












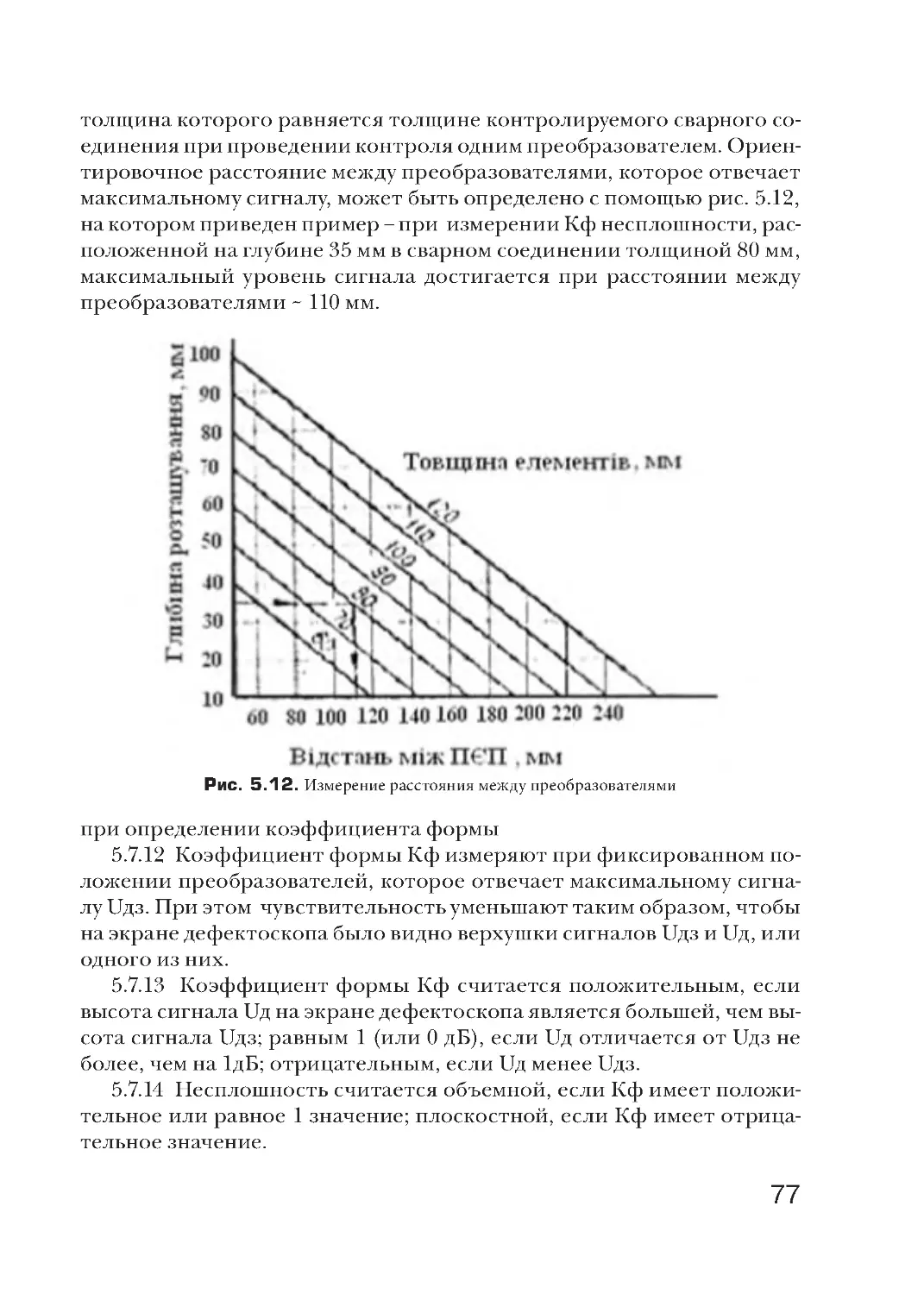






































Автор: Троицкий В.А.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления испытания материалов товароведение силовые станции общая энергетика общее машиностроение машиноведение ультразвук неразрушающий контроль дефектоскопия ультразвуковой контроль
ISBN: 966-651-275-0
Год: 2006



Институт электросварки им. Е. О. Патона НАН Украины
Украинское общество
неразрушающего контроля и технической диагностики
Ультразвуковой контроль
дефектоскопы,
нормативные документы,
стандарты по УЗК
Составитель: Троицкий В. А.
Киев 2006
УДК 621.791.052:620.179.1
ББК 34.441
У51
Ультразвуковой контроль: дефектоскопы, нормативные
У51 документы, стандарты по УЗК / Составитель В. А. Троицкий. –
К.: Феникс, 2006. – с. 224.
ISBN 966-651-275-0
Справочное пособие, содержащее сравнительный анализ современных
ультразвуковых дефектоскопов, нормативные документы и стандарты по этому виду неразрушающего контроля качества.
Предназначено для инженеров, занимающихся контролем качества, диагностикой энергетического и другого ответственного оборудования. Дополняет
учебно-методический материал, изложенный в книге В. А. Троицкого «Краткое
пособие по контролю качества сварных соединений», издание третье, 2006 г.
ББК 34.441
ISBN 966-651-275-0
Оглавление
Предисловие ................................................................................6
Глава І Дефектоскопы ....................................................................7
Oсновные характеристики отечественных и зарубежных дефектоскопов . 9
1. Введение ............................................................................................. 9
2. Параметры зондирующего импульса ................................................... 9
3. Частота следования зондирующих импульсов (ЗИ) .............................12
4. Параметры развертки дефектоскопов .................................................13
5. Параметры приемного тракта дефектоскопов .....................................17
6. Динамический диапазон усиления, регулировка усиления ..................19
7. Временная регулировка чувствительности (ВРЧ) ................................21
8. Форма отображения эхоимпульсов на экране дефектоскопов ...........23
9. Характеристики экранов дефектоскопов .............................................25
10. Память настроек и результатов ..........................................................28
11. Стробирование зон контроля и сигнализация о дефектах ..................30
12. Погрешности измеряемых величин....................................................32
13. Работа от аккумуляторов, рабочая температура ................................34
14. Внешний вид, габаритные размеры и вес ..........................................36
Глава ІI Нормативный документ
СОУН МПЕ 40.1.17.302:2005 Ультразвуковой контроль сварных
соединений элементов котлов,трубопроводов и сосудов
Действующий с 05.06.2005........................................................... 41
Предисловие ...........................................................................................43
Введение СОУ–Н МПЕ 40.1.17.302:2005 ..................................................44
1. Сфера применения СОУ–Н МПЕ 40.1.17.302:2005 ................................46
2. Нормативные ссылки в документе СОУ–Н МПЕ 40.1.17.302:2005..........48
3. Определения, принятые в СОУ–Н МПЕ 40.1.17.302:2005 ......................48
4. Обозначения и сокращения ..................................................................51
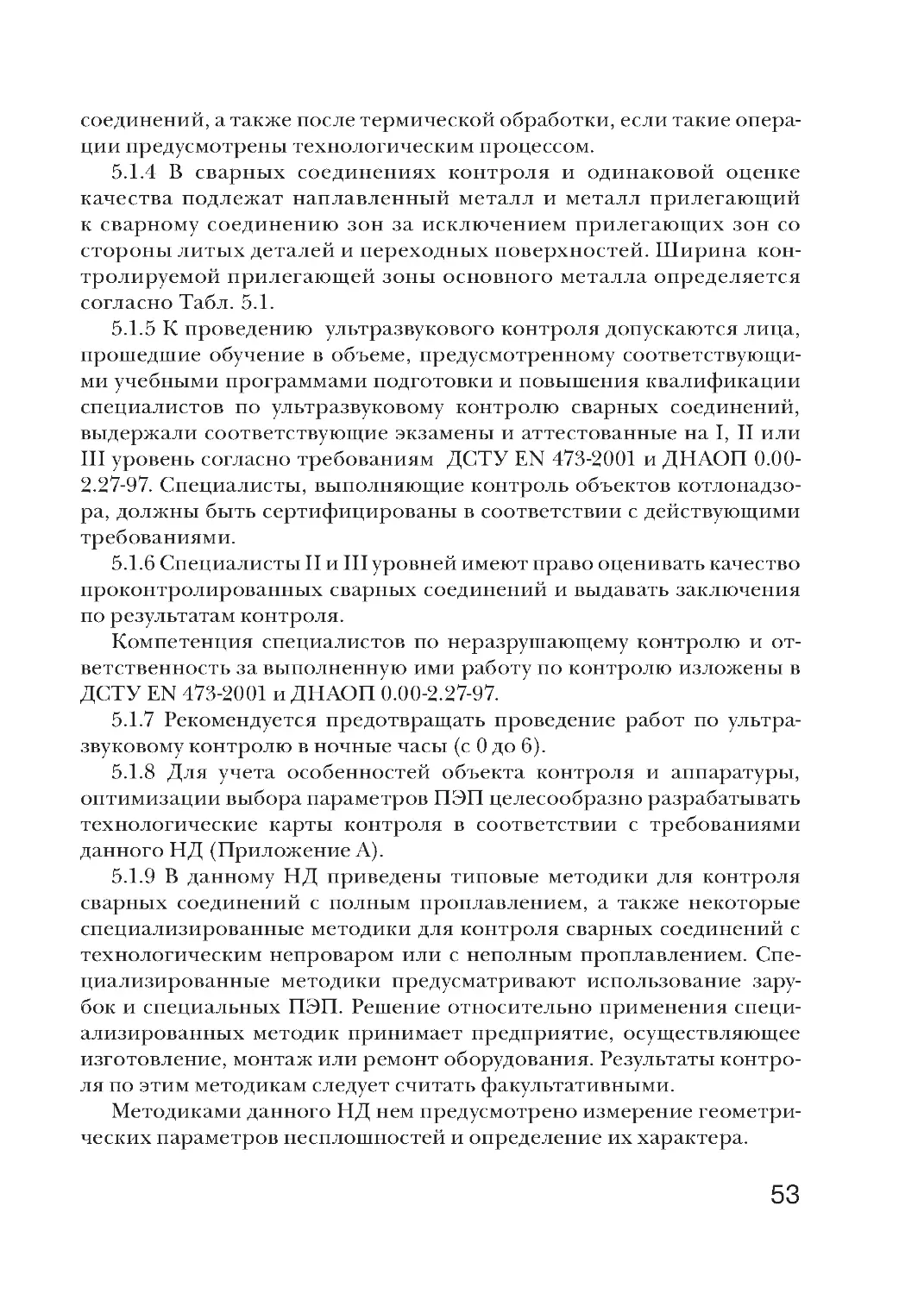
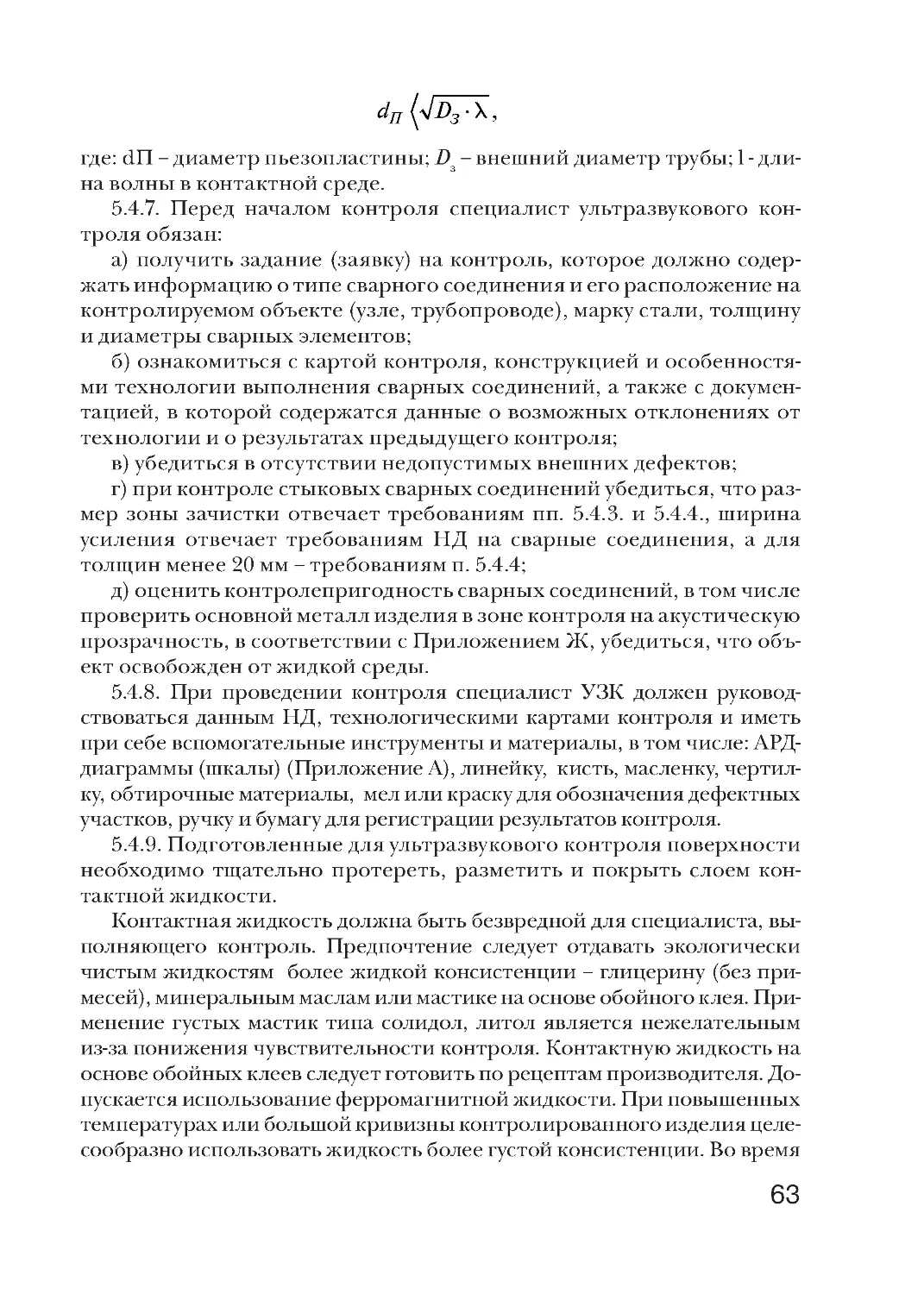
5. Общие положения по ультразвуковому
контролю сварных соединений ...........................................................52
5.1. Общие требования ........................................................................52
5.2. Аппаратура ...................................................................................54
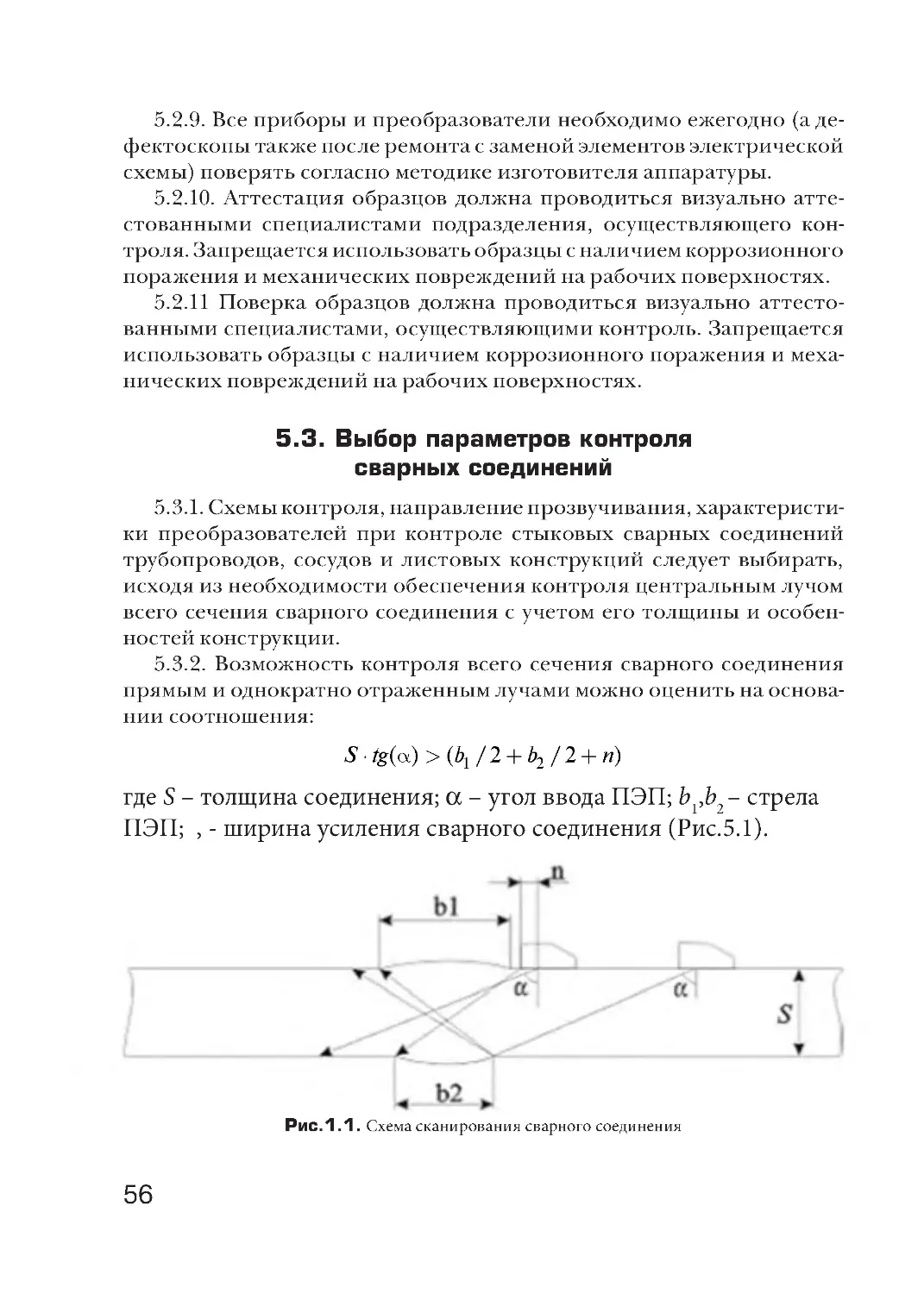
5.3. Выбор параметров контроля сварных соединений ........................56
5.4. Подготовка к контролю .................................................................60
5.5. Настройка аппаратуры .................................................................64
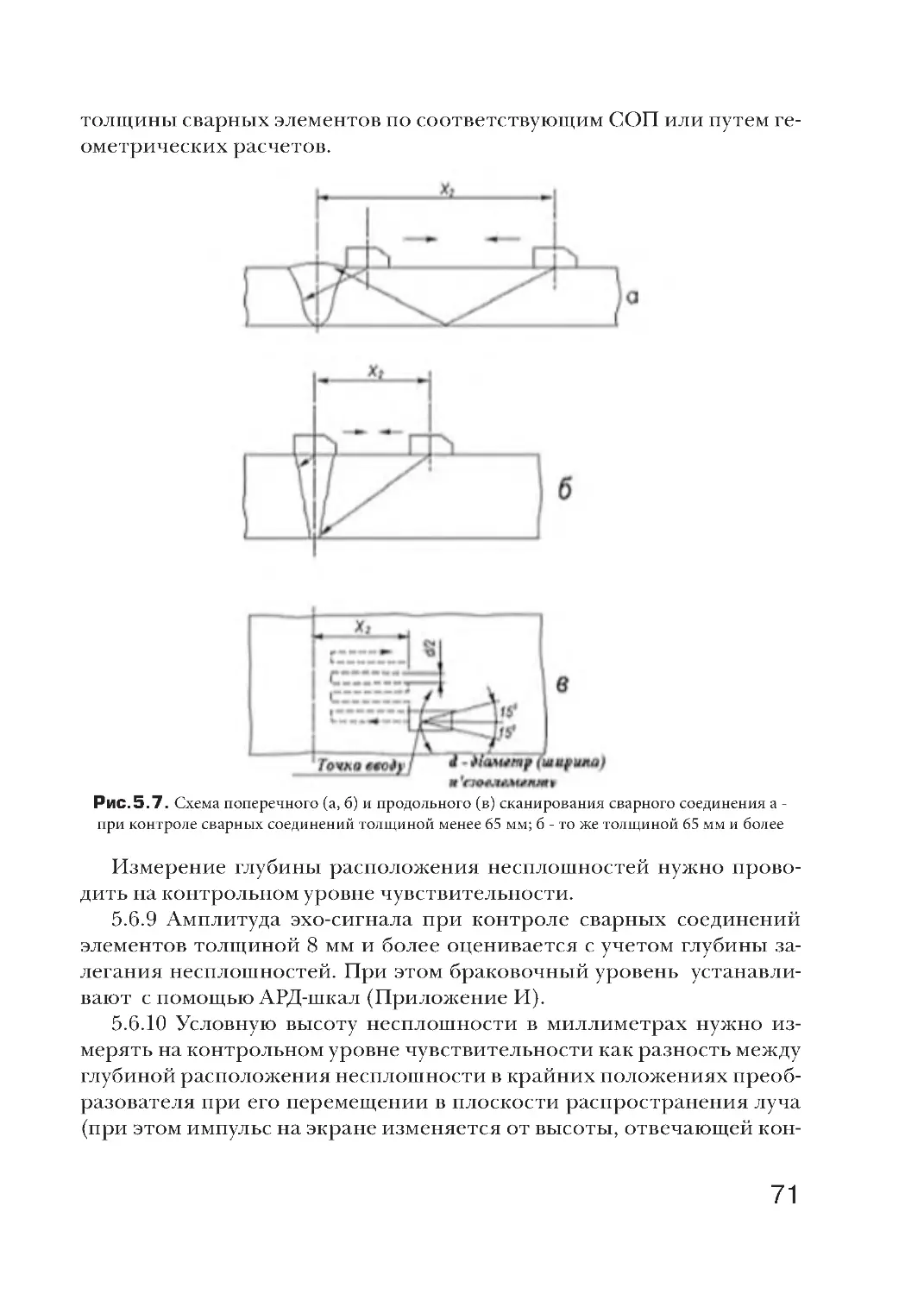
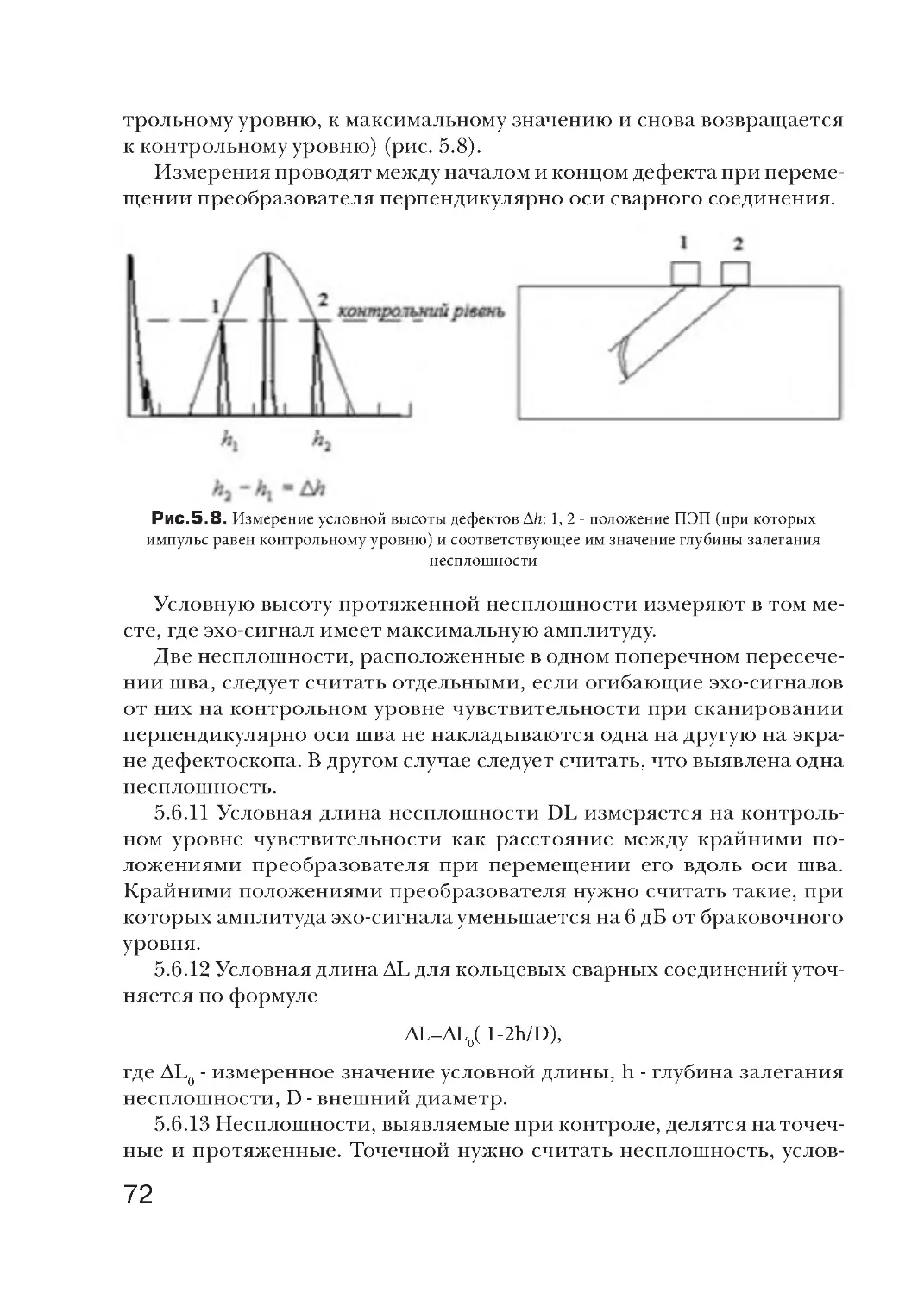
5.6. Проведение контроля и определение измеренных
характеристик выявленных несплошностей ..................................68
5.7. Распознавание типа дефекта
при контроле по схеме «тандем» ..................................................74
5.8. Порядок оценки качества сварных соединений ............................78
5.9. Оформление результатов контроля ...............................................80
5.10.Техника безопасности ..................................................................82
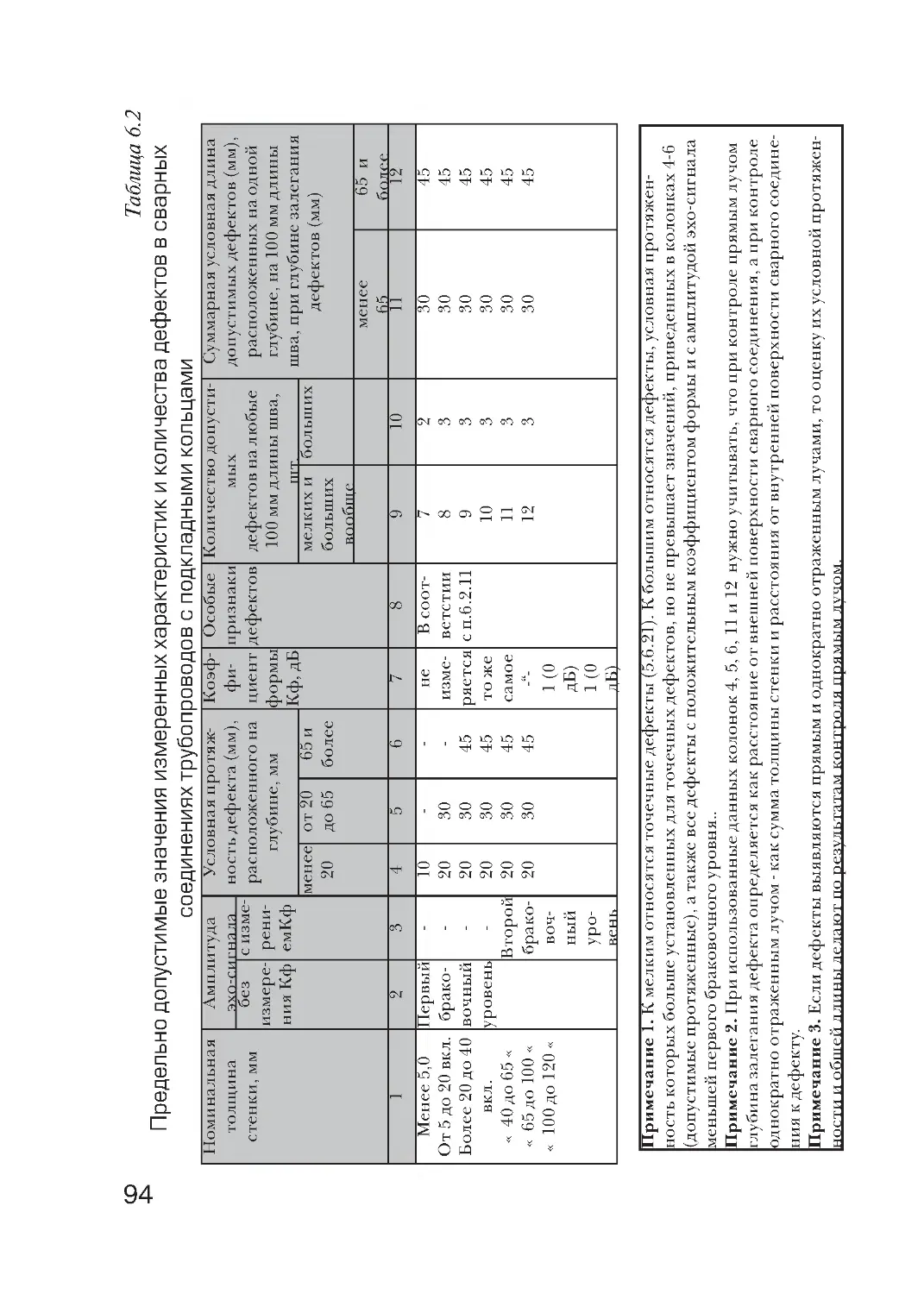
6 Ультразвуковой контроль стыковых кольцевых сварных
соединений трубных систем и трубопроводов ....................................83
6.1. Общие требования ........................................................................83
6.2. Контроль сварных соединений с подкладными кольцами ..............84
6.3. Контроль сварных соединений труб
поверхностей теплообмена ...........................................................91
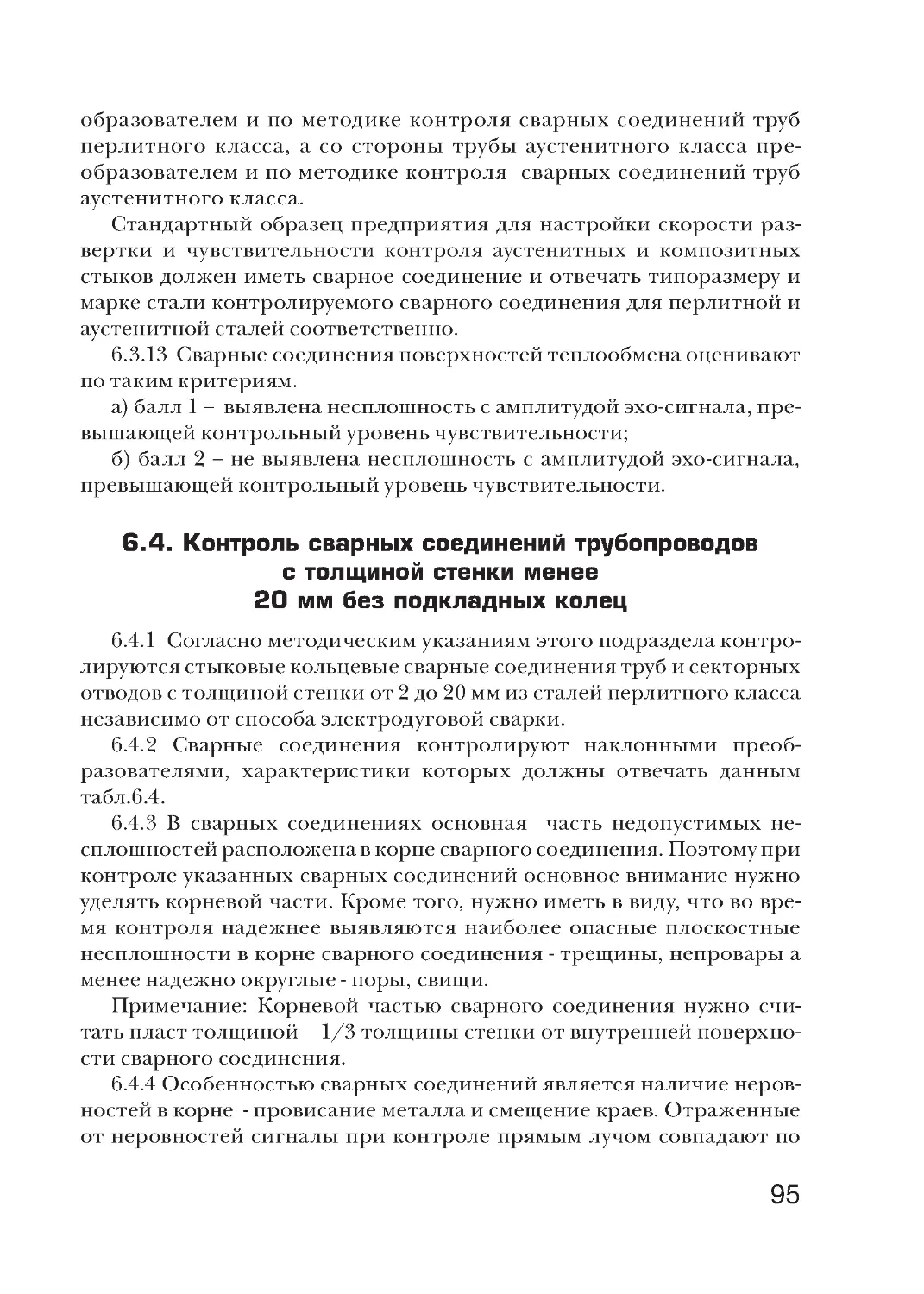
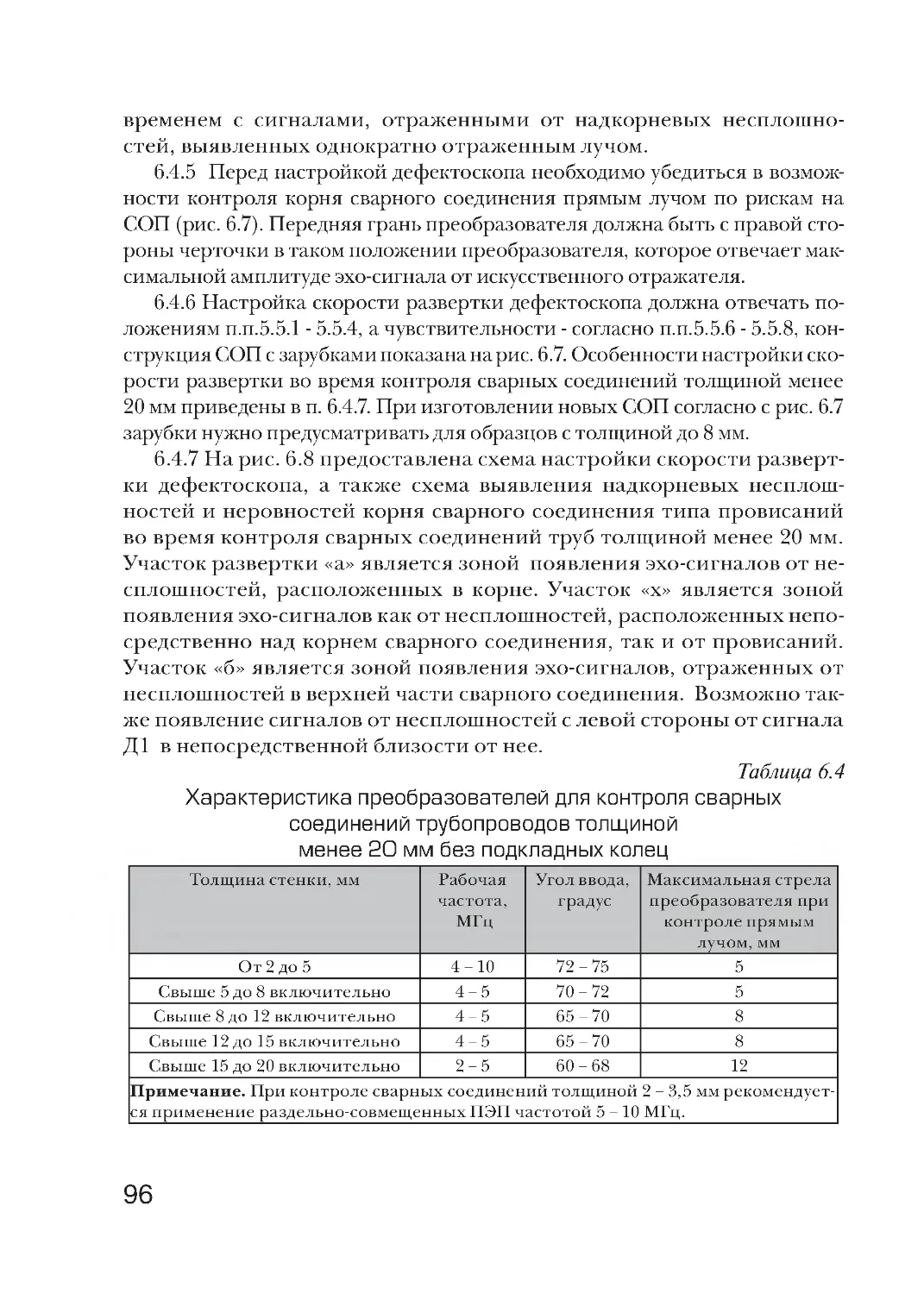
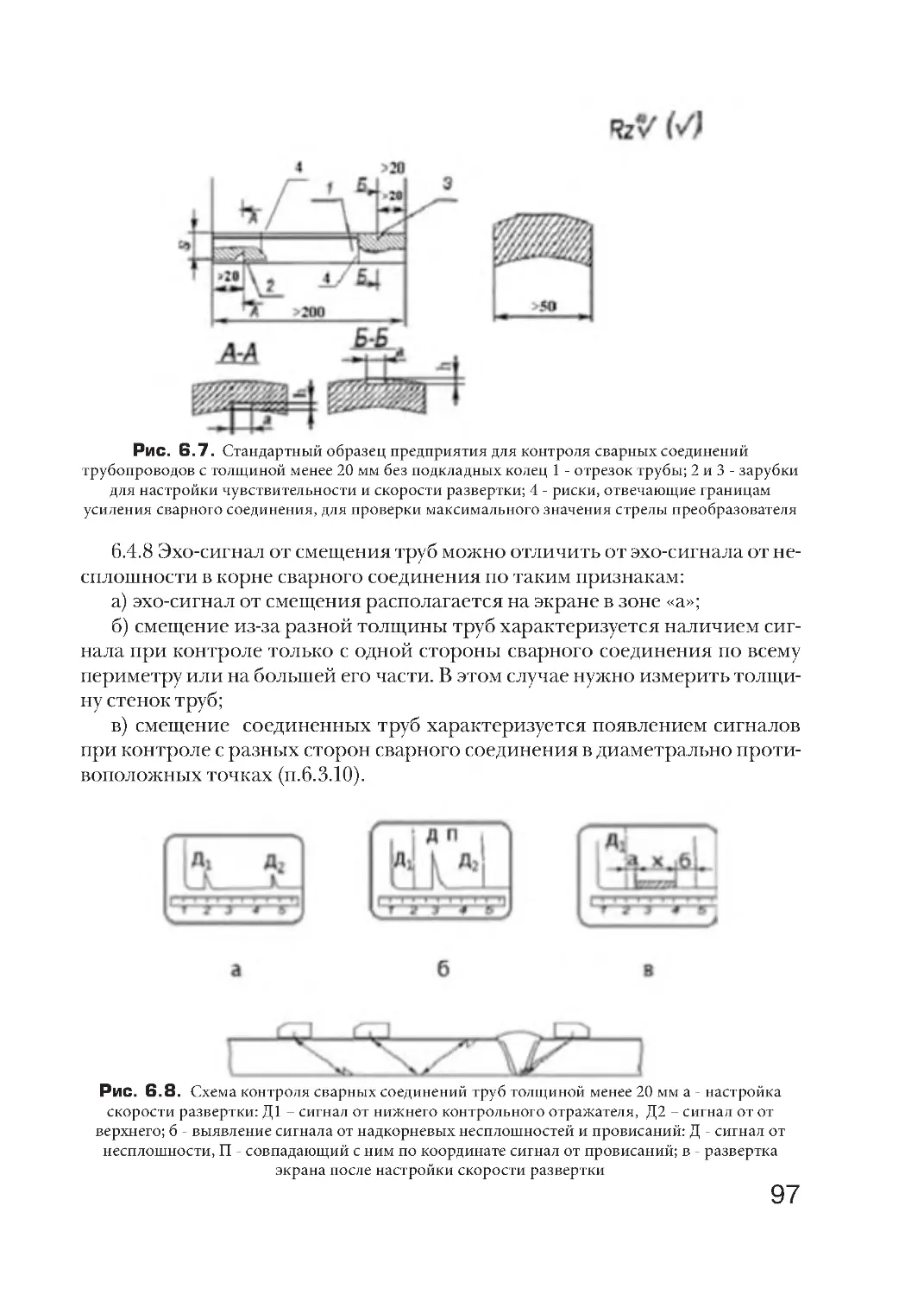
6.4. Контроль сварных соединений трубопроводов
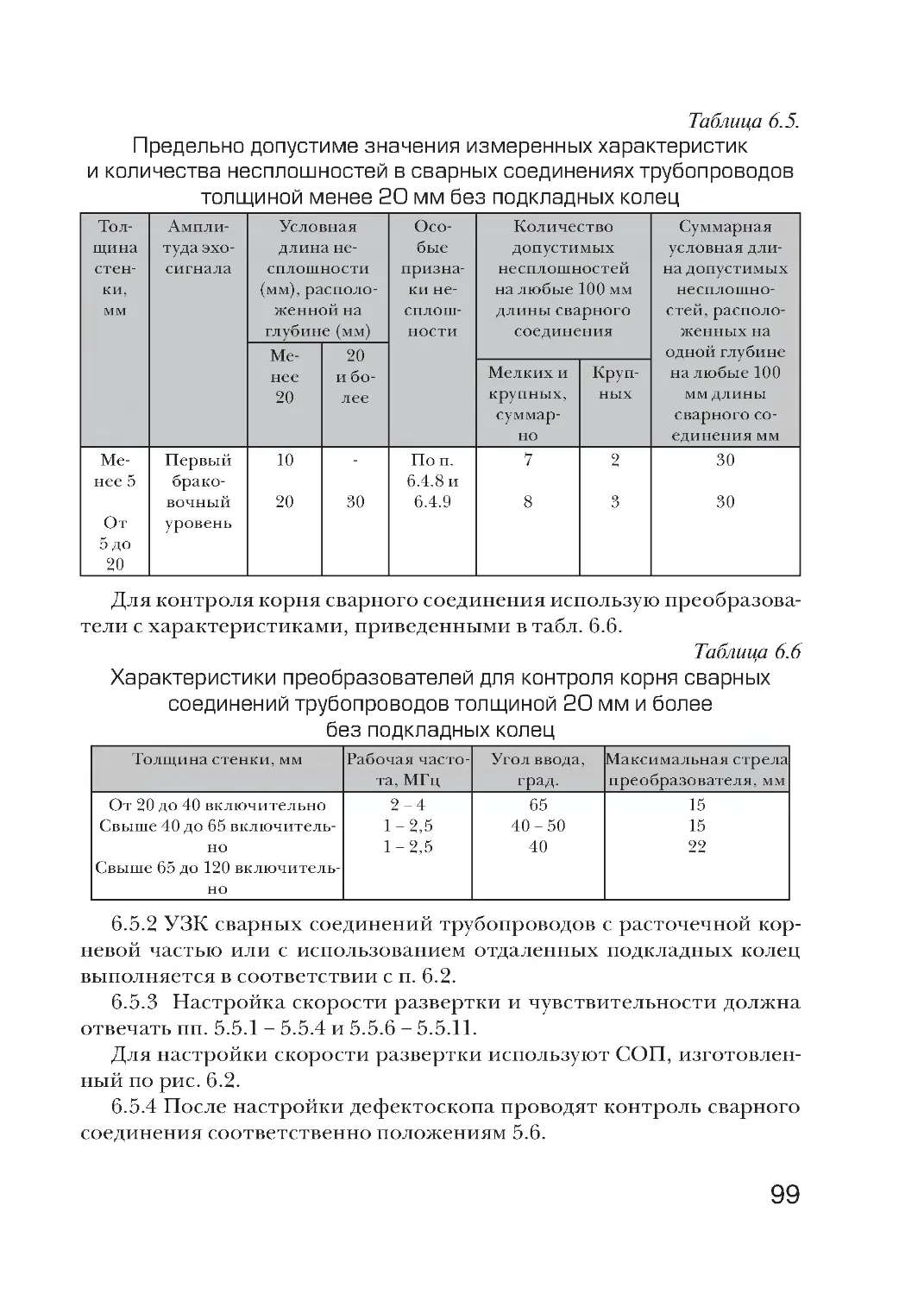
с толщиной стенки менее 20 мм без подкладных колец .................95
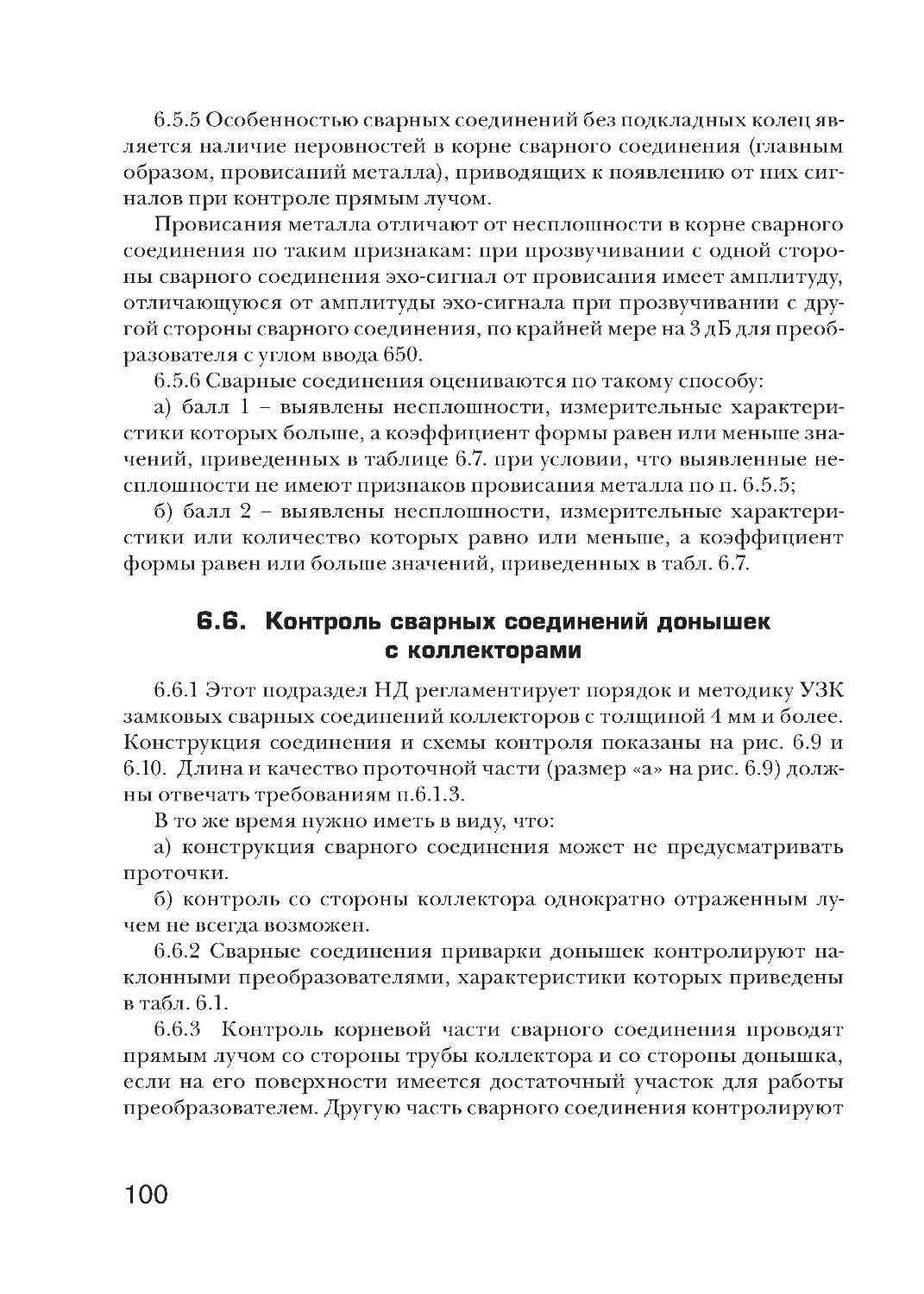
6.5. Контроль сварных соединений трубопроводовс толщиной
стенки 20 мм и более без подкладных колец .................................98
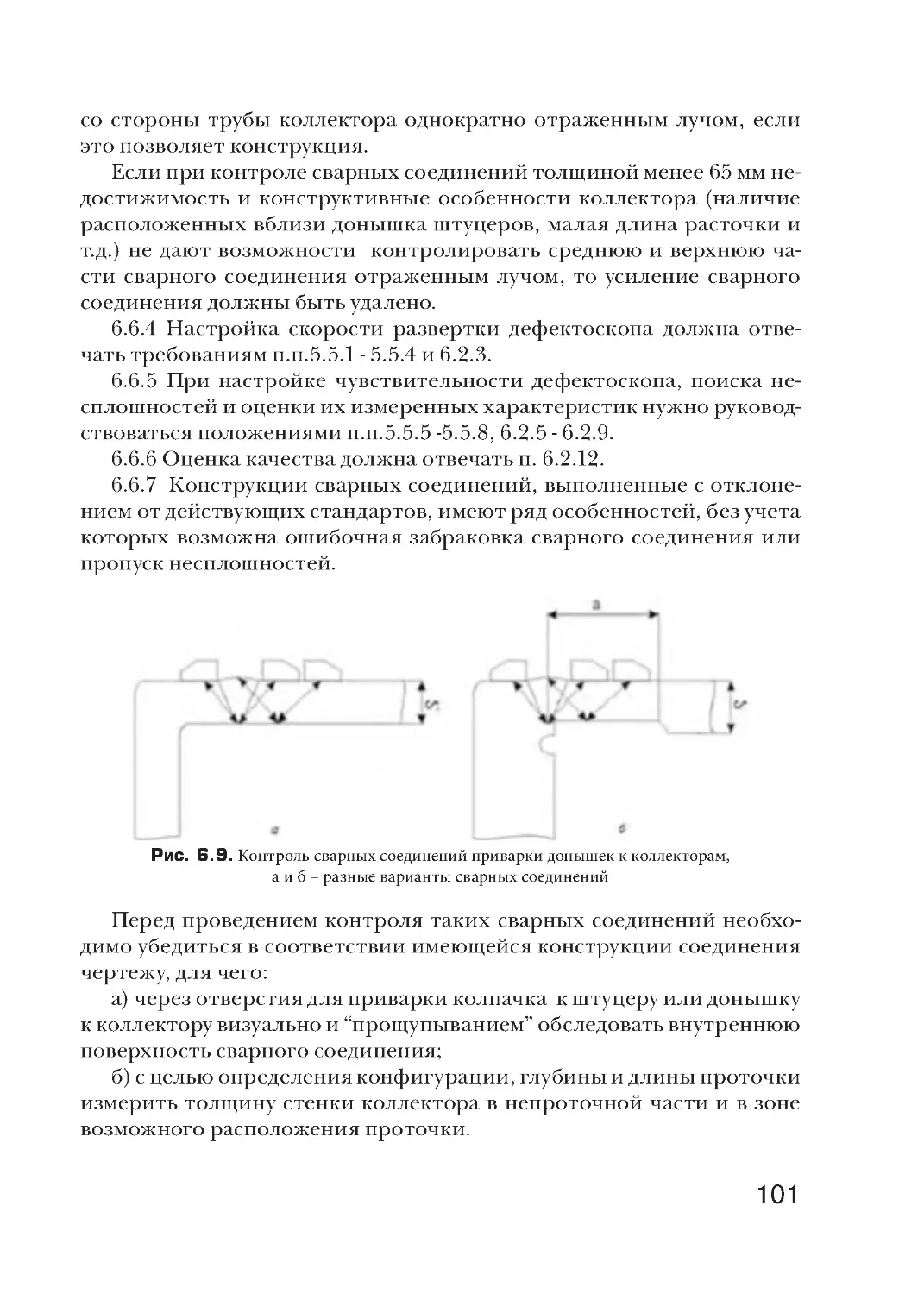
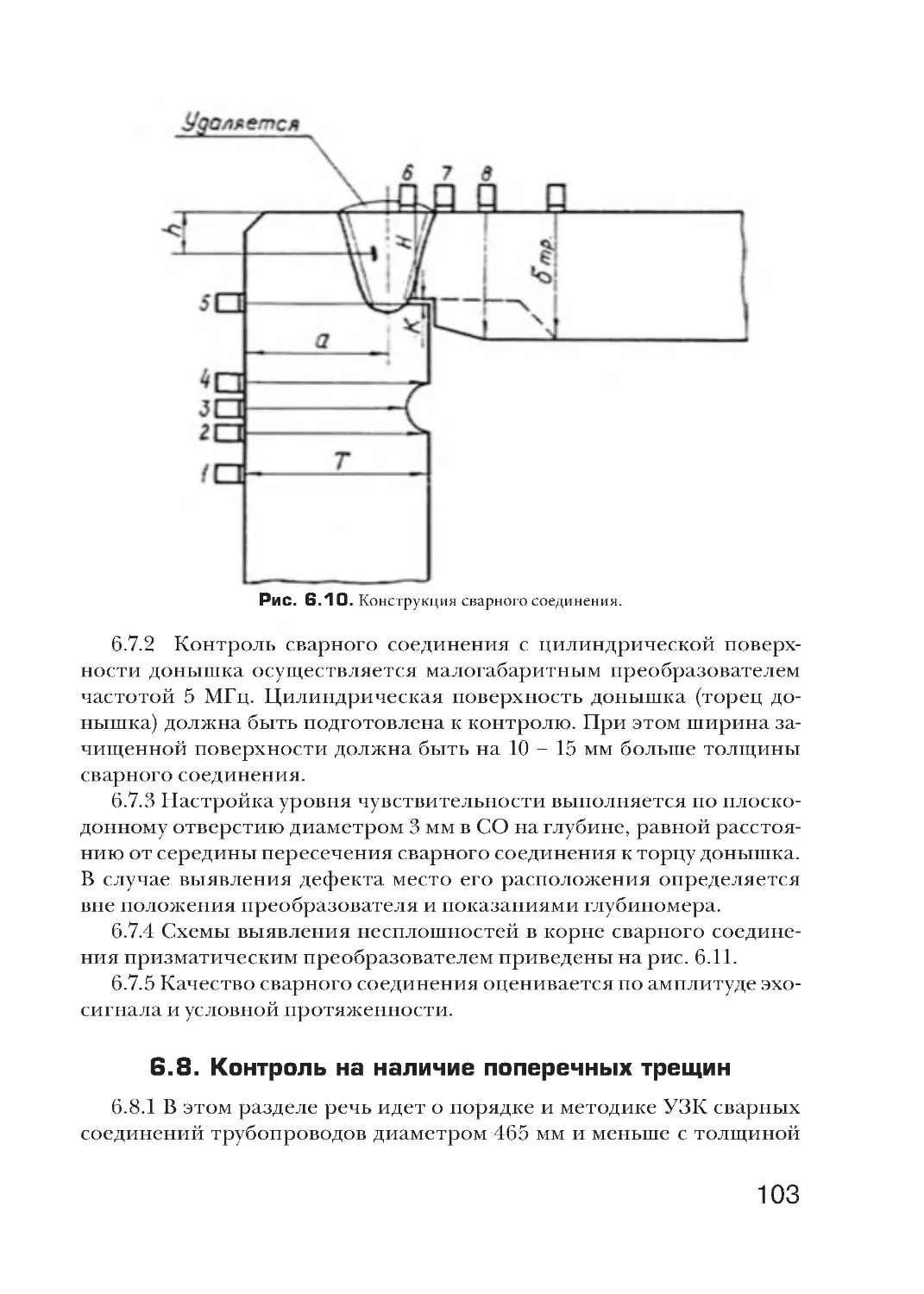
6.6. Контроль сварных соединений донышек с коллекторами ............100
6.7. Контроль сварных соединений плоских донышек коллекторов
(камер), конструкция которых не отвечает требованиям
современных нормативных документов ......................................102
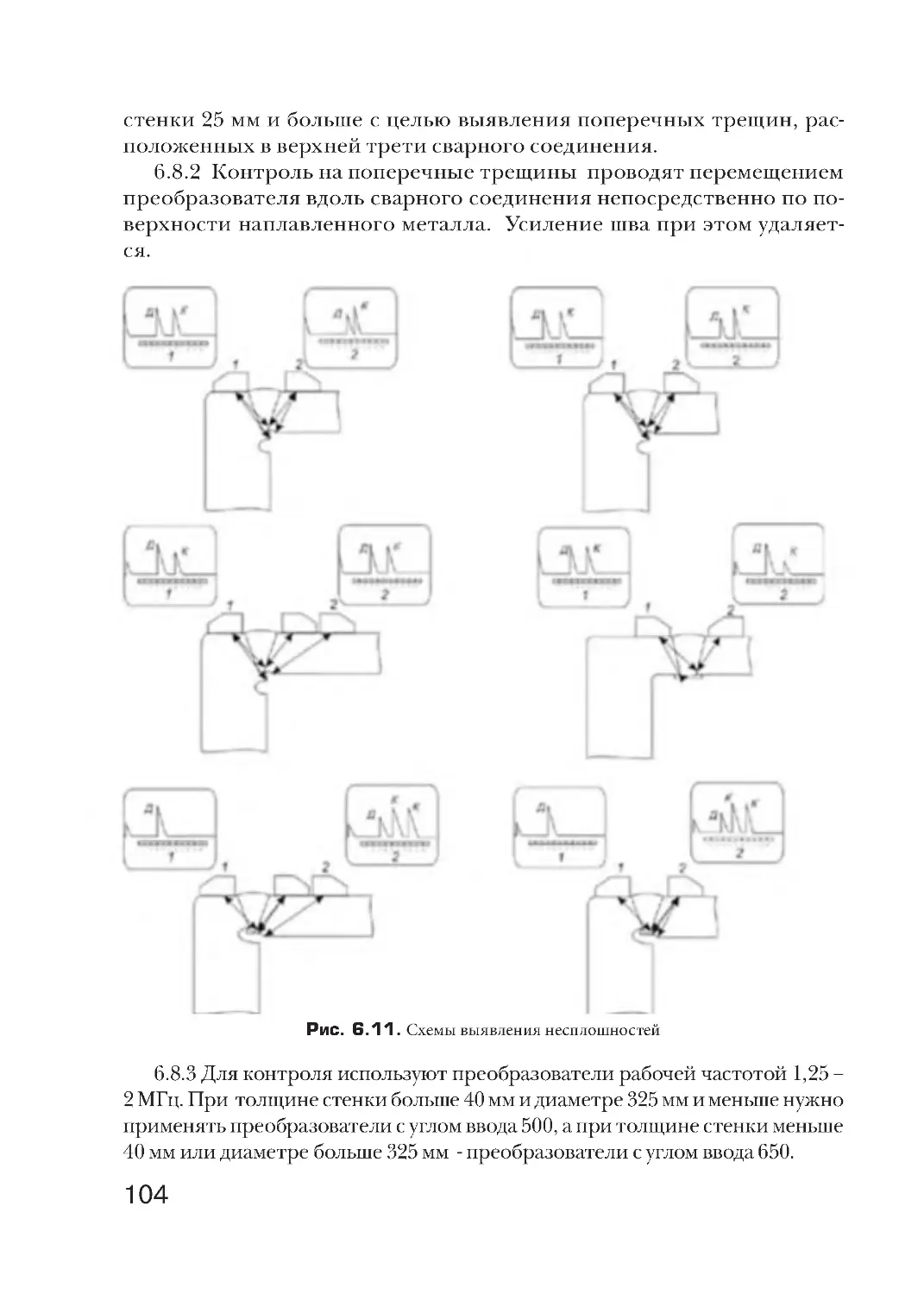
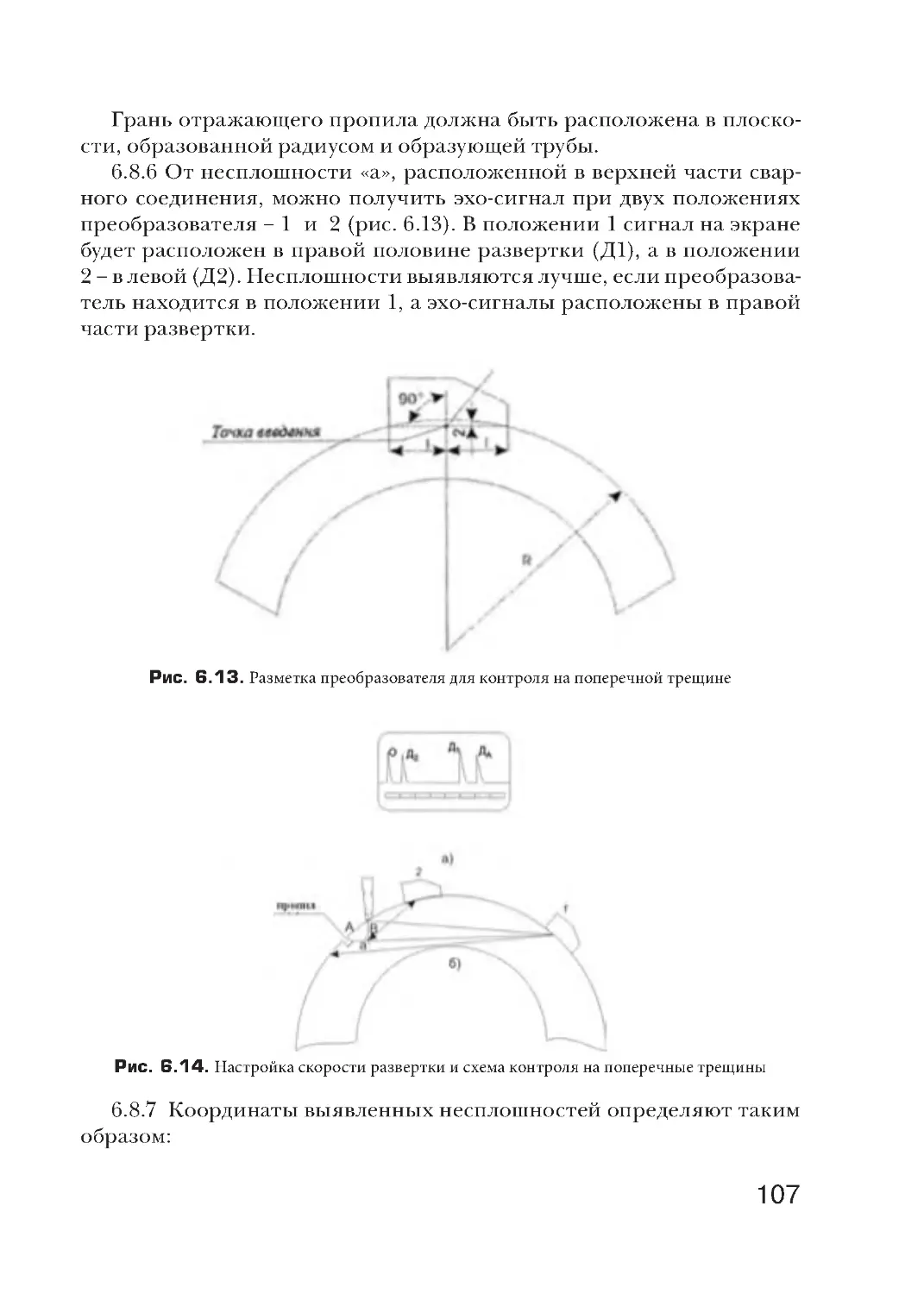
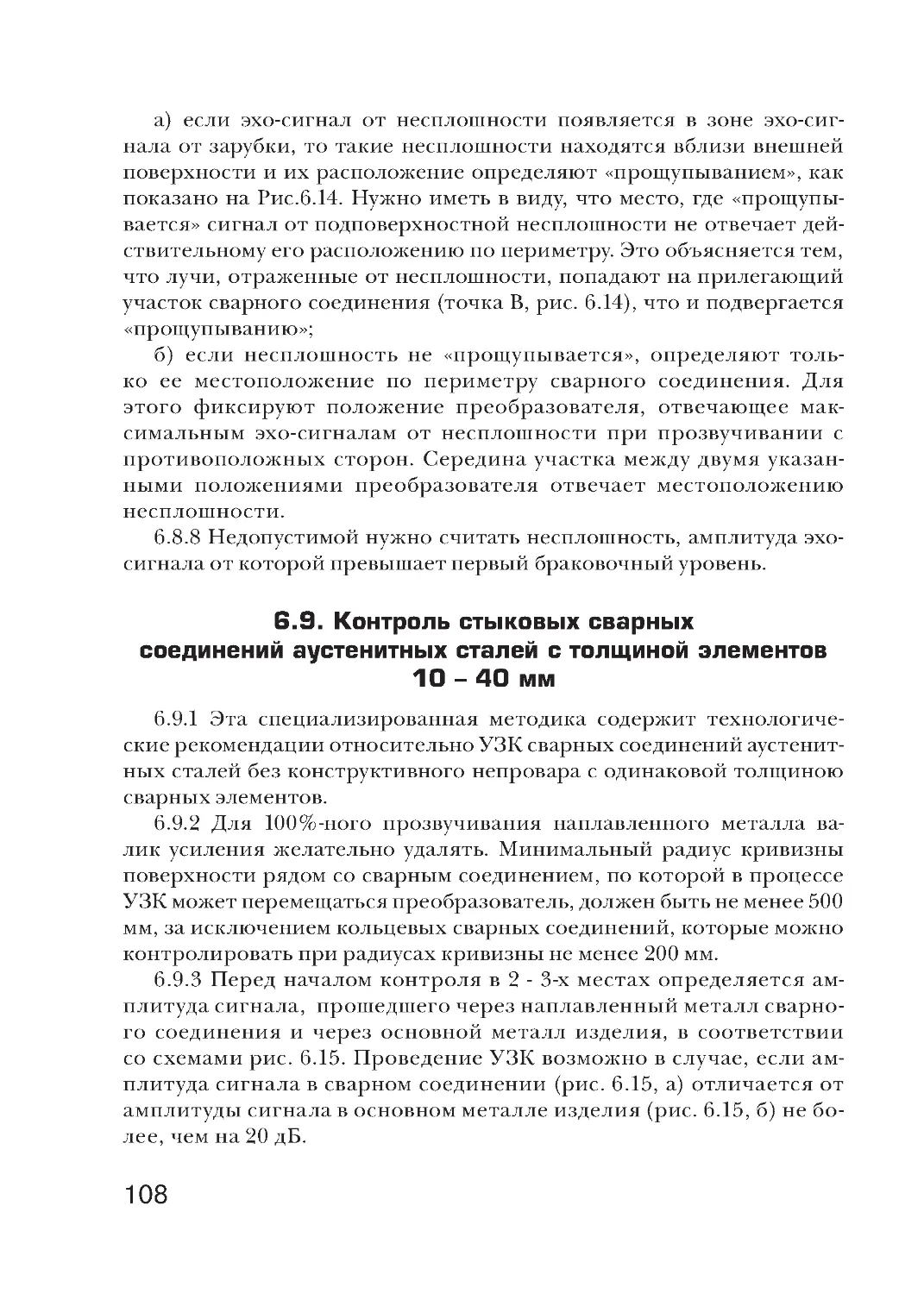
6.8. Контроль на наличие поперечных трещин ...................................103
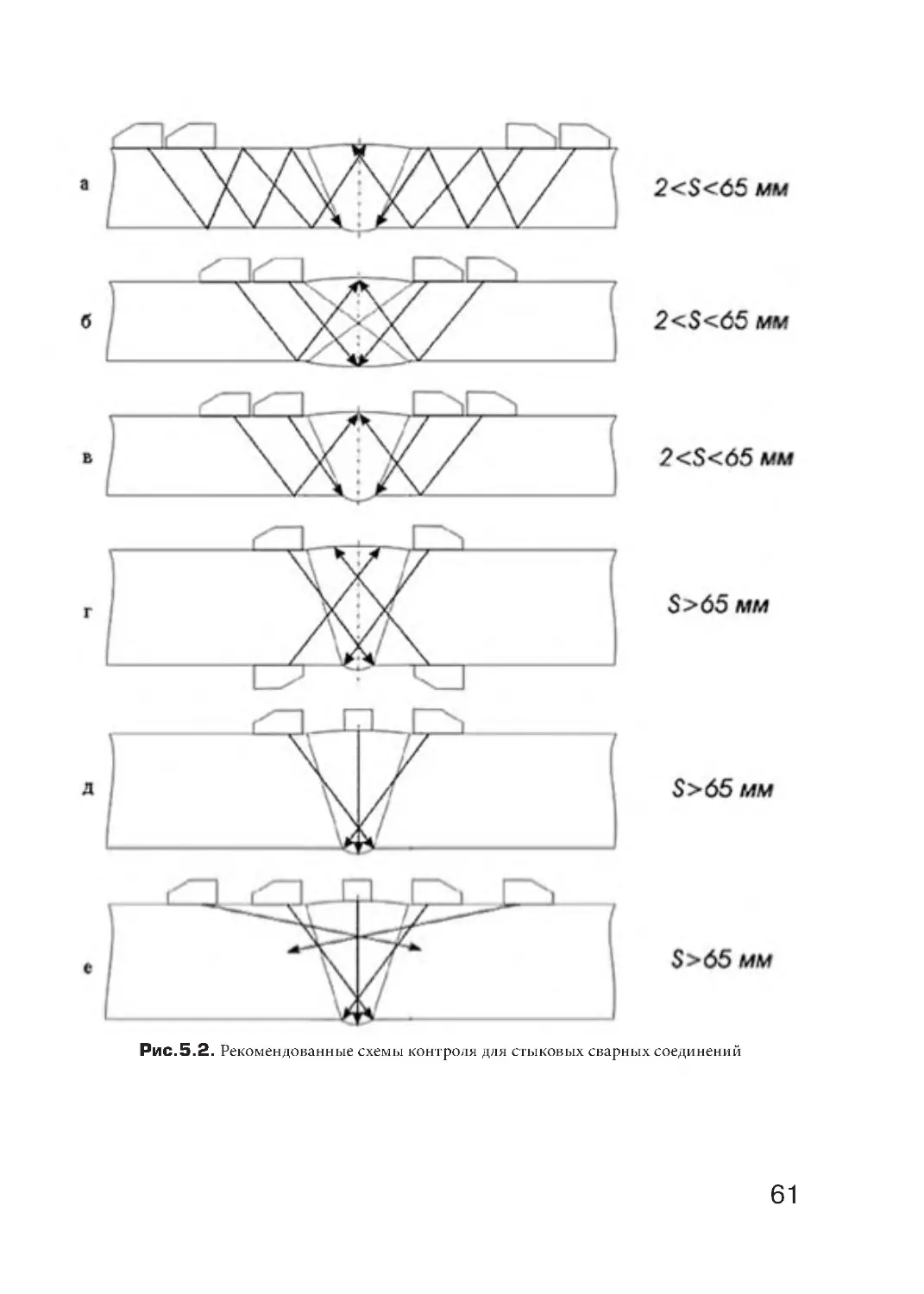
6.9. Контроль стыковых сварных соединений аустенитных
сталей с толщиной элементов 10 – 40 мм ....................................108
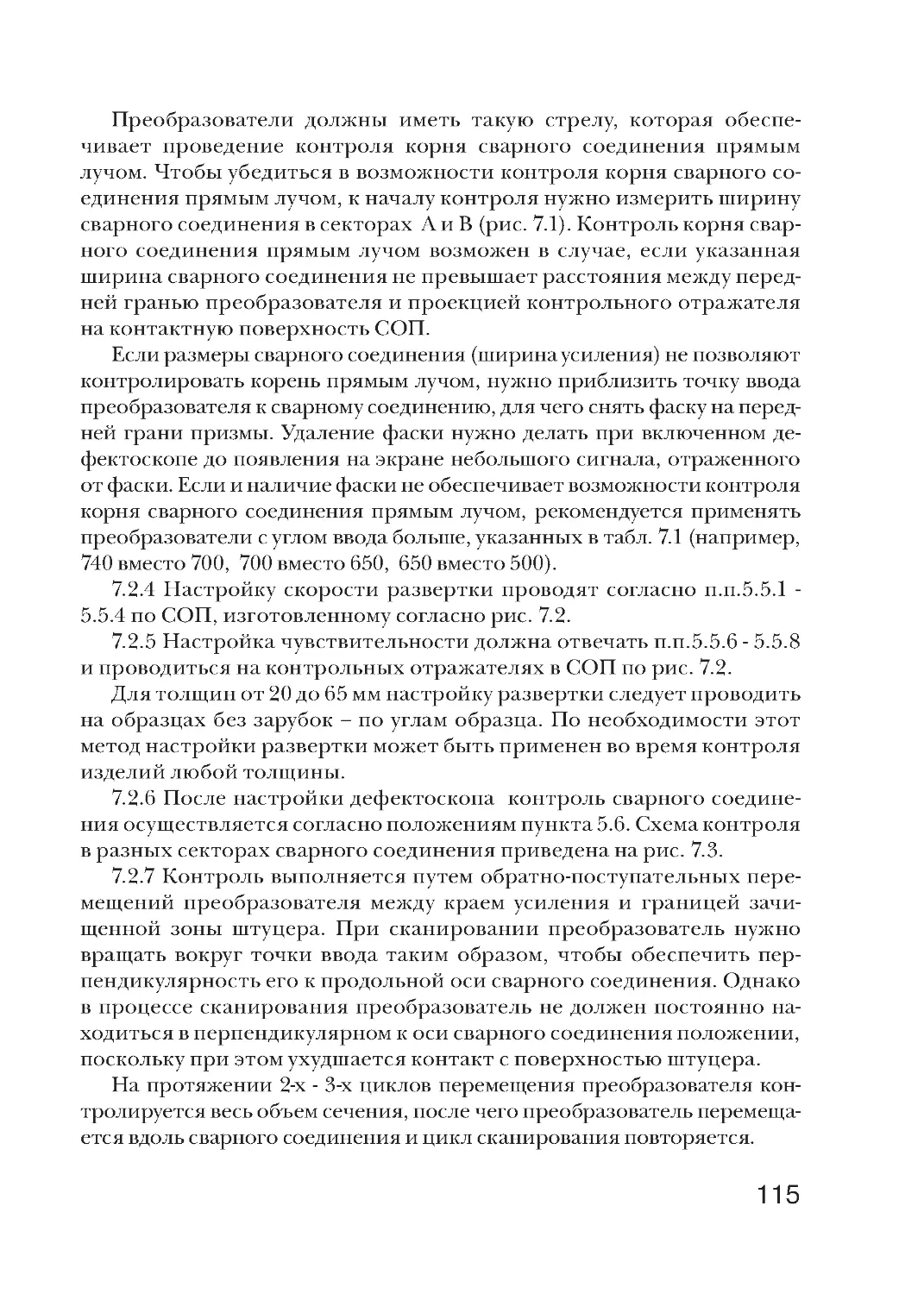
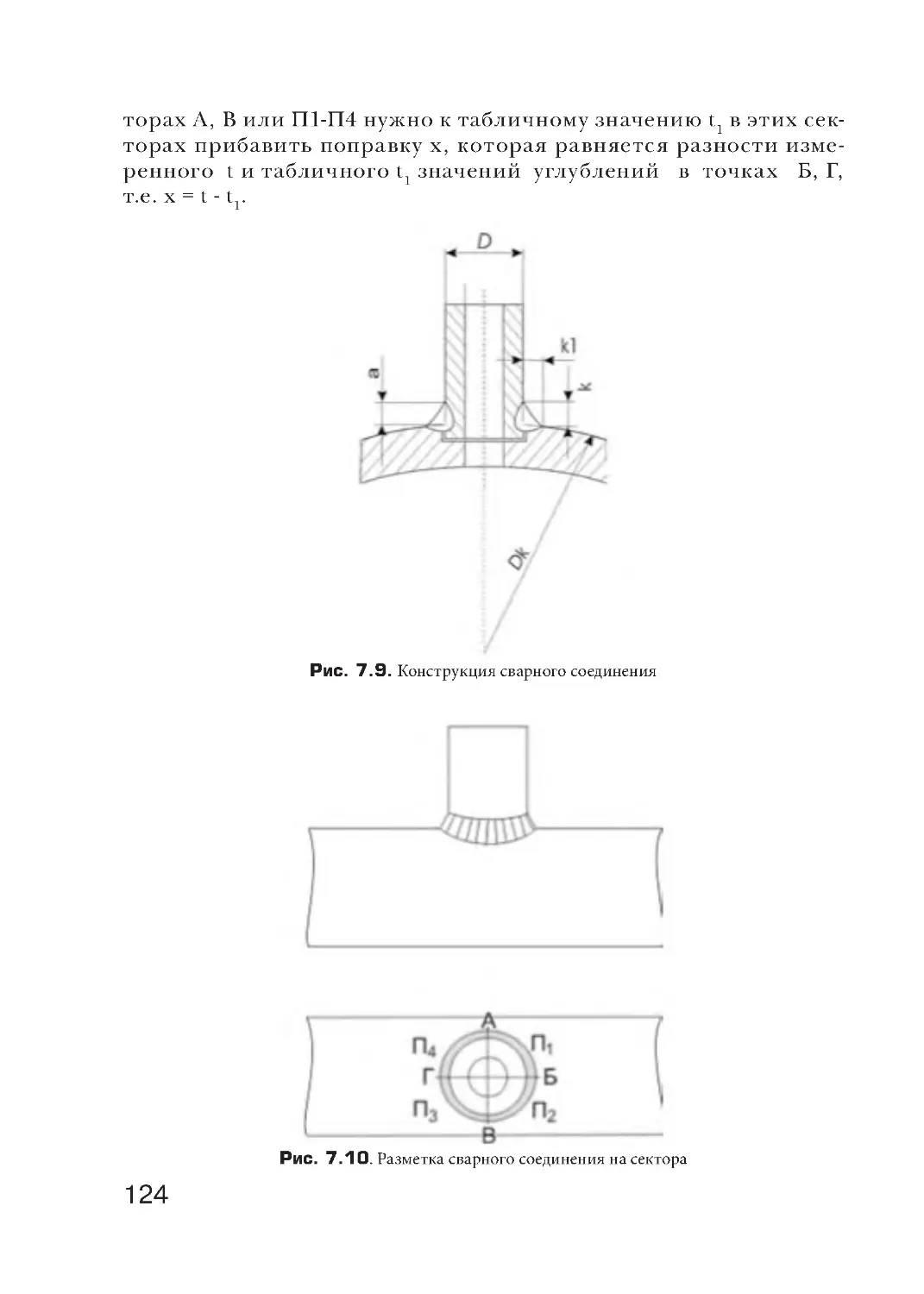
7 Контроль угловых сварных соединений трубных элементов ................113
7.1. Общие положения .......................................................................113
7.2. Технология контроля ...................................................................114
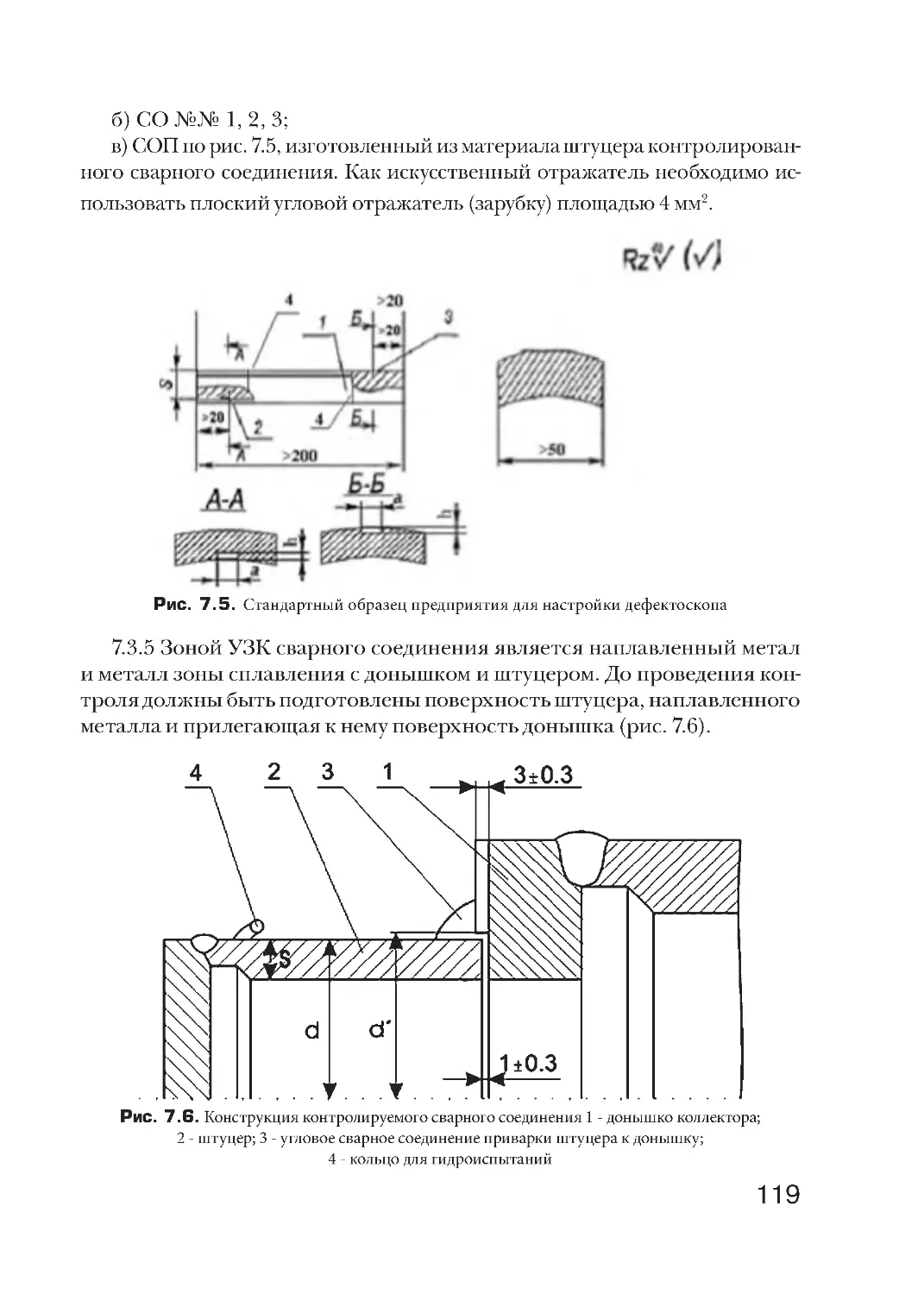
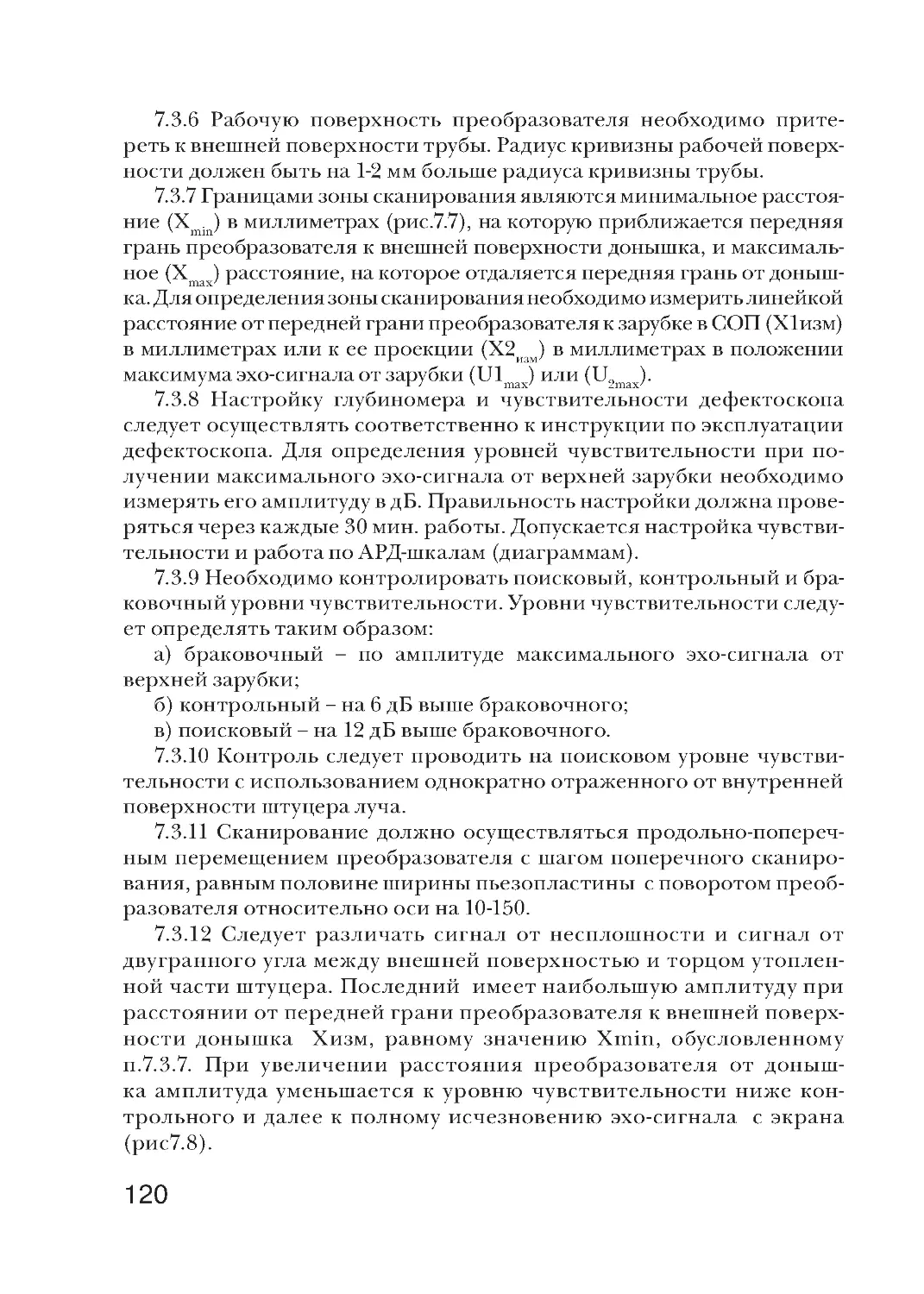
7.3. Контроль сварных соединений штуцеров
с донышками коллекторов ..........................................................118
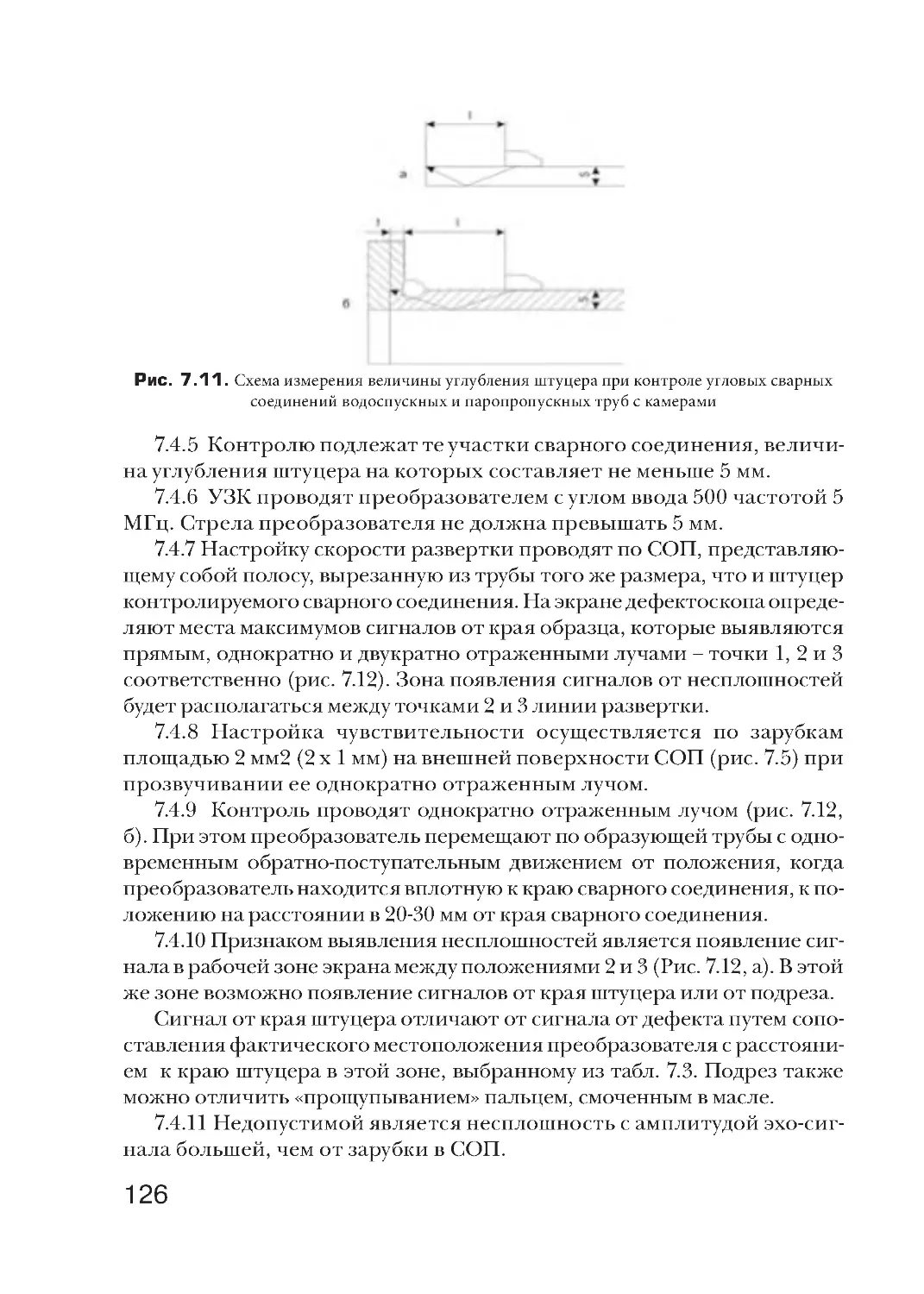
7.4. Контроль угловых сварных соединений водоспускных
и паропропускных труб с камерами .............................................122
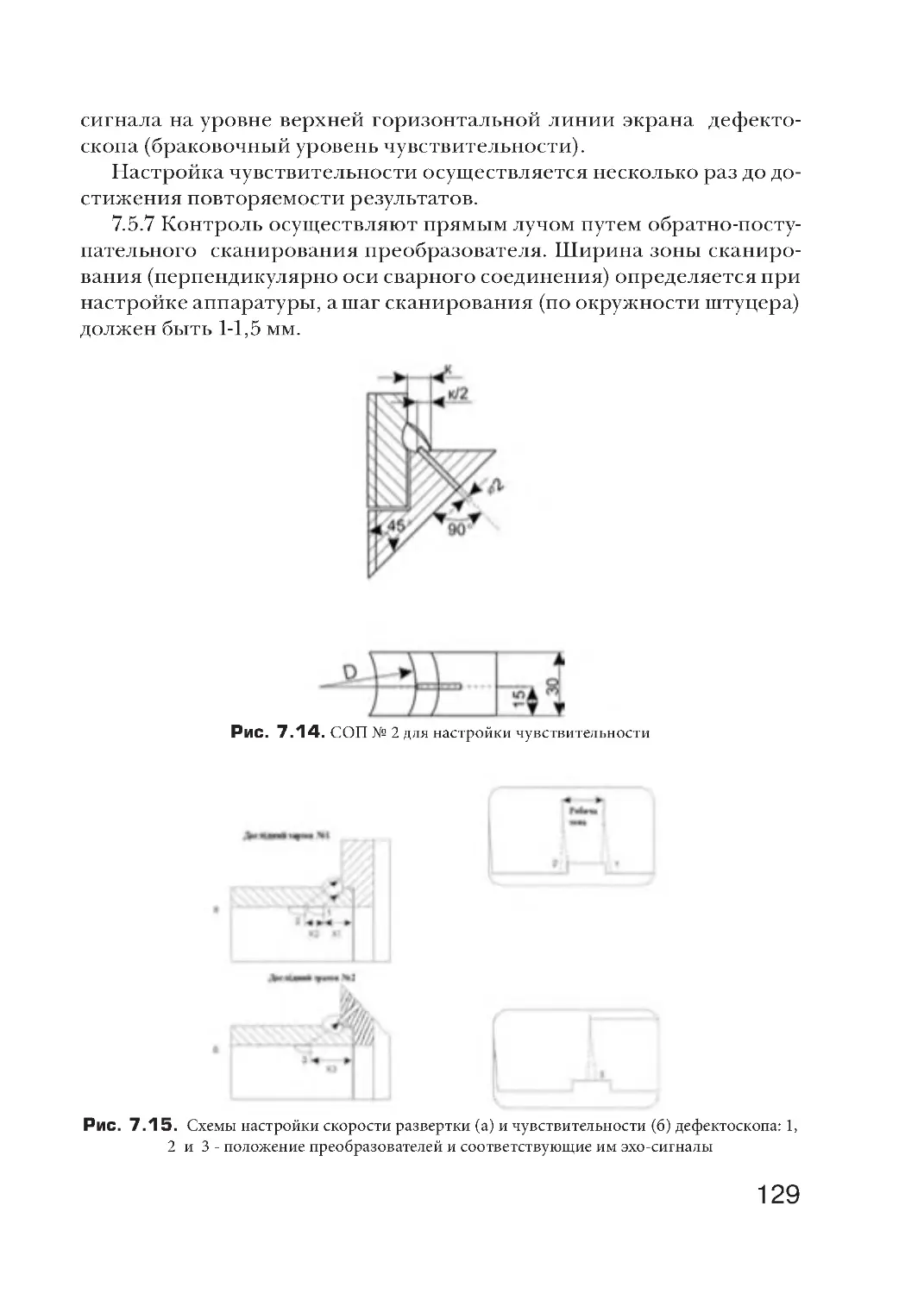
7.5. Контроль угловых сварных соединений
штуцеров с барабанами ..............................................................127
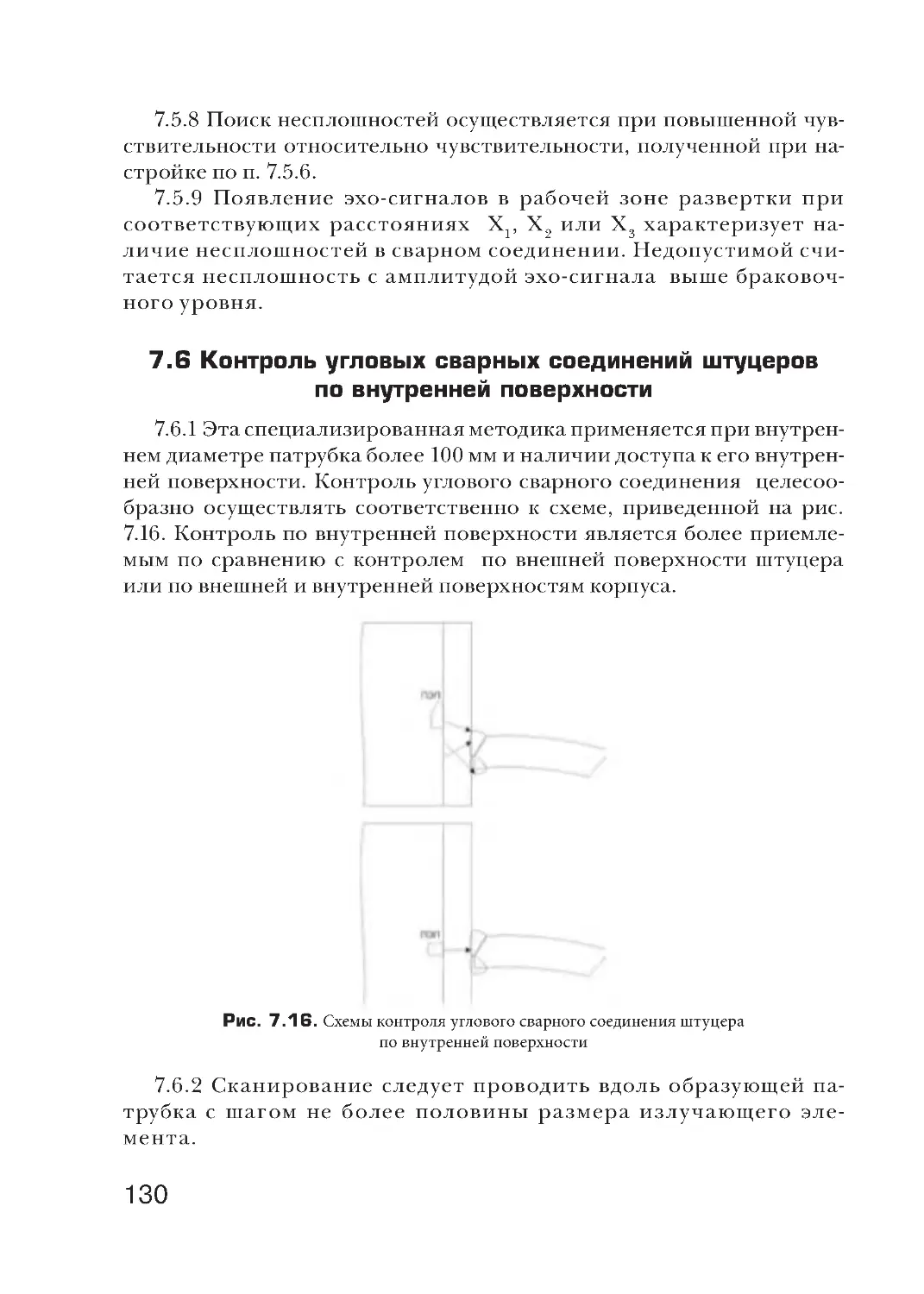
7.6. Контроль угловых сварных соединений
штуцеров по внутренней поверхности .........................................130
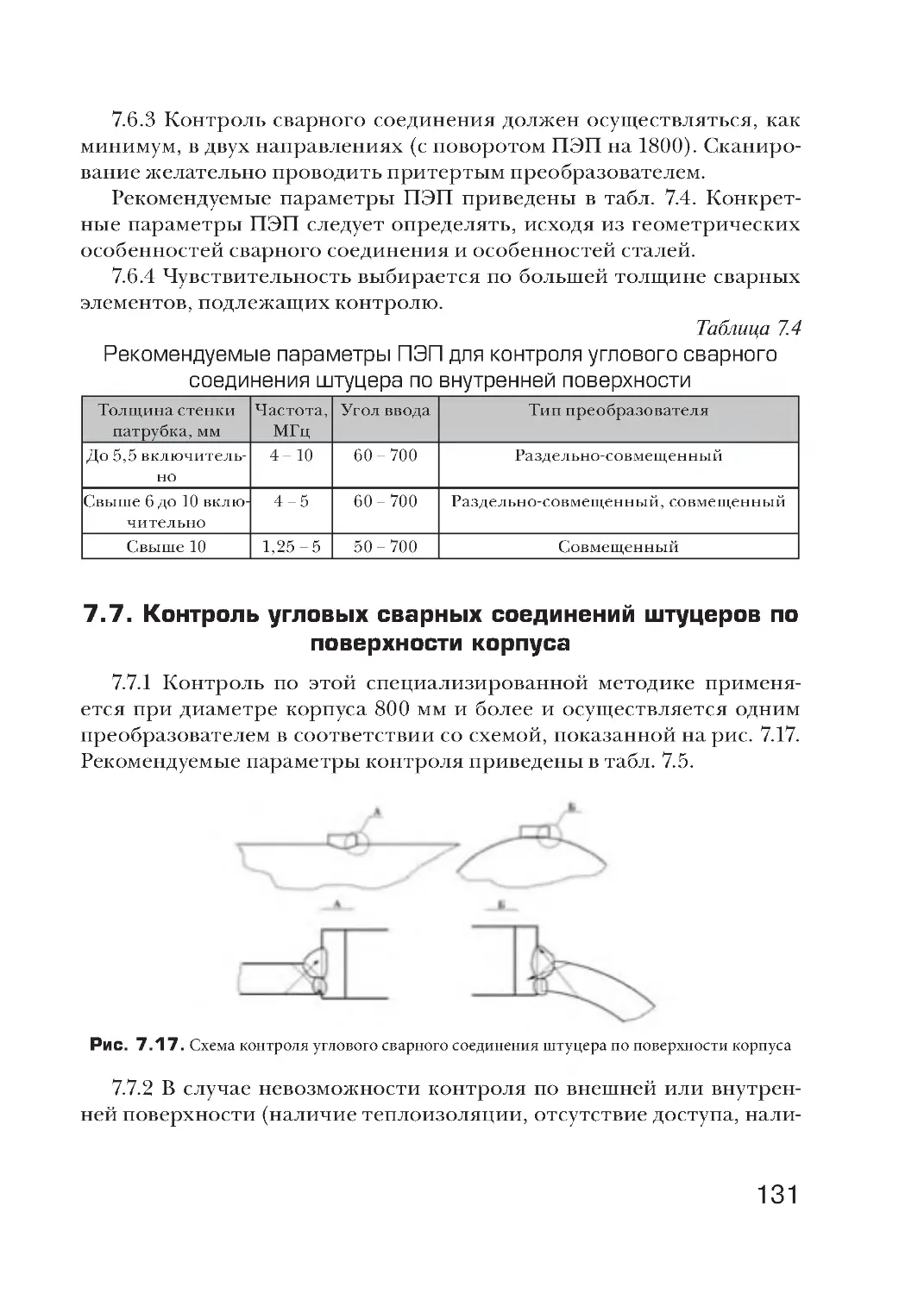
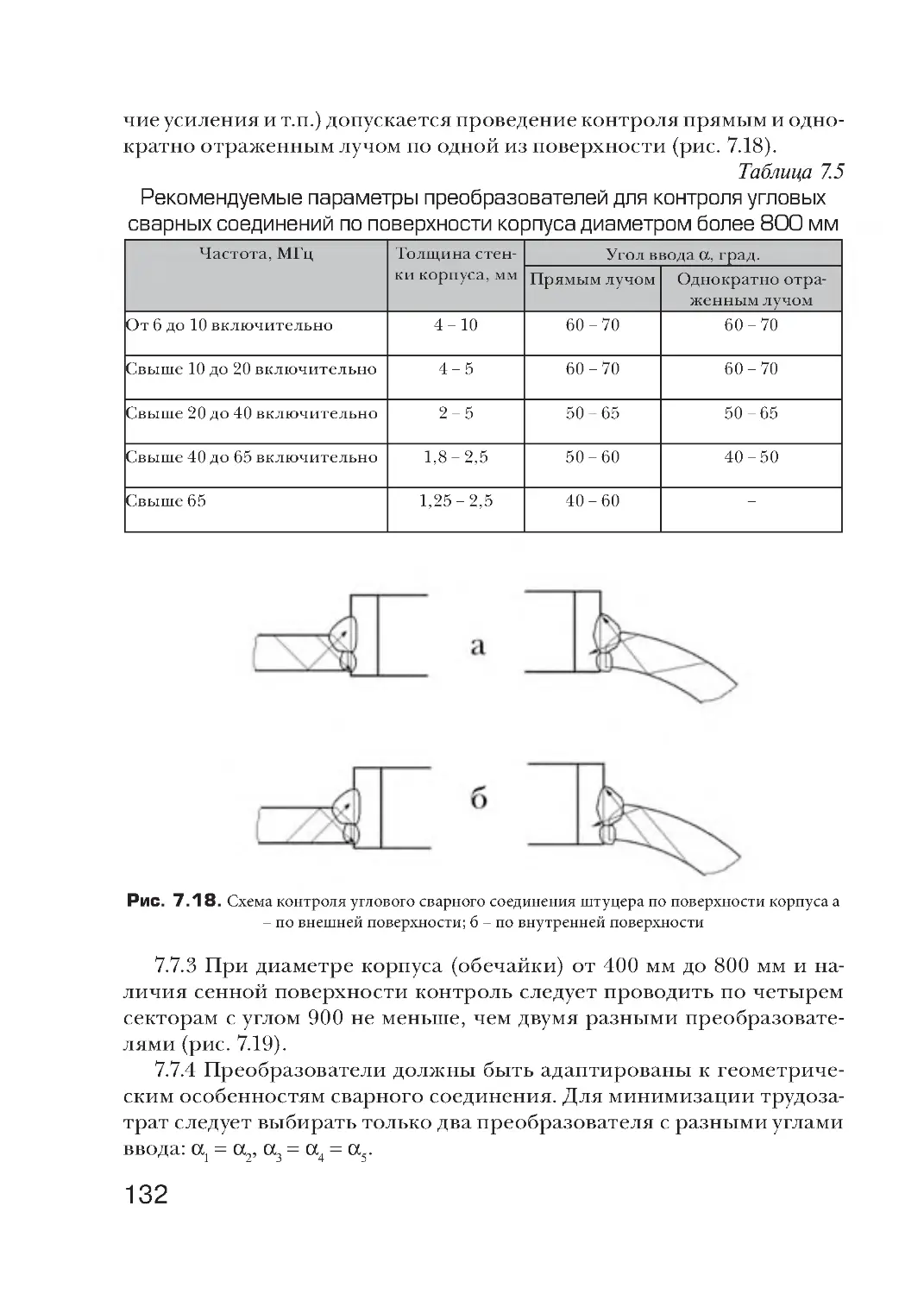
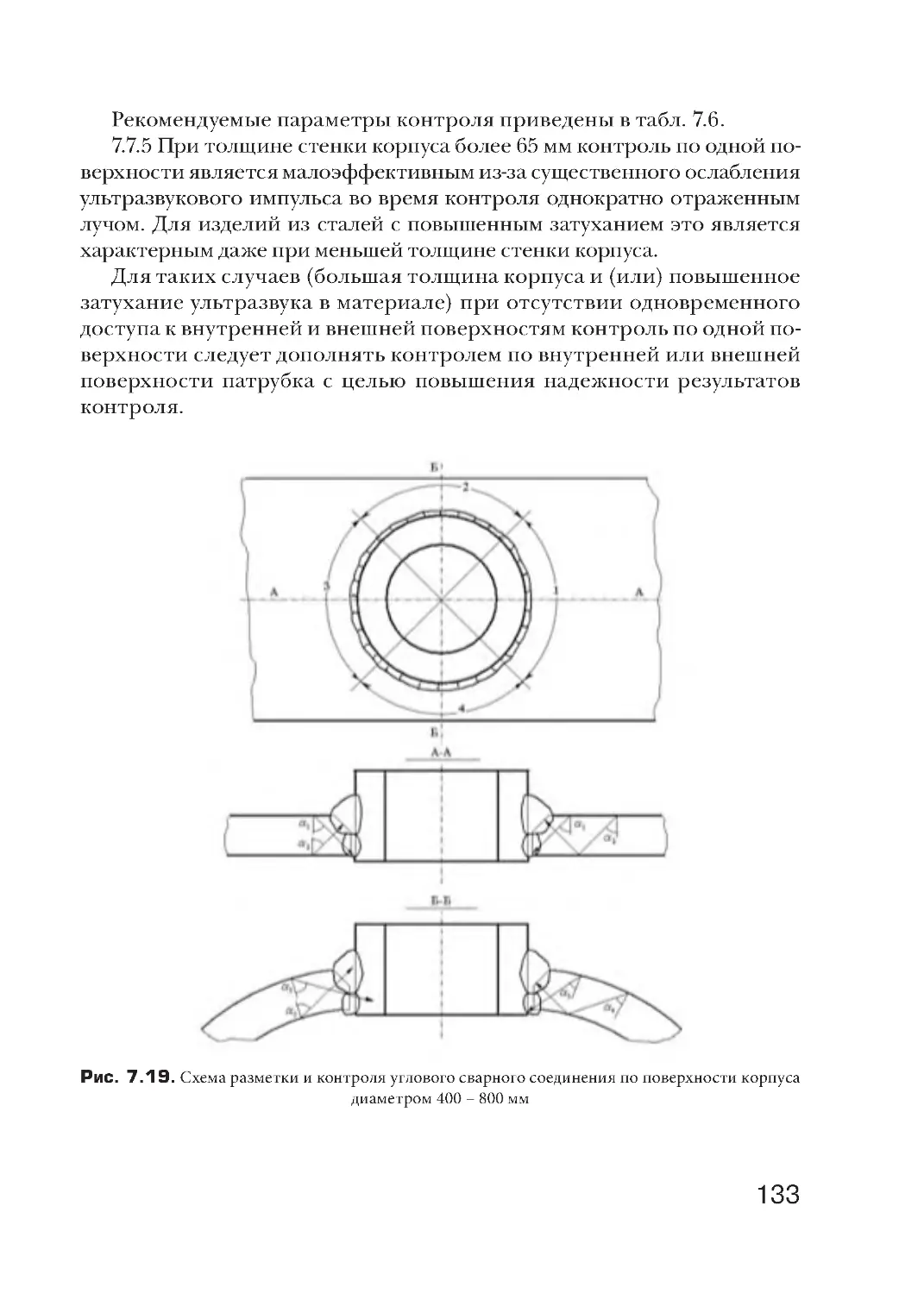
7.7. Контроль угловых сварных соединений штуцеров
по поверхности корпуса ..............................................................131
8. Ультразвуковой контроль сварных соединений
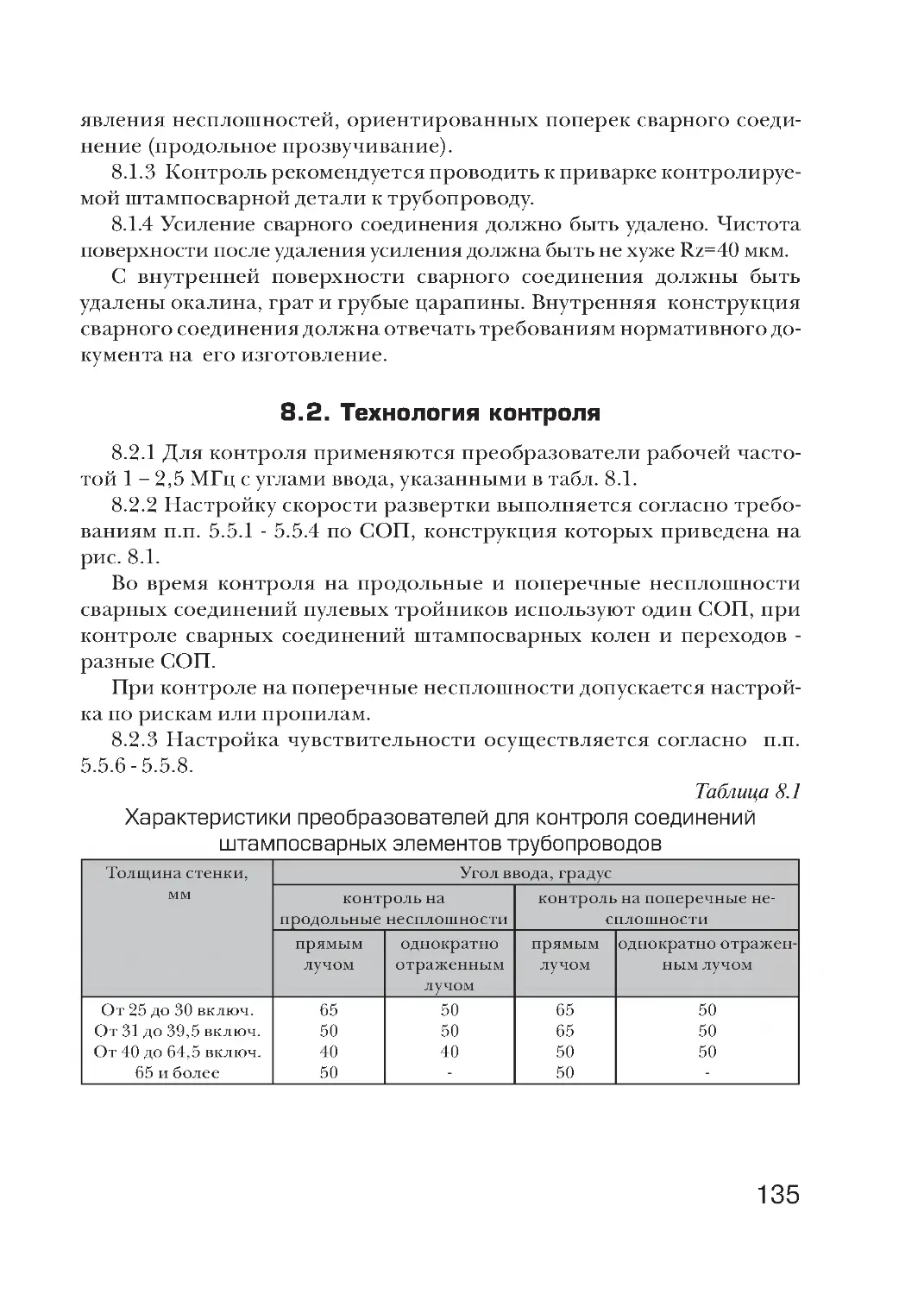
штампосварных элементов трубопроводов .......................................134
8.1. Общие требования ......................................................................134
8.2. Технология контроля ...................................................................135
9. Ультразвуковой контроль сварных соединений котельных
барабанов, сосудов, работающих под давлением, продольных,
спиральных и кольцевых сварных соединений трубопроводов ..........137
9.1. Общие требования ......................................................................137
9.2. Технология контроля ...................................................................137
10. Ультразвуковой контроль сварных
соединений металлоконструкций .....................................................140
10.1. Общие требования ....................................................................140
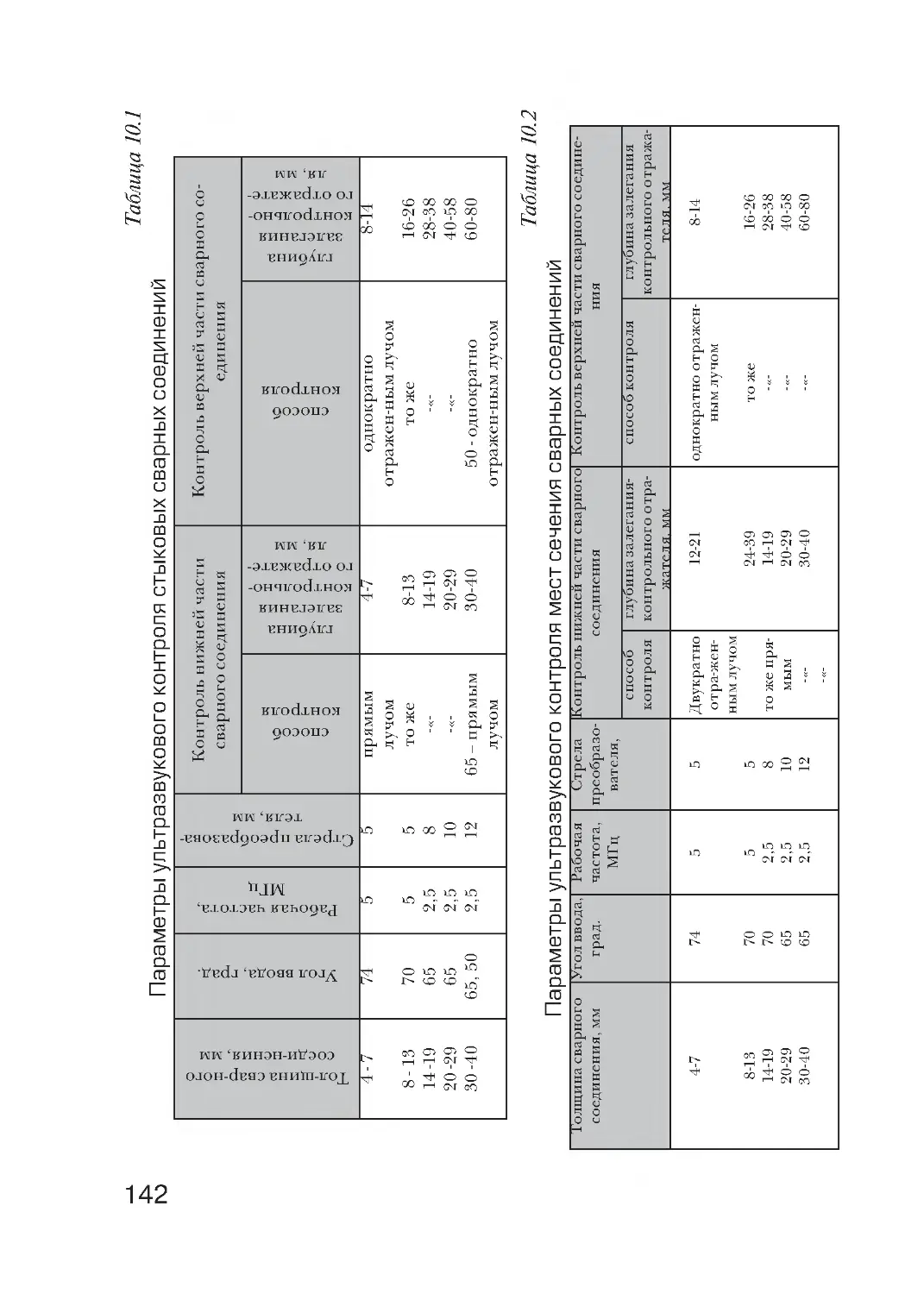
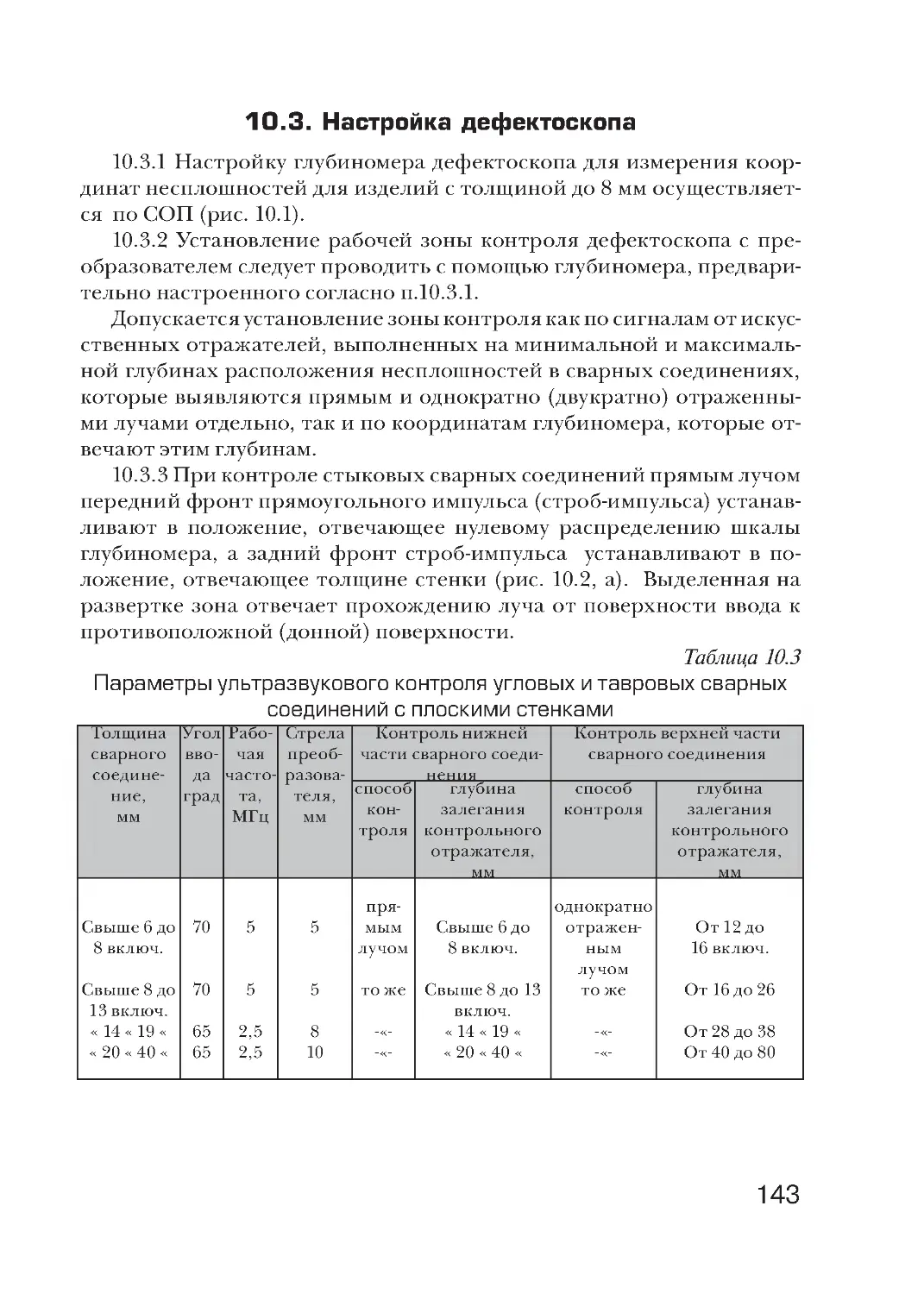
10.2. Выбор способов и параметров контроля ....................................141
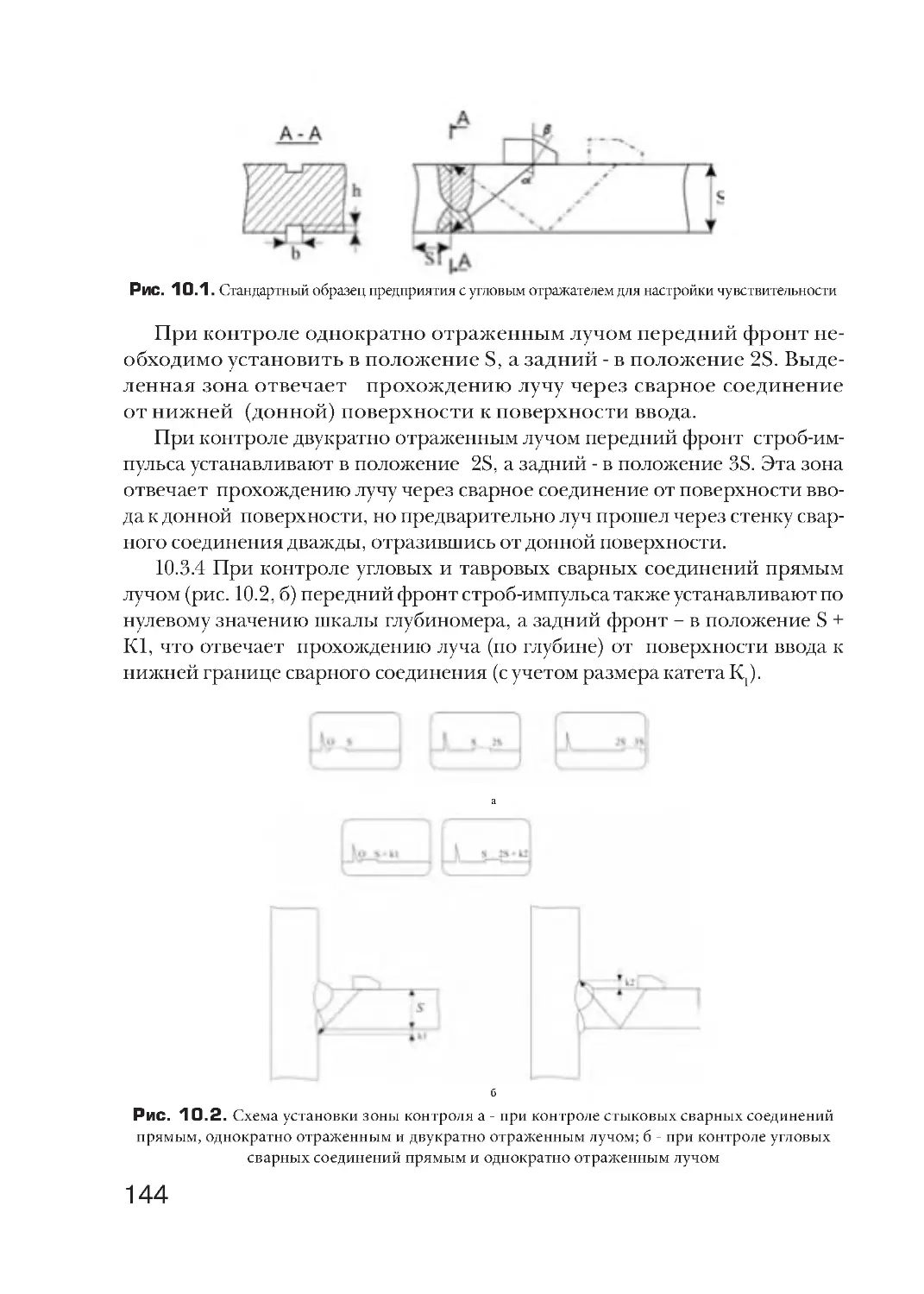
10.3. Настройка дефектоскопа ...........................................................143
10.4. Проведение контроля ................................................................145
10.5. Оценка качества сварных соединений .......................................148
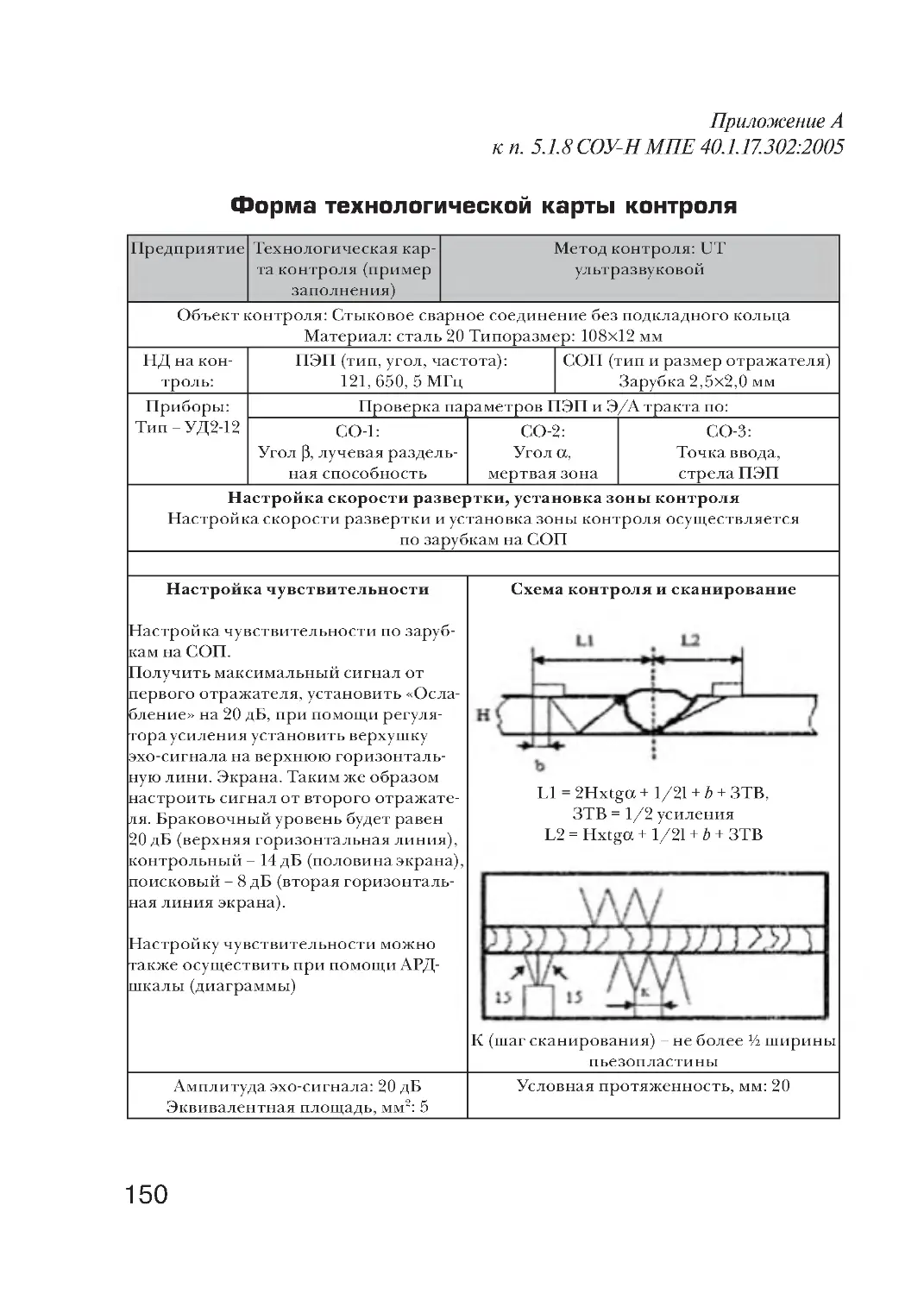
Приложение А к п. 5.1.8 СОУ-Н МПЕ 40.1.17.302:2005 ................ 150
Приложение Б к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005 ................ 151
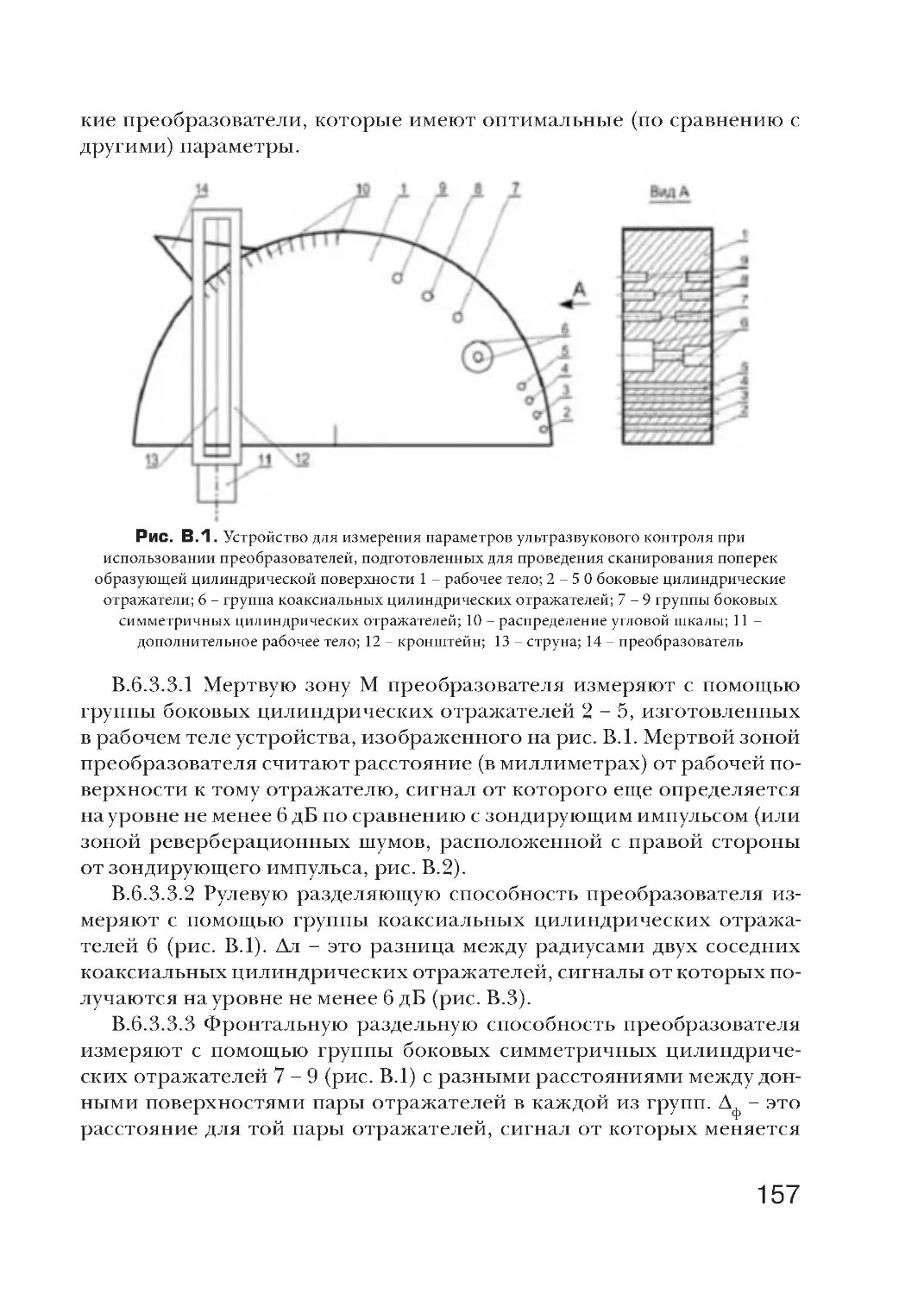
Приложение В к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005 ................ 154
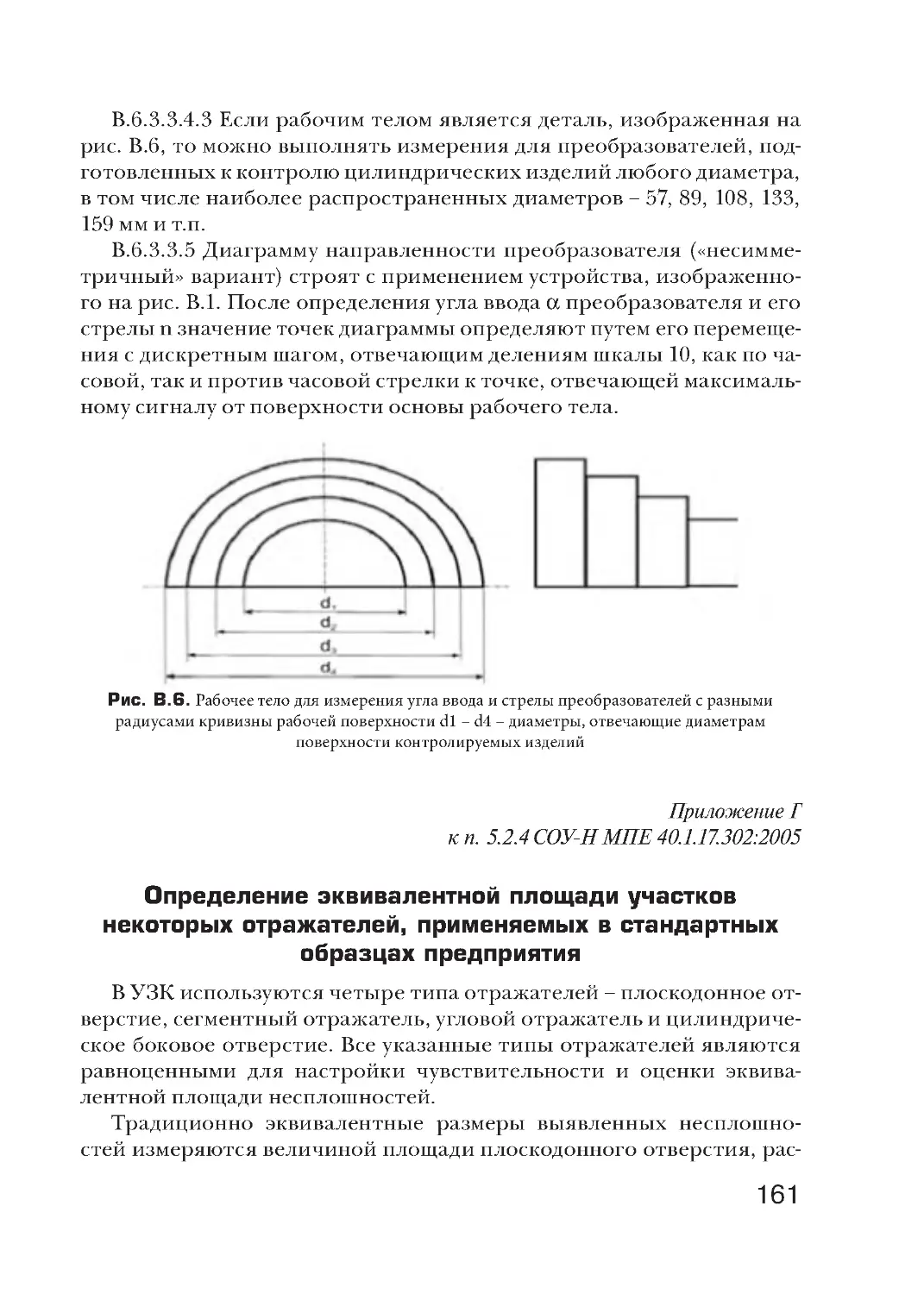
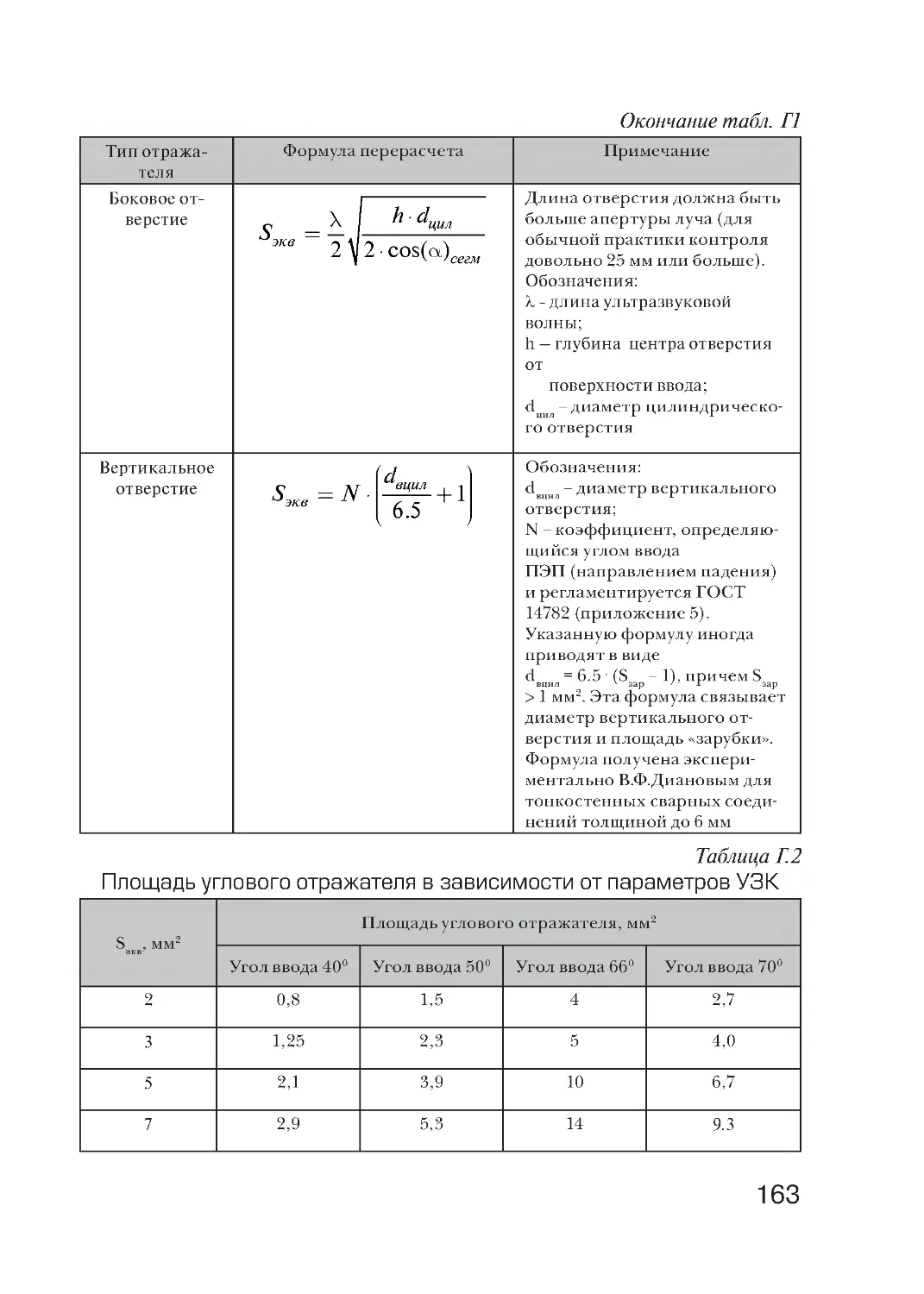
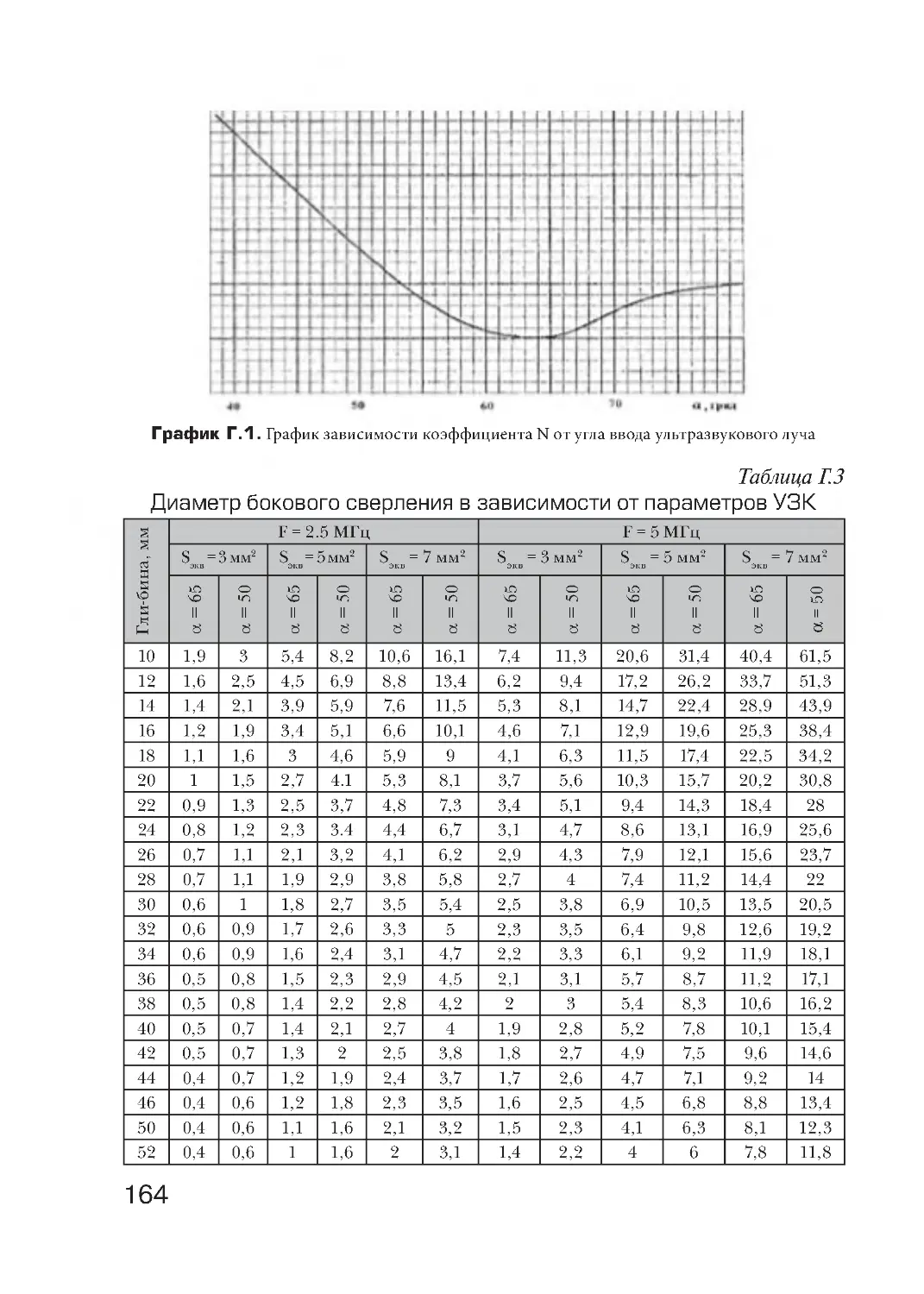
Приложение Г к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005 ................ 161
Приложение Д к п. 5.3.12 СОУ-Н МПЕ 40.1.17.302:2005 .............. 165
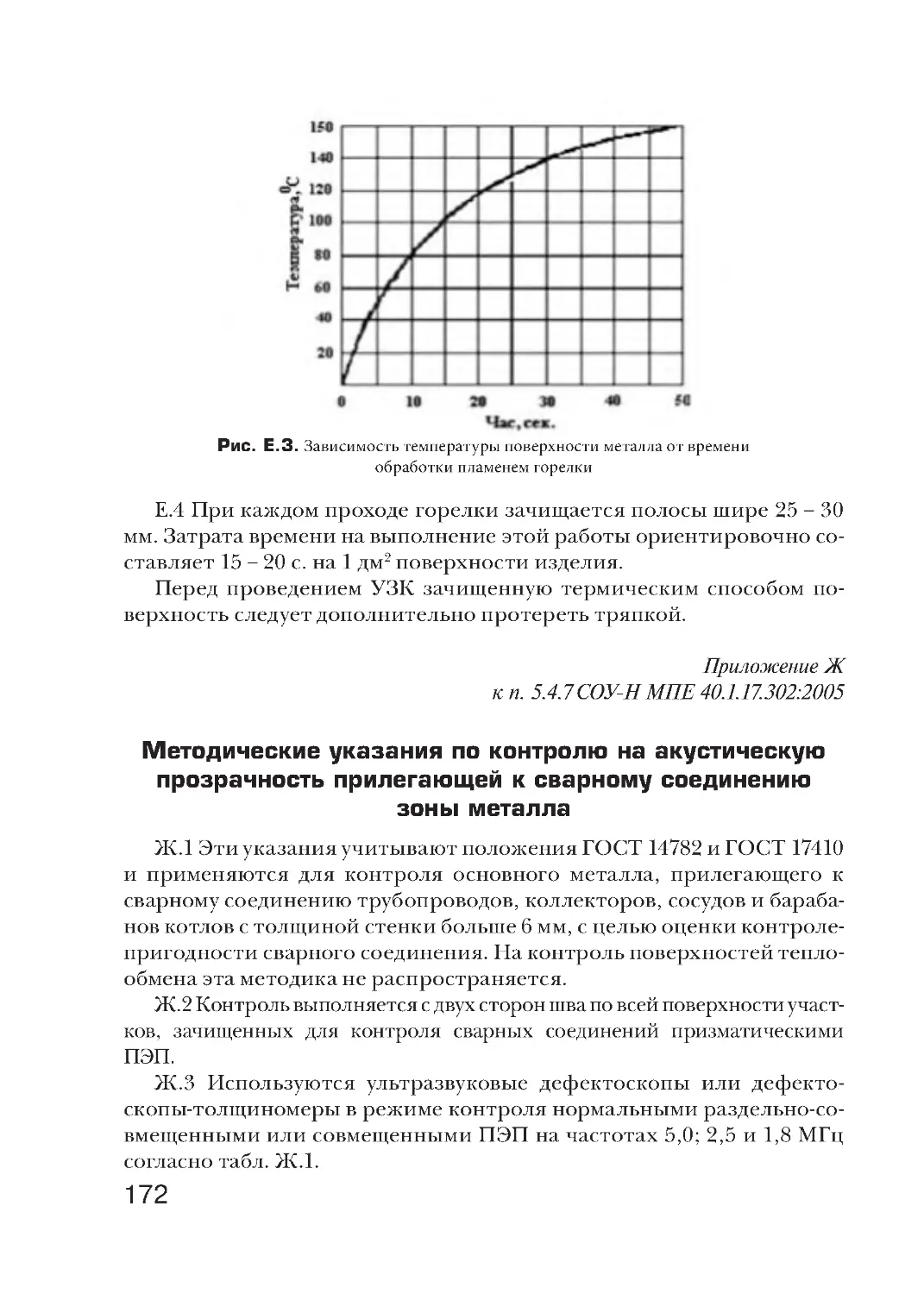
Приложение Е ............................................................................ 170
Приложение Ж ........................................................................... 172
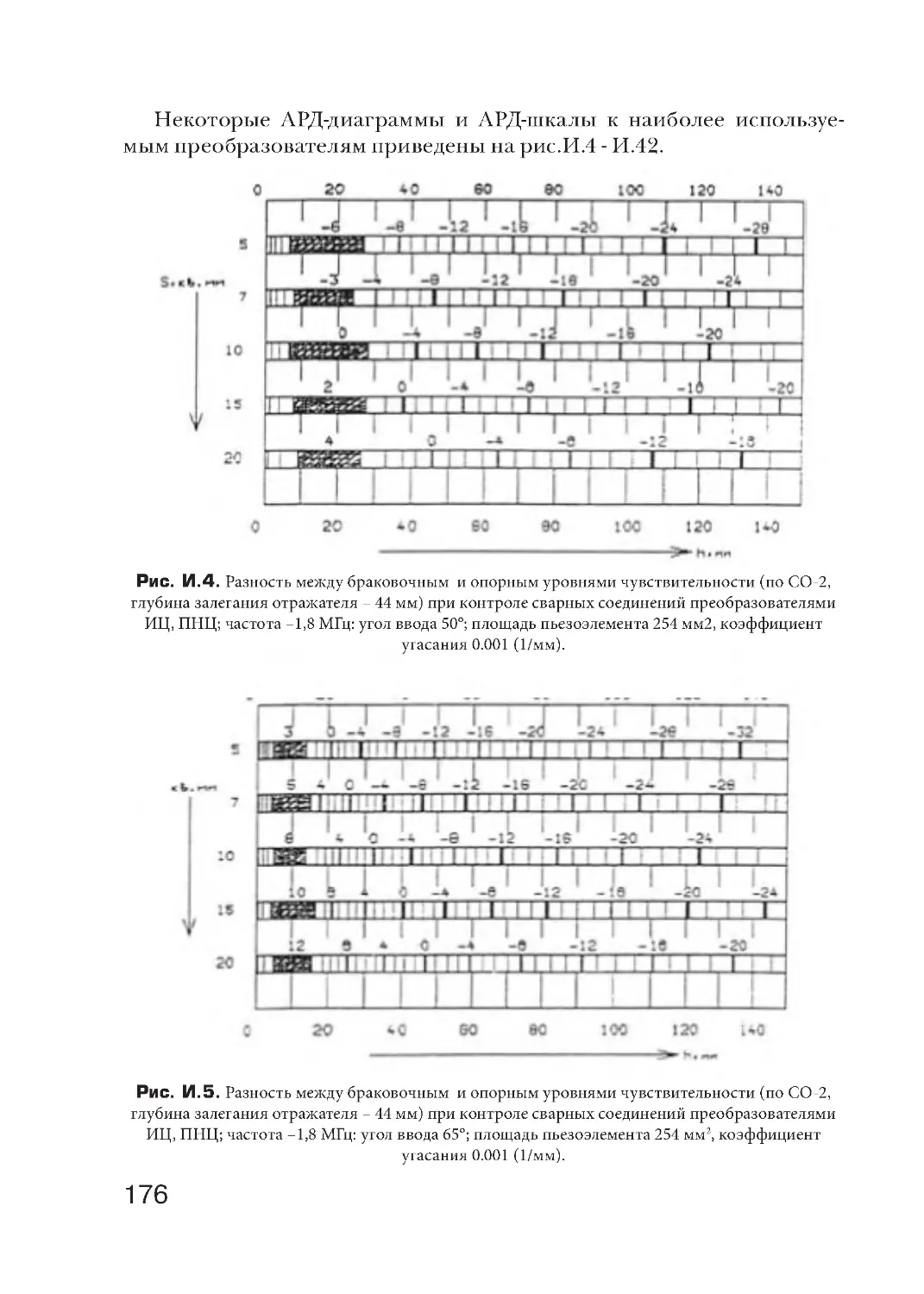
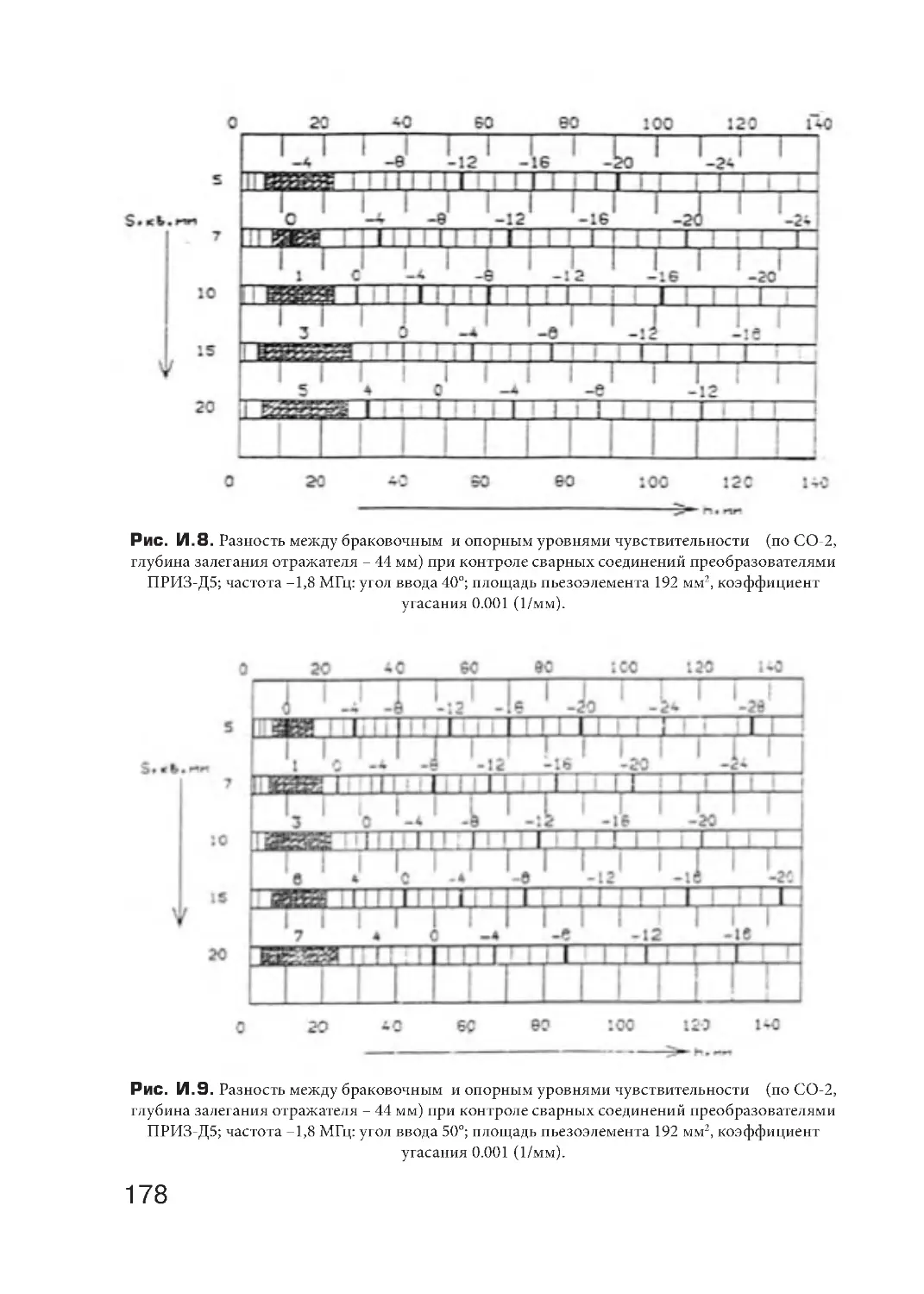
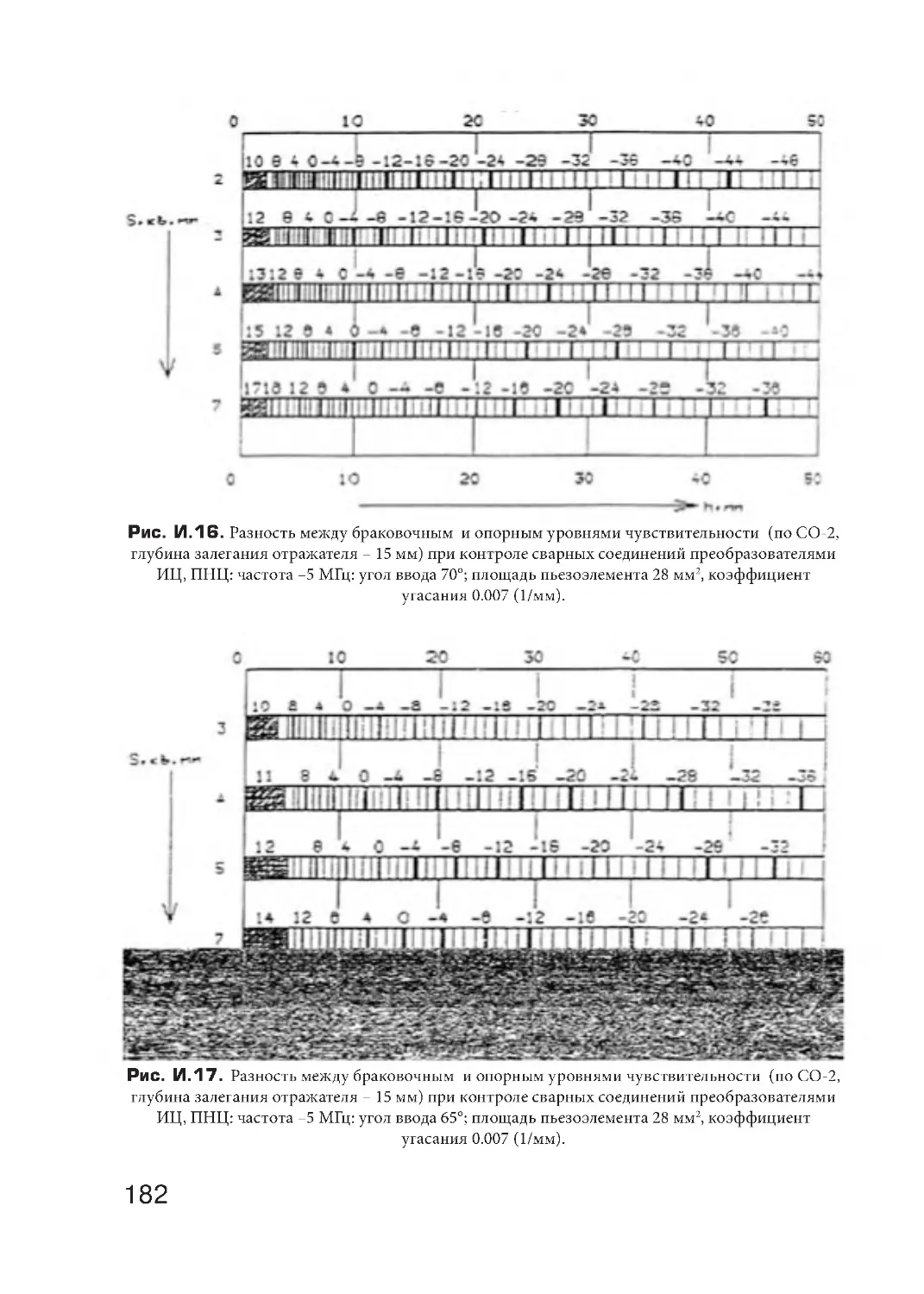
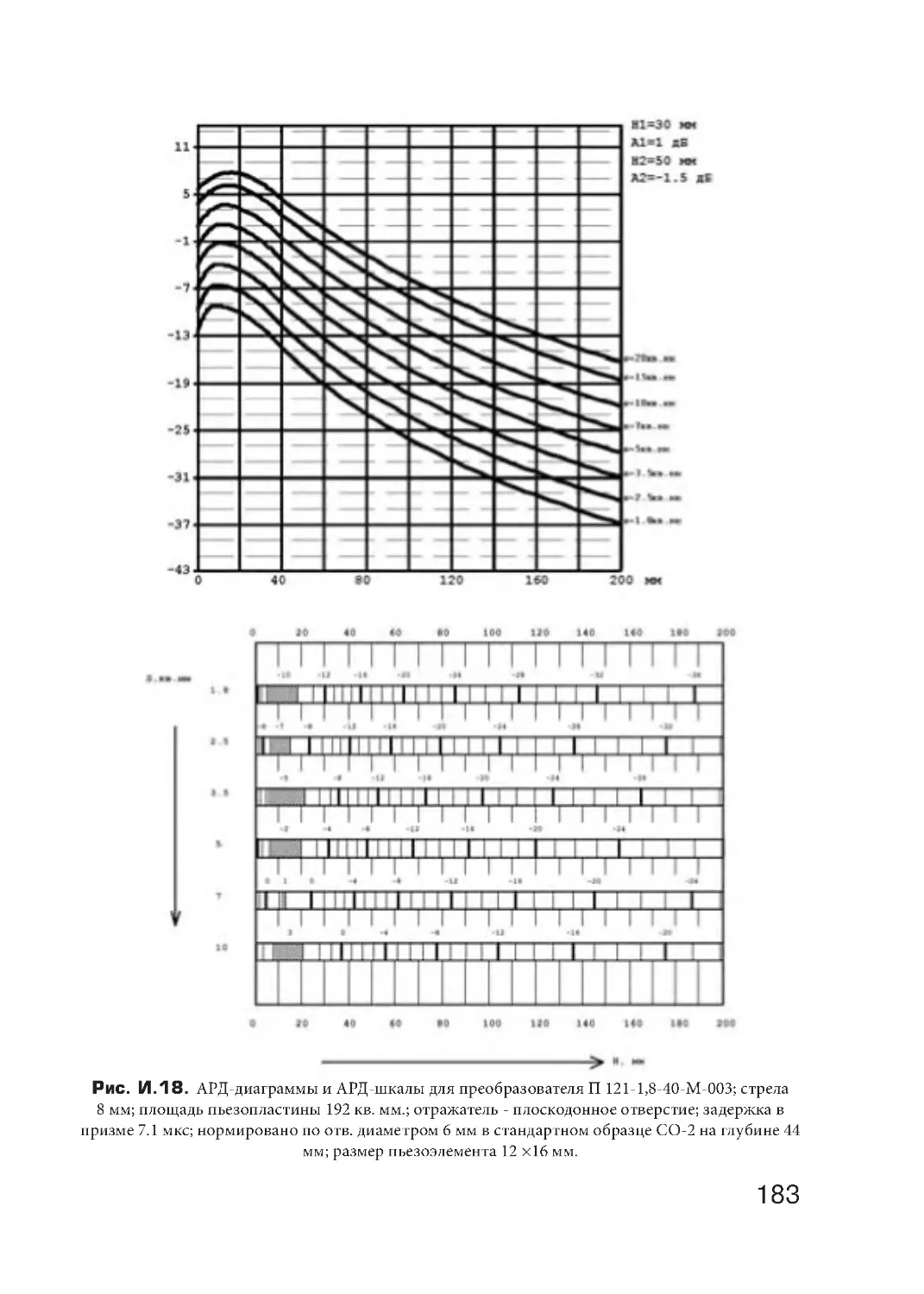
Приложение И ............................................................................ 174
Приложение К к п. 5.5.6 СОУ-Н МПЕ 40.1.17.302:2005 ................ 208
Приложение Л к п. 5.6.7 СОУ-Н МПЕ 40.1.17.302:2005 ................ 209
Приложение М к п. 5.9.4 СОУ-Н МПЕ 40.1.17.302:2005 ............... 213
Глава ІII Стандарты УЗК ............................................................. 215
Стандарты по ультразвуковому контролю, действующие в Украине .......217
Предисловие
Ультразвуковой контроль является интенсивно-развивающимся видом испытаний без разрушений. В Институте электросварки
им. Е. О.Патона НАН Украины этим видом неразрушающего контроля занимаются много лет, создаются соответствующие методики, доводятся до практического воплощения новые идеи.
Значительная часть практического опыта по УЗК обобщено в популярной книге В. А. Троицкого «Краткое пособие по контролю качества сварных соединений». В этом учебнике для начинающих кратко
изложены основные принципы распространенных методов неразрушающего контроля (радиационного, магнитного, капиллярного, ультразвукового и др.).
Для специалистов, имеющих достаточный практический опыт в области ультразвукового контроля, важно знать более подробную информацию о современных дефектоскопах, современных нормативных документах и стандартах. Это выполняет настоящее Приложение.
Более подробную информацию о приборах, нормативных документах и стандартах по УЗК можно получить в Отделе Неразрушающих
методов контроля качества сварных соединений Института электросварки им. Е. О. Патона по телефонам: (044) 200-81-40, 271-22-49, 28726-66, 200-81-83.
Заказать книгу «Краткое пособие по контролю качества сварных соединений» и настоящее Приложение к нему можно по факсу
8-044-289-21-66, указав количество приобретаемых экземпляров и подробные реквизиты, куда следует выслать книги.
Глава І
Дефектоскопы
Oсновные характеристики отечественных
и зарубежных дефектоскопов
1. Введение
Количество современных ультразвуковых дефектоскопов непрерывно
растет, что затрудняет их выбор. Производителями заявляется все большее количество характеристик, призывающих пользователя сделать выбор
в пользу той или иной модели. Здесь сделана попытка рассмотреть основные характеристики непосредственно электронных блоков дефектоскопов,
как самостоятельных измерительных устройств. Сложность составления
подобных сравнительных обзоров заключается в том, что зачастую производители оборудования не афишируют подробные технические характеристики дефектоскопа, ограничиваясь лишь кратким их описанием.
В обзоре рассмотрены характеристики дефектоскопов:
· USM-22B, USM-25DAC, USM23EX, USN-52L – фирмы «Krautkramer», Германия;
· EPOCH III, EPOCH IV – фирмы «Panametrics», США;
· MASTERSCAN 340 – фирмы «Sonatest», Англия;
· УД2В-П46 – НПЦ «Кропус», г. Ногинск;
· УД2-70 – НПП «Луч», г. Москва, «Ультракон-Сервис», г. Киев;
· DIO 562 – фирмы «Starmans», Чехия;
· УД4-Т – фирмы «Votum», Молдова, г. Кишинев;
· А1212 «Мастер»/»Эксперт» – фирмы «АКС», г. Москва;
· УДЦ-201П – ЦНИИТМАШ, г. Москва;
· УД2-102/УД2-103 «Пеленг» – фирмы «Алтку», г. Санкт-Петербург;
· УИУ «Сканер» – фирмы «Алтес», г. Москва.
Обзор публикуется по разрешению его автора Борисенко В. В.,
директора фирмы «Крокус», любезно предоставленного нам Духовским А.Ю. (ф. ООО «Интрон-СЭТ»). Обзор печатается в сокращении,
рассматриваются основные узлы дефектоскопов, элементная база и
технологические возможности дефектоскопов. Все технические характеристики взяты из рекламных проспектов, интернет-сайтов и руководств по эксплуатации приборов.
2. Параметры зондирующего импульса
Зондирующим импульсом называется акустический импульс, излучаемый преобразователем. Форма зондирующего импульса зависит
от формы приложенного направления и характера нагрузки в значительной мере по этому определяется подключенным преобразова-
9
телем. Без подключенного преобразователя импульс представляет
собой односторонний толчок напряжения, убывающий по экспоненциальному закону.
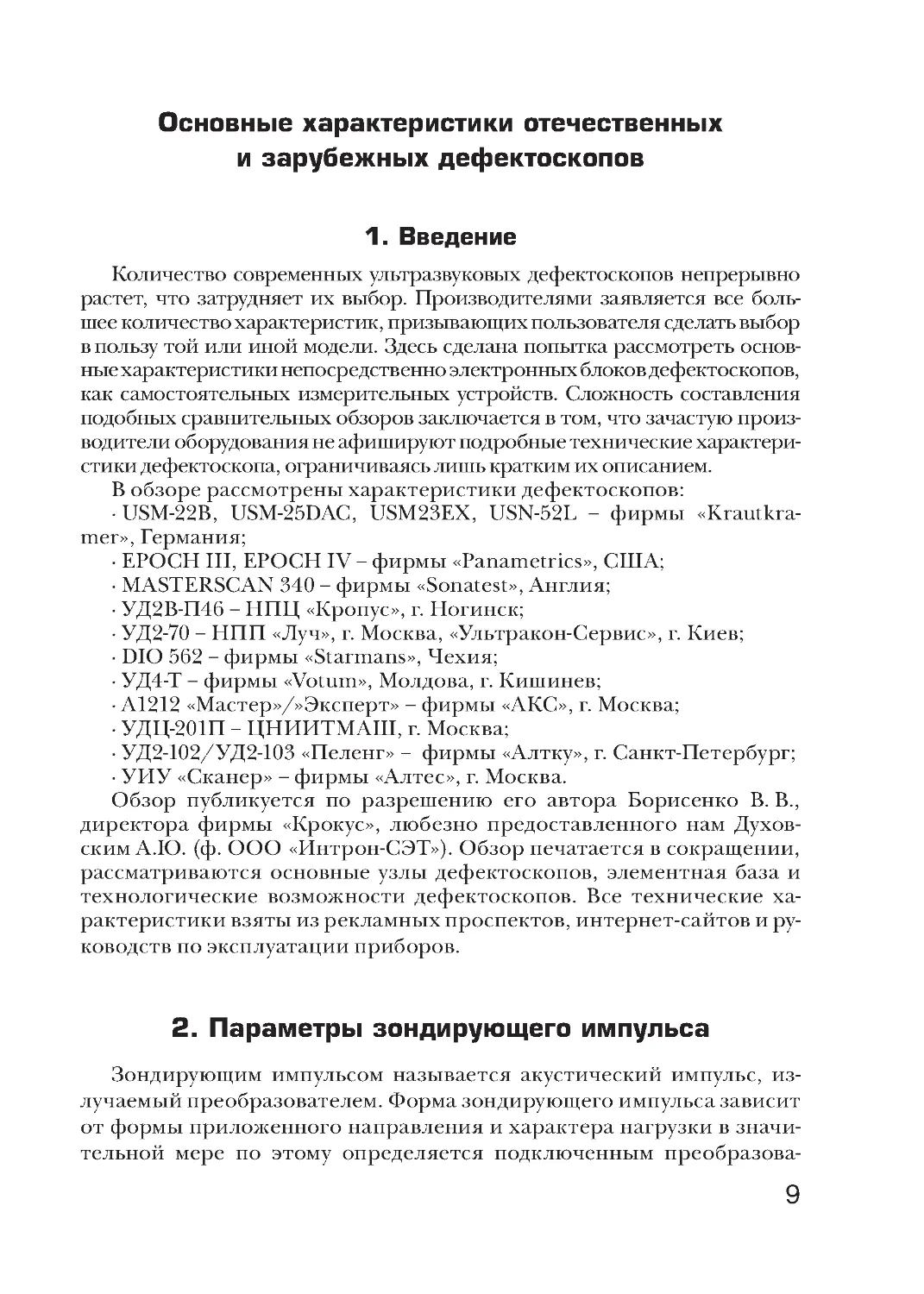
Несмотря на различие в конструкциях приборов общий принцип
возбуждения колебаний остается неизменным. Конденсатор в дефектоскопе заряжается до некоторого напряжения, затем управляющим
сигналом от тактового генератора замыкается электронный выключатель, в результате чего конденсатор разряжается через демпфирующее сопротивление (или индуктивность), включенное параллельно
колебательному элементу. Этот импульс разряда возбуждает в колебательном элементе затухающие механические колебания. Такой способ возбуждения называют ударным.
Кривая разряда и период механических колебаний в значительной степени зависит от емкости конденсатора С и сопротивления
резистора R. Для оптимального согласования прибора с конкретным
преобразователем в некоторых дефектоскопах есть возможность переключения величин С и R. Однако, поскольку собственная частота
колебаний пьезоэлемента зависит напрямую от его толщины, для эффективного возбуждения различных преобразователей необходимо
приложение различной энергии. В противном случае, возбуждение
ударным импульсом достаточно большого пьезоэлемента, будет сравнимо с коротким ударом часового молоточка по громадному колоколу.
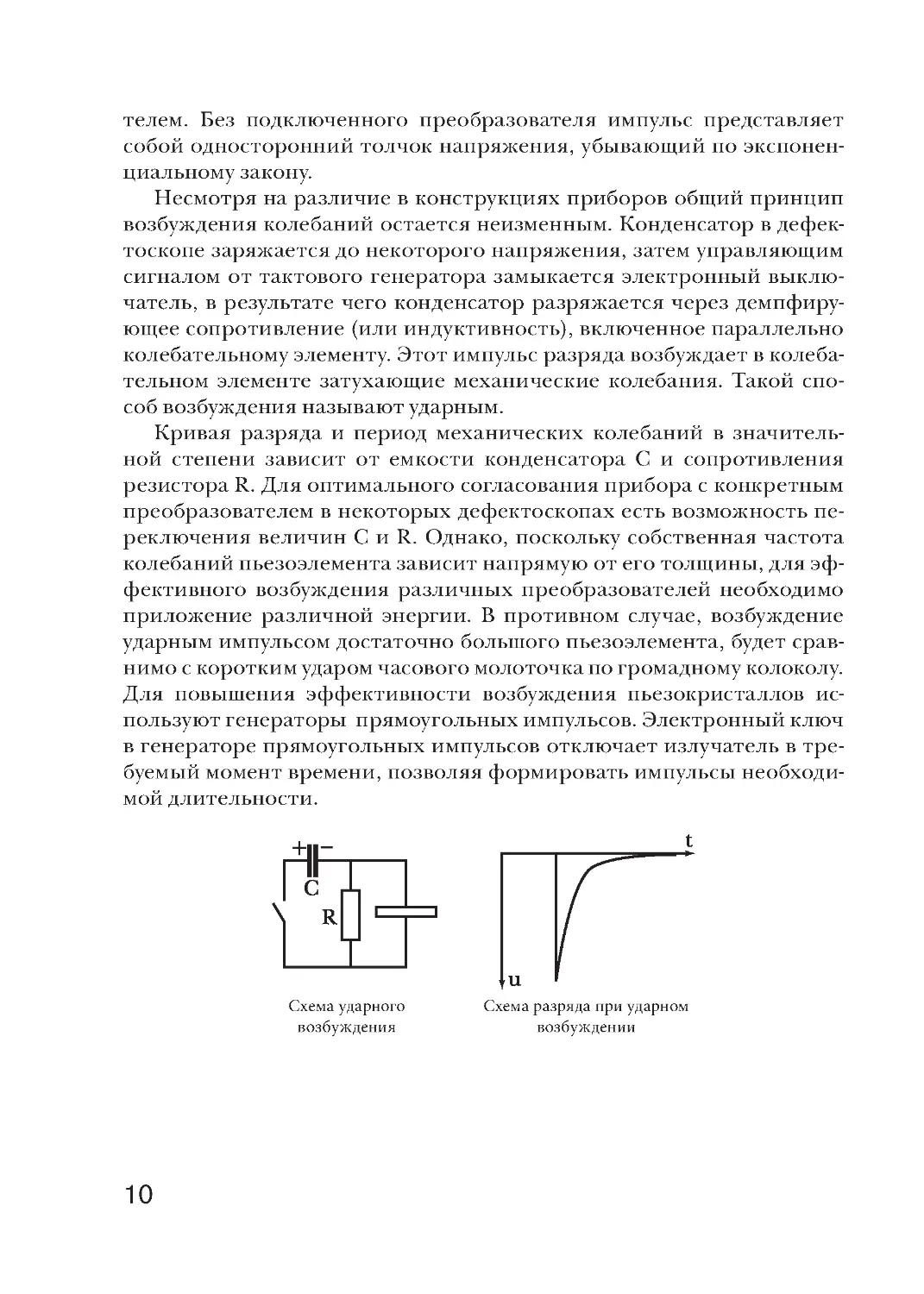
Для повышения эффективности возбуждения пьезокристаллов используют генераторы прямоугольных импульсов. Электронный ключ
в генераторе прямоугольных импульсов отключает излучатель в требуемый момент времени, позволяя формировать импульсы необходимой длительности.
Схема ударного
возбуждения
10
Схема разряда при ударном
возбуждении
Схема генератора
прямоугольных
импульсов
Схема разряда при
ударном возбуждении
Таким образом, вся энергия импульса может быть приложена к пьезоэлементу в течение регулируемого периода. Длина импульса определяет колебательные характеристики пьезоэлемента. Теоретически для наиболее эффективного возбуждения колебаний длительность импульса возбуждения
должна быть равна половине периода основной частоты пьезопластины:
для
5 МГц это 100 нс, для 2,5 МГц – 200 нс. и т.д. Возбуждение импульсами несоответствующей длительности может привести к искажению формы
эхо-импульсов, увеличению их длительности. Наибольшая эффективность
генератора прямоугольных импульсов и возрастание амплитуды эхо-сигналов наблюдается на частотах ниже 4 – 5 МГц. На частотах выше 10 МГц
разница между ударным возбуждением и возбуждением импульсами прямоугольной формы практически отсутствует.
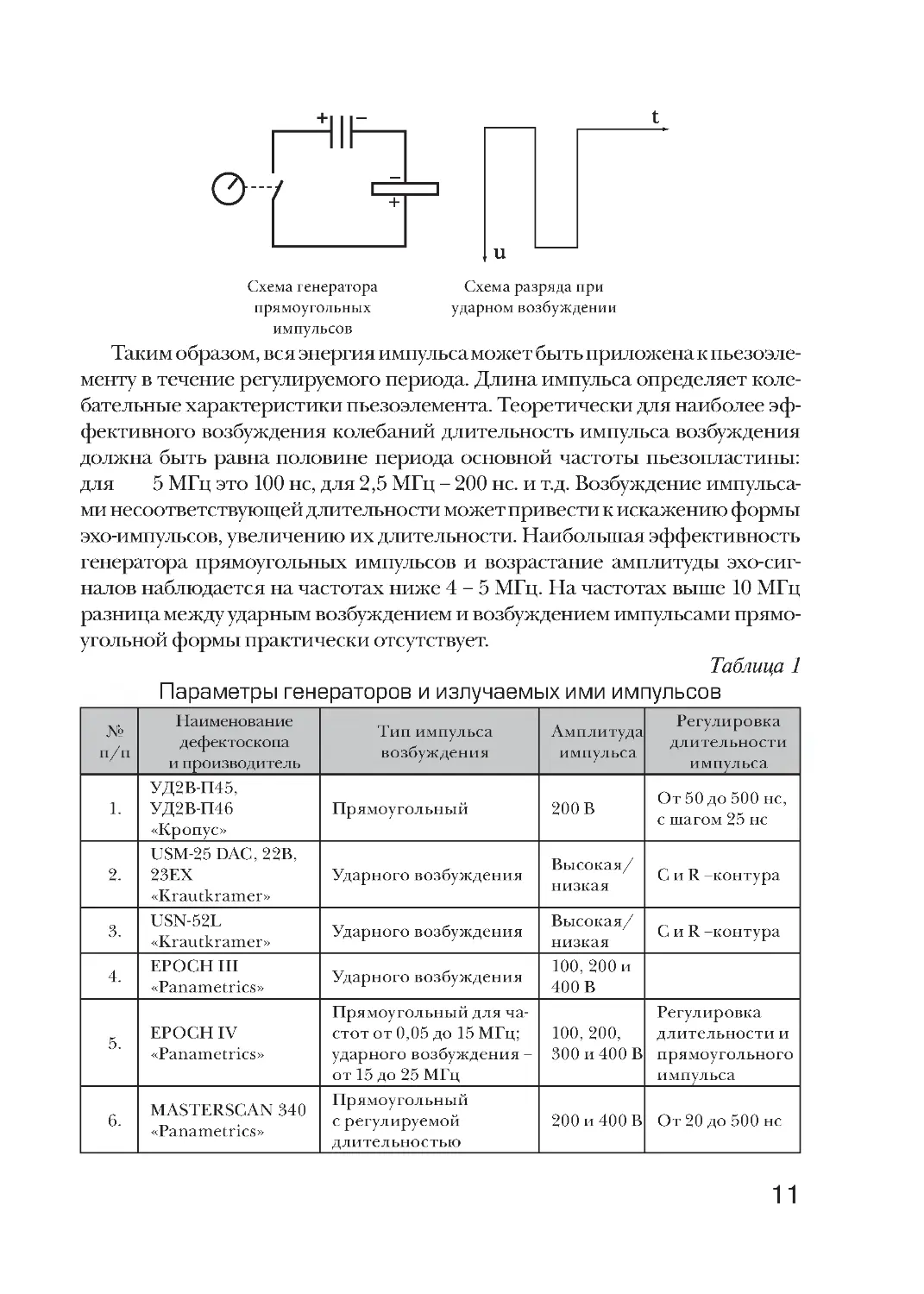
Таблица 1
Параметры генераторов и излучаемых ими импульсов
№
п/п
1.
2.
3.
4.
Наименование
дефектоскопа
и производитель
УД2В-П45,
УД2В-П46
«Кропус»
USM-25 DAC, 22B,
23EX
«Krautkramer»
USN-52L
«Krautkramer»
EPOCH III
«Panametrics»
5.
EPOCH IV
«Panametrics»
6.
MASTERSCAN 340
«Panametrics»
Тип импульса
возбуждения
Амплитуда
импульса
Регулировка
длительности
импульса
Прямоугольный
200 В
От 50 до 500 нс,
с шагом 25 нс
Ударного возбуждения
Высокая/
низкая
С и R –контура
Ударного возбуждения
Ударного возбуждения
Прямоугольный для частот от 0,05 до 15 МГц;
ударного возбуждения –
от 15 до 25 МГц
Прямоугольный
с регулируемой
длительностью
Высокая/
низкая
100, 200 и
400 В
С и R –контура
Регулировка
100, 200,
длительности и
300 и 400 В прямоугольного
импульса
200 и 400 В От 20 до 500 нс
11
Окончание табл. 1
№
п/п
Наименование
дефектоскопа
и производитель
Тип импульса
возбуждения
Амплитуда
импульса
7.
DIO-562
«Starmans»
Прямоугольный с
регулируемой длительностью
55, 110 и
220 В
8.
УД4-Т
«Votum»
Ударного возбуждения
Нет данных
Ударного возбуждения
185В
9.
10.
11.
12.
13.
УД2-70
«Ультракон-Сервис»
А1212 «Мастер»
«АКС»
УИУ «СКАНЕР»
«Алтес»
УДЦ-201П
«ЦНИИТМАШ»
УД2-102, 103 «Пеленг»
«Алтек»
Период меандра
Ударного возбуждения
Ударного возбуждения
Ударного возбуждения
20, 100,
200 В
Нет данных
Нет данных
8 В и 160 В
Регулировка
длительности
импульса
Регулировка
длительности
прямоугольного
импульса
Программируемая форма
импульса
Программируемая форма
импульса
0,5 – 10 периодов
Фиксированные
С и R для каждого частотного
диапазона
3. Частота следования зондирующих импульсов (ЗИ)
Частота следования ЗИ является одной из основных характеристик, определяющих производительность контроля, т.е. максимальную скорость сканирования поверхности объекта контроля, при которой еще возможно выявление дефекта.
Кроме частоты следования ЗИ на реальную производительность
влияют: диаметр излучающей поверхности преобразователя, условия контроля, геометрия и состояние поверхности и т.д. Поэтому
такая характеристика является весьма относительной. Однако максимальная частота следования ЗИ позволяет оценить предельную
производительность самого дефектоскопа в определенных условиях. Например, если условно принять ширину диаграммы направленности преобразователя на определенной глубине, равной 5 мм,
тогда, учитывая, что для регистрации дефекта по ГОСТ необходимо не менее 3-х импульсов на дефект, можно приблизительно оценить максимально возможную для контроля скорость движения
преобразователя.
12
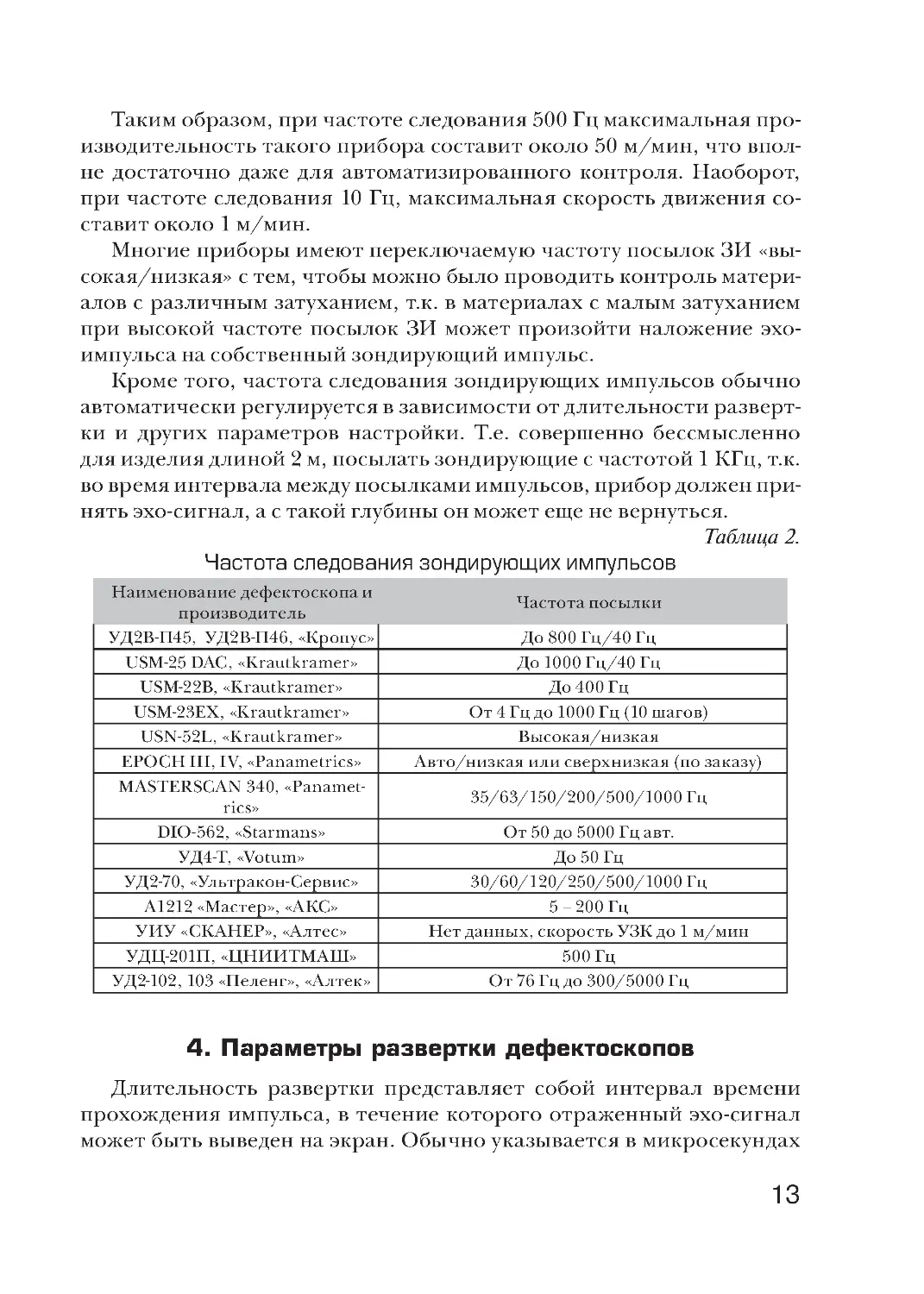
Таким образом, при частоте следования 500 Гц максимальная производительность такого прибора составит около 50 м/мин, что вполне достаточно даже для автоматизированного контроля. Наоборот,
при частоте следования 10 Гц, максимальная скорость движения составит около 1 м/мин.
Многие приборы имеют переключаемую частоту посылок ЗИ «высокая/низкая» с тем, чтобы можно было проводить контроль материалов с различным затуханием, т.к. в материалах с малым затуханием
при высокой частоте посылок ЗИ может произойти наложение эхоимпульса на собственный зондирующий импульс.
Кроме того, частота следования зондирующих импульсов обычно
автоматически регулируется в зависимости от длительности развертки и других параметров настройки. Т.е. совершенно бессмысленно
для изделия длиной 2 м, посылать зондирующие с частотой 1 КГц, т.к.
во время интервала между посылками импульсов, прибор должен принять эхо-сигнал, а с такой глубины он может еще не вернуться.
Таблица 2.
Частота следования зондирующих импульсов
Наименование дефектоскопа и
производитель
УД2В-П45, УД2В-П46, «Кропус»
USM-25 DAC, «Krautkramer»
USM-22В, «Krautkramer»
USM-23ЕХ, «Krautkramer»
USN-52L, «Krautkramer»
EPOCH III, IV, «Panametrics»
MASTERSCAN 340, «Panametrics»
DIO-562, «Starmans»
УД4-Т, «Votum»
УД2-70, «Ультракон-Сервис»
А1212 «Мастер», «АКС»
УИУ «СКАНЕР», «Алтес»
УДЦ-201П, «ЦНИИТМАШ»
УД2-102, 103 «Пеленг», «Алтек»
Частота посылки
До 800 Гц/40 Гц
До 1000 Гц/40 Гц
До 400 Гц
От 4 Гц до 1000 Гц (10 шагов)
Высокая/низкая
Авто/низкая или сверхнизкая (по заказу)
35/63/150/200/500/1000 Гц
От 50 до 5000 Гц авт.
До 50 Гц
30/60/120/250/500/1000 Гц
5 – 200 Гц
Нет данных, скорость УЗК до 1 м/мин
500 Гц
От 76 Гц до 300/5000 Гц
4. Параметры развертки дефектоскопов
Длительность развертки представляет собой интервал времени
прохождения импульса, в течение которого отраженный эхо-сигнал
может быть выведен на экран. Обычно указывается в микросекундах
13
или миллиметрах. Говоря о развертке в миллиметрах, всегда имеют
в виду какой-то конкретный материал с известной скоростью звука
(обычно это сталь 45 со скоростью примерно 5950 – 6000 м/с). Часто
называют максимальную длительность развертки «глубиной прозвучивания». Такое название абсолютно неправильно, т.к. косвенно призвано создать у потребителя мнение о том, что большая длительность
развертки соответствует высокой мощности излучения прибора. На
самом деле глубина прозвучивания (т.е. максимальное расстояние в
материале, при котором можно получить сигнал от отражателя с заданным соотношением сигнал/шум) зависит в первую очередь от амплитуды зондирующего импульса, от коэффициента преобразования
ПЭП, от затухания звука в материале объекта контроля, анизотропии
его свойств, его геометрии и т.д. Т.е. вполне вероятно, что на приборе
с длительностью развертки равной 5 метров – дефект, расположенный на такой глубине не будет выявляться, т.к. мощность усилителя и
параметры преобразователя не позволят сделать этого.
Под минимальной разверткой понимается наименьший интервал времени, который можно растянуть на весь экран дефектоскопа. Соответственно, чем меньше такой интервал, тем более удобно работать с малыми толщинами и близко расположенными дефектами, поскольку можно
отобразить малую зону контроля на весь экран. Также следует обратить
внимание на нижний диапазон толщин контролируемого материала,
т.е. диапазон 2 – 3000 мм подразумевает, что развертка до 2 мм на экране
дефектоскопа не будет отображаться и следовательно прямым ПЭП без
призмы/линии задержки проконтролирована быть не может. На экране
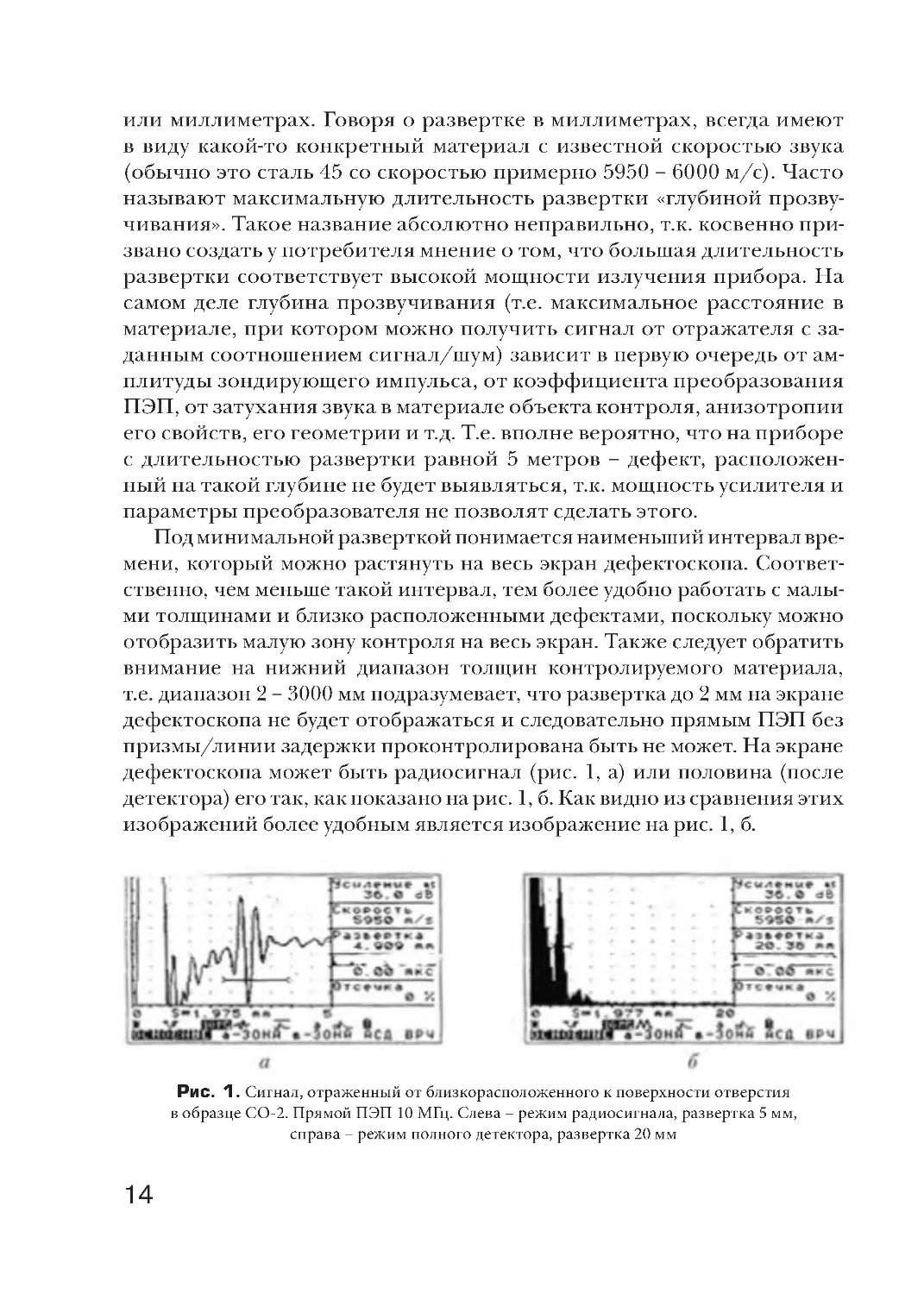
дефектоскопа может быть радиосигнал (рис. 1, а) или половина (после
детектора) его так, как показано на рис. 1, б. Как видно из сравнения этих
изображений более удобным является изображение на рис. 1, б.
Рис. 1. Сигнал, отраженный от близкорасположенного к поверхности отверстия
в образце СО-2. Прямой ПЭП 10 МГц. Слева – режим радиосигнала, развертка 5 мм,
справа – режим полного детектора, развертка 20 мм
14
Немаловажным является также шаг изменения развертки. Чем
он меньше, тем лучше, т.е. тем точнее можно выставить развертку на
экране. Однако обычно шаг развертки зависит от частоты оцифровки
сигнала и способа его обработки. В любом случае предпочтительней
иметь возможность плавной регулировки развертки или с шагом от 1
мм. Менее удобны фиксированные развертки, скажем 20, 50 мм и т.д.
В последнем случае пользователь лишается возможности выставить
сигнал в нужное место на экране.
Еще один важный параметр дефектоскопа – величина задержки
развертки. Задержка развертки – начальный временной интервал,
который не будет отображаться на экране дефектоскопа. Он указывается обычно в микросекундах. Таким образом, чтобы контролировать
изделие на наличие дефектов на глубине от 900 до 1000 мм достаточно
установить развертку более 1 м, но тогда работать с таким сигналом
совершенно неудобно, т.к. на экране он будет выглядеть как тонкая линия. Учитывая, что сигналы с глубины до 900 мм нас не интересуют,
гораздо удобнее выставить задержку развертки порядка 300 мкс (что
по стали составит как раз около 900 мм) и длительность развертки
всего 100 мм.
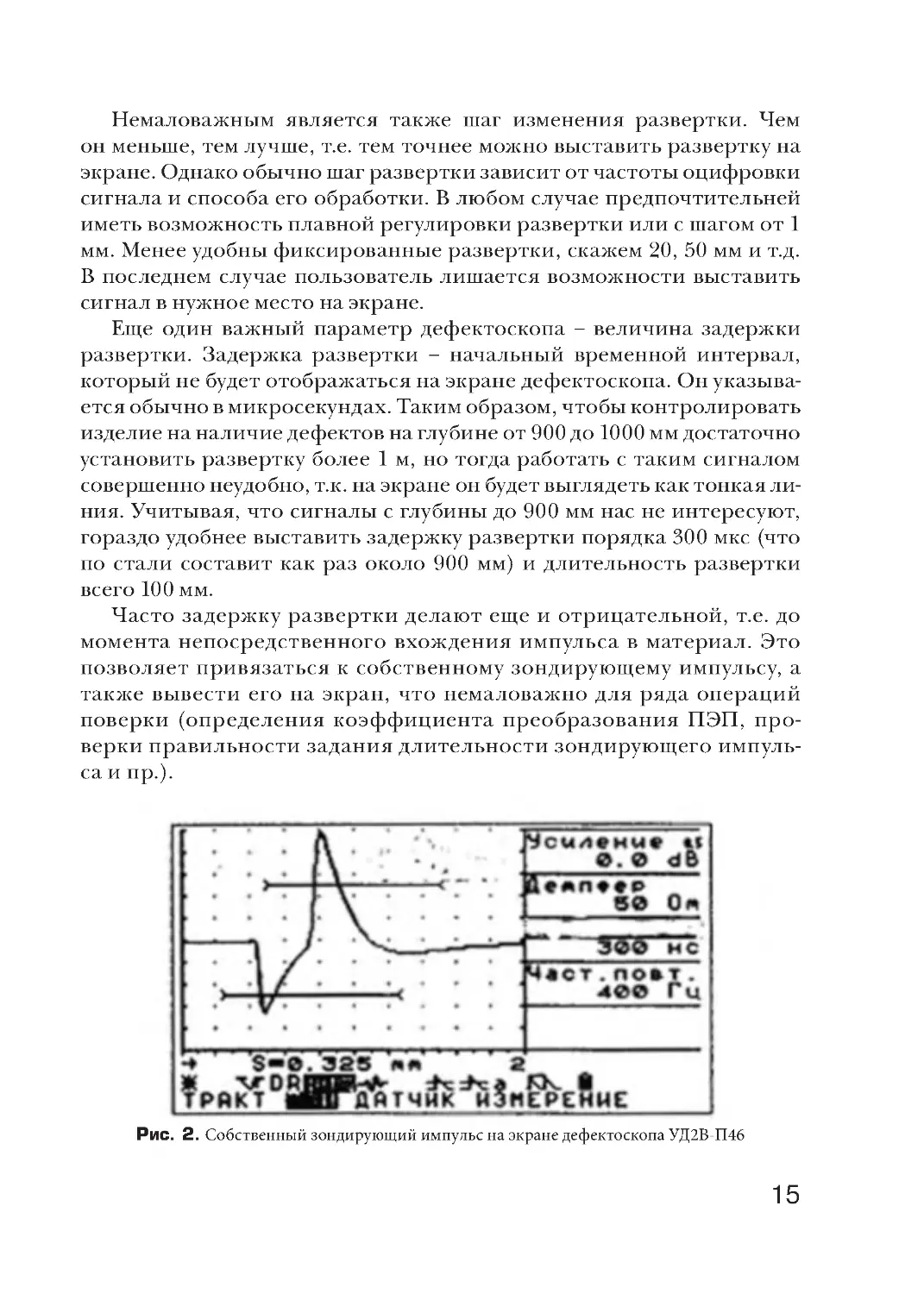
Часто задержку развертки делают еще и отрицательной, т.е. до
момента непосредственного вхождения импульса в материал. Это
позволяет привязаться к собственному зондирующему импульсу, а
также вывести его на экран, что немаловажно для ряда операций
поверки (определения коэффициента преобразования ПЭП, проверки правильности задания длительности зондирующего импульса и пр.).
Рис. 2. Собственный зондирующий импульс на экране дефектоскопа УД2В-П46
15
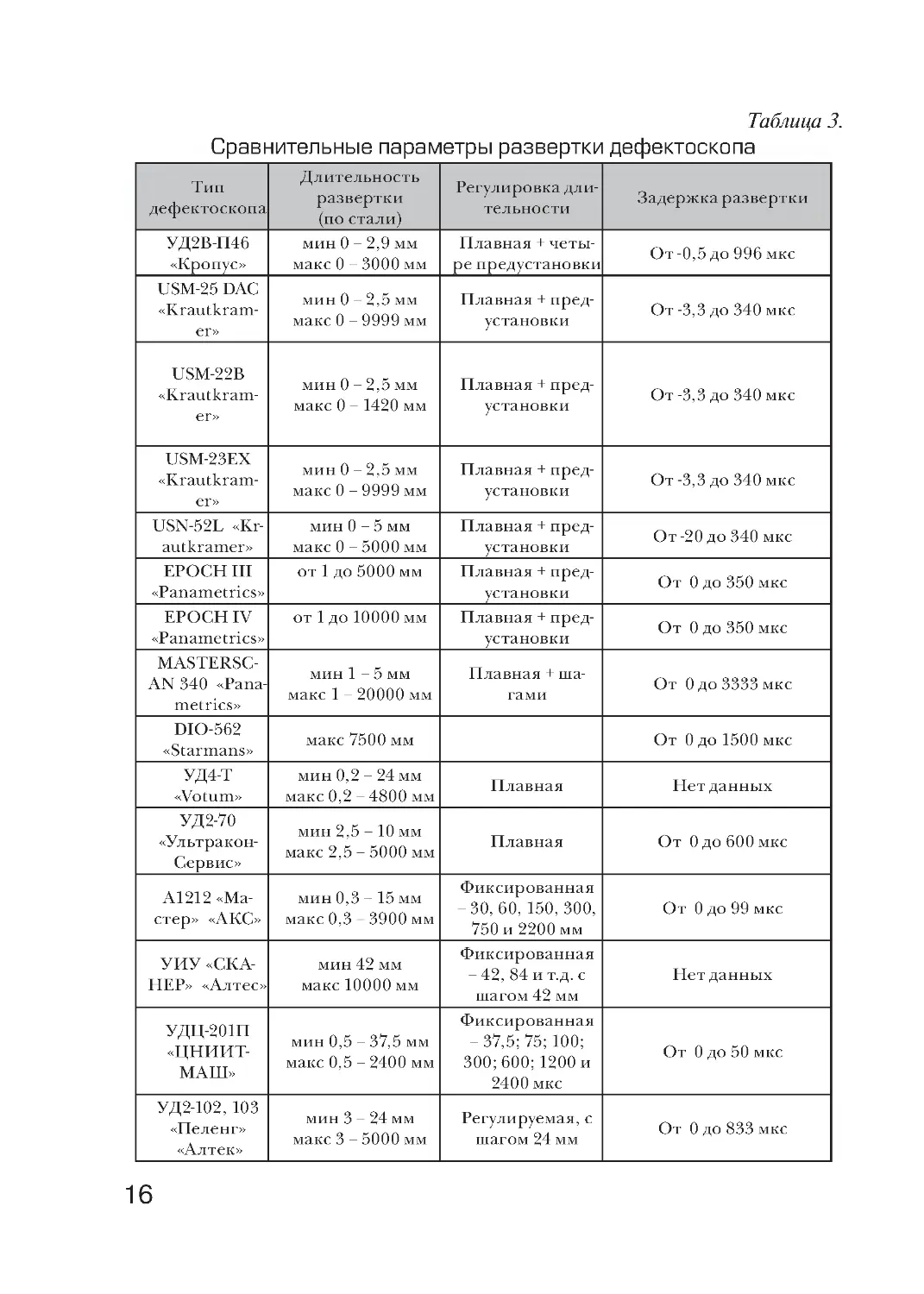
Таблица 3.
Сравнительные параметры развертки дефектоскопа
Тип
дефектоскопа
УД2В-П46
«Кропус»
USM-25 DAC
«Krautkramer»
USM-22В
«Krautkramer»
USM-23ЕХ
«Krautkramer»
USN-52L «Krautkramer»
EPOCH III
«Panametrics»
EPOCH IV
«Panametrics»
MASTERSCAN 340 «Panametrics»
DIO-562
«Starmans»
УД4-Т
«Votum»
УД2-70
«УльтраконСервис»
Длительность
развертки
(по стали)
мин 0 – 2,9 мм
макс 0 – 3000 мм
Регулировка длительности
Задержка развертки
Плавная + четыре предустановки
От -0,5 до 996 мкс
мин 0 – 2,5 мм
макс 0 – 9999 мм
Плавная + предустановки
От -3,3 до 340 мкс
мин 0 – 2,5 мм
макс 0 – 1420 мм
Плавная + предустановки
От -3,3 до 340 мкс
мин 0 – 2,5 мм
макс 0 – 9999 мм
Плавная + предустановки
От -3,3 до 340 мкс
мин 0 – 5 мм
макс 0 – 5000 мм
от 1 до 5000 мм
Плавная + предустановки
Плавная + предустановки
Плавная + предустановки
от 1 до 10000 мм
мин 1 – 5 мм
макс 1 – 20000 мм
макс 7500 мм
От 0 до 350 мкс
От 0 до 350 мкс
От 0 до 3333 мкс
От 0 до 1500 мкс
мин 0,2 – 24 мм
макс 0,2 – 4800 мм
Плавная
Нет данных
мин 2,5 – 10 мм
макс 2,5 – 5000 мм
Плавная
От 0 до 600 мкс
А1212 «Мастер» «АКС»
мин 0,3 – 15 мм
макс 0,3 – 3900 мм
УИУ «СКАНЕР» «Алтес»
мин 42 мм
макс 10000 мм
УДЦ-201П
«ЦНИИТМАШ»
мин 0,5 – 37,5 мм
макс 0,5 – 2400 мм
УД2-102, 103
«Пеленг»
«Алтек»
мин 3 – 24 мм
макс 3 – 5000 мм
16
Плавная + шагами
От -20 до 340 мкс
Фиксированная
– 30, 60, 150, 300,
750 и 2200 мм
Фиксированная
– 42, 84 и т.д. с
шагом 42 мм
Фиксированная
– 37,5; 75; 100;
300; 600; 1200 и
2400 мкс
Регулируемая, с
шагом 24 мм
От 0 до 99 мкс
Нет данных
От 0 до 50 мкс
От 0 до 833 мкс
5. Параметры приемного тракта дефектоскопов
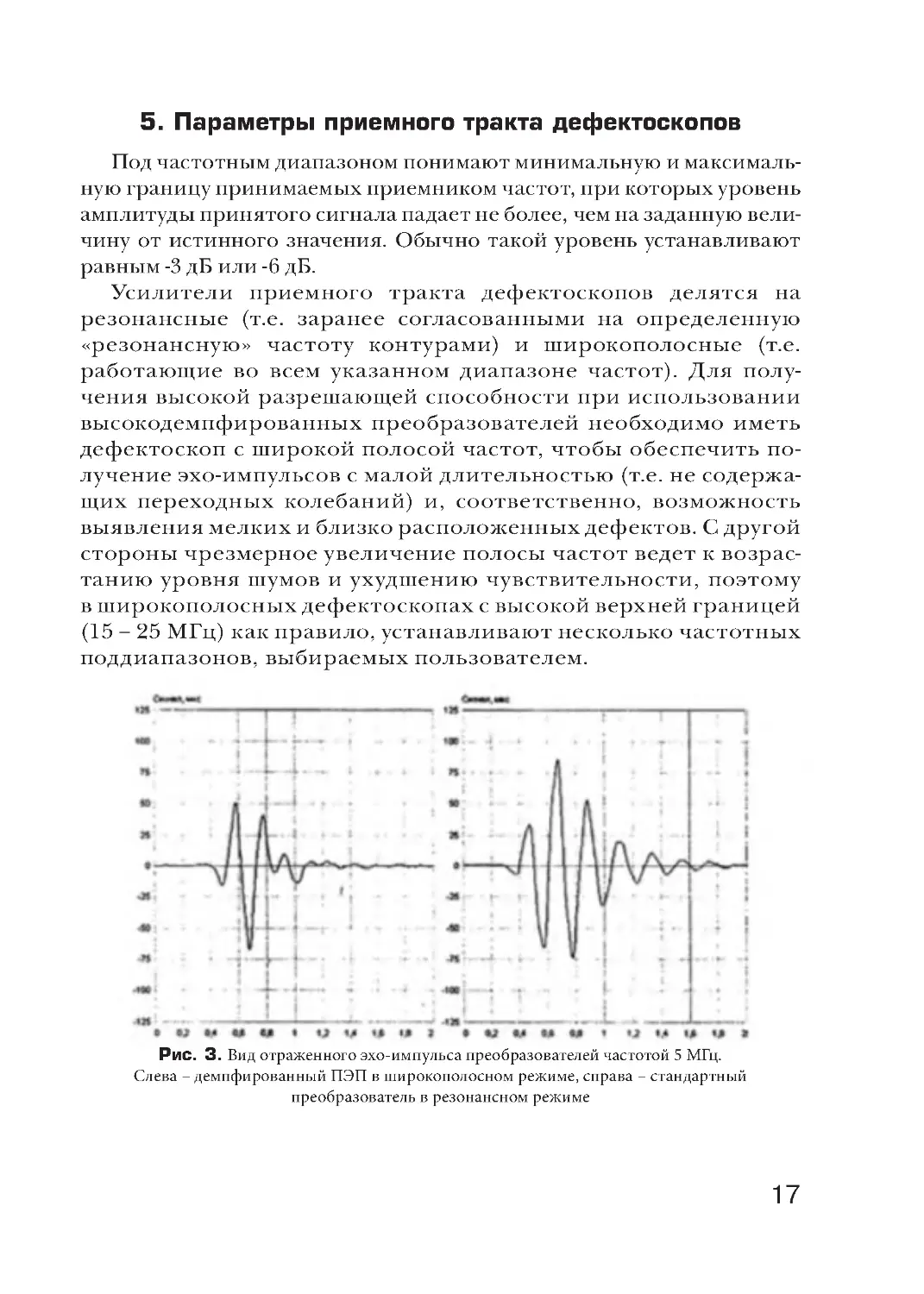
Под частотным диапазоном понимают минимальную и максимальную границу принимаемых приемником частот, при которых уровень
амплитуды принятого сигнала падает не более, чем на заданную величину от истинного значения. Обычно такой уровень устанавливают
равным -3 дБ или -6 дБ.
Усилители приемного тракта дефектоскопов делятся на
резонансные (т.е. заранее согласованными на определенную
«резонансную» частоту контурами) и широкополосные (т.е.
работающие во всем указанном диапазоне частот). Для получения высокой разрешающей способности при использовании
высокодемпфированных преобразователей необходимо иметь
дефектоскоп с широкой полосой частот, чтобы обеспечить получение эхо-импульсов с малой длительностью (т.е. не содержащих переходных колебаний) и, соответственно, возможность
выявления мелких и близко расположенных дефектов. С другой
стороны чрезмерное увеличение полосы частот ведет к возрастанию уровня шумов и ухудшению чувствительности, поэтому
в широкополосных дефектоскопах с высокой верхней границей
(15 – 25 МГц) как правило, устанавливают несколько частотных
поддиапазонов, выбираемых пользователем.
Рис. 3. Вид отраженного эхо-импульса преобразователей частотой 5 МГц.
Слева – демпфированный ПЭП в широкополосном режиме, справа – стандартный
преобразователь в резонансном режиме
17
В случае дефектоскопа с резонансным усилителем приемного
тракта разрешающая способность значительно ниже, кроме того, для
подключения преобразователя требуется переключение прибора на
конкретную частоту, что ведет к ограничению номенклатуры используемых преобразователей в рамках заранее установленных частот
приемника. Обычно это 1,25; 1,8; 2,5; 5 и 10 МГц. Для широкополосного дефектоскопа номенклатура частот ограничена только верхней и
нижней границей частотного диапазона.
Немаловажной является также возможность электрического демпфирования сигнала (входа приемника и выхода генератора). Такая функция позволяет повысить разрешающую способность слабо демпфированного преобразователя электрическим способом, уменьшить размер мертвой зоны и,
в отдельных случаях, повысить соотношение сигнал/шум.
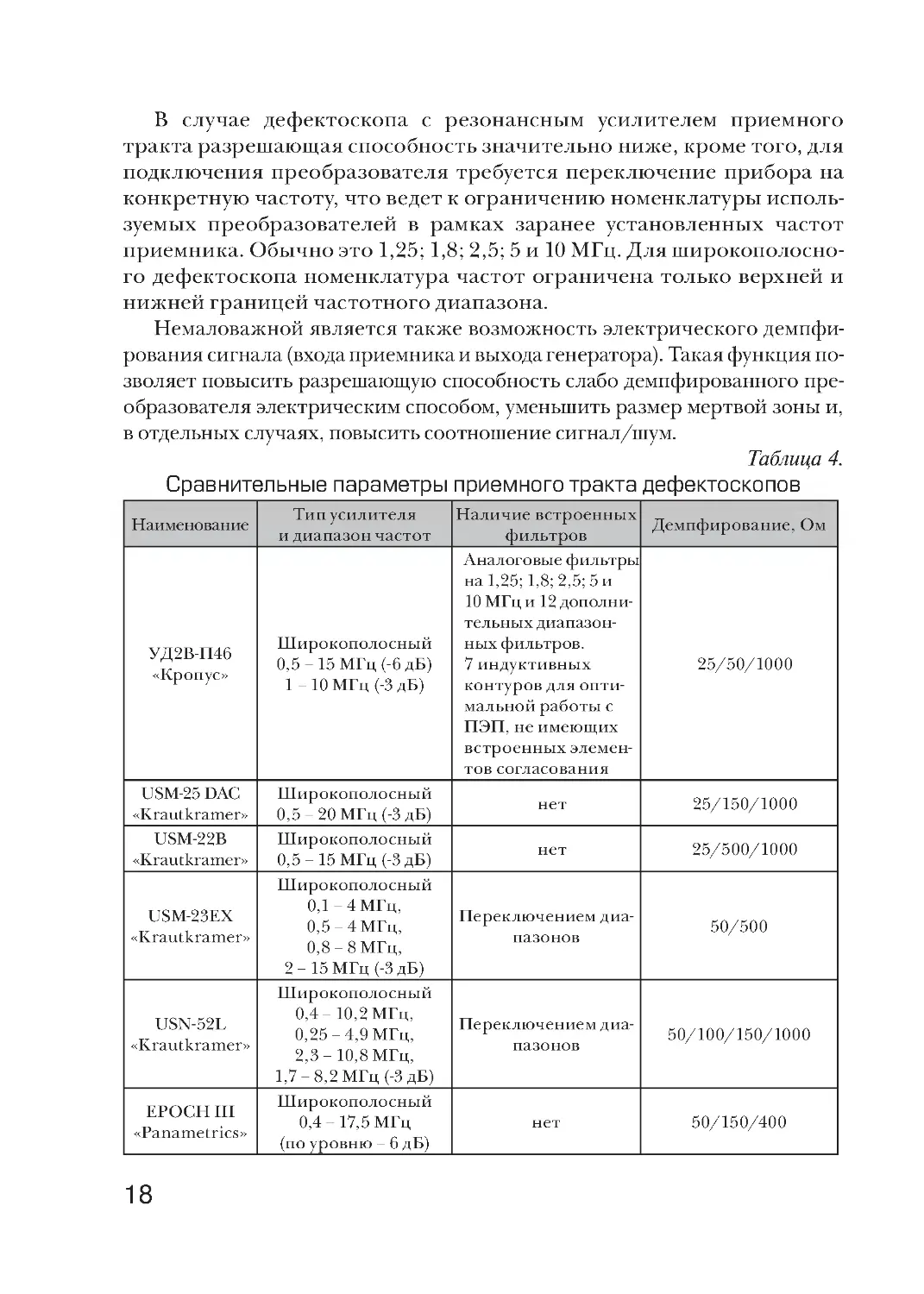
Таблица 4.
Сравнительные параметры приемного тракта дефектоскопов
Наименование
Тип усилителя
и диапазон частот
УД2В-П46
«Кропус»
Широкополосный
0,5 – 15 МГц (-6 дБ)
1 – 10 МГц (-3 дБ)
USM-25 DAC
«Krautkramer»
USM-22В
«Krautkramer»
USM-23ЕХ
«Krautkramer»
USN-52L
«Krautkramer»
EPOCH III
«Panametrics»
18
Широкополосный
0,5 – 20 МГц (-3 дБ)
Широкополосный
0,5 – 15 МГц (-3 дБ)
Широкополосный
0,1 – 4 МГц,
0,5 – 4 МГц,
0,8 – 8 МГц,
2 – 15 МГц (-3 дБ)
Широкополосный
0,4 – 10,2 МГц,
0,25 – 4,9 МГц,
2,3 – 10,8 МГц,
1,7 – 8,2 МГц (-3 дБ)
Широкополосный
0,4 – 17,5 МГц
(по уровню – 6 дБ)
Наличие встроенных
Демпфирование, Ом
фильтров
Аналоговые фильтры
на 1,25; 1,8; 2,5; 5 и
10 МГц и 12 дополнительных диапазонных фильтров.
25/50/1000
7 индуктивных
контуров для оптимальной работы с
ПЭП, не имеющих
встроенных элементов согласования
нет
25/150/1000
нет
25/500/1000
Переключением диапазонов
50/500
Переключением диапазонов
50/100/150/1000
нет
50/150/400
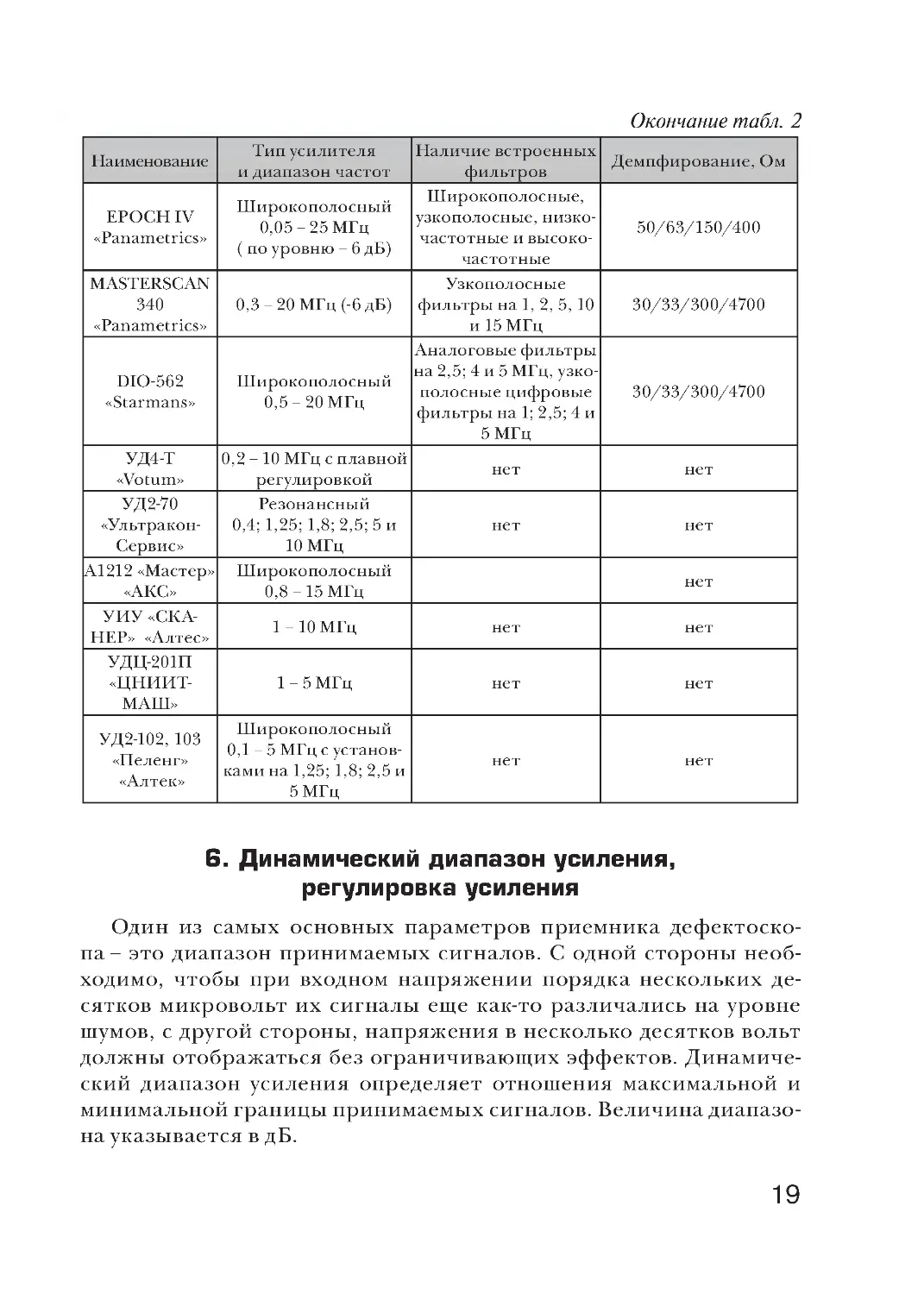
Окончание табл. 2
Наименование
Тип усилителя
и диапазон частот
EPOCH IV
«Panametrics»
Широкополосный
0,05 – 25 МГц
( по уровню – 6 дБ)
MASTERSCAN
340
«Panametrics»
0,3 – 20 МГц (-6 дБ)
DIO-562
«Starmans»
Широкополосный
0,5 – 20 МГц
УД4-Т
0,2 – 10 МГц с плавной
«Votum»
регулировкой
УД2-70
Резонансный
«Ультракон0,4; 1,25; 1,8; 2,5; 5 и
Сервис»
10 МГц
А1212 «Мастер» Широкополосный
«АКС»
0,8 – 15 МГц
УИУ «СКА1 – 10 МГц
НЕР» «Алтес»
УДЦ-201П
«ЦНИИТ1 – 5 МГц
МАШ»
Широкополосный
УД2-102, 103
0,1 – 5 МГц с установ«Пеленг»
ками на 1,25; 1,8; 2,5 и
«Алтек»
5 МГц
Наличие встроенных
Демпфирование, Ом
фильтров
Широкополосные,
узкополосные, низко50/63/150/400
частотные и высокочастотные
Узкополосные
фильтры на 1, 2, 5, 10
30/33/300/4700
и 15 МГц
Аналоговые фильтры
на 2,5; 4 и 5 МГц, узкополосные цифровые
30/33/300/4700
фильтры на 1; 2,5; 4 и
5 МГц
нет
нет
нет
нет
нет
нет
нет
нет
нет
нет
нет
6. Динамический диапазон усиления,
регулировка усиления
Один из самых основных параметров приемника дефектоскопа – это диапазон принимаемых сигналов. С одной стороны необходимо, чтобы при входном напряжении порядка нескольких десятков микровольт их сигналы еще как-то различались на уровне
шумов, с другой стороны, напряжения в несколько десятков вольт
должны отображаться без ограничивающих эффектов. Динамический диапазон усиления определяет отношения максимальной и
минимальной границы принимаемых сигналов. Величина диапазона указывается в дБ.
19
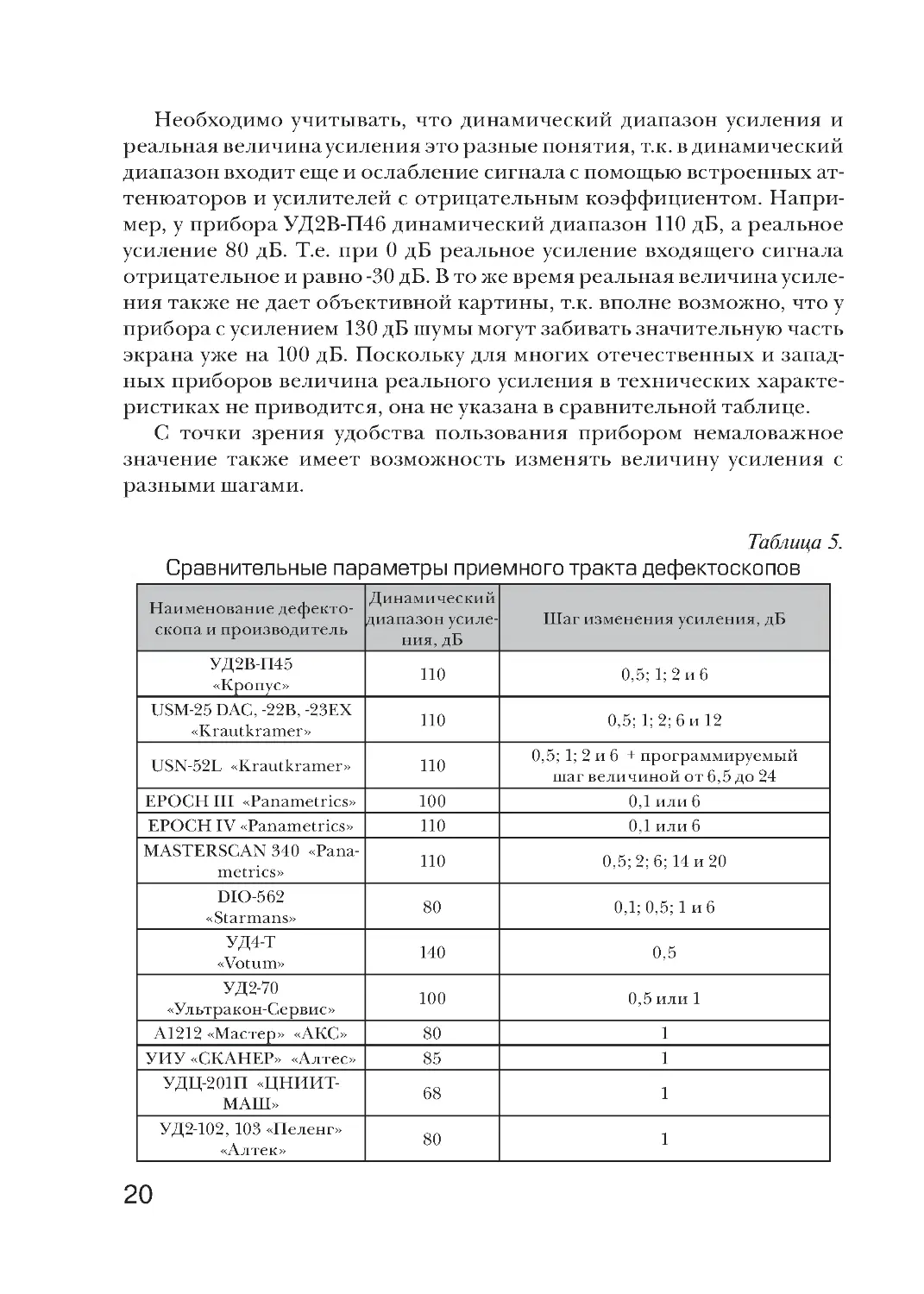
Необходимо учитывать, что динамический диапазон усиления и
реальная величина усиления это разные понятия, т.к. в динамический
диапазон входит еще и ослабление сигнала с помощью встроенных аттенюаторов и усилителей с отрицательным коэффициентом. Например, у прибора УД2В-П46 динамический диапазон 110 дБ, а реальное
усиление 80 дБ. Т.е. при 0 дБ реальное усиление входящего сигнала
отрицательное и равно -30 дБ. В то же время реальная величина усиления также не дает объективной картины, т.к. вполне возможно, что у
прибора с усилением 130 дБ шумы могут забивать значительную часть
экрана уже на 100 дБ. Поскольку для многих отечественных и западных приборов величина реального усиления в технических характеристиках не приводится, она не указана в сравнительной таблице.
С точки зрения удобства пользования прибором немаловажное
значение также имеет возможность изменять величину усиления с
разными шагами.
Таблица 5.
Сравнительные параметры приемного тракта дефектоскопов
Динамический
Наименование дефектодиапазон усилескопа и производитель
ния, дБ
УД2В-П45
110
«Кропус»
USM-25 DAC, -22В, -23ЕХ
110
«Krautkramer»
Шаг изменения усиления, дБ
0,5; 1; 2 и 6
0,5; 1; 2; 6 и 12
USN-52L «Krautkramer»
110
EPOCH III «Panametrics»
EPOCH IV «Panametrics»
MASTERSCAN 340 «Panametrics»
DIO-562
«Starmans»
УД4-Т
«Votum»
УД2-70
«Ультракон-Сервис»
А1212 «Мастер» «АКС»
УИУ «СКАНЕР» «Алтес»
УДЦ-201П «ЦНИИТМАШ»
УД2-102, 103 «Пеленг»
«Алтек»
100
110
0,5; 1; 2 и 6 + программируемый
шаг величиной от 6,5 до 24
0,1 или 6
0,1 или 6
110
0,5; 2; 6; 14 и 20
80
0,1; 0,5; 1 и 6
140
0,5
100
0,5 или 1
80
85
1
1
68
1
80
1
20
7. Временная регулировка чувствительности (ВРЧ)
Поскольку амплитуда эхо-сигналов убывает по глубине ввиду затухания ультразвука в материале и физики звукового поля, оценивать
сигналы при одинаковом усилении не имеет смысла. Для этого есть
два взаимосвязанных пути:
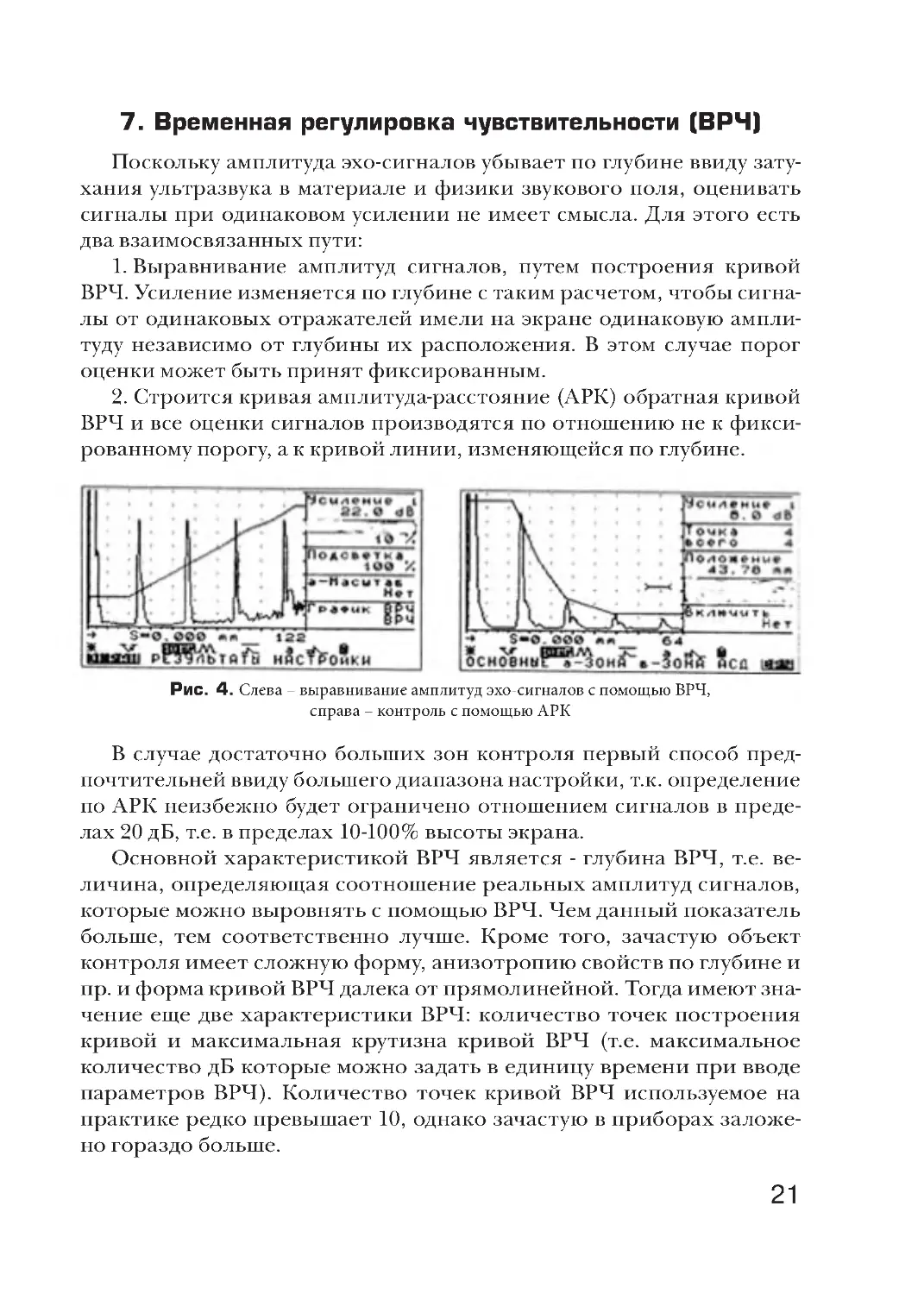
1. Выравнивание амплитуд сигналов, путем построения кривой
ВРЧ. Усиление изменяется по глубине с таким расчетом, чтобы сигналы от одинаковых отражателей имели на экране одинаковую амплитуду независимо от глубины их расположения. В этом случае порог
оценки может быть принят фиксированным.
2. Строится кривая амплитуда-расстояние (АРК) обратная кривой
ВРЧ и все оценки сигналов производятся по отношению не к фиксированному порогу, а к кривой линии, изменяющейся по глубине.
Рис. 4. Слева – выравнивание амплитуд эхо-сигналов с помощью ВРЧ,
справа – контроль с помощью АРК
В случае достаточно больших зон контроля первый способ предпочтительней ввиду большего диапазона настройки, т.к. определение
по АРК неизбежно будет ограничено отношением сигналов в пределах 20 дБ, т.е. в пределах 10-100% высоты экрана.
Основной характеристикой ВРЧ является - глубина ВРЧ, т.е. величина, определяющая соотношение реальных амплитуд сигналов,
которые можно выровнять с помощью ВРЧ. Чем данный показатель
больше, тем соответственно лучше. Кроме того, зачастую объект
контроля имеет сложную форму, анизотропию свойств по глубине и
пр. и форма кривой ВРЧ далека от прямолинейной. Тогда имеют значение еще две характеристики ВРЧ: количество точек построения
кривой и максимальная крутизна кривой ВРЧ (т.е. максимальное
количество дБ которые можно задать в единицу времени при вводе
параметров ВРЧ). Количество точек кривой ВРЧ используемое на
практике редко превышает 10, однако зачастую в приборах заложено гораздо больше.
21
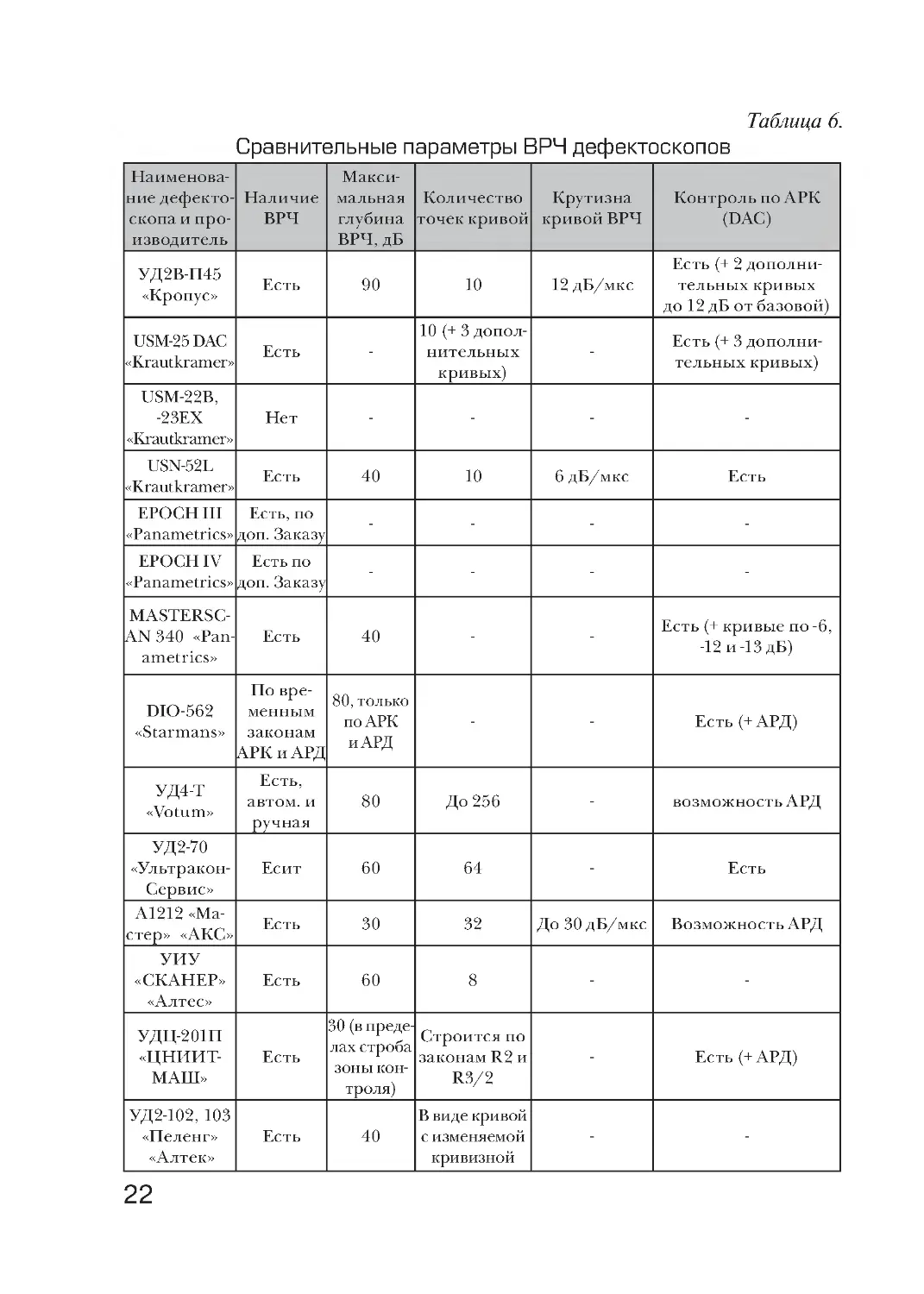
Таблица 6.
Сравнительные параметры ВРЧ дефектоскопов
НаименоваМаксиние дефекто- Наличие мальная Количество
Крутизна
глубина точек кривой кривой ВРЧ
скопа и проВРЧ
изводитель
ВРЧ, дБ
Контроль по АРК
(DAC)
УД2В-П45
«Кропус»
Есть
90
10
12 дБ/мкс
Есть (+ 2 дополнительных кривых
до 12 дБ от базовой)
USM-25 DAC
«Krautkramer»
Есть
-
10 (+ 3 дополнительных
кривых)
-
Есть (+ 3 дополнительных кривых)
USM-22В,
-23ЕХ
«Krautkramer»
Нет
-
-
-
-
USN-52L
«Krautkramer»
Есть
40
10
6 дБ/мкс
Есть
EPOCH III
Есть, по
«Panametrics» доп. Заказу
-
-
-
-
EPOCH IV
Есть по
«Panametrics» доп. Заказу
-
-
-
-
40
-
-
Есть (+ кривые по -6,
-12 и -13 дБ)
-
-
Есть (+ АРД)
MASTERSCAN 340 «Panametrics»
DIO-562
«Starmans»
УД4-Т
«Votum»
УД2-70
«УльтраконСервис»
А1212 «Мастер» «АКС»
УИУ
«СКАНЕР»
«Алтес»
Есть
По вре80, только
менным
по АРК
законам
и АРД
АРК и АРД
Есть,
автом. и
ручная
80
До 256
-
возможность АРД
Есит
60
64
-
Есть
Есть
30
32
До 30 дБ/мкс
Возможность АРД
Есть
60
8
-
-
30 (в предеСтроится по
лах строба
законам R2 и
зоны конR3/2
троля)
-
Есть (+ АРД)
В виде кривой
с изменяемой
кривизной
-
-
УДЦ-201П
«ЦНИИТМАШ»
Есть
УД2-102, 103
«Пеленг»
«Алтек»
Есть
22
40
8. Форма отображения эхоимпульсов
на экране дефектоскопов
На сегодняшний день существует достаточно много способов отображения сигналов. Наиболее распространенный из всех – в виде А-развертки (Аscan), т.е. обычное двухмерное отображение изменения амплитуды на входе
дефектоскопа в течении времени. Более информативны В-развертка (изображение в виде точек разной яркости, чем больше амплитуда, тем темнее
тока), С-развертка, ТОFD-построение и 3D-развертка. Существует еще ряд
других более специальных форм представления сигналов.
Однако изображение В, С и пр. разверток требует использования дефектоскопа совместно с компьютером, датчиками пути и пр., так как на
самом экране дефектоскопа мощная информативная картинка превращается в скупую совокупность только белых и черных точек (без полутонов),
количество которых зависит от разрешения экрана. В дефектоскопах отображаются, как правило, квази-В-развертки, т.е. строящиеся по времени,
заданному оператором (без координатного устройства).
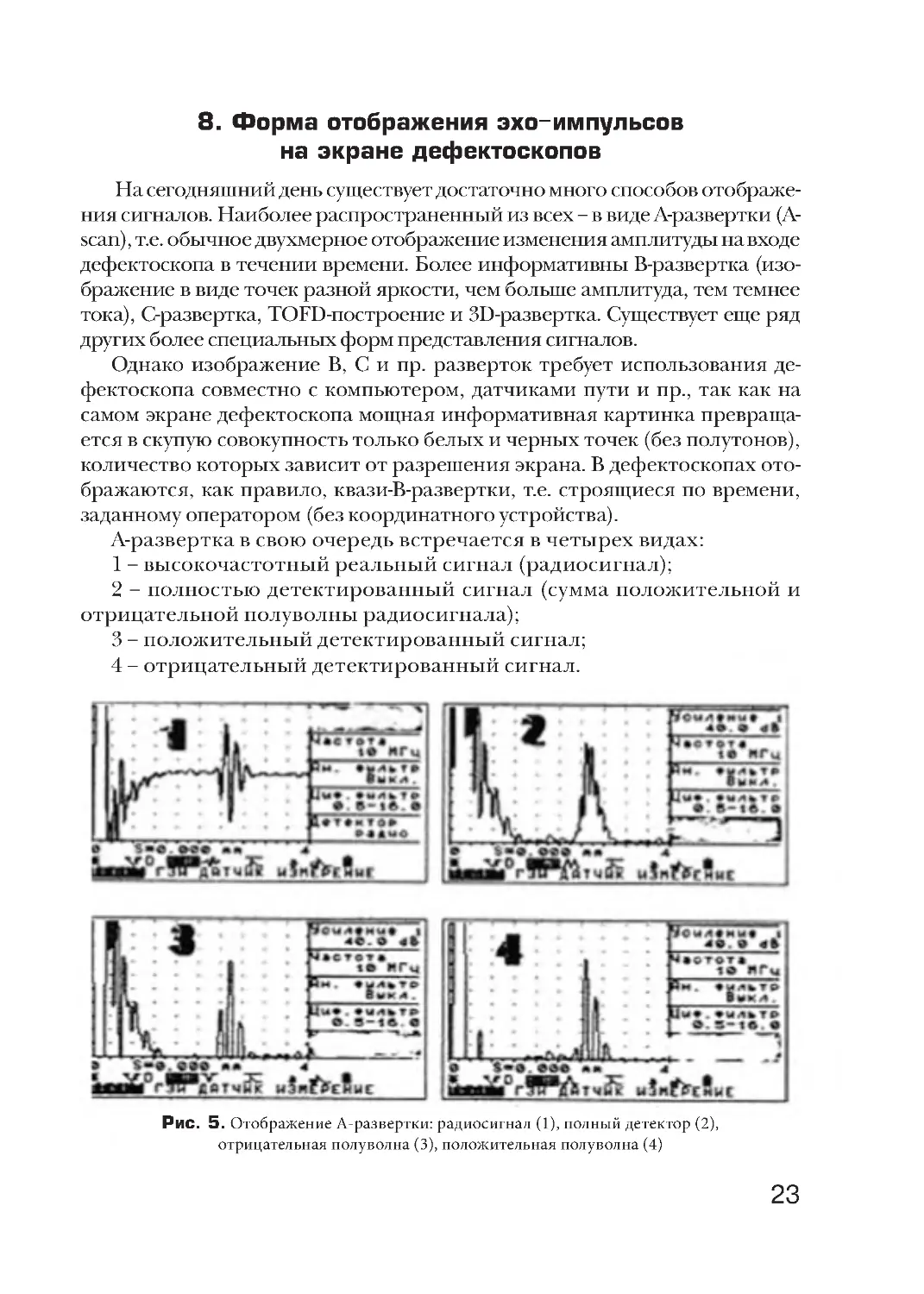
А-развертка в свою очередь встречается в четырех видах:
1 – высокочастотный реальный сигнал (радиосигнал);
2 – полностью детектированный сигнал (сумма положительной и
отрицательной полуволны радиосигнала);
3 – положительный детектированный сигнал;
4 – отрицательный детектированный сигнал.
Рис. 5. Отображение А-развертки: радиосигнал (1), полный детектор (2),
отрицательная полуволна (3), положительная полуволна (4)
23
Однополупериодное детектирование необходимо, в основном, тогда, когда нужно точно определять время прохождения сигнала (измерение толщины стенок, локализация дефекта и пр.), так как при таком
виде развертки получаются более строгие фронта импульса. Полное
детектирование имеет преимущества при определении амплитуды
сигналов, т.к. изображает все эхо от фазы. Радиосигнал обладает преимуществами всех остальных способов и, кроме того, незаменим тогда, когда необходимо измерять расстояние до отражателей с различной полярностью (включения с разными акустическими свойствами),
для определения частоты преобразователя, а также для выявления
малых отражателей вблизи больших эхо-импульсов (например, мелких подповерхностных дефектов).
Многие сервисные режимы не имеет смысла рассматривать, т.к.
они имеются во всех современных дефектоскопах – это «заморозка
сигнала» («замораживание» сигнала на экране), «электронная лупа»
(увеличение размера содержимого зоны (строба) на весь экран, полноэкранный режим и пр.
Отдельного упоминания заслуживает режим огибающей сигнала.
Данный режим позволяет увеличить достоверность и упростить контроль, освобождая оператора от необходимости «ловить» максимум
сигнала. Обычная схема построения огибающей позволяет сохранить
максимальное значение амплитуды в каждой точке развертки («peak
freeze»). В этом случае вид экрана подобен изображению эквалайзера проигрывателя (когда верхняя линия сигнала остается на экране),
а малые сигналы вблизи больших отражателей будут не видны, поскольку будут маскироваться фронтом/срезом эхо-импульса.
Принципиально иной способ заключается в сохранении только
одного максимального значения сигнала в каждом зондирующем импульсе, так называемой «огибающей пика». В этом случае высокая разрешающая способность позволяет выявлять малые дефекты вблизи
больших сигналов, а также в ряде случаев, оценивать протяженность
и форму дефектов.
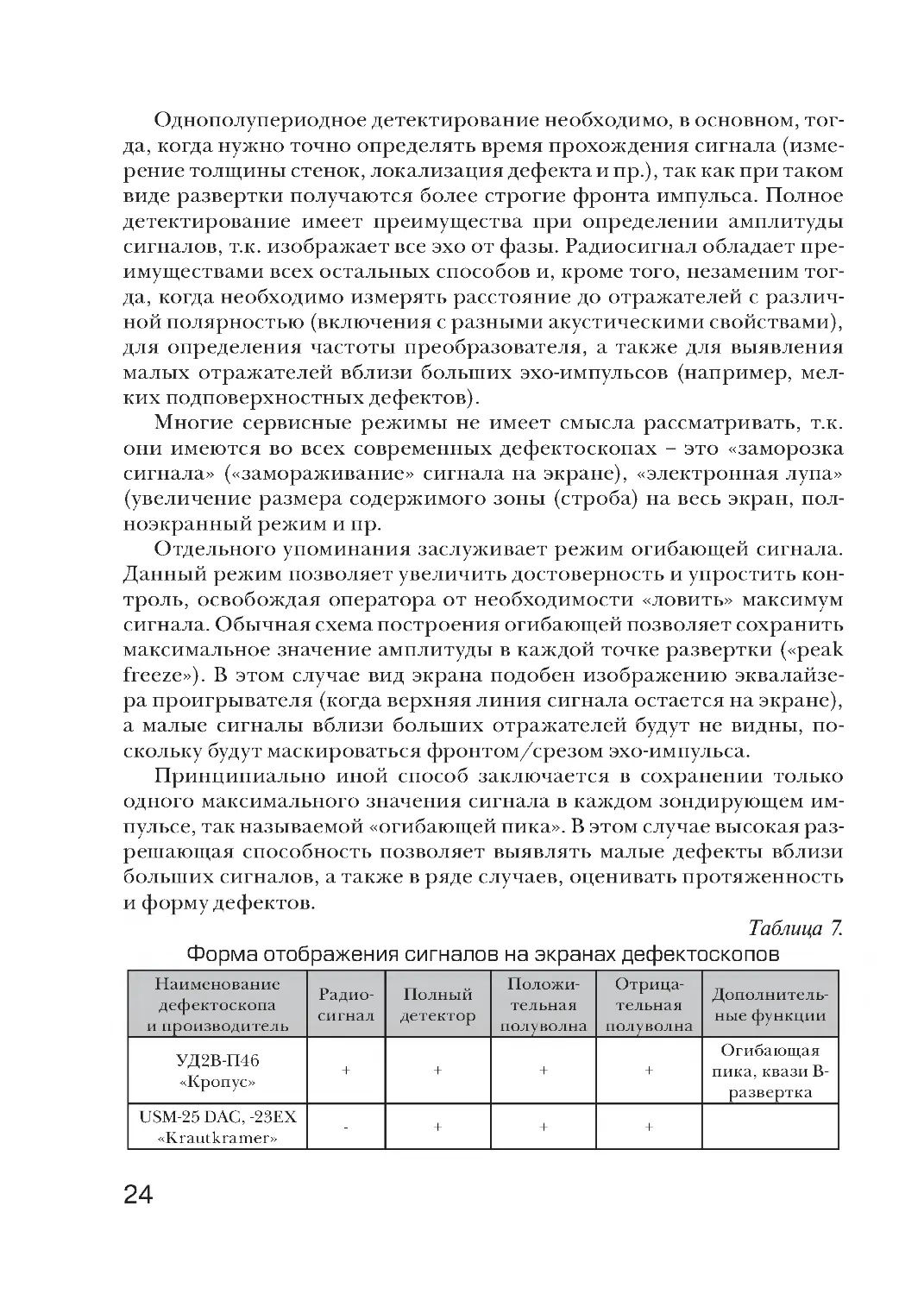
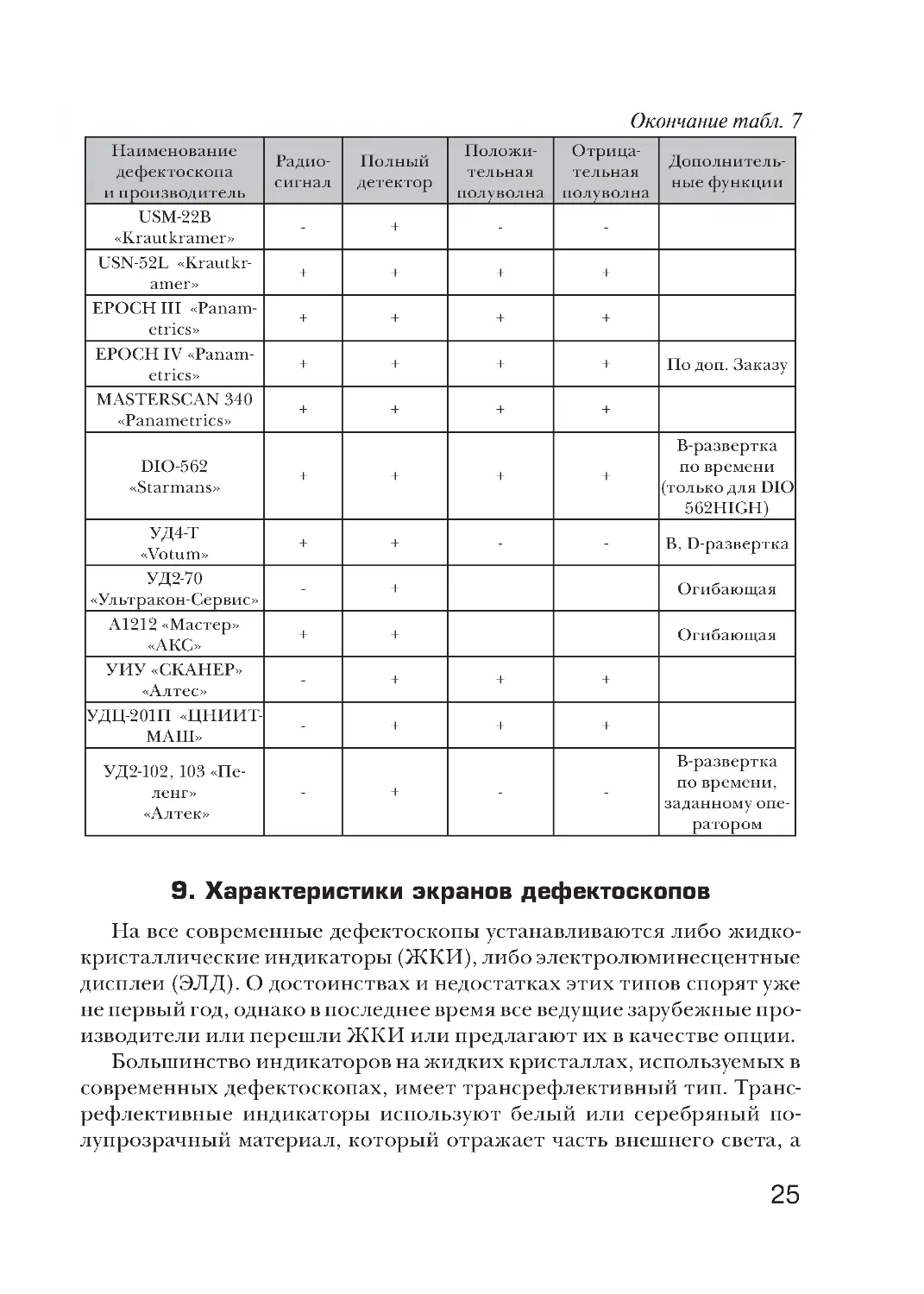
Таблица 7.
Форма отображения сигналов на экранах дефектоскопов
Наименование
дефектоскопа
и производитель
Радиосигнал
Полный
детектор
Положительная
полуволна
Отрицательная
полуволна
Дополнительные функции
УД2В-П46
«Кропус»
+
+
+
+
Огибающая
пика, квази Вразвертка
USM-25 DAC, -23ЕХ
«Krautkramer»
-
+
+
+
24
Окончание табл. 7
Наименование
дефектоскопа
и производитель
USM-22В
«Krautkramer»
USN-52L «Krautkramer»
EPOCH III «Panametrics»
EPOCH IV «Panametrics»
MASTERSCAN 340
«Panametrics»
DIO-562
«Starmans»
УД4-Т
«Votum»
УД2-70
«Ультракон-Сервис»
А1212 «Мастер»
«АКС»
УИУ «СКАНЕР»
«Алтес»
УДЦ-201П «ЦНИИТМАШ»
УД2-102, 103 «Пеленг»
«Алтек»
Радиосигнал
Полный
детектор
Положительная
полуволна
-
+
-
-
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Отрицательная
полуволна
Дополнительные функции
По доп. Заказу
+
+
+
+
В-развертка
по времени
(только для DIO
562HIGH)
+
+
-
-
B, D-развертка
-
+
Огибающая
+
+
Огибающая
-
+
+
+
-
+
+
+
-
+
-
-
В-развертка
по времени,
заданному оператором
9. Характеристики экранов дефектоскопов
На все современные дефектоскопы устанавливаются либо жидкокристаллические индикаторы (ЖКИ), либо электролюминесцентные
дисплеи (ЭЛД). О достоинствах и недостатках этих типов спорят уже
не первый год, однако в последнее время все ведущие зарубежные производители или перешли ЖКИ или предлагают их в качестве опции.
Большинство индикаторов на жидких кристаллах, используемых в
современных дефектоскопах, имеет трансрефлективный тип. Трансрефлективные индикаторы используют белый или серебряный полупрозрачный материал, который отражает часть внешнего света, а
25
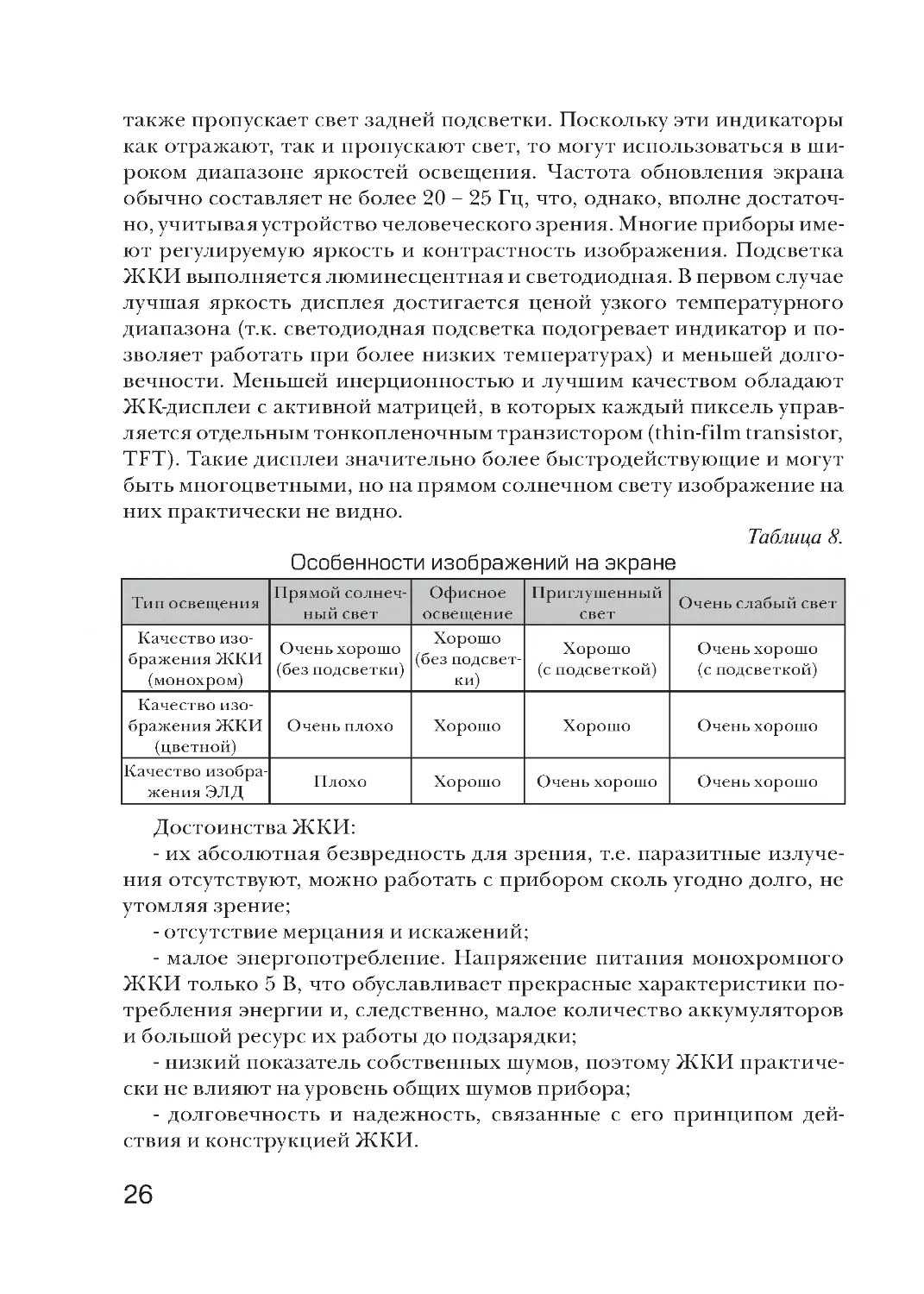
также пропускает свет задней подсветки. Поскольку эти индикаторы
как отражают, так и пропускают свет, то могут использоваться в широком диапазоне яркостей освещения. Частота обновления экрана
обычно составляет не более 20 – 25 Гц, что, однако, вполне достаточно, учитывая устройство человеческого зрения. Многие приборы имеют регулируемую яркость и контрастность изображения. Подсветка
ЖКИ выполняется люминесцентная и светодиодная. В первом случае
лучшая яркость дисплея достигается ценой узкого температурного
диапазона (т.к. светодиодная подсветка подогревает индикатор и позволяет работать при более низких температурах) и меньшей долговечности. Меньшей инерционностью и лучшим качеством обладают
ЖК-дисплеи с активной матрицей, в которых каждый пиксель управляется отдельным тонкопленочным транзистором (thin-film transistor,
TFT). Такие дисплеи значительно более быстродействующие и могут
быть многоцветными, но на прямом солнечном свету изображение на
них практически не видно.
Таблица 8.
Особенности изображений на экране
Прямой солнеч- Офисное Приглушенный
Очень слабый свет
ный свет
освещение
свет
Качество изоХорошо
Очень хорошо
Хорошо
Очень хорошо
бражения ЖКИ
(без подсвет(с подсветкой)
(с подсветкой)
(без подсветки)
(монохром)
ки)
Качество изображения ЖКИ Очень плохо
Хорошо
Хорошо
Очень хорошо
(цветной)
Качество изобраПлохо
Хорошо
Очень хорошо
Очень хорошо
жения ЭЛД
Тип освещения
Достоинства ЖКИ:
- их абсолютная безвредность для зрения, т.е. паразитные излучения отсутствуют, можно работать с прибором сколь угодно долго, не
утомляя зрение;
- отсутствие мерцания и искажений;
- малое энергопотребление. Напряжение питания монохромного
ЖКИ только 5 В, что обуславливает прекрасные характеристики потребления энергии и, следственно, малое количество аккумуляторов
и большой ресурс их работы до подзарядки;
- низкий показатель собственных шумов, поэтому ЖКИ практически не влияют на уровень общих шумов прибора;
- долговечность и надежность, связанные с его принципом действия и конструкцией ЖКИ.
26
Недостатки ЖКИ:
- небольшой угол просмотра (около 50 град);
- меньшая яркость и контрастность, чем у ЭЛД, ограничивающая
расстояние до глаз оператора.
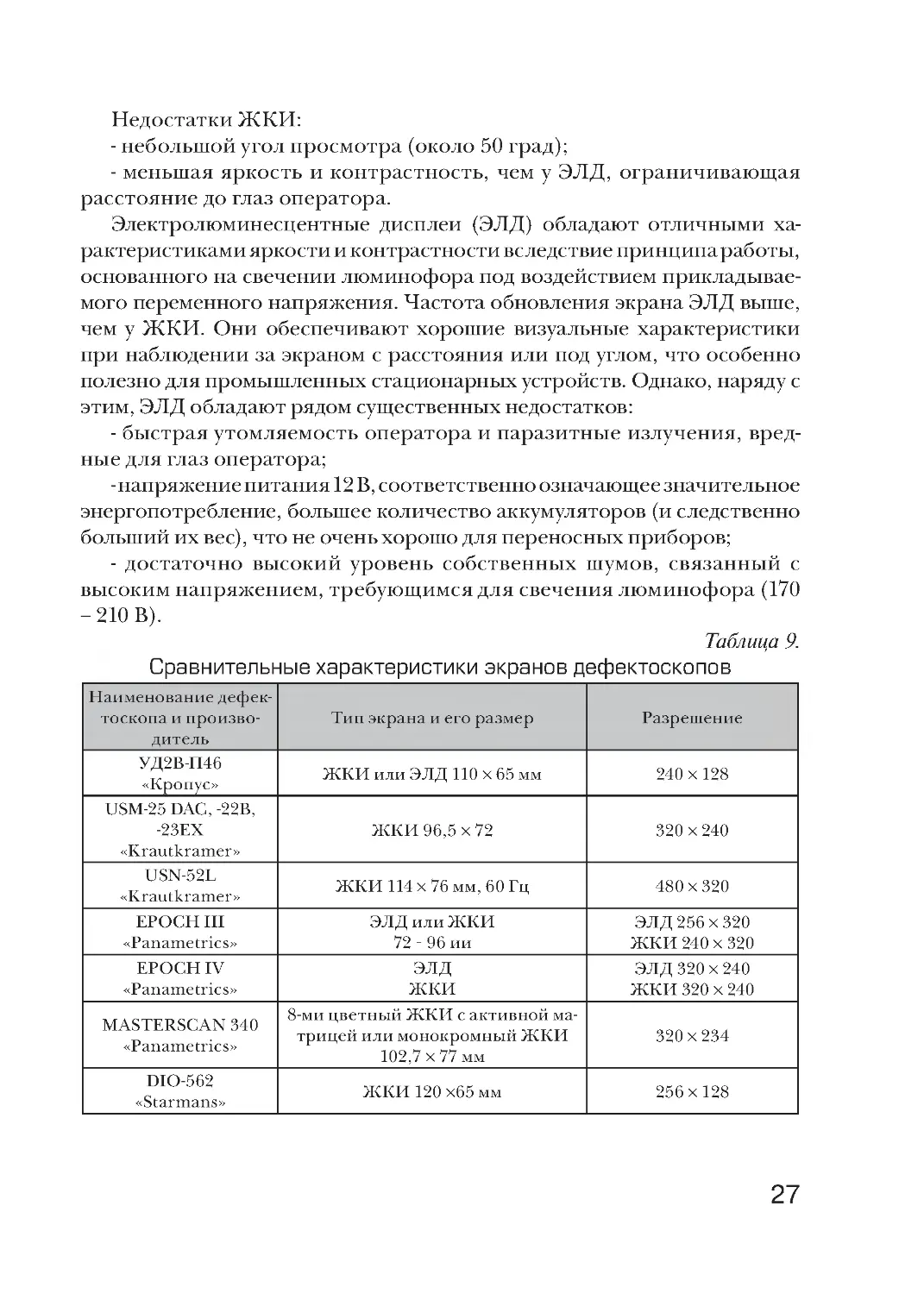
Электролюминесцентные дисплеи (ЭЛД) обладают отличными характеристиками яркости и контрастности вследствие принципа работы,
основанного на свечении люминофора под воздействием прикладываемого переменного напряжения. Частота обновления экрана ЭЛД выше,
чем у ЖКИ. Они обеспечивают хорошие визуальные характеристики
при наблюдении за экраном с расстояния или под углом, что особенно
полезно для промышленных стационарных устройств. Однако, наряду с
этим, ЭЛД обладают рядом существенных недостатков:
- быстрая утомляемость оператора и паразитные излучения, вредные для глаз оператора;
- напряжение питания 12 В, соответственно означающее значительное
энергопотребление, большее количество аккумуляторов (и следственно
больший их вес), что не очень хорошо для переносных приборов;
- достаточно высокий уровень собственных шумов, связанный с
высоким напряжением, требующимся для свечения люминофора (170
– 210 В).
Таблица 9.
Сравнительные характеристики экранов дефектоскопов
Наименование дефектоскопа и производитель
УД2В-П46
«Кропус»
USM-25 DAC, -22В,
-23ЕХ
«Krautkramer»
USN-52L
«Krautkramer»
EPOCH III
«Panametrics»
EPOCH IV
«Panametrics»
MASTERSCAN 340
«Panametrics»
DIO-562
«Starmans»
Тип экрана и его размер
Разрешение
ЖКИ или ЭЛД 110 × 65 мм
240 × 128
ЖКИ 96,5 × 72
320 × 240
ЖКИ 114 × 76 мм, 60 Гц
480 × 320
ЭЛД или ЖКИ
72 - 96 ии
ЭЛД
ЖКИ
8-ми цветный ЖКИ с активной матрицей или монокромный ЖКИ
102,7 × 77 мм
ЭЛД 256 × 320
ЖКИ 240 × 320
ЭЛД 320 × 240
ЖКИ 320 × 240
ЖКИ 120 ×65 мм
256 × 128
320 × 234
27
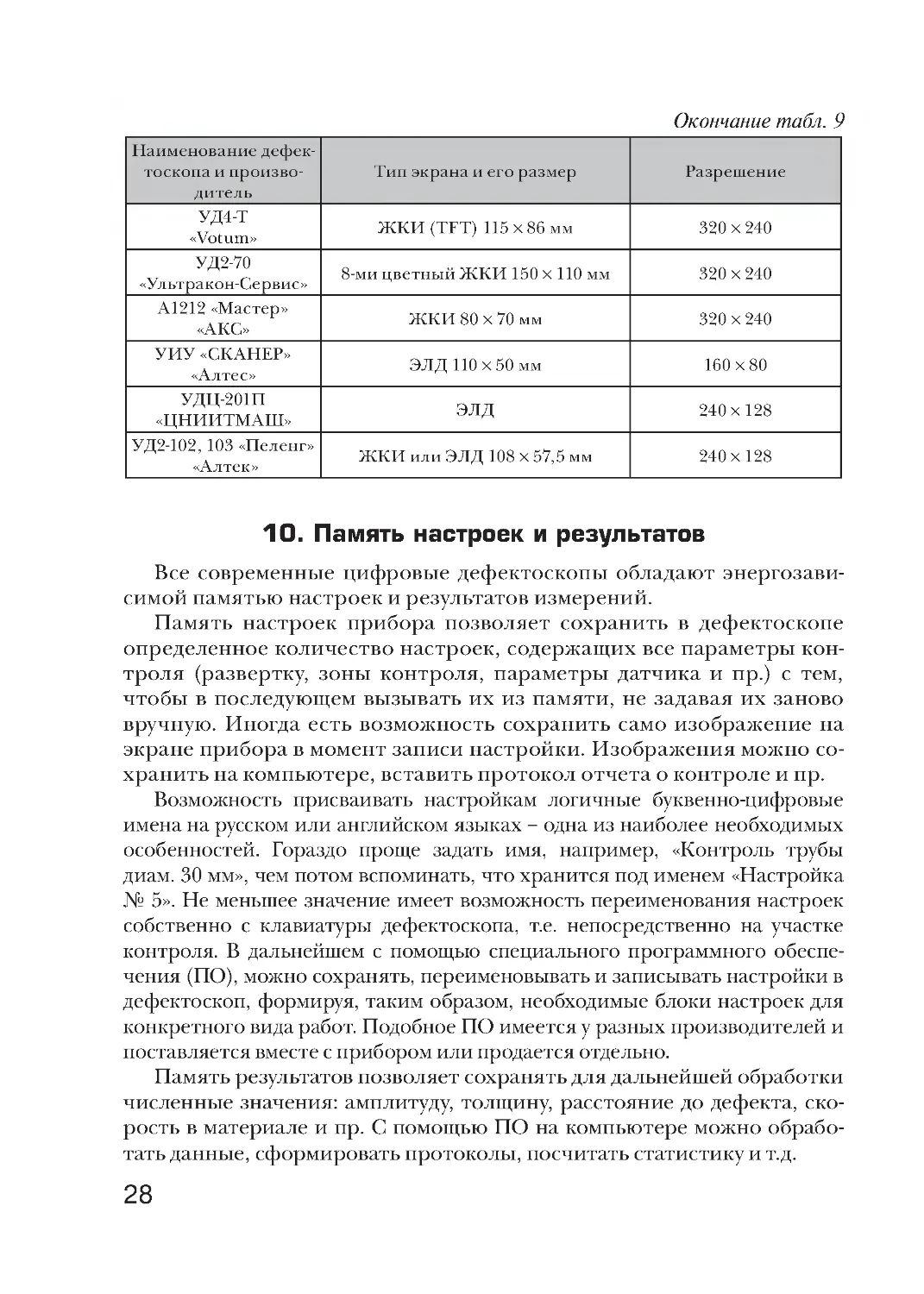
Окончание табл. 9
Наименование дефектоскопа и производитель
УД4-Т
«Votum»
УД2-70
«Ультракон-Сервис»
А1212 «Мастер»
«АКС»
УИУ «СКАНЕР»
«Алтес»
УДЦ-201П
«ЦНИИТМАШ»
УД2-102, 103 «Пеленг»
«Алтек»
Тип экрана и его размер
Разрешение
ЖКИ (TFT) 115 × 86 мм
320 × 240
8-ми цветный ЖКИ 150 × 110 мм
320 × 240
ЖКИ 80 × 70 мм
320 × 240
ЭЛД 110 × 50 мм
160 × 80
ЭЛД
240 × 128
ЖКИ или ЭЛД 108 × 57,5 мм
240 × 128
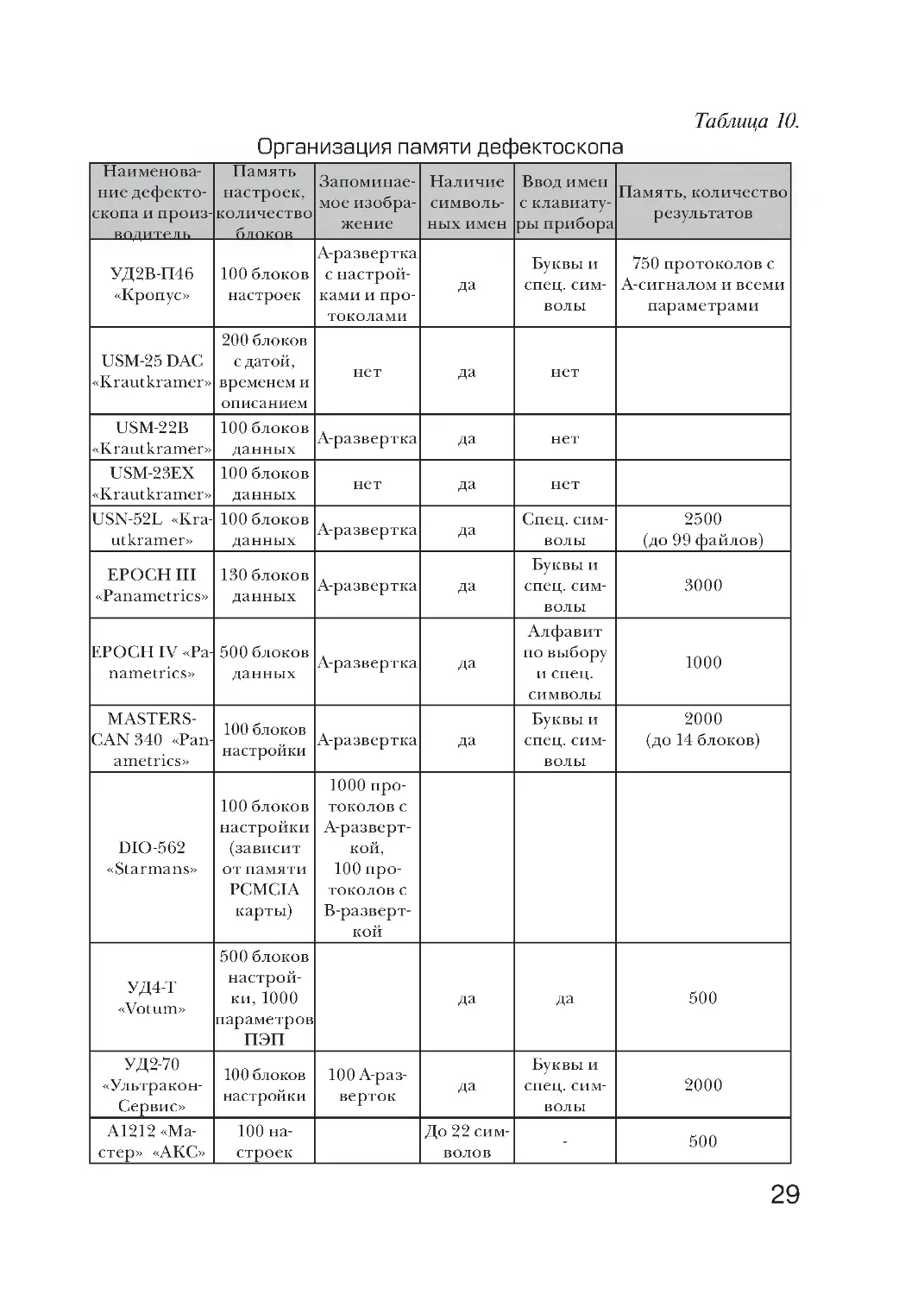
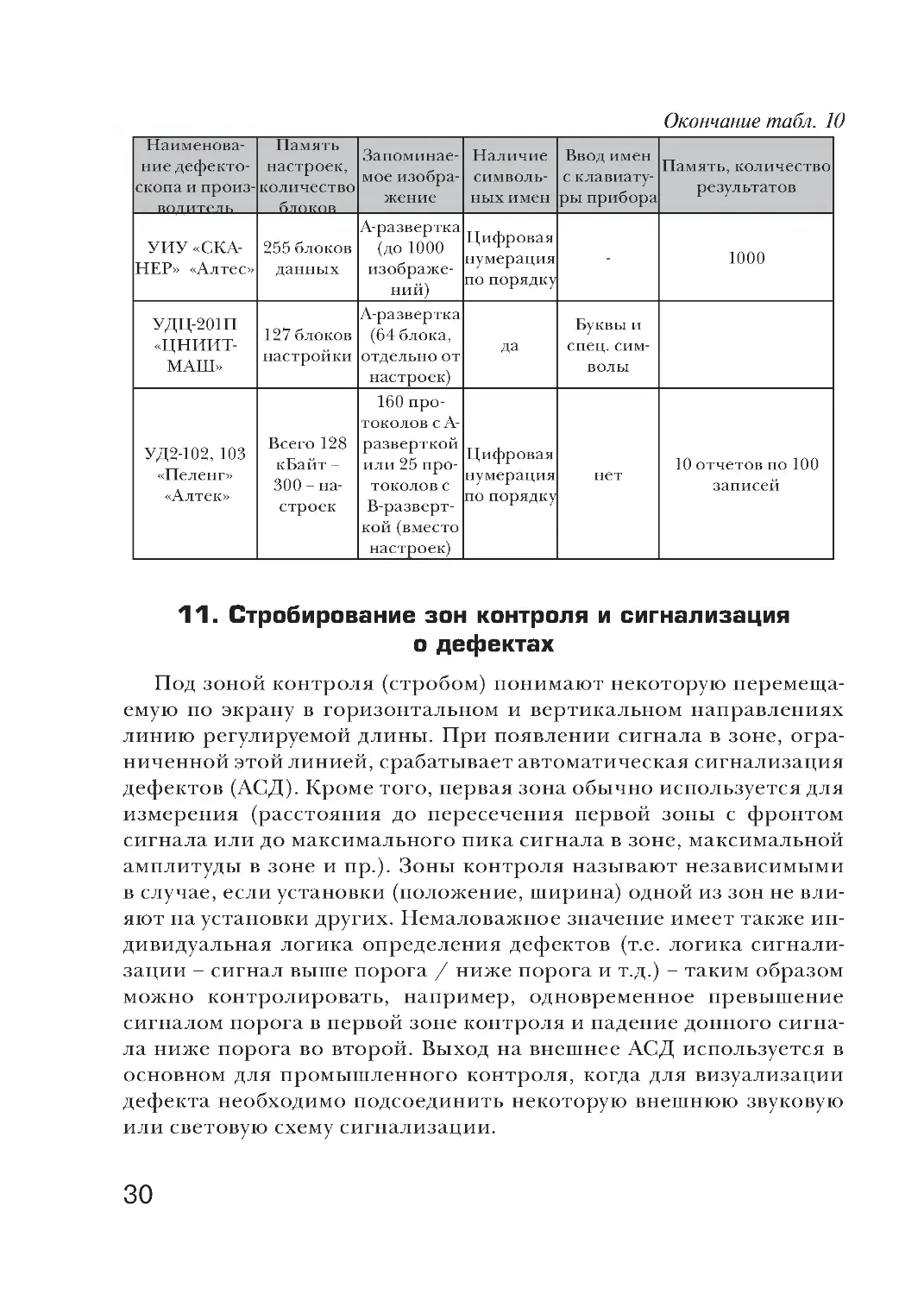
10. Память настроек и результатов
Все современные цифровые дефектоскопы обладают энергозависимой памятью настроек и результатов измерений.
Память настроек прибора позволяет сохранить в дефектоскопе
определенное количество настроек, содержащих все параметры контроля (развертку, зоны контроля, параметры датчика и пр.) с тем,
чтобы в последующем вызывать их из памяти, не задавая их заново
вручную. Иногда есть возможность сохранить само изображение на
экране прибора в момент записи настройки. Изображения можно сохранить на компьютере, вставить протокол отчета о контроле и пр.
Возможность присваивать настройкам логичные буквенно-цифровые
имена на русском или английском языках – одна из наиболее необходимых
особенностей. Гораздо проще задать имя, например, «Контроль трубы
диам. 30 мм», чем потом вспоминать, что хранится под именем «Настройка
№ 5». Не меньшее значение имеет возможность переименования настроек
собственно с клавиатуры дефектоскопа, т.е. непосредственно на участке
контроля. В дальнейшем с помощью специального программного обеспечения (ПО), можно сохранять, переименовывать и записывать настройки в
дефектоскоп, формируя, таким образом, необходимые блоки настроек для
конкретного вида работ. Подобное ПО имеется у разных производителей и
поставляется вместе с прибором или продается отдельно.
Память результатов позволяет сохранять для дальнейшей обработки
численные значения: амплитуду, толщину, расстояние до дефекта, скорость в материале и пр. С помощью ПО на компьютере можно обработать данные, сформировать протоколы, посчитать статистику и т.д.
28
Таблица 10.
Организация памяти дефектоскопа
НаименоваПамять
Запоминае- Наличие Ввод имен
ние дефекто- настроек,
Память, количество
мое изобра- символь- с клавиатускопа и произ- количество
результатов
жение
ных имен ры прибора
водитель
блоков
А-развертка
Буквы и
750 протоколов с
УД2В-П46 100 блоков с настройда
спец. сим- А-сигналом и всеми
«Кропус»
настроек ками и проволы
параметрами
токолами
200 блоков
с датой,
USM-25 DAC
нет
да
нет
«Krautkramer» временем и
описанием
USM-22В
100 блоков
А-развертка
да
нет
«Krautkramer» данных
USM-23ЕХ 100 блоков
нет
да
нет
«Krautkramer» данных
USN-52L «Kra- 100 блоков
Спец. сим2500
А-развертка
да
utkramer»
данных
волы
(до 99 файлов)
Буквы и
EPOCH III 130 блоков
3000
А-развертка
да
спец. сим«Panametrics» данных
волы
Алфавит
EPOCH IV «Pa- 500 блоков
по выбору
А-развертка
да
1000
nametrics»
данных
и спец.
символы
Буквы и
2000
MASTERS100 блоков
CAN 340 «PanА-развертка
да
спец. сим(до 14 блоков)
настройки
ametrics»
волы
1000 про100 блоков токолов с
настройки А-разверткой,
DIO-562
(зависит
100 про«Starmans» от памяти
токолов с
РСМСІА
В-разверткарты)
кой
500 блоков
настройУД4-Т
ки, 1000
да
да
500
«Votum»
параметров
ПЭП
Буквы и
УД2-70
100 блоков 100 А-разда
спец. сим2000
«Ультраконнастройки
верток
волы
Сервис»
А1212 «Ма100 наДо 22 сим500
стер» «АКС»
строек
волов
29
Окончание табл. 10
НаименоваПамять
Запоминае- Наличие Ввод имен
ние дефекто- настроек,
Память, количество
мое изобра- символь- с клавиатускопа и произ- количество
результатов
жение
ных имен ры прибора
водитель
блоков
А-развертка
Цифровая
УИУ «СКА- 255 блоков (до 1000
нумерация
1000
НЕР» «Алтес» данных
изображепо порядку
ний)
А-развертка
Буквы и
УДЦ-201П
127 блоков (64 блока,
да
спец. сим«ЦНИИТнастройки отдельно от
МАШ»
волы
настроек)
160 протоколов с АВсего 128 разверткой
Цифровая
УД2-102, 103
10 отчетов по 100
кБайт – или 25 пронумерация
нет
«Пеленг»
токолов с
записей
300 – напо порядку
«Алтек»
строек
В-разверткой (вместо
настроек)
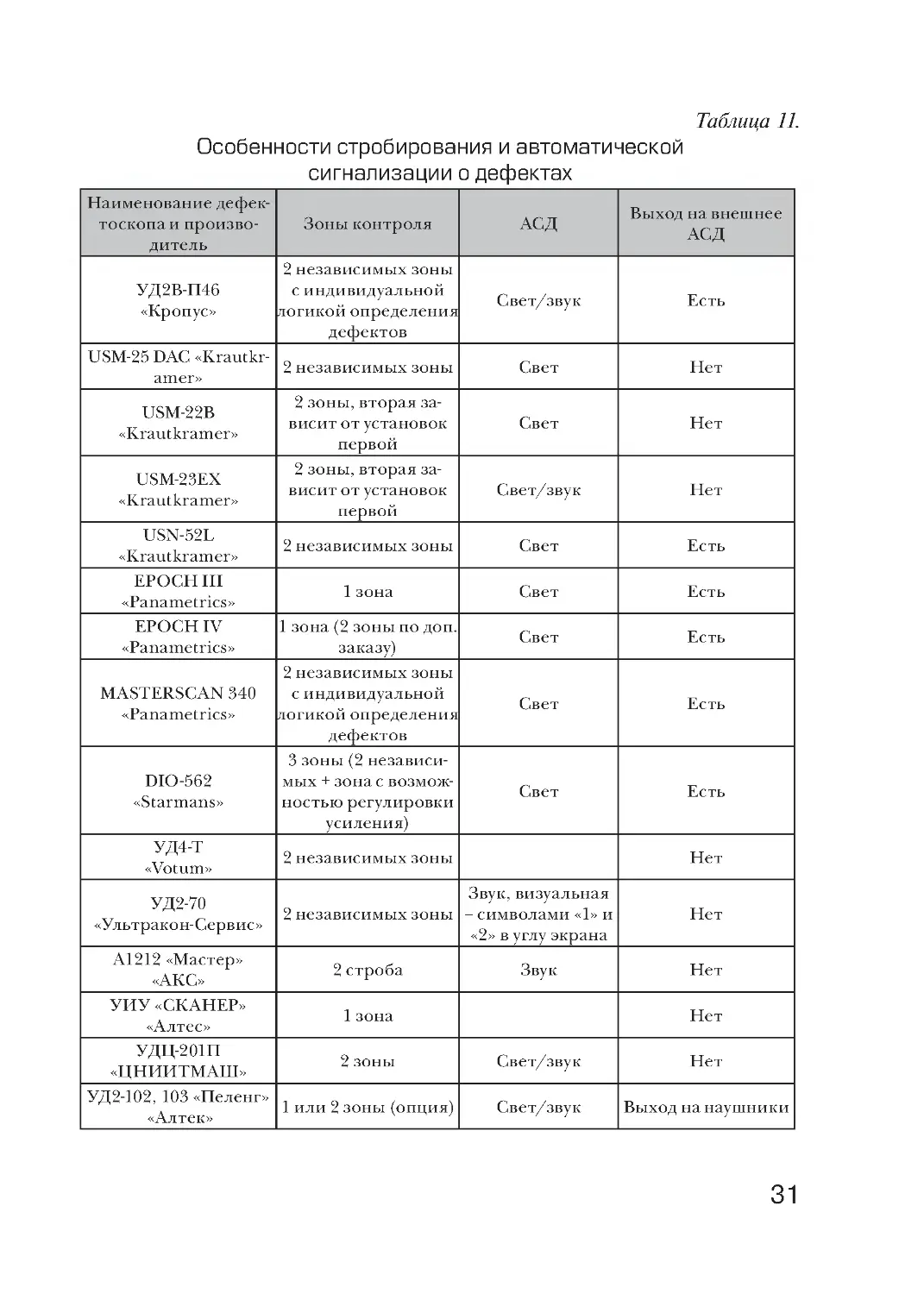
11. Стробирование зон контроля и сигнализация
о дефектах
Под зоной контроля (стробом) понимают некоторую перемещаемую по экрану в горизонтальном и вертикальном направлениях
линию регулируемой длины. При появлении сигнала в зоне, ограниченной этой линией, срабатывает автоматическая сигнализация
дефектов (АСД). Кроме того, первая зона обычно используется для
измерения (расстояния до пересечения первой зоны с фронтом
сигнала или до максимального пика сигнала в зоне, максимальной
амплитуды в зоне и пр.). Зоны контроля называют независимыми
в случае, если установки (положение, ширина) одной из зон не влияют на установки других. Немаловажное значение имеет также индивидуальная логика определения дефектов (т.е. логика сигнализации – сигнал выше порога / ниже порога и т.д.) – таким образом
можно контролировать, например, одновременное превышение
сигналом порога в первой зоне контроля и падение донного сигнала ниже порога во второй. Выход на внешнее АСД используется в
основном для промышленного контроля, когда для визуализации
дефекта необходимо подсоединить некоторую внешнюю звуковую
или световую схему сигнализации.
30
Таблица 11.
Особенности стробирования и автоматической
сигнализации о дефектах
Наименование дефектоскопа и производитель
Зоны контроля
АСД
Выход на внешнее
АСД
УД2В-П46
«Кропус»
2 независимых зоны
с индивидуальной
логикой определения
дефектов
Свет/звук
Есть
Свет
Нет
Свет
Нет
Свет/звук
Нет
Свет
Есть
Свет
Есть
Свет
Есть
Свет
Есть
Свет
Есть
USM-25 DAC «Krautkr2 независимых зоны
amer»
2 зоны, вторая заUSM-22В
висит от установок
«Krautkramer»
первой
2 зоны, вторая заUSM-23ЕХ
висит от установок
«Krautkramer»
первой
USN-52L
2 независимых зоны
«Krautkramer»
EPOCH III
1 зона
«Panametrics»
EPOCH IV
1 зона (2 зоны по доп.
«Panametrics»
заказу)
2 независимых зоны
MASTERSCAN 340
с индивидуальной
«Panametrics»
логикой определения
дефектов
3 зоны (2 независиDIO-562
мых + зона с возмож«Starmans»
ностью регулировки
усиления)
УД4-Т
2 независимых зоны
«Votum»
УД2-70
«Ультракон-Сервис»
Нет
Звук, визуальная
2 независимых зоны – символами «1» и
«2» в углу экрана
А1212 «Мастер»
2 строба
«АКС»
УИУ «СКАНЕР»
1 зона
«Алтес»
УДЦ-201П
2 зоны
«ЦНИИТМАШ»
УД2-102, 103 «Пеленг»
1 или 2 зоны (опция)
«Алтек»
Звук
Нет
Нет
Нет
Свет/звук
Нет
Свет/звук
Выход на наушники
31
12. Погрешности измеряемых величин
Все современные дефектоскопы измеряют только два типа величин: время прихода сигнала и его амплитуду. Остальные величины
расстояние (толщина) и скорость звука является производными от
времени. Таким образом, теоретическая точность измерения прибором всех величин зависит от всего двух параметров: погрешности
измерения временных интервалов и погрешности измерения амплитуды. Реальная же точность измерения зависит от громадного количества факторов: температуры окружающей среды, акустического
контакта, качества поверхности и т.п. Поэтому, говоря о точности измерений, обычно имеют в виду точность самого прибора, а реально
достижимая точность измерений уже определяется методикой и условиями контроля.
Точность определения времени прихода сигнала зависит как от
частоты дискретизации сигнала при оцифровке, так и от способа обработки полученных данных. Чем выше частота оцифровки, тем на
большее количество точек разбивается каждый период сигнала и,
соответственно, тем больше объем полученных о сигнале данных и
выше точность. Частота оцифровки современных дефектоскопов колеблется в пределах от 5 до 60 МГц.
Другой, не менее важный фактор – это способ обработки данных.
Принципиально поступают двумя способами. В первом случае обрабатывают в реальном времени весь объем полученных данных (в
рамках интересующей развертки), а на экран выводят картинку соответствующего разрешения. Тогда точность измерений определяется
количеством полученных данных (т.е. частотой оцифровки). Такие
дефектоскопы, как правило, могут использоваться для прецизионных
измерений толщины с разрешением 0,01 мм и выше.
Второй способ заключается в выделении из всех данных только
той части, что требуется для вывода на экран и дальнейшей обработки. Точность вычислений зависит от количества точек по горизонтали экрана и, следственно, зависит от длительности развертки. Погрешность составляет определенный процент от глубины. Точность
установки зон контроля (стробов) также определяется экранной разверткой. Такие дефектоскопы нельзя использовать для точного измерения толщины, однако их возможностей бывает вполне достаточно
для поиска и локализации дефектов в том случае, если прецизионное
определение их координат не требуется.
При измерении амплитуды также существует ряд особенностей.
Стандартный способ измерения заключается в определении амплиту-
32
ды сигнала в % относительно высоты экрана или в дБ относительно
порога срабатывания. Второй вариант, в общем-то, просто разновидность первого, так как дБ определяются как отношение положения
пика сигнала на экране к положению порога на экране. Точность
определения, как правило, находится в пределах 1 дБ, что вполне соответствует всем существующим методикам. Однако, проблемы возникают в том случае, если необходимо сравнить амплитуды сигналов,
достаточно сильно отличающихся друг от друга, т.е. в 10 раз и больше.
В этом случае сравнение по экрану провести невозможно, поскольку
оба сигнала вместе не помещаются на экране, т.е. один еще не виден,
а второй уже зашкаливает. Тогда необходимо либо строить кривую ВРЧ
и выравнивать сигналы на глаз по экрану и затем учитывать параметры
ВРЧ, либо менять усиление для каждого сигнала и потом учитывать изменение усиления. И то и другое крайне неудобно и трудоемко.
Более удобным вариантом является измерение амплитуды сигналов относительно опорного уровня. Некий интересующий сигнал
на входе принимают за опорный и все остальные измерения амплитуды проводят относительно него. Для этого необходимо, естественно, чтобы сам дефектоскоп обладал аппаратной поддержкой данной
функции. При таком способе измерения не имеет значения величина
усиления – прибор учитывает ее автоматически, освобождая пользователя от подобной необходимости. Кроме того, можно без труда
вычислить реальное напряжение каждого сигнала в вольтах, а следовательно, без применения осциллографа и другой аппаратуры легко
оценить коэффициент преобразователя искателя.
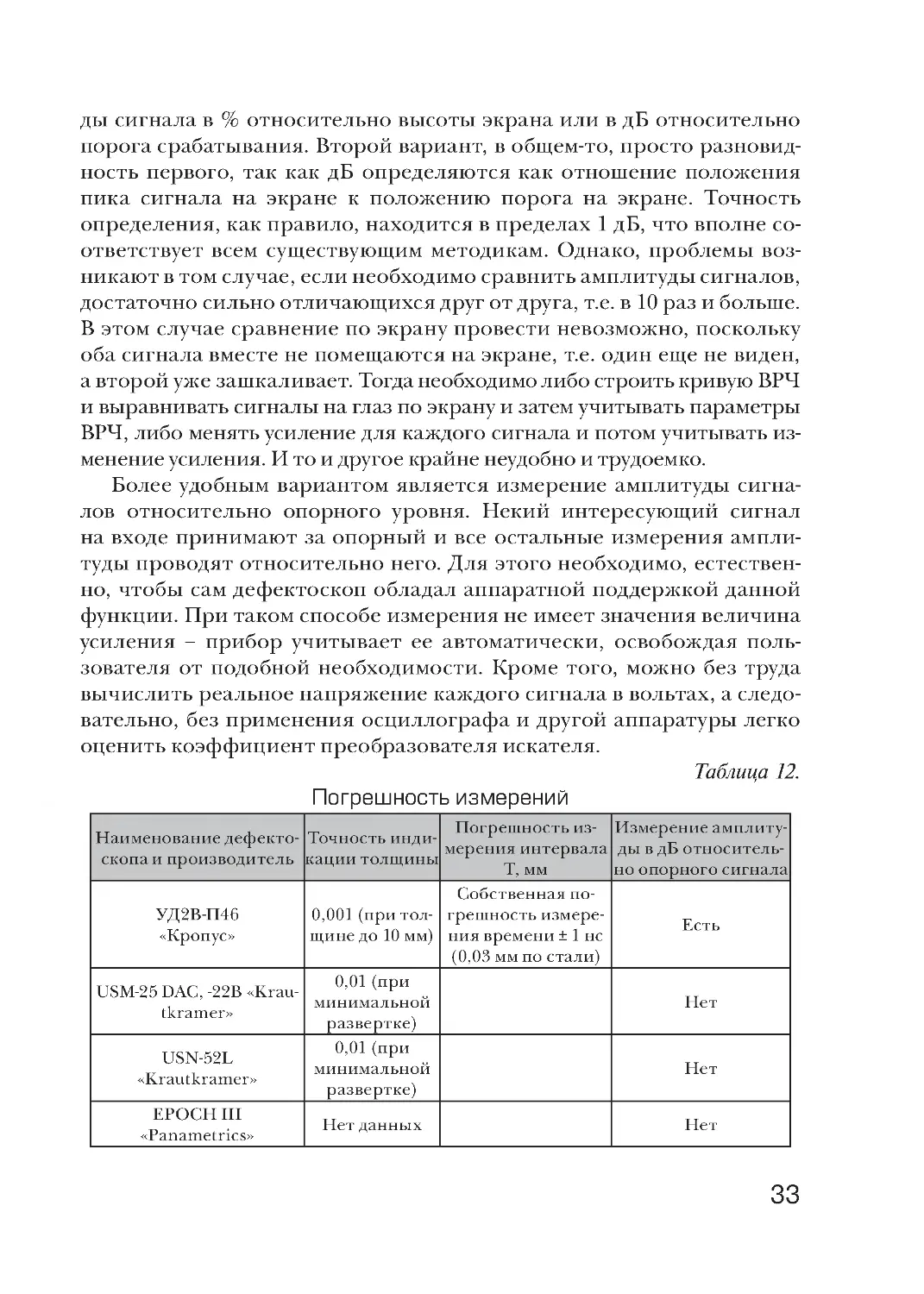
Таблица 12.
Погрешность измерений
Погрешность из- Измерение амплитуНаименование дефекто- Точность индимерения интервала ды в дБ относительскопа и производитель кации толщины
Т, мм
но опорного сигнала
Собственная поУД2В-П46
0,001 (при тол- грешность измереЕсть
«Кропус»
щине до 10 мм) ния времени ± 1 нс
(0,03 мм по стали)
0,01 (при
USM-25 DAC, -22В «Krauминимальной
Нет
tkramer»
развертке)
0,01 (при
USN-52L
минимальной
Нет
«Krautkramer»
развертке)
EPOCH III
Нет данных
Нет
«Panametrics»
33
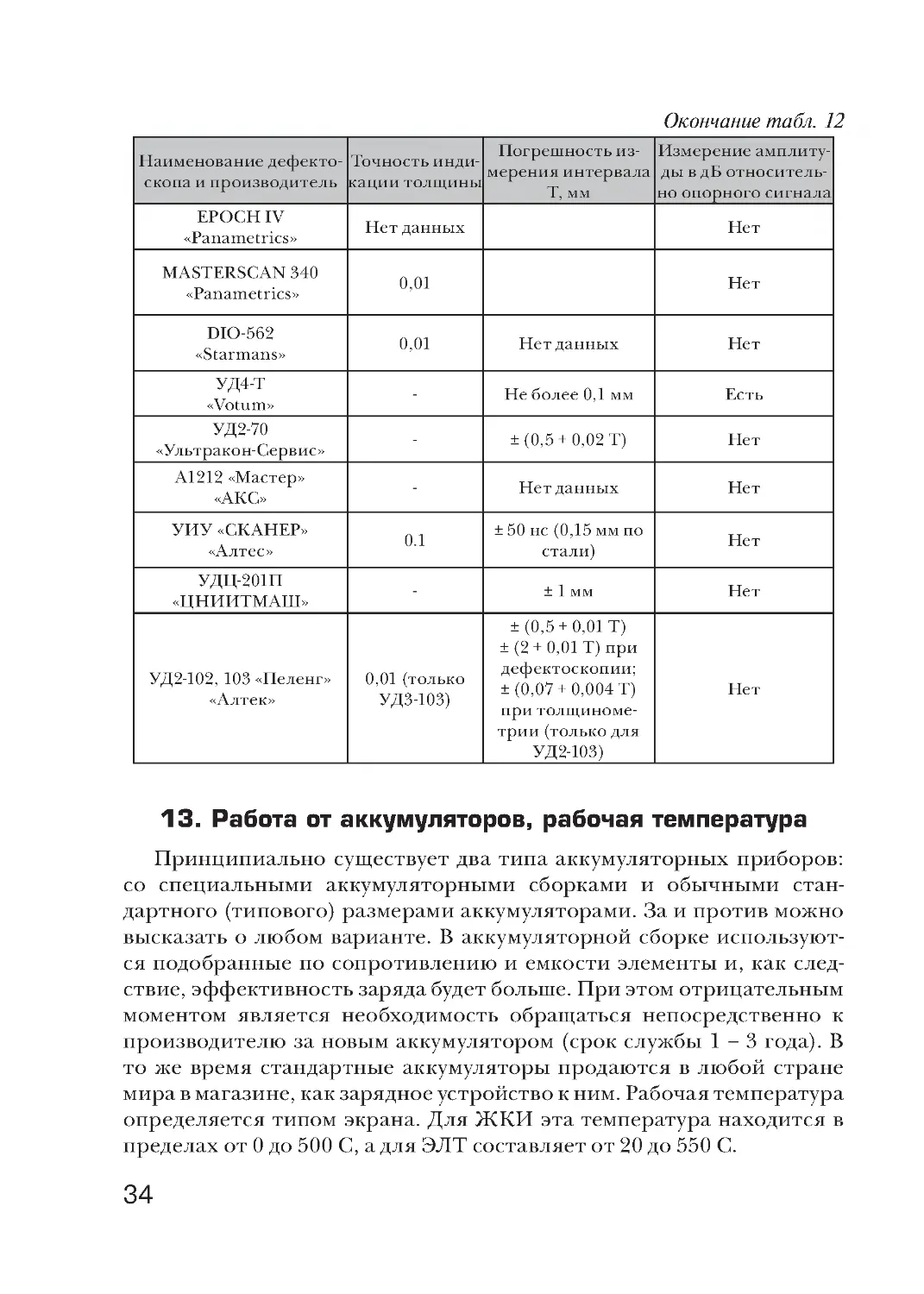
Окончание табл. 12
Погрешность из- Измерение амплитуНаименование дефекто- Точность индимерения интервала ды в дБ относительскопа и производитель кации толщины
Т, мм
но опорного сигнала
EPOCH IV
Нет данных
Нет
«Panametrics»
MASTERSCAN 340
«Panametrics»
0,01
DIO-562
«Starmans»
0,01
Нет данных
Нет
-
Не более 0,1 мм
Есть
-
± (0,5 + 0,02 Т)
Нет
А1212 «Мастер»
«АКС»
-
Нет данных
Нет
УИУ «СКАНЕР»
«Алтес»
0.1
± 50 нс (0,15 мм по
стали)
Нет
УДЦ-201П
«ЦНИИТМАШ»
-
± 1 мм
Нет
0,01 (только
УД3-103)
± (0,5 + 0,01 Т)
± (2 + 0,01 Т) при
дефектоскопии;
± (0,07 + 0,004 Т)
при толщинометрии (только для
УД2-103)
Нет
УД4-Т
«Votum»
УД2-70
«Ультракон-Сервис»
УД2-102, 103 «Пеленг»
«Алтек»
Нет
13. Работа от аккумуляторов, рабочая температура
Принципиально существует два типа аккумуляторных приборов:
со специальными аккумуляторными сборками и обычными стандартного (типового) размерами аккумуляторами. За и против можно
высказать о любом варианте. В аккумуляторной сборке используются подобранные по сопротивлению и емкости элементы и, как следствие, эффективность заряда будет больше. При этом отрицательным
моментом является необходимость обращаться непосредственно к
производителю за новым аккумулятором (срок службы 1 – 3 года). В
то же время стандартные аккумуляторы продаются в любой стране
мира в магазине, как зарядное устройство к ним. Рабочая температура
определяется типом экрана. Для ЖКИ эта температура находится в
пределах от 0 до 500 С, а для ЭЛТ составляет от 20 до 550 С.
34
Таблица 13.
Особенности питания от аккумуляторов
Наименование
дефектоскопа и
производитель
Количество аккумуляторов или
батареек
Время работы
без подсветки
(от аккумулятора), час.
Установка
аккумуляторов
УД2В-П46
«Кропус»
4 «С» («D») батарейки или NiCa, NiMh
аккумулятора
8 – «С»; (ЖКИ)
16 – «D» (ЖКИ)
6 – 7 – «D» (ЭЛД)
Съемный отсек
USM-25 DAC, -22В
«Krautkramer»
4 «С» батарейки
или NiCa, NiMh
аккумулятора
7
Внутри корпуса
4
Внутри корпуса
6 батареек или
USM-23ЕХ «KrautkAlMn, NiCa, NiMh
ramer»
аккумулятора
12
Внутри корпуса
EPOCH III
«Panametrics»
6 «D» батареек
или NiCa, NiMh
аккумулятора
Неразборный аккумуляторный отсек
7 – 8 (ЭЛД)
10 (ЖКИ)
Отсек с креплением
на винтах
EPOCH IV
«Panametrics»
12 В NiMh аккумулятора
7 – 8 (ЭЛД)
10 (ЖКИ)
Внешняя или внутренняя
8
Внутри корпуса
5 – 7 с NiMh,
10 – 12 c LI-ION
Внутри корпуса
10
Внутри корпуса
7
Внутри корпуса
12
Внутри корпуса
8
Внутри корпуса
4
Внутри корпуса
8 (ЖКИ)
Внутри корпуса
USN-52L
«Krautkramer»
MASTERSCAN 340 12 В LI-ION батарея
«Panametrics»
12 В LI-ION или
DIO-562
NiMh аккумулятор«Starmans»
ный отсек
Неразборная
УД4-Т
аккумуляторная
«Votum»
батарея 12 В
УД2-70
Неразборный
«Ультракон-Сер- аккумуляторный
вис»
блок 12 В
А1212 «Мастер»
6 аккумуляторов
«АКС»
АА
УИУ «СКАНЕР» 6 батарей или акку«Алтес»
мулятора
Неразборный аккуУДЦ-201П
«ЦНИИТМАШ» муляторный блок
Неразборный 12
УД2-102, 103 «ПеВ NiMh аккумуляленг»
торный блок (12
«Алтек»
аккумуляторов)
35
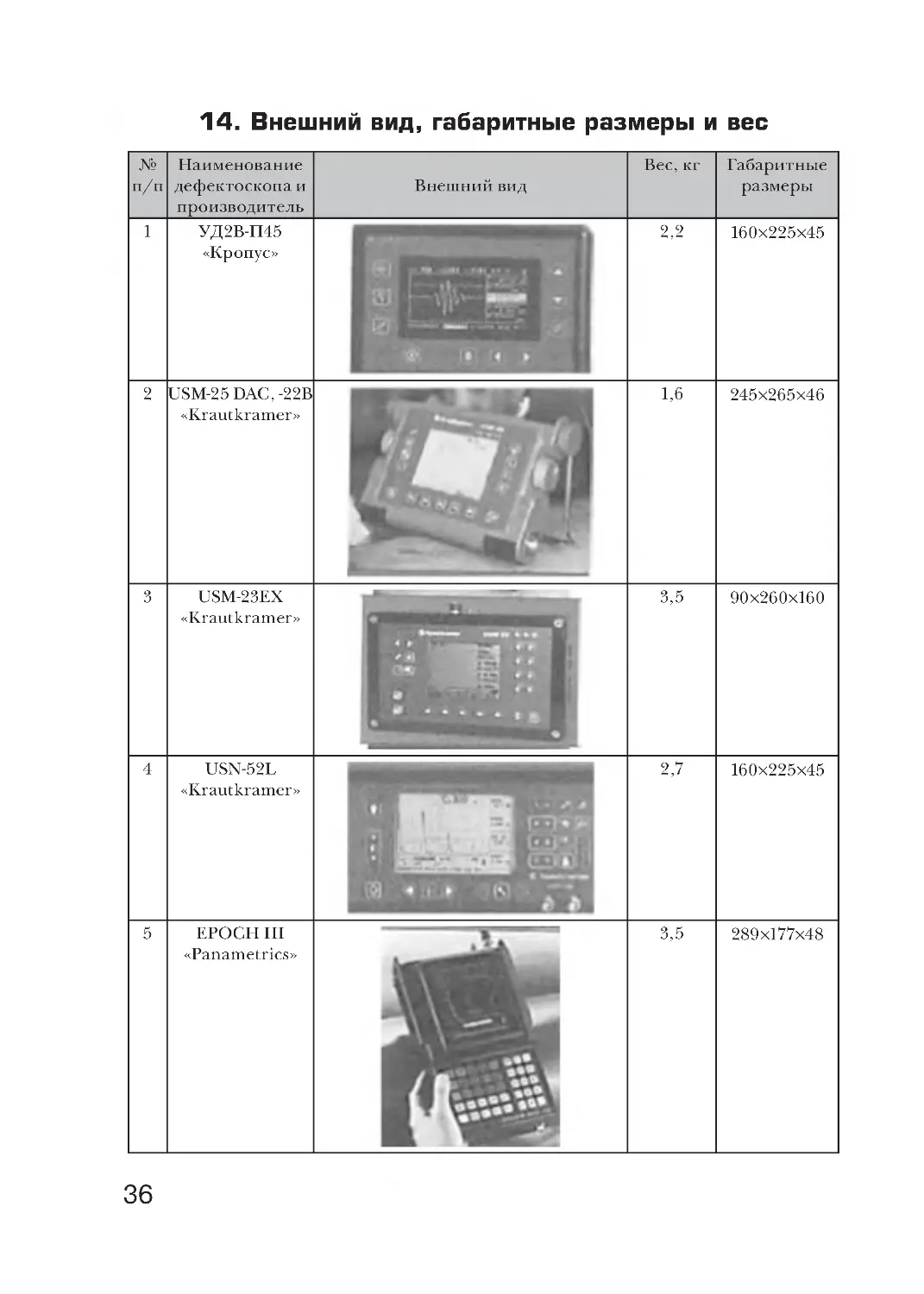
14. Внешний вид, габаритные размеры и вес
№ Наименование
п/п дефектоскопа и
производитель
1
УД2В-П45
«Кропус»
Вес, кг
Габаритные
размеры
2,2
160×225×45
2 USM-25 DAC, -22В
«Krautkramer»
1,6
245×265×46
3
USM-23ЕХ
«Krautkramer»
3,5
90×260×160
4
USN-52L
«Krautkramer»
2,7
160×225×45
5
EPOCH III
«Panametrics»
3,5
289×177×48
36
Внешний вид
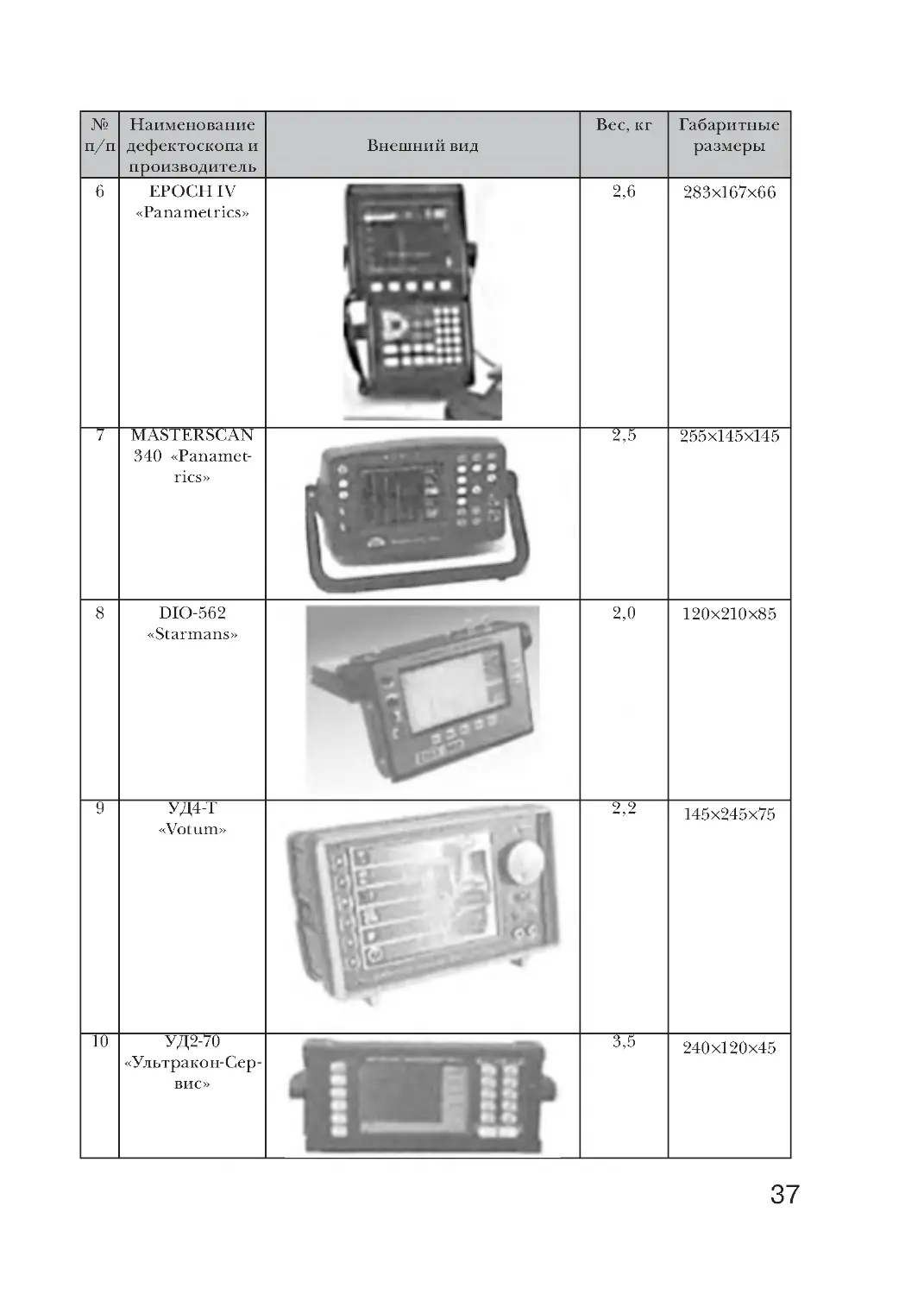
№ Наименование
п/п дефектоскопа и
производитель
6
EPOCH IV
«Panametrics»
Вес, кг
Габаритные
размеры
2,6
283×167×66
Внешний вид
7
MASTERSCAN
340 «Panametrics»
2,5
255×145×145
8
DIO-562
«Starmans»
2,0
120×210×85
9
УД4-Т
«Votum»
2,2
145×245×75
10
УД2-70
«Ультракон-Сервис»
3,5
240×120×45
37
№ Наименование
п/п дефектоскопа и
производитель
11 А1212 «Мастер»
«АКС»
Вес, кг
Габаритные
размеры
0,65
90×225×200
12 УИУ «СКАНЕР»
«Алтес»
3,5
156×255×183
13
УДЦ-201П
«ЦНИИТМАШ»
4,3
156×255×183
14
УД2-102, 103
«Пеленг»
«Алтек»
2,2
270×190×60
38
Внешний вид
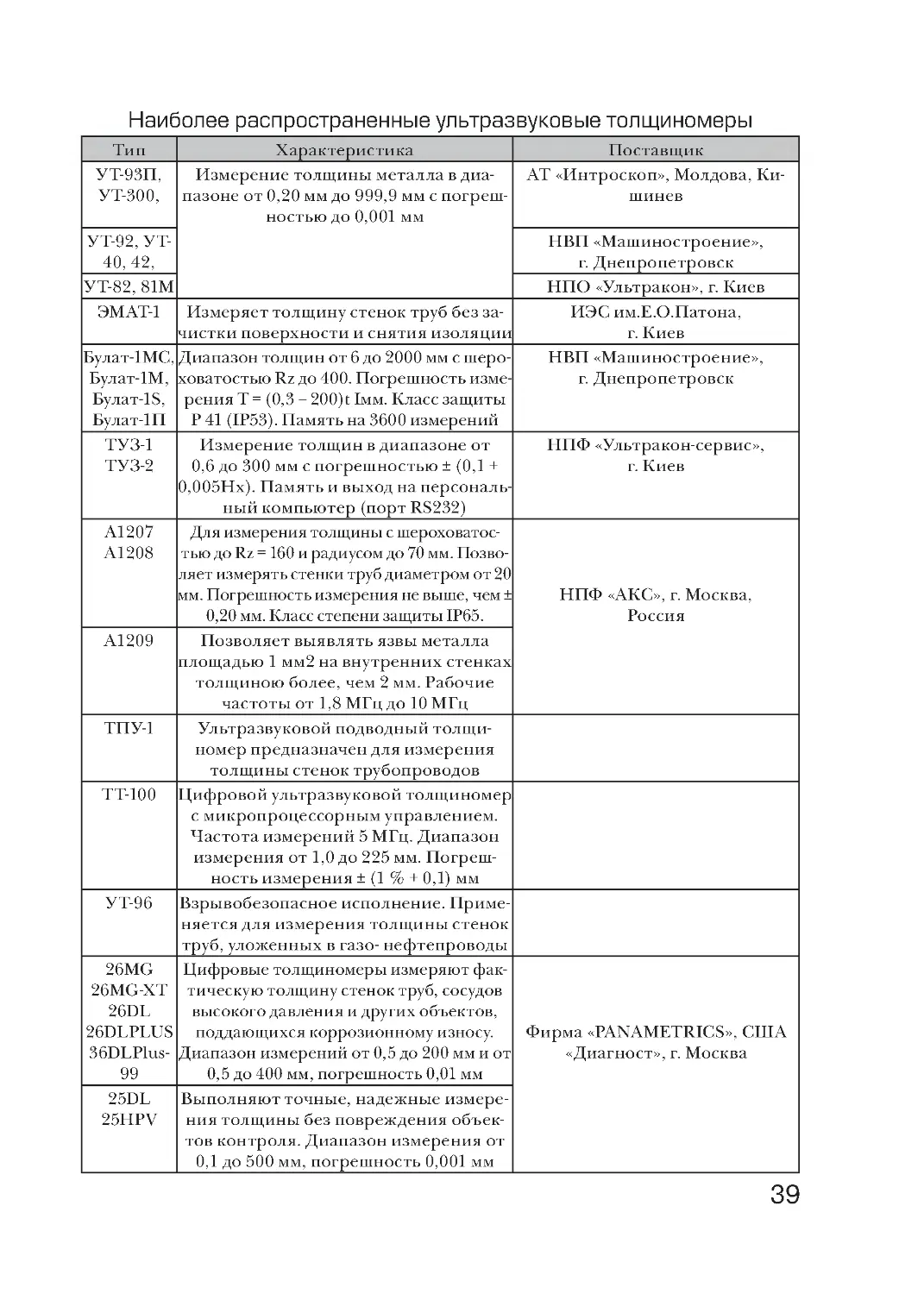
Наиболее распространенные ультразвуковые толщиномеры
Тип
УТ-93П,
УТ-300,
Характеристика
Измерение толщины металла в диапазоне от 0,20 мм до 999,9 мм с погрешностью до 0,001 мм
Поставщик
АТ «Интроскоп», Молдова, Кишинев
УТ-92, УТНВП «Машиностроение»,
40, 42,
г. Днепропетровск
УТ-82, 81М
НПО «Ультракон», г. Киев
ИЭС им.Е.О.Патона,
ЭМАТ-1 Измеряет толщину стенок труб без зачистки поверхности и снятия изоляции
г. Киев
Булат-1МС, Диапазон толщин от 6 до 2000 мм с шероНВП «Машиностроение»,
Булат-1М, ховатостью Rz до 400. Погрешность измег. Днепропетровск
Булат-1S, рения Т = (0,3 – 200)t Iмм. Класс защиты
Булат-1П P 41 (IP53). Память на 3600 измерений
НПФ «Ультракон-сервис»,
ТУЗ-1
Измерение толщин в диапазоне от
г. Киев
ТУЗ-2
0,6 до 300 мм с погрешностью ± (0,1 +
0,005Нх). Память и выход на персональный компьютер (порт RS232)
Для измерения толщины с шероховатосА1207
тью до Rz = 160 и радиусом до 70 мм. ПозвоА1208
ляет измерять стенки труб диаметром от 20
мм. Погрешность измерения не выше, чем ±
НПФ «АКС», г. Москва,
0,20 мм. Класс степени защиты IP65.
Россия
А1209
Позволяет выявлять язвы металла
площадью 1 мм2 на внутренних стенках
толщиною более, чем 2 мм. Рабочие
частоты от 1,8 МГц до 10 МГц
ТПУ-1
Ультразвуковой подводный толщиномер предназначен для измерения
толщины стенок трубопроводов
ТТ-100 Цифровой ультразвуковой толщиномер
с микропроцессорным управлением.
Частота измерений 5 МГц. Диапазон
измерения от 1,0 до 225 мм. Погрешность измерения ± (1 % + 0,1) мм
УТ-96
Взрывобезопасное исполнение. Применяется для измерения толщины стенок
труб, уложенных в газо- нефтепроводы
Цифровые толщиномеры измеряют фак26MG
26MG-XT тическую толщину стенок труб, сосудов
высокого давления и других объектов,
26DL
Фирма «PANAMETRICS», США
26DLPLUS поддающихся коррозионному износу.
«Диагност», г. Москва
36DLPlus- Диапазон измерений от 0,5 до 200 мм и от
0,5 до 400 мм, погрешность 0,01 мм
99
25DL
Выполняют точные, надежные измерения толщины без повреждения объек25HPV
тов контроля. Диапазон измерения от
0,1 до 500 мм, погрешность 0,001 мм
39
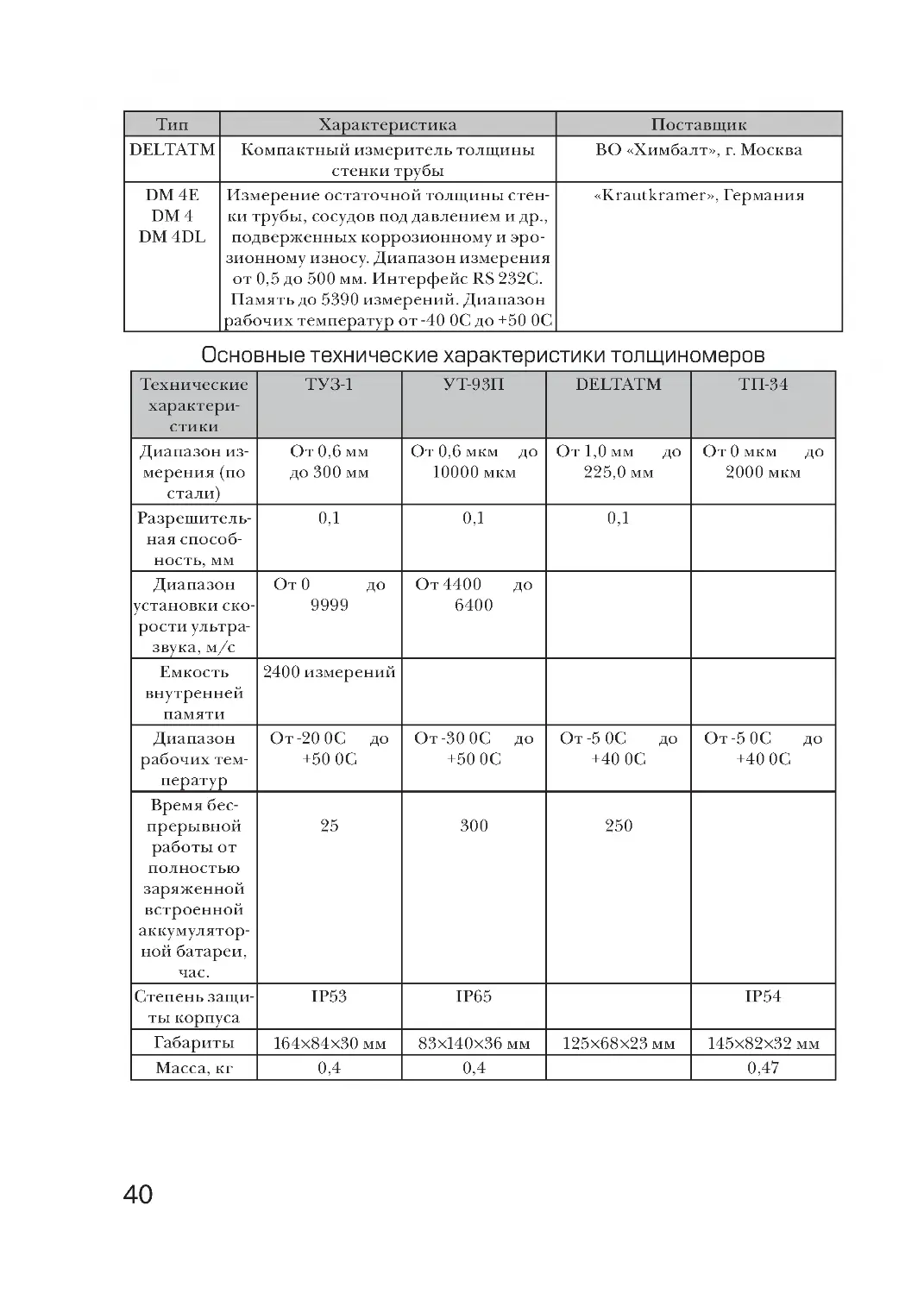
Тип
DELTATM
DM 4E
DM 4
DM 4DL
Характеристика
Компактный измеритель толщины
стенки трубы
Измерение остаточной толщины стенки трубы, сосудов под давлением и др.,
подверженных коррозионному и эрозионному износу. Диапазон измерения
от 0,5 до 500 мм. Интерфейс RS 232С.
Память до 5390 измерений. Диапазон
рабочих температур от -40 0С до +50 0С
Поставщик
ВО «Химбалт», г. Москва
«Krautkramer», Германия
Основные технические характеристики толщиномеров
Технические
ТУЗ-1
УТ-93П
характеристики
От 0,6 мм
От 0,6 мкм до
Диапазон измерения (по
до 300 мм
10000 мкм
стали)
Разрешитель0,1
0,1
ная способность, мм
От 0
до
От 4400
до
Диапазон
9999
6400
установки скорости ультразвука, м/с
Емкость
2400 измерений
внутренней
памяти
Диапазон
От -20 0С до От -30 0С до
рабочих тем+50 0С
+50 0С
ператур
Время беспрерывной
25
300
работы от
полностью
заряженной
встроенной
аккумуляторной батареи,
час.
IP53
IP65
Степень защиты корпуса
Габариты
164×84×30 мм
83×140×36 мм
Масса, кг
0,4
0,4
40
DELTATM
ТП-34
От 1,0 мм
до
225,0 мм
От 0 мкм
до
2000 мкм
0,1
От -5 0С
до
+40 0С
От -5 0С
до
+40 0С
250
IP54
125×68×23 мм
145×82×32 мм
0,47
Глава ІІ
Нормативный документ
СОУН МПЕ 40.1.17.302:2005
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ СВАРНЫХ
СОЕДИНЕНИЙ ЭЛЕМЕНТОВ
КОТЛОВ,ТРУБОПРОВОДОВ
И СОСУДОВ
Действующий с 05.06.2005.
Предисловие
1 ЗАКАЗАНО:
Объединением энергетических предприятий “Отраслевой
резервно-инвестиционный фонд развития энергетики”
(ОЭП“ОРИФРЭ”)
2 РАЗРАБОТАНО:
Институт электросварки им Е.О.Патона, Энергетическая
Консалтинговая Группа (ЭнКоГ)), ДонОРГРЭС,Энергоналадка Киевэнерго
3 РАЗРАБОТЧИКИ:
Е.А.Давыдов, В.Е.Добровольський, И.А.Заплотинский,
Г.В.Мухопад, В.П.Радько, В.П.Сусло, В.А.Троїцький,
4 СОГЛАСОВАНО:
Государственный комитет Украины по надзору за охраной
труда – письмо от 05.04.2005 г. № 04-1-02/1838
Институт электросварки им.Е.О.Патона Национальной академии наук Украины
Технический комитет по стандартизации «Техническая диагностика и неразрушающий контроль» ТК-78
Украинское общество неразрушающего контроля и технической диагностики
Заместителем Министра топлива и энергетики Украины,
С.М.Титенко
Заместителем Министра топлива и энергетики Украины,
О.Д.Светелик
Департаментом стратегической политики и перспективного
развития ТЭК Минтопливоэнерго, О.Э.Шаповалов
Департаментом электроэнергетики Минтопливоэнерго,
Ю.И.Улитич
Объединением энергетических предприятий «ОРИФРЭ»,
Г.П.Хайдурова
5 УТВЕРЖДЕНО:
Приказы Министерства топлива и энергетики Украины от
27 декабря 2004 р. № 824 и от 3 марта 2005 г. № 107
6 ПРЕДОСТАВЛЕНО
к действию: с 5 июня 2005 года
7 ВМЕСТО:
РД 34.17.302-76 (ОП № 501 ЦД-75) «Основные положения
по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций
8 СРОК
ПЕРЕСМОТРА:
2010 год
43
Введение
СОУ–Н МПЕ 40.1.17.302:2005
Актуальность вопросов диагностирования состояния металла оборудования тепловых электростанций, в том числе с применением неразрушающих методов контроля, все более возрастает. Это связано в
первую очередь с тем, что оборудование ТЭС после отрабатывания
паркового ресурса вступает в новую фазу жизненного цикла, когда
надежность наиболее напряженных и ответственных узлов и деталей
обеспечивается исключительно путем индивидуального контроля и
продление срока эксплуатации на основе результатов технического
диагностирования и оценки остаточного ресурса. Важное место в
этой работе принадлежит вопросам эксплуатации элементов оборудования с внутренними дефектами, особенно с трещинами. Наиболее
распространенным в энергетике методом выявления и оценки внутренних несплошностей металла является ультразвуковой контроль.
Этот документ является первым в Украине нормативным документом, включающим в себя основные положения, а также конкретные рекомендации, методики и инструкции по контролю сварных соединений
теплоэнергетического оборудования методом ультразвуковой дефектоскопии. С времен разработки предыдущего документа ОП № 501 ЦД-75
«Основные положения по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций»
прошло 30 лет и на время создания этого нормативного документа он не
отвечал ни современным научным данным, ни возможностям современной аппаратуры, ни практическим нуждам производства.
При создании этого НД сохранены позитивные наработки предыдущих документов, практический опыт, а также учтены современные государственные стандарты Украины как по вопросам неразрушающего контроля, так и по вопросам технического регулирования в
Украине, которые на данное время полностью гармонизованы с европейскими стандартами.
Для определения концепции этого документа была проведена
работа по определению точки зрения широкого круга специалистов в области неразрушающего контроля, в том числе имеющих
большой опыт работы в тепловой энергетике и сопредельных
областях и были активными пользователями предыдущего документа (РД32.17.302 (ОП № 501 ЦД-75). В первую очередь нужно
было определить, может ли этот документ декларировать положение общего характера – основные положения по ультразвуко-
44
вому контролю (отвечающим концепции российского документа
РД34.17.302 (ОП № 501 ЦД-97), может ли он быть нормативным
документом прямого действия, включающим в себя конкретные
инструкции. Обеим этим концепциям присущи как явные недостатки, так и преимущества. На основе полученных предложений выбор был сделан в пользу второй версии – максимально
возможное наполнение документа конкретными рекомендациями, фактически означающие сохранение традиций, вложенных
в РД34.17.302 (ОП № 501 ЦД-75).
Эту концепцию оправдано еще и тем, что общие положения по неразрушающему, в том числе по ультразвуковому контролю, содержатся
в доступных для широкого числа пользователей общегосударственных
документов, гармонизированных с европейским законодательством.
Создание документа общего характера было бы в значительной мере
повторением многих положений этих документов.
Особенностями данного нормативного документа является:
а) отсутствие ориентации на конкретные виды ультразвуковой аппаратуры. Это связано с постоянным прогрессом в этой области. В документе изложены требования лишь к наиболее важным параметрам аппаратуры;
б) с учетом возможностей современных технических средств и
приобретенного опыта предусмотрено проведение контроля сварных соединений труб теплообменных поверхностей и трубопроводов
без подкладных колец, начиная с толщины стенки 2 мм, а для сварных
соединений трубопроводов с подкладными кольцами, донышек коллекторов, сосудов под давлением, угловых швов приварки штуцеров
– начиная с толщины стенки 4 мм;
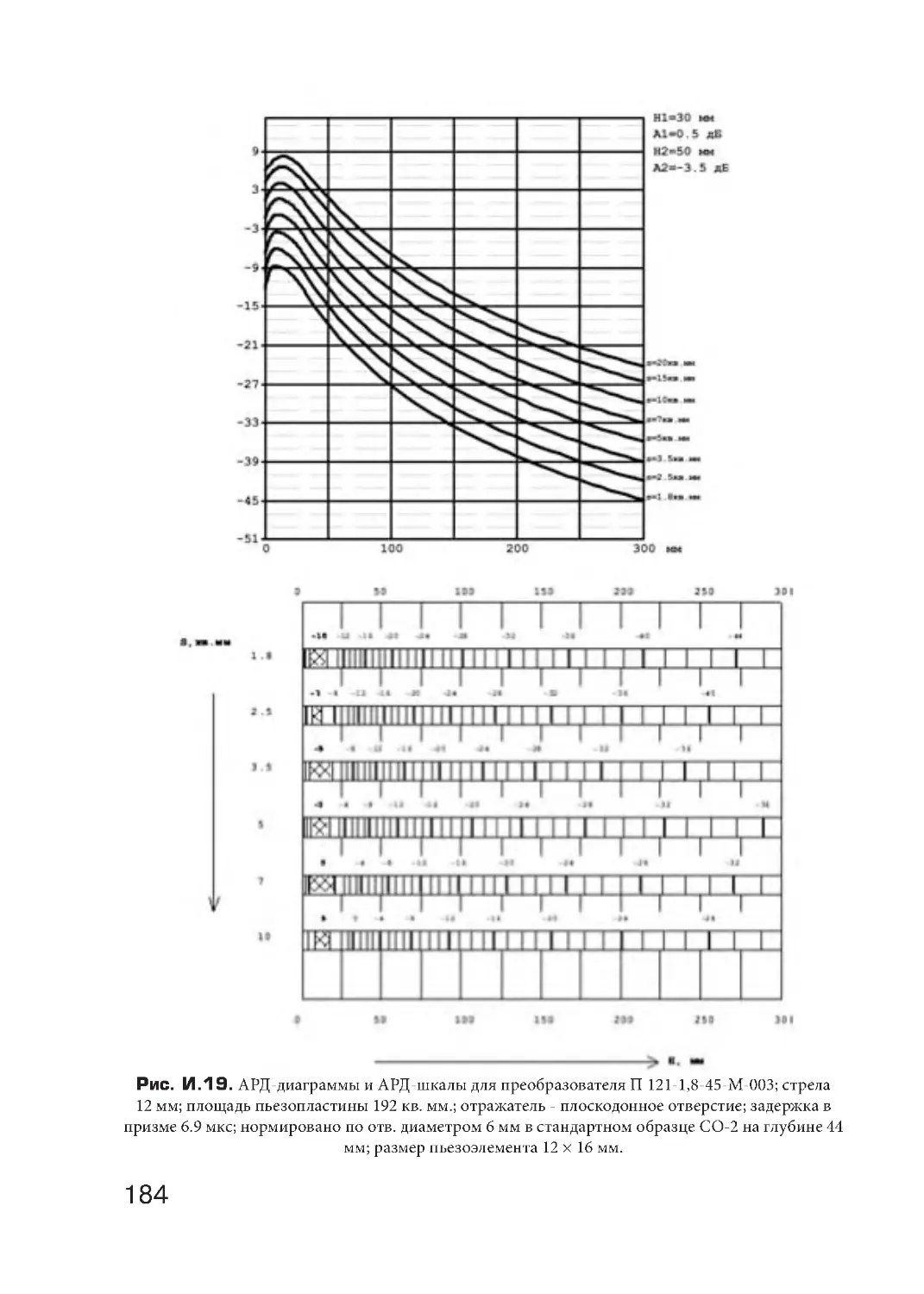
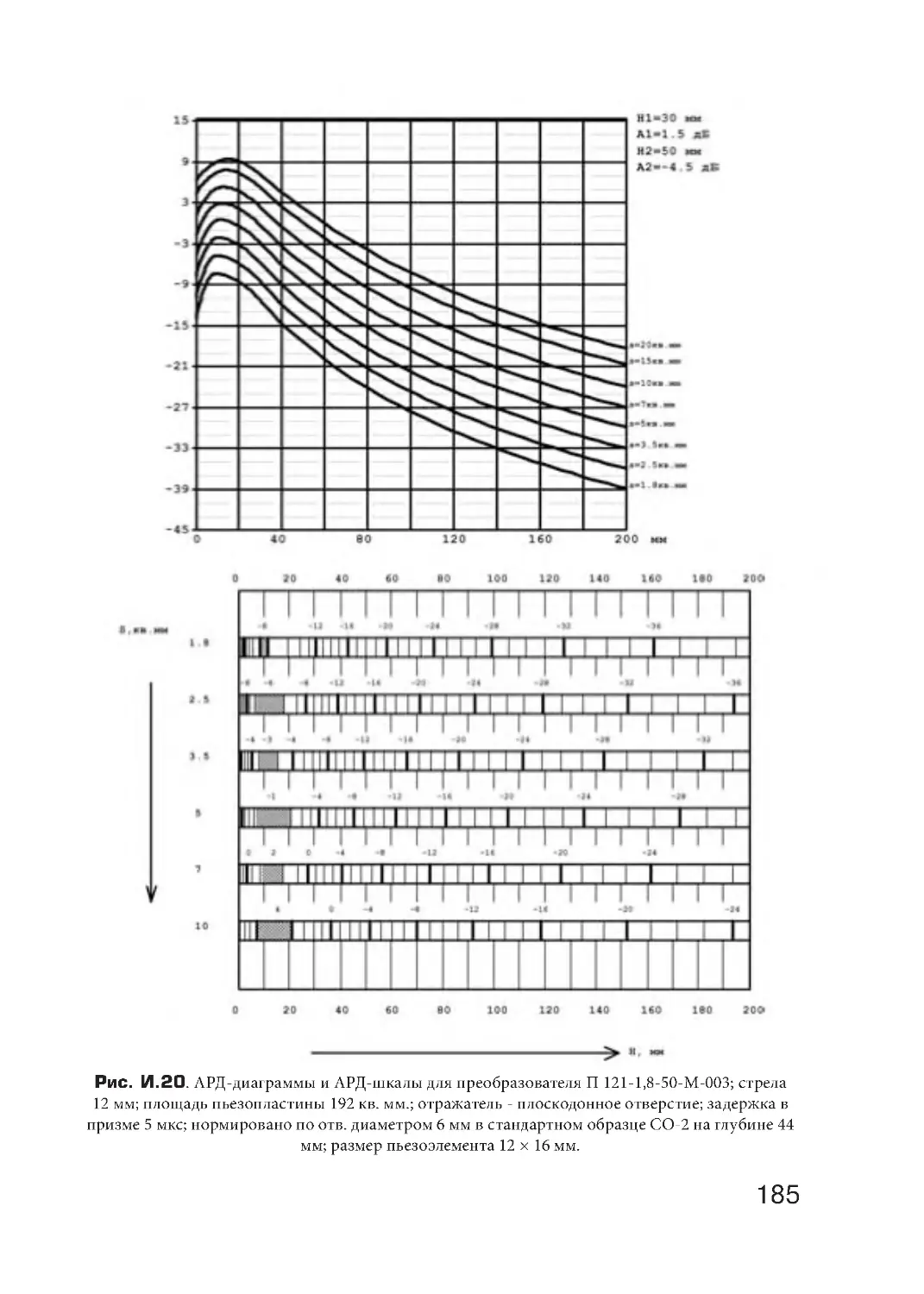
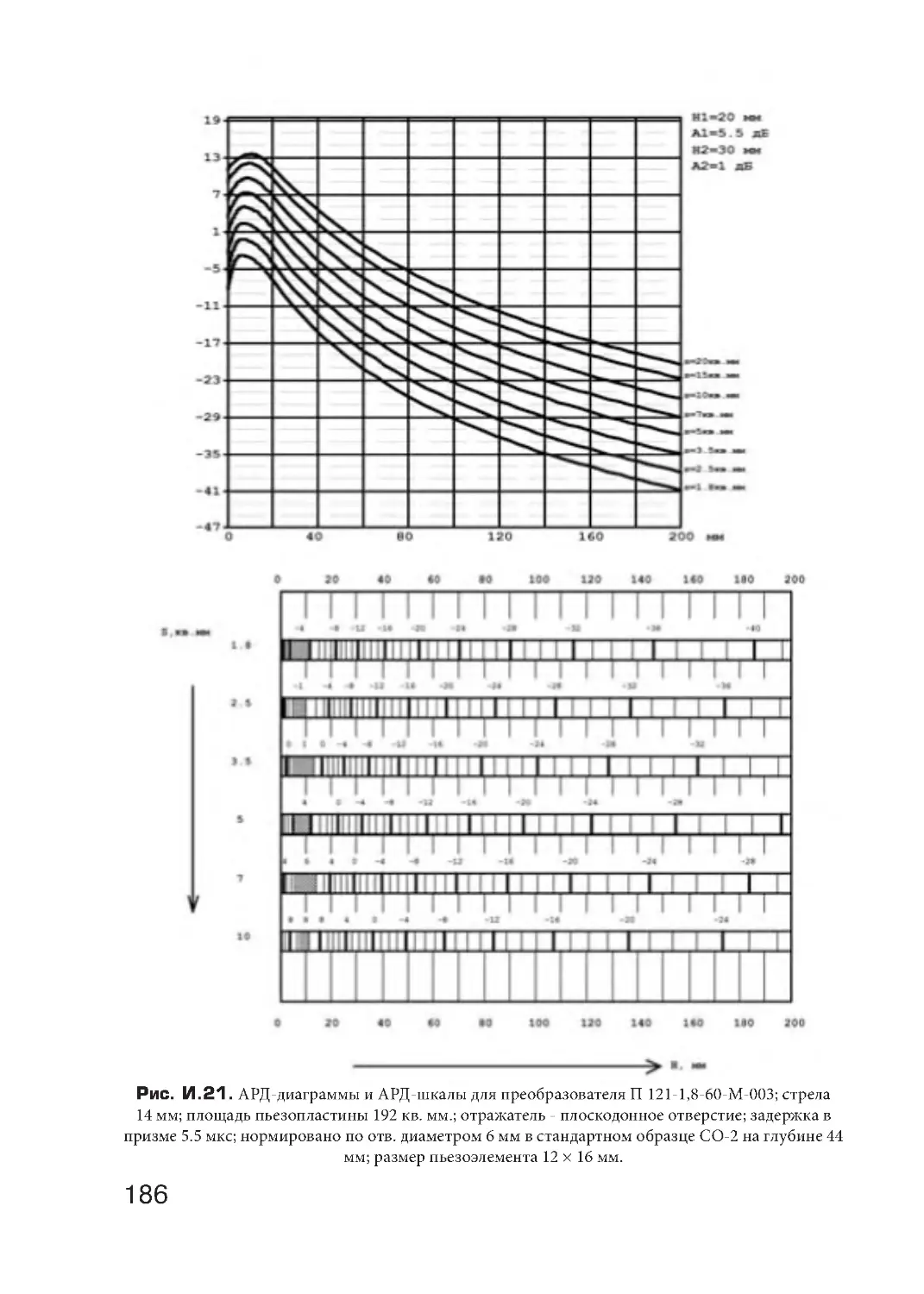
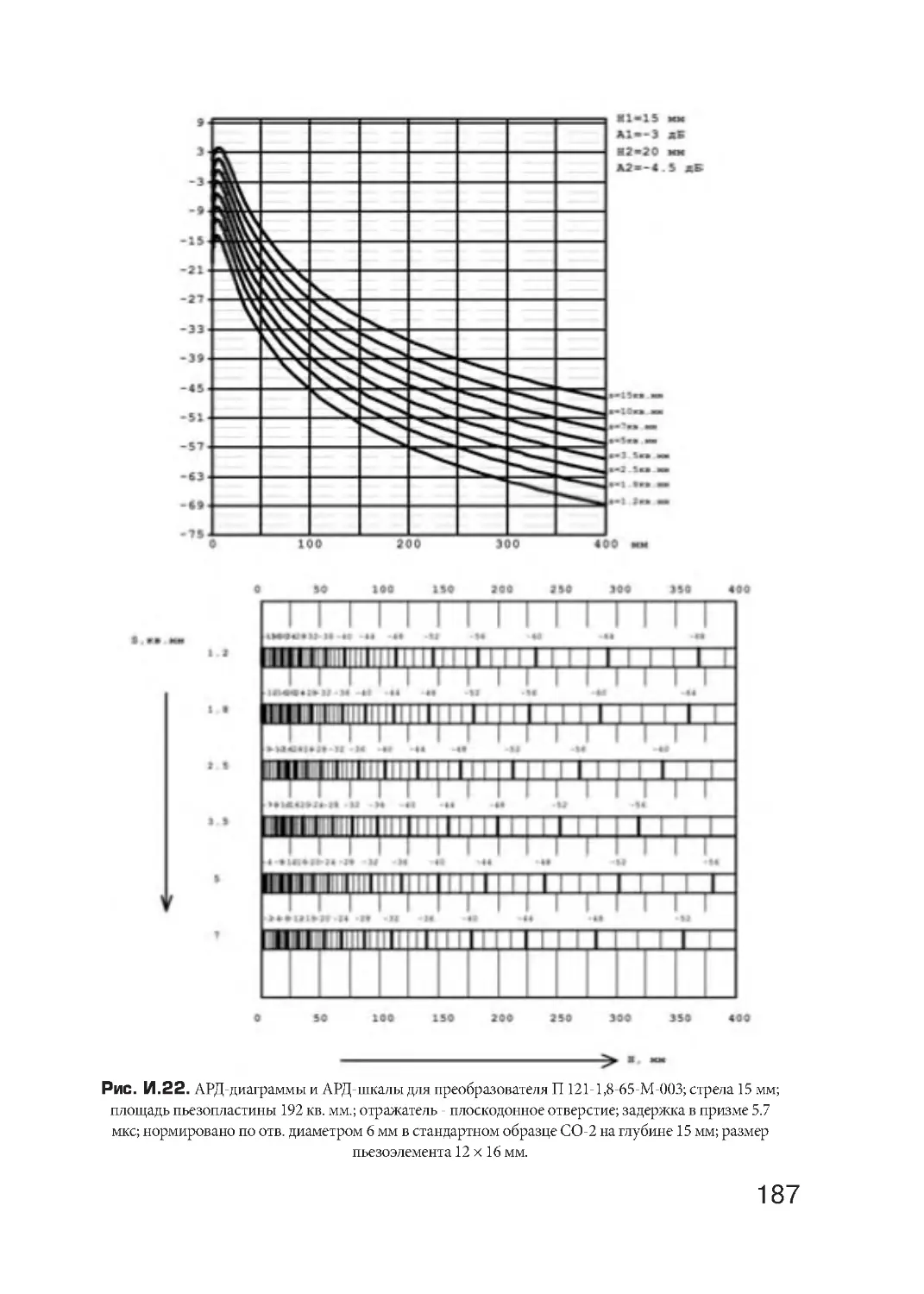
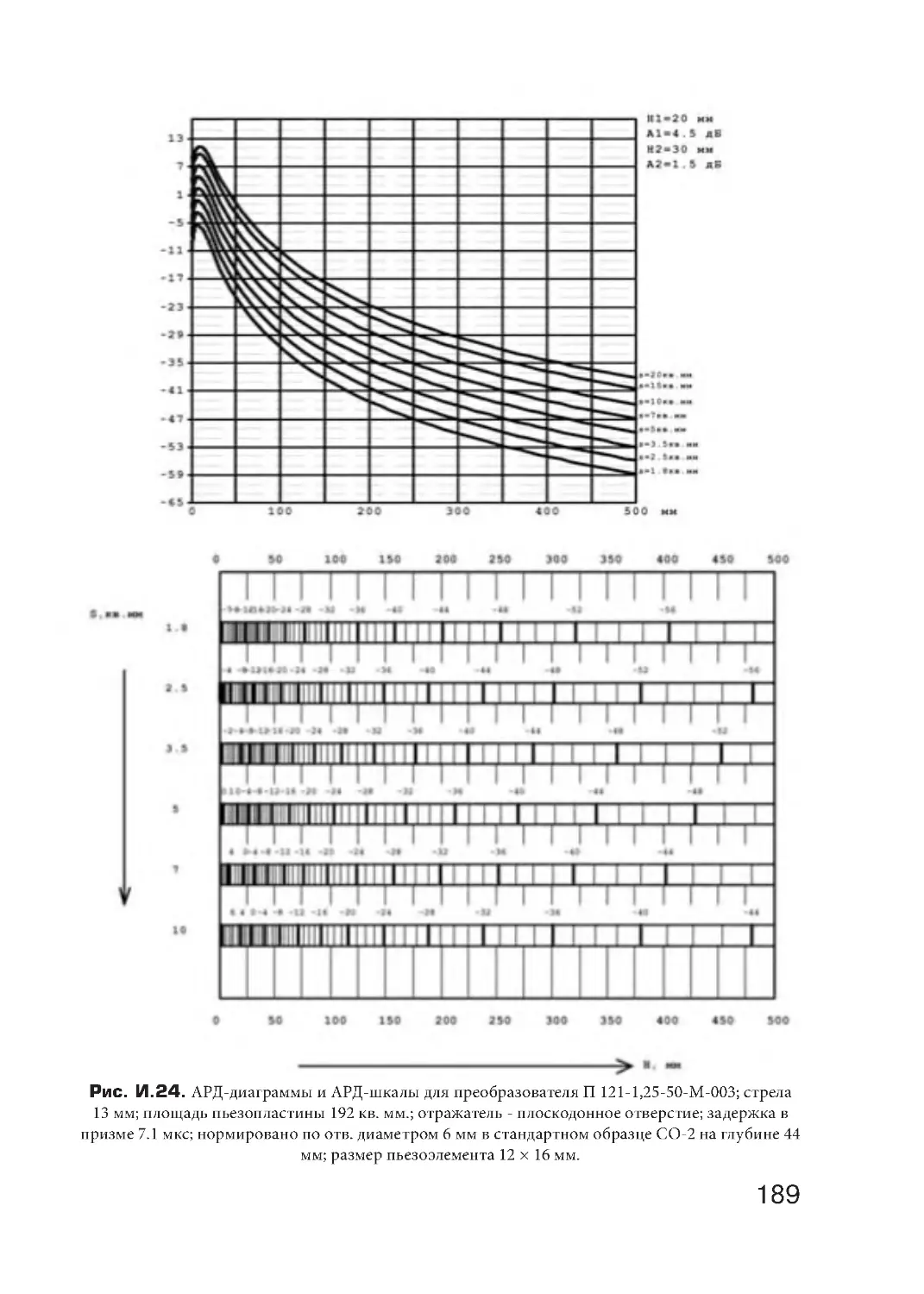
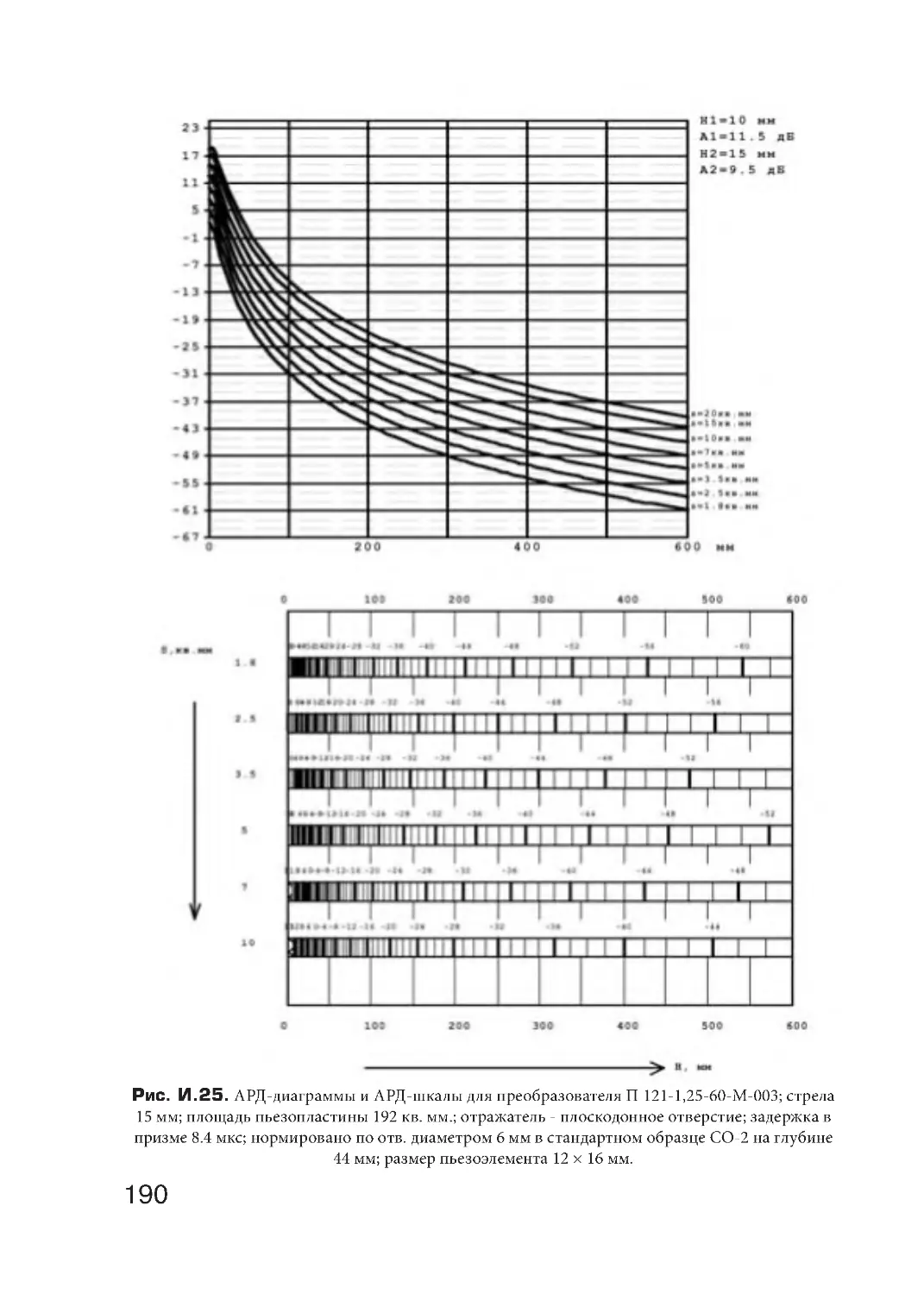
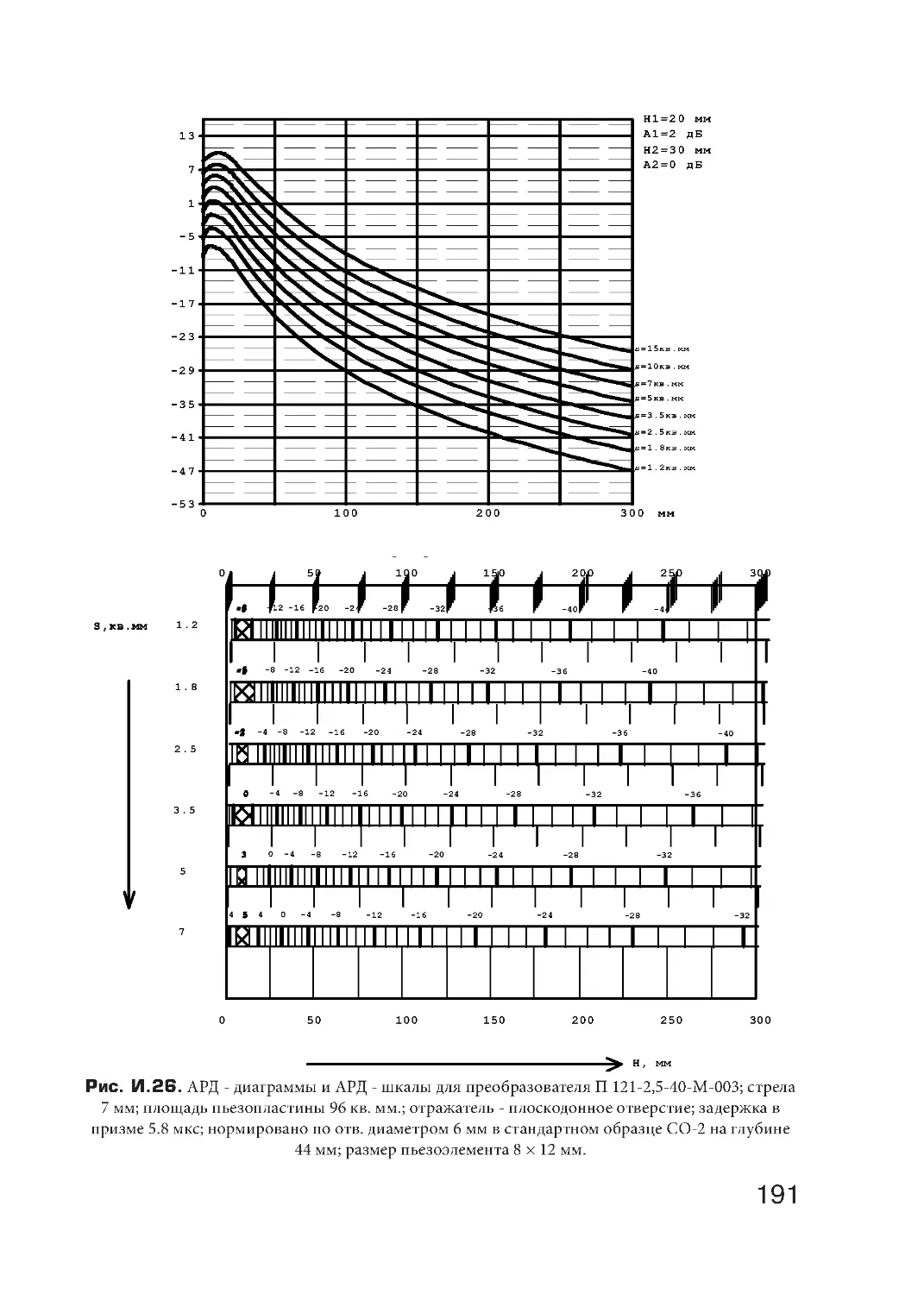
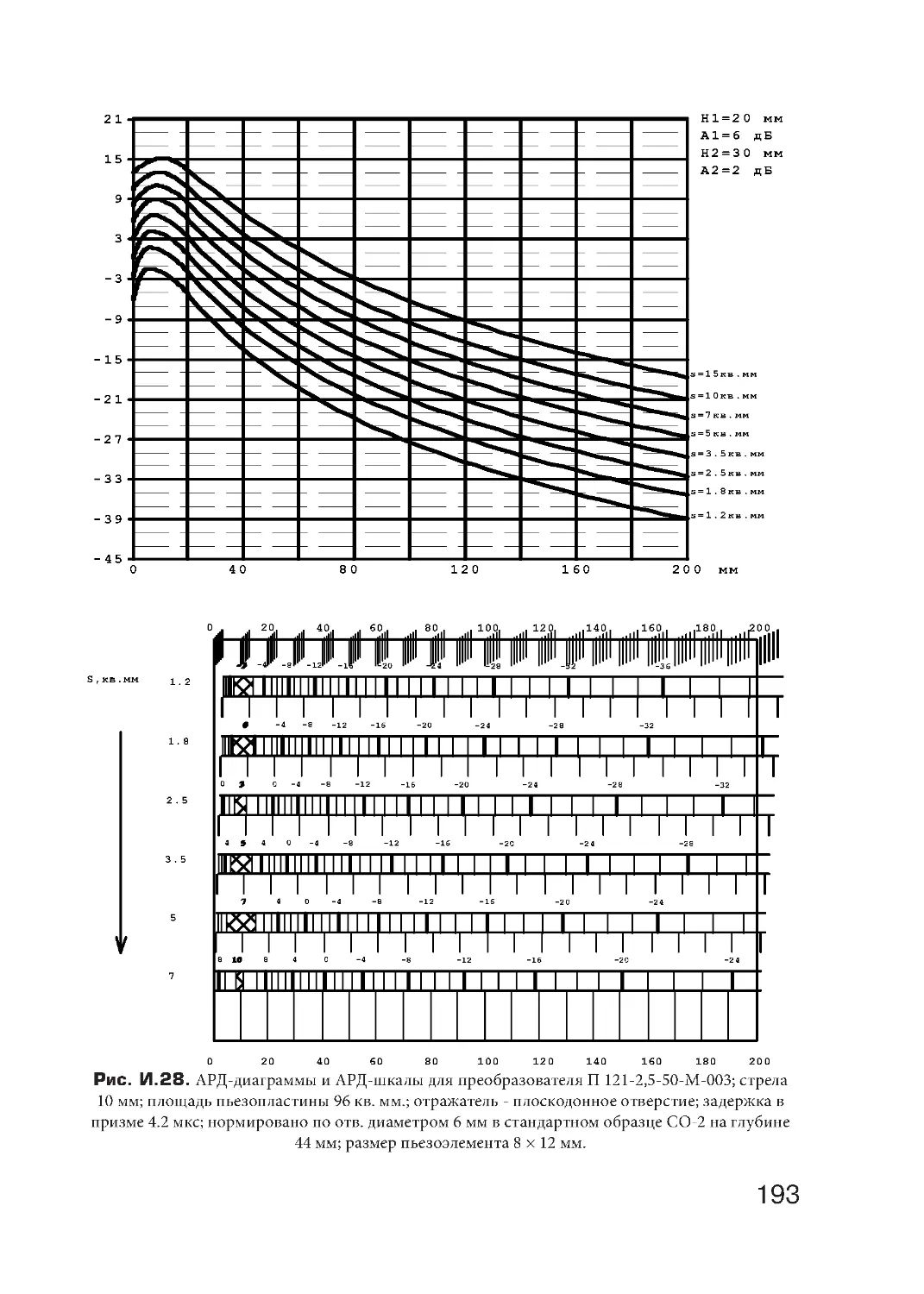
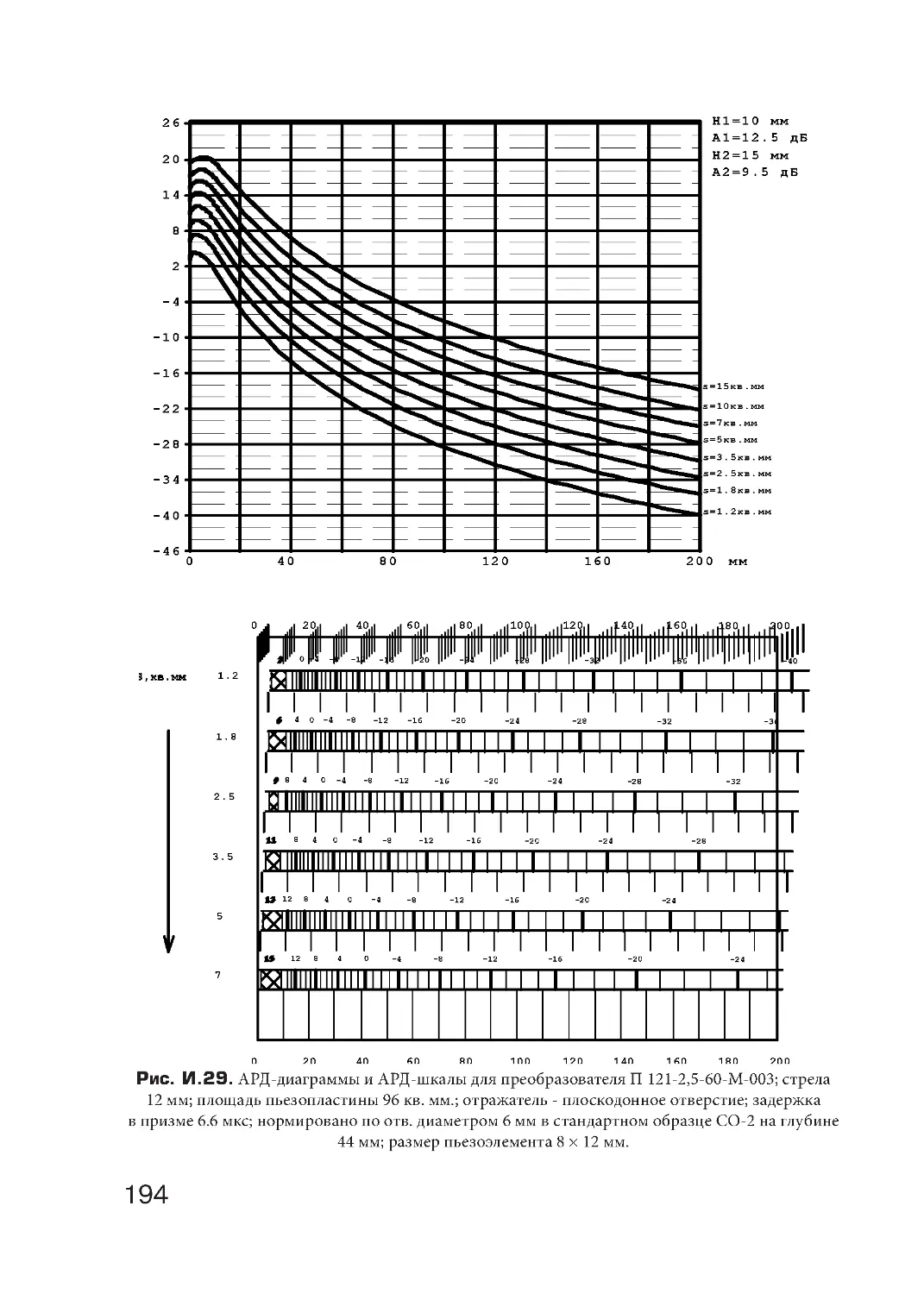
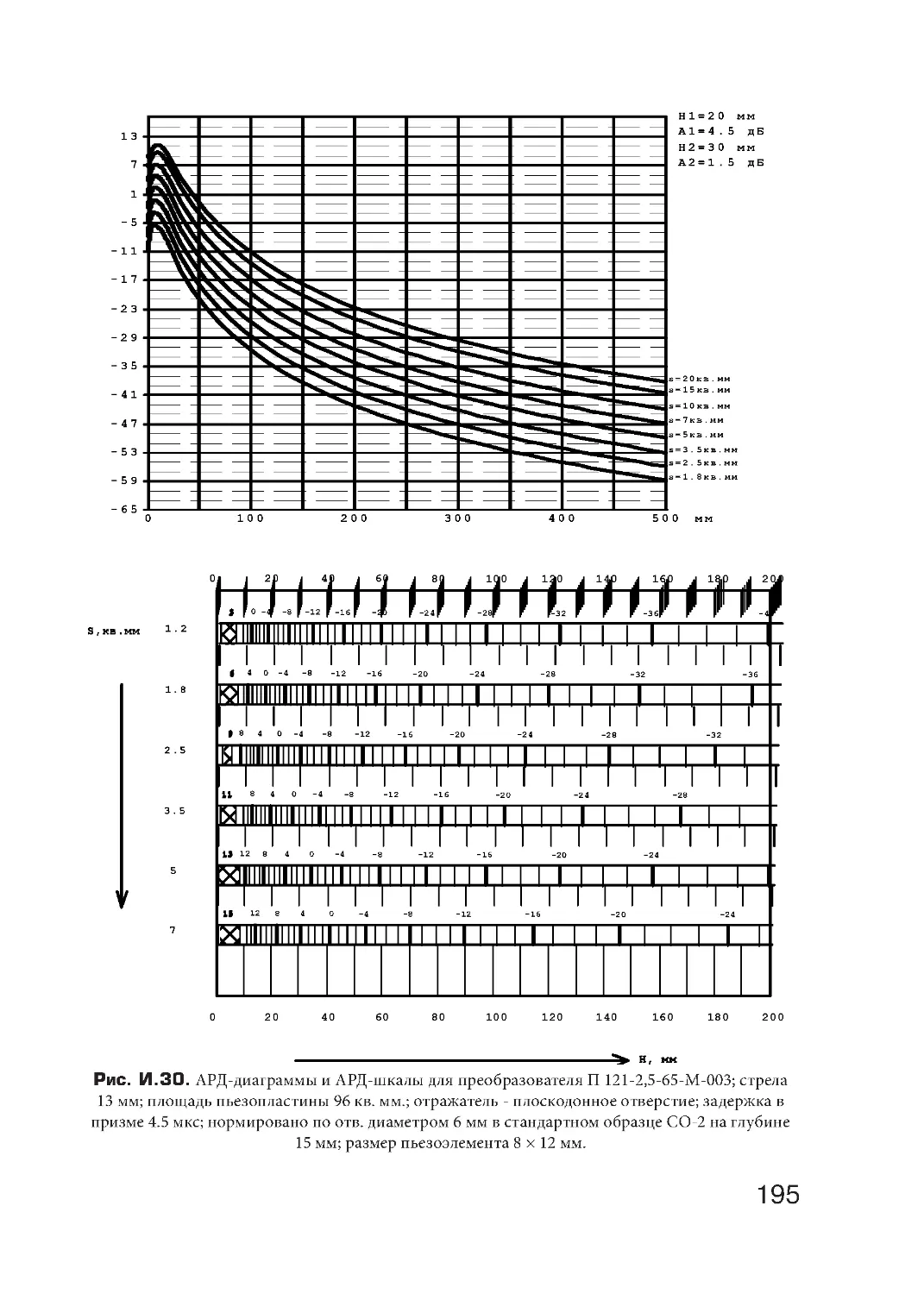
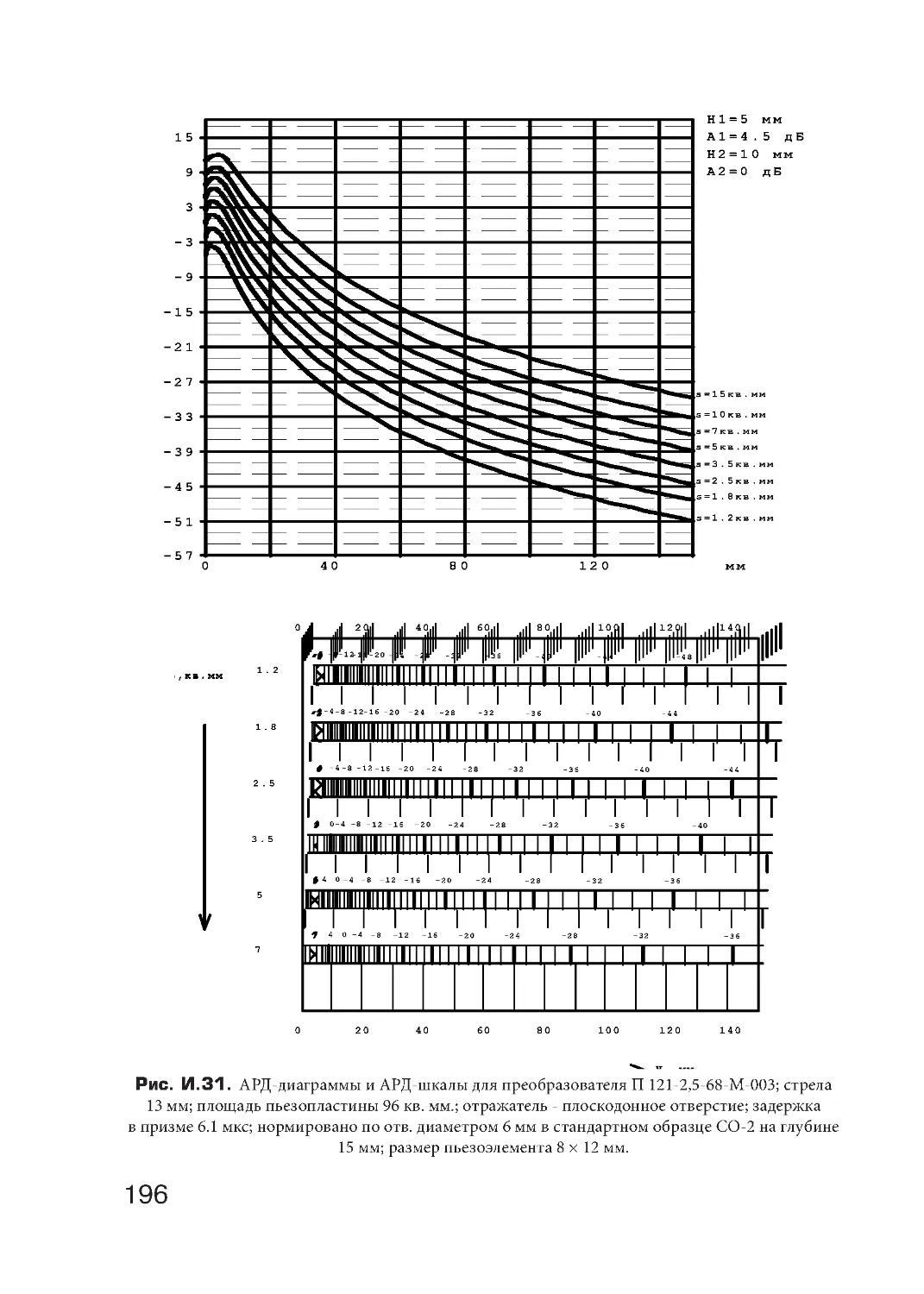
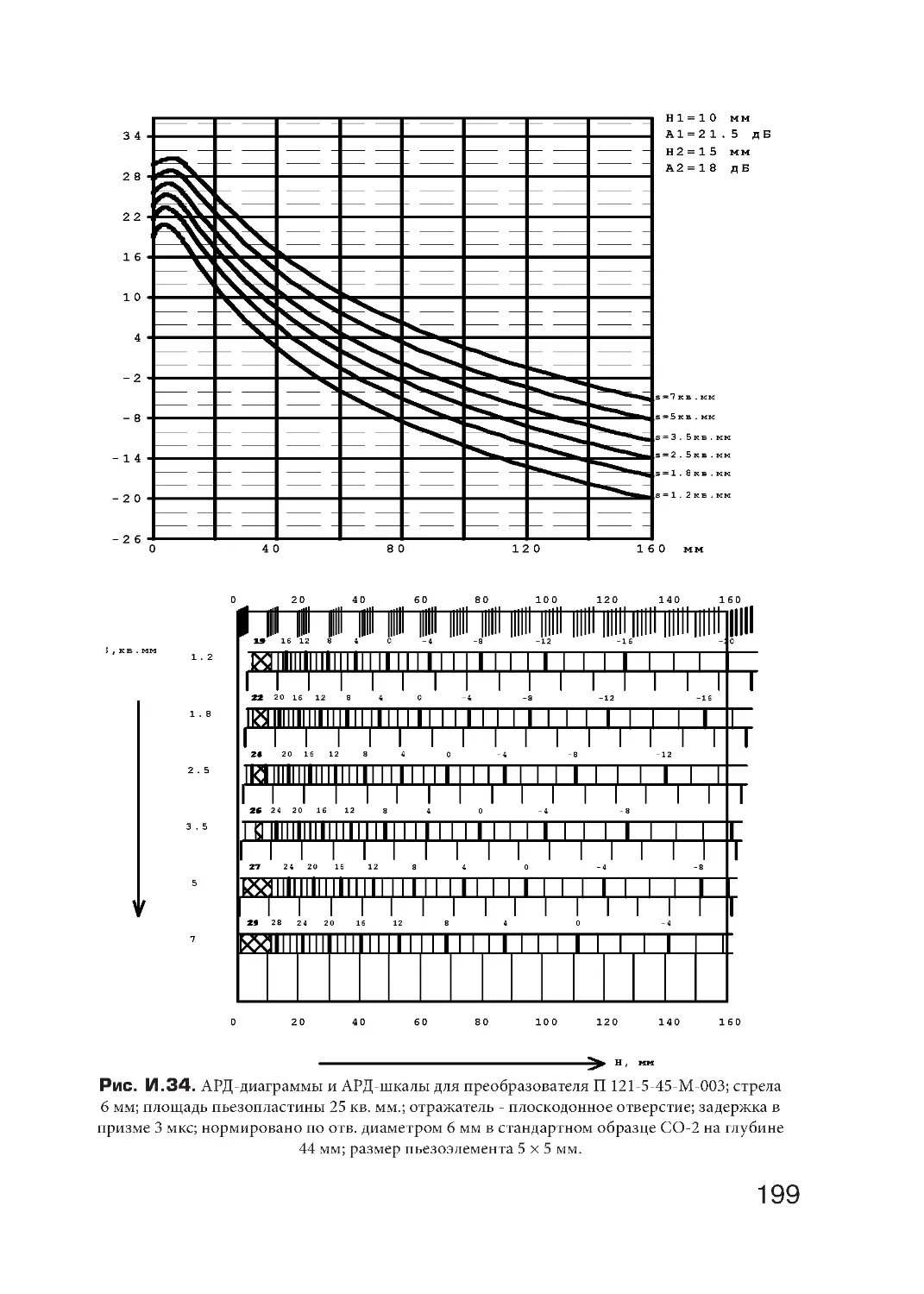
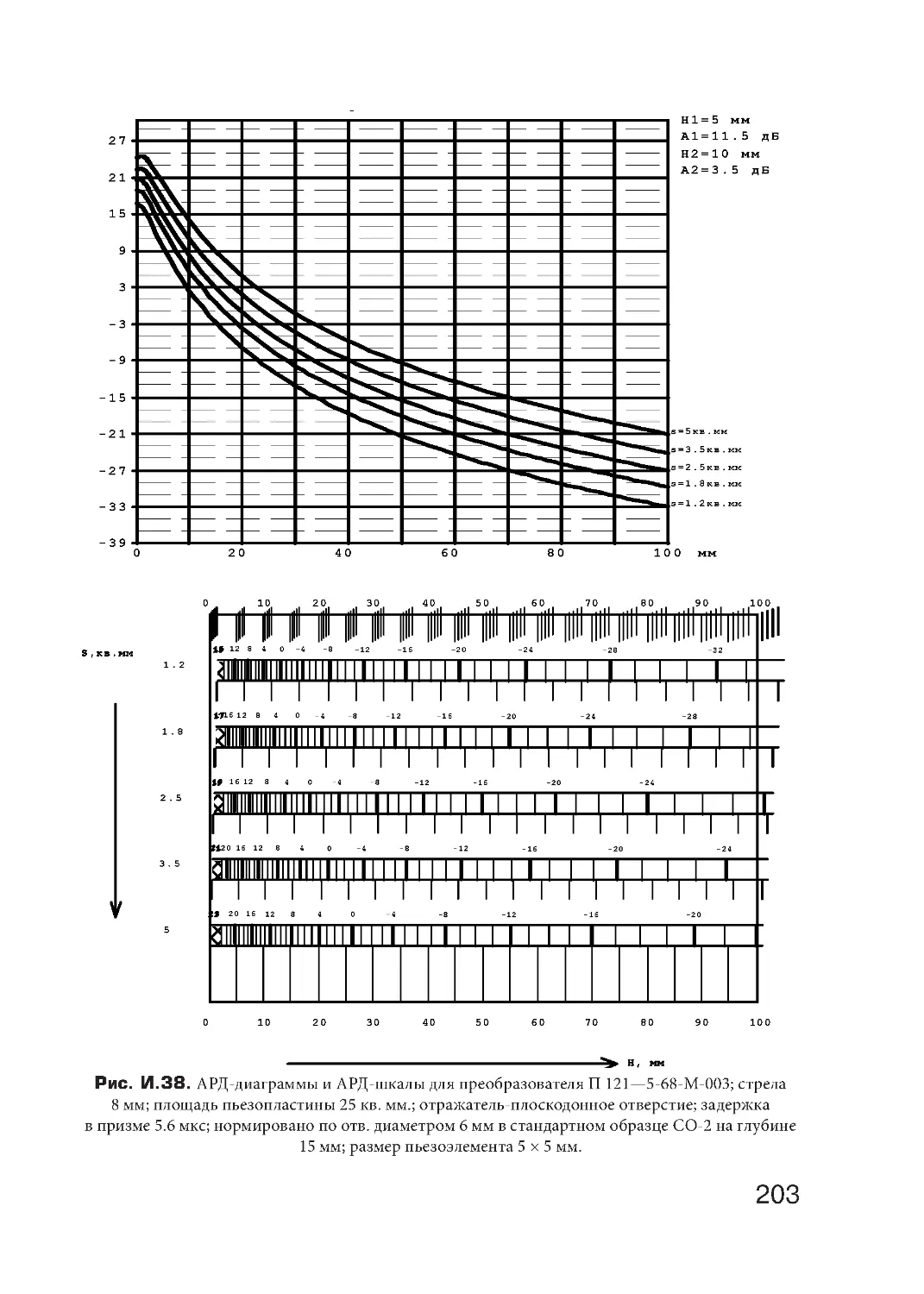
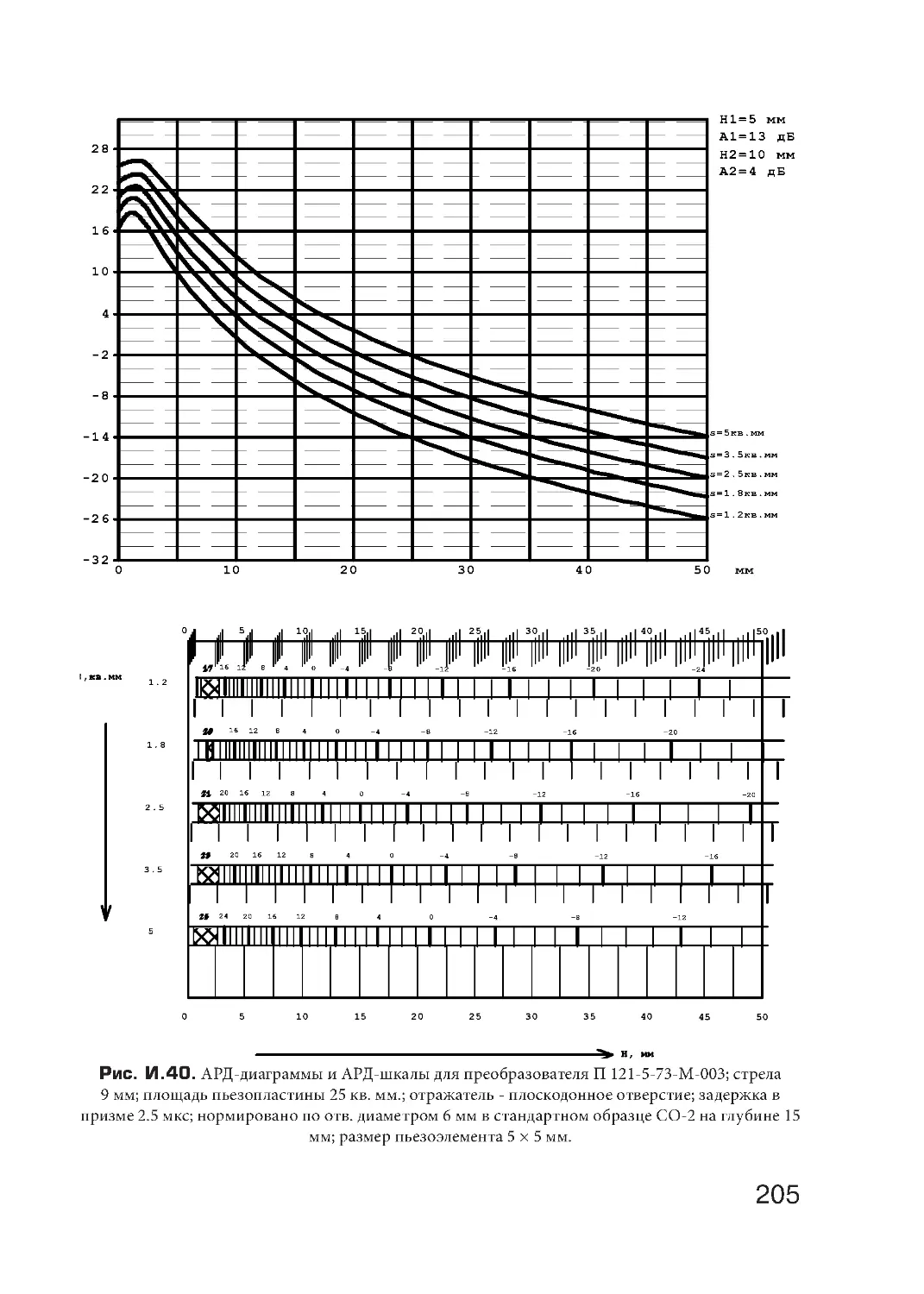
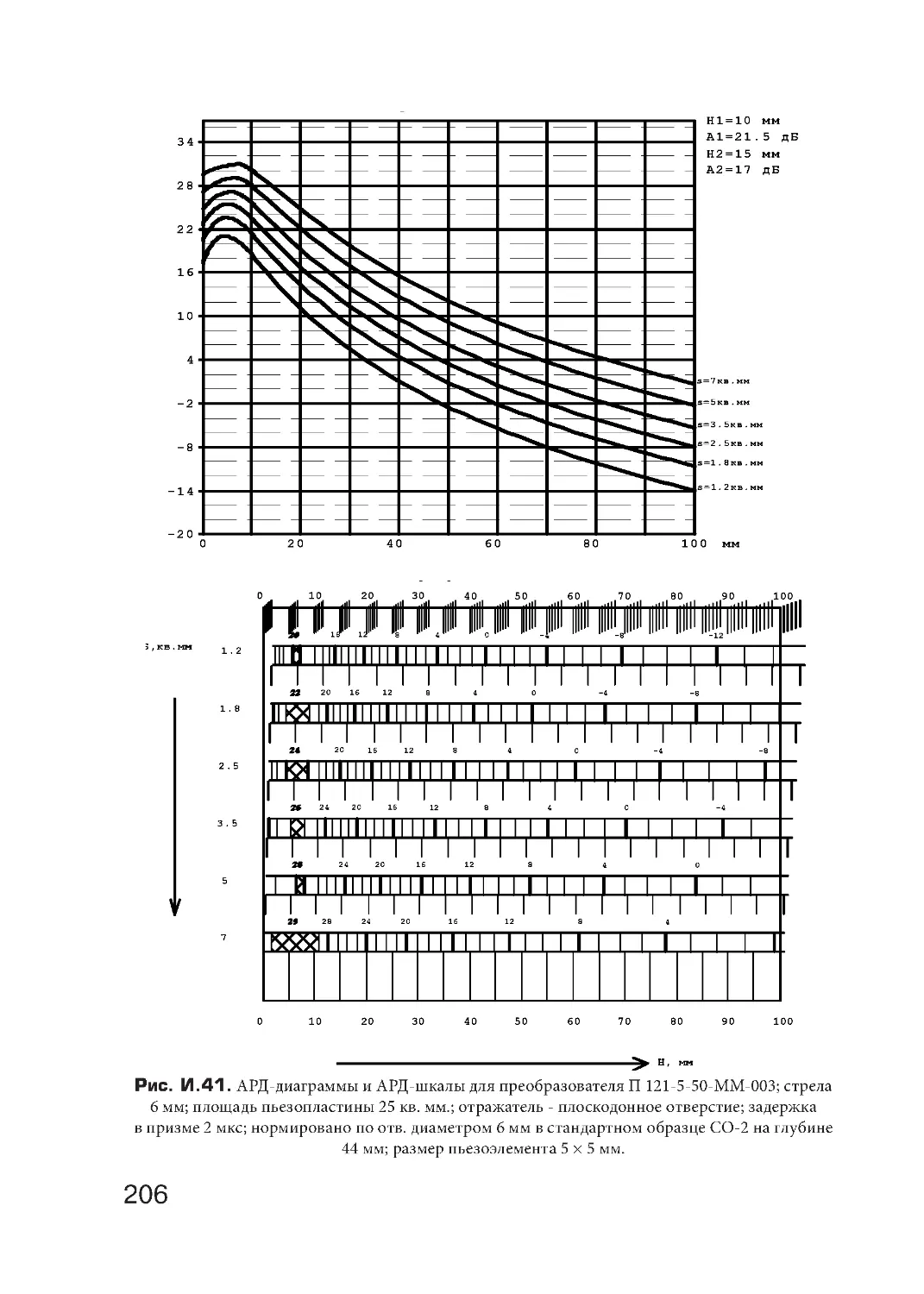
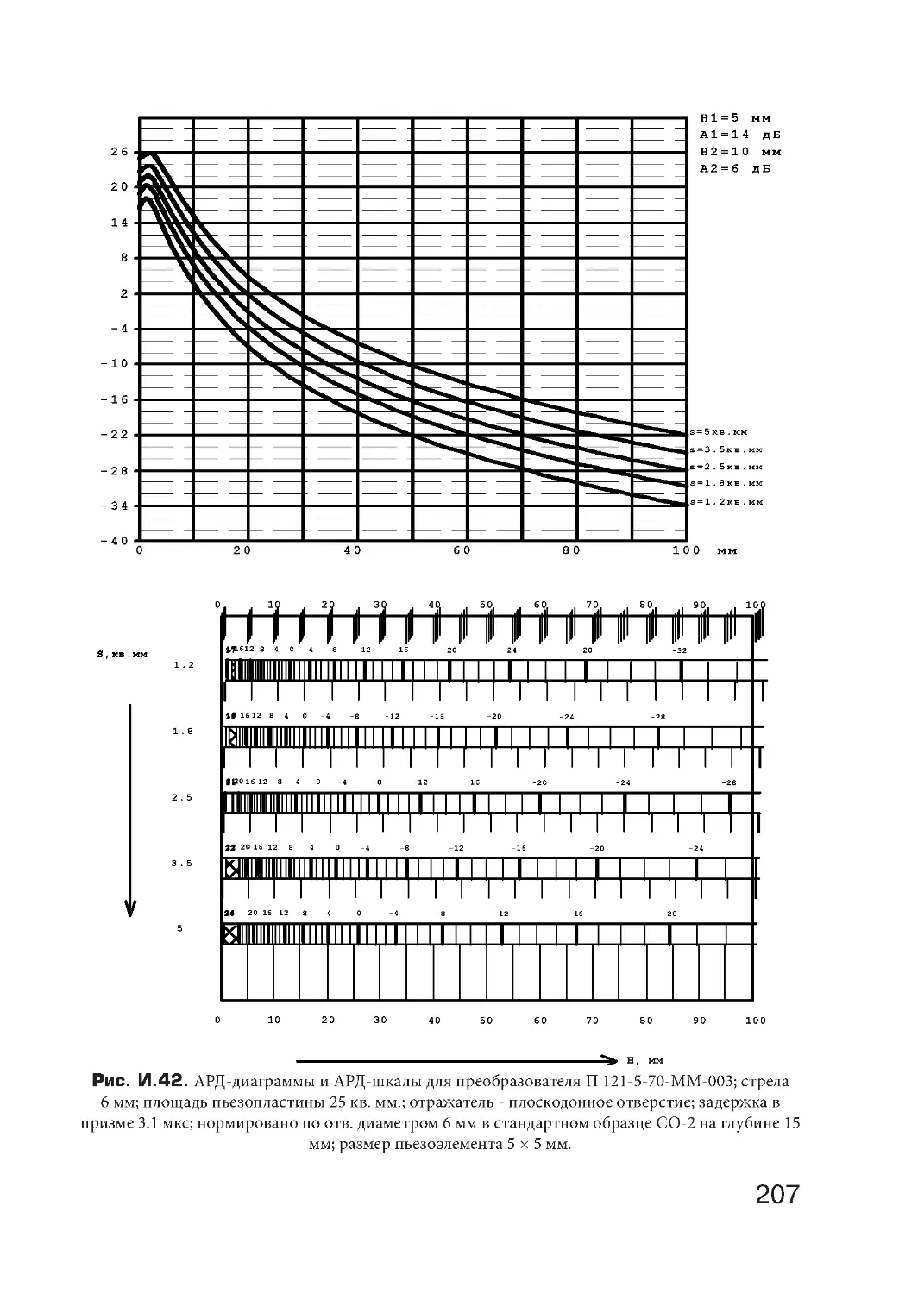
в) расширены масштабы применения АРД-шкал (диаграмм). Этот
метод настройки чувствительности при контроле сварных соединений с полным проплавлением можно применять, начиная с толщины
сварных элементов 8 мм и больше (а не с 20 мм, как это было определено в предыдущем документе);
г) при выборе способов настройки специалист УЗК должен руководствоваться собственным опытом с учетом особенностей аппаратуры. Современные дефектоскопы предусматривают применение
АРД-технологий и дают возможность существенно упростить процесс
настройки, сократив его до 1 – 2 мин. В приложении к НД приведена
АРД-шкала для преобразователей, наиболее распространенных среди
отечественных пользователей;
д) в документе предусмотрен расчет шершавости поверхности
и температуры, определены граничные значения температуры поверхности изделия и окружающей среды, а также шершавость и из-
45
вилистость контактной поверхности. Поправки на шершавость и
температуру в некоторых случаях дают возможность более корректно
осуществить выбор преобразователей и с большей точностью дать
оценку выявленным несплошностям;
е) в документе не предусмотрено использование критерия условной
высоты дефекта во время контроля сварных соединений с толщиной
сварных элементов 20 мм и больше. Это связано с тем, что в данное время отсутствуют достоверные нормы оценки несплошностей по условной
высоте во время контроля сварных соединений эхо-методом. Данные последних 10 – 15 лет свидетельствуют об отсутствии принятой для практики корреляции между реальными геометрическими размерами несплошностей и значениями их условной высоты. Кроме того, существуют
другие способы более точного определения этого параметра, дающего
основание надеяться, что в ближайшее время может быть разработан
соответствующий отдельный нормативный документ. В то же время документ не противоречит применению условной высоты в тех случаях,
когда корреляционная связь между условной и реальной высотой является приемлемой для практического использования.
Методические рекомендации к применению АРД-диаграмм (шкал), формы технологической карты ультразвукового контроля и заключений, некоторые другие практические рекомендации относительно настройки аппаратуры и проведения контроля приведено в приложениях А –М. В документ
включен ряд специализированных методик, касающихся сварных соединений, решение о применении которых должно принимать предприятие,
проводящее ультразвуковой контроль во время изготовления, монтажа или
ремонта котлов, сосудов, трубопроводов и металлоконструкций.
В работе над документом активное участие принимали В.М.Володин,
В.И.Дружинин, В.С.Котельников, И.Я.Кухта, Г.Г.Луценко, Б.В.Маслыгин,
Я.Д.Онищак, О.О.Яровой.
1. Сфера применения
СОУ–Н МПЕ 40.1.17.302:2005
1.1 Этот нормативный документ касается теплоэнергетического
оборудования и определяет основные правила организации и проведения ручного ультразвукового контроля сварных соединений узлов и
элементов, изготовленных методом плавления.
1.2 Этот нормативный документ распространяется на контроль
сварных соединений элементов котлов, трубопроводов и сосудов, ра-
46
ботающих под давлением, из сталей перлитного класса, а также металлоконструкций при изготовлении, монтаже, ремонте и эксплуатации. Некоторые положения НД касаются сталей других классов, о чем
есть указания в соответствующих разделах документа.
1.3 Этот нормативный документ включает в себя методики контроля, нормы оценки качества, а также устанавливает порядок проведения и оформления результатов ультразвукового контроля сварных соединений, в том числе:
а) стыковых кольцевых сварных соединений трубопроводов с подкладными кольцами, коллекторов (камер) с толщиной стенки от 4 мм
и более, а также трубопроводов без подкладных колец и труб поверхностей теплообмена с толщиной стенки от 2 и больше;
б) продольных, спиральных и кольцевых сварных соединений обечаек и днищ котельных барабанов и сосудов, работающих под давлением, с толщиной стенки от 4 мм и более;
в) стыковых продольных сварных соединений штампосварных
элементов трубопроводов;
г) угловых сварных соединений штуцеров труб с толщиной стенки
от 4 мм и более с барабанами, коллекторами, фланцами, донышками,
деаэраторными колонками и трубами (в том числе на сварных тройниках);
д) стыковых и угловых сварных соединений листовых конструкций
и металлопроката толщиной элементов 3 мм и более со следующими
граничными параметрами кривизны:
1) внешний радиус не менее 150 мм для продольных сварных соединений;
2) внешний радиус не менее 12,5 мм для кольцевых сварных соединений;
3) внутренний радиус не менее 50 мм для угловых сварных соединений.
1.4 В соответствии с данным нормативным документом ультразвуковой контроль сварных соединений используется с целью выявления
несплошностей (непроваров, несплавлений, трещин, пор, шлаковых
включений) и оценки их характеристик по сравнению с предельно
допустимыми нормами. Контроль в соответствии с методиками данного документа обеспечивает выявление и оценку дефектов с эквивалентной площадью не менее, чем предусмотрено действующими нормативно-правовыми актами Государственного комитета Украины по
надзору за охраной труда.
47
2. Нормативные ссылки в документе
СОУ–Н МПЕ 40.1.17.302:2005
В данном нормативном документе имеются ссылки или учтены положения таких нормативных документов:
ДСТУ ЕN 583-1-2001. «Неруйнівний контроль. Ультразвуковий контроль. Частина 1. Загальні вимоги» (ЕN 583-1: 1998);
ДСТУ EN 473-2001. «Неруйнівний контроль. Кваліфікація і сертифікація персоналу в галузі неруйнівного контролю» (ЕN 473: 2000);
ДНАОП 0.00-1.08-94 «Правила будови і безпечної експлуатації парових та водогрійних котлів»;
ДНАОП 0.00-1.11-98 «Правила будови і безпечної експлуатації трубопроводів пари та гарячої води»;
ДНАОП 0.00-1.07-94 «Правила будови і безпечної експлуатації посудин, що працюють під тиском»;
ДНАОП 0.00-1.27-97 «Правила атестації фахівців з неруйнівного
контролю»;
ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные.
Методы ультразвуковые»;
ГОСТ 23389-85 «Контроль неразрушающий акустический. Термины и определения»;
ГОСТ 17410-78 «Контроль неразрушающий. Трубы металлические
бесшовные цилиндрические. Методы ультразвуковой дефектоскопии».
3. Определения, принятые
в СОУ–Н МПЕ 40.1.17.302:2005
Ниже представлены основные сроки, употребленные в данном
нормативном документе, и определение обозначенных ими понятий.
3.1. АРД-диаграмма
Графическое изображение зависимости амплитуды отраженного
сигнала (или сигнала, прошедшего через зону контроля) от глубины
залегания модели дефекта с учетом его размеров и типа преобразователей.
3.2. АРД-шкала
АРД-диаграмма изготовлена для непосредственного применения в
комплекте с дефектоскопом.
48
3.3. Акустическая ось преобразователя
Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя.
3.4. Акустический контакт
Соединение рабочей поверхности электроакустического преобразователя с объектом контроля, обеспечивающего передачу акустической энергии между ними.
3.5. Глубина залегания естественного отражателя
Расстояние до искусственного отражателя от поверхности ввода
вдоль нормали к ней или от точки ввода ультразвука в стандартный
образец вдоль акустической оси преобразователя.
3.6. Дефектограмма
Условное изображение зоны контроля и выявленных дефектов на
носителе информации.
3.7. Диаграмма направленности преобразователя
Диаграмма, воссоздающая свойство преобразователя излучения
или приема акустической волны в одном направлении в большей
мере, чем у других.
3.8. Эквивалентная площадь
Площадь (диаметр) модели дефекта, располагается на том же расстоянии от поверхности ввода, что и реальный дефект, при котором
данный информативный параметр дефекта идентичен его модели.
3.9. Задержка в призме
Суммарная продолжительность распространения акустической
волны в призме при излучении (от пьезоэлемента до точки выхода) и
при приеме эхо-сигнала (от точки входа к пьезоэлементу).
3.10. Контактная среда
Вещество, через которое осуществляется акустический контакт.
3.11. Контроль многократно отраженным лучом
Способ контроля наклонным преобразователем, при котором излученные упругие волны достигают зоны контроля после многократного отражения от границ объекта контроля.
3.12. Контроль однократно отраженным лучом
Способ контроля наклонным преобразователем, при котором излученные упругие волны проходят в зону контроля с одним отражением от границы объекта контроля.
3.13. Контроль прямым лучом
Способ контроля наклонным отражателем, при котором излученные упругие волны проходят зону контроля кратчайшим путем, без
отражения от границ объекта контроля.
49
3.14. Шаг сканирования
Расстояние между соседними траекториями точки ввода по поверхности объекта контроля.
3.15. Эхо-сигнал
Сигнал, обусловленный отражением упругих волн от неоднородностей и (или) от границы раздела двух сред.
3.16. «Мертвая зона»
Зона, прилегающая к поверхности ввода ультразвукового луча и
(или) донная поверхность, дефектов в которой не выявляются.
3.17. Несплошность
Наличие в материале неоднородности или границы раздела двух
сред (трещина, пора), отражающие акустические волны.
3.18. Опорный сигнал
Эхо-сигнал от поверхности ввода ультразвукового луча.
3.19. Пьезоэлектрический преобразователь
Устройство, предназначенное для преображения электрической
(акустической) энергии в акустическую (электрическую), основанный
на использовании пьезоэлектрического эффекта.
3.20. Наклонный преобразователь
Преобразователь для излучения ит (или) приема упругих волн в направлениях, отличных от нормали к поверхности объекта контроля.
3.21. Прямой преобразователь
Преобразователь для излучения и (или) приема упругих волн в направлении нормали к поверхности объекта контроля.
3.22. Зондирующий импульс
Сигнал на экране дефектоскопа, сходящийся по времени с возбуждающим излучающий преобразователб электрическим импульсом.
3.23. Раздельно-совмещенный преобразователь
Преобразователь с двумя или большим количеством активных элементов, размещенных в одном корпусе, один из которых излучает, а
другие принимают упругие волны.
3.24. Сканирование объекта контроля
Последовательное перемещение точки ввода и (или) изменения
угла ввода в процессе контроля.
3.25. Стандартный образец
Образец, изготовленный из материала с регламентирующими
акустическими свойствами в соответствии с документацией, установленной стандартами и (или) техническими условиями, и предназначенный для сохранения и воспроизведения значений параметров,
применяемых для оценки качества.
50
3.26. Стрела преобразователя
Расстояние от точки выхода акустической оси к передней грани
преобразователя.
3.27. Совмещенный преобразователь
Преобразователь с активным элементом, применяемый по очереди как излучающий и как принимающий упругие волны.
3.28. Точка выхода
Точка пересечения акустической оси преобразователя с рабочей
поверхностью преобразователя.
3.29. Чувствительность оценки
Чувствительность, при которой оцениваются параметры выявленных дефектов.
3.30. Чувствительность поиска
Чувствительность, при которой ведется поиск дефектов.
3.31. Скорость сканирования
Линейная скорость перемещения точки ввода по поверхности объекта контроля.
3.32. Искусственный отражатель
Модель дефекта или поверхность стандартного образца, предназначенная для получения отраженного эхо-сигнала.
4. Обозначения и сокращения
НД
УЗК
ТЭС
СО
СОП
ПЭП
АРД
ЭЛС
ЭШС
ВРЧ
ВРУ
- нормативный документ
- ультразвуковой контроль
- тепловая электростанция
- стандартный образец
- стандартный образец предприятия
- пьезоэлектрический преобразователь
- амплитуда-расстояние-диаметр
- электронно-лучевая сварка
- электрошлаковая сварка
- временное регулирование чувствительности
- временное регулирование усиления
51
5. Общие положения по ультразвуковому контролю
сварных соединений
5.1. Общие требования
5.1.1. Проекты конструкций и технологий изготовления изделий,
сварные соединения которых подлежат УЗК, нужно согласовывать с
соответствующими организациями (подразделениями) по неразрушающему контролю на предмет обеспечения их контролепригодности.
При этом следует учитывать положения данного НД и других документов, касающихся технологии и организации УЗК.
5.1.2 На контролепригодность сварных соединений влияют конструкция сварного соединения, конструкция узла йго размещения, а
также акустическая прозрачность основного металла. С точки зрения
контролепригодности сарные соединения разделяются на три группы:
І группа – каждая контролируемая точка пересечения, является доступной для прозвучивания центральным лучом как минимум в двух
направлениях;
ІІ группа – каждая контролируемая точка пересечения является доступной для прозвучивания центральным лучом хотя бы в одном направлении;
ІІІ группа – в контролируемом пересечении имеются элементы, недостигаемые для центрального луча при контроле в любом направлении,
при этом общий размер недостигаемой площади не превышает 20 % общей площади контролируемого пересечения и недостигаемые элементы
расположены в подповерхностной зоне сварного соединения.
Сварное соединения является неконтролепригодным при отсутствии возможности пересечения центральным лучом контролируемой зоны ни в одном направлении, кроме подповерхностной зоны,
или общая недостигаемая площадь превышает 20 % общей площади
контролируемого пересечения. Направления контроля считаются
разными, если углы между центральными лучами отличаются не менее, чем на 35 0.
При оформлении результатов контроля следует отметить группу
контролепригодности.
5.1.3 УЗК следует проводить после исправления дефектов, выявленных во время визуального и измерительного контроля сварных
52
соединений, а также после термической обработки, если такие операции предусмотрены технологическим процессом.
5.1.4 В сварных соединениях контроля и одинаковой оценке
качества подлежат наплавленный металл и металл прилегающий
к сварному соединению зон за исключением прилегающих зон со
стороны литых деталей и переходных поверхностей. Ширина контролируемой прилегающей зоны основного металла определяется
согласно Табл. 5.1.
5.1.5 К проведению ультразвукового контроля допускаются лица,
прошедшие обучение в объеме, предусмотренному соответствующими учебными программами подготовки и повышения квалификации
специалистов по ультразвуковому контролю сварных соединений,
выдержали соответствующие экзамены и аттестованные на I, II или
III уровень согласно требованиям ДСТУ EN 473-2001 и ДНАОП 0.002.27-97. Специалисты, выполняющие контроль объектов котлонадзора, должны быть сертифицированы в соответствии с действующими
требованиями.
5.1.6 Специалисты II и III уровней имеют право оценивать качество
проконтролированных сварных соединений и выдавать заключения
по результатам контроля.
Компетенция специалистов по неразрушающему контролю и ответственность за выполненную ими работу по контролю изложены в
ДСТУ EN 473-2001 и ДНАОП 0.00-2.27-97.
5.1.7 Рекомендуется предотвращать проведение работ по ультразвуковому контролю в ночные часы (с 0 до 6).
5.1.8 Для учета особенностей объекта контроля и аппаратуры,
оптимизации выбора параметров ПЭП целесообразно разрабатывать
технологические карты контроля в соответствии с требованиями
данного НД (Приложение А).
5.1.9 В данному НД приведены типовые методики для контроля
сварных соединений с полным проплавлением, а также некоторые
специализированные методики для контроля сварных соединений с
технологическим непроваром или с неполным проплавлением. Специализированные методики предусматривают использование зарубок и специальных ПЭП. Решение относительно применения специализированных методик принимает предприятие, осуществляющее
изготовление, монтаж или ремонт оборудования. Результаты контроля по этим методикам следует считать факультативными.
Методиками данного НД нем предусмотрено измерение геометрических параметров несплошностей и определение их характера.
53
Таблица 5.1
Размер прилегающей к сварному соединению зоны основного
металла, подлежащей оценке по нормам для сварного соединения
Вид Тип сварно- Толщина сварных Ширина прилегаемой зоны, подлежащей
сварки го соедине- элементов*, мм
контролю, не менее, мм
ния
Дуговая Стыковое
менее 5
5
и ЭЛС
5 – 20
толщина стенки
более 20
20
ЭШС
Стыковое
независимо
50
3
Незави- Угловое основной элемент
симо
Присоединителькак для дуговой сварки
ный элемент
* Под толщиной сварных элементов следует понимать приведенную в чертежах
толщину основного металла в прилегающей к сварному соединению зоне
5.2. Аппаратура
5.2.1. Для УЗК сварных соединений котлов, трубопроводов, сосудов и металлоконструкций необходимо применять:
а) серийные импульсные дефектоскопы и толщиномеры, реализующие эхо-метод, с комплектами пьезоэлектрических преобразователей и высокочастотных кабелей;
б) СО и СОП, удовлетворяющие требованиям данного НД, и имеющие паспорт, выданный изготовителем. Паспорт должен содержать
данные о геометрических размерах отражателя и свидетельство о
том, что допуски на изготовление отражателя не превышены.
Требования к аппаратуре:
а) диапазон частот – 1,25 – 10 МГц;
б) диапазон регулирования скоростей – не хуже 2500 - 6500 м/с;
в) диапазон измерения расстояний в направлении луча – не менее
250 мм;
г) динамический диапазон экрана дефектоскопа не менее 20 дб;
д) диапазон измерения отношения амплитуд – не менее величины
динамического диапазона экрана дефектоскопа;
е) дискретность изменения чувствительности приемного тракта –
не более 2 дб;
ж) должны использоваться прямые и наклонные ПЭП с симметричной характеристикой направленности поля излучения-приема в
диапазоне 10 – 20 МГц (частота, умноженная на полуширину пьезопластины ПЭП);
54
з) час задержки ультразвукового луча наклонных ПЭП для контроля малых толщин должны быть в пределах 4 – 5,5 мкс;
и) дефектоскопы должны иметь допуск на погрешность во время
измерения характеристик сигнала не хуже чем:
1) во время измерения амплитуды - ±(0.03N+0.2) дБ, где N - номинальное значение;
2) во время измерения координат - ±2.5 % на базе не менее, чем 50
мм.
к) угол ввода ПЭП должен отличаться от паспортного (номинального) значения не больше, чем на ±1.50 для углов ввода до 600 и не
больше, чем на ±20 – для углов ввода более 600.
5.2.2 Подразделы, осуществляющие УЗК сварных соединений,
должны быть оснащены стандартными образцами №№ 1, 2, 2а и 3 по
ГОСТ 14782-86, или V1 и V2 по ДСТУ 4001-2000 и ДСТУ 4002-2000, необходимыми для проверки основных параметров аппаратуры. Для
измерения углов ввода 650 и выше следует использовать стандартный
образец V1.
5.2.3. На предприятиях, осуществляющих контроль, должны быть
назначены лица, ответственные за состояние аппаратуры.
5.2.4. Проверка аппаратуры должна выполняться:
а) специалистом, осуществляющим контроль – ежедневно перед началом работ. Основные параметры проверки? Угол ввода ПЭП, стрела
ПЭП, задержка в призме ПЭП, оценка общего состояния используемых дефектоскопа и кабелей;
б) лицом, ответственным за состояние аппаратуры. Основные параметры проверки – линейность развертки (правильная индикация
излучения по дальности), линейность усилителя (правильная индикация амплитуд сигналов во время их измерения). Некоторые вопросы
измерения параметров УЗК приведены в Приложениях Б. В и Г.
5.2.5. Проверку аппаратуры по п.5.2.4 «б» необходимо выполнять
согласно требованиям инструкции завода-изготовителя по эксплуатации дефектоскопа.
5.2.6. Все выявленные при проверках неисправности (а также некомплектность) аппаратуры должны устраняться до начала контроля.
5.2.7. Факт проверки аппаратуры согласно п.5.2.4 «б» и п. 5.2.8 должны быть зафиксированы в формуляре или специальном журнале.
5.2.8. Все преобразователи необходимо ежеквартально проверять
на соответствие параметров требованиям этого НД. Уровень собственных шумов преобразователей должен быть ниже уровня поисковой чувствительности не менее, чем на 6 дБ.
55
5.2.9. Все приборы и преобразователи необходимо ежегодно (а дефектоскопы также после ремонта с заменой элементов электрической
схемы) поверять согласно методике изготовителя аппаратуры.
5.2.10. Аттестация образцов должна проводиться визуально аттестованными специалистами подразделения, осуществляющего контроля. Запрещается использовать образцы с наличием коррозионного
поражения и механических повреждений на рабочих поверхностях.
5.2.11 Поверка образцов должна проводиться визуально аттестованными специалистами, осуществляющими контроль. Запрещается
использовать образцы с наличием коррозионного поражения и механических повреждений на рабочих поверхностях.
5.3. Выбор параметров контроля
сварных соединений
5.3.1. Схемы контроля, направление прозвучивания, характеристики преобразователей при контроле стыковых сварных соединений
трубопроводов, сосудов и листовых конструкций следует выбирать,
исходя из необходимости обеспечения контроля центральным лучом
всего сечения сварного соединения с учетом его толщины и особенностей конструкции.
5.3.2. Возможность контроля всего сечения сварного соединения
прямым и однократно отраженным лучами можно оценить на основании соотношения:
S × tg (a ) > (b1 / 2 + b2 / 2 + n)
где S – толщина соединения; α – угол ввода ПЭП; b1,b2 – стрела
ПЭП; , - ширина усиления сварного соединения (Рис.5.1).
Рис.1.1. Схема сканирования сварного соединения
56
5.3.3. Если условие 5.3.2 не выполняется, нужно использовать ПЭП
с меньшей стрелой или использовать отбитые лучи (однократный,
двукратный и т.д.), чтобы обеспечить полное прозвучивание сечения
сварного соединения.
5.3.4. ПЭП, что используются для УЗК, должны иметь характеристику направленности поля в пределах , где - частота, - радиус (полуширина) пьезоэлемента. Конкретный выбор параметров ПЭП должен
осуществляться при разработке карты контроля с учетом особенностей объекта контроля. При выборе параметров ПЭП нужно руководствоваться следующими критериями:
а) ПЭП целесообразно выбирать с более высокой частотой. Частота
УЗ волн, как правило, определяется в зависимости от величины затухания в материале. При высоких значениях затухания невозможно обеспечить необходимый уровень чувствительности на больших расстояниях;
б) угол ввода выбирается на основании геометрических особенностей сварного соединения с расчетом необходимости контроля и возможности уменьшения зоны сканирования;
в) угол между акустической осью ультразвукового луча и поверхностью обработки окрайков рекомендуется выбирать в диапазоне 900
± 100 (оптимально 900). Выбор ПЭП для контроля продольных сварных соединений с радиусом кривизны менее, чем 600 мм следует проводить расчетно-графическим методом с учетом кривизны внутренней и внешней поверхности;
г) размер «мертвой зоны» является конструктивной особенностью ПЭП.
При прочих равных условиях лучшими являются ПЭП с меньшей величиной «мертвой зоны». Для оценки «мертвой зоны» при выборе ПЭП следует
руководствоваться требованием контроля всего сечения шва прямым и однократно отраженным лучом. Для контроля тонкостенных сварных соединений целесообразно применять раздельно-совмещенные ПЭП, при этом не
возникает проблема реверберационных шумов.
Необходимо учитывать, что реальная чувствительность для ПЭП
с углом ввода 60-700 на глубине 80-100 мм может превышать предельную, что делает невозможным УЗК.
Паспорта снятых с использования ПЭП желательно сохранять на
протяжении всего времени эксплуатации проконтролированных с их
использованием сварных соединений для возможности сопоставления результатов контроля другими ПЭП.
В случае возможности при контроле сварных соединений, имеющих наработку свыше 100 тыс. часов, для изготовления СОП желательно использовать аналогичный материал, близкий к наработанному.
57
Таблица 5.2
Рекомендованные параметры для выбора прямых ПЭП
Толщина сварных
элементов, мм
до 10
более 10 до 20 включительно
более 20 до 65 включительно
более 65
Частота УЗ волн,
Тип ПЭП
МГц
4 – 10
раздельно-совмещенный или совмещенный
2,5 – 5
раздельно-совмещенный или совмещенный
1–5
раздельно-совмещенный или совмещенный
1 – 2,5
совмещенный
5.3.5. Стыковые сварные соединения с толщиной менее, чем 65
мм контролируют с одной поверхности прямым и однократно отраженным лучами (рис. 5.2 а, б, в). Прямым лучом контролируют зону
сварного соединения, высота которой определяется возможностью
приближения преобразователя к оси соединения и зависит от его
усиления и величины стрелы преобразователя. Значительную часть
сварного соединения контролируют однократно отраженным лучом.
5.3.6. Стыковые сварные соединения толщиной 65 мм и больше
контролируют прямым лучом из двух поверхностей по обе стороны
сварного соединения (рис.5.2, г).
Таблица 5.3
Рекомендованные параметры для выбора наклонных ПЭП
Угол ввода ПЭП, град.Часто- Частота УЗ
Угол ввода ПЭП, град.
та УЗ волн, МГцТолщина
волн, МГц α (при контроле
αотр
пр
сварных элементов, мм
прямым лучом)
(при контроле
отраженным лучом)
Свыше 2 до 8 включительно
4 – 10
70 – 75
70 – 75
2–5
65 – 72
65 – 72
Свыше 8 до 12 включительно
Свыше 12 до 20 включитель2–5
60 – 70
60 – 70
но
2–5
60 – 65
45 – 65
Свыше 20 до 40 включительно
1 – 2,5
50 – 65
40 – 50
Свыше 40 до 65 включительно
Свыше 65 до 160 включи1–2
45 – 65
контроль не провотельно
дился
Примечания:
1. Контроль сварных соединений толщиной 2 – 3,5 мм осуществляется раздельно-совмещенными преобразователями
2. Конкретные данные относительно к выбору ПЭП приведены в соответствующих
разделах НД
58
5.3.7. Контроль стыковых сварных соединений с толщиной
65 мм и более, не имеющие двустороннего доступа к внешней и
внутренней поверхности, проводят с удалением усиления, используя дополнительно прямые ПЭП (рис. 5.2, д).
5.3.8. Если конкретные условия проведения работ на элементах с внутренним диаметром больше, чем 800 мм и толщиной
меньше 65 мм по схемам рис. 5.2, б и 5.2, в существенно не отличаются от условий проведения работ по схеме рис. 5.2, г, то
нужно использовать схему рис. 5.2, г.
5.3.9. Угловые сварные соединения контролируются с бока
штуцера по принципам, изложенным в пп. 5.3.5. – 5.3.8.
5.3.10. Выбор поверхности (внутренней или внешней), по которой осуществляется сканирование, не регламентируется. Вопросы решаются, исходя из конкретных условий состояния поверхности, возможности доступа и т.д.
5.3.11. Проведение контроля с одной стороны с одной поверхности допускается в случаях, когда конструкция сварного
соединения или основной металл одного из элементов не дает
возможности провести контроль с двух сторон. При этом следует оптимизировать углы ввода ПЭП, исходя из геометрических
характеристик сварного соединения и наиболее возможных дефектов. Необходимо как минимум два сканирования с разными
углами ввода (рис. 5.2., е).
5.3.12. Стыковые сварные соединения с узкой обработкой
(до 70), а также выполнены с помощью электроннолучевой или
электрошлаковой технологии, контролируют по схемам рис.
5.2. и дополнительно, для выявления плоских вертикально ориентированных несплошностей, по схеме «тандем» преобразователями с углом ввода 40 – 550 на частоте 1 – 5 МГц.
Во время контроля толстостенных сварных соединений для
уменьшения расстояния между ПЭП (зоны подготовки поверхности) допускается использование трансформированных волн –
продольных в поперечные и наоборот.
5.3.13. Контроль по схемам рис. 5.2. стыковых сварных соединений труб поверхностей нагрева и трубопроводов толщиной
от 2 до 10 мм диаметром 14 до 250 мм, можно заменить контролем хордовыми ПЭП (Приложение Д).
59
5.4. Подготовка к контролю
5.4.1. Рабочие места для проведения УЗК должны готовиться
заранее. В случае необходимости устанавливаются леса, подмости, сходи и ограждение.
5.4.2. При проведении УЗК температура металла на поверхности изделия и окружающего воздуха в зоне контроля должна
быть в пределах от +5 до +40 °С. При более низких температурах
внешней среды указанные температурные условия на рабочем
месте должны быть созданы искусственно.
5.4.3. Поверхность контролируемого изделия должна быть
очищенная от грязи, окалины, колдобин и других неровностей.
Ширина подготовленной под контроль зоны с каждой стороны
сварного соединения должна составлять не менее (2Stga + d + 40)
мм, где S – толщина стенки, d – зона контроля, прилегающая к
сварному соединению, α - угол ввода.
В случае подготовки зоны контроля механическим способом шероховатость поверхности должна быть не хуже Rz = 40 мкм. Волнистость контактной поверхности (отношение максимальной стрелы
прогиба к среднему расстоянию между центрами соседних впадин
волнистой поверхности) не должна превышать 0,015.
Если этот параметр превышает 0,015, или шероховатость превышает Rz = 120 мкм, то УЗК рекомендуется проводить с корректировкой уровня чувствительности. Поправки к уровню чувствительности для наиболее расширенных преобразователей
приведены в табл. 5.4.
Контроль однократно отраженными лучом возможен лишь
при условии отсутствия поражений внутренней поверхности
язвенной коррозией и при отсутствии контакта внутренней поверхности с жидкой средой. В случае отсутствия указанных условий следует применять лишь контроль прямым лучом с учетом п.
5.1.2. При каких-либо условиях следует стараться достичь І группы контролепригодности сварного соединения.
При периодическом эксплуатационном контроле сварных соединений сталей перлитного класса рекомендуется применять
подготовку поверхности термическим способом по методике,
приведенной в Приложении Е.
5.4.4. На сварных соединениях элементов толщиной менее 20
мм ширина усиления не должна превышать (1,6S + 6) мм, где S –
толщина стенки, мм.
60
Рис.5.2. Рекомендованные схемы контроля для стыковых сварных соединений
61
Таблица 5.4
Поправки к уровню чувствительности
для учета разницы в шероховатости поверхностей сканирования
СОП и контролируемой детали
Тип преобразователя
ПРИЗ-Д5-40-1,8
ПРИЗ-Д5-50-1,8
ПРИЗ-Д5-65-1,8
ПРИЗ-Д5-50-2,5
ПРИЗ-Д5-65-2,5
WB45N2
WB60N2
WB70N2
MWB45N2
MWB60N2
MWB45N4
MWB60N4
MWB70N4
Поправка (+дБ) при разнице шероховатости Rz,
мкм
20
40
60
80
2
3
5
7
2
5
7
9
2
5
8
9
3
6
8
10
3
6
9
11
3
5
7
8
2
3
7
10
10
2
4
7
2
4
7
9
2
4
6
8
3
6
9
11
4
7
8
9
3
5
8
9
5.4.5. На сварных соединениях элементов толщиной 65 мм и
более, подлежащих контролю с внешней поверхности, усиление
сварного соединения должно быть удалено до уровня поверхности основного металла согласно требованиям п. 5.3.7. На сварных соединениях элементов толщиной 65 мм и более, контролируемых с внешней и внутренней поверхностей, усиление можно
не удалять.
5.4.6. Размер несплошности между поверхностью контролируемого объекта и рабочей поверхностью призмы ультразвукового
преобразователя не должен превышать 0,5 мм.
Для цилиндрической и сферической поверхностей это требование удовлетворяется при условии D ≥ 15 а, где:
D - диаметр детали, мм; а - размер контактной поверхности
призмы ультразвукового преобразователя в направлении контроля, мм.
Если это требование не выполняется, то призма преобразователя должна быть притерта к поверхности. При этом радиус рабочей
поверхности преобразователя должен на 1-2 мм превышать радиус
кривизны внешней поверхности трубы. После этого необходимо
провести настройку чувствительности и скорости развертки дефектоскопа.
При контроле кольцевых сварных соединений на поперечные
трещины необходимо придерживаться условия:
62
dÏ
Dç
,
где: dП – диаметр пьезопластины; Dз – внешний диаметр трубы; l - длина волны в контактной среде.
5.4.7. Перед началом контроля специалист ультразвукового контроля обязан:
а) получить задание (заявку) на контроль, которое должно содержать информацию о типе сварного соединения и его расположение на
контролируемом объекте (узле, трубопроводе), марку стали, толщину
и диаметры сварных элементов;
б) ознакомиться с картой контроля, конструкцией и особенностями технологии выполнения сварных соединений, а также с документацией, в которой содержатся данные о возможных отклонениях от
технологии и о результатах предыдущего контроля;
в) убедиться в отсутствии недопустимых внешних дефектов;
г) при контроле стыковых сварных соединений убедиться, что размер зоны зачистки отвечает требованиям пп. 5.4.3. и 5.4.4., ширина
усиления отвечает требованиям НД на сварные соединения, а для
толщин менее 20 мм – требованиям п. 5.4.4;
д) оценить контролепригодность сварных соединений, в том числе
проверить основной металл изделия в зоне контроля на акустическую
прозрачность, в соответствии с Приложением Ж, убедиться, что объект освобожден от жидкой среды.
5.4.8. При проведении контроля специалист УЗК должен руководствоваться данным НД, технологическими картами контроля и иметь
при себе вспомогательные инструменты и материалы, в том числе: АРДдиаграммы (шкалы) (Приложение А), линейку, кисть, масленку, чертилку, обтирочные материалы, мел или краску для обозначения дефектных
участков, ручку и бумагу для регистрации результатов контроля.
5.4.9. Подготовленные для ультразвукового контроля поверхности
необходимо тщательно протереть, разметить и покрыть слоем контактной жидкости.
Контактная жидкость должна быть безвредной для специалиста, выполняющего контроль. Предпочтение следует отдавать экологически
чистым жидкостям более жидкой консистенции – глицерину (без примесей), минеральным маслам или мастике на основе обойного клея. Применение густых мастик типа солидол, литол является нежелательным
из-за понижения чувствительности контроля. Контактную жидкость на
основе обойных клеев следует готовить по рецептам производителя. Допускается использование ферромагнитной жидкости. При повышенных
температурах или большой кривизны контролированного изделия целесообразно использовать жидкость более густой консистенции. Во время
63
контроля оборудования, внутренней средой которого является кислород, запрещается применять в качестве контактной жидкости масло. Рекомендованная контактная жидкость – глицерин.
5.4.10. Подготовка поверхностей к проведению контроля и удаление контактной жидкости после окончания УЗК не входят в обязанности специалиста по ультразвуковому контролю. Эти работы должен
выполнять специально выделенный для этого персонал.
5.5. Настройка аппаратуры
5.5.1 Настройку скорости развертки дефектоскопа осуществляется
с помощью стандартных образцов предприятия, отвечающим требованиям данного НД.
Допускается проводить безэталонную настройку развертки если
заранее измеренная или известная скорость распространения ультразвуковых волн в объекте контроля.
5.5.2 Настройку скорости развертки следует делать так, чтобы сигналы от отражателей в любом месте сварного соединения и зоны термического влияния находились в пределах экрана дефектоскопа.
а – при контроле сварных соединений элементов толщиной (S) меньше 8 мм;
б – то же самое при толщине 8 – 65 мм; в – то же самое при толщине 65 мм и более;
1, 2 и 3 - положение преобразователя и отраженный эхо-сигнал на экране
Рис.5.3. Схемы настройки скорости развертки.
64
5.5.3 Настройка скорости развертки осуществляется в соответствии со схемами, приведенными на рис. 5.3., в зависимости от толщины сварных элементов: при толщине менее 8 мм - по угловым отражателям (зарубкам), от 8 мм до 65 мм - по углам испытательного
образца, 65 мм и больше - по боковому сверлению, расположенному
на расстоянии 10 мм от внешней поверхности, и по нижнему углу испытательного образца.
5.5.4 Настройка скорости развертки осуществляется путем плавного перемещения преобразователя вдоль рабочей поверхности СОП с
последовательным получением на экране дефектоскопа сигналов, отраженных от:
нижнего и верхнего углового отражателя (зарубки) для элементов толщиной менее 8 мм (рис.5.3, а);
нижнего и верхнего углов для элементов толщиной от 8 до 65
мм (рис.5.3,б);
от бокового отверстия и нижнего угла для элементов толщиной 65 мм и более (рис.5.3, в).
Отражение от верхнего и нижнего углов стандартного образца
определяют по изменению высоты сигнала при «прощупывании»
мест отражения пальцем, смоченным контактной жидкостью.
5.5.5 Во время контроля сварных соединений необходимо настроить глубиномер дефектоскопа в соответствии с требованиями инструкции завода-изготовителя дефектоскопа.
5.5.6 Настройку чувствительности дефектоскопа при контроле
сварных соединений элементов толщиной до 8 мм осуществляется по
зарубкам в СОП, а толщиной 8 мм и более - по боковому отверстию
в СО № 2 согласно схемам, приведенным на рис.5.4 (технология настройки по АРД- шкалам). Для толщин 8 – 20 мм допускается настройка чувствительности по зарубкам или плоскодонным отражателям, но
при этом следует обязательно устранять зависимость чувствительности от глубины при помощи ВРЧ (Приложение К) или путем сравнения параметров дефектов с искусственными отражателями на соответствующей глубине.
Настройка по АРД-диаграммам может отличаться от приведенного
выше, но приоритетными при настройке должны быть рекомендации
завода-изготовителя дефектоскопа и схемы АРД-лиаграмм конкретных ПЭП.
Допускается настройка чувствительности по угловым и плоскодонным отражателям, площадь S которых отличается от регламентиро-
65
ванного значения Sо. При этом проводится соответствующее корректирование чувствительности на величину DА:
Sî
, дБ.
S
При этом величина DА не должна превышать 12 дБ.
DÀ = 20 × lg
Рекомендованные параметры угловых отражателей приведены
в таблице 5.5. Их следует применять при отсутствии других
требований в технической документации к объекту контроля.
Таблица 5.5.
Размеры угловых отражателей для настройки чувствительности
дефектоскопа при контроле изделий толщиной до 20 мм
Эквивалентная Размеры угловых отражателей (длина, мм) – (высота, мм), при исплощадь, мм2
пользовании преобразователей с углами ввода
600
650
700
750
0,6
1×1
1 × 1,2
1 × 0,8
1 × 0,7
1,2
1,5 × 1,4
1,5 ×1,6
1,5 × 1,1
1,5 × 0,9
2,5
2,5 × 1,7
2,5 × 2
2 × 1,7
2 × 1,4
3,5
3×2
3,5 × 2
2,5 × 2
2,5 × 1,5
5,0
3,5 × 2,5
4 × 2,5
3,5 × 2
2,5 × 2
Для обеспечения акустического контакта преобразователей, имеющих криволинейную рабочую поверхность, с плоской рабочей поверхностью СО № 2 создают ванну с контактной жидкостью, уровень
которой превышает максимальный зазор между рабочими поверхностями преобразователя и СО (рис.5.5).
5.5.7 Настройка чувствительности должна осуществляться в такой
последовательности:
а) путем перемещения преобразователя по СОП или СО достичь
максимальный эхо-сигнал от соответствующего отражателя (п. 5.5.6);
б) установить амплитуду эхо-сигнала на уровне верхней горизонтальной линии экрана дефектоскопа с помощью регулятора усиления,
или уровень амплитуды согласно рекомендациям производителя дефектоскопа с целью одновременного наблюдения эхо-сигнала на поисковом, контрольном и браковочном уровнях;
в) проверить правильность настройки путем повторного измерения амплитуды эхо-сигнала от отражателя СОП или СО, для чего увеличить чувствительность, и, если измеренные значения отличаются
больше, чем на 2 дБ, скорректировать настройку регулятором усиления, добиваясь необходимой точности.
Погрешность измерения амплитуды не должна превышать ± 2 дБ.
66
5.5.8 Для преобразователей с углом ввода более 600 настройка дефектоскопа и измерение фактического угла ввода следует проводить
при температуре, отвечающей температуре окружающей среды на месте контроля. В случае невозможности такой настройки необходимо
учитывать поправки, которые для призмы из органического стекла
могут определяться по графикам рис.5.6. На этом рисунке видно существенное повышение влияния температуры на отклонение угла ввода
для ПЭП с углами ввода более 600.
Рис.5.4. Схемы настройки чувствительности
а - при контроле сварных соединений элементов толщиной меньше 8 мм;
б - то же толщиной 8 мм и более
Рис.5.5. Стандартный образец № 2 с ванной на рабочей поверхности
1 - металлический блок; 2 - шкала; 3 - преобразователь; 4 - стенка ванны; 5 - контактная
жидкость; 6 - винт
67
Рис.5.6. Зависимость фактического угла ввода от температуры для преобразователей с
призмой из оргстекла Номинальные углы ввода: a =500-510 - кривая 1; a =600 - кривая 2;
a=650 - кривая 3; a =700 - кривая 4
5.6. Проведение контроля и определение измеренных
характеристик выявленных несплошностей
5.6.1 При проведении УЗК используются следующие уровни чувствительности контроля:
а) поисковый уровень - для поиска несплошностей;
б) контрольный уровень (уровень фиксации) - уровень, при котором осуществляется оценка измеренных характеристик выявленных
несплошностей;
в) первый браковочный уровень - уровень чувствительности, при
котором определяется допустимость выявленной несплошностей по
амплитуде эхо-сигнала;
г) второй браковочный уровень - уровень чувствительности, при
котором определяется допустимость выявленной несплошности по
амплитуде эхо-сигнала и коэффициентом формы.
Первый браковочный уровень является выше контрольного на 6
дБ и поискового - на 12 дБ. Второй браковочный уровень выше первого на 6 дБ и контрольного - на 12 дБ.
68
Контрольный, первый и второй браковочные уровни устанавливаются для каждого выявленного дефекта отдельно с учетом глубины
его расположения при использовании АРД-диаграммы.
5.6.2 При контроле стыковых сварных соединений элементов толщиной менее 65 мм используют поисковый, контрольный и первый
браковочный уровни, за исключением сварных соединений труб поверхностей теплообмена, где используют поисковый и контрольный
уровни.
При контроле стыковых сварных соединений элементов толщиной
65 мм и более используют поисковый, контрольный, первый и второй
браковочные уровни.
При контроле угловых сварных соединений элементов независимо
от их толщины используют поисковый, контрольный и первый браковочный уровни.
5.6.3 При контроле прямым лучом глубину залегания несплошности измеряют от внешней поверхности.
5.6.4 В процессе УЗК при выявлении несплошностей с амплитудой
эхо-сигнала, превышающего контрольный уровень, а также не реже,
чем через каждые 30 минут работы дефектоскопа, нужно проверять
настройку чувствительности.
5.6.5 Контроль сварного соединения элементов толщиной меньше
65 мм осуществляется в такой последовательности:
а) настроить браковочный уровень чувствительности дефектоскопа;
б) определить положение контрольного и поискового уровней на
экране дефектоскопа;
в) провести сканирование сварного соединения;
г) с появлением эхо-сигнала от несплошностей, превышающих
контрольный уровень, осуществить измерение ее координаты и протяженности.;
д) определить допустимость несплошности по амплитуде эхо-сигнала;
ж) подсчитать количество несплошностей, допустимых по условной длине и амплитуде, и полученные даны сравнить с максимально
допустимыми;
з) оценить качество сварного соединения.
5.6.6 Контроль сварного соединения элементов толщиной 65 мм и
более выполняется в такой последовательности:
а) провести операции по п.5.6.5 «а» - «д»;
б) установить второй браковочный уровень, если эхо-сигнал от несплошности имеет амплитуду выше первого браковочного уровня;
69
в) определить допустимость этой несплошности по амплитуде эхосигнала по второму браковочному уровню;
г) измерить коэффициент формы, если амплитуда эхо сигнала равняется или превышает первый и не превышает второй браковочный
уровень;
д) определить допустимость несплошности по коэффициенту формы;
е) подсчитать количество несплошностей, допустимых по условной
длине, амплитуде и коэффициенту формы и полученные результаты
сравнить с максимально допустимыми;
ж) оценить качество сварного соединения.
В случаях, когда коэффициент формы не измеряется, контроль
нужно проводить согласно п.5.6.5.
5.6.7 При контроле верхней части сварного соединения элементов
толщиной меньше 65 мм отраженным лучом возможно появление на
экране дефектоскопа эхо-сигналов от неровностей усиления сварного
соединения. Во избежание ошибочной браковки рекомендуется удалить неровности поверхности усиления и применить методику УЗК
главными волнами, приведенную в приложении Л. При этом следует
учитывать, что эта методика предназначена для контроля толщин более 30 мм.
Верхнюю часть сварных соединений с толщиной сварных элементов 65 мм и более с неудаленным усилением, которая не может быть
проконтролирована прямым лучом преобразователя с углом ввода
400 или 500, можно контролировать главными ультразвуковыми волнами. Другую часть таких сварных соединений нужно контролировать прямым лучом ПЭП согласно требованиям этого НД.
5.6.8 УЗК сварных соединений нужно выполнять путем последовательного перемещения (сканирования) преобразователя по внешней
поверхности сварных элементов по всей длине (периметру) соединения по обе стороны от усиления. В случае, если конструкция не позволяет провести контроль с двух сторон соединения, допускается проведение контроля с одной, доступной стороны.
При сканировании преобразователь нужно перемещать параллельно оси сварного соединения с одновременным обратно-поступательным перемещением перпендикулярно оси (рис.5.7). Величина
продольного (параллельно оси шва) шага сканирования не должна
превышать половины ширины пьезоэлемента. Максимальное отдаление Х2 преобразователя от оси сварного соединения при поперечном
(перпендикулярно оси) сканировании определяется в зависимости от
70
толщины сварных элементов по соответствующим СОП или путем геометрических расчетов.
Рис.5.7. Схема поперечного (а, б) и продольного (в) сканирования сварного соединения а при контроле сварных соединений толщиной менее 65 мм; б - то же толщиной 65 мм и более
Измерение глубины расположения несплошностей нужно проводить на контрольном уровне чувствительности.
5.6.9 Амплитуда эхо-сигнала при контроле сварных соединений
элементов толщиной 8 мм и более оценивается с учетом глубины залегания несплошностей. При этом браковочный уровень устанавливают с помощью АРД-шкал (Приложение И).
5.6.10 Условную высоту несплошности в миллиметрах нужно измерять на контрольном уровне чувствительности как разность между
глубиной расположения несплошности в крайних положениях преобразователя при его перемещении в плоскости распространения луча
(при этом импульс на экране изменяется от высоты, отвечающей кон-
71
трольному уровню, к максимальному значению и снова возвращается
к контрольному уровню) (рис. 5.8).
Измерения проводят между началом и концом дефекта при перемещении преобразователя перпендикулярно оси сварного соединения.
Рис.5.8. Измерение условной высоты дефектов ∆h: 1, 2 - положение ПЭП (при которых
импульс равен контрольному уровню) и соответствующее им значение глубины залегания
несплошности
Условную высоту протяженной несплошности измеряют в том месте, где эхо-сигнал имеет максимальную амплитуду.
Две несплошности, расположенные в одном поперечном пересечении шва, следует считать отдельными, если огибающие эхо-сигналов
от них на контрольном уровне чувствительности при сканировании
перпендикулярно оси шва не накладываются одна на другую на экране дефектоскопа. В другом случае следует считать, что выявлена одна
несплошность.
5.6.11 Условная длина несплошности DL измеряется на контрольном уровне чувствительности как расстояние между крайними положениями преобразователя при перемещении его вдоль оси шва.
Крайними положениями преобразователя нужно считать такие, при
которых амплитуда эхо-сигнала уменьшается на 6 дБ от браковочного
уровня.
5.6.12 Условная длина ∆L для кольцевых сварных соединений уточняется по формуле
∆L=∆L0( 1-2h/D),
где ∆L0 - измеренное значение условной длины, h - глубина залегания
несплошности, D - внешний диаметр.
5.6.13 Несплошности, выявляемые при контроле, делятся на точечные и протяженные. Точечной нужно считать несплошность, услов-
72
ная длина которой не превышает значений, приведенных в табл.5.6, в
зависимости от глубины залегания несллошности. Протяженной нужно считать несплошность, условная длина которой превышает значения установленные для точечной несплошности.
Таблица 5.6
Условная протяжность несплошностей
Глубина расположения несплошности, мм
До 5 включительно
Максимальная условная протяжность точечной
несплошности, мм
5
Свыше 5 до 20 включительно
10
Свыше 20 до 65 включительно
15
Свыше 65
25
5.6.14 Расстояние между двумя отдельными несплошностями
измеряется как расстояние между положениями преобразователя, которые отвечают за исчезновение на экране дефектоскопа
сигнала от одной несплошности и появление сигнала от другой.
Измерения выполняются на контрольном уровне чувствительности при перемещении преобразователя параллельно оси
сварного соединения.
Рис. 5.9. Определение коэффициента формы несплошности
73
5.6.15 Коэффициент формы (Кф) измеряется с целью определения
типа выявленной несплошности (объемная или плоскостная). Измерения осуществляется с помощью двух преобразователей, включенных по схеме «тандем», согласно методике, изложенной в разделе 5.7.
Кф определяется путем сравнения амплитуды эхо-сигнала Uд, отраженного от несплошности по схеме прямого луча, с амплитудой
сигнала Uдз, что прошел от одного преобразователя к другому и был
отражен от несплошности и внутренней поверхности сварного элемента (рис.5.9).
5.6.16 Тип выявленной несплошности, для которой Кф не измеряется, оценивают ориентировочно путем анализа измеренных характеристик с учетом места расположения несплошности и специфики
сварного соединения, а также с учетом выявляемости несплошности
при разных положениях преобразователя. Характерные признаки некоторых типов несплошностей изложены в следующих разделах этого НД.
5.7. Распознавание типа дефекта при контроле
по схеме «тандем»
5.7.1 В этом разделе НД речь идет о порядке и нормах оценки типа
выявленных при УЗК несплошностей (плоскостные или объемные).
К плоскостным несплошностям относятся трещины, несплавления, непровары. К объемным - шлаковые и газовые включения, шлаковые трубки, поры и зоны пористости.
Несплошности в виде «паукообразных» трещин с развитой объемной конфигурацией, а также дефекты любого типа, расположенные
близ поверхности изделия, по этой методике не распознаются.
5.7.2 Распознавание плоскостных и объемных несплошностей осуществляется путем измерения коэффициента формы.
5.7.3 Коэффициент формы Кф определяется путем сравнения
амплитуды сигнала от несплошности в направлении преобразователя (Uд) с амплитудой сигнала, прошедшего от одного преобразователя к другому и отразился от несплошности и от внутренней
поверхности изделия (Uдз). Кф измеряют при контроле по схеме
«тандем» (зеркальный метод отражения) двумя наклонными преобразователями (рис. 5.10). Оценка типа несплошности по коэффициенту формы обусловлена разностью в характере отраженного
от объемных и плоскостных несплошностей ультразвукового поля
(рис. 5.10).
74
Рис. 5.10. Осцилограммы объемных (а) и плоскостных (б) несплошностей
5.7.4 Измерения осуществляют с помощью серийных дефектоскопов и однотипных преобразователей с углом ввода 500 или 400 частотой 1,8 МГц. Допускается применение преобразователей частотой
2,5 МГц.
5.7.5 Абсолютная разность между значениями углов ввода преобразователей не должна превышать 10.
5.7.6 Преобразователи должны иметь одинаковую чувствительность. Считается что преобразователи имеют одинаковую чувствительность, если при прозвучивании каждым из них последовательно
одного и того же отражателя в СО № 1 или в СОП амплитуды эхо-сигналов отличаются не больше, чем на 1 дБ.
5.7.7 При проведении измерений нужно учитывать наличие зоны
«непрозвучивания» (рис. 5.11) – слоя металла, в котором несплошность не может быть достоверно оцененная по Кф. Величина h этой
зоны может быть уменьшена за счет использования преобразователей меньших габаритных размеров (например, применение преобра-
75
зователей с углом ввода 50° частотой 2,5 МГц вместо преобразователей 50° частотой 1,8 МГц уменьшает зону «непрозвучивания» на 10
мм), за счет изменения конструкции преобразователей (уменьшение
стрелы заднего и габаритов переднего преобразователей). Если при
контроле имеется доступ к сварному соединению с обеих поверхностей сварных элементов, преобразователи устанавливают на той поверхности, к которой несплошность расположена ближе.
Рис. 5.11. Зона «непрозвучивания» (h) при измерении коэффициента формы несплошности
Если конструкция сварного соединения не обеспечивает возможности работы двумя преобразователями, то измерение Кф не выполняется.
5.7.8 Для проведения измерений преобразователь подключают к
дефектоскопу по раздельно-совмещенной схеме.
5.7.9 Второй преобразователь рекомендуется подключать к дефектоскопу перед проведением контроля сварного соединения (к
настройке чувствительности). Если при этом вследствие последовательного подключения второго преобразователя чувствительность
дефектоскопу падает и не обеспечивает проведение качественного
контроля (установление браковочного и контрольного уровней), то
второй преобразователь нужно подключать только во время выявления несплошности, подлежащей оценке по коэффициенту формы.
При этом чувствительность дефектоскопа необходимо увеличить.
5.7.10 Измерение осуществляется при скорости развертки, которая
была установлена при контроле сварного соединения.
5.7.11 Преобразователя устанавливают и перемещают один за другим по поверхности сканирования в одной вертикальной плоскости с
целью поиска максимального сигнала. Для такого перемещения преобразователей желательно использовать специальные устройства.
Положение сигнала на линии развертки не зависит от глубины расположения и отвечает положению эхо-сигнала от нижнего угла СОП,
76
толщина которого равняется толщине контролируемого сварного соединения при проведении контроля одним преобразователем. Ориентировочное расстояние между преобразователями, которое отвечает
максимальному сигналу, может быть определено с помощью рис. 5.12,
на котором приведен пример – при измерении Кф несплошности, расположенной на глубине 35 мм в сварном соединении толщиной 80 мм,
максимальный уровень сигнала достигается при расстоянии между
преобразователями ~ 110 мм.
Рис. 5.12. Измерение расстояния между преобразователями
при определении коэффициента формы
5.7.12 Коэффициент формы Кф измеряют при фиксированном положении преобразователей, которое отвечает максимальному сигналу Uдз. При этом чувствительность уменьшают таким образом, чтобы
на экране дефектоскопа было видно верхушки сигналов Uдз и Uд, или
одного из них.
5.7.13 Коэффициент формы Кф считается положительным, если
высота сигнала Uд на экране дефектоскопа является большей, чем высота сигнала Uдз; равным 1 (или 0 дБ), если Uд отличается от Uдз не
более, чем на 1дБ; отрицательным, если Uд менее Uдз.
5.7.14 Несплошность считается объемной, если Кф имеет положительное или равное 1 значение; плоскостной, если Кф имеет отрицательное значение.
77
5.7.15 Каждая несплошность оценивается по Кф при ультразвуковом контроле с двух сторон сварного соединения. Измерение Кф несплошности с условной длиной более, чем 30 мм, нужно выполнять не
менее, чем в трех сечениях несплошности.
Оценку типа несплошности нужно выполнять по наименьшему из
измеренных значений Кф.
5.8. Порядок оценки качества сварных соединений
5.8.1 Оценка несплошностей, выявленных при контроле сварных
соединений, осуществляется согласно таблице 5.7, если отсутствуют
другие специальные требования к качеству контролируемого изделия.
Сварное соединения считается непригодным (балл 1), если по результатам ультразвукового контроля в нем выявлено:
а) для толщин 65 мм:
1) непротяженные (точечные) и протяженные несплошности, амплитуда эхо-сигнала от которых превышает первый браковочный
уровень;
2) отдельные протяженные несплошности, условная протяженность которых выше предельно допустимого уровня;
3) цепочки непротяженных (точечных) и протяженных несплошностей, суммарная условная протяженность которых превышает предельно допустимое значение на оценочном участке;
4) общее количество протяженных и непротяженных несплошностей на оценочном участке превышает предельно допустимое значение.
б) для толщин более 65 мм:
1) непротяженные (точечные) и протяженные несплошности, амплитуда эхо-сигнала от которых превышает второй браковочный уровень;
2) отдельные протяженные несплошности, условная протяженность которых выше предельно допустимого уровня;
3) отдельные несплошности, амплитуда эхо-сигнала от которых
выше первого браковочного уровня, а коэффициент формы имеет негативное значение;
4) цепочки непротяженных (точечных) и протяженных несплошностей, суммарная условная протяженность которых превышает предельно допустимое значение на оценочном участке;
5) общее количество несплошностей на оценочном участке превышает предельно допустимое значение (с расчетом амплитуды эхо-сигнала).
78
5.8.2 Нормы оценки качества для каждой группы сварных соединений установлены на основании требований руководящих материалов
с учетом особенностей полученной при УЗК информации и приведенные в соответствующих разделах этого НД.
Таблица 5.7
Максимально допустимые эквивалентные плоскости несплошностей
Толщина сварного соединения, Максимально допустимая эквивалентная плоскость
мм
несплошности, мм2
От 2 до 5 включительно
0,6
От 5 до 8 включительно
1,2
От 8 до 12 включительно
2,5
От 12 до 15 включительно
3,5
От 15 до 20 включительно
5,0
От 20 до 40 включительно
7,0
От 40 до 65 включительно
10,0
От 65 до 80 включительно
15,0
От 80 до 160 включительно
20,0
5.8.3 Для оценки качества сварных соединений применяется двухбалльная система.
5.8.4 Для двухбалльной системы установлена такая градация качества сварных соединений:
а) балл 1 - неудовлетворительное качество;
б) балл 2 – удовлетворительное качество.
5.8.5 Баллом 1 оцениваются сварные соединения с несплошностями, измеренные характеристики (амплитуда эхо-сигнала, условная длина, коэффициент формы) и количество которых равняют
или превышают установленные нормы, или с несплошностями,
которые имеют особые (косвенные) признаки недопустимых несплошностей.
5.8.6 Баллом 2 оцениваются сварные соединения с несплошностями, измеренные характеристики и количество которых равно или
ниже установленных норм при отсутствии особых признаков недопустимых несплошностей.
79
5.9. Оформление результатов контроля
5.9.1 Результаты контроля каждого сварного соединения должны
быть зафиксированы в специальных рабочих журналах и в «заключительных выводах».
5.9.2 В документах по п.5.9.1 фиксируют сведенные данные о несплошностях, выявленных в сварных соединениях, оцененных баллами 1 и 2. Для сварных соединений, оцененных баллом 2, в которых не
выявлены несплошности на контрольном уровне чувствительности,
применяют запись «дефекты не выявлены». В графе «Выявленные дефекты» фиксируются также дефекты с амплитудой сигнала, начиная
от контрольного уровня, с учетом фиксации амплитуды эхо-сигналу и
коэффициента формы дефекта
5.9.3 В документации рекомендуется использовать буквенно-цифровую форму записи результатов контроля с применением следующих
обозначений:
1А - несплошность с амплитудой эхо-сигнала, равной или ниже первого браковочного уровня (допустимая по амплитуде);
2А - несплошность с амплитудой эхо-сигнала, равной или ниже второго браковочного уровня (допустимая);
1Д - несплошность с амплитудой эхо-сигнала, превышающего первый браковочный уровень (недопустимая по амплитуде);
2Д - несплошность с амплитудой эхо-сигнала, превышающего второй браковочный уровень (недопустимая);
Г - несплошность, условная длина которой не превышает значений,
приведенных в табл.5.6 (точечная несплошность);
Е - несплошность, условная длина которой превышает значения,
приведенные в табл. 5.6, но не превышает значений, приведенных в
графах «Условная длина» соответствующих таблиц этого НД (допустимая протяжность);
Б - несплошность, условная длина которой превышает значения,
приведенные в графах «Условная длина» соответствующих таблиц
этого НД (недопустимая протяжность);
О - несплошность с положительным или равным нулю коэффициентом формы (объемная несплошность);
П - несплошность с отрицательным коэффициентом формы (плоскостная несплошность);
Т - несплошность с амплитудой эхо-сигнала, равной или ниже первого браковочного уровня, выявленной при сканировании вдоль оси
шва (поперечная несплошность).
80
При описании несплошностей применяется такая последовательность записей:
а) глубина расположения несплошності (мм);
б) индекс амплитуды эхо-сигнала (А или Д);
в) индекс условной длины (Г, Е или Б);
г) индекс коэффициента формы (О или П);
д) индекс поперечной несплошності (Т);
е) значение координаты несплошности вдоль шва (в часах или
в мм).
После каждого индекса записывается измеренное значение (в
цифрах) соответствующей характеристики несплошности. При этом
после индекса амплитуды указывается разность между амплитудой
эхо-сигнала от несплошности и браковочным уровнем. Для коэффициента формы и точечной несплошности записывается лишь буквенный индекс.
Характеристики записываются в строку через черточку.
Допускается запись результатов контроля в свободной форме. Если
в сварном соединении выявлено две и более несплошностей, им присваиваются номера и приводятся данные относительно места их расположения в сварном соединении.
5.9.4 Результаты ультразвукового контроля регистрируются в журнале, являющемся первичным документом. Официальным документом, утверждающим результаты УЗК, является «Заключительные
выводы». Типовая форма «Заключительных выводов» приведена в
Приложении М. Этот документ может составляться как на одно соединение, так и на группу сварных соединений.
Журналы должны сохраняться на предприятии, которое проводило контроль, не менее 10 лет. «Заключительные выводы» сохраняются у владельца оборудования на протяжении всего срока
эксплуатации.
5.9.5 Формы заключительных выводов и журналов устанавливает
предприятие, проводящее контроль.
5.9.6 В документации по п.5.9.1 должна быть приведена следующая
информация:
а) наименование и шифр изделия;
б) размеры (диаметр и толщина), марка стали сварных элементов,
тип сварного соединения, его номер по чертежу (схеме);
в) ссылка на нормативный документ, согласно которому проводится контроль и оценивания качества;
г) тип дефектоскопа;
81
д) тип, частота, угол ввода преобразователя, для несерийных преобразователей также форма и размеры пьезоэлемента;
е) тип и площадь (линейный размер) искусственного отражателя,
по которому проведена оценка качества;
ж) длина проконтролированного участка сварного соединения, поверхности и стороны сварного соединения, по которым проводилось
сканирование;
з) контролепригодность, расположение, а также длина участков по
периметру или высоте сварного соединения, не подлежащих ультразвуковому контролю;
и) координаты, измерительные характеристики и характерные
признаки (если такие есть) выявленных несплошностей. Если несплошность выявляется при контроле с разных сторон сварного соединения, то в журнале и в «Заключительных выводах» регистрируются максимальные значения измерительных характеристик;
к) количество допустимых несплошностей, начиная с двух, если
они расположены на любом участке шва длиной 100 мм;
л) оценка сварного соединения;
м) фамилия, подпись и номер удостоверения специалиста по УЗК;
н) дата проведения контроля и составление вывода;
о) фамилия и подпись руководителя службы контроля.
5.9.7 Дефектограммы составляются для сварных соединений, оцененных баллом 1, по необходимости. Для сварных соединений поверхностей нагрева дефектограммы не составляются.
5.10. Техника безопасности
5.10.1 Для допуска к проведению УЗК все лица, берущие участие в
работе, должны пройти инструктаж по технике безопасности с регистрацией в специальном журнале.
5.10.2 При выполнении работ на высоте, в сжатых условиях, в барабанах котлов, колодцах, при повышенной температуре а также внутри
топок котлов, газоходов, сосудов специалисты УЗК должны пройти
дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии. Такие работы должны проводиться по нарядом - допуску.
5.10.3 Лица, принимающие участие в проведении контроля, должны знать и выполнять общие правила техники безопасности, установленные для работников цехов и участков, в которых проводится контроль сварных соединений.
82
5.10.4 Специалиста по УЗК должны работать в головных уборах и в
спецодежде, которые не мешают движению.
5.10.5 При работе с использованием сети переменного тока рабочие места должны быть обеспечены розетками, а дефектоскопы
должны быть заземлены. В случае отсутствия оборудованных постов питания с розетками и клеммами заземления подключения
дефектоскопов к электрической сети и отключение их после окончания работ должны выполнять дежурные электрики предприятиявладельца оборудования.
5.10.6 При выполнении контроля внутри сосудов, барабанов, котлов и т.п. напряжение электрического питания дефектоскопической
аппаратуры не должна превышать 12 В.
5.10.7 При проведении ультразвукового контроля близ мест выполнения сварочных работ рабочее место специалиста по УЗК должно
быть ограждено светозащитными экранами.
5.10.8 При работе в труднодоступных местах и на высоте для помощи специалисту УЗК должен выделяться вспомогательный персонал.
5.10.9 При использовании технических масел нужно придерживаться правил гигиены и применять защитные кремы (мази) для защиты рук.
6. Ультразвуковой контроль стыковых
кольцевых сварных соединений трубных систем
и трубопроводов
6.1. Общие требования
6.1.1 Согласно методическим положениям этого раздела на трубных системах и трубопроводах проводят УЗК следующих сварных соединений, выполненных любым способом электродуговой сварки и
газовой сваркой:
а) стыковых кольцевых сварных соединений труб, штуцеров или
патрубков с номинальной толщиной стенки 4 мм и более на стальных
подкладных кольцах;
б) стыковых кольцевых сварных соединений труб с номинальной
толщиной стенки 2 мм и более без подкладных колец;
в) замковых сварных соединений донышек с коллекторами.
83
6.1.2 Ультразвуковой контроль сварных соединений по п.6.1.1 выполняется прямым и однократно отраженным или только прямым
лучом.
6.1.3 Если при контроле однократно отраженным лучом прямой
луч попадает на конусную часть внутренней расточки трубы, качество
сварного соединения оценивают только по результатам контроля прямым лучом, о чем должна быть произведена соответствующая запись
в «заключительных выводах».
Для обеспечения возможности осуществления УЗК сварных
соединений по всему сечению длина цилиндрической части расточки элементов трубных систем и трубопроводов должны быть
не менее
2Stgα + b + а,
где S - толщина стенки в зоне расточки, b – ширина усиления, а - ширина прилегающей зоны, подлежащей контролю, α - угол ввода.
Чистота обработки расточки должны быть не хуже Rz = 40 мкм.
6.2. Контроль сварных соединений
с подкладными кольцами
6.2.1 При ультразвуковом контроле сварных соединений с подкладными кольцами используют наклонные преобразователи с характеристиками, указанными в табл.6.1
6.2.2 Для настройки скорости развертки рекомендуется используют СОП. Конструкция СОП для контроля сварных соединений толщиной до 20 мм приведена на рис.6.1. При настройке по АРД-шкалам
(диаграммам) зарубка не являются обязательной. Конструкция СОП
для толщин 20 мм и более приведена на рис. 6.2. Допускается безэталонная настройка скорости развертки.
При применении АРД-диаграмм для контроля толщин 8 – 20 мм для
настройки скорости развертки можно использовать (при наличии)
СОП, приведенный на рис. 6.1. При этом можно использовать любе
отражатели, в том числе торцы образцов. При настройке скорости
развертки для контроля сварных соединений толщиной более 20 мм
допускается использованием СО № 2, 2а и др.
6.2.3 Настройка чувствительности дефектоскопа осуществляется
согласно пп. 5.5.6 - 5.5.8.
6.2.4 Для настройки чувствительности при УЗК сварных соединений толщиной менее 8 мм используются зарубки.
84
Для настройки чувствительности при УЗК сварных соединений
толщиной 8 мм и более используется технология АРД- диаграмм (Приложение И).
Таблица 6.1
Характеристика преобразователей
для контроля сварных соединений с подкладными кольцами
Максимальная стрела преРабочая
образователя при контроле частота,
прямым лучом, ммУгол ввода,
МГц
градусРабочая частота,
МГцТолщина стенки,
мм
От 4 до 5 включительно
Свыше 5 до 8 включительно
Свыше 8 до 12 включительно
Свыше 12 до 15 включительно
Свыше 15 до 20 включительно
Свыше 20 до 40 включительно
Свыше 40 до 70 включительно
Свыше 70 до 120 включительно
4–5
4–5
4–5
4–5
2 – 2,5
2 – 2,5
1 – 2,5
1 – 2,5
Угол ввода, градус
Максимальная
стрела преобпри
при
контроле контроле разователя при
контроле прямым
прямым
однолучом, мм
лучом кратно отраженным
лучом
5
72 – 75
72 – 75
5
70 – 72
70 – 72
8
65 – 70
65 – 70
8
65 – 70
65 – 70
12
60 – 68
60 – 68
12
60 – 68
50
25
50
50
25
50
Примечания: При наличии прокладки под подкладное кольцо настройку дефектоскопа и оценку несплошностей проводят для толщины сварных элементов в зоне
прокладки, обозначенной на чертеже
6.2.5 После настройки дефектоскопа контроль выполняется согласно требованиям п. 5.6.
6.2.6 Несплошности, расположенные над корневым пластом (рис.
6.3), могут быть выявлены прямым или однократно отраженным лучом. В последнем случае возможно совпадение сигналов от подкладного кольца и несплошности.
Чтобы разделить эти сигналы и избегнуть ошибки в оценке качества
сварного соединения, необходимо измерить линейкой расстояния Хк, Х1
и Х2 от точки вводу луча к середине усиления сварного соединения. Сигнал от подкладного кольца появляется при меньшем расстоянии между
сварным соединением и преобразователем, чем сигнал от несплошности, расположенной выше корня сварного соединения.
В процессе контроля необходимо периодически сравнивать эти
расстояния с данными измерения на СОП.
Несплошность над корнем шва определяется не только по координатам, а и через очередность появления эхо-сигнала. При приближении к сварному соединению первым появляется сигнал от кольца, а
потом - от несплошности.
85
Рис. 6.1. СОП для контроля стыковых сварных соединений с номинальной толщиной
стенки до 20 мм с подкладными кольцами 1 - зарубки для настройки скорости развертки и
чувствительности дефектоскопа; D - диаметр сварного соединения; S - толщина стенки
Рис. 6.2. СОП для настройки скорости развертки при контроле сварных соединений
изделий, толщиной 20 мм и более с подкладными кольцами. 1 - отверстие глубиной не менее 15
мм для настройки скорости развертки при толщине стенки 65 мм и более при контроле прямым
лучом; D - диаметр; S - толщина стенки.
6.2.7 Признаком несплошности является появление на экране дефектоскопа импульсов в зоне, ограниченной координатами сигналов
1 или 2 (рис. 5.3) для сварных соединений толщиной менее 65 мм и
сигналами 2 или 3 для сварных соединений элементов толщиной 65
мм и более.
86
6.2.8 Нужно помнить, что вследствие возможной разницы между
толщинами стенок трубы и СОП существует вероятность того, что за
сигнал от несплошности по ошибке принят сигнал от усиления сварного соединения или от подкладного кольца. Поэтому перед контролем необходимо измерять реальную толщину стенки каждой трубы,
сравнивать их с толщиной СОП и вносить соответствующие поправки в настройку скорости развертки.
Если толщина стенки трубы является большей толщины СОП, то
при контроле с боку этой трубы сигнал от подкладного кольца сместится вправо по сравнению с тем же сигналом, полученным на СОП.
Если труба является тоньше по сравнению с СОП, то сигнал от подкладного кольца трубы сместится влево.
Рис. 6.3. Схемы выявления подкладного кольца и надкорневой несплошности 1 и
2 – координаты сигналов от зарубок; К – сигнал от подкладного кольца; Д1 и Д2 - сигналы от
надкорневой несплошности, выявленной прямым или однократно отраженным лучом; ХК, Х1 и
Х2 - расстояния между серединой сварного соединения и точкой ввода преобразователя
87
Разность толщины СОП и контролирующего элемента должна
быть не больше ±10 % толщины стенки.
6.2.9 Расположение несплошностей по глубине определяется при
помощи глубиномера, или путем сравнения с координатами сигналов
от искусственных отражателей или углов в СОП.
Чтобы определить, к какой из труб ближе расположена несплошность в корне сварного соединения, руководствуются следующими
признаками:
а) если несплошность в корне сварного соединения расположена
ближе к линии сплавления с трубой, со стороны которой ведется контроль, то при медленном приближении преобразователя к сварному
соединению на экране дефектоскопа первым появляется сигнал от
несплошности, а потом, когда ультразвуковой луч пройдет над несплошностью, частично экранирующей кольцо, на экране появляется
сигнал от кольца;
б) при контроле этого участка сварного соединения со стороны
второй трубы на экране сначала появляется сигнал от подкладного
кольца, а потом - от несплошности. Возможно также и одновременное
появление сигналов.
6.2.10 Измеренные характеристики несплошностей определяют
согласно п.п.5.6. 10-5.6.16.
6.2.11 При проведении контроля нужно учитывать ряд особых качественных признаков, помогающим определять характер некоторых
несплошностей.
Трещины в корне шва при V-Образной конструкции, как правило, начинаются от зазора, образованного краем трубы и подкладным
кольцом. В процессе распространения трещины выходят в среднюю
зону наплавленного металла. В связи с этим характерным признаком
трещин в корне сварного соединения является то, что они частично
или целиком экранируют сигнал от подкладного кольца только при
контроле со стороны той трубы, от которой они берут свое начало.
При контроле сварного соединения с противоположной стороны трещина не экранирует подкладное кольцо и ультразвуковой луч свободно проходит в него. На экране дефектоскопа возникают два сигнала
- от подкладного кольца и от трещины. Сигнал от подкладного кольца
имеет приблизительно ту же амплитуду и пробег по экрану, что и на
участках, где несплошность отсутствует. Трещины с этой стороны выявляются значительно хуже, а при небольшой высоте могут совсем не
выявляться. На рис.6.4 показана схема выявления корневой трещины
высотой больше 3 мм.
88
Непровар, расположенный выше корневых пластов сварного соединения, в незначительной мере, или совсем не экранирует сигнал
от подкладного кольца. На экране во время контроля с обеих сторон
сварного соединения возникают сигналы от подкладного кольца и несплошности. Расстояние между этими сигналами несколько больше,
чем в том случае, когда несплошности расположены в корне сварного соединения. В некоторых случаях от несплошности и подкладного
кольца на экране наблюдаются несколько сигналов.
Для шлаковых включений или пор характерным является появление на экране дефектоскопа импульсов, быстро исчезающих
и появляющихся снова при незначительных перемещениях преобразователя в продольном или поперечном направлениях. Сосредоточение мелких шлаковых включений или пор в наплавленном
металле дают на экране один сигнал или группу близко расположенных сигналов.
Прожог подкладного кольца имеет некоторые характерные признаки, а именно: на экране дефектоскопа с левой стороны сигнала
от подкладного кольца появляется сигнал от прожога. При этом
амплитуда эхо-сигнала от кольца с прожогом меньше, чем от кольца без прожога. При перемещении преобразователя вдоль образующей трубы на экране дефектоскопа в зоне расположения сигнала
от подкладного кольца появляется один сигнал с двумя верхушками или два сигнала в непосредственной близости один от другого.
Этим прожог отличается от несплошностей в наплавленном металле. При контроле с разных сторон сварного соединения форма и характер изменения сигналов от прожога аналогичные. Если прожог
переходит в непровар наплавленного металла, то он выявляется
как непровар.
Зазор между подкладным кольцом и основным металлом трубы сопровождается появлением на экране дефектоскопа сигнала в том же
месте, что и сигнал от несплошности в корне сварного соединения
(непровар, трещина) и поэтому может стать причиной ошибочной
забраковки сварного соединения. Характерными признаками зазора
являются следующие. При плавном перемещении преобразователя
вдоль образующей трубы к шву сначала появляется сигнал от подкладного кольца, а потом от зазора. При этом сигнал от подкладного кольца имеет такую же амплитуду, как и в месте сварного соединения, где
зазора нет. Следует также учитывать, что зазоры до 0,5 мм, как правило, не выявляются, а зазоры до 1 мм дают эхо-сигналы меньше или
равные первому браковочному уровню.
89
Рис. 6.4. Схема выявления трещины в корне сварного соединения а - схема выявления
трещины; б – отображение на экране при положении I преобразователя; в – отображение
на экране при положении II преобразователя; Д - сигнал от несплошности; К - сигнал от
подкладного кольца
Эхо-сигналы от зазора или наплыва металла (шлака) под кольцо
при измерении координаты Дх отвечают более отдаленной от преобразователя половине усиления сварного соединения, при этом преобразователь находится впритык к усилению сварного соединения. Значение координаты Ду при этом равно или на 2-3 мм больше толщины
стенки. Местоположение указанных отражателей не подтверждается
при контроле с противоположной стороны усиления сварного соединения, которое отличает их от трещин и непроваров в корне сварного
соединения.
6.2.12 Сварные соединения оцениваются по таким критериями:
а) балл 1 - выявлены несплошности, измеренные характеристики
или количество которых больше, а коэффициент формы меньше значений, приведенных в табл. 6.2;
б) балл 2 - выявлены несплошности, измеренные характеристики
или количество которых равно или меньше, а коэффициент формы
больше значений, приведенных в табл. 6.2.
90
6.3. Контроль сварных соединений труб поверхностей
теплообмена
6.3.1 Этот раздел посвящен изложению порядка и методики контроля стыковых кольцевых сварных соединений труб поверхностей теплообмена котлов, изготовленных электродуговой, комбинированной и газовой сваркой.
6.3.2 Этими положениями нужно руководствоваться при проведении УЗК:
а) стыковых кольцевых сварных соединений с толщиной стенки от
2 до 8 мм из сталей перлитного класса;
б) стыковых кольцевых сварных соединений с толщиной стенки от 4 до
8 мм из сталей аустенитного класса марок Х18Н12Т, Х18Н10Т, Х18Н9Т.
в) стыковых кольцевых сварных соединений элементов из сталей
всех перечисленных структурных классов.
6.3.3 При контроле сварных соединений труб поверхностей теплообмена несплошности могут находиться на труднодоступных участках, для контроля которых преобразователь должен быть установлен
между двумя близко расположенными трубами. Для возможности контроля этих зон нужно «разводить» трубы на необходимое расстояние,
если это разрешает конструкция.
6.3.4 Для контроля сварных соединений поверхностей теплообмена применяются преобразователи в соответствии с табл. 6.3.
6.3.5 Перед настройкой дефектоскопа необходимо убедиться в возможности контроля корня сварного соединения прямым лучом по рискам на СОП (рис. 6.5). Передняя грань преобразователя должна быть
смещена вправо от риски в положении преобразователя, отвечающего
максимальной амплитуде эхо-сигнала от нижнего углового отражателя.
Таблица 6.3
Характеристика преобразователей для контроля сварных
соединений труб поверхностей теплообмена
Максимальная стрела
Рабочая
Угол ввода преобразова- Максимальная
преобразователя, мм частота, МГц
теля, градус
стрела преобраУгол ввода преобразозователя, мм
перлитные аустенитные
вателя, градусРабочая
стали
стали
частота, МГц Толщина
стенки трубы, мм
4 – 10
72 – 75
70 – 75
5
От 2 до 4 включительно
4 – 10
72 – 75
70 – 75
5
Свыше 4 до 6 включительно
4–5
70 – 74
70 – 74
5
Свыше 6 до 7 включи4–5
70 – 74
70 – 74
5
тельно
Свыше 7 до 8 включительно
Примечание. При контроле сварных соединений толщиной 2 – 3,5 мм рекомендуется применять раздельно-совмещенные ПЭП частотой 4 – 10 МГц
91
6.3.6 Настройка скорости развертки осуществляется по нижнему и
верхнему угловым цилиндрическим отражателям от сквозного сверления на СОП, конструкция которого показана на рис.6.5. При этом
высоту эхо-сигнала от углового отражателя на экране дефектоскопа
устанавливают на верхнюю горизонтальную линию (первый браковочный уровень). Зону появления эхо-сигнала от несплошности определяют по положению эхо-сигнала от соответствующей зарубки на
экране дефектоскопа при перемещении преобразователя по поверхности СОП (рис. 6.6).
Рис. 6.5. Стандартные образцы предприятия для контроля сварных соединений
поверхностей теплообмена. 1 - отрезок трубы; 2 и 3 - зарубки для настройки чувствительности
и скорости развертки; 4 - риски, отвечающие границам усиления сварного соединения, для
проверки максимального значения стрелы преобразователя
6.3.7 Для настройки чувствительности используют СОП (рис. 6.5).
6.3.8 После настройки дефектоскопа контроль нужно вести согласно положениям раздела 5.6.
6.3.9 При проведении контроля возможно появление в левой части
экрана эхо-сигналов поверхностной волны, отраженной от усиления
сварного соединения. Признаком принадлежности этого сигнала поверхностной волне является резкое уменьшение высоты сигнала на
экране при прощупывании пальцем поверхности сварного соединения перед преобразователем.
6.3.10 Смещение краев соединенных труб может быть ошибочно
принято за несплошность в корне сварного соединения.
Смещение труб может быть определено по появлению сигнала с одной стороны сварного соединения (рис. 6.6, положение преобразователя 3) при условии, что при контроле с другой стороны с
диаметрально противоположной точки (положение 2) будет также
появляться сигнал, а в положениях преобразователя 1 и 4 сигнала отсутствуют.
92
Рис. 6.6. Определение смещения соединенных труб
6.3.11 При контроле сварных соединений труб из аустенитных сталей нужно руководствоваться следующими характерными признаками несплошностей, которые разрешают отличать их от препятствий:
а) большой пробег по экрану, близкий к пробегу от искусственного
отражателя;
б) несплошности выявляются с двух сторон сварного соединения;
в) положение максимумов эхо-сигналов от несплошности на экране дефектоскопа при контроле с двух сторон сварного соединения
практически совпадают;
г) эхо-сигналы от несплошностей выявляются без осложнений, т.е.
при многоразовых измерениях результаты подтверждаются.
При контроле сварных соединений из сталей аустенитного класса для получения углов ввода, аналогичных тем, применяемых при
контроле сталей перлитного класса, нужно применять углы наклона
призмы преобразователя выше на 3-60 ( 53-600 вместо 50-550). Это
связано с отличием в скорости распространения ультразвука в сталях
указанных классов.
6.3.12 Контроль стыковых кольцевых сварных соединений труб
из сталей различных структурных классов (композитных соединений) осуществляется со стороны трубы перлитного класса пре-
93
94
Второй
браковочный
уровень
3
4
10
20
20
20
20
20
30
30
30
30
30
5
45
45
45
45
6
В соотне
изме- ветстии
ряется с п.6.2.11
то же
самое
-“1 (0
дБ)
1 (0
дБ)
7
8
9
10
11
12
2
3
3
3
3
3
30
30
30
30
30
30
45
45
45
45
45
45
Коэф- Особые Количество допусти- Суммарная условная длина
фи- признаки
мых
допустимых дефектов (мм),
циент дефектов дефектов на любые
расположенных на одной
формы
100 мм длины шва,
глубине, на 100 мм длины
Кф, дБ
шт.
шва, при глубине залегания
мелких и больших
дефектов (мм)
больших
вообще
менее
65 и
65
более
7
8
9
10
11
12
Примечание 1. К мелким относятся точечные дефекты (5.6.21). К большим относятся дефекты, условная протяженность которых больше установленных для точечных дефектов, но не превышает значений, приведенных в колонках 4-6
(допустимые протяженные), а также все дефекты с положительным коэффициентом формы и с амплитудой эхо-сигнала
меньшей первого браковочного уровня..
Примечание 2. При использованные данных колонок 4, 5, 6, 11 и 12 нужно учитывать, что при контроле прямым лучом
глубина залегания дефекта определяется как расстояние от внешней поверхности сварного соединения, а при контроле
однократно отраженным лучом - как сумма толщины стенки и расстояния от внутренней поверхности сварного соединения к дефекту.
Примечание 3. Если дефекты выявляются прямым и однократно отраженным лучами, то оценку их условной протяженности и общей длины делают по результатам контроля прямым лучом.
2
Первый
браковочный
уровень
1
Амплитуда
Условная протяжность дефекта (мм),
эхо-сигнала
без с изме- расположенного на
измере- рениглубине, мм
ния Кф емКф
менее от 20
65 и
20
до 65 более
Менее 5,0
От 5 до 20 вкл.
Более 20 до 40
вкл.
« 40 до 65 «
« 65 до 100 «
« 100 до 120 «
Номинальная
толщина
стенки, мм
Таблица 6.2
Предельно допустимые значения измеренных характеристик и количества дефектов в сварных
соединениях трубопроводов с подкладными кольцами
образователем и по методике контроля сварных соединений труб
перлитного класса, а со стороны трубы аустенитного класса преобразователем и по методике контроля сварных соединений труб
аустенитного класса.
Стандартный образец предприятия для настройки скорости развертки и чувствительности контроля аустенитных и композитных
стыков должен иметь сварное соединение и отвечать типоразмеру и
марке стали контролируемого сварного соединения для перлитной и
аустенитной сталей соответственно.
6.3.13 Сварные соединения поверхностей теплообмена оценивают
по таким критериям.
а) балл 1 – выявлена несплошность с амплитудой эхо-сигнала, превышающей контрольный уровень чувствительности;
б) балл 2 – не выявлена несплошность с амплитудой эхо-сигнала,
превышающей контрольный уровень чувствительности.
6.4. Контроль сварных соединений трубопроводов
с толщиной стенки менее
20 мм без подкладных колец
6.4.1 Согласно методическим указаниям этого подраздела контролируются стыковые кольцевые сварные соединения труб и секторных
отводов с толщиной стенки от 2 до 20 мм из сталей перлитного класса
независимо от способа электродуговой сварки.
6.4.2 Сварные соединения контролируют наклонными преобразователями, характеристики которых должны отвечать данным
табл.6.4.
6.4.3 В сварных соединениях основная часть недопустимых несплошностей расположена в корне сварного соединения. Поэтому при
контроле указанных сварных соединений основное внимание нужно
уделять корневой части. Кроме того, нужно иметь в виду, что во время контроля надежнее выявляются наиболее опасные плоскостные
несплошности в корне сварного соединения - трещины, непровары а
менее надежно округлые - поры, свищи.
Примечание: Корневой частью сварного соединения нужно считать пласт толщиной 1/3 толщины стенки от внутренней поверхности сварного соединения.
6.4.4 Особенностью сварных соединений является наличие неровностей в корне - провисание металла и смещение краев. Отраженные
от неровностей сигналы при контроле прямым лучом совпадают по
95
временем с сигналами, отраженными от надкорневых несплошностей, выявленных однократно отраженным лучом.
6.4.5 Перед настройкой дефектоскопа необходимо убедиться в возможности контроля корня сварного соединения прямым лучом по рискам на
СОП (рис. 6.7). Передняя грань преобразователя должна быть с правой стороны черточки в таком положении преобразователя, которое отвечает максимальной амплитуде эхо-сигнала от искусственного отражателя.
6.4.6 Настройка скорости развертки дефектоскопа должна отвечать положениям п.п.5.5.1 - 5.5.4, а чувствительности - согласно п.п.5.5.6 - 5.5.8, конструкция СОП с зарубками показана на рис. 6.7. Особенности настройки скорости развертки во время контроля сварных соединений толщиной менее
20 мм приведены в п. 6.4.7. При изготовлении новых СОП согласно с рис. 6.7
зарубки нужно предусматривать для образцов с толщиной до 8 мм.
6.4.7 На рис. 6.8 предоставлена схема настройки скорости развертки дефектоскопа, а также схема выявления надкорневых несплошностей и неровностей корня сварного соединения типа провисаний
во время контроля сварных соединений труб толщиной менее 20 мм.
Участок развертки «а» является зоной появления эхо-сигналов от несплошностей, расположенных в корне. Участок «х» является зоной
появления эхо-сигналов как от несплошностей, расположенных непосредственно над корнем сварного соединения, так и от провисаний.
Участок «б» является зоной появления эхо-сигналов, отраженных от
несплошностей в верхней части сварного соединения. Возможно также появление сигналов от несплошностей с левой стороны от сигнала
Д1 в непосредственной близости от нее.
Таблица 6.4
Характеристика преобразователей для контроля сварных
соединений трубопроводов толщиной
менее 20 мм без подкладных колец
Толщина стенки, мм
Рабочая
частота,
МГц
Угол ввода, Максимальная стрела
градус
преобразователя при
контроле прямым
лучом, мм
От 2 до 5
4 – 10
72 – 75
5
4–5
70 – 72
5
Свыше 5 до 8 включительно
4–5
65 – 70
8
Свыше 8 до 12 включительно
4–5
65 – 70
8
Свыше 12 до 15 включительно
Свыше 15 до 20 включительно
2–5
60 – 68
12
Примечание. При контроле сварных соединений толщиной 2 – 3,5 мм рекомендуется применение раздельно-совмещенных ПЭП частотой 5 – 10 МГц.
96
Рис. 6.7. Стандартный образец предприятия для контроля сварных соединений
трубопроводов с толщиной менее 20 мм без подкладных колец 1 - отрезок трубы; 2 и 3 - зарубки
для настройки чувствительности и скорости развертки; 4 - риски, отвечающие границам
усиления сварного соединения, для проверки максимального значения стрелы преобразователя
6.4.8 Эхо-сигнал от смещения труб можно отличить от эхо-сигнала от несплошности в корне сварного соединения по таким признакам:
а) эхо-сигнал от смещения располагается на экране в зоне «а»;
б) смещение из-за разной толщины труб характеризуется наличием сигнала при контроле только с одной стороны сварного соединения по всему
периметру или на большей его части. В этом случае нужно измерить толщину стенок труб;
в) смещение соединенных труб характеризуется появлением сигналов
при контроле с разных сторон сварного соединения в диаметрально противоположных точках (п.6.3.10).
Рис. 6.8. Схема контроля сварных соединений труб толщиной менее 20 мм а - настройка
скорости развертки: Д1 – сигнал от нижнего контрольного отражателя, Д2 – сигнал от от
верхнего; б - выявление сигнала от надкорневых несплошностей и провисаний: Д - сигнал от
несплошности, П - совпадающий с ним по координате сигнал от провисаний; в - развертка
экрана после настройки скорости развертки
97
6.4.9 Провисание металла в корне сварного соединения отличают
от несплошности по таким признакам:
а) эхо-сигнал от провисания располагается на экране в зоне «х»;
б) провисания по обыкновению выявляется при меньшем расстоянии
между преобразователем и сварным соединением, чем при выявлении
надкорневых несплошностей. Образование провисаний наиболее вероятно на участках, выполненных сваркой в нижнем положении. В горизонтальных соединениях провисания располагаются более равномерно
и образовываются реже, чем в вертикальных соединениях;
в) эхо-сигналы от провисания имеют как разные координаты на
экране, так и разные амплитуды при контроле с разных сторон.
6.4.10. Сварные соединения секторных отводов контролируют при
тех же параметрах, что и стыковые сварные соединения труб. Особенностью таких соединений является неперпендикулярность оси сварного соединения образующей трубы и сменная ширина усиления. При
контроле сварных соединений отводов диаметром более 160 мм нужно
перемещать преобразователь перпендикулярно оси сварного соединения. При контроле соединения секторных отводов меньших диаметров,
нужно перемещать преобразователь параллельно образующей трубы.
6.4.11 Сварные соединения трубопроводов оценивают по таким
признакам:
в) балл 1 – выявлены несплошности не имеют признаков смещения
и провисаний по п.п.6.4.8 и 6.4.9, измеренные характеристики или
количество выявленных несплошностей превышают значения, приведенные в табл. 6.5;
б) балл 2 – выявлены несплошности не имеют признаков смещения и провисание по п.п.6.4.8 и 6.4.9, измеренные характеристики
или количество выявленных несплошностей равны или ниже значений, приведенных в табл. 6.5.
6.5. Контроль сварных соединений трубопроводов
с толщиной стенки 20 мм
и более без подкладных колец
6.5.1 УЗК сварных соединений трубопроводов толщиной стенки 20
мм и более без подкладных колец отличается от УЗК аналогичных соединений на подкладных кольцах лишь в части контроля корня сварного соединения. Контроль и оценка качества другой части сварного
соединения отвечает требованиям раздела 6.2.
98
Таблица 6.5.
Предельно допустиме значения измеренных характеристик
и количества несплошностей в сварных соединениях трубопроводов
толщиной менее 20 мм без подкладных колец
Толщина
стенки,
мм
Менее 5
От
5 до
20
Амплитуда эхосигнала
Первый
браковочный
уровень
Условная
длина несплошности
(мм), расположенной на
глубине (мм)
Ме20
нее
и бо20
лее
10
-
20
30
Особые
признаки несплошности
По п.
6.4.8 и
6.4.9
Количество
допустимых
несплошностей
на любые 100 мм
длины сварного
соединения
Мелких и
крупных,
суммарно
7
Крупных
2
Суммарная
условная длина допустимых
несплошностей, расположенных на
одной глубине
на любые 100
мм длины
сварного соединения мм
30
8
3
30
Для контроля корня сварного соединения использую преобразователи с характеристиками, приведенными в табл. 6.6.
Таблица 6.6
Характеристики преобразователей для контроля корня сварных
соединений трубопроводов толщиной 20 мм и более
без подкладных колец
Толщина стенки, мм
Рабочая частота, МГц
2–4
От 20 до 40 включительно
1 – 2,5
Свыше 40 до 65 включительно
1 – 2,5
Свыше 65 до 120 включительно
Угол ввода,
град.
65
40 – 50
40
Максимальная стрела
преобразователя, мм
15
15
22
6.5.2 УЗК сварных соединений трубопроводов с расточечной корневой частью или с использованием отдаленных подкладных колец
выполняется в соответствии с п. 6.2.
6.5.3 Настройка скорости развертки и чувствительности должна
отвечать пп. 5.5.1 – 5.5.4 и 5.5.6 – 5.5.11.
Для настройки скорости развертки используют СОП, изготовленный по рис. 6.2.
6.5.4 После настройки дефектоскопа проводят контроль сварного
соединения соответственно положениям 5.6.
99
6.5.5 Особенностью сварных соединений без подкладных колец является наличие неровностей в корне сварного соединения (главным
образом, провисаний металла), приводящих к появлению от них сигналов при контроле прямым лучом.
Провисания металла отличают от несплошности в корне сварного
соединения по таким признакам: при прозвучивании с одной стороны сварного соединения эхо-сигнал от провисания имеет амплитуду,
отличающуюся от амплитуды эхо-сигнала при прозвучивании с другой стороны сварного соединения, по крайней мере на 3 дБ для преобразователя с углом ввода 650.
6.5.6 Сварные соединения оцениваются по такому способу:
а) балл 1 – выявлены несплошности, измерительные характеристики которых больше, а коэффициент формы равен или меньше значений, приведенных в таблице 6.7. при условии, что выявленные несплошности не имеют признаков провисания металла по п. 6.5.5;
б) балл 2 – выявлены несплошности, измерительные характеристики или количество которых равно или меньше, а коэффициент
формы равен или больше значений, приведенных в табл. 6.7.
6.6. Контроль сварных соединений донышек
с коллекторами
6.6.1 Этот подраздел НД регламентирует порядок и методику УЗК
замковых сварных соединений коллекторов с толщиной 4 мм и более.
Конструкция соединения и схемы контроля показаны на рис. 6.9 и
6.10. Длина и качество проточной части (размер «а» на рис. 6.9) должны отвечать требованиям п.6.1.3.
В то же время нужно иметь в виду, что:
а) конструкция сварного соединения может не предусматривать
проточки.
б) контроль со стороны коллектора однократно отраженным лучем не всегда возможен.
6.6.2 Сварные соединения приварки донышек контролируют наклонными преобразователями, характеристики которых приведены
в табл. 6.1.
6.6.3 Контроль корневой части сварного соединения проводят
прямым лучом со стороны трубы коллектора и со стороны донышка,
если на его поверхности имеется достаточный участок для работы
преобразователем. Другую часть сварного соединения контролируют
100
со стороны трубы коллектора однократно отраженным лучом, если
это позволяет конструкция.
Если при контроле сварных соединений толщиной менее 65 мм недостижимость и конструктивные особенности коллектора (наличие
расположенных вблизи донышка штуцеров, малая длина расточки и
т.д.) не дают возможности контролировать среднюю и верхнюю части сварного соединения отраженным лучом, то усиление сварного
соединения должны быть удалено.
6.6.4 Настройка скорости развертки дефектоскопа должна отвечать требованиям п.п.5.5.1 - 5.5.4 и 6.2.3.
6.6.5 При настройке чувствительности дефектоскопа, поиска несплошностей и оценки их измеренных характеристик нужно руководствоваться положениями п.п.5.5.5 -5.5.8, 6.2.5 - 6.2.9.
6.6.6 Оценка качества должна отвечать п. 6.2.12.
6.6.7 Конструкции сварных соединений, выполненные с отклонением от действующих стандартов, имеют ряд особенностей, без учета
которых возможна ошибочная забраковка сварного соединения или
пропуск несплошностей.
Рис. 6.9. Контроль сварных соединений приварки донышек к коллекторам,
а и б – разные варианты сварных соединений
Перед проведением контроля таких сварных соединений необходимо убедиться в соответствии имеющейся конструкции соединения
чертежу, для чего:
а) через отверстия для приварки колпачка к штуцеру или донышку
к коллектору визуально и “прощупыванием” обследовать внутреннюю
поверхность сварного соединения;
б) с целью определения конфигурации, глубины и длины проточки
измерить толщину стенки коллектора в непроточной части и в зоне
возможного расположения проточки.
101
Если после проведения перечисленных операций конструкция
сварного соединения не установлена, нужно провести контроль прямым преобразователем со стороны торцевой поверхности донышка.
Если и этого недостаточно, то рекомендуется вырезать и осмотреть
одно из донышек, дающего при контроле типичную картину эхо-сигналов на экране дефектоскопа.
6.7. Контроль сварных соединений плоских донышек
коллекторов (камер), конструкция которых не отвечает
требованиям современных нормативных документов
6.7.1 Для проведения контроля таких сварных соединений необходимо предварительно установить фактическую конструкцию сварного соединения и на этом основании составить рисунок, один из
вероятных вариантов которого приведен на рис. 6.10. Для этого необходимо:
а) провести измерения внешних размеров изделия, толщины
стенки и составить основание рисунка со сварным соединением в разрезе;
б) путем прозвучивания прямым лучом на частоте 5 МГц провести
измерения толщины и нанести на рисунок внутреннюю конструкцию
изделия, при это толщину донышка нужно измерять ближе к его середине (поз. 1);
в) путем перемещения преобразователя по радиусу донышка от
центра к краю определить наличие разгрузочной канавки и ее размеры (поз. 2 – 4);
г) дальнейшим перемещением преобразователя от середины к
краю донышка зафиксировать конец выступающей части внутренней
поверхности донышка (поз. 5), входящего в расточку трубного элемента (камера, коллектор);
д) удалить усиления на одном из участков сварного соединения и
путем измерения толщины с подготовленной в этом месте поверхности на участке от середины сварного соединения в направлении трубного элемента установить наличие в нем проточки, осуществить измерение ее размеров и толщины сварного соединения (поз. 6 – 8);
е) следует помнить, что между проточкой и внутренней поверхностью трубного элемента конструкцией может быть предусмотрен переход в виде конуса, определяющийся перемещением преобразователя
на расстояние 80 – 100 мм от края трубного элемента.
102
Рис. 6.10. Конструкция сварного соединения.
6.7.2 Контроль сварного соединения с цилиндрической поверхности донышка осуществляется малогабаритным преобразователем
частотой 5 МГц. Цилиндрическая поверхность донышка (торец донышка) должна быть подготовлена к контролю. При этом ширина зачищенной поверхности должна быть на 10 – 15 мм больше толщины
сварного соединения.
6.7.3 Настройка уровня чувствительности выполняется по плоскодонному отверстию диаметром 3 мм в СО на глубине, равной расстоянию от середины пересечения сварного соединения к торцу донышка.
В случае выявления дефекта место его расположения определяется
вне положения преобразователя и показаниями глубиномера.
6.7.4 Схемы выявления несплошностей в корне сварного соединения призматическим преобразователем приведены на рис. 6.11.
6.7.5 Качество сварного соединения оценивается по амплитуде эхосигнала и условной протяженности.
6.8. Контроль на наличие поперечных трещин
6.8.1 В этом разделе речь идет о порядке и методике УЗК сварных
соединений трубопроводов диаметром 465 мм и меньше с толщиной
103
стенки 25 мм и больше с целью выявления поперечных трещин, расположенных в верхней трети сварного соединения.
6.8.2 Контроль на поперечные трещины проводят перемещением
преобразователя вдоль сварного соединения непосредственно по поверхности наплавленного металла. Усиление шва при этом удаляется.
Рис. 6.11. Схемы выявления несплошностей
6.8.3 Для контроля используют преобразователи рабочей частотой 1,25 –
2 МГц. При толщине стенки больше 40 мм и диаметре 325 мм и меньше нужно
применять преобразователи с углом ввода 500, а при толщине стенки меньше
40 мм или диаметре больше 325 мм - преобразователи с углом ввода 650.
104
105
без изме-рения Кф
Первый
браковочный
уровень
с изме-рениемКф
Второй
браковочный
уровень
20
20
20
20
менее 20
30
30
30
30
45
45
45
45
не измеряется
1 (0 дБ)
1 (0 дБ)
Коэффициент
формы
Кф
В соответстии
с
п.6.5.5
Особые
признаки
дефектов
Количество допустимых
дефектов на любые
100 мм длины шва,
шт.
9
10
11
12
3
3
3
3
30
30
30
30
менее 65
45
45
45
45
65 и
более
Суммарная условная длина
допустимых дефектов (мм),
расположенных на одной
глубине, на 100 мм длины шва,
при глубине залегания дефектов (мм)
Примечание 1. К мелким относятся точечные дефекты (5.6.21). К большим относятся дефекты, условная протяженность которых больше установленных для точечных дефектов, но не превышает значений, приведенных в колонках 4-6
(допустимые протяженные), а также все дефекты с положительным коэффициентом формы.
Примечание 2. При использованные данных колонок 4, 5, 6, 11 и 12 нужно учитывать, что при контроле прямым
лучом глубина залегания дефекта определяется как расстояние от внешней поверхности сварного соединения, а при
контроле однократно отраженным лучом - как сумма толщины стенки и расстояния от внутренней поверхности сварного соединения к дефекту.
Примечание 3. Если дефекты выявляются прямым и однократно отраженным лучами, то оценку их условной протяженности и общей длины делают по результатам контроля прямым лучом.
От 20 до
40
Свыше
40 до 65
вкл.
« 65 до
100 «
« 100 до
120 «
от 20 до 65
Условная протяжность
дефекта (мм),
расположенного
на глубине, мм
65 и более
Амплитуда
эхо-сигнала
мелких и
крупных вообще
Номинальная
толщина
стенки,
мм
Таблица 6.7
Предельно допустимые значения измеренных характеристик и количества дефектов в сварных
соединениях трубопроводов 20 мм и более без подкладных колец
крупных
Рис. 6.12. Схемы выявления корневых несплошностей при контроле сварных соединений
приварки донышек наклонными преобразователями
6.8.4 Преобразователи должны быть притерты к поверхности трубы. Притирку преобразователя делают по разметке (рис. 6.13). Рабочую поверхность преобразователя притирают путем перемещения
преобразователя по наждачной бумаге, наложенной на контролируемую трубу.
6.8.5 Скорость развертки и чувствительность (первый браковочный уровень по п. 5.5.7) настраивают по пропилу высотой 10% толщины, но не более 2 мм.
106
Грань отражающего пропила должна быть расположена в плоскости, образованной радиусом и образующей трубы.
6.8.6 От несплошности «а», расположенной в верхней части сварного соединения, можно получить эхо-сигнал при двух положениях
преобразователя – 1 и 2 (рис. 6.13). В положении 1 сигнал на экране
будет расположен в правой половине развертки (Д1), а в положении
2 – в левой (Д2). Несплошности выявляются лучше, если преобразователь находится в положении 1, а эхо-сигналы расположены в правой
части развертки.
Рис. 6.13. Разметка преобразователя для контроля на поперечной трещине
Рис. 6.14. Настройка скорости развертки и схема контроля на поперечные трещины
6.8.7 Координаты выявленных несплошностей определяют таким
образом:
107
а) если эхо-сигнал от несплошности появляется в зоне эхо-сигнала от зарубки, то такие несплошности находятся вблизи внешней
поверхности и их расположение определяют «прощупыванием», как
показано на Рис.6.14. Нужно иметь в виду, что место, где «прощупывается» сигнал от подповерхностной несплошности не отвечает действительному его расположению по периметру. Это объясняется тем,
что лучи, отраженные от несплошности, попадают на прилегающий
участок сварного соединения (точка В, рис. 6.14), что и подвергается
«прощупыванию»;
б) если несплошность не «прощупывается», определяют только ее местоположение по периметру сварного соединения. Для
этого фиксируют положение преобразователя, отвечающее максимальным эхо-сигналам от несплошности при прозвучивании с
противоположных сторон. Середина участка между двумя указанными положениями преобразователя отвечает местоположению
несплошности.
6.8.8 Недопустимой нужно считать несплошность, амплитуда эхосигнала от которой превышает первый браковочный уровень.
6.9. Контроль стыковых сварных
соединений аустенитных сталей с толщиной элементов
10 – 40 мм
6.9.1 Эта специализированная методика содержит технологические рекомендации относительно УЗК сварных соединений аустенитных сталей без конструктивного непровара с одинаковой толщиною
сварных элементов.
6.9.2 Для 100%-ного прозвучивания наплавленного металла валик усиления желательно удалять. Минимальный радиус кривизны
поверхности рядом со сварным соединением, по которой в процессе
УЗК может перемещаться преобразователь, должен быть не менее 500
мм, за исключением кольцевых сварных соединений, которые можно
контролировать при радиусах кривизны не менее 200 мм.
6.9.3 Перед началом контроля в 2 - 3-х местах определяется амплитуда сигнала, прошедшего через наплавленный металл сварного соединения и через основной металл изделия, в соответствии
со схемами рис. 6.15. Проведение УЗК возможно в случае, если амплитуда сигнала в сварном соединении (рис. 6.15, а) отличается от
амплитуды сигнала в основном металле изделия (рис. 6.15, б) не более, чем на 20 дБ.
108
Рис. 6.15. Схемы измерения амплитуды сигнала ультразвуковых колебаний при
прозвучивании сварного соединения (а) и основного металла (б) 1 - приемник; 2 – излучатель
раздельно-совмещенными преобразователями
При разности амплитуд сигналов в сварных соединениях изделия
и СОП большей 3 дБ, при оценке допустимости несплошностей следует скорректировать чувствительность.
6.9.4 СОП для УЗК аустенитных сварных соединений должны
быть сварены пластины или участки сварных труб. Материал, размер и технология сварки СОП должны быть такими же самыми, как
и применяемые для контролируемого изделия. Использование в
качестве СОП металлических пластин без сварных соединений не
допускается.
6.9.5 Размеры СОП в направлении, перпендикулярном оси шва,
должны обеспечивать возможность перемещения преобразователя с
целью полного прозвучивания металла сварного соединения.
6.9.6 В металле СОП для УЗК аустенитных швов должны отсутствовать любые несплошности, выявляемые радиографией, или ультразвуком на поисковом уровне чувствительности.
6.9.7 Как искусственный отражатель в СОП на торцах шва выполняют боковое отверстие (рис. 6.16). Диаметры бокового отверстия
приведены в Таблице 6.8.
109
Рис. 6.16. СОП для настройки чувствительности дефектоскопа
6.9.8 При толщине контролируемого сварного соединения d = 10-20 мм
боковое отверстие изготовляется вдоль оси сварного соединения на глубине
h = 0,5d. При толщине d = 20-40 мм - вдоль оси сварного соединения на глубине h = 10 мм. Длина отверстия L должна быть не менее 50 мм.
6.9.9 Глубина бокового отверстия должна составлять не меньше 25
мм, его поверхность должна быть изготовлена с чистотой обработки
не ниже Rz=80 мкм.
6.9.10 Для контроля используются специально изготовленные преобразователи с параметрами, удовлетворяющими требованиям этого НД,
или блок из двух серийных преобразователей с углом ввода 400, 450, 500,
600, 650, 700, в которых угол наклона призмы из органического стекла
нужно уменьшить путем удаления части призмы (рис. 6.17) таким образом, чтобы угол ввода продольных волн был в диапазоне 60-700,
6.9.11 Угол восхождения акустических лучей излучателя и приемника составляет 140, а расстояние между центрами преобразователей – 21 мм. Размеры шаблонов для изготовления преобразователей
приведены на рис. 6.18. Диаметр пьезоэлемента преобразователя рекомендуется брать равным 10-12 мм.
6.9.12 Одновременно с сигналом продольной волны от несплошности на экране дефектоскопа может появляться сигнал поперечной
волны, отраженный от поверхности один или два раза. При сканировании они перемещаются по экрану дефектоскопа синхронно.
6.9.13 Перед проведением УЗК аустенитных сварных соединений необходимо:
а) настроить при помощи шаблонов (рис. 6.18) преобразователь, а
при помощи СОП (рис. 6.16) настроить дефектоскоп на отраженный
от бокового отверстия сигнал. Рабочая частота дефектоскопа устанавливается равной 2,5 МГц;
110
б) определить зону перемещения преобразователя в направлении, перпендикулярном оси сварного соединения, и выделить на экране дефектоскопа зону появления ожидаемой несплошности с помощью строб-импульса.
Таблица 6.8
Зависимость диаметра от толщины изделия
Толщина d сварного соединения,
мм
От 10 до 15 включительно
Свыше 15 до 17 включительно
Свыше 17 до 20 включительно
Свыше 20 до 25 включительно
Свыше 25 до 40 включительно
Диаметр бокового отверстия,
мм
1,5
1,6
1,8
2,2
2,0
2,5
2,2
2,6
2,6
3,0
Рис. 6.17. Раздельно-совмещенный преобразователь
Рис. 6.18. шаблон для настройки 1 – точка пересечения акустических осей
с поверхности металла
111
6.9.14 Контроль аустенитных швов осуществляется по раздельной
схеме раздельно-совмещенным преобразователем продольными волнами по возможности с двух сторон сварного соединения. Преобразователь необходимо перемещать по поверхности сканирования со
скоростью 30-50 мм/с.
6.9.15 Шаг поперечного перемещения преобразователя должен
быть не более половины диаметра пьезопластины.
6.9.16 Устанавливаются два уровни чувствительности: поисковая
- на на 6 дБ превышающая чувствительность, обеспечивающую выявление боковых отверстий, и браковочная – амплитуда сигнала устанавливается соответственно п. 6.8.19.
Особенностью сварных соединений с толщиной стенки от 10 до 20
мм является наличие повышенного проплавления (провисания) металла в корне сварного соединения, которое отличается от несплошности следующими признаками:
а) повышенное проплавление по обыкновению оказывается при
меньшем расстоянии между преобразователем и сварным соединением, чем при выявлении надкорневых несплошностей. Появление повышенного проплавления наиболее вероятно на участках, свариваемых в нижнем положении. В горизонтальных сварных соединениях
повышенное проплавление образовывается реже, чем в вертикальных;
б) сигналы от повышенного проплавления имеют разные координаты и разные амплитуды при прозвучивании из разных сторон сварного соединения.
6.9.17 Качество аустенитных сварных соединений оценивается по
таким критериям:
а) амплитуда сигнала;
б) условная высота несплошности на уровне 6 дБ (по амплитуде);
в) условная ширина несплошности на уровне 6 дБ (по амплитуде);
г) условная длина несплошности на уровне 6 дБ по оси сварного
соединения.
6.9.18 Качество оценивается по двухбалльной системе.
6.9.19 Сварное соединение оценивается баллом 1 как непригодное
при наличии хотя бы одного из следующих признаков:
а) амплитуда сигнала от несплошности превышает амплитуду
сигнала от бокового отверстия (контрольный уровень) больше,
чем на 12 дБ;
б) амплитуда сигнала от несплошности превышает амплитуду сигнала от бокового отверстия больше, чем на 6 дБ, при этом условная
112
ширина несплошности больше условной ширины бокового отверстия
или условная длина его больше допустимой (п.6.8.20);
в) амплитуда сигнала от несплошности превышает амплитуду сигнала от бокового отверстия или равна ему и условная высота несплошности больше условной высоты бокового отверстия;
г) амплитуда сигнала от несплошности больше на 12 дБ от амплитуды сигнала от бокового отверстия, условная ширина и длина меньше, но количество дефектов превышает 3 на длине 100 мм сварного
соединения.
6.9.20 Значение допустимой условной длины несплошности составляет:
для d < 15мм L<20мм;
для d = 15…25мм L<30 мм;
для d = 25…40мм L<40 мм.
6.9.21 Ширина зоны сканирования равна:
для d = 10…25мм 40-75 мм;
для d = 25…40мм 80-90 мм.
7. Контроль угловых сварных соединений трубных
элементов
7.1. Общие положения
7.1.1 Этот раздел содержит специализированные методики, в которых излагаются порядок и методика УЗК угловых сварных соединений штуцеров труб с номинальной толщиной стенки 4,0 - 65 мм с барабанами, коллекторами, фланцами, донышками и трубами (в том числе
на сварных тройниках), выполненных с удаляющимися подкладными
кольцами или без колец с удалением корневой части сварного соединения, а также сварных соединений приварки деаэрационных колонок к баку. Приводятся также особенности УЗК соединений сварных
тройников с неудаляющимися подкладными кольцами.
7.1.2 Перед проведением контроля нужно провести обзор внутренней поверхности штуцера с целью определения качества механической обработки. При выявлении вблизи корня сварного соединения
глубоких черточек поверхность необходимо зачистить.
7.1.3 Контроль сварных соединений тройников в случае возможности рекомендуется делать к их приварке к трубопроводу.
113
7.2. Технология контроля
7.2.1 Контроль проводится с внешней стороны штуцера. Размеры
подготовленной под контроль поверхности должны удовлетворять
требованиям п.5.4.3. На угловых сварных соединениях приварки штуцеров с внутренним диаметром 100 мм и более при условии наличия
доступа рекомендуется также контролировать с середины наклонным преобразователем прямым лучом.
7.2.2 Перед началом контроля сварное соединение должно быть
размечено согласно рис. 7.1.
Рис. 7.1. Схема разметки углового сварного соединения на сектора.
7.2.3 Для контроля используют наклонные преобразователи, характеристики которых приведены в табл. 7.1.
Таблица 7.1
Характеристика преобразователей для контроля угловых
сварных соединений
Угол ввода, градусРабочая
Рабочая
частота,
частота,
МГцТолщина стенки,
МГц
мм
От 4 до 5 включительно
4–5
Свыше 5 до 12 включительно
4–5
Свыше 12 до 15 включительно
4–5
Свыше 15 до 20 включительно
2–5
Свыше 20 до 40 включительно
2–5
Свыше 40 до 65 включительно 1 – 2.5
114
Угол ввода, градус
при контроле
прямым лучом
70 – 74
70 – 72
65 – 68
60 – 65
60 – 65
45 – 50
при контроле однократно отраженным лучом
70 – 74
70 – 72
65 – 68
60 – 65
45 – 50
45 – 50
Преобразователи должны иметь такую стрелу, которая обеспечивает проведение контроля корня сварного соединения прямым
лучом. Чтобы убедиться в возможности контроля корня сварного соединения прямым лучом, к началу контроля нужно измерить ширину
сварного соединения в секторах А и В (рис. 7.1). Контроль корня сварного соединения прямым лучом возможен в случае, если указанная
ширина сварного соединения не превышает расстояния между передней гранью преобразователя и проекцией контрольного отражателя
на контактную поверхность СОП.
Если размеры сварного соединения (ширина усиления) не позволяют
контролировать корень прямым лучом, нужно приблизить точку ввода
преобразователя к сварному соединению, для чего снять фаску на передней грани призмы. Удаление фаски нужно делать при включенном дефектоскопе до появления на экране небольшого сигнала, отраженного
от фаски. Если и наличие фаски не обеспечивает возможности контроля
корня сварного соединения прямым лучом, рекомендуется применять
преобразователи с углом ввода больше, указанных в табл. 7.1 (например,
740 вместо 700, 700 вместо 650, 650 вместо 500).
7.2.4 Настройку скорости развертки проводят согласно п.п.5.5.1 5.5.4 по СОП, изготовленному согласно рис. 7.2.
7.2.5 Настройка чувствительности должна отвечать п.п.5.5.6 - 5.5.8
и проводиться на контрольных отражателях в СОП по рис. 7.2.
Для толщин от 20 до 65 мм настройку развертки следует проводить
на образцах без зарубок – по углам образца. По необходимости этот
метод настройки развертки может быть применен во время контроля
изделий любой толщины.
7.2.6 После настройки дефектоскопа контроль сварного соединения осуществляется согласно положениям пункта 5.6. Схема контроля
в разных секторах сварного соединения приведена на рис. 7.3.
7.2.7 Контроль выполняется путем обратно-поступательных перемещений преобразователя между краем усиления и границей зачищенной зоны штуцера. При сканировании преобразователь нужно
вращать вокруг точки ввода таким образом, чтобы обеспечить перпендикулярность его к продольной оси сварного соединения. Однако
в процессе сканирования преобразователь не должен постоянно находиться в перпендикулярном к оси сварного соединения положении,
поскольку при этом ухудшается контакт с поверхностью штуцера.
На протяжении 2-х - 3-х циклов перемещения преобразователя контролируется весь объем сечения, после чего преобразователь перемещается вдоль сварного соединения и цикл сканирования повторяется.
115
7.2.8 Угол скоса штуцера изменяется от 00 до 300: в центре секторов
А и В этот угол равен 00, в центре секторов Б и Г – 300 (рис. 7.3). Ширина усиления в зависимости от размеров тройника также изменяется: в
секторах А и В и может быть в 1, 5-3 раза больше, чем в секторах Б и Г.
Рис. 7.2. СОП для контроля угловых сварных соединений
1 - отрезок трубы; 2 – зарубки для настройки чувствительности для толщин S от 4 до 8 мм;
3 - отверстие глубиной не менее 15 мм для настройки скорости развертки при S > 65 мм; S
- толщина стенки штуцера; D - диаметр штуцера
Поэтому при отражении прямого луча от корня сварного соединения и однократно отраженного луча от усиления сварного соединения расстояние между передней гранью преобразователя и краем усиления будет неодинаковой в разных секторах сварного соединения.
7.2.9 При контроле угловых сварных соединений о наличии несплошностей в сварном соединении судят по результатам измерения координат.
С появлением эхо-сигнала в рабочей зоне развертки необходимо измерить координаты Х і У согласно инструкции по эксплуатации дефектоскопа и на основании этого сделать вывод о том, что отражатель действительно расположен в наплавленном металле сварного соединения.
7.2.10 На внутренней поверхности штуцера после удаления подкладного кольца могут оставаться мелкие неровности (царапины,
впадины, бугры), которые могут дать ошибочные сигналы. Признаком
наличия неровностей на внутренней поверхности штуцера является
несоответствие положения эхо-сигнала положению преобразователя
на поверхности штуцера. В частности, если на экране появляется эхосигнал с левой стороны рабочей зоны развертки, а преобразователь
при этом находится в таком положении, когда луч не может попасть в
корень сварного соединения, то нужно считать, что выявлена неровность внутренней поверхности.
7.2.11 При контроле сварных соединений с толщиной стенки штуцера 40-50 мм в центре секторов Б и Г может появляться эхо-сигнал
116
от двугранного угла в середине трубы. Признаком этого является нахождение сигнала вблизи левой границы рабочей зоны развертки при
расположении преобразователя вплотную к усилению.
7.2.12 Особенность контроля сварных соединений с не изъятыми подкладными кольцами состоит в наличии в рабочей зоне экрана дефектоскопа эхо-сигнала от подкладного кольца. Края кольца в разных секторах находятся на разном расстоянии от края сварного соединения - более всего
в секторах Б и Г и менее всего в секторах А и В. По этой причине и максимальный эхо-сигнал от кольца в секторах А и В выявляется при меньших
расстояниях точки ввода от сварного соединения, а в секторах Б и Г - при
больших. В секторах Б и Г сигнал от подкладного кольца может совпадать с
сигналом от двугранного угла трубы. На рис. 7.4 приведены схемы контроля
таких тройников в разных секторах сварного соединения.
Рис. 7.3. Схемы контроля углового сварного соединения в разных секторах
7.2.13 Сварные соединения оцениваются по таким признакам:
а) балл 1 – количество выявленных несплошностей или их измеренные характеристики превышают значения, приведенные в табл. 7.2;
б) балл 2 – количество выявленных несплошностей или их измеренные характеристики равны или меньше, чем значения, приведенные в табл. 7.2.
117
7.3. Контроль сварных соединений штуцеров
с донышками коллекторов
7.3.1 Положение этой специализированной методики распространяется на угловые сварные соединения глухих штуцеров или трубопроводов с
донышками коллекторов, имеющих конструктивный непровар с внешним
диаметром штуцера 108 - 133 мм и толщиной стенки от 8 до 17 мм.
7.3.2 Контроль предлагается выполнять после проведения визуального и магнитного контроля при условиях отсутствия недопустимых
дефектов по результатам этих видов контроля и соответствия геометрических размеров катетов сварных соединений требованиям руководящих документов.
7.3.3 Контроль проводится с целью выявления несплошностей
типа трещин, непроваров, пор и шлаковых включений, за исключением несплошностей в корневой части сварного соединения и зоне
влияния сварки, прилегающей к конструктивному непровару.
Рис. 7.4. Схема контроля угловых сварных соединений на подкладных кольцах Д1 и Д2 –
координаты эхо-сигналов от контрольных отражателей СОП; К - эхо-сигнал от подкладного
кольца
7.3.4 Во время контроля предлагается использовать:
а) наклонные преобразователи с углом ввода 500 частотой 5 МГц.
Стрела преобразователя не должна превышать 6 мм. Допускается стачивать передний край призмы для уменьшения размера стрелы;
118
б) СО №№ 1, 2, 3;
в) СОП по рис. 7.5, изготовленный из материала штуцера контролированного сварного соединения. Как искусственный отражатель необходимо использовать плоский угловой отражатель (зарубку) площадью 4 мм2.
Рис. 7.5. Стандартный образец предприятия для настройки дефектоскопа
7.3.5 Зоной УЗК сварного соединения является наплавленный метал
и металл зоны сплавления с донышком и штуцером. До проведения контроля должны быть подготовлены поверхность штуцера, наплавленного
металла и прилегающая к нему поверхность донышка (рис. 7.6).
Рис. 7.6. Конструкция контролируемого сварного соединения 1 - донышко коллектора;
2 - штуцер; 3 - угловое сварное соединение приварки штуцера к донышку;
4 - кольцо для гидроиспытаний
119
7.3.6 Рабочую поверхность преобразователя необходимо притереть к внешней поверхности трубы. Радиус кривизны рабочей поверхности должен быть на 1-2 мм больше радиуса кривизны трубы.
7.3.7 Границами зоны сканирования являются минимальное расстояние (Хmin) в миллиметрах (рис.7.7), на которую приближается передняя
грань преобразователя к внешней поверхности донышка, и максимальное (Хmax) расстояние, на которое отдаляется передняя грань от донышка. Для определения зоны сканирования необходимо измерить линейкой
расстояние от передней грани преобразователя к зарубке в СОП (Х1изм)
в миллиметрах или к ее проекции (Х2изм) в миллиметрах в положении
максимума эхо-сигнала от зарубки (U1max) или (U2max).
7.3.8 Настройку глубиномера и чувствительности дефектоскопа
следует осуществлять соответственно к инструкции по эксплуатации
дефектоскопа. Для определения уровней чувствительности при получении максимального эхо-сигнала от верхней зарубки необходимо
измерять его амплитуду в дБ. Правильность настройки должна проверяться через каждые 30 мин. работы. Допускается настройка чувствительности и работа по АРД-шкалам (диаграммам).
7.3.9 Необходимо контролировать поисковый, контрольный и браковочный уровни чувствительности. Уровни чувствительности следует определять таким образом:
а) браковочный – по амплитуде максимального эхо-сигнала от
верхней зарубки;
б) контрольный – на 6 дБ выше браковочного;
в) поисковый – на 12 дБ выше браковочного.
7.3.10 Контроль следует проводить на поисковом уровне чувствительности с использованием однократно отраженного от внутренней
поверхности штуцера луча.
7.3.11 Сканирование должно осуществляться продольно-поперечным перемещением преобразователя с шагом поперечного сканирования, равным половине ширины пьезопластины с поворотом преобразователя относительно оси на 10-150.
7.3.12 Следует различать сигнал от несплошности и сигнал от
двугранного угла между внешней поверхностью и торцом утопленной части штуцера. Последний имеет наибольшую амплитуду при
расстоянии от передней грани преобразователя к внешней поверхности донышка Хизм, равному значению Хmin, обусловленному
п.7.3.7. При увеличении расстояния преобразователя от донышка амплитуда уменьшается к уровню чувствительности ниже контрольного и далее к полному исчезновению эхо-сигнала с экрана
(рис7.8).
120
Рис. 7.7. Определение зоны сканирования
7.3.13 Признаком выявления несплошности следует считать одновременное выполнение двух условий:
а) показания дефектоскопа, при которых максимальная амплитуда эхо-сигнала (эхо-сигнал от двугранного угла не учитывается)
выше контрольного уровня чувствительности, а его координата (Y)
в миллиметрах шкалы глубиномера удовлетворяет такому условию
2S<Y<3,5S, где S - толщина стенки штуцера, мм;
б) положение преобразователя на штуцере таково, что Хизм удовлетворяет условию Х min + 3< Х изм< Х max.
Рис. 7.8. Схема выявления двугранного угла
121
7.3.14 Допускается выделение строб-импульсом зоны развертки,
где возможно появление эхо-сигналов от несплошностей.
7.3.15 При выявлении несплошностей необходимо фиксировать
следующие характеристики:
а) максимальную амплитуду эхо-сигнала, в дБ;
б) расстояние от передней грани преобразователя к внешней поверхности донышка (Хизм) в миллиметрах;
в) координаты (х, у) в миллиметрах шкалы глубиномера, координату расположения вдоль шва (L) в часах;
г) условную длину в миллиметрах для эхо-сигналов, имеющих амплитуду выше контрольного уровня чувствительности.
Условная длина измеряется при перемещении преобразователя параллельно оси шва и равняется расстоянию между двумя крайними
положениями преобразователя, при котором амплитуда эхо-сигнала
снижается к контрольному уровню чувствительности.
7.3.16 Баллом 1 оцениваются сварные соединения с несплошностями, измеренные характеристики (амплитуда эхо-сигнала, условная
длина) и количество которых равняется или превышает следующие
предельные уровни:
а) амплитуда эха-сигнала, дБ - первый браковочный уровень;
б) условная длина, мм - 20;
в) суммарная условная длина допустимых несплошностей, расположенных на одной глубине, на 100 мм длины шва, мм - 30;
г) число допустимых несплошностей с условной длиной меньше 20
мм на любые 100 мм длины шва - 3;
д) число допустимых несплошностей с условной длиной от 10 до 20
мм на любые 100 мм длины шва – 2.
Баллом 2 оцениваются сварные соединения с несплошностями,
измеренные характеристики и количество которых равны или ниже
предельных норм.
7.4. Контроль угловых сварных соединений
водоспускных и паропропускных труб с камерами
7.4.1 Этот раздел касается угловых сварных соединений приварки
труб диаметром 108 мм и больше с толщиной стенки более 8 мм к камерам или коллекторам и распространяется на сварные соединения,
изготовленные по отраслевым нормативам (рис. 7.9). Эта специализированная методика может применяться также для контроля угловых
сварных соединений, конструктивно изготовленных по нормативам
122
или с отклонениями от принятых типоразмеров. Перечень типоразмеров штуцеров и камер приведен в табл.7.3.
Таблица 7.3
Величина углубления штуцера в зависимости от диаметра
сварных элементов
Диаметр
камеры,
мм
219
245
273
325
377
426
Диаметр штуцера, мм
133
157
Углубление штуцера t1, мм в секторах
Б - Г А - В П1 - П4 Б - Г
А-В
П1 - П4
Б-Г
А-В
108
16
15
14
12
10
8
2
2
2
3
2
1
12
12
11
10
8
6
23
20
15
14
12
11
0
0
-2
0
0
0
17
15
13
11
9
8
33
27
25
19
17
16
0
0
0
0
0
0
П1 - П4
25
22
19
15
14
12
7.4.2 Перед началом контроля следует убедиться в отсутствии внешних дефектов и измерить катеты сварного соединения. Измерение катетов осуществляется в четырех взаимно-перпендикулярных зонах.
7.4.3 Поверхность штуцера должна быть зачищена на участке 100120 мм от камеры, а сварное соединение условно разбито на сектора А
- В, Б - Г, П1 - П4 (рис. 7.10).
7.4.4. Ультразвуковой контроль осуществляется в два этапа:
а) определение углубления штуцера в камеру;
б) УЗК металла сварного соединения.
Для определения углубления штуцера на СОП измеряют расстояние l от края образца к передней грани преобразователя (или к его
точке ввода) при положении преобразователя, отвечающему максимальному сигналу от верхнего двугранного угла при озвучивании его
однократно отраженным лучом (рис. 7.11, а). Следующим шагом на
контролируемом сварном соединении в секторах Б и Г измеряют расстояние l1 от поверхности камеры к передней грани преобразователя
(или точки ввода) при положении его, отвечающему максимуму эхосигнала от верхнего двугранного угла штуцера (Рис. 7.11, б). Величину
углубления t в этих секторах определяют как разность измеренных
значений l и l1.
Измерение при толщине штуцера 8 -10 мм осуществляется преобразователем с углом ввода 700 на частоте 5 МГц, а для более толстых
штуцеров применяют преобразователь с углом ввода 650.
Углубление в средней части других секторов определяют по
табл. 7.3. Для определения величины углубления штуцера в сек-
123
торах А, В или П1-П4 нужно к табличному значению t1 в этих секторах прибавить поправку х, которая равняется разности измеренного t и табличного t1 значений углублений в точках Б, Г,
т.е. х = t - t1.
Рис. 7.9. Конструкция сварного соединения
Рис. 7.10. Разметка сварного соединения на сектора
124
125
Амплитуда эхосигнала
Условная длина дефекта
(мм), расположенного
на глубине, мм
Менее
От 20
65 и
20
до 65
более
Количество допустимых
дефектов на любые 100 мм
длины шва, шт.
Суммарная условная длина
допустимых дефектов (мм),
расположенных на одной
глубине, на 100 мм длины
шва, при глубине залегания
дефектов (мм)
Мелких
Крупных
и крупных
вообще
10
7
2
30
45
Менее 5
Первый
20
30
8
3
30
45
бракоСвыше 5 до 20 вкл.
вочный
20
30
45
9
3
30
45
Свыше 20 до 40 вкл.
уровень
20
45
30
10
3
30
45
Свыше 40 до 65 вкл.
Примечание 1. К мелким относятся точечные дефекты (5.6.21). К крупным относятся дефекты, условная протяженность
которые больше установленных для точечных дефектов, но не превышает значений, приведенных в колонках 3 – 5 )допустимые протяженные), а также все дефекты с положительным коэффициентом формы.
Примечание 2. При использовании данных колонок 3 – 6, 8 и 9 следует учитывать, что при контроле прямым лучом
глубина залегания дефекта определяется как расстояние от внешней поверхности сварного соединения, а при контроле
однократно отраженным лучом – как сумма толщины стенки и расстояние от внутренней поверхности сварного соединения к дефекту.
Примечание 3. Если дефекты выявляются прямым и однократно отраженным лучом, то оценку их условной протяженности и общей
длины выполняют по результатам контроля прямым лучом.
Номинальная толщина стенки, мм
Таблица 7.2
Предельно допустимые значения измеренных характеристик и количества дефектов в угловых
сварных соединениях трубных элементов
Рис. 7.11. Схема измерения величины углубления штуцера при контроле угловых сварных
соединений водоспускных и паропропускных труб с камерами
7.4.5 Контролю подлежат те участки сварного соединения, величина углубления штуцера на которых составляет не меньше 5 мм.
7.4.6 УЗК проводят преобразователем с углом ввода 500 частотой 5
МГц. Стрела преобразователя не должна превышать 5 мм.
7.4.7 Настройку скорости развертки проводят по СОП, представляющему собой полосу, вырезанную из трубы того же размера, что и штуцер
контролируемого сварного соединения. На экране дефектоскопа определяют места максимумов сигналов от края образца, которые выявляются
прямым, однократно и двукратно отраженными лучами – точки 1, 2 и 3
соответственно (рис. 7.12). Зона появления сигналов от несплошностей
будет располагаться между точками 2 и 3 линии развертки.
7.4.8 Настройка чувствительности осуществляется по зарубкам
площадью 2 мм2 (2 х 1 мм) на внешней поверхности СОП (рис. 7.5) при
прозвучивании ее однократно отраженным лучом.
7.4.9 Контроль проводят однократно отраженным лучом (рис. 7.12,
б). При этом преобразователь перемещают по образующей трубы с одновременным обратно-поступательным движением от положения, когда
преобразователь находится вплотную к краю сварного соединения, к положению на расстоянии в 20-30 мм от края сварного соединения.
7.4.10 Признаком выявления несплошностей является появление сигнала в рабочей зоне экрана между положениями 2 и 3 (Рис. 7.12, а). В этой
же зоне возможно появление сигналов от края штуцера или от подреза.
Сигнал от края штуцера отличают от сигнала от дефекта путем сопоставления фактического местоположения преобразователя с расстоянием к краю штуцера в этой зоне, выбранному из табл. 7.3. Подрез также
можно отличить «прощупыванием» пальцем, смоченным в масле.
7.4.11 Недопустимой является несплошность с амплитудой эхо-сигнала большей, чем от зарубки в СОП.
126
Рис. 7.12. Схема контроля угловых соединений водоспускных и паропропускных труб
с камерами
7.5. Контроль угловых сварных соединений штуцеров
с барабанами
7.5.1 В этом разделе речь идет о порядке проведения и нормах
оценки качества угловых сварных соединений приварки нормально
врезанных штуцеров (патрубок) с внешним диаметром больше 100 мм
и толщиной стенки 8 мм и более к барабану и других основных элементов с радиусом кривизны внешней поверхности 750 мм и более. Методика является специализированной и предусматривает контроль при
неполном проплавлении соединяющихся элементов, т.е. при наличии
конструктивных непроваров.
Методика применяется при глубине обработки основного элемента не менее 4 мм от штуцера к поверхности основного элемента и при
возможности проведения ультразвукового контроля со стороны внутренней поверхности приваренного штуцера.
7.5.2 УЗК следует проводить после термической обработки сварных соединений, если она предусмотрена технологией. Контроль осуществляется
со стороны внутренней поверхности штуцера к установлению заглушек.
127
7.5.3 Для проведения контроля применяются наклонные преобразователи с углом ввода 45 – 470 частотой 2,5 МГц.
7.5.4 Настройка скорости развертки и чувствительности осуществляется на СОП №№ 1 и 2 соответственно. Образцы должны быть изготовлены согласно рис. 7.13 и 7.14 из материала, отвечающего материалу контролируемого изделия.
7.5.5 Настройка скорости развертки выполняется в соответствии
со схемой рис. 7.15, а. Установив преобразователь на СОП №1, добиваются получения максимального эхо-сигнала от отверстия в корне
(рис.7.15, поз. 3, положение 1 преобразователя).
Передний фронт строб-импульса устанавливают на место развертки, где эхо-сигнал достигает максимального значения. Путем перемещения преобразователя из положения I в положение 2 находят
максимум эхо-сигнала от отверстия в вершине сварного соединения.
Задний фронт строб-импульса устанавливают на место развертки, где
он достигает максимального значения. Путем регулирования усиления добиваются равных значений эхо-сигналов в корне и в вершине
сварного соединения.
Настройку скорости развертки повторяют 3-4 раза, добиваясь повторяемости результатов.
Рис. 7.13. СОП №1 для настройки скорости развертки
7.5.6 Настройка чувствительности дефектоскопа осуществляется в
соответствии со схемой, показанной на рис. 7.15, б. Установив преобразователь на СОП № 2, добиваются получения максимального эхосигнала от дна отверстия (рис. 7.15, положение 3 преобразователя).
Регулятором усиления устанавливают амплитуду максимального эхо-
128
сигнала на уровне верхней горизонтальной линии экрана дефектоскопа (браковочный уровень чувствительности).
Настройка чувствительности осуществляется несколько раз до достижения повторяемости результатов.
7.5.7 Контроль осуществляют прямым лучом путем обратно-поступательного сканирования преобразователя. Ширина зоны сканирования (перпендикулярно оси сварного соединения) определяется при
настройке аппаратуры, а шаг сканирования (по окружности штуцера)
должен быть 1-1,5 мм.
Рис. 7.14. СОП № 2 для настройки чувствительности
Рис. 7.15. Схемы настройки скорости развертки (а) и чувствительности (б) дефектоскопа: 1,
2 и 3 - положение преобразователей и соответствующие им эхо-сигналы
129
7.5.8 Поиск несплошностей осуществляется при повышенной чувствительности относительно чувствительности, полученной при настройке по п. 7.5.6.
7.5.9 Появление эхо-сигналов в рабочей зоне развертки при
соответствующих расстояниях Х 1, Х 2 или Х 3 характеризует наличие несплошностей в сварном соединении. Недопустимой считается несплошность с амплитудой эхо-сигнала выше браковочного уровня.
7.6 Контроль угловых сварных соединений штуцеров
по внутренней поверхности
7.6.1 Эта специализированная методика применяется при внутреннем диаметре патрубка более 100 мм и наличии доступа к его внутренней поверхности. Контроль углового сварного соединения целесообразно осуществлять соответственно к схеме, приведенной на рис.
7.16. Контроль по внутренней поверхности является более приемлемым по сравнению с контролем по внешней поверхности штуцера
или по внешней и внутренней поверхностям корпуса.
Рис. 7.16. Схемы контроля углового сварного соединения штуцера
по внутренней поверхности
7.6.2 Сканирование следует проводить вдоль образующей патрубка с шагом не более половины размера изл у чающего элемента.
130
7.6.3 Контроль сварного соединения должен осуществляться, как
минимум, в двух направлениях (с поворотом ПЭП на 1800). Сканирование желательно проводить притертым преобразователем.
Рекомендуемые параметры ПЭП приведены в табл. 7.4. Конкретные параметры ПЭП следует определять, исходя из геометрических
особенностей сварного соединения и особенностей сталей.
7.6.4 Чувствительность выбирается по большей толщине сварных
элементов, подлежащих контролю.
Таблица 7.4
Рекомендуемые параметры ПЭП для контроля углового сварного
соединения штуцера по внутренней поверхности
Толщина стенки Частота, Угол ввода
патрубка, мм
МГц
До 5,5 включитель- 4 – 10
60 – 700
но
60 – 700
Свыше 6 до 10 вклю- 4 – 5
чительно
Свыше 10
1,25 – 5
50 – 700
Тип преобразователя
Раздельно-совмещенный
Раздельно-совмещенный, совмещенный
Совмещенный
7.7. Контроль угловых сварных соединений штуцеров по
поверхности корпуса
7.7.1 Контроль по этой специализированной методике применяется при диаметре корпуса 800 мм и более и осуществляется одним
преобразователем в соответствии со схемой, показанной на рис. 7.17.
Рекомендуемые параметры контроля приведены в табл. 7.5.
Рис. 7.17. Схема контроля углового сварного соединения штуцера по поверхности корпуса
7.7.2 В случае невозможности контроля по внешней или внутренней поверхности (наличие теплоизоляции, отсутствие доступа, нали-
131
чие усиления и т.п.) допускается проведение контроля прямым и однократно отраженным лучом по одной из поверхности (рис. 7.18).
Таблица 7.5
Рекомендуемые параметры преобразователей для контроля угловых
сварных соединений по поверхности корпуса диаметром более 800 мм
Частота, МГц
От 6 до 10 включительно
Толщина стенУгол ввода α, град.
ки корпуса, мм Прямым лучом Однократно отраженным лучом
4 – 10
60 – 70
60 – 70
Свыше 10 до 20 включительно
4–5
60 – 70
60 – 70
Свыше 20 до 40 включительно
2–5
50 – 65
50 – 65
Свыше 40 до 65 включительно
1,8 – 2,5
50 – 60
40 – 50
Свыше 65
1,25 – 2,5
40 – 60
–
Рис. 7.18. Схема контроля углового сварного соединения штуцера по поверхности корпуса а
– по внешней поверхности; б – по внутренней поверхности
7.7.3 При диаметре корпуса (обечайки) от 400 мм до 800 мм и наличия сенной поверхности контроль следует проводить по четырем
секторам с углом 900 не меньше, чем двумя разными преобразователями (рис. 7.19).
7.7.4 Преобразователи должны быть адаптированы к геометрическим особенностям сварного соединения. Для минимизации трудозатрат следует выбирать только два преобразователя с разными углами
ввода: α1 = α2, α3 = α4 = α5.
132
Рекомендуемые параметры контроля приведены в табл. 7.6.
7.7.5 При толщине стенки корпуса более 65 мм контроль по одной поверхности является малоэффективным из-за существенного ослабления
ультразвукового импульса во время контроля однократно отраженным
лучом. Для изделий из сталей с повышенным затуханием это является
характерным даже при меньшей толщине стенки корпуса.
Для таких случаев (большая толщина корпуса и (или) повышенное
затухание ультразвука в материале) при отсутствии одновременного
доступа к внутренней и внешней поверхностям контроль по одной поверхности следует дополнять контролем по внутренней или внешней
поверхности патрубка с целью повышения надежности результатов
контроля.
Рис. 7.19. Схема разметки и контроля углового сварного соединения по поверхности корпуса
диаметром 400 – 800 мм
133
Таблица 7.6
Рекомендуемые параметры преобразователей угловых сварных
соединений по поверхности корпуса диаметром 400 – 800 мм
ТолЧастота,
щина
МГц
стенки
корпуса,
мм
От 6 до
4 – 10
10 вкл.
Св. 10 до
4–5
20 вкл.
2–5
Св. 20 до
40 вкл.
Св. 40 до 1,8 – 2,5
65 вкл.
Свыше 1,25 – 2,5
65
Угол ввода α, град.
Сектора 1, 3
Сектора 2, 4
Диаметр
Диаметр
Диаметр
400 – 800 мм
400 – 600 мм
600 – 800 мм
Прямой Однократно Прямой Однократ- Прямой Однолуч
отраженный
луч
луч
но отракратно
луч
женный
отраженлуч
ный луч
60 – 70
60 – 70
60 – 70
50 – 70
60 – 70 50 – 70
60 – 70
60 – 70
60 – 70
50 – 70
60 – 70
50 – 70
50 – 65
50 – 65
50 – 65
40 – 65
50 – 65
40 – 65
50 – 60
40 – 50
50 – 60
40 – 50
50 – 60
40 – 50
40 – 60
–
40 – 60
–
40 – 60
–
8. Ультразвуковой контроль сварных соединений
штампосварных элементов трубопроводов
8.1. Общие требования
8.1.1 Этот раздел регламентирует порядок и методику УЗК продольных сварных соединений штампосварных колен, переходов и
пулевых тройников диаметром 600 мм и больше с толщиной стенки
больше 25 мм, выполненных без подкладных колец и без замковых соединений.
8.1.2 Контроль осуществляется с целью выявления несплошностей, ориентированных вдоль сварного соединения (поперечное прозвучивание).
На сварных соединениях элементов толщиной 45 мм и больше из
углеродистых сталей, элементов толщиной 30 мм и больше с кремниемарганцевых сталей и изделий с хроммолибденванадиевых сталей
независимо от их толщины контроль выполняется также с целью вы-
134
явления несплошностей, ориентированных поперек сварного соединение (продольное прозвучивание).
8.1.3 Контроль рекомендуется проводить к приварке контролируемой штампосварной детали к трубопроводу.
8.1.4 Усиление сварного соединения должно быть удалено. Чистота
поверхности после удаления усиления должна быть не хуже Rz=40 мкм.
С внутренней поверхности сварного соединения должны быть
удалены окалина, грат и грубые царапины. Внутренняя конструкция
сварного соединения должна отвечать требованиям нормативного документа на его изготовление.
8.2. Технология контроля
8.2.1 Для контроля применяются преобразователи рабочей частотой 1 – 2,5 МГц с углами ввода, указанными в табл. 8.1.
8.2.2 Настройку скорости развертки выполняется согласно требованиям п.п. 5.5.1 - 5.5.4 по СОП, конструкция которых приведена на
рис. 8.1.
Во время контроля на продольные и поперечные несплошности
сварных соединений пулевых тройников используют один СОП, при
контроле сварных соединений штампосварных колен и переходов разные СОП.
При контроле на поперечные несплошности допускается настройка по рискам или пропилам.
8.2.3 Настройка чувствительности осуществляется согласно п.п.
5.5.6 - 5.5.8.
Таблица 8.1
Характеристики преобразователей для контроля соединений
штампосварных элементов трубопроводов
Толщина стенки,
мм
От 25 до 30 включ.
От 31 до 39,5 включ.
От 40 до 64,5 включ.
65 и более
Угол ввода, градус
контроль на
контроль на поперечные непродольные несплошности
сплошности
прямым
однократно
прямым однократно отраженным лучом
лучом
отраженным
лучом
лучом
65
50
65
50
65
50
50
50
50
50
40
40
50
50
135
Рис. 8.1. Стандартные образцы предприятия для контроля швов штампосварных элементов
трубопроводов а - образец для контроля на продольные несплошности; б - образец для
контроля на поперечные несплошности; 1 - нижняя и верхняя зарубки для настройки скорости
развертки; 2 - боковое цилиндрическое отверстие D3 глубиной 20 мм для настройки скорости
развертки при толщине 65 мм и больше при контроле прямым лучом; S - толщина стенки; R и
r - радиус элемента. Для пулевых тройников R = r. у - ширина СОП = 30 мм при S= 26-60 мм,
у = 50 мм при S>60 мм
8.2.4 После настройки дефектоскопа сварное соединение контролируется согласно требованиям п. 5.6.
8.2.5 Соединение штампосварных колен и переходов контролируют по всей длине за исключением участков по 10 мм от торцов, если
последние обработанные, и по 30 мм - если не обработанные. Непроконтролированные участки нужно подвергнуть УЗК после приварки
элемента к трубопроводу.
8.2.6 В случае выявления эхо-сигнала от корневой части сварного
соединения нужно сделать дополнительную зачистку неровностей
корня со следующим повторным контролем.
8.2.7 Результата контроля оцениваются по таким критериям:
а) балл 1 - измеренные характеристики выявленных несплошностей, или их количество больше, а коэффициент формы равен или
меньше значений, приведенных в табл. 8.2.
б) ба лл 2 - измеренные характеристики выявленных несплошностей, или их количество равно или меньше, а коэф фициент формы равен или больше значений,, приведенных в
табл. 8.2.
136
9. Ультразвуковой контроль сварных соединений
котельных барабанов, сосудов, работающих под
давлением, продольных, спиральных и кольцевых
сварных соединений трубопроводов
9.1. Общие требования
9.1.1 Этот раздел содержит порядок и методику УЗК основных продольных и кольцевых стыковых сварных соединений обечаек и днищ
котельных барабанов и сосудов 1 - 4 групп, работающих под давлением свыше 0,07 МПа, с толщиной стенки 4,0 - 160 мм из углеродистых и
низколегированных сталей перлитного класса, а также продольных,
спиральных и кольцевых сварных соединений электросварных труб.
9.1.2 Контроль осуществляется прямым и однократно отраженным лучом с внешней или внутренней поверхности за исключением сварных соединений приварки днищ, отличающихся по толщине от обечаек. В этом случае
контроль со стороны днища проводится только прямым лучом.
Допускается проведение контроля сварных соединений толщиной
менее 65 мм с одной поверхности в том случае, если конструкция обеспечивает контролепригодность не ниже III группы по п. 5.1.2.
9.1.3 Перед проведением контроля необходимо провести УЗК зоны,
прилегающей к сварному соединению, прямым преобразователем, чтобы убедиться в отсутствии расслоений основного металла (контроль
основного металла зоны сканирования на акустическую прозрачность).
9.2. Технология контроля
9.2.1 Основные сварные соединения котельных барабанов и сосудов контролируются преобразователями, характеристики которых
приведены в табл. 6.1.
9.2.2 При настройке скорости развертки следует руководствоваться положениями п.п. 5.5.1 - 5.5.4 по СОП, конструкции которых
приведены на рис. 6.1. В случае, если внешний радиус кривизны
контролируемого изделия меньше, чем 1 м, СОП должны быть изготовлены с расчетом кривизны объекта контроля. Разница между
радиусами кривизны СОП и контролируемого изделия не должна
превышать 10 %.
9.2.3 Настройка чувствительности дефектоскопа осуществляется
согласно требованиям п.п. 5.5.6 - 5.5.8 и табл. 5.6.
137
9.2.4 После настройки дефектоскопа сварное соединение контролируется в соответствии с требованиями п. 5.6.
9.2.5 В сварных соединениях, изготовленных электрошлаковой сваркой,
наиболее распространенными являются несплошности типа непроваров,
несплавлений и трещин. Непровары и несплавления располагаются по краям сварного соединения, а трещины - в средней части наплавленного металла. Все указанные несплошности ориентированы преимущественно вертикально. Шлаковые включения, поры и скопление пор встречаются реже и их
расположение не имеет определенных закономерностей.
Непровары и несплавления характеризуются наличием эхо-сигнала при контроле со стороны наплавленного металла и отсутствием
его при контроле со стороны основного металла (рис. 9.1, а). Трещины дают небольшие сигналы или совсем не выявляются (рис. 9.1, б).
Наиболее надежно все эти несплошности выявляются при контроле
по схеме «тандем» (рис. 9.1, в).
Рис. 9.1. Выявление несплошностей в сварных соединениях, изготовленных по технологии
электрошлаковой сварки а - непровар или несплавления; б - трещина; в - контроль по схеме «тандем».
138
Отдельные шлаковые включения и поры характеризуются тем, что
во время контроля под разными углами амплитуды эхо-сигналов приблизительно одинаковы (рис. 9.2).
Скопление пор характеризуется появлением группы эхо-сигналов,
изменяющих свое расположение и величину на экране дефектоскопа
при небольших перемещениях преобразователя.
Рыхлость характеризуется появлением широкого эхо-сигнала неопределенной формы.
9.2.6 В сварных соединениях, изготовленных многопроходной
сваркой, являющейся наиболее распространенной технологией, часто выявляется несплошность типа непровар (несплавление) в корне
Х-образного шва. Эта несплошность характеризуется теми же признаками, что и трещины в электрошлаковых сварных соединениях.
Рис. 9.2. Выявление шлаковых включений и пор
Рис. 9.3. Выявленные рыхлоты в сварных соединениях
9.2.7 Контроль продольных сварных соединений осуществляется
путем сканирования поперек обечайки с внешней или внутренней поверхности.
Настройка глубиномера, уровней чувствительности и оценку
координат несплошностей при контроле продольного сварного
139
соединения выполняется также, как и для кольцевого сварного соединения.
9.2.8 Качество сварных соединений оценивается по таким критериям:
а) балл 1 – измеренные характеристики несплошностей или их количество больше, а коэффициент формы меньше значений, приведенных в табл. 6.2;
б) балл 2 – измеренные характеристики несплошностей равны или
меньше, а коэффициент формы равен или больше значений, приведенных в табл. 6.2.
10. Ультразвуковой контроль сварных соединений
металлоконструкций
10.1. Общие требования
10.1.1 Этот раздел содержит методики ручного ультразвукового
контроля сварных соединений из углеродистых и низколегированных сталей:
а) стыковых соединений плоских элементов с толщиной стенки 440 мм;
б) угловых и тавровых соединений листовых конструкций с толщиной стенки 6-40 мм.
10.1.2 Методика распространяется на доступные для контроля стыковые, угловые и тавровые сварные соединения, выполненные всеми
видами автоматической, полуавтоматической сварки и ручной электродуговой сваркой. Доступными для контроля следует считать сварные соединения, конструкция которых разрешает перемещать преобразователь в пределах, обеспечивающих УЗК всего сечения сварного
соединения.
10.1.3 Методика ультразвукового контроля обеспечивает выявление в сварных соединениях трещин, непроваров, несплавлений,
шлаковых включений и газовых пор с эквивалентной площадью не
меньше нормативных величин несплошностей с определением их количества, координат расположения и условной длины.
10.1.4 При контроле должны использоваться ультразвуковые импульсные дефектоскопы, которые удовлетворяют требованиям этого
НД.
140
Дефектоскопы должны быть укомплектованы типичными или специальными наклонными преобразователями с углом ввода 500, 650,
700, 740 .
В состав комплекта аппаратуры для измерения и проверки основных параметров дефектоскопов (вместе с преобразователями) и проведения контроля должен входить комплект СО и СОП в соответствии
с требованиями этого НД.
10.2. Выбор способов и параметров контроля
10.2.1 При выборе способа контроля следует учитывать такие факторы, как толщина элементов сварного соединения, размер его усиления и катет, особенности и характер расположения возможных несплошностей, конструкция сварного соединения и наличие доступа
к нему. Способ контроля должен обеспечить контроль всего сечения
наплавленного металла.
10.2.2 Применяются такие способы контроля:
а) прямым лучом наклонным преобразователем для выявления несплошностей в нижний (корневой) части сварного соединения;
б) однократно отраженным лучом наклонным преобразователем
для выявления несплошностей в средней и верхней частях сварного
соединения;
в) двукратно отраженным лучом наклонным преобразователем
для выявления несплошностей в средней и нижней частях сварного
соединения при увеличенной ширине усиления или размера катета
углового сварного соединения.
10.2.3 Параметры ультразвукового контроля стыковых сварных соединений следует выбирать по табл. 10.1 и 10.2, угловых и тавровых
сварных соединений с плоскими стенками - по табл. 10.3.
Угол ввода по необходимости можно корректировать при настройке дефектоскопа по СОП в зависимости от фактической ширины усиления сварного соединения и стрелы используемого преобразователя. При этом следует предоставлять преимущество преобразователю
с меньшим углом ввода.
Рекомендуется выполнять ультразвуковой контроль сварных соединений с толщиной стенки 8 мм и больше с помощью АРД-шкал по
методике, приведенной в Приложении И.
Характеристики преобразователей могут иметь отличия с учетом
особенностей используемой аппаратуры, от приведенных в табл. 10.1,
10.2 и 10.3 .
141
5
5
2,5
2,5
2,5
Угол ввода, град.
74
70
65
65
65, 50
Тол-щина свар-ного
соеди-нения, мм
8 - 13
14 -19
20 -29
30 -40
5
8
10
12
5
способ
контроля
прямым
лучом
то же
-«-«65 – прямым
лучом
8-13
14-19
20-29
30-40
4-7
глубина
залегания
контрольного отражателя, мм
Контроль нижней части
сварного соединения
74
70
70
65
65
8-13
14-19
20-29
30-40
5
2,5
2,5
2,5
5
Угол ввода, Рабочая
град.
частота,
МГц
4-7
Толщина сварного
соединения, мм
Таблица 10.1
Контроль верхней части сварного соединения
однократно
отражен-ным лучом
то же
-«-«50 - однократно
отражен-ным лучом
способ
контроля
Таблица 10.2
16-26
28-38
40-58
60-80
8-14
5
8
10
12
5
то же прямым
-«-«-
Двукратно
отра-женным лучом
24-39
14-19
20-29
30-40
12-21
то же
-«-«-«-
однократно отраженным лучом
16-26
28-38
40-58
60-80
8-14
Стрела Контроль нижней части сварного Контроль верхней части сварного соединения
преобразосоединения
вателя,
способ контроля
глубина залегания
способ
глубина залеганияконтрольного отражаконтроля контрольного отражателя, мм
теля, мм
Параметры ультразвукового контроля мест сечения сварных соединений
Рабочая частота,
МГц
4-7
Стрела преобразователя, мм
Параметры ультразвукового контроля стыковых сварных соединений
глубина
залегания
контрольного отражателя, мм
142
10.3. Настройка дефектоскопа
10.3.1 Настройку глубиномера дефектоскопа для измерения координат несплошностей для изделий с толщиной до 8 мм осуществляется по СОП (рис. 10.1).
10.3.2 Установление рабочей зоны контроля дефектоскопа с преобразователем следует проводить с помощью глубиномера, предварительно настроенного согласно п.10.3.1.
Допускается установление зоны контроля как по сигналам от искусственных отражателей, выполненных на минимальной и максимальной глубинах расположения несплошностей в сварных соединениях,
которые выявляются прямым и однократно (двукратно) отраженными лучами отдельно, так и по координатам глубиномера, которые отвечают этим глубинам.
10.3.3 При контроле стыковых сварных соединений прямым лучом
передний фронт прямоугольного импульса (строб-импульса) устанавливают в положение, отвечающее нулевому распределению шкалы
глубиномера, а задний фронт строб-импульса устанавливают в положение, отвечающее толщине стенки (рис. 10.2, а). Выделенная на
развертке зона отвечает прохождению луча от поверхности ввода к
противоположной (донной) поверхности.
Таблица 10.3
Параметры ультразвукового контроля угловых и тавровых сварных
соединений с плоскими стенками
Толщина Угол Рабосварного вво- чая
соединеда частоние,
град та,
мм
МГц
Стрела
Контроль нижней
преоб- части сварного соедиразованения
глубина
теля, способ
конзалегания
мм
троля контрольного
отражателя,
мм
Свыше 6 до 70
8 включ.
5
5
прямым
лучом
Свыше 8 до 70
13 включ.
« 14 « 19 « 65
« 20 « 40 « 65
5
5
то же
2,5
2,5
8
10
-«-«-
Контроль верхней части
сварного соединения
способ
контроля
однократно
отраженным
лучом
Свыше 8 до 13
то же
включ.
« 14 « 19 «
-«« 20 « 40 «
-«Свыше 6 до
8 включ.
глубина
залегания
контрольного
отражателя,
мм
От 12 до
16 включ.
От 16 до 26
От 28 до 38
От 40 до 80
143
Рис. 10.1. Стандартный образец предприятия с угловым отражателем для настройки чувствительности
При контроле однократно отраженным лучом передний фронт необходимо установить в положение S, а задний - в положение 2S. Выделенная зона отвечает прохождению лучу через сварное соединение
от нижней (донной) поверхности к поверхности ввода.
При контроле двукратно отраженным лучом передний фронт строб-импульса устанавливают в положение 2S, а задний - в положение 3S. Эта зона
отвечает прохождению лучу через сварное соединение от поверхности ввода к донной поверхности, но предварительно луч прошел через стенку сварного соединения дважды, отразившись от донной поверхности.
10.3.4 При контроле угловых и тавровых сварных соединений прямым
лучом (рис. 10.2,������
б) передний
строб-импульса
�����������, �� фронт
��������������
��� ������ ����� ������также
�������� устанавливают по
���������� ������, ����������� �� ������ �����������.
нулевому значению
шкалы
глубиномера,
а
задний
фронт
– в положение S +
10.3.4 ��� �������� ������� � �������� ������� ���������� ������
�����-��������
����� �������������
��
�����прохождению
(���. 10.2, �) �������� �����
К1, что отвечает
луча
(по глубине)
от поверхности
ввода к
�������� �������� ����� �����������, � ������ ����� – � ��������� S + � ,
��� �������� ����������� ���� (�� �������) �� ����������� ����� � ������
нижней границе
сварного соединения (с учетом размера катета К1).
������� �������� ���������� (� ������ ������� ������ � ).
1
1
�
�
Рис. 10.2. Схема установки зоны контроля а - при контроле стыковых сварных соединений
� - ��� �������� �������� ������� ���������� ������, ���������� ���������� �
прямым, однократно���������
отраженным
и двукратно
лучом;
б -�при контроле угловых
� - ��� ��������отраженным
������� ������� ����������
������
���������� �����;
���������� ���������� �����
сварных соединений
прямым и однократно отраженным лучом
���. 10.2 ����� ��������� ���� ��������
144
��� �������� ���������� ���������� ����� �������� �����
��������������� � ��������� S, � ������ - � ��������� S + �2, ��� ��������
При контроле однократно отраженным лучом передний фронт устанавливается в положение S, а задний - в положение S + К2, что отвечает прохождению луча через сварное соединение после отображения от донной поверхности к верхней границе сварного соединения (с учетом катета К2).
Для оперативной настройки зоны контроля используется СОП с
контрольными отражателями - зарубками.
10.3.5 Настройка предельной чувствительности осуществляется
отдельно для прямого, однократно и двукратно отраженного лучей.
При этих значениях чувствительности осуществляется оценка несплошностей, выявленных при контроле.
10.4. Проведение контроля
10.4.1 Перед началом контроля на поверхности контролируемого
изделия следует нанести зону перемещения преобразователя.
10.4.2 Прозвучивание сварных соединений необходимо делать по
совмещенной схеме включения преобразователя. В процессе контроля преобразователь устанавливают перпендикулярно сварному соединению и плавно перемещают вдоль сварного соединения, осуществляя
поперечно-продольное сканирование с поворотом преобразователя
относительно оси на угол 10-150 влево и вправо (рис. 10.3).
Для выявления поперечных трещин сварное соединение следует дополнительно контролировать наклонным преобразователем, установленным вдоль
продольной оси сварного соединения со снятым усилением и для тавровых сварных соединений под углом 15-300 к продольной оси сварного соединения.
10.4.3 Контроль стыковых сварных соединений толщиной от 4 до
40 мм выполняется наклонными преобразователями с углом ввода
50°, 65°, 70°, 74° с двух сторон сварного соединения по внешней или
внутренней поверхности сварного соединения. Параметры контроля
приведены в табл. 10.1. Преимущество следует предоставлять контролю по внешней поверхности.
При контроле сварных соединений, имеющих разную толщину
элементов, один из которых имеет скошенные края, контроль со стороны листа с меньшей толщиной осуществляется прямым (или двукратно отраженным) и однократно отраженным лучом, а со стороны
листа со скосом - только прямым лучом по поверхности (внешний или
внутренний) согласно рис. 10.3.
Выбор наиболее оптимальных схем проводится исходя из геометрических особенностей сварного соединения и наиболее вероятного типа несплошностей и их расположения.
145
146
первыйбраковочный
уровень
второй
браковочный
уровень
Амплитуда эхосигнала
Если
Если
Кф не
Кф
измеряизмеется
ряется
20
20
20
20
30
30
30
30
45
45
45
45
Условная длина дефекта
(мм), расположенного на
глубине,
мм
Менее
2065 и
20
20,5
более
не
измеряется
1 (0дб)
1 (0Дб)
Коэффициент
формы
Кф, дБ
9
10
11
12
3
3
3
3
Количество допустимых дефектов
на любые 100 мм
длины шва, шт.
мелких
больших
и больших
вообще
30
30
30
30
45
45
45
45
Суммарная условная
длина допустимых
дефектов (мм) на 100
мм длины шва, при
глубине залегания
дефектов (мм)
Менее 65
65 и более
Примечание 1. К мелким относятся точечные дефекты (п.5.6.21). К большим относятся дефекты, условная протяжность которых больше установленных для точечных дефектов, но не превышает значений, приведенных в колонках 4-6
(допустимые протяженные), а также все дефекты с положительным коэффициентом формы.
Примечание 2. При использованные данных колонок 4, 5, 6, 10, и 11 нужно учитывать, что при контроле прямым
лучом глубина залегания дефекта определяется как расстояние от внешней поверхности сварного соединения, а при
контроле однократно отраженным лучом - как сумма толщины стенки и расстояния от внутренней поверхности сварного соединения к дефекту.
Примечание 3. Если дефекты выявляются прямым и однократно отраженным лучами, то оценку их условной протяженности и общей длины делают по результатам контроля прямым лучом.
От 26 до 39,5
От 40 до 64,5
От 65 до 99,5
От 100 до 120
Номинальная
толщина
стенки,
мм
Таблица 8.2
Предельно допустимые значения измеренных характеристик и количества дефектов в сварных
соединениях штампосварных элементов трубопроводов
10.4.4 В связи с конструктивными особенностями мест пересечения
сварных соединений, вызывающих ограниченный доступ к нему, при
контроле используют преобразователи с повышенным углом ввода по
сравнению с продольными сварными соединениями.
Параметры контроля мест пересечения сварных соединений наклонным преобразователем по совмещенной схеме приведены в табл. 10.2.
Со стороны продольного сварного соединения преобразователь
следует перемещать веерообразно (рис. 10.5).
10.4.5 При контроле угловых и тавровых сварных соединений могут применяться следующие схемы контроля (рис. 10.6 и 10.7):
а) по внешней или внутренней поверхности стенки углового соединения;
б) по поверхностям или полочке стенки таврового соединения.
Схема контроля выбирается в зависимости от расположения возможных несплошностей, исходя из условий полного прозвучивания
наплавленного металла сварного соединения и доступности контроля. Преобладающим способом контроля должен быть контроль по
внешней поверхности углового соединения (рис. 10.6, а, б, г, д) и по
внешней поверхности полочки таврового соединения (рис. 10.7, а).
Контроль угловых и тавровых сварных соединений выполняется
раздельно-совмещенными и совмещенными наклонными преобразователями с углом ввода 50°, 65° и 70°.
Контроль угловых и тавровых соединений при наличии доступа
выполняют наклонным преобразователем прямым и однократно отраженными лучами.
Рис. 10.3. Схема перемещения преобразователя при контроле
147
Рис. 10.4. Схема контроля сварного соединения с разной толщиной сварных элементов
Рис. 10.5. Схема контроля зоны сечения сварных соединений
10.5. Оценка качества сварных соединений
10.5.1 При ультразвуковом контроле различают точечные и протяженные несплошности.
К точечным несплошностям относятся такие, условная длина которых не превышает условной длины искусственного отражателя в СОП
на глубине, отвечающей глубине залегания несплошности в сварном
соединении изделия.
К протяженным несплошностям относятся такие, условная длина которых превышает условную длину искусственного отражателя
в СОП на глубине, отвечающей глубине залегания несплошности в
сварном соединении изделия.
10.5.2 По результатам ультразвукового контроля сварные соединения конструкций должны удовлетворять требованиям табл. 10.4.
10.5.3 К недопустимым несплошностям сварных соединений по результатам УЗК относятся:
а) точечные несплошности, амплитуда сигналов от которых больше, чем амплитуда сигнала от искусственного отражателя с допустимой площадью;
б) протяженные несплошности, амплитуда сигналов от которых
больше, чем амплитуда сигнала от искусственного отражателя с наименьшей фиксированной площадью.
148
Таблица 10.4
Требования к качеству сварных соединений
Сварные Наименьшая толДлина
Допустимое
Эквивалентная плосоедине- щина элемента кон- оценочного
скость единичной
количество
одиночных
ния
струкции в сварном участка, мм фиксируемой несплошсоединении, мм
несплошностей
ности, мм2
наименьшая допустимая на оценочном
участке, шт.
Стыковые
От 4 до10 вкл.
20
5
7
1
Угловые Свыше 10 до 20 вкл.
25
5
7
2
Тавровые
30
« 20 « 30 «
5
7
3
« 30 « 40 «
30
7
3
10
Рис. 10.6. Схемы контроля угловых сварных соединений
Рис. 10.7. Схемы контроля тавровых сварных соединений.
149
Приложение А
к п. 5.1.8 СОУ-Н МПЕ 40.1.17.302:2005
Форма технологической карты контроля
Предприятие Технологическая карМетод контроля: UT
та контроля (пример
ультразвуковой
заполнения)
Объект контроля: Стыковое сварное соединение без подкладного кольца
Материал: сталь 20 Типоразмер: 108×12 мм
ПЭП (тип, угол, частота):
СОП (тип и размер отражателя)
НД на контроль:
121, 650, 5 МГц
Зарубка 2,5×2,0 мм
Приборы:
Проверка параметров ПЭП и Э/А тракта по:
Тип – УД2-12
СО-1:
СО-2:
СО-3:
Угол β, лучевая раздельУгол α,
Точка ввода,
ная способность
мертвая зона
стрела ПЭП
Настройка скорости развертки, установка зоны контроля
Настройка скорости развертки и установка зоны контроля осуществляется
по зарубкам на СОП
Настройка чувствительности
Настройка чувствительности по зарубкам на СОП.
Получить максимальный сигнал от
первого отражателя, установить «Ослабление» на 20 дБ, при помощи регулятора усиления установить верхушку
эхо-сигнала на верхнюю горизонтальную лини. Экрана. Таким же образом
настроить сигнал от второго отражателя. Браковочный уровень будет равен
20 дБ (верхняя горизонтальная линия),
контрольный – 14 дБ (половина экрана),
поисковый – 8 дБ (вторая горизонтальная линия экрана).
Схема контроля и сканирование
L1 = 2Hxtgα + 1/2l + b + ЗТВ,
ЗТВ = 1/2 усиления
L2 = Hxtgα + 1/2l + b + ЗТВ
Настройку чувствительности можно
также осуществить при помощи АРДшкалы (диаграммы)
Амплитуда эхо-сигнала: 20 дБ
Эквивалентная площадь, мм2: 5
150
К (шаг сканирования) – не более ½ ширины
пьезопластины
Условная протяженность, мм: 20
Нормы оценки качества.
Максимально-допустимые параметры дефектов:
Суммарная условная протяженность допустимых дефектов
на 100 мм соединения, мм: 30
Количество допустимых дефектов на 100 мм соединения: мелких и крупных суммарно – 8, крупных – 3
Карту разработал:
Утвердил:
Ф.И.О., специалист ____ уровня по UT, Ф.И.О. ________________________________
свидетельство № ___________________ Подпись ______________________________
Подпись ___________________________ Дата «___»__________________ 200__г
Дата «___»______________ 200__ г.
Приложение Б
к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005
Методические указания по поверке стандартных
образцов предприятия
Б.1 Общие положения
СОП предназначены для настройки рабочих режимов дефектоскопов и воспроизведения параметров ультразвукового контроля при
оценке измерительных характеристик дефектов.
Б.2 Требования к СОП
Б.2.1 СОП должны изготовляться в соответствии с требованиями
НД.
Б.2.2 Заготовку следует считать пригодной для изготовления образца, если в ней не выявлено расслоений металла, неметаллических
и других включений.
Б.2.3 С целью обеспечения условий воспроизведения параметров
контроля, устанавливаются такие требования:
а) на размеры площади: для угловых отражателей (зарубок) и плоскодонных отверстий допустимой является погрешность изготовления площади отражателя ±0,12 Sо, где Sо – площадь поверхности отражателя;
б) на ориентацию отражателей:
1) для отверстия с плоским дном - ± 30‘,
2) для зарубок - ± 10.
Б.2.4 Размеры образцов выбираются исходя из особенностей (удобства) эксплуатации. При этом следует учитывать, что ультразвуковые
волны от контрольного отражателя не должны интерферировать на
ПЭП из возникновения ультразвуковых волн путем переотражения
151
от граней образца или его отражателей. Для этого достаточно расположить контрольные отражатели на расстоянии от торцевых поверхностей не менее, чем на 20 мм, а боковых граней – не менее ширины
ПЭП.
Допускается использование рабочих образцов, имеющих погрешности акустических параметров, выходящих за пределы допусков по
2.3 при условии внесения поправки в настройку дефектоскопа. Значения поправок в дБ при этом должно обозначаться на образце и заносится в паспорт.
Б.2.5 Зарубки должны быть изготовлены согласно требований Б.3
этого приложения.
Б.2.6 На поверхности СОП и на грани отображающей зарубки не
должно быть трещин и надрывов металла.
Б.2.7 С целью обеспечения точности измерения глубины грани отображающей зарубки индентор притупляется под прямым углом до зеркальной
грани. Допустимая погрешность размера индентора (его ширина) представляет ± 0,05 мм.
Б.2.8 На каждом образце должно быть нанесено его тип, номер,
марка стали, номера, размеры и глубина расположения контрольных
отражателей. Допускается наносить только номер, если параметры
будут занесены в паспорт на образец.
Б.3 Поверка СОП
Б.3.1 Заготовки металлу для СОП подлежат обязательному УЗК
прямым и наклонным ПЭП с целью выявления расслоений, включений и других дефектов.
Б.3.2 Наличие трещин на грани зарубки устанавливают при помощи травления. Это осуществляется однократно перед первым использованием образца.
Б.3.3 СОП должны поддаваться периодическим поверкам при их
сохранении и эксплуатации.
Б.3.4 Периодическая поверка образцов должна выполняться каждый раз при их использовании и один раз в квартал ответственным
за состояние образцов. Поверка осуществляется путем визуального
осмотра образцов. Запрещается использовать образцы с механическими повреждениями, со следами коррозионного износа и т.д.
Б.3.5 При первичной поверке должны быть выполнены такие операции:
а) оценка класса чистоты рабочей поверхности СОП;
б) оценка величины отклонения от номинала ширины и высоты
грани отображающей зарубки;
152
в) оценка величины отклонения толщины, ширины и длины образца от номинала.
Пункт Б.3.5, как правило, должен выполняться производителем образцов. Рекомендуется иметь документально оформленный паспорт
изготовителя на каждый образец.
Б.3.6 Ориентация поверхности отображающей зарубки может
быть оценена снятием свинцового следа с измерением по нему угла
между поверхностью зарубки и основанием образца, например, на
универсальном измерительном микроскопе УИМ-21. По этому же следу контролируются формы зарубки.
Оценку отклонения ширины зарубки от номинала рекомендуется
выполнять переносным микроскопом. Оценка отклонения высоты зарубки от номинального значения может осуществляться при помощи
индикатора временного типа со шкалой по 0,01 мм.
Б.3.7. Оценка величины отклонения размеров образца должна выполняться штангенциркулем.
Б.4 Учет, хранение и использование СОП
Б.4.1 Лицо, ответственное за хранение и правильное использование СОП, назначается в установленном порядке.
Б.4.2 Образцы должны храниться в специально отведенном месте.
Б.4.3 Рекомендуется при переноске и хранении образцов содержать их в футлярах, защищающих их от загрязнений и механических
повреждений.
Б.4.3 Все образцы должны быть зарегистрированы в специальном
журнале.
Б.4.5 Каждому образцу должен быть присвоен регистрационный
номер. Не допускается присвоение изготовленному СОП такого номера, который раньше был изъят из применения.
Б.5 Паспорт СОП
Паспорт должен включать:
а) общий раздел, содержащий регистрационный номер СОП, соответствие его требованиям стандартов, инструкций и другой нормативно-технической документации, шифр действующей документации,
тип изделия (узла), для контроля качества которого предназначен
образец, толщина элементов, марка стали. В общем разделе должен
также содержаться эскиз образца с контрольным отражателем и схема распространения луча при настройке чувствительности дефектоскопа;
б) раздел, в котором должны быть две таблицы со сведениями об
образцах, условия и схема проведения измерения параметров обра-
153
зов, данные о квалификации и фамилия лица, проведшего поверку
образца. В одной таблице должны содержаться сведения о типе каждого отражателя, его номере (по эскизу), номинальные и фактические
размеры каждого контрольного отражателя, номинальные и фактические значения угла между основанием образца и грани отражающей
зарубки, размеры (толщина, ширина и длина) образца, расстояние от
торца к отражателю, класс чистоты рабочей поверхности образца,
типы приборов, с помощью которых проведены измерения. Во второй таблице указываются допуски на линейные, угловые и акустические параметры образцов (в соответствии с требованиями к образцам), если такие имеются.
Приложение В
к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005
Mетодика измерения основных параметров
ультразвукового контроля цилиндрических изделий
с малым радиусом кривизны
В.1 Общие положения
В.1.1 Эта методика содержит положения относительно измерения
основных параметров УЗК цилиндрических изделий при применении преобразователей с поверхностью, притертой к контрольной поверхности.
В.1.2 Методика применяется для измерения параметров УЗК при
использовании преобразователей с цилиндрической рабочей поверхностью, изготовленных в производственных условиях или притертых пользователем с целью обеспечения возможности сканирования
цилиндрических поверхностей с малыми радиусами кривизны.
В.2 Требования к квалификации персонала
В.2.1 К выполнению измерений основных параметров УЗК цилиндрических изделий при применении притертых преобразователей
допускаются операторы УЗК, аттестованные на 2 или 3 уровни пол
УЗК соответственно требованиям ДНАОП 0.00-1.27-97.
В.3 Аппаратура и оборудование
В.3.1 Измерения осуществляются с использованием ультразвуковых
дефектоскопов, предназначенных для контроля стальных изделий.
В.3.2 Для измерения используются совмещенные или раздельносовмещенные преобразователи с рабочей поверхностью, притертой к
цилиндрической поверхности контролируемых изделий.
154
В.3.3 Для выполнения измерений применяются специальные оснащения – приборы, эталонные блоки, позволяющие провести измерения параметров согласно с В.4.
В.4 Измеряемые параметры контроля
В.4.1 По этой методике измеряются такие параметры:
а) угол ввода;
б) проекция на боковую поверхность преобразователя точки выхода его акустической оси (стрела преобразователя);
мертвая зона;
г) лучевая способность;
д) фронтальная поверхность;
е) диаграмма направленности преобразователя (предназначена
для метрологических подразделов и реализуется путем применения
определенных типов оснащения);
ж) эквивалентная (предельная) чувствительность контроля.
В.5 Подготовка к проведению измерений
В.5.1 Подготовка к проведению измерений лежит в подключении
преобразователя, настройке дефектоскопа и подготовке приборов
(эталонных блоков).
В.5.2 Настройка дефектоскопа состоит из таких этапов:
а) отключение схемы регулировки ВРЧ;
б) установка длительности и задержки развертки (для возможности регистрации в пределах экрана дефектоскопа сигналов от наименее и наиболее отдаленных от излучателя отражателей;
в) установка длительности и задержки строба АСД в пределах, позволяющих получать информацию о параметрах указанных выше отражателей.
В.5.3 Подготовка приборов (эталонных блоков) лежит в приведении их в рабочее положение, присоединении отдельных элементов,
находящихся в разобранном состоянии.
В.6 Проведение измерений
В.6.1 Изменения выполняются с использованием одного из рекомендованных ниже приборов (блоков), выбираемых с учетом их
специфики и требований к точности измерения, а также особенностей рабочей поверхности преобразователя, соединенного с поверхностью контролируемых изделий. Радиус кривизны прибора
должен равняться радиусу кривизны изделия, подлежащего контролю.
В.6.2 Измерение параметров преобразователей при проведении
метрологической аттестации.
155
В.6.2.1 Эти рекомендации применяются при проведении метрологической аттестации преобразователей с цилиндрической рабочей
поверхностью.
В.6.2.2 Измерение параметров преобразователей с рабочей поверхностью, подготовленной к сканированию поперек образующей
цилиндрической поверхности изделия, может выполняться с использованием СО, описанного в патенте Украины UA N 52432, МПК
G01N29/00.
В.6.3 Измерение параметров преобразователей, подготовленных
пользователем к проведению сканирования поперек образующей цилиндрической поверхности.
В.6.3.1 В этом подразделе речь идет об измерении (или уточнении)
параметров контроля с использованием преобразователей, рабочая
поверхность которых подготовлена для сканирования поперек образующей цилиндрической поверхности изделий, например, предназначенных для выявления поперечных трещин в зоне сварных соединений или для контроля гнутых участков трубопроводов на наличие
поперечных дефектов.
В.6.3.2 Используя эти рекомендации, можно провести измерение
всех основных параметров контроля: угла ввода преобразователя, его
стрелы, мертвой зоны, фронтальной и лучевой способности. Возможно также построение диаграммы направленности преобразователя.
Пользователь имеет возможность построить так называемый «несимметричный» вариант диаграммы (аналогично диаграмме, построенной для преобразователей, имеющих плоскую рабочую поверхность,
с использованием отверстий З-2, рекомендуемых ГОСТ 14782). В этом
случае, измеряемые для построения диаграммы амплитуды сигналов,
зависят не только от ориентации акустической оси преобразователя
относительно поверхности отражателя, но и от расстояния между
точкой выхода акустической оси и этим отражателем. Для построения «симметричного» варианта диаграммы необходимо использовать
приборы, рекомендуемые в В.6.2.
В.6.3.3 Вышеуказанные основные параметры контроля измеряются с применением того дефектоскопа, который будет использоваться
для проведения контроля, а также с применением прибора согласно
рис. В.1. Порядок измерения параметров имеет значение при выборе
из имеющихся преобразователей одного с оптимальными параметрами. Ниже речь идет о порядке проведения таких измерений. При
каждой последующей операции измерений из группы выбирают та-
156
кие преобразователи, которые имеют оптимальные (по сравнению с
другими) параметры.
Рис. В.1. Устройство для измерения параметров ультразвукового контроля при
использовании преобразователей, подготовленных для проведения сканирования поперек
образующей цилиндрической поверхности 1 – рабочее тело; 2 – 5 0 боковые цилиндрические
отражатели; 6 – группа коаксиальных цилиндрических отражателей; 7 – 9 группы боковых
симметричных цилиндрических отражателей; 10 – распределение угловой шкалы; 11 –
дополнительное рабочее тело; 12 – кронштейн; 13 – струна; 14 – преобразователь
В.6.3.3.1 Мертвую зону М преобразователя измеряют с помощью
группы боковых цилиндрических отражателей 2 – 5, изготовленных
в рабочем теле устройства, изображенного на рис. В.1. Мертвой зоной
преобразователя считают расстояние (в миллиметрах) от рабочей поверхности к тому отражателю, сигнал от которого еще определяется
на уровне не менее 6 дБ по сравнению с зондирующим импульсом (или
зоной реверберационных шумов, расположенной с правой стороны
от зондирующего импульса, рис. В.2).
В.6.3.3.2 Рулевую разделяющую способность преобразователя измеряют с помощью группы коаксиальных цилиндрических отражателей 6 (рис. В.1). ∆л – это разница между радиусами двух соседних
коаксиальных цилиндрических отражателей, сигналы от которых получаются на уровне не менее 6 дБ (рис. В.3).
В.6.3.3.3 Фронтальную раздельную способность преобразователя
измеряют с помощью группы боковых симметричных цилиндрических отражателей 7 – 9 (рис. В.1) с разными расстояниями между донными поверхностями пары отражателей в каждой из групп. ∆ф – это
расстояние для той пары отражателей, сигнал от которых меняется
157
не менее, чем на 6 дБ при перемещении преобразователя вдоль образующей (рис. В.4).
В.6.3.3.4 Измерение угла ввода α и стрелы n преобразователя можно выполнять двумя способами с помощью устройств, изображенных
на рис. В.1 и В.2.
Рис. В.2. Изображения на экране дефектоскопа при измерении мертвой зоны
1 – зондирующий импульс; 2 – импульсы, отвечающие реверберационным шумам; 3 – импульс,
отвечающий сигналу от бокового цилиндрического отражателя на глубине «у».
Рис. В.3. Изображения на экране дефектоскопа при измерении лучевой раздель-ной
способности 1 – зондирующий импульс; 2 – 3 – импульсы, отвечающие сигналам от коаксиальных цилиндрических отражателей
В.6.3.3.4.1 Измерение с помощью устройства на рис. В.1 выполняется в та-кой последовательности. Наносят контактную жидкость на
цилиндрическую по-верхность рабочего тела 1. Путем сканирования
преобразователей 14 находят максимум сигнала, отраженного от поверхности основания рабочего тела 1. Фик-сируют преобразователь
158
в этом положении. Потом наносят контактную жидкость на поверхность основания и устанавливают на ней дополнительное рабочее
тело 11, на котором неподвижно закреплен кронштейн 12. Перемещая
его по поверхно-сти основы рабочего тела 1, находят максимум сигнала, отраженного от поверх-ности 11, противоположного его рабочей поверхности. Фиксируют дополнительное рабочее тело 11 в этом
положении. Струна 13, натянутая на рамке кронштейна 12 укажет на
одно из делений шкалы 10 (деление отвечает значениям углов ввода
преобразователя в диапазоне от 00 до αmax – максимального угла ввода,
приме-няемого соответственно рекомендациям существующих нормативных докумен-тов). Найденное таким способом деление шкалы
отвечает углу ввода преобразо-вателя. Точка пересечения струны 13
с контуром рабочей поверхности преобра-зователя 14 будет отвечать
проекции точки выхода акустической оси на его боко-вую поверхность. Таким образом, в результате одного измерения определяются
как угол ввода преобразователя, так и его стрела n.
Рис. В.4. Последовательность изображений на экране дефектоскопа при измерении
фронтальной раздельной способности
а – изображение на экране дефектоскопа, отвечающее пересечению акустической оси
преобразо-вателя с поверхностью левого отражателя, входящего в группу боковых
цилиндрических отража-телей; б – изображение на экране дефектоскопа, отвечающее
направлению акустической оси пре-образователя между поверхностями левого и правого
отражателей; в – изображение на экране дефектоскопа, отвечающее пересечению акустической
оси преобразователя с поверхностью пра-вого отражателя, входящего в группу боковых
цилиндрически х отражателей; 1 – зондирующий импульс; 2 – импульс, отвечающий
сигналу от левого бокового симмет-ричного цилиндрического отражателя; 2 + 3 – импульс,
отвечающий сигналам, одновременно при-нятых от левого и правого боковых симметричных
цилиндрических отражателей; 3 – импульс, от-вечающий сигналу от правого бокового
симметричного цилиндрического отражателя
В.6.3.3.4.2 Второй способ измерения угла и стрелы преобразователей мож-но применять как в лабораторных, так и в производственных
условиях. Для этого используется простое устройство, изображенное
на рис. В.5. Рабочее тело 1 изго-товлено из такого же материала, что и
контролируемое изделие и имеет такой же радиус кривизны – R. Пре-
159
образователь 2 с цилиндрической рабочей поверхно-стью, подключенный по совмещенной схеме к генератору Г и приемника П дефектоскопа размещают на цилиндрической поверхности рабочего тела 1.
При этом необходимо найти такое его положение, при котором отраженный от поверхности основы рабочего тела 1 сигнал является максимальным. Этому положению отве-чает вертикальная ориентация
относительно основы акустической оси преобразо-вателя – АТ. После
фиксации преобразователя в этом положении устанавливают на смоченную контактной жидкостью поверхность основы рабочего тела 1
прямой совмещенный преобразователь 3, подключенный к приемнику П дефектоскопа. Находят такое положение 3, при котором он принимает излучающий преобразова-телем 2 максимальный сигнал. При
этом акустическая ось 3 совпадает с акусти-ческой осью АТ преобразователя 2. Поэтому, путем продолжения проекции аку-стической
оси прямого преобразователя 3 к пересечению с контуром рабочей
по-верхности преобразователя 2 (точка О‘) определяется стрела n.
Угол ввода α оп-ределяют после измерения отрезка L, длина которого определяется расстоянием от точки ПРО – центр цилиндрической
поверхности рабочего тела 1 к точке пере-сечения проекции акустической оси преобразователя 3 с основой рабочего тела 1 (т.е. к точке
3). Угол α определяется по формуле: α = arcsin(L/R).
Рис. В.5. Устройство для измерения угла ввода и стрелы преобразователей, ис-пользуемых
для сканирования поперек образующей цилиндрической поверхности
1 – рабочее тело; 2 – преобразователь; 3 – прямой совмещенный преобразователь; Г – генератор
дефектоскопа; П – приемник дефектоскопа; АО – акустическая ось преобразователя 2; α угол ввода преобразователя 2; R – радиус кривизны рабочего тела; L – расстояние от центра
цилиндрической поверхности рабочего тела к акустической оси АТ
160
В.6.3.3.4.3 Если рабочим телом является деталь, изображенная на
рис. В.6, то можно выполнять измерения для преобразователей, подготовленных к контролю цилиндрических изделий любого диаметра,
в том числе наиболее распространенных диаметров – 57, 89, 108, 133,
159 мм и т.п.
В.6.3.3.5 Диаграмму направленности преобразователя («несимметричный» вариант) строят с применением устройства, изображенного на рис. В.1. После определения угла ввода α преобразователя и его
стрелы n значение точек диаграммы определяют путем его перемещения с дискретным шагом, отвечающим делениям шкалы 10, как по часовой, так и против часовой стрелки к точке, отвечающей максимальному сигналу от поверхности основы рабочего тела.
Рис. В.6. Рабочее тело для измерения угла ввода и стрелы преобразователей с разными
радиусами кривизны рабочей поверхности d1 – d4 – диаметры, отвечающие диаметрам
поверхности контролируемых изделий
Приложение Г
к п. 5.2.4 СОУ-Н МПЕ 40.1.17.302:2005
Oпределение эквивалентной площади участков
некоторых отражателей, применяемых в стандартных
образцах предприятия
В УЗК используются четыре типа отражателей – плоскодонное отверстие, сегментный отражатель, угловой отражатель и цилиндрическое боковое отверстие. Все указанные типы отражателей являются
равноценными для настройки чувствительности и оценки эквивалентной площади несплошностей.
Традиционно эквивалентные размеры выявленных несплошностей измеряются величиной площади плоскодонного отверстия, рас-
161
положенного на той же глубине, что и выявленная несплошность.
Считается, что амплитуды сигналов от несплошности и плоскодонного отверстия должны быть одинаковыми, а размеры несплошности
считаются эквивалентными площади плоскодонного отверстия.
В большинстве НД указывают предельную чувствительность
(обычно это браковочный уровень), выраженную величиной площади
плоскодонного отверстия. В случае, когда настройка осуществляется
не по плоскодонным отверстиям, а по угловым отражателям или боковым сверлениям, следует правильно устанавливать взаимное соответствие размеров между этими отражателями. В некоторых случаях как
дополнительный отражатель используют вертикальное сверление. В
табл. Г.1 приведены формулы, позволяющие выразить размеры отражателей через площадь (диаметр) плоскодонного отверстия.
Указанные формулы дают достаточную точность при выполнении
таких условий:
а) длина волны намного меньше размеров несплошности (отражателя);
б) волновые размеры намного больше 1. Так, в частности, «зарубка» 0,8×2 отвечает эквивалентной площади 0,8 мм2 для угла ввода 65°.
Длина ультразвуковой волны в стали при частоте 5 МГц равна 0,7 мм.
То есть условие а) не выполняется, что свидетельствует про нахождение в зоне, близкой к резонансной, где точное решение получить достаточно сложно. По этой при чине точность приведенных формул и
их соответствие между собой будет подтверждаться статистически, но в
каждом конкретном случае может не совпадать с экспериментальными
измерениями, тем больше, чем хуже выполняются указанные условия.
Таблица Г.1
Определение эквивалентной площади отражателей
Тип отражателя
Сегментный
отражатель
Формула перерасчета
Примечание
S экв = S сегм
Угловой отражатель («зарубка»)
S экв = N . S зар
Высота сегментного отражателя должна быть больше
длины ультразвуковой волны.
Отношение высоты к длине
сегментного отражателя должно быть больше 0,4 мм
Ширина и высота углового отражателя должны быть больше
длины ультразвуковой волны.
Отношение ширины к длине
должно быть от 0,5 к 4. Коэффициент N определяется углом
ввода ПЭП (рис. В.1)
162
Окончание табл. Г1
Тип отражателя
Боковое отверстие
Вертикальное
отверстие
Формула перерасчета
S ýêâ
l
=
2
h × döèë
2 × cos(a )ñåãì
æ dâöèë
ö
S ýêâ = N × ççç
+ 1÷÷÷
çè 6.5
ø÷
Примечание
Длина отверстия должна быть
больше апертуры луча (для
обычной практики контроля
довольно 25 мм или больше).
Обозначения:
λ - длина ультразвуковой
волны;
h – глубина центра отверстия
от
поверхности ввода;
dцил – диаметр цилиндрического отверстия
Обозначения:
dвцил – диаметр вертикального
отверстия;
N – коэффициент, определяющийся углом ввода
ПЭП (направлением падения)
и регламентируется ГОСТ
14782 (приложение 5).
Указанную формулу иногда
приводят в виде
dвцил = 6.5 . (S зар – 1), причем S зар
> 1 мм2. Эта формула связывает
диаметр вертикального отверстия и площадь «зарубки».
Формула получена экспериментально В.Ф.Диановым для
тонкостенных сварных соединений толщиной до 6 мм
Таблица Г.2
Площадь углового отражателя в зависимости от параметров УЗК
S экв, мм2
Площадь углового отражателя, мм2
Угол ввода 40 0
Угол ввода 50 0
Угол ввода 660
Угол ввода 70 0
2
0,8
1,5
4
2,7
3
1,25
2,3
5
4,0
5
2,1
3,9
10
6,7
7
2,9
5,3
14
9.3
163
График Г.1. График зависимости коэффициента N от угла ввода ультразвукового луча
164
α = 50
α = 65
α = 50
α = 65
α = 50
α = 65
α = 50
S экв = 7 мм2
α = 65
F = 5 МГц
S экв = 5 мм2
α = 50
S экв = 3 мм2
α = 65
F = 2.5 МГц
Sэкв = 5 мм2 S экв = 7 мм2
α = 50
10
12
14
16
18
20
22
24
26
28
30
32
34
36
38
40
42
44
46
50
52
Sэкв = 3 мм2
α = 65
Гли-бина, мм
Таблица Г.3
Диаметр бокового сверления в зависимости от параметров УЗК
1,9
1,6
1,4
1,2
1,1
1
0,9
0,8
0,7
0,7
0,6
0,6
0,6
0,5
0,5
0,5
0,5
0,4
0,4
0,4
0,4
3
2,5
2,1
1,9
1,6
1,5
1,3
1,2
1,1
1,1
1
0,9
0,9
0,8
0,8
0,7
0,7
0,7
0,6
0,6
0,6
5,4
4,5
3,9
3,4
3
2,7
2,5
2,3
2,1
1,9
1,8
1,7
1,6
1,5
1,4
1,4
1,3
1,2
1,2
1,1
1
8,2
6,9
5,9
5,1
4,6
4.1
3,7
3.4
3,2
2,9
2,7
2,6
2,4
2,3
2,2
2,1
2
1,9
1,8
1,6
1,6
10,6
8,8
7,6
6,6
5,9
5,3
4,8
4,4
4,1
3,8
3,5
3,3
3,1
2,9
2,8
2,7
2,5
2,4
2,3
2,1
2
16,1
13,4
11,5
10,1
9
8,1
7,3
6,7
6,2
5,8
5,4
5
4,7
4,5
4,2
4
3,8
3,7
3,5
3,2
3,1
7,4
6,2
5,3
4,6
4,1
3,7
3,4
3,1
2,9
2,7
2,5
2,3
2,2
2,1
2
1,9
1,8
1,7
1,6
1,5
1,4
11,3
9,4
8,1
7,1
6,3
5,6
5,1
4,7
4,3
4
3,8
3,5
3,3
3,1
3
2,8
2,7
2,6
2,5
2,3
2,2
20,6
17,2
14,7
12,9
11,5
10,3
9,4
8,6
7,9
7,4
6,9
6,4
6,1
5,7
5,4
5,2
4,9
4,7
4,5
4,1
4
31,4
26,2
22,4
19,6
17,4
15,7
14,3
13,1
12,1
11,2
10,5
9,8
9,2
8,7
8,3
7,8
7,5
7,1
6,8
6,3
6
40,4
33,7
28,9
25,3
22,5
20,2
18,4
16,9
15,6
14,4
13,5
12,6
11,9
11,2
10,6
10,1
9,6
9,2
8,8
8,1
7,8
61,5
51,3
43,9
38,4
34,2
30,8
28
25,6
23,7
22
20,5
19,2
18,1
17,1
16,2
15,4
14,6
14
13,4
12,3
11,8
α = 50
α = 65
α = 50
α = 65
α = 50
α = 65
α = 50
α = 65
α = 50
S экв = 7 мм2
α = 65
S экв = 3 мм2
α = 50
54
56
58
60
Sэкв = 3 мм2
F = 5 МГц
S экв = 5 мм2
α = 65
Гли-бина, мм
Окончание табл. Г.3
F = 2.5 МГц
Sэкв = 5 мм2 S экв = 7 мм2
0,4
0,3
0,3
0,3
0,5
0,5
0,5
0,5
1
1
0,9
0,9
1,5
1,5
1,4
1,4
2
1,9
1,8
1,8
3
2,9
2,8
2,7
1,4
1,3
1,3
1,2
2,1
2
1,9
1,9
3,8
3,7
3,6
5,8
5,6
5,4
7,5
7,2
7
5,2
11,4
11
10,6
10,3
3,4
Приложение Д
к п. 5.3.12 СОУ-Н МПЕ 40.1.17.302:2005
Методика контроля стыковых кольцевых сварных
соединений трубопроводов по хордовой схеме
Д.1 Общие положения
Д.1.1 Эта методика посвящена применению специализированных
раздельно-совмещенных хордовых преобразователей (ХП) при ручном УЗК сварных соединений трубопроводов из сталей перлитного
и мартенсито-ферритного классов, изготовленных ручным электродуговым, газовым или контактным методом. Сфера применения данного метода – кольцевые сварные соединения труб диаметром от 10 до
325 мм с толщиной стенки 2 – 9 мм.
Д.1.2 По результатам контроля определяются:
а) наличие (или отсутствие) несплошностей в сварном соединении;
б) условная протяженность несплошности вдоль шва, суммарная
условная протяженность;
в) количество дефектов в шве или на его участке определенной длины.
Д.1.3 Методика обеспечивает выявление несплошностей с эквивалентной площадью не меньше нормативных величин, что определяется настройкой чувствительности дефектоскопа.
Д.1.4 Контроль следует проводить после исправления дефектов,
выявленных при внешнем осмотре и измерении геометрических параметров сварного соединения, а также после термической обработки, если она предусмотрена технологическим процессом.
Д.1.5 Акустическая ось хордовых преобразователей лежит в плоскости, проходящей через середину стенки трубы, обеспечивающей
контроль всего пересечения сварного соединения прямым лучом.
165
Контроль осуществляется поперечной горизонтально поляризованной волной. Схема контроля приведена на рис. Д.1.
Д.2 Средства контроля
Д.2.1 Для проведения УЗК следует применять импульсные ультразвуковые дефектоскопы общего назначения (УД2-12, УД2-70, УД2-10,
ЕРОС-III, USN-52, УИУ «СКАНЕР» и другие с аналогичными характеристиками) или специализированные дефектоскопы (УД-10, УД-21Р) с
диапазоном регулировки усиления не менее чем 20 дБ.
Д.2.2 Ультразвуковой дефектоскоп должен иметь:
а) возможность раздельного включения излучающего и принимающего трактор пьезоэлектрических преобразователей;
б) устройство сравнения и измерения амплитуд эхо-сигналов;
в) индикатор превышения установленного уровня амплитуды эхо-сигнала.
Д.2.3 Следует выбирать ХП соответственно к пометкам на них, содержащих данные о номинальном диаметре и толщине стенки трубы,
для контроля которых они предназначены.
Д.2.4 СОП (рис. Д.2) следует изготавливать из труб того же типоразмера, что и трубы, сварные соединения которых подлежат УЗК. Марка стали СОП должна соответствовать материалу контролируемых
труб. Отклонения диаметра и толщины стенки СОП от номинальных
размеров труб должны быть в пределах допусков, регламентирующим
соответствующим техническим условиям.
Рис. Д.1. Схема УЗК хордовыми преобразователями
1 – преобразователь; 2 – пьезоэлемент; 3 – сварное шов; 4 – дефект
166
Рис. Д.2. Стандартный образец предприятия
Д.2.5 Для настройки чувствительности контроля следует применять СОП с эталонным отражателем в виде отверстия с плоским
дном, диаметр которого выбирается в зависимости от типоразмера
контролируемых труб (табл. Д.1).
Таблица Д.1
Размеры плоскодонного отражателя СОП
Номинальная толщина
стенки трубы S, мм
Диаметр эталонного отражателя d, мм
От 2,0
до 4,0 вкл.
1,0
Свыше 4,0
до 6,0 вкл.
1,2
Свыше 6,0
до 9,0 вкл.
1,5
Д.3 Подготовка и проведение контроля
Д.3.1 Вдоль сварного соединения с двух сторон способом, не повреждающим поверхность трубы, следует обозначить линию, отдаленную от
продольной оси шва на расстояние передней грани ХП от оси сварного
соединения, которого следует придерживаться при контроле. Это расстояние указано в технических характеристикам ХП как фокусное расстояние – расстояние от передней грани ХП к точке пересечения акустических осей излучающего и принимающего пьезоэлементов ХП.
Д.3.2 При помощи регулятора усиления следует определить браковочный уровень, для чего высоту эхо-сигнала эталонного отражателя установить на уровне половины высоты экрана дефектоскопа. Запомнить (записать) положение регулятора, отвечающего браковочному уровню.
Д.3.3 Регуляторами задержки развертки и длительности развертки
установить эхо-метод от эталонного отражателя на середину линии развертки на экране дефектоскопа (поскольку конструкция ХП обеспечивает прозвучивание всего пересечения сварного соединения прямым
лучом, то центр рабочей зоны развертки должен соответствовать месту
появления сигнала от эталонного отражателя).
Д.3.4 Установить уровень обрабатывания АСД дефектоскопа, для чего
с помощью регуляторов положения и длительности строб-импульса достичь обработки граничных индикаторов )звуковая и световая сигнализация).
167
Д.3.5 Регулятором усиления установить уровень поисковой чувствительности на 6 дБ выше установленного ранее браковочного уровня.
Д.3.6 Контроль выполнять на поисковой чувствительности.
Д.3.7 Сканирование осуществлять путем последовательного перемещения
ХП вдоль оси шва. В процессе измерения амплитуды эхо-сигнала для получения его максимального значения рядом со сканированием вдоль сварного соединения следует осуществлять перемещение ХП в пределах 2 – 3 мм поперек
оси сварного шва (поперечное сканирование).
Д.3.8 Контроль сварного соединения осуществляется по обе стороны
от усиления шва.
Д.3.9 Признаком выявления несплошности является появление эхосигнала в пределах зоны контроля, а также срабатывание звуковой и
световой сигнализации. При этом определяют амплитуду эхо-сигнала от
несплошности, ее условную длину и суммарную условную длину на единичном участке.
Д.3.10 Условную длину несплошности (мм) следует измерять на поисковой чувствительности по длине зоны между крайними положениями
ХП, перемещаемого вдоль сварного соединения и ориентированного
перпендикулярно к нему. Крайними положениями считаются такие, по
которым амплитуда эхо-сигнала от несплошности на экране дефектоскопа уменьшается на 6 дБ относительно браковочного уровня или на 12 дБ
относительно поискового уровня чувствительности.
Д.3.11 Условное расстояние между несплошностями в миллиметрах
определяется расстоянием между крайними положениями ХП, по которым была определена условная длина двух рядом расположенных несплошностей. Суммарную условную длину несплошностей на отдельном
участке в миллиметрах определяют как сумму условных длин несплошностей, выявленных на этом участке.
Д.3.12 Смещение кромок элементов сварного соединения следует отличать от несплошностей в корне шва по следующим признакам:
а) смещение кромок вследствие разностенности элементов характеризуется наличием сигнала при прозвучивании только с одной стороны шва
по всему периметру или на большей части периметра. Для подтверждения разностенности целесообразно измерять толщину элементов, стыкующихся толщиномером;
б) для смещения кромок вследствие несовпадения осей элементов сварного соединения характерным является появление эхо-сигнала при прозвучивании с разных сторон шва в диаметрально противоположных точках.
Д.3.13 При проведении контроля сварных соединения труб с толщиной стенки 2 – 5 мм в левой части экрана дефектоскопа возможно появ-
168
ление эхо-сигнала поверхностной волны, отраженной от усиления шва.
Признаком принадлежности этого сигнала к поверхностной волне является его резкое уменьшение при прощупывании пальцем поверхности
металла перед ХП.
Д.3.14 Если при контроле с одной стороны сварного соединения выявляется браковочный уровень чувствительности, а при контроле с другой
стороны только на поисковом уровне или вообще не выявляется, то оценка допустимости такой несплошности определяется по большим значениям амплитуды эхо-сигнала, измеренного по обеим сторонам сварного
соединения.
Д.3.15 Если при контроле сварного соединения с противоположных
сторон измерения условной протяженности дают разные значения, то
для оценки учитывается большее значение.
Д.3.16 При контроле следует фиксировать несплошности, амплитуда
эхо-сигнала от которых превышает амплитуду сигнала от эталонного отражателя в СОП (браковочный уровень), а также все протяженные несплошности.
Д.4 Оценка качества сварных соединений
Д.4.1 Выявленные в сварных соединениях несплошности могут быть:
а) непротяженные (компактные);
б) протяженные;
в) цепочка;
г) скопления.
К непротяженным (компактным) относятся несплошности, условная
протяженность которых не превышает значений табл. Д.2. Этими несплошностями могут быть одиночные поры или неметаллические включения.
Таблица Д.2
Предельно допустимая условная протяженность несплошностей
Толщина стенки контролируемого сварного соединения, мм
Допустимая условная протяженность
несплошности, мм
От 2,0 до 6,0 включительно
Свыше 6,0 до 8,0 включительно
Свыше 8,0 до 9,0 включительно
5
5
10
Д.4.2 К протяженным относятся несплошности, условная длина которых превышает значения табл. Д.2. Этими несплошностями могут
169
быть одиночные неметаллические включения, поры, непровары (несплавления) и трещины.
Д.4.3 Цепочкой и скоплением считаются две и больше несплошностей, если при перемещении ХП вдоль шва огибающие последовательные эхо-сигналы от них на поисковом уровне чувствительности
перекрывают один другого (не разделяются). В других случаях несплошности считаются одиночными.
Д.4.4 Качество сварных соединений трубопроводов оценивают по
двубалльной системе:
а) балл 1 – неудовлетворительное качество – выявлено несплошности, амплитуда эхо-сигнала от которых превышает браковочный
уровень или условная протяженность которых превышает значения
табл. Д.2;
б) балл 2 – удовлетворительное – выявлено несплошности, амплитуда эхо-сигнала от которых равна или ниже браковочного
уровня или условная протяженность которых равна или ниже значений табл. Д.2.
Д.4.5 В случае необходимости или по требованию собственника
оборудования к выводу может добавляться дефектограмма сварного
соединения.
Приложение Е
к п. 5.4.3 СОУ-Н МПЕ 40.1.17.302:2005
Подготовка поверхности изделий к ультразвуковому
контролю термическим способом
Е.1 В этом приложении определено содержание и порядок виполнения технологических операций по термическому удалению окалины
и загрязнений с поверхностей изделий из сталей перлитного класса,
предназначенных для проведения УЗК сварных соединений. Термический способов подготовки поверхности элементов к УЗК является наиболее эффективным при проведении периодических поверок качества
сварных соединений на протяжении длительной эксплуатации.
Е.2 В соответствии с состоянием поверхности сварных элементов
применяют или только термический способ или комбинированный
способ в соединении термического с абразивным на участках, где
осталась окалина. В случае необходимости рабочая поверхность обрабатывается шлифовальной шкуркой.
170
В случае проведения повторного УЗК элементов, находящихся в
длительной эксплуатации, термический контроль, как правило, обеспечивает полное удаление окалины и грязи с поверхности, которая
раньше уже готовилась к контролю.
Для сварных соединений, которые после сварки поддаются термической обработке, в отдельных случаях целесообразно применять
двойную подготовку поверхности под УЗК – абразивная зачистка
участков с грубой поверхностью к термообработке и термическая зачистка после термообработки.
Е.3 Для подготовки поверхности сварных элементов термическим
способом используют серийное оборудование для газовой сварки с
применением наконечника № 6.
Зачистку поверхности осуществляют путем обратно-поступательного перемещения пламени горелки (рис. Е.1), расположенного на
расстоянии 20 – 25 мм от зачищаемой поверхности под углом к ней
35 – 450 (рис. Е.2).
Рис. Е.1. Схема перемещения горелки
Скорость перемещения пламени по поверхности детали должна
быть 25 – 35 мм/с. При таких условиях каждая зона зачищаемой поверхности находится под влиянием пламени не больше 6 с., а температура на поверхности металла не превышает 100 0С (рис. Е.3) независимо от толщины сварных элементов.
Рис. Е.2. Относительное расположение детали и горелки
171
Рис. Е.3. Зависимость температуры поверхности металла от времени
обработки пламенем горелки
Е.4 При каждом проходе горелки зачищается полосы шире 25 – 30
мм. Затрата времени на выполнение этой работы ориентировочно составляет 15 – 20 с. на 1 дм2 поверхности изделия.
Перед проведением УЗК зачищенную термическим способом поверхность следует дополнительно протереть тряпкой.
Приложение Ж
к п. 5.4.7 СОУ-Н МПЕ 40.1.17.302:2005
Методические указания по контролю на акустическую
прозрачность прилегающей к сварному соединению
зоны металла
Ж.1 Эти указания учитывают положения ГОСТ 14782 и ГОСТ 17410
и применяются для контроля основного металла, прилегающего к
сварному соединению трубопроводов, коллекторов, сосудов и барабанов котлов с толщиной стенки больше 6 мм, с целью оценки контролепригодности сварного соединения. На контроль поверхностей теплообмена эта методика не распространяется.
Ж.2 Контроль выполняется с двух сторон шва по всей поверхности участков, зачищенных для контроля сварных соединений призматическими
ПЭП.
Ж.3 Используются ультразвуковые дефектоскопы или дефектоскопы-толщиномеры в режиме контроля нормальными раздельно-совмещенными или совмещенными ПЭП на частотах 5,0; 2,5 и 1,8 МГц
согласно табл. Ж.1.
172
Таблица Ж.1
Рекомендуемые ПЭП и боковые отверстия для настройки
чувствительности
Толщина
стенки,
мм
5 – 10
Рекомендуемый ПЭП
П 112-5,0
10
11 – 15
П 112-5,0
15
16 – 20
П 112-5,0
20
Глубина расположения бокового отверстия
в СО № 1 по ГОСТ 14782, мм
21 – 25
П 112-5,0
25
26 – 30
П 112-2,5
30
31 – 35
П 112-2,5
35
36 – 40
П 112-2,5
40
41 – 45
П 112-2,5
45
46 – 50
П 112-2,5
50
51 – 55
П 112-2,5
55
56 – 60
П 112-2,5
60
65 и
больше
П 112-1,8
АРД-диаграмма или СОП
Ж.4 При толщине изделия до 60 мм включительно допускается настройка чувствительности при помощи боковых отверстий в СО № 1 (табл. Ж.1)
с выведением сигнала от отверстия на среднюю линию развертки или на
другой уровень, указанный в инструкции по эксплуатации дефектоскопа.
Ж.5 При контроле элементов толщиной свыше 60 мм настройка
чувствительности следует выполнять по АРД-диаграммам (шкалам)
для соответствующих ПЭП.
Ж.6 Следует помнить, что вид сигнала от несплошностей могут
иметь сигналы от раскатанных включений сульфидов, которые несколько уменьшают амплитуду донного сигнала, но целиком его не
экранируют. В этом случае необходимо выполнить контроль с противоположной стороны изделия и провести дополнительный контроль
призматическим ПЭП с целью определения объемности включений.
Ж.7 Признаком акустической прозрачности металла является наличие постоянного донного сигнала и отсутствие эхо-сигнала в зоне
между зондирующим и донным сигналами с амплитудой, большей,
чем уровень установленной чувствительности.
Ж.8 По результатам контроля металл может быть признан:
а) акустически прозрачным, пригодным для контроля, если
на уровень чувствительности, установленной согласно Ж.4 и Ж.5
при сканировании постоянно наблюдается донный эхо-сигнал;
173
б) частично акустически прозрачным, пригодным для контроля,
если рядом с наличием отдельных небольших эхо-сигналов от несплошностей донный сигнал наблюдается постоянно с амплитудой,
отличающейся от амплитуды донного сигнала на акустически прозрачном участке не больше, чем на 3 дБ;
в) акустически непрозрачным полностью или частично, если донный сигнал отсутствует полностью или в отдельных зонах.
Ж.9 Сведения о проведении контроля на акустическую прозрачность и
его результаты должны быть зафиксированы в заключительных выводах.
Приложение И
к п. 5.4.8 СОУ-Н МПЕ 40.1.17.302:2005
Использование ард−диаграмм (шкал) во время
ультразвукового контроля сварных соединений
В этом приложении речь идет о порядке настройки дефектоскопа и
контроля сварных соединений с использованием АРД-диаграмм (шкал).
Если конструкция дефектоскопа не предусматривает использованием
АРД-диаграмм (шкал), то можно использовать специально изготовленные
накладные АРД-шкалы. Для изготовления таких шкал в соответствии с инструкцией по эксплуатации дефектоскопа на материал для изготовления
шкалы необходимо нанести АРД-кривую, отвечающую браковочному уровню. При этом следует использовать всю площадь экрана, верхняя точка кривой должна располагаться в его левом верхнем углу (рис. И.1).
Построение АРД-кривой осуществляется путем переноса и интерполирования предельных и внутренних точек рабочего диапазона АРД-шкал (рис.
И.2). Точки следует выбирать так, чтобы соседние точки отличались между
собой не больше, чем на 4 дБ.
Рис. И.1. Схема интерполирования АРД-кривой
Если рабочий диапазон АРД-кривой превышает 12 дБ, то для повышения
раздельной способности необходимо разрывать кривую, как показано на
174
рис. И.2. При этом чувствительность дефектоскопа следует адекватно повышать при оценке несплошности на этом участке.
Настройка дефектоскопа и оценка выявленных несплошностей осуществляется при помощи кривых АРД-диаграмм, накладываемых на экран дефектоскопа (накладных АРД-диаграмм).
Допустимость дефектов определяется по степени превышения амплитуды эхо-сигнала над кривой на экране.
Для настройки чувствительности дефектоскопа необходимо установить
сигнал от цилиндрического отверстия диаметром 6 мм в СО-2 так, чтобы
разница между кривой на экране и верхушкой сигнала от отверстия равнялась значению выбранной АРД-диаграмме на рис. И.3. Построенная кривая
будет выявлять контрольный уровень при увеличении чувствительности на
6 дБ и поисковый уровень при увеличении чувствительности на 12 дБ.
Рис. И.2. Пример построения уровня браковочной чувствительности. Использована АРДшкала для преобразователя ПРИЗ-Д5 (частота 2,5 МГц, угол ввода 65°), Sбр = 7 мм2.
Рис. И.3. Пример настройки чувствительности дефектоскопа для преобразователя ПРИЗ-Д5
(частота 2,5 МГц, угол ввода 650)
175
Некоторые АРД-диаграммы и АРД-шкалы к наиболее используемым преобразователям приведены на рис.И.4 - И.42.
Рис. И.4. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ; частота –1,8 МГц: угол ввода 50°; площадь пьезоэлемента 254 мм2, коэффициент
угасания 0.001 (1/мм).
Рис. И.5. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ; частота –1,8 МГц: угол ввода 65°; площадь пьезоэлемента 254 мм2, коэффициент
угасания 0.001 (1/мм).
176
Рис И.6. Разность между браковочным и опорным уровнями чувствительности
(по СО-2, глубина залегания отражателя – 44 мм) при контроле сварных соединений
преобразователями ИЦ, ПНЦ; частота –2,5 МГц: угол ввода 50°; площадь пьезоэлемента 113
мм2, коэффициент угасания 0.002 (1/мм).
Рис. И.7. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ; частота –2,5 МГц: угол ввода 65°; площадь пьезоэлемента 113 мм2,
коэффициент угасания 0.002 (1/мм).
177
Рис. И.8. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д5; частота –1,8 МГц: угол ввода 40°; площадь пьезоэлемента 192 мм2, коэффициент
угасания 0.001 (1/мм).
Рис. И.9. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д5; частота –1,8 МГц: угол ввода 50°; площадь пьезоэлемента 192 мм2, коэффициент
угасания 0.001 (1/мм).
178
Рис. И.10. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д5; частота –1,8 МГц: угол ввода 65°; площадь пьезоэлемента 192 мм2, коэффициент
угасания 0.001 (1/мм).
Рис. И.11. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д5; частота –2,5 МГц: угол ввода 50°; площадь пьезоэлемента 192 мм2, коэффициент
угасания 0.002 (1/мм).
179
Рис. И.12. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д5; частота –2,5 МГц: угол ввода 65°; площадь пьезоэлемента 192 мм2, коэффициент
угасания 0.002 (1/мм).
Рис. И.13. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 44 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д6; частота –2,5 МГц: угол ввода 65°; площадь пьезоэлемента 80 мм2, коэффициент
угасания 0.002 (1/мм).
180
Рис. И.14. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 15 мм) при контроле сварных соединений преобразователями
ПРИЗ-Д6; частота –5 МГц: угол ввода 65°; площадь пьезоэлемента 50 мм2, коэффициент
угасания 0.007 (1/мм).
Рис. И.15. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 15 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ: частота –5 МГц: угол ввода 65°; площадь пьезоэлемента 40 мм2, коэффициент
угасания 0.007 (1/мм).
181
Рис. И.16. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 15 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ: частота –5 МГц: угол ввода 70°; площадь пьезоэлемента 28 мм2, коэффициент
угасания 0.007 (1/мм).
Рис. И.17. Разность между браковочным и опорным уровнями чувствительности (по СО-2,
глубина залегания отражателя – 15 мм) при контроле сварных соединений преобразователями
ИЦ, ПНЦ: частота –5 МГц: угол ввода 65°; площадь пьезоэлемента 28 мм2, коэффициент
угасания 0.007 (1/мм).
182
Рис. И.18. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,8-40-М-003; стрела
8 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 7.1 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 ×16 мм.
183
Рис. И.19. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,8-45-М-003; стрела
12 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 6.9 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 × 16 мм.
184
Рис. И.20. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,8-50-М-003; стрела
12 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 5 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 × 16 мм.
185
Рис. И.21. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,8-60-М-003; стрела
14 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 5.5 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 × 16 мм.
186
Рис. И.22. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,8-65-М-003; стрела 15 мм;
площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в призме 5.7
мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15 мм; размер
пьезоэлемента 12 × 16 мм.
187
Рис. И.23. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,25-40-М-003; стрела
10 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 7 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 × 16 мм.
188
Рис. И.24. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,25-50-М-003; стрела
13 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 7.1 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
мм; размер пьезоэлемента 12 × 16 мм.
189
Рис. И.25. АРД-диаграммы и АРД-шкалы для преобразователя П 121-1,25-60-М-003; стрела
15 мм; площадь пьезопластины 192 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 8.4 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
44 мм; размер пьезоэлемента 12 × 16 мм.
190
�
H1=20 ��
A1=2 ��
H2=30 ��
A2=0 ��
13
7
�
H1=20 ��
A1=2 ��
H2=30 ��
A2=0 ��
1 13
7
-5
-11
-17
1
-5
-11
-23
s=15��.��
-17
s=10��.��
-29
-23
s=7��.��
s=15��.��
s=5��.��
-35
s=10��.��
-29
s=3.5��.��
s=7��.��
s=2.5��.��
-41
s=5��.��
-35
s=1.8��.��
s=3.5��.��
s=1.2��.��
s=2.5��.��
- 4 7- 4 1
s=1.8��.��
- 5 3- 4 7
0
100
-53
100
0
0
S,��.��
-8
-8
1.2
-5
-5
1.8
1.8
-2
-2
2.5
2.5
5
7
7
�
-8 -12 -16
-8 -12 -16
-4 -8
-2
-2
-4 -8
-12
-12
3 33 0 0-4-4 -8-8
3
4 54 554 4 0 0 -4-4
0
0
50
50
-28
-32
-28
-32
-24
-20
-24
-20
-16
-20
-16
-12
-12
-8
-8
-16
-16
-12
-12
-32
-20
-20
-16
-16
100
100
-36
-28
-24
-28
-24
-24
-20
-20
150
150
-40
-40
-32
-24
-20
-44
-36
-28
300
-44
-36
-28
-24
-20
-16
-40
-32
300
250
-40
-32
-24
-20
-16
-36
-28
250
200
-36
��
��
200
150
-28
-24
300
150
�
100
-24
-12 -16 -20
0
-4 -8
-12
0
0
-4 -8
-12
0
3 . 53 . 5
5
-5
-5
�
100
-12 -16 -20
-8
-8
1.2
S,��.��
�
50
300
200
50
0
s=1.2��.��
200
-32
-36
-32
-28 -28
-24-24
-36
-32
200
-36
-32
-28 -28
200
-40
-40
250
-32
250
-32
300
300
H, ��
H, ��
Рис. И.26. АРД - диаграммы и АРД - шкалы для преобразователя П 121-2,5-40-М-003; стрела
7 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 5.8 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
���. �.26. ��� - ���������
� ���
- �����
��������������� � 12144 мм; размер
пьезоэлемента
8 ���
12 мм.
2,5-40-�-003;
7 ��; �������
96 ��. ��.; ���������.
�.26. ��� -������
���������
� ��� - �������������
����� ��� ���������������
� 121���� - ������������
���������;
��������
� ������ 5.896
���;
2,5-40-�-003;
������ 7 ��;
�������
�������������
��. ���������.;
������191
����
�� ���. ���������
6 �� � �����������
�� �������
����
- ������������
���������;
�������� ��������
��������-2
5.8 ���;
�������� 12 ��. ��-2 �� �������
44 ��; ������
���� �� ���. ���������
6 �� �������������
� �����������8 �������
44 ��; ������ ������������� 8 � 12 ��.
��
10
10
A2=2 ��
4
4
-2
-2
-8
H 1 =H210= 2�0� � �
A 1 =A51 =�5� � �
H2=30 ��
H2=30 ��
A2=2 ��
16
16
-8
-14
-14 -20
-20 -26
s=15��.��
s=10��.��
-26 -32
s = 7s
��
= .1�5�� � . � �
s=5��.��
-32 -38
-38
-44
-50
-56
s=10��.��
s=3.5��.��
s=7��.��
-44
s=2.5��.��
-50
s=1.2��.��
-56
s=5��.��
s=1.8��.��
s=3.5��.��
s=2.5��.��
100
0
100
0
S, � �. � �
50
-4
-4
10. 2
-8 -12-16 -20 -24
50
10 0
-1 -4 -8 -12 -16 -20
-1
1.2
-4 -8 -12-16 -20 -24
-4
1 . 8 -4
2 . 5-1
-1 -4 -8 -12 -16 -20
-1
3.5
2.5
5
3.5
4
4
6
444
98
7
66
4
0 -4
4
-12
4 0 -4 -8
999 8 04
0 -4
-12
50
-8
-24
-12
-36
10
0
-16
-40
-24
150
-20
-48
-44
-36
-40
-40
-32
-32
-36
-36
-28
-28
-2420 0
40 0
-40
-40
-28
-24
350
-44
-36
-24
40 0
-48
-44
-32
-28
��
350
300
-36
-32
-20
300
-44
2 50
-36
-28
-20
-20
-40
-32
-24
-16
2 50
-40
-32
-24
400
-36
-28
-16
20 0
-32
-28
-20
-12
20 0
-36
-24
-20
-16
�
-28
-24
-12
�
150
150
-28
-16
-8
-32
4 0 0 s�= 1
�. 2 � � . � �
300
-32
-20
-20
-8
0 -4
-28
-24
0 -4 -8 -12 -16
7
5
0 -4 -8
222 0 -4 -8 -12 -16
�
-28
2 0 -4 -8 -12 -16
2
1.8
�
10 0
s=1.8��.��
300
200
0
S, � �. � �
200
-40
-32
-32
2 50
-28
-36
3 0 0 -32
350
40 0
H, ��
Рис. И.27. АРД-диаграммы и АРД-шкалы для преобразователя П 121-2,5-45-М-003; стрела
10 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие; задержка
в призме 6.5 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
50
10 0
150
20 0
2 50 ���������������
300
350
40 0 � 121���. �.27. 0���-���������
� ���-�����
���
44 мм; размер пьезоэлемента 8 × 12 мм.
2,5-45-�-003; ������ 10 ��; ������� ������������� 96 ��. ��.; ����-
H , � � 6.5 ���; ����������� - ������������ ���������; �������� � ������
192
������ �� ���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 44 ��; ������ ������������� 8 � 12 ��.
���. �.27. ���-��������� � ���-����� ��� ��������������� � 121-
�
21
21
�
H1=20 ��
A 1 = 6 H�1�= 2 0 � �
H 2 = 3 0A 1�=�6 � �
A 2 = 2 H�2�= 3 0 � �
15
15
A2=2 ��
9
9
3
3
-3
-3
-9
-9
-15
s=15��.��
-15
-21
s=10��.��
-21
-27
s=5��.��
2 37
-3
s=2.5��.��
s=15��.��
s=7��.��
s=10��.��
s=7��.��
s=3.5��.��
s=5��.��
.5��.��
s = 1 . 8 �s� =
.3
��
s=2.5��.��
3 93
-3
-4
3 59
-45
s=1.2��.��
s=1.8��.��
40
0
80
40
0
80
0
S,��.��
S,��.��
1.2
20
0
-3
-3
20-8
0
33
0
33 4
40 55 3
32..
55
4 7 555
5. 5
3
10
8 10
10
0
-4
8
20
-4-4
00
40
-8 -8
-4
60
-24
-12 -12
-8
80
-24
-20
100
-32
140
200
180
160
-32
-32
-32
-28
-28
-24
-20
-24
160
-24
-24
-20
-16
200
-36
-28
-24
��
180
-32
-24
-20
120
-36
-28
-20
-16 -16
-12
160
140
-28
-24
-20 -20
-16 -16
140
-28
s=1.2��.��
��
200
120
-32
-28
-24
-20
-12-12
120
-28100
-20
-16-16
-12
-12
-8 -8
-24
-20
-16
-4-4
0
4
-20
200
160
100
-24 80
-16
-12
-8-8
-4
-4
44
-16
-12
-8
00
-16
-12
80
60
-20
40
-16
-8
-4
44
8 10
10 7
77 8
75
-8
00
60
-12
-8
-4
000
-12
160
120
40
-3
-3
-3 -4
21
..
58
7
-4
00
1.2
1.8
120
180
200
Рис. И.28. АРД-диаграммы и АРД-шкалы для преобразователя П 121-2,5-50-М-003; стрела
10 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие;
задержка в
H, ��
призме 4.2 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
200
180
160
140
120
100
80
60
40
20
0
44 мм; размер пьезоэлемента 8 × 12 мм.
H, ��
���. �.28. ���-��������� � ���-����� ��� ��������������� � 193
1212,5-50-�-003; ������ 10 ��; ������� ������������� 96 ��. ��.; ���������� - ������������ ���������; �������� � ������ 4.2 ���; ����������� �� ���. ��������� 6 �� � ����������� ������� ��-2 �� �����-
�
26
H1=10 ��
A1=12.5 ��
HH21==1150 ����
AA21==91.25. 5� �� �
�
26 20
H2=15 ��
A2=9.5 ��
20 14
14 8
2
8
2
-4
-10
-4
-16
-10
s=15��.� �
-22
-16
-28
-22
-34
-28
-40
-34
-46
-40
-46
s=10��.� �
s=7��.��
s=15��.� �
s=5��.��
s=3.5��.
s=10��.���
�
s=2.5��.
s=7��.����
s=1.8��.
s=5��.����
s=3.5��.��
��
s=1.2��.
s=2.5��. ��
40
0
40
0
20
333
1.2
S,��.��
0
3.5
2.5
3.5
5
7
5
7
0 -4
-8
-12
999 8 4 0 -4
666 4 0 -4 -8
8 4
11
0
11
999 8 4 0 -4
11
11
11
13 12
13
13
8
15
15
15
13 12
13
13
15
15
15
0
12
4
12
8
�
8
0
4
8
-16
8
4
20
-12
-16
-20
-4
-8
0
0
-12
-16
-8
-12
-8
-12
-16
-12
80
200
140
-24
-20
-16
-20
-16
100
200
180
200
-40
160
-24
-20
140
-32
-28
-28
-24
-36
-32
-24
-20
120
180
-32 -36
-28
-28
-24
160
��
-36
140
-28
-32
-16
-20
-12
60
-20
-12
-16
160
-32
-24
-24
-8
-8
-4
40
-20
-16
-20
200
��
s=1.2��. ��
120
-24
-28
-20
-4
-4
-20
-24
s=1.8��. ��
160
120
-28
100
-16
-16
100
80
-16
-20
-8
-12
0
-4
80
-24
�
-12
-4
-8
0
�
60
-8
-12
4
4
�
60
40
6 4 0
-8
333 66 0 -4 -8-4 -12
2.5
1.8
120
40
20
1.21.8
120
80
0
S,��.��
80
-40
-36
-32
-28
-24
-24
160
180
200
Рис. И.29. АРД-диаграммы и АРД-шкалы для преобразователя П 121-2,5-60-М-003; стрела
12 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное
задержка
H, отверстие;
��
в призме 6.6 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
0
20
40 мм; размер
60
80
100
120
140
160
180
200
44
пьезоэлемента
8 × 12 мм.
H, ��
194�.29. ���-��������� � ���-����� ��� ��������������� � 121���.
2,5-60-�-003; ������ 12 ��; ������� ������������� 96 ��. ��.; ���������� - ������������ ���������; �������� � ������ 6.6 ���; ����������� �� ���. ��������� 6 �� � ����������� ������� ��-2 �� �����-
�
H1=20 ��
A1=4.5 ��
H2=30 ��
A2=1.5 ��
H1=20 ��
A1=4.5 ��
H2=30 ��
A2=1.5 ��
13
7
�
113
- 57
- 1 11
- 1-75
--2131
--2197
--3253
s=20��.��
s=15��.��
--4219
s=10��.��
--4375
s=7��.��
s = 2s0=�5��.��.�� �
s=15��.��
s=3.5��.��
s = 1s0=�2�..5���� . � �
s=7��.��
s=1.8��.��
s=5��.��
--5431
--5497
-53
-65
-59
0
100
0
100
-65
0
S,��.��
1.2
S,��.��
1.2
0
3
3
1.8
-8
0 -4
-8
20
4
6
4
9 8
9
2.5
3.5
3.5
5
5
7
7
8
11
8
-12
0
-4
8
13 12
8
0
8
15
12
8
-8
0
0
4
4
-4
0
0
20
40
0
20
40
-8
-4
-4
-8
60
60
80
80
-32
-24
-28
-24
-20
-24
-16
-12
-20
-16
100
100
-36
-32
-28
-20
-16
-12
-36
-28
-16
-12
-8
-40
-24
-20
-12
-40
200
-32
-24
-24
-20
120
120
200
180
-28
-20
-16
-8
180
-32
-28
-20
��
-36
-24
-16
-12
-4
0
-24
-12
-36
160
-28
-20
-16
-8
-4
4
12
-20
��
160
140
-32
-24
-16
-12
-4
4
15
-8
0
4
13 12
-16
-12
120
-28
-20
140
-32
100
-24
500
120
-28
80
-16
-8
100
-24
-20
-12
-4
4
-20
500
s=1.8��.��
400
80
60
-12
-8
0
-16
-16
-8
0 -4
4
11
11
40
0 -4
4
9 8
2.5
-12
60
s=3.5��.��
s=2.5��.��
400
300
40
0 -4
6
6
300
200
20
3
1.8
200
140
140
-24
160
160
H, ��
180
180
200
200
Рис. И.30. АРД-диаграммы и АРД-шкалы для преобразователя П 121-2,5-65-М-003;
стрела
H, ��
13 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 4.5 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
15 мм; размер пьезоэлемента 8 × 12 мм.
���. �.30. ���-��������� � ���-����� ��� ��������������� � 121���. �.30. ���-���������
���-�����
��� ���������������
� 1212,5-65-�-003;
������ 13 ��;��������
�������������
96 ��. ��.;
����195
2,5-65-�-003;
������ 13 ��;
���������������
�������������
96 4.5
��. ���;
��.; ���������������
- ������������
���������;
� ������
��������
- ������������
���������;
�������� � ������
4.5��-2
���; ��
�����������
���. ���������
6 �� � �����������
�������
����������� �� ���.�����������
6
��
�
�����������
�������
��-2
��
�����15 ��; ������ ������������� 8 � 12 ��.
�� 15 ��; ������ ������������� 8 � 12 ��.
�
15
15
�
H1=5 ��
A 1 =H41. =
5 5 � �� �
.5 ��
H 2 =A110 = 4
��
A 2 =H02 =
�1
�0 ��
9
9
A2=0
3
3
��
-3
-3
-9
-9 -15
-15 -21
-21
-27
-33
-39
-27
s=10��.��
s=7��.��
s = 5 �s�=.1� 5
�� � . � �
-39
s = 3 .s5=�1� 0
.�
��
�.��
s=2.5��.��
-45
s=7��.��
s=1.8��.��
s=5��.��
s=1.2��.��
-51
-45 -57
-51
-57
s=15��.��
-33
s=3.5��.��
40
0
40
0
1.2
S,��.��
0
1.8
1.2
20
20
-5 - 8-1 2- 16 - 2 0 - 2 4
-5
2.5
-2 - 4 -8 - 1 2- 1 6 - 2 0
-2
3.5
5
3.5 7
5
555 4
33
0 -4 -8
777
4
0 -4
0 -4 -8
0
7
-8
- 20
-1 2
-12
0 -4
-8
-16
-16
20
4
- 20
-16
80
-24
-40
-40
-32
-44
-3 6
-32
-36
-28
80
-2 4
-44
-36
-40
-32
- 28
60
-2 0
-44
-36
- 28
-36
-32
100
- 28
140
-4 8
-4 0
- 32
-24
120
-40
-32
-24
-44
-44
-36
-28
-2 0
140
-4 8
-36
-28
-24
120
100
-4 0
- 40
-32
- 20
40
-1 2
100
-44
- 32
- 28
��
80
-36
-24
-24
-16
0 - 4 -8 - 1 2 - 1 6
5 4
5
7
7
-12
��
s=1.2��.��
- 40
-36
- 28
-28
- 20
0 - 4 - 8 -1 2 - 16 -2 0
0
60
-32
- 32
-24
-24
0 - 4 -8 - 1 2 - 1 6
-36
-28
-28
000 - 4 - 8 -1 2 - 16 -2 0
333
- 32
-24
s=1.8��.��
120
60
-28
40
-2 - 4 -8 - 1 2- 1 6 - 2 0
-2
-2
2.5
1.8
40
-5 - 8-1 2- 16 - 2 0 - 2 4
-5
-5
s=2.5��.��
120
80
0
S,��.��
80
-3 6
120
- 32
H, ��
140
-3 6
Рис. И.31. АРД-диаграммы и АРД-шкалы для преобразователя П 121-2,5-68-М-003; стрела
13 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие; задержка
в призме 6.1 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
15 мм; размер пьезоэлемента 8 × 12 мм.
0
20
40
60
80
100
120
140
���. �.31. ���-���������
� ���-�����
��� ���������������
� 1212,5-68-�-003; ������ 13 ��; ������� ������������� 96 ��. ��.; ����196
H, ��
������ - ������������ ���������; �������� � ������ 6.1 ���; ����������� �� ���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 15 ��; ������ ������������� 8 � 12 ��.
��
15
-3
-9
A2=0.5 ��
9
9
3
H1=5 ��
H1=5 ��
A1=5 ��
A1=5 ��
H2=10 ��
H2=10 ��
A2=0.5 ��
15
3
-3
-9
-15
-15
-21
s= 15��.� �
-21
-27
s= s=
10��.�
� �
15��.�
-33
s= 5��.��
s= 7��.��
-27
s= 10��.� �
s= 7��.��
s= 3.5��. ��
s= 5��.��
-33
s= 2.5��. ��
-39
s= 3.5��. ��
s= 1.8��. ��
s= 2.5��. ��
- 3 9- 4 5
- 4 5- 5 1
-51
s= 1.2��. ��
s= 1.8��. ��
20
0
20
0
S,��.��
1.2
1.2
10
-3 -4 -8 -12 -16
-3
00
1.8
1.8
00
2.5
2 . 53 . 5
3.5 5
5
7
7
20
22
-4 -8
-4 -8
-12
0 -4
22 440 -40 -8
-4
44 77
77
88
0
88
0 4 -40
4
4
-4
-8
0
0
4
-12
-8
-4
0
10
-24
-20
-16
-8
-12
-4
-24
-12
-8
20
-20
-32
-16
-28
-12
-16
30
40
-20
70
-36
-32
70
-24
-20
90
-44
-36
-36
-32
-32
-28
-28
70
100
-40
-36
-24
60
-44
-40
-32
-28
100
90
-40
-32
-24
-24
��
80
-36
-28
-20
50
-36
-32
-28
��
80
-40
60
-24 -28
-20 -24
-16
60
-32
-28
s= 1.2��. ��
100
-36
-28
-16
-20
-12
50
-32
-24
100
80
50
-20-24
-12
-16
-8
-8
40
-24
-20
-16
-12
40
-28
-16
-4
-28
30
-20
-12
�
-24
-16
-16
-8
�
-20
-12
�
30
-20
80
60
�
20
-3 -4 -8 -12 -16
-3
0
60
40
10
0
S,��.��
40
-36
-32
-28
80
90
100
H, ��
Рис. И.32.0 АРД-диаграммы
П70121-2,5-70-М-003;
10
20 и АРД-шкалы
30
40для преобразователя
50
60
80
90 стрела
100
14 мм; площадь пьезопластины 96 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 6.3 мкс; нормировано по отв. диаметром 6 мм в стандартном образце
СО-2 на глубине
H, ��
15 мм; размер пьезоэлемента 8 × 12 мм.
���. �.32. ���-��������� � ���-����� ��� ��������������� � 1212,5-70-�-003; ������ 14 ��; ������� ������������� 96 ��. ��.;197
���������� - ������������ ���������; �������� � ������ 6.3 ���; �����������
���. ��������� 6� ��
� �����������
������� ��-2 �� ��������.
�.32.�����-���������
���-�����
��� ���������������
� 121�� 15 ��;
������
�������������
8 � 12 ��.
2,5-70-�-003; ������
14 ��;
�������
�������������
96 ��. ��.; ����-
�
29
23
23
17
17
H1=10 ��
H1 = 1A01 =�1
�3 . 5 � �
A1 = 1 3 . 5 � �
H2=15 ��
H2 = 1 5 � �
A2 = 1A12 =�1
�1 � �
11
11
5
5
-1
-7
-1
s=10��.��
-7
s=5��.��
s=7��.��
s=10��.��
s=7��.��
s=3.5��.��
s=5��.��
-1 3
s=2.5��.��
-13
-1 9
s=1.2��.��
-19
-2 5
-25
s=3.5��.��
s=1.8��.��
s=2.5��.��
s=1.8��.��
20
0
S,��.��
1.2
1.8
3.5
3.5
5
7
10
15
12
8
16
15
18
20
22
12
16
22
20
16
20
10
20
16
30
12
0
8
50
-12
-8
-12
-4
-4
4
-8
0
4
-4
-4
0
60
100
-16
-8
4
40
90
-12
0
8
8
-12
-4
4
4
12
12
16
0
8
80
-8
-4
0
100
-16
-12
0
8
90
-8
4
��
80
70
-4
-4
4
-12
-8
-8
0
12
70
60
-4
8
16
50
s=1.2��.��
��
100
60
-8
40
0
8
12
50
-4
4
4
12
20
40
0
1 00
80
-4
8
16
16
7
4
12
18
�
0
8
12
5
�0
30
4
8
�
30
4
20
80
60
�
20
8
10
1 . 812
60
40
12
10. 2
2.5
2.5
40
20
0
0
S,��.��
�
29
70
80
0
90
100
-4
H, ��
Рис. И.33. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-40-М-003; стрела
5 мм; площадь пьезопластины 25 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 4.3 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 44
0
10
20мм; размер
30
40
50 5 × 5 мм.
70
80
90
100
пьезоэлемента
���. �.33.
���-���������
� ���-�����
���60���������������
� 121-5-
40-�-003; ������ 5 ��; ������� ������������� 25 ��. ��.; ����������
198
H, ��
- ������������ ���������; �������� � ������ 4.3 ���; ����������� ��
���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 44 ��;
������ ������������� 5 � 5 ��.
�
34
28
22
16
10
4
-2
�
34
H1=10 ��
A 1H=12=11.05 �� �
�
H 2A=11=52 1�.� 5 � �
H
2
=
1
5
�
�
A2=18 ��
28
A2=18
22
16
10
4
-2
s=7��.��
-8
s=5��.��
s=7��.��
s=3.5��.��
- 8- 1 4
� .. ����
s =s2 =
.5
5�
��
s =s1 =
.3
8.
��
5 .� ���. � �
5 .� ���. � �
s =s1 =
.2
2.
��
- 1 4- 2 0
- 2 0- 2 6
-26
s=1.8��.��
40
0
80
40
0
S,��.��
20
19
19
1 . 20
1 . 82 . 5
3.5
2.5
3.5
5
7
5
7
16 12
8
20
22 24
2420 16
20
24
22
26
24
8
26
26
26
27
27
27
29
29
0
27
27
24
29
29
29
28
12
16
20
26
24 26
20
24
24
24
28
24
24
20
24
20
84
16
20
8
8
16
12
16
40
12
-4
0
4
4
12
12
20
4 0
8
8
16
16
0
-12
-4
160
-20
-16
-12
-8
-8
-4
0
100
-20
-16
-12
-8
-8
160
140
-16
-12
0
4
80
140
-12
-4
0
��
-16
-8
-4
0
4
8
60
-8
-4
��
120
-12
-8
0
4
120
100
-4
0
4
8
12
-8
-4
0
4
8
100
-8
s=1.2��.��
160
80
80
-4
4
12
12
-4
60
0
8
128
20
0
4
16
16
20
4
12
22
60
40
160
120
40
16 12
19
19
22 20 16
22
1 . 21 . 8
120
80
0
S,��.��
��
-4
-8
-4
120
140
160
H, ��
Рис. И.34. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-45-М-003; стрела
0
20
0 мм.; отражатель
60
8 0 - плоскодонное
100
1 2отверстие;
0
1 4 0 задержка
160 в
6 мм; площадь пьезопластины
254кв.
призме 3 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
H, ��
44 мм; размер пьезоэлемента 5 × 5 мм.
���. �.34. ���-��������� � ���-����� ��� ��������������� � 121-545-�-003; ������ 6 ��; ������� ������������� 25 ��. ��.; ����������
199
- ������������ ���������; �������� � ������ 3 ���; ����������� ��
���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 44 ��;
���. �.34. ���-���������
���-����� ���
� 121-5��������������������
5 � ���������������
5 ��.
45-�-003; ������ 6 ��; ������� ������������� 25 ��. ��.; ����������
�
�
29
29
23
23
17
17
11
11
5
5
-7
-13
s=7��.��
-1
s=7��.�� s=5��.��
-7
s=3.5��.��s=2.5��.��
-13
s=1.8��.��s=1.2��.��
-1
-19
s=5��.�� s=3.5��.��
s=2.5��.��s=1.8��.��
s=1.2��.��
-19
0
1.2
1.8
2.5
3.5
5
7
20
21
1.2
21
21
20
16
24
24
16
2.5
26
26
24
20
3.5
27
27
24
29
31
26
28
24
28
0
12
24
16
20
408
16
28
24
20
31
28 16
24
20
50
12
8
12
8
12
16
16
20
12
1220
24
8
8
16 8
-8
-4
4
4
0
8
4
12
50
-12
-4
0
-4
-4
4
0
8
8
40
100
100
-8
0
0
12
30
90
-8
-4
-4
4
90
-12
0
0
4
16
20
80
��
��
80
-8
4
4
70
70
-4
-4
100
100
60
60
0
8
16
20
80
80
40
50
4
12
8
12
�
0
16
24
10
�
30
4
20
27
29
7
12
8
20
5
�
30
16
24
20
60
60
20
�
20
12
1.8
40
40
10
10
S,��.��
20
0
20
0
0
S,��.��
H 1 = 1 0 �H�1 = 1 0 � �
A 1 = 2 2 . 5A 1�=�2 2 . 5 � �
H 2 = 1 5 �H�2 = 1 5 � �
A2=17.5 ��
A2=17.5 ��
35
35
0
4
4
60
70
80
90
100
H, ��
0
10 АРД-диаграммы
20
30
40
50
70
80 П 121-5-50-М-003;
90
100
Рис.
И.35.
и АРД-шкалы
для60
преобразователя
стрела
6 мм; площадь пьезопластины 25 кв. мм.; отражатель - плоскодонное отверстие; задержка в
H, ��образце СО-2 на глубине 44
призме 2.5 мкс; нормировано по отв. диаметром 6 мм в стандартном
мм; размер пьезоэлемента 5 × 5 мм.
���. �.35. ���-��������� � ���-����� ��� ��������������� � 121
50-�-003;
������ 6 ��; ������� ������������� 25 ��. ��.; ��������
200
- ������������ ���������; �������� � ������ 2.5 ���; �����������
���. �.35. ���.
���-���������
� ���-�����
����������
���������������
� 121-5��������� 6 ��
� �����������
��-2 �� �������
44 ��
50-�-003; ������ 6 ��; �������
�������������
25
��.
��.;
����������
������ ������������� 5 � 5 ��.
�
H1=5 ��
A1=11 ��
H1=5 ��
H2=10 ��
A1=11 ��
A2=3.5 ��
H2=10 ��
A2=3.5 ��
�
21
21
15
15
9
9
3
3
-3
-3
-9
-9
-15
s=7��.��
-15
-21
s=5��.��
s=7��.��
s=3.5��.��
s=5��.��
s=2.5��.��
s=3.5��.��
s=1.8��.��
s=2.5��.��
s=1.2��.��
s=1.8��.��
-21
-27
-27
-33
s=1.2��.��
-33
-39
-39
20
0
20
0
0
S,��.��
S,��.��
0
8
1.2
1.8
2.5
2.5
3.5
3.5
5
5
7
7
4
888
1.2
1.8
10
8
10
10
10
12
14
18
0
16
10
-4
20
-20
30
40
-32
-28
-24
-20
-24
-20
-24
-16
-20
-16
-8
-20
-12
-8
-12
60
100
-24
-12
50
100
-28
-16
-12
-4
-4
90
-32
-20
-16
-8
90
-28
-20
-12
0
0
80
-24
-16
-8
80
-24
-20
-12
-4
70
-28
-16
-8
-4
70
-24
-16
-8
4
4
60
-24
-12
0
8
8
-20
-12
-4
60
-16
-8
0
50
-20
-12
-8
4
50
-16
-12
0
4
40
-16
-8
0
12
12
40
-12
-4
8
�
30
-12
4
8
16
��
-4
4
12
12
100
�
0
8
80
-8
0
8
16
16
16
16
18
18
4
12
12
60
� 30 �
-4
4
��
40
-4
0
8
8
100
-8
0
4
80
-8
-4
4
8
12
12
12
-4
0
60
20
20
0
4
10
10
14
14
14
10
40
-16
-16
70
80
90
100
Рис. И.36. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-60-М-003; стрела
0 пьезопластины
10
20 25 кв.
30 мм.; отражатель
40
50 - плоскодонное
60
70
80
90
100
8 мм; площадь
отверстие;
H, �� задержка в
призме 2.9 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15
H, ��
мм; размер пьезоэлемента 5 × 5 мм.
201
���. �.36. ���-��������� � ���-����� ��� ��������������� � 121-560-�-003; ������ 8 ��; ������� ������������� 25 ��. ��.; ����������
���. �.36. ���-��������� � ���-����� ��� ��������������� � 121-5-
�
25
19
19
13
13
7
7
1
1
-5
-5
-11
-11
-17
-17
H2=10 ��
A2=4 ��
s=2.5��.��
s=3.5��.�� s=1.8��.��
s=2.5��.��
s=1.8��.��
-35
20
0
S,��.��
2
112
8
4
1.8
1144
1.8
12
2.5
1166
2.5
3.5
16
7
22
7
0
12
8
0
-4
12
4
0
16
8
16
12
16
0
10
12
30
4
4
16
12
16
8
10
4
0
8
-16
20
30
-20
-12
-12
0
-8
-8
40
-16
-16
-4
50
-20
-20
-8
-4
30
-16
-16
-4
40
-20
-12
-8
4
0
-24
-16
-8
0
-28
-24
-12
-4
4
-20
-12
-8
80
-28
-20
-4
80
-24
-16
-8
0
8
12
-12
-16
70
70
-24
-12
-4
60
��
��
60
-20
-20
-4
80
50
50
-8
-8
4
4
40
-16
-12
0
0
�
-12
-4
4
8
30
-16
0
80
60
40
-8
-8
12
20
�
-4
-4
20
�
-12
8
8
2222
20
0
-8
1166
2200
5
2200
5
1144
1188
�
4
-4
8
12
8
0
4
12
3.5
1188
8
20
111222
20
s=1.2��.��
s=1.2��.��
60
40
10
10
1.2
1.2
40
20
0
0
s=3.5��.��
s=5��.��
0
S,��.��
�
��
��
�
s=5��.��
s=7��.��
-29
-29
=5 �
=12
=10
=4 �
s=7��.��
-23
-23
-35
H1
A1
H1=5 �� H2
A 1 = 1 2 � �A 2
�
25
-12
-12
50
60
60
70
70
80
80
H, ��
H , �П
� 121-5-65-М-003; стрела
Рис. И.37. АРД-диаграммы и АРД-шкалы для преобразователя
8 мм; площадь пьезопластины 25 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 3.2 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15
мм; размер пьезоэлемента 5 × 5 мм.
���. �.37. ���-��������� � ���-����� ��� ��������������� � 121
���. �.37.
���-���������
� ���-�����
��� ���������������
� 121-565-�-003;
������ 8 ��;
������� �������������
25 ��. ��.;
��������
202
65-�-003;
������ 8 ��; ���������;
������� �������������
25 ��.3.2
��.;
����������
- ������������
�������� � ������
���;
�����������
- ������������
���������;
��������
� ������
3.2 ���;��-2
�����������
��15 ��
���. ���������
6 ��
� �����������
�������
�� �������
���. ��������� 6 �� � �����������
�������
��-2
��
�������
15
��;
������ ������������� 5 � 5 ��.
������ ������������� 5 � 5 ��.
�
�
H1=5 ��
A 1H=11=15. 5� �
��
H 2A=11=01 1�.� 5 � �
A 2H=23=.150 � �
��
27
27
21
21
A2=3.5 ��
15
15
9
9
3
3
-3
-3
-9
-9 -15
-15 -21
s=5��.��
-21 -27
�..����
s =s2=
.5 � �
s=3.5��.��
s =s1=
.3
8.
��
5.����. � �
s =s1=
.2
2.
��
5.����. � �
-27 -33
s=1.8��.��
-33 -39 0
-39
20
20
0
S,��.��
1.2
15 12 8
15
2.5 3.5
3.5 5
4
1716 12
17
17
1716 12
17
8
19 16 12
19
19
0
8
4
8
0
-4
4
0
12 168 12 4 8
19 16
2120
19
21
21
-4
-8
0
04
23
16 20
12 16 8 12 4 8
212023
21
23
20 16
0
12
10
8
-40
-12
-16
-12
-16
-8-12
0
-4
0
20
-8
-4
-24
-20
-16
-8 -12
-20
-28
70
��
-20
60
70
90
-28
100
-32
90
-24
-28
-24
-24
-20
-20
-16
100
-32
-28
-20
-16
��
80
-24
-16
-12
50
80
-24
-20
-16
-12
-8
40
60
s=1.2��.��
100
70
-24
-12 -16
-4-8
30
60
50
-20
-12
-8
-4
04
-20
100
80
50
40
-16
-8
-4
4
-16
30
-8
0
40
-12
-12
-4
-4
4
30
-8
20
80
60
20
4
10
1.8
1.8 2.5
5
10
15 12 8
15
0
1.2
60
40
0
S,��.��
40
-24
-20
80
90
100
H, ��
Рис. И.38. АРД-диаграммы и АРД-шкалы для преобразователя П 121—5-68-М-003; стрела
0
10
20
50
60
70 отверстие;
80
90
100
8 мм; площадь
пьезопластины
25 30
кв. мм.; 40
отражатель-плоскодонное
задержка
в призме 5.6 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
H, ��
15 мм; размер пьезоэлемента 5 × 5 мм.
���. �.38. ���-��������� � ���-����� ��� ��������������� � 121—
5-68-�-003; ������ 8 ��; ������� ������������� 25 ��. ��.; ������203
����-������������ ���������; �������� � ������ 5.6 ���; ����������� �� ���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 15
���. �.38. ���-���������
� ���-�����
���5 ���������������
� 121—
��; ������
�������������
� 5 ��.
5-68-�-003; ������ 8 ��; ������� ������������� 25 ��. ��.; ������-
�
24
18
12
12
6
6
A2=4 ��
0
0
-6
-6
-12
-12
-18
-18
s=5��.��
-24
-24
s = 5 � � .s�=�3 . 5 � � . � �
.�
5��.��
s = 3 . 5 �s�=.2�
-30
-30
s=1.8��.��
s=2.5��.��
s=1.2��.��
-36
-36
s=1.8��.��
-42
20
0
0
S,��.��
1.2
10
20
15 12 8 4
2.5
3.5
5
1716 12 8
17
17
4
0
18 16 12 8
18
18
4
0
20
20
3.5
16 12
8
4
5
22 20 16 12
22
22
-4
0 -4
-12
8
0
16 12
0
-8
8
-4
0
-12
8
0
-8
4
-4
0
-12
-16
-8
-12
30
-16
-20
-12
-32
50
90
90
100
-32
-28
-28
-20
-24
-16
-24
-20
-24
-20
60
-36
-32
-24
-24
100
-36
-28
-16
40
80
��
��
-28
-20
-20
80
-32
-24
-12
-4
-28
-24
-16
-8
-8
20
-20
-12
-16
70
100
70
-28
-16
-20
-8
60
-24
-24
-16
4
50
60
-20
100
80
40
50
-16
-12
-4
-4
10
40
-12
-8
-12
0
�
-20
-4
4
22 20 16 12
4
0
-8
-4
-8
�
s=1.2��.��
80
60
30
�
-16
4
18 16 12 8
18
2.5
20
20
20
-8
1716 12 8
17
20
�
30
15 12 8 4
15
0 -4
60
40
10
1.2
1.8
1.8
40
20
0
0
S,��.��
H1=5 ��
A 1 = 1H21 =�5� � �
A1=12 ��
H2=10 ��
H2=10 ��
A2=4 ��
24
18
-42
�
-24
70
80
90
100
H, ��
Рис. И.39. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-70-М-003; стрела
10
20
30
60 - плоскодонное
70
80 отверстие;
90
100
80мм; площадь
пьезопластины
25 40
кв. мм.; 50
отражатель
задержка
в
призме 2.9 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15
мм; размер пьезоэлемента 5 × 5 мм. H, ��
���. �.39. ���-��������� � ���-����� ��� ��������������� � 121-5-
204 70-�-003; ������ 8 ��; ������� ������������� 25 ��. ��.; ����������
- ������������ ���������; �������� � ������ 2.9 ���; ����������� ��
���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 15 ��;
���. �.39. ���-��������� ������
� ���-�����
��� ���������������
� 121-5�������������
5 � 5 ��.
70-�-003; ������ 8 ��; ������� ������������� 25 ��. ��.; ����������
S,��.��
�
28
�
22
A1=13 ��
H2=10 ��
A2=4 ��
28
16
22
10
16
10
4
4
-2
-2
-8
-8
-14
-14
-20
-20
s=5��.�� s=5��.��
s=3.5��.��
s=3.5��.��
s=2.5��.��
s=2.5��.��
s=1.8��.��
s=1.8��.��
s=1.2��.��
-26
-26
-32
-32
0
s=1.2��.��
0
S,��.��
1.8
2.5
3.5
5
1.8
20
20
20
8
8
4
16
23
23
23
16
25
25
25
5
23
23
20
24
0
20
20
4
20
16
12
16
5
4
4
-8
-4
-4
8
4
4
15
20
0
-20
-8
45
35
50
40
45
-24
-20
-16
-16
-8
30
50
-24
-12
-20
-16
-20
-12
-8
-4
��
-20
-16
-12
-4
25
50
-20
-12
-4
��
40
-16
-12
-8
0
0
30
-16
-12
-8
0
35
-16
-8
-4
0
25
-12
50
40
30
-12
-4
4
8
25
20
-8
-4
0
8
12
10
20
-8
0 4
40
30
�
0
8
12
15
30
�
-4
8
12
15
20
-4
4
12
8
24
16
0
8
16
12
4
�
0
12
16 21
12
8
21 20 16
21
21 20
21
3.5
25
25
10
17 16 12
17
17 16 12
17
�
10
5 17
1.2
20
20
20
5
0
2.5
10
10
0
1.2
H1=5 ��
A1=13 ��
H2=10 ��
A2=4 ��
H1=5 ��
-12
35
-8
40
-16
45
-12
50
H, ��
Рис. И.40. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-73-М-003; стрела
9 мм; площадь пьезопластины 25 кв. мм.; отражатель - плоскодонное отверстие; задержка в
призме 2.5 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15
0
5
10
20
25
35
40
45
мм;15
размер пьезоэлемента
5 × 5 30
мм.
���. �.40. ���-��������� � ���-����� ��� ���������������
� 121-5H, ��
73-�-003; ������ 9 ��; ������� ������������� 25 ��. ��.; ����������
205
- ������������ ���������; �������� � ������ 2.5 ���; ����������� ��
���. ��������� 6 �� � ����������� ������� ��-2 �� ������� 15 ��;
������ ������������� 5 � 5 ��.
50
.
�
.
34
H1=10 ��
A1=21.5 ��
H2=15 ��
H1=10 ��
A2=17 ��
A1=21.5 ��
H2=15 ��
A2=17 ��
�
3 42 8
2 82 2
2 21 6
1 61 0
10 4
s=7�� .��
-2
4
s=5�� .��
s=3.5 ��.��
s=7��.��
s=2.5 ��.��
s=5��.��
s=1.8 ��.��
-8
-2
s=3.5 ��.��
s=1.2 ��.��
s=2.5 ��.��
-14
-8
s=1.8 ��.��
-20
0
-14
-20
20
20
0
0
S,��.��
S,��.��
20
20
20
16
24
24
22
22
24
24
3.5
2.5
26
26
26
26
5
3.5
28
28
29
29
28
28
7
29
29
0
20
16
12
�
8
24
20
12
8
16
12
20
16
24
20
24
28
24
28
10
4
30
16
12
20
16
20
�
30
20
22
20 22
20
2.5
1.8
�
20
10
1.8
1.2
7
40
10
1.2 0
5
40
12
16
12
12
20
24
20
16
20
4
50
12
16
12
70
0
4
0
4
4
8
8
12
8
-4
0
4
4
8
60
100
90
-8
-8
-4
-4
0
4
4
100
-12
-8
0
8
50
90
80
-8
-4
0
��
-12
70
-4
-4
0
80
-8
60
12
40
100
-4
0
8
8
1 0 0s=1.2
� ���.��
60
50
4
16
30
80
0
16
12
20
60
40
8
8
80
40
8
4
20
16
24
�
60
-8
-4
0
4
70
80
90
100
H, ��
Рис. И.41. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-50-ММ-003; стрела
0
10
20
30
40
50
60
70
80
90
100
6 мм; площадь пьезопластины 25 кв. мм.; отражатель - плоскодонное отверстие; задержка
в призме 2 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине
H, ��
44 мм; размер пьезоэлемента 5 × 5 мм.
���. �.41. ���-��������� � ���-����� ��� ��������������� � 121-5206
50-��-003; ������ 6 ��; ������� ������������� 25 ��. ��.; ���������� - ������������ ���������; �������� � ������ 2 ���; ����������� �.41.
�� ���.
��������� 6 �������-�����
�����������
�������
��-2 �� �������
44
���.
���-���������
���
���������������
� 121-5��; ������ ������������� 5 � 5 ��.
��
26
20
14
-4
A2=6 ��
20
14
8
8
2
H1=5 ��
H1=5 ��
A1=14 ��
A1=14 ��
H2=10 ��
1 �0 � �
A 2H
=2
6 =�
26
2
-4
-10
- 1 0- 1 6
- 1 6- 2 2
s=5��.��
s=3.5��.��
- 2 2- 2 8
s = 2s.=55����. .
���
s = 1s.=83�.�5. �
��
�.��
s = 1s.=22�.�5. �
��
�.��
- 2 8- 3 4
s=1.8��.��
- 3 4- 4 0 0
-40
20
20
0
1.2
1.2
1.8
171612 8
17
17
3.5 5
4
0
19 16 12 8
19
19
4
12 8
2120 16
22 20 16
12
2120 16 12
2.5
22
22
20
4
19 16 12 8
19
1.8
2.5 3.5
5
10
108
171612
0
S,��.��
8
4
20
-4
0
-4
4
0
8
0
4
0
4
20 16 12
0
10
8
-8
-8
0
04
4
20
-8
-4
-16
-20
-16
-8
-40
0
-16
-12
-16
-12
-8
-4
-8
30
40
-20
-28
-24
-20
-32
60
90
-28
-24
100
-28
-24
-20
-16
100
-32
-28
-24
��
90
80
-16 -20
-12
50
70
-20
-12-16
80
-28
-24
��
100
70
60
-20
-12
-12
-4
-24
-24
-16
-8
60
50
-20
-20
-12
-12
-4
40
-16
-8
0
-4
-16
-12
-4
-4
-12
50
s=1.2��.��
100
80
40
30
-8
80
60
30
-8
20 168 12 4 8
22 20
22
2416 12
24
24
24
60
40
0
S,��.��
40
-28
-24
-20
70
80
90
100
H, ��
Рис. И.42. АРД-диаграммы и АРД-шкалы для преобразователя П 121-5-70-ММ-003; стрела
100
90
80
70 отверстие;
60
50 - плоскодонное
40
30 мм.; отражатель
20 25 кв.
10
0 пьезопластины
6 мм; площадь
задержка
в
призме 3.1 мкс; нормировано по отв. диаметром 6 мм в стандартном образце СО-2 на глубине 15
H, ��
мм; размер пьезоэлемента 5 × 5 мм.
���. �.42. ���-��������� � ���-����� ��� ��������������� � 121-570-��-003; ������ 6 ��; ������� ������������� 25 ��. ��.; ������207
���� - ������������ ���������; �������� � ������ 3.1 ���; ����������� �� ���. ��������� 6 �� � ����������� ������� ��-2 �� �������
���. �.42. ���-���������
� ���-�����
��� ���������������
� 121-515 ��; ������
�������������
5 � 5 ��.
70-��-003; ������ 6 ��; ������� ������������� 25 ��. ��.; ������-
Приложение К
к п. 5.5.6 СОУ-Н МПЕ 40.1.17.302:2005
Настройка временного регулирования
чувствительности (ВРЧ)
К.1 Настройка чувствительности )усиление) выполняется с помощью контрольных отражателей в СОП с эквивалентной площадью,
равной браковочной.
К.2 Допускается настройка чувствительности по отражателям, эквивалентная площадь F которых отличается от регламентированного
уровня Fо. При этом осуществляется соответствующее корректирование чувствительности на величину ∆А:
A
20 lg
F0
,
F
äÁ ,
где величина ∆А не должна превышать 12 дБ.
К.3 При настройке ВРЧ необходимо применять схему получения
опорных импульсов и методические приемы настройки, рекомендуемые изготовителем дефектоскопа.
К.4 В случае, когда отношение амплитуд эхо-сигналов от отражателей находится в пределах диапазона контроля ∆А ≤ 3 дБ, настройка
системы ВРЧ не обязательна.
К.5 Если отношение амплитуд эхо-сигналов от отражателей находится в пределах 3 дБ < ∆Α ≤ 6 дБ, допускается настройка системы ВРЧ
в пределах всего диапазона контроля по линейной зависимости: по
двум контрольным отражателям, расположенным на границах диапазона контроля по толщине.
К.6 Если ∆Α ≥ 6 дБ, настройка ВРЧ осуществляется как минимум по трем
точкам, расположенным на границах и в середине диапазона контроля.
К.7 В случае, если динамический диапазон ВРЧ недостаточный для
измерения чувствительности во всем диапазоне контроля (при контроле изделий большой толщины с высоким угасанием ультразвуковых волн), рекомендуется применение послойного контроля.
К.8 ВРЧ считается настроенным, если погрешность измерения отражателей, находящихся на разных глубинах по всему диапазону настройки с эквивалентной площадью, равной браковочной, составляет ± 2 дБ. При этом
отражатели должны располагаться один от другого на таком расстоянии,
чтоб максимальные сигналы от них не отличались больше, чем на 4 дБ.
208
Приложение Л
к п. 5.6.7 СОУ-Н МПЕ 40.1.17.302:2005
Методика ультразвукового контроля
подповерхностной зоны сварных соединений
головными волнами
Л.1 Эта методика определяет порядок проведения УЗК сварных
соединений элементов толщиной 30 мм и больше с целью выявления
дефектов в подповерхностном слое соединения. Контроль осуществляется головными ультразвуковыми волнами.
Л.2 Метод контроля (рис. Л.1) лежит в следующем:
а) преобразователь 1 с углом призмы, равным критическому, возбуждает в металле продольно-поверхностную волну 2;
б) волна 2 распространяется в изделии и при встрече с акустическим препятствием (несплошностью) 3 отражается от нее – волна 4;
в) волну 4 при распространении вдоль поверхности изделия регистрирует приемник 4.
Рис. Р.1. Способ ультразвукового контроля головными волнами
Л.3 Контроль осуществляется дефектоскопами любого типа. Преобразователи включаются по раздельной схеме.
Л.4 Настройку скорости развертки делают по отражению головных волн от свободного прямого двугранного угла изделия или СОП.
Л.5 СОП изготавливают из металла, идентичного металлу контролируемого изделия. Качество поверхности образца должно быть не
хуже, чем R z = 40 мкм. Размер образца приведен на рис. Л.2.
Л.6 Настройку скорости развертки следует выполнять в такой последовательности:
209
а) преобразователь устанавливают на СОП таким образом, чтобы
его передняя грань совпадала с плоскостью торца образца. Чувствительность дефектоскопа увеличивают до появления на экране эхо-сигнала от
торца образца. При этом отраженный сигнал должен «прощупываться»
пальцем, смоченным контактной жидкостью на глубине 5 – 10 мм;
Рис. Л.2. Стандартный образец предприятия для контроля сварных соединений
головными волнами
б) совмещают передний фронт строб-импульса с передним фронтом эхо-сигнала (рис. Л.3);
в) перемещают преобразователь на расстояние, равное ширине
усиления сварного соединения, и совмещают задний фронт строб-импульса с задним фронтом эхо-импульса от торца (рис. Л.3). Эхо-сигнал
при перемещении преобразователя следует постоянно «прощупывать» пальцем;
г) растягивают развертку строб-импульса таким образом, чтоб его
задний фронт был на расстоянии 15 – 20 мм от правого края экрана
дефектоскопа.
Рис. Л.3. Схема настройки чувствительности и скорости развертки при контроле головными
волнами 1 – зондирующий импульс; 2 – зона контроля (строб-импульс); 3 – импульсы,
отраженные от плоскодонного отверстия в СОП; 4 – уровень чувствительности контроля;
5 – граница экрана дефектоскопа
210
Л.7 Настройка ВРЧ осуществляется по отверстию с плоским дном,
изготовленному в СОП в соответствии с рис. Л.2.
Л.8 Настройка ВРЧ выполняется следующим образом:
а) перемещая преобразователь по СОП, устанавливают эхо-сигнал
от плоскодонного отверстия в конце строб-импульса;
б) регулятором усиления устанавливают необходимую высоту эхосигнала;
в) поисковый уровень чувствительности устанавливается на 12 дБ
выше амплитуды сигнала от отверстия СОП.
Л.9 Контроль осуществляется путем перемещения преобразователя по
поверхности сварных элементов вдоль сварного соединения с двух сторон.
При сканировании перпендикулярно к оси (рис. Л.4) преобразователь
перемещают вдоль оси сварного соединения. При этом шаг сканирования не должен превышать половины диаметра пьезопластины. Величина поперечного шага сканирования (перпендикулярно к сварному соединению) должна быть 50 мм. При перемещении преобразователя следует
осуществлять его повороты относительно собственной оси на 150.
Рис. Л.4. Схема перемещения преобразователя по поверхности сварных элементов
Л.10 При контроле следует обеспечить постоянный акустический
контакт преобразователя с поверхностью изделия.
Л.11 Признаком несплошности является появление эхо-сигнала в
пределах строб-импульса.
Л.12 Оценку несплошности выполняют следующим образом:
а) при выявлении несплошности устанавливают высоту эхо-сигнала над линией развертки на верхнюю горизонтальную линию экрана
и фиксируют место его расположения на экране дефектоскопа;
211
б) устаналивают эхо-сигнал от плоскодонного отверстия в СОП в
зафиксированную точку развертки и сравнивают его амплитуду с амплитудой эхо-сигнала от несплошности;
в) несплошность является недопустимой (балл 1), если амплитуда
эхо-сигнала от нее превышает амплитуду эхо-сигнала от плоскодонного отверстия в СОП.
212
Приложение М
к п. 5.9.4 СОУ-Н МПЕ 40.1.17.302:2005
����� ���������� � ����������� ��������������� ��������
Форма заключения
о результатах
�������
���������� ультразвукового
контроля сварных соединений
______________________________________________________________________
(�������� ����������� � �������������, ���������� ��������, � ���������� �� ����� �������� � ���� ��� ��������)
______________________________________________________________________
(�������� ����������� (�����������), �� ������������ �������� ���������� ��������)
����������
� _____
� ����������� ��������������� �������� ������� ����������
���� �������� ______________________
������ �������� _______________________________________________________
______________________________________________________________________
�������� ��������������� �������� ______________________________________
______________________________________________________________________
����� ����� _________________ ����� (��������) _________________________
�������� ��������, ���������, ������ �� ����������� ��������� ____________
______________________________________________________________________
______________________________________________________________________
����������� - ___________________________, ���. � _______________________
��������������� - ______________________________, ���. � ________________
������� ��� ��������� - _________________________, ���. � ________________
����������� ���������� - _______________________________________________
��������� ������������ ��� �������� ������ - _____________________________
213
�������� ����������� �������
6
�272�32
������ 1:
27-1�(-5)-��-7
�� 10 ���. 30 ���.
������������ ��������� � 3 ��
��� 7 ��
11
�272�32
������ 2:
��������� ���������� �� = 38 ��
�������������
�L = 54 ��, ��.
���. �� = 32 �� ��
7 ���. 20 ���.
������������ ��������� � 3 ��
��� 7 ��
����� ��������
���������� ��
�����
�������,
��
���������� ���������� ������ ������������� ������
(�������) �������,
��
(�� ��.)
������ ��������,
����
������ �������� (������� ����������)
2
����������
� 2-� �� 4-�
���. ��. ����.
�� ����������������
����������: �������� ������ ���������� ������� � ����������� ����� � ��������� ������.
����, ������������� ��������:
___________________________
_________________________________
___________________________
(�.�.�.)
(���������)
(������ �������)
������������� � _______________________
��������� ������������� _______________________________________________
(�.�.�.)
���� «____» ____________________ 200__ �.
214
Глава ІІІ
Стандарты УЗК
Стандарты по ультразвуковому контролю,
действующие в Украине
На основе национальных стандартов (DIN, ДСТУ, ГОСТ и т.п.), при сотрудничестве специалистов разных стран, получили развитие международная (ІSО) и региональная европейская (ЕN) системы стандартизации.
В Украине организацией, которая уполномочена осуществлять управление стандартизацией, гармонизацией стандартов по НК и ТД является
Технический комитет по стандартизации ТК-78 «Техническая диагностика
и неразрушающий контроль» Государственного комитета по вопросам технического регулирования и потребительской политики.
Национальные и международные стандарты в некоторых случаях выдвигают разные требования к характеристикам приборов НК и критериям
оценки результатов измерений, что усложняет экономические и торговые
связи. Поэтому в данное время актуальным является вопрос гармонизации
стандартов по НК.
В соответствии с Соглашением о партнерстве и сотрудничестве между
Украиной и Европейскими Сообществами и их государствами-членами, ратифицированным Законом Украины №237/ 94-ВР от 10.11.94 г., Указом Президента Украины №148 от 24.02.98 г. «Про забезпечення виконання Угоди
про партнерство та співробітництво між Україною та Європейським Співтовариствоми», Постановлением КМ Украины «Про заходи щодо поетапного
впровадження в Україні вимог директив Європейського Союзу і європейських стандартів», Украинское общество неразрушающего контроля и технической диагностики подало заявку в Госстандарт Украины на гармонизацию
актуальных европейских стандартов по НК.
На протяжении 2000-2005 гг. УТ НКТД при сотрудничестве с ТК-78 «Техническая диагностика и неразрушающий контроль» и Институт электросварки им. Е.О.Патона НАН Украины проводят работы по гармонизации в
Украине европейских и международных стандартов в области НК и ТД, а
также по внесению дополнений и замечаний к новым стандартам Европейского сообщества.
На сегодняшний день гармонизованы и введены в действие 10 европейских и международных стандартов по ультразвуковому контролю:
1. ДСТУ 4001-2000 (ISO 2400:1972). Зварні шви на сталі. Зразок для калібрування ультразвукового контролю;
2. ДСТУ 4002-2000 (ISO 2400:1985). Зварні шви на сталі. Калібрувальний
зразок №2 для ультразвукового контролю зварних швів;
3. ДСТУ EN 583-1-2001. Ультразвуковой контроль. Часть 1. Общие принципы;
4. ДСТУ ЕN 583-3-2005 Неразрушающий контроль - Ультразвуковой контроль - Часть 3: Метод прохождения;
217
5. ДСТУ EN 1712-2005 Неразрушающий контроль сварных соединений.
Ультразвуковой контроль сварных соединений. Уровни приемки;
6. ДСТУ ЕN 1713-2005 Неразрушающий контроль сварных соединений.
Ультразвуковой контроль. Характеристика индикаций дефектов сварных швов;
7. ДСТУ ЕN 1714-2005 Неразрушающий контроль сварных соединений.
Ультразвуковой контроль сварных соединений;
8. ДСТУ ЕNV 583-6-2005 Неразрушающий контроль - Ультразвуковой контроль - Часть 6: ТОФД - как метод выявления и определения размеров дефектов;
9. ДСТУ EN 473-2001 Неразрушающий контроль - Квалификация и сертификация персонала по неразрушающему контролю;
10. ДСТУ EN 10228-3-2001. Неразрушающий контроль поковок из стали.
Часть 3: Ультразвуковой контроль паковок из ферритной и мартенситной стали.
Всего в Украине гармонизировано 42 европейских стандарта.
Кроме того, в Украине по ультразвуковому контролю продолжают действовать следующие документы:
1. ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования;
2. ГОСТ 17410-78. Контроль неразрушающий. Трубы бесшовные цилиндрические. УЗ дефектоскопия;
3. ГОСТ 18576-85. Контроль неразрушающий. Рельсы железнодорожные.
Методы ультразвуковые / 01.07.86;
4. ГОСТ 20415-82. Контроль неразрушающий. Методы акустические. Общие положения / 01.07.83;
5. ГОСТ 21120-75. Прутки и заготовки круглого, квадратного и прямоугольного сечения. Методы ультразвуковой дефектоскопии / 01.01.77;
6. ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля
сплошности / 01.07.89;
7. ГОСТ 23049-84. Контроль неразрушающий. Дефектоскопы ультразвуковые. Основные параметры и общие технические требования /
01.01.86;
8. ГОСТ 23667-79. Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерения основных параметров / 01.01.81;
9. ГОСТ 23702-90. Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний / 01.01.92;
10. ГОСТ 23829-85. Контроль неразрушающий акустический. Термины и
определения / 01.01.87;
11. ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии / 01.01.82;
218
12. ГОСТ 25997-83. Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля / 01.01.85;
13. ГОСТ 26266-90. Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования;
14. ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования / 01.01.92;
15. ГОСТ 28831-90. Прокат толстолистовой. Методы ультразвукового контроля / 01.07.92;
16. ГОСТ 12.1.001-89. Система стандартов безопасности труда. Ультразвук.
Общие требования безопасности.
17. 22.РД 50-407-83 МУ. Основные параметры преобразователей наклонных
для УЗК контроля сварных соединений на частоту 1,25-5.0 МГц с уграми
призмы 30-55 град.;
18. ГОСТ 26786-85. Контроль неразрушающий. Дефектоскопы акустические. Общие технические требования. (ДСП);
19. ГОСТ 19892-74. Приборы акустические для определения физико-химических свойств состава веществ. Термины и определения;
20. ГОСТ 21397-81. Контроль неразрушающий. Комплект С.О. для ультра звукового контроля полуфабрикатов и изделий из алюминиевых сплавов.
Технические условия;
21. ГОСТ 27955-88. Преобразователи УЗК магнитострикционные. Методы
измерения характеристик;
22. ГОСТ 26126-84. Контроль неразрушающий. Соединения паяные. Ультразвуковой метод контроля качества;
23. ГОСТ 22368-77. Контроль неразрушающий. Классификация дефектности стыковых сварных швов по результатам УЗ контроля;
24. ПНАЭ Г 7-014-89. Унифицированная методика контроля основного металла (полуфабрикатов) сварных соединений и наплавов оборудования и
трубопроводов АЭС. Ультразвуковой контроль. (1 часть);
25. ПНАЭ Г 7-014-89. Унифицированная методика контроля основного металла (полуфабрикатов) сварных соединений и наплавов оборудования и
трубопроводов АЭС. Ультразвуковой контроль. (2 часть);
26. РД 34.17.307-89. Методические указания по УЗК дефектоскопии угловых
сварных соединений штуцеров с донышками коллекторов паровых котлов тепловых электростанций;
27. РД 34.17.308-90. Методика УЗК контроля сварных соединений на конических подкладных концах водо-опускных трубопроводов котлов;
28. РД 34.17.081-84 (РД34-17-415-84). Методическое указание. Ультразвуковой контроль крепежей энергооборудования;
29. ОСТ 26-01-134-81. Сосуды и детали трубопроводов высокого давления.
Метод Ультразвуковой дефектоскопии кованых заготовок;
219
30. ОСТ 26-2044-83. Швы стыковых и угловых сварных сосудов и аппаратов,
работающих под давлением. Методика УЗ контроля;
31. ОСТ 108.004.108-80. Соединения сварные и наплавки оборудования
атомных электростанций. Методы УЗ контроля;
32. РД 22-205-88. Ультразвуковая дефектоскопия сварных соединений грузоподъемных машин. Общее положение;
33. РДИ 26-01-128-80. Инструкция по ультразвуковому контроля сварных соединений химической аппаратуры из сталей аустенитных и аустенитноферритных классов с толщиной стенки 8-30 мм.
34. ОСТ 36-75-83. Контроль неразрушающий. Сварные соединения трубопроводов. Ультразвуковой метод;
35. РД РОСЭК 001-96. Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения;
36. РД ИКЦ КРАН-001-92. Методические указания. УЗ контроль сварных
металлоконструкций при проведении обследования грузоподъемных
кранов;
37. РД 34.17.302-97 (ОП501 ЦД-97). Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды, сварные соединения. Контроль
качества. Ультразвуковой контроль. Основные положения;
38. 2782-80. Санитарные нормы и правила при работе и оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих;
39. РД РОСЭК 006-97. Машины грузоподъемные. Толщинометрия ультразвуковая. Основные положения;
40. РД 34-17-403. Инструкция по УЗ дефектоскопии камер пароохладителей
в местах подвода впрыскиваемой воды. ОРГРЭС;
41. РД 34.17.407-82 (И43-70-005-82). Инструкция по ультразвуковому контролю цельно кованых роторов паровых турбин со стороны осевого вала;
42. РД 34.17.409-86. Инструкция по ультразвуковому контролю лопаток паровых турбин;
43. РД 34.17.404-87. Методика УЗ контроля размера зерна в пароперегрева
тельных трубах из стали 12Х18Н12Т тепловых электростанций;
44. ОСТ 108.129.13-81. Роторы сварные паровых и газовых стационарных
турбин. Контроль ультразвуковой. Оценка качества сварных швов по результатам контроля;
45. ОСТ 108.885.01-83. Трубы для энергетического оборудования. Методика
ультразвукового контроля;
46. ОСТ 108.948.03-83. Поковки стальные для энергетического оборудования. Методика ультразвукового контроля;
47. ОСТ 108.958-83. Поковки стальные для энергетического оборудования.
Методика ультразвукового контроля;
220
48. ОСТ 108.961.07-83. Отливки для энергетического оборудования. Методика ультразвукового контроля;
49. ОСТ 26-01-163-85. Сосуды многослойные рулонированные стальные высокого давления. Методика УЗ контроля сварных соединений;
50. РД 24-210-07-90. Швы сварных соединений сосудов и аппаратов из алюминия и его сплавов. Методика УЗ контроля.
51. РДИ 26-01-6-81. Контроль не разрушающий. Швы сварных соединений
сосудов и аппаратов. Заготовка деталей сепараторов из титана и его сплавов. Методика УЗ контроля;
52. ГДК 34.17.402-96. Унифицированная методика УЗК основного металла и
сварных соединений оборудования и трубопроводов тепловых электростанций. Часть 11. Контроль элементов трубопроводов;
53. РД 41УССР 182-87. Не разрушающий контроль бурового инструмента и
оборудования при эксплуатации (ультразвуковой и магнитные методы)
(23 л)
54. Методика контроля квадратной и круглой трубной тянутых стальных заготовок УЗК методом 1999г (ДМК им. Петровского);
55. ОСТ 5.9675-77. Контроль не6разрушающий. Заготовки металлические.
Ультразвуковой метод контроля сплошности;
56. ОСТ 95.853-80. Контроль неразрушающий. Соединения сварные. Метод
ультразвуковой;
57. ОСТ 26.01-167. Швы сварных соединений стальных сосудов и аппаратов
из алюминия и его сплавов. Методика ультра звукового контроля;
58. ОСТ 92-1173-87. Контроль не разрушающий. Швы сварных соединений.
Ультразвуковой метод;
59. НК СДЦ 516-2-86И. Инструкция по дефектоскопии сварных соединений
металлоконструкций доменных цехов;
60. ОСТ 26.11-09-85. Поковки и штамповки сосудов и аппаратов работающих
под высоким давлением. Методика ультра звукового контроля;
61. И Цметро №4059. Инструкция по ультразвуковому диагностированию
деталей вагонов метрополитенов. 1984;
62. ОСТ 26-2079-80. Выборы методов не разрушающего контроля;
63. ИПУ-1-88. Методика УЗК контроля сварных соединений 15х141 роторов
турбин тепловых электростанций. М. НП ЦНИИТМАШ 1988 г.
221
Для нотаток
Для нотаток
Довідкове видання
Ультразвуковий контроль: дефектоскопи,
нормативні документи, стандарти по УЗК
(російською мовою)
Упорядник
Троїцький Володимир Олександрович
Редактор
Майдан З. О.
Комп’ютерний набір
Ціпріанович І. В.
Видання підготовлено до друку Інститутом електрозварювання
ім. Є. О. Патона НАН України
Підп. до друку 16.01.2006 р. Формат 60×84/16. Папір офсетний. Друк офсетний.
Ум. друк. арк. 12,56. Обл.-вид. арк. 10,89. Наклад 500 прим. Зам. 6-010.
Віддруковано в типографії «Видавництво „Фенікс”». Св-во ДК 271 від 07.12.2000 р.
03680, м. Київ, вул. Шутова, 13Б.