/






















































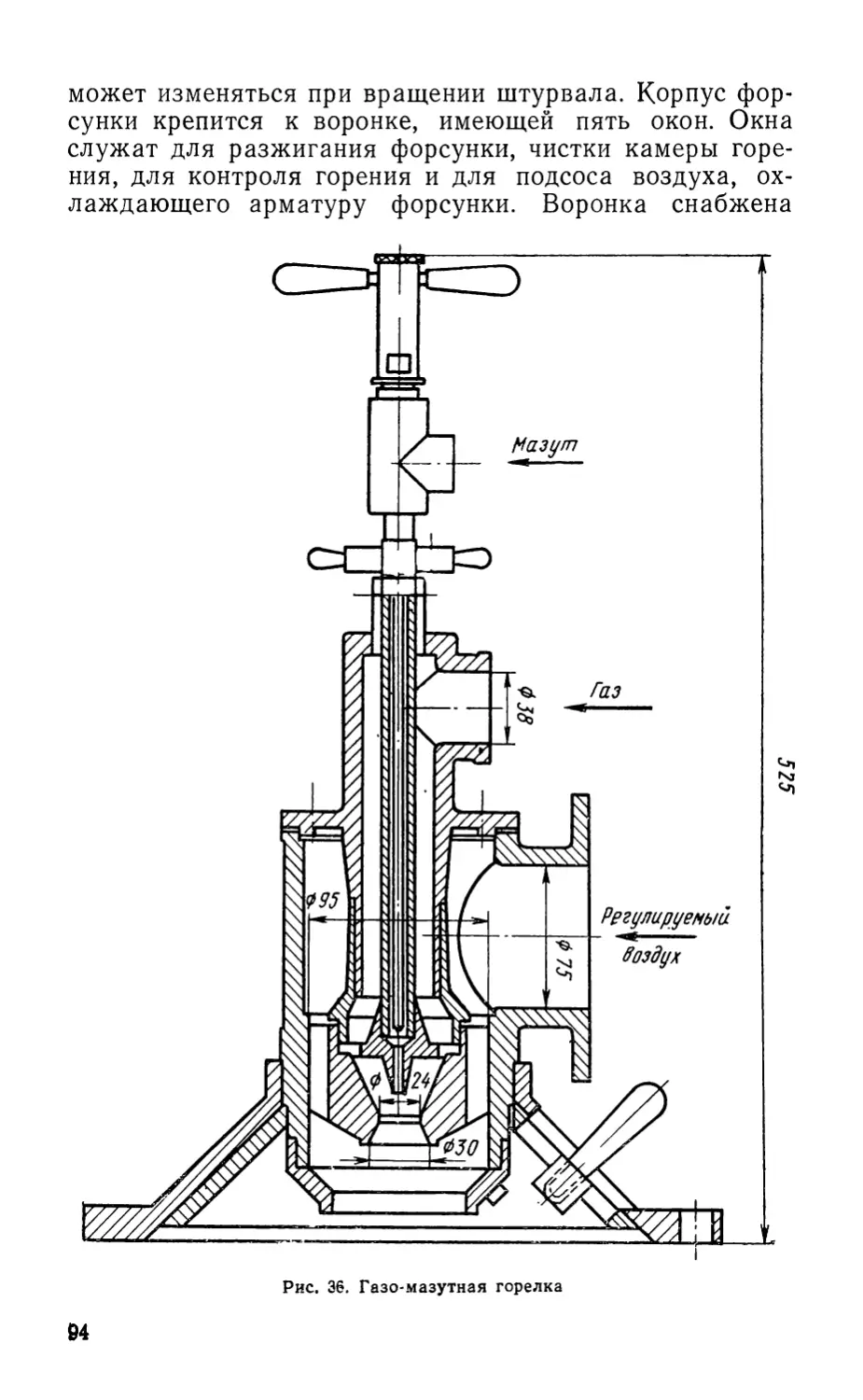
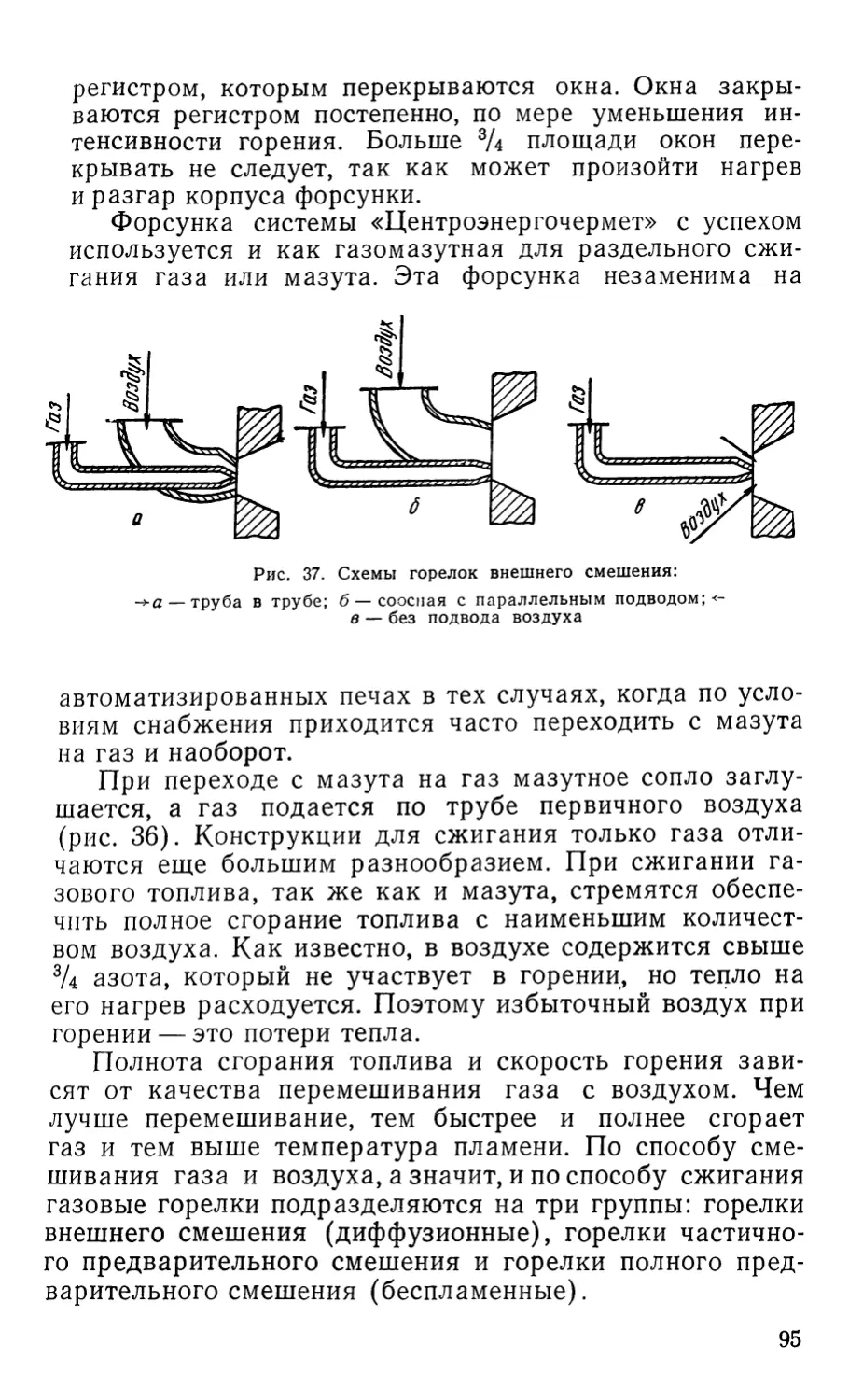
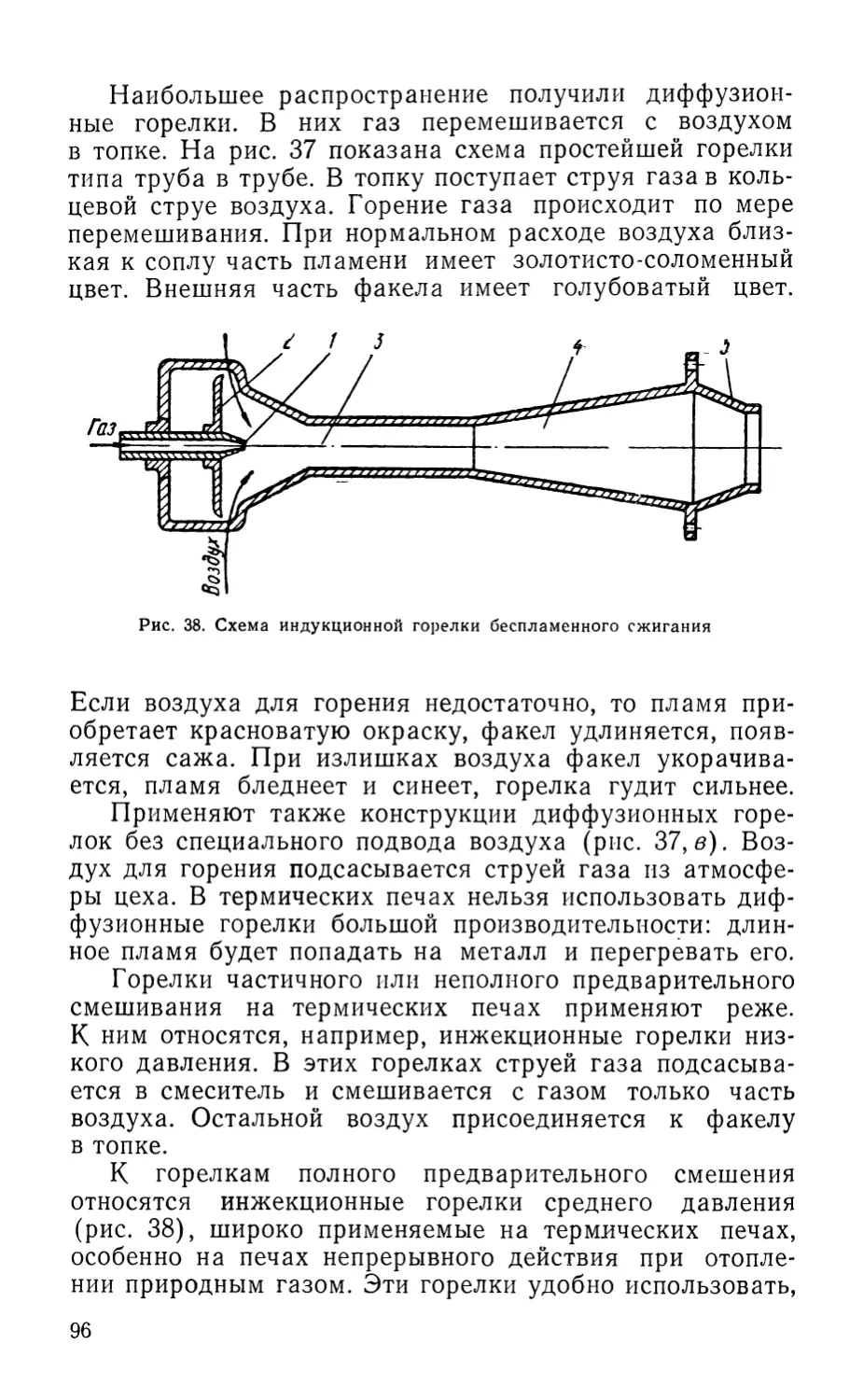
























































Текст
ГМ. РЫЖКОВ
ОТЖИГАЛЬЩИК
Г. М. РЫЖКОВ
ОТЖИГАЛЬЩИК
Издание второе, переработанное и дополненное
ОДОБРЕНО УЧЕНЫМ СОВЕТОМ ГОСУДАРСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР ПО ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОМУ ОБРАЗОВАНИЮ В КАЧЕСТВЕ УЧЕБНОГО ПОСОБИЯ ДЛЯ ПОДГОТОВКИ РАБОЧИХ НА ПРОИЗВОДСТВЕ
&
МОСКВА «МЕТАЛЛУРГИЯ»
1974
УДК 669.18(075)
УДК 669.18(075)
Отжигальщик. 2-е изд. Рыжков Г М. М., «Металлургия», 1974 г. 184 с.
Учебное пособие для бригадного и индивидуального обучения отжигальщиков и рабочих других специальностей, связанных с термической обработкой металлургической продукции, и может бьГгь полезна мастерам термических цехов и участков.
В книге освещены основы общей технологии производства стали. Изложены основы теории термической обработки стали и принципы работы основного оборудования термических участков и цехов металлургических заводов, знание которых необходимо для практического освоения термической обработки. Подробно разбирается работа отдельных узлов термических печей и приборов контроля; приводятся практические сведения о технологии отжига и приемах его выполнения; описываются виды брака при отжиге и причины его появления; рекомендуются практически проверенные способы его предупреждения и исправления. Конкретно рассмотрены вопросы техники безопасности. Ил. 49. Табл. 17. Список лит.: 10 назв.
© Издательство «Металлургия», 1974.
31103—122
Р-----------
040(01)—74
103—74
ОГЛАВЛЕНИЕ
Стр.
Введение 6
Глава I. Основные сведения о производстве и организации рабочего места 9
§ 1. Структура металлургического завода и цеха 9
§ 2. Рабочее место отжигальщика 12
Глава II. Основы общей технологии стали и металловедения 13
§ 3. Общие сведения о металлах и сплавах 13
§ 4. Основные свойства стали и их определение 18
§ 5. Основные сведения о структуре железоуглеродистых сплавов 25
§ 6. Кристаллизация стального слитка 28
§ 7. Примеси в сталях 30
§ 8. Влияние легирующих элементов на свойства стали 32
§ 9. Контроль структуры стали и включений 35
Глава III. Основы термической обработки стали 40
§ 10. Сущность и назначение термической обработки 40
§ 11. Изменение структуры и свойств стали при нагреве и охлаждении 41
§ 12. Термическая обработка стали 47
§ 13. Химико-термическая обработка стали 48
Глава IV. Защита стали от окисления и обезуглероживания 49
§ 14. Способы защиты металла 50
§ 15. Контролируемые атмосферы 52
§ 16. Оборудование для приготовления контролируемых атмосфер 56
Глава V. Термические печи и установки 58
§ 17. Основы теплопередачи 58
§ 18. Классификация печей 62
§ 19. Печи непрерывного действия 62
§ 20. Печи с роликовым подом 64
§ 21. Камерные печи с выдвижным подом 67
§ 22. Камерные рециркуляционные печи с Подподовыми
топками 72
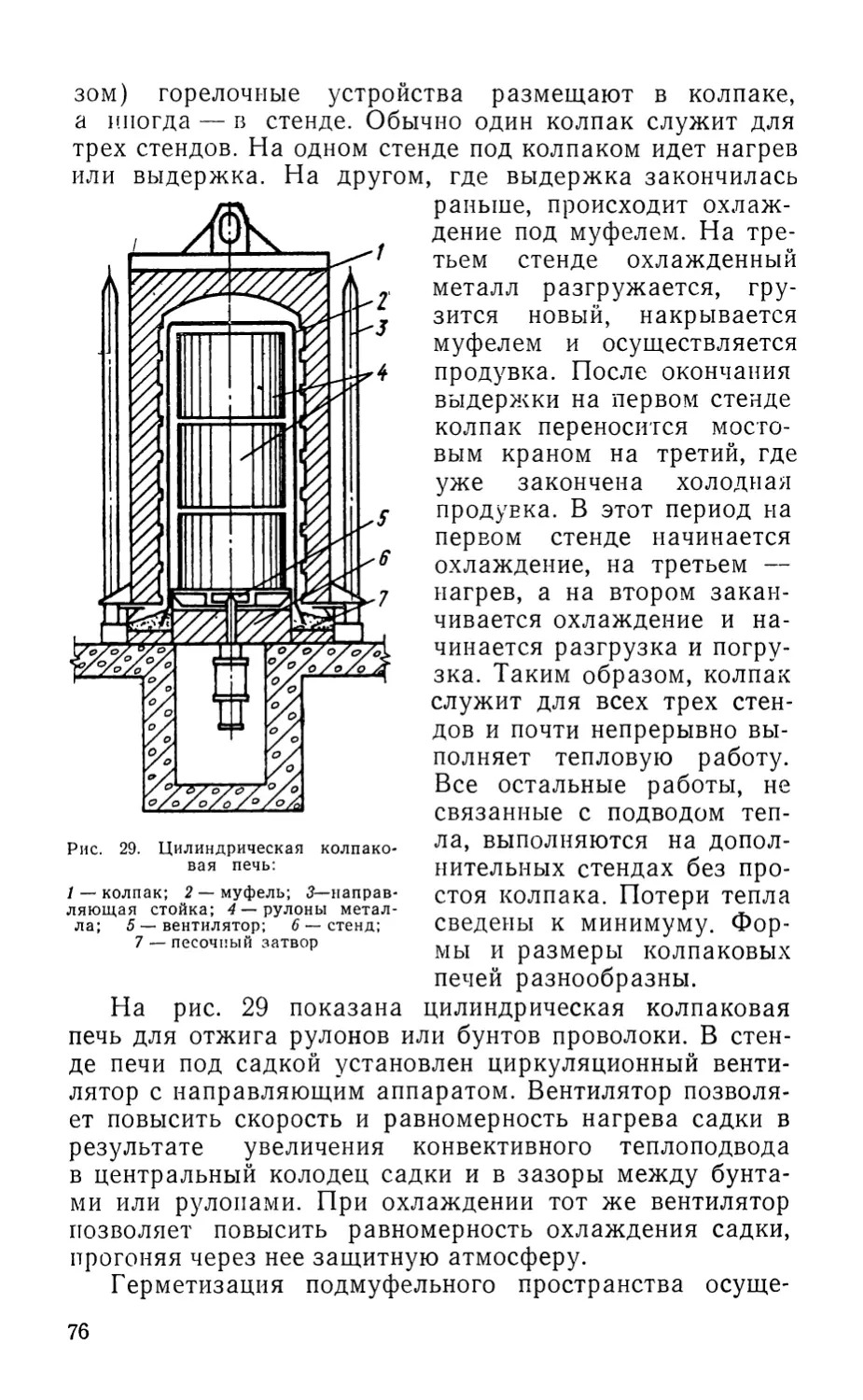
§ 23. Колпаковые печи 75
1*
3
Стр.
§ 24. Печи-ванны 78
§ 25. Индукционные установки 81
§ 26. Огнеупорные и изоляционные материалы 83
Глава VI. Источники тепловой энергии 84
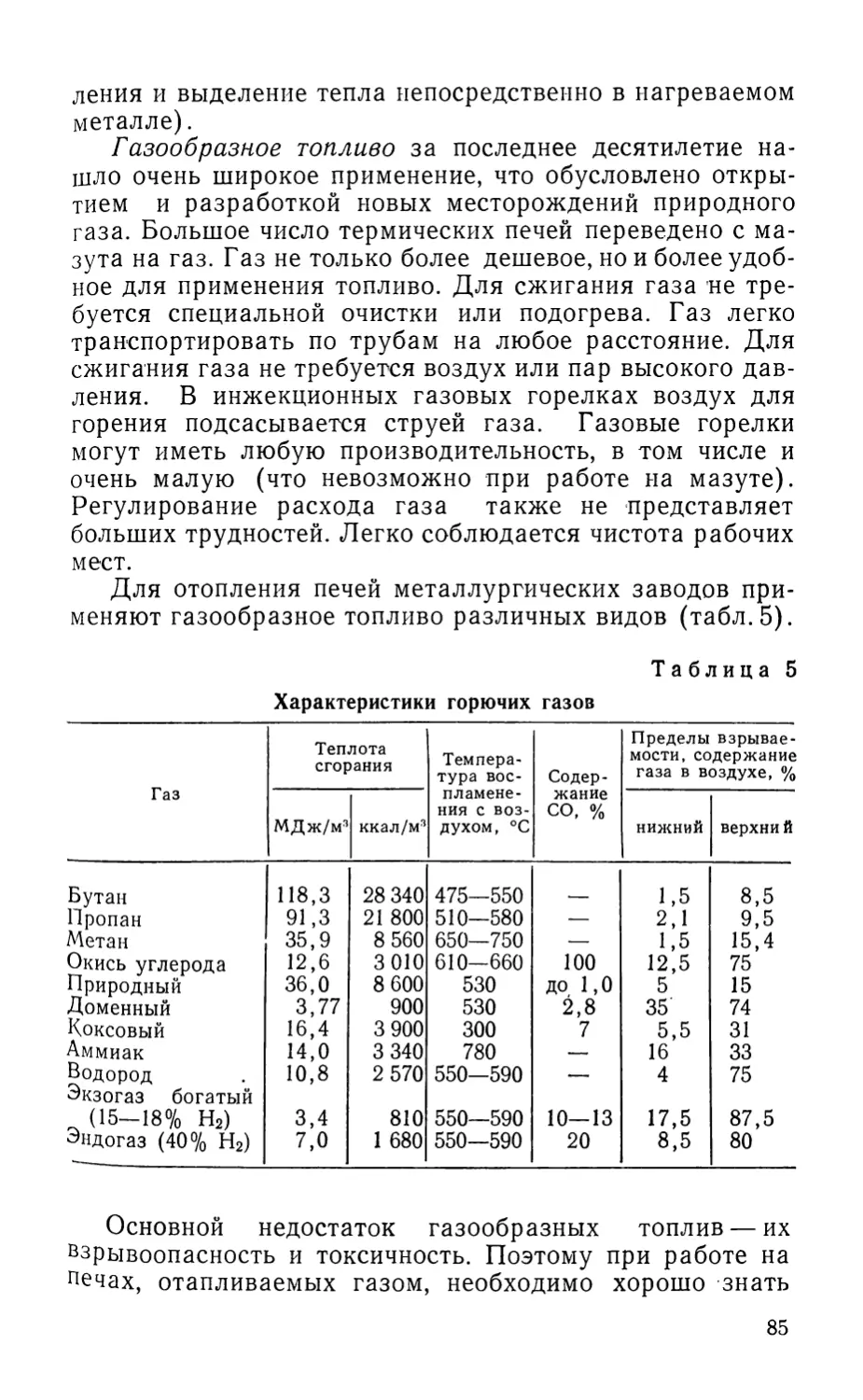
§ 27. Виды топлива 84
§ 28. Подготовка топлива к сжиганию 87
§ 29. Схемы подвода топлива, воздуха и пара 90
§ 30. Горелки и форсунки 92
§ 31. Нагревательные элементы 98
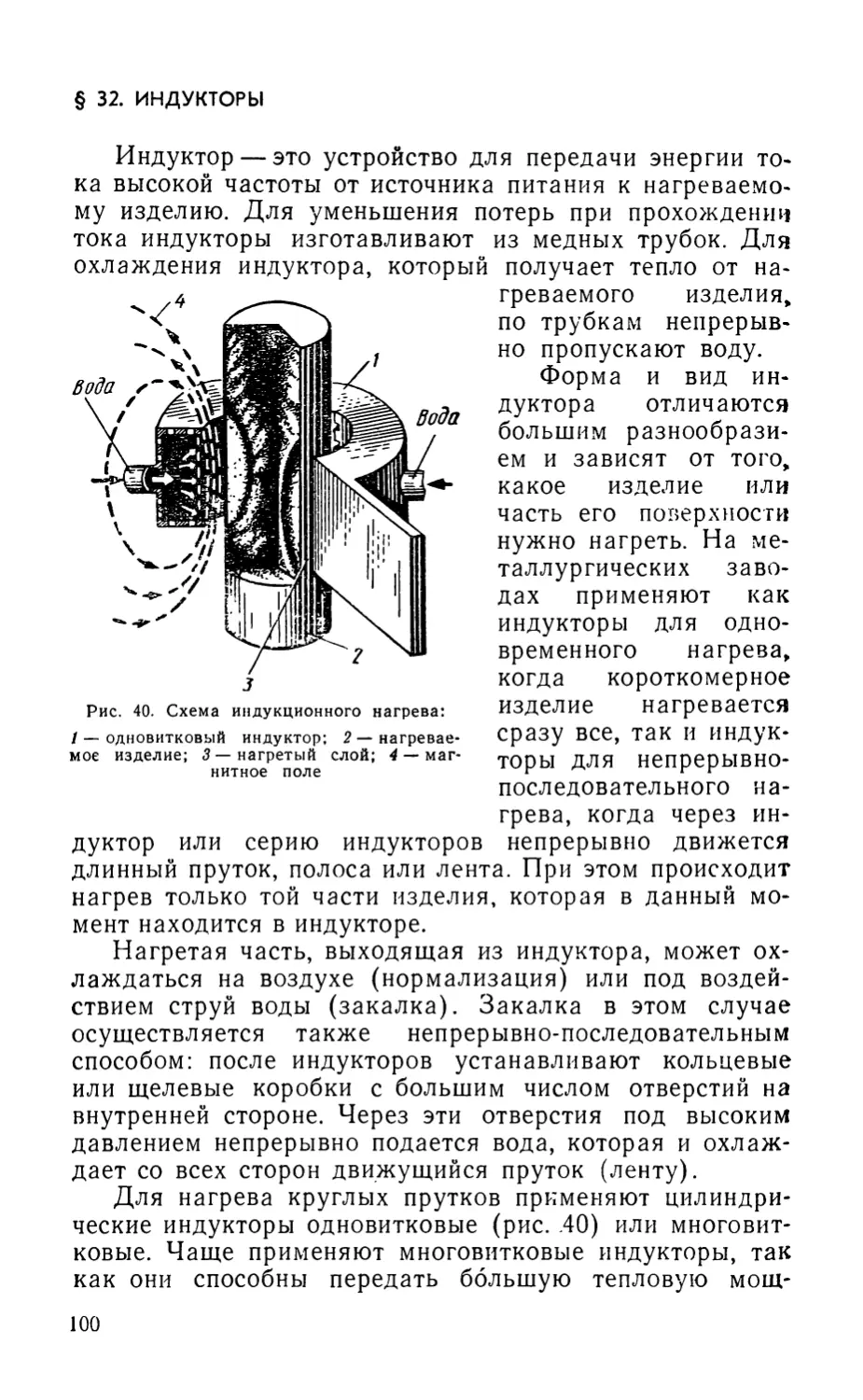
§ 32. Индукторы 100
Глава VII. Приборы контроля и регулирования температуры 101
§ 33. Термопары 101
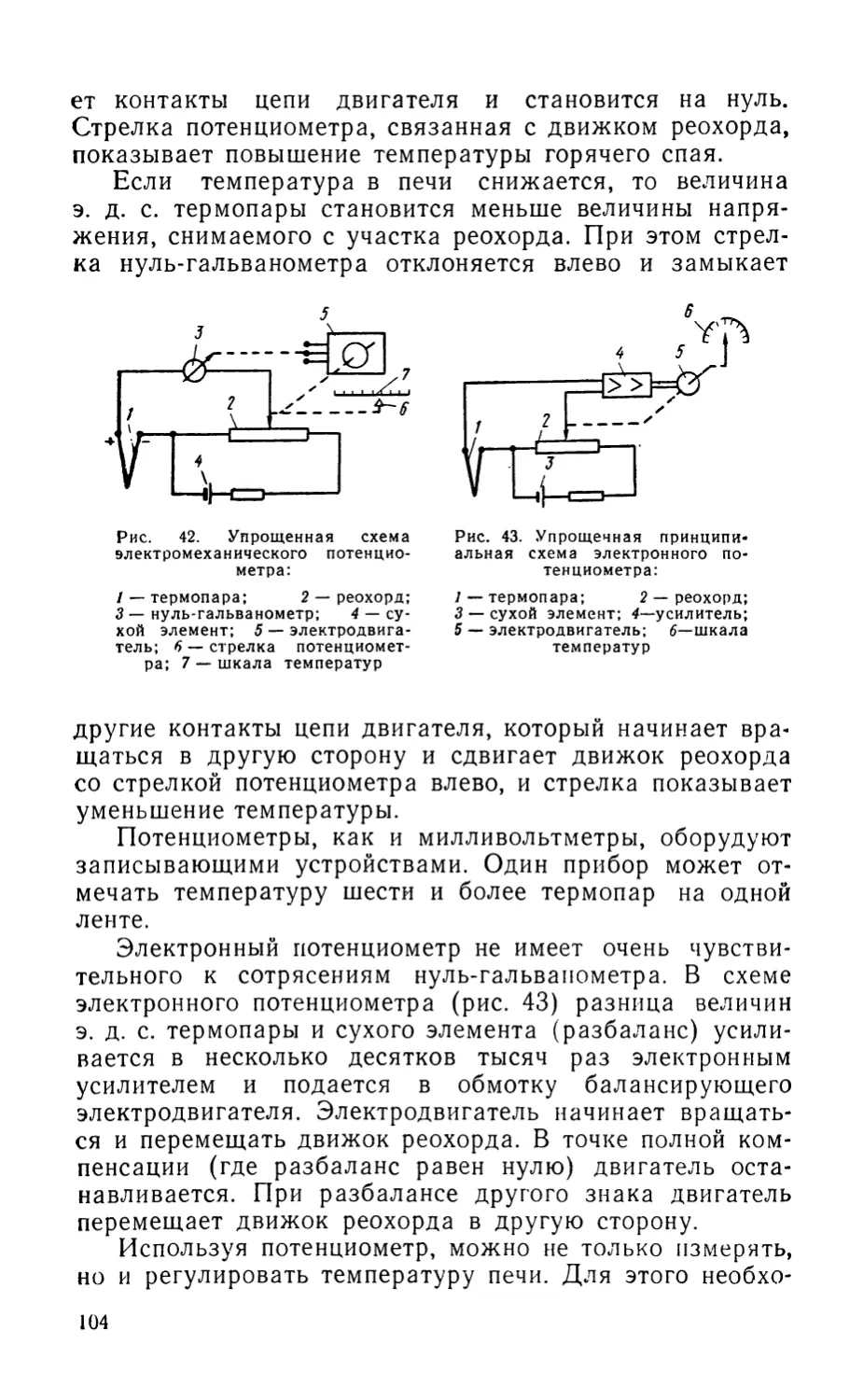
§ 34. Самопишущие и регулирующие потенциометры и
милливольтметры 103
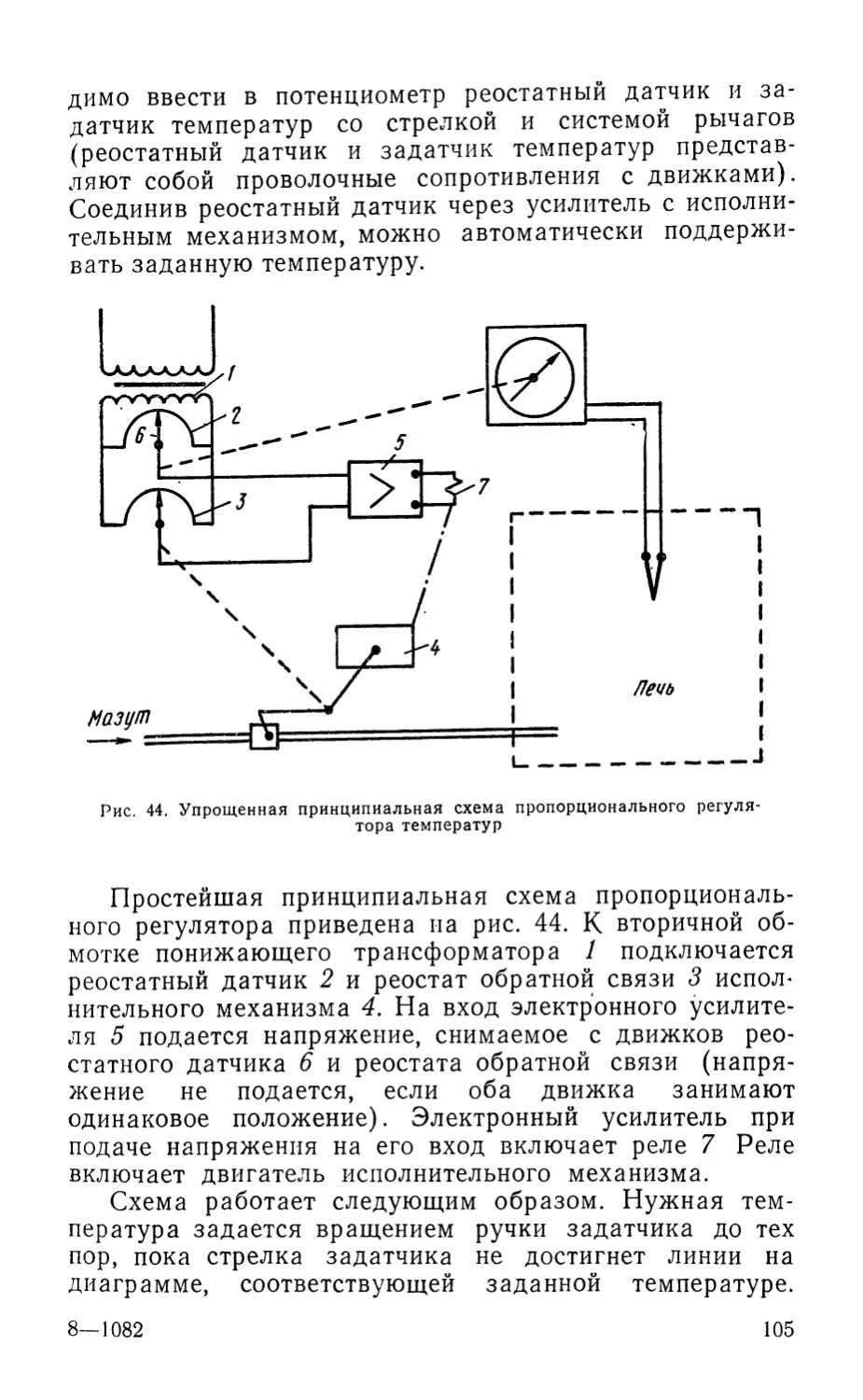
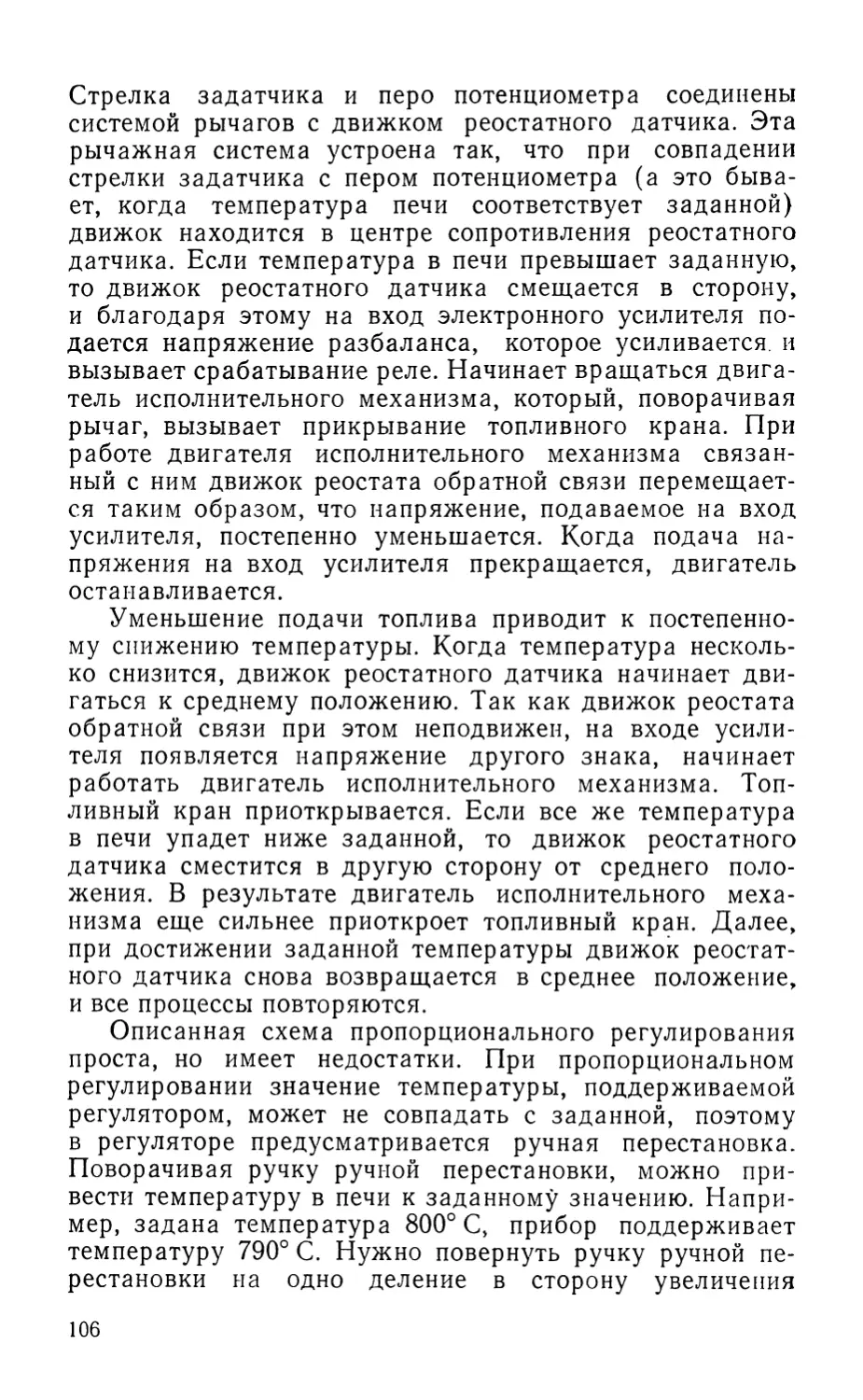
§ 35. Программное регулирование теплового режима 107
§ 36. Неполадки в работе регулирующих приборов 109
Глава VIII. Технологические процессы при термической обработке стали ПО
§ 37. Отжиг и нормализация ПО
§ 38. Характеристики отдельных периодов отжига 116
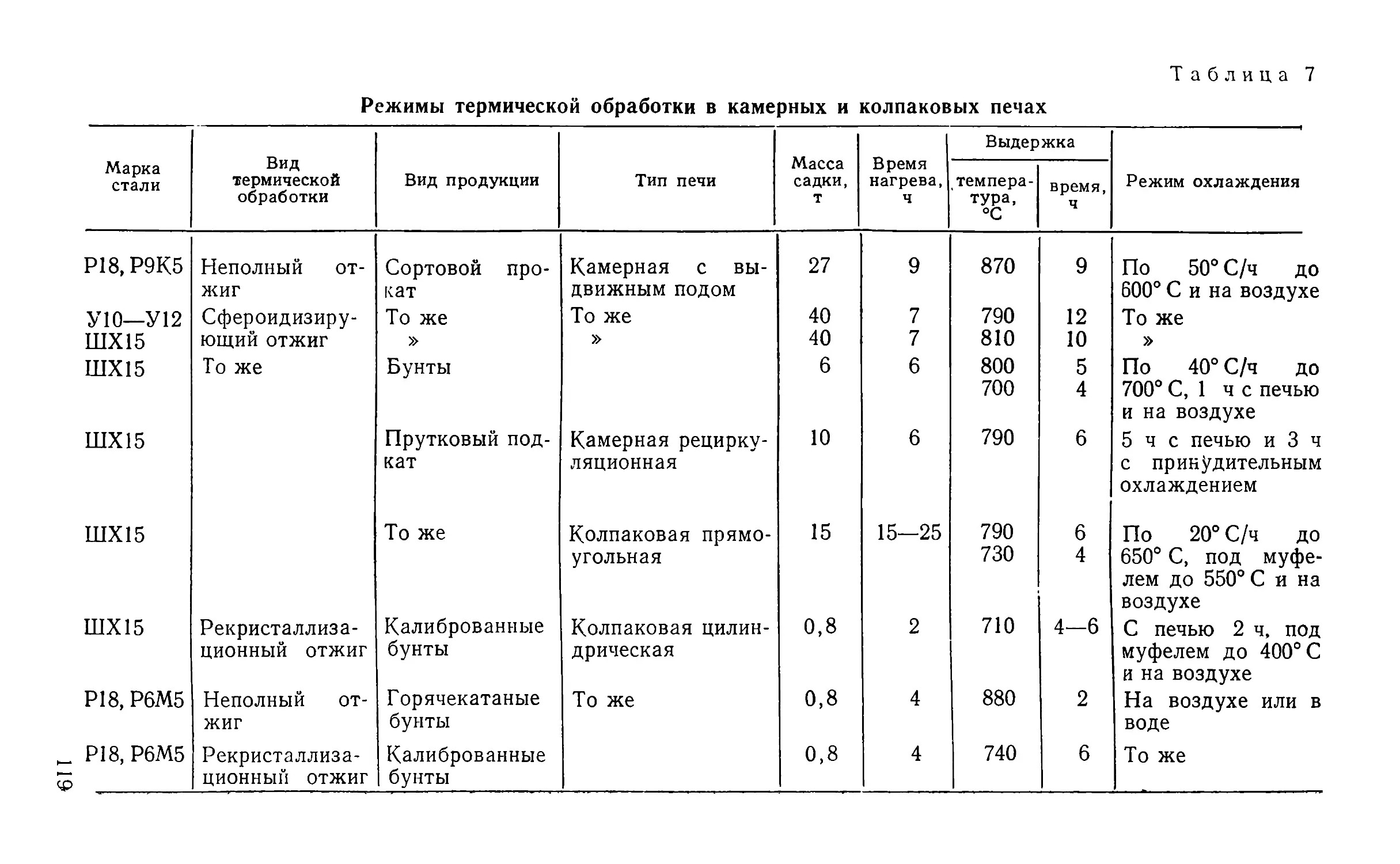
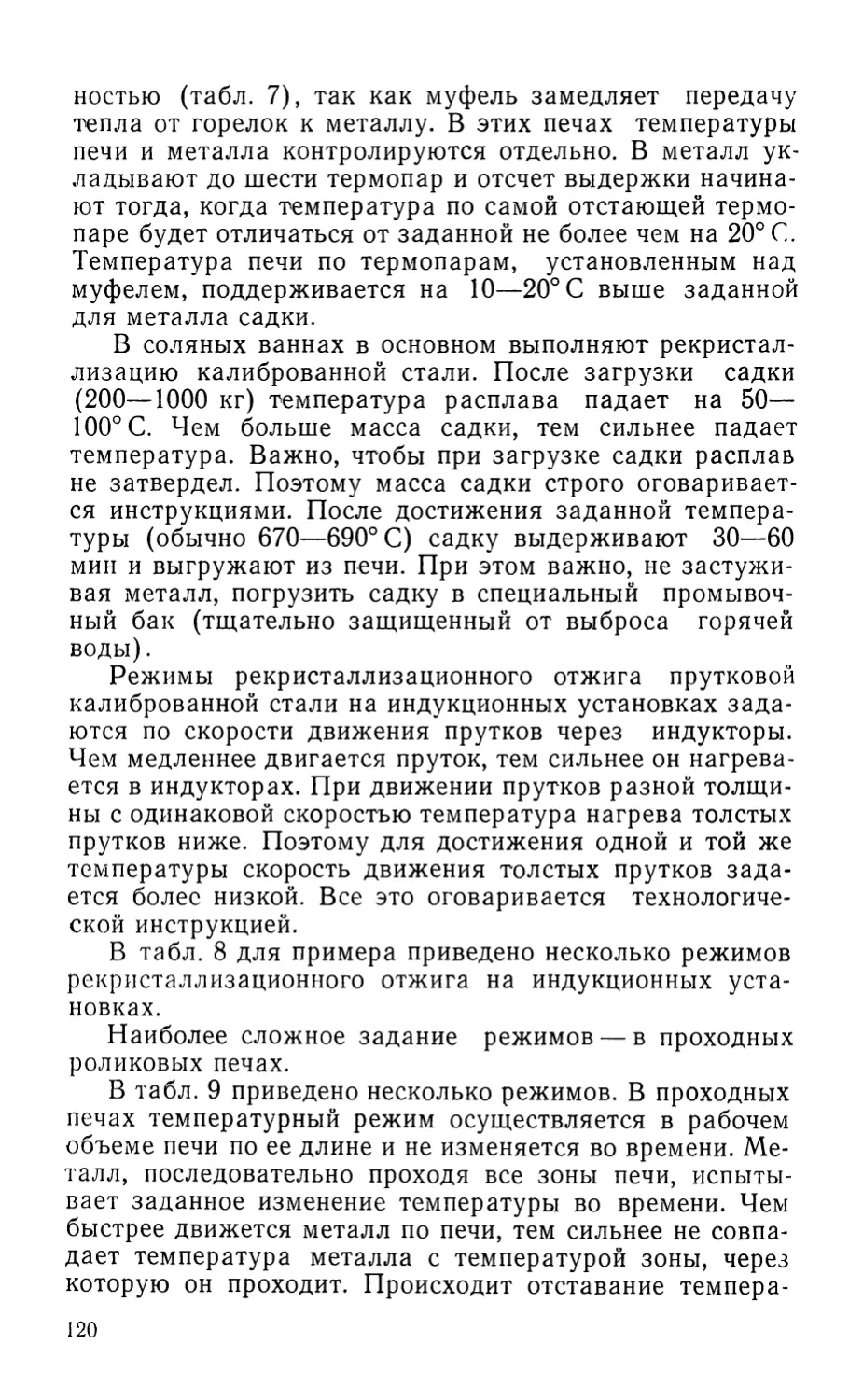
§ 39. Особенности режимов отжига для печей различных типов 118
§ 40. Основные принципы контроля качества стали после
отжига 123
Глава IX. Выполнение операции отжига 125
§ 41. Подготовка и пуск печи 125
§ 42. Период выдержки и охлаждения 129
§ 43. Выгрузка металла из печи 131
§ 44. Неполадки в работе печей и их устранение 132
Глава X. Марки сталей, технические требования и особенности термической обработки 137
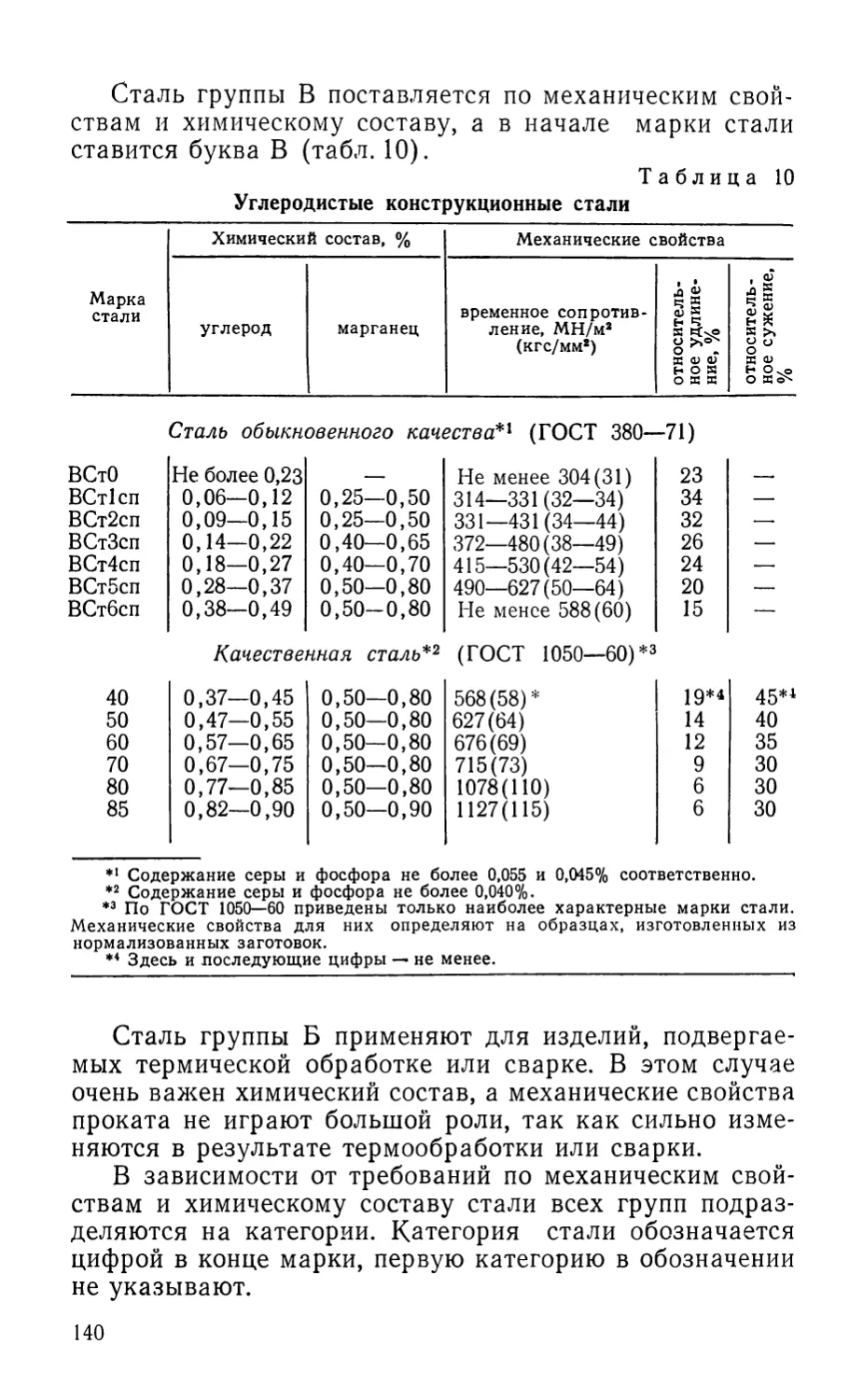
§ 45. Классификация сталей и маркировка 137
§ 46. Конструкционные стали обыкновенного качества
(ГОСТ 380—71) 139
§ 47. Качественная конструкционная углеродистая сталь
(ГОСТ 1050—60) ... 141
§ 48. Конструкционные легированные стали (ГОСТ
4543—71) ... 142
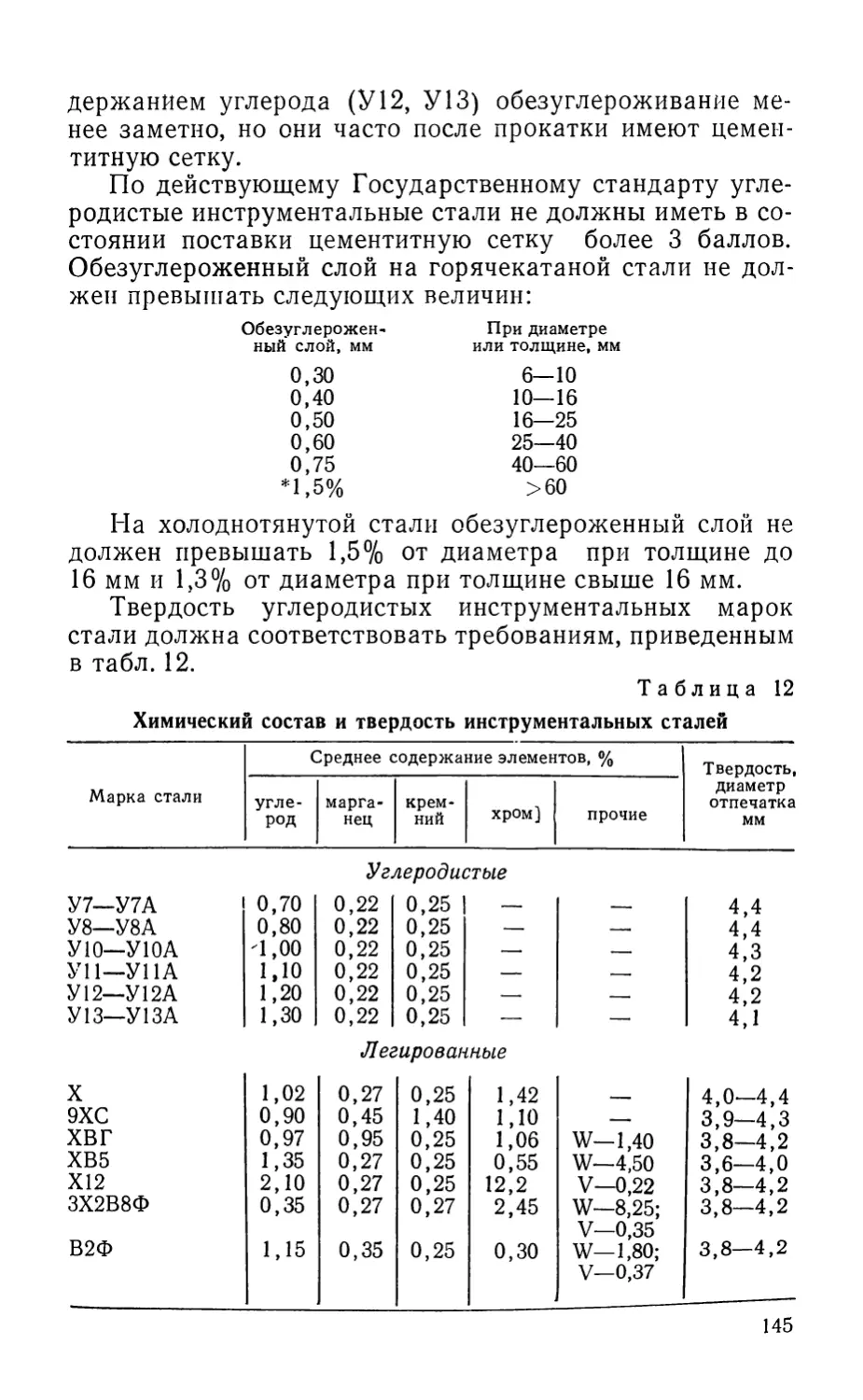
§ 49. Углеродистые инструментальные стали (ГОСТ
1435—34) ... 144
§ 50. Инструментальные легированные стали (ГОСТ
5950—73) . • 146
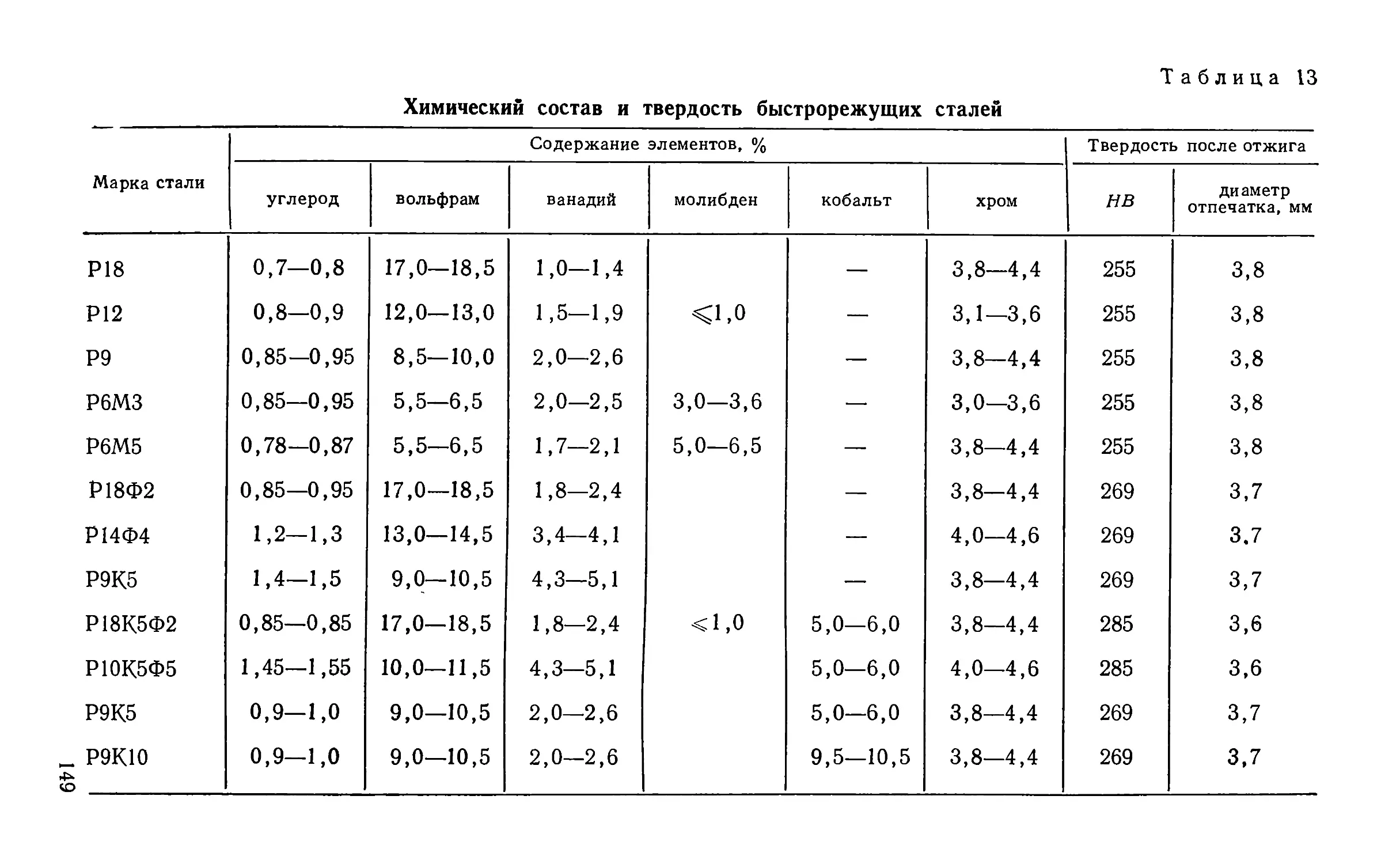
§ 51. Инструментальные быстрорежущие стали (ГОСТ 19265—73) .... 147
§ 52. Подшипниковые стали (ГОСТ 801—60) 151
§ 53. Нержавеющие, коррозионностойкие и жаропрочные стали (ГОСТ 5949—51; ГОСТ 5632-^51; ГОСТ 10500—63) 153
4
Стр.
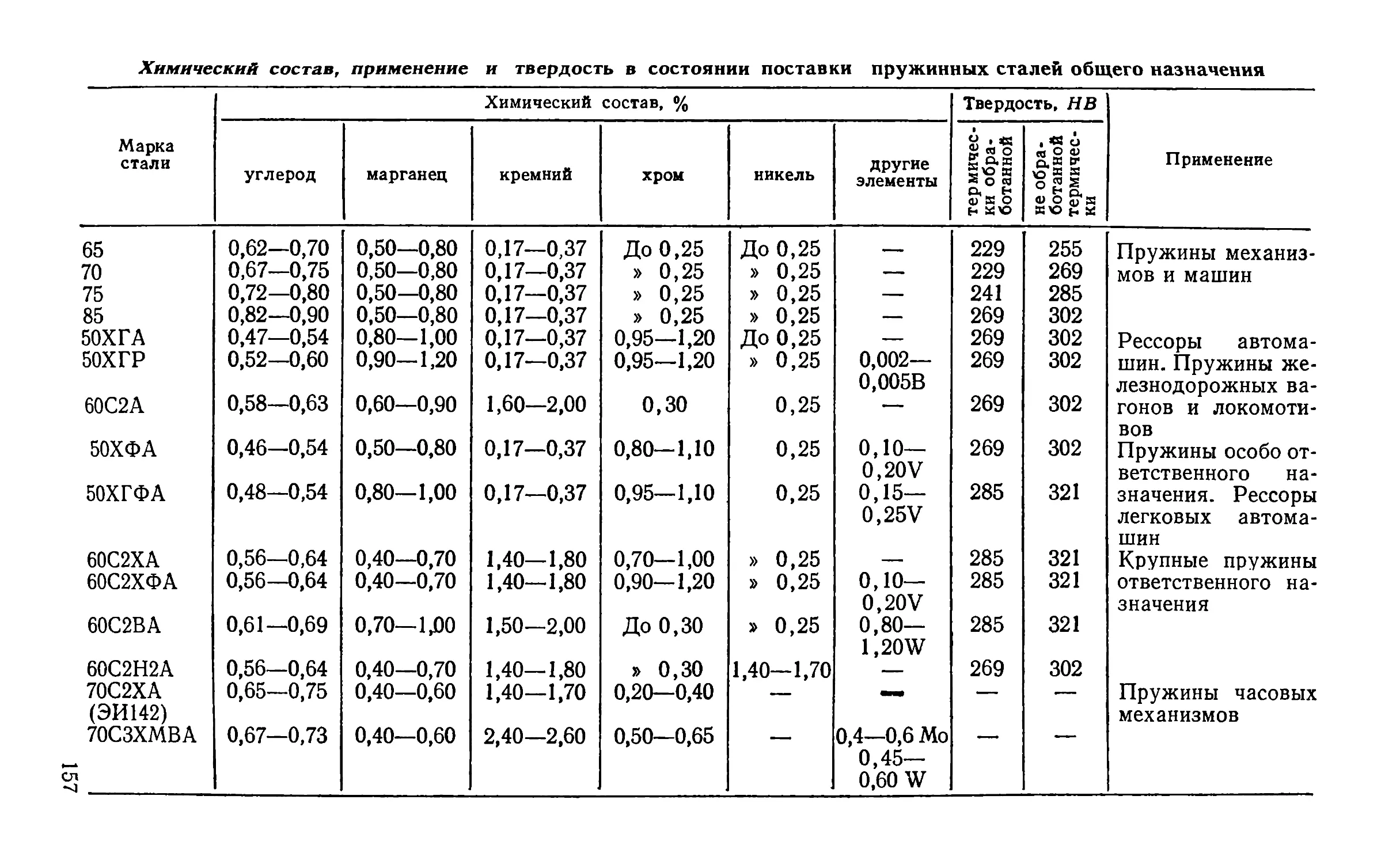
§ 54. Рессорно-пружинные стали (ГОСТ 14959—69) 156
§ 55. Клапанные стали 158
Глава XI. Брак при отжиге и способы его исправления и предупреждения 161
§ 56. Брак по твердости и механическим свойствам 161
§ 57. Брак по структуре 163
§ 58. Брак по карбидной сетке 164
§ 59. Брак по обезуглероживанию 165
Глава XII. Очистка стали от окалины 166
§ 60. Химическое удаление окалины 167
§ 61. Механическое удаление окалины 168
Г л а в а XIII. Техника безопасности при работе на печах и нагревательных установках 169
§ 62. Основные правила безопасности 170
§ 63. Первая помощь при несчастных случаях 178
Глава XIV. Экономика и организация труда 181
§ 64. Понятие о планировании и экономике производства 181
§ 65. Организация и оплата труда отжигальщиков 182
Список рекомендуемой литературы 184
ВВЕДЕНИЕ
Направление дальнейшего развития производства, намеченное XXIV съездом КПСС, характеризуется увеличением производительности труда: 87—90% всего прироста промышленной продукции в IX пятилетке должно быть достигнуто в результате повышения производительности труда. Эта задача может быть решена только на основе непрерывного научно-технического прогресса, внедрения новой техники и технологии. Это потребует соответствующего повышения квалификации обслуживающего персонала для решения производственных задач на более высоком техническом уровне.
На металлургов, обеспечивающих металлом все отрасли промышленности, возлагается двойная ответственность: во-первых, повышение производительности труда в собственном производстве, во-вторых,* повышение качества продукции, создание условий для более эффективного использования металла и повышение производительности труда на металлообрабатывающих предприятиях в результате улучшения технологичности процессов, уменьшения съема металла при механической обработке, замены малопроизводительных процессов резанья процессами объемной и скоростной штамповки, холодной высадки и т. д. В решении вопросов выпуска продукции высокого качества немалая роль принадлежит термистам.
Свойства стали, обусловленные химическим составом и металлургическими переделами (выплавкой, прокаткой), в полной мере могут проявиться только после соответствующей термообработки. Термообработкой можно даже исправлять ряд дефектов предыдущих переделов. Контроль качества продукции на переделе термической обработки важен еще и тем, что при несоблюдении установленной технологии или при неквалифицированном решении возникающих вопросов готовая продукция может быть испорчена.
6
Данная книга представляет собой учебное пособие для подготовки рабочих-отжигальщиков, а также для повышения квалификации кадровых рабочих всех профессий, обслуживающих отделения и участки отжига.
Возникновение профессии отжигальщика и ее название связано с тем, что раньше перед термообработкой на металлургических заводах ставилась одна цель: понизить твердость металла, которая достигалась отжигом. Однако уже давно, а в последние годы особенно интенсивно, металлургами осваивается выпуск продукции со специальными свойствами, которые не достигаются отжигом. Для этого требуются закалка и отпуск, а иногда и науглероживание поверхности стали. Все эти операции выполняются отжигальщиками. Поэтому не следует думать, что отжигальщик выполняет только отжиг и должен знать только этот процесс. Независимо от того, загружает ли металл в печь сам отжигальщик или это делают специальные рабочие, он обязан знать правила загрузки, так как от качества загрузки металла в значительной степени зависят результаты термообработки.
В отличие от ранее издававшихся учебных пособий для термистов, занятых термической обработкой на машиностроительных и инструментальных заводах, данное пособие предназначено для подготовки рабочих-отжигальщиков, выполняющих различные процессы термической обработки на заводах черной металлургии.
Отжигальщик должен контролировать расход топлива, знать приемы его экономичного использования и уметь применять их на практике. Выполняя все необходимые операции у печи, отжигальщик должен помнить о своей личной безопасности и строго соблюдать правила техники безопасности. Кроме того, отжигальщик контролирует работу печи и делает запись результатов проверок в операционных или маршрутных картах и журналах Он должен знать:
а) основы производства стали и значение термической обработки;
б) состав и свойства стали, основные характеристики различных марок стали;
в) цель отжига, отпуска, нормализации, закалки и рекристаллизации, а также превращения, происходящие в металле при проведении термообработки этих видов;
г) устройство основных типов отжигальных печей;
7
д) виды топлива, подготовку его, подачу к печи и устройства для его сжигания;
е) основные принципы теплопередачи;
ж) требования, предъявляемые государственными стандартами к различным маркам стали, и методы контроля качества стали;
з) принципы действия контрольно-измерительных и регулирующих приборов;
и) виды и причины брака при термообработке и методы его исправления и предотвращения:
к) правила техники безопасности: общезаводские, цеховые и по своей профессии.
В предлагаемом издании книги все основные разделы переработаны в соответствии с новыми достижениями науки и техники, вошедшими в практику металлургического производства. Введена новая глава «Защита металла от окисления и обезуглероживания».
Автор заранее благодарит читателей за все замечания и пожелания, относящиеся к улучшению содержания и методического изложения учебного пособия, и просит направлять их в адрес издательства «Металлургии» (Москва, Г-34, 2-й Обыденский пер., 14).
ГЛАВА I
ОСНОВНЫЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ
И ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА
§ 1. СТРУКТУРА МЕТАЛЛУРГИЧЕСКОГО ЗАВОДА И ЦЕХА
Металлургические заводы выпускают следующую продукцию: чугун ( в небольших слитках-чушках), ферросплавы (сплавы железа с другими элементами, например феррохром, феррованадий и др.), сталь (в слитках) и прокат (та же сталь, но прокатанная). Прокат делится на горячекатаный и холоднокатаный. К горячекатаному прокату относятся: сортовой (в основном круглого профиля) и листовой. Тот и другой могут поставляться как в виде отдельных прутков (штанг) и листов, так и в виде мотков: бунтов и рулонов. К холоднокатаному прокату относится в основном лист.
К прокату относятся также рельсы, балки и трубы. Последние могут быть горячекатаными, холоднотянутыми и сварными.
Металлургические заводы могут быть с полным циклом: доменное производство (выплавка чугуна), сталеплавильное производство (выплавка стали) и прокатное производство или с неполным циклом, когда отсутствует доменное производство, а иногда и сталеплавильное. Такие заводы получают необходимые для переработки чугун и сталь с других заводов. Термические участки и цехи входят обычно в состав прокатного производства, но есть термические участки для отжига слитков и в сталеплавильных цехах.
Заводы, осуществляющие только прокатку стали и термообработку и выпускающие не только металлургиче
9
скую продукцию, но и продукцию, которую можно применять в народном хозяйстве без переработки, называются метизными.
Метизы — это металлические изделия. К ним относятся: стальная лента и проволока, гвозди, гайки, шурупы, металлические сетки и т. д. Наиболее сложные виды термообработки выполняются на заводах, производящих метизы.
Руководит металлургическим (метизным) заводом директор, его первым заместителем является главный инженер. Хозяйственное и техническое управление заводом осуществляется через ряд отделов, организованных в заводоуправление, и служб.
Плановый отдел планирует цехам месячные, квартальные и годовые задания по производству, расход основных и вспомогательных материалов и энергетических ресурсов на выполнение этих заданий, а также штаты цехов.
Производственный отдел принимает заказы предприятий — потребителей металла и определяет загрузку всех основных агрегатов завода, а также структуру плановых заданий.
Отделы кадров, организации труда и зарплаты занимаются подбором и расстановкой кадров, техническим нормированием, контролируют соблюдение трудовой дисциплины и т. д.
Отделы снабжения, сбыта, финансовый и бухгалтерия занимаются вопросами материального обеспечения производства, учетом расхода средств и реализацией продукции.
Технический отдел обеспечивает технической документацией все звенья технологического процесса.
Отделы главного механика и главного энергетика обеспечивают бесперебойную работу всего технологического оборудования, энергетического хозяйства и автоматики.
Отдел технического контроля следит за соблюдением технологии в процессе производства и определяет соответствие продукции требованиям стандартов и технических условий (подробно см. гл. X).
Лаборатория контрольных испытаний определяет состав и свойства продукции на переделах и в состоянии поставки. Центральная заводская лаборатория занимается исследованиями и разработками, направленными на
10
улучшение качества продукции и внедрение новой технологии.
Производственный процесс по выпуску основной продукции завода осуществляется в основных цехах завода: доменных сталеплавильных, прокатных термических, калибровочных. Вспомогательные цехи обеспечивают основные всем необходимым для производства основной продукции. К ним относятся цехи и участки: огнеупорные, известковые, шихтовые, ремонтно-механические, паросиловые, котельно-монтажные, транспортные и др.
Термический цех состоит, как правило, из двух отделений: термического (или отжига) и адъюстажа (или отделки). Термическое отделение состоит из склада металла перед отжигом, участка подготовки металла к отжигу и погрузки на отжиг и печного участка. Адъюстаж принимает отожженный металл. Здесь его травят, чистят (удаляют поверхностные дефекты), испытывают, сортируют, упаковывают и отгружают.
На многих заводах есть термокалибровочные и калибровочные цехи, состоящие из отделений темного отжига, травильного, калибровочного, светлого отжига и отделки. В этих цехах перерабатывают горячекатаный подкат в калиброванную сталь. Для этого подкат подвергают темному отжигу, т. е. без специальной защиты от окисления, чтобы обеспечить возможность холодного деформирования подката в процессе калибровки. А на участке светлого отжига производится термообработка калиброванной стали в атмосфере, защищающей ее от окисления (см.гл.IV).
Административно-хозяйственное и техническое руководство цехом осуществляет начальник через аппарат управления и руководителей участков. Аппарат управления цехом состоит из следующих подразделений.
Производственно-распределительное бюро (ПРБ) распределяет производственные задания по участкам, агрегатам и бригадам в соответствии с плановыми заданиями заводоуправления. Ведет оперативный учет производства и контролирует движение продукции в цехе. Определяет очередность обработки партий металла.
Бюро организации труда (БОТ) устанавливает нормы выработки на отдельных агрегатах или производственных операциях; определяет системы оплаты труда и занимается тарификацией работ; определяет и контролирует соответствие штатного расписания объему и качеству работ по участкам и бригадам.
Бухгалтерия цеха учитывает и контролирует использование материальных и денежных средств, контролирует сохранность государственного имущества, составляет отчеты по использованию средств и производит расчеты с работающими в цехе.
11
Службы механика и электрика наблюдают за работой оборудО-* вания и правильностью его эксплуатации, выполняют текущие и организуют капитальные ремонты, осуществляют несложную модернизацию оборудования.
Участок отдела технического контроля (ОТК) контролирует качество выпускаемой продукции и технологию на наиболее ответственных операциях.
Металлографическая лаборатория исследует качество металла, определяет его пригодность для дальнейшего передела или к отгрузке потребителю.
Основное производственное звено термического или калибровочного цеха — участок. Руководит им старший мастер (или начальник участка), которому подчиняются сменные мастера, бригадиры и старшие отжигальщики.
Старший мастер организует и планирует работу участка, контролирует работу сменных мастеров по выполнению производственных заданий, соблюдению технологии и техники безопасности. Вместе с мастерами организует и проводит техническое обучение рабочих, осуществляет внедрение и освоение новой прогрессивной технологии.
Бригадир или старший отжигальщик — это наиболее опытный и квалифицированный рабочий этой же профессии. Он работает вместе с другими членами бригады и руководит их действиями при выполнении производственного процесса.
§ 2. РАБОЧЕЕ МЕСТО ОТЖИГАЛЬЩИКА
Рабочим местом отжигальщика называется площадь цеха, где находятся обслуживаемое им оборудование и приборы управления этим оборудованием, а также контрольная аппаратура. Отжигальщик может обслуживать не только печи, но и загрузочные и разгрузочные механизмы и машины.
Состояние рабочего места должно быть таким, чтобы обеспечивать четкое и быстрое выполнение рабочих операций, должно быть хорошо освещено и не иметь никаких лишних предметов. Рабочее место необходимо содержать в чистоте. На рабочем месте должны быть вывешены основные технологические инструкции.
Операционные карты или карточки отжига, в которых указан заданный мастером режим термообработки и отмечаются результаты выполнения режима (обычно через час), должны находиться вблизи контрольных приборов,
12
указывающих основные показатели процесса: температуры по зонам, давление поступающего топлива и воздуха, их расход, давление и состав атмосферы в печи.
Отжигальщик должен стремиться к улучшению качества продукции и повышению производительности оборудования, строго соблюдая технологию и контролируя работу оборудования. Для этого ему необходимо осваивать передовые методы труда и повышать свою квалификацию.
Контрольные вопросы
1. Какую продукцию выпускают металлургические и метизные заводы?
2. Какова структура управления термическим или калибровочным цехом?
'3. Что называется рабочим местом отжигальщика и основные требования к нему?
ГЛАВА II
ОСНОВЫ ОБЩЕЙ ТЕХНОЛОГИИ СТАЛИ
И МЕТАЛЛОВЕДЕНИЯ
§ 3. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛАХ И СПЛАВАХ
Великий русский ученый М. В. Ломоносов дал такое определение металлов: «Металлы суть светлые тела, которые ковать можно». К этим двум основным признакам металлов позже прибавилось еще два: хорошая электропроводность и теплопроводность. Металлы составляют более 4/б всех химических элементов Периодической системы Д. И. Менделеева.
В природе металлы могут находиться как в чистом виде (далеко не все), так и в виде сплавов с другими металлами и химических соединений с неметаллами. Значение металлов в технике постоянно возрастает, появляются все новые и новые области их применения.
Металлы и сплавы подразделяют на черные (сталь, чугун, ферросплавы) и цветные (большинство остальных). Основная масса производимого в стране металла (90—95%) относится к черным металлам. Сталь и чугун являются сплавами железа с углеродом; в стали содержится до 2% углерода, в чугуне — от 2 до 6,67%.
13
О значении производства металлов говорит тот факт, что по количеству выплавляемой стали судят об уровне, индустриального развития страны, ее экономической и военной мощи.
В нашей стране производство черных металлов продолжает расти высокими темпами: в 1975 г. выплавка стали достигнет 142—150 млн. т, а производство готового проката 101 —105 млн. т.
С г, Г \W,Mo и др. а
Рис. 1. Кристаллические решетки металлов:
а — элементарная ячейка объемноцентрированной кубической решетки; б — то же, гранецентрированной кубической решетки; в — то же, гексагональной решетки
Металлы состоят из мельчайших частиц—атомов, которые располагаются в пространстве в определенном повторяющемся порядке. Этот порядок называют кристаллической решеткой (рис. 1). Понятие решетки — условное. Мы изображаем ее так, чтобы облегчить представление о системе расположения атомов. В действительности есть только атомы, обозначенные на рисунке кружочками. Вещества, в которых атомы располагаются беспорядочно, хаотично, называются аморфными (стекло, битум, янтарь). Кристаллические решетки различных металлов отличаются или порядком расположения атомов, или расстояниями между ними.
14
На рис. 1,а показана элементарная ячейка куба с атомами по углам и в центре. Это — объемноцентриро-ванный куб. Такую решетку имеет железо в обычных условиях, хром, вольфрам, ванадий, молибден и др. Железо с такой решеткой называют альфа-железом (a-Fe).
При высоких температурах атомы железа перестраиваются в решетку гранецентрированного куба (рис. 1,6). В этом случае атомы расположены по углам и в центре
Рис. 2. Искажения кристаллической решетки около дислоцированного атома (а), около вакансии (б)
каждой грани. Железо с решеткой гранецептрированно-го куба называют гамма-железом (y-Fe). Такую же решетку имеют медь, кобальт, никель, свинец и др.
Гексагональную решетку (рис. 1,в) имеют цинк, титан, магний, цирконий, кобальт до 400° С.
Идеальные монокристаллы небольших размеров удается получить пока только в сложных лабораторных условиях. Они имеют нитевидную форму (усы) и проч-ность около 10000 МН/м2 (1000 кгс/мм2), что в десять раз больше прочности малолегированной стали и в 40 раз — железа (неупрочненного).
Обычные металлы имеют огромное количество искажений кристаллической решетки.
Все атомы металла находятся в колебательном движении. Это — тепловое движение атомов. Чем больше размах колебаний атомов, тем выше температура металла. Большая часть атомов колеблется с одинаковым размахом. Но есть отдельные атомы с повышенной энерги-
15
Рис. 3. Искажение кристаллической решетки атомами примесей:
заштрихованный атом — замещение, черный — внедрение
ей, колебания их больше и они могут внедряться между атомами решетки. Такой атом называется дислоцированным. Он вызывает искажения решетки в месте внедрения (рис. 2, а) и там, где остается пустое место — вакансия (рис. 2, б).
Искажается кристаллическая решетка и атомами примеси (рис. 3). Если атом примеси меньше атома основного металла, то он может занять место между узлами (атомами) решетки — это внедрение, если больше — он занимает место основного атома — это замещение. Это все — точечные дефекты решетки.
Наибольшее влияние на свойства металла оказывают более крупные линейные искажения решетки — дислока-искажение, при котором в кри-целая плоскость — краевая дис-
ции. Дислокация — это сталле прерывается локация (рис. 4, а). Если надорванные плоскости в целой
Рис. 4. Линейные искажения кристаллической решетки: а — кривая дислокация; б — винтовая дислокация; в — смешанная
пачке соединяются с выше- или нижележащими плоскостями, это винтовая дислокация (рис. 4,6). Бывают и смешанные дислокации (рис. 4, в). В точке А смешанная дислокация имеет краевую ориентацию; в точке В—вин
16
товую. Теория дислокации дает объяснение, почему прочность реальных металлов во много раз меньше идеальных монокристаллов. Пластическая деформация при сравнительно небольших нагрузках объясняется движением дислокаций. В процессе пластической деформации
Рис. 5. Искажения кристаллической решетки на границах зерен
количество нарушений кристаллической решетки увеличивается, что приводит к повышению прочности и снижению пластичности. Коэрцитивная сила и электросопротивление увеличиваются, а магнитная проницаемость и коррозионная стойкость уменьшаются.
Как будет показано ниже (§ 6), структура металла состоит из зерен—кристаллитов. На границах зерен кристаллическая решетка сильно искажена (рис. 5). Чем меньше зерно, тем больше искажений на единицу объема. Это обусловливает различие свойств крупно- и мелкозернистой стали.
Реальное зерно металла состоит из блоков (субзерен). Это — массивы атомов, построенных в правильные решетки, которые примыкают друг к другу под небольшими углами. На границах блоков решетка также искажена, но меньше, чем на границах зерен,
2—1082
17
Количество нарушений и искажений кристаллической решетки в технических металлах огромно. Установлено, что в отожженном металле количество дислокаций, пересекающих каждый квадратный сантиметр, составляет 106—108, а для сильно наклепанных 1012. В то же время количество вакансий в 1 см3 отожженного металла достигает 1016, а в наклепанном 1019—102°.
§ 4. ОСНОВНЫЕ СВОЙСТВА СТАЛИ И ИХ ОПРЕДЕЛЕНИЕ
Практически ценность той или иной стали определяется ее свойствами, которые подразделяются на физические, химические, механические и технологические.
К физическим свойствам относятся: плотность, температура плавления, теплопроводность, теплоемкость, тепловое расширение, электропроводность, способность намагничиваться и др.
Плотность — это количество массы вещества, содержащегося в единице объема. При термообработке плотность стали может изменяться.
Температура плавления — температура, при которой металл полностью переходит в жидкое состояние.
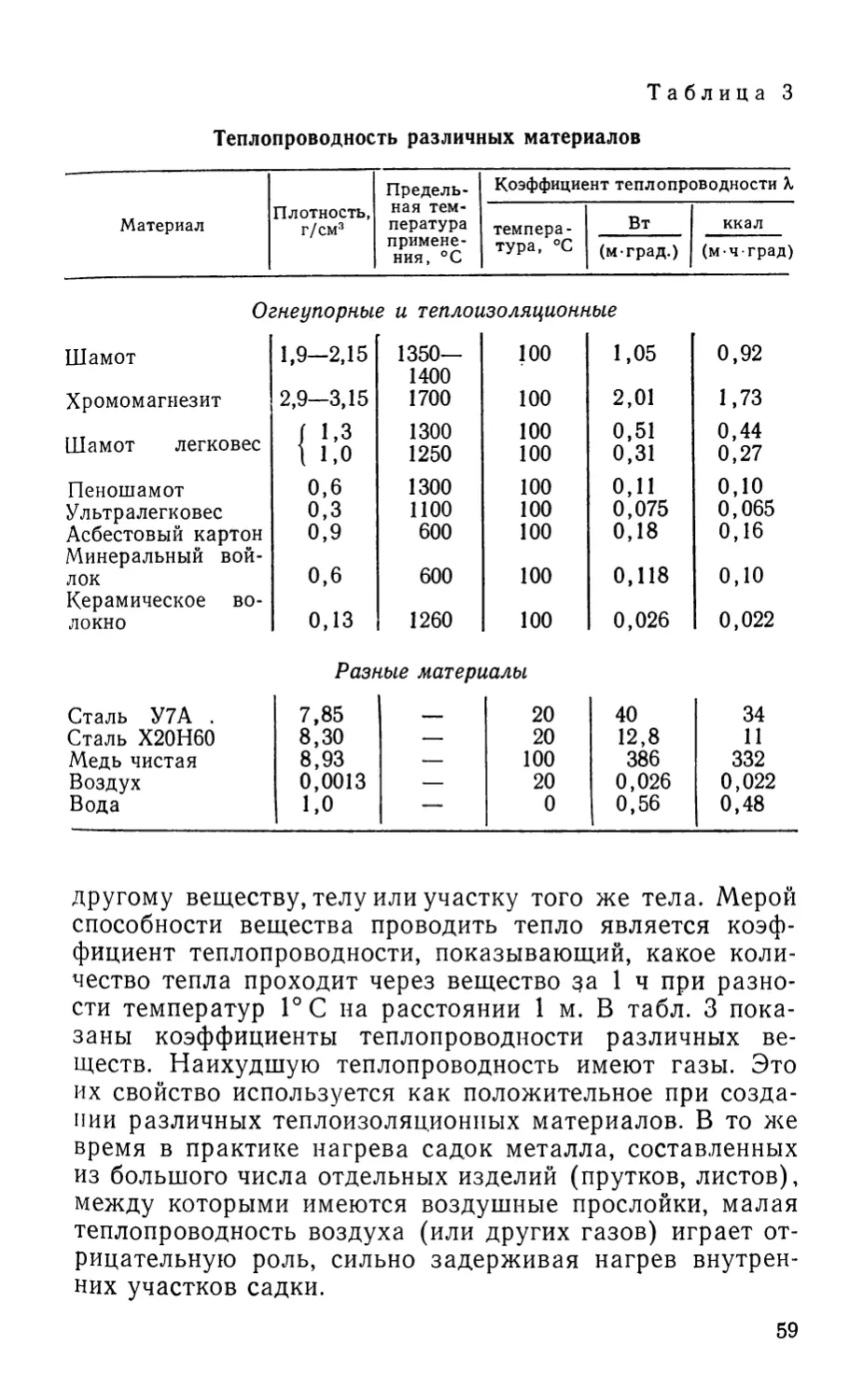
Теплопроводность — способность металла проводить тепло при нагреве и охлаждении. Чем выше теплопроводность изделия, тем легче осуществить равномерный нагрев его или охлаждение.
Т е п л о е м ко сть — количество депла, необходимого для повышения температурьктела на один градус. Зная теплоемкость тела, можно рассчитать, сколько нужно затратить тепла для нагрева его до заданной температуры.
Тепловое расширение или сжатие — способность тела изменять свои размеры при изменении температуры. Это свойство нужно учитывать при термообработке изделий больших размеров. При быстром и неравномерном нагреве неизбежно коробление, а иногда и растрескивание их в связи с неравномерным тепловым расширением.
Магнитные свойства характеризуют поведение стали под действием магнитных сил. Мерой способности стали намагничиваться является магнитная индукция. Способность размагничиваться характеризуется коэрцитивной силой. Большая коэрцитивная сила нужна в сталях, из которых изготовляют постоянные магниты, а малая — в
18
электромагнитах. Магнитные свойства определяются химическим составом, но существенно зависят и от термообработки.
Электропроводность — способность стали проводить электрический ток. Противоположное свойство — электросопротивление — имеет большое практическое значение при выборе и расчете электронагревателей.
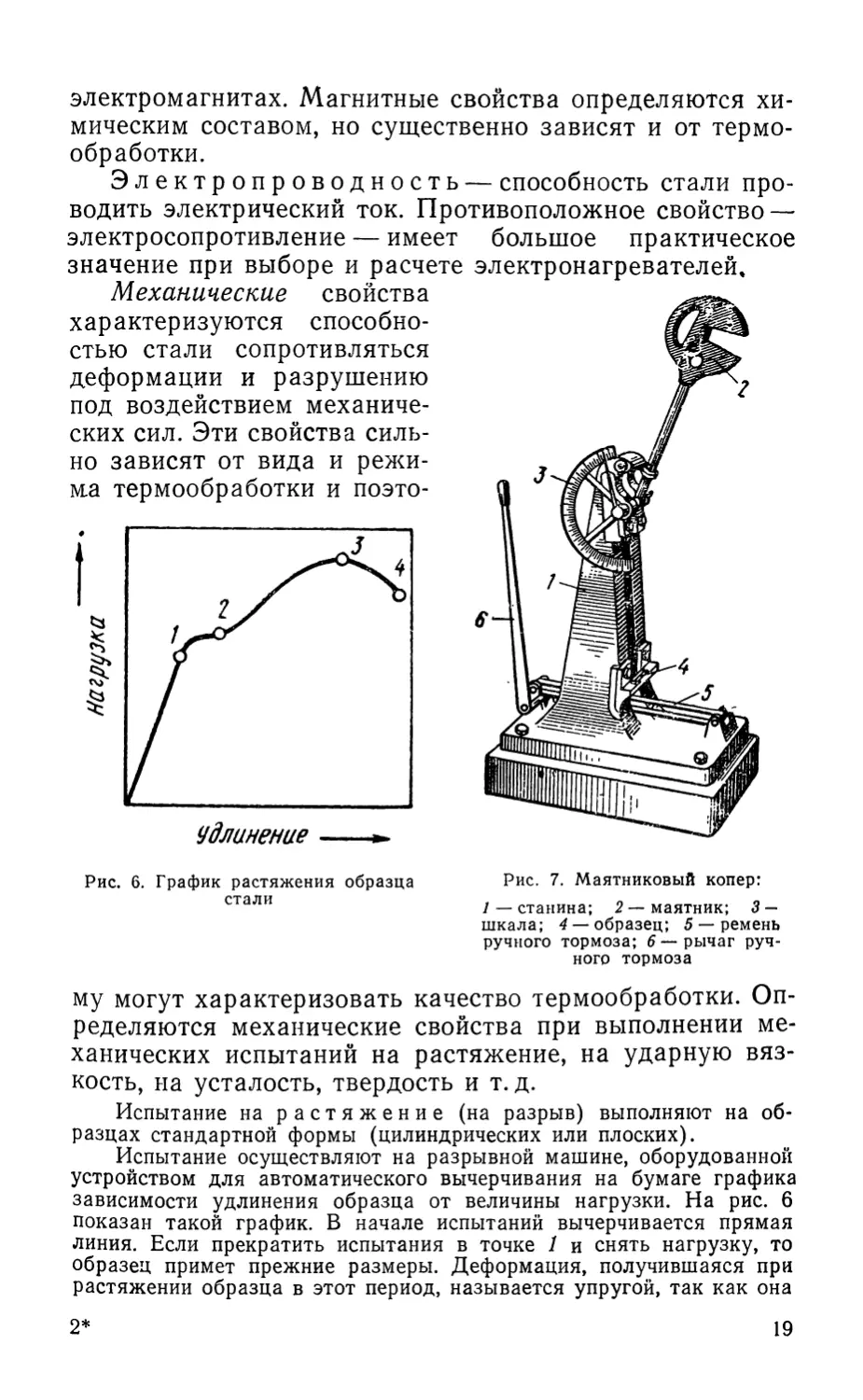
Механические свойства характеризуются способностью стали сопротивляться деформации и разрушению под воздействием механических сил. Эти свойства сильно зависят от вида и режима термообработки и поэто
Удлинение
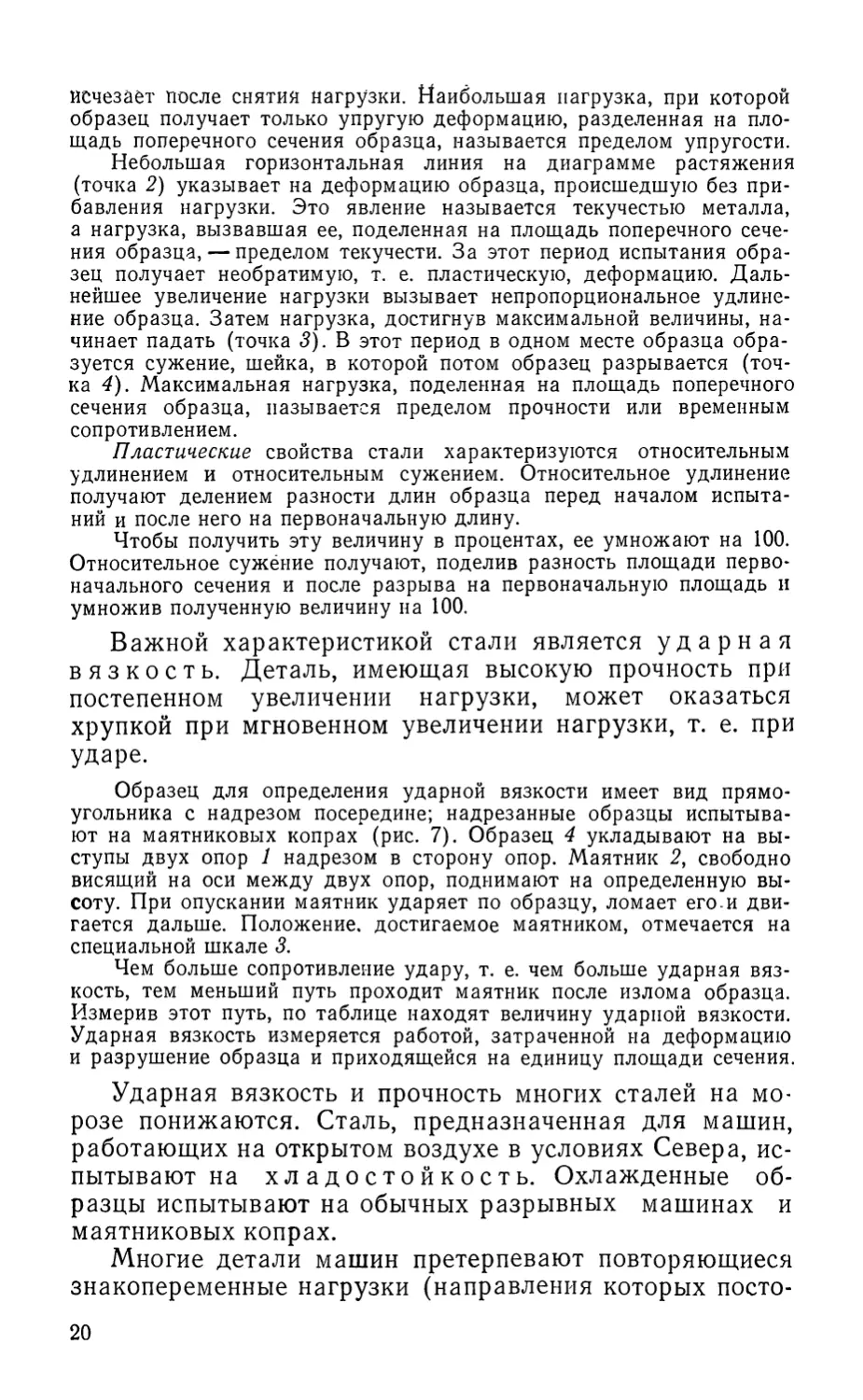
Рис. 6. График растяжения образца Рис. 7. Маятниковый копер:
стали 1 — станина; 2 — маятник; 3 —
шкала; 4 — образец; 5 — ремень ручного тормоза; 6 — рычаг ручного тормоза
му могут характеризовать качество термообработки. Определяются механические свойства при выполнении механических испытаний на растяжение, на ударную вязкость, на усталость, твердость и т. д.
Испытание на растяжение (на разрыв) выполняют на образцах стандартной формы (цилиндрических или плоских).
Испытание осуществляют на разрывной машине, оборудованной устройством для автоматического вычерчивания на бумаге графика зависимости удлинения образца от величины нагрузки. На рис. 6 показан такой график. В начале испытаний вычерчивается прямая линия. Если прекратить испытания в точке 1 и снять нагрузку, то образец примет прежние размеры. Деформация, получившаяся при растяжении образца в этот период, называется упругой, так как она
2*
19
исчезает после снятия нагрузки. Наибольшая нагрузка, при которой образец получает только упругую деформацию, разделенная на площадь поперечного сечения образца, называется пределом упругости.
Небольшая горизонтальная линия на диаграмме растяжения (точка 2) указывает на деформацию образца, происшедшую без прибавления нагрузки. Это явление называется текучестью металла, а нагрузка, вызвавшая ее, поделенная на площадь поперечного сечения образца, — пределом текучести. За этот период испытания образец получает необратимую, т. е. пластическую, деформацию. Дальнейшее увеличение нагрузки вызывает непропорциональное удлинение образца. Затем нагрузка, достигнув максимальной величины, начинает падать (точка 3). В этот период в одном месте образца образуется сужение, шейка, в которой потом образец разрывается (точка 4). Максимальная нагрузка, поделенная на площадь поперечного сечения образца, называется пределом прочности или временным сопротивлением.
Пластические свойства стали характеризуются относительным удлинением и относительным сужением. Относительное удлинение получают делением разности длин образца перед началом испытаний и после него на первоначальную длину.
Чтобы получить эту величину в процентах, ее умножают на 100. Относительное сужёние получают, поделив разность площади первоначального сечения и после разрыва на первоначальную площадь и умножив полученную величину на 100.
Важной характеристикой стали является ударная вязкость. Деталь, имеющая высокую прочность при постепенном увеличении нагрузки, может оказаться хрупкой при мгновенном увеличении нагрузки, т. е. при ударе.
Образец для определения ударной вязкости имеет вид прямоугольника с надрезом посередине; надрезанные образцы испытывают на маятниковых копрах (рис. 7). Образец 4 укладывают на выступы двух опор 1 надрезом в сторону опор. Маятник 2, свободно висящий на оси между двух опор, поднимают на определенную высоту. При опускании маятник ударяет по образцу, ломает его-и двигается дальше. Положение, достигаемое маятником, отмечается на специальной шкале 3.
Чем больше сопротивление удару, т. е. чем больше ударная вязкость, тем меньший путь проходит маятник после излома образца. Измерив этот путь, по таблице находят величину ударной вязкости. Ударная вязкость измеряется работой, затраченной на деформацию и разрушение образца и приходящейся на единицу площади сечения.
Ударная вязкость и прочность многих сталей на морозе понижаются. Сталь, предназначенная для машин, работающих на открытом воздухе в условиях Севера, испытывают на хладостойкость. Охлажденные образцы испытывают на обычных разрывных машинах и маятниковых копрах.
Многие детали машин претерпевают повторяющиеся знакопеременные нагрузки (направления которых посто
20
янно меняются). В результате такие детали разрушаются от напряжений, которые в несколько раз меньше предела прочности. Разрушение металла под действием знакопеременных нагрузок называется усталостью металла. Испытание на усталость осуществляется на специальных машинах и длится многие часы.
В жаропрочных сталях нужно испытывать сопротивление стали нагрузкам при высоких температурах. Хорошо характеризует жаропрочные свойства стали ползу-честь, или крип. Ползучестью называют удлинение образца под действием постоянной растягивающейся нагрузки при высоких температурах.
Испытание на твердость — это наиболее часто применяемый метод контроля качества металла, особен* но после термообработки. Метод этот удобен тем, что нс требует сложной подготовки металла к испытаниям.
Измерение твердости основано на вдавливании в сталь закаленного шарика, алмазного конуса или пирамиды. Можно оценить твердость путем нанесения царапины или по величине отскакивания стального бойка от поверхности испытываемого металла. Наиболее распространены в термических цехах и лабораториях приборы для определения твердости отожженной, отпущенной и нормализованной стали способом Бринелля. Твердость закаленной стали в основном определяют способом Роквелла.
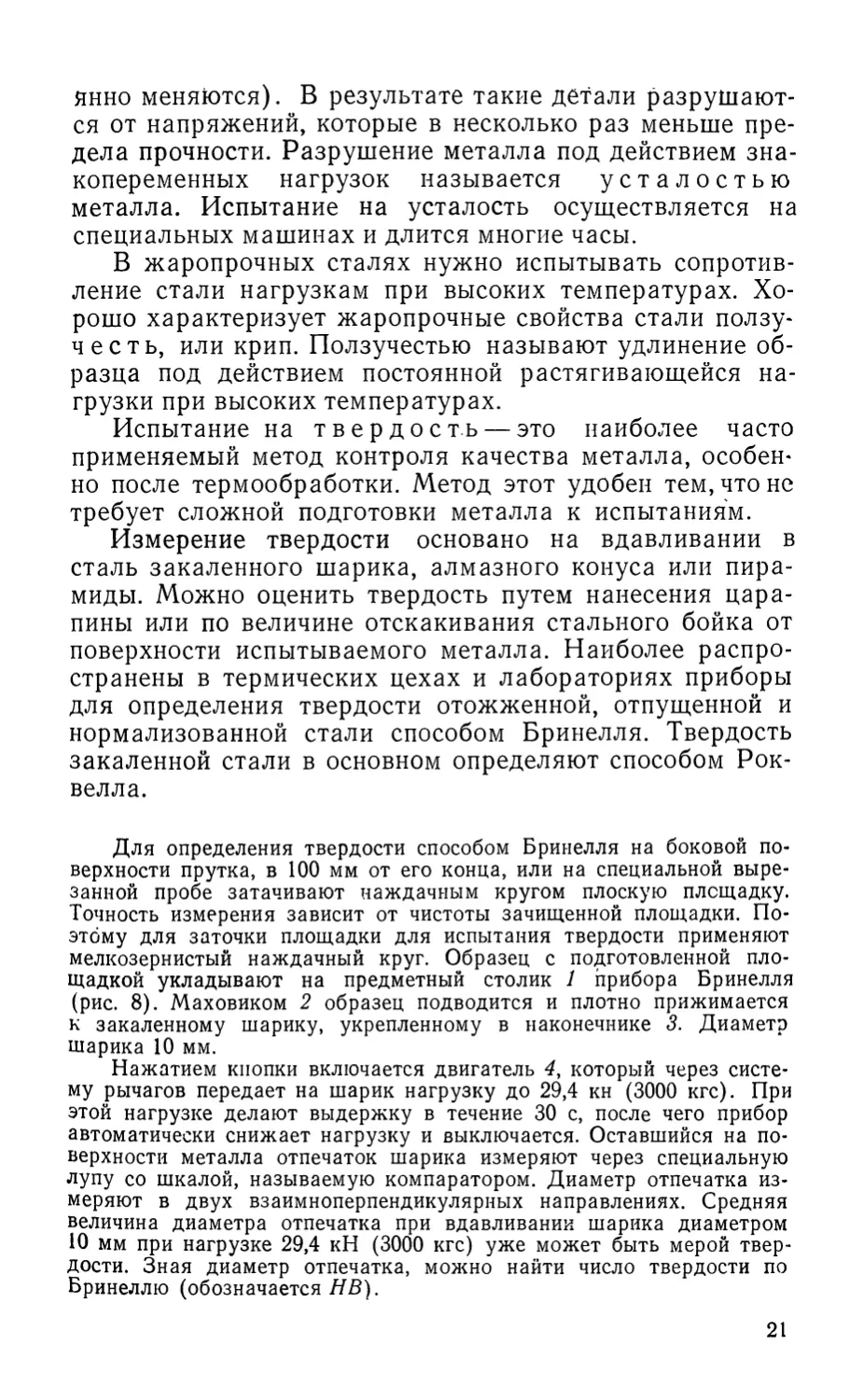
Для определения твердости способом Бринелля на боковой поверхности прутка, в 100 мм от его конца, или на специальной вырезанной пробе затачивают наждачным кругом плоскую площадку. Точность измерения зависит от чистоты зачищенной площадки. Поэтому для заточки площадки для испытания твердости применяют мелкозернистый наждачный круг. Образец с подготовленной площадкой укладывают на предметный столик 1 прибора Бринелля (рис. 8). Маховиком 2 образец подводится и плотно прижимается к закаленному шарику, укрепленному в наконечнике 3. Диаметр шарика 10 мм.
Нажатием кнопки включается двигатель 4, который через систему рычагов передает на шарик нагрузку до 29,4 кн (3000 кгс). При этой нагрузке делают выдержку в течение 30 с, после чего прибор автоматически снижает нагрузку и выключается. Оставшийся на поверхности металла отпечаток шарика измеряют через специальную лупу со шкалой, называемую компаратором. Диаметр отпечатка измеряют в двух взаимноперпендикулярных направлениях. Средняя величина диаметра отпечатка при вдавливании шарика диаметром 10 мм при нагрузке 29,4 кН (3000 кгс) уже может быть мерой твердости. Зная диаметр отпечатка, можно найти число твердости по Бринеллю (обозначается НВ).
21
Число твердости по Бринеллю — это нагрузка в килограммах силы, приходящаяся на один квадратный миллиметр площади по-
Рис. 8. Пресс Бринелля: /—подставка; 2 —маховик; 3 — шарик; 4 — электродвигатель; 5 — грузы
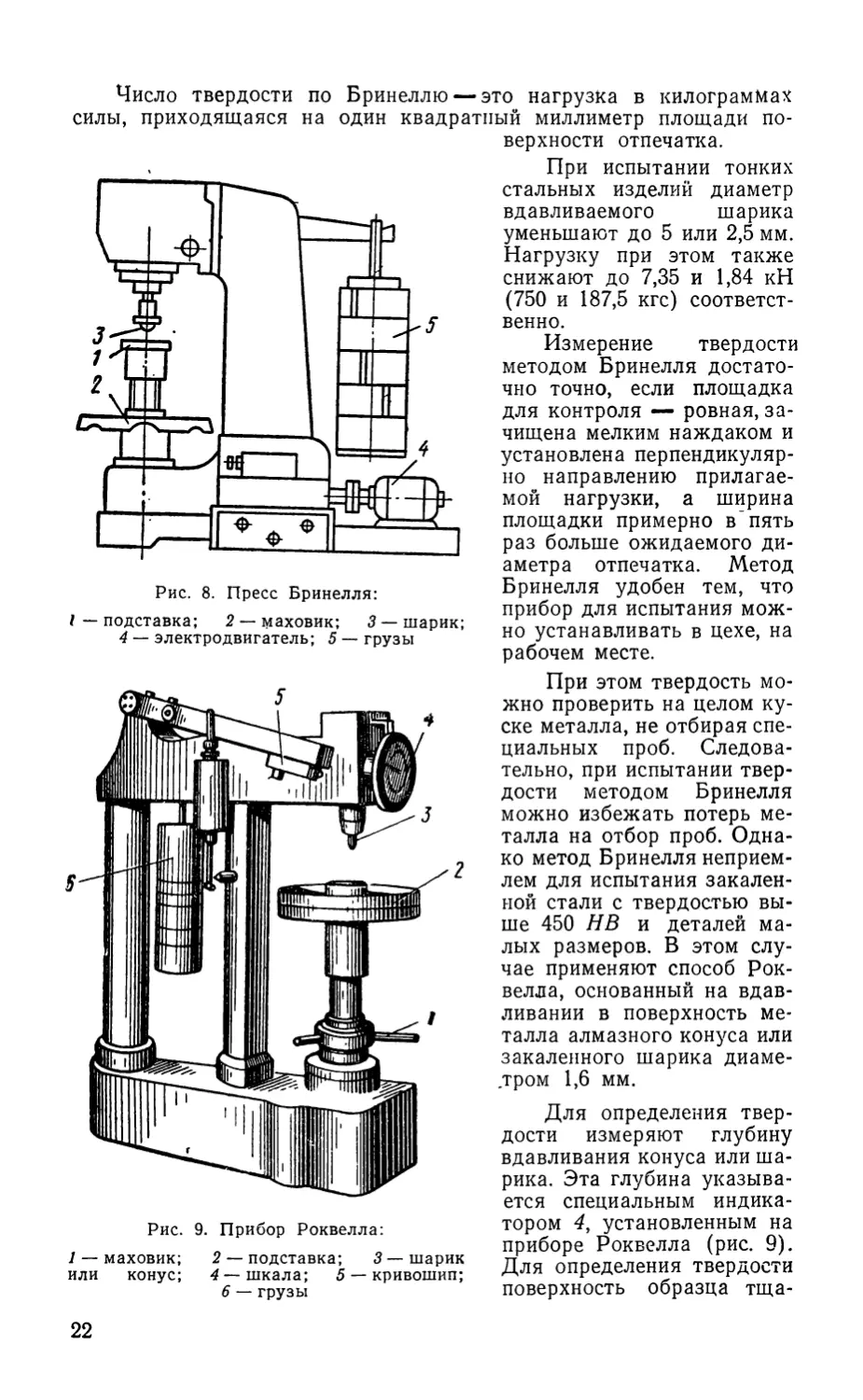
Рис. 9. Прибор Роквелла:
1 — маховик; 2 — подставка; 3 — шарик или конус; 4— шкала; 5 — кривошип;
6 — грузы
верхности отпечатка.
При испытании тонких стальных изделий диаметр вдавливаемого шарика уменьшают до 5 или 2,5 мм. Нагрузку при этом также снижают до 7,35 и 1,84 кН (750 и 187,5 кгс) соответственно.
Измерение твердости методом Бринелля достаточно точно, если площадка для контроля — ровная, зачищена мелким наждаком и установлена перпендикулярно направлению прилагаемой нагрузки, а ширина площадки примерно в’пять раз больше ожидаемого диаметра отпечатка. Метод Бринелля удобен тем, что прибор для испытания можно устанавливать в цехе, на рабочем месте.
При этом твердость можно проверить на целом куске металла, не отбирая специальных проб. Следовательно, при испытании твердости методом Бринелля можно избежать потерь металла на отбор проб. Однако метод Бринелля неприемлем для испытания закаленной стали с твердостью выше 450 НВ и деталей малых размеров. В этом случае применяют способ Роквелла, основанный на вдавливании в поверхность металла алмазного конуса или закаленного шарика диаметром 1,6 мм.
Для определения твердости измеряют глубину вдавливания конуса или шарика. Эта глубина указывается специальным индикатором 4, установленным на приборе Роквелла (рис. 9). Для определения твердости поверхность образца тща
22
тельно зачищают с двух сторон: с верхней, где происходит вдавливание, и с нижней стороны, которой образец упирается на предметный столик 2. Уложенный на предметный столик образец вращением штурвала 1 поднимают до соприкосновения с алмазным конусом или стальным шариком 3. Затем вращением этого же штурвала передают предварительную нагрузку, которая отмечается малой стрелкой индикатора. После этого нулевое деление шкалы индикатора совмещают с большой стрелкой и нажатием кнопки включают нагрузку, которая равна 1,47 кН (150 кгс) и 0,59 кН (60 кгс) для алмазного конуса и 0,98 кН (100 кгс) для стального шарика. После снятия нагрузки большая стрелка индикатора укажет число твердости по Роквеллу. Твердость тем больше, чем меньше глубина вдавливания конуса или шарика.
Индикатор прибора имеет три шкалы: шкала В для вдавливания стального шарика усилием 0,98 кН (100 кгс); шкала С для вдавливания алмазного конуса усилием 1,47 кН (150 кгс); шкала А для вдавливания алмазного конуса усилием 0,59 кН (60 кгс).
При малой нагрузке (шкала А) испытывают только очень тонкие образцы (чтобы не продавить насквозь) и образцы с высокой твердостью.
Твердость по Роквеллу выражается в условных единицах и сопровождается обозначениями HRA, HRB или HRC в зависимости от величины нагрузки при испытаниях и типа вдавливаемого наконечника. Метод Роквелла удобен тем, что отпечатки конуса и шарика невелики, а это позволяет испытывать мелкие детали и тонкие полосы. Готовые детали после испытаний можно использовать по назначению.
Испытание твердости на приборе Виккерса осуществляют вдавливанием четырехгранной алмазной пирамиды в поверхность. Число твердости определяется величиной нагрузки, приходящейся на единицу поверхности отпечатка.
Для измерения отпечатка применяют специальную микроскопическую приставку со шкалой. По величине диагоналей находят число твердости, используя для этого специальную таблицу. Число твердости по Виккерсу (HV) совпадает с числами твердости по Бринеллю (НВ) до 400, выше 400 числа твердости по Виккерсу больше чисел твердости по Бринеллю.
На приборе Виккерса можно проводить испытания с нагрузкой 49 и 98 Н (5 и 10 кгс), поэтому становится возможным измерять твердость тонких изделий и поверхностных слоев.
В заводских лабораториях применяют отечественные -приборы 1ПК-2, которыми можно испытывать твердость как по методу Роквелла, так и по методу Виккерса. Измерение отпечатка на этом приборе значительно облегчено: увеличенное в десятки раз изображение отпечатка проектируется на специальный экран со шкалой для измерения диагонали или диаметра отпечатка.
Испытание микротвердости. Перечисленные выше методы не пригодны для испытания твердости определенных составляющих микроструктуры (зерен карбидов, феррита, аустенита и т. д.), так как площадь отпечатка больше площади этих составляющих. Измерение твердости отдельных составляющих микроструктуры и очень тонких металлических лент возможно на приборах
23
ПМТ-2 и ПМТ-3 вдавливанием четырехгранной алмазной пирамиды под нагрузкой 0,05—4,9 Н (0,005—0,5 кгс). Шлиф для контроля микротвердости готовят так же, как и для контроля микроструктуры. Число твердости выражается в Н/м2 (кгс/мм2) и рассчитывают его таким же образом, как и при использовании прибора Виккерса.
К химическим свойствам относятся свойства, характеризующие отношение стали к воздействию химически активных веществ, например сопротивляемость коррозии, окислению, растворению в кислоте, расплаве солей и т. д. Для отжигальщика важно знать окалиностой-кость (жаростойкость) стали, т. е. способность стали сопротивляться длительное время окислению при высоких температурах (выше 550° С).
Технологическими свойствами называются такие свойства, которые характеризуют способность стали подвергаться определенным технологическим воздействиям. К ним относятся закаливаемость, прокаливаемость, свариваемость, шлифуемость и т. д.
Закаливаемость — способность стали воспринимать закалку, т. е. повышать твердость при резком охлаждении после нагрева до температур выше критических. Закаливаемость зависит от состава стали и главным образом от содержания углерода.
Прокаливаемость — способность стали закаливаться на определенную глубину. Это свойство особенно важно учитывать при термообработке изделий больших сечений. Прокаливаемость стали характеризуется критическим диаметром, которым называется наибольший диаметр образца стали, закаливающегося в данных условиях охлаждения его насквозь.
Свариваемость — способность металла создавать прочные неразъемные соединения из отдельных деталей при местном нагреве до расплавления или размягчения.
Кроме перечисленных испытаний, по требованиям отдельных стандартов или заводских технических условий, выполняют технологические испытания, при которых металл подвергается воздействию такого же характера, что и при обработке его на заводе-потребителе.
К технологическим испытаниям относится проба на осадку в холодном состоянии. Образец металла, по высоте равный диаметру, осаживают молотом до 7з высоты. Если при этом на образце не окажется трещин, то испы
24
тания считают удовлетворительными. Если сталь предназначена для горячей высадки, то ее подвергают испытаниям на горячую осадку. Технологические испытания проводят на загиб металла в холодном состоянии, на многократный перегиб, на срез и т. д.
§ 5. ОСНОВНЫЕ СВЕДЕНИЯ
О СТРУКТУРЕ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ
Структура стали — это ее внутреннее строение. Ее исследуют на шлифах. Для этого берут небольшой образец металла, одну сторону которого тщательно шлифуют мелкозернистым материалом (например, наждачной бумагой), полируют, а затем травят в 4%-ном растворе азотной кислоты в этиловом спирте или в других травителях. Кислота сильнее растворяет границы зерен, и они становятся видны под микроскопом как темные полосы.
Структура стали, видимая на шлифе или в изломе стали невооруженным глазом, называется макроструктурой, а видимая под микроскопом на шлифах или специальных слепках шлифа — репликах (на электронных микроскопах) — микроструктурой.
Исследование микроструктуры при увеличении в 500 раз и более позволяет заметить, что структура может состоять из зерен различной формы и окраски, пластинок, игл и т. д. При этом структура одной и той же стали может быть различной, если образцы подвергались различным видам термообработки.
Небольшие изменения структуры могут происходить в стали при нагреве до температуры выше 200° С. При этом изменяется в основном форма отдельных составляющих структуры. Но резкие изменения структуры происходят только при определенных температурах, которые называются критическими температурами или критическими точками. Они различны для стали разных марок. Превращения, происходящие в стали при переходе критических точек (как при нагреве, так и при охлаждении), называются фазовыми.
На свойствах стали изменять структуру при переходе критических точек основаны все основные виды термической обработки, приводящие к резкому изменению свойств стали. Впервые обнаружил и объяснил значение критических точек русский ученый Д. К. Чернов в 1868 г.,
25
положивший начало развитию науки о строении металла — металлографии.
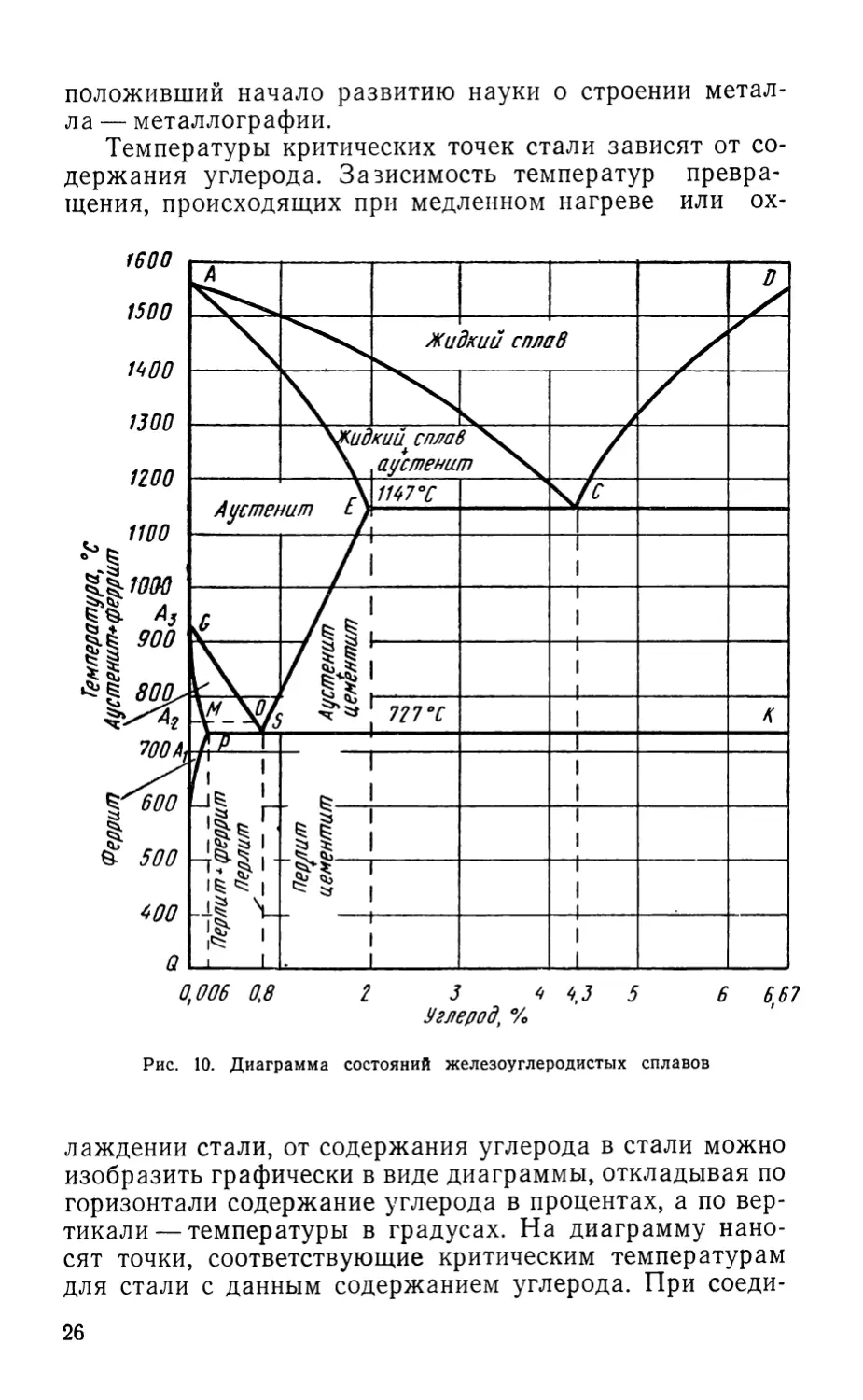
Температуры критических точек стали зависят от содержания углерода. Зависимость температур превращения, происходящих при медленном нагреве или ох-
лаждении стали, от содержания углерода в стали можно изобразить графически в виде диаграммы, откладывая по горизонтали содержание углерода в процентах, а по вертикали— температуры в градусах. На диаграмму наносят точки, соответствующие критическим температурам для стали с данным содержанием углерода. При соеди
26
нении этих точек линиями получается простейший вид диаграммы состояний железоуглеродистых сплавов (рис. 10).
В зависимости от содержания углерода и температуры железоуглеродистые сплавы могут состоять из различных структурных составляющих: феррита, цементита, перлита, аустенита, ледебурита и графита.
Феррит — это твердый раствор углерода в «-железе. При 20° С в феррите может содержаться не более 0,006% углерода. С повышением температуры растворимость углерода в феррите растет и достигает 0,025% при 727° С, что и показано на диаграмме (см. рис. 10). Феррит имеет низкую твердость и высокие вязкость и пластичность; прочность составляет 245 МН/м2 (25 кгс/мм2). Магнитные свойства феррита сохраняются до температуры 768°С (точка Кюри). Выше этой температуры феррит немагнитен.
Цементит — химическое соединение железа с углеродом (карбид железа) Fe3C — очень твердый и очень хрупкий, содержит 6,67% углерода. Магнитные свойства сохраняет при нагреве до 210° С. От того, в каком виде находится цементит в стали (зерна, пластинки, сетка, иглы), очень сильно зависят ее свойства.
Перлит — механическая смесь феррита и цементита, содержит 0,8% углерода. Цементит может иметь форму зерен в массе феррита или пластинок. В перлите с мелкими и однородными зернами цементита (зернистый перлит) достигается лучшее сочетание твердости и пластичности.
Аустенит — твердый раствор углерода в у-железе, немагнитен, несколько тверже феррита, имеет хорошие вязкость и пластичность. Наибольшая растворимость углерода в аустените (2%) достигается при- 1147° С.
Ледебурит — смесь цементита и аустенита, представляет собой характерную структуру чугуна, имеет высокую твердость.
Графит — кристаллическая форма углерода, встречается в структуре чугуна, а иногда и в стали в виде пластинок, шариков и хлопьев.
Рассмотрим левую часть диаграммы состояний сплавов железа с углеродом (рис. 10) до содержания углерода 2%, т. е. часть диаграммы, относящуюся к сталям. Правая часть относится к чугунам.
Верхний левый угол диаграммы состояний показан
27
несколько упрощенно, так как для термообработки он не имеет практического значения.
Линия АС показывает температуры начала затвердевания сплавов и называется ликвидус. Выше этой линии сплав находится в жидком состоянии. Линия ЛЕС показывает температуры конца затвердевания и называется солидус. Ниже этой линии сплав находится только в твердом состоянии.
Область диаграммы, замкнутая линиями AESG, является областью аустенита. Ее нижняя левая часть ограничена линией GS — линией критических точек Л3. Выше этой линии феррит не существует. В области GSP существуют феррит и аустенит. Эту область пересекает линия МО — линия критических точек Л2 (768°С), выше которой феррит теряет магнитные свойства. Ниже линии PS нет аустенита, это линия критических точек Ль Ниже этой линии аустенит превращается в перлит.
Линия GPQ ограничивает область существования чистого феррита. Между линиями ES и SX структура сплава состоит из аустенита и цементита. В сплавах с содержанием углерода более 2% в структуре появляется ледебурит. Ниже линии SK аустенита нет, он превращается в перлит.
Сталь, в которой ниже линии PSK структура состоит только из перлита, называется эвтектоидной. Углеродистая эвтектоидная сталь содержит 0,8% углерода. Сталь с меньшим содержанием углерода называется до-эвтектоидной. В ее структуре наряду с перлитом имеется феррит (избыточная фаза).
Углеродистая сталь с содержанием углерода более 0,8% называется заэвтектоидной. В ее структуре наряду с перлитом также имеется избыточная фаза, но уже в виде цементита.
§ 6. КРИСТАЛЛИЗАЦИЯ СТАЛЬНОГО СЛИТКА
При охлаждении расплавленной стали происходит ее затвердевание или кристаллизация. Кристаллизация металла начинается на стенках изложницы при определенной температуре и происходит в результате образования и роста множества кристаллов или зерен металла. Образующиеся кристаллы не имеют правильной внешней формы, поэтому их правильнее называть кристаллитами. Каждый кристалл металла растет из одного цент-
28
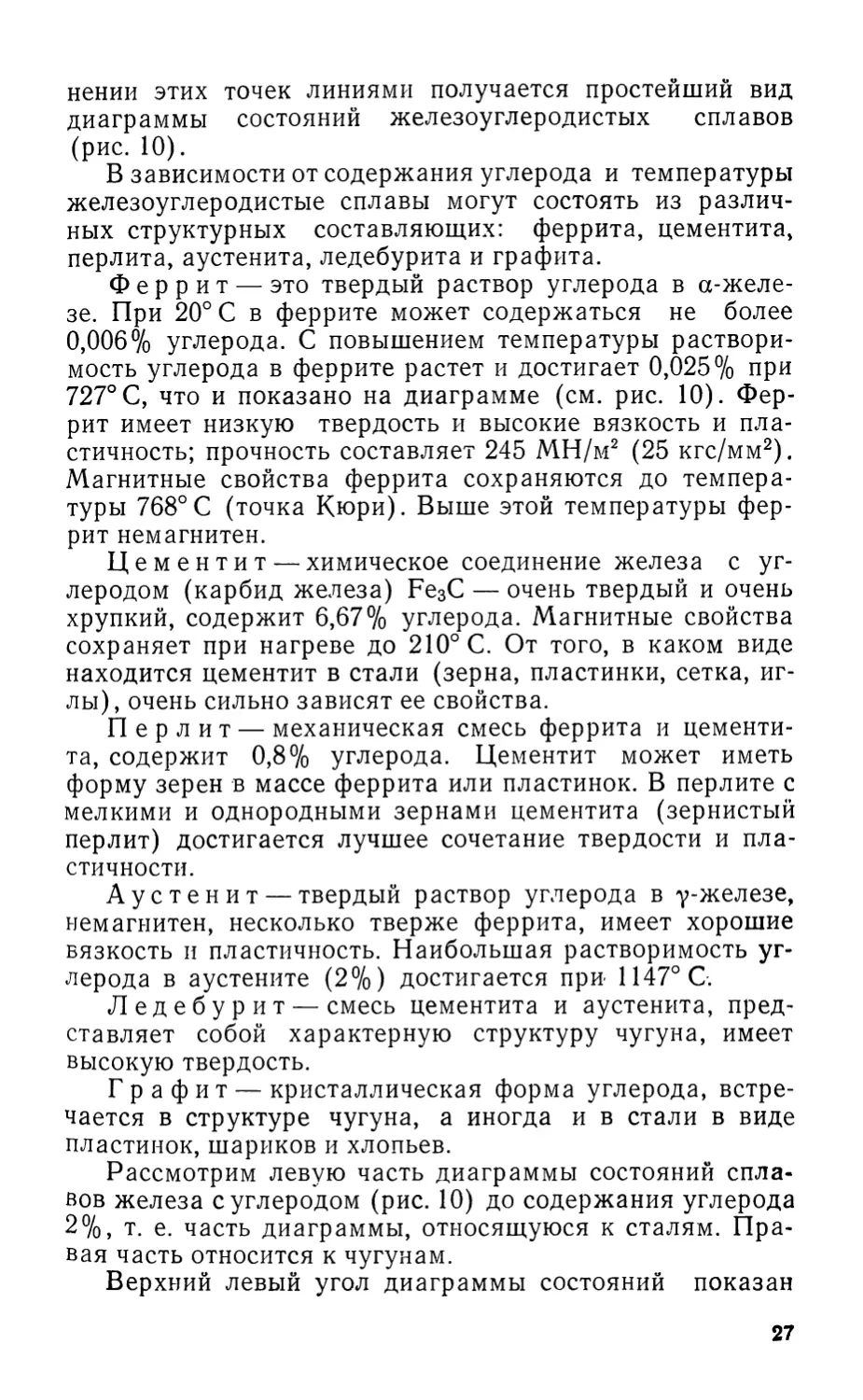
Рис. И. Внутреннее строен стального слитка: /—мелкие беспорядочно рас* положенные дендриты; 2 — столбчатые дендриты;
3 — крупные равноосные
дендриты
ра сначала в одном направленной и вытягивается, как побег дерева. Потом от ствола начинается рост ответвлений под прямым углом. Далее от веток в свою очередь появляются ответвления и т. д. Такой кристалл напоминает дерево и поэтому называется дендритом. Количество образующихся зерен и скорость их роста зависят от скорости охлаждения. Вблизи стен изложницы скорость охлаждения— наибольшая; зерен здесь возникает много, они мешают расти друг другу и поэтому размер их небольшой.
Чем ближе к центру изложницы, тем меньше скорость охлаждения, тем более крупные зерна возникают. Кристаллы не дают друг другу расти в сторону, но в направлении центра слитка препятствий для роста нет, поэтому образуются кристаллы продолговатой формы. Их называют столбчатыми. В центре слитка, где охлаждение происходит еще медленнее, образуются крупные зерна неправильной формы (рис. И).
При затвердевании металла происходит уменьшение его объема. Если бы затвердевание слитка происходило мгновенно, то в результате сокращения объема образовались бы трещины. Но слиток затвердевает постепенно от стенок и дна изложницы, и пустоты, образующиеся от сокращения объема, постоянно заполняются жидким металлом. В результате затвердевание заканчивается образованием в верхней части слитка воронки или усадочной раковины. Если же верхняя часть слитка затвердевает быстрее внутренней его части, то усадочная раковина образуется внутри слитка, и слиток будет испорчен. Чтобы этого не произошло, на верх изложницы устанавливают прибыльную надставку, которую утепляют специальной теплоизоляционной футеровкой, и после заполнения металлом засыпают люнкери-том — смесью, выделяющей большое количество тепла. Иногда применяют электрический подогрев прибыльной
29
части слитка. В прибыльной надставке металл затвердевает в последнюю очередь, в результате усадочная раковина выходит на поверхность слитка. В районе усадочной раковины происходит скопление неметаллических включений, газовых пузырей и шлака, так как они легче металла и всплывают. Поэтому после прокатки на обжимном стане эту часть металла направляют на переплав. Отходы при этом достигают 14—18% от массы слитка. В последнее время широкое применение получила непрерывная разливка стали. Из сталеразливочного ковша жидкая сталь поступает в промежуточный ковш, в. котором имеется перегородка для задерживания шлака. Из промежуточного ковша металл заливают в водоохлаждаемый кристаллизатор. По мере затвердевания слиток вытягивается из кристаллизатора и выправляется тянущими роликами, после которых режется на отдельные заготовки. Потери металла при этом не превышают 2—5%. Металл имеет более однородную структуру. Отпадает необходимость в обжимных станах, прокатывающих слиток на заготовку.
§ 7. ПРИМЕСИ В СТАЛЯХ
Как уже говорилось, сталь — это сплав железа с углеродом. От того, какое количество углерода находится в стали, в значительной степени зависят ее свойства и в первую очередь твердость. Способность стали приобретать высокую твердость после закалки тоже полностью зависит от содержания углерода. Кроме углерода, в сталь попадает большое количество разнообразных примесей, от которых зависят многие ее свойства.
Примеси, которые вводят в сталь специально для получения определенных свойств, называются легирующими. Элементов, применяемых для легирования стали, насчитывается более десятка. Используя эти элементы, удается получить стали самых разнообразных свойств: магнитные, немагнитные, кислотостойкие, жаропрочные, нержавеющие, пружинные (см. § 8).
Есть и другие примеси, которые попадают в сталь, хотя присутствие их обычно нежелательно. Это — сера, фосфор, кислород, водород и различные неметаллические включения. При содержании их даже в очень небольших количествах свойства стали резко ухудшаются.
Сера образует с железом соединения, которые плавятся при температурах прокатки. Эти соединения рас
зо
полагаются по границам зерен стали и резко ослабляют ее прочность при высоких температурах. Это явление называется красноломкостью. Сталь с повышенным содержанием серы разрушается при ковке и прокатке.
В последнее время вредное влияние серы устраняют малыми добавками церия. Церий образует с серой мелкие тугоплавкие округлой формы соединения, таким образом, удается устранить красноломкость и повысить прочность и вязкость.
Фосфор придает стали в холодном состоянии хрупкость. Сталь с повышенным содержанием фосфора очень плохо поддается холодной обработке давлением. Содержание фосфора и серы в качественных сталях должно быть не более 0,045%, а в высококачественных— не более 0,035%. Повышенное содержание фосфора и серы имеют автоматные стали. Из автоматной стали изготовляют на станках-автоматах неответственные детали. Для безотказной работы станков-автоматов очень важно, чтобы стружка, снимаемая с металла, была хрупкой и легко удалялась от рабочей зоны. Это свойство автоматные стали как раз и приобретают при повышенном содержании фосфора.
Неметаллические включения в стали нарушают сплошность ее структуры, поэтому резко снижают прочность и часто являются причиной преждевременных поломок деталей. Задача сталеплавильщиков — выпускать сталь, имеющую как можно меньше неметаллических включений.
Неметаллические включения попадают в сталь в результате размывания жидким металлом огнеупорной футеровки печи, ковша и литниковой системы при разливке снизу (сифоном). Некоторые включения образуются в металле в результате соединения железа или легирующих элементов с кислородом (оксиды), азотом (нитриды) и серой (сульфиды).
Для предотвращения этих процессов при вакуумнодуговой плавке (ВДП), электрошлаковом переплаве (ЭШП) и электроннолучевой плавке применяют металлические изложницы (кристаллизаторы). Вакуум позволяет удалить из стали растворенные газы: кислород, водород и азот.
Кислород хорошо растворяется в стали при высоких температурах, а в твердой стали понижает ее вязкость и пластичность.
31
Азот повышает склонность стали к хладноломкости, а также вызывает деформационное старение. Старением называют процессы, происходящие самопроизвольно в стали и приводящие к понижению вязкости и пластичности. Деформационное старение — когда эти процессы ускоряются холодной деформацией стали. В результате затрудняется и даже становится невозможной многократная холодная деформация.
Для устранения вредного влияния азота в сталь вводят легирующие элементы (Al, Ti, Mo, V, Zr), связывающие азот в стабильные карбиды.
Наиболее опасные дефекты в стали образует водород. При комнатной температуре растворимость его в стали резко падает, и он выделяется внутри металла в газообразном состоянии. Давление его настолько велико, что в металле образуются тонкие трещинки округлой формы, размером от долей миллиметра до 100 мм (в поперечнике), называемые флокенами. Детали, изготовленные из такой стали, очень быстро выходят из строя и могут быть причиной серьезных аварий. Флокены опасны еще тем, что их очень трудно обнаружить, так как они появляются внутри металла крупных сечений.
На заводах, производящих флокеночувствительные стали, в настоящее время разработана надежная технология для предохранения стали от возникновения флокенов. Эта технология заключается в том, что стали подвергают высокотемпературному отпуску вскоре после прокатки или более сложной термической обработки, если сталь сильно легирована.
Как правило, примеси в сталях в результате кристаллизации распределяются неравномерно. Это явление называют ликвацией. Различают зональную ликвацию — неравномерное распределение примесей по объему слитка, и дендритную, или внутризеренную, ликвацию — неравномерное распределение примесей в объеме каждого отдельного зерна металла или сплава.
§ 8. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СВОЙСТВА СТАЛИ
Специальные элементы, которые добавляют в сталь при выплавке для получения определенных свойств стали, называются легирующими. Поскольку легирующие элементы влияют на различные свойства стали по-раз-32
ному, появляется возможность изменять свойства сталей в довольно широких пределах.
В обычной углеродистой стали содержатся, кроме углерода, небольшие количества других элементов. Они попадают в сталь с исходными материалами. Это примеси, среди которых есть вредные и нежелательные. О них говорилось в § 7. Но есть и не вредные примеси— это примеси легирующих элементов: марганца, кремния, хрома и др. Но сталь, имеющая такие примеси, еще не является легированной. Легированной сталь называется тогда, когда эти элементы вводят в нее специально, в определенных количествах, для получения заданных свойств.
Легирующие элементы делятся на две большие группы: образующие карбиды (Сг, Мп, W, V, Mo, Ti и др.) и не образующие карбиды ( Ni, Si, Со, Си, А1). Рассмотрим влияние на свойства стали отдельных легирующих элементов.
Марганец сильно повышает прокаливаемость стали. Понижает температуру критических точек Aci и Ас3. При содержании более 13% Мп сталь при комнатной температуре остается в аустенитном состоянии. Марганец повышает твердость феррита, это самый распространенный и дешевый легирующий элемент. Его отрицательные свойства: понижает ударную вязкость феррита, повышает склонность стали к отпускной хрупкости и способствует росту зерна при нагреве.
Хром повышает прокаливаемость стали, улучшает закаливаемость стали, увеличивает устойчивость переохлажденного аустенита, снижает склонность к росту зерна при нагреве. Повышает температуры Ае! и Ае3 до такой степени, что при содержании 19% и более область аустенита GSEA исчезает полностью. При малых содержаниях (до 1,0%) повышает ударную вязкость феррита. Хром способствует улучшению антикоррозионных свойств. Стали с содержанием 13% и более хрома могут быть нержавеющими, а при содержании 25—30% —окалиностойкими. В сочетании с никелем, кобальтОхМ и другими элементами хром придает стали жаропрочность. Отрицательное свойство — повышение склонности стали к отпускной хрупкости.
Никель повышает прокаливаемость и улучшает закаливаемость стали. Снижает склонность к росту зерна стали при нагреве. Снижает температуры критических
3—1082
33
точек Aci и Ас3, которые при высоком содержании никеля (свыше 8%) находятся ниже комнатной температуры, т. е. сталь становится аустенитной. Повышает прочность и пластичность и, что особенно ценно, ударную вязкость. Никель понижает твердость стали в закаленном состоянии, поэтому в инструментальные стали его не вводят.
Кремний повышает прокаливаемость, температуру критических точек Ас\ и Ас3 и упругость закаленной стали. В сочетании с хромом и никелем придает стали жаропрочность, окалиностойкость и антикоррозионные свойства. Отрицательные свойства кремния заключаются в снижении пластичности и повышении твердости стали в отожженном состоянии, а также в повышении склонности стали к обезуглероживанию при нагреве. Отрицательным свойством кремния является также повышение склонности стали к росту зерна при нагреве. Только в трансформаторной стали это свойство является положительным.
Вольфрам повышает прокаливаемость, затрудняет рост зерна при нагреве, повышает температуру критических точек, снижает склонность стали к отпускной хрупкости. Сильно повышает красностойкость стали.
Ванадий повышает прокаливаемость, затрудняет рост зерна при нагреве, повышает температуры критических точек Л1 и А3, увеличивает красностойкость и износостойкость, сильно ухудшает шлифуемость стали.
Кобальт снижает прокаливаемость и пластичность. Повышает температуры критических точек А{ и Л3, повышает красностойкость и жаропрочность.
Молибден сильно увеличивает прокаливаемость, повышает красностойкость и затрудняет рост зерна при нагреве, снижает склонность стали к отпускной хрупкости, повышает температуру критической точки А[ и понижает Л3, увеличивает склонность стали к обезуглероживанию.
Алюминий понижает прокаливаемость стали, в малых дозах препятствует росту зерна при нагреве, связывает азот в тугоплавкие нитриды, чем препятствует старению стали. Вводится в азотируемые стали, в которых при азотировании образует нитриды, повышающие твердость и износостойкость поверхности изделий.
Титан чрезвычайно сильно измельчает зерно стали и этим понижает склонность ее к перегреву. Достаточно
34
0,1% титана, чтобы углеродистая конструкционная сталь не перегревалась при нагреве до 950—1000° С. Титан — самый сильный карбидообразующий элемент в стали. Очень прочный и устойчивый карбид титана содержит в три раза больше углерода, чем цементит. Этот карбид титана при обычном нагреве стали под закалку не растворяется в аустените и тем самым уменьшает количество углерода, участвующего в закалке стали. Это свойство титана используют для легирования таких сталей, в которых присутствие углерода нежелательно (а полностью освободиться от углерода в стали невозможно).
Медь применяется для легирования редко, в основном вместе с хромом, никелем и марганцем для увеличения прокаливаемости.
§ 9. КОНТРОЛЬ СТРУКТУРЫ СТАЛИ И ВКЛЮЧЕНИЙ
Контроль структуры и включений, содержащихся в стали, позволяет глубже оценить качество металла и пригодность его для службы или последующей обработки.
Макроструктура — это структура металла, видимая без увеличения или при небольшом увеличении (под лупой). Для контроля макроструктуры от прутка или штанги металла отрезают (обычно поперечный) образец. Место разреза шлифуют и протравливают в растворе кислоты. Кислота, проникая в дефекты, нарушающие сплошность металла (в трещины, поры, раковины), и растворяя металл, делает их хорошо заметными.
Границы зерен также сильнее растворяются кислотой, и становится заметной зернистая структура металла, размеры и форма зерен, неоднородность зерна.
Макроструктуру контролируют также по излому стали. Излом бывает хрупкий, получаемый при разрушении стали без заметной пластической деформации, и вязкий. Вязкий излом происходит после значительной пластической деформации и поэтому не позволяет оценить величину зерна. Хрупкий излом получают в сталях с невысокой вязкостью в результате ударного разрушения надрубленного образца. В хрупком изломе хорошо видны размеры зерен, их однородность, трещины, усадочная раковина (усадка), глубокий обезуглероженный слой (в виде светлой каймы) и другие дефекты.
Микроструктура — структура стали, наблюдаемая
з*
35
под микроскопом. Для изучения микроструктуры при помощи оптического микроскопа иа поверхности образца готовят микрошлиф. Для этого сначала снимают слой металла (1 —1,5 мм) наждачным камнем, затем шлифуют образец абразивной (наждачной) бумагой различной зернистости, переходя от крупной к самой мелкозернистой. После чего образец полируют на суконном или фетровом круге, травят в растворе кислоты (обычно в спиртовом растворе азотной кислоты).
Рис. 12. Структура с обезуглероженным слоем (светлая полоса; увеличение в 100 раз)
На таких шлифах контролируют размер зерна, форму и размеры структурных составляющих, обезуглероженный слой. Наблюдение микроструктуры под микроскопом основано на различной травимости разных структурных составляющих и границ зерен. Более глубоко протравленные места отражают меньше света и выглядят под микроскопом темнее.
Обезуглероженный слой с полной потерей углерода имеет структуру феррита и под микроскопом представляет собой белую кайму. Частичное обезуглероживание выглядит более светлым, чем основная структура (рис. 12).
Обезуглероженный слой просматривается при увеличении в 100 раз. В окуляре микроскопа имеется шкала, по которой можно определить глубину обезуглероженного слоя в миллиметрах. Полученный результат сравнивают с требованиями стандарта. Для контроля структуры обычно применяют увеличение в 500 раз.
36
Видимую под микроскопом структуру стали сравнивают с фотографиями структуры, приводимыми в государственных стандартах, и дают соответствующую оценку. Таким же образом проверяют карбидную сетку, только образцы для контроля предварительно подвергают закалке.
Оптические микроскопы дают увеличение до 2000 раз. Во много раз сильнее увеличивают электронные микроскопы—до 200 000 раз. Но электронные микроскопы для текущего контроля не применяют. Их используют лишь для исследования. Подготовка шлифа для исследования на электронном микроскопе значительно сложнее. При этом исследование проводится не на самом шлифе, а на репликах — тонких пленках, копирующих рельеф шлифа. Реплики исследуют на просвет, в лучах, проходящих через них, а не в отраженных, как в оптических микроскопах.
Неметаллические включения встречаются в стали в значительных количествах и представляют собой продукты окисления железа, алюминия, и кремния, соединения с серой, а также продукты размывания футеровки печи и разливочных каналов.
Для сталей ответственного назначения допустимое количество неметаллических включений ограничивается ГОСТами. Все виды включений делятся на следующие группы: оксиды (различные окислы), сульфиды (соединения с серой), нитриды (соединения с азотом) и глобу-ли (крупные включения округлой формы сложного состава). Количественная оценка включений выражается в баллах путем сравнения наблюдаемых в микроскоп включений с эталонами специальных шкал, по которым каждому баллу соответствует определенный размер и количество включений в поле зрения. Чем больше балл, тем больше включений.
Шлиф для оценки неметаллических включений получают на закаленном образце шлифовкой и полировкой (травление исключается). Всю плоскость шлифа определенной площади последовательно просматривают при увеличении в 100 раз. Оценку дают по максимальному баллу.
Неразрушающие методы контроля качества металла имеют большие преимущества перед обычными: не требуется вырезать образцы (отсюда название метода) и расходовать металл на эти цели; можно контролиро
37
вать весь металл, а не только ту часть, из которой взята проба; можно обнаружить дефекты, которые другими методами не выявляются (отдельные внутренние пустоты, трещины, крупные неметаллические включения).
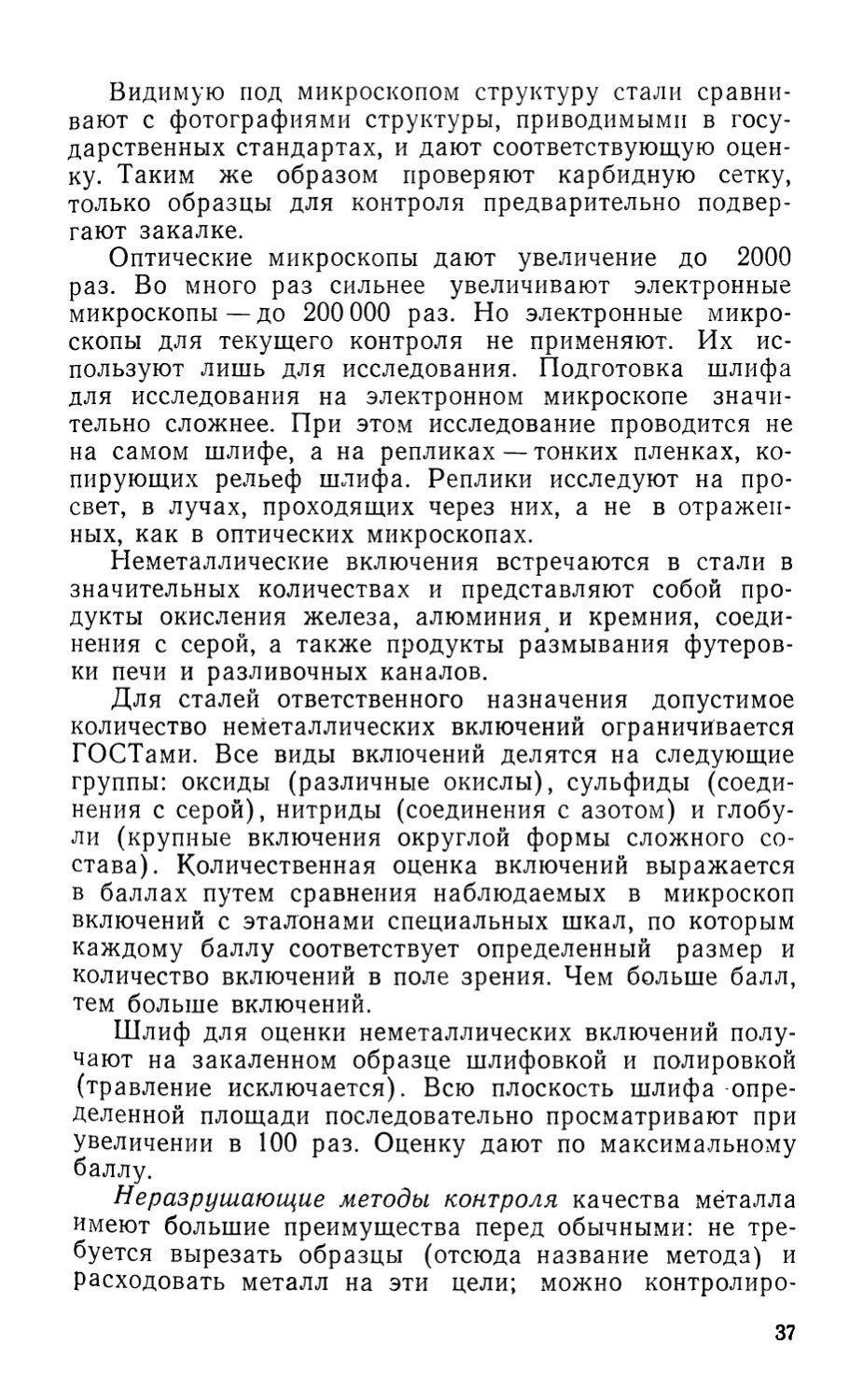
Приборы, предназначенные для выявления отдельных внутренних дефектов, основаны на просвечивании толщи металла каким-либо проникающим излучением. На рентгеновских установках просвечивают сталь толщиной до 300 мм, а гамма-лучами — сталь толщиной до 500 мм.
Рис. 13. Ультразвуковой дефектоскоп:
1 — донный сигнал; 2 — сигнал дефекта; 3 — начальный сигнал
Принцип выявления дефектов при просвечивании заключается в том, что источник излучения устанавливают с одной стороны изделия, а устройство для регистрации интенсивности лучей, прошедших через металл, — с другой стороны изделия. В объемах металла с дефектами поток лучей ослабляется меньше, чем в сплошном металле, это изменение фиксируется на экране индикатора.
Ультразвуковой метод контроля основан на передаче в изделие упругих ультразвуковых колебаний и приеме отраженных волн (эхо-сигналов). В металл посылаются короткие импульсы ультразвука, которые сначала отражаются от ближайшей поверхности (начальный сигнал), а через определенный (очень малый) промежуток времени отражаются от противоположной поверхности изделия. Этот отраженный ультразвук называется донным сигналом.
Если же в глубине металла есть дефект, то ультразвук отражается от него, и отраженный сигнал возвращается на приемное устройство раньше, чем донный сигнал. На экране индикатора (рис. 13) этот сигнал появляется между начальным и донным и в определенном масштабе указывает на глубину залегания дефекта.
38
Качество термической обработки контролируют магнитными методами, основанными на зависимости магнитных свойств стали от характера структуры. Прибор оснащен генератором магнитного поля, в которое помещают контролируемый металл. Изменения магнитного поля, происходящие в результате воздействия на него испытуемого металла, фиксируются прибором и сравниваются с тем изменением, которое получается при помещении в магнитное поле эталонного образца (с требуемой структурой). Если изменения одинаковы, то структура металла считается годной.
Магнитные методы пригодны для контроля структуры движущегося металла (в потоке), что позволяет получать высокую производительность и подвергать 100%-ному контролю большие партии ответственного металла.
Для контроля обезуглероженного слоя в сталп-сере-брянке применяют метод т. э.д. с. (термо-электродвижущей силы). Этот метод основан на следующем физическом явлении. В месте контакта двух разнородных металлов возникает электродвижущая сила. С повышением температуры ее величина растет. Наиболее сильно на величину т. э. д. с. стали влияет содержание углерода в ней. Сущность работы прибора заключается в измерении т. э. д. с., возникающей в месте контакта медного электрода, нагретого до 60° С, с поверхностью стали. Эта величина сравнивается с эталонной, полученной при контакте с металлом, не имеющим обезуглероженного слоя. Разница в величинах т. э. д. с. свидетельствует о наличии обезуглероженного слоя. Этим методом нельзя измерить степень обезуглероживания и глубину слоя.
Контрольные вопросы
1. Как располагаются атомы в кристаллической решетке железа? 2. Какие свойства стали зависят от термообработки?
3. Каковы основные механические свойства стали и способы их определения?
4. Охарактеризуйте структурные составляющие стали.
5. Назовите вредные примеси в стали и объясните их действие. 6. Какое влияние оказывают никель и хром на свойства стали? 7. Как контролируют структуру стали?
ГЛАВА III
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
§ 10. СУЩНОСТЬ И НАЗНАЧЕНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называют тепловое воздействие (нагрев, выдержку и охлаждение) для получения требуемой структуры и свойств стали без изменения ее химического состава.
Цели термической обработки разнообразны и могут быть диаметрально противоположны. Термообработку
можно проводить для понижения твердости стали (отжиг) и, наоборот, для повышения твердости (закалка). Целью термообработки может быть измельчение зерна и, наоборот, увеличение зерна (в трансформаторной стали).
Термической обработкой можно придать стали специальные свойства (в специаль-
Рис. 14. График термообработки:
/ — нагрев; 11 — выдержка; 777—охлаждение
пых сталях), например магнитные или коррозионную стойкость.
Основные факторы, влияющие на результаты термической обработки,—это скорость нагрева, температура и время выдержки и скорость охлаждения. Поэтому процесс термообработки удобно изображать в виде графика в координатах температура — время (рис. 14).
Изменение свойств при термической обработке основано на превращениях, происходящих при переходе через критические точки и связанных с изменением структуры стали. Таких превращений в стали четыре: 1) превращение перлита в аустенит при нагреве; 2) превращение аустенита в феррито-цементитную смесь при охлаждении; 3) мартенситное, происходящее при закалке; 4) превращение при отпуске закаленной стали.
40
§11. ИЗМЕНЕНИЕ СТРУКТУРЫ
И СВОЙСТВ СТАЛИ ПРИ НАГРЕВЕ И ОХЛАЖДЕНИИ
Превращение перлита в аустенит
Эвтектоидная сталь, согласно диаграмме состояний железоуглеродистых сплавов (см. рис. 10), состоит из перлита, который может иметь структуру пластинча
Рис. 15. Микроструктура эвтектоидной стали (пластинчатый перлит; увеличение в 600 раз)
Рис. 16. Микроструктура зернистого перлита (увеличение в 600 раз)
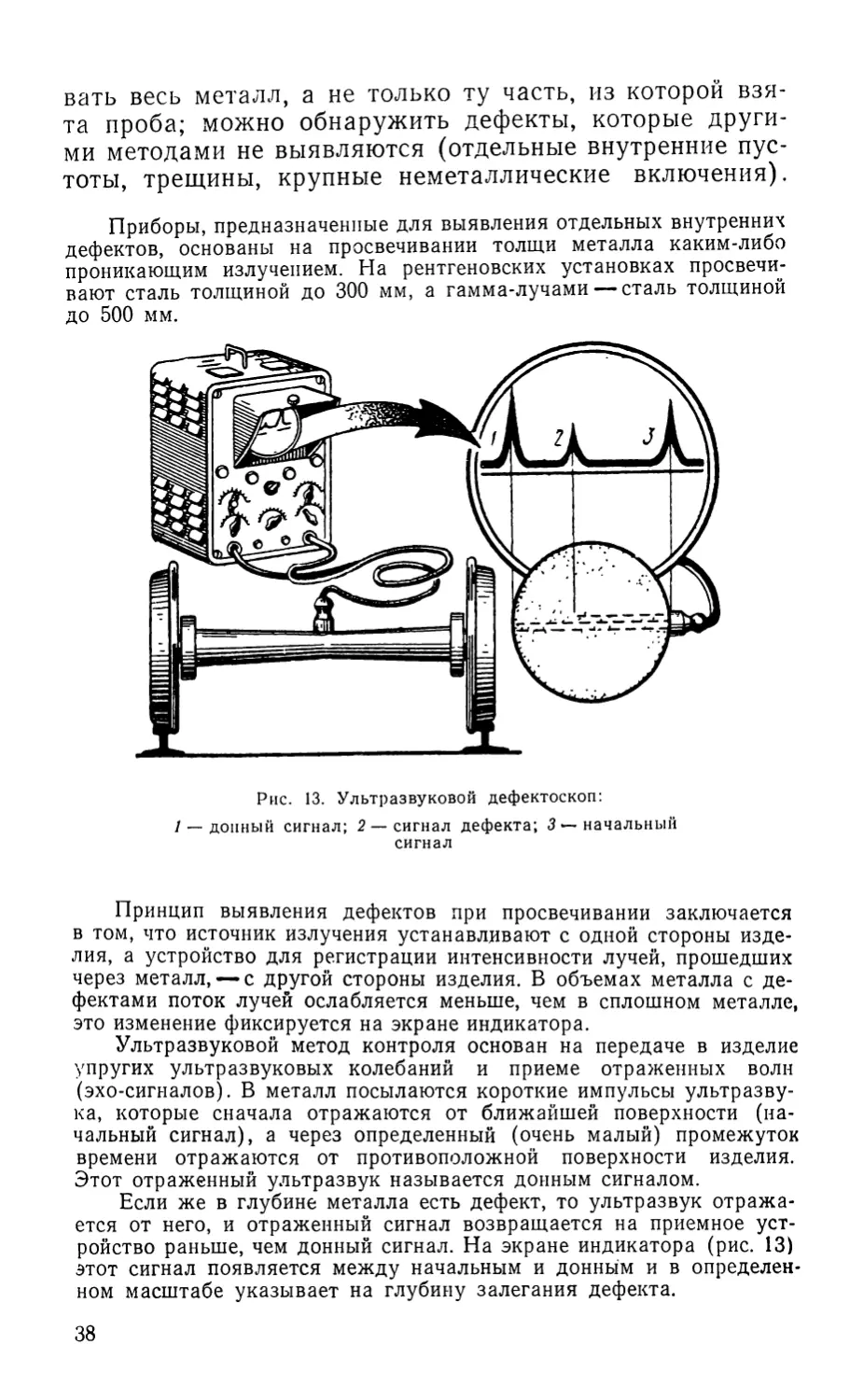
тую до отжига (рис. 15) или зернистую после сфероидизирующего отжига (рис. 16). При нагреве пластинчатого перлита несколько выше 727° С (линия PSK) происходит постепенное превращение перлита в аустенит. Превращение начинается с образования мелких зерен аустенита, в которых растворяются пластинки цементита (рис. 17,а). Наряду с ростом этих зерен зарождаются и растут новые зерна (рис. 17,6, в) до тех пор, пока весь цементит не растворится в аустените. В результате превращения, как видно из рис. 17, г, на месте одного зерна перлита образуется несколько зерен аустенита. Таким образом, аустенитное превращение сопровождается измельчением зерна стали.
В сталях доэвтектоидных и заэвтектоидных процесс превращения перлита в аустенит происходит аналогично. Но в доэвтектоидной стали (рис. 18) после превращения перлитных зерен в аустенит остаются зерна из-
41
быточного феррита. Эти зерна превращаются в аустенит постепенно по мере повышения температуры от до Д3. При температуре, соответствующей критической точке Д3, превращение избыточного феррита в аустенит заканчивается, и сталь состоит из одних аустенитных зерен.
Рис. 17. Схема образования аустенитных зерен в зерне перлита
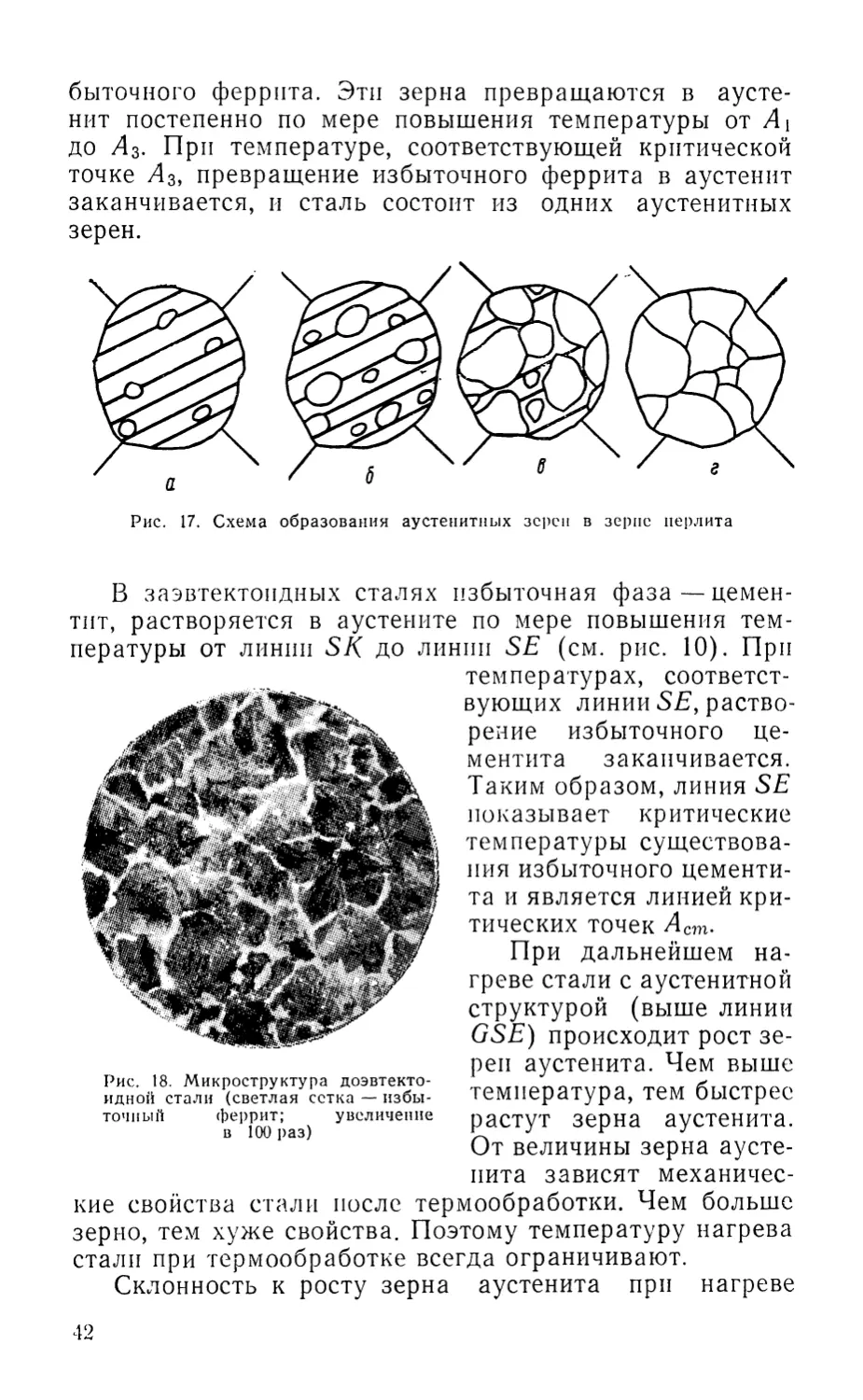
В заэвтектоидных сталях избыточная фаза—цементит, растворяется в аустените по мере повышения температуры от линии SK до линии SE (см. рис. 10). При
температурах, соответствующих линии SE, растворение избыточного цементита заканчивается. Таким образом, линия SE показывает критические температуры существования избыточного цементита и является линией критических точек Аст.
При дальнейшем нагреве стали с аустенитной структурой (выше линии GSE) происходит рост зерен аустенита. Чем выше температура, тем быстрее растут зерна аустенита. От величины зерна аустенита зависят механичес-
Рис. 18. Микроструктура доэвтекто-идной стали (светлая сетка — избыточный феррит; увеличение в 100 раз)
кие свойства стали после термообработки. Чем больше зерно, тем хуже свойства. Поэтому температуру нагрева стали при термообработке всегда ограничивают.
Склонность к росту зерна аустенита при нагреве
42
уменьшают легированием стали сильными карбидообразующими элементами (см. § 8): титаном, вольфрамом, ванадием. Мелкие карбиды этих элементов располагаются по границам и препятствуют росту зерна.
Превращения аустенита при охлаждении
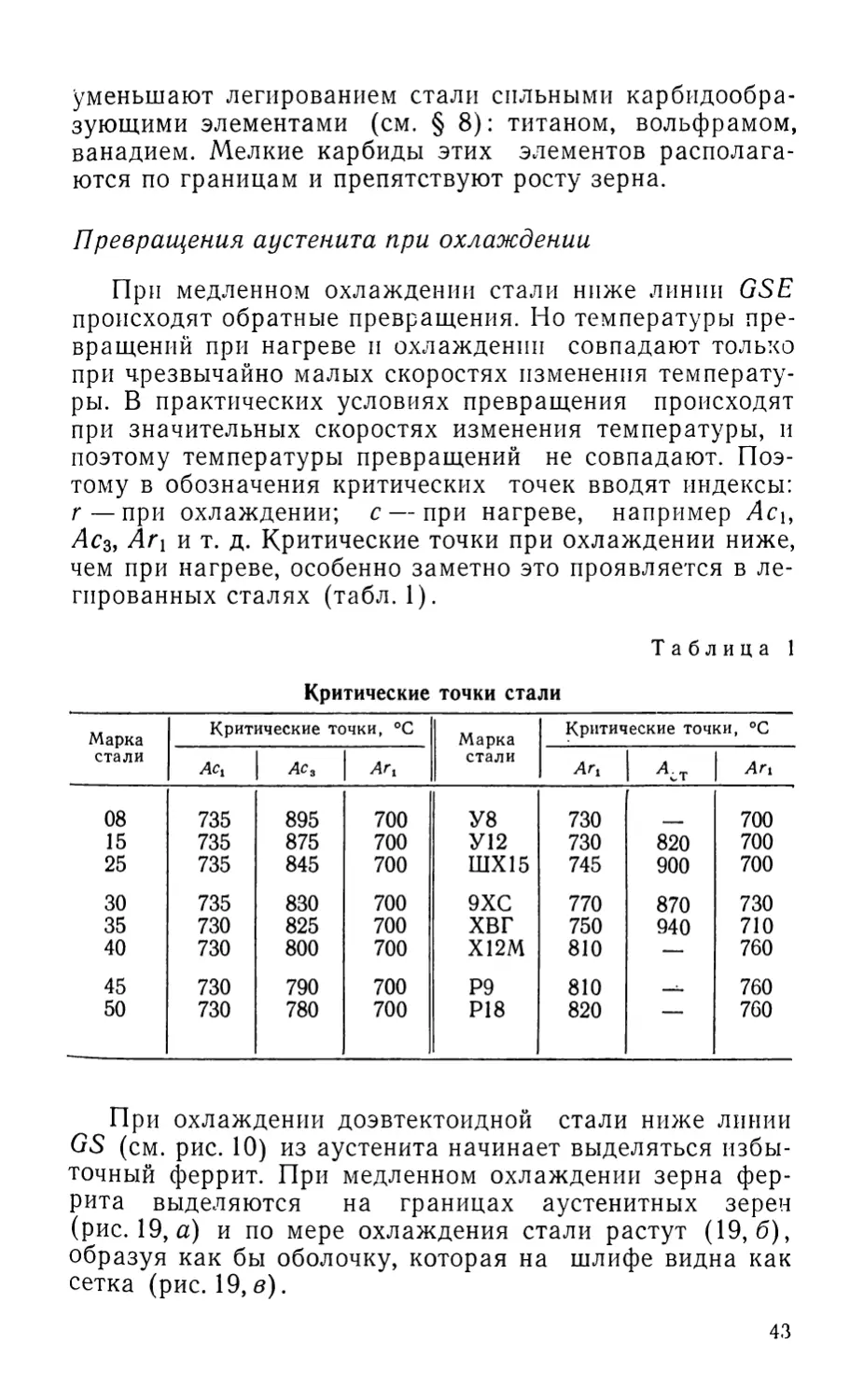
При медленном охлаждении стали ниже линии GSE происходят обратные превращения. Но температуры превращений при нагреве и охлаждении совпадают только при чрезвычайно малых скоростях изменения температуры. В практических условиях превращения происходят при значительных скоростях изменения температуры, и поэтому температуры превращений не совпадают. Поэтому в обозначения критических точек вводят индексы: г — при охлаждении; с — при нагреве, например Ас\, Ас?» Ац и т. д. Критические точки при охлаждении ниже, чем при нагреве, особенно заметно это проявляется в легированных сталях (табл.1).
Таблица 1
Критические точки стали
Марка стали Критические точки, °C Марка стали Критические точки, °C
Act | Ас3 | Аг. ЛП лст | Дп
08 735 895 700 У8 730 700
15 735 875 700 У12 730 820 700
25 735 845 700 ШХ15 745 900 700
30 735 830 700 9ХС 770 870 730
35 730 825 700 ХВГ 750 940 710
40 730 800 700 Х12М 810 — 760
45 730 790 700 Р9 810 ~ 760
50 730 780 700 Р18 820 — 760
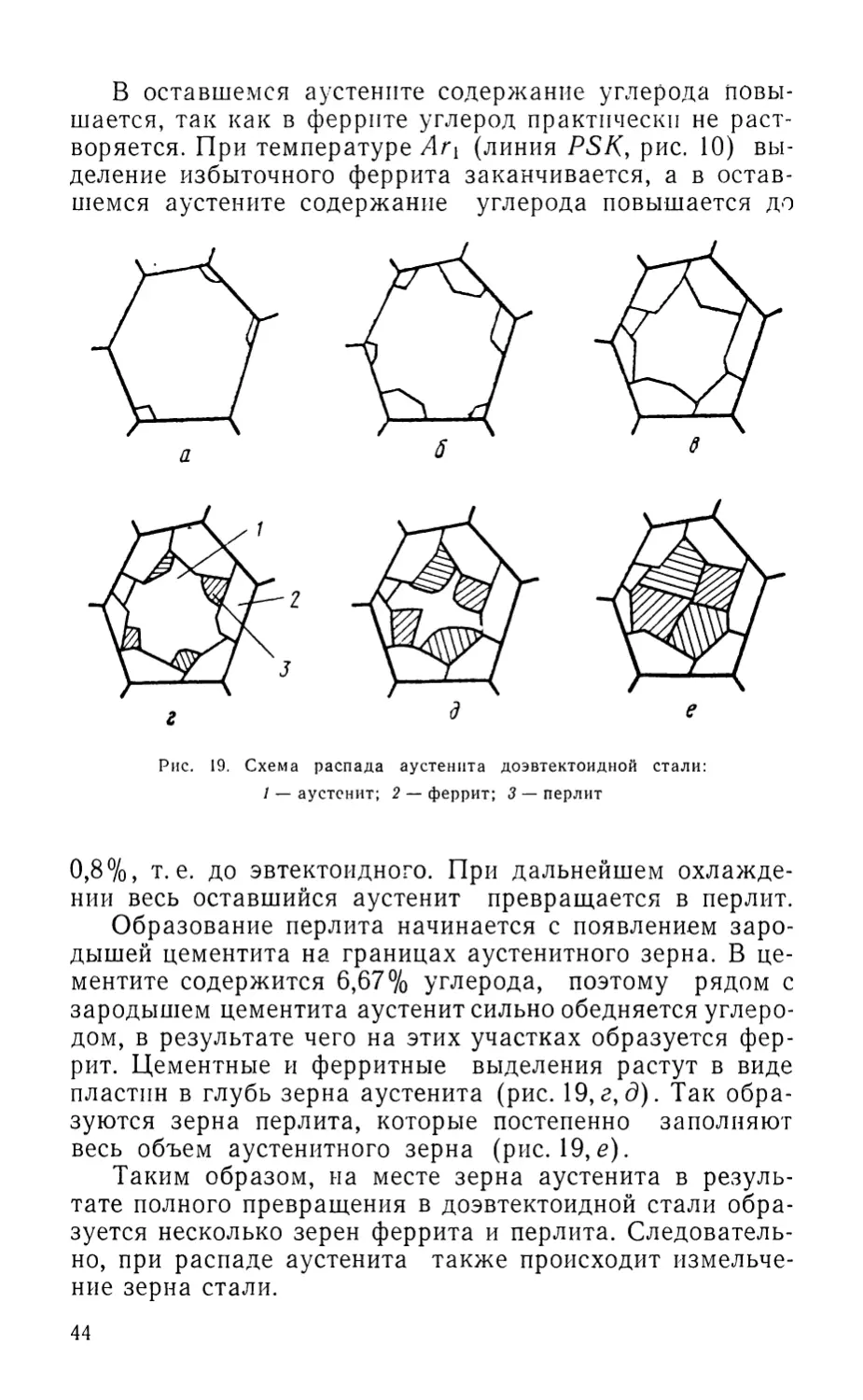
При охлаждении доэвтектоидной стали ниже линии GS (см. рис. 10) из аустенита начинает выделяться избыточный феррит. При медленном охлаждении зерна феррита выделяются на границах аустенитных зерен (рис. 19, а) и по мере охлаждения стали растут (19,6), образуя как бы оболочку, которая на шлифе видна как сетка (рис. 19, в).
43
В оставшемся аустените содержание углерода повышается, так как в феррите углерод практически не растворяется. При температуре Аг{ (линия PSK, рис. 10) выделение избыточного феррита заканчивается, а в оставшемся аустените содержание углерода повышается до
Рис. 19. Схема распада аустенита доэвтектоидной стали:
1 — аустенит; 2 — феррит; 3 — перлит
0,8%, т. е. до эвтектоидного. При дальнейшем охлаждении весь оставшийся аустенит превращается в перлит.
Образование перлита начинается с появлением зародышей цементита на границах аустенитного зерна. В цементите содержится 6,67% углерода, поэтому рядом с зародышем цементита аустенит сильно обедняется углеродом, в результате чего на этих участках образуется феррит. Цементные и ферритные выделения растут в виде пластин в глубь зерна аустенита (рис. 19, г, д). Так образуются зерна перлита, которые постепенно заполняют весь объем аустенитного зерна (рис. 19, е).
Таким образом, на месте зерна аустенита в результате полного превращения в доэвтектоидной стали образуется несколько зерен феррита и перлита. Следовательно, при распаде аустенита также происходит измельчение зерна стали.
44
В заэвтектоидной стали при охлаждении ниже линии SE (см. рис. 10) происходит выделение избыточного цементита, который при медленном охлаждении образует сетку (рис. 20). При этом оставшийся аустенит обедняется углеродом так, что при переходе линии S/( его содержание соответствует эвтектоидному. Далее этот аус-тенит превращается в перлит по описанной выше схеме. Сталь с цементитной сеткой имеет низкие механические свойства.
Рис. 20. Микроструктура заэвтектоидной стали с карбидной сеткой (светлая окантовка зерен, увеличение в 500 раз)
Рис. 21. Микроструктура закаленной стали (темные иглы — мартенсит; светлые промежутки — остаточный аустенит; увеличение в 600 раз)
В эвтектоидной стали избыточных фаз нет, поэтому в ней не может быть ни ферритной, ни цементитной сетки. При охлаждении ниже точки 3(Д1) происходит превращение аустенита в перлит.
Все описанное выше справедливо для медленного охлаждения стали. С повышением скорости охлаждения избыточный феррит (в доэвтектоидной стали) или избыточный цементит (в заэвтектоидной) не успевают выйти на границы зерен и выделяются во всем объеме зерна аустенита. При этом количество зарождающихся зерен избыточных фаз больше, а их окончательные размеры меньше. Сталь с таким распределением избыточных фаз имеет лучшие механические свойства. Поэтому ускоренное охлаждение из аустенитного состояния используют как способ предотвращения выделения карбидной или ферритной сетки.
45
При ускоренном охлаждении аустенита эвтектоидного состава образуются более тонкие пластинки в перлите, увеличивается количество перлитных зерен и уменьшается их размер. При этом повышаются прочность и твердость стали.'
Если быстро охладить аустенит до 650° С, т. е. переохладить, и дать при этой температуре выдержку, то произойдет распад аустенита с образованием более мелкой, чем перлит, феррито-цементитной смеси, получившей название сорбит. При переохлаждении стали до 550° С образуется еще более мелкая смесь — тр о остит.
Если переохладить аустенит до температуры ниже 550°С (но выше 300°С), то произойдет так называемое промежуточное превращение аустенита. Образовавшаяся структура имеет игольчатый вид и называется бейнитом. Бейнит имеет высокие прочность и твердость.
При резком охлаждении стали до температуры ниже 300° С происходит мартенситное превращение. При этом углерод, растворенный в аустените, не успевает выделиться в виде цементита, а остается внутри решетки у-железа, которая перестраивается в решетку а-железа. В результате решетка a-железа искажается и твердость стали резко повышается. В этом суть закалки стали.
Мартенсит имеет игольчатое строение (рис. 21). Превращение аустенита в мартенсит происходит в определенном интервале температур. Температуру начала мартенситного превращения обозначают АТН, конца AfK. Однако конец мартенситного превращения для сталей, содержащих больше 0,6% углерода, еще не означает, что весь аустенит превратился в мартенсит. В этих сталях часть аустенита не превращается в мартенсит, его называют остаточным. Температуры Мн и Мк зависят от содержания углерода в стали. Для стали У8 температура Мн= = 240° С, аМк=-80°С.
Мартенсит — структура неустойчивая, поэтому при нагреве мартенсита углерод выделяется из решетки a-железа и образует зерна цементита. В результате этого получается структура троостита или сорбита отпуска, в которой цементит имеет форму зерен, а не пластин. При такой структуре лучше сочетаются прочность и пластичность.
46
§ 12. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Все виды термической обработки можно разделить на две большие группы: предварительную и окончательную. Предварительную термическую обработку выполняют для обеспечения возможности дальнейшей обработки стали, окончательную термическую обработку — для при
дания готовому изделию необходимых свойств.
Отжигальщик обычно имеет дело с предварительной термической обработкой — отжигом. Отжигом называют термическую обработку, заключающуюся в нагреве стали до определенной температуры, выдержке при этой температуре и последующем медленном (как правило) охлаждении. Отжиг имеет ряд разновидностей, обусловленных целями и способами осуществления. Общим для всех видов отжига является то, что после отжига металл всегда
Рис. 22. Температуры нагрева стали под закалку (заштрихованная область)
мягче, менее напряжен, а структура подготовлена для выполнения последующих операций: холодная или горячая обработка давлением, резанием, а также окончательная термическая обработка.
Закалка — нагрев стали до температуры выше верхней критической Л3 (рис. 22), небольшая-выдержка и быстрое охлаждение. Охлаждение можно осуществлять в воде, солевом растворе, масле, расплаве легкоплавких металлов и т. д. Существуют два типа закалки — со структурными превращениями и без них.
Закалка со структурными превращениями обычно преследует цель — сделать сталь более твердой и прочной, она может быть объемной и поверхностной. При объемной закалке нагревают и закаливают весь объем изделия, при поверхностной — только верхний слой. По способу охлаждения закалка может быть непрерывной, пре-
47
рывпстой (при определенной температуре охлаждение прекращают), ступенчатой и изотермической.
Закалка без структурных превращений может быть только объемной и непрерывной.
Отпуск — это нагрев стали до температуры ниже критической А[, выдержка и охлаждение с любой скоростью. Отпуску подвергают закаленные стали. В результате отпуска сталь становится более мягкой, вязкой, напряжения частично или полностью снимаются. По уровню температур отпуск делится на низкий (150—200° С), средний (250—450°С) и высокий (500—700°С).
§ 13. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Химико-термической обработкой называют сочетание теплового и химического воздействий с целью изменения химического состава, структуры и свойств поверхностного слоя стали. Особенность химико-термической обработки заключается в том, что поверхностный слой стали насыщают одним или несколькими элементами, которые находятся в избытке в той среде, в которой нагревают сталь. Среда может быть жидкой (ванна расплава), твердой (контейнер с порошками, зернами) или газообразной.
Из всех видов химико-термической обработки отжигальщик иногда имеет дело с науглероживанием.
Науглероживание — насыщение углеродом поверхностных слоев стали, в которых содержание его меньше, чем в сердцевине (т. е. произошло обезуглероживание). Таким образом, науглероживание — это восстановление углерода в поверхностных слоях стали. Иногда этот процесс называют реставрационным науглероживанием. Процесс— очень сложный, часто не поддается регулированию. Сложность заключается в необходимости получения требуемого углеродного потенциала атмосферы (см. гл. IV). Науглероживание проводится в печах со специальной контролируемой атмосферой; нагрев до аустенитного состояния и длительная выдержка. Охлаждение аналогично охлаждению при отжиге.
Другие виды химико-термической обработки применяют только на металлообрабатывающих заводах.
Цементация — то же насыщение поверхности углеродом, но не для восстановления его, а для повышения содержания углерода в поверхностном слое низкоуглеродистой стали до 0,8—1,2%. При закалке цементованной
48
стали твердым и прочным получается только поверхностный слой, сердцевина же остается вязкой. Деталь из такой стали хорошо сопротивляется износу и выдерживает ударные нагрузки. Цементацию можно проводить в твердых, жидких и газообразных средах, содержащих углерод. Температура цементации составляет 900—950° С. Обычная глубина цементации достигает 0,8—1,5 мм.
Азотирование — насыщение поверхности стали азотом служит для упрочнения поверхности детали при вязкой сердцевине. В отличие от цементации азотирование проводят при низких температурах (500—600°С), последующей закалки при этом не требуется. Процесс азотирования длится 40—60 ч. Азотированию подвергают легированные стали (при азотировании углеродистых сталей твердость получается невысокой). Глубина азотирования составляет 0,4—0,5 мм.
Цианирование — одновременное насыщение поверхности стали азотом и углеродом. В зависимости от марки стали и назначения детали цианирование ведут при температурах от 500 до 950° С. При низких температурах происходит насыщение преимущественно азотом, при высоких—углеродом. Инструменты цианируют при низких температурах, конструкционные стали — при более высоких. После высокотемпературного цианирования необходима закалка.
Контрольные вопросы
I. Какие превращения происходят в стали при пагреве и охлаждении?
2. Как достигается измельчение зерна стали?
3. Как предотвратить появление карбидной сетки в стали?
4. Назовите и охарактеризуйте критические точки доэвтектоидной стали.
5. Что называется химико-термической обработкой?
6. Что происходит при закалке стали?
7. Какая структура получается после высокого отпуска закаленной стали?
ГЛАВА IV
ЗАЩИТА СТАЛИ ОТ ОКИСЛЕНИЯ
И ОБЕЗУГЛЕРОЖИВАНИЯ
При нагреве до 700° С и выше в атмосфере, содержащей кислород, углекислый газ и пары воды, происходит окисление металла. При термообработке мелких профи-4—1082 49
лей проката в окалину теряется до 2—3% металла отего массы. Если учесть, что в масштабах страны термообработке подвергают миллионы тонн проката, то безвозвратные потери готового металла исчисляются десятками тысяч тонн. Кроме того, при окислении ухудшается поверхность металла и изменяются его размеры. На удаление окалины затрачивается много труда и средств.
Но при нагреве происходит окисление не только самого металла, но и углерода, растворенного в нем. В результате поверхностные слои металла оказываются обедненными углеродом или не имеют его совсем. Это явление называется обезуглероживанием.
Металл, обедненный углеродом, не пригоден для изготовления ответственных деталей, инструмента и подшипников. При закалке обезуглероженный слой остается мягким. Режущие грани инструмента быстро затупляются. На подшипниках появляются вмятины, подшипники начинают стучать и разрушаться. Трущиеся детали машин быстро снашиваются или задираются, что ведет к поломке механизма. На пружинах появляются трещины усталости, так как обезуглероженный слой имеет пониженные прочность и упругость. Таким образом, обезуглероженный слой в готовых изделиях может быть причиной крупных поломок и аварий. Отсюда ясна важность борьбы с обезуглероживанием стали.
§ 14. СПОСОБЫ ЗАЩИТЫ МЕТАЛЛА
Поскольку все окисляющие газы являются в то же время и обезуглероживающими (только влажный водород способен обезуглероживать, не окисляя), то й способы борьбы с обезуглероживанием в основном одни и те же. Об исключениях будет сказано особо. Обезуглероживание и окисление стали начинается с момента затвердевания ее после разливки и затем продолжается при каждом нагреве металла для дальнейшего передела. Слитки под прокатку и ковку нагревают до 1150— 1220° С, и при этой температуре металл выдерживают несколько часов. Толщина окисленного и глубина обезуглероженного слоев достигают при этом нескольких миллиметров (до 5 мм).
В нагревательном оборудовании нового типа — электрических нагревательных колодцах — легко герметизировать рабочее пространство, заполняя его защитной ат
50
мосферой. Нагревательными элементами служат корундовые желоба с нефтяным коксиком, по которым идет ток, или спирали из дисилицида молибдена. Угар металла в таких колодцах в несколько раз ниже, чем в обычных, отапливаемых газом или мазутом. Нагрев в электроколодцах называется малоокислительным.
Применяют и другие способы малоокислительного нагрева. Основная идея их заключается в том, чтобы в зонах нагрева металла от 800° С и выше сжигать газ с недостатком воздуха (расходуется 50—70% оттого количества воздуха, которое необходимо для полного сжигания газа). Продукты неполного сгорания газа менее активно окисляют и обезуглероживают металл и служат как бы защитной атмосферой. После удаления от металла продукты неполного сгорания дожигаются, а выделившееся при этом тепло расходуется или на нагрев излучающих на металл стенок и сводов, или на подогрев металла до 800° С, или на подогрев воздуха, поступающего для горения, или газа. Продукты неполного сгорания газа взрывоопасны, поэтому при работе на печах малоокислительного нагрева необходимо тщательно соблюдать технологию и правила техники безопасности.
Применение защитных покрытий, образующих тонкую, плотно прилегающую к металлу пленку, не получило широкого распространения по ряду причин. Нанесение растворов на поверхность металла—обмазка— сложная и трудоемкая операция, неподдающаяся пока механизации. Даже небольшие дефекты в обмазке приводят к получению местных участков обезуглероженного слоя, обнаружить которые очень трудно, а оставлять в готовой продукции нельзя. И наконец, некоторые покрытия трудно удалить, когда необходимость в них отпадает.
В качестве защитных покрытий применяют силикатные эмали, смеси на основе жидкого стекла, толуола. Иногда применяют металлические покрытия, например алюминием или сплавами на его основе.
Наиболее действенным и широко применяемым способом уменьшения окисления и обезуглероживания является скоростной нагрев. Как известно, окисление и обезуглероживание при неизменной температуре тем больше, чем дольше металл находится при этой температуре. Поэтому чем короче время высокотемпературного нагрева, тем меньше окисление и обезуглероживание.
Скоростные методы нагрева достигаются в секцион-
4*
51
них печах и в печах с шагающими балками, т. е. в таких печах, в которых металл нагревается сразу со всех сторон. Очень удобны в этом отношении скоростной индукционный и электроконтактный нагрев. Нагрев металла в ваннах расплава (соляных, щелочных, шлаковых и стеклянных) при определенных условиях (своевременное раскисление и очистка ванн) позволяет существенно уменьшить потери металла и углерода, но требуется сложное оборудование, поэтому широкого применения при массовых производствах этот вид нагрева не получил.
§ 15. КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ
Контролируемыми атмосферами называют ряд атмосфер, имеющих различные свойства и назначения. К ним относятся защитные атмосферы, защищающие металл от окисления или обезуглероживания или от того и другого вместе. К контролируемым атмосферам относятся насыщающие атмосферы (науглероживающие, азотирующие и др.) и очищающие (обезуглероживающие, дегазирующие) .
Для защиты металла от окисления и обезуглероживания можно использовать инертные газы: аргон и гелий или азот. Но для этого их нужно очень тщательно очищать от агрессивных примесей: кислорода, углекислого газа и воды. Такая очистка стоит дорого, а при промышленном применении атмосферы загрязняются очень легко: кислород и влага поглощаются кладкой, когда печь открыта, а потом они переходят в защитную атмосферу; примеси попадают также и с изделиями, поступающими на термообработку. В результате загрязненные атмосферы из защитных становятся очень агрессивными и обезуглероживают металл сильнее, чем воздух или продукты сгорания топлива. Поэтому в промышленности для термообработки применяют в основном смеси газов — такие, в которых небольшое количество вредных примесей может нейтрализоваться самой атмосферой.
Наиболее широко применяют защитные атмосферы, получаемые после очистки и осушки продуктов неполного сгорания углеводородных газов, в частности природного.
Характеристики наиболее распространенных атмосфер приведены в табл. 2. Все эти атмосферы пригодны
52
Таблица 2
Характеристика контролируемых атмосфер
Обозначение атмосферы в СССР (в США) Метод получения Коэффициент расхода воздуха при сжи- гании Л\етод очистки со со2 Средний состав, %
н2 н2о СН4 n2
КГ-BO (РХ) Крекинг в эндогенераторе 0,25— 0,27 Не требуется 18—24 0,5— 1,0 32—40 0,1—2,4 1,0— 1,5 Остальное
ПС-06 (ДХ) Продукты сгорания 0,6 Охлаждение до 20° С 8—15 4—6 10—20 2,36 1—2
ПС-06Э (Драйколен) То же 0,6 Продувка через раскаленный уголь 20 0,2 20 0,25 1,0
ПСС-06 Продукты сгорания сухие 0,6 Осушка силикагелем 10 6 15 0,8 0,5
ПСО-09 (NX) Продукты сгорания очищенные 0,9 Промывка этано-ламином, осушка силикагелем 2,0 0,1 2,0 0,001 —
ДА Диссоциация аммиака — Осушка алюмогелем — — 75 0,004 — 25
ПСА-08 Продукты' частичного сгорания диссоциированного аммиака 0,8 Промывка этанол-амином, осушка силикагелем — — 15—20 0,004 — 80—85
Из технического азота Продувка- технического азота через раскаленный древесный уголь То же 2—5 — 1—1,5 0,004— 0,012 — Остальное
для защиты металла от окисления. Однако для защиты от обезуглероживания состав атмосферы должен изменяться в зависимости от химического состава стали (в основном от содержания углерода) и температуры термообработки.
По способу получения атмосферы из продуктов неполного сгорания углеводородных газов делятся на две группы: экзотермические и эндотермические. Экзотермические атмосферы получают при сжигании газа в экзотермических генераторах с коэффициентом расхода воздуха а=0,54-0,9 (полное сгорание газа происходит при коэффициенте расхода воздуха а=1,0). При этом выделяется тепло, которое можно использовать вне генератора. Слово «экзо» означает вне, «термо» — тепло, отсюда и название генератора и атмосферы.
Атмосфера ПС-06, полученная таким образом при сжигании газа с а=0,6 и последующем охлаждении до +20° С, пригодна для защиты от обезуглероживания малоуглеродистых сталей с содержанием углерода 0,15— 0,20%. Стали с более высоким содержанием углерода в этой атмосфере интенсивно обезуглероживаются с поверхности до содержания углерода 0,15—0,20%. Это объясняется тем, что в атмосфере ПС-0,6 содержится много активных обезуглероживающих газов СО2 и Н2О, которые понижают углеродный потенциал атмосферы до 0,15— 0,20%.
Таким образом, углеродный потенциал атмосферы равен такому содержанию углерода в стали, до которого атмосфера обезуглероживает или науглероживает сталь. Повысить углеродный потенциал атмосферы ПС-0,6 можно очисткой от СО2 и Н2О. Это будет атмосфера ПСО-0,6. Подобна ей атмосфера ПСО-0,9, получаемая при сжигании газа с а = 0,9. Но углеродный потенциал этих атмосфер резко изменяется при изменении влажности атмосферы. А в промышленных печах это происходит часто, влага попадает в печь через неплотности, из футеровки, а также вносится изделиями в виде конденсата, с эмульсией и смазкой. При повышении влажности возрастает обезуглероживающая активность атмосферы. В этих случаях для повышения потенциала атмосферы в нее подмешивают небольшое количество (5—15%) природного газа. Однако и при этом углеродный потенциал атмосферы остается неуправляемым, а следовательно, неуправляемо и воздействие атмосферы на металл.
54
Эндотермическая атмосфера, или эндогаз, получается при сжигании газа с а=0,25-4-0,27. При этом горение смеси за счет собственного тепла не идет, поэтому камеру сжигания подогревают до 1050—1100° С, используя внешний источник тепла. Таким образом, в эндогенераторе тепло подводится внутрь (эндо), отсюда и название атмосферы. При этом разложение метана при недостатке кислорода на окись углерода и водород происходит при содействии катализатора ГИАП-3. Как видно из табл. 2, атмосфера эндогаза КГ-BO содержит некоторое количество СО2 и Н2О — обезуглероживающих газов. Их количество можно изменять, меняя соотношение расходов газа и воздуха при горении и, таким образом, регулировать углеродный потенциал атмосферы. Удобнее всего регулировать углеродный потенциал по содержанию в атмосфере Н2О (влаги). Недостаток эндотермической атмосферы состоит в том, что она является взрывоопасной.
Атмосфера из технического азота — наиболее дешевая, так как получается из отходов кислородных станций. Технический азот содержит 1—2% кислорода. При пропускании газа через раскаленный древесный уголь кислород связывается в СО2 и СО. Очистка атмосферы из технического азота так же, как и экзогаза, заключается в удалении СО2 и Н2О.
Способность некоторых контролируемых атмосфер насыщать поверхность стали углеродом используется для восстановления углерода в обезуглероженном слое стали. Такой процесс называют реставрационным науглероживанием. При этом углеродный потенциал атмосферы (обычно эндогаза) должен поддерживаться на уровне марочного содержания в стали. Во избежание ненаугле-роженных пятен поверхность металла должна быть очищена. Контролируемые атмосферы применяют также и для удаления углерода из трансформаторной стали. Наличие углерода в этой стали приводит к увеличению потерь энергии в трансформаторах. Но выплавить сталь без углерода в промышленных агрегатах невозможно. Поэтому после изготовления тонкой ленты (0,30— 0,35 мм) из трансформаторной стали ее подвергают обезуглероживающему отжигу в атмосфере влажного водорода (20—40% Н2, остальное азот; точка росы +50оС). При этом содержание углерода в стали снижается с 0,05—0,05 до 0,004—0,005%.
55
Контролируемой атмосферой принято считать и вакуум. Но вакуумные печи очень сложны в изготовлении и обслуживании, и поэтому применение их ограничено обработкой дорогостоящих титановых сплавов, жаропрочных сталей и сплавов и некоторых электротехнических сталей. Термообработку в вакууме используют также для дегазации стали, т. е. для удаления газов, находящихся в стали.
Недостаток вакуума как контролируемой атмосферы заключается в том, что некоторые легирующие элементы при высоких температурах возгоняются (испаряются) и содержание их в поверхностных слоях стали уменьшается.
§ 16. ОБОРУДОВАНИЕ
ДЛЯ ПРИГОТОВЛЕНИЯ КОНТРОЛИРУЕМЫХ АТМОСФЕР
Как уже упоминалось выше, установки для получения контролируемых атмосфер подразделяются по способу сжигания газа на два типа: эндотермические (или эндо-газовые) и экзотермические (или экзогазовые).
Эндотермическая установка состоит из узла приготовления смеси, генератора для сжигания смеси и холодильников. Предварительно очищенный от серы газ поступает в пропорционализатор, в который поступает также очищенный воздух. Пропорционализатор подает воздух и газ в заданном соотношении в газосмесительную машину. Из газосмесительной машины готовая смесь поступает в реторту эндогенератора. Реторта заполнена катализатором ГИАП-3 и снаружи нагревается газовыми горелками до 950—1100° С. В присутствии катализатора и кислорода нагретый газ разлагается с образованием водорода и окиси углерода. Из генератора эндогаз подается в холодильники и затем к печам. Состав и влажность эндогаза регулируются количеством воздуха, подаваемого пропорционализатором в смесь. Так как в эндо-геиераторе углекислый газ не образуется, а влажность регулируется расходом воздуха, специальных устройств для очистки эндогаза от Н2О и СО2 не требуется. В этом большое преимущество эндогазовых установок, недостаток — они взрывоопасны.
Экзогазовая установка показана на рис. 23. Она состоит из узла приготовления смеси, экзогенератора, холодильника, узла очистки и осушки,
56
Как уже говорилось, экзогаз получают при сжигании углеводородсодержащих газов (в основном природного) при небольшом недостатке воздуха. Поэтому в его составе мало горючих газов (Н2 и СО), но много вредных примесей (Н2О и СО2). Из генератора газ поступает в холодильник, а затем в очистительные колонки. Колонки на-
Рис. 23. Схема установки для приготовления экзотермической атмосферы: / — воздуходувки; 2 — расходомеры газа и воздуха; 3— смеситель; 4—камера сжигания; 5 — скруббер; 6 — гидравлический затвор; 7 — водяной душ;
8 — адсорберы; 9 — холодильник; 10 — выход защитного газа
полнены керамическими кольцами, по которым медленно стекает раствор моноэтаноламина, поглощающего СО2 из экзогаза. Моноэтаноламин, насыщенный СО2, проходит в подогреватели, где из него выделяется СО2. Этот процесс называется регенерацией. После чего раствор снова поступает в очистительные колонки.
Экзогаз, очищенный от СО2, имеет большую влажность. Его осушают в скрубберах, заполненных шариками силикагеля (или алюмогеля). Силикагель способен так жадно поглощать влагу, что потом при охлаждении атмосферы до —60° С конденсат (роса) не появляется. Определение момента выпадения росы — наиболее удобный промышленный способ косвенного определения вла-госодержания атмосферы.
Точка росы — это температура, при которой происходит выпадение конденсата из атмосферы. Она характеризует степень очистки атмосферы от влаги или степень осушки. Зная точку росы, по таблицам можно определить содержание влаги в атмосфере.
57
При нагревании силикагель легко отдает влагу, т. е. регенерируется. В последнее время для очистки газов начали применять молекулярные сита. При нагревании соды с кальцийалюминиевыми силикатами получают цеолит— вещество с мельчайшими порами. Через поры этого вещества молекулы N2, Н2, СО и О2 проходят, а молекулы СО2 и Н2О задерживаются. После закупорки пор молекулярного сита крупными молекулами его продувают горячим воздухом (300—350° С) в направлении, противоположном движению экзогаза. После очистки сита от крупных молекул его вновь включают в работу.
Установки для получения контролируемых атмосфер из технического азота или продуктов сжигания диссоциированного аммиака отличаются только конструкциями генераторов.
Контрольные вопросы
1. Как влияет обезуглероженный слой на служебные свойства изделий?
2. Какие существуют способы защиты стали от окисления и обезуглероживания?
3. Как получают контролируемую атмосферу ПСО-09? Каков ее химический состав?
4. Назовите способы очистки контролируемых атмосфер от вредных примесей.
ГЛАВА V
ТЕРМИЧЕСКИЕ ПЕЧИ И УСТАНОВКИ
§ 17. ОСНОВЫ ТЕПЛОПЕРЕДАЧИ
В современных печах и установках для нагрева используют четыре основных способа передачи тепла к нагреваемым изделиям: теплопроводность, конвекцию, излучение и внутреннее выделение тепла в нагреваемом изделии.
Рассмотрим подробно каждый из них, так как конструктивные особенности печей и установок определяются тем, какой вид теплопередачи преимущественно используется в них.
Теплопроводность — передача от более нагретого вещества, тела или его участка к менее нагретому 58
Таблица 3
Теплопроводность различных материалов
Материал Плотность, г/см3 Предельная температура применения, °C Коэффициент теплопроводности %
температура, °C Вт ккал
(мград.) (м-чград)
Огнеупорные и теплоизоляционные
Шамот 1,9—2,15 1350— 100 1,05 0,92
1400
Хромомагнезит 2,9—3,15 1700 100 2,01 1,73
( 1,3 1300 100 0,51 0,44
Шамот легковес { 1,0 1250 100 0,31 0,27
Пеношамот 0,6 1300 100 о,п 0,10
Ультралегковес 0,3 1100 100 0,075 0,065
Асбестовый картон 0,9 600 100 0,18 0,16
Минеральный вой-
лок 0,6 600 100 0,118 0,10
Керамическое во-
локно 0,13 1260 100 0,026 0,022
Разные материалы
Сталь У7А . 7,85 20 40 34
Сталь Х20Н60 8,30 — 20 12,8 11
Медь чистая 8,93 — 100 386 332
Воздух 0,0013 — 20 0,026 0,022
Вода 1,0 — 0 0,56 0,48
другому веществу, телу или участку того же тела. Мерой способности вещества проводить тепло является коэффициент теплопроводности, показывающий, какое количество тепла проходит через вещество за 1 ч при разности температур 1°С на расстоянии 1 м. В табл. 3 показаны коэффициенты теплопроводности различных веществ. Наихудшую теплопроводность имеют газы. Это их свойство используется как положительное при создании различных теплоизоляционных материалов. В то же время в практике нагрева садок металла, составленных из большого числа отдельных изделий (прутков, листов), между которыми имеются воздушные прослойки, малая теплопроводность воздуха (или других газов) играет отрицательную роль, сильно задерживая нагрев внутренних участков садки.
59
Теплопроводность стали различных марок также различна и изменяется в зависимости от температуры. Например, коэффициент теплопроводности стали марок У7—У10 при комнатной температуре в 2 раза больше, чем при 800° С.
Конвекция — это перенос тепла от более нагретого тела или его участка к менее нагретому подвижными частицами жидкости или газа. В последнее время начинают применять в промышленности новый способ нагрева, основанный на конвективном переносе тепла твердыми (обычно керамическими) частицами, которые хаотически двигаются в струе горячего газа под действием его напора. Движущийся слой таких частиц называют кипящим или псевдоожиженным слоем.
Количество тепла, передаваемого конвекцией, возрастает при увеличении скорости движения частиц, переносящих тепло, поэтому в современных конструкциях печей применяют высокоскоростные горелки, циркуляционные вентиляторы и специальные рециркуляционные устройства. Конвекция, возникающая под воздействием перечисленных устройств, называется принудительной. В отличие от нее конвекция, возникающая при движении нагреваемых газов вверх, а охлажденных вниз в результате разности плотностей этих газов и окружающей среды, называется естественной.
Излучение (радиация)—это перенос тепла лучистой энергией. Излучают все тела, но интенсивность излучения, т. е. количество тепла, излучаемого с единицы поверхности за единицу времени, зависит от температуры тела, и очень сильно. Например, при увеличении абсолютной температуры тела в 2 раза излучение возрастает в 24=16раз.
Особенность излучения, которую необходимо учитывать при размещении изделий в печи, заключается в прямолинейности лучей. Если на пути лучей встречается какое-либо препятствие (экран), то за препятствие тепло излучением не передается. Иными словами, тепловой поток излучением передается на рассматриваемую точку тела только с тех поверхностей, которые видны с этой точки.
Но восприятие тепла телом зависит не только от рассмотренных факторов. Важное практическое значение имеет поглощательная и отражательная способности тела. Доля тепла, поглощаемого телом от всего излучаемо
60
го на него, называется поглощательной способностью, а доля отраженного тепла — отражательной способностью тела.
Полированные листы из нержавеющей стали, молибдена или вольфрама способны отражать свыше 90% всей падающей на них лучистой энергии. Это свойство широко используют в промышленности: полированные листы применяют вместо огнеупорной кладки в печах, где нужно быстро и часто изменять температуру. В отличие от огнеупорных стенок стенки печи из тонкого листа не накапливают тепло, поэтому печи с такими стенками называют безынерционными.
Внутреннее выделение тепла в изделии происходит при прохождении по нему тока. Ток может поступать в изделие из электрической сети—это электро-контактный метод нагрева. И может возникать в изделии под действием переменного магнитного поля, создаваемого индукторами, — это индукционный нагрев. Его разновидность— высокочастотный нагрев или ТВЧ.
Четвертый способ передачи тепла к изделию — сравнительно новый и применение его в металлургии продолжает расширяться. Этот способ необычен, а установки для его применения мало похожи на печи и поэтому будут рассмотрены особо.
Первые три способа теплопередачи обычны, широко известны, применяются совместно и не только в промышленности, но и в быту. Однако в зависимости от целей нагрева идет специализация печного оборудования с преимущественным конвективным или радиационным нагревом. Теплопроводность имеет подчиненное значение и характерна для обоих случаев.
Существует условное разделение: печи, предназначенные для нагрева изделий до 600—700° С, должны работать по конвективному принципу, а при более высокой температуре — по радиационному. Это разделение основано на том, что при низких температурах излучение — слабое и изделие нагревается очень медленно. Применение конвекции в несколько раз ускоряет нагрев. Но за последние годы стали придавать большое значение организации конвективного нагрева (наряду с радиационным) и в высокотемпературных печах. В печах нового типа — секционных — при 1200° С до 50—70% тепла к изделию передается конвекцией.
6!
§ 18. КЛАССИФИКАЦИЯ ПЕЧЕЙ
Многообразие конструкций термических печей и установок продолжает увеличиваться. По мере специализации производств развитие печной техники идет от печей универсального типа к специализированному. Это — одно из главных условий роста производительности и повышения качества и однородности свойств продукции.
Конструктивное устройство печи зависит от формы и марочного сортамента изделий, требований к свойствам и виду поверхности изделий, вида топлива, способа загрузки и режима работы печи.
В зависимости от требований к виду поверхности и качеству поверхностного слоя изделий печи могут иметь окислительную атмосферу, т. е. обычную, не создаваемую специально, или специальную атмосферу. Специальная атмосфера может быть нейтральная к металлу (защитная) или активная — обезуглероживающая или науглероживающая. К нейтральным атмосферам условно относят и вакуум. Специальные атмосферы называют контролируемыми (см. гл. IV).
По виду топлива печи подразделяются на газовые, мазутные (нефтяные) и электрические. Последние в свою очередь делятся на печи сопротивления (под действием тока нагреваются элементы сопротивления, а они нагревают печь), электроконтактные, индукционные и электродные (ванны).
По режиму работы все печи делятся на две большие группы: печи непрерывного действия (проходные и протяжные) и печи периодического действия (садочные).
Конструктивные подразделения будут рассмотрены внутри каждой из этих больших групп.
§ 19. ПЕЧИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Печи непрерывного действия — обычно многозонные. Температура в каждой зоне постоянна во времени, но отличается от температуры других зон. В печи есть зоны нагрева, выдержки и охлаждения. Изделия, продвигаясь по печи (непрерывно или с небольшими остановками — паузами), последовательно проходят через зоны нагрева, выдержки и охлаждения. Преимущества этих печей— простота выполнения температурного режима, стабильность его для больших партий металла и высокая степень равномерности нагрева.
62
Конструктивно печи подразделяются на типы по способу перемещения изделий и способу нагрева.
Конвейерные печи. Изделия перемещаются по печи в поддонах или без них по непрерывной конвейерной ленте, размещаемой в поду печи или под сводом (подвесной конвейер). Для термообработки массивных изделий эти печи не пригодны, так как конвейерные цепи вытягиваются и рвутся. По этим причинам конвейерные печи на металлургических заводах не получили распространения.
Толкательные печи. Изделия или поддоны с изделиями проталкиваются через печь, упираясь друг в друга, по неподвижно лежащим в поду печи направляющим. Толкатель — механический, пневматический или гидравлический находится вне печи. Он проталкивает всю вереницу поддонов на длину одного или двух поддонов и возвращается в исходное положение. На освободившееся место устанавливают новые поддоны, в которые снова упирается толкатель и проталкивает их в печь и т. д. На другом конце печи соответственно производится разгрузка поддонов. На металлургических заводах толкательные печи часто применяют для нагрева заготовок и слитков под ковку и прокатку. При этом поддоны не применяют; а толкают сами слитки или заготовки.
В печах с шагающими б а л к а м и в поду имеется ряд глубоких пазов. В пазах уложены балки, которые специальным механизмом,, находящимся вне печи, поднимаются над уровнем пода и подвигаются на небольшое расстояние вперед. Вместе с балками поднимаются над подом и переносятся вперед изделия, находящиеся в печи. Затем балки опускаются в пазы, а изделия, находившиеся на них, — на под печи. В пазах балки возвращаются в первоначальное положение, затем снова поднимаются и двигаются над подом вперед. Изделия, поднятые балками, делают очередной шаг вперед.
Печи с шагающими балками начинают применять на металлургических заводах для закалки нержавеющей стали и нормализации углеродистой стали, а также для нагрева заготовок под прокатку.
Туннельные печи отличаются большой длиной и по своей форме напоминают туннель. Печь не имеет торцовых стенок и пода. Изделия загружаются на специальные тележки, платформы, которые выполняют роль пода. Поезд таких тележек медленно движется по печи,
63
имеющей по длине зоны нагрева, выдержки и охлаждения. В туннельных печах точное соблюдение температур затруднено. Перепад температур между низом и верхом садки велик. Печи в основном применяют для отжига литья и огнеупорных изделий.
Карусельные печи отличаются от конвейерных тем, что подвижный под печи имеет вид замкнутого кольца, расположенного в горизонтальной плоскости. Окна загрузки и выгрузки находятся рядом. Изделия, завершив на поду замкнутый круг, проходят полный цикл термообработки. Карусельные печи используют обычно на машиностроительных заводах.
§ 20. ПЕЧИ С РОЛИКОВЫМ ПОДОМ
В печах непрерывного действия этого типа наиболее удачно решен вопрос перемещения изделий через печь. Легко регулируется скорость движения изделий, в том
Рис. 24. Проходная роликовая печь для отжига бунтов:
/ — бунты; 2 — ролики; 3 — футерованная отапливаемая камера; 4 — горелки; 5 — камера кессонного охлаждения; 6 — камера струйной обдувки;
7 — душирующая камера; 8 — карусельное устройство; 9 — дымоходы
числе раздельно по зонам. В роликовых печах обрабатывают слябы, трубы, листы, прутки, бунты и т. д. На рис. 24 показана проходная роликовая печь для темного отжига бунтов. Это название обусловлено тем, что в окислительной атмосфере печи поверхность бунтов становится темной, окисленной. Бунты диаметром до 1,5 м из проволоки диаметром 8—23 мм имеют массу до 600 кг и перемещаются по печи на поддонах (мелкие) или без них (крупные). После выхода из печи поддоны специальным устройством освобождаются от бунтов и по монорельсу возвращаются к загрузочному концу печи.
Собственно печь, имеющая внешний металлический
64
каркас с обшивкой и футеровку из легковесного шамотного кирпича, условно разделяется на три камеры: нагрева, выдержки и регулируемого охлаждения. За ними находятся камеры быстрого охлаждения, струйной обдувки и душирования. Общая длина печи 73 м.
Бунты, перемещаемые по цеху мостовыми кранами или электрокарами в вертикальном положении, укладываются в кантователь пачками. Кантователь поворачивает всю пачку бунтов в горизонтальное положение и устанавливает на подготовительный рольганг. С этого рольганга бунты клещевым захватом по одному или по два переносятся на загрузочный рольганг печи, по которому перемещаются в печь. Рольганг печи имеет 172 ролика. Ролики, находящиеся в печи, изготовлены из жаропрочной стали, а их опорные концы — цапфы охлаждаются водой.
Ролики печи разбиты на несколько групп, каждая из которых имеет свой привод (механизм вращения). При работе привода ролики вращаются и бунты двигаются по ним. За одно включение привод поворачивает ролики на 90 или 270° Затем наступает пауза, после которой — включение привода и поворот роликов на тот же угол. Длительность паузы регулируется в широких пределах, что позволяет изменять среднюю скорость движения бунтов по печи, т. е. время термообработки.
Печь отапливается инжекционными горелками (143 шт.), которые расположены с обеих сторон печи в шахматном порядке над роликами (под сводом) и под роликами.
По длине печь разделена небольшими арочными перегородками из шамотного кирпича (пережимами) на семь зон регулирования температуры. Расход газа (а следовательно, и температура) на все горелки зоны регулируется одним дросселем. Индивидуальной регулировки горелок нет (кроме настройки при пуске печи). Дымовые газы отводятся через девять дымоходов в поду печи в сборный боров, а затем дымососом выбрасываются в дымовую трубу.
Бунты металла при движении через печь проходят все три основных периода термообработки: нагрев, выдержку и охлаждение. Но после того, как закончится медленное охлаждение, необходимое для получения требуемой твердости и структуры металла, бунты еще имеют высокую температуру, особенно внутри. Для дальнейшего ох
5—1082
65
лаждения бунтов служит камера быстрого охлаждения, имеющая двойные металлические стенки (кессон), между которыми циркулирует вода. Затем идет камера струйной обдувки, где бунты сверху и снизу обдуваются струями вентиляторного воздуха, забираемого из цеха. И наконец, в душирующей камере бунты обрызгиваются водой и охлаждаются до 50—80° С. Когда отожженный бунт достигает конца рольганга, его последнее звено специальным механизмом приводится в вертикальное положение. Поддон попадает на крюки подвесного конвейера, а бунт опрокидывается и попадает на приемный шток карусельного устройства.
Когда на штоке накапливается достаточное число бунтов, оператор разворачивает карусельное устройство на 7з оборота. В результате шток с бунтами отводится в сторону, где разгружается мостовым краном, а к выходному рольгангу подводится другой шток, уже освободившийся от бунтов. Печью управляют два отжигальщика. Один находится за пультом механизмов загрузочного конца печи, другой — за пультом разгрузочного конца. Производительность печи составляет 2,5—6 т/ч (в зависимости от режима отжига).
Проходная роликовая безмуфельная печь для светлого отжига холоднотянутых бунтов имеет общую длину 72 м, длина отапливаемой камеры 45 м. Принцип перемещения бунтов такой же, как и в печи темного отжига. Но, кроме описанных ранее механизмов, имеются дополнительно два тамбура (шлюза): загрузки и выдачи. Каждый тамбур ограничен двумя клиновыми затворами. Холоднотянутый бунт с приемного рольганга подается в тамбур загрузки, передний затвор которого предварительно открывается. Затем передний затвор закрывается и начинается продувка тамбура. Продувка заключается в том, что в тамбур подается защитный газ, постепенно вытесняющий из него воздух. После вытеснения воздуха внутренний затвор тамбура открывается, включается рольганг и бунт продвигается в печь. Так же работает тамбур у разгрузочного конца печи.
Вся печь заключена в герметичный металлический кожух, который внутри футерован огнеупорным кирпичом с малой пористостью и небольшим содержанием легко восстанавливаемых окислов. Печь отапливается U-образными радиантными трубами (90 шт.), расположенными над роликами и под ними. По длине печи имеется
66
восемь автономно (раздельно) регулируемых температурных зон. Медленное охлаждение бунтов может осуществляться в двух последних отапливаемых зонах. Ускоренное охлаждение происходит на участке двух кессонов с водоохлаждаемыми стенками, а затем в камере струйной обдувки. Бунты обдуваются струями защитной атмосферы из коробок с отверстиями, расположенными над бунтами и под ними. Защитный газ нагнетается в эти коробки газодувкой из холодильника. После обдувки бунтов нагретый газ отсасывается из камеры обдувки и подается в холодильник.
После выхода из камеры струйной обдувки бунты проходят через тамбур выдачи и с температурой 250— 300° С попадают в душирующую камеру, в которой бунты обрызгиваются водой и охлаждаются до 40—50° С. Механизм разгрузки такой же, как и для печи темного отжига. Продукты сгорания отсасываются из радиантных труб в коллекторы, а затем в дымовую трубу.
В печах для светлого отжига прутков уплотнительных тамбуров обычно не делают, так как они занимают много места. Вместо них предусматривают многорядное уплотнение в виде занавесок из асбестового шнура. Между каждой парой асбестовых занавесок подвешивают ряд из стальных цепей. Своей тяжестью они стремятся возвратить асбестовые занавески в вертикальное положение. С внутренней стороны занавесок устанавливают трубы газовой (защитной) завесы.
§ 21. КАМЕРНЫЕ ПЕЧИ С ВЫДВИЖНЫМ ПОДОМ
Эти печи наиболее универсальны в отношении формы и размеров изделий и пригодны для выполнения любых режимов отжига I и II рода, кроме нормализации. Такие печи широко применяют на машиностроительных и металлургических заводах для отжига отливок, поковок слитков, заготовок и сортового и листового проката. Отапливают печи газом или мазутом. Горелки или форсунки располагают с одной или двух сторон печи.
На рис. 25 показана газо-мазутная печь с выдвижным подом размером 1,8X6,4 м. Масса одновременно загружаемой садки проката составляет от 10 до 35 т в зависимости от вида металла. Неподвижная часть печи: боковые стены, свод, задняя торцовая стенка (неполная) и подземные борова выложены из шамотного кирпича
5* 67
Рис. 25. Газо-мазутная печь с выдвижным подом:
/ — козырек; 2 — дымоходы; 3— подина; 4— сборный боров; 5 —шибер; 6 — подставки; 7 — перевальная стенка; 8 —горелка;
9 — топка
на бетонном фундаменте. На бетонном же основании расположен рельсовый тупик, на котором размещается тележка с 5—6 парами колес, вращающихся вместе с осью. На тележке выкладывается из шамотного кирпича под печи. Передней стенкой печи служит подъемная заслонка. Но встречается еще много печей без заслонок. Передняя торцовая стенка у них выполнена на подине в виде козырька. Под выкатывается из печи специальной лебедкой или мостовым краном через блок. Иногда печь оборудуется двумя выдвижными подинами. В этом случае задняя стенка выполняется так же, как передняя, и подины выкатываются из печи в разные стороны, Простои печи в этом случае минимальные: пока на одной подине ведется отжиг, другая охлаждается, разгружается и грузится новым металлом.
Большие группы печей выносятся в отдельные пролеты. Выдвижная подина с отожженным металлом выкатывается на специальную подвижную платформу, (трансбордер), которая перемещает ее в крановый пролет. Здесь подина скатывается в тупик для разгрузки, а другая, заранее нагруженная подина забирается трансбордером и закатывается в печь. Такая система позволяет обслуживать без существенных простоев большую группу печей при малом числе запасных подин, а концентрация печей в одном месте облегчает централизацию их автоматики и обслуживания.
Движение продуктов сгорания в печи, показанной на рис. 25, происходит так.
После выхода из горелки 8 смесь газа с воздухом сгорает в топке 9, затем продукты сгорания ударяются о перевальную стенку 7, растекаются по ней и поворачивают вверх. Широкие потоки продуктов сгорания от каждой топки, поднимаясь вверх вдоль стенки садки, соединяются друг с другом так, что верх садки омывается сплошным потоком. Затем этот поток частично опускается в вертикальный канал между пакетами металла. Остальной поток достигает противоположной стенки печи и также опускается вниз, где у пода печи 3 частично уходит в дымоходы 2. Часть газов под садкой направляется к перевальной стенке и подхватывается струей свежих продуктов сгорания, идущих вверх. Высокотемпературная струя свежих продуктов сгорания разбавляется этими уже остывшими газами. Температура смеси снижается, и смесь, попадая на металл верха садки, уже не
69
перегревает его. Часть остывших продуктов сгорания из-под садки удаляется через дымоходы, расположенные в стенке между горелками. По всему пути движения газов происходит конвективная передача тепла металлу.
Описанная схема движения газов в печи позволяет достигнуть значительно большей равномерности нагрева, чем в печах такого же типа, но без такого движения газов.
В центре свода печи, напротив горелок, установлены термопары, фиксирующие температуру газового потока и подающие сигнал в систему автоматического регулирования. Каждая термопара установлена так, что если мысленно провести через горелки вертикальную плоскость, перпендикулярную продольную оси печи, то термопара окажется в этой плоскости. Очень важно для устойчивости работы автоматики и равномерного нагрева по длине печи, чтобы термопара не оставалась в стороне от этой плоскости.
В средней части глухой (без горелок) стенки печи на уровне низа садки металла устанавливают еще одну термопару, связанную только с прибором, ведущим автоматическую запись температур; на прибор автоматического регулирования температуры она никакого влияния не оказывает. Называется эта термопара показывающей. Ее задача — показывать температуру садки металла в самом непрогреваемом месте. Для осмотра печи в задней торцовой стенке имеются два смотровых окна, закрываемых крышками. В передней торцовой стенке или в заслонке также имеются два смотровых окна.
Под печью вдоль каждой стенки находятся сборные борова, куда впадают все дымоходы печи. Перед печью сборные борова соединяются в один общий. Перед соединением боровов в каждом из них установлен дымовой шибер для регулирования тяги. Наиболее удобны для работы шиберы двух типов: мотыльковый и откидной.
Мотыльковый шибер имеет ось, установленную вертикально посередине борова. Сам шибер изготовляется из стального или жаропрочного литья и имеет форму, соответствующую сечению боровов. Иногда шибера изготовляют из котельной листовой стали полыми внутри. Во внутренней полости такого шибера циркулирует вода для охлаждения. Водоохлаждаемые шибера неудобны и
70
Рис. 26. Двойной песочный затвор с неизолированным каркасом по А—А (а) и с изолированным (б):
1 — нож печи; 2 — песочница печи; 3 — нож подины; 4 — песочница подины
опасны в работе. При прекращении подачи воды или засорении подводящих труб могут произойти аварии. Водоохлаждаемые шибера часто выходят из строя, эксплуатация их обходится дорого.
Откидной шибер имеет ось, установленную вертикально вдоль стенки борова. Откидной шибер менее надежен в работе: он чаще заклинивается обломками кирпича, его ось легче свертывается. Установка шиберов на сборных боровах дает возможность раздельно регулировать тягу на каждой стороне печи.
Для общего регулирования тяги устанавлива- / ется главный шибер. Для 4 пяти-шести печей устана- 5 вливают одну дымовую f трубу высотой 30—40 м.
Дымовые газы можно отбирать и другим способом. Дымоходы в стенах
печи в этом случае направлены вверх. На каждой боковой стенке печи устраивают сборный дымовой коллектор. От сре-
дней части коллектора
отходит короткая кирпичная труба, в которой устанавливают поворотный (мотыльковый или откидной) шибер. Кирпичная труба заканчивается металлической длиной 8—10 м. Таким образом, на каждой стороне печи устанавливается короткая труба. Шиберы обеих труб соединяются одной осью и регулируются вместе. Раздельная регулировка в отсутствие общего шибера чрезвычайно усложняет автоматизацию регулирования дав-
ления в печи и на практике не применяется.
В печах большой производительности (масса садки 100—150 т) короткие трубы не создают нужного разрежения, поэтому печи дополнительно оборудуют дымососами.
Выдвижной под печи снабжен рамой, на нижней части которой крепятся буксы, а на верхней — чугунный плитовый настил с обрамлением. Буксы опираются на оси с бегунами. Для уменьшения трения между осью и буксами последние изготовляют из серого чугуна
71
п смазывают солидолом. На многих печах буксы успешно заменяют роликовыми подшипниками.
На чугунный плитовый настил пода насыпают асбестовый порошок слоем 50 мм, затем укладывают ряд шамотного кирпича на плоскость и еще один ряд — на ребро. На под устанавливают чугунные или жаропрочные подставки (колосники) высотой 250—500 мм, на которые укладывают отжигаемый металл.
Очень большое значение для нагрева низа садки имеет герметизация мест стыка выдвижной подины с печью. На рис. 26 показаны два типа двойных песочных затворов. Предпочтение нужно отдать затвору, показанному на рис. 26, б, как более плотному. В затворе типа, показанного на рис. 26, а, подсос холодного воздуха идет по линии А—А, минуя песочные затворы. Торцовые зазоры также уплотняются песком, который легко подгребается снаружи.
§ 22. КАМЕРНЫЕ РЕЦИРКУЛЯЦИОННЫЕ ПЕЧИ С ПОДПОДОВЫМИ ТОПКАМИ
Крупные недостатки печей с выдвижным подом: потери тепла с выдвижным подом и большие перепады температур по высоте печи вследствие плохой теплоизоляции низа печи — были устранены в появившихся во время войны рециркуляционных печах со стационарным подом и подподовыми топками для отжига проката.
Новейшая конструкция печи этого типа с усиленной рециркуляцией продуктов сгорания и полной программной автоматизацией процесса термообработки показана на рис. 27 Садку металла для отжига грузят на специальные подставки, имеющие форму гребенок 4. В пазы этих подставок закатывают две подъемные штанги напольной машины. Специальный механизм увеличивает высоту штанг, и садка оказывается поднятой над загрузочным стеллажом вместе с подставками. После этого штанги вместе с садкой закатываются на машину, которая транспортирует садку к печи. Штанги с садкой закатываются в печь по специальным дорожкам из жаропрочных стальных плит. После этого механизм подъема включается в другом направлении, высота штанг уменьшается и садка своими подставками опускается на под печи. Подъемные штанги машины свободно выкатываются из печи. В этой конструкции горелки расположе
72
ны также с одной стороны. В более ранних конструкциях печей этого типа встречается двустороннее расположение горелок. Но в этом случае невозможно упорядочить движение газов и улучшить конвективную теплоотдачу
Рис. 27. Камерная рециркуляционная печь с подподовыми топками:
1— горелка; 2 — под; 3 — жаропрочные плиты; 4 — подставка; 5 —пазы в подставках; 6 — пакеты садки; 7—зазор в центре'садки; 8 — подподовые топки; 9 — дымоходы; 10—рамы дымоходов; 11 — боковые выемки в рамах; 12—свод топки; 13—боковой дымоход; 14 — рециркуляционное
окно
в печи. Не удается осуществить и полную программную автоматизацию работы горелок в такой печи.
Проследим картину движения газов в печи с усиленной рециркуляцией продуктов сгорания (рис. 28 и 27). Высокоскоростная струя пламени и продуктов сгорания выходит из горелочного туннеля в смесительный туннель 8. По пути струя привлекает к себе (эжектирует) газы
73
из печного пространства через канал 14, называемый рециркуляционным окном. Сам процесс вовлечения в повторное движение по топке старых продуктов сгорания называется рециркуляцией. Смысл рециркуляции в том, что температура смеси снижается, и садка в месте
Рис. 28. Движение газов в печи старой (а, б) и новой (в, г) конструкций (сечение печи по топке — а, в и между топками — б, г)
выхода струи к металлу не перегревается. В то же время объем смеси увеличивается, в печь попадает большее количество движущейся массы, что улучшает конвективную теплоотдачу в печи.
В конце смесительного туннеля 8 (собственно подподовая топка) струя смеси ударяется в стенку и растекается, увеличиваясь в ширину примерно в 2 раза — по ширине канала выхода. Широкие плоские струи смеси
74
поднимаются вверх в печное пространство с большой скоростью и привлекают к себе (эжектируют) остывшие газы из-под садки и из горизонтальных зазоров садки. Над садкой 6 уже хорошо перемешанные потоки сливаются в один, охватывающий всю садку. Часть газов устремляется вниз, в центральный канал садки 7, под которым расположены дымоходы 9, и по ним направляется в боров и трубу. Остальные газы у стенки поворачивают вниз и подсасываются частично через рециркуляционные окна в топки и частично через боковые дымоходы 13 в боров и трубу.
Таким образом создается движение газов и, следовательно, конвективный теплоподвод во всех зазорах садки. Этим достигается быстрый и равномерный нагрев садки в печи этой конструкции.
Установка термопар и устройство дымовых шиберов в печах этого типа такие же, как и в печах с выдвижным подом.
§ 23. КОЛПАКОВЫЕ ПЕЧИ
Распространение этих печей обусловлено развитием производства холоднокатаных листов. Холоднокатаные листы нужно отжигать в защитной атмосфере, а в колпаковых печах ее удобно применять. Колпаковые печи применяют также для отжига холоднотянутых бунтов и прутков.
В комплект печи входят колпак и до четырех стендов. Колпак — это четыре стены и свод печи, стенд — под. Садка укладывается на стенд и накрывается муфелем. Муфель имеет вид опрокинутой коробки из жаропрочной листовой стали. Края муфеля врезаются в песок, насыпанный в кольцевую канавку вокруг садки. Под муфель по специальным трубам подают защитный газ, который постепенно вытесняет воздух, находящийся под муфелем. Воздух выходит через выхлопную трубку, соединенную с вертикальной металлической трубой — свечой. Свеча проходит через крышу цеха. По ней вытесняемый воздух или смесь газов выбрасываются в атмосферу. Эта операция называется продувкой. Муфель накрывается колпаком. В электрических печах нагревательные элементы размещены в стенде (под садкой) и на стенах и своде колпака.
В пламенных печах (отапливаемых мазутом или га
75
зом) горелочные устройства размещают в колпаке, а иногда — в стенде. Обычно один колпак служит для трех стендов. На одном стенде под колпаком идет нагрев или выдержка. На другом, где выдержка закончилась
раньше, происходит охлаждение под муфелем. На третьем стенде охлажденный металл разгружается, грузится новый, накрывается муфелем и осуществляется продувка. После окончания выдержки на первом стенде колпак переносится мостовым краном на третий, где уже закончена холодная продувка. В этот период на первом стенде начинается охлаждение, на третьем — нагрев, а на втором заканчивается охлаждение и начинается разгрузка и погрузка. Таким образом, колпак служит для всех трех стендов и почти непрерывно выполняет тепловую работу. Все остальные работы, не связанные с подводом теп
ла, выполняются на дополнительных стендах без простоя колпака. Потери тепла сведены к минимуму. Формы и размеры колпаковых печей разнообразны.
цилиндрическая колпаковая
Рис. 29. Цилиндрическая колпаковая печь:
/ — колпак; 2 — муфель; 3— направляющая стойка; 4 — рулоны металла; 5 — вентилятор; 6 — стенд;
7 —песочный затвор
На рис. 29 показана
печь для отжига рулонов или бунтов проволоки. В стенде печи под садкой установлен циркуляционный вентилятор с направляющим аппаратом. Вентилятор позволяет повысить скорость и равномерность нагрева садки в результате увеличения конвективного теплоподвода в центральный колодец садки и в зазоры между бунтами или рулонами. При охлаждении тот же вентилятор позволяет повысить равномерность охлаждения садки, прогоняя через нее защитную атмосферу.
Герметизация подмуфельного пространства осуще
76
ствляется песочным затвором. При этом перед посадкой муфеля песок из канавки отгребают в наружную сторону, а после посадки подгребают к муфелю. Этим достигается увеличение толщины затвора и уменьшение потерь защитного газа в результате фильтрации через песок. Предотвращается также прорыв песочного затвора при случайном повышении давления газа под муфелем.
Кладку стенда изолируют от подмуфельного пространства обшивкой из жаростойкой стали. Это необходимо, так как открытая огнеупорная кладка стенда после снятия муфеля поглощает много влаги и воздуха. При нагреве все это выделяется в атмосферу печи и она становится обезуглероживающей и окисляющей.
В колпаке печи расположены по окружности электронагреватели или инжекционные горелки. Наилучшее их расположение — тангенциальное (т. е. по касательной) к муфелю. Выше пояса горелок находятся два печных инжектора, назначение которых — отсасывать продукты сгорания из-под колпака и нагнетать их в дымоотвод. Газовый и воздушный печные коллекторы присоединены к цеховым магистралям шлангами. В нижней части колпака имеются направляющие кольца или полукольца, при помощи которых колпак при посадке занимает строго определенное положение по отношению к стенду. Для ориентировки направляющих колец стенд имеет две стойки. Траверса в верхней части колпака имеет проушину, в которую вводится крюк мостового крана. Для облегчения ввода крюка в проушину и вывода из нее проушину ориентируют строго по ходу тележки. Тогда крюк можно вводить и выводить при ходе тележки, оставляя мост крана неподвижным.
Применяются и многостопные печи. На стенде прямоугольной формы устанавливают 2—4 стопы рулонов, каждую из которых накрывают отдельным муфелем; нагреваются все стопы одним колпаком. Прямоугольные колпаковые печи применяют и для термообработки листов и прутков в пачках.
Масса садки в многостопных печах может достигать 100 т и более (до 400 т). Нагрев и охлаждение такой садки идут очень медленно. В центр пачки листов тепло подводится только теплопроводностью, а теплопроводность слоистой садки очень низкая (примерно в 6—7 раз меньше сплошного металла), что обусловлено наличием гонких прослоек воздуха. Длительность термообработки
77
садки массой 100 т, включая охлаждение до 120° С, достигает 5 суток и более.
Более прогрессивным является отжиг распушенных рулонов. Перед отжигом рулоны перематывают и между витками укладывают змейку из шнура толщиной 2— 3 мм. В результате этого между витками рулона образуются зазоры. После установки рулона на стенд шнур выдергивают. Через образовавшиеся сквозные зазоры при отжиге свободно проходит разогретый защитный газ. Происходит конвективный подвод тепла ко всем поверхностям ленты. Нагрев и охлаждение распушенных рулонов происходят в 2—3 раза быстрее.
Для лучшего уплотнения печи наружный затвор можно заполнять маслом. Но в этом случае печи оборудуют системой слива и нагнетания масла. Перед снятием колпака масло из затвора во избежание вспышки сливают. Масса колпака многостопной печи достигает 70 т, что требует установки в печном пролете очень мощных мостовых кранов.
Разновидностью колпаковых печей являются элеваторные печи. Колпак такой печи укреплен неподвижно на большой высоте. Под печи (стенд) монтируется на тележке, которая по рельсам перемещается от места загрузки под колпак; специальными подъемниками под задвигается в печь (колпак).
Применяют также печи, колпак которых поднимается и отпускается по специальным колоннам, а стенд подкатывается под него. Обычно имеются два стенда, жестко соединенных друг с другом. Закатка одного и выкатка другого стенда происходят одновременно.
Колпаковые печи применяют также для темного отжига, т. е. отжига в атмосфере продуктов сгорания. В этом случае муфели не применяют.
§ 24. ПЕЧИ-ВАННЫ
В печах-ваннах металл нагревается в расплавленных солях, щелочах, легкоплавких металлах или в разогретом масле. В жидкостях или расплавах изделия нагреваются значительно быстрее и равномернее, чем в газовых средах, поскольку теплоемкость и теплопроводность жидкости выше. При этом металл не окисляется и не обезуглероживается (при соблюдении режима раскисления и очистки соляных ванн).
78
При термообработке наибольшее распространение получили соляные ванны. Ванны из легкоплавких металлов (свинца, олова) применяют в основном для охлаждения при определенной (повышенной) температуре. Масляные ванны используют для низкотемпературного отпуска. Соляные ванны применяют для нагрева деталей
и инструмента под закалку и отпуск, а также для химико-термической обработки (цементации, цианирования, нитроцементации и др.). В металлургии соляные ванны применяют для рекристаллизационного отжига калиброванной стали в бунтах, реже в прутках, а также для нагрева под закалку бунтового подката.
По способу нагрева
Рис. 30. Соляная ванна наружны обогревом:
/ — печь; 2 —крышка; 3—тигель; 4— нагреватели; 5 — бунты стали
печи-ванны подразделяются на ванны с наружным обогревом, с внутренним обогревом и электродные. Ванна с наружным обогревом бой тигель, помещенный в печное пространство, для обогрева которого применяют газовые или мазутные фор-
(рис. 30) представляет со
сунки, а также электрические нагревательные элементы. Тепло передается соли через стенки тигля. Нельзя допускать, чтобы пламя горелок било в стенки тигля, нужно чтобы оно проходило вдоль них. Тигель изготовляют из малоуглеродистой стали горячей штамповкой, сваркой или литьем.
Применение жаропрочной стали не всегда выгодно. Хорошо сопротивляясь газовой коррозии, жаропрочная сталь быстро разрушается, если на нее попадает соль при высокой температуре. Очень важно, чтобы соль из тигля не попадала в печное пространство, особенно если нагрев электрический. Пары и капли соли, осаждаясь на нагревателях, быстро выводят их из строя. Толщина стенки тигля 15—30 мм. Деформация при нагреве и эксплуатации тигля может привести к быстрому выходу его из строя, поэтому нужно по возможности не допускать
79
Таблица 4
Смеси солей для ванн расплава
Смесь Температура, °C
состав количество, % плавления | | рабочая
BaCl2+NaCl 78+22 654 675—900
KCl+NaCl 56+44 635 665—870
СаС1+ВаС12 50+50 600 650—900
KCI+NaCO3 50+50 560 580—820
KCl+CaCl2+NaCl 50+30+20 530 550—870
NaNO3+KNO3 50+50 220 250—550
NaNO3+NaNO2 55+45 220 230—550
NaNO3+KNO2 50+50 150 180—550
затвердевания соли. Застывшую соль следует разогревать так, чтобы она расплавлялась сверху. Тигель больших размеров (свыше 1 м) должен не только быть под-вешанным за горловину, но и опираться дном так, чтобы вес верхней части его не давил на стенки нижней, а нижняя часть тигля своим весом не растягивала бы верхнюю.
Ванна с внутренним обогревом отличается от ванны с наружным обогревом тем, что температура соли поддерживается нагревательными элементами, помещенными в нее. Нагревательные элементы представляют собой трубы, в которых сжигается газ или в которые помещены электрические спирали. Ванны с таким обогревом экономичнее ванн с наружным обогревом, так как тепло поглощается солью полнее и стенки тигля с внешней стороны не подвергаются воздействию пламени. Но применение их ограничивается сложностью монтажа нагревателей и тем, что нагревательные элементы занимают значительную часть объема ванны, затрудняя нагрев крупногабаритных изделий.
В электродных ваннах соль нагревается под действием тока низкого напряжения, проходящего через соль между двумя электродами. Ток должен быть переменным, иначе произойдет электролиз. Стенки электродной ванны выкладывают из шамотного кирпича. Чем меньше стыков кирпича, тем дольше служит ванна. Твердая соль электричества не проводит, поэтому для разогрева электродной ванны предусмотрены дополнительный электрод и графитовый стержень, который устанав
80
ливают между дополнительным и рабочим электродами. Нагревающийся графитовый стержень расплавляет соль. Когда появляется достаточное количество расплава, графитовый стержень убирают, и ток проходит через расплав. Нагревающую среду соляных ванн обычно составляют из смеси солей, так как чистые соли плавятся при более высоких температурах.
Для заправки электродных ванн применяют селитры—соли азотной и азотистой кислот. Селитра — огнеопасное вещество, она способствует интенсивному горению и может привести к взрыву, поэтому хранить ее необходимо в специальных помещениях в металлических ящиках.
Наиболее распространенные составы солей для ванн расплава приведены в табл. 4.
§ 25. ИНДУКЦИОННЫЕ УСТАНОВКИ
Индукционный нагрев основан на возникновении электрического тока в нагреваемом металле под воздействием переменного магнитного поля. Ток, проходя по металлу, вызывает его нагрев. Магнитное поле создается индуктором (см. § 32), который получает электрическое питание от генератора или преобразователя частоты (при высокочастотном нагреве) или из сети через трансформатор (при нагреве током промышленной частоты).
Впервые промышленное применение индукционный нагрев получил в машиностроении при нагреве под закалку тонкого поверхностного слоя деталей с сохранением ненагретых и незакаленных глубинных слоев.
В металлургии, наоборот, применяют только сквозной индукционный нагрев под прокатку и термообработку. Способ этот — новый и прогрессивный, применение его быстро расширяется. Сквозной индукционный нагрев прутков (или бунтов) небольших сечений (10 мм и менее) осуществляют с применением в качестве преобразователей частоты ламповых генераторов. Частота тока составляет 50000 Гц и выше. Для нагрева прутков средних размеров (10—130 мм) используют машинные генераторы или тиристорные преобразователи. Частота тока находится в пределах 500—10000 Гц.
Крупные профили (140 мм) нагревают токами промышленной частоты (50 Гц). В этом случае преобразователи не нужны, а нужны только трансформаторы.
6—1082
81
Индукционная установка представляет собой серию индукторов (4—8 шт.), установленных в линию один за другим. Между индукторами расположены ролики, которые, непрерывно вращаясь, поддерживают и продвигают прутки металла, подвергаемые нагреву. По мере продвижения через индукторы температура прутка повышается и в последнем индукторе достигает максимума (той температуры, которая задана). После выхода из последнего индуктора пруток попадает в охлаждающее устройство.
Рис. 31. Схема индукционной установки для закалки и нормализации прутков: / — ведущие ролики; 2 —индуктор; 3 — спрейер; 4 — обрабатываемый пруток
Автоматический контроль конечной температуры нагрева поверхности осуществляется фотоэлектрическим пирометром. В зависимости от вида термообработки применяют охлаждающие устройства двух типов.
При выполнении рекристаллизационного отжига не требуется ускоренное охлаждение. В этом случае прутки, расположенные в один ряд по высоте, охлаждаются на наклонном столе. По мере охлаждения прутки сбрасываются в копильник.
При выполнении операции закалки пруток после выхода из последнего индуктора входит в камеру кольцевых спрейеров. Спрейеры собраны в секции, между которыми также расположены ролики, ведущие пруток. Кольцевой спрейер — это полая кольцевая коробка, на внутренней стенке которой расположено большое количество мелких (0,5—2,0 мм) отверстий. В спрейер под давлением в несколько атмосфер подается вода. Из спрейе-ра вода струями через мелкие отверстия попадает на нагретый пруток и охлаждает его со всех сторон (рис. 31).
Выходящие из спрейеров закаленные прутки собираются в копильнике, а затем их отправляют на отпуск.
При нормализации вода в спрейеры не подается, они отводятся в сторону, а прутки проходят на цепной подвесной конвейер, где и охлаждаются при непрерывном движении.
82
время, с
Рис. 32. Изменение температур в штанге диаметром 80 мм при индукционном нагреве в восьмисекционной установке
На рис. 31 показана схема промышленной установки для нормализации и закалки штанг размером диаметра до 80 мм. Нагрев металла крупных профилей на индукционных установках носит сложный характер. На рис. 32 показаны кривые изменения температуры в двух точках штанги: на поверхности (/) и в центре (2) в процессе ее прохождения через восьмисекционную индукционную установку. Обязательное условие бесперебойной работы проходной индукционной установки — поступление на термообработку прямых прутков с небольшим различием по диаметру. Кривой металл будет застревать в индукторах. При большой разнице в диаметрах (больше чем в 1,5—2,0 раза) нужно заменить индукторы, что выполняется вручную и занимает много времени. При различии в диаметрах в 3 раза и более не
обходимо менять частоту тока, что возможно только на установках с тиристорными преобразователями, и то в ограниченных пределах.
§ 26. ОГНЕУПОРНЫЕ И ИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Отжигательную печь необходимо выкладывать из кирпича, который сохраняет свою прочность, не меняет форму при высоких температурах (до 1000—1100° С) и выдерживает резкие колебания температур, неизбежные при нагреве и охлаждении. Кирпич, обладающий такими свойствами, называется огнеупорным. Огнеупорные материалы различного химического состава имеют разные химические и физические свойства. В печах для нагрева металла используются следующие огнеупорные материалы: шамот, динас, магнезит, доломит. Они выдер' живают нагрев до 1600—1800° С.
Существуют специальные огнеупорные материалы, выдерживающие температуры до 2000° С и более. Лучшим огнеупорным материалом для отжигательных печей является шамот. Шамотные кирпичи прессуют из смеси
6* 83
зерен предварительно обожженной огнеупорной глины (шамота) и раствора сырой огнеупорной глины. Размер зерна шамота должен быть 0,5—4 мм. Высококачественный шамотный кирпич маркируется классом А (от Ао до А6). Кирпич класса А прессуется из 90% шамота и 10% жидкой глины с небольшой добавкой щелочи.
Шамотный кирпич класса В (от Bi до В6) изготавливают из 66% шамота и 34% сырой глины с добавлением молотого кварцита или кварцевого песка.
Для эффективного нагрева металла важно, чтобы стенки печи плохо пропускали тепло, т. е. обладали теплоизоляционными свойствами. Для этого с внешней стороны стены и свод защищают изоляционной кладкой, засыпкой или обмазкой. Чаще всего для изоляции термических печей применяют диатомовый кирпич, асбестовую засыпку или обмазку, а также пеношамот и легковесный шамот.
Все эти изоляционные материалы имеют огромное количество пор, заполненных воздухом, который, как известно, имеет самую низкую теплопроводность. Этим и объясняются высокие изоляционные свойства перечисленных материалов. Воздушные поры обусловливают малый вес и низкую прочность этих материалов.
В последнее время для ускорения строительства и ремонтов отжигательных печей широко применяют массивные блоки из огнеупорного бетона.
Контрольные вопросы
1. Как повысить скорость и равномерность нагрева садки?
2. Как двигаются продукты сгорания в рециркуляционной печи?
3. Расскажите об устройстве печи с роликовым подом.
4. Расскажите о работе многостендовой колпаковой печи.
5. В чем преимущества нагрева металла в расплавах солей?
6. Каковы особенности нагрева прутков в установках ТВЧ?
7. В чем причина низкой теплопроводности огнеупоров?
ГЛАВА VI
ИСТОЧНИКИ ТЕПЛОВОЙ ЭНЕРГИИ
§ 27. ВИДЫ ТОПЛИВА
Основным топливом термических печей являются газ и мазут. Расширяется применение электроэнергии (нагрев с использованием специальных элементов сопротив-84
ления и выделение тепла непосредственно в нагреваемом металле).
Газообразное топливо за последнее десятилетие нашло очень широкое применение, что обусловлено открытием и разработкой новых месторождений природного газа. Большое число термических печей переведено с мазута на газ. Г аз не только более дешевое, но и более удобное для применения топливо. Для сжигания газа не требуется специальной очистки или подогрева. Газ легко транспортировать по трубам на любое расстояние. Для сжигания газа не требуется воздух или пар высокого давления. В инжекционных газовых горелках воздух для горения подсасывается струей газа. Газовые горелки могут иметь любую производительность, в том числе и очень малую (что невозможно при работе на мазуте). Регулирование расхода газа также не представляет больших трудностей. Легко соблюдается чистота рабочих мест.
Для отопления печей металлургических заводов применяют газообразное топливо различных видов (табл. 5).
Таблица 5
Характеристики горючих газов
Газ Теплота сгорания Температура воспламенения с воздухом, °C Содержание СО, % Пределы взрываемости, содержание газа в воздухе, %
МДж/м3 ккал/м3 нижний верхни й
Бутан 118,3 28 340 475—550 — 1,5 8,5
Пропан 91,3 21 800 510—580 — 2,1 9,5
ААетан 35,9 8 560 650—750 — 1,5 15,4
Окись углерода 12,6 ЗОЮ 610-660 100 12,5 75
Природный 36,0 8 600 530 До, 1,0 5 15
Доменный 3,77 900 530 2,8 35 74
Коксовый 16,4 3 900 300 7 5,5 31
Аммиак 14,0 3 340 780 — 16 33
Водород Экзогаз богатый 10,8 2 570 550—590 — 4 75
(15-18% Н2) 3,4 810 550—590 10—13 17,5 87,5
Эндогаз (40% Н2) 7,0 1 680 550—590 20 8,5 80
Основной недостаток газообразных топлив — их взрывоопасность и токсичность. Поэтому при работе на печах, отапливаемых газом, необходимо хорошо знать
85
правила эксплуатации и безопасности и точно их выполнять (см. гл. XIII).
Для облегчения выявления утечек в газ добавляют специальные вещества с сильным запахом — одоранты. Одоранты позволяют определить присутствие газа в воздухе при концентрации, в 5 раз меньшей нижнего предела взрываемости.
Природный газ содержит 85—98% метана и около 1 % окиси углерода. Применяется как топливо на металлургических заводах, не имеющих доменных и коксохимических производств.
Доменный газ имеет низкую теплоту сгорания; по мере совершенствования работы доменных печей теплота сгорания его продолжает снижаться. Доменный газ несколько тяжелее воздуха и при утечках может накапливаться в колодцах и траншеях. Он не имеет цвета, запаха, вкуса, очень ядовит (содержит до 28% окиси углерода) и взрывоопасен. Горит слабым синим пламенем.
Коксовый газ характеризуется высокой теплотой сгорания, в три раза легче воздуха, имеет резкий запах нафталина и тухлых яиц. Ядовит (содержит 7% СО) и взрывоопасен. Горит желтовато-красным пламенем.
Для сжигания в термических печах в доменный газ добавляют 7з объема коксового газа. Смесь имеет теплоту сгорания около 8,4 МДж/м3 (2000 ккал/м3) и пахнет коксовым газом. Содержание 20% окиси углерода и 8— 10% водорода делает смесь газов ядовитой и взрывоопасной.
Мазут как топливо термических печей интенсивно вытесняется газом. Мазут — это продукт переработки нефти после отделения керосиновых и бензиновых .фракций. Средняя теплота сгорания его 40 МДж/кг (9300 ккал/кг), температура воспламенения 100—125° С. Основной недостаток мазута (кроме высокой стоимости по сравнению с газом) заключается в высокой вязкости. Он застывает при 15—25° С, поэтому перемещать его по трубам можно только в разогретом виде (до 80—100°С). По трубопроводам на большие расстояния мазут транспортировать нельзя, но можно перевозить в цистернах. Взрывоопасность возникает только при розжиге холодных печей и борьба с ней не представляет особых трудностей. Для распыливания мазута перед сжиганием необходим высокий подогрев (до 100—110° С), высокое давление воздуха и специальные устройства в форсунках.
86
Электронагрев'имеет преимущество: простота запуска и отключения нагревательных устройств, отсутствие дымовых труб, гигиеничность и чистота рабочих мест. Недостаток — высокая стоимость. Однако использование дешевых источников получения электроэнергии расширяет возможность применения электронагрева. Печи электросопротивления для термообработки проката имеют ограниченное применение. Они уступают по равномерности нагрева печам с газовым обогревом, особенно печам рециркуляционным.
Перспективными направлениями термообработки являются сквозной индукционный и контактный электронагревы. Эти виды нагрева очень удобны для выполнения новых видов термообработки в металлургии — закалки и нормализации.
§ 28. ПОДГОТОВКА ТОПЛИВА К СЖИГАНИЮ
Для бесперебойной и эффективной работы устройств для сжигания топливо необходимо подготовить соответствующим образом.
Природный газ очищают от пыли, сероводорода и влаги еще перед подачей с промыслов в магистральные газопроводы.
Искусственные газы, выходящие из печей, вначале охлаждают водой, а затем — в холодильниках до 25— 30° С. При этом удаляются смола и пыль. Затем в водяных скрубберах отделяют аммиак, а в масляных — нафталин. Для удаления нафталина применяют также холодильники и электрофильтры. Для очистки от серы используют мышьяковисто-содовый раствор. После осушки и одоризации газ поступает в заводские магистрали.
Мазут поступает на предприятие в цистернах. Для слива, особенно в зимнее время, мазут разогревают, пуская в цистерну пар. Поэтому обводненность мазута в зимнее время достигает 5%, что ухудшает работу форсунок и автоматики.
Поскольку станции перекачки находятся вне цеха, мазут снова подогревают примерно до 60° С (для возможности перекачки его по трубам). Подогретый мазут пропускают через сетчатые фильтры грубой очистки. Перед разводкой по печам мазут снова подогревают (до 90° С) и пропускают через более тонкие сетчатые фильтры. Но для автоматизированных печей этого еще не до
87
статочно. Чтобы тонкая щелевая прорезь регулирующего
мазутного крана не засорялась, мазут дополнительно очищают в пластинчатом фильтре (рис. 33). Пластинчатый фильтр снабжен паровой рубашкой, которая предот-
Рис. 33. Мазутный пластинчатый фильтр типа ФП-1
вращает остывание мазута, находящегося в полости фильтра. Выходящий из фильтра мазут должен пройти через щели размерами 0,2 мм между пластинами. Чтобы грязь, остающаяся у входа в щели, не закрывала проход мазута, ее периодически счищают скребками, которые движутся при проворачивании ручки.
Отжигальщик должен проворачивать ручку не реже одного раза в смену. Грязь, снятая скребками, оседает на дно корпуса фильтра, откуда через специальное отверстие периодически выпускается.
Мазут подогревается в подогрева
телях двух типов: змеевиковых и трубчатых. В змеевиковом подогревателе (рис. 34) пар под
давлением поступает в сосуд, где находится змеевик из мазутных труб. Из нижней части сосуда отработанный пар непрерывно отводится через конденсационный горшок.
Более эффективен трубчатый подогреватель (рис. 35). Сосуд пронизан параллельными мазутными трубами, один конец сосуда представляет собой входной мазутный
88
коллектор, другой — выходной коллектор. Через центр каждой мазутной трубы проходит стержень, назначение которого — уменьшить в трубе толщину слоя мазута, который подвергается подогреву. Чем тоньше этот слой,
тем быстрее он прогревается, двигаясь по трубам. В зазорах между трубами проходит пар. Чтобы мазут не остывал на пути следования, рядом с мазутной трубой прокладывают паровую, и их вместе изолируют пеношамотным или диатомовым кирпичом.
89
§ 29. СХЕМЫ ПОДВОДА ТОПЛИВА, ВОЗДУХА И ПАРА
Наиболее сложные схемы подвода топлива, воздуха и пара имеют печи, отапливаемые мазутом. Для печей периодического действия, какими обычно являются отжигательные, больше всего подходит кольцевая или циркуляционная система подачи мазута. В кольцевой системе мазут насосом прогоняется по главному трубопроводу вдоль всех печей, после чего остатки его сливаются в тот же бак, из которого мазут подается к печам. От главного трубопровода к каждой печи сделан тупиковый отвод мазута через пластинчатый фильтр и мазутный кран в форсунку.
Благодаря кольцевой системе давление мазута в главной магистрали остается постоянным и не зависит от его расхода на печах. Кроме того, непрерывное движение мазута по магистрали необходимо еще и для того, чтобы мазут не застывал в трубах, когда расход его на печах сокращается.
Тупиковая система подвода мазута возможна лишь там, где мазут подается от напорных баков самотеком. Подавать в тупиковую систему мазут от насоса нельзя, так как расход его на печах непрерывно меняется, что приводит к резким колебаниям давления.
Поступающий к печи мазут проходит прежде всего через ряд приборов: пластинчатый фильтр, регулятор давления, манометр, расходомер, термометр, после чего поступает через регулирующие краны к форсункам. К каждой форсунке имеются два подвода мазута: один— через ручной регулирующий кран, другой — через кран автоматического регулирования. Два подвода .мазута позволяют очищать и ремонтировать краны, не останавливая печь. Такие обводные линии имеются у каждого прибора, установленного где-либо на магистрали. Обводные линии и основная линия в месте установки приборов снабжены запорными вентилями или пробковыми кранами.
К форсунке, кроме мазута, подводится пар. Это необходимо для прогрева форсунки перед пуском печи в холодное время. Если форсунку не прогревать, то мазут, попав в нее, сразу застывает и закупоривает мазутное сопло. Для разогрева мазута в таком случае необходимо прогреть корпус форсунки паяльной лампой или мазутным факелом. Схема подвода пара зависит от того,
90
как подводится к печи мазут. Принцип схемы подвода пара — обогревать мазут на всем пути его следования, не давая ему остыть. Но в отличие от мазутопровода паропровод не может заканчиваться на печи тупиком. От мазутной разводки пар должен пройти через пластинчатый фильтр в конденсационный горшок, из которого конденсат направляется в канализацию.
На всем пути движения пара уклон трубопровода должен быть в сторону конденсационного горшка, а уклон трубопровода конденсата — в сторону канализации. В противном случае при падении давления пара в магистрали конденсат образует пробку, и движение пара и обогрев мазута в пути прекратятся. Застывание мазута в зимнее время может привести к длительной остановке печи. Разогрев мазута в трубах — очень трудоемкая работа, хотя бы потому, что для этого нужно разрушать всю изоляцию на трубопроводе.
Схема подвода вентиляторного воздуха к печам, не имеющим рекуператоров, предельно проста: главная воздушная магистраль проложена вдоль печей, от этой магистрали к каждой печи проложен воздушный коллектор, на входе в который установлен воздушный дроссель. Дроссель позволяет в случае необходимости прекратить доступ воздуха к печи. От воздушного коллектора воздух отводится к каждой форсунке.
Подвод газа к печам был бы так же прост, как подвод воздуха, если бы не опасность взрыва. Газ подводится к цеху по магистральному газопроводу. Через каждые 200—250 м на газопроводе установлены водоотвод-чики, предназначенные для удаления из газопровода воды, образующейся в результате конденсации водяных паров. Газопровод должен иметь уклон в сторону водо-отводчика. Будка водоотводчика должна отапливаться, иначе в зимнее время вода может замерзнуть и разорвать трубы. Через разрывы в газопровод попадет воздух, возникнет взрывоопасная смесь. Сварные швы газопровода перед пуском газа проверяют, обмазывая снаружи меловым раствором, внутри — керосином, который обладает наиболее высокой проникающей способностью. При малейшей неплотности шва керосин проникает через него, и на сухой меловой поверхности появляются темные пятна. Задвижки на газопроводах подвергают гидравлическим испытаниям при давлении 0,1 Мн/м2 (1 ат изб.), т. е. в магистраль с одной стороны задвижки нагнетают
91
воду под давлением, если давление воды не падает, то значит задвижка пригодна к работе. Действующий газопровод не реже одного раза в год проверяют на плотность мыльной водой. В случае врзникновения неплотностей в месте утечки газа образуются пузыри.
Каждый газопровод, подводящий газ к печи, оборудуют свечой, устанавливаемой между двумя задвижками. Свеча — это вертикальная труба, выходящая через крышу цеха и предназначенная для продувки газопроводов печи во избежание образования в них газо-воздушной смеси. Высота свечи должна быть не менее 12 м от уровня земли. Диаметр свечи определяется в зависимости от объема газопроводов. Свечи устраивают также на цеховом коллекторе и на внешнем газопроводе для продувки их газом в случае засасывания в коллектор воздуха.
Давление газа в горелках низкого давления находится в пределах 2,5—4 кН/м2(250—400 мм вод. ст.), давление воздуха 0,6—2 кН/м2(60—200 мм вод. ст.). При падении давления газа ниже 0,5 кН/м2 (50 мм вод. ст.) воздух, имеющий более высокое давление, может попасть в газопровод и образовать взрывоопасную смесь.
В случае падения давления воздуха газ попадает в воздухопровод, при этом также возникает взрывоопасная смесь. Для предупреждения образования такой смеси печи оборудуют автоматическими быстродействующими отсечными дросселями. Величину критического давления газа (при котором срабатывает дроссель) устанавливают в зависимости от давления поступающего воздуха. Газовые печи оборудуют световой и звуковой аварийными сигнализациями, и каждый отжигальщик обязан знать, что нужно делать при том или ином сигнале.
§ 30. ГОРЕЛКИ И ФОРСУНКИ
Для сжигания мазута применяют большое число форсунок различных типов. Все они подразделяются на две группы: форсунки высокого давления воздуха и форсунки низкого давления. В форсунки высокого давления подается воздух давлением до 0,5 МН/м2 (5 ат изб.). Эти форсунки не нашли широкого применения на печах отжига. В них трудно поддерживать нужное соотношение мазута и воздуха, поэтому расход мазута повышает
92
ся. Кроме того, для получения воздуха высокого давления нужен компрессор, который сложнее вентилятора, подающего воздух к форсункам низкого давления. В форсунках низкого давления используется воздух давлением от 4 до 10 кН/м2(400—1000 мм вод. ст.).
Лучшие результаты при автоматизации тепловых режимов показала форсунка двойного распыливания системы «Центроэнергочермет» (рис. 36), работающая при давлении воздуха 7—8 кН/м2 (700—800 мм вод. ст.) и давлении мазута 80—120 кН/м2(0,8—1,2 ат изб.). Аналогичное устройство и назначение имеет форсунка «Норт-Америкен». Воздух к форсунке типа «Центроэнергочермет» подается по двум воздухопроводам. Воздух первой ступени не регулируется. Он предназначается для распыливания мазута при любом его расходе. Вторичный воздух обеспечивает полное сгорание мазута. Дроссель вторичного воздуха связан с мазутным краном и регулируется вместе с ним. Расход вторичного воздуха, кроме того, можно регулировать вручную поворотом штурвала. При этом изменяется ширина воздушной щели.
Таким образом, на автоматизированной форсунке Центроэнергочермета можно изменять вручную ширину воздушной щели перед каждой операцией, если ее температурный режим отличается от предыдущего. Мазут в форсунку поступает через компенсатор, изготовленный из медной трубки. Его назначение — компенсировать перемещение ввода мазута при движении его во время регулировки ширины воздушной щели.
Поступивший в форсунку мазут движется по внутренней трубе, которая заканчивается мазутным соплом. Для очистки мазутного сопла внутри трубы находится игла. При нажатии на рукоятку игла проходит через сопло и прочищает его. Пружина возвращает иглу с рукояткой в прежнее положение. Первичный (нерегулируемый) воздух поступает в корпус форсунки и движется по трубе, в конце которой находится завихритель. Пройдя через завихритель, первичный воздух смешивается с мазутом, распыляя его. Вторичный воздух подводится по трубе диаметром 100—НО мм и в корпусе форсунки обтекает со всех сторон трубу первичного воздуха.
Встреча вторичного воздуха с мазуто-воздушной смесью происходит после выхода его из воздушной щели. Ширина воздушной щели, как указывалось выше,
93
может изменяться при вращении штурвала. Корпус форсунки крепится к воронке, имеющей пять окон. Окна служат для разжигания форсунки, чистки камеры горения, для контроля горения и для подсоса воздуха, охлаждающего арматуру форсунки. Воронка снабжена
Рис. 36. Газо-мазутная горелка
525
04
регистром, которым перекрываются окна. Окна закрываются регистром постепенно, по мере уменьшения интенсивности горения. Больше 3Д площади окон перекрывать не следует, так как может произойти нагрев и разгар корпуса форсунки.
Форсунка системы «Центроэнергочермет» с успехом используется и как газомазутная для раздельного сжигания газа или мазута. Эта форсунка незаменима на
Рис. 37. Схемы горелок внешнего смешения:
а — труба в трубе; б — соосная с параллельным подводом; <-в — без подвода воздуха
автоматизированных печах в тех случаях, когда по условиям снабжения приходится часто переходить с мазута на газ и наоборот.
При переходе с мазута на газ мазутное сопло заглушается, а газ подается по трубе первичного воздуха (рис. 36). Конструкции для сжигания только газа отличаются еще большим разнообразием. При сжигании газового топлива, так же как и мазута, стремятся обеспечить полное сгорание топлива с наименьшим количеством воздуха. Как известно, в воздухе содержится свыше 3/4 азота, который не участвует в горении, но тепло на его нагрев расходуется. Поэтому избыточный воздух при горении — это потери тепла.
Полнота сгорания топлива и скорость горения зависят от качества перемешивания газа с воздухом. Чем лучше перемешивание, тем быстрее и полнее сгорает газ и тем выше температура пламени. По способу смешивания газа и воздуха, а значит, и по способу сжигания газовые горелки подразделяются на три группы: горелки внешнего смешения (диффузионные), горелки частичного предварительного смешения и горелки полного предварительного смешения (беспламенные).
95
Наибольшее распространение получили диффузионные горелки. В них газ перемешивается с воздухом в топке. На рис. 37 показана схема простейшей горелки типа труба в трубе. В топку поступает струя газа в кольцевой струе воздуха. Горение газа происходит по мере перемешивания. При нормальном расходе воздуха близкая к соплу часть пламени имеет золотисто-соломенный цвет. Внешняя часть факела имеет голубоватый цвет.
Рис. 38. Схема индукционной горелки беспламенного сжигания
Если воздуха для горения недостаточно, то пламя приобретает красноватую окраску, факел удлиняется, появляется сажа. При излишках воздуха факел укорачивается, пламя бледнеет и синеет, горелка гудит сильнее.
Применяют также конструкции диффузионных горелок без специального подвода воздуха (рис. 37, в). Воздух для горения подсасывается струей газа из атмосферы цеха. В термических печах нельзя использовать диффузионные горелки большой производительности: длинное пламя будет попадать на металл и перегревать его.
Горелки частичного или неполного предварительного смешивания на термических печах применяют реже. К ним относятся, например, инжекционные горелки низкого давления. В этих горелках струей газа подсасывается в смеситель и смешивается с газом только часть воздуха. Остальной воздух присоединяется к факелу в топке.
К горелкам полного предварительного смешения относятся инжекционные горелки среднего давления (рис. 38), широко применяемые на термических печах, особенно на печах непрерывного действия при отоплении природным газом. Эти горелки удобно использовать, 96
когда требуется много горелок малой производительности. Преимущество их в том, что не требуется подвод вентиляторного воздуха. Но для высокой производительности (при большом расходе газа) инжекционные горелки неудобны вследствие их большой длины.
Рис. 39 Радиационная труба: / — рекуператор; 2 — горелка
Инжекционная горелка (рис. 38) состоит из сопла /, по которому подается газ; воздушной шайбы 2, по которой поступает воздух для горения; смесителя 3, в котором происходит смешивание газа с воздухом; диффузора 4, в котором выравниваются скорости по сечению потока и повышается давление смеси, и носика горелки 5, повышающего скорости на периферии потока и препятствующего проскоку пламени в горелку. Работа горелки основана на свойствах высокоскоростной струи создавать разрежение на входе в трубу, которую она заполняет. При разрежении поток воздуха устремляется в трубу (смеситель), где смешивается с газом.
При давлении 80—100 кН/м2(0,8—1,0 ат. изб.) в горелках Стальпроекта типа В можно настроить зазор всасывающего участка на оптимальное количество подсасываемого воздуха, так что смесь будет сжигаться с коэффициентом расхода воздуха а=1,05.
Радиационные трубы применяют в печах с контролируемой атмосферой при отоплении их газом. Горение газа происходит внутри трубы Продукты сгорания не по-7—1082 97
падают в печь, а только нагревают стенки трубы, которые в свою очередь греют печное пространство и обрабатываемый металл.
По форме радиационные трубы бывают U-образные W-образные, Р-образные, О-образные, прямоточные и тупиковые. На рис. 39 показана схема радиационной трубы U-образной формы. Для улучшения использования тепла труба оборудована рекуператором, в котором воздух, поступающий для горения, подогревается уходящими продуктами сгорания до 300° С.
Основной недостаток радиационных труб состоит в том, что они часто забиваются сажей. На сварных стыках труб возможно образование щелей (прогаров), через которые в печь попадают продукты сгорания. При попадании продуктов сгорания в контролируемую атмосферу ее защитные свойства быстро теряются. Сталь, подвергаемая термообработке, обезуглероживается и окисляется. При работе с радиационными трубами очень важно соблюдать правильную настройку горелок и поддерживать равномерное горение всех горелок зоны печи.
§ 31. НАГРЕВАТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Для преобразования электрической энергии в тепловую применяют нагреватели в виде элементов сопротивления. Элементы сопротивления имеют вид спиралей или зигзагов из специальных металлов или сплавов, имеющих высокое удельное сопротивление прохождению электрического тока. При пропускании через них тока выделяется тепло, которое используется для нагрева изделий.
В табл. 6 приведены основные материалы, применяемые для нагревателей. Лучшим материалом для нагревателей термических печей является нихром. В них хорошо сочетаются механические и электрические свойства. Но высокое содержание никеля (60—80%), который дорог и дефицитен, ограничивает их применение Для замены нихромов разработаны и получили широкое применение сплавы с пониженным содержанием никеля и безникелевые (хромоалюминиевые).
Чистые металлы применяют в основном для высокотемпературных лабораторных печей. Причина — высокая их стоимость и сложность эксплуатации; платину можно применять только в ненауглероживающей атмо-
98
Таблица 6
Характеристика материалов, применяемых для изготовления нагревательных элементов
Наименование материала Рекомендуемая температура работы, °C Максимально допустимая температура работы, °C
непрерывный режим прерывистый режим непрерывный режим прерывистый режим
Нихром Х20Н80 . 1050 1000 1150 1100
Нихром Х20Н80ТЗ 1100 1050 1200 1150
Нихром Х15Н60 .... 950 900 1050 1000
Сталь Х25Н20С2 (ЭИ283) 850 еоо 1000 950
Сталь Х23Н18 (ЭИ417) 850 800 1000 950
Фехраль 750 650 900 800
Платина . 1300 1200 1400 1300
Вольфрам — — 3000 —
Силит . . 1250 1200 1450 1400
Дисилицид молибдена 1650 — 1700 —
ЭИ595 (22% Сг; 4,5% А1<0,05% С) 1050 1000 1200 1150
сфере, а вольфрам и молибден — в защитной атмосфере из водорода.
В высокотемпературных печах удобнее применять нагреватели из дисилицида молибдена, которые не требуют специальной атмосферы. Недостаток их — высокая хрупкость при низких температурах.
Неметаллические карборундовые нагреватели изготавливают в виде стержней из карбида кремния. Они хорошо выдерживают высокую температуру, но в процессе эксплуатации их электросопротивление увеличивается. Поэтому их необходимо подключать к сети через регулировочные трансформаторы. Они также обладают высокой хрупкостью.
Нагреватели для больших мощностей изготавливают литыми или штампованными в виде секций.
Трубчатые электронагреватели (ТЭН) представляют собой трубы из жаропрочной стали, в которых размещены спирали (обычно из нихрома). Электрическая изоляция спирали от трубы осуществляется набивкой порошка периклаза, который имеет хорошую теплопроводность. Трубы защищают спирали от воздействия печной атмосферы или жидких сред. Стойкость спиралей в трупах во много раз выше.
7* 99
§ 32. ИНДУКТОРЫ
Индуктор — это устройство для передачи энергии тока высокой частоты от источника питания к нагреваемому изделию. Для уменьшения потерь при прохождении тока индукторы изготавливают из медных трубок. Для охлаждения индуктора, который получает тепло от на-
Рис. 40. Схема индукционного нагрева:
/ — одновитковый индуктор; 2 — нагреваемое изделие; 3—нагретый слой; 4 — магнитное поле
дуктор или серию индукторов
греваемого изделия, по трубкам непрерывно пропускают воду.
Форма и вид индуктора отличаются большим разнообразием и зависят от того, какое изделие или часть его поверхности нужно нагреть. На металлургических заводах применяют как индукторы для одновременного нагрева, когда короткомерное изделие нагревается сразу все, так и индукторы для непрерывнопоследовательного нагрева, когда через ин-непрерывно движется
длинный пруток, полоса или лента. При этом происходит нагрев только той части изделия, которая в данный момент находится в индукторе.
Нагретая часть, выходящая из индуктора, может охлаждаться на воздухе (нормализация) или под воздействием струй воды (закалка). Закалка в этом случае осуществляется также непрерывно-последовательным способом: после индукторов устанавливают кольцевые или щелевые коробки с большим числом отверстий на внутренней стороне. Через эти отверстия под высоким давлением непрерывно подается вода, которая и охлаждает со всех сторон движущийся пруток (ленту).
Для нагрева круглых прутков применяют цилиндрические индукторы одновитковые (рис. 40) или многовит-ковые. Чаще применяют многовитковые индукторы, так как они способны передать большую тепловую мощ
100
ность, в результате чего пруток можно быстрее продвигать через индуктор и достигать более высокой производительности. Для нагрева металла квадратного или полосового сечения витки индуктора должны иметь соответственно квадратный или щелевой зазор в центре.
Недостаток индукторов как нагревателей — их не-универсальность: для каждого профиля металла и даже для одного профиля разных размеров (например, при диаметрах 20 и 50 мм) нужны отдельные индукторы. Но при массовом производстве однотипных изделий этот недостаток отпадает.
Контрольные вопросы
1. Назовите основные характеристики природного газа.
2. В чем заключается подготовка мазута к сжиганию?
3. Расскажите об устройстве и работе форсунки системы «Центро-энергочермет».
4. Каков принцип работы инжекционной горелки?
5. Охарактеризуйте основные материалы, применяемые для нагревательных элементов.
6. В чем преимущества трубчатых нагревателей?
ГЛАВА VII
ПРИБОРЫ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
§ 33. ТЕРМОПАРЫ
Результаты термической обработки очень сильно зависят от точности соблюдения температурного режима. Температуры в отжигательных печах измеряют термопарами.
Принцип работы термопар основан на возникновении электродвижущей силы в месте спая двух проводников из разнородных металлов или сплавов, если температура спая отличается от температуры вторых концов проводников. Величина этой электродвижущей силы изменяется с изменением разности между температурой спая и свободных концов. По величине электродвижущей силы можно судить о температуре спая, если температура свободных концов (их иногда называют холодным спаем) постоянна.
101
Устройство термопары показано на рис. 41. Сваренные концы двух проводников из разных металлов помещают в печь, свободные концы при помощи специальных компенсационных проводов подключают к милливольтметру. Милливольтметр показывает величину электродвижущей силы (в милливольтах), но его шкала
Рис. 41. Термопара:
/ — рабочий спай; 2 — фарфоровой наконечник; 3 — фарфоровые трубки (бусы); 4 — металлический чехол; 5 — контактная коробка; 6 — компенса-
-> ционные провода *-
пересчитана на градусы и по ней можно видеть значение температуры горячего (рабочего) спая. Компенсационные провода для гибкости делают многожильными. Компенсационный провод служит продолжением термопары и переносит холодный спай в место с постоянной температурой.
Для измерения температуры от 500 до 1000° С применяют хромель-алюмелевые термопары, обозначаемые буквами ХА. В них один провод (электрод) сделан из хромеля (сплав из 10% хрома и 90% никеля), другой — из алюмеля (сплав из 2% алюминия, 1% хрома, 2% марганца и 95% никеля). Провода изолированы короткими фарфоровыми трубками, чтобы не было замыкания электродов термопары с чехлом и между собой. Чехол защищает термопару от механических повреждений и от вредного действия печных газов. Конец чехла длиной 600—1000 мм изготовляют из жаропрочного сплава Х15Н60Т, остальную часть чехла, которая не подвергается нагреву, — из простой стали. Фарфоровым наконечником спай изолируется от чехла.
Приближать конец термопары к садке металла, нагреваемого в печи, менее чем на 100 мм не следует. Нельзя устанавливать термопару вблизи источников тепла, так как температура термопары неизбежно будет выше температуры металла, и металл будет недогре-ваться.
Э. д. с. термопары не является стабильной. Это значит, что при неизменной температуре горячего и холод
102
ного спаев э. д. с. термопары не остается одной и той же, а изменяется с течением времени. Поэтому термопары необходимо периодически проверять.
§ 34. САМОПИШУЩИЕ И РЕГУЛИРУЮЩИЕ ПОТЕНЦИОМЕТРЫ И МИЛЛИВОЛЬТМЕТРЫ
Приборами для измерения э. д. с. термопары являются милливольтметр и потенциометр. Милливольтметр состоит из постоянного магнита, в магнитном поле которого находится рамка с обмоткой из тонкой проволоки. К обмотке рамки подсоединяют холодные концы термопары. Когда горячий спай термопары нагреется, по цепи, в которую включена рамка, пойдет ток. Ток создаст магнитное поле рамки. Взаимодействие магнитных полей рамки и постоянного магнита заставит рамку повернуться. Вместе с рамкой повернется стрелка милливольтметра и укажет на шкале температуру горячего спая. Чем выше температура спая, тем сильнее ток, сильнее взаимодействие магнитных полей рамки и магнита, больше поворот рамки и выше показания стрелки милливольтметра.
Если к милливольтметру прибавить механизм, протягивающий бумажную ленту и через определенный промежуток времени прижимающий стрелку к этой ленте, можно получить на диаграммной бумаге серию отпечатков стрелки, т. е. запись температур. Наиболее совершенным прибором для измерения температуры является потенциометр.
Потенциометрический метод измерения заключается в том, что э. д. с. термопары сравнивается с известной э. д. с. На рис. 42 показана упрощенная принципиальная схема электромеханического потенциометра типа СП. В цепь термопары включены сопротивление (реохорд), нуль-гальванометр, источник постоянного тока (сухой элемент). Сухой элемент включают так, чтобы напряжение, снимаемое с участка реохорда, было направлено навстречу э. д. с. термопары.
Если э. д. с. термопары больше этого напряжения, то стрелка нуль-гальванометра отклоняется вправо и замыкает контакты цепи двигателя, который передвигает движок реохорда вправо. Напряжение, снимаемое с участка реохорда, увеличивается и становится равным э. д. с. термопары, стрелка гальванометра размыка
ют
ет контакты цепи двигателя и становится на нуль. Стрелка потенциометра, связанная с движком реохорда, показывает повышение температуры горячего спая.
Если температура в печи снижается, то величина э. д. с. термопары становится меньше величины напряжения, снимаемого с участка реохорда. При этом стрелка нуль-гальванометра отклоняется влево и замыкает
Рис. 42. Упрощенная схема электромеханического потенциометра:
/ — термопара; 2 — реохорд; 3 — нуль-гальванометр; 4 — сухой элемент; 5 — электродвигатель; 6 — стрелка потенциометра; 7 — шкала температур
Рис. 43. Упрощенная принципиальная схема электронного потенциометра:
1 — термопара; 2 — реохорд;
3 — сухой элемент; 4—усилитель; 5 — электродвигатель; 6—шкала температур
другие контакты цепи двигателя, который начинает вращаться в другую сторону и сдвигает движок реохорда со стрелкой потенциометра влево, и стрелка показывает уменьшение температуры.
Потенциометры, как и милливольтметры, оборудуют записывающими устройствами. Один прибор может отмечать температуру шести и более термопар на одной ленте.
Электронный потенциометр не имеет очень чувствительного к сотрясениям нуль-гальвапометра. В схеме электронного потенциометра (рис. 43) разница величин э. д. с. термопары и сухого элемента (разбаланс) усиливается в несколько десятков тысяч раз электронным усилителем и подается в обмотку балансирующего электродвигателя. Электродвигатель начинает вращаться и перемещать движок реохорда. В точке полной компенсации (где разбаланс равен нулю) двигатель останавливается. При разбалансе другого знака двигатель перемещает движок реохорда в другую сторону.
Используя потенциометр, можно не только измерять, но и регулировать температуру печи. Для этого необхо
104
димо ввести в потенциометр реостатный датчик и задатчик температур со стрелкой и системой рычагов (реостатный датчик и задатчик температур представляют собой проволочные сопротивления с движками). Соединив реостатный датчик через усилитель с исполнительным механизмом, можно автоматически поддерживать заданную температуру.
Рис. 44. Упрощенная принципиальная схема пропорционального регулятора температур
Простейшая принципиальная схема пропорционального регулятора приведена на рис. 44. К вторичной обмотке понижающего трансформатора 1 подключается реостатный датчик 2 и реостат обратной связи 3 исполнительного механизма 4. На вход электронного усилителя 5 подается напряжение, снимаемое с движков реостатного датчика 6 и реостата обратной связи (напряжение не подается, если оба движка занимают одинаковое положение). Электронный усилитель при подаче напряжения на его вход включает реле 7 Реле включает двигатель исполнительного механизма.
Схема работает следующим образом. Нужная температура задается вращением ручки задатчика до тех пор, пока стрелка задатчика не достигнет линии на диаграмме, соответствующей заданной температуре.
8—1082
105
Стрелка задатчика и перо потенциометра соединены системой рычагов с движком реостатного датчика. Эта рычажная система устроена так, что при совпадении стрелки задатчика с пером потенциометра (а это бывает, когда температура печи соответствует заданной) движок находится в центре сопротивления реостатного датчика. Если температура в печи превышает заданную, то движок реостатного датчика смещается в сторону, и благодаря этому на вход электронного усилителя подается напряжение разбаланса, которое усиливается, и вызывает срабатывание реле. Начинает вращаться двигатель исполнительного механизма, который, поворачивая рычаг, вызывает прикрывание топливного крана. При работе двигателя исполнительного механизма связанный с ним движок реостата обратной связи перемещается таким образом, что напряжение, подаваемое на вход усилителя, постепенно уменьшается. Когда подача напряжения на вход усилителя прекращается, двигатель останавливается.
Уменьшение подачи топлива приводит к постепенному снижению температуры. Когда температура несколько снизится, движок реостатного датчика начинает двигаться к среднему положению. Так как движок реостата обратной связи при этом неподвижен, на входе усилителя появляется напряжение другого знака, начинает работать двигатель исполнительного механизма. Топливный кран приоткрывается. Если все же температура в печи упадет ниже заданной, то движок реостатного датчика сместится в другую сторону от среднего положения. В результате двигатель исполнительного механизма еще сильнее приоткроет топливный кран. Далее, при достижении заданной температуры движок реостатного датчика снова возвращается в среднее положение, и все процессы повторяются.
Описанная схема пропорционального регулирования проста, но имеет недостатки. При пропорциональном регулировании значение температуры, поддерживаемой регулятором, может не совпадать с заданной, поэтому в регуляторе предусматривается ручная перестановка. Поворачивая ручку ручной перестановки, можно привести температуру в печи к заданному значению. Например, задана температура 800° С, прибор поддерживает температуру 790° С. Нужно повернуть ручку ручной перестановки на одно деление в сторону увеличения
106
открытия крана. Если температура после этого превысит заданную, то нужно повернуть ручку перестановки обратно на половину деления и, таким образом, привести регулируемую температуру к заданному значению.
При регулировании температуры с помощью изо-дромных регуляторов (например, типа ИР-130) ручка «ручная перестановка» вращается автоматически специальным двигателем. При этом любая заданная температура поддерживается автоматически, без вмешательства человека.
§ 35. ПРОГРАММНОЕ РЕГУЛИРОВАНИЕ ТЕПЛОВОГО РЕЖИМА
Потенциометр с пропорциональным или изодромным регулятором автоматически поддерживает температуру, заданную вручную отжигальщиком. В период нагрева, когда необходимо повышать температуру с определенной скоростью, отжигальщик должен через небольшие промежутки времени поворачивать рукоятку задатчика. Если задатчик переводить периодически сразу на 20— 30° С, то температура будет подниматься скачками, форсунки будут гореть неравномерно, прогрев металла затянется, расход топлива увеличится.
Эти недостатки устраняются, если к имеющейся аппаратуре автоматического управления подключить задающее программное устройство. Программное регулирование позволяет осуществлять режим термообработки автоматически, по заранее заданной программе с начала нагрева до конца охлаждения, в этом случае роль отжигальщика сводится к наблюдению за исправной работой приборов.
Существуют различные типы задающих программных устройств. Наиболее просты и удобны в эксплуатации программные устройства типа РУ5-02М. Задающее устройство РУ5-02М состоит из следящей системы и измерительной мостовой' схемы. В следящей системе имеются фотосопротивленпе и лампочка подсвета. Программа отжига наносится тушью на диаграммную ленту (рис. 45), которая движется между фотосопротивлеипем и лампочкой подсвета. Если фотосопротивление наполовину затенено черной линией программы, то оно остается неподвижным, и РУ5-02М не вмешивается в работу потенциометра (т. е. не изменяет задание температуры).
При перемещении программной ленты, на которой
8': 107
задается повышение температуры, затеняемая площадь на фотосопротивлении увеличивается. Увеличивается и сопротивление, в фотоголовке появляется напряжение разбаланса, которое через усилитель включает двигатель, перемещающий фотосопротивление с лампочкой так, чтобы уменьшить затененную часть. Вместе с фото-сопротивлением перемещается ползунок реостатного
Рис. 45. Лента с программой отжига для РУ5-02М
датчика РУ5-02М. Реостатный датчик РУ5-02М включен в цепь реостатного датчика потенциометра. При перемещении движка реостатного датчика РУ5-02М повышается разность напряжений в цепи усилителя, подключенного к ползункам реостатного датчика РУ5-02М и потенциометра. От усилителя этот импульс передается на включение двигателя исполнительного механизма. Двигатель, вращаясь, открывает топливный кран, температура поднимается в соответствии с программой.
Если программой задается понижение температуры, то на фотосопротнвлении увеличивается освещенная часть. Возникает ток другого направления, который через усилитель и реле включает двигатель каретки фотосопротивления и ползунка реостатного датчика. Возникает разность напряжений другого знака, и двигатель исполнительного механизма начинает вращаться в другую сторону. Топливный кран перекрывается. Температура снижается в соответствии с программой.
Если на печи имеется несколько зон, на которых поддерживается одинаковая температура, то установка на каждую зону программного устройства нецелесообразна, во-первых, вследствие высокой стоимости приборов, во-вторых, обилие приборов усложняет обслуживание и, в-третьих, трудно добиться абсолютного совпадения скоростей движения лент с программами. При 108
отставании одного из приборов на 10 мин отставание температуры по соответствующей зоне будет составлять 10—20° С, в результате садка будет греться неравномерно.
Все эти недостатки устраняются установкой на три-четыре зоны одного программного регулятора, одного многоточечного электронного потенциометра и одного пропорционального регулятора. Оборудованные автоматическими переключателями эти приборы последовательно контролируют и регулируют все зоны печи.
§ 36. НЕПОЛАДКИ В РАБОТЕ РЕГУЛИРУЮЩИХ ПРИБОРОВ
В работе регулирующих устройств могут возникнуть следующие неполадки:
1. Уменьшение э. д. с. сухого элемента, в результате чего э. д. с. термопары компенсируется вводом в ее цепь дополнительного сопротивления при смещении ползунка реохорда. При этом на диаграмме начинает отмечаться более высокая температура. На превышение температуры реагирует прибор автоматического регулирования, который прикрывает топливный кран. Горение ослабевает, фактическая температура падает.
Этот недостаток исправляется нажатием кнопки стандартизации. При этом автоматически э. д. с. сухого элемента сравнивается с э. д. с. нормального элемента, и из цепи сухого элемента выводится нужная величина сопротивления. Показания прибора приходят в норму.
2. Смещение стрелки перодержателя. Запись температуры в этом случае производится выше (или ниже), чем нужно. Прибор автоматического регулирования, стремясь привести показания температуры к заданным, подает импульс на закрытие (или открытие) топливного крана. Фактическая температура печи отличается от показываемой в ту или другую сторону.
Установки стрелки перодержателя проверяют включением в цепь термопары катушки РКо при замкнутых контактах термопары. При этом перо не доходит до нужного нулевого деления диаграммы (или переходит его). При нормальной установке стрелки перодержателя перо Доходит до нуля на диаграмме, следовательно, стрелка сбита на величину, на которую перо не дошло до нуля. Исправление достигается регулировкой стрелки до установки пера на нуль.
109
3. Неисправность вибропреобразователя. При этом с преобразователя не поступает импульс на усилитель, и двигатель реохорда не приводится в действие. На диаграмме это отражается идеальной прямой линией или дугой (при круглой диаграмме). Для проверки вибропреобразователь перестанавливают с прибора нормально работающей зоны на проверяемый прибор. Если при этом показания температуры меняются, то вибропреобразователь неисправен и его надо заменить.
4. Неисправность усилителя или двигателя реохорда. При этом запись также имеет вид идеальной прямой линии или дуги (при круглой диаграмме). Для проверки перо перестанавливают в сторону от задания температур. Если перо не возвращается в прежнее положение, то двигатель или усилитель неисправны, и импульс небаланса не может переместить ползунок реохорда в сторону.
Контрольные вопросы
1. Объясните устройство термопары.
2. Объясните принцип измерений э. д. с. термопары милливольтметром.
3. Опишите принципиальную схему пропорционального регулятора.
4. Как считывается программа температур с ленты задатчика РУ5-02М?
5. Каковы основные неполадки (и их признаки) в работе контрольноизмерительных и регулирующих приборов?
ГЛАВА VIII
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ СТАЛИ
§ 37. ОТЖИГ И НОРМАЛИЗАЦИЯ
Отжигу подвергают разнообразную продукцию металлургических заводов, начиная от слитков и кончая калиброванной или холоднокатаной сталью, точность размеров которой достигает сотых долей миллиметра. Поэтому и цели отжига разнообразны:
1) снятие внутренних напряжений, которые могут привести к появлению трещин. Это особенно важно при производстве высоколегированных сталей;
2) умягчение стали для облегчения обработки резанием;
по
3) увеличение пластичности для обеспечения холодной деформации (прокатка, штамповка, волочение, высадка и т. д.);
4) повышение механических свойств измельчением зерна;
5) подготовка структуры стали к последующей окон-
чательной термической обработке;
6) выравнивание распределения углерода и легирующих элементов в зернах стали.
В зависимости от целей термообработки назначается тот или иной вид отжига. Все разновидности отжига объединяются в две большие группы.
1. Отжиг первого рода заключается в нагреве стали ниже точки Aci для снятия напряжений или рекристаллизации или в нагреве до полной аустенитизации (выше Ас3 и Аст) с целью выравнивания химической не-
Рис. 46. Температуры нагрева стали при отжиге:
1 — гомогенизация; 2 — нормализация; 3 — полный отжиг; 4 — неполный отжиг; 5 — рекристаллизационный отжиг и отжиг, уменьшающий напряжения
однородности или увеличения размера зерна.
2. Отжиг второго рода заключается в нагреве ста-
ли выше температуры фазо-
вого превращения (ЛС1) с выдержкой и обязательным
медленным охлаждением. К отжигу второго рода отно-
сятся: полный отжиг, неполный отжиг, нормализация, сфероидизирующий отжиг и изотермический отжиг.
На рис. 46 схематично показаны области температур, характерные для всех описанных ниже разновидностей
отжига.
Отжиг, уменьшающий напряжения
Этот вид отжига очень распространен на металлургических заводах, особенно на тех, которые производят легированные стали. В процессе охлаждения слитков или проката объем металла изменяется в результате
111
температурного сжатия и структурных превращений. Охлаждение идет неравномерно и изменения объема тоже. В результате в стали возникают напряжения, которые, если не принять меры, приводят к растрескиванию металла. Меры заключаются в нагреве до температуры, близкой Aci (рис. 46). Сталь становится мягче и напряжения снимаются.
Отжиг рекристаллизационный
Рекристаллизация — буквально новая кристаллизация — происходит при нагреве холоднодеформированной стали до температур, близких Ас\ (рис. 46). Дело в том, что при холодной деформации (прокатка, волочение) происходит упрочнение металла. Зерна вытягиваются в направлении деформации, металл становится твердым и упругим. Такой металл называют наклепанным или нагартованным. Обычно эти свойства нежелательны и требуется вернуть исходные свойства металла. Для этого и выполняют рекристаллизационный отжиг, в процессе которого вместо вытянутых зерен образуются новые, равноосные (т. е. с одинаковыми размерами во все стороны).
Отжиг гомогенизационный или диффузионный
Этот отжиг выполняется при 1100—1200° С с целью устранения химической неоднородности в зернах стали, а также для более однородного распределения карбидов в высоколегированных сталях. Новой разновидностью является ступенчатая гомогенизация. Чем выше температура стали, тем быстрее идет выравнивание химического состава. Однако практически температура нагрева стали ограничивается не линией АЕ (см. рис. 10), выше которой начинается расплавление стали. Дело в том, что стали всегда имеют примеси. И некоторые из них образуют легкоплавкие соединения, например сульфиды. Эти соединения в процессе кристаллизации слитка скапливаются в отдельных зонах преимущественно на границах зерен. А при нагреве они расплавляются и приводят к дефектам, называемым пережогом: расплав окисляется и прочность стали резко падает.
Поэтому температуру гомогенизации назначают ниже температур начала плавления ликватов (так называ-112
ют скопления легкоплавких соединений). Ступенчатая гомогенизация позволяет превысить эту температуру. Первая ступень температуры соответствует обычной. Во время выдержки при этой температуре происходит как бы рассасывание или в некотором роде растворение ликватов. Температура плавления их повышается. И это дает возможность повысить температуру отжига — подняться на следующую ступень. При повышенной температуре рассасывание ликватов ускоряется, и температура их плавления вновь повышается, что дает возможность снова повысить температуру отжига и т. д.
Отжиг, увеличивающий зерно
Иногда, например в кремнистой трансформаторной стали, необходимо увеличить зерно. Чем больше зерно в трансформаторной стали, тем меньше потери энергии при работе трансформатора. Для увеличения зерна отжиг проводят при температурах, значительно превышающих /4с3, и выдерживают длительное время.
Отжиг полный
Этот отжиг применяют в основном для измельчения зерна и повышения пластичности доэвтектоидных сталей, он заключается в нагреве на 20—30° С выше критической точки Ас3 с выдержкой и последующим медленным охлаждением (50—200° С в час) до 550—600° С и далее на воздухе. Как уже известно (§ 11), в точке /4с3 заканчивается превращение избыточного феррита в аустенит. Но при этом в аустенитных зернах, образовавшихся на месте ферритных, углерода содержится меньше, чем там, где были зерна перлита. Чтобы при распаде аустенита ферритные зерна были мелкими и равномерно распределенными, необходимо выравнивание содержания углерода в зернах аустенита.
Выравнивание состава аустенита происходит при выдержке. Выравнивание идет тем быстрей, чем выше температура. Но высокая температура может привести к росту зерна аустенита, что нежелательно. Поэтому конкретные режимы термообработки по температуре и выдержке разрабатывают с учетом этих особенностей.
Характерным признаком перегрева является видманштеттова структура, отличающаяся крупнозернис-
113
тым строением и расположением феррита в виде сетки или пересекающихся пластин (часто образующих треугольники).
Отжиг неполный
Отжиг заключается в нагреве до температуры выше Aci, но ниже Ае3 (а для заэвтектоидных сталей — выше Ас3, но ниже Ает), выдержке и последующем медленном охлаждении. Цель — снятие напряжений, умягчение. Этому виду отжига подвергают большую часть проката металлургических заводов. Наилучшие результаты неполный отжиг дает при обработке эвтектоидных и заэвтектоидных сталей, для которых полный отжиг неприемлем (так как способствует выделению карбидов по границам зерна в виде сетки). Для доэвтектоидных сталей неполный отжиг не позволяет выполнить перекристаллизацию ферритных зерен, и поэтому механические свойства получаются ниже, чем при полном отжиге. Но умягчение стали происходит хорошо.
Для некоторых самозакаливающихся сталей, таких как 18Х2Н4ВА, 25Х2Н4МА и др. (см. § 48), неполный отжиг выполняется при температурах нагрева ниже Aci.
Нормализация
Нагрев и выдержка выполняются так же, как при полном отжиге. Но охлаждение осуществляют на воздухе. Структура стали получается более мелкозернистой и прочной. Нормализацию применяют (в отличие от полного отжига) для измельчения зерна и устранения карбидной сетки в заэвтектоидных сталях. Некоторые легированные стали при этом закаливаются. Поэтому заэвтектоидные стали после нормализации подвергают неполному отжигу.
Сфероидизирующий отжиг
Этот вид отжига осуществляют в таких же температурных областях, как неполный отжиг, но, кроме умягчения и снятия напряжений, преследуют специальную цель — получение карбидов не в виде пластин, а в виде мелких зерен — сфер. Сталь с такой структурой обладает лучшей пластичностью при холодной обработке, лег-114
че обрабатывается резанием и имеет более высокую ударную вязкость после закалки.
Для получения карбидных (цементитных) зерен из пластинок необходимо нагревать и выдерживать сталь так, чтобы пластинки цементита растворялись не полностью (этапы б и в на рис. 17). Тогда, при медленном охлаждении остатки пластинок превращаются в зерна, а при перлитном превращении пластинки цементита не образуются. Весь цементит выделяется на этих зернах. Чем тоньше исходные пластины, тем быстрее идет сфероидизация и мельче образующиеся зерна.
Следовательно, результаты сфероидизирующего отжига зависят от исходной структуры. Для получения тонкопластинчатой структуры практикуют ускоренное охлаждение металла после прокатки в интервале перлитного превращения или исправляют грубопластинчатую структуру нормализацией, а потом выполняют сфероидизирующий отжиг. Если же при нагреве произошло полное растворение пластин, то зерна уже не образуются. При охлаждении вновь образуются пластинки.
Изотермический отжиг
Этот отжиг отличается от предыдущих видов тем, что охлаждение до температуры на 20—30° С ниже Aci идет быстро, а затем дается выдержка при постоянной температуре (изотермическая). При этой выдержке происходит превращение аустенита в перлит, структура получается более однородной, а время охлаждения несколько сокращается.
Изотермический отжиг применим для тонких изделий, лежащих в печи в один ряд по высоте. Только в этом случае можно металл быстро охладить до температуры изотермической выдержки и во время выдержки иметь одинаковую температуру во всех изделиях.
При отжиге массивных или многослойных садок невозможно добиться ни быстрого охлаждения, ни постоянства температуры во всей садке при изотермической выдержке.
§ 38. ХАРАКТЕРИСТИКИ ОТДЕЛЬНЫХ ПЕРИОДОВ ОТЖИГА
Каждый период термической обработки: нагрев (подъем температуры до заданной), выдержка при заданной температуре и охлаждение — могут быть различ-
ными по длительности.
Чтобы правильно решать практические вопросы термической обработки, нужно знать значение каждого из
этих периодов. На рис. 47 схематично показан график типичного режима термической обработки. На этом графике (/) показано изменение температур в изделии, которое мы должны выполнить с помощью термической
Рис. 47. Кривые изменения температур на поверхности (/) и в центре (2) садки и периоды отжига:
/ — нагрев; // — выдержка; III — ох- ПеЧИ ИЛИ уСТЗНОВКИ. лаждение ДлИТеЛЬНОСТЬ ПерВОГО
периода редко ограничивается. Результат термообработки не зависит от длительности этого периода. Исключение составляет нагрев очень массивных изделий (сечением свыше 150—200 мм), отливок сложной конфигурации или изделий из очень твердой и хрупкой стали. В этих случаях по причине быстрого нагрева возможно образование трещин. Тогда скорость нагрева от 300—500° С ограничивают до 100—
200 град/ч.
Однако нагревать изделие так быстро, как позволяет
его теплопроводность, можно только при поштучном нагреве, т. е. когда все или почти все поверхности изделия доступны радиации и конвекции. Печи, работающие по этому принципу, в промышленности применяют редко, что обусловлено высокой стоимостью, сложностью механизмов и большой длиной.
Чаще всего термообработке подвергают большое количество изделий. В этом случае доступ тепла, передаваемого как радиацией, так и конвекцией, к внутренним изделиям затрудняется или прекращается совсем. Передача тепла в центр садки осуществляется в основном теплопроводностью. Время, необходимое для нагрева изделий в центре садки до заданной температуры, возрастает во много раз. При термообработке крупных са
116
док проката массой 10—60 т период нагрева и прогрева занимает половину и более от всего времени термообработки.
В практике работы для простоты ориентировки периодом нагрева называют время, в течение которого верхняя поверхность садки достигает заданной температуры. Этот момент отмечается на диаграмме потенциометра, записывающего показания термопар, установленных над садкой. Однако внутри садки еще долго повышается температура (рис. 47). Фактически период нагрева заканчивается, когда температура металла в центре садки отличается не более чем на 10—20° С от заданной. Но этот момент можно зафиксировать только термопарами, специально установленными в центре садки. Работа эта сложная и выполняется только при проведении исследований. В текущей работе отжигальщика температура центра садки не контролируется — в этом основная сложность работы отжигальщика. Он должен обеспечить прогрев центра садки к определенному времени, обусловленному инструкцией, не имея прямых измерений температуры.
Второй период операции термообработки — выдержка. Ее длительность (так же, как и температура) определяется целью термической обработки и маркой стали. Самые короткие выдержки применяют перед закалкой стали и при рекристаллизационном отжиге, более длительные— при умягчающем отжиге и самые длительные при сфероидизирующем отжиге. Важно отметить, что длительность выдержки не зависит от числа одновременно обрабатываемых изделий. Однако в заводских инструкциях часто можно встретить правила расчета длительности выдержки в зависимости от массы садки. Но фактически этим определяется дополнительное время, необходимое для прогрева садки (или выравнивания температур). Именно это время возрастает с увеличением массы садки. Фактическое же время выдержки в этих инструкциях завуалировано.
Следует отметить, также, что небольшое увеличение выдержки (на 1—2 ч) обычно не приводит к ухудшению качества стали и поэтому часто практикуется на заводах.
И наконец, третий период термообработки — охлаждение металла в печи. Длительность его зависит от массы садки, но не в такой степени, как нагрев. Чем больше масса садки и высота загрузки, тем медленнее идет ее ес
117
тественное охлаждение (т. е. охлаждение без специальных устройств). Скорость естественного охлаждения малых садок выше, чем требуется при отжиге. Поэтому для замедления скорости охлаждения в топках поддерживают слабое горение.
В больших садках, наоборот, скорость естественного охлаждения меньше, чем требуется при отжиге. Обычно, если металл охлаждается медленнее, чем требуется, качество его не ухудшается. Но общее время охлаждения увеличивается, в результате производительность печи уменьшается. Чтобы не снижать производительность, применяют принудительное охлаждение, вдувая в зазоры садки холодный воздух (предварительно смешанный с печными газами) или нейтральный газ. Проходя по зазорам между изделиями, этот газ охлаждает металл, и скорость охлаждения садки увеличивается.
Промежуточные выдержки при постоянной температуре в процессе охлаждения, преследующие цель превращения аустенита в перлит при неизменных температурных условиях, называются изотермичёскими. Эти выдержки имеют смысл только при загрузке изделий на под печи в один слой. При более массивной загрузке уже невозможно за практически приемлемое время добиться выравнивания температуры во всей садке, а выполнение изотермической выдержки при наличии в садке перепада температур не имеет смысла, так как нет основного условия— изотермичности (одинаковости температур).
§ 39. ОСОБЕННОСТИ РЕЖИМОВ ОТЖИГА
ДЛЯ ПЕЧЕЙ РАЗЛИЧНЫХ ТИПОВ
Конкретные режимы отжига разрабатываются на каждом заводе для различного вида продукции в зависимости от назначения, условий предшествующей обработки (прокатка, ковка, волочение), типа печи и массы садки.
В табл. 7 приведены типичные режимы отжига пруткового и бунтового проката в камерных печах. Указанные режимы отжига выполняются по показаниям зонных термопар, установленных под сводом печи. Отсчет времени выдержки начинается с того часа, когда заданной температуры достигли по всем зонам печи.
В колпаковых муфельных печах с защитной атмосферой режимы отжига отличаются большей продолжитель-
на
Таблица 7
Режимы термической обработки в камерных и колпаковых печах
Марка стали Вид термической обработки Вид продукции Тип печи Масса садки, т Время нагрева, ч Выдержка Режим охлаждения
температура, °C время, ч
Р18, Р9К5 Неполный отжиг Сортовой прокат Камерная с выдвижным подом 27 9 870 9 По 50° С/ч до 600° С и на воздухе
У10—У12 Сфероидизиру- То же То же 40 7 790 12 То же
ШХ15 ющий отжиг » » 40 7 810 10 »
ШХ15 То же Бунты 6 6 800 700 5 4 По 40° С/ч до 700° С, 1 ч с печью и на воздухе
ШХ15 Прутковый подкат Камерная рециркуляционная 10 6 790 6 5 ч с печью и 3 ч с принудительным охлаждением
ШХ15 То же Колпаковая прямоугольная 15 15—25 790 730 6 4 По 20° С/ч до 650° С, под муфелем до 550° С и на воздухе
ШХ15 Рекристаллизационный отжиг Калиброванные бунты Колпаковая цилиндрическая 0,8 2 710 4—6 С печью 2 ч, под муфелем до 400° С и на воздухе
Р18, Р6М5 Неполный отжиг Горячекатаные бунты То же 0,8 4 880 2 На воздухе или в воде
_ Р18, Р6М5 S Рекристаллизационный отжиг Калиброванные бунты 0,8 4 740 6 То же
ностью (табл. 7), так как муфель замедляет передачу тепла от горелок к металлу. В этих печах температуры печи и металла контролируются отдельно. В металл укладывают до шести термопар и отсчет выдержки начинают тогда, когда температура по самой отстающей термопаре будет отличаться от заданной не более чем на 20° С. Температура печи по термопарам, установленным над муфелем, поддерживается на 10—20° С выше заданной для металла садки.
В соляных ваннах в основном выполняют рекристаллизацию калиброванной стали. После загрузки садки (200—1000 кг) температура расплава падает на 50— 100° С. Чем больше масса садки, тем сильнее падает температура. Важно, чтобы при загрузке садки расплав не затвердел. Поэтому масса садки строго оговаривается инструкциями. После достижения заданной температуры (обычно 670—690° С) садку выдерживают 30—60 мин и выгружают из печи. При этом важно, не застуживая металл, погрузить садку в специальный промывочный бак (тщательно защищенный от выброса горячей воды).
Режимы рекристаллизационного отжига прутковой калиброванной стали на индукционных установках задаются по скорости движения прутков через индукторы. Чем медленнее двигается пруток, тем сильнее он нагревается в индукторах. При движении прутков разной толщины с одинаковой скоростью температура нагрева толстых прутков ниже. Поэтому для достижения одной и той же температуры скорость движения толстых прутков задается более низкой. Все это оговаривается технологической инструкцией.
В табл. 8 для примера приведено несколько режимов рекристаллизационного отжига на индукционных установках.
Наиболее сложное задание режимов — в проходных роликовых печах.
В табл. 9 приведено несколько режимов. В проходных печах температурный режим осуществляется в рабочем объеме печи по ее длине и не изменяется во времени. Металл, последовательно проходя все зоны печи, испытывает заданное изменение температуры во времени. Чем быстрее движется металл по печи, тем сильнее не совпадает температура металла с температурой зоны, через которую он проходит. Происходит отставание темпера-
120
Таблица 8
1082
Режимы термообработки на проходных индукционных установках
Марка стали Температура нагрева, °C Диаметр обрабатываемого прутка, мм Скорость движения прутков, м/мин Характеристика установки
мощность, кВт частота тока, Гц число индукторов, шт. общая длина линии наг- рева, м
40—45 880—890 880—890 1 30—36 43—48 Нормализации 7,0—6,5 5,5—4,0 1 1500 1500 8000 8000 8 8 5,6 5,6
ЗОХ—35Х 40Х—45Х 900—910 900—910 800—820 800—820 800—820 100—115 120—130 Н 50—55 70—80 85—95 1,4—1,2 1,1—0,8 'еполный отж 5,2—4,6 3,0—2,1 2,2—1,6 1500 1500 иг 1500 1500 1500 500 500 8000 8000 500 8 8 4 4 8 6,8 6,8 3,2 3,2 6,8
18ХГТ—ЗОХГТ 780—800 30—36 8,2—7,5 1500 8000 4 2,6
780—800 48—50 5,8—5,2 1500 8000 4 2,6
20ХНЗА—ЗОХНЗА 1 760—780 I 12—16 18,0—15,0 1500 I I 8000 I 1 4 1 1 2,6
760—780 | 22—24 13,0—11,0 1500 8000 1 4 1 2,6
Рекристаллизационный отжиг
ШХ15 760—780 10—15 10,2—9,6 500 2500 4 3,2
760—780 20—25 6,0—5,7 500 2500 4 3,2
760—780 10—15 42,0—27,0 500 2500 8 7,0
S хвг | 720—740 | 15—20 | 6,9—6,6 | 500 2500 4 3,2
Таблица 9'
Режимы отжига бунтов в проходных роликовых печах
Марка стали Вид термической обработки Температура, °C, по зонам Пауза, с Общее время термообработки, ч
1 3 5 6 8
08—20кп Рекристаллизационный отжиг Защитная а тмосфера 620 620 620 600 4 1,8
670 630 620 620
25—50, 18ХГТ То же 700 700 700 700 700 700 630 600 14 2,6
38ХГНМ, 12ХН 690 690 690 690 690 690 630 600 14 2,6
23Г2А 720 720 720 720 720 720 650 550 20 3,2
60С2А Сфероидизирующий отжиг 760 780 780 600 680 680 680 600 40 5,0
Окислительная атмосфера
60С2А | — | 700 770 | 780 | 740 680 | 700 | 700 — | 40 1 7’6
20Х—40Х Неполный отжиг 700 720 730 750 760 770 700 — 14 3,8
38ХГНМ, 35ХГН2 Сфероидизирующий отжиг 740 780 820 760 700 700 700 — 28 5,5
туры металла, так как для его нагрева (так же как и для охлаждения) нужно определенное время. Это всегда нужно учитывать, если скорость движения металла большая (малая пауза).
§ 40. ОСНОВНЫЕ ПРИНЦИПЫ
КОНТРОЛЯ КАЧЕСТВА СТАЛИ ПОСЛЕ ОТЖИГА
Объем контроля металла, подвергнутого термообработке, целиком зависит от равномерности нагрева и охлаждения при выполнении режима.
В проходных печах при погрузке прутков слоем в один или два ряда по высоте неравномерность нагрева возможна только по ширине печи. Но так как тепловой режим печи не меняется, а металл непрерывно и с одной скоростью проходит через печь, неравномерность нагрева будет неизменной во всей партии однотипного металла, пока не будет изменен тепловой режим печи или скорость движения металла.
Образцы на контроль качества в этом случае следует отбирать от прутков, находившихся в центре и по краям загрузки по ширине печи. Они могут характеризовать качество всей партии металла.
Если же партия металла идет через печь больше одной смены, то пробы следует отбирать в каждой смене.
При термообработке в проходных роликовых печах массивных бунтов наблюдается существенная неравномерность нагрева. Поэтому следует отдельно контролировать верхнюю и нижнюю поверхности бунта и центр. Но если вырубить образец из центра, то из одного бунта станет два, масса их уменьшится и производительность при последующей обработке понизится. Поэтому в центр бунта следует закладывать пробу из того же металла. Находясь в центре бунта, эта проба будет характеризовать качество близлежащих участков металла.
В печах периодического действия качество металла контролируют на каждой садке. Но металл садки находится не в равных условиях нагрева и охлаждения, поэтому пробы нужно брать из всех зон, имеющих разные условия нагрева.
Схемы отбора проб различны для разных конструкций печей. Но все они построены по принципу обязательного и усиленного контроля тех мест садки, где больше всего имеется опасность перегрева и недогрева. В колпа
9*
123
ковых печах для отжига бунтов основная неравномерность термообработки наблюдается по высоте садки, поэтому пробы отбирают от нижнего, среднего и верхнего бунтов. В особенно ответственных случаях контролируют каждый бунт.
Рис. 48. Расположение и нумерация пакетов в садке
В камерных печах с усиленной рециркуляцией в подподовых топках, где нагрев садки отличается высокой равномерностью, схема отбора проб наиболее простая. От каждого из 8—10 пакетов отбирают по одной пробе с каждого конца пакета. Прутки для отрезки проб выдергивают из середины пакетов 1—4 (рис. 48). От остальных пакетов прутки берут с внешнего края. В этом случае, как и во всех других, пробы отбирают по принципу: внешние прутки — из хорошо прогреваемых участков, внутренние — из недогреваемых.
124
Контрольные вопросы
1. Какие цели достигаются отжигом?
2. Назовите разновидности отжига.
3. Какие особенности выполнения сфероидизирующего отжига?
4. Почему заэвтектоидную сталь не подвергают полному отжигу?
5. Каковы особенности отжига крупных садок?
6. Как задаются режимы рекристаллизационного отжига в индукционных установках?
7. Каковы основные принципы отбора проб от садки металла?
ГЛАВА IX
ВЫПОЛНЕНИЕ ОПЕРАЦИИ ОТЖИГА
§ 41. ПОДГОТОВКА И ПУСК ПЕЧИ
Подготовка печи к пуску является наиболее ответственной операцией работы отжигальщика. В этот период от него требуется глубокое знание и понимание работы печи. В отличие от остальных периодов работы подготовка к пуску состоит в основном из ручных операций, качество и своевременность выполнения которых не контролируется никакими приборами. Но результаты последующей работы иногда целиком зависят от качества подготовительных работ.
В печах периодического действия длительность операции термообработки составляет 8—30 ч (редко больше). Через такое же время повторяется подготовка печи к пуску, которая заключается в следующем.
Свободная от металла печь должна быть осмотрена для выявления неисправностей огнеупорной и изоляционной кладки стен, пода и свода. Важно осмотреть выход термопар в рабочее пространство: достаточно ли погружены они в печь, не изогнуты ли их концы. Там, где садка при загрузке может задеть за термопары, необходимо их поднять.
При отоплении мазутом и газом, надо проверить тягу в дымоходах. Для этого дымовой шибер должен быть полностью открыт. Тягу в печах с выдвижным подом проверяют тягонапоромером, соединенным через переключатель со специальными металлическими трубами, концы которых заканчиваются в дымоходах. Там, где этого нет, тягу проверяет отжигальщик, надевающий асбестовый халат. Войдя в печь, отжигальщик подносит
125
зажженный факел к отверстиям дымоходов. Если дымоход работает, пламя факела втягивается.
В печь со стационарным подом войти нельзя, поэтому тягу проверяют тягонапоромером через специальную сеть труб. Если такого устройства нет, то проверяют наружным осмотром отверстий дымоходов.
В печах с выдвижным подом, колпаковых и шахтных осуществляют засыпку песочных затворов. В электрических печах осматривают нагревательные элементы, чтобы установить, не нарушена ли укладка их, не выходят ли они из пазов, не задевают ли за термопары и друг за друга, нет ли обрыва спиралей, не попали ли на спирали посторонние, особенно металлические предметы. После такого осмотра печь загружают металлом и закрывают. Перед включением форсунок или спиралей в печах с защитной атмосферой их предварительно продувают защитным газом. В электропечах проверяют заземление, устанавливают термопары и подсоединяют их к приборам (в колпаковых печах).
После проведения этих подготовительных работ отжигальщик, убедившись, что рядом нет людей, включает печь. Пуск электрической печи не представляет собой никакой сложности: проверив установку задатчика или программы, отжигальщик нажимает кнопку или поворачивает переключатель. Пуск мазутной печи сложнее: необходимо сделать факел длиной немного менее 1 м из проволоки и на конце проволоки закрепить промасленную тряпку. Факел зажигают от форсунки работающей печи и переносят к форсунке разжигаемой печи.
На горящий факел осторожно, чтобы не загасить, пускают воздух из форсунки, а затем — мазут, который постепенно разгорается. На печах, отапливаемых газом, газ в горелках зажигают электрическим или газовым запальником. Газовый запальник представляет собой длинный резиновый шланг с наконечником, подсоединенный к газопроводу.
Основная задача отжигальщика — как можно быстрее и равномернее нагреть садку. Наибольшую сложность в этом отношении представляют многозонные камерные печи с массой садки более 8 т. Как правило,» на таких печах имеется от 3 до 24 горелок или форсунок. Подвод тепла концентрируется в точках, соответствующих числу форсунок. Поэтому очень важно, чтобы начиная с периода подъема температур все форсунки печи
126
горели интенсивно. Прилегающие к загрузочному окну форсунки должны гореть сильнее, так как потери тепла со стороны окна значительно больше. Если каждая форсунка имеет свою термопару, контролирующую и регулирующую через систему приборов ее работу (так бывает на печах с тремя—четырьмя форсунками), то очень важно, чтобы термопара находилась в центре потока продуктов сгорания, поступающих от форсунки.
В случае смещения термопары в сторону усиливается тепловое воздействие на нее потока продуктов сгорания от соседней форсунки. Может наступить такой момент, когда эта смещенная термопара, нагреваясь от соседней форсунки, подаст через приборы автоматического регулирования импульс на закрытие топливного крана. Форсунка погаснет, металл, расположенный около нее, отстанет в нагреве, а термопара, получая тепло полностью от соседней форсунки, будет показывать температуру, не соответствующую действительной.
Зависимость показания термопары от работы соседней форсунки отрицательно влияет на нагрев садки и тогда, когда на расположенных по соседству термопарах поддерживается разная температура. Отстающая термопара в этом случае, как и при смещении ее от оси, начинает получать тепло от соседней форсунки и подавать импульсы на закрытие крана вплоть до прекращения работы форсунки. Вот почему уже в период подъема температур очень важно следить за равномерностью нагрева каждой зоны и не допускать «перекоса» температур.
Важно также, чтобы температура повышалась постепенно, плавно, со скоростью 100—150 град/ч (в начале нагрева) и постепенно снижалась до 10—30 град/ч (к моменту достижения температуры выдержки).
Регулирующие термопары, расположенные по оси форсунки, обычно удаляют от нее примерно до центра садки. Участки металла, расположенные ближе, чем термопары, к выходу продуктов сгорания в печное пространство, нагреваются быстрее термопар и других участков садки.
Таким образом, имеется разница в температурах регулирующей термопары и участка, близкого к источнику нагрева. Эта разница полностью зависит от скорости нагрева: чем быстрее нагрев, тем больше разница температур. Особенно опасна эта разница в конце подъема, при приближении к температуре выдержки. Вот почему в
127
конце подъема скорость нагрева должна снижаться до 10 град/ч.
Большое влияние на ведение процесса и результаты термообработки оказывает режим давления в печи. При полностью закрытом дымовом шибере в исправной печи на уровне низа садки должно быть положительное давление от 10 до 20 Н/м2 (от 1 до 2 мм вод. ст.). Это давление— результат работы форсунок. В период подъема температуры, когда форсунки горят особенно интенсивно и в печи образуется большое количество продуктов сгорания, шибер должен быть открыт так, чтобы обеспечить разрежение на уровне низа садки до 15 Н/м2 (1,5 мм вод. ст.). Разница между давлением газов под сводом и на уровне низа садки (масса садки 10—20 т) составляет примерно 15 Н/м2 (1,5 мм вод. ст.). Максимальное разрежение в печи при подъеме температур не должно быть больше этой разницы. В противном случае под сводом печи появится разрежение, и через отверстия для термопар станет подсасываться холодный воздух, который будет охлаждать прежде всего термопару. Термопара подаст импульс на открытие мазутного крана, горение форсунки усилится, и металл, находящийся близко от выхода продуктов сгорания, будет сильно перегреваться. В результате получится брак по перегреву с грубопластинчатой структурой, карбидной сеткой и обезуглероженным слоем. Итак, давление газов под сводом печи никогда не должно быть ниже атмосферного.
Печи, отапливаемые газом, часто оборудуют большим числом низкопроизводительных горелок (от 5 до 24 шт.). При таком числе горелок печь трудно разделить на автономные зоны регулирования температуры. Если в зоне имеется несколько горелок, то обязательно найдутся такие горелки, на работу которых термопара не реагирует или реагирует слабо. За работой таких горелок отжигальщик должен наблюдать по виду металла, находящегося вблизи выхода продуктов сгорания в печь, и регулировать их горение вручную.
Часто на печах с большим числом горелок устанавливают одну регулирующую термопару в центре свода. По показаниям этой термопары автоматически регулируется расход газа на всю печь (на все горелки). В этом случае все горелки при пуске печи горят одинаково. Отжигальщик по виду металла осуществляет подрегулировку отдельных горелок так, чтобы металл грелся равномерно.
128
В электропечах взаимное влияние зон нагрева также может быть ярко выраженным и привести к нежелательным последствиям. Особенно сильно взаимное влияние зон в печах, когда зоны расположены одна над другой и отсутствует принудительная циркуляция газа. В этом случае теплый воздух от нижней зоны поднимается вверх и греет термопару верхней зоны. В результате нагреватели верхней зоны отключаются. Влияние нижней зоны может быть настолько сильным, что температура верхней зоны может поддерживаться на уровне заданной даже тогда, когда нагреватели верхней зоны полностью выходят из строя. Уменьшить взаимное влияние зон при вертикальном их расположении в электропечах можно введением принудительной циркуляции газа или установкой термопар ближе к верхнему краю зоны.
В печах непрерывного действия также применяют по-зонное регулирование температуры. Все горелки одной зоны настраивают на один расход и никакого ручного подрегулирования не выполняют. Длина одной зоны проходной роликовой печи составляет от 4 до 14 м, в зоне равномерно размещают до 22 горелок, а регулирующая термопара — одна. Термопара греется только от близлежащих горелок. О работе остальных горелок можно судить только косвенно. Если они горят так же (одинаковый расход газа), то и температуру они поддерживают такую же. Вот почему нельзя допускать различную настройку горелок или радиантных труб одной зоны.
§ 42. ПЕРИОД ВЫДЕРЖКИ И ОХЛАЖДЕНИЯ
В печах периодического действия в период выдержки горение форсунок заметно ослабевает, поэтому в это время они наиболее чувствительны даже к небольшому отклонению температуры на регулирующих термопарах. В связи с допускаемыми погрешностями в точности показания температур термопарами и различными узлами потенциометров суммарное отклонение в показаниях прибора может достигать 20° С. Чтобы правильно вести операцию, необходимо выяснить отклонения и внести поправки в работу приборов. Для проверки показаний приборов служат контрольная термопара и переносной потенциометр. Контрольную термопару при этом устанавливают рядом с регулирующей и обязательно с одинаковым погружением в печь.
129
Поправки вводят следующим образом. Заданная температура в печи 800° С, рабочая термопара показывает эту температуру, а контрольная 810° С. Значит, фактическая температура в печи 810° С, а рабочая термопара показывает температуру на 10° С ниже. В этом случае на диаграмме делается запись «занижает на 10° С», и задание по температуре устанавливается на 790° С. Если при том же режиме температура составляет 800° С, а контрольная термопара показывает 780° С, это значит, что действительная температура 780° С, а рабочая термопара показывает на 20° С выше. В этом случае на диаграмме делается запись «завышает на 20° С», а задание температуры устанавливается па 820° С. Показания прибора в этом случае читаются с учетом поправок: «завышает на 20° С» и т. д.
Такая проверка рабочих термопар должна выполняться один раз в неделю на печах любого типа. Внеочередная проверка показаний термопар нужна в тех случаях, когда при осмотре обнаруживается неравномерность прогрева садки по длине печи.
По истечении времени выдержки мастер или старший отжигальщик подписывают операцию на охлаждение. Если проводили нормализацию, высокий отпуск или рекристаллизацию, то прекращают подачу в печь мазута и регулируемого воздуха. Термопары, если они могут быть повреждены при перемещении садки, убирают, печь открывают и садку выгружают.
Если проводили отжиг, то на печах, оборудованных программным регулированием, охлаждение выполняется автоматически. На печах, нс имеющих программного устройства, отжигальщик устанавливает на приборе задание на снижение температуры, и в печи происходит естественное охлаждение, определяемое потерями тепла через кладку. Если скорость охлаждения в этом случае оказывается более высокой, чем заданная, то прибор автоматически включает форсунку, и скорость снижения температуры уменьшается. Если же скорость естеств-ен-ного охлаждения намного ниже заданной, то отжигальщик (или специальный исполнительный механизм, связанный с программным устройством) открывает шибер печи и охлаждение усиливается.
Однако в печах с большими садками для обеспечения заданной скорости естественного охлаждения с открытым шибером оказывается недостаточно. В этом случае
130
применяют принудительное охлаждение, заключающееся в подаче воздуха в каналы садки. Воздух, проходя по каналам садки, не только ускоряет ее охлаждение, но и выравнивает температуру. При естественном охлаждении сначала теряет тепло кладка печи, а затем начинает охлаждаться поверхность садки металла; внутренние участки садки теряют тепло очень медленно.
Принудительная подача воздуха позволяет охладить непосредственно металл. При этом не только сокращается период охлаждения, но и уменьшается потеря тепла кладкой печи, что, в конечном счете, приводит к уменьшению расхода топлива.
Принудительное охлаждение осуществляется воздухом, подводимым через отверстия в своде печи, или по специальным трубам, выдвигаемым во время охлаждения от стен или свода в направлении каналов садки. При этом время подачи воздуха и глубина погружения охлаждающих трубок должны соответствовать нормам, установленным технологическими инструкциями. Несоблюдение технологических инструкций может привести к недопустимо быстрому охлаждению отдельных участков садки и повышению твердости металла.
Описанные методы охлаждения применяют на мазутных, газовых и электрических печах. На печах с защитной атмосферой охлаждение может быть ускорено в результате циркуляции защитного газа через холодильник.
В печах непрерывного действия периоды нагрева, выдержки и охлаждения ведутся непрерывно и автоматически. Отжигальщик должен наблюдать за работой приборов и за движением металла в печи. Возможно попадание искривленных концов металла под ролики, в щели кладки, между водоохлаждаемым кессоном и кладкой и т. д. Во всех этих случаях происходит загромождение печи металлом, которое трудно устранить. Поэтому важно вовремя приостановить движение прутков или бунтов и устранить задержку.
§ 43. ВЫГРУЗКА МЕТАЛЛА ИЗ ПЕЧИ
Выгрузкой металла из печи далеко не заканчивается его охлаждение. В ряде случаев скорости охлаждения садки, достигаемой на воздухе, бывает недостаточно для получения необходимых результатов термообработки, тем более что охлаждение крупной садки металла даже на
131
воздухе происходит очень медленно. Ускоренное охлаждение требуется, например, при нормализации, после высокого отпуска стали, склонной к отпускной хрупкости. Для ускорения охлаждения садки, выгруженной из печи, снимают и разбрасывают горячие пакеты и обдувают садку воздухом, прогоняемым через вентилятор. Для отделения окалины от металла практикуют замачивание садки от температуры 550—600° С в холодной воде. При этом для лучшего отделения окалины садку многократно погружают в воду.
В проходных печах на разгрузку обычно поступает уже охлажденный и даже замоченный металл. Отжигальщик только управляет разного рода съемниками или сбрасывателями.
§ 44. НЕПОЛАДКИ В РАБОТЕ ПЕЧЕЙ И ИХ УСТРАНЕНИЕ
Наибольшую опасность представляют ненормальности в работе печи, которые не фиксируются контрольными приборами. Они могут быть обнаружены только при внимательном осмотре печи через гляделки.
Причины ненормальностей разнообразны, и только при знании их и добросовестной проверке можно быстро выявить и устранить их. При любой ненормальности в работе печи, не фиксируемой приборами, необходимо прежде всего установить контрольные термопары, а затем искать причины неполадок. В любом случае необходимо убедиться в достоверности показаний тягонапоро-меров, что делается очень просто: поворачивая шибер, устанавливают тягонапоромер на нуль, затем подносят горящую спичку или бумагу к отверстию в печи на уровне проверки давления тягомерами. При нулевом давлении в печи пламя не отклоняется от вертикали, если же пламя втягивается в печь — в ней разрежение, если отклоняется от отверстия в печи — в ней положительное давление.
Этот метод пригоден только для печей без защитных атмосфер.
Общими для всех типов печей, кроме электрических, и наиболее часто встречающимися ненормальностями в работе печи являются следующие:
1) недогрев садки при нормальных показаниях рабочих приборов. Может быть вызван неисправностью приборов (см. § 36);
132
2) перегрев садки при нормальном показании температур рабочими термопарами. Причины перегрева:
а) создание под сводом печи разрежения, когда через отверстия для термопар подсасывается холодный воздух, охлаждающий термопару, в результате чего она показывает температуру ниже фактической. Для устранения неисправности нужно проверить разрежение в печи и привести его в норму. Верным признаком излишнего разрежения в печи являются резко выделяющиеся на фоне разогретого свода темные основания выходящих в печь чехлов термопар и темные пятна на своде у отверстий для термопар;
б) недостаточное погружение в печь термопар (менее чем на 150 мм). По этой причине по чехлу термопары тепло отводится так энергично, что конец ее, где находится горячий спай, не успевает нагреваться до температуры печи и показывает более низкую температуру. Для устранения этого нужно погрузить термопару в печь от внутренней поверхности свода не менее чем на 150 мм;
в) установка концов термопар на металл или даже погружение в садку металла. В первой половине выдержки температура металла ниже температуры печи, поэтому, когда концы термопар находятся на металле, они показывают более низкую температуру, чем фактическая. Чтобы исправить этот недостаток, необходимо поднять термопары над садкой так, чтобы между их концами и металлом было не менее 100 мм;
г) смещение одной из термопар в сторону от форсунки на большее расстояние по сравнению с расстоянием для других термопар. В этом случае термопара, находясь в некотором отдалении от центра зоны влияния своей форсунки, греется слабее и дает дополнительные импульсы на форсунку, в результате чего она горит энергичнее, и зона перегревается. Такие явления возможны после ремонта печей, когда в результате небрежности отверстия для термопар устанавливаются не точно по оси форсунок;
д) повышенное разрежение в зоне, расположенной у заслонки или у зоны ускоренного охлаждения, где подсос холодного воздуха больше, чем в других зонах, в результате чего термопара охлаждается сильнее, дает больший импульс на форсунку, последняя горит сильнее и перегревает участок садки, расположенный около выхода продуктов сгорания. Для исправления положения
133
необходимо разрежение привести в норму, проверить наличие неплотностей у заслонки или козырька и закрыть их;
е) неисправность регулирующих приборов (см. § 36).
Причины ненормальностей в работе электрических, колпаковых и шахтных печей приведены ниже:
1. Залипание контактов контактора одной из зон, что происходит вследствие сваривания электрических контактов. В этом случае импульс прибора на отключение зоны не выполняется, зона остается постоянно включенной, металл перегревается. Устранить неисправность может только дежурный электрик, который обесточивает печь и зачищает контакты. Эту неисправность важно вовремя заметить. Задача облегчается устройством звуковой или световой сигнализации, извещающей отжигальщика об отклонении температуры от заданной.
2. Перегорание спирали или предохранителя верхней зоны. При этом термопара может согреваться за счет идущего вверх тепла нижней зоны, но прогрев верха садки сильно задерживается, особенно в вертикальных печах без принудительной циркуляции атмосферы. Признаком неисправности является медленный подъем температуры верхней зоны. Проверка осуществляется измерением силы тока специальными клещами.
3. Перегорание спирали или предохранителя нижней зоны. Эту неисправность обнаружить проще, так как температура ее в этом случае вообще не достигает заданной.
4. В случаях неправильного подключения термопар, которые хоть и редко, но бывают. Например, термопара верхней зоны колпаковой печи подключена к прибору, регулирующему нижнюю зону, а термопара нижней зоны подключена к прибору, регулирующему верхнюю зону. В этом случае начинается сильный перегрев одной из зон при полной исправности приборов. Поэтому прежде, чем искать неисправность в приборе, необходимо убедиться в правильности подключения термопар. Самый простой способ заключается в следующем: вынимают из печи термопару нижней зоны; если температура начинает падать на приборе нижней зоны, то подключение—правильное; если температура падает в верхней зоне, то подключение — неправильное; необходимо немедленно переключить термопары.
5. Неправильная установка термопар. Если обе тер
134
мопары недостаточно выступают из кладки, то при общем перегреве садки запись на приборах будет соответствовать заданной технологической температуре. Это будет происходить потому, что термопара, недостаточно выступая из кладки печи, не сможет нагреваться до температуры печного пространства, так как тепла на чехол термопары попадает мало, а отводится оно по нему быстро.
Если термопара нижней зоны недостаточно погружена в печь, то нагреватели нижней зоны греются сильнее, и металл в этой зоне перегревается. Тепло от нижней зоны попадает в верхнюю, и прибор верхней зоны начнет показывать температуру выше заданной. Таким образом, если посмотреть на показания приборов, можно решить, что прибор верхней зоны неисправен, и металл в верхней зоне перегревается.
Если термопара верхней зоны недостаточно погружена в печь, то металл этой зоны может значительно перегреться без каких-либо признаков отклонений температуры. Тепло из перегретой верхней зоны очень слабо будет поступать в нижнюю зону, поэтому термопара нижней зоны длительное время будет показывать заданную технологическую температуру, несмотря на перегрев верхней зоны.
Установку термопар необходимо проверять в каждой смене. При обнаружении каких-либо ненормальностей прежде всего нужно тщательно проверить состояние термопар, место их установки, глубину погружения в печь и правильность подключения к приборам. Только после такой проверки следует переходить к осмотру остальных приборов печи.
В проходных пламенных печах возможны все неполадки, связанные с неправильной установкой или подключением термопар, описанные выше, а также по причине нарушения режима давления под сводом. Наиболее характерным является подстуживание термопар и металла через загрузочный и разгрузочный концы печи, так как загрузка и выгрузка производятся непрерывно или с небольшими интервалами.
В проходных печах с защитной атмосферой самые серьезные неполадки возникают при нарушениях в эксплуатации радиационных труб.
Горение газа в радиационной трубе происходит в очень ограниченном объеме, поэтому установленное со
135
отношение расхода газа и воздуха должно строго соблюдаться (а= 1,1). При уменьшении расхода воздуха труба забивается сажей, при увеличении — температура трубы понижается (по сравнению с температурами других труб зоны) и на этом участке металл получает меньше тепла. Засорение трубы сажей приводит к нарушению равномерности распределения тепла по трубе и к преждевременному ее прогару. Из прогоревшей трубы продукты сгорания, содержащие окисляющие и обезуглероживающие газы (О2*, СО2; Н2О), попадают в защитную атмосферу. В результате защитные свойства атмосферы теряются, и металл идет в брак.
Обнаружить прогоревшую трубу можно по падению давления продуктов сгорания на выходе из трубы в сборный коллектор. В прогоревшей трубе нужно немедленно перекрыть газ и воздух и при ближайшей остановке печи трубу заменить или заварить.
Недогрев металла в проходных печах с радиантными трубами происходит в том случае, если часть труб, находящихся в отдалении от термопар, отключена или работает с уменьшенным расходом газа или с увеличенным расходом воздуха. Понижение температуры на участке этих труб регулирующей термопарой не улавливается.
Перегрев металла в зоне происходит тогда, когда вблизи регулирующей термопары находятся трубы с пониженным расходом газа или повышенным расходом воздуха (т. е. с пониженной температурой) или совсем неработающие. Не получая необходимого тепла от этих труб, термопара через потенциометр и регулятор подает команду на увеличение расхода газа. В результате на остальных трубах зоны температура поднимается выше, чем это необходимо.
Отжигальщику необходимо знать, что в проходных печах температура металла в первых по ходу печи зонах значительно ниже, чем показывают термопары. И разница эта тем больше, чем выше скорость движения металла по печи. Противоположная картина наблюдается в зонах охлаждения. Там температура металла выше, чем показывают термопары. Это объясняется тем, что металл имеет большую массу и поэтому медленнее, чем термопара, нагревается и охлаждается.
В печах, оборудованных циркуляционными вентиляторами, описанные ненормальности в работе проявляются слабее.
136
Контрольные вопросы
1. В чем заключается подготовка печи к работе?
2. Что происходит в печи, если термопара установлена неправильно?
3. Что происходит, если под сводом печи разрежение?
4. Как проверяют термопары и вводят поправки?
5. Каковы причины перегрева садки?
6. Как обнаружить прогоревшую радиационную трубу?
ГЛАВА X
МАРКИ СТАЛЕЙ, ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
§ 45. КЛАССИФИКАЦИЯ СТАЛЕЙ И МАРКИРОВКА
Все выплавляемые стали подразделяются на группы по следующим признакам: по способу производства (конвертерная, мартеновская сталь и электросталь), по химическому составу (углеродистая и легированная), по мию роструктуре и по назначению.
Классификация по микроструктуре основана на различии микроструктур образцов сталей диаметром 25 мм, нормализованных от 900° С при выдержке 30 мин. Различают следующие классы: ферритный, аустенитный, перлитный, мартенситный и карбидный. Эта классификация несколько условна, но удобна для определения особенностей, которые должны быть учтены при назначении режимов термообработки.
Стали ферритного класса содержат мало углерода (0,2—0,4%) и много легирующих элементов, повышающих точку Ль Область аустенита и критические точки этих сталей отсутствуют, поэтому отжигу эти стали не подвергают.
Стали аустенитного класса содержат мало углерода (до 0,5%) и много легирующих элементов, расширяющих аустенитную область. Точка Л3 этих сталей ниже комнатной температуры. Термообработка преследует только специальные цели.
Стали перлитного класса — самые распространенные. К ним относятся доэвтектоидные, эвтектоидные и заэв-тектоидные, не закаливающиеся на воздухе.
Стали мартенситного класса содержат 0,2—0,6% углерода и 10—15% легирующих элементов. Они закаливаются на воздухе. Эти стали всегда нуждаются в отжиге.
10—1082
137
Стали карбидного класса содержат 0,7—2,0% (и даже больше) углерода и более 10% карбидообразующих элементов.
Однако наиболее целесообразна в государственных масштабах классификация сталей по назначению. На основе этой классификации разработаны Государственные общесоюзные стандарты (ГОСТы). В ГОСТах указаны все требования, предъявляемые к сталям в состоянии поставки. Кроме технических требований (химический состав, механические свойства, микро- и макроструктура, допускаемые дефекты на поверхности и т. д.), в стандарте указывается метод контроля, количество проб и место их вырезки, правила приемки, маркировки и упаковки металла.
Технические требования указываются также в технических условиях (ТУ). Они не распространяют свои требования на предприятия всей страны.
Технические условия составляются заводами или ведомствами-поставщиками продукции и заводами и ведомствами—потребителями. В них оговариваются не предусмотренные ГОСТом особые условия, необходимые для производства определенного вида продукции.
В стандартах СССР принято краткое обозначение содержания легирующих элементов и углерода в наименовании марки стали. Первые две цифры обозначают содержание углерода в сотых долях процента. Исключение составляют инструментальные, нержавеющие и клапанные стали; в этом случае цифры обозначают содержание углерода в десятых долях процента. Для подшипниковых и быстрорежущих сталей содержание углерода в маркировке не указывается.
Следующие далее буквы обозначают: В — вольфрам, Б — ниобий, Г — марганец, Д — медь, К — кобальт, М — молибден, Н — никель, Р — бор, С — кремний, Т — титан, Ф — ванадий, X — хром, Ц — цирконий, Ю — алюминий. Буква А, если она стоит не в конце и не в начале марки стали, означает легирование азотом. Цифры, следующие за буквами, обозначают содержание данного элемента в процентах. Если цифры нет, то содержание этого элемента примерно 1 % или меньше, но он введен в сталь специально (содержание титана, бора, церия обычно не превышает сотых и тысячных долей процента).
Буква А в конце марки стали обозначает, что сталь — высококачественная. Особо высококачественная сталь
138
обозначается буквой Ш через тире в конце наименования марки. Иногда для упрощения обозначения марки используют условные заводские шифры: ЭИ, ЭП, ДН и др.
Они означают: ЭИ —электросталь исследовательская, ЭП—электросталь пробная, ДИ — Днепроспецсталь исследовательская. Пример обозначения конструкционной легированной высококачественной стали 15ХГН2ТА: 0,15% углерода, 0,9% хрома, 0,9% марганца, 1,7% никеля, 0,06% титана.
Ниже будут рассмотрены группы марок сталей и особенности их термической обработки. Однако режимы термообработки не приводятся. Это объясняется тем, что даже для одних и тех же сталей на разных заводах применяют разные режимы термообработки. При назначении режимов учитывают следующие факторы:
1) условия охлаждения стали после проката и ковки;
2) способ предшествующей обработки давлением;
3) размер поперечного сечения прутков;
4) масса садки металла в печи;
5) место установки термопар, по которым выполняется режим.
6) некоторые другие особенности конструкции печи.
Факторы 1, 4, 5 и 6 различны на разных заводах, поэтому различны режимы термообработки. Все это учитывается заводскими технологическими инструкциями.
§ 46. КОНСТРУКЦИОННЫЕ СТАЛИ
ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380—71)
Эти стали в отличие от качественных содержат больше фосфора и серы и других примесей, в зависимости от назначения подразделяются на три группы: А, Б и В.
Сталь группы А применяют без термообработки, поэтому она поставляется и маркируется по механическим свойствам, а не по химическому анализу. Маркировка имеет вид: Ст1, Ст2, СтЗ и др. Чем выше номер марки стали, тем больше ее твердость, выше пределы прочности и текучести.
Номер марки стали не обозначает содержание углерода в десятых долях процента, но близок к нему. Возрастание номера марки стали связано с увеличением содержания углерода.
Сталь группы Б поставляется по химическому составу, а в начале обозначения марки стали ставится буква Б.
10* 139
Сталь группы В поставляется по механическим свойствам и химическому составу, а в начале марки стали ставится буква В (табл. 10).
Таблица 10
Углеродистые конструкционные стали
Марка стали Химический состав, % Механические свойства
углерод марганец временное сопротивление, МН/м2 (кгс/мм2) относительное удлинение, % относительное сужение, %
Сталь обыкновенного качества*1 (ГОСТ 380—71)
ВСтО Не более 0,23 — Не менее 304(31) 23 —
ВСт1сп 0,06—0,12 0,25—0,50 314—331(32—34) 34 —
ВСт2сп 0,09—0,15 0,25—0,50 331—431(34—44) 32 —
ВСтЗсп 0,14—0,22 0,40—0,65 372—480(38—49) 26 —
ВСт4сп 0,18—0,27 0,40—0,70 415—530(42—54) 24 —
ВСтбсп 0,28—0,37 0,50—0,80 490—627(50—64) 20 —
ВСтбсп 0,38—0,49 0,50-0,80 Не менее 588(60) 15 —
Качественная сталь*2 (ГОСТ 1050—60)*3
40 0,37—0,45 0,50—0,80 568(58)* 19*4 45*4
50 0,47—0,55 0,50—0,80 627(64) 14 40
60 0,57—0,65 0,50—0,80 676(69) 12 35
70 0,67—0,75 0,50—0,80 715(73) 9 30
80 0,77—0,85 0,50—0,80 1078(110) 6 30
85 0,82—0,90 0,50—0,90 1127(115) 6 30
*! Содержание серы и фосфора не более 0,055 и 0,045% соответственно.
*2 Содержание серы и фосфора не более 0,040%.
*3 По ГОСТ 1050—60 приведены только наиболее характерные марки стали. Механические свойства для них определяют на образцах, изготовленных из нормализованных заготовок.
*4 Здесь и последующие цифры — не менее.
Сталь группы Б применяют для изделий, подвергаемых термической обработке или сварке. В этом случае очень важен химический состав, а механические свойства проката не играют большой роли, так как сильно изменяются в результате термообработки или сварки.
В зависимости от требований по механическим свойствам и химическому составу стали всех групп подразделяются на категории. Категория стали обозначается цифрой в конце марки, первую категорию в обозначении не указывают.
140
Кроме того, для обозначения способа раскисления к обозначению марки стали добавляются индексы: кп — кипящая, пс — полуспокойная, сп — спокойная. Эти индексы ставятся между номером марки стали и категорией.
Пример маркировки: ВСт4пс2 — сталь 4 группы В полуспокойная второй категории. Повышенное содержание марганца обозначают буквой Г после номера марки стали.
В автоматной стали содержание серы и фосфора еще более высокое. Сера и фосфор играют роль специальных примесей, придающих стали нужные свойства. При обработке на станках-автоматах важно, чтобы стружка, снимаемая с металла, была хрупкой. Хрупкость достигается введением в сталь серы и фосфора в определенных количествах. Например, автоматная сталь А12 должна содержать от 0,10 до 0,15% Р и от 0,10 до 0,20% S. Маркируется автоматная сталь числом, обозначающим среднее содержание углерода в сотых долях процента, с прибавлением буквы А перед этим числом.
§ 47. КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ СТАЛЬ (ГОСТ 1050—60)
Эта сталь отличается от стали обыкновенного качества меньшим содержанием вредных примесей, суженными пределами содержания углерода, кремния и марганца (табл.10).
До недавнего времени сталь этих марок подвергали только умягчающему отжигу или нормализации. Но в настоящее время машиностроители все чаще заказывают стали со строго нормированными пределами прочности, текучести и относительного удлинения* и сужения. Это связано с широким внедрением в промышленность процессов изготовления деталей методами холодной пластической деформации: высадка, штамповка с глубокой вытяжкой.
Для получения этих свойств сталь подвергают закалке с последующим отпуском на строго определенную температуру. Процессы эти могут выполняться только в специальных агрегатах: проходных закалочных и циркуляционных отпускных печах.
141
§ 48. КОНСТРУКЦИОННЫЕ ЛЕГИРОВАННЫЕ СТАЛИ (ГОСТ 4543—71)
Конструкционные легированные стали — самая многочисленная группа, в которую входят разнообразные по составу стали. Объединяет их небольшое содержание углерода— до 0,6% и сравнительно невысокое содержание легирующих элементов — до 7—8%. В табл. 11 приведены наиболее распространенные из них. Применяют эти стали для конструкций и деталей машин, и требования к ним могут быть самыми разнообразными. Многие из этих сталей с содержанием углерода до 0,4% в готовых деталях подвергают цементации.
Марганцовистые, кремнемарганцовистые, хромистые и хромомарганцовистые стали — наиболее дешевые и распространенные стали. Стали с никелем применяют для деталей, испытывающих ударные нагрузки. И наконец, для тяжелонагруженных деталей, испытывающих ударные нагрузки, применяют хромоникелевые стали и сложнолегированные стали с хромом и никелем.
Основную массу легированных конструкционных сталей подвергают умягчающему отжигу для облегчения обработки резанием или несложной холодной обработки давлением.
Умягчение большинства этих сталей (за исключением некоторых, о чем сказано ниже) происходит без затруднений в довольно широком интервале температур (700— 800° С).
В прокате крупных сечений большей части этих марок возможно возникновение флокенов. Для предупреждения флокенов сталь нужно подвергнуть длительному высокому отпуску или отжигу не позже чем через 1,5— 2,0 суток. На заводах устанавливают определенные режимы передачи этих сталей на отжиг, обеспечивающие получение стали без флокенов. Поэтому эти стали называют «режимными» флокеночувствительными.
Особое внимание отжигальщикам следует обратить на стали 18Х2Н4ВА; 18Х2Н4МА, 25Х2Н4ВА, 25Х2Н4МА, 30Х2Н2ВФ, 30Х2Н2ВА, 20ХН4ФА. Если нагреть эти стали до температуры выше Aclf то потом, даже при очень медленном охлаждении в печи, происходит закалка. Снижение твердости этих сталей возможно только в результате отпуска до температур ниже Ас\. При этом умягчение идет очень медленно и часто требуемая твердость
142
Таблица 11
Критические точки и твердость конструкционных легированных сталей
Марка стали Температура критических точек, °C Твердость после отжига Марка стали Температура критических точек, °C Твердость после отжига
Л1 A3 диаметр отпечатка, мм, не менее НВ, не более ! Л1 Аз диаметр отпечатка, мм, не менее НВ, не более
15Х 740 850 4,5 179 зохгт 740 830 4,0 229
40Х 740 800 4 1 217 20ХГСА 750 860 4,2 207
15Г 720 850 4,7 163 ЗОХГСА 750 840 4,0 229
40Г2 710 780 4,1 217 35ХГСА 750 830 3,9 241
20ХМ 740 850 4,5 179 20ХНА 715 810 4,3 197
зохм 740 840 4,0 229 40ХНА 715 790 4,0 229
35ХМ 740 830- 3,9 241 12ХН2 720 840 4,2 207
15ХФА 760 850 4,4 187 12Х2Н4А 710 820 3,7 269
40ХФА 750 800 3,9 241 20ХНЗА 710 790 3,8 255
ЗЗХСА 750 850 3,9 241 20ХН4ФА 720 820 3,7 269
40ХСА 750 840 3,8 255 18Х2Н4ВА 710 810 3,7 269
18ХГ 740 860 4,4 187 25Х2Н4ВА 710 800 3,7 269
. 18ХГТ э 740 860 4,1 217 40ХЫМА 720 780 3,7 269
не достигается. Тогда осуществляют повторную и даже трехкратную термообработку. Отпуск выполняют не выше чем при 650—680° С.
Некоторые из легированных конструкционных сталей применяют в деталях без термообработки или подвергают холодной высадке. В этих случаях заводы заказывают сталь с узкими допусками по механическим свойствам. Для удовлетворения этих требований сталь подвергают закалке с отпуском.
Для улучшения обрабатываемости на металлорежущих станках-автоматах конструкционные стали могут дополнительно легировать свинцом. В этом случае перед обычной маркировкой ставят буквы АС. Термообработка этих сталей заключается в закалке с последующим отпуском для получения определенных механических свойств.
§ 49. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
(ГОСТ 1435—54)
Принадлежность стали к углеродистым обозначается буквой У, после которой идет цифра — среднее содержание углерода в десятых долях процента. Стали эти выпускают качественными (без буквы А в конце марки) и высококачественными (с буквой А).
Углеродистые инструментальные стали дешевы в изготовлении, но требуют точного соблюдения режимов термической обработки. Вследствие отсутствия легирующих элементов углеродистые инструментальные стали склонны к перегреву, поэтому температурный интервал отжига их очень узок и составляет 740—780° С для сталей У10—У12 и 730—750° С для сталей У7, У8.
При отжиге углеродистых инструментальных марок стали необходимо точно соблюдать заданную температуру и добиваться большой равномерности прогрева садка.
На результаты термообработки сталей У7, У8 сильно влияет исходная структура после прокатки. Грубопластинчатую структуру перлита иногда невозможно превратить в зернистую без промежуточной нормализации.
Сложность термообработки углеродистых инструментальных марок стали усугубляется большей склонностью их к обезуглероживанию. Особенно заметно обезуглероживание на сталях У7—У10. На сталях с большим со
144
держанием углерода (У12, У13) обезуглероживание менее заметно, но они часто после прокатки имеют цемен-титную сетку.
По действующему Государственному стандарту углеродистые инструментальные стали не должны иметь в состоянии поставки цементитную сетку более 3 баллов. Обезуглероженный слой на горячекатаной стали не должен превышать следующих величин:
Обезуглерожен- При диаметре
ный слой, мм или толщине, мм
0,30 6—10
0,40 10—16
0,50 16—25
0,60 25—40
0,75 40—60
*1,5% >60
На холоднотянутой стали обезуглероженный слой не должен превышать 1,5% от диаметра при толщине до 16 мм и 1,3% от диаметра при толщине свыше 16 мм.
Твердость углеродистых инструментальных марок стали должна соответствовать требованиям, приведенным в табл. 12.
Таблица 12
Химический состав и твердость инструментальных сталей
Марка стали Среднее содержание элементов, % Твердость, диаметр отпечатка мм
углерод марганец кремний хром] прочие
Углеродистые
У7—У7А 0,70 0,22 0,25 — — 4,4
У 8—У8А 0,80 0,22 0,25 — — 4,4
У10—У10А Н,00 0,22 0,25 — — 4,3
УН—УНА 1,10 0,22 0,25 — — 4,2
У12—У12А 1,20 0,22 0,25 — — 4,2
У13—У13А 1,30 0,22 0,25 — — 4,1
Легированные
X 1,02 0,27 0,25 1,42 4,0—4,4
9ХС 0,90 0,45 1,40 1,Ю — 3,9—4,3
ХВГ 0,97 0,95 0,25 1,06 W—1,40 3,8—4,2
ХВ5 1,35 0,27 0,25 0,55 W—4,50 3,6—4,0
Х12 2,10 0,27 0,25 12,2 V—0,22 3,8—4,2
ЗХ2В8Ф 0,35 0,27 0,27 2,45 W—8,25; V—0,35 3,8—4,2
В2Ф 1,15 0,35 0,25 0,30 W—1,80; V—0,37 3,8—4,2
145
Структура отожженной углеродистой инструментальной стали оценивается по специальной десятибалльной шкале. Для сталей У7, У8 годной считается структура с баллом 2—9. В случае получения структуры с баллом 1 или 10 сталь назначается на повторный отжиг. Структура с баллом 1 — результат недогрева при термообработке. В ней сохраняется грубопластинчатый перлит, из которого сталь состояла до отжига. Структура с баллом 2 имеет пластинки, в значительной степени разорванные и частично превращенные в зерна. Чем выше балл структуры, тем меньше сохраняется в ней пластинок перлита. В структуре с баллом 4, 5 и 6 пластинок нет. В ней находятся только зерна цементита и феррит, т. е. структура имеет вид зернистого перлита.
Структура с баллом 7 соответствует структуре стали, претерпевшей небольшой перегрев, в результате чего в ней снова начали появляться пластинки. Балл 8 — результат еще большего перегрева при термообработке, а в структуре с баллом 10 перегрев настолько велик, что сталь вновь состоит из одних скоплений грубых пластинок. Для марок У10—У13 допускается еще меньше пластинок в отожженной стали и браком считается структура с баллом 1 и 2 и 9 и 10, а годной — с баллом 3—8.
§ 50. ИНСТРУМЕНТАЛЬНЫЕ ЛЕГИРОВАННЫЕ СТАЛИ (ГОСТ 5950—73)
Основные недостатки углеродистых инструментальных сталей — низкая прокаливаемость и склонность к перегреву. Эти недостатки устраняются легированием. Кроме того, легирование позволяет улучшить и ряд других свойств: износостойкость, ударную вязкость, прочность и др.
Основные марки этой группы приведены в табл. 12. Как уже говорилось, первая цифра в обозначении марки стали — среднее содержание углерода в десятых долях процента. Если цифры нет, то содержание углерода 1% и выше.
Инструментальные стали, содержащие кремний (6ХС, 9ХС), сильно обезуглероживаются при отжиге, а требуемая твердость (при 780—800° С) достигается с трудом. Чтобы получить хорошее качество, нужно эти стали греть очень равномерно и выдерживать при заданной температуре недолго (4—6 ч).
146
В сталях марок X и ХГ имеется большое количество карбидов, повышающих стойкость инструмента. Применяются они для изготовления протяжек, метчиков, разверток, штампов и пуансонов холодной высадки. Стали X и ХГ ведут себя аналогично стали 9ХС, только менее склонны к обезуглероживанию.
Сталь ХВГ является одной из лучших инструментальных сталей. Карбиды хрома и вольфрама придают ей высокую стойкость против истирания, марганец — высокую прокаливаемость, а вольфрам — мелкозернистость. Отжигают сталь ХВГ при температуре 780—800° С, при которой она практически не обезуглероживается. Особоценным свойством стали ХВГ является то, что она очень мало изменяется в объеме при закалке и поэтому характеризуется малым короблением. Из стали ХВГ изготавливают самый разнообразный инструмент, в том числе сложной формы и большой длины.
В сталях марок X, ХГ, ХВГ при медленном охлаждении после прокатки до температуры Л1 образуется карбидная сетка, которая не устраняется в результате отжига. Поэтому скорость охлаждения сталей этих марок после прокатки должны регулировать так, чтобы в интервале температур Аст—А\ она была наибольшей.
Сталь ХВ5 называется алмазной, так как она после закалки приобретает очень высокую твердость (HRC 67— 68). Отжигают сталь ХВ5 при 780—800° С с небольшой выдержкой и охлаждением со скоростью 40—50 град/ч. Длительную выдержку при температуре отжига делать не следует, чтобы не получить крупных зерен карбидов вольфрама. Крупные зерна карбидов вольфрама при нагреве под закалку не успевают раствориться, и твердость инструмента снижается. Сталь ХВ5 применяют для изготовления мелкого инструмента простой формы для обработки твердых металлов.
§ 51. ИНСТРУМЕНТАЛЬНЫЕ БЫСТРОРЕЖУЩИЕ СТАЛИ (ГОСТ 19265—73)
К быстрорежущим относятся стали, основным специальным свойством которых является красностойкость, т. е. способность сохранять высокую твердость и прочность, а следовательно, и износостойкость при повышенных температурах.
147
Известно, что в процессе резания инструмент разогревается и тем больше, чем выше скорость резания и выше твердость обрабатываемого материала. В то же время чем больше скорость, тем выше производительность станка. Поэтому очень важно иметь инструмент, не теряющий режущих свойств при высоких скоростях резания. Инструмент из быстрорежущих сталей может резать металл при 550—600°С (красное свечение).
Быстрорежущие стали известны давно — с начала XX в. Совершенствование состава привело к появлению большого числа марок, имеющих различные области эффективного применения. В табл. 13 приведены марки быстрорежущих сталей и основные требования к их химическому составу и твердости.
В маркировке быстрорежущих марок сталей есть своя особенность. Процентный состав углерода цифрами не отмечается, в начале наименования стоит буква Р (сокращенное «рапид» — быстрый). Цифра за буквой Р означает среднее содержание вольфрама в процентах. Вольфрам — основной легирующий элемент в быстрорежущих сталях. До недавнего времени свыше 90% производства быстрорежущих сталей в нашей стране приходилось на одну марку Р18 (18% вольфрама).
В настоящее время получили широкое применение стали Р6М5 и Р6МЗ, в которых значительная часть вольфрама заменена молибденом.
Остальные буквы и цифры в наименовании марок быстрорежущих сталей имеют общепринятое значение (содержание хрома маркировкой не отражается).
Отжиг горячекатаной и кованой быстрорежущей стали преследует следующие цели:
1) снятие напряжений;
2) уменьшение твердости для облегчения последующей холодной обработки резанием или давлением;
3) подготовка структуры к последующей окончательной термической обработке инструмента.
Поскольку быстрорежущие стали содержат большее количество легирующих элементов, они легко закаливаются на воздухе. После окончания прокатки сталь охлаждают в специальных устройствах (колодцах, ямах) для замедленного охлаждения. Охлаждение длится несколько десятков часов и, несмотря на это, происходит частич’ ная закалка стали, в результате чего в прутках возникают большие напряжения. Эти напряжения медленно воз-
148
Таблица 13
Химический состав и твердость быстрорежущих сталей
Марка стали Содержание элементов, % Твердость после отжига
углерод вольфрам ванадий молибден кобальт хром НВ диаметр отпечатка, мм
Р18 0,7—0,8 17,0—18,5 1,0—1,4 — 3,8—4,4 255 3,8
Р12 0,8—0,9 12,0—13,0 1,5—1,9 <1,0 — 3,1—3,6 255 3,8
Р9 0,85-0,95 8,5—10,0 2,0—2,6 — 3,8—4,4 255 3,8
Р6МЗ 0,85—0,95 5,5—6,5 2,0—2,5 3,0—3,6 — 3,0—3,6 255 3,8
Р6М5 0,78—0,87 5,5—6,5 1,7—2,1 5,0—6,5 — 3,8—4,4 255 3,8
Р18Ф2 0,85—0,95 17,0—18,5 1,8—2,4 — 3,8—4,4 269 3,7
Р14Ф4 1,2—1,3 13,0—14,5 3,4—4,1 — 4,0—4,6 269 3.7
Р9К5 1,4—1,5 9,0—10,5 4,3—5,1 — 3,8—4,4 269 3,7
Р18К5Ф2 0,85—0,85 17,0—18,5 1,8—2,4 <1,0 5,0—6,0 3,8—4,4 285 3,6
Р10К5Ф5 1,45—1,55 10,0—11,5 4,3—5,1 5,0—6,0 4,0—4,6 285 3,6
Р9К5 0,9—1,0 9,0—10,5 2,0—2,6 5,0—6,0 3,8—4,4 269 3,7
Р9К10 0,9—1,0 9,0—10,5 2,0—2,6 9,5—10,5 3,8—4,4 269 3,7
растают, и если сталь не подвергнуть нагреву через 20— 30 ч, то на поверхности прутков возникают трещины, в том числе глубокие.
По этой причине быстрорежущие стали относятся к разряду трещиночувствительных. На заводах устанавливают определенные режимы передачи этих сталей на отжиг, которые обеспечивают получение стали без трещин. Поэтому их также называют «режимными» трещиночувствительными.
Достигнуть необходимой (требуемой стандартом) твердости быстрорежущих сталей не легко. Трудность заключается в том, что сталь интенсивно окисляется и обезуглероживается при температурах термообработки. Поэтому температуру отжига стремятся назначить пониже. Но в этом случае даже небольшой недогрев может привести к получению слишком твердого металла.
Длительная выдержка тоже способствует усилению обезуглероживания и окисления. Поэтому длительность выдержки строго ограничивается. Температура отжига составляет 830—880° С.
Быстрорежущая сталь имеет высокую стоимость, поэтому с каждым процентом угара в садке весом 20 т безвозвратно теряется металл на сумму около 300 руб.;угар кв садочных печах с окислительной атмосферой достигает 2% и более. Поэтому следует стремиться отжигать быстрорежущую сталь в печах с равномерным нагревом небольшими садками, чтобы сократить время нагрева и уменьшить угар, или в печах с защитными атмосферами.
Термообработка инструмента из быстрорежущей стали еще сложнее. Инструмент из стали Р18 закаливают от 1270—1290° С, а из стали Р6МЗ от 1210—1230° С. Чтобы сталь не окислялась и не обезуглероживалась, ее нагревают в соляных ваннах. При этом нельзя погружать инструмент сразу в ванну с такой температурой: он потрескается от температурных напряжений. Поэтому инструмент сначала подогревают до полного прогрева в ваннах с температурой 820—840° С, а затем переносят в высокотемпературную ванну. После закалки (в масле) инструмент подвергают дву- или трехкратному отпуску при 550—580° С.
Красностойкость закаленной по приведенным режимам стали характеризует твердость, которая должна быть не менее 58HRC после четырехчасового отпуска при
150
620° С для марок Р9, Р6МЗ, Р18, Р12, РЭМ, Р9Ф5, при 630° С для марок Р18Ф2, Р14Ф4, Д9К5 и при 640° С для марок Р18К5Ф2, Р10К5Ф5, Р9К10.
§ 52. ПОДШИПНИКОВЫЕ СТАЛИ (ГОСТ 801—60)
Подшипники качения для работы в нормальных условиях изготавливают из стали марок ШХ15 и ШХ15СГ В отличие от общепринятой маркировки в обозначении шарикоподшипниковых сталей ставится буква Ш, содержание хрома указывается в десятых долях процента. Содержание углерода во всех этих сталях составляет в среднем 1,0% и в маркировке не указывается.
К стали, из которой изготавливают подшипники, предъявляют жесткие требования по виду микроструктуры, неметаллическим включениям, твердости и глубине обезуглероженного слоя.
Обезуглероженный слой в готовых подшипниках не допускается. При наличии хотя бы частичного обезуглероживания поверхности шарики при нагрузке сминаются, трение в подшипниках резко увеличивается, они нагреваются и выходят из строя. Поэтому допуск на обезуглероженный слой в холоднотянутой стали, из которой шарики штампуются без обточки поверхности, составляет 1,0% от размера диаметра. Горячекатаную сталь обычно применяют для изготовления колец; ее поверхность всегда обтачивают. Поэтому для горячекатаной стали допуск на обезуглероженный слой выше и составляет следующие величины.
Допуск на сторо ну, мм
0,25
0,40
0,50
0,60
0,85
1,10
При диаметре или толщине прутка, мм
5—15
> 15—30
> 30—50
> 50—70
> 70—100
>100—150
На качество готовых подшипников большое влияние оказывает структура исходной заготовки. Поставляемая металлургическими заводами сталь должна иметь структуру однородного зернистого перлита. После прокатки шарикоподшипниковая сталь имеет структуру грубопластинчатого перлита. Во время отжига при 780—800° С происходит превращение грубых пластин карбидов взер-
151
на. Этот процесс называется сфероидизацией. После медленного охлаждения сталь приобретает требуемую структуру однородного мелкозернистого перлита.
При более низкой температуре отжига сфероидизация тоже происходит, но чрезвычайно медленно. При пониженной температуре сфероидизация не заканчивается в практически приемлемое время, и в структуре стали после охлаждения наблюдаются остатки пластинчатого перлита.
При нагреве шарикоподшипниковой стали до температур выше 800° С происходит растворение мелких зерен карбидов, крупные же зерна остаются. Затем во время медленного охлаждения карбиды, выделяясь из раствора, присоединяются к оставшимся зернам карбидов, увеличивая их размер. В результате структура стали приобретает вид неоднородного крупнозернистого перлита. Крупные карбиды в структуре отрицательно влияют на качество закаленных шариков и поэтому стандартом не допускаются.
Нагрев при отжиге до температуры выше 850° С приводит к появлению в структуре шарикоподшипниковой стали пластинчатого перлита.
Из сказанного видно, насколько важно при отжиге шарикоподшипниковой стали точно соблюдать заданный режим. Наиболее часто неудовлетворительная структура получается у стали ШХ15, а неудовлетворительная твердость— у стали ШХ15СГ. В стали ШХ15СГ, применяемой для изготовления шариков, роликов и колец большого диаметра, содержится 0,40—0,65 кремния и 0,9—1,2% марганца, которые, увеличивая прокаливаемость стали, в то же время повышают ее твердость в отожженном состоянии.
При отжиге шарикоподшипниковой стали в печах с однорядной загрузкой металла рекомендуется во время охлаждения делать изотермическую выдержку при 680— 700° С. Изотермический отжиг в этом случае позволяет сократить общую продолжительность операции отжига. Однако в печах с многорядной загрузкой изотермическая выдержка практически неосуществима, так как охлаждение внутренних слоев металла сильно отстает от охлаждения внешних, а для выравнивания температуры по всему объему садки требуется так много времени, что увеличивается общая продолжительность операции отжига.
152
Наличие карбидной сетки и ее остатков резко снижает вязкость закаленных шариков, и они при ударных нагрузках разрушаются. Карбидная сетка в шарикоподшипниковой стали не допускается. Остатки разорванной карбидной сетки не должны превышать 3 баллов. Карбидную сетку оценивают по закаленным образцам при увеличении в 500 раз.
§ 53. НЕРЖАВЕЮЩИЕ, КОРРОЗИОННОСТОЙКИЕ
И ЖАРОПРОЧНЫЕ СТАЛИ
(ГОСТ 5949—61; ГОСТ 5632—61; ГОСТ 10500—63)
Нержавеющими называют стали, сохраняющие светлый блеск в обычных (атмосферных) условиях. Коррозионностойкие— это такие стали, которые не окисляются и в агрессивных средах, паре, кислоте, солях и других химических веществах.
Коррозионная стойкость сталей объясняется образованием на поверхности металла очень тонких (стотысячные доли миллиметра) пленок сложных окислов, которые плотно прилегают к поверхности металла и препятствуют проникновению агрессивных веществ в глубь металла. Такие пленки называют пассивными, а процесс их образования — пассивацией. Пассивации подвергают обычные стали, создавая искусственные пленки окислов в определенных условиях. При механическом повреждении такой пленки коррозия металла идет беспрепятственно.
Коррозионностойкие стали отличаются тем, что они способны к самопассивации. Нарушенная пленка на них легко и быстро восстанавливается, и коррозия не развивается. Способствуют образованию защитных (пассивных) пленок такие металлы, как хром, никель, кремний. Хромоникелевые стали, дополнительно легированные кремнием и марганцем, обладают также хорошей жаропрочностью.
Разработано и применяется большое число марок нержавеющих и коррозионностойких сталей. Все их можно разбить на две большие группы: хромистые и хромоникелевые, к которым относятся и более сложнолегированные стали (табл. 14).
Хромистые стали с низким содержанием углерода (менее 0,1%) и с высоким содержанием хрома (более 15%) являются ферритными и закалке не поддаются. Такие стали термообработке не подвергают. Более того,
11—1082
153
Таблица 14
Нержавеющие, коррозионностойкие и жаропрочные стали
Марка стали Твердость после отжига Температура начала интенсивного окисления, °C
Диаметр отпечатка, мм НВ
0X13 4,5—5,5 116—179
1X13 (ЭЖ1) 4,4—5,4 121—187 700—750
2X13 (ЭЖ2) 4,3—5,3 126—197 750
3X13 (ЭЖЗ) 4,2—5,2 131—207 700
4X13 (ЭЖ4) 4,0—5,0 143—229 650
9X18 (ЭИ229) >3,8 <255 830
1Х17Н2 (ЭИ268) >3,6 <286 750—800
Продолжение таблицы 14
Марка стали Прочность, МН/м2, кгс/мм2 Относительное удлинение, % Температура начала интенсивного окисления, °C
00Х18Н10 (ЭИ842) 441 (45) 40 800—870
0Х18Н10 470 (48) 40 800—870
Х18Н10Т (ЭЯ1Т) 510 (52) 40 800—850
0Х18Н12Б 490 (50) 40 900
Х20Н14С2 (ЭИ211) 588 (60) 35 1000—1050
2Х13Н4Г9 (ЭИ100) 637 (65) 35 Нет свед.
Х18СЮ (ЭИ484) 490 (50) 20 900
4Х18Н25С2 (ЭЯЗС) 637 (65) 25 1100
нагрев их приводит к росту зерна, уменьшить которое невозможно (без деформации), так как эти стали не имеют структурных превращений. К таким сталям относятся 0X13 (ЭИ496), Х25Т, Х28.
Остальные хромистые стали способны воспринимать закалку, при этом твердость их повышается по мере увеличения содержания углерода (первая цифра в марке — десятые доли процента). Поэтому на металлургических заводах эти стали подвергают умягчающему отжигу при 850—880° С с медленным охлаждением (30—50 град/ч) до 600—650° С. Однако для получения антикоррозийных свойств (в изделиях) эти стали необходимо закаливать в масле от 1050—1100° С с последующим невысоким отпуском.
154
Для изделий, не испытывающих больших нагрузок, но подвергающихся холодной обработке резанием, применяют хромистые стали с повышенным содержанием серы (до 0,2%) и селена (до 0,15%). Эти элементы образуют мелкие неметаллические включения, которые способствуют легкому отделению стружки при резании.
Хромоникелевые нержавеющие стали не имеют перлитного превращения и при комнатных температурах находятся в аустенитном состоянии. Поэтому их также называют аустенитными и немагнитными. Эти стали обладают также хорошей стойкостью в кислотах.
Стали этих марок, кроме ЭИ100 и ЭИ211, имеют низкую твердость и высокую пластичность и поэтому в умягчающей обработке не нуждаются. Основным их недостатком является склонность к межкристаллитной коррозии. В результате медленного охлаждения после прокатки по границам зерен аустенита выделяются карбиды хрома.
В аустените по границам зерен содержание хрома снижается, и сталь на этих участках теряет устойчивость против коррозии. Коррозия распространяется от зерна к зерну, и сталь разрушается. Устойчивость против межкристаллитной коррозии достигается закалкой стали этих марок от температуры 900—1000° С с охлаждением в воде или на воздухе. Чувствительность стали к межкристаллитной коррозии существенно снижается при введении в сталь до 0,6—0,8% титана. Титан связывает углерод стали в прочные карбиды, карбиды хрома не образуются вследствие недостатка углерода, и концентрация хрома в аустените остается постоянной по всему зерну. Коррозии не происходит.
Снижению склонности к межкристаллитной коррозии способствует уменьшение содержания углерода в стали. Сталь марки 0Х18Н10 содержит до 0,08% углерода, а сталь 00Х18Н10 — до 0,04%. Для связывания углерода в устойчивые карбиды вводят небольшие добавки ниобия (сталь 0Х18Н12Б). Однако при наличии ниобия возможно образование в стали ферритной фазы.
Добавка кремния (Х20Н14С2) делает аустенит более прочным и упругим. Твердость после закалки более высокая— НВ 286—255.
Легирование марганцем хромоникелевой стали 2Х13Н4Г9 также позволяет достигнуть после закалки на аустенит повышенной прочности. Эта сталь сильно упрочняется при холодной деформации.
11*
155
Для предотвращения межкристаллитной коррозии сталь 2Х13Н4Г9 подвергают закалке от температуры 1050—1100°С с ускоренным охлаждением (в воде). После такой обработки сталь сохраняет прочность 200 МН/ /м2 (20 кгс/мм2) при нагреве до 800° С.
§ 54. РЕССОРНО-ПРУЖИННЫЕ СТАЛИ (ГОСТ 14959—69)
Важными деталями многих машин и приборов являются упругие элементы — пружины, рессоры, мембраны и др., изготовленные из пружинных сталей. Во многих случаях, кроме высоких упругих свойств, к пружинным сталям предъявляют особые требования — коррози-онностойкость, немагнитность и т. д. Поэтому пружинные стали по назначению делят на две группы: стали общего назначения и специального.
Пружинные стали общего назначения. Должны иметь высокое сопротивление малым пластическим деформациям (высокую упругость), высокую прочность (статическую, динамическую и усталостную).
Кроме специальных пружинных марок сталей, для пружин широко применяют углеродистые стали 65—85 и У7А—У12А. Для получения высоких упругих свойств и прочности эти стали подвергают специальной термической обработке — патентированию. Патентирование заключается в нагреве до температуры выше Ас3 и охлаждении в расплаве свинца или соли с температурой 450— 550° С. При этом образуется тонкопластинчатый перлит (сорбит), имеющий высокую пластичность и вязкость.
При холодной пластической деформации (прокатке, волочении) сталь приобретает высокие упругие и прочностные свойства. В стали У12А таким способом удалось получить прочность тонкой проволоки 5000 МН/м2 (500 кгс/мм2), т.е. в два раза больше, чем при закалке с низким отпуском.
Состав и применение легированных пружинных сталей общего назначения приведены в табл. 15. Для получения высоких упругих свойств эти стали, кроме патентирования, подвергают закалке с кратковременным электроотпуском или нормализации с последующей» холодной деформацией.
Задача, стоящая перед отжигальщиком при термообработке прутков или бунтов из этих сталей, заключается в понижении твердости до заданной. Все пружинные ста-
156
Химический состав, применение и твердость в состоянии поставки пружинных сталей общего назначения
Марка стали Химический состав, % Твердость, НВ Применение
углерод марганец кремний хром никель Другие элементы термически обработанной не обработанной термичес- ки
65 0,62—0,70 0,50—0,80 0,17—0,37 До 0,25 До 0,25 — 229 255 Пружины механиз-
70 0,67—0,75 0,50—0,80 0,17—0,37 » 0,25 » 0,25 — 229 269 мов и машин
75 0,72—0,80 0,50—0,80 0,17—0,37 » 0,25 » 0,25 — 241 285
85 0,82—0,90 0,50—0,80 0,17—0,37 » 0,25 » 0,25 — 269 302
50ХГА 0,47—0,54 0,80—1,00 0,17—0,37 0,95—1,20 До 0,25 — 269 302 Рессоры автома-
50ХГР 0,52—0,60 0,90—1,20 0,17—0,37 0,95—1,20 » 0,25 0,002— 0,005В 269 302 шин. Пружины железнодорожных ва-
60С2А 0,58—0,63 0,60—0,90 1,60—2,00 0,30 0,25 — 269 302 гонов и локомотивов
50ХФА 0,46—0,54 0,50—0,80 0,17—0,37 0,80—1,10 0,25 0,10— 0,20 V 269 302 Пружины особо ответственного на-
50ХГФА 0,48—0,54 0,80—1,00 0,17—0,37 0,95—1,10 0,25 0,15— 0,25 V 285 321 значения. Рессоры легковых автомашин
60С2ХА 0,56—0,64 0,40—0,70 1,40—1,80 0,70—1,00 » 0,25 — 285 321 Крупные пружины
60С2ХФА 0,56—0,64 0,40—0,70 1,40—1,80 0,90—1,20 » 0,25 0,10— 0,20 V 285 321 ответственного назначения
60С2ВА 0,61—0,69 0,70—1 ДО 1,50—2,00 До 0,30 » 0,25 0,80— l,20W 285 321
60С2Н2А 0,56—0,64 0,40—0,70 1,40—1,80 » 0,30 1,40—1,70 — 269 302
70С2ХА (ЭИ142) 0,65—0,75 0,40—0,60 1,40—1,70 0,20—0,40 — В — — Пружины часовых механизмов
70СЗХМВА i 0,67—0,73 0,40—0,60 2,40—2,60 0,50—0,65 — 0,4—0,6 Mo 0,45— 0,60 W —
ли склонны к обезуглероживанию. Термообработка их заключается в неполном отжиге на температуру 740— 760° С. При этом не допускается местное превышение температуры. Выдержка не должна быть длительной, а охлаждение в интервале 600—400° С должно быть быстрым. В противном случае возможно появление отпускной хрупкости, в результате чего сталь при невысокой твердости растрескивается во время холодной деформации (волочения).
Пружинные стали специального назначения. Пружины, работающие в агрессивных средах (паре, морской воде, тропическом климате и др.), изготавливают из уже известных нам нержавеющих сталей 3X13, 4X13, 1Х18Н10Т и др. Для получения упругих свойств хромистые стали закаливают от 1000° С и отпускают при 350— 450° С. <
Аустенитные стали упрочняют деформационным наклепом (холодная прокатка, волочение). Термообработка этих сталей на металлургических заводах описана выше.
Пружины немагнитные и имеющие высокие электропроводные свойства изготавливают из соответствующих сталей.
§ 55. КЛАПАННЫЕ СТАЛИ
Клапаны выпуска автомобильных и авиационных двигателей внутреннего сгорания в процессе работы испытывают ударные и растягивающие нагрузки в агрессивной газовой среде при высоких температурах. Хорошую работоспособность в этих условиях имеют сильхромы, нимоники и другие стали и сплавы сложного состава.
В табл. 16 приведены основные стали и сплавы, применяемые для клапанов выпуска, и их свойства.
Термообработка проката сильхромов (хромокремние-вые стали) заключается в умягчающем отжиге, который проводится при 830—850° С (ниже Лс1). При медленном охлаждении в интервале 500—600° С эти стали становятся хрупкими (ломаются при правке). Поэтому после нагрева выше 600° С сталь необходимо охлаждать с большой скоростью (в воде).
Из табл. 16 видно, что температура критических точек сильхромов имеет большие отклонения при содержании хрома и кремния даже в пределах марочного соста-
158
Характеристика клапанных сталей
Таблица 16
Марка стали Содержание основных легирующих элементов, % Критические точки Температура начала интенсивного окисления, °C Прочность в горячем состоянии
углерод кремний хром никель другие элементы Aci Ас3 Аг3 Ari температура, °C прочность, Мн/м2 (кгс/мм2)
4Х9С2 0,35— 0,45 2,0—3,0 8,0— 10,0 — — 900 970 970 810 900 500 800 620 (62) 80 (8)
4Х9С2 0,33 2,27 8,86 — — 875 — — 820 — 870 40 (4)
4Х9С2 0,43 2,73 10,2 — — 920 — — 860 — — —
4Х9С2М 0,43 2,30 9,55 — 0,39 Мо 870 — — 800 900 — —
4Х10С2М (ЭИ107) 0,35— 0,45 1,90— 2,60 9,0— 10,5 До 0,5 0,70—0,90 Мо 875— 835 975— 935 880— 810 750— 650 850 500 680 (68)
4Х14Н14В2М (ЭИ69) 0,40— 0,50 До 0,80 13—15 13—15 2,0—2,75 W 0,25—0,40 Мо — — — — Нет свед. — —
4Х22Н4МЗ (ЭП48) 1 0,4— 0,5 0,70— 1,0 21—23 4,0— 5,0 2,5—3,0 Мо 0,85—1,25 Мп — — — — я 870 120(12)
ва. Поэтому в отдельных плавках точка Асх может быть настолько понижена, что при термообработке произойдет аустенитизация, а при последующем быстром охлаждении — закалка, и металл будет твердым. В этом случае температуру повторного отжига нужно снижать.
Если сталь по какой-либо причине стала хрупкой, но не твердой, то необходимо нагреть ее до 750—800° С, сделать выдержку 6—8 ч и замочить в воде. Особенно склонны к отпускной хрупкости плавки с содержанием кремния 2,3—3,0%. При этом повторная термообработка с медленным охлаждением только увеличивает хрупкость.
Добавки молибдена в сталь позволяют несколько снижать хрупкость сильхрома, но при повышенном содержании кремния она все-таки проявляется. В то же время сильхром с молибденом плохо поддается умягчению.
Сталь ЭИ69 имеет структуру аустенита. Термообработка проката заключается в закалке от 1100—1200° С для предупреждения межкристаллитной коррозии.
Сталь ЭИ992 (21% хрома, 2% кремния) относится к закаливающимся сталям мартенситного класса, имеет более высокую жаропрочность и успешно вытесняет сильхромы. Термообработка проката заключается в умягчении, которое достигается с большим трудом.
Сталь ЭП48 (24% хрома, 5% никеля, 2,5% молибдена), обладает наибольшей жаропрочностью. Для умягчения ее закаливают от 1150° С. При отпуске до 790° С твердость этой стали повышается (происходит старение).
Контрольные вопросы
1. Расскажите о классификации стали по структурным признакам. 2. Что означают цифры и буквы в наименовании марки стали?
3. Какова особенность термообработки сталей 18Х2Н4ВД, 25Х2Н4ВА?
4. Каковы цели отжига быстрорежущих сталей?
5. Каковы особенности термообработки углеродистых инструментальных сталей?
6. Назовите основные требования к качеству отожженной стали ШХ15. 7. Почему нельзя отжигать ферритные стали?
8. Каковы цели термообработки аустенитных сталей?
160
ГЛАВА XI
БРАК ПРИ ОТЖИГЕ
И СПОСОБЫ ЕГО ИСПРАВЛЕНИЯ И ПРЕДУПРЕЖДЕНИЯ
§ 56. БРАК ПО ТВЕРДОСТИ И МЕХАНИЧЕСКИМ СВОЙСТВАМ
Металл после отжига, не удовлетворяющий требованиям ГОСТа и ТУ вследствие завышенной твердости, должен подвергаться повторному отжигу по прежнему режиму. Допускается незначительное (на 10° С) понижение температуры или сокращение выдержки примерно на 10—15%.
Установленные на заводах методы контроля изделий после термообработки не могут обеспечить 100%-ную проверку изделий. Обычно подвергают контролю 2—3% изделий. Поэтому чем хуже качество отжига, тем больше брака можно пропустить на дальнейшую обработку.
Если металл с повышенной твердостью не задерживается на участке отжига, то при дальнейшей его обработке наблюдается ряд осложнений. Особенно отрицательно влияет повышенная твердость на работу поточных автоматических линий. Если металл после термообработки должен поступать на холодное волочение, то завышенная твердость ведет к повышенному износу волок и даже трещинам на протягиваемом металле.
В основном повышенная твердость металла является следствием недогрева при отжиге. Причины недогрева следующие:
1) неправильные показания приборов, которые завышают температуру;
2) неправильная погрузка: металл данной марки стали погружен с металлом, режим термообработки которого предусматривает более низкую температуру;
3) нарушение формы садки; при этом перекрываются огневые каналы; движение газа по ним затрудняется или прекращается совсем, и отдельные участки садки недо-греваются;
4) неправильное ведение режима давления: в печи в период выдержки имеется разрежение;
5) неправильный режим горения форсунок, в результате чего металл прогревается неравномерно.
Ускоренное охлаждение тоже может стать причиной получения металла повышенной твердости. Ускоренное охлаждение происходит при:
161
1) преждевременном открытии печи;
2) преждевременном замачивании в воде металла для удаления окалины;
3) попадании воздуха из форсунок на садку.
При перекрытии мазута необходимо, чтобы воздух тоже был перекрыт. Вследствие неисправности дроссель воздухопровода может оказаться открытым при остановке печи на охлаждение. Попадая на металл, воздух резко охлаждает участок садки, что вызывает повышение твердости.
Перегрев металла также может быть причиной брака по твердости. Значительный перегрев (30—40° С) при отжиге углеродистых инструментальных и шарикоподшипниковых марок стали приводит к получению грубопластинчатой структуры, часто с повышенной твердостью. Превышение температуры при высоком отпуске выше точки Ас\ может привести к образованию аустенита, а так как после отпуска металл охлаждается на воздухе или в воде, то происходит частичная закалка.
Превышение температуры во время высокого отпуска преобладающего большинства марок стали не приводит к браку по твердости, если садку охладить медленно вместе с печью. В этом случае произойдет вынужденная замена высокого отпуска отжигом. Но некоторые стали (марки 18Х2Н4ВА, 25Х2Н4ВА и другие), нагретые до температур выше критических точек, будут твердыми даже при медленном охлаждении.
Отжигальщику следует знать трудно умягчающиеся при отжиге марки стали и обращать особое внимание на точность выполнения режима при их термообработке. Основные из этих марок: Р18, Р18М, ЭИ107 (Х10С2М), ШХ15СГ, У7, У8, Х17Н2, ЭИ736, ЭИ992, ЭИ474, 45ХНМФ А, 18Х2Н4В А, 18Х2Н4МА, 25Х2Н4В А, 25Х2Н4МА, 30Х2Н2ВФ, 30Х2Н2ВА, 20ХН4ФА, Р6МЗ, Р6М5.
При рекристаллизационном отжиге на индукционных установках ТВЧ металл получается твердым, если скорость движения прутков через индукторы выше или ниже, чем это обусловлено инструкцией для данного размера. Но твердым металл может получиться и при строгом соблюдении режима отжига, если при волочении прутков обжатие было меньше 15%. Дело в том, что существует такая закономерность: чем больше обжатие
162
при холодном волочении, тем больше упрочняется (наклепывается) металл и тем быстрее происходит снятие наклепа (рекристаллизация) при нагреве.
Причины неудовлетворительных механических свойств те же, что и при плохой твердости. Те же и способы устранения. Но пластические свойства и ударная вязкость, кроме того, могут зависеть еще и от скорости охлаждения после отпуска. В сталях, склонных к отпускной хрупкости, охлаждение после отпуска должно быть ускоренным.
Пластические свойства и ударная вязкость зависят также от структуры. Пластинчатый перлит и выделение избыточных фаз (феррита, карбидов) по границам зерна приводят к резкому ухудшению этих свойств. Повышают пластические свойства отжигом на зернистый перлит, закалкой с высоким отпуском и механико-термической обработкой.
Брак по механическим свойствам возможен и по причине нарушения технологии, при выплавке и прокатке. Такой брак исправляют гомогенизирующим отжигом или нормализацией, но не во всех случаях это дает положительные результаты.
§ 57. БРАК ПО СТРУКТУРЕ
Для многих марок стали, например для инструментальных и шарикоподшипниковых, важно получить после термообработки не только низкую твердость, но и структуру зернистого перлита. Достигнуть это труднее, так как не всегда при хорошей твердости сталь имеет хорошую структуру. Отклонения от технологии, являющиеся причиной получения твердого металла, влекут за собой появление неудовлетворительной структуры.
При недогреве сталь в основном сохраняет структуру, образовавшуюся при охлаждении после прокатки.
При перегреве получается грубопластинчатая структура высокотемпературного отжига. При ускоренном охлаждении получается сорбит (структура чрезвычайно мелкопластинчатого перлита). Эти виды структур являются неудовлетворительными. Исправляют структуру повторным отжигом по обычному режиму.
При сильном перегреве стали образуется крупнозернистая структура, хорошо видимая в изломе невооруженным глазом. Это — более серьезный брак, исправить его
163
обычным отжигом уже невозможно. Для этого необходимо осуществить нормализацию и повторный отжиг.
Сталь с неудовлетворительной структурой бракуется потому, что при механической обработке ее затрачивается больше усилий. Кроме того, поверхность стали с пластинчатой структурой не может быть обработана с высокой точностью. Детали из стали с исходной структурой пластинчатого перлита после закалки имеют повышенную хрупкость. Наиболее трудно получить хорошую структуру для сталей марок У7, У8, ШХ15.
§ 58. БРАК ПО КАРБИДНОЙ СЕТКЕ
Как известно, карбидная сетка образуется по границам аустенитного зерна при медленном охлаждении в интервале температур от Аст до А\ заэвтектоидных сталей. Температура отжига находится значительно ниже Аст, поэтому при отжиге карбидная сетка образоваться не может. Карбидная сетка в структуре стали является результатом медленного охлаждения от температур прокатки.
При образовании карбидной сетки резко возрастает хрупкость закаленной стали, поэтому применять для изготовления деталей и инструмента сталь с карбидной сеткой нельзя.
Отжиг не устраняет карбидную сетку. Поскольку температура выдержки при отжиге значительно ниже Аст, растворение карбидной сетки происходит очень слабо. Опыты показывают, что даже отжиг большой продолжительности (до 60 ч) снижает балл карбидной сетки всего лишь на 0,5. Устранить карбидную сетку можно лишь нормализацией с последующим отжигом. Однако далеко не на всех предприятиях имеются специальные печи для нормализации, а применение обычных отжигательных печей не дает положительных результатов. Кроме того, нормализация с отпуском после неудовлетворительных результатов отжига часто приводит к недопустимому уменьшению размеров изделия, так как происходит сильное окалинообразование. Для многих видов изделий этот способ вообще неприменим. Целесообразно в порядке предупреждения образования карбидной сетки сталь от температур ковки и прокатки охлаждать замачиванием в воде до 600—650° С. Охлаждение до более низких температур проводит к трещинам.
164
§ 59. БРАК ПО ОБЕЗУГЛЕРОЖИВАНИЮ
Обезуглероженный слой после трещин является самым опасным видом брака, так как его трудно исправить, а оставлять в изделиях нельзя. Исправление обезуглероженного слоя в принципе возможно — насыщением его углеродом в специальных науглероживающих атмосферах при температурах выше 800° С. Но процесс этот сложен, так как требует очень равномерного нагрева и точного регулирования углеродного потенциала атмосферы. Поэтому удовлетворительного решения в промышленных агрегатах этот процесс еще не имеет. Кроме того, после науглероживания сталь снова необходимо отжигать. Чаще всего обезуглероженный слой удаляют с металла обдиркой или обточкой, но это возможно только тогда, когда имеется необходимый припуск, т. е. когда удаление дефектного слоя не нарушит размеров готового изделия.
Эффективным способом удаления обезуглероженного слоя является отжиг в окислительной атмосфере металла, предварительно обработанного в кислотно-купоросном растворе. Металл перед отжигом опускают на 10— 15 мин в кислотный раствор (8—15%-ный) с большой концентрацией железного купороса (до 300 г/л). В результате растравливания поверхности стали и каталитического действия купороса, оставшегося на металле, угар металла возрастает в 2—3 раза. Таким образом, обезуглероженный слой толщиной до 0,2 мм, бывший в металле до отжига, сгорает.
На получение обезуглероженного слоя при термообработке влияет температура, продолжительность выдержки, состав газовой среды. Чем выше температура, тем быстрее происходит обезуглероживание поверхности. Начинаются процессы обезуглероживания в пламенных печах без защитной атмосферы при 720—730° С. Наиболее резко возрастает обезуглероживание при температурах выше 800° С. При этом нельзя забывать, что стали разных марок по-разному реагируют на повышение температуры.
Чем длиннее выдержка, тем на большую глубину успевает проникнуть обезуглероживание. Правда, с течением времени скорость обезуглероживания уменьшается вследствие образования окалины. Влияние газовой среды зависит от температуры, взаимодействия различных
165
составляющих газовой смеси и содержания углерода в обрабатываемом изделии, а также от присутствия различного рода катализаторов. Регулирование состава и контроль газа в печах без специальной атмосферы невозможны. Поэтому для предотвращения обезуглероживания отжигальщик должен строго соблюдать температуру и время выдержки.
Наиболее склонны к обезуглероживанию стали марок 40ХН, 50ХН, 55СМ5А, 60С2А, У7А, У8А, У10А, 9ХС, Р9, Р18, РЭМ, Р18М, Р6МЗ, Р6М5, 35ХГН2.
Контрольные вопросы
1. Каковы основные принципы выбора места для отбора проб?
2. Назовите основные причины получения брака по твердости в термических печах.
3. Каковы причины брака по твердости при рекристаллизационном отжиге на индукционных установках?
4. Назовите основные причины обезуглероживания стали при отжиге.
5. Какие меры необходимо принимать для уменьшения глубины обезуглероживания при отжиге?
ГЛАВА XII
ОЧИСТКА СТАЛИ ОТ ОКАЛИНЫ
Окисление ведет не только к потере металла, но и к дополнительным затратам на удаление окалины. Окалина ухудшает поверхность стали и затрудняет дальнейшую ее обработку. При прокатке неочищенных заготовок окалина вдавливается в металл, образуя раковины. Штамповка листовой стали с окалиной резко сокращает срок службы штампового инструмента. Волочение стали со следами окалины приводит к получению на поверхности прутков царапин и задиров. Обработка заготовок с окалиной на металлорежущих станках вызывает быстрое затупление и износ инструмента. На изделиях, подвергаемых окраске, окалина недопустима, так как она легко отслаивается вместе с краской.
Специально стремятся создать окисную пленку на металле лишь в тех случаях, когда она обладает защитными свойствами и препятствует дальнейшему окислению. Такова пленка окиси железа Fe3O4, образующаяся в атмосфере перегретого пара (570—600° С).
166
§ 60. ХИМИЧЕСКОЕ УДАЛЕНИЕ ОКАЛИНЫ
Химическое удаление окалины, основанное на взаимодействии металла с кислотой, называется травлением. Большое число марок сталей обусловливает применение в промышленности разнообразных составов травильных растворов.
Наиболее распространен для травления углеродистых и малолегированных марок сталей 8—12%-ный раствор серной кислоты в воде.
При травлении этим раствором окалина удаляется в результате: а) растворения ее в кислоте по реакции
FeO + H2SO4 = FeSO4 + Н2О;
б) механического отслаивания пузырьками водорода, образующимися при растворении металла по реакции
Fe + H2SO4 = FeSO4 + Н2.
Во время травления может произойти нежелательное глубокое растворение стали, называемое перетравом. Для уменьшения возможности перетрава в раствор кислоты вводят специальные присадки, которые, покрывая металл, препятствуют проникновению в него кислоты.
Температуру свежих растворов поддерживают около 40—50° С. Истощенные растворы с концентрацией кислоты 3—4% нагревают до 70—80° С.
При травлении водород может проникать в сталь. При этом резко снижается пластичность стали. Это явление называется травильной хрупкостью. Травильную хрупкость устраняют нагревом стали до 120—150° С в течение нескольких часов или выдержкой в течение двух суток при обычной температуре.
Установлено, что на поверхности стали одних и тех же марок плотность прилегания окалины различная, и поэтому способы удаления ее травлением различны. Это зависит от условий термообработки.
Отжиг стали с окалиной в защитной атмосфере приводит к частичному восстановлению окалины, и ее невозможно отделить от металла травлением. При отжиге в окислительной атмосфере чем меньше коэффициент расхода воздуха, тем плотнее окалина. Значительно легче удалить окалину, если обработать сталь перед отжигом в кислотно-купоросном растворе (см. § 59). Окалина после отжига легко осыпается. Время травления сокращается в несколько раз.
Травление является наиболее распространенным способом удаления окалины, но оно имеет следующие серьезные недостатки:
1) выделяющиеся в атмосферу цеха пары кислоты вредно влияют на здоровье рабочих;
2) для нейтрализации отработанных травильных растворов необходимы специальные производственные помещения и емкости;
167
3) сброс нейтрализованных травильных растворов в водоемы приводит к их загрязнению;
4) травленая поверхность металла легко поддается коррозии.
По этим причинам травление все более широко заменяется механическими способами удаления окалины.
§ 61. МЕХАНИЧЕСКОЕ УДАЛЕНИЕ ОКАЛИНЫ
Из многочисленных способов механического удаления окалины наиболее распространены следующие:
1) обивка в барабанах;
2) отслаивание окалины при изгибе;
3) пескоструйная очистка;
4) ультразвуковая очистка;
5) дробеструйная очистка.
Обивка в барабанах — самый простой, но в то же время самый грубый и трудоемкий способ удаления окалины с поверхности изделий. Очищаемые изделия укладывают в металлический барабан, который закрывают крышкой. При вращении барабана изделия перекатываются, ударяются о стенки барабана и друг о друга. При этом окалина обивается. Этот процесс сопровождается сильным шумом и обильным выделением пыли. Кроме того, для изделий не допускающих забоин, и деталей сложной формы обивка окалины в барабанах совершенно неприемлема.
Отслаивание окалины при изгибе применимо только для проката. Изгиб бунтового проката осуществляется перемоткой бунта в противоположном направлении. На прутковом и листовом прокате окалину удаляют многократным изгибом на роликах правильной машины. Но при правке происходит вдавливание окалины в поверхность прутка, поэтому для удаления окалины с подката, к чистоте поверхности которого предъявляют высокие требования, этот способ непригоден.
Пескоструйная очистка заключается в скалывании окалины песчинками, летящими с большой скоростью. Большая скорость песчинкам сообщается сжатым воздухом давлением 400—500 кН/м2 (4—5 атм). Этот способ лишен недостатков предыдущих способов. Но он имеет свой недостаток, еще более существенный. При разрушении песчинок образуется мелкая кварцевая пыль, которая при попадании в легкие человека вызывает серь
168
езное заболевание. Этот метод, ранее широко распространенный, теперь заменяется другими безвредными способами удаления окалины.
Дробеструйная очистка металла от окалины нашла наиболее широкое применение. Отливки, поковки, прокат прутковый, бунтовой, листовой, блюмы, сутунка, трубы — все в одинаковой степени доступно дробеструйному методу очистки. Дробеструйный метод основан на скалывании окалины мелкой металлической дробью, летящей со скоростью 45—100 м/с.
Дробь выбрасывается струей сжатого воздуха или воды, а также турбинами. Наибольшее распространение получил турбинный или дробеметный способ.
Контрольные вопросы
1. Что называется перетравом?
2. Назовите способы механического удаления окалины и их сущность. 3. В чем преимущества дробеметной очистки стали от окалины?
4. Расскажите об устройстве дробеметной камеры.
ГЛАВА XIII
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА ПЕЧАХ И НАГРЕВАТЕЛЬНЫХ УСТАНОВКАХ
Во время работы отжигальщик имеет дело с высокими температурами, большим давлением мазута и пара, с взрывоопасными смесями газов, расплавами солей и свинца. Термические печи и оборудование для загрузки могут стать источником серьезных несчастных случаев, если работающий плохо знает устройства этих агрегатов, закономерности процесса горения и не соблюдает правила техники безопасности.
На металлургических заводах нашей страны много делается для улучшения условий и увеличения безопасности труда отжигальщиков. Но самым важным условием для обеспечения безопасности рабочего и окружающих его лиц является знание им основных правил техники безопасности и постоянное выполнение их.
Правила безопасной работы различны на различных нагревательных устройствах и зависят в основном от вида применяемого топлива.
12—1082
169
§ 62. ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНОСТИ
Правила безопасности при работе на печах, отапливаемых мазутом.
На печах, отапливаемых мазутом, опасность взрыва смеси мазута с воздухом меньше, чем на газовых. Однако отжигальщик должен помнить, что безопасной работа может быть только там, где правила безопасности выполняются осознанно и постоянно. Все правила могут быть разделены на общие, справедливые для всех участков термообработки, и частные, связанные с особенностями расположения оборудования, коммуникаций грузопотоков и др.
Ниже рассмотрены только общие правила безопасности.
1. Отжигальщик должен работать только в предусмотренной правилами спецодежде. Волосы должны быть подобраны под головной убор, так как они легко воспламеняются. Одежда не должна быть промасленной. Стирать и чистить спецодежду в горючих жидкостях (керосине, бензине) нельзя.
2. Перед началом работы отжигальщик должен проверить исправность инструмента, которым он может воспользоваться в течение смены: клещи, крючки, лопаты, лестницы, ведра. Неисправным инструментом работать нельзя. Отжигальщик не должен допускать захламления рабочего места и проходов посторонними предметами.
3. Прежде чем приступить к работе, отжигальщик должен проверить состояние форсунок, показания манометров, измеряющих давление пара и мазута. Показания эти не должны быть выше предельного, отмеченного красной чертой. Отжигальщик должен помнить, что повышение давления мазута и пара выше допустимого может привести к разрыву магистрали, выбивке кранов и пробок, которые могут причинить серьезные травмы, и, кроме того, струя горячего мазута или пара может вызвать сильные ожоги.
4. При открывании смотровых окон нельзя стоять против них, потому что горячий песок, скопившийся у окон, может быть выброшен наружу и попасть в глаза.
5. Нельзя ходить по своду печи, так как свод может обрушиться.
6. При возникновении пожара на печи или в цехе
170
нужно немедленно перекрыть мазут на главном мазуто-проводе. Для тушения мазута применяют песок, накидки или огнетушители. Нельзя заливать мазут водой, так как он всплывает и растекается по воде, что увеличивает очаг горения.
Правила безопасной работы на печах, отапливаемых газом.
Работа с горючими газами требует особой осторожности, так как все горючие газы способны образовывать с воздухом взрывоопасные смеси. Взрыв — это горение, которое идет с очень большими скоростями (свыше 1000 м/с). Взрыв происходит тогда, когда воспламеняется готовая смесь газа с воздухом в замкнутом объеме. Газ может воспламениться от электрической искры, поднесенного пламени или тела, нагретого до температуры воспламенения газа. Температуры воспламенения различных газов с воздухом приведены в табл. 5.
При смешивании газа с кислородом температура воспламенения понижается. В этой же таблице приведены пределы взрываемости смеси газа с воздухом. Нижний предел означает минимальное количество газа в воздухе, при котором смесь горит. Верхний предел — максимальное количество газа, при котором кислород в смеси еще имеется в достаточном количестве для горения газа. Отсюда следует то, что в смеси с кислородом верхний предел взрываемости (или воспламенения) повышается, например для метана с 15 до 60%, для водорода с 75 до 95%.
Отжигальщик должен помнить, что в горелках горит смесь газа с воздухом, находящаяся в этих пределах, т. е. взрывоопасная смесь.
Медленное горение газа в горелках некоторых типов в основном объясняется скоростью образования смеси. Отсюда важнейшая задача отжигальщика при розжиге печи — сжечь взрывоопасную смесь газа с воздухом, которая образуется в горелках сразу же после выхода ее из горелок, и не допустить, чтобы она заполнила объем топки и особенно объем печи.
Как видно из табл. 5, температуры воспламенения всех газов лежат ниже 760° С. Следовательно, при температуре в топке или печи (смотря куда вводится газ) 760° С и выше любой горючий газ можно безопасно вводить, если в топке или печи есть воздух. Газ при этом
12* 171
сразу же загорится и будет гореть до тех пор, пока в печи будет достаточно кислорода.
Другая не менее серьезная опасность при работе с горючими газами заключается в их токсичности, так как все они содержат ядовитые вещества.
Ниже приведены предельно допустимые концентрации основных ядовитых веществ, с которыми может иметь дело отжигальщик на производстве. Из табл. 5 видно, сколько таких веществ содержится в горючих газах:
Вещество Концен-
трация мг/л (не более)
Аммиак 0,02
Бензин, керосин, минеральное масло 0,3
Бензол 0,05
Окись углерода 0,02
Ртуть металлическая 0,00001
Свинец 0,00001
Серная кислота 0,002
Сернистый газ 0,02
Сероводород 0,01
Соляная кислота 0,01
Особенно опасна окись углерода или угарный газ (СО). Окись углерода не имеет ни вкуса, ни запаха, ни цвета. Человек, вдыхая воздух с окисью углерода, не может обнаружить ее присутствие, и только через 1,5— 2 ч, когда может быть уже поздно принимать меры, появляются признаки отравления. Безопасная концентрация окиси углерода 0,01 %. При вдыхании воздуха, содержащего СО 0,02% через 2 ч появляется головная боль, физическая слабость, затуманивается сознание. При концентрации 0,1% СО в воздухе проявляются те же признаки, но в более резкой форме и несколько раньше— через 1,5 ч. Вдыхание воздуха, содержащего 0,1% СО, в течение 1,5 ч может привести к смерти.
Для предотвращения попадания токсичных газов в атмосферу цеха необходимо тщательно и регулярно проверять герметичность газопроводов и исправность предохранительных устройств и сигнализации. Для предотвращения взрывов и отравления при работе с горючими газами необходимо соблюдать следующие правила.
1. Обслуживать печи, отапливаемые газом, имеют право только рабочие, прошедшие специальное обуче
172
Ние и сдавшие экзамен. Знание инструкции по технике безопасности проверяют через каждые три месяца.
2. При приемке смены отжигальщик обязан проверить исправность всех отсечных дросселей и аварийную сигнализацию. Отжигальщик должен твердо знать, что нужно делать при том или ином аварийном сигнале.
3. О любой неисправности газоподводящей системы отжигальщик обязан немедленно сообщить мастеру.
4. При обнаружении утечки газа отжигальщик должен удалить на безопасное расстояние всех находящихся у газопровода людей и не допускать зажигания огня. Если утечка незначительная, то отжигальщик устраняет ее сам: подтягивает фланцы или замазывает глиной место утечки, а затем вызывает дежурного слесаря или га-зоспасателя. Работы по устранению утечки газа выполняются только в кислородном аппарате.
5. При загорании газа в месте утечки нужно убавить давление газа до 500—700 Н/м2 (50—70 мм вод. ст.), а затем забрасывать пламя и щель сырой глиной, сырым войлоком или асбестовой тканью. Можно сбивать пламя паром или струей огнетушителя. Нельзя тушить газовое пламя водой. Вода, попадая на разогретый газопровод, увеличивает в нем трещину. Нельзя полностью закрывать газ, если он горит в месте утечки, так как в этом случае произойдет подсос воздуха в трубу и образовавшаяся газо-воздушная смесь взорвется.
6. При прекращении подачи газа или при падении его давления до 500 Н/м2 (50 мм вод. ст.) нужно немедленно перекрыть газ на горелках и общем газопроводе, открыть свечи, перекрыть воздух и сообщить об остановке печи мастеру.
7. Если обнаружится, что задвижка не перекрывает полностью газ, то газопровод нужно остановить на ремонт.
8. Возможно падение давления газа на печах вследствие закупорки газопровода льдом или отложившимся из газа нафталином. В этом случае печи останавливают, дроссели перекрывают, открывают свечи. При помощи манометра по перепаду давления обнаруживают место закупорки. Газопровод продувают паром и при соблюдении всех мер предосторожности очищают. Эту операцию выполняет дежурный слесарь под наблюдением мастера или газоспасателя.
173
9. Все работы в местах, где не исключена газовая опасность, должны проводиться под наблюдением второго лица.
10. При разогреве и сушке печи необходимо прежде всего открыть шибер, окна, заслонки; проверить плотность закрытия всех задвижек и дросселей; разложить костер в камере горения или на поду и при достижении 360° С приступить к пуску газа. Пуск газа в холодную печь должен осуществляться в присутствии газоспасате-ля или мастера. Перед пуском газа открывают свечи, снимают заглушки и продувают газопровод паром в течение 10 мин.
В это время печь продувают воздухом через горелки. Затем газопровод продувают газом не менее 5 мин. После продувки газом свечи закрывают, подачу воздуха в печь прекращают. Перед горелкой устанавливают зажженный факел или устройство для электрозажигания и постепенно включают газ. При появлении газового пламени открывают воздушные дроссели. Первой разжигают последнюю по газопроводу горелку. Газ должен гореть бесцветным, некоптящим пламенем. Если горелка потухнет, то необходимо перекрыть газ, продуть печь воздухом в течение 5 мин и затем снова разжигать печь в описанной выше последовательности, т. е. продуть газопровод через свечу, закрыть свечу и, установив зажигание, пускать газ.
11. При остановке вентилятора необходимо закрыть дроссель на печном воздухопроводе, затем на печном газопроводе, после чего закрыть газовые задвижки и воздушные дроссели у горелок. Вентилятор при пуске должен проработать вхолостую при закрытых воздушных дросселях на горелках 10—15 мин, и только после этого можно разжигать печь в обычной последовательности.
12. При остановке печи необходимо перекрыть воздух, а затем постепенно прекратить подачу газа. При длительных остановках печи обязательно открывают свечи.
13. Запрещается искать утечку газа на газопроводе при помощи огня.
14. Наличие воздуха в газе определяют:
а) при помощи газоанализатора;
б) отбором газа в резиновую емкость с последующим сжиганием его за пределами цеха;
в) зажиганием струи газа, отведенного через резино
174
вый шланг за пределы цеха; газ при этом выпускают в ведро с мыльной водой с таким расчетом, чтобы из ведра он выходил отдельными пузырями.
Если при зажигании пузырьки газа загораются спокойным пламенем, то воздуха в газе нет; если с хлопками— значит в газопроводе находится газо-воздушная смесь. Нельзя поджигать сплошную струю газа, не убедившись, что в ней нет воздуха. При наличии воздуха в газе взрыв распространится по струе газа в газопровод цеха.
Правила безопасности при работе с контролируемыми атмосферами
При работе на печах, заполненных токсичными и взрывоопасными атмосферами (см. табл. 5), так же как и при работе с газообразным топливом, существуют потенциальные возможности отравления обслуживающего персонала и взрыва. Но даже если атмосферы инертны (азот, аргон и др.), то существует опасность обеднения кислородом окружающей атмосферы, что ведет к кислородному голоданию обслуживающего персонала, сопровождающемуся обморочным состоянием.
Поэтому отжигальщик должен постоянно следить за соблюдением герметизации печей, исправностью аварийной сигнализации, предохранительных устройств и работой вытяжных устройств и нагнетательной вентиляции.
Вблизи печей, использующих контролируемые атмосферы, должен регулярно проводиться анализ воздуха на содержание вредных веществ. Места отбора проб должны быть согласованы с санитарным надзором и не изменяться без специальной проверки.
Отжигальщик не должен допускать образования смеси взрывоопасного газа с воздухом там, где температура ниже 760° С. Чтобы не допустить образование взрывоопасной смеси, любая емкость перед вводом газа должна быть продута инертным газом для вытеснения из нее воздуха.
После продувки через емкость четырех-пятикратного объема инертного газа получающаяся смесь считается безопасной. При этом должно соблюдаться следующее правило: если вводимый газ тяжелее вытесняемого, он должен вводиться в самую нижнюю точку объема, а выхлоп должен быть в верхней. Если вводимый газ легче,
175
то он должен вводиться в верхнюю часть объема, а выхлоп должен быть в нижней. При этом необходимо учитывать не только разность плотностей этих газов в холодном состоянии, но и их фактическую температуру. При повышении температуры плотность газов резко уменьшается. Поэтому, как правило, горячий газ легче холодного и стремится заполнить верхнюю часть объема.
Если температура в печи выше 760° С, то вместо продувки можно применять выжигание; при остановке печи, заполненной взрывоопасной атмосферой, газ поджигается у дверцы, которую затем открывают. По мере продвижения в печи горячий газ выгорает. При пуске холодной печи, заполненной воздухом, подносят запальник к подводящей трубе газа (контролируемого) и пускают газ. После этого печь быстро закрывают и уплотняют. После выгорания кислорода огонь гаснет, и печь заполняется защитной атмосферой и продуктами сгорания. После этого идет технологическая продувка.
Необходимо помнить, что на большинстве печей неизбежно просачивание контролируемой атмосферы из печного пространства в цех, особенно существенно такое просачивание в колпаковых печах с песочными затворами. Поэтому совершенно необходимо, чтобы в окружающем пространстве печей происходил непрерывный обмен воздуха. Вся предусмотренная естественная и принудительная вентиляция должна работать.
В случае аварийного прекращения подачи в печь взрывоопасной контролируемой атмосферы давление ее в печи быстро падает, и при наличии негерметичных уплотнений в печь неизбежно поступает воздух. Если температура печи выше 760° С, то под действием воздуха происходит только порча находящейся в печи продукции (окисление, обезуглероживание). Но если температура ниже 760° С, то образуется взрывоопасная смесь. Поэтому в обоих случаях необходимо быстро вытеснить взрывоопасную атмосферу в смеси с инертным газом и прекратить нагрев.
При резком понижении температуры в печи (прекращение подачи топлива или отключение электронагревателей) происходит быстрое сокращение объема газа, заполняющего печь. В печи возникает разрежение и начинается энергичный подсос воздуха. В этом случае, так же как и при прекращении подвода контролируемой атмосферы, необходимо быстро осуществить вытеснение ат
176
мосферы инертным газом, предварительно перекрыв доступ в печь контролируемой атмосферы.
Правила безопасной работы на электропечах
Неправильное обращение с электрооборудованием может привести к тяжелым поражениям током, вплоть до смертельного исхода. Мокрая одежда и обувь, сырой пол сильно увеличивают опасность поражения током. Отжигальщик, обслуживающий электропечи, должен знать и выполнять следующие правила техники безопасности:
1. Нельзя прикасаться к неизолированным частям электроустановок и аппаратуры. Напряжение свыше 36 В является опасным, а ток тилой 0,1 А, проходящий через тело человека, смертелен.
2. Прежде чем включать электропечь или электродвигатель, нужно убедиться в исправности заземления корпуса рубильника или магнитного пускателя и корпуса двигателя или установки.
3. Отжигальщик должен следить за исправностью кожухов и ограждений контактных коробок и электрощитов. Включать электропечь при неисправных защитных приспособлениях запрещается.
4. Нельзя нажимать пусковую кнопку металлическим предметом.
5. Замену предохранителей, разъединение и обесточивание печи при залипании контактов выполняют только дежурные электрики.
6. Нельзя пользоваться неисправным инструментом, рубильником, пусковой кнопкой, штепселем и вилкой.
7. Включать рубильник нужно так, чтобы самому находиться в стороне от корпуса рубильника.
Правила безопасной работы у печей-ванн
Отжигальщик, работающий у печей-ванн, имеет дело с расплавленными солями, щелочами или свинцом. Несоблюдение правил, невнимательность в работе могут привести к расплескиванию расплава и даже взрывам, пожару и отравлению парами солей и свинца. Для обеспечения безопасности работы необходимо соблюдать следующие правила:
1. Перед началом работы отжигальщик обязан проверить систему вентиляции и в случае неисправности сообщить об этом мастеру.
177
2. Отжигальщик обязан работать в рукавицах и защитных очках, а если температура соли свыше 1000° С, то очки должны быть синими. Запрещается вплотную стоять у ванны и вставать на ее борт.
3. Электродно-соляные ванны с тиглем из шамотного кирпича перед загрузкой соли необходимо тщательно просушить электрическими грелками. Если печь просушена плохо, то через несколько часов после пуска может произойти взрыв с выбросом из тигля всего расплава соли.
4. Попадание влаги в расплав приводит к взрыву и выбросу расплава, поэтому отжигальщик должен принять все меры, чтобы не допустить попадания влаги в ванну. Детали, загружаемые в ванну, должны быть совершенно сухими. Удаление влаги с деталей обеспечивается подогревом их до 150—200° С. Свинец или соль, добавляемые в ванну, также должны быть просушены.
5. Не допускается нагрев селитровых ванн выше 550° С. Селитра при нагреве выше 550° С самовозгорается. Соединение селитры с углем, маслом, сажей приводит к взрыву. Хранить селитру нужно в металлическом ящике.
6. Поверхность расплавленного свинца нужно засыпать размолотым углем для уменьшения его испарения и окисления. Хранить свинец необходимо в ящиках, а свинцовую пыль — в плотно закрытой таре.
7. Не разрешается заполнять ванны расплавом более чем на 3Д объема.
8. При дроблении и транспортировке щелочи необходимо надевать брезентовый костюм, предохранять лицо маской, а руки — резиновыми перчатками.
9. Разлившуюся соль или свинец нельзя заливать водой или жидкостным огнетушителем — это приводит к взрывам и разбрызгиванию расплава. Разлившийся свинец или соль нужно засыпать сухим песком.
§ 63. ПЕРВАЯ ПОМОЩЬ ПРИ НЕСЧАСТНЫХ СЛУЧАЯХ
1. Ожоги. Ожоги бывают трех степеней. При ожоге первой степени наблюдается лишь покраснение кожи. При ожоге второй степени образуются пузыри. Ожог третьей степени ведет к поражению кожи и нижележащих тканей.
178
При ожогах важно не допустить попадания инфекции на пораженный участок тела. При ожоге первой степени нужно делать примочки из раствора марганцовокислого калия, спирта, одеколона. При ожогах второй и третьей степени накладывают повязку. Нельзя вскрывать пузыри и обрабатывать рану иодом или другими растворами. Можно лишь смочить перевязочный материал раствором марганцовокислого калия. Одежду при ожогах нельзя снимать и отдирать. Ее нужно разрезать и осторожно удалить.
При ожогах химическими веществами нужно быстро сорвать одежду и обожженное место поливать водой в течение 20 мин.
2. Отравление газом. Признаками отравления могут быть слабость, головная боль, шум в ушах, зевота, сонливость. При обнаружении отравления необходимо вынести пострадавшего на свежий воздух или в теплое помещение, где не может быть газа, расстегнуть одежду, ремень, чтобы облегчить дыхание, и не давать пострадавшему уснуть до прибытия медицинского работника.
При отсутствии у пострадавшего дыхания нужно немедленно приступить к проведению искусственного дыхания. Применяются три способа искусственного дыхания:
Первый способ. Если оказывающий помощь один, то для проведения искусственного дыхания нужно положить пострадавшего на живот, головой на одну руку, лицом в сторону так, чтобы рот и нос не касались пола. Другую руку вытянуть вперед. Вытянуть язык пострадавшего. Встать на колени над ним лицом к голове так, чтобы бедра пострадавшего были между коленями оказывающего помощь. Охватить ладонями нижние ребра пострадавшего. Считая до трех, наклонять свое тело вперед и таким образом нажимать на нижние ребра пострадавшего, это будет выдох. Не отрывая рук от тела, откинуться назад, считая до трех, — это будет вдох. Затем повторить все сначала. Нажатие на ребра нужно повторять плавно 15—20 раз в минуту. Этот способ неприемлем, если у пострадавшего травмированы ребра и спина.
Второй способ проведения искусственного дыхания применяется тогда, когда оказывающих помощь двое. Пострадавшего укладывают на спину на теплую подстилку. Под лопатки подкладывают сверток одежды
179
так, чтобы голова запрокинулась назад. Один из оказывающих помощь раскрывает рот пострадавшего, очищает его, вытягивает язык и держит его, прижимая к подбородку. Второй встает на колени перед головой пострадавшего, захватывает его руки у локтя и, считая до трех, закладывает их за голову; повторяя счет до трех, прижимает руки к бокам. Затем все повторяется.
Правильность проведения искусственного дыхания подтверждается шумом воздуха, проходящего через дыхательные органы пострадавшего.
Искусственное дыхание нужно делать до прибытия врача или до восстановления у пострадавшего дыхания.
Третий способ применяется тогда, когда у пострадавшего имеются переломы рук и ребер. Пострадавшего кладут на спину. Рукой, обвернутой платком или марлей, ритмично вытягивают и отпускают язык.
3. Описанные приемы искусственного дыхания применяют и при поражении электрическим током, когда у пострадавшего отсутствует естественное дыхание.
При поражении электрическим током помощь должна быть оказана немедленно. Прежде всего необходимо прекратить действие тока на пострадавшего. Для этого нужно выключить рубильник или 'перерубить провод. Если линию обесточить нельзя, то нужно изолировать себя резиновыми перчатками, резиновым ковриком, сухими галошами или толстой сухой деревянной доской и оттянуть пострадавшего за концы одежды.
При отсутствии дыхания у пострадавшего необходимо начать искусственное дыхание и продолжать его до прибытия медицинского работника. Если у пострадавшего появляется дыхание, то искусственное дыхание нужно прекратить. Пораженного электрическим током ни в коем случае нельзя зарывать в землю.
Контрольные вопросы
1. Назовите правила безопасного разжигания форсунок и горелок.
2. Что нужно делать при внезапном прекращении подачи воздуха к горелкам?
3. Каковы правила безопасного пуска горючего газа в печь?
4. Как действовать при обнаружении утечки газа?
5. Почему нельзя тушить мазут и газ водой?
6. Как проверить, есть ли воздух в газе?
7. Каковы основные правила пуска и остановки печей с защитной атмосферой?
8. Почему нельзя допускать попадания влаги в ванны расплава?
9. Как оказать первую помощь при ожогах?
10. Как оказать первую помощь при отравлении газом?
180
ГЛАВА XIV
ЭКОНОМИКА И ОРГАНИЗАЦИЯ ТРУДА
§ 64. ПОНЯТИЕ О ПЛАНИРОВАНИИ И ЭКОНОМИКЕ ПРОИЗВОДСТВА
Основная производственная деятельность термического или термокалибровочного цеха заключается в выполнении плана выпуска продукции в соответствии с зака-зами заводов-потребителей. Как правило, термический цех выполняет последние операции металлургического передела: термообработку и отделку и отгружает готовую продукцию.
В соответствии с заказами и планом отгрузки цеху планируется поступление проката или подката из прокатных цехов. Планируется также расход металла на угар и обрезь (для каждой марки стали свои коэффициенты, расход энергии, топлива и вспомогательных материалов и фонд заработной платы. Все эти показатели обобщаются плановыми заданиями по себестоимости и производительности труда.
Себестоимость продукции складывается из всех затрат, которые произведены при ее изготовлении. Сюда входят затраты на сырье, основные и вспомогательные материалы, инструмент, энергию, топливо, зарплату, амортизацию зданий и оборудования.
В цеховую себестоимость включаются только затраты на передел, произведенные в данном цехе. Она и характеризует уровень хозяйственной деятельности цеха. В заводскую себестоимость включают все затраты предприятия на производство продукции, а в полной себестоимости учитываются еще и затраты на реализацию продукции.
Производительностью оборудования называется количество продукции, выпускаемой (обрабатываемой) этим оборудованием. Расходы, например, на амортизацию оборудования не зависят от количества выпущенной продукции так же, как и зарплата рабочих-повременщиков, ИТР и общецехового персонала. Поэтому чем больше выпускается продукции оборудованием, тем меньше расходы по перечисленным статьям на единицу продукции и тем ниже ее себестоимость. Себестоимость продукции снижается и при уменьшении расхода топлива, электроэнергии, вспомогательных материалов, а также
181
при уменьшении угара металла и отбраковки по переот-жигу и обезуглероженному слою.
Все перечисленные показатели в значительной степени зависят от работы отжигальщика, его квалификации и сознательного отношения к выполнению своих обязанностей.
§ 65. ОРГАНИЗАЦИЯ
И ОПЛАТА ТРУДА ОТЖИГАЛЬЩИКОВ
Форма организации труда отжигальщиков зависит от многих факторов: числа и типа печей, их расположения, вида обрабатываемой продукции и др.
На крупных участках, насчитывающих десятки печей периодического действия, наиболее эффективна организация управления печами в одном месте. В центральном пункте управления сосредоточены все контрольно-регу-лирующие приборы, что облегчает управление печами, наблюдение за выполнением заданных режимов и контроль работы приборов. В этом случае пункт управления обслуживается одним дежурным отжигальщиком, остальные выполняют работы по загрузке и выгрузке печей и наблюдают за исправной работой исполнительных механизмов и горелочных устройств.
На крупных участках отжига при обработке нестандартной продукции много труда затрачивается на подготовку металла к отжигу, разгрузку и испытание его после отжига. Эти работы выполняют специальные рабочие — пакетировщики или загрузчики. Производительность печного оборудования и качество продукции зависят от работы отжигальщиков и загрузчиков. Поэтому системы оплаты труда отжигальщиков и загрузчиков предусматривают сдельную оплату за фактически отожженный металл и премирование за выполнение определенных качественных показателей. Шкала премирования разрабатывается на каждом конкретном участке, исходя из условий работы. Максимальный размер премии 30%.
На заводах, производящих специальные стали, технологические режимы весьма разнообразны, поэтому трудоемкость отжига для разных сталей различна. Например, производительность печей при отжиге стали ШХ15 в два раза меньше, чем при отжиге стали 40Х, но на погрузку в отжиг время затрачивается больше. При этом на стали 40Х брака по вине отжигальщиков
182
практически не бывает, тогда как на стали ШХ15 возможны все виды брака.
Поэтому равная оплата за физическую тонну отожженной продукции снижает заинтересованность отжигальщика в термообработке трудоемких марок стали. Трудоемкость термообработки разных марок стали учитывается различными расценками или, что удобнее, коэффициентами трудоемкости. Фактически отожженный тоннаж по маркам стали умножается на соответствующие коэффициенты трудоемкости и полученная сумма условных тонн оплачивается, исходя из одной расценки за условную тонну.
Прогрессивной системой, показавшей хорошие практические результаты, является бригадная сдельная оплата труда. Она стимулирует развитие товарищеской взаимопомощи и облегчает организацию труда, особенно на участках, где имеется большое разнообразие работ. Это тем более важно, что крупные термические печи работают по непрерывному графику и на время обеда отжигальщик поручает наблюдение за своими печами товарищу по работе.
Распределение заработанной бригадой суммы осуществляется пропорционально количеству (отработанное время) и качеству (разряд) труда и отношению к труду. Последнее определяется коэффициентами (от 1,0 до 1,2), которые присваиваются ежемесячно каждому члену бригады при обсуждении результатов работы.
На некоторых участках применяют повременную оплату труда. В этом случае премирование производится за выполнение и перевыполнение плана участком или сменой. За 100% плана выплачивается премия 15% от выработки и по 1,5% за каждый процент плана сверх 100%. Максимальная премия 30%.
Термические участки, за исключением участков электротермообработки, работают непрерывно без остановки на выходные и праздничные дни. В этих условиях наиболее удобен четырехбригадный график при восьмичасовом рабочем дне и четырехдневной рабочей неделе. Выходной день, общий для всей бригады, совпадает с переходом в другую смену и продолжается 48 ч.
Контрольные вопросы
1. Что называется цеховой себестоимостью?
183
2. Как отражается производительность термических печей па себестоимости продукции?
3. Как организуется труд бригады отжигальщиков?
4. Назовите системы оплаты труда отжигальщиков.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Ассонов А. Д. Современные методы термической обработки. М., «Машиностроение», 1964. 191 с. с ил.
2. Вязников Н. Ф. Термическая обработка стали. М., Металлу ргизд ат, 1961. 349 с. с ил.
3. Геллер Ю. А. Инструментальные стали. М. «Металлургия», 1968. 568 с. с ил.
4. Захаров Б. П. Термист. М., Машгиз, 1961. 317 с. с ил.
5. Коротин И. М., Сгибнев Г. Ф. Термист. М., «Высшая школа», 1968. 207 с. с ил.
6. Лифшиц Б. Г Металлография. М., «Металлургия», 1971. 405 с. с ил.
7. Р а й ц е с В. Б. Термическая обработка на металлургических заводах. М., «Металлургия», 1971. 247 с. с ил.
8. Рыжков Г. М., С о ш и н П. И. Программное регулирование при термической обработке. М., «Металлургия», 1964. 71 с. с ил.
9. Соколов К. Н. Механизация и автоматизация в термических цехах. Машгиз, 1962. 294 с. с ил.
10. Петров Н. П., Трошкин И. Т., Веселов Б. П. Термическая обработка стали в контролируемых атмосферах. М., «Машиностроение», 1969. 151 с. с ил.
Гений Михайлович РЫЖКОВ
ОТЖИГАЛЬЩИК
Редактор издательства Л. В. Швыркова. Художественный редактор Д. В. Орлов.
Технический редактор Н. В. Сидорова
Корректоры В. Б. Левин, Л. М. Зинченко. Обложка художника Л. Эгинбурга
Сдано в набор 17/Х 1973 г. Подписано в печать 26/IV 1974 г. Т-08757 Формат бумаги 84X108’/32. Бумага типографская № 2. Усл. печ. л. 9,66 Уч.-изд. л. 10,12. Тираж 7200 экз. Заказ 1082. Изд. № 2539. Цена 24 коп.
Издательство «Металлургия», 119034. Москва, Г-34, 2-й Обыденский пер., 14 Владимирская типография Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли
Гор. Владимир, ул. Победы, д. 18-6.