/






























































































































Текст
В. II. ЛЕВИН
КРАТКИЙ
СПРАВОЧНИК
ШЛИФОВЩИКА
Chlpmaker.ru
И 3 Д А Т Е Л Ь С Т В О « М А Ш11Н О С Т Р О Е 11И Е »
Москва 1968
УДК 621.923 (083)
Chlpmaker.ru
Левин В. И. Краткий справочник
шлифовщика. Изд-во «Машиностроение».
В книге приведены справочные сведения
по абразивным материалам и инструментам,
методам правки шлифовальных кругов, тех-
нологии и режимам шлифования наружных
и внутренних цилиндрических поверхностей,
плоского, бесцентрового, фасонного, резьбо-,
шлице- и зубошлифования, отделочной обра-
ботки деталей, а также характеристики при-
меняемого оборудования и приспособлений.
Кроме того, в ней изложены способы устране-
ния дефектов обрабатываемых деталей, прин-
ципы экономичной абразивной обработки,
организации рабочего места шлифовщика и
технике безопасности.
Справочник предназначен для рабочих и ма-
стеров машиностроительных заводов.
Илл. 8, табл. 89, библ. 22 иазв.
Рецензент инж. Лумельский М. Л.
3-12-4
50-68
ГЛАВА /
АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
МАТЕРИАЛЫ
Абразивные материалы, применяемые для изготовления шлифоваль-
ных инструментов, представляют собой минералы естественного или
искусственного происхождения (табл. 1). Зерна абразивного материала
должны обладать высокой твердостью, превышающей твердость обра-
батываемого материала, хорошей режущей способностью (характери-
зующейся заостренностью кромок зерен), а также вязкостью и тепло-
устойчивостью, обеспечивающими сопротивление зерен ударным на-
грузкам и высоким контактным температурам, возникающим при
шлифовании. Твердость абразивных материалов определяют по деся-
тичной минералогической шкале сравнением с минералами-эталонами
методом царапания. По этой шкале твердость измеряется в условных
единицах от 1 до 10, соответствующих твердости талька и алмаза.
Абсолютные величины твердости абразивных материалов, выражаю-
щиеся в кПмм\ определяют на приборах типа ПМТ-2 методом вдавли-
вания алмазного острия.
Зерна абразивных и алмазных материалов в соответствии с ГОСТами
3647—59 и 9206—59 разделяются по крупности, определяемой номером,
на три группы (табл. 2): шлифовальные зерна, шлифовальные порошки
и микропорошки, предназначенные для изготовления абразивных ин-
струментов и паст, а также для использования в свободном виде на
шлифовально-полировальных операциях. Группа зернистости — микро-
порошки, обозначается буквой М и числом, показывающим наибольший
размер зерна в микронах. Алмазные зерна могут быть обычной (О),
повышенной (П) и высокой (В) прочности.
1. Абразивные материалы и их применение
Абразивный материал Обозначение Состав Тпе?дость по минералоги- ческой шкале и относитель- ная режущая способность (в скобках) Применение
Вид инструмента Операция Обрабатываемые материал
Алмаз: в зернах в порошках А П р и р с Чистый углерод д н ы е а б 10 (1,0) разивные м а тс Зерна в оправах, иглы, алмазно-ме- таллические каран- * даши : р и а л ы Правка шлифо- вальных кругов, обточка, резка Абразивные ин- струменты, хрупкие материалы, стекло, пластмассы
Шлифовальные круги, головки, притиры, шлифпо- рошки, микропо- рошкн, пасты Резка, шлифова- ние, доводка, хо- нингование Алмазы, рубины, твердые сплавы, по- лупроводниковые материалы, чугун, мрамор, стекло, пластмассы
Корунд естественный Е Окись алюминия (А12О8), более 90% и сопутствующие минералы 9 (0,1) Шлифовальные круги, шкурки, шлифпорошки, ми- кропорошки, пасты Шлифование, за- точка инструмен- тов, зачистка, до- водка, притирка Сталь, цветные металлы и сплавы, стекло и другие ма- териалы
Наждак Н Естественный ко- рунд до 60% и со- путствующие мине- ралы 8 (0,04) Шкурки, шлиф- порошки, пасты Зачистка, шли- фование, притирка, полирование Черные и цвет- ные металлы, стек- ло, мрамор, дерево, бумажные изделия
Продолжение табл. 1
Абразивный материал Обозначение Состав Твердость по минералоги- ческой шкале и относитель- ная режущая способность (в скобках) Применение
Вид инструмента Операция Обрабатываемый материал
Кварц Кв Окись, кремния (SiO2), 98% 7 (0,02) Шкурки, поли- ровальные круги Зачистка, шли- фование, полиро- вание Черные и цвет- ные металлы, де- рево, кожа, шпат- левка, пластмассы
Кремень Кр Окись кремния (SiO2), 97% 7 (0,018) Шкурки, поли- ровальные круги
Гранат — Различные крем- несодержащие ми- нералы 7 (0,025) Шкурки, шлифо- вальные и полиро- вальные круги Твердые породы дерева, кожа, ре- зина, пластмассы, цветные металлы и сплавы
Песчаник П Различные квар- цевые породы, со- стоящие из кри- сталлического кремнезема 7 (0,018) Ведущие круги для бесцентрового шлифования, шкур- ки, шлифпорошки Грубое и тонкое шлифование, за- чистка, гидрополи- рование Черные и цвет- ные металлы, де- рево, кожа, пласт- массы
Известь (вен- ская известь) — Обожженный до- ломит (СаСО8- MgCOa) 3—4 Микропорошки, пасты Декоративное по- лирование Сталь, цветные и драгоценные ме- таллы и сплавы
Крокус — Окись железа (Fe2O8), получаемая из красного желез- няка — Микропорошки, пасты Полирование Сталь, цветные металлы, стекло
Материалы
Продолжение табл. 1
Абразивный материал Обозначение Состав О <У • к о Ч я s Я 2 * о о а о 2 я °>о IsSSko" ® s О я С И Н S S' s я иС. Применение
Вид инструмента Операция Обрабатываемый материал
Искусственные абразивные материалы
Алмаз синтетический АС Чистый углерод 10 (1,0) Шлифовальные круги, головки, притиры, шлифпо- рошки, микропо- рошки, пасты Шлифование, до- водка, резка, при- тирка, хонингова- ние Твердые сплавы, хрупкие полупро- водниковые мате- риалы, минерало- керамические из- делия, рубиновые камни, оптическое стекло
Карбид бора КБ Соединение бора с углеродом и при- меси Близко к 10 (0,5) Шлифпорошки, микропорошки, пасты Доводка, при- тирка Твердые сплавы, минералокерамиче- ские изделия, син- тетические камни, качественная сталь
Борсилико- карбид В1 Соединение бо- ра с углеродом, уменьшено содер- жание примесей Шлифпорошки, микропорошки, пасты, шлифоваль- ные круги Доводка, отрез- ка
Кубический нитрид бора Эльбор (боразон) КНБ Л Соединение бора с азотом 10 Шлифовальные круги, головки, притиры Шлифование, до- водка (заточка ре- жущего инстру- мента) Быстрорежущая и легированная ин- струментальная сталь
Абразивные материалы и инструменты
Продолжение табл. 1
Абразивный материал Обозначение Состав О <У к S Г? д- - * £ £ * 2 5,0 « °* О "а 8 фс о 5ё*о х CLO я НS у s 2 5^ Применение
Вид инструмента Операция Обрабатываемый материал
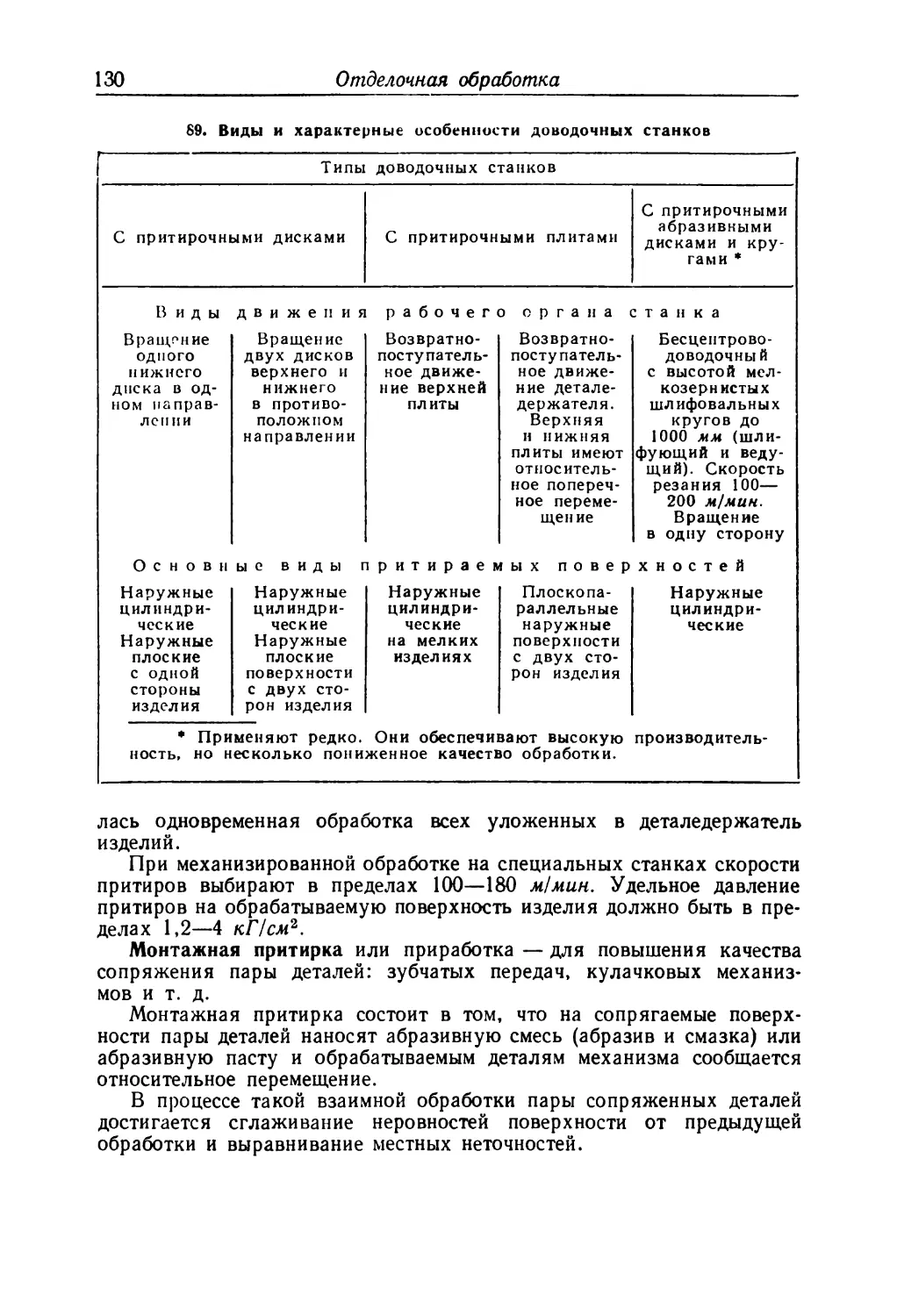
Электрокорунд нормальный Э1 Окись алюминия (А12Оз), 89% 9 (0,1) Шлифпорошки, пасты Доводка, при- тирка, полирование Сталь и цветные металлы
Э2 91—92% Шлифовальные круги на органи- ческих связках, шкурки, шлифпо- рошки, пасты Предварительное получистовое шли- фование, доводка, полирование
ЭЗ 93% Шлифзерно для инструментов на всех связках
Э5 95% Шлифзерно,, шлифпорошки на всех связках, шли- фовальные круги для скоростного шлифования Получистовое и чистовое шлифова- ние, заточка инст- рументов
Электрокорунд белый ЭБ7 97% 9 (0,12) Шлифзерно, шлифпорошки для инструментов на органических связ- ках, пасты Получистовое н чистовое шлифова- ние закаленных стальных деталей, заточка режущих инструментов, хо- нингование
ЭБ8 98% Шлифзерно, шлифпорошки, ми- кропорошки для инструментов на всех связках
ЭБ9 99%
Электрокорунд хромистый I эх Присадка 0,3—1,5% Сг
Материалы
Продолжение табл. 1
Абразивный материал Обозначение Состав Твердость по минералоги- ческой шкале и относитель- ная режущая способность (в скобках) Применение
Вид инструмента Операция Обрабатываемый материал
Монокорунд Мб Окись алюминия (Al2Ot), 96,5% 9 (0,12) Шлифпорошки Доводка, при- тирка Высоколегиро- ванная, цементо- ванная, азотиро- ванная, закаленная сталь
М7 97% Шлифпорошки, шлифзерио для ин- струментов на всех связках Получистовое и чистовое шлифова- ние, заточка режу- щих инструментов
М8 98,3%
Карбид крем- ния черный КЧ5 Карбид кремния с примесями (SiC), 95% Выше 9 (0,25) Шлифпорошки, шкурки, пасты Доводка, при- тирка, шлифование Чугун, бронзовое и латунное литье, твердые сплавы, стекло, мрамор, гранит, фарфор, ре- зина, кость, пласт- массы
КЧ7 97% Шлифзерио, шлифпорошки для инструментов на всех связках Предваритель- ное, получистовое и чистовое шлифо- вание, хонингова- ние
КЧ8 98%
Карбид кремния зеленый К36 96% Микропорошки, шкурки, пасты Доводка, при- тирка, шлифова- ние
Абразивные материалы и инструменты
Продолжение табл. 1
Абразивный материал Обозначение Соста в Твердость по минералоги- ческой шкале и относитель- ная режущая способность (в скобках) Применение
Вид инструмента Операция Обрабатываемый материал
Карбид крем- ния зеленый К37 97% Выше 9 (0,25) Шлифпорошки, шлифовальные круги, головки, бруски, пасты Получистовое и чистовое шлифова- ние, доводка, при- тирка, хонингова- ние Чугун, брон зовое и латунное литье, твердые сплавы, стекло, мрамор, гранит, фарфор, ре- зина, кость, пласт- массы
К38 98% Шлифзерно для инструментов на всех связках Получистовое, чистовое и отде- лочное шлифование
К39 99%
Стекло С Силикатная плавка 4—6 (0,01) Шлифзерно, шлифпорошки, шкурки Зачистка, шли- фование Дерево, кожа, бумажные изделия и другие волокни- стые материалы
Окись хрома (хромовая зелень) — Окись хрома (СггО>) — Порошок, пасты Притирка, до- водка, полирова- ние Сталь, цветные металлы и сплавы, электролитические металлопокрытия хрома и никеля, стекло, мрамор
Окись железа — Окись железа (FetOa) — Тонкий порошок, пасты Полирование
1'll'VhdulliVW
10
Абразивные материалы и инструменты
Классификация зернисюсти абразивных и алмазных
материалов и применение инструментов
Обозначение зернистости (№) Размерная характе- ристика зерна в мк Применение инструментов
Абразивные материалы Алмазные порошки по ГОСТу 9206—59
по ГОСТу 3647—59 (в 0,01 мм) Старые обоз- начения в дюй- мовой системе естественные о S н <и Н 0) К X X X и и
и J л и ф з е р н о
200 10 2500—2000 Зачистка заготовок, отли-
160 12 2000—1600 вок, поковок, крупных
125 16 1600—1250 штампованных деталей (руч-
100 20 — — 1250—1000 ные обдирочные работы)
80 24 1000—800 Плоское шлифование тор-
63 30 800—630 цом круга; заточка средних
50 36 А50 АС50 630—500 и крупных резцов; правка абразивных инструментов, отрезные работы, грубые зачистные работы шкуркой
40 46 А40 АС40 500—400 Предварительное и окон-
32 54 А32 АС32 400—315 чательное шлифование с
25 60 А25 АС25 315—250 одного установа, заточка режущего инструмента, чер- новое шлифование шкур- кой
20 70 А20 АС20 250—200 Чистовое шлифование,
16 80 А16 АС16 200—160 обработка фасонных про- филей, заточка мелкого инструмента, шлифование
хрупких материалов, пред- варительное шлифование шкуркой
Шли ф П О Р О ш F с и
12 100 А12 АС12 160—125 Отделочное шлифование,
10 120 А10 АСЮ 125—100 доводка твердых сплавов и
8 150 А8 АС8 100—80 режущего инструмента с
6 180 А6 АС6 80—63 термокорундовыми пла- стинками, предварительное хонингование, заточка тон- ких лезвий, чистовое шли- фование шкуркой
Инструменты
11
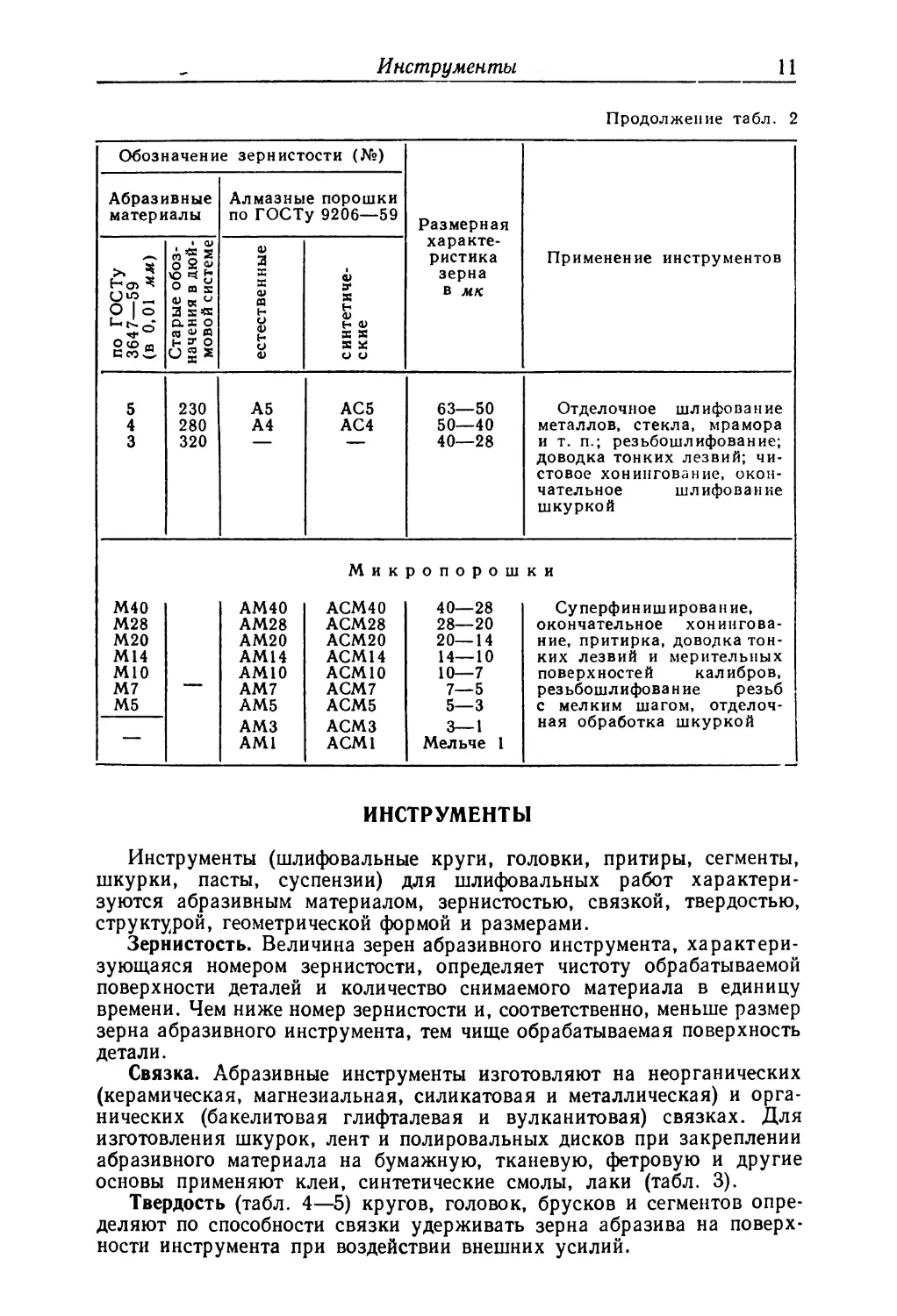
Продолжение табл. 2
Обозначение зернистости (№) Размерная характе- ристика зерна в мк Применение инструментов
Абразивные материалы Алмазные порошки по ГОСТу 9206—59
по ГОСТу 3647—59 (в 0,01 мм) Старые обоз- начения в дюй- мовой системе естественные синтетиче- ские
5 230 А5 АС5 63—50 Отделочное шлифование
4 280 А4 АС4 50—40 металлов, стекла, мрамора и т. п.; резьбошлифование;
3 320 40—28
доводка тонких лезвий; чи- стовое хонингование, окон- чательное шлифование
шкуркой
Мик р о п о р О ш к и
М40 АМ40 АСМ40 40—28 Суперфиниширование,
М28 АМ28 АСМ28 28—20 окончательное хонингова-
М20 АМ20 АСМ20 20—14 ние, притирка, доводка тон-
М14 АМ14 АСМ 14 14—10 ких лезвий и мерительных
М10 АМ10 АСМ 10 10—7 поверхностей калибров,
М7 АМ7 АСМ7 7—5 резьбошлифование резьб
М5 АМ5 АСМ5 5—3 с мелким шагом, отделоч- ная обработка шкуркой
АМЗ АСМЗ з |
АМ1 АСМ1 Мельче 1
ИНСТРУМЕНТЫ
Инструменты (шлифовальные круги, головки, притиры, сегменты,
шкурки, пасты, суспензии) для шлифовальных работ характери-
зуются абразивным материалом, зернистостью, связкой, твердостью,
структурой, геометрической формой и размерами.
Зернистость. Величина зерен абразивного инструмента, характери-
зующаяся номером зернистости, определяет чистоту обрабатываемой
поверхности деталей и количество снимаемого материала в единицу
времени. Чем ниже номер зернистости и, соответственно, меньше размер
зерна абразивного инструмента, тем чище обрабатываемая поверхность
детали.
Связка. Абразивные инструменты изготовляют на неорганических
(керамическая, магнезиальная, силикатовая и металлическая) и орга-
нических (бакелитовая глифталевая и вулканитовая) связках. Для
изготовления шкурок, лент и полировальных дисков при закреплении
абразивного материала на бумажную, тканевую, фетровую и другие
основы применяют клеи, синтетические смолы, лаки (табл. 3).
Твердость (табл. 4—5) кругов, головок, брусков и сегментов опре-
деляют по способности связки удерживать зерна абразива на поверх-
ности инструмента при воздействии внешних усилий.
12
Абразивные материалы и инструменты
3. Связки абразивных инструментов
Основные составляю- щие элементы Применение Характеристика
Абразивный инструмент Вид шлифования
Огнеупорная глина, поле- вой шпат, тальк, кварц, рас- творимое стекло, декстрин Н е Шлифоваль- ные круги, головки, бруски, сегменты органические Керамическая К Все виды шлифова- ния, за исключением прорезки узких пазов и разрезных работ. Окружная скорость шлифовального круга до 35 м/сек и для спе- циальных кругов до 60 м/сек Высокая водо- упорность, темпе- ратурная и химиче- ская стойкость. Шлифовальные круги хорошо со- храняют рабочий профиль инстру- мента, но чувстви- тельны к ударным и изгибающим на- грузкам
Каустиче- ский магне- зит и хло- ристый ма- гний (магне- зиальный цемент) В основном шлифоваль- ные круги диаметром до 2 ж Магнезиальная МГ Для сухого шлифо- вания на заточных и зачистных работах прямого профиля, не требующих выдержи- вания точных разме- ров. Наибольшая допу- стимая окружная ско- рость 20 м/сек Быстрая изнаши- ваемость рабочего профиля круга. Меньше нагревает- ся изделие. Круги чувствительны к влажности и холоду
Растворимое стекло (сили- кат натрия), окись цинка, мел, пла- стичная глина Шлифоваль- ные круги Силикатовая С Плоское сухое шли- фование торцом кру- га; шлифование особо чувствительных к пе- регреву деталей; а также в случаях, ког- да круг имеет боль- шую площадь контак- та со шлифуемой де- талью Меньшая сцеп- ляемость с зернами способствует само- затачиванию кру- гов, круги размяг- чаются при работе с охлаждающей жидкостью
Медная или алюминиевая основа с до- бавлением других ком- понентов и наполните- лей В основном алмазные шлифоваль- ные круги, головки, хо- нинговаль- ные бруски, притиры, круги с вну- тренней режущей кромкой Металлическая М Все виды шлифова- ния и доводки, где применяется алмазная обработка Высокая водо- упорность, темпе- ратурная и химиче- ская стойкость. Алмазные ин- струменты хорошо сохраняют рабочий профиль, но склон- ны к засаливанию
Инструменты
13
Продолжение табл. 3
Основные составляю- щие элементы Применение Характеристика
Абразивный инструмент Вид шлифования
Фенольно- формальде- гидные смолы, фурфурол О Абразивные и алмазные шлифоваль- ные круги, головки, бруски, сегменты рганические Бакелитовая Б При плоском шли- фовании; при прорез- ке узких пазов и раз- резных работах; для обдирочных работ; для заточных, отделочных работ и резьбошлифо- вания при окружной скорости круга 60 м/сек\ для отрез- ных работ при окруж- ной скорости круга 80 м/сек Высокие проч- ность и упругость. Разрушается под действием более 1,5-ной щелочной охлаждающей жид- кости. Не выдер- живает температу- ру более 250° С
Глифталевая смола (син- тез глице- рина и фта- левого ангидрида) Шлифоваль- ные круги Глифталевая Г Чистовое и отделоч- ное шлифование Повышенная уп- ругость по сравне- нию с бакелитовой связкой
Каучук и наполнители (окись ма- гния, окись цинка, сажа и др.) Шлифоваль- ные круги и диски (жесткие и гибкие); ведущие круги для бесцентро- вого шлифо- вания Вулканитовая В Прорезка узких па- зов и их шлифование; отрезные работы при окружной скорости круга 80 м/сек\ шли- фование и полирова- ние фасонных поверх- ностей, шлицев, резьб; декоративное полиро- вание до 10-го класса чистоты эластичными кругами при окруж- ной скорости не пре- вышающей 18 м/сек Отличается еще большей упру- гостью. Разрушает- ся при температу- ре, превышающей 150° С. Непригодна для снятия боль- ших припусков, так как имеет плотную структуру и склон- на к засаливанию
Синтетиче- ский нитральный каучук L Шлифоваль- ные круги для шлифо- вания резьбы с мелким шагом Зулканитовая С КН То же То же
Мездровый, казеиновый клеи, жидкое стекло, син- тетические смолы, шел- лак и дру- гие лаки Шкурки, ленты, поли- ровальные ДИСКИ Клеи, лаки Сухое шлифование и полирование резины, металлов, дерева, пластмасс Наиболее устой- чивый при нагреве мездровый клей по ГОСТу 3252-46. Во- доустойчивые шел- лак и другие лаки
14
Абразивные материалы и инструменты
4. Твердость абразивного инструмента
Подразделение твердости
Обозначен Мягкий Средне- мягкий Средний Средне- твердый Твердый Весьма твердый Чрезвы- чайно твердый
Принятые в СССР по ГОСТу 3751—47 и применяемые связ- ки: керамическая бакелитовая вулканитовая Ml; М2, М3 СМ1, СМ2 Cl, С2 СТ1, СТ2, СТЗ Т1, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2
— Т1 — —
СМ С СТ Т
Принятые в США и Англии Н, 1, J К, L М, N О, Р, Q R, S т, и W, Z
5. Выбор абразивных инструментов по твердости
Применение инструментов Твердость абразивных инструментов
Заточка и доводка режущего инструмента, оснащенного твердым сплавом или пластинками термокорунда; плоское шлифование торцом круга деталей из меди, латуни и жаро- прочных и труднообрабатываемых сплавов М2—СМ2
Плоское и круглое наружное, бесцентровое и внутреннее предварительное и чистовое шлифование закаленной стали и чугуна периферией круга; заточка режущего инструмента из быстрорежущей стали; резьбошлифование деталей с крупным шагом резьбы СМ1—СМ2
Плоское шлифование сегментами и кольцевыми кругами, круглое наружное, бесцентровое и внутреннее предвари- тельное шлифование периферией круга преимущественно деталей из незакаленной стали и ковкого чугуна; хонинго- вание и резьбошлифование по целому металлу; обработка прерывистых поверхностей; профильное шлифование • • • Cl—СТ2
Обдирочное шлифование крупных отливок и поковок; от- резка абразивными дисками, прорезка канавок; круглое наружное шлифование при сохранении профиля круга (врез- ное шлифование), например, обработка шеек коленчатых валов; бесцентровое шлифование; хонингование отверстий небольших диаметров; профильное шлифование СТ1—Т2
Шлифование шариков шарикоподшипников, деталей при- боров и часовых механизмов; правка абразивных инстру- ментов кругами крупной зернистости ВТ1—ЧТ2
Инструменты
15
Твердость абразивного инструмента выражают в буквенных обозна-
чениях. Цифры 1, Й и 8 справа от буквенного обозначения в подразделе-
ниях твердости характеризуют твердость абразивного инструмента
в порядке ее возрастания.
Структура характеризует количественное процентное отношение
объема абразивных зерен, связки и пор в массе инструмента, которое
обозначается независимо от зернистости и твердости номером струк-
туры от 1 до 12.
Изготовляют также высокопористые шлифовальные круги, у кото-
рых абразивные зерна меньше величины пор. Они имеют структуру
от 13 до 18 номера (табл. 6).
6. Структура абразивного инструмента
Наименование и вид структур Средн ие
Закрытые (плотные)
№ структуры 1 2 3 4 5 6 7 8
Объемное содер- жание зерна в % 60 58 56 54 52 50 48 46
Наименование и вид структур Откр ытые Высокопористые
№ структуры 9 10 11 12 13 | 14 | 15 | 16 17 | 18
Объемное содер- жание зерна в % 44 42 40 38 Общая объемная пористость 35—70%
Структуры кругов для наиболее распространенных операций шли-
фования приведены в табл. 7.
Форма (табл. 8). Конструктивные разновидности абразивного и ал-
мазного инструментов связаны с выполняемой операцией, типом станка
и крепежного приспособления.
16
Абразивные материалы и инструменту
7. Выбор структуры шлифовальных кругов для наиболее
распространенных операций шлифования
Виды шлифования № структуры шлифоваль- ных кругов
Профильное шлифование с сохранением профиля круга; шлифование прерывистых поверхностей; отрезные работы ц прбрезка пазов; обдирочные работы с небольшим съемом припуска 3—4
Круглое наружное, бесцентровое, плоское шлифование периферией круга; заточка режущего инструмента 5—6 13—15 ♦
Плоское шлифование торцом круга; внутреннее шлифо- вание; шлифование твердосплавного инструмента (матрицы, йолоки) 7—9 14—16 *
Шлифование и заточка режущих инструментов, оснащен- ных твердыми сплавами; обдирочные работы с большим Съемом припуска 8—10
Резьбошлифование, зубошлифование, шлицешлифование и профильное шлифование мелкозернистыми кругами * Применение высокопористых кругов более эффекти 8—12 вно.
Точность изготовления основных размеров абразивных инструментов
определяется классами А (для точных работ) и Б.
Шлифовальные шкурки, диски, ленты и пасты. Шлифоваль*
ную шкурку (табл. 9) применяют чаще всего при отделочных
операциях для обработки металла, дерева, кожи, кости и других мате-
риалов перед металлизацией, полированием, покрытием краской или
лаком.
Шлифовальные диски и гибкие полироваль-
ные круги характеризуются данными, приведенными в табл. 10—11.
Абразивная лента состоит из бесконечной тканевой ос-
новы с нанесенным на ней слоем абразива. Ленту надевают на два ро-
лика, один из которых приводной. Обрабатываемое изделие прижимается
к покрытой абразивным зерном поверхности движущейся ленты.
Доводочные и полировальные работы выполняют лентами, покры-
тыми абразивными пастами на специальных станках при полировании
желобов колец шариковых подшипников и других деталей.
Зачистные и шлифовальные работы выполняют лентами, нарезан-
ными из рулонов тканевой шкурки и склеенных по торцу. Длину и ши-
ркну выбирают в зависимости от размера детали и станка. Такие ленты
применяют для наружной и внутренней обработки деталей машин,
шлифования профильных поверхностей гребных винтов, турбинных
лопаток.
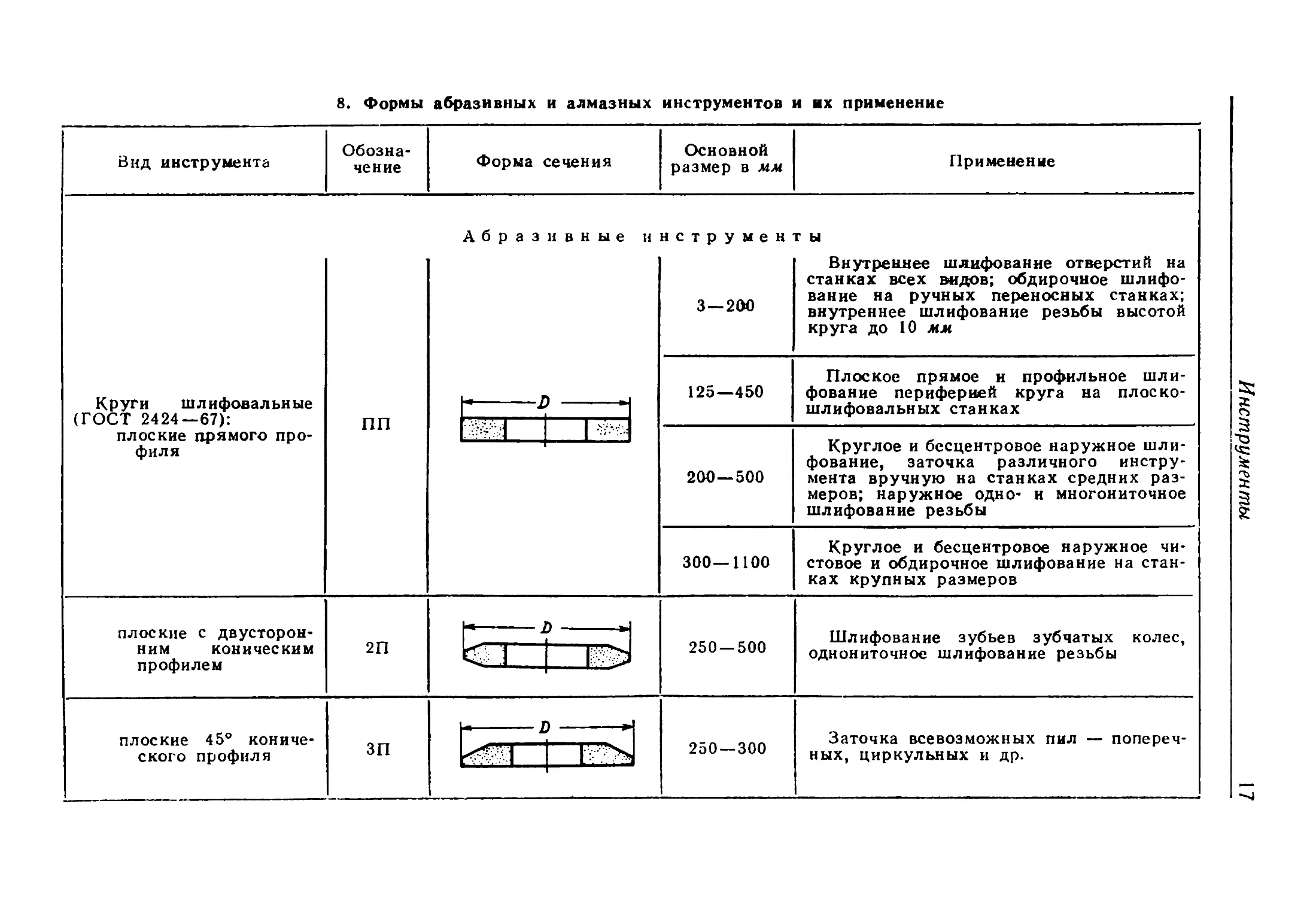
8. Формы абразивных и алмазных инструментов и их применение
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
Круги шлифовальные (ГОСТ 2424—67): плоские прямого про- филя ПП Абразивные и нструмен 3 — 200 г ы Внутреннее шлифование отверстий на станках всех видов; обдирочное шлифо- вание на ручных переносных станках; внутреннее шлифование резьбы высотой круга до 10 мм
* 2) 125—450 Плоское прямое и профильное шли- фование периферией круга на плоско- шлифовальных станках
200—500 Круглое и бесцентровое наружное шли- фование, заточка различного инстру- мента вручную на станках средних раз- меров; наружное одно- и многониточное шлифование резьбы
300—1100 Круглое и бесцентровое наружное чи- стовое и обдирочное шлифование на стан- ках крупных размеров
плоские с двусторон- ним коническим профилем 2П * 1 250 — 500 Шлифование зубьев зубчатых колес, однониточное шлифование резьбы
Ci в?
плоские 45° кониче- ского профиля ЗП -D 250 — 300 Заточка всевозможных пил — попереч- ных, циркульных и др.
Инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
плоские с малым уг- лом конического профиля (не более 30°) 4П 80—250 Заточка зубьев режущих инструмен- тов — фрез, разверток и др.
h.-.. 300—500 Шлифование зубьев долбяков и зуб- чатых колес различного модуля
плоские с выточкой ПВ 2) , 10—150 Внутреннее шлифование отверстий и торцов. Плоское шлифование торцом круга
•-у U 200—600 Круглое наружное и торцовое шли- фование; плоское шлифование перифе- рией и торцом круга
<•
плоские с конической выточкой пвк 2) » 300—750 Круглое наружное шлифование с под- резкой выступов вала
kij| pJ *'
плоские с двусторон- ней выточкой пвд D > 250 — 900 300 — 350 Плоское и круглое наружное шлифо- вание; заточка резцов на мощных стан- ках; бесцентровое шлифование; ведущие и рабочие круги
ЖЯ
плоские с двусторон- ней конической вы- точкой пвдк -- л 750 Круглое наружное шлифование с одно- временной подрезкой выступов с двух сторон (обработка шеек коленчатого вала)
Абразивные материалы, и инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
плоские рифленые ПР D 500—1340 Плоское обдирочное и зачистное шли- фование
ITOUUUIH)U| ! |UUl/UUUUU
плоские наращенные ПН °-—1 1
аиш!
Диски д * 80 — 500 Разрезание различных профилей, об- резка прибыли у отливок, прорезка пазов металлических, стеклянных, кера- мических и других деталей
Кольца Окончательное плоское шлифование де- талей малой толщины и заточные работы на станках с вертикальным шпинделем
к 1 1 90—685
л г
Чашки цилиндрические чц Z) ~ 40 — 300 Заточка режущего инструмента (фрез, разверток, зенкеров, плоских протяжек, резцов и др.); подрезка торцов дисковых инструментов на внутришлифовальных станках
r; ,i
Инструменты
Продолжение табл, я
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
Чашки конические чк 'w 50—300 Заточка многолезвийного режущего ин- струмента (фрез, разверток, протяжек, дисковых резцов) на заточных станках; шлифование конических направляющих станков, суппортов; доводка режущего инструмента мелкозернистыми кругами (зуборезных гребенок, дисковых резцов, долбя ков и др. по передней грани и зен- керов, протяжек, фрез цилиндрических по задней поверхности)
Тарелки 1Т 2Т зт 4Т 80—250 175 225—275 150—350 Заточка многолезвийного режущего ин- струмента (фрез, разверток, зенкеров, протяжек и др.); доводка режущего ин- струмента мелкозернистыми кругами; шлифование фасонных пазов деталей (улитка кулачкового патрона)
Для шлифования ка- либровых скоб С D 100—300 Шлифование торцовой поверхности гу- бок, скоб-калибров на специальных стан- ках; одновременная обработка двух ме- рительных поверхностей штангенциркуля, двух сторон торцов пазов различных деталей
Головки шлифовальные по ГОСТу 2447 — 64: цилиндрические ГЦ 7 -О -1 3 — 40 Шлифование отверстий на внутришли- фовальных станках; зачистка отверстий под шпильки, профильных поверхностей на ручных переносных станках
Абразивные материалы и инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм При
угловые ГУ 16 — 40 Зачистка пазов, выточек, канавок соот- ветствующей конфигурации
конические с углом конуса 60° ГК 60° t -Cl II 10 — 32 Зачистка центровых отверстий и кони- ческих поверхностей
сводчатые ГСв 1 -О) _£ 6 — 32 Зачистка кривых поверхностей боль- шого радиуса штампов, матриц, пресс- форм
конические с закруг- ленной вершиной гкз 8—40 Зачистка комбинированных фасонных поверхностей
шаровые с цилиндри- ческой боковой по- верхностью ГШЦ -Л i 7 -С> 11 16 — 25
шаровые ГШ 10 — 32 Зачистка кривых поверхностей малого радиуса и скрытых сферических поверх- ностей
Инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
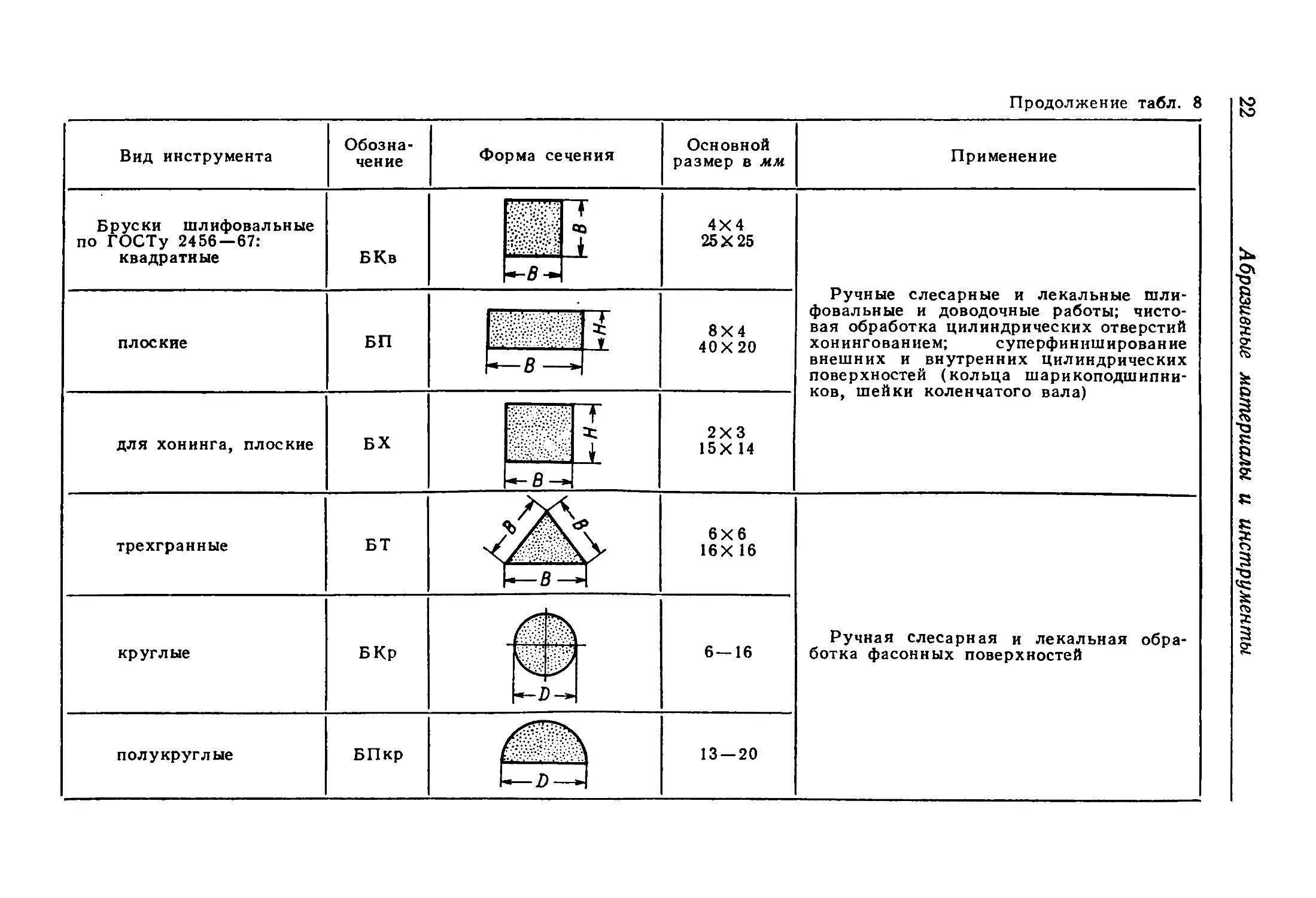
Бруски шлифовальные по ГОСТу 2456—67: квадратные БКв -а* “Г со _1 4X4 25X25 Ручные слесарные и лекальные шли- фовальные и доводочные работы; чисто- вая обработка цилиндрических отверстий хонингованием; суперфиниширование внешних и внутренних цилиндрических поверхностей (кольца шарикоподшипни- ков, шейки коленчатого вала)
плоские БП 8X4 40X20
в ЗЕ У
Р-5 —-
для хонинга, плоские БХ т ЗЕ _± 2X3 15Х 14
трехгранные БТ к—а-Ц 6X6 16Х 16 Ручная слесарная и лекальная обра- ботка фасонных поверхностей
круглые БКр *-z 6—16
полукруглые БПкр 13-20
Абразивные материалы и инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
Сегменты шлифовальные по ГОСТу 2464—67: плоские СП - в • * _L 45X55 150X50 Плоское обдирочное и чистовое шли- фование торцом круга, состоящего из сег- ментов различных форм, закрепленных в сегментной головке; круглое шлифо- вание набором сегментов (подрезка щек коленчатого вала); заточка крупных ре- жущих инструментов (лущильные ножи для древесины)
выпукло-вогнутые 1С и—в — P-vh 55X40 150Х ПО
вогнуто-выпуклые 2С н-в-н 1*—в,—J 70X80 80X95
выпукло-плоские ЗС 1*—в—И ♦ 1—^—1 110X75X40 380Х210Х Х250
плоско-выпуклые 4С 80Х 100X40 180Х 190X50
трапециевидные 5С /• 50Х60Х 16 85 X 100X40
Инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
специальные 6С, 7С, 8С, 9С Н В, и h В J 175Х 145 Закрепляются в специальных сегмент- ных головках
Алмазные Шлифовальные круги по ГОСТу 9770-61: плоские прямого про- филя и н с т р АПП У м енты из при] D —• р о д н ы X И С 1 12-300 янтетических алмазов Шлифование и доводка цилиндрических и плоских поверхностей (детали штампов, инструментов, стружколомательные по- рожки резцов) на круглошлифовальных, плоскошлифовальных и заточных станках
плоские прямого про- филя без корпуса А1ПП +-D 6-10 Внутреннее шлифование и доводка от- верстий (твердосплавные матрицы, во- локи, пластины) на внутришлифоваль- ных станках
Ж-j ‘й
плоские с выточкой АПВ - в 100 — 250 Заточка и доводка твердосплавных рез- цов; обработка деталей измерительных инструментов на заточных станках
плоские с выточкой двусторонние АПВД 11 1 1 ь 100 — 250 Заточка и доводка твердосплавных рез- цов; обработка рабочих поверхностей микрометров и мерительных скоб на за- точных и плоскошлифовальных станках
Абразивные материалы и инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
чашечные конические АЧК 50—200 Заточка и доводка твердосплавных рез- цов и многолезвийных инструментов (раз- верток, зенкеров, фрез) по задней поверх- ности; плоское шлифование и доводка деталей штампов на универсально-заточ- ных и плоскошлифовальных станках
чашечные конические по ОН 037-024-62 А1ЧК г—1 ) и 50—125 Доводка задней поверхности зубьев многолезвийного инструмента на заточ- ных станках
тарельчатые АТ, А1Т, А2Т I 2 ) н 75-125 75—125 75—125 Заточка и доводка передней поверх- ности зубьев многолезвийного инстру- мента (разверток, зенкеров, фрез) на уни- версально-заточных станках
АЗТ L- Л 75—125 То же, многолезвийных инструментов с винтовыми канавками
тарельчатые по ОН 037-029-62 А4Т 32%^ 100 Доводка передней поверхности зубьев малогабаритных многолезвийных инстру- ментов с винтовыми канавками на заточ- ных станках
Инструменты
сл
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
профильные А2П 50—125 Заточка и доводка фасонного инстру- мента (профильных резцов), обработка фасонных деталей штампов на профиле- шлифовальных станках типов ЗП95 и 395М
профильные по ОН 037-016-62 А5П 50, 80 Обработка стружколомательных кана- вок резцов на заточных и плоскошлифо- вальных станках
Отрезные круги по ГОСТу 10110—62 * D * Разрезка твердых материалов, естест- венных и искусственных камней на спе- циальных станках
— 50—320
Головки (по ОН 037-040-63, ОН 037-048-63) цилиндрические АГЦ 3—16 Внутреннее шлифование и доводка от- верстий на внутришлифовальных станках
Абразивные материалы и инструменты
Продолжение табл. 8
Вид инструмента Обозна- чение Форма сечения Основной размер в мм Применение
Бруски (притиры руч- ные по ОН 037-049-63): плоские АБПл № н f —ГЛ— 6X5,5 10X5,5 Ручная слесарная обработка фасонных поверхностей режущих, мерительных ин- струментов и твердосплавных деталей
угловые АБУ 11 5: t 45°, 60°
радиусные АБР 1 р 3, 5
хонинговальные (по чертежам потреби- теля) — R 15 — 64 Чистовая обработка внутренних цилин- дрических поверхностей хонингованием (цилиндры блока двигателей внутреннего сгорания, шестерни и т. д.) на специаль- ных хонинговальных станках
Инструменты
9. Шлифовальные шкурки
Вид и характеристика шкурки Абразивный материал
Электро- корунд X сх о о о £ Карбид кремния Кварц Кремень Стекло Электроко- рунд регене- рированный
О.Ч’® о <я 3 х S ж белый зеленый черный
Наименован Основа Э5, ЭЗ, Э2 ЭБ9, ЭБ8 М8, М7 К39 К38 К37 К36 КЧ8 КЧ7 КЧ5 Кв Кр С Эр
Зернистость по ГОСТу 3647 — 59
На тканевой основе в листах и рулонах (ГОСТ 5009-62) для сухого шлифования Саржа (ГОСТ 3357-59) СЛ, СС, СУ, СП 125— 3 125 — 3 125— 3 125—16 12 — 3 125 — 16 125- 3 12—3 125—3 —
На бумажной основе в листах и рулонах (ГОСТ 6456 — 62) для сухого шлифования Бумага (ГОСТ 6124 — 52) БШ-120 БШ-140 БШ-200 32 — 3 50 — 3 32- 3 50 — 3 — 32-16 50—16 32 — 16 SO- 16 32 — 3 50 — 3 — 12—6 32-3 50—3 32— 3 50— 3
12 — 3 12 — 3
Водостойкая марки ЭС и МС на бумажной основе в листах (ГОСТ 10054 — 62) для шлифо- вания с жидкостным охлаждением Меламиновая влагопрочная двухслойная бумага — — — 16 12-4 12 — М14 16 16 — 4 12 — 4 — — —
Примечания: 1. По износостойкости абразивного слоя шкурки подразделяются на классы А и Б. 2. Выбор абразивного материала шкурки см. табл. 1. 3. Применение шкурки по зернистости абразивного материала см. табл. 2.
Абразивные материалы и инструменты
Инструменты
29
10. Шлифовальные диски на фибровой основе
(ГОСТ 8692—58)
Абразивный слой Фибра
Размер в мм Абразивный материал, зернистость (по ГОСТу 3647—59) Применение
\1Ъ 200 225 э, 125—10 Зачистка и шлифование профильных по- верхностей (авиационных и судовых винтов, мест сварки крыльев, капота, кабины и ку- зова автомобилей под окраску) с закрепле- нием диска на эластичной подушке гибкого вала переносного станка. Окружная скорость диска 35—45 м/сек
Примечание. Диски изготовляются двух типов: А — с на- несением абразивного слоя непосредственно на фибру (основу); Б — с приклеиванием шлифовальной шкурки на тканевой основе к фибре.
11. Гибкие полировальные круги формы ПП
♦ Н — Размеры в мм Абразивный ма- териал, зерни- стость (по ГОСТу * 3647—59),связка ктеристика Степень эластичности Достигаемая шеро- ховатость поверх- ностей Применение
— - с
От 70Х 6 Э, SO- 16, в 1ГК—эла- стичные 2 ГК—сред- неэластич- ные До V10 Полирование фасонных по- верхностей (ка- навок сверл, метчиков, раз- верток, зенке- ров, деталей штампов, пресс- форм, труб) на полировальных головках и спе- циальных стан- ках. Окружная скорость гибких кругов не долж- на превышать 18 м/сек
До 500Х 50 ЗГК—мало- эластичные 4ГК—же- сткие До V8
30
Абразивные материалы и инструменты
Ленты из шкурки по стойкости уступают лентам со специально
нанесенным толстым абразивным слоем на резиновой связке.
Абразивные (табл. 12) и алмазные (табл. 13) пасты
по консистенции подразделяются на твердые, мазеобразные и жидкие.
Их применяют для доводочных, притирочных и полировальных работ.
Маркировка абразивных инструментов. Марка абразивного инстру-
мента является как бы паспортом, определяющим основные техниче-
ские данные инструмента.
Пример: МАЗ (товарный знак —Московский абразивный
завод ПП 250 X 16 X 32, ГОСТ 2424—67 (условное обозначение
типоразмера);
Э5
(марка
абразивного
материала)
25
(номер
зернистости)
С2
(степень
твердости)
А 2 кл.
6 Кб • 35 м/сек
(номер (вид (рабочая
струн- связки) окружная
туры) скорость)
154 ГОСТ 4785—64
(класс
инструмента)
(класс
дисбаланса
для кругов)
(номер маршрут-
ного листа)
(номер стандарта—
технические
требования)
В зависимости от вида и размера инструмента отдельные элементы
маркировки опускаются.
Эксплуатация абразивного инструмента. Шлифовальный круг дол-
жен свободно надеваться на шпиндель или оправку планшайбы, должен
быть закреплен на шпинделе надежно, но так, чтобы в нем не возникало
внутренних напряжений, для чего между фланцами планшайбы и кругом
с обеих сторон ставят прокладки из эластичного материала (плотной
бумаги, картона, кожи, резины и т. д.) толщиной 0,5—3 мм в зависи-
мости от диаметра круга. Прокладки должны перекрывать всю зажим-
ную поверхность фланцев планшайбы и выступать наружу по всей
окружности. Диаметр крепежных фланцев должен быть равен 1/2—2/3
диаметра круга. Для кругов малых размеров, применяемых при вну-
треннем шлифовании, допускается использование фланцев диаметром
до 1/3 диаметра круга. С внутренней стороны фланцы должны иметь
выточку и соприкасаться с кругом по кольцевой поверхности шириной
от 1/8 до 1/6 диаметра фланца планшайбы.
Виды крепления абразивного инструмента и основные размеры
устройств предусматриваются ГОСТом 2270—54.
Шлифовальные круги диаметром 250 мм и выше перед работой
должны быть сбалансированы статически на балансировочных приспо-
соблениях или на самом станке с помощью специального механизма.
Высокоточные станки оснащаются устройством автоматической балан-
сировки кругов.
При установке нового круга необходимо производить повторную
балансировку после первой правки.
Допустимые скорости шлифовальных кругов для обычного и ско-
ростного шлифования приведены в табл. 14 и 15.
При выборе смазывающе-охлаждающей жидкости следует руковод-
ствоваться данными табл. 16.
* Цифра справа буквенного обозначения указывает на разновидность ке-
рамической связки.
Инструменты
31
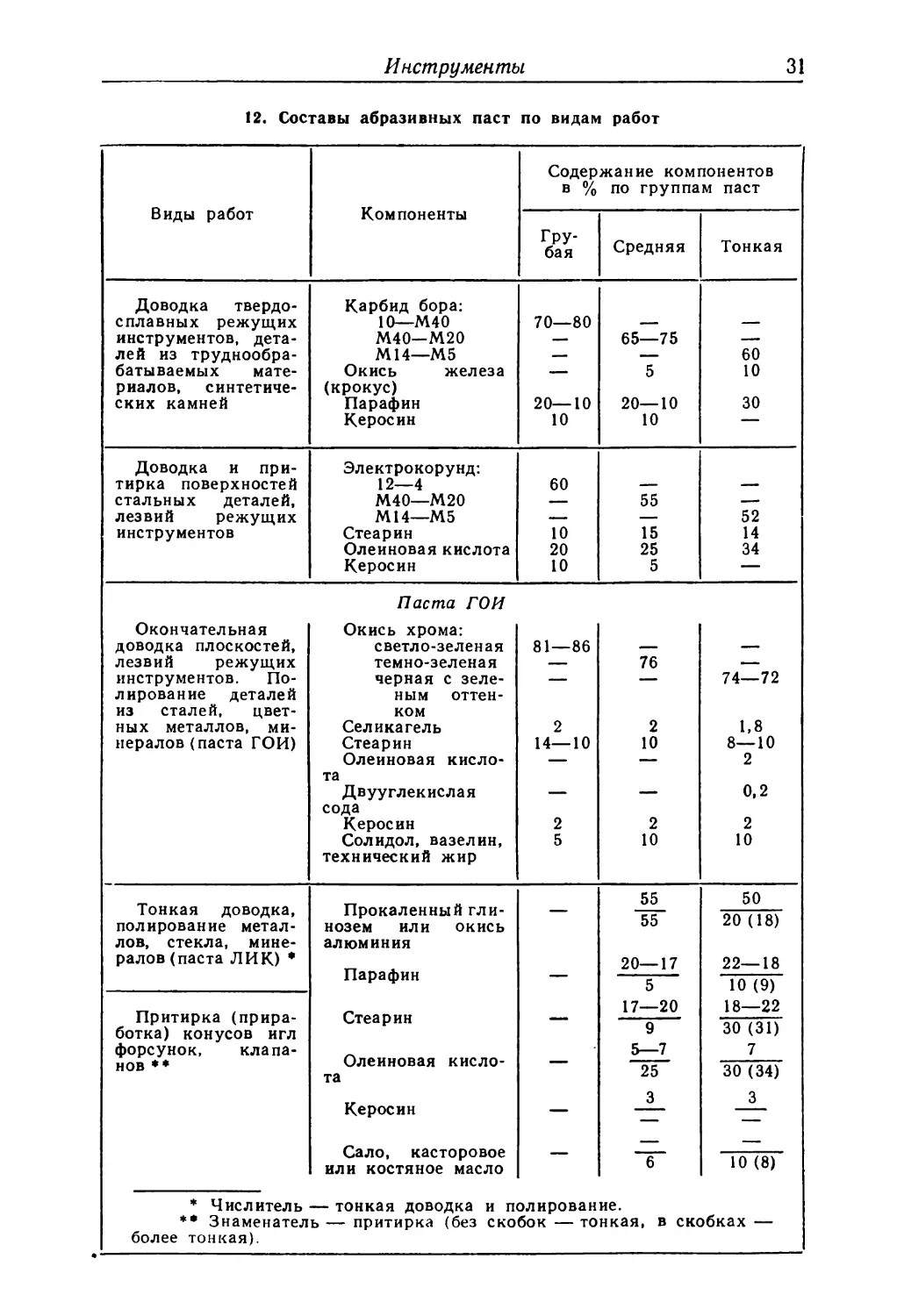
12. Составы абразивных паст по видам работ
Виды работ Компоненты Содержание компонентов в % по группам паст
Гру- бая Средняя Тонкая
Доводка твердо- сплавных режущих инструментов, дета- лей из труднообра- батываемых мате- риалов, синтетиче- ских камней Карбид бора: 10—М40 М40—М20 Ml 4—М5 Окись железа (крокус) Парафин Керосин 70—80 20—10 10 65—75 5 20—10 10 60 10 30
Доводка и при- тирка поверхностей стальных деталей, лезвий режущих инструментов Электрокорунд: 12—4 М40—М20 Ml 4—М5 Стеарин Олеиновая кислота Керосин 60 10 20 10 55 15 25 5 52 14 34
Окончательная доводка плоскостей, лезвий режущих инструментов. По- лирование деталей из сталей, цвет- ных металлов, ми- нералов (паста ГОИ) Паста ГОИ Окись хрома: светло-зеленая темно-зеленая черная с зеле- ным оттен- ком Селикагель Стеарин Олеиновая кисло- та Двууглекислая сода Керосин Солидол, вазелин, технический жир 81—86 2 14—10 2 5 76 2 10 2 10 74—72 1,8 8—10 2 0,2 2 10
Тонкая доводка, полирование метал- лов, стекла, мине- ралов (паста ЛИК) * Притирка (прира- ботка) конусов игл форсунок, клапа- нов ♦♦ * Числитель * • Знаменател более тонкая). Прокаленный гли- нозем или окись алюминия Парафин Стеарин Олеиновая кисло- та Керосин Сало, касторовое или костяное масло — тонкая доводка и п< ь — притирка (без ско элирован бок — то 55 55 20—17 5 17—20 9 5—7 25 3 ие. нкая, в ск< 50 20 (18) 22—18 Ю (9) 18—22 30 (31) 7 30 (34) 3 Ю (8) )бках —
32
Абразивные материалы и инструменты
Продолжение табл. 12
Виды работ Компоненты Содержание компонентов в % по группам паст
Гру- бая Средняя Тонкая
Полированив стальных деталей под меднение Электрокорунд М40—М20 Окись железа (крокус) Парафин Стеарин Олеиновая кисло- та Сало, касторовое или костяное масло Церезин иЛи воск 1 1 111 1 1 ' 80 9 8 3 35—40 До 6 15 20 До 5
Полирование де- талей из цветных металлов, меднен- ных под никелиро- вание или хроми- рование Окись хрома тем- но-зеленая Окись железа (крокус) Стеарин Сало, касторовое или костяное масло Церезин или воск — 36 36 20 3 5 72 20 3 5
Полирование ни- келевого электро- литического покры- тия под хромиро- вание Окись хрома чер- ная с зеленым от- тенком Венская известь Стеарин Скипидар Сало, касторовое или костяное масло Церезин или воск — 30 42 20 2 4 2 75 20 1.5 2 1.5
Полирование хро- мированных дета- лей предварительно и до зеркального состояния Окись хрома чер- ная с зеленым от- тенком Меловая пудра или тальк Парафин Стеарин Олеиновая кисло- та Сало, касторовое или костяное масло Церезин или воск Солидол, вазелин, технический жир Предвари- тельная Окончатель- ная
25 10 75 15 2 6 2 »| 1 1 1 1 8 1 11 1 111 g 1
Инструменты
33
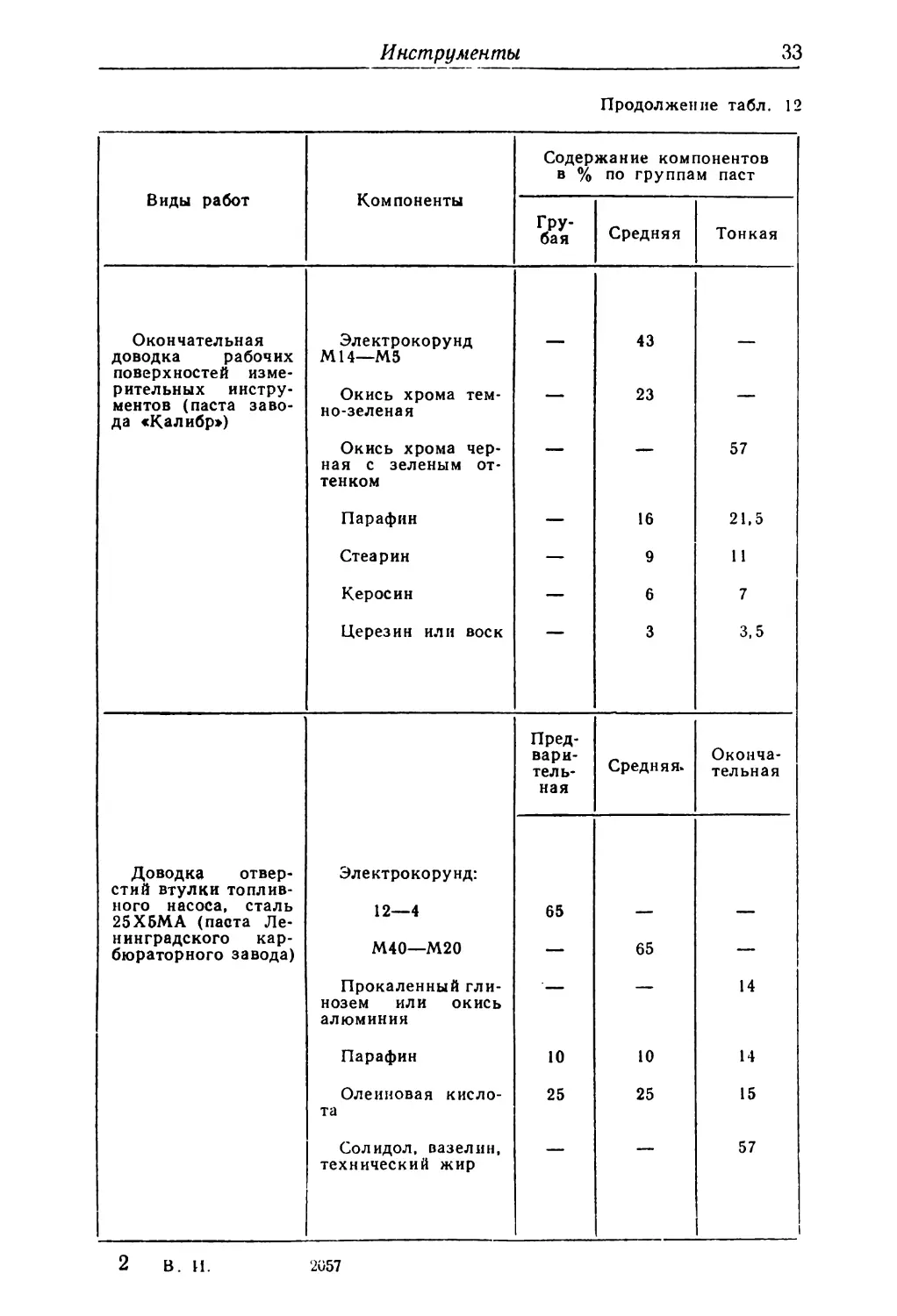
Продолжение табл. 12
Виды работ Компоненты Содержание компонентов в % по группам паст
Гру- бая Средняя Тонкая
Окончательная доводка рабочих поверхностей изме- рительных инстру- ментов (паста заво- да «Калибрэ) Электрокорунд Ml 4—М5 Окись хрома тем- но-зеленая Окись хрома чер- ная с зеленым от- тенком Парафин Стеарин Керосин Церезин или воск — 43 23 16 9 6 3 57 21,5 11 7 3,5
Доводка отвер- стий втулки топлив- ного насоса, сталь 25Х5МА (паста Ле- нинградского кар- бюраторного завода) Электрокорунд: 12—4 М40—М20 Прокаленный гли- нозем или окись алюминия Парафин Олеиновая кисло- та Солидол, вазелин, технический жир Пред- вари- тел fa- ная Средняя. Оконча- тельная
65 10 25 65 10 25 14 14 15 57
2 В. И.
2057
34
Абразивные материалы и инструменты
13- Алмазные пасты, выпускаемые опытным заводом
института сверхтвердых материалов
Группа паст и вид обработки Обозначение алмазной пасты Обозначение по окраске упаковки Достигаемая шерохова- тость обрабатываемой поверхности по ГОСТу 2789—59 Применение
Окраска тюбика Цвет полосы, характеризую- щий зернистость в группе
Крупная. Грубая обработка АП100 АП80 АП60 Красная Черный Серый Белый До V8 Механизирован- ную и ручную обра- ботку твердосплав- ных матриц, вставок микрометров, режу- щих инструментов, рубиновых плат, ке- рамических изделий, синтетических кам- ней и полупроводни- ковых материалов производят пастами высокой (В) и повы- шенной (П) концен- трации алмазов. Обработку сталь- ных деталей ведут пастами нормаль- ной (Н) концентра- ции. При незначитель- ном съеме и высокой чистоте обработки поверхности приме- няют мелкозерни- стые пасты нормаль- ной и пониженной концентрации алма- зов
Средняя. Предва- ритель- ная до- водка АП40 АП28 АП20 Зеленая Черный Серый Белый V9—V Ю V9—\7 1 1 V Ю—\7 11
Мелкая. Оконча- тельная доводка АП14 АП10 АП7 Голубая Черный Серый Белый V10—V12 V 11—V 12 \7 1 1—V 13
Тонкая. доводка АП5 АПЗ АП1 Желтая Черный Серый Белый \7 12—V 13 V12—V14 V 13—V 14
14. Допустимые скорости шлифовальных кругов и головок
для всех видов шлифования (по ГОСТу 4785—64)
Обозначение формы круга Подача круга или обрабатываемой детал и керами- св О ческой кная сю ек круп связке S 4*8 <У О * п СО о ю ь о и овтз вулка- я © НИТОВОЙ н
ПП Ручная Механическая или автоматическая 30 35 40 35
2П ЗП 4П Механическая или автоматическая 35 30 35 —
Инструменты
35
Продолжение табл. 14
Обозначение формы круга Подача круга или обрабатываемой детали Окружная скорость в м/сек кругов на связке
керами- ческой бакели- товой вулка- нитовой
ПВ Ручная Механическая 25 35 35
пвк пвд пвдк Механическая 30 35 30 35 —
ПР пн Ручная Механическая или автоматическая — 30 35
к Механическая 25 30 25
чц Ручная
Механическая 30 35
чк Ручная 25 30
Механическая 35
IT; 2Т; ЗТ, 4Т Механическая или автоматическая 30 30
С Ручная или механическая
И Механическая 25
КС
М Все формы Ручная или механическая 25 40 25
Примечание. Окружная скорость для кругов зернистостью
50 и крупнее, твердостью М3 и мягче должна быть на 20% ниже ука-
занной в таблице.
15. Допустимые скорости шлифовальных кругов для скоростного шлифования
(по ГОСТу 4785 — 64)
Вид шлифовального круга Обозначение формы круга Подача круга или обрабаты- ваемой детали Окружная скорость в м/сек кругов на связке
керами- ческой бакели- товой вулкани- товой
Плоские прямого профиля:
для обдирочных шлифоваль- ных операций Ручная 50 50 —
диаметром от 30 до 150 мм, высотой до 63 мм для шли- фовальных операций диаметром 175 - мм и более всех высот для шлифоваль- ных операций ПП Механическая или автоматическая 50—65 50 50 50—60
Плоские с двусторонним кони- ческим профилем для нарезания и шлифования резьбы — круги зер- нистостью № 12 и мельче, размера- ми в мм:
400Х8Х 203 450X8X229 450Х 10X229 500Х 10X254 2П Ручная или механическая 55 55 -
350Х8Х 160 42 — —
Диски Д — 50 50
Абразивные материалы и инструменты
16. Составы смазывающе-охлаждающих жидкостей и области их применения
Состав смазывающе-охлаждающей жидкости Обрабатываемый материал
Сталь конструк- ционная, легиро- ванная, инстру- ментальная и медь Сталь подшип- никовая, нержа- веющая, жаро- прочная и кис- лотоупорная Чугун серый и ковкий Бронза и латунь Алюминий и алюминиевые сплавы Фарфор, графит, стекло, минера- локерамика
Виды обработки
Кальцинированная сода — 1%, вода — 99% БШ ВШ, БШ БШ — БШ
Кальцинированная сода — 1%, нитрит натрия — 0,15—-0,2%, вода — 98,8% ВШ, БШ, ПШ кн ВШ —
Кальцинированная сода — 0,5%, мыльный порошок — 0,5%, вода — 99% КН, ВШ, БШ — БШ —
Эмульсол — 1 — 1,5%, вода — 98,5% КН, ВШ, БШ — ВШ, БШ кн, ВШ, БШ ВШ, БШ —
Эмульсол — 1,5%, сульфофрезол — 0,5%, скипидар — 0,5%, вода — 97,5% — КН, ВШ, БШ —
Эмульсол — 3—10% (или осерненный эмульсол), мыльный по- рошок — 2%, вода — 95 — 88% п ш —
Триэтаноламин — 0,7—1%, нитрит натрия — 0,25 — 0,3%, вода — остальное ВШ, БШ БШ, ПШ — ПШ —
Инструменты
Продолжение табл. 16
Состав смазывающе-охлаждатощей жидкости Обрабатываемый материал
Сталь конструк- ционная, легиро- ванная, инстру- ментальная и медь Сталь подшип- никовая, нержа- веющая, жаро- прочная и кис- лотоупорная Чугун серый и ковкий Бронза и латунь Алюминий и алюминиевые сплавы Фарфор, графит, стекло, минера- локерамика
Виды обработки
Триэтаноламин — 0,5%, мылонафт — 0,2%, олеиновая кис- лота — 0,2%, вещества вспомогательные ОП-7 или ОП-Ю по ГОСТу 8433 — 57 — 0,2%, тринатрийфосфат — 0,2%, вода — ос- тальное КН, ПШ КН, ВШ, ПШ — ПШ —
Триэтаноламин — 0,5 —1,8%, нитрит натрия (или мылонафт) — 0,25 — 0,6%, глицерин чистый — до 0,6%, ’вода — остальное ПШ РШ ПШ —
Легкое минеральное масло — 100% РШ, ЗШ — ВШ, БШ ВШ, БШ, РШ —
Веретенное масло — 50% (или сурепное масло), керосин — 50% | КН -
Масло (нефтегаз 203) — 15%, велосит — 85% РШ, ЗШ —
Проточная вода — кн, БШ
Абразивные материалы и инструменты
Примечание. КН — круглое наружное шлифование; ВШ — внутреннее шлифование; БШ — бесцентровое
шлифование; ПШ — плоское шлифование; РШ — резьбошлифование; ЗШ — зубошлифование.
Инструменты
39
Значения достигаемой шероховатости поверхности при различных
видах абразивной обработки приведены в табл. 17.
17. Достигаемая шероховатость поверхности при абразивной
обработке
Класс чистоты поверхности Обозначение классов и разрядов чистоты поверхности Высота неров- ностей поверх- ности в мк по разрядам Вид операции абразивной обработки
б
5 6 7 8 9 10 11 12 13 14 V 5 V6, V6a, V66 V7, v7a, V76, v7b V8, v8a, v86, v8b V9, V9a, v96, v9b \710, vlOa, V106, vIOb Vll» Vila, V116, vUb V12, V12a, V126, v12b V13, V13a, V136, V13B V14, V14a, V146, v14b 20 10 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 8 5,0 2,5 1,25 0,63 0,32 0,16 0,08 0,04 4,0 2,0 1.0 0,50 0,25 0,125 0,063 0,032 Грубое, черновое шлифование
Предварительное, получистовое и чи- стовое шлифование
Окончательное, чистовое шлифова- ние
Предварительная доводка
Отделочная, сверх- чистовая обработка (тонкое шлифова- ние, полирование, суперфиниширова- ние, притирка)
Примечание. Числовое и буквенное значение шерохова- тости ' ограничивает только максимальную величину неровностей. Например, v9 включает поверхность с высотой неровностей не бо- лее 1,6 мк, a v9b — не более 1,0 мк.
В зависимости от выбранных режимов и условий шлифования на
обрабатываемой поверхности деталей может образовываться повреж-
денный слой в виде прижогов — пятен цвета побежалости или, мало
отличимого от основного металла, белого цвета.
Относительная чувствительность закаленной стали к прижогам при
шлифовании приведена в табл. 18.
Стойкость абразивного инструмента зависит от абразивного мате-
риала, твердости, зернистости, связки, структуры инструмента, а также
от механических характеристик обрабатываемого материала, требова-
ний к чистоте и точности формы шлифуемой поверхности детали, от
режимов шлифования и метода правки;
Правка шлифовальных кругов. Правкой достигается восстановление
режущей способности и геометрической формы круга. Необходимость
40
Абразивные материалы и инструменты
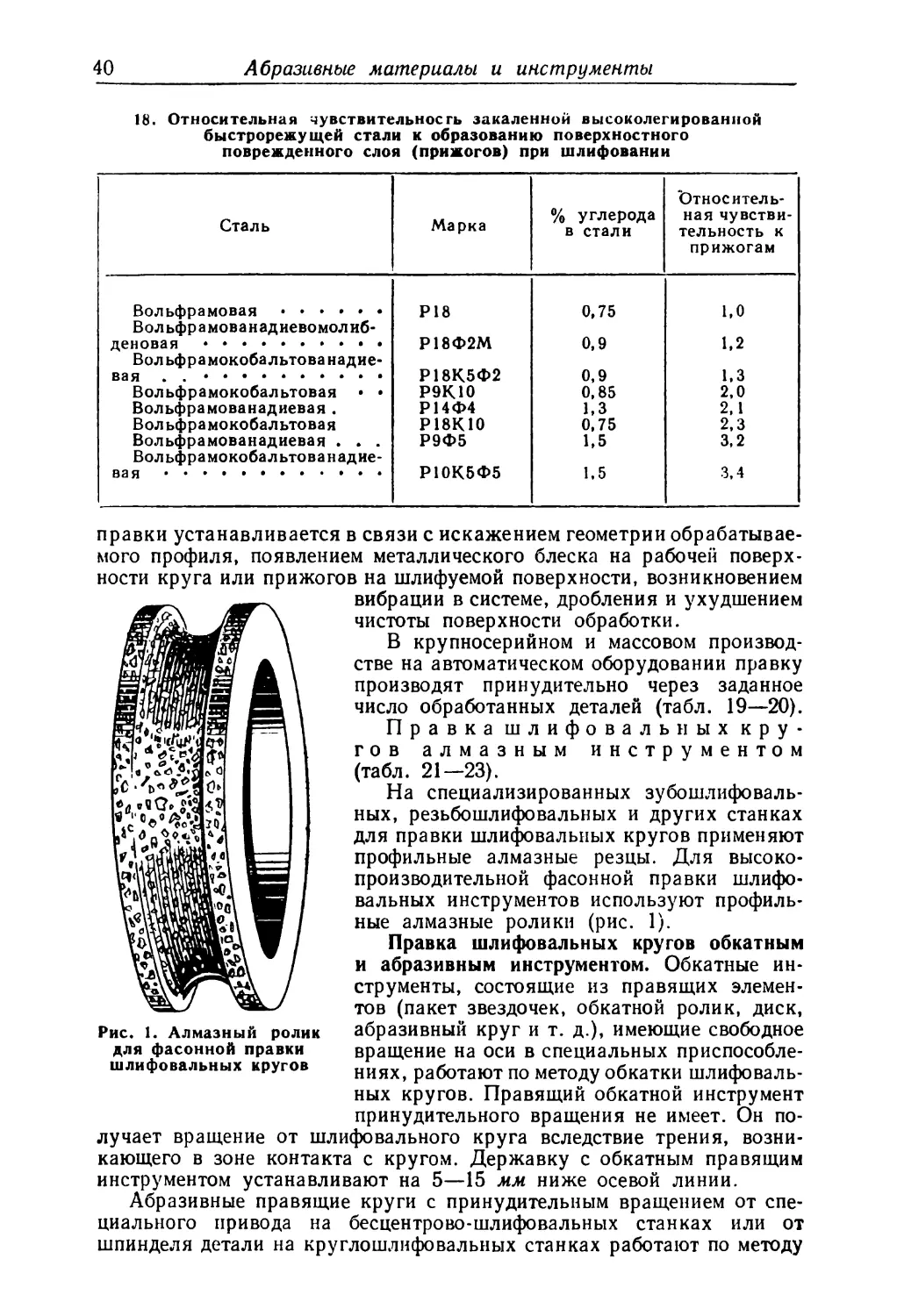
18. Относительная чувствительность закаленной высоколегированной
быстрорежущей стали к образованию поверхностного
поврежденного слоя (прижогов) при шлифовании
Сталь Марка % углерода в стали Относитель- ная чувстви- тельность к прижогам
Вольфрамовая Вольфрамованадиевомолиб- Р18 0,75 1,0
деновая Вольфрамокобальтованадие- Р18Ф2М 0,9 1,2
вая . . Р18К5Ф2 0,9 1,3
Вольфрамокобальтовая • • Р9КЮ 0,85 2,0
Вольфрамованадиевая . Р14Ф4 1,3 2,1
Вольфрамокобальтовая Р18КЮ 0,75 2,3
Вольфрамованадиевая . . . Вольфрамокобальтованадие- Р9Ф5 1,5 3,2
вая Р10КБФ5 1,5 3,4
Рис. 1. Алмазный ролик
для фасонной правки
шлифовальных кругов
правки устанавливается в связи с искажением геометрии обрабатывае-
мого профиля, появлением металлического блеска на рабочей поверх-
ности круга или прижогов на шлифуемой поверхности, возникновением
вибрации в системе, дробления и ухудшением
чистоты поверхности обработки.
В крупносерийном и массовом производ-
стве на автоматическом оборудовании правку
производят принудительно через заданное
число обработанных деталей (табл. 19—20).
Правка шлифовальных кру-
гов алмазным инструментом
(табл. 21—23).
На специализированных зубошлифоваль-
ных, резьбошлифовальных и других станках
для правки шлифовальных кругов применяют
профильные алмазные резцы. Для высоко-
производительной фасонной правки шлифо-
вальных инструментов используют профиль-
ные алмазные ролики (рис. 1).
Правка шлифовальных кругов обкатным
и абразивным инструментом. Обкатные ин-
струменты, состоящие из правящих элемен-
тов (пакет звездочек, обкатной ролик, диск,
абразивный круг и т. д.), имеющие свободное
вращение на оси в специальных приспособле-
ниях, работают по методу обкатки шлифоваль-
ных кругов. Правящий обкатной инструмент
принудительного вращения не имеет. Он по-
лучает вращение от шлифовального круга вследствие трения, возни-
кающего в зоне контакта с кругом. Державку с обкатным правящим
инструментом устанавливают на 5—15 мм ниже осевой линии.
Абразивные правящие круги с принудительным вращением от спе-
циального привода на бесцентрово-шлифовальных станках или от
шпинделя детали на круглошлифовальных станках работают по методу
Инструменты
41
19. Стойкость кругов между двумя правками
Характер обработки Время работы круга между двумя правками в мин
шлифоваль- ного ведущего
Круглое наружное шлифование
Шлифование прямой периферией круга ме- тодом продольной подачи 40
Шлифование периферией и торцом круга методом продольной подачи в упор
Шлифование прямой периферией круга ме- тодом врезания цилиндрических и кониче- ских поверхностей 30
Шлифование периферией и торцом круга методом врезания с одновременным шлифо- ванием галтели 20
Шлифование профильной периферией кру- га шариковой или роликовой дорожки вну- тренних колец подшипников 4—7
Бесцентровое шлифование
Шлифование прямой периферией круга ме- тодом продольной подачи на проход 60 400—450
Шлифование прямой периферией круга ме- тодом продольной подачи на проход до упора с опрокидыванием цилиндрических сверл диа- метром от 4 до 12 мм 80—50 420
Шлифование прямой периферией круга ме- тодом врезания цилиндрических или кониче- ских поверхностей 30 360—420
Совмещенное шлифование профильной пе- риферией круга методом врезания одновре- менно цилиндрических и конических поверх- ностей сверла 15—25 180—320
Шлифование прямой периферией круга ци- линдрических или конических роликов под- шипников на проход с применением специ- ального, червячного ведущего круга 30
То же, чистовое и окончательное шлифова- ние 40—20 —
Шлифование профильной периферией кру- га бочкообразных роликов подшипников на проход с применением специального червяч- ного ведущего круга 5—10
Внутреннее шлифование
Шлифование прямой периферией круга ме- тодом продольной подачи цилиндрических или конических отверстий 6—10 —
42
Абразивные материалы и инструменты
Продолжение табл. 19
Характер обработки Время работы круга между двумя правками в мин
шлифоваль- ного ведущего
Шлифование профильной периферией кру- га методом врезания (беговые дорожки на- ружных колец подшипников) 3 —
Шлифование плос костей
Шлифование прямой периферией круга ме- тодом продольной подачи 25
Шлифование прямой периферией круга ме- тодом врезания 10 —
Шлифование торцом круга (чашечного или тарельчатого) методом продольной подачи 55
Фасонное шлифо ванне
Круглое или плоское шлифование профиль- ной периферией круга методом врезания 3—10
20. Срок службы (до полного износа) ведущих кругов
на вулканитовой связке для бесцентрово-шлифовальных станков
Форма ведущего круга Диаметр в мм Время работы круга до полного износа в часах машинной работы
круга отверстия
ПП 200 75 200
250
пвд 300 350 127 330 500
шлифования. Окружная скорость вращения правящего круга 12—
16 м/мин. Правящее устройство с абразивным инструментом устанав-
ливают по осевой линии шлифовального круга.
Правящий инструмент следует выбирать в зависимости от вида
обработки и условий шлифования по табл. 24.
Вид и тип инструмента
£
Карандаши алмаз- ные по ГОСТу 607—63: с алмазами, располо- женными цепочкой вдоль оси карандаша. Тип Ц — для правки фасонных кругов с по- логим профилем и кру- гов общего назначения Ц1 U2
цз Ц4
U5
Ц6
с алмазами, располо- женными слоями. Тип С — исполнение I (без перекрытия слоев ал- мазов); исполнение II (с перекрытием слоев алмазов) для правки кругов общего назна- чения С1 С2
СЗ
С4
С5
21. Алмазные правящие инструменты
Форма инструмента
Характеристика Угол наклона в сторону вращения круга при уста- новке инструмента в град
Основной размер державки в мм Вес одного алмаза в каратах Общий вес алмазов в каратах Количество алмазов в слое Обозначение зерни- стости алмазов по ГОСТу 9206—59
D L Номиналь- ный Допустимое отклонение
10 55 От 0,03 до 0,05 Св. 0,05 до 0,10 0,5 ±0,02
10 45 Св. 0,05 до 0,10 Св. 0,10 до 0,20
Св. 0,20 до 0,50 1,0
От 0,31 до 0,50 Фактический
10 45 0,017—0,025 0,05—0,10 1,0 2,0 ±0,02 12—14 4—5
Св. 0,10 до 0,20 2—4
0,11—0,20 1,0 1
10—15
Инструменты
Продолжение табл. 21
Вид и тня инструмента Марка Форма инструмента Характеристика Угол наклона в сторону вращения круга при уста- новке инструмента в град
Основной размер державки в мм Вес одного алмаза в каратах Общий вес алмазов в каратах Количество алмазов в слое Обозначение зерни- стости алмазов по ГОСТу 9206—59
D L Номиналь- ный Допустимое отклонение
с неориентированным расположением алма- зов. Тип Н—для прав- ки кругов общего на- значения и однониточ- ных кругов для резьбо- шлифования Н1 Н2 НЗ Н4 Н5 Н6 L 8 45 — 1,0 ± 0,02 А8 А12 А16 А25 А40 А50 —
_1
1
Н7 10
♦ 45 0,0025— 0,008
Алмазные иглы для правки резьбошлифо- вальных и профильных кругов по ОН 037-39-63 И1 И2 L 1 8 9,5 35 50 0,10—0,20 0,21—0,25 Фак- тиче- ский — 1 — 5—10
I
f
Абразивные материалы и инструменты
Продолжение табл. 21
Вид и тип инструмента Марка Ф орма инструмента Характеристика Угол наклона в сторону вращения круга при установке инструмента в град
Основной размер державки в мм Вес одного алмаза в каратах Общий вес алмазов в каратах Количество алмазов в слое Обозначение зерни- стости алмазов по ГОСТу 9206—59
D L Номи- нальный Допусти- мое от- клонение
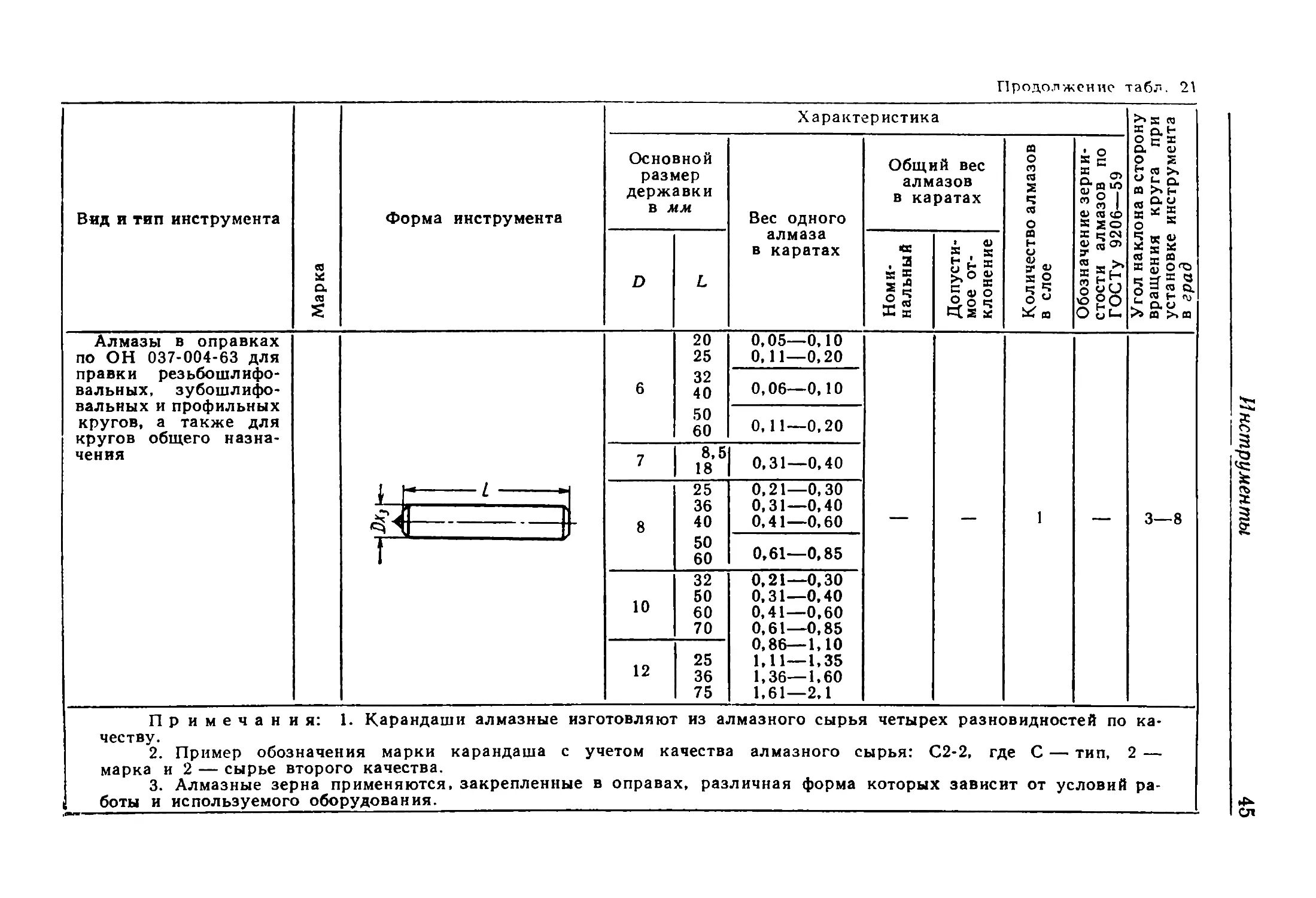
Алмазы в оправках по ОН 037-004-63 для правки резьбошлифо- вальных, зубошлифо- вальных и профильных кругов, а также для кругов общего назна- чения 1 6 20 25 32 40 50 60 0,05—0,10 0, И—0,20 — — ! — 3—8
0,06—0,10
0,11—0,20
7 I 8,5 1 18 0,31—0,40
L- / * 8 25 36 40 50 60 0,21—0,30 0,31—0,40 0,41—0,60
]
J
1 0,61—0,85
10 32 50 60 70 0,21—0,30 0,31—0,40 0,41—0,60 0,61—0,85 0,86—1,10 1,11—1,35 1,36—1,60 1,61—2,1
12 25 36 75
Примечания: 1. Кар. честву. 2. Пример обозначения ма марка и 2 — сырье второго каче 3. Алмазные зерна примени боты и используемого оборудова! андаши алмазные изготовляют из алмазного сырья четырех разновидностей по па- рки карандаша с учетом качества алмазного сырья: С2-2, где С — тип, 2 — ства. ются, закрепленные в оправах, различная форма которых зависит от условий ра- ння.
Инструменты
ел
46
Абразивные материалы и инструменты
22. Выбор правящего алмазного инструмента
Размер шлифовального круга в мм Марка карандаша * по ГОСТу 607—63
D Н
750—1100 Круглое и пер 100—40 а р у ж н о е шлифование иферией круга С1-1, СЗ-1, С4-1, С5-1, Ц6 CI-1, С1-2, СЗ-1, СЗ-2, С4-1, С4-2, С5-1, С5-2, Ц6, Ц5-1, С4-4
500—600 До 200
До 450 До 100 Ц5-1, CI-2, С2-1, С2-2, С2-3, С2-4, Ц5-2, СЗ-1, СЗ-2, С4-1, С4-2, С5-3, С5-4
Бесцентровое шлифование а) Шлифующие круги
300 100 С2-1, С2-2, СЗ-2, С5-3, Ц5-2, С4-2, С4-4
400—600 До 200 СЗ-1, СЗ-2, Cl-1, С1-2, Ц5-1
40—600 Св. 200 (составные круги) CI-1, Cl-2, С5-1, С5-2, Ц6
До 300 б) Ведущие / 200 груги (на вулканитовой связке) Ц4-1, Ц4-2
300—350 До 275 Ц5-1, Ц5-2
В н 12—60 утреннее До 63 шлифование отверстий ЦЫ, Ц1-2
70—175 До 100 Ц2-1, Ц2-2, ЦЗ-1, ЦЗ-2
200 и более С2-1, С2-2, Ц4-1, Ц4-2, СЗ-1, СЗ-2
Инструменты
47
Продолжение табл. 22
Размер шлифовального круга в мм Марка карандаша ♦ по ГОСТу 607—63
D Н
Шлифование плоскостей периферией круга
300—500 J\Q 100 С4-4, Ц5-2, Ц5-1, СЗ-1, СЗ-2, Cl-2, С5-2, С5-3, С5-4
До 250 До 40 Н7, Ц4-1, Ц4-2, С2-3, С2-4
До 200 Ш л а) ицешлифование боковых сторон шлицев Н7 (0,21—0,40)
До 200 б) дна впадины | Ц2-1, ЦЗ-1 (0,21—0,40)
До 500 Шлифование До 0,5 0,5—0,8 0,8—1,25 резьбы однониточными к} Шаг в мм Н1 Н2 До 500 НЗ дугами 1,25—2,0 2,0—3,0 Св. 3,0 Н4 Н5 Н6
250—300 | 3 убошлифование I Н7, Ц2-1, ЦЗ-1, Ц4-1 (0,21—0,40; 0,41— 0,60; 0,61—0,85)
Ф £ До 300 । с о н н о е ш пер лифованйе профильной иферией круга Ц6 (0,11—0,40; 0,41—0,85; 0,86—1,35; 1,36—2,10). Алмазные иглы: И-1 (0,10—0,20), И2 (0,21—0,25)
* В скобках указана характеристика алмазного зерна в каратах.
23. Режимы правки шлифовальных кругов алмазным инструментом
Шерохова- тость поверх- ности по ГОСТу 2789—59 Режимы правки
Поперечная подача в мм/ход
Вид шлифования и характер обработки Обрабаты- ваемый материал Продольная подача в м/мин Черновая Чистовая о СП
закален- ная незака- ленная Величина подачи Число проходов Величина подачи Число проходов 1 О. ф СХО о - 5 — ИЗ* 7» О Л о о ЕГ ХЕ
Круглое наружное шлифо- вание: Сталь 7—8 9—10 6—7 8—9 0,2—0,4 0,05—0,2 0,01 0,005—0,01 1 1—2
методом продольной по- дачи Чугун 7—8 9—10 — 0,2—0,45 0,05—0,25 0,01 0,005—0,01 1 1—2
методом врезания Сталь 7—8 9 6—7 8 0,08—0,25 0,05—0,08 0,02—0,03 2—3 0,01 0,005 1—2
Чугун 7—8 9 — 0,1—0,3 0,07—0.12 0,01 0,005 1—2
Шлифование торцов Сталь и чугун 7—8 6—7 0, 1—0,3 0, 15—0,35 0,01
Абразивные материалы и инструменты
Вид шлифования и характер Обрабаты- Шерохова- тость поверх- ности по ГОСТу 2789—59
обработки ! ваемый материал закален- ная незака ленная
Бесцентровое шлифование: методом продольной по- дачи на проход i Сталь 8—9 10 7—8 9
Чугун 8—9 10 —
методом врезания Сталь и чугун 8—9 7—8
правка ведущего круга для бесцентрового шлифования на про- ход и врезанием Сталь и чугун —
Продолжение табл. 23
Режимы правки
Продольная подача в м/мин Поперечная подача в м.м,{ход
Черновая Чистовая 6 К* ф >55 F X Е
Величина подачи Число проходов Величина подачи Число проходов
0,08—0,15 0,05—0,08 0,1—0,15 0,05—0,1 0,05—0,15 0,06—0,18 0,1—0,15 0,02—0,03 2—3 0,01 0,005—0,01 0,01 1—2 1 — 2
0,005—0,01
1—2 0,01 1 1
Инструменты
Продолжение табл. 23
Вид шлифования и характер обработки Обрабаты- ваемый материал Шерохова- тость поверх- ности по ГОСТу 2789—59 Режимы правки
Продольная подача в м/мин Поперечна? 1 подача в мм(ход
Черновая Чистовая 6 с” п \О ° = * S ® о о ЕГ И с
закален- ная незака- ленная Величина подачи Число проходов Величина подачи аз о is Я" Е
Внутреннее шлифование: Сталь 7—8 9 6—7 8 1,0—3,0 0,5—1,0 2—4 0,005—0,01 0,005 1 — 3 2—3
отверстий Чугун 7—8 9 — 1,5—3,2 0,7—1,2 0,02—0,03 0,005—0,01 0,005 1—2 1—3 2—3
торцов Сталь и чугун 7—8 6—7 1,0—3,0 1,5—3,2 2—3 0,01 1—2
Шлифование плоскостей пе- риферией круга Сталь 7—8 9 6—7 8 0,4—0,8 0,2—0,4 2—3 0,01 0,005 1—2 1—2 2—3
Чугун 7—8 9 0,4—0,9 0,2—0,5 0,02—0,03 0,01 0,005 1—2 2—3
Чистовое шлифование порш- невых колец Чугун 8 — 0,15—0,2 2 0,01 2 —
Шлифование резьбы Сталь 7—8 0,05—0,15 0,01—0,02 3—5 0,005—0,01 1—2 2—3
Абразивные материалы и инструменты
Продолжение табл. 23
Вид шлифования и характер обработки Обрабаты- ваемый материал Шерохова- тость поверх- ности по ГОСТу 2789—59 Режимы правки
Продольная подача в м/мин Поперечная подача в мм/ход
Черновая Чистовая Число про- ходов без подачи
к ф с; я - * S Я Я незака- ленная Величина подачи Число проходов Величина подачи Число проходов
Фасонное шлифование про- фильной периферией круга Сталь 7—8 8—9 6—7 7—8 0,2—0,4 0.1—0,3 0,03—0,05 0,02—0,04 л 0,01 0,005—0,01 1—2 2—3 1—2 2—3
Зубошлифование, модуль в мм: 3,0 2,5 3,0 2,5 Сталь 6—7 — 0,3—0,5 0,2—0,4 0,08—0,15 0,05—0,08 0,025—0,04 0,02—0,03 0,015—0,025 0,01—0,015 2—3 0,01 1—2 1—2
8—9 0,005—0,01 2—4
Шлицешлифование: боковых сторон дна впадины Сталь 7—8 — 0,2—0,6 0,3—0,7 0,02—0,03 2—3 0,005—0,01 1—2 1—2 2—3
Примечания: 1. Правку кругов производят с окружной скоростью, соответствующей скорости при шли- фовании, или со специальной скоростью, предусмотренной на станке (правка ведущих кругов на бесцентрово-шли- фовальных станках). 2. При правке кругов твердости СТ1 и выше, а также при применении карандашей 3 и 4-го качеств реко- мендуется снижать продольную и поперечную подачи в 2 раза по сравнению с рекомендуемыми. 3. Принудительная правка кругов на автоматических и полуавтоматических станках производится прямым и обратным ходом правящего инструмента с уменьшенной в 1,5—2 раза продольной подачей.
Инструменты
52
Абразивные материалы и инструменты
/4. Выбор правящего инструмента для без
Вид обработки Качество шлифования Шлифовальные круги
Класс точности Дости - гаемая шерохо- ватость поверх- ности Зерни- стость по ГОСТу 3647—59 Твердость
Связка
Правка шлифовально- го круга методом обкатывания Обдирка, грубая ручная заточ- ка на точилах — До V6 Круг любой характеристики
Круглое наружное, бесцентро- вое и плоское предварительное шлифование Правка нового шлифовального круга после его установки на станок с целью устранения пер- воначального биения круга для последующей алмазной правки До з До V7 50—16 До СТЗ
4—3 V6 К, Б, В
Круглое наружное, бесцентро- вое и плоское чистовое шлифо- вание До 2 До V8 40—12 До СТЗ
К, Б До СТ1
К, Б СТ2—СТЗ
До 2 До V9
К, Б
Правка шлифоваль- ного круга методом шлифования Круглое наружное, бесцентро- вое и плоское предварительное и чистовое шлифование До 3 V7 50—16 СТ2-СТЗ С1—СТ1 СМ1—С1
До 2 V7—V9 40—12
К» Б
Примечания: 1. Зернистость абразивного правящего инструмента
2. Правку производят с обильным охлаждением 20—30 д/мин.
Инструменты
53
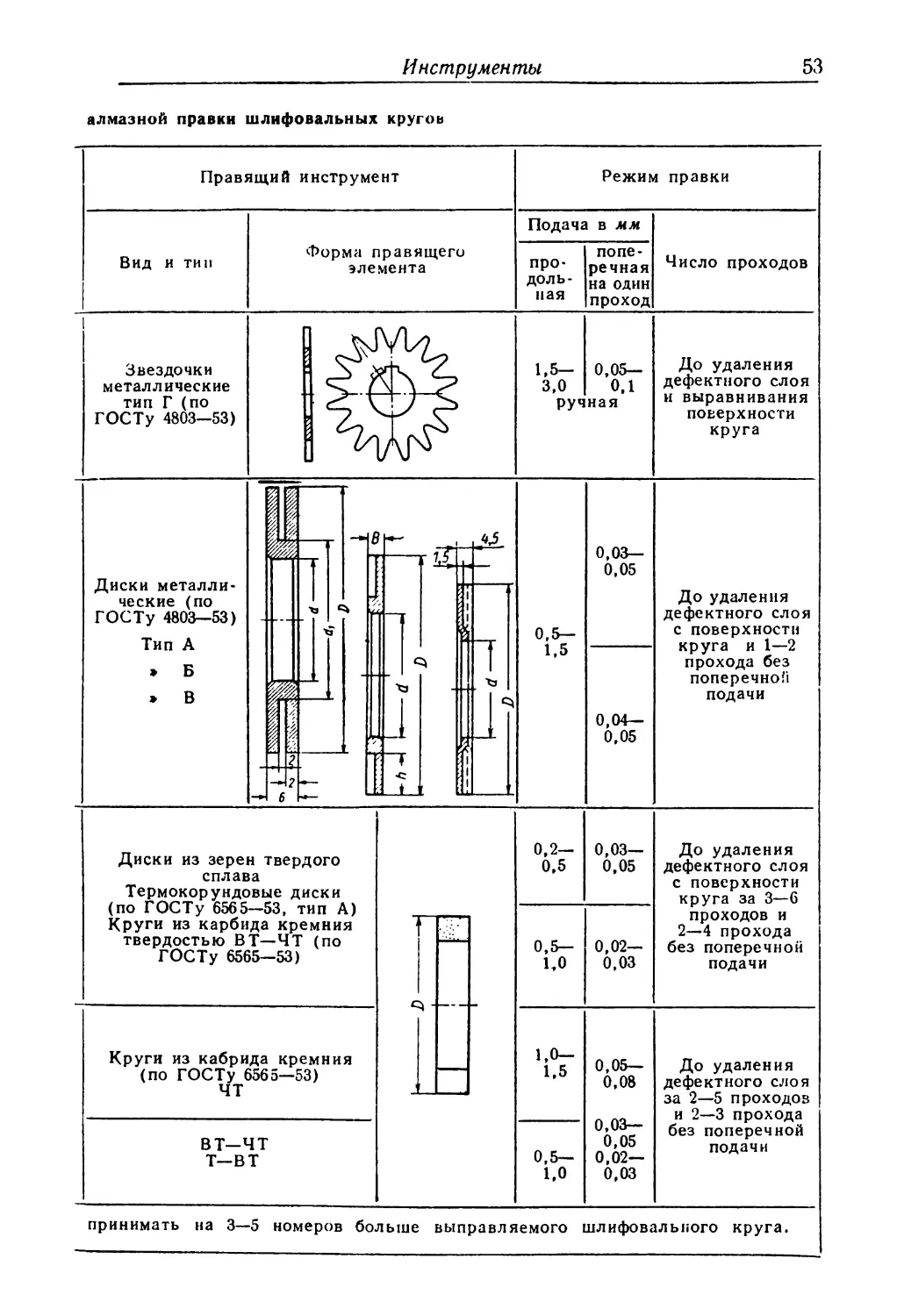
алмазной правки шлифовальных кругов
Правящий инструмент
Режим правки
Вид и тип
Звездочки
металлические
тип Г (по
ГОСТу 4803-53)
Подача в мм Число проходов
про- доль- ная попе- речная на один проход
1,5— 3,0 руч 0,об- од ная До удаления дефектного слоя и выравнивания поверхности круга
Диски металли-
ческие (по
ГОСТу 4803—53)
Тип А
> Б
> В
0,03—
0,05
0,04—
0,05
До удаления
дефектного слоя
с поверхности
круга и 1—2
прохода без
поперечной
подачи
Диски из зерен твердого
сплава
Термокорундовые диски
(по ГОСТу 6565—53, тип А)
Круги из карбида кремния
твердостью ВТ—ЧТ (по
ГОСТу 6565—53)
Круги из кабрида кремния
(по ГОСТу^6565—53)
ВТ-ЧТ
Т-ВТ
0,2— 0,5 0,03— 0,05 До удаления дефектного слоя с поверхности круга за 3—6 проходов и 2—4 прохода без поперечной подачи
0,5— 1,0 0,02— 0,03
1,0— 1,5 0,OS- О.08 0,03— 0,05 0,02— 0,03 До удаления дефектного слоя за 2—5 проходов и 2—3 прохода без поперечной подачи
0,5— 1,0
принимать на 3—5 номеров больше выправляемого шлифовального круга.
ГЛАВА 2
ШЛИФОВАЛЬНЫЕ РАБОТЫ
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ
Способы круглого наружного шлифования и их характерные
особенности приведены в табл. 25.
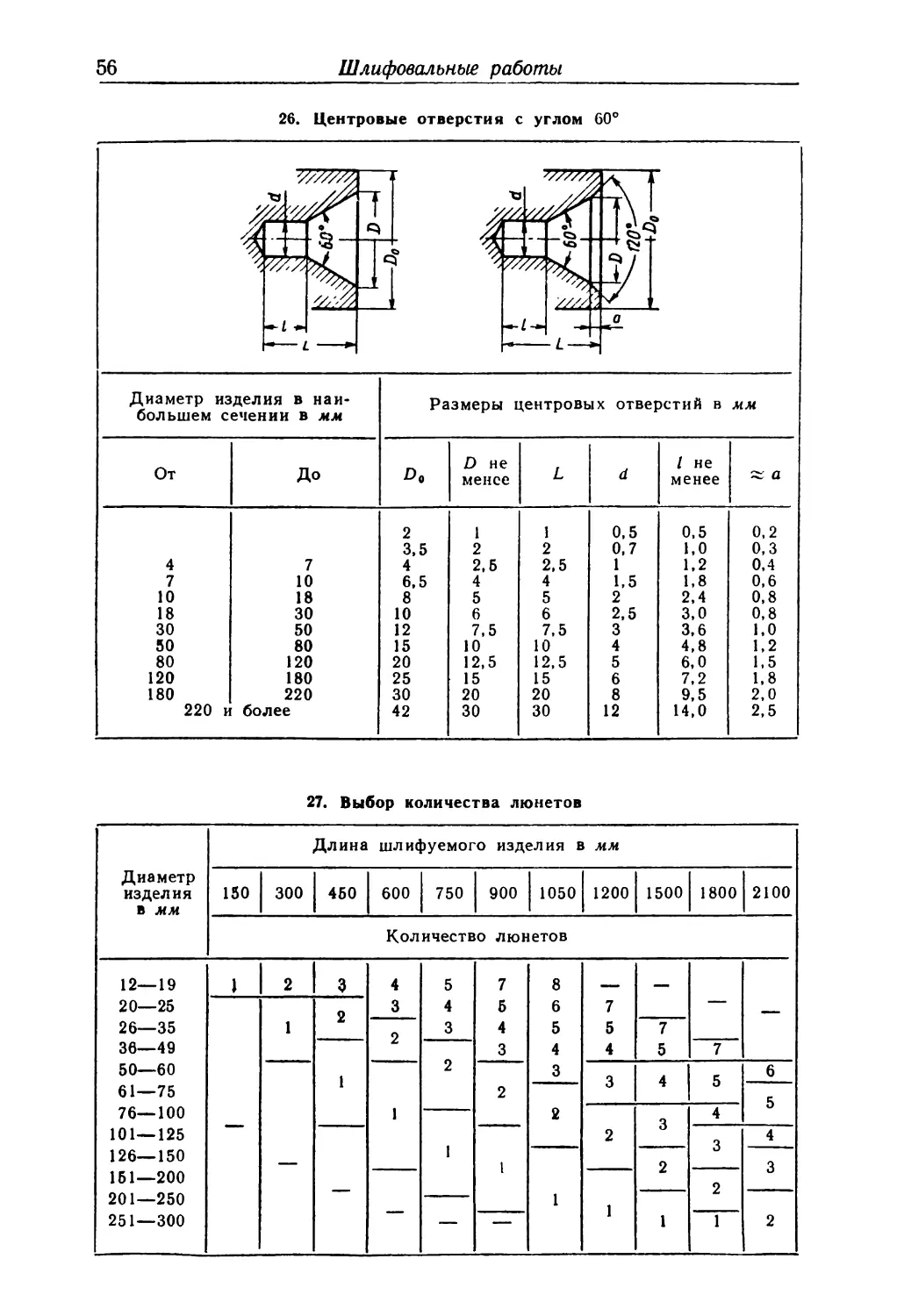
Для достижения точности и чистоты шлифуемой поверхности
важным условием является правильная установка детали на центры,
состояние центров станка и центровых отверстий (рис. 2, табл. 26).
Опорный конус центра обрабатывается под V 6 и в ответствен-
ных деталях под \77 и выше.
Длинные и тонкие детали шлифуют с опорой на люнеты
(табл. 27).
Характеристика оснастки и технологические параметры шлифо-
вания приведены в табл. 28—32.
25. Способы круглого наружного шлифования в центрах и патроне
Способ шлифования
и его применение
Рабочая схема
Характерные
особенности
Круглое наруж-
ное шлифование с
продольной подачей
применяют при
предварительной и
окончательной об-
работке поверхно-
стей большой дли-
ны (валы, штанги,
сверла, протяжки)
Изделие или круг пе-
ремещается вправо и
влево. Перемещение
шлифовальной бабки —
на тяжелых станках.
Поперечное переме-
щение шлифовальной
бабки заключается в
быстром подводе кру-
га к изделию и подаче
(в конечных положе-
ниях хода стола) на
толщину снимаемого
припуска
Круглое наружное шлифование
55
Продолжение табл. 25
Способ шлифования
и его применение
Рабочая схема
Характерные
особенности
Круглое наруж-
ное шлифование ус-
тановленным кру-
гом применяют при
предварительной об-
работке поверхно-
сти изделий сравни-
тельно большой же-
сткости (заготовки
валов, сверл и фрез
большого диаметра)
Шлифовальный круг
устанавливают на пол-
ную глубину снимае-
мого припуска.
Изделие имеет мед-
ленную продольную по-
дачу, обеспечивающую
обработку поверхности
на всю длину.
При этом способе
быстро изнашивается
передняя кромка круга
и требуется частая его
правка
Круглое наруж-
ное шлифование с
поперечной подачей
применяют при
предварительной и
окончательной об-
работке относитель-
но коротких поверх-
ностей всей высо-
той шлифовального
круга (шейки валов,
конические хвосто-
вики сверл, ступи-
цы шестерен)
Шлифовальный круг
высотой, несколько
большей длины обраба-
тываемой поверхности,
имеет поперечное пере-
мещение на толщину
снимаемого припуска.
Способ отличается
высокой производи-
тельностью и просто-
той управления станка
Круглое наруж-
ное шлифование ус-
тупами применяют
при предваритель-
ной обработке по-
верхностей изделия,
длина которых боль-
ше высоты шлифо-
вального круга (сту-
пенчатые валики,
установочные поя-
ски фрез, ступицы
шестерен)
Шлифовальный круг
имеет поперечное пере-
мещение на толщину
снимаемого припуска
каждого участка обра-
батываемого изделия.
Смежные участки по-
верхности по длине из-
делия шлифуются по-
следовательно с пере-
крытием на З-т-10 мм.
Высоту шлифовального
круга рекомендуется
выбирать кратной дли-
не ступеней изделия
56
Шлифовальные работы
26. Центровые отверстия с углом 60°
Диаметр изделия в наи- большем сечении в мм Размеры центровых отверстий в мм
От До Do D не менее L d / не менее а
2 1 1 0,5 0,5 0,2
3.5 2 2 0,7 1,0 0,3
4 7 4 2.5 2,5 1 1,2 0,4
7 10 6.5 4 4 1,5 1,8 0,6
10 18 8 5 5 2 2,4 0,8
18 30 10 6 6 2.5 3,0 0,8
30 50 12 7,5 7,5 3 3,6 1,0
50 80 15 10 10 4 4,8 1,2
80 120 20 12,5 12,5 5 6,0 1.5
120 180 25 15 15 6 7,2 1,8
180 220 30 20 20 8 9,5 2,0
220 и [ более 42 30 30 12 14,0 2,5
27. Выбор количества люнетов
Диаметр изделия в мм Длина шлифуемого изделия в мм
150 300 450 600 750 900 1050 1200 1500 1800 2100
Количество люнетов
12—19 20—25 26—35 36—49 50—60 61—75 76—100 101—125 126—150 151—200 201—250 251—300 J 2 3 4 3 5 4 3 7 5 4 3 8 6 5 4 3 7 5 4 — — —
— 1 2
2 7 5
1 2 7
— 1 2 3 4 5 6
2 5
1 2 3 4
— 1 3 4
1 2 1 3 2
— 1 2
— 1
Круглое наружное шлифование
57
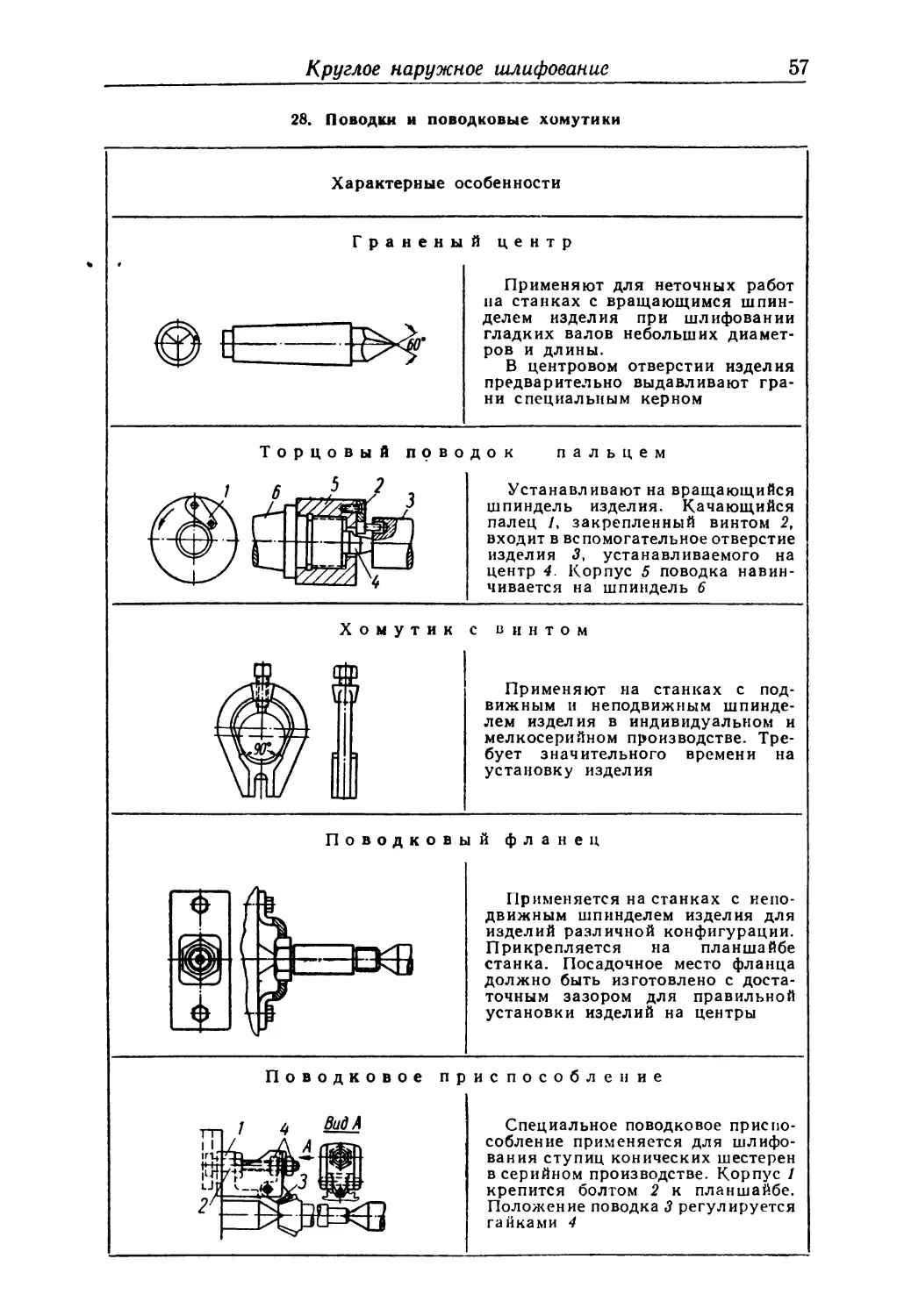
28. Поводки и поводковые хомутики
Характерные особенности
Граненый центр
Применяют для неточных работ
на станках с вращающимся шпин-
делем изделия при шлифовании
гладких валов небольших диамет-
ров и длины.
В центровом отверстии изделия
предварительно выдавливают гра-
ни специальным керном
Торцовый поводок пальцем
Устанавливают на вращающийся
шпиндель изделия. Качающийся
палец /, закрепленный винтом 2,
входит в вспомогательное отверстие
изделия 3, устанавливаемого на
центр 4. Корпус 5 поводка навин-
чивается на шпиндель 6
Хомутик с винтом
Применяют на станках с под-
вижным и неподвижным шпинде-
лем изделия в индивидуальном и
мелкосерийном производстве. Тре-
бует значительного времени на
установку изделия
Поводковый фланец
Применяется на станках с непо-
движным шпинделем изделия для
изделий различной конфигурации.
Прикрепляется на планшайбе
станка. Посадочное место фланца
должно быть изготовлено с доста-
точным зазором для правильной
установки изделий на центры
Поводковое приспособление
Специальное поводковое приспо-
собление применяется для шлифо-
вания ступиц конических шестерен
в серийном производстве. Корпус 1
крепится болтом 2 к планшайбе.
Положение поводка 3 регулируется
гайками 4
58
Шлифовальные работы
Продолжение табл. 28
Характерные особенности
Универсалы О 1 ы й хомутик Хомутик предупреждает вмяти- ны на изделии от винта
29. Оправки для круглого шлифования
Характерные особенности
Жесткая оправка с конусом
Цанговая
Применяют для установки изде-
лий 1 с гладкими цилиндрически-
ми, шлицевыми и коническими от-
верстиями, которые должны быть
выполнены не ниже 2-го класса
точности. Конус 2 служит для за-
клинивания изделия при установке
оправка
Применяют для установки изде-
лий с широким допуском цилин-
дрического или конического отвер-
стия.
На конус 1 оправки надевают
цангу 2, удерживаемую от прово-
рота штифтом 3.
Изделие 4 устанавливают на
цангу и зажимают при помощи
разжимаемой цанги гайкой 5.
Гайка 6 служит для отжатия
цанги
Упругая оправка
Обеспечивает точное центриро-
вание.
Установка и зажим изделия 1
осуществляются за счет упругой
деформации тонкостенного цилин-
дра 2.
Во внутреннюю полость 3 оправ-
ки вводят гидравлическую массу.
Для расширения оправки вра-
щают винт 4 ключом 5
Круглое наружное шлифование
59
30. Характеристика шлифовального круга
для круглого наружного шлифования
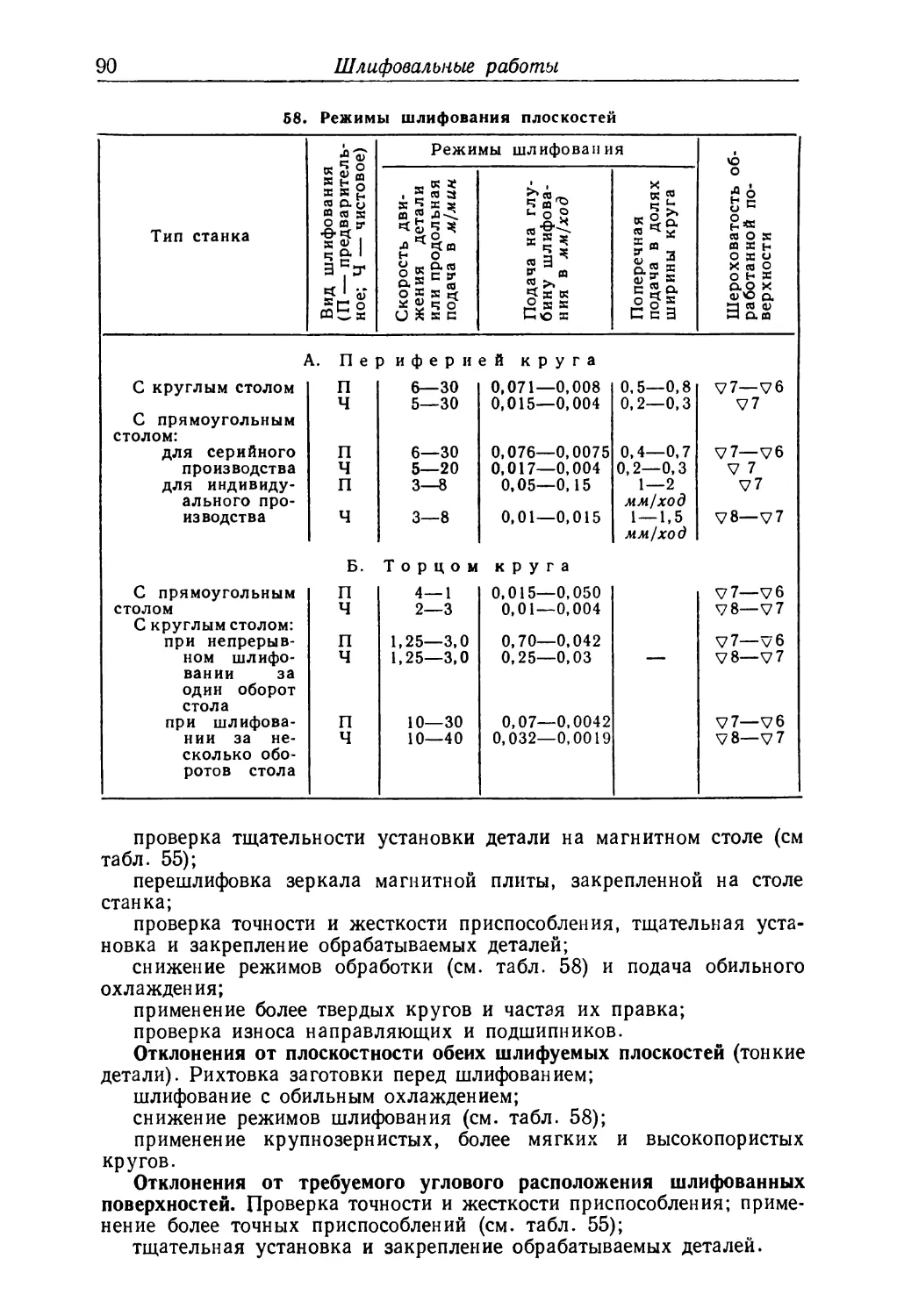
Обрабатываемый материал детали Характер шлифова- ния; предваритель- ное (П); чистовое (Ч) Характеристика круга
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
с продоль- ной по- дачей с попереч- ной по- дачей
Сталь:
машиноподелочная П э ♦ 50—40 С2—СТ1 СТ2—СТЗ
незакаленная Ч 40—25 Cl—С2 С2—СТ1
машино поделочная закаленная П Ч ЭБ, ЭХ * 40 40—25 СМ2—С2 СМ2—С1 Cl—С2
высокоуглеродистая П Э ♦ 50—40 С2—СТ1 СТ1—СТ2
незакаленная Ч 40—25 Cl— С2 С2—СТ1
высокоуглеродистая П ЭБ, ЭХ ♦ 40—25 СМ2—С1 Cl—С2
закаленная Ч 40—25 СМ 1—СМ2 СМ2—С1
марганцовистая П Ч э ♦ 50 40—25 С2—СТ1 Cl—С2 С2—СТ1
хромистая П Э ♦ 50—40 С2—СТ1 СТ1—СТЗ
незакаленная Ч 40—25 СМ2—С1 С2
хромистая П ЭБ, ЭХ * 40 Cl—С2 С2—СТ1
закаленная Ч 25 СМ2—С1 Cl—СТ1
Л* 16-10 Концентрация 100°/о
П Ч Э< 50 40—25 Cl—С2 С1 СТ1—СТ2 С2
60
Шлифовальные работы
Продолжение табл. 30
Обрабатываемый материал детали Характер шлифова- ния; предваритель- ное (П); чистовое (Ч) Характеристика круга
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
с продоль- ной по- дачей с попереч- ной по- дачей
П Ч ЭБ, ЭХ * 40 25 СМ2—С1 Cl—С2 СМ2—С1
хромоникелевая незакаленная II Ч Э * 50—40 40—25 СТ1—СТ2 Cl—С2 СТ1—СТЗ С2
хромоникелевая цементованная, закаленная П Ч ЭБ, М ** 40 25—16 Cl— С2 СМ2—С1 С2—СТ1 Cl— С2
нержавеющая п ч ЭБ,ЭХ,М* 50—40 25 М3—СМ1 СМ 1—СМ2
быстрорежущая закаленная п ч Э * ЭБ, ЭХ ♦ Л* 50—40 40—25 16—10 Cl—С2 СМ 1—СМ2 Концентрг С2—СТ2 Cl—СТ1 1ция 100°/о
Чугун: серый п ч кч * 50—40 25 Cl—С2 СМ2—С1 С2—СТ1 СМ2—С2
отбеленный п ч кч * кч ** 50 40—25 СМ2—С1 С2—СТ1 Cl—С2
ковкий п ч э, кч • 40 40—25 С2—СТ2 С2 СТЗ СТ1—СТ2
Твердые п КЗ *• 40 40—25 16—10 М3—СМ1 СМ 1—СМ2
сплавы ч А, АС *** Концентрация 50 и 100%
Круглое наружное шлифование
61
Продолжение табл. 30
Обрабатываемый материал детали Характер шлифова- ния; предваритель- ное (П); чистовое (Ч) Характеристика круга
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
с продоль- ной по- дачей с попереч- ной по- дачей
Бронза: мягкая П Ч КЧ • 50 40—25 СМ1 М3—СМ1 СМ2 СМ 1—СМ2
твердая и вязкая П Ч Э, КЧ • ЭБ, ЭХ, КЧ • 50—40 25—16 СМ 1—СМ2 СМ2 СМ2—С1
Латунь П Ч КЧ * 50—40 25 СМ 1—СМ2 СМ2—С1
Медь П Ч КЧ **** КЧ, КЗ **** 50—40 25—16
Алюминий и его сплавы П Ч КЧ * 50 25 М3—СМ1 СМ 1—СМ2
Эбонит, фенопласты Ч кч, э * 40—25 СМ 1—СМ2
Мрамор П Ч КЧ * А, АС ♦** 50 50—40 16—10 Cl—С2 СМ 1—СМ2 Концентр С2—СТ1 СМ2—С1 ация 50%
Стекло * * * ф* * * । П Ч *** СВ5 КЧ **** КЧ, КЗ * А, АС *** 1зка соотве- 50—40 40—25 12—6 гственнс СМ 1—СМ2 СМ1—С2 Концентрац! > К, КБ. Б1, ] СМ2 С2 ня 50—100% Б.
31. Рекомендуемые значения припусков при круглом наружном шлифовании *
Диаметр шлифуемой по- верхности в мм Характер обрабатывае- мого материала изделия: незакаленное (НЗ); за- каленное (3) Длина шлифуемого изделия в мм
До трех диаметров До 100 100—400 400—800 800—1200 1200—1600 1600—2000 Более 2000
Припуск на диаметр в мм
3—10 До 18 30 50 120 180 260 360 Св. 360 НЗ 3 НЗ 3 НЗ 3 НЗ 3 НЗ 3 НЗ 3 НЗ 3 НЗ 3 НЗ 3 0,15—0,17 0,15—0,25 0,20—0,30 0,25—0,35 0,20—0,30 0,30—0,40 0,20—0,35 0,30—0,45 0,25—0,40 0,40—0,55 0,30—0,45 0,45—0,60 0,40—0,55 0,55—0,70 0,45—0,60 0,60—0,75 0,50—0,70 0,65—0,85 0,60—0,80 0,80—1,00 — — — — —
0,20—0,23 0,20—0,30
0,25—0,30 0,20—0,23 0,25—0,30 0,25—0,35
0,25—0,40 0,35—0,50 0,30—0,45 0,45—0,60 0,30—0,45 0,50—0,65 0,40—0,55 0,60—0,75 0,45—0,60 0,65—0,80 0,50—0,70 0,70—0,85 0,60—0,80 0,85—1,05
0,25—0,40
— 0,40—0,55 0,55—0,65 0,40—0,55 0,60—0,75 0,40—0,55 0,65—0,80 0,45—0,60 0,70—0,85 0,50—0,70 0,80—1,00 0,60—0,80 0,90—1,10
0,35—0,50 0,30—0,45
0,45—0,60 0,70—0,85 0,45—0,60 0,75—0,90 0,45—0,60 0,80—0,95 0,50—0,70 0,85—1,05 0,60—0,80 0,95—1,15 0,50—0,70 0,75—0,95 0,50—0,70 0,80—1,00 0,50—0,70 0,85—1,05 0,50—0,70 0,90—1,10 0,60—0,80 0,95—1, 15 0,60—0,80 0,80—1,00 0,60—0,80 0,80—1,00 0,60—0,80 0,90—1,10 0,60—0,80 0,95—1,15 0,60—0,80 0,95—1,15
0,40—0,55
0,50—0,65 0,45—0,60
0,55—0,70
0,60—0,80
0,70—0,90
* Для длинных и тонких изделий, имеющих наименьшую поводку после термической обработки или проходящих тщательную правку перед шлифованием.
Шлифовальные работы
Внутреннее шлифование
63
32. Режимы круглого наружного шлифования
Вид и характер шлифования Режим шлифования Шероховатость обработанной поверхности
Окружная скорость де- тали в м/мин Глубина шлифования или поперечная подача Продольная подача в до- лях ширины круга
Шлифование с продольной подачей
Предварительное: на один ход стола на двойной ход стола 10—25 20—30 0,01—0,025 мм 0,015—0,05 0,3—0,7 V7—V6
Чистовое Ш л и ф о Предварительное 1 Чистовое 15—75 в а н и 130—50 I 20—40 0,005—0,019 » е с поперечной i I 0,0025—0,075 мм/об 1 0,001—0,005 » 0,2—0,4 под а че J V9— V7 V7—V6 V8— V7
Примечания: Параметры режима шлифования следует
умножить на коэффициент 0,5—0,8 при обработке жаропрочной стали
и на 1,3—1,8 при обработке чугуна.
2. Для чистового шлифования значения поперечной подачи на
ход стола не должны превышать значения поперечной подачи предва-
рительного шлифования.
3. При шлифовании деталей, закрепленных в патроне, надо вы-
бирать минимальные значения поперечной подачи.
4. Для достижения необходимой чистоты поверхности в конце
шлифования рекомендуется провести 1—2 прохода без поперечной по-
дачи.
ВНУТРЕННЕЕ ШЛИФОВАНИЕ
Виды, способы и технологические параметры шлифования отвер-
стий приведены в табл. 33—38.
33. Разновидности внутреннего шлифования
Рабочая схема Характерные особенности
Шлиф о* ванне < детали. Станки: у ЗА250. 3260, ЗА228, отверстия во вращающейся ниверсальные (3225, ЗА225, ЗА227, ЗА240 ЗА229); полуавтоматы (ЗА227Б, ЗА228Б) Шлифовальный круг и деталь вращаются обычно в противоположных направлениях. Кругу относительно детали сообщаются продольная и поперечная подачи Обрабатываются сравнительно небольшие детали: втулки, зубчатые колеса, ступицы и др., устанавливаемые и закрепляемые в па- троне
64
Шлифовальные работы
Продолжение табл. 33
Рабочая схема Характерные особенности
Шлифование отв (планетарное шлис \ У' J ерстия в неподвижной детали Ьование). Станки МВ6020, ЗА287, 3288 Шлифовальный круг имеет вращение во- круг своей оси и оси обрабатываемого отвер- стия детали. Деталь закрепляется неподвижно на столе станка. Продольная подача осуществляется пере- мещением детали. Поперечная подача осуществляется пере- мещением шлифовального круга. Обрабатываются в основном корпусные де- тали
34. Способы внутреннего шлифования
Рабочая схема Характерные особенности
Ш л и ф о в а н I 1 е с продольной подачей (на проход) 1. Шлифовальный круг имеет вращательное и возвратно-поступательное движение продольной по- дачи. 2. За каждый двойной ход круг перемещается в на- правлении детали на величину поперечной подачи. Шлифовальный круг в процессе шлифования должен выходить из рабочей зоны примерно на */з своей высоты I е с поперечной подачей (врезанием) /. Шлифовальный круг имеет вращательное и по- ступательное движение поперечной подачи. Способом шлифования с поперечной подачей на внутришлифо- вальных станках производится шлифование коротких отверстий всей высотой круга и торцов деталей е с продольной подачей в упор 1. Шлифовальный круг имеет вращательное и воз- вратно-поступательное движение продольной подачи до упора, ограничивающего врезание круга в торец. 2. Поперечная подача осуществляется на каждый двойной ход круга
г L1Z
Р в а н I 1 в а н и
Ш л и ф о
I II . п л и ф О 2
i
7_
и
Внутреннее шлифование
65
35. Рекомендуемые диаметры шлифовальных кругов
при внутреннем шлифовании в мм*
к Q. S ь н Диаметр шлифоваль- ного круга Диаметр отверстия Диаметр шлифоваль- ного круга Диаметр отверстия Диаметр шлифоваль- ного круга Диаметр отверстия Диаметр шлифоваль- ного круга
S со S Q. Ф CQ О
12- -17 10 До 32 25 До 70 50 До 130 90
До 22 15 » 45 30 » 80 65 » 150 115
» 27 20 1 » 55 40 | | » 100 75 Св. 150 125
* По высоте круги выбирают равными длине шлифуемого отвер-
стия или 3/4 его длины.
36. Характеристика шлифовального круга
для внутреннего шлифования
Обрабатываемый материал детали Характер шлифования: предварительное (П); чистовое (Ч) Характеристика круга
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
Сталь: машиноподелочная не- закаленная П Ч Э ♦ 40 25 Cl—С2 СМ1—С1
машиноподелочная за- каленная П Ч Э * ЭБ, ЭХ ♦ 40—25 25—16 СМ2—С1
высокоуглеродистая и быстрорежущая неза- каленная П Ч Э * 40 25 Cl—С2 СМ 1—СМ2
высокоуглеродистая и быстрорежущая зака- ленная П Ч ЭБ. ЭХ * ЭБ, ЭХ, М * Л * 40 25—16 16-10 СМ2—С1 СМ 1—СМ2 Концентрация 100%
марганцовистая П Ч Э * 50 40—25 СМ2—С1 СМ2
хромистая незакаленная П Ч 50—40 25 С2 Cl—С2
хромистая закаленная П Ч Э, ЭХ, ЭБ, М* ЭБ, ЭХ, М* Л * 40—25 40—25 16-10 СМ2—С2 СМ2 Концентрация 100%
никелевая незакаленная П Ч э * 40 40—25 СМ2—С1
3 в. И. Левин 2057
66
Шлифовальные работы
Продолжение табл. 36
Обрабатываемый материал детали Характер шлифования: предварительное (П): чистовое (Ч) Характеристика круга
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
никелевая закаленная П Ч э ♦ 40 25—16 СМ2
хромоникелевая незака- ленная П Ч 50—40 40—25 СТ1 С2
хромоникелевая цемен- тованная, закален- ная П Ч ЭБ, ЭХ, М * 40 40—16 Cl—С2 СМ 1—СМ2
нержавеющая П Ч 40 25 СМ 1—СМ2
азотированная Ч КЗ ♦ 10—6 М3—СМ1
Чугун: серый II Ч КЧ, Э ♦ 50 40 СМ1—С2 СМ1—С1
отбеленный п ч КЧ * 50 40 СМ2—С1 СМ1
Твердые сплавы II КЗ * 40-25 М3—СМ1
ч А, АС ** 16—10 Концен- трация 50—100%
Бронза: мягкая п ч КЧ * 40 25 CMI
твердая и вязкая п ч Э, КЧ * ЭБ, ЭХ, КЧ * 40 40—25 СМ 1—СМ2 СМ2
Латунь п ч КЧ, Э * 40 40—25 СМ 1—СМ2 СМ1
Алюминий и его сплавы п ч КЧ * 40 40—25 СМ 1—СМ2
Стекло п ч
КЗ * А, АС ** 16—12 12—6 М3—СМ1 Концентра- ция 50%
*, ** Связка соответственно керамическая К» металлическая М и органическая О.
37. Рекомендуемые значения припусков при внутреннем шлифовании *
Диаметр шлифуемого отверстия Длина шлифуемого отверстия в мм
До 25 25—50 50—100 | 100—150 | 150—200 | 200—300
в мм Припуск на диаметр отверстия в мм
До 10 0,07—0,10 0,10—0,12 —
> 18 0,12—0,15 0,12—0,15 0, 15—0,18 — —
30 0,15—0,18 0,18—0,22 0,20—0,25
» 50 0,18—0,22 0,22—0,27 0,25—0,30 0,25—0,30 0,30—0,35 0,40—0,50
80 0,20—0,25 0,25—0,30 0,35—0,40 0,40—0,45 0,45—0,55
> 120 0,25—0,30 0,30—0,35 0,40—0,45 0,45—0,50 0,50—0,60
» 180 0,30—0,35 0,35—0,40 0,40—0,45 0,45—0,50 0,55—0,60 0,55—0,65
» Св. 250 250 0,40—0,45 0,40—0,50 0,45—0,50 0,50—0,55 0,45—0,50 0,50—0,55 0,50—0,55 0,50—0,60 0,60—0,65 0,60—0,70 0,65—0,75
* Для изделий, имеющих наименьшее коробление при термической обработке.
38. Режимы внутреннего шлифования
Типы станков Вид шлифования: предварительное (П); чистовое (Ч) Режимы шлифования Шероховатость обработанной поверхности
Окружная скорость де- тали в м/мин Глубина шлифо- вания или по- перечная подача в мм!дв. ход (на двойной ход стола) Продольная подача в до- лях ширины круга
Простые, универ- П 20—60 0,005—0,02 0,50—0,70 V7—V6
сальные Ч 0,0025—0,01 0,25—0,50 V8— V7
Полуавтоматиче- П 50—150 0,0025—0,005 0,50—0,75 V7—V6
ские ч 0,0015—0,0025 0,25—0,50 <78—V7
Внутреннее шлифование
68 Шлифовальные работы
ОСНОВНЫЕ ДЕФЕКТЫ ПРИ КРУГЛОМ ШЛИФОВАНИИ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Повышенные отклонения размера диаметра обрабатываемой детали.
Проверка или смена мерительного инструмента. Регулирование при-
бора активного контроля;
более тщательное выполнение промеров;
более точная установка припуска, снимаемого за проход согласно
рекомендациям, приведенным в табл. 32;
проверка установки упоров механизма продольной подачи стола
и усилия прижима детали в центрах;
регулировка подшипников шпинделя шлифовального круга;
проверка и закрепление пиноли задней бабки.
Конусность и отклонения от параллельности образующей шлифуе-
мой поверхности. Проверка установки поворотной части продольного
стола в нулевом положении;
проверка совпадения центров передней и задней бабок станка;
тщательная регулировка люнетов;
правка круга согласно рекомендациям, приведенным на стр. 39;
выверка параллельности продольного движения стола оси шпинделя
шлифовального круга.
Овальность и эксцентричность или несовпадение осей отдельных по-
верхностей изделия, шлифуемых в несколько установок. Очистка и про-
верка формы центровых отверстий детали и центров станка;
усиление прижима для деталей, длина которых меньше 10 диаметров,
и закрепление заднего центра;
тщательная регулировка люнетов;
уравновешивание шлифуемого изделия прикреплением противовеса;
регулировка шпинделя передней бабки изделия (при работе в па-
троне).
Неперпендикулярность торца к оси изделия. Проверка начальной
неперпендикулярности заготовки;
уменьшение прижима заднего центра;
выверка и правильная установка изделия (при работе в патроне);
тщательная проверка наладки станка.
Искривление изделия. Рихтовка заготовки перед шлифованием;
уменьшение усилия прижима заднего центра, особенно для дета-
лей, длина которых больше 12 диаметров;
выверка и регулировка люнетов;
установка ббльшего числа люнетов;
уменьшение поперечной подачи согласно рекомендациям, приведен-
ным в табл. 32;
правка круга на меньшей подаче;
замена круга на меньший номер зернистости согласно рекоменда-
циям, приведенным в табл. 30.
Низкое качество поверхности (дробление, выхваты, шероховатость,
заметная невооруженным глазом, и другие недостатки). Очистка, про-
верка и исправление центровых отверстий детали и центров станка;
более жесткое закрепление заготовки в центрах и в хомутике;
уменьшение окружной скорости изделия, установленной в соответ-
ствии с данными, приведенными в табл. 32;
уменьшение продольной подачи по данным табл. 32;
уравновешивание шлифуемого изделия прикреплением противовеса;
Бесцентровое шлифование
69
правка круга на меньшей подаче согласно рекомендациям, приве-
денным на стр. 39.
тщательная балансировка шлифовального круга;
смена смазывающе-охлаждающей жидкости, очистка бака и резер-
вуара станка, улучшение отстоя и фильтрации;
тщательная правка шлифовального круга согласно рекомендациям,
приведенным на стр. 39;
регулировка приводных звеньев станка (более качественная сшивка
ремней, натяжение ремней, цепей, уменьшение зазоров в подшипниках
И др.);
бесперебойная подача охлаждающей жидкости.
Прижоги на шлифуемой поверхности. Правильное направление
струи смазывающе-охлаждающей жидкости;
более обильное охлаждение;
увеличение окружной скорости изделия;
правка шлифовального круга согласно рекомендациям, приведен-
ным на стр. 39;
правка круга при большей подаче согласно данным табл. 23 и 24;
замена круга на более мягкий или высоко пор истый (см. табл. 30).
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
Виды, способы, основные параметры наладки и технологические
параметры шлифования приведены в табл. 39—52.
39. Разновидности рабочих схем бесцентрового шлифования
Рабочая схема Характеристика и особенности
Наружное шлифование при горизонтальном расположении линии центров кругов: с поворотом оси ведущего круга
Шлифующий круг / совершает регулируемое осциллирующее движение по оси вращения. Ве- дущий круг 2 имеет поворот на угол а и заправ- ляется на гиперболоид вращения для контакта с деталью. Продольная подача детали 4 по на- правляющей линейке 3 в процессе шлифования создается за счет вращения и поворота ведущего круга на угол а. Поперечная подача осуществляется перемеще- нием бабок ведущего или шлифующего кругов тротом направляющей линейки Шлифующий 1 и ведущий 2 круги заправлены
4 <3 ПГ~?ГЬ'/ .Lb
И z ! 1 К । 1
1 1
1 1
ПОЗ' .2
К 1 на гиперболоид вращения. Направляющая ли- нейка 3 повернута на угол а для обеспечения ли- нейчатого контакта кругов с деталью 4, что создает продольную подачу в процессе шлифо- вания. Поперечная подача осуществляется пере- мещением бабок ведущего или шлифующего кругов
3 2057
70
Шлифовальные работы
Продолжение табл 39
Рабочая схема Характеристика и особенности
Наружное mJ пифование при вертикальном
рас положе нии линии центров кругов
с п о в о ротом ведущего круга
t-Ч-- W) Вертикальное расположение линии центров
шлифующего 1 и ведущего 2 кругов сохраняет
условия бесцентрового шлифования детали 4
с опорой на направляющие линейки 3 и обеспе-
ЧЕМ чивает возможность шлифования плоскостей при
специальной наладке
(У-V Поперечная подача осуществляется перемеще-
нием бабки шлифующего круга
В н у треннее шлифование
на двух регулируют их роликах с прижимом шлифующим кругом
Шлифовальный круг / в процессе шлифования
поддерживает и прижимает изделие 4 к ведущим роликам 2. Обрабатываемые кольца подаются по поддержке 3. Данную схему применяют для
чернового внутреннего шлифования
О >4
на 1 трех регулирующих роликах
? 1 2 Шлифовальный круг / совершает возвратно- поступательное движение по оси вращения и ра-
диальное перемещение на глубину резания. Де-
таль 5 приводится во вращение от ведущего ро- лика 2, поддерживается роликом 3 и прижимает-
\X '^“хухГг ся роликом 4, ось которого устанавливают на-
клонно под углом 0°30' к оси вращения детали
для обеспечения прижима изделия в осевом на- правлении к торцу упора
40. Способы бесцентрового шлифования
Схема процесса Особенности способа
Шлифование 0JD1-0JJ2 с продольной t — глубина шли- фования; / — шлифующий круг; 2 — ведущий круг с поворотом; 3 — направляющая линейка; 4 — шлифуемое из- дел ие; 5 — направляющие щеки; Нг.1 и о д а ч е й (на проход) Характеризуется поточ- ностью работы, которая обеспечивается за счет пе- рекрещивающихся осей шлифующего и ведущего кругов, дающих возмож- ность непрерывной загруз- ки заготовок в рабочую зону, в результате чего уп- рощается механизация за- грузки станка. Его при- меняют для шлифования цилиндрических поверхно- стей деталей (штифты, ва- лы, тонкостенные цилин- дры на жестких оправках)
7 «ci А । &3 п 8 мм %. 1 ^4 OJt
№№0,5}
Бесцентровое шлифование
71
Продолжение табл. 40
Схема процесса Особенности способа
а I 3: 1 Е с/ и Ш л и ф о / в а 1 3~_ и е 2 .«Я с поперечной 1 — шлифующий круг; 2 — ведущий круг без поворота; 3 — направляющая линейка; 4 — шлифуемое из- делие; Н 1 подачей (врезанием) Обеспечивается движе- нием ведущего круга в про- цессе обработки в радиаль- ном направлении. В конце этого движения деталь по- лучает окончательный раз- мер. Характер работы пре- рывистый, так как не обе- спечивается беспрерывное шлифование. Его приме- няют для шлифования сту- пенчатых и фасонных по- верхностей деталей (цап- фы крестовин, сферические пальцы) ной подачей пора Характеризуется сохра- нением особенностей спо- соба шлифования попереч- ной подачи с обеспечением осевой подачи (затяжки) детали до упора, за счет наклона оси ведущего кру- га. В отличие от способа шлифования с поперечной подачей этот способ обеспе- чивает высокое качество об- работанной поверхности при значительно большей стойкости профиля шлифо- вального круга. Его приме- няют для шлифования ци- линдрических и конических поверхностей деталей (ко- нус сверла, стержень кла- пана) ведущим кругом й к о й Характеризуется воз- вратно-поступательным дви- жением ведущего круга вме- сте с деталью в процессе ее обработки с заменой детали нй направляющей линейке после каждого цикла. Отсутствие прямоточно- сти при загрузке заготовок в рабочую зону дает сниже- ние производительности.
1 UIj 5^ .ы и ф о в а с 2 ние с попереч заТяжкой до у 1 — шлифующий круг; 2 — ведущий круг с поворотом; 3 — направляющая линейка про- фильная; 4 — шлифуемое из- делие; 5 — упор; Н > 1
/ Шли с ф о Н в н а 1 1 L? я ие и с ПОДВИЖНЫМ 1 опорной лине 1 — шлифующий круг; 2 — ведущий круг; 3 — направляющая линейка; 4 — шлифуемое из- делие; Н < 1
’2 Его применяют для обра- ботки цилиндрических и конических поверхностей с малой конусностью дета- лей малых диаметров (шпильки, цилиндриче- ские сверла)
72
Шлифовальные работы
Продолжение табл. 40
Схема процесса Особенности способа
Шлиф
и
ование с продоль
опрокидыванием
1 — шлифующий
круг;
2 — ведущий круг
с поворотом;
3 — направляющая
линейка;
4 — шлифуемое из-
делие;
д — внешний упор;
Н С I
ной подачей
и з д е л ия
Характеризуется сохра-
нением особенностей спо-
соба бесцентрового шли-
фования с продольной по-
дачей с ограничением осе-
вого продвижения заготов-
ки внешним упором, при
достижении которого обра-
батываемая деталь удаляет-
ся из рабочей зоны.
Возможность обработки
изделий на проход, имею-
щих цилиндрическую и
коническую поверхности,
обеспечивает высокую про-
изводительность и упро-
щает механизацию загруз-
ки станка. Его применяют
для обработки цилиндри-
ческих и малых конических
поверхностей деталей (ци-
линдрические сверла)
41. Основные параметры наладки наружного бесцентрового шлифования
Диаметр шлифуе- мой де- тали d в мм Ширина опорной линейки В в мм У гол скоса опор- ной поверхности ножа ф° Высота оси де- тали над линией центров h в мм Диаметр ведущего круга Dq в мм
30 1 0 200 300 350
Зазор между кру- гом и линейкой К в мм Смещение державки с правящим инстру- ментом Ло в мм
1,5-3 3-7 7—12,5 12,5—25 25—40 40-75 75-100 1,0 2,5 6 0,25—1,25 1,0—2,4 1,85—4,75 3,75-7,5 7,5—13 12—20 № _ О -М» н-> О- со >—• ю - - to N3 СП СП СП СП СП СП Illi III GJ <-* 00 to I-* -~J ... - СЛ to СП 0 О СП 0,75—1,5 1,3-3,5 3,0-5,0 4,0—8,0 7,0—10 10-15 15—20 0,7-1,4 1,2—3,3 2,9—4,7 3,8—7,1 6,2-8,3 8,3-10,8 10,8—13,3 1,3—3,4 2,9-4,8 3,8-7,4 6,4—8,8 8,8—12,0 12,0-15,6 2,9-4,8 3,9—7,5 6,6—9,0 9,0—12,3 12,3—15,6
12
Примечания: 1. Параметры В, К, h предназначены для наладки процесса по всем способам наружного бесцентрового шлифо- вания (см. рис. 3, стр. 78). 2. Параметр /i0 — для способов бесцентрового шлифования с про дольной подачей и затяжкой определяют по формуле hn= =7^ мм. 3. При обработке деталей ниже линии центров величину h0 уста- навливают в противоположную сторону. 4. ф = 0 следует выбирать при шлифовании деталей большого диаметра (более 50 мм} с увеличенным припуском, снимаемым за один проход.
Бесцентровое шлифование
73
42. Характеристика шлифующих кругов для бесцентрового
шлифования
Обрабатываемый материал детали Вид шлифова- ния: предвари- тельное (П); чистовое (Ч) Характеристика круга * Достигаемая шероховатость обработанной поверхности
Абразивный материал Зернистость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
Сталь: машиноподелочная не- закаленная машиноподелочная за- каленная высокоуглеродистая незакаленная высокоуглеродистая закаленная хромистая незакален- ная хромистая закален- ная хромоникелевая неза- каленная хромоникелевая зака- ленная быстрорежущая неза- каленная быстрорежущая зака- ленная Чугун: ковкий серый и отбеленный Алюминий и его сплавы Латунь Бронза: мягкая твердая и вязкая Твердые сплавы Фарфор Дерево (твердая порода) Эбонит, фенопласты * Связка керамичес! Примечание, подачей шлифовальные к степени выше. П Ч П Ч П Ч П Ч П Ч П Ч П Ч П ч п ч п ч п ч п ч п ч п ч п ч п ч п ч ч ч ч кая. Для беси руги сле^ Э 50—40 25 40 25—16 16—12 50—40 25 40 25 40 25—16 40 25 50—40 40 50—40 25—16 40—25 25—16 40—25 25—12 50 25 50—40 25—16 СМ2—С2 С2 СТ1 Cl—С2 V5—V6 V7 V7 V8 V9—V 10 V6 V7 V7 X78 V6 V7—V8 V7 \78 V6 V7—V8 V7 V8 V6—\/8 V8 V7 V8—V9 X76 V7—V8 V6 V7—V8
ЭБ СТ1
Э
С2—СТ1
ЭБ, ЭХ
Cl—С2 Cl—СТ1 С2
Э
С1
Cl—С2
СМ2—С2 С1 СМ2—С1 СМ 1—СМ2 М3—СМ1 СМ2—С1 СМ1— С 2 Cl—С2 СМ2—С1
ЭБ ЭХ
ЭБ, ЭХ, м
Э
КЧ
э кч 40 Cl—С2 6
25 50 40—25 50 40—25 50 40—25 25 16 40 80—50 40—25 ТО ШЛИ(^ бирать С1 СМ2—С1 V7
кч
СМ 1—СМ2 1 V5—V6 1 V7
СМ2—С1 СМ 1—СМ2 СМ2—С1 СМ 1—СМ2 СМ1 М3—СМ1 —
э
КЗ V6 V8—V9
кч (ентрово ^ует вьн СМ 1—СМ2 Ьования с пог по твердости шречной на 1—2
74
Шлифовальные работы
43. Припуск на диаметр при бесцентровом наружном
шлифовании
S
Длина шлифуемой детали в мм
Я S jjg X jg s q: о До 50 50—100 100—250 250—500 500—750 750—1000
Шлифов а н и е не закале иных 3 а г о т о в о * к
3 0,10—0,13 0,10—0,13 0,12—0,15 0,12—0,15 0,13—0,17 0,15—0,20
10 0,13—0,17 0,13—0,18 0,15—0,20 0,17—0,22 0,20—0,25 0,20—0,25
18 0,17—0,23 0,18—0,25 0,20—0,27 0,20—0,28 0,20—0,30 0,20—0,30
30 0,20—0,28 0,20—0,30 0,22—0,32 0,23—0,33 0,25—0,35 0,30—0,40
50 0,25—0,33 0,25—0,35 0,27—0,37 0,28—0,38 0,30—0,40 0,35—0,45
120 0,30—0,38 0,30—0,40 0,32—0,42 0,33—0,44 0,35—0,47 0,40—0,52
180 0,33—0,43 0,35—0,45 0,38—0,50 0,40—0,53 0,42—0,57 0,45—0,60
Ш л и ф о Е । а н и е з а к а л е н 1 пых з а г о т о в о к *
3 0,13—0,15 0,13—0,17 0,14—0,18 0,15—0,20 0,15—0,20 0,17—0,20
10 0,15—0,20 0,17—0,22 0,20—0,25 0,22—0,27 0,25—0,30 0,25—0,30
18 0,18—0,25 0,20—0,27 0,25—0,32 0,28—0,35 0,30—0,37 0,30—0,37
30 0,20—0,30 0,23—0,33 0,28—0,38 0,32—0,42 0,35—0,45 0,35—0,45
50 0,28—0,38 0,30—0,40 0,35—0,45 0,40—0,50 0,45—0,55 0,50—0,60
120 0,35—0,45 0,37—0,47 0,40—0,50 0,43—0,55 0,55—0,65 0,60—0,75
180 0,45—0,55 0,47—0,60 0,50—0,65 0,55—0,70 0,65—0,60 0,75—0,90
* Рекомендуемые припуски выбирают для длинных и тонких изде-
лий, имеющих наименьшую поводку после термической обработки или
проходящих тщательную правку перед шлифованием.
П р и м е ч а н и е. В целях улучшения качества и повышения точ-
ности обработки назначенный припуск следует снимать в 2—4 прохода.
44. Угол поворота бабки ведущего круга и припуски,
снимаемые за один проход при предварительном
бесцентровом шлифовании с продольной подачей
Диаметр шлифуемой поверхности в мм Припуск на диаметр, снимаемый за один проход, в мм Длина шлифуемых изделий
Больше 10 диам. Равна 10 диам. Меньше 10 диам.
Угол повороп га бабки ведуш 1,его круга а0
5 0,04—0,05 3—4,5 3—3,5 —
15 20 45 0,05—0,06 0,06—0,10 0,10—0,20 3—4 2,5—3,5 2—2,5
70 0,15—0,30 3—3, 2—3 1,5—2,5
120 180 0,20—0,35 0,25—0,40 — 1,5—2,5 1,5—2,0 1,5—2,0 1,0—1,5
45. Скорость вращения ведущего круга vg при предварительном бесцентровом шлифовании стали
с продольной подачей в м!мин
Диаметр шлифуемой поверхности в мм Угол поворота бабки ведущего круга а°
1.° 1.5 2,0 | 2,5 | 3,5 | 4,0
Припуск на диаметр, снимаемый за один проход в мм
0,20 0,30 0,40 0,15 0,20 | 0,30 0,05 0,10 | 0,20 0,30 0,05 | 0,10 | 0,20 0,30 0,05 0,10 0,20 0,30 0,05 0,10 0,20 | 0,30
10 20 40 70 80 100 125 150 175 — — — 33,2 24,9 22,6 19,3 16,5 14,6 13,0 16,6 15,1 12,9 11,0 4,7 8,7 179,0 89,8 55,0 27,4 18,6 16,9 14,5 12,5 10,9 9,8 12,4 11,3 9,7 8,3 7,3 234,0 144,0 117,0 72,0 44,0 22,0 14,9 13,5 11,6 9,9 9,0 7,7 167,0 83,5 51,3 31,4 15,7 10,7 7,1 167,0 102,5 83,5 51,3 31,4 83,5 15,7 10,7 7,1
28,1 24,8 21,8 19,7 19,4 16,6 14,6 13,1 14,5 12,4 11,0 9,9
Примечания: 1. Скорости вращения ведущего круга даны из расчета 15 мин стойкости шлифующего круга. 2. При шлифовании чугуна скорости, указанные в таблице, следует увеличить в 1,3 раза.
46. Скорость вращения ведущего круга vg при
чистовом бесцентровом шлифовании с продольной
подачей с углом поворота бабки ведущего круга а = 2°
47. Поперечная подача на один оборот изделия
при бесцентровом шлифовании с поперечной подачей
Бесцентровое шлифование
Диаметр шлифуемой поверхности в мм Припуск на диаметр, сни- маемый за один проход в мм Скорость вращения ведущего круга vg в м/мин Продольная подача Snpd в мм/мин
10 0,005—0,01 120 4200
30 90 3150
50 0.01—0,02 70 2450
70 50 1750
Диаметр шлифуемой поверхности в мм Поперечная подача на один оборот изделия в мм
Предварительное шлифование Чистовое шлифование
10—20 0,004—0,0075 0,005—0,0090 0,0030—0,0065
20—30 0,0030—0,0075
30—40 0,006—0,0100 0,0040—0,0080
Св. 40 0,007—0,0130 0,0055—0,0100
76
Шлифовальные работы
48. Скорость ведущего круга для предварительного бесцентрового
шлифования с поперечной подачей в м/мин
Диаметр шлифуемой поверхности в мм Поперечная подача на один оборот изделия в мм
0,004 0,006 0,008 0,010 0,012 0.014 0,016 0,020
20 23,0 17,7 14,7 12,7 11,3 10,2 9,4 8,0
40 28,3 21,6 18,0 15,6 13,8 12,5 11,5 9,9
60 32,1 24,6 20,4 17,7 15,7 14,2 13,0 11,2
80 34,9 26,7 22,2 18,3 17,1 15,5 14,2 12,2
90 36,2 27,6 23,1 20,0 17,8 16,0 14,7 12,6
100 37,4 28,6 23,6 20,6 18,3 16,5 15,2 13,0
Примечания: 1. Скорости вращения ведущего круга даны из
расчета 15 мин стойкости профиля шлифующего круга средней харак-
теристики.
2. При увеличении стойкости профиля до 30 мин и для шлифо
вания закаленной стали скорости следует уменьшить на 30—10%.
49. Скорость ведущего круга для чистового бесцентрового
шлифования с поперечной подачей в м/мин
Диаметр шлифуемой поверхности изделия в мм Поперечная подача на один оборот изделия в мм Диаметр шлифуемой поверхности изделия в мм Поперечная подача на один оборот изделия в мм
0,003 0,005 0,007 0,003 | 0,005 0,007
До 10 20 14,5 11,5 30—40 30 22 17
10—15 23 16 13 40—60 31 23 18
15—20 25 18 14 60—80 33 24 19
20—30 28 20 16 80—100 35 26 21
50. Величины минутной поперечной подачи в мм'мин
Диаметр шлифуемой поверхности изделйЯ В мм Припуск на диаметр изделия в мм
До 0,10 0,10—0,15 0,15—0,30 0,30—0,50
10—15 1.8—1,7 2,4—2,2 3,1—2,9 4,0—3,8
15—20 1,7—1,6 2,2—2,1 2,9—2,7 3,8—3,5
20—25 1,6 2,1—2,0 2,7—2,6 3,5—3,3
25—30 1,6—1,5 2,0—1,8 2,6—2,4 3,3—3, 1
30—40 1,5—1,3 1,8—1,6 2,4—2,1 3,1—2,7
40—60 1,3—1,0 1,6—1,2 2,1—1,8 2,7—2,2
60—100 1,0—0,7 1,2—1,0 1,8—1,6 2,2—2,0
100—150 0,7 1,0—0,8 1,6—1,4 2,0—1,7
Бесцентровое шлифование
77
51. Время выхаживания при бесцентровом шлифовании
с поперечной подачей в мин
Длина шлифуемой поверхности изделия в мм Шерохова- тость шли- фуемой по- верхности изделия Отклонения геометрической формы изделия после шлифования в мм
До 0,02 | Более 0,02
Диаметр шлифуемой поверхности изделия в мм
До 40 Св. 40 До 40 Св. 40
До 100 Св. 100 До 100 Св. 100 77 0,02 0,03 0,01 0.02
0,03 0.04 0,02 0,03
78
0,04 0,05 0,03 | 0,04
52. Условия бесцентрового шлифования искривленных заготовок
Диаметр детали в мм Величина установки центра де- тали ниже линии цен- тров кругов в мм Зерни- стость шлифую- щего кру- га по ГОСТу 3647—59 Скорость вращения ведущего круга в м/мин Поперечная подача на оборот детали в мм' Шерохо- ватость обрабо- танной поверх- ности
1—3 3—6 6—10 10—15 0,08—0,2 0,2—0,5 0,3—1,2 1,0—3,0 20—10 40—16 50—25 80—40 5,0—8,0 7,5—13 12—18 16—22 До 0,001 0,001—0,0015 0,0015—0,0025 0,003—0,01 7 8—79 77—'/8 7 6—77 До 76—7 7
Примечание. Шлифование надо производить одновре- менно по всей образующей обрабатываемой поверхности детали.
ОСНОВНЫЕ ДЕФЕКТЫ ПРИ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Бесцентровое шлифование с продольной и поперечной подачами.
Конусность и отклонения от параллельности
образующей шлифуемой поверхности. Проверка
установки опорного ножа по высоте в продольном направлении по ре-
комендациям, приведенным в табл. 41;
проверка плоскостности и шлифование опорной поверхности ножа;
регулирование крепления ножа и суппорта;
регулирование установки механизмов для правки кругов и повтср-
ная правка кругов;
регулирование зазоров в направляющих бабок ведущего или шли-
фующего кругов.
Овальность и огранность шлифуемой по-
верхности. Увеличение высоты установки центра детали над
линией центров кругов и соответствующая этой установке правка веду-
щего круга (см. табл. 41);
78
Шлифовальные работы
увеличение скорости вращения ведущего круга или продольной
подачи детали, выбираемых по табл. 44—51;
регулирование подшипников ведущего круга;
уменьшение глубины шлифования за проход или минутной попереч-
ной подачи детали, выбираемых по табл. 44 и 50;
смена смазывающе-охлаждающей жидкости и увеличение ее подачи
в зону шлифования;
применение более мелкозернистого ведущего круга;
применение шлифующего круга меньшей твердости (см. табл. 42).
Искривление шлифуемой детали. Проверка пло-
скости и шлифование опорной поверхности ножа;
рихтовка заготовки перед шлифованием;
увеличение скорости вращения шлифуемой детали (ведущего круга),
выбираемой по табл. 45, 46, 48 и 49;
установка центра детали ниже линии центров кругов и соответ-
ствующая этой установке правка ведущего круга (см. табл. 52);
применение шлифующего круга большей зернистости (см. табл. 42
и 52).
Повышенная шероховатость шлифуемой по-
верхности. Уменьшение продольной подачи при правке шли-
фующего круга. Более тщательная и частая правка кругов согласно ре-
комендациям, приведенным на стр. 39;
снижение скорости вращения ведущего круга (см. табл. 45, 46,
48 и 49);
уменьшение угла наклона ведущего круга;
смена смазывающе-охлаждающей жидкости, очистка бака и резер-
вуара станка, улучшение отстоя и фильтрации;
применение более мелкозернистого шлифующего круга (см. табл. 43);
использование осциллирующего движения шлифующего круга при
шлифовании с поперечной подачей цилиндрических поверхностей.
Риски, глубокие царапины на обработанной
поверхности. Увеличение зазора между рабочей поверхностью
шлифующего круга и боковой плоскостью опорного ножа (см. рис. 3
и табл. 41);
Бесцентровсе шлифование
79
зачистка опорной поверхности ножа от наростов и шлифование вы-
работки на ней;
использование ножей из более мягкого металла или с опорной по-
верхностью, армированной твердым сплавом;
проверка высоты установки центра детали над линией центров
кругов по табл. 41;
правка шлифующего круга на обратный конус и закругление кромки
шлифующего круга со стороны выхода детали из зоны шлифо-
вания.
Прижоги на шлифуемой поверхности. Подача
обильного охлаждения в зону шлифования;
увеличение скорости вращения ведущего круга (см. табл. 45, 46, 48
и 49);
увеличение продольной подачи при правке шлифующего круга
(см. стр. 39);
замена шлифующего круга на более мягкий или высокопо-
ристый.
Следы вибрации (дробление, выхваты и др.). Уменьшение
глубины шлифования за проход или минутной поперечной подачи де-
тали, выбираемых по табл. 44—51;
снижение скорости вращения детали (ведущего круга), выбираемой
по табл. 45, 46, 48 и 50;
уменьшение высоты установки центра детали относительно линии
центров кругов (см. табл. 41);
применение опорного ножа с меньшим углом скоса опорной поверх-
ности (см. табл. 41);
тщательная балансировка шлифующего круга;
замена шлифующего круга на более мягкий или более крупнозер-
нистый (см. табл. 42);
регулирование подшипников шпинделей ведущего и шлифующего
кругов.
Бесцентровое шлифование с продольной подачей. Вогнутость
или выпуклость образующей детали. Проверка
и регулировка боковых направляющих планок суппорта по контроль-
ному валику и щупу. Параметры установки планок приведены в табл. 40;
регулировка крепления суппорта.
Неперпендикулярность торцов к обраба
ты ва е мо й поверхности детали. Непрерывное шлифо-
вание деталей без разрывов между ними;
зачистка торцов детали от забоин и заусенцев;
снижение величины продольной подачи.
Бесцентровое шлифование с поперечной подачей. Вогнутость
или выпуклость образующей детали. Проверка
установки опорного ножа в продольном направлении в соответствии
со схемой шлифования (см. табл. 39);
проверка установки правящего инструмента и механизма правки
шлифующего и ведущего кругов, регулирование крепления опорных
пальцев;
шлифование опорной поверхности ножа и копирных линеек правя-
щих устройств (удаление выработки или забоин);
регулирование крепления опорного ножа и суппорта;
регулирование зазоров в направляющих бабок ведущего или шли-
фующего кругов.
80
Шлифовальные работы
Эксцентричность или несовпадение осей
детали. Уменьшение глубины шлифования за проход или минут-
ной поперечной подачи детали (см. табл. 47, 50);
шлифование с базировкой по ранее обработанным участкам детали,
применение специального опорного ножа.
Неперпендикулярность торцов к обраба-
тываемой поверхности детали. Зачистка торцов де-
тали от забоин и заусенцев;
установка упора в центре вращения детали или ближе к шлифующему
кругу (см. табл. 40).
Число оборотов ведущего круга, устанавливаемого на станке по
выбранной скорости, определяют по формуле
_ ЮООов
Пв~ 3,14£>в
об!мин,
где vв — скорость вращения ведущего круга в м/мин;
De —диаметр ведущего круга в мм.
Продольная подача зависит от угла поворота а и скорости вращения
ведущего круга ve и определяется по приближенной формуле
Snpd = 1000ve sin а мм/мин.
При расположении центра детали ниже линии центров кругов
одновременно со съемом заданного припуска осуществляется исправле-
ние искривленных заготовок в соотношении 4 1 первоначальной
кривизны.
ШЛИФОВАНИЕ ПЛОСКОСТЕЙ
Виды и способы плоского шлифования приведены в табл. 53—54.
Приспособления и вспомогательные инструменты (табл. 55). Для об-
работки деталей удлиненной формы предназначены станки с прямо-
линейным движением стола. При обработке изделий, приближающихся
к кольцевой форме, и мелких деталей целесообразно использовать пло-
скошлифовальные станки с круглым столом. Для получения высокой
точности обработки предпочтительнее применять шлифование перифе-
рией круга.
Для установки и закрепления мелких немагнитных деталей раз-
личной конфигурации применяют наклеивание их шеллаком на сталь-
ные плиты, предварительно очистив и обезжирив ацетоном или бензи-
ном поверхности плиты и детали. На нагретую до 100—150° С плиту
насыпают порошкообразный шеллак и после размягчения его ставят
детали. Затем плиту с деталями охлаждают до затвердения шеллака,
устанавливают на станок и обрабатывают обычным способом. Обра-
ботанные детали снимают с плиты, предварительно нагрев ее до оплав-
ления шеллака.
Технологические параметры шлифования плоскостей (табл. 56).
При выборе режимов шлифования (табл. 58) скорость шлифоваль-
ных кругов следует назначать близкой к максимально допустимой по
ГОСТу 4785—64 (см. табл. 14 и 15).
Для качественного и производительного шлифования плоскостей
необходимо назначать минимальный и достаточный припуск по табл. 57.
Шлифование плоскостей
81
53. Виды плоского шлифования
Рабочая схема Характеристика
жо- J Шлифование периферией круга с прямолинейно-воз- вратным движением стола Шлифовальный круг 1 имеет подачу на глу- бину резания. Прямоугольный стол с изде- лием 2 совершает возвратно-поступательное движение и поперечное перемещение. Исполь- зуется в индивидуальном и серийном произ- водстве
3 1 Шлифование периферией круга с вращательным дви- жением стола (вертикальное и гори- зонтальное расположение оси вращения стола) Шлифовальный круг / имеет подачу на глу- бину резания и возвратно-поступательное дви- жение по радиусу стола 2. Стол с изделием совершает вращательное движение. На неко- торых станках круглый стол, вращаясь вокруг своей оси, совершает возвратно-поступатель- ное движение. Для обработки конических поверхностей стол имеет наладочный наклон оси. Используется в серийном производстве
•₽ и в Шлифование торцом круга с прямолинейно-возвратным движением стола (горизонтальное и вертикальное расположение оси вращения шлифовального круга) Шлифовальный круг 1 имеет подачу на глу- бину резания. Стол 2 с изделием совершает возвратно-поступательное движение. Попе- речное перемещение стола обычно не приме- няется, так как ширина обрабатываемой де- тали не превышает диаметра шлифовального круга. Используется в индивидуальном и серий- ном производстве
Шлифование торцом круга с вращательным движением стола (один или два вращающихся стола и одна или две шлифовальные бабки) Шлифовальный круг / имеет подачу на глу- бину резания. Стол 2 с изделиями совершает вращательное движение. При работе на тор- цешлифовальном станке с двумя столами один попеременно загружается деталями. На станках с двумя шлифовальными бабками одна осуществляет предварительное, а вторая чистовое шлифование за один оборот стола. Используется в крупносерийном и массовом производстве
82
Шлифовальные работы
Продолжение табл. 53
Рабочая схема Характеристика
J/f 0 л Y Двустороннее шлифование торцами дисковых кругов с горизонтальным расположе- нием осей вращения Шлифовальные диски 1 имеют наладочное перемещение на глубину резания. По направ- ляющим устройствам 2 детали проходят рабо- чую зону между вращающимися дисками. Станки используются в массовом производ- стве
г 1 Шлифование торцом диско- вого круга с вертикальным и горизонтальным располо- жением оси вращения Шлифовальный круг 1 совершает враща- тельное движение. Подача на глубину реза- ния и поперечная подача детали 2 осуще- ствляются вручную по опорной линейке 3 или подручнику. Применяется для зачистного и предвари- тельного шлифования
1 '"< W/ZZW > I Шлифование абразивной лентой Абразивная лента 1 совершает поступа- тельное движение. Подача детали 2 на глу- бину резания и поперечное перемещение осу- ществляется механически и вручную. Применяется для зачистных и полироваль- ных работ
54. Способы плоского шлифования
Рабочая < :хема Характеристика и область применения
Шлифование с подачей на глубину резания без попе- речной подачи
i Обработка планок, ширина которых мень- ше высоты круга, пазов, фасонных поверх- ностей профильным кругом.
(! Шлифовальный круг требует частой правки из-за неравномерного износа.
Способ распространен в мелкосерийном производстве для предварительного и чисто- вого шлифования
Шлифование плоскостей
83
Продолжение табл. 54
Рабочая схема Характеристика и область применения
Шлифование с большой по- дачей на глубину резания и малой поперечной подачей Обработка деталей достаточной жесткости, работы по корке литья, поковок и т. д. Шлифовальный круг изнашивается с торца. Остальная часть круга зачищает шлифуемую поверхность. Улучшаются условия самозатачивания круга. Способ распространен в массовом производ- стве, на автоматизированных станках для предварительного и получистового шлифо- вания
—— Шлифование с малой подачей на глубину резания и боль- шой поперечной подачей Обработка тонких закаленных деталей: ли- неек, измерительных плиток, плоскости сты- ков отверстий, клиньев и т. д. Способ распространен на получистовых и чистовых операциях серийного производства
riA7* i
>// '//
J: Торцовое шлифование с на клоном шлифовального шпин- деля Обработка корпусных деталей, направляю- щих станин, суппортов и т. д. с большим съе-
• 1/
мом припуска. На обработанной поверхности
образуются дугообразные штрихи и попереч- ная вогнутость. Способ распространен на предварительных
операциях серийного производства
Торцовое шлифование без наклона шлифовального шпин- деля Чистовое шлифование по всей ширине обра- батываемой поверхности. На обработанной
1 1
1 поверхности образуются дугообразные пере- секающиеся штрихи (сетка). Способ распространен в серийном произ- водстве корпусных деталей при обработке направляющих станин, пластин
£гЖЛ Торцовое шлифование с не- большим наклоном шлифоваль- ного шпинделя Чистовое шлифование по всей ширине обра- батываемой поверхности, когда одна перифе-
J 1
8§Й рийная кромка шлифует, а другая зачищает. Обработанная поверхность имеет правиль- ную форму, меньше подвергается нагреву. На поверхности образуется дугообразная полусетка
84
Шлифовальные работы
55. Приспособления и вспомогательные инструменты!
применяемые при шлифовании плоскостей
Эскиз Характерные особенности и область применения
или столы
Электромагнитные плиты
серии ЭП
Точная
крепление ,,
материалов (сталь, чугун) на зер-
кале плиты. Закрепление и осво-
бождение детали осуществляется
включением и выключением по-
стоянного электрического тока.
Для обеспечения высокой точности
установки деталей зеркало плиты
шлифуют непосредственно на стан-
ке. Магнитные плиты подразде-
ляются на неподвижные, накло-
няющиеся 1 и поворотные 2.
На плоскошлифовальных стан-
ках с вращающимся столом приме-
няют круглые магнитные плиты —
столы
установка и надежное
деталей из магнитных
Магнитные плиты серии ПМ с постоянными
магнитами
Сохраняют характерные особен-
ности электромагнитных плит. Об-
ладают большой эксплуатационной
надежностью и точностью, так как
не связаны с использованием элек-
трического тока, не имеют тепло-
вых деформаций от нагрева кату-
шек электромагнитов. Закрепление
и освобождение детали осущест-
вляется сдвигом блока постоянных
магнитов при помощи рукоятки
[нм яи
гнитныс блоки
Используют для установки и
крепления деталей, имеющих вы-
ступы и скосы, не позволяющие
установить их на зеркале магнит-
ной плиты.
Магнитные блоки с небольшими
потерями передают магнитный си-
ловой поток, создаваемый плитой.
Для обработки мелких и фасонных
деталей применяют специальные
блоки соответствующей формы.
Пластинки 1 и 2 из специального
железа, чередующиеся с латунны-
ми пластинками 3, скреплены ла-
тунными заклепками
Шлифование плоскостей
85
Продолжение табл. 55
Эскиз
Характерные особенности
и область применения
Лекальные тиски
Применяют для шлифования
взаимно перпендикулярных сторон
небольших плоских деталей (шаб-
лоны, линейки). Все стороны ти-
сков и зажимные плоскости губок
обработаны под углом 90°±30".
Для установки и закрепления
фасонных деталей применяют тиски
со сменными губками соответст-
вующего профиля
Упорные и прижимные планки
Стальные прямоугольные пла-
стины различных размеров служат
для увеличения надежности креп-
ления деталей на магнитной плите
Угольники
Крупные угольники изготовляют
из чугуна, а мелкие — из стали,
подвергая их закалке.
Плоскости угольников взаимно
перпендикулярны. Детали к пло-
скости угольника прикрепляют
струбцинами в необходимом для
обработки положении и шлифуют
обычным способом
Струбцины
Служат для закрепления обраба-
тываемых деталей к соответствую-
щим установочным приспособле-
ниям (угольникам, опорам, синус-
ным кубикам и др.)
86
Шлифовальные работы
Продолжение табл. 55
Эскиз Характерные особенности и область применения
ь с в Призма с о скобой Служит для установки и крепле- ния цилиндрических деталей при шлифовании торцов, скосов и лы- сок
О б о 1 й м а Служит для установки и крепле- ния мелких деталей при обработке их пакетом (/ — рамка, 2 — дета- ли, 3 — зажимные болты, 4 — су- хари)
Сину г с н а я линейка Применяют для установки с на- клоном шлифуемой поверхности к основанию под разными углами в сочетании с угольником. Необходимый угол устанавли- вают с помощью блока мерных пли- ток а = 100 sin а
&/ * ми • "" . • Ц
•V?
\\ . S , ® •» /
Ш —
д М н д К о г о г р а н н и к и Применяют для проверки деле- ния и при шлифовании деталей под угол. Многогранники имеют 4, 6, 8, 10, 12 и 16 граней. Обрабатываемую деталь устана- вливают в цанге /, расположенной в корпусе многогранника 2, и за- крепляют винтом 3
^5^ J
56. Характеристика шлифовальных кругов для шлифования плоскостей
Обрабатываемый материал Вид шлифования (П — предвари- тельное, Ч — чи- стовое) Характеристика кругов
Шлифование периферией круга Шлифование торцом круга
Абразив- ный материал Зерни- стость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47 Абразивный материал Зерни- стость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
Сталь: машиноподелочная незакаленная П ч Э 50—40 40—25 Cl—С2 СМ2—С1 Э* 80—50 40 Cl—С2 СМ2
машиноподелочная закаленная я Э, ЭБ 40 | 25—16 1 I СМ 1—СМ2 | М3—СМ1 Э, ЭБ* I 80—50 I | 40—25 | I СМ2—СМ 1 | СМ 1—СМ2
высокоуглеродистая и быстрорежущая неза- каленная п ч Э 50—40 25 Cl—С2 Э* 80—50 40 Cl—С2
СМ2—С1 СМ 1—СМ2
высокоуглеродистая и быстрорежущая зака- ленная п ч ЭБ, ЭХ 40 25—16 80—50 40—25
СМ 1—СМ2 М3—СМ2
хромистая незакаленная п ч Э 40 40—25 Cl— С2 СМ2—С1 80—50 40 Cl—С2
СМ2—С1
хромистая закаленная п ч Э. ЭБ, ЭХ 40 25 СМ2 СМ 1—СМ2 Э, ЭБ, ЭХ* 50 40—25
М3—СМ 1
никелевая незакаленная п ч ЭБ,ЭХ, М* 50 40 СМ2—С1 ЭБ, ЭХ, М* 80 40 I СМ 1—СМ2 1 М3—СМ1
СМ 1—СМ2
никелевая закаленная п ч ЭБ, ЭХ, М 40 25—16 50 40—25 I СМ 1—СМ2 1 М3—СМ1
М3—СМ1
хромоникелевая незака- ленная 1 п 1 4 Э, ЭБ, ЭХ ЭБ, М 50—40 40—25 СМ2—С1 Э* 50 40 СМ1 М3—СМ1
СМ 1—СМ2
хромоникелевая зака- ленная 1 3 ЭБ, ЭХ, М 40 25—16 ЭБ, ЭХ, М 40 25—16 СМ1 М3—СМ1
СМ1
марганцовистая 1 5 1 Э I 80 | 40 СМ 1—СМ2 Э* 125—80 50 Cl—С2 СМ2
нержавеющая 1 5 |ЭБ, ЭХ, М I 40—25 1 25—16 М3—СМ1 ЭБ, ЭХ, М 40 1 25 | М3—СМ1
Шлифование плоскостей
Продолжение табл. 56
Обрабатываемый материал Вид шлифования (П — предвари- тельное, Ч — чи- стовое) Характеристика кругов
Шлифование периферией круга Шлифование торцом круга
Абразив- ный материал Зерни- стость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47 Абразивный материал Зерни- стость по ГОСТу 3647—59 Твердость по ГОСТу 3751—47
Чугун: серый П Ч КЧ 80—50 50—40 Cl—С2 СМ 1—СМ2 КЧ* 80 40 Cl—С2
СМ 1—СМ2
ковкий п ч э, кч 50 40 Cl—С2 Э, КЧ* 80—50 40
М3—СМ1
СМ 1—СМ2
отбеленный п ч Э 50 40 Э* 80 40 СМ2—С1
М3—СМ1
М3—СМ 1
Твердые сплавы п ч КЧ, КЗ А, АС** 40 25—16 25—10 СМ 1—СМ2 М3—СМ1 Концентрация 50—100%-ная КЧ, КЗ* А, АС*** 50—40 40—25 25—16
М2—М3 Концентрация 50%-ная
Бронза мягкая п ч КЧ 80 40 М3—СМ1 кч* 125—80 50 СМ 1—СМ2
СМ1
Бронза твердая и вязкая п ч Э 40 25 СМ 1—СМ2 М3—СМ1 э* 50 40
М3—СМ1
Латунь п ч КЧ, Э 50—40 25 М3—СМ1 СМ1 кч, Э* 80—50 40 СМ 1—СМ2 М3—СМ1
Медь 1 п 1 ч кч 80 40 М3—СМ1 кч* 125—80 50 СМ 1—СМ2 СМ1
Алюминий и его сплавы | ч 50—40 40 СМ 1—СМ2 80—50 80—50 СМ 1—СМ2 М2—СМ1
ЭБ
Примечание. В случаях, отмеченных ♦; , связка соответственно Б; М, Б1, а в остальных случаях К.
Шлифовальные работы
Шлифование плоскостей
89
57. Рекомендуемые значения припусков при шлифовании
плоскостей *
Ширина шлифуемой поверхности в мм Обрабатываемый материал (Н — незакаленный, 3 — закаленный) Длина шлифуемой поверхности в мм
До 100 100—500 500—1000 1000— 2000 Более 2000
Припуск на шлифуемую поверхность в мм
0,10—0,15
0,15—0,20
0,13—0,20
0,17—0,25
0,20—0,30
* Припуски
0,08—0,10
0,10—0,13
0,12—0,15
0,13—0,20
0,15—0,20
0,17—0,25
0,17—0,25
О, 18—0,25
0,20—0,30
0,25—0,35
0,20—0,35
0,30—0,45
0,20—0,30
0,25—0,35
0,25—0,35
0,30—0,40
0,25—0,40
0,35—0,50
0,30—0,40
0,25—0,40
0,35—0,50
0,30—0,45
0,40—0,55
0,30—0,40
0,35—0,50
0,35—0,45
0,40—0,55
0,40—0,50
0,45—0,60
выбирают для длинных и тонких 1
наименьшую поводку после термической обработки.
изделий, имеющих
1. ОСНОВНЫЕ ДЕФЕКТЫ ПРИ ШЛИФОВАНИИ ПЛОСКОСТЕЙ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Отклонения от заданного размера детали. Проверка или смена мери-
тельного инструмента. Регулирование прибора активного контроля;
тщательная установка подачи на глубину шлифуемой поверхности
за один проход (табл. 58);
периодическая проверка размеров детали во время снятия при-
пуска;
проверка размеров детали после охлаждения до окружающей тем-
пературы.
Местное занижение размера (зарезы, выхваты, завал кромок). Осу-
ществление подвода шлифовального круга к изделию при движении
стола;
наблюдение за направлением продольной и поперечной подач, не
допуская зарезки вместо отвода круга;
применение более твердого круга (см. табл. 56);
обеспечение более обильного охлаждения;
уменьшение подачи на глубину (см. табл. 58);
при торцовом шлифовании работа с наклоном шпинделя по данным
табл. 54;
проверка и устранение люфтов в гайке подъема шлифовальной бабки,
регулировка клиньев и противовеса;
регулировка подшипников шлифовального шпинделя;
90
Шлифовальные работы
58. Режимы шлифования плоскостей
Тип станка Вид шлифования (П — предваритель- ное; Ч — чистовое) Режимы шлифования Шероховатость об- работанной по- верхности
Скорость дви- жения детали или продольная подача в м/мин Подача на глу- бину шлифова- ния в мм/ход Поперечная подача в долях ширины круга
А. П е р и ф е р и ей круга
С круглым столом П 6—30 0,071—0,008 0,5—0,8 V7—V6
Ч 5—30 0,015—0,004 0,2—0,3 V7
С прямоугольным
столом:
для серийного П 6—30 0,076—0,0075 0,4—0,7 V7—V6
производства Ч 5—20 0,017—0,004 0,2—0,3 V 7
для индивиду- П 3—8 0,05—0,15 1—2 V7
ального про- мм/ход
изводства Ч 3—8 0,01—0,015 1 — 1,5 мм/ход V8—V7
Б. Торцом круга
С прямоугольным П 4—1 0,015—0,050 V7—V6
столом Ч 2—3 0,01—0,004 V8—V7
С круглым столом:
при непрерыв- П 1,25—3,0 0,70—0,042 V7— v6
ном шлифо- вании за один оборот стола Ч 1,25—3,0 0,25—0,03 V8— V7
при шлифова- П 10—30 0,07—0,0042 V7—V6
нии за не- сколько обо- ротов стола Ч 10—40 0,032—0,0019 V8—V7
проверка тщательности установки детали на магнитном столе (см
табл. 55);
перешлифовка зеркала магнитной плиты, закрепленной на столе
станка;
проверка точности и жесткости приспособления, тщательная уста-
новка и закрепление обрабатываемых деталей;
снижение режимов обработки (см. табл. 58) и подача обильного
охлаждения;
применение более твердых кругов и частая их правка;
проверка износа направляющих и подшипников.
Отклонения от плоскостности обеих шлифуемых плоскостей (тонкие
детали). Рихтовка заготовки перед шлифованием;
шлифование с обильным охлаждением;
снижение режимов шлифования (см. табл. 58);
применение крупнозернистых, более мягких и высокопористых
кругов.
Отклонения от требуемого углового расположения шлифованных
поверхностей. Проверка точности и жесткости приспособления; приме-
нение более точных приспособлений (см. табл. 55);
тщательная установка и закрепление обрабатываемых деталей.
Фасонное шлифование
91
Повышенная шероховатость шлифованной поверхности (грубые
риски). Увеличение припуска на шлифование;
замена шлифовального круга на более мелкозернистый и мягкий
(см. табл. 56);
тонкая правка шлифовального круга согласно рекомендации, при-
веденной на стр. 39;
увеличение подачи смазывающе-охлаждающей жидкости;
смена смазывающе-охлаждающей жидкости, очистка бака и резер-
вуара станка, улучшение отстоя и фильтрации;
тщательная балансировка шлифовального круга;
регулировка приводных звеньев станка (более качественная сшивка
ремней, натяжение ремней);
снижение режимов шлифования, осуществление последних прохо-
дов с уменьшенными подачами.
Прижоги на шлифуемой поверхности. Замена шлифовального круга
на более мягкий или высокопористый;
увеличение интенсивности охлаждения и бесперебойная подача
смазывающе-охлаждающей жидкости;
уменьшение площади соприкосновения шлифовального круга со
шлифуемой поверхностью — торцовое шлифование чашечными кру-
гами с наклоном оси шпинделя, уменьшение количества сегментов;
увеличение скорости перемещения шлифуемой детали.
Трещины на шлифованной поверхности деталей. Бесперебойное по-
ступление смазывающе-охлаждающей жидкости на обрабатываемую
деталь;
снижение режимов шлифования (см. табл. 58);
замена шлифовального круга на более мягкий (см. табл. 56).
Неоднородность и дробление шлифованной поверхности. Уменьше-
ние скорости перемещения шлифуемой детали на последних проходах;
регулировка приводных звеньев станка (качественная сшивка
ремней, натяжение ремней, уменьшение зазоров в подшипниках, утечки
в гидравлической системе и др.);
тщательное закрепление шлифуемых деталей;
подбор рациональной характеристики шлифовального круга по
табл. 56 и тщательная его балансировка;
применение более жесткого станка, изолированного от вибрирую-
щих агрегатов.
ФАСОННОЕ ШЛИФОВАНИЕ
Виды и способы, характеристики приспособлений и инструментов
и рекомендуемые режимы фасонного шлифования приведены в
табл. 59—62.
Универсальные профилешлифовальные станки модели 395М и ЗП95,
выпускаемые Ленинградским станкостроительным заводом им. Ильича,
предназначены для шлифования плоских изделий со сложными конту-
рами, состоящими из прямых линий, дуг окружностей и других кривых.
Особенностью профилешлифовального станка мод. 395М является
наличие экрана, на котором с помощью специального оптического проек-
ционного устройства проектируется обрабатываемая заготовка и рабо-
чий профиль шлифовального круга в увеличенном в 50 раз масштабе.
Чертеж профиля изделия, выполненный на кальке, помещают на экране
92
Шлифовальные работы
59. Методы фасонного шлифования
Характеристика
метода фасонного
шлифования
Вид шлифован
Применяемые станки
1 Специально заправ- ленным абразивным кругом, имеющим про- филь обрабатываемой поверхности, при по- мощи простых движе- ний станка 1. Круглое наруж- ное 2. Плоское наруж- ное 3. Бесцентровое на- ружное 4. Внутреннее кру- глое Круглошлифовальные Плоскошлифовальные с прямоугольным сто- лом Бесцентрово-шлифо- вальные с горизонталь- ным расположением шпинделей кругов Внутришлифовальные
5
Простым по форме
абразивным кругом,
обеспечивающим обра-
ботку профиля обра-
батываемой поверхно-
сти, при помощи слож-
ных движений меха-
низмов станка и при-
способления
5. Круглое наруж-
ное
6. Плоское наруж-
ное по копиру или
чертежу
7. Внутреннее кру-
глое (изделие или
круг перемещается по
копиру)
Круглошлифовальные
и плоскошлифовальные
Плоскошлифовальные
и профилешлифоваль-
ные
Внутришлифовальные
Специально заправ-
ленным абразивным
кругом при помощи
сложных движений ме-
ханизмов станка и
приспособления
8. Круглое наруж-
ное
9. Плоское наруж-
ное и внутреннее
10. Бесцентровое со-
вмещенное с затяжкой
Круглошлифоваль-
ные, резьбошлифоваль-
ные и затыловочные
Плоскошлифовальные
и профилешлифоваль-
ные
Бесцентрово-шлифо-
вальные
Фасонное шлифование
93
60. Типовые приспособления и вспомогательные инструменты,
применяемые при фасонном шлифовании
Наименование, форма
и применение
Характерные особен
Приспособления для профильной правки
шлифовальных кругов
Синусный кубик (синусные линейки, поворотные
магнитные плиты)
Универсальные приспособления для правки шлифовальных кругов под
угол от 0 до 90° с точностью ±15". Правка производится алмазным инстру-
ментом /, закрепленным в державке 2, которую вручную перемещают по
линейке 3, установленной на необходимый угол по концевым мерам 4
Синусное приспособление с механизированным перемещением алмаза
Применяют для правки шлифовальных кругов на плоскошлифоваль-
ных станках под углом от 0 до 90° с точностью до Г Выставление шпин-
деля 3 с ползуном 2 под угол осуществляется при помощи концевых
мер, устанавливаемых на площадку А, на которые упирается ролик 6
лимба 5. Шпиндель фиксируют рукояткой 7. Правка осуществляется
возвратно-поступательным движением ползуна 2 с алмазом от маховика 1.
При меньшей точности профиля установку шпинделя 3 производят
по шкале на корпусе 4.
Приспособление для правки дуговых профилей
Применяют на плоско-, кругло- и внутри-
шлифовальных станках. Правка производится
вращением шпинделя 1 с угольником 2 и ал-
мазом 3. При правке выпуклого профиля
острие алмаза 4 располагается ниже оси шпин-
деля на заданный радиус; для вогнутого про-
филя — выше оси шпинделя. Настройку при-
способления производят с помощью концевых
мер
94
Шлифовальные работы
Продолжение табл. 60
Наименование, форма
и применение
Характерные особенности
Приспособление для правки дуговых и угловых профилей
Применяют на плоскошлифовальных станках для получения совмещен-
ных дуговых и угловых профилей по элементам, приведенным на схеме:
для правки дугового профиля алмазодержатель 7 выставляют по шаблону 6
и закрепляют в стойке 5; салазки 4 фиксируют штифтами 8, что соот-
ветствует нулевому положению острия алмаза с осью вращения каретки Г,
радиус профиля устанавливают смещением суппорта 2 относительно
штифта 3 на каретке /; измеряют микрометром расстояние между штиф-
том 3 и планкой 9 на суппорте 2. Правку угловых элементов профиля
производят установкой каретки 1 на требуемый угол. Салазки 4 освобож-
даются от фиксатора 8, и им сообщается рабочее возвратно-поступатель-
ное движение
Копирные приспособления для правки сложных профилей
Применяют на всех основных видах шлифовальных станков. Правку
производят перемещением пиноли 1 с алмазодержателем по профилю
копира 4, соответствующего форме профиля шлифовального круга. Са-
лазки 2 с пинолью / перемещаются по направляющим корпуса приспо-
собления 3 с помощью винта 6, связанного с маховичком 5
Фасонное шлифование
95
Продолжение табл. 60
Наименование, форма
и применение
Характерные особен»
Профильные ролики для безалмазной правки фасонных
шлифовальных кругов
Применяют на кругло-, плоско-, резьбо- и зубошлифовальных станках.
Правку ведут обкаткой шлифовального круга стальным роликом, про-
филь которого соответствует профилю обрабатываемой поверхности из-
делия. Ролик устанавливают в центры специального приспособления,
которое крепят на станке. Для шлифовальных работ по 4-му классу
точности детали применяют незакаленные ролики, профиль которых об-
разуется обработкой фасонным резцом. При точности профиля детали по
2-му классу применяют закаленные ролики со шлифованным профилем.
Диаметр ролика в 4—5 раз меньше диаметра шлифовального круга. Правку
производят со скоростью вращения круга от 15 до 60 м/мин с поперечной
подачей 0,01—0,03 мм
Приспособления для установки и крепления
деталей при фасонном шлифовании
Магнитные плиты поворотные
Применяют на плоскошлифовальных станках с прямоугольным столом
для установки и крепления деталей, шлифуемых под угол и по плоскости
простым и фасонным профилем круга.
Установку поворотных плит на требуемые углы производят с помощью
концевых мер, подобно установке синусных линеек. Расстояние между
осями роликов синусных линеек обычно составляет 100, 200, 300, 400
и 500 мм.
Для установки и крепления деталей на магнитных плитах применяют
фасонные магнитные блоки — переходники и призмы
Прямоугольная призма
Применяют на плоскошлифовальных станках для шлифования боковых
плоскостей шаблонов под угол 90°. Шлифуемое изделие 1 закрепляют
двумя прихватами. Установочными базами при шлифовании являются
плоскости призмы
96
Шлифовальные работы
Продолжение табл. 60
Наименование, форма
и применение
Характерные особенн
Приспособление для шлифования дуговых профилей
* — L—н II
— >фз:
Применяют на плоскошлифовальных стан-
ках. Шлифование изделия, устанавливаемого
и закрепляемого на угольнике 2, производят
посредством вращения вокруг пальца 1 пли-
ты 3. Радиус вогнутой или выпуклой дуги
профиля устанавливают перемещением уголь-
ника 2 вдоль плиты 3
Приспособление для шлифования сферических поверхностей
Применяют на круглошлифо-
вальных станках. Шлифование
сферы осуществляется поворотом
каретки 3 вокруг пальца 1 при
вращении изделия 6, установлен-
ного в шпинделе приспособле-
ния 5. Вращение изделию 6 со-
общается от шпинделя передней
бабки станка 7 посредством гиб-
кого вала 4.
Установку радиуса сферы про-
изводят перемещением стойки 2
по направляющим каретки 3.
Шлифовальный круг правят под
угол, огибающий сферу
Приспособление для шлифования профиля внутри изделия
Используют на плоскошлифовальных станках. Приспособление уста-
навливают на шпиндельную головку станка 4 при помощи кронштейна /.
Вращение шлифовальному кругу 3 сообщается ремнем 2 от шкива 5,
установленного на шпинделе станка. Приспособление обеспечивает шли-
фование внутреннего профиля в отверстиях диаметром не менее 30 мм
Фасонное шлифование
97
Продолжение табл. 60
Наименование, форма
и применение
Характерные особенности
Делительные приспособления
Приспособление с делительным диском
Применяют на плоскошлифовальных станках для обработки наружных
и внутренних многогранных и шлицевых изделий с базой на центры и в па-
троне 8, устанавливаемом на шпинделе 1.
Приспособление оснащается набором сменных делительных дисков. Рас-
пространен набор из трех дисков (с 10, 12 и 16 пазами), обеспечивающий
деление на 2, 3, 4, 5, 6, 8, 10, 12 и 16 граней или пазов. Установку изделия
на требуемый угол деления производят поворотом шпинделя 1 с диском 2
при помощи маховика 3. Закрепление по соответствующему пазу диска 2
производят фиксатором 4, рукояткой 5. Крепление детали 7 для внутрен-
него шлифования в патроне 8 осуществляется винтами 6
Приспособление с червячным делительным механизмом
Используют на плоскошлифовальных станках. Обеспечивает любое
число делений с равномерным и неравномерным шагом. Поворот шпин-
деля 2 осуществляется маховичком 1 через червячную пару 3 и 6. По ди-
ску 4 производят отсчет градусов, а по шкале маховика 1 отсчитывают
минуты. Фиксацию установленного положения шпинделя 2 производят
винтами 5 и 7. Деление с точностью ± 30' осуществляется по диску 4 с вы-
ключенным червяком 6, который поднимают рукояткой 8 и закрепляют
винтом 7
98
Шлифовальные работы
Продолжение табл. 60
Наименование, форма
и применение
Характерные особенности
Универсальное синусное делительное приспособление
Применяют на плоскошлифовальных станках для обработки изделий
с точно расположенными параллельными и наклонными поверхностями
(шлицевые калибры, многогранные протяжки).
Приспособление состоит из синусной плиты 8, устанавливаемой на угол
при помощи концевых мер 9. На плите 8 расположены центровые бабки 6
и 7. Поворотный шпиндель 5 оснащен делительным диском 3 с двумя роли-
ками 2, которые при установке на угол деления упираются в блок конце-
вых мер, устанавливаемых на плитку 1. Поворотный шпиндель 5 за-
крепляют рукояткой 4, плиту 8 — винтом //, а при нулевом наклоне —
откидным винтом 10
Вспомогательные приспособления
Регулируемые ус та но вы
Применяют при наладке приспособлений на размер и для измерений
обрабатываемых деталей путем сравнения заданного размера, установлен-
ного с помощью концевых мер, с фактическим размером на детали или
приспособлении.
Установ состоит из основания 1, несущего плоскость с Т-образным па-
зом, по которому перемещается ступенчатый ползун 2, закрепляемый
винтом 3.
Набранный размер на установе при помощи удлинителей 4, 5 и плиток
переносится на изделие индикатором, укрепленным на штангенрейсмусе
Фасонное шлифование
99
61. Характеристики шлифовальных кругов, применяемых
при фасонном шлифовании
Характеристика шлифо- вального круга
Изделие Обраба- тываемый материал Операция фасонного шлифования Абразивный материал Твердость Зернистость по ГОСТу 3647—59
Шаблоны и пуансоны Сталь инстру- менталь- ная Предваритель- ное плоское шлифование профиля ЭБ, Э *, ЭХ СМ 1—СМ2 25—12
Чистовое пло- ское шлифова- ние профиля ЭБ ♦*, ЭХ С—СТ 16—10
Шаблоны и мерительный инструмент Плоское и круглое шлифо- вание узких прорезей и ду- говых участков малого радиуса ЭБ **, Э, ЭХ 16—12
Чистовое пло- ское и круглое шлифование узких прорезей и дуговых уча- стков малого радиуса ЭБ *, ЭХ Cl— С2 6—5
Шпонки и выемки Сталь конструк- Плоское шлифование Э *** С2—СТ1 63—40
Пуансоны и режущие инструменты ционная Сталь инстру- менталь- ная Круглое шлифо- вание профиля ЭБ, Э*, ЭХ СМ2—СТ2 25—16
Плоские фасонные резцы Сталь быстро- режущая Предваритель- ное плоское шлифование ЭБ *, ЭХ СМ 1—СМ2
профиля Чистовое пло- ское шлифова- ние профиля СМ1—СТ1 16—10
Твердый сплав Профильное и плоское шлифование АС**** Концен- трация 100—50% М3—СМ1 СМ1—СТ1 16—6
Круглые фасонные резцы Сталь быстро- режущая Круглое шлифо- вание профиля КЗ * ЭБ *, ЭХ 25—10
Условные обозначения связки: * — керамическая; ** — канитовая; *** — бакелитовая; — металлическая. вул-
100
Шлифовальные работы
Продолжение табл. 61
Изделие Обраба- тываемый материал Операция фасонного шлифования
Резьбовые калибры, накатные ролики Сталь легиро- ванная Круглое шлифо- вание профиля Плоское шлифование Предваритель- ное плоское шлифование Чистовое плоское шлифование Предваритель- ное плоское шлифование профиля шлицев Чистовое плоское шлифование Предваритель- ное бесцентро- вое шлифование одновременно рабочей части и конического хвостовика Чистовое бесцентровое шлифование
Концевые и угловые плитки
Шлицевые калибры
Сверла с коническим хвостовиком Сталь быстро- режущая
Характеристика шлифо- вального круга
Абразивный материал Твердость Зернистость по ГОСТу 3647—59
ЭБ, ЭХ* СМ1 25—16
ЭБ, Э* Э* СМ 1—СМ2 40—25 50—40
ЭБ, ЭХ* М3—СМ1 СМ 1—СМ2 40—25 25—16
С1 10
СТ1—СТЗ (характер™ шлифующего 40—25 :тика круга)
Э * СМ2—СТ 1 (характер™ шлифующего 25—16 :тика круга)
62. Ориентировочные данные по выбору режимов
фасонного шлифования
Операция фасонного шлифования Режимы шлифования
Подача на глубину шлифования в мм!ход Скорость движения детали или продольная подача в м/мин
Предварительное шлифование профиля шаблонов, фасонных резцов, пуансонов и матриц на плоскошлифовальных станках • • 0,020—0,050 10—13
Чистовое шлифование профиля шаблонов, фасонных резцов, пуансонов и матриц на пло- скошлифовальных станках 0,004—0,008 5—6
Прорезание выемок и вырезание профиля шаблонов 0,10—0,15 5—6
Шлифование шлицев у шлицевых калибров: предварительное 0,01—0,03 8—10
чистовое • • • 0,002—0,005 5—6
Шлифование профиля на круглошлифо- вальных станках: предварительное 0,020—0,050 10—13
чистовое 0,004—0,008 5—6
3у бо шлифование
101
станка, который и служит копиром. Рабочая площадь, охватываемая
проектором, составляет 10Х 10 мм. Профили с размерами более 10Х
X 10 мм обрабатываются с последовательной перестановкой изделия от-
носительно неподвижного объектива проектора с помощью координат-
ного столика. На станке обрабатываются профили с точностью до
0,01 мм. Шлифование профиля целесообразно производить в две опе-
рации: предварительно и окончательно. При предварительном шлифо-
вании обработку ведут крупнозернистыми шлифовальными кругами
с оставлением припуска по профилю примерно 0,1 мм на окончатель-
ную обработку, что соответствует на увеличенном чертеже 5 мм.
Основные узлы профилешлифовального станка мод. ЗП95 не отли-
чаются от аналогичных устройств профилешлифовального станка с эк-
раном.
Существенно отличается только устройство системы передачи раз-
меров профиля увеличенного шаблона или чертежа на обрабатываемое
изделие при помощи пантографа. Обработка профиля на профилешли-
фовальном станке с пантографом менее удобна, чем на станке с экраном,
который позволяет наблюдать за ходом шлифования участка профиля
и непрерывно следить за совпадением профиля изделия с увеличенным
чертежом.
Применение шлифовальных станков общего назначения для выпол-
нения операций фасонного шлифования обусловливается оснащенно-
стью соответствующими приспособлениями и вспомогательными инстру-
ментами (см. табл. 55 и 60).
На рабочем месте шлифовщика, выполняющего операции фасонного
шлифования на плоскошлифовальном станке, должен быть набор
(15—25 шт.) шлифовальных кругов различной характеристики, уста-
новленных и сбалансированных на съемных планшайбах. Это обеспе-
чивает уменьшение вспомогательного времени на установку шлифоваль-
ного круга, экономию шлифовальных и правящих инструментов, так
как имеется возможность подобрать близкий профиль круга из ранее за-
правленных, что снижает количество срезаемого абразива при правке.
Окружную скорость шлифовальному кругу при обработке кон-
струкционной и легированной стали следует назначать близкой к мак-
симально допустимой по ГОСТу 4785—64. При фасонном шлифовании
деталей из закаленной быстрорежущей стали окружная скорость
круга должна составлять 20—24 м/сек\ а при обработке твердого сплава
без охлаждения 12—15 м/сек и с охлаждением 16—18 м/сек.
ЗУБОШЛИФОВАНИЕ
Зубошлифование, как способ окончательной обработки зубьев,
позволяет получить зубчатые колеса высокого класса точности, пра-
вильного профиля зуба и высокой степени шероховатости главных ра-
бочих поверхностей зубчатого колеса.
Зубошлифование может быть осуществлено одним из следующих
способов (табл. 63): копирование с помощью фасонного шлифовального
круга, соответствующего профилю обрабатываемой поверхности зуба;
обкаткой, воспроизводящей в процессе шлифования движения рабо-
чего зацепления шлифовального круга с профилем обрабатываемой
поверхности.
Технологические параметры зубошлифования приведены в таблицах
64—66.
63. Методы шлифования, применяемые шлифовальные круги и достигаемая точность обработки
стальных зубчатых колес *
to
Характеристика шлифовальных кругов (ЭБ, ЭХ; связка — К, структура 5—7) Достигаемая точность шлифования в мк
Рабочая схема обработки Форма Зернистость по ГОСТу 3647—59 Твердость Погре по про- филю шность по шагу Биение зубчатого венца По на- правле- нию зубь- ев на дли- не 75 мм
Копирование ц Обкатка цилиндри» илиндрич 2П ♦ I е с к и х з у ( 2П * ЗТ * еских зубчат! 40—25 25—16 5 ч а т ы х колес с 50—25 25—16 40—25 25—16 J х колес с пря СМ2—С1 СМ 1—СМ2 прямы на СМ2—С1 СМ 1—СМ2 СМ2—С1 СМ 1—СМ2 1 м ы М 1 2,5 клон 5 2 d зуб 5 н ы м и 6 5 ь я м и 13 з у б ь 15 15 2,5 я м и 2,5 2,5
Шлифовальные работы
Продолжение табл. 63
Рабочая схема обработки Характеристика шлифовальных кругов (ЭБ, ЭХ; связка — К, структура 5—7) Достигаемая точность шлифования в мк
Форма Зернистость по ГОСТу 3647—59 Твердость Погрешность Биение зубчатого венца л х s >» Е( х Д " WIO л 2 ® ° Q.X д д Е с х <у х
по про- филю по шагу
ЗТ * 40—25 16—6 СМ2 СМ 1—СМ2 5 6 20 2,5
веры,
ш с
(д о л б я к и,
шестерни)
Обкатка зуборезно
го инструмента
алойные
С К И X
V—
VxWWw
25—6
СМ 1—СМ2
2
10
2,5
зубчаты
зубьями и зубо
х колес с прямыми
резных долбяков
и в и н т о
в ы м и
ПП *
16—4
6—М2 8
СМ2
3
15
2,5
Зубошлифование
Продолжение табл. 63
Характеристика шлифовальных кругов (ЭБ, ЭХ; связка — К, структура 5—7) Достигаемая точность шлифования в мк
Рабочая схема обработки Форма Зернистость по ГОСТу 3647—59 Твердость Погре по про- филю шность по шагу Биение зубчатого венца По на- правле- нию зубь- ев на дли- не 75 мм
Обкатка Обкатка кони1 м * Для стальных незакг ** Для стальных колес. коническ 4П ** ческих зу з у б Ь J ЧЦ ** и спе- циальные круги пленных (числи их зубчатых к 40—16 бчатых колес эми и гипоидн 40—16 [тель) и закаленных ( олес с прямы» СМ2 со спиральны ы х колес СМ2 знаменатель). ! и з у м и (к 6 ь я м р у г о и в ы м и)
Шлифовальные работы
Притирка и хонингование зубьев
105
64. Припуск на профиль
зубьев шестерен при
шлифовании
Модуль шлифуе- мой ше- стерни в мм Припуск на сторону про- филя зуба по делитель- ной окруж- ности в мм
До 2 0,13—0,15
2—3 0,14—0,16
3—5 0,16—0,18
5—7 0,18—0,20
Св. 7 0, 19—0,21
65. Режимы шлифования стальных
незакаленных прямозубых колес на станках,
работающих методом копирования
Вид прохода Радиальная подача шли- фовального круга на один проход в мм Число про- ходов Скорость перемеще- ния стола в м/мин
Предваритель- 0,20—0,30 1 и 8—10
ный Получистовой 0,05—0,10 более 6—7 10—12
Чистовой 0,02—0,03 2—3 10—12
66. Режимы шлифования прямозубых колес на станках,
работающих методом обкатки двумя тарельчатыми кругами
Вид прохода Про- дольная подача на один обкат в мм Подача на глубину шлифова- ния про- филя по делитель- ной окруж- ности в мм Припуск на сто- рону профиля зу- ба по делитель- ной окружности в мм
0,1з|о, 1б|о,2о|о,25|о,32
Число проходов
Предварительный Получистовой • Чистовой • • 5,8—4,7 5,8—4,7 1,3—1,65 0,09—0,05 0,06—0,03 0,02—0,01 1 1 1 1 1 1 2 1 1 3 1 1 3 1 1
ПРИТИРКА И ХОНИНГОВАНИЕ ЗУБЬЕВ
Притирка и хонингование применяются при чистовой обработке
профиля зубьев термически обработанных зубчатых колес, когда не-
возможно использование зубошлифования, например для блоков ше-
стерен и дисковых шестерен в крупносерийном производстве.
Способы притирки и хонингования зубьев и их характерные осо-
бенности приведены в табл. 67. Притирку зубьев производят специаль-
ными чугунными зубчатыми колесами (притирами) с нанесенной на них
абразивной пастой состава (в °/0): 0,16 А12О3; 49,21 SiO2, 0,03 СаО;
0,03 MgO; 0,07 Fe2O3; 50 машинного масла.
Притир изготовляют из мелкозернистого серого чугуна твердости
НВ 180—220. Зубчатый хон изготовляют из пластмассы с абразивным
наполнителем (карбид кремния).
Толщину зуба притира задают на 0,07 от модуля меньше толщины
зуба обрабатываемого зубчатого колеса. Высоту зуба притира прини-
мают на 0,08 от модуля больше высоты зуба обрабатываемого зубчатого
колеса. Допустимые погрешности изготовления притира составляют:
по профилю ±0,005 мм, по шагу 0,010 мм, биение 0,015 мм.
При притирке и хонинговании снимается припуск 0,01—0,05 мм.
В качестве смазывающе-охлаждающей жидкости при зубохонингова-
нии применяют керосин.
4 2057
106
Шлифовальные работы
Способы притирки и хонингования зубчатых колес
Рабочая схема обработки Характерные особенности
Притирка с по на зубопритиро мощью одного притира чном станке мод. ЕЗ-8 (5736)
И L J1
1 Z 7 Процесс заключается во взаимной обкатке обрабатываемого колеса / и чугунного при- тира 2 (с нанесенной на него пастой) одинако- вого модуля. Зубчатое колесо в процессе при- тирки, помимо вращения, с окружной ско- ростью 20—40 м/мин совершает небольшие осциллирующие перемещения в радиальном направлении, а притир, помимо вращения, — небольшое возвратно-поступательное движе- ние в осевом направлении. В результате трех движений достигается высокое качество обра- ботки профиля
Притирка с *' 2 П ( эмощью трех притиров Процесс заключается в обкатке зубчатого колеса / одновременно тремя чугунными при- тирами 2 с непараллельными осями (угол скрещивания 5—10°) при возвратно-поступа- тельном движении обрабатываемого колеса вдоль своей оси. Большим профильным сколь- жением, возникающим в результате того, что притиры имеют наклонные зубья, обеспечи- вается хорошая обработка рабочих поверх- ностей зубьев и высокая производительность притирки при окружной скорости обрабаты- ваемого колеса 20—40 м/мин
t Il , - ^-н 1 X о пингование Выполняется на специальных станках при беззазорном зацеплении колеса 1 и хона 2 с постоянным давлением для исправления геометрических погрешностей зубьев и при небольшом боковом зазоре с торможением для улучшения чистоты поверхности про- филя зубьев. Процесс хонингования заключается в об- катке зубчатого колеса 1 зубчатым хоном 2 с непараллельной осью при возвратно-посту- пательном движении колеса вдоль своей оси. Скорость вращения хона от 60 до 300 м/мин. Осевая подача 25—150 мм/мин
Шлицешлифование
107
ШЛИЦЕШЛИФОВАНИЕ
Шлицешлифование применяют для получения высокой точности шли-
цевых соединений с прямоугольным, эвольвентным, трапецеидальным
и треугольным профилями шлицев.
Способы и режимы шлицешлифования приведены в табл. 68—69.
68. Способы шлицешлифования, их особенности
и характеристика шлифовальных кругов
Способы шлифования шлицев и характери- стика шлифовальных кругов (Э или ЭБ) для валов из за- каленной стали * Рабочая схема обработки Характерные особенности
Совмещенное шлифо- вание поверхности дна и боковых сторон шли- цев фасонным кругом ПП и 2П; 25—16; Cl—С2; К; 5-6** Шлифовальный круг правят по профилю двух боковых сто- рон и дна шлицев при помощи специального приспособления. Метод обеспечивает точное взаимное расположение обра- батываемого профиля, при упрощенной наладке и подна- ладке станка. Его применяют в крупносерийном и массовом производстве при использо- вании шлицешлифовальных станков
Раздельное шлифова- ние боковых сторон шлицев: коническими кру- гами ЗП и ПП; 40—25; СТ2— Т1; Б; 4—5** цилиндрическими шлифовальными кругами ПП; 40—25; СТ2— ТГ, Б; 4 *♦ Раздельное шлифова- ние поверхности дна шлицев ПП; 40—25; СТ2—СТЗ; Б; 4—5 ** 1 Шлифование осуществляет- ся на плоскошлифовальных станках общего назначения при использовании делитель- ных приспособлений. Правку профиля кругов производят при помощи универсальных приспособлений. Обеспечи- вается возможность рацио- нального подбора характери- стики шлифовальных кругов для обработки элементов про- филя шлицев. Требуется слож- ная и квалифицированная на- ладка. Применяется в мелко- серийном производстве шли- цевых валов и протяжек
Шлифование поверх- ности дна и боковых сторон шлицев одно- временно тремя шли- фовальными кругами * При обработке ных кругов следует вы ** Обозначение > зернистость, твердость, других материало! (бирать по табл. 6 характеристики кг связка, структур! Сохраняются особенности раздельного шлифования дна и боковых сторон шлицев. Ме- тод применяют в крупно- серийном производстве на станках специализированного назначения. По точности об- работки он уступает шлифо- ванию одним профильным кру- гом J характеристику шлифоваль- 1 >уга соответственно: форма, а.
108
Шлифовальные работы
69. Режимы шлицешлифования изделий из закаленной стали
Вид проходов Продоль- ная по- дача или скорость перемеще- ния стола в м/мин Подача на глубину шлифования за двойной ход стола в мм/дв. ход Припуск на сторону про- филя шлицев в мм
0,16 0,20 0,25 0,32 0,40
Количество проходов
Предварительные Получистовые • • Чистовые • • 5—16 5—16 5—16 0,080—0,022 0,022—0,007 0.007—0.002 3—5 1—3 1 3—6 2—3 1 3—7 2—3 1 4—8 2—3 1 5—9 2—3 1
РЕЗЬБОШЛИФОВАНИЕ
Шлифование резьбы производят при изготовлении резьбонарезного
инструмента, резьбовых калибров, накатных роликов, ходовых винтов,
червяков и других ответственных деталей с резьбой различного
профиля.
Резьбу шлифуют по предварительно изготовленному профилю или
вышлифовыванием на полную высоту по целому. Шлифование по целому
производят на закаленных деталях, с шагом резьбы не более
1,5—2,0 мм.
Виды и способы резьбошлифования приведены в табл. 70 и 71,
технологические параметры — в табл. 72—76, а режимы накатывания
роликами многониточных кругов — в табл. 77.
При шлифовании длинных резьб многониточными шлифовальными
кругами с продольной подачей круга относительно изделия на рабо-
чем профиле круга заправляется коническая или ступенчатая заходная
часть, которая производит предварительное и получистовое шлифование
резьбы. Последние нитки полного кольцевого профиля круга произ-
водят чистовое шлифование. При этом целесообразно применять состав-
ные шлифовальные круги, составленные из двух и более кругов: твер-
дого (для предварительной прорезки) и мягкого (для чистового шли-
фования).
Шлифовальные круги для однониточного шлифования резьбы правят
алмазным инструментом при помощи специальных приспособлений
станка, регламентирующих процесс правки. При ручной правке одно-
ниточных шлифовальных кругов следует руководствоваться указа-
ниями, приведенными на стр. 39.
Многониточные шлифовальные круги правят с помощью накатных
роликов с кольцевыми резьбовыми нитками или специальным алмаз-
ным инструментом, установленным в приспособлении. Правку накат-
ным роликом производят при вращении шлифовального круга со ско-
ростью 75—100 об/мин и при обильном охлаждении. Ролик подводят
к кругу, а затем постепенно подают на глубину профиля.
Стойкость новых роликов 3—4 правки, после чего их используют
5—6 раз для предварительного накатывания.
Резьбошлифован ие
109
70. Виды шлифования резьбы
Рабочая схема обработки Виды шлифования и их характерные особенности
Ш л В Я ф о в а н и е вну Iff' '1 тренней резьбы Шлифование осуществляют однони- точным шлифовальным кругом 2 в де- талях 1 с внутренним диаметром резь- бы 25 мм и выше. Диаметр шлифоваль- ного круга выбирают в пределах от 0,5 до 0,7 диаметра резьбы. Для вну- треннего шлифования твердость круга выбирают на 1—2 степени ниже, чем для наружного шлифования
Ш л и ф ование ко № В ВДЙ8 нической резьбы Шлифование осуществляют однони- точным 2 или многониточным 3 кругом. Продольная подача — параллельно образующей конуса резьбы изделия 1
шлифование резьбы
Бесцетровое
Шлифование осуществляют шлифо-
вальным кругом 2 с кольцевыми нит-
ками на проход или врезанием с базой
на наружную поверхность изделия 1.
Подъем резьбы и перемещение заго-
товки в процессе шлифования осуще-
ствляются за счет наклона опорной
линейки 3 и поворота ведущего круга 4.
Бесцентровое шлифование резьбы
производят при окружной скорости
ведущего круга 2—6 м/мин
71. Способы шлифования резьбы
Способ резьбо- шлифован ия и до- стигаемая точ- ность обработки Рабочая схема обработки Характерные особенности способа шлифования
Шлифование од- нониточным кругом с продольной по- дачей. Точность обработки ± (0,005; 0,002—0,003; 6—10)* ИЙ д, Продольная подача осуще- ствляется поступательным движением изделия 1 вдоль шлифуемой резьбы относитель- но шлифовального круга 2, устанавливаемого под угол, равный углу подъема резьбы. Подача на глубину шлифова- ния дается на ход стола. Спо- соб применяют для шлифова- ния всех видов резьб
no
Шлифовальные работы
Продолжение табл 71
Способ резьбо- шлифования и до- стигаемая точ- ность обработки Рабочая схема обработки Характерные особенности способа шлифования
Шлифование мно- гониточным кругом с поперечной пода- чей (врезанием). Точность обработки ±(0,03; 0,005— 0,008; 6—10)* Я ния нару кольцевы: круга (uiJ 'ЖН1 к р< >ифс р 1 1 >1Х ОД! »зьб, П >вание Поперечная подача (вреза- ние) круга 2 с кольцевыми нит- ками на полную глубину шли- фования осуществляется при продольном перемещении из- делия / на 2—4 шага резьбы (за 2—4 оборота изделия). Спо- соб применяют для шлифова- юзаходных, многозаходных и ю длине меньших, чем высота резьбы на деталях с буртиком)
Шлифование мно- гониточным кругом с продольной по- дачей. Точность об- работки ± (0,015; 0,005—0,008; 6—10)* * В скобках со< резьбы на длине 25 Примечан гами производится изделия 1 и круга резьбы. Чаще при» положением осей i 2. При шлифо вается более высока 7- / ответственш мм в мм, г и я: 1. Ш; с параллел 2. Оба спо (еняют с пос изделия и вании резь 1Я стойкость У. то юл о 1ифс :ьны соб< :об KPJ б м > кр пй/ юность вины у >вание 1МИ и 1 прив шлифо гга. ногони уга. Продольная подача осуще- ствляется поступательным движением изделия / относи- тельно рабочей поверхности круга 2 с кольцевыми нитка- ми вдоль шлифуемой резьбы. Шлифование производят за один проход. Способ приме- няют для шлифования наруж- ных однозаходных и много- заходных резьб, по длине больших, чем высота круга среднего диаметра в мм, шага ггла профиля в мин. резьбы многониточными кру- перекрещивающимися осями одят к искажению профиля вания с параллельным рас- точными кругами обеспечи-
72. Характеристики шлифовальных кругов для многониточного
шлифования резьбы на деталях из стали различных марок
Шаг резьбы в мм Зерни- стость по ГОСТу 3647—59 Твердость * Шаг резьбы в мм Зерни- стость по ГОСТу 3647—59 Твердость *
0,75 1,00 1,25 * Чис ческой свя абразивног режущей с М20 С1 1,50 1,75 2,00 1вного мате 1 стали; зн [ческой свя- СМ1
М28 Cl—С2 С1 Cl—С2 СМ2 М40 СМ2—С1 СМ1 СМ2 СМ1
лите ль — к зке 516 дл о материала гали марок Cl—С2 :руг« из абрази я углеродисто! । КЗ на керамк Р12 и Р18. 4 риала ЭБ аменатель - 1ке ШК-70 , СМ1—СМ2 на керами- — круги из цля быстро-
73. Характеристика шлифовального круга для однониточного шлифования резьбы
Шлифование в две операции Шлифование в одну операцию
at го I предварительное чистовое
Шаг резьбы е Число НИТОК 1 дюйм Абразивный I материал Зернистость по ГОСТу 3647—59 Твердость Связка Абразивный материал Зернистость по ГОСТу 3647—59 Твердость Связка Абразивный 1 материал | Зернистость по ГОСТу 3647—59 Твердость Связка Характер операции
До 0.5 КЗ М28 СТ1—СТ2 К М20 СТЗ—Т1 К КЗ 4—М28 В (СКН)** По целому
0,5— М40 С2—СТ1 КЗ М20—М28 Т2 Б (ГБ) * закаленному
0,75 Э КЗ М28 Т1 Б (ГБ)* М40 Т1 В (СКН)** изделию
0,9— 48—42 4 С1 С2—СТ1 М40
1,25 1.5— 2,0 — СМ1 5 СМ2 ЭБ 4—5 5—8 С1—СМ2 СТЗ—Т1 К Б(ГБ)* По целому или по пред- варительно изготовленной резьбе
3,0— 4,0 20—14 ЭБ ЭХ 6 СМ1 К КЗ—ЭБ К ЭХ 5 12 СМ1 СТЗ-Т1 К Б(ГБ)♦
5,0 — 8 СМ1 ЭХ 6 СМ1 6 16 СМ1 СТЗ—Т1 К Б (ГБ) * По предва- рительно из- готовленной резьбе до закалки
6,0 Св. 6,0 9—6 10 12 СМ1 СМ1 8 10 8 10 СМ1 К
* ГБ — бакелитовая связка (фенолформальдегидная смола). * * СКН — вулканитовая связка на основе синтетического каучука.
Резьбошлифование
74. Режимы шлифования многониточным кругом по способу шлифования с поперечной подачей
на закаленных деталях при шлифовании резьбы по целому
к
Шаг резьбы в им Вид операции Подача на глубину (поперечная) при поряд- ковых номерах оборотов Припуск на чи- стовое шлифо- вание • в мм Диаметр изделия в мм
III IV Всего оборотов с пода- чей 8—10 | | 12-16 I 18—24 | Св. 24
Глубина шлифования на один оборот в мм Число оборотов изделия в минуту ♦♦
0,75 В одну операцию Предварительная 0,30 0,20 0, 12 — — 2 0,08 5,6 5,0 4,2 3,8 3,1 2,8 2,Ь 2,3
1,0 В одну операцию Предварительная 0,30 0,20 0,15 0,15 0,10 — 3 0,10 4,9 4,4 3,7 3.3 2,7 2,4 2,3 2,1
2,0 водя след: В одну операцию Предварительная ♦ Окончательное чи т однониточным круге ♦* При нарезании ре ует снижать на 10—1 0,60 ютовое ш. эм. зьбы на и 5%. 0,40 0,30 пифованш зделиях и 0,20 5 изделий [з вольфрг 1 0,10 , предвар шованади 4 ительно г евой стал 0,10 {арезанны и и стали IX многон марки PS 2,6 2,3 иточным 1 число об 1,9 1,7 кругом, г оротов из 1,6 1,4 ipo из- делия
Шлифовальные работы
Резьбошлифование
113
75. Режим шлифования резьбы однониточным кругом
на закаленных деталях
Шаг резьбы В JKJK Диаметры изделий в мм Число проходов Глубина шлифования на проход В JHJW
5—9 ю— 16 17— 29 30— 50 52— 80 82— 90 100— 120
Число обо ротов жной на к м/cet и баке издел скор ерами на 5ЛИТОВ ИЯ в м ОСТИ ческо? вулка ОЙ СВ5 [Инуту круге 1 СВЯ2 НИТО в чзке )В $ке ой
при 35 и 4 окру м/сек 2—55
Нареза! и и е резьбы по цело изделию М у 1 закален ному
До 0,5 111,3 I 6,8 I 5,1 1 4,1 I 2,5 I 2,0 1 >’7 I 0,15—0,025
0,75—1,0 7,8 4,6 3,5 2,9 1.7 1.4 1.1 1 3 0,35—0,05
1,5 1 6,9 4,1 I 3,1 1 2,6 1,5 1.2 1 1.0 1 0,55—0,12
Шлифов а н и е п р е д в резьбы а р и Д о тельно изгс закалки > т о в ленной
1,5 I I 9,4 I 5,6 I 4,3 I 3,5 1 2-1 1 I’7 1 Ь4 1 2 | 0,20—0,05
1,75—2,5 | 110,8 1 6,5 1 4,9 1 4,1 1 2.4 1 2,0 1 1,6 1 3
♦ При нарезании и шлифовании резьбы на изделиях из вольфрамо-
ванадиевой снизить на стали и стали марки Р9 число оборотов 10—15%. изделия следует
76. Режим шлифования при нарезании и шлифовании резьбы
на закаленных машинно-ручных метчиках многониточным кругом
по методу продольной подачи за один проход
Шаг резьбы В Л4ЛС Высота круга в мм Число ниток на круге * Опера- ция ♦♦ При- пуск в мм Диаметр изделия в мм
8—10 12—16 18—24 25—30
Число оборотов изделия в минуту ***
0,75 25 33 ЧШ ПШ ЧШП 0,49 0,44 0,10 10,9 12,1 18,7 8,1 9,1 14.0 6,1 6,8 10,5 5,1 5,7 8,8
1,0 32 32 ЧШ ПШ ЧШП 0,65 0,60 0,15 9,6 10,0 14,5 7,2 7,8 10,8 5,4 5,9 8,1 4,5 4,9 6,8
114
Шлифовальные работы
Продолжение табл 76
Диаметр изделия в мм
Шаг Высота Число ниток Опера- При- 8—10 112—16 118— 24 |25—30
резьбы в и м круга в на круге * ция ♦* пуск в мм Число оборотов изделия в минуту ***
1,5 50 33 ЧШ ПШ ЧШП 0.97 0,87 0,20 7,9 8,9 13,4 5,9 6,6 10,0 4,4 4,9 7,5 3,7 4,1 6,3
2.0 * точност предва{ ным. М ниток) ♦ * тельное предвар ♦ ♦ * стали г 10—15°, 63 Резьбу и, достиг; эительно 1ашинно-р нарезаютс ЧШ — ч шлифова жтельно При нар [ стали м; *0 • 31 на метчи: аемой при многонитс •учные ме :я однони [истовое ние по це изготовле! )езании р арки Р9 ’ ЧШ ПШ ЧШП ках, допу [ многони- )ЧИЫМ кр} тчики ра; точным к шлифован лому; ЧП иной до 3 езьбы на число обо 1,30 1,20 0,25 ски на точном 1 жом, а змерами ругом. [ие по Ш — чн акалки. метчикг ротов и котору шлифов; окончат меньше целому [стовое 1 IX из В( зделия 5,1 5,5 9,2 ю мены ании, нг ельно — е М7Х 1 ; ПШ - ллифовг эльфрам следует 3,8 4,1 6,9 ле пред |до нарс - одной1 ,0 («//' — предв 1ние рез ованади снижат 3,2 3,5 5,8 ,елов ;зать 1ТОЧ- X 19 ари- ьбы, евой ь на
77. Режимы накатывания роликом многониточных
шлифовальных кругов для резьбошлифования
Наименование показателей Шаг резьбы в мм
0,75 1 '-0 | ( Ь5 | 2,0
Наименьшая высота профиля в мм
0,53 | 0,69 | 1.05 | 1,38
Показатели *
Минутная подача в мм/мин Время выхаживания в мин Глубина врезания ролика за время одного цикла в мм Количество циклов Время предварительного на- катывания в мин Время начального обкаты- вания в мин Общее время накатывания в мин * Числитель — пред вар чистовое накатывание. 0,005 0,0033 4 3 0,020 0,010 25 4 100 12 6 118 ительное 0,005 0,0033 4 3 0,020 0,010 33 4 132 12 6 190 накатывани 0,004 0,0025 5 4 0,020 0,010 49 8 245 32 6 283 е; знамен 0,004 0,0025 5 4 0,020 0,010 65 8 325 32 6 263 атель —
ГЛАВА 3
ОТДЕЛОЧНАЯ ОБРАБОТКА
Отделочная обработка абразивным инструментом разделяется на
процессы (табл. 78), обеспечивающие получение точности размеров
и формы по 1-му классу и выше при одновременном достижении шерохо-
ватости поверхности выше 8-го класса (тонкое сверхчистовое шлифова-
ние, хонингование, притирка, доводка), и процессы, применяемые для
улучшения внешнего вида и получения высокого класса шероховатости
поверхности изделий (суперфиниширование, полирование и др.).
ТОНКОЕ СВЕРХЧИСТОВОЕ ШЛИФОВАНИЕ
Тонкое сверхчистовое шлифование круглых наружных и внутрен-
них поверхностей и плоскостей позволяет получить шероховатость по-
верхности от 9 до 11-го класса при применении обычных шлифоваль-
ных кругов и до 13-го класса при применении кругов с графитовым
наполнителем марки ГЕ М28МЗБ. Шлифовальными кругами из карбида
кремния зеленого зернистостью М40—М10 на глифталевой связке дости-
гается шероховатость поверхности V 11—V 12.
Точность геометрического размера не ниже 1-го класса и точность
цилиндрической формы (конусность, овальность) в пределах 1—5 мк.
Процесс тонкого сверхчистового шлифования состоит из нескольких
операций, число которых зависит от марки и характера обрабатывае-
мого материала, а также от точности и чистоты предварительной обра-
ботки. Наивысшая чистота и точность получаются на изделиях из за-
каленной стали. При сверхчистовом круглом наружном шлифовании
важное значение имеет точность и чистота обработки центровых отвер-
стий, а также уравновешенность обрабатываемых изделий. Центровые
отверстия после закалки детали рекомендуется шлифовать и при-
тереть .
Тонкое сверхчистовое шлифование обычно выполняют в три опера-
ции: первую — кругом зернистостью 40—25 по ГОСТу 3647—59,
твердостью СМ1—С1 с оставлением припуска по диаметру 0,06 мм;
вторую — кругом зернистостью 16—10 с оставлением припуска 0,006 мм;
третью — кругом зернистостью 4—М20, твердостью М3—СМ2.
Шлифование производят на максимально допустимых скоростях
вращения круга при поперечной подаче 0,001—0,003 мм, окружной
скорости изделия 4,5—10 м!мин и продольной подаче 0,2—0,3 высоты
круга. После нескольких проходов с поперечной подачей выполняют
от 4 до 10 проходов без подачи (выхаживание).
Для достижения наивысшего класса шероховатости последнюю
операцию рекомендуется производить на пониженных режимах со
скоростью вращения круга 14—18 м/сек и продольной подачей 125—
200 мм/мин.
В качестве охлаждающей жидкости применяют 1,5%-ный раствор
кальцинированной соды в воде или 0,8% триэтаноламина и 0,25% ни-
трита натрия при тщательной ее фильтрации или используется проточ-
ная вода.
78 Виды отделочной обработки абразивным инструментом
1 Вид отделочной обработки Погрешности геометрической формы в мм Шероховатость по- верхности (класс чистоты) Область при
до обработки после обработки ДО обработки после обработки
Гонкое сверхчистовое шлифование 0,03—0,05 0,001—0,005 6—7 7—8 9—10 10—11 Обработка цилиндрических, плоских и фасонных поверхностей по 1—2-му классам точности и до 9—11-го классов чистоты поверх ности
Хонингование 0,005—0,01 6—7 8—9 8—9 10—12 Обработка отверстий по 1—2-му классам точности и 8—12-му клас- сам чистоты поверхности
Притирка, доводка 0,005—0,01 0,0005—0,001 8—9 9—10 9—1 1 11 — 13 13—14 Обработка плоских, наружных и внутренних цилиндрических по- верхностей по 1-му классу точ- ности и выше, чистотой поверх- ности до 14-го класса
Суперфиниширование Не исправляет 5—6 6—7 8—9 7—8 8—10 11 — 13 Безразмерная чистовая обра- ботка плоских и цилиндрических поверхностей с чистотой поверх- ности до 13-го класса
Полирование 6—7 7—8 8—9 9—10 Безразмерная чистовая обра- ботка фасонных, цилиндрических и плоских поверхностей с чисто- той поверхности до 10-го класса
Отделочная обработка
Хонингование
117
Правку шлифовальных кругов следует производить алмазным ин-
струментом по рекомендациям, приведенным на стр. 39, с наименьшими
значениями режимов правки, приведенных в табл. 23.
Для тонкого сверхчистового шлифования можно применять только
хорошо отрегулированные станки с весьма точной балансировкой
круга, обеспечивающей отсутствие вибраций.
ХОНИНГОВАНИЕ
Хонингование — процесс отделочной обработки, главным образом,
внутренних цилиндрических гладких отверстий диаметром от 5 до
1000 мм, состоящий во вращательном и возвратно-поступательном дви-
жении мелкозернистых абразивных брусков (рис. 4), обеспечивающих
чистоту поверхности до 12-го класса и точность до 1-го класса.
Рис. 4. Схема движения брусков при хонинговании:
1 — в начале хода; 2 — в конце обратного хода; 3 — в конце хода
При применении специальных головок возможно хонингование на-
ружных цилиндрических поверхностей, глухих цилиндрических отвер-
стий и отверстий с прерывистой поверхностью, имеющей шпоночные
или смазочные канавки.
Для хонингования используют хонинговальные станки двух основ-
ных типов — вертикальные и горизонтальные.
Специальные многошпиндельные станки применяют для хонинго-
вания блоков цилиндров в массовом производстве.
Для обработки отверстий большой длины применяют горизонталь-
ные хонинговальные станки, в которых предусмотрено вращательное
движение обрабатываемого изделия.
Конструкция хонинговальной головки (хона) зависит от типа
станка. Применяют головки с пружинными и гидравлическими устрой-
ствами, обеспечивающими равномерный разжим брусков.
Хонинговальные головки с шарнирным креплением (рис. 5) реко-
мендуется применять при хонинговании тяжелых деталей, длинных
отверстий малых диаметров, а головки с жестким креплением (рис. 6) —
для хонингования тонкостенных, малоустойчивых и малогабаритных
деталей небольшого веса.
Количество и расположение брусков зависит от конструкции го-
ловки, диаметра и длины обрабатываемых отверстий. При однорядном
118
Отделочная обработка
расположении в головке для неглубоких отверстий устанавливают от 1
до 24 брусков. На горизонтальных станках для обработки отверстий
большой длины головки устанавливают с двумя и более рядами бру-
сков. При хонинговании отверстий длиной 100—500 мм бруски выби-
20 19
21
Хонинговальная головка для
с гидравлическим приводом
разжатия брусков:
/ — кольцевые пружины; 2 — подава-
тель; 3 — конусы; 4—абразивные бру-
ски; 5—колодки; 6—корпус; 7—шар-
нирный конец штанги; 8 — сфериче-
ский палец; 9 — шток; 10 — штанга;
11 — штифт; 12 — узел _ _____
15 — байонетный
18 — шток; 19 —
Рис. 5.
станков
износа брусков; 13 — штифт; 14 — стержень;
патрон; 16 — патрон; 17 — шарнир патрона;
компенсации
запорное кольцо; 20 — штифт; 21 — пружина; 22 — направляю-
щие планки; 23 — гнезда
рают в пределах 1/3—1/2 длины обрабатываемого отверстия. Сечение и
длину брусков подбирают по ГОСТу 2456—67 (форма БХ, БП и БКв
на керамической и бакелитовой связках). В условиях крупносерийного
Рис. 6. Жесткозакрепленная хонинговальная
головка:
1 — корпус; 2 — штанга; 3 — шток с конусами;
4 — бруски
производства при использовании автоматических станков применяют
алмазные бруски на металлической связке. При хонинговании отвер-
стий с прерывистой поверхностью ширина брусков должна перекры-
вать соответствующие разрывы.
Рекомендуемые характеристики абразивных брусков в зависимости
от обрабатываемого материала и характера обработки приведены
в табл. 79.
Бруски к колодкам хонинговальной головки прикрепляют ацетоно-
целлулоидным клеем, состоящим из 25—30% целлулоида и 75—70%
ацетона (по объему). Сушка при 30—40° С в течение 1 ч. Износившиеся
бруски отделяют от колодок опусканием их в ацетон.
Хонингование
119
79. Характеристика абразивных брусков
Характер обра- ботки (П — пред- варительная, Ч — чистовая) Характеристика абразивного бруска Достигаемая шерохова- тость поверх- ности по ГОСТу 2789—59
Абразив- ный ма- териал Зерн истость по ГОСТу 3647—59 Твердость Связка
Для обработки чугуна
П Ч КЗ КЗ 16—6 4—М40 СТ1—СТЗ СМ 1—СМ2 Концентра- ция 50% К, Б К, Б М V7—v8 V8— v9
А, АС
Для обработки стали
П ЭБ КЗ 16—8 12—5 СТ2—СТЗ СМ1—С1 К, Б К V8—
Ч ЭБ КЗ А, АС 4—М28 М40—М28 М40—М10 Ci— СТ2 СМ 1—СМ2 Концентра- ция 50% К, Б К М \7 9—v 12
Д J п 1 I я о б р а э 1 ботки алюминия и на его основе 12—10 | С2—СТ1 | с п л а в о к 1 в
Быстрое и прочное приклеивание брусков может быть произведено
также при помощи сухого шеллака: на колодку насыпают тонкий слой
шеллака, накладывают брусок и при нагреве до 100—120° С проис-
ходит плавление шеллака, а при остывании — прочное закрепление
брусков. Износившиеся бруски отделяют повторным нагреванием.
Применяют и механическое крепление брусков к колодкам при по-
мощи плоских пружин или планок. При таком креплении сокращается
время на установку брусков.
Правку прикрепленных к колодкам брусков на соответствующий
размер диаметра отверстия производят шлифованием на круглошлифо-
вальном станке кругами из карбида кремния зернистостью 50.
Для достижения размерной точности обработки на хоны устанав-
ливают специальные устройства автоматического контроля хонингуе-
мого отверстия в виде жестких калибров или разжимных колец, кото-
рые при достижении заданного размера выключают разжим брусков
и останавливают станок.
Рекомендуемые припуски под хонингование в зависимости от диа-
метра отверстия и обрабатываемого материала приведены в табл. 80. Ре-
жимы резания при хонинговании складываются из вращательного и воз-
вратно-поступательного движений, отношение скоростей которых долж-
но соответствовать углу скрещивания штрихов 40—70° (см. рис. 4).
120
Отделочная обработка
80. Рекомендуемые припуски
Диаметр обрабатываемого отверстия в мм Припуски на диаметр * в мм
Сталь Чугун
От 25 до 125 Св. 125 » 300 » 300 » 500 0, Л—0,04 0,02—0,05 0,04—0,07 0,02—0, 10 0,08—0,16 0,12—0,20
♦ При хонинговании в две операции припуск операцию составляет 0,2—0,3 от общего припуска. па окончательную
81. Рекомендуемые скорости движен
Обрабатываемый материал Скорость * в м/мин
окружная возвратно-поступательного движения
Сталь: закаленная • незакаленная легированная Чугун Алюминий, бронза, латунь 20—35 45—60 25—40 60—75 65—80 5—10 10—12 10—20 15—20 15—25
* При засаливании брусков следует окружную скорость умень- шить и увеличить скорость возвратно-поступательного движения хона. Для достижения лучшей чистоты поверхности окружную скорость и скорость возвратно-поступательного движения хона необходимо несколько снизить.
Скорости движения хона в зависимости от обрабатываемого мате-
риала приведены в табл. 81.
Удельное давление бруска на обрабатываемую поверхность при
нормальном процессе хонингования составляет 2—6 кГ/см2.
При хонинговании обязательна обильная подача смазывающе-
охлаждающей жидкости: для отверстий диаметром 60—100 мм 20—
30 л!мин и для отверстий диаметром 300—400 мм 50—200 л!мин. Для
предварительного хонингования применяют керосин, а при оконча-
тельном хонинговании — керосин с добавкой 10—20% веретенного
масла № 2.
Важным условием нормального процесса хонингования является
хорошая фильтрация смазывающе-охлаждающей жидкости и поддер-
жание постоянной температуры, не превышающей 40—50° С при помощи
холодильных установок.
Суперфиниширование
121
СУПЕРФИНИШИРОВАНИЕ
Суперфиниширование — процесс отделочной обработки разнообраз-
ных трущихся наружных цилиндрических, плоских, реже наружных
конических, внутренних цилиндрических и фасонных поверхностей
мелкозернистыми абразивными брусками, совершающими короткие и
быстрые колебательные движения. По схеме, показанной на рис. 7,
суперфинишированием достигается чистота поверхности до V 13 при
Рис. 7. Схема суперфиниширования наружной цилиндрической
поверхности:
1 — абразивные бруски; 2 — обрабатываемое изделие
неизменной точности геометрических размеров. Припуск под супер-
финиширование не предусматривается. Обрабатываются главным обра-
зом стальные изделия. Суперфиниширование деталей из цветных метал-
лов применяется мало.
Для суперфиниширования применяют специальные станки или при-
способления к токарным и шлифовальным станкам. Выпускаются станки
вертикальные и горизонтальные,
одношпиндельные и многошпиндель-
ные, работающие брусками и абра-
зивными кругами, имеющие два,
три и более движений детали и
абразивного инструмента.
Суперфинишные осциллирующие
•головки работают брусками, при-
жимаемыми к обрабатываемому из-
делию пружинами, сжатым возду-
хом или под давлением масла.
Удельное давление прижима со-
ставляет 0,5—4,5 кПсм2. Ширину и
количество брусков при суперфи-
нишировании выбирают по табл. 82.
82. Выбор ширины и количества
брусков при суперфинишировании
Диаметр обраба- тываемой детали в мм Ширина бруска в мм Коли- чество брусков
До 10 10—22 6 10—13 1
22—75 20—25 1—2
75—175 Св. 175 20 25 2—4
При обработке коротких открытых участков длину брусков выбирают
равной длине поверхности или несколько больше ее, а при суперфини-
шировании изделий с уступами бруски устанавливают на 4—6 мм
меньше длины обрабатываемой поверхности.
Характеристику абразивных брусков выбирают в зависимости от
свойств обрабатываемого материала, согласно общим рекомендациям,
а также от требуемой чистоты поверхности.
122
Отделочная обработка
Для получения чистоты поверхности 9-го класса применяют бруски
зернистостью 4—М40, для 10-го класса — зернистостью М28—М20
и для 11—12-го классов — зернистостью М14—М10.
Для обработки изделий из закаленной стали выбирают твердость
брусков в пределах М2—СМ1, а для незакаленной — стали М3—С1 на
керамической связке.
Рабочую поверхность брусков желательно подвергать правке по
форме, соответствующей кривизне обрабатываемой поверхности.
Средние режимы суперфиниширования следующие: скорость дви-
жения изделия 30—45 м/мин; число двойных ходов инструмента в ми-
нуту 700—1200; величина хода инструмента 4—2 мм; продольная
подача изделия 0,1—1,5 м/мин. Продолжительность процесса суперфи-
ниширования составляет 20—60 сек.
Суперфиниширование производят с обильным поливом смазывающе-
охлаждающей жидкости — керосин с добавкой 10—20% машинного
масла (для улучшения чистоты и увеличения производительности про-
цесса в керосин добавляют до 3% олеиновой кислоты).
ПОЛИРОВАНИЕ
Полирование — процесс отделочной обработки различных поверх-
ностей изделий, обеспечивающий высокую чистоту, достигающую
зеркального блеска; форма и геометрические размеры при этом виде
обработки имеют второстепенное значение и контролю не подвергаются.
Полирование получило распространение как декоративная и анти-
коррозионная обработка, а также для уменьшения трения и повышения
усталостной прочности деталей машин.
Полирование мягкими абразивными кругами (табл. 83) получило
наибольшее распространение в машиностроении, так как для осуще-
ствления этих операций не требуется специального оборудования.
На рабочую поверхность кругов вместе со связкой наносят абра-
зивное зерно: 1) наждак, корунд, электрокорунд, карбид кремния,
кварц и другие (круги применяют для грубого полирования стали,
83. Применяемые основы полировального круга
Характер обработки Основа полироваль- ного круга Зерни- стость по ГОСТу 3647—59 Чистота полиро- вания
Грубое полирование Тонкое полирование Полирование криво- линейных поверхно- стей, канавок сверл Полирование профи- ля зубчатых колес, чер- вяков и изделий с ост- рыми кромками Войлок, парусина, гладкая бумага Фетр, хлопчатобу- мажная и шерстяная ткани, гофрированная бумага Гибкие круги на вулканитовой связке, фибровые диски Дерево, кожа 6—4 4—М14 50—40 40—25 16 6—4 см о О ОО о о t> о t>oot> II 1111 ОО О ОО О ОО О £ ОООО
Полирование
123
камня и других материалов); 2) окись хрома, окись алюминия (круги
применяют для тонкого полирования цветных металлов, сплавов и
стали); 3) крокус, венскую известь, маршалит и другие (круги приме-
няют для особо тонкого полирования различных материалов).
В качестве связки абразивных порошков для грубого полирования
применяют мездровый клей, казеин, жидкое стекло, клей БФ-2; для
тонкого, чистового полирования — связки полировальных паст, состав
которых приведен на стр. 31.
Скорость полирования мягким кругом выбирают в зависимости от
вида обрабатываемого материала и характера обработки по табл. 84.
84. Скорость полирования мягкими кругами
Обрабатываемый материал Окружная скорос1ь круга В м1с?.К
Грубое полирование Тонкое полирование
Сталь, чугун, никель, хром Медь, латунь, томпак, бронза, серебро Цинк, олово, свинец, алюминий и их сплавы 18—30 14—18 10—14 30—35 22—30 18—25
Полирование абразивной суспензией (жидкостное полирование) за-
ключается в том, что на обрабатываемую поверхность направляется
струя жидкости — эмульсии или масла, насыщенной абразивным по-
рошком из карбида кремния или электрокорунда. Струя суспензии
создается насосом высокого давления или сжатым воздухом, распы-
ляющим жидкость при помощи специальных струйных аппаратов.
Жидкостное полирование особенно эффективно при обработке изделий
сложной конфигурации, для которых трудно или невозможно исполь-
зование других методов чистовой отделки или очистки.
В зависимости от свойств обрабатываемого материала, исходной
и необходимой чистоты поверхности изделия выбирается соответству-
ющая зернистость абразива и количество переходов жидкостного поли-
рования по табл. 85.
Обычно для очистных операций применяют зернистость абразива
до Я? 10 (ГОСТ 3647—59), а для жидкостного полирования от № 10
до М5.
Для легких металлов применяют в качестве абразива кварцевый
песок зернистостью, на 2—3 ступени крупнее рекомендуемой для элек-
трокорунда.
Абразивную суспензию составляют по весу из 25—50% абразивного
зерна и 75—50% содовой эмульсии (1,5—2%-ный содовый раствор).
Для повышения антикоррозионной стойкости обрабатываемой поверх-
ности в суспензию добавляют 0,5-^1,0% нитрита натрия, а для прида-
ния большего блеска прибавляют тринатрийфосфат.
Давление воздуха устанавливают в зависимости от насыщенности
жидкости абразивом и его зернистости в пределах 1—10 ат. Для зерни-
стости абразива 10—12 (ГОСТ 3647—59) давление воздуха должно
составлять 5—8 ат, а для зернистости М28—М20 — 4 ат.
124
Отделочная обработка
85. Выбор зернистости абразива (по ГОСТу 3647—59) *
и числа переходов при жидкостном полировании
Ч истота исходной поверх- ности Переходы жидкостного полирования
Первый Второй Третий
Зерни- стость абразива Ч истота поверх- ности Зерни- стость абразива Чистота поверх- ности Зерни- стость абразива Чистота поверх- ности
V6 10 6 3 М20 М14 V6 V8 V8—v9 6 3 M20 V7 V8 V9 V 10—v 11 V 11 — V 12 3 V9
— —
V7
V8 V9 V Ю—V 11 V9 MIO
М!0 IV 10— \7 11 1 -12 — —
* Рекомендуемый материал абразива — карбид кремния (КЗ—КЧ). Материал абразива зернистости М10— электрокорунд (ЭБ—Э).
Угол наклона струи к поверхности обработки устанавливают в пре-
делах 15—45° Обрабатываемую поверхность изделия располагают на
расстоянии 50—100 мм от сопла струйной головки.
Полирование и шлифование абразивной лентой (табл. 86) осуще-
ствляют на специальных станках, рабочим органом которых является
Рис. 8. Рациональные виды склеивания абразивных лент
бесконечная абразивная лента, движущаяся с большой скоростью;
обрабатываемое изделие прижимается к ленте и имеет движения подач
сообразно его конфигурации.
Обработку абразивной лентой применяют при обдирочном и чисто-
вом шлифовании, а также при полировании плоских, наружных и вну-
тренних, круглых и фасонных поверхностей изделий из металла и не-
металлических материалов (дерева, пластмасс, стекла и т. д.).
Замкнутые, т. е. бесконечные ленты, изготовляют склеенными из
шлифовальной шкурки (рис. 8). Для склеивания применяют мездровый,
казеиновый, резиновый клеи, клеи марки БФ и др. При склеивании
лент необходимо снять абразивный слой и стремиться к тому, чтобы
толщина шва была меньше толщины ленты.
Ширина абразивной ленты зависит от длины обрабатываемого изде-
лия и конструкций используемых станков. Применяют ленты шириной
от 10 до 3000 мм и длиной от 500 до 7000 мм.
При ленточном шлифовании и полировании плоскостей и фасонных
поверхностей применяют специальные опорные плиты и ролики, кото-
рые обеспечивают реакцию прижима абразивной ленты к обрабаты-
ваемой поверхности.
86. Технологические параметры шлифования и полирования абразивными лентами
Обрабаты- ваемый материал Форма обрабатывае- мой поверхности Вид прижима Характеристика ленты Скорость ленты в м/сек Удельное давление прижима в кГ/смг Смазывающе-охлаж- дающая жидкость
Абразивный ма- териал Зернистость по ГОСТу 3647—59
для шли- фования для поли- рования
Сталь Плоскость Фасонная поверх- ность Плоскость и фа- сонная поверхность Цилиндры и фасон- ные тела вращения Плоскость и фа- сонная поверхность Цилиндры и фасон- ные тела вращения Плита Плита или контактный ролик Плита Контактный ролик Плита Контактный ролик ЭБ 25—10 6—5 6—5 (или пасты) 10—6 6—5 5—М40 (или пасты) 10—15 0,5—1 Сульфофрезол, масляные эмуль- сии, тальк, жир
15—20 0,5—2
Чугун КЗ 80—16 25—10 50—6 Содовый раствор
30—35 12—15 35—40
До 0,3 Масляные эмуль- сии, жир
Медь
Полирование
Продолжение табл. 86
Характеристика ленты X s
Обрабаты- Форма обрабатывае- мой поверхности Вид прижима СО Зернистость по ГОСТу 3647—59 ленты давлен в кГ/с Смазывающе-охлаж-
ваемый материал со S.S X к Ч Я о ? Е ® СО эрость i/сек Si Ч S дающая жидкость
\о сх дл* фо! ДЛУ РОЕ х * О со >> Е
Латунь Плоскость и фа- сонная поверхность Цилиндры и фасон- ные тела вращения Плита Контактный ролик КЗ 50—10 6—5 6—5 (или пасты) 20—25 35—40 До 0,4 —
Бронза — Контактный ролик ЭБ — — 15—30 —
Алюминий и сплавы Плоскость и фа- сонная поверхность Цилиндры и фасон- ные тела вращения Плита Контактный ролик 50—10 50—6 6—5 5—М40 (или пасты) 20—25 35—40 До 0,4 Масляные эмуль-
КЗ
Свинец Плоскость и фа- сонная поверхность Плита 25—10 6—5 12—15 сии, масло
Цилиндры и фасон- ные тела вращения Контактный ролик 80—6 5—4 35—40 До 0,3
Дерево — — С 80—16 — —
Отделочная обработка
ND
Oi
Притирка
127
ПРИТИРКА
Притирка или доводка — процесс отделочной обработки, обеспе-
чивающий съем тончайшего припуска посредством мелкозернистых
порошков в среде смазки, нанесенной на поверхность притира, имею-
щего форму, обратную форме обрабатываемой поверхности.
Притирку применяют для достижения точности размеров и формы
по 1-му классу и выше и чистоты поверхности до V 14.
В зависимости от вида обрабатываемого материала, применяемых
притиров и абразивного материала различают следующие способы
притирки: шаржированным, т. е. внедряющимся в поверхность притира
абразивным порошком; нешаржирующимся притиром, т. е. свободно
нанесенной на притир абразивной смесью; мелкозернистыми абразив-
ными инструментами (кругами и брусками).
Способы и характеристика средств, осуществляющих притирку раз-
личных материалов изделий, приведены в табл. 87, а зернистость абра-
зива и материал притира в зависимости от характера операции —
в табл. 88.
Прибавка к смазочной среде (керосин, машинное масло) олеиновой
или стеариновой кислоты 2,5% и канифоли до 7% увеличивает про-
изводительность притирки.
____________87. Способы и характеристика средств притирки_______
Смазочная среда
Обрабатываемы й материал Материал абразива Материал притира Предвари- тельная притирка Тонкая притирка
Притир к а шаржи п о р о ш к рованным абразив ом притиром н ы
Сталь закален- ная Электро- корунд (ЭБ—Э) Естествен- ный корунд, глинозем Серый чугун, латунь, красная медь Керосин; керосин + 4-машинное масло Бензин; спирт
Твердый сплав Алмаз, кар- бид бора, карбид крем- ния (КЗ)
Притирка нешар • ж и р у ю щ и : м с я прит и р о м
Чугун, сталь незакаленная и закаленная, твердая пласт- масса Карбид кремния (КЧ—КЗ) электроко- рунд (ЭБ), Закаленная сталь, зер- Керосин; машинное масло; паста ГОИ + керосин
Латунь, бронза, медь, алюми- ний, магний окись хрома, крокус (окись же- леза), вен- ская известь, паста ГОИ (готовая смесь) кальное стекло, стекло марки «Пирекс» Машинное масло; свиное сало -|- машинное масло
128
Отделочная обработка
Продолжение табл. 87
Обрабатываемый материал Материал абразива Материал притира Смазочная среда
Предвари- тельная притирка Тонкая притирка
11 р ит н р к Сталь закален- ная и незака- ленная а мелкозе инет Электро- корунд (ЭБ—Э) р н и с т ы м ; румента м т абразивными и Керосин; керосин + ма- шинное масло
Чугун, бронза Электро- корунд (ЭБ—Э) Карбид кремния (КЧ)
Алюминий, латунь, твер- дая пласт- масса Карбид кремния (КЧ)
88. Зернистость абразива и материалы притиров,
применяемых для притирки
Характер опе- рации притирки Зернистость абразива по ГОСТу 3647—59 Материал притира Достигаемая чистота по- верхности
Грубая Предвари- тельная Чистовая 6—3 М40—М14 MIO—М5 Серый чугун, медь Закаленная сталь, ла- тунь Зеркальное стекло, стек- ло марки «Пирекс» V 9— V 10 V 12 V 14
Стойкость притиров зависит от величины снимаемого припуска,
вида и зернистости абразивного материала, материала притира и давле-
ния при притирке свыше 3,5—4 кПсм2.
Поверхности изделий, подвергаемые притирке, должны быть точно
и чисто обработаны — прошлифованы. Припуск на притирание со-
ставляет 0,01—0,02 мм. Чистота поверхности не ниже V 7. Если по-
верхность, подлежащая притирке, обработана недостаточно точно и
чисто, то притирку осуществляют в несколько переходов, причем перво-
начальные переходы делают шлифпорошком, а окончательные — микро-
порошками. При этом необходимо применять набор притиров, так как
притиры, шаржированные крупнозернистым абразивом, непригодны
для мелкозернистых.
В машиностроении широкое распространение получили следующие
основные виды притирки.
Слесарная притирка — для восстановления и изготовления измери-
тельного, режущего и накатного инструментов фасонного профиля.
Притирка
129
Контактные поверхности губок скоб, штангенциркулей, микрометров,
профили шаблонов, рабочую поверхность плоских резьбонакатных пла-
шек притирают на специальных чугунных и стальных плитах обратного
профиля. Высокая точность слесарных притирочных плит по плоскост-
ности достигается взаимной их притиркой по методу трех плит. При
этом сначала притирают первую плиту со второй, затем первую плиту
притирают с третьей, вторую с третьей и, наконец, вторую плиту при-
тирают с первой и первую с третьей. Такая последовательность при-
тирки рабочей поверхности плит трудоемка но обеспечивает необходи-
мую точность.
Повышение производительности слесарной притирки достигается
тем, что на ^рабочую поверхность плит наносят перекрещивающиеся
риски для удержания абразивного зерна и смазки. Наиболее эффек-
тивно проводить слесарную притирку при удельном давлении обраба-
тываемой поверхности изделия на притир в пределах 1,2—2 кГ/см2.
Относительная скорость притира 2—6 м/мин.
Машинно слесарная притирка — для доводки размеров и повыше-
ния чистоты внутренних и наружных плоских цилиндрических и кони-
ческих поверхностей. Станки при этом сообщают вращательное дви-
жение притиру или изделию, остальные движения, необходимые для
притирки, осуществляют вручную.
Притиры представляют собой вращающиеся диски для обработки
плоскостей, разжимные кольца и плоские притиры в виде напильников
без насечки для наружных цилиндрических и конических поверхностей,
пробки соответствующего размера и формы для обработки поверхности
отверстий.
Относительная скорость притира при машинно-слесарной притирке
составляет 10—30 м/мин.
При притирке твердосплавных изделий, например рабочих граней
твердосплавного режущего инструмента, на вращающихся дисках-
притирах их скорость должна быть 30—60 м/мин. Удельное давление
притирки 1,5—2,0 кПсм2.
Механизированная притирка осуществляется на специальных дово-
дочных станках, обеспечивающих все необходимые движения рабочего
процесса. Доводочные станки (табл. 89) обеспечивают более высокое ка-
чество и производительность на операции притирки плоскопараллель-
ных концевых мер, торцов колец, цилиндрических поверхностей вали-
ков, роликов и т. д.
Дополнительные движения притираемому изделию в процессе при-
тирки между двумя дисками или плитами создаются деталедержате-
лем (сепаратором), который получает колебательные перемещения от
специального механизма.
Для создания дополнительного скольжения цилиндрических изде-
лий относительно притиров ячейки деталедержателя располагаются
так, чтобы ось изделия была наклонена к направлению главного ра-
бочего движения под углом 60—45°.
Во избежание повреждения обрабатываемой поверхности изделий,
в результате трения между заготовкой и деталедержателем, послед-
ние изготовляют из антифрикционных материалов (медных сплавов,
текстолита, дерева и др.).
Детали, подлежащие притирке на доводочных станках, дол-
жны подвергаться строгой сортировке по размерам (толщине или
диаметру) с точностью 0,005—0,010 мм для того, чтобы производи-
130
Отделочная обработка
89. Виды и характерные особенности доводочных станков
Типы доводочных станков
С притирочными дисками С притирочными плитами С притирочными абразивными дисками и кру- гами ♦
Виды Вращение одного и иж него диска в од- ном направ- лении О с н о в н Наружные цилиндри- ческие Наружные плоские с одной стороны изделия ♦ При ность, но н движения Вращение двух дисков верхнего и нижнего в противо- положном направлении ы с виды г Наружные цилиндри- ческие Наружные плоские поверхности с двух сто- рон изделия меняют редко, есколько пони рабочего органа с Возвратно- Возвратно- поступатель- поступатель- ное движе- ное движе- ние верхней ние детале- плиты держателя. Верхняя и нижняя плиты имеют относитель- ное попереч- ное переме- щение 1ритираемых повер Наружные Плоскопа- цилиндри- раллельные ческие наружные на мелких поверхности изделиях с двух сто- рон изделия Они обеспечивают высокую женное качество обработки. : т а н к а Бесцентрово- доводочны й с высотой мел- козернистых шлифовальных кругов до 1000 мм (шли- фующий и веду- щий). Скорость резания 100— 200 м/мин. Вращение в одну сторону х н о с т е й Наружные цилиндри- ческие производитель-
лась одновременная обработка всех уложенных в деталедержатель
изделий.
При механизированной обработке на специальных станках скорости
притиров выбирают в пределах 100—180 м!мин. Ужлъноь давление
притиров на обрабатываемую поверхность изделия должно быть в пре-
делах 1,2—4 кПсм2.
Монтажная притирка или приработка — для повышения качества
сопряжения пары деталей: зубчатых передач, кулачковых механиз-
мов и т. д.
Монтажная притирка состоит в том, что на сопрягаемые поверх-
ности пары деталей наносят абразивную смесь (абразив и смазка) или
абразивную пасту и обрабатываемым деталям механизма сообщается
относительное перемещение.
В процессе такой взаимной обработки пары сопряженных деталей
достигается сглаживание неровностей поверхности от предыдущей
обработки и выравнивание местных неточностей.
ГЛАВА 4
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Основными факторами, способствующими улучшению организации
рабочего места, являются: специализация рабочего места; обеспечение
рабочего * места комплектом оборудования, инвентаря инструмента и
специальной оснастки в соответствии с характером выполняемых работ;
рационализация планировки рабочего места; правильная организация
труда на рабочем месте; создание соответствующей системы обслужива-
ния рабочего места.
Специализация рабочего места шлифовщика заключается в закрепле-
нии за ним определенной обработки однотипных деталей, что позволяет
повысить производительность труда за счет сокращения времени на
подготовку к работе; в оснастке рабочего места наиболее производитель-
ными специальными приспособлениями и инструментами; в выработке
у шлифовщика определенных навыков и более производительных
приемов работы.
Основным оборудованием рабочего места шлифовщика является
шлифовальный станок (или группа станков) с предохранительными
и вспомогательными устройствами и постоянным комплектом приспо-
соблений, инструмента и принадлежностей в зависимости от характера
операций шлифования, указанных в предыдущих разделах.
Вспомогательное оборудование рабочего места шлифовщика со-
ставляют: инструментальные шкафы — для хранения технологической
оснастки; стеллажи и ящики — для хранения заготовок и обрабатывае-
мых деталей; планшеты и рамки — для технической документации, под-
ножные решетки.
Рабочее место должно быть организовано таким образом, чтобы
были устранены все ненужные движения рабочего и была обеспечена
наиболее высокая производительность труда. Правильное размещение
заготовок и отшлифованных деталей имеет особо важное значение при
серийном производстве небольших деталей, время шлифования которых
невелико. Заготовки и детали в этом случае желательно располагать
таким образом, чтобы шлифовщик мог, не нагибаясь и не сходя с места,
брать их и после обработки класть обратно.
При обработке небольших деталей в центрах заготовки и обрабо-
танные изделия следует располагать слева от рабочего, так как уста-
новка деталей производится левой рукой, а правая рука в это время
занята подводом заднего центра.
При шлифовке деталей, закрепляемых в патроне, заготовки и детали
удобнее располагать справа от рабочего. В этом случае деталь берется
правой рукой, подносится к патрону и устанавливается в нем; левой
рукой деталь закрепляется.
При обработке деталей средних размеров заготовки и готовые
детали рекомендуется также располагать в непосредственной близости
от станка, на уровне рук рабочего, на специальных стеллажах или сто-
ликах. При этом рабочий во время работы станка на самоходе может
132
Организация рабочего места и техника безопасности
подготовлять очередную заготовку к установке, например, надевать
хомутик, смазывать центры, устанавливать заготовку в такое положе-
ние, чтобы не переворачивать при ее установке, подносить ближе
к станку и т. д.
Крупные заготовки и отшлифованные детали надо располагать на
специальных подставках или непосредственно на полу.
Желательно, чтобы инструмент и приспособления всегда хранились
на постоянных местах, что позволяет брать нужный инструмент почти
не глядя, причем нужно, чтобы наиболее ходовой инструмент всегда
находился под рукой. Для установки деталей весом более 20 кГ надо
применять специальные подъемники или мостовые краны.
На рабочем мест₽ не должно быть ничего лишнего и ненужного.
Большое значение имеет правильное освещение рабочего места.
Стены и потолки производственных помещений рекомендуется окраши-
вать в светлый и белый цвета.
Одним из элементов культурной организации рабочего места яв-
ляется применение удобного рабочего костюма, не стесняющего движе-
ний рабочего. Костюм не должен иметь развевающихся концов и за-
вязок (в том числе на обшлагах рукавов). Рабочий должен работать
в головном уборе.
Обслуживание рабочего места. Важное значение имеет система обслу-
живания рабочего места по обеспечению рабочих необходимой техни-
ческой документацией и инструктажом, наладке оборудования, регу-
лярному снабжению рабочих мест заготовками и своевременному
освобождению рабочего места от обработанных деталей, обеспечению
рабочих мест инструментом и приспособлениями, а также по уходу
за оборудованием и его ремонту.
Вся техническая документация, необходимая шлифовщику (чертежи,
технологические карты, наряды и т. д.), должна быть доставлена к ра-
бочему месту заблаговременно до начала работы. Шлифовщик должен
заранее знать, какую деталь он должен обрабатывать, предварительно
познакомиться с чертежом детали, получить соответствующий инструк-
таж от мастера или технолога и соответственно подготовиться к пред-
стоящей работе.
Подносить заготовки к рабочему месту и убирать готовые детали
должен подсобный рабочий.
Рабочее место шлифовщика должно быть обеспечено в централизо-
ванном порядке необходимыми абразивными и мерительными инстру-
ментами. Инструменты надо своевременно комплектовать в инстру-
ментально-раздаточных кладовых и заблаговременно доставлять их на
рабочие места шлифовщиков.
Качество продукции должны проверять шлифовщик и специальный
контролер.
Смазывающе-охлаждающие жидкости к рабочим местам надо достав-
лять централизованно.
Важным фактором безотказной и производительной работы обору-
дования является повседневный уход за ним и планово-предупреди-
тельный ремонт.
ТЕХНИКА БЕЗОПАСНОСТИ
Обеспечение безопасности работы на шлифовальных станках яв-
ляется одним из основных условий правильной организации рабочего
места, знания устройства станка и умения безукоризненно управлять им.
Техника безопасности
133
Несмотря на большую разновидность шлифовальных станков и про-
цессов шлифования, следует отметить следующие общие основные опас-
ности при работе на всех видах станков: поражение разорвавшимся
во время работы абразивным кругом; ранение мелкими отлетающими
частицами круга; ранение при непосредственном соприкосновении с вра-
щающимся кругом, а также с движущимися и вращающимися неогра-
жденными частями станка.
На круглошлифэвальных станках вырыв деталей из центров пре-
дупреждается правильным закреплением их в центрах станка (смазка
заднего центра обязательна) и правильной зацентровкой шлифуемого
изделия (см. стр. 54). •
При работе на плоскошлифовальных станках с электромагнитными
плитами для предупреждения отбрасывания детали при внезапном
размагничивании стола по концам стола устанавливают щитки, а также
включают контрольную лампу в цепь постоянного тока, питающего
стол. Безопасность работы на плоскошлифовальных станках может
быть обеспечена также заменой электромагнитного стола — столом
с постоянным магнитом (см. стр. 84).
Основным условием безопасной работы абразивного круга, в смысле
предупреждения его разрыва, является соблюдение норм предельной
окружной скорости, приведенных в табл. 14 и 15.
Испытанная и рекомендуемая окружная скорость (допустимое
число оборотов) должна быть указана заводом-изготовителем на эти-
кетке, приклеенной к кругу,йли должна быть обозначена на круге в виде
клейма (см. стр. 30). Если на круге не имеется этикетки или клейма
с указанием допустимой окружной скорости, то на нем можно рабо-
тать только со скоростью не свыше 10 м/сек.
Абразивный инструмент очень чувствителен к ударам и толчкам,
которые могут вызывать в нем незаметные при осмотре внутренние
трещины. Поэтому транспортировку абразивного инструмента необхо-
димо производить с особой осторожностью.
Следует также учитывать, что абразивный инструмент чувствителен
к воздействию мороза и влаги.
Хранение абразивов нужно организовывать по возможности на
первом этаже, вблизи испытательной станции, в кладовых при тем-
пературе не ниже +5°
Хранение шлифовальных кругов различных профилей и размеров
осуществляется на стеллажах, высота которых не должна быть бо-
лее 3 м, а также на полках и в ящиках. Ячейки металлических стелла-
жей должны быть обшиты деревом или прочным мягким материалом.
При установке на станок абразивный инструмент должен быть тща-
тельно осмотрен и проверен на отсутствие трещин легкими ударами
деревянного молотка. Применять круги с дребезжащим звуком запре-
щается. Круг без повреждений должен издавать чистый звук.
Безопасность в работе шлифовщика зависит также от тщательности
балансировки круга (см. стр. 30). Если круг не отбалансирован, то
вследствие динамических усилий напряжения в круге могут превысить
прочность связки и привести к разрыву круга.
Необходимые меры предосторожности следует соблюдать и при
правке шлифовальных кругов.
При неравномерной или большой по величине подаче правящего
инструмента на круг, а также в результате неправильной установки
инструмента может произойти разрыв круга или его выкрошивание.
134 Организация рабочего места и техника безопасности
При ручной правке возможны случаи ранения рук. При правке круга
может иметь место засорение глаз отделяющимися частицами абразива.
Правка должна производиться только специально предназначенным
для этой цели правящим инструментом, укрепленным в державке
или в специальном приспособлении (см. стр. 39).
Защитные устройства. Для предупреждения поражения рабочих
осколками разорвавшегося абразивного круга последний ограждают
защитными кожухами.
Защитные кожухи выполняются в виде футляра с открытой частью
(ГОСТ 3881—65). Зазор между периферией нового шлифовального круга
и внутренней поверхностью защитного кожуха должен быть в пределах
5—20 мм, а зазор между боковой поверхностью круга и боковой стен-
кой кожуха в пределах 5—10 мм.
Правила эксплуатации абразивных кругов. После установки на
станке круг должен вращаться вхолостую при рабочем числе оборотов
в течение не менее 5 мин при наличии защитного кожуха.
Для защиты глаз рабочих от отлетающих мелких частиц круга
на станках должны быть установлены защитные подвижные экраны
из небьющегося стекла или рабочим должны быть выданы предохрани-
тельные очки.
Нельзя производить шлифовку боковыми поверхностями кругов,
если они не предназначены специально для такого рода работ.
Не допускается применение охлаждающих жидкостей, вредно влия-
ющих на кожу рабочих, а также на связку кругов (см. табл. 16). Сле-
дует следить за тем, чтобы концентрация растворов кальцинированной
соды не превышала 1,5—1,7%, и, кроме того, избегать применения
каустической соды.
При сухом шлифовании, когда выделяется значительное количество
абразивной и металлической пыли, необходимо применять пылеотсасы-
вающие устройства. Защитный кожух может служить пылеприемником
при работе на станках без увлажнения.
Освещение шлифовальных станков. Наиболее целесообразной систе-
мой освещения является комбинированная, т. е. общее в цехе и местное
освещение на рабочем месте.
Для освещения рабочего места у круглошлифовальных и внутри-
шлифовальных станков рекомендуется зеркальный светильник с лам-
пой 25 вт и напряжением 12—36 в. Светильник следует укреплять на
станке справа от абразивного круга. Светильник шарнирно подвеши-
вается на специальный кронштейн, чтобы можно было его перемещать
вверх и вниз, а также вращать и менять положения во всех направ-
лениях.
При скоростном шлифовании значительно повышается окружная
скорость абразивного круга, что требует применения качественных
высокопрочных кругов, соответствующих защитных устройств, а также
более жестких условий испытании кругов.
Защитные кожухи для скоростного шлифования следует изготовлять
стальными сварными при условии обеспечения прочности, предусмот-
ренной ГОСТом 3881—65. Прочность крепления кожуха к станку дол-
жна быть усилена в 2 раза добавлением крепежных болтов.
Для предупреждения разбрызгивания охлаждающей жидкости при
скоростном шлифовании следует уменьшить зазор между стенками
кожуха и абразивным кругом. Это достигается прикреплением к боко-
вой и периферийной части кожуха козырька, изготовленного из жести.
Литература
135
По этому козырьку охлаждающая жидкость, подаваемая специально
изогнутым наконечником сопла, стекает непосредственно в зону шли-
фования.
При скоростном шлифовании еще большее внимание должно быть
уделено балансировке всех подвижных и вращающихся частей станка,
а также абразивного инструмента.
ЛИТЕРАТУРА
I. Аваков А. А. Твое рабочее место. Ростов, кн. изд-во, 1963.
2. А в а к я н В. В. Правка абразивных кругов алмазными роликами,
«Станки и инструмент», 1966, № 3.
3. Алмазные инструменты и их применение в машиностроении. «Пропор».
Харьков, 1965.
4. Арефьев Е. А., Бардаш А. Г и Тугаев Г. Д. Инстру-
менты из синтетического алмаза. Донецк, «Донбасс», 1965.
5. Б а к у л ь В. Н. Порошки и пасты из синтетических алмазов и их
применение. Киев, «Техника», 1964.
6. Васильев Н. Н. Круглое наружное шлифование. Машгиз, 1961.
7. Дашевский И. И., Заславский С. Ш. Памятка по тех-
нике безопасности для шлифовщиков и заточников. Машгиз, 1960-
8. К а м ы ш е в П. А. Практика, профильного шлифования. Горький,
кн. изд-во, 1958. J
9. К и с е л е в С. П. Полирование металлов. Машгиз, 1961.
10. Кохан Р. Ф. Алмазные пасты. «Станки и инструмент», 1966, № 3.
11. Кругляк Л. А., Левин В. И. Шлифование режущего ин-
струмента. М., ЦИНТИАМ, 1964.
12. К у Д а с о в Г. Ф. Абразивные материалы и инструменты. Машгиз,
1960.
13. К у д а с о в Г Ф. Плоское шлифование. Машгиз, 1960.
14. М а л к и н Б. М. Профильное шлифование. Машгиз, 1960.
15. Металлорежущие станки. Каталог-справочник. Ч. 3. Станки шлифо-
вальной группы. НИИМАШ, М., 1965.
16. Несмелое А. Ф. Алмазные инструменты в промышленности.
«Машиностроение», 1964.
17. П р о с к у р я к о в Ю. Г., Рыжов И. С. Чугунные шаржиро-
ванные притиры. «Станки и инструмент», 1966, № 2.
18. С о к о л о в С. П. Тонкое шлифование и доводка. Машгиз, 1961.
19. Справочник металлиста под редакцией Н. С. Ачеркана. «Машино-
строение», 1965.
20. Ф е д о т и к о в А. П. Краткий справочник технолога-машинострои-
теля, М., Оборонгиз, 1960.
21. Ч е т в е р и к о в С. С. Металлорежущие инструменты. М., изд-во
«Высшая школа», 1965.
22. Л е в и н В. И. Правка закаленных изделий малого диаметра в про-
цессе шлифования. ЦИТЭИН. № М 62-68/9.
ОГЛАВЛЕНИЕ
Глава 1. Абразивные материалы и инструменты 3
Материалы 3
Инструменты 11
Глава 2. Шлифовальные работы 54
Круглое наружное шлифование 54
Внутреннее шлифование 63
Бесцентровое шлифование 69
Шлифование плоскостей 80
Фасонное шлифование 91
Зубошлифование . 101
Притирка и хонингование зубьев 105
Шлицешлифование 107
Резьбошлифование 108
Глава 3. Отделочная обработка 115
Гонкое сверхчистовое шлифование 115
Хонингование 117
Суперфиниширование 121
Полирование 122
Притирка 127
Глава 4. Организация рабочего места и техника безопасности 131
Организация рабочего места 131
Техника безопасности 132
Литература ... 135
к — —
Chipmaker.ru
ЛЕВИН Виктор Иосифович
КРАТКИЙ СПРАВОЧНИК ШЛИФОВЩИКА
Редактор издательства инж. М С. Хухлин
Технический редактор А. Ф. Уварова. Корректор А. П. Озерова
Подписано к печати 16/IX 1968 г. Т-14219. Тираж 50 000 экз. Печ. л. 7,14
Ьум. л. 2,13 Уч.-изд. л. 9,5. Формат 84Х 1081/32. Цена 52 к. Зак. № 2057
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66, 1-й Басманный пер. 3
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, ул. Моисеенко, 10
> Ж Is-as