены пять совмещен-
ных искателей, работающих на частоте 4 МГц и расположенных
460
Рис. 24.3. Пятиканальиый ролик для кон-
троля листа (конструкции фирмы <Краут-
кремер»)
для ультразвукового контроля
обрабатывают результат испы-
на расстояниях по 60 мм один
ют другого. При расположении
штанги держателя наискось
соседние дорожки контроля
можно еще более приблизить
друг к другу. Все пять иска-
телей подключены в мульти-
плексном режиме к перенос-
ному небольшому дефектоско-
пу на ролике и показания от
дефектоскопов наблюдаются
нерез диафрагму монитора.
Фирма «Бетлехем стал»
(США) разработала аналогич-
ное устройство с 18 искателя-
ми, расположенными на поло-
се шириной 450 мм, однако в
нем применено кабельное под-
ключение к стационарному
прибору на стойке.
Автоматические устройства
не только экономят время, но и
таний по заранее заданной программе и дают документ, пригод-
ный для хранения. Различные формы таких устройств для кон-
троля уже давно применяются на практике. В зависимости от
назначения они различаются по методу контроля, по типу ска-
нирования и способу расшифровки результатов. В числе мето-
дов контроля ранее находили применение метод прозвучивания
с подсоединением в некоторых случаях через направленный
входной водяной участок, а частично через свободно текущую
водяную струю, а также метод импульсных отражений с совме-
щенными искателями и контактом через водяной зазор. Неко-
торые установки для контроля толстых листов выполнены так
называемыми «картавыми», т. е. во время контроля сам лист
неподвижен, а один или несколько искателей контролируют
основную площадь листа и кромки по некоторой программе (на-
пример, сначала все четыре кромки, затем всю площадь листа
по меандровой траектории). Однако в большинстве контроль-
ные установки строятся как проходные. В них лист контроли-
руется во время его нормальной транспортировки на рольганге
со скоростью 1 м/с и выше. При этом искатели располагаются
в форме гребенки. В некоторых случаях держатель искателей
в виде гребенки может совершать колебательные движения по-
перек листа для лучшего выявления дефектов.
Первую проходную установку для контроля толстых листов
по методу прозвучивания описали Хеллер, Дик и Лехки [675].
По тому же методу прозвучивания, но с подсоединением че-
рез свободные водяные струи длиной 60—120 мм, работает
461
установка контроля, разработанная фирмой «Крауткремер»„
Здесь никакие механические детали не соприкасаются с листом,,
движущимся по обычному рольгангу; свободное пространство,
перекрываемое водяными струями (расстояние около 150 мм),
позволяет также в основном избежать повреждений установки
контроля выступающими отслойками листа и приподнятыми его*
концами. Хотя теоретически таким способом можно контроли-
ровать и еще неразрезанный листовой раскат, на практике в не-
прерывном потоке контролируют листы только после удаления
передней (головной) обрези. На рис. 24.4 показан участок такой:
Рис. 24.4. Участок установ-
ки для контроля толстых
листов со свободными во-
дяными струями (фирма
«Крауткремер»)
установки контроля, на котором виден
принцип ее работы. Чтобы надежно из-
бежать перекрестного перехода сигнала
с одной дорожки контроля на соседнюю,
между ними предусмотрено расстояние-
в 100 мм. Если на практике требуется
более высокая плотность дорожек кон-
троля (в большинстве случаев 50 мм),
то дорожки контроля необходимо распо-
лагать в два ряда со ступенчатым сме-
щением (в шахматном порядке).
Описанный тип линейного сканирова-
ния, разумеется, дает лишь статистиче-
ский результат при контроле всей пло-
щади листовой карты; при диаметре-
водяной струи около 8 мм и при одно-
подном расположении дорожек контроля
на расстоянии 100 мм фактически кон-
тролируется лишь 8 % всей площади4
листа, а при расстоянии между дорож-
ками 50 мм — только 16%.
Такая установка со свободными во-
дяными струями (рис. 24.5) имеет еще
одну особенность: три «настроечных» -
участка перед установкой контроля (по-
конструкции не отличающиеся от всех
остальных) автоматически измеряют пе-
ред входом каждого листа «уровень зву-
ка», при котором должен проводиться контроль этого листа.
Этот уровень зависит от качества поверхности, температуры,
материала и в меньшей мере от толщины листа. С целью не до-
пустить, чтобы имеющиеся дефекты в листе исказили результат
измерений — дело в том, что сравнительный уровень звука дол-
жен измеряться в здоровом месте листа — настроечные дорож-
ки располагаются по всей ширине листа и захватывают более
1 м его длины. Основой для выводимой отсюда автоматической
настройки усиления является наивысший измеренный уровень.,
звука по этим трем участкам [870].
462
На рис. 24.5 установка контроля показана со стороны входа
листа. Справа виден опускаемый держатель настроечных иска-
телей, а сверху стенд для контроля. ЭВМ, которая на заводе
используется, разумеется, и для многих других целей, распола-
гается в удаленном здании.
Интересно отметить, что при контакте через свободные во-
дяные струи таким способом можно контролировать листы с тем-
пературой до 250 °C. В предварительных опытах в отдельных
Рис. 24.5. Установка для контроля толстых листов, сторона входа.
пая установка, сверху кабина для контроля (заводское фото фирмы
Дортмунд Хёрде)
Справа — настроен»
«Хёш-хюттенверке».
Рис. 24.6. Установка для контроля толстого листа с
широколучевыми совмещенными искателями, расположен-
ными снизу (конструкция фирмы «Крауткремер», завод-
ское фото фирмы «Диллингер хюттенверке»)
Рис. 24.7. Управление иска-
телями (их перемещение) в
установке по рис. 24.6
463
465
Предельный Сумма длин (ллоисадь
дефект 20мм2 предельных depended)
Суммарна» плеер. аде
дефектов 68002 мм2
Рнс. 24.8. Документ контроля, полученный с установки, показанной на рис. 24.6
случаях еще обеспечивались удовлетворительные условия аку-
стического контакта на листах толщиной 35 мм при температу-
рах почти 300°C.
Перед установкой для контактного контроля установка для
контроля через свободные водяные струи имеет недостаток, за-
ключающийся в большом расходе воды (около 20 л/мин на каж-
дую точку контроля). Однако часть воды, использовавшейся
для акустического контакта, может быть применена повторно.
Впрочем, для этого необходима достаточная фильтрация сильно
загрязненной воды. Мелкие частицы (диаметром меньше чем
примерно 0,2 мм) при не слишком больших их скоплениях не
создают помех; поэтому можно отказаться от применения питье-
вой воды.
По второму принципу, т. е. с совмещенными искателями с
подсоединением через слой проточной воды, работают установ-
ки для контроля листов различных форм исполнения: так, в
установке для контроля листов на металлургическом заводе
в Оберхаузене лист неподвижен. Контроль поверхности с траек-
торией в форме меандра сочетается с контролем по всем четы-
рем кромкам, а результат контроля выдается в форме оцененной
развертки типа С (см. ниже). Правильное расположение диа-
фрагмы монитора при этом задается от ЭВМ, в памяти которой
хранятся различные возможные длины входных участков всех
совмещенных искателей. Таким способом можно компенсиро-
вать неодинаковый износ входных участков. В остальном ЭВМ
управляет также всем ходом контроля по заданном программе.
На установке более нового типа (рис. 24.6) лист контроли-
руется снизу. На ней имеются три ряда совмещенных искателей
со ступенчатым (шахматным) расположением, чтобы обеспе-
чить 100%-ную плотность контроля. Искатели, общее число
Фис. 24.9. Автоматическая установка для ультразвукового контроля толстых листов тол-
«щииой до 80 мм совмещенными искателями сверху (конструкция фирмы «Мицубиси
электрик корн.», заводское фото фирмы «Нихон Кокай», Япония)
466
которых составляет 3x32, могут прижиматься при помощи гид-
роцилиндров любыми группами (рис. 24.7). Расшифровка ре-
зультатов, выдаваемая ЭВМ (рис. 24.8), будет более подробно
рассмотрена ниже.
Скорость контроля составляет 24 м/мин. Другая установка
для контроля совмещенными искателями сверху при скорости
3,5 м/мин показана на рис. 24.9.
Расшифровка результатов
Большое число точек контроля (обычно 60—80 при чаще
всего встречающейся ширине листа 3—4 м) обусловливает не-
обходимость в специальном устройстве для расшифровки резуль-
татов и их представления в наглядном виде. Простейшим спо-
собом воспроизведения данных при контроле листа является
развертка типа С, при которой одна контрольная дорожка за
другой записывается при помощи многоканального самописца.
Каждая линия соответствует определенной точке контроля; в
продольном направлении запись ведется с определенным мас-
штабом изображения листа (обычно 1:20) на ленте.
При воспроизведении результатов контроля в виде разверт-
ки типа С с точным масштабом в случае листов наибольшей’
длиной около 30 м получается лента длиной около 1,5 м, кото-
рую нужно расшифровать для оценки качества листа и для
принятия решения о том, какой участок листа нужно вырезать-
на ножницах (для сдачи в лом). Поскольку дефекты, представ-
ляющие интерес, согласно техническим условиям на поставку-
листов с ультразвуковым контролем, имеют минимальный раз-
мер 10X10 мм, в записи размер этих дефектов будет иметь,
длину 0,5 мм, и уменьшать масштаб изображения развертки
типа С больше нельзя, иначе не будет обеспечено достаточной
наглядности. Поэтому начали искать возможности получения
более «сжатой» записи. Такие «печатные» изображения пред-
ставляют результат контроля с классификацией в виде цифр'
или знаков.
В качестве примера можно пояснить так называемую оце-
ненную развертку типа С: каждая дорожка контроля разде-
ляется в продольном направлении на отрезки по 10 мм, и каж-
дые 10 из них объединяются в один отрезок записи. Если в
одном таком отрезке записи обнаруживается хотя бы один де-
фект, в соответствующем месте ленты записи печатается число.
Это число показывает, сколько дефектных отрезков по 10 мм
имеется на длине отрезка записи в 100 мм; на печать при этом
выдается наибольшее число. Таким способом формируют поля
чисел с ориентацией на определенное место листа, показывая
те места, где в листе имеются дефекты; отдельные числа дают
представление о «тяжести» дефектов на соответствующем от-
резке записи.
467 ’
Таким путем результаты, полученные на установках кон-
троля типа показанных на рис. 24.5, могут быть записаны и
расшифрованы па ЭВМ. Если лист ввиду своих дефектов не
подходит для поставки по данному заказу, ЭВМ может взять
на себя работу по его переназначению на другой заказ. ЭВМ
отыскивает из портфеля заказов подходящий заказ, для кото-
рого забракованный лист после вырезки дефекта еще может
считаться пригодным. При этом одновременно передается заказ
на производство нового листа такого же размера и типа, как
забракованный.
ЭВМ установки контроля с совмещенными искателями по
рис. 24.6 выдаст результаты контроля в форме, показанной на
рис. 24.8: каждый дефектный участок записи записывается в ви-
де точки. На передней кромке листа (7) дефект занимает семь
контрольных дорожек. Однако при обрези листа он будет уда-
лен. Но далее обнаруживается еще одно большое дефектное
место на расстоянии около 1,50 м от передней кромки. И, нако-
нец, у пока еще необрезанной задней кромки (2) обнаружи-
ваются некоторые краевые расслоения. Дефектные места сумми-
руются как по ширине, так и по длине (5) и (4). По этим
данным выводится суммарная оценка листа. Одновременно по
дорожке 5 измеряется толщина. Записывается также наруше-
ние акустического контакта или выход из строя искателя. Кро-
ме того, в документ включаются все данные (параметры) кон-
троля и заказа (на рисунке это опущено).
Контроль кромок листов
При изготовлении труб большого диаметра нужно с особой
тщательностью контролировать на отсутствие дефектов свари-
ваемые кромки листов. Соответствующие устройства обычно
используются как дополнение к проходным установкам, как при
прозвучивании через струю воды, так и при совмещенных иска-
телях. На рис. 24.10 представлена такая установка с совмещен-
ными искателями. Зона кромки плотно сканируется по всей пло-
щади комбинацией из нескольких совмещенных широколучевых
искателей (рис. 10.50). Перед головной группой искателей на
рисунке видны пистолеты-распылители для маркировки.
Ilpn контроле заготовок для изготовления труб большого
диаметра часто ставится условие надежного выявления расслое-
ний, расположенных поблизости от поверхности. Если лист до-
ступен для контроля только с одной стороны, то обычные ме-
тоды контроля оказываются неэффективными — по крайней
мере для выявления дефектов, расположенных близко к задней
стенке. Для этой цели Шлуснус [1353] использовал способ
ударных волн, который в иных случаях применялся для изме-
рения толщины стенки. Расслоения, находящиеся на небольшом
расстоянии от стенки, при этом демонстрируются как толщина
стенки. Трудности еще встречаются в том случае, если расслое-
468
ния находятся очень близко от задней стенки: при этом электро-
ника медленные изменения результатов измерения расшифро-
вывает как изменения толщины, а быстрые — как расслоения.
Таким методом еще можно выявить расслоения, находящиеся
на расстоянии около 0,4 мм от задней стенки.
Рнс. 24,10. Автоматическая установка для контроля кромок листов (конструкция фирмы
«Крауткремер», заводское фото фирмы «Италсндср», Тарент, Италия)
Сравнение с другими способами контроля
Если требуется сравнить результаты ультразвукового кон-
троля толстых листов с полученными другими способами, в том
числе и разрушающими, то в отношении отпечатков по Бауману
и серных отпечатков можно сказать (как и в случае контроля
поковок), что совпадения не достигается. Дело в том, что за-
крытая ликвация ультразвуком не выявляется. Однако иногда
и результат испытания на ударную вязкость надрезанных об-
разцов противоречит данным ультразвукового контроля: обра-
зец разрушается с гладким изломом, хотя дефекта в этом месте
не было обнаружено. В одном из листов стали, содержащей
около 1 % Мп, было установлено, что в этом случае в листе
имелась очень четко выраженная строчечная структура, не да-
вавшая эхо-импульсов, хотя поперечная прочность в этом месте
была значительно снижена. Тот факт, что там не было настоя-
щего расслоения, подтвердился последующей термической об-
работкой, после которой и на образце для испытаний на удар-
ный изгиб с надрезом не было обнаружено дефектности. В этой
связи следует еще упомянуть о наблюдении на одном из тол-
стых листов из стали с 13 % Мп. При первом ультразвуковом
контроле в еще горячем состоянии (около 80 °C) было замечено
лишь немного показаний от дефектов, а после охлаждения их
число значительно увеличилось. Здесь речь шла о вновь по-
469
явившихся дефектах вокруг раскрывшихся участков ликвации,
в противоположность истинным расслоениям, от которых име-
лись показания уже и в горячем состоянии.
На контроль легких сплавов полученные выше результаты
непосредственно распространить невозможно. Во-первых, слябы
из этих металлов могут очень хорошо контролироваться даже'
и в литом состоянии. Наблюдаемую иногда несколько складча-
тую поверхность, обычную перед прокаткой, целесообразно за-
ранее сгладить фрезерованием. Однако поскольку к бездефект-
ности готового продукта-—толстого листа, сутунки и прессован-
ных профилей — в самолетостроении предъявляются гораздо-
более высокие требования, чем к стальным толстым листам,,
контроль должен осуществляться гораздо более полно и с бо-
лее высокой чувствительностью, и обязательно на готовой про-
дукции прокатного стана. В первую очередь в США для этой
цели были созданы весьма показательные устройства для кон-
троля в иммерсионном варианте. Одно из них (Кертис-Райт)
работает с дистанционным управлением перемещениями иска-
теля по двум горизонтальным, одной вертикальной и двум угло-
вым координатам (осям). Со стенда для управления контролем;
можно наблюдать за картиной эхо-импульсов на приборе с изоб-
ражением развертки типа В, на обычном эхо-импульсном при-
боре и на регистрирующем приборе с фиксацией результатов,
причем одновременно сдвоенный монитор в случае обнаружения
дефекта посылает сигнал тревоги. Искатель может перемещаться
автоматически или вручную с дистанционным управлением по>
обеим горизонтальным координатам со скоростью до 450 мм/с.
Резервуар размерами до 4X16 м принимает на гидравлические-
подъемные устройства контролируемые изделия наибольшей
массой 20 т.
Сначала эти изделия сканируются автоматически со ско-
ростью контроля около 2—3 м2/мин. Для этого используется
широколучевой искатель, который контролирует полосу шири-
ной до 120 мм. Предусмотрена направляющая, которая всегда-
обеспечивает перпендикулярность искателя к поверхности даже
и при наличии волнистости. При появлении эхо-импульсов с вы-
бранной заранее минимальной высотой место дефекта на листе-
маркируется пневматически управляемым специальным каран-
дашом под водой. После этого небольшим искателем можно-
более точно измерить положение и размер дефекта, для чего
используются эхо-импульсы от эталонных образцов с плоскодон-
ными отверстиями. Для этой цели используется дистанционно-
управляемый манипулятор искателя, который поворачивает кри-
сталл при помощи электродвигателя вокруг двух горизонталь-
ных и одной вертикальной оси, а также может поднимать я
опускать его. Соответствующее положение демонстрируется ди-
станционно на пульте управления. Таким способом можно изме-
рять также и наклонно расположенные дефекты.
470
Такие контролируемые детали представляют собой дорого-
стоящие изделия из легких сплавов для изготовления деталей
самолетов, в которых обычно имеются лишь немногие и к то-
му же мелкие дефекты. Поэтому несмотря на детальное иссле-
дование каждого дефектного места общее время контроля еще
остается приемлемым.
Стандарты на контроль и технические условия на поставку
для сталей и легких сплавов рассматриваются в главе 34.
По контролю толстых листов имеется литература [998 999,
867, 868, 1222, 698, 1192, 139, 143, 1049, 101, 1089, 1430]. ’
24.2. ПОЛОСЫ И ТОНКИЕ ЛИСТЫ
В зависимости от предъявляемых требований задачи контроля
и их решения здесь весьма разнообразны. В качестве примера
случая, когда достаточен неполный контроль, ограничивающий-
ся только некоторыми продольными полосками, можно упомя-
нуть контроль кромок полосы. При изготовлении труб большого
диаметра из полосы методом автоматической продольной или
спиральной сварки кромка полосы не должна иметь дефектов
типа расслоений, даже проникающих вглубь всего на несколько
миллиметров. Однако контроль на кромке гораздо труднее, чем
на открытом листе. Если полоса перед сваркой еще будет про-
ходить через ножницы для обрезки кро-
мок, которые подготавливают кромки и
при этом еще обрезают некоторую по-
лоску, целесообразно вести контроль
предварительно на несколько более ши-
рокой полоске, на которой располагается
и последующая кромка (рис. 24.11).
Для контроля при толщинах, превышаю-
щих примерно 6 м, здесь тоже приме-
няются совмещенные искатели. Условия
контроля в случае полос более благо-
приятны, так как вследствие обычно
весьма значительной длины полос на-
стройку установки нн другой типоразмер
полосы приходится делать реже; следо-
вательно, эту операцию вполне можно
выполнять вручную.
Совмещенные искатели в держателях
типа салазок обычно сажают на по-
лосу сверху, и акустический контакт
обеспечивается проточной водой. Мони-
торы показывают появление эхо-импуль-
Рнс. 24.11. Контроль кро-
мок полос. Схема располо-
жения искателей:
1 — искатели; 2 — контроли-
руемые полоски; 3 — ножни-
цы
са от дефекта соответствующим сигналом. Наносить цветную
маркировку на определенное место полосы сверху в данном
случае бессмысленно, так как дефектные участки полосы при
471
непрерывном производственном процессе нс могут быть выре-
заны. Поэтому их нужно маркировать возможно более стойким
способом снизу (например, зашлифовыванием), чтобы дефект-
ные места еще можно было обнаружить и на готовой трубе-
после операций формовки и сварки. Дефекты на кромках по-
лосы часто приводят к появлению дефектов в сварном шве;
поэтому в отмеченных участках полосы шов подвергают повтор-
ному контролю и только после этого принимают решение,
нужно ли забраковывать и вырезать соответствующий участок,
трубы.
При толщине полосы менее 6 мм (что является нижним пре-
делом применимости совмещенных искателей) применяются ме-
тоды прозвучивания в иммерсионном варианте. Вместо чистого
измерения интенсивности при прозвучиванип (как, например,,
при контроле толстых листов через свободные водяные струи,,
раздел 24.1) здесь используют способ измерения времени про-
Рис. 24.12. Контроль полэс и тон-
..их т ( )- м измерения вре-
мени > и и ’ .ульсов и про-
рву эсионном ва-
рианн-:
а — НС ’П-, г J И‘.НИС; звуко-
вой П I I hHiL'l h \У пярсн к листу;
про f 1 < iHbi о > -шульсы (ZE)
и отражателя
(it?) 1 И ’о 1 J ПО’1 влиянием
мной i< «и.'Т; б — двой-
ное пр i'' 1ри наклонном
•числе и ЧнПе эхо-ичпуль-
сы. lxh при спо-
собе а, и \ нптрение эхо-импульса
здесь vela с <?--одинарное
прозвучьчеш. ... п^реллельным
полоскам р-i выявлено на
двух дорож • нзонцое иро-
звучпвание по пяти параллельным
дорож-.ам; показание от расслое-
ния обнаружено по дорожке (4);
(Л)—первый повторный эхо-им-
пульс показания ит отражателя по-
дорожке (/); 5 — излучатель; Е —
приемник
хождения импульса. Расположение искателей в шахматном по-
рядке делает возможным получать показания, при прозвучива-
нии нескольких рядов расположенных полосок на одном экране*
и оценивать их по раздельным каналам монитора (рис. 24.12).
В отдельных случаях этот метод используется также для кон-
троля площади по дискретным контрольным дорожкам. При
этом вариант «двойного» прозвучивания (рис. 24.12, г), по ко-
торому для измерения интенсивности привлекается высота эхо-
472
шпульса от отражателя, расположенного под листом, гораздо
более чувствителен при обнаружении малых дефектов, чем
одинарное прозвучиванис (рис. 24.12, в). Пару искателей или
<<омбинацию искатель—отражатель целесообразно наклонить
к поверхности листа, чтобы избежать распространения эхо-пм-
лульса в виде многократных отражений из листа. Сигналы от
нескольких контрольных дорожек, которые контролируются на
экране по соседним показаниям, при таком способе могут реги-
стрироваться раздельно. Максимальное число дорожек, которое
можно одновременно контролировать на одном приборе, при
одинарном прозвучивании составляет около 10; при двойном
прозвучивании вследствие критических условий отражения со-
ставляет около пяти (в зависимости от плотности расположе-
ния дорожек).
Применение описанного иммерсионного варианта на прак-
тике выглядит так, что полосу транспортируют через «проход-
ную контрольную ванну». В этой ванне располагаются искате-
ли, а при необходимости и отражатель на рамке, наклоненной
по отношению к полосе. Входная и выходная прорези ванны
закрыты эластичным уплотнительным материалом, так что по-
тери воды получаются минимально возможными и искатели
остаются достаточно надежно покрытыми водой.
Если контроль ограничивается только кромками, то приме-
няют несколько расположенных один за другим отрезков про-
звучивания со свободными водяными струями, причем каждый
из них несколько смещен по отношению к соседнему. Однако
контроль по всей площади полосы по параллельным линиям в
продольном направлении — независимо от того, применяется ли
при этом техника отражателей с совмещенными искателями или
прозвучивание — оказывается неприемлемым, поскольку дефек-
ты являются очень узкими и вытянутыми в продольном направ-
лении и поэтому с большой вероятностью могут оказаться между
соседними контрольными дорожками. Кроме того, требуемые
скорости контроля могут быть настолько высокими (более
2 м/с), что даже качание искателей в поперечном направлении
не дает достаточной плотности контроля. Поэтому для быстро-
го контроля всей площади поверхности полосы более эффек-
тивно применение метода волн в пластинах, по которому соглас-
но рис. 24.2 охватывается весь лист при объезде только одной
кромки. Этому преимуществу однако противостоит недостаток,
что при этом эхо-импульс от дефекта уже не имеет количествен-
ной связи с размерами дефекта, как при контроле под прямым
углом. Можно точно указать расстояние до дефекта по эхо-им-
пульсу от его волны в пластине, но нельзя сказать, является ли
этот дефект расслоением шириной 2 или 20 мм или строчкой
включений. Впрочем, эхо-импульс от конца или от кромки при
наличии более широкого дефекта затухает обычно сильнее.
Однако такой же эффект могут дать и несколько небольших
473
а б
Рис. 24.14. Эхо-импульс от кромки волны
в пластине:
а — длина пути 100 мм; б — длина путж
500 мм (масштаб одинаковый)
Рис. 24.13. Волны в пластинах с частотой
4 МГц, стальной лист толщиной 1,1 мм.
Отражения от кромки при различных
углах поперечных волн (см. табл. 9 в*
Приложении):
а — а=20° (тип S2): б — а=34° (тип Si);
в — а=»43° (тип Qi); г—sina=l,05 (тип
So); д — sina=l,l (тип а0).
По сравнению с диаграммой в табл. 9*
Приложения могут возникнуть небольшие-
отклонения в скорости распространения
под влиянием текстуры. Следовательно^
для контроля вдоль и поперек направле-
ния прокатки может потребоваться раз-
личная угловая настройка.
474
дефектных мест, расположенных по ходу звукового луча один
за другим.
В принципе можно работать с любыми углами прозвучива-
ния. Если однако контролируются такие толщины листа, при
которых зигзагообразные отражения в поперечном его сечении
в значительной мере взаимно перекрываются (как на рис. 24.2
по направлению к правой кромке), то такие же глубины про-
никновения как при дискретном зигзагообразном отражении
наблюдаются лишь при определенных углах прозвучивания. Это
и соответствует волнам в пластинах. На рис. 24.13 показаны
эхо-импульсы от кромки листа при различных углах прозвучи-
вания.
Поскольку скорость распространения волн в пластинах за-
висит от частоты (см. табл. 9 в Приложении), эхо-импульсы от
некоторых волн в пластинах сильно уширяются и приобретают
?колоколообразную форму, но не расщепляются (рис. 24.14). Это
уширение зависит от пути звука. Такой частотной зависимостью
можно объяснить и то влияние, что при смещении искателя
отдельные высокочастотные составляющие этого эхо-импульса
не перемещаются вместе со всем эхо-импульсом, а переходят
через свою острую вершину.
На рис. 24.15 наглядно поясняются различные способы конт-
роля волнами в пластинах. В зависимости от направления зву-
кового луча по отношению к направлению прокатки (которое
одновременно является и предпочтительным направлением про-
тяженности дефектов) эти способы подразделяются на продоль-
ные и поперечные.
Поперечный способ особенно благоприятен для автоматиче-
ского контроля полос, потому что искатели при этом остаются
неподвижными, а полоса проходит мимо них. При способах 1а
и 16, которые в принципе являются аналогичными способами
измерения интенсивности, заметное ослабление может ожидать-
ся только от сравнительно широких дефектов участков, ширина
которых во много раз превышает толщину полосы. Даже при
наклонном направлении прозвучивания по отношению к направ-
лению прокатки чувствительность выявления узких строчек де-
фектов существенно не повышается. Напротив, эхо-импульсный
метод 1в очень чувствителен и к таким дефектам, хотя
при нем нельзя установить количественное соответствие высоты
эхо-импульса и ширины дефекта и т. п. Эхо-импульсный способ
в таком случае дает результат скорее типа «да — нет».
Если достаточно выявить только сравнительно более грубые
.дефекты, то для стационарного автоматического контроля по-
лосы выбирают метод 1а с непрерывным прозвучиванием не-
модулированной частотой, поскольку стоячие волны при этом
едва ли возможны. Импульсный метод 16 кроме экономии одно-
го искателя не дает никаких преимуществ; наоборот, для него
требуется больше затрат, особенно на регистрацию. Для чув-
475
ствительного контроля по эхо-импульсному методу 1в нужна
тоже принимать во внимание затраты на монитор с подачей
сигналов тревоги, маркировку краской или регистрацию. Этим
методом еще можно различить строчки, ширина которых мень-
ше толщины листа.
Продольный контроль 2а и 26 реагирует и на такие очень
узкие дефекты, если они ориентируются точно по направлению
звукового луча, так как в этом случае они нарушают распро-
странение звука по всей длине.
Рис. 2'До. Схема контроля полос и тонких листов волнами в пластинах:
1а — расшифровка показания при прозвучиваиии (одинарное прозвучивание); 16 — рас-
шифровка отражения только от кромки (двойное прозвучивание); 1в — расшифровка по
эхо-ими'льсу от дефекта; 2а— сканирование только перемещением; 2в — сканирование
с колобФ 1 ельпым движением (2а и 2s — расшифровка показаний при прозвучиваиии);
26— расшифровка эхо-имиульса от кромки; А— измерение интенсивности (двумя иска-
телями); Г>— чхо импульсный меюд (с одним совмещенным искателем); / — контроль
поперек к направлению прокатки; 11 — контроль вдоль направления прокатки;.
1 — полоса; 2 — полоса (или тонколистовая карта); 3 — тонколистовая карта; 4 — на-
правление прокатки; 3— строчка дефектов; 6 — направление транспортировки полосы;.
7 — неконтролируемые зоны; 8 — направление движения системы искателей
Возмущение от дефектного места, которое намного меньше по ширине,
чем звуковой луч, можно объяснить, согласно разделу 16.1, по аналогии с
рис. 16.4. Изменение звукового поля под влиянием искусственных дефектов-
(канавок! и шлаковых строчек в топких листах толщиной 0,75—2 мм изу-
476
чали Копинек и Зоммеркорн [826}. При этом — в случае прозвучивания пс
способам 2а и 26 в направлении строчек — наблюдается заметное расщеп-
ление главного максимума лепестка характеристики направленности на два
лепестка.
Метод 2а при непрерывном контроле полосы требует коле-
бательного движения системы контроля (рис. 24.15, 26). Однако
такой способ контроля применяется только при медленно пере-
мещаемой полосе, например при входе полосового материала в
сварочную машину для производства труб большого диаметра
[867, 868].
Метод 26 нельзя реализовать при контроле полосы ввиду
отсутствия поперечной кромки. Поэтому такой метод исполь-
зуется преимущественно для контроля тонколистовых карт.
Основываясь на том факте, что различные виды дефектов
могут по-разному влиять на отдельные моды волн, Кубяк и
Роуэнд [864] разработали и описали систему контроля по
рис. 24.15, 2а для получения нескольких мод волн в пласти-
нах, работающих по принципу частотной модуляции, соглас-
но разделу 10.7. При этом частота контроля варьируется
в быстрой последовательности в диапазоне 2—25 МГц, так
что все моды возбуждаются сразу же одна за другой. Для рас-
шифровки результатов используются накладываемая частота
и изменение амплитуд. Устройство может выдавать в цифро-
вом виде результаты испытаний для четырех выбираемых мод
волн.
Кюглер и Бернер [867, 868] получили хорошие практиче-
ские результаты при своей системе искателей «Зальцгиттер»,
по которой применяется один фиксированный угол прозвучива-
ния и только одна частота для продольного контроля по спо-
собам 2а или 2в.
По Зипеку [1425], моды волн, имеющие пологие участки
кривых на диаграмме групповой скорости по табл. 9 (Приложе-
ния) вблизи минимумов, стабильны и благоприятны для обна-
ружения дефектов. Впрочем, чаще всего благоприятный угол
прозвучивания или моду подбирают по имеющимся образцам
с (известными) дефектами; для работы применяют ту волну,
которая может дать нужный эффект.
Длины контроля по способам 1а и 2а составляют обычно
400—600 мм, так что при более широких полосах или картах
для полного контроля необходимо размещать одну за другой
несколько полосок, которые для обеспечения сплошного контро-
ля без пропусков должны быть несколько взаимно смещены.
Чтобы не допустить перекрестного перехода сигнала с одной
полоски на соседнюю, при этом изменяют частоты. При контро-
ле карт результат контроля одной полоски обычно распростра-
няют на всю карту, потому что дефекты в большинстве случаев
проходят на всю длину карты. С другой стороны, у полос наи-
более поражена дефектами обычно средняя зона по ширине,
477
гак что от контроля крайних полосок иногда можно вообще
-отказаться.
В качестве искателей при всех способах в принципе могут
быть использованы наклонные искатели с пластмассовыми кор-
пусами, обычно применяемые при эхо-импульсном способе. При
.контактном контроле нужно подводить акустическую жид-
кость (например воду, масло, эмульсию для сверления, дизель-
..ное топливо) экономно, чтобы не смачивать путь прохождения
звука, или же нужно смачивать всю площадь равномерно. Есте-
ственно, создают помехи и смоченные участки на обратной сто-
роне, поэтому лист нельзя контролировать на грязной подкладке.
При эхо-импульсном методе от кромки практически удобно
направляющее и поддерживающее приспособление по рис. 24.16,
Рис. 24.16. Держатель наклон*
ных искателей для контроля
листов от кромки при зигзаго-
образных поперечных волнах и
по методу волн в пластинах в
эхо-нмпульсном режиме
которое скользит по листу тремя роликами и по кромкам —
двумя. Между контактной поверхностью и листом настраивают
небольшой зазор (тонкую щель), который при работе запол-
няется непрерывно подводимой жидкостью, что обеспечивает
равномерный контакт при небольшом износе.
Для непрерывного контроля полосы ранее применялся толь-
ко метод согласно рис. 24.15, 1в, искатель располагался снизу
в полости с жидкостью, чтобы обеспечить наклонное прозвучи-
вание через переменный водяной клин.
На практике контроль нередко объединяется с непрерывным
процессом травления. Хотя качество поверхности полосы и до
травления вполне достаточно, все же предпочитают размещать
место контроля после травильной ванны. Скорость полосы здесь
составляет обычно от 40 до 150 м/мин; обычно она постоянна.
Основная проблема при контроле полосы — изображение и
.расшифровка получаемых результатов — связана со сравнитель-
но высокой скоростью контроля наряду с необходимостью обес-
печения постоянства акустического контакта. Возможность мар-
.кировки дефектов на полосе или на ее кромке (чтобы дефек-
-478
ты можно было выявлять также и в смотанном рулоне) до сих
пор практически не используется.
Одно из решений по документации дефектов и по расшиф-
ровке результатов описывается ниже в разделе о контроле сор-
товых заголовок.
Установка на рис. 24.17 работает тоже по способу, как на
рис. 24.15, 1в с двумя перестраиваемыми наклонными совме-
щенными искателями на частоте 0,5 МГц (рис. 24.18 [1433]).
Оба искателя подсоединяются с нижней стороны полосы со сме-
щением в продольном направлении и имеют противоположное
Рис. 24.17. Установка дляч
контроля полос. Для нагляд-
ности оба искателя показа-
ны в положении обслужи-
вания (заводское фото фир-
мы «Тиссен Нидеррайн».,,
Оберхаузен)
Рис. 24.18. Система искате-
лей установки, показанной*'
иа рис. 24.17
47&>
управление звука. Резервуары с жидкостью, где размещаются
преобразователи, имеют пластмассовую крышку, которая обра-
зует вместе с полосой заполненную водой щель, ограничивае-
мую роликами. Углы прозвучивания управляются дистанционно
от ЭВМ согласно перфокарте, вводимой с заказом на контроль.
ЭВМ. берет из карты ширину и толщину полосы и подбирает
оптимальный угол прозвучивания по таблицам, хранящимся
в ее памяти. Эти значения основываются на диаграмме для волн
в пластинах и на практическом опыте по наиболее эффектив-
ному обнаружению дефектов определенного типа. Далее ЭВМ
определяет групповые времена прохождения и настраивает
диафрагмы мониторов в соответствии со временем прохожде-
ния и шириной полосы. Затухание волны с расстоянием учиты-
вается несколькими диафрагмами с увеличивающейся чувстви-
тельностью, размещенными с некоторыми промежутками.
Результат выдается в цифровом виде.
При всех способах регистрации разбивка полосы на отрез-
ки регистрации точной длины осуществляется при помощи им-
пульсного датчика, связанного с транспортировкой полосы, не-
зависимо от ее скорости. При контроле полосы успешно при-
менялись также электромагнитные искатели (ЕМАТ [767]).
Тонколистовые карты уже не контролируются в большом
объеме ввиду слишком больших масштабов их производства
ни у изготовителей, ни у потребителей.
По этим вопросам имеется более старая литература [456,
457, 1642 908, 825, 1497] и более новая [97, 561, 864, 709, 678,
811, 1369].
25. ЗАГОТОВКА
Дефекты изготовления заготовки могут быть внутренние (де-;
фекты структуры) и поверхностные. Внутренние дефекты могут'
происходить от дефектов слитка, которые при прокатке или во-
лочении вытягиваются и появляются в виде раковин и вклю-
чений преимущественно в сердцевине (осевой зоне). Они могут,
возникать также в процессе прокатки или волочении — в виде
пустот большой протяженности (трубчатости), особенно у цвет-
ных металлов, и в виде осевых трещин, которые в сечении вы-
глядят плоскими или звездообразными. Поверхностные дефек-
ты, например на прутках, обычно возникают при волочении и
имеют форму радиальных трещин (надрывов) или отслоений
(чешуек), которые развиваются под пологим углом от поверх-
ности. Поскольку все дефекты вытянуты в продольном направ-
лении, направление прозвучивания определяется формой обра^
зующей (рис. 25.1); оно может быть либо перпендикулярным,
либо наклонным к поверхности в плоскости поперечного сече-
ния. Кроме того, возможно применение поверхностных волн й
-окружном направлении.
480
25.1. ПРУТКИ
Для волочения (калиброванных) круглых стальных Прутков
контроль на внутренние дефекты является одним из старых
случаев применения эхо-импульсного метода. Он сделал излиш-
ним обычный контроль на протравливаемых темплетах. Для
контроля на дефекты в осевой зоне достаточно провести скани-
рование прямым искателем по нескольким продольным траекто-
риям, по крайней мере по двум продольным траекториям, от-
стоящим одна от другой на 90° по окружности, чтобы получить
эхо-импульс даже при неблагоприятном (для обнаружения)
расположении трещин с достаточной степенью вероятности.
Более тонкие светлые (не имеющие окалины) прутки — ми-
нимальным диаметром примерно до 5 мм — контролируют сов-
мещенными искателями. Он ставится на пруток с таким расче-
том, чтобы его линия раздела была поперек или под углом 45°
к оси прутка, а для лучшего направления по прутку на нем
можно прошлифовать небольшое цилиндрическое углубление.
Приспособление, обеспечивающее направленное движение иска-
телей по прутку, здесь значительно облегчает работу. Обычно
два совмещенных искателя, расположенные через 90° по окруж-
ности один от другого, прижимаются в одном направляющем
устройстве к непрерывно движущемуся прутку (испытываемому
образцу), а акустический контакт обеспечивается проточной
водой.
Прутки квадратного, шестигранного и прямоугольного сече-
ния ввиду более высокой чувствительности при контакте по
плоской поверхности можно успешно контролировать и при
размерах менее 5 мм.
Иногда при этом бывает достаточно для контроля по прин-
ципу «да — нет» следить за нарушением последовательности эхо-
импульсов между плоскими границами раздела. При более
сложной форме профиля метод и возможность контроля цели-
ком зависят от геометрической формы и от известного из опыта
расположения дефектных мест.
Продольные поверхностные дефекты могут быть найдены
наклонными поперечными или поверхностными волнами по
рис. 25.1. Однако поверхностные волны эффективны только в
случае очень гладких поверхностей и не обеспечивают количе-
ственного различения между глубокими и менее глубокими тре-
щинами. Если наклонный искатель по рис. 25.2 подшлифовать
под углом 45 или 60°, то широко раскрытый луч довольно плот-
но заполнит зону под поверхностью примерно на Vs диаметра.
Следовательно, там наряду с собственно поверхностными будут
охвачены и внутренние дефекты, отличить которые можно толь-
ко при помощи пробы пальцем. Поверхностные дефекты дают
существенно более сильные эхо-импульсы, чем, например, вклю-
чения таких же размеров, из-за чего часто даже самые мелкие
16. п
481
поверхностные дефекты, в частности риски от волочения, ме-;
шают проведению контроля.
Поскольку чувствительность наклонных поперечных вол»,
после многократных отражений уменьшается, следует выявлять
дефекты по возможности в первой трети до половины периметра'
(окружности). Следовательно, при неподвижном прутке снова,
нужно применять две-три продольных дорожки или еще лучше
Рис. 25.1. Типы дефектов в круглом прут-
ковом материале и основные направле-
ния контроля:
2, 3— внутренние дефекты (/ — трещи-
ны; 2 — раковина; 3 — неметаллическое
включение); 4, 5 — поверхностные дефек-
ты (4 — отслоение; 5 — трещина); 6 — на-
правления контроля
Рис. 25.2. Вследствие раскрытия луча пр№
входе наклонный луч от поперечной волны
может охватывать зону до Vs диаметра
круглого контролируемого материала
зависимости от диаметра и угла ввода)
Рис. 25.3. Контроль кругло-
го пруткового материала в
иммерсионном варианте. Ход
лучей показан для стали в
воде
перемещать искатель зигзагообразным движением по окруж-
ности. Эхо-импульсы от дефектов при этом перемещаются на
экране туда и обратно и выявляются гораздо легче и их легко
отличить от различных мешающих эхо-импульсов из искателя.
Поэтому весьма целесообразно вращать пруток с частотой не-
сколько оборотов в секунду. Поскольку чешуйчатые трещины*
при вращении вала (прутка) в одну сторону (как на рис. 25.1^
выявляются более чувствительно, чем!
при вращении в обратную сторону, сле-
дует проводить контроль в обоих на-
правлениях последовательно или одно-
временно; двойной наклонный искатель
обеспечивает такой эффект сам по себе..
При диаметрах меньше, чем пример-
но 120 мм, для такого контроля приме-
няют также и иммерсионный вариант;,
при автоматическом контроле работают
только в иммерсионном варианте. По*
рис. 25.3 при помощи передвижного иска-
теля можно произвольно настраивать все*
типы волн и направления контроля, в том:
числе и получать поверхностные волны..
482
При широком звуковом луче иногда получают одновременно
шесколько волн. При этом в случае не очень гладкой поверх-
ности наблюдают мешающие эхо-импульсы на участке непосред-
ственно за входным эхо-импульсом, которые польностью пере-
крывают эхо-импульс от дефектов в сердцевине в более тонком
круглом материале. Они обусловливаются поверхностными вол-
нами, которые впрочем быстро затухают, но дают высокие эхо-
«импульсы даже от минимальных дефектов поверхности, посто-
ронних частиц и воздушных пузырьков в поверхностном слое,
если при вращении прутка они приближаются к месту входа
.звука. Поэтому нужно работать с узкими или фокусированными
.диафрагмами звуковыми пучками или же вводить по ходу зву-
кового луча простые, круглые или щелевые диафрагмы.
Чтобы не получить от диафрагмы никаких мешающих эхо-импульсов
шли тем более многократных эхо-импульсов, нужно вводить ее либо вплот-
ную перед искателем, либо на некотором расстоянии от него наклонно к лучу.
В качестве материала может быть применена хорошо поглощающая пласт-
масса типа резины с наполнителями, а во втором случае также и металличе-
ский лист, обтянутый тонкой фольгой, которая благодаря заключенному под
ней слою воздуха делает лист непрозрачным.
Положение искателя, диафрагмы и круглого пруткового
материала по отношению друг к другу должно быть строго
постоянным, что при небольших диаметрах контролируемого
образца лучше всего достигается при помощи держателя иска-
телей, направляемого вручную (рис. 25.4). Диафрагма закреп-
ляется перед искателем с возможностью ее поворота и имеет
.два эксцентричных отверстия. В зависимости от ее положения
при этом получают две движущиеся навстречу одна другой
Рис. 25.5. Установка для контроля прутков с
вращением на выявление поверхностных дефектов
в прутках диаметром до 80 мм (конструкция
фирмы «Крауткремер»)
Рис. 25.4. Держатель иска-
теля для контроля круглого
ттруткового материала в им-
мерсионном варианте
Л6:
48а
поперечных волйы (для выявления краевых дефектов) или два
пучка продольных волн, проходящих через осевую зону прутка.
Искателем на частоте 4—6 МГц таким способом можно кон-
тролировать прутковый материал диаметром 12 мм и более,
если он имеет поверхность как после прокатки с небольшим
количеством окалины.
Применением фокусирующих искателей в иммерсионном ва-
рианте можно также компенсировать понижение чувствитель-
ности в прутке, вызванное сильным преломлением, или же сфо-
кусировать луч на определенную глубину, дефекты на которой
имеют особо важное значение для последующего передела.
Правильную толщину слоя воды для настройки опробовывают
на отрезке материала с искусственными дефектами.
Для выявления дефектов, близких к поверхности, в част-
ности продольных трещин, данный способ идентичен способу
контроля труб (см. главу 26, особенно рис. 26.7). Для механи-
зированного контроля во многих случаях пригодны такие же
(или по крайней мере аналогичные по принципу действия) уста-
новки, как для контроля труб, например установка с вращаю-
щимися искателями типа показанной на рис. 25.5.
Для светлых прутков небольшого диаметра некоторое вре-
мя успешно применялся также и магнитострикционный метод
(разделы 8.4 и 8.5) — прибор «Ферротрон» Кауле. Для выявле-
ния продольно ориентированных поверхностных дефектов сис-
тема из нескольких катушек выполняется так, чтобы возбуж-
денный ультразвуковой импульс обходил бы пруток по крутой
спирали (рис. 25.6). Одна приемная катушка fj ориентирована
Трещина
Рис. 25.6. Контроль круглого пруткового*
материала при магнитном возбуждении
3 — излучатель; Ei — приемник для эхо-
импульса от трещин; Е2 — приемник для
эхо-нмпульсов прозвучивания
с таким расчетом, чтобы она могла принимать часть звукового
луча, отраженного от продольного дефекта, создавая тем самым
эхо-импульс от дефекта. Другая приемная катушка Е2 может
прямо принимать волну, движущуюся вокруг прутка по спира-
ли; возникающее таким путем «показание от прозвучивания»
при его исчезновении свидетельствует о наличии крупных де-
фектов. Оба показания оцениваются мониторами. На рис. 25.7
показана такая установка для контроля прутков диаметром 2—
14 мм прибором «Ферротрон». Скорость контроля при этом
составляет несколько метров в секунду (прутки, проходя через
искатель, не должны вращаться). Выявляемость дефектов на
светлом материале (без окалины) соответствует глубине про-
дольного дефекта около 0,05 мм [1633].
Вопросы контроля прутков описаны также и в других ра-
ботах [529, 1548, 115, 1744, 1019].
484
Рис. 25.7. Контроль прутков прибором «Ферротрои» (принцип магнитострикционного
возбуждения звуковых волн); заводское фото фирмы ДЭВ (DEW), Крефельд
25.2. СОРТОВЫЕ ЗАГОТОВКИ
Катаные круглые заготовки ввиду низкого качества их поверх*
ности нельзя вращать во время контроля и поэтому нельзя
контролировать на установках, где вращается либо само изде-
лие, либо искатели — в отличие от гладких прутков и труб.
Структуру металла обычно контролируют комбинацией из двух
прямых или двух совмещенных искателей, как показано на
рис. 25.8 на примере квадратной заготовки. При размерах, пре-
вышающих 40—50 мм, число пар искателей удваивается.
Рис. 25.8. Контроль загото-
вок двумя параллельно под-
ключенными искателями
При контроле сортовых заготовок ввиду низкого качества их
поверхности нельзя предъявлять особо высоких требований,
особенно при выявлении поверхностных и подповерхностных де-
фектов.
Квадратную заготовку транспортируют в установку для
контроля на обычном рольганге в положении «на ребро». На
рис. 25.9 видна комбинация искателей, состоящая из двух групп,
в каждую из которых входят один прямой и два широколуче-
вых совмещенных искателя. Последние смещены относительно
485
друг друга, чтобы можно было контролировать также и заго-
товки размером до 250 мм.
Здесь держатель искателей после входа заготовки поджи-
мается снизу, причем со всеми степенями свободы, необходи-
мыми для того, чтобы искатели могли следовать за искривле-
ниями и неровностями формы вплоть до довольно высоких ско-
ростей порядка 60 м/мин.
Рис. 25.9. Установка для контроля
квадратных заготовок (конструкция
«фирмы «Крауткремер»)
Рис. 25.10. Установка для контроля
квадратных заготовок конструкции
фирмы «Карл Дойтч»
В другой конструкции (рис. 25.10) держатель искателей опу-
скается сверху па входящую заготовку и катится по ней.
На рис. 25.11 показана распечатка результатов контроля,
проводившегося па установке 1то рис. 25.9. Оценка, как будет
показано ниже, является представительной и для случая дру-
гих задач контроля — для испытаний листов, труб и прутков.
Расшифровку выполняет микропроцессор; параметры контроля
и результаты контроля заготовки документируются в виде лен-
ты, выдаваемой на печать.
Установка разбивается на заранее выбираемые участки запи-
си (обычно по 0,5 м), которые в свою очередь делятся па участ-
ки контроля длиной по 5 или 10 мм. Если в области ожидания
дефектов какой-либо эхо-импульс превысит пороговое значение,
настраиваемое в зависимости от требуемой выявляемости де-
фектов, то соответствующий участок контроля считается дефект-
ным. Для дифференцированной цифровой оценки могут быть
заранее заданы также и два различных пороговых значения.
На печать выдаются суммарная длина всех дефектных участ-
ков контроля и число выявленных дефектов на каждом участке
486
Рис. 25Д1. Выдаваемый на печать
протоков ' контроля сортовой заго-
товки:
а — вводимые производственные по-
казатели и параметры контроля;
б — протокол дефектов заготовки
(первая колонка—участки регистра-
ции, длина заготовки в сантимет-
рах; вторая колонка — длина де-
фектов; на соответствующем участ-
ке записи в сантиметрах; третья
колонка — соответствующее общее
число дефектов, при сквозном де-
фекте, равном 50 в колонке 2, ко-
личество дефектов печатается толь-
ко в том участке записи, где де-
фект прекращается; четвертая ко-
лонка — длина нарушения акусти-
ческого контакта в сантиметрах);
в — обобщение данных по этой за-
готовке; г — статистика для партии
заготовок.
Рис. 25.11. Параметры контроля.
PRUEFPARPMETER )
I
DATL.W: 19. 12. £3 )
ЕСЧССНТ: Н '
PRUEFER:
SCHMELZF. NR. 423716
ARBEITSKAH’I ENNR. 5'S?1 |
KN-DIMEMSION 110 ГМ
PK-VORLAUF 1 liZ, MM |
PK-VORLPUF 2 12 W [
F-SCHW£L.LE 1 (3 MM)
F-LAENGE 1 40 MM
F—FENSTER 4 Г
K-AUSF. LAEMGE 200 **
Дата 19.16.83
Смена В
Контролер Мюллер
Плавка №. 423 715
Номер рабочей карты 53 21
Размер заготовки 110 мм
Входной участок искателя 1 10 мм
Входной участок искателя 2 12 мм
Пороговый размер дефекта (3 мм)
Длина дефекта 40 мм
Окно дефекта 4 мм
Длина нарушения акустиче-
ского контакта 220 мм
б) Заготовка № 00125
00S 50:00 00 070 09:01 01
010 50:00 00 075 14:02 02
015 46:01 00 080 00:00 06
020 38:01 02 085 50:00 05
i 025 43:01 01 090 22:02 03
030 24:01 03 096 06:01 01
035 00:00 04 100 00:00 04
040 18:02 01 105 00:00 01
045 00:00 02 110 00:00 00
050 12:01 00 115 16:02 03
055 00:00 02 120 07:01 01
060 00:00 00 125 08:01 01
065 00:000 00
в) Длина дефекта 1:0404 см
Число дефектов 1:017
043 см
Класс заготовки по дефектам: «С»
Длина заготовки: 1208 см
г) Статистика
Число проконтролированных заготовок: 018
Число заготовок класса «А» ОН
Число заготовок класса «В» 005
Число заготовок класса «С» 002
KWEPPEL-
025 50:00
010 30*. 00
015 46:01
020 3B:0*
025 43'Z1
030
035 00: (ZZ
040 18=02
045 00:00
050 12=31
055 00*00
0БИ 00:00
065 00:00
«70 0S:01
075 14502
080 00:00
085 50:00
C90 22:02
095
100 00:00
105
110 00:00
115 16:02
120 07:01
125 08:01
FL1:0404 CM F21:Z17 ’
LK: 04'3 CM |
KN--KL. ’ С’ I
I
KN-LAFNGE: 120& CM j
NR. 0012'6
00
00
00
02
01
1ЛЗ
04
ei
02
00
02
00
00
01
02
0Б
35
03
21
04
Z1
Z2
03
STATIST^.’.
PNZ.GbPR. KN: 013
A\!Z. KM KL. ’ A’ 21 1
PMZ.KM /L.’b* 0l?5
C1M7 KM »•’! ’ P’ (ЯСЛ9
записи. Далее документируется (тоже суммированием) длина-
участков, на которых исчезал акустический контакт в течение
каждого участка записи. Дополнительно возможна оценка сум-
мы дефектов, приходящихся на «окно контроля» — участок
определенной длины на заготовке, перемещающийся вместе с
487
ней. Отсюда можно также установить, содержит ли соответ-
ствующая заготовка также и бездефектные участки некоторой
минимальной длины.
Параметры контроля и критерии оценки, а также производ-
ственные показатели контролируемой заготовки вводятся опера-
тором-контролером, в режиме диалога с микропроцессором через
клавиатуру; запись этих данных выдается на печать в головке
ленты, на которой записываются результаты испытаний. Для
каждой заготовки далее на печать выдаются фактические пара-
метры дефектов, а в конце дается суммарное сообщение об
общей длине дефектов, их количестве и их классе (классы де-
фектов задаются пользователем произвольно и должны быть
введены заранее), а также длина заготовки; в качестве примера
все это показано на ленте записи (рис. 25.11).
Может быть запрошена и выдана на печать также обобщаю-
щая статистика по партии заготовок или по конкретной плавке,
причем документируются число проконтролированных заготовок
и распределение дефектов между различными их классами.
Таким способом фиксируются важнейшие дефекты в пре-
обладающей части поперечного сечения и круглых, и квадрат-
ных сортовых заготовок. Оценка продольных поверхностных
дефектов однако связана с трудностями ввиду нарушений фор-
мы и шероховатости. В принципе продольные дефекты на круг-
лых заготовках могут быть аналогичным образом выявлены
наклонными искателями или искателями для контроля труб,
как это показано в разделе 25.1 для волоченых (калиброван-
ных) прутков. Поэтому ручной контроль возможен там, где к
выявляемое™ дефектов не предъявляется слишком высоких тре-
бований. При непрерывном контроле сюда добавляется еще то
обстоятельство, что’ контролируемое изделие нужно транспорти-
ровать по винтовой линии; в случае круглых сортовых заго-
товок это обычно вызывает трудности ввиду их недостаточной
прямолинейности.
При контроле квадратных заготовок на поверхностные де-
фекты возникает еще одна проблема. Трещины обычно начина-
ются от кромок, где они не могут быть выявлены по методу
наклонного прозвучивания. Единственной возможностью здесь
является применение поверхностных волн, которые вводятся че-
рез грань заготовки и контролируют примыкающую кромку.
Впрочем, это возможно лишь в том случае, если скругленная
кромка заготовки обычно является достаточно гладкой, так что
эхо-импульс от дефекта в достаточной мере выделяется над
фоном помех от поверхности [142].
Наибольший эффект дает сочетание ультразвукового конт-
роля внутренних дефектов с магнитным измерением рассеянно-
го потока (магнитографией). Такая установка уже давно успеш-
но работает при контроле прутков диаметром 16—80 мм или
30—90 мм при линейной подаче.
488
По этим вопросам имеется дополнительная литература [116^
702, 529, 119, 858, 815].
25.3. КАТАНКА (ПРОВОЛОКА)
Волны в прутках — по аналогии с волнами в пластинах при конт-
роле листов — иногда тоже используются для целей контроля
прутков и катанки малого диаметра. Магнитострикционное воз-
буждение таких волн (только для стали и никеля) по рис.
8.15 имеет важное преимущество бесконтактной работы; при
этом достаточно только перемещать катушку по отношению к
концу прутка или катанки.
Поскольку при контроле катанки основным является об-
наружение продольно ориентированных поверхностных дефек-
тов, успешно применяется метод магнитострикционного возбуж-
дения по рис. 25.6 с волной, обегающей вокруг изделия по
спирали. Это возможно при минимальном диаметре примерно
до 2 мм. Выявляемость дефектов по глубине и здесь составляет
0,05 мм при скорости контроля до 4 м/мин.
Тонкую проволоку диаметром до 1 мм, на которой недопус-
тимы ни продольные, ни поперечные трещины, ни раковины,
ни неметаллические включения, можно контролировать различ-
ными способами. В устройстве по Бёме [159] переходный учас-
ток к искателю имеет на очень малой длине сухой контакт с
проволокой. Изгибные волны, возбуждаемые при этом особен-
но интенсивно, заметно ослабляются и отражаются дефектами
типа продольных трещин глубиной более 10% диаметра, а так-
же раковинами и включениями, занимающими более 10% пло-
щади поперечного сечения. Колебания акустического контакта
при частотах 1—2,5 МГц составляют всего 10% высоты эхо-
импульса. Импульсы распространяются как волны в пластинах,
частично вследствие дисперсии.
Для эхо-импульсного метода могут быть использованы обыч-
ные наклонные искатели и искатели для поверхностных волн.
Для лучевого направления проволоки пластмассовая подошва
искателя должна иметь неглубокий продольный желобок. К мес-
ту контакта непрерывно подводят жидкость, обеспечивающую
акустический контакт. Чтобы избежать эхо-импульсов помех
от остатков этой жидкости, сухая проволока должна двигаться
навстречу направлению ввода звука. При обеспечении акустиче-
ского контакта через воду, как в устройстве Лефельда [909],
проблема износа и перестройки угла ввода звука решается
простым способом. Направляющее устройство прижимает про-
волоку на коротком участке под водой. На светлой проволоке
диаметром до 1 мм даже тонкие царапины дают уже заметные
блуждающие эхо-импульсы [1562].
26. ТРУБЫ
При контроле труб речь идет тоже в основном о дефектах из-
готовления. Для выявления усталостных разрушений и трещин
от воздействия коррозии под напряжением требуется та же мето-
дика контроля, что и в случае дефектов изготовления, посколь-
ку эти дефекты обычно имеют такое же расположение. Другие
эксплуатационные испытания, как например определение кор-
розионного поражения и измерение толщины стенки, будут рас-
смотрены в разделе 33.1.
Кроме того, здесь выделяются сварные трубы, которые мо-
гут иметь только дефекты листа и дефекты сварного шва, а
также чугунные. В бесшовных тянутых и катаных трубах, ко-
торые представляют здесь интерес, дефектами (как и в прутко-
вом материале) могут быть трещины и отслоения на внутрен-
ней и наружной поверхностях, и включения, которые однако
вследствие особенностей процесса изготовления приобретают
форму расслоений как в листе.
Контроль почти всегда ведется наклонно вводимыми попереч-
ными волнами по направлению периметра как и в случае круг-
лых прутков, но только волна здесь распространяется зигзаго-
образно в теле трубы (рис. 26.1). При контроле тонкостенных
Рис. 26.1. Типы дефектов и основные на-
правления контроля труб:
1 — строчки включений; 2 — дефекты типа
расслоений; 3 — отслоения в продольном
направлении (чешуйки); 4 — отслоения;
5 — трещины
труб формы колебаний чаще всего бывают аналогичны волнам
в пластинах, что практически не имеет значения. Поверхност-
ные волны используются редко.
При некоторых способах изготовления могут также возни-
кать четко ориентированные поперечные или наклонные (т. е. в
диапазоне углов 30—60° по отношению к линии образующей)
дефекты. Эти дефекты отчасти напоминают трещины и отслое-
ния (чешуйки). При контактном контроле наклонным искате-
лем (на трубах диаметром примерно до 80 мм) зигзагообраз-
ный звуковой луч распространяется частично в обе стороны по
спирали вокруг трубы (рис. 26.2). При этом дефекты названного
Рис. 26.2. Продольный контроль труб на
отслоения и поперечные трещины при по-
мощи зигзагообразных волн (доказан
только след волны по периметру)
490
типа могут быть выявлены. Четко выраженные поперечные
трещины обнаруживаются, например, на внутренней поверх-
ности стальных кристаллизаторов для центробежного литья
труб, где они регулярно образуются наряду с продольными тре-
щинами под действием высоких термических напряжений. В ко-
лоннах бурильных труб поперечные трещины проявляются в
виде усталостных разрушений. В большинстве установок для
контроля труб имеются соответствующим образом расположен-
ные искатели для выявления поперечных дефектов. Однако для
надежного выявления наклонно расположенных дефектов иногда
требуются несколько искателей в различных позициях прозву-
чивания.
Методика контроля для выявления обычных вытянутых в
продольном направлении дефектов труб зависит, во-первых, от
условий контроля (проводится ли производственный контроль
у изготовителя труб или же ведется наблюдение при эксплуата-
ции уже установленных труб) и от наружного диаметра •— во-
вторых. Изготовители труб ведут контроль почти исключитель-
но на автоматических установках, которые почти все работают
в иммерсионном варианте с полным или частичным погруже-
нием; напротив, при эксплуатационном контроле возможен толь-
ко контактный ручной метод. Разумеется, для дополнительных
проверок или для испытания небольших партий изготовители то-
же используют и контактные искатели.
Вначале следует рассмотреть ручной контроль: он был раз-
работан первым и сначала применялся также и при изготовле-
нии труб. В некоторых случаях контроль этими методами впо-
следствии был механизирован.
В случае труб большого наружного диаметра (примерно от
400 мм и более), применяемых для газовых резервуаров и кол-
лекторов паровых котлов, зигзагообразной волной обычно мож-
но охватить лишь небольшую часть периметра. Следовательно,
при работе вручную неподвижную трубу нужно сканировать
в окружном направлении наклонным искателем (обычно с углом
45 или 60°) параллельными траекториями или зигзагообразным
шагом. Царапины на внутренней поверхности, не сразу обнару-
живаемые невооруженным глазом, могут иногда значительно
затруднить контроль; следовательно, при изготовлении труб для
облегчения возможностей контроля на коррозионное растрески-
вание их нужно обязательно избегать.
В диапазоне наружных диаметров примерно от 25 до 400 мм
(куда попадают в основном котельные трубы, трубопроводные
трубы, трубы высокого давления и прецизионные стальные тру-
бы) применяют эхо-импульс при обегающем движении (по
окружности), который получается при помощи двух встречно
направленных зигзагообразных звуковых лучей. Это обеспечи-
вается так называемым трубным искателем (искателем для кон-
троля труб, который именуют также двойным наклонным иска-
491
Рис. 26.3. Контроль толстостенных труб специальным трубным искателем:
а — устройство для контроля со схематическим изображением пути звука и изображе-
нием на экране; б — изображение на экране при контроле трубы размером 20X300 мм
с показанием от дефекта (FE) на угле по окружности около 90* (частота контроля
2 МГц): 5 —дефект, выявленный на шлифе (трещина-отслоение глубиной 3 мм).
/ — излучаемый импульс; 2 — входной эхсьнмпульс; 3 — эхо-импульс от дефекта (г£);
4 — контрольный эхо-импульс
Рнс. 26.4. Искатели для кон-
троля труб н расположен-
ные рядом с ними излу-
чатели; точка выхода для
обоих направлений обхода
звука располагается иа од-
ной и той же образующей:
а — 2 МГц, 45°; 6 — 4 МГц
37°
492
телем) или же устройством с двумя соответствующим образом
расположенными наклонными искателями (рис. 26.3 и 26.4).
Обегающий эхо-импульс здесь решает те же задачи, которые
при контроле прямыми искателями приходятся на долю эхо-им-
пульса от задней стенки. По этому эхо-импульсу можно даже
при отсутствии эхо-импульсов от дефектов сразу же установить,
что прибор и акустический контакт в порядке; кроме того, он
дополняет оценку дефекта по методу интенсивности, который
позволяет судить о наличии дефекта и тогда, когда этот дефект
вследствие наклонного положения или поглощения не дает от-
ражения (эхо-импульса).
Согласно рис. 26.3, а таким искателем для контроля труб
обычно от одного дефекта получают два показания — симме-
трично до и после контрольного эхо-импульса. Поскольку этот
контрольный эхо-импульс не является собственно отражением,
а только импульсом, который проходит от одного искателя к
другому и одновременно в обратном направлении, он имеет
такое же время прохождения, как и эхо-импульс от искателя
до дефекта на обратной стороне трубы и обратно к искателю,
т. е. на расстояние 180° по периметру трубы, считая от середи-
ны искателя. Если поставить его изменением (растяжением)
масштаба в середину экрана, то обе половины трубы слева и
справа от него будут изображаться со всеми их дефектами в
известной мере одновременно. Относится ли конкретное пока-
зание к левой или к правой половине трубы, при неподвижном
искателе установить нельзя. Однако это сразу же обнаружива-
ется, если несколько переместить искатель в окружном направ-
лении: если показание перемещается между посылаемым импуль-
сом и контрольным эхо-импульсом (которые оба неподвижны)
по направлению к посылаемому импульсу, то это значит, что
искатель приближается к дефектному месту, и наоборот. Так
как вопрос о точной локализации дефектов при контроле труб
чаще всего не встает, а при обычном широком и расщепленном
показании это и вообще невозможно, трубный искатель обычно
смещают так, чтобы эхо-импульс от дефекта располагался при-
мерно посередине между посылаемым и контрольным эхо-им-
пульсом. Тогда дефект будет располагаться примерно на рас-
стоянии четверти периметра трубы (90°) от искателя.
В противоположность показанному на рис. 26.3 в формировании эхо-
импульса от дефекта, как и контрольного эхо-импульса, принимают участие
не одна единственная, а множество зигзагообразных волн, которые распола-
гаются в области угла раскрытия. Поэтому показания и получаются много-
кратно расщепленными.
В случае труб с большой толщиной стенки (например, 300X 30, где пер-
вая цифра означает диаметр, а вторая — толщину стенки, мм), огибающая
кривая эхо-импульса от дефекта при смещении искателя показывает четкие
максимумы и минимумы. В таком случае при помощи отрезка трубы с искус-
ственными внутренними и внешними дефектами в форме надреза пилой на
экране можно установить места наибольших показаний от обоих типов де-
фектов и можно различить внутренние и наружные дефекты.
493
Неподвижную трубу не следует сканировать только по одной"
продольной траектории, потому что тогда участок под искате-
лем не будет проконтролирован и кроме того контрольный эхо-
импульс как раз сможет перекрыть эхо-импульс от дефекта на
противоположной стороне. Поэтому и с целью более четкого
выявления дефектов при помощи блуждающих эхо-импульсов»
искатель следует перемещать по зигзагообразной траектории.
В данном случае это может быть выгодно для выявления от-
слоений (см. рис. 26.3, а, где наблюдаются оба показания от
дефекта). В случае трещин правый эхо-импульс по мере даль-
нейшего прохождения звука обычно получается меньше левого,,
а при неблагоприятно прозвучиваемом отслоении возможно об-
ратное соотношение. В иных случаях можно отказаться от вто-
рого эхо-импульса и переместить контрольный эхо-импульс на
правый край шкалы, как показано на рис. 26.3, б. Это особенно
целесообразно при контроле вращающихся труб, поскольку
при этом любое отслоение всегда однажды попадает и в благо-
приятное положение, если использовать искатель для контроля»
труб.
По контрольному эхо-импульсу, как видно из его наимено-
вания, можно проверять акустический контакт и прохождение-
импульсов по окружности. При сильном ослаблении обычно
можно судить о наличии нарушения (дефекта) в трубе. В но-
вых трубах речь может идти о включениях типа расслоения,,
которое иногда выявляется только слабым эхо-импульсом от
дефекта; в старых трубах это может быть также следствием'
поражения коррозией, которое не видно снаружи и приводит к
диффузному рассеянию волн. При большой толщине стенки,,
например превышающей примерно 60 мм, оба эти типа дефек-
тов можно различить прямым (перпендикулярным) прозвучи-
ванием; при меньшей толщине стенки для их различения в слу-
чае необходимости следует привлекать другие признаки.
Если на экране установлен достаточно большой диапазон,,
то на нем появляются другие контрольные эхо-импульсы умень-
шающейся амплитуды по аналогии с серией эхо-импульсов в
пластине. Затухание под действием одной из вышеназванных
причин проявляется все более заметно в виде многократных,
контрольных эхо-импульсов.
Влияние толщины стенки. В трубах, толщина стенки которых
мала по сравнению с наружным диаметром, например, 200Х
Х10 мм, волны попадают на внутреннюю поверхность пример-
но под таким же углом, под которым они выходят из искателя.
При большей толщине стенки угол падения на внутреннюю по-
верхность увеличивается, а чувствительность выявления вну-
тренних дефектов уменьшается. Поэтому на практике предпо-
читают углы прозвучивания 37 и 45°, чтобы обеспечить хорошую*
выявляемость дефектов. При малых толщинах стенки при этом
получаются слишком крутые зигзагообразные пути с небольшой
494
тлубиной проникновения и сильно расщепленные эхо-импульсы;
в таких случаях выбирают более пологий угол прозвучивания.
На рис. 26.4 показаны искатели для контроля труб, которые
по их конструкции (см. принципиальную схему на рис. 26.3, а)
имеют при всех диаметрах труб одинаковый угол прозвучива-
ния, так что нужно только подгонять искатель к диаметру
трубы. Акустический контакт здесь обеспечивается проточной
водой, которая подводится через пластмассовый клин. Излуча-
тели располагаются один рядом с другим, поэтому получается
лишь небольшой эхо-импульс от пересечения сигналов от обоих
излучателей: он отмечает место ввода звука в трубу; однако
возникает и достаточно большое показание на окружности, как
контрольный эхо-импульс. Подключения к излучателю выводят-
ся из корпуса по отдельности; это имеет преимущества, если
процесс контроля механизирован и применяется многоканаль-
ная электроника. Оба излучателя работают в мультиплексном
режиме, благодаря чему расстояние (соотношение) между по-
лезным сигналом и шумом увеличивается и контрольный эхо-
импульс вырабатывается только в третьем такте.
При толщине стенки, превышающей 20% наружного диа-
метра, согласно разделу 17.3 уже нельзя достаточно надежно
контролировать внутренние дефекты наклонными поперечными
волнами. В таком случае возможны только продольные волны
под углами до 30°, которые вводятся через сильно поглощаю-
щий клин, например, из эбонита. Благодаря этому эхо-импульсы
помех становятся приемлемыми (рис. 26.5). Поскольку часть
луча при этом входит в стенку еще перпендикулярно, получают
серию эхо-импульсов из стенки, в которой эхо-импульсы от де-
фектов могут быть хорошо выявлены только тогда, когда они
взаимно смещаются. Целесообразно равномерно вращать тру-
бу и одновременно вести искатель вдоль: нее. В тех случаях,
когда труба может вращаться в приспособлении, хорошо за-
рекомендовал себя искатель с непрерывно перестраиваемым
углом; подключаемый через водяную камеру, подогнанную по
диаметру к контролируемой трубе (рис. 26.6). При этом для
заданного размера трубы можно в каждом случае определять
и настраивать оптимальный угол ввода звука. Другим преиму-
ществом такого устройства является очень равномерный акусти-
ческий контакт.
Для труб с обмазкой для топливных элементов в ядерных
реакторах ручной контроль не рекомендуется, так как эти тру-
бы очень топкостенны и, следовательно, очень чувствительны к
повреждениям и требуют очень высокой выявляемости дефек-
тов, для чего необходимо точное ведение искателя. Их контроль
поэтому проводится в иммерсионном варианте и упоминается
при описании установок для контроля труб.
,, Частота контроля для труб высокого давления, бесшовных
труб большого диаметра, труб нефтяного- сортамента и обыч-
495
и
Рис. 26.5. Контроль труб с очень большой толщиной стенкн продольными волнами:
а — схема; б — изображение на экране дисплея.
Рис. 26.6. Контроль труб искателем, ра-
ботающим в иммерсионном варианте,
при переменном угле ввода звука череэ
водяной входной участок
Рис. 26.7. Контроль труб в иммерсионном варианте и при неполном погружении:
а — схема с одним искателем; б — по Терри; в н г — по Цёлльмеру н Грабендёрферу;
д— по Праузе н Шлеигерману; е—тактовая схема с одним искателем при неполном
погружении, два взаимно противоположные иаправлеиия движения звука по окруж-
ности; S — излучатель; £ — приемник
496
ных трубопроводных труб (т. е. в диапазоне диаметров, несколь-
ко превышающем 120 мм) составляет примерно 2 МГц; для?
контроля котельных и прецизионных труб (т. е. в диапазоне диа-
метров до 120 мм) обычно используют частоты 4—5 МГц. Тру-
бы с обмазкой контролируют на частоте 4—12 МГц.
Установки для контроля труб изготовители применяли на
производстве уже в 1950-е гг.; в ФРГ этот контроль проводилсяа
главным образом на основе инструкции на испытания [1750];
см. также главу 34. Вначале общества технического контроля
проверяли на продольные трещины баллоны для сжатия газов^
специального назначения. В первых установках в держатели
встраивали искатели для контроля труб, рассчитанные только»
на ручной режим, и опускали их на трубы, транспортировавшие-
ся по винтовой линии. Позднее вели контроль в иммерсионном
варианте с полным или частичным погружением. На рис. 26.7"
показаны различные схемы расположения искателей, применяв-
шиеся до настоящего времени при механизированном контроле
труб на наличие продольных дефектов.
В современных установках для контроля труб наибольшее
распространение нашли схемы с одним искателем (см. рис. 26.7,
а, д или е); они применяются для всех ходовых труб (котель-
ных, трубопроводных, труб высокого давления, труб нефтяно-
го сортамента, прецизионных и труб с обмазкой для топливных
элементов ядерных реакторов). Методы с раздельными излу-
чающим и приемным искателями (по Терри, рис. 26.7, б, и по*
Цёлльмеру и Грабендёрферу, рис. 26.7, виг) позволяют из-
бежать прямых показаний от поверхности трубы, однако в
случае рис. 26.7, г правильная и воспроизводимая настройка
обоих искателей независимо друг от друга проблематична (за-
труднительна). В варианте рис. 26.7, в при более простой на-
стройке искателей пути прохождения звука получаются более
длинными. С другой стороны, эхо-импульсы помех от поверх-
ности, нередко возникающие при схеме контроля с одним иска-
телем, в настоящее время тоже привлекаются для функциональ-
ного контроля.
В большинстве случаев две такие системы искателей для
контроля труб на выявление продольных дефектов ставят одну
за другой вдоль трубы; при этом направление обхода звука по
окружности в обоих плоскостях получается противоположным.
Внутренние и наружные отслоения с наклоном в обе стороны:’
таким способом выявляются более надежно.
Для контроля поперечных дефектов в трубах тоже применяют
схему с одним искателем. Расположение искателей по отноше-
нию к трубе отличается простотой. Каждый искатель попереч-
ных дефектов наклонен в одной плоскости (образованной осью
трубы и одной из образующих) с таким расчетом, чтобы полу-
чался угол входа звука около 45°; при этом звуковой луч распро-
страняется зигзагообразно в стенке трубы вдоль образующей.
497'
Установки для контроля труб можно разделить на две раз-
.личные группы. Установки первой группы имеют стационарно
расположенные системы искателей, мимо которых трубы долж-
ны транспортироваться по винтовой линии. В установках второй
группы вокруг линейно транспортируемой трубы вращаются
..системы искателей; такие установки лучше вписываются в про-
изводственные линии в цехах по изготовлению труб.
Прежде установки первого типа для труб диаметром пример-
но до 80 мм были оборудованы так называемыми проходными
ваннами, в которых системы искателей в иммерсионной варйан-
•те двигались по трубе, причем уплотнения входного и выход-
ного отверстий ванны при небольшом подводе воды во время
контроля обеспечивали постоянство уровня жидкости. В на-
стоящее время установки такого типа работают почти исклю-
чительно в варианте с частичным погружением.
Впрочем, в настоящее время установки с проходной ванной
еще применяются для контроля труб с обмазкой для топливных
элементов. На рис. 26.8 показана такая установка. В ванне
для контроля располагаются в двух плоскостях четыре иска-
•теля (10 МГц, точечная фокусировка): два для выявления про-
дольных дефектов (каждый размещен по схеме на рис. 26.7, а,
но их излучение направлено взаимно противоположно) и два
для выявления поперечных дефектов (излучающих в направле-
нии вдоль трубы навстречу один другому). В дополнение к этому
еще одним искателем может непрерывно измеряться толщина
стенки, или же пара искателей, расположенных точно через
180° один от другого, может контролировать геометрию трубы,
т. е. наряду с толщиной стенки определяются также наружный
и внутренний диаметры (раздел 33.2). Обнаруживают дефекты
с минимальной глубиной 0,03—0,05 мм при их длине от 0,75 до
3 мм. Для обнаружения таких мелких дефектов требуется очень
точное ведение (направленное движение) трубы. Поэтому иска-
тели с их держателем скользят в ванне по трубе. В такой уста-
новке достигают скоростей контроля от 2 до 5 м/мин, в зави-
симости от требуемой минимально обнаруживаемой длины де-
фекта.
Уже упоминавшиеся установки для контроля методом не-
полного погружения применяются преимущественно для иссле-
дования труб большого диаметра, когда установка с вращаю-
щимися искателями получается очень дорогостоящей. Искатели
здесь располагаются в резервуаре с водой под трубой. Во вре-
мя процесса контроля резервуар прижимают к трубе с таким
расчетом, чтобы он (а с ним и искатели) занимал бы всегда
одно и то же положение по отношению к трубе, а нижняя об-
разующая трубы была бы погружена в воду. На рис. 26.9
показана ванна установки для контроля такого типа для труб
•с наибольшим диапазоном диаметров от 300 до 600 мм. Впро-
чем, при оборудовании соответственно меньшей ванной на та-
498
Рис. 26.’8. Установка для
контроля труб с обмазкой
для топливных элементов и
прецизионных труб диамет-
ром до 25 мм (тип RDR 25j,
конструкция фирмы «Краут-
кремер», Япония)
Рис. 26.9. Ванна установки для контроля труб диаметром более 100 мм искателями для.-
выявления строчечных дефектов (для контроля на продольные дефекты по методу не-
полного погружения); тип GRP, конструкция фирмы «Крауткремер»
кой установке можно контролировать трубы и наименьшим-
диаметром до 25 мм. Обычно функции контроля распределяют
между двумя резервуарами. В одной ванне располагают систе-
499»
мы контроля на продольные дефекты, а в другом — на попереч-
ные в сочетании с одним или несколькими искателями для не-
прерывного измерения толщины стенки. Ванны в таком случае
размещаются в двух соседних промежутках между роликами
транспортного рольганга. Ванна, показанная на рис. 26.10, обо-
!Рис. 26.10. Установка для контроля труб диаметром до 160 мм с их транспортировкой
•по винтовой линии при помощи устройства для вращения и подачи (система фирмы
«Дойч>, заводское фото фирмы «Маннесман-рёренверке», Золннген-Олигс)
рудована искателями для выявления строчечных дефектов,
т. е. для контроля на продольные дефекты; при этом достига-
ется более высокая линейная скорость контроля. Можно вести
контроль при скорости поверхности до 1 м/с. При шаге спирали
контроля до 80 мм, при котором еще достигается сплошной
контроль, можно рассчитать скорость линейной подачи трубы
в зависимости от диаметра.
Мёллер [1048] описывает установки с неполным погруже-
нием, которые при диаметре трубы до 160 мм являются изящ-
ным решением транспортировки трубы по спирали: ванна с
искателями располагается между двумя устройствами для вра-
щательной подачи. В ванне вращаются тройные ролики, пред-
назначенные для чисто продольной транспортировки трубы, так
что частоту вращения и скорость линейной транспортировки
трубы можно устанавливать независимо друг от друга. Таким
путем можно бесступенчато получить любой подъем спирали
контроля — от чистого вращения до чисто линейной транспор-
тировки. Кроме того, при такой схеме транспортировки можно
легко снимать координаты по окружности и по длине ввода в
расшифровывающее устройство, в предположении, что проскаль-
зывание между трубой и системой привода может быть исклю-
чено (рис. 26.10).
-500
Еще один вариант установок той же группы работает с
«искателями с небольшими входными водяными камерами, кото-
рые как бы «плавают» на поверхности. На окружности трубы
могут быть расположены четыре такие камеры и даже большее
их число, что обеспечивает более высокую производительность
контроля. Потеря воды невелика, но при контроле отдельных
труб неконтролируемый участок на конце (вследствие заполне-
ния камер при входе переднего конца каждой новой трубы)
получается более длинным, чем при методе неполного погруже-
ния; его длина здесь может составить 200—300 мм. На рис. 26.11
Рис. 26.11. Установка для контроля
труб при помощи 2X4 стационар-
ных камер контроля, расположен-
ных по окружности трубы. Трубы
транспортируются через установку
по винтовой линии (конструкция
фирмы «Крауткремер»)
Рнс. 26.12. Установка с вращением для контроля труб с обмазкой для топливных эле*
центов (тип ROTA 25, конструкция фирмы <Нукем>)
501
показана такая установка с четырьмя камерами с искателями^
расположенными по окружности. Скорость движения поверх-
ности здесь может доходить до 2,5 м/с, благодаря чему обычно-
достигается более высокая производительность контроля, чем по*
схеме с неполным погружением (это зависит от комплектации
искателями).
Установки, относящиеся ко второй группе (так называемые-
установки с вращающейся трубой), в настоящее время создают-
ся для широкого диапазона применения. Имеются такие уста-
новки для контроля обмазанных труб для топливных элемен-
тов и прецизионных труб в диапазоне диаметров примерно от
5 до 25 мм и тяжелые вращательные установки, на которых,
можно контролировать трубы диаметром 600 мм и более..
В большинстве таких установок системы искателей распола-
гаются в закрытой вращающейся камере. При другом варианте-
исполнения, который применяется предпочтительно при диамет-
ре труб, превышающем примерно 250 мм, искатели, скользящие-
по трубе, соединяются системой рычагов с ротором, причем аку-
стический контакт обеспечивается проточной водой.
Закрытая вращающаяся камера с искателями имеет то*
преимущество, что при помощи двух взаимно смещенных на
180° и перпендикулярно излучающих искателей (закрепленных
на постоянном расстоянии один от другого) можно проводить,
измерение толщины стенки и одновременно контролировать
наружный диаметр. Кроме того, вычитанием обоих одновре-
менно измеряемых значений толщины стенки из наружного*
диаметра контролируют тоже непрерывно и значения внутрен-
него диаметра (раздел 33.2, рис. 33.4).
Приведенные ниже рисунки должны дать общее представ-
ление о различных ротационных (вращательных) установках;
для контроля труб.
Показанная на рис. 26.12 установка для контроля труб*
с обмазкой для топливных элементов (конструкции фирмы
«Нукем») работает с частотой вращения 8000 об/мин. На ней
наряду с контролем на продольные и поперечные дефекты
одновременно проводится и упоминавшееся выше непрерыв-
ное измерение размеров, причем после поворота системы из-
мерения толщины стенки на 180° могут быть выданы вариа-
ции значения толщины стенки (эксцентричность, поперечная
разнотолщинность) и диаметра (овальность).
На рис. 26.13 показана вращательная установка для конт-
роля котельных труб и труб высокого давления диаметром до-
180 мм. В зависимости от предъявляемых требований эта уста-
новка в дополнение к контролю на продольные и поперечные
дефекты может быть оборудована и устройством для непрерыв-
ного измерения толщины стенки и диаметра, причем в этом
диапазоне размеров труб выявление скачкообразных измене-
ний толщины стенки представляет собой по сути исследование:
502
«Рис. 26.13. Вращательная установка для контроля труб диаметром от 20 до 180 ми
•(тип ROT 180, конструкция фирмы «Крауткремер»)
Рис. 26.14. Вращательная установка для контроля бесшовных и сваренных прессова-
•ннем труб большого диаметра диаметром до 660 мм (конструкция фирмы «Мицубиси»)
на расслоения в стенке трубы. Другая установка того же
семейства, контролирующая трубы диаметром до 130 мм, имеет
особое свойство: при переходе на другой размер возможна
при помощи системы централизованной настройки одновремен-
ная перестройка всех систем искателей, расположенных по
окружности; это делается с одного пульта. На таких установ-
ках при сплошном контроле обычно достигаются скорости
контроля до 60 м/мин.
На рис. 26.14 показана самая крупная из этих установок,
503
построенная фирмой «Мицубиси». На ней можно контролиро-
вать трубы в диапазоне наружных диаметров от 165 до 660 ми®
на продольные и поперечные дефекты и на дефекты типа рас-
слоения в стенке. Расшифровка результатов контроля обеспе-
чивается при помощи ЭВМ. По трубе с эталонным дефектом^
автоматически делается настройка электроники контроля.
Впрочем, на такой установке можно контролировать как бес-
шовные трубы, так и трубы, полученные прессовой сваркой
(по всей окружности). Ротор вращается с частотой от 100 до
300 мин-1.
Рис. 26.15. Вращательная установка со
скользящими искателями (тип RP 500,
конструкция фирмы «Бритиш стил»):
роторная пластина с держателем ис-
кателей
Рис. 26.16. Расшифровывающий блок
(типа UCASE) с обоими дисплеям»'
для графического изображения резуль-
татов контроля установки, показан-
ной на рис. 26.15 •
Рис. 26.17. Передвижной стенд для контроля баллонов высокого давления (конструкция*
фирмы «Карл Дойтч»)
Корпорация «Бритиш стил» (Великобритания) усовершен-
ствовала вращательные установки для контроля труб, разра-
ботанные первоначально фирмой «Стьюард энд Ллойдс», от-
504
деление научных и технических разработок [921]. Под мароч-
ным обозначением «RP500» фирма сконструировала установку,
яа которой можно контролировать трубы наружным диаметром
до 20 дюймов (т. е. 508 мм) при помощи держателей с ис-
кателями, скользящих по поверхности трубы (рис. 26.15) и
прижимаемых рычагами. Наряду с контролем на продольные
дефекты здесь делается непрерывное измерение толщины стен-
ки и контроль на дефекты типа расслоений в стенке. При конт-
роле труб диаметром 500 мм система вращается с частотой
около 300 мин-1; при этом достигается линейная скорость
контроля до 25 м/мин. Интересна документация результатов
контроля: на экране изображаются данные о дефектах в виде
•трафиков. По оси У на экране откладывается продольное на-
правление трубы, а ось X разделена на пять диапазонов. В пер-
вом диапазоне делаются сообщения о «событиях», например
•о нарушениях акустического контакта по отдельным каналам, о
недостижении или превышении допустимого размера при изме-
рениях толщины стенки, появления показаний от внутренних
или поверхностных дефектов и т. д. В остальных четырех диа-
пазонах даются детальные графические изображения сигналов
от внутренних и поверхностных дефектов, значения толщины
стенки и дефектов типа расслоений, причем можно определять
и их положение отнесением к одному из квадрантов трубы.
Прибор для выдачи твердых копий позволяет сфотографи-
ровать с экрана стойкое изображение для целей документиро-
вания. Впрочем, поочередно работают два дисплея: графически
представленный результат контроля предыдущей трубы оста-
ется для рассмотрения и при необходимости для получения
твердой копии, тогда как данные контроля новой трубы по-
ступают на другой дисплей для формирования нового графи-
ческого изображения. На рис. 26.16 показана соответствующая
электроника расшифровки (типа «UCASE») с обоими дисплея-
ми для графического изображения результатов контроля.
В заключение следует упомянуть еще одну установку, ко-
торая (см. главу 19) может быть названа «автоматом штуч-
ного контроля». Это транспортная установка для контроля
баллонов со сжатым газом (рис. 26.17). Баллоны вводятся в
установку по одному и начинают вращаться. Система искате-
лей, состоящая из двух пар искателей для выявления продоль-
ных и поперечных дефектов (искатели каждой пары имеют
противоположно направленное излучение) и дополнительной
головки для измерения толщины стенки, перемещается по ци-
линдрической части баллона, охватывая весь этот участок без
пропусков. Сигналы от дефектов и результаты измерения тол-
щины стенки расшифровываются обычным способом для оцен-
ки качества каждого баллона.
Следует обсудить еще некоторые проблемы контроля труб,
для решения которых требуется специальная методика контроля.
505
Например, если контроль трубы снаружи невозможен или
нецелесообразен, как в случае ребристых труб с приваренны-
ми охлаждающими ребрами или просверленных труб с кониче-
ской или некруглой наружной поверхностью (стволы орудий),
вести: контроль можно и изнутри. Устройство фирмы «Сперри»
для контроля стволов орудий на внутренние трещины рабо-
тает прямо на станке, применявшемся для сверления трубы, на
вместо сверла через вращающуюся трубу продвигается спе-
циальный искатель. Показания от дефектов, поступающие от
внутренней стенки в соответствии со временем прохождения1
искателя, классифицируются на мониторе и регистрируются.
С применением чисто поперечных зигзагообразных волн контроль даже*
и изнутри можно проводить только при условии, что внутренний диаметр d'
меньше 0,2 наружного. При более толстостенных трубах согласно рис. 26.18
Рис. 26.18. Контроль труб с очень»
большой толщиной стенки изнутри.
поперечная волна, выходящая из искателя, при отражении от наружной по-
верхности под углом меньше 33° расщепляется на более слабую поперечную
и продольную волны. От обеих волн могут возникнуть эхо-импульсы, кото-
рые иногда очень усложняют изображение.
Для контроля труб небольшого диаметра иногда выбирают
устройство, работающее в иммерсионном варианте (рис. 26.19).
Прямой искатель, введенный внутрь трубы, излучает в осевом
Рис. 26.19. Контроль труб изнутри:
а — измерение толщины стенки; б — контроль на наличие продольных дефектов; в —
контроль на наличие поперечных дефектов [1273]
направлении. Перед искателем располагается зеркало, которое
отклоняет звуковой луч в желательном направлении. В за-
висимости от ориентации и формы зеркала можно вводить луч.
для контроля на продольные или на поперечные дефекты или-
для измерения толщины стенки. Кроме того, кривизна зеркала
дополнительно позволяет фокусировать звуковой луч [1273].
Одной из сложных проблем является контроль ребристых
труб на продольные дефекты. Такие трубы имеют на наружной
поверхности тесно расположенные продольные ребра, которые
506
обычно закручены в спираль с большим шагом. Здесь воз-
можен только контроль изнутри. Выявление дефектов затруд-
нено, потому что поступают эхо-импульсы и от отдельных ре-
«бер. Данные о продольных дефектах можно получить только
на основе нерегулярности эхо-импульсов от ребер. Труба или
система искатель — зеркало при этом должны медленно вра-
щаться. Обнаружение поперечных дефектов не представляет
“трудностей [1213].
Контроль вынутых ребристых труб высокого давления (U-
юбразных труб в химической промышленности, имеющих реб-
ра, перпендикулярные к оси трубы), напротив, не создает ни-
каких трудностей при выявлении продольных дефектов.
По установкам для контроля труб имеется обширная ли-
тература: общие вопросы [1048, 1487, 1505, 890, 1344, 638,
1068, 866]; установки с управлением от ЭВМ [45, 751, 1101,
.1314]; автоматический контроль труб для теплообменников
{1370, 1379]; для непрерывного контроля труб с обмазкой и
прецизионных [85, 201, 584, 585, 861, 1215, 1251, 1289, 1307,
1440, 1236, 1184].
Наряду с пьезоэлектрическим возбуждением волн в пласти-
нах (волн в трубах) применяют также и электродинамическое
,{1368, 1620, 1063].
27. ОТЛИВКИ
При контроле отливок обычно речь идет о выявлении дефектов
изготовления и в редких случаях о повторной проверке. Выяв-
ление дефектов литья по технике контроля и по их оценке
отличается от контроля деформированного материала; на прак-
тике это иногда упускают из вида, что приводит к трудностям.
Напротив, при повторном контроле техника испытаний ориен-
тируется на условия нагружения (как в случае кованого мате-
риала) и на связанные с ними вероятные расположения дефек-
тов. Поэтому далее он рассматриваться не будет.
Типичные дефекты отливок (см. рис. 27.1) следующие:
Рис. 27.1. Типичные дефекты
литья и их обнаружение
усадочные пустоты в виде раковин или пористости. Они воз-
никают в результате усадки при затвердевании в случае недо-
статочной подпитки жидким металлом. Эти пустоты преиму-
щественно располагаются под прибылями, в узловых точках
507
(в утолщениях) и на больших приблизительно параллельных
участках стенки (так называемая рыхлость по средней линии);
газовые пузыри. Они возникают в результате вторичного--
окисления во время литья или при недостаточной вентиляции
стержней и литейной формы;
неметаллические включения. Здесь следует проводить разли-
чие между включениями, которые получаются вследствие исти-
рания формовочного материала или реакции расплава с ним,
и включениями типа оксидной корочки, которые увлекаются
в форму вместе с расплавом;
горячие трещины. Причиной их возникновения является про-
дольная усадка при затвердевании, когда сочетается действие
затрудненной усадки из-за высокой прочности материалов ли-
тейной формы, неудачной конструкции и металлургических
влияющих факторов.
Достаточно эффективное устранение дефектов отливок мо-
жет быть обеспечено соответствующей технологией. Сюда от-
носятся наряду с металлургическими и литейно-технологиче-
скими мероприятиями в первую очередь направленная кристал-
лизация, на которую можно повлиять выбором количества и-
расположения литников, питателей и выпоров, применением
холодильников и т. д. И наоборот, зная эти технологические
особенности, можно заранее предсказать участки отливки,
наиболее опасные по дефектам. Поэтому оператор, основываясь
на соответствующих указаниях литейщика, может проводить-
ультразвуковой контроль в критических местах отливки с ори-
ентацией на дефекты и поэтому наиболее экономично.
Для ультразвукового контроля особое значение имеют от-
ражательные свойства упоминавшихся выше типичных дефек-
тов отливок. Если не считать трещин, то все дефекты литья
имеют более или менее объемный характер. Поэтому их обнару-
жение в основном не зависит от направления прозвучивания.
Это следует из рис. 27.2, где представлены результаты изме-
рений в районе раковины при контроле отливки из чугуна
с шаровидным графитом толщиной 110 мм. Здесь показаны
соответствующие максимальные амплитуды эхо-импульсов от
дефектов над уровнем помех при прозвучиваиии из различных
направлений прямыми и наклонными искателями. Можно ви-
видеть, что амплитуда эхо-импульсов практически не зависит
от места ввода ультразвука, от направления прозвучивания,
типа волны и применяемой частоты.
На рис. 27.2 характерно сравнительно малое превышение
эхо-импульсов от помех над уровнем фона. Это обусловлива-
ется формой усадочной раковины. В соответствии с условиями
затвердевания поверхность раковины получается очень шеро-
ховатой и неправильной, так что звуковая волна рассеивается
по всем направлениям. Лишь небольшая часть поступающей
звуковой волны отражается прямо к искателю. Рассеяние зву-
508
ка обычно усиливается еще и тем, что раковина в большинстве
случаев окружена большим числом мелких и мельчайших пор.
Поэтому раковины могут быть обнаружены преимущественно1
лишь с небольшой амплитудой эхо-импульса от дефекта. Их
лучше выявлять косвенно по затенению эхо-импульса от зад-
ней стенки [242].
Рис. 27.2. Обнаружение раковин (/—6—искатели).
Прочие типичные дефекты литья (включения и газовые пу-
зыри) в соответствии с их формой тоже являются «центрами
рассеяния». Включения обычно являются трещиновидными и
имеют неправильную форму. У них почти нет плоских участ-
ков, перпендикулярных к звуковому лучу и отражающих по
своему направлению. В газовых пузырьках с преимущественно
сферической или цилиндрической формой положение получа-
ется таким же. Лишь небольшая - часть поверхности встречает
пучок под прямым углом и отражает его обратно к искателю.
Преобладающая часть звукового пучка вследствие геометриче-
ской формы пузырьков рассеивается в стороны.
Ввиду неблагоприятных отражательных свойств естествен-
ных дефектов высоту эхо-импульса нельзя использовать как
критерий размеров дефектного участка. В этом заключается
50»
существенное и часто не учитываемое отличие от условий конт-
роля деформированных материалов. Поэтому для оценки сле-
дует в первую очередь использовать затеняющее воздействие
дефектных мест на амплитуду эхо-импульса от задней стенки.
В отдельных случаях имеют значение следующие факторы
[242]:
величина локального уменьшения эхо-импульса от задней
-стенки;
протяженность участка, на котором наблюдается ослаб-
ление эхо-импульса от задней стенки, что устанавливается при
обходе искателем по периметру дефектного места;
расположение и толщина области, вызывающей ослабление
эхо-импульса от задней стенки, что может быть установлено,
например, при прозвучивании отливки с верхней или нижней
«сторон.
Такая оценка проводится прежде всего для отливок инди-
видуального производства. Независимо от этого ограниченные
участки, подвергающиеся особым нагрузкам, можно оценивать
непосредственно по показаниям от дефектов.
В работе [1383] приводится пример, к каким катастрофическим резуль-
татам можно прийти при ультразвуковом контроле стальных отливок, если
^проводить его как для деформированного материала с учетом только ампли-
туды эхо-импульсов от дефектов и не учитывать ослабление эхо-импульса
от задней стенки. В отличие от теневого метода при этом могут быть обна-
ружены только 7—30 % дефектов (в зависимости от их типа). Напротив,
-в других работах [242, 426], где дефекты оценивались преимущественно по
затенению эхо-импульса от задней стенки, было получено хорошее совпаде-
ние результатов ультразвукового контроля и контроля по методу просвечи-
адания. Следует однако отметить, что завышенные требования к однородности
.литого материала делают невозможным применение лит“ья в- техническом и
.экономическом отношениях.
При оценке амплитуды эхо-импульса от задней стенки не-
•существснно, попадает ли звуковой пучок на заднюю стенку
перпендикулярно или под некоторым углом. В последнем слу-
чае амплитуда эхо-импульса от задней стенки будет конечно
меньше, чем в первом, но при наличии перед ней дефектного
места она уменьшится на столько же, как при перпендикуляр-
ном прозвучивании задней стенки.
При выборе подходящей задней стенки в качестве эквивалентного отра-
жателя иногда приходится проявлять находчивость. Так, например, в случае
очень большого корпуса двигателя с длинными цилиндрическими усиленными
^углами, предназначенными для размещения болтов, встретились трудности
при их прозвучивании по длине. Гораздо более благоприятный эффект был
.достигнут при радиальном сканировании.
Локально ограниченные колебания амплитуды эхо-импуль-
>са от задней стенки, даже и весьма значительные, могут иметь
и другие различные причины кроме внутренних дефектов, на-
пример повышенную шероховатость задней стенки, изменение
•угла наклона задней стенки, волнистость поверхности акусти-
ческого контакта или углубления в виде раковинок.
510
Кроме этих поверхностных
влияющих факторов колебания
эхо-импульса от задней стенки
могут быть различиями в струк-
туре. При затвердевании из рас-
плава структура обычно полу-
чается крупнозернистой. В слу-
чае анизотропных материалов,
например у аустенитной стали,
меди и ее сплавов, это приводит
к сильному рассеянию и затуха-
нию звука. Однако и при неболь-
шой анизотропии различия в па-
раметрах структуры между крае-
вой и осевой зонами и между
тонкостенными и толстостенны-
ми участками тоже могут при-
вести к различному рассеянию и
затуханию звука. Например, в
сером чугуне наблюдается неоди-
наковый размер графитовых
включений между краевой и
осевой зонами вследствие раз-
личия в скорости их охлаждения,
что влечет за собой различия в
скорости звука на несколько
процентов. Эти различия могут
привести к искажениям звуково-
го пучка и к связанным с ними
локально ограниченным прова-
лом амплитуды эхо-импульса от
задней стенки.
Воздействие вышеназванных
влияющих факторов на высоту
эхо-импульса от задней стенки
можно сделать сравнительно не-
большим, если для контроля
применять низкие частоты. На
рис. 27.3 дается обзор применяе-
мых частот контроля для различ-
ных литых материалов. Частоты,
которые следует считать пред-
почтительными, выделены жир-
ным утолщением. Более низкие
частоты применяют в случае
очень толстых изделий, например
толщиной 100—600 мм, а более
высокие — при контроле изделий
Рис. 27.3. Частота контроля для раз--
личных литых материалов:
J — стальное литье ферритное; 2 —
стальное литье аустенитное (только
высокодемпфнрованные искатели); 5 —
серый чугун с пластинчатым графи-
том (преимущественно высокодемпфи-
рованные искатели); 4 — серый чугун*
с шаровидным графитом; 5 — алюмини-
евое литье; 6 — медное литье, медные
сплавы (только высокодемпфирован-
иые искатели)
Материал: \
ВМСгШв,$ 5
Рис. 27.4. Разрешающая способность,
иа близком расстоянии у нормальных
и высокодемпфнрованных искателей.
511.
с небольшой толщиной стенки, например менее 25 мм, или под-
поверхностных зон. В последнее время в особых случаях при
контроле стального литья и чугуна с шаровидным графитом
успешно применяют совмещенные искатели даже на частоте
10 МГц, чтобы непосредственно обнаруживать мельчайшие
лоры и включения под самой поверхностью. Для этого, впро-
чем, необходима поверхность с механической обработкой и
нужны очень большие затраты времени на сканирование иска-
телем. Однако толщину пористого поверхностного слоя, которую
часто бывает нужно знать для решения вопроса о том, можно ли
удалить его механической обработкой, с помощью ультразвука
установить нельзя.
Существенный прогресс при контроле литых материалов
►был достигнут с применением высокодемпфированных искате-
лей (рис. 27.4). При использовании коротких импульсов дости-
гается заметное уменьшение фона помех вследствие интерфе-
ренции составляющих звукового луча, рассеянных на отдельных
границах зерен в структуре, а также существенное уменьше-
ние ширины посылочного импульса и тем самым «мертвой
зоны». Такими искателями можно контролировать на грубые
дефекты (например, близкие по размерам к искателю) также
и те материалы, которые ранее считались не поддающимися
ультразвуковому контролю, например аустенитное стальное
литье [807] и медные литые сплавы [1453, 1386].
Ввиду объемного характера большинства естественных де-
фектов литья обычно бывает достаточен контроль одним пря-
мым искателем. Все дефекты достаточного размера, в том числе
и расположенные непосредственно под поверхностью, обнару-
живаются по затенению эхо-импульса от задней стенки. Если
нужно точнее определить их положение или целенаправленно
исследовать участки около поверхности, то используют совме-
щенные искатели с прямым прозвучиванием.
Из прямых искателей следует предпочтительно использо-
вать искатели с мягким защитным слоем, например из вулко-
лана, так как только в них обеспечивается желательная равно-
мерность акустического контакта. Это показывает простой
опыт. Искатели были подсоединены один к пластине с литой
шероховатой поверхностью (высота микронеровностей 0,15 мм),
а другой к профрезерованному участку той же пластины. При
работе искателя с мягким защитным слоем на частоте 4 МГц
при этом получилось различие в амплитудах эхо-импульсов от
.задней стенки всего 4 дБ, тогда как при работе искателя той же
частоты и размеров с жестким защитным слоем это различие
составляло 20—30 дБ.
Для обнаружения дефектов плоской формы, например го-
рячих трещин, нужно применять наклонные искатели и исполь-
зовать наклонное зеркало, образованное поверхностью испы-
тываемого образца и поверхностью трещины. Тем не менее об-
512
наружение трещин иногда оказывается затруднительным, если,
например, распространение ультразвука нарушается пористыми
губчатыми участками или раковиной по средней линии в стенке.
Для выбора углов ввода звука следует учитывать зависимость
угла от материала (см. раздел 10.4.2, табл. 10.1).
Наклонные искатели иногда рекомендуются также и для
обнаружения внутренних дефектов. Обнаружение дефектов об-
легчается тем, что показание при перемещении искателя «бе-
жит» по экрану (рис. 27.5).
Рис. 27.5. Обнаружение раковин при прямом и наклонном прозвучивании:
SI—посылочный (зондирующий) импульс; RE— отражение от задней стенки; FE— эхо-
импульс от дефекта
В Великобритании, в частности, широко используют наклон-
ные искатели, а нередко также и совмещенные наклонные иска-
тели, чтобы точнее определять распространение раковин [385].
Объем контроля при испытании отливок может быть весь-
ма различным в зависимости от типа изделия и материала.
В случае корпусов турбин из стального литья обычно принято
сканировать всю поверхность изделия без пропусков прямым
искателем. В особых местах, например на фланцах, привари-
ваемых концах и т. д., а также там, где при предварительном
ультразвуковом контроле были выявлены дефекты, дополнитель-
но применяют другие искатели или изменяют направления ввода
звука. Для подтверждения или идентификации найденных де-
фектов сверх того нередко применяют и другие неразрушающие
методы контроля, например рентгеновское просвечивание или
магнитные методы. Такой подход целесообразен ввиду плохих
отражательных свойств типичных литейных дефектов. В слу-
513
чае деталей из чугуна с шаровидным графитом или из серого
чугуна для сдачи-приемки обычно применяется контроль толь-
ко по точечной или линейной сетке. Независимо от этого во
многих литейных цехах контроль нередко проводится с ориен-
тацией на дефекты в соответствии с технологией литья в участ-
ках, особенно опасных по дефектам.
При отливках серийного производства, если вообще прово-
дится ультразвуковой контроль, обычно ограничиваются точеч-
ным контролем особо критических мест после того как техно-
логия литья будет оптимизирована с помощью разрушающих,
и неразрушающих методов контроля [1356]. Затем детали сор-
тируются только по показаниям ультразвукового контроля.
В литературе [1029] показан пример ручного контроля серий-
ных отливок из серого чугуна.
С тех пор, как детали автомобиля (которые должны удовле-
творять строгим требованиям техники безопасности) все чаще
изготавливают из чугуна с шаровидным графитом, и здесь-
перешли к поштучному механизированному контролю серийных
отливок. Такими деталями являются, например, поворотный
подшипник (задней полуоси), седло тормоза, вилки тормоза,
и т. д.; в большинстве случаев это детали сложной и несиммет-
ричной формы. При автоматическом контроле каждая деталь,
проверяется в иммерсионном варианте во всех критических
местах на наличие раковин и включений. В дополнение к этому
в каком-либо месте с плоскопараллельными граничными по-
верхностями измеряют скорость звука, по которой можно
судить о формировании графитовых включений (раздел 3.1.2,.
способ измерений см. в разделе 33.2).
На рис. 27.6 показана такая установка для контроля пово-
ротных подшипников. Каждый из четырех рычагов поворотного
Рис. 27.6. Установка для контроля поворотных
подшипников (конструкция фирмы «Крауткре-
мер»)
Рис. 27.7. Поворотный подшипник »
положении контроля в иммерсион-
ной ванне с группой искателе®
(см. рис, 27.6)
514
треста снабжен гнездом для поворотного подшипника. Пово-
ротный крест поворачивается в заданном такте на 90° так
что контролируемые изделия проходят одно за другим следую-
щие стенды: 1) взятие (вручную или из подающего магазина);
2) контроль в иммерсионной ванне (на рисунке справа);
3) выбрасывание дефектных поворотных подшипников; 4) вы-
брасывание поворотных подшипников без дефектного показа-
ния (при необходимости этот стенд может быть скомбинирован
с устройством для нанесения маркировки или клейма).
На рис. 27.7 показан поворотный подшипник в иммерсион-
ной ванне. Искатели, предназначенные для поиска дефектов,
работают в мультиплексном режиме. При измерении скорости
.звука задаются границы допуска. Детали со значением ско-
рости звука ниже допустимого предела отсортировывают как
дефектные. На такой установке контролируется шесть поворот-
ных подшипников в минуту. Наряду с ультразвуковым контро-
лем на внутренние дефекты и свойства материала на той же
линии часто выполняется контроль и на поверхностные дефек-
ты магнитно-порошковым способом [1190].
Рассеяние звука на литой структуре и затухание звука изме-
няются у различных литых материалов в широких пределах.
Например, у алюминия недопустимая пористость может быть
выявлена методом измерения ослабления звука. На практике
•с этой целью серию эхо-импульсов от исследуемого образца
сравнивают с соответствующей серией от эталонного образца,
имеющего еще допустимую пористость.
На практике в большинстве случаев можно пренебречь за-
туханием звука в нелегированных и низколегированных сталь-
ных отливках, если контроль проводится на частотах 1 и
2 МГц [386]. Для серого чугуна на рис. 27.8 показана зависи-
мость коэффициента затухания звука в зависимости от частоты
(при пластинчатом графите, шаровидном графите и феррито-
перлитной структуре). Ввиду различных размеров графитовых
включений при разных скоростях охлаждения получается пред-
ставленная зависимость от толщины стенки. В общем можно
сказать, что для чугуна с пластинчатым графитом при высоких
значениях временного сопротивления разрыву контроль вполне
возможен благодаря более тонким графитовым включениям.
Однако его возможности ограничиваются вследствие рассеяния
и затухания на крупных и многочисленных графитовых пласти-
нах. Для таких деталей, например станин станков, стоек
и т. п., ультразвуковой контроль обычно и не требуется.
При очень анизотропных материалах, например аустенитном
литье, твердой марганцовистой стали, меди и ее сплавах воз-
можен контроль только на грубые дефекты. *
Если ввиду очень сильного затухания звука уже невозмож-
но работать в эхо-импульсном режиме, то иногда контроль
проводят теневым методом (прозвучиванием). При толщинах
17
515
стенки порядка 100 мм и менее, пока звуковой пучок используе-
мых искателей не слишком сильно раскрыт, этот метод в отдель-
ных случаях применим для обнаружения грубых дефектов.
Так, например, у очень толстостенного колокола из бронзового
литья при раздельном движении искателей с частотой 1 МГц.
внутри и снаружи методом импульсного прозвучивания удалось
выявить места с большим развитием раковин и рекомендовать
здоровые участки, по которым может бить язык колокола. Эхо-
методом сделать этого было нельзя.
Рис. 27.8. Затухание звука
в сером чугуне в зависи-
мости от частоты и толщи-
ны стенки [386]:
1 — чугун с пластинчатым;
графитом; 2—чугун с ша-
ровидным графитом (GGG);
3 — сталь S152 термические
улучшенная.
В режиме импульсного прозвучивания работает также в
устройство для контроля иммерсионным методом литых урано-
вых пластин [117]. Эти пластины имеют сечение около 18Х
Х180 мм и длину до нескольких метров. Пара искателей пе-
ремещается под водой по пилообразной траектории; амплитуда
пропускаемых эхо-импульсов регистрируется.
При большом пути прохождения звука раскрытие звукового
пучка обычно получается настолько большим, что достаточно
интенсивное затенение может быть обеспечено при методе про-
звучивания только при особо крупных дефектах.
516
Специальные методы литья влияют на возможность кон-
троля. Так, при центробежном литье структура затвердевает
с радиальной ориентацией. В литых трубах из чугуна с шаро-
видными графитом это не оказывает существенного влияния
на возможность контроля; напротив, в аустенитных трубах
центробежного литья это сказывается очень существенно. Они
могут прозвучиваться только в радиальном направлении. Сле-
довательно, еще возможно и измерение толщины стенки. На-
против, наклонное прозвучивание в эхо-импульсном режиме
при контроле таких труб уже не дает эффекта даже при низ-
ких частотах и с применением высокодемпфированных искате-
лей. Здесь может оказать помощь метод прозвучивания на ча-
стоте 1 МГц, чтобы, например, обнаружить радиально распо-
ложенные дефекты в трубах НК-40, возникшие в процессе
службы.
Обнаружение горячих трещин, плен, пустот, включений и
частиц шлака в центробежнолитых трубах из чугуна с шаро-
видным графитом возможно при наклонном прозвучиваиии по-
перечными волнами под углом 45° на частоте 2 или 4 МГц.
Этот метод (насколько известно) все же не применяется на
практике. Причиной неиспользования является недостаточная
дифференциация при ультразвуковом контроле между пленами
и трещинами, с одной стороны, и допустимыми шлаковыми
включениями и шероховатостью поверхности внутренней стен-
ки —’С другой. Сравнительно недавно была предпринята по-
пытка описать тип дефекта при контроле на нескольких часто-
тах [276].
Детали, получаемые литьем под давлением, обычно имеют
сложную геометрию, что затрудняет объемный контроль. В от-
дельных случаях проводится целенаправленный контроль в от-
дельных критических точках, например на деталях дверного
замка, получаемых из цинка литьем под давлением (для лег-
ковых автомобилей).
Большое значение приобрело ультразвуковое измерение
толщины стенки в тех литейных цехах, в которых выпускается
много деталей, доступных из-за своей геометрической формы
контролю только с одной стороны. Сюда относятся все детали,
отливаемые со стержнями, например блоки двигателей внутрен-
него сгорания, корпуса насосов, радиаторы систем отопления,
пустотелые турбинные лопатки и т. д. Наряду с этим имеется
также много деталей, механические измерения на которых
можно проводить только с большими затратами и ненадежно
ввиду их больших размеров, например котлы для кислоты, тю-
бинги и т. д.
В принципе рекомендуется настраивать прибор непосред-
ственно по контролируемой отливке, по возможности в том
месте, где толщина стенки совпадает с измеряемой. Это осо-
бенно важно в случае металлов с большой анизотропией, на-
517
пример аустенита, меди и ее сплавов, в которых скорость звука
зависит от направления кристаллизации. Аналогичным обра-
зом в случае серого чугуна нужно учитывать, что скорость
звука зависит от скорости охлаждения и тем самым от толщи-
ны стенки. В алюминии и ферритном стальном литье эти раз-
личия в скорости звука значительно меньше и создают меньше
помех. Практический опыт измерения толщины стенок втулок
подшипников из серого чугуна в дизельных двигателях описан
в работе [1027]. Совмещенные искатели могут быть легко
подогнаны к кривизне изделия путем сошлифовывания вход-
ного участка.
О контроле стального литья сообщается в работах [1566,
902, 275, 290, 242, 741, 363, 740, 1356, 1104, 337, 219].
28. КОНТРОЛЬ СВАРНЫХ ШВОВ
28.1. СТЫКОВЫЕ (СВАРНЫЕ) ШВЫ
Основными часто встречающимися типичными дефектами в
стыковых сварных швах являются: шлаковые включения, де-
фекты непровара на поверхности кромок и между наплавляе-
мыми слоями (валиками) шва, непровар корня шва, подрез,
продольные и поперечные трещины в шве и поры.
За исключением отдельно лежащих пор все прочие дефекты
хорошо обнаруживаются ультразвуком. Контролируются в
основном сварные швы на углеродистых и низколегированных
строительных (конструкционных) сталях. Вопросы их контроля
рассмотрены в следующих разделах. Аналогичным образом,
но с учетом несколько меньшего угла прозвучивания (см.
табл. 10.1), можно контролировать и сварные швы на алюми-
нии с использованием обычных наклонных искателей [487, 995].
Вопросы техники контроля аустенитных сварных швов см. в раз-
деле 28.1.6 и сварных швов в пластмассах — 28.1.7.
28.1.1. Общие вопросы методики контроля
Контроль прямыми искателями возможен лишь в редких слу-
чаях. Примерами могут быть соединения при сварке встык
оплавлением деталей типа тел вращения, фланцевые соединения
(рис. 28.1) или соединения поковок. Однако при небольших по-
перечных сечениях нужно принимать во внимание возможность
помех от боковых стенок, а именно расщепление поперечной
волны и уменьшенную чувствительность при определении дефек-
тов, находящихся поблизости от обеих поверхностей.
Для контроля применяют в основном эхо-импульсный метод
с зигзагообразными поперечными волнами. Используют отраже-
ние волн без потерь между поверхностями листа. Чтобы охва-
тить все поперечное сечение сварного шва, искатель (рис. 28.2)
518
перемещают между половиной длины и всей длиной зигзага.
На практике путь перемещения выбирают на 10—30 мм больше,
чтобы охватить всю ширину шва и зону термического влияния
справа и слева от него. Как видно из рис. 28.3, а, искатель пере-
мещают туда и обратно на отрезке между s/2 и s в сочетании
с продольным движением, в результате чего получается зигзаго-
образное движение, па которое к тому же накладывается бы-
строе качательное движение, чтобы можно было эффективно
прозвучить также и несколько наклоненные дефектные места.
Высоконагруженные швы контролируют с обеих сторон, так
как некоторые дефекты имеют неодинаковую отражательную
способность с обеих сторон. Контроль с обеих сторон в прин-
ципе проводится в местах с одним эхо-импульсом, чтобы, можно
было установить, наблюдается ли отражение, обусловленное
геометрией, например выступанием или заглублением корня
шва, или связанное с дефектом в корне шва. Здесь может по-
мочь локализация места отражения, которая при толщинах
листа более 10 мм может быть выполнена с достаточной точ-
ностью.
Если эхо-импульс от корня шва со скосом кромок с обеих
сторон (V-образного) появляется только с одной стороны, то
возникает подозрение о взаимном смещении стыкуемых листов
или о неодинаковой их толщине (рис. 28.3, а), например при
выполнении кольцевых швов на трубах. В таком случае продол-
жают контроль без помех со стороны более тонкого листа. Дру-
гие эхо-импульсы от помех согласно рис. 28.4, б—г могут полу-
читься при листовых (полосовых) подкладках или подогнанных
кольцах, а также при сварке буртиков, полученных при осажи-
вании [645]. Благодаря точной локализации дефектов можно
идентифицировать их в большинстве случаев правильно. Строе-
ние и форма шва, разумеется, должны быть точно известны.
На швах, полученных в стали под слоем флюса, а также и
на алюминиевых сварных швах обычно наблюдается значитель-
ное усиление (выступающий валик), от которого получается
геометрический эхо-импульс со стороны, противоположной иска-
телю. Этот импульс может быть использован для контроля аку-
стического контакта. Эффективность контроля шва при этом
не ухудшается, если контролировать шов с обеих сторон, охва-
тывая каждый раз половину его сечения.
Распространение звука нарушается также расслоениями и
сравнительно крупными плоскими включениями поблизости от
шва в листе. Звуковой пучок в таком случае уже не может
охватить весь объем шва. По этой причине до контроля наклон-
ными искателями лист проверяют на бездефектность с обеих
сторон шва перпендикулярным прозвучиванием на ширине, соот-
ветствующей длине зигзага (рис. 28.2).
При малых толщинах листа примерно до 15 мм можно кон-
тролировать шов и с постоянным расстоянием, в частности с
519
Рис. 28.1. Контроль кольцевого шва
на трубе для соединения привар-
ного фланца.
Hennaflij/thHO Ппабильнв
а
Рис. 2“-2. Путь авука на половине длины
и на гилиой длине зигзага.
Рис. 2о.З. Продольное сканирование сварно-
го шва;
а — для выявления всех дефектов кроме по-
перечных трещин: б — для выявления попе-
речных трещин; I — поперечная трещина; 2 —
продольная трещина; 3— шлаковое включе-
ние
Рис. 28.4. Эхо-импульсы от
помех при контроле сварно-
го шва:
а — при смещении соединяе-
мых листов или неодина-
ковой толщине соединяемых
стенок; бив — при под-
кладке в виде листовой по-
лоски или подогнанного
кольца (в случае кольцевого
шва в трубе); г — при свар-
ном шве с буртиком от оса-
живания; д — прн вложен-
ном, но не полностью про-
плавленном подогнанном
кольце (следует оценивать
как настоящий дефект)
большего удаления, например 1,75—2,25 длины зигзага при соот-
ветствующем раскрытии звукового пучка. Этим способом охва-
тывается вся толщина шва. Такая возможность используется
при механизированном контроле швов, полученных автоматиче-
ской сваркой.
Если есть подозрение на поперечные дефекты, то лучше все-
го поступать, как показано на рис. 28.3, б. Оба наклонных иска-
теля подключаются параллельно и их нужно перемещать в об-
щем держателе только вдоль шва. Если по условиям технологии
сварки или в связи с геометрической формой шва дефекты мо-
гут располагаться лишь в ограниченной части шва, например
только в верхней или нижней трети, то оба наклонных искателя
устанавливают один по отношению к другому с таким расчетом,
чтобы точка пересечения обоих звуковых лучей попадала как
520
раз в соответствующий участок глубины. В противном случае,
чтобы охватить весь объем шва, нужно сканировать шов не-
сколько раз с различным положением искателя. При малых
толщинах стенки все поперечное сечение шва можно тоже охва-
тить за один раз при контроле с большего расстояния.
Если покрывной слой шва снимается после сварки заподлицо
с листом, то можно проводить контроль и по обычной схеме
с одним излучателем и акустическим контактом через сварной
шов, выявляя также и поперечные дефекты.
В случае дефектов, проходящих по середине сварного шва
и перпендикулярно к его поверхности, например трещин или
дефектов непровара в швах с крутыми кромками, контроль
одним искателем уже не дает достаточно надежного показания
от дефектов. Звуковой импульс зеркально отражается из на-
правления прозвучивания и поэтому может быть успешно при-
нят только вторым искателем. Второй искатель должен быть
удален от первого на определенное расстояние, зависящее от
толщины листа и соответствующего диапазона глубин дефектов
(рис. 28.5, а). Такой метод с двумя искателями называется тан-
демным («pitch and catch» method); он является основным ме-
тодом контроля при исследовании сварных швов на толстостен-
ных сосудах [505], в частности на сосудах высокого давления
для атомных реакторов (см. главуЗО). Однако тандемная схема
успешно применяется и при контроле деталей с более тонкими
стенками, если подготовка кромок шва такова, что появления
дефектов следует ожидать преимущественно перпендикулярно
к поверхности, например в швах, полученных электронно-луче-
вой сваркой или сваркой трением. Для рационального ручного
контроля таким способом нужно объединить оба искателя меж-
ду собой при помощи соответствующей общей направляющей.
Устройство, которое впервые применил Лакк [885], показано
на рис. 28.5, б. На рис. 28.6 представлены держатели, приме-
няемые в настоящее время.
Поверхности контроля с обеих сторон около сварного шва
не должны иметь неровностей, мешающих акустическому кон-
Рис. 28.5. Тандемный метод:
а — принципиальная схема (e14-e2=e'I+e,2==/=const); б — направляющая для перемещения
искателей по Лакку
521
такту, а также загрязнений, например ржавчины, рыхлой ока-
лины, брызг металла от сварки, надрезов, царапин; в противном
случае перед контролем их необходимо обработать. Среднеариф-
метическая высота микронеровностей Ra по требованиям стан-
дартов нс должна превышать 20 мкм. Волнистость должна быть
настолько малой, чтобы подошва искателя нигде не поднима-
лась над контролируемой поверхностью более чем на 0,5 мм.
Рис. 28.6. Тандемные держатели искателей конструкции фирмы «Крауткремер»
Для обеспечения акустического контакта используют масло,
пасту и воду. При использовании пасты или масла рекомен-
дуется предварительное смачивание соответствующим сред-
ством.
Самый лучший и наиболее равномерный акустический кон-
такт, особенно при механизированном перемещении искателей,
обеспечивается в любых положениях проточной водой. Допол-
нительные затраты на подвод воды (из водопровода или из ба-
ка, расположенного наверху) почти всегда окупаются при дли-
тельном контроле экономией времени на окрашивание и повы-
шением скорости контроля.
Для контроля акустического контакта предложено контролировать шов
двумя искателями, расположенными по обе стороны шва и повернутыми друг
к другу, так что в качестве контрольного показания используется показание
прозвучивания. Для ручного контроля такая схема непригодна, так как при
ней трудно выполнять быстрые движения сканирования, и оператор быстро
устает [841]. Обычно для контроля акустического контакта используется
равномерность фона помех (показание в виде «травы»). Для механизирован-
ного контроля применяются также различные устройства с вспомогательными
излучателями, например, перпендикулярное прозвучивание через тело вход-
ного участка наклонного искателя и использование длины серии многократ-
ных эхо-импульсов из листа.
В литературе имеется ряд сообщений об этом методе кон-
троля [1413, 700, 934, 1243, 1171, 46, 47, 449, 1708].
28.1.2. Толщина листа, угол прозвучивания,
частота контроля
Шероховатость поверхности сварного шва и провисание корня
шва при крутых углах прозвучивания (45°) приводят к показа-
ниям, обусловленным геометрией. Поэтому предпочитают про-
звучивание под большими углами. Однако при большой тол-
щине листа переходят на меньшие углы прозвучивания, так как
иначе путь звука в листе становится слишком большим. Для
ориентировки предлагаются следующие значения:
Толщина листа мм .... 5—30 30—60 60
Угол прозвучивания, град. 70 60 45
Длина зигзага, мм . . . 30—165 105—210 120
Швы с повышенной нагрузкой обычно следует контролиро-
вать под двумя по возможности различными углами прозвучи-
вания, чтобы надежно охватить также и неблагоприятно отра-
жающие дефекты. Поэтому нельзя избежать помех от покрыв-
ных слоев сварного шва. В таком случае нужно идентифициро-
вать подозрительные эхо-импульсы от этих мест пробой промас-
ленным пальцем или скольжением по спорным местам при одно-
временном наблюдении за эхо-импульсами.
При толщинах листа менее чем примерно 10 мм надежное
обнаружение мелких дефектов ухудшается вследствие помех от
усиления сварного шва. Надежность обнаружения еще болёе
снижается, если вследствие малой толщины листа (около 3 мм
и менее) при низких частотах в нем возбуждаются волны в пла-
стинах, причем одно лишь изменение поперечного сечения дает
показание отражения. Выход здесь может быть либо в приме-
нении более высоких частот, либо в тщательном удалении вся-
кого усиления (возвышения валика сварного шва). Так, напри-
мер, прямошовные сварные титановые трубы диаметром около
15—25 мм с толщиной стенки около 0,8 мм можно успешно кон-
тролировать на частоте 10 МГц, а на частоте 4 МГц контроль
невозможен вследствие упомянутых показаний от помех.
В швах, полученных сваркой сопротивлением, наблюдается вид дефекта,
не выявляемый с достаточной надежностью ультразвуком — так называемое
несплавление, обусловленное неполным проплавлением. Шов разрывается при
малой нагрузке посередине с гладкой поверхностью излома и после него
остаются равномерные матовые поверхности трещин. На шлифе пока не об-
наруживается никаких признаков расслоения. Насколько известно, соответ-
ствующий неразрушающий способ контроля таких дефектов пока отсутствует.
В случае швов, свариваемых с двух сторон, нередко наблюдается, что при
недостаточном сквозном проплавлении обе стороны листа настолько близко
прижимаются сварочными напряжениями друг к другу, что звук уже не от-
ражается.
Частота контроля обычно составляет 2—5 МГц, предпочти-
тельно 2—2,25 МГц. На практике широко применяют искатели
на 4 МГц, которые при меньших размерах имеют такую же
хорошую фокусировку звукового пучка, как у больших искате-
523
лей, работающих на частоте 2 МГц, а при неровных поверхно-
стях характеризуются меньшими колебаниями акустического
контакта. Кроме того, при их применении можно ближе подойти
к сварному шву и тем самым выявить некоторые дефекты также
и прямым лучом.
В принципе для надежного обнаружения дефектов желатель-
но использовать искатели с более низкими частотами. Так как
при контроле сварных швов возможные дефекты обычно распо-
лагаются не перпендикулярно к звуковому пучку, с повышением
частоты контроля и уменьшением длины волны они отражают
все более направленно с удалением от направления входа луча.
Это показывают также исследования различных естественных
дефектов, расположенных внутри сварного шва (рис. 28.7 [484]).
Рис. 28.7. Амплитуды эхо-импульсов от различных дефектов сварного шва, полученные
искателями на частоте 2 и 4 МГц, в сопоставлении с эхо-импульсом от цилиндриче-
ского отверстия диаметром 2 мм:
1—16 — точки намерения; а. — i — контролируемые образцы
Речь идет об образцах толщиной 30 мм с Х-образным швом
(скосом кромок с обеих сторон). Образцы а—в имеют трещины,
образцы гид — шлаковые включения, образцы е и ж — непро-
вар корня шва, образцы з и и — шлаковые включения точечной
формы, длина которых не поддается измерению. В противопо-
ложность этому регистрируемые длины дефектов в образцах
а—ж составляют 100 мм и более. Как видно на рис. 28.7, де-
фекты обнаруживаются искателями на частотах 2 и 4 МГц
с одинаковой амплитудой лишь в немногих точках измерения,
например в точках 1, 5, 8 и 16. Во всех других точках дефект
на частоте 4 МГц обнаруживался с меньшей или даже намного
меньшей амплитудой, чем на частоте 2 МГц. Поэтому рекомен-
дуется при толщине стенок 20 мм и более вести контроль на
частоте 2 МГц.
Лишь в узко специфическом случае, когда дефекты разви-
ваются прямо от поверхности и для отражения используется
угловое (двугранное) зеркало, образованное дефектом и наруж-
524
«ой поверхностью, применение более высоких частот способ-
ствует лучшей выявляемое™ [1460].
Если дефект обнаружен, то иногда с помощью подходящих
искателей более высокой частоты, создающих в месте дефекта
*более узкий звуковой пучок, путем сканирования можно более
точно выявить размеры дефекта (см. раздел 28.1.4).
Частоты менее 2 МГц при контроле сварных швов приме-
няют очень редко, так как из-за уменьшения фокусировки зву-
кового луча возрастают помехи от шероховатости покрывного
слоя шва и проявляются другие нерегулярности. Только в слу-
чае деталей, плакированных наплавкой аустенитного слоя, при-
меняют наклонные искатели на частоте 2 МГц, так как в ннх
нарушения звукового поля под влиянием грубозернистой и ани-
зотропной структуры плакирующего слоя и перехода между
обоими материалами получаются наименьшими [485].
При ферритных сварных швах квазилитая структура шва
сама по себе обычно не создает помех. Лишь после электрошла-
ковой сварки структура получается настолько крупнозернистой,
что удовлетворительный контроль возможен только после тер-
мической обработки (отжига). На стальных трубах, получен-
ных сваркой сопротивлением, тоже часто наблюдаются даже
при очень тщательном удалении внутренних и наружных наплы-
вов высокие показания из области шва, которые не являются
показаниями от дефектов и исчезают только после термической
обработки.
28.1.3. Методы локализации дефектов
Определение положения дефекта по глубине под поверхностью
и в боковом направлении, т. е. по расстоянию от средней плос-
кости шва или от искателя, полезно не только для различения
дефектов, расположенных за пределами сварного шва, напри-
мер, включений в листе или эхо-импульсов от помех (см.
рис. 28.4 в и г), но для оценки вида дефекта и его положения
внутри шва, а тем самым и его важности (степени опасности).
Как видно из рис. 28.8, способ локализации легко понятен
по геометрии хода лучей. Предполагается, что в подсчет идут
только показания между половиной длины зигзага и целой дли-
ной зигзага и что дефект при получении максимума амплитуды
эхо-импуль‘са находится на оси звукового луча; при этом впро-
чем допускается, что характеристика обратного излучения яв-
ляется ненаправленной.
Сначала устанавливают, что некоторой длине пути звука
однозначно соответствует определенная глубина. Следователь-
но, для определенного угла ввода звука (например, 70°) и опре-
деленной толщины листа (30 мм) на экран можно нанести шка-
лу глубин расположения дефектов, идущую справа налево. Если
представляет интерес только глубина, все остальное не нужно.
525
Из рис. 28.8, а ясно, что каждой глубине дефекта соответствует-
и определенное расстояние до искателя (расстояние между
проекциями). В начале шкалы глубин, т. е. для дефектов непо-
средственно на поверхности, это расстояние как раз соответ-
ствует длине зигзага. Согласно рис. 28.8, в, перед экраном мож-
но поставить расчетную шкалу для расстояний. Расстояние до»
Рис. 28.8. Локализация де-
фектов при контроле свар-
ного шва по экрану со шка-
лой для глубины дефектов,
и для расстояния до иска-
теля, справедливой для-,
определенной толщины лис-
та и для определенного»
угла ввода звука:
7 — глубина, мм; II— мас-
штабная линейка на иска-
теле, мм (дефект на глу-
бине 20 мм); III — расстоя-
ние до искателя для угла-
700 мм; IV — глубина де-
фекта’ до листа толщиной?
30 мм, мм; V — искатель сг
углом 70°
Рнс. 28.9. Масштабная линейка для локализации дефектов прн конт-
роле сварных швов (конструкции фирмы «Крауткремер»).
526
какого-либо эхо-импульса от дефекта, рассчитанное по этой
шкале (в миллиметрах), может быть перенесено на масштаб-
ную линейку на искателе, так что на листе можно непосред-
ственно отметить и местоположение дефекта, и его глубину.
Шкала расстояний справедлива только для определенного угла
ввода звука согласно шкале глубин, и, кроме того, только для
одной определенной толщины листа. Если отказаться при от-
счете глубины от прямых показаний в миллиметрах, то можно
отметить верхнюю и нижнюю поверхности листа соответствую-
щими стрелками, между которыми и будет оцениваться глубина
дефекта в долях толщины листа, например с указанием «V* от
•низа».
В прежние годы для учебных целей охотно пользовались
масштабной линейкой локализации дефектов, нанесенной на
искатель (рис. 28.9). Эта линейка имела движок, настраиваемый
на любую толщину листа, и дающий глубину дефектов в милли-
метрах. Как поясняется на рис. 28.10, перед экраном как и на
Рис. 28.10. Локализация дефектов при контроле сварных швов с помощью масштабной
линейки (данные фирмы «Крауткремер*):
/ — зондирующий импульс; 2—экран; 3 — эхо-импульс от дефекта; 4— масштабная
линейка; 5 — шкала толщин листа или глубин дефектов; 6 — движок; 7— путь звука;
£ — местонахождение дефекта; 9— образец
масштабной линейке устанавливается шкала для пути звука, но
не в миллиметрах, а в произвольных единицах от 0 до 5. Эта
шкала калибруется до выполнения контроля по эталонному об-
разцу, например, по образцу Международного института сварки,
на общий путь звука в стали в 250 мм. Положение эхо-импульса
527
от дефекта отсчитывается в делениях шкалы, например 2,6, и
переносится на масштабную линейку локализации дефектов. Там
эта шкала с пятью делениями растягивается с таким расчетом,
чтобы сразу можно было считывать фактическое расстояние до
искателя в миллиметрах или еще проще замаркировать место
дефекта около кромки на самом листе. Наклонная линия, вы-
ходящая из искателя, вместе с наклонными кромками движка
представляет собой путь звука между обеими поверхностями
листа, повернутый из своего фактического положения на 90° в
плоскость листа. Следовательно, по этой линии можно отсчитать
глубину дефекта, если расстояние до искателя перенесено с экрана.
Другое, тоже весьма наглядное решение, дает положение дефекта как
точку пересечения двух прямых в вычерченном поперечном сечении шва [841].
Для этой цели нужно отсчитывать по масштабной линейке на искателе его
расстояние от середины сварного шва н переносить его на карту локализа-
ции перед экраном. На этой карте (в масштабе от руки) изображается фак-
тическое поперечное сечеиие сварного шва, соответствующее Х-, V- н U-об-
разиой кромкам. Точки пересечения перпендикулярной линии пути звука с на-
клонной линией расстояния дает место расположения дефекта внутри или
за пределами сварного шва.
Метод локализации дефектов, по данным Папке [170], на-
шел широкое распространение на практике благодаря своей
простоте. Перед экраном ставится приставка (лист) из плекси-
гласа в качестве локализационной шкалы. По оси абсцисс от-
кладывается определенное расстояние между проекциями р, со-
ответствующее определенному пути звука d (рис. 28.11). По оси
d, мм
Рис. 28.11. Локализация де-
фекта по масштабной шка-
ле [1170]:
— длина зигзага; р — рас-
стояние между проекциями
эхо-импульсов от дефектов
нли расстояние между де-
фектом и точкой выхода*
звука из искателя; w —
путь звука к дефекту
ординат отложен угол ввода звука а, причем наряду с номи-
нальным углом использованного наклонного искателя нанесено
также и несколько других близких значений угла, которые могут
получиться вследствие допуска на изготовление искателей и при
неодинаковом износе контактной плексигласовой подошвы во
528
время контроля. Толщины стенок d, которые определяют на на-
клонно падающих лучах звука точки отражения на нижней й
верхней поверхностях листа, наносятся в виде наклонных пара-
метрических линий. На этой прозрачной диаграмме можно с по-
мощью поясняемых вспомогательных линий нарисовать попереч-
ное сечение листа [нижняя сторона соответствует перпендику-
ляру, проходящему через точку пересечения наклонной линии
и толщины листа (d), а верхняя сторона соответствует перпен-
дикуляру, проходящему через точку пересечения наклонной
линии и двойной толщины листа (2d). В примере по рис. 28.11
принято а=71°, d = 20 мм]. Затем внутри поперечного сечения
листа наносят форму шва симметрично по отношению к наклон-
ной линии.
Настройка прибора теперь делается так, что эхо-импульсы от мест отра-
жения на определенном удалении совмещают с «фактическими» расстояниями-
между проекциями по локализационной шкале. Фактическая длина пути звука
при этом будет всегда больше расстояния, показываемого по локализацион-
ной шкале—более конкретно в 1/sina раз. Следовательно, прибор калиб-
руется не на длину пути звука ш, а на расстояние между проекциями р.
Согласно рис. 17.7 это означает, что при изменении масштаба на приборе
максимумы огибающих кривых точно сдвигаются через точки отражения в.-
нижией части чертежа.
При помощи описываемого устройства дефекты можно локализовать сле-
дующим образом. Эхо-импульс от дефекта, как обычно, доводится до макси-
мальной амплитуды смещением искателя. Фронт нарастания этого эхо-импуль-
са сразу же дает на поперечном сечении листа, нарисованном на локализа-
ционной шкале, глубину дефекта от поверхности листа. Кроме того, по ло-
кализационной шкале отсчитывают расстояние между проекциями эхо-импуль-
сов в миллиметрах, переносят это значение на линейку расстояний на наклон-
ном искателе и по полученным данным находят положение дефекта на об-
разце. Если место дефекта при таком переносе оказывается в сварном шве.,
то таким путем можно узнать его боковое положение в шве, а по локализа-
ционной шкале можно отсчитать положение по глубине. Можно также непо-
средственно распознать и дефекты за пределами сварного шва, например.,
включения в листе.
На практике такой метод применяют с упрощением, исполь-
зуя только расстояние между проекциями и заданный угол-
прозвучивания, т. е. отказываясь от соседних значений угла и
от данных по толщине листа. Вместо расстояния между проек-
циями р часто используют так называемое укороченное расстоя-
ние между проекциями, которое отсчитывается не от точки вы-
хода звука, а от передней кромки искателя. К этому расстоянию
при работе можно непосредственно прикладывать стальную ли-
нейку.
Миниатюризация электрических схем позволила применить
новый вариант способа локализации — светящуюся масштабную
линейку по Лунду (рис. 28.12 [944]). Стержень, прикрепленный
к искателю, имеет 100 светоизлучающих диодов, расположенных
в ряд. Каждый диод относится к одному отрезку цепной диа-
фрагмы, состоящей из 100 делений (раздел 10.3.1). Если в одном
из отрезков будет получено показание от' дефекта, то соответ-
529-.
ствующий диод засветится, а если эхо-импульс от дефекта пере-
кроет несколько диафрагм, то засветятся несколько диодов. На-
чало и протяженность цепной диафрагмы позволяет откалибро-
вать светящуюся линейку в единицах расстояния между проек-
циями для определенного угла ввода звука. Эхо-импульс от де-
фекта вызовет засвечивание только тех диодов, которые при
данном мгновенном расположении стержня находятся точно над
местом дефекта. Благодаря этому оператор может непосред-
Рис. 28.12. Светящаяся масштабная
линейка по Лунду (схема):
1— показание на экране; 2 —
светоизлучающий диод для регист-
рации положения дефекта; 3 —
ряд (строчка) светоизлучающих
диодов
ственно в процессе контроля определить расположение дефекта
и его протяженность в длину. Поскольку однако этот стержень
(линейка) мешает движениям искателя, на практике он не на-
:тел применения.
На практике применяются все способы локализации —- на-
стройка по длине пути звука, по расстоянию между проекциями,
по укороченному расстоянию между проекциями, а также по
глубине. Они пригодны при плоских поперечных сечениях. На
продольных швах в трубах, например на рис. 17.12, путь звука
и длина зигзага увеличивается. В этих случаях и при сложной
«геометрии, например в точках пересечения труб, настройку ве-
дут по длине пути звука и прослеживают ход лучей по чертежу.
При помощи цифровых электронных вычислительных устройств (в виде
приставки к прибору или встроенных в прибор) можно также получать зна-
чения длины пути звука, расстояния между проекциями и глубины дефекта
в цифровом виде. Хотя такие приборы имеются в продаже уже довольно
давно, такая возможность используется лишь в единичных случаях. Преиму-
..ществом подобных вспомогательных средств является значительно более
точная локализация, что весьма полезно при интерпретации показаний. Точ-
ность, достигаемая при считывании с экрана, в случае тщательной настройки
при контроле листов толщиной 20—30 мм составляет несколько миллиметров.
При более тонких листах достигается меньшая точность, что однако не ощу-
щается как недостаток, поскольку ремонт таких листов выполняется проще.
Для документирования результатов испытаний можно посту-
пать, как показано на рис. 28.13 [1169]. Найденное место отра-
жения при этом наносят в зависимости от его положения (про-
дольной координаты), бокового положения и глубины совместно
с указанием амплитуды превышения границы регистрации, а
иногда и с указанием предполагаемого вида дефекта. Такой от-
чет по информативности близок к рентгеновской пленке и даже
.530
Рис. 28.13. Форма отчета о контрО’
ле сварного шва:
1 — общие данные контроля; 2 —
размеры дефекта; 3 — верхняя; 4 —
нижняя, 6 — задняя, 7 — передняя
границы положения дефекта; 5 —
превышение регистрации, дБ; стрел-
кой без обозначения показано на-
правление контроля
превосходит ее, поскольку в нем есть данные и о глубине де-
фектов. При сопоставлении обоих методов не следует упускать-
из вида, что обнаружение наиболее опасных дефектов — плоских
расслоений — при неблагоприятном их расположении методом
просвечивания сомнительно, из-за чего все равно дополнительно-
требуется ультразвуковой контроль. В случае швов размером
более 60 мм ультразвуковой контроль считается единственно ра-
циональным, несмотря на его высокую стоимость (см. Хорнунг'
[688], а также [752, 1084]).
28.1.4. Размер, форма и тип дефекта
Основные положения по этим вопросам были рассмотрены в-
главе 19, поэтому здесь освещаются только особенности кон-
троля сварных швов. Особенно важно то, что отсутствие нагляд-
ного изображения дефекта не дает возможности оценить его-
влияние на потребительские свойства детали. В прошлом дела-
лись попытки, в частности в атомной технике, компенсировать-
этот недостаток снижением границ регистрации, а также увели-
чением затрат на технику испытаний, например проведением-
многократного контроля.
За критерий размера дефекта принимается амплитуда (вы-
сота) эхо-импульса от дефекта и длина регистрации (раздел-1
19.3). Для описания амплитуды эхо-импульсов используют эта-
лонный образец с поперечными сверлениями или метод АРД-
диаграммы. Для пересчета используется уравнение (5.8) в раз-
деле 5.2. Сами сверления получить легко. Однако эталонный-
образец во избежание помех от боковых стенок (раздел 16.1,
рис. 16.5) должен быть достаточной толщины: для расстояния
200 мм — не менее 70 мм. Недостатком является также необхо-
димость в большом числе эталонных образцов для контроля ли-
стов различной толщины. При больших толщинах сварного шва,
обычных в конструкциях атомных реакторов, эти образцы полу-
чаются большими, неудобными в обращении и очень дорогими
[1011, 1538, 1261, 1407].
53Р
По методу АРД (глава 19) используют АРД-диаграммы или
АРД-приставные шкалы. Такие шкалы (рис. 19.16) могут быть
«получены для некоторых наклонных искателей и позволяют не-
посредственно указывать превышение амплитуды эхо-импульса
над некоторым настраиваемым порогом регистрации. Так как
при работе с поперечными волнами нельзя пренебрегать затуха-
нием звука, в шкалах учтено среднее значение коэффициента
затухания — 60 дБ/м для поперечных волн с частотой 4 МГц
и 8 дБ/м для частоты 2 МГц. При широко используемых в на-
•стоящее время мелкозернистых сталях эти значения завышены
примерно в 2 раза. В таких случаях работают с нормальными
АРД-диаграммами и отдельно учитывают затухание.
Настройка усиления делается в зависимости от используемого типа иска-
теля с помощью эхо-импульса от задней стенки (от участка в виде четверти
круга) эталонных образцов № 1 или № 2. Пик эхо-импульса должен попа-
дать на окружность радиуса R на шкале. Затем усиление доводят до неко-
торого заданного значения в зависимости от желательной границы регистра-
ции. Сюда входит и поправочный коэффициент, который учитывает различный
характер отражения от узкого участка дуги окружности в эталонном образце
и от бесконечно большой плоской стенки, который был положен в основу
построения АРД-диаграммы.
Различные потери звукового давления вследствие различного качества
поверхности у эталонного образца и контролируемого изделия учитываются
введением так называемого коэфициента передачи. Для этого при помощи
двух одинаковых искателей в качестве излучателя и приемника, находящихся
на расстоянии длины одного зигзага друг от друга, получают показание от
прозвучивания этого расстояния. Заданную кривую для любых расстояний
между проекциями наносят в виде штриховой линии на приставную шкалу.
Сначала настраивают показание на эту линию по эталонному образцу, изме-
няя усиление. Если и для контролируемого образца показание еще остается
на этой линии с учетом только поправки на изменение толщины листа и иное
расстояние между проекциями, то вводить поправочный коэффициент пере-
дачи не нужно. В ином случае основное усиление нужно повысить на вели-
чину поправки, которая даст усиление, приводящее эхо-импульс от прозву-
чивания на заданную кривую.
Если диаграмма АРД не применяется, то весьма полезным может быть
электронное выравнивание глубины (TAG, разделы 10.3.4 и 19.2). Для учета
затухания Никлас [856] предложил использовать последовательность много-
кратных эхо-импульсов от листа, получаемую при помощи перпендикулярно
излучающего искателя на поперечных волнах. По различным причинам этот
способ не нашел применения на практике. То же относится и к упрощенной
приставной шкале, предложенной Дойчем [319] и имеющей только одну
кривую записи, которая соответствует усредненной зависимости от расстоя-
ния для круглого дискового или цилиндрического отражателей (законам а~2
или ц-3/2).
Дополнительные сведения о методе АРД применительно к
контролю сварных швов имеются в работах [929, 1242, 1429,
1430, 415, 725, 153а, 640[.
В случае дефектов, крупных по сравнению с длиной волны,
в отдельных случаях тоже можно получить дополнительные све-
дения об их типе и форме по форме эхо-импульса. На рис. 28.14
показаны типичные изображения на экране от трещины и шла-
ковых включений, по которым уже по форме эхо-импульса при
максимуме показания можно судить о форме дефекта.
532
Согласно разделу 19.2, могут оказать помощь и способы ска-
нирования (обхода дефекта). Поперечно к шву могут быть по-
лучены огибающие кривые эхо-импульса и установлено его
изменение при сканировании (рис. 28.15 [1169]).
На практике дефекты сварного шва, которые дают показа-
ние как на рис. 28.14, а или заметную плоскую вершину на оги-
бающей кривой при поперечном сканировании (рис. 19.9), встре-
чаются крайне редко. Проблемы начинаются при показаниях.
Рис. 28.14. Картина эхо-им-
пульсов от дефектов в свар-
ном шве в сопоставлении с
рентгеновскими снимками
при прозвучивании перпен-
дикулярно и наклонно к на-
правлению сварного шва:
л — трещина в корне шва;
б—шлаковые включения и
поры в V-образном шве
толщиной 15 мм; трещина
на рентгеновском снимке
подретуширована, посколь-
ку в оригинале она едва
может быть замечена. Ис-
катель на частоте 4 МГц,
угол 70й
Рис. 28.15. Огибающая кри-
вая эхо-импульсов от де-
фектов при сканировании
поперек шва:
а —при отверстии диамет-
ром 3 мм, параллельном по-
верхности контроля; б — при
трещине в сварном шве тол-
щиной 35 мм; искатель на
частоте 4 МГц, угол 70®
которые не могут быть расшифрованы упомянутыми методами,
хотя на них приходится преобладающая часть всех показаний.
Для этого в нормативных материалах принят следующий способ.
Вначале используется амплитуда эхо-импульса Если она
соответствует эквивалентному отражателю меньшему, чем уста-
новленная граница регистрации, например круглому дисковому
отражателю диаметром 1 мм, то показание далее не учитывает-
533
ся. Если граница регистрации достигается или превышается, то
отражатель регистрируется, т. е. отмечается и измеряется длин»
его регистрации (раздел 19.3)—путем продольного сканирова-
ния либо с фиксированным, либо с относительным порогом. При
превышении согласованной максимальной длины могут быть-
проведены другие мероприятия и применены методы, отнимаю-
щие более значительное время, например корректировка длины
регистрации по расстоянию до дефекта и по раскрытию звуко-
вого пучка. Иногда при арбитражном контроле применяют спе-
циальные искатели, например механические или фокусирующие-
сканирующие направляющие, в некоторых случаях в сочетании:
с регистрирующими приборами. Все эти мероприятия однако не
указаны в нормативных документах и их применяют в каждом
случае по согласованию.
Благодаря этому важное преимущество ультразвукового кон-
троля сварных швов, а именно быстрота контроля и надежность,
обнаружения опасных дефектов, не уменьшается.
Регламентируемые в стандартах границы регистрации, разу-
меется, устанавливаются по опыту с таким расчетом, чтобы
даже критические, хотя и очень неблагоприятно расположенные
дефекты еще были бы надежно выявлены.
При обычном контроле все методы для весьма важного раз-
граничения плоских и объемных (округлых) дефектов {1405]
не нашли применения и такое разграничение должно обеспечи-
ваться другими мероприятиями. Сюда относятся также дорого-
стоящие методы получения изображения согласно главе 13.
Рекомендуется дополнительная литература [325, 1263, 931».
1211].
28.1.5. Механизация контроля
и регистрация результатов
При описанных методах контроля сварных швов оценка каче-
ства шва делается на основе движущегося изображения на
экране. Документирование результатов контроля осуществляется
лишь в том случае, когда оператор не ограничивается отметкой’
найденных дефектов шва мелом, но вносит свое мнение о типе
дефекта, его положении и протяженности в протокол контроля.
Однако чтобы меньше зависеть от добросовестности и тща-
тельности работы оператора и получать документ сдачи-прием-
,ки с гарантией качества, разработаны различные способы реги-
страции данных контроля при испытаниях сварных швов.
В частности, способы регистрации применяются там, где по-
ставленная задача контроля допускает автоматизацию ее реше-
ния. Во-первых, это делается в том случае, когда контроль про-
водится сразу после автоматической сварочной машины, или:
в случае высоконагруженных швов большой толщины, когда дляг
534
работы автоматических сканирующих устройств имеется доста-
точное время.
Описанные в главе 13 системы «Р-Scan» [945, 1121] и «SUTAR»
[1046] являются примерами автоматической регистрации
амплитуды эхо-импульсов и времени прохождения, а также со-
ответствующих мест расположения и ориентации искателей; они
обеспечивают переработку результатов контроля в развертку
типа С, представляемую как документ контроля. Искатели при
этом могут перемещаться и вручную, и механизированно.
Если при механизированном перемещении искателей моделируется руч-
ной контроль сварного шва, т. е. искатели не только перемещаются, но и
.проворачиваются (совершают так называемое веерообразное движение), то
продолжительность контроля получается большой и увеличивается износ
искателей. Вместо этого лучше применять несколько искателей в мульти-
плексном режиме и перемещать их только линейно.
Возможности автоматизации процесса контроля имеются пре-
имущественно в тех случаях, когда швы выполняются механизи-
рованно и непрерывно и когда контроль можно проводить сра-
зу же после сварки. Это обеспечивается в случае продольных
швов на трубах при прессовой сварке (сопротивлением или ин-
дукционной) и при сварке труб большого диаметра под слоем
«флюса (рис. 28.16).
Рве. 28.16. Поперечное сечение шва (схема):
— продольный шов на трубе, полученный прессовЛ сваркой, при неполностью устра-
ненном внутреннем наплыве от осаживания; б — шов, полученный под слоем флюса
Трубы в диапазоне диаметров 20—80 мм контролируют
иммерсионным методом или с использованием небольшого ре-
зервуара с водой, перемещаемого по трубе на участке охлажде-
ния после сварочной машины. При диаметрах, превышающих
примерно 70 мм, для контроля применяют наклонные искатели
с акустическим контактом через слой проточной воды. Расстоя-
ние от места ввода луча до сварного шва выбирается таким,
чтобы звуковое поле под влиянием дивергенции охватывало бы
всю толщину стенки. Это расстояние не является критическим
фактором, потому что диафрагма обнаружения дефектов может
быть настроена на достаточно большую ширину.
Так называемые слипания или непровары почти полностью
прозрачны для ультразвука даже повышенной частоты, поэтому
обнаружить эти дефекты не удается. Их можно найти, если под-
вергнуть шов перед контролем упругой деформации системой
роликов, вследствие чего слипание отслоится. Однако более на-
535
дежно в таких случаях контролировать температуру сварного
шва: слипание обусловливается недостаточным подводом энер-
гии при сварке и поэтому может быть обнаружено по более низ-
кой температуре.
Кроме мешающего эхо-импульса от наплыва при осаживании
и слипания, контроль таких швов при прессовой сварке встре-
чает еще одну трудность: обычно безвредные мелкие строчки
расслоений и включения в шве и в непосредственной близости
от него дают такие же показания, как трещины и дефекты
соединения (непровара). Этим и объясняется сравнительно ред-
кое применение такого метода. При толщинах стенки, превы-
шающих примерно 5—6 мм, с соблюдением критических геомет-
рических условий контроля еще возможно направить звуковой
луч через шов с таким расчетом, чтобы он внутри шва не встре-
тился с внутренней стенкой [527].
О трубах прессовой сварки имеется более подробная лите-
ратура [1583].
При прессовой сварке собственно зона сварки довольно узка,,
тогда как при сварке под слоем флюса сварной шов (обычно
с Х-образной подготовкой кромок) имеет большую ширину
(рис. 28.16, б). Помехи, вызванные валиком шва при толщинах,
стенки более 6 мм, в таком случае могут быть устранены по ме-
тоду де Стерке, который предложил изящное решение спе-
циально для автоматического контроля. Импульсы помех от
кромки валика образуются всегда на противоположной стороне
и, следовательно, имеют несколько более длинный путь прохож-
дения звука, чем эхо-импульсы, например, из середины шва.
Если, как показано на рис. 28.17, охватить диафрагмой мони-
тора около 2/з ширины сварного шва перед зоной эхо-импульсов
от помех, то влияние п<^мех будет устранено, но для полного
контроля потребуется второй параллельно подключенный иска-
тель, несколько смещенный по направлению шва и находящийся
на таком же расстоянии с противоположной стороны. При этом
средняя зона шва будет охвачена двумя искателями, а крайние
две трети ширины шва—-только одним.
Это может привести к путанице, если показания от дефектов
по направлению вдоль шва регистрируются в истинном масшта- j
бе одним самописцем. По Шлюснусу и Коху [1363], такая дву- ;
смысленность показаний и записей устраняется тем, что оба:
искателя ставят один напротив другого, но включают для кон- /
троля поочередно в такте последовательности импульсов. Такое’|
их расположение дает еще одно преимущество: после обоих так- j
тов контроля в третьем такте оба искателя подключаются к при- i
бору параллельно, и при этом возникает контрольный эхо-им-
пульс, амплитуда которого может служить критерием качества ?
акустического контакта.
Если могут возникать поперечные дефекты, то систему кон-
троля нужно дополнить еще двумя искателями согласно
536
Рис. 28.17. Непрерывный контроль свар-
ных швов на тонких листах при авто-
матической сварке
Рис. 28.18. Устройство для контроля на
продольные и поперечные дефекты,-
а — параллельно подключенными искате-
лями; б — с переключаемыми искателями
(так называемая схема К); изображение
упрощено.
537
рис. 28.18, б. Их расположение выбирается в соответствии с рас-
положением искателей для продольных дефектов. Если для слу-
чая, показанного на рис. 28.18, а работа ведется всеми четырьмя
искателями параллельно, то для различения продольных и по-
перечных дефектов искатели 1 и 2 нужно ставить не на таком
расстоянии от сварного шва, как искатели 3 и 4, и расшифро-
вывать их показания двумя различными диафрагмами монитора.
При схеме по рис. 28.18, б, по которой искатели для выявления
продольных дефектов, как описано выше, работают последова-
тельно и затем одновременно в отдельном такте проверки аку-
стического контакта, в программу переключений могут быть,
введены и искатели для выявления поперечных дефектов. Точка
контроля, как показано сплошными линиями, для искателей,,
выявляющих продольные и поперечные дефекты, может и совпа-
дать, поскольку благодаря переключению их взаимное влияние
друг на друга исключается; однако по геометрическим сообра-
жениям (условиям места) контроль продольных и поперечных
дефектов обычно проводится в различных точках (это показано-
штриховыми линиями на рис. 28.18, б).
Простой контроль функционирования и акустического контакта у иска-
телей для выявления продольных дефектов при помощи показания от прозву-
чивания не может быть перенесен на искатели для выявления поперечных
дефектов. Здсь приходится воспользоваться другим способом: вспомогатель-
ный излучатель, размещенный в наклонном искателе, излучает перпендикуляр-
но через входной клин в материал точно в том же месте, где выходит №
наклонно падающий звуковой луч (см. рис. 15.8). Возникающие при этом
эхо-импульсы от задней стенки могут служить критерием качества акустиче-
ского контакта. По этим эхо-импульсам формируются сигналы, показываю-
щие состояние акустического контакта, а также и сигналы для настройки
регулирования усиления.
Такая простая проверка функционирования обоих искателей, как время
контроля прозвучиванием, у искателей для выявления поперечных дефектов-
невозможна. Поэтому правильное функционирование таких искателей прове-
ряют вспомогательным отражателем, который направляет часть перпендику-
лярного звукового луча, контролирующего акустический контакт, по входному
клину к искателю, работающему в качестве приемника. Если амплитуда та-
ких показаний от каждого искателя во время проверки остается постоянной
(показания не зависят от состояния акустического контакта искателя!), то
функционирование искателей и подключенных за ними усилителей не изме-
нилось.
Для контроля функционирования искателей, выявляющих поперечные де-
фекты, используется также схема со специальными искателями [16]. Соглас-
но рис. 28.19, оба поставленных друг против друга наклонных искателя.-
Рис. 28.19. Схема с двухлучевыми ис-
кателями для контроля иа поперечные-
дефекты с одновременной проверкой!’
акустического контакта (по данный,
фирмы «Хеш»):
КА — контроль акустического контакта^.
КД — контроль дефектов
538
излучают и принимают соответственно в двух направлениях. Контрольные
лучи, направленные примерно под углом 45° к сварному шву, выявляют, как
обычно, поперечные дефекты. Второй звуковой луч каждого искателя создает
вместе с другим показание от прозвучивания (теневое) как при выявлении
продольных дефектов. Упомянутое показание используется для контроля аку-
стического контакта. Поскольку оба звуковых луча, выходящих из искателя,
формируются одним излучателем, показание от прозвучивания одновременно
контролирует и электрическое функционирование искателей для выявления
.поперечных дефектов. Для возбуждения двух звуковых лучей одним излуча-
телем излучатель вклеивают в щель входного клина с таким расчетом, чтобы
он излучал и своей передней, и своей задней стороной. При помощи зеркаль-
ных поверхностей во входном клине составляющие звукового луча могут
-быть отклонены в нужные направления. Использование обоих контрольных
.лучей, проходящих через шов перпендикулярно, одновременно также и для
'выявления продольных дефектов на практике не оправдало себя вследствие
трудностей настройки (в частности выверки направления и настройки чув-
ствительности), так что выявление продольных дефектов, как обычно, обес-
печивается отдельной парой искателей.
При другой конфигурации, отличающейся от К-образной
(см. рис. 28.18) и называемой Х-образной, все четыре искателя
располагаются по углам прямоугольника и одновременно уча-
ствуют в выявлении и продольных, и поперечных дефектов
{рис. 28.20). Направления звуковых лучей совпадают с диаго-
налями прямоугольника. Их точка пересечения является соот-
Рис. 28.20. Контроль сварных швов, выполненных под слоем флюса, раздельными излуча-
телем и приемником (Х-образное расположение):
а — на выявление продольных дефектов; б — иа поперечные дефекты; в — такт наблю-
дения за акустическим контактом
ветствующей точкой контроля на шве. Искатели Si и S2, рас-
положенные на концах одной диагонали, работают как излуча-
тели, а искатели Е\ и Е2, находящиеся на концах другой диаго-
нали, работают как приемники. Продольные дефекты в сварном
шве выявляются искателями Si и Et и одновременно искателями
S2 и Е2, а поперечные дефекты обнаруживаются комбинацией
искателей Si и Е2 или S2 и Преимущество, таким образом,
состоит в следующем. При любом появлении показания от де-
фекта на экране дефект должен находиться в точке пересечения
звуковых лучей. Поскольку пути прохождения звука при такой
конфигурации искателей для показаний от поперечных и про-
дольных дефектов одинаковы, для оценки (расшифровки) нуж-
539
но только одно положение диафрагмы монитора. По различиям
в динамическом поведении эхо-импульсов можно выявить, яв-
ляются ли эти дефекты продольными или поперечными. В авто-
матических установках группы искателей работают в мульти-
плексном режиме. Два предусмотренных промежуточных такта
контроля, когда S2 работает как приемник, а в другом такте Е%
как излучатель, позволяет здесь контролировать и функциони-
рование, и акустический контакт всех искателей. Впрочем, такое
устройство имеет и недостаток: такая система не может обеспе-
чить контроль до самого конца трубы. Как только первые два
искателя достигнут конца трубы, контроль прекращается. При
других схемах расположения можно выполнять контроль на про-
дольные дефекты практически до самого конца трубы.
На практике описанным способом можно контролировать
продольные и спиральные швы сразу же за сварочной машиной,
где установка для контроля размещена стационарно. Однако-
на некоторых заводах имеются центральные стенды контроля,
на которых проверяются швы после нескольких сварочных ма-
шин. Трубы со своими продольными и спиральными швами
поступают сюда, разумеется, поодиночке. Они движутся на те-
лежке мимо соответствующего стенда контроля. Роликовые си-
стемы, на которых опирается труба в тележке, допускают
вращение трубы и точное позиционирование шва в месте на-
хождения системы искателей. У спиральношовных труб требует-
ся точное управление (в соответствии с углом подъема спираль-
ного шва) приводами вращения трубы и перемещения тележки
(рис. 28.21). Отрезки труб с продольными швами рекомендуется
контролировать только после раздачи (после гидравлического
экспандирования под действием внутреннего давления) и прав-
ки, так как при этих операциях иногда тоже могут возникнуть
трещины.
Скорость контроля при исследовании продольных швов со-
ставляет до 30 м/мин, а при контроле спиральных швов пример-
но до 20 м/мин.
Для контроля труб с толщинами стенки до 25 мм работают
многочисленные установки описанного типа. Впрочем, в диапа-
зоне толщин стенок, превышающих примерно 15 мм, используют
наклонные искатели на частоте 2 МГц с более широким углом
раскрытия пучка, а при меньших толщинах стенок работают с
наклонными искателями на частоте 4 МГц. В последние годы
трубы большого диаметра в отдельных случаях изготовляют с
толщиной стенки до 40 мм. При контроле таких труб в диапа-
зоне толщин стенок от 20 до 40 мм работают почти исключитель-
но с двумя ступенчато расположенными наклонными искателя-
ми, причем один из них охватывает нижнюю область шва, а
другой — верхнюю. Таким способом можно легче получить све-
дения о расположении и типе дефектов.
Такие установки, известные под общим наименованием
540
«SNUP», строятся фирмой «Крауткремер-Джапан» (в Японии^
с повышенной степенью автоматизации для использования у
японских производителей труб большого диаметра. В этих уста-
новках искатели позиционируют механическим способом в со-
ответствии с имеющейся толщиной стенки в точном положении
по отношении к шву, а соответствующие позиции диафрагмы для
выявления дефектов настраивают цифровым способом и авто-
матически.
Рис 28.21. Центральный стенд для контроля спиральношовных труб большого диа-
метра для выявления продольных и поперечных дефектов (заводское фото фирмы
<Пайне-Зальцгиттер»),
В связи с контролем шва при производстве труб большого
диаметра нередко исследуют и исходный материал (полосы или
листы) на расслоения и крупные неметаллические включения.
Это обеспечивается одним искателем, который движется вдоль
образующей на вершине спиральношовной трубы, совершая так-
же и колебательное движение, или несколькими неподвижными
искателями, расположенными рядом друг с другом на одной
образующей. При толщинах стенок 5 мм и более используют
совмещенные искатели, а при тонких стенках примерно до 1,5 мм
применяют искатели с ударными волнами и входным участком
из воды. Кроме того, на полосе или листе перед входом в сва-
рочную машину или во время входа контролируют кромки, по-
скольку здесь расслоения и включения повлияют на качеств®
формирующегося сварного шва. Исследование основного метал-
ла на концах готовой трубы предназначается для той же цели:
чтобы избежать любого риска при последующем выполнении
541
.кольцевых швов при соединении труб на строительной пло-
щадке.
На строительстве трубопроводов в отдельных случаях про-
водится контроль продольных сварных швов по К-образной схе-
ме вручную. Искатели при этом подключают с помощью элек-
тронного переключателя к переносному эхо-импульсному прибо-
ру, питаемому от батарей. Держатель с четырьмя искателями
направляется в основном автоматически при помощи роликов
с ребордами по валику сварного шва.
Для контроля кольцевых швов на строительной площадке
Юсарек и Рюо [704] предложили простое механизированное
приспособление. В Японии в конце 1970-х гг. фирмы «Сумитомо»
:и «Крауткремер-Джапан» разработали устройство для контроля
кольцевых сварных швов, которое наглядно документирует вы-
явленные дефекты по их положению в шве и по положению на
окружности трубы [1466].
Для контроля кольцевых швов фирма «RTD» разработала
устройство «ROTOSCAN», которое применяется преимуществен-
но на судах, сваривающих на борту трубопроводные трубы для
прокладки их под водой [1466]. Система, механически переме-
щаемая вокруг трубы, имет большое число искателей, которые
работают при помощи 32-канальной электронной системы в
-мультиплексном режиме. Результат для различных зон контро-
ля фиксируется при помощи многоканального линейного само-
писца.
Задуманное для судов-прокладчиков конструктивное реше-
шение, обеспечивающее быстрый механизированный контроль
кольцевых сварных швов, хорошо зарекомендовало себя также
и при выполнении монтажных швов на суше. Кроме того, один
из вариантов системы «ROTOSCAN» дает возможность контро-
ля кольцевых швов опор буровых площадок под водой. Механи-
ческая часть контрольного устройства и интерфейс, расположен-
ный поблизости от искателя, рассчитаны на работу под водой
[1128]. Размещение и наладка механической части контрольно-
го устройства поручается водолазу, имеющему телефонную связь
с оператором электронного блока испытательного устройства на
судне. Процесс контроля идет в основном автоматически.
Сварные швы в толстенных сосудах (с толщиной стенки при-
мерно 40 мм и более) контролируют комбинацией наклонных
искателей, работающих по отдельности и методом тандем. Уста-
новка, показанная на рис. 28.22, контролирует продольные и
кольцевые швы на толстостенных резервуарах для химической
промышленности. Сосуд опирается на систему роликов. Ком-
бинация искателей, а также соответствующая электроника и
управление механической частью располагаются на тележке, ко-
торая может перемещаться параллельно оси сосуда. Установка
имеет электронную систему, управляемую микропроцессорами.
Она управляется в режиме диалога через дисплей. Результаты
342
контроля записываются на ленте. Программа расшифровки по-
зволяет выдать результаты испытаний на печать в разнообраз-
ной форме, например в виде оцененных (нормированных) раз-
верток типа В и С. Метод контроля будет более подробно описан
в главе 30, посвященной результатам исследования резервуаров
высокого давления для реакторов.
Рис. 28.22. Установка для контроля
сварных швов в толстостенных ре-
зервуарах. Тип ВРА 1 (конструк-
ция фирмы «Крауткремер»)
Дополнительные сведения по механизированному и автомати-
ческому контролю сварных швов имеются в работах [140, 438,.
448, 885, 942, 1058, 1555, 1672, 1270, 1547, 1465, 186, 361, 1208,..
579, 615, 816, 1367, 208].
28.1.6. Аустенитные сварные швы
В стыковых сварных швах толщиной несколько миллиметров,
которые часто сваривают только с одной стороны, обычно бы-
вает достаточно установить, проварен шов или нет. Обычным,
наклонным искателем с углом 45° для поперечных волн на час-
тоте 4 МГц надежно выявляют остающиеся кромки даже на-
глубине в несколько десятых долей миллиметра.
Если контролировать шов с обеих сторон, то можно будет
выявить и более крупные дефекты непровара кромок [48].
Для аустенитных сварйых швов при горизонтальном их по-
ложении типичными являются длинные и сильно анизотропные
столбчатые кристаллы, которые, как схематически показано на
рис. 28.23, растут перпендикулярно к подготовленной кромке
шва и далее перпендикулярно вверх в направлении теплового
градиента [1726, 1416]. Вследствие этого скорость звука зависит
от угла прозвучивания. На рис. 28.23 она определялась для
продольных волн в продольном поперечном сечении сварного
шва одновременно с коэффициентом затухания. Для этой цели
вырезали образцы из металла сварного шва [505].
543-
Таким образом, при угле падения, равном нулю, измерения
ведут параллельно направлению столбчатых кристаллов, а при
угле 90° — перпендикулярно к нему. Значительные изменения
подтверждены в различных работах, а также предсказаны тео-
ретически [1183, 1531, 873, 1389, 742, 965, 1677].
Рис. 28.23- Скорость звука с и за-
тухание сс для продольных волн
на частоте 2 МГц в аустенитном
металле сварного шва, измерен-
ные под углом падения у к пер-
пендикуляру к плоскости к—z
Рис. 28.24. Уровень структурных помех при длин-
ных и коротких импульсах
Крупнозернистость в сочетании с анизотропией вызывает
сильное рассеяние звука, что длительное время препятствовало
внедрению ультразвукового контроля [1260, 1668]. Существен-
ный шаг вперед был сделан только после того, как на основе
исследований де Стерке вместо применявшихся прежде попереч-
ных волн применили продольные, излучаемые в материал под
определенным углом [1183, 1110]; см. также раздел 17.1. По
имеющимся данным [1107, 539], рассеяние звука при продоль-
ных волнах примерно на И дБ меньше, чем в случае попереч-
ных волн.
Дальнейшее снижение уровня помех было обеспечено при-
544
менением коротких импульсов. Согласно исследованиям Хехта
[632], имеется некоторая оптимальная длина импульсов, состав-
ляющая одно-два колебания. При более продолжительных им-
пульсах наблюдается повышение уровня помех вследствие на-
ложения составляющих звука, рассеянных на элементах струк-
туры (рис. 28.24). Однако при слишком коротких импульсах
снова наблюдается увеличенное рассеяние в связи с увеличе-
нием доли высокочастотных составляющих в спектре.
Практические испытания показали, что затухание звука при
наиболее часто используемых наклонных искателях с продоль-
ными волнами, работающих на частоте около 2 МГц, сравни-
тельно невелико. На рис. 28.25 показана кривая амплитуда —
перемещение в аустенитном основном металле и в металле свар-
ного шва, причем высота эхо-импульсов в основном металле
лишь немного превышала их уровень в металле сварного шва.
В обеих переходных зонах термического влияния амплитуда
эхо-импульса резко снижается, что можно объяснить расщепле-
нием луча вдоль границы областей с различными импедансами,
как это пояснялось в разделе 16.1 [489].
Наличие границы между хотя и анизотропным, но еще мелко-
зернистым основным металлом и крупнозернистым металлом
сварного шва приводит, согласно рис. 28.26, к расщеплению
поперечной волны при отражении и преломлении луча продоль-
ной волны с изменяющимися от места к месту направлениями и
амплитудами. При пологом угле падения, как на рис. 28.27,
может даже произойти полное отражение продольной волны в
•отдельных местах поперечного сечения луча, вследствие чего
при отражении от задней стороны возникают эхо-импульсы по-
мех, имитирующие дефекты [1389, 360].
На рис. 28.28 показаны некоторые изображения на экране.
Вверху справа видно показание от кромки сварной шов — по-
верхность. В середине хорошо виден эхо-импульс от отверстия,
а слева вверху — после прозвучивания шва. За ними следуют
эхо-импульсы от помех, вызванные расщеплением волны на
эталонном отверстии.
В области шейки корня сварного шва и при неравномерном
проплавлении отдельных слоев шва поперечное сечение звуко-
вого пучка и распределение амплитуд в нем после прохождения
через линию сплавления сильно искажаются [1590, 1665]. Из-за
этого определение амплитуды эхо-импульса й места нахождения
дефекта затрудняется. Эта трудность может быть устранена при
контроле под двумя различными углами. При этом нужно сле-
дить за тем, чтобы на линии сплавления не возникало полного
отражения. В таких местах с искажением звукового пучка фо-
кусирующие и совмещенные искатели тоже не дают эффекта, в
равной мере как и неоднократно предлагавшиеся методы цифро-
вой обработки данных (способы усреднения или распознавания
образцов и способ CS) [1072, 539, 874, 1108, 847, 874, 1361, 540].
545
Рис. 28.25. Кривая расстояниеамплитуда в Рис. 28.27. Полное отражение про-
основном металле (ОМ.) к в металле сварного дольной волны на границе раздела-’
шва (СШ)_ основной металл — сварной шок-
в аустенитном материале: СШ —
сварной шов (€’=6100 м/с); ОМ —
основной металл (с=5700 м/с)
546
Возможности контроля существенно улучшаются при выборе
подходящей технологии сварки. Кромки шва должны быть воз-
можно более крутыми. Следует избегать подрезов, расширен-
ного покрывного слоя шва и образования шейки корня.
Методика контроля наклонно вводимыми продольными вол-
нами рассматривается в разделе 17.1. Настройка времени раз-
вертки (по пути прохождения звука) и чувствительности конт-
роля делается исключительно по эталонным образцам, преиму-
щественно по поперечным отверстиям диаметром 3 мм [1726].
Эти отверстия должны располагаться ие слишком близко одно
к другому, чтобы многочисленные эхо-импульсы помех, вызван-
ные поперечными и другими волнами, не были перепутаны с
требуемым показанием от отверстия.
Высота (амплитуда) эхо-импульса вследствие потерь энер-
гии при отражении продольных волн и возможного искажения
звукового пучка имеет лишь второстепенное значение при оцен-
же дефектов. Более важна регистрируемая длина. При регламен-
тации порога регистрации нужно учитывать потери энергии при
прохождении звука через линию сплавления [488].
Контроль смешанных соединений, например соединения пла-
кированного ферритного резервуара с аустенитным трубопро-
водом или целиком аустенитных сварных швов между трубопро-
водами из жаропрочного материала (материал 20 CrMoV12.ll),
тоже вполне возможен с применением наклонных искателей с
продольными волнами по такой же методике, как описанная
-ранее [462].
28.1.7. Сварные швы на пластмассах
Ввиду чрезвычайно сильного затухания звука в поперечных вол-
нах для контроля сварных швов в пластмассах тоже приходится
применять продольные волны. На возможность этого указывал
«еще в 1959 г. Хомес [685], однако практическое применение на-
чалось только в начале 1970-х гг. для контроля сварных труб
из твердого полиэтилена [649]. Используют излучатели неболь-
шого диаметра (около 10 мм), низкие частоты (1—2 МГц) и
“большие углы ввода звука (65—70°). При этом получают
сравнительно широко раскрытый звуковой пучок, так что на
«фиксированном расстоянии от сварного шва при не слишком
большой толщине стенки может быть сразу охвачено все се-
чение сварного шва. На рис. 28.29 показано обычно использу-
-емое устройство с эталонными дефектами для снятия кривой
зависимости амплитуды от расстояния. Порог регистрации, со-
гласно имеющемуся опыту, устанавливается на 6—10 дБ ниже
показаний от эталонных дефектов. В соответствии с глубиной их
^расположения дефекты обнаруживаются с различным време-
нем прохождения и амплитудой. При более толстых стенках
для охвата всего сечения шва контроль ведут в два прохода на
547
Рис. 28.29. Настройка усиления при
контроле сварного шва в пластмас-
се (искатель с продольными вол-
нами, частота 2 МГц, угол 70°):
1—1V — показание от эталонного
дефекта
Ф2
различных расстояниях искателя от шва и с различным усиле-
нием (рис. 28.30). При еще большей толщине стенок контроль
можно вести при прозвучивании с верхней и нижней сторон
шва или методом тандем.
При отражении от утолщения при осаждении с нижней сторо-
ны получаются показания, обусловленные геометрией изделия,
которые однако не создают затруднений для опытного оператора-
и даже желательны для контроля акустического контакта. По-
казания от дефектов, поскольку дефекты располагаются ближе
к искателю, должны появляться раньше. На рис. 28.31 показан
пример из практики.
Критическим (наиболее опасным) дефектом при стыковой-
сварке пластмасс является так называемый непровар, анало-
гичный дефектам, образующимся при сварке встык оплавлением.
548
Эти дефекты ввиду плотного взаимного сжатия поверхностей
обычно бывают прозрачными для ультразвука. Практика однако
показывает, что такая прозрачность не является постоянной
по всей длине шва, но что звук отражается по точкам. Если при
контроле были обнаружены точечные показания, то повторным
разрушающим контролем можно быстро выяснить, имеет ли
место несплавление, вызванное изменением параметров сварки
или окружающей среды, или же несплавления нет. В общем слу-
чае разрушающий контроль сразу после процесса сварки воз-
можен без особенно больших затрат — в отличие от последую-
Рис. 28.30. Контроль стыковых сварных швов в пластмассе и настройка чувствитель-
ности в соответствии с глубиной дефекта.
щего ремонта. Поэтому основное внимание при контроле стыко-
вых сварных швов на пластмассовых деталях следует уделять
вопросам контроля непосредственно в процессе производства.
Полимерные пленки, свариваемые внахлестку, используемые,
например в качестве подстилки в отвалах, могут быть эффек-
тивно проконтролированы прямым (перпендикулярным) про-
звучиванием искателем на частоте 4 МГц.
В автомобилестроении все шире применяются пластмассовые
бамперы. Эти устройства для амортизации ударов имеют обыч-
но сложную форму и свариваются из отдельных деталей. Свар-
ные швы являются критическими (т. е. самыми слабыми места-
ми) по прочности в этих предохранительных деталях. На
рис. 28.32 показан принцип осциллирующего сканирования, про-
водимого в иммерсионном варианте. Результаты исследований
после каждого контроля представляются в виде записанной на
ленте развертки типа С. Места с отсутствием соединения четко
обнаруживаются в виде темных штрихов в пределах зоны свар-
549
Рис. 28.31. Контроль сварных швов
в пластмассовых трубах; толщина
стеики 11 мм, диаметр 120 мм, ис-
катель продольных волн на частоте
2 МГц, угол 70й:
а — показание от небольшого де-
фекта непровара высотой 1,5 мм
перед показанием от осаж-
денного валика (U?£); б— показа-
ние от дефекта непровара иа по-
ловину толщины стенкн-
Рнс. 28.32. Контроль сварных швов
на пластмассовых стержнях (схе-
ма; по данным фирмы «Уэлс-Краут-
кремер»):
I — сварной шов; 2 — изделие; 3 —
линейный самописец; 4 — дефекто-
скоп; 5 — искатель; 6 — иепровареи-
ные участки шва; 7 — цифро-ана-
логовый преобразователь; 8 — от-
клонение пишущего карандаша; 9—
механически колеблющийся держа-
тель искателя
550
ки, остальная часть которой выглядит белой. В состав устрой-
ства входят резервуар с манипулятором искателя, управляемым
от ЭВМ, и ультразвуковой дефектоскоп с очень высокой раз-
решающей способностью, который при настройке параметров
контроля тоже управляется от ЭВМ. Установка контроля с по-
мощью примененного в ней фокусированного в точку иска-
теля, работающего на частоте 10 МГц, обнаруживает дефекты
соединения размером примерно 2x2 мм. Продолжительность
такта контроля бампера составляет менее 5 мин.
О стыковых сварных швах в пластмассах имеется публика-
ция Международного института сварки (IIW), см. главу 34.
28.2. УГЛОВЫЕ (ТАВРОВЫЕ) ШВЫ
Тавровые швы по рис. 28.33 бывают непроваренными насквозь
для меньших нагрузок и проваренными насквозь для более вы-
соких нагрузок.
Рис. 28.33. Контроль тавровых швов:
а — при шве, не проваренном на-
сквозь; б — яри шве, проваренном
насквозь (К-обраэный шов)
Если нужно контролировать первый вариант исполнения, то
при толщинах вертикальной стенки, превышающих примерно
10 мм, это можно сделать совмещенным искателем или одним
небольшим прямым искателем с высокой разрешающей способ-
ностью в ближнем поле. Для точного направления искателя но
шву рекомендуется направляющее устройство. Как видно из
551
рисунка, над открытой полкой и на открытой стенке получают
серию многократных эхо-импульсов, которая исчезает над самим
швом. Здесь обнаруживают более крупные дефектные места по
их прямому отражению. Впрочем, иногда получают эхо-импуль-
сы с более продолжительным временем прохождения на пути
через оба шва.
При К-образном шве без дефектов серия эхо-импульсов
должна исчезнуть по всей ширине. Дефекты соединения и не-
проваренные насквозь участки в середине шва (критические
дефекты) располагаются благоприятно для их обнаружения.
На практике можно вести контроль уже начиная с толщин
листа 10 мм, а с применением совмещенных искателей и при
меньшей толщине. Для обнаружения дефектных мест в валике
сварного шва, например трещин и шлаковых включений, более
эффективным может быть наклонный контроль, для которого
при толщинах стенки менее 30 мм применяют небольшие на-
клонные искатели на частоте 4—5 МГц с углами 45—60°. С со-
ответствующим ограничением такой способ контроля возможен
и при швах, не проваренных насквозь. При контроле со стороны
вертикальной стенки, когда полка недоступна или намного тол-
ще стенки или если стенка насажена на сложную поковку или
отливку, применение таких искателей является единственно воз-
можным способом контроля. Лишь при низких стенках, высота
которых не превышает десятикратной толщины листового мате-
риала, можно вести контроль также и прямыми искателями со
стороны свободной плоской кромки, но при этом охватывается
только средняя часть проваренного насквозь шва.
Трещины под валиком шва при непроваренных насквозь тав-
ровых швах в последнее время обнаруживают при помощи го-
ловных волн (раздел 17.2).
Рис. 28.34. Устройство для контроля
К-образных швов:
а — расположение искателей; б —
полосы регистрации (схематичное
изображение); 1 и 3— наклонные
искатели; 2 — совмещенный иска-
тель; / — такт переключения; // и
IV — траектории перемещения на-
клонных искателей. III — то же,
совмещенного искателя; Д — пока-
зание от дефекта в шве; Б — пока-
зание о нарушении акустического
контакта при работе наклонных
искателей
552
Дополнительные сведения по контролю тавровых и угловых
швов имеются в работах [1263, 1678, 1154].
Для механизированного контроля К-образных швов на под-
водных лодках британское адмиралтейство разработало устрой-
ство, основанное на описанном выше методе (рис. 28.34 [681]).
Тележка с контролирующим устройством, выполненная в виде
рамы, движется по направляющим рельсам, проложенным па-
раллельно шву, причем ее движение является прерывистым.
В раме движется взад и вперед перпендикулярно к сварному
шву суппорт с искателями, так что над швом образуется меанд-
ровый след сканирования. Движение тележки и суппорта обес-
печивается пневматикой, так что электрические помехи от элек-
тродвигателя и его системы управления отсутствуют. Гибкие
направляющие рельсы закреплены при помощи присосов на
контролируемом изделии. На суппорте расположены один сов-
мещенный искатель и с обеих сторон два излучающих навстречу
друг другу наклонных искателя. Результаты контроля регистри-
руются при помощи многоканального самописца с передачей си-
гналов по радио. Для совмещенного искателя в результате
записи эхо-импульса от задней стенки (исчезающего над швом}
получается кривая сканирования, причем обнаруживаемые де-
фекты в зоне шва проявляются только как сигнал да — нет
над местом сварного шва. Благодаря этому дефекты четко вы-
являются как отклонение от нормального образца (рисунка
записи). Оба следа наклонных искателей показывают путем
записи времени прохождения в характерной форме изображения
кромок шва; дефекты обнаруживают (поскольку они имеют
иное время прохождения) по линиям, проходящим параллельно
показаниям от кромок шва. В специальном такте проверки оба
наклонных искателя работают с параллельным подключением
с целью контроля акустического контакта: они дают, до тех
пор пока оба звуковых луча встречаются на нижней стороне
листа, эхо-импульс прозвучивания, который при движениях
искателей туда и обратно регулярно исчезает над сварным
швом. Нерегулярность в такой серии показаний на соответствую-
щем следе регистрации свидетельствует о плохом акустическом
контакте наклонных искателей.
Вариантом углового шва, тоже хорошо поддающимся контролю, является
муфтовое соединение (рис. 28.35) при толщинах стенки свыше 10 мм. При
атом применяют небольшие наклонные искатели с углами 60° и меньше.
В положении 1 искателя можно получить эхо-импульс от валика сварного
шва. При дальнейшем его приближении к сварному шву непроваренный уча-
сток дает эхо-импульсы с меньшим временем прохождения, которые четко
отличаются от эхо-импульса от валика — положение 2. На бездефектном
участке луч проходит через сварной шов в нижний лист без образования
эхо-импульса и исчезает (положение 3).
Дополнительные сведения имеются в работах [918, 972].
Не всегда эффективным и очень резко зависящим от спе-
циальной формы сварного шва является контроль сваренных
553
труб (рис. 28.36). В плоском листе соединение (см. рис. 28.36, а)
имеет везде одинаковое поперечное сечение и хорошо контроли-
руется наклонными поперечными волнами. Эхо-импульс от кром-
ки может служить в качестве опорного (сравнительного) сигна-
ла. Однако обычно поверхности подгонки бывают не полностью
проваренными (рис. 28.36,6). В этом случае место отсутствия
Рис. 28.35. Контроль угловых
сварных швов, выполненных
внахлестку (соединение ли-
стов или муфтовое соедине-
ние; по данным фон Хеезе-
на)
соединения можно отличить от примыкающих к нему дефектных
мест только при очень большой толщине стенки и при резко
сфокусированном звуковом пучке. И здесь соединение с лучшим
механическим качеством лучше поддается контролю: имеется
в виду случай, когда более тонкая труба соединяется с высту-
554
пающим патрубком более толстой трубы простым стыковым
кольцевым швом [1225, 1516].
На рис. 28.36, в показано, что сложная кривая взаимного
пересечения двух лишь незначительно различающихся труб су-
щественно затрудняет контроль. Только в четырех точках шва
(в продольном направлении и направлении по окружности более
толстой трубы) еще достигается прохождение звука перпенди-
кулярно к сварному шву. Шаг зигзага изменяется от одного
места к другому. Если контроль ведется со стороны пристав-
ленной трубы, по хотя положение и форма шва по окружности
изменяются, но по крайней мере угол ввода звука остается
неизменным. Поэтому такой способ обычно является наиболее
благоприятным. Дополнительные сведения имеются в главе 30
(Контроль швов на патрубках сосудов реакторов высокого
давления).
28.3, ТОЧЕЧНАЯ СВАРКА
Делаются попытки контролировать ультразвуком также и соеди-
нения точечной сваркой [599, 1095, 1197, 1081, 639]. Ввиду труд-
ностей надежного обнаружения непроваров, обеспечения доста-
точной разрешающей способности на тонких листах и воспроиз-
водимого акустического контакта на поверхности, вдавленной
в форме колпачка, контроль остается сложным. Поэтому пред-
ставляется, что успех может дать предложение Уилкенса [1002,
318], согласно которому ультразвуковые преобразователи
встраиваются непосредственно в сварочные электроды. Однако
ни попытки автора предложения проследить таким путем за
затуханием при прозвучиваиии во время процесса сварки, ни
измерения расстояния до проплавленной линзы, по данным
Крекрафта [266], не дали надежных результатов.
Одно из предложений начала 1960-х гг. для ручного кон-
троля по своему принципу было перспективным, так как оно
должно было обеспечить выявление типичных дефектов точеч-
ной сварки — так называемых непроваров (из-за недостаточной
температуры). В соответствии с размерами сварной точки
использовался небольшой искатель высокой частоты. Акустиче-
ский контакт с заглубленной поверхностью сварного шва дости-
гался благодаря небольшому входному участку из воды, кото-
рый был закрыт легко выгибающейся пластмассовой мембра-
ной. При достаточно большом размере сварной точки образуется
серия многократных эхо-импульсов из всей толщины обоих ли-
стов. Однако вследствие затухания в структуре сварного шва
эта серия получается слишком короткой. Впрочем, непровар
хорошо прозрачен для звука, так что серия эхо-импульсов от
всей толщины листов получается намного более длинной. Она
не ослаблена или лишь немного ослаблена структурой сварного
555
шва, и поэтому получается короткая последовательность, соот-
ветствующая толщине верхнего листа.
С применением искателей на частоте до 25 МГц такой спо-
соб дал некоторый эффект.
По другому способу (авторы Асаи и др., фирма «Тоёта»,
Япония) согласно рис. 28.37, перед искателем (работающим на
Рис. 28.37. Контроль точечной сварки по данным фирмы «Тоёта» (Асаи и др.):
I — хорошее качество; 2 — удовлетворительное; 3 — плохое
частоте 5—10 МГц с ударными волнами) ставится плексигласо-
вая подошва. Эта подошва просверлена в центре и заполнена
материалом, интенсивно поглощающим звук, с таким расчетом,
чтобы для излучения звука оставалась только кольцеобразная
поверхность. Диаметр этой поверхности сопоставим с номиналь-
ным диаметром ядра сварной точки. При достаточно большом
размере этого ядра в таком случае получается серия многократ-
ных эхо-импульсов из всей толщины обоих свариваемых листов,
а при слишком маленьком ядре сварной точки получается более
плотная последовательность многократных эхо-импульсов, соот-
ветствующая толщине только верхнего листа. Об обнаружении
возможных непроваров никаких сообщений не имеется.
556
Соединения рельефной и роликовой сваркой обычно удовле-
творительному контролю не поддаются.
Приваренные штыри при достаточно ровной торцовой поверх-
ности могут прозвучиваться небольшим искателем. При хорошей
сварке эхо-импульс от границы раздела исчезает и получается
только эхо-импульс от задней (противоположной) стенки листа.
28.4. ПРОЧИЕ ФОРМЫ СВАРНЫХ ШВОВ
Наряду с обсуждавшимися выше формами сварных швов имеют-
ся еще и многочисленные специальные формы сварных швов и
способов сварки, применимых в машиностроении преимуще-
ственно на мелких конструктивных деталях. Ввиду особенностей
геометрии таких деталей обычные наклонные искатели в боль-
шинстве случаев неприменимы. Толщины стенок обычно тоже
бывают небольшими, поэтому по соображениям разрешающей
способности контроль должен проводиться на повышенных ча-
стотах, чаще всего 10—15 МГц. Для обеспечения равномерного
акустического контакта контроль следует проводить в иммер-
сионном варианте. На рис. 28.38—28.42 даются некоторые ука-
зания по решению проблем в аналогичных случах.
Рис. 28.38. Контроль магнитного сварного шва на торцовой пробке трубчатого топлнв-
вого элемента [165]:
а — устройство контроля; б — изображение на экране при бездефектном участке свар-
«ого шва; а — изображение при наличии дефекта непровара.
Рнс. 28.39. Контроль шва концевого кол-
пачка [277],
Рис. 28.40. Контроль соедннення труб из
стали и циркаллоя, полученного по прин-
ципу сварки выдавливанием (а) или
сварки взрывом (б). Прозвучивание им-
мерсионным методом [61, 303]
557
Рис. 23Л1. Контроль шва, получен-
ного электронно-лучевой сваркой:
1 — без дефектов; 2 — входной эхо-им-
пульс;, 3 —- эхо-импульс от задней стен-
ки; 4 — эхо-импульс от дефекта.
Рис. 28.42. Расположение искателей'
при контроле шва, полученного ла-
зерной сваркой
29. КОНТРОЛЬ СОЕДИНЕНИЙ
И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
29.1. КОНТРОЛЬ ЗАКЛЕПОК
Эта задача контроля, когда-то весьма важная, теперь имеет
только исторический интерес, и поэтому ее можно рассмотреть
лишь вкратце. В самой заклепке встречаются поперечные тре-
558
едины между головкой и стержнем, которые могут быть обнару-
жены с противоположной стороны, как в случае винтов (раз-
дел 22.4). Для обеспечения хорошего акустического контакта
нужно или обработать головку заклепки, или использовать спе-
циальный искатель.
Фис. 29.1. Надрывы и сквозные тре-
'Лцииы в заклепочных соединениях
«Рис. 29.2. Контроль заклепочного
-отверстия: контрольный эхо-им-
яульс от верхней и нижней кро-
мок заклепочного отверстия
Рис. 29.3. Контроль заклепочного отверс-
тия; колебательное движение искателя и
показание от надрыва в заклепочном от-
верстии на экране
На рис. 29.1—29.3 показаны суть проблемы и способы кон-
троля при наличии надрывов и сквозных трещин в стенке за-
клепки. Движение контроля наклонным искателем вокруг отвер-
стия для заклепки (рис. 29.3) аналогично движению при кон-
троле сварного шва. Для контроля при этом используется
эхо-импульс от верхней или нижней кромки отверстия для за-
жлепки.
Контроль отверстий под заклепки еще сохраняет значение
для клепаных конструкций самолетов при проверке коррозии
под заклепкой. Впрочем, толщины стенок составляют всего око-
ло 1 мм, поэтому движений искателя взад и вперед не нужно
[1706, 595]. Фирма «Боинг» разработала переносный прибор
для контроля усталостных трещин в алюминиевых листах
[1280]. Успешно применяется также электромагнитное возбуж-
дение ультразвука [1559].
559
29.2. МНОГОСЛОЙНЫЕ СОЕДИНЕНИЯ ПАЙКОЙ,
СКЛЕИВАНИЕМ, ПЛАКИРОВАНИЕМ
Ввиду большого числа видов соединений существует и большое
число методов ультразвукового контроля. На рис. 29.4 дан их
обзор; основное значение при этом имеют два первых метода.
Для способов контроля важно также, идет ли речь о выяснении
только наличия или отсутствия соединения ввиду отсутствия-
или непрочности сцепления соединительного материала, или же
требуется проверка его качества. Кроме того, следует учитывать,,
Рнс. 29.4. Методы контроля слоистых соединений:
а — резонансный или эхо-импульсный методы с продольными волнами; б — метод изме-
рения интенсивности при прозвучивании; в — метод измерения интенсивности при работе*
с волнами в пластинах или с поперечными волнами в слое; г — метод измерения интен-
сивности с помощью воли в пластинах или поверхностными волнами по всему слою»
что ручной контроль больших площадей едва ли возможен ввиду
значительных издержек.
Если соединение двух однотипных материалов или материа-
лов с близким звуковым сопротивлением имеет высокую проч-
ность, то резонансный контроль, согласно рис. 29.4, а, сводится
к измерению толщин: толщина di— плохо, толщина d\ + dz—
хорошо. Аналогичное положение наблюдается и при эхо-им-
пульсном методе; в таком случае различают только длины
серий эхо-импульсов. При обоих способах более эффективно
вести измерение со стороны более тонкого слоя, потому что
различия при этом получаются более резкими.
Согласно рис. 29.4, в, сравнительно крупные дефектные места
могут быть найдены при помощи волн в пластинах, которые
могут попасть от излучателя к приемнику только при отсутствии
соединения и, следовательно, дают положительное показание
дефекта. Вместо показанного акустического подсоединения в
иммерсионном варианте с экранированием прямо отраженных
волн можно также работать специальными искателями контакт-
ным методом [1642].
И наоборот, при тонких поверхностных слоях нарушение
при прохождении через дефектное место может дать показание
от отражения или прозвучивания поверхностными волнами
(рис. 29.4, г [592]). Длина поверхностной волны должна быть
достаточно большой по сравнению с толщиной слоя. Такие спо-
собы с отражением имеют то преимущество, что при них одно-
временно контролируется весь путь звукового луча.
660
Если соединительный слой содержит одно вещество с замет-
но отличающимся звуковым сопротивлением, как например при
склеивании, то место соединения, несмотря на наличие прочной
связи, не может быть приравнено сплошному (цельному) испы-
тываемому образцу. Клеевое алюминиевое соединение дает, на-
пример при контроле резонансным методом, другое изображе-
ние, чем массивная пластина той же толщины [1329]. Поэтому
по частоте и амплитуде мест резонанса можно судить о свой-
ствах клеевого слоя, что уже выходит за пределы простого кон-
троля «годное—брак» (см. ниже).
На рис. 29.5 показано схематическое изображение на экране
для импульсного эхо-метода. В случае хорошего соединения по-
Рис. 29.5. Изображения иа экране при контроле соединений импульсным эхо-методом:.
а — отсутствие соединения; б — г — хорошее соединение; б — е — соединение слоев с
небольшой разницей в звуковых сопротивлениях (НБ); а—соединение при большой
разнице (Б); б и г — хорошее соединение с небольшим затуханием во втором слое;
в — соединение с большим затуханием. Времена прохождения звукз относятся как 1:5;
б — сталь по стали; в — сталь по свинцу; г—сталь по алюминию.
лучаемое изображение зависит не только от различия в звуко-
вых сопротивлениях, но и от затухания во втором материале.
При этом предполагается, что сам слой соединения не оказы-
вает влияния на изображение. При использовании органических
клеев и высоких частотах контроля положение может быть,
иным: слой клея поглощает почти полностью весь звук и скры-
вает отсутствие соединения за ним.
Примерами различных случаев могут быть показанные на
рис. 29.5, б соединения типа плакирования простой стали каче-
ственной сталью и стали серебром, напайки стали и твердого
сплава на сталь и аналогичные соединения тяжелых или легких
металлов (сплавов) между собой (диффузионная сварка), а
также эмалевые покрытия на металле и соединения фарфор—
фарфор. При этом на изображении преобладает серия эхо-им-
пульсов от всего слоя. Если второй материал не имеет слоистой
формы и не образует эхо-импульса от задней стенки, то на ри-
561
гунке можно видеть только слабые остатки серии а. Различие
между наличием соединения и его отсутствием всегда выявляет-
ся очень четко.
Случай на рис. 29.5, в наблюдается при однородном свинце-
вании. При небольшом усилении на участке с хорошим соеди-
нением почти не видны эхо-импульсы — слой свинца поглощает
. все. Отличие от участка, не имеющего соединения, при этом
•обнаруживается очень наглядно. Контроль со стороны слоя
свинца следует проводить только в особых (аварийных) слу-
чаях. Этому благоприятствует то обстоятельство, что свинец
под влиянием легирующих присадок типа сурьмы и олова ста-
новится более твердым и более прозрачным для звука, чем мяг-
кий свинец. В таком случае нужно обращать внимание на эхо-
импульсы из стали. По литературным данным [1285], отсутствие
соединения хорошо выявляется и после небольшого нагрева и
•обстукивания молотком.
Не так четко обнаруживается различие в случае рис. 29.5, г.
Так как оба времени прохождения относятся между собой как
1:4, различные серии эхо-импульсов частично совпадают и изоб-
ражение может быть очень похожим на случай а (отсутствие
соединения) при колеблющемся акустическом контакте. Однако
:в общем случае выявляется еще и различие во взаимном влия-
нии серий эхо-импульсов. В случае биг тесная последователь-
ность эхо-импульсов имеет максимумы как на рис. 16.20 и 16.21,
по которым можно судить о проницаемости соединительного
•слоя. Если второй материал в случае г очень легкий (например,
это пенопласт на металле), а слой клея к тому же очень тон-
кий, то надежность контроля более не обеспечивается.
В соединениях резина—металл можно обнаружить только
полное отсутствие связи, а качество соединения, что обычно
наиболее желательно, не поддается контролю.
Для контроля слоистых соединений деталей толщиной по-
рядка нескольких миллиметров и менее предпочтительны повы-
шенные частоты (10—15 МГц) и искатели с ударными волнами.
На рис. 29.6 показан пример, сопоставимый с рис. 29.5, б, но
-с меньшим усилением. Различия в звуковой жесткости между
железом и медью и между медью и молибденом очень малы,
так что при хорошем соединении почти не обнаруживаются эхо-
импульсы от граничных слоев. Хорошее соединение показы-
вается наличием эхо-импульса от задней стенки от молибдено-
вой пластинки толщиной 0,5 мм (верхний рисунок). На рис. 29.7
показана соответствующая запись в виде развертки типа С.
Футеровка резервуаров в химической промышленности кир-
пичной кладкой или бетоном контролируется на наличие сцеп-
ления между футеровкой и стальным корпусом. Прочно держа-
щийся сухой слой бетона при контроле снаружи еще довольно
легко отличить от полностью отделившегося по более интенсив-
ному демпфированию серии эхо-импульсов из стали. Однако
-562
Рис. 29.7. Запись развертки типа
С при контроле, как на рис. 29.6
56S
„дует контролировать
а В
Рис. 29.8. Клеевые соедине-
ния на листах:
а—в — плохое качество; г —
хорошее качество
«если резервуар заполнен жидкостью, проникающей в щели, то
контроль получается весьма ненадежным. Если слой бетона пол-
ностью исчез, то иногда признаком этого может быть эхо-им-
пульс от задней стенки через жидкость, например в случае
стальных труб, футеруемых изнутри бетоном по принципу цен-
тробежного литья. В другом случае в котле для варки целлю-
.лозы, футерованном бетоном, проникшая кислота вызвала
коррозию стенки. Эти места могут быть выявлены рядом с
участками, еще имеющими бетонную защиту, по худшему фор-
мированию серии эхо-импульсов от стальной стеики.
Сильно поглощающие слои, наклеенные на металл, должны
.рассматриваться как соединение резина—металл. Примерами
могут быть обшивка тормозов и обшивка муфт. Эхо-импульсным
•способом вследствие сильного поглощения такие соединения сле-
только со стороны металла. При прозву-
чивании в иммерсионном варианте при-
ходится применять более низкие ча-
стоты.
При контроле склеенных алюминие-
вых листов толщиной около 1 мм слу-
чаи а и б на рис. 29.8 можно легко
отличить от случаев виг при исполь-
зовании искателей, работающих на вы-
соких частотах. Однако в случае в воз-
никают трудности. Можно давать оценку
либо чисто эмпирически по некоторому изменению изображе-
ния на экране, либо еще лучше на основе частотного анализа
эхо-импульсов (глава 19). При контактном способе это уже
давно практиковалось в устаревших теперь резонансных тол-
щиномерах. В зависимости от условий получают несколько
резонансных частот с различными амплитудами, по которым
чисто эмпирически с использованием эталонных образцов мож-
но идентифицировать различные случаи. На этой основе был
разработан также специальный прибор контроля сцепления
Бондтестер [1511]. Более тонкие различия позволяют выявить
частотные анализаторы как приставки к эхо-импульсным при-
борам с широкой полосой частот [1272, 1511, 1550а, где имеется
большой список литературы, 1629, 1284, 927, 1164, 66, 227].
Для той же цели были применены вместо продольных волн
поперечные волны SH, как волны в пластинах (раздел 2.4
[1673]).
Панели сотовой конструкции нуждаются в контроле связи
между покрывными листами (обычно это алюминий, коррозион-
ностойкая сталь, титан или пластмасса) и сотовыми ячейками
сердцевины (обычно это алюминий, а также медь, сталь или
пластмасса). Соединение между ними обычно обеспечивается
самотвердеющими замазками, а при особо высоких требованиях
к прочности конструкции также и пайкой твердым припоем.
. 564
Хотя стенки ячеек обычно представляют собой металличе-
скую ленту толщиной 0,1 мм и даже менее, они передают ультра-
звук с одной стороны на противоположную с существенно боль-
шей длиной волны даже при частотах 0,5 и 1 МГц лучше, чем
при более высоких частотах. Следовательно, можно работать
методом прозвучивания в иммерсионном варианте и при этом
-еще обнаруживать дефекты площадью 1—2 см2.
Рис. 29.9. Конструкция с сотовыми ячейками в разрезе (схема) с плохой и хорошей
связью.
При эхо-импульсном способе с обычной разрешающей спо-
собностью можно обнаружить различие только случаев а и б от
случаев виг (рис. 29.9). Поскольку дефект типа в встречается
довольно редко, таким способом можно все же отличить годное
от брака с достаточной надежностью (рис. 29.10).
Рис. 29.10. Изображение на
экране <Ультрзграф» дета-
ли сотовой конструкции с
дефектной связью («Отомей-
тпен индастриз инк.», Па-
садена, штат Калифорния,
США)
Биметаллические отливки можно контролировать эхо-им-
пульсным способом с удобной стороны, как, например, цилиндры
двигателей из серого чугуна с отлитой вокруг них алюминиевой
565
рубашкой с охлаждающими ребрами. Их контролируют изнутри?
в иммерсионном варианте с простой механикой перемещения
искателей.
Контроль прочности сцепления эмалевого покрытия прово-
дится со стороны эмали. Здесь иногда бывает нужно контроли-
ровать также и нарушения структуры эмали («скачки»). Это»
обеспечивается наклонным искателем (например, с углом 70°’
в случае стали), который нужно покачивать во всех направле-
ниях ввиду случайной ориентировки контролируемых дефектов.
Гальванические покрытия контролируют на отслоение со сто-
роны с покрытием, если можно получить эхо-импульсы от зад-
ней стенки из несущего материала (подложки). В ином случае-
можно применить также поверхностные волны, которые дают
эхо-импульсы от мест отсутствия соединения.
Более подробные сведения имеются в работах [1586, 273,
692, 435, 1191, 1045, 1102, 149, 150, 1034, 472, 326, 808, 809, 458,.
56, 65, 1586, 1191, 352, 273, 692, 435, 1173, 1464, 593, 1351, 1059,
713, 1388, 1267, 1248, 910, 1264, 1290]. Применение высокочастот-
ного ультразвука для контроля тонких паяных соединений опи-
сывается в работах [528, 537].
29.3. СЛОИСТЫЕ Й КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В эту группу входят весьма разнообразные материалы, которые
обеспечили решающий прогресс в авиации и космонавтике: слои-
стые материалы (ламиниты, композиты, конструкции типа
сэндвич) из металлических и неметаллических слоев. К послед-
ним относятся композиционные материалы из синтетических;,
смол, армированных волокнами — углеродистыми (CFK), стек-
лянными (GFK) и арамидными (о прочих синтетических смолах
с наполнителями см. в главе 32). Контролируемые толщины?
варьируются от нескольких миллиметров до 100 и более, пло-
щади доходят до нескольких метров в обоих направлениях..
Кроме цельных конструктивных элементов для авиации и космо-
навтики плоской или искривленной формы толщиной до 100 мм
и выше, из материалов, армированных волокнами, изготовляют-
также обмотанные трубы.
Их дефектами могут быть расслоения, поры, посторонние-
включения, трещины и щели, в том числе и поперечные, плохое
проклеивание из-за нехватки смолы или неполного ее отвержде-
ния и недостаточного смачивания. Затухание при этом полу-
чается достаточно большим; при частоте 0,5 МГц оно состав-
ляет несколько десятых долей децибела на миллиметр, а иногда
и более.
Здесь широко применяется также и контроль методом акус-
тической эмиссии (глава 14). Обрывы волокон и расслоения
дают отчетливые показания при нагружении на изгиб [1051,.
1637, 583]. При измерениях толщины стенки и при всех способах.
566
ультразвукового контроля с неперпендикулярным прозвучи-
ванием следует иметь в виду, что эти материалы обычно отли-
чаются большой анизотропией [980].
Ручной контроль по многим причинам неприемлем. Поэтому
возможно только применение крупных автоматических устано-
вок для иммерсионного варианта или с акустическим контак-
том через водяную струю с вертикальным или горизонтальным
ее направлением. Результаты могут быть оценены по развертке
типа С или другими методами расшифровки.
Эхо-импульсный метод возможен только для контроля тон-
ких изделий. Однако разрешающая способность в осевом и
боковом направлениях ухудшается из-за необходимости приме-
нения низких частот. Поэтому обычно можно применить только
прозвучивание (теневой метод) либо с двумя искателями с раз-
ных сторон изделия, либо с одной стороны при V-образном про-
звучивании или только на основе эхо-импульса от задней стенки
или от одного отражателя, распо-
ложенного сзади за контролируе-
мым изделием. Поскольку направ-
ленное движение в контакте со
сложными геометрическими форма-
ми затруднено, используется аку-
стический контакт через свободные
водяные струи (squirter — струйное
устройство). На рис. 29.11 показа-
но такое устройство в установке
•фирмы «Кандет» (Торонто). На этой
установке при помощи трех пар
таких сопел контролируются дета-
ли самолетов из композиционных
материалов или сотовых конструкций размерами в несколько
метров в вертикальном положении. В струе воды применено
специальное успокоение, что делает возможным даже контроль
в эхо-импульсном режиме. При скорости 0,3 м/с можно обна-
руживать дефектные места типа непровара начиная с размера
около 30 мм2. Результаты изображаются в виде развертки ти-
па С шириной около 0,9 м.
В установке фирмы «Нукем» (Франкфурт-на-Майне) ис-
пользован иммерсионный вариант при горизонтальном положе-
нии контролируемого изделия [905]. Результаты от двух групп
искателей по 3 шт. в каждой, которые одновременно и ведут
контроль дефектов, и измеряют толщину, эхо-импульсы и эхо
от двойного прозвучивания представляются в цифровом виде в
логарифмическом масштабе. Благодаря этому может быть охва-
чен широкий диапазон усилений (60 дБ) без изменения на-
стройки. Результаты могут быть представлены по выбору в виде
оцененной (взвешенной) развертки типа С или В на печатаю-
щем устройстве или введены в память запоминающего устрой-
Рис. 29.11. Искатели на установ-
ке <Кандет» (заводское фото фир-
мы «Кандет»)
567
ства и считаны с экрана. С этой целью ЭВМ управляет меха-
никой сложения, обеспечивающей движение искателей по непло-
ским поверхностям деталей.
Другие установки подобного рода описаны в работах [246^
801, 594, 997, 419, 905, 1109] и в более новых работах [348,
256, 228, 347, 341, 804, 330, 988, 665, 1255, 1380, 288]. Затухание
освещено в работах [904, 626, 1567], скорость звука — в рабо-
тах [1322, 1323], усталостные явления в работах [814, 1628].
Описывался также и специальный тепловой щит (защита) кос-
мического корабля «Шаттл» [56, 65].
29.4. КОНТРОЛЬ ВКЛАДЫШЕЙ ПОДШИПНИКОВ
В композиционных подшипниках скольжения необходимо конт-
ролировать сцепление слоя оловянистой или свинцовистой брон-
зы с несущей основой из стали. Когда слой подшипникового
металла получен методом литья, его можно хорошо прозвучи-
вать на частотах до 5 МГц при обычных толщинах до 10 мм.
Он имеет приблизительно такое же звуковое сопротивление, как
и сталь; поэтому участки с хорошим соединением дают только
сравнительно слабый эхо-импульс. Металлические покрытия, на-
несенные методом металлизации (распылением жидкого метал-
ла), прозрачны только в тонких слоях; например, серебро про-
зрачно при толщине в несколько десятых долях миллиметра в-
малых вкладышах. Более толстые слои могут быть очень непро-
зрачными, так что и прочность их сцепления (наличие соедине-
ния) не может быть проконтролирована через слой.
Контролируют соединения обычно эхо-импульсным мето-
дом— см. ISO 4386 [1730]. Если геометрическая форма би-
металлического подшипника скольжения и его опорного корпу-
са позволяют это, наличие соединения можно оценить по эхо-
импульсу от места соединения и от задней стенки опорного-
корпуса подшипника. Возможен также и контроль без эхо-им-
пульса от задней стенки. В этом случае качество соединения
оценивается по сравнительному эхо-импульсу от эталонного»
образца.
Опорные корпусы большинства подшипников являются глад-
кими и цилиндрическими, если не считать масляных канавок
и крепежных фланцев. Контроль чаще всего проводится в им-
мерсионном варианте. Для этой цели подшипник или в случае
разъемных подшипников обе его половины помещают на вра-
щающееся устройство и сканируют при непрерывной или сту-
пенчатой (шаговой) осевой подаче искателей.
На рис. 29.12 показана установка для контроля в иммерсион-
ном варианте с управлением от ЭВМ и с электронными система-
ми оценки и регистрации. Установка выполнена таким образом;
[334], что на ней можно контролировать упорные, радиальные,,
с сегментными вкладышами и комбинированные подшипники с;
568
/гладким посадочным гнездом и с соединением типа ласточкина
хвоста. В дополнение к контролю дефектов соединения при до-
статочном припуске на обработку возможно и раннее распо-
знавание опасных участков с порами и раковинами в белом под-
шипниковом металле.
Фис. 29.12. Установка для контроля
биметаллических подшипников
скольжения в иммерсионном вари-
анте с управлением от ЭВМ (за-
водское фото фирмы «Броун, Во-
®ери уид си», Баден, Швейцария)
При толщине слоя подшипникового металла более 4 мм и
достаточно большом диаметре подшипника возможен также и
контроль контактным методом, причем перед искателем при-
меняют подогнанную пластмассовую контактную поверхность
[986].
В очень маленькие вкладыши подшипников искатель уже не
может войти. В таком случае в иммерсионном варианте целе-
сообразно применить отклоняющий отражатель, который на-
правляет осевой луч перпендикулярно к стенке и может обе-
спечить его фокусировку.
29.5. КОНТРОЛЬ ПОСАДОК С НАТЯГОМ
Прозрачность границы раздела между двумя одинаковыми ве-
ществами без соединяющего средства между ними зависит от
остаточной толщины воздушного слоя и ее отношения к длине
волны (рис. 2.3 и 2.4). Оптически плоские поверхности, на-
пример концевые меры (плитки Иогансона), получаются доста-
точно прозрачными без приложения внешнего давления при
простом прикладывании; напротив, для поверхностей худшего
качества необходимо большее или меньшее давление прижатия.
Следовательно, прозрачность (прохождение звука) или отраже-
569
ние могут быть использованы при известном значении шерохо-
ватости поверхности для измерения внешнего давления, напри-
мер для общих измерений высоких давлений [840] или давле-
ния в посадках с натягом [652, 653], что соответствует конт-
ролю качества соединения.
Согласно рис. 29.13, в изделии, имеющем эхо-импульс от зад-
ней стенки, можно оценить отношение эхо-импульса от места
посадки с натягом и от задней стенки по последующим града-
циям:
Рис. 29.13. Контроль места посадки с натягом н схематические изображения на экра*-
нах:
1 — очень хорошо; 2 — хорошо; 3 — плохо; 4 — очень плохо; / — место посадки с на-
тягом; II — отверстие
1. Эхо-импульс от места посадки эхо-импульса от задней
стенки: посадка с натягом очень хорошая.
2. Эхо-импульс от места посадки с натягом < эхо-импульса
от задней стенки: посадка с натягом хорошая.
3. Эхо-импульс от места посадки > эхо-импульса от задней
стенки: посадка с натягом среднего качества или плохая.
4. Эхо-импульс от места посадки эхо-импульса от задней
стенки: посадка с натягом очень плохая.
В последнем случае получают также длинную серию много-
кратных эхо-импульсов от места посадки с натягом.
Для количественной оценки необходимо учитывать, что оба
эхо-импульса зависят от радиуса кривизны и от пути прохож-
дения звука. Если работа ведется в дальнем поле искателя, то
целесообразно определить по рис. 3.13 коэффициенты увеличе-
ния, чтобы получить амплитуду эхо-импульса в случае плоской
границы раздела. По полученным данным можно сопоставить,
также места посадки с натягом в изделиях различной формы,,
если к тому же учесть зависимость амплитуды эхо-импульса от
расстояния по АРД-диаграмме. Например, в случае плоских
570
пластин амплитуду эхо-импульсов при переменном давлении
можно эмпирически протарировать и пересчитать на цилиндри-
ческие места посадки с натягом любой формы. При приблизи-
тельно одинаковом качестве поверхности в таком случае мож-
но указать и абсолютное значение давления в месте посадки
с натягом. Чтобы избежать помех от затухания, используют
низкие частоты.
В массивном изделии с цилиндрическим местом посадки с
натягом (рис. 29.14) это место прозвучивают дважды. В каче-
Рис. 29.14. Место посадки с
натягом на массивный сер-
дечник при сравнительно
тонкой стенке и схематиче-
ское изображение на экране
лри хорошем (а) и плохом
&) соединении
стве эхо-импульса от задней стенки получают серию эхо-импуль-
сов, которые иногда начинаются с маленького эхо-импульса и
имеют максимум (разд. 16.5). Чем дальше располагается этот
максимум в последовательности эхо-импульсов, тем выше от-
ражательная способность места посадки с натягом и, следова-
тельно, тем хуже качество посадки.
Проникшее масло, наблюдаемое в старых и разболтавшихся
посадках с натягом, резко повышает прозрачность, согласно
рис. 2.3 и 2.4, так что по соотношению высот (амплитуд) после-
довательных эхо-импульсов в серии можно получить ошибочные
результаты. В таком случае оценку нужно снизить по крайней
мере на один балл. Для надежного контроля масло и пластич-
ную смазку удаляют путем нагрева.
По этим вопросам имеется дополнительная литература [1359,
.1252, 1358].
Новым способом соединения труб диаметром до нескольких
сантиметров является посадка с охлаждением (Cryofit). При
этом на трубу надвигается муфта из тинеля — материала, ко-
торый расширяется при охлаждении. При нагревании до нор-
мальной (комнатной) температуры этот материал дает усадку.
Такое соединение проконтролировал Цяо и др. прибором с экра-
ном с фокусирующими искателями, работающими на частоте
10 МГц [1541].
30. КОНТРОЛЬ РЕАКТОРОВ
(АТОМНЫЕ ЭЛЕКТРОСТАНЦИИ)
Предъявляемые на атомных электростанциях особо высокие тре-
бования к технике безопасности обусловливают в частности?
весьма большой объем и тщательность ультразвукового контро-
ля всех компонентов первичного контура — сосуда высокого
давления реактора (RDB) и цикла охлаждения. Перед первым;
пуском в работу должны быть проведены так называемые базо-
вые испытания. Повторный контроль в ФРГ в настоящее время
должен проводиться каждые четыре года; на RDB полностью,,
а на прочих компонентах первичного контура — на 50%; следо-
вательно, все компоненты первичного контура, кроме RDB, конт-
ролируются раз в 8 лет. В других странах в некоторых случаях
предъявляют более низкие требования (см. главу 34). Требуе-
мый объем контроля — компоненты, подлежащие контролю, или?
их участки (участки контроля), сроки контроля, методы конт-
роля, требования к оборудованию для контроля — регламенти-
рованы в Руководящих указаниях Комиссии по безопасности?
реакторов (RSK [1745]), в Правилах Комитета по атомной
энергии (КТА [1732]) и в стандартах ФРГ (DIN [1719]). По
этим нормативам требуется применять в основном ультразвуко-
вые методы контроля. В рамках так называемого производствен-
ного контроля все компоненты первичного контура контроли-
руются уже в процессе их изготовления — изготовителем, заказ-
чиком (строящим атомную электростанцию) и Объединением
обществ технического контроля (TOV) независимо друг от
друга. Такой так называемый тройной контроль до настоящего-
времени является обычным в ФРГ для всех операций производ-
ственного контроля, выполняемых вручную. Однако полученный
при этом практический опыт показывает, что высокие затраты-
на тройной контроль в смысле техники безопасности не оправ-
дываются [1540]. К тому же и производственный контроль все
в большей мере выполняется механизированно. В литературе
описаны разработанные для этой цели соответствующие уста-
новки [1050, 1469, 1277].
При базовом испытании, называемом также нулевой прием-
кой, определяют начальное состояние готовой системы. Резуль-
таты более позднего повторного контроля сравнивают с началь-
ным состоянием, чтобы выявить дефекты материала, возникшие
или изменившиеся в процессе эксплуатации.
Повторный контроль проводится в условиях радиационной?
нагрузки. Поэтому он должен выполняться с дистанционным:
управлением и по возможности автоматизированно, а также
как можно быстрее. Быстрота контроля важна и из-за высокой:
стоимости каждого часа простоя АЭС. Повторный контроль
обычно проводят во время простоев, вызванных другими причи-
нами (например, в связи с заменой топливных элементов). В за-
572
висимости от объема контроля, например механизированны®’
контроль одного сосуда высокого давления реактора (RDB)
вместе со всеми затратами времени на переоборудование и при:
трехсменной работе продолжается несколько недель.
Во многих странах были разработаны устройства для ме-
ханизированного контроля компонентов атомных электростан-
ций, работающие с дистанционным управлением. Здесь внача-
ле будут описаны разработки ФРГ, а затем кратко затронуты;
результаты, полученные в других странах (в основном аналогич-
ные). К этим разработкам, финансировавшимся Федеральным’
правительством ФРГ, относятся манипуляторы для дистанцион-
ного управления перемещением систем искателей, ультразвуко-
вые контрольные устройства и автоматические установки для
ультразвукового контроля (ультразвуковая электроника) для;
управления движением искателей, обработки полученных сигна-
лов и хранения полученной информации. Сюда относится:
также программное обеспечение для дальнейшей переработки'
данных в режиме он-лайн (в реальном масштабе времени) и
оф-лайн (автономном) с целью получения документов контроля,
например разверток типа В и С. Многие детали, например ма-
нипуляторы, ввиду радиационной нагрузки должны конструиро-
ваться с учетом возможности очистки от радиационных загряз-
нений.
30.1. СОСУД ВЫСОКОГО ДАВЛЕНИЯ РЕАКТОРА
Коммерческие атомные электростанции, строящиеся или эксплу-
атируемые в ФРГ, работают с так называемыми реакторам»
на легкой воде: сосуд высокого давления реактора наполняют
обычной водой (с добавками), в отличие от реакторов на тя-
желой воде. Имеются два исполнения: реактор, охлаждаемый
водой под давлением (DWR), и кипящий реактор, т. е. охлаж-
даемый кипящей водой (SWR). Важнейшим компонентом пер-
вичного контура (куда входят сосуд высокого давления реак-
тора, паровой котел, аккумулятор для поддержания давления
и трубопроводы) является сосуд высокого давления реактора1
(RDB). На рис. 30.1 показана принципиальная схема этого со-
суда для реакторов обоих типов. Для защиты от коррозии со-
суд, сваренный из нескольких стальных элементов, внутри по-
крыт аустенитным плакирующим слоем толщиной несколько»
миллиметров.
5733.
Фис. 30,1. Принципиальная схема разреза сосуда высокого давления для реактора,
охлаждаемого водой под давлением (DWR), и кипящего реактора (SWR) одинаковой
мощности (600 МВт) старой конструкции. Области контроля обозначены кружками:
а — повторный контроль особенно желателен; б — повторный контроль желателен; 1 —
насаживаемый патрубок; 2 вставляемый патрубок (штуцер)
30.1.1. Реактор, охлаждаемый водой под давлением
Сосуд высокого давления реакторов такого типа контролируют
изнутри. Мешающие вставные элементы предварительно уда-
.ляют. Для направленного движения систем контроля применяет-
ся так называемый манипулятор с центральной стойкой (рис.
30.2). Системы контроля закрепляются на держателях, обеспе-
чивающих контроль цилиндрической части сосуда, днища и
"штуцеров. Контроль проводится в иммерсионном варианте при
заполненном сосуде высокого давления. Этим обеспечивается
•надежный акустический контакт искателей с внутренней стен-
кой. Снятая крышка, а также болты и гайки, применяемые для
ее крепления, контролируются отдельно (см. ниже).
574
30.1.2. Кипящий реактор
Рис. 30.2. Манипулятор с централь-
ной стойкой для контроля изнутри •>
сосудов высокого давления реакто-
ров, охлаждаемых водой под дав-
лением (фирма «МАН»):
а — схема (/ — поворотный кран на
колонне; 2 — тележка для обслужи-
вания; 3 — монорельсовая тележ-
ка; 4 — секции стойки; 5 — подшип-
ник стойки; 6 — поперечный мост;
7 — мост манипулятора; 8 — цент-
рирующие опоры стойки; 9 — теле-
скопическая труба; 10 — поворотная
консоль; // — держатель системы
контроля для цилиндрической час-
ти сосуда и штуцеров (патрубков);
12— держатель системы контроля'
для днища); б — внешний вид (за-
водское фото фирмы «Машинен-
фабрнк Аугсбург—Нюрнберг)
Сосуд высокого давления реакторов этого типа должен контро-
лироваться снаружи, так как не все вставные элементы из него-
можно удалить. Для акустического контакта применяется про-
точная вода. В отличие от контроля изнутри в этом случае-
требуется постоянная проверка качества акустического контак-
та. Для контроля цилиндрической части сосуда вокруг него<
монтируют вертикальные цилиндрические рельсы, по которым-
движется тележка, имеющая механизм поперечного перемеще-
ния (рис. 30.3). На этом механизме закреплена система конт-
роля. Система контроля с искателями, подвешенными на кар-
данных шарнирах, движется по наружной поверхности сосуда
по меандровой траектории. В старых конструкциях тележку
575
-нужно было перемещать с одного рельса на следующий сосед-
ний вручную, а на новых атомных электростанциях и этот про-
цесс механизирован, чтобы сократить радиационную нагрузку
(дозу облучения) на контролирующий персонал до минимума.
Это было можно сделать только на более новых АЭС, где щель
для размещения продольных рельсов имеет достаточную шири-
ну. Рельсы устанавливаются на все время. С продольных рель-
Тис. 30.3. Манипуляторы для контроля снаружи сосуда высокого давлеиня кипящего
(реактора:
.а— конструкция фирмы «Крафтверк-Уинон> {1 — манипулятор для болтов; 2 — универ-
сальный манипулятор; 3—изоляция; 4 — продольные рельсы для контроля кольцевых
и продольных швов фланцевого шва, шва штуцеров; 5 — откидываемый ходовой рельс
. для манипулятора контроля кольцевого шва сферического днища; 6 — рельс для про-
хода под днищем); б — конструкция фирмы «МАН> (/ — площадка для обслуживания;
2— тележка для контрольного оборудования; 3 — продольный рельс; 4 — привод подъ-
••ема; 5— система искателей; б — искатель для контроля сферического днища; 7 — те-
лежка для контрольного оборудования; 8 — рельс для контроля днища)
сов при помощи очень сложных специальных манипуляторов
контролируют также швы и кромки штуцеров. Для контроля
«сферического днища сосуда кипящего реактора тоже применены
рельсы в промежутках между проводками для регулирующих
стержней, смонтированные постоянно (рис. 30.3). Чтобы и в
•сосудах реакторов, охлаждаемых водой высокого давления,
можно было вести контроль снаружи, там тоже постоянно мон-
тируют вертикальные рельсы.
£576
30.1.3. Цилиндрическая часть сосуда
высокого давления реактора,
комбинированная система с несколькими искателями
Скорость перемещения при контроле цилиндрической части со-
суда составляет примерно 50 мм/с. При этом достигается точ-
ность подхода к заданному положению около ±2 мм. Расстоя-
ние между соседними траекториями контроля (в меандровой
схеме) составляет 10—20 мм.
Для контроля цилиндрической части сосуда высокого давле-
ния, в частности для выявления продольных и поперечных де-
фектов в сварных швах и зонах термического влияния, приме-
няют комбинированную систему с несколькими искателями.
“Стенка, имеющая толщину в несколько сотен миллиметров, раз-
деляется на зоны контроля, которые контролируются одним
искателем или по методу тандем (рис. 30.4). При контроле
внутренних зон 2 и 3 по тандемной схеме (рис. 30.4) стенку со-
Рис. 30.4. Система контроля, состоящая нз двух цепей, для наружного контроля цилин-
дрического участка сосуда высокого давления кипящего реактора (по схеме контроля
фирмы HEW — «Гамбургише электриснтетсверке» сосуда высокого давления на атомной
члектростаяции Брунсбюттель (KKB):
/ — плакирующий слой; // — первая цепь искателей; /// — вторая цепь искателей; IV —
комбинация искателей обеих цепей; SE и LSE — см. в тексте
19. II 577
суда прозвучивают одним излучающим искателем поперечным»
волнами под углом 45° (искатели 2 и 3). Эти волны отражаются
от какого-либо дефекта, расположенного в соответствующей,
зоне и ориентированного более или менее перпендикулярно к
поверхности, к противоположной поверхности и от нее к прием-
ному искателю (искателю 4). Расстояние между обоими искате-
лями в одной зоне контроля зависит от толщины стенки и поло-
жения зоны контроля. При толщинах стенки начиная примерно
со 100 мм и более необходим метод тандем, чтобы можно было
.надежно выявить отражатели, расположенные внутри стенки
более или менее перпендикулярно к поверхности (кромки свар-
ных швов, возможная ориентация дефектов). Граница реги-
страции располагается на 6 дБ ниже сигнала от круглого диско-
вого отражателя диаметром 10 мм, ориентированного перпенди-
кулярно к поверхности. Метод тандем описан в работе [882].
Внутренние зоны контроля дополнительно контролируются с
обеих сторон поперечными волнами по схеме с одним искателем.
Дело в том, что если какой-либо отражатель отклоняется от
идеальной для тандемной схемы ориентации (т. е. от перпенди-
куляра к поверхности), показанной на рис. 30.4, то вероятность
выявления при этой схеме, настроенной на перпендикулярное
расположение дефектов, уменьшится, а при схеме с одним иска-
телем с одной из обеих сторон, наоборот, увеличится. Таким,
образом, обе схемы дополняют одна другую и тем самым по-
вышают надежность контроля. Граница регистрации при схеме
с одним искателем и тандемной в случае перпендикулярного'
прозвучивания отражателя получается такой же, как при одном
искателе. Однако если отражатель, как в данном случае при
контроле внутренних зон по схеме с одним искателем, прозву-
чивается в неоптимальном направлении, то границей регистра-
ции является эхо-импульс от перпендикулярно прозвучиваемого-
отражателя диаметром 3 м (при толщинах стенки более 40 мм).
Названные границы регистрации или чувствительность контро-
ля должны выдерживаться с учетом глубины зон, дивергенции
звукового поля и расстояния между соседними траекториями
контроля даже и при самом неблагоприятном расположении от-
ражателя.
Зоны, расположенные вблизи поверхности (1 и 4 на рис.
30.4), контролируются благодаря использованию эффекта угло-
вого зеркала на половине или на всей длине зигзага при работе
с одним искателем. Кроме того, зона, близкая к искателю,,
контролируется искателями LSE (совмещенные искатели, угол
75°, продольные волны, частота 2—4 МГц), называемыми так-
же искателями UPR (поскольку они предназначаются для вы-
явления трещин под плакирующим слоем).
Для внутренних и поверхностных зон также рекомендуется
дополнительно использовать углы прозвучивания, отличающиеся?
от 45°. Система с несколькими искателями при этом соответ-
578
•ственно дополняется, например, прямым искателем для конт-
роля отражателей, расположенных параллельно поверхности,
и наклонными искателями с углами 60 и 70°. На рис. 30.5 в
качестве примера показан искатель для контроля толстых свар-
ных швов реакторов. Ввиду большой длины пути, который
искатели проходят, скользя по стенке сосуда, на их подошвах
рекомендуется закреплять износостойкие рамки, с помощью ко-
<Рис. 30.5. Искатель для тол-
стого сварного шва
торых можно одновременно настраивать толщину слоя акусти-
ческого контакта. Оптимальная толщина этого слоя зависит от
качества поверхности сосуда и получается различной при вну-
треннем и наружном контроле ввиду наличия плакирующего
слоя [1396].
При наружном контроле сосудов высокого давления кипящих
реакторов плакированная внутренняя поверхность используется
в качестве зеркала для отражения ультразвуковых импульсов
при работе по схеме тандем. При внутреннем контроле (изну-
три) сосудов высокого давления реакторов, охлаждаемых водой
высокого давления, система контроля акустически подсоединяет-
ся по плакированной внутренней поверхности, а зеркалом в этом
случае служит наружная поверхность. В обоих случаях распро-
странение звука через аустенитный плакирующий слои значи-
тельно нарушается. Об этом свидетельствуют колебания ампли-
туды при V-образном прозвучивании, измеренной первым и по-
следним искателями, при перемещении системы искателей
(рис. 30.4). Причинами таких колебаний являются особенности
•структуры поверхности плакирующего слоя, граница раздела
плакирующий слой — основной металл и колебания толщины
самого плакирующего слоя. Сюда добавляются неровности на-
ружной поверхности и возможные местные колебания структуры
плакирующего слоя, а возможно, и основного металла. Перечи-
сленные влияющие факторы приводят к колебаниям затухания
звука и искажениям и отклонениям звукового поля [1703, 1004,
1641]. Эти колебания при контроле изнутри проявляются мень-
ше, чем при контроле снаружи. Чтобы можно было обобщенно
учесть влияние таких помех, измеряют амплитуду при V-образ-
ном прозвучивании на представительных участках сосуда вы-
сокого давления перед собственно испытанием и статистически
«оценивают ее (например, определяют среднее значение и сред-
49* 579
нюю ширину разброса, т. е. среднеквадратичное отклонение).
С использованием этих данных определяют такое дополнитель-
ное усиление, чтобы п% всех измеренных значений были бы.
оценены заниженно по сравнению с результатами измерений
на неплакированном настроечном образце (в остальном соот-
ветствующем рассматриваемому случаю контроля), а (100 —
п) % всех измеренных значений были бы оценены завышенно.
Во время контроля измеряется также ослабление звука при
V-образном прозвучивании для постоянного наблюдения за
распространением звука. Одновременно измерение ослабления;
звука при V-образном прозвучивании используется для поиска
дефектов по теневому методу. Описан также и более новый спо-
соб локальной (т. е. не обобщенной) оценки влияния плакирую-
щего слоя [339].
Контроль поверхностной зоны около плакирующего слоя осо-
бенно затруднен сильным обратным рассеянием ультразвуковой
энергии на крупнозернистой и сильно анизотропной аустенитной
плакировке и эхо-импульсами помех, обусловленными структу-
рой поверхности этого плакирующего слоя — углублениями меж-
ду соседними полосками при нанесении плакирующего покры-
тия. Для контроля этой области на трещины в плакирующем
слое или непосредственно под ним применяют один искатель-
типа LSE, который ставится на поверхность плакировки (рис.
30.6 [871]).
Рис. 30.6. Контроль на трещннье
под плакирующим слоем при по-
мощи продольных воли.
Трещины под слоем плакировки в последние годы были об-
наружены на многих атомных электростанциях [1312, 1281,
1220].
Метод LSE может быть использован также при контроле
зоны вблизи искателя, расположенного снаружи, в случае реак-
торов е кипящей водой (в дополнение к контролю на всей дли-
не зигзага, например искателями с углом 45°). Однако этим
методом в данном случае нельзя контролировать внутреннюю
зону вблизи плакировочного слоя (наружный контроль). Сле-
довательно, в реакторах с кипящей водой эту зону следует
контролировать снаружи с расстояния в половину длины зигза-
га только с помощью эффекта углового зеркала, как это было,
описано ранее. При этом для уменьшения шума от плакирую-
щего слоя и для снижения уровня помех целесообразно вместо
угла прозвучивания 45° выбрать больший угол ввода звука»
например 70°.
580
Для этих испытаний пригодны частоты 1 и 2 МГц. В пользу
частоты 1 МГц свидетельствуют значительно меньшие колебания
при V-образном прозвучиваиии [1004] и меньшее обратное рас-
сеяние энергии ультразвука из слоя плакировки (структурный
шум). Кроме того, обнаруживаемость наклонно расположенных
отражателей на такой частоте получается лучшей [483]. Пре-
имущества более высокой частоты 2 МГц заключаются в более
высокой разрешающей способности и в более точной локализа-
ции отражающих мест.
Все искатели движутся со скольжением по поверхности при
пружинном прижатии, поддерживаемые в карданных шарни-
рах. Благодаря этому отклонения угла ввода звука от нвми-
нального значения на волнистых участках, превышающих пло-
щадь поверхности контакта, ограничиваются вызванными вол-
нистостью поверхности, тогда как при жестком направлении
искателя, не зависящем от формы поверхности сосуда, эти
отклонения могут быть гораздо больше [1234]. Кроме того,
влияние температуры на угол ввода звука при контроле с вод-
ным входным участком больше, чем при контактном методе.
30.1.4. Контроль штуцеров
Для контроля сварных швов штуцеров (патрубков) применяют,
аналогичные системы из нескольких искателей, подогнанные к
конфигурации изделия, в которых сочетаются метод тандем и
метод контроля с одним искателем при различных углах ввода
звука (рис. 30.7).
Рис. 30.7. Контроль швов штуцеров.
Ввиду высоких механических нагрузок кромки штуцеров
являются важнейшими контролируемыми участками на сосудах
высокого давления атомных реакторов. Контроль кромок шту-
581
церов проводится по методу LSE (продольные волны, совме-
щенный искатель) изнутри или одним искателем снаружи
(рис. 30.8 [643, 1647, 1219, 390, 1220, 1382]).
Рис. 30.8. Контроль кромок штуцеров:
/ — контроль йскателями LSE-, 2 — трещина
30.1.5. Отверстия для болтов и гайки
На рис. 30.9 и 30.10 иллюстрируется контроль отверстий для бол-
тов и контроль гаек.
Разработаны специальные искатели для контроля болтов и
для контроля участка отверстия
давления атомных реакторов.
под болты в сосудах высокого
Рис. 30.9. Контроль отверс-
тия для болтов
Рис. 30.10. Контроль гаек
5'82
30.1.6. Контроль болтов
Болты (стержни с резьбой) контролируются по схеме с одним
цилиндрическим искателем, который перемещается по оси внут-
реннего отверстия в болте и при этом может вращаться (рис.
30.11 [1233]). С помощью эффекта углового зеркала попереч-
ными волнами можно обнаружить трещины, развивающиеся от
впадин витков резьбы. Оптимальный угол ввода звука зависит
Рис. 30.11. Контроль пальца
Рис. 30.12. Экранирование
показаний от витка резьбы
от формы резьбы. Трещины, выходящие из впадины резьбы, мо-
гут быть выявлены и косвенно по затенению отражений от вит-
ков резьбы, расположенных за трещиной (рис. 30.12). При конт-
роле болтов хорошо зарекомендовала себя работа на частотах
2 и 4 МГц.
30.1.7. Контроль участка с отверстием
Участки с отверстием в сосудах высокого давления реакторов
на легкой воде, а именно в днищах реакторов на кипящей воде
и крышек реакторов, охлаждаемых водой высокого давления,
представляют собой полусферические чаши с плакированной
внутренней поверхностью, через которые проходят вертикаль-
ные штуцеры (рис. 30.13).
Участки перемычек между соседними штуцерами, близкие
к плакированному слою, контролируются как в реакторах с
кипящей водой, так и в реакторах, охлаждаемых водой высо-
кого давления, одним искателем поперечными волнами на рас-
стоянии в половину длины зигзага. Таким способом могут быть
обнаружены отражатели, близкие к внутреннему плакирующему
слою, при совместном использовании эффекта углового зеркала
и рассеянного отражения (рис. 30.14 [1394]).
Контроль затрудняется сильным обратным рассеянием энер-
гии ультразвука из плакировочного слоя. Выбор частоты конт-
583
Рис. 30.13, Днище сосуда
высокого давления кипяще-
го реактора (для нагляднос-
ти повернуто).
Рис. 30Л4. Контроль поля вокруг
отверстия:
7— отражатель; 3 — плакирующий
слой; 3 — искатель
Рис. 30.15. Искатель для контроля сфе-
рического днища (кипящего реактора).
Рис. 30.16. Направлен-
ное движение искателя
(заводское фото фирмы
«МАИ»)
584
роля 1 МГц позволяет получить оптимальное соотношение си-
гнал— шум [1393]. При выборе подходящих углов прозвучива-
ния нужно учитывать наряду с получением оптимального со-
отношения сигнал — шум также и ограниченную доступность
участков отверстия. Системы искателей могут перемещаться
только в узких проходах между рядами штуцеров. Это обстоя-
тельство и изменение геометрических условий от одной перемыч-
ки к другой обусловливают необходимость применения большого
числа ультразвуковых преобразователей с различными углами
ввода звука и различной ориентацией по отношению к направ-
лению прохода. Геометрические условия и желательность полу-
чения оптимального соотношения сигнал — шум обусловливают
при контроле участков обычных размеров выбор углов ввода
звука в диапазоне 40—55° [1391, 1393]. Отдельные преобразо-
ватели могут быть объединены в искатели с несколькими излу-
чателями (рис. 30.15). Эти искатели, подогнанные к сферическо-
му искривлению участков около отверстий, перемещаются на
тележке по рельсу через контролируемые проходы (рис. 30.16).
30.2. УЛЬТРАЗВУКОВАЯ ЭЛЕКТРОНИКА
ДЛЯ КОНТРОЛЯ РЕАКТОРОВ
Контролирующее устройство для цилиндрических участков толстостенного
сосуда высокого давления реактора выполняет от 40 до 50 различных функ-
ций (функции контроля и функции проверки, например V-образное прозвучи-
вание, контроль наличия акустического контакта, наблюдение за поддержа-
нием стабильности). Разработаны блоки ультразвуковой электроники с соот-
ветствующим числом каналов, с помощью которой эти функции выполняются
с требуемой скоростью одна за другой (в тактовом режиме). В более новых
блоках ультразвуковой электроники для контроля реакторов фирмы «Краут-
кремер» эти каналы являются свободно программируемыми, т. е. каждый
канал может выполнять любую функцию контроля или проверки. Для этой
цели ставятся также диафрагмы времени, соответствующие ожидаемому от-
резку времени сигнала приема. Все вводы, например начало диафрагмы и ее
ширина, задаются в режиме диалога с установкой в цифровом виде. На
рис. 30.17 показана блок-схема такой установки.
Такт контроля начинается при возбуждении посылаемого импульса в
передаче его к соответствующему излучающему искателю. Сигнал, поступаю-
щий от соответствующего принимающего искателя, проходит через один ло-
гарифмический предварительный усилитель, относящийся к такту контроля;,
а потом передается на общий основной усилитель. Динамический диапазон
установки, равный 100 дБ, при этом разделяется на 256 классов. Положение
динамического диапазона гарантирует регистрацию всех сигналов, включая
и шум от элементов структуры. На выходе из аналого-цифрового преобразо-
вателя получается развертка типа А, состоящая из максимальных значений
положительных или отрицательных полуволн высокочастотного сигнала. Для
компенсации различных значений чувствительности в отдельных тактах к
значениям цифровой развертки типа А добавляется выравнивающее значение
в децибелах, специфическое для каждого такта (нормирование). По имею-
щейся в памяти длине пути прохождения соответствующего наибольшего
значения в диафрагме, относящейся к данному такту, проводится выравни-
вание по глубине для этого значения. Это значение вводится также в па-
мять (ЗУ) максимальных значений. Полученные таким путем данные от так-
тов контроля вместе с относящимися к иим данными о позиции системы
585
Рис. 30.17. Блок-схема многоканальной
электронной установки для ультразву-
кового контроля (фирмы «Крауткре-
мер» ):
А — коробка подсоединения искателя
(РАК); Б — базисная электроника;
1 — искатели; 2 — излучатель; 3 — пред-
варительный усилитель (логарифмиче-
ский, динамический диапазон 100 дБ);
4 — основной усилитель; 5 — аналого-
цифровой преобразователь; 6 — ступень
сложения (нормирование); 7 — наблю-
дение за прохождением контроля; 8—
блок управления (контроль стабиль-
ности, выравнивание чувствительности);
9 — шина для передачи цифровой ин-
формации (данных) в двух направле-
ниях; 10— синхронизация; 11 — диффе-
ренциальный привод провода/прнемннк;
12 — данные об зхо-нмпульсах; 13—.
центральный блок управления; мультиплексор; 14 — импульс, включающий излучатель
(SAP), и частота следования импульсов (IFF); 15 — блок времени прохождения; 16 —
визуальный блок (дисплей); 17 — клавиатура; 18 — наблюдение за прохождением; 19 —
блок диафрагм; 20 — определение максимального значения; 21 — выравнивание по глу-
бине; 22 — ступень сложения; 23 — оптокопплер; 24 — шина для передачи цифровой
Информации в обоих направлениях; 25 — синхронизация; 26 — внешняя синхронизация;
27 — «Статус»; 28 — адрес такта
искателей записываются на магнитную ленту в качестве так называемых
первичных данных.
После прохождения всех, например 45 тактов контроля и проверки
(см. ниже), этот цикл повторяется снова. Чтобы каждая функция контроля
и проверки (каждый такт) выполнялась в течение 1 мм длины путй системы
искателей, численное значение частоты циклов (Гц) должно быть равно ско-
рости движения системы искателей (мм/с). Следовательно, при скорости пере-
мещения 50 мм/с требуемая частота циклов будет 50 Гц. Если цикл содер-
жит, например, 45 тактов, то требуемая частота тактов или серин последо-
вательных импульсов должна составлять 50X45=2250 Гц.
Каждый цикл содержит один такт проверки, в течение которого излуча-
тель или приемник проверяются иа функционирование и стабильность, Ре-
зультат может вводиться в память. Отклонения, превышающие (свободно вы-
бираемый) диапазон допуска, посылают сигнал о дефекте. Кроме того, каж-
дый цикл контролируется на полноту (число тактов). При неполноте цикла
сразу же посылается сообщение. Таким способом предотвращаются незаме-
ченные кратковременные выходы из строя. Кроме того, один раз в цикле Про-
веряется прохождепге данных об эхо-импульсах между подсоединительной
коробков искателя и базовой электроникой.
586
И, наконец, к системе относится также блок расшифровки,' в частности
с ЭВМ и печатающим устройством для обработки данных в, реальном мас-
штабе времени (он-лайн). Поскольку печатающие устройства работают зна-
чительно медленнее, чем запоминающие устройства иа магнитной лейте, для
обработки в режиме он-лайн требуется сжатие данных. Для этой цели пер-
вичные данные об амплитудах разделяются, например, на 10 классов ампли-
туд и для каждой функции выдается на печать только максимальное значение
из некоторого выбираемого числа записей первичных данных.
На рис. 30.18 показана установка в целом. Отдельные узлы
ее в процессе контроля могут размещаться независимо в раз-
личных местах. Подсоединительная коробка искателя в процессе
контроля находится непосредственно вблизи от манипулятора,
Рис. 30.18. Установка для контроля реакторов (фирмы «Крауткремер»)
т. е. при повторном контроле в том же месте, которое контра-
лировалось прежде. В ней располагаются в основном излуча-
тели, приемники-предварительные усилители, основной усили-
тель и аналого-цифровой преобразователь. Искатели подклю-
чаются через высокочастотный кабель длиной до 35 м. Основная
электроника при повторном контроле располагается в транспор-
табельном измерительном контейнере с кондиционирбванием
воздуха, который находится за пределами реактора и соединя-
ется с коробкой подсоединения искателей управляющим кабе-
лем длиной 150 м и более и кабелем для цифровой передачи
данных. Такой способ передачи данных гораздо менее подвержен
помехам, чем аналоговый, особенно при больших расстояниях.
Основная электроника включает в себя все узлы, не размещен-
ные в подсоединительной коробке искателей (см. блок-схему
на рис. 30.17). В измерительном контейнере располагаются
также система регистрации данных и блок их расшифровки
с печатающим устройством.
В последнее время были разработаны искатели для контроля атомных
реакторов с объединением излучателя и предварительного усилителя (так
называемые активные искатели). Системы с такими искателями значительно
587
менее чувствительны к помехам от посторонних высокочастотных излучений,
чем традиционные установки. Активные искатели могут работать, например,
с прибором «Импульс 1» фирмы «Крауткремер». Таким системам с высокой
степенью модульности и цифровым, «интеллектуальным», с модулями высокой
плотности функций и микрокомпьютерами для каждого модуля, отличаю-
щимся высокой гибкостью, принадлежит будущее также н в области кон-
троля реакторов.
30.3. РАСШИФРОВКА ДАННЫХ НА ЭВМ
Полная обработка результатов контроля сосуда высокого давле-
ния атомного реактора ввиду большого объема поступивших
данных должна проводиться в автономном режиме (оф-лайн).
Расшифровывающие программы обрабатывают первичные дан-
ные, записанные на магнитных лентах, с получением разверток
типа С для различных (произвольно выбираемых) участков
глубины, например для каждой зоны контроля. Амплитуды си-
гналов при этом разделяются на различные классы (например,
на 10 классов), которые представляются в виде различных сим-
волов. Имеется в виду развертка типа С в виде сетки (растра).
Целесообразно выбирать минимальный размер этой сетки рав-
ным расстоянию между точками измерений, например 1 мм. При
. большем размере ячейки
„У* , и» . 5>« , su fig ,бм г г
+ * + > + + + + + + сетки каждая точка бу-
дет представлять несколь-
9ооб + + + + + + 4. + + + ко результатов измере-
ний, например выдачей
Рис. 30.19. Распечатка иа ЭВМ цифровой раз-
вертки типа С при контроле реакторов (завод-
ское фото фирмы «МАН»); обведена и заштри-
ховала область дефектов, получивших цифро-
вые оценки.
на печать символа, соот-
ветствующего максималь-
ному из измеренных зна-
чений (рис. 30.19). Воз-
можно также получение и
разверток типа В. Кроме
того, могут быть выпол-
нены и статистические
обработки, например о
колебаниях амплитуды
при V-образном прозву-
чивании и сигнала о на-
личии (качестве) акусти-
ческого контакта (частот-
ные распределения,
значения кумулятивных частостей).
Общая обработка, выполненная на ЭВМ, ввиду подразделе-
ния амплитуд на классы называется атласом классификации.
Более подробные сведения о расшифровке, применяемой фир-
мами «HEW» (Гамбургер электрицитетс-верке») и «МАН», име-
ются в работе [590]. В программе расшифровки фирмы КВУ
(«Крафтсверк Унион») проконтролированный объем сначала
разбивается при помощи ЭВМ на кубики, например, для со-
588
суда высокого давления реакторов на атомной электростанции
Библис А эти кубики имеют размер 40x40x50 мм. Для ампли-
туд сигналов функций контроля и проверки, относящихся к
каждому кубику, формируется среднее значение, так что каждый
кубик характеризуется только одним значением функции конт-
роля и одним значением функции проверки. Эти значения пере-
рабатываются далее в атлас классификации (развертку типа
€ и т. д.). Такой способ сжатия данных имеет название TIM.
(метод интегрирования по элементарным объемам [1581]).
Все эти методы расшифровки являются варьируемыми в том
смысле, что первичные данные на магнитной ленте при обработ-
ке сохраняются и поэтому распечатки развертки типа С можно
в любое время получить с другими параметрами (имеются в виду
размеры сетки, размеры кубиков, классификация амплитуд).
30.4. АНАЛИЗ ОТРАЖАТЕЛЕЙ
Описанный выше способ контроля реакторов называется также
поисковым контролем, поскольку он применяется для выявле-
ния отражателей (дефектов). Вопрос локализации отражателей
при поисковом контроле описан в работе [1392]. Если какое-
либо показание, обнаруженное при поисковом контроле, ввиду
своей амплитуды или длины регистрации должно быть исследо-
вано более подробно, то для его анализа используют другую
систему, например фокусирующие искатели (см. главу 19) или
установку для акустической голографии ([397, 459]; см. также
главу 13). Такой метод анализа был уже описан [1362]. Поня-
тие классификации отражателей включает в себя определение
типа отражателя, например плоский он или объемный, как со-
ставную часть анализа [1297, 1397, 1423]. Определение глубины
отражателей описано в главе 19 и в работах [579, 397]; метод
ALOK для атомных электростанций описан в работах [100, 102,
391]; анализ отражателей освещается и в работе [225].
30.5. ДРУГИЕ КОМПОНЕНТЫ ПЕРВИЧНОГО КОНТУРА АЭС
Другими компонентами первичного контура реактора, которые
тоже контролируются механизированно, являются сварные швы
трубопроводов, ресиверы высокого давления и паровые котлы;
контроль труб паровых котлов рассмотрен в работах [388, 638].
Для контроля таких труб изнутри дополнительно применяют
также вихретоковый способ, например при помощи комбини-
рованного зонда (рис. 30.20). При подповерхностных дефектах
для контроля применяют также и головные волны. Контроль
часто затрудняется особенностями структуры материала (на-
пример, в случае аустенитных сварных швов [644, 642, 359, 358,
357, 1470, 540, 860]). На компонентах первичного контура при-
меняют также такие системы контроля, как P-Scan [1121, 361,
589
Рис. 30.20. Контроль труб парово-
го котла ультразвуком и вихрето-
ковым способом (фирма «Крафт-
верк Унион», Эрланген):
1 — уровень заполнения средой для-
акустического контакта (если при-
меняется деионизированная вода);
2 — вращающаяся головка с вход-
ным конусом: 3 — ультразвуковой•
излучатель или вихретоковые ка-
тушки; 4 — выход среды для аку-
стического контакта (если она при-
меняется); 5— направляющее и
уплотнительное кольцо; 6 — корпус
с подшипниками вала, электродви-
гателем и редуктором; элементы
электрической передачи (коллектор-
ные кольца); 7 — предварительный
усилитель (если имеется); 8 — ка-
бели управления и контроля; 9—'
шланг для передачи натяжения;
10 — подвод среды для акустиче-
ского контакта
Рис. 30.21, Контроль труб-оболочек для
топливных элементов («Броун, Боверн унд
см.» и «Бабкок-Броун, Бовери реактор
ГмбХ»):
1 — положение дефекта: нет сигнала; 2 —
направляющая’труба; 3 — излучатель; 4 —
приемник; 5 — дефект; 6 — зондирующий:
импульс; 7 —диапазон диафрагмы.
590
72] и SUTAR (см. раздел 13.12). Для уменьшения радиацион-
ной нагрузки на операторов в последнее время и в первичном
-контуре используют постоянно установленные рельсы для на-
правления движения манипуляторов [389, 439, 1221].
Специальная система контроля была разработана для обна-
ружения неплотных топливных стержней (оболочек топливных
элементов). Неплотные и поэтому заполненнные водой трубы-
оболочки необходимо заменять. На рис. 30.21 схематически по-
казан принцип измерения специальным искателем с излучателем
« приемником для прозвучивания трубы-оболочки. Принимаемый
сигнал испытывает влияние воды, которая может находиться
в трубе. Частота контроля составляет 10 МГц. Излучатель и
приемник могут иметь толщину всего по 1,5 мм. Искатель пере-
мещается механизированно от одной трубы-оболочки к другой
[1324, 108].
Дополнительные сведения по теме «Контроль реакторов в
ФРГ» имеются в работах [1650, 317, 1073, 1423, 340].
30.6 . КОНТРОЛЬ РЕАКТОРОВ В США
Требования, предъявляемые в США к первичному и повтор-
ному контролю реакторов ультразвуком (производственный
контроль ультразвуком не считается обязательным [1540]) ре-
гламентированы, в частности, в Правилах по котлонадзору и по
сосудам высокого давления ASME, разделы III и XI [1695] и
в Правилах NRC Regulatory Guides [1740, 231]. Раздел XI
Правил ASME более подробно рассмотрен в работах [74, 298].
Согласно этим нормам, контроль ведется одним искателем с
различными углами ввода (например 0° продольные волны, 45
и 60° поперечные волны). Контроль методом тандем не пред-
писан. Многие страны, в которых эксплуатируются атомные
электростанции американского производства, тоже применяют
вышеназванные нормативные документы. В ряде работ [1540,
1539, 387] сопоставляются современные требования к повторно-
му контролю реакторов в США и ФРГ.
По имеющимся данным [898], разработку методов и
устройств для механизированного ультразвукового контроля со-
судов высокого давления атомных реакторов поисковым мето-
дом (для выявления дефектов) можно считать в основном за-
конченной. Разработанные для этой цели системы описаны в
работах [686, 251]. Новые разработки относятся к прочим ком-
понентам первичного контура, например [926] к штуцерам и
трубам, а также к методам анализа дефектов, в частности к
акустической голографии [683] и методу SAFT-UT [712, 504
(см. главу 13), 1060, 296]. Применяют также и методы иденти-
фикации по образцу, иногда с адаптивным обучением, как. про-
грессивные методы обработки данных для анализа отражателей,
например при контроле кромок штуцеров [1612] и контроле
591
труб [1293]. В работе [294] описаны в частности и возможности
применения системы ЕМАТ (см. раздел 8.4) для ультразвуко-
вого контроля труб паровых котлов. Разработаны приборы с
изображением, укомплектованные секционированными излуча-
телями (глава 13) для анализа отражателей при контроле
реакторов [121]. Опубликован [1065] новый обзор состояния
повторного ультразвукового контроля на американских атом-
ных электростанциях.
30.7 . НАДЕЖНОСТЬ КОНТРОЛЯ
В США в середине 1960-х гг. начали изучать надежность и вос-
производимость результатов ультразвукового контроля сварных
швов в сосудах высокого давления атомных реакторов — по так
называемой программе PVRC (Исследовательский комитет па
сосудам высокого давления). Для этой цели'проконтролирова-
ли многочисленные толстостенные эталонные образцы в различ-
ных исследовательских организациях (выявление, локализация,
оценки величины), после чего образцы подвергали разрушаю-
щему контролю [240, 1396]. В Западной Европе в середине
1970-х гг. начали проводить аналогичные исследования на трех
плитах, полученных по второй программе PVRC в 1974 г.; про-
водилась так называемая программа PISC-1 (Комитет по управ-
лению изучением плит), в которой приняли участие 10 европей-
ских стран [1145, 220, 1146]. Эти исследования выполнялись на
основе требований к ультразвуковому контролю реакторов по
Правилам ASME, раздел XI. Однако по программе PISC-1 бы-
ли опробованы и более прогрессивные формы контроля, напри-
мер, метод тандем и фокусирующие искатели. Все эти исследо-
вания показали, что действующие правила должны быть,
усовершенствованы с целью гарантировать, что все неприемле-
мые дефекты в компонентах реактора будут выявлены незави-
симо от того, какая бригада операторов ведет контроль.
В настоящее время выполняются и другие международные-
программы (Западная Европа, Япония, Канада, США) по обме-
ну эталонными образцами для определения надежности ультра-
звукового контроля сварных швов толстостенных изделий [240,
278, 279]. Осуществляются и национальные программы анало-
гичного содержания [723, 1480, 295, 128, 1069, 75, 1594, 316^.
332, 1092].
30.8 . КОНТРОЛЬ РЕАКТОРОВ В ЯПОНИИ
Системы, аналогичные описанным выше, применяют для конт-
роля ректоров и в Японии. Сообщалось [76] о соответствующих
японских нормативах, о конструировании в соответствии с тре-
бованиями контроля и о механизированном ультразвуковом;
контроле сосудов высокого давления реакторов, охлаждаемых
692
водой под давлением (проводимом изнутри), сосудов высокого»
давления кипящих реакторов (наружный контроль) и других
компонентов первичного контура (по состоянию на 1981 г.) Еще
один обзор состояния и тенденции развития неразрушающего»
контроля компонентов ядерных реакторов в Японии в 1981 г. дан
в работе [707]. Контроль первичного контура (аустенитных,
труб) рассматривается в работе [970]. Описано разработанное-
в Японии руководство по механизированному контролю реак-
торов [1484, 1408, 1676] —применение метода идентификации
по образцам при контроле кромок штуцеров и [1148] —сравне-
ние результатов неразрушающего и разрушающего контроля при
естественных дефектах в компонентах атомных реакторов.
30.9 . КОНТРОЛЬ РЕАКТОРОВ В ВЕЛИКОБРИТАНИИ
Хотя в Великобритании до настоящего времени не строят реак-
торов на легкой воде, там тожб проводят многочисленные
исследовательские работы по механизированному контролю со-
судов высокого давления реакторов и других компонентов,
первичного контура, поскольку в будущем здесь планируется
строить атомные электростанции с реакторами, охлаждаемыми
водой под давлением. Опубликованы новые обзоры [1118, 1117,
1417]. Разработанные системы в принципе аналогичны описан-
ным выше; такова, например, система CIRCE [657], разрабо-
танная в UKAEA (Комитет по атомной энергии Объединенного;
королевства). Для определения размеров отражателей исполь-
зуют также методы, основанные на времени прохождения
ультразвука. Описана [429] система с искривленным располо-
жением секционированных излучателей, оборудованная элект-
ронной настройкой угла прозвучивания. Было предложено [255]
для улучшения контроля кромок штуцеров изнутри применить
раздельные искатели для излучения и приема и использовать
зеркальное отражение от радиальной поверхности трещины.
Это устройство предполагается опробовать по программе
PISC-2 [278].
Для эксплуатируемых в Великобритании реакторов на тяже-
лой воде (трубы высокого давления, паровые ресиверы [154])
и реакторов, охлаждаемых газом [Магнокс, AGR (усовершен-
ствованный газоохлаждаемый реактор)] тоже разработаны;
устройства для дистанционного управления ультразвуковым
контролем. В одном из сообщений Энергетического комитета
Великобритании [384] описывается приспособление для ручно-
го контроля сварных швов на реакторах Магнус с прогрессив-
ной обработкой данных в режимах он-лайн или оф-лайн для
получения разверток типа В, С и D (имеется в виду развертка
типа С с одной стороны с цветным графиком для различения
величины амплитуд [730]. Для измерения толщины оксидного
слоя в таких реакторах применяется ультразвуковая спектро-
скопия [1181, 1117].
59&
30.10 . КОНТРОЛЬ РЕАКТОРОВ ВО ФРАНЦИИ
Сосуды высокого давления реакторов на атомных электростан-
циях во Франции, поскольку они заполнены водой, контролируют
изнутри фокусирующим искателем (по схеме с одним искателем
[1313]). При помощи манипулятора с центральной стойкой
искатели перемещаются без контакта с поверхностью. Около
15 искателей с различной фокусировкой на глубину и с различ-
ным углом ввода звука за одну операцию сканирования ведут
поиск дефектов и определяют их величину. При таком методе
контроля, разработанном Комиссариатом по атомной энергии
Франции (СЕА), получают развертки типа В в реальном
масштабе времени для непрерывного наблюдения за ходом
контроля, который записывается на видеопленку [1304]. Все
данные контроля записываются аналоговым способом на магнит-
ную ленту; по этой записи можно в реальном масштабе времени
или при последующей расшифровке получить развертки типа С.
Разработана и другая полностью цифровая система для рас-
шифровки результатов контроля. Система состоит из интерфей-
са между установкой ультразвукового контроля и ЭВМ под
названием «Стадус» и программного обеспечения для ЭВМ с
блоком его ввода под названием «Продус» [1311, 473, 1560].
О важной области контроля штуцеров (швов и кромок) фо-
кусирующими искателями сообщается в работе [1564].
Описан [1537] контроль аустенитных сварных швов в пер-
вичном контуре фокусирующими искателями в иммерсионном
варианте. Показана возможность улучшения контроля аустенит-
ных сварных швов методом идентификации образцов с адаптив-
ным самообучением [741].
Сообщалось [894] о французских нормативах производствен-
ного контроля компонентов атомных реакторов.
Повторный контроль труб паровых котлов проводится пре-
имущественно вихретоковым методом. Однако имеются и спе-
циальные ультразвуковые искатели, которые могут перемещать-
ся внутри трубы парового котла и оборудованы соответствую-
щими зеркалами для выявления продольных и поперечных де-
фектов [1184, 499].
Опубликован новый подробный обзор французских методов
ультразвукового контроля реакторов, охлаждаемых водой под
давлением [1310].
30.11 . КОНТРОЛЬ РЕАКТОРОВ В СТРАНАХ—ЧЛЕНАХ СЭВ
В СССР и других странах — членах СЭВ тоже уделяется боль-
шое внимание исходному и повторному ультразвуковому конт-
ролю атомных реакторов. Ввиду необходимости дистанцион-
ного управления и ограниченности времени контроля применя-
емые способы во многих пунктах аналогичны описанным выше.
594
Наряду со схемой с одним искателем с различными углами?
прозвучивания применяют также и метод тандем для обнару-
жения отражателей, ориентированных перпендикулярно к по-
верхности [1214]. Опубликована сравнительно недавняя
(1980 г.) обзорная статья [565] с обширным списком литерату-
ры. Более новые сведения имеются в работах [414, 648].
30.12 . КОНТРОЛЬ РЕАКТОРОВ
МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ (SEA)
Все большее значение для контроля реакторов приобретает
метод акустической эмиссии (глава 14). Важнейшей в настоя-
щее время областью его применения является испытание под
давлением компонентов первичного контура на атомных элек-
тростанциях. При этом должны обнаруживаться утечки и тре-
щины, действующие во время гидравлических испытаний или.
изменяющиеся в их ходе (рост трещин). Однако метод акусти-
ческой эмиссии может быть использован и для длительного на-
блюдения, например для обнаружения возможного роста тре-
щин во время эксплуатации [1578, 372, 706, 1593, 84, 1579, 373,,
1671, 132].
30.13 , УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
РЕАКТОРОВ-РАЗМНОЖИТЕЛЕЙ
Для контроля реакторов-размножителей на быстрых нейтронах:
во многих странах разработаны или приспособлены методы,
ультразвукового контроля (например, в Великобритании, Фран-
ции, ФРГ). Компоненты первичного контура реакторов-размно-
жителей на быстрых нейтронах с натриевым охлаждением-
(LMFBR) выполнены целиком из аустенитных сталей. Следо-
вательно, для производственного и основного (исходного) кон-
троля могут быть использованы приемы контроля аустенитных
материалов, особенно сварных швов, разработанные для других
целей, например, совмещенные искатели с продольными вол-
нами и короткие (широкополосные) импульсы (раздел 28.1.6)..
Повторный контроль компонентов еще более затрудняется тем-
обстоятельством, что компоненты первичного контура находятся-
при температуре около 200°С. Устройство искателей, пригод-
ных для этой цели, описано в работе [1000].
См. также работы [235, 1704, 1107, 1016, 1105].
31. МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
И ИХ ОСОБЫЕ СВОЙСТВА
ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
31.1. СТАЛИ
В таблице на с. 531 четвертого издания настоящей книги, в
которой приведены скорости звука в различных легированных
«сталях в разных состояниях обработки, различия в обеих ско-
ростях звука составляют менее 5%. По влиянию легирующих
элементов никакой систематики не усматривается, однако со-
«стояния обработки (отжиг, закалка, термическое улучшение,
холодная деформация) сказываются на скорости звука гораздо
•сильнее, чем легирующие элементы. Как правило, обе скорос-
ти звука под влиянием легирующих примесей уменьшаются;
обычно это относится и к затуханию звука. Отклонениями от
величины Cz = 5,93 км/с для многих практических целей можно
лренебречь, но в случае точного измерения толщины стенки
это недопустимо. Между тем отклонение поперечной скорости
звука на 1 % уже приводит к изменению угла преломления на
1,5° при его исходном значении 70°. Следовательно, в критиче-
ских случаях, например при предельном угле для поверхностных
или головных волн, это отклонение нужно учитывать. В таком
•случае определенную роль играет и уменьшение скорости звука
с температурой [437, 1162, 450].
При контроле тонких листов сказывается и влияние тек-
стуры: у зигзагообразных поперечных волн получаются раз-
личные скорости звука и затухания в направлениях поперек
и вдоль прокатки. У волн в пластинах влияние текстуры про-
является в том, что угол возбуждения, найденный для одного
направления, для другого направления уже не является опти-
мальным.
В кованом и катаном состоянии все стали хорошо проводят
звук. Однако некоторые высоколегированные стали склонны к
-формированию крупного зерна, и поэтому в них могут наблю-
даться большие различия в скорости звука от одного участка
к другому. Это легко объясняется увеличением рассеяния про-
порционально третьей степени размера зерна. Некоторые леги-
рованные стали имеют необычно низкое затухание, что для
целей контроля может оказаться и невыгодным, потому что
очень поздние многократные эхо-импульсы приводят к появ-
лению ложных эхо-импульсов (раздел 10.2). Для подавления
этого эффекта нужно снижать частоту следования эхо-импуль-
сов. Представляется еще неясным, обусловливается ли этот
эффект, наблюдаемый преимущественно в коррозионностойких
никелевых сталях, влиянием легирования или мелкозернистости
или же просто тем, что эти стали вследствие более «чистой»
выплавки в электропечи содержат меньше загрязнений, чем
.596
обычные углеродистые стали. Аустенитные стали рассмотрены
в работе Холмса [682].
При подходящем выборе искателя и очень большом усилении
-прибора в стали можно обнаружить мелкие загрязнения — не-
металлические включения размером в несколько десятых долей
миллиметра. Таким образом, при соответствующей расшифровке
показываемых эхо-импульсов можно проконтролировать объем
-стального образца на мельчайшие включения (на степень загряз-
ненности), в отличие от металлографических способов, по кото-
рым выявляются только выделения, расположенные в плоскости
шлифа. Разработка способа, рекомендованного ASTM [1737]
и полученный при этом опыт рассмотрены в литературе [1061,
1062, 267, 216, 217, 1334, 289].
Неудачи при ультразвуковом контроле сталей встречаются
редко. В спорных случаях речь идет обычно о замкнутых участ-
ках ликвации, которые не дают эхо-импульсов. В некоторых
случаях это была четко выраженная строчечная структура, ко-
торая при разрушающем способе контроля была бы оценена как
дефект. В частности, так называемый древесно-волокнистый
излом в кованых слитках хромомолибденовой стали сечением
220X220 мм, показанный на рис. 31.1, не обнаруживается даже
'Рис. 31.1. Картина излома хромомолибденовой стали (древесно-волокнистый излом).
Дефект, не выявляемый ультразвуком (по данным Марианеши).
при частоте 5 МГц. Здесь возникали выделения оксида хрома.
Тонко раскатанные сульфидные шлаковые включения [125] в
листах, которые могут вызвать уменьшение прочности в попе-
речном направлении (пластинчатый разрыв), ультразвуковым
контролем надежно не обнаруживаются.
Литература — см. [1684, 342, 1157, 1435, 67]; по аустениту
см. главу 27 и раздел 28.1.6.
31.2. СТАЛЬНОЕ ЛИТЬЕ
Об отклонениях значений скорости звука в стальном литье мало
известно. Затухание в углеродистом и низколегированном фасон-
ном стальном литье на частоте 1—2 МГц обычно настолько низ-
597
ко, что при контроле изделий толщиной 1 м и более не возни-
кает никаких трудностей. Высоколегированное стальное литье-
вследствие крупнозернистости и анизотропии компонентов его-
структуры плохо поддается контролю. Твердые марганцовистые
стали (Гадфильда) ввиду особо сильного затухания звука в них
обычно могут быть проконтролированы только на грубые де-
фекты по методу прозвучивания.
У всех металлов в литом состоянии нельзя упускать из вида,.,
что часть затухания обусловливается действительно имеющи-
мися мелкими раковинами и включениями, так что возможности
контроля изменяются также в зависимости от степени загряз-
ненности и от условий литья.
Вопросы контроля стального литья рассмотрены в литера-
туре [286, 1237, 787, 1485, 1486, 147, 1096]; о контроле см. так-
же главу 27.
31.3. ЧУГУН
Серый чугун как материал мало пригоден для ультразвукового1
контроля. Влияние затухания, вызванного поглощением и рас-
сеянием, на выбор частоты и усиления показано на рис. 31.2.
Ввиду большого различия видов литейного чугуна в отноше-
нии химического состава, условий литья и обусловленной этим
структуры не удивительно, что и скорость звука, и затухание
колеблются в очень широких пределах.
По форме выделений графита различают в основном пла-
стинчатый литейный чугун (чугун с пластинчатым графитом,,
см. рис. 31.8, б) и чугун с шаровидным графитом (со сферои-
дальными включениями, см. рис. 31-8, в).
Сначала следует рассмотреть особую форму чугуна — отбе-
ленный чугун, который получают быстрым охлаждением либо>
намеренно, либо случайно (непроизвольно) и который характе-
ризуется высокой твердостью и значительной хрупкостью. По
скорости звука он очень мало отличается от стали, а затухание
звука в нем вследствие сравнительно тонкой структуры (леде-
бурита) значительно меньше, чем в чугуне с пластинчатым гра-
фитом и близко к соответствующему показателю стального
литья. Его получают специально при литье с упрочненной кор-
кой, например в прокатных валках в виде упрочненного поверх-
ностного слоя (см. ниже). Изделия, затвердевшие со сквозным
отбелом, обычно непригодны к употреблению, и их можно легко-
выявить как бракованные отливки по их ультразвуковым свой-
ствам.
У чугуна с пластинчатым графитом длина пластинок гра-
фита, т. е. крупность графитовых выделений, различается по-
баллам от 1 до 8, что соответствует длине пластинок на шлифе-
от 1 до 0,015 мм [1697, 889],
598
Рис. 31.2. Контроль серого
чугуна толщиной 100 мм
{размер зерна 3—4 по шкале
ASTM) при различных час-
тотах и усилениях. Все иска-
тели настроены иа одина-
ковую высоту эхо-импульса
как в стальной пластине
толщиной 30 мм при уси-
лении 0 дБ. Затухание при
частотах 0,5 н 1 МГц не
’ играет роли. Даже в сером
чугуне при усилении 0 дБ(1)
получается полное отраже-
ние от задней стенки; на
• частоте 2 МГц для этого
требуется усиление в 20 дБ
(II), на частоте 4 МГц это
достигается только при уси-
лении 55 дБ (Ш), а на ча-
стоте 6 МГц вообще не до-
стигается; II — 10-кратнОе,
'III — 180-кратное усиление
0,5 '
д
Взаимосвязь его свойств со скоростью звука известна по ре-
зультатам измерений Циглера и Герстнера [1688, 525]. Ско-
рость распространения продольных волн зависит от крупности
графитовых выделений и от их количества (рис. 31.3). По мере
уменьшения длины пластин и их количества эта скорость при-
ближается к соответствующему показателю стали. Поскольку
обычно в чугуне с тонкопластинчатым графитом и количество
графитовых выделений получается меньшим (вследствие приме-
нения соответствующей шихтовки, т. е. ввода добавок в рас-
плав, которые, как известно из опыта, дают желательную струк-
туру), на практике эту взаимосвязь можно выразить упрощен-
ной формулой: чем тоньше графит, тем выше скорость звука
в чугуне.
Поперечная скорость звука, согласно результатам измерений
ПатДерсона и Бодмера [1177] , пропорциональна продольной его
скорости (рис. 31.4), причем этот вывод распространяется и на
рассматриваемый ниже Чугун с шаровидным графитом.
Вторым важным показателем, влияющим па скорость звука,
Й99
Рис. 31.4. Скорость распространения про-
дольных Cj и поперечных ct волн в се-
ром чугуне с различной формой и различ-
ным содержанием графита (по даииымЕ*
Паттерсона и Бодмера):
/ — сталь; 2— шаровидный графит; 3 —
пластинчатый графит.
Рис. 31.3. Продольная скорость звука в
чугуне с пластинчатым графитом при раз-
личном количестве и размере пластинок
графита (по данным Циглера и Герстие-
ра). По правой оси ординат отложена
относительная скорость звука (по от-
ношению к скорости в стали 5.95 км/с);
цифры у кривых — количество графита %.
является [1688] насыщение чугуна углеродом (степень эвтек-
тичности), определяемое по формуле
Sc= ----------------------
4,23+0,312[Si]+0,275 [Р]
по процентным содержаниям углерода [С], кремния [Si] и фос-
фора [Р]. Согласно рис 31.5, эта зависимость выражается пря-
мой линией с изломом, при степени эвтектичности, равной еди-
нице, которая может служить вместо химического анализа для
быстрого определения Sc, если форма образца и условия литья
поддерживаются постоянными. В связи с этим Фрилингхаус
[478] выявил также четкое влияние толщины стенки отливок.
Такое влияние объясняется тем, что от толщины стенки зависит'
скорость охлаждения, которая в свою очередь изменяет скорость-
звука и затухание, как следствие изменения структуры (см. гла-
ву 27, рис. 27.8).
И, наконец, временное сопротивление разрыву тоже является
линейной функцией скорости звука (рис. 31.6) при условии, что
способ плавки остается одним и тем же (в индукционной печи
повышенной частоты или в вагранке). Удивительным образом-
оно не зависит от толщины стенки. Влияние крупности графита
и его количества, очевидно, взаимно компенсируются. Для прак-
тики очень важно, что в отливке с различной толщиной сТенк»
на разных участках временное сопротивление разрыву можно
600
Рис. 31.5. Продольная скорость звука в
.литейном чугуне с пластинчатым графитом
•в зависимости от степени эвтектичности
(насыщения углеродом) (по данным Циг-
лера и Герстиера):
— степень эвтектичности; еч/сст — отно-
шение скоростей звука в чугуне и стали.
Рис. 31.6. Продольная скорость звука в
чугуне с пластинчатым графитом в зави-
симости от временного сопротивления раз-
рыву для плавок из различных печей (по
данным Циглера и Герстнера):
1 — выплавка в вагранке; 2 — выплавка в
электропечи.
Рис. 31.7. Продольная скорость
звука в чугуне с пластинчатым
графитом в зависимости от тол-
щины стеики отливки при различ-
ной степени эвтектичности; цифры
у кривых —$с (по данным Циг-
лера и Герстиера).
Тис. 31.8. Шлифы структуры литейного чугуна с различными формами графита (по
.данным Паттерсона н Бодмера);
.а и б — пластинчатый графит, в — шаровидный (а — форма Дь 2,78% графита, б —
•форма графита Ав, 1,7% графита); в— 100% шаровидного графита, 2,52% графита.
измерять в любом месте, причем фактическую толщину стенки d
измеряют механическим способом, а кажущуюся толщину стен-
ки ds — ультразвуковым прибором, настроенным на сталь. Отно-
шение d/ds (меньшее единицы) одновременно является и отно-
601
Рис. 31.9. Продольная ско-
рость звука в чугуне с ша-
ровидным графитом в зависи-
мости от доли шаровидного гра-
фита; цифры у кривых — сте-
пень эвтектичности Se (по дан-
ным Циглера и Герстнера).
шением скоростей звука в сером чугуне и стали, что отложена-
на рис. 31.6 по оси ординат с правой стороны. Однако и здесь
имеется* еще небольшое влияние толщины стенки [478]. Тем не-
менее, зависимость между скоростью звука и прочностью, най-
денная на однотипных изделиях, хорошо зарекомендовала себя
при контроле качества и даже при сдаче-приемке [1688, 98].
Твердость тоже находится в определенной взаимосвязи со
скоростью звука и при постоянных условиях может быть опре-
делена эмпирически по скорости звука, как. показал Тиме [1515]
на отбеленных валках для средней твердости сердцевины. При
этом должно быть учтено сильное отклонение скорости в отбе-
ленной оболочке (линейной корке) и принята во внимание ее
толщина.
В отливках из серого чугуна часто представляет интерес
измерение толщины стенки в механически недоступных местах,
например в корпусах двигателей внутреннего сгорания. Но по-
скольку скорость звука сама по себе несколько зависит от тол-
щины стенки, измерение затрудняется. Существует линейная
зависимость (рис. 31.7), на которой впрочем сказывается еще
и степень эвтектичности. Этот показатель одинаков для всей
плавки, следовательно, и для отливки, но не всегда известен.
Поэтому на практике лучше поступать следующим образом:
измерять скорость звука в двух местах, доступных для механи-
ческого измерения толщины и наиболее сильно различающихся
по толщине, а в других участках применять линейную интерпо-
ляцию. Высокая точность при этом невозможна, но она редко*
и требуется. Если погрешность не превышает 5 %, то влиянием
толщины стенки можно вообще пренебречь при условии, что
прибор был протарирован по средней толщине стенки. Иногда
дело сводится только к тому, что нужно установить смещение
литейного стержня или эксцентричность расположения отвер-
стия в цилиндре. Для этого нужно только одно сравнительное
измерение различных мест вообще без тарировки.
Чугун с шаровидным графитом ведет себя при ультразвуко-
вом контроле в отношении затухания и скорости звука суще-
602
•ственно иначе, что становится понятным уже по сравнению шли-
фов (рис. 31.8). Даже при одинаковом суммарном содержании
графита, например как на рис. 31.8, айв, шаровидная форма
графитовых включений уменьшает скорость звука в чистом
основном металле в значительно меньшей степени, чем пластин-
жи, и также меньше затрудняет прохождение звука. Скорость
звука является [1688] однозначным показателем доли шаровид-
ного графита в общем его количестве (рис. 31.9), если степень
эвтектичности остается постоянной. Поскольку она приблизи-
тельно известна по шихтовке, скорость звука может служить
показателем качества чугуна с шаровидным графитом. При
100% шаровидных включений графита в чугуне достигается
•скорость звука по крайней мере на уровне 96 % ее значения
® стали, причем независимо от степени эвтектичности.
Более детальные исследования по форме образования графи-
та имеются в работах [1374, 169, 1473, 497].
Затухание звука в чугуне с шаровидным графитом в диапа-
зоне частот, используемых для контроля, не зависит от количе-
ства и размеров глобулей графита и определяется только ха-
рактером основной структуры. При ферритных и перлитных
структурах, обычно наблюдаемых в отливках, оно мало, а в спе-
циальном литье с аустенитной основной структурой оно очень
•высоко [481, 1196].
Если в самом общем плане требуется определить временное
сопротивление разрыву чугуна высококачественных марок (не-
зависимо от того, является ли графит в нем пластинчатым или
шаровидным) путем ультразвуковых измерений, то сначала
можно [1622] уже по одной продольной скорости звука с до-
статочной точностью определить модуль упругости. Одиако су-
дить о временном сопротивлении разрыву по одному только
модулю упругости не всегда возможно. Для этого требуется ка-
кая-либо дополнительная величина, например, твердость по Бри-
неллю. Оба измерения могут быть проведены на готовом изде-
лии [788].
Затухание в сером чугуне открывает также полезную воз-
можность неразрушающего измерения технологических свойств.
Однако при достаточной точности затухание измерять сложнее,
чем скорость звука, особенно на готовых изделиях, так как . для
этого требуются плоскопараллельные поверхности.
Из практического опыта уже давно известно, что чугун с вре-
менным сопротивлением разрыву более 20 Н/мм2 (МПа) доста-
точно прозрачен для контроля дефектов, даже и на частоте
более 1 МГц. Следовательно, и по величине затухания можно
приблизительно судить о прочности. Однако надежная тариров-
ка возможна только в том случае, если в серии образцов все
переменные кроме одной поддерживаются постоянными, напри-
мер когда варьируется только крупность графитовых включений.
Так, в чугуне с пластинчатым графитом с баллами более 4 (т. е.
603
при длинах пластинок менее 0,1 мм) можно рассчитывать на хо-
рошее прохождение звука для контроля дефектов при частоте
2 МГц.
У высококачественного чугуна с шаровидным графитом суще-
ствует взаимосвязь затухания с модулем упругости £, которыйг
не зависит от режима термической обработки и от структуры
[1622].
Трудность измерения абсолютных сопоставимых значений за-
тухания [851] не мешает эмпирически проводить практически"
достаточный контроль качества по уменьшению высоты эхо-
импульсов в одной их последовательности. Можно работать ли-
бо на образцах при постоянных условиях в смысле размеров и
настройки прибора, либо проводить измерения непосредственно
на изделии в месте с приблизительно параллельными плоскими
поверхностями в серии отливок с постоянной формой, даже на
незачищенной литой поверхности. Так, например, тормозные ба-
рабаны моторных вагонов электропоездов можно рассортиро-
вать в промышленных условиях по прочности с точностью
±2 Н/мм2, принимая эмпирическую взаимосвязь между времен-
ным сопротивлением разрыву и отношением амплитуд двух
определенных эхо-импульсов в их последовательности [1253„
1315, 1029].
При этом нельзя упускать из вида, что найденное таким простым спо-
собом значение затухания включает в себя также и влияние искателя, по-
скольку амплитуда эхо-импульсов изменяется также и вследствие расшире-
ния звукового луча. Следовательно, нельзя проводить измерения при различ-
ных частотах и на этом основании безоговорочно судить о зависимости'
затухания от частоты. Кроме того, и образцы различной толщины нельзя-
непосредственно сравнивать между собой (см. также главу 33).
Фрилингхаус обнаружил также линейные зависимости между
логарифмом коэффициента затухания, с одной стороны, и сте-
пенью эвтектичности, плотностью и временным сопротивлением
разрыву — с другой. Однако во все эти зависимости толщина-
стенки входит только как параметр. В некоторых случаях изме-
рение затухания, если его можно провести в форме, приемлемой?
для практики, дает больший эффект, чем измерение скорости
звука [478, 490]. Цеттлер [1687] тоже исследовал взаимосвязь-
между затуханием и показателями упругости литейного чугуна.
В толстостенной отливке различия в структуре между по-
верхностью и осевой зоной, обусловленные неизбежным разли-
чием во времени затвердевания, при прохождении звука обычно
не выявляются четкими эхо-импульсами, потому что переход
между зонами является плавным и растянут на протяженном
участке. Однако эти переходы можно выявить довольно отчет-
ливо, если контролировать изделие параллельно поверхности::
вблизи поверхности затухание меньше, а скорость звука выше,,
чем в середине, вследствие более тонких выделений графита
при более быстром охлаждении. Только в отливках с отбелен-
604
ной поверхностью, когда путем выбора определенного химиче-
ского состава и при быстром охлаждении на поверхности форми-
руется белосердечный слой, переход получается таким резким:
и различия в акустических свойствах оказываются настоль-
ко большими, что и при вертикальном прозвучиваиии от мест
перехода удается получить отчетливые эхо-импульсы (Тиме
[1515, 1689, 1217]). На этом и основывается давно употребляе-
мый на практике метод измерения толщины отбеленного поверх-
ностного слоя. Благодаря хорошей прозрачности белосердечного
чугуна для звука можно применить частоты до 10 МГц. При
тонких отбеленных слоях до 10 мм часто создает помехи мерт-
вая зона искателя. В таких случаях целесообразно использо-
вать совмещенные искатели на частоте 4 МГц.
Наконец, для металлургов представляет интерес и тот факт,,
что передельный чугун при определенных условиях его получе-
ния достаточно прозрачен для звука, в чем он несмотря на дру-
гие свойства похож на литейный чугун хорошего качества.
(Штегер и Майстер [1453]).
Летинен [911] измерил также скорость звука в жидком ли-
тейном чугуне.
Дополнительная литература — см. [53, 223].
31.4. ЛЕГКИЕ СПЛАВЫ
У алюминия и магния, а также у их сплавов между собой и
сплавов с небольшим количеством тяжелых металлов (менее
1 %) анизотропия, как известно из опыта, так мала, что вели-
чина зерна при ее обычных практических размерах не оказы-
вает существенного влияния на возможности контроля. Поэтому
и непрерывнолитые заготовки, несмотря на то, что размер зерна
в них иногда бывает весьма большим, тоже легко поддаются
контролю. В отличие от стали контроль высококачественных
изделий из легких сплавов в процессе их производства начи-
нают сразу же, как только слиток достаточно охладится. При
этом в процессе продольного и поперечного контроля обнаружи-
вают крупные дефекты типа продольных трещин в сердцевине
(«паук»). В кусках длиной около 1 м, отрезанных на пиле,
можно обнаружить прямо на поверхности распила и сравни-
тельно небольшие дефекты, например захваченные шлаковые
включения (дроссы). Обычно применяют частоты 1—2 МГц.
Поскольку наружная корка у непрерывного слитка хотя и очень
неровна, но состоит из чистого металла, для предварительного
контроля зачищать ее не нужно. Иногда рекомендуется зашли-
фовка в некоторых местах или по дорожке. Особо тщательный
контроль возможен уже на слитке после фрезерования его по-
верхности для подготовки к прокатке. Однако полезность особо
тщательного контроля весьма сомнительна, поскольку некото-
рые дефектные места в готовой продукции уже не обнаружи-
ваются.
605.
Невыявляемость дефектов при контроле в случае деформи-
рованных легких сплавов наблюдается чаще, чем при контроле
других металлов. Во-первых, некоторые дефекты, несмотря на
благоприятную их ориентацию перпендикулярно к звуковому
.лучу, оказываются гораздо более крупными, чем это можно
было бы ожидать при сопоставлении высот эхо-импульса от
дефекта и от плоскодонного отверстия, что можно объяснить
некоторой прозрачностью тонких шлаковых включений для
ультразвука. Предположительно по той же причине раскатан-
ные раковины в фасонных профилях нередко можно обнару-
жить ультразвуком только до определенного места, хотя дефект
распространяется и дальше и легко выявляется при разрушении
(рис. 31.10, «древесно-волокнистый излом»). Сильная макро-
ликвация типа показанной на рис. 31.11 на частоте до 5 МГц
Рнс. 31.10, Вид излома прес-
сованных. профилей из лег-
кого сплава с дефектами,
надежно не выявленными
при ультразвуковом конт-
роле; вверху — раскатанная
раковина в листовом мате-
риале (заварившееся рас-
слоение); внизу — древесно-
волокнистый излом в круг-
лом прутке диаметром
мм
Рис. 31.11. Протравленный
макрошлнф алюминиевого
фасонного профиля с труд-
но выявляемым дефектом
(химический состав: 0,55 %
Мп, 0,80% Si, 0,33% Fe,
остальное алюминий); в на-
туральную величину
тоже не обнаруживается, хотя изделие растрескивается уже
при небольшой нагрузке. И только на частотах 10 и 25 МГц
-такой дефект был выявлен по эхо-импульсу, амплитуда кото-
рого соответствовала эхо-импульсу от плоскодонного отверстия
диаметром всего около 1 мм. Следовательно, повышенные часто-
ты более эффективны для выявления таких трудно обнаружи-
ваемых дефектов в легких сплавах. Однако в ряде случаев
эффект дает и дополнительная предшествующая термическая
обработка.
/Ю6
При прессовании (экструдировании) легких сплавов с полу-
чением профилей любого поперечного сечения представляет
интерес выявить переход от нормальной мелкозернистой струк-
туры к более грубой с худшими механическими свойствами, ко-
торые при прессовании иногда наблюдаются ближе к концу
слитка. Для этого применяется очень простой способ ультразву-
кового контроля: эхо-импульсный прибор настраивают, несмот-
ря на малые поперечные размеры профиля, на очень большой
диапазон измерения, например 5 м, и на большое усиление. От-
дельные многократные эхо-импульсы со всеми возможными по-
перечными эхо-импульсами в таком случае едва ли возможна
отличить друг от друга (рис. 31.12); напротив, они образуют
Рнс. 31.12. «Щеточный метод» для сравнения затухания в одинаково деформированных
образцах, в данном случае для контроля структуры прессованного алюминиевого-
прутка диаметром 80 мм; частота 4 МГц:
а — в нормальном состоянии; б — после роста зерна
как бы щетку, длина которой и используется как критерий раз-
мера дефекта. Вследствие увеличения затухания при крупном-
зерне, хотя затухание в легких сплавах вообще мало, различие
получается четко заметным.
Сплавы легких металлов с тяжелыми металлами ведут себя
особенно в литом состоянии весьма различно. Важное влияние
оказывает также и способ литья — непрерывное литье или литье
в песчаные формы или в кокили, совместно с условиями охлаж-
дения. Это свидетельствует о том, что анизотропией в некоторых
твердых растворах уже нельзя пренебрегать. Однако измерений
по этому вопросу неизвестно, отсутствуют также и количествен-
ные исследования затухания, поэтому здесь можно ссылаться
только на отдельные опытные данные.
Обычные сплавы, предназначенные для прессования и прокатки, содер-
жащие также по нескольку процентов меди и марганца, в непрерывном
елнтке могут считаться хорошо или же очень хорошо прозрачными (на ча-
стоте около 2 МГц). Однако по данным Штегера, Шютца и Майстера [1452]
дисперсиолнотвердеющий сплав А1—Си—Ti (4,76 % Си, 0,27 % Ti), отлитый
в песчаную форму, плохо проводит звук даже при частоте 1 МГц. Сильное
рассеяние эхо-импульсов может быть объяснено выделениями меди, помехи
от которых и после термического улучшения существенно не уменьшаются.
607'
Аналогичное явление наблюдается в сплаве Mg—Al—Zn—Мп (8,88 % Al,
0,69 % Zn и 0,17 % Мп). Напротив, сплав Mg—Zn—Zr, содержащий 3,93 %
Zn и 1,1 % Zr, получается хорошо прозрачным по крайней мере при благо-
приятном положении литья (в вертикальном положении в противоположность
горизонтальному), хотя часть циркония располагается на границах зерен в
виде нерастворимого оксида циркония. После термического улучшения зату-
хание обычно несколько уменьшается, но в некоторых случаях, наоборот,
увеличивается, чего собственно и следовало ожидать, так как термическое
улучшение основывается на выделениях из пересыщенного твердого раствора.
Поэтому при очень большой непрозрачности в исходном состоянии по вели-
чине затухания еще нельзя судить об эффективности термического улучше-
ния. Поскольку неразрушающий контроль этой эффективности представляет
интерес для практики, перспективным, видимо, может оказаться измерение
поперечной скорости звука, которая в вышеупомянутых сплавах в литом со-
стоянии в результате термического улучшения повышается — в отличие от
продольной скорости звука, которая практически почти не изменяется [1452].
Однако и измерение продольной скорости звука при контроле легких
сплавов еще оставляет некоторые неясные вопросы. Обычные сплавы для
прессования профилей, например А1—Си—Mg—Мп—Si (с 4,48 °/о Си, 1,26 %
Mg, 0,74 % Мп, 0,54 % Si) имеют продольную скорость звука, довольно
близкую к ее значению для чистого алюминия (около 6,2 км/с [1452]); на-
против, сплавы для отливок имеют отчасти намного более высокое значение
этого показателя, а отчасти более низкое. По литературным данным [941],
в сплаве А1—Mg—Si, содержащем всего 0,57 % Mg, 0,68 % Si, 0,74 % Мп
и 0.20% Fe, в непрерывном слнтке скорость с( = 6,72 км/с, тогда как выше
упомянутые дисперсионно-твердеющие сплавы, отлитые в песчаную форму,
имеют значения скорости звука 5,4—5,7 км/с, которые к тому же еще и
сильно зависят от толщины стенки (по аналогии с литейным чугуном).
Следовательно, поскольку структура может иметь существенное влияние
на скорость звука, нужно быть осторожным, делая вывод по одному только
>ее изменению о наличии дефекта.
В вышеупомянутом сплаве А1—Mg—Si обнаружено увеличение скорости
звука от сердцевины к поверхности слитка на 1,5 % и предположено, что
причиной этого является увеличение содержания кремния с 0,54 до 0,67 %.
Однако это представляется сомнительным, поскольку, во-первых, упомянутый
элемент в сплаве А(—Си—Mg—Мп—Si не изменяет существенно скорость
звука по сравнению с ее уровнем в чистом алюминии и, во-вторых, суще-
ственное изменение скорости звука было измерено и в чистом алюминии
гв зависимости от величины зерна, что должно наблюдаться и в сплавах.
Изменение в скорости звука поэтому, вероятно, может быть объяснено и
различиями в структуре между сердцевиной и поверхностной зоной.
Четко выраженная текстура в непрерывных слитках уже сама по себе
должна быть причиной искривления звукового луча. Однако этот эффект
может быть объяснен и влиянием боковых стенок.
Литература — см. [477, 839, 969, 1299, 1553, 376, 839, 425, 977].
31.5. ЦВЕТНЫЕ МЕТАЛЛЫ
Вследствие анизотропии меди и особенно ее твердых растворов
с цинком медь, латунь и бронза в литом состоянии вызывают
особые трудности при ультразвуковом контроле.
Монокристаллы и материалы с особо крупным зерном при
этом контролируются неплохо: горячепрессованные латунные
пластины толщиной в несколько сантиметров имеют иногда чет-
ко видимые кристаллы, соответствующие по размерам толщине
пластины и диаметру искателя. При сканировании хорошо види-
мый эхо-импульс от задней стенки перемещается взад и вперед
€08
яа расстояние, в несколько раз превышающее его ширину, в за-
висимости от случайной ориентации кристалла, прозвучиваемого
в данный момент. Это означает, что фактически в наблюдаемом
.затухании лишь небольшая часть приходится собственно на по-
глощение, а основным фактором в кристаллической структуре
является рассеяние.
Поскольку звуковой луч охватывает сразу несколько сосед-
них зерен, контроль становится невозможным, если требуется
обнаруживать мелкие раковины и поры размером примерно в
горошину. Поэтому контролировать отливки в песчаные формы,
в кокиль и даже непрерывнолитые заготовки невозможно. Толь-
ко если при центробежном литье удается получить величину
зерна примерно на два порядка меньше (считая по среднему
диаметру), то литая структура снова становится хорошо про-
зрачной для звука и поддается контролю почти так же хорошо,
как деформированный материал того же химического состава.
Это подтвердили измерения Штегера, Шютце и Майстера [1453]
на ряде медных сплавов.
В этой работе было далее показано, что при соответствую-
щей термической обработке сплавов, непрозрачных для звука,
с целью снятия внутренних напряжений, т. е. ниже температуры
рекристаллизации, прозрачность для звука может быть несколь-
ко улучшена, так что такие изделия иногда могут быть прокон-
тролированы на крупные дефекты. Однако если перед переде-
лом, например, меди на проволоку или латунных слитков на
листы, предусмотрен более точный контроль, то не остается ни-
чего другого, как проводить его после первого прохода. Это
значительно повышает эффективность контроля. Контролируе-
мость готовой продукции уже существенно не ограничивается
структурой материала. Однако при измерениях толщины стенок
нужно иметь в виду, что цветные металлы очень склонны к фор-
мированию текстуры прокатки: если, например, настройка про-
ведена по одному изделию из медного листа, то при измерении
толщины других медных листов могут получиться грубые по-
грешности, поскольку скорость в них вследствие иной текстуры
имеет другое значение. Следовательно, нужно проводить на-
стройку толщиномера по самому измеряемому листу.
Проблемами контроля центробежного литья являются обна-
ружение гнезд пор (от обработанной поверхности на частотах
до 5 МГц по исчезновению донного эхо-импульса), а также вы-
явление крупных пор и раковин, что возможно при условии, что
они не совпадают с гнездом. Возможности контроля примерно
одинаковы у всех сплавов, особенно у латуни (Си—Zn 72/28,
58/42, Си—Zn—Pb 58/40/2), алюминиевой бронзы (Си—А1 92/8),
нейзильбера (Си—Zn—Ni 63/25/12) и медного литья (Си—Zn—
Sn—Pb 88/4/4/4).
Ультразвуковой контроль латунного литья Ms70 и Ms72s
описан в литературе [312].
609-
S
Рис. 31.13. Расположение дефекта при «пустоте-
лом ходе» в поперечном сечении прессованного
материала из латуни при неразъемной матрице
(а) н матрице, состоящей из двух (б) и шести
(а) частей.
В прессованном мед-
ном материале на пусто-
телых профилях для во-
доохлаждаемых провод-
ников легко обнаружи-
ваются продольные тре-
щины и разнотолщин-
ность стенки. В тянутом
(калиброванном) круг-
лом материале обнаружи-
ваются поперечные тре-
щины в форме ласточки-
на хвоста как следствие закатов. Особым дефектом при ленточ-
ном прессовании латуни является так называемый «пустотелый
ход» — формирование трубы (piping, рис. 31.13), который полу-
чается вследствие дефектов сердцевины литой чушки. Катаные
или прессованные прутки или трубы из латуни хорошо под-
даются контролю на дефекты в сердцевине и на трещины, раз-
вивающиеся от поверхности; при этом применяются те же спо-
собы, что и обсуждавшиеся в разделе о стали. Чтобы при кон-
троле прессованного материала иметь малые показания помех,.,
вызванных крупным зерном, рекомендуется работать только на
частоте 2 МГц. В зависимости от формы матрицы — является ли?
она цельной или разъемной из нескольких частей — этот дефект
может проявиться либо в сердцевине, либо в поверхностной зоне
круглого прутка. Речь идет о несплошностях, которые, напри-
мер, при прессовании в патроне приводят к расслоениям и тре-
щинам в стенке. На заготовке этот дефект нередко бывает труд-
но обнаружить, потому что вследствие сильной деформации он
стал отчасти прозрачным. На шлифе в таком случае можно ви-
деть только микроскопическую цепочку глобулярных включе-
ний, вдоль которой и происходит разрыв материала, что очень,
четко обнаруживается на изломе. Лучшие возможности контро-
ля были бы обеспечены после первой деформации литой чушки,,
что однако на практике не всегда возможно.
См. также литературу [1386, 563, 320, 1504, 1127].
31.6. ПРОЧИЕ ЦВЕТНЫЕ МЕТАЛЛЫ
Если приходится подвергать ультразвуковому контролю и дру-
гие металлы, то при сравнительно небольших размерах изделия
из них, как правило, хорошо контролируются. Имеющийся опыт
пока весьма ограничен. Чистый свинец имеет очень высокое
истинное поглощение. Однако в технических сплавах, особенно-
с несколькими процентами сурьмы, он становится более твер-
дым и лучше пропускает звук. В двустенных стальных оболоч-
ках, залитых свинцом для экранирования реакторов, его можно-
при хорошем сцеплении со сталью и толщине 100 мм и более.-
610
.контролировать эхо-импульсным методом снаружи для выявле-
ния сравнительно крупных пустот, по крайней мере на частоте
1 МГц. Напротив, мелкие поры в свинцовой футеровке не обна-
руживаются. Контроль прочности сцепления однородных свин-
.цовых покрытий был рассмотрен в разделе 29.2.
Уран отличается довольно сильной анизотропией и его при-
ходится контролировать преимущественно в литом состоянии,
«в форме пластин или стержней. Если речь идет не о мелких
дефектах, то эффективно прозвучивание в иммерсионном ва-
рианте на частоте 1—2 МГц при толщине изделия до несколь-
ких сантиметров. Шарп и Авейярд [1404] выявили структуру
крупнозернистого урана при помощи ультразвуковых разрезов.
Пейтель J1176] сообщил об успешном контроле литых урановых
'стержней на частоте 2,25 МГц и катаных стержней на частоте
,5 МГц.
Об ультразвуковом контроле благородных металлов — золо-
та, серебра и платины в литом состоянии — ничего не известно.
В деформированном состоянии их можно контролировать без
затруднений на частотах до 5 МГц. Например, контактные коль-
ца для электрических машин, выполненные из серебра, можно
проверять на расслоения и неметаллические включения.
Цирконий и гафний представляют интерес для ядерной тех-
ники. Их контролируют уже при изготовлении в слитке. Цирко-
ниевые слитки диаметром 0,3 м и длиной более 1 м контроли-
руют по механически обработанной поверхности вручную на ча-
стоте 1 МГц, лучше всего совмещенными искателями, чтобы
можно было выявить и дефекты, расположенные близко к по-
верхности [447, 1640]. Гафний применяется в небольших слит-
ках диаметром около 100 мм. Их можно контролировать в
иммерсионном варианте по обработанной поверхности на часто-
те 5 МГц [447]; тонкие листы из обоих металлов контролируют
также на частотах до 10 МГц.
К трубам из циркаллоя, которые применяются при сооруже-
нии реакторов в качестве материала оболочек для топливных
элементов, предъявляются очень высокие требования по отсут-
ствию дефектов. Однако эти трубы можно без затруднений кон-
тролировать в иммерсионном варианте по способам, описанным
в главе 26.
Титан находит все более широкое применение в авиационной
промышленности. Он поддается прозвучиванию и в слитках, и в
поковках столь же хорошо, как и легкие сплавы, например в по-
ковках для шасси самолетов. Контроль дефектов прутков в серд-
цевине, как и контроль сварных швов, тоже не вызывает особых
проблем.
Цинк и его сплавы поддаются ультразвуковому контролю
сравнительно плохо ввиду грубой литой структуры. Детали двер-
ных замков легковых автомобилей из цинкового литья под
.давлением контролируют на наличие пор.
.20:
611
Вольфрам в плотно спеченном состоянии очень хорошо про-
зрачен для звука. Однако проблем, которые можно было бы.
решать ультразвуковым контролем, пока не известно.
Никель и его высокожаропрочные сплавы с хромом, алюми-
нием и титаном (нимоник) в деформированном мелкокристал-
лическом состоянии очень хорошо контролируются (см. раз-
дел 22.4, турбинные лопатки), а в литом состоянии практически
не поддается контролю. Вследствие анизотропии твердого рас-
твора образование крупного зерна, возможное при ковке, а так-
же и в процессе службы вызывает сильные помехи. По литера-
турным данным [1455], за этим явлением, а также и за сильно
увеличивающимся затуханием, можно проследить по уменьше-
нию скорости звука.
О контроле некоторых металлов в ракетостроении сообщают
Клейн и Джонсон [800]; о свинце сообщается в работе [1636],.
о титане — в работах [1490, 1558, 92].
31.7. СПЕЧЕННЫЕ МЕТАЛЛЫ
Спеченные материалы всегда имеют некоторую остаточную по-
ристость, получаемую либо намеренно (как желательная пори-
стая структура в спеченном железе), либо вследствие неизбеж-
ного несовершенства процесса изготовления (вольфрам, твердые
сплавы) или даже вследствие неправильных режимов изготов-
ления (фарфор). Пористость, как правило, увеличивает затуха-
ние, однако четко измерить этот эффект иногда удается только
при частотах более высоких, чем обычно применяемые при кон-
троле материалов, а именно тогда, когда размеры пор не на-
много меньше длины волны. Кроме того, пористость уменьшает
и скорость звука, причем этот эффект предположительно объяс-
няется только суммарным объемом пор, но не их числом и раз-
мерами. Поэтому такое влияние легко измеряется также и при
контроле на обычных частотах. Следовательно, при неизменных
прочих условиях пористость, а вместе с ней и степень спекания,,
можно измерять по величине затухания или скорости звука
[1200, 548].
В отношении скорости звука известно одно исключение — спеченный алю-
миний, который впрочем практически не имеет никакой пористости. Скорость
звука в ием (cj = 6,6 км/с) намного выше скорости звука в обычном алюми-
нии (6,3 км/с).
Практическое применение этот метод пока находит только
для контроля фарфора (см. раздел 33.3).
Спеченный алюминий так же прозрачен для звука, как и
обычный алюминий. Спеченное железо и спеченная латунь до-
статочно прозрачны для целей контроля. Многие мелкие детали:
из этих материалов контролируют специальными искателями на
наличие трещин на кромках. Карбонильный никель, который
спекают специально с очень большой пористостью (для изго-
Ъ12
товления электродов), можно контролировать только при самых
низких частотах.
Все твердые сплавы, состоящие из карбида вольфрама и
кобальта, а также и содержащие добавки других карбидов,
например титана и тантала, очень хорошо пропускают звук и
поддаются контролю. Иногда в них наблюдается внутренняя
трещиноватость, которая при контактном контроле малыми
искателями на высокой частоте четко выявляется по сильному
нарушению формы эхо-импульса в пластине. Поскольку скорость
звука в различных марках, при разных условиях изготовления
и различном исходном сырье может довольно сильно различать-
ся, судить о пористости по скорости звука можно только в пре-
делах одной серии (партии). Кроме того, в более крупных изде-
лиях всегда имеются места с заметно повышенным затуханием,
причем повышенная пористость не обязательно должна рассмат-
риваться как дефект. Поэтому ультразвуковой контроль пока
имеет лишь ограниченное значение. По эхо-импульсам от мест
соединения, когда крупные изделия изготовляют из нескольких
небольших путем спекания, тоже лишь с осторожностью можно
судить о дефектах, поскольку эти мелкие детали могут иметь
различную структуру, что не является дефектом.
Часто контролируют паяные соединения твердого сплава со
сталью. Если ни на твердом сплаве, ни на стали нет контактной
поверхности, параллельной плоскости паяного соединения, то
можно эффективно работать в иммерсионном варианте, чтобы
преломленный луч тем не менее проходил через место пайки
перпендикулярно.
Литература — см. [ИЗО, 1510, 1472, 1166, 969].
32. ЗАДАЧИ КОНТРОЛЯ
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
32.1. КЕРАМИКА И СТЕКЛО
Сырая масса для производства фосфора, пока она насыщена
водой, достаточно прозрачна для частот от 0,5 до 2 МГц, чтобы
можно было контролировать изделия толщиной до нескольких
сотен миллиметров на наличие сравнительно крупных пустот
и на недостаточную связность на границах раздела. Однако
практически в таком состоянии контроль еще не проводится.
В высушенном состоянии эти массы непрозрачны для звука.
Плотно обожженный фарфор по показателям прозрачности для
звука и скорости звука близок к стали. Его можно прозвучи-
вать на длину более 1 м продольными волнами на частоте
5 МГц. Аналогичным образом ведут себя и другие керамические
изделия, например стеатит, скорость звука в котором даже еще
выше, чем в стали (см. ниже). Стекло тоже характеризуется
очень малым затуханием звука. Однако до сих пор при изго-
613
товдении практически подвергали контролю только изделия из
фарфора и стеатита.
Дефектами в них могут быть, например, раковины, трещины,
включения, а также гидрофильность (способность к всасыванию
влаги) и трещины под колпачком в колпачковых изоляторах,
так называемые дисковые трещины, получающиеся вследствие
разрушения материала при испытаниях изоляторов этого типа
на растяжение. В составных изделиях наблюдаются также де-
фекты соединения в местах контакта сопрягаемых элементов.
Раковины в. фарфоре обычно не имеют круглой замкнутой
формы; наоборот, чаще всего они представляют собой трещины,
вытянутые в продольном направлении и нередко скрученные
наподобие червяка («улитки»). Они снижают как механическую,
так и электрическую прочность и обнаруживаются при эхо-
импульсном контроле на частотах 2—5 МГц. У сплошных стерж-
невых! изоляторов для обеспечения акустического контакта хо-
рошо подходят торцевые поверхности (до армирования, т. е. до
насаживания колпачков), особенно если они гладкие и отрезаны
по плоскости. Для получения акустического контакта приме-
няют масло или воду.
При контроле в продольном направлении хотя и охваты-
вается вся длина стержня (юбки не подвергаются контролю),
однако ввиду большой длины пути звука и неблагоприятной
ориентировки дефектов обычно в дополнение проводят также и
поперечный контроль. При этом отпадают и мешающие побоч-
ные эхо-импульсы, наблюдаемые при продольном контроле, по-
ступающие некоторыми путями из юбок, особенно в случае по-
лых стержневых изоляторов с толщиной стенки в несколько
сантиметров. При поперечном контроле непрерывно обходят
весь периметр или перемещают искатель от точки к точке и еще
вдвигают его между юбками возможно дальше туда и обратно.
Тем не менее небольшой дефект непосредственно под юбкой
иногда может остаться невыявленным. Плоские искатели обес-
печивают достаточный контакт.
Серийный контроль сплошных стержневых изоляторов на
раковины может проводиться прямо на транспортном конвейере,
если их можно вращать вокруг оси. Вместо акустического кон-
такта через масло, при котором впоследствии потребуется тща-
тельная очистка, используют также и проточную воду, которая
подводится непосредственно в головки искателя. За день при
хорошей организации труда можно проконтролировать до
1000 изоляторов (в зависимости от их размеров). Для длинных
стержневых и пустотелых изоляторов требуется большее время,
и их .при. контроле целесообразно перекатывать на столе взад
и вперед..
Гидрофильность снижает и механическую, и электрическую
прочность вследствие поглощения влаги в службе. Поэтому по-
ристость опасна; только в том случае, если поры сообщаются
614
одна с другой и выходят на поверхность. Хотя встречается так-
же и закрытая пористость, для дефектного йзолятора более
подходит обозначение «гидрофильный». Для обнаружения этого
дефекта уже давно было предложено использовать затухание в
серии эхо-импульсов от задней стенки [524]. Однако лучший
эффект дают измерения скорости звука {1254,- 109]:
На плоскопараллельном образце гидрофильность можно хо-
рошо выявить (качественно) на частотах более 2 МГц по демп-
фированию последовательности эхо-импульсов. На натуральном
изоляторе такой дефект ввиду колебаний акустического кон-
такта выявляется только в особо тяжелых случаях. Можно так-
же отметить, что иногда встречается такой вид гидрофильности,
который лишь слабо сказывается на затухании, но зато суще-
ственно изменяет скорость звука.
На рис. 32.1, согласно результатам измерений Штегера и
Штудера [1454], а также Ранаховского и Вера, показано, что
скорость звука по мере повышения температуры обжига вна-
Рис. 32.1. Скорость звука
и пористость фарфора в за-
висимости от температуры
обжига:
а — измерения Штегера и
Штудера;’ б — измерения Ра-
наховского н Вера.
чале увеличивается, причем одновременно уменьшается пори-
стость. В этой области при слишком низкой температуре обжига
наблюдается гидрофильность. При слишком-высоких темпера-
турах обжига скорость звука тоже несколько уменьшается
вследствие увеличения пористости, но в данном случае с за-
крытыми порами, что не представляет опасности.
В качестве метода обнаружения дефекта на черепках по одной из нор-
малей Общества электротехников ФРГ предлагается испытание фуксином
под давлением—ввод раствора фуксина в метиловом спирте под давлением.
Для качественной проверки черепок обмывают и разбивают. Здоровый мате-
риал внутри не будет окрашен. Для количественного определения гидрофиль-
ности, как показано на рис. 32.1, измеряют увеличение массы небольшого
образца.
По Штюберу [1479], плотно обожженный фарфор различных
изготовителей существенно различается по скорости звука, км/с:
615
с( (поперек) с( (вдоль) с( (вдоль)
Фарфор I 5,60 5,80 3,52
Фарфор II 5,67 5,84 3,59
Фарфор III 6,11 6,18 3,68
Стеатит 6,45 6,74 3,95
Следовательно, допустимые значения при измерении пори-
стости можно определять только индивидуально. По исследо-
ваниям Федеральных железных дорог ФРГ, проводившихся
более чем на 100 тысячах изоляторов для контактного провода
[1478], скорость звука получилась примерно на 250 м/с ниже
приведенных значений. Важно, чтобы скорость звука измерялась
для этих целей во всех случаях одинаково — либо поперек, либо
вдоль изолятора. Как. показывают вышеприведенные измерения,
скорость звука в продольном направлении выше на несколько
процентов, очевидно вследствие анизотропии под влиянием де-
формации при прессовании массы [1609]. Обычно измерения
проводят в поперечном направлении, потому что гидрофиль-
ность, являющаяся лишь местным дефектом, например, наблю-
даемым на одном из концов изолятора, при продольном измере-
нии с усреднением по всей длине изолятора обнаруживается
плохо [1406, 53].
Трещины и «скачки» в изоляторах и в слое глазури, вызван-
ные, например, внутренними напряжениями или повреждения-
ми, могут быть обнаружены ввиду их очень гладкой поверхности
только по отражениям (эхо-импульсам) при строго перпенди-
кулярном прозвучиваиии. В цилиндрической стенке полых изо-
ляторов эти дефекты можно обнаружить зигзагообразными по-
перечными волнами, как и в трубах, если покачивать звуковой
луч при поиске в большом угловом диапазоне. Наблюдаются
также и трещины только в глазурованном слое, которые однако
могут быть хорошо выявлены и поверхностными волнами. В слу-
чае, показанном на рис. 32.2, скрещивающиеся «скачки» в шейке
полого цилиндра можно было обнаружить (ввиду очень шеро-
ховатой поверхности по образующей) только с торца. При хо-
рошо сфокусированных лучах они оставались совершенно неви-
димыми. Они выявились только искателем небольшого диамет-
ра при низкой частоте, так как часть широкого раскрытого
пучка попадала на них перпендикулярно [778].
Дисковые или колпачковые трещины возникают в сплошном
стержневом изоляторе под колпачком (рис. 32.3, а) или в пусто-
телом изоляторе под фланцем (рис. 32.3, б), если при испыта-
ниях на растяжение изоляторы были перегружены. В службе
нагружение на уменьшенную площадь воздействия приводит
к образованию дополнительных трещин и к отслаиванию дис-
ков, а в конечном счете к разрушению.
Дефекты связи в местах контакта составных изделий круп-
ного размера сами по себе могут быть обнаружены эхо-мето-
дом, хотя эхо-импульсы от дефектов часто бывает трудно отли-
616
чить от побочных эхо-импульсов из области юбок. К сожале-
нию, места соединения в большинстве изделий дают более или
менее значительное показание, хотя последующий разрушающий
контроль не подтверждает наличия здесь заметных дефектов.
По Вейлу [1609], это обусловливается сильной анизотропией
структуры соединительной массы; все же при некотором на-
выке их можно отличать от истинных показаний, вызванных
дефектами.
Рис. 32.2. «Скачки» в шейке
полого изолятора
Рис. 32.3. Контроль на колпачковые трещины:
а — у изоляторов со сплошным стержнем (дисковые
трещины); б —у полых изоляторов; / — колпачок; 2 —
замазка; 3 — изолятор; 4 — трещина; 5 — фланец
По контролю изоляторов ультразвуком уже изданы различ-
ные инструкции [630].
В случае высококачественных керамических изделий спе-
циального назначения, например для турбин, требования кон-
троля часто бывают очень высокими, так что наименьшие тре-
буемые для обнаружения дефекты на обычных частотах уже
не выявляются. Здесь применяют ультразвуковую микроскопию
(раздел 13.13 [1129]) и высокочастотный эхо-импульсный кон-
троль [310]. Дополнительные сведения имеются в литературе
[1257, 1574].
При контроле стекла ранее требовалось только измерение
толщины больших листов (полотен), что при применении резо-
617
нацсного и эхо-импульсного способов не вызывало- никаких
трудностей, если только стекло не было слишком горячим.
Юнке [738} сообщил об исследованиях, в которых по изме-
рениям скорости звука (продольных и поперечных волн и волн
в пластинах) и по амплитудам волн в пластинах были сделаны
выводы о характере разрушения (поведении при разрушении)
небьющегося стекла [1690, 1591]. Более старую литературу
см. в работе [27, раздел О 21].
32.2. ПЛАСТМАССЫ
У многочисленных материалов, называемых общим термином
«пластмассы», затухание ультразвука, от которого зависит воз-
можность контроля, колеблется от умеренных значений для
твердых материалов и материалов без наполнителя типа акри-
ловой смолы (плексигласа), этилоксилйновой смолы (заливоч-
ной), полистирола, полиамида и тефлона до очень высоких
у мягких разновидностей — полиэтилена (ПЭ), поливинилхло-
рида (ПВХ) и полиизобутилена (оппанола Б). Последние яв-
ляются очень хорошими поглотителями звука даже при самых
низких частотах, применяемых при контроле материалов. Сле-
довательно, твердость пластмассы может быть ориентировоч-
ным критерием пригодности ее для ультразвукового контроля,
если она не была обеспечена наполнителями. Мягчители (пла-
стификаторы) снижают пригодность к контролю.
Тот факт, что полутвердое состояние имеет наибольшее затухание по
сравиеиию с жидким и твердым, может быть очень хорошо прослежен уже
при отверждении заливочных смол: после добавки отвердителя смола вна-
чале остается столь же хорошо прозрачной, как и прежде, что видно, напри-
мер, по импульсному прозвучиванию слоя толщиной в несколько сантимет-
ров по изображению на экране. С началом отверждения проходящий эхо-
импульс уменьшается. Особенно в случае саморазогрева за этим импульсом
вообще нельзя проследить несмотря на повышенное усиление, и лишь после
отверждения он снова появляется ввиду уменьшения времени прохождения
звука благодаря повышению его скорости.
К числу задач контроля дефектов в пластмассовых заготов-
ках относится обнаружение раковин в материале, получаемом
на ленточных прессах (в экструдерах), например в полиамиде
или тефлоне (ПТФЭ). Массивные круглые прутки диаметром
примерно до 100 мм могут быть проконтролированы эхо-мето-
дом иа частотах 1—2 МГц в прямом контакте, причем особенно
эффективно с использованием высокодемпфированных искате-
лей. Предельно обнаруживаемые дефекты имеют размер, при-
мерно соответствующий чечевице или фасоли (в случае пузырь-
ков раковин) или спички (в случае продольных раковин и рас-
слоений в сердцевине). Для получения акустического контакта
используют воду или масло. Даже и при скользящем контакте
износ получается незначительным [555]. Однако обычно ввиду
лучшей разрешающей способности в ближнем поле, а также и
618
при более тонком материале используют совмещенные искатели,
особенно при частотах контроля 1 МГц и ниже. В качестве при-
мера достигаемой выявляемости дефектов можно упомянуть, что
в полиэтиленовом прутковом материале диаметром до 150 мм
совмещенными искателями на частоте 1 МГц могут быть Выяв-
лены дефекты, соответствующие эквивалентному отражателю
диаметром 0,3 мм.
В иммерсионном варианте достигается еще более благо-
приятное прохождение звука, чем в случае контроля металлов,
т. е. получаются меньшие потери на отражение и меньшее от-
клонение и расщепление луча на искривленных поверхностях.
При контроле образцов работают также с наклонно падающими
продольными волнами, потому что поперечные волны, как пра-
вило, сильно затухают. Так, например, тефлоновые трубы под
водой можно контролировать на наличие пузырьков в стенках
продольными волнами на частоте 1 МГц, которые излучаются
в материал сфокусированно при помощи плексигласовой линзы,
поставленной перед преобразователем. Трубу перемещают мимб
искателя, одновременно вращая ее.
Изоляционные прессованные слоистые материалы и трубы
из бумаги, проклеенной смолой, могут быть проконтролированы
на дефекты расслоения высокодемпфированными искателями на
частоте 1 или 2 МГц. • ; •
Ракетные двигатели, в которых требуется обнаружить мел-
кие поры и трещины, ввиду высокого затухания звука в мате-
риале контролируют по способу прозвучивания. Чтобы избежать
колебаний акустического контакта и выявить более мелкие де-
фекты, работают в иммерсионном варианте. В зависимости от
контролируемого материала и его толщины используют искате-
ли, работающие на частоте от 250 кГц до 1 МГц. При соответ-
ствующем выборе длины входного водяного участка и использо-
вании естественной фокусировки звукового поля можно тем не
менее вести контроль с достаточной чувствительностью. В слу-
чае звездообразного внутреннего сечения можно заполнить жид-
костью также и внутреннюю полость.
О контроле сварных швов в пластмассовых (полимерных)
материалах см. в разделе 28.1.7.
С помощью ультразвуковых измерений можно также определять содер-
жание влаги в пластмассах. У полиамида с увеличением влажности изме-
няются и затухание, и скорость звука. Использование скорости звука для
этой цели однако менее эффективно, потому что данный показатель изме-
няется также и вследствие различий в структуре, например от середины
к краю в диске, отрезанном от круглого прутка. Затухание значительно
уменьшается при переходе от сухого состояния к насыщенному влагой, так
что эхо-импульсы от задней стенки на частоте 1 МГц относятся как 1:10.
Еще одной задачей из области контроля пластмасс является измерение
толщины стенки пластмассовых труб в процессе их изготовления возможно
ближе к выходу из щели экструдера. Хотя этот вопрос относится собственно
к разделу 33.1, здесь его следует тоже затронуть, потому что свойства пласт-
массы играют некоторую роль. В процессе экструдирования желательно про-
619
водить двоякий контроль: во-первых, формирующаяся труба должна иметь
возможно более равномерную толщину стенки, и во-вторых, эта толщина
должна быть возможно ближе к заданной (номинальной), чтобы экономно
расходовался материал. Соответствующая возможность измерения имеется
на участке охлаждения с применением совмещенных искателей при скользя-
щем контакте или высокодемпфированных нормальных искателей в иммер-
сионном варианте. Одна из трудностей заключается в том, что в местё кон-
троля труба еще остается довольно горячей; кроме того, ввиду охлаждения
снаружи температура стенки увеличивается по направлению снаружи внутрь.
К тому же скорость звука в пластмассе сильно зависит от температуры; на-
пример, у твердого полиэтилена (низкой плотности) скорость звука умень-
шается на 8 м/с на каждый градус температуры. Поэтому измерение абсо-
лютной толщины стенки может быть выполнено только тогда, когда стенка
трубы будет иметь равномерную температуру и будут учтены соответствую-
щие поправочные коэффициенты. Поскольку первое допущение на выходе из
экструдера не выполняется, определить абсолютное значение толщины стен-
ки там нельзя.
Впрочем, закон изменения температуры по периметру трубы имеет лишь
незначительные различия — даже и при неравномерной толщине стенки, так
что при относительных измерениях по одному из периметров различия в тол-
щинах стенки могут быть установлены с точностью 0,1—0,2 мм. Такая точ-
ность достаточна для того, чтобы скорректировать эксцентриситет настройки
экструдера [480, 1495, 672].
32.3. РЕЗИНА
Вулканизированный природный каучук в толщинах до несколь-
ких сантиметров может быть проконтролирован на частотах до
2 МГц. Однако обычно применяют материалы, обогащенные
наполнителем, например сажей, вследствие чего затухание очень
резко увеличивается. Поэтому для контроля пригодны частоты
только ниже 1 МГц. Если к тому же в материале имеются вло-
женные слои ткани, как в автопокрышках, то контроль ведут
на частотах около 100 кГц. Кроме соединения резины с метал-
лом важной проблемой контроля является также соединение
различных слоев резины и ткани в автопокрышках и ремнях
для ременных передач.
Уже давно предлагалось прозвучивать автомобильные по-
крышки в ванне с водой с применением ультразвука колеблю-
щейся частоты [1066, 1067, 907].
В США Халси [600] сообщил об исследованиях, позволяю-
щих оценить качество автопокрышек с помощью эхо-импульс-
ного метода в иммерсионном варианте. При этом применяли
высокодемпфированные фокусирующие искатели на частоте
1 МГц. Самопишущий прибор регистрировал амплитуду эхо-им-
пульсов на переходе резина—каркас. При этом выявлялись
расслоения между резиной протектора и каркасом. Одновремен-
но измеряли время прохождения промежуточных эхо-импульсов
от каркасов и записывали их на второй дорожке. Тем самым
можно было следить за толщиной протектора. Покрышка была
накачана, чем обеспечивались наилучшие возможные геометри-
ческие условия для контроля.
620
В более новых исследованиях Клинмана и др. [1007] тоже
использовали эхо-импульсный метод с высокодемпфированными
искателями на частоте 1 МГц и широкополосными усилителями,
причем дополнительную информацию для оценки покрышек по-
лучали расшифровкой эхо-импульсов от задней стенки внутри
покрышки и искажения формы импульсов вследствие дисперсии.
32.4. КАМЕННЫЕ ПОРОДЫ, ШЛИФОВАЛЬНЫЕ КРУГИ,
УГОЛЬ И ГРАФИТ
Из природных каменных пород однородными и приблизительно
одинаковыми во всех местах можно считать только плавленые
камни вулканического происхождения. Все остальные породы
резко различаются по затуханию и скорости звука. Например,
по Малецкому [819], гранит в зависимости от размеров его зе-
рен может иметь скорость звука от 1,7 до 5 км/с; в этом же
диапазоне располагаются и показатели для многих других ка-
менных пород. Кроме того, на образцах получают другие значе-
ния, чем в пласте под землей, что объясняется горным давле-
нием. Однако измерение давления по скорости звука слишком
ненадежно, потому что оно колеблется в различных местах.
Затухание обычно бывает настолько высоким, что для
ультразвуковых измерений могут быть использованы только ча-
стоты ниже 500 кГц. В случае слоев песка, суглинка и угля
приходится опускаться уже в область слышимых частот, чтобы
достичь глубины проникновения около 1 м. К тому же камен-
ные породы нередко содержат небольшие трещины и включения,
которые существенно снижают проницаемость для звука [818,
819, 1574].
Ввиду плохой фокусировки луча при низких частотах в слу-
чае эхо-импульсного способа приходится отказаться от локали-
зации (определения местонахождения) дефектов. Вместо этого
в блоках с параллельными поверхностями могут быть выявлены
грубые трещины и включения раздельными искателями при
импульсном прозвучивании.
Луч [954] использовал эхо-импульсный способ на частоте 0,5 МГц в
плотной породе под землей, чтобы проконтролировать трещиноватость и тем
самым несущую способность имевшейся скалы — кварцита, подводного камня
(Riffgestein). Для этой цели в гладкий шпур вводили специальный искатель
и обеспечивали акустический контакт при помощи масла. Таким способом
можно было изучить пространство диаметром в несколько метров вокруг
шпура. На глубинах 1—2 м получили многочисленные эхо-импульсы, происхо-
дящие от трещин, а на большей глубине изображение на экране получалось
четким (чистым). Однако при этом еще можно было четко различить эхо-
импульс от параллельного шпура диаметром 40 мм, расположенного на рас-
стоянии 1 м. В кварците были получены скорости звука около 6 км/с и зна-
чения затухания около 100 дБ/м при частоте 1 МГц.
Для той же цели Венцель [1604] использовал способ измерения чистого
времени прохождения звука и измерил скорость звука между двумя шпу-
рами при помощи раздельных искателей. Разрыхленная зона поблизости от
621
поверхности давала меньшие значения скорости и меньшие амплитуды про-
ходящего звука. По принятому значению коэффициента Пуассона определяли:
значения модуля упругости на растяжение Е, которые достаточно хорошо*
согласовывались с результатами других методов и представляли большой:
практический интерес при формировании штольни. Шпуры здесь были про-
бурены с наклоном вниз и заполнены водой, чтобы получить хороший аку-
стический контакт. Здесь использовали прибор для контроля бетона кон-
струкции Штайнкампа [1458], работающий на частоте 30 кГц. В гнейсовых
породах (Rofnagneis) и мраморе скорость звука получалась равной соответ-
ственно около 4,7 и 6,5 км/с.
На практике контроль природных каменных пород нашел
применение лишь в очень ограниченном объеме. Напротив, изме-
рения скорости звука и затухания на буровых образцах (кер-
нах) для определения упругих констант и прочих свойств мате-
риала успешно применяются при фундаментальных исследова-
ниях. На буровых кернах диаметром 20—40 мм и длиной 5—
100 мм можно проводить измерения на частотах 1—4 МГц про-
дольными волнами и на частотах 1 МГц поперечными волнами
методом прозвучивания. В исключительных случаях измерения:
могли быть проведены также и эхо-импульсным способом на<
частотах 1 и 2 МГц [1180].
Под искусственными камнями в основном понимают огне-
упорные кирпичи, для которых и раньше применяли ультразву-
ковой контроль. Для таких кирпичей, используемых для футе-
ровки печей, ставится проблема выявить трещины, дефекты;
прессования и внутренние пустоты, а также по измеряемым по-
казателям звука оценить технологические свойства — такие как
пористость и прочность на сжатие в холодном состоянии. При
умеренной пористости эти материалы достаточно проницаемы
для прозвучивания на частотах от 0,05 до 0,5 МГц. Акустиче-
ский контакт ввиду шероховатой поверхности при этом осуще-
ствляется при помощи пластичной смазки или клейстера, при-
чем искатели целесообразно снабдить защитными колпачками
из резины, которые лучше подгоняются к шероховатостям по-
верхности.
В материалах с умеренной пористостью скорость звука мо-
жет служить мерой величины пористости. Например, в одном
материале с увеличением пористости от 20 до 30 % скорость,
звука изменилась от 3900 до 3400 м/с.
В случае пористых кирпичей контроль или измерения воз-
можны только по методу прозвучивания; напротив, плотно
обожженный клинкер и керамические материалы можно кон-
тролировать и эхо-импульсным способом на частоте 1 и 2 МГц,
а иногда и при 4 МГц.
Вопросы контроля огнеупорных кирпичей, обожженного кир-
пича, кафельной и керамической плитки освещаются в работах
[518, 1431, 1207, 301, 569, 1681, 27 —разделы К21 и К22].
Шлифовальные круги на силикатной связке так же хороша
проводят звук, как и песчаник, например при контроле в иммер-
622
«ионном варианте на частоте 1 МГц. По методу измерения
интенсивности обычно можно судить о дефектах типа трещин
и плохой связки, которые снижают проницаемость для звука.
П.о эхо-импульсному методу в дополнение к этому судить о ка-
честве связки можно и по скорости звука. Шлифовальные круги
на резиновой связке прозвучиваются плохо. Все же на частоте
0,2 МГц можно ориентировочно контролировать образцы'тол-
щиной до 15 см.
Прессованные угольные и графитовые блоки (материал,для
электродов и стержней атомных реакторов) резко различаются
по прозрачности для звука. В тех случаях, когда вообще было
возможно контролировать электродные блоки (на частотах ни-
же 1 МГц), были обнаружены резко различающиеся скорости
звука перпендикулярно и параллельно направлению пластин,
а 'именно от 1,1 до 2,3 км/с и от 3,2 до 3,9 км/с. К трму же
прозрачность для звука резко различалась в отдельных местах
даже и без наличия крупных дефектов, так что выявление де-
фектов не всегда было возможным.
По вопросам контроля угля и графита см. работы [1357,-591,
345, 1091, 262].
32.5. БЕТОН
Контроль на дефекты и испытание на прочность представляют
-большой интерес и для крупных бетонных строительных эле-
ментов, отлитых непосредственно иа строительной площадке, и
для полуфабрикатов, изготовленных на заводе. Неоднородность
материала ограничивает применимые частоты диапазоном ниже
100 кГц, если требуется контролировать длины более 1 м. Одна-
ко при таких частотах уже нельзя получить столь резко сфоку-
сированные звуковые пучки, какие являются обычными при кон-
троле металлов. Чтобы достичь такой фокусировки, как у Иска-
теля на частоте 2 МГц при диаметре 25 мм в стали (т. е. угла
раскрытия у0 около 8°), в бетоне датчик (преобразователь) дол-
жен был бы иметь диаметр 350 мм при работе на частоте
100 кГц. Поэтому на практике работают с искателями, которые
по размерам ненамного больше обычных, обеспечивая акустиче-
ский.контакт вязким маслом, пластичной смазкой типа тавота,
водосодержащими акустическими пастами, глицерино-каолино-
выми суспензиями, смазочным мылом и т. п. Иногда искатели
заливают прямо в бетон, если, например, ставится цель прово-
дить длительные наблюдения. Имеются также искатели для су-
хого акустического контакта.
Контактные поверхности, малые по сравнению с длиной вол-
ны (при частоте 100 кГц длина волны X примерно равна 40 мм),
разумеется, наряду с продольными волнами излучают и значи-
тельную долю других волн. Всегда приходится принимать в рас-
чет сильную поверхностную волну, из-за чего при эхо-импульс-
623
Рнс. 32.4. Контроль бетона при импульсном
прозвучивании:
а — при контакте в двух точках, контроль
бетонного столба со схематическим изобра-
жением на экране первых импульсов от волн
различного типа; б — при контакте на поверх-
ности пластины (рабочей поверхности плиты
дорожного покрытия);
S — излучатель; £ — приемник; L — продоль-
ная волна; Т — поперечная волна; R — кра-
евая волна
п
ном способе получают так
много мешающих эхо-им-
пульсов неконтролируемого
направления и происхожде-
ния, что метод оказывается
непригодным. Поэтому ра-
ботают, как правило, двумя
искателями при импульсном
прозвучивании. Отсутствие
направленного действия
искателей при этом позво-
ляет подсоединяться в лю-
бых местах взаимно накло-
ненных поверхностей изде-
лия (рис. 32.4,а). Самой
быстрой принимаемой в та-
ком случае волной всегда
является прямая продоль-
ная волна. Позднее прихо-
дят импульсы от поперечной
и поверхностной волн, кото-
рые однако в зависимости
от формы изделия уже мо-
гут быть искажены отражен-
ной продольной волной. Если
обе головки поставлены на
одну и ту же поверхность бетонного изделия, например на ра-
бочую поверхность бетонных плит для сооружения дорог
(рис. 32.4 6), то прямая продольная волна получается довольно
слабой (см. характеристику направленности иа рис. 4.23).
Для измерения толщины дорожных бетонных плит (при из-
вестной скорости звука) применяют совмещенные искатели [974],
излучатель которых представляет собой мозаику из 14 преобра-
зователей на частоте 200 кГц секторной формы с приемником
в середине, работающим на резонансной частоте 5 МГц. Боль-
шинство приборов работают только с измерением времени про-
хождения звука при прозвучивании, иногда с цифровым пока-
занием.
При контроле бетона основной интерес представляет измере-
ние прочности на сжатие. Она определяет марку (качество) бе-
тона. Этот показатель связан с модулем упругости Е, но также
еще и целым рядом влияющих факторов. Модуль Е может быть
рассчитан с достаточной надежностью по продольной скорости
звука.
Для очень грубой оценки качества бетона можно составить
следующую шкалу скоростей звука (в продольном направле-
нии, км/с):
624
>4,6 Очень хорошее
3,6—4,6 Хорошее
3,0—3,6 Умеренное до сомнительного
2,1—3,0 Плохое
<2,1 Очень плохое
скорость звука дискредитировали
Рис. 32.5. Взаимосвязь между скоростью про-
дольных волн и прочностью образцов бе-
тона на сжатие при различном составе смеси1
и различном водоцементном отношении (ре-
зультаты измерений Джоунза н Гетфнлда):
/—1:3:6; 2—1:2,5:5; 3— 1:2:4; 4 — 1:1.5.-»
5— 1:1:2
По этим данным можно проводить сравнительные испыта-
ния, если прочие влияющие факторы, например вид, количество
и крупность добавок (наполнителя), водоцементное отношение,
возраст, содержание влаги, арматура (если она есть) остаются
постоянными. Абсолютное значение прочности можно получить
только в сочетании с другими методами испытаний.
Некритическое применение и неуспешность при односторон-
ней ориентации только на
данный способ.
На рис. 32.5 показано
влияние водоцементного от-
ношения для шести различ-
ных смесей цемент—песок—
речной гравий. Пробы были
отобраны в возрасте 28 дней
и были насыщены влагой.
В зависимости от количе-
ства добавленной воды при
затворении цемента значе-
ния прочности на сжатие
изменялись по одной из кри-
вых [736].
Тем не менее контроль
бетона ультразвуком по
Банджи [197] представляет
интерес в следующих слу-
чаях:
равномерность свойств
изделий одинакового соста-
ва (наличие расслоений, раковин, трещин).
прочность, если выдержаны одинаковые условия, и какой-
либо другой метод измерений, например определение твердости:
поверхности или плотности, чтобы провести корреляцию ряда:
результатов измерений;
контроль процесса схватывания бетона;
обнаружение разрушений, например после пожара или проб-
ном нагружении вследствие появления микротрещин.
Банджи измерил также влияние арматуры на скорость зву-
ка. В продольном направлении (направлении прозвучивания)
стальная арматура не оказывает влияние при ее диаметре до
5 мм, а в поперечном направлении — при диаметре до 20 мм.
Приводятся поправочные коэффициенты в случае арматуры
большего диаметра.
625>
Приборы для контроля бетона рассмотрены в ряде работ
'{302, 445, 736, 919, 1458, 1205]; в числе более старых работ
можно назвать [383, 519, 1306, 833, 1491, 27, разделы К112,
К121 и К131], а также [327, 664, 197, 123, 1201, 743, 1576, 1390,
1021, 1325, 502, 1256, 1532].
.32.6, ДЕРЕВО И КОЖА
К самым старым применениям ультразвукового контроля отно-
сится. определение связи в фанере (Черлинский [284]). Вместо
ультразвука колеблющейся (качающейся) частоты теперь
используют импульсы для прозвучивания. Для требуемых низ-
ких частот менее 1 МГц и обычно небольших толщин контроля
импульсы эхо-метода при работе с одним искателем оказывают-
ся слишком продолжительными. Отсутствие клея или плохое
проклеивание фанеры или других деревянных деталей легко
обнаруживается по меньшей проницаемости для звука. Посколь-
ку масло- или водосодержащие средства акустического контак-
та и 'иммерсионный вариант обычно нежелательны, приходится
использовать медленно испаряющиеся жидкости. Фирма «Ото-
мейшен индастриз» применила [1701] роликовые искатели
(Wheel probes) для проведения сухого непрерывного контроля
• фанеры методом прозвучивания.
Другой проблемой является обнаружение гнили в сердце-
вине — как на деревянных мачтах (сухой гнили, например в те-
леграфных столбах), так и в живых деревьях. В деревянных
мачтах гнилые участки обнаруживаются без затруднений. На
искатели надевают защитные колпачки, контактирующие при
помощи пластичной смазки. Для постановки на мачту приме-
няет соответствующие клещи, чем обеспечивается требуемое
давление прижатия для обеспечения акустического контакта
до 100 Па. Специальная жидкость для акустического контакта
в таком случае не нужна.
Такой же метод, как это опробовали Уэйд и Вудман [1584]
применяют и на живых деревьях. Проницаемость для звука
у живых деревьев выше, чем у деревянных мачт (столбов).
•Однако кора настолько непрозрачна для звука, что для прове-
дения контроля ее приходится удалять с двух противолежащих,
возможно более ровных участков ствола.
Для прозвучивания применяют частоту 0,25—0,5 МГц; у здо-
рового букового дерева достигается надежное показание при
прозвучивании даже при диаметре до 1,3 м.
, Использование скорости звука для контроля качества дерева
в общем случае наталкивается на трудности из-за сильной ани-
зотропии (направления волокон). Например, на сухом кубике
букового дерева были получены значения скорости звука в раз-
личных направлениях, показанные на рис. 32.6. Одновременно
на нем было измерено и затухание на частоте 0,5 МГц, которое
• 62&
составило 400 дБ/м, что по сравнению
с металлами является очень высоким по-
казателем.
Из других органических материалов
контролю качества с применением уль-
тразвука подвергают также кожу [747],
что однако, до сих пор не нашло широ-
кого практического применения. Здесь
измеряемой величиной тоже является
скорость звука, которая зависит от хи-
мической и физической структуры и от
ориентации волокон.
Соответствующие вопросы освещены
в работах [203, 204, 205, 976, 745, 820, 190,
1009, 1597].
Рис. 32-6. Скорости звука
(продольных волн) в куби-
ке нз букового дерева в раз--
личных направлениях
1493, 351, 1143, 1174,
32.7. САЛО И МЯСО
Для этих съедобных веществ большое практическое применение-
нашло измерение толщины слоя сала и мяса на живых живот-
ных, особенно на свиньях и крупном рогатом скоте. Метод при-
меняется институтами животноводства, животноводческими
объединениями и лабораториями, контролирующими откармли-
вание. Это облегчает рыночную оценку живых животных.
Насаживание искателей животное переносит легко в отли-
чие от обычно применявшихся прежде способов ввода зондов
под кожу свиньи для измерения толщины слоя сала. Целесооб-
разно загнать животное в узкий проход или в клетку, чтобы
при неподвижном животном можно было получить неподвижное
изображение на экране. На частотах около 2 МГц достигается
наиболее благоприятный компромисс между проницаемостью
для ультразвука и четкостью эхо-импульсов. При применении
искателей диаметром около 10 мм удалять щетину с кожи
свиньи нет необходимости. Для обеспечения акустического кон-
такта применяют масло, жир или водорастворимую пасту
(рис. 32.7).
При тарировке прибора кроме температуры нужно учиты-
вать и то, что толщина слоя сала на подвешенном животном
после его убоя уменьшается вследствие растяжения. Точность
оценки толщины свиного сала, по данным Лаупрехта [895],
обычно достигает 1—2 мм при толщине слоя сала около 40 мм,
чего вполне достаточно [156, 1271, 523].
До 1959 г. ограничивались измерением только толщины слоя
сала, а позднее измерение толщины слоя мяса по способу, по-
казанному на рис. 32.8, открыло новые возможности для харак-
теристики убойной ценности животного. Цифровой показатель
убойной ценности получается как отношение площади попереч-
ного сечения спинной мышцы к находящемуся над ней слою
627
сала. При точечном сканировании вручную, вычерчивании диа-
граммы и планиметрировании площадей можно было получить
желательный показатель, но для практики для этого требова-
лось слишком много времени. Недавно для этой цели был опро-
бован имеющийся в продаже прибор с экраном, применяемый
для медицинских целей — Видозон фирмы «Сименс» [691]. На
Рис. 32.7. Измерение тол-
щины слоя сала у свиньи
Рис. 32.8. Изображение на
экране при измерении тол-
щины слоя сала и мяса у
животного в сопоставлении
со схематическим разрезом
его тела:
1 — поверхность тела живот-
ного; 2 и 3 — пленка сухо-
жилий; 4 — спинная мыш-
ца; верхняя сторона; 5 —
то же, нижняя сторона; I —
сало на спине животного;
// — мышца (мясо)
рис. 32.9 показан принцип сканирования, по которому звуковой
луч от вращающегося преобразователя направляется через па-
раболическое зеркало в водяной камере на объект [71].
Ультразвук нашел применение в животноводстве также для
измерения объема грудной мышцы у цыплят, а также для изме-
•628
Рис. 32.9. Схема сканирования спи-
ны свиньи прибором Видозон по
Хорсту:
I — кость; 2 — мышца; 3—-сало с
сухожилиями; 4 — ультразвуковой
преобразователь; 5 — параболиче-
ское зеркало; б — экран прибора
рения количества сала и мяса у овец и других животных. У лю-
дей измерение толщины подкожного слоя жира служит науке
о питании подростков [195].
По приборам имеется литература [212, 1743].
33. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
НА ОСНОВЕ ИЗМЕРЕНИЯ СВОЙСТВ ДЕТАЛИ
В настоящем разделе рассматриваются вопросы измерения
свойств детали и констант материала, в той мере в какой они
представляют интерес для контроля материалов и могут быть
определены обычными имеющимися в продаже контрольными
приборами. Многочисленные научные задачи и методы измере-
ния поэтому должны быть оставлены без внимания или затро-
нуты лишь вкратце. Можно сделать ссылку на учебник Тица
[41].
33.1. ИЗМЕРЕНИЕ ТОЛЩИНЫ СТЕНКИ И СЛОЯ
Измерение толщины стенки и скорости звука основывается на
одной и той же величине — времени прохождения t. По ней при
известной скорости звука вычисляют толщину или при извест-
ной толщине — скорость:
d=st или c=d[t.
629
Методы измерения, как и соответствующие приборы, описы-
вались в главах 10 и И. Практические задачи измерения могут
быть подразделены на две группы:
1. При изготовлении труб, сосудов, листов, полос и т. д. же-
лательно непрерывное или систематическое выборочное измере-
ние толщины стенки. В местах.,измерения этих изделий почти
во всех случаях имеется стенка с параллельными и гладкими
граничными поверхностями. Требования к точности весьма вы-
соки— около 1%, а в абсолютном выражении около 10 мкм
при толщине стенки до 1 мм и примерно 0,1 мм при толщине
стенки до 10 мм и более. Локальные различия в толщине неве-
лики, и поэтому точное положение места измерения существен-
ного значения не имеет.
2. При эксплуатационном контроле, например на электро-
станциях, в химической промышленности и т. д. задача заклю-
чается в следующем: проверка толщины стенки или остаточной
толщины стенки встроенных труб, резервуаров, колен и т. д.„
подвергающихся воздействию высоких температур и давлений,
а также химикатов, разъедающих материал. Следовательно,,
основная задача состоит в обнаружении мест с коррозией, охва-
тывающей некоторую площадь или сосредоточенных в большей
или меньшей степени в точке, и измерении остаточной толщи-
ны стенки в критических местах, т. е. именно там, где не удается
получить многократных эхо-импульсов от стенки, ограниченной
параллельными поверхностями. . .
Для первой группы задач предназначаются в первую оче-
редь толщиномеры стенки, работающие на высоких частотах
и имеющие высокую разрешающую способность. Здесь дости-
гается высокая точность измерений, если имеются серии не-
искаженных эхо-импульсов от задней стенки.
Однако именно это и является одной из причин того, что
такие приборы в случае коррозии, т. е. при решении задач вто-
рой группы, не всегда работают удовлетворительно. Хотя изго-
товители указывают в рекламе довольно широкую область при-
менения своих приборов, т. е. имеют в виду и измерения при
коррозии, это не всегда выполнимо. Поскольку к тому же еще
нет конкретного стандарта на коррозию, эти притязания плохо-
Поддаются проверке. Во всяком случае эти приборы плохо ра-
ботают при явно выраженной язвенной коррозии, так как эхо-
импульсы в таких местах получаются гораздо более слабыми,
чем в случае ровной задней стенки.
Для этих целей хорошо подходит другая группа ультразву-
ковых толщиномеров, которые работают с совмещенными иска-
телями. Оба различных типа приборов можно сразу же разли-
чить по искателю, а не по показанию: в обоих случаях показа-
ние может быть и аналоговым, и цифровым (дискретным) —
см. раздел 11.1.3. Такие приборы рабатают при обычных часто-
тах контроля материалов, но имеют более высокую мощность,,.
630
чтобы можно было получить эхо-импульсы также и от точек
язвенной коррозии. Однако чтобы одновременно можно было
измерять и толщину стенки до минимальных значений 2 или
даже 1 мм, нужно применять принцип совмещенного искателя.
Ко второй группе относятся также задачи измерения толщины
стенки при повышенной температуре. Эти задачи тоже лучше
всего решаются приборами со специальными совмещенными
искателями. Входные участки в таком случае изготовляют из
кварцевого стекла, которое может кратковременно выдержи-
вать температуру до 900 “С. Если само измерение продолжается
только долю секунды, т. е. при хорошем качестве наружной
поверхности и когда применяются высокотемпературные среды
Рис. 33.1. Держатель искателя для кратко-
временных измерений на горячих трубах
(фн^ма «Крауткремер»)
для акустического контакта по
разделу 15.3 и устройство для
посадки искателя на контроли-
руемое изделие еогдасно рис. 33.1,
то измерение можно успеть вы-
полнить без промежуточного
охлаждения и без перегрева са-
мого преобразователя. Но все же
Рнс. 33.2. Разрез системы контроля труб
на внутреннюю коррозию
всегда целесообразно перемещать вместе с искателем и охлаж-
дающую водяную ванну.
Измерения толщины стенки, например труб, затрудняются
в том .случае, когда их наружная поверхность недоступна. Тогда
.применяют измерительную систему, протягиваемую через трубу
и систематически сканирующую ее внутреннюю поверхность
(рис. 33.2). Искатель фокусируется на прокорродировавшую
поверхность, чтобы еще надежно охватить и стенку трубы с
многочисленными трещинами. Чтобы уменьшить диаметр, при-
меняют вращающееся отклоняющее зеркало, так что сам иска-
тель располагается в центре (по оси) трубы.
Вариантом затрудненного измерения стенки можно считать
также осмотр трубопроводов или резервуаров для выявления
мест коррозии с последующим их исследованием на минималь-
ную остаточную толщину стенки. Измерение от точки к точке
ввйду больших затрат времени не может быть целесообразным.
Для решения первой части поставленной задачи нужно исполь-
631
Рис. 33.3. Осмотр трубопроводов
на коррозию (данные Дюбрессо-
на, Институт сварки, Париж)
зовать прохождение звука в стенке,
например, зигзагообразные попереч-
ные волны или волны в пластинах.
Как показано в главе 26, для этого*
можно применить прозвучивание труб-
но всему периметру, например, труб-
чатым искателем или в общем случае
(также и при контроле листов) двумя
наклонными искателями, излучающи-
ми навстречу друг другу. Одно такое
решение известно для нефтепроводов^
[343], открыто проложенных в песках
пустыни и подвергающихся коррозии
преимущественно по нижней внутрен-
ней поверхности (рис. 33.3). Иногда
выявить участок коррозии удается по-
сильному затуханию проходящего эхо-
импульса. Имеется возможность и не-
которой оценки размеров и глубины
участка, пораженного коррозией.
Теперь еще остается задача изме-
рить на площади в несколько квадрат-
ных дециметров наименьшую остаточ-
ную толщину стенки. Сплошной охват
такой поверхности вручную практи-
чески невозможен. Обычно обходятся статистически распреде-
ленными точками измерений, однако нужно четко представлять,
себе, что распределение точек измерения можно поручать толь-
ко очень опытному оператору. Обычно оператор непроизвольно
стремится к тому, чтобы обойти те места, где отсчет можно
получить только при тщательной постановке искателя и обеспе-
чении контакта. Однако именно эти места и могут оказаться
критическими. Лучшим решением было бы автоматическое ска-
нирование ограниченного участка поверхности, по возможности
даже в направлении обеих координат. Ввиду больших механи-
ческих затрат и трудности обеспечения надежного акустиче-
ского контакта практически приемлемого решения пока еще-
------------—.—..—..—не было найдено. Здесь могли
Рис. 33.4. Измерение толщины стенки и
геометрии труб с температурной компеи*
сацией изменений скорости звука в воде
бы быть очень полезными «су-
хие» методы контакта.
У прецизионных труб (см.
также главу 26) наряду с кон-
тролем дефектов желательно*
измерять толщину стенки, а
также и наружный и внутрен-
ний диаметры. На рис. 33.4
эта задача решена следующим
образом: в иммерсионном ва-
632
рианте измеряется толщина стенки в двух противолежащих
местах последовательно. Затем последовательно измеряют рас-
стояние обоих искателей от поверхности трубы и вычитают из
известного расстояния между искателями. В результате полу-
чается наружный диаметр. Если из него вычесть еще две тол-
щины стенки с обеих сторон, то останется внутренний диаметр.
Оба значения толщины стенки могут быть различными, из чего
дополнительно получается эксцентриситет. Эти операции целе-
сообразно выполнять на ЭВМ, которая выдает результаты изме-
рений в цифровом виде. При спиральном сканировании труба
обмеряется практически по всей площади, так что для практи-
ческой переработки полученные значения еще необходимо «про-
сеять», т. е., например, сократить только до превышений допус-
ков. Такое дополнительное устройство наряду с устройством
для выявления дефектов имеет в частности описанная в гла-
ве 26 установка Датского комитета по атомной энергии (Ризё
[584, 585]). Одной из проблем при измерении является опреде-
ление скорости звука в воде, зависящей от температуры; эта
температурная зависимость может быть компенсирована при
помощи вспомогательных отражателей в звуковом луче, напри-
мер в виде проволок. По изменившемуся времени прохождения
вспомогательного эхо-импульса пересчитывают значения рас-
стояния, измеренные в воде.
Измерение толщины стенки бесконтактным способом и без
специальной контактирующей среды возможно с применением
электромагнитных зондов ЕМ.АТ (раздел 8.4). При подходящей
геометрии полюсных наконечников допустимы колебания ши-
рины щели до нескольких миллиметров. Получающиеся при
этом колебания амплитуды до 20 дБ могут быть компенсиро-
ваны [371].
Ито с сотрудниками использовал зонды ЕМ.АТ для измере-
ния толщины стенки труб диаметром до 120 мм при темпера-
туре до 900 °C в процессе их изготовления [710].
В случае цветных металлов имеется опасность неверного
измерения толщины стенки, если испытываемый образец вслед-
ствие наличия текстуры имеет другую скорость звука перпен-
дикулярно к стенке, чем эталонный образец.
Вода или другие жидкости за стенкой обычно не очень силь-
но мешают измерению ее толщины, как например в случае за-
полненных трубопроводов и резервуаров и у судов ниже ватер-
.линии. Только в случае свинцовых кабелей, для которых пред-
ставляет интерес измерение толщины свинцовой оболочки, имеет
-важное значение, является ли внутренность кабеля сухой или же
кабель заполнен маслом. Эхо-импульсы уже вследствие кривиз-
ны поверхности и затухания звука в свинце выражены нечетко.
Отложения в трубах и т. п. обычно имеют гораздо меньшее
сопротивление звуку, чем материал стенки, так что ультразву-
ковая волна практически полностью отражается от границы
633
раздела отложение—стенка и измеряется только чистая ;¥ол*-
щина стенки. Однако имеются и исключения из этого правила.
На нефтеперерабатывающих предприятиях отмечалось, что в 'йа-
гревательных трубах в случае серосодержащей сырой нефти
образуется слой сернистого железа, который очень прочно сцеп-
ляется с металлом и имеет, видимо, достаточно высокое сопро-
тивление звуку, чтобы имитировать существенное завышение
толщины стенки. Эта помеха наблюдалась на трубах из стали,,
содержащей 14 % Сг и 1 % Si, но, по-видимому, должна воз-
никнуть и в случае труб из других сталей. Если имеется подо-
зрение на отложение, например когда результат измерения от
одного испытания к другому увеличивается, можно попытаться
сильными ударами молотка отбить отложение в отдельных ме-
стах и проконтролировать там чистую толщину стенки. Эта
помеха, разумеется, в равной мере искажает результаты изме-
рений и резонансным, и импульсным методом.
Особенно важной и обширной задачей является измерение
толщины стенки корпусов судов. Прежние механические изме-
рения просверливанием отверстия (для чего судно нужно было
ставить в сухой док) и его последующим завариванием благо^
даря ультразвуковому способу становятся ненужными, а суд-
но может оставаться в воде (на плаву). У танкеров оёобеино>
сильно корродируют промежуточные и наружные стенки тан-
ков, поскольку пустые танки заполняют морской водой. Как
резонансными приборами [422, 423], так и эхо-импульснымй
уже удается успешно проверять толщину стенок резервуаров
в танкерах, хотя условия контроля при этом отнюдь не просты.
Если желательно обойтись без сооружения лесов, то оператора
нужно опускать в люльке на канате. Сошлифовывания мест
измерения или еще лучше их обстукивания молотком обычно
избежать нельзя.
Измерение толщины слоя ультразвуком возможно только
в том случае, если слой существенно отличается по своему
звуковому сопротивлению от подложки и не слишком тонок.
Обычные покрытия из хрома или никеля на сталях по обеим
этим причинам не могут быть проконтролированы. С примене-
нием эхо-импульсных приборов с наивысшей разрешающей спо-
собностью в ближнем поле, например работающих с ударными
волнами, еще возможно определить слои толщиной не менеё
0,1 мм из акустически более мягкого материала (меди, пласт-
массы или краски) на стали прямым эхо-импульсом. Обычными
приборами можно измерять также и более толстые слои, на-
пример резины на стали, толстые плакирующие слои металлов-
с заметными различиями в звуковом сопротивлении и дйжё
ледебуритной корки у отливок с оболочкой из отбеленного чу-
гуна (ей. ‘раздел 31:3). Обычно толщиномеры редко могут‘быть
использованы для подобных целей. Для этого нужно вбёйбЛ'ь-
зоватьйя эхо-импульсными приборами с экраном.
634
Одна из трудных проблем измерения толщины стенки -встре-
чается при непрерывном литье стали. Непрерывный слиток на
(выходе из кристаллизатора должен иметь достаточно, толстую
.и прочную корку вокруг жидкой сердцевины. Курц и Люкс [876]
.использовали нормальные искатели с водяным слоем при боль-
шом расходе воды. Поскольку однако отражательная способ-
ность границы раздела твердое—жидкое ввиду не очень боль-
ших различий в звуковом сопротивлении обеих фаз, а также
из-за неопределенных ее очертаний неблагоприятна, Линнворт
[960, 962] применил поперечные волны [989]. Акустический
жонтакт в принципе обеспечивается при сухом прижатии, на-
пример при очень кратковременном прикосновении (пристрели-
ванием, иногда с переходником), или при помощи пустотелого
жалика, на внутренней поверхности которого жестко прикреп-
лено. обмазкой несколько преобразователей с поперечными
жолнами, работающих с охлаждением. При обкатывании каж-
дый раз подключается нужный преобразователь. О более про-
должительном практическом применении пока ничего не
известно.
Для измерения толщины поверхностно-закаленного слоя
изделий гораздо более благоприятные предпосылки создаются
при цементировании, чем при газопламенной закалке или за-
калке ТВЧ, поскольку при этом сильнее изменяются химиче-
ский состав стали и соответственно ее ультразвуковые свойства.
Измерение в этом случае удается выполнить на частотах около
40 МГц и очень коротких импульсах (Элион [379] ) даже при
толщинах слоя менее 1 мм. Граница закаленного слоя обнару-
живается по рассеянию, которое однако при плавном переходе,
.'желательном на практике, проявляется недостаточно резко для
того, чтобы можно было проводить надежные измерения.
Таким образом, прозвучивание перпендикулярно к поверх-
здрсти лишь в редких случаях приводит к успеху, тогда как рас-
пространение волн вдоль поверхности еще открывает перспек-
тивные возможности. Если поперечная скорость звука в.слое
меньше, чем в подложке, то толщина слоя изменяет скорость
распространения поверхностных волн и волн Лава (Lov.e—Wel-
1еп, .Хойслер [592]). В какой мере, несмотря на дисперсию фа-
зовой скорости, измерение импульсными приборами при этом
•еще оказывается возможным, пока неясно и будет установлено
Дальнейшими исследованиями. К сожалению, волны Лава имеют
тот недостаток, что они могут быть возбуждены только й слу-
чае твердой или по крайней мере очень вязкой среды акусти-
ческого контакта.
Г! наконец, измерение времени прохождения эхо-импульс-
=ным способом применяется для определения длины болтов, из-
менения их длины при затягивании и по нему напрййсёНйя в
^болтдх. Обычно применявшийся прежде метод основывался на
измерении вращающего момента при затягивании гаечным клю-
635
чом, однако ввиду неизвестности сопротивлений трению этот
метод не очень точен. Поэтому с доступной стороны болта изме-
ряют время прохождения эхо-импульса от его конца (торца)
перед затягиванием и в процессе затягивания болта. Однако
время прохождения изменяется не только вследствие измене-
ния фактической длины болта, но и дополнительно вследствие
зависимости скорости звука от напряжения в теле болта (см.
раздел 33.2). Следовательно, нельзя вести расчет по обычной
скорости звука, но лучше всего охватить оба эффекта с исполь-
зованием эмпирической тарировочной кривой для соответствую-
щего материала [526]. Специальные приборы для этих целей
предлагают многие фирмы («Панаметрикс», «VWR Сайенти-
фик», «Реймонд»), В последнем приборе можно компенсировать,
температурные эффекты при помощи внешнего зонда.
Числовой пример. У болта М24 длиной 180 мм под напря-
жением 20 т (0,2 МН) измерение дает увеличение времени про-
хождения звука примерно на 1 мкс.
Уточненный метод измерения напряжения в болтах упоми-
нался в работе [1447]. Вместо того чтобы измерять удлинение
болта по сравнению с его длиной в ненагруженном состоянии,,
длину болта определяют с помощью продольных и поперечных
звуковых волн. Отношение обоих результатов тоже является
критерием величины напряжения.
Имеется дополнительная литература по измерениям на го-
рячих поверхностях [1305], в ваннах горячего цинкования [633],
по измерению толщины стенок труб изнутри [1381], по изме-
рению геометрии труб [866], по измерению на сильно изъяз-
вленных трубах [1667] и на пластмассовых трубах [247].
33.2. ИЗМЕРЕНИЕ СКОРОСТИ ЗВУКА
Поскольку при контроле материалов основной интерес пред-
ставляет скорость звука в твердом теле, по способам измерений1
скорости звука в жидкостях следует сослаться на книгу Берг-
мана [2].
По скорости продольных Ci и поперечных ct волн из выра-
жений (1.6) и (1.7) можно получить константы упругости твер-
дых веществ — коэффициент Пуассона [41]
= 1/2—(ct/ct)2
И 1-(с</сг)2 ’
модуль кручения или сдвига (Н/мм2)
G = pc 2
и модуль упругости на растяжение Е
езб
(33.1>
(33.2>
(33.3>
Следовательно, измерение скорости звука представляет
большой интерес. Далее еще раз кратко сопоставляются раз-
личные способы таких измерений.
При помощи резонансного или эхо-импульсного прибора, ко-
торый протарирован на определенную скорость звука, напри-
мер в стали, легко определяют скорость звука с путем измере-
ния кажущейся толщины образца ds- Если путем механических
измерений будет найдена действительная толщина d, то ско-
рость звука будет определяться из выражения
cx = c(d/d!t).
Точность измерения определяется точностью тарировки при-
бора и обычно не превышает 1 %.
При помощи интерферометрической схемы (раздел 11.1.1)
у эхо-импульсных приборов получают точность до 0,1 %. При
этом в вышеприведенную формулу вместо кажущейся толщи-
ны d., подставляют измеренную микрометром длину сравнитель-
ного участка и вместо с — точно известное значение скорости
звука.
Для измерения поперечной скорости звука по упомянутым
способам на образце используют прямой искатель на попереч-
ных волнах (в качестве преобразователя служит Y-кварц или
иной пьезоэлектрический материал для поперечных волн). В жид-
ком сравнительном участке, разумеется, всегда применяют пря-
мой искатель для работы на продольных волнах.
Довольно простой способ измерения скорости звука в образ-
цах при помощи эхо-импульсного прибора заключается в сле-
дующем. Сначала механически измеряют толщину образца с не-
известной скоростью звука сх. Далее при помощи искателя по-
лучают эхо-импульс от задней стенки в том же месте образца.
Затем настраивают используемый эхо-импульсный прибор,
задавая скорость звука и смещение нулевой точки с таким рас-
четом, чтобы эхо-импульсы от задней стенки для известной
толщины образца появились бы на правильном месте шкалы.
Если после такой настройки поставить искатель на время про-
хождения звука в эталоне с точным значением 20 мкс, то эхо-
импульс от задней стенки этого эталона появится в том месте
настроенного экрана, которое соответствует неизвестной ско-
рости звука. Дело в том, что поскольку настройка была выпол-
нена на неизвестную скорость звука, звуковой импульс за 20 мкс
(для пути туда и обратно, т. е. за 10 мкс на одинарную тол-
щину) продолжит путь, равный в миллиметрах сотой доли ско-
рости звука в метрах в секунду. Поэтому отсчитанное значение
в миллиметрах после умножения на 100 даст искомую скорость
звука (м/с).
Для контроля за процессом изготовления, когда детали всег-
да должны иметь одинаковую толщину, промышленность пред-
лагает специальные измерители скорости звука, представляю-
637
лцие собой особое исполнение обычного толщиномера,- При не-
однократно изменяющейся толщине, которая сначала должна
'быть измерена механическим способом и потом установлена на
приборе, такое измерение отнимает слишком много времени.
Специальный прибор выполняет все эти операции автоматиче-
ски [371]. Два искателя размещаются в воде на фиксирован-
ном расстоянии а0 один от другого и работают один как излу-
чатель, а другой как приемник. Сначала иизмеряют время про-
хождения звука через водяной отрезок без образца: to=aQjcw
(рис. 33.5), а затем время прохождения звука с образцом и
Рис. 33.5. Измерение скорости звука в отливках из чугуна с шаровидным графитом
для автомобильной промышленности:
а — измерение без образца; б — измерение с образцом; I — устройство для иммерсион’
ного ’варианта; // — схема появления эхо-импульсов
время Л/ для пути туда и обратно в образце. По этой величине
и по: вводимой скорости звука в воде cw вычислительная маши-
на определяет неизвестную скорость звука:
Сх — Cw [(2/AZ) (to—+
> 1 : 1
Толщина изделия и время прохождения звука индицируются
тоже в цифровом виде. , -
Для определения скорости звука в плоском гладком образ-
це Бредфилд опробовал метод предельного угла в схеме с го-
ниометром (рис. 33.6). Сильные колебания амплитуды у пре-
дельных углов допускают отсчет угла до 0,1°, так чтО1 точность
измерения скорости звука будет составлять 0,1 %, рредфилд
измерил таким способом в частности скорость поверхностных
волн, что смогло дать некоторое представление о технологиче-
ских свойствах поверхности [171, 1608, 699]. , ,
При измерениях скорости звука в процессе контроля мате-
риала точность описанных способов достаточна для решения
следующих задач: ' ;
•S38
определение состава смеси в смешанных изделиях, опреде-
ление пористости, например в фарфоре (раздел 32.1), содер-
жания влаги в пластмассах (раздел 32.2), определение струк-
турного состояния металлов, структуры серого чугуна, текстуры,
технологических свойств металлов, например временного сопро-
тивления разрыву серого чугуна (раздел 31.3). 1
Рис. 33.7. Схема измерения изме-
нений скорости звука под. влия-
нием механических напряжений:
1 — напряжение сжатия; 2 —поля-
ризовано параллельно, поперечкая-
волна; 3 — поляризовано перпенди-
кулярно к направлению давления,
поперечная волна; 4 — продольная^
волна.
Рис. 33.6. Определение скорости звука поверх-
ностных воли с помощью гониометра по Бред-
филду:
а — искатель; б — образец; в — отражатель.
Для ряда других задач, для решения которых, как правило,
требуется более высокая точность измерений, далее перечис-
ляются соответствующие им способы:
измерение внутренних и внешних (приложенных извне) на-
пряжений;
определение скоростей потоков жидкости;
измерение температуры жидкости и газов. . ' '
При внутренних и приложенных внешних. напряжениях ма-
териал, сам по себе изотропный, становится дважды прелом-
ляющим. Это означает, что скорость поперечной волны, пер-
пендикулярной к направлению напряжения, различна в зависи-
мости от того, лежит ли направление ее колебаний параллельно
или перпендикулярно к этому направлению. На рис. 33.7, это
показано схематически для образца (тела) с приложенным’
внешним напряжением (сжатия или растяжения).
Если, направление поляризации для искателя не задано, то
его нужно определить по разделу 16.4. . .
639*
Различия скоростей очень незначительны. Поэтому лучше
«е иепользовать обычные имеющиеся в продаже искатели, а на-
клеить соответствующие преобразователи (закрепить замазкой)
непосредственно на испытываемый образец. Серни эхо-импуль-
сов от обоих преобразователей подают на один усилитель.
Вследствие различного времени прохождения звука от них на
экране наблюдают интерференцию. При первом эхо-импульсе
она еще может быть слишком малой для наблюдений. После
нескольких прохождений она может увеличиться до половины
длины волны, т. е. сможет обусловить взаимное погашение эхо-
ямпульсов; следовательно, в серии эхо-импульсов будет наблю-
даться биение (пульсации). Можно также в подводящий про-
вод к одному из преобразователей включить устройство для
электрического сдвига фаз [380, 378, 659, 1287, 1288, 1437,
1160, 243]. Крекрафт [265] вместо такого интерференционного
метода использовал метод Sing-around (раздел 11.3.2).
Вместо двух пьезопреобразователей поперечных волн проще использо-
вать один единственный, направление колебаний которого располагается под
углом 45° к показанному направлению. Посылаемая волна может расклады-
ваться на две составляющие — параллельное и перпендикулярное к нему, ко-
торые распространяются с разной скоростью. Как н в оптике (например,
Поль [28]), в результате этого возникают фактические колебания частиц по
эллиптическим илн круговым траекториям или же линейное колебание, пер-
пендикулярное или параллельное первоначальному, в зависимости от того,
насколько велико смещение фазы. При приемке одним и тем же излучателем
из волн с эллиптической или круговой поляризацией получают электрический
сигнал, амплитуда которого при увеличении смещения фазы падает до нуля,
снова возрастает и т. д. Результат на экране получается точно таким же,
как при раздельных излучателях — серия эхо-импульсов с минимумами и
максимумами. Чтобы надежно получить четко выраженные многочисленные
экстремальные значения, импульс должен содержать большее число колеба-
ний одинаковой амплитуды. Чтобы тем не менее иметь короткие импульсы,
переходят к более высоким частотам. Чувствительность возрастает с повы-
шением частоты и длины проходимого отрезка.
По Элиону [378, 380], оба излучателя по рис. 33.7 можно также на-
клеить один на другой. Наружный излучатель излучает или принимает, а за-
тем его волна проходит через другой излучатель. В этом случае имеется
только одна точка измерения, но обе компоненты можно посылать или при-
нимать раздельно и компенсировать сдвиг фазы, например у приемника, вве-
дением звеньев задержки.
Такими искателями можно возбуждать также любые волны, поляризо-
ванные эллиптически или по кругу.
За переменным двойным преломлением, например, на образце под пере-
менной нагрузкой, проще проследить по амплитуде одного определенного
эхо-импульса, чем по минимуму серии эхо-импульсов, поскольку амплитуда
определенного импульса изменяется по закону косинуса фазового угла. Если
двойное преломление будет достаточно высоким, для этого также исполь-
зуют первый эхо-импульс нли однократно прошедший нмпульс при импульс-
ном прозвучиваиии.
При такой попытке может случиться, что в начале нагружения амплитуда
эхо-импульса не сразу уменьшается, а сначала несколько возрастает, что
может быть обусловлено направленными внутренними напряжениями (оста-
точными напряжениями), которые при этом тоже могут быть измерены.
При помощи Y-кварца под углом 45° еще Файерстон обнаружил тек-
стуру в тонких листах резонансным импульсным методом (см. раздел Н.З.2.):
«40
«при согласовании частоты импульсов с резонансной частотой (по наибольшей
•ширине посылаемого импульса) в кварце в момент затухания колебаний
«происходят биения.
На рис. 33.8 приведены результаты измерений Элиона [380]
на алюминии сечением 100X100 мм. Крекрафт [265], однако,
не смог подтвердить их при своих очень тщательных измере-
ниях. Он не нашел никакого максимума скорости у перпенди-
кулярно поляризованной волны, а две другие составляющие по
«его данным изменялись прямо противоположно: параллельно
поляризованная составляющая уменьшалась, а продольно по-
ляризованная возрастала. Однако в случае никеля ход измене-
ния получается снова противоположным. Это свидетельствует
Рис. 33.8. Процентное изменение
скорости звука при напряжении
сжатия в алюминии по Элиону:
1 — поперечная волна, поляризо-
ванная параллельно направлению
напряжения; 2 — поперечная волна,
поляризованная перпендикулярно к
направлению сжатия; 3 — продоль-
ная волна
ю трудностях задачи. Одна из трудностей при анализе напряже-
ний возникает вследствие зависимости скорости звука от воз-
можной текстуры изделия. В последнее время по этому вопросу
проводились исследования в Институте неразрушающего кон-
троля в Саарбрюккене [1336]. Было установлено, что можно
разделить оба этих эффекта, влияющих на скорость звука, бла-
годаря зависимости поглощения от внутренних напряжений.
Поскольку этот метод является акустическим вариантом метода фото-
упругости для исследования деталей в форме прозрачных моделей, в США
.для него установился термин «акустоупругость», в отличие от фотоупругости.
В немецком языке для обозначения этого понятия предложен термин Span-
nungsakustik (дословно: акустика напряжений).
Можно сделать ссылки на литературу по определению мо-
дулей упругости [126], по измерению скорости звука и приме-
нениям этого метода [920, 958, 961, 1168, 1630, 1683, 964, 623],
по методу измерений и измерительным приборам [913, 1136,
181, 355, 775, 211] (сюда же относятся измерения затухания)
и по измерению напряжений [731, 13, 1366, 662, 786, 248, 495,
51, 82, 1365].
Для исследования изменений состояния поверхности под
влиянием термической и химической обработки, изменения на-
пряжения и текстуры применяют скорость распространения
волн Рэлея .[168]. Для аналогичных целей (оценки твердости
и текстуры поверхностного слоя) используется также скорость
волн Лава ['667].
641
33.3 ИЗМЕРЕНИЕ ЗАТУХАНИЯ И РАССЕЯНИЯ ЗВУКА
Измерения абсолютных значений затухания (ослабления) зву-
ка довольно сложны, поскольку амплитуда эхо-импульса кроме
собственно затухания зависит и от целого ряда других факто-
ров. Проще получить относительные (значения, т. е. изменение
затухания во время исследований или же чисто качественные
данные. При этом форму изделия, искателя и акустического
контакта не изменяют и сравнивают амплитуду эхо-импульса,
от задней стенки. Прибором, протарированным на определенное
положение переключателя усиления, эхо-импульс от задней стен-
ки доводят до той же высоты на экране и разницу считывают
прямо в децибелах. Таким образом, например, одним прочно-
наклеенным преобразователем можно проследить влияние тем-
пературы и усталости на одном и том же образце, форма кото-
рого тогда уже не играет роли. Однако при различных образ-
цах одинаковой формы по эхо-импульсу от задней стенки и;
прошедшему эхо-импульсу можно судить о затухании только*
в том случае, если оба они несмотря на различное затухание
имеют одинаковое звуковое сопротивление и одинаковое каче-
ство поверхности, поскольку эти величины определяют и аку-
стический контакт, и потери на отражение. Следовательно, из-
того факта, что алюминиевый слиток дает более высокий эхо-
импульс от задней стенки, чем стальной слиток такой же фор-
мы, еще нельзя заключить, что затухание звука в алюминии
меньше. Причиной этого обычно является просто лучший пере-
ход звука в месте акустического контакта благодаря меньшему
звуковому сопротивлению.
Для абсолютных измерений нужно использовать уменьше-
ние амплитуды эхо-импульса в серии многократных отражений,
от задней стенки. Кроме собственно затухания в материале сю-
да входят 1) потеря энергии волны на акустический контакт-
с искателем и 2) падение амплитуды вследствие раскрытия,
звукового луча.
Первая потеря по Труэллу [1276] может быть сделана пре-
небрежимо малой в том случае, если преобразователь будет-
подсоединен один, т. е. без демпфера и держателя, и возбуж-
даться на своей собственной частоте. Поэтому при использова-
нии обычных искателей придется примириться с некоторой,
неизвестной точно потерей, если работа ведется в контактном
варианте. В итоге обычно предпочитают осуществлять акусти-
ческий контакт через участок жидкости, что позволяет рассчи-
тать потерю отражения на границе раздела по известному соот-
ношению звуковых сопротивлений.
Для уменьшения второй потери тоже имеются два пути: ею*
можно в основном пренебречь, если работа со всеми используе-
мыми импульсами многократного отражения еще ведется в.
ближнем поле. Однако ее можно и довольно простым способом;
642
/ввести в расчет, если работать в дальнем поле на расстоянии,
/превышающем примерно три длины ближнего поля, где ампли-
туда уменьшается с достаточной точностью обратно пропорцио-
нально расстоянию (рис. 33.9).
‘Фис.,33.9. Устройства для измерения затухания по серии многократных эхо-импульсов:
а — прямой контакт, ближнее поле; б — входной участок, ближнее поле; в — прямой
контакт, дальнее поле; г — входной участок, дальнее поле
Здесь схематически показано устройство для реализации че-
тырех возможностей. Для них приведены формулы для измере-
ния коэффициента затухания а (дБ/мм):
a) a=(l/2d)5E; б) а=(1/2Л) (Зя—5Я);
(33.4)
в) а=(1/2^)(5я-5А); г) a=(l/2d)(SE-SR-S'A).
Выражение (33.4, а) следует из уравнения (6.1), если ввиду
'применения эхо-метода подставить удвоенную толщину пласти-
чны d, a SE определить как отношение амплитуд двух последо-
вательных эхо-импульсов, измеренное в децибелах:
-5jE=201g(//n///n+i).
Следовательно, при работе с приборами, у которых пере-
ключатель усиления протарирован в децибелах, величина
представляет собой просто разность обеих настроек, при кото-
рых высоту эхо-импульсов доводят до определенного уровня на
экране.
В уравнении (33.4, б) потерю Зя вследствие неполного от-
ражения на границе изделие—вода нужно учитывать один раз
.для каждого эхо-импульса:
3R = 201g(l//?)=201g(Z2+Zi)/(Z2-Z1),
где Zi и Z2— звуковые сопротивления изделия и воды, см. вы-
ражение (2.1).
Выражение (33.4, в) вытекает из выражения (6.3), где за-
тухание SA обусловлено расширением звукового луча в даль-
нем поле:
-5A = 201g(« + 1)./п.
В уравнении (33.4, г) кроме потерь на отражение вычитается
еще поправка на расширение S'A, которая вследствие прохож-
дения звука в воде w выглядит несколько иначе:
643
S'A = 201g ^c-±(n+1)d..
wcwlc+nd
Путь звука в воде w фактически входит в расстояние толь-
ко в виде отношения скоростей звука cw/c в воде и в образце-
На рис. 33.9, а предполагается, что амплитуда эхо-импульса от задней!
стеики во всем ближнем поле в материале без затухания будет постоянной-
По Труэллу с соавторами [1398] вследствие явлений дифракции это по-
стоянство строго не соблюдается (см. рис. 5.7). Следовательно, для точных
измерений нужно ввести корректировку, которая указана иа упомянутом ри-
сунке. Она завнснт от пути звука и на конце ближнего поля составляет
около 2 дБ, если колеблется излучатель поршневой формы.
В случаях б и г на рис. 33.9 можно поднять уровень водна
также и над пластиной. Тогда корректировку на потери от от-
ражения нужно будет вводить дважды, и получают второе вы-
ражение для формулы (33.4, а), по которому в случае необхо-
димости можно определить неизвестное отражение и тем самым*
звуковое сопротивление образца.
При таких измерениях толщина пластины d должна быть
по крайней мере настолько большой, чтобы серия последова-
тельных эхо-импульсов хорошо разделялась, но в то же время;,
не настолько большой, чтобы можно было разместить возмож-
но большее число последовательных многократных эхо-импуль-
сов в пределах ближнего поля излучателя. По схемам на»
рис. 33.9, виг, кроме того, диаметр пластины должен быть на-
столько большим, чтобы используемые эхо-импульсы еще не-
были искажены краевыми эффектами. Для оценки минималь-
ного диаметра вместо одинарного угла раскрытия у0 лучше-
ввести двойное значение. Круглые пластины гораздо менее бла-
гоприятны, чем прямоугольные или имеющие неправильную»
форму.
Одним из вариантов измерительной схемы с входным водя-
ным участком является схема измерения затухания с твердым:,
входным участком из пластмассы или стали (сталь применяется
для контроля горячих изделий [1168]). Потери на отражение
на границе раздела между входным участком и образцом и
коэффициентом затухания в самом образце могут быть рассчи-
таны, по данным Попадикиса [1163], по амплитудам эхо-им-
пульсов от границы раздела и первого и второго эхо-импульсов.
от задней стенки образца. По данным Линнворта [963], эти ве-
личины можно определить также и по амплитуде эхо-импульса
входного участка без акустического контакта с образцом и при.
наличии контакта и первого эхо-импульса от задней стенки,
образца.
По Труэллу образец в виде стержня с шейкой на середине длины, как;
у образцов для испытания на растяжение, вызывает коллимацию звукового,
луча, так что с иим можно работать как бы в ближнем поле, несмотря на то,
что пути прохождения звука гораздо больше. Следовательно, при этом мож-
но обойтись без поправочного члена 5л на расширение звукового поля (луча).
644
К плоскопараллельности плоских образцов предъявляют тем более вы-
сокие требования, чем выше частота и требуемая точность. Согласно расчету
Труэлла [560], угол клина (непараллельность сторон) в пластине не должен
превышать примерно 2,5-10“3 град (или 9 угловых секунд), чтобы на частоте
300 МГц еще можно было измерить затухание порядка 0,5 дБ/мкс с точ-
ностью 10 % (затухание здесь отнесено ко времени прохождения звука вме-
сто обычного пути звука [211]). Следовательно, должно достигаться при-
мерно такое же качество, как в оптических приборах.
При контроле пластан схемы на рис. 33.9, а и б больше под-
ходят для повышенных частот, при котором можно получать
ближнее поле достаточной длины при умеренном диаметре из-
лучателя.
Последовательность эхо-импульсов приблизительно подчиняется экспонен-
циальному закону только при схеме, показанной на рис. 33.9, а. На этом
основан прибор для измерения затухания, разработанный Труэллом и по-
ставляемый фирмой «Отомейшен индастриз» под названием «компаратор
затухания». В нем используется разряд конденсатора, изменения напряжения
при котором тоже соответствуют экспоненциальной функции. Одновременно
с зондирующим (посылаемым) импульсом заряженный конденсатор разря-
жается через переменное сопротивление. Кривая, видимая на экране, тем
самым подгоняется к последовательности эхо-импульсов (рис. 33.10). По-
эхо-импульсов (рис. 33.10). По-
скольку показатели обеих
экспоненциальных функций
одинаковы, значения da
можно считывать непосред-
ственно по положениям пе-
реключателя. Прибор рабо-
Рис. 33.10. Измерение экспоненциального
падения амплитуд, по схеме на рис. 33.9 а
при подгонке функция разряда конденса- Рис. 33.11. Измерение за-
тора С через сопротивление R к серии тухания при импульсном
эхо-импульсов прозвучивании
тает в диапазоне частот от 1 до 200 МГц. Однако предпосылкой для пра-
вильности измерений должно быть расположение всех эхо-импульсов много-
кратного отражения в ближнем поле и устранение потерь на акустический
контакт, как уже упоминалось, благодаря применению настроенного недемпфи-
рованного преобразователя.
Чтобы можно было проследить также и за быстрыми изменениями, за-
тухания, Труэлл [1536] разработал для этой цели прибор, обеспечивающий
автоматические измерения под названием «Automatic Attenuation Readout
Adapter» (автоматический блок настройки отсчета затухания). По двум вы-
деленным диафрагмированием эхо-импульсам из последовательности при по-
мощи одного логарифмического и одного дифференцирующего усилителя по-
лучают показатель степени da и индицируют или записывают его в реальном
масштабе времени.
Как видоизменение вышеприведенных схем измерения про-
водят также и при импульсном прозвучивании (рис. 33.11). По-
скольку здесь тоже сопоставляются между собой многократные
эхо-импульсы и весь процесс протекает в ближнем поле, по
645
сравнению с рис. 33.9, б в схеме нет ничего нового,- Однако
в ней используется только' однократно прошедший сигнал и
сравнивается с сигналом в свободном водяном участке без
испытываемого изделия. Если воду можно считать непоглощаю-
щей- (при высоком затухании в образце), то разница в обоих
показаниях представляет собой двукратную потерю на отраже-
ние в сумме с затуханием в образце. В противном случае нужно
учитывать также и затухание в вытесненной воде и прибавлять
его к измеренному значению затухания. Оно зависит от часто-
ты и температуры, а также от содержания газов (см. также
книгу Бергмана [2, с. 462 и след.]). Благодаря коротким, путям
прохождения звука такой мётод пригоден для материалов с вы-
соким затуханием и для тех материалов, у которых звуковой
путь многократных эхо-импульсов при заданных значениях тол-
щины образца, частоты и диаметра преобразователя вышел бы
за пределы ближнего поля.
Айвене провел измерения аналогичной схемой в дальнем поле и в пере-
ходной области к ближнему полю и тоже использовал многократные эхо-
импульсы. Для протяженного приемника в этой области теоретически потре-
бовалось бы вводить трудно оцениваемую корректировку на расширение зву-
кового поля. Поэтому он проводил измерения очень маленьким приемником,
для которого справедливо простое распределение интенсивности звука на оси
согласно уравнению (4.8).
При использовании обычных имеющихся в продаже эхо-импульсных при-
боров возможны погрешности вследствие слишком большой интенсивности
звука: в таком случае затухание в воде вследствие нелинейных эффектов
(кавитации) становится зависящим от звукового давления, т. е. также и от
расстояния до искателя, и существенно превышает обычное. Это можно
легкр проверить перемещением изделия в направлении звука: при этом изме-
ренное значение не должно изменяться.
Фрилингхаус и Коппельман [490, 828] показали, что на
плоских (пластинчатых) образцах можно провести точные изме-
рения затухания также и обычными эхо-импульсными прибора-
ми, если прибор имеет точный, протарированный усилитель.
Для упомянутых методов требуется специально приготовлен-
ный образец материала. Однако часто представляет интерес
измерение затухания на самом образце (изделии), например
на больших поковках или отливках, чтобы оценить их струк-
туру или по высоте эхо-импульса от дефекта определить размер
эквивалентного отражателя.
Для этого изделие должно иметь не слишком шероховатую
заднюю стенку, перпендикулярную к звуковому лучу, эхо-им-
пульс от которого сопоставляют с эхо-импульсом от задней
стенки пластины без заметного затухания. При известной длине
ближнего ноля искателя вычисляют отношение амплитуд обоих
эхо-импульсов, как описано в главе 5, или еще проще считы-
вают его с АРД-диаграммы. Вследствие затухания измеренная
амплитуда эхо-импульса от задней стенки в образце меньше
расчетной. Разница представляет собой усредненное затухание
по толщине образца; ее получают непосредственно в дБ/м,
646
если вместо амплитуд эхо-импульсов измерять и считывать со-
ответствующие усиления в децибелах. При цилиндрически
искривленной поверхности образца или задней стенки можно
ввести соответствующую корректировку [852].
Пример. Образец с плоской задней стенкой толщиной 400 мм без затуха-
ния при контроле искателем с длиной ближнего поля 100 мм должен дать
эхо-импульс от задней стенки, равный 0,4 опорного импульса (рис. 5.6),
т. е. для него требуется усиление 8 дБ. Если в действительности было изме-
рено усиление в 28 дБ, то из них 20 дБ приходится на затухание в образце.
Следовательно, среднее затухание равно 20 дБ/800 мм = 25 дБ/м.
При большой толщине изделия при схеме, показанной на
рис. 33.9, в, для практических целей можно пренебречь поме-
хами, вызываемыми подключенным обычным искателем, и опре-
делить затухание согласно выражению (33.4, в), в том числе и
на. самом образце, например на поковке с плоскопараллельными
поверхностями. При сплошной цилиндрической поковке соотно-
шения между многократными эхо-импульсами благодаря фоку-
сировке получаются точно такими же, как у пластины [1150].
В случае полого цилиндрического изделия (ротора с отвер-
стием) нужно еще учитывать затухание вследствие расширения
звукового поля Sa по соображениям геометрической акустики
(раздел 3.4).
Тбчность такого промышленного измерения, разумеется, зна-
чительно меньше, чем у описанных выше лабораторных методов
измерения. Однако даже при лабораторных методах в диапа-
зоне обычных частот контроля материалов погрешность трудно
довести менее чем до нескольких дБ/м, что для металлов с мел-
кокристаллической структурой при частоте 2 МГц по порядку
величины близко к самому затуханию. Поэтому для научных
целей работают с более высокими частотами.
Зависимость затухания от механических нагрузок может
способствовать решению одной очень важной задачи контроля
материалов — предсказанию усталостных разрушений при зна-
копеременных (циклических) нагрузках.
Один из результатов исследований Труэлла показан на рис. 33.12. На ле-
вой половине рисунка представлено увеличение затухания по мере увеличе-
ния деформации растяжения при однократном испытании на растяжение.
При этом одновременно изменяется и скорость звука (раздел 33.2). В правой
части видно изменение затухания по времени сразу же после окончания испы-
таний, причем деформация растяжения осталась той же, какая была достиг-
нута в конце испытаний. Уменьшение затухания, которое через некоторое
время приближается к предельному значению, называется отдыхом. Достиг-
нутое изменение затухания зависит от изменения нагрузки во времени, так
как отдых развивается еще во время нагружения. Этот процесс может быть
естественно объяснен на основе теории дислокаций в кристаллической решет-
ке; поддается объяснению также и иногда наблюдаемое течение отдыха с мак-
симумами и минимумами.
После знакопеременного (циклического) нагружения вначале тоже наблю-
дается явление, аналогичное отдыху материала, если прервать нагружение.
Однако после большого числа циклов нагружения отдых наступает все мед-
647
Рис. 33.12. Затухание в алю-
минии при растяжения
[1536]
леннее и в конечном счете совершенно прекращается. Это означает, что ма-
териал «устал» и скоро разрушится.
У магнитных материалов поведение затухания при испытании на растя-
жение иное и более сложное. Если в этих материалах пет внутренних напря-
жений, то затухание при растяжении уменьшается до тех пор, пока дефор-
мация остается в пределах упругости. Здесь дислокации играют меньшую роль
в отличие от стенок элементарных магнитных участков (участков Вайса).
Под действием растяжения эти участки приобретают ориентацию (упорядо-
чиваются) н меньше препятствуют прохождению звука. Такой же эффект
уменьшения затухания звука наблюдается и при намагничивании изделия.
Если в стали добавляются еще и внутренние напряжения, например при хо-
лодной деформации (наклепе), то внешние и внутренние напряжения дей-
ствуют противоположно друг другу, так что затухание при небольшом рас-
тяжении проходит через максимум [658].
В некоторых случаях затухание звука позволяет также изме-
рять загрязненность кристаллов посторонними атомами и сле-
дить за ее изменениями при термической обработке. Загрязне-
ние уменьшают затухание, потому что они фиксируют дисло-
кации, в ином случае сохраняющие подвижность, из-за чего
дислокации уже не могут совершать колебаний в звуковом поле,
на что затрачивается энергия. Это наблюдалось у германия,
а также у титана и меди при поглощении ими водорода в каче-
стве загрязнения [560, 1674].
Затухание звука вызывается, как было упомянуто в главе 6,
поглощением (превращением энергии в тепло) и рассеянием
звука. Поэтому вместо обсуждавшегося прежде измерения
уменьшения амплитуды импульса можно непосредственно изме-
рять также и долю энергии, рассеянной на элементах структуры.
Рассеяние зависит от таких параметров как частота и диа-
метр рассеивающих центров, причем на характер зависимости
влияет отношение длины волн к диаметру рассеивающих цен-
тров. Проводится различие между прямым и обратным рассея-
нием. При работе в эхо-импульсном режиме измеряют обратное
рассеяние.
При крупнозернистой структуре на графике в зависимости
от времени или пути (рис. 33.13) получают высокую амплитуду
рассеяния, которая из-за многократности рассеяния круто па-
дает во времени. При мелком зерне получают небольшую ампли-
648
Вренй ш ppmit авум;
Рнс. 33.13. Изменение ам*
плитуды обратного рассея-
ния в зависимости от пути
звука:
/ — крупное зерно; 2 — мел-
кое зерно.
1689, 12171. При этом
туду рассеяния и соответственно медлен-
ное ее падение [829]. Если величина зер-
на в образце изменяется с глубиной от
поверхности, то падение амплитуды рас-
сеяния при логарифмическом масштабе
уже не получается линейным.
По данным Кумпельмана и Фея [830,
431], имеется также возможность при
измерениях на образцах с обеих сторон
раздельно определять долю рассеяния
и поглощения. Анализ ультразвукового
рассеяния рассмотрен в работах Дина,
а также Дойла и др. [39, т. 5].
Самым старым практическим приме-
нением измерения рассеяния звука яв-
ляется определение изменений твердости
по глубине на отбеленных валках [1515,
переход от белосердечной поверхностной зоны к черносердечной
(серой) сердцевине обнаруживается по повышенному рассея-
нию звука на пластинках графита в сердцевине. При перпенди-
кулярном прозвучиваиии используют частоты от 4 до 8 МГц.
Как и все измерения рассеяния звука, такие измерения прово-
дятся плохо при неподвижном и гораздо лучше движущемся
искателе. При этом происходит усреднение взаимно интерфери-
рующих показаний рассеяния.
На закаленных стальных валках, согласно работам Коппель-
мана [829, 831, 832], переход между мартенситной поверхност-
ной зоной и перлитной сердцевиной тоже можно обнаружить
по нарастанию амплитуды рассеяния звука. Однако этот эффект
много слабее, чем в случае чугунных отбеленных валков, и по-
этому ультразвуковые приборы должны иметь дополнительные
электронные расшифровывающие схемы. Измерение проводится
при наклонном прозвучиваиии поперечными волнами под углом
45° на частотах от 6 до 20 МГц.
Применение количественного измерения затухания в области
контроля материалов пока еще является редким. Однако часто
по отношению эхо-импульсов от задней стенки для изделий
одинаковой формы делают качественные выводы о величине
зерна и об оценке структуры чугунных отливок. Прочность ли-
тейного чугуна тоже может быть приблизительно определена
по величине затухания; количественных измерений при этом не
требуется (раздел 31.3). В случае стали по величине затуха-
ния можно судить о твердости [1040, 843, 1041]. Исследования
по определению величины зерна освещались в литературе [88,
191, 482, 63, 669, 805, 1249]. Для научных исследований зату-
хание играет важную роль [659, 658, 559, 1535, 1533, 940, 206,
1096, 669 (здесь имеются ссылки на другие японские работы),
901 (в жидкой стали), 1400, 1436, 381, 1165, 839, 1577, 1249,
649
1588, 1574 (в природных каменных породах)]. Определение ве-
личины зерна в металлах рассматривалось в работах [127,
432, 1501, 1134, 635, 535, 563, 586]. Возможность различения
крупного и мелкого зерна в поковках рассмотрена в работе
[482]. Описана также установка для контроля структуры, осно-
ванная на обратном рассеянии [1112].
Взаимосвязь между затуханием и усталостью в стеклопла-
стике, армированном волокнами, описана в работе [1628], в же-
лезнодорожных осях — в [823], при изменениях структуры пе-
ред образованием трещин и в процессе их развития — в [737].
33.4*. ИСПЫТАНИЕ НА ТВЕРДОСТЬ (ПРИ МАЛЫХ НАГРУЗКАХ)
При технических испытаниях на твердость особо твердые нако-
нечники определенной геометрической формы (шарики, пира-
миды или конусы) вдавливают в поверхность испытываемого
изделия с определенной силой (нагрузкой при испытании), так
что развивается пластическая деформация и остаются отпечат-
ки. Продолжительность действия нагрузки при испытаниях при-
нимают такой, чтобы процесс внедрения в основном закончился
к тому моменту, когда выполняется обмер отпечатка — обычно
при помощи измерительного микроскопа после удаления вдав-
ливающего наконечника. Задача, которая ставится перед ультра-
звуком при такой методике испытаний, заключается в немедлен-
ной и автоматической расшифровке отпечатков, полученных
обычными традиционными способами. Сюда относится непре-
рывное слежение за процессом внедрения, что позволяет прово-
дить расшифровку в правильный момент времени, т. е. не до
завершения первичной стадии ползучести (вследствие чего зна-
чение твердости получилось бы завышенным), но и не только
тогда, когда процесс внедрения уже давно закончился (что вле-
чет ненужную потерю времени).
Известные показатели твердости рассчитываются по простой
формуле
Н = К(Р/А), (33.5)
где Р — нагрузка при испытаниях, А — площадь отпечатка, К —
некоторый численный коэффициент.
При различных методах испытания на твердость (по Вик-
керсу, Кнупу, Бринеллю, Дюдвику и др.) определение площа-
ди А не одинаково, однако в любом случае измеряется только
плоская площадь, т. е. та, которая видна под измерительным
микроскопом.
Ультразвуковая техника измерения отпечатков при испыта-
ниях на твердость основывается на одном из положений теории
упругости, которое известно в технической литературе еще со
времен Г. Герца. Согласно этому положению, элемент поверх-
ности с площадью А перемещается перпендикулярно к поверх-
650
ности твердого тела (принимаемого за бесконечное полупро-
странство) на величину w, если на него действует давление рг
т. е. сила нагрузки Р=рА. Формула имеет вид
р уТЕ 7
где у— численный коэффициент, зависящий от геометрической
формы нагруженной зоны (зависимость от формы невелика;
для квадратных и круглых отпечатков равной площади значе-
ние у различается всего на 1 %);
р, — коэффициент Пуассона (у изотропных материалов ц =
= £/20 — 1);
А •— площадь нагруженной зоны; . '
Е— модуль упругости на растяжение.
Частное wfP представляет собой упругую податливость (с)
нагруженной зоны поверхности, которая ведет себя как линей-
ная пружина, если площадь А постоянна. Если же контакти-
руют два упругих тела, например испытуемый образец и твер-
дое тело, которое деформирует этот образец пластически, то
податливость зоны контакта будет представлять собой сумму
значений податливости обеих поверхностей:
ц = с1 + с2= —, J-H2 V (33.7)
\ £, Е2 /
Клеезаттель [794] разработал динамический метод измере-
ния, позволяющий определить величину с и тем самым пр»
известных упругих константах материала величину Ak. Этот
метод позднее был внедрен в практику под названием UCI
(Ultrasonic Contact Impedance — ультразвуковой контактный
импеданс). Предварительно при этом следует отметить, что при
возбуждении колебаний элемента поверхности А на упругом
твердом теле вначале нужно вести расчеты по механическому
импедансу Z = Rs + j(Xi + Xe'). Здесь Rs означает механическое
сопротивление потерь (акустическое демпфирование излучения),
Х{—механическое реактивное сопротивление (характеризует
инерционность, куда входит плотность р возбуждаемой среды),.
Рис. 33.14. Твердомер, рабо*
тающий по методу UCL
65>
Рис. 33.15. Ручной зонд для твердомера
по рнс. 33.14:
1 — резонансный стержень с двумя узла-
ми колебаний К; 2 — внедряемый нако-
нечник (индентор), алмазная пирамида по
Виккерсу; <3 — керамика ЦТС для воз-
буждения колебаний; 4 — керамика ЦТС,
работающая как приемник колебаний; 5 —
акустически мягкий держатель стержня;
б — наружный корпус зонда; 7 — внутрен-
ний корпус зонда, перемещаемый в осе-
вом направлении в корпусе 6 (шарико-
вая направляющая не показана); 8— пру-
жина в виде ленты, обвернутой вокруг
шарикоподшипника, создающая нагрузку
при испытаниях Р=8 Н; для пружин та-
кого типа справедливо равенство ДР/Дх=0;
это важно, если зонд используется как
датчик твердости без вывинчиваемой под-
держивающей втулки 10 и применяется
для измерений в трудно доступных мес-
тах; 9 — сервомеханизм с микродвигате-
лем для автоматического выдвигания вне-
дряемого наконечника н втягивания его в
конце цикла измерения (по стандарту пре-
дусмотрен контроль скорости для без-
ударной посадки на поверхность образ-
ца); 10 — вывинчиваемая поддерживаю-
щая втулка; 11 — испытуемый образец
Рис. 33.16. Ручной зонд для твердомера
по рнс. 33.14 (схема). Модель механиче-
ской колебательной системы. Возбужде-
ние гармонических колебаний стержня.
Длина стержня равна одной длине волны
Пружина с податливостью й
относится к внедряемому наконечнику,
пружина с податливостью Са — к испы-
туемому образцу. Граница раздела ДА
расположена между обеими пружинами.
Механический импеданс Zp соответствует
импедансу испытуемой детали при крае-
вых условиях, заданных во время изме-
рений, т. е. с учетом действия зажатия,
твердой поддержки, жидкостной пленки
контакта н т. п.
Хе= — l/2n,fc — еще одно реактивное сопротивление, в которое
входят упругие константы тела. Дальнейшие исследования
Клеезаттеля и Бладвелла [795] показали следующее:
652
инерционный член Х{ механического импеданса становится
исчезающе малым, если линейный размер площади А много
меньше длины волны.
при этом условии акустическое демпфирование излучения
(Из) становится таким малым, что при использовании резонанс-
ного способа для определения с обеспечивается достаточная
четкость резонанса.
Поэтому очевидно, что новый метод измерений в первую оче-
редь должен был бы подойти для определения твердости при
малых нагрузках и микротвердости. Современный твердомер
для малых нагрузок (Р=8Н) с ручным зондом показан на
рис. 33.14. Конструкция ручного зонда схематически показана
на рис. 33.15. Ввиду необходимости передавать нагрузку при
испытаниях на внедряемый наконечник без чрезмерного демпфи-
рования колебаний, вместо простой массы, несущей на себе на-
конечник, применяют механический резонатор, стоячая волна
которого имеет по крайней мере один узел колебаний К, на-
пример стержневой вибратор 1, возбуждаемый при своей вто-
рой продольной резонансной частоте.
Уравнение резонанса
Измерительная система в упрощенной форме показана на
рис. 33.16. Соответствующее уравнение резонанса состоит из
трех членов, а именно:
1. Реактанс последовательно расположенных пружин
2 rtf (Cj +С2)
2. Реактанс стержня
^=psMstg(2nf/fx). (33.9)
3. Реактанс образца Xp = Im(Zp).
Таким образом, для колебательной системы, показанной на
рис. 33.16, резонансное уравнение будет иметь вид
Х+ -^Ь_ = 0. (33.10)
Хе+Хр
В уравнении (33.9) обозначено: ps — пластичность; us — про-
дольная скорость звука; А — площадь поперечного сечения; f —
резонансная частота, если Д&>0; — резонансная частота хо-
лостого хода, если Лл = 0.
После подстановки выражения (33.7) в формулу для Хе из
резонансного уравнения (33.10), решенного относительно У-Аь,
для идеального случая Хр = оо можно вывести основную фор-
мулу (
1 —it, 2 \
V Ah = урзМз —G 1 - + - У - 2nftg (2nf/h) • (33.11)
\ ^2 /
653
Для практического применения применяют сокращенную»
запись:
Дл = Со (С] + Ся)/tg (2л//Д) • (33.11 а)«
Для конкретного испытательного прибора значения Со и С]
являются постоянными; Сх тоже является постоянной величи-
ной, если испытуемые детали изготовлены из одного и того же
материала. При переходе на контроль другого материала нуж-
но учесть изменение величины Сх. Это делается при помощи
электронной системы поворотом настроечной рукоятки.
При измерениях на сталях обычно применяют пластины с
эталонной твердостью с целью компенсировать модуль упру-
гости Е. При массовом контроле деталей, изготовленных из;
одного и того же материала, на практике часто отказываются
от получения абсолютного показания твердости. Вместо этога
измеряют процентное отклонение от нормативного значения,,
т. е. проводят относительное измерение.
Частота холостого хода h периодически измеряется во вре-
мя смены испытуемой детали, чтобы учесть температурные
эффекты. Частотная функция в выражении (33.11, а) может
быть записана также в следующей форме
(l+Af/fr)tg(2nAf/h). (33.12>
Специальными мероприятиями можно добиться того, чтобы
УAk был пропорционален Af = f — fa при этом электронная рас-
шифровка упрощается.
Ограничения
Описанный способ измерений применим не для всех мате-
риалов и не для любого типа деталей. Применение твердомера
ограничивается следующими факторами:
1. Испытуемые детали не должны быть ни слишком легкими,
ни слишком тонкими. Реактанс образца Zp = Im(Zp), согласно
рис. 33.15, должен быть по крайней мере на два порядка боль-
ше реактанса контакта Хе по формуле (33.8). При необходи-
мости можно попытаться искусственно увеличить Хр, например^
в случае плоских деталей — подсоединив их к большей массе
посредством жидкой пленки типа масла, глицерина или вазе-
лина. Желательный эффект можно получить также и при пра-
вильном зажатии образца. В этом отношении наиболее трудны
тонкостенные пустотелые детали (трубы).
2. Метод измерений в случае пористых или неоднородных
материалов (типа отливок, изделий порошковой металлургии,
чугуна с включениями графита и т. д.) в общем случае непри-
годен главным образом ввиду неопределенности и изменчи-
вости упругих констант.
3. Составные материалы типа биметаллов, металлов с по-
654
крытиями, металлов с оксидной пленкой и т. д. обычно непри-
годны для испытаний на твердость по методу USI.
4. Крупнозернистые металлы в общем случае не могут быть
‘проконтролированы ввиду большого рассеяния. Очевидно, что
при испытательной нагрузке всего 8Н нужно установить пре-
дел допустимой величины зерна.
Вследствие анизотропии твердости кристаллитов, из кото-
рых состоят сплавы металлов, даже и при традиционных испы-
таниях на твердость при малых нагрузках наблюдается неко-
торый разброс. При описанном здесь динамическом способе
.испытания на твердость на величину разброса влияет упругая
анизотропия кристаллитов, особенно при большой величине
зерна. Наложение анизотропии обоих видов может как умень-
шать, так и увеличивать суммарный разброс результатов изме-
рения.
34. СТАНДАРТИЗАЦИЯ
Возрастающее значение неразрушающего контроля во всех
странах побудило общества неразрушающего контроля, объеди-
нения изготовителей и потребителей, а также комитеты по стан-
дартизации выпустить нормативные материалы, имеющие раз-
личную силу — от рекомендаций до официальных законодатель-
ных положений. В каждой стране государственные комитеты
по стандартизации обрабатывают предложения, поступающие
ют обществ и объединений. В ФРГ этими вопросами занимается
DNA (Западногерманский комитет по стандартизации. Он вы-
пускает стандарты DIN. Увязкой государственных (националь-
ных) стандартов занимается ISO — Международная организа-
ция по стандартизации. Над подготовкой стандартов работают
также международные отраслевые объединения; например, в об-
ласти сварки этим занимается Международный институт сварки
(IIW).
В составе Международной организации по стандартизации
общими вопросами неразрушающего контроля материалов зани-
мается Технический комитет ISO/TC 135. Другие комитеты тоже
занимаются стандартизацией неразрушающего контроля в спе-
циальных отраслях, например:
ТС 11—котлы и сосуды, работающие под давлением;
ТС 20 — авиация;
ТС 85 — ядерная энергия;
ТС 17 — сталь;
ТС 44 — сварка.
Логическая система стандартов на ультразвуковой контроль
должна содержать ряд основополагающих стандартов, на кото-
рых основывается ряд стандартов на контроль специальных
объектов. В прошлом такие специальные стандарты, например
для сварных швов, в связи с их практической необходимостью
655
разрабатывались раньше основополагающих. Устранением недо-
статков занимается Рабочая программа Западногерманского»
общества неразрушающих методов контроля (DGZfP).
Ниже в табличной форме сопоставлены по такой схеме из-
вестные к настоящему времени стандарты некоторых стран —
основополагающие и специальные. Достичь полноты изложения:
здесь невозможно, особенно по стандартам отраслевых объеди-
нений и отдельных фирм [1261]. Имеются обзоры, охватываю-
щие большое число стандартов США [1736] и Японии [785].
ТАБЛИЦА)
Страна Организация и условное обозначение стандарта Сокращенное заглавие стандарта Год издания или при- мечание
1. Основополагающие стандарты 1. Терминология
IIW/IIS Перечень терминов, применяе- мых при ультразвуковом кон- троле, на трех языках 1959
ФРГ DIN 54119 Неразрушающий контроль Ультразвуковой контроль. Термины 1981
ГДР TGL 15003, лист 1 То же 1969'
Велико- британия В. S. 3683 Словарь терминов. Часть 4 Ультразвуковое выявление де- фектов 1965
США AWS А 2.2 (Американ- ское общество сварки) NAVSHIPS 250-634-7 Неразрушающий контроль. Символы Стандартная терминология и определение условий сварки н дефектов 1958-
API BUL 5Т1 (Амери- канский институт неф- ти) 2. Неразрушающий контроль. Терминология Обучение 1971?
ФРГ DIN 65450 Авиация и космонавтика. Неразрушающий контроль. Требования к операторам 1983-
Австрия ONORM М 3040 Требования к операторам при неразрушающем контроле Часть 1. Общие правила Часть 2. Степени квалифика- ции 1 и II 1981 1981
Часть 3. Степень квалифика- ции III 1983
США ASNT SNT-TC-1A 3. Эта/, Квалификация персонала и до- кументация при неразрушаю- щем контроле онные образцы 1980
ISO 2400 Сварные швы на стали. Эта- лонные образцы для калибров- ки оборудования для ультра- звукового контроля 1972
656
Продолжение табл.^
Страна Организация и условное обозначение стандарта Сокращенное заглавие стандарта Год издания или при- мечание
ISO Dis 7963 Эталонный образец № 2 для ультразвукового контроля сварных швов 1983
ФРГ DIN 54120 Эталонный образец № 1 1973
DIN 54122 Эталонный образец № 2 1973
ГДР TGL 15003, лист 2 Как DIN 54120 1968
TGL 15003, лист 3 Как DIN 54122 1968
Велико- британия В. S. 2704 4. Свойства Эталонные образцы гриборов и искателей 1978
ФРГ DIN 54124 Контроль свойств ультразвуко- вых систем контроля Часть 1. Простой контроль 1982
Велико- британия В. S. 4331 5. Общая Показатели эффективности ультразвукового оборудовании для выявления дефектов Часть 1. Общая эффективность методов ультразвукового кон- троля «на месте» Часть 2. Методы оценки пока- зателей эффективности техника контроля 1978 1972
ФРГ DIN 54126 II. Специ; Правила контроля ультразву- ком Часть 1. Требования к систе- мам контроля и контролируе- мым предметам Часть 2. Проведение контроля зльные стандарты Поковки 1982 1982
ГДР TGL 101-267, лист 1 Контроль поковок ультразву- ком 1965
Австрия ONORM M 3002 Ультразвуковой контроль поко- вок из ферритной и термически улучшаемой стали 1982
Велико- британия В. S. М 36 Ультразвуковой контроль спе- циальных поковок иммерсион- ным методом 1970
Япония NDIS 2411 Ультразвуковой контроль стальных поковок 2. Листы 1980
ФРГ DIN 54123 Ультразвуковые методы кон- троля плакированных слоев, полученных сваркой, прокаткой и взрывом 1980
657'
Продолжение табл.
Страна Организация и условное обозначение стандарта Сокращенное заглавие стандарта Год издания или при- мечание
VDEh SEL 072-69 (Общество металлур- гов ФРГ) Технические условия Шталь- айзен: Толстый лист, подверг- нутый ультразвуковому кон- тролю 1977
•Франция AFNOR RN А 04305 Ультразвуковой контроль тол- стых листов 1964
США ASTM А 435-82 Технические условия на уль- тразвуковой контроль прямы- ми искателями стальных плит для сосудов высокого давления 1982
3. Трубы.
ФРГ -США D1N 17175 VDEh SEP 1915 Трубы бесшовные из жаро- прочных сталей Нормаль Штальайзен: Ультра- звуковой контроль бесшовных труб из жаропрочных сталей Рекомендуемая практика уль- тразвукового контроля сталь- ных труб и тюбингов Отливки 1979 1977 1983
ASTM Е 213-83
4
•ФРГ DIN 17245, лист-при- ложение 10 Жаропрочное стальное литье 1977
VDEh SEP 1922 5. С Нормаль Штальайзен: Ультра- звуковой контроль отливок из ферритной стали варные швы 1977
ФРГ DIN 54123 Ультразвуковые методы кон- троля плакированных слоев, полученных сваркой, прокаткой и взрывом 1980
DIN 54125 Неразрушающий контроль; Контроль сварных соединений ультразвуком 1983
KTA 3201.3 (Комитет по атомной технике)' Компоненты первичного конту- ра реакторов на легкой воде: Изготовление 1979
VDEh SEP 1916 Неразрушающий контроль ма- гистральных трубопроводов для горючих жидкостей и га- зов, полученных сваркой плав- лением 1975
.Австрия ONORM M 3001 Ультразвуковой контроль свар- ных швов в ферритных сталях при сварке плавлением В печати
Велико- британия B. S. 3923 Методы ультразвукового кон- троля сварных швов Часть 1. Ручной контроль сты- ковых швов в ферритных ста- лях при сварке плавлением 1978
। 658
Продолжение табл..
Страна Организация и условное обозначение стандарта Сокращенное заглавие стандарта Год издания или при- мечание
США ASTM Е 164-81 Рекомендации по ультразвуко- вому контактному контролю сварных соединений 1981
США ASME Правила котлонадзора, раз- дел III: Компоненты атомных 1971
электростанций. Приложение IX 3000. Методы неразрушаю-
СССР* ГОСТ 14782-76 тцего контроля Соединения сварные. Методы 1970
Япония JIS Z 3060 ультразвукового контроля Ультразвуковой контроль швов 1975
в ферритных сталях н класси- фикация по результатам кон-
ND1S 2407 троля Методы автоматического уль- тразвукового контроля сталь- ных сварных швов 1976
IIW/I IS—205-66
Международный институт свар- 1966
ки: Проект практических реко- мендаций по ультразвуковому контролю стыковых сварных
швов
6. Разное
ФРГ DIN 25435 Оборудование атомных элек- тростанций. Повторный кон- 1979
Велико- В. S, 4408 троль Часть 5. Рекомендации по не- 1974-
британия разрушающим методам контро- ля бетона. Измерение скорости ультразвуковых импульсов в бетоне
США ASTM С 597 ISO 4386 Метод контроля по скорости прохождения импульсов через бетон 1979
Подшипники скольжения. 1982:
659-
ПРИЛОЖЕНИЕ
ТАБЛИЦА П.1
ПЛОТНОСТЬ, СКОРОСТЬ ЗВУКА И ЗВУКОВОЕ СОПРОТИВЛЕНИЕ
НЕКОТОРЫХ МАТЕРИАЛОВ
Материал Плотность р, 103 кг/м3 Скорость звука, км/с Звуковое сопротивление 2=рсг, IO* кг/(м’-с)
продольная С1 поперечная
Металлы
.Алюминий ...... 2,7 6,32 3,13 17
^Свинец Н,4 2,16 0,70 25
Железо (сталь)
см. разд. 31.1 .... 7,7 5,90 3,23 45
Золото ....... 19,3 3,24 3,20 63
Чугун (разд. 31.3) , 6,9—7,3 3,5—5,8 2,2—3,2 25-42
Твердые сплавы . . . 11—15 6,8—7,3 4,0—4,7 77—102
Кадмий 8,6 2,78 1,50 24
Константан 8,8 5,24 2,64 46
.Медь 8,9 4,70 2,26 42
Манганин 8,4 4,66 2,35 39
Магний 1,7 5,77 3,05 10
-Латунь (Ms58) .... 8,4 4,40 2,20 37
Нейзильбер 8,4 4,76 2,16 40
Никель 8,8 5,63 2,96 50
Платина 21,4 3,96 1,67 85
Ртуть 13,6 1,45 — 20
Серебро 10,5 3,60 1,59 38
Висмут 9,8 2,18 1,1 21
Вольфрам 19,1 5,46 2,62 104
Цинк 7,1 4,17 2,41 30
Олово 7,3 3,32 1,67 24
Неметаллы
Эпоксидная смола . . . 1,1—1,25 2,4—2,9 1,1 2,7—3,0
Оксид алюминия . . . 3,6—3,95 9—11 5,5—6,5 32—43
Лед 0,9 3,98 1,99 3,6
Стекло, флинтглас . . . 3,6 4,26 2,56 15
Стекло, кронглас . . . 2,5 5,66 3,42 14
Резина мягкая .... 0,9 1,48 1,4
Резина твердая (эбонит) 1,2 2,3 2,8
Твердый парафин . . . 0,83 2,2 1,8
Плексиглас 1,18 2,73 1,43 3,2
Полиамид 1,1—1,2 2,2—2,6 1,1—1,2 2,4—3,1
Полистирол 1,06 2,35 1,15 2,5
Фарфор (разд. 32.1) , . 2,4 5,6—6,2 3,5—3,7 13
Кварцевое стекло . . . 2,6 5,57 3,52 14,5
Тефлон (ПТФЭ) . . . 2,2 1,35 0,55 3,0
Жидкости
Глицерин 1,26 1,92 2,5
Метиленйодид .... 3,23 0,98 3,2
Дизельное топливо . . 0,80 1,25 1,0
Автомобильное масло
(SAE 20 и 30) . . . . 0,87 1,74 1,5
Вода при 20 °C . . . . 1,0 1,483 1,5
*660
тАблица и.»
ОТРАЖЕНИЕ ОТ ГРАНИЦЫ РАЗДЕЛА ПРИ ПЕРПЕНДИКУЛЯРНОМ ПАДЕНИИ
(&ЕРХНЕЕ ЗНАЧЕНИЕ — КОЭФФИЦИЕНТ ОТРАЖЕНИЯ АМПЛИТУДЫ, %; НИЖНЕЕ ЗНАЧЕНИЕ — ПОТЕРИ ПРИ ОТРАЖЕНИИ
(ВЕЛИЧИНА УСИЛЕНИЯ ЭХА), дБ]
AI РЬ Fe (сталь) Твер- дый сплав Си Ла- тунь N1 Ag W Стек- ло* Резина Плек- сиглас Фар- фор Гли- церин Мети- лен- йодйд Авто- мо- Силь- ное масло (SAE 20 и 30) и вода Hg
мяг- кая твер- дая
Алюминий 0 18 46 71 41 39 49 38 72 10 85 72 68 13 74 68 84 7
15 6,8 3,0 7,8 11 6,1 8,4 2,9 20 1,4 2,9 3.3 18 2,6 3,3 1.5 23
Свинец 0 30 60 26 12 34 21 62 27 89 80 77 31 82 77 89 11
10 4,4 12 19 9,5 14 4,2 11 1,0 2.0 2,3 10 1,8 2,3 1,1 19
Железо 0 37 4 19 4 9 39 53 94 88 87 56 88 87 94 40
(сталь) 8,6 27 14 28 21 8,2 5,5 0,5 1,1 1,2 5,1 1,2 1,2 0,6 8,1
Твердый 0 41 53 33 45 2 75 97 95 94 77 95 94 97 67
сплав 7,8 5,6 9,6 6,9 34 2,4 0,2 0,5 0,6 2,3 0,4 0,6 0,3 3,5
Медь 0 15 8 5 43 50 94 87 86 53 89 86 93 36
17 22 26 7,4 6,0 0,6 1,2 1,3 5,6 1,0 1,3 0,6 8,9
Латунь 0 23 10 54 38 91 83 81 41 85 81 91 22
13 20 5,4 8,5 0,8 1,6 1,8 7,6 1,4 1,8 0,8 13
Никель 0 13 35 56 94 89 88 58 90 88 94 33
17 9,0 5,0 0,5 1,0 1,1 4,7 0,9 1,1 0,5 9,5
Серебро 0 47 46 93 86 84 49 88 84. 92 31
6,6 6,8 0,7 1,3 1.5 6,2 1,2 1,5 0,7 11
Вольфрам 0 76 97 95 94 78 95 94 97 68
2,4 0,2 0,5 0,5 2,2 0,4 0,5 0,2 3,3
Стекло (кронглас 0 82 67 63 4 70 63 81 17
1,8 3.5 4,0 29 3,1 4.0 4,9 15
и обыкно-
венное) Резина мягкая 0 50 6 40 8 80 2 30 11 40 8 3 30 87 1,2
о
кэ
Окончание табл.
Резина Авто- мо-
А1 РЬ Fe (сталь) Твер- дый сплав Си Ла- тунь Ni Ag w Стек- ло* мяг- кая твер- дая Плек- сиглас Фар- фор Гли- церин Мети- лен» йодид баль- ное масло (SAE 20 и 30) и вода Hg
Резина твердая Плексиглас Фарфор Глицерин Метилен- иодид Автомо- бильное масло (SAE 20 и 30) и вода Ртуть 0 7 23 0 65 3,8 60 4,4 0 6 25 10 20 70 3 0 7 23 0 00 60 4 10 20 0 30 10 40 9 80 2 25 12 40 9 0 75 2,5 72 2,8 20 14 78 2,2 72 2,8 86 1,3 0
Кронглас и обыкновенное.
Формулы к разделу 2.4 и к таблицам П.1—П.9
Нижеприведенные формулы дают коэффициенты отражения
«и прохождения для звукового давления в зависимости от угла
падения, рассчитанные для плоских волн на плоских границах
раздела без учета поглощения. Формулы записаны в том же
•®иде, как в работе Шоха [35], однако там они относятся к от-
клонению частиц, а не к звуковому давлению. На рис. 2.6 и
след, и в таблицах даются только численные значения без уче-
та фазы.
1. Свободная граница твердого тела (рис. 2.7 и 2.8 и
табл. П.1). Обозначения: углы продольной и поперечной волн —
ai и at. Например, обозначение Ri/t понимается как коэффи-
циент отражения звукового давления для отраженной продоль-
ной волны, отнесенный к падающей поперечной волне. Для от-
раженной продольной волны он выражается формулой
— (g</fl)astn2«; sin2«t—cos52«t (П 1)
N
где N— сокращенное обозначение знаменателя:
JV= (cf/cf)2sin2arSin2at+cos22at;
для отраженной поперечной волны
= 2(c2!ci)2sin2ai cos2at (П 2)
В случае падающей поперечной волны (плоскость колебания
параллельна плоскости падения, см. также рис. 2.8)
для отраженной продольной волны
= — (П.З)
N
для отраженной поперечной волны
£ _ (ct/cQ^in^at -sin2«t—cos2«t (П 4)
N
2. Граница жидкое—жидкое. Обозначения: углы падающей,
отраженной и прошедшей продольных волн обозначаются через
а,е, От и ad. Скорости звука и плотности веществ 1 и 2 — сь р!
и соответственно Сг, рг- Тогда коэффициент отражения звуко-
вого давления выразится формулой
cosae—(р|С1/р2С2)У1—(Ca/cQ^in^e (П 5)
cosae + (piC!/p2c2) v 1—(С2/С!) 2sin2a,
а коэффициент прохождения звукового давления формулой
£) = -------------2cos(Zg - ----. (П.6)
cosa„ + (piCj/p2c2)yi— (c3/C|)2sin2ae
663
4. Граница жидкое—твердое и твердое—жидкое. Обозначе-
ния: угол продольной волны в жидкости а, углы продольной и
поперечной волн в твердом веществе щ и at, плотность и ско-
рость звука в жидкости р и с, в твердом веществе р/, с< и Cj.
В случае границы жидкое—твердое (т. е. при падении про-
дольной волны в жидкость), см. рис. 2.9 и табл. П.2, имеет
место
R = _1_Г (Ci/C1)2sin2ar sin2ccj + cos22a< — 2122^1( (П.7>.
N L p,cjcosa J
где
jV= (CzM)2sin2az-sin2aj + cos22a/+ pccosai - ;
P/Cicosa
Di/i=-----^—cos2az; (П.8>
jV
Dt/i=-----(Ct/cz)2sin2az. (П.9)
N
В случае границы жидкое—твердое (см. рис. 2.10, 2.11 и
табл. П.З и П.4) при падении продольной волны для отражен-
ной продольной волны получаются выражения:
Ri/i= —-—(((cz/c;)2sin2az-sin2az—cos22at+ P-COS(Z- Л , (11.10)
N \ \ р/сгсоза /
для отраженной поперечной волны
Rt/i= —(сг/сг-)2зт2аг-соз22аг (П.11>
N
и для прошедшей продольной волны в жидкости
г, 2 pccosa; -cos2a* /т-r
A/z= —Г?—'------------• (11.12)"
N p/Ctcosa
В случае границы твердое—жидкое при падении поперечной^
волны
(П.15)
—J—f (Cf/Cz)2sin2az-Sin2az—cos22ai— ; (П.13)
N \ p/c,cosa /
Ri/t -----— sin4at; (П. 14)
N
_ 2 pccosai-cos2at
N pfCicosa
Проницаемости эхо-импульсов (см. рис. 2.14 и табл. П.5—
П.8) для обоих случаев твердое—жидкое и жидкое—твердое
одинаковы. Если в обоих веществах работают с продольной вол-
ной, то
Еи= -i- PccosaL.^os2j.a? , " (П.16>
№ p/Cjcosa
664
но если в твердом веществе используется поперечная волна, то
£и = _J_ 2 .pccosatsinaatsinao^. (Пд7)
№ p/cfcosa
4. Граница твердое—твердое. Значения, представленные в
табл. П.7 и П.8, рассчитали на ЭВМ Кюн и Луч [869]. Для слу-
чая акустического контакта через тонкий слой жидкости при
прежних обозначениях можно вывести следующие формулы для
коэффициентов отражения и прохождения.
Сокращенное обозначение: знаменатель N (индексы 1 и 2 —
вещества 1 и 2)
W = 2ctgan + С?8^Ж1‘ tgay + ctga2t + 2sin4a!( PlC Pacosa2a2t 2pisin4al4 tga2f- (П.18)
Для падающей продольной волны в веществе 1
г> , cos22a!f , 77—7 ’tgau, Asirrait (П.19)
= — (2cos2ait/Wsin2au); (П.20)
_ p2 cos2altcos2a2t , Pt Asin4ait (П.21)
£) — 2p2C cosStxu P1c 2 A/Sin=alt (П.22)
Для падающей поперечной волны в веществе 1
Л,- ±1 . clgait; с 2* wsin2an (П.23)
Rtt= -д— ctgait—1; (П.24)
SpsC . eos2a2j ± DH- , ’ . „ ctgaib p(C2; Wsin2a2i (П.25)
n 4р2С« 1 t D“~ ~ " g“"- (П.26)
В случае падения волны в вещество 2 индексы I и 2 нужно
поменять местами.
Скорость распространения волн Лэмба (табл. П.9). Опти-
мальные условия распространения звука обеспечиваются в том
случае, если для угла а поперечной волны по отношению к нор-
мали к пластине выполняется соотношение
F1>2=G (П.27)
с сокращенными обозначениями
665
а=л—^—; q= ——; s = sinaz, Ti=thys2—la;
M Ci
Tq = this2—q2 a;
для симметричных волн Лэмба Fi = Ti/Tq,
для несимметричных волн Лэмба /?2=7,q/7'i
О— ^s2i/s2—tfs2—q2
” (2s2-1)2 *
в обоих случаях.
Соответствующая скорость распространения (групповая ско-
рость) в таком случае определится из выражения [1216]:
ир = ----------- (П.28>
ds
s + a —-—
da
Производная ds/da вычисляется из выражения (П.27):
ds____ldFj,2 \ / (dG dFi,2 (П 29У
da \ да ) / \5s ds /
Для симметричной формы волны выражение может быть
записано в явном виде
dG = 8(g2—l)s4+4(3—<72)s2—8?2 .
5s ~ (2s2— l)3ys2=7iys2=92'
dF' __ Л£_1^(Л2 -1) , л(1—Т2 )
5s т2 । .............. .
1 q (ys2—1 ys2—ц2
vrb'35-1 •
UU> ] &
q
Для антисимметричных форм функция гиперболического
тангенса заменяется гиперболическим котангенсом.
Рис. П.1. Коэффициенты от-
ражения R на свободной
поверхности стали в зависи-
мости от угла падения а
(/ — продольная волна, t —
поперечная волна)
Рис. П.2. Граница вода — алю-
миний.
Падающая под углом а про-
дольная волна в воде
667
а1, грай
о г 4 s s 10 7? и 16 is го гг гъ гв гз г»,is
он, град
Рис. П.З. Граница алюми-
ний — вода.
Падающая под углом
продольная волна в алюми-
нии дает отраженную под
углом az продольную волну
в алюминии, отраженную под
углом at поперечную волну
в алюминии и прошедшую
под углом а продольную-
волну в воде (константы-
приведены в табл. П.2)
Рис. П.4. Граница алюми-
ний — вода.
Падающая под углом <Zj по-
перечная волна в алюминиде
дает отраженную под углом
аг поперечную волну, отра-
женную под углом at про-
дольную волну и прошед-
шую под углом а продоль-
ную волну в воде (констан-
ты приведены на рис. П.2>
668
,град
Рве. П.5. Граница вода — алюминий.
Проходимость эхо-импульса Elt и Elt в зависимости от углов аг и af в алюминий»
а для Elt ,град
О 2 ,4 6 8 10 12 74 76 18 20 22 24 26 27 27,3
I--1--1---1--i--1--1---I---I---I---!---i-----I------1—!---i-----1
а для Et t, град
Рис. П.6. Граница вода — сталь. Обозначения см. рис. П. 3
669»
Фнс. П.7. Граница плексиглас — сталь.
Проходимость эхо-импульса Elt для жидкого (/) н твердого контакта (2):
Плексиглас — сг=2,730, ct = l,430 км/с; р=1180 кг/м3;
Сталь — с4=5,900, ct =3,230 км/с; р=7700 кг/м3
a t (плексиглас), град
f/n) ,град
5>ис. П.8. Граница плексиглас — алюминий.
Проходимость эхо-импульса для жидкого (/) и твердого (2) контактов.
Плексиглас — сг=2,730, ct = l,430 км/с; р=1180 кг/м3;
Алюминий —с; =6,320, ct = 3,130 км/с; р=2700 кг/м3
670
Рис. П.9. Скорость распространения волн Лэмба в стали с;=5,96 km/c;Cz=3,26 км/с; ир — скорость распространения; а —толщина пластину
[— частота; а — угол поперечной водны по отношению к нормали к пда<?тцне; sina — синус угла поперечной волны (>1)
Затухание, 35
Затухание r dfi
4Рис. П.10. Затухание плоской волны.
Различные коэффициенты затухания и толщины слоя по формуле plp^e—ad (а—
«коэффициент затухания)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Бергман. Ультразвук. / Пер. с нем. М. : Изд-во иностр, литер., 1987. 726 с.
Неразрушающие испытания: Справочник. В 2-х книгах / Под ред. Р. Мак-
Мастера. Л. : Энергия, 1965.
Гурвич А. К-, Ермолов И. И. Ультразвуковая дефектоскопия сварных
швов. Киев : Техн1ка, 1972. 368 с.
Шрайбер Д. С. Ультразвуковая дефектоскопия. М. : Металлургия, 1965.
Щербинский В. Г., Алешин Н. П. Ультразвуковой контроль сварных
соединений строительных конструкций. М. : Стройиздат, 1976. 160 с.
Ермолов И. И. Теория и практика ультразвукового контроля. М. : Ма-
шиностроение, 1981. 240 с.
Физическая акустика в 6-ти т. Т. 1 / Под ред. У. Мезона. М. : Мнр,
1966. 592 с.
Методы неразрушающих испытаний / Под ред. Р. Шарпа. М. : Мир,
1972. 494 с.
Скучик Е. Основы акустики. В 2-х т. М. : Мир, 1976.
Лепендин Л. Ф. Акустика. М. : Высшая школа, 1978. 448 с.
Ультразвук. Маленькая энциклопедия. М. : Изд-во Советская энцикло-
педия, 1979. 400 с.
Гурвич А. К., Кузьмина Л. И. Справочные диаграммы направленности
искателей ультразвуковых дефектоскопов. Киев : Техшка, 1980. 101 с.
Бреховских Л. М. Волны в слоистых средах. М. : Наука, 1973. 343 с.
Викторов И. А. Звуковые поверхностные волны в твердых телах.
.М. : Наука, 1981. 288 с.
Неразрушающий контроль металлов и изделий: Справочник / Под ред.
Г. С. Самойловича. М. : Машиностроение, 1976. 456 с.
Приборы для неразрушающего контроля материалов и изделий: Спра-
вочник. В 2-х книгах. Кн. 2/Под ред. В. В. Клюева. М. : Машиностроение,
1986. 52 с.
Ультразвуковые преобразователи для неразрушающего контроля / Под
ред. И. Н. Ермолова. М. : Машиностроение, 1986. 280 с.
Контроль качества сварки/Под ред. В. Н. Волченко. М. : Машинострое-
ние, 1975. 328 с.
Волченко В. И. Контроль качества сварных конструкций. М. : Машино-
строение, 1986. 152 с.
Акустическая эмиссия и ее применение для неразрушающего контроля
да ядерной энергетике / Под ред. К- Б. Вакара. М. : Атомиздат, 1980. 216 с.