/































































































































































































































































































































Автор: Вопилкин А.Х. Ермолов И.Н. Алешин Н.П. Гурвич А.К. Белый В.Е. Вощанов А.К.
Теги: металловедение машиностроение издательство машиностроение
ISBN: 5-217-00492-4
Год: 1989
Похожие




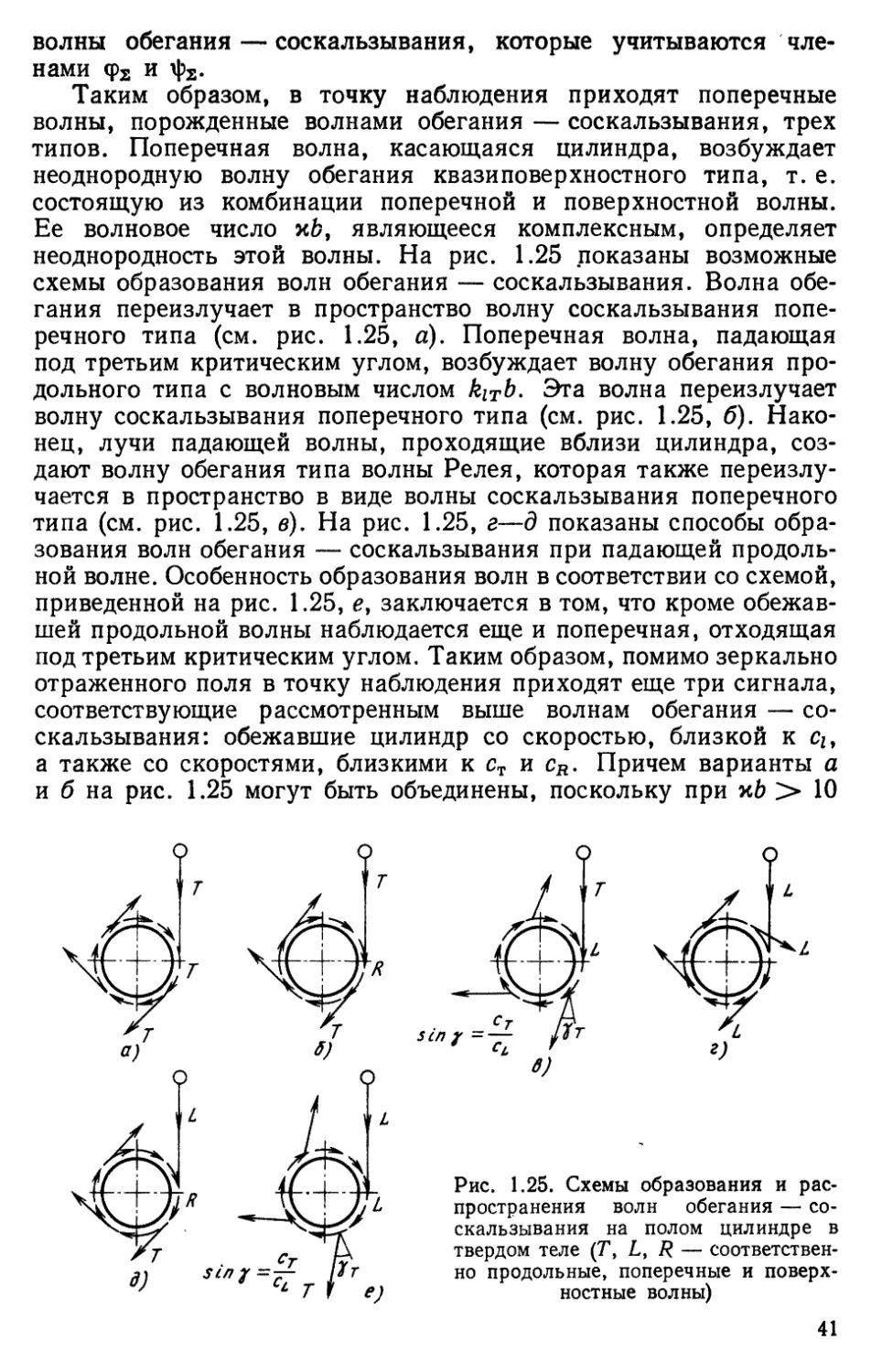
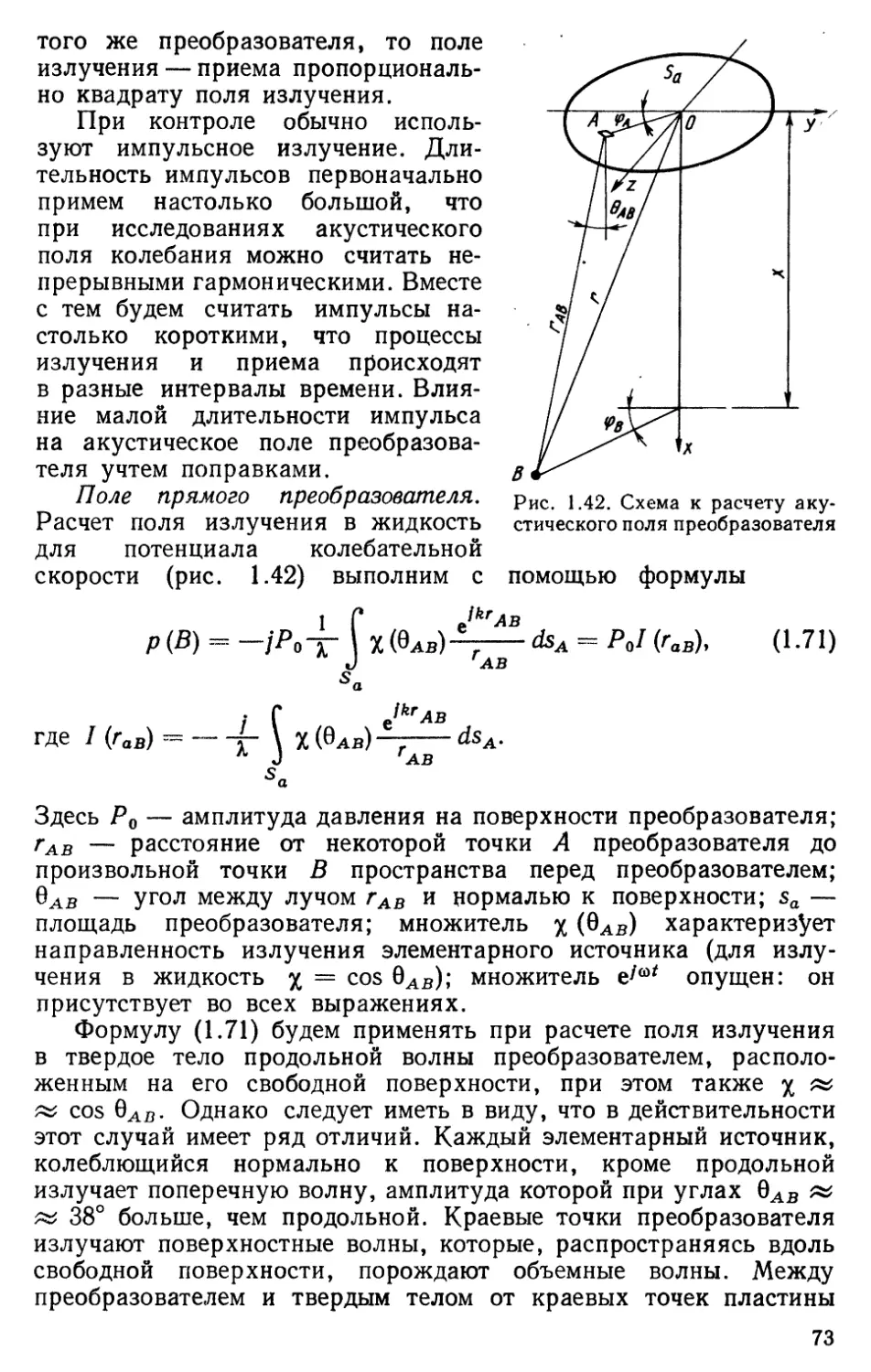
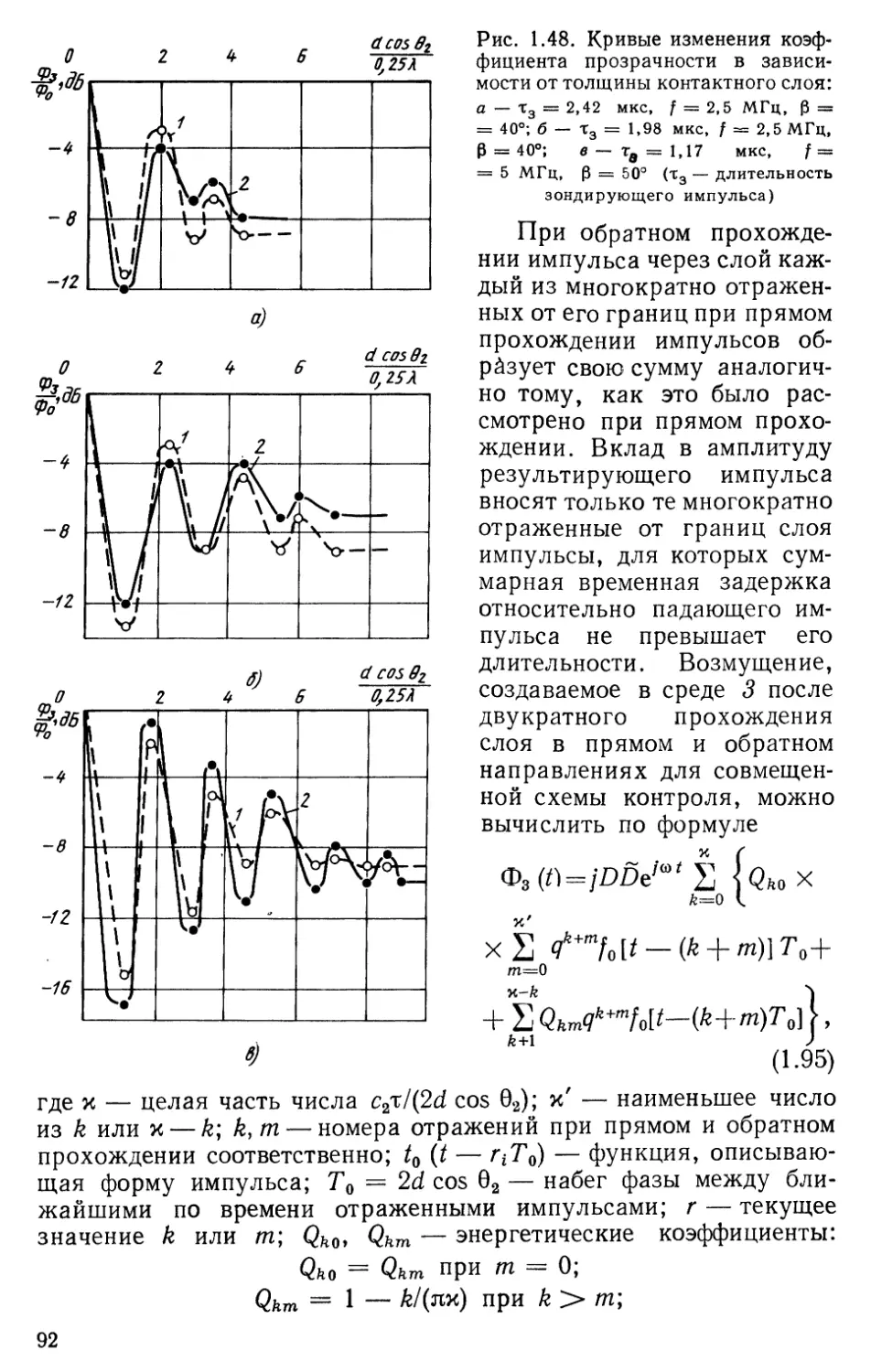
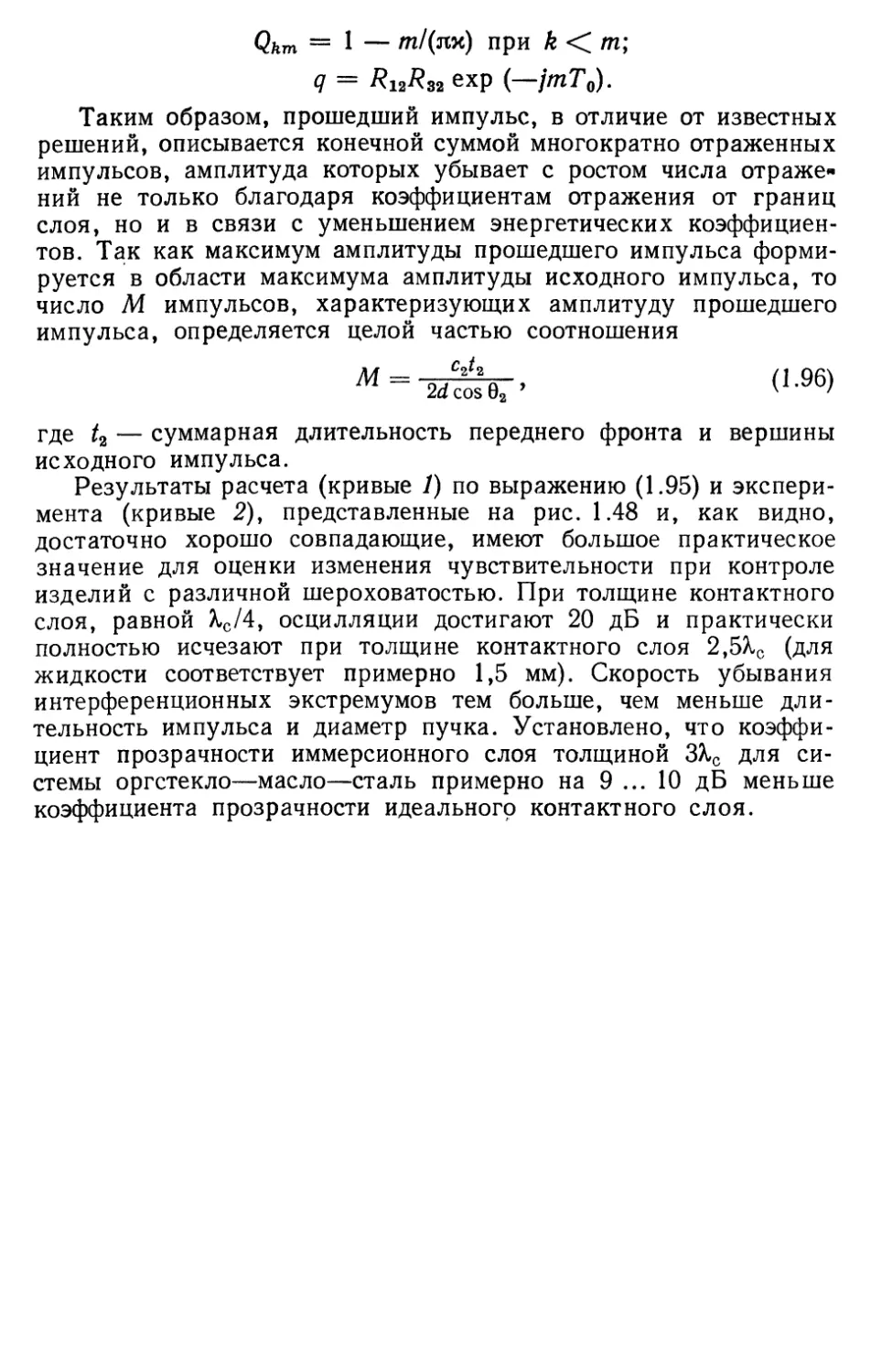
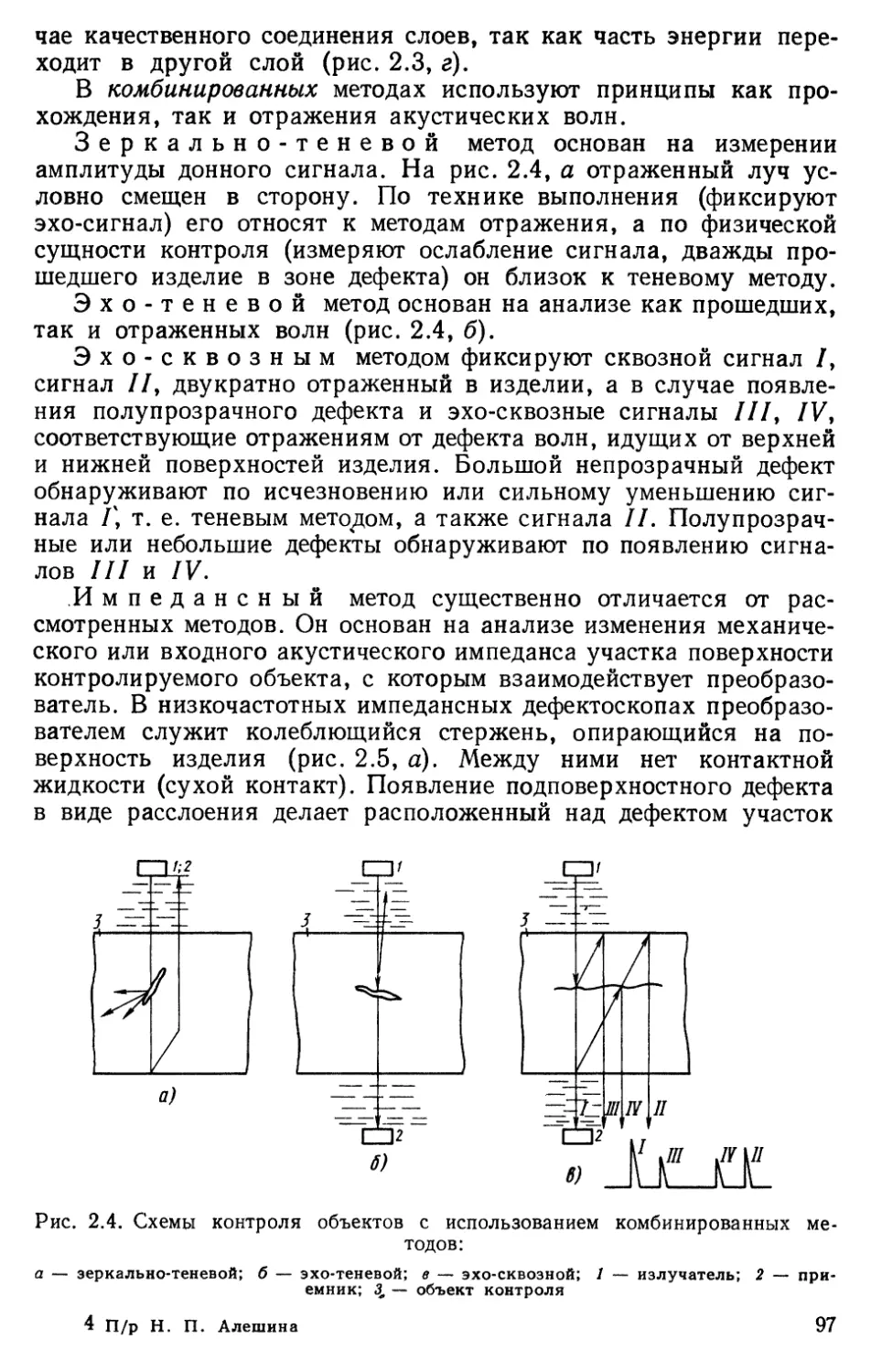
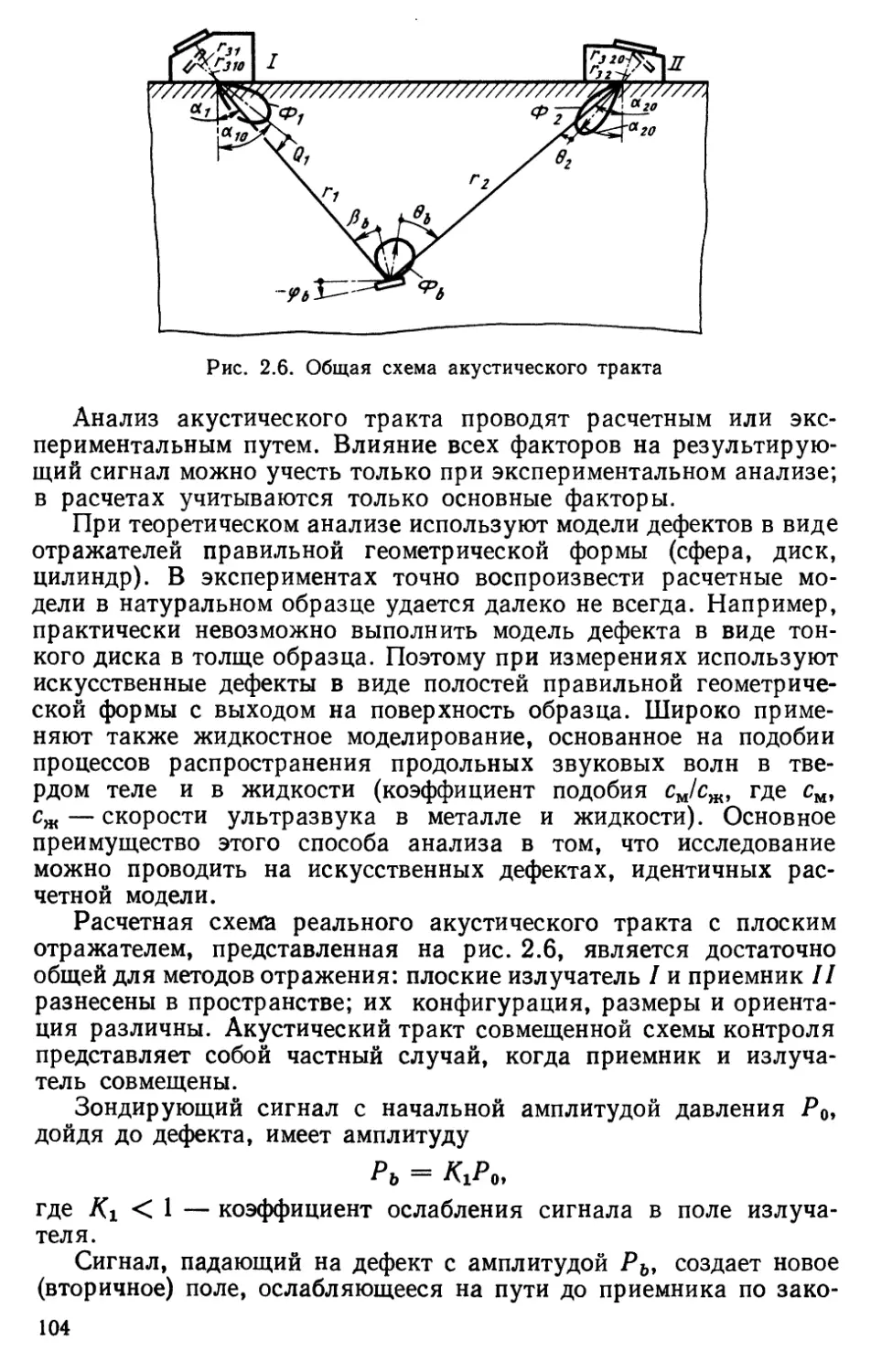
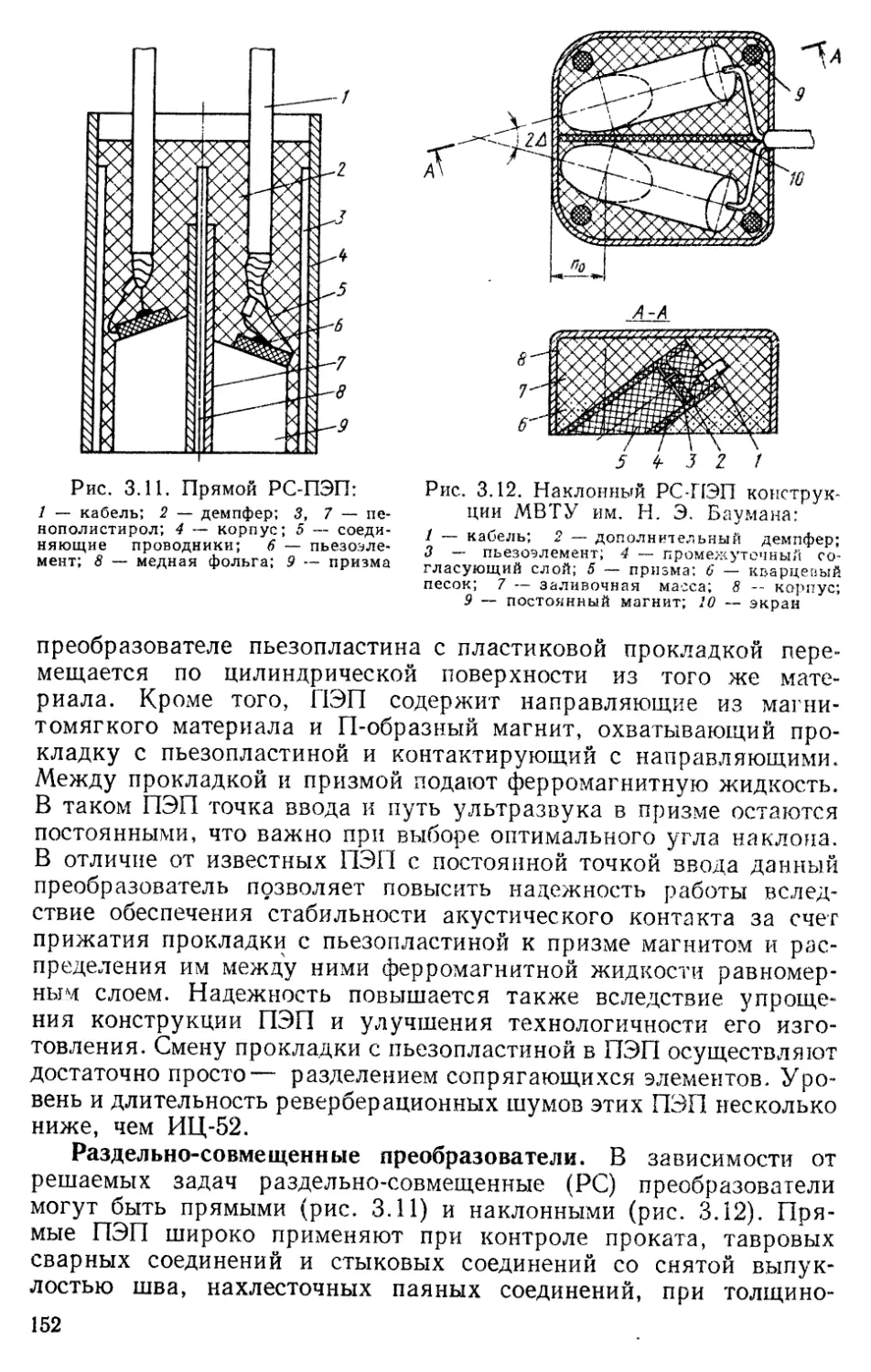
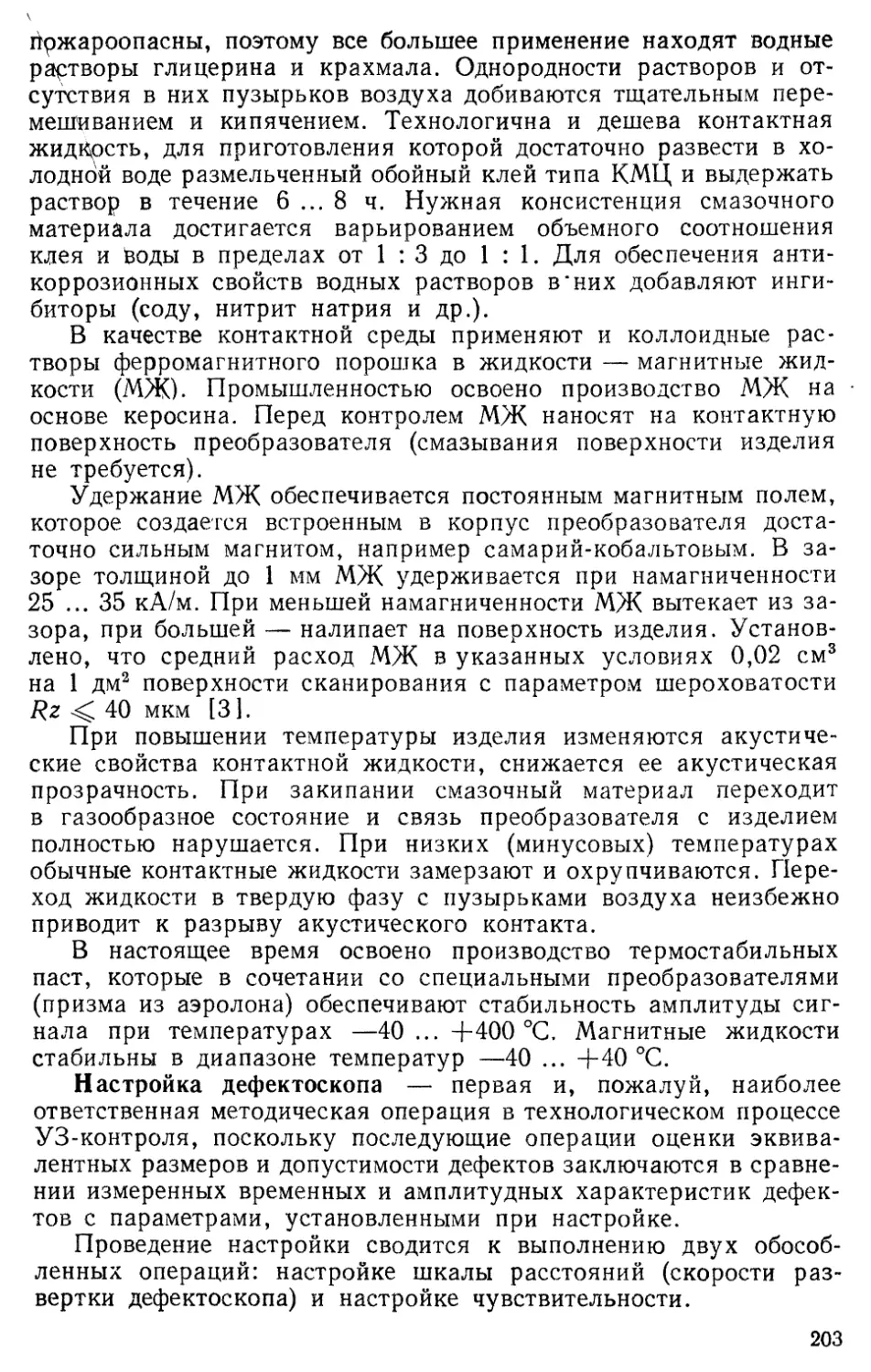
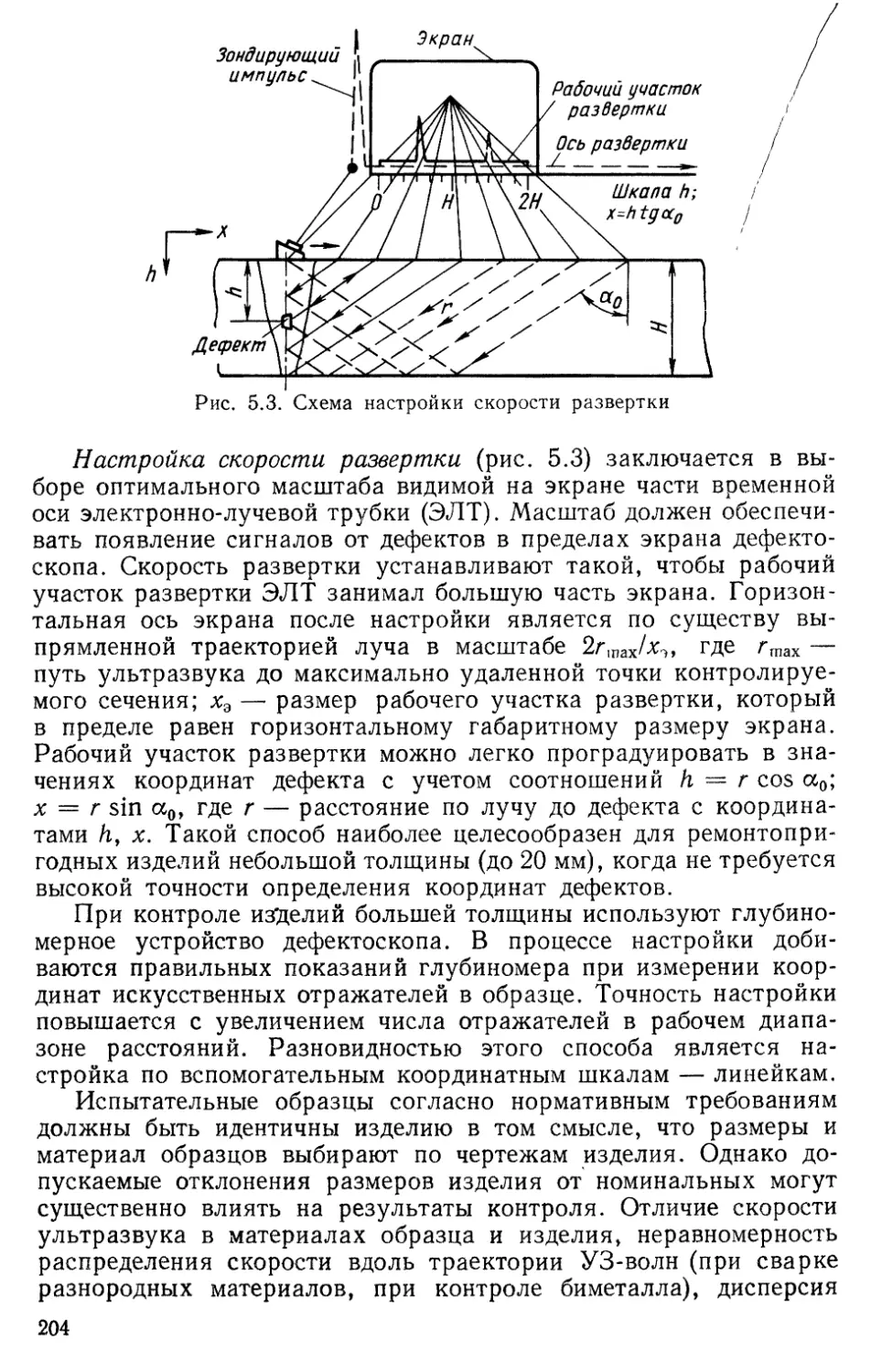
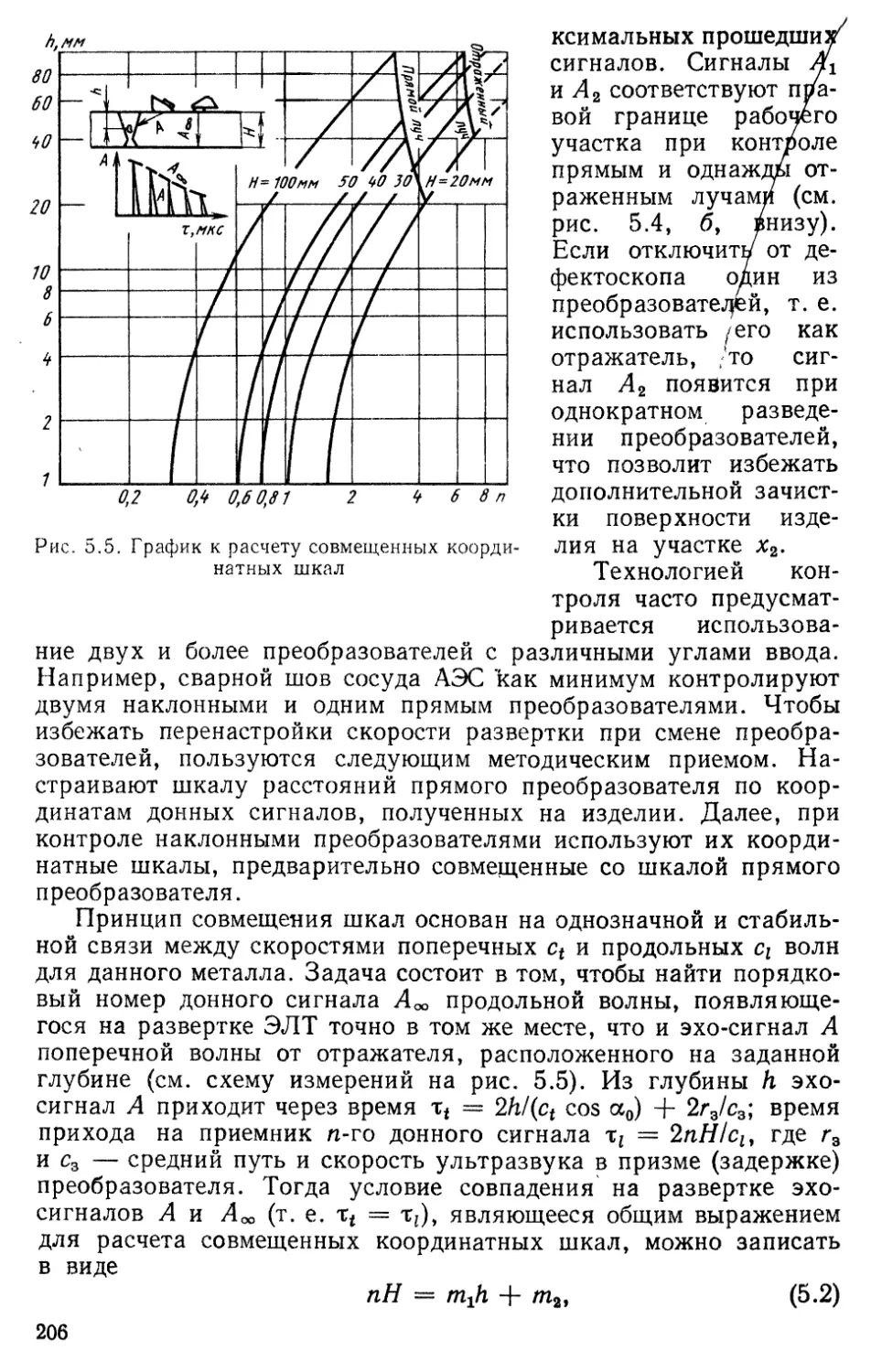
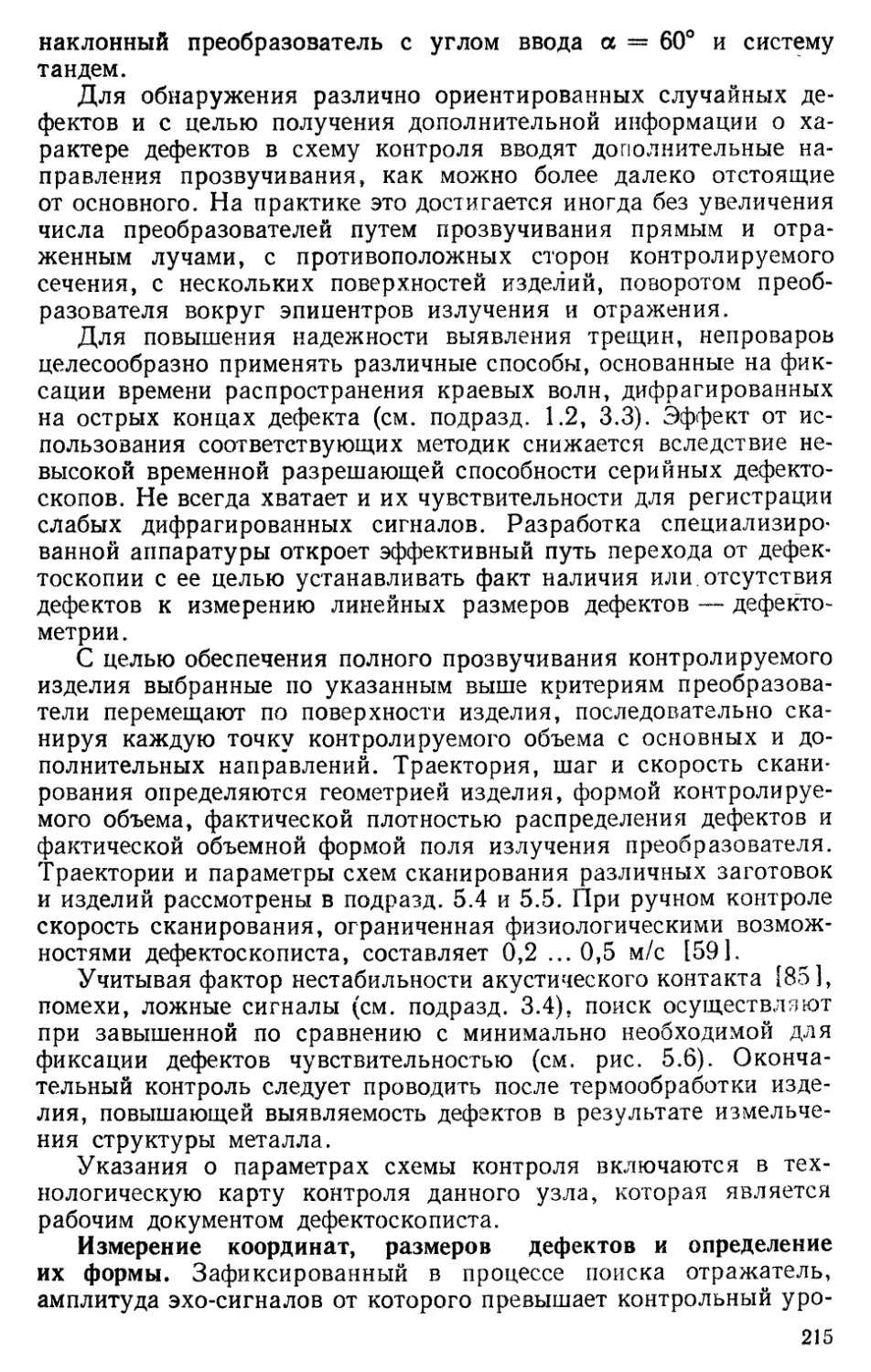
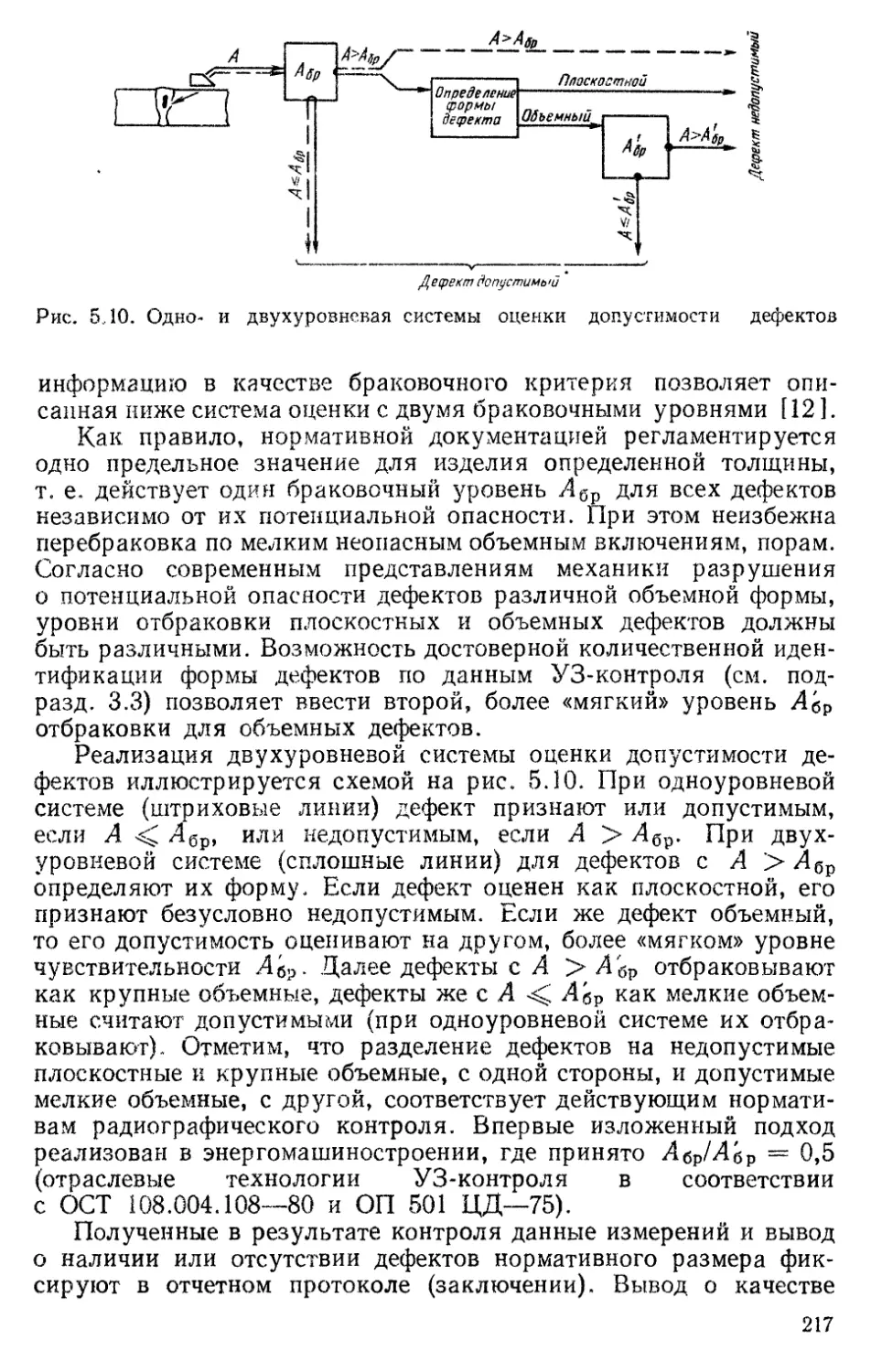
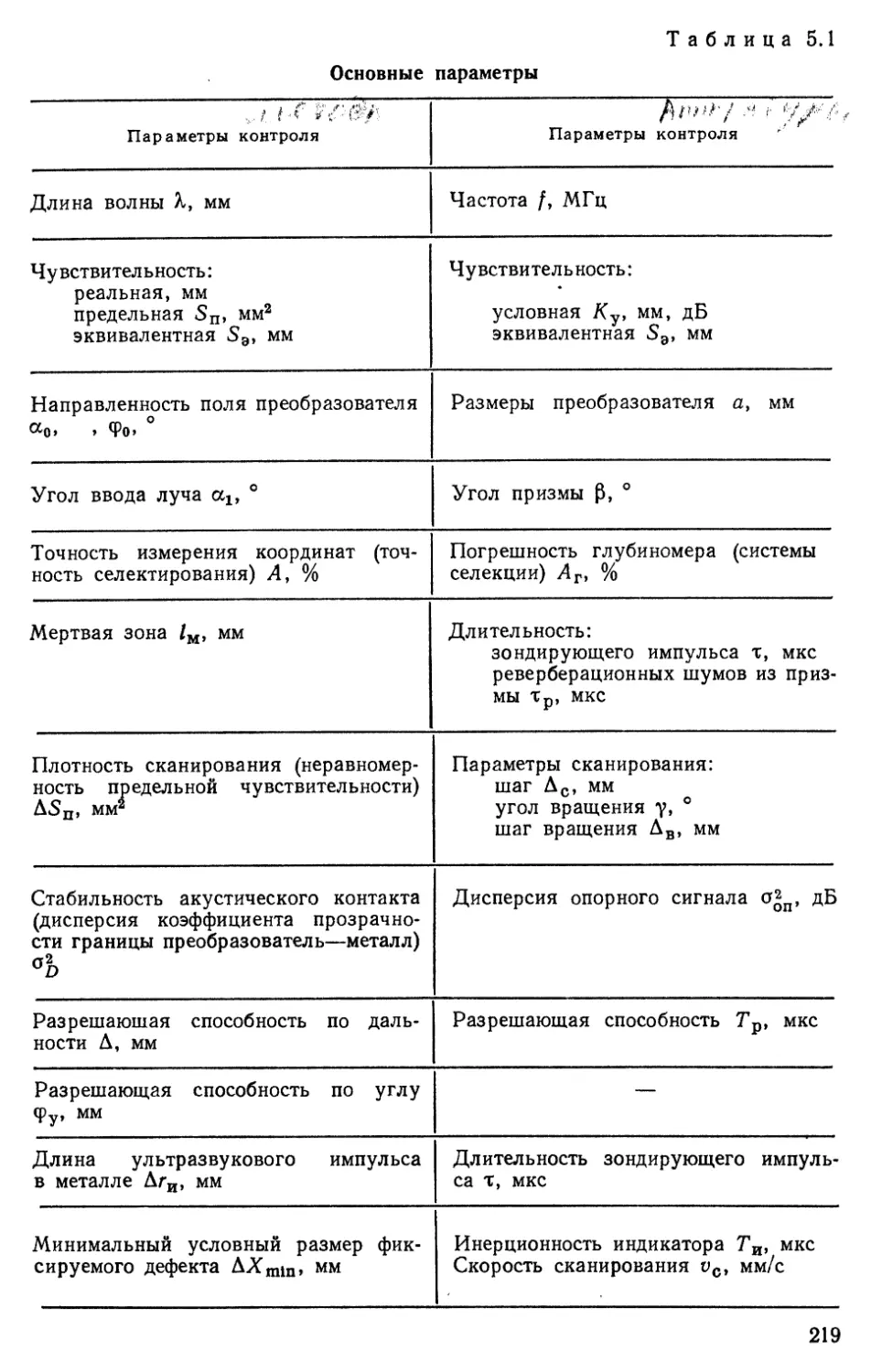
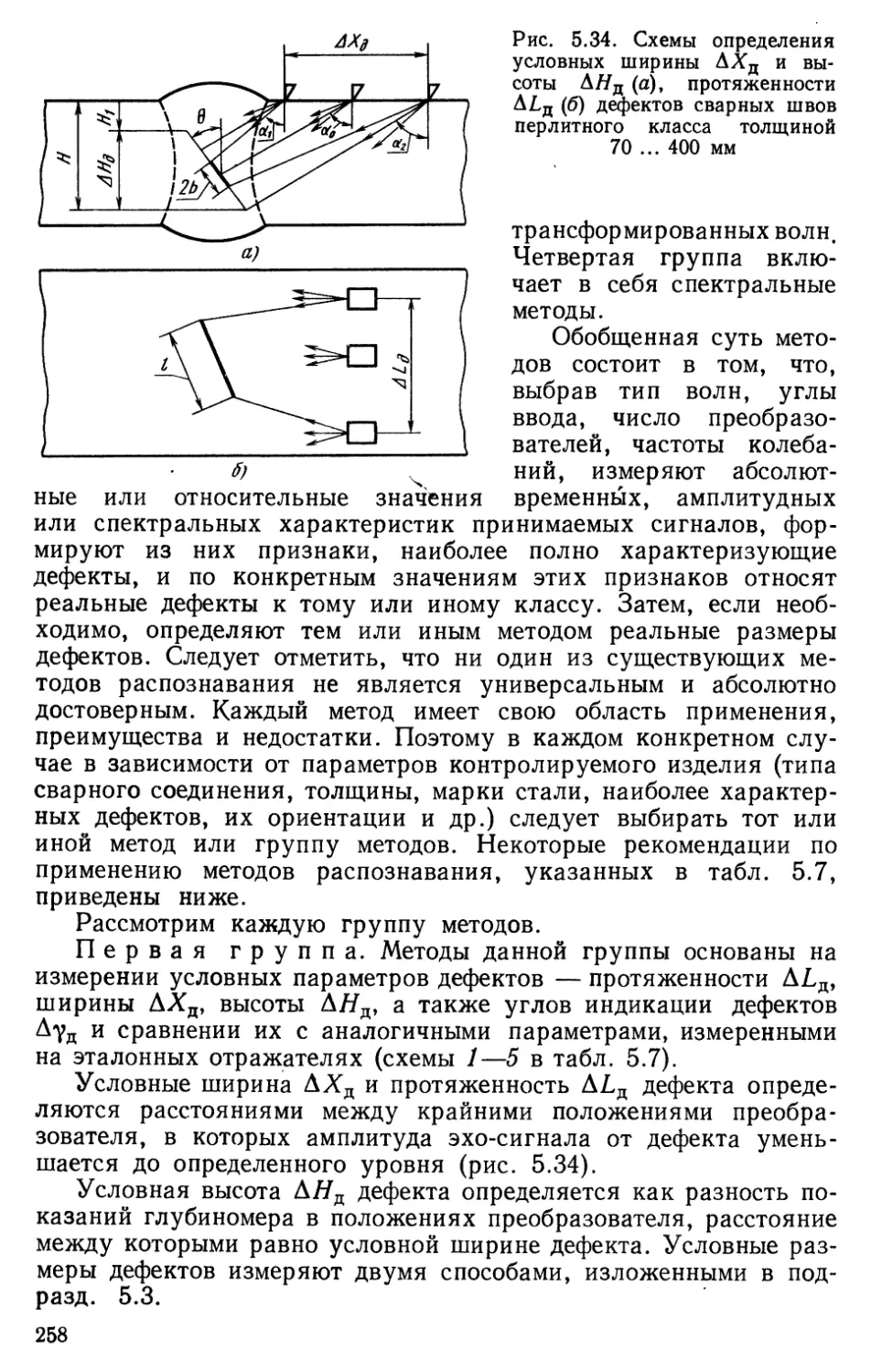
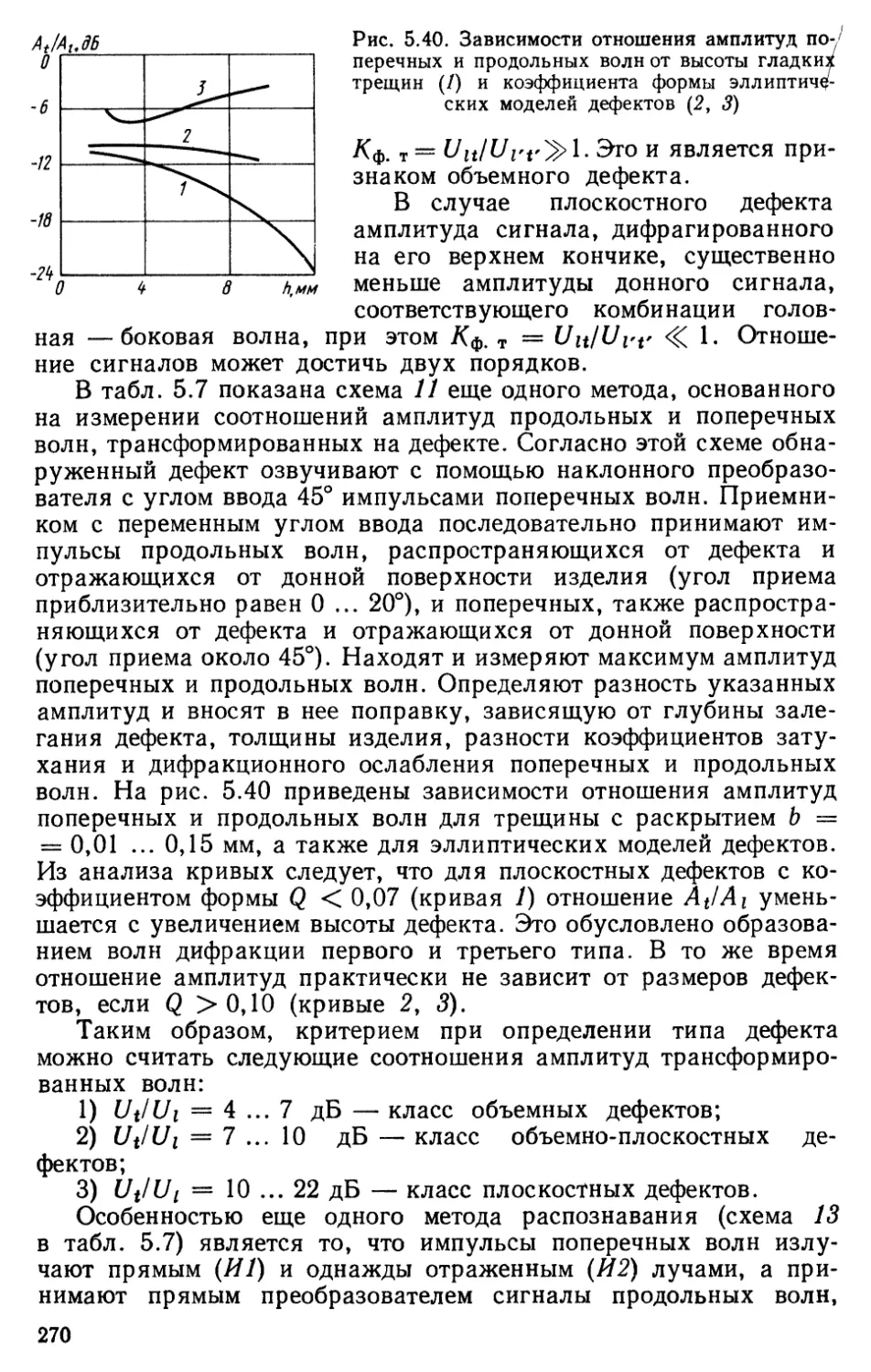
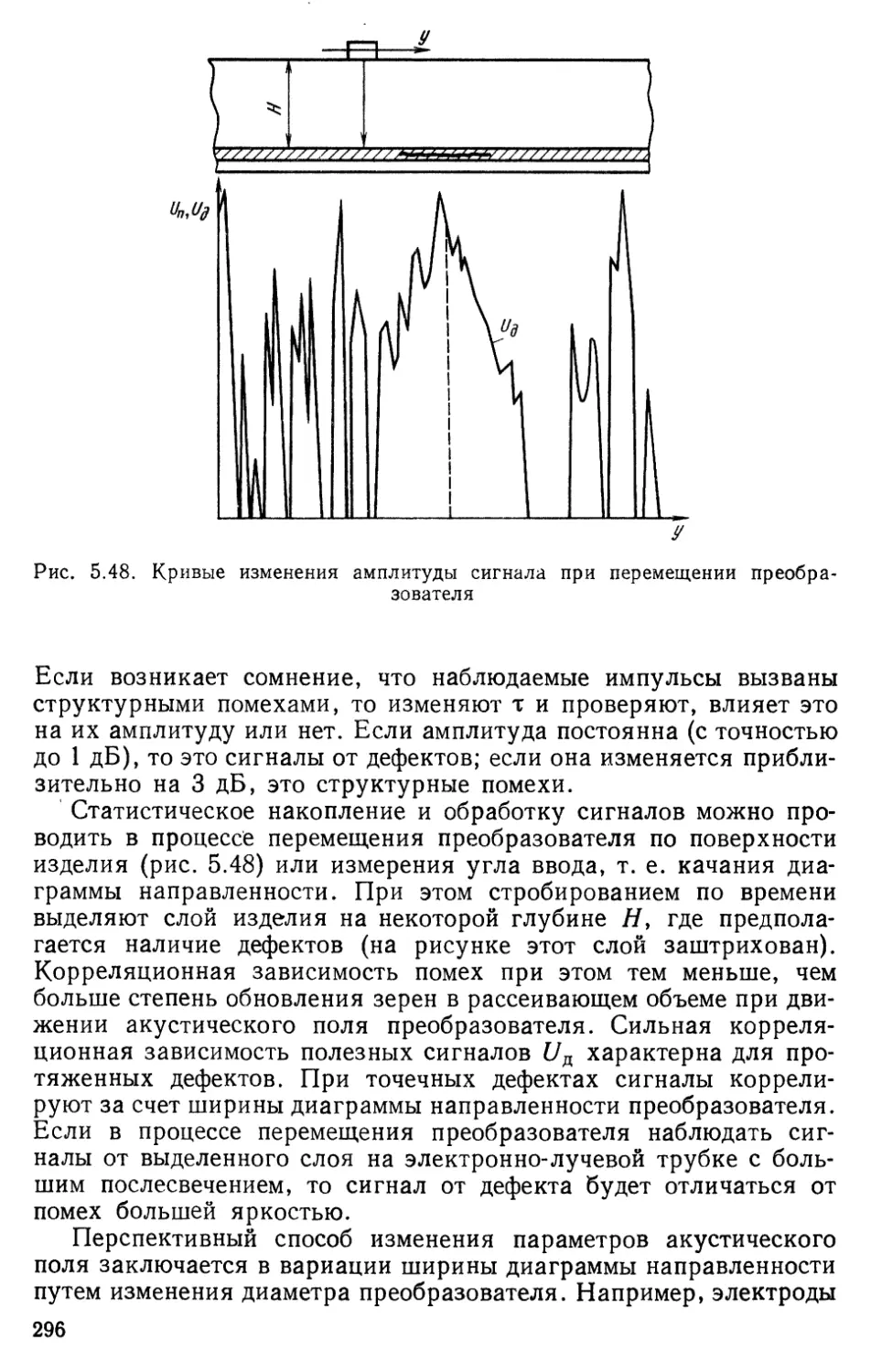
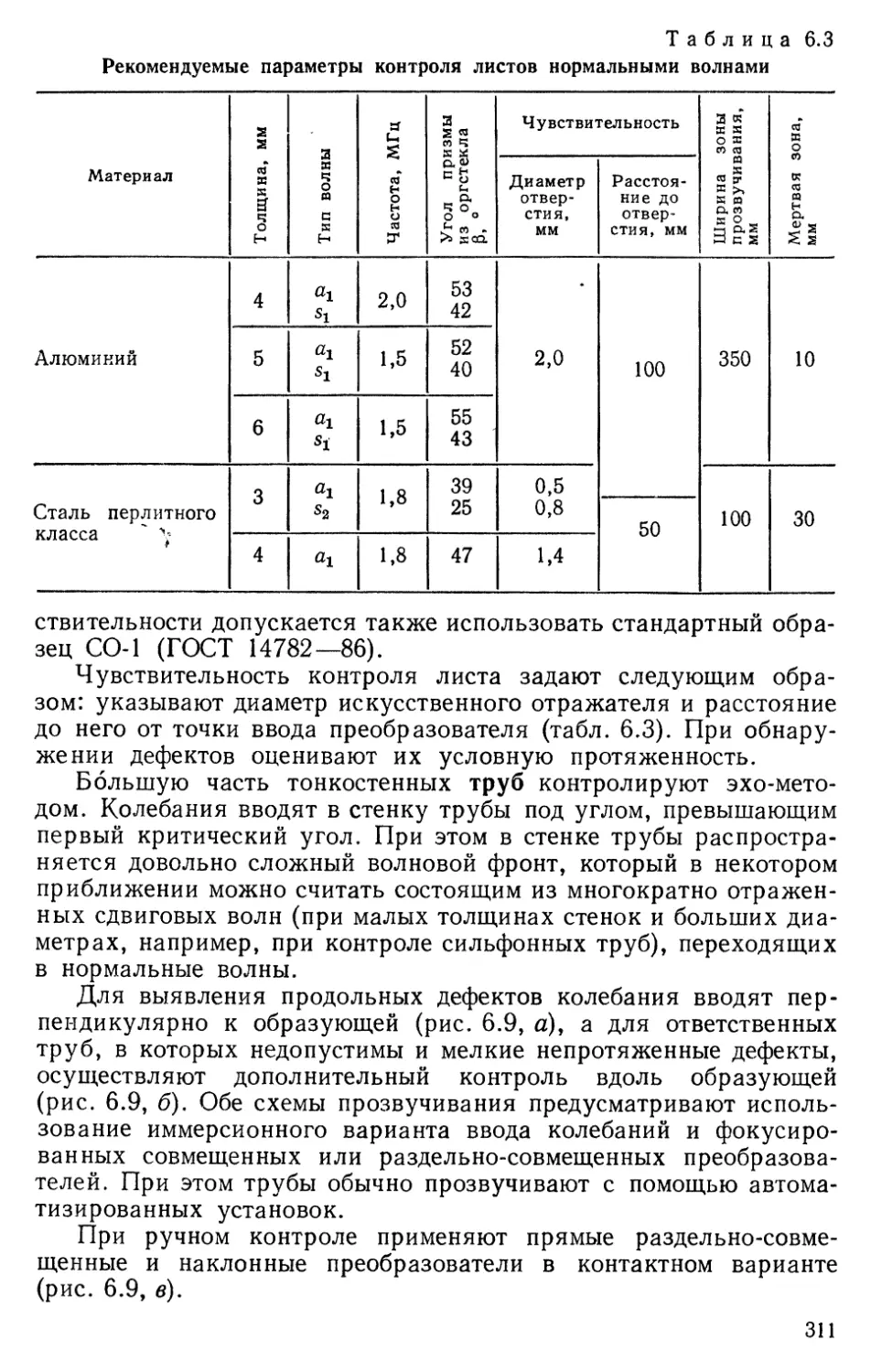
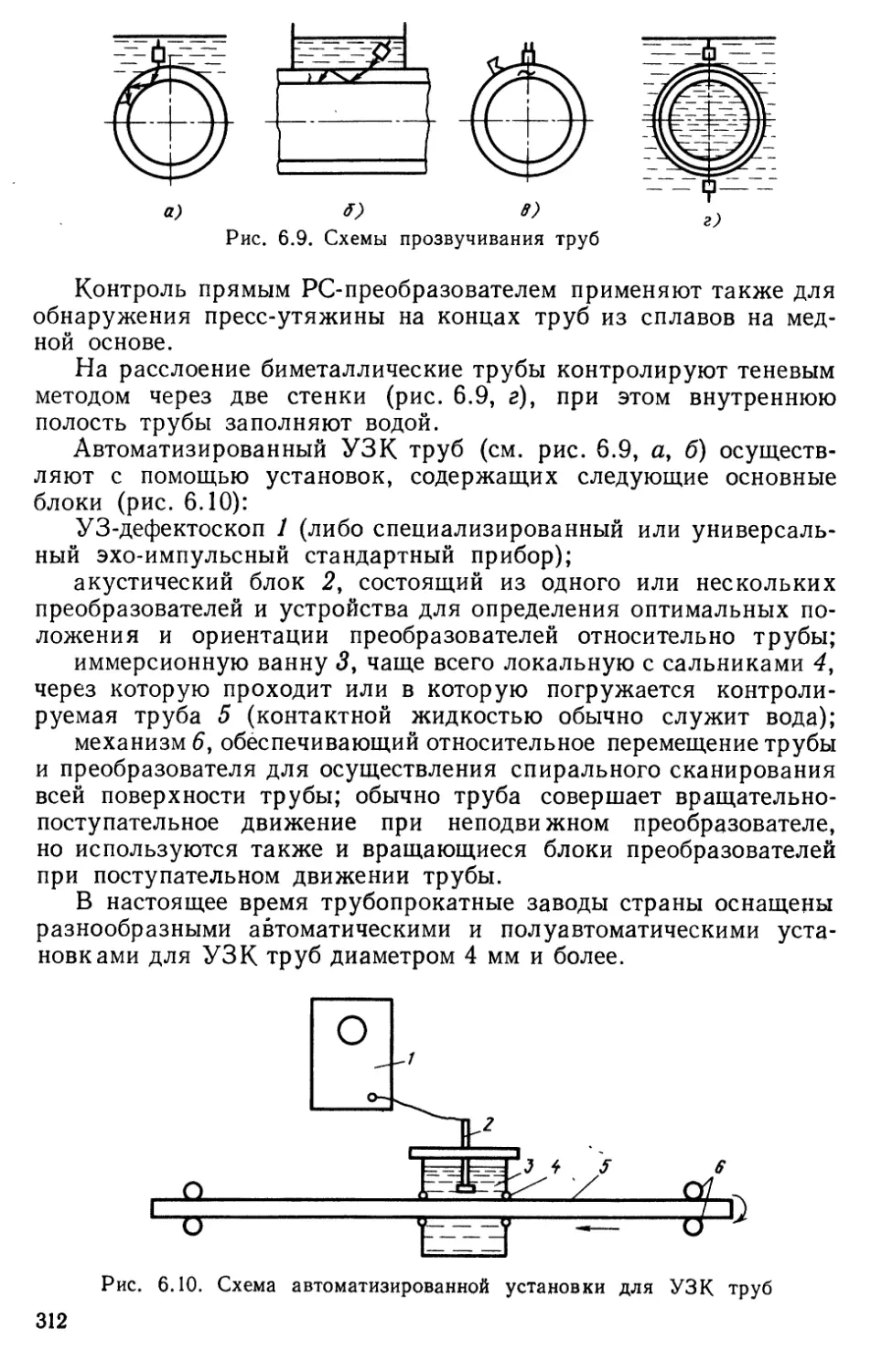
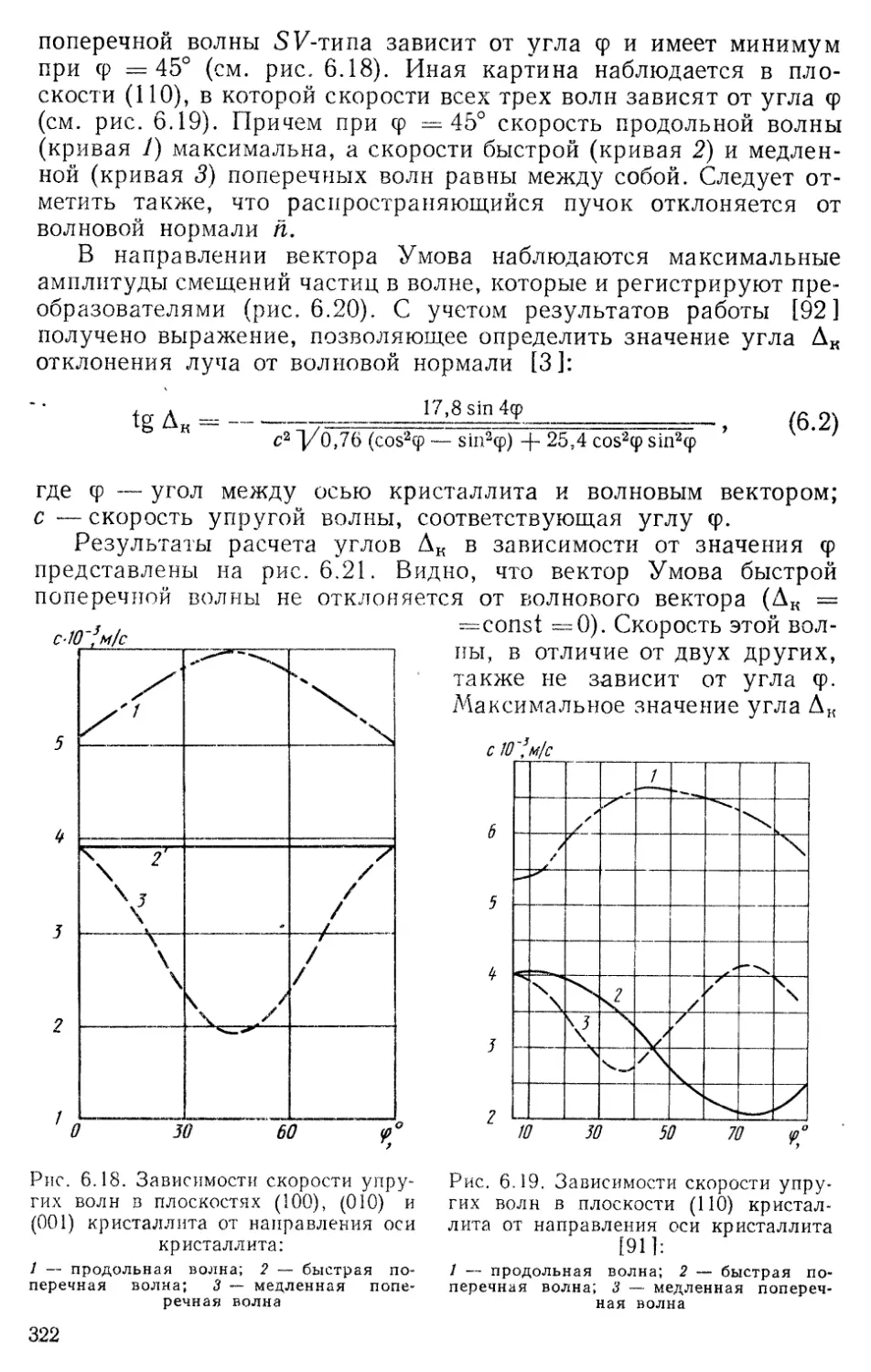
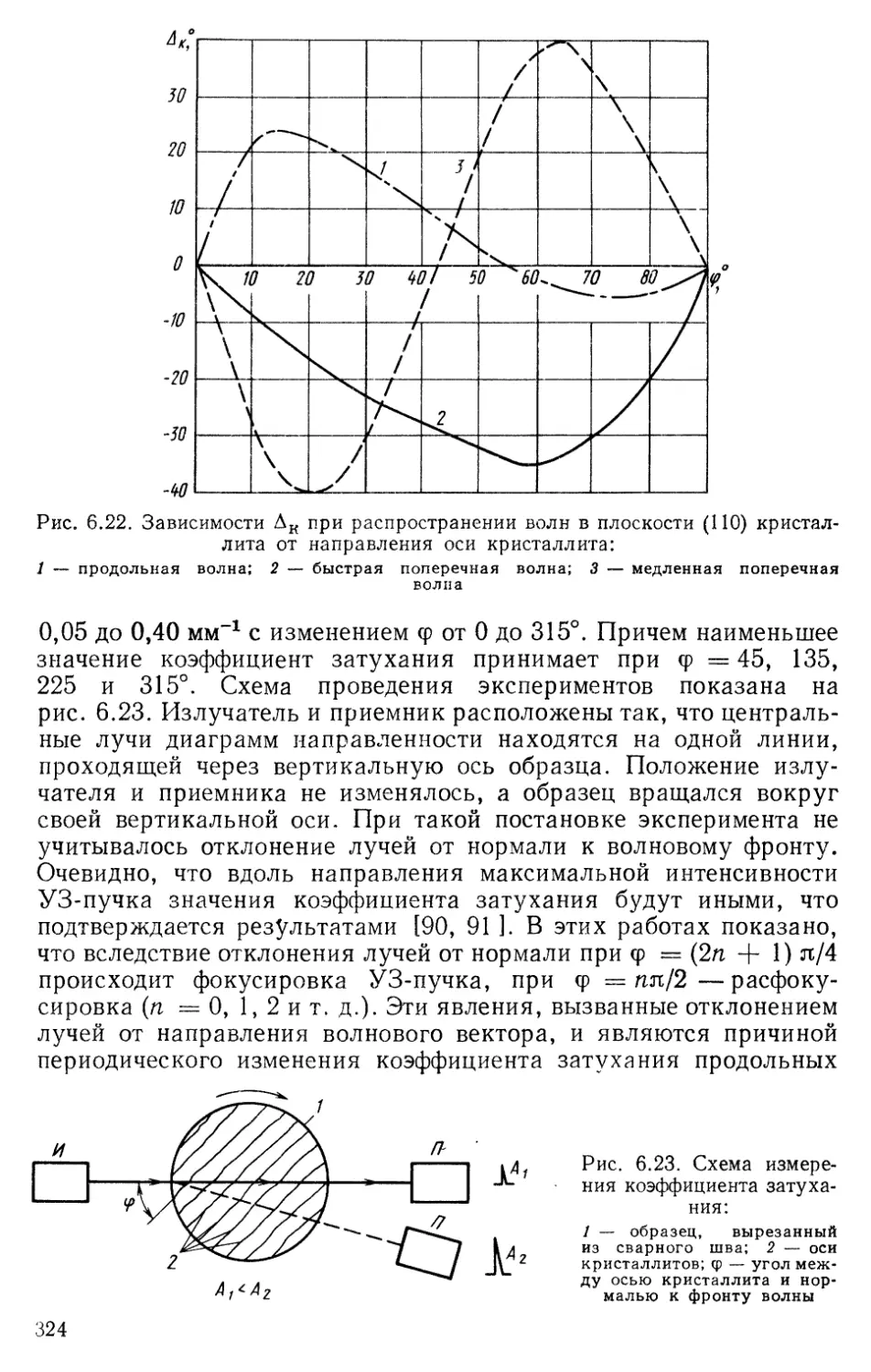
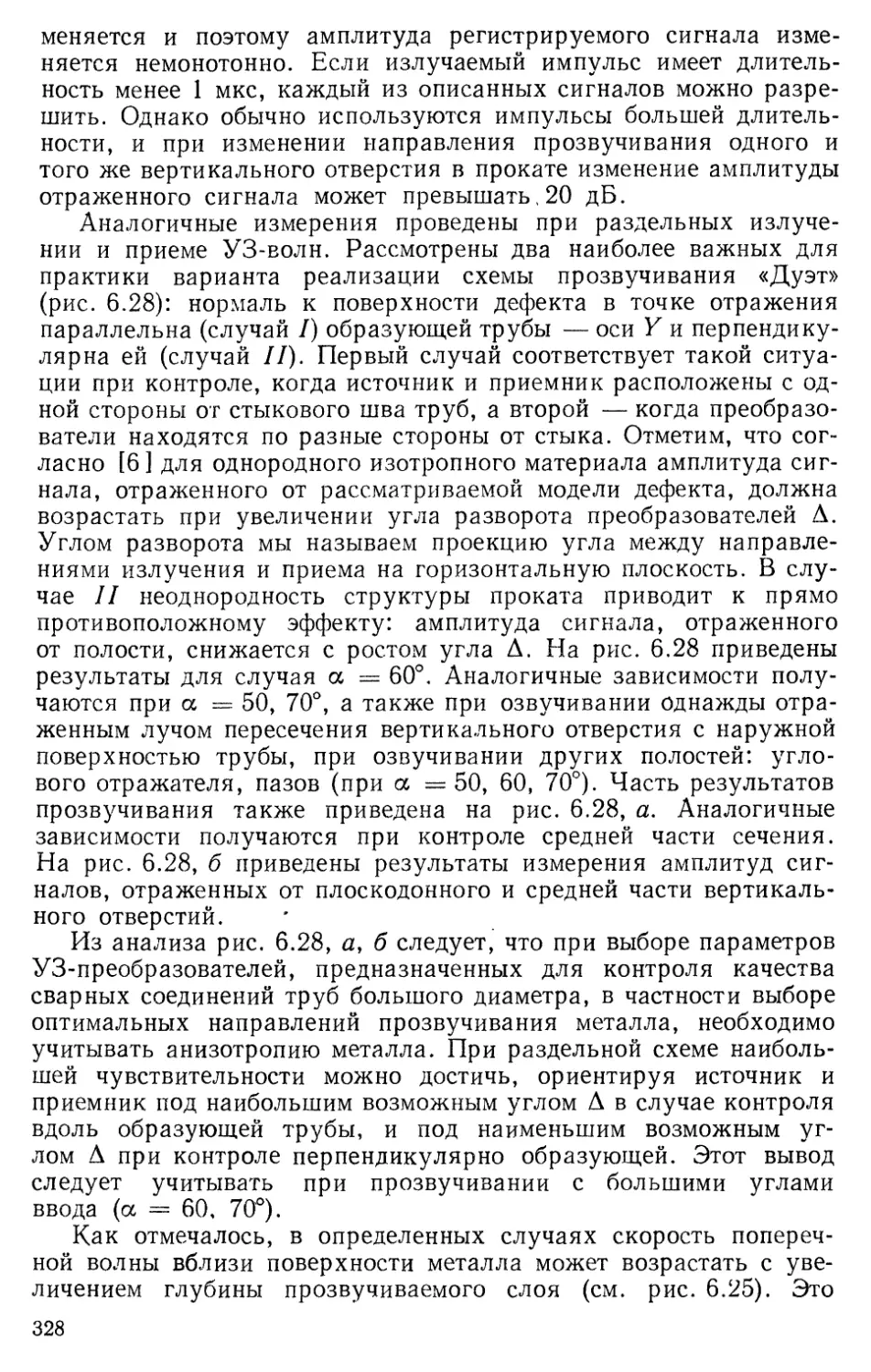
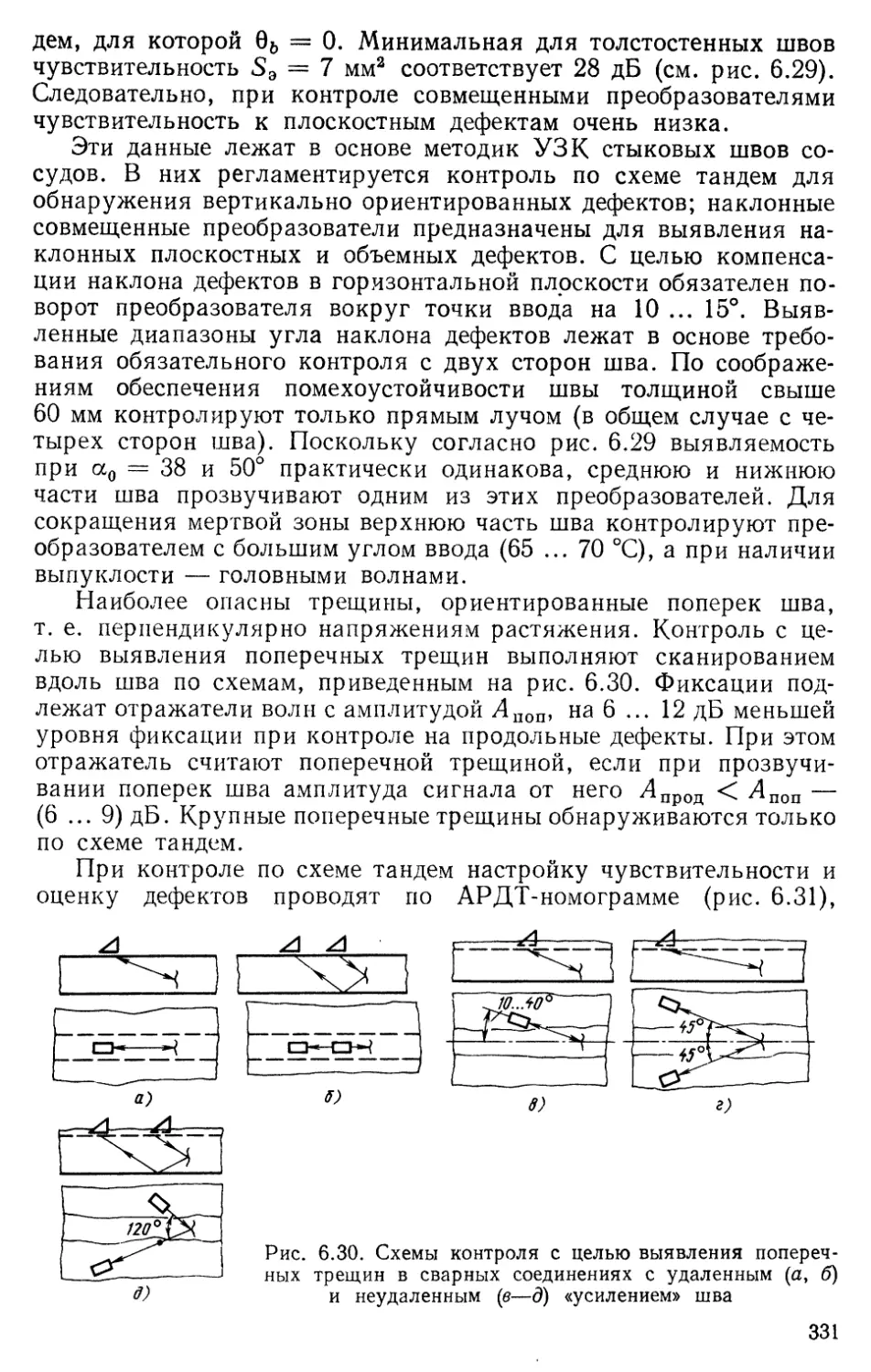
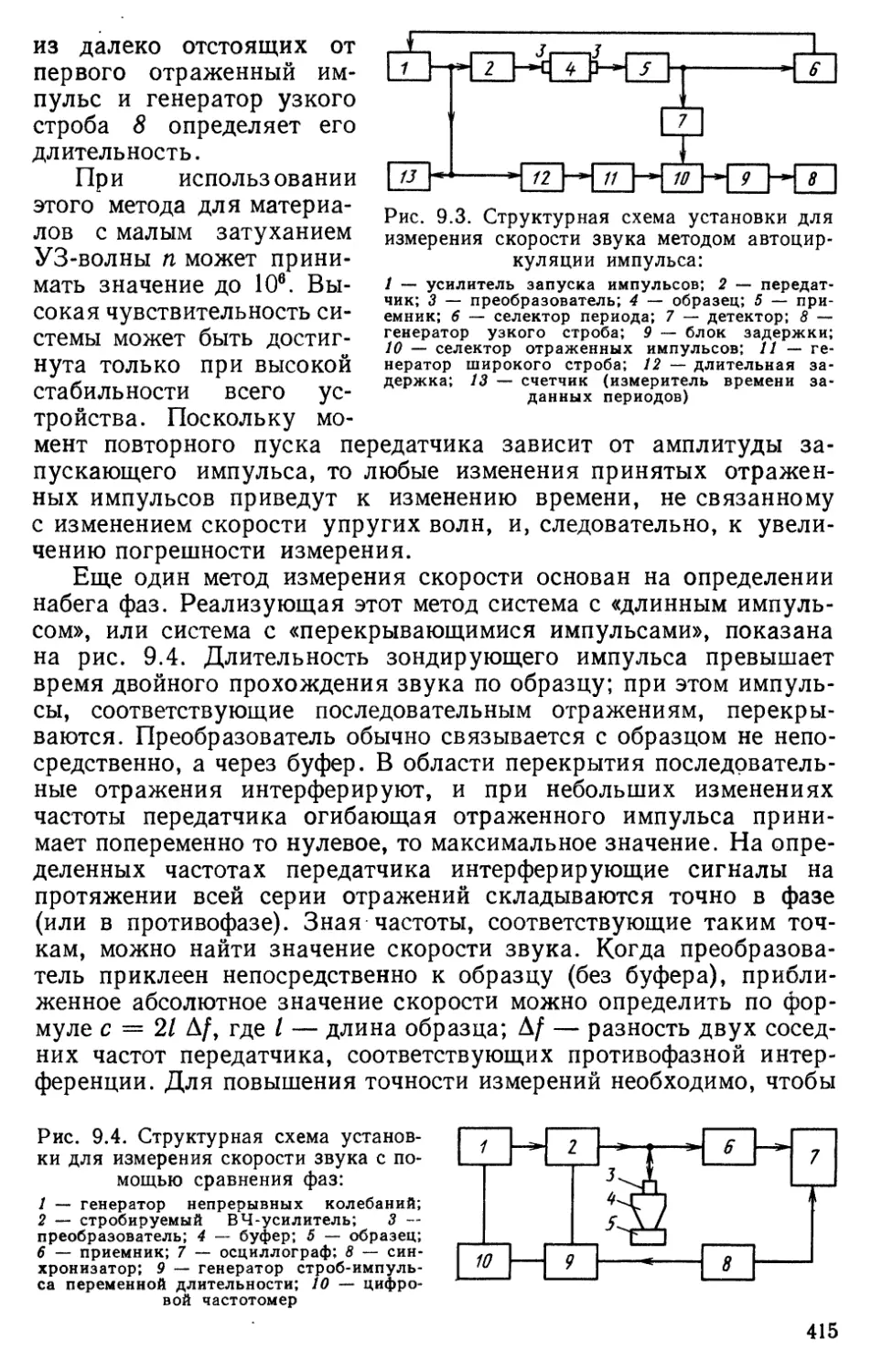
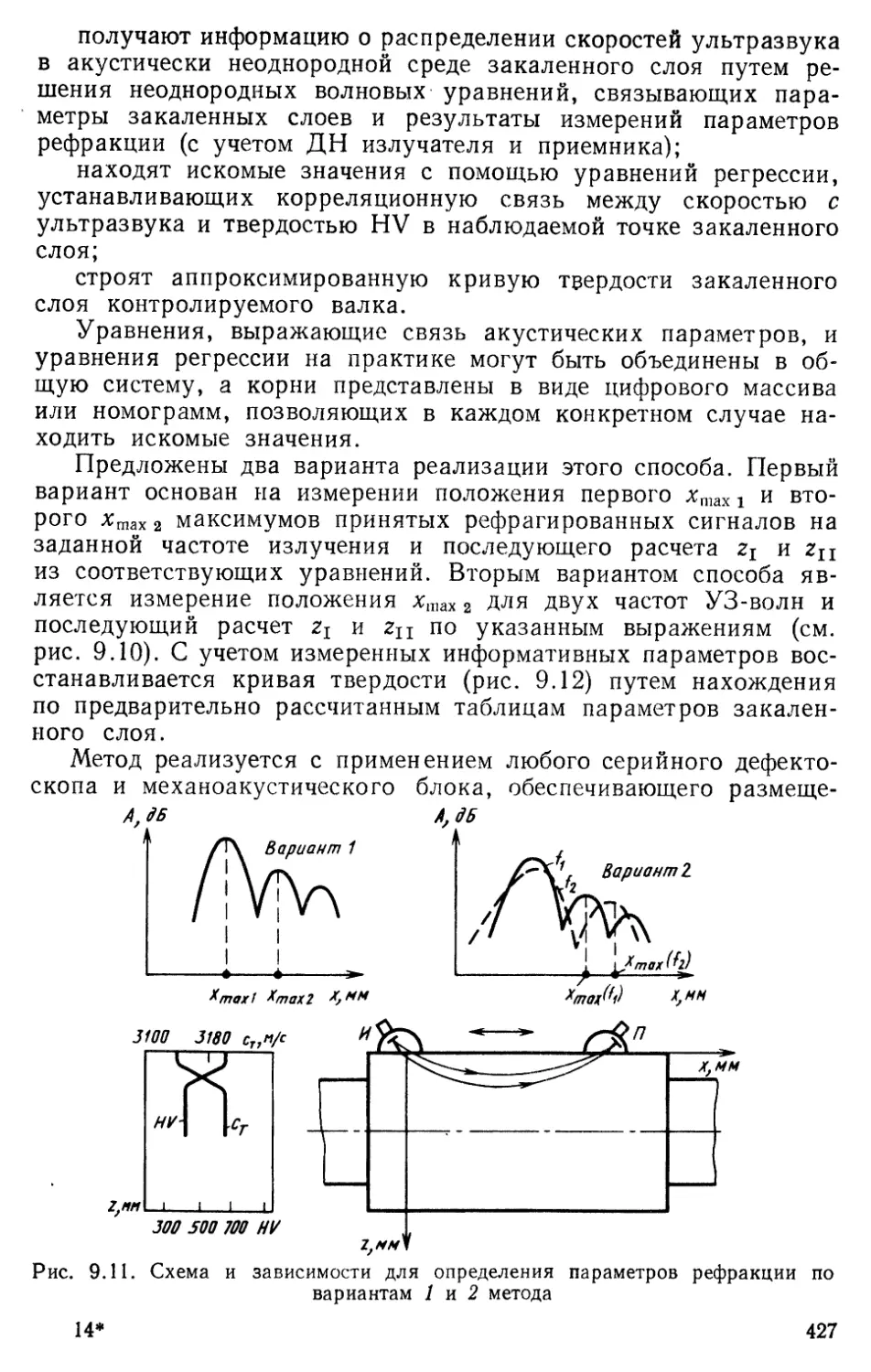
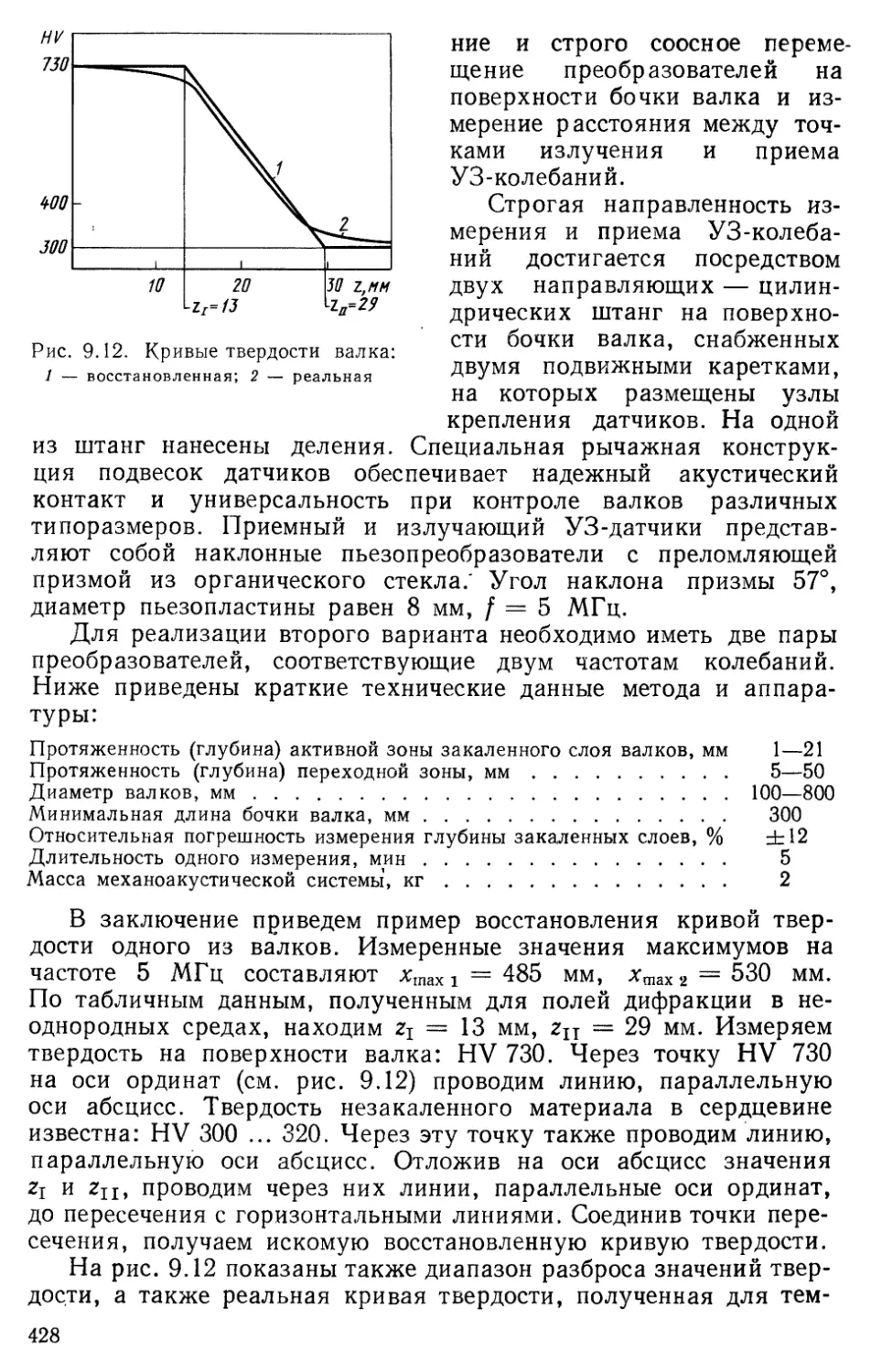
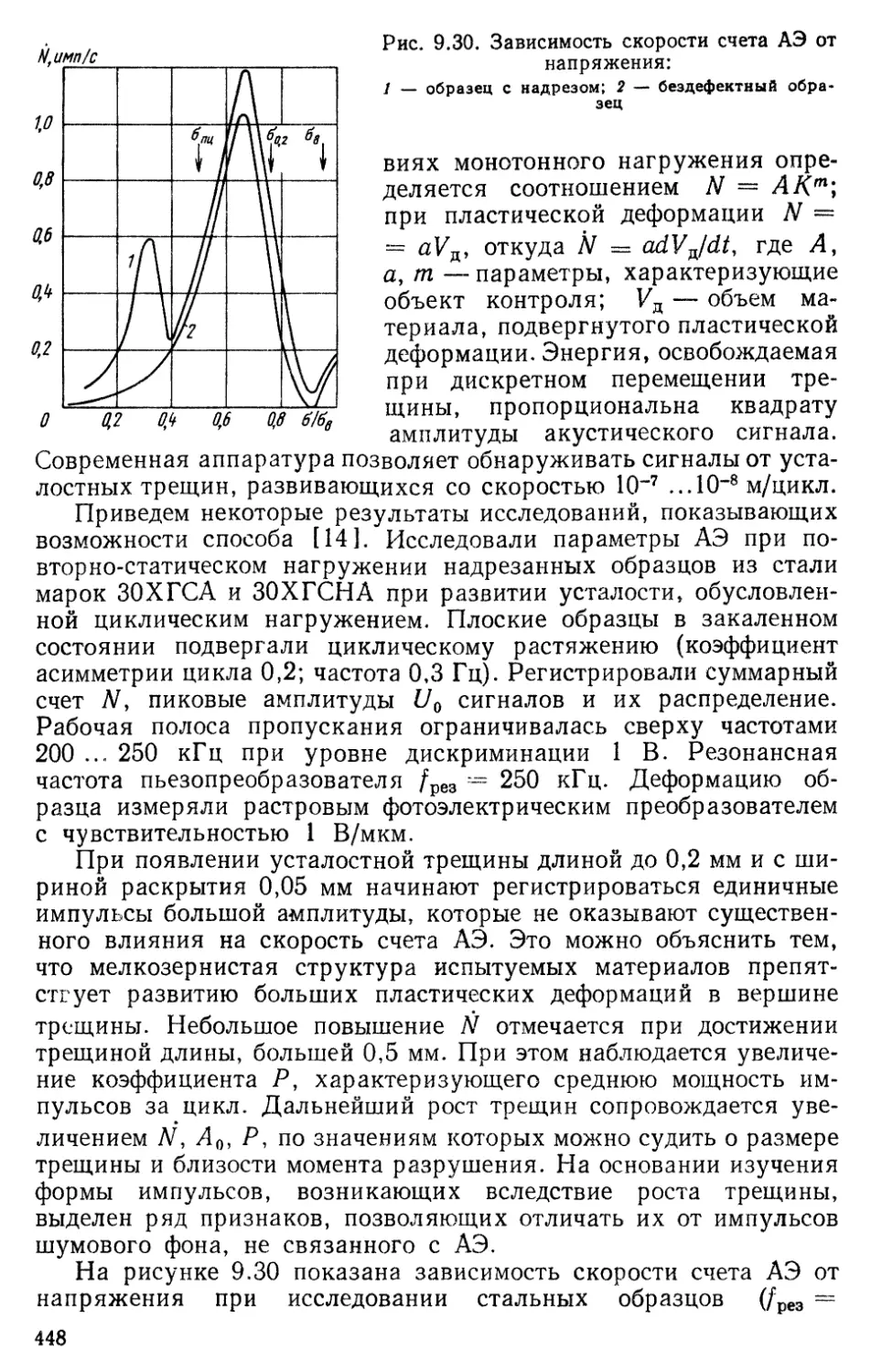
Текст
МЕТОДЫ
АКУСТИЧЕСКОГО
КОНТРОЛЯ
МЕТАЛЛОВ
•Машиностроение*
МЕТОДЫ
АКУСТИЧЕСКОГО
КОНТРОЛЯ
МЕТАЛЛОВ
Москва
•Машиностроение*
1989
ББК 34.2-7в
М54
УДК [620.113.004.14 : 620.179.16 : 669] : 658.562.012.7
Авторы: Н. П. Алешин, В. Е. Белый, А. X. Вопилкин, А. К. Вощанов,
И. Н. Ермолов, А. К. Гурвич
Рецензент д-р техн, наук В. С. Ямщиков
Методы акустического контроля металлов/Н. П. Алешин,
М54 В. Е. Белый, А. X. Вопилкин и др.: Под ред. Н. П. Але-
шина. — М.: Машиностроение, 1989. —456 с.; ил.
ISBN 5-217-00492-4
Изложены теоретические и практические основы важнейших методов
акустического контроля. Рассмотрено применение акустических методов
при дефектоскопии, измерениях (при одностороннем доступе) и контроле
физико-механических свойств металлов.
Для инженеров-конструкторов и технологов заводов и КБ отраслей
машиностроения, занимающихся вопросами акустического контроля изде-
лий, а также для инженерно-технических работников служб технического
контроля и Госприемки.
2704010000—122
038(01)—89
122—89
ББК 34.2-7в
ISBN 5-217-00492-4 ’ © Издательство «Машиностроение», 1989
ПРЕДИСЛОВИЕ
Ультразвуковая дефектоскопия как самостоятельная область
науки зародилась в нашей стране. В 1928 г. чл.-кор. АН СССР
С. Я. Соколов сформулировал основные принципы ультразвуко-
вой дефектоскопии, а в середине 50-х годов этот прогрессивный
метод стали применять для окончательной оценки качества про-
дукции. К настоящему времени в передовых капиталистических
странах и в ряде отраслей нашей страны (энергетическом машино-
строении, судостроении, химическом машиностроении, на желез-
нодорожном транспорте) ультразвуковой * контроль составляет
70 ... 80 % среди других методов неразрушающего контроля бла-
годаря высокой чувствительности и достоверности обнаружения
наиболее опасных дефектов типа трещин и непроваров, высокой
производительности и оперативности, отсутствию вредного воздей-
ствия на организм человека и окружающую среду, возможности
проведения контроля непосредственно на рабочих местах без
изменения технологического процесса, низкой стоимости.
За последние годы советскими учеными получены весьма
интересные результаты, связанные с решением задач дифракции
и установления закономерностей распространения ультразвука
в анизотропных средах. Это существенно расширяет области
применения ультразвукового контроля и повышает его информа-
тивность и достоверность.
Автоматизация и визуализация ультразвукового контроля
не только повышают производительность труда, но и позволяют
получать объективную картину качества изделия.
Основная цель книги — обобщить последние достижения,
в первую очередь советских специалистов, в области ультразвуко-
вой дефектоскопии, а также в доступной для широкого круга
читателей форме при минимуме математического аппарата дать
основы акустических методов и области их рационального при-
менения.
В книге впервые изложены теоретические и практические
аспекты дифракции, рефракции и поляризации. Проанализирован
системный подход распознавания образа дефектов на основании
применения различных физических свойств акустического поля.
Всесторонне рассмотрено влияние анизотропии свойств на пара-
метры ультразвукового контроля.
Впервые подробно описаны конструкции и особенности исполь-
зования раздельно-совмещенных преобразователей различных
типов.
Систематизированы структурные схемы установок автоматизи-
рованного ультразвукового контроля поковок, листов, заготовок,
сварных швов; кратко описаны установки активного контроля.
Книга предназначена для инженерно-технических работников,
разрабатывающих технологию и оборудование ультразвукового
контроля, и может быть полезна специалистам, занимающимся
переподготовкой и повышением квалификации инженерных кадров.
3
Глава 1
АКУСТИЧЕСКИЕ ВОЛНЫ
1.1. ТИПЫ АКУСТИЧЕСКИХ ВОЛН
Акустические колебания и волны. Акустические колебания —
это механические колебания частиц упругой среды, а акустиче-
ские волны — процесс распространения в этой среде механиче-
ского возмущения (табл. 1.1) [70].
При контроле применяют колебания ультразвукового и зву-
кового диапазона частотой от 50 Гц до 50 МГц. Интенсивность
этих колебаний обычно невелика — не более 0,1 кВт/см2. Коле-
бания происходят в области упругих деформаций среды, где
напряжения и деформации связаны пропорциональной зависи-
мостью (область линейной акустики).
Акустические величины. Акустические волны в жидкостях
или газах характеризуются одной из следующих величин: измене-
нием давления р, смещением и частиц из положения равновесия,
скоростью v колебательного движения, потенциалом <р смещения
или колебательной скорости [39]. Следует отличать изменение
давления (в дальнейшем просто давление), связанное с распростра-
нением акустических волн, от среднего давления в среде. Все
перечисленные величины взаимосвязаны: v = grad <р, у = duldt,
р = —р (дср/д/), где t — время; р — плотность среды.
Таблица 1.1
Диапазоны частот акустических колебаний и волн
Колебания и волны Качественное определение Диапазон частот, Гц
физический условный
Инфразвук Звук Ультразвук Гиперзвук Ниже диапазона слышимости Диапазон слышимо- сти Выше диапазона слышимости Длина волны мень- ше длины свобод- ного пробега моле- кул воздуха До 16 ... 25 От 16 ... 25 до (15 ... 20) 103 От (15 ... 20) 103 до 109 Выше До 20 20 ... 20-10» 20-10» ... 10» 10»
4
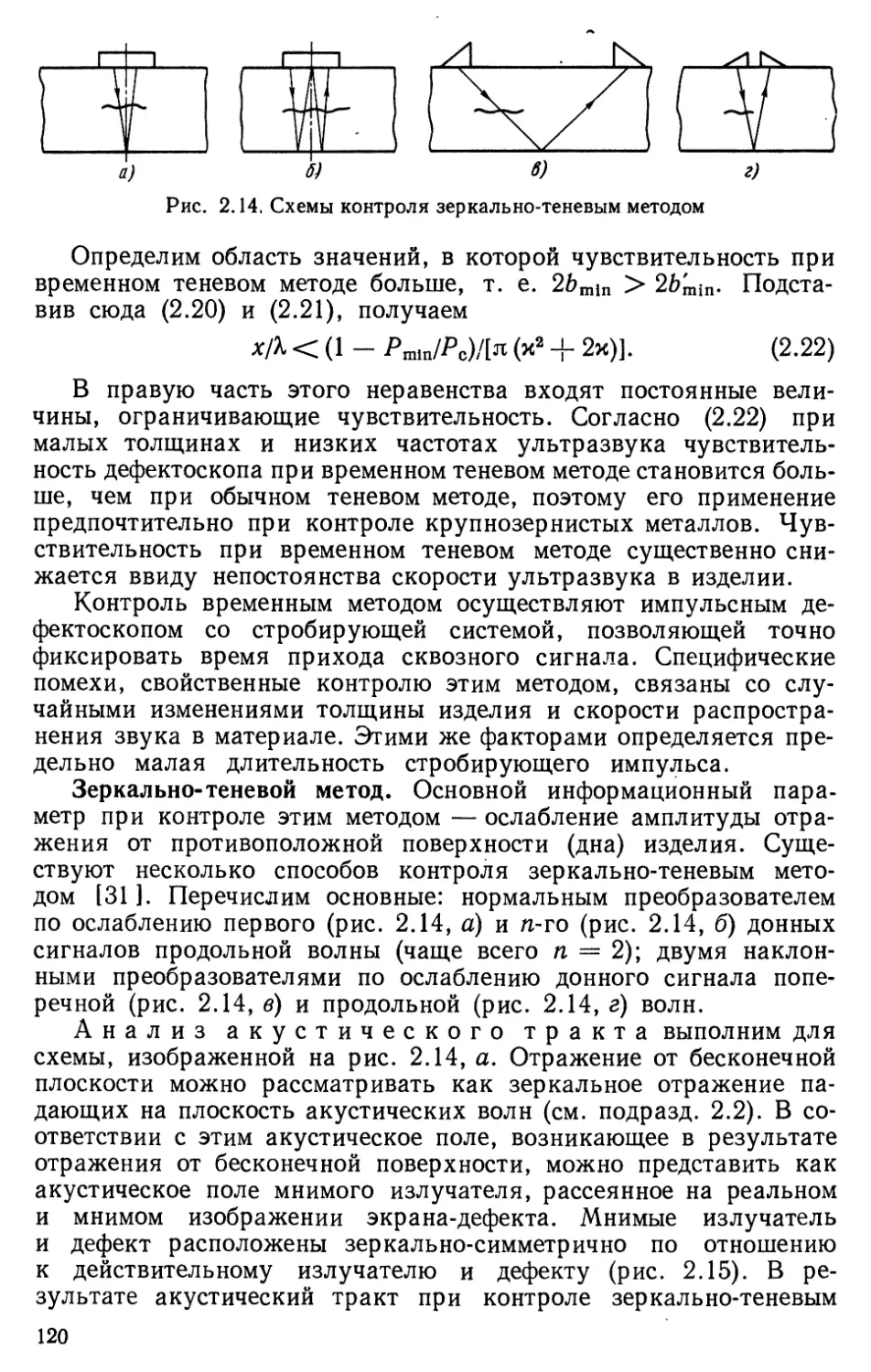
В твердых телах акустическое
поле гораздо сложнее, чем в жид-
костях и газах, потому что твердые
тела характеризуются не только
упругостью объема, как жидкости
и газы, но также упругостью формы
(сдвиговой упругостью). На рис. 1.1
показаны напряжения, возникающие
в элементарном объеме твердого тела
в напряженном состоянии. Кроме
нормальных (растяжения или сжа-
тия) Гхх, Туу и Tzz существуют
касательные напряжения Тху, Tyz
и др. Напряженное состояние твер-
напряжений
дого тела, таким образом, определяется тензором, образованным
девятью компонентами Тih.
Аналогично компонентам тензора напряжений записывают
компоненты &ih тензора деформаций. Величина 8 = ехх +
+ Еуу + &zz характеризует изменение объема элементарного
куба dx dy dz. Для жидкостей и газов деформации сдвига &ih (i^=k)
отсутствуют, а деформации растяжения-сжатия по всем напра-
влениям одинаковы.
Упругость твердого тела. Согласно закону Гука между напря-
жениями и деформациями существует пропорциональная зависи-
мость. Для изотропного тела связь между компонентами тензо-
ров Tih и zih дается шестью уравнениями. При этом вводят две
упругие постоянные: модуль нормальной упругости Е (при осе-
вом растяжении-сжатии) и модуль сдвига G. Вместо модулей Е
и G вводят другую пару констант, например постоянные Ламе Л
и р, модуль объемного сжатия К и коэффициент Пуассона v.
Для различных направлений в кристаллах упругие константы
различны. Максимально возможное число независимых упругих
констант равно 21, но наличие симметрии кристаллов уменьшает
это число до 3 ... 18 для кристаллов разных классов.
Для жидкостей и газов G = 0, v = 0,5. В качестве единствен-
ной упругой константы часто используют коэффициент объемного
сжатия К = Е = Л.
Пропорциональная зависимость между напряжением и дефор-
мацией является первым приближением точной зависимости.
Во втором приближении, учитывая квадрат деформации, вводят
три дополнительные константы. Это коэффициенты при членах,
соответствующих квадрату объемной деформации, квадрату де-
формации сдвига и их произведению. Существуют несколько си-
стем записи уравнений и соответственно разные системы кон-
стант. Чаще всего используют коэффициенты Мурнагана,
В выражение для определения энергии твердого тела при
пропорциональной связи напряжений и деформаций входит де-
формация в квадрате с соответствующими коэффициентами, а с уче-
5
том более точной зависимости появляется деформация в третьей
степени. По этой причине обычные упругие константы иногда
называют постоянными 2-го порядка, а коэффициенты Мурнагана
или другие системы констант — постоянными 3-го порядка.
Волновое уравнение — дифференциальное уравнение 2-го по-
рядка, описывающее связь изменения смещения или другой аку-
стической величины во времени и пространстве. Для изотропного
твердого тела оно имеет вид
pd2u/d/2 = (Л + р) grad div u -|- рА и. (1.1)
Если принять р = 0 и считать смещения их = иу = uz = и
одинаковыми по всем направлениям, уравнение (1.1) переходит
в волновое уравнение для жидкости или газа:
d2u/dt2 = с2 (1.2)
где с = УЛ/р — скорость звука в среде.
Такие же уравнения справедливы для других величин (давле-
ния, потенциала и т. д.), характеризующих изменение свойств
среды.
Характеристики волнового процесса. Рассмотрим основные
характеристики волнового процесса на основе решения наиболее
простого уравнения (1.2), записанного для потенциала ср:
d2qldt2 = с2 Аф. (1.3)
Для простоты будем считать, что функция ф зависит только
от координаты х, т. е. Аф = д2ф/дх2. Тогда
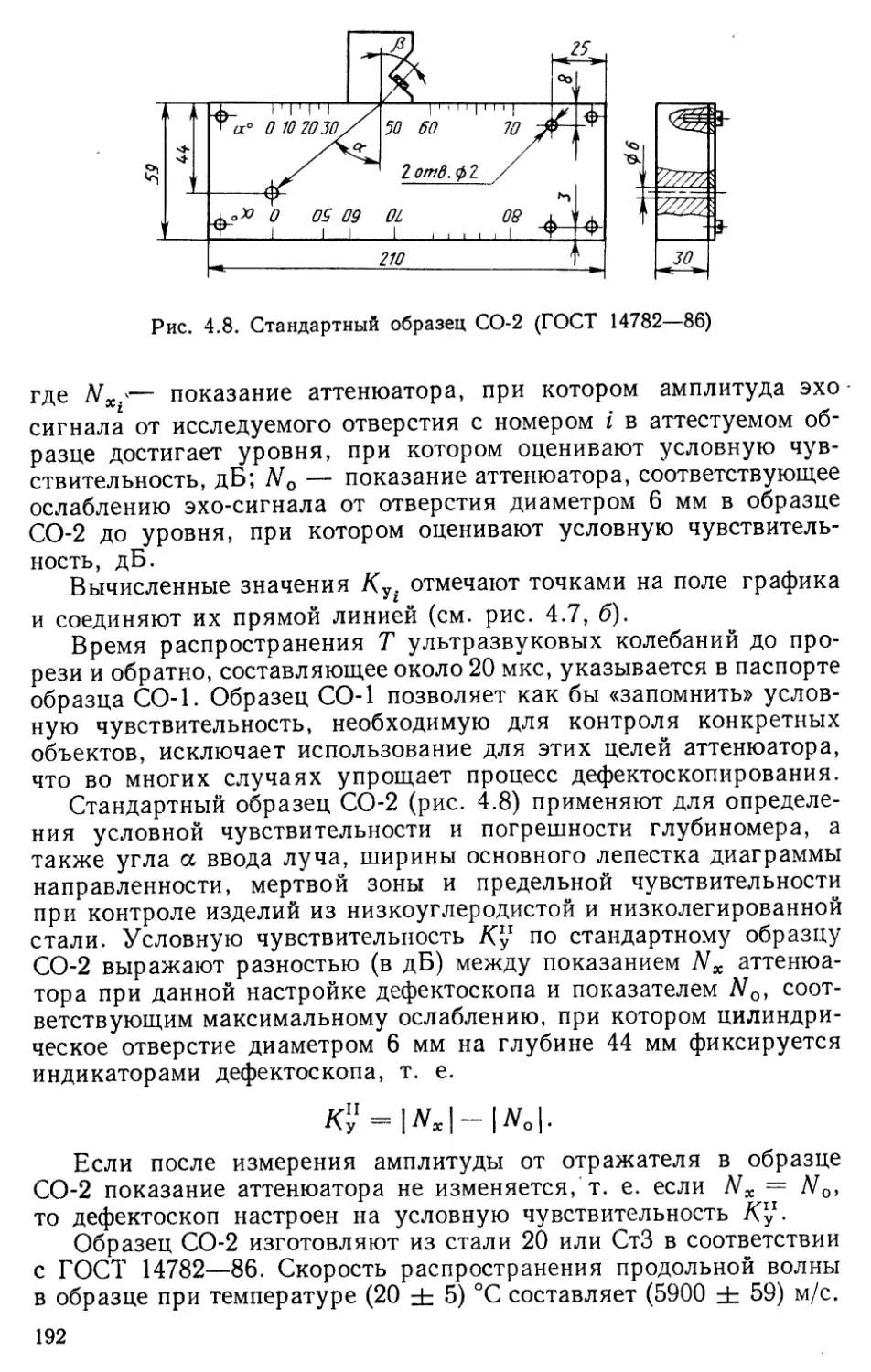
d2cpldt2 = c2d2cpldx2.
Согласно теории дифференциальных уравнений в частных
производных решение такого уравнения имеет вид
ф = Ф1 (х — ct) + ф2 (х + ct),
где Ф1 и ф2 — произвольные, дважды дифференцируемые функции.
Первое слагаемое характеризует волну, распространяющуюся
вдоль оси х в положительном направлении, а второе — волну,
распространяющуюся в обратном направлении. Действительно,
если при t = 0 функция ф! в точке х = X имеет определенное
значение фг (X), то через время t функция фх примет такое же
значение в точке х = X + ct, т. е. возмущение распространяется
вдоль оси х со скоростью с. Мы, как правило, рассматриваем
прямую волну, поэтому перед t должен стоять знак минус, если
перед х стоит плюс.
Если распространяющаяся волна является гармонической, то
Ф — = ф cos [-~-(х — of)] = Фсо5(йх —со/), (1.4)
где Ф — амплитуда; со/с = k = 2л/Х — волновое число (% —
длина волны); kx — cat — фаза; со = 2л/ — угловая частота (/ —
частота колебаний).
6
Если х изменится на длину волны или t изменится на период
Т = 1//, то фаза изменится на 2л, следовательно, значение ко-
синуса сохранится.
Запишем уравнение гармонической волны иначе:
<р = Ке[Фе/(“)], (1.5)
где / = У—1; символ Re означает, что берется действительная
(реальная) часть комплексной функции, стоящей в квадратных
скобках.
Поскольку ela = cos а 4- / sin а, формулы (1.4) и (1.5) совпа-
дают. Обычно Re не пишут, а лишь подразумевают.
Уравнение гармонической плоской волны для случая произ-
вольного направления имеет вид
<р = Фе'<кг““/). (1.6)
В этой формуле кг = kxx + kyy + kzz — скалярное произведе-
ние радиуса-вектора г точки в пространстве на к = псо/с, где п —
единичный вектор, характеризующий направление волны, a kx,
— компоненты вектора к. Для плоской волны, распростра-
няющейся вдоль оси х, kx = k, ky == kz = 0; в результате полу-
чим формулу (1.5). Приведем соотношения основных величин,
характеризующих плоскую гармоническую волну:
v — /7?ф; р = /сорф; и = ф/с; р = реи. (1.7)
Оператор Лапласа А в уравнении (1.2) может быть представ-
лен как в прямоугольных, так и в цилиндрических или сфериче-
ских координатах. Соответственно решения уравнения (1.2) будут
описывать цилиндрические или сферические волны. Уравнение
гармонической сферической волны, распространяющейся из на-
чала координат, имеет вид
ф = фе,(кг~й)0/г, (1.8)
где kx = ky = kz, г — расстояние от начала координат.
Амплитуда волны уменьшается обратно пропорционально рас-
стоянию. При больших расстояниях г небольшую часть фронта
сферической волны можно рассматривать как локальную плоскую
волну. Для случая излучателя в виде сферы радиусом а < X,
пульсирующей по объему с постоянной частотой и амплитудой
колебательной скорости | у0 |, давление в расходящейся сфери-
ческой волне
р = ja21 vQ I pcoez (kr"°°/r. (1.9)
Звуковая энергия складывается из кинетической энергии дви-
жения частиц среды и внутренней энергии. Плотность кинетиче-
ской энергии равна 0,5р | и |2. Для бегущей волны плотность
внутренней энергии равна плотности кинетической энергии, по-
этому плотность звуковой энергии
W = ре | v |2 = | ри | = [ р |2/(рс).
7
Среднее по времени значение плотности потока энергии,
переносимой звуковой волной, называют интенсивностью (силой)
звука. Для плоской бегущей гармонической волны интенсивность
звука
J = 0,51 р \*1(рс) = 0,5рс | v |2. (1.10)
В сферической волне интенсивность звука убывает обратно
пропорционально квадрату расстояния:
J = 2 | р |2л2а4/(%2г2рс).
В СИ единицей звукового давления является Па, скорости —
м/с, интенсивности звука — Вт/м2. Однако в ультразвуковой
дефектоскопии чаще всего приходится сравнивать амплитуды,
реже — интенсивности акустических сигналов. Амплитуды и ин-
тенсивности сигналов изменяются в очень широких пределах,
поэтому для их сравнения используют логарифмические еди-
ницы — децибелы. Число децибел N, на которое сигнал интен-
сивностью J с амплитудой А отличается от некоторого исходного
уровня с интенсивностью Jo и амплитудой Ло,
N = 10 1g (J/Jo) = 20 1g (Л/А 0).
Здесь А может означать амплитуду акустического давления или
другой величины, характеризующей колебания.
При А > Л о число N имеет положительное значение, а при
Л < Ло — отрицательное. В работе [59, с. 189] приведена номо-
грамма перевода относительных величин (амплитуд сигналов)
в децибелы и обратно.
Продольные и поперечные волны. С помощью уравнения (1.1)
можно показать, что в неограниченной твердой среде существуют
волны двух типов, которые распространяются с разными скоро-
стями. Согласно векторному анализу любое векторное поле можно
представить в виде двух частей [2 ], одна из которых имеет ска-
лярный <р, а другая' векторный ф потенциалы:
u = Uj + = grad ф + rot ф,
причем
rotuz = 0; divuf = 0.
Подставив и в (1.1), получим уравнения, подобные (1.2):
d2uildt2 - с] Ди, = 0; с, = /(X + 2р,)/р; (1.11)
d2ut/d/2 — с2 Ди4 — 0; ct = У р/р. (1.12)
Из этих уравнений следует, что части вектора и распростра-
няются с разными скоростями сг и ct.
Волну, характеризующуюся иг, называют продольной волной
или волной расширения-сжатия. Первый термин объясняется
совпадением направления колебаний в волне с направлением рас-
8
пространения волны. Это следует из формулы связи скалярного
потенциала со смещением
иг = п[5<р(ВгЖ],
где и — вектор, указывающий направление распространения
волны; 1-г = гп— cf/ — фаза колебаний [см. (1.4)].
Плоскую продольную волну вдоль оси х описывает уравнение
W £ — L/ ,
где Ux — амплитуда колебаний вдоль оси х.
Второе название волны объясняется тем, что уравнение, ана-
логичное (1.11), справедливо для объемного расширения, т. е.
оно распространяется со скоростью продольной волны.
Волну, характеризующуюся ut, называют поперечной или
волной сдвига. Вектор связан с векторным потенциалом фор-
мулой
и, = пх[дф Од|г],
где — гп — ctt, т. е. направление колебаний перпендикулярно
направлению распространения волны.
Плоскую поперечную волну вдоль оси х описывает уравнение
и, =
т. е. колебания направлены вдоль оси у (или z), а волна бежит
вдоль оси х.
Второе название связано с тем, что для нее единственно воз-
можным видом деформации (при отсутствии расширения-сжатия)
является сдвиг.
Отношение скоростей продольной и поперечной волн зависит
от коэффициента Пуассона среды. Поскольку для металлов v «
0,3, получим ctlct ж 0,55 (табл. 1.2). Скорости продольной
и поперечной волн можно использовать как пару упругих кон-
стант вместо модулей упругости. При экспериментальном опреде-
лении упругих констант следует иметь в виду, что значения, по-
лученные при статических испытаниях, соответствуют изотерми-
ческим условиям, а при акустических (вычисление Е и G с учетом
скоростей сг и ct) — адиабатическим. Отличие составляет около
0,2 %.
Если поперечная волна распространяется в безграничной
изотропной среде, все направления поперечных колебаний рав-
ноправны. Если имеется ограничивающая поверхность, например
поверхность среды, под углом к которой распространяется попе-
речная волна, или поверхность дефекта, на который она падает,
то становится существенным вопрос о направлении колебаний
в поперечной волне по отношению к этой поверхности. Волну,
направление колебаний в которой параллельно ограничивающей
поверхности, называют горизонтально поляризованной или SH-
волной. Если колебания происходят в плоскости, перпендикуляр-
9
о
Таблица 1.2
Типы волн в твердом теле
Волны Характеристика Среда распространения Скорость распространения
Продольные (расширения- сжатия) Поперечные (сдвига) Колебания в направлении рас- пространения волны Колебания перпендикулярно на- правлению распространения вол- ны Безграничное твердое тело То же Ol Ct ж
Поверхностные (Релея) Эллиптические колебания частиц вблизи поверхности Поверхность полубезгра- ничного тела с8 ж 0$3ct ж 0,51с;
Головные (вытекающие) То же. Волны затухают вдоль поверхности, порождая попереч- ные волны То же Q
Нормальные несимметрич- ные (Лэмба) Изгиб пластины со сдвигом Бесконечная пластина тол- щиной h Сра0 -> 0 при hlh~+ 0
Нормальные симметричные (Лэмба) Продольные колебания с изме- нением поперечных размеров То же OpsQ « при hlK < 1
Поперечные нормальные (ва- риант волн Лява) Поперечные колебания в напра- влении, параллельном поверх- ности слоя (пластины) То же cpt ct ПРИ -> 0
Изгиба Изгиб стержня со сдвигом Бесконечный стержень диа- метром d ОЪац 0 при d/k -> 0
Расширения-сжатия Продольные колебания с изме- нением поперечных размеров То же ObSQ ж при d/k «С 1
Крутильные Вращение элементов вокруг оси стержня, трубы Бесконечный стержень или труба Obr = ot
ной разделяющей поверхности, такую волну называют верти-
кально поляризованной или SV-волной. Волны этого типа гораздо
чаще применяют при контроле, поэтому, если не сделано специ-
альной оговорки, под поперечной будем подразумевать SV-волну.
Направление колебаний в волне, перпендикулярное или парал-
лельное поверхности, называют соответственно SV- и S/7-поля-
ризацией.
Продольную волну обычно возбуждают с помощью преобразо-
вателя с пластиной, колеблющейся по толщине (см. подразд. 1.3).
Поперечную SV-волну, как правило, возбуждают путем трансфор-
мации продольной волны, падающей из внешней среды и прелом-
ляющейся на поверхности твердого тела (см. подразд. 1.2). S//-
волну таким способом получить невозможно, поскольку в падаю-
щей продольной волне отсутствует составляющая, перпендикуляр-
ная плоскости падения. Именно трудность возбуждения ограни-
чивает применение SH-волн. Эти волны возбуждают с помощью
электромагнитно-акустических преобразователей, а чаще — с по-
мощью пластины кварца Y-среза, приклеенной к поверхности
изделия (см. подразд. 1.3).
Продольные и поперечные волны (их обобщенное название —*
объемные волны) наиболее широко используют для контроля ма-
териалов. Эти волны лучше всего выявляют дефекты при нормаль-
ном падении на их поверхность. Отметим, однако, что дефекты,
расположенные вдоль направления продольных волн, не давая
обратного отражения, тем не менее приводят к сильному рассея-
нию этих волн. Это явление связано с возникновением на поверх-
ности таких дефектов специфических волн (см. подразд. 1.2).
Поверхностные волны. Вдоль поверхности твердого тела рас-
пространяются волны особого типа. Докажем существование не-
которых из них для ненагруженной (свободной) поверхности.
Априори предположим, что существует волна, бегущая вдоль
границы твердого тела х и состоящая из линейной комбинации
продольной и поперечной волн, амплитуды которых зависят от
глубины у проникновения под поверхность. Для этого скорости
продольной и поперечной волн должны быть равны cs1 волновое
число ks = 2л/cs.
Из двух граничных условий (на свободной поверхности нор-
мальные и касательные напряжения исчезают) найдем неизвест-
ные ks и отношение амплитуд этих волн. Для ks получим уравне-
ние 4-й степени с одним действительным положительным корнем,
наличие которого свидетельствует о том, что сделанное априори
предположение верно, т. е. искомая волна существует. Симме-
тричный ему отрицательный корень соответствует волне, бегущей
в отрицательном направлении оси х.
Приближенная формула для вычисления соответствующего
указанному корню значения скорости поверхностной волны (или
волны Релея) при v = 0,3 имеет вид
cs - ct (0,87 + 1,12v)/( 1 + v) 0,93с,.
11
I
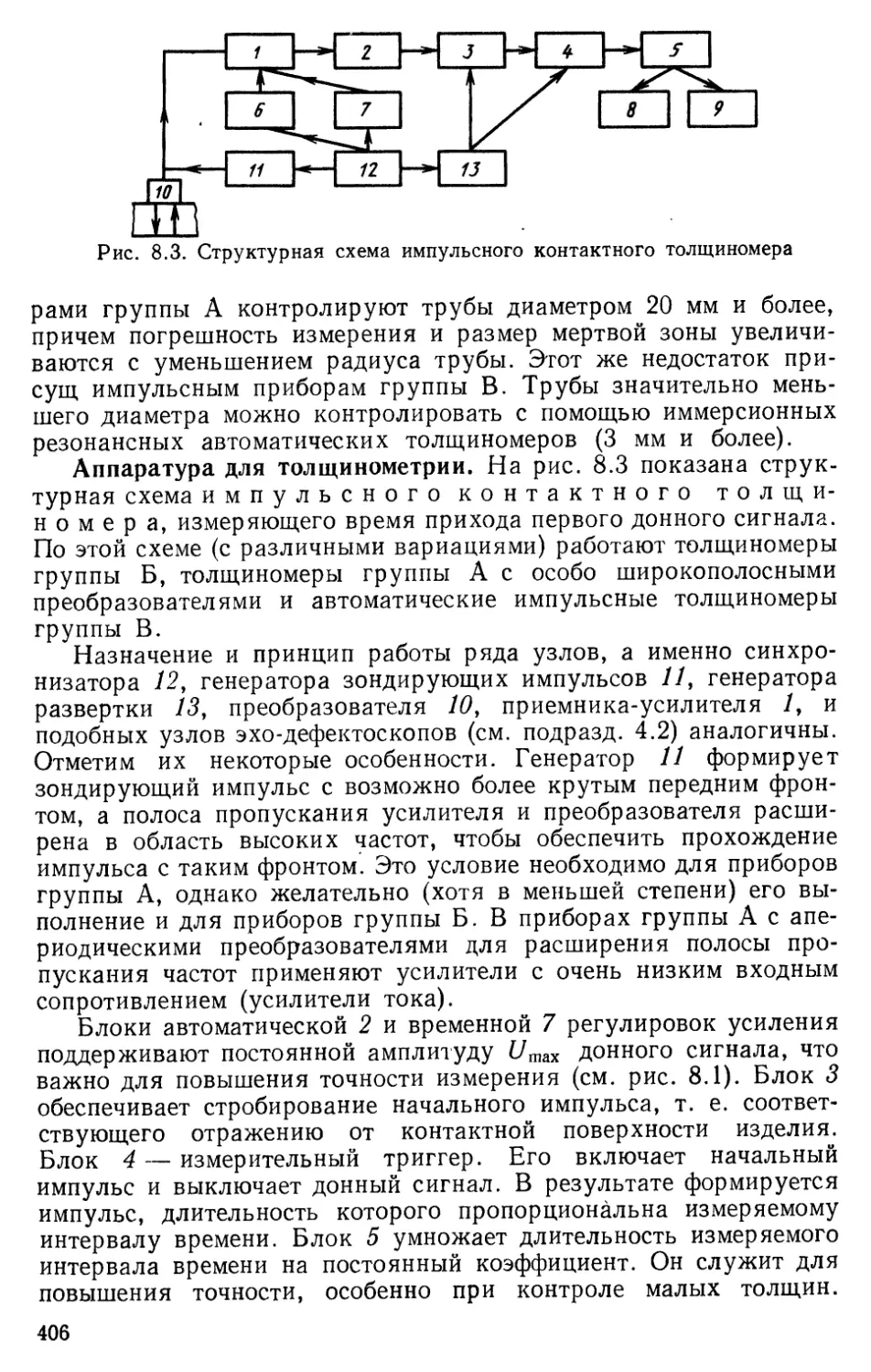
Отсутствие мнимой части корня указывает на слабое затуха-
ние поверхностной волны: оно вызывается только обычным/зату-
ханием объемных волн. В результате волна Релея способна рас-
пространяться на большое расстояние вдоль поверхности твердого
тела. Ее проникновение внутрь тела невелико; на глубин? длины
волны интенсивность звука составляет около 5 % интенсивности
на поверхности тела (волна с SV-поляризацией). При распростра-
нении поверхностной волны частицы тела движутся, вращаясь
по эллипсам с большой осью, перпендикулярной границе. Вытя-
нутость эллипса с глубиной увеличивается.
Волна, подобная волне Релея, может распространяться не
только вдоль плоской, но и вдоль искривленной поверхности.
На вогнутых участках поверхности она подвержена дополнитель-
ному затуханию; вследствие излучения энергии в глубь изделия
появляется мнимая часть корня ks. Если две поверхности образуют
двугранный угол, то поверхностная волна, распространяясь
вдоль одной из них и дойдя до ребра, частично отразится, частично
перейдет на другую поверхность, а частично трансформируется
в волны других типов. Например, при двугранном угле, равном
90°, в стальном образце отразится примерно 37 % интенсивности
падающей волны, пройдет 51 %, а трансформируется 12 %.
Волны Релея не могут существовать на поверхности жидкости,
потому что в ней нет поперечных волн, необходимых для фор-
мирования поверхностной волны. На поверхности жидкости на-
блюдаются волны, связанные с гравитационными силами и силами
поверхностного натяжения.
Поверхностную волну обычно возбуждают с помощью продоль-
ной волны, падающей из внешней среды на поверхность твердого
тела на ограниченном по длине участке поверхности. Угол Р
падения определяют из уравнения sin р = cQ/cs, где cQ — скорость
волны во внешней среде. Поверхностную волну успешно приме-
няют для выявления дефектов вблизи поверхности изделия. Она
избирательно реагирует на дефекты в зависимости от глубины их
залегания. Дефекты, расположенные на поверхности, дают макси-
мальное отражение, а на глубине, большей длины волны, практи-
чески не выявляются.
Характеристическое уравнение для ks имеет еще одну пару
корней [18]. Если коэффициент Пуассона материала больше 0,26,
то один из этих корней комплексный с положительными действи-
тельной и мнимой частями: ks = k' + jk". В результате уравнение
плоской волны запишется в виде е/*'*-*"*. Таким образом, дей-
ствительная часть ks характеризует фазовую скорость, а мнимая —
затухание волны вдоль поверхности. Фазовая скорость близка
к скорости продольной волны, но несколько отличается от нее,
например для железа фазовая скорость равна 1,035сг, т. е. больше
скорости продольной волны. Мнимая часть корня k" для железа
равна 0,09£г; в результате амплитуда волны ослабляется в е раз
на расстоянии 1,75Х. Ослабление связано с тем, что в каждой точке
12
Рис. 1.2. Вытекающая
волна и порождаемые ею
поперечные волны (штри-
ховые линии — фронты
волн)
поверхности порождаются поперечные
волны под углом к поверхности. Это так
называемые боковые волны. При рас-
пространении волны частицы тела дви-
жутся^ вращаясь по эллипсам, близким
к окружностям. Диаметр окружности
осциллирует с увеличением глубины.
Волна локализована в слое толщиной
около двух длин волн. Четвертый корень .
соответствует такой же волне, распростра-
няющейся в противоположном напра-
влении.
Рассмотренную волну называют вы-
текающей, ползучей либо поверхностно-
продольной. Боковая волна порождается
другой, как правило, более быстрой волной за пределами области
ее возможного существования (в данном случае вне границы по-
верхности). Проекция фазы боковой волны и фазовая скорость
порождающей волны совпадают (рис. 1.2). В связи с этим можно
рассчитать угол 0Ъ образуемый направлением боковой волны
и поверхностью (угол скольжения): sin (0,5л—0t) = ct/c^ где
св сг — скорость вытекающей волны.
При строгом решении задачи о возбуждении ультразвуковых
волн рассматривают граничные условия, согласно которым упру-
гие напряжения действуют на локальный участок свободной по-
верхности твердого тела [81]. Установлено, что возбуждаются
продольная и поперечная объемные волны, поверхностная и выте-
кающая волны, а также продольная и поперечные SV- и SH-
волны, распространяющиеся вдоль свободной поверхности. В де-
фектоскопии продольные и поперечные волны вдоль поверхности
называют головными. На практике головные волны возбу-
ждают с помощью наклонно падающей продольной волны
из внешней среды (призмы) на границу с контролируемым из-
делием под первым и вторым критическими углами (см. под-
разд. 1.2).
Скорости распространения головных волн равны скоростям
соответствующих объемных волн, в связи с чем в табл. 1.2 они
специально не выделены. Для этих волн характерны эллипти-
ческие колебания частиц. Амплитуда волн убывает обратно про-
порционально квадрату расстояния.
Более широкое применение, получили головные продольные
волны (далее под головной будем подразумевать именно про-
дольную волну). Практически эту волну трудно отличить от выте-
кающей: их скорости распространения и траектории колебаний
очень близки. Как и вытекающая волна, она порождает боковые
поперечные волны, отходящие под углом 0f к поверхности из
каждой ее точки. Более подробно свойства этих волн рассмотрены
в подразд. 1.2.
13
Головная волна «не реагирует» на поверхностные дефекты
и неровности поверхности глубиной меньше длины волны. В т/же
время с ее помощью можно обнаружить подповерхностные дефекты
в слое, начиная от глубины X до (3 ... 4) %. Ее применяют для кон-
троля дефектов под выпуклостью (валиком) сварного швА, на-
плавкой, резьбой [41]. Объемные поперечные волны вмешают
такому контролю, отражаясь от противоположной поверхности
изделия и давая ложные сигналы. В связи с этим минимальная
толщина изделий, контролируемых головными волнами,/ограни-
чивается 10 ... 20 мм. 7
При нагружении поверхности твердого тела жидкой/или твер-
дой средой возникают специфические волны [70]. Если твердое
тело граничит с жидкостью, скорость звука сж в которой меньше
cS9 то вдоль границы распространяется волна релееЬского типа
со скоростью, близкой к cs. Она порождает в жидкости боковую
волну и вследствие этого затухает. Для границы сталь—вода ее
амплитуда уменьшается в е раз на расстоянии 10Xs.
Вдоль границы распространяется также другая волна со ско-
ростью, меньшей сж. В твердом теле она локализована в тонком
слое толщиной 0,5Хж/л, а в жидкости — в слое толщиной, значи-
тельно большей Хж. Волну используют для контроля поверхности
твердых материалов иммерсионным способом. Подобно релеевской
волне, она очень медленно затухает с увеличением расстояния
вдоль границы.
Если между собой граничат две твердые среды, модули упру-
гости и плотности которых не сильно отличаются, то вдоль гра-
ницы распространяется волна Стоунли [18]. Она состоит как бы
из ^вух релеевских волн, существующих каждая в своей среде
и имеющих одинаковую скорость распространения, меньшую
скоростей объемных волн в обеих средах. В каждой среде волна
локализована в слое толщиной около длины волны и имеет S 7-по-
ляризацию. Иногда название волн Стоунли распространяют также
на предыдущий случай. Такие волны применяют для контроля
соединения биметаллов.
Волны с 57-поляризацией, подобные релеевским, распростра-
няются также на границе твердого полупространства с жидким
или твердым слоем. Энергия волн в этом случае распределяется
между средой и слоями, а фазовая скорость зависит от частоты
и толщины слоев (дисперсия скорости).
. Поверхностные волны с S/7-поляризацией относят к волнам
Лява. Простейшими волнами такого типа являются головные
поперечные S/f-волны, упомянутые ранее. Если на твердом
полупространстве имеется слой из твердого материала (часто
понятие волн Лява относят только к этому случаю), возникает
дисперсия скорости, т. е. скорость распространения зависит от
частоты и толщины слоя, подобно тому, как это рассмотрено
далее для слоя со свободными границами.
14
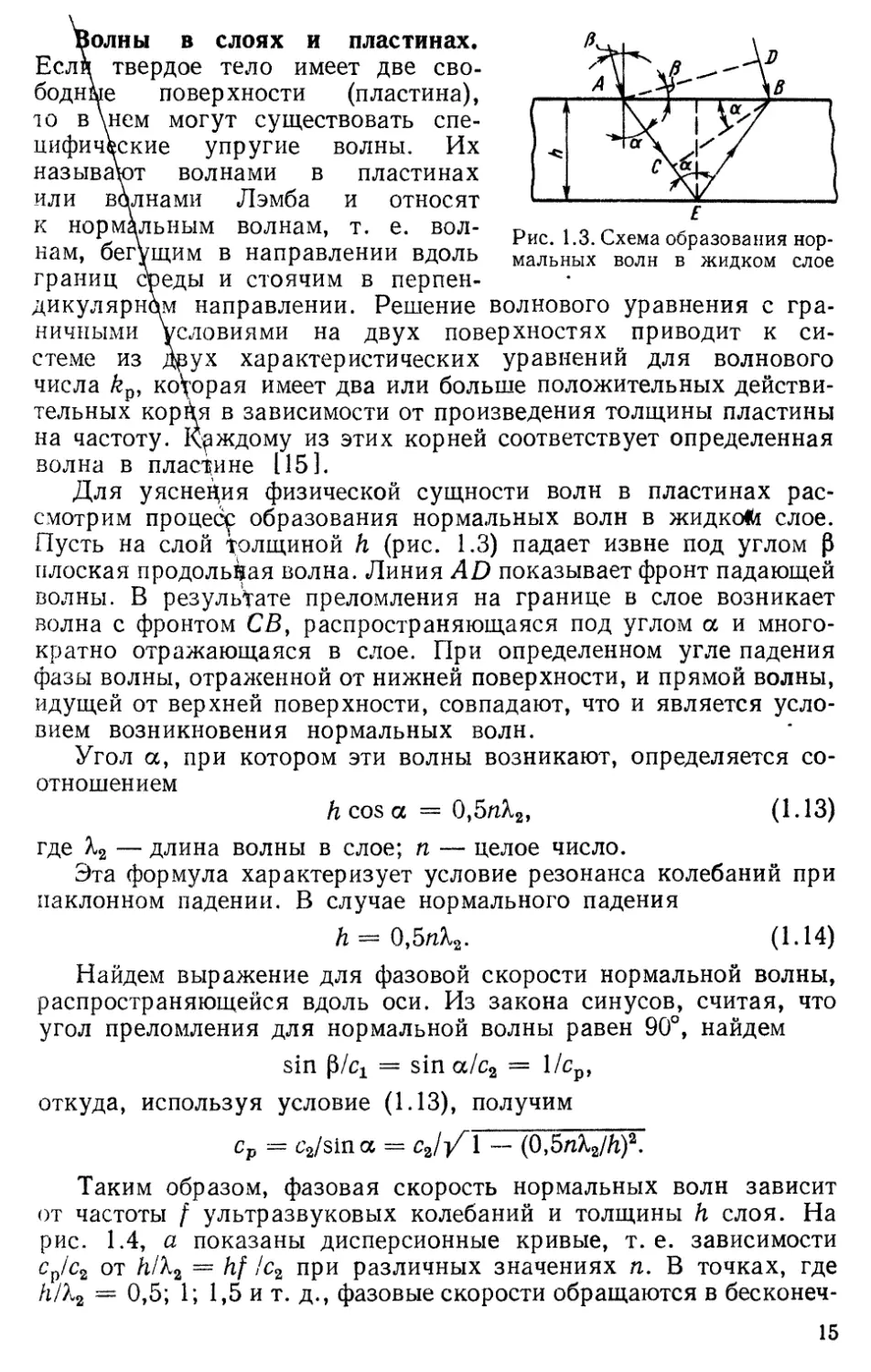
Есл
олны в слоях и пластинах,
твердое тело имеет две сво-
боднее поверхности (пластина),
ю в \нем могут существовать спе-
цифические упругие
волнами в
или волнами Лэмба
к нормальным волнам, т. е.
нам, бегущим в направлении вдоль
границ среды и стоячим в перпен-
дикулярном направлении. Решение
яичными словиями
стеме из
числа &р, которая имеет два или больше положительных действи-
тельных корйя в зависимости от произведения толщины пластины
на частоту. Каждому из этих корней соответствует определенная
волна в пластине 115].
Для уяснеДия физической сущности волн в пластинах рас-
смотрим процес^ образования нормальных волн в жидкой слое.
Пусть на слой толщиной h (рис. 1.3) падает извне под углом Р
плоская продольная волна. Линия AD показывает фронт падающей
волны. В результате преломления на границе в слое возникает
волна с фронтом СВ, распространяющаяся под углом а и много-
кратно отражающаяся в слое. При определенном угле падения
фазы волны, отраженной от нижней поверхности, и прямой волны,
идущей от верхней поверхности, совпадают, что и является усло-
вием возникновения нормальных волн.
Угол а, при котором эти волны возникают, определяется со-
отношением
называют
волны. Их
пластинах
и относят
вол-
слое
Рис. 1.3. Схема образования нор-
мальных волн в жидком
гра-
си-
волнового уравнения с
на двух поверхностях приводит к
ух характеристических уравнений для волнового
(1.13)
h cos а = 0,5пХ2,
где Х2 — длина волны в слое; п — целое число.
Эта формула характеризует условие резонанса колебаний при
наклонном падении. В случае нормального падения
h = 0,5пХ2.
(1.14)
Найдем выражение для фазовой скорости нормальной волны,
распространяющейся вдоль оси. Из закона синусов, считая, что
угол преломления для нормальной волны равен 90°, найдем
sin p/q = sin а/с2 = 1/ср,
откуда, используя условие (1.13), получим
ср -= = с3/)/ 1 — (0,5nX2//i)2.
Таким образом, фазовая скорость нормальных волн зависит
от частоты f ультразвуковых колебаний и толщины h слоя. На
рис. 1.4, а показаны дисперсионные кривые, т. е. зависимости
ср/с2 от Л/Х2 == hf /с2 при различных значениях п. В точках, где
Ж2 — 0,5; 1; 1,5 и т. д., фазовые скорости обращаются в бесконеч-
15
a) f) I
Рис. 1.4. Дисперсионные кривые для волн в жидком слое (а)/и пластине (б)
ность. Это означает, что вся поверхность колеблется одновременно.
При Л/Х2 -> оо для всех значений п скорость нормальных волн
стремится к скорости с2 обычной волны. Волны с нечетными зна-
чениями п называют симметричными, так как движение частиц
в них симметрично относительно оси пластины. Волны с четными
значениями ti называют антисимметричными.
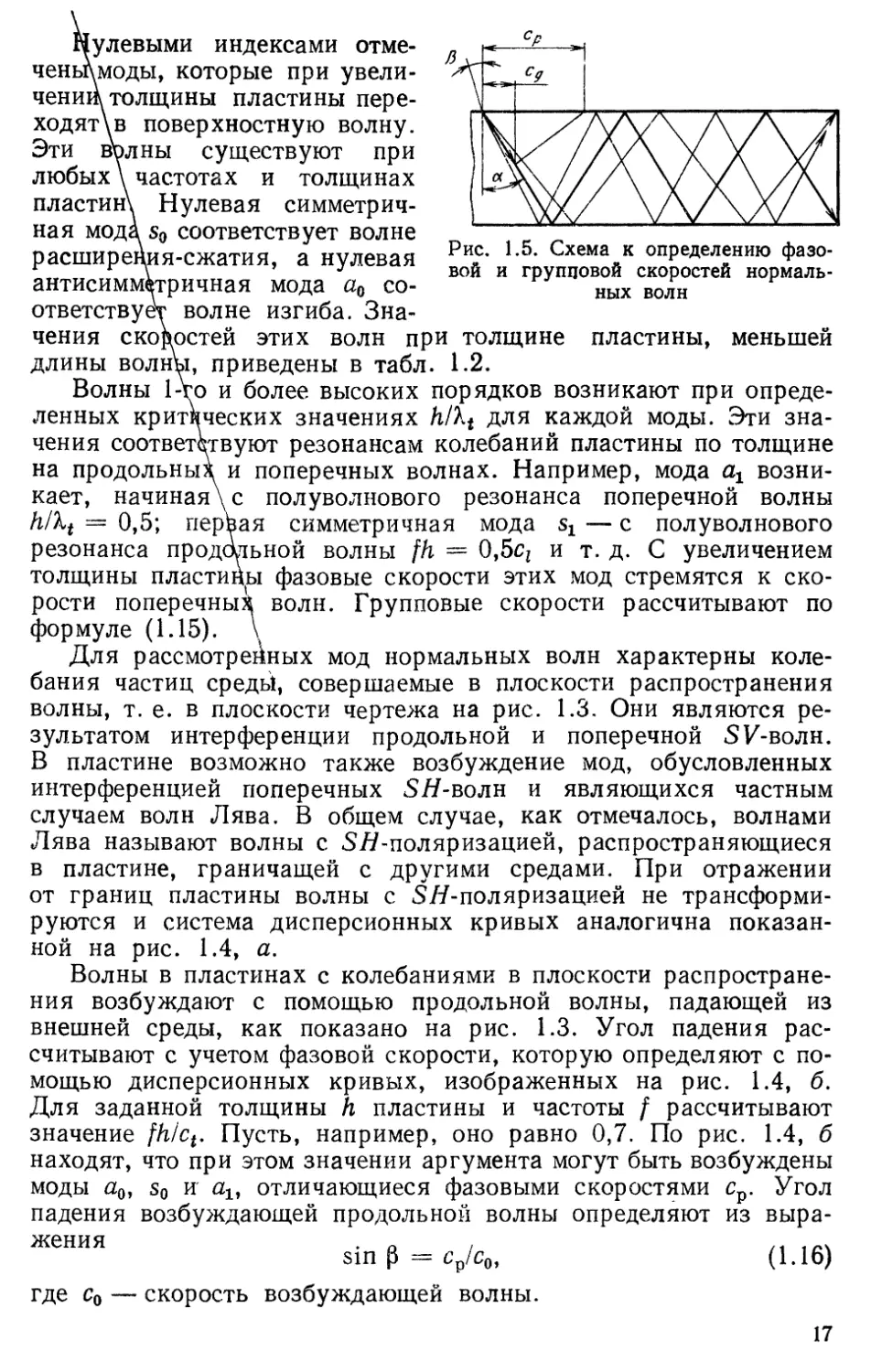
Известна [70] формула связи фазовой скорости ср с групповой
скоростью cg, определяющей распространение энергии или сиг-
нала в том же направлении:
J_____________________f dcP
cg ср с?р df
(1.15)
Выполнив с ее помощью вычисления, получим cg = с2 sin а.
Отсюда следует физический смысл понятия групповой скорости
для слоя (рис. 1.5): сигнал передается волной, распространяю-
щейся со скоростью с2 под углом к поверхности и многократно
отражающейся от поверхностей слоя.
Переходя к случаю твердого слоя, следует отметить, что
хотя сущность образования стоячих волн по толщине пластины
в результате многократного отражения объемных волн сохра-
нится, условия возбуждения нормальных волн очень усложняются
ввиду наличия в пластине продольных и поперечных волн. При
отражении эти волны частично трансформируются друг в друга;
фаза волны при отражении может меняться на число, не кратное л
(см. подразд. 1.2). На рис. 1.4, б показаны дисперсионные кривые
для фазовой скорости волн в пластинах из твердых материалов
с разными значениями коэффициента Пуассона v. Сплошными кри-
выми изображены антисимметричные, штриховыми — симметрич-
ные волны (моды). Для симметричных мод характерны колеба-
ния частиц, симметричные относительно центральной плоскости.
16
Рис. 1.5. Схема к определению фазо-
вой и групповой скоростей нормаль-
ных волн
Iдексами отме-
не при увели-
ластины пере-
летную волну,
чествуют при
и толщинах
я симметрич-
*тствует волне
ля, а нулевая
I мода со-
г изгиба. Зна-
этих волн при толщине пластины, меньшей
введены в табл. 1.2.
более высоких порядков возникают при опреде-
<их значениях для каждой моды. Эти зна-
ют резонансам колебаний пластины по толщине
поперечных волнах. Например, мода возни-
полуволнового резонанса поперечной волны
1Я симметричная мода — с полуволнового
[ьной волны fh = 0,5сг и т. д. С увеличением
ы фазовые скорости этих мод стремятся к ско-
рости поперечных волн. Групповые скорости рассчитывают по
формуле (1.15). \
Для рассмотренных мод нормальных волн характерны коле-
бания частиц средь!, совершаемые в плоскости распространения
волны, т. е. в плоскости чертежа на рис. 1.3. Они являются ре-
зультатом интерференции продольной и поперечной SV-волн.
В пластине возможно также возбуждение мод, обусловленных
интерференцией поперечных S/f-волн и являющихся частным
случаем волн Лява. В общем случае, как отмечалось, волнами
Лява называют волны с S/7-поляризацией, распространяющиеся
в пластине, граничащей с другими средами. При отражении
от границ пластины волны с S./7-поляризацией не трансформи-
руются и система дисперсионных кривых аналогична показан-
ной на рис. 1.4, а.
Волны в пластинах с колебаниями в плоскости распростране-
ния возбуждают с помощью продольной волны, падающей из
внешней среды, как показано на рис. 1.3. Угол падения рас-
считывают с учетом фазовой скорости, которую определяют с по-
мощью дисперсионных кривых, изображенных на рис. 1.4, б.
Для заданной толщины h пластины и частоты f рассчитывают
fh!ct. Пусть, например, оно равно 0,7. По рис. 1.4, б
что при этом значении аргумента могут быть возбуждены
s0 и аъ отличающиеся фазовыми скоростями ср. Угол
возбуждающей продольной волны определяют из выра-
sin р = б’р/с0, (1.16)
где с0 — скорость возбуждающей волны.
значение
находят,
моды а0,
падения
жени я
17
Фронт падающей возбуждающей волны, как и протяженность
участка ввода, ограничен. Согласно рассмотренной схеме Обра-
зования нормальных волн (см. рис. 1.3) для возбуждения/волн
необходимо, чтобы протяженность фронта волны в слое/ была
больше AD, в противном случае интерференции волн в т/чке В
не произойдет. f
При импульсном характере возбуждающей волны простран-
ственная длительность импульса тс2 должна быть больше разности
путей А ЕВ и ЛС. В противном случае импульсы, прошедшие
разные пути, не совпадут по времени и интерференции также
не произойдет, т. е. стоячей волны в поперечном сечении/пластины
не возникнет. Способы возбуждения волн с 5Я-поляризацией
рассмотрены в подразд. 1.3. /
Нормальные волны распространяются в пластину как в вол-
новоде па большие расстояния. Их успешно приметают для кон-
троля листов, оболочек, труб толщиной 3 ... 5 мм и менее. Изме-
нение сечения волновода, появление в нем неоднородностей
(дефектов) обусловливает отражение нормальных/волн. Следует
отметить, что изменение условий распространена волн в волно-
воде будет вызываться не только поперечными, нр и продольными
дефектами, например расслоениями, расположенными вдоль на-
правления распространения волны. Напомним,/что дефекты, рас-
положенные вдоль направления распространения волн, объем-
ными волнами выявляются плохо. Эта особенность нормальных
волн весьма полезна при дефектоскопии листов.
Распределение смещений и напряжений по сечению пластины
в нормальной волне неравномерно. Имеются плоскости, параллель-
ные поверхности пластины, в которых напряжения обращаются
в нуль. Расслоения, расположенные вдоль этих плоскостей,
плохо выявляются, так как граничное условие на поверхности
дефекта (напряжения равны нулю) в этом случае выполняется и
при отсутствии дефекта. Для более надежного выявления дефек-
тов, особенно расслоений, по всему сечению пластины контроль
следует вести двумя модами нормальных волн, подобранными
так, чтобы по всему сечению пластины напряжения для этих мод
не обращались* в нуль одновременно.
Проследим, как происходит преобразование волн Релея в ну-
левую моду волн Лэмба с уменьшением толщины пластины [18].
Предположим, что в пластине толщиной h, большей длины волны,
волна Релея возбуждается на верхней поверхности. Оказывается,
пройдя путь
L = 0,463Х8 ехр (2,31Ж)
(Хя —длина поверхностной волны), волна перейдет на нижнюю
поверхность пластины. Переход совершается постепенно. Затем
через интервал 2L она вновь возвратится на верхнюю поверхность
и т. д. Такую волну называют псевдорелеевской. Длина L ин-
тервала уменьшается с уменьшением h, и для тонкой пластины
18
можно считать, что две волны Релея одновременно распростра-
няются на верхней и нижней поверхностях.
Это явление объясняется тем, что на верхней и нижней по-
верхностях достаточно толстой пластины возникают моды aQ и
sQ, скорости которых близки к скорости волны Релея. На верх-
ней поверхности фазы мод совпадают и они взаимно усиливаются,
на нижней поверхности фазы противоположны и моды взаимо по-
гашаются. Но скорости мод а0 и $0 немного отличаются, и на пути L
мода aQ отстает от s0 на длину волны. Это приводит к тому, что моды
взаимопогцшаются уже на верхней поверхности и усиливаются
на нижнейХ
Волны в стержнях. В стержнях, как и в пластинах, суще-
ствуют нормальные волны, бегущие в направлении длины стержня
и образующйе систему стоячих волн и колебаний в поперечном
сечении. По имени ученого, исследовавшего систему нормальных
волн в круглых стержнях, их называют волнами Порхгамера.
Для стержней ^различной формой поперечного сечения (круглых,
квадратных и т\д.) строят свои системы дисперсионных кривых,
выделяя симметричные и несимметричные моды. В табл. 1.2
приведены значения скоростей этих волн для стержней, размеры
поперечного сечения которых значительно меньше длины волны.
Как следует из данных, приведенных в табл. 1.2, скорость
моды $0 в стержне меньше скорости аналогичной моды в пластине
и они вместе меньше скорости продольной волны. Это связано
с тем, что в безграничной среде при распространении продольной
волны расширению и сжатию элементарного объема в поперечном
направлении препятствуют соседние области твердого тела, при-
давая элементарному объему дополнительную жесткость. Дефор-
мирование сечения стержня происходит свободно, скорость моды s0
наименьшая и при d < % равна ]ЛЕ/р. Пластина соответствует
промежуточному случаю между стержнем и безграничной средой.
Кроме симметричных и несимметричных волн, в стержне или
трубе может распространяться крутильная волна, которая харак-
теризуется поворотом вокруг оси некоторого сечения стержня
или трубы. Эта волна не является нормальной.
Различные моды нормальных волн в стержне возбуждают пу-
тем наклонного падения продольной волны из внешней среды,
а крутильную волну —электромагнитно-акустическим методом
(см. подразд. 1.3).
Стержень, подобно пластине, служит волноводом, и упругие
волны могут выявлять в нем как поперечно, так и продольно
ориентированные дефекты. Волны в стержнях применяют для
контроля прутков и проволок.
Проследим, как совершается переход от объемных волн к моде s0
нормальных волн при уменьшении поперечного сечения пластины
или стержня. Если импульс продольной волны излучают и при-
нимают со стороны торца толстого стержня (рис. 1.6), то первый
отраженный сигнал соответствует продольной волне (сплошные
19
Рис. 1.6. Схема образования импульсов-спутников
линии). После этого сигнала приходят импульсы-спу/ники. Они
возникают в результате трансформации в поперечную лну (штри-
ховые линии) расходящихся лучей продольной волнй, падающих
под большим углом а на боковую грань стержня. ЭтД волна пере-
секает стержень поперек и опять трансформируется продольную
волну. Такие трансформации волна может испытать несколько
раз. В результате после сигнала, соответствую го продольной
волне, наблюдают импульсы, отстоящие друг от др^уга на интервал
времени t = d/(ct cos а) — d tg a/ct. Для craj/и а =31° (см.
подразд. 1.2).
С уменьшением диаметра d стержня импульсы-спутники сбли-
жаются и их амплитуды увеличиваются. Максимальным является
уже не сигнал, соответствующий продольной волне, а сигнал
одного из спутников. При дальнейшем сужении сечения стержня
амплитуда сигнала продольной волны будет очень маленькой,
все сигналы сольются в один импульс, максимум амплитуды ко-
торого соответствует нулевой симметричной волне для стержня.
Аналогичные явления происходят при установке излучателя-
приемника на боковую грань пластины.
1.2. СВОЙСТВА АКУСТИЧЕСКИХ ВОЛН
Высокая направленность. Колеблющийся пьезоэлемент при
достаточно больших его размерах по сравнению с длиной % упру-
гой волны создает в окружающей среде волновое поле (рис. 1.7),
распространяющееся вблизи от излучателя
практически без расхождения (ближняя
зона гб); при г > гб наблюдается постепен-
ное расхождение лучей и волна из плоской
переходит в сферическую. Таким образом,
излучаемые пьезоэлементом волны рас-
пространяются узким, слегка расходящимся
пучком. Для дискового излучателя угол
расхождения 0 = arcsin 1,22X/D, для
квадратного 0 — arcsin Х/аь где D — диа-
метр излучателя; —сторона квадрата.
Рис. 1.7. Схема к определению направленности ультра-
звукового пучка
20
Из анализа приведенных соотношений следует, что напра-
вленность ультразвукового пучка тем выше, чем больше раз-
мер Излучателя и меньше длина волны. Для решения таких прак-
тических задач, как определение шага сканирования, оценка
условной протяженности дефектов, проектирование стандартных
образцов предприятия (СОП), требуется знать ширину ультра-
звукового пучка на определенном расстоянии от излучателя.
Для симметричного поля круглого или квадратного пьезоэлектри-
ческого преобразователя (ПЭП) удобнее пользоваться его полу-
шириной, которую в зависимости от глубины г определяют по
формуле Ln — г tg 6.
При распространении ультразвуковых волн от источника
излучения их интенсивность убывает по экспоненте, что обуслов-
ливается затуханием.
Затухание предопределяется, с одной стороны, типом волны,
с другой —физико-механическими характеристиками среды и
учитывается введением мнимой части в выражение для волнового
числа k == 2л/Х + /б (б —коэффициент затухания). Известно,
что за счет дифракционного расхождения амплитуда объемных
продольных и поперечных волн уменьшается по закону 1/£г,
в то время как амплитуды релеевской, нормальной и дифрагиро-
ванных волн уменьшаются по закону l/j/fer, а амплитуда головной
по закону l/]/(fer)3.
В общем случае коэффициент затухания б складывается из
коэффициентов поглощения бп и рассеяния бр: б = бп + бр.
При поглощении поток звуковой энергии переходит в тепловой
поток, а при рассеянии остается звуковым, но уходит из направ-
ленно распространяющегося пучка. Поглощение звука обусловли-
вается внутренним трением и теплопроводностью среды. Для одной
и той же среды поглощение поперечных волн меньше, чем продоль-
ных, так как они не связаны с адиабатическими изменениями
объема, при которых появляются потери на теплопроводность.
Коэффициент поглощения в твердых телах пропорционален или f
(стекло, металлы), или /2 (резина). Поглощение является домини-
рующим фактором, обусловливающим затухание ультразвука
в монокристаллах.
Металлы, применяемые на практике, имеют поликристалли-
ческое строение, и затухание волн в них предопределяется двумя
основными факторами: рефракцией и рассеянием ультразвука
вследствие анизотропии механических свойств металла. В ре-
зультате рефракции фронт ультразвуковой волны отклоняется
от прямолинейного направления распространения и амплитуда
принимаемых сигналов резко падает. Помимо рефракции волна,
падающая на границу кристаллов (зерен), испытывает частичное
отражение, преломление ультразвука и трансформацию, что и
определяет механизм рассеяния. Рассеяние в отличие от рефракции
приводит не только к ослаблению сигнала, но и образованию
21
структурно-реверберационных шумов, что существенно снижает
чувствительность контроля. Для крупнозернистых материалов
(медь, коррозионно-стойкая сталь) характерны, как правило/оба
явления, тогда как в мелкозернистых материалах (алюминий,
низкоуглеродистая сталь) преобладает рассеяние. Например, для
коррозионно-стойкой стали типа 12Х18Н10Т на частоте 2,5 МГц
и длине 35 мм потеря энергии продольной волны вследствие ре-
фракции составляет 3 дБ, а за счет рассеяния 1 дБ. Для сравнения
отметим, что для стали марки 45 и аналогичных условий Экспери-
мента амплитуда уменьшается на 1 дБ. Подробно влияние ани-
зотропии рассмотрено в подразд. 6.2. /
Доля рассеянной энергии определяется главным образом отно-
шением длины упругой волны к среднему размеру D кристаллита.
При X = D рассеяние ультразвука очень велико, причем в ин-
тервале Х/D = 3...4 оно максимально. Это область диффуз-
ного рассеяния. При условии X/D 2л, являющемся реальным
при контроле ряда металлов и сварных соединений, Н. М. Лив-
шицем и Г. Д. Пархомовским получены формулы для расчета
коэффициента затухания продольной и поперечной волн. Задав-
шись условием Xf = Хь находим 64/6г =7,14. Следовательно,
затухание поперечной волны более существенно по сравнению
с продольной. При 4 <X/D_< 10 коэффициент рассеяния про-
порционален произведению Z)f2, а при Х/Г> >10 пропорционален
D3/4. Наименьшее затухание наблюдается при X/D > (20 ... 100).
Значение коэффициента затухания 6 в значительной мере
определяет частоту ультразву-
ковых колебаний (рис. 1.8,1.9).
С одной стороны, с увеличением
Рис. 1.9. Зависимости коэффициента
затухания волн от частоты:
1 — фторопласт = 1460 м/с); 2 — ком-
паунд —- 1740 м/с); 3, 4 -— стеклово-
локно (поперек и вдоль волокон); 5 — эбо-
нит (С} — 2460 м/с); 6 — оргстекло (С[—
— 2630 м/с); 7 — полистирол (с^ =
= 2370 м/с)
Рис. 1.8. Зависимости коэффициента
затухания продольных и поперечных
(соответственно сплошные и штрихо-
вые линии) волн от частоты в армко-
железе при различной средней вели-
чине зерна
22
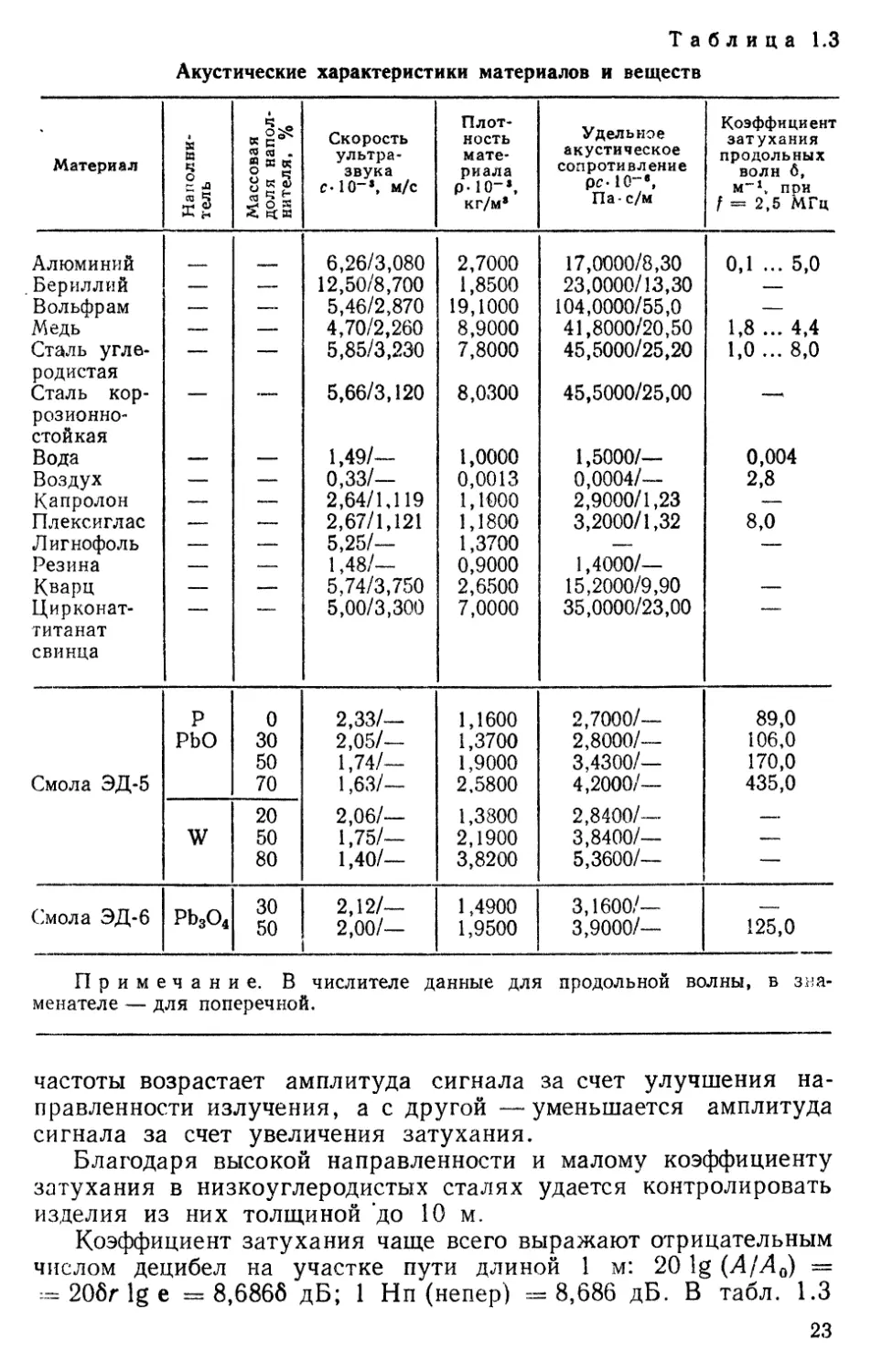
Таблица 1.3
Акустические характеристики материалов и веществ
Материал Наполни- тель Массовая доля напол- нителя, % Скорость ультра- звука с-10-’, м/с Плот- ность мате- риала р. 10“’, кг/м* Удельное акустическое сопротивление рс-10"*, Па - с/м Коэффициент затухания продольных волн д, M"1, при f = 2,5 МГц
Алюминий 6,26/3,080 2,7000 17,0000/8,30 0,1 ... 5,0
Бериллий — — 12,50/8,700 1,8500 23,0000/13,30 —
Вольфрам — — 5,46/2,870 19,1000 104,0000/55,0 —
Медь — — 4,70/2,260 8,9000 41,8000/20,50 1,8 ... 4,4
Сталь угле- — — 5,85/3,230 7,8000 45,5000/25,20 1,0 ... 8,0
родистая Сталь кор- — 5,66/3,120 8,0300 45,5000/25,00 к
розионно- стойкая
Вода — — 1,49/— 1,0000 1,5000/— 0,004
Воздух — — 0,33/— 0,0013 0,0004/— 2,8
Капролон — — 2,64/1,119 1,1000 2,9000/1,23 —
Плексиглас — — 2,67/1,121 1,1800 3,2000/1,32 8,0
Лигнофоль — — 5,25/— 1,3700 — —
Резина — — 1,48/— 0,9000 1,4000/—
Кварц — — 5,74/3,750 2,6500 15,2000/9,90 —
Цирконат- титанат свинца 5,00/3,300 7,0000 35,0000/23,00
Р 0 2,33/— 1,1600 2,7000/— 89,0
РЬО 30 2,05/— 1,3700 2,8000/— 106,0
50 1,74/— 1,9000 3.4300/— 170,0
Смола ЭД-5 70 1,63/— 2,5800 4,2000/— 435,0
20 2,06/— 1,3800 2,8400/— —
W 50 1,75/— 2,1900 3,8400/— —
80 1,40/— 3,8200 5,3600/— —
Смола ЭД-6 РЬ3О4 30 50 । 2,12/— 2,00/— 1 1,4900 1,9500 3,1600/— 3,9000/— 125,0
Примечание. В числителе данные для продольной волны, в зна-
менателе — для поперечной.
частоты возрастает амплитуда сигнала за счет улучшения на-
правленности излучения, а с другой —уменьшается амплитуда
сигнала за счет увеличения затухания.
Благодаря высокой направленности и малому коэффициенту
затухания в низкоуглеродистых сталях удается контролировать
изделия из них толщиной до 10 м.
Коэффициент затухания чаще всего выражают отрицательным
числом децибел на участке пути длиной 1 м: 20 1g (Л/Ло) =
= 206r 1g е = 8,6866 дБ; 1 Нп (непер) = 8,686 дБ. В табл. 1.3
23
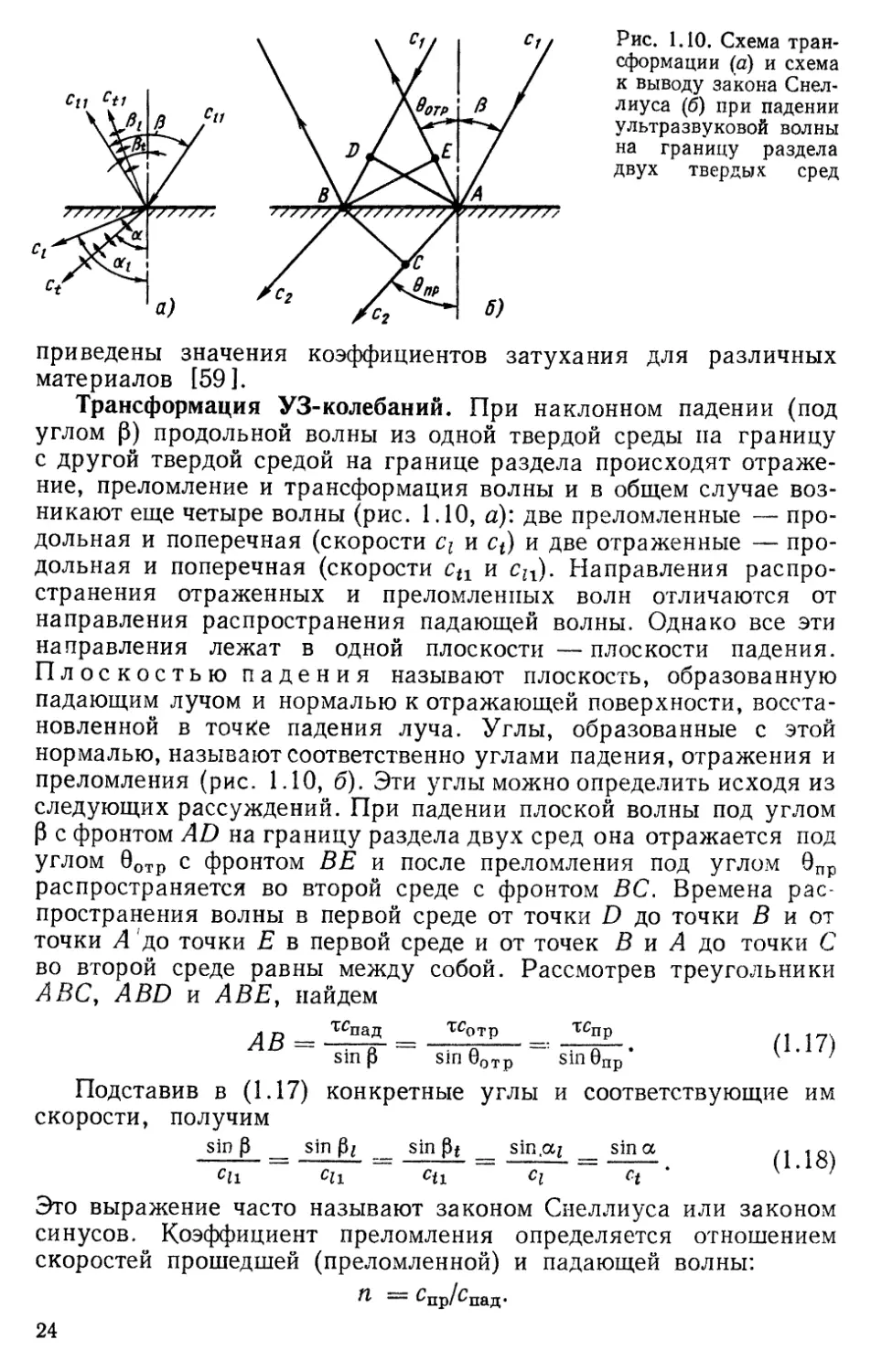
Рис. 1.10. Схема тран-
сформации (а) и схема
к выводу закона Снел-
лиуса (б) при падении
ультразвуковой волны
на границу раздела
двух твердых сред
приведены значения коэффициентов затухания для различных
материалов [59].
Трансформация УЗ-колебаний. При наклонном падении (под
углом Р) продольной волны из одной твердой среды па границу
с другой твердой средой на границе раздела происходят отраже-
ние, преломление и трансформация волны и в общем случае воз-
никают еще четыре волны (рис. 1.10, а): две преломленные — про-
дольная и поперечная (скорости сг и ct) и две отраженные — про-
дольная и поперечная (скорости ctl и сп). Направления распро-
странения отраженных и преломленных волн отличаются от
направления распространения падающей волны. Однако все эти
направления лежат в одной плоскости —плоскости падения.
Плоскостью падения называют плоскость, образованную
падающим лучом и нормалью к отражающей поверхности, восста-
новленной в точке падения луча. Углы, образованные с этой
нормалью, называют соответственно углами падения, отражения и
преломления (рис. 1.10, б). Эти углы можно определить исходя из
следующих рассуждений. При падении плоской волны под углом
Р с фронтом AD на границу раздела двух сред она отражается под
углом 9отр с фронтом BE и после преломления под углом 9пр
распространяется во второй среде с фронтом ВС. Времена рас-
пространения волны в первой среде от точки D до точки В и от
точки А до точки Е в первой среде и от точек В и Л до точки С
во второй среде равны между собой. Рассмотрев треугольники
ЛВС, ABD и АВЕ, найдем
АВ = .(1.17)
snip sm 0отр sin0np v 7
Подставив в (1.17) конкретные углы и соответствующие им
скорости, получим
sin Р _ sin P^ __ sin Pt __ sin/zj _ sin a
c~li ~ on.... “ ctl “ ~ ct * '
Это выражение часто называют законом Снеллиуса или законом
синусов. Коэффициент преломления определяется отношением
скоростей прошедшей (преломленной) и падающей волны:
и. = спр/спад.
24
Чем больше п, тем сильнее преломляется падающий луч, поэтому
прошедшая продольная волна преломляется значительнее попе-
речной.
Угол, при котором преломленная продольная волна сливается
с границей (аг = 90°) и становится неоднородной, называют
первым критическим углом 0кр1 (рис. 1.11, а). Угол, при котором
исчезает преломленная поперечная волна (а = 90°), называют
вторым критическим углом 0кр2 (рис. 1.11, б).
При 0кр1 ₽кр2 во второй среде распространяется пре-
имущественно поперечная волна. Для пары плексиглас —сталь
0кр1 28°, 0кр2 59°. Из этих соображений углы призмы пре-
образователей выбирают в пределах 30 ... 50°.
При падении поперечной волны на границу раздела сред
возможен случай, когда продольная отраженная волна отсут-
ствует (рис. 1.11, в). Угол, при котором выполняется это усло-
вие, называют третьим критическим: 0кр3 — arcsin ct/ch Для стали
Ркрз — 33,5°.
Отражение и прохождение ультразвука. Способность ультра-
звука отражаться от границ раздела сред с разными акустическими
сопротивлениями характеризуется коэффициентом отражения
представляющим собой отношение амплитуд давления в отражен-
ной и падающей волнах: R — Р0тр/^о- Именно на этом свойстве
основано выявление дефектов при ультразвуковом контроле.
При решении задачи отражения ультразвука эффективно восполь-
зоваться понятием нормального импеданса, представляющего
собой отношение акустического давления к нормальной состав-
ляющей колебательной скорости, за счет которой осуществляется
перенос энергии из одной среды в другую:
Z=Po/Vn. (1.19)
С учетом равенств v = jkq>, Ро = /сорср [см. (1.7)] получим
P0/v=pc. (1.20)
Нормальная составляющая колебательной скорости падающей
волны
vn = о cos 0пад. (1-21)
Подставив (1.20) и (1.21) в (1.19), имеем
Z = pc/cos 9пад. (1.22)
Рис. 1.11. Схема образования критических углов (Зкр1 (а), Ркр2 (б) и Ркр8 (в)
25
Отсюда
(1.24)
Подставив (1.23)
получим
vn = Ро cos епад/(рс). (1.23)
Для расчета коэффициентов прозрачности D и отражения R
двух жидких сред имеются два граничных условия (принцип
непрерывности): равенство давления и нормальных составляющих
колебательной скорости сверху и снизу от границы, т. е. ни давле-
ние, ни колебательная скорость не должны испытывать скачков
при переходе границы. С учетом этого при х = 0 суммарные
импедансы волн сверху и снизу от границы
-7
— _ - —
УП1 7 I V712
Давление в отраженной волне Ротр = P0R.
в (К24), с учетом 0пад = Р и 0отр = 180° — Р
___________________1+7?_________1+7?
cos р/(р"1с1) — 7? cosP/(p]c1) ~ l/Zi — 7?^!
откуда
R ^(Zn-Z1)/(Zn + Z,). (1.26)
Снизу от границы в рассматриваемом случае ZH = Z = pc cos а,
поэтому
г»_%* ______ Pg I cosа Plcl I cos Р /« руч
А ~ Z + Zi ~ рс | cos а + р^! | cos Р * \ • 7
Использовав равенство импедансов волн сверху и снизу от
границы, можно получить !+/?=£>, откуда
D =2ZI(Z + ZJ. (1.28)
Коэффициенты отражения R и прозрачности D, рассчитывае-
мые соответственно из выражений (1.27) и (1.28), представляют
коэффициенты отражения и прохождения по амплитуде. На прак-
тике, в частности при контроле совмещенным преобразователем,
коэффициент прохождения характеризуется не амплитудой, а
энергией.
Коэффициенты отражения R и прозрачности D по энергии
определяются как отношение плотности потоков энергии отра-
женной Готр и прошедшей Гпр волн к плотности потока энергии
падающей Го волны:
£-Готр/Г0; Z) == Гпр/Г0. (1.29)
Эта форма записи справедлива и для интенсивности звука <7,
поскольку Wo = 0,5*7 (см. подразд. 1.1).
Так как W = | Р |2/(рс) и Ротр = 7?Р0, то
R = \РРо\2/Р2о = Р2- ' (1.30)
В соответствии с законом сохранения энергии R + D = 1.
Следовательно,
D = 1 — R2. (1.31)
26
О 0.1 0,2 0,5 0,9 0,5 0,6 0,7 0,0 0,9 1,Osina
708090P°
"T""! I
Рис. 1.12. Кривые изменения коэффициента прохождения продольной Di и по-
перечной Df волн в зависимости от угла падения (3
Подставив (1.27) и (1.28) в (1.30) и (1.31), соответственно
получим
R = [(Z — ZX)/(Z + Zx) F; (1.32)
D ^AZZ^Z + ZJ2. (1.33)
Формулы для вычисления коэффициентов отражения и про-
зрачности в случае двух твердых тел или жидкости и твердого
тела получены Д. Б. Диановым [37] путем строгого решения за-
дачи на границе раздела двух сред при следующих граничных
условиях: равенство нормальных и отсутствие касательных на-
пряжений. Эти формулы при прямом падении аналогичны (1.32)
и (1.33). При наклонном падении продольной волны
> _ ( Z? cos2 2аZt sin2 2а — Zt \2 е
\ Zi cos2 2а + Zt sin2 2а + Zx / ’
_________________4Z^ZX cos2 2а________.
1 (Zi cos2 2а + Zt sin2 2а + Zx)2 ’
sc 4ZfZi cos2 2а
“ (Zi cos2 2а + Zt sin2 2а + Zx)2 *
(1-34)
(1.35)
(1.36)
Расчет коэффициентов прохождения продольной Di и попе-
речной Dt волн по энергии для границы плексиглас—сталь,
рассчитанные по формулам (1.35) и (1.36), представлен на
рис. 1.12. В области малых углов падения (0 ... 10°) в стали су-
ществует практически только продольная волна. Эту область
используют для возбуждения продольных волн раздельно-совме-
щенными преобразователями. Далее, вплоть до первого критиче-
ского угла, идет область одновременного существования волн
двух типов. Эту область углов в дефектоскопии используют
редко. При первом критическом угле наиболее интенсивно воз-
буждается головная волна. В интервале между первым и вторым
критическими углами существует только поперечная волна. Эту
область наиболее часто используют в дефектоскопии для возбужде-
ния в контролируемом материале поперечных волн. За вторым
критическим углом при определенном угле падения возбуждается
поверхностная волна.
27
Рис. 1.13. Зависимость а от Р, характеризующая откло-
нение центрального луча (/, 2), соответствующего ма-
ксимуму амплитуды сигнала, от акустической оси (3)
цля ПЭП с плексигласовой призмой, излучающего
в сталь:
1 — af = 5 мм* МГц; 2 — af — 15 мм* МГц
Следует отметить, что в определенном
диапазоне углов теоретические значения
коэффициентов прохождения отличаются от
экспериментальных. Это приводит к несоот-
ветствию закону Снеллиуса. Например,
при Р = 30° at = 37°, аэ = 39°; при Р =
== 53° ai = 76°, аэ = 72°, где — угол ввода,
рассчитанный по закону Снеллиуса; аэ —
экспериментальный угол ввода. Указанное
обстоятельство объясняется тем, что закон Снеллиуса и полученные
выражения для расчета коэффициентов отражения и прохождения
справедливы в случае плоской волны. У реальных преобразовате-
лей, как правило, пучок расходящийся, и у каждого из лучей
пучка свой коэффициент прохождения. Установлено также, что
центральный луч отклоняется от направления акустической оси,
рассчитанного по закону Снеллиуса, в зависимости от произведе-
ния радиуса а пьезоэлемента на частоту f. Отклонение тем меньше,
чем больше это произведение (рис. 1.13).
До сих пор рассматривались свойства, присущие ультра-
звуковым колебаниям в жидкости и упругой среде. Перейдем
к исследованию свойств волн, обусловленных особенностями упру-
гой среды.
Поляризация ультразвука. При падении продольной волны
на границу раздела двух сред возникают смещения и напряжения,
ориентированные только в плоскости падения (плоскость рис. 1.11).
Следовательно, векторы смещения частиц в отраженных и пре-
ломленных волнах лежат в этой же плоскости. Для продольных
волн эти векторы ориентированы вдоль направления распростра-
нения волны, для поперечных — перпендикулярно ему. В данном
случае поперечная волна линейно поляризована в плоскости
падения.
В реальных условиях, когда излучатель продольной волны
имеет ограниченные размеры, на линейно поляризованную по-
перечную волну, вводимую в изделие, накладывается так назы-
ваемая естественная, или неполяризованная, поперечная волна.
Она возникает в связи со случайными изменениями каких-либо
свойств излучателя ультразвука, например неравномерностью
распределения пьезомодулей по поверхности пьезопластины или
случайными локальными нарушениями плоскости контактных
поверхностей. Колебания частиц в таких волнах лежат в плоско-
сти, перпендикулярной направлению распространения волны,
28
но с равной вероятностью могут быть ориентированы в любом
направлении этой плоскости.
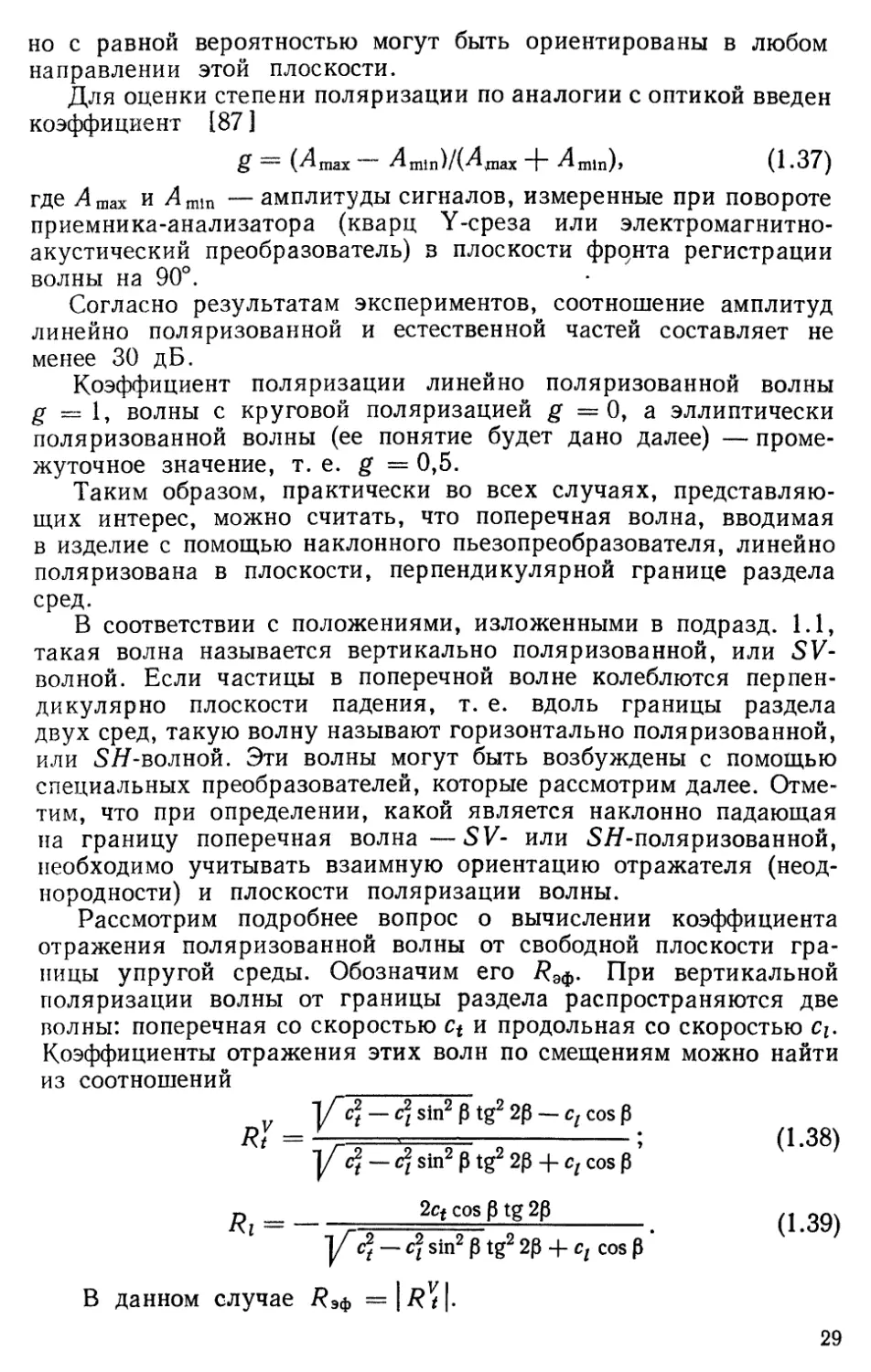
Для оценки степени поляризации по аналогии с оптикой введен
коэффициент [87 ]
g = (^4max -4min)/(-4jnax “Ь -4 min), (1.37)
где А гаах и Л mm — амплитуды сигналов, измеренные при повороте
приемника-анализатора (кварц Y-среза или электромагнитно-
акустический преобразователь) в плоскости фронта регистрации
волны на 90°.
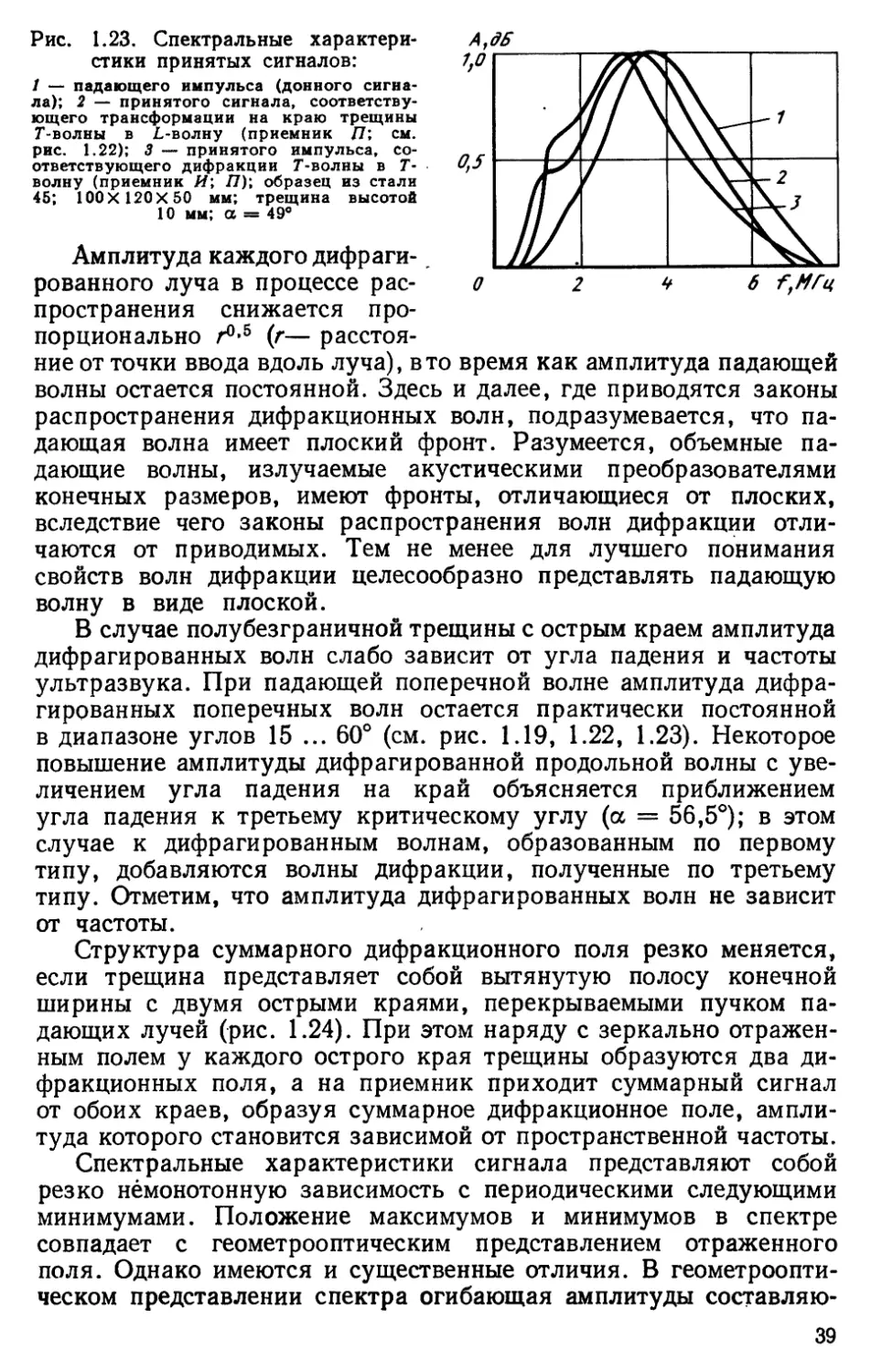
Согласно результатам экспериментов, соотношение амплитуд
линейно поляризованной и естественной частей составляет не
менее 30 дБ.
Коэффициент поляризации линейно поляризованной волны
g = 1, волны с круговой поляризацией g = 0, а эллиптически
поляризованной волны (ее понятие будет дано далее) — проме-
жуточное значение, т. е. g — 0,5.
Таким образом, практически во всех случаях, представляю-
щих интерес, можно считать, что поперечная волна, вводимая
в изделие с помощью наклонного пьезопреобразователя, линейно
поляризована в плоскости, перпендикулярной границе раздела
сред.
В соответствии с положениями, изложенными в подразд. 1.1,
такая волна называется вертикально поляризованной, или SV-
волной. Если частицы в поперечной волне колеблются перпен-
дикулярно плоскости падения, т. е. вдоль границы раздела
двух сред, такую волну называют горизонтально поляризованной,
или S/7-волной. Эти волны могут быть возбуждены с помощью
специальных преобразователей, которые рассмотрим далее. Отме-
тим, что при определении, какой является наклонно падающая
на границу поперечная волна —SV- или S/7-поляризованной,
необходимо учитывать взаимную ориентацию отражателя (неод-
нородности) и плоскости поляризации волны.
Рассмотрим подробнее вопрос о вычислении коэффициента
отражения поляризованной волны от свободной плоскости гра-
ницы упругой среды. Обозначим его 7?Эф- При вертикальной
поляризации волны от границы раздела распространяются две
волны: поперечная со скоростью ct и продольная со скоростью
Коэффициенты отражения этих волн по смещениям можно найти
из соотношений
<?t — с2 sin2 Р tg2 2р — cz cos р
<?t —С[ sin2 Р tg2 2р + ct cos P
= _ 2ct cos p tg 2p____________
j/"<?t — <?t sin2 P tg2 2p + ct cos P
(1.38)
(1.39)
В данном случае /?Эф =|7?V|-
29
фициентов отражения от угла
падения
ние такой волны при
нее.
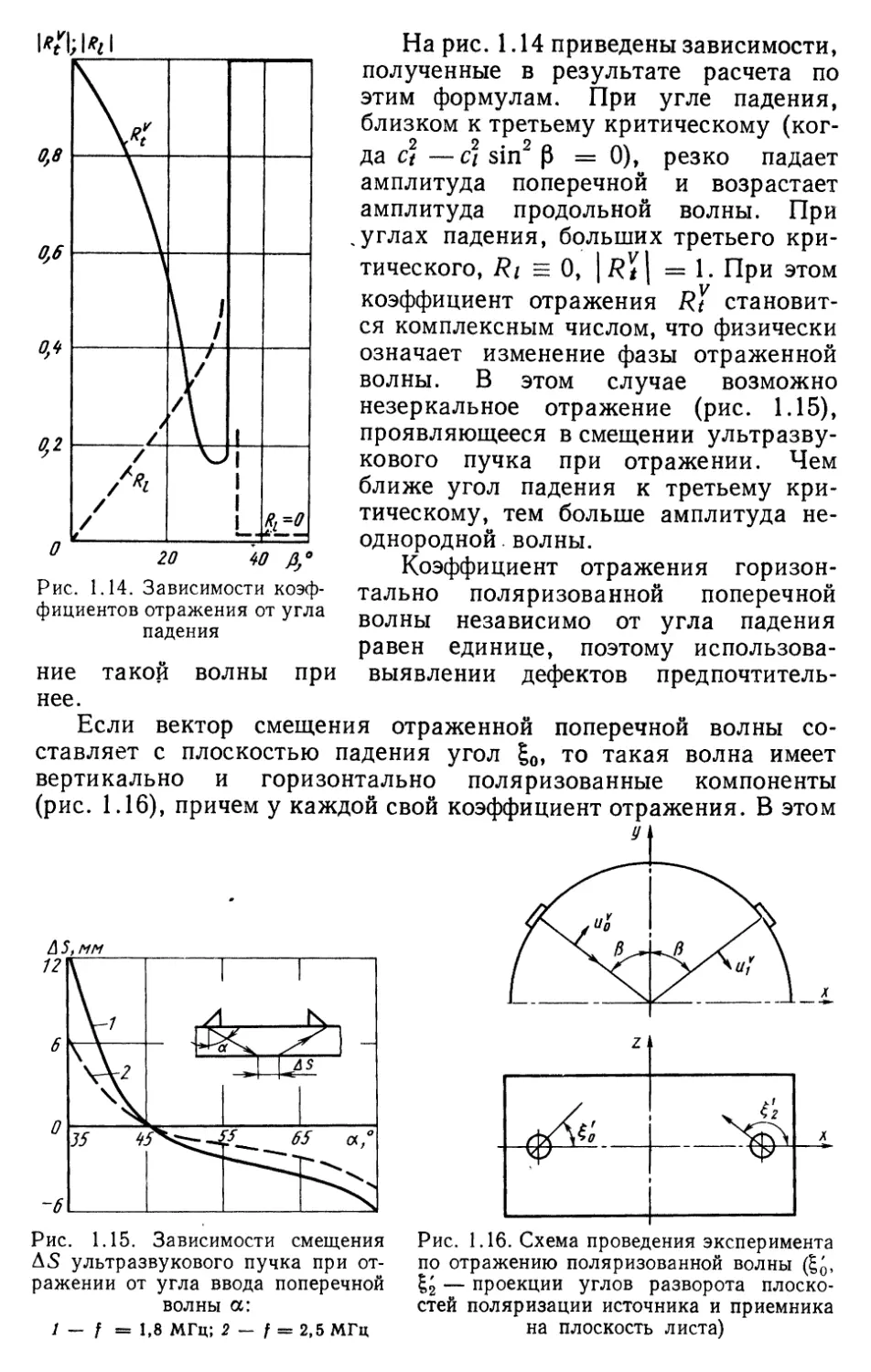
На рис. 1.14 приведены зависимости,
полученные в результате расчета по
этим формулам. При угле падения,
близком к третьему критическому (ког-
да cj —с] sin2 Р = 0), резко падает
амплитуда поперечной и возрастает
амплитуда продольной волны. При
углах падения, больших третьего кри-
тического, Ri ~ 0, | RVt | = 1. При этом
коэффициент отражения R? становит-
ся комплексным числом, что физически
означает изменение фазы отраженной
волны. В этом случае возможно
незеркальное отражение (рис. 1.15),
проявляющееся в смещении ультразву-
кового пучка при отражении. Чем
ближе угол падения к третьему кри-
тическому, тем больше амплитуда не-
однородной .волны.
Коэффициент отражения горизон-
тально поляризованной поперечной
волны независимо от угла падения
равен единице, поэтому использова-
выявлении дефектов предпочтитель-
Если вектор смещения отраженной поперечной волны со-
ставляет с плоскостью падения угол £0, то такая волна имеет
вертикально и горизонтально поляризованные компоненты
(рис. 1.16), причем у каждой свой коэффициент отражения. В этом
Рис. 1.16. Схема проведения эксперимента
по отражению поляризованной волны (£q,
^2 — проекции углов разворота плоско-
стей поляризации источника и приемника
на плоскость листа)
AS ультразвукового пучка при от-
ражении от угла ввода поперечной
волны а:
1 — f = 1,8 МГц; 2 — f = 2,5 МГц
случае эффективное значение коэффициента отражения опреде-
ляется по формуле
Кэф = I —Rt cos g0 cos pi 4- Rvt cos g0 sin ₽j + sin gok |, (1.40)
где i, j и k —единичные векторы осей координат х, у, г.
При 0 ркрз (см. рис. 1.10) формула (1.40) принимает про-
стой вид ___________________
ЯЭф = /sin2 go + «iW g0; (1.41)
при этом отраженная волна линейно поляризована, а вектор
смещения в этой волне uf отклонен от плоскости падения на
угол gi и ctg 11 = Ri ctg Во, так что gi =£ g0-
Для закритических углов падения, т. е. р > Рнр3, отраженная
поперечная волна может иметь эллиптическую поляризацию.
Эллиптически поляризованной называется поперечная волна,
в которой конец вектора смещения каждой колеблющейся ча-
стицы описывает эллипс, лежащий в плоскости, перпендикуляр-
ной направлению распространения волны. Такая поляризация
волны возникает, когда колебания частиц в двух взаимно пер-
пендикулярных направлениях сдвинуты по фазе, т. е. как раз
в случае отражения поперечной волны от свободной границы при
условии р > Ркрз. Действительно, выше указывалось, что при
этом SV- и £Д-волны сдвинуты по фазе: если фаза отраженной
S/7-волны равна нулю, то фаза <р отраженной SV-волны с учетом
формулы (1.38) определяется из соотношения
cos <р = (R2 — й2)/(а2 + b2), (1.42)
где а — 2 sin Р sin 2Р j/ sin2 Р -- (с4/ёг)2; b = cos2 2p.
Зависимость <p (0) приведена на рис. 1.17.
Для закритических углов падения выражение для /?эф, сле-
дующее из (1.40), довольно громоздко, и мы не будет его приво-
дить. Для практики гораздо больший интерес представляет не
сам коэффициент отражения /?эф, а та часть отраженной волны,
которая может быть принята поля-
ризованным приемником. Если на-
правление поляризации приемника
перпендикулярно направлению по-
ляризации отраженной волны, то
приемник не зарегистрирует отра-
женную волну. Очевидно, что, из-
меняя направление поляризации
приемника, можно выбрать такую
ситуацию, когда принимаемый сиг-
нал — максимальный из возможных.
Если направление поляризации
приемника иг отклонено от плоско-
сти падения на угол (см.
Рис. 1.17. Зависимость фазы от-
раженной SV-волны от угла па-
дения
31
Рис. 1.18. Кривые изменения амплитуды отраженного от плоскости сигнала
в зависимости от взаимной ориентации плоскостей источника и приемника.
а — £о — — б — Во = Ь
рис. 1.16), то амплитуду принятого сигнала можно определить
по следующим формулам:
при ₽ < ₽Кр з
Л = I sin go sin g2 — R* cos g0g21; (1.43)
При p > Ркр 3
4 = j/cos2 (g0 H- U) + 0,5 sin2 lo sin2 g2 (1 — cos ф). (1.44)
Рассчитанные по приведенным формулам зависимости для
наиболее часто встречающихся случаев показаны на рис. 1.18.
При этом плоскости поляризации источника и приемника откло-
няются на одинаковые углы от плоскости падения. Из анализа
зависимостей следует, что максимальное значение амплитуды
достигается при любых углах падения и стремлении углов g0,
g2 к 90°, т. е. при озвучивании отражающей границы горизон-
тально поляризованными волнами, коэффициент отражения ко-
торых равен единице. Кроме того, максимальный сигнал дости-
гается при угле падения р = 45° и любой ориентации поляри-
зации падающей волны, когда g0 = —g2. Это связано с тем, что
именно при таком угле падения фаза отраженной вертикально
поляризованной волны равна нулю (см. рис. 1.17), т. е. совпадает
с фазой отраженной горизонтально поляризованной волны. При
таком угле падения эллиптически поляризованная поперечная
волна вырождается в линейно поляризованную и эффективный
коэффициент ее отражения равен единице. Это обстоятельство
говорит в пользу применения раздельно-совмещенных преобразо-
вателей типа «Дуэт» с довольно значительной горизонтально
поляризованной компонентой при определенных углах разворота.
32
При углах ориентации источника £0 и приемника £2, близких
к 45°, амплитуда резко снижается. Это обусловлено тем, что пло-
скости поляризации отраженной волны и приемника оказываются
ориентированными под углом 90°. Отмеченное обстоятельство
необходимо учитывать при разработке акустических систем с раз-
дельным излучением и приемом.
Дифракция упругих волн в твердых телах. В основе боль-
шинства способов, реализующих ультразвуковые методы нераз-
рушающего контроля (УЗМНК), используется лучевое представ-
ление о распространении и рассеянии ультразвуковых волн на
дефектах, размеры которых существенно больше длины волны,
подчиняющееся законам геометрической оптики (ГО). Согласно
этому представлению каждую точку дефекта рассматривают как
вторичный излучатель звука, а амплитуду отраженной волны вне
дефекта считают равной нулю. Замечательной особенностью за-
конов ГО является их локальность. Поле в приближении ГО
как бы распадается на совокупность лучевых трубок, которые
можно рассматривать как каналы; по каждому из них распростра-
няется энергия, независимо от наличия соседних каналов.
Законы ГО правильно описывают поля распространения и рас-
сеяния в широком интервале углов падения, частот колебаний и
форм отражателей. Однако существуют зоны, в которых законы
ГО не выполняются, и тем не менее поле в окрестности этих зон
не имеет разрывов. Составляющие поля, «сшивающие» разрывы,
и представляют собой дифракционные поля.
Под дифракцией в широком смысле понимают явление, воз-
никающее при встрече волны с препятствиями. Амплитуда и
фаза волны, встретившей при распространении в однородной
среде препятствие, изменяются, и эта волна проникает в область
тени, отклоняясь от прямолинейного пути.
В электродинамике и акустике под дифракцией понимают
особенности поведения волновых полей, которые не могут быть
описаны посредством законов ГО. В соответствии с этим опреде-
лением законы ГО нарушаются в переходных зонах, где обра-
зуются не учитываемые этими законами дифракционные поля.
В твердом теле существуют зоны четырех типов, в которых
законы ГО неприменимы.
1. Острые края дефектов и, как предельный случай, края
трещин. Лучи первичного поля, касаясь края трещины, поро-
ждают дифракционное поле первого типа (рис. 1.19, а).
2. Зоны поверхности гладких тел, в которых лучи касаются
поверхности (рис. 1.19, б). В этом случае формируются волны,
огибающие поверхности тел, которые в свою очередь порождают
дифракционные волны соскальзывания. В этих зонах формируется
дифракционное поле второго типа.
3. Зоны третьего типа и соответственно дифракционные поля
третьего типа образуются при падении волн на границу раздела
двух сред или на свободную границу среды под первым, вторым
2 П/р Н. П. Алешина 33
Рис. 1.19. Классификация зон и типов дифракции в металлах
или третьим критическими углами (рис. 1.19, в). При этом обра-
зуются головные волны, которые в свою очередь порождают
семейство дифракционных боковых волн в обеих средах.
4. Дифракционные поля четвертого типа (рефракционные
поля) образуются в слоисто-неоднородных средах, в которых
групповая скорость меняется, например, по линейному закону,
лучи отклоняются от прямолинейного распространения; и суще-
ствуют зоны, в которых образуются каустики, т. е. семейства
огибающих лучей, которые, двигаясь по разным направлениям,
собираются в одной точке (рис. 1.19, г). В этих зонах образуются
дифракционные поля и соответственно волны дифракции четвер-
того типа.
Следует отметить, что этими типами дифракции не ограничи-
вается все многообразие дифракционных полей в твердом теле.
Существуют, например, дифракция в ближней зоне преобразова-
телей, дифракция узких пучков излучения. Они достаточно хорошо
изучены [39, 59] и частично будут рассмотрены в подразд. 1.3.
В данной книге мы ограничились рассмотрением дифракционных
полей, которые связаны в основном с физическими особенностями
твердого тела и в меньшей степени с преобразователями.
Все названные зоны являются источниками волн дифракции,
которые, распространяясь в разных направлениях, проникают
как в освещенную область и интерферируют в ней с отраженными
и преломленными волнами, так и в область тени, образуя сум-
марное поле в объекте.
34
В общей постановке решение дифракционных задач рассеяния
упругих волн в однородном изотропном твердом теле сводится
к решению волновых уравнений Гельмгольца для потенциалов
смещений в результирующей продольной <р и поперечной ф волнах:
Д<р + £2<р=0; (1.45)
Дф + х2ф == 0. (1-46)
Граничными условиями является равенство нулю нормаль-
ных о и касательных т напряжений на границе раздела:
тг,г = 0, тг,0 = О, тг>х = 0 при # = Ь,О<0<2л;
tx,z = = 0 при у = 0,
где А, х — волновые числа соответственно продольных и попереч-
ных волн; b — радиус отражателя; h — ширина полосы.
Уравнения (1.45) и (1.46) решают путем разложения в виде
рядов по собственным функциям в принятой системе координат.
Ввиду плохой сходимости решений задач рассеяния упругих
волн на отражателях протяженностью более нескольких длин
волн следует применять метод высокочастотной асимптотики.
Математически асимптотические методы являются методами
для разложения функций, вычисления интегралов и решения
дифференциальных уравнений; их точность возрастает по мере
приближения некоторого параметра к предельному значению.
При применении этих методов приходится часто сталкиваться
с интегралами типа
I (Q) = У F (a) exp [Q? (а)] da,
с
где Q = kr либо хг (г — расстояние от излучателя до отражателя);
F (а) —«хорошо ведущая себя» функция; q (a) —аналитическая
функция; С—соответствующий контур в комплексной пло-
скости а.
Асимптотическое приближение этого интеграла для больших
значений | k | или | х |, которые зависят от экспоненциального
множителя в подынтегральном выражении, можно получить ме-
тодом «перевала».
Применяя метод разделения переменных, можно получить
выражения для рассеянного поля в виде суммы собственных
функций, которая хорошо сходится лишь для рассеивателей
небольших по сравнению с % размеров. Однако, применяя пре-
образование Ватсона для превращения суммы в контурный ин-
теграл, из этих рядов можно получить асимптотическое раз-
ложение. Решение, как правило, получается в виде суммы двух
членов, первый из которых представляет собой геометрооптиче-
ский член, а второй —дифракционный, отвечающий за обра-
зование дифракционных полей одного из четырех типов.
2*
(1-48)
35
Для всех дифракционных полей рассматриваемых типов су-
ществуют общие законы, постулируемые в геометрической теории
дифракции [15]. Сущность этих законов состоит в следу-
ющем.
1. Конгруэнция (множество) дифракционных лучей поро-
ждается не всеми падающими лучами, а только некоторыми:
а) лучами, падающими на неоднородные участки тела — острия,
ребра, линии разрывов кривизны, а также лучами, которые ка-
саются тела, иными словами, дифракционные лучи порождаются
только лучами, которые образуют границы свет—тень; б) лучами,
падающими под критическими углами на границу раздела двух
сред или на свободную границу среды; в) лучами, образующими
в неоднородной среде зону фокусировки.
2. Каждый луч первичного поля, удовлетворяющий первому
закону, порождает бесконечное множество дифракционных лучей.
Так, например, при падении луча первичного поля на край тре-
щины (см. рис. 1.19, а) образуется семейство дифракционных
лучей, заключенных в конус, угол при вершине которого равен
углу между линией ребра и падающим лучом, а луч, падающий
на границу раздела сред, порождает бесконечное множество боко-
вых лучей.
3. Амплитуда дифракционного луча пропорциональна ампли-
туде порождающего его первичного луча. Константа пропор-
циональности называется коэффициентом дифракции D. Физиче-
ский смысл коэффициента дифракции состоит в том, что он опреде-
ляет соотношение амплитуд АДИф луча, распространяющегося
в направлении луча с амплитудой Апад, его порождающего,
с учетом локальных особенностей формы тела, на котором про-
исходит дифракция, т. е. q (а) — это функция, определяющая
форму тела, на котором происходит дифракция. Зная распределе-
ние коэффициента дифракции по разным направлениям дифра-
гированных волн, можно восстановить функцию q (а). Коэффи-
циенты дифракции определяются из решения модельных задач
дифракции продольных и поперечных волн на телах простой
формы, для которых можно получить аналитические выражения.
Для рассматриваемых четырех типов дифракции можно вы-
делить волны дифракции следующих видов:
1) краевая волна, которая образуется на краю тела с изло-
мом (см. рис. 1.19, а);
2) обегающая волна, которая образуется на гладкой выпуклой
криволинейной поверхности тела лучами, касающимися и оги-
бающими ее (см. рис. 1.19, б);
3) волна соскальзывания (иногда ее называют ползущей),
порождаемая обегающей волной в каждой точке ее распростране-
ния и отходящая от нее по касательной к поверхности тела (см.
рис. 1.19, б);
4) головная волна, образующаяся при падении волны на
границу двух сред или на свободную границу твердого тела
36
под критическими углами и распространяющаяся вдоль нее в среде
со скоростью, большей скорости ультразвука (см. рис. 1.19, в);
5) боковая волна, порождаемая головной волной в каждой
точке ее распространения и отходящая в обе среды под соответ-
ствующими углами (см. рис. 1.19, в);
6) рефрагированная волна, которая образуется в средах с па-
раметрическим распределением скорости волны, например, в за-
каленном слое валков холодной прокатки (см. рис. 1.19, г).
Следует иметь в виду, что волны дифракции не являются
принципиально новыми. Они существуют в’ виде продольных,
поперечных или поверхностных (либо одновременно двух видов)
волн. Однако законы их образования и распространения отли-
чаются от законов образования и распространения объемных
волн. Это и позволяет выделить их в отдельную группу.
Дифракционные волны могут иметь цилиндрический, сфериче-
ский или конический фронт распространения, определяемый,
как правило, формой тела, на котором они образуются (при
падающей волне).
Несмотря на общие законы образования рассматриваемых
полей дифракции, каждому из них присущи свои характерные
особенности. Рассмотрим некоторые из них.
Дифракция на краю трещины (дифракция первого типа).
С теоретической точки зрения трещина представляет собой двух-
мерную поверхность с конечной или бесконечной площадью внутри
упругого твердого тела. Например, дискообразную трещину
можно представить как результат изъятия из твердого тела части
материала, имеющего форму тонкого диска.
С акустической точки зрения в ГО-приближении трещина —
это двумерная поверхность, на которой напряжения скачком
обращаются в нуль, а смещения меняют знак. На краях трещины
последние претерпевают разрыв. В этих зонах образуется дифрак-
ционное поле.
В ультразвуковой дефектоскопии широко используют мо-
дели дефектов в виде диска и полосы, поскольку диск (отверстие
с плоским дном) является одним из основных отражателей, по
которому осуществляют настройку чувствительности и оцени-
вают результаты контроля. Этот отражатель введен в большинство
нормативно-технических документов по контролю. Кроме того,
диск и полоса хорошо моделируют плоскостные дефекты (трещины,
непровары) с острыми краями. В связи с этим под трещиной
будем подразумевать модели в виде диска и полосы.
При падении упругой волны на трещину в общем случае вокруг
нее могут возникнуть волны различного происхождения
(рис. 1.20). Возбуждаемая излучателем / падающая волна 3 на
трещину 2 порождает отраженную волну 4 (ГО-поле), краевые
волны 5, отходящие от острых краев трещины, головные 6 и
поверхностные 8 волны, распространяющиеся вдоль обоих «бере-
гов» трещины, а также боковые волны 7, переизлучаемые голов-
37
Рис. 1.20. Схема возникновения
волн на трещине
Рис. 1.21. Схема образования волн ди-
фракции при их падении на край трещины
под острым (а) и прямым (б) углами
ными волнами. Рассмотрим кратко важные для практики свойства
и закономерности краевых волн. Свойства остальных дифракцион-
ных и объемных волн рассмотрены далее.
В соответствии с первым законом дифракции дифракционное
поле образуется только теми лучами, которые падают на острый
край. При падении волны 1 на ребро под углом (рис. 1.21, а)
излучаются краевые дифрагированные волны 2, заключенные
в кольце, угол при вершине которого 0 = 2а. При 0 = 90°
краевые волны распространяются цилиндрическим фронтом 2а =
= 180° (рис. 1.21, б). При падении волны на острие конуса краевые
волны дифракции распространяются сферическим фронтом.
Любая волна, падающая на ребро, в результате трансформа-
ции на нем образует краевые дифракционные поля продольных
и поперечных волн (рис. 1.22, 1.23). Если луч падает под третьим
критическим углом к поверхности трещины, то образуется допол-
нительное поле дифрагированных волн, свойства которых рас-
смотрены ниже.-
Амплитуда дифрагированных лучей существенно (на 20 ...
30 дБ) меньше амплитуды луча, их порождающего. Исключение
составляют дифрагированные лучи, направление которых совпа-
дает с направлением прошедшего луча, коснувшегося края, по-
скольку они компенсируют разрывы ГО-поля и сливаются с ним.
Ю 30 50 а °
Рис. 1.22. Зависимости ам-
плитуды эхо-сигнала по-
перечной (/) и продольной
(2) волн, дифрагировавших
на краю полубесконечной
трещины, от угла ввода (об-
разец из стали 45; 100 X
X 250 X 50 мм; высота
трещины 10 мм; / = 2,5 МГц)
38
Рис. 1.23. Спектральные характери-
стики принятых сигналов:
1 — падающего импульса (донного сигна-
ла); 2 — принятого сигнала, соответству-
ющего трансформации на краю трещины
Т-волны в L-волну (приемник /7; см.
рис. 1.22); 3 — принятого импульса, со-
ответствующего дифракции Т-волны в Т-
волну (приемник И; П); образец из стали
45; 100X 120X50 мм; трещина высотой
10 мм; а = 49°
Амплитуда каждого дифраги-
рованного луча в процессе рас-
пространения снижается про-
порционально г0*5 (г— расстоя-
ние от точки ввода вдоль луча), в то время как амплитуда падающей
волны остается постоянной. Здесь и далее, где приводятся законы
распространения дифракционных волн, подразумевается, что па-
дающая волна имеет плоский фронт. Разумеется, объемные па-
дающие волны, излучаемые акустическими преобразователями
конечных размеров, имеют фронты, отличающиеся от плоских,
вследствие чего законы распространения волн дифракции отли-
чаются от приводимых. Тем не менее для лучшего понимания
свойств волн дифракции целесообразно представлять падающую
волну в виде плоской.
В случае полубезграничной трещины с острым краем амплитуда
дифрагированных волн слабо зависит от угла падения и частоты
ультразвука. При падающей поперечной волне амплитуда дифра-
гированных поперечных волн остается практически постоянной
в диапазоне углов 15 ... 60° (см. рис. 1.19, 1.22, 1.23). Некоторое
повышение амплитуды дифрагированной продольной волны с уве-
личением угла падения на край объясняется приближением
угла падения к третьему критическому углу (а = 56,5°); в этом
случае к дифрагированным волнам, образованным по первому
типу, добавляются волны дифракции, полученные по третьему
типу. Отметим, что амплитуда дифрагированных волн не зависит
от частоты.
Структура суммарного дифракционного поля резко меняется,
если трещина представляет собой вытянутую полосу конечной
ширины с двумя острыми краями, перекрываемыми пучком па-
дающих лучей (рис. 1.24). При этом наряду с зеркально отражен-
ным полем у каждого острого края трещины образуются два ди-
фракционных поля, а на приемник приходит суммарный сигнал
от обоих краев, образуя суммарное дифракционное поле, ампли-
туда которого становится зависимой от пространственной частоты.
Спектральные характеристики сигнала представляют собой
резко немонотонную зависимость с периодическими следующими
минимумами. Положение максимумов и минимумов в спектре
совпадает с геометрооптическим представлением отраженного
поля. Однако имеются и существенные отличия. В геометроопти-
ческом представлении спектра огибающая амплитуды составляю-
39
Рис. 1.24. Спектральная (а) и временная (б) характеристики принятого сигнала,
образованного суммарным дифракционным полем обоих краев трещины, накло-
ненной под углом 45° к оси преобразователя:
2 — спектры соответственно падающего и принятого сигналов
щих должна уменьшаться с повышением частоты. В реальной
спектральной характеристике она остается постоянной, близкой
к частотной характеристике преобразователя. Из этого можно
сделать вывод о том, чго, начиная с некоторого угла между осью
дефекта и осью преобразователя, составляющая принятого сиг-
нала, обусловленная дифракцией на острых краях дефекта,
существенно превышает составляющую, обусловленную отраже-
нием от поверхности дефекта. Кроме того, начальные фазы импуль-
сов от обоих краев трещины отличаются между собой на л.
Дифракция на гладкой выпуклой поверхности (дифракция
второго типа). В ультразвуковой дефектоскопии также применяют
модели дефектов в виде цилиндра и сферы. Искусственные отра-
жатели в виде цилиндра часто используют для настройки чувстви-
тельности и оценки результатов контроля в тех случаях, когда
применение модели дефекта в виде плоскодонного отверстия
нецелесообразно или невозможно. Кроме того, цилиндр и сфера
хорошо моделируют реальные дефекты типа пор, шлаковых вклю-
чений, округлых непроваров, которые можно объединить в класс
объемных дефектов.
Задачи дифракции на цилиндре и сфере чаще всего решают
по общей схеме, описанной выше. Решение содержит три группы
корней [6]:
ф = <Рз + <Ps + Фо; Ф = Фз 4- Фх 4- Ф*- (1-49)
Физический смысл их состоит в следующем. При падении на по-
верхность цилиндра поперечной волны возникает зеркально
отраженная ф3 и трансформированная продольная <р3 волны.
Лучи, которые падают под третьим критическим углом к нормали
цилиндрической поверхности, возбуждают волны обегания —
соскальзывания, которые учитываются членами ф* и ф0. Лучи,
которые падают по касательной к поверхности, также образуют
40
волны обегания — соскальзывания, которые учитываются чле-
нами ф2 и ф2.
Таким образом, в точку наблюдения приходят поперечные
волны, порожденные волнами обегания — соскальзывания, трех
типов. Поперечная волна, касающаяся цилиндра, возбуждает
неоднородную волну обегания квазиповерхностного типа, т. е.
состоящую из комбинации поперечной и поверхностной волны.
Ее волновое число xb, являющееся комплексным, определяет
неоднородность этой волны. На рис. 1.25 показаны возможные
схемы образования волн обегания — соскальзывания. Волна обе-
гания переизлучает в пространство волну соскальзывания попе-
речного типа (см. рис. 1.25, а). Поперечная волна, падающая
под третьим критическим углом, возбуждает волну обегания про-
дольного типа с волновым числом kiTb. Эта волна переизлучает
волну соскальзывания поперечного типа (см. рис. 1.25, б). Нако-
нец, лучи падающей волны, проходящие вблизи цилиндра, соз-
дают волну обегания типа волны Релея, которая также переизлу-
чается в пространство в виде волны соскальзывания поперечного
типа (см. рис. 1.25, в). На рис. 1.25, г—д показаны способы обра-
зования волн обегания — соскальзывания при падающей продоль-
ной волне. Особенность образования волн в соответствии со схемой,
приведенной на рис. 1.25, е, заключается в том, что кроме обежав-
шей продольной волны наблюдается еще и поперечная, отходящая
под третьим критическим углом. Таким образом, помимо зеркально
отраженного поля в точку наблюдения приходят еще три сигнала,
соответствующие рассмотренным выше волнам обегания — со-
скальзывания: обежавшие цилиндр со скоростью, близкой к сг,
а также со скоростями, близкими к ст и cR. Причем варианты а
и б на рис. 1.25 могут быть объединены, поскольку при xb > 10
Рис. 1.25. Схемы образования и рас-
пространения волн обегания — со-
скальзывания на полом цилиндре в
твердом теле (Т, L, R — соответствен-
но продольные, поперечные и поверх-
ностные волны)
41
сн « ст. Это означает, что сигналы волн обегания — соскальзы-
вания поперечного и релеевского типов приходят в точку наблю-
дения практически одновременно. Кроме того, как показали ре-
зультаты экспериментальных исследований, амплитуда волны
обегания релеевского типа на 25 ... 30 дБ выше амплитуды ана-
логичной поперечной волны. Запаздывание этих сигналов по
отношению к зеркально отраженному
А^ив = (я/стн 4" 2/Ст) Ь. (1.50)
Аналогично рассуждая, можно показать, что для падающей
продольной волны также существуют три комбинации волн обега-
ния — соскальзывания (см. рис. 1.25).
Потенциалы зеркально отраженной ф3 волны и волны
обегания—соскальзывания [см. (1.49)] определяются выра-
жениями [6 ]
ф8 = ^/Z-^rCos-|-7?T^-|-^exp ^ikr (г — 26 cos; (1.51)
4>* = | DT | exp [— (л — 0) Im k'T], (1.52)
где b — радиус дефекта; г — расстояние от точки ввода до поверх-
ности цилиндра; 0 — угол падения волны на цилиндр; DT —
= 4 ... 5 — коэффициент дифракции, определяющий эффектив-
ность возбуждения и переизлучения волны обегания — соскаль-
зывания; k'r—угловое волновое число; Im k'r = 2,2 ... 5,3
(Im — мнимая часть коэффициента затухания).
Согласно экспериментальной проверке при падении продоль-
ной волны на поверхность цилиндра амплитуда дифрагированных
волн на 30 ... 40 дБ меньше, чем амплитуда зеркально отражен-
ного сигнала, что находится на пределе чувствительности аппа-
ратуры. В то же время для падающей поперечной волны амплитуда
дифрагированных- волн составляет 15 ... 25 дБ от амплитуды
зеркально отраженного сигнала, что вполне может быть зареги-
стрировано аппаратурой, поэтому основной схемой формирования
волн обегания — соскальзывания стала схема, представленная
на рис. 1.25, б.
Задача дифракции на сфере решается в основном аналогично
решению задач дифракции на цилиндре. Волны обегания —
соскальзывания в этом случае формируются по тем же законам,
что и при дифракции на цилиндре, за исключением некоторых
различий. Если рассматривать сигналы дифрагированных волн
в точке приема зеркально отраженных волн, то соотношение
амплитуд сигналов дифрагированных и зеркально отраженных
волн, в особенности для продольной падающей волны, выше, чем
при дифракции на цилиндре. Это объясняется наличием аксиаль-
ной симметрии для сферы, результатом которой является фокуси-
ровка лучей, обогнувших полость по разным направлениям.
42
Однако фокусировка наблю-
дается только при 0 = 0.
Таким образом, несмотря на
то, что волна обегания —
соскальзывания продольного
типа затухает быстрее ана-
логичной волны релеевского
типа, амплитуда дифрагиро-
ванного сигнала продольной
волны может быть более вы-
сокой и достаточной для ре-
Рис. 1.26. Зависимость отношения ампли-
туд зеркально отраженного и дифрагиро-
ванного сигналов от радиуса цилиндра
при совмещенной схеме контроля (обра-
зец из стали 45; f = 2,5 МГц)
гистрации аппаратурой.
При падении на границу
сферы поперечной волны
фокусировки лучей не проис-
ходит вследствие ее разло-
жения на сфере на SH- и
SV-волны, которые дифрагируют на гладкой выпуклой поверх-
ности различным образом.
На основании анализа теоретических и экспериментальных
исследований выделены следующие основные закономерности ди-
фракции волн обегания — соскальзывания на цилиндре и сфере.
При падении волны любого типа (продольной, поперечной,
поверхностной) на цилиндр по касательной формируется обега-
ющая и соскальзывающие волны. При этом волны обегания —
соскальзывания формируются не всеми лучами, падающими на
поверхность, а только теми, которые падают на криволинейную
поверхность по касательной в соответствии с первым зако-
ном дифракции (см. рис. 1.25) или под третьим критическим
углом.
Из шести наиболее вероятных способов образования дифра-
гированных волн обегания — соскальзывания наиболее приме-
нима для практических целей схема Т—R—Т, приведенная
на рис. 1.25, б, поскольку амплитуды этих волн достаточны для
их регистрации.
Амплитуда обегающей релеевской волны убывает пропорци-
онально ехр (—kR), где R — радиус цилиндра. Это означает, что
волна быстро затухает, причем гораздо быстрее, чем объемная
волна. Быстрое затухание связано с переизлучением энергии
волны обегания в волну соскальзывания в каждой точке распро-
странения.
На рис. 1.26 показана зависимость отношения амплитуд
двух сигналов, первый из которых соответствует отраженному
сигналу от цилиндра, а второй — сигналу волны соскальзывания
(см. рис. 1.25, б). За ноль децибел принята амплитуда первого
сигнала. Видно, что волны обегания — соскальзывания наиболее
эффективно возбуждаются для дефектов малых размеров (радиус
R = 2,5 мм).
43
При использовании бистатической акустической системы
с разнесенными излучающими и приемными преобразователями
амплитуда дифрагированного сигнала резко повышается, в зави-
симости от увеличения угла дифракции 0 (угла между акустиче-
скими осями преобразователей) и может превысить амплитуду
зеркально отраженного сигнала. Объясняется это тем, что при
увеличении 0 путь, пробегаемый волной обегания — соскальзы-
вания, резко сокращается и, следовательно, затухание ее также
уменьшается. В то же время уменьшение коэффициента отражения
для зеркально отраженного сигнала приводит к его уменьшению
в зависимости от 0.
Скорость волны обегания зависит от радиуса цилиндра: чем
меньше радиус, тем меньше скорость. Например, при радиусе
2,5 мм на частоте 2 МГц скорость волны обегания составляет
0,87 скорости релеевской волны.
Фаза дифрагированного сигнала так же, как и для дифракции
на краю, совпадая с фазой падающего сигнала, находится в про-
тивофазе с зеркально отраженным сигналом, который меняет
фазу на л.
Дифракция на моделях дефектов эллиптической формы. Осо-
бенностью таких моделей дефектов является, во-первых, то, что
они объединяют все исследованные ранее отражатели. Диск,
полоса, сфера и цилиндр в двухмерном представлении являются
частными случаями эллипсов. Во-вторых, это совпадает с пред-
ставлением, принятым в теории прочности, согласно которой
дефекты характеризуются коэффициентами концентрации или
интенсивности напряжений и коэффициентом формы дефекта,
определяемом соотношением полуосей эллипса Q = й/(2/), где
й, I — малая и большая полуоси эллипса.
Дифракционное поле эллиптических цилиндров представляет
собой совокупность дифракционных полей первого и второго
типов. В зависимости от Q может превалировать дифракция того
или иного типа.-На рис. 1.27 показаны зависимости отношения
амплитуд первых двух принятых сигналов, первый из которых
является в зависимости от Q отраженным либо дифрагированным
на ближайшем к преобразователю краю, второй — дифрагирован-
ным по первому или второму типу дифракции. Штриховыми ли-
ниями показано среднее квадратическое отклонение значений.
Из анализа этого рисунка следует, что для объемных дефектов
(Q = 0,5 ... 0,15) амплитуда дифрагированного импульса на 15 ...
20 дБ меньше амплитуды отраженного. Для плоскостных дефектов
(Q < 0,07) амплитуды обоих дифрагированных импульсов
имеют тенденции к выравниванию [22].
Можно выделить три области значений коэффициента формы.
Область I характеризуется тем, что значениям Q, расположенным
в ней, соответствуют преимущественно поля дифракции второго
типа; для области III характерно существование преимущественно
полей дифракции первого типа, а в области II могут существовать
44
Рис. 1.27. Зависимости отношения ам-
плитуд первых двух принятых сигна-
лов волн, дифрагированных на эллип-
тических дефектах, от коэффициента
формы Q
Рис. 1.28. Зависимости отношения
c*JcR от угла наблюдения <р при kl =
= 20 (/), 15 (2), 10 (3)
поля обоих типов. Этим и объясняется наибольший разброс
амплитуд.
Эллиптическим дефектам свойственна дисперсия фазовой ско-
рости волны обегания на различных участках эллипса. На
рис. 1.28 приведены зависимости нормированной фазовой ско-
рости Сф/сд волны обегания от угла наблюдения ср для Q = 0,4
[36]. Волновым параметром кривых является величина kl (I —
большая полуось эллипса). Минимальная скорость наблюдается
в областях с минимальным радиусом кривизны, т. е. при ф = 0
и 180°. С приближением к областям с ср = 90 и 270° радиус кри-
визны возрастает и соответственно увеличивается фазовая ско-
рость, не превышая, однако, скорости волны Релея cR. Чем меньше
волновой параметр, тем больше отношение скоростей c$lcR.
Дифракция на границе раздела двух сред при падении волны
под критическими углами (дифракция третьего типа). К дифракции
этого типа относятся дифракционные поля, образованные лучами,
падающими под критическими углами на границу раздела сред,
одна из которых—металл. Если луч первичного поля падает
из среды с меньшей скоростью на границу раздела со средой
с большей скоростью, то вдоль поверхности последней распро-
страняется головная волна, которая излучает в каждой своей
точке боковые волны в обе среды. Частным случаем границы
раздела двух сред является свободная граница металла.
В сейсмоакустике [72] насчитывают восемь типов образования
дифракционных полей в плоскости, перпендикулярной границе
раздела сред (рис. 1.29, а—з): четыре типа—для падающей
продольной волны и четыре — для падающей поперечной волны.
При этом головные — боковые волны образуются лучами, пада-
ющими под первым, вторым и третьим критическими углами.
Головная волна, связанная непосредственно с границей раздела,
45
Рис. 1.29. Схемы образования и распространения головных и боковых волн
от излучателя до приемника ультразвука при различном соотношении скоростей
волн (c1L, c-rf — скорости продольных и поперечных волн в первой среде; с2ь,
С2Т — т0 же во второй среде)
распространяется вдоль нее и быстро затухает с увеличением
глубины. Боковые волны отходят по обе стороны от границы
под соответствующими углами. Из всех приведенных схем обра-
зования головных и боковых волн практическое применение пока
получили схемы, изображенные на рис. 1.29, а, з. В первом слу-
чае падающая волна под первым критическим углом — продоль-
ная, головная — продольная, боковая в нижней среде — попереч-
ная, в верхней среде — продольная. Во втором случае падающая
под вторым критическим углом волна — продольная, головная —
поперечная, боковая в нижней среде — неоднородная быстро-
затухающая продольная, в верхней среде — продольная.
46
Задачи дифракции третьего типа решаются по общей схеме,
приведенной выше. Решение отыскивается в виде разложения
в интеграл Фурье по плоским волнам методом перевала [37, 57].
Особенность расчетов состоит в том, что, поскольку головная
волна является результатом взаимодействия нормальной (иг, щ)
и касательной (wi9 wt) составляющих смещения в волне, решение
получают отдельно для каждой составляющей с последующим
суммированием их. Кроме того, поскольку головная продольная
волна сама по себе существовать не может и.в каждой точке рас-
пространения переизлучает боковую поперечную волну, резуль-
тирующее смещение на поверхности представляет собой сумму
смещений:
u'l = |«I|exp(icpUz) + ut6;
w'l = I Wi I exp + wt6. ’53)
В этих формулах первый член характеризует головную волну
продольного типа, второй — боковую волну поперечного типа.
Точно так же записывается суммарное поле для головной попереч-
ной и боковой продольной волн.
Сформулируем основные закономерности дифракционных
головных и боковых волн при возбуждении под первым и вторым
критическим углами.
Головная волна связана только с наличием границы раздела
двух сред и распространяется в среде с большей скоростью ультра-
звука либо на свободной поверхности твердого тела.
В формулах (1.53) для нормального и касательного смещения
геометрооптический член стремится к нулю, а дифракционный
член достигает своего максимального значения. С удалением от
поверхности по оси z на расстояния z (4 ... 6) и z > (6 ...
8) дифракционный член становится пренебрежимо малым и
смещения в указанных выражениях определяются только гео-
метрооптическим членом, а головная волна полностью переходит
в обычную объемную продольную или поперечную волну.
Головная волна (в отличие от объемной), являясь неоднород-
ной, не может существовать самостоятельно. В каждой своей
точке распространения она переизлучает боковую волну, отходя-
щую в обе стороны от границы внутрь твердого тела под углом
а = arcsin ctJcia (рис. 1.30). Боковая поперечная волна I'lt,
дойдя до нижней поверхности z — Н, переизлучает вторичную
головную волну Vltl^y и процесс повторяется вновь. Таким обра-
зом, головным и боковым волнам свойственен эффект взаимного
перехода одного типа дифракционной волны в другой. На экране
дефектоскопа можно наблюдать серию импульсов, соответству-
ющих взаимному переходу волн.
Фронт каждой боковой поперечной волны в плоскости чер-
тежа, показанный на рис. 1.30, представляет собой прямую линию,
о чем свидетельствуют зависимости временного интервала при-
нимаемых импульсов боковых волн от расстояния между преобра-
47
Рис. 1.30. Схема распространения головных продольных и боковых попереч-
ных волн в стальном образце ограниченных размеров:
1 — излучатель под углом 0 = 0Rp г; Г — излучатель — прямой преобразователь; 2 —
приемники под углом 0 — 0Kpl; ~ падающая продольная волна; Vlt — первичная
боковая волна; /'//' — боковая продольная волна на приемнике 2; /7//8f8 — вторичная
боковая волна» Vltlt — боковая продольная волна на приемнике 3
зователями для первичной и вторичных боковых волн
(рис. 1.31).
Зависимости амплитуды боковых поперечных волн от рассто-
яния между преобразователями (рис. 1.32) имеют экстремальный
характер, связанный с постоянным перераспределением энергии
между головной и боковой волнами.
Рис. 1.31. Зависимости времени распространения головных боковых волн от
расстояния между излучателем и приемником (кривая 3 — излучение прямым
преобразователем остальные—излучение и прием наклонным преобразо-
вателем под углом Р = PKpi):
/—волна VI (z = 0); 2 — VI (z = Я); 3 — It (z = Я); 4 — Vlt; 5 — VltlJi (2 = 0);
6 - I'ltlMJt (z = Я); 7 - VltlMtitl4f< (z = 0)
48
Рис. 1.32. Зависимости ам-
плитуды боковых волн от
расстояния между преобра-
зователями (излучение и при-
ем под углом 3 — ₽КР1):
1, 2 — волна ГИ (z — Н) 3 —
ritliti (z = 0); 4 - ritlttMn
(z = Я); 5 - '
== 0)
(z =
лег-
не
пре-
поверхности к краю образца. В этом
и рассеяния волн соответ-
Головная волна
ко возбуждается
только наклонным
образователем с углом
ввода, равным первому
критическому, но и
прямым преобразовате-
лем Г (см. рис. 1.30),
сдвинутым с торцовой
случае законы распространения
ствуют рассмотренному выше излучению наклонным преобра-
зователем. Такой способ образования волн имеет важное прак-
тическое применение.
Свойства боковой продольной волны, возникающей при излу-
чении под вторым критическим углом, отличаются от свойств
боковой поперечной волны. Являясь неоднородной, она очень
быстро затухает: ее амплитуда уменьшается в е раз на глубине
z = 0,22Хг, что примерно в 2 раза выше, чем для волны Релея.
Амплитуда головной волны затухает быстрее амплитуды объем-
ной в г~°’5 раз (рис. 1.33) также вследствие постоянного пере-
распределения энергии между волнами.
Колебания частиц вблизи свободной поверхности осуще-
ствляются по эллипсу, причем для продольной головной волны
большая ось эллипса вытянута вдоль свободной границы под
углом 22,9°, отношение амплитуд смещения | щ |/| w\ | = 2,37.
Для поперечной головной волны большая ось эллипса перпен-
дикулярна свободной поверх-
ности, отношение амплитуд
|uj |/| = 0,151.
Амплитуда головной волны, из-
лученной в обратном направле-
нии, будучи существенно меньше
амплитуды волны, распространя-
ющейся в прямом направлении,
составляет для продольных и
поперечных волн соответственно
амплитуды
расстояния
Рис. 1.33. Зависимость
продольной волны от
вдоль свободной поверхности (из-
лучение и прием под первым кри-
тическим углом)
|а^=л/2
126.
|аг=л/2
|а,=—л/2
|а*=—л/2
49
Рис. 1.34. Схема распространения дифрагированных головных и боковых волн
при падении продольной волны вдоль краев трещины
В практике ультразвукового контроля давно замечено явление
ослабления донного сигнала, когда преобразователь находится
над трещиной, ориентированной вдоль направления распростра-
нения волны (рис. 1.34). Ослабление донного сигнала связано
с образованием дифрагированных головных и боковых волн,
свойства которых изложены выше. При распространении продоль-
ной волны вдоль трещины часть ее энергии в результате взаимо-
действия с краями трещины переходит в две головные L-волны,
в свою очередь излучающие две боковые поперечные Т-.волны,
отходящие под третьим критическим углом, который для стали
равен 33,5° к нормали трещины. При обратном ходе продольной
волны вновь излучаются головные и боковые волны, которые
могут быть приняты приемным преобразователем /, но уже под
углом 90° — 33.,5° = 56,5° к нормали поверхности. Механизм
образования дифракционных волн аналогичен схеме, приведенной
на рис. 1.30, когда прямой преобразователь / излучает волны
с торца образца вдоль свободной границы.
В дополнение к свойствам головных и боковых волн, рассмо-
тренным ранее, появляются другие, связанные с тем, что трещина
представляет собой поверхность ограниченных размеров, по край-
ней мере в одном измерении. Суть этих свойств состоит в сле-
дующем.
Амплитуда боковой волны пропорциональна высоте трещины.
На рис. 1.35, а показаны зависимости амплитуды принятого
донного сигнала — кривая /, сигналов боковых волн, принятых
на прямом ходе луча — кривая 2 (приемник II) и на обратном
ходе луча — кривая 3 (приемник /). Для сравнения приведена
кривая 4 сигнала, дифрагированного на краю трещины, располо-
женной посредине образца, по первому типу дифракции. Зависи-
мости получены для образца из стали марки 45, размерами 200 X
X 80X120 мм, f = 2,5 МГц.
Обращает на себя внимание значительная амплитуда боковых
волн, которая при высоте трещины около 15 мм может превышать
амплитуду донного сигнала. Так, для трещины высотой 10 мм
50
Рис. 1.35. Зависимости амплитуды принятого сигнала от высоты трещины (а)
и угла ввода приемника (б):
1 — донный сигнал; 2 — сигнал боковой волны, принятый приемником // (см. рис. 1.34);
3 — сигнал боковой волны, принятый приемником /; 4 — сигнал краевой волны, при-
нятый приемником /
20 40 60 Г/
амплитуда боковой волны эквивалентна амплитуде эхо-сигнала,
отраженного от плоскодонного отражателя диаметром 5,2 мм,
что на 15 ... 20 дБ выше амплитуды краевой волны.
Степень снижения амплитуды донного сигнала также пропор-
циональна высоте трещины и при достаточно больших значениях Н
может составлять 20 дБ и более.
Амплитуда боковой волны, будучи зависимой от угла ввода
приемника (рис. 1.35, б), достигает максимума при |3 = 56,5°.
На суммарную амплитуду сигнала влияет и краевая волна, кото-
рая при малых значениях Н вносит основной вклад. Начиная
с Н = 4 мм и выше сигнал боковой волны превалирует над сигна-
лом краевой волны тем значительнее, чем больше высота трещины.
Зависимости получены для образца из стали марки 45, размерами
90x300x50 мм, f = 2,5 МГц.
Дифракция (рефракция) в слоисто-неоднородных средах (диф-
ракция четвертого типа). В соответствии с принятой классифи-
кацией дифракция четвертого
типа возникает в слоисто-неод-
нородных средах. В процессе
экспериментальных исследова-
ний валков холодной прокатки
(ВХП) в их поверхностно-за-
каленных слоях был обнаружен
волноводный акустический ка-
нал. Если вдоль оси валка
излучить волну таким образом,
чтобы лучи пересекали все его
поверхностные слои (рис. 1.36),
то часть излученной энергии
волны может быть принята
Рис. 1.36. Схема рефракции в зака-
ленных слоях валка:
1 — валок; 2 — закаленные слои; 3 — из-
лучатель; 4 — дефектоскоп; 5 — прием-
ник
51
Рис. 1.37. Зависимости амплитуды принятого сигнала при рефракции продоль-
ных (а) и поперечных (б—г) волн в закаленном слое валков от расстояния между
преобразователями
приемником на некотором расстоянии от излучателя. Очевидно,
что принятые сигналы обязаны существованию в ВХП явлению
рефракции волн [20, 21].
В 1948 г. Л. М. Бреховских открыт и детально исследован
волноводный канал в океане [15]. Вследствие различной соле-
ности и температуры слоев океана по его толщине возникают
градиенты скорости акустических волн, вследствие чего волны,
попавшие в этот канал, могут распространяться на сверхдальние
расстояния. Это явление широко используется в подводной аку-
стике.
По аналогии с акустикой океана параметры рефрагированных
волн в ВХП связаны с градиентами скорости продольных и попе-
речных волн. Логично предположить, что градиенты скорости
волн имеют корреляционную связь с характеристиками твердости
закаленного слоя ВХП. Подобное явление наблюдается также
в аустенитных сварных швах в прокате, закаленных слоях рельсов
и др.
Теория дифракции четвертого типа изложена в гл. 6 совместно
с описанием метода измерения глубины закаленных слоев метал-
лов. В данном подразделе рассмотрим лишь некоторые свойства
дифракции этого типа.
Рефрагируют как продольные, так и поперечные волны
(рис. 1.37, а—г). Представленные на рис. 1.37, а зависимости
амплитуды рефрагированных продольных ультразвуковых волн
от расстояния х для четырех валков (угол падения Р = Ркр1 =
= 28°) характеризуются наличием плавно снижающейся до мини-
52
мального значения хтщ левой ветви характеристики, которая
затем возрастает до значения хтах для валков одной группы
или сохраняет минимальное значение для валков другой группы
(на рисунке не указаны).
При достаточно малом расстоянии х сигнал на приемном
преобразователе формируется за счет распространения вдоль
свободной поверхности валка головной волны, переизлучающей
в каждой точке боковые волны. Свойства этих дифракционных
волн рассмотрены ранее. В частности, отмечено, что амплитуда
головной волны снижается пропорционально х~2, что хорошо
согласуется с ходом кривых на участке до xmln (см. рис. 1.33).
Начиная от точки xmin сигнал, соответствующий рефракции
в закаленном слое, превалирует над сигналом головной волны.
Поэтому амплитудная зависимость полностью определяется пара-
метрами рефракции. Положение хтах для продольных волн вы-
ражено нечетко, а для некоторых валков это значение вообще
отсутствует.
На рис. 1.37, б показаны зависимости амплитуды принятого
сигнала поперечных волн от расстояния между преобразователями
для четырех валков, полученные при различных частотах и углах
ввода ультразвуковых волн. Отметим, что кривые для поперечных
и продольных волн существенно различаются. В первом случае
нет левой снижающейся ветви. Это следует из законов образова-
ния волн дифракции третьего типа, поскольку при излучении
под вторым критическим углом головная волна и боковая в верх-
ней среде, являясь поперечными волнами, не фиксируется прием-
ным преобразователем. Кроме того, максимумы для поперечных
волн выражены более значительно, чем для продольных волн,
что делает предпочтительным их применение при измерении
толщины закаленных слоев валков.
Анализ кривых на рис. 1.37, б показывает, что амплитудные
характеристики имеют несколько максимумов (как минимум два),
первый из которых наибольший по амплитуде. Для каждого
валка характерна своя амплитудная зависимость (значение ам-
плитуд и положение максимумов), что связано с различием пара-
метров закаленных слоев этих валков. При изменении частоты
излучаемого сигнала положение первого максимума сохраняется,
хотя амплитуда его изменяется. Последующие же максимумы
свое положение меняют. При этом с увеличением частоты рассто-
яние между первым и последующими максимумами сокращается;
наибольшая амплитуда первого максимума наблюдается для
частоты 5 МГц.
При изменении угла падения (J вблизи второго критического
угла наблюдается перераспределение энергии сигнала между
первым и последующими максимумами с приблизительным
сохранением положений самих максимумов. Наибольшая
амплитуда максимумов соответствует углам |3 = 55 и 57° (см.
рис. 1.37, г).
53
Явление рефракции в закаленных слоях металлов связано
с наличием параметрического распределения скорости волн при
удалении от поверхности в глубь металла.
Кривую скорости в поверхностно закаленных слоях валка
можно представить в виде трех отрезков прямых линий:
с = с0 при 0 z < г0;
с = с0 + Gc (z — z0) при Zq < z < zt; (1-54)
C = Стах При Z > Zt ,
где c0 и cmax — скорости волн соответственно на поверхности
и в незакаленной части валка; Gc — градиент скорости.
Эта кривая является зеркальным отображением кривой твер-
дости, представляемой также в виде трех прямолинейных отрез-
ков. Таким образом, закаленный слой включает в себя поверхно-
стную зону глубиной z0 с максимальной твердостью и минимальной
скоростью, переходную глубину zx — z0, в которой твердость
снижается от максимального значения до твердости незакаленного
металла, а скорость возрастает до максимального значения, и зону
металла с постоянными твердостью и скоростью волн.
В рефракции участвуют не все лучи, а только те, которые
лежат в диапазоне углов скольжения х:
О < х < xmax = arccos ——. (1.55)
стах
Эти лучи образуют в приповерхностном слое каустику, в которой
площадь сечения лучевой трубки огибающего семейства лучей
стремится к нулю. В зоне каустики происходит концентрация
энергии лучей, распространяющихся в разных направлениях.
В каждую точку вблизи каустики приходят два близко располо-
женных друг к другу луча и у2: первый —ближайший к поверх-
ности, уже коснувшийся каустики, второй — на подходе к ней.
Сигнал на приемнике будет определяться результатом интерферен-
ции этих двух лучей. Фаза лучей, коснувшихся каустики, скач-
ком возрастает на л/2.
Положение каустики определяется выражением
Хо = 4 zoctjGet. (1.56)
Образование первого максимума рефрагированного сигнала —
результат концентрации энергии рефрагированной волны вблизи
каустики, последующих максимумов — результат интерференции
двух лучей, приходящих в каждую точку на поверхности валка.
Поле, расположенное левее первого максимума, обусловлено
наличием дифракционного поля. Дифрагируют не все лучи, уча-
ствующие в рефракции, а только те, угол скольжения которых
близок к хтах. Эти лучи заходят в пограничный слой и, распро-
страняясь вдоль него, непрерывно излучают в верхние слои
боковые волны с меньшей скоростью, проникая в область тени.
54
Именно эти лучи энергетически мощнее всех лучей, участвующих
в рефракции, поскольку их направление совпадает с максимумом
диаграммы направленности излучателя и приемника.
Возможные области применения волн дифракции. Волны диф-
ракции в контролируемом объекте присутствуют всегда. При
отражении от плоскостных либо объемных дефектов возникают
краевые волны, или волны обегания —соскальзывания, или голов-
ные и боковые волны. Чаще всего возникает совокупность дифра-
гированных волн нескольких типов. Вблизи свободной поверх-
ности головные и боковые волны также присутствуют всегда,
поскольку под каким бы углом волны ни излучались в твердое
тело вследствие конечных размеров преобразователей, всегда
найдутся лучи, которые направлены вдоль и вблизи свободной
поверхности.
Однако при реализации обычных методов ультразвукового
контроля, когда принимаемый сигнал соответствует геометро-
оптическому отражению от дефектов, импульсы дифрагированных
волн либо представляют собой ложные сигналы, либо вследствие
неоптимального их излучения и приема пренебрежимо малы
и не принимаются во внимание.
Между тем, знание законов возбуждения и распространения
дифрагированных волн позволяет решить ряд задач ультразвуко-
вого контроля, которые обычными методами контроля решить
крайне сложно либо вообще нельзя. К ним можно отнести рас-
познавание типа дефекта и измерение его размеров, выявление
сигналов на фоне шума в некоторых сварных швах, измерение
глубины закаленных слоев и др. В табл. 1.4 приведены некоторые
схемы контроля с использованием волн дифракции.
1.3. ИЗЛУЧЕНИЕ И ПРИЕМ АКУСТИЧЕСКИХ ВОЛН
Контактные и бесконтактные способы излучения и приема.
Излучение и прием акустических волн осуществляют с помощью
электроакустических преобразователей, которые трансформи-
руют электрическую энергию в механическую и обратно. Способы
излучения и приема делят на две группы: контактные и бес-
контактные. При контактных способах трансформация энергии
совершается в активном элементе, отделенном от объекта кон-
троля. Передачу энергии от активного элемента к объекту кон-
троля и обратно осуществляют с помощью контактной среды.
Чаще всего ею служит жидкость.
При бесконтактных способах преобразование электрической
энергии в акустическую происходит в самом объекте контроля.
Для этой цели используют те или иные физические эффекты.
В зависимости от толщины слоя контактной жидкости раз-
личают несколько вариантов контакта. При контактном способе
контроля толщина слоя жидкости не должна превышать половины
длины волны ультразвука. Этого достигают путем плотного при-
55
СП
О
Области применения волн дифракции
Таблица 1.4
№ по Тип Схема контроля и зависимость Информационный Назначение Объект
пор. дифракции измеряемого параметра параметр контроля
Первый
Временной интервал Дт
между сигналом 2, ди-
фрагированным на кон-
чике трещины, и опор-
ным сигналом 3
Измерение высоты
трещины в процессе
циклических испы-
таний
Образцы для ис-
пытаний на рас-
тяжение, сжатие,
изгиб, излом
1 — трещина высотой d; 2 — сиг-
нал, дифрагированный на трещине;
3 — опорный сигнал
2 Второй *171 Г710 Временной интервал Дт между сигналом 2, обе- жавшим часть объем- ного дефекта, и отра- женным сигналом 3 Измерение периме- тра объемных де- фектов Сварные швы, ос- новной металл
dtMM 1 — объемный дефект; 2 — сигнал, дифрагированный на объемном де- фекте; 3 — сигнал, отраженный от дефекта
Продолжение табл. 1.4
Информационный параметр Назначение Объект контроля
Форма спектра, частот- ный интервал Спектральный метод распознавания типа дефекта и определе- ния его размеров Сварные швы, ос- новной металл
Уменьшение амплиту- ды донного сигнала АЛ Измерение высоты трещины Изделия с экви- дистантными по- верхностями
Время распространения головной ВОЛНЫ (Tj) и комбинации головн ая— боковая — головная волны (т2) Измерение скорости продольных и по- перечных волн Испытательные образцы
00
Ms по Тип Схема контроля и зависимость
пор. дифракции измеряемого параметра
6
1 — корневая трещина; 2 — излу-
чаемая Т-волна; 3 — принимаемая
L-волна
Четвер-
тый +
4- третий
8
Первый +
+ второй 4-
4- третий
А,/А2«1
(плоскостной
дефект)
Aj/A2^1
(объемный дефект)
1 — дефект; 2 — излучаемая L-вол-
на; 3 — отраженная от дна L-волна;
4 — дифрагированная на дефекте
Т-волна
Продолжение табл. 1.4
Информационный параметр Назначение Объект контроля
Амплитуда принимае- мого сигнала Дельта-методика из- мерения высоты корневых трещин Сварные швы
Местоположение пер- вого и второго макси- мумов кривой рефрак- ции Измерение глубины поверхностно зака- ленных слоев ме- таллов Валки холодной прокатки, рельсы, поверхностно упрочненные слои металла
1. Отношение амплитуд сигналов: Аг — дифра- гированного на бли- жайшем к излучателю краю дефекта; Л2 — отраженного от дна и дифрагированного на дефекте. 2. Временной интервал между этими импуль- сами Дельта-методика распознавания типа дефекта и определе- ния размеров пло- скостных дефектов Изделия с экви- дистантными по- верхностями
жатия преобразователя к объекту контроля, на поверхности
которого находится жидкость. Используют жидкости, хорошо
смачивающие поверхности преобразователя и объекта, — масло,
глицерин, воду со спиртом.
При иммерсионном способе толщина слоя жидкости равна
нескольким длинам волн. Дадим более четкое количественное
определение этой толщины для импульсного излучения: она
должна быть больше пространственной длительности ультра-
звукового импульса сжт, чтобы не возникло интерференции излу-
чаемого импульса с импульсом, возвратившимся к преобразова-
телю после отражения от границы иммерсионного слоя с контро-
лируемым изделием. Условие отсутствия интерференции имеет
вид
йж > 0,5сжт, (1.57)
где йж и сж —толщина слоя жидкости и скорость звука в ней;
т — эффективная длительность импульса во времени.
Слои, соизмеримые по толщине с длиной волны, будем назы-
вать тонкими, а удовлетворяющие условию (1.57) — толстыми
слоями, или протяженными средами. Если протяженная среда
расположена между преобразователем и изделием (иммерсионная
жидкость, твердый материал), будем называть ее акустической
задержкой.
Для обеспечения иммерсионного контакта изделие либо цели-
ком погружают в резервуар с жидкостью (иммерсионную ванну),
либо создают в месте контроля локальную иммерсионную ванну.
Возможна также передача акустических волн через струю жидко-
сти (струйный контакт).
Иногда как особый способ выделяют щелевой акустический
контакт. При этом между преобразователем и изделием с помощью
ограничителей создают постоянный зазор, заполняемый контакт-
ной жидкостью. Толщина зазора около длины волны. По этому
признаку щелевой способ близок к контактному.
В низкочастотных акустических дефектоскопах применяют
сухой способ контакта путем соприкосновения поверхностей
преобразователя и изделия без контактной жидкости. Этот способ
используют при импедансном, велосиметрическом и других мето-
дах контроля, которые не находят применения в дефектоскопии
металлов.
Через контактную жидкость передают волны продольного
типа и поперечные волны SV-поляризации, в которых направле-
ние колебаний непараллельно поверхности изделия. В последнем
случае на границе преобразователь — жидкость такие поперечные
волны трансформируются в продольные, а на границе жидкость —
изделие превращаются опять в поперечные.
Поперечные волны, колебания частиц в которых параллельны
поверхности изделия (в частности, волны S/7-типа), через контакт-
ную жидкость не передаются, поскольку, как отмечалось в под-
59
разд. 1.2, эти волны в жидкости не возбуждаются. Быстро зату-
хающая поперечная волна в жидкости существует благодаря
вязкости, поэтому, в принципе, можно передать 5Я-волну через
тонкий слой вязкой жидкости, но с большими потерями энергии.
Обычно для передачи таких волн преобразователи приклеивают
к поверхности изделия легкоплавким веществом (например во-
ском). Такие способы контакта нетехнологичны, их применяют
в лабораторных условиях, а на практике используют бесконтакт-
ное возбуждение.
Трудность обеспечения стабильного контакта через жидкую
среду при применении контактных преобразователей существенно
ограничивает использование акустических методов. При руч-
ном контроле, когда обычно применяют контактный способ,
для обеспечения стабильного контакта шероховатость поверх-
ности не должна превышать Ra = 20 ... 40 мкм, а это нередко
требует обработки поверхности специально под ультразвуковой
контроль, что связано с нежелательными трудозатратами. При
автоматическом контроле, когда преобразователь движется отно-
сительно поверхности изделия с большой скоростью, применяют
щелевой или иммерсионный способ. В первом случае требуется
довольно высокое качество поверхности (Ra 40 мкм); во вто-
ром — эти требования снижаются, амплитуда эхо-сигнала умень-
шается приблизительно в 10 раз за счет двукратного прохождения
волн через границу жидкость — изделие. Кроме того, возникают
конструкционные трудности при поддержании заданной ориенти-
ровки преобразователя относительно поверхности изделия.
В связи с изложенным активно ведутся поиски эффективных
бесконтактных способов излучения и приема. Однако, как будет
показано ниже, по коэффициентам двойного преобразования
бесконтактные способы в 100 раз и более (в зависимости от способа
преобразования) уступают контактным.
Пьезоэлектрические материалы. В приборах акустического
контроля чаще всего используют контактные преобразователи,
принцип работы которых основан на пьезоэлектрическом эффекте.
Активный элемент такого преобразователя изготовляют из мате-
риала, обладающего пьезоэлектрическими свойствами. Прямым
пьезоэлектрическим эффектом называют появление в некоторых
веществах электрической поляризации под действием приложен-
ных к ним механических напряжений или деформаций. Обратный
пьезоэлектрический эффект заключается в возникновении меха-
нического напряжения и деформации в пьезоматериале, помещен-
ном в электрическом поле. Обратный пьезоэффект используют
для излучения, а прямой — для приема акустических колебаний.
Кроме пьезоэлектрического в контактйых преобразователях
может быть использован магнитострикционный эффект, заключа-
ющийся в изменении линейных размеров ферромагнитных мате-
риалов под действием внешнего магнитного поля. Обратный эффект
называют магнитоупругостью. Если на тело действует постоянное
60
магнитное поле, напряженность которого больше напряжен-
ности переменного поля, вызывающего колебание, то эффекты
магнитострикции и магнитоупругости становятся линейными;
их в этом случае называют пьезомагнитными.
Магнитострикционные преобразователи из никеля, пермен-
дюра или других металлов и сплавов широко применяют в низко-
частотной (до 40 кГц) ультразвуковой технике. Однако на высо-
ких частотах для таких приборов характерны большие потери,
обусловленные вихревыми токами, в связи с чем преобразователи
изготовляют из магнитодиэлектриков — ферритов, оксиферов.
В таком варианте магнитострикционные преобразователи могут
заменить пьезоэлектрические, хотя распространения они не
получили, так как более сложны в изготовлении и отличаются
узкой полосой пропускания частот.
Работа пьезопреобразователя подробно рассмотрена в [71],
поэтому изложим лишь самые необходимые сведения.
Пьезоэлектрический эффект был открыт при исследовании
кристаллических материалов типа кварца, и первоначально в тех-
нике применяли кристаллические пьезопреобразователи. В на-
стоящее время открыты различные классы пьезоматериалов,
отличающиеся физическим механизмом возникновения пьезоэф-
фекта. Согласно этой классификации кварц относят к неполярным
пьезодиэл ектри кам.
В преобразователях современных акустических приборов чаще
всего применяют не кристаллические пьезоматериалы, а пьезо-
керамику. В пластичном состоянии материалу соответствующего
химического состава придают требуемую форму, например, пла-
стины. Затем его спекают при температуре выше 1000 °C и вы-
держивают в электростатическом поле большой напряженности —
поляризуют.
Пьезокерамику относят к классу сегнетоэлектриков, отлича-
ющихся от неполярных пьезодиэлектриков тем, что в них суще-
ствуют области спонтанной поляризации, подобные доменам
в ферромагнетиках. В результате пьезосвойства в сегнетоэлектри-
ках в 10 ... 100 раз выше, чем в пьезоэлектриках. Для сегнето-
электриков существуют определенные температуры — точки
Кюри, выше которых они теряют пьезосвойства. В дальнейшем
рассмотрим два материала — характерные представители двух
названных классов: неполярный пьезодиэлектрик кварц Х-среза
(пластина вырезана перпендикулярно оптической оси х) и кера-
мический сегнетоэлектрик цирконат-титанат свинца марки ЦТС-19
(марка определяет химический состав).
Как уже упоминалось, активному пьезоэлектрическому эле-
менту преобразователей обычно придают форму пластины. Для
возбуждения электрического поля на поверхности пластины на-
носят металлические электроды — обычно тонкие слои серебра.
На них подают электрическое напряжение, и пластина работает
как конденсатор. Возможно также возбуждение электромагнит-
61
ного поля в пластине с помощью явления индуктивности. Ка-
тушку индуктивности располагают вокруг пластины так, чтобы
оси их совпадали, но такой способ возбуждения, как правило,
менее эффективен.
Пьезоэлемент, будучи кристаллом или поляризованной кера-
микой, не является изотропным веществом. Его свойства зависят
от направления относительно кристаллических осей или оси
поляризации, поэтому характеризующие их константы — тензор-
ные величины. В дальнейшем, однако, будем рассматривать
колебания соответствующим образом ориентированных пластин
по толщине в направлении координаты х при таком же направле-
нии электрического поля. Свойства этих пластин будем характе-
ризовать значениями констант, действующих в этом направлении,
не подчеркивая при этом тензорного характера действующих
значений констант, но учитывая запреты, налагаемые при тен-
зорном исчислении.
При излучении и приеме акустических волн на пьезопластину
в электрическом поле действуют одновременно электрические
и упругие силы (тепловые и другие слабо влияющие эффекты
не учитываются), поэтому термодинамическое состояние пластины
определяют двумя дифференциальными уравнениями:
<L58>
D=^E + ed/x, (1.59)
где Т = Тхх — нормальные напряжения; CD — модуль упругости
материала пьезопластины при постоянном значении D; duldx —
деформация; е — пьезоконстанта, Кл/м; D — смещение элек-
трического поля, или электростатическая индукция; е0 = 8,85 X
X IO’12 Ф/м — диэлектрическая постоянная; е — диэлектрическая
проницаемость пьезоматериала при постоянном механическом
напряжении; Е — напряженность электрического поля.
Диэлектрическая проницаемость е — тензор со слабо отлича-
ющимися компонентами, поэтому его рассматриваем как скаляр.
Модуль упругости CD связан со скоростью ультразвука с фор-
мулой
c = -j/CD/p. (1.60)
Пьезоконстанта е входит в выражение (1.58) с отрицательным
знаком. Это связано с тем, что исторически она определялась
через давление в окружающей пьезопреобразователь жидкости,
а давление и механическое напряжение имеют разные знаки
(Р = хх)-
Эквивалентное сопротивление пьезопреобразователя. Теорию
работы преобразователя называют теорией электроакустического
тракта, потому что в преобразователе взаимодействуют электри-
ческие и акустические процессы. В задачи этой теории входят
62
Рис. 1.38. Схемы включения и эквивалентные схемы пьезопреобразова-
телей
вывод формул для излучения и приема акустических волн, а также
определение эквивалентного электрического импеданса преобра-
зователя. Представить преобразователь в виде пассивного элек-
трического элемента важно для оптимизации согласования его
с генератором и усилителем импульсного прибора, а также для
определения экстремальных режимов работы приборов резонан-
сного типа, поскольку именно при этих режимах измеряют ре-
зонансные частоты.
Рассмотрим работу преобразователя на простом примере вклю-
чения пьезопластины в электрический контур генератора
(рис. 1.38, а). Считая пластину бесконечно протяженной в на-
правлении, перпендикулярном х, тем самым не будем учитывать
ее колебаний в поперечном направлении (одномерное приближе-
ние). Поверхности пластины нагружены средами с входными
акустическими импедансами Z2 в направлении объекта контроля
и Zo в противоположном направлении (там располагают демпфер).
Здесь под входным импедансом понимается выражение, учитыва-
ющее активное и реактивное сопротивления границы колебаниям
пьезопластины по толщине. Формулы для входного импеданса
приведены в подразд. 1.4. Они учитывают наличие промежуточ-
ных слоев между пластиной и протяженной средой, удовлетворя-
ющей условию (1.57). Такой средой являются расположенный
с одной стороны пьезопластины демпфер, а с другой — изделие
или акустическая задержка.
63
Уравнение связи механическое напряжение—деформация,
подобное закону Гука, для пьезопластины находят, интегрируя
(1.59) по dx и подставляя результат в (1.58):
т = соух-т^-Св^-~-. (1.61)
Первый член в правой части этого уравнения показывает связь
напряжения с деформацией, соответствующую обычным условиям
распространения плоской упругой волны в материале. Второй
член представляет собой механическое напряжение, вызываемое
электрическим генератором; Дф — разность электрических
потенциалов на электродах пластины. Третий член учитывает
влияние относительного изменения толщины пластины &ulh под
действием пьезоэффекта. Величина
P = e//C^i (1.62)
является коэффициентом электромеханической связи, характери-
зующим процесс преобразования электрической энергии в меха-
ническую и обратно. Это константа пьезоматериала для данного
вида деформации — изменения толщины. Для кварца 0 = 0,094,
02 = 8-1О"3, поэтому третьим членом можно пренебречь ввиду
его малости по сравнению с первым. Для ЦТС-19 0 = 0,4; 02 =
— 0,16, т. е. третий член играет заметную роль. Он определяет
вторичное отрицательное действие пьезоэффекта, поскольку ослаб-
ляет прямое воздействие электрического генератора и связь
напряжение — деформация.
В работе [39] приведен вывод выражений для эквивалентного
электрического сопротивления пластины Zn, которые имеют вид
Zn = Zc + Zp, (1.63)
как показано на рис. 1.38, б, или
как показано на схеме рис. 1.38, в. Здесь Zc == —(/шС)-1 — емко-
стное сопротивление пластины [знак минус возникает в связи
с тем, что временной множитель в выражении (1.5) имеет отрица-
тельный знак]; Zp и Zp — последовательно и параллельно вклю-
ченные относительно Zc нагрузки, связанные с пьезоэлектриче-
скими свойствами пластины.
Импеданс преобразователя. Рассмотрим колебания свободной
пластины. Демпфер и среда, в которую излучается ультразвук,
отсутствуют. Если не учитывать внутренних потерь в пластине,
то сопротивление Zp, обусловленное пьезоэффектом, должно быть
чисто реактивным, так как энергия из пластины никуда не уходит.
64
Действительно, в этом случае согласно [78]
_ 1 Fl R2 (О,5зт///а) 1 ___ 7 4-7 Л
““T^L1^........................................o,5wr~J -zc + zp. (1.65)
Частота /а соответствует полуволновой пластине, т. е. h =
= 0,5Х = 0t5c/fa. Если на такой пластине Zn как реактивное
сопротивление равно бесконечности, частоту называют анти-
резонансной. В этом случае реактивная проводимость в парал-
лельной схеме включения (см. рис. 1.38, в) равна нулю, поэтому
антирезонанс — это резонанс параллельного колебательного
контура.
Резонансная частота /р соответствует условию исчезновения
реактивного сопротивления, т. е. в данном случае Zn = 0. Здесь
пьезоэлектрическая нагрузка становится как бы индуктивностью,
компенсирующей емкость пьезопластины как конденсатора. Из
выражения (1.65) с учетом того, что 1—/р//а мало и что
tg (0,5л/р//а) ж 2/[л (1 — /р//а) ], находим
/р//а « 0,5 + 0,5 /1-(4р/л)2 « 1 - (20/л)2. (1.66)
Для кварца /р = 0,996/а, для ЦТС-19 /р = 0,935/а.
Рассмотрим внутренние потери, особенно значительные в сво-
бодно колеблющейся пьезопластине. Они складываются из ди-
электрических потерь в пластине как конденсаторе Rc и механи-
ческих потерь 7?м. На эквивалентных схемах, приведенных на
рис. 1.38, б, в, они учтены введением резисторов с активным со-
противлением (показаны штриховой линией), расположенных па-
раллельно основным элементам. Для ЦТС-19 при С — 2000 пФ,
f = 2,5 мГц (соответственно 1/(<оС) = 30 Ом) найдем Rc ж 900 Ом,
RM = 190 Ом. Для кварца сопротивления значительно больше.
Рассмотрим работу пьезопластины, нагруженной на демпфер
и протяженную среду в реальных условиях. Пластину подклю-
чают к генератору с помощью электрического колебательного
контура. На рис. 1.38, г показано подключение с использованием
последовательного колебательного контура, в который входит
сама пьезопластина. Электрические импедансы Za = Ra~ j&La,
Zb = 1/(—j&Cb), где Cb — емкость соединительного кабеля и
монтажа. Для упрощения анализа значением Сь пренебрежем,
поэтому Zb ->• оо. Общий импеданс цепи генератора
Z2 - — 1/(/(оС) + Zp + Ra ~ Ma- (1.67)
Импеданс Zpi обусловленный пьезоэлектрическими свойства-
ми пластины, имеет активную и реактивную составляющие. Ак-
тивная часть в отсутствие промежуточных слоев определяется
формулой
Яп = гакт = (1.68)
п акт (nCkih z2 + z0 ’ v 7
3 П/р Н. П. Алешина
65
где z0, zt и z2 = z — характеристические импедансы соответственно
демпфера, пластины и протяженной среды (изделия, иммерсион-
ной жидкости, призмы), куда излучается ультразвук.
Для оценки 7?п примем, что пьезопластина изготовлена из
ЦТС-19 (zx = 23-10"® Па-с/м), характеристические импедансы
демпфера z0 = 6 • 10"® Па-с/м, протяженных сред — воды z2 =
= 1,5-10”® Па-с/м или стали z2 = 46-10”® Па-с/м. Как и ранее,
полагаем /а = 2,5 МГц, С = 2000 пФ. В результате найдем для
воды 7?п = 18,8 Ом, для стали 7?п = 2,65 Ом. При Ra = 0 и по-
стоянной амплитуде U генератора выделяемая на резисторе с
Zp мощность равна U2/R, т. е. чем меньше сопротивление 7?п, тем
больше мощность, потребляемая пьезопластиной. Значение /?п
уменьшается по мере увеличения характеристических импедансов
нагружающих пьезопластину сред. Однако обычно сопротивле-
ние Ra делают не равным нулю для стабилизации работы генера-
тора и увеличения ширины полосы пропускания преобразователя.
Для достижения оптимального режима работы излучателя
индуктивность контура La = L подбирают из условия достижения
резонанса электрического контура, т. е. чтобы электрические
индуктивная и емкостная нагрузки взаимно компенсировались
на частоте генератора <о = <о0 = 1 LC. Колебательные свой-
ства такого контура характеризуются электрической добротностью
Q3 — 1/(<о0/?аС), которую регулируют, меняя Ra.
Однако при со = соо в импедансе контура может сохраняться
реактивная составляющая за счет импеданса Zp. Для дальнейшей
оптимизации режима выбирают частоту <о0, соответствующую
антирезонансу колебаний свободной пьезопластины со0 = ®а. На
этой частоте практически все реактивные импедансы исчезают
и импеданс контура генератора Zs = Ra + Rp становится чисто
активной величиной.
Если индуктивность La отсутствует, то компенсация реактив-
ной составляющей в Zs достигается за счет реактивной части Zp,
как это было рассмотрено для случая ненагруженной пластины.
Оптимальное значение частоты <оо при этом смещается в сторону
более низких частот (на 10 % для излучения в воду).
Достижение максимальной чувствительности пьезопреобразо-
вателя. Цель решения задачи об излучении и приеме акустиче-
ских волн — определить условия достижения максимальных
значений амплитуд излученного и принятого сигналов, а глав-
ное — максимума двойного преобразования, поскольку при всех
методах активного контроля применяют излучение и прием аку-
стических волн. Кроме того, ставят задачу достижения макси-
мальной широкополосности, что важно для сокращения длитель-
ности импульсов и возможности изменения частоты колебаний
(см. подразд. 3.4).
Общий путь решения задач об излучении и приеме изложен
в [39, 71]. Здесь приведем итоговую формулу для вычисления
коэффициента двойного преобразования К по напряжению (т. е.
66
преобразования электрического сигнала в акустический и об-
ратно) для рассмотренного ранее случая отсутствия промежуточ-
ных слоев и включения по схеме, приведенной на рис. 1.38, а,
электрического контура с резонансной частотой, совпадающей
с антирезонансом пьезопластины. Напряжение на усилитель
снимают с активного сопротивления Ra. Введем акустическую
добротность колебаний пьезопластины Qa = nzj[2 (z + z0)L Для
частоты со = со0 = соа получим
K = ^p2^-Q8Q2a/(l +JLp2&Qay. (1.69)
Максимальное значение можно рассчитать, продифференци-
ровав это выражение по Q3 и приравняв результат к нулю. В ре-
зультате найдем opt = Jx2/(8P2Qa)- Максимальное значение
^ах = z/[2(z+z0)l (1.70)
не зависит от свойств пьезоэлемента преобразователя. При отсут-
ствии демпфера /Стах = 0,5; это значение уменьшается с ро-
стом Zo. Меры, принимаемые для расширения полосы частот
(введение Zo, отличие Q3 от Q3 opt), снижают реальное значение
до 0,1 и меньше.
Бесконтактные способы излучения и приема. Основное назна-
чение бесконтактных способов, как уже отмечалось, — снять
ограничения, связанные с необходимостью применения жидкой
среды для передачи акустических волн от преобразователя к изде-
лию. Кроме того, благодаря некоторым бесконтактным способам
можно возбуждать специфические акустические волны. Рассмо-
трим коротко наиболее перспективные бесконтактные способы
излучения и приема акустических волн.
Термо- и оптикоакустические способы. При быстром нагреве
какого-либо участка тела температура других его участков по-
высится не сразу, а спустя некоторое время. Поскольку тепловое
возмущение распространяется значительно медленнее упругого,
температурное расширение, обусловленное нагревом участка
тела, вызовет появление термомеханических напряжений и аку-
стических волн.
Предложено несколько способов быстрого нагрева, один из
которых — электроискровой, но при этом способе нагревается
преимущественно воздух около поверхности изделия, поэтому
наиболее перспективным способом быстрого бесконтактного на-
грева участка твердого тела является действие луча лазера.
Согласно результатам экспериментальных исследований при
интенсивности лазерного излучения, большей некоторого значе-
ния, амплитуда акустических импульсов резко возрастает. Это
связано с тем, что начинает дополнительно действовать эффект
испарения самого металла. Испаряющиеся частицы оказывают
реактивное воздействие на поверхность [81 ].
3* 67
'/////. 3
Рис. 1.39. Схема интерферометрического
способа приема ультразвуковых колеба-
ний
Рис. 1.40. Схема простейшего ЭМА-
преобразователя
Применяя лазерное излучение с энергией светового потока,
равной 4 Дж, удается возбудить акустические импульсы, ампли-
туда которых в 10 ... 100 раз больше амплитуды импульсов, воз-
буждаемых пьезопреобразователем. Определенная трудность свя-
зана с низкой частотой повторения лазерных генераторов (обычно
не более 1 ... 10 импульсов в секунду). Вследствие этого про-
изводительность ультразвукового контроля при лазерном
возбуждении на два порядка меньше, чем обычных дефектоскопов.
Бесконтактное оптическое наблюдение за колебаниями поверх-
ности контролируемого твердого тела осуществляют с помощью
интерферометра [39]. Луч лазера 1 (рис. 1.39) расщепляется
полупрозрачным зеркалом 2 на два луча; они отражаются
от неподвижного зеркала 3 и изделия 4, поверхность которого
колеблется под действием ультразвуковой волны. Лучи прини-
маются фотоумножителем 5. Разность хода лучей в плечах интер-
ферометра равна нечетному числу четвертей световых волн.
Длина волны выбирается довольно большой (6,328-10”7 м от
гелий-неонового лазера). Косинусоидальный закон изменения
интенсивности интерферирующих лучей при колебаниях поверх-
ности изделия аппроксимируется линейной зависимостью при
амплитуде до 3-10~8 м.
Ограничение чувствительности интерферометра связано
с шумом фотоумножителя, соответствующим смещению поверх-
ности зеркала на 5-10"12 м. Считаем, что регистрируемое смещение
в 2 раза превосходит это значение, т. е. и' = 10"11 м. Таким обра-
зом, чувствительность интерферометра при приеме в 100 раз
меньше, чем при использовании пьезоэлектрического преобразо-
вателя. Кроме того, интерферометр — довольно сложное, гро-
моздкое, чувствительное к вибрации устройство. В связи с этим
он находит применение лишь в исследовательских целях, на-
пример, для точного измерения характеристик пьезопреобразова-
телей в абсолютных единицах или скорости ультразвука в мате-
риалах.
68
Перспективно для приема применение лазерных интерферо-
метров с визуализацией колебаний больших участков поверх-
ности. Такой способ позволяет судить о форме крупных дефектов,
их взаимном расположении.
Лазерный способ излучения и приема акустических колебаний
отличается большой широкополосностью — от 0,05 до 100 МГц.
Этот способ возбуждения ультразвуковых колебаний весьма
перспективен благодаря большой амплитуде получаемых с его
помощью акустических волн. При разработке практических уста-
новок целесообразно сочетать этот способ возбуждения с неопти-
ческими бесконтактными способами приема, например электро-
магнитным, отличающимся более высокой чувствительностью.
Электромагнитно-акустические (ЭМА) способы. Эффекты
электромагнитного поля состоят из эффектов магнитострикции,
магнитного и электродинамического взаимодействия. Магнито-
стрикция рассмотрена в начале этого подраздела применительно
к контактным способам. Бесконтактное возбуждение и прием
ультразвуковых колебаний осуществляют за счет магнитострик-
ционного и магнитоупругого эффектов, наблюдаемых непосред-
ственно в контролируемом изделии. Схема ЭМА-преобразователя
изображена на рис. 1.40. В намагниченном магнитом 1 изделии 3
под действием катушки 2 с переменным током возбуждается пере-
менное магнитное поле, которое вызывает в объеме изделия вблизи
поверхности эффект магнитострикции.
Магнитное взаимодействие заключается во взаимном притяже-
нии и отталкивании ферромагнитного материала и проводника
(катушки) с переменным электрическим током. Например, под
действием постоянного магнитного поля изделие намагнитится.
Катушка с переменным током будет притягиваться и отталки-
ваться от него в зависимости от направления образовавшегося
в ней магнитного поля. Притяжение и отталкивание катушки
будет оказывать обратное механическое действие на изделие, что
приведет к возбуждению упругих колебаний на его поверхности.
Возникающие при этом силы будут поверхностными, поскольку
магнитный полюс образуется на поверхности изделия. Прием
упругих колебаний будет происходить в результате того, что
поверхность изделия будет приближаться и удаляться от катушки,
изменяя в ней магнитное поле, что в свою очередь приведет к воз-
никновению электрического тока в катушке.
Электродинамическое взаимодействие состоит в возбуждении
в токопроводящем материале вихревых токов, которые взаимо-
действуют с постоянным магнитным полем и вызывают колебания
«электронного газа», а это в свою очередь приводит к возбуждению
колебаний атомов, т. е. кристаллической решетки материала.
Например, вихревые токи (см. рис. 1.40), индуцируемые в изде-
лии катушкой 2 с переменным током, будут направлены перпен-
дикулярно плоскости чертежа (отмечены точками), а силы их
взаимодействия с магнитным полем — параллельно поверхности
69
изделия. В результате в изделии возбудится поперечная волна.
Поскольку вихревые токи распределены в слое конечной тол-
щины, возникающие упругие силы будут носить объемный харак-
тер, но вследствие скин-эффекта они будут концентрироваться
в узком подповерхностном слое. Обратный эффект состоит в воз-
буждении вихревых токов в металле, колеблющемся в постоянном
магнитном поле под действием упругих волн. Эти вихревые токи
индуцируют переменный ток в катушке 2, которая в данном случае
служит приемником.
Эффекты магнитострикции и магнитного взаимодействия поз-
воляют возбуждать продольные ультразвуковые волны как в фер-
ромагнитных металлах, так и в магнитодиэлектриках. При опре-
деленной взаимной ориентации поля подмагничивания и пере-
менного поля эффект магнитострикции может обеспечить
возбуждение поперечных волн. Электродинамический эффект об-
условливает возбуждение волн разных типов в любых токопро-
водящих материалах. В ферромагнитных металлах, например
в железе, наблюдаются одновременно все три эффекта, поэтому
работу ЭМА-преобразователей, использующих все три эффекта,
рассматривают в целом.
Оценка чувствительности ЭМА-преобразователя [39] пока-
зала, что при излучении он возбуждает акустическую волну-
с амплитудой, приблизительно в 100 раз меньшей, чем пьезо-
преобразователь в иммерсионном режиме, однако за счет увели-
чения напряжения питания можно поднять амплитуду прибли-
зительно в 15 раз. При приеме чувствительность такого преобра-
зователя приблизительно в 50 раз ниже, чем пьезоприемника;
при этом для него характерно общее уменьшение коэффициента
двойного преобразования приблизительно в 1000 раз. Тем не
менее такое уменьшение не препятствует использованию ЭМА-пре-
образователей в ряде акустических приборов, где не требуется
высокая чувствительность.
За счет электродинамического эффекта ЭМА-преобразователи
возбуждают волны самых разных типов. При проектировании
ЭМА-преобразователя для возбуждения волн определенного типа
следует иметь в виду, что возникающие при электродинамическом
взаимодействии механические напряжения пропорциональны век-
торному произведению индуцированного в изделии тока на ин-
дуктивность магнитного поля: Т ~ 1 X В. Отсюда следует, что
направление колебаний в волне перпендикулярно направлениям
как электрического тока, так и магнитного поля. Например, по
схеме, приведенной на рис. 1.40, за счет электродинамического
эффекта возбуждаются поперечные волны, поляризованные вдоль
радиуса катушки 2.
Продольные и поперечные волны возбуждают раздельно, рас-
полагая катушки индуктивности над участками поля магнитной
индукции с одной нормальной или касательной его составляющей.
Подковообразный магнит (рис. 1.41, а) расположен над поверх-
70
Рис. 1.41. Схемы ЭМА-преоб-
разователей для возбужде-
ния волн различного типа:
а — продольных и поперечных;
б — SV-волн; в — SH-волн
ностью изделия. Непосредственно под его полюсами преобладает
нормальная составляющая поля. Поместим здесь часть катушки
индуктивности с током /, направленным на наблюдателя (части
катушки с другим направлением поля находятся вне магнитного
поля). В результате в изделии индуцируется ток Г обратного
направления (показано крестиком) и возникает поперечная волна
с механическим напряжением Г, направленным вдоль поверх-
ности.
Между полюсами магнита поле направлено вдоль поверхности
изделия. Если часть катушки с током расположить над этим
участком, то будет возбуждаться продольная L-волна.
В ферромагнитных материалах (например в стали) продольные
волны возбуждаются хуже, чем поперечные. Это объясняется
тем, что силы электродинамического и магнитного взаимодействия
направлены в противоположные стороны и частично компенси-
руют друг друга.
Чтобы возбудить волну под углом а к поверхности, нужно
создать соответствующий сдвиг фазы между проводниками ка-
тушки. На рис. 1.41,6 показано возбуждение наклонной SV-
волны. Расстояние т между проводниками, по которым ток течет
в одном направлении и совпадает по фазе, нужно выбрать из
условия т sin а = Xf, где — длина поперечной волны в изде-
лии; а — заданный угол направления волны.
С помощью ЭМА-преобразователей удается возбудить наклон-
ные поперечные волны ЗЯ-поляризации, что трудно сделать дру-
гими способами. Для этой цели используют не периодическую
71
в пространстве систему проводников с током (рис. 1.41, б), а про-
странственно-периодическую систему магнитов (рис. 1.41, в).
Между магнитами и изделием располагают проводники с пере-
менным током I (на рисунке показан один из проводников). Вза-
имодействие наведенного тока Г с силовыми линиями магнитного
поля В приводит к возникновению упругих сил Т, направленных
перпендикулярно плоскости рисунка. Это и требуется для воз-
буждения наклонных поперечных волн, поляризованных перпен-
дикулярно плоскости преломления. Расстояние между одноимен-
ными полюсами магнитов т = Xf/sin а. Разработаны также дру-
гие схемы возбуждения S/f-волн [39]. ЭМА-способ возбуждения
S/Z-волн применяют преимущественно в устройствах для контроля
тонких листов.
Для возбуждения волн Релея и Лэмба пользуются теми же
способами. При этом а — 90° и т ™ X, причем X — длина волны
Релея или Лэмба. В последнем случае по дисперсионным кривым
(см. подразд. 1.1) определяют фазовую скорость, а частоту при-
нимают равной частоте переменного тока возбуждения /.
Одно из важных преимуществ ЭМА-метода — возможность
его использования при высоких температурах (до 1300 °C). Кон-
струкция преобразователя, рекомендуемого для этой цели, опи-
сана в [59]. Результаты исследований зависимости амплитуды
импульса продольной волны, возбужденной ЭМА-методом, от
температуры [16] показали наличие максимумов вблизи точек
фазовых превращений a-железа в у-железо, а также вблизи точек
Кюри ферромагнитных фаз. Это объясняется резким возрастанием
объемной магнитострикции в указанных областях.
В отличие от бесконтактных преобразователей других типов,
применяемых лишь для исследовательских целей, ЭМА-преобра-
зователи используют в производственных условиях. Например,
разработаны ЭМА-преобразователи для контроля рельсов зеркаль-
но-теневым методом, для измерения толщины стенок труб. Боль-
шая амплитуда донного сигнала, по которому осуществляют
в этом случае контроль, компенсирует недостаточную чувстви-
тельность ЭМА-преобразователей.
Акустическое поле преобразователя определяет зависимость
акустической величины (давления, напряжения, смещения и т. п.)
от положения исследуемой точки в пространстве. Поле, возника-
ющее в результате действия излучающего преобразователя, назы-
вают полем излучения.
Поле приема определяет сигнал приемного преобразователя
при действии на него точечного ненаправленного излучателя,
помещенного в некоторой точке пространства. Поле излучения —
приема определяет сигнал приемного преобразователя, возника-
ющий в результате отражения излучения того же преобразователя
от точечного рефлектора в некоторой точке пространства, рас-
сеивающего падающие волны равномерно по всем направлениям.
Так как поле приема обычно пропорционально полю излучения
72
того же преобразователя, то поле
излучения — приема пропорциональ-
но квадрату поля излучения.
При контроле обычно исполь-
зуют импульсное излучение. Дли-
тельность импульсов первоначально
примем настолько большой, что
при исследованиях акустического
поля колебания можно считать не-
прерывными гармоническими. Вместе
с тем будем считать импульсы на-
столько короткими, что процессы
излучения и приема происходят
в разные интервалы времени. Влия-
ние малой длительности импульса
на акустическое поле преобразова-
теля учтем поправками.
Поле прямого преобразователя.
Расчет поля излучения в жидкость
для потенциала колебательной
скорости (рис. 1.42) выполним с
Рис. 1.42. Схема к расчету аку-
стического поля преобразователя
помощью формулы
1 е Ав
Р(В) = -/Ротт Х(0ав)^7-------dsA = Р0ЦгаВ), (1.71)
J ГАВ
Sa
• С лв
где / (гаВ) =---Д- \ х(0ав)-^7---dsA.
Л J ГАВ
Sa
Здесь Ро — амплитуда давления на поверхности преобразователя;
г АВ — расстояние от некоторой точки А преобразователя до
произвольной точки В пространства перед преобразователем;
0АВ — угол между лучом гАВ и нормалью к поверхности; sa —
площадь преобразователя; множитель % (0АВ) характеризует
направленность излучения элементарного источника (для излу-
чения в жидкость х = cos 0АВ); множитель опущен: он
присутствует во всех выражениях.
Формулу (1.71) будем применять при расчете поля излучения
в твердое тело продольной волны преобразователем, располо-
женным на его свободной поверхности, при этом также х
cos 0АВ. Однако следует иметь в виду, что в действительности
этот случай имеет ряд отличий. Каждый элементарный источник,
колеблющийся нормально к поверхности, кроме продольной
излучает поперечную волну, амплитуда которой при углах 0АВ «
38° больше, чем продольной. Краевые точки преобразователя
излучают поверхностные волны, которые, распространяясь вдоль
свободной поверхности, порождают объемные волны. Между
преобразователем и твердым телом от краевых точек пластины
73
распространяются волны Стоунли, искажающие излучение эле-
ментарных источников (см. подразд. 1.1).
Сигналы, порождаемые указанными волнами, являются поме-
хами по отношению к продольным волнам, для излучения которых
предназначен преобразователь. Для защиты от этих помех служат
временное стробирование и амплитудная селекция.
С целью вывода выражения для поля приема согласно (1.9)
определим излучение точечного источника, расположенного
в точке В: р (С) = р' (В) Л" exp (jkrBc)/(KrBc), где р' (В) — дав-
ление излучателя; К’ — величина, пропорциональная его пло-
щади. В процессе преобразования механических колебаний в элек-
трические в преобразователе происходит усреднение сигнала,
принимаемого различными точками С:
Р' » J х' (0вс) Р (С) dsc = г (гВе), (1.72)
С Sc
где %' (0ВС) — функция, характеризующая чувствительность то-
чечного приемника в точке С в зависимости от направления пада-
ющей волны.
Формула (1.72) определяет поле приема. Подынтегральные
выражения в формулах для вычисления р и р' совпадают
с точностью до множителей х их', которые вблизи оси преобразо-
вателя приблизительно равны и близки к единице. Эго свидетель-
ствует о том, что поля излучения и приема пропорциональны.
В случае отражения от точечного рефлектора падающей волны
с р (В) амплитуда отражения пропорциональна амплитуде пада-
ющей волны, т. е. Р (В) К = Р' (В) /(', где KJK’ — коэффициент
пропорциональности. При работе одного и того же преобразова-
теля в качестве излучателя и приемника с учетом изложенного
получим выражение для давления на приемнике:
p' = -*-PJ\ (1.73)
Проведем краткий анализ функции / для наиболее важных
частных случаев.
Ближняя зона. Для точек на оси дискообразного
преобразователя радиусом а [39]
111«12 sin [Ла2/(4х)]|. (1.74)
Приближенная формула получена при х(0АВ) = 1 путем раз-
ложения в ряд аргумента kr:
= kx + 6а2/(2х) — fea4/(8x3) + ... . (1.75)
Задаваясь довольно жестким условием, что третий (неучтен-
ный) член ряда не превосходит л/8, получим, что приближение
справедливо при х> a y/'lal'K. Например, при а = 4Х х > 2а.
Полученная функция | / | имеет максимумы при х — a2/[(‘In — 1) X]
74
Рис. 1.43. Поле на оси преобразователя (а) и его схематичное изображение (б)
и минимумы при х = a2/(2nX) (n = 1, 2, 3, ...). На рис. 1.43, а
показано изменение функции | / | вдоль оси х. Функция испыты-
вает ряд осцилляций с увеличением х. При х х6 = аЧ'к она
достигает последнего максимума (точное значение х = хб — Х/4)
и затем монотонно уменьшается согласно закону | / | — SJfkx).
Область х < хб, в которой функция | / | испытывает осцилляции,
называют ближней зоной, а область х > хб монотонного убывания
функции | I | —дальней зоной. Иногда выделяют промежуточную
зону в интервале хб/2 < х < 2хб.
На рис. 1.43, а штриховой линией показана зависимость | I |
от хХ/а2 при излучении коротких импульсов. Предполагается, что
импульсы имеют колоколообразную форму, причем за период
колебаний амплитуда уменьшается в 5 раз. Как следует из ана-
лиза рисунка, при излучении коротких импульсов максимумы
и минимумы заметно сглаживаются. Такой же эффект дает учет
затухания ультразвука и множителя % (0АВ), определяющего
диаграмму направленности элементарных источников.
Образование максимумов и минимумов в ближней зоне преобра-
зователя объясняется большой разностью расстояний от различ-
ных точек преобразователя до исследуемой точки В и связанной
с этим разностью фаз приходящих сигналов. Согласно правилу
Френеля поверхность излучателя разбивают на концентрические
кольца (зоны Гюйгенса — Френеля) с центром в проекции точки В
(т. е. для оси х — центре преобразователя).
Среднее расстояние гк от соседних колец до точки наблюде-
ния В отличается на Х/2, поэтому сигналы от соседних колец
приходят в противофазе. Площадь SK каждого последующего
кольца увеличивается с увеличением среднего расстояния до
кольца, так что всегда SK/rK = л1, в связи с чем сигналы, излу-
75
чаемые соседними кольцами, одинаковы и, если на преобразова-
теле размещено четное число колец, происходит гашение их
сигналов, т. е. в этой точке поля наблюдают минимум. При нечет-
ном числе зон Гюйгенса — Френеля на поверхности преобразова-
теля наблюдают максимум, равный 2Р0-
Суммирование действия соседних зон Гюйгенса — Френеля
можно представить так, что сигналы от половинок соседних колец
взаимно компенсируются, а от внутренней части первой зоны
(в центре излучателя) и наружной части последней (крайней)
зоны — нет. С учетом этого получаем промежуточный результат
при выводе формулы (1.74) после подстановки пределов интегри-
рования.
Излучение элементарными источниками импульсов конечной
длительности ослабляет действие более удаленных зон Гюй-
генса — Френеля и полного гашения сигналов от соседних колец
не достигается. Если точка В находится в непосредственной бли-
зости от преобразователя, на нем укладывается очень много зон
Гюйгенса — Френеля. Накопленная разность сигналов от сосед-
них колец равна возбуждающему давлению Ро на преобразова-
теле.
Рассмотренное построение можно выполнить не только для
точек В на оси преобразователя, но и для других точек простран-
ства. При этом некоторые кольца Гюйгенса — Френеля окажутся
неполными из-за ограниченных размеров преобразователя. Однако
если точка В находится достаточно близко к преобразователю,
влиянием сигналов от периферийных неполных колец на значе-
ние Р можно пренебречь вследствие его малости.
Запишем условие соответствия всей площади излучателя
первой зоне Гюйгенса — Френеля: ]/х2 + а2 —х = М2. От-
сюда при х > а легко получить формулу
хб = д2/х = Sa/(jiX). (1.76)
Для ближней зоны преобразователя характерно не только
немонотонное изменение сигнала вдоль оси преобразователя;
осцилляции также наблюдают и при смещении точки В в сторону
от оси. Например, в точке х = 0,5хб на оси наблюдается минимум,
но на некотором расстоянии от оси — максимум. Среднее значение
сигнала на площади круга, равного преобразователю, соответ-
ствует р0 с погрешностью не более 20 %. Если построить лучевую
трубку, опирающуюся на контур преобразователя, то энергия
излучения в пределах ближней зоны почти не будет выходить
за пределы этой трубки. Эти энергетические соображения лежат
в основе схематического представления ближнего поля преобра-
зователя в виде параллельного пучка лучей. В действительности
такое представление приближенно справедливо лишь для поля
в непосредственной близости от преобразователя.
Рассматриваемая задача о поле преобразователя фактически
является дифракционной. В теории дифракции поле, порождаемое
76
излучателем или экраном, когда их размеры больше длины волны,
представляют в виде разложения в ряд, подобного (1.75). При этом
используют следующую терминологию, не совпадающую с при-
нятой в дефектоскопии. Область, где &а2/(2х) < 1, т. е. х> лхб,
называют зоной дифракции Фраунгофера. Область, в которой
&а4/(8х3) < 1, т. е. х > хб yGi 1Х/(2а) ]2, называют зоной дифрак-
ции Френеля, на основании чего дифракция Фраунгофера —это
упрощенный случай дифракции Френеля. Область меньших зна-
чений х называют ближней зоной дифракции.
Возвращаясь к полю преобразователя, отметим, что положение
последнего максимума, соответствующего границе ближней зоны
преобразователя, достаточно четко определено, когда форма пре-
образователя компактна и на ней с минимальными ограничениями
укладываются кольца зон Гюйгенса — Френеля. Так, для кольце-
образного преобразователя с наружным и внутренним ради-
усами ан и ав
111 = 12 sin [л (а2н - ^)/(2U)]|;
хб = (а2 - а2)/Л = Sa/(nX); (1.77)
для квадратного преобразователя хб = а2/(лХ) = 5а/(яХ) с по-
грешностью не более 10 %. Для прямоугольных преобразовате-
лей с отношением сторон аг1а2 > 2 (ах и а2 — длины большей и
меньшей сторон) положение последнего максимума приближенно
определяется формулой
хб«а?/(2Ь). (1-78)
Это объясняется тем, что для вытянутого преобразователя условие
прихода сигнала от крайних точек пластины в противофазе по
отношению к центральной точке определяет соотношение
х? -j- -j- — х — X/2,
откуда при х > аг а2 следует соотношение (1.78).
Анализ показывает, что максимумы и минимумы поля прямо-
угольного преобразователя сильно сглажены по сравнению с по-
лем круглого преобразователя. Это объясняется тем, что на
прямоугольном преобразователе кольцеобразные зоны Гюй-
генса — Френеля, ответственные за формирование сигналов с раз-
ным запаздыванием фаз, не укладываются полностью. При им-
пульсном излучении наблюдается дополнительное сглаживание
максимумов и минимумов.
С целью увеличения полосы изделия, контролируемой за
один проход, применяют широкозахватные преобразователи
с сильно вытянутой пьезопластиной. Но они обладают недостат-
ком, заключающимся в неравномерности чувствительности вдоль
большей стороны пьезопластины, которая возникает вследствие
интерференции в ближней зоне. Для ее выравнивания предложен
ряд способов: сокращение длительности импульсов; выполнение
77
на неизлучающей поверхности пьезопластины канавки треуголь-
ной формы, что расширяет полосу частот преобразователя; изме-
нение формы поверхности пьезопластины, например плавное
сужение пластины в центральной части. Последний способ наи-
более эффективен, так как расширение полосы излучаемых пла-
стиной частот приводит к снижению чувствительности.
Наличие максимумов и минимумов в ближней зоне мешает
ее использованию для ультразвукового контроля, поскольку
затрудняет определение координат и эквивалентных размеров
дефектов по значению максимума эхо-сигнала. Предложены не-
сколько способов уменьшения этих осцилляций. Хорошие резуль-
таты получены при использовании круглых преобразователей,
амплитуда возбуждающих колебаний которых центрально-
симметрична, но неравномерна по радиусу. Это достигается рас-
поляризацией центральной части пьезоэлектрических преобразо-
вателей или нанесением электродов в форме розетки. Установлено,
что если амплитуда возрастает от центра к краю по закону (Ра^)п
при п > 2, осцилляции в ближней зоне малозаметны [71 ].
Расчет поля в ближней и промежуточных зонах в стороне
от оси преобразователя вызывает определенные математические
трудности. Поле рассчитывают с применением ЭВМ [52], более
сложных аналитических формул [81 ] или определяют экспери-
ментальным путем. Получению обобщенных результатов при
небольшом объеме расчетов или экспериментов помогает способ
моделирования, согласно которому поле представляют как функ-
цию небольшого числа безразмерных параметров. В качестве
таких параметров удобно выбрать отношение расстояния вдоль
оси х к границе ближней зоны 5а/(лХ) и отношение рв — рассто-
яния от точки В до оси х — к радиусу круглого или стороне
прямоугольного преобразователя. Для круглого преобразователя
IЫ = I (х/хб-, Рв/а). (1.79)
Дополнительные параметры — длительность ультразвукового
импульса, отнесенная к периоду колебаний, и характеристика
геометрических размеров излучателя, например отношение сторон
прямоугольного преобразователя. Множество примеров графи-
ческого представления полей различных преобразователей в за-
висимости от безразмерных параметров дано в работе [711.
Дальняя зона. В этой зоне амплитуда монотонно убы-
вает с увеличением расстояния от преобразователя до точки В.
Поле излучения в дальней зоне также можно представить гра-
фически в виде функции от тех же безразмерных параметров.
Однако более удобно представление поля в виде множителя,
убывающего при увеличении расстояния, и диаграммы направ-
ленности, имеющей форму лучей, исходящих из центра преобра-
зователя, для которых амплитуда (и интенсивность) меняется в
зависимости от направления. Обоснуем возможность такого пре-
дставления поля.
78
Направленность создается в результате суперпозиции волн,
приходящих в произвольную точку В от различных элементов
излучателя. В равноудаленных (на расстояние г) от центра излу-
чателя точках в зависимости от направления соответствующего
луча сферические волны от элементарных источников А
складываются в разных фазовых соотношениях и суммарный
эффект различен. Таким образом, направленность зависит от
разности хода лучей до точки В от центра и от произвольного
элементарного источника Д: Дг = гАВ — г.
Запишем координаты точек А и В в декартовой системе: А (О,
Ул, 2а), В (х, ув. zB)\ при этом
Глв = + У а? + (zB — za)2=/ г2 — 2 (уАув + zAzB) + рл =
= г /1 — 2 (уА sin 0И + zA sin 0z)/r + (pA/r)2,
где г2 = х2 + ув + zB; Ра = Уа + z2A; sin = yB/r, sin 0г =
= zBlr.
Разложим выражения для вычисления гАВ в ряд Маклорена
с точностью до членов первого порядка малости по yAi zA:
Гав = г [1 — (уА sin 0И + zA sin 0z)/r Н-------]. (1.80)
Подстановка (1.80) в формулу (1.71) дает
I = elkr j е"м sin V*adsA, (1.81)
Sa
здесь х (0) « 1; е/йг — величина, вынесенная за знак интеграла
как не зависящая от координаты точки А; ИгАВт 11г—мед-
ленно меняющаяся функция.
Выражение (1.81) представляет собой произведение двух функ-
ций, одна из которых зависит от расстояния, а другая —от углов
наблюдения 0У, 0г, что подтверждает возможность представления
поля в виде диаграммы направленности. Ее амплитудное значение
обычно записывают как произведение максимального значения
амплитуды давления в направлении оси и функции, характери-
зующей уменьшение амплитуды в направлении заданного луча:
Р (В) — РтахФ (0р> 0г); Ртах------->
, „ , „ (1.82)
L. Г e~,fc(«Asln%«As‘nei) dsA ; / = ф-Ф.
>a J Аг
Sa
Отметим, что формула для расчета поля вдоль оси Р (В) =
= Райа совпадает с формулой (1.74), поскольку при х аа/Х
синус равен своему аргументу.
Представление поля в виде диаграммы направленности спра-
ведливо, когда неучтенные члены следующего порядка малости
79
Таблица 1.5
Характеристики диаграмм направленности для преобразователей различной формы
Форма преобразователя Диаграмма направленности Коэффициент N угла раскрытия основного ле- пестка на уровне Макси- мум первого лепестка
Диаграмма Ф Аргумент X Ф = 0 Ф = 0,1
Диск диаметром 2а 12J1 (Х)/х 1 ak sin 0 0,61 0,54 0,14
Эллипс с полуосями а!/> az 1 2Л (Х)/Х | j/ a2 cos2 <p + a2 sin2 (p& sin 0 0,61 0,54 0,14
Кольцо с диаметрами наружным 2ан и вну- тренним 2яв „2 2/t (Хв) I в Хв 1 ank sin 0; aB k sin 0 0,46 0,43 0,30
Тонкое кольцо диаме- тром 2а 1 Jo (X) | ak sin 0 0,38 0,35 0,40
Прямоугольник со сто- ронами 2ау> 2az 1 sin Ху sin Xz 1 1 Х9 хг 1 ay sin az k sin 0Z 0,50 0,45 0,21
Примечание. Jo, — функции Бесселя соответственно нулевого и первого порядка.
Рис. 1.44. Диаграммы на-
правленности в декарто-
вых координатах для пре-
образователей в форме
диска (/), прямоуголь-
ника (2) и тонкого кольца
(5)
в разложении (1.80) малы по сравнению с длиной волны, на-
пример составляют не более Х/4. Отсюда
рд/(2г) — (уa sin 0V + гА sin 0x)7(2r) < X/4.
Для максимального значения рА = ат, где ат — наибольший
размер преобразователя, получим
г > 2а£>/Х — 2 (уA sin 0V + zA sin 0Z)7X.
Из анализа формулы следует, что наиболее жестким является
условие, записанное для оси преобразователя, когда 0У = 02 — 0,
при этом расстояние г должно быть вдвое больше ближней зоны.
Для направлений, составляющих определенные углы с осью,
представление поля в виде диаграммы направленности более
точно.
Формула (1.82) для Ф позволяет вычислить диаграммы на-
правленности излучателей наиболее широко применяемых в уль-
тразвуковой дефектоскопии (табл. 1.5). На рис. 1.44 приведены
диаграммы направленности в виде функции от аргумента X —
— ak sin 0 в декартовых координатах для преобразователей
различной формы. Для прямоугольного преобразователя интегри-
рование выполнено непосредственно по формуле (1.82), для дру-
гих — путем перехода к цилиндрическим координатам.
Если представить Ф в сферических координатах, то в осевом
сечении все диаграммы направленности имеют основной лепесток
и ряд уменьшающихся боковых лепестков. Угол раскрытия
основного лепестка соответствует наименьшему значению X,
при котором Ф = 0:
0 = arcsin (УХ/а), (1.83)
где а — геометрический параметр преобразователя (радиус диска,
полуось эллипса, наружный радиус кольца, полусторона ква-
81
драта). Неосесимметричные преобразователи (эллиптический, пря-
моугольный) имеют разные границы лепестка в двух сечениях,
проходящих через плоскости у и г. Коэффициент N зависит от
формы преобразователя (см. табл. 1.5).
При излучении коротких импульсов минимумы поля между
лепестками сглаживаются. На рис,. 1.44 штриховой линией пока-
зано поле круглого преобразователя, излучающего колоколо-
образные импульсы, амплитуда которых за период уменьшается
в 6 раз. Так как вследствие возможного изменения формы и дли-
тельности импульсов поле вблизи нуля функции Ф определено
не точно, а также ввиду того, что дефекты выявляются только
в области, где амплитуда поля достаточно велика, часто нижним
значением амплитуды основного лепестка считают 0,1. В этом
случае граничное значение угла расхождения определяют по
той же формуле (1.83), но с другим значением коэффициента AL
Для кольцеобразного преобразователя с произвольным наруж-
ным 2ан и внутренним 2ав диаметрами простые расчетные формулы
для N отсутствуют, поэтому в табл. 1.5 для него указаны значе-
ния N при ап1аъ = 2.
Боковые лепестки являются источниками помех, причем наи-
больший уровень помех соответствует первому, максимальному
лепестку.
При проектировании преобразователя обычно ставят задачу
сжатия его диаграммы направленности в дальней зоне, уменьше-
ния боковых лепестков, сглаживания осцилляций в ближней
зоне. При этом нежелательно увеличение размеров преобразова-
теля, так как это расширяет поперечное сечение поля в ближ-
ней зоне и затрудняет контакт преобразователя с поверхностью
изделия. Нежелательно также уменьшение площади рабочей
поверхности, так как это снижает чувствительность. Все эти тре-
бования выполнить одновременно не удается. Например, кольце-
образный преобразователь имеет более узкую диаграмму направ-
ленности, чем дискообразный и преобразователи другой формы,
при одинаковых внешних размерах. Однако уровень помех от
боковых лепестков увеличивается, наблюдаются значительные
осцилляции в ближней зоне, и уменьшается полезная площадь.
По этим причинам кольцеобразный преобразователь редко при-
меняют в дефектоскопии.
Многим перечисленным требованиям удовлетворяют преобра-
зователи с неравномерным распределением амплитуды при излу-
чении и чувствительности при приеме. Ранее отмечено, что для
такого преобразователя с амплитудой, возрастающей от центра
к краю в соответствии с законом (рА/а)Л, характерны слабые ос-
цилляции в ближней зоне. Диаграмму направленности преобра-
зователя с осесимметричным неравномерным распределением ам-
плитуды рассчитывают путем разбиения его на ряд тонких коль-
цеобразных преобразователей и последующего интегрирования
по радиусу. Результаты показывают, что такие преобразователи
82
лучше, чем преобразователи других типов, удовлетворяют ряду
сформулированных выше требований. При п = 6 диаграмма на-
правленности имеет основной лепесток такой же ширины, как для
тонкого кольцеобразного преобразователя, а высота первого
бокового лепестка равна 0,35, т. е. меньше, чем для кольцеобраз-
ного преобразователя с таким же наружным диаметром.
В работе [47 ] аналитически решена задача синтеза распреде-
ления напряжений на пьезопластине, которое обеспечит получе-
ние возможно более узкой диаграммы направленности при мини-
мальном уровне боковых лепестков. При решении ставилось ус-
ловие достаточно простой реализации вычисленного распределе-
ния напряжений. В результате установлено, что, если разделить
пластину на пять колец и возбуждать колебания колец знакопере-
менным напряжением, уменьшающимся к периферии, можно
получить диаграмму направленности, у которой для основного
лепестка А = 0,52 (Af0, i = 0,47) при максимальной амплитуде
первого бокового лепестка, равной 0,1. При несколько другой
функции распределения получают диаграмму, аналогичную диа-
грамме для тонкого кольца. Недостатками преобразователей
с неравномерным распределением амплитуды являются понижен-
ная чувствительность и сложность изготовления.
Рассмотрим поле преобразователя с энергетической точки
зрения. Преобразователь излучает колебания мощностью
№0 = PoSa/(2pc). (1.84)
В ближней зоне считаем волну плоской, тогда интенсивность
излучения
J = W0/Sa = Ро/(2рс) = Jo. (1.85)
В дальней зоне интенсивность излучения рассчитываем с по-
мощью формулы (1.82):
P2S Q
7 = да-ф2=^о^-ф2- О-86)
В пределах основного лепестка диаграммы направленности
в дальней зоне сосредоточено более 80 % энергии поля излучения.
Этим обосновано схематичное представление поля преобразова-
теля (см. рис. 1.43, б). На границе ближней зоны происходит
сжатие поля, что также нашло отражение на схеме.
В приведенных формулах не учтено влияние затухания уль-
тразвука в изделии на структуру акустического поля. Для его
учета волновое число k рассматривают как комплексное k + /6,
где S k, в результате чего сглаживаются экстремумы в ближней
зоне и минимумы между лепестками; вводят также множитель
е~бг для всех изменений амплитуды поля с увеличением рассто-
яния.
Акустическое поле наклонного преоб-
разователя. В наклонных преобразователях между пьезо-
83
Рис. 1.45. Схема к расчету поля наклонного преобразователя
пластиной и изделием помещают призму из материала, скорость
звука в котором меньше, чем в изделии. Призму также называют
акустической задержкой, имея в виду, что благодаря ей про-
хождение фронта волны задерживается на одинаковые (плоско-
параллельные задержки) или разные промежутки времени.
При анализе акустического поля наклонного преобразователя
будем использовать следующие термины. Акустической осью
преобразователя в изделии ON будем называть преломленную
акустическую ось 0А0 пьезопластины (рис. 1.45). Точку пре-
ломления О называют точкой ввода; будем считать, что для призмы
и изделия это одна точка, так как слой контактного смазочного
материала между ними бесконечно тонкий. Акустическая ось
преобразователя может не совпадать с центральным лучом, кото-
рый также начинается в точке ввода, но всегда соответствует
максимуму диаграммы направленности. Угол преломления цен-
трального луча называют углом ввода. Основной плоскостью
(плоскостью падения) будем считать плоскость преломления
акустической оси, дополнительной — перпендикулярную ей
плоскость, также проходящую через акустическую ось.
Задача расчета акустического поля наклонного преобразова-
теля решалась многими исследователями ввиду ее практической
важности и достаточной сложности. Одно из наиболее простых
и наглядных решений основано на введении мнимой пьезопла-
стины, которой заменяют действительную. Принцип замены со-
стоит в том, что для каждого элементарного источника действи-
тельного излучателя А строят расходящийся пучок лучей с уче-
84
том преломления на границе призма — изделие. Преломленные
лучи продолжают за пределы границы преломления, определяя
точку At наибольшей концентрации расходящегося пучка. Эту
точку принимают за мнимый источник, излучение от которого
распространяется как бы в однородной среде — изделии. Сово-
купность мнимых источников образует мнимый излучатель.
Рассмотренный способ представления акустического поля под-
робно изложен в работах [39, 71 ]. Согласно этому представлению
центр мнимого преобразователя располагают на продолжении
акустической оси на расстоянии = rocA cos а/(св cos (J) от
точки ввода (г0 — путь от центра реальной пластины до точки
ввода). Мнимая пластина имеет размеры ау cos а/cos Р в основной
и az в дополнительной плоскости {ау. az — размеры реальной
пластины). Поле в изделии образуется в результате излучения
такого преобразователя как бы в однородную среду.
Точность данного представления поля вполне удовлетвори-
тельна при плоскопараллельной акустической задержке (а =
= р = 0). В этом случае оно позволяет описать поле как в ближ-
ней, так и в дальней зонах. Например, вдоль оси х дискообразного
преобразователя поле имеет вид
Р = 2P0D sin {^2/[4 (хв + сАхо/св)]\/е6лхо'6вхв. (1.87)
Границу ближней зоны определяют из условия
to2/[4 (хв 4- сАх0/св)] = л/2;
хв + СдХо/хв = а2 Д. (1.88)
Удовлетворительные результаты для дальней зоны получают
при условии слабого изменения коэффициента прозрачности в пре-
делах диаграммы направленности, а именно при углах прелом-
ления 0 ... 10° для возбуждения продольных волн и при 40 ... 70°
для возбуждения поперечных волн. В этом случае поле описывают
формулой
Р = . PoSaCOsa/cos P----- D ф (0 е-влг0-бвгв (1 89)
Игв + Va cos а/(св cos ₽)J 7
где Ф — диаграмма направленности для соответствующего мни-
мого излучателя.
Предложенное представление не учитывает изменения коэф-
фициента прозрачности D границы в зависимости от направления
луча. Считают, что этот коэффициент равен коэффициенту про-
зрачности для акустической оси, т. е. для угла |3. Точность пред-
ложенного представления несколько повышается, если считать
коэффициент прозрачности меняющимся в зависимости от направ-
ления в диаграмме направленности.. Так, если луч диаграммы
направлен под углом 0г к акустической оси в основной плоскости,
то для него угол преломления равен a + 0V Угол падения можно
вычислить по закону синусов, а по графику D (Р) [59] определить
коэффициент прозрачности.
85
Обратим внимание, что в формулах (1.87) и (1.89) затухание
учитывают для пути вдоль оси реального, а не мнимого излуча-
теля. В этих формулах можно выделить постоянный множитель
Ра = P0D (0) (cos a/cos 0)е “блго, который определяет акустиче-
ское давление в изделии на контактной поверхности. С учетом
сделанных замечаний формулу (1.89) записывают в виде
<1Л>
С учетом того, что расстояние мало, в качестве центра излу-
чения рассматривают точку выхода О (см. рис. 1.45).
В работах [37, 57] расчет акустического поля выполнен путем
разложения сферических волн, излучаемых в призму элементар-
ными источниками, на плоские гармонические волны с комплекс-
ным значением вектора к. Поле в изделии, полученное в резуль-
тате вычислений, имеет такой вид, будто диаграмма направлен-
ности образована в призме, а затем каждый луч этой диаграммы
на границе с изделием был преломлен и ослаблен на величину,
соответствующую коэффициенту прозрачности. Этот вывод оче-
виден, если путь в призме больше длины ближней зоны пластины
излучателя и в призме сформировалась диаграмма направленности.
Но он, однако, не является очевидным, когда (как это бывает на
практике) путь в призме меньше длины ближней зоны и лучи еще
не образовались. Имеются обширные данные [32] по расчету при-
веденным способом диаграмм направленности конкретных пре-
образователей при излучении в изделия из различных материалов.
При формулировании условий задачи по расчету акустического
поля рассмотренным способом приняты два существенных допу-
щения: затухание в призме преобразователя считают равным
нулю, а размеры призмы вдоль границы раздела сред — беско-
нечными. В действительности затухание ультразвука в материале
призмы довольно значительно, поэтому разный путь, проходи-
мый различными лучами, вызывает существенно различное их
ослабление, что не учтено. Второе допущение состоит в том, что
не учтены дифракционные явления, которые возникают по кон-
туру реальной призмы, контактирующей с изделием. Особенно
значительно влияют линии контакта в основной плоскости (на
плоскости рисунка они вырождаются в точки С hD).
Недостатки частично устраняет методика расчета [28], в ко-
торой учитывают, что путь ультразвука в призме обычно сущест-
венно меньше ближней зоны пьезопластины. В связи с этим пред-
полагают, что в призме распространяется ограниченная плоская
волна, которая возбуждает колебания на поверхности изделия
в области S2 с размерами C'D' = 2ay/cos 0 в основной и 2az
в дополнительной плоскостях. Распределение начальных фаз
колебаний меняется (только в основной плоскости) с учетом раз-
ных путей, проходимых лучами от разных точек пластины. Ме-
86
няется также амплитуда в результате разного затухания ультра-
звука на этих путях. В работе получены расчетные формулы для
прямоугольной пластины, которые приведены также в [71].
Решение выполнено в скалярном приближении.
В работе [91 рассмотренная методика уточнена с учетом того,
что изделие является не жидкой, а твердой средой и что ограни-
ченные размеры области обусловливают дифракционные явления.
Изменение амплитуды, связанное с затуханием в призме, не уч-
тено. Решение получено в виде степенного ряда, первый член ко-
торого соответствует объемным продольным или поперечным вол-
нам в зависимости от угла падения. Второй член ряда определяет
волны дифракции от краев области возбуждения (краев призмы
с минимальными размерами, т. е. C'D'). Сумма членов опреде-
ляет диаграмму направленности в виде основного и многочис-
ленных боковых лепестков.
Изложенный способ решения задачи, в отличие от ранее рас-
смотренных, позволил получить решение, с достаточной точностью
описывающее поле излучения при критических углах падения.
В этом случае первый член ряда обращается в нуль и поле опре-
деляется дифракционной волной. При первом критическом угле
вдоль поверхности распространяется головная волна, т. е. про-
дольная волна, которая в каждой точке свободной поверхности
порождает боковую поперечную волну, идущую под третьим кри-
тическим углом а = arc sin (ctlci). При втором критическом угле
падения вдоль поверхности распространяется поперечная поверх-
ностная волна, которая порождает неоднородную (т. е. быстро
затухающую с глубиной) продольную волну.
На рис. 1.46 показаны нормированные по максимуму (0 дБ)
диаграммы направленности для продольных и поперечных волн
для преобразователей с призмой из оргстекла при излучении
в сталь. Общий ход расчетных и экспериментальных кривых
удовлетворительно совпадает (см. рис. 1.46, а). Отсутствие много-
численных лепестков в экспериментальных результатах можно
объяснить большими размерами приемного элемента и импульс-
ным характером излучения, сглаживающими экстремумы. При-
чина несовпадения может заключаться также в условиях расчета:
поле в призме не соответствует ограниченной плоской волне,
а размеры призмы вдоль поверхности изделия больше области Sa :
CD > CD'.
Сравнив диаграммы направленности на рис. 1.46, б, в, видим,
что при критических углах падения уровень боковых лепестков
больше, чем при докритических углах. Следует отметить также
довольно интенсивное обратное излучение (т. е. под углом а =
= —90°), особенно для первого критического угла падения (см.
рис. 1.46, а).
При критических углах направление максимума излучения
не совпадает с направлением вдоль поверхности. Максимум
максиморум излучения соответствует подповерхностному лепестку,
87
60 40 20 006
a)
60 60 40 20 О ОБ
80 60 40 20 О ОБ
Рис. 1.46. Диаграммы направленности наклонного преобразователя [71]:
а — продольных волн при первом критическом угле падения Р = 27,16°, f — 1,8 МГц,
2а = 18 мм (точки — экспериментальные данные); б — поперечных волн при Р ~ 40°,
f— 2,5 МГц, 2а = 12 мм; в — при втором критическом угле Р =• 55,75°, f — 2,5 МГц,
2а — 12 мм
и направление соответствующего луча нельзя рассчитывать по
закону синусов. Значение этого максимума максиморума для про-
дольной головной волны при первом критическом угле приблизи-
тельно на 10 дБ больше, чем для поперечной головной волны
при втором критическом угле.
88
Результаты расчета показывают, что, если медленно увеличи-
вать угол падения в закритическую область, значение максимума
лепестка вблизи поверхности быстро уменьшается. Когда угол
преломления приблизительно соответствует минимуму диаграммы
направленности, максимум излучения скачком переходит на зна-
чение, приблизительно соответствующее максимуму следующего
лепестка диаграммы направленности, т. е. главным в от-
ношении наибольшей амплитуды становится первый боковой
лепесток.
Поле фокусирующего преобразователя.
Фокусирующие системы применяют для повышения разрешающей
способности, чувствительности (особенно на фоне структурных
помех), точности определения координат и размеров дефектов.
Разработаны фокусирующие преобразователи различных типов
(см. подразд. 3.5). Рассмотрим лишь сферический активный кон-
центратор, так как другие фокусирующие системы могут быть све-
дены к нему, если рассматривать сходящийся волновой фронт
вблизи фокусирующей поверхности как поверхность излуча-
теля.
Поле фокусирующего преобразователя подробно рассмотрено
в [39, 71]. Отметим основные итоги этого анализа. Фокусировка
эффективна в ближней зоне преобразователя. В дальней зоне поля
фокусирующего и нефокусирующего преобразователей практически
совпадают. Например, на расстоянии, равном Зхб, фокусировка
вызывает увеличение амплитуды поля не более чем на 30 % по
сравнению с нефокусирующим преобразователем.
Радиус фокального пятна в фокальной плоскости (на расстоя-
нии F) определяется формулой
р0 = 0,61Vsin 0m « 0,61XF/a,
где а — радиус преобразователя; 0m = arctg (a/F) — апертур-
ный угол.
Если заменить F на г, эта формула совпадает с выраже-
нием для радиуса поля нефокусирующего преобразователя
[см. (1.83)].
Апертурный угол 0т не должен превышать 30е, поскольку при
больших значениях наблюдается значительная трансформация
волн на границе преобразователь—изделие. Отсюда следует, что
предельный диаметр фокального пятна 2р0 2,4Х приблизительно
равен двум длинам волны.
Максимум акустического поля (акустический фокус Га) сме-
щен в сторону преобразователя относительно геометрического
(оптического) фокуса. Это связано с тем, что в оптических систе-
мах фокальное расстояние F значительно меньше границы ближ-
ней зоны, а в акустических они соизмеримы. Например, Fa/F —
0,8, если F/xq = 0,5. Импульсный характер излучения [71 ]
несколько уменьшает эффект смещения.
89
1.4. ПРОХОЖДЕНИЕ УЛЬТРАЗВУКОВЫХ ВОЛН
ЧЕРЕЗ ПЛОСКИЙ СЛОЙ
Вследствие интерференции в контактной жидкости наблю-
даются осцилляции (колебания) амплитуды эхо-сигнала, завися-
щие от толщины слоя и существенно влияющие на достоверность
результатов контроля. С целью исключения или снижения этих
колебаний необходимо выбирать слой контактной жидкости та-
кой толщины, при которой осцилляции амплитуды сигнала мини-
мальны или отсутствуют.
Для упрощения задачи вначале рассмотрим случай нормаль-
ного падения плоской волны на границу двух протяженных сред,
разделенных тонким слоем жидкости толщиной Лс. В таком слое
существуют две волны, распространяющиеся в прямом и обрат-
ном направлениях. Формулы для коэффициентов отражения и про-
хождения наиболее целесообразно получить с использованием
понятия обобщенного импеданса для волны, падающей на слой
сверху [39]:
7 _ л р % /Pcgc tg (^с^с) /1 Q1\
Zbx - рсСс роСс _ /z tg (Мс) . (1.У1)
Комплексное значение импеданса означает, что давление и
колебательная скорость для жидких сред не совпадают по фазе.
Сдвиг фазы происходит в результате многократных отражений волн
в слое. Выражение для коэффициента отражения по амплитуде
можно получить из (1.32), заменив Z на ZBX:
2вХ
2ВХ + 21 ‘
(1.92)
Коэффициент прозрачности по аналогии с (1.33)
D =
(1.93)
4ZBXZi
(2вх + 2i)a
Если толщина слоя равна целому числу полуволн, т. е. hc ==
= 0,5пХс, то kchc = пл и ZBX = Z = рс. Следовательно, полувол-
новой слой как бы не влияет на отражение и прохождение плоской
волны. В этом случае достигается максимум прохождения энер-
гии. Для Лс = 0,25 (2n + 1) %с характерны минимум прохожде-
ния и максимум отражения. Если характеристический импеданс
слоя лежит в интервале между характеристическими импедансами
сред, картина отражения и прохождения изменяется: максимум
прохождения наблюдается при hc = 0,25 (2n + 1) %с и 2С ==
=
Существование максимумов и минимумов объясняется интер-
ференцией волн в слое. Для коротких импульсов и слоев с боль-
шим коэффициентом затухания звука указанные закономерности
выполняются приближенно, максимумы и минимумы появляются
неотчетливо. Для очень тонкого слоя, т. е. при hc<^ Хс, по обе
90
стороны от которого рас-
положены одинаковые сре-
ды с импедансами Z = Z19
справедлива формула
Р ~ !______
\+ZcXc/(nhcZ)^
(1.94)
Полученные закономер-
ности справедливы для
непрерывного излучения
нормально падающего не-
ограниченного пучка.
Для практики наи-
больший интерес предста-
вляет случай, когда учи-
тывается импульсный ха-
рактер излучения и огра-
ниченный пучок, наклонно
распространяющийся в
прямом и обратном на-
правлении. Такая задача
мана.
Рис. 1.47. Схема прохождения УЗ-пучка через
слой контактной жидкости
решена в МВТУ им. Н. Э. Бау-
Импульс, падающий на границу раздела сред, представлен
в виде плоской волны (пучка лучей), фронт которой ограничен
в пространстве диаметром 2а преобразователя, а амплитуда волны
одинакова в пределах фронта пучка. Затухание в слое в расчетах
не учитывается. Решение для импульса плоской волны, прошед-
шего слой в прямом направлении, представляет собой бесконеч-
ную сумму импульсов, образованных многократными отражениями
исходного импульса от границ слоя. Учет ограниченности пучка
в пространстве приводит к необходимости введения для каждого
импульса некоторого энергетического коэффициента Qkl опреде-
ляющего ту часть сечения пучка, в пределах которой импульс, k
раз отраженный от границ слоя, может интерферировать со всеми
импульсами, число отражений которых меньше k. Общее число
импульсов, из которых составляется прошедший импульс, стано-
вясь ограниченным, определяется отношением длительности им-
пульса к «набегу» фазы между импульсами, число отражений ко-
торых от границ слоя отличается на единицу (рис. 1.47). Лучи,
прошедшие слой без отражений, попадают в среду 3 через пло-
щадку Fq с размером ВС в плоскости рисунка. Лучи, однократно
отраженные от каждой границы слоя, проходят в среду 3 через
площадку Fi с соответствующим размером BE. Дважды отражен-
ные от каждой границы слоя лучи проходят в среду 3 через пло-
щадку F2 с размером BF и т. д. Амплитуды соответствующих им-
пульсов пропорциональны энергетическим коэффициентам Qk =
= YFbTFb (k = 0, 1, 2, 3).
91
8)
Рис. 1.48. Кривые изменения коэф-
фициента прозрачности в зависи-
мости от толщины контактного слоя:
а — т3 = 2,42 мкс, f = 2,5 МГц, |3 =
= 40°; б — т3 = 1,98 мкс, f — 2,5 МГц,
Р = 40°; в — тв = 1,17 мкс, f =
= 5 МГц, Р = 50° (т3 — длительность
зондирующего импульса)
При обратном прохожде-
нии импульса через слой каж-
дый из многократно отражен-
ных от его границ при прямом
прохождении импульсов об-
разует свою сумму аналогич-
но тому, как это было рас-
смотрено при прямом прохо-
ждении. Вклад в амплитуду
результирующего импульса
вносят только те многократно
отраженные от границ слоя
импульсы, для которых сум-
марная временная задержка
относительно падающего им-
пульса не превышает его
длительности. Возмущение,
создаваемое в среде 3 после
двукратного прохождения
слоя в прямом и обратном
направлениях для совмещен-
ной схемы контроля, можно
вычислить по формуле
0s(n=/Wo< £ X
/г=0 I
X Е qk+mf0[t-(k + rn)]T0+
т—0
и-k Л
+ ^Qkmqk+mf0[t-(k+rn)T0]\,
k+l )
(1.95)
где х — целая часть числа c2x/^2d cos 02); х' — наименьшее число
из k или х — k; k,m — номера отражений при прямом и обратном
прохождении соответственно; t0 (t — — функция, описываю-
щая форму импульса; То = 2d cos 02 — набег фазы между бли-
жайшими по времени отраженными импульсами; г — текущее
значение k или tn; Qh0, Qkm — энергетические коэффициенты:
Quo = Qkm при т = 0;
Qkm — 1 — k/(nx) при k> т;
92
Qkm = 1 — т/(лх) при k < tn;
q = -^12^32 exp (—jmT0).
Таким образом, прошедший импульс, в отличие от известных
решений, описывается конечной суммой многократно отраженных
импульсов, амплитуда которых убывает с ростом числа отраже-
ний не только благодаря коэффициентам отражения от границ
слоя, но и в связи с уменьшением энергетических коэффициен-
тов. Так как максимум амплитуды прошедшего импульса форми-
руется в области максимума амплитуды исходного импульса, то
число М импульсов, характеризующих амплитуду прошедшего
импульса, определяется целой частью соотношения
d-96)
где t2 — суммарная длительность переднего фронта и вершины
исходного импульса.
Результаты расчета (кривые 1) по выражению (1.95) и экспери-
мента (кривые 2), представленные на рис. 1.48 и, как видно,
достаточно хорошо совпадающие, имеют большое практическое
значение для оценки изменения чувствительности при контроле
изделий с различной шероховатостью. При толщине контактного
слоя, равной %с/4, осцилляции достигают 20 дБ и практически
полностью исчезают при толщине контактного слоя 2,5ХС (для
жидкости соответствует примерно 1,5 мм). Скорость убывания
интерференционных экстремумов тем больше, чем меньше дли-
тельность импульса и диаметр пучка. Установлено, что коэффи-
циент прозрачности иммерсионного слоя толщиной ЗХС для си-
стемы оргстекло—масло—сталь примерно на 9 ... 10 дБ меньше
коэффициента прозрачности идеального контактного слоя.
Глава 2
ОСНОВНЫЕ МЕТОДЫ АКУСТИЧЕСКОГО
КОНТРОЛЯ МЕТАЛЛОВ
2.1. ХАРАКТЕРИСТИКА
Акустические методы делят на две большие группы: исполь-
зующие излучение и прием акустических колебаний и волн (актив-
ные методы) и основанные только на приеме колебаний и волн
(пассивные методы). В каждой из этих групп выделяют методы,
основанные на возникновении в объекте контроля бегущих и
стоячих волн или колебаний (рис. 2.1).
Активные акустические методы, в которых применяют бегу-
щие волны, делят на подгруппы, использующие прохождение,
отражение волн и комбинированные методы, в которых применяют
отражение и прохождение. Методы прохождения предполагают
наличие двух преобразователей — излучающего и приемного,
расположенных по разные стороны объекта контроля или контро-
лируемого участка. Применяют как импульсное, так и, реже, не-
прерывное излучение. К этой подгруппе относят следующие ме-
тоды дефектоскопии (ГОСТ 18353—79):
амплитудный (теневой) метод, основанный на ре-
гистрации уменьшения амплитуды прошедшей волны (сквозного
сигнала) под влиянием дефекта (рис. 2.2, а);
временной теневой метод, базирующийся на изме-
рении запаздывания импульсов, вызванного огибанием дефекта
(рис. 2.2, б);
велосиметрический метод, основанный на ана-
лизе изменения скорости упругих волн, связанного с наличием
дефекта. Например, если в тонком изделии распространяется из-
гибная волна, то появление расслоения снижает ее скорость
(мода с малой скоростью показана штриховой линией); это сни-
жение определяют по сдвигу фазы прошедшей волны (рис. 2.2, в).
В методах отражения используют один или два преобразова-
теля; применяют, как правило, импульсное излучение.
Эхо-метод (рис. 2.3, а), относящийся к этой подгруппе,
основан на регистрации эхо-сигналов от дефекта. На экране ин-
дикатора обычно наблюдают посланный (зондирующий) импульс /,
импульс III, отраженный от противоположной — донной поверх-
ности изделия (донный сигнал), и эхо-сигнал II от дефекта. Время
прихода импульсов II и III пропорционально глубине залегания
дефекта и толщине изделия. На этом рисунке показана совмещ’ен-
94
Рис. 2.2. Схемы контроля объектов с ис-
пользованием методов прохождения:
а — теневой; б — временной теневой; в — ве-
лосиметрический; 1 — генератор; 2 — излу-
чатель; 3 — объект контроля; 4 — приемник;
5 — усилитель; 6 — измеритель амплитуды;
7 — измеритель времени пробега; 8 — изме-
ритель фазы
ная схема контроля, при которой преобразователь выполняет
функции излучателя и приемника; если эти функции выполняют
разные преобразователи, то схему называют раздельной.
Зеркальным эхо-методом анализируют сигналы,
зеркально отраженные от донной поверхности изделия и дефекта,
т. е. прошедшие путь ABCD (рис. 2.3, б). Вариант этого метода,
связанный с выявлением вертикальных дефектов в плоскости EF,
называют методом тандем, для реализации которого при переме-
щении преобразователей 2, 4 поддерживают постоянным значе-
ние lA + lD = 2Н tg а; для получения зеркального отражения
95
Рис. 2.3. Схемы контроля
объектов с использовани-
ем методов отражения:
а — эхо-метод; б — зеркаль-
ный эхо-метод; в — дельта-
метод; г — реверберацион-
ный; 1 — генератор; 2 —
излучатель; 3 — объект кон-
троля; 4 — приемник; 5 —
усилитель; 6 — синхрони-
затор; 7 — индикатор
от невертикальных дефектов значение lA + lD варьируют. Один
из вариантов зеркального эхо-метода предусматривает располо-
жение излучателя и приемника не в одной плоскости (вид в плане
дан на рис. 2.3, б внизу), а в разных плоскостях, но таким об-
разом, чтобы принимать зеркальное отражение от вертикального
дефекта. Этот вариант называют тандем-дуэт (в иностранной ли-
тературе «стредл»). Способ дуэт характеризуется симметричным
расположением излучателя и приемника (положение приемника
показано на рис. 2.3, б штриховой линией). Еще один вариант
зеркального эхо-метода предусматривает расположение преоб-
разователей по разные стороны изделия, например располагают
приемник в точке С. Этот вариант называют К-метод.
Дельта-метод (рис. 2.3, в) основан на использовании ди-
фракции волн на дефекте. Часть падающей на дефект поперечной
волны от излучателя 2 отражается зеркально, а другая часть ди-
фрагирует в виде поперечной и трансформированной продольной
волн. При отражении волна также частично трансформируется
в продольную волну. Дифрагированная продольная волна по-
ступает на приемник 4 продольных волн, который несколько позд-
нее принимает также продольную волну, отраженную от нижней
поверхности изделия.
Реверберационный метод основан на анализе вре-
мени объемной реверберации в контролируемом объекте. Напри-
мер, при контроле двуслойной конструкции время реверберации
в слое, с которым контактирует преобразователь, меньше в слу-
96
чае качественного соединения слоев, так как часть энергии пере-
ходит в другой слой (рис. 2.3, а).
В комбинированных методах используют принципы как про-
хождения, так и отражения акустических волн.
Зеркально-теневой метод основан на измерении
амплитуды донного сигнала. На рис. 2.4, а отраженный луч ус-
ловно смещен в сторону. По технике выполнения (фиксируют
эхо-сигнал) его относят к методам отражения, а по физической
сущности контроля (измеряют ослабление сигнала, дважды про-
шедшего изделие в зоне дефекта) он близок к теневому методу.
Эхо-теневой метод основан на анализе как прошедших,
так и отраженных волн (рис. 2.4, б).
Эхо-сквозным методом фиксируют сквозной сигнал /,
сигнал //, двукратно отраженный в изделии, а в случае появле-
ния полупрозрачного дефекта и эхо-сквозные сигналы III, IV,
соответствующие отражениям от дефекта волн, идущих от верхней
и нижней поверхностей изделия. Большой непрозрачный дефект
обнаруживают по исчезновению или сильному уменьшению сиг-
нала Г, т. е. теневым методом, а также сигнала II. Полупрозрач-
ные или небольшие дефекты обнаруживают по появлению сигна-
лов III и IV,
Импедансный метод существенно отличается от рас-
смотренных методов. Он основан на анализе изменения механиче-
ского или входного акустического импеданса участка поверхности
контролируемого объекта, с которым взаимодействует преобразо-
ватель. В низкочастотных импедансных дефектоскопах преобразо-
вателем служит колеблющийся стержень, опирающийся на по-
верхность изделия (рис. 2.5, а). Между ними нет контактной
жидкости (сухой контакт). Появление подповерхностного дефекта
в виде расслоения делает расположенный над дефектом участок
Рис. 2.4. Схемы контроля объектов с использованием комбинированных ме-
тодов:
а — зеркально-теневой; б — эхо-теневой; в — эхо-сквозной; 1 — излучатель; 2 — при-
емник; 3, — объект контроля
4 П/р Н. П. Алешина 97
Рис. 2.5. Схемы контроля объектов с использованием различных методов:
а — импедансный; б — резонансный; в — свободных колебаний; г — акустико-эмиссион-
ный; 1 — генератор; 2 — излучатель; 3 — объект контроля; 4 — приемник; 5 — усили-
тель; 6 — индикатор; 7 — модулятор частоты; 8 — регистратор резонанса; 9 — спектро-
анализатор; 10 — вибратор
поверхности более гибким, податливым, т. е. снижает его механи-
ческий импеданс. В результате изменяется режим колебаний стерж-
ня, в частности уменьшаются механические напряжения на прием-
нике 4, что служит признаком дефекта.
В высокочастотных импедансных дефектоскопах колеблющимся
элементом является пьезопластина преобразователя обычного
типа (см. подразд. 1.3). Появление дефекта типа расслоения вблизи
поверхности изделия изменяет входной акустический импеданс
ZaK (рис. см. 1.38, в), а следовательно, и режим колебаний генера-
тора, что свидетельствует о наличии дефекта.
При использовании стоячих волн возбуждают свободные или
вынужденные колебания либо объекта контроля в целом (интег-
ральные методы), либо его части (локальные методы). Свободные
колебания возбуждают путем кратковременного внешнего воз-
действия на объект контроля, например, ударом, после чего он
колеблется свободно. Вынужденные колебания предполагают по-
стоянную связь колеблющегося объекта контроля с возбуждаю-
щим генератором, частоту которого изменяют. Информацион-
ными параметрами- являются частоты свободных колебаний или
резонансов вынужденных колебаний, которые несколько отли-
чаются в связи с воздействием возбуждающего генератора. Эти
частоты связаны с геометрическими параметрами изделий и ско-
ростью распространения в них ультразвука. Иногда измеряют
величины, связанные с затуханием колебаний в объекте контроля:
амплитуды свободных или резонансных колебаний, добротность
колебаний, ширину резонансного пика.
Схема контроля локальным методом свободных колебаний
(в этом варианте его называют просто методом свободных коле-
баний) показана на рис. 2.5, в. В части контролируемого изделия,
например слоистой панели, возбуждают колебания с помощью
ударов молоточком вибратора 10 и анализируют спектр возбуж-
даемых частот спектроанализатором 9. В дефектных изделиях
спектр, как правило, смещен в сторону высоких частот.
98
Локальный метод вынужденных колебаний обычно называют
резонансным методом. В стенке изделия с помощью
пьезопреобразователя возбуждают ультразвуковые волны
(рис. 2.5, б). Частоту колебаний модулируют; фиксируют частоты,
на которых возбуждаются резонансы колебаний. По резонансным
частотам определяют толщину стенки изделий и наличие дефек-
тов. Дефекты, параллельные поверхности изделия, вызывают по-
грешность измеряемой толщины, а расположенные под углом
к поверхности — исчезновение резонансных явлений. Для вы-
сокоточного измерения толщины труб такл<е применяют локаль-
ный метод свободных колебаний, получивший название метод
предеф.
К методам вынужденных колебаний относят акустико-
топографический метод, основанный на регистрации
распределения амплитуд упругих колебаний на поверхности кон-
тролируемого объекта с помощью наносимого на поверхность по-
рошка. На дефектном участке оседает меньшее количество по-
рошка, что объясняется увеличением амплитуды колебаний в ре-
зультате резонансных явлений»
Переходя к пассивным акустическим методам контроля, отме-
тим акустико-эмиссионный метод, при котором ис-
пользуют бегущие волны (рис. 2.5, г). Этот метод основан на ана-
лизе параметров упругих волн акустической эмиссии, возникаю-
щих в результате динамической локальной перестройки объекта
контроля. Такие явления, как возникновение и рост трещин,
аллотропические превращения, движение скоплений дислока-
ций — наиболее характерные источники волн акустической эмис-
сии. Контактирующие с изделием пьезопреобразователи, прини-
мающие упругие волны, позволяют установить наличие источ-
ника эмиссии, а при обработке сигналов от нескольких преобразо-
вателей — и расположение источника.
К пассивным акустическим методам, основанным на возбуж-
дении стоячих волн или колебаний объекта контроля, относятся
вибрационно-диагностический и шумо-
диагностический методы. При использовании первого
метода анализируют параметры вибрации какой-либо отдельной
детали или узла (ротора, подшипника, лопатки турбины) с по-
мощью приемников контактного типа; при использовании второго
изучают спектр шумов работающего механизма на слух или с по-
мощью микрофонных приемников.
По частотному признаку все рассмотренные акустические ме-
тоды делят на низкочастотные и высокочастотные. К первым от-
носят колебания в звуковом и низкочастотном (до нескольких де-
сятков килогерц), ультразвуковом диапазонах частот; ко вто-
рым — колебания в высокочастотном (от нескольких сотен кило-
герц до 50 МГц) ультразвуковом диапазоне частот. Высокочастот-
ные методы обычно называют ультразвуковыми. Для контроля
металлов преимущественно используют высокочастотные методы.
4*
99
Из рассмотренных акустических методов контроля наиболь-
шее практическое применение находит эхо-метод: им проверяют
до 90 % всех объектов. Применяя волны различных типов, с его
помощью решают задачи дефектоскопии поковок, литья, сварных
соединений, многих неметаллических материалов. Эхо-метод ис-
пользуют также для измерения геометрических размеров изделий.
Фиксируя время прихода донного сигнала и зная скорость уль-
тразвука в материале, определяют толщину изделия при одно-
стороннем доступе. Если толщина изделия известна, то по дон-
ному сигналу измеряют скорость, оценивают затухание уль-
тразвука, а по этим параметрам определяют физико-механиче-
ские свойства материалов.
Зеркально-теневой метод используют вместе или в дополнение
к эхо-методу для выявления дефектов, слабо отражающих ультра-
звуковые волны в направлении совмещенного преобразова-
теля (см. рис. 2.4, а). Такие дефекты, как вертикальные
трещины, ориентированные перпендикулярно поверхности, по
которой перемещают преобразователь (поверхности ввода), дают
очень слабый рассеяный сигнал, в связи с чем эхо-методом не
выявляются. В то же время они ослабляют донный сигнал благо-
даря тому, что на их поверхности продольная волна трансформи-
руется в вытекающую, которая в свою очередь излучает боковые
волны, уносящие энергию.
Зеркально-теневой метод применяют, например, при контроле
рельсов с целью обнаружения вертикальных трещин в шейке.
Им выявляют дефекты большего размера, чем эхо-методом. Пре-
имущество этого метода перед зеркально-теневым заключается
в одностороннем доступе к поверхности изделия.
Зеркальный эхо-метод применяют также для выявления де-
фектов, ориентированных перпендикулярно поверхности ввода.
Им выявляют более мелкие дефекты, чем зеркально-теневым,
но при этом требуется, чтобы в зоне расположения дефектов был
достаточно большой участок ровной поверхности (см. рис. 2.3, б).
При контроле рельсов, например, это требование не выполняется,
поэтому возможно применение только зеркально-теневого метода.
Дефект В можно выявить совмещенным наклонным преобразова-
телем, расположенным в точке Л. Однако в этом случае зеркально
отраженная волна уходит в сторону и на преобразователь попа-
дает лишь слабый рассеянный сигнал. Преобразователи, распо-
ложенные в точках С или D, обнаруживают дефект с более высокой
чувств ител ьностью.
Зеркальный эхо-метод в варианте тандем используют для вы-
явления вертикальных трещин и непроваров при контроле свар-
ных соединений. Дефекты некоторых видов сварки, например
непровар при электронно-лучевой сварке, имеют гладкую отра-
жающую поверхность, очень слабо рассеивающую ультразвуко-
вые волны. Такие дефекты лучше выявляются зеркальным эхо-
методом. Дефекты округлой формы (шлаковые включения, поры)
100
дают большой рассеяный сигнал и хорошо регистрируются сов-
мещенным преобразователем в точке А; в то же время зеркаль-
ное отражение от них слабое. Сравнивая отраженные сигналы в точ-
ках А и D, определяют форму дефекта сварного соединения (см.
подразд. 3.3).
Вариант тандем-дуэт применяют, когда расположение пре-
образователей в одной плоскости затруднительно. Его используют,
например, для выявления поперечных трещин в сварных швах.
Преобразователи в этом случае располагают по разные стороны
выпуклости («усиления») шва. Углы и 62 выбирают либо ма-
лыми — до 10°, либо большими — более 35° для предотвращения
трансформации поперечных волн в продольные. При углах ме-
нее 10° трансформация мала; угол, равный 35° и больше, пре-
восходит значение третьего критического угла, в связи с чем транс-
формация отсутствует. Существуют варианты с бх 62: например,
излучают поперечную волну с 6Х 20°, а принимают трансфор-
мированную продольную волну.
Дельта-метод также используют для получения дополнитель-
ной информации о дефектах при контроле сварных соединений.
В варианте, показанном на рис. 2.3, в, излучают поперечные,
а принимают продольные волны. Эффективная трансформация
поперечных волн в продольные на дефекте произойдет, если угол
падения на плоский дефект меньше третьего критического или
если продольная волна возникает в результате рассеяния на де-
фекте. Для создания хорошего контакта приемного прямого пре-
образователя с поверхностью сварного соединения поверхность
выпуклости шва зачищают. С помощью этого метода довольно
точно определяют положение дефекта вдоль сварного шва, что
очень важно при его автоматической регистрации.
Эхо-теневой метод также применяют при контроле сварных
соединений. При автоматическом контроле преобразователи, рас-
полагаемые по обе стороны от шва, принимают как отраженные,
так и прошедшие сигналы. Последние используются для контроля
качества акустического контакта и обнаружения дефектов, ори-
ентированных таким образом, что эхо-сигналы от них очень
слабы.
Контроль теневым и эхо-сквозным методами возможен только
при двустороннем доступе к изделию. Эти методы применяют
для автоматического контроля изделий простой формы (напри-
мер листов) в иммерсионном варианте. Перемещение листа вверх
и вниз между преобразователями в иммерсионной ванне (см.
рис. 2.2, а, в) не изменяет времени прохождения сигналов от из-
лучателя к приемнику, что существенно упрощает конструкцию
установки. Теневым методом выявляют более крупные дефекты,
чем эхо- и эхо-сквозным методами, в связи с большим влиянием
помех.
Теневой метод применяют также для контроля изделий с боль-
шим уровнем структурных ревербераций, т. е. помех, обуслов-
101
ленных отражением ультразвука от структурных неоднородностей,
крупных зерен. Сквозной сигнал попадает на приемник раньше,
чем структурные реверберации, что позволяет его зарегистриро-
вать на фоне помех. При контроле тонких изделий с очень высо-
ким уровнем структурных помех более мелкие дефекты выяв-
ляют временным теневым методом. Теневой и временной теневой
методы позволяют обнаруживать крупные дефекты в материалах,
где контроль другими акустическими методами невозможен:
крупнозернистой аустенитной стали, сером чугуне, бетоне, огне-
упорном кирпиче.
Теневой метод применяют вместо эхо-метода при исследовании
физико-механических свойств материалов с большими коэффи-
циентами затухания и рассеяния акустических волн, например,
при контроле прочности бетона по скорости ультразвука. Для
этой цели применяют не только теневой метод, но и (в более об-
щем виде) метод прохождения. Например, излучатель и прием-
ник располагают с одной стороны изделия на одной поверхности
и измеряют время и амплитуду сквозного сигнала головной или
поверхностной волны.
Локальный метод вынужденных колебаний применяют для
измерения малых толщин при одностороннем доступе. Контакт-
ный резонансный толщиномер, принцип действия которого по-
казан на рис. 2.5, в, в 60-х годах был основным средством толщино-
метрии. В настоящее время для ручного контроля применяют
импульсные толщиномеры. Для автоматического измерения тол-
щины стенок труб выпускают иммерсионные резонансные толщино-
меры. Некоторыми преимуществами перед таким способом изме-
рения толщины обладает локальный метод свободных колебаний
(метод предеф). Главное преимущество заключается в возмож-
ности изменения угла падения ультразвука на трубу при сохра-
нении точности измерений. Это упрощает конструкцию протяж-
ного устройства.
Интегральный метод вынужденных колебаний применяют для
определения модуля упругости материала по резонансным часто-
там продольных, изгибных или крутильных колебаний образцов
простой геометрической формы, вырезанных из изделия, т. е.
при разрушающих испытаниях. Последнее время этот метод ис-
пользуют для неразрушающего контроля небольших изделий:
абразивных кругов, турбинных лопаток. Появление дефектов
или изменение свойств материалов определяют по изменению
спектра резонансных частот. Свойства, связанные с затуханием
ультразвука (изменение структуры, появление мелких трещин),
контролируют по изменению добротности колебательной системы.
Интегральный метод свободных колебаний используют для про-
верки бандажей вагонных колес или стеклянной посуды по чистоте
звука.
Реверберационный, импедансный, велосиметрический, аку-
стико-топографический методы и локальный метод свободных ко-
102
лебаний используют в основном для контроля неметаллических
и композиционных материалов, поэтому они не рассмотрены в дан-
ной книге. Схемы контроля клееных и паяных конструкций с при-
менением реверберационного, импедансного методов и метода сво-
бодных колебаний показаны соответственно на рис. 2.3, г, 2.5, а,
2.5, в. На рис. 2.2, в приведена схема контроля слоистого мате-
риала типа текстолита велосиметрическим методом.
Так как вибрационно-диагностический и шумодиагностический
методы, относящиеся к пассивным акустическим методам, слу-
жат для диагностирования работающих механизмов, их исследо-
вание выходит за рамки этой книги. Акустико-эмиссионный ме-
тод применяют в качестве средства исследования материалов,
конструкций, контроля изделий (например при гидроиспытаниях)
и диагностирования во время эксплуатации. Важными преиму-
ществами этого метода перед другими является то, что он реа-
гирует только на развивающиеся, действительно опасные дефекты,
а также возможность проверки больших участков или даже всего
изделия без сканирования его преобразователем. Основной его
недостаток как средства контроля — трудность выделения сиг-
налов, вызываемых развивающимися дефектами, на фоне помех
от кавитационных пузырьков в жидкости, подаваемой в объект
при гидроиспытаниях, от трения в разъемных соединениях и т. д.
2.2. МЕТОДЫ ОТРАЖЕНИЯ
Акустический тракт дефектоскопа. Акустическим трактом
принято называть путь ультразвука через дефект от излучающего
до приемного пьезоэлемента.
Основная задача анализа акустического тракта — оценка
степени ослабления излученного (зондирующего) сигнала, при-
шедшего на приемник. На пути к приемнику излученный сигнал
ослабляется по ряду причин. Наиболее существенно на ампли-
туду результирующего сигнала влияют: акустические свойства
контролируемого материала (скорость ультразвука, дисперсия
скорости, затухание), определяющие его прозрачность для уль-
тразвука; геометрические параметры изделия (кривизна, пара-
метры шероховатости поверхности, через которую вводится уль-
тразвук), влияющие прежде всего через изменение прозрачности
контактного слоя, а также габаритные размеры изделия в зоне
прозвучивания; свойства и геометрия акустической задержки,
определяющие степень акустического согласования пары преоб-
разователь—изделие; электроакустические параметры излуча-
теля и приемника (частота колебаний, длительность импульсов,
материалы пьезоэлемента и переходных слоев); ориентация пьезо-
элемента, его геометрические размеры; размеры, ориентация,
конфигурация, параметры шероховатости и материал (шлак,
металл, газ) дефекта; взаимное расположение излучателя, дефекта
и приемника; траектория сканирования.
103
Рис. 2.6. Общая схема акустического тракта
Анализ акустического тракта проводят расчетным или экс-
периментальным путем. Влияние всех факторов на результирую-
щий сигнал можно учесть только при экспериментальном анализе;
в расчетах учитываются только основные факторы.
При теоретическом анализе используют модели дефектов в виде
отражателей правильной геометрической формы (сфера, диск,
цилиндр). В экспериментах точно воспроизвести расчетные мо-
дели в натуральном образце удается далеко не всегда. Например,
практически невозможно выполнить модель дефекта в виде тон-
кого диска в толще образца. Поэтому при измерениях используют
искусственные дефекты в виде полостей правильной геометриче-
ской формы с выходом на поверхность образца. Широко приме-
няют также жидкостное моделирование, основанное на подобии
процессов распространения продольных звуковых волн в тве-
рдом теле и в жидкости (коэффициент подобия см/сж, где см,
сж— скорости ультразвука в металле и жидкости). Основное
преимущество этого способа анализа в том, что исследование
можно проводить на искусственных дефектах, идентичных рас-
четной модели.
Расчетная схема реального акустического тракта с плоским
отражателем, представленная на рис. 2.6, является достаточно
общей для методов отражения: плоские излучатель / и приемник //
разнесены в пространстве; их конфигурация, размеры и ориента-
ция различны. Акустический тракт совмещенной схемы контроля
представляет собой частный случай, когда приемник и излуча-
тель совмещены.
Зондирующий сигнал с начальной амплитудой давления Ро,
дойдя до дефекта, имеет амплитуду
Ръ =
где Xi < 1 — коэффициент ослабления сигнала в поле излуча-
теля.
Сигнал, падающий на дефект с амплитудой Рь, создает новое
(вторичное) поле, ослабляющееся на пути до приемника по зако-
104
нам рассеяния. Дефект в этом случае играет роль независимого
излучателя, возбуждающего новый зондирующий сигнал. На
приемник приходит акустический сигнал с амплитудой
Р = КъЪРъ,
где Къ < 1 — коэффициент ослабления в рассеянном поле; К2 <
< 1 —коэффициент ослабления в поле приемника.
Общее выражение для акустического тракта можно записать
в виде
Р = КР0; К = МЛ’ (2.1)
где К < 1 — коэффициент общего ослабления на пути излуча-
тель —дефект—п р иемн и к.
Задачей расчета и является вычисление коэффициента ослаб-
ления К — P/Pq амплитуды падающей волны.
Считая влияние отдельных факторов на амплитуду сигнала
независимым, а дефект достаточно большим, согласно приближению
Кирхгофа запишем в общем виде выражения для коэффициентов
ослабления сигнала в акустическом тракте:
Ki = £>1Ф1Ф1Ф1;
Kb ~ RbQb®btyb>
= £>2Ф2,
где D, R —функциональные коэффициенты прозрачности и отра-
жения на границе раздела сред; Q — функция, описывающая ос-
лабление ультразвуковых (УЗ) колебаний на оси УЗ-поля; Ф —
функция (диаграмма) направленности УЗ-поля; ф — функция,
описывающая затухание УЗ-колебаний.
Если сигнал от дефекта на пути до приемника отражается от
донной поверхности (например, в схеме зеркального эхо-метода
контроля), то в формулу для вычисления Къ следует дополни-
тельно ввести множитель R^. Здесь и далее индексы «1», «Ь»,
«2» и «з» означают принадлежность соответствующей величины
к излучателю, отражателю, приемнику и задержке преобразователя
соответственно, а «О» — к акустической оси. Величины, характе-
ризующие изделие, даются без индекса. Индексы «/» и «/» соответ-
ствуют продольной и поперечной УЗ-волнам.
Рассмотрим составляющие выражений (2.2) в отдельности
с целью получения для них расчетных формул и графиков. Это
позволит количественно оценить влияние каждого из факторов
на результирующий сигнал и рассчитать общее ослабление зон-
дирующего сигнала в акустическом тракте.
Все методы УЗ-контроля основаны на общем принципе оценки
обнаруженных дефектов, заключающемся в сравнении амплитуд
сигналов от дефекта Р и опорного сигнала Роп. В зависимости от
выбранной схемы получения опорного сигнала часть факторов,
определяющих его ослабление на пути до приемника, оказывается
общей для сравниваемых сигналов, т. е. не влияет на отноше-
105
Рис. 2.7. Зависимость амплитуды рассеянного
поля от волновых размеров отражателя:
1 — точное решение; 2 —- длинноволновое (Ре-
лея) приближение; 3 — коротковолновое (Кирх-
гофа) приближение
ние Р/Ротг При оценке характери-
стик дефекта нет необходимости рас-
считывать весь акустический тракт,
а достаточно рассчитать только те
функциональные множители в фор-
мулах (2.2), которые неодинаковы для сигнала от дефекта
и опорного сигнала.
Проанализируем уравнение акустического тракта со следую-
щими основными допущениями и ограничениями: в задержке пре-
образователей распространяются только продольные волны; при
отражении от дефекта и донной поверхности рассматривается волна
того же типа, что и падающая; на донной поверхности происхо-
дит зеркальное отражение, при котором углы падения и отраже-
ния равны; линейные размеры дефекта больше длины падающей
на него волны; дефект располагается в дальней зоне преобразова-
телей, а преобразователи — в дальней зоне отраженного поля.
Анализ функций и Фх для излучателей различных типов
выполнен в подразд. 1.3.
Рассчитаем поле рассеяния Рассеивающие свойства
отражателя качественно и количественно различаются в зависи-
мости от волнового размера отражателя, определяемого отноше-
нием его линейного размера (радиуса, полуширины) к длине волны
поля: kb = 2лЪ/к. Волновые размеры полностью определяют ам-
плитудно-частотный состав поля рассеяния.
Амплитудно-частотная характеристика отражателя во всей
области частот показана на рис. 2.7. Условно выделяют три об-
ласти волновых размеров: длинноволновую, или релеевскую /,
где b < 1, kb < 1; резонансную II, в которой размеры отража-
теля соизмеримы с длиной волны; коротковолновую, или оптиче-
скую III, где b > X, kb 1.
В релеевской области амплитудно-частотные характеристики
практически не зависят от формы отражателя. Их индикатрисы
рассеяния изотропны (близки к круговым), амплитуды отражен-
ных сигналов пропорциональны (£й)2-
В резонансной области индикатрисы рассеяния имеют слож-
ный характер. Аналитически они выражаются в виде плохо сходя-
щихся рядов по специальным функциям. Эта область наименее
изучена, инженерные формулы для расчета отраженных сиг-
налов практически отсутствуют.
Отражатели с размерами, относящимися к коротковолновой
области, обладают четко выраженными направленными свойст-
вами. Амплитуда здесь пропорциональна (kb)n, где п — 0 ... 1
в зависимости от конфигурации отражателя. По мере увеличе-
106
0 Z 4 S в 10 tb
О 12 3 2Ь/Л
Рис. 2.8. Кривые изменения амплитуды рассеянного поля при точном (Q&) и
приближенном коротковолновом расчетах:
1 — диск; 2 — сфера
ния пространственной кривизны отражающей поверхности зна-
чения п уменьшаются.
Параметры поля при X -> 0 (f -> со) называют асимптотиче-
скими. Эта область изучена наиболее полно.
При УЗ-контроле часто требуется обнаруживать дефекты,
соизмеримые с длиной волны ультразвука (2Ж « 1 ... 5). Со-
ответствующие значения kb, строго говоря, лежат в резонансной
области, в которой возможности инженерных расчетов крайне
ограниченны. Однако, как следует из анализа рис. 2.7, здесь
возможна аппроксимация формулами для оптической области.
На рис. 2.8 приведены теоретические зависимости амплитуды Q
от kb эхо-сигналов, рассчитанные через сфероидальные функции
и нормированные относительно той же зависимости в коротковол-
новом приближении.
На основании анализа данных
указанных зависимостей, можно
вычисления обеспечивают до-
статочную для практики точ-
ность. В связи с этим в дальней-
шем основное внимание будем
уделять расчетам в коротковол-
новом приближении, которое
называют также приближением
физической оптики или прибли-
жением Кирхгофа.
Перейдем к анализу поля
рассеяния конкретных отража-
телей, используемых в качестве
моделей дефектов.
табл. 2.1, полученных с учетом
заключить, что приближенные
Таблица 2.1
Погрешность расчета амплитуды
эхо-сигналов в коротковолновом
приближении
Погрешность, дБ, не более Волновой размер 2д/Х
диска сферы
±1,0 1,0 2,0
±2,0 0,8 1,0
107
Сначала рассмотрим рассеяние на плоском отражателе. В Об-
щем случае волна падает на него под углом рь. Поскольку при
i\ 2Ь и 2b 1 падающую волну можно считать плоской, для
расчета Qb применим апертурный метод, согласно которому источ-
ником зеркально отраженного сигнала формально считается экви-
валентная апертура, представляющая собой проекцию отражателя
на плоскость, перпендикулярную оси отраженного поля. Пло-
щадь апертуры дискообразного и прямоугольного отражателей
S'b = Sb cos р6, где Sb — действительная площадь отражателя;
cos рь = sin (ах — срь) — см. рис. 2.6.
Рассматривая отражатель как независимый вторичный источ-
ник площадью Sb, для описания ослабления отраженного сиг-
нала на оси поля вдоль пути г2 до приемника можно использо-
вать формулу (1.86):
Qb = Sbcospb/(V2). (2.3)
Эта формула может быть использована только при г2 > лгьб,
где rb6 = S*/(n%)—длина ближней зоны отраженного поля.
На том же основании, используя формулы табл. 1.5 и вводя
для сокращения записи и упрощения численных расчетов лямбда-
функцию Лх (•) = 2</х (-)/(•), табулированную в [1], можно
записать для отражателей дискообразного
Фъ - Лх (Хь) (2.4)
и прямоугольного (в одной плоскости)
Фь = sin (Хь)/Хь, (2.5)
где
X& = febsin0b, (2.6)
а угол 0Ь наблюдения приемника в отраженном поле отсчиты-
вается от направления зеркального отражения (см. рис. 2.6).
В случае обратного отражения (совмещенный преобразователь)
0Ь = 2рь и при 25° с точностью до 10 % sin 2рь ж 2 sin рь.
Следовательно, Xb ж 2kb sin рь.
Результаты расчета по формуле (2.4) удовлетворительно сог-
ласуются с экспериментальными при Хь < 2,2 (соответствует
ослаблению сигнала примерно в 2 раза), а по формуле (2.5) —
при Х6 < 2,5.
В зависимости от ориентации плоскостных дефектов и схемы
прозвучивания углы падения рь и наблюдения 0& могут изме-
няться в довольно широких пределах (до 100° и более), поэтому
точность расчетов по формулам (2.4) и (2.5) не всегда оказывается
достаточной.
При больших углах падения точность можно повысить, при-
менив метод краевых волн [13] или геометрическую теорию диф-
ракции, учитывающие влияние на рассеянное поле волн, ди-
фрагированных на краях отражателя. В этом случае погрешность
расчета при р6 < 80°, т. е. вплоть до скользящего падения, не
108
превышает ±1 дБ. Так, для обратного отражения от диска метод
краевых волн дает формулу
Фь = /Л?(ХЬ) + 1Л(ХЬ)/(Й&)]2( ( 2.7)
где Хь = 2kb sin pd; J2 — функция Бесселя второго порядка.
При ж 0 первое слагаемое в формуле (2.7), соответствующее
приближению физической оптики, в k2b2 превышает второе. Вдали
же от области нормального падения оба слагаемых становятся
соизмеримыми.
При Хь < 4,0 вместо формул (2.4), (2.5), (2.7) можно исполь-
зовать эмпирическую формулу
Фь = ехр (—пьХ2ь), (2.8)
где Хь рассчитывается по (2.6); показатель пь = 0,14 для диска
и 0,17 для полосы.
Поле рассеяния объемных отражателей (сферы, цилиндра)
можно рассчитать на основе формулы Кирхгофа (1.71), интегри-
руя по той части поверхности отражателя, которая одновременно
видна из центров излучателя и приемника (освещенная область).
Вычислив интеграл методом стационарной фазы, получим
Qb = [2 / (1 + r2/fei) (1 + > (2.9)
где Ьг и Ь2 — главные радиусы кривизны в точке отражения.
Формула определяет ослабление обратного сигнала от отра-
жателя с гладкой криволинейной поверхностью и размерами, боль-
шими длины волны. Она описывает только зеркальную составляю-
щую рассеянного поля. Если геометрия отражателя полностью
определяется не более чем двумя радиусами, то они являются
главными радиусами кривизны. Запишем формулы для расчета Qb
таких отражателей, следующие из (2.9).
Для сферы, полагая Ьг = Ь2 = Ь, находим
= [2(1 + г2/Ь)]~1. (2.10)
При Ьг = b и Ь2 = оо получаем выражение для бесконечно
протяженного цилиндра
Qb4 = (2/Г+7^)-‘- (2-11)
Выражения (2.10) и (2.11) справедливы и для выпуклой, и
для вогнутой поверхностей, но следует учесть, что в первом слу-
чае радиус кривизны берется со знаком плюс, во втором — со
знаком минус.
Если отражатель достаточно удален от приемника, т. е. г2
> (Pi, Ь2), формулы (2.9)—(2.11) еще более упрощаются:
Qb = 0,5 / Ь!&2/гг; Qb сф = 0,5 b/r2\ QbIl = 0,5^Ь/г2.
В освещенной области сферу и цилиндр в поперечном сечении,
как следует из строгого решения задачи рассеяния [53],
109
Таблица 2.2
Характеристики поля рассеяния /
Дефект Модель дефекта пЬ а0!
Компактный (bf, b2 bQ) Сфера Ограниченная пласти- на (диск, прямоуголь- ник, сегмент и др.) Двугранный уголок Короткий цилиндр (дли- ной /) 1,0 0,5/ V ы/к
Протяженный в одном направлении Ьо; ^2 ^о) Полоса Длинный цилиндр 0,5 У 2ЫУ\ О,бУь
Протяженный во всех направлениях (^; Ь2 > >*о) Безграничная пло- скость 0 0,5
можно считать ненаправленными отражателями, т. е.
сф ~ ц 1*
С учетом формулы (2.9) как предельный случай при Ь± = Ь2 =
= оо получаем формулу для отражения от безграничной плос-
кости, имитирующей донную поверхность изделия: Qboo — 0,5.
Это означает, что отражение от плоскости, происходящее согласно
закону падающей волны, можно представить как результат
действия мнимого излучателя, расположенного за отражающей
плоскостью зеркально-симметрично действительному излучателю.
Ослабление Qb максимального эхо-сигнала можно рассчитать с
учетом определения эффективного поперечника рассеяния: о =
= 4лг%Пь(Р/Рь)2 [1 И. Обозначая сг0 = ]Ло/(4л), и не учитывая
коэффициенты прозрачности,, отражения и затухания, получаем
Qb — ^o/r2b*
Значения пъ и сг0 Для моделей дефектов в дальней зоне приве-
дены в табл. 2.2, где Ь2 — полуразмеры дефекта поперек и вдоль
УЗ-луча; й0 — полуширина УЗ-пучка на глубине залегания дефек-
та; S'b—площадь эквивалентной апертуры. Для прямоугольного
уголка при падении УЗ-луча на одну из граней под углом а'
Sb — У2 Sb cos (а' — л/4), где Sb — площадь грани.
Эту таблицу можно продолжить для других отражателей,
используя справочные данные по о, приведенные в работе [48].
При этом зависимость пь от типа дефекта, определяющая форму
фронта рассеянной волны, остается неизменной.
110
\ Приведенные здесь скалярные решения (без учета сдвиговой
упругости твердого тела), как показано в [35], справедливы
при kb 0,5. При необходимости для уточнения расчетов
следует воспользоваться данными специальных работ, напри-
мер Д9].
Кроме того, результаты расчетов можно уточнить введением
в формулу для вычисления Кь [см. (2.2)] дополнительного множи-
теля (коэффициента дифракции), учитывающего влияние сиг-
налов, порождаемых волнами второго порядка — дифрагирован-
ными и перестриженными на изломах поверхности отражателя
[см. подразд. 1.2].
Функциональные коэффициенты прозрачности D и отра-
жения входящие в уравнение (2.2), рассмотрены в подразд. 1.2.
Численные значения Ь19 D2 и Rm следует определять по форму-
лам (1.34)—(1.36) или по графикам на рис. 1.12 и 1.14, если гра-
ницу раздела сред можно считать плоской. В случае криволиней-
ной границы вводят поправки, определяемые экспериментальным
или расчетным [71 ] путем. При расчете Rb для объемного дефек-
та рь можно принять равным половине угла между направлениями
наблюдения излучателя и приемника из центра дефекта, что спра-
ведливо при 2Ь < (гх; г2), а поверхность дефекта считать свобод-
ной. Тогда Rb можно рассчитывать по формулам для плоской
границы. Для двугранного уголка
/?ь = /?(Ръ)/?(90-рь).
Функции затухания фх и фь являются экспонентами с отрица-
тельным показателем вида Sr, где 6 — коэффициент затухания;
г — длина пути, на котором оценивается затухание. При расче-
тах акустического тракта длина г складывается из среднего пути
в задержках излучателя г310 и приемника гз20, а также расстоя-
ний i\ и г2 в металле вдоль направления луча (см. рис. 2.6). В ре-
зультате получим
Ф1 = ехр (—631гз10—6гх);
Фь = ехр(—6г2 — 6з2гз20),
где 631, 6з2, 6 — коэффициенты затухания соответственно в ма-
териалах задержки излучателя, задержки приемника и мате-
риале изделия.
При совмещеннбй схеме контроля фх = фь, а для нормального
преобразователя, кроме того, 63г3 = 0.
Расчет акустического тракта сводится к подстановке получен-
ных выражений для отдельных сомножителей в выражения (2.1),
(2.2) при конкретных данных схемы контроля.
При раздельной схеме контроля с двумя неидентичными и не-
симметрично расположенными относительно дискообразного де-
111
фекта преобразователями (см. рис. 2.6) с учетом формул, приври
денных в подразд. 1.3, для дальней зоны получим у
Р/Ро = Dt (ах) D2 (a2) Rb (ax — <рь) X /
Si cos «ю/cos p10 Sb | sin (eg — ерь) | /
М^'х + 'эх) + /
x Л‘ (“ k sl" e‘) л> sl” x -St-k sln 0/)x
X exp [—63 xr310 — 63 2r3 20 - 6 (rx + r2)], / (2.12)
где po и a0 — углы призмы и ввода наклонного преобразователя.
Если <рь = 0, а преобразователи идентичны и расположены
симметрично относительно отражателя (01 = 0Ь = 02 = 0), то
выражение (2.12) примет вид
с COS ОСЬ с .
S17ZnrSdSina°
Р/Ро = D. (а0) —^£о_-------х ехр [-2 (S3r3 0 + 8Г)]. (2.13)
Это выражение, в частности, описывает акустический тракт
раздельно-совмещенного и наклонного совмещенного преобразо-
вателей с дисковым отражателем, ориентированным нормально
к оси преобразователя. Применительно к схеме тандем в (2.12)
и (2.13) достаточно ввести коэффициент отражения /?оо(а2) на
донной поверхности.
Для прямого совмещенного преобразователя, приняв в (2.12)
Ро = ао = 0 и гз0 = г3 = 0, получаем
P/PQ = D (0) ехр (—28г) SiSb/^r2).
На практике с целью упрощения и оперативности расчетов
строят графические зависимости амплитуды максимального эхо-
сигнала P/Pq от размера дефекта и расстояния до излучателя.
Такие графики называют АРД-диаграммами [39]. На оси ординат
обычно откладывают PIPq, по оси абсцисс — г или г/гб (гб —
длина ближней зоны), а параметром семейства кривых является 2Ь
или 2й/(2а), иногда Sb. На АРД-диаграмме кроме кривых дефекта
строят кривую изменения эхо-сигнала PJPQ от безграничной плос-
кости, перпендикулярной акустической оси преобразователя, ко-
торый используют в качестве опорного (донного) сигнала.
Искомый размер отражателя (эквивалентный диаметр дефекта)
определяют по измеренному отношению PIP^. Для этого значе-
ния Р!Р^ откладывают от кривой донного сигнала вдоль орди-
наты, соответствующей глубине залегания дефекта. Кривая де-
фекта, проходящая через полученную таким образом точку в поле
АРД-диаграммы, определяет искомый размер дефекта.
2.3. МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
Рассмотрим методы, основанные на анализе изменения пара-
метров акустических волн, прошедших через контролируемый
участок изделия, а также комбинированные методы, в которых
112
используют принципы как
прохождения, так и от-
ражения волн, которые
применяют в дефектоско-
пии Металлов: теневой,
временной теневой, зер-
кально-теневой и эхо-
сквознош
Теневой метод. При-
знаком обнаружения де-
фектов при дефектоскопии
теневым методом служит
ослабление амплитуды
сквозного сигнала упру-
гих волн, прошедших че-
рез изделие. Количествен-
но выявляемость дефекта
при теневом методе опре-
деляется отношением элек-
трических сигналов, ха-
рактеризующим максима-
льное ослабление дефектом
Рис. 2.9. Схема к расчету ослабления ампли-
туды сквозного сигнала
амплитуды Uc сквозного сигнала, прошедшего от излучателя
к приемнику: U^IUG (U? — минимальная амплитуда прошедшего
сигнала при наличии дефекта).
Отношение U^IUC — 0 ... 1, и оно, как правило, тем меньше,
чем больше дефект. Выявляемость дефектов при теневом методе
не зависит от номинального значения амплитуды сигнала Uc
и от коэффициентов преобразования L и М, поэтому вместо относи-
тельной амплитуды электрических сигналов будем пользоваться
относительной амплитудой акустических сигналов I ит1ис\ =
= РТЛРС.
Расчет акустического тракта при контроле теневым методом
[37] сводится к анализу ослабления амплитуды сквозного сиг-
нала. Сквозной сигнал рс (рис. 2.9, а) при отсутствии экрана-
дефекта (в дальнейшем просто дефекта) определяют так же, как
при прохождении ультразвука между действительным и мнимым
преобразователем в задаче по расчету донного сигнала:
Рс = £\\l(aC)dsc. (2.14)
° sc
Здесь / — функция поля преобразователя [см. (1.74)]; ин-
декс «с» относится к точкам приемника; Sa и Sc — площади излу-
чателя и приемника. Интегрирование поля по площади приемника
выполняют при вычислении принятого сигнала (1.77).
Сигнал, принимаемый при наличии дефекта, вычисляют сле-
дующим образом. Определяют давление в плоскости залегания
дефекта (см. рис. 2.9, б), возникающее под действием излучателя.
113
Все точки Вг плоскости MN, лежащие вне дефекта, рассматривают
как вторичные источники излучения и определяют суммарный
сигнал от них на приемнике. Акустическое давление позади^ де-
фекта считают равным нулю. Такое предположение о распределе-
нии поля в плоскости MAf, соответствующее приближению/Кирх-
гофа, достаточно точно, когда размеры дефекта значительно больше
длины волны. /
Для определения сигнала на приемнике рт выполняют ин-
тегрирование по бесконечной плоскости MN за вычетом^площади
дефекта. Этот интеграл можно представить как разность между
интегралом по всей плоскости и интегралом по площади дефекта,
первый из которых характеризует сквозное прохождение ультра-
звука между излучателем и приемником, поскольку соответст-
вует случаю отсутствия дефекта, т. е. равен рс, а второй равный р",
определяет экранирование поля дефектом. Амплитуда давления
Рт = |рт| = |Рс- рп\ = |рс-П I (аВ) I (Вс) dsB
Sb
I-
(2.15)
Функция / (аВ) характеризует поле излучения на дефекте,
а I (Вс) — поле приема (по А и С интегрирование уже выпол-
нено). Интеграл от произведения этих двух функций опреде-
ляет суммарное экранирование поля всей площадью дефек-
та Sb. Если дефект находится посредине между излучателем и
приемником, то I (аВ) = I (Вс) и интеграл в (2.15) идентичен (но
с обратным знаком) интегралу,получаемому при вычислении ам-
плитуды эхо-сигнала от дефекта при контроле совмещенным
преобразователем. Таким образом, возмущение поля позади эк-
рана р" равно возмущению поля перед экраном, т. е. отраженной
волне рг. Это положение называется принципом Бабине. Однако
было бы неправильно понимать его так, что общее значение поля
перед экраном и позади него совершенно одинаковы. Отраженная
волна ни с чем не интерферирует, и амплитуда сигнала равна Р',
а возмущение позади экрана интерферирует с падающей волной,
что вызывает существенные различия Рт и Р'. Абсолютное зна-
чение разности | рс — р" | нельзя считать равным разности
|рс | — | р" |. Для общего случая можно записать
Рт = \ро-р"\>Рь~Р"- (2-16)
Следует отметить, что равенство достигается лишь в некоторых
частных случаях. Неучет этого обстоятельства — причина оши-
бок многих авторов.
Неидентичность полей перед экраном и позади него под-
тверждается сравнением полей на оси. Перед круглым экраном
в дальней зоне сигнал постепенно ослабляется с удалением от
экрана. Позади экрана обнаруживается «светлое пятно», т. е.
постоянный максимум (явление Пуассона).
114
\ Так как в работах [39,
5SN подробно рассмотрен спо-
собу анализа акустического
трайка при теневом методе
контроля с помощью графи-
ков, полученных жидкостным
моделированием, ограничим-
ся аналитическими оценками.
Будем считать излучатель
и приемуик одинаковыми,
как это обычно бывает на
практике. Пусть дефект рас-
положен посредине между
излучателем и приемником,
т. е. Xi — 0,5х. В дальней-
шем учтем возможность его
отклонения от среднего по-
ложения.
Для дальней и ближней
зон преобразователя расчет-
Рис. 2.10. Кривые изменения амплитуды
сигнала при удалении дефекта от осей
преобразователей (x/xq = 10)
ные формулы различны. Следует иметь в виду, что при теневом
методе расстояние х между преобразователями, соответствующее
границе ближней зоны, равно 2хб, поскольку при*! = хб дефект
находится на границе ближних зон излучателя и приемника.
Если излучатель расположен близко от приемника (х
0,25хб), то / = —/; в результате из (2.16) получим
Рт/Рс = 1 - S&/So, (2.17)
что подтверждается экспериментальными данными. Когда пре-
образователи расположены далеко друг от друга (х 4хб), непо-
средственное вычисление по формуле (2.15) для дефекта малого
размера (Sb < Sa), расположенного соосно с преобразователями,
дает
Рт/Рс = 1 - 4SaS6/(M2. (2.18)
Согласно экспериментальным данным реальное ослабление
сигнала дефектом значительно сильнее, чем следует из (2.18),
так как небольшой дефект дискообразной формы, находящийся
на оси между преобразователями, создает позади себя «светлое
пятно», о котором говорилось выше, и плохо регистрируется. При
экспериментах и реальном контроле определяют, наибольшее
ослабление дефектом прошедшего сигнала, которое достигается,
когда дефект не находится на оси преобразователей (рис. 2.10.).
Более точную оценку ослабления прошедшего сигнала в даль-
ней зоне получают из неравенства (2.16), полагая I = —/Sa/(Xx):
PT/Pc>l-4Sb/(U). (2.19)
115
В действительности ослабление сигнала дефектом будет меньше;
чем рассчитанное по этой формуле при знаке равенства, причем
отличие тем сильнее, чем больше х. /
В промежуточной зоне, при х между 0,25хб и 4хб, ослабление
сквозного сигнала можно оценить с помощью АРД-диаграммы
для эхо-метода, воспользовавшись аналогией формулы для р"
с формулой для определения эхо-сигнала. Построение выполняют
следующим образом. По АРД-диаграмме для эхо-метода [#9, 591
измеряют интервал между кривыми с значениями =
= d/D — Ыа и кривой, соответствующей донному сигналу. Из-
мерения выполняют для расстояния, равного половине '"толщины
изделия х, поскольку при дефектоскопии эхо-методдм модель
дефекта располагают на расстоянии х, а теневым 0,5х. Измеренный
в децибелах интервал переводят в относительные величины и вы-
читают из единицы.
Рассмотрим влияние перемещения дефекта между излучате-
лем и приемником на амплитуду прошедшего сигнала. Результаты
экспериментальных исследований показали, что если расстояние
между преобразователями не превышает хб, перемещение дефекта
не влияет на прошедший сигнал. При больших расстояниях про-
шедший сигнал может изменяться на ±3,3 дБ. Наименьшее ос-
лабление обычно достигается, когда дефект расположен в непо-
средственной близости от преобразователя.
Изложенный анализ акустического тракта проведен для среды
с однородными акустическими свойствами. Между тем теневой
метод применяют чаще всего в иммерсионном варианте, когда
между преобразователями и объектом контроля помещают слои
жидкости толщиной х'а и х"а. В этом случае, как показано в под-
разд. 1.3, с достаточной для практики точностью следует пользо-
ваться приведенными выше формулами, если подставить в них
вместо х величину хв + сА (х'А + хА)1св, где хв — толщина из-
делия; св и сА — скорости звука в изделии и иммерсионной жид-
кости.
Помехи при контроле теневым методом проявляются в изме-
нении сквозного сигнала под влиянием различных факторов,
которые можно учесть с помощью поправочных коэффициентов.
Такие помехи являются мультипликативными в отличие от эхо-
метода, при котором помехи складываются с полезным сигналом,
т. е. аддитивны.
Одна из главных помех — нестабильность акустического кон-
такта. При дефектоскопии эхо-методом случайное кратковремен-
ное ухудшение акустического контакта приводит к некачествен-
ному контролю некоторого объема изделия. Эту трудность пре-
одолевают повышением пороговой чувствительности дефектоскопа
в процессе поиска дефектов и повторным контролем каждого
элемента изделия. При дефектоскопии теневым методом случай-
ное ухудшение качества акустического контакта регистрируют
как появление дефекта и описанные выше приемы преодоления
116
трудностей, связанных с нестабильностью контакта, неэффективны.
\ В связи с изложенным при дефектоскопии теневым методом
контактные преобразователи почти не применяют: контроль ве-
дут иммерсионным или щелевым способом. Если погружение из-
делия в иммерсионную ванну связано с техническими трудно-
стями, используют локальные ванны, струйные преобразователи,
преобразователи с эластичными мембранами и другие приемы
стабилизации акустического контакта. Однако даже в этом слу-
чае шероховатость поверхности изделия, окалина на ней вызы-
вают нестабильность акустического контакта.
Помехи при контроле теневым методом возникают также от
несоосности преобразователей. При настройке излучателя и при-
емника выполняют их юстировку на соосность, добиваясь макси-
мальной амплитуды сквозного сигнала, затем их жестко закреп-
ляют. Однако непараллельность поверхностей изделия, случай-
ный его поворот при перемещении вызывают появление несоос-
ности в процессе контроля.
На рис. 2.11, а, б показано влияние непараллельности поверх-
ностей и поворота изделия на отклонение лучей. Поверхность на
локальном участке расположена неперпендикулярно к оси ранее
отъюстированных преобразователей, хотя поверхности изделия
параллельны. Контроль выполняют иммерсионным способом.
Смещение центрального луча относительно оси приемника вы-
числяют по формуле т — х (sin р)св/сА. При толщине изделия 50 мм
и отношении скоростей звука в изделии и иммерсионной жидкости
св1сА ж 4 угол р = 2° обусловит смещение т = 7 мм. Это при-
ведет к ослаблению сквозного сигнала на 8 ... 12 дБ. Приблизи-
тельно такое же ослабление вызовет непараллельность поверх-
ностей (рис. 2.11, б) при Р = 3°. Для уменьшения ослабления
сигнала по этим причинам следует использовать преобразователи
с широкой диаграммой направленности; при этом, однако, ис-
ключается возможность применения теневого метода для кон-
троля изделий сложной формы.
Источниками помех при контроле теневым методом являются
также внешние шумы (наводки), интерференция многократных
отражений в изделии и переходных слоях, неравномерное зату-
хание ультразвука на различных участках изделия. Помехи
этих видов рассмотрены в подразд. 3.4.
Минимальные размеры выявляемых дефектов при контроле
теневым методом значительно больше, чем эхо-методом. Главная
причина — рассмотренное выше изменение сквозного сигнала под
влиянием помех. Оценки показывают, что изменение сквозного
сигнала на 8 дБ соответствует выявлению дефекта диаметром
около 7 мм. При реальном контроле листов учитывают возмож-
ность ослабления сквозного сигнала под влиянием помех на
6 ... 10 дБ, что соответствует диаметру выявляемого дефекта
5 ... 15 мм. Поскольку предельная чувствительность дефекто-
скопа определяется минимальными размерами дефекта, легко
117
показать, что чувствительность при теневом методе в 20 ... 50 раз
меньше, чем при эхо-методе, которым выявляют дефекты диа-
метром 2 ... 5 мм. При контроле теневым методом такой чувстви-
тельности достигают только в случае, если изделие имеет неболь-
шую толщину, строго постоянные геометрические параметры и
хорошее качество поверхности.
Аппаратура для контроля теневым методом проще эхо-дефек-
тоскопа (рис. 2.12). Синхронизатор /, генератор радиоимпуль-
сов 2, излучатель 3, приемник 5, усилитель 6, временной селек-
тор 7 и пороговый индикатор 8 (регистратор с амплитудным диск-
риминатором) выполняют те же функции, что и в эхо-дефекто-
скопе. Импульсные приборы используют гораздо чаще, чем при-
боры с непрерывным излучением, так как, применяя достаточно
короткие импульсы (см. подразд. 3.4), легче избавиться от по-
мех, связанных с изменением амплитуды прошедшего сигнала
в результате интерференционных явлений (например установле-
нием стоячих волн) в изделии 4 и слоях жидкости, Стробируя
время прихода сквозного сигнала за счет связи синхронизатора
и временного селектора, уменьшают действие внешних электри-
ческих шумов.
В схеме канала теневого дефектоскопа в отличие от эхо-де-
фектоскопа отсутствуют блоки глубиномера, развертки, электрон-
но-лучевая трубка и др. Коэффициент усиления приемника на
1 ... 2 порядка ниже, чем в эхо-дефектоскопе. Однако часто при-
меняют многоканальные теневые дефектоскопы с коммутацией ка-
налов, что усложняет схемы. Примером многоканального теневого
дефектоскопа являются установки для контроля листов типа
УЗУЛ.
В качестве теневого дефектоскопа можно использовать любой
эхо-дефектоскоп, который вклю-
чен по раздельной схеме, т. е.
с разделением функций излуча-
ющего и приемного преобразова-
телей. Преобразователи вклю-
чают в гнезда, соответствующие
Рис. 2.11. Схемы образования помех
при контроле теневым методом
Рис. 2.12. Структурная схема импульс-
ного теневого дефектоскопа
118
Рис. 2.13. Схема к расчету чувствительности временного
теневого метода г— —।
раздельной схеме, и помещают с разных сторон X
объекта контроля. Принимают сквозной сиг- / Q
нал. прошедший через объект. Строб-импульс ---
автоматического сигнализатора дефектов (АСД) \
устанавливают на участке развертки, где по- \
явился сквозной сигнал. Длительность строб- \
импульса выбирают такой, чтобы при измене- \
нии толщины объекта в пределах допуска \
сквозной сигнал оставался в интервале, огра- \
ниченном строб-импульсом. Появление дефекта ’“Г3
отмечают по исчезновению или уменьшению
сквозного сигнала. Повышая чувствительность
и одновременно вводя глубокую отсечку, можно создать систему
амплитудной селекции. Регистрировать дефекты можно автома-
тически с помощью АСД. При отсутствии дефекта сигнальная
система АСД работает, а при обнаружении дефекта выключается.
Временной теневой метод основан на измерении времени про-
бега импульса через объект. Путь ультразвукового луча SDR,
огибающего дефект (рис. 2.13), больше прямого пути SOR. По
запаздыванию прихода сквозного сигнала на приемник с помощью
низкочастотных волн удается определить наличие крупных де-
фектов в материалах с большим рассеянием ультразвука, напри-
мер аустенитной стали с крупнозернистой структурой, чугуне и
ряде неметаллов. Контроль подобных материалов другими аку-
стическими методами оказывается вообще невозможным.
Чувствительность поиска дефектов при контроле этим методом
определяется точностью измерения времени пробега импульса.
Охарактеризуем предельную точность определения времени про-
хождения импульса величиной х == Ах/х, где х — SOR — тол-
щина объекта контроля, а Ах = SDR—SOR. Тогда минималь-
ный размер дефекта 2bmin, выявляемого временным теневым ме-
тодом, в наиболее неблагоприятном случае, когда дефект распо-
ложен посредине между преобразователями, определяют из ра-
венства [2 ]/(0,5х)2 + (&min)2 —х]/х = х:
26min = х/х2 + 2х. (2.20)
Сравним полученный результат с минимальными размерами
дефекта, выявляемого обычным теневым методом. Для оценки
воспользуемся выражением (2.19), считая его равенством. При-
няв значение Рт/Рс равным Ртщ/^с — отношению ограничиваю-
щему чувствительность при контроле теневым методом, находим
2bmln = j/^Xx (1 ^Pmin/^c)/^* (2.21)
119
Рис. 2.14. Схемы контроля зеркально-теневым методом
Определим область значений, в которой чувствительность при
временном теневом методе больше, т. е. 2Z?min > 2Z?min- Подста-
вив сюда (2.20) и (2.21), получаем
х/Х < (1 - Pmin/^c)/[* (х2 + 2х)]. (2.22)
В правую часть этого неравенства входят постоянные вели-
чины, ограничивающие чувствительность. Согласно (2.22) при
малых толщинах и низких частотах ультразвука чувствитель-
ность дефектоскопа при временном теневом методе становится боль-
ше, чем при обычном теневом методе, поэтому его применение
предпочтительно при контроле крупнозернистых металлов. Чув-
ствительность при временном теневом методе существенно сни-
жается ввиду непостоянства скорости ультразвука в изделии.
Контроль временным методом осуществляют импульсным де-
фектоскопом со стробирующей системой, позволяющей точно
фиксировать время прихода сквозного сигнала. Специфические
помехи, свойственные контролю этим методом, связаны со слу-
чайными изменениями толщины изделия и скорости распростра-
нения звука в материале. Этими же факторами определяется пре-
дельно малая длительность стробирующего импульса.
Зеркально-теневой метод. Основной информационный пара-
метр при контроле этим методом — ослабление амплитуды отра-
жения от противоположной поверхности (дна) изделия. Суще-
ствуют несколько способов контроля зеркально-теневым мето-
дом [31]. Перечислим основные: нормальным преобразователем
по ослаблению первого (рис. 2.14, а) и n-го (рис. 2.14, б) донных
сигналов продольной волны (чаще всего п = 2); двумя наклон-
ными преобразователями по ослаблению донного сигнала попе-
речной (рис. 2.14, в) и продольной (рис. 2.14, г) волн.
Анализ акустического тракта выполним для
схемы, изображенной на рис. 2.14, а. Отражение от бесконечной
плоскости можно рассматривать как зеркальное отражение па-
дающих на плоскость акустических волн (см. подразд. 2.2). В со-
ответствии с этим акустическое поле, возникающее в результате
отражения от бесконечной поверхности, можно представить как
акустическое поле мнимого излучателя, рассеянное на реальном
и мнимом изображении экрана-дефекта. Мнимые излучатель
и дефект расположены зеркально-симметрично по отношению
к действительному излучателю и дефекту (рис. 2.15). В ре-
зультате акустический тракт при контроле зеркально-теневым
120
Рис. 2.15. Схемы к расчету ослабления дон-
ного сигнала при контроле зеркально-тене-
вым методом
методом будет подобен акустиче-
скому тракту при теневом методе
с одинаковыми излучающим и прием-
ным преобразователями и двумя
одинаковыми экранирующими дефек-
тами, расположенными зеркально-
симметрично относительно донной
поверхности изделия в плоско-
стях и Сигнал на
приемнике Ръ/Рд вычисляем с по-
мощью интегрирования подобно тому,
как это сделано при теневом методе.
Для определения амплитуды дон-
ного сигнала находим абсолютное
X
значение полученного выражения.
Если размеры преобразователя и дефекта малы по сравнению
с расстояниями между ними, то, разложив подынтегральные
выражения в ряд Маклорена, ограничившись нулевым приб-
лижением и заменив абсолютное значение алгебраической сум-
мы суммой абсолютных значений [39], получим приближен-
ную формулу
Рз __ 1_________4SbX |___________SbX
Рд Ххх (2х — Xi) ’ Vxf (х — xj
(2.23)
Для других видов контроля зеркально-теневым методом фор-
мулы, подобные (2.23), приведены в [31]. Они качественно под-
тверждены экспериментами. Анализ показывает, что ослабление
амплитуды второго донного сигнала при контроле по схеме, изобра-
женной на рис. 2.14, в, больше ослабления амплитуды первого
донного сигнала, так как ультразвуковые волны 4 раза проходят
мимо дефекта. В связи с этим чувствительность при контроле по
второму донному сигналу более высока, хотя при этом возрастают
помехи. Этот способ применяют при необходимости повышения
чувствительности.
При контроле по схеме b (см. рис. 2.14) ультразвук один раз
проходит сквозь дефект, поэтому чувствительность этого варианта
меньше. Для расчета амплитуды можно применить номограммы,
полученные для теневого метода с учетом замены излучателя его
зеркальным изображением. При контроле по схеме г чувствитель-
ность обычно выше, чем по схеме в, по следующей причине. Угол
наклона преобразователей для продольных волн делают неболь-
шим (5 ... 10°), чтобы не возникали поперечные волны. Неболь-
шой угол делает необходимым близкое расположение преобразова-
телей. В результате лучи обычно 2 раза пересекают область де-
121
фекта и претерпевают двойное ослабление. Чувствительность
при этом близка к чувствительности контроля по схеме а. Если
же лучи пересекают дефект один раз (например, когда дефект
расположен вблизи поверхности ввода), ослабление донного сиг-
нала дефектом приблизительно такое же, как для преобразова-
телей для поперечных волн.
Наклонные преобразователи применяют при контроле тонких
объектов, когда мертвая зона обычных прямых преобразователей
мешает получению донного сигнала. Они оказываются полезными
при выявлении и оценке размеров вертикально ориентированных
дефектов, поскольку дают возможность определить их эквивалент-
ные и условные размеры.
Помехи, действующие при контроле теневым методом, прояв-
ляются также и при контроле зеркально-теневым методом. Непа-
раллельность поверхностей изделия вызывает большее ослабле-
ние донного сигнала, чем сквозного, поскольку отраженный луч
сильнее смещается от акустической оси. Еще сильнее эти помехи
сказываются на качестве контроля по второму донному сигналу.
Влияние помех уменьшается при использовании преобразователя
с широкой диаграммой направленности.
Непараллельность поверхностей изделия при контроле иммер-
сионным способом также оказывает более сильное влияние на про-
шедший сигнал, чем при контроле теневым методом. Зеркально-
теневой метод чаще всего применяют в контактном или щелевом
вариантах, при которых помехи от поворота изделия не возникают,
поскольку параллельность поверхностей изделия и преобразова-
теля обеспечивается самим способом контакта.
Влияние изменения коэффициента затухания ультразвука силь-
нее, чем для теневого метода; при этом Р3 « Р?, Р3 ж Рт(Р* —
амплитуда второго донного сигнала). Структурные реверберации
от крупного зерна могут затруднять наблюдение донного сигнала.
Значительно снижает качество контроля зеркально-теневым
методом случайной изменение отражающих свойств донной по-
верхности, обусловленное ее неровностью, например, вследствие
коррозии. Неровности глубиной V8 ослабляют донный сигнал
приблизительно на 10 %, а глубиной Х/4 — на 20 %. Второй дон-
ный сигнал уменьшается соответственно на 20 и 36 %.
Наиболее распространенный объект контроля зеркально-тене-
вым методом — железнодорожные рельсы. Метод обеспечивает
обнаружение дефектов, дающих слабое обратное отражение,
ориентированных перпендикулярно поверхности качения, кото-
рая служит поверхностью ввода. При контроле рельсов возникают
помехи вследствие поперечного смещения преобразователя. При
этом акустическая ось не совпадает с осью поперечного сечения
рельса. В результате часть энергии не входит в шейку рельса,
оставаясь в его головке. Экспериментально установлено, что
эти помехи уменьшаются при использовании преобразователей
122
с узкой диаграммой направленности, а также при контроле по
второму донному сигналу.
Специфическая помеха, возникающая при контроле зеркально-
теневым методом, — интерференция донного и эхо-сигналов от
дефекта. Если дефект расположен посредине изделия, т. е. jq/x =
= 0,5, сигнал, двукратно прошедший расстояние между поверх-
ностью ввода и дефектом, складывается с донным сигналом и
изменяет его амплитуду. Для практики контроля эта помеха
не очень существенна, поскольку зеркально-теневой метод пред-
назначен для выявления таких дефектов, эхо-сигнал от которых
к преобразователю не приходит.
Чувствительность при контроле зеркально-теневым методом
(как и теневым) в несколько раз меньше, чем эхо-методом, вслед-
ствие нестабильности амплитуды донного сигнала. Затухание
донного сигнала на 6 дБ свидетельствует о наличии дефекта,
диаметр которого равен 0,3 ... 0,4 диаметра преобразователя.
Аппаратурой для контроля зеркально-теневым методом мо-
жет служить импульсный эхо-дефектоскоп. Строб-импульс АСД
помещают в том месте линии развертки, куда приходит первый
или второй донные сигналы. Контроль по вариантам а и б (см.
рис. 2.14) ведут по совмещенной схеме, по вариантам в и г — по
раздельной. Для контроля рельсов используют прибор с упро-
щенной схемой, аналогичный теневому дефектоскопу. Электронно-
лучевая трубка и ряд других узлов отсутствуют. Предусмотрены
выделение соответствующего донного сигнала с помощью строб-
импульса, а также наличие аттенюатора, позволяющего настраи-
вать АСД на регистрацию заданного ослабления донного сигнала.
Эхо-сквозной метод. Признаком обнаружения дефектов при
контроле эхо-сквозным методом являются ослабление сквозного 1
и второго сквозного II (т. е. двукратно отраженного в изделии)
сигналов, а главное, — появление между ними эхо-сигналов от
дефектов III и IV (см. рис. 2.4, в). Большой непрозрачный де-
фект вызывает исчезновение сигналов / и II, Небольшие по разме-
рам или полупрозрачные дефекты обнаруживают по появлению
эхо-сквозных сигналов /// и IV, соответствующих отражению
от этих дефектов волн, идущих от верхней или нижней поверх-
ностей изделия.
Вывод формул для амплитуды эхо-сквозного сигнала Р3
с использованием приближения Кирхгофа дан в работе [17].
Например, формула для отражения этого сигнала от непрозрач-
ного дефекта площадью Sb в контактном варианте имеет вид
р _ РpSgSb Г* 1___$Ъ (х — *1)
э Л2хх (х — хх) L 2Ххх (х — хх)
При контроле листовых материалов часто встречаются протя-
женные дефекты, частично пропускающие, а частично отражаю-
щие ультразвуковые волны. Рассмотрим эхо-сквозной сигнал
амплитудной Р3 от такого дефекта, считая его полностью перекры-
(2.24)
123
вающим ультразвуковой пучок. Обозначим RN й DN коэффи-
циенты отражения и прозрачности дефекта по амплитуде, тогда
Рэ = PQRNDNSa/[K (х + 2x0]. (2.25)
Формулы (2.24) и (2.25) отражают основные закономерности
эхо-сквозного метода. На практике этот метод применяют в иммер-
сионном варианте. Для него формулы получают, вводя мнимые
излучатели-приемники (как для теневого метода), учитывая коэф-
фициенты прозрачности и отражения на границе иммерсионная
жидкость — изделие.
Проанализируем полученные формулы. Тенеобразующее дей-
ствие небольшого непрозрачного дефекта невелико, поэтому
амплитуда эхо-сквозного сигнала Р9 растет пропорционально пло-
щади дефекта. Однако при большой площади дефекта тенеобразую-
щее действие начинает превалировать и рост амплитуды эхо-
сквозного сигнала замедляется, а затем амплитуда начинает умень-
шаться. В результате некоторому значению амплитуды эхо-
сквозного сигнала Р9 могут соответствовать два размера дефекта,
что мешает оценке размеров дефектов по амплитуде. Тенеобразую-
щее действие дефекта ослабляется, если измерять не амплитуду
эхо-сквозного сигнала Р9, а ее отношение к амплитуде сквозного
сигнала.
Амплитуду эхо-сквозного сигнала от протяженного полупро-
зрачного расслоения, по существу, определяет произведение
RnDn. Таким образом, одна и та же амплитуда эхо-сквозного
сигнала может соответствовать расслоениям с разными отражаю-
щими свойствами, но одинаковыми значениями произведения
RnDn. Отношение амплитуд эхо-сквозного и сквозного сигналов,
не зависящее от прозрачности дефекта, пропорционально его
отражательным свойствам.
Изложенное позволяет сделать вывод, что целесообразно в ка-
честве информативного параметра использовать отношение ампли-
туд эхо-сквозного и сквозного сигналов. Это отношение практи-
чески однозначно связано с отражающими свойствами как непро-
зрачного дефекта небольшого размера, так и протяженного полу-
прозрачного дефекта. Оно не зависит от коэффициента прохожде-
ния через границу иммерсионная жидкость — изделие, который
изменяется вследствие неровности поверхности листов, непарал-
лельное™ их поверхностей, изменения угла ввода, связанного
с протяжкой листа. Наконец, это отношение не зависит от разброса
параметров ультразвуковых преобразователей и электронной
аппаратуры, что очень важно при создании многоканальных уста-
новок, которые обычно применяют для контроля эхо-сквозным
методом.
Для эхо-сквозного метода характерна помеха в виде сигнала
поперечной волны, возникающей при прохождении ультразвука
из иммерсионной среды в изделие. При нормальном падении аку-
стических волн от излучателя на поверхность поперечная волна
124
не возникает, однако на практике акустическая ось преобразова-
телей отклоняется от нормали к поверхности на 1 ... 3°.
Сравним время прихода помехи и сигнала /// (см. рис. 2.4)
tn и ta, приняв в качестве опорного время прихода сквозного
сигнала /:
/и —^1 = x/ct — X/Ci = X / _С1 J \
t3 (x + 2хг)/с1 — х/Cl 2xx \ ct 1 J ’
При ct = QJ&Ci это отношение меньше единицы, если > 0,5х.
Это означает, что помеха приходит раньше эхо-сквозного сиг-
нала, если дефект расположен в нижней половине листа (ближе
к приемнику). В этом случае от помехи можно «отстроиться»,
применив временное стробирование. Если дефект расположен
в верхней половине листа, то в стробируемый временной интервал
попадает эхо-сквозной сигнал IV. Таким образом, для отстройки
от помехи, вызываемой поперечной волной, следует стробиро-
вать временной интервал от tx + 0,5 (t2 — 4) Д° ^2 (^2 — время
прихода сквозного сигнала //) и фиксировать эхо-сквозные сиг-
налы /// и IV, приходящие в этом интервале.
Для дефектов, расположенных в средней трети толщины листа
(как это обычно бывает на практике), изменение амплитуды в за-
висимости от глубины залегания дефекта не превышает 2 дБ.
Если модель дефекта находится в центральной части листа в зоне
±Х, при экспериментах наблюдают осцилляцию амплитуды до
6 дБ. Это связано с интерференцией сигналов /// и IV. На прак-
тике отмеченного явления обычно не наблюдают в связи с неров-
ностью поверхности реальных расслоений.
Реальная чувствительность при контроле эхо-сквозным мето-
дом больше, чем теневым, но меньше, чем эхо-методом. Это объяс-
няется большим расстоянием между излучателем и приемником и
действием отмеченных выше помех. Метод не позволяет опреде-
лять глубину расположения дефекта. Область оптимального при-
менения — дефектоскопия листов толщиной 20 ... 60 мм, где ме-
тод надежно обнаруживает дефекты эквивалентным диаметром
3 ... 5 мм и более. Автоматические установки для контроля эхо-
сквозным методом описаны в подразд. 7.2.
2.4. РЕЗОНАНСНЫЕ МЕТОДЫ
Резонансные методы правильнее назвать методами колебаний,
поскольку они объединяют методы свободных и вынужденных ко-
лебаний изделия или его части. Именно к вынужденным колеба-
ниям относят понятие резонанса, т. е. совпадения частоты воз-
буждения с частотой собственных колебаний системы.
Методы свободных колебаний предполагают отсутствие по-
стоянной связи системы возбуждения с объектом контроля. Инте-
гральный метод, свободных колебаний используют очень давно
при проверке стеклянной посуды, бандажей железнодорожных
125
колес, ударных музыкальных инструментов и других объектов
по «чистоте звона». В последнее время этот метод, получивший
приборное оснащение [24], применяют для контроля абразив-
ного инструмента, твердосплавных резцов, деталей подшипников
и др.
Колебания объекта контроля возбуждают путем удара, после
чего объект колеблется свободно. Воспринимают колебания с по-
мощью микрофона и частотного анализатора. Измеряемые харак-
теристики — основная частота, спектральный состав колебаний,
их длительность.
Основная частота определяется геометрией контролируемого
объекта и упругими свойствами контролируемого материала.
Для объектов простой формы типа стержней и мембран основная
частота поддается теоретическому расчету. Для более сложных
изделий ее определяют экспериментально на качественных изде-
лиях. Появление в спектре колебаний дополнительных частот,
например дребезжания, является признаком наличия дефектов.
По длительности колебаний судят о затухании звука в материале
объекта. Длительность также уменьшается при наличии множест-
венных мелких дефектов.
Локальный метод свободных колебаний используют для кон-
троля клееных неметаллических и композиционных материалов.
Применительно к металлам его используют для высокоточного
измерения толщины изделий, в частности труб; при этом трубу
помещают в локальную иммерсионную ванну.
При контроле способом, получившим название метода предеф
колебания стенки трубы возбуждают акустическим импуль-
сом — кратковременным либо длительным, но модулированным
по частоте. После окончания возбуждения стенка изделия про-
должает колебаться свободно на частоте, соответствующей полу-
волновой толщине h = 0,5Х. По частоте этих свободных колеба-
ний измеряют толщину. Для этого выполняют точное измерение
интервала времени т, соответствующего определенному числу N
(например, N = 10) периодов свободных колебаний. Тогда h =
= 0,5ст/М.
Основные преимущества этого способа — очень высокая точ-
ность измерения (0,1 %) и слабая зависимость результатов изме-
рения от расстояния и взаимной ориентации измеряемой трубы и
преобразователей. Это объясняется тем, что колебания стенки
трубы практически полностью отделены от колебаний возбуждаю-
щего и принимающего преобразователей. Угол между осями
преобразователя и трубы можно менять на 10° без изменения ре-
зультатов измерений. Это очень существенно при конструирова-
нии трубопротяжной установки, к которой при контроле другими
методами предъявляют требование обеспечения строгой перпен-
дикулярности осей преобразователя и трубы. Недостатками ме-
тода являются низкая помехоустойчивость, поскольку прихо-
дится улавливать и усиливать колебания малой амплитуды,
126
а также невозможность контроля материалов с большим коэффи-
циентом затухания ультразвука.
Другой локальный способ свободных колебаний, называемый
импульсно-резонансным, основан на излучении в иммерсионную
жидкость ультразвукового импульса колебаний с модулирован-
ной частотой. Для него характерно резкое снижение амплитуды
импульса, отраженного от стенки контролируемого объекта на
частотах, при которых в стенке изделия возникают свободные
колебания.
Как отмечалось в подразд. 1.2, для слоя,- характеристический
импеданс которого больше, чем окружающих сред, минимумы
амплитуды отраженных импульсов наблюдаются, когда толщина
слоя h3 равна целому числу полуволн:
h3 = 0,5иХ = 0,5пс//п. (2.26)
Условия минимумов амплитуды импульсов отражения выпол-
няется при установлении стоячих волн в слое (изделии). Падаю-
щая волна либо проходит через слой, либо (если позади слоя воз-
дух) затухает в слое.
Таким образом, минимумы на определенных частотах в отра-
женном импульсе соответствуют свободным колебаниям стенки
изделия на основной частоте (n = 1) и гармониках. Частотно-
модулированный импульс становится амплитудно-модулирован-
ным. После усиления отраженные импульсы проходят через
фильтр, который выделяет минимумы амплитуды. По их частоте
определяют толщину изделия. Чтобы выполнялись условия сво-
бодных колебаний и не возникали резонансы колебаний столба
жидкости, длительность импульса должна быть меньше времени
его распространения в иммерсионной жидкости.
Рассмотренным способом измеряют толщину стенок труб
с погрешностью 0,5 ... 1,0 %. Он обеспечивает более высокую
помехоустойчивость, позволяет проводить измерения в материа-
лах с большим коэффициентом затухания, достигать более высо-
кой производительности, т. е. осуществлять большее число изме-
рений за единицу времени, чем метод предеф.
Методы вынужденных колебаний. Принципиальный недостаток
этих методов состоит в том, что связь колеблющегося объекта кон-
троля с возбуждающей колебания внешней системой приводит
к смещению резонансных частот относительно частот свободных
колебаний. Учесть это смещение трудно, а иногда невозможно,
поэтому обычно считают, что частоты резонансов и свободных ко-
лебаний совпадают, допуская систематическую погрешность.
Чтобы уменьшить сдвиг частот свободных колебаний, нужно
ослабить связь с возбуждающей системой. Однако это приводит
к снижению амплитуды колебаний. Кроме того, возникновение
резонансов часто отмечают по изменению режима работы воз-
буждающей системы, поэтому ослабление связи уменьшит реак-
цию возбуждающей системы на установление резонансов. Оба
127
фактора затрудняют измерения. Таким образом, необходимо опти-
мизировать силу связи возбуждающей системы и объекта контроля.
Резонансный толщиномер. Локальный метод
вынужденных колебаний применяют для измерения толщины и
дефектоскопии тонкостенных труб и оболочек. Прибор для реа-
лизации этого метода называют резонансным толщиномером.
Он основан на возбуждении в стенке изделия по толщине ультра-
звуковых колебаний и определении частот, на которых возникают
резонансы этих колебаний. В простейшем случае, представляя
изделие как пластину, поверхности которой с обеих сторон сво-
бодны, условие возбуждения упругих резонансов записывают
в виде уравнения для свободных колебаний (2.26).
Частоту колебаний генератора резонансного толщиномера
автоматически модулируют в диапазоне двух-трех октав. На резо-
нансных частотах изделия нагрузка генератора резко изменяется,
что вызывает падение его напряжения. Частотным фильтром эти
изменения отделяют от других изменений напряжения генератора.
В результате резонансы, соответствующие различным значениям п,
имеют вид пиков на пропорциональной частоте линии развертки
электронно-лучевой трубки. Толщину измеряют по частоте пика
с известным п или по интервалу частот между пиками.
Взаимодействие преобразователя с изделием вызывает откло-
нение от режима свободных колебаний изделия и смещение резо-
нансных частот, и тем большее, чем лучше качество акустического
контакта 182]. Это обусловливает погрешность измерения тол-
щины. Для уменьшения погрешности градуировку прибора вы-
полняют не путем расчета по формуле (2.26), а по образцам; при-
нимают меры к стабилизации акустического контакта.
Смещение резонансных пиков можно существенно умень-
шить, применив контактную жидкость с малым характеристи-
ческим импедансом и увеличив толщину контактного слоя до чет-
верти длины волны. Однако это ухудшает связь преобразователя
с изделием, высота резонансных пиков уменьшается, и измере-
ния затрудняются.
Погрешность измерения толщины, связанная со сдвигом резо-
нансных пиков, составляет 1 ... 2 %. Конечная ширина резо-
нансных пиков вызывает дополнительную погрешность измерения,
равную приблизительно 0,5 ... 1,0 %. В результате общая погреш-
ность измерения, обусловленная физическим принципом работы
прибора, составляет 1,5 ... 3,0 %.
Рассмотрим другие факторы, ограничивающие применение
резонансного метода. Наиболее часто резонансные дефектоскопы-
толщиномеры применяют для измерения толщины стенок труб.
В этом случае плоская поверхность преобразователя соприка-
сается с искривленной поверхностью изделия на сравнительно
небольшом участке. Область, в которой устанавливаются резо-
нансы колебаний, сокращается, и высота резонансных пиков
сильно уменьшается. Еще одним фактором, мешающим измерению
128
толщины стенок труб, является возникновение резонансов волн
Релея и Лэмба, обегающих вокруг трубы и создающих помехи.
В результате удается измерять толщину стенок труб диаметром
не менее 10 ... 12 мм.
В практике довольно часто возникает необходимость контроля
изделий с неровными или непараллельными поверхностями. Изме-
нение толщины изделия в зоне взаимодействия его с преобразова-
телем приводит к тому, что резонансные колебания возбуждаются
не на одной частоте, а в пределах некоторого интервала частот.
Расширение резонансных пиков затрудняет их регистрацию.
Результаты экспериментов показали, что измерения резонансным
методом возможны, когда изменение толщины изделия в зоне
контакта с преобразователем не превышает 8 % среднего значе-
ния толщины.
При использовании таких дефектоскопов резонансную частоту
регистрируют по изменению режима работы генератора. Если
резонансную частоту отмечать с помощью отдельного приемника,
то связь между возбуждающим преобразователем и изделием
можно значительно ослабить без существенной потери чувстви-
тельности. Такой способ применяют в приборах для испытания
резонансным методом вырезанных из исследуемого металла
образцов.
Иммерсионный резонансный толщино-
мер применяют для измерения толщины непрерывно движу-
щихся труб. В этом случае, как и при контроле методами свобод-
ных колебаний, трубы протягивают через локальную имхмерсион-
ную ванну, где толщина слоя воды между ними и преобразовате-
лем составляет 40 ... 50 мм. Однако метод измерения иммерсион-
ным толщиномером отличается от метода свободных колебаний.
При очень малой толщине изделия (Я3 = 0) возникают резо-
нансы по толщине слоя жидкости, прилегающей к преобразова-
телю. На соответствующих частотах наблюдают резонансные
пики на развертке электронно-лучевой трубки. Толщина контакт-
ной жидкости в 30 ... 50 раз больше длины волны на минималь-
ной частоте (около 1 МГц), поэтому резонансных пиков очень
много и они очень близко расположены друг к другу на линии
развертки.
При введении изделия частотная зависимость коэффициента
отражения от него вызовет амплитудную модуляцию резонансных
пиков. На частотах, соответствующих резонансу стенки изделия
и определяемых формулой (2.26), высота резонансных пиков
слоя воды резко уменьшится, образуются минимумы. По частоте
этих минимумов или по частотному интервалу между ними и вы-
полняют измерение толщины.
Основной задачей иммерсионно-резонансного толщиномера яв-
ляется не измерение абсолютного значения толщины, а слеже-
ние за возможным изменением толщины стенки. В связи с этим
измерение ведут по значению резонансной частоты, соответствую-
5 П/р Н. П. Алешина 129
щей либо основной частоте свободных колебаний изделия (п = 1,
h3 = 0,5Х), либо одной из первых гармоник (п = 2, 3).
Иммерсионно-резонансный метод реализован в приборах се-
рии «Металл» [451, обеспечивающих измерение толщины в диа-
пазоне 0,2 ... 6,0 мм с погрешностью 1 ... 2 % и частотой 100
измерений в секунду. Повышению точности и частоты измерений
препятствуют следующие обстоятельства.
Несмотря на то, что изделие отделено от преобразователя
довольно толстым слоем жидкости, сохраняется постоянная связь
изделий с системой возбуждения колебаний, т. е. с пьезопреобра-
зователем. Развитая выше теория для контактного резонансного
метода справедлива и для иммерсионного метода; следовательно,
сохраняется влияние системы возбуждения на сдвиг резонансных
частот, хотя и более слабое, чем при контактном методе.
Другой, более существенный источник погрешностей связан
с дискретностью определения частоты, на которой устанавли-
ваются резонансы в изделии. Дискретность обусловлена интерва-
лом между резонансами столба воды, по минимуму которых опре-
деляют резонанс изделия. Для точного определения положения
резонансной-частоты изделия нужно увеличить высоту столба
воды. Однако чем больше высота столба, тем медленнее должна
быть модуляция частоты, чтобы частота колебаний сигнала, отра-
женного от изделия, в момент прихода к преобразователю незна-
чительно отличалась от частоты его колебаний под действием
генератора прибора. Отсюда возникает отмеченная выше взаимо-
связь ограничений производительности и точности иммерсионно-
резонансного способа контроля.
Этот способ (как и другие иммерсионные способы) имеет опре-
деленное преимущество перед контактным резонансным способом
при контроле труб малого диаметра. Минимальный диаметр
измеряемых этим способом труб равен 3 ... 4 мм против 10 ... 12 мм.
Это объясняется тем, что погружение трубы в жидкость способ-
ствует быстрому затуханию обегающих трубу волн Релея и Лэмба.
Глава 3
ПРЕОБРАЗОВАТЕЛИ
3.1. КЛАССИФИКАЦИЯ
Достоверность ультразвуковой дефектоскопии во многом за-
висит от надежной работы преобразователя — одного из главных
элементов в системе неразрушающего контроля этого вида. Преоб-
разователи классифицируют по ряду признаков [71 ].
По способу акустического контакта твердотельной части
преобразователя (протектора, призмы) с контролируемым объек-
том различают:
контактные преобразователи, которые прижимают к поверх-
ности изделия, предварительно смазанной жидкостью (маслом,
глицерином и т. п.); в некоторых случаях слой жидкости заме-
няют эластичным материалом (эластичным протектором);
иммерсионные преобразователи, между поверхностью кото-
рых и изделием имеется толстый слой жидкости (толщина этого
слоя во много раз превышает длину волны); при этом изделие це-
ликом или частично погружают в иммерсионную ванну, исполь-
зуют струю воды и т. д.;
контактно-иммерсионные преобразователи, снабженные локаль-
ной иммерсионной ванной с эластичной мембраной, контактирую-
щей с изделием непосредственно или через тонкий слой жидкости;
щелевые (менисковые) преобразователи, между поверхностью
которых и изделием создается зазор около длины волны ультра-
звука; жидкость в зазоре удерживается силами поверхностного
натяжения;
преобразователи с сухим точечным контактом, имеющие ша-
рообразную поверхность, соприкасающуюся с изделием; площадь
соприкосновения 0,01 ... 0,50 мм2;
бесконтактные преобразователи, возбуждающие акустические
колебания в изделии через слой воздуха (воздушно-акустическая
связь) с помощью электромагнитно-акустического и оптикотепло-
вых эффектов; эти преобразователи не нашли широкого практи-
ческого применения, так как их чувствительность в десятки
тысяч раз ниже чувствительности других преобразователей.
Использование контактных преобразователей с эластичным
протектором, а также щелевых, контактно-иммерсионных и бес-
контактных позволяет снизить требования к параметрам шерохо-
ватости поверхности контролируемого изделия.
5*
. 131
В зависимости от способа соединения преобразователей с элек-
трической схемой прибора можно выделить:
совмещенные преобразователи, которые соединяются одно-
временно с генератором и усилителем прибора и служат как для
излучения, так и приема ультразвука;
раздельные преобразователи, состоящие из излучателя, соеди-
ненного с генератором прибора, и приемника, соединенного с уси-
лителем;
раздельно-совмещенные преобразователи, состоящие из излу-
чающего и приемного элементов, конструктивно связанных между
собой, но разделенных электрическим и акустическим экранами.
По направлению акустической оси преобразователи подраз-
деляют на прямые, излучающие волны нормально к поверхности
изделия, и наклонные.
Раздельно-совмещенные преобразователи называют нормаль-
ными или наклонными, в зависимости от направления их общей
акустической оси, соответствующей направлению максимальной
чувствительности таких преобразователей. Преобразователи с пе-
ременным углом наклона позволяют изменять угол ввода лучей.
По форме акустического поля различают:
плоские преобразователи с пьезопластиной плоской формы,
форма акустического поля которых зависит от формы электродов,
поляризации пьезопластины и т. п.;
фокусирующие преобразователи, обеспечивающие сужение
акустического поля в некоторой области контролируемого объекта;
широконаправленные (веерные), излучающие пучок расходя-
щихся лучей;
фазированные решетки (мозаичные преобразователи), пред-
ставляющие собой плоские преобразователи, состоящие из ряда
отдельно управляемых элементов; подавая различные по фазе
и амплитуде сигналы на эти элементы, можно изменять направле-
ние излучения (т. е. угол ввода), добиваться фокусировки или
расфокусировки, устранять боковые лепестки.
В зависимости - от ширины, полосы рабочих частот выделяют
узкополосные и широкополосные преобразователи. К первому
типу условно относят преобразователи с шириной полосы про-
пускания, меньшей одной октавы, а ко второму—с шириной
полосы пропускания, большей одной октавы (отношение макси-
мальной частоты к минимальной больше двух). Увеличения ши-
рины полосы можно достичь, использовав пьезоэлемент перемен-
ной толщины, а также включив в конструкцию несколько актив-
ных (т. е. из пьезоэлектрических материалов) и пассивных (непье-
зоэлектрических) слоев или применив толстый пьезоэлемент,
излучающий только своей поверхностью (остальная часть плас-
тины служит просто волноводом). В зависимости от способа до-
стижения широкополосное™ различают преобразователи пере-
менной толщины, многослойные и толстые (апериодические) пре-
образователи.
132 .
Для обозначения преобразователей принята буквенно-цифро-
вая система, отражающая большинство перечисленных призна-
ков. Первая буква П означает «Преобразователь». Далее следует
группа цифр, первая из которых означает способ контакта, на
которой преобразователь рассчитан (1 —контактный, 2 —иммер-
сионный, 3 —контактно-иммерсионный); вторая —направление
акустической оси (1 —для прямых преобразователей, 2 —для
наклонных); третья —режим работы (1 —совмещенный, 2 —
раздельный, 3 —раздельно-совмещенный). На следующей по-
зиции ставится буква Ф для фокусирующих преобразователей
или буква Н для неплоских преобразователей; для плоских буква
не ставится. Далее после дефиса следует группа цифр, указываю-
щих частоту преобразователя в мегагерцах (с точностью 0,05 МГц).
Затем для наклонных преобразователей после дефиса указы-
вается угол призмы из органического стекла в градусах (если
призма изготовлена из другого материала, проводится соответ-
ствующий пересчет на органическое стекло); для прямых преоб-
разователей эти цифры не указываются.
Для преобразователей специального назначения после ука-
занных цифр применяют условное обозначение дополнительных
характеристик, например, Т120 —максимальная температура
контролируемого объекта 120 °C; КН —керамическая защита,
нормальное исполнение корпуса; К36 — керамическая защита,
диаметр пьезоэлемента 36 мм; М — малогабаритное исполнение
корпуса; ММ—миниатюрное исполнение корпуса; НЗ —кор-
пус нормальный, заливное изготовление призмы, и т. д.
В серийно выпускаемых ультразвуковых дефектоскопах для
излучения и приема ультразвука чаще всего используют пьезо-
пластины, обладающие пьезоэлектрическим эффектом. Прямой
пьезоэффект состоит в появлении электрических зарядов на
обкладках пьезопластины в результате ее деформации. Обратный
пьезоэффект заключается в деформации пьезопластины под дей-
ствием приложенного электрического поля. Обычно используют
деформации растяжения —сжатия пластины по толщине. Обрат-
ный пьезоэффект, вызывающий такую деформацию, применяют
для излучения продольных волн, а прямой пьезоэффект, связан-
ный с деформацией по толщине, —для приема этих волн. Для
возбуждения и приема поперечных волн используют деформацию
сдвига по толщине. В этом случае для передачи деформации от
пластины к изделию используют густые смазочные материалы,
так как через жидкотекучие вещества поперечные волны практи-
чески не проходят. В качестве такой передающей среды исполь-
зуют нетвердеющие эпоксидные смолы.
3.2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
К основным характеристикам преобразователя относят:
передаточные функции (коэффициент электромеханического
преобразователя); электрические сопротивления; временные
133
характеристики; параметры акустического поля; общетехни-
ческие.
Коэффициент преобразования определяется соотношением
между взаимосвязанными акустическими и электрическими ве-
личинами. Вследствие обратного пьезоэффекта при подаче на
пьезопластину электрического напряжения (7И она излучает
упругие колебания с амплитудой ри. Коэффициент преобразова-
ния (передаточная функция) при излучении Кп = ри/^и. В ре-
жиме приема, когда на пьезоэлемент падает акустический сигнал
с амплитудой рп, на обкладках пьезоэлемента возникает напря-
жение [7П. Коэффициент преобразования на приеме Кп = Unlpn-
Работу преобразователя в совмещенном режиме характери-
зует коэффициент двойного преобразования по напряжению
Кии - КиКп - UjUni
где (7П, — напряжение на выходе и входе.
Аналогично выражение для коэффициента преобразования по
току. Выходные характеристики (7П и /п определяют в условиях
холостого хода на электрических клеммах преобразователя ZM
Z* э(Ю ... 20) или короткого замыкания Z3 ;> Z„. Э/(Ю ... 20),
где Z9 — сопротивление электрической нагрузки преобразова-
теля; Zn. э — электрическое сопротивление преобразователя;
(10 ... 20) —численный коэффициент.
Зависимость коэффициента преобразования от частоты назы-
вают амплитудно-частотной характеристикой (АЧХ) преобразова-
теля. В качестве параметров АЧХ принимают следующие вели-
чины: рабочую частоту f, соответствующую максимальному зна-
чению коэффициента преобразования Кии и предопределяющую
достижение максимальной чувствительности пьезоэлектрического
преобразователя (ПЭП); полосу пропускания Л/ = —/2, где
/1 и /2 — частоты, при которых Кии уменьшается на 3 дБ (0,707)
по сравнению с максимальным значением при излучении либо
приеме или на 6 дБ (0,5) в режиме двойного преобразования (сов-
мещенном). Чем больше полоса пропускания, тем меньше искаже-
ние формы излученного и принятого акустического импульса,
меньше размеры мертвой зоны, выше разрешающая способность
и точность определения координат дефектов. Расширить полосу
пропускания можно путем уменьшения электрической доброт-
ности Q3 или увеличения акустической добротности Qa, однако
при этом снижается чувствительность. Применяя четвертьволно-
вой просветляющий слой и подбирая оптимальное демпфирова-
ние, удается расширить полосу пропускания, одновременно по-
вышая чувствительность, так как протектор снижает акусти-
ческую добротность за счет отвода энергии ультразвука в сто-
рону изделия. Высокая чувствительность в сочетании с широкой
полосой пропускания достигается при Qd — Q а^ 2 ... 4.
Электрическое сопротивление преобразователя Zm э представ-
ляет собой комплексное электрическое сопротивление, измерен-
134
ное на зажимах преобразователя при определенной акустической
нагрузке на его рабочей поверхности.
Значение Zn. э обычно представляют графически в зависи-
мости от частоты f. Частоты, при которых Zn. э имеет минимум и
максимум, называют соответственно частотами резонанса /р и
антирезонанса /а. Значения Zn. э и его параметры используют для
определения оптимальных условий согласования преобразова-
теля с электронным блоком дефектоскопа.
Сопротивление электрической нагрузки Z9 преобразователя —
также комплексная величина, составляющими которой являются
сопротивления емкости, индуктивности и резистора, включенные
параллельно или последовательно с пьезопреобразователем и
обусловливающие наилучшее его согласование с усилителем.
К временным характеристикам преобразователя относят
импульсный коэффициент преобразования К*и\, представляющий
собой отношение максимальной амплитуды эхо-сигнала к макси-
мальной амплитуде тока зондирующего импульса, и ревербера-
ционно-шумовую характеристику (РШХ) — временную зависи-
мость отношения электрического напряжения на преобразователе
к амплитуде электрического напряжения эхо-импульса.
На практике вместо Ки\ наиболее целесообразно и просто
измерять условный коэффициент импульсного преобразова-
ния Кии, представляющий собой отношение измеренного макси-
мального эхо-сигнала в стандартнОхМ образце № 3 (СО-3) и
импульса генератора, т. е. КЪ'и = U3XQ/Ur> РШХ связана с дли-
тельностью тр. ш реверберационных шумов, которая отсчиты-
вается от переднего фронта импульса генератора до точки пересе-
чения реверберационного сигнала с горизонтальной линией шкалы
осциллографа, расположенной на уровне максимальной ампли-
туды эхо-сигнала в СО-2. РШХ в значительной мере определяет
возможность выявления дефектов, расположенных вблизи по-
верхности (в мертвой зоне). Она зависит прежде всего от коэффи-
циента затухания волн в демпфере и задержке (призме) преобра-
зователя. Кроме того, длительность тр. ш определенным образом
коррелирована с временем задержки эхо-сигналов в преобразова-
теле тпр, которое представляет собой двойное время задержки
сигнала от момента подачи электрического сигнала на разъем
преобразователя до момента появления акустического сигнала
в точке выхода. На практике тпр находят по формуле тир =
= 0,5 (т01 —т02), где т01, т02 — интервалы времени соответственно
между зондирующим импульсом и первым эхо-сигналом и между
первым и вторым эхо-сигналами в СО-3.
Основные характеристики преобразователей регламентиро-
ваны ГОСТ 23702—85. В табл. 3.1 приведен перечень основных
параметров наклонных ПЭП и средств, используемых для их
измерений. Методика и средства измерения характеристик преоб-
разователей изложены в ГОСТ 23702—85 и РД 50-407—83. Бла-
135
Основные измеряемые параметры НЭП
Таблица 3.1
Средства измерений
Параметр Погрешность изме- рения Генератор биполяр- ных импульсов Осциллограф Блок задержки си ихроимпульса Электронный блок УЗ-прябора ПК Полуцилиндриче* ский СО-3 СО-2 с боковым сверлением Штангенциркуль (или устройство для нанесения ри- сок)
Частота максиму- ма условного ко- эффициента пре- образования f^jjj Условный коэф- фициент импульс- ного преобразова- ния к^и,° или Условная дли- тельность эхо-сиг- нала Ту Условная дли- тельность ревер- берационных шу- мов тр. га Время задержки хо-сигнала в ПЭП тПр Местоположение точек пересечения линии выхода с бо- ковыми поверхно- стями призмы О,Оп Угол ввода а. Ширина углового (линейного) за- хвата 0! ±10% ±20 % ±0,3 мкс ±1,0 мкс ±0,7 мкс ±1,5 мм ±2 5° +2° (±4 мм) + + + + + + + 4“ + + + + + + (+) + (+) (+) (+) (+) (+) (+) СВ + + + + + + -4- + о-в
Примечания: 1. Знак «+» обозначает рекомендуемые средства изме-
рения; (+) — допускаемые средства измерения.
2. При измерении некоторых параметров ПЭП с использованием одного
и того же СО (например, в пределах одного предприятия) отклонения резуль-
татов измерений относительно среднего значения меньше значений погрешно-
стей, приведенных в таблице. Эти отклонения равны: для ° или ±18%;
для О'О” ±0,7 мм; для аг ±1°; для 0г ±1,5°.
’ 3. Погрешность при измерении параметров fyu и т , указанная в таблице,
получается при наличии в эхо-сигнале не менее шести полупериодов колебаний,
подлежащих измерению. При меньшем числе полупериодов погрешность не
регламентируется.
4. Указанная погрешность измерения схх соответствует преобразователям
с углом призмы, равным 30 ... 40°. Для преобразователей с углом призмы более
40 ... 50° погрешность измерения не превышает 3,5°. Для ПЭП с углом призмы
более 50° погрешность не регламентируется.
136
годаря измерению характеристик преобразователей можно про-
водить сравнительную оценку разрабатываемых ПЭП с целью
определения уровня разработки.
Каждый серийно выпускаемый ПЭП должен быть метрологи-
чески аттестован с оформлением соответствующего паспорта.
В паспорте на преобразователь содержатся следующие сведения:
название и тип преобразователя; дата выпуска; назначение; пере-
чень метрологических характеристик, которые подлежат аттеста-
ции; результаты аттестации; отметка о соответствии метрологи-
ческих характеристик преобразователя ‘ заданным; условия
эксплуатации; подпись ответственного лица.
Кроме того, паспорт целесообразно снабжать графиками наи-
более часто употребляемых характеристик: форма акустического
импульса, АЧХ, АРД-диаграмма.
Параметры акустического поля преобразователя подробно
рассмотрены в подразд. 1.3.
Основная акустическая характеристика ПЭП —диаграмма
направленности. Центральную часть диаграммы направленности,
в пределах которой амплитуда сигнала уменьшается от единицы
до нуля, называют основным лепестком. На практике за нижнее
значение амплитуды основного лепестка, определяющее угол рас-
хождения пучка лучей, принимают 0,1 (20 дБ) для поля излуче-
ния или приема и 0,01 (40 дБ) для поля излучения — приема.
Шириной диаграммы направленности Qi считают расстояние
между боковыми лучами основного лепестка, в пределах кото-
рого амплитуда изменяется не более чем на 3 дБ (6 дБ для поля
излучения —приема).
Кроме основного лепестка диаграмма может иметь боковые
лепестки, интенсивность которых составляет приблизительно
15... 20 %. Помимо этого используют такие характеристики
акустического поля, как протяженность ближней зоны, неравно-
мерность поля на определенном расстоянии от излучателя. Для
фокусирующих преобразователей важно знать фокусное расстоя-
ние Fo (расстояние от центра излучателя до точки, где дости-
гается максимальная чувствительность), протяженность и ширина
фокальной области, на границе которой максимальное значение
уменьшается на 3 дБ (6 дБ для поля излучения — приема).
Для наклонного преобразователя помимо ширины диаграммы
направленности 0г важной характеристикой является угол ввода а
в плоскости падения.
Акустическое поле PC-ПЭП характеризуется теми же пара-
метрами, что и поле фокусирующего преобразователя, однако
в первом случае диапазон изменения амплитуды сигнала в фо-
кальной плоскости более широкий.
Общетехнические характеристики определяют требования
к надежности, износостойкости, стойкости к внешним воздей-
ствиям. Надежность ПЭП оценивают наработкой на отказ за счет
процессов старения и релаксации или средним сроком службы;
137
износостойкость —протяженностью (площадью) проконтролиро-
ванного металла, при которой истирание призмы или протектора
еще не вызывает изменения угла призмы выше допустимого. Стой-
кость к внешним воздействиям зависит от устойчивости к изме-
нению температуры, влажности, к механическим ударам и дей-
ствию электромагнитного поля. К этим характеристикам отно-
сят также габаритные размеры, угол призмы, стрелу преобразо-
вателя (расстояние от точки выхода акустической оси до перед-
ней грани преобразователя) и др.
з.з. конструкции
Прямые совмещенные преобразователи. Выбор ПЭП опреде-
ляется конфигурацией изделия, условиями доступа для прове-
дения контроля, наиболее вероятным местоположением, типом и
ориентацией дефектов, наличием ложных сигналов и т. д. Про-
мышленностью выпускаются ПЭП различных типов, описать
конструктивные особенности которых не представляется возмож-
ным. В связи с этим ограничимся рассмотрением конструкций
наиболее распространенных серийных преобразователей. Прямые
преобразователи (рис. 3.1) предназначены для возбуждения и
приема продольных волн под прямым углом к поверхности изде-
лия, находящейся в контакте с преобразователем. Основной эле-
мент преобразователя —пьезоэлемент. Применяют, как правило
пьезоэлементы из керамики — цирконат-титаната свинца (ЦТС)
или титаната бария. В преобразователях зарубежных фирм чаще
используют кварц X- и Y-среза. Применение кварца, обладаю-
щего сравнительно низкой чувствительностью, объясняется его
высокой стабильностью и равномерностью излучения всех
элементов пьезопластины. Основные технические характе-
рно. 3.1. Прямые контактные совмещенные
преобразователи из комплекта «Приз-4»:
а — без акустической задержки; б — с акустиче-
ской задержкой; 1 — пьезоэлемент; 2 — протек-
тор; 3 — демпфер; 4 — заливочная масса; 5 —
корпус; 6 — твердая задержка
ристики отдельных пье-
зоматериалов приведены
в табл. 3.2.
Рис. 3.2. Многослойный пьезо-
элемент с параллельным соеди-
нением электрических слоев:
1 — демпфер; 2 — нагрузка
138
Таблица. 3.2
Технические характеристики пьезоматериалов
Материал Тип среза Скорость звука с- 10-\ м/с Плотность р. 10-\ кг/м3 Характери- стический импеданс z. io-6, Па • с/м Диэлек- трическая постоянная 8 Пьезо- модуль d- 1012, Кл/Н Коэффициент электроме- ханической связи К Допускаемая темпера- тура, °C
Кварц X 5,74 2,65 15,20 4,5 2,31 0,094 570
Турмалин Z 7,15 3,10 22,20 7,5 4,93 0,098 —
Сульфат лития Y 5,46 2,06 11,20 10,3 18,30 0,380 75
Сегнетова соль L 3,08 1,77 5,46 70,0 54,00 0,560 25
Титанат бария 4,70±0,20 5,30 2,50 1200±260 190,00 0,290 . .. 0,350 105±10
ТБК-3 Цирконат-титанат свинца: ЦТС-19 3,30±0,30 7,00 23,00 1525±325 200,00 0,350 . .. 0,450 Св. 290
ЦТСНВ-1 2.96±0,15 7,30±0,30 21,60 2050±550 400,00 0,700 —
ЦТС-23 Вдоль 3,00 ... 3,35 7,40 22,20—24,80 1050±250 — 0,430 280±10
ЦТБС-3 направ- ления поляри- зации 3,45±0,15 7,10 23,40—25,60 2400±400 400,00 • До 453
ЦТСС-1 3,50 Св. 7,30 Св. 24,50 1000±250 — 0,550 548±15
Ниобат свинца 4,00±0,30 5,60 22,50 1600±300 — Св. 0,280 265±20
НБС-1 Иодат лития 4,10±0,20 4,54 18,60 — 42,00 0,500 .. . 0,600 —
Для эффективного возбуждения пьезопластины необходимо,
чтобы собственная частота f толщинных колебаний пьезоэлемента
совпадала с частотой электрических колебаний /э, т. е. f = /э.
Это условие обеспечивается, когда толщина пьезопластины h =
= %п/2 = сп/(2/), где %п и сп—соответственно длина волны и
скорость звука в материале пьезопластины, а соотношение 2а/h ж
ж 20. Пьезопластина, параметры которой удовлетворяют этим
требованиям, обеспечивает максимальную амплитуду излучен-
ного импульса при прочих равных условиях. В серийных преобра-
зователях, работающих на частоте 2,5 МГц и выше, выполняются
оба условия, тогда как в преобразователях с более низкой часто-
той выполняется только первое условие. Например, в преобразо-
вателях на частоту 0,2 МГц 2a/h ж 4, и для выполнения условия
2а/h =20 необходимы пьезоэлементы диаметром 150 мм. По-
этому для обеспечения второго условия низкочастотные преобра-
зователи часто выполняют в виде пакетов, склеенных из несколь-
ких пьезопластин, электрически соединенных между собой па-
раллельно (рис. 3.2). При этом суммарная толщина пакета h
должна удовлетворять условию h = %п/2 = cnl(2f). Число пла-
стин в пакете выбирают с учетом конкретного типа электриче-
ского генератора. Например, в режиме излучения увеличение
числа пластин (при заданной частоте f это эквивалентно умень-
шению их толщины) ведет к повышению напряженности электри-
ческого поля в каждой из них. Однако при этом увеличивается
общая емкость преобразователя, растет нагрузка на электри-
ческий генератор и, как результат, падает возбуждающее напря-
жение. При одном и том же значении af чувствительность много-
слойных преобразователей значительно ниже, чем однослойных.
Конструкция многослойных преобразователей достаточно сложна,
так как к каждой пластине необходимо подвести электрическое
напряжение, для чего между ними помещают фольгу, к которой
припаивают подводящие провода.
При соблюдении требований к размерам пьезоэлемента можно
получить максимальный электрический сигнал на обкладках
пластины. Наряду с этим выбор формы и размера (площади)
пьезоэлемента обусловлен необходимостью формирования опреде-
ленного акустического поля по глубине и сечению.
В серийных ПЭП применяют пьезоэлементы круглой и пря-
моугольной формы. Более предпочтительно применение прямо-
угольных пьезопластин, которые при одних и тех же линейных
размерах имеют большую площадь и обеспечивают формирование
более узкой диаграммы направленности.
При выборе поперечных размеров пьезоэлемента следует учи-
тывать, что увеличение поперечных размеров сужает характерис-
тику направленности и повышает чувствительность в дальней
зоне, одновременно увеличивая протяженность ближней зоны,
характеризующейся неравномерностью чувствительности по глу-
бине и сечению пучка и, следовательно, пониженной вероят-
но
ностью обнаружения дефектов. Кроме того, увеличение размеров
пьезоэлемента влечет за собой увеличение площади контактной
поверхности, что снижает достоверность и воспроизводимость
результатов контроля. В то же время пьезоэлемент малых раз-
меров, не обеспечивая требуемой мощности излучения, обладает
недостаточной разрешающей способностью и пониженной точ-
ностью определения координат дефектов вследствие широкой диа-
граммы направленности. Согласно данным исследователей [32]
при пересчете на поперечные волны оптимальные размеры пьезо-
пластин составляют af = 12 ... 15 мм-МГц.
Наряду с изложенными соображениями при выборе размера
пьезоэлемента необходимо также иметь в виду, что при работе
в ближней зоне снижается вероятность обнаружения дефектов
и точность оценки их размеров; поэтому надо стремиться к тому,
чтобы пьезоэлемент находился в дальней зоне по отношению к де-
фекту. Данное требование выполняется при соблюдении следую-
щих условий [85]:
а>/ 0,8 V при 2а^>2Ь и г^8Ь2/\; (3.1)
а< 0,2V при 2а < и г > 2fe2/X, (3.2)
где г — расстояние между дефектом и пьезоэлементом.
Для преобразователей с задержкой (см. рис. 3.4)
/* = гм 4~ а*2» (3.3)
где гм — расстояние от точки ввода до центра дефекта в металле.
Выше (см. подразд. 1.3) показано, что для прямого ПЭП г2 =
= гхп, а для наклонного и раздельно-совмещенного
cosa
Г2 = № ----о” »
z х COS0
где г\ — путь ультразвука в призме.
Для приложения электрического поля на противоположных
поверхностях пьезоэлемента располагают металлические (обычно
серебряные и никелевые) электроды. Во избежание пробоя по
краям пластины часто оставляют неметаллизированную полоску.
Соотношение между размерами площадей поверхности пьезо-
пластины, покрытых электродами и свободных от них, суще-
ственно влияет на добротность пьезоэлемента и характеристики
акустического поля. Регулируя размер электродов пьезоэлемента,
можно в довольно широких пределах изменять характеристики
акустического поля в изделии. Диаграмму направленности ПЭП
можно значительно сужать, используя электроды, секциониро-
ванные кольцеобразными проточками. В зависимости от диаметра
и резонансной частоты пьезопластины число электродов должно
быть от 3 до 7, а их ширина с рабочей стороны пьезоэлемента
в 2,5—3,5 раза меньше, чем нерабочей. Ширина проточки на не-
рабочей стороне должна быть минимально возможной. Электри-
ческие соединения секционирования электродов целесообразно
(3.4)
141
выполнять последовательно для уменьшения суммарной емкоста
пьезоэлемента и увеличения излучающей площади пьезоэлемен/а
без перегрузки генератора. /
С целью гашения свободных колебаний пьезопластины, умень-
шения длительности зондирующего импульса и расширения/по-
лосы пропускания с ее нерабочей стороны приклеивают демпфер.
Для обеспечения указанных условий материал демпфера должен
обладать акустическим сопротивлением, близким к волновому
сопротивлению пьезопластины, и большим коэффициентом за-
тухания. Выполнить одновременно оба требования достаточно
сложно. Например, если демпфер изготовлять из латуни или
бронзы, акустическое сопротивление которых примерно такое
же, как пьезокерамики, не удается эффективно гасить сигналы,
излученные в сторону демпфера. Пьезопреобразователи с такими
демпферами наиболее оптимально использовать в режиме приема,
в частности при приеме сигналов акустической эмиссии.
Чаще всего демпферы изготовляют из композиционных мате-
риалов, состоящих из связующего элемента и рассеивателей.
В качестве первых используют компаунды или эпоксидные смолы
типа ЭД-5, ЭД-6, а в качестве вторых — порошки тяжелых ме-
таллов и их оксидов, а также измельченные кварц, карбид ти-
тана, вольфрама или свинца. В серийных прямых ПЭП исполь-
зуют демпферы, полученные горячим прессованием порошка
вольфрама и связующего пенопласта, в качестве клеящей массы
служат эпоксидные клеи. Эти демпферы обладают достаточно вы-
соким коэффициентом затухания (до 420 м-1) и большим акусти-
ческим сопротивлением (до 15-10б Па-с/м). Вследствие высокой
электрической проводимости таких демпферов и электрического
контакта между ними и пьезоэлементом при приклеивании к по-
следнему исключается необходимость пайки контакта к нерабо-
чей поверхности пьезопластины.
В качестве пластификатора широко применяют также сили-
кон, полиуретан, каучук, сырую резину. Демпферы с такими
компонентами обладают гораздо более высоким коэффициентом
затухания, чем эпоксидные смолы, при одном и том же коли-
честве рассеивателей (порошков). Для оптимального демпфирова-
ния необходимо, чтобы акустическое сопротивление демпфера
по высоте изменялось по экспоненте, причем максимальное зна-
чение должно быть со стороны пьезоэлемента. Этого можно до-
стичь вибрационной обработкой массы компаунд — наполни-
тель, при которой тяжелые частицы наполнителя (порошка)
опускаются к поверхности, которая в дальнейшем приклеивается
к пьезопластине. Экспериментально установлено, что для поверх-
ности, прилегающей к пьезопластине, соотношение масс между
компаундом и наполнителем должно составлять 1 : 10 ... 1 : 12;
при этом максимальное значение Zo =(6... 8) 10s Па-с/м.
С целью более эффективного гашения многократных отражений
демпфер выполняют в виде конуса либо срезают его тыльную
142
поверхность под определенным углом к поверхности пьезопла-
стины.
Для защиты пьезопластины от истирания и повреждения к ней
с рабочей стороны приклеивают или припаивают протектор.
Помимо высокой износостойкости протектор должен обеспечи-
вать наилучшее прохождение ультразвука через границу пьезо-
элемент — контролируемое изделие и высокую стабильность аку-
стического контакта. С целью обеспечения последнего условия
толщина протектора должна быть равна Х/4, а его характеристи-
ческий импеданс Zn выбирают из условия (см. подразд. 1.2) Zn =
= где Zo и Zm — характеристические импедансы
демпфера и контактной жидкости соответственно.
В качестве материала протектора в прямых совмещенных
преобразователях используют минералокерамику (бериллий,
твердые износостойкие сплавы и др.). Протекторы из этих мате-
риалов обладают высокой износостойкостью, но не обеспечивают
стабильности акустического контакта при контроле изделий
с различной шероховатостью поверхности. Так, при Rz = 0,63 ...
320 мкм амплитуда отраженного от дна сигнала может изменяться
на 20 дБ. В связи с этим широко применяют полимерные пленки
из эластичного материала, например полиуретана. Такой про-
тектор, обладая большим коэффициентом поглощения ультра-
звука, обеспечивает хорошее гашение многократных отражений.
Он может легко деформироваться и в определенной мере облегать
неровности поверхности изделия, что также благоприятствует
стабильности акустического контакта. Колебания амплитуды не
превышают 5 дБ. На практике толщину таких протекторов вы-
бирают равной 0,2 ... 1,0 мм. Так как акустические сопротивле-
ния полиуретана и пьезоэлемента сильно различаются, между
ними помещают согласующие слои, улучшающие прохождение
ультразвуком этой границы. Эти слои в серийных ПЭП выпол-
няют из эпоксидной смолы с вольфрамовым наполнителем, на-
носимой непосредственно на пьезоэлемент.
При контроле изделий сложной конфигурации, с грубообрабо-
танной или горячей поверхностью применяют ПЭП с жидкими
и твердыми линиями задержки. В первом случае ПЭП называют
иммерсионными, в которых в отличие от прямых контактных
применяют демпфер с повышенным характеристическим импе-
дансом с целью уменьшения добротности ПЭП. Характеристи-
ческий импеданс материала пьезопластины в 15 ... 20 раз больше,
чем жидкости (воды), поэтому происходит интенсивное отражение
ультразвука на границе пьезопластина — жидкость. Для улуч-
шения акустического согласования пьезопластины с жидкостью
аналогично контактному ПЭП применяют четвертьволновой согла-
сующий протектор из эпоксидной смолы, обеспечивающий гидро-
изоляцию пьезопластины. Для проведения иммерсионного кон-
троля изделие обычно погружают в ванну с жидкостью, а ПЭП
располагают на сравнительно большом расстоянии от объекта
143
Рис. 3.3. Менисковый (а) и ло-
кально-иммерсионный (б) пре^
образователи: /
/ — контролируемое изделие; 2/—
корпус; 3 — жидкость; 4 — пьйзо-
элемент; 5 — демпфер; 6 — канал
контроля. Преимущества
иммерсионного метода, обе-
спечивающего стабильный
акустический контакт и
возможность контроля из-
делия с грубообработанной
поверхностью, заставляют
искать конструктивные
решения в тех случаях,
когда погружение всего
изделия в ванну затруднительно. В связи с этим предложены кон-
струкции локально-иммерсионных ПЭП, в которых при устране-
нии громоздкой иммерсионной ванны это преимущество сохра-
няется. К ним относят прежде всего менисковые ПЭП и ПЭП
с эластичной мембраной (рис. 3.3). Создание менискового контакта
наиболее эффективно, когда пьезоэлемент имеет небольшой раз-
мер (6 ... 8 мм). В этом случае при слабом давлении жидкости на
открытой поверхности образуется выпуклый мениск и благодаря
силам поверхностного натяжения жидкость почти не вытекает,
даже если преобразователь поднят над изделием; при прижатии
к изделию резкого изменения расхода жидкости не наблюдается.
Для преобразователей с большим пьезоэлементом разработаны
ванны с тонкой эластичной мембраной, препятствующей вытека-
нию жидкости и довольно хорошо облегающей неровности по-
верхности. Мембрану изготовляют из маслостойкой резины или
полиуретана, характеристический импеданс которых близок
к импедансу воды. Благодаря этому эхо-сигнал от поверхности
мембрана — жидкость практически не наблюдается. Соотношение
между высотой и шириной локальной ванны таких ПЭП выби-
рают из условия отсутствия боковых отражений.
Применение твердых задержек (см. рис. 3.1) позволяет прово-
дить УЗ-контроль изделий с температурой до 1200 °C. Для кон-
троля изделий с температурой до 500 °C при непрерывном контакте
изделия с ПЭП в течение 10 ... 15 с в качестве задержек целесооб-
разно использовать теплостойкие пластмассы, плавленый кварц
или специальное стекло, обладающие низкой теплопроводностью,
а в качестве контактирующей среды — силиконовые смазочные
материалы. Пьезопластину можно изготовлять из пьезокварца
или ЦТС специального сорта. При необходимости контроля изде-
лий с температурой до 1200 °C и длительном его проведении при-
меняют задержки из латуни или бронзы с водоохлаждаемыми ру-
башками и расплавы солей в качестве контактной жидкости.
144
Значительное различие акустических импедансов материала за-
держки и контактной жидкости вызывает интенсивное отражение
ультразвука от торца задержки и резкое уменьшение (более чем
в 100 раз) интенсивности прошедшего сигнала.
Отраженные от торца импульсы также сильно затрудняют
расцшфровку принятых сигналов. С этих позиций более эффек-
тивна задержки из пластиков, кварца и стекла, имеющие мень-
ший характеристический импеданс и нашедшие гораздо более ши-
рокое применение в промышленности по сравнению с металли-
ческими. При контроле листового проката -применяют специаль-
ные преобразователи с водоохлаждаемыми рубашками, обеспе-
чивающие ввод и вывод УЗ-колебаний в объект контроля без
специальных контактных сред за счет создания сильного давле-
ния на поверхность. Под действием давления окалина разру-
шается, и ПЭП через вращающуюся цилиндрическую задержку
контактирует с нагретой поверхностью контролируемого листа.
В СССР в значительном объеме выпускаются прямые ПЭП се-
рии «Приз-4» и «Приз-11» с минералокерамическими и пленоч-
ными (полиуретановыми) протекторами, а также вкладыши к кон-
тактно-иммерсионным ПЭП. Их основные характеристики даны
в [59] и табл. 3.3.
Наклонные совмещенные преобразователи. Прямым нормаль-
ным преобразователем в изделие вводят только продольные волны;
возбуждение же и одновременный наклонный ввод не столько
продольных, сколько волы других типов осуществляют наклон-
ным преобразователем. Это обеспечивается благодаря тому, что
в отличие от прямого наклонный преобразователь имеет призму
(линию задержки), на которую под определенным углом приклеи-
вают пьезоэлемент. Пьезоэлеменг излучает в призму продольные
волны, которые на границе призмы с изделием преломляются,
трансформируются и частично отражаются в призму (рис. 3.4).
Вероятность возбуждения волны того или иного типа и ее энер-
Рис. 3.4. Схема распро-
странения ультразвуко-
вого пучка в наклонном
преобразователе
145
Таблица 3.3,
Технические характеристики ПЭП /
Тип преобразователя Кии> ДБ tuu* МГц ^ии> МГц вь мм
П р И 3 - 4
П111-1,25-КН —30 1,25 0,40 20 / —
П111-1,25-К36 —30 1,25 0,40 36 /
П111-2,5-П36 —35 2,50 0,75 36 1 __
П111-2,5-П20 —35 2,50 0,75 22 —
П111-5,0- КН —40 5,00 1,50 13 _—
П111-5,0-П20 —40 5,00 1,50 18 —
П111-10,0-КН —60 10,00 2,00 9 —
П211-2,5-25 —40 2,50 0,75 30 —
П211-5,0-12 —50 5,00 1,50 18 —
П311-2,5-25 —40 2,50 0,75 30 —
П112-2,5-Н —32 2,50 0,40 — —
П112-5,0-Н —40 5,00 0,80 — —
П р и з - 5
П121-1,26-ЗО°-НЗ —35 1,25 0,20 16 13
П121-1,25-40°-НЗ —35 1,25 0,20 37 14
П121-1,25-50°-НЗ —35 1,25 0,20 60 20
П121-1,8-50°-НЗ —35 1,80 0,30 60 18
П121-2,5-50°-НЗ —40 2,50 0,50 50 20
П121-5,О-ЗО°-МЗ —60 5,00 1,50 8 7
П121-5,0-40°-МЗ —60 5,00 1,50 16 8
П121-5,0-50°-МЗ —60 5,00 1,50 20 10
П121-5,О-53°-М3 —65 5,00 1,50 17 13
П121-5,0-55°-МЗ —65 5,00 1,50 22 14
П122-1,25-ЗО°-НЗ —20 1,25 0,15 — 25
П122-1,25-40°-НЗ —20 1,25 0,15 — 27
П122-2,5-ЗО°-НЗ —20 2,50 0,40 — 28
П122-2,5-40°-НЗ —20 2,50 0,40 — 33
П122-1,25-19°-НЗ —20 1,25 0,15 — 19
П122-1,25-24°-НЗ —20 1,25 0,15 20
П122-1,25-26°-НЗ —20 1,25 0,15 — 27
П122-2,5-19°-НЗ —20 2,50 0,40 — 23
П122-2,5-24°-НЗ —20 2,50 0,40 ' — 26
П122-2,5-26°-НЗ —20 2,50 0,40 — 29
Примечание. Кии — передаточная функция по напряжению; [уц —
частота, при которой Кцц — max; Kfuv — полоса пропускания; 63 — ширина
диаграммы направленности; п0 — стрела преобразователя.
гия зависят от угла наклона |3. Для возбуждения продольной
волны в изделии угол |3 выбирают меньше первого критического
(см. подразд. 1.2) на 4 ... 10°. Преобразователи с [3 20 ... 24° <
< Ркр1 Для системы плексиглас — сталь, успешно применяют
при контроле аустенитных сварных швов (см. подразд. 6.2).
При (3 = ркр1 в изделии возбуждается продольная головная
волна, которая успешно используется для обнаружения подпо-
верхностных дефектов в сварных швах. При J3 = Ркр2 в контроли-
руемом изделии возникают поверхностная и головная попереч-
146
\ные волны, позволяющие уверенно выявлять поверхностные и
Подповерхностные дефекты. При р = ркр1 ... ркр2 в изделии воз-
буждается только поперечная волна. Для уменьшения влияния
неоднородных волн, возникающих при критических углах, вы-
бирают углы призмы, которые на 3 ... 4° больше первого крити-
ческого и меньше второго критического, т. е. (ркр1 + 3°) < |3 <
< (Ркр2 — 3°). Например, для системы плексиглас—сталь |Зкр1 =
= 27,5° и Ркр2 = 58°, а углы наклона серийных ПЭП лежат
в интервале 30 ... 55°.
Одним из важных элементов, определяющих эксплуатацион-
ные характеристики наклонных преобразователей является
призма. При разработке этих ПЭП размеры, форму и материал
призмы надо выбирать таким образом, чтобы она имела наилуч-
шую реверберационно-шумовую характеристику и по возмож-
ности удовлетворяла следующим требованиям: обеспечивала
эффективное затухание колебаний, переотраженных от границы
раздела призма — изделие и распространяющихся в призме,
и в то же время не сильно ослабляла ультразвуковые волны на
коротком участке пути от пьезоэлемента до изделия (см. рис. 3.4).
Скорость звука в материале призмы по возможности должна быть
минимальной, так как чем меньше скорость продольных волн
в материале призмы, тем выше коэффициент преломления (транс-
формации) п и меньше вероятность образования поверхностной
волны при прозвучивании нижней части шва прямым лучом.
Призмы с малой скоростью звука обеспечивают более поздний
приход полезного сигнала по сравнению с реверберационными
помехами. Кроме того, малая скорость звука увеличивает путь,
по которому акустические помехи попадают на пьезоэлемент.
Наряду с отмеченными требованиями материал призм должен
обладать хорошей износостойкостью, смачиваемостью и значи-
тельным пределом термостабильности.
Всем перечисленным требованиям не может удовлетворять
какой-то один материал, поэтому в зависимости от конкретных
условий предпочтение отдают тому или другому материалу.
В эхо-импульсной дефектоскопии на частотах 2 ... 8 МГц наибо-
лее распространены материалы на основе акрильных пластмасс
(оргстекло, полистирол, полиамид и т. п.). Благодаря хорошей
смачиваемости этих материалов ПЭП обладают достаточно высо-
кой стабильностью акустического контакта. Кроме того, мате-
риалы этой группы легко поддаются механической обработке и
весьма доступны.
Используют также полимерные материалы — капролон, по-
ликарбонат, которые в отличие от оргстекла обладают более вы-
сокой износостойкостью (в 3 ... 7 раз), термостабильностью и
низким водопоглощением. Вследствие более высокого (в 3 ...
4 раза) коэффициента затухания ультразвука в этих материалах
ПЭП имеют более благоприятную реверберационно-шумовую
характеристику. Однако адгезия этих материалов по отношению
147
к пьезокерамике и смачиваемость контактными жидкостями зна?
чительно хуже, чем оргстекла. /
При выборе материала, формы и размера пьезоэлемента на-
клонных ПЭП руководствуются теми же соображениями, чтр и
для прямых ПЭП. /
Демпфер в наклонных ПЭП либо совсем отсутствует, ^ибо
его изготовляют с малым акустическим сопротивлением. Обычно
в качестве демпфера используют тот же компаунд, которым при-
клеивают пьезопластину к призме.
Реверберационно-шумовая характеристика наклонного ПЭП
в значительной мере зависит от конструкции призмы и ее гео-
метрических размеров, прежде всего стрелы nQ и высоты Нп призмы.
Для уменьшения влияния реверберационных помех, которые
возникают от падающей на нижнюю грань под углом рг продоль-
ной волны, необходимо, чтобы стрела ПЭП — расстояние от
точки выхода до передней грани призмы a cos |3. Это соот-
ношение выполняется в том случае, когда крайний луч от верх-
ней части пьезопластины не падает на переднюю грань призмы
или на двугранный угол, а лучи пучка считаются параллельными.
Если это условие не соблюдается, луч значительной интенсивности
отражается назад, к пьезопластине, создавая значительные шумы
в ПЭП. В призме должна гаситься и отраженная поперечная волна,
распространяющаяся под углом Это требование выполняется
при условии, если нижний луч поперечной волны не попадает на
верхнюю часть пьезопластины. Минимальная высота призмы,
при которой удовлетворяется данное требование, Яп
;> 2а ctg (Р + pt) cos р + a sin р. Поскольку при углах р <
ркр1 в призме отраженная поперечная волна обладает крайне
малой энергией, вместо Pt следует брать р. При р >• ркр + 7°
отраженная поперечная волна не попадает на пьезопластину и
минимальное значение Яп определяется только размером пла-
стины: Нп > a sin р.
Боковые лепестки диаграммы направленности также создают
дополнительные шумы в ПЭП. Учесть их влияние расчетным
путем достаточно сложно. ПЭП на частоту 5 МГц и выше обла-
дают значительно более благоприятной РШХ, чем ПЭП на ча-
стоту 1,25 и 2,5 МГц, благодаря большему затуханию УЗ-колеба-
ний внутри призмы.
Для улучшения РШХ наклонных ПЭП призму делают ребри-
стой или придают ей сложную форму, предусматривают специаль-
ные ловушки, изготовленные из материала с большим коэффи-
циентом затухания, но с тем же импедансом, что и материал призмы.
Для повышения износостойкости ПЭП и улучшения качества
акустического контакта, особенно при контроле изделия с грубо-
обработанной поверхностью, применяют либо скользящий эла-
стичный протектор в виде непрерывной ленты из маслостойкой
резины или полиуретана, либо в виде приклеенной пластины из
ситалла или лигнофол я (прессованной древесины).
148
Рис. 3.5. Серийные наклонные преобразователи «Приз-5» (а) и Приз-6» (б):
1 — заливочная масса; 2 — корпус; 3 — разъем; 4 — соединяющие проводники; 5 —
пьезоэлемент; 6 — звукопоглотитель; 7 — призма
В настоящее время ПО «Волна» серийно выпускает комплект
наклонных преобразователей «Приз-5» и «Приз-6» (рис. 3.5),
предназначенных для контроля сварных швов. Наклонный совме-
щенный ПЭП «Приз-5» состоит из литого металлического кор-
пуса, в котором установлен держатель с приклеенным к нему
под заданным углом пьезоэлементом. Корпус ПЭП залит полиме-
ризованным эпоксидным компаундом, который обеспечивает воз-
можность работы ПЭП в области низких температур (до —40 °C),
высокую износостойкость (в 10 раз выше, чем для оргстекла),
увеличение отношения сигнал—шум до 10 ... 12 дБ, а также на-
дежность ПЭП, обусловленную отсутствием клеевого слоя между
призмой и пьезопластиной. Металлический корпус обеспечивает
электрическое экранирование пьезоэлементов ПЭП. Основные ха-
рактеристики некоторых ПЭП «Приз-5» приведены в табл. 3.3.
В отличие от «Приз-5» призмы преобразователей, входящих
в комплект «Приз-6», изготовляют из полиамида с приклеенными
к ним пьезопластинами. ПЭП выпускают малогабаритными на
частоту 2,5 МГц с углами призм 40 и 50° в миниатюрном исполне-
нии и сменными вставками на частоту 5 МГц с углами призм,
равными 40, 50, 53 и 55°.
Основные электроакустические параметры ПЭП «Приз-6» не-
значительно отличаются от параметров ПЭП «Приз-5». Суще-
ственным преимуществом ПЭП «Приз-6» является малая стрела,
составляющая 4 ... 6 мм, что обеспечивает возможность прозву-
чивания прямым лучом сварных швов тонкостенных изделий.
В НПО ЦНИИТМАШ [84 ] разработаны наклонные преобра-
зователи типа ПНЦ (рис. 3.6), в которых помехоустойчивость и
разрешающая способность повышены благодаря выбору опти-
мальной геометрии акустической задержки (призмы), уменьше-
нию длительности зондирующего импульса, улучшению акусти-
ческого согласования пьезопластины с призмой и демпфером,
обладающим высоким коэффициентом затухания. Призма изготов-
лена из оргстекла. Для обеспечения наилучшей РШХ преобразо-
вателей с углами ввода 38 ... 65° предпочтительна призма трапе-
149
Рис. 3.6. Наклонный преобразователь
ПНЦ:
1 — призма; 2 — корпус; 3 — ловушка; 4,
переходные согласующие элементы; 5, 7 —
вне слои; 6 — пьезоэлемент; 9 — демпфер;
электрический разъем
типа Рис. 3.7. Серийный наклонный
преобразователь:
8 — 1 — пьезоэлемент; 2 — призма; 3 —
клее- соединяющие проводники; 4 — ка-
10 — бель; 5 — заливочная масса; 6 —
дополнительный демпфер
цеидальной формы с ловушкой из поглощающего материала на
передней грани.
Длительность эхо-сигнала в ПНЦ в 1,5 ... 2,0 раза ниже,
а коэффициент преобразования на 6 ... 10 дБ выше, чем в ПЭП
«Приз-5». Эти параметры улучшены прежде всего за счет акусти-
ческого согласования пьезоэлемента и демпфера. Вследствие
увеличения задержки в ПНЦ существенно улучшается РШХ и
повышается разрешающая способность. Например, время ревер-
берационных шумов тр.ш в ПЭП «Приз-5» составляет 7 ... 14 мкс,
тогда как для аналогичных ПЭП конструкции НПО ЦНИИТМАШ
оно равно 3 ... 4 мкс. Мертвая зона таких ПЭП не превышает
0,8 ... 1,0 мм.
ПЭП, разработанные в МВТУ им. Н. Э. Баумана и серийно
выпускаемые НПО «Прибор» (г. Апрелевка Московской области),
по сравнению с аналогичными ПЭП производства ПО «Волна»
(г. Кишинев) обладают значительно более высоким отношением
полезный сигнал—помеха (18 ... 20 дБ), незначительной длитель-
ностью реверберационных шумов (тр#ш = 4 ... 5 мкс), высокой
эксплуатационной надежностью. Отличительная особенность этих
ПЭП в сравнении с известными (рис. 3.7) —наличие промежу-
точного демпфера из кожи, который приклеивают с нерабочей
стороны пьезопластины перед заливкой демпфирующей массы.
Еще более благоприятными параметрами обладают ПЭП кон-
струкции МВТУ им. Н. Э. Баумана (рис. 3.8), в которых помимо
промежуточного демпфера между призмой и основным демпфером
помещают четвертьволновой согласующий слой. Благодаря на-
личию согласующего слоя крайние лу.чи практически не отра-
жаются от поверхностей, а проходят в демпфер, где полностью
гасятся. Вследствие этого резко возрастает отношение полезный
сигнал — помеха и улучшается РШХ. Например, для ПЭП
150
1 — пьезоэлемент; 2 ~ призма: 3 — согласующий
промежуточный слой; 4 — соединяющие провод-
ники; 5 — кабель; 6 — корпус; 7 — заливочная
масса; 8 — дополнительный демпфер
Рис. .3.9. Наклонный преобра-
зователь с переменным углом
ввода конструкции НПО
ЦНИИТМАШ:
1 — пьезоэлемент; 2 — коническая
вставка; 3 — призма
с а — 45° и f = 2 МГц характерно отношение сигнал—помеха,
равное 30 ... 32 дБ, что на 10 ... 12 дБ выше, чем у аналогичных
ПЭП фирмы «Матэвол» (Великобритания) и «Крауткремер» (ФРГ),
при практически одинаковом значении тр. ш = 2 ... 4 мкс.
В исследовательских целях довольно широко применяют ПЭП
с переменным углом ввода. Наиболее удачными, на наш взгляд,
являются ПЭП конструкции НПО ЦНИИТМАШ и МВТУ им.
Н. Э. Баумана. ПЭП типа ИЦ-52 (рис. 3.9) состоят из двух эле-
ментов: призмы с коническим горизонтальным отверстием и ко-
нической поворотной вставки, в которой размещен пьезоэлемент.
Сопрягающиеся конусные поверхно-
сти обеспечивают хороший акустиче-
ский контакт и простое фиксирование
заданного угла ввода. Вследствие
конусности уровень реверберацион-
ных шумов данных искателей не вы-
ше, чем обычных совмещенных ПЭП.
Основные преимущества ИЦ-52 —
технологичность в изготовлении,
простота в эксплуатации. Недостат-
ками этих ПЭП следует считать не-
постоянство точки выхода акустиче-
ской оси и расстояния от пьезоэле-
мента до точки выхода.
Последнего недостатка лишен
преобразователь с переменным углом
ввода конструкции МВТУ им.
Н. Э. Баумана (рис. 3.10). В этом
Рис. 3.10. Наклонный преобразователь с пе-
ременным углом ввода конструкции МВТУ
им. Н. Э. Баумана:
/ — П-образный магнит; 3 — магнитопровод; 3 —
указатель; 4 — направляющие; 5 — призма; 6 —
пьезоэлемент; 7 — насадка
151
1 — кабель; 2 — демпфер; 3, 7 — пе-
нополистирол; 4 — корпус; 5 — соеди-
няющие проводники; 6 — пьезоэле-
мент; 8 — медная фольга; 9 — призма
Рис. 3.12. Наклонный PC-ПЭП конструк-
ции МВТУ им. Н. Э. Баумана:
1 — кабель; 2 — дополнительный демпфер;
3 — пьезоэлемент; 4 — промежуточный со-
гласующий слой; 5 — призма; 6 — кварцевый
песок; 7 — заливочная масса; 8 корпус;
9 — постоянный магнит; 10 — экран
преобразователе пьезопластина с пластиковой прокладкой пере-
мещается по цилиндрической поверхности из того же мате-
риала. Кроме того, ПЭП содержит направляющие из магни-
томягкого материала и П-образный магнит, охватывающий про-
кладку с пьезопластиной и контактирующий с направляющими.
Между прокладкой и призмой подают ферромагнитную жидкость.
В таком ПЭП точка ввода и путь ультразвука в призме остаются
постоянными, что важно при выборе оптимального угла наклона.
В отличие от известных ПЭП с постоянной точкой ввода данный
преобразователь позволяет повысить надежность работы вслед-
ствие обеспечения стабильности акустического контакта за счет
прижатия прокладки с пьезопластиной к призме магнитом и рас-
пределения им между ними ферромагнитной жидкости равномер-
ным слоем. Надежность повышается также вследствие упроще-
ния конструкции ПЭП и улучшения технологичности его изго-
товления. Смену прокладки с пьезопластиной в ПЭП осуществляют
достаточно просто— разделением сопрягающихся элементов. Уро-
вень и длительность реверберационных шумов этих ПЭП несколько
ниже, чем ИЦ-52.
Раздельно-совмещенные преобразователи. В зависимости от
решаемых задач раздельно-совмещенные (PC) преобразователи
могут быть прямыми (рис. 3.11) и наклонными (рис. 3.12). Пря-
мые ПЭП широко применяют при контроле проката, тавровых
сварных соединений и стыковых соединений со снятой выпук-
лостью шва, нахлесточных паяных соединений, при толщино-
152
метрик и т. д. В последние годы для контроля тонкостенных сты-
ковых сварных и паяных соединений труб аустенитных сварных
швов, соединений, выполненных контактной стыковой сваркой,
и т. д. стали широко применять наклонные РС-ПЭП. Конструк-
ции преобразователей обоих типов довольно схожи. ПЭП состоят
из двух пьезоэлементов, приклеенных к призмам, разделенных
между собой акустическими и электрическими экранами и зали-
тых демпфирующим материалом на эпоксидной основе в корпусе.
В прямых PC*преобразователях излучатель приклеен к призме,
высота которой больше высоты другой призмы на qT3 (q — ско-
рость УЗ-волн в призме; т3 — длительность зондирующего
импульса). Различие высот призм обусловлено стремлением
к уменьшению электрических помех на приемнике. Основной
элемент, который защищает приемник от высокочастотных элек-
трических колебаний, — электрический экран из медной фольги.
Для защиты от акустических помех применяют акустический
экран из пенополистирола или кожи, обернутый медной фольгой.
Благодаря акустическому и электрическому разделению излуча-
теля и приемника уровень реверберационных шумов в РС-ПЭП
на 8 ... 12 дБ ниже, чем в рассмотренных выше совмещенных
ПЭП, а мертвая зона уменьшается до 0,5 ... 1,0 мм.
Прямые РС-ПЭП входят в состав комплекта «Приз-4»; их вы-
пускают на частоту 2,5 и '5,0 МГц в нормальном, миниатюрном
исполнении, а также широкозахватными. Следует отметить, что
РС-ПЭП на частоту 2,5 и 5,0 МГц в нормальном исполнении не
обеспечивают монотонной, круто возрастающей зависимости
амплитуды эхо-сигнала от размера дефекта (см. кривые 1, 2 на
рис. 3.14). Например, при увеличении от 2 до 6 мм диаметра
плоскодонных отражателей, расположенных на глубине 20 мм,
разность амплитуды для отмеченных РС-ПЭП составляет всего
АЛ = 4 ... 6 дБ. Это объясняется тем, что при увеличении раз-
мера дефекта и постоянной ширине эффективного диаметра пучка
озвучивается не весь дефект, а только его часть, что аналогично
отражению от донной поверхности. Чтобы исключить этот недо-
статок, необходимо размер а пьезоэлемента и длину задержки
выбирать согласно выражениям (3.1)—(3.4). Определив расстоя-
ние г по (3.1) или (3.2) и зная гм (как правило, оно равно мини-
мально возможной глубине залегания дефекта), по формуле (3.3)
находят г2, а из (3.4);— искомое значение гг.
Высоту На и ширину 2ап призмы (рис. 3.13) выбирают таким
образом, чтобы ультразвуковой пучок не претерпевал ревербера-
ций внутри призмы. Это условие обеспечивается при Нп =
~ cos [3; 2яп 2а)cos |3 4~ Яп.
Известно, что РС-ПЭП обладают неравномерной чувствитель-
ностью по глубине. Зона максимальной чувствительности соот-
ветствует зоне пересечения основных лепестков диаграммы на-
правленности пьезоэлементов. Максимальная и минимальная
глубина прозвучивания зависят от угла наклона пьезоэлемен-
153
тов. Значение £, при котором предполагаемая глубина выявляе-
мых дефектов находится в области максимальной чувствитель-
ности ПЭП, определяют по формуле (85!
Р ~ arctg [ яЯп+ Я ] ’
где п = Сц/ci (сц и Ci—скорости продольных волн в призме
и металле).
Установлено, что для системы оргстекло — сталь области оп-
тимальных значений углов р лежат в интервале 4 ... 10°. При
Р >> 10° возникают акустические помехи, источниками которых
являются поверхностные волны, распространяющиеся от излуча-
теля к приемнику. Чем выше направленность пучка, тем ниже
интенсивность акустических помех.
На основе разработанной методики расчета в МВТУ им.
Н. Э. Баумана созданы прямые PC-ПЭП с более благоприятными
АРД-диаграммами, чем серийные (рис. 3.14, кривые 3—5). Как
следует из анализа зависимостей, для этих ПЭП характерен до-
статочно высокий градиент амплитуды ДЛ при увеличении раз-
мера дефекта.
При контроле проката, штамповок, отливок и т. д. расположе-
ние дефектов по глубине заранее неизвестно. В этом случае для
правильной оценки их размеров необходимо применять РС-ПЭП
с равномерной чувствительностью по глубине. С этой целью
в РС-ПЭП наиболее предпочтительно использование прямоуголь-
ных пластин, наклоненных под
углом р = 0...2° [17, 711. При-
чем площадь излучающего пьезо-
элемента должна быть в 2,5 ...
3,0 раза больше площади прием-
ника, а большие стороны обоих
Рис. 3.13. Схема к расчету параметров прямого РС-ПЭП
Рис. 3.14. Зависимости амплитуды эхо-сигнала от диаметра плоскодонного от-
ражателя для РС-ПЭП различной конструкции:
/ 2 ~ серийных ПО «Волна»; 3 — 5 — серийных НПО «Прибор»; 6 — фирмы «Краут-
кремер»; - f = 1,8 МГц; X - 2,5; Д - 4,0; • - 5,0 МГц
154
Рис. 3.15. Схема расположения и геометрические размеры пьезоэлементов РС-ПЭП
с выравненной чувствительностью по глубине (/— 1,8 МГц)
пьезоэлементов перпендикулярны экрану (рис. 3.15, а). Вырав-
нивание чувствительности объясняется тем, что основные лепестки
диаграмм направленности излучателя и приемника не пересе-
каются, а пересекается только основной лепесток диаграммы на-
правленности одного из пьезоэлементов с первым боковым лепест-
ком диаграммы направленности другого пьезоэлемента Равно-
мерной чувствительности по глубине можно достичь и при исполь-
зовании двух излучающих пьезоэлементов, расположенных на од-
ной призме под разными углами (рис. 3.15, б).
Созданные на основе сформулированных требований РС-ПЭП
обладают весьма равномерной чувствительностью по глубине.
Например, РС-ПЭП, размеры излучателя которого 20x16 мм,
приемника 20x5 мм, угол £ = 0 и f ~ 1,8 МГц, имеет неравно-
мерность чувствительности на глубине 5 ... 200 мм, равную
±3,5 дБ, а уровень помех получается таким, что уверенно обна-
руживается плоскодонное сверление диаметром 2,2 мм на всей
толщине.
Пьезоматериалы для излучателя и приемника выбирают оди-
наковыми (чаще всего ЦТС-19), хотя раздельные излучение и
прием позволяют улучшать характеристики ПЭП путем выбора
пьезоэлементов из разных материалов, наилучшим образом рабо-
тающих либо на излучение, либо на прием.
Требования к материалам акустических задержек аналогичны
сформулированным применительно к линиям задержки прямых
и наклонных ПЭП. РС-ПЭП с кварцевыми задержками успешно
используют при контроле изделий с температурой до 600 °C.
Наклонные РС-ПЭП можно условно разделить на две группы:
в одну входят ПЭП с излучателем и приемником, расположенными
рядом (рис. 3.16, а), в другую — один за другим (рис. 3.16, б).
Первую схему называют «Дуэт», вторую «Тандем». Широкое при-
менение РС-ПЭП типа «Дуэт» стало возможным благодаря, в пер-
вую очередь, работам сотрудников МВТУ им. Н. Э. Баумана,
а РС-ПЭП типа «Тандем» — благодаря разработкам НПО
155
а) 5)
Рис. 3.16. Схема расположения пьезо-
элементов в РС-ПЭП типа «Дуэт» (а)
и типа «Тандем» (б)
ЦНИИТМАШ. В зависимости
от траектории распространения
ультразвукового пучка отно-
сительно поверхности скани-
рования РС-ПЭП типа «Дуэт»
называют хордовыми и угловы-
ми (рис. 3.17, а, б). Применение
хордовых РС-ПЭП возможно
только для контроля изделий
с большой кривизной поверхно-
сти (прежде всего труб с диамет-
ром D 100 мм). Принципиаль-
ная особенность этих ПЭП [4 ]—
прозвучивание дефекта гори-
зонтально поляризованной вол-
ной, распространяющейся параллельно стенке трубы. Такие
условия распространения ультразвукового пучка выполняются,
если расстояние по хорде между точками выхода излучателя И
и приемника П [4] 2Z = К2DH — Н* (Н — толщина стенки
трубы), а призмы наклонены под определенными углами. С целью
уменьшения интенсивности поверхностной волны и выравнивания
чувствительности по толщине изделия применяют фокусирующие
линзы или многослойные призмы с неравномерной скоростью по
сечению, перпендикулярному падающему лучу. Благодаря этому
при контроле не требуется поперечного сканирования ПЭП, при-
чем уровень полезного сигнала таких ПЭП более высокий по срав-
нению с известными, что обеспечивает выявление небольших объ-
емных и плоскостных дефектов. Например, при прозвучивании
шва отраженным от плоскодонного отражателя диаметром 2Ь —
= 0,8 мм лучом на глубине 2 мм уровень полезного сигнала равен
Рис. 3.17. Схемы распространения центрального луча в хордовом (а) и угло-
вом (б) наклонных РС-ПЭП
156
10 ... 12 дБ. Угол призмы данных ПЭП равен 50°, частота 5 МГц,
диаметр пьезоэлемента 6 мм. Радиус кривизны рабочей поверх-
ности ПЭП должен быть равен радиусу кривизны наружной
поверхности трубы или превышать его на 1 мм.
Для контроля тонкостенных изделий (Н 20 мм) с небольшой
кривизной поверхности (H/D < 0,05) или плоских более эффек-
тивны РС-ПЭП с угловым вводом и выравненной чувствительно-
стью по высоте и ширине (рис. 3.18). Выравнивание чувствитель-
ности обеспечивают выбором угла разворота 2Д таким образом,
чтобы средняя и верхняя части шва прозвучивались однократно
отраженным центральным лучом, а нижняя часть — прямым
периферийным лучом, падающим на дефект под углом 0. При
этом эхо-сигналы от одного и того же отражателя, расположенного
в верхней и нижней части шва, должны быть равны. Это условие
можно обеспечить выбором соответствующей диаграммы направ-
ленности при определенных углах ввода. В соответствии с сформу-
лированными условиями разработан алгоритм расчета параметров
наклонного РС-ПЭП с выравненной (не хуже +1,5 дБ) чувстви-
тельностью по высоте и ширине шва. Установлено, что подобные
ПЭП эффективны для контроля сварных соединений без нижнего
валика шва высотой 4 ... 16 мм и шириной 8 ... 18 мм. При этом
необходимо использовать всего лишь один ПЭП с параметрами:
af = 8 мм-МГц; £ = 53°, 2Д = 70°. Применение такого ПЭП,
как и хордового, не требует сканирования поперек шва.
Помимо ПЭП с описанной выше схемой прозвучивания часто
используют преобразователи, один пьезоэлемент которых излу-
чает, а второй принимает отраженные от дефекта колебания, до-
стигающие дефекта и приемника без отражения от внутренней по-
верхности. Такие ПЭП называют симметричными (рис. 3.19).
ПЭП, один пьезоэлемент которых озвучивает дефект прямым лу-
чом, а второй принимает колеба-
ния, отраженные от дефекта и
донной поверхности, называют
ассимметричными (рис. 3.20).
Связь между конструктивными
параметрами (углы а и Д) и
акустическими (углы 0 и £) сим-
метричного РС-ПЭП определяют
согласно выражениям [6]:
sin 0 = sin Д sin a; cos g —
__ sin A COS PC ZQ
ИТ — sin2A sin2a
Рис. 3.18. Схема распространения цен-
трального (7) и бокового (2) лучей диа-
граммы направленности в РС-ПЭП с
выравненной чувствительностью по вы-
соте Н и ширине Ьт шва
//,77
157
Рис. 3.19. Схема расположения пьезоэлементов
в симметричных РС-ПЭП:
а — вид сбоку; б — ъид. сверху; в — ориентация УЗ-волн и плоскостей поляризации
и падения на отражатель
Рис. 3.20. Схема расположения пьезоэлементов в асимметричных РС-ПЭП:
а — вид сбоку; б — вид сверху; в — ориентация УЗ-волн и плоскостей поляризации
и падения на отражатель
158
Рис. 3.21. Зависимости акустических параметров от угла разворота симметрич-
ных (а) и несимметричных (б) РС-ПЭП при ос = 65 (/), 55 (2) и 45° (3)
Для асимметричного преобразователя
0* a. cos A cos ос
= cos Д sin a; cos В = . (3.7)
V1 — cos2Acos2a ’
Результаты расчета параметров по выражениям (3.6) и (3.7)
приведены на рис. 3.21, а, б (сплошные и штриховые линии —
соответственно В и 0).
На основании полученных данных нетрудно выбрать оптималь-
ные значения углов. Критерием выбора является максимум от-
ношения ASH/ASV = sin В cos В. Как следует из анализа зави-
симостей, для преимущественного формирования горизонтально
поляризованной волны в симметричных ПЭП угол разворота 2Д
необходимо уменьшать, а в асимметричных — увеличивать.
Симметричные РС-ПЭП, возбуждающие поперечные и продоль-
ные волны, достаточно эффективны при контроле изделий с круп-
нозернистой структурой, в первую очередь аустенитных сварных
швов. Наклонные РС-ПЭП для возбуждения поверхностных волн
являются практически единственным устройством для обнаруже-
ния поверхностных и подповерхностных дефектов в тонкостенных
анизотропных металлах и сплавах. Применение для этих целей
наклонного совмещенного ПЭП крайне затруднено вследствие
большого уровня помех, вызванных интерференцией основного и
159
Рис. 3.22. Наклонный РС-ПЭП кон-
струкции МВТУ им. Н. Э. Баума-
на для обнаружения поверхностных
дефектов:
1 — кабель; 2 — дополнительный
демпфер; 3 — пьезоэлемент; 4 — про-
межуточный согласующий слой; 5 —
призма; 6 ~ заливочная масса; 7 —
корпус; 8 — трубка для подачи кон-
тактной жидкости; 9 — жидкость; 10—
крышка корпуса; 11 — постоянный
магнит; 12 — экран
бокового лепестков диаграм-
мы направленности.
Для обеспечения макси-
мально возможной чувстви-
тельности при выявлениипо-
верхностных и подповерх-
ностных дефектов в указан-
ных материалах в МВТУ
им. Н. Э, Баумана разрабо-
таны специальные РС-ПЭП
на частоту 5 МГц с углом
призмы, равным 58°, и мени-
сковым контактом (рис. 3.22).
При их применении удается уверенно обнаруживать все плоскост-
ные и объемные дефекты, линейные размеры которых 0,7 ... 0,15 мм,
выходящие наружу или залегающие на глубине до 1,5 мм.
С целью обнаружения подповерхностных дефектов наиболее
эффективно использовать РС-ПЭП типа «Дуэт» для возбуждения
головных волн, разработанные в НПО ЦНИИТМАШ. Требования
к размерам пьезоэлементов и призмы аналогичны рассмотренным
выше, однако для повышения амплитуды полезных сигналов необ-
ходимо увеличить размеры пьезоэлементов и, как следствие, раз-
меры призм. В преобразователях ИЦ-70 и ИЦ-91 применяют пьезо-
элементы диаметром 18 мм на частоту 1,8 и 2,5 МГц; угол (J ~-
= 27,5°. Такими ПЭП уверенно обнаруживаются подповерхност-
ные дефекты, эквивалентные плоскодонному отверстию диамет-
ром 2 мм, на расстоянии 5 ... 20 мм вдоль поверхности и глубине
5 ... 6 мм.
С целью повышения вероятности обнаружения вертикально
ориентированных плоскостных дефектов и оценки их формы при
контроле толстостенных изделий (И > 40 мм) в НПО ЦНИИТМАШ
разработан ряд РС-ПЭП типа «Тандем». В этих преобразователях
излучающий и приемный пьезоэлементы,, будучи кинематически
связанными между собой, совершают взаимно противоположное
поступательное симметричное движение. В ИЦ-76, например,
связь осуществляется бесконечным стальным тросиком, а в ИЦ-92
с помощью кулачкового механизма. Чаще всего ПЭП имеют
следующие параметры: 2а: ™ 12 .... 18 мм, f = 1,8 ... 2,5 МГц,
160
Р = 30 ... 40°. Разнообразие в конструкцию ПЭП вносит типораз-
мер и конфигурация изделия, различного рода выступы, галтели,
буртики, выпуклость и ширина сварного шва, доступность к месту
контроля и т. д. Эти особенности обусловливают необходимость до-
работки и усовершенствования существующих ПЭП или создания
новых конструкций.
3.4. ШИРОКОПОЛОСНЫЕ ПРЕОБРАЗОВАТЕЛИ
С НЕОДНОРОДНЫМ ЭЛЕКТРИЧЕСКИМ ПОЛЕМ
Ширина полосы пропускания и равномерность АЧХ являются
важными характеристиками пьезопреобразователей. Чем шире
полоса пропускания, тем выше разрешающая способность УЗ-
приборов, меньше мертвая зона, ниже погрешность определения
толщины изделия, координат, скорости ультразвука. Для неко-
торых приборов, например ультразвуковых спектроскопов, ши-
рокая и равномерная полоса пропускания частот преобразовате-
лей является определяющим фактором качества контроля. Анализ
работы преобразователей с плоскопараллельными пьезоэлемен-
тами и слоями показывает, что для них характерны ограниченная,
весьма узкая полоса пропускания и продолжительный переходный
процесс. Это обусловлено в основном двумя причинами: многократ-
ными отражениями УЗ-колебаний в конструктивных элементах
преобразователя и наличием ярко выраженных резонансных
свойств пьезоэлемента. С целью расширения полосы пропуска-
ния следует применять преобразователи с неоднородным электри-
ческим полем, физические свойства пьезоэлементов которых из-
меняются по толщине.
Неоднородности пьезоэлектрических свойств можно достичь
созданием заданного переменного профиля одной из поверхно-
стей d (р) пьезоэлемента, где d — текущая толщина; р — текущий
радиус; изменением пьезоконстанты h путем подбора размещения
электродов на пьезоэлементе; частичной деполяризацией пьезо-
элемента путем нагрева одной из его торцовых поверхностей [50].
Пьезопреобразователи с заданным профилем (рис. 3.23, а, б)
характеризуются изменением толщины в соответствии с каким-
либо законом. Они представляют собой как бы набор отдельных
пьезоэлементов с различными толщинами, что позволяет пере-
крыть значительный диапазон частот. Эти преобразователи, на-
званные осесимметричными преобразователями переменной тол-
щины (ОППТ), получили широкое распространение [22].
В неоднородных апериодических преобразователях, изменяя
расположение всех электродов в одной плоскости, можно суще-
ственно подавить паразитные сигналы, генерируемые на гранях
пьезопреобразователя. К соседним электродам преобразователя,
изображенного на рис. 3.23, г, в процессе поляризации прикла-
дывается напряжение противоположной полярности. Предпола-
гается, что полоса пропускания в таких преобразователях рас-
6 П/р Н. П. Алешина 161
Рис. 3.23. Преобразователи с неоднородным электрическим полем
ширяется за счет экспоненциального изменения пьезоконстант
по глубине и неоднородности созданного электрического поля.
Разновидность преобразователя такой конструкции показана на
рис. 3.23, д,
В преобразователе, приведенном на рис. 3.23, е, электроды
расположены фактически в двух параллельных плоскостях, од-
нако колебания, создаваемые электродами в канавках, не излуча-
ются в объект, а отводятся в демпфер. В данном случае в качестве
материала пьезопреобразователя можно использовать равномерно
поляризованную керамику. Частотный диапазон таких преобразо-
вателей простирается от нескольких сотен килогерц до десятков
мегагерц.
Недостатком описанных конструкций (см. рис. 3.23, в, а), по-
мимо сложной технологии изготовления, является высокий уро-
вень паразитных мод колебаний, создающих в объекте нежела-
тельные волны или искажающих диаграмму направленности. Эту
проблему можно частично решить путем расположения электродов
в двух взаимно перпендикулярных плоскостях (рис. 3.23, е). При
соответствующей ориентации пьезоэлемента относительно кри-
сталлографических осей можно возбуждать как продольные, так
и поперечные волны.
В табл. 3.4 приведены экспериментальные данные по сравни-
тельной эффективности преобразователей с неоднородным элек-
трическим полем [44]. Все преобразователи обладают широкой
полосой пропускания, о чем свидетельствуют форма и длитель-
ность акустического импульса, не превышающая, как правило,
одного периода. Эффективность преобразователя увеличивается
при уменьшении среднего расстояния между торцовым и боковым
электродами, что объясняется повышением напряженности элек-
трического поля вблизи торцового электрода. Однако уменьшение
площади поперечного сечения пьезоэлементов приводит к возра-
162
Таблица ЗЛ
Сравнительная эффективность различных преобразователей с
неоднородным электрическим полем
N- Форма по преобразователя пор. Размеры^ MM Форма акустического импульса Относительный масштаб no вертикали, В/деление
1 77 L D^15 L=5 0,2.5
2 5 ( # 1 \z -«j >~J P~^ *»J "--J -*4 **J >J -nJ 0,25 0,50 1,00 0,25 0,25 0,25 0,Z5
L
'Г*~
L L
'Jl ~4- J-/-Z
_ L
,/•2
6 гЦн ^Л\^2 Р 7 ® 1 . 4„ , Лг . L* t L >
ъ в Zjgft /®с?/ / Во *4 _^_
6*
163
Рис. 3.24. Апериодические преобразо-
ватели:
а — иммерсионный; б — контактный; 1 —
контактное гнездо; 2 — разъем; 3 — про-
водник; 4 — корпус; 5 — компаунд; 6 —
конус; 7 — пьезоэлемент; 8 — линия за-
держки
станию уровня других мод
колебаний (вариант 7). Их ам-
плитуду можно уменьшить, за-
менив боковую поверхность
цилиндрической формы конусо-
образной (вариант 8).
Различные конструкции апе-
риодических преобразователей
основаны на принципе плавного
снижения степени их поляриза-
ции от максимума у излучающей
или принимающей поверхность
до нуля у их задней поверхности.
Разработана технология получе-
ния преобразователей с переменной степенью поляризации [49]. Для
этого деполяризуют часть объема готовых поляризованных пьезо-
элементов — приблизительно 1/3 их толщины, прилегающей к не-
рабочему элементу, путем внесения его в узкую струю пламени
газовой горелки с температурой 450... 500 °C. Затем пьезоэле-
менты помещают в ванну с трансформаторным маслом. К распо-
ляризованной части пьезоэлементов припаивают ловушку в виде
конуса, выполненную из материала с импедансом, близким к им-
педансам пьезоэлементов, например, из латуни.
На рис. 3.24 показаны конструкции иммерсионного и контакт-
ного преобразователей [49]. В иммерсионном преобразователе
в дно корпуса из латуни вставлены пьезоэлемент 7 с припаянным
к нему латунным конусом 6. По контуру пьезоэлемент сплавом
Вуда припаян к корпусу 4. К вершине конуса припаян провод-
ник 3, соединенный с разъемом 2. Полость между корпусом и кону-
сом залита эпоксидным компаундом 5. Особенность конструкции
контактного преобразователя — наличие волновода 7 из магние-
вого сплава, через который осуществляется акустический контакт
пьезоэлемента с контролируемым изделием.
Согласно данным табл. 3.4, наибольшей чувствительностью
при достаточной широкополосности обладают ОППТ (вариант 4),
благодаря чему эти преобразователи применяют при ультразву-
ковом контроле как традиционными методами, так и новыми
(УЗ-спектроскопия).
Остановимся подробнее на свойствах и конструктивных осо-
бенностях ОППТ. Их профиль может быть вогнутым и выпуклым,
при этом для ОППТ каждой формы характерны свои зависимости
резонансной толщины d, от радиуса р и АЧХ (табл. 3.5).
164
Таблица 3.5
Взаимосвязь между профилем поверхности
и амплитудно-частотной характеристикой ОППТ
ОППТ Формула, связы- вающая профиль поверхности и АЧХ ОППТ Пример ^лизации с заданной АЧХ
чз' Сферически И Лп вогнутый F(f)-const 1 1 1 1 d=j/2,25(Alp4+ "* d=V2,25(4,7x “* ->X10”bp4+* *
‘ + AWp +N) *+3,4.10~4р+ “* “*+ 26-Ю”3
4 /> f, fz f
c ферически вь Arf p [пуклый r*** I d = Мр2 + N d= 1 —1,15- 10-2р«
5 <z
К онически вы] И Fi F 1УКЛЫЙ f, fz f "б +" d= 1 — 8,2- 10-вр3
К 'онически вог d F F 'нутый “ F(f)»±d u fl fz f 5 d=/2,5- 10"6р *+ ’+ 1,89-10-*
Примечание. М и N — постоянные интегрирования.
165
Поскольку создание общей теории работы ОППТ произвольной
формы представляет большие трудности, для анализа из работы
сделаем четыре предположения.
1. УЗ-колебания определенной частоты излучаются и прини-
маются кольцом, для которого данная частота соответствует ре-
зонансной толщине (т. е. средняя толщина кольца равна половине
длины волны ультразвука); другие кольца на этой частоте не
работают.
2. Каждое элементарное кольцо i работает изолированно и не
связано механически с соседними кольцами. Иными словами,
представим ОППТ в виде набора узких колец, вставленных одно
в другое и излучающих каждое на своей частоте.
3. Относительное изменение толщины каждого кольца посто-
янно, т. е. kdildt = const.
4. Передаточная функция достигает максимума на частоте сво-
бодных колебаний кольца, когда = Хг/2 — cjfifi) — ско-
рость ультразвука в пьезоматериале). С этой частотой совпадает
резонансная частота электрического контура. Явление вторич-
ного пьезоэффекта учитывать не будем.
С учетом этих предположений в работе [21 ] приведены прибли-
женные теоретические исследования ОППТ, показавшие, что каж-
дому ОППТ с определенным профилем поверхности соответствует
своя АЧХ. Получено выражение, связывающее наперед заданную
АЧХ с профилем поверхности:
/d да = _У£Р Др
V VF (f)
где d, Ар — производные от текущей толщины d и радиуса р;
С — константа, определяемая свойствами пьезоэлемента, не за-
висящими от частоты; F (/) — заданная АЧХ.
Задавшись законом изменения F (/) в заданном диапазоне ча-
стот и проинтегрировав данное выражение, получим профиль по-
верхности ОППТ.
В табл. 3.5 приведены примеры расчета профиля поверхности
ОППТ с соответствии с заданной АЧХ F (/). Например, для пре-
образователя с равномерной АЧХ, т. е. при F (f) = const, по-
верхность сферически вогнутая, а для преобразователя с линей-
ной АЧХ, т. е. при F (/)==/ = 1/<Л, — сферически выпуклая.
В качестве примера в табл. 3.5 даны выражения, описывающие
профиль поверхности реальных ОППТ с заданными АЧХ, для
преобразователя радиусом р = 10 мм, выполненного из материала
ЦТС-19 (сх = 3,6-10е м/с); Д = 1,8 МГц; f = 10 МГц. Толщина на
краю (а для сферически и конически выпуклых ОППТ — в центре)
— 1 мм; толщина в центре (сферически и конически
выпуклых ОППТ — на краю) d2 = О.бс^/а — 0,18 мм.
Разумеется, возможно построение и других профилей с харак-
терными для них АЧХ. Приближенный анализ взаимосвязи задан-
166
Рис. 3.25. АЧХ сферически вогнутых (а, в, д) и сферически выпуклых (б, г)
преобразователей в зависимости от перепада толщин d2 (dj — 1,00 мм):
а — 1,00 мм; б — 0,50 мм; в — 0,35 мм; г — 0,23 мм; д — 0,15 мм
ной АЧХ с профилем поверхности ОППТ указывает на широкие
возможности применения ОППТ с заданными свойствами.
Основные характеристики широкополосных преобразователей
на примере сферически вогнутого всесторонне исследованы в ра-
боте [22]. Приведем в качестве примера АЧХ сферически вогну-
того и сферически выпуклого ОППТ в зависимости от перепада
толщин преобразователя (рис. 3.25, а—д). Относительная полоса
пропускания плоскопараллельной пластины (см. рис. 3.25, а) при
излучении в воду составляет всего 10 %. Увеличение перепада
толщин до 50 % расширяет диапазон пропускаемых частот, од-
нако АЧХ остаются неравномерными; начиная с перепада тол-
щин, равного 65 % и более, осцилляции АЧХ исчезают. Таким
образом, для эффективного расширения полосы пропускания пе-
репад толщин должен составлять не менее 65 %.
Данные рис. 3.25 подтверждают теоретические выводы о том,
что каждому профилю поверхности ОППТ соответствует своя
АЧХ. Так, сферически вогнутый ОППТ имеет равномерную АЧХ
в диапазоне частот от = ^/(2(1]) до /2 = ^/(2^), а для сфериче-
ски выпуклого свойственна АЧХ, близкая к линейно возрастаю-
щей. Видно также, что благодаря изменению профиля поверхности
ОППТ удается осущественно расширить полосу пропускания ча-
стот. Например, полоса пропускания сферически вогнутого ОППТ
(см. рис. 3.25, д) в 30 раз шире, чем плоскопараллельной пла-
стины.
С использованием ОППТ разработан комплект широкополос-
ных преобразователей. На рис. 3.26, а приведена конструкция
прямого совмещенного преобразователя. Он содержит корпус /,
в котором размещены демпфер 2 с приклеенными к нему пьезо-
элементом <3 и протектором 4. Над текстолитовой втулкой 5 уста-
167
Рис. 3.26. Широкополосные преобра-
зователи:
а — прямой совмещенный; б — прямой сов-
мещенный с плавной перестройкой часто-
ты; в — наклонный совмещенный с плав-
ной перестройкой частоты; г — прямой
раздельно-совмещенный; д — наклонный
новлен разъем 6 и регулировочные резисторы (на рис. не показа-
ны), закрытые крышкой 7. Текстолитовая втулка, выполненная
съемной в виде отдельной вставки, крепится в корпусе штиф-
тохМ 8.
В прямых преобразователях используют сферически вогнутые
пьезоэлементы (СВП), обладающие изложенными выше преимуще-
ствами. Их выполняют из керамики типа ЦТС-19. В последнее
время наибольшее применение нашла керамика ПКР-1, выпускае-
мая Ростовским государственным университетом.
Перепад толщин dr — d2 выбирают исходя из требуемого диа-
пазона рабочих частот (dx = d2 = При обработке
избегают располяризации пьезоэлемента. Электроды наносят ка-
ким-либо холодным способом (также для сохранения поляри-
зации).
168
Поверхность готового поляризованного пьезоэлемента с электро-
дами обрабатывают по сфере радиусом
_ g* + (dl-d2)2
*сф ’
где а — наибольший радиус пьезоэлемента.
Сферически вогнутый преобразователь, как правило, ориен-
тируют вогнутой поверхностью к контролируемому изделию. При
этом достигаются следующие преимущества. При излучении вогну-
той поверхностью диаграмма направленности такого преобразо-
вателя значительно уже, чем при излучении плоской поверхно-
стью, вследствие чего повышаются чувствительность и фронталь-
ная разрешающая способность. Второе преимущество состоит
в более высокой стабильности амплитуды принимаемых сигналов
и АЧХ от зазора, заполненного контактной жидкостью. Резуль-
таты экспериментальных исследований показали, что изменение
толщины контактного слоя на 0,4 мм приводит к изменению ампли-
туды донного сигнала, равному 29 дБ для обычного преобразова-
теля и 7 дБ для широкополосного.
Широкополосные преобразователи, как правило, применяют
для работы в мегагерцевом диапазоне (1 ... 10 МГц). Перепад
толщин СВП в этом диапазоне составляет 0,18 ... 2,20 мм. В зави-
симости от диапазона контролируемых толщин в прямых преобра-
зователях используют СВП с разными диаметрами (табл. 3.6) [22]
Таблица 3.6
Технические характеристики широкополосных преобразователей
П реобразователь Форма пьезо- элемента Размеры пьезоэле- мента, мм Угол призмы 3, ° Диапа- зон частот, МГц Диапа- зон глубин, мм Диаметр выявляе- мого от- ражателя, мм (глубина залега- ния, мм)
Прямой ИЦК-ЮЗШ СВП 2а = 12, 18, 24, 30 — 1,5 ...8,0 2 (100)
Наклонный ИЦК-Ю2Ш 13X14 18X18 24X24 30 40 50 20 ... 200 3 (100)
Наклонный малогаба- ритный ИЦК-102ШМ цвп 10Х 10 30 40 50 1.5 ...6,0 10 ... 70 2 (50)
Прямой ИЦК-103РС 5 5 ... 50
Примечание. Перепад толщин пьезоэлемента составляет 0,2... 1,5 мм.
169
Рис. 3.27. Схема включения ЦВП
с секционированием электродов:
1 — пьезоэлемент; 2 — сплошной элек-
трод; 3 — секционированный электрод;
4 — корректирующий резистор; 5 — ре-
зистор электрического демпфирования
Однако широкополосным
преобразователям как с СВП,
так и с пьезоэлементами,
имеющими другой профиль
поверхности, присущ и ряд
недостатков. Один из них —
повышенный уровень ра-
диальных колебаний,который
проявляется в качестве длин-
ного «хвоста» низкочастотных
колебаний после излучения
зондирующего импульса, увеличивающего мертвую зону контроля.
Поскольку пьезоэлемент возбуждается кольцами, составляющая
вектора электрического поля, направленная вдоль поверхности
пластины, при использовании СВП имеет большее значение, чем
при использовании плоскопараллельной пластины, что и опреде-
ляет повышенный уровень радиальных колебаний. Одна из мер
уменьшения мертвой зоны — электрическое и механическое демп-
фирование, поэтому пьезоэлемент в прямом преобразователе (как
и в обычном узкополосном) наклеивают на демпфер. Импеданс
демпфера подбирают, исходя из оптимального демпфирования ра-
диальных колебаний.
На рис. 3.26, б приведен прямой совмещенный преобразова-
тель с плавной перестройкой частоты в рабочем диапазоне частот,
для чего в корпусе 1 на демпфере 2 установлен ферритовый маг-
нитопровод 3 с намотанной на него высокочастотной катушкой
индуктивности 4, которая вместе с пьезоэлементом 5 составляет
параллельный контур. На рабочей поверхности пьезоэлемента ук-
реплен протектор 6. В зазоре магнитопровода 3 перемещается по-
стоянный магнит 7, приводимый в движение кольцом 8 в винтовых
направляющих 9. Магнитное поле постоянного магнита изменяет
магнитную проницаемость феррита, что приводит к изменению
индуктивности контура и, следовательно, частоты излученного
сигнала. Крышка 10 проградуирована в мегагерцах. Преобразо-
ватель содержит также разъем 11.
Конструкция наклонного преобразователя с перестройкой ча-
стоты (рис. 3.26, в) аналогична конструкции прямого, только
вместо протектора он содержит волновод 6 и ловушку 12.
Прямой широкополосный раздельно-совмещенный преобразо-
ватель (рис. 3.26, г) содержит корпус 1, в котором на демпфере 2
расположены два идентичных пьезоэлемента 3, передающих через
волноводы 4 колебания в изделие. В качестве пьезоэлементов
170
используются цилиндрические вогнутые пьезоэлементы ЦВП
(рис. 3.27), которые обращены вогнутой поверхностью к волново-
дам таким образом, чтобы их оси были параллельны. Такое рас-
положение пьезоэлементов обеспечивает равномерность АЧХ в
диапазоне толщин 2 ... 30 мм. Пьезоэлементы разделены акустиче-
ским экраном 5. В верхней части преобразователя расположены
два разъема 6, закрытые крышкой 7. Съемная вставка с пьезо-
элементами, демпфером и экраном крепится штифтом 8.
В наклонных широкополосных преобразователях (рис. 3.26, д)
также использованы ЦВП, обращенные вогнутой поверхностью
к призме и ориентированные так, что ось ЦВП перпендикулярна
плоскости чертежа. Это обеспечивает постоянство углов ввода
различных точек пьезоэлемента. Кроме того, ЦВП обладает более
низким уровнем радиальных колебаний, поскольку они фокуси-
руются в линию, совпадающую с их осью (а не в точку в центре,
как у СВП). Преобразователь содержит корпус /, прокладку 7,
кожух 3, разъем 4, электрод 5, штифт 6.
Предложено несколько способов корректирования АЧХ ши-
рокополосных преобразователей [22], проведение которого дик-
туется необходимостью компенсации частотно-зависимого зату-
хания в призме преобразователя и в материале контролируемого
изделия. Наиболее эффективный способ заключается в секциони-
ровании одного из электродов пьезоэлемента на несколько зон
и включении в периферийные зоны корректирующих резисторов
(см. рис. 3.27).
3.5. ФОКУСИРУЮЩИЕ ПРЕОБРАЗОВАТЕЛИ
Фокусирующие системы применяют для повышения разрешаю-
щей способности, чувствительности (особенно на фоне структур-
ных помех), точности определения координат и размеров дефекта.
Принципы фокусировки и основные расчетные соотношения приве-
дены в подразд. 1.3. Существуют четыре основных типа фокуси-
рующих систем [46]: активные концентраторы, рефракторы, реф-
лекторы и дефлекторы.
Активные концентраторы — изогнутые пьезоэлементы, пред-
ставляющие собой часть сферы или цилиндра (рис. 3.28, а). Фо-
кусное расстояние F таких концентраторов равно их радиусу R
кривизны; радиус а зрачка и фокусное расстояние определяют
угол раскрытия фронта
0m — arcsin (a/F).
Рефракторы — линзы, преобразующие плоскую волну в схо-
дящуюся (рис. 3.28, б). Линзы делают вогнутыми (ускоряющими)
и выпуклыми (замедляющими) в зависимости от соотношения ско-
ростей ультразвука в среде сс и материале линзы сл, которое на-
зывается показателем преломления: п = с0/сл. Для фокусировки
ультразвука при п < 1 линза должна быть вогнутой, при п > 1
171
Рис. 3.28. Основные типы фокусирующих си-
стем:
а — активные концентраторы; б — рефракторы;
в — рефлекторы; г — дефлекторы
выпуклой. Если среда — иммерсионная жидкость, а линза сделана
из органического стекла, то 1. Фокусное расстояние такой
плосковогнутой линзы связано с ее радиусом кривизны соотноше-
нием
F = R/(l — п).
Рефлекторы — отражатели, преобразующие плоскую волну
в сходящуюся. В дефектоскопии применяют рефлекторы в виде
криволинейных зеркал в призме (рис. 3.28, в), в которых форми-
рование сходящегося фронта осуществляется одновременно с по-
воротом пучка.
Дефлекторы — зональные пластины (рис. 3.28, г), состоящие
из чередующихся акустически прозрачных и непрозрачных колец,
внутренний ав и наружный ан радиусы которых определяются со-
отношениями ____________
ab = Y2mFk', ан = Y(2т + 1) Fk,
где т = 0, 1,2.....
Существенного. повышения амплитуды сигнала при фазовой
фокусировке можно достичь, разделив пластину на кольца, соот-
вествующие зонам Френеля (например, глубокими бороздками),
и подав на электроды четных и нечетных колец сигналы в противо-
фазе (см. рис. 3.26, г).
Наибольшее применение в ультразвуковой дефектоскопии
нашли фокусирующие устройства в виде линз. На рис. 3.29 по-
казан фокусирующий преобразователь ИЦ-ЗБ [391, предназначен-
ный для контроля труб в контактном варианте. Протектор преоб-
разователя выполнен в виде цилиндрической линзы из алюминия,
скорость поперечных волн в котором больше скорости продольных
волн в плексигласе, поэтому вогнутая форма протектора соответ-
ствует собирающей линзе. Многократные отражения ультразвука
в протекторе приводят к концентрации не вошедшей в изделие
энергии у боковых границ призмы и протектора, где она гасится.
172
Рис. 3.29. Фокусирующий преобразо-
ватель ИЦ-ЗБ:
1 — пьезопластина; 2 — призма; 3 — лин-
за-протектор; 4 — изделие (труба)
Рис. 3.30. Фокусирующий преобразо-
ватель ИЦ-13 с переменным углом па-
дения луча:
/ — пьезопластина; 2 — призма; 3 — обой-
ма
Преобразователь ИЦ-13 [39] (рис. 3.30) имеет сферическую фо-
кусировку. Призма в форме сферического слоя может вращаться
внутри обоймы, которая одновременно служит и линзой и протек-
тором, в связи с чем такой преобразователь имеет переменный угол
ввода ультразвуковых колебаний. Наружные обоймы выполнены
с разными радиусами кривизны, что позволяет использовать этот
преобразователь для контроля плоских изделий и труб различ-
ного диаметра.
На рис. 3.31 показан фокусирующий преобразователь (/ =
= 5 МГц) более сложной конструкции, предназначенный для
контроля прутков в иммерсионном варианте. Преобразователь
ИЦ-22 содержит корпус цилиндрической формы, внутри которого
размещены демпфер, разделительный экран, пьезопластины и тори-
ческая линза.
Преобразователь имеет фокусировку в двух взаимно перпен-
дикулярных плоскостях благодаря применению торической лин-
зы, позволяющей концентрировать энергию пучка в осевой части
прутка. Большой и малый радиусы тора выбраны такими, чтобы
Рис. 3.31. Фокусирующий
преобразователь ИЦ-22:
1 — экран; 2 — корпус; 3 —
демпфер; 4 — пьезопласти-
ны; 5 — торическая линза
173
углы падения ультразвука на пруток составляли 17 ... 23° для
преобразователей, излучающих в металл поперечные волны, и
2 ... 10° для преобразователей, излучающих в металл продольные
волны. Преобразователь имеет несколько «размытые» фокальные
пятна А и В (см. рис. 3.31), что позволяет контролировать прутки
в большом диапазоне их диаметров одним преобразователем. Для
этой цели центральный участок линзы выполнен плоским. Для
проточки линзы применяют специальные фасонные резцы.
3.8. ФАЗИРОВАННЫЕ РЕШЕТКИ
Пьезопреобразователи в виде фазированных решеток для уп-
равления параметрами акустического поля находят в УЗ-дефекто-
скопии все большее распространение. Основные их преимущества
состоят в значительном повышении производительности контроля
по сравнению с механическим сканированием, возможности уп-
равления диаграммой направленности (изменение угла ввода и
ширины пучка), обеспечении статической и динамической фоку-
сировки. Применение фазированных решеток особенно эффективно
при создании приборов, позволяющих осуществлять визуализацию
изображений с развертками типа А, В и С.
Фазированная решетка представляет собой набор идентичных
пьезоэлементов, расположенных на расстоянии не более X друг
от друга [76] (рис. 3.32). В линейной решетке центры пьезоэле-
ментов расположены на одной оси, причем длина пьезоэлемента,
как правило, значительно превосходит их ширину.
Угол максимума излучения акустической волны, излучаемой
фазированной решеткой, определяется выражением
sin Op = A, (tf + p)/d,
где Op — угол максимума излучения; d — период решетки; t —
время задержки УЗ-сигналов на соседних пьезоэлементах, связан-
ное с фазовым сдвигом ф соотношением t= = ф/(2л/); Т
и f — период и .частота УЗ-сигналов на пьезоэлементах; р =
= 0, ±1, ±2, ... — индекс из-
лученной волны.
Условие однолучевого ска-
нирования имеет вид
Рис. 3. 32. Линейная решетка пьезо-
элементов со схемой фазирования
1 -I- [ Sin0max |-1,
где 0max — наибольший угол
отклонения распространяющей-
ся волны от оси z.
Приведенные формулы по-
зволяют выбрать число и шаг
расположения пьезоэлементов,
а также фазовый сдвиг для
обесйечения заданного диапа-
174
\
Рис. 3:33. Зависимости углов ввода продольных и по-
перечны^ волн в стали от времени задержки для ре-
шетки с периодом d — 1 мм:
/ — поперечная волна, Р = 0; 2 — продольная волна,
Р = 0; 3 — поперечная волна, Р — — 1
U,L 1,МКС
на частоте 2,5 МГц.
зона изменения угла отклонения диаграммы
направленности преобразователя.
На рис. 3.33 приведены зависимости
углов ввода продольной и поперечной волн
в стали от времени задержки УЗ-сигналов для
решетки с периодом d = 1 мм, работающей
Этот период меньше половины длины продольной волны в стали,
поэтому во всем секторе сканирования присутствует продольная
волна с р 0. В то же время этот период больше половины длины
поперечной волны в стали, в связи с чем при электрическом скани-
ровании наряду с продольной и поперечной волнами нулевого ин-
декса появляется и поперечная волна с р = —1.
Ширина диаграммы направленности и уровень боковых лепе-
стков зависят от вида амплитудного распределения на отдельных
пьезопластинах и числа пьезоэлементов в фазированной решетке
(табл. 3.7).
Узкий луч диаграммы направленности, а следовательно, и наи-
большую разрешающую способность по углу обеспечивает ре-
шетка с равномерным распределением, при этом, однако, уровень
боковых лепестков максимален. Симметричное, убывающее к
краям решетки амплитудное распределение обеспечивает умень-
шение боковых лепестков и расширение главного луча диаграммы
направленности. Наименьший и постоянный уровень боковых ле-
пестков обеспечивает дольф — чебышевское распределение.
К основным конструктивным параметрам линейной решетки
(см. рис. 3.32) относят период d, число элементов W решетки,
а также длину L и ширину а пьезоэлемента. Эти параметры су-
щественно влияют на характеристики направленности в режиме
электрического сканирования.
Период решетки следует выбирать так, чтобы во всем секторе
сканирования отсутствовали побочные дифракционные лучи. Этому
условию в секторе сканирования от —90 до 90° удовлетворяет
решетка с полуволновым периодом, однако изготовление такой
решетки часто сопряжено с техническими трудностями.
Ширина а элемента характеризует ширину диаграммы на-
правленности. Для обеспечения широкоугольного сканирования
требуется уменьшить ширину элементов решетки. Реально удается
достичь ширины а ==(0,40 ... 0,45) X.
Число элементов решетки наряду с периодом и видом ампли-
тудного распределения определяет ширину ее диаграммы направ-
ленности в плоскости сканирования, а следовательно, и разре-
шающую способность по углу. Увеличивать число элементов целе-
сообразно до тех пор, пока зона контроля не попадет в ближнюю
175
Т а б л и Взаимосвязь между типом амплитудного распределения / и шириной диаграммы направленности / /а 3.7
Амплитудное распределение Формула для расчета множителя комбинирования Пара- метр Ш и p и н й^дцагр а ммы направленности 61, °, по уровню мощности Расчетный уровень первого бокового лепестка, дБ
Равномерное sin (-^L) №in-J- — -4 —13,2
Экспоненциальное 1 — ехр [—ТУ ф 4- tq>) ] PW=l,20 00 —15,2
ехр (—т$) 1 — ехр (—Р 4- t<p)
«Конус на пьедестале» (1 _ b) + b cos 4 ' Уф . 2 cos Уф + ° я(1-4№ф!/л!) 6=0,33 Ь= 1,00 57 Т 69 4 —20,5 —23,5
«Парабола на пьеде- 4х2 стале» 1 — (1 — Ь) sin .. d2 л/ 1 < s> a,. x sin Уф X Уф 6=0,80 Z>=0,50 b=Q О СП СИ КЗ О> 00 о| о| —15,8 —17,1 —20,6
Дольф—чебышевское — — <<|q <0 о —36,0
Примечание. <р = kd (sin 0 — sin 0О); D — (N — 1) d — ширина ре-
шетки; N — число элементов решетки.
зону преобразователя. Исходя из этого условия, можно определить
максимальное число элементов решетки:
ЛГщах = У бД /(d COS 0О),
где 6 — толщина контролируемого металла.
Для решетки с полуволновым периодом это соотношение при-
нимает вид
N max ~ 2-/ 6Д /cos0o.
Длина пьезоэлемента определяет ширину диаграммы направ-
ленности решетки в плоскости сканирования. Для обеспечения
176
требухой ширины диаграммы направленности длину пьезоэле-
мента Следует выбирать из соотношения
\ L = 51Х/(2ДОо).
3.7. ПРЕОБРАЗОВАТЕЛИ С РАЗНЕСЕННЫМ ЭЛЕКТРОДОМ
Для обеспечения скоростного сканирования при автоматиче-
ском контроле и синтезирования диаграмм направленности раз-
работаны преобразователи с разнесенным электродом (ПРЭ) [85].
Конструктивнб ПРЭ отличаются от обычных преобразователей
тем, что один электрод в них расположен на определенном расстоя-
нии от поверхности керамики, а зазор заполнен диэлектриком. По
существу ПРЭ представляет собой конденсатор со слоями различ-
ных диэлектриков.
Наибольший коэффициент двойного преобразования дости-
гается при заполнении зазора между электродом и пьезоэлементом
диэлектриком с высокой относительной диэлектрической постоян-
ной е. В реализованных на практике конструкциях ПРЭ пред-
ставляет собой вытянутый пьезоэлемент с одним электродом, ко-
торый выполнен в виде спирали, нанесенной на валик из оргстекла.
При вращении валика электрод скользит вдоль пьезопластины,
Рис. 3.34. Схемы сканирования по площади (а), поперек шва (б), с качанием
луча (в), по азимуту (г), по глубине (б); синтезирования прямоугольной (е)
и веерной (ж) диаграмм направленности — ДН; варьирования формы ДН (з);
выравнивания чувствительности в ближней зоне (и)
177
о
Рис. 3.35. Широкополосные П1
щающимся пьезоэлементом (а
9 с вра-
и с по-
рошком в зазоре (<
Q
ОООО'
к
в результате чего под электродом возбуждаются колебания части
пьезоэлемента и происходит излучение и прием колебаний.
Очевидно, изменяя форму пьезопластины и электрода, размеры,
скорость и направление перемещения электрода, можно решать
различные практические задачи (рис. 3.34). Например, можно
создавать сканирующие системы, обеспечивающие последователь-
но-построчное прозвучивание поковок, листов, сварных соедине-
ний. Такие системы просты и позволяют формировать луч, «бега-
ющий» со скоростью до нескольких метров в секунду при стабиль-
ном акустическом контакте. Появляется также возможность син-
тезирования заданных ДН излучения и приема широкополосных
акустических систем (рис. 3.35) и др.
Глава 4
\ АППАРАТУРА ДЛЯ КОНТРОЛЯ
\
4.1. СОСТАВ АППАРАТУРЫ
В состав аппаратуры для акустического неразрушающего кон-
троля входят: акустический дефектоскоп с преобразователями;
стандартные образцы; вспомогательные приспособления и устрой-
ства для соблюдения параметров сканирования и измерения аку-
стических характеристик выявленных дефектов.
При методе отражений используют акустические дефектоскопы,
работающие в диапазоне частот 0,2 ... 30 МГц, т. е. ультразвуко-
вые дефектоскопы.
4.2. УЛЬТРАЗВУКОВЫЕ ДЕФЕКТОСКОПЫ
Ультразвуковые дефектоскопы обычно работают в импульсном
режиме, значительно реже — в непрерывном режиме излучения
упругих колебаний.
В СССР четкая классификация импульсных ультразвуковых
дефектоскопов определена ГОСТ 23049—84. В зависимости от об-
ласти применения ультразвуковые дефектоскопы (УД) подразде-
ляют на две группы: общего назначения — УД и специализиро-
ванные — УДС, а в зависимости от функционального назначения—
на четыре группы (табл. 4.1). Условное обозначение дефектоскопа
состоит из букв УД (или УДС), номера группы и порядкового
номера модели, а также буквы М с номером модернизации и но-
мера исполнения по устойчивости к воздействию внешней среды.
Дефектоскопы разрабатывают из расчета на перемещение пре-
образователя вручную (далее ручной контроль, ручные дефекто-
скопы), на механизированное сканирование (механизированные
дефектоскопы) или на механизированное сканирование и автома-
тическую обработку и регистрацию информации (автоматизирован-
ные дефектоскопы).
В практике неразрушающего контроля наиболее широко ис-
пользуют ручные импульсные ультразвуковые дефектоскопы 2-й
и 3-й групп общего или специального назначения. Общим для
этих дефектоскопов является наличие электронно-лучевого и зву-
кового индикаторов, электронного глубиномера для определения
координат залегания отражающей поверхности, аттенюатора для
измерения отношения амплитуд сигналов в децибелах.
179
Таблица 4.1
Классификация ультразвуковых дефектоскопов /
Функциональное назначение УЗД Примеры обозначения
1 Обнаружение дефектов (пороговые УЗД) /удь... / УДС1-...
2 Обнаружение дефектов, измерение глубины (коор- динат) их залегания и отношения амплитуд сигна- лов от дефектов , УД2-... / УДС2-...
3 Обнаружение дефектов, измерение глубины (коор- динат) их залегания и эквивалентной площади дефектов или условных размеров дефектов УДЗ-... УДСЗ-...
4 Обнаружение дефектов, распознавание их форм или ориентации, измерение глубины (координат) их залегания и размеров дефектов или условных размеров дефектов УД4-... УДС4-...
Первые импульсные ультразвуковые дефектоскопы с электрон-
ным глубиномером и звуковым индикатором разработаны НИИ
мостов ЛИИЖТа в 1955 г.
Обобщенные структурные схемы ультразвуковых дефектоско-
пов с импульсным и непрерывным излучением существенно раз-
личаются.
Импульсные ультразвуковые дефектоскопы. Основными пара-
метрами сигнала в методе отражений, подлежащими измерению,
являются амплитуда U (дБ) и временной сдвиг Т (мкс) принятого
сигнала (импульса) относительно излученного, называемого зон-
дирующим сигналом (импульсом).
Для возбуждения импульсов упругих колебаний с частотой f
и приема их отражений в дефектоскопах используют в основном
пьезоэлектрические преобразователи, реже — электромагнитно-
акустические.
Обобщенная структурная схема импульсного УЗД 2-й и 3-й
групп приведена на рис. 4.1 (ГОСТ 23049—84).
Генератор синхронизирующих импульсов обеспечивает синхро-
низацию работы узлов дефектоскопа, реализуя импульсный режим
излучения — приема УЗ-колебаний. При ручном контроле этот
генератор работает в режиме самовозбуждения; при использова-
нии дефектоскопа в многоканальной аппаратуре механизирован-
ного и автоматизированного контроля его переключают в режим
внешнего запуска. Независимо от режима генератор вырабатывает
импульсы, используемые для пуска генератора радиоимпульсов,
генератора напряжения развертки, блока цифровой обработки,
180
Рис. 4.1. Обобщенная структурная схема импульсного УЗД
схемы временной селекции автоматического сигнализатора де-
фектов.
Генератор радиоимпульсов предназначен для формирования
высокочастотных электрических импульсов, используемых для
возбуждения УЗ-колебаний в преобразователе. До последнего
времени наиболее часто применяли схемы генераторов радиоим-
пульсов с контуром ударного возбуждения. В дефектоскопах, соз-
данных недавно, чаще используют схемы, позволяющие получать
радиоимпульсы с колоколообразной огибающей, характеризую-
щиеся большим КПД и наиболее узким спектром при заданной
длительности.
Высокочастотные электрические колебания пьезопластиной пре-
образователя трансформируются в механические, которые при
наличии акустического контакта вводятся в контролируемый
объект. Дойдя до границы с какой-либо инородной средой (де-
фектом), эти колебания частично отражаются, регистрируются
и преобразуются в приемном преобразователе в электрические
импульсы, поступающие на вход приемно-усилительного тракта
дефектоскопа.
181
Приемно-усилительный тракт дефектоскопа предназначен для
усиления и детектирования сигналов, регистрируемых приемным
преобразователем. Тракт содержит, как правило, следующие эле-
-менты: двусторонний диодный ограничитель, ограничивающий
амплитуду зондирующего импульса на входе усилителя:/калибро-
ванный делитель напряжения — измерительный аттенюатор; уси-
литель высокой частоты; детектор; видеоусилитель; формирова-
тель управляющего напряжения временной регулировки чувстви-
тельности. Измерительный аттенюатор позволяет оператору срав-
нивать уровни эхо-сигналов от различных отражателей.
В УЗ-дефектоскопах измерительные аттенюаторы выполняют,
как правило, путем цепочечного соединения звеньев на резисто-
рах с изменением вносимого затухания путем переключения звень-
ев. Общее затухание, установленное на аттенюаторе, равно сумме
затуханий, определяемых положением ручек аттенюатора. Точ-
ность аттенюатора характеризуют пределом допускаемой абсо-
лютной погрешности измерения отношения амплитуд сигналов на
входе приемника, которая в современных дефектоскопах не пре-
вышает 1 ... 2 дБ.
Видеоусилители современных дефектоскопов включают в себя
схему регулируемой отсечки, обеспечивающую передачу сигналов,
превышающих заданный уровень, называемый уровнем подавле-
ния, без искажений.
Формирователь управляющего напряжения автоматической вре-
менной регулировки чувствительности (ВРЧ) предназначен для
выработки напряжения, управляющего во времени коэффициен-
том усиления приемного тракта дефектоскопа. Применение си-
стемы ВРЧ позволяет уменьшить время восстановления усилителя
после перегрузки его зондирующим импульсом. Кроме того, си-
стема ВРЧ позволяет компенсировать ослабление УЗ-колебаний
в контролируемом изделии, обусловленное дифракционным рас-
хождением и затуханием ультразвука. В некоторых дефектоско-
пах форму управляющего напряжения ВРЧ можно наблюдать на
экране электронно-лучевой трубки.
В большинстве эхо-импульсных дефектоскопов в качестве ин-
дикаторов используют электронно-лучевые трубки с электроста-
тическим отклонением луча в виде индикаторов типа А (индика-
торы типов В и С рассмотрены в гл. 7). На экране такого индика-
тора воспроизводится в масштабе процесс распространения УЗ-
колебаний в контролируемом объекте. Длительность развертки
регулируется в зависимости от скорости распространения УЗ-
колебаний в материале объекта и толщины контролируемого слоя.
Для формирования изображения на горизонтально отклоняющие
пластины подается пилообразное напряжение, вырабатываемое
генератором напряжения развертки.
Напряжение видеосигналов подается с выхода приемно-усили-
тельного тракта на вертикально отклоняющие пластины, в резуль-
тате чего на линии развертки появляются импульсы, положение
182
которых позволяет судить о расстоянии до отражающей поверх-
ности. При большой толщине изделия масштаб изображения на
экране электронно-лучевой трубки может оказаться слишком мел-
ким, что не позволяет наблюдать эхо-сигналы от близко располо-
женных отражателей. Для устранения этого недостатка в совре-
менных дефектоскопах предусмотрена плавная регулировка дли-
тельности развертки. Кроме того, для этой же цели вводят режим
пуска генератора напряжения развертки с задержкой, которую
можно плавно регулировать. Это позволяет наблюдать процесс
распространения УЗ-колебаний в любом слое контролируемого из-
делия в достаточно крупном масштабе и в сочетании со схемой
автоматического сигнализатора дефектов реализовать принцип
контроля по слоям.
Цифровой индикатор предназначен для измерения координат
выявленных дефектов, а также для измерения длительности и
задержки развертки, временных параметров автоматического сиг-
нализатора дефектов и системы ВРЧ. Координаты h и L располо-
жения отражателя вычисляют по известным значениям времени t
распространения УЗ-колебаний в контролируемом объекте до
отражателя и обратно, а также угла ввода а:
h = 0,5ctf cos а = k±t;
L =0,5c^ sin а = k2t,
где fei, k2 — коэффициенты, учитывающие скорость ct и угол ввода
луча а поперечной волны.
Преобразование длительности неизвестного временного интер-
вала в цифровой код осуществляют путем заполнения этого ин-
тервала тактовыми импульсами специального генератора, следу-
ющими с фиксированной частотой, и счета числа этих импульсов.
Результат отображается на цифровом индикаторе с учетом мас-
штабного коэффициента, зависящего от частоты следования так-
товых импульсов. При определении координат дефектов значения
коэффициентов и &2 учитываются с помощью подстроечных
элементов подбором частоты следования импульсов тактового
генератора.
Автоматический сигнализатор дефектов управляет дополни-
тельными индикаторами. В этом блоке осуществляется временная
селекция сигналов, поступающих на его вход с выхода приемно-
усилительного тракта. Временная селекция эхо-сигналов необ-
ходима для того, чтобы на дополнительные индикаторы дефекто-
скопа не поступал зондирующий импульс, а также эхо-сигналы
от несплошностей, расположенных вне контролируемого слоя.
Принцип временной селекции состоит в том, что на выход селектора
(каскада совпадений) приходят только те сигналы, которые сов-
падают по времени со специально сформированным селектирую-
щим (стробирующим) импульсом, временное положение которого
соответствует распространению УЗ-колебаний в заданном слое.
183
Длительность t этого импульса определяет толщину контроли-
руемого слоя Я, а интервал времени Т между моментом излуче-
ния зондирующего импульса и моментом начала стробирующего
импульса — глубину h расположения ближней границы контро-
лируемого слоя.
Величины H,t,hnT связаны между собой соотношениями
t =z2HI(ct cos а); Т = 2hl(ct cos а) + 2/п,
где tn — время прохождения упругой волны через призму (про-
тектор) преобразователя.
Для измерения интервала времени Т при определении коорди-
нат отражателя обычно используют метод максимума, предусма-
тривающий установку преобразователей в положение, соответ-
ствующее максимальной амплитуде отраженного сигнала. Как
правило, максимум амплитуды отраженного сигнала определяют
по экрану трубки. Исключением являются дефектоскопы, выпус-
каемые в СССР с начала 80-х годов и оснащенные звуковым инди-
катором, мощность звука которого пропорциональна амплитуде
отраженного сигнала.
Использование в дефектоскопах микропроцессорной техники
существенно повышает достоверность и надежность результатов
УЗ-контроля. В дефектоскопах 3-й группы она позволяет изме-
рять эквивалентную площадь и линейные условные размеры выяв-
ленных дефектов, осуществлять настройку параметров дефекто-
скопа по предварительно введенным в него программам, а в дефекто-
скопах 4-й группы — вести обработку информации в процессе
сканирования и идентифицировать дефекты по видам с учетом их
потенциальной опасности, отображая результаты обработки на
документе контроля (ультразвукограмме).
Независимо от средств, используемых при сканировании
(вручную, механизированно), надежность результатов дефектоско-
пирования обусловливается системой слежения за качеством аку-
стического контакта и степенью объективности и информатив-
ности документа контроля.
Создание аппаратуры, позволяющей получать объективный
документ контроля, отображающий в том числе и состояние аку-
стического контакта при сканировании вручную, является само-
стоятельным направлением, получившим развитие в конце 70-х
годов в НИИ мостов ЛИИЖТа.
Одним из возможных способов слежения за качеством акусти-
ческого контакта в процессе контроля наиболее эффективным яв-
ляется предложенный в СССР способ контроля (А. с. 574668
СССР, МКИ G 01 N 29/04), который основан на возбуждении
в контролируемом объекте опорного УЗ-си'гнала в виде белого
шума с максимальной частотой fmaXi лежащей значительно ниже
частоты f упругих колебаний, используемых для выявления де-
фектов (рис. 4.2, а). Генератор 1 с широкополосным излучателем 2
возбуждает в контролируемом объекте 3 опорный акустический
184
Рис. 4.2. Схемы оценки акустического контакта:
а — по уровню низкочастотного опорного сигнала; б — по амплитуде донного сигнала
продольной волны, формируемой наклонным преобразователем в контролируемом объ-
екте при возбуждении поперечной волны; в — по амплитуде донного сигнала продольной
волны, возбуждаемой в контролируемом объекте посредством дополнительной пьезопла-
стины; 1 — генератор опорного сигнала (низкочастотного шума); 2 — широкополосный
излучатель; 3 — контролируемый объект; 4 — наклонный преобразователь; 5 — селек-
тивный усилитель; 6 — пороговое устройство; 7 — индикатор; 8 — формирователь
зоны нечувствительности; 9 — дефектоскоп; 10 — призма наклонного преобразователя;
И, 12 — основная и дополнительная пьезопластины
низкочастотный шумовой сигнал, равномерно распространяю-
щийся в объекте 3 и воспринимаемый преобразователем 4, которым
ведется контроль. Усиленный низкочастотный сигнал с выхода
селективного усилителя 5 поступает на пороговое устройство 6.
Если уровень низкочастотного шума меньше порогового значения,
что свидетельствует о нарушении акустического контакта, поро-
говое устройство включает индикатор 7. Чтобы на результат оценки
акустического контакта не влияли мощные зондирующие импульсы
дефектоскопа, между его выходом и входом управления селектив-
ного усилителя 5 включен формирователь 8 зоны нечувствитель-
ности, запирающий усилитель 5 во время действия зондирующего
импульса. Устройство может быть реализовано в виде портатив-
ной приставки к типовому дефектоскопу (рис. 4.3) или электрон-
ного блока, встраиваемого непосредственно во вновь разрабаты-
ваемые приборы.
Рассмотренный способ оценки акустического контакта не тре-
бует внесения каких-либо изменений в конструкцию преобразо-
вательной системы дефектоскопа и в технологию контроля. Его
применение наиболее эффективно, если контроль изделия осуще-
ствляется при сканировании вручную. При больших скоростях
сканирования, свойственных автоматизированному контролю, в
некоторых случаях способ теряет помехозащищенность вследствие
высокого уровня фрикционных шумов, возникающих при трении
преобразователя о поверхность испытуемого изделия.
Другие схемы оценки акустического контакта приведены на
рис. 4.2, б, в. Первый способ (см. рис. 4.2, б) основан на измере-
нии амплитуды донного эхо-сигнала продольной волны, формируе-
мой в испытуемом изделии 3 при возбуждении поперечной волны.
Донный эхо-сигнал воспринимается дополнительной пьезопласти-
ной 12, При оценке вторым способом (см. рис. 4.2, в) в качестве
опорного сигнала используется донный эхо-сигнал продольной
185
Рис. 4.3. Приставка к УЗД для слежения за качеством акустического контакта
(СССР)
волны, возбуждаемой в контролируемом объекте 3 посредством
дополнительной пьезопластины 12, установленной в призме 10
наклонного преобразователя параллельно контактной поверхно-
сти таким образом, что площади ввода в изделие 3 пучков УЗ-коле-
баний, излучаемых этой и основной пьезопластиной 11, совпа-
дают. При его реализации максимальная точность оценки акусти-
ческого контакта достигается, если частоты /0 и /оп УЗ-колебаний,
излучаемых соответственно основной и дополнительной пьезопла-
стинами, связаны полученным в НИИ мостов ЛИИЖТа соотно-
шением _______________
где с0 и Сц — скорости продольных волн соответственно в кон-
тактирующей жидкости и материале призмы; [J — угол призмы.
Заметим, что два последних способа оценки акустического кон-
такта могут быть реализованы при использовании преобразовате-
лей с призмой специальной конструкции и лишь при контроле из-
делий с эквидистантными поверхностями.
В СССР выпускают дефектоскопы общего назначения и спе-
циализированные. Комплекс специализированных дефектоскопов,
предназначенных для контроля сварных соединений, включает
в себя ряд приборов, начиная от компакт-дефектоскопов с цифро-
вой индикацией амплитуды сигнала в децибелах и координат от-
ражающей поверхности в миллиметрах (рис. 4.4) до установок с об-
работкой информации посредством микропроцессорной техники,
идентификацией дефектов по видам и регистрацией результатов
контроля как при сканировании вручную, так и при механизиро-
ванном (см. подразд. 7.4).
Специализированные дефектоскопы для строительной инду-
стрии позволяют выявлять дефекты в железобетонных конструк-
циях и в сварных стыках арматуры, определять прочность бетона,
оценивать степень натяжения высокопрочных болтов и шпилек.
186
Рис. 4.4. Импульсный компакт-дефектоскоп с цифровой индикацией амплитуды
эхо-сигнала и координат расположения выявленных дефектов в сварных и кле-
паных соединениях металлоконструкций (СССР)
При контроле рельсов приборы располагают на съемных те-
лежках или в вагонах-дефектоскопах. В любом случае они вклю-
чают в себя несколько ультразвуковых дефектоскопов для кон-
троля каждой нити. В процессе работы как съемные, так и вагоны-
дефектоскопы перемещают по всей длине контролируемых рельсов.
Качественным скачком в развитии импульсной ультразвуко-
вой дефектоскопии рельсов является создание в СССР портативных
приборов для обнаружения дефектов на расстоянии до 10 ... 20 м
от преобразователя (рис. 4.5). Это позволяет перейти от сплошного
к пошаговому сканированию, что повышает производительность
контроля рельсов.
Рис. 4.5. Импульсный компа кт-дефектоскоп для обнаружения поперечных тре-
щин в головке рельсов на расстоянии 10 ... 20 м от преобразователя (СССР)
187
Импульсные УЗД, работающие по методу отражений, являются
основными средствами акустического контроля в различных от-
раслях промышленности.
УЗД с непрерывным излучением. При значительных скоростях
взаимного перемещения преобразователя и контролируемого объ-
екта от дефекта поступает серия эхо-сигналов (пачка), число им-
пульсов в которой резко уменьшается с возрастанием скорости
сканирования. При этом в ряде случаев существенно снижается
помехозащищенность контроля.
В работах НИИ мостов ЛИИЖТа показано, что при больших
скоростях сканирования перспективным, с точки зрения помехоза-
щищенности, может оказаться эхо-метод ультразвуковой дефекто-
скопии, основанный на непрерывном излучении упругих колеба-
ний наклонным преобразователем с выделением допплеровского
сдвига частоты в эхо-сигнале от дефекта. Метод может быть
реализован в широком диапазоне скоростей сканирования, охва-
тывающем как ручной контроль, так и контроль посредством вы-
сокоскоростных автоматизированных систем, например вагонов-
дефектоскопов для контроля рельсов.
В дефектоскопах, работающих по данному методу, признаком
обнаружения дефекта является прием эхо-сигналов с допплеров-
ским сдвигом частоты. При этом на выходе дефектоскопа форми-
руется радиоимпульс длительностью т с низкой частотой Гд за-
полнения, равной разности частот принятых /Пр и излученных fQ
колебаний:
Ра = /пр — /о «= 2/о (»<#) Sin а; (4.1)
т = ДХ/и0,
где — скорость перемещения преобразователя по контролируе-
мому объекту; с — скорость распространения УЗ-колебаний ’ в
объекте; а — угол, под которым озвучивается дефект; ДХ — ус-
ловная ширина выявляемого дефекта.
Из анализа приведенных выражений следует, что, несмотря
на непрерывное излучение УЗ-колебаний, отраженные сигналы
имеют вид импульсов. Длительность т импульсов на два-три
порядка превышает длительность отдельных эхо-сигналов при
эхо-импульсном методе. Поэтому при непрерывном излучении,
если vc #=0, оказывается возможным использовать узкополосные
приемники, что повышает помехозащищенность системы скорост-
ного контроля.
Обобщенная структурная схема дефектоскопа, реализующего
метод отражений при непрерывном излучении упругих колебаний,
приведена на рис. 4.6. При перемещении раздельно-совмещенного
преобразователя 3 по контролируемому объекту 8 со скоростью vc
эхо-сигнал, отраженный от дефекта, имеет частоту /пр, отличную
от частоты /0 на значение Рд, определяемое выражением (4.1).
В приемном устройстве осуществляется подавление (компенсация)
сигналов с частотой /0 генератора, усиление и выделение сигналов
188
Рис. 4.6. Обобщенная структур-
ная схема УЗД с непрерывным
излучением:
/ — генератор непрерывных коле-
баний; 2 — усилитель мощности;
3 — электроакустический преобра-
зователь; 4 — усилитель высокой
частоты; 5 — преобразователь ча-
стоты; 6 — фильтр допплеровских
частот; 7 — регистратор; 8 — кон-
тролируемый объект; 9 — дефект
с допплеровской частотой Рд. При изменении скорости сканирова-
ния необходима корректировка частоты фильтра с помощью регу-
лятора = f (t>c)».
При реализуемых на практике скоростях сканирования (до
25 м/с) допплеровская частота выходного сигнала дефектоскопа не
превышает 30 кГц, что существенно упрощает требования к реги-
страторам эхо-сигналов от дефектов.
Полезным сигналам в дефектоскопе с непрерывным излучением
на базе эффекта Допплера присущи характеристики, приведенные
в табл. 4.2, часть из которых можно использовать в качестве из-
меряемых характеристик дефектов. Там же даны соответствующие
характеристики эхо-сигналов для эхо-импульсного метода. Из
числа приведенных характеристик следует выделить новый, кроме
трех известных, вид огибающей: изменение допплеровского сдвига
частоты в процессе сканирования с постоянной скоростью и0,
т. е. Рд = F± (х). Установлено, что число т периодов колебаний
допплеровской частоты в эхо-сигнале независимо от скорости ска-
нирования vc определяет условную ширину ЛХ выявляемого де-
фекта, а временной сдвиг крайних частот в спектре AF — глу-
бину h расположения отражателя (дефекта).
4.3. СТАНДАРТНЫЕ ОБРАЗЦЫ
Стандартные образцы применяют для проверки и настройки
основных параметров аппаратуры и метода. Различают государ-
ственные стандартные образцы (ГСО), отраслевые стандартные об-
разцы (ОСО) и стандартные образцы предприятия (СОП), утвер-
ждаемые соответственно государственными, отраслевыми стандар-
тами и стандартами предприятий.
Для проверки и настройки параметров метода отражений и со-
ответствующей аппаратуры в СССР в основном используют госу-
дарственные стандартные образцы CO-1, CO-2, (СО-2Р) и СО-3
по ГОСТ 14782—86, выгодно отличающиеся принципами построе-
ния и технологичности изготовления от образцов аналогичного
назначения, используемых в других странах.
Образец СО-1 (рис. 4.7, а) предназначен для настройки услов-
ной чувствительности дефектоскопа с преобразователем (преобра-
зователь в положении Л), а также для проверки работоспособно-
189
о
о
Таблица 4.2
Основные характеристики полезных сигналов
На выходе фильтра допплеровской частоты (непрерывное излучение)
На выходе временндго селектора (импульсное излучение)
Огибающая амплитуды сигнала
U (x/vc)
Амплитуда сигнала Um
Длительность сигнала т
Число периодов допплеровского
сдвига частоты в эхо-сигнале
т = т^д
Огибающая амплитуд импуль-
сов (пачки) сигнала U (х/ос)
Амплитуда сигнала Um
Длительность сигнала (пач-
ки) т
Число эхо-импульсов в сиг-
нале л = xF
Огибающая допплеровского
сдвига частоты Fn = (х)
Допплеровский сдвиг частоты
эхо-сигнала F^ с
Девиация допплеровского сдви-
га частоты
Огибающая временндго сдви-
га t зхъ-ъмъукъоа относитель-
но зондирующего t= F3 (х)
Временной сдвиг эхо-импуль-
са максимальной амплитуды
Ширина огибающей t = F3 (х)
(условная высота) А/
Рис. 4.7. Стандартный обра-
зец СО-1 и аттестат-график
к нему (ГОСТ 14782—86)
сти глубиномера (пре-
образователь в положе-
нии Б) и оценки раз-
решающей способности
при работе прямым или
наклонным преобразо-
вателем. Условная чув-
ствительность Ку де-
фектоскопа с преобра-
зователем, измеренная
по образцу СО-1, вы-
ражается максимальной
глубиной расположения
(в миллиметрах) ци-
линдрического отража-
теля, уверенно фикси-
р у емого и нди катор ам и
дефектоскопа. Глубина
расположения отража-
теля показана цифрами
на образце. Согласно
ГОСТ 14782—86 исход-
ный и выпускаемые
государственные стан-
дартные образцы изго-
товляют из органиче-
ского стекла с единым
значением коэффициен-
та затухания продоль-
ной волны при частоте 2,5 МГц±10% , лежащим в пределах 0,26 .
0,34 мм"1. Если коэффициент затухания продольной волны в орга-
ническом стекле не соответствует исходному, то образец должен
быть аттестован; использование такого образца для эталонирова-
ния условной чувствительности допускается только при наличии
аттестат-графика (рис. 4.7, б), устанавливающего связь условной
чувствительности Ку в миллиметрах по исходному стандартному
образцу СО-1 с условной чувствительностью К1?1 в децибелах по
стандартному образцу СО-2 и номером отражателя потр диаметром
2 мм в аттестуемом образце СО-1.
Для построения соответствующего графика к аттестуемому об-
разцу определяют в децибелах разность Ку. амплитуд NXi от
отражателей № 20 и 50 диаметром 2 мм в аттестуемом образце и
амплитуду Af0 от отражателя диаметром 6 мм на глубине 44 мм
в образце СО-2:
Kv = Nx - No; К„ =NX - AC,
Уго Х20 °’ *50 Х50 °’
191
Рис. 4.8. Стандартный образец СО-2 (ГОСТ 14782—86)
где Nx.'— показание аттенюатора, при котором амплитуда эхо
сигнала от исследуемого отверстия с номером i в аттестуемом об-
разце достигает уровня, при котором оценивают условную чув-
ствительность, дБ; Af0 — показание аттенюатора, соответствующее
ослаблению эхо-сигнала от отверстия диаметром 6 мм в образце
СО-2 до уровня, при котором оценивают условную чувствитель-
ность, дБ.
Вычисленные значения Ку. отмечают точками на поле графика
и соединяют их прямой линией (см. рис. 4.7, б).
Время распространения Т ультразвуковых колебаний до про-
рези и обратно, составляющее около 20 мкс, указывается в паспорте
образца СО-1. Образец СО-1 позволяет как бы «запомнить» услов-
ную чувствительность, необходимую для контроля конкретных
объектов, исключает использование для этих целей аттенюатора,
что во многих случаях упрощает процесс дефектоскопирования.
Стандартный образец СО-2 (рис. 4.8) применяют для определе-
ния условной чувствительности и погрешности глубиномера, а
также угла а ввода луча, ширины основного лепестка диаграммы
направленности, мертвой зоны и предельной чувствительности
при контроле изделий из низкоуглеродистой и низколегированной
стали. Условную чувствительность Ку по стандартному образцу
СО-2 выражают разностью (в дБ) между показанием Nx аттенюа-
тора при данной настройке дефектоскопа и показателем Ко, соот-
ветствующим максимальному ослаблению, при котором цилиндри-
ческое отверстие диаметром 6 мм на глубине 44 мм фиксируется
индикаторами дефектоскопа, т. е.
Ку = |^|-|ЛГ0|.
Если после измерения амплитуды от отражателя в образце
СО-2 показание аттенюатора не изменяется, т. е. если Nx = No,
то дефектоскоп настроен на условную чувствительность Ку .
Образец СО-2 изготовляют из стали 20 или СтЗ в соответствии
с ГОСТ 14782—86. Скорость распространения продольной волны
в образце при температуре (20 ± 5) °C составляет (5900 ± 59) м/с.
192
При контроле изделий из металлов, отличающихся по акусти-
ческим характеристикам от низкоуглеродистой и низколегирован-
ной сталей, для определения угла ввода луча, ширины основного
лепестка диаграммы направленности, мертвой зоны и предельной
чувствительности применяют образец СО-2А, отличающийся от
образца СО-2 тем, что блок его изготовлен из контролируемого
металла.
Шкалы значений угла а ввода луча образцов СО-2 и СО-2А
градуируют в соответствии с уравнением
х = Н tg а,
где Н — глубина расположения центра отверстия диаметром 6 мм.
Угол а ввода луча отсчитывают по шкале образца CO-2 (СО-2А)
против метки на преобразователе, соответствующей точке выхода
луча, при установке преобразователя в положение, при котором
амплитуда эхо-сигнала от отверстия диаметром 6 мм максимальна.
Положение точки выхода луча определяют по стандартному
образцу СО-3 (рис. 4.9), изготовленному из стали той же марки,
что и образец СО-2. По образцу СО-3 можно также определять
время 2/п (в мкс) распространения ультразвуковых колебаний
в призме преобразователя: 2£п — 4 — 33,7, где 1г — временной
сдвиг между зондирующим импульсом и эхо-сигналом от вогну-
той цилиндрической поверхности в образце СО-3 при установке
преобразователя в положение, соответствующее максимальной
амплитуде эхо-сигнала.
В практике дефектоскопии вместо образцов CO-2 (СО-2А) и
СО-3 может быть применен один образец СО-2Р (СО-2РА). В об-
разце СО-2Р (СО-2РА), геометрические размеры которого соответ-
ствуют образцу СО-2, шкалы углов а заменены линейными
(рис. 4.10). В этом случае положение точки выхода луча опреде-
ляют по соотношению п = 0,52хх —
— 1,52х2, а значение угла а ввода луча
по выражению а = arctg [0,34 (хх —
—х2) 1, где хг, х2 — расстояния от проек-
ции центра отверстия диаметром 6 мм
на рабочие поверхности образца до
передней грани преобразователя в по-
ложении, соответствующем максималь-
ной амплитуде эхо-сигнала от указан-
ного отверстия.
ГОСТ 18576—85 и ГОСТ 14782—86
предусмотрено также применение стан-
дартных образцов СО-4 для измерения
длины волны (оценки частоты) УЗ-ко-
лебаний (см. подразд. 5.3).
Образцы СО-1, СО-2, СО-3 и СО-4
входят в «Комплект образцов и вспо-
Рис. 4.9. Стандартный обра-
зец СО-3 (ГОСТ 14782—86)
193
7 п/р Н. П. Алешина
Рис. 4.10. Стандартный образец СО-2Р (ГОСТ 18576—85 и ГОСТ 14782—86)
могательных устройств КО У-2», который выпускают в СССР
серийно.
Отраслевые стандартные образцы и стандартные образцы пред-
приятий используют, как правило, для настройки предельной
или эквивалентной чувствительности и настройки временной се-
лекции при контроле конкретных изделий и соединений, когда
воспользоваться государственными стандартными образцами по
техническим причинам не удается. Применение таких образцов
оказывается необходимыми и эффективным при контроле изделий
с криволинейными поверхностями, малой толщины, сложного про-
филя, при использовании раздельно-совмещенных и других пре-
образователей специальной конструкции.
Требования к ОСО и СОП устанавливают в соответствующих
стандартах.
4.4. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ
Вспомогательные устройства и приспособления применяют для
повышения достоверности результатов ультразвукового контроля,
а также для снижения его трудоемкости. По назначению их можно
разделить на следующие основные группы: 1) номограммы для
определения параметров контроля и характеристик выявленных
дефектов; 2) устройства и приспособления для соблюдения пара-
метров сканирования; 3) приспособления для повышения точности
измерения характеристики выявленных дефектов; 4) тренажеры
для привития операторам навыков в соблюдении параметров ска-
нирования и объективизации аттестации специалистов по ультра-
звуковому контролю.
К первой группе приспособлений следует отнести АРД-
и SKH-диаграммы (см. гл. 5), а также координатные линейки.
Универсальная координатная линейка НИИ мостов ЛИИЖТа [32]
рассчитана на измерение координат дефектов в различных метал-
лах с помощью преобразователей, углы ввода луча которых лежат
в пределах от первого до второго критических углов. Линейка
также позволяет определять координаты залегания выявленных
194
дефектов; оценивать возможность полного прозвучивания шва
посредством данного преобразователя; выбирать угол ввода луча
для контроля сварных швов; определять пределы перемещения
преобразователя при прозвучивании сварных соединений. Вспо-
могательная номограмма на линейке предназначена для расчета
изменения угла ввода луча вследствие затухания ультразвука.
Из приспособлений второй группы широко применяют
держатели для соблюдения пределов перемещения преобразова-
теля при поперечно-продольном сканировании, устройство НИИ
мостов ЛИИЖТа для обеспечения заданных шагов при продольно-
поперечном сканировании, устройство НПО ЦНИИТМАШ для
контроля по схеме тандем, приспособление МВТУ им. Н. Э. Бау-
мана для прозвучивания сварных соединений арматуры.
Разработанный в НИИ мостов ЛИИЖТа держатель преобразо-
вателя для контроля стыковых швов состоит из корпуса, в котором
установлен преобразователь, рейки с миллиметровыми делениями
и ограничителей. Эти ограничители при контроле отраженным
лучом, поочередно упираясь в кромки выпуклости сварного шва,
ограничивают перемещение преобразователя. Наружный ограни-
читель фиксирует максимальное, а внутренний — минимальное
расстояние от преобразователя до шва.
Так как при контроле прямым лучом функцию ограничителя
выполняет передняя грань преобразователя, его снимают с держа-
теля или придвигают вплотную к преобразователю.
Ручное сканирующее устройство позволяет реализовать способ
продольно-поперечного сканирования и тем самым сократить пе-
ремещение преобразователя в 2 ... 10 раз по сравнению с пере-
мещением при поперечно-продольном сканировании.
При многократном (в данном случае шестикратном) возвратно-
поступательном перемещении каретки по направляющей, установ-
ленной с помощью постоянных магнитов параллельно продольной
оси сварного шва, вертикальная стойка ползуна взаимодействует
с рабочими скосами зубьев пластин. При каждом взаимодействии
ползун и преобразователь смещаются в поперечном относительно
шва направлении на расстояние, равное скосу зуба.
В устройстве используется специально разработанная акусти-
ческая головка, позволяющая преодолевать небольшие вертикаль-
ные неровности, встречающиеся на поверхностях реальных соеди-
нений, сохраняя стабильный акустический контакт на всем пути
сканирования.
Внедрение устройства позволило повысить производитель-
ность труда при поиске дефектов в 4 раза без снижения достовер-
ности контроля.
При оценке характеристик выявленных дефектов для повыше-
ния точности измерения условной высоты и ширины дефектов,
угла их индикации, амплитуд сигналов волн, дифрагированных
на дефекте (дельта-метод), применяют приспособления треть-
е й группы.
7*
195
Благодаря тренажерам, относящимся кчетвертой группе
повышается достоверность ручного ультразвукового контроля
объектов конкретного назначения. НИИ мостов ЛИИЖТа предло-
жен и совместно с СКТБ ИЭС им. Е. О. Патона разработан ком-
плект тренажеров типа НК-155, НК-156, НК-157 для обучения,
аттестации и переаттестации операторов по ультразвуковому кон-
тролю сварных соединений. Тренажер НК-155 предназначен для
выработки навыков соблюдения шага продольного сканирования
с возможностью количественной оценки результатов обучения.
НК-155 снабжен магнитным держателем для крепления корпуса
со свободно выдвигаемыми штырями, расположенными вдоль кор-
пуса на расстоянии, равном заданному шагу продольного скани-
рования. Тренажер включает в себя пружинный толкатель, ук-
репленный на преобразователе, с помощью которого при по-
перечном сканировании штыри задвигаются в корпус.
Тренажер НК-156 предназначен для обучения навыкам скани-
рования с одновременным получением документа, отображающего
траекторию исполненного сканирования шва при поиске услов-
ных дефектов, расположенных на заданной точке сварного соеди-
нения. НК-156 содержит специально подготовленный образец
сварного соединения с зонами, в которых могут быть смоделиро-
ваны дефекты, а также блок кодирования дефектной ситуации
в соединении. На соединении устанавливают кассету для записи
траектории сканирования и условных изображений выявленных
дефектов.
Тренажер НК-157, предназначенный для обучения операторов
навыкам поиска дефектов с полной имитацией процесса контроля
сварных соединений различного типа и размера, позволяет моде-
лировать любые дефекты (компактные, протяженные, расположен-
ные под углом к оси шва), изменять их эквивалентную площадь
и расположение. НК-157 содержит образец сварного соединения
конкретного типа, в котором размещены модели дефектов, и блок
кодирования параметров дефектов.
Глава 5
МЕТОДОЛОГИЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
Технологический процесс ультразвукового контроля включает
в себя следующие последовательно выполняемые операции: оценка
дефектоскопичности (контролепригодности) изделий; подготовка
изделия к контролю; настройка дефектоскопа; поиск и обнаруже-
ние дефектов; измерение координат, размеров дефектов и опреде-
ление их формы; оценка допустимости дефектов и качества изделия;
оформление результатов контроля.
Операции настройки, поиска, обнаружения, измерения и оцен-
ки дефектов обычно объединяют термином «Методика контроля».
Описание технологического процесса оформляют в виде инструк-
ции (ОСТа, нормали), которая является рабочим документом де-
фектоскописта. Кроме методических приемов и технологических
операций, в инструкцию включают общие положения, регламенти-
рующие организацию контроля, его технические возможности,
номенклатуру контролируемых изделий, требования к квалифи-
кации дефектоскопистов, основные правила поверки аппаратуры,
меры безопасности.
Оценка дефектоскопичности изделия. Под дефектоскопич-
ностью понимают совокупность свойств изделия, определяющих
возможность проведения контроля с заданной достоверностью.
На дефектоскопичность конструкции влияют толщина и кри-
визна изделия, наличие доступа для проведения контроля, тех-
нология изготовления, структура материала, наличие ложных
отражателей и др.
Требования, определяющие пригодность изделия к контролю,
следует учитывать уже на стадии конструкторской разработки
изделия. Корректировка чертежной документации с целью обеспе-
чения возможности контроля в процессе изготовления или после
выпуска изделия приводит к значительным трудовым, временным
и материальным затратам.
Изделие считают полностью пригодным к контролю (дефекто-
скопичным), если:
1) центральный луч ультразвукового пучка при оптимальной
(обеспечивающей заданную достоверность) схеме прозвучивания
хотя бы один раз проходит через все точки контролируемого се-
чения;
197
2) подлежащий фиксации минимальный дефект независимо от
его координат в изделии выявляется на фоне шумов с запасом
чувствительности не менее 6 дБ и разрешением во времени не ме-
нее 1 мкс (под шумами здесь понимаются электрические и структур-
ные помехи, ложные сигналы).
Первый критерий связан только с геометрией изделия, вто-
рой — с его акустическими свойствами и наличием конструктив-
ных или технологических особенностей, вызывающих ложные
сигналы.
При оценке по первому критерию к изделию предъявляют сле-
дующие требования.
Геометрическая форма поверхности в зоне прохождения УЗ-
колебаний должна быть достаточно простой, по возможности близ-
кой к плоской. В зоне сканирования не должно быть резких из-
ломов поверхности (выступов, проточек), приваренных элементов,
отверстий, искажающих путь УЗ-луча и играющих роль мешаю-
щих отражателей. Ширина зоны сканирования должна быть до-
статочной для перемещения преобразователя по заданной схемой
контроля траектории.
На практике при оценке контролепригодности на чертеж кон-
тролируемого сечения изделия наносят следы УЗ-лучей при раз-
личных положениях преобразователя и оценивают степень пере-
крытия сечения сеткой лучей. Если часть сечения остается недо-
ступной для прозвучивания, изделие считают ограниченно дефек-
тоскопичным.
Степень дефектоскопичности можно повысить изменением кон-
струкции изделия или введением специальных требований при
подготовке изделий к контролю. Так, увеличение проектной длины
внутренней расточки торцов труб под сварку обеспечивает кон-
троль отраженными лучами ранее недоступной верхней части
сварного соединения. С той же целью удаляют выпуклость свар-
ного шва.
При оценке по второму критерию изделие считают полностью
пригодным к контролю, если
6г <0,7; (5.1)
где 6 — коэффициент затухания; г — полный путь ультразвука
в металле; d—средний размер структурного зерна; X— длина
волны.
Смысл первого условия в том, что ослабление эхо-сигнала за
счет затухания при любом расстоянии до дефекта не должно пре-
вышать 6 дБ. При этом обеспечивается уверенное обнаружение
дефекта требуемого минимального размера на максимальном уда-
лении от преобразователя. Например, контроль листа толщиной
100 мм эхо-методом с использованием нормального преобразова-
теля будет достаточно надежен, если коэффициент затухания мате-
риала листа не превышает значения 6 = 0,7/(2-100) = 0,0035 мм*”1
(0,03 дБ/мм).
198
Второе условие регламентирует размер зерен и их ориентацию,
при которых расстояние УЗ-волны в материале оптимально с
точки зрения образования структурных акустических помех.
Крупнозернистая структура с хаотичным расположением зерен,
как известно, вызывает интенсивное многократное рассеяние
УЗ-волн на произвольно ориентированных границах зерен (струк-
турная реверберация). Это приводит к высокому уровню акустиче-
ских (реверберационных) помех и большому затуханию. По этой
причине затруднен контроль литой структуры (литые поковки
и изделия из них, швы электрошлаковой сварки и сварки, выпол-
ненной аустенитными электродами). Уровень структурных помех
и затухание снижаются после термической обработки изделия,
которая стабилизирует и размельчает структуру металла. В связи
с этим сдаточный контроль проводят после окончательной термо-
обработки.
Весьма затруднен контроль изделий с неоднородной структу-
рой, когда различные участки изделия отличаются по химическому
составу, физическим и механическим свойствам. Структурной
неоднородностью по толщине и длине могут отличаться изделия
металлургического производства — поковки, листы при неста-
бильности и нарушениях технологии изготовления. К этой группе
можно отнести сварные, паяные, клеевые соединения, а также из-
делия из композиционных, биметаллических и плакированных ма-
териалов. Неоднородность структуры, влияя на стабильность аку-
стических свойств (прежде всего скорости УЗ-колебаний, коэф-
фициента затухания), приводит к неравномерной чувствитель-
ности, погрешностям измерения координат дефектов.
По акустическому критерию дефектоскопичность оценивают пу-
тем предварительных измерений размера зерна структуры и коэф-
фициента затухания на различных участках изделия. В произ-
водственных условиях оценивают «прозвучиваемость» изделия
прямым измерением донных сигналов и уровня шумов. По данным
этих измерений с помощью АРД-диаграмм определяется выявляе-
мость дефектов с заданной эквивалентной площадью.
Условия (5.1) определяют максимальный уровень требований.
Их можно «смягчить», но для этого необходима разработка спе-
циальных методик и аппаратуры, обеспечивающих достаточные
помехоустойчивость и чувствительность в условиях большого
рассеяния и высокого затухания ультразвука. Например, аусте-
нитные сварные швы большой толщины, чугунные литые детали
в большинстве случаев не удовлетворяют условиям (5.1) из-за
крупного зерна и большого затухания. Интенсивно ведущиеся
в последнее время исследования возможности надежного УЗ-кон-
троля этих изделий в случае положительных результатов позволят
снизить требования по дефектоскопичности, определяемые усло-
виями (5.1).
Дефектоскопичность изделия из материалов с заведомо ста-
бильными акустическими свойствами вполне можно оценить на
199
основании имеющегося опыта контроля и таблиц акустических
свойств материалов. Хорошо прозвучиваются изделия из углеро-
дистой и низколегированной стали, титана, алюминия, характери-
зующихся мелкозернистой структурой и низким коэффициентом
затухания. Гораздо хуже контролируются медь, чугун, пластмас-
сы, пористые материалы вследствие крупного зерна и высокого
коэффициента затухания.
Под ложными отражателями подразумевают непровары при
сварке, центральные зоны поковок с крупным зерном, раз-
личные конструктивные элементы, расположенные вблизи или
даже внутри контролируемого объема (отверстия, галтели, под-
кладки, выпуклость и вогнутость сварных швов). Радикальный
путь борьбы с ложными сигналами — разработка технологии
изготовления и конструкции изделия, исключающих наличие таких
отражателей. Например, в изделиях атомного машиностроения
сварка с конструктивным непроваром не допускается.
Подготовка изделия к контролю. Качество поверхности ввода
ультразвука должно обеспечивать его максимальное прохождение
в изделие по всей площади сканирования. Для этого необходимо
освободить контролируемый материал от неплотно прилегающих
наслоений, под которыми может образоваться прослойка воздуха,
не пропускающая ультразвук, а затем сгладить неровности для
обеспечения стабильного акустического контакта. С поверхности
удаляют отслаивающуюся окалину и краску, сглаживают за-
боины, задиры, галтельные переходы, переходы от выпуклости
сварного шва к основному металлу, брызги металла, сварочный
флюс.
Подготовку поверхности проводят вручную (шабером, метал-
лической щеткой, наждачной шкуркой) или механическим спосо-
бом (шлифовальной машинкой, на станке). Для изделий, хорошее
качество поверхности которых регламентируется условиями по-
ставки и требованиями эксплуатации, например вращающихся
деталей турбин, вкладышей подшипников, сверленных труб, до-
статочно ручной подготовки. В большинстве случаев перед кон-
тролем сварных соединений, поковок, отливок, штамповок прихо-
дится проводить специальную механическую обработку.
Качество подготовленной поверхности оценивают по параме-
трам шероховатости (ГОСТ 2789—73). Оптимальной считается по-
верхность с шероховатостью Rz 20 ... 40 мкм (рис. 5.1) и волни-
стостью (отношение максимальной стрелы прогиба к длине не-
ровности) не более 0,025. Грубообработанная поверхность (Rz >
> 40 мкм) обусловливает снижение чувствительности и ее не-
стабильность. При Rz < 20 мкм ослабляются фрикционные свой-
ства поверхности и контактная жидкость «выскальзывает» из-под
преобразователя.
При абразивной обработке целесообразно применять лепестко-
вые шлифовальные круги. В некоторых случаях эффективны раз-
личные способы сглаживания шероховатой поверхности без меха-
200
Рис. 5.1. Зависимость амплитуды донных сигналов продольной (о) и попереч-
ной (х) волн от шероховатости контактной поверхности изделия
нической обработки. Для повышения качества контроля на по-
верхность накладывают несколько слоев тонкой эластичной пленки
(например рентгеновской) со смазочным материалом между ними;
грунтуют поверхности самотвердеющими пластмассами; приме-
няют специальные преобразователи с протекторами из эластичной
резины, которая в процессе сканирования облегчает неровности по-
верхности изделия. Эти способы имеют важное дополнительное
преимущество: меньше изнашивается контактная поверхность
преобр азователей.
Предельное значение волнистости, равное 0,025, установлено
для серийных преобразователей в целях обеспечения стабиль-
ности акустического контакта и угла ввода.
При контроле отраженным лучом наклонными преобразовате-
лями для сохранения максимальной интенсивности отраженного
сигнала и правильной геометрии пути до дефекта важно обеспе-
чить на донной поверхности зеркальное отражение. Отражение
будет зеркальным, если выполняется соотношение Релея
2Rz cos [Joo < 0,25k
Предельные значения параметра шероховатости в зависимости
от схемы контроля можно определить по графику на рис. 5.2,
построенного в соответствии с соотношением Релея.
При покрытии донной поверхности защитным плакирующим
слоем необходимо учитывать дополнительные потери энергии при
прохождении волны через этот слой. Ослабление донного сигнала
продольной волны в аустенитном плаки-
рующем слое толщиной На < 10 мм, на-
плавленном на основной металл с перлит-
ной структурой, не превышает 2 дБ.
При донном отражении наклонно ориен-
Рис. 5.2. График к расчету предельных значений
параметров шероховатости донной поверхности,
обеспечивающих зеркальное отражение
тированной поперечной волны потери значительно больше; кроме
того, они нестабильны и зависят от технологии наплавки, волни-
стости границ наплавленного слоя и угла падения ан УЗ-волны.
В'работе [61] приведена корреляционная связь уменьшения ам-
плитуды сигнала ДАН с толщиной наплавленного слоя Нк =
= 2Ян/(^ cos ан) и ее уравнение регрессии (коэффициент корре-
ляции 0,955): ДАН = 1,6ЯХ — 5,5. В связи с этим контроль изде-
лий с плакированной донной поверхностью рекомендуется прово-
дить только прямым лучом (без отражения на дне). Не рекомен-
дуется проводить контроль через наплавленную контактную по-
верхность изделия В этом случае потери чувствительности также
очень велики, нестабильны и быстро возрастают с увеличением
угла ввода. Так, при контроле изделия с плакирующим слоем из
аустенитной стали толщиной 7 мм изменение угла ввода от 35 до
70° сопровождается потерей чувствительности на 15 ... 35 дБ.
Коррозия, наличие накипи на донной поверхности, контакт
ее с рабочей жидкостью, характерные для эксплуатируемых кон-
струкций, ослабляют отраженный сигнал вследствие резкого по-
вышения прозрачности границы основного материала. Величина
ослабления нестабильна, поэтому рекомендуется настройку чув-
ствительности проводить непосредственно на контролируемом узле
или на вырезанном из него образце.
Не менее важным, чем подготовка поверхности, является вы-
бор контактной жидкости — смазочного материала, который, бу-
дучи правильно подобранным, частично компенсирует потери
чувствительности при прохождении ультразвука через грубообра-
ботанную поверхность. По экспериментальным данным А. А. Ку-
лика, при контроле нормальным преобразователем через поверх-
ность с шероховатостью Rz — 20 ... 50 мкм замена контактного
смазочного материала с кинематической вязкостью 22-10"2 м2/с
(трансформаторного масла) на смазочный материал с вязкостью
1275-10“2 м2/с (авиационное масло) повышает чувствительность
на 4 ... 5 дБ.
Контактная жидкость должна обладать хорошей смачивае-
мостью по отношению к контролируемому материалу, оптималь-
ной вязкостью и однородностью (образование пузырьков не допу-
скается), не должна вызывать коррозии контролируемой детали,
быть пожаробезопасной. Выбор смазочного материала опреде-
ляется геометрией изделия, его пространственным положением,
температурными условиями контроля.
При контактном варианте контроля применяют различные ми-
неральные масла. Они наиболее полно соответствуют перечислен-
ным требованиям при нормальной температуре (от 5 до 40 °C).
При контроле по поверхностям, близким к плоским, используют
жидкие масла (машинное, компрессорное). На изделиях с повы-
шенной кривизной, на вертикальных и наклонных плоскостях,
при контроле в потолочном положении рекомендуется применять
масла с повышенной вязкостью (солидол, тавот). Однако масла
202
йржароопасны, поэтому все большее применение находят водные
рартворы глицерина и крахмала. Однородности растворов и от-
сутствия в них пузырьков воздуха добиваются тщательным пере-
мешиванием и кипячением. Технологична и дешева контактная
жидкость, для приготовления которой достаточно развести в хо-
лодной воде размельченный обойный клей типа КМЦ и выдержать
раствор в течение 6 ... 8 ч. Нужная консистенция смазочного
материала достигается варьированием объемного соотношения
клея и Роды в пределах от 1 : 3 до 1 : 1. Для обеспечения анти-
коррозионных свойств водных растворов в‘них добавляют инги-
биторы (соду, нитрит натрия и др.).
В качестве контактной среды применяют и коллоидные рас-
творы ферромагнитного порошка в жидкости — магнитные жид-
кости (МЖ). Промышленностью освоено производство МЖ на
основе керосина. Перед контролем МЖ наносят на контактную
поверхность преобразователя (смазывания поверхности изделия
не требуется).
Удержание МЖ обеспечивается постоянным магнитным полем,
которое создается встроенным в корпус преобразователя доста-
точно сильным магнитом, например самарий-кобальтовым. В за-
зоре толщиной до 1 мм МЖ удерживается при намагниченности
25 ... 35 кА/м. При меньшей намагниченности МЖ вытекает из за-
зора, при большей — налипает на поверхность изделия. Установ-
лено, что средний расход МЖ в указанных условиях 0,02 см3
на 1 дм2 поверхности сканирования с параметром шероховатости
Rz 40 мкм [31.
При повышении температуры изделия изменяются акустиче-
ские свойства контактной жидкости, снижается ее акустическая
прозрачность. При закипании смазочный материал переходит
в газообразное состояние и связь преобразователя с изделием
полностью нарушается. При низких (минусовых) температурах
обычные контактные жидкости замерзают и охрупчиваются. Пере-
ход жидкости в твердую фазу с пузырьками воздуха неизбежно
приводит к разрыву акустического контакта.
В настоящее время освоено производство термостабильных
паст, которые в сочетании со специальными преобразователями
(призма из аэролона) обеспечивают стабильность амплитуды сиг-
нала при температурах —40... +400 °C. Магнитные жидкости
стабильны в диапазоне температур —40 ... +40 °C.
Настройка дефектоскопа — первая и, пожалуй, наиболее
ответственная методическая операция в технологическом процессе
УЗ-контроля, поскольку последующие операции оценки эквива-
лентных размеров и допустимости дефектов заключаются в сравне-
нии измеренных временных и амплитудных характеристик дефек-
тов с параметрами, установленными при настройке.
Проведение настройки сводится к выполнению двух обособ-
ленных операций: настройке шкалы расстояний (скорости раз-
вертки дефектоскопа) и настройке чувствительности.
203
Рис. 5.3. Схема настройки скорости развертки
Настройка скорости развертки (рис. 5.3) заключается в вы-
боре оптимального масштаба видимой на экране части временной
оси электронно-лучевой трубки (ЭЛТ). Масштаб должен обеспечи-
вать появление сигналов от дефектов в пределах экрана дефекто-
скопа. Скорость развертки устанавливают такой, чтобы рабочий
участок развертки ЭЛТ занимал большую часть экрана. Горизон-
тальная ось экрана после настройки является по существу вы-
прямленной траекторией луча в масштабе 2гшах/хэ, где гГПах —
путь ультразвука до максимально удаленной точки контролируе-
мого сечения; хэ — размер рабочего участка развертки, который
в пределе равен горизонтальному габаритному размеру экрана.
Рабочий участок развертки можно легко проградуировать в зна-
чениях координат дефекта с учетом соотношений h = г cos а0;
х = г sin а0, где г — расстояние по лучу до дефекта с координа-
тами Л, х. Такой способ наиболее целесообразен для ремонтопри-
годных изделий небольшой толщины (до 20 мм), когда не требуется
высокой точности определения координат дефектов.
При контроле изделий большей толщины используют глубино-
мерное устройство дефектоскопа. В процессе настройки доби-
ваются правильных показаний глубиномера при измерении коор-
динат искусственных отражателей в образце. Точность настройки
повышается с увеличением числа отражателей в рабочем диапа-
зоне расстояний. Разновидностью этого способа является на-
стройка по вспомогательным координатным шкалам — линейкам.
Испытательные образцы согласно нормативным требованиям
должны быть идентичны изделию в том смысле, что размеры и
материал образцов выбирают по чертежам изделия. Однако до-
пускаемые отклонения размеров изделия от номинальных могут
существенно влиять на результаты контроля. Отличие скорости
ультразвука в материалах образца и изделия, неравномерность
распределения скорости вдоль траектории УЗ-волн (при сварке
разнородных материалов, при контроле биметалла), дисперсия
204
\
Скорости в основном металле также могут быть причиной ошибок
ггри настройке скорости развертки, усугубляющихся при кон-
троле толстостенных изделий.
Указанных ошибок можно избежать только настройкой непо-
средственно на подлежащем контролю изделии. Особенность на-
стройки на изделий сострит в том, что его толщина заранее не из-
вестна, во всяком случае на изделиях с односторонним доступом
(смонтированный трубопровод, закрытый сосуд, листовая обли-
цовка).' Чтобы рабочий участок развертки дефектоскопа точно
соответствовал фактической толщине в пределах зоны сканирова-
ния, можно воспользоваться следующими простыми методиче-
скими приемами.
Левая, граница рабочего участка (глубина залегания дефекта
h = 0) устанавливается по положению на экране сигнала, про-
шедшего через сдвоенные призмы двух идентичных преобразова-
телей, которыми будет проводиться контроль, как показано на
рис. 5.4, а. Если преобразователи включены электрически после-
довательно (раздельная схема включения, показанная на рис. 5.4, а,
слева), то положение сигнала на развертке точно соответствует
началу рабочего участка, поскольку длина пути ультразвука
от излучающей до приемной пьезопластины равна двойному
(в прямом и обратном направлениях) пути в призме совмещенного
наклонного преобразователя. Второй преобразователь можно не
подключать к дефектоскопу (см. рис. 5.4, а, справа). В этом слу-
чае его пьезопластина играет роль отражателя, путь до нее и
обратно равен двойному пути ультразвука в призме рабочего
преобразователя, а началу зоны контроля соответствует точка
на развертке, лежащая посредине между зондирующим и отра-
женным сигналами.
Для установления правой границы зоны контроля (h — Н
или h = 2Я) те же преобразователи нужно подключить к дефекто-
скопу, развернуть навстречу друг другу, установить в одной
плоскости (рис. 5.4, б) и разводить их до момента получения ма-
Рис. 5.4. Схемы настройки левой (а) и правой (б) границ рабочего участка раз-
вертки на контролируемом изделии
205
Рис. 5.5. График к расчету совмещенных коорди-
натных шкал
ксимальных прошедших
сигналов. Сигналы Ж
и А2 соответствуют пра-
вой границе рабочего
участка при контроле
прямым и однажда от-
раженным лучами (см.
рис. 5.4, б, внизу).
Если отключить/ от де-
фектоскопа один из
преобразователей, т. е.
использовать /его как
отражатель, то сиг-
нал А2 появится при
однократном разведе-
нии преобразователей,
что позволит избежать
дополнительной зачист-
ки поверхности изде-
лия на участке х2.
Технологией кон-
троля часто предусмат-
ривается использова-
ние двух и более преобразователей с различными углами ввода.
Например, сварной шов сосуда АЭС как минимум контролируют
двумя наклонными и одним прямым преобразователями. Чтобы
избежать перенастройки скорости развертки при смене преобра-
зователей, пользуются следующим методическим приемом. На-
страивают шкалу расстояний прямого преобразователя по коор-
динатам донных сигналов, полученных на изделии. Далее, при
контроле наклонными преобразователями используют их коорди-
натные шкалы, предварительно совмещенные со шкалой прямого
преобразователя.
Принцип совмещения шкал основан на однозначной и стабиль-
ной связи между скоростями поперечных ct и продольных сг волн
для данного металла. Задача состоит в том, чтобы найти порядко-
вый номер донного сигнала Л^ продольной волны, появляюще-
гося на развертке ЭЛТ точно в том же месте, что и эхо-сигнал А
поперечной волны от отражателя, расположенного на заданной
глубине (см. схему измерений на рис. 5.5). Из глубины h эхо-
сигнал А приходит через время xt = 2h/(ct cos а0) + 2г3/с3; время
прихода на приемник n-го донного сигнала xt = 2пН1сь где г3
и с3 — средний путь и скорость ультразвука в призме (задержке)
преобразователя. Тогда условие совпадения на развертке эхо-
сигналов А и Лоо (т. е. xt — тг), являющееся общим выражением
для расчета совмещенных координатных шкал, можно записать
в виде
пН — тф, + /и2
(5.2)
206
g= ci/(ci cos a0), m2 = r3Cilc3 — постоянные коэффициенты
энкретной пары наклонный преобразователь — изделие.
1ядковый номер п-прав донного сигнала, соответствующего
границе рабочего участка развертки, определяют согласно
ю (5.2) при h = Н в случае контроля прямым лучом и
= 2Н однажды отраженным лучом: «прав = + гп^Н,
- 2т\ + m^lH. Левой границе (h ~ 0) соответствует дон-
[гнал с порядковым номером плев = т21Н. Очевидно, что
еренному п можно рассчитать h.
па\рцс. 5.5 в качестве примера показан график, построенный
в соответствии с выражением (5.2), для серийного преобразова-
теля с Параметрами а0 — 50°, /0 = 1,8 МГц, г3 — 13 мм, с3 =
= 2700 '^/с. Вспомогательные кривые «Прямой луч» и «Отражен-
ный луч> служат для прямого отсчета пправ при контроле пря-
мым и однажды отраженным лучами. Так, при контроле сварного
шва с Н 30 мм однажды отраженным лучом (h = 2Н = 60 мм)
рабочий участок развертки ограничен справа точкой пправ = 6,5,
лежащей посредине между шестым и седьмым донными сигналами,
а слева (h = 1 мм 0) — точкой плев = 1, т. е. первым донным
сигналом. Если в зоне эхо-сигнала от дефекта появляется третий
донный сигнал, то глубина залегания дефекта равна 22 мм.
Если решение (5.2) представить в виде параллельных шкал,
то их удобно наложить непосредственно на экран дефектоскопа
или разместить на одной координатной линейке (ДУК-66П). При
этом сдвиг начала шкалы h поперечных волн относительно на-
чала шкалы п продольных волн, как следует из выражения (5.2),
при h — 0 равен пН — т2, а масштабный коэффициент
Ай/А (пН) = тА (мм/мм).
При поперечном сканировании цилиндрических изделий путь гц
УЗ-волн в изделии по сравнению с плоскими изделиями увеличи-
вается. Из решения косоугольного треугольника со сторонами гц,
7?н, (#н—h) и углом а0 между гц и получим
Гц = 7?н cos ac — ~ Л)2 sin2ao? (5.3)
где RH — наружный радиус изделия.
Контроль прямым лучом снаружи цилиндрического полого
изделия толщиной Нц эквивалентен контролю плоского изделия
толщиной Нап — Гц tnax cos а0, где гц тах рассчитывается по фор-
муле (5.3) при h — Нц. Поэтому рабочий участок развертки
можно настраивать по плоскому образцу толщиной Нпл [611.
Цель настройки чувствительности — установление такого уси-
ления в акустическом тракте дефектоскопа, которое обеспечивает
надежную регистрацию эхо-сигналов от дефектов минимально
допустимого для данного изделия размера.
Типовая схема настройки включает три основных уровня ра-
бочей чувствительности (рис. 5.6): поисковый /, при котором
проводят поиск дефектов путем сканирования преобразователем
по заданной траектории; контрольный 2 (уровень фиксации), при
207
котором определяют измеряемые
характеристики обнаруженных
дефектов (см. подразд. 5.3) /и
оценивают допустимость дефектов
по их предельным значениям; ыэа-
ковочный 3, при котором оцени-
вают допустимость дефектов по
амплитуде эхо-сигнала. /
Браковочный и контрольный
уровни чувствительности /должны
быть заданы нормативной доку-
ментацией. Как правило, кон-
трольный уровень ния^е брако-
вочного, а поисковый ниже кон-
трольного на 6 дБ.
Рис. 5.6. Зависимости амплитуды
эхо-сигналов от глубины залега-
ния дефекта, соответствующие раз-
личным уровням чувствительности
контроля
Требуемую чувствительность устанавливают путем получения
опорных сигналов с последующим переходом от них на заданный
уровень. Чтобы получить опорный сигнал, можно использовать
различные отражатели (искусственные дефекты) в образцах, по-
верхности и углы в изделиях, вспомогательные электрические
сигналы. Желательно применять стандартные образцы, что обес-
печивает воспроизводимость результатов контроля. Разность ме-
жду опорным и требуемым уровнями чувствительности опреде-
ляют экспериментально или расчетом эквивалентной площади
отражателя, используемого для получения опорного сигнала.
Отражатели выполняют равномерно по всей толщине образца.
Последовательно, при неизменной чувствительности дефектоскопа,
получая эхо-сигналы от них, строят на экране кривую изменения
амплитуды в зависимости от глубины залегания отражателя или
запоминают значения амплитуды для каждого отверстия.
Значения браковочного и контрольного уровней чувствитель-
ности зависят от глубины залегания дефектов (см. рис. 5.6).
Современные дефектоскопы со встроенными блоками ВРЧ позво-
ляют выравнивать опорные эхо-сигналы от равновеликих отра-
жателей в заданном диапазоне глубины их залегания. В этом
случае методика оценки дефектов существенно упрощается, повы-
шается производительность контроля. При автоматической ре-
гистрации и оценке дефектов контроль без ВРЧ вообще невозмо-
жен. Различные приемы настройки чувствительности при нали-
чии блока ВРЧ рассмотрены в [85].
Поскольку уровни чувствительности задаются в единицах
эквивалентной площади, основным видом искусственного дефекта
является плоскодонное отверстие, ориентированное вдоль на-
правления прозвучивания. Применяют также модели дефектов
в виде бокового отверстия, уголкового отражателя.
Так, при контроле сварных соединений с односторонней раз-
делкой кромок применяют зарубку — плоский угловой отража-
208
I. 5.7, а). Зарубка хорошо имитирует наиболее опасные
!рные для таких соединений корневые непровары и тре-
днако, несмотря на внешнюю простоту, изготовление
1редставляет известные трудности. Ее выполняют путем
1ия в металл образца 2 режущей кромки бойка /; при
:а приложения силы Р оказывается смещенной относи-
чки приложения реакции образца (см. рис. 5.7, а).
ицая здесь пара сил создает изгибающий момент, кото-
ютает с увеличением приложенной к бойку силы и в ко-
лете приводит к разрушению режущей кромки бойка,
го, отклонение отражающей грани зарубки от перпен-
к поверхности образца существенно ослабляет ампли-
туду эхо-Ыгнала (при > 60° это ослабление на Г составляет
приблизительно 1 дБ).
Указанных недостатков лишен плоский угловой отражатель
в виде клиновидной зарубки (рис. 5.7, б). Отражатель имеет две
одинаковые параллельные отражающие грани с ломаным конту-
ром в форме клина. Режущая грань бойка лежит в плоскости
действия приложенной к нему силы, что исключает возможность
возникновения изгибающего момента, разрушающего режущую
кромку. При равных площадях зарубка, показанная на рис. 5.7, а,
и клиновидная зарубка дают одинаковые эхо-сигналы. За-
рубку площадью S3 < 7 мм2 можно заменить клиновидной
зарубкой шириной bf и глубиной h' ~ S3/b' + 674. Экспе-
риментально установлено, что усредненное по результатам изме-
рений с противоположных сторон отражателя значение ампли-
туды эхо-сигнала соответствует правильному (строго перпенди-
кулярно поверхности образца) выполнению клиновидной зарубки.
При контроле тонкостенных (до 6 мм) сварных соединений
вместо зарубки применяют цилиндрический угловой отражатель
в виде сквозного вертикального отверстия. Он хорошо имитирует
характерные канальные дефекты типа свища. Из эксперименталь-
ных данных В. Ф. Дианова следует, что эквивалентные по ампли-
туде эхо-сигнала диаметр dy отверстия и площадь S3 зарубки
связаны соотношением dy ж 6,5 (S3 — 1) при S3 > i мм2. Иногда
Рис. 5.7. Схема изготовления зарубки
{а) и клиновидная зарубка (б)
209
г б б 8 W2 2 б б 103
A-A1;2f}/A^,8£ S)
Рис. 5.8. Схемы измерения (а)
плитуды сигналов, отраженных /т
от донной поверхности стальных
трубных элементов, и график/ (б)
к расчету поправки при определе-
нии предельной чувствительности,
учитывающей различие кривизны
поверхностей стандартного Образца
и объекта контролу
Д 3 — эксперимент, f == 1,8 и 2,5 МГц,
угол ввода 40 ... 50°; 2 — расчет и экс-
перимент. f ~ 1 ... Ю/МГц
применяют искусственный де-
фект в виде сегмента, фре-
зеруемого на поверхности
образца перпендикулярно на-
правлению пррзвучивания.
Эквивалентная площадь сегмента равна его геометрической пло-
щади.
При настройке по боковому отверстию для получения уровня
чувствительности, определяемого эквивалентной площадью
диаметр отверстия должен быть d$ = 8Sg cos a0/(X2/i) (см. фор-
мулу подразд. 2.2, [111).
Отражатель в виде плоскости, перпендикулярной направлению
прозвучивания, используют для получения опорного сигнала при
настройке по АРД-диаграммам, которые представляют собой
графики для определения разности между опорным и требуемым
уровнями чувствительности.
Вместо плоскости можно использовать прямой двугранный
угол образца или изделия. В диапазоне расстояний по лучу 40 ...
220 мм в стали на частоте 2,5 МГц при углах ввода 38 ... 40 и 50°
амплитуда эхо-сигналов одинакова с точностью ±0,5 дБ, а при 65°
эхо-сигнал, отраженный от угла, на (10 ± 1) дБ меньше, чем
от плоскости. При, настройке по углу важно строго выдержать
остроту его вершины. Притупление угла ослабляет опорный сиг-
нал тем больше, чем шире фаска и выше частота прозвучивания.
Так, снятие фаски под углом 45° при ширине до 5 мм на образце
толщиной 70 мм ослабляет опорный сигнал на 6 дБ при частоте
2 МГц и на 16 дБ при частоте 4 МГц. С увеличением толщины
образца влияние размеров фаски уменьшается.
Влияние на точность настройки чувствительности различных
факторов, связанных с неидентичностью образца и контролируе-
мого изделия, учитывают введением соответствующих поправок
при настройке и оценке дефектов.
Так, влияние неидентичности шероховатости поверхностей
образца и изделия можно оценить по графику на рис. 5.1, а кри-
визны донной поверхности — по графику на рис. 5.8. Значения
амплитуд сигналов, описываемые кривой 3 рис. 5.8, следует ис-
пользовать при контроле совмещенным преобразователем, а кри-
210
Sl — при контроле по схеме тандем. Заметим, что результаты
чета по формулам акустического тракта (см. подраздел 2.2)
ностью согласуются с экспериментальными данными только
длА донного сигнала продольной волны (кривая 2). Для попереч-
ноюволны (кривые /, 3) рассчитывать отношение PIPQ по форму-
лам Уюдразд. 2.2 нельзя. Это связано с тем, что волна падает
вдолыобразующей цилиндра, а не поперек, как это принято при
выводе формул. Если при расчете радиусом цилиндра считать
его проекцию на направление прозвучивания b/cos а, погреш-
ность расчета уменьшается до 3 дБ при кривизне донной поверх-
ности D\o >60 мм.
Глубцна залегания отражателя, от которого получают опор-
ный сигнал, в общем случае отличается от глубины залегания де-
фекта, поэтому амплитуды обоих сигналов ослабляются в различ-
ной степени ввиду затухания ультразвука (при одинаковом
ослаблении в образце и изделии). Уменьшение амплитуды АД для
каждого сигнала можно определить по номограмме на рис. 5.9,
построенной в соответствии с формулой (2.12). Разность (в дБ)
значений АД для сигнала от дефекта А и опорного сигнала Доп
вводится в виде поправки к значению А/Аоп, рассчитанному или
определенному по АРД-диаграмме без учета затухания.
Однако учет влияния затухания существенно осложняется тем,
что коэффициент затухания 6 неодинаков на различных участках
изделия. Кроме того, результаты измерений 6 применяемым на
практике методом «двух расстояний» плохо воспроизводимы, не-
стабильны. Если воспользоваться соотношением 6z/6t
можно применить способ, не требующий измерения 6. Он состоит
в том, что оценку размеров дефектов проводят по отношению
амплитуды А эхо-сигнала поперечной волны от дефекта к ампли-
туде Аоо донного сигнала продольной волны, ближайшего во вре-
мени к сигналу от дефекта (схема измерений показана на рис. 5.4).
h, мм 200 100 О -10 —20 -30 AAf дБ
Рис. 5.9. График к расчету поправки на затухание при настройке и оценке раз-
меров дефектов по АРД-диаграммам
211
В этом случае достаточно близкие во времени сигналы продольу
ной и поперечной волн ослабляются в одинаковой степени ввиду
затухания. Условие совпадения сигналов А и во времени
имеет вид rjci = rtlct. Тогда для показателя степени экс-
поненты затухания можно записать = (Stct/ci) (rtCi/ct) = ptrt,
и, следовательно, отношение А/А^ не зависит от Зату-
хания. /
Поиск и обнаружение дефектов. Схема поиска (схема кон-
троля) должна обеспечивать получение максимального эхо-сигнала
от дефекта заданного минимального размера при контроле мето-
дами отражения или максимальное ослабление прошедшего сиг-
нала при контроле методами прохождения; получение (Информа-
ции, достаточной для.оценки дефектов по действующим, нормати-
вам; прозвучивание всего объема изделия; технологичность кон-
троля, т. е. возможность реализации методики простыми сред-
ствами при наименьших затратах. Выполнение этих требований
определяется в первую очередь обоснованным выбором типа и
длины (частоты) УЗ-волны, направлений прозвучивания, схемы
сканирования.
При выборе типа и длины волны следует руководствоваться
следующим практическим опытом контроля с использованием
волн различных типов.
Продольными волнами контролируют в основном изделия пра-
вильной геометрической формы — листы, поковки, обечайки со-
судов и трубы. Продольными волнами уверенно обнаруживают
плоскостные дефекты, ориентированные параллельно поверхности
изделия, — расслоения проката, раскатанные газовые пузыри,
отслоения покрытий от основного металла, непровары и непро-
клеи плоских протяженных и достаточно толстотенных деталей.
Благодаря меньшему по сравнению с поперечными волнами зату-
ханию и большей длине волны, продольные волны успешно ис-
пользуют при контроле крупнозернистых материалов, в том числе
наплавленного металла сварных соединений аустенитного класса.
Малое затухание, отсутствие потерь в акустической задержке
обусловливают максимальную глубину прозвучивания. Поэтому
особо крупные изделия толщиной 1 м и более контролируют нор-
мальными совмещенными преобразователями. Наибольшая по
сравнению с волнами других типов скорость ограничивает воз-
можности контроля тонкостенных изделий прямыми преобразова-
телями. Минимальная толщина контролируемого изделия, опре-
деляемая акустической мертвой зоной и расположением донных
сигналов на временной развертке ЭЛТ, составляет для отечествен-
ных серийных дефектоскопов и преобразователей около 20 мм.
Изделия меньшей толщины успешно контролируются РС-преобра-
зователями продольных волн благодаря принципиальному отсут-
ствию мертвой зоны при разделении излучателя и приемника.
Так, серийными PC-преобразователями на частоте 5 МГц можно
выявлять расслоения в листах толщиной от 5 мм.
212
При контроле поперечными волнами благодаря стабильной
прозрачности контактного слоя в большом диапазоне углов па-
дения предъявляют менее жесткие требования к геометрии изде-
лий, чем при контроле продольными волнами. Возможность ввода
пойеречных волн наклонно в широком диапазоне углов (а =
= 35 ... 80° для пары плексиглас — сталь), являясь важным
преимуществом контроля поперечными волнами, позволяет ре-
шить Уболыпой класс задач контроля, связанных с неопределен-
ностью ориентации дефектов.
В общем случае плоскость дефекта непараллельна контактной
поверхности изделия, а форма и ориентация дефектов случайны.
Поэтому сформулированное ниже условие оптимизации направ-
лений прозвучивания может быть реализовано с помощью на-
клонно падающих поперечных волн. Кроме того, решается задача
обеспечения полноты прозвучивания контролируемого объекта,
поскольку, варьируя угол ввода, можно прозвучить каждый
элемент объема.
При выборе длины волны, определяющей рабочую частоту
прозвучивания, следует стремиться обеспечить выполнение усло-
вия 2brnln/X > 1, при котором наблюдается направленное отра-
жение от дефекта минимального размера 2&tnln. Чем больше вол-
новой размер 2&/Х дефекта, тем интенсивнее отраженный сигнал.
С точки зрения выявляемое™ дефектов предпочтительней по-
перечные волны, длина которых примерно в 2 раза меньше длины
продольных. Однако это справедливо для случая контроля изде-
лий небольшой толщины с мелкозернистой структурой, когда
можно пренебречь затуханием УЗ-колебаний. Если влияние за-
тухания значительно (большая толщина, крупное зерно), возмож-
ности поперечных и продольных волн по выявлению дефектов
выравниваются, поскольку коэффициент затухания поперечных
волн больше, чем продольных.
Направления прозвучивания выбирают, исходя прежде всего
из соображений обеспечения надежного обнаружения характер-
ных для данного изделия реальных дефектов. Для этого на осно-
вании анализа чертежей и технологии изготовления с определен-
ной вероятностью устанавливают преимущественные координаты,
ориентацию, размеры, форму дефектов, которые могут образо-
ваться в готовом изделии. Такой анализ позволяет выявить сла-
бые места конструкции, на которые при контроле следует обратить
особое внимание. Например, в сварных сосудах это места пере-
сечений продольных и кольцевых швов, подверженных знако-
переменным нагрузкам; в цилиндрических поковках, роторах —
центральная зона с концентрацией неметаллических включени й;
в изделиях с плакирующим слоем — зона сплавления основного
и наплавленного металла с возможными отслоениями; в изделиях
сложной формы — галтельные переходы, выточки, пазы, где воз-
можно возникновение поверхностных трещин, и т. д. Для неко-
торых дефектов преимущественные координаты и ориентация пол-
213
ностью определяются конструкцией изделия. Например, глубина (
залегания непровара корня сварного шва с симметричной Х-об/
разной разделкой кромок всегда составляет половину толщиньг,
а угол наклона в вертикальной плоскости несплавления по кром-
кам сварного соединения равен углу скоса кромок. Наиболее
вероятные размеры, характер и места образования эксплуата-
ционных дефектов можно установить, проанализировав режимы
эксплуатации, характер механических и тепловых нагрузок.
С этой же целью необходимо внимательно и систематически ана-
лизировать каждый случай выхода из строя оборудования вслед-
ствие дефектов.
Статистические данные о характере распределения, размерах,
типе, ориентации дефектов, полученные на основании анализа
результатов достаточно большого числа наблюдений, отличаются
постоянством для установившегося технологического процесса.
Они остаются стабильными до тех пор, пока технология или
условия производства существенно не изменятся.
Основные направления прозвучивания, обеспечивающие ма-
ксимальный сигнал от дефекта, выбирают с учетом выявленной
преимущественной ориентации типичных для данного изделия
плоскостных дефектов. Присутствие их в схеме контроля обяза-
тельно.
Условие построения оптимальной акустической системы, реали-
зующей основные направления прозвучивания, сводятся к сле-
дующему: направления в пространстве оси отраженного УЗ-поля
и оси излучения — приема должны быть по возможности близки
друг к другу, т. е.
|еь еь, е21о, (5.4)
где 0П 0д, 02 — углы, показанные на рис. 2.6.
Это условие позволяет оптимизировать общую схему акусти-
ческого тракта (см. рис. 2.6) с учетом реальных геометрии изделия
и ориентации дефекта, т. е. рассчитать оптимальные углы ввода
и волновые размеры преобразователей. Максимального сигнала
(наилучшей выявляемое™) достигают при 0t = 0д = 02 == 0.
Это условие выполняется, например, при прозвучивании плоского
дефекта совмещенным преобразователем, ориентированным нор-
мально к плоскости дефекта, или при прозвучивании вертикально
ориентированного дефекта по схеме тандем. Наиболее полно
условие (5.4) реализуется с помощью раздельных акустических
систем, что подтверждается фактической выявляемостью реаль-
ных дефектов [6].
В зависимости от числа типов потенциально возможных дефек-
тов можно выбрать несколько основных направлений прозвучи-
вания. Например, при контроле Х-образного сварного соединения
с углом скоса кромок, равным 30°, для которого характерно
наличие несплавления по наклонным кромкам и вертикально
ориентированного непровара корня шва, следует применять
214
наклонный преобразователь с углом ввода а = 60° и систему
тандем.
Для обнаружения различно ориентированных случайных де-
фектов и с целью получения дополнительной информации о ха-
рактере дефектов в схему контроля вводят дополнительные на-
правления прозвучивания, как можно более далеко отстоящие
от основного. На практике это достигается иногда без увеличения
числа преобразователей путем прозвучивания прямым и отра-
женным лучами, с противоположных сторон контролируемого
сечения, с нескольких поверхностей изделий, поворотом преоб-
разователя вокруг эпицентров излучения и отражения.
Для повышения надежности выявления трещин, непроваров
целесообразно применять различные способы, основанные на фик-
сации времени распространения краевых волн, дифрагированных
на острых концах дефекта (см. подразд. 1.2, 3.3). Эффект от ис-
пользования соответствующих методик снижается вследствие не-
высокой временной разрешающей способности серийных дефекто-
скопов. Не всегда хватает и их чувствительности для регистрации
слабых дифрагированных сигналов. Разработка специализирО’
ванной аппаратуры откроет эффективный путь перехода от дефек-
тоскопии с ее целью устанавливать факт наличия или. отсутствия
дефектов к измерению линейных размеров дефектов — дефекто-
метрии.
С целью обеспечения полного прозвучивания контролируемого
изделия выбранные по указанным выше критериям преобразова-
тели перемещают по поверхности изделия, последовательно ска-
нируя каждую точку контролируемого объема с основных и до-
полнительных направлений. Траектория, шаг и скорость скани-
рования определяются геометрией изделия, формой контролируе-
мого объема, фактической плотностью распределения дефектов и
фактической объемной формой поля излучения преобразователя.
Траектории и параметры схем сканирования различных заготовок
и изделий рассмотрены в подразд. 5.4 и 5.5. При ручном контроле
скорость сканирования, ограниченная физиологическими возмож-
ностями дефектоскописта, составляет 0,2 ...0,5 м/с [59].
Учитывая фактор нестабильности акустического контакта [85],
помехи, ложные сигналы (см. подразд. 3.4). поиск осуществляют
при завышенной по сравнению с минимально необходимой для
фиксации дефектов чувствительностью (см. рис. 5.6). Оконча-
тельный контроль следует проводить после термообработки изде-
лия, повышающей выявляемость дефектов в результате измельче-
ния структуры металла.
Указания о параметрах схемы контроля включаются в тех-
нологическую карту контроля данного узла, которая является
рабочим документом дефектоскописта.
Измерение координат, размеров дефектов и определение
их формы. Зафиксированный в процессе поиска отражатель,
амплитуда эхо-сигналов от которого превышает контрольный уро-
215
вень чувствительности (см. рис. 5.6), считают дефектом и изме-
ряют его координаты, эквивалентные и условные размеры, опре-
деляют геометрическую форму. Методики измерений изложены
в подразд. 3.3. Измерение координат и размеров дефектов яв-
ляется обязательной операцией; данные измерений используют
при оценке допустимости дефекта. Сведения о форме дефекта
в соответствии со сложившейся практикой контроля расценивают
как дополнительную информацию, вопрос об использовании кото-
рой в качестве критерия отбраковки решают в каждом конкретном
случае отдельно (исключение составляет практика отечественного
энергомашиностроения, учитывающая форму дефекта при опенке
его допустимости согласно ОСТ 108.004.108—80).
Информативность различных измеряемых характеристик де-
фектов оценивается степенью их корреляции с действительными
размерами дефектов. Так, в работе [851 на основании результатов
статистического анализа показано, что для внутренних дефектов
условная высота менее информативна, чем эквивалентная пло-
щадь.
Оценка допустимости дефектов. Допустимость дефектов оце-
нивают путем сравнения измеренных значений характеристик
дефектов с их предельными (нормативными) значениями.
Основной браковочный критерий — амплитуда эхо-сигнала
(эквивалентная площадь). Измеренное значение амплитуды А
сравнивают со значением контрольного Ак и браковочного Абр
уровней чувствительности (см. рис. 5.6) с учетом глубины зале-
гания дефекта. Если А > Абр, дефект считают недопустимым
по амплитуде (бракуют), если Абр > А Ак — допустимым.
Иногда контрольный уровень не используют. В этом случае отбра-
ковывают любой зафиксированный (А Абр) дефект, понятие
допустимый дефект здесь не используется. Такая альтернативная
система оценки обычно вводится, когда разность размеров недо-
пустимых и допустимых дефектов сопоставима с точностью изме-
рения амплитуды эхо-сигналов и, следовательно, не может быть
достоверно зафиксирована. Кроме того, она целесообразна, когда
исправление дефектного участка экономически выгоднее, чем на-
блюдение за допустимыми дефектами в последующей эксплуатации
изделия. Примером может служить контроль сварных швов тонко-
стенных труб (3 ... 5 мм) малого (25 ... 40 мм) диаметра.
Отражатели с А < Ак и с А < Абр (при отсутствии контроль-
ного уровня) фиксации не подлежат, т. е. дефектами не считаются.
Окончательную оценку допустимости дефектов с Абр > А >
Ак проводят по условным протяженности, высоте, площади и
числу дефектов на единицу длины (площади, объема) изделия.
Если измеренное значение хотя бы одной из этих характеристик
превышает предельно допускаемое, дефект считают недопустимым.
Данные определения геометрической формы и характера де-
фектов служат дополнительной информацией при обсуждении
вопроса о потенциальной опасности дефекта. Использовать эту
216
Дефект допустимей
Рис. 5.10. Одно- и двухуровневая системы оценки допустимости дефектов
информацию в качестве браковочного критерия позволяет опи-
санная ниже система оценки с двумя браковочными уровнями [12].
Как правило, нормативной документацией регламентируется
одно предельное значение для изделия определенной толщины,
т. е. действует один браковочный уровень Лбр для всех дефектов
независимо от их потенциальной опасности. При этом неизбежна
перебраковка по мелким неопасным объемным включениям, порам.
Согласно современным представлениям механики разрушения
о потенциальной опасности дефектов различной объемной формы,
уровни отбраковки плоскостных и объемных дефектов должны
быть различными. Возможность достоверной количественной иден-
тификации формы дефектов по данным УЗ-контроля (см. под-
разд. 3.3) позволяет ввести второй, более «мягкий» уровень Лбр
отбраковки для объемных дефектов.
Реализация двухуровневой системы оценки допустимости де-
фектов иллюстрируется схемой на рис. 5.10. При одноуровневой
системе (штриховые линии) дефект признают или допустимым,
если Л < Лбр, или недопустимым, если А > Лбр. При двух-
уровневой системе (сплошные линии) для дефектов с Л > Лбр
определяют их форму. Если дефект оценен как плоскостной, его
признают безусловно недопустимым. Если же дефект объемный,
то его допустимость оценивают на другом, более «мягком» уровне
чувствительности ЛбР. Далее дефекты с Л > Лбр отбраковывают
как крупные объемные, дефекты же с Л Лбр как мелкие объем-
ные считают допустимыми (при одноуровневой системе их отбра-
ковывают). Отметим, что разделение дефектов на недопустимые
плоскостные и крупные объемные, с одной стороны, и допустимые
мелкие объемные, с другой, соответствует действующим нормати-
вам радиографического контроля. Впервые изложенный подход
реализован в энергомашиностроении, где принято Лбр/Лбр == 0,5
(отраслевые технологии УЗ-контроля в соответствии
с ОСТ 108.004.108—80 и ОП 501 ЦД—75).
Полученные в результате контроля данные измерений и вывод
о наличии или отсутствии дефектов нормативного размера фик-
сируют в отчетном протоколе (заключении). Вывод о качестве
217
изделия записывают в альтернативной форме: соответствует или
не соответствует техническим условиям. Протокол входит в пас-
портную документацию изделия, передаваемую заказчику, кото-
рый организует наблюдение за развитием допустимых (в изго-
товлении) дефектов посредством системы эксплуатационного кон-
троля.
В заключение отметим, что решение вопроса о допуске к экс-
плуатации изделия с зафиксированными дефектами не является
функцией системы контроля.
5.2. ОСНОВНЫЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Определение основных параметров. К основным относят пара-
метры, которые обусловливают достоверность результатов УЗ-кон-
троля. Ряд парахметров всецело определяется применяемой аппа-
ратурой. В связи с этим из совокупности параметров контроля
выделяют параметры аппаратуры. Параметры контроля и аппара-
туры, установленные при рассмотрении взаимосвязи отдельных
элементов процесса УЗ-дефектоскопии, отображаемого его струк-
турной схемой (рис. 5.11), сведены в табл. 5.1.
Длина X волны и частота f УЗ-колебаний. Как показано выше,
настройку чувствительности дефектоскопа следует рассматривать
как настройку дефектоскопа по эталонному отражателю на вы-
явление дефектов с заданным условным коэффициентом /Сд вы-
являемое™ дефекта:
- ил/и0,
где t/д и t/0 — максимальные амплитуды эхо-сигналов соответ-
ственно от дефекта и эталонного отражателя.
Программа работы
дешифратора
Рис. 5.Н. Обобщенная структурная схема процесса УЗ-дефектоскопии
218
Таблица 5.1
Основные параметры
Параметры контроля - г Параметры контроля
Длина волны %, мм Частота /, МГц
Чувствительность: реальная, мм предельная Sn, мм2 эквивалентная Sa, мм Ч уветви тел ь ность: условная Ку, мм, дБ эквивалентная 5Э, мм
Направленность поля преобразователя а0, > Фо> ° Размеры преобразователя а, мм
Угол ввода луча ах, ° Угол призмы Р, °
Точность измерения координат (точ- ность селектирования) А, % Погрешность глубиномера (системы селекции) Аг, %
Мертвая зона ZM, мм Длительность: зондирующего импульса т, мкс реверберационных шумов из приз- мы Тр, мкс
Плотность сканирования (неравномер- ность предельной чувствительности) Д5П, мм2 Параметры сканирования: шаг Дс, мм угол вращения у, ° шаг вращения Дв, мм
Стабильность акустического контакта (дисперсия коэффициента прозрачно- сти границы преобразователь—металл) Дисперсия опорного сигнала <?^п, дБ
Разрешающая способность по даль- ности Д, мм Разрешающая способность Тр, мкс
Разрешающая способность по углу фу, мм —
Длина ультразвукового импульса в металле Дги, мм Длительность зондирующего импуль- са т, мкс
Минимальный условный размер фик- сируемого дефекта ДХтт, мм Инерционность индикатора Ги, мкс Скорость сканирования ис, мм/с
219
При прочих равных условиях значение коэффициента
определяется частотой упругих колебаний, т. е.
Кд = Ф,
где q — степень, в которую возведена частота f и значение которой
определяется видом дефекта и эталонного отражателя.
Допуск Л/ на отклонение частоты /0 при эталонировании чув-
ствительности по образцу из контролируемого материала опреде-
ляется выражением [321
’ [Ю'^Д^ах^-Ц,
/о
где | ЛЛд |max 2 дБ — случайная погрешность измерения коэф-
фициента Лд, обусловленная колебаниями стабильности акусти-
ческого контакта и неточностью установки преобразователя в по-
ложение, соответствующее максимальной амплитуде эхо-сигна-
лов от дефекта и эталонного отражателя.
Если дефект близок по форме к дисковому отражателю, то при
эталонировании чувствительности по отражателю в виде боко-
вого цилиндрического отверстия допуск Д/7/о приблизительно
равен 12 %, по вогнутой цилиндрической поверхности 8,5 %.
Для измерения длины волны X и частоты колебаний f исполь-
зуют две группы способов. Способы первой группы основаны
на измерении частоты f и последующем вычислении длины волны X
по известному значению скорости с2 распространения упругой
волны в контролируемом металле. Способы второй группы пре-
дусматривают измерение длины упругой волны X и последующий
расчет частоты /, если известно значение скорости с2 в материале,
для которого было измерено значение %.
В практике неразрушающего контроля используют способ
первой группы, основанный на измерении длительности т эхо-
сигнала и числа N колебаний в нем (рис. 5.12). Частоту /р опреде-
ляют по формуле
fp =-- N/r,
где /р — в МГц; т — в мкс.
Из возможных способов второй группы (ГОСТ 14576—85,
ГОСТ 14782—86) в практике легко реализуются способы, основан-
ные на интерференции эхо-сиг-
налов от близко расположенных
друг от друга отражателей
(рис. 5.13). При значительном
Рис. 5.12. Схема измерения частоты
упругих колебаний, возбуждаемых на-
клонным преобразователем:
1 — дефектоскоп; 2 — ждущий генератор
задержанного импульса; 3 — широкополос-
ный осциллограф; 4 — образец с фокуси-
рующей цилиндрической поверхностью
(СО-3); 5 — преобразователь, частоту из-
лучаемых колебаний которого измеряют
220
удалении преобразователя отточки 0 пересечения этих отражателей
на экране дефектоскопа воспроизводятся два отраженных импульса.
По мере приближения преобразователя к точке О временной сдвиг
между эхо-сигналами на экране уменьшается. При некотором
максимальном расстоянии Утах от плоскости падения волны до
сечения, где пересекаются отражатели, задний фронт первого
эхо-сигнала сливается с передним фронтом второго. Очевидно,
что расстояние Утах при прочих равных условиях обусловлено
длительностью эхо-сигналов т. Измерив Угаах, легко рассчитать
значение т:
для образца на рис. 5.13, а
т = У - sin а;
для образца на рис. 5.13, б
___ 2Уmax tg <р
L _
с2
где ф — истинное значение угла между отражающими поверхно-
стями пазов; с2 — измеренное значение скорости распространения
упругой волны в материале образца.
При дальнейшем смещении преобразователя наблюдается слия-
ние эхо-сигналов в один, а затем раздвоение; расстояние ДУ ме-
жду сечениями, соответствующими максимальному раздвоению
Рис. 5.13. Образцы для измерения дли-
ны волны:
а — по ГОСТ 18576—85; б — по
ГОСТ 14782—86
221
сигналов, определяется длиной упругой волны. Определив усред-
ненное значение ДУ расстояний между соседними положениями
преобразователя, при которых провал между двумя эхо-сигна-
лами, наблюдаемыми на экране дефектоскопа, максимален, зна-
чение Х2 вычисляют по следующим формулам:
для образца на рис. 5.13, а
Х2 = 2 ДУ tg <р sin а;
для образца на рис. 5.13, б
Х2 = 2 ДУ tg <р.
Заметим, что способы второй группы не требуют применения
радиоизмерительной аппаратуры.
Чувствительность. В УЗ-контроле различают чувствитель-
ность пяти видов: абсолютную, реальную, предельную, условную
и эквивалентную. В зависимости от настройки чувствительность
дефектоскопа с преобразователем может принимать разные зна-
чения. Чувствительность (предельная, условная, эквивалентная),
при которой измеряют характеристики выявленных дефектов и
по ним оценивают качество объекта, называют чувствительностью
оценки. На время поиска дефектов в процессе сканирования чув-
ствительность оценки повышают в 2 ... 4 раза. Такую чувстви-
тельность называют чувствительностью поиска.
Заметим, что порог электрической чувствительности опреде-
ляется отношением амплитуд минимального регистрируемого сиг-
нала на входе усилителя t/mln (при максимальной чувствитель-
ности приемника) к максимальному сигналу (70, возбуждающему
преобразователь, т. е. отношением Um[n/U0. Обобщающей харак-
теристикой порога чувствительности дефектоскопа с преобразо-
вателем является абсолютная (максимальная акустиче-
ская) чувствительность, равная отношению амплитуды мини-
мального акустического сигнала Pmln, который регистрируется
дефектоскопом с преобразователем, к максимальной амплитуде
акустического зондирующего импульса Ро, и связанная с электри-
ческой чувствительностью зависимостью
4^ = -V ехр (26Л) ,
где К — двойной коэффициент преобразования; D — коэффи-
циент прохождения по энергии границы призма (протектор) —
изделие; гх — средний путь ультразвука в призме (протекторе)
из материала с коэффициентом затухания бх.
Абсолютную чувствительность дефектоскопа с конкретным
преобразователем можно определить по образцу из материала
с известными акустическими характеристиками, в котором вы-
полнен искусственный отражатель. На образце находят положе-
ние преобразователя, соответствующее максимальной амплитуде
эхо-сигнала от отражателя, и по аттенюатору определяют резерв
222
AN (дБ) чувствительности, т. е. число делений аттенюатора,
на которое еще можно повысить чувствительность до ее макси-
мального значения или до появления электрических шумов.
Абсолютную чувствительность определяют как сумму значений
AW (дБ) и отношения Р'IPQ (дБ), рассчитанного для данного от-
ражателя по соответствующему выражению, приведенному в гл. 2.
Реальная чувствительность характеризуется минималь-
ными размерами реальных дефектов конкретного типа, выявляе-
мых в конкретном объекте на заданной глубине при определенной
настройке аппаратуры. Она может быть определена в результате
статистической обработки данных контроля и металлографиче-
ского исследования большой серии объектов этого вида.
Предельная чувствительность характеризуется мини-
мальными размерами искусственного, оптимального по выявляе-
мое™ отражателя, который еще уверенно (с вероятностью не ме-
нее 0,99) обнаруживается на заданной глубине в конкретном
объекте при определенной настройке аппаратуры. В качестве
меры предельной чувствительности используют площадь Sa ди-
скового отражателя с зеркально отражающей поверхностью,
ориентированной нормально к акустической оси преобразователя.
Условная чувствительность характеризуется размерами
и максимальной глубиной залегания выявляемых искусственных
отражателей, принятых в качестве эталонных и выполненных
в образце из материала с определенными акустическими свой-
ствами.
Реальная и предельная чувствительности определяют чув-
ствительность метода в целом, а условная — только чувствитель-
ность дефектоскопа с преобразователем.
Реальная и предельная чувствительности при контроле кон-
кретных объектов могут быть воспроизведены по условной, если
частота упругих колебаний, диаграмма направленности, средний
путь ультразвука в призме и материал призмы преобразователя
соответствуют частоте, диаграмме, пути и материалу при кото-
рых определена заданная условная чувствительность.
Для эталонирования условной чувствительности К? дефекто-
скопа с аттенюатором, проградуированным в децибелах, приме-
няют образцы СО-2, СО-1 по ГОСТ 14782—86. При отсутствии
в дефектоскопе аттенюатора условную чувствительность эталони-
руют по стандартному образцу СО-1.
Значения условной чувствительности, измеренные по различ-
ным образцам, могут быть сопоставлены экспериментально.
Предельную чувствительность Sn дефектоскопа с преобразо-
вателем для заданной глубины Н контроля можно определить
по различным эталонным отражателям с размерами Ьо, /0» выпол-
ненным на глубине Яо в испытательных образцах из контроли-
руемого металла, если измерен условный коэффициент выявляе-
мое™ предполагаемых дефектов
^ = Ух-(^ + ДУ),
223
где Nx — показание аттенюатора, при котором оценивают пре-
дельную чувствительность, дБ; NQ — показание аттенюатора,
соответствующее ослаблению эхо-сигнала от эталонного отража-
теля в испытательном образце до уровня, при котором оценивают
предельную чувствительность, дБ; &N — разность между коэф-
фициентами прозрачности границы призма преобразователя —
металл контролируемого объекта и границы призма преобразова-
теля — металл испытательного образца, дБ (AN < 0).
Значение AM удобно определять экспериментально как раз-
ность максимальной амплитуды Мк эхо-сигнала от цилиндриче-
ского отверстия в контролируемом материале и максимальной
амплитуды N& от такого же цилиндрического отверстия в испы-
тательном образце, т. е. AW = Л/к NQ. При эталонировании
чувствительности по испытательному образцу с такими же фор-
мой и шероховатостью поверхности, какие имеет и контролируемое
изделие, принимают AJV 0.
Предельную чувствительность дефектоскопа с преобразовате-
лем можно непосредственно измерить (или настроить) по испыта-
тельному образцу с одним или несколькими эталонными отража-
телями различного размера в виде отверстий с плоским дном.
В связи со сложностью изготовления и проверки точности
выполнения отверстий с плоским дном, ориентированным пер-
пендикулярно к акустической оси преобразователя, при контроле
наклонным преобразователем допускается применение угловых
и сегментных отражателей. Плоскость сегмента так же, как и
плоскость отверстия, должна быть перпендикулярной к акусти-
ческой оси преобразователя. Чтобы амплитуду эхо-сигнала от
сегментного отражателя приблизить к амплитуде эхо-сигнала от
отверстия с плоским дном такой же площади, сегментный отража-
тель должен иметь высоту, большую длины поперечной волны,
а отношение высоты к ширине должно превышать 0,4.
Высота и ширина углового отражателя должны быть больше
длины поперечной волны, а отношение высоты к ширине углового
отражателя выбирают в пределах 0,5 ... 4,0. При этом амплитуды
эхо-сигналов от отверстия с плоским дном площадью Sn, опреде-
ляющей предельную чувствительность, и углового отражателя
площадью 5Д будут близки, если Sn -= МЗД, где коэффициент N
выбирают с учетом диаграммы направленности применяемого
преобразователя.
Вследствие ряда допущений, принятых при выводе формул,
и погрешностей, имеющих место при выполнении эталонных от-
ражателей в испытательных образцах, при эталонировании пре-
дельной чувствительности по различным эталонным отражателям
наблюдается существенный разброс значений Sn. В связи с этим
для обеспечения воспроизводимости результатов настройки пре-
дельной чувствительности целесообразно применять единый эта-
лонный отражатель. На практике в качестве такого отражателя
широко используют фокусирующую цилиндрическую поверх-
224
ность. Для эталонирования предельной чувствительности по фо-
кусирующей поверхности применяют АРД-диаграммы, связыва-
ющие эквивалентную площадь выявленного дефекта (предельную
чувствительность), условный коэффициент выявляемое™ дефекта
относительно фокусирующей поверхности и глубину расположе-
ния искомого дефекта. Рабочую АРД-диаграмму строят для кон-
кретных материала, частоты упругих колебаний, размеров преоб-
разователя и угла ввода луча.
Эталонный цилиндрический отражатель (боковое отверстие)
обладает рядом преимуществ по сравнению с перечисленными
отражателями:
1) цилиндрический отражатель, являющийся ненаправленным,
можно применять для преобразователей с различными углами
наклона акустической оси;
2) при эталонировании чувствительности по цилиндрическому
боковому отверстию допустимо большее отклонение рабочей ча-
стоты от номинального значения, чем при эталонировании по фо-
кусирующей цилиндрической поверхности;
3) при эталонировании чувствительности по цилиндрическому
отражателю опорный сигнал формируется за счет той централь-
ной части УЗ-пучка, которая формирует эхо-сигнал от абсолют-
ного большинства реальных дефектов; в связи с этим возможные
искажения основного лепестка диаграммы направленности ска-
зываются на достоверности результатов контроля в значительно
меньшей степени, чем при эталонировании чувствительности
по бесконечной плоскости или по фокусирующей цилиндрической
поверхности;
4) в отличие от отверстия с плоским или сферическим дном
и сегментного или углового отражателей цилиндрический отра-
жатель технологичен, позволяет легко обеспечить воспроизводи-
мость его отражающих свойств.
Для эталонирования предельной чувствительности по цилин-
дрическому отражателю удобно использовать расчетные SKH-диа-
граммы, связывающие эквивалентную площадь выявляемого де-
фекта S (предельную чувствительность), условный коэффициент
выявляемое™ дефекта относительно цилиндрического отра-
жателя и глубину Н расположения искомого дефекта.
Для обеспечения единства в эталонировании чувствительности
по цилиндрическому отражателю целесообразно применять отра-
жатель диаметром 260, расположенный на некоторой глубине Н$.
В общем случае эхо-сигнал Uo от цилиндрического отражателя
формируется из эхо-сигнала Uoq. отраженного от поверхности
отверстия обратно к преобразователю, и сигналов [/0, возни-
кающих за счет волны скольжения, обогнувшей отверстие. Если
сдвиг А/о во времени между сигналами UoQ и UQ не превышает
длительности т зондирующего импульса, то сигналы интерфери-
руют между собой, ослабляя или усиливая максимальную ам-
плитуду Uо суммарного эхо-сигнала. Сдвиг Л^о обусловливается
8 П/р Н. П. Алешина 225
только диаметром 260 отверстия. В связи с этим в определенном
диапазоне значений 260 наблюдаются осцилляции зависимости
Uo = t/o (b0), что может привести к погрешности при эталониро-
вании чувствительности по цилиндрическому отражателю.
Волна скольжения не участвует в формировании максималь-
ной амплитуды эхо-сигнала {/0 от цилиндрического отверстия
на глубине Но, если его радиус
Ьо > 0,5 тс/2/[л — 0крз + cos а0 sin 0KpS -f- (1 — cos 0Kp3)].
Если цилиндрический отражатель предполагается использо-
вать также и для исследования направленности поля наклонного
преобразователя, целесообразно принять bJH0 0,2.
В соответствии с изложенным параметры Ьо и Яо цилиндриче-
ского отражателя для эталонирования предельной чувствитель-
ности и исследования направленности поля преобразователя
следует выбирать из условия
0,55т О,2ОЯо,
где т — в мкс; Яо — в мм.
Очевидно, что такой отражатель целесообразно выполнять
непосредственно в образцах СО-2 или СО-2А по ГОСТ 14782—86,
согласно которому Но = 44 мм.
Если учесть, что в современных дефектоскопах тшах = 5 мкс,
то можно принять Ьо = 3 мм, Но = 44 мм. Тогда формулы для
расчета SKH-диаграмм при условии, что отражатель (дефект)
расположен в дальней зоне преобразователя, можно записать
следующим образом:
S„ = 10кд/2°(Я + Arcosа0)2 *, . х
f J/cosa0
„ 0.86с<а Г26Ь(Я-44) -1
(44 + Дг cos а0)3/2 " [_ cos а0 J ’
где Ни кг — в мм; ct2 — в мм/с; f — в Гц; 6t2 — в мм-1; Кд —
в дБ.
Согласно уравнению, SKH-диаграмму следует рассчитывать
для конкретного материала и наклонного преобразователя с за-
данными значениями rlt Сц и угла а0 ввода луча, независимо от
размеров пластины в преобразователе, а также для определенного
диапазона частот в пределах которых значение коэффициента
затухания 6t2 можно считать постоянным.
Не представляет труда изготовить комплект преобразователей
с различными углами а0 для данного контролируемого металла
так, чтобы выполнялось условие
Г17Г ~<S~=Af cos ao=A*=const.
COS p
На рис. 5.14 приведена в качестве примера SKH-диаграмма
как функция Sn = / ]/cos a0 = F (Кд, H) для низкоуглероди-
226
Рис. 5.14. Пример по-
строения SКН-диаграммы и
определения предельной чув-
ствительности и эквивалент-
ной площади
стых и низколегирован-
ных сталей (ct2 =
= 3260- 10s мм/с, 6t2 <
<0,001 мм”1) и типо-
вых преобразователей
(clt = 2670.1О3 мм/с,
h == 6 мм), по которой
можно построить диа-
граммы для преобразо-
вателей с конкретными
значениями а0 и /0 <
< 3 МГц. Этот же ри-
сунок иллюстрирует по-
строение рабочей SKH-
диаграммы для а0 = 50°
и / = 2 ... 3 МГц.
Если при контроле
объектов из сталей
предельную чувстви-
тельность эталонир уют
по стандартному образ-
f,МГц 5,0 2,5 2,0 Кд-1286Ю 8 6 4 2 0-2-4
0 10 20 50 40 50 60 70 80 Н,мм
цу СО-2, то значения Кд + Д# соответствуют условной чувстви-
тельности.
Рассмотрим порядок применения SKH-диаграмм на конкрет-
ных примерах.
Пусть контроль стыковых сварных соединений листов толщиной 50 мм из
низкоуглеродистых сталей = 3260 м/с) предполагается выполнять посред-
ством типовых наклонных преобразователей с параметрами: р — 40 , h* — 6 мм,
Сц = 2670 м/с. Частота УЗ-колебаний, возбуждаемых преобразователем, лежит
в пределах 2,5 МГц ±20%. Коэффициент затухания ультразвука при этом
6$ = 0,001 мм*-1. При измерении по образцу СО-2 установлено, что а ж 50°,
SKH-диаграмма, рассчитанная по приведенному выражению для этих условий
при 2д0 = 6 мм, Н0 — 44 мм, показана на рис. 5.14.
Пример 5.1. Измерением установлено, что частота ультразвука, излучаемого
преобразователем, / — 2,5 МГц. Эталонирование осуществляем по испытатель-
ному образцу с цилиндрическим отверстием диаметром 260 = 6 мм, расположен-
ным на глубине Яо = 44 мм. Показание аттенюатора, соответствующее макси-
мальному ослаблению, при котором звуковым индикатором еще уверенно реги-
стрируется эхо-сигнал от цилиндрического отверстия в образце, составляет N —
= 38 дБ.
Определяем предельную чувствительность Sn при данной настройке дефекто-
скопа (Nx— = 38 дБ) и расположении дефектов на глубине Н = 30 мм.
Искомое значение предельной чувствительности на SKH-диаграмме соответ-
ствует точке пересечения ординаты Н — 30 мм с линией Кд = Nx — Nq — Q
и составляет Sn л? 5 мм2.
Настраиваем дефектоскоп на предельную чувствительность Sn = 7 мм2
для глубины расположения искомых дефектов Н — 65 мм; No — 38 дБ.
8*
227
Заданным значениям Sn и Н согласно SKH-диаграмме соответствует » х
= Кх — Яо = — 9 дБ. Тогда Nx = Кд+ No = —9+ 38= 29 дБ.
Пример 5.2. В результате измерений установлено, что частота ультразвука,
излучаемого преобразователем, f — 2,2 МГц.
Эталонирование осуществляем по образцу СО-2 (260 = 6 мм, Яо = 44 мм).
Путем сопоставления амплитуд эхо-сигналов от одинаковых цилиндриче-
ских отверстий в листе контролируемого металла и в стандартном образце СО-2
установлено, что ДМ = —6 дБ.
Показание аттенюатора, соответствующее максимальному ослаблению, при
котором звуковым индикатором еще уверенно фиксируется эхо-сигнал от цилин-
дрического отверстия в стандартном образце, составляет Мо = 43 дБ.
Определяем эквивалентную площадь 5Э выявленного дефекта; согласно
измерениям глубина расположения дефекта Н = 50 мм, а показание аттенюатора,
при котором еще фиксируется эхо-сигнал от дефекта, Nx = 37 дБ.
Искомое значение эквивалентной площади 5Э « 14 мм2 выявленного дефекта
на SKH-диаграмме соответствует точке пересечения ординаты Н = 50 мм с ли-
нией Кд = Nx — (Мо + ДМ) = 37 — (43 — 6) = 0.
При настройке предельной чувствительности по любому отра-
жателю на глубине Яо, отличному от плоскодонного, в основу
расчета АРД- или SKH-диаграмм для обеспечения единства в эта-
лонировании чувствительности целесообразно вначале измерить
эквивалентную площадь 5э0 данного отражателя, пользуясь
соответствующими образцом и диаграммой, а далее определить
предельную чувствительность Sn для глубины Н по соотношению
о _ in^x-(^0+AAZ)]/2° (Я + Дг cos а)2 Г 26f3
6п - 1U 6э0 (Яо + Дг cos а0)? еХР Х
Х(Я0-Я)1,
где q = 2 — для эталонного отражателя, существенно меньшего
ширины УЗ-пучка (плоское или сферическое дно отверстия, сег-
ментный или угловой отражатель, вертикальное отверстие и т. п.)г
q= 1,5—для эталонного отражателя, превышающего по про-
тяженности ширину УЗ-пучка (паз, боковое отверстие и т. п.).
По SKH-диаграммам можно определить эквивалентные пло-
щади S3 выявленных дефектов, если для них измерены значе-
ния Кд и Н.
Дефектоскопы, с преобразователем, настроенные на одно зна-
чение предельной чувствительности, имеют равную реальную
чувствительность при условии, что частота УЗ-колебаний и диа-
граммы направленности преобразователей одинаковы.
При эталонировании чувствительности не учитывается воз-
можное влияние флуктуаций коэффициента прозрачности кон-
тактирующего слоя на реальную чувствительность контроля свар-
ных соединений. Установлено, что чувствительность практически
не зависит от толщины слоя контактирующей среды между на-
клонным преобразователем и поверхностью проката. Однако кон-
тактирование поверхности металла с жидкостью может привести
к снижению чувствительности контроля при прозвучивании соеди-
нения отраженным лучом. Действительно, при каждом отражении
от поверхности металла интенсивность УЗ-волны, а следова-
тельно, и амплитуда эхо-сигнала от выявляемого дефекта сни-
228
Таблица 5.2
Расчетные и экспериментальные значения
коэффициентов потери чувствительности АС0 и АСОИ
Среда а, ° /Со *ои (экспери- мент)
контроли- руемая контактирующая Расчет Экспери- мент
Сталь Вода 50 65 0,84 0,85 0,84 0,82 —
Минеральное масло 50 65 0,87 0,88 0,89 0,87 0,50 0,57
Дюралюминий Вода 50 65 0,59 0,60 0,59 0,63 —
Минеральное ма- сло 50 65 0,65 0,67 0,62 0,65 0,11 0,44
жаются в Ко раз, где Ко — коэффициент потери чувствитель-
ности.
Обозначив через Uo амплитуду эхо-сигнала от выявляемого
дефекта при прозвучивании прямым лучом, получим амплитуду
эхо-сигнала при прозвучивании /n-кратно отраженным лучом
ип = к?и0.
Расчетные значения Ко для наиболее часто применяемых в де-
фектоскопии сред приведены в табл. 5.2.
Если толщина слоя, покрывающего поверхность металла,
меньше длины волнового пакета, то вследствие интерференцион-
ных явлений в слое коэффициент потери чувствительности К^
может быть существенно меньше расчетного значения Ко- Средние
значения измерений коэффициентов Ко и ЛОи сведены в табл. 5.2.
На рис. 5.15 показаны зависимости амплитуды эхо-сигнала,
характеризующие чувствительность контроля, от числа отраже-
ний т при смачивании поверхности металла слоем масла (кон-
тактный вариант) или при погружении ее в воду (иммерсионный
вариант).
Как следует из анализа кривых, потери чувствительности, свя-
занные с контактированием поверхности металла с жидкостью
и зависящие от способа ввода колебаний (контактный или иммер-
сионный), возрастают с увеличением числа отражений, достигая
50 ... 80 %.
Направленность поля преобразователя определяет ряд других
основных параметров — реальную чувствительность, угол ввода
луча, точность измерения координат, плотность сканирования
и др.
Направленность поля описывают диаграммами направленно-
сти в плоскости падения волны Ф (а) и в плоскости, нормальной
229
Рис. 5.15. Зависимости потери чувстви-
тельности от числа отражений:
/ — сталь, в воде одна поверхность: 2 — сталь,
в воде две поверхности; 3 — сталь, контакт-
ная поверхность покрыта слоем масла; 4 —
дюралюминий, в воде две поверхности; 5 —
дюралюминий, контактная поверхность по-
крыта слоем масла
Рис. 5.16. Диаграммы направлен-
ности поля наклонного преобразо-
вателя в стали (р — 40°; af ==
= 15 мм-МГц); Фт (ср) — расчет;
Фа (ф) — аппроксимация; точки —
эксперимент
к ней (дополнительной плоскости) Ф (7). Для прямых преобразо-
вателей с дисковыми излучателями диаграммы Ф (а) и Ф (у)
совпадают.
Выражения для расчета диаграмм весьма сложны. Для реше-
ния многих практических задач ограничиваются приближенным
(аппроксимированным) описанием основного лепестка диаграммы
эт
фа (Ф) = COS-5^-(Ф).
где ф0 — половина угла раскрытия основного лепестка на уровне
Фа (фо) = 0,8.
Углы ф0 можно рассчитать или определить экспериментально
(рис. 5.16). Экспериментальное определение диаграммы может
быть выполнено путем измерения огибающих серии эхо-сигналов
от бокового цилиндрического отражателя или измерения ампли-
туды волны, падающей на вогнутую цилиндрическую поверх-
ность, посредством пьезоэлектрического или электромагнитно-
акустического приемника [32]. Первый способ в отличие от вто-
рого не требует специального оборудования и легко реализуем
на практике. Величина ф0 зависит от параметра af и угла призмы р
(рис. 5.17).
Следует заметить, что угол а0 наклона акустической оси преоб-
разователя в общем случае больше угла ввода колебаний,
соответствующего максимальной амплитуде эхо-сигнала от не-
230
направленного отражателя, и отличается от угла преломления ас
по Снеллиусу; при этом соблюдаются неравенства:
04 < а0 при а0 > 0;
а0 > а0 при а0 < аот;
а0 « а0 при а0 « аст;
а0 < а0 при а0 > аст,
где аст — угол преломления, рассчитанный по уравнению Снел-
лиуса и соответствующий максимальному коэффициенту прозрач-
ности при трансформации плоской продольной волны в попереч-
ную на границе преобразователя с металлом.
Угол ввода колебаний. При контроле изделий и сварных соеди-
нений пределы перемещения преобразователя и глубину распо-
ложения выявленных дефектов определяют исходя из соответ-
ствия истинного угла 04 ввода луча расчетному значению а10.
Приняв, что в большинстве случаев а10 ~а0, необходимый
угол Ро призмы, соответствующий заданному углу а10, можно
определить по графикам, приведенным в работе [32]; для преоб-
разователей с параметром af 15 мм. МГц его можно рассчитать
по выражению Снеллиуса:
Во = arcsin ( sin а10 ).
\ С*2 /
Однако даже при правильно выбранном угле р0 в процессе
контроля возможны отклонения Да истинного угла ввода луча ах
от расчетного значения а10 вследствие изменения: угла призмы
в результате ее истирания; положения призмы, приводящего
к непараллельности ее рабочей плоскости и поверхности металла;
(р °
8
6
4
О
-4
-6
-8
О 10 20 30 О 10 20 30 О 10 а/,мм-МГц
а) б) в)
Рис. 5.17. Расчетные зависимости угла <р0 раскрытия основного лепестка на
уровне Ф (ф) = 0,8 диаграммы направленности наклонных ПЭП от параметра af
и угла призмы ₽:
а плексиглас — сталь; б — плексиглас — алюминий; в — вода — сталь
231
Рис. 5.18. Расчетные за-
висимости приращения
угла ввода УЗ-колебаний
•для стали от угла исти-
рания призмы (штрихо-
вая линия) и угла ее подъ-
ма (сплошная линия) при
₽о = 50°
скоростей распространения УЗ-колебаний ввиду понижения или
повышения температуры t призмы преобразователя и металла.
С учетом того, что в процессе дефектоскопирования угол
истирания призмы | Л(51 < 2° и непараллельность 10 | < 2°,
получено _____________________________
Да = Д₽/ [(с/2/са)2 — sln2a10]/(l — sin2a10) =
= ДР/ (1 — sin2p0)/[(cZ2/cZi)2 — sln2Pol
Да « Д0/~(сд/сж)2 — sin2p]/[(crt/c/2)2 - sin2P].
Из анализа этих выражений, а также рис. 5.18, следует, что
приращение угла ввода колебаний, вызываемое подъемом призмы
на Г, значительно превосходит приращение того же угла при
износе призмы, равном также Г. Если принять допустимым
отклонение угла ввода Да = 2°, то при контроле типовым преоб-
разователем с углом призмы р = 50° износ призмы не должен
превышать Др Г, а подъем 0 « 0,4°.
Приращение угла ввода вследствие изменения темпера-
туры в диапазоне t = 0 ... 60 °C, при которой можно вести кон-
троль, обусловлено температурными изменениями скорости про-
дольной волны в материале призмы, составляющими для органи-
ческого стекла Дсг1 = —3 м/с на Г. Если Да1и = 6°, то значе-
ние Да4 (в градусах) можно определить по формуле
Ла ~ 57 3 Г 1-0>00П2(<и-20) _ .~| t
Д“' ~ 57,,i |_ i _ 0)00112 (/к 20) 1J tg “1и’
где /и — температура, соответствующая углу ввода а1и; tK —
температура контроля.
С помощью номограммы (рис. 5.19), рассчитанной по приве-
денной формуле, можно определить приращение Да4 угла ввода
колебаний при изменении температуры от значения /и, соответ-
232
ствующего углу ввода а1и, до значения <к. Следует подчеркнуть,
что номограмма и приведенное выражение справедливы для кон-
троля любых металлов с помощью наклонных преобразователей,
призма которых выполнена из органического стекла.
Точность измерения координат дефектов. Координаты Н и L
расположения отражателя (дефекта) можно определить тремя
способами. При первом способе измеряют временные сдвиги эхо-
сигналов 7\ и Т2 от отражателя при некоторых произвольных
положениях преобразователя и расстояние Iq между этими поло-
жениями (рис. 5.20). Затем по значениям-7\, Т2, ^д, скорости
упругой волны с2 в контролируемом материале и времени 2/п
распространения ультразвука в призме преобразователя рассчи-
тывают координаты Н и L.
В отличие от первого при втором и третьем способах преобра-
зователь находится в положении, соответствующем максимальной
амплитуде эхо-сигнала от
отражателя при озвучива-
нии его прямым (т == 0)
или однократно отражен-
ным (т = 1) лучом. При
втором способе измеряют
расстояние 1б и по извест-
ной толщине и углу
ввода колебаний а рас-
считывают координаты Н
и L (или LJ. При третьем
способе измеряют времен-
ной сдвиг TQ и по извест-
ным значениям с2, 2£п,
а вычисляют Н и L:
Н = 0,5с2 (Го — 2/п) cos а;
L = 0,5с2 (Го — 2/п) sin а.
В практике неразру-
шающего контроля исполь-
зуют третий способ. При
этом точность измерения
координат обусловливает-
ся соответствием истинных
значений Т, tn и а зна-
чениям Го> Lio и <*•
принимаемым при расчете
координат и показаний
Рис. 5.19. Номограмма для оп-
ределения отклонения Aat угла
ввода от истинного значения а1и
в зависимости от температуры
контроля
233
a) 6)
Рис. 5.20. Способы измерения координат дефектов
глубиномерных устройств. Отклонения истинных значений этих
величин от расчетных приводят к систематическим погрешностям
в измерении координат, которые можно учесть, если известны
отношения
л __^изм — Яо , А _ Ьизм— Lo
А”~----н.— ’ Al~------L.---’
где Яизм и £изм — измеренные значения координат (глубины Яо
и расстояния Lo) дефекта.
Из анализа выражений для расчета систематических относи-
тельных погрешностей Лг, Ас, Аа и At измерения координат Н
и L, обусловленных отклонениями значений Т, ct, ах и tn от То,
с10, ао и /п0 соответственно (табл. 5.3), следует, что погрешность Ат,
связанную с погрешностью глубиномера, можно определить, если
известна погрешность АТ, от которой производится отсчет вре-
мени Т, т. е. погрешность глубиномера.
В отличие от Ат погрешности Ас и Аа различны для коор-
динат Н и L. На рис. 5.21, а изображены зависимости относи-
тельной погрешности АсН от угла ввода колебаний а10 при раз-
личных значениях относительного отклонения ct/ctQ скорости
сдвиговой волны. Видно, что АсН близка к нулю, если а0 =
= arctg (ctQ/ct), и возрастает с увеличением а10.
При ct/ctQ =1,05 и а<0 >50° погрешность АсН « 4 %, по-
этому при а10 > 50° необходимо уделять особое внимание уточне-
нию значения ct. Если можно предопределить сь то для умень-
шения АсН глубиномерные устройства следует рассчитывать так,
чтобы выполнялось ус-
ловие ct — ctQ < 0, и
применять преобразова-
тели с углом а0 =
45 .;. 47° (рис. 5.21, б).
Рис. 5.21. Расчетные зави-
симости погрешности Лс#
измерений глубины располо-
жения отражателя от угла
ввода а10 (а) и угла ввода а10,
обеспечивающего минималь-
ную погрешность Лсн, от
отношения сует (б)
234
Таблица 5.3
Формулы для расчета систематических относительных погрешностей измерения координат Н и L дефекта
Погреш- ность Причины погрешности н L Знак ’ погрешности
Ат Неточность отсчета времени Т по глубиномеру Атн т _ 2/п ДТ = То — Т ArL T — 2/p ДТ = To — T При ДТ > 0 Атн > 0, &TL > 0
Аа Отклонение Cf от сщ в k раз, где k = ctlctQ cos а10 &сН k~]/l— k2 sin a10 1 Acl = — 1 При k > 1 (аю 45°) Асн > 0> "4cl < 0
At Изменение (уменьшение) вре- мени /п на Д/п> где = /по — /п Л cos aio AtH~ H AtH = AtL AtL ~ —cto sin a10 д 43 к >> > и" Л Л V О р о
^а Изменение угла призмы на ДР, где ДР = Р — Ро AaH = ,C0Sal°A ' - 1 cos (a10 4- Да) Да = ax — axo A T = sin - 1 aL sin (a10 4- Да) Да = ax — a10 При Д(3 > 0 (Да > 0) АЪн>^ A'aL<Q
А'а1 Подъем призмы на угол 0 При 0>О (Да > 0) ^н>0. А&<0
А111 ла Изменение температуры кон- троля (призмы) на Д/ При Д/ >* 0 (Да > 0) А£н > 0, < 0 ал ' (x>l
4IV а ю Со сл Затухание ультразвука на пу- ти до отражателя (дефекта) При Да < 0 4н<0. А™>0
Рис. 5.22. Расчетные зависимости относительной погрешности At измерения
глубины Н расположения отражателей (дефектов) от изменения 2А/П времени
распространения ультразвука через призму преобразователя с углом 0 = 35° (а)
и от износа 2АЛП призм с различными углами ввода (б):
/-а1О = 70°, Н «10 мм; 2 — а10 « 65°, 20 мм; 3 — а10 = 50°, Н « 50 мм;
4 — а10 = 40°, Н « 100 мм
Если отношение ct/ctQ заранее не известно, то целесообразно
использовать преобразователи с углом а0 = 43 ... 45° для умень-
шения возможной погрешности при ct > cf0.
Значение AcL в отличие от АсН не зависит от угла а0. Для
уменьшения АсЬ при расчете глубиномерных устройств необхо-
димо соблюдать условие ct — ci0 0. При а10 > 55° АсН > ЛсЬ,
поэтому в некоторых случаях более целесообразно определять
местоположение отражающей поверхности путем измерения коор-
динаты L.
Относительные погрешности Агн и AtLt связанные с измене-
нием времени распространения ультразвука в призме преобразо-
вателя (в двух направлениях) на значение 2 Л/п, равны между
собой, обратно пропорциональны глубине расположения отра-
жающей поверхности и возрастают с уменьшением угла ввода
колебаний (рис. 5.22). В связи с этим при контроле изделий малой
толщины необходимо уделять особое внимание измерению аку-
стической задержки /п каждого преобразователя.
Относительная погрешность Аа измерения координат, обуслов-
ленная отклонением истинного значения, угла ввода на Ла от
номинального значения а0, практически пропорциональна Ла.
Погрешность AaL в отличие от возрастает с уменьшением
угла ввода луча (рис. 5.23). При прочих равных условиях значе-
ние АаЬ существенно меньше АаН и в практике контроля не пре-
вышает 8 %. По графикам на рис. 5.23 нетрудно определить до-
пуски на угол ввода колебаний и время распространения ультра-
звука через призму преобразователя.
Так как относительные погрешности Ас, At и Да могут иметь
различные знаки, то в одних случаях они компенсируют, в дру-
гих — дополняют друг друга.
236
Систематические погрешности следует учитывать, если они
соизмеримы со случайной погрешностью Дсл. Эта погрешность
складывается из пеленгационной, обусловленной неточностью
установки преобразователя в положение, при котором дефект
озвучивается под углом ввода а, а также инструментальной,
равной половине деления шкалы глубиномера. Случайные пелен-
гационные относительные погрешности можно определить по вы-
ражениям
I Ан сл |тах (0,1... 0,2) ф0 tg а;
I Al Сл |тах (0,1 . . . 0,2) фо ctg ОС,
где фо — половина угла раскрытия основного лепестка диаграммы
направленности на уровне 0,8, рад.
Плотность сканирования и стабильность акустического кон-
такта. Контроль объектов выполняют в два этапа: 1) сканиро-
вание при предельной чувствительности 5П. с с целью фиксации
сечений, в которых имеются возможные дефекты; 2) оценка при
предельной чувствительности Sn. 0 лишь тех сечений объекта,
которые отмечены на первом этапе.
Условную или предельную чувствительность, при которой
ведется поиск дефектов, называют чувствительностью поиска.
Условную или предельную чувствительность, при которой де-
фекты разделяют на классы по их эквивалентной площади или
максимальной амплитуде эхо-сигнала от них, называют чувстви-
тельностью оценки (или браковочной чувствительностью).
Рис. 5.23. Расчетные зависимости относительных погрешностей Аан (а) и AaL (б)
от изменения угла ввода Аа
237
Чувствительность оценки Sn. 0 выбирают из условия озвучи-
вания выявляемого дефекта акустической осью преобразователя.
В связи с этим предельная чувствительность поиска Sn. с даже
при стабильном акустическом контакте должна быть больше Sn. 0
на Д£п. с, т. е. Sn> с = Sn. с (1 Д*5П> о/^п. о)*
Отношение Д5П. C/Sn. 0, зависящее от шага сканирования Дс,
определяет неравномерность чувствительности в продольном сече-
нии объекта на этапе сканирования, т. е. плотность сканирования.
Сканирование объекта можно вести посредством продольного,,
поперечного, поперечно-продольного, продольно-поперечного пе-
ремещения преобразователя, а также бегающим и качающимся
лучами.
В практике контроля в основном применяют способы попе-
речно-продольного и продольно-поперечного перемещения преоб-
разователя.
Способ сканирования, при котором преобразователь (систему
преобразователей) перемещают в поперечном направлении отно-
сительно контролируемого сечения, систематически сдвигая на
определенный шаг в продольном направлении, является спо-
собом поперечно-продольного перемещения преобразователя
(рис. 5.24, а).
При продольно-поперечном способе перемещения (рис. 5.24, б, в)
преобразователь (систему преобразователей) перемещают в про-
Рис. 5.24. Схемы сканирова-
ния шва посредством попе-
речно-продольного (а) и про-
дольно-поперечного (б, в) пе-
ремещения преобразователя
238
Рис. 5.25. Номограмма для опреде-
ления шага ДС1 и плотности скани-
рования Sn. с/5По о при контроле
стыковых швов стальных листов
толщиной прямым (т = 0) и
однократно отраженным (т = 1)
лучами типового преобразователя
с параметрами п = 15 мм, Дг X
Xsin а0 = 5 мм:
I — а0 = 65°, Hi = 20 мм и а0 = 50°,
Hi == 30 мм; II - а0 ® 50°; =
® 40 мм; III — аь = 65°; Н± = 30 мм;
IV — а0 = 50°, Hi = 50 мм; V — а0 =
= 50°, Hi = 60 мм
дольном направлении отно-
сительно контролируемогосе-
чения, систематически сдви-
гая на определенный шаг
в поперечном направлении.
Расстояние между сосед-
ними траекториями точки
ввода упругих колебаний при
любом способе сканирования
называют шагом сканиро-
вания.
К параметрам сканирования, являющимся основными, так
как они определяют достоверность результатов контроля, относят:
пределы £тщ и Lmax перемещения преобразователя поперек
(вдоль) объекта; шаг Дс продольного (поперечного) сканирования;
максимальную относительную неравномерность чувствительности
Д5П. c/Sn. о по сечению объекта в процессе его сканирования;
угол вращения преобразователя <рШах; шаг Двр вращения преобра-
зователя; скорость ос поперечного (продольного) перемещения
преобразователя.
Значения пяти первых параметров определяются диаграммами
направленности Ф4 (а) и <Dt (у) преобразователя. Шаг сканиро-
вания До и плотность сканирования Sn. O/Sn. 0 взаимосвязанны.
Шаг продольного сканирования Дог можно определить по но-
мограмме (рис. 5.25). В верхней части номограммы помещена
диаграмма направленности Ф? (у) наклонных преобразователей
с параметром af, а в нижней приведены зависимости Дс; (у) для
тех же преобразователей с 0 = 40 и 50°. Для удобства значения у
на диаграмме опущены, а значения Ф? (у) = Sn. c/SB. 0 указаны
в децибелах.
Если известны Sn. C/Sa. 0 = 3 дБ, af = 15 мм-МГц, а0 = 50°
и т = 0, то согласно номограмме Дог = 2 мм; если заданы а0 =
= 50°, т = 1, Нг = 40 мм и Дс; = 3 мм, то Sn. C/Sn. о = 1 дБ.
Шаг Дс| при продольно-поперечном сканировании определяют
по формулам [32 ]:
До^уми-у)'-1
239
или
Дс tt ~ Y + Д'* sin а),
где i = 1, 2, 3, ... —номер шага; n0 = п + Afsina —мнимая
стрела преобразователя; Lt —расстояние от сканируемого сече-
ния до точки ввода луча преобразователя в положении, от ко-
торого отсчитывается шаг ДсН.
Шаг ДС| постоянен и пропорционален Lj. Очевидно, что Дс^ =
= Дс i min = const и рассчитывается при условии £т1п = п.
Для типового преобразователя с призмой из органического
стекла и параметрами ₽ = 50°, af = 15 мм-МГц при Sn. C/Sn, 0 “
= 3 дБ шаг Дсг должен составлять 2 мм.
В отличие от Aci каждый последующий шаг сканирования Дс«
возрастает по закону геометрической прогрессии. Длина пути
преобразователя при сканировании объекта путем поперечно-про-
дольного перемещения существенно больше (в 2 ... 10 раз) соот-
ветствующего пути при сканировании этого же объекта продольно-
поперечным способом.
Последний способ сканирования целесообразно использовать
на первом этапе контроля объектов, когда ведется поиск дефектов.
При этом, в отличие от схемы поперечно-продольного сканирова-
ния, для перемещения преобразователя вручную можно рекомен-
довать специальные приспособления, что значительно повышает
надежность контроля, особенно при низких температурах.
Отношение Д5П. C/Sn, 0 можно варьировать в широких пре-
делах в зависимости от выбранного значения Дс. С увеличением
Д5П. c/Sn. о возрастает шаг Дс, что, с одной стороны, сокращает
время поиска дефектов Тп, а с другой — повышает вероятность
неоправданного фиксирования участков для последующего иссле-
дования и, следовательно, увеличивает время То их оценки.
В связи с этим значение Дс следует оптимизировать по минимуму
суммарного времени Tz = Тп + То, затрачиваемого на контроль.
Минимальный условный размер фиксируемого дефекта. Выход-
ным устройством любого дефектоскопа служит индикатор. Ему
присуща инерционность, характеризующаяся числом Л/ импуль-
сов при заданной частоте F посылок, после поступления которых
на вход индикатора он срабатывает. Чтобы значение N не зави-
село от амплитуды и формы эхо-сигналов, отраженных дефектом,
на вход индикатора следует подавать эхо-сигналы с предвари-
тельно нормализованными амплитудой и длительностью.
Заметим, что величина N/F = Ти —это время, в течение
которого сигналы должны поступать на индикатор, для того
чтобы он сработал. Время Ти также является характеристикой
инерционности индикатора.
Максимальная скорость сканирования vc max, обеспечивающая
прием N сигналов от дефекта с условным размером ДХ0,
v -- F AY
ис max — /п — “TT
240
Рис. 5.26. Зависимости вероят-
ности выявления дефектов от
их условной ширины
$т/$ni
Рис. 5.27. Расчетные зависимости изменения
предельной чувствительности от скорости
сканирования при Ти — 0,25Ти1 (/); 0,50 (2);
1,00 (5); 2,00 (4)
где ДХ0 —длина зоны перемещения преобразователя, в которой
на вход индикатора поступают нормализованные эхо-сигналы;
Та — инерционность индикатора.
При установленных значениях vc, F и N дефекты, условная
ширина которых меньше
ДХтщ “
индикатором не регистрируются.
Условный размер ДХ дефекта при прочих равных условиях
тем больше, чем выше условная чувствительность дефектоскопа
и чем меньше эквивалентная площадь S9 дефекта, поэтому с воз-
растанием скорости сканирования предельная чувствительность
как бы снижается.
Действительное значение ДХ0 экспериментально можно опре-
делить как усредненный результат многократных и тщательных
лабораторных измерений, выполненных при заданной чувстви-
тельности Sn. 0, малой скорости сканирования и высоком качестве
акустического контакта. В практике дефектоскопии измеряемые
значения ДХ вследствие нарушения стабильности акустического
контакта могут быть существенно меньше ДХ0.
Таким образом, повышение скорости ос сопровождается умень-
шением предельной чувствительности и снижением надежности
выявления дефектов, условная ширина ДХ0 которых равна или
незначительно превышает ДХтщ (рис. 5.26).
Зная огибающие последовательности эхо-сигналов во времени
сканирования t и время Ти (или N при данном F), нетрудно гра-
фоаналитически рассчитать снижение чувствительности Sn с уве-
личением скорости оо- На рис. 5.27 в качестве примера отобра-
жены результаты графоаналитического расчета изменения пре-
дельной чувствительности к отражателям с круговой индикатрисой
рассеяния, расположенным на определенной глубине, в зависи-
мости от скорости сканирования при стабильном акустическом
контакте; Snl — чувствительность при vc< — ис1, Ао = 0,75.
Видно, что повышение скорости сканирования даже при идеаль-
241
Рис. 5.28. Данные к выбору скорости сканирования
ном акустическом контакте может привести к весьма значитель-
ной потере чувствительности.
Одинаковой реальной чувствительности дефектоскопов с рав-
ными значениями параметров f0, а0 и а, настроенных на одну
и ту же предельную чувствительность, можно достичь при соблю-
дении равенства параметров Тиг °сь т. е.
= = • • • ~ '^'ипРсП'
Произведение ос$, мм, определяет минимальный условный
размер дефектов, которые могут быть зафиксированы данной
аппаратурой.
Ослабление чувствительности при одном и том же значении
Тиис определяется также глубиной Н расположения отражателя,
так как АХ = X (Я). Если в дефектоскопе отсутствует ВРЧ и
контроль ведется на постоянной условной чувствительности, то
при vc 0 наиболее надежно выявляются отражатели на неко-
торой глубине Нот.
На рис. 5.28, а изображен контролируемый объект с четырьмя
дефектами диаметром 2Ьг и 2b2 (bt > Ьа); на рис. 5.28, б приве-
дены огибающие амплитуд последовательности эхо-сигналов во
время сканирования t. Из анализа рис. 5.28, б следует, что при
установленном соотношении пороговой скорости t»nop и инер-
ционности регистратора Тв будет выявляться лишь дефект 3,
242
поскольку f3 > Ти. На рис. 5.28, в показаны кривые изменения
чувствительности контроля, вызванного повышением скорости
сканирования, по сравнению с чувствительностью So при ручном
контроле (о — 0), в зависимости от /7. При этом S и So — предель-
ные чувствительности для одной и той же глубины Я при авто-
матизированном и ручном сканировании; штриховые линии соот-
ветствуют наличию ВРЧ, сплошные — отсутствию.
Равную вероятность выявления одного и того же дефекта не-
зависимо от глубины его расположения при vG 0 можно до-
стичь, если в дефектоскоп ввести систему • регулировки отсечки
во времени распространения ультразвука (временную регули-
ровку отсечки — ВРО), обеспечивающую независимость услов-
ной ширины AXf дефекта от глубины Hi его расположения.
5.3. ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
Классификация. При неразрушающем контроле о дефекте судят
по косвенным характеристикам, часть из которых можно измерить.
Измеряемую характеристику, по которой принимают решение
о возможном обнаружении дефекта или о его отсутствии, назы-
вают главной измеряемой характеристикой. В УЗ-дефектоскопии
такой характеристикой является эквивалентная площадь дефекта.
Сравнивая значения измеряемых характеристик выявленного де-
фекта и значений соответствующих характеристик эталонного
отражателя, получают значения признаков дефекта. По значениям
определенной совокупности признаков идентифицируют дефекты
по классам, отображающим их потенциальную опасность.
Заметим, что с первых лет освоения УЗ-дефектоскопии опера-
тор подсознательно пользуется дополнительными (неизмеряемыми)
признаками обнаружения дефекта (табл. 5.4):
изменением амплитуды U в зависимости от параметра скани-
рования х, у, <р и у, т. е. качественными зависимостями U =
- F (х), U = F (у), U = F (ф) и U = F (у);
изменениями амплитуды U в зависимости от временного
сдвига t эхо-сигнала относительно зондирующего импульса, т. е.
качественной зависимостью U = F (t);
изменениями временного сдвига t в зависимости от параметра
сканирования х, у, ф и у, т. е. качественными зависимостями
t = F (х), t = F (у), t = F (ф) и t = F (у).
Зная огибающие амплитуд при заданных диаграммах направ-
ленности, можно определить индикатрису рассеяния дефекта.
Под индикатрисой рассеяния отражателя (дефекта) понимают
нормированную функцию, описывающую поле отражаемой в на-
правлении к преобразователю УЗ-волны, падающей на дефект.
Индикатриса наиболее полно характеризует конфигурацию
и ориентацию дефекта. Однако определение как индикатрис рас-
сеяния, так и огибающих амплитуд весьма сложно и трудоемко.
В связи с этим в практике УЗ-дефектоскопии ограничиваются
243
Таблица 5А
измерением числовых харак-
теристик огибающих, назы-
ваемых линейными и угло-
выми размерами дефекта
(AL, ДХ, ДЯ, Ду). Эти ха-
рактеристики так же, как
и эквивалентную площадь
дефекта S3, измеряют при
контроле эхо-методом одним
п реобр а зовате л е м, в к л юче н-
ным по совмещенной схеме
(рис. 5.29). Рис. 5.29. Схема измерения условных раз-
С помощью двух преобра- меров дефекта
зователей, включенных по
схеме тандем или работающих по зеркально-теневому методу,
измеряют амплитуды обратного U и зеркально отраженного U3
сигналов. Признаки и соответствующие измеряемые характери-
стики дефектов при контроле эхо-методом и зеркальным эхо-
методом приведены в табл. 5.5.
В последние годы разработаны способы определения конфигу-
рации, а также размеров дефектов, основанные на измерении
амплитудно-временных параметров волн, дифрагированных и
трансформированных на дефекте, а также на результатах анализа
спектра отраженных от него сигналов.
Измерение условных размеров дефекта. Как отмечалось, раз-
личают условные линейные и угловые размеры дефекта.
К линейным относят (см. рис. 5.29): условные протяжен-
ность Д£д, ширину ДХд и высоту ДЯд; к угловым — азимут у0
и угол индикации Дуд.
Размеры Д£д и ДХд характеризуются длиной зоны (в милли-
метрах) перемещения преобразователя между некоторыми край-
ними положениями, в пределах которого воспринимается эхо-
сигнал от дефекта.
Условная высота ДЯ (в миллиметрах или микросекун-
дах) определяется разностью значений глубины расположе-
ния дефекта, измеренных в крайних положениях преобразова-
теля.
Азимут у0 дефекта, измеряемый в градусах, соответствует
углу между нормалью к сечению объекта и плоскостью падения
волны при установке преобразователя в положение, при котором
достигается максимальная амплитуда эхо-сигнала. Угол индика-
ции Ду характеризуется углом поворота плоскости падения
волны в одну сторону от положения, при котором был определен
азимут, до некоторого крайнего положения при неизменном
расстоянии от точки ввода луча до точки на проекции дефекта на
контактную поверхность объекта (рис. 5.30).
При измерении ДА, ДЯ, ДХ и Ду возможны два способа
задания крайних положений преобразователя.
245
Таблица 5.5
Признаки и измеряемые характеристики дефектов
Способ измерения Признак (обозначение и расчетная формула) Измеряемая характеристика Примечание
Одним основным ПЭП с углом ввода а0 н й: й, «э ьр 8 II сю Яд 5Э определяют по SKH-диаграммам
Кн = Нд/д-, 1л= 1 Ln ^Д’ ^д —
ДЛд Измеряют при по- стоянном относи- тельном уровне от- сечки
*ДХ= Д*д/Д*0 ДХд
„ ДХд I ДХ0 х ~ ~ ДЛд / ЛЯ0 ДХД; ДЯд
Кц = Цд Л-^д / ЛХ0 Jig ДЯд/ &Hq ДХД; ДЯд Измеряют в одном и том же сечении при одинаковых крайних положени- ях ПЭП
Уд Уд Измеряют относи- тельно нормали к оси шва
^уд~ А?д. ц/А?п АУд. ц Измеряют на за- данном уровне ос- лабления при пово- роте ПЭП от сере- дины дефекта
ДУд« к/Ауп дУд. к
Основным и допол- нительным ПЭП с углом ввода а2 Кф = <7д/С7э Я д’, Яз Измеряют при по- мощи специально- го приспособления двумя ПЭП при а2 = ао
= Яд (а2)/Яд Яд (аг)> Яд Измеряют двумя ПЭП при а2 У= а0
Хуа = _ Яд(а2) / Яо (а2) Яд / Яо U д (а2)> Яд
/ uj: и*Г’ Измеряют двумя ПЭП продольными и поперечными вол- нами, а2 — &i — а0
246
Рис. 5.30. Схемы измере-
ния углов индикации (а)
и огибающие амплитуд
эхо-сигналов (б) при озву-
чивании центра (индекс
«ц») и края (индекс
«к») дефектов различного
типа
° Гч 0 Г2 ° Г, О %
V
Способ I. За крайние принимают такие положения пре-
образователя (рис. 5.31, а), при которых амплитуда эхо-сигнала
достигает значения 17min, составляющего определенную часть Лот
от своего максимального значения 17тах, т. е.
17 min — Лот1/
max.
где Лот — относительный уровень отсечки.
Значение Лот, лежащее в пределах от 0 до 1, можно измерить
с помощью калиброванного аттенюатора.
При оценке и сравнении условных размеров дефектов значе-
ние Лот может быть задано заранее или измерено при выявлении
дефекта. В любом случае сравнение (измерение) условных раз
меров выполняется при Лот =
= const. Обычно Л от = 0,5
(-6 дБ).
Условные размеры ненапра-
вленных (округлых) отражателей
(дефектов), измеренные этим спо-
собом (Лот — —6 дБ; af =
= 15 мм-МГц), не зависят от их
истинных размеров и монотонно
растут с увеличением глубины
их расположения (рис. 5.32).
В практике дефектоскопии
условные размеры дефекта по
способу I измеряют следующим
образом. Определяют положение
преобразователя, соответствующее
максимальной амплитуде эхо-
Рис. 5.31. Схемы измерения условных
размеров дефекта и изображения на экра-
не дефектоскопа
247
2а
Рис. 5.32. Тест-образец из оргстекла с моделями направленных (а) и ненаправ-
ленных (б) отражателей (дефектов) и экспериментальные зависимости (в):
/ - AL = Ft (£)); 2 — AL = F, (Л)
AL,riri
сигнала t/max от дефекта (положение / на рис. 5.31, а). Регуля-
торами чувствительности приемного тракта подводят вершину
эхо-сигнала на экране трубки к маркерной линии (уровень чув-
ствительности 4 на рис. 5.31, б) и повышают условную чувстви-
тельность дефектоскопа на ДОт, дБ, т. е. уменьшают показание
аттенюатора на ДОт, дБ (например, на 6 дБ, если Дот = —6 дБ).
При этом амплитуда эхо-сигнала на экране резко возрастает.
Затем, не меняя чувствительности дефектоскопа, перемещают
преобразователь в плоскости падения волны, если измеряют ДХ1,
ДЯ1, или в дополнительной плоскости, если измеряют ДЬ1, и на-
ходят крайние положения преобразователя, т. е. такие, при кото-
рых вершина эхо-сигнала снизится до маркерной линии (положе-
ния 2, 3). По крайним положениям преобразователя определяют
условные размеры ДХ1, ДЯ1 и ДД1.
Способ II. За крайние положения преобразователя при-
нимают такие, при которых амплитуда эхо-сигнала достигает не-
которого заданного значения t/min, не зависящего от максимальной
амплитуды эхо-сигнала (рис. 5.31, в). Значение t/min остается
постоянным, если измерения выполняются при постоянной услов-
ной чувствительности (Ху = const), и меняется с глубиной зале-
гания дефекта, если измерения выполняются при постоянной
предельной чувствительности (Sn = const). В любом случае от-
носительный уровень отсечки зависит от эквивалентной площади
выявленных дефектов (Дот =var).
Процедура измерения условных размеров способом II суще-
ственно проще. Значение не связанное с максимальной ам-
плитудой Umax эхо-сигнала от дефекта, задается в документации
на контроль.
Условные размеры, измеренные в соответствии с этим способом,
во многом зависят от максимальной амплитуды эхо-сигнала от
дефекта.' Поэтому условные размеры ненаправленного дефекта
248
связаны с их истинными размерами, так как последние определяют
амплитуду эхо-сигнала. Измеренные условные размеры дефекта
с круговой индикатрисой рассеяния не дают никакой новой по-
лезной информации по сравнению с той, которая содержится
в амплитуде эхо-сигнала от дефекта. Более того, значения AL,
ДХ и ДЯ, измеренные при постоянной условной чувствитель-
ности, немонотонно зависят от глубины залегания дефекта.
Выбор того или иного способа задания крайних положений
преобразователя при измерении условных размеров дефекта опре-
деляется поставленной задачей. Например, если нужно получить
дополнительную информацию о конфигурации отражающей по-
верхности дефектов, размеры которых меньше ширины УЗ-пучка
в месте расположения дефекта, целесообразен способ I. Он пред-
почтителен также при оценке истинной протяженности дефектных
участков, существенно превышающей ширину УЗ-пучка. При этом
необходимо более точно определить границу дефектного участка.
Она приблизительно совпадает с осью преобразователя в положе-
нии, соответствующем ослаблению амплитуды эхо-сигнала {7гаах
в 2 раза (4 = 0,5), где [/тах — максимальная амплитуда эхо-
сигнала при озвучивании края дефектного участка. Однако
обычно вначале измеряют условные размеры дефектов по спо-
собу II.
Из изложенного следует, что размеры AL, ДХ и ДЯ одного
и того же дефекта существенно зависят от глубины его расположе-
ния и способа измерения и что значения ДХ и ДЯ, каждое в от-
дельности, однозначно не определяют размеры, конфигурацию
и ориентацию дефекта в сечении. В то же время, сравнивая услов-
ные размеры дефекта, можно получить дополнительную информа-
цию о выявленном дефекте, не содержащуюся в амплитуде эхо-
сигнала.
Пример 5*3. Выявлены два дефекта. При измерении глубины расположения
и их условной ширины способом I (ДХ1) и способом II (ДХ11) установлено, что
Нг = Я2, ДХ { = ДХ”, ДХ” > ДХ^1.
Из приведенных соотношений следует, что оба дефекта расположены на
одинаковой глубине (Нг = Н2) и имеют округлую форму (ДХ} = ДХ^1 при
ДХ/1 ДХ^1), причем размеры первого больше, чем второго (ДХ}1 ДХ|Г).
Отметим, что отношение условных размеров р = ДХ/ДЯ при
любом способе их измерения и диффузно отражающей поверх-
ности дефектов определяется прежде всего конфигурацией и ори-
ентацией дефектов.
Отношение р для округлого дефекта не зависит от его размеров
и глубины расположения, причем для преобразователя каждого
типа существует определенное значение рокр. Если дефекты пло-
ские и ориентированы нормально к контактной поверхности
(вертикальные дефекты), то рв < рокр; для горизонтальных
дефектов рг > рокр. Разность между рв и рокр, рг и рокр тем
больше, чем больше отношение размера дефекта к глубине его
залегания.
249
Таблица 5.6
Классы дефектов и их признаки
Класс дефекта Значения признаков
Округлый компактный Кц= 1;
Округлый протяженный ^дь>1; Кдх=и Кц=1; К?ц= 1; КуК 1
Скопление (цепочка) округлых дефектов *дх=1: Кц, = 1; Кук 1» Кук 1
Плоскостной вертикальный (ориентирован нор- мально к контактной поверхности) компактный *дь<»; ^дх<‘: К7= 1
Плоскостной вертикальный протяженный с зер- кально отражающей поверхностью ^дд>1: *дх<Н Куц = 1 ’> Кук 1
То же с диффузно отражающей поверхностью *и<1; Куц 1; Кук 1
Плоскостной горизонтальный протяженный с диф- фузно отражающей поверхностью Кц> 1
Идентификация дефектов по их условным размерам. В основу
идентификации дефектов по классам и учетом их потенциальной
опасности положено разделение дефектов по их протяженности и
конфигурации в сечении в зависимости от значений признаков,
указанных в табл. 5.5. В табл. 5.6 приведены данные для дефек-
тов, не образующих углового отражателя с поверхностью изделия.
5.4. РАСПОЗНАВАНИЕ ТИПА ДЕФЕКТА
И ОПРЕДЕЛЕНИЕ ЕГО РЕАЛЬНЫХ РАЗМЕРОВ
Схемы и основные характеристики методов распознавания.
Одна из главных задач УЗ-неразрушающего контроля — опреде-
ление совокупности реальных параметров дефекта (тип, ориен-
тация, размеры).
В большинстве случаев оценка степени достоверности обна-
ружения дефектов проводится с учетом требований к сплошности
контролируемого материала или изделия. Требования же к сплош-
250
1 — плоскостных (схема тандем; 0 — 40°, f = 1,8 и 2,5 МГц; стыковые сварные швы);
2 — объемных (совмещенная схема); 3—5 — плоскостных (совмещенная схема); Д —
непровары (несплавления), трещины; • — шлаковые включения; О — поры
ности материала определяются типом, размерами и ориентацией
дефектов, так как именно эти характеристики обусловливают
влияние дефектов на качество изделия. Так, дефекты с острыми
гранями, являющиеся концентраторами напряжений, как пра-
вило, не допустимы; дефекты с округлой поверхностью допу-
скаются, но с учетом ограничений на их размеры. В связи с этим
возникает задача распознавания типа и определения размеров
дефектов, обнаруживаемых при УЗ-контроле.
Зависимости эквивалентного диаметра d9 от реальных раз-
меров d8 дефектов (рис. 5.33) получены на основании результатов
измерений для сварных стыковых швов различной толщины [86].
Отметим, во-первых, что при совмещенной схеме контроля для
большинства дефектов в общем случае не существует удовлетво-
рительной корреляционной связи между истинными и эквивалент-
ными размерами, за исключением шлаковых включений и пор
малых размеров. Во-вторых, увеличение высоты трещин не повы-
шает амплитуду эхо-сигнала. В-третьих, без знания типа дефекта
задача определения его реальных размеров становится бессмыс-
ленной.
В табл. 5.7 приведены основные характеристики методов рас-
познавания типа дефектов и определения их реальных размеров.
Все методы условно можно разбить на четыре группы. К первой
группе относят методы, основанные на измерении условных и
угловых размеров реальных дефектов, ко второй — основанные
на определении акустического коэффициента формы. Методы
третьей группы основаны на использовании дифракционных и
251
Таблица 5.7
Методы определения типа и размеров дефектов
Груп- па Признак и название Измеряемая характеристика Значение признаков Класс дефекта Тип волн (излу- чаемая/прини- маемая) Схема измерения
Пер- вая = Д£д/Д£о Условная протяжен- ность дефекта и эта- лонного отражате- ля — ДЛд, Д£о, мм Плоскостной верти- кальный компакт- ный t/t
л
^=1 Округлый компакт- ный
Протяженный округ- лый плоскостной Схема 1
Ъх = Д*д/Д*0 Условная ширина дефекта и эталонно- го отражателя — ДХд, ДХ©, мм Плоскостной верти- кальный Hi
Округлый
Плоскостной гори- зонтальный ^4 j
Хц = Цд/Цо = ДХд / ДХ© ~ ДЯд / дя0 ДХд, ДЯд, ДХ©, ДЯ©, мм ХЦ< 1 Плоскостной верти- кальный
1 Округлый Схема 2
Кц> 1 Плоскостной гори- зонтальный
Д?д. Ц [30, 85] Азимут дефекта, из- меренный в его цен- । тре, — уд. ц, °
^Тд. ц ~ А'УД- [32, 59] Азимут дефекта, из- меренный в его цен- тре, и эталонного отражателя — Ауд. ц, °
Вто- рая = Д?д- к^Д?о [32, 59] Азимут протяженно- го дефекта, измерен- ный на краю, и эта- лонного отражате- ля — Д?д. к, Ду0, °
Кф — -^обр/^З (схема тандем) [86] *^обр> ^з> дБ
Кф ~ ^обр/^з (схема Т-тандем) [27]
А Уд. ц — 0 Плоскостной, ори- ентированный вдоль продольной оси шва ш
А
А Л
АУд. ц > 0 Плоскостной, ор и- ентированный под углом к продольной оси шва
Схема 3
Плоскостной tn
Л
^Тд. ц > 1 Округлый
Схема 4
KVk<1 С плоскими краями tit
К7к>1 С округлыми края- ми
Схема 5
Кф> 1 Объемный tit 7 уП2
< Jzи,
Кф< 1 Плоскостной
Схема 6
То же ш П2 7 УИ;П1
Схема 7
Груп- па Признак и название Измеряемая характеристика
Тре- тья II ООО и « и Ml д> Ml о, Mt д> Mt о
Метод с использова- нием коэффициента ослабления донного сигнала [21] КД — А^донМэхо Снижение амплиту- ды донного сигнала на дефекте —ДАдон, дБ; амплитуда эхо- сигнала — Аэхо, дБ
*ф.т = (дельта-методика) [20] Амплитуда эхо-сиг- нала, соответствую- щая отражению (ди- фракции) от бли- жайшей к источнику U точки дефекта, — Un, дБ; амплитуда дифрагированного на дефекте донного
Продолжение табл. 5.7
Значение признаков Класс дефекта Тип волн (излу- чаемая/прини- маемая) Схема измерения
К*а < 6 дБ Объемный ш
//,777
K*tt > 10 дБ Плоскостной
6дБ< К*ц < < 10 дБ Требуются дополни- тельные исследова- ния
Схема 8
Кд = 16 ... 27,5 дБ Объемный ш .
| J А^он j
Кд = 31 ...36 дБ Объемно- пл оскостной
Лд = 36 ... 55,5 дБ Плоскостной Схема 9
7Сф. Т 1 Объемный ш
и
Схема 10
сигнала при обрат- ном ходе луча — Ut,t„ дБ Аф. т 1
Аф. п = Ut/Ui (дельта-методика; А. с. 129638 СССР, МКИ G01N 29/04) Амплитуда попереч- ных волн, отражен- ных от дефекта к нижней поверхности и принятых прием- ником П1, —Ut, дБ; амплитуда трансфор- мированных про- дольных волн ди- фрагированных на дефекте и принятых П2, —Ui, дБ Кф.п = 4 ...7 дБ Аф. п=7... 10 дБ Аф.п= Ю ...22 дБ
Афа — при а = var (дельта- методика) [751 Амплитуды продоль- ных трансформиро- ванных волн при па- дающей под углом поперечной волне — Uai при = 57 ... 62° И при «2 — = 37 ... 40° Афа > 1 Афа < 1
АфЛ = (дельта-методика) [20] Амплитуды продоль- ных волн при кон- троле прямым и од- нажды отраженным лучами— Uta, Uttl, дБ Афд < 1 Афл > 1
Груп- па Признак и название Измеряемая характеристика Значение признаков
Тре- тья Амплитудно-времен- ной метод с исполь- зованием коэффици- ента Afc = R (U\/Uа2) “ Mf (А. с. 877400 СССР, МКИ G01 N 29/04) Амп л итуды вол н, дифрагированных на верхней и нижней вершинах, — U2, дБ; <х0 = 50° Ki <0,06
/(£<0,13
Kt > 0,13
Дифракционный ме- тод измерения вы- соты . трещин, выхо- дящих на поверх- ность Временной интервал между сигналом, ди- фрагированным на кончике трещины, и опорным сигналом, — Ат, мкс —
Дифракционный ме- тод измерения раз- меров округлых де- фектов (А. с. 615410 СССР, МКИ G01N 29/04) Временной интервал между отраженным и обежавшим сигна- лами — Ат, мкс —
Продолжение табл. 5.7
Класс дефекта Тип волн (излу- чаемая/прини- маемая> Схема измерения
Плоскостной Ш Му Му уП2
Объемно-плоскостной i j.
Объемный Схема 14
— — \j #пП ( \/ ) Схема 15
— t/t уП Схема 16
9 П/р Н. П. Алешина
Дельта-методика из- мерения высоты тре- щины (А. с. 1051418 СССР, МКИ G01 N 29/04) Временной интервал между сигналами, дифрагированными на верхнем и ниж- нем краях трещи- ны, —Ат, мкс
Метод распознава- ния типа дефекта [21] Огибающая спектра принятого сигнала; коэффициент формы Q = 0,56// (6, 1 — малая и большая полуоси эллипса) <2 = 0,
<2 = 0,
е<
Чет- вер- тая Метод измерения размеров и угла наклона плоскост- ных дефектов [21 ] Частотные интерва- лы между миниму- мами в спектре, из- меренные для двух углов ввода, —Afx, А/2, МГц
— — tit И ft Vnl уШ 1 7 - \ i К/ { Схема 17
50 ... 0,17 Объемный т (t/t)
17 ... 0,07 Объемно-плоскост- ной f 7WW1
^0,07 Плоскостной 4> * Схема 18
— — tn (t/t) 1Э t Схема 19
Схема 20
Рис. 5.34. Схемы определения
условных ширины АЛд и вы-
соты А/7Д (а), протяженности
АЛД (б) дефектов сварных швов
перлитного класса толщиной
70 ... 400 мм
трансформированных волн.
Четвертая группа вклю-
чает в себя спектральные
методы.
Обобщенная суть мето-
дов состоит в том, что,
выбрав тип волн, углы
ввода, число преобразо-
вателей, частоты колеба-
ний, измеряют абсолют-
временных, амплитудных
или спектральных характеристик принимаемых сигналов, фор-
мируют из них признаки, наиболее полно характеризующие
дефекты, и по конкретным значениям этих признаков относят
реальные дефекты к тому или иному классу. Затем, если необ-
ходимо, определяют тем или иным методом реальные размеры
дефектов. Следует отметить, что ни один из существующих ме-
тодов распознавания не является универсальным и абсолютно
достоверным. Каждый метод имеет свою область применения,
преимущества и недостатки. Поэтому в каждом конкретном слу-
чае в зависимости от параметров контролируемого изделия (типа
сварного соединения, толщины, марки стали, наиболее характер-
ных дефектов, их ориентации и др.) следует выбирать тот или
иной метод или группу методов. Некоторые рекомендации по
применению методов распознавания, указанных в табл. 5.7,
приведены ниже.
Рассмотрим каждую группу методов.
Первая группа. Методы данной группы основаны на
измерении условных параметров дефектов — протяженности Д£д,
ширины ДХд, высоты ДЯд, а также углов индикации дефектов
Дуд и сравнении их с аналогичными параметрами, измеренными
на эталонных отражателях (схемы 1—5 в табл. 5.7).
Условные ширина ДХд и протяженность ДАд дефекта опреде-
ляются расстояниями между крайними положениями преобра-
зователя, в которых амплитуда эхо-сигнала от дефекта умень-
шается до определенного уровня (рис. 5.34).
Условная высота Д/7д дефекта определяется как разность по-
казаний глубиномера в положениях преобразователя, расстояние
между которыми равно условной ширине дефекта. Условные раз-
меры дефектов измеряют двумя способами, изложенными в под-
разд. 5.3.
258
Угол индикации дефекта Дуд характеризуется углом поворота
преобразователя в сторону от положения, соответствующего
максимальной амплитуде эхо-сигнала от дефекта в данном сече-
нии, до положения, при котором амплитуда эхо-сигнала умень-
шается в заданное число раз.
Точность измерения признаков Кдх, ЛдЬ, К» зависит от
точности измерения каждой составляющей (условных размеров
в числителе и знаменателе отношения). Погрешность измерения
условных размеров определяется, во-первых, погрешностью пе-
ленгации дефекта, вызванной неточностью .установки преобразо-
вателя; во-вторых, инструментальной погрешностью, вызванной
неточностью отсчета по шкале и равной половине цены деления
шкалы глубиномера (Д//) или линейки (ДХ, Д£). Для компактных
дефектов суммарная погрешность измерения Д//, Д£ и ДХ при
расположении дефектов на глубине 20 ... 50 мм не превышает
соответственно 30, 18 и 16 %. Кроме того, погрешность определе-
ния коэффициентов ХдХ, Лдъ и зависит от линейных услов-
ных размеров дефекта и глубины его залегания. Например, для
объемного дефекта, лежащего на глубине 40 мм, погрешность
примерно в 2 раза меньше, чем для этого же дефекта, расположен-
ного на глубине 10 мм.
Точность измерения признака К7 определяется в основном
точностью установки преобразователя относительно плоскости
дефекта, его центра или края, а также точностью отсчета угла
поворота преобразователя.
Для распознавания дефектов с помощью этих признаков не
требуется разработки специализированной аппаратуры; с этой
целью можно использовать стандартные преобразователи и де-
фектоскопы. Рекомендуется применять специальные приспособле-
ния для удобства отсчета измеряемых параметров.
Рассматриваемые информативные признаки следует применять
при контроле сварных швов толщиной 20 ... 60 мм.
Перечислим недостатки контроля с помощью этих признаков:
на достоверность распознавания дефектов существенно влияют их
размеры и ориентация; примерно 1/3 толщины занимает под-
поверхностная зона, в которой дефекты не могут быть распоз-
наны; эти признаки являются малоинформативными при обна-
ружении дефектов с зеркальной поверхностью; протяженные
объемные дефекты с помощью признаков и распознаются
как плоскостные (кроме ДдЬ).
Для повышения достоверности распознавания рекомендуется
одновременно измерять несколько признаков; при этом решение
об отнесении дефекта к плоскостному типу принимают в том слу-
чае, если значение хотя бы одного признака соответствует пло-
скостному.
Вторая группа. Так как методы этой группы реали-
зуются при использовании зеркального эхо-метода (ЗЭМ) кон-
троля, они позволяют частично решить задачу распознавания
9* 259
Рис. 5.35. Схемы определения коэффициента формы объемного (а) и плоскост-
ного (б) дефектов
плоскостных и объемных дефектов за счет возможности наблюде-
ния и измерения амплитуды не одного, как при эхо-методе, а по
крайней мере двух отраженных сигналов —обратного и зер-
кального.
При реализации ЗЭМ в виде схемы тандем (схема 6 в табл. 5.7)
направления наблюдения обратного и зеркального сигналов раз-
несены В ПЛОСКОСТИ ПрОЗВуЧИВаНИЯ На УГОЛ 0набл = п — (а1 + а2),
а в частном случае симметричной схемы — на угол 0тах. Поэтому,
сравнив амплитуды эхо- и зеркального сигналов, можно опреде-
лить направление главного вектора индикатрисы рассеяния де-
фекта. Установлено, что в диапазоне реальных значений 0тах
индикатрисы рассеяния в пределах одного класса отражателей
различаются мало, в то время как индикатрисы плоскостных
и объемных дефектов, представляющих разные классы, отличаются
существенно. В связи с этим для количественной оценки класса
дефекта удобно ввести новый критерий — акустический коэффи-
циент формы дефекта /Сф. Применительно к контролю ЗЭМ коэф-
фициент формы определяют в виде отношения (или разности в дБ)
амплитуды Лобр сигнала, отраженного от дефекта обратно перед-
нему преобразователю, к амплитуде сигнала А3, прошедшего от
одного преобразователя к другому и отраженного от дефекта и
внутренней поверхности изделия (рис. 5.35), т. е.
~ ^обрМз-
260
Установлено, что Кф для объемных дефектов не зависит от
их поперечных размеров и угла озвучивания, в то же время
на значение Кф для плоскостных дефектов эти параметры заметно
влияют. Разделение классов дефектов резко улучшается с увели-
чением размеров плоскостных дефектов.
Средняя разрешающая способность распознавания чисто объ-
емных и чисто плоскостных дефектов для данной выборки, опреде-
ляемая как разница математических ожиданий дефектов этих
двух групп, составляет 21,5 дБ, что с избытком компенсирует
случайные отклонения в измерении Кф, вызванные, например,
нестабильностью контакта преобразователя.
Непровары характеризуются неопределенностью знака /Сф.
Это можно объяснить тем, что поверхность непровара часто
представляет собой комбинацию плоской и выпуклой поверхностей,
поэтому для идентификации непровара необходимо измерить Кф
с двух противоположных сторон. Различие знаков измеренных
таким образом Кф является признаком непровара. Отметим, что,
хотя несплавление по кромкам шва также имеет сложную форму,
Кф принимает конкретное значение, соответствующее объемным
дефектам. Это связано с тем, что отношение высоты несплавлений
к их ширине (раскрытию) составляет десятки и сотни единиц,
а непроваров два-три. Поэтому при наличии несплавлений из-
ломы отражающей плоскости не вносят заметных искажений
в отраженное поле, а в случае непроваров оказываются решаю-
щими.
Вероятность Р правильного распознавания чисто объемных
и чисто плоскостных дефектов не ниже 0,9 обеспечивается при
уровне распознавания Кф0 = +2 ... —8 дБ. Если отнести не-
провары к плоскостным дефектам, что согласуется с требованиями
большинства инструкций по УЗ-контролю сварных швов, то,
обеспечивая Р (Кф) 0,87, значение Кф0 может быть выбрано
любым в интервале от +1 до —3 дБ. Для практического контроля
удобно выбрать значение Кф0 = 0, т. е. случай равенства сигна-
лов Лобр и 43. При этом оператору не нужно измерять Кф коли-
чественно (в дБ), а достаточно по изображению на экране дефекто-
скопа установить, амплитуда какого сигнала больше. Таким об-
разом, к объемным следует относить дефекты с положительным
значением Кф, к плоскостным —с отрицательным.
Поскольку направленность поля отражения плоскостного де-
фекта определяется волновым параметром /<в, должны, очевидно,
существовать такие значения этого параметра, при которых
коэффициенты формы объемных и плоскостных дефектов были бы
равны между собой и, следовательно, дефекты не могли быть
идентифицированы. Минимальный размер плоскостного дефекта,
который еще можно отличить от объемного (критический размер)
на уровне распознавания Кф0 = 0, dKp = 3 мм или d9. кр =1,4 мм.
Следовательно, все дефекты, подлежащие фиксированию по дей-
ствующим производственным инструкциям, могут быть оценены
261
по ^ф. Критический размер возрастает с увеличением глу-
бины залегания дефекта, частоты и угла ввода преобразова-
телей.
Перечислим преимущества метода распознавания класса де-
фектов по Кф' высокие вероятность правильного распознавания
типа дефекта и разрешающая способность; конкретность числового
выражения Лф, что позволяет использовать его в качестве бра-
ковочного критерия; исключение измерений амплитуд сигналов
ЛОбр и Л3 и, следовательно, возможность использования аппара-
туры без аттенюаторов; независимость результатов распознавания
от уровня чувствительности, на котором проводится сравнение
сигналов, и от параметров аппаратуры, что исключает необхо-
димость эталонирования чувствительности и обеспечивает на-
дежную воспроизводимость результатов; возможность объектив-
ного наблюдения за выявлением и развитием дефектов в про-
цессе эксплуатации, поскольку появление или развитие трещины
всегда связано с существенным уменьшением Кф (увеличение 2Ь
на 2 мм изменяет Кф на 8 ... 10 дБ).
Методика измерения Кф сводится к следующему. Два пре-
образователя с одинаковой чувствительностью (±1 дБ) подклю-
чают параллельно к дефектоскопу (раздельно-совмещенная схема
измерений по ГОСТ 12782—86) и устанавливают в околошовной
зоне в одной вертикальной плоскости друг за другом, например,
с помощью направляющей линейки. Скорость развертки должна
обеспечивать наблюдение на экране дефектоскопа одновременно
сигналов Лобр и А3. Коэффициент Дф рекомендуется определять
при положении преобразователей, зафиксированном в момент
максимума Л3. Для более надежного распознавания дефектов Дф
следует измерять с двух сторон шва, а в случае протяженного
дефекта —в нескольких его сечениях. Окончательно класс де-
фекта устанавливают по наименьшему значению Кф.
Недостатки этого метода состоят в следующем: не информа-
тивен для плоскостных дефектов с диффузно отражающей поверх-
ностью, паукообразных трещин и дефектов с поперечным разме-
ром менее 3 мм; достоверность распознавания резко падает при
уменьшении глубины залегания дефекта менее чем на 40 мм и при
отклонении ориентации дефекта от вертикального направления;
наличие большой околошовной зоны.
Частично устранить недостатки позволяет метод с исполь-
зованием схемы Т-тандем (см. схему 7 в табл. 5.7), в которой в ка-
честве второго приемного преобразователя применяется преоб-
разователь продольных волн, образующихся в результате транс-
формации на дефекте. Это позволяет существенно уменьшить
околошовную зону, поскольку продольная волна трансформи-
руется под значительно большими углами, чем поперечная. Опти-
мальный диапазон углов ввода поперечной волны составляет
57 ... 61°. Чувствительность этого метода практически остается
такой же, как и предыдущего метода, и только для дефектов, рас-
262
положенных на глубине менее 180 мм, чувствительность падает
на 4 ... 6 дБ.
Третья группа. Метод с использованием коэффициента
Kti (схема 8 в табл. 5.7) основан на том, что падающая на дефект
поперечная волна, кроме того, что она отражается, всегда транс-
формируется в продольную волну. Коэффициент трансформации
зависит от ряда параметров дефекта, в том числе профиля его
поверхности, размера, ориентации и др. Измерения осуществляют
следующим образом. Первая пьезопластина преобразователя,
ориентированная под углом Pi > ркр1, возбуждает в контролируе-
мом изделии поперечную волну, которая частично отражается
от дефекта в виде поперечной волны, а частично трансформируется
в продольную. Интенсивность трансформации определяется видом
дефекта, наличием у него острых кромок. Измерив первой пьезо-
пластиной амплитуду Att сигнала отраженной волны и второй
дополнительной пьезопластиной (раздельный режим), располо-
женной в той же призме под углом Р2 < PKpi, амплитуду Аи,
а затем, вычислив их соотношение Kti = Аи (Лн), можно полу-
чить информацию о виде дефекта. Излучение и прием волн осу-
ществляются в близких точках на границе раздела преобразова-
тель—изделие.
Оптимальные параметры преобразователя, реализующего этот
метод, следующие. Две пьезопластины располагают на двух
соседних площадках призмы таким образом, чтобы их акустиче-
ские оси сходились в одной точке. Один пьезоэлемент ориентируют
под углом Pi = 40° (материал призмы плексиглас), другой —
под углом р2 = 20°. Пьезоэлементы развернуты под углом у = 4°.
Конкретные значения признака для плоскостного и объемного
дефектов существенно различаются: ЛК// = Kt? —Kti 20 дБ.
Для повышения точности и воспроизводимости результатов
измерений рекомендуется соотносить измеренное на дефекте зна-
чение КцЛ с соответствующим значением Кц0 для эталонного
отражателя, получая признак Kti = KtipJKtio- Эталонирование
удобно осуществлять по двугранному углу на эталонном образце
СО-2 (ГОСТ 14782—86).
Наилучшие результаты достигаются при комплексном приме-
нении методов распознавания по признакам Кн, K&L и К?ц.
Алгоритм распознавания в этом случае сводится к следующему.
1. Измеряют КАЬ. Если KAL > 1, то дефект считают протя-
женным и относят к классу плоскостных дефектов, на этом рас-
познавание заканчивают. Если Кдь <Д, то дефект компактный.
2. Измеряют Kti- При Kti < 6 дБ дефект объемный, при Kti
10 дБ —плоскостной.
3. При Kti = 6 ... 10 дБ измеряют К7д При КУд ц< 1
дефект считают плоскостным, при К7д ц > i — объемным.
Метод, основанный на ослаблении донного сигнала. В под-
разд. 1.2 объяснено физическое явление, заключающееся в ослабле-
263
О 10 20 50 tfO И,мм
Ю
Рис. 5.36. Зависимости амплитуды
донного сигнала от высоты полу-
бесконечной трещины:
а — при разных диаметрах ^пр пРе“
образователя (f =» 2,5 МГц); б — для
разных частот (^Пр = Ю мм)’ в —
при разных углах 0 наклона трещины
относительно акустической оси пре-
образователя (/ = 2.5 МГц; °Пр“
« 10 мм)
нии донного сигнала трещиной, расположенной вдоль акустиче-
ской оси преобразователя. Показано, что амплитуда сигнала
уменьшается вследствие образования по «берегам» трещины го-
ловных и боковых волн, уносящих энергию донного сигнала.
На рис. 5.36 приведены зависимости амплитуды Лдон донного
сигнала от высоты вертикальной полубесконечной трещины (экс-
перименты проводили на образце, в котором паз переменной
высоты с последующим горячим обжатием образца выполнен таким
образом, чтобы края паза сомкнулись). Параметрами кривых
являются диаметр £>пр преобразователя, частота f и угол наклона
трещины р. За ноль децибел принята амплитуда донного сигнала
при отсутствии трещины. Из анализа кривых следует, что чем
больше высота трещины, тем на большем расстоянии существует
головная волна, тем больше энергии донного сигнала переиз-
лучается в боковую поперечную волну и, следовательно, тем
меньше энергии возвращается на преобразователь.
С увеличением диаметра преобразователя характер изменения
кривых на рис. 5.36, а сохраняется, однако при больших зна-
264
чениях Опр появляется неравномерность изменения амплитуды,
связанная, очевидно, с влиянием осцилляций поля преобразова-
теля в ближней зоне. Перепад амплитуд донного сигнала увели-
чивается с повышением частоты колебаний и с увеличением вы-
соты трещины (см. рис. 5.36, б). Это объясняется сужением диа-
граммы направленности преобразователя, в результате чего по-
вышается амплитуда волн донного сигнала, направление которых
совпадает с осью преобразователя, и, следовательно, повышается
амплитуда переизлучаемых боковых волн.
Отклонение трещины от вертикали на ±8° мало влияет на
закон изменения амплитуды донного сигнала в зависимости
от высоты трещины (см. рис. 5.36, в). Разброс значений Ддон
составляет ±2 дБ. Однако при увеличении угла наклона трещины
амплитудная зависимость резко изменяется, перепад амплитуд
донного сигнала уменьшается.
Главный вывод, который можно сделать на основании анализа
кривых, приведенных на рис. 5.36, заключается в том, что ам-
плитуда донного сигнала на трещине для данных параметров
преобразователя снижается пропорционально увеличению вы-
соты трещины. Эта зависимость использована при разработке
метода распознавания типа дефектов и измерения их размеров
с использованием дифракции первого и третьего типов (рис. 5.37;
см. также схему 9 в табл. 5.7). Суть метода при реализации в ав-
томатизированном контроле заключается в следующем. Ультра-
звуковой прямой преобразователь, перемещаясь по поверхности
контролируемого изделия, излучает УЗ-колебания. Эхо-сигналы
отраженные от дефекта, и донные сигналы принимаются техМ же
преобразователем.
При излучении продольных волн, как показано ранее, вдоль
«берегов» трещины образуется головная волна, которая излучает
по обе стороны от трещины поперечные боковые волны (см.
рис. 5.37, а) под углом а = arcsin (cjcj, унося энергию донного
сигнала. Вследствие этого его амплитуда снижается на ДЛдон ~ h.
Однако ослабление донного сигнала может быть вызвано не только
наличием трещины, но и объемных дефектов. Для их разделения
Рис. 5.37. Схема автоматизированного УЗ-контроля прямым преобразователем
с одновременным распознаванием типа дефектов
265
выделяют во времени эхо-сигналы от дефектов и донные сигналы.
Определяют АЛД0Н и выделяют высокочастотную составляющую
принятого сигнала. Эта операция необходима для разделения
влияния ослабления донного сигнала, обусловленного дефектом,
и ослабления донного сигнала вследствие некачественного акусти-
ческого контакта. Далее импульсы уменьшения донного сигнала
и импульсы от дефекта преобразуются в медленно меняющееся
напряжение и сравниваются между собой по амплитуде и знаку.
В процессе контроля возможно возникновение нескольких
ситуаций. Рассмотрим в качестве примера три из них (рис. 5.37, б).
При обнаружении объемного дефекта (ситуация /) преобразова-
тель принимает эхо-сигналы, отраженные от него с амплитудой
напряжения U. Донный сигнал за счет экранирования его дефек-
том уменьшится на АС\; при этом U > \Ul. После фильтрации
импульсы преобразуются в медленно меняющиеся напряжения
с теми же амплитудами. В результате сравнения двух напряжений
получают результирующее напряжение U — At/X со знаком плюс.
Это и определяет объемный дефект.
В ситуации //, характеризующейся наличием вертикально
ориентированной трещины, ослабляется донный сигнал, функция
изменения которого в результате фильтрации преобразуется.в по-
стоянное напряжение t/x const. При этом сигнал, дифрагирован-
ный на остром краю, либо вообще отсутствует, либо его амплитуда
на 30 ... 40 дБ меньше амплитуды донного сигнала. При сравнении
амплитуд получим U —/^U1 const = —const. Таким образом,
признаком наличия трещины служит отрицательный знак на-
пряжения сравнения. Измерив это напряжение, можно опреде-
лить высоту трещины.
Ситуация III характеризуется тем, что при ней уменьшение
донного сигнала связано не только с наличием дефекта, но и
с ухудшением качества акустического контакта. Это изменение
представляет собой более медленно меняющийся процесс по сравне-
нию с ослаблением донного сигнала на дефекте. Его используют
в качестве регулирующего в цепи усиления принятых сигналов
для компенсации нестабильности акустического контакта.
На рис. 5.38 приведены результаты измерений амплитуды
Лэхо эхо-сигнала, отраженного от модели дефекта эллиптической
формы, и амплитуды Лдон донного сигнала в зависимости от
большой оси 21 эллипса. Измерения проводили отдельно для каж-
дого класса дефектов в соответствии с системой распознавания.
Нормирование осуществляли по амплитуде донного сигнала при
отсутствии дефекта. Разброс значений амплитуд, составляющий
в среднем ±5 дБ, связан с тем, что эксперименты проводили при
разных длинах малой оси эллипса, но при одном и том же значе-
нии 21. При этом соблюдалось условие принадлежности эллипса
одному и тому же классу.
Так как для эллипсов с 2Z < 3 мм ослабление донного сигнала
незначительно (1 ... 2 дБ), что соизмеримо с погрешностью изме-
266
Рис. 5.38. Кривые изменения
амплитуд донного сигнала. (/)
и сигнала (2), отраженного
от дефекта, в зависимости
от высоты эллиптического де-
фекта для объемных (а), объ-
емно-плоскостных (б) и пло-
скостных (в) дефектов (f —
= 2,5 МГц; Ьпр — 12 мм)
рения амплитуд (заштрихованная область на рис. 5.38), этот
способ можно применять для дефектов с 2/ > 3 мм.
Характер кривых изменения амплитуд донного и эхо-сигналов
различный. Амплитуда донного сигнала снижается с увеличением
высоты дефекта, а амплитуда эхо-сигнала, наоборот, повышается,
причем для каждого класса дефектов скорость изменения кривых
различна. Если для объемных дефектов опережающе растет ампли-
туда эхо-сигнала по сравнению с ослаблением донного сигнала, то
для объемно-плоскостных и в особенности плоскостных дефектов,
наоборот, ослабление донного сигнала существенно опережает
рост амплитуды эхо-сигнала. Для системы распознавания, при-
веденной в табл. 5,10, диапазон изменения донного сигнала при
переходе от плоскостных дефектов к объемным увеличивается
от 7,5 до 17,5 дБ, в то время как для диапазона изменения эхо-
сигнала сужается с 19 до 3 дБ. Видно, что для дефектов всех клас-
сов суммарные амплитуды значительно различаются и, следова-
тельно, могут служить информативными признаками при отнесе-
нии дефекта к тому или иному классу.
Таким образом, алгоритм определения формы дефектов со-
гласно предложенному способу контроля состоит в следующем.
1. Измеряют амплитуду донного сигнала в бездефектном месте
контролируемого изделия и нормируют все сигналы относительно
этого значения.
2. Измеряют суммарное значение амплитуд донного и эхо-
сигналов.
3. В соответствии с критериями изменения суммарных ампли-
туд дефект относят к тому или иному классу (см. табл. 5.7).
267
Рис. 5.39. Индикатрисы рассеяния трансформированных волн при падающей
поперечной волне, измеренные для реального дефекта типа несплавления вы-
сотой 3 мм (а), 6 (б) и 9 мм (в) при различных углах падения
4. Если дефект отнесен к классу объемных дефектов, то ампли-
туда эхо-сигнала дает информацию о размере дефекта, если к классу
плоскостных дефектов, то эту информацию несет уменьшение
амплитуды донного сигнала; для объемно-плоскостных дефектов
надо учитывать изменение обоих параметров.
Методы, основанные на дельта-методиках. Рассмотрим методы
распознавания с применением дифрагированных по первому и
третьему типам дифракции волн (см. табл. 5.7).
Метод использует особенности формирования индикатрис рас-
сеяния (ИР) продольных и поперечных волн для дефектов раз-
личного типа. В качестве примера на рис. 5.39 показаны некото-
рые ИР для несплавлений. Излучение осуществлялось преобразо-
вателем с переменным углом ввода, Dnp = 18 мм, f — 1,8 МГц;
углы падения поперечных волн у 50° < укрз (сплошные ли-
нии), у = 57° = укр3 (штрихпунктирные линии), у ~ 65° > укр3
(штриховые линии). Поле продольных волн исследовалось точеч-
ным приемником на обеих поверхностях образцов. На основании
анализа ИР трансформированных продольных волн можно выде-
лить следующие закономерности. ИР состоят из двух лепестков;
максимум нижнего лепестка расположен под углом срн ~ 10 ... 20°,
максимум верхнего лепестка при срв = 180°. Физическая природа
образования обоих лепестков различна. Верхний лепесток обра-
зуется в результате трансформации поперечной волны, падающей
на острый край несплавления. Видно, что, если не считать не-
большого подъема при Н — 6 мм, амплитуда краевой волны
остается почти постоянной.
Образование нижнего лепестка определяется дифракцией по
третьему типу, т. е. падающая на дефект под углом, близким
268
к третьему критическому, поперечная волна формирует головную
Продольную волну, максимальная амплитуда которой зависит от
высоты дефекта. При увеличении высоты h дефекта от 3 до 18 мм,
максимум амплитуды повышается на 16 дБ.
Для объяснения отклонения максимума ИР обратимся к ре-
зультатам исследований диаграмм направленности преобразова-
телей, излучающих под первым критическим углом (см. под-
разд. 1.3). Как следует из анализа этих результатов, амплитуда
эхо-сигнала на свободной поверхности всегда меньше, чем в макси-
муме диаграммы направленности преобразователя, а сам макси-
мум отклоняется от свободной поверхности на 10 ... 25°. Можно
утверждать, что и в данном случае отклонение максимума от
вертикали связано с наличием свободной поверхности дефекта
при условии падения волны под углом, близким к третьему кри-
тическому. Ширина нижнего лепестка зависит от угла падения:
с увеличением у наблюдается некоторое сужение лепестка. То же
можно отметить и для верхнего лепестка. С увеличением высоты
дефекта также наблюдается некоторое сужение ИР.
Амплитуда головной волны на 20 ... 22 дБ больше амплитуды
краевой, однако для дефекта малых размеров амплитуда голов-
ной волны быстро снижается и эта разность уменьшается до
8 ... 10 дБ.
ИР для объемных дефектов имеет однолепестковую округлую
форму. В направлении обратного рассеяния амплитуда отражен-
ного сигнала принимает максимальное значение, а трансформиро-
ванный сигнал отсутствует. Кроме того, сигналы волн, образую-
щихся в соответствии с третьим типом дифракции, также отсут-
ствуют.
Суть метода заключается в следующем (схема 10 в табл. 5.7).
В контролируемое изделие излучают прямым преобразователем
импульсы продольных волн и принимают наклонным преобразо-
вателем два импульса трансформированных поперечных волн
под углом у =90 —arcsin (cj/q). Первый импульс соответствует
отражению (дифракции) ближайшей к преобразователям точке
дефекта, второй импульс —дифракции донного сигнала на уда-
ленной от преобразователя точке дефекта. В случае объемного
дефекта амплитуда первого импульса Un значительно больше
амплитуды второго импульса Ui't' по нескольким причинам.
Во-первых, на цилиндрической поверхности наблюдается транс-
формация волн в соответствии с законом Снеллиуса, 30 ... 40 %
энергии падающей на цилиндр волны переходит в энергию по-
перечной волны. Во-вторых, амплитуда донного сигнала суще-
ственно ослабляется поперечным сечением дефекта. В-третьих,
амплитуда волны, трансформированной на нижней поверхности
дефекта, значительно меньше, чем на верхней, поскольку направ-
ление распространения волн на приемник составляет угол ср =
= 125°, в то время как максимум индикатрисы рассеяния лежит
в диапазоне углов 20 ... 60°. В связи с изложенным коэффициент
269
Рис. 5.40. Зависимости отношения амплитуд по-
перечных и продольных волн от высоты гладких
трещин (/) и коэффициента формы эллиптиче-
ских моделей дефектов (2, 3)
/Сф т = Это и является при-
знаком объемного дефекта.
В случае плоскостного дефекта
амплитуда сигнала, дифрагированного
на его верхнем кончике, существенно
меньше амплитуды донного сигнала,
соответствующего комбинации голов-
ная — боковая волна, при этом Кф. т = UitlUw 1- Отноше-
ние сигналов может достичь двух порядков.
В табл. 5.7 показана схема 11 еще одного метода, основанного
на измерении соотношений амплитуд продольных и поперечных
волн, трансформированных на дефекте. Согласно этой схеме обна-
руженный дефект озвучивают с помощью наклонного преобразо-
вателя с углом ввода 45° импульсами поперечных волн. Приемни-
ком с переменным углом ввода последовательно принимают им-
пульсы продольных волн, распространяющихся от дефекта и
отражающихся от донной поверхности изделия (угол приема
приблизительно равен 0 ... 20°), и поперечных, также распростра-
няющихся от дефекта и отражающихся от донной поверхности
(угол приема около 45°). Находят и измеряют максимум амплитуд
поперечных и продольных волн. Определяют разность указанных
амплитуд и вносят в нее поправку, зависящую от глубины зале-
гания дефекта, толщины изделия, разности коэффициентов зату-
хания и дифракционного ослабления поперечных и продольных
волн. На рис. 5.40 приведены зависимости отношения амплитуд
поперечных и продольных волн для трещины с раскрытием b —
— 0,01 ... 0,15 мм, а также для эллиптических моделей дефектов.
Из анализа кривых следует, что для плоскостных дефектов с ко-
эффициентом формы Q < 0,07 (кривая 1) отношение Atl Аг умень-
шается с увеличением высоты дефекта. Это обусловлено образова-
нием волн дифракции первого и третьего типа. В то же время
отношение амплитуд практически не зависит от размеров дефек-
тов, если Q >0,10 (кривые 2, 3).
Таким образом, критерием при определении типа дефекта
можно считать следующие соотношения амплитуд трансформиро-
ванных волн:
1) UtlUi = 4 ... 7 дБ — класс объемных дефектов;
2) UtlUi — 7 ... 10 дБ — класс объемно-плоскостных де-
фектов;
3) UtlUz = 10 ... 22 дБ — класс плоскостных дефектов.
Особенностью еще одного метода распознавания (схема 13
в табл. 5.7) является то, что импульсы поперечных волн излу-
чают прямым (ИГ) и однажды отраженным (И2) лучами, а при-
нимают прямым преобразователем сигналы продольных волн,
270
трансформированных на дефекте, для каждого местоположения
.преобразователя и, измеряя отношение амплитуд этих сигналов,
судят о типе дефекта. Природа образования каждого из сигналов
различна. На рис. 5.41 показаны зависимости амплитуд принятых
сигналов от размеров плоскостных и объемных дефектов, получен-
ные для стального образца при глубине расположения дефекта
50 мм; f 2,5 МГц; (3 == 50°. Нормирование сигналов осуществля-
лось по сигналу от двугранного угла. Для плоскостных дефектов
(см. рис. 5.41, а) при излучении преобразователем (Д принятый
сигнал соответствует дифракции на остром краю. Амплитуда этого
сигнала (кривая /), слабо зависящая от размера дефекта, на
25 ... 30 дБ меньше амплитуды сигнала от двугранного угла.
Второй сигнал (кривая 2) соответствует дифракции по третьему
типу, характеризующейся образованием головной волны. Его
амплитуда повышается пропорционально росту трещины. Следо-
вательно, для плоскостных дефектов ЛрА = UU< 1-
Для объемных дефектов кривая 3 (см. рис. 5.41, б) соответ-
ствует трансформации волны на гладкой выпуклой поверхности,
амплитуда которой повышается пропорционально увеличению
диаметра дефекта. Амплитуда сигнала, соответствующего обра-
зованию волны обегания—соскальзывания (см. подразд. 1.2),
убывает с увеличением диаметра (кривая 4), Таким образом,
АфА Г
Дельта-методику реализует также схема 17 (см. табл. 5.7),
предназначенная для измерения высоты внутренних трещин и
основанная на дифракции первого и третьего типов. Продольные
волны излучаются нормально к поверхности образца. На ближ-
нем к излучателю краю трещины часть энергии падающей про-
Рис. 5.41. Зависимости амплитуды принятого сигнала продольной волны, ди-
фрагированной на плоскостном (а) и трансформированной на объемном (б) де-
фектах, от их размеров:
1 — на остром краю (излучатель И/); 2 — на плоскости дефекта (И2); 3, 4 — на округ-
лом дефекте (ИЗ, И4)
271
дольной волны расходуется на образование краевого трансформи-,
рованного дифракционного поля, принимаемого в виде поперечной
волны приемником П1. Часть энергии расходуется на образование
двух боковых волн, отходящих вниз по обе стороны от трещины.
При обратном ходе продольной волны процесс повторяется и на
П1 приходит боковая волна. Таким образом, этим приемником
принимают два сигнала, первый из которых соответствует рас-
пространению импульса в виде продольной волны до ближайшего
края трещины и далее в виде поперечной волны до приемника,
а второй соответствует распространению импульса в виде продоль-
ной волны до нижней поверхности образца, далее до противополож-
ного края трещины, затем в виде поперечной волны до приемника.
Измеренная разность времени приема обоих сигналов содержит
информацию о высоте трещины, которую можно опреде-
лить по формуле
h = 21 I <Т1 ~~ т2> wtcos а _ 2Н
tg а ' Ci — са cos а ь
где I — расстояние от излучателя до приемника 172; а — угол
ввода приемников П1 и 772; и т2 — время приема импульсов на
П1 и /72; Н± — толщина изделия.
Амплитудно-временной метод распознавания с использова-
нием коэффициента Согласно теории прочности дефекты в свар-
ных конструкциях, как правило, моделируемые эллиптическими
цилиндрами, характеризуются отношением радиуса г закругления
в вершинах дефекта к его высоте h (наибольшей протяженности
дефекта вдоль нормали к поверхности сварного шва) либо коэф-
фициентом формы Q = 0,56// (Ь, I — малая и большая полуоси
эллипса). Задача состоит в том, чтобы, измерив параметры дифра-
гированных сигналов, можно было бы дать количественные ха-
рактеристики дефектов, приведенных к эллиптическим цилиндрам
или эллипсоидам вращения, и по ним определить степень опасности
дефектов, запас прочности, продолжительность работы и другие
характеристики конструкции.
В табл. 5.7 приведена схема 14, реализующая амплитудно-
временной метод, основанный на использовании дифрагированных
краевых волн и волн обегания — соскальзывания. Раздельные
излучающий и приемный преобразователи располагают на одной
поверхности по обе стороны от обнаруженного дефекта. Сближая
их, измеряют время распространения и амплитуду сигнала,
дифрагированного на верхнем кончике трещины, или сигнала,
отраженного от округлого дефекта. Раздвигая преобразователи,
измеряют эти же параметры сигнала, дифрагированного на ниж-
нем кончике трещины, или сигнала, обежавшего часть округлого
дефекта.
Все дефекты можно разделить на пять классов (табл. 5.8).
Критерием принадлежности дефекта к тому или иному классу
272
V Т а б л и ц а 5.8 \ Значения признаков дефектов различных классов
Класс дефекта Граничные значения информативного признака при a
50° 60°
Плоскостной (i = 1) 0,06 0,05
Объемный компактный (Z = 2) 0,13 1 0,10
Объемный протяженный
Объемно-плоскостной компактный (? = 0,5) 0,06 ... 0,13 0,05 ... 0,10
Объемно-плоскостной протяженный (/ = 0,5)
служит предложенный признак /<£, определяемый отношением
af1, а-)
-------М-------->
где Uu — амплитуда сигнала от /-й вершины дефекта класса г,
Un — нормировочная амплитуда сигнала; а"1, а™ — углы падения
волны на вершины дефекта; &t — временной интервал между
принимаемыми сигналами от верхней и нижней вершин дефекта;
f — частота сигнала.
На основании анализа амплитуд сигналов от вершин плоскост-
ных, объемных протяженных и компактных дефектов установ-
лено, что минимальное значение в диапазоне углов от af1 и а™ до
второго критического для верхних вершин принимает ампли-
туда С7П сигнала, дифрагированного на плоскостном дефекте,
максимальное U12 — отраженного от объемного протяженного
дефекта; для нижних вершин дефектов минимальное значение
принимает амплитуда (/22 сигнала, обежавшего вершины объем-
ного компактного дефекта, максимальное U12 — дифрагирован-
ного на вершине плоскостного дефекта. Анализ временных пара-
метров сигналов показывает, что время А/ зависит от высоты h де-
фекта, которая связана с At выражением
h = net [sec a£” + sec а™?4 А/, п 1,2,...
Основные измеряемые характеристики распознавания класса
дефекта по признаку К* — и АЛ
Для протяженных дефектов признак Д^ не дает дополнитель-
ной информации, поэтому его рекомендуется применять в соче-
тании с признаком Ддь, по которому дефекты хорошо разделяются
на протяженные и компактные.
273
Рис. 5.42. Теоретические*
спектры цилиндра (/г,
сферы (2); диска (3) и по-
лосы (4), ориентированных
перпендикулярно лучу;
полосы, ориентированной
под углами 10° (5) и 20° (6)
к оси преобразователя
Вероятность правильного распознавания класса дефектов со-
ставляет приблизительно 0,85. Необходимо отметить, что такая
высокая достоверность идентификации достигается при выполне-
нии жестких требований к точности измерения значения Л/.
В связи с этим метод распознавания по признаку реализуется
с применением дефектоскопов с повышенной точностью измерения
временных интервалов. Преобразователи должны иметь доста-
точно узкую диаграмму направленности (я/> 20 мм.МГц) и
короткий излучаемый импульс.
Четвертая группа. Ультразвуковой спектральный
(УЗСП) метод является наиболее общим, объединяющим времен-
ные (фазовая модуляция дифрагированных импульсов) и ампли-
тудные (амплитудная модуляция этих импульсов) методы. Основ-
ным его недостатком пока еще остается сложная аппаратурная
реализация.
Сущность УЗСП-метода дефектоскопии состоит в том, что де-
фекты озвучиваются УЗ-колебаниями в широкой полосе частот;
принимаются дифрагированные на дефектах волны, затем анали-
зируются их спектры по частоте. Спектры принимаемых сигналов
зависят от формы дефекта, отношения его размеров к длине волны,
угла озвучивания дефекта и др. В целом метод благодаря исполь-
зованию широкой полосы частот озвучивания позволяет получить
значительно больше сведений о дефекте по сравнению с обычными
моночастотными.
На основании анализа результатов расчетов теоретических
спектров моделей дефектов выявлены следующие закономерности.
Для объемных дефектов типа сферы и цилиндра характерны моно-
тонные зависимости без осцилляций (кривые /, 2 на рис. 5.42).
У плоскостных дефектов, ориентированных перпендикулярно
оси преобразователя, наблюдается более быстрый рост амплитуды
с повышением частоты (кривые 3, 4). Резкая немонотонность
спектра возникает при обнаружении плоскостных дефектов, ори-
ентированных под углом к оси преобразователя. В этом случае
основное влияние на результирующий сигнал оказывают дифрак-
ционные краевые волны, которые, интерферируя между собой,
дают периодически следующие минимумы. Их период зависит от
размера и угла наклона дефекта.
274
\ Выявленные закономерности позволили предложить способы
рпределения размеров и угла наклона плоскостных дефектов,
Заключающиеся в измерении частотных интервалов между мини-
мальными значениями в спектрах и полученными при двух углах
озвучивания (схемы 19, 20 в табл. 5.7), а также последующем
расчете параметров дефектов из системы уравнений:
при контроле прямым и наклонным преобразователями
д г _ 0,25 ci д £ ______0,25 „
~ b sin 6 ’ ~~ b sin (0 — Р) ’
при контроле двумя наклонными преобразователями
д £__ 0,25 Cf д г __ 0,25 сt
i1 — b sin (0 — Pi) ’ ~~ b sin (0 — p2) *
Для применения УЗСП-метода необходимо выполнение ряда
требований как к преобразователям, так и к электронной аппа-
ратуре: широкополосность преобразования электрического сиг-
нала в акустический и обратно, широкополосность приемного
тракта, проведение спектрального анализа отраженных от дефек-
тов сигналов. В качестве широкополосных преобразователей ис-
пользуют осесимметричные преобразователи переменной толщины
(см. подразд. 2.2). В табл. 5.9 даны основные технические ха-
рактеристики разработанной аппаратуры. С помощью этой аппа-
ратуры можно распознавать тип дефекта по трехклассовой си-
стеме, используемой в теории прочности. В табл. 5.10 приведены
границы каждого класса, соответствующие им коэффициенты
формы и концентрации напряжений реальных дефектов сварных
соединений.
Качество распознавания зависит не только от качества разра-
ботанной аппаратуры, но и от информативности признаков, ха-
рактеризующих тот или иной дефект. К признакам предъявляют
требования их физической обоснованности, простоты наблюдения
или измерения. При ручном распознавании признаки сформули-
рованы на основании анализа результатов теоретических и экспе-
риментальных исследований. Признаки имеют как качественное
описание (степень монотонности или изрезанности спектра, пе-
риодичность осцилляций и др.), так и количественные значения
(период и глубина осцилляций, частота максимальной амплитуды
спектра). Оператор, анализируя и измеряя признаки, по их
совокупности относит дефект к тому или иному классу.
Весьма информативным и простым в реализации оказался
’ признак, основанный на измерении отношения нормированной ам-
плитуды видеоимпульса ЛИмп отраженного сигнала на экране
спектроскопа к амплитуде 4СП тах — спектральной составляющей
этого сигнала, имеющего максимальную амплитуду:
Кд “ Аимп/^сп max»
В табл. 5.11 приведено количественное и качественное описа-
ние признаков. Совокупность этих признаков и используется
275
Таблица 5.9
Основные характеристики ультразвука всей спектральной аппаратуры /
Прибор, система; назначение Характеристика Количественный или , качественный показатель
УЗ-спектроскоп УСЦ-1м для распознавания типа дефектов Полоса частот, МГц Коэффициент усиления, дБ Время анализа, с Способ возбуждения Анализатор спектра Режим распознавания 0,5 ... 10,0 80 0,07; 1,50; 10,00 Ударный Встроенный Ручной
УЗ-спектроскоп ДИУС-Ф (совместно с ЧССР) для распознавания типа де- фектов Полоса частот, МГц Способ возбуждения Коэффициент усиления, дБ Анализатор спектра 0,5 ... 15,0 Частотно-модуляцион- ный; ударный 100 Отдельный С4-45
Система автоматического распознавания типа де- фектов «Спектр» Режим сканирования » распознавания » работы Язык программы Дискретность (число то- чек) Ручной; автоматический Автоматический Разделение времени ФОРТРАН 128
Широкополосные преоб- разователи: прямой ИЦК-ЮЗШ; наклонный ИЦК-102Ш; РС-ИЦК-101 (8 модификаций) Полоса частот, МГц Тип пьезоэлемента Чувствительность, мВ Угол призмы [3, ° Перепад толщины пьезоэлементов, мм 1,5 ... 8,0 СВП; ЦВП 1 ... 5 30; 40; 50 0,18 ... 2,00
Таблица 5.10
Основные параметры и классификация реальных дефектов
Дефект Коэффи- циент концен- трации напря- жени й «о Коэффи- циент формы Q — 0,5b/l Класс дефекта
Пора 3 0,50 Объемный (Q = 0,50 ... 0,15)
Шлаковое включение 5 0,25
Острое шлаковое включение 7 0,15 Объемно-плоскостной (Q =
Цепочка шлаковых вклю- чений 9 0,10 = 0,15 ... 0,08)
Непровар 15 0,07 Плоскостной (Q < 0,08)
Трещина 25 0,04
276
\ Таблица 5.11
\ Основные параметры и признаки реальных дефектов
' при распознавании ультразвуковым спектральным методом
Класс дефекта Дефект д ИМП Д max Признаки, характеризующие тип и класс дефекта (по виду спектрограмм)
Пора 0 . .. 2 Спектр без осцилляций или с осцил- ляциями глубиной менее 2 дБ, моно- тонно нарастающий и монотонно спа- дающий, ширина спектра соответствует (или несколько уже) ширине спектра преобразователя; для округлых пор размером до 5 мм наблюдаются неболь- шие периодически следующие мини- мумы, глубина которых 2 ... 6 дБ
Объемный Шлаковое включение 2 . . 4 Сужение спектра (без осцилляций) Спектр осциллирующий с глубиной минимумов до 8 ... 10 дБ, осцилля- ции могут быть непериодическими; иногда при малой отражательной спо- собности дефекта в спектре могут при- сутствовать спектральные составля- ющие помехи в области низких частот (до 1,5 МГц), которые не учитывают при анализе спектра
Острое шлаковое включение 3 . .. 4 Спектр осциллирующий, периодиче- ский, наличие высоких и небольших максимумов
4 . .. 7 Спектр резко сужен и сдвинут в об- ласть низких частот
Объемно- плоскост- ной (пе- реходный) Цепочка (скопление) шлаковых включений 6 . .. 8 Спектр осциллирующий, с узкими ма- ксимумами и глубокими минимумами; между высокими максимумами имеют- ся максимумы меньшей амплитуды, число которых характеризует число шлаковых включений в скоплении; амплитуда пропорциональна размеру дефекта
Плоскост- ной Непровар 8 ... 11 Спектр осциллирующий, периодиче - ский, с глубокими минимумами. Спектр непериодический, с глубокими минимумами для непроваров с р аз- ными радиусами вершин. При смеще- нии преобразователя в сторону от максимума спектр резко сдвигается в область низких частот
Трещина (несп дав- ление по кромкам) 9 ... 12 То же
277
Таблица 5.1^
Классификация дефектов УЗСП-методом 1
Класс дефекта Число k дефектов, предъяв- ленных для рас- познава- ния Число /г* правиль- но рас- познан- ных дефектов Относи- тельная погреш- ность (k-k'/R), % Вероят- ность р правиль- ной класси- фикации
Объемный (I) 135 120 11 0,89
Объемно-плоскостной (II) 101 81 20 0,80
Плоскостной (III) 77 63 18 0,82
Всего 313 264 16 —
оператором при распознавании класса дефектов. Информация
о периодичности осцилляций в спектре необходима для опреде-
ления размеров и угла наклона дефектов.
Спектральные характеристики дефектов в общем случае за-
висят от параметров дефектов и преобразователей, параметров
контролируемой среды, глубины залегания дефектов и т. д., т. е.
они могут иметь отличия, не обусловленные природой дефекта и,
следовательно, препятствующие созданию исходного описания
дефектов.
При ручном распознавании, как было показано выше, опера-
тор по тем или иным особенностям спектров отражения (изрезан-
ность, периодичность и др.) относит дефект к одному из трех
классов.
На основании анализа результатов распознавания класса
реальных дефектов сварных соединений элементов энергообору-
дования установлено (табл. 5.12), что наилучшим образом рас-
познаются объемные дефекты (Р = 0,89).
Вероятность правильной классификации плоскостных и объем-
но-плоскостных дефектов приблизительно одинакова. При этом
ошибка классификации в основном направлена в сторону пере-
браковки дефектов. Это позволяет уменьшить степень риска того,
что наиболее опасные плоскостные дефекты останутся в изделии
в процессе эксплуатации. Усредненная вероятность правильной
классификации достаточно высока: Рср = 0,84; с учетом пере-
браковки РсР 0,96.
5.5. ПОМЕХИ, ШУМЫ. СПОСОБЫ БОРЬБЫ С НИМИ
Помехами называют сигналы, не меняющие своего положения
во времени с момента периодического пуска прибора при неиз-
менных условиях контроля. К шуму относят беспорядочные, не-
периодические по времени прихода колебания и сигналы, харак-
теризуемые случайностью мгновенных значений параметров. Рас-
смотрим некоторые виды помех и шумов.
278
Различают аддитивные и мультипликативные помехи [38, 67].
Аддитивные помехи складываются с полезным сигналом, а мульти-
пликатные перемножаются с ним. К мультипликативным помехам
относят нестабильность акустического контакта, случайное из-
менение коэффициента затухания. Большинство исследуемых да-
лее помех относится к аддитивным. Не рассмотрен микрофонный
шум, обусловленный смещением электрических конструктивных
элементов под влиянием вибрации, поскольку в области частот
применяемых в УЗ-дефектоскопии, этот эффект мал.
Внешние шумы носят импульсный характер. Они имеют элек-
трическую или акустическую природу [38]. Электрические шумы
связаны с работой электроконтакторов близко работающей сва-
рочной аппаратуры. Акустические шумы, встречающиеся гораздо
реже, возникают в результате ударов по контролируемому из-
делию. Например, контролю рельсов с помощью вагона-дефекто-
скопа мешают удары колес о рельсы.
От электрических шумов отстраиваются экранированием при-
бора, кабеля и преобразователей, однако все импульсы пода-
вать таким образом не удается. Внешние электрические импульсы
поступают через сеть питания прибора, поэтому для их подавле-
ния в блок питания вводят фильтр высоких частот, применяют
автономные источники питания.
Внешние электрические и акустические шумы имеют свой
частотный спектр, не связанный со спектром полезного сигнала,
поэтому их подавлению способствует сужение полосы частот, при-
нимаемых дефектоскопом.
Эффективные способы борьбы с внешними помехами основаны
на их случайном по времени появления характере. Если импульсы
помех достаточно редки, их улавливают отдельным приемником
(антенной или пьезопреобразователем) и выключают на время их
действия приемный тракт. Другой способ — регистрация только
регулярно повторяющихся сигналов, приходящих в один и тот же
момент времени после посылки зондирующего импульса. Можно
накапливать п импульсов, где и = 2, 3, ... . Последние два спо-
соба снижают производительность контроля, поскольку требуют
уменьшения скорости сканирования таким образом, чтобы дефект
обнаруживался при нескольких посылках зондирующего им-
пульса (см. подразд. 5.2) в процессе движения преобразователя.
Электрические флуктуации. В элементах электронной схемы
на входе приемника-усилителя дефектоскопа происходят хаоти-
ческие изменения электрических потенциалов и токов, которые
ограничивают минимальную амплитуду l/mln усиливаемого сиг-
нала. Тепловые колебания носителей электрических зарядов
в резисторе с активным сопротивлением R при термодинамической
Температуре Т порождают тепловые шумы, квадрат среднего зна-
чения напряжения которых
U2 = ARkTAf,
279
где k — постоянная Больцмана; Л/ — полоса частот, внутри кото-
рой измеряют флуктуации напряжения.
Для УЗ-дефектоскопа, исходя из оценок входного сопро-
тивления пьезопластины, примем R = 20 Ом; А/ = 0,5 МГц;
Т = 300 °К. В результате найдем = 5.10"8 В. В полупро-
водниковых приборах, расположенных на входе усилителя, шумы
от электрических флуктуаций на порядок больше, поэтому Umax ж
5«10~5 В. На сравнительно низких частотах, применяемых при
УЗ-контроле (не более 100 МГц), электрические флуктуации не
зависят от частоты, т. е. являются белым шумом.
При контроле методами прохождения и колебаний применяют
приемник со сравнительно небольшим коэффициентом усиления,
равным 102 ... 103, и в этом случае проблемы снижения теплового
шума не возникает. В случае использования методов отражения
и акустической эмиссии, характеризующихся повышенным
коэффициентом усиления, электрические флуктуации могут
оказаться главным фактором, ограничивающим чувствитель-
ность.
Наиболее простой способ повышения помехоустойчивости
в отношении электрических флуктуаций — увеличение амплитуды
зондирующего импульса (см. подразд. 4.2). Разработаны способы
[1, 67] подавления белого шума, основанные на применении
зондирующих импульсов специфической формы. Используют ча-
стотно- или фазомодулированные длинные импульсы, которые на
приемнике выделяют из шума с помощью оптимального фильтра.
Например, эффективно применение кода Баркера, когда фаза
колебаний в пределах импульса один или несколько раз скачком
изменяется на л. Приходящий к приемнику полезный сигнал
сохраняет структуру зондирующего импульса, что позволяет вы-
делить его на фоне тепловых шумов. Далее сокращают длитель-
ность импульса путем синхронного и синфазного суммирования
отдельных его составляющих. Это позволяет «сжать» импульс до
одного-двух периодов колебаний с одновременным увеличением
амплитуды. В результате достигается подавление шумов (так
как шумы суммируются по мощности, а полезные сигналы — с уче-
том амплитуды и фазы) при сохранении малой длительности
импульса, необходимой для достижения высокой разрешающей
способности. Эти же способы обеспечивают отстройку от внешних
помех. Однако в практике дефектоскопии их используют редко
в связи с их сложностью.
К помехам преобразователя относят сигналы, вызванные
распространением акустических колебаний в пьезопластине, про-
текторе, демпфере и других элементах преобразователя. При
контроле резонансным методом возникают мешающие резо-
нансы.
При контроле эхо-методом по совмещенной схеме после зон-
дирующего импульса наблюдают отражения УЗ-импульсов (иногда
280
I
Рис. 5.43. Схемы возникновения ложных сигналов при контроле наклонным
преобразователем
многократные) в пьезоэлементе, протекторе, демпфере, призме
преобразователя. По мере удаления от зондирующего импульса
эти помехи исчезают (см. подразд. 3.2).
При контроле по раздельной схеме (раздельным преобразо-
вателем при контроле эхо-методом, методами прохождения) мно-
гократные отражения в излучателе не попадают на приемник.
По этой причине помехи преобразователя в этих случаях не про-
являются.
Ложные сигналы, обусловленные отражениями ультразвука
от поверхностей и других элементов конфигурации изделия,
мешают правильной оценке полезной информации. Ложный сигнал
может быть принят за полезный, т. е. отраженный от дефекта.
Он может также наложиться на полезный сигнал и в результате
интерференции изменить его информативные характеристики.
Отстройку от ложных сигналов осуществляют выбором более
удачной схемы и параметров контроля, стробированием (и исклю-
чением из рассмотрения) тех участков развертки, где возможно
их появление, амплитудной дискриминацией, т. е. фиксированием
только тех сигналов, уровень которых превышает ложные. Далее
рассмотрены примеры ложных сигналов, возникающих при кон-
троле методами отражения и прохождения.
Сигналы от выступов и выемок на по-
верхности изделия. При контроле изделий с выточкой
или выступом на поверхности эхо-методом с использованием на-
клонного преобразователя и поперечной волны (рис. 5.43, а)
возникают ложные сигналы, отраженные от двугранного угла D
(положение преобразователя Л) или галтели F (положение В)
281
В связи с этим данный участок изделия лучше контролировать
из положения С. Однако в последнем случае также возникает
более слабый, чем раньше, сигнал, связанный с дифракционным
рассеянием на ребре двугранного угла F. При этом образуются
краевые волны, амплитуда которых зависит от формы поверхности
вблизи ребра: чем резче изменение профиля поверхности, тем
больше амплитуда краевых волн и тем больше ложный сигнал,
приходящий на преобразователь. Краевой эффект вызывает также
трансформацию волн: от ребра F распространяются поверхностные
и головные волны, которые могут порождать дополнительные
ложные сигналы. Например, вдоль поверхности FD распростра-
няется поверхностная волна, которая частично отражается от
ребер F и D, а частично трансформируется в объемные волны.
В результате после дифракционного эхо-сигнала от точки F
возникает серия постепенно ослабевающих дополнительных сиг-
налов.
Ложные сигналы рассматриваемого типа возникают в резуль-
тате отражения и дифракции от выпуклости сварного шва ML
(рис. 5.43, б) [58]. При углах ввода 35 ... 55° ложные сигналы
обусловлены зеркальным отражением от поверхности в некоторой
точке Ft или F2. При больших углах ввода зеркального отражения
не наблюдается, однако остаются более слабые сигналы, возникаю-
щие в результате дифракции на ребрах М и L. Дифракция поро-
ждает также поверхностные и головные волны, распространяю-
щиеся вдоль дуги ML, причем при меньших углах ввода обра-
зуются поверхностные, а при больших — головные волны. Эти
волны многократно проходят вдоль дуги ML, частично трансфор-
мируясь каждый раз в объемные волны. В результате после
дифракционного эхо-сигнала наблюдают ряд ослабевающих им-
пульсов [5].
Ложные сигналы возникают даже в результате отражения от
локально напряженных зон изделия. Например, наблюдают эхо-
сигналы от тех участков поверхности оси с напрессованной втул-
кой (рис. 5.43, в)/ где максимален градиент напряжения (т. е.
вблизи краев втулки), что связано с изменением скорости звука
в напряженных зонах изделия (см. подразд. 9.1).
Действенный способ выделения рассмотренных ложных сигна-
лов основан на изменении их амплитуды при нажатии пальцем
или тампоном, смоченными в масле, на точку, в которой отра-
жается луч или через которую проходит поверхностная волна,
вызывающая ложный сигнал. Таким образом очень хорошо демп-
фируются поверхностные волны релеевского типа, несколько
хуже — поперечные волны SV-типа при наклонном падении и
продольные волны при перпендикулярном падении на поверх-
ность. Однако нажатие практически не влияет на поперечные
волны, в которых колебания происходят параллельно демпфируе-
мой поверхности, например на SV-волны, падающие на демпфи-
руемую поверхность перпендикулярно, и ЗЯ-волны. Во всех дру-
282
гих случаях такой способ выделения ложных сигналов достаточно
эффективен. Например, нажимая пальцем на выпуклость свар-
ного шва, на экране выделяют импульс, который меняет свою
амплитуду. Этот импульс и соответствует ложному сигналу.
Если не имеется доступа к поверхности, отражение от которой
порождает ложные сигналы, а также при автоматическом контроле
использование рассмотренного способа невозможно. В этом слу-
чае выявляемость дефектов, импульсы от которых располагаются
вблизи ложных сигналов, зависит от разрешающей способности
дефектоскопа: чем она выше, тем точнее ‘определяют коорди-
наты объекта отражения и тем меньше зона действия мешающего
ложного сигнала. При контроле сварных швов основным способом
отстройки от сигналов, обусловленных выпуклостью, является
точное определение координат отражателя. Например, точки
зеркального отражения Fx и F2 лежат ниже, чем возможные де-
фекты сварного соединения.
При автоматическом контроле применяют способ прозвучи-
вания с двух сторон от сварного шва с измерением расстояния /х
и /2 от преобразователя до отражателя вдоль поверхности. Если
отражение вызвано дефектом, то /х + /2 “ Л где I — расстояние
между преобразователями. Зеркальные отражения от выпуклости
шва при контроле с двух сторон происходят от разных точек Fx
и F2, поэтому /г + 12 > / Таким образом, точное измерение рас-
стояния позволяет отстроиться от ложных сигналов. Этим спо-
собом, однако, нельзя выявить дефекты, отражающие ультра-
звук в какую-либо сторону значительно лучше, чем в другую.
Отстройку от сигналов, вызванных дифракцией, осуществляют
способом амплитудной дискриминации. При этом увеличение
угла ввода ослабляет ложные сигналы. Это, по-видимому, связано
с затратой энергии на образование волн поверхностного типа,
амплитуда которых при этом повышается.
Помехи, связанные с распространением поверхностной волны
по выпуклости сварного шва (см. рис. 5.43, б; положение преоб-
разователя G), удается существенно уменьшить, если разделить
излучатель G' и приемник G", направив их так, чтобы акустиче-
ские оси пересекались на передней кромке или оси сварного шва.
При этом амплитуда сигналов от возможных дефектов практи-
чески не меняется, а амплитуда сигнала поверхностной волны,
трансформирующейся в поперечную вне зоны пересечения аку-
стических осей, существенно снижается.
Если не удается отличить сигнал, вызванный дефектом, от
ложного отражения по их положению на линии развертки или
другими рассмотренными способами (например, как на рис. 5.43,г),
выявление дефекта оказывается возможным только в том случае,
когда сигнал от дефекта существенно (в 1,5 ... 2,0 раза) пре-
восходит по амплитуде ложное отражение.
Увеличения отношения сигнал—помеха добиваются выбором
схемы контроля, обеспечивающей повышение амплитуды эхо-
283
сигнала от дефекта. С этой целью применяют схемы тандем и дуэт
(см. подразд. 2.1, 5.4) [6].
Помехи от многократных отражений. При
контроле эхо- или зеркально-теневым методами в иммерсионном
варианте возникают ложные сигналы в результате многократных
отражений УЗ-импульса в иммерсионной жидкости между по-
верхностями изделия и преобразователя. При малой толщине
слоя иммерсионной жидкости эти сигналы приходят раньше,
чем сигнал, отраженный от донной поверхности изделия.
Для устранения влияния подобных ложных сигналов нужно
увеличить толщину слоя жидкости настолько, чтобы импульс,
соответствующий двукратному отражению в слое жидкости, при-
ходил позднее донного сигнала. Время прихода ложного импульса
двукратного отражения /л — 4Л31с3, а донного сигнала /д —
= 2HJc3 + 2//и/си. Чтобы ложный сигнал не попадал в зону
наблюдения за сигналами от дефектов изделия, необходимо вы-
полнить условие /л > /д, откуда Н3 > H^cjc^ и Н3 — тол-
щина изделия и задержки, а си и с3 — скорости звука в них).
При контроле тонких изделий методом прохождения или
комбинированными методами сквозной или донный сигнал осцил-
лирует в результате интерференции прямого сигнала и сигнала,
дважды отраженного в изделии и играющего вследствие этого
роль ложного сигнала. Эти сигналы не будут интерферировать,
если длительность импульса т меньше времени пробега ультра-
звука в объекте контроля в прямом и обратном направлениях:
т <Z 2Нис. При выполнении этого условия импульсы, прошедшие
непосредственно через объект и многократно отраженные в нем,
приходят к приемнику в разные интервалы времени и не интерфе-
рируют между собой. Чтобы исключить интерференцию в проме-
жуточных слоях, для них также необходимо выполнение подобных
условий. Длительность импульса обычно сокращают повышением
частоты колебаний.
Влияние свободной поверхности. При рас-
пространении волн вдоль поверхности изделия прямо прошедший
сигнал интерферирует с ложным сигналом, отраженным от по-
верхности. Это возникает при контроле всеми методами отраже-
ния и прохождения. Рассмотрим способы отстройки от этого
явления на примере эхо-метода с применением продольных
волн.
Чтобы возникла интерференция прямого эхо-сигнала от де-
фекта и импульса, однократно отраженного от боковой поверх-
ности на пути от преобразователя до дефекта (рис. 5.44, а), необ-
ходимо одновременное выполнение двух условий: 1) диаграмма
направленности преобразователя должна быть настолько широ-
кой, чтобы интенсивный боковой луч касался боковой поверхно-
сти; 2) разность путей прямого и отраженного луча должна быть
настолько малой, чтобы соответствующие импульсы накладывались
друг на друга. Несоблюдение любого из этих условий устраняет
284
Рис. 5.44. Схемы возникновения ложных сигналов при контроле прямым пре-
образователем
интерференцию эхо-сигнала с отражением от боковой поверх-
ности [261.
Первое условие отсутствия интерференции определяет урав-
нение
0 « 2т/1 > М,/а; т > NIK/(2а),
где т — расстояние от преобразователя до боковой поверхности;
N — числовой коэффициент, зависящий от формы пьезопластины;
2а — размер пьезопластины.
Для дискообразного преобразователя N = 0,54 (см. табл. 1.5),
поэтому условие отсутствия интерференции имеет вид
т > 0,27/Х/а. (5.5)
Второе условие отсутствия интерференции определяется вы-
ражением _________
2)/0,25 Z2 -J- т2 —- I > тс,
где т — длительность импульса; с — скорость продольных волн.
При этом предполагается, что на пути от преобразователя до
дефекта и обратно интерферирующий луч отражается от боковой
поверхности один раз. Считая, что т = 4Т (обычно применяемый
импульс содержит четыре периода колебаний) и I т, получим
m>l,4/zT (5.6)
Условие (5.5) препятствует возникновению интерференции
при малой длине изделия, а (5.6) — при большой. Например,
приняв 2а = 12 мм, X = 2 мм, для I = 100 мм получим из первого
условия т = 9 мм, а из второго т = 20 мм. Если т > 9 мм, то
нарушается первое условие и интерференция не возникает. При
I = 1000 мм соответственно т = 90 и 63 мм. Возникновению ин-
терференции препятствует второе условие, однако при этом на
экране наблюдают два близко расположенных импульса от де-
фекта: прямой эхо-сигнал и эхо-сигнал, однократно отраженный
от боковой поверхности.
285
Влияние свободной поверхности сказывается в виде погреш-
ностей не только измерения истиной амплитуды эхо-сигнала, но
и определения координат дефекта. Если в месте расположения
преобразователя непосредственно над дефектом образуется интер-
ференционный минимум, то в поисках максимума контролер
сместит преобразователь в сторону и ошибочно укажет расстоя-
ние т от дефекта до свободной поверхности.
Условия отсутствия интерференции донного сигнала и сигнала,
обусловленного отражением от двугранного угла (рис. 5.44, б),
будут более жесткими, чем в случае отражения от дефекта:
9 « m//i > М/а, т > 1,08/Д/(2а); (5.7)
zn2 — Z] > тс, (5.8)
При изготовлении образцов с искусственными дефектами до-
вольно часто допускают погрешности, связанные с недоучетом
влияния свободной поверхности на эхо-сигнал, в результате чего
получают неправильные экспериментальные результаты.
При контроле стержней и пластин прямым преобразователем
со стороны торца (рис. 5.44, в) продольная волна распростра-
няется вдоль двух свободных поверхностей, поэтому возникают
ложные сигналы и связанная с ними интерференция, как было рас-
смотрено ранее. Кроме того, наблюдаются ложные сигналы, обус-
ловленные рассеянием ультразвука на неровностях поверхности.
Появлению этих сигналов способствует трансформация продоль-
ной волны, излучаемой прямым преобразователем, в поперечную
(см. рис. 1.6). Поперечная волна распространяется под большим
углом Ф скольжения к поверхности, повторно отражается и дает
значительный ложный сигнал в сторону преобразователя.
Ложные сигналы особенно интенсивны, если на поверхности
изделия имеются выточки, галтели или когда его поперечное се-
чение уменьшается (рис. 5.44, г). Отраженные от таких участков
сигналы, а также следующие за ними импульсы-спутники препят-
ствуют контролю изделия позади участка.
Для борьбы с ложными сигналами, связанными с трансформа-
цией продольных волн, длинномерное изделие с отношением
длины к поперечному размеру
Ud > 4 (5.9)
контролируют не прямым преобразователем с торца, а наклонным
со стороны боковой поверхности (показаны на рис. 5.44, в, г,
справа). Условие (5.9) получают из формулы (5.5), приняв
наиболее часто применяемое на практике значение Х/(2а) = 0,25.
Если возникает необходимость контроля длинномерного из-
делия со стороны торца, то целесообразно использовать не про-
дольную, а поперечную волну: при отражении от свободной по-
верхности она не трансформируется в продольную, поскольку
угол падения больше третьего критического. В результате ложных
286
сигналов от неровностей по-
верхности и импульсов-спут-
ников не возникает. Явление
интерференции прямого и от-
раженного от боковой поверх-
ности сигналов сохраняется.
Для возбуждения поперечной
волны, распространяющейся
Рис. 5.45. Схемы возникновения лож-
ных сигналов в результате распростра-
перпенДИКулярНО поверхности нения поверхностных волн
ввода, применяют ЭМА-преоб-
разователи или пьезопреобразователи сдвиговых колебаний с кон-
тактом через вязкое масло (см. подразд. 1.3).
Появление ложных сигналов специфического вида связано
с поверхностной волной, которую возбуждают боковые лепестки
диаграммы направленности преобразователя. При контроле эхо-
методом сигналы возникают в результате отражения поверхност-
ной волны от краев изделия (рис. 5.45, а). При контроле РС-
преобразователем ложный сигнал возникает в результате про-
хождения поверхностной волны от излучателя к приемнику
(рис. 5.45, б). Отличительная особенность помех, связанных с по-
верхностными волнами, —изменение времени их прихода при
перемещении преобразователя относительно края изделия или
излучателя и приемника относительно друг друга. Эти помехи
уменьшаются при увеличении диаметра преобразователя и повы-
шении частоты.
Структурные помехи связаны с рассеянием ультразвука на
структурных неоднородностях, зернах материала. Их часто на-
зывают структурной реверберацией. Импульсы, образовавшиеся
в результате рассеяния ультразвука на различных неоднородно-
стях и приходящие к приемнику в один и тот же момент времени,
складываются. В зависимости от случайного соотношения фаз от-
дельных импульсов они могут усилить или ослабить друг друга.
В результате на приемнике прибора структурные помехи имеют
вид отдельных близко расположенных пиков (их иногда сравни-
вают с травой), на фоне которых затруднено наблюдение полез-
ного сигнала. Структурные помехи —основной постоянно дей-
ствующий фактор, ограничивающий чувствительность при кон-
троле методами отражения, а также комбинированными, связан-
ными с наблюдением отраженных сигналов. Довольно часто струк-
турные помехи превышают донный сигнал, исключая тем самым
возможность применения эхо- или зеркально-теневого метода.
При контроле теневым методом неоднородных крупнозер-
нистых материалов разная степень рассеяния ультразвука на
разных участках влияет на ослабление сквозного сигнала, которое
легко спутать с ослаблением, связанным с присутствием дефекта
(мультипликативная помеха). Рассеянные на неоднородностях
структуры УЗ-волны могут попадать в приемник с запаздыванием
относительно основного сигнала. Интерферируя между собой,
287
рассеянные волны могут вызывать появление импульсов, значи-
тельно больших сквозного сигнала.
Так как структурные помехи появляются после переднего
фронта сквозного сигнала, его выделение возможно за счет стро-
бирования. В результате теневым методом удается контролиро-
вать изделия с очень большим уровнем структурных помех, не-
доступных контролю по отражению ультразвука. При этом, од-
нако, чувствительность очень низка и обнаруживаются только
дефекты, практически полностью не пропускающие ультразвук.
Для контроля материалов с высоким уровнем структурных
помех более эффективен временной теневой метод. Его чувстви-
тельность слабо зависит от частоты, поэтому ее можно значительно
понизить, что улучшает прохождение ультразвука через крупно-
зернистые материалы (см. подразд. 2.3).
Далее структурные помехи рассмотрены применительно к эхо-
методу.
Статистические закономерности форми-
рования структурных помех. Фазы импульсов,
создающих структурные помехи, распределяются случайным об-
разом, поэтому амплитуда структурных помех на преобразователе
в определенный момент времени равновероятно имеет положитель-
ное или отрицательное значение, а среднее значение амплитуды
равно нулю. Так как дефектоскоп регистрирует не знак, а абсо-
лютное значение амплитуды, средний уровень помех определяется
квадратным корнем из среднего квадратического значения ампли-
туды, которое пропорционально средней интенсивности сигнала
помех Jn. В дальнейшем помехи будем определять именно их
интенсивностью и лишь при сравнении с полезными сигналами,
переходить к амплитуде.
Случайное соотношение фаз импульсов, приходящих от раз-
личных структурных неоднородностей, вызывает значительные
отклонения интенсивности от среднего уровня. Для надежного
выявления дефектов интенсивность сигналов от них должна пре-
восходить не только Jn, но и отклонения от этого уровня. Вели-
чину отклонения от среднего уровня характеризуют средним
квадратическим отклонением
ОП = (*^п — А)2 = (5.10)
Вероятность q того, что результирующая интенсивность сиг-
нала от большого, но постоянного числа осцилляторов (со слу-
чайным распределением начальных фаз) лежит в интервале от
«7 п До *7 п + в соответствии с распределением Релея
q ~ Jп exp ( <7П/\7П) Д«7П.
Найдя с помощью этого распределения
оо
Л = j * ехр (-/„/Д) dJu = 2 7П2 (5.11)
о
288
и подставив в формулу (5.10), получим важное свойство релеев-
ского распределения: среднее квадратическое отклонение равно
среднему уровню, т. е. а = Jn. Для повышения надежности
регистрации сигнала от дефекта на фоне помех необходимо, чтобы
его интенсивность J' на Зо превышала отклонение от среднего
уровня помех: J' > + Зо = 4 Jn. При переходе к амплитуде
извлекают квадратный корень из значения интенсивности, в ре-
зультате
Р'>2РП, (5.11)
где Рп — средний уровень амплитуды помех.
Таким образом, полезный сигнал должен превосходить уро-
вень амплитуды структурных помех на экране дефектоскопа, из-
меняющийся от нуля до удвоенного значения среднего уровня.
Формула (5.11) справедлива для случая, когда число рассеива-
ющих центров п велико. Если п = 10, то погрешность вычисления
по этой формуле не превышает 10 %. Покажем, что в дефектоско-
пии соотношение п 10 выполняется, если длина волны ультра-
звука превосходит средний размер зерен металла.
Наибольшая концентрация энергии излучения и, следова-
тельно, наименьшая площадь эффективно рассеивающего объема
характерны для фокусирующего преобразователя. Радиус наи-
меньшего фокального пятна р0 = 1,22Х. Длительность импульса
соответствует примерно четырем периодам колебаний, поэтому
размер рассеивающей зоны в лучевом направлении Аг ж 0,5ст «
2Х. Число зерен в эффективно рассеивающем объеме, равном
яро Аг, при среднем размере зерна D
п ж про Аг/(лО3/6) « 18 (X/D)3.
В результате при D > X п > 10. При невыполнении условия
D > X резко возрастает затухание ультразвука в материалах
со значительной упругой анизотропией типа стали, меди и т. п.
Ввиду этого контроль в таких условиях оказывается практически
невозможным. Условие D > X может не выполняться при кон-
троле материалов, кристаллы которых имеют малую упругую
анизотропию (алюминий, вольфрам). В таких материалах мала
интенсивность отдельных импульсов, из которых складываются
структурные помехи, а поэтому низок общий уровень помех.
Средний уровень структурных помех оп-
ределяют, используя энергетическое представление акустического
поля преобразователя. Вычисляют рассеяный сигнал, приходящий
от элемента пространства, расположенного вокруг некоторой
точки В. Затем полученное выражение интегрируют по всей об-
ласти пространства, занимаемой в данный момент времени УЗ-
импульсом. Обычно учитывают только волны одного типа — про-
дольные или поперечные.
10 П/р Н. П. Алешина
289
Вычисления для совмещенного преобразователя выполнены
в работе [39]. Там же даны формулы для среднего уровня помех
(переведенного в амплитуду давления) в ближней и дальней зонах:
Ра = (1,0... 1,5)Р04- V-1^- е-2вг;
а (5.12)
D _ D 1 1/ SpClSa 2бг
“ л 0 2r V 2л е
где 6р — коэффициент рассеяния без трансформации волн; Sa —
площадь преобразователя; 6 —коэффициент затухания; г —рас-
стояние от преобразователя до области рассеяния.
При выводе формул (5.12) сделан ряд допущений. Предпола-
гали, что излучение происходит в полубесконечное пространство
со статистически однородной структурой, т. е. нет зон с сильно от-
личающейся структурой. Считали также, что интенсивность звука,
рассеянного элементарным объемом, прямо пропорциональна
этому объему, интенсивности падающего звука и коэффициенту
рассеяния, зависящему от среды, и что рассеяние изотропно по
всем направлениям.
Длительность рассеяния каждым элементарным объемом при-
нимали равной длительности излученного импульса, т. е. пред-
полагали, что рассеяние от каждого рассеивателя (кристаллита)
начинается в момент поступления к нему зондирующего импульса
и прекращается одновременно с его окончанием.
В работе [51 ] выполнен расчет уровня структурных помех
с учетом неравномерности рассеяния УЗ-волн по различным на-
правлениям, что снимает одно из сделанных ограничений. Уста-
новлено, что углы 20 ... 45° с направлением излучения соответ-
ствуют минимуму интенсивности структурных помех.
Последнее из сделанных допущений наиболее существенно.
Оно, в частности, означает, что не учитывается повторное рас-
сеяние УЗ-волн, уже однократно рассеянных на неоднородностях
среды. Например, считали, что структурные помехи от точки В
(рис. 5.46) достигнут преобразователя в момент времени, опреде-
ляемый расстоянием АВ. В действительности сигнал от точки В,
рассеянный не в направлении на преобразователь, может рас-
сеяться еще раз в точке С и прийти в точку А одновременно с сиг-
налом однократного рассеяния от точки D (АВСА — 2AD).
Это пример влияния двукратного рассеяния, однако происходит,
и более сложное — многократное*
рассеяние.
Установлено, что двукратным
рассеянием можно пренебречь, ког-
да 6рХ < 0,02.' Если это условие
нарушается и превалирует повтор-
ное рассеяние, то практически вся
картина распределения помех на
линии развертки дефектоскопа фор-
Рис. 5,46. Схема многократного
(двукратного) рассеяния
290
мируется в результате многократного отражения импульсов от
зерен крупнозернистого металла в зоне, расположенной вблизи
преобразователя, при этом рассеяние от областей на большом
расстоянии г от преобразователя пренебрежимо мало [39].
Формулы (5.12) определяют значение давления от помех на
участке поверхности изделия под преобразователем. Для возник-
новения электрического сигнала в преобразователе контактного
типа акустическая волна должна пройти через один или нес-
колько тонких слоев. Коэффициенты прозрачности слоев будут
разными для полезных сигналов и структурных помех.
Сигнал от дефекта определяется амплитудой импульсов.
В подразд. 1.4 отмечено, что амплитуда волны или длительного
импульса сильно изменяется в результате интерференции волн
в зависимости от толщины слоя.
Уровень структурных помех определяет не амплитуда, а ин-
тенсивность, т. е. энергия прошедшего импульса, равная произ-
ведению квадрата амплитуды на длительность импульса. Это
значение остается практически постоянным при изменении ус-
ловий интерференции в тонком слое. Если, например, коэффи-
циент прозрачности уменьшается, то соответственно снижается
и амплитуда, но возрастает длительность импульса, при этом
энергия импульса, прошедшего через слой, остается постоянной.
Вследствие этого уровень структурных шумов не зависит от тол-
щины слоя контактной жидкости при контроле контактным ме-
тодом.
В результате при контроле контактным преобразователем
электрический сигнал от структурных помех не меняется в зави-
симости от условий акустического контакта при постоянной тол-
щине слоя контактной жидкости, а полезный сигнал меняется.
Это подтверждено экспериментальной проверкой. При иммерсион-
ном или бесконтактном способах контроля этот эффект не наблю-
дается ввиду отсутствия слоя контактной жидкости.
Способы борьбы со структурными помехами. Максимально
возможной чувствительности при превалирующем влиянии струк-
турных помех достигают двумя путями. Первый заключается
в выборе оптимальных параметров контроля, второй — в стати-
стической обработке сигналов. Здесь рассмотрены способы борьбы
со структурными шумами в основном в изотропных крупнозерни-
стых металлах. Вопросы контроля анизотропного металла, ка-
ким является аустенитный сварной шов, изложены в подразд. 6.2.
Выбор оптимальных параметров кон-
троля основан на анализе соотношений полезных сигналов
(см. подразд. 2.2) и структурных помех. В табл. 5.13 приведены
отношения сигнал—помеха Поскольку амплитуда полез-
ного сигнала изменяется (в частности, снижается при ухудше-
нии акустического контакта), для надежного обнаружения по-
лезного сигнала на фоне помех она должна в 4 ... 5 раз превы-
шать их средний уровень. Формулы, приведенные в таблице,
10* 291
Таблица 5.13
Отношение амплитуды сигнала к уровню структурных помех UvJUn
Отражатель С7Д/С7П для зон
ближней (г < хб) дальней (Г > хб)
Диск площадью Sb (1, 0...2.8) -ЗДх Л Х 6рст$о 2Sb -if 2л$о Х2г г брег
Сфера диаметром dc (1,0...2,8)-^- X х 1/ -ё-\ - г ОрСТоа 2Xr г 6сст
Бесконечный цилиндр диаметром °,8л 1/ -у^ц - Г ЛОрСТ i I/" X У
Бесконечная плоскость (донный сиг- нал) о.« т/' nSa X У брст 1 1/ X У 6рст
получены для дискообразного прямого преобразователя с учетом
помех от однократного рассеяния импульсов. Используя эти со-
отношения, можно дать следующие рекомендации для оптимиза-
ции условий контроля.
1. Локализация контролируемого объема, т. е. уменьшение
области, из которой получают информацию (заштрихованная об-
ласть на рис. 5.47). Поясним это положение. Из анализа данных
табл. 5.13 следует, что, если дефект находится в дальней зоне,
для повышения отношения сигнал—помеха целесообразно уве-
личить площадь преобразователя Sa, улучшив тем самым его
направленность (рис. 5.47, а, б). Физический смысл этого эффекта
состоит в том, что выявляемость дефекта на фоне структурных
помех повышается с.увеличением отношения площади отражаю-
щей поверхности дефекта к площади облучаемых ультразвуком
кристаллитов металла, участвующих в образовании помех. Это
остается справедливым не только для точечных, но и для протя-
женных дефектов и даже для отражающей плоскости. Дело в том,
что эффективно отражающая часть плоскости или протяженного
дефекта очень невелика, значительно меньше поверхности озву-
чиваемых кристаллитов. Поэтому улучшение направленности
излучения дает тот же эффект, что и для точечного отражателя.
Когда отражатель попадает в ближнюю зону (рис. 5.47, в),
увеличение Sa приводит к снижению концентрации УЗ-энергии
292
и уменьшению сигнал—помеха для точечных отражателей.
В ближней зоне отношение сигнал—помеха можно увеличить,
применяя фокусировку УЗ-поля (рис. 5.47, г). Например, для
отражающего диска, расположенного в оптическом фокусе F,
отношение сигнал—помеха определяют по формуле
Р = 2Sb
Рп VF V ’
аналогичной формуле в табл. 5.13 для дальней зоны, только г
заменено на F. Таким образом, отношение сигнал—помеха для
фокусирующего преобразователя также повышается с увеличе-
нием его площади.
Уменьшение длительности импульса т повышает отноше-
ние сигнал—помеха. При этом сужается заштрихованная зона
на рис. 5.47, т. е. также происходит концентрация энергии. От-
сюда следует сформированное ранее положение: для улучшения
выявляемое™ дефектов на фоне помех необходимо уменьшить
объем пространства, занимаемого УЗ-импульсом, в месте распо-
ложения дефекта, т. е. локализовать зону контроля.
Возможности такой локализации посредством уменьшения т
ограниченны, так как при этом спектр занимаемых импульсом
частот расширяется за счет высокочастотных составляющих.
Однако эта часть спектра особенно быстро затухает в крупнозер-
нистых материалах, поэтому в данном случае целесообразно при-
менять колоколообразные импульсы с высокочастотным заполне-
нием, характеризующиеся наиболее узким спектром при заданной
длительности.
а) б)
Рис. 5.47. Способы локализации зоны контроля
293
2. Выбор оптимального направления прозвучивания, что
имеет существенное значение, если структура материала неодно-
родна, неизотропна. Оптимальным является направление, вдоль
которого минимальны изменение упругих свойств материалов и
влияние этого изменения на распространение УЗ (см. подразд. 6.2).
3. Выбор типа волн с минимальным коэффициентом рассея-
ния 6Р (см. табл. 5.13). Этот вывод остается справедливым и
с точки зрения эффекта вторичного рассеяния. При постоянной
частоте коэффициент рассеяния продольных волн в 4 ... 6 раз
меньше, чем поперечных (см. подразд. 1.2). Однако в формулах
табл. 5.13 фигурирует произведение 6рс, а скорость продольных
волн в 2 раза больше, чем поперечных. В результате преимуще-
ство использования продольных волн вместо поперечных оказы-
вается не столь значительным, тем не менее оно подтверждается
практическими данными.
В работе [90] обоснована целесообразность применения по-
перечных волн со строгой поляризацией колебаний, заключаю-
щаяся в том, что при многократном рассеянии на границах зе-
рен плоскость поляризации изменяется сильнее, чем при одно-
кратном отражении от дефекта. Если приемник реагирует на уп-
ругие волны с той же поляризацией, что и излученные, можно
ожидать увеличения отношения сигнал—помеха. Однако резуль-
таты экспериментов показали, что эффект этот не столь значи-
телен и выигрыш в чувствительности меньше, чем при использо-
вании продольных волн вместо поперечных.
4. Выбор частоты f с учетом влияния на коэффициент 6Р.
Согласно изложенному в подразд. 1.2 бр ~ fn, причем в зависи-
мости от отношения D/X п =2, ... 4. Как следует из табл. 5.13,
в зависимости от значения и, формы отражателя, зоны, в которой
отражатель расположен, отношение сигнал—помеха с повыше-
нием частоты может как увеличиваться, так и уменьшаться.
Известно практическое правило: чем больше затухание уль-
тразвука, тем ниже должна быть частота. Оно обусловлено необ-
ходимостью выполнения условия X > D, так как в противном
случае начинает действовать эффект повторного рассеяния и фор-
мулы табл. 5.13 становятся неверными.
5. Использование раздельно-совмещенных преобразователей.
PC-преобразователи с углом схождения 15 ... 20° и более позво-
ляют резко снизить уровень помех от повторного рассеяния.
При углах 20 ... 45° к направлению излучения находится мини-
мум интенсивности первичных помех. PC-преобразователи, кроме
того, характеризуются минимальным уровнем собственных по-
мех.
6. Совершенствование аппаратуры в нескольких направлениях.
Повышение абсолютной чувствительности Р/Ро до 120 дБ и более
расширяет возможности применения оптимальных параметров
контроля, рекомендованных выше (например, выбор частоты, ис-
294
пользование PC-преобразователей и т. д.), при сохранении тре-
буемой чувствительности.
Весьма удобным представляется введение компенсированной
отсечки (см. подразд. 4.2). Отсечка, не увеличивая отношения
сигнал—помеха, повышает удобство контроля при высоком уровне
помех, поскольку помогает сконцентрировать внимание контро-
лера на полезных сигналах.
Существенным требованием к дефектоскопам, предназначен-
ным для контроля крупнозернистых материалов, является вве-
дение ВРЧ, обеспечивающей одинаковую амплитуду сигнала от
дефектов, расположенных на разной глубине.
С учетом изложенных рекомендаций при контроле крупнозер-
нистых материалов следует применять дефектоскоп с широким
диапазоном частот для оптимизации их выбора, причем его гене-
ратор должен излучать короткие колоколообразные импульсы.
В комплект прибора нужно включать PC-преобразователи, пре-
образователи с большим диаметром пьезоэлемента и фокусирую-
щие. Дополнительные требования к аппаратуре изложены далее.
Применение статистических методов выделения
сигналов на фоне структурных шумов—второй путь решения
проблемы контроля крупнозернистых материалов. Их широко
используют в радио- и гидролокации. Однако помехи при локации
обычно представляют собой случайные во времени процессы, т. е.
шумы, поэтому накопление информации и ее статистическая обра-
ботка позволяют значительно повысить отношение сигнал—по-
меха. Положение рассеивателей в твердом теле не меняется во вре-
мени. При неизменных условиях излучения и приема упругих
волн структурные помехи полностью скоррелированы, что исклю-
чает возможность межпериодной обработки сигналов. Чтобы вос-
пользоваться способами обработки сигналов, предназначенными
для анализа случайных временных процессов, необходимо изыс-
кать методы создания временной зависимости эхо-сигналов в раз-
ные периоды излучения—приема.
Таким образом, необходимым условием для реализации ста-
тистических методов обнаружения сигнала дефекта в присут-
ствии структурных помех является обеспечение таких изменений
в акустическом поле преобразователя, при которых помехи ока-
зывались бы слабокоррелированными, а сигналы от дефекта оста-
вались сильно коррелированными. Способы практического ре-
шения этой задачи различаются прежде всего выбором изменяе-
мого параметра акустического поля [51].
Простой для практической реализации способ — изменение
длительности импульсов при сохранении их амплитуды. Если
т = 47’ (Т — период колебаний), полезный сигнал практически
не усиливается при дальнейшем увеличении т. В то же время уро-
вень структурных помех растет пропорционально ]/Ч. Дефекто-
скоп для контроля крупнозернистых материалов должен обла-
дать переменной длительностью импульса, причем т = (4 ... 9) Т.
295
Рис. 5.48. Кривые изменения амплитуды сигнала при перемещении преобра-
зователя
Если возникает сомнение, что наблюдаемые импульсы вызваны
структурными помехами, то изменяют т и проверяют, влияет это
на их амплитуду или нет. Если амплитуда постоянна (с точностью
до 1 дБ), то это сигналы от дефектов; если она изменяется прибли-
зительно на 3 дБ, это структурные помехи.
Статистическое накопление и обработку сигналов можно про-
водить в процессе перемещения преобразователя по поверхности
изделия (рис. 5.48) или измерения угла ввода, т. е. качания диа-
граммы направленности. При этом стробированием по времени
выделяют слой изделия на некоторой глубине //, где предпола-
гается наличие дефектов (на рисунке этот слой заштрихован).
Корреляционная зависимость помех при этом тем меньше, чем
больше степень обновления зерен в рассеивающем объеме при дви-
жении акустического поля преобразователя. Сильная корреля-
ционная зависимость полезных сигналов (/д характерна для про-
тяженных дефектов. При точечных дефектах сигналы коррели-
руют за счет ширины диаграммы направленности преобразователя.
Если в процессе перемещения преобразователя наблюдать сиг-
налы от выделенного слоя на электронно-лучевой трубке с боль-
шим послесвечением, то сигнал от дефекта будет отличаться от
помех большей яркостью.
Перспективный способ изменения параметров акустического
поля заключается в вариации ширины диаграммы направленности
путем изменения диаметра преобразователя. Например, электроды
296
преобразователя разделяют на ряд колец. От числа подключен-
ных колец зависит диаграмма направленности. Если при этом сох-
ранить мощность импульса, то средний уровень помех останется
постоянным, а сигнал от дефекта будет модулирован по ампли-
туде с частотой изменения площади преобразователя. Пропус-
кая принимаемые сигналы через оптимальный фильтр, выделяют
сигнал от дефекта на фоне структурных помех, превосходящих
его по амплитуде. Результаты расчетов показывают, что этот спо-
соб позволяет в несколько раз увеличить отношение сигнал—
помеха.
Влиять на параметры акустического поля также можно, ме-
няя частоту УЗ-колебаний при посылке зондирующих импульсов.
Это приводит к сильному изменению структурных помех при не-
значительном изменении эхо-сигнала от дефекта. Результаты
[511 определения корреляционной зависимости структурных по-
мех при вариации поля преобразователя различными способами
показали, что наибольшее число независимых отсчетов помех
можно получить при изменении частоты. Этот способ декорре-
ляции наиболее результативен. Наименее эффективен (но более
прост) способ, основанный на вариации длительности им-
пульса.
В целях дальнейшего совершенствования статистического
способа обнаружения сигналов от дефектов на фоне структур-
ных помех можно применять синхронное детектирование и коге-
рентное накопление сигналов. При использовании этих методов
учитывают фазы приходящих на приемник высокочастотных коле-
баний, в то время как при рассмотренном выше амплитудном де-
тектировании и некогерентном накоплении учитывают только
амплитудные составляющие структурных помех и сигнала от де-
фекта. При некогерентном накоплении отношение сигнал—помеха
увеличивается в N, где W— число суммируемых некоррели-
рованных по шумам эхо-сигналов. При когерентном накоплении
это отношение увеличивается в N раз, т. е. оно в V~ N раз больше,
чем при некогерентном. Фактически обработка сигналов
методом акустической голографии является когерентной обра-
боткой сигналов; при этом отношение сигнал — помеха повы-
шается.
Сформулируем практические рекомендации для случая кон-
троля крупнозернистого материала серийным прибором. Если
при контроле эхо-методом выявлению дефектов препятствуют по-
мехи от структурной реверберации, следует прежде всего убедиться
в природе наблюдаемых импульсов. Удобнее всего это сделать,
изменяя длительность зондирующего импульса без изменения
его амплитуды. Если подобного регулятора в приборе нет, изме-
няют толщину слоя жидкости между контактным преобразова-
телем и изделием, например, снабдив преобразователь тонкими
кольцами переменной толщины, препятствующими плотному при-
297
жатию преобразователя к изделию. В обоих случаях, если уро-
вень наблюдаемых на экране импульсов не меняется, то это струк-
турные помехи.
Для повышения отношения сигнал—структурная помеха при-
нимают следующие меры:
сокращают длительность зондирующего импульса;
увеличивают площадь преобразователя до пределов, в которых
контрольная зона попадает на границу ближней зоны преобразо-
вателя; в ближней зоне применяют фокусирующие преобразова-
тели; очень эффективны РС-преобразователи;
снижают частоту УЗ-колебаний для устранения влияния по-
вторного рассеяния ультразвука;
применяют методику послойного контроля или систему ВРЧ
для выравнивания помех на всей линии развертки прибора.
Глава 6
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
6.1. контроль ЗАГОТОВОК
Внутренние дефекты поковок, как и всякого деформирован-
ного металла, надежно выявляются только методами ультра-
звукового контроля (УЗК). Трещины, расслоения, заковы, фло-
кены и другие характерные для поковок дефекты с малым раскры-
тием могут быть ориентированы самым различным образом.
Если УЗ-волна встречает дефект под углом, близким к прямому,
то его выявляют эхо-методом; если же луч направлен вдоль де-
фекта или под острым углом к нему, то его можно выявить зер-
кально-теневым методом (рис. 6.1). Ультразвуком также выяв-
ляют в поковках и деформированные в различной степени дефекты
слитка, например раковины, поры, неметаллические включе-
ния и т. д.
Поковки представляют собой наиболее общий с точки зрения
УЗК объект контроля, поэтому все общие принципы методики
УЗК, описанные выше, справедливы для поковок. Далее приве-
дены только специфические особенности УЗК поковок [65].
Ввиду большого разнообразия типов и ориентации дефектов
кованого металла при УЗК поковок важную роль играет выбор
направлений — схемы прозвучивания. Основой выбора схемы
прозвучивания каждой поковки является правило контроля каж-
дого участка ее объема не менее чем в трех взаимно перпендику-
лярных направлениях. Такой контроль принято называть кон-
тролем в полном объеме. Строго говоря, этот контроль приемлем
только для поковок в виде параллелепипеда, которые прозвучи-
вают прямыми преобразователями с трех перпендикулярных гра-
ней.
Если же параллелепипед вытянут в одном или двух направ-
лениях, то прозвучивание вдоль наибольшей грани часто стано-
вится нецелесообразным ввиду возможных отражений периферий-
ных лучей расходящегося УЗ-пучка от боковых стенок изделия
и связанного с этим искажения диаграммы направленности УЗ-
поля (см. рис. 6.1, а). В таких случаях изделие прозвучивают
не прямым преобразователем, а наклонным (см. рис. 6.1, б).
При этом выбирают стандартный преобразователь с наибольшим
углом ввода, чтобы направление оси УЗ-луча было по возмож-
ности ближе к заменяемому направлению, т. е. чтобы выяви-
299
Рис. 6.1. Схемы замены прямого преобразователя наклонным при контроле
вытянутых поковок
Рис. 6.2. Схема прозвучивания вытянутого параллелепипеда:
а — разрез; б — акустическая; 1 — РС-преобразователь; 2 — наклонный преобразо-
ватель (излучение вправо); 3 — наклонный преобразователь (излучение влево); 4 —
наклонный преобразователь (излучение по направлению к наблюдателю); б — наклон-
ный преобразователь (излучение от наблюдателя); 6 — прямой совмещенный преобра-
зователь; 7 — направление излучения прямого преобразователя; 8 — направление дви-
жения наклонного преобразователя
Рис. 6.3. Схемы прозвучивания поковок в виде параллелепипеда
лись дефекты, ориентированные непараллельно наибольшей
грани.
В отличие от проката, который для выявления расслоений
обычно контролируют только прямым преобразователем со сто-
роны большей грани (см. рис. 6.1, в), поковки вытянутой формы
типа штанг или плоские типа плит прозвучивают прямым и на-
клонным преобразователями. Опыт контроля таких поковок пока-
зывает, что в них встречаются (хотя и реже, чем расслоения) де-
фекты, непараллельные большей грани. В большинстве случаев
такие дефекты считаются наиболее опасными и для их надежного
выявления контроль наклонным преобразователем проводят
дважды — в противоположных направлениях. Так, прямоуголь-
ную штангу следует прозвучивать в четыре приема (рис. 6.2).
На рис. 6.3 показаны три типичные схемы контроля поковок
в виде параллелепипедов (обозначения те же, что и на рис. 6.2).
Прямой преобразователь заменяют наклонным, когда соотно-
шение размеров меньшего Н и большего L ребер (см. рис. 6.1)
таково, что Н меньше максимальной полуширины УЗ-пучка Lmax
на расстоянии L. Для больших значений отношения Н/L практи-
чески отсутствуют отражения от боковых стенок при реальных
режимах контроля.
300
Наиболее распространенная форма деталей, изготовляемых
из поковок, — цилиндры и их различные сочетания (патрубки,
валы, фланцы, роторы, корпуса реакторов и т. п.). Цилиндриче-
ские поковки прозвучивают прямым преобразователем с торца и
с боковой поверхности, а также наклонным преобразователем с бо-
ковой поверхности в направлении, перпендикулярном образую-
щей (такое прозвучивание называют хордовым). Хордовое про-
звучивание выполняют преобразователем с возможно меньшим
углом ввода, чтобы охватить максимальный объем металла
(рис. 6.4).
В сплошном цилиндре при такой схеме прозвучивания про-
контролированными в полном объеме оказывается подповерхност-
ный слой металла толщиной Н, определяемой из уравнения
H/D <0,5(1 — sin а), (6.1)
где а — угол преломления.
Часть объема цилиндра между этими зонами (на рис. 6.4, а
она заштрихована) оказывается прозвученной только в двух на-
правлениях — с торца и с боковой поверхности прямым преобразо-
вателем. При контроле стальных поковок преобразователем с уг-
лом падения (J — 30° (наименьший угол падения, применяемый
для хордового прозвучивания) формула (6.1) принимает вид
Н < 0,20.
Полые цилиндры прозвучивают по той же схеме, что и сплош-
ные, но полностью прозвученными можно считать только те из
них, у которых хорда, образованная осью наклонного пучка,
касается внутренней поверхности (или пересекает ее), т. е. когда
толщина цилиндра Н и его наружный диаметр D связаны соотно-
шением (6.1).
Несмотря на то, что объем прозвучивания полых и сплошных
цилиндров формально одинаков, фактически выявление реаль-
ных дефектов в них различно.
Типичными дефектами сплошных цилиндрических поковок яв-
ляются осевая рыхлота или «ковочный крест» в осевой части по-
ковки и радиальные дефекты типа заковов вблизи боковой поверх-
Рис. 6.4. Схемы прозвучивания сплошных и полых цилиндров
301
ности цилиндра. Поскольку сканирование цилиндра осуществ-
ляется по спирали, всегда находится такое положение, при ко-
тором осевые дефекты выявляют прямым преобразователем. При
этом отсутствие хордового прозвучивания осевой области не сни-
жает надежности обнаружения дефектов в сплошных поковках.
Заковы и другие поверхностные и подповерхностные дефекты
хорошо выявляются хордовым прозвучиванием.
Многолетний опыт контроля сплошных цилиндров по схеме
прозвучйвания, представленной на рис. 6.4, показал, что по-
ковки с опасными дефектами в дальнейшее производство или
в эксплуатацию не поступают. На этом основании контроль сплош-
ных цилиндров по такой схеме считается выполненным в пол-
ном объеме.
Тонкостенные цилиндры с параметрами, удовлетворяющими
условию (6.1), можно считать прозвученными в полном объеме,
если при хордовом прозвучивании наблюдать не только зону,
охватываемую прямым лучом (выявляются радиальные дефекты
на внутренней поверхности цилиндра), но и сделить за отражен-
ным лучом, как показано на рис. 6.4, б (выявляются радиальные
дефекты и на наружной поверхности цилиндра).
Для толстостенных цилиндров (рис. 6.4, в) характерны за-
ковы, расположенные в заштрихованной зоне, если внутреннее
отверстие выполнено ковкой, или остатки ковочного креста при
высверливании этого отверстия на станке. В любом случае эти
дефекты прямой преобразователь выявляет ненадежно (за исклю-
чением зеркально-теневого варианта), и отсутствие хордового
прозвучивания в заштрихованной зоне существенно снижает ка-
чество поковок. Поэтому поковки в виде полых цилиндров с со-
отношением h/H > 0,5 (1 — sin а) считаются прозвученными в не-
полном объеме.
Попытки уменьшить непрозвученную зону за счет уменьше-
ния угла ввода дают положительные результаты, когда в прелом-
ленной волне преобладают продольные колебания. Так, ввод коле-
баний под углом 7°" используют для контроля крупных поковок
с целью выявления радиальных термических трещин.
Чтобы выявить опасные дефекты в заштрихованной зоне по-
лых толстостенных цилиндров, используют следующие приемы:
прозвучивание до высверливания внутреннего отверстия, если
изделие изготовлено из сплошной поковки;
дополнительную проверку внутренней поверхности каким-
либо методом поверхностной дефектоскопии, если внутреннее
отверстие выполнено ковкой или если его необходимо высверли-
вать до УЗК (например, чтобы прокалить изделие или повысить
точность механической обработки обеих поверхностей цилиндра
за одну установку на станок).
Контроль вытянутых цилиндров с торцов выполняют по тому же
принципу, что и контроль прямоугольных штанг или плит. Если
диаметр D сплошного цилиндра или толщина Н стенки полого
302
я) линдров
цилиндра меньше полуширины Lmax, определенной на расстоя-
нии, равном высоте цилиндра L, то контроль прямым преобразо-
вателем с торца заменяют контролем наклонным преобразователем
с боковой поверхности вдоль образующей (рис. 6.5).
При контроле круглых плит или плоских колец, когда отно-
шение их высоты к диаметру или высоты к толщине меньше Lmax,
необходимо хордовое прозвучивание заменить на контроль на-
клонным преобразователем с торца при движении его по окруж-
ности. Прямое прозвучивание с боковой грани следует заменить
также наклонным прозвучиванием с торца, но при движении его
в радиальном направлении.
На рис. 6.5, а—ж приведены типичные схемы прозвучивания
цилиндрических поковок. Все схемы, кроме изображенной на
рис. 6.5, г, обеспечивают прозвучивание в полном объеме, т. е.
выявление дефектов, ориентированных различным образом.
При всех заменах направлений прозвучивания цилиндриче-
ских поковок используют (как и при контроле прямоугольных по-
ковок) преобразователь с возможно большим углом ввода. Обычно
угол падения (J — 40°, так как преобразователи с большими уг-
лами обладают, как правило, недостаточной для тщательного
контроля поковок чувствительностью. На схемах (см. рис. 6.5, а—
ж) около стрелок, обозначающих направления контроля наклон-
ными преобразователями, проставлены углы падения.
Для контроля поковок в полном объеме используют и зеркаль-
но-теневой метод. Контроль осуществляют путем наблюдения ам-
плитуды донного сигнала при прозвучивании прямым преобразо-
вателем. Схемы прозвучивания, приведенные на рис. 6.3 и 6.5,
позволяют использовать этот метод. Но при контроле поковок
с непараллельными гранями (например, конических) донный сиг-
нал может отсутствовать. В таком случае контроль считается вы-
полненным в неполном объеме.
303
Неполным считается контроль и в том случае, если в каком-
либо направлении прозвучивания не может быть реализована за-
данная чувствительность, например, вследствие крупнозернистой
структуры металла. Тогда прозвучивание выполняют с двух сто-
рон изделия, каждый раз настраивая чувствительность на поло-
вину его толщины.
Рассмотренные схемы прозвучивания поковок простой формы
(см. рис. 6.3 и 6.5) используют и при составлении технологиче-
ских карт контроля более сложных поковок. Целесообразно
также выполнить эскизы основных сечений и ход лучей при ис-
пользовании стандартных преобразователей, чтобы установить
возможность прозвучивания в полном объеме того или иного
участка поковки.
Поверхность поковки, подаваемой на УЗ К, должна быть об-
работана на станке до шероховатости не более Rz = 10 мкм. Ис-
пользование специальных преобразователей (с согласующей плен-
кой, иммерсионных, раздельно-совмещенных) позволяет снизить
требование к обработке поверхности (Rz ж 40 мкм), но при этом
поверхность должна быть обработана на станке. Зачистка вруч-
ную наждачным кругом недопустима, так как создает неровности,
соизмеримые с размерами преобразователя, что существенно влияет
на стабильность акустического контакта.
При малом количестве брака, характерном для установивше-
гося процесса производства, более выгодно автоматизировать
только процесс поиска дефектов, так как их ручная оценка за-
трат времени не повышает.
Крупногабаритные поковки с крупнозернистой структурой,
характеризующиеся большим коэффициентом затухания ультра-
звука и высоким уровнем реверберационных помех, прозвучивают
на возможно более низких частотах (0,6 ... 1,8 МГц). В крупных
поковках одинаковых размеров и из сплава одной марки и даже
внутри одной поковки коэффициент затухания может принимать
различные значения. В таких случаях недопустимо использовать
испытательные образцы, настройку чувствительности и оценку
дефектов следует выполнять с помощью АРД-диаграмм.
Нормативные требования к качеству поковок, прошедших
УЗК, записывают на языке терминов УЗ-дефектоскопии, т. е.
указывают на недопустимые значения измеряемых параметров
дефектов — эквивалентной площади и условной протяженности
(ГОСТ 24507—80).
Для поковок принята следующая типовая формулировка нор-
мативных требований: фиксации подлежат дефекты эквивалент-
ной площадью SQ и более; не допускаются дефекты эквивалентной
площадью Sx и более; не допускаются дефекты условной протяжен-
ностью Li и более; не допускаются дефекты, которые при кон-
троле прямым преобразователем ослабляют донный сигнал до
уровня ASe и ниже.
304
Такую формулировку обычно принимают для металлов, изго-
товленных методами электрошлакового переплава или вакуумно-
дуговой выплавки.
Если же в металле возможно наличие неметаллических вклю-
чений, считаемых часто допустимыми (например в мартенситных
сталях), то в нормативные требования включают пункт о допусти-
мости разрозненных непротяженных дефектов, который формули-
руется следующим образом: не допускаются непротяженные де-
фекты эквивалентной площадью от 30 до если они образуют
скопление из двух или более дефектов при пространственном
расстоянии между наиболее удаленными дефектами скопления,
равном или меньшем //, где Н — толщина поковки.
Уровень браковки по условной протяженности, как пра-
вило, устанавливается равным действующей полуширине пучка Ао.
В связи с этим классификация дефектов на протяженные и непро-
тяженные является существенным моментом оценки годности по-
ковок.
Уровень браковки изделий по ослаблению донного сигнала
может в общем случае отличаться от уровня фиксации ЛЯо, когда
имеются статистические данные о том, какое ослабление вызывают
недопустимые дефекты.
В краткой формулировке нормативных требований рекомен-
дуется указывать группу качества поковок в соответствии
с ГОСТ 24507—80. В поковках, отнесенных к группам 2/i, 3/г,
4/i, допускаются мелкие непротяженные дефекты, например не-
металлические включения.
К группам 1—4 относят поковки металла, полученного про-
грессивными методами выплавки, в котором неметаллические вклю-
чения маловероятны и, следовательно, нет необходимости их
допускать и усложнять оценку годности подсчетом числа дефек-
тов.
В группу 4L входят поковки, в которых допускаются про-
тяженные дефекты с условной протяженностью, не превышающей
полутора значений действующей полуширины ультразвукового
пучка. К этой группе относят наименее ответственные поковки.
Слитки, если это необходимо, прозвучивают на частотах 1,25
или 1,80 МГц при перемещении прямого преобразователя по об-
работанной поверхности. Обычно целью такого прозвучивания
является обнаружение крупных усадочных раковин. Прозвучи-
вание отливок может иметь различные цели, от которых зави-
сят объем и методика УЗК.
Отливки из флокеночувствительных сталей контролируют
обычно только в подприбыльной части для выявления флокено-
подобных дефектов, называемых иногда светлыми пятнами. Та-
кому контролю подлежат, как правило, отливки, в которых со-
держание водорода вышло за допустимые пределы и в которых
другими методами контроля (например, рентгеновским или маг-
нитопорошковым) дефектов не обнаружено. В этом случае УЗК
305
подвергают не всю отливку, а Только механически обработанную
часть (чаще всего вблизи фланца).
Контроль проводят с соблюдением условия прозвучивания
этой части отливки в трех перпендикулярных направлениях
или близких к ним. Чувствительность фиксации не менее So =
= 5 мм2, так как дефекты типа светлых пятен обладают низкой
отражающей способностью.
Массивные отливки простой формы, которые ввиду толщины
не могут быть проконтролированы методами просвечивания, под-
вергают сплошному УЗК. Например, цилиндрические отливки
после всесторонней механической обработки прозвучивают пол-
ностью прямым и наклонным преобразователями, как и поковки.
Гребные винты подвергают УЗК только в зоне галтельного
перехода от ступицы к лопасти. Прозвучивают подповерхност-
ную зону глубиной до 40 ... 60 мм. Контроль ведут раздельно-
совмещенным и наклонным преобразователями для выявления
подповерхностных трещин. Чувствительность фиксации So =
= 5 мм2. Настройку чувствительности и оценку дефектов прово-
дят с помощью испытательных образцов, имеющих прямые и на-
клонные плоскодонные отражатели. При необходимости УЗК под-
вергают и остальные части винта, например всю ступицу или пол-
ностью лопасти, в сварных винтах прозвучивают и сварное соеди-
нение.
В фасонных отливках глубину залегания дефектов, обнаружен-
ных методами просвечивания, определяют для установления объ-
ема их ремонта. Опыт производственного применения сочетания
просвечивания и УЗК показал, что дефекты отливок, выявлен-
ные рентгеновским способом, обнаруживаются с помощью УЗК
лишь в 50 % случаев. Соответствующий участок поверхности от-
ливки следует зачистить под УЗК до Rz = 10 мкм.
Глубину залегания дефекта определяют прямым преобразова-
телем на максимально возможной чувствительности. С помощью
глубиномера УЗ-дефектоскопа находят расстояние до ближайшей
поверхности дефекта, ориентированной перпендикулярной к лучу.
Для объемных дефектов отливок эта поверхность не всегда
оказывается действительно ближайшей к поверхности ввода,
поэтому погрешности оценки объема ремонта весьма велики (по
данным некоторых предприятий, они могут достигать 60 %).
Тем не менее для ответственных или дорогостоящих отливок даже
такое малонадежное применение УЗК считается целесообразным,
так как в ряде случаев указание поверхности, со стороны кото-
рой надо выполнять выборку и заварку дефектного участка, имеет
большое значение.
Методы УЗК, типы волн, способы ввода колебаний и способы
сканирования, применяемые для листового проката различных
толщин, приведены в табл. 6.1.
Листы контролируют, как правило, без дополнительной обра-
ботки поверхности. Но для уменьшения влияния на надежность
306
Таблица 6.1
Методы УЗК, типы волн, способы ввода колебаний и сканирования, применяемые для листового проката
Толщина листа Н, мм Типы волн и направления Метод УЗК Способ ввода колебаний Способ сканирова- ния Тип установок или дефекто- скопов Схема сканирования
Продоль- ные, под углом 0 ... 10° к нормали Теневой Иммерси- онный Автомати- ческий УЗ УЛ ::: Лист ^Линейна, с ПЭЛ
Эхо-сквоз- ной и теневой
«Дуэт»
Эхо- и зеркально- теневой Контакт- ный УЗУП
Ручной Универсальные переносные эхо- импульсные де- фектоскопы
JUI ,ПЭП
- •
Н <6 Нормаль- ные; вдоль листа Эхо-метод То же Зона, контра- Лируемая за один проход мертвая зона
Направлена излучения 7V/^77777777‘//%
6< Н < 15 Со 5 Сдвиговые; вдоль листа
[Направление / дв ижения
контроля переменной шероховатости поверхности вводят следую-
щие ограничения на колебания донного сигнала (их вводят в том
случае, если необходимо обнаружить как протяженные, так и
непротяженные дефекты):
лист можно прозвучивать без обработки поверхности на одном
уровне чувствительности, если 4сг 4 дБ (ст — среднее квадрати-
ческое отклонение амплитуды донного сигнала);
если 4 дБ < 4сг <; 8 дБ, то требуется обработка поверхности
либо допускается корректировка чувствительности (в этом случае
рекомендуется использовать АРД-диаграммы);
если 4сг > 8 дБ, то обработка поверхности обязательна.
Для автоматизированного УЗК листов используют установки
типа УЗУЛ и «Дуэт», разработанные ЛЭТИ им. В. И. Ульянова
(Ленина) [65]. В этих установках лист перемещается роликовым
конвейером в ванне, заполненной водой, проходя между двумя
акустическими линейками с набором датчиков. Результаты кон-
троля фиксируются с помощью самописца.
Установки типа УЗУЛ, использующие теневой метод, позво-
ляют выявлять дефекты, ориентированные в направлении про-
катки, размером 30x30 мм и более.
Установки типа «Дуэт», основанные на эхо-сквозном методе,
обеспечивают более высокую чувствительность — до 5ЭКВ
7 мм2 при контроле изделий толщиной 30 ... 50 мм.
При ручном контроле листов продольными волнами исполь-
зуют все общие методические приемы контроля объемными вол-
нами, изложенные ранее. Особенность ручного контроля состоит
в том, что листы, как правило, прозвучивают только прямым пре-
образователем для обнаружения дефектов, ориентированных в на-
правлении прокатки. Контроль проводят одновременно эхо-
и зеркально-теневым методами (путем наблюдения за амплиту-
дой донного сигнала).
В испытательных образцах выполняют плоскодонные отвер-
стия, диаметры которых выбирают из ряда: 1,2; 1,6; 2; 2,5; 3,5;
5; 8 мм. Расстояния от поверхности ввода до торцов должны со-
ставлять 50 % толщины листа для листов толщиной до 60 мм;
25, 50 и 75 % толщины листа для листов толщиной более 60 мм.
При контроле биметаллических листов только на отслое-
ние плакирующего слоя торцы просверленного отверстия должны
располагаться на глубине, соответствующей границе сце-
пления.
УЗК листов нормальными и сдвиговыми волнами выполняют
вручную эхо-методом. Упругие колебания вводят в металл через
призму из органического стекла. Для ввода сдвиговых волн ис-
пользуют стандартные наклонные преобразователи с углом призмы
40° и частотой 2,5 МГц.
Для ввода нормальных волн изготовляют специальные нак-
лонные преобразователи, в которых угол призмы и толщину пьезо-
элемента выбирают, исходя из условий оптимального возбужде-
308
Таблица 6.2
Оптимальные значения параметра hf
при контроле различными модами волн
Тип волны Значение hf
для стали для алюминия
«0 4,0 ... 5,4 3,0 ... 4,1
До 2,0 ... 5,8 2,6 ...*5,5
si 6,5 ... 10,0 3,7 ... 4,5 или 6,0 ... 10,0
«1 2,5 ... 3,2 или 2,0 ... 3,0 или 4,7 ... 10,0
5,0 ... 10,0
S2 4,5 ... 5,5 5,0 ... 5,5 или 9,5 ... 10,0
ния и приема нормальных волн в листах заданной толщины и
с заданными акустическими свойствами.
При выборе частоты колебаний f удобно пользоваться
табл. 6.2, в которой приведены предпочтительные значения пара-
метра hf, где h —толщина листа. Контроль рекомендуется осу-
ществлять волнами двух типов, например волнами а0 и s0, или аг
и sb или аг и s2 и s — соответственно асимметричная и симме-
тричная волны).
Угол призмы определяют с помощью дисперсионных кривых,
приведенных на рис. 6.6—6.8. Его вычисляют из соотношения
sin (J = cinfc'p, где с/п — скорость продольных волн в призме, м/с;
ср —фазовая скорость нормальной волны, определяемая по дис-
персионным кривым, м/с.
На графиках по оси ординат, кроме значений фазовой скоро-
сти, отложены также значения углов (J призм из органического
стекла (с1п = 2670 м/с).
Рис. 6.6. Дисперсионные кривые для нормальных волн в стали при с/ — 5,94 X
X 103 м/с; = 3,22-103 м/с; р = 7,8 г/см3
309
Рис. 6.7. Дисперсионные кривые для нормальных волн в сплавах на основе
титана при Ci = 6,14-103 м/с; ct = 3,22-103 м/с; р = 4,5 г/см3
При контроле нормальными и сдвиговыми волнами сканиро-
вание осуществляют путем движения преобразователя в направ-
лении, перпендикулярном направлению излучения (см. табл. 6.1),
вдоль размеченных заранее линий, расстояние между которыми
равно ширине полосы, контролируемой за один проход. Ши-
рину полосы и мертвую зону определяют экспериментально по
испытательным образцам со сквозными отверстиями, перпендику-
лярными поверхности листа, которые служат также и для на-
стройки чувствительности. Диаметры отверстий выбирают из
ряда: 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для настройки чув-
Рис. 6.8. Дисперсионные кривые для нормальных волн в сплаве типа АМг62
при Ci = 6,48- 10* мс; = 3,17-103 м/с; р = 2,7 г/см3
310
Таблица 6.3
Рекомендуемые параметры контроля листов нормальными волнами
Материал Толщина, мм Тип волны Частота, МГц Угол призмы из оргстекла Р» ° Чувствии Диаметр отвер- стия, мм гельность Расстоя- ние до отвер- стия, мм Ширина зоны прозвучивания, мм Мертвая зона, мм
Алюминий 4 Я1 2,0 53 42 2,0 100 50 350 10
5 «1 *1 1,5 52 40
6 «1 «1 1,5 55 43
Сталь перлитного класса ' у 3 Со с, 1,8 39 25 0,5 0,8 100 30
4 «1 1,8 47 1,4
ствительности допускается также использовать стандартный обра-
зец СО-1 (ГОСТ 14782—86).
Чувствительность контроля листа задают следующим обра-
зом: указывают диаметр искусственного отражателя и расстояние
до него от точки ввода преобразователя (табл. 6.3). При обнару-
жении дефектов оценивают их условную протяженность.
Большую часть тонкостенных труб контролируют эхо-мето-
дом. Колебания вводят в стенку трубы под углом, превышающим
первый критический угол. При этом в стенке трубы распростра-
няется довольно сложный волновой фронт, который в некотором
приближении можно считать состоящим из многократно отражен-
ных сдвиговых волн (при малых толщинах стенок и больших диа-
метрах, например, при контроле сильфонных труб), переходящих
в нормальные волны.
Для выявления продольных дефектов колебания вводят пер-
пендикулярно к образующей (рис. 6.9, а), а для ответственных
труб, в которых недопустимы и мелкие непротяженные дефекты,
осуществляют дополнительный контроль вдоль образующей
(рис. 6.9, б). Обе схемы прозвучивания предусматривают исполь-
зование иммерсионного варианта ввода колебаний и фокусиро-
ванных совмещенных или раздельно-совмещенных преобразова-
телей. При этом трубы обычно прозвучивают с помощью автома-
тизированных установок.
При ручном контроле применяют прямые раздельно-совме-
щенные и наклонные преобразователи в контактном варианте
(рис. 6.9, в).
311
a) d) в)
Рис. 6.9. Схемы прозвучивания труб
Контроль прямым PC-преобразователем применяют также для
обнаружения пресс-утяжины на концах труб из сплавов на мед-
ной основе.
На расслоение биметаллические трубы контролируют теневым
методом через две стенки (рис. 6.9, г), при этом внутреннюю
полость трубы заполняют водой.
Автоматизированный УЗК труб (см. рис. 6.9, а, б) осуществ-
ляют с помощью установок, содержащих следующие основные
блоки (рис. 6.10):
УЗ-дефектоскоп 1 (либо специализированный или универсаль-
ный эхо-импульсный стандартный прибор);
акустический блок 2, состоящий из одного или нескольких
преобразователей и устройства для определения оптимальных по-
ложения и ориентации преобразователей относительно трубы;
иммерсионную ванну 3, чаще всего локальную с сальниками 4,
через которую проходит или в которую погружается контроли-
руемая труба 5 (контактной жидкостью обычно служит вода);
механизм 6, обеспечивающий относительное перемещение трубы
и преобразователя для осуществления спирального сканирования
всей поверхности трубы; обычно труба совершает вращательно-
поступательное движение при неподвижном преобразователе,
но используются также и вращающиеся блоки преобразователей
при поступательном движении трубы.
В настоящее время трубопрокатные заводы страны оснащены
разнообразными автоматическими и полуавтоматическими уста-
новками для УЗК труб диаметром 4 мм и более.
Рис. 6.10. Схема автоматизированной установки для УЗК труб
312
Преобразовательные головки, используемые для автоматиче-
ского УЗК труб, обычно снабжены линзой, фокусирующей УЗ-
пучок в линию. В последнее время для этой цели применяют стан-
дартные РС-преобразователи.
Фокусировка особенно важна при контроле труб малого диа-
метра (до 140 мм). Рекомендуется использовать линзы с отноше-
нием фокусного расстояния к поперечному размеру преобразова-
теля не более двух.
Фокусное расстояние вогнутой цилиндрической линзы оп-
ределяют по формуле
р _.______
Сж/С/л — 1 9
где 7?л — радиус кривизны поверхности линзы, мм; — ско-
рость ультразвука в жидкости, м/с; —скорость продольных
волн в материале линзы, м/с.
Контроль труб проводят на частотах 5 МГц, реже 2,5 МГц;
толстостенные трубы иногда контролируют на частоте 1,8 МГц.
Расчет углов ввода с учетом кривизны поверхности трубы
чрезвычайно сложен. Положение преобразовательной головки
относительно трубы определяют экспериментально таким обра-
зом, чтобы выполнялись заданные искусственные дефекты на вну-
тренней или наружной поверхности, или на обеих поверхностях
труб одновременно.
Для настройки акустического блока (установления положе-
ния и ориентации преобразователя относительно трубы) и чув-
ствительности дефектоскопа используют испытательные образцы,
представляющие собой отрезки труб с искусственными протя-
женными дефектами типа риски и (или) точечными дефектами
типа глухих отверстий малого диаметра. Искусственные дефекты
выполняют на наружной и внутренней поверхностях труб.
Размеры дефектов устанавливают в соответствии с нормативно-
технической документацией. Для рисок они должны быть взяты
из следующих дискретных рядов (ГОСТ 17410—78):
глубина: 3, 5, 7, 10 и 15 % толщины стенки трубы;
длина: 1, 2, 3, 5, 10, 25, 50 и 100 мм;
ширина не более 1,5 мм.
Во всех случаях отклонение размера риски от номинального
значения не должно превышать ±10 %.
Профиль риски задают в зависимости от толщины стенки трубы:
треугольный —для труб с толщиной стенки менее 2 мм, для
холоднодеформированных труб с толщиной стенки менее 6 мм;
прямоугольный —для труб с толщиной стенки 6 мм и более.
Расстояние между рисками вдоль трубы должно быть не ме-
нее 50 мм. Отклонение риски от образующей не должно превышать
1 °.
Для точечных дефектов приняты следующие размеры: диа-
метр 0,3 или 0,5 мм, глубины 30 или 45 мкм.
313
Допускается использовать испытательные образцы из спла-
вов, отличных от сплава контролируемой трубы, если амплитуды
сигналов от одинаковых отражателей отличаются не более чем
на + 1,5 дБ.
Аппаратуру на выявление искусственного дефекта, подлежа-
щего фиксации, настраивают таким образом, чтобы при десяти
опытных прозвучиваниях испытательного образца заданный де-
фект выявлялся 10 раз.
Для уменьшения перебраковки необходимо убедиться в невы-
явлении более мелкого дефекта, меньшего, чем заданный (на 2 %,
толщины стенки). Этот дефект не должен выявляться ни разу из
десяти опытных прозвучиваний. Дополнительный прием, умень-
шающий перебраковку, —двукратное повторное прозвучивание
труб, в которых при первичном прозвучивании были выявлены де-
фекты.
Шаг и скорость сканирования труб также определяются требо-
ванием надежного выявления заданных дефектов. Шаг сканиро-
вания (шаг подачи трубы) должен быть не больше половины штри-
хового фокуса преобразователя. Штриховой фокус определяют
экспериментально как расстояние между положениями преобразо-
вателя, при которых амплитуда эхо-сигнала от отражателя в виде
нити (диаметром не более 0,3 мм) уменьшается от максимума,
на 2 дБ в обе стороны.
Допускается выбирать шаг сканирования таким образом,
чтобы скорость контроля, см/с, не превышала значение, опреде-
ляемое по формуле
где fc —частота следования УЗ-ймпульсов (для обеспечения вы-
сокой производительности и уменьшения погрешностей рекомен-
дуется устанавливать ее не менее 900 Гц); —длина штрихового
фокуса (вдоль грубы), мм; /2 —длина зоны по окружности трубы,
в которой амплитуда сигнала от заданного дефекта достаточна
для срабатывания- АСД, мм; п—число импульсов, необхо-
димое для надежного срабатывания АСД; D —диаметр тру-
бы, мм.
Ручной УЗК труб применяют на предприятиях отрасли в слу-
чае отсутствия автоматических установок при ремонте и освиде-
тельствовании труб, бывших в эксплуатации, при контроле гну-
тых труб (с наружной стороны прогиба) и прямых толстостенных
труб (с толщиной стенки 5 мм и более). Их контролируют стан-
Рис. 6.11. Испытательный образец для
прозвучивания труб прямым РС-пре-
образователем (/м — мертвая зона)
314
Рис. 6.12. Испытательный образец для
прозвучивания труб наклонным пре-
образователем вдоль образующей трубы
Рис. 6.13. Испытательный образец для
прозвучивания труб наклонным преоб-
разователем перпендикулярно к обра-
зующей
дартными преобразователями со стандартными дефектоскопами,
как цилиндрические поковки или сортовой прокат (см. рис. 6.5).
Для настройки чувствительности при ручном контроле ис-
пользуют испытательные образцы в виде отрезков труб, разрезан-
ных по диаметру (рис. 6.11—6.13). В образцах изготовлены плоско-
донные отражатели для настройки прямого РС-преобразователя,
а для настройки наклонного преобразователя — сегменты, от-
ражающая поверхность которых перпендикулярна к поверхно-
сти трубы.
Все сегментные отражатели выполняют фрезой радиусом 3 мм;
их высоту выбирают такой, чтобы площадь отражающей поверх-
ности соответствовала какому-либо из значений ряда (в скобках
указана соответствующая высота сегмента): 1 (0,45); 2 (0,75);
3(1,00); 5(1,45); 7(1,75); 10(2,30); 15(3,15); 20 (4,00) и
30 (5,70) мм2.
Площади плоскодонных отверстий также выбирают из этого
ряда.
В толстостенных трубах из аустенитной стали встречаются
участки с крупнозернистой структурой, вследствие чего затуха-
ние ультразвука при контроле таких труб неоднородно. Крите-
рием однородности затухания служит разброс амплитуд донных
сигналов в пределах 3 дБ. При большем разбросе необходимо из-
готовить отдельные испытательные образцы для зон с различными
коэффициентами затухания.
6.2. КОНТРОЛЬ СВАРНЫХ ШВОВ
Сварные соединения относятся к наиболее сложным объектам
контроля. Это связано прежде всего со сложной геометрией соеди-
нения, разнородностью металла в контролируемом объеме, на-
личием мешающих контролю конструктивных элементов. Лома-
ный контур разделки кромок под сварку, отличие свойств наплав-
ленного и основного металла, выступающие за пределы контро-
315
лируемого объема выпуклости (усиления, провисания) сварного
шва, различные неудаляемые подкладки, направляемые покрытия
искажают траекторию прохождения УЗ-пучка, обусловливают
потерю энергии на границах раздела, вызывают появление лож-
ных сигналов. Разнообразная ориентация характерных дефектов
по отношению к поверхности ввода ультразвука, неоднородность
конфигурации дефектов (от идеально плоской до идеально округ-
лой), их различная «прозрачность» требуют применения сложных
схем прозвучивания.
На параметры контроля и выбор схем прозвучивания значи-
тельно влияет анизотропия механических свойств контролируе-
мых соединений, которая может вызывать как отклонение пучка
от нужного направления, так и потерю его энергии.
Отмеченные особенности конструкции и свойств сварных
соединений определяют различные методические решения их
дефектоскопии. Поэтому ниже рассмотрены методические приемы
при контроле сварных соединений разных типов, на дефектоско-
пичность которых влияют один или несколько факторов. Разная
кривизна поверхности сосудов (практически плоские поверхности)
и труб малого и среднего диаметра (менее 500 мм) в определенной
мере обусловливает различия в методиках их контроля. Ограни-
ченная площадь сечения шва, большая кривизна поверхности и
неровностей периодического профиля арматуры железобетона
предопределяют нетрадиционную методику их контроля. Крупный
размер зерна и высокая анизотропия механических свойств ау-
стенитных швов существенно затрудняют проведение УЗК, поэ-
тому для повышения достоверности контроля таких швов приме-
няют специальные преобразователи и дефектоскопы, обеспечи-
вающие повышение амплитуды полезного сигнала. Трудность
УЗК сварных швов, выполненных контактной, диффузионной
сваркой и сваркой трением, заключается в различии дефекта типа
слипания, прозрачного для ультразвука. Особую группу кон-
струкций составляют угловые, тавровые и нахлесточные соедине-
ния, в которых иногда ограничен доступ к месту контроля, а воз-
можное расположение опасных дефектов в шве затрудняют их об-
наружение.
Нормы отбраковки для сварных соединений в машиностроении
значительно (на порядок) жестче, чем для заготовок —труб,
листов, поковок той же толщины. Чтобы реализовать такие жест-
кие нормы, контроль приходится проводить с высокой чувстви-
тельностью. Это в свою очередь связано с усложнением схем кон-
троля для повышения помехоустойчивости контроля.
Анизотропия металла. В настоящее время практически во
всех нормативных документах на УЗК сварных соединений его
параметры выбираются без учета анизотропии свойств, что в ряде
случаев, в частности при контроле стыков труб большого диа-
метра, приводит к погрешностям результатов контроля. Вслед-
ствие анизотропии механических свойств заметно изменяются ско-
316
рость и затухание ультразвука.
УЗ-пучок может отклониться
от прямолинейного направле-
ния распространения.
В общем случае под анизо-
тропией акустических свойств
металла понимают изменение
скорости распространения и
коэффициента затухания в за-
висимости от кристаллографи-
ческого направления. Она об-
условлена анизотропией меха-
нических свойств (модуля упру-
гости, пределов прочности и
пластичности и др.). Рассмотрим
причины анизотропии акусти-
ческих свойств. Одна из них —
это структура материала. Она
наиболее ярко проявляется
в металлах с крупнозернистой
Рис. 6.14. Схема расположения кри-
сталлографических направлений [100],
[010], [001] и плоскостей (100), (010),
(001), (110)
структурой, имеющих транскри-
сталлитное строение, т. е. когда кристаллиты имеют упорядочен-
ное строение и их продольные размеры больше поперечных.
Примером могут служить титан, аустенитные швы, медь. Вторая
причина —термомеханическое воздействие в процессе изготов-
ления проката, которое делает его структуру слоистой, так как
волокна металла и неметаллические включения в процессе де-
формирования оказываются вытянутыми вдоль плоскости листа.
Третья —локальная термическая обработка материала, которая
обусловливает возникновение напряжений и, как следствие,
изменение механических свойств материала.
Для УЗ-дефектоскопии наибольший интерес представляют
изучение и учет влияния на параметры контроля первых двух
причин анизотропии. Первая причина наиболее основательно
изучена для случая аустенитных сварных швов. Исходным фак-
тором, обусловливающим их анизотропию, является анизотро-
пия аустенитного кристаллита. Степень анизотропии отдельного
кристаллита с кубической решеткой (рис. 6.14) оценивают фак-
тором анизотропии G = 2Е44/Еи — £"12, где £п, £12, £44 — мо-
дули упругости соответственно по оси [010] и диагоналям пло-
скостей (100), (110). Чем больше значение G отличается от еди-
ницы, тем выше степень анизотропии (табл. 6.4).
Значения G для аустенитного (у) и ферритного (а) кристалли-
тов заметно отличаются от единицы, поэтому аустенит и феррит
относят к сильно анизотропным материалам. Кроме того, аусте-
нит более анизотропен, чем феррит, поскольку отношение
Gv/Ga « 1,45.
Анизотропия становится еще более существенной при кри-
сталлизации жидкого металла сварочной ванны, сопровождаю-
317
Упругие свойства монокристаллов
Таблица 6.4
Материал (структура) Модуль упругости Па Фактор анизо- тропии G
Еи Е„ е«
а-Железо 2,37 1,411 1,16 2,42
Сталь 12Х18Н9Т (у) 2,06 1,33 1,19 3,26
Сталь 12Х18Н9 (у) 2,31 1,63 1,22 3,56
Сталь 12Х18Н12Т (у) 2,16 1,45 1,20 3,62
щейся ростом кристаллитов в определенном направлении. Пер-
вые кристаллиты, прорастающие от линии сплавления в глубь
ванны, имеют ориентацию оплавленных рекристаллизованных
зерен околошовной зоны. Число кристаллитов сварного шва на
линии сплавления равно числу оплавленных зерен. Кроме того,
вблизи от края ванны образуется слой новых кристаллитов в ре-
зультате термического или концентрационного переохлаждения,
определяемого условиями и режимами сварки. Первоначально,
т. е. до момента столкновения, все кристаллиты растут хаотично.
Направлением преимущественного роста кристаллитов феррита
(объемно-центрированная кубическая решетка) и аустенита (гране-
центрированная кубическая решетка) является кристаллографи-
ческое направление [100], или [010], или [001] (см. рис. 6.14).
Это приводит к тому, что те кристаллиты, у которых направле-
ние [100] близко к направлению теплового потока или совпадает
с ним, разрастаются за счет соседних. Оси кристаллитов представ-
ляют собой пространственные кривые, что обусловлено измене-
нием формы сварочной ванны и перемещением теплового поля
в направлении сварки. Сварной аустенитный шов может иметь
как двухфазную, так и трехфазную первичную микроструктуру.
Совместная кристаллизация двух и более фаз приводит к измель-
чению и деформации структуры.
Вследствие стабильности аустенита вторичной кристаллиза-
ции не происходит, т. е. в процессе охлаждения металла после
затвердевания сварочной ванны фиксируется структура, образо-
ванная в результате первичной кристаллизации.
Главной особенностью макроструктуры аустенитных швов
является их столбчатое, транскристаллитное строение. Ориента-
ция столбчатых кристаллитов зависит от режимов сварки, направ-
ления теплоотвода, скоростей охлаждения и кристаллизации,
объема сварочной ванны и пр. Поэтому множество типоразмеров
аустенитных швов приводит к разнообразию их макроструктуры.
Но столбчатая макроструктура швов является их характерной
особенностью (рис. 6.15).
318
Рис. 6.15. Макрострукту-
ра двухпроходного (а) и
многопроходного (б)
аустенитных швов
319
Столбчатое строение металла аустенитных швов ведет к анизо-
тропии их механических свойств. Например, в зависимости от
направления измерения предел прочности сварных швов толщи-
ной 50 мм с V-образной разделкой кромок из стали 12Х18Н9Т
изменяется от 402 до 593 МПа (на 40 %), относительное удлине-
ние от 2 до 32 %. Модуль упругости Е аустенитных швов также
зависит от направления измерения. Из анализа кривых 2, 3
на рис. 6.16, следует, что минимальные значения модуля упру-
гости соответствуют направлению вдоль оси кристаллитов (в кри-
сталлографическом направлении [001 ]); максимальное значе-
ние Е принимает при ср =45° к оси кристаллитов. Изменение Е
практически не зависит от того, проводилась ли наплавка в одном
направлении или Е менялось для разных слоев. Для ферритных
или перлитных наплавок значения Е во всех направлениях оди-
наковы и близки к среднему значению Е кованых сталей (кривая 1
на рис. 6.16). Модуль упругости аустенитно-ферритных швов
с содержанием феррита свыше 40 % во всех направлениях со-
ответствует перлитным (ферритным) швам. Причиной неравномер-
ного изменения Е металла шва является анизотропия упругих
свойств кристаллита аустенита. В работе [3] рассчитано изме-
нение Е для отдельного кристаллита в предположении, что наи-
больший размер кристаллиты имеют в поперечном сечении шва
(см. рис. 6.15), находящемся в кристаллографической плоскости
(010) —плоскости грани куба. Результаты представлены в виде
кривой 4 на рис. 6.16. Расчетное изменение Е для отдельного
кристаллита близко к экспериментальному, полученному для
всего наплавленного металла в области углов ср = 20... 65°.
Несовпадение расчетных и экспериментальных значений в диа-
пазонах <р = 0 ... 20° и <р = 65 ... 90° объясняется некоторой раз-
ориентировкой кристаллитов.
В работе [3] также исследованы зависимости изменения ско-
ростей упругих волн от направления их распространения. Рас-
четы проведены для кристаллографической плоскости (010), по-
скольку анализ результатов металлографических исследований
показал, что в сварных швах (основной металл —сталь
12Х18Н10Т, электроды ЭА-400/10У) кристаллиты вытянуты в ос-
новном в поперечном направлении (см. рис. 6.15). Для продоль-
ного сечения шва характерна макроструктура с примерно равно-
весными зернами, которые представляют собой поперечные се-
чения кристаллитов.
Результаты расчета и экспериментальных исследований изме-
нения скоростей упругих волн представлены на рис. 6.17—6.19.
Видно, что характер изменения скорости продольных волн (см.
рис. 6.17) соответствует характеру изменения модуля упругости
(см. рис. 6.16), причем максимум наблюдается также при ср =
= 45°. Скорость изменения быстрой поперечной волны S/7-типа
относительно оси кристаллита по всем трем кристаллографиче-
ским направлениям не зависит от угла <р, а скорость медленной
320
Рис. 6.16. Кривые изменения модуля упругости в зависимости от направления
оси кристаллита:
1 — многослойный аустенитный шов из стали марки Х18Н12Т (эксперимент [89]); 2 —
многослойная аустенитная наплавка из стали марки Х18Н12Т (эксперимент [89]); 3 —
монокристалл аустенита расчет; 4 — многослойная ферритная наплавка из сплава типа
Х26 (эксперимент [89])
Рис. 6.17. Кривые изменения скорости продольной волны в зависимости от на-
правления оси кристаллита:
1 — многослойная наплавка из стали марки Х18Н12Т (эксперимент); 2 — многослойный
аустенитный шов из стали марки Х18Н12Т (эксперимент [90]); 3 — монокристалл аусте-
нита (расчет)
11 П/р Н. П. Алешина
321
поперечной волны SV-типа зависит от угла ф и имеет минимум
при ср = 45° (см. рис. 6.18). Иная картина наблюдается в пло-
скости (ПО), в которой скорости всех трех волн зависят от угла ф
(см. рис. 6.19). Причем при ср ^45° скорость продольной волны
(кривая /) максимальна, а скорости быстрой (кривая 2) и медлен-
ной (кривая 3) поперечных волн равны между собой. Следует от-
метить также, что распространяющийся пучок отклоняется от
волновой нормали п.
В направлении вектора Умова наблюдаются максимальные
амплитуды смещений частиц в волне, которые и регистрируют пре-
образователями (рис. 6.20). С учетом результатов работы [92]
получено выражение, позволяющее определить значение угла Дк
отклонения луча от волновой нормали [3]:
tg дк =------(6.2)
с2 }/0,76 (cos2q? — sin2(p) +25,4 cos2cp sin2<p
где ср — угол между осью кристаллита и волновым вектором;
с — скорость упругой волны, соответствующая углу ср.
Результаты расчета углов Дк в зависимости от значения ф
представлены на рис. 6.21. Видно, что вектор Умова быстрой
поперечной волны не отклоняется от волнового вектора (Дк =
^const =0). Скорость этой вол-
ны, в отличие от двух других,
также не зависит от угла ф.
Максимальное значение угла Дк
с 10'/м/с
Рис. 6.18. Зависимости скорости упру-
гих волн в плоскостях (100), (010) и
(001) кристаллита от направления оси
кристаллита:
1 — продольная волна; 2 — быстрая по-
перечная волна; 3 — медленная попе-
речная волна
Рис. 6.19. Зависимости скорости упру-
гих волн в плоскости (НО) кристал-
лита от направления оси кристаллита
[911:
1 —- продольная волна; 2 быстрая по-
перечная волна; 3 —- медленная попереч-
ная волна
322
Рис. 6.20. Схема отклонения лучей
от волновой нормали:
п — волновой вектор; д — вектор
Умова; ср — угол между волновым век-
тором и осью кристаллита; И — излуча-
тель; Пг П2 — приемники; Ак — угол
между Лип
Рис. 6.21. Зависимости Лк при распростра-
нении волн в плоскостях (100), (010) и
(001) кристаллита от направления оси
кристаллита:
/ — продольная волна; 2 — быстрая попереч-
ная волна; 3 — медленная поперечная волна
для продольной волны в 2 раза меньше этого значения для мед-
ленной поперечной волны. Угол Дк = 0 при ф = 0, 45 и 90°
в плоскости (001). Значения Дк могут быть как положительными,
так и отрицательными. В первом случае вектор Умова (луч)
отклоняется от волнового вектора (нормали к фронту волны)
в сторону уменьшения угла с осью кристаллита.
Если упругая волна распространяется в шве так, что ее вол-
новой вектор не лежит в плоскости (010), то значения углов от-
клонения Дк всех трех волн зависят от направления распростра-
нения волны. Изменение угла Дк для медленной поперечной волны
(кривая 3 на рис. 6.22) аналогично его изменению для этой же
волны в плоскости (010), а для быстрой поперечной волны наблю-
дается резкое изменение Дк в зависимости от угла ф (кривая 2
на рис. 6.22). Если в плоскости (010) для медленной поперечной
волны Дк = 0 при всех значениях ф, то в плоскости (НО) угол от-
клонения достигает максимума Дк ~ 35° при ср = 60°. Для направ-
лений, отличных от плоскости (010), заметно изменение характера
поведения продольной волны (кривая 1 на рис. 6.22). В частности,
она не отклоняется (Дк = 0) при ф = 55°. Следует заметить, что
при ф = 45° отклонение продольной и быстрой поперечной волн
одинаково и составляет всего Дк 5°.
Анизотропия механических свойств обусловливает аномаль-
ное изменение не только скоростей упругих волн и их траекто-
рии распространения, но и коэффициента затухания (рассеяния).
В работе [90 ] исследовано изменение коэффициента затухания про-
дольных волн в металле шва в зависимости от угла ф между вол-
новым вектором и осью кристаллита. Установлено, что коэффи-
циент затухания при f == 2,5 МГц изменяется периодически от
11* 323
Рис. 6.22. Зависимости Дк при распространении волн в плоскости (НО) кристал-
лита от направления оси кристаллита:
1 — продольная волна; 2 — быстрая поперечная волна; 3 — медленная поперечная
волна
0,05 до 0,40 мм"1 с изменением ф от 0 до 315°. Причем наименьшее
значение коэффициент затухания принимает при ф =45, 135,
225 и 315°. Схема проведения экспериментов показана на
рис. 6.23. Излучатель и приемник расположены так, что централь-
ные лучи диаграмм направленности находятся на одной линии,
проходящей через вертикальную ось образца. Положение излу-
чателя и приемника не изменялось, а образец вращался вокруг
своей вертикальной оси. При такой постановке эксперимента не
учитывалось отклонение лучей от нормали к волновому фронту.
Очевидно, что вдоль направления максимальной интенсивности
УЗ-пучка значения коэффициента затухания будут иными, что
подтверждается результатами [90, 91 ]. В этих работах показано,
что вследствие отклонения лучей от нормали при ф = (2n + 1) л/4
происходит фокусировка УЗ-пучка, при ф = пп/2—расфоку-
сировка (п = 0, 1, 2 и т. д.). Эти явления, вызванные отклонением
лучей от направления волнового вектора, и являются причиной
периодического изменения коэффициента затухания продольных
Рис. 6.23. Схема измере-
ния коэффициента затуха-
ния:
1 — образец, вырезанный
из сварного шва; 2 — оси
кристаллитов; ср — угол меж-
ду осью кристаллита и нор-
малью к фронту волны
324
волн в направлении вол-
новой нормали. Причем
характер изменения ам-
плитуды прошедшего через
шов сигнала практически
тождествен зависимо-
стям, приведенным в [3].
Наименьшее затухание в
направлении максималь-
ной скорости объясняется
фокусировкой пучка про-
дольных волн [90, 91 ].
Затухание поперечных
волн в металле швов во
Рис. 6.24. Обозначения направлений в ме-
талле трубы:
МНОГОМ зависит ОТ ИХ ПО- Х' Y> z — направления распространения ультра-
мн U1 им йсшиыи их ил ни звука; х, у, г — направления поляризации; У —
ляризации. Так, согласно направление прокатки; Z — перпендикуляр к
г,-Д 1 плоскости трубы
[91 ] затухание попереч-
ных S/7-волн (относительно оси кристаллита), распространяю-
щихся поперек кристаллитов, по крайней мере на 0,3 мм'1 меньше,
чем тех же волн, распространяющихся под углом 45° к оси кри-
сталлитов. Затухание SV-волн существенно больше, чем ЗЯ-волн,
практически по всем возможным направлениям распространения
относительно осей кристаллитов [91 ].
Ярко выраженная анизотропия сварных швов из аустенитных
сталей — одна из главных причин, затрудняющих проведение их
УЗ-контроля.
При контроле проката и изделий из него необходимо также
учитывать анизотропию упругих свойств основного материала,
влияющую на скорость, затухание и на отклонение от прямо-
линейности распространения УЗ-пучка.
Экспериментально установлено, что для труб различной по-
ставки скорость поперечных волн вдоль направления прокатки
(рис. 6.24) на 250 ... 300 м/с больше, чем в перпендикулярном
направлении.
На рис. 6.25 приведены зависимости измеренных значений ско-
рости поперечной волны от глубины залегания прозвучиваемого
слоя h при распространении звука вдоль образующей трубы
(рис. 6.25, а) и поперек нее (рис. 6.25, б). Видно, что изменение
скорости звука примерно симметрично относительно середины
сечения листа, причем вблизи этой середины скорость попереч-
ной волны может существенно (до 10 %) снижаться относительно
окружающих областей.
Полученные результаты свидетельствуют о том, что расчет
углов ввода по известным выражениям сопряжен с большими пог-
решностями и при больших углах ввода неприемлем. Кроме того,
погрешность при задании значения скорости звука, равная 10 %,
при толщине изделия 15 мм и угле ввода 60° приводит к погреш-
ности измерения координаты Y дефекта на 3 ... 4 мм и более. На-
325
Рис. 6.25. Кривые изменения скорости
поперечной волны в зависимости от
глубины залегания прозвучиваемого
слоя при разных направлениях про-
звучивания и поляризации:
а — Y; б — X; / — г: 2 ~ у; 3 — х
конец, вблизи поверхности проката скорость звука в нем может
превышать табличные значения. В связи с этим преобразователи,
рассчитанные в соответствии со стандартными методиками, воз-
буждают в металле мощную поверхно-
стную волну, которая является источ-
ником шумов. Чтобы избавиться от
этих шумов, необходимо уменьшить
угол призмы преобразователя.
Влияние анизотропии проката на
амплитуду поперечных волн при про-
звучивании образца в направлении Z
прямым преобразователем наглядно
иллюстрируется рис. 6.26. Если волна
поляризована вдоль оси У, то на
экране дефектоскопа наблюдается се-
рия донных импульсов — многократ-
ных отражений ультразвука от дна
(рис. 6.26, а). Если волна поляризована
вдоль оси X, то серия донных имуль-
сов смещается вправо (рис. 6.26, б),
причем скорость звука в этом случае
меньше, чем при поляризации вдоль
оси У. Попытка ввести в металл по-
перечную волну, распространяющуюся
вдоль оси Z и поляризованную под
углом 45° к оси У, приводит к по-
явлению на экране дефектоскопа серии
Рис. 6.26. Изображение донных импульсов на эк-
ране дефектоскопа при прозвучивании металла
по толщине в зависимости от направления поля-
ризации:
а — yz; б — хг\ в — под углом 45° к плоскости
326
р- 90
^270°
Рис. 6.27. Зависимости амплитуды сигналов от направления прозвучивания
при углах ввода ос = 50 (/), 60 (2), 70° (3)
парных сигналов (рис. 6.22, в). Это явление связано с тем, что
в данном случае металл ведет себя подобно анизотропному моно-
кристаллу. Поперечные волны, распространяющиеся вдоль оси Z,
могут быть поляризованы лишь в двух взаимно перпендикуляр-
ных направлениях, определяемых структурой материала. Пер-
вые сигналы из пар —серия донных импульсов, возбуждаемых
волнами, поляризованными вдоль оси У; вторые сигналы — то же,
вдоль оси X. Поскольку волны, поляризованные таким образом,
имеют разные скорости, соответствующие сигналы разрешаются
по времени (см. рис. 6.26, в).
Анизотропия свойств проката не только влияет на скорость
волн в разных направлениях, но и резко ослабляет амплитуду
сигналов вследствие интерференции и рассеяния. На рис. 6.27
приведены кривые изменения амплитуды сигналов, отраженных
от пересечения просверленного отверстия с внутренней поверх-
ностью трубы, в зависимости от направления прозвучивания и
углов ввода, полученные при использовании совмещенного пре-
образователя. Отметим, что в отличие от изотропного материала
амплитуда сигнала в этом случае сильно зависит от направления
прозвучивания. При а ~ 70° для ф — 90° амплитуда сигнала
значительно выше, чем при ф — 0°. Это объясняется текстурой
проката. При любом ф 0; 90° волна, вводимая в металл, разла-
гается на две компоненты, поляризованные во взаимно перпенди-
кулярных плоскостях и распространяющиеся с разными скоро-
стями (см. рис. 6.27). При изменении ф сдвиг фаз этих компонент
327
меняется и поэтому амплитуда регистрируемого сигнала изме-
няется немонотонно. Если излучаемый импульс имеет длитель-
ность менее 1 мкс, каждый из описанных сигналов можно разре-
шить. Однако обычно используются импульсы большей длитель-
ности, и при изменении направления прозвучивания одного и
того же вертикального отверстия в прокате изменение амплитуды
отраженного сигнала может превышать,20 дБ.
Аналогичные измерения проведены при раздельных излуче-
нии и приеме УЗ-волн. Рассмотрены два наиболее важных для
практики варианта реализации схемы прозвучивания «Дуэт»
(рис. 6.28): нормаль к поверхности дефекта в точке отражения
параллельна (случай I) образующей трубы — оси Y и перпендику-
лярна ей (случай II). Первый случай соответствует такой ситуа-
ции при контроле, когда источник и приемник расположены с од-
ной стороны от стыкового шва труб, а второй — когда преобразо-
ватели находятся по разные стороны от стыка. Отметим, что сог-
ласно [6 ] для однородного изотропного материала амплитуда сиг-
нала, отраженного от рассматриваемой модели дефекта, должна
возрастать при увеличении угла разворота преобразователей А.
Углом разворота мы называем проекцию угла между направле-
ниями излучения и приема на горизонтальную плоскость. В слу-
чае II неоднородность структуры проката приводит к прямо
противоположному эффекту: амплитуда сигнала, отраженного
от полости, снижается с ростом угла А. На рис. 6.28 приведены
результаты для случая а = 60°. Аналогичные зависимости полу-
чаются при а = 50, 70°, а также при озвучивании однажды отра-
женным лучом пересечения вертикального отверстия с наружной
поверхностью трубы, при озвучивании других полостей: угло-
вого отражателя, пазов (при а — 50, 60, 70°). Часть результатов
прозвучивания также приведена на рис. 6.28, а. Аналогичные
зависимости получаются при контроле средней части сечения.
На рис. 6.28, б приведены результаты измерения амплитуд сиг-
налов, отраженных от плоскодонного и средней части вертикаль-
ного отверстий.
Из анализа рис. 6.28, а, б следует, что при выборе параметров
УЗ-преобразователей, предназначенных для контроля качества
сварных соединений труб большого диаметра, в частности выборе
оптимальных направлений прозвучивания металла, необходимо
учитывать анизотропию металла. При раздельной схеме наиболь-
шей чувствительности можно достичь, ориентируя источник и
приемник под наибольшим возможным углом А в случае контроля
вдоль образующей трубы, и под наименьшим возможным уг-
лом А при контроле перпендикулярно образующей. Этот вывод
следует учитывать при прозвучивании с большими углами
ввода (а = 60, 70°).
Как отмечалось, в определенных случаях скорость попереч-
ной волны вблизи поверхности металла может возрастать с уве-
личением глубины прозвучиваемого слоя (см. рис. 6.25). Это
328
Рис. 6.28. Зависимости амплитуды сигналов, отраженных от вертикального отверстия (сплошные линии) и углового отра-
жателя (штриховые линии) в нижней (а), средней (б) и верхней (в) частях листа, от угла разворота при прозвучивания
(а = 60°) перпендикулярно оси X (7) и вдоль нее (77)
в)
Рис. 6.29. Выявляемость внутренних тре-
щин и несплавлений сварных швов сосу-
дов при прозвучивании на частотах 1,8 и
2,5 МГц совмещенными преобразователя-
ми с углами ввода а0 = 38 (/), 50 (2),
65° (3) и по схеме тандем с а01 — а02 =
= 50° (4)
означает, что при больших углах
ввода ультразвука в металл вбли-
зи его поверхности возможна ре-
фракция: введенная поперечная
волна, отражаясь от внутренних
слоев, возвращается к наруж-
ной поверхности металла. На
рис. 6.28, 6 показаны зависимости
амплитуды рефрагированной вол-
ны, отраженной от паза глуби-
ной 1 мм, от угла А. Использование такой волны предпочтительно
ввиду того, что она меньше, чем волна Релея, реагирует на по-
верхностные неровности основного металла, и в то же время поз-
воляет легко селектировать по времени сигнал, отраженный от
дефекта, расположенного вблизи наружной поверхности листа.
Необходимо отметить, что анизотропия более ярко выражена
в металле труб больших диаметра и толщины. Однако это свой-
ство следует учитывать при выборе параметров контроля и для
труб малого диаметра.
Анизотропию, вызванную локальной термической обработкой
металла, чаще всего используют при измерении двухосных оста-
точных напряжений путем измерения скорости ультразвука в ис-
следуемом материале.
Контроль сварных швов сосудов. Стыковые сварные соедине-
ния сосудов с толщиной шва более 40 мм выполняют с малым уг-
лом разделки кромок, что предопределяет возникновение плоско-
стных дефектов и их преимущественную вертикальную ориента-
цию. Статистическим анализом реальных плоскостных дефектов
[11] установлено, что продольные трещины и несплавления рас-
полагаются преимущественно в средней по толщине части шва и
отклоняются от оси поперечного сечения не более чем на 15°,
а от продольной оси в горизонтальной плоскости не более чем
на 10°. Ориентация несплавлений по кромкам определяется уг-
лом разделки, не превышающим 7°.
Выявляемость таких дефектов при различных схемах прозву-
чивания иллюстрируется рис. 6.29. График построен в вероят-
ностной сетке закона нормального распределения. Максимум
распределения М сдвигается в сторону больших значений ампли-
туд с увеличением угла ввода ос, и, следовательно, уменьшением
угла 06 между осью отраженного поля и осью приема. Наилучшая
выявляемость обеспечивается при прозвучивании по схеме тан-
330
дем, для которой 0Ь = 0. Минимальная для толстостенных швов
чувствительность 5Э = 7 мм2 соответствует 28 дБ (см. рис. 6.29).
Следовательно, при контроле совмещенными преобразователями
чувствительность к плоскостным дефектам очень низка.
Эти данные лежат в основе методик УЗ К стыковых швов со-
судов. В них регламентируется контроль по схеме тандем для
обнаружения вертикально ориентированных дефектов; наклонные
совмещенные преобразователи предназначены для выявления на-
клонных плоскостных и объемных дефектов. С целью компенса-
ции наклона дефектов в горизонтальной плоскости обязателен по-
ворот преобразователя вокруг точки ввода на 10 ... 15°. Выяв-
ленные диапазоны угла наклона дефектов лежат в основе требо-
вания обязательного контроля с двух сторон шва. По соображе-
ниям обеспечения помехоустойчивости швы толщиной свыше
60 мм контролируют только прямым лучом (в общем случае с че-
тырех сторон шва). Поскольку согласно рис. 6.29 выявляемость
при а0 = 38 и 50° практически одинакова, среднюю и нижнюю
части шва прозвучивают одним из этих преобразователей. Для
сокращения мертвой зоны верхнюю часть шва контролируют пре-
образователем с большим углом ввода (65 ... 70 °C), а при наличии
выпуклости — головными волнами.
Наиболее опасны трещины, ориентированные поперек шва,
т. е. перпендикулярно напряжениям растяжения. Контроль с це-
лью выявления поперечных трещин выполняют сканированием
вдоль шва по схемам, приведенным на рис. 6.30. Фиксации под-
лежат отражатели воли с амплитудой Лпоц, на 6 ... 12 дБ меньшей
уровня фиксации при контроле на продольные дефекты. При этом
отражатель считают поперечной трещиной, если при прозвучи-
вании поперек шва амплитуда сигнала от него Ацрод < Лпоп —
(6 ... 9) дБ. Крупные поперечные трещины обнаруживаются только
по схеме тандем.
При контроле по схеме тандем настройку чувствительности и
оценку дефектов проводят по АРДТ-номограмме (рис. 6.31),
Рис. 6.30. Схемы контроля с целью выявления попереч-
ных трещин в сварных соединениях с удаленным (а, б)
и неудаленным (в—д) «усилением» шва
331
построенной в соответствии с теорией акустического тракта
по формуле Лт/Лоо = SB sin а0 (rx + гДе SB — пло-
щадь вертикально ориентированного диска. На рисунке: / —
ИЦ 50° — 1,8 1МГц; II — WB 35 — N2; mWB35 — N2; ИЦ 30° —
1,8 МГц; ИЦ 40° — 1,8 МГц; III — ИЦ 30е — 2,5 МГц; ИЦ 40° —
2,5 МГц; ИЦ 50° — 2,5 МГц. Оценки по АРДТ-номограмме не за-
висят от затухания, поскольку длины пути ультразвука при из-
мерении сигнала от дефекта и донного сигнала (гх + г2) всегда оди-
наковы независимо от глубины залегания дефекта. Функция Ат ~
~ 1 /(ПЛ) при ri + г2 = const оказывается медленно меняющейся.
Поэтому сигнал с амплитудой Ат при заглублении дефекта ос-
лабляется значительно медленнее, чем при контроле по совмещен-
ной схеме, и введение системы ВРЧ оказывается нецелесообразным,
что существенно упрощает аппаратурное обеспечение контроля.
Схема тандем позволяет также оценить ориентацию и форму де-
фекта (см. [86] и подразд. 3.3). Применение схемы тандем с излу-
чением продольной и приемной трансформированной на дефекте
поперечной волны позволяет примерно в 1,5 раза уменьшить габа-
риты сканирующего устройства практически без потери чувстви-
тельности.
При контроле продольных, а также кольцевых швов с целью
выявления поперечных трещин координаты дефектов и зоны пере-
мещения преобразователей рассчитывают в соответствии с [11 ]
или по номограммам [65]. При контроле выходной части продоль-
ного шва (вблизи кромок листа, обечайки) следует учитывать
332
мертвую зону, образуемую переотражением на торцовой поверх-
ности изделия: хб. с = Я/]Л2,7 (Ж)2 — 1, где хб. с — минималь-
ное расстояние от преобразователя с диаметром 2а до боковой
стенки толщиной Н.
Угловые кольцевые сварные соединения контролируют со сто-
роны привариваемого элемента — штуцера прямым и однажды
отраженным лучами. Угол скоса кромки штуцера меняется от О
до 30°, а ширина шва — в 1,5 ... 3,0 раза, поэтому о наличии де-
фекта судят главным образом по положению точки ввода преобра-
зователя относительно края выпуклости шва.
При контроле рекомендуется учитывать качественные приз-
наки, позволяющие судить о характере некоторых дефектов. От-
дельные шлаковые включения и поры характеризуются тем, что
при прозвучивании с разных направлений амплитуда эхо-сигнала
меняется несущественно. Для скопления мелких дефектов харак-
терно появление группы эхо-сигналов, меняющих свое располо-
жение и амплитуду на экране дефектоскопа при небольших сме-
щениях преобразователя. Появление широкого эхо-сигнала не-
определенной формы соответствует дефекту типа рыхлости. Не-
провары (несплавления) по кромкам разделки характеризуются
наличием эхо-сигнала при прозвучивании со стороны наплавлен-
ного металла и отсутствием его при прозвучивании со стороны
основного металла.
Методика контроля сварных соединений тонкостенных (до
40 мм) сосудов практически не отличается от методики контроля
швов трубопроводов, выполненных без остающихся подкладок.
При контроле сварных соединений, выполненных дуговой
сваркой, кроме металла шва контролируют (по тем же нормам)
околошовную зону основного металла шириной не менее его тол-
щины Н при Н 20 мм и не менее 20 мм при Я > 20 мм. Ширина
подлежащей контролю околошовной зоны швов, выполненных
электрошлаковой сваркой, — не менее 50 мм независимо от тол-
щины. Это требование диктуется термическим влиянием сварки
на материал стыкуемых деталей.
Переходную перлитную наплавку на кромках сварных соеди-
нений контролируют с целью выявления несплошностей перед
сваркой PC и малогабаритными наклонными преобразователями
с а0^>60°. Зону сплавления антикоррозионной аустенитной на-
плавки с металлом шва и основным металлом (это же относится
и к трубам) контролируют на отслоение прямым преобразователем
с наружной поверхности. Поднаплавочные трещины выявляют
наклонными преобразователями с а0 = 45 ... 50° [61] или пре-
образователями головных волн при чувствительности, определяе-
мой эхо-сигналом от несквозного отверстия диаметром 4 мм с вер-
тикально ориентированным плоским дном, просверленного на
глубине залегания границы наплавки [62].
Контроль кольцевых стыковых швов труб. По дефектоскопич-
ности сварные стыки труб можно условно разделить на три
333
Рис. 6.32. Схема обнаруже-
ния надкорневых дефек/ов:
/ — настройка скорости/ раз-
вертки; II — обнаружение сиг-
нала от надкорневых дефектов
и «провисаний»; III — деление
рабочего участка на зоны; Д —
сигнал от дефекта; Д2 —
сигналы от нижнего и верхнего
контрольного отражателей; П —
сигнал от провисаний
группы: 1) D = 28 ... 100 мм, Н --== 3 ... 7 мм; 2) D = 108 ...
920 мм, Я - 4 ... 25 мм; 3) D = 530 ... 1420мм, Н - 12 ...30 мм.
Стыки труб первой группы выполняют односторонней
сваркой, что часто приводит к образованию провисаний внутри
труб. При контроле прямым лучом совмещенным ПЭП на экране
дефектоскопа появляются сигналы от провисаний, совпадающие
по времени с эхо-сигналами, отраженными от надкорневых де-
фектов, обнаруженных однажды отраженным лучом (схема II
на рис. 6.32). Так как эффективная ширина пучка соизмерима
с толщиной стенки трубы, то отражатель, как правило, не удается
идентифицировать по местоположению преобразователя относи-
тельно выпуклости шва. В центре шва существует неконтроли-
руемая зона, наличие которой связано с большой шириной ва-
лика шва. Отмеченные обстоятельства обусловливают низкую
вероятность (10 ... 12 %) обнаружения недопустимых объемных
дефектов, хотя недопустимые плоскостные дефекты выявляются
гораздо надежнее (около 85 %). Основные параметры провиса-
ния — ширина, глубина и угол смыкания с поверхностью из-
делия — являются случайными величинами для труб данного
типоразмера; их средние значения равны соответственно 6,5 мм,
2,7 мм и 56,5°.
Для этих параметров провисания максимальная перебраковка,
соответствующая углам ввода а — 50 ... 60°, составляет 80 %.
При а = 40 и 70° перебраковка снижается до 20 %; это объяс-
няется высокой отражательной способностью углового дефекта
в первом случае и низкой отражательной способностью прови-
сания во втором.
Таким образом, максимальная помехозащищенность при кон-
троле этих швов достигается путем использования фокусирую-
щих ПЭП с острой диаграммой направленности и углами ввода
а — 40 ... 42° или а - 70°.
Для повышения достоверности контроля швов ' толщиной
3,5 ... 8,0 мм, осуществляемого совмещенным ПЭП с одним пьезо-
334
Рис. 6.33. Схема прозвучивания сварного шва
хордовым РС-ПЭП
Рис. 6.34. Зависимости изменения чувствительности
хордового РС-ПЭП с трехслойной призмой (/), с
призмой из композиционного материала (2), с цилин-
дрической фокусирующей линзой (5) от глубины h
элементом, предложено вводить временную селекцию, исключаю-
щую из обзора ту часть развертки, где возможно появление сиг-
налов от неровностей. При этом при прозвучивании прямым лу-
чом, естественно, будет пропускаться какое-то число дефектов
в надкорневой зоне. Однако результаты статистической обработки
(более 80 % трещин и непроваров находятся в корневой части
шва) показывают, что риск от введения такой системы селектиро-
вания невелик и вполне окупается практически полным исключе-
нием напрасной браковки. Отметим, что эта система требует повы-
шенной точности настройки развертки дефектоскопа (схема III
на рис. 6.32).
Участок а развертки является зоной появления эхо-сигналов
от дефектов, расположенных в корне шва. Участок х —зона
совпадений эхо-сигналов как от дефектов, расположенных не-
посредственно под корнем шва, так и от провисаний. По суще-
ству, это зона неуверенного контроля. Участок b соответствует
эхо-сигналам, отраженным от дефектов в верхней части шва.
Здесь возможно также появление эхо-сигналов; отраженных от
дефектов левее сигналаР2, или в непосредственной близости от него.
Смещение кромок стыкуемых элементов может быть также оши-
бочно принято за корневой дефект. Смещение кромок вследствие
разной толщины элементов характеризуется обнаружением сиг-
нала, выявляемого с одной стороны шва, по всему шву или на
большей его части. В этом случае следует измерять толщину
стенок. Смещение кромок ввиду несоосности стыкуемых труб ха-
рактеризуется выявлением сигналов с разных сторон шва в диа-
метрально противоположных точках.
Помехоустойчивость контроля существенно возрастает при
использовании наклонных хордовых РС-ПЭП (рис. 6.33). Равномер-
ная чувствительность по глубине h этих ПЭП (рис. 6.34) обуслов-
ливает некоторую специфику настройки скорости развертки по
угловому (рис. 6.35, а) и вертикальному (рис. 6.35, б) отражате-
лям при использовании РС-ПЭП.
335
Для выбора начала рабочего участка развертки ПЭП переме-
щают от положения 7 на 5 мм ближе к контрольному отражате/ю
(рис. 6.35, в). Передний фронт строб-импульса совмещают с перед-
ним фронтом полученного сигнала. Затем ПЭП перемещай/ от
положения II на 5 мм дальше от контрольного отражателя/ зад-
ний фронт строб-импульса совмещают с задним фронтом по/учен-
ного сигнала. Такая настройка рабочего участка обусловлена,
с одной стороны, отсутствием поперечного сканирования/с дру-
гой стороны, тем, чтобы в рабочий участок могли приходить сиг-
налы от дефектов, образующихся во всем объеме шва. Контроль
хордовыми ПЭП обеспечивает обнаружение объемных дефектов
размером 0,5 мм с вероятностью не ниже 90 % и плоскостных пло-
щадью 0,7 мм2 с вероятностью 95 %. При контроле соединений
данного типоразмера широкое распространение получили ПЭП
конструкции НПО ЦНИИТМАШ РСП-2 и РСП-3 с углом 2Д =
= 8 ... 10°.
До последнего времени соединения труб второй группы
контролировали совмещенными ПЭП по методике, изложенной
выше. Однако эта методика предусматривает наличие достаточно
большой зоны совпадений х (зоны неопределенности), длина ко-
торой примерно в 2 раза превосходит зоны а и Ь, вместе взятые.
Это приводит к снижению достоверности оценки качества соеди-
нения. Кроме того, совмещенные ПЭП характеризуются высоким
уровнем реверберационных шумов, затрудняющих расшифровку
сигналов, и неравномерностью чувствительности, которую не
всегда можно компенсировать имеющимися средствами. Приме-
нение хордовых РС-ПЭП для контроля сварных соединений этой
группы нерационально, так как из-за ограниченности значений
углов ввода УЗ-колебаний с поверхности сварного соединения
габариты преобразователей несоразмерно растут, увеличивается
и площадь акустического контакта. При наличии небольших про-
висаний эти соединения целесообразно контролировать угловым
в)
Рис. 6.35. Схемы настройки
скорости развертки и уста-
новления длины /р рабочего
участка
336
\
наклонным РС-ПЭП с выравненной чувствительностью (см.
рис. 3.19), имеющим параметры: af = 8 мм-МГц, р = 53°, 2Д ==
= ТО°, причем сканирование поперек шва не требуется.
Настройку чувствительности и скорости развертки таких
ПЭП целесообразно проводить по вертикальному отверстию. При
этом браковочный уровень определяют как среднее значение ам-
плитуд Сигналов, зафиксированных с противоположных сторон.
РазностА амплитуд не должна превышать 2 дБ.
Следует особо подчеркнуть, что использование разработанных
РС-ПЭП позволяет почти в 2 раза уменьшить зону неопределен-
ности х и увеличить соответственно зоны а и & и тем самым по-
высить достоверность контроля.
Сварные стыки труб третьей группы выполняют двусторон-
ней сваркой или с подваркой обратного валика шва. При кон-
троле швов, выполненных двусторонней сваркой, как правило,
амплитуда ложных сигналов от задней кромки выпуклости меньше,
чем в случае односторонних швов. Это объясняется более плав-
ными очертаниями валика и тем, что указанные сигналы появ-
ляются значительно позже на развертке. Поэтому с точки зрения
дефектоскопичности это наиболее благоприятный типоразмер
труб. Однако результаты исследований, выполненных в МВТУ
им. Н. Э. Баумана, показывают, что такие трубы наиболее анизо-
тропны. Для уменьшения влияния анизотропии свойств на вы-
являемость дефектов и с учетом результатов, изложенных в [6],
рекомендуется использовать ПЭП на частоту 2,5 МГц с углом при-
змы 45, а не 50°, как рекомендовано в большинстве нормативных
документов на контроль аналогичных соединений. Наиболее
высокая достоверность контроля получена при использовании
РС-ПЭП с параметрами: af — 20 мм-МГц, [3 ~ 50°, 2Л ~ 34°.
В отличие от методики, изложенной ранее, при контроле этих со-
единений отсутствует зона неопределенности х. В остальном мето-
дика контроля остается такой же. При использовании РС-ПЭП
настройку чувствительности и скорости развертки также целе-
сообразно проводить по вертикальному сверлению. Результаты
экспериментов показывают, что при использовании наклонного
РС-ПЭП осцилляции амплитуды сигнала от вертикального ци-
линдрического отверстия на превышают 3 дБ, тогда как для нак-
лонного совмещенного ПЭП они достигают 10 дБ (рис. 6.36).
Настройку чувствительности и скорости развертки наклонных
совмещенных ПЭП необходимо проводить по угловым отражате-
лям соответствующего размера.
При контроле сварных швов следует иметь в виду, что в около-
шовной зоне возможно расслоение металла, затрудняющее опре-
деление координат дефекта. В случае обнаружения дефектов при
контроле сварного шва зону, в которой дефект обнаружен нак-
лонным ПЭП, следует дополнительно проконтролировать прямым
ПЭП для уточнения характера дефекта и определения истинного
значения глубины залегания дефекта.
337
Рис. 6.36. Кривые изменения
амплитуды сигнала от верти-
кального цилиндрического^ от-
верстия в зависимости от угла <р:
/ — наклонный совмещенный ПЭП;
2 — угловой РС-ПЭП
Характерная /особен-
ность к о н т р о л/я сты-
ков труб /С Н =
= 4,5 ... 20,0мм/на под-
кладных коль-
цах — получение весьма
стабильного сигнала от
подкладки (или уса).
В сварных швах большой
толщины этот сигнал легко
отличим от сигналов, отра-
женных дефектами, причем
он даже полезен, так как
позволяет контролировать
качество акустического контакта. Для облегчения дешифровки
целесообразно в месте появления этого сигнала на экране дефек-
тоскопа нанести метку тушью или стеклографом.
При контроле швов малой толщины это различие затруднено.
Существует ряд приемов,позволяющих распознавать эхо-сигналы от
подкладки и дефекта при прозвучивании швов толщиной 7 ...20 мм.
Дефекты, располагающиеся под корневым слоем, можно вы-
явить прямым или однократно отраженным лучом (рис. 6.37, а—в).
В последнем случае время прихода сигналов от подкладного коль-
ца К и дефекта Dly D2 может быть одинаковым.
Чтобы различить эти сигналы, необходимо измерить линейкой
расстояние от точки ввода луча (или от передней грани преобразо-
вателя) до середины выпуклости шва на СОП. Сигнал от под-
кладки появляется, пр и меньшем расстоянии между швом и ПЭП
(Хк), чем сигнал от дефектов, расположенных выше корня шва
(Х2). В процессе контроля следует периодически сравнивать эти
расстояния с измеренными на образце.
С помощью прямого ПЭП предварительно сравнивают толщину
стенки каждого из стыкуемых элементов с толщиной образца и
вносят соответствующую поправку при настройке скорости раз-
вертки.
Если толщина стыкуемого элемента больше, чем СОП, то при
контроле шва со стороны этого элемента сигнал от подкладного
кольца смещается вправо по сравнению с тем же сигналом, полу-
ченным от тест-образца.
Чтобы определить, к какой из кромок стыкуемых элементов
ближе расположен дефект в корне шва, руководствуются следу-
ющими признаками:
338
\ если дефект в корне шва расположен ближе к линии сплавле-
ний с тем элементом, со стороны которого ведется контроль, то
при\медленном приближении ПЭП к шву на экране дефектоскопа
первом появляется сигнал от дефекта, а затем, когда УЗ-колеба-
ния цройдут над дефектом, частично экранирующим кольцо, на
экране, появляется сигнал К;
при контроле этого участка шва со стороны второго элемента
на экране первым появляется сигнал от кольца, а затем от де-
фекта; возможно также одновременное появление сигналов.
Существует ряд косвенных признаков, .позволяющих судить
о характере некоторых дефектов в сварных швах с Н = 7 ...
20 мм, выполненных на подкладных кольцах.
Трещины и несплавления по кромкам в корне шва, как пра-
вило, начинаются от зазора, образованного кромками стыкуемого
элемента и кольца. Распространяясь по наплавленному металлу,
они выходят после наплавки первого или второго слоя на его
середину. В связи с этим отличительными признаками трещин
в корне шва является то, что они частично или полностью экра-
нируют отражение от кольца при контроле со стороны только
того стыкуемого элемента, у кромки которого они берут начало.
При контроле шва с противоположной стороны трещина не экра-
нирует отражение от подкладки и УЗ-колебания свободно про-
ходят в кольцо. На экране дефектоскопа возникают два сигнала:
от кольца и от трещины. Сигнал от подкладного кольца имеет
примерно те же амплитуду и пробег на экране, что и на участках,
где дефект отсутствует. Трещины с этой стороны выявляются
значительно хуже, а при
небольшой высоте могут
совсем не выявляться.
На рис. 6.38 пока-
зана схема выявления
трещины в корне шва
высотой более 3 мм.
Непровар, расположен-
ный выше корневых
слоев сварного шва,
мало или совсем не
экранирует отражение
от подкладного кольца.
На экране при контроле
Рис. 6.37. Схемы прозвучи-
вания стыка, полученного
сваркой на подкладном коль-
це:
К — эхо-сигнал от кольца;
Дг — эхо-сигналы от надкорне-
вого дефекта, обнаруженного
прямым и однажды отраженным
лучами
339
Рис. 6.38. Схема поиска трещины /в
корне шва с подкладным кольцом
с обеих сторон возникают сигналы
от кольца и дефекта. Расстояние
между этими сигналами несколько
больше, чем при дефектах, рас-
положенных в корне швй. В не-
которых случаях от дефекта и
кольца на экране наблюдаются
несколько сигналов.
Характерным признаком об-
наружения шлаковых включений
или пор является наличие на экране дефектоскопа импульсов,
быстро исчезающих и появляющихся вновь при незначительных
перемещениях преобразователя в продольном или поперечном
направлении. Скопление мелких шлаковых включений или пор
в наплавленном металле дает на экране один сигнал или группу
близко расположенных сигналов.
Контроль стыковых швов арматуры железобетона. При разра-
ботке способа УЗК стыков арматуры наибольшие, трудности свя-
заны с наличием неровностей периодического профиля, которые
являются источниками помех и приводят к существенной потере
энергии на границе ПЭП •— изделие. При применении обычных
наклонных совмещенных и РС-ПЭП трудно селектировать сигналы
от дефектов, амплитуда и время прихода которых соизмеримы
с аналогичными параметрами помехи. Кроме того, в этом случае
плоскостные дефекты, ориентированные перпендикулярно оси
стержня, не выявляются вследствие зеркального отражения
падающей на них УЗ-волны. При контроле прямых РС-ПЭП не
удается обнаружить несплавления, трещины, ориентированные
перпендикулярно оси стержня, а также нельзя опенить площадь
объемного дефекта в расчетном сечении шва. Неравномерность
чувствительности РС-ПЭП может привести к неоднозначности
оценки размеров дефектов, расположенных в разных сечениях
шва.
Принципиально возможно применение двух схем контроля
[85]: теневой для соединений, выполненных ванной сваркой
в инвентарных формах (рис. 6.39, а), и зеркально-теневой для
соединений, выполненных ванно-шовной сваркой с остающимися
накладками (рис. 6.39, б). Необходимость применения второй
схемы контроля вызвана сложностью прозвучивания всего сече-
ния шва из-за ограниченного накладками доступа для перемеще-
ния системы ПЭП вдоль оси стержня, а также низкой выявля-
емостью теневым способом дефектов в нижней части шва, харак-
терных для подобных соединений.
Применение существующих теорий акустического тракта для
обоснования и выбора оптимальных параметров контроля иссле-
340
Рис. 6.39. Схемы контроля стыков арматуры теневым (а) и зеркально-теневым (б)
методами
дуемых конструкций представляет значительные трудности, по-
этому обоснование параметров выполнено в основном эксперимен-
тально-расчетным путем.
Установлено, что контроль стыков диаметром 20 ... 36 мм опти-
мально проводить на частоте 2,5 МГц, а стыков диаметром 40 ...
80 мм — 1,8 МГц.
Вследствие шероховатости поверхности нестабильность аку-
стического контакта на частоте 1,8 МГц составляет 3 ... 4 дБ
и 4 ... 6 дБ при 2,5 МГц.
Периодический профиль представляет собой акустическую
решетку, пропускающую звук только через впадины профиля,
поэтому для обеспечения ввода в стержень постоянного количе-
ства энергии, не зависящего от ПЭП на профиле, размер пьезо-
элемента 2а излучател*я и приемника должен быть связан с шагом
профиля t соотношением (рис. 6.40)
а t cos р.
При этом ослабление сигнала при вводе в стержень согласно
лучевым приближениям
Л/Ро - [t - (2/?в - (6.3)
где 7?в, Ьв — параметры профиля (впадины).
Рис. 6.40. Схема к расчету размера пьезоэле-
мента при падении плоской волны на про-
филь
Рис. 6.41. Схема к расчету рас-
стояния между ПЭП
341
Рис. 6.42. Номограмма для определе- Рис. 6.43. Зависимости амплитуды сиг-
ния расстояния между ПЭП: нала от угла призмы при разных диа-
1, 2 — горизонтальные и вертикальные метрах стержня (/ — 1,8 МГц; 2& —
стыки — 18 мм)
Например, для стержня диаметром 40 мм P-JP$ =
= 0,25 (—12 дБ). При приеме картина, очевидно, аналогичная,
поэтому общее ослабление сигнала, прощедшего через стержень
периодического профиля, по сравнению с гладким стержнем,
составит —24 дБ.
Экспериментально установлено, что суммарное ослабление
амплитуды сигнала при прохождении УЗ-волны от излучателя
к приемнику для теневой схемы составляет —20 дБ. Это значение
ниже расчетных, потому что выражение (6.3) не учитывает потери
в призме и в контактном слое. Для зеркально-теневой схемы
суммарное ослабление сигнала составляет —30 дБ.
Угол ввода луча а выбран из условия обеспечения прозвучива-
ния всего сечения шва (рис. 6.41):
а — arctg (XH/d).
Следовательно, для его определения необходимо обосновать
выбор Хи. Расстояние между ПЭП складывается из ширины шва
йш, удвоенной стрелы искателя п0 и расстояния АХ, обеспечива-
ющего возможность перемещения системы ПЭП вдоль оси стержня:
Хи - Ьш + 2п0 + АХ.
Для горизонтальных стыков Ьш = 1,5d, для вертикальных
bm = 2,3d.
Стрелу ПЭП следует выбирать из условия
п0 > а/cos р.
По полученным выражениям построена номограмма для вы-
бора Хи в зависимости от диаметра d стержня (рис. 6.42).
342
При зеркально-теневом методе контроля оптимальное зна-
чение Хи выбирали из условия получения максимальной ампли-
туды прошедшего сигнала (рис. 6.43). Оказалось, что это условие
хорошо выполняется при Хи = 2d tg а.
Учитывая специфику поверхности, формы сварного шва и кон-
тролируемого изделия, виды и ориентацию встречающихся дефек-
тов, допустимость их в сварном шве можно оценить практически
только по амплитуде сигнала. Так как нестабильность акусти-
ческого контакта достаточно велика — 3 ... 6 дБ, то для ее ком-
пенсации необходима резко падающая амплитудная зависимость,
градиент которой для двух соседних уровней дефектности должен
превышать указанные значения на 8 ... 10 дБ. На рис. 6.44, 6.45
представлены результаты экспериментов на моделях дефектов,
расположенных в нижней и центральной частях шва. Видно, что
при теневом методе контроля (см. рис. 6.44) это условие выпол-
няется для всех недопустимых внутренних дефектов (кривая 2),
а при поиске корневых дефектов необходимо, чтобы расстояние
от передней грани ПЭП до центра дефекта не превышало 15 ...
20 мм (кривая /).
При зеркально-теневом методе, наоборот, более уверенно
обнаруживаются корневые дефекты и менее уверенно внутренние
(см. рис. 6.45). Поэтому для повышения надежности обнаружения
дефектов необходимо излучатель и приемник поочередно прибли-
жать вплотную к шву. Существенно повысить эффективность
поиска можно, сочетая оба метода контроля.
Методика контроля. О наличии и размерах дефекта
при теневом и зеркально-теневом методах судят по уменьшению
амплитуды Лд прошедшего сигнала на дефектном соединении
в сравнении с амплитудой Ао сигнала от качественного соедине-
ния. Ослабление ЛА = Ао — Ад
пропорционально площади де-
фекта. Это объясняется тем, что
дефект в изделии экранирует
6.45. Зависимости изменения
амплитуды сигнала от относительной
площади корневого (У) и внутреннего
(2) дефектов при зеркально-теневом
методе контроля (р = 40°;/ = 1,8 МГц;
2а = 18 мм; d = 40 ... 70 мм)
плитуды сигнала от относительной пло-
щади корневого (У) и внутреннего (2)
дефектов при теневом методе контроля
(₽ -= 50°; /= 2,5 МГц; 2а = 12 мм;
d — 20 ... 40 мм)
343
a) &
Рис. 6.46. Схемы измерения амплитуды опорного сигнала и сканирования ПЭП
при контроле теневым (а) и зеркально-теневым (б) методами
УЗ-пучок, распространяющийся от излучателя к приемнику,
тем самым снижая амплитуду прошедшего сигнала. Для повыше-
ния надежности и производительности контроля используют
механические устройства. Они позволяют изменять расстояние
между ПЭП, обеспечивают их центровку относительно стержней
и друг друга, а также постоянный, не зависящий от оператора
акустический контакт. Для создания акустического контакта
между ПЭП и стержнем до последнего времени применяли звуко-
проводящий смазочный материал густой консистенции. Весьма
перспективны ПЭП с магнитным удержанием жидкости.
Допустимость дефектов в сварных стыках арматуры по резуль-
татам УЗК оценивают только с использованием СОП. Применение
безобразцового метода не представляется возможным в связи
с тем, что на контролируемом соединении в условиях контакта
отсутствует свободная поверхность для размещения преобразова-
телей на бездефектном месте и, следовательно, нельзя получить
амплитуду Ао опорного сигнала. Кроме того, структура металла
шва таких соединений, особенно при сварке стержней больших
диаметров, в значительной степени отличается от структуры
основного материала. Поэтому сигналы от зоны сварки и от основ-
ного материала существенно отличаются (приблизительно на
10 дБ), что недопустимо на практике. В связи с этим для настройки
чувствительности дефектоскопа используют сварные бездефектные
образцы того же диаметра, изготовленные из стали того же класса,
что и контролируемые соединения. Амплитуду Ло на этом образце
измеряют в такой последовательности (рис. 6.46):
1) устанавливают систему ПЭП посредине сварного шва (поло-
жение 2—2), добиваясь максимальной амплитуды Л2;
2) подводят излучающий ПЭП вплотную к сварному шву
(положение 1—1) и измеряют максимальное значение Лх;
3) перемещают систему таким образом, чтобы приемный ПЭП
приблизился вплотную к сварному шву, и измеряют максимальное
значение Л3.
На основании полученных данных рассчитывают среднее
арифметическое значение амплитуды Ло опорного сигнала.
УЗ-контроль реальной конструкции проводят в такой же
последовательности, определяя Лх, Л2, Л3. После этого подсчиты-
344
вают максимальное ослабление сигнала АЛ = Ао — Аг mln и
сравнивают его с браковочными значениями.
Контроль этих соединений и оценку качества проводят в соот-
ветствии с ГОСТ 23858—79, который не имеет аналогов в отече-
ственной и зарубежной практике. Надежность УЗ-метода по
сравнению с разрушающими испытаниями составляет 85 ... 90 %.
Контроль стыковых швов из аустенитных сталей до последнего
времени осуществляли в основном радиационной дефектоскопией.
Однако этот метод не обеспечивает надежного обнаружения наи-
более опасных плоскостных дефектов, поэтому усилия исследова-
телей направлены на разработку УЗ-метода, обеспечивающего
высокую надежность выявления плоскостных дефектов.
Сложность проведения УЗК сварных соединений из аустенит-
ных сталей связана с высоким уровнем структурных помех,
большим затуханием и аномальным распространением ультра-
звука.
Применение традиционного метода УЗК наклонными совме-
щенными преобразователями далеко не всегда обеспечивает необ-
ходимое отношение полезный сигнал — помеха, равное 6 дБ.
В этом случае на фоне сигналов структурных помех на экране
дефектоскопа практически невозможно отличить эхо-сигналы от
дефектов. Изменение параметров контроля, основанное на полу-
ченных в работе [39] аналитических зависимостях между ампли-
тудами полезных сигналов и структурных помех, не обеспечило
существенного повышения отношения сигнал — помеха. Это
связано с тем, что расчет уровня структурных помех проводили
для следующих условий объемной реверберации (рассеяние уль-
тразвука на равноосных зернах) с учетом первичного рассеяния:
длительность рассеяния отдельными зернами равна длительности
излучаемого импульса; рассеяние считается равномерным по
всем направлениям. При этохм не учитывается повторное рас-
сеяние УЗ-волн. Такое приближение допустимо лишь в случае
контроля сравнительно мелкозернистых материалов, когда сред-
ний размер зерна D значительно меньше длины УЗ-волны %.
В работе [80] установлено, что затухание УЗ-волн и соответ-
ственно уровень структурных помех в значительной мере обуслов-
лены содержанием феррита в аустенитно-ферритных швах, кото-
рый способствует измельчению зерна и тем самым повышает
отношение сигнал — помеха. На использовании этой особенности
основана специальная методика УЗК аустенитных швов толщиной
4 ... 25 мм.
Отношение сигнал — помеха можно повысить за счет при-
менения статистических методов выделения сигналов на фоне
структурных помех. Однако при статистическом накоплении
сигналов в процессе перемещения преобразователя невозможно
точно указать местоположение дефектов; при этом теряется ин-
формация о максимальном значении амплитуды сигнала от де-
345
фектов. Кроме того, эти методы разработаны и опробованы на
крупноструктурных материалах с равноосными зернами.
Отношение сигнал — помеха зависит также и от частоты
УЗ-колебаний. Однако рекомендации по выбору оптимальных
значений частоты не обеспечивают требуемой помехоустойчивости,
поскольку они справедливы лишь при % D. В то же время
экспериментально, путем плавного изменения частоты можно
выбрать ее оптимальное значение, при котором структурные
помехи минимальны. На этой основе разработан переменно-
частотный способ, специальные преобразователи и аппаратура.
Существенный недостаток этого способа — необходимость спе-
циальной аппаратуры и выбора частоты не только для конкрет-
ного шва, но и для отдельного участка этого шва.
В методиках перечисленных способов контроля аустенитных
сварных швов наплавленный металл рассматривается как акусти-
чески изотропный с крупнозернистой структурой, образованной
равноосными зернами.
Среди сигналов структурных помех при УЗК аустенитных
швов можно выделить такие, у которых огибающие серий эхо-
сигналов аналогичны огибающим сигналов от дефектов. Ампли-
туда сигналов помех осциллирует с изменением частоты ультра-
звука в зависимости от угла ввода луча. Эти помехи названы по-
мехами второго типа. Их появление обусловлено отражением
УЗ-волн от слоистых отражателей, образованных наиболее круп-
ными кристаллитами. При расчете амплитуд сигналов таких
помех сварной шов рассматривали в виде акустически изотропной
среды с хаотично расположенными и произвольно ориентирован-
ными слоистыми отражателями. Для контроля сварных соедине-
ний с такой моделью шва предложены многочастотный (двух-
частотный), многолучевой и вариимпульсный способы. Промыш-
ленную апробацию прошел двухчастотный способ, который ока-
зался эффективным для швов, в которых основным видом струк-
турных помех является помехи второго типа с ярко выраженной
огибающей. Однако известно [3, 90, 94], что во многих аустенит-
ных швах сигналы структурных помех распределены на экране
дефектоскопа случайным образом и не имеют четко выраженной
огибающей — это так называемые реверберационные помехи,
не учитываемые при двухчастотном способе.
Один из эффективных способов повышения помехоустойчи-
вости при контроле аустенитных швов — использование фокуси-
рующих ПЭП. В этом случае на дефект падает высокоинтенсивный
пучок, который отражается от дефекта с амплитудой, превосходя-
щей амплитуду сигнал от помехи. По сравнению с обычным ПЭП
озвучивается значительно меньший объем шва и, следовательно,
уменьшается число источников помех. Наиболее подробно вли-
яние эффекта фокусировки на увеличение отношения полезный
сигнал —помеха рассмотрено в работе [93]. Изучалось про-
346
хождение сфокусированного УЗ-пучка в сварных аустенитных
швах толщиной 20 ... 50 мм, выполненных разными способами
сварки при разной форме кромок. Применяли прямые и наклонные
(с углом а = 45 и 60°) фокусирующие ПЭП, излучающие про-
дольные и поперечные SV- и ЗЯ-волны. Преобразователи сфоку-
сированы по времени и фазе. Прямые ПЭП устанавливали не-
посредственно на шов, а наклонные и на шов, и на основной
металл. В процессе прозвучивания непосредственно сварного
шва происходило сильное искривление лучей и, как следствие,
расфокусировка пучка как при использовании прямых, так
и наклонных ПЭП. При наклонном вводе пучка со стороны основ-
ного металла через границу основной металл — сварной шов
также происходит искривление, но оно незначительно для про-
дольных и ЗЯ-волн и крайне велико для SV-волн.
Установлено, что у наклонных фокусирующих ПЭП на про-
дольные и ЗЯ-волны смещение фокуса относительно расчетного
не превышает 1 ... 2 мм и не наблюдается его заметной расфоку-
сировки. Это объясняется тем, что на границе основной металл —
металл шва продольные и ЗЯ-волны незначительно преломляются
и отражаются, тогда как ЗУ-волны практически отклоняются
от'прямолинейного направления распространения. Эти резуль-
таты убедительно подтверждаются данными [40], согласно кото-
рым продольные и ЗЯ-волны почти полностью входят в сварной
шов при углах падения от 0 до 75°. SV-волны при углах падения
более 37° полностью отражаются. Авторы работы [93] отмечают,
что фокусирующие ПЭП эффективны только при контроле свар-
ных швов, в которых дефекты залегают на вполне определенной
глубине.
Снизить уровень структурных помех можно при использовании
раздельных излучения и приема УЗ-волн. В. Д. Коряченко
установлено, что для металла с крупными равноосными зернами
минимальная интенсивность структурных помех наблюдается при
углах 2А = 20 ... 45° между направлениями излучения и приема
волн. Результаты экспериментов, проведенных в 1972 г. в МВТУ
им. Н. Э. Баумана совместно с Машиностроительным заводом
им. С. Орджоникидзе (г. Подольск), показали возможность УЗК
аустенитных сварных швов с применением наклонных раздельно-
совмещенных ПЭП типа «Дуэт» продольными волнами, которые
обеспечивают отношение сигнал — шум, равное 10 ... 20 дБ.
Эффективность применения таких ПЭП подтверждена работами
сотрудников ВТИ им. Ф. Э. Дзержинского, НПО ЦНИИТМАШ
и зарубежных исследователей.
Следует отметить, что в многообразных рекомендациях по
повышению помехоустойчивости при УЗК аустенитных сварных
швов нет единого мнения о причинах образования помех. На наш
взгляд, этот недостаток обусловлен прежде всего тем, что иссле-
дователи уделяли мало внимания главному вопросу — изучению
реальной структуры аустенитных швов.
347
Рис. 6.47. Схема прохождения продольных и поперечных волн через аустенит-
ный шов (а) и огибающие амплитуд эхо-сигналов (б):
Tg н гм “ быстрая и медленная поперечные волны (0 = 24°, f = 2,5 МГц)
В подразд. 6.2 достаточно подробно описано формирование
структуры аустенитного шва с транскристаллитным строением,
обусловливающим существенную анизотропию свойств металла
шва. Показано, что' по аналогии с кристаллоакустикой вследствие
анизотропии возникают волны трех типов — продольная и по-
перечные быстрая ЗЯ-типа и медленная ЗУ-типа, векторы кото-
рых взаимно перпендикулярны, причем их фазовые скорости не
равны. Кроме того, вектор Умова, определяющий направление
переноса энергии волной, в общем случае не совпадает с направле-
нием волнового вектора. Наименьшее ослабление энергии упругих
волн и их отклонение от прямолинейности наблюдаются, когда
угол между осью кристаллита и направлением распространения
составляет 45°.
Отмеченные явления объясняют процессы, происходящие при
прохождении упругой волны через границу основной металл —
металл шва и сварной шов. На рис. 6.47 показаны траектории
продольной и поперечной волн, рассчитанные графоаналитиче-
ским методом.
348
Две поперечные волны, образовавшиеся на границе основной
металл — металл шва при падении продольной волны, обладают
низкой интенсивностью и поэтому их траектории не рассматри-
вали. При падении поперечной волны по этим же соображениям
не рассматривали траекторию продольной волны, а только двух
поперечных волн — быстрой и медленной. По закону Снеллиуса
определяли преломление волны на границе, а затем по формуле
(6.2) вычисляли ее отклонение от нормали с учетом ориентации
оси кристаллитов в каждой зоне шва и зависимости скорости
от угла <р. Результаты расчетов проверены экспериментально на
образцах сварных соединений толщиной 20 ... 50 мм из стали
12Х18Н10Т. Из анализа рис. 6.47 следует, что при прохождении
поперечной волны образуются два примерно одинаковых импульса
от быстрой (АГб = 64 дБ) и медленной (ЛТм = 70 дБ) попереч-
ных волн, а разность Хр — Хэ — 3 мм, где Хр, Хэ — расчетное
и экспериментальное значение расстояния между точками выхода
центрального луча излучателя и приемника, измеренные в теневом
варианте. При прохождении продольной волны через шов наблю-
дается один импульс (Al = 40 дБ), а разность Хр — Хэ 2 мм.
Результаты свидетельствуют о том, что распространение упругих
волн в аустенитных швах подчиняется закону кристаллоаку-
стики, согласно которому энергия падающей на линию сплавления
поперечной волны перераспределяется в основном между двумя
преломленными поперечными волнами (быстрой и медленной);
энергия падающей продольной волны в основном переходит в энер-
гию преломленной продольной. В последнем случае доля энергии
преломленных быстрой и медленной поперечных волн незначи-
тельна. Это подтверждается тем, что при экспериментах не удалось
зафиксировать для падающей на линию сплавления продольной
волны сигналы преломленных поперечных волн и для падающей
поперечной — сигнал преломленной продольной волны (см.
рис. 6.47).
Таким образом, более высокий уровень помех от поперечной
волны по сравнению с продольной объясняется образованием на
линии сплавления и на границах между кристаллитами двух
примерно равных по энергии поперечных волн и низкоинтенсив-
ной продольной волны. В то же время при падении продольной
волны из трех преломленных на границе волн значительно более
высокой энергией (около 80 %) характеризуется преломленная
продольная волна, а две образовавшиеся поперечные волны не
вызывают заметных помех на экране дефектоскопа.
Следует отметить, что нашими исследованиями не подтвер-
дилась гипотеза о волноводном характере распространения упру-
гих волн в металле аустенитного шва [95]. Установлено, что
УЗ-волны распространяются аномально как поперек шва (см.
рис. 6.20—6.22), так и вдоль него (рис. 6.48) [90, 94]. Игнорирова-
ние искривления траектории ультразвука может привести к по-
грешностям при определении координат дефектов. Аномалия
349
Рис. 6.48. Зависимости отклонения централь-
ного луча при аномальном распространении
от толщины шва:
1 — дефект; 2 — ПЭП в положении, соответству-
ющем максимуму амплитуды эхо-сигнала от де-
фекта; Т — поперечная волна; L — продольная
волна
распространения обусловлена ре-
фракцией, поэтому траекторию дви-
жения волн следует определять,
учитывая преломление лучей на
линии сплавления, на границах
между зонами шва, в каждой из
которых оси кристаллитов парал-
лельны, а также учитывая отклонение лучей от волновой нор-
мали.
Другая сложность контроля аустенитных швов, как отмеча-
лось, состоит в сильном затухании ультразвука [89, 94]. Согласно
[92] коэффициент затухания продольных волн на частоте 2 МГц
в основном металле (сталь 08Х18Н10Т и др.) изменяется от 0,05
до 0,09 мм-1, в сварных швах от 0,12 до 0,30 мм"1.
Затухание и рассеяние продольных волн и поперечных волн
при их распространении в шве связаны в основном с явлениями
фокусировки и поляризации УЗ-пучка, а также с влиянием на
коэффициент рассеяния соотношения между длиной волны и раз-
мерами кристаллитов, трансформацией волн на границах между
областями шва [3, 911.
Аналитические выражения для расчета коэффициентов рас-
сеяния продольных и поперечных bt волн в транскристаллитной
среде еще не получены. Оценка соотношения Ьг и для аустенит-
ных материалов с равноосными зернами показала, что при одина-
ковой частоте УЗ-колебаний 6^/6г 24; при равенстве длин
поперечной и продольных волн 6^/6г « 7. Таким образом, в поли-
кристаллической среде с равноосными зернами коэффициент
рассеяния поперечных волн существенно превышает коэффициент
рассеяния продольных волн, причем как при одинаковой частоте,
так и при равенстве длин волн.
Обоснование методики контроля. На основании изложенного
можно сделать вывод о целесообразности применения продольных
волн для контроля аустенитных швов. Так, результаты [3] оценки
помехоустойчивости УЗК сварных швов из стали 12Х18Н10Т
толщиной 20 ... 50 мм при показали, что отношение
полезный сигнал — помеха при использовании совмещенных пре-
образователей для продольных волн составляет в среднем 12 дБ,
для поперечных не превышает 4 дБ. Для наклонных РС-преобра-
зователей при контроле продольными волнами отношение сиг-
нал — помеха составляет 18 ... 20 дБ, поперечными волнами
6 ... 20 дБ. Углы ввода изменяются от 40 до 68°, углы между
направлением излучения и приема (угол разворота) от 20 до 60°
350
Максимальные значения отношения сигнал — помеха для попе-
речных волн соответствуют вполне конкретным значениям углов
ввода а и разворота 2А. Минимум наблюдается при а — 64°,
2 А ==20°. Известно [31, что чем больше изменение модуля упру-
гости и соответственно скорости УЗ-волн при их переходе из
одной зоны шва в другую, кристаллиты которой не параллельны
кристаллитам первой, тем выше уровень структурных помех.
Для снижения этого уровня рекомендуют вводить продольные
волны так, чтобы волновой вектор составлял с осью кристаллита
угол ф = 45° [39, 94]. Действительно, в этом направлении угол
Ак = 0, вследствие чего УЗ-пучок фокусируется; фокусировка
наблюдается при 20° ф 60° [39]. При ф = 30 ... 60° измене-
ние скорости продольных волн не превышает 5 % их максималь-
ного значения при ф = 45°. Следовательно, низкий уровень струк-
турных помех характерен не только для ф = 45°, но и для широ-
кого диапазона углов падения продольной волны на кристаллиты.
Анализ литературных источников и результатов, полученных
в МВТУ им. Н. Э. Баумана показывает, что для УЗК аустенитных
швов целесообразно использовать наклонные раздельно-совме-
щенные преобразователи (РСП). При контроле продольными
волнами параметры РСП следует выбирать исходя из обеспечения
равномерности чувствительности по толщине шва. При этом углы
ввода необходимо изменять от 40 до 70° при изменении углов
разворота от 20 до 60°. Для ввода в металл наклонного пучка
продольных волн применяют призмы с углами, меньшими пер-
вого критического. В результате в металле одновременно будут
присутствовать и продольные, и поперечные волны. При контроле
швов толщиной более 20 мм сигналы поперечных волн практи-
чески не мешают селекции полезных сигналов от дефектов, вы-
явленных продольными волнами. При контроле швов толщиной
менее 20 мм источником сигналов помех являются не только
структурно-реверберационные помехи, но и помехи, возника-
ющие вследствие отражения и трансформации поперечных и
продольных волн на донной поверхности, на выпуклости шва
и на линии сплавления. Причем уровень этих помех существенно
выше уровня структурных. В связи с этим для снижения уровня
помех в металл необходимо вводить волны только одного типа.
Это возможно, если контроль проводят только поперечными
волнами.
При использовании горизонтально поляризованных (SH) отно-
сительно плоскости (100) волн можно добиться минимального
уровня структурных помех. Так, если 5//*волна распростра-
няется в плоскости (100), скорость ее постоянна (см. рис. 6.18)
и градиент скорости при переходе из одной зоны в другую близок
к нулю. Этим можно объяснить преимущества контроля S Н-вол-
нами по сравнению с волнами других типов. Но ввести в шов
ЗЯ-волну, распространяющуюся в плоскости (ПО), технически
очень сложно. На практике обычно применяют поперечные
351
SV-волны. В этом случае наименьший уровень структурных помех
наблюдается при углах ср между волновым вектором и осями кри-
сталлитов, близких к 45°. Действительно (см. рис. 6.18), при
ср — 38 ... 52° изменение скорости SV-волн не превышает 5 %
их максимального значения. Угол Ак (см. рис. 6.21) при этом
близок к нулю. Диапазон углов ср, при которых уровень струк-
турных помех при контроле SV-волнами ниже, чем продольными,
меньше указанного выше. Результаты проведенных нами экспе-
риментов подтвердили высказанное предположение, показав,
что высокая помехоустойчивость (до отношения сигнал — по-
меха, равного 20 дБ) обеспечивается в достаточно узком диапазоне
углов ввода и разворота, когда направления излучения и приема
составляют с осями кристаллитов угол ср, близкий к 45°.
Для однопроходных сварных швов из стали Х18Н8Т толщиной
6 ... 20 мм получено аналитическое выражение, связывающее
режимы сварки и параметры наклонных РС-ПЭП [3]:
tg2 a (sin2 А + cos2 A cos2 у) + 2tg a cos A sin 2у — cos 2у = 0,
где а — угол ввода; А — половина угла разворота; у — функция
режима сварки.
Функция у определяет наклон кристаллитов, обусловленный
условиями сварки. Приведенная зависимость позволяет выбирать
углы ввода и разворота РСП при контроле поперечными волнами
с учетом того, что направления излучения и ввода составляют
с осью кристаллитов угол 45°.
Таким образом, УЗК аустенитных швов толщиной менее
20 мм целесообразно проводить наклонными РС-ПЭП на попереч-
ные волны, при толщине более 20 мм (до 50 ... 60 мм) наклон-
ными РС-ПЭП на продольные волны.
Методика контроля наклонными РС-ПЭП практически мало
отличается от традиционной методики с использованием совме-
щенных ПЭП. Для настройки чувствительности, установки рабо-
чей зоны развертки, настройки глубиномера следует применять
сварные СОП с акустическими свойствами, шероховатостью по-
верхности, шириной, толщиной и формой шва, практически то-
ждественными этим параметрам штатных сварных соединений.
В качестве контрольных отражателей применяют боковые, а также
вертикальные отверстия, просверленные в металле сварного
шва (рис. 6.49).
Контроль продольными волнами следует проводить прямым
лучом по возможности с четырех сторон. Контроль поперечными
волнами можно проводить прямым и однократно отраженным
лучами с двух сторон. Учитывая анизотропию акустических
свойств металла швов, настройку чувствительности следует про-
водить так: при контроле с двух (четырех) сторон определить
амплитуды эхо-сигналов от боковых отверстий с каждой стороны
и минимальную из них принять за браковочную. Настройку
глубиномера и установку рабочей зоны экрана ЭЛТ также следует
352
осуществлять по боковым отверстиям с каждой стороны шва.
Для исключения возможных погрешностей при определении
положения дефекта в направлении продольной оси шва в СОП
предусмотрены вертикальные отверстия. Поправку ги (см.
рис. 6.48) определяют, перемещая ПЭП так, чтобы получить
максимальную амплитуду эхо-сигнала от вертикального отвер-
стия. Если максимум эхо-сигнала соответствует положению, при
котором ось ПЭП находится напротив оси отверстия, то поправку
вводить не требуется. Если максимум эхо-сигнала соответствует
положению, в котором ось ПЭП не пересекает ось отверстия, то
при определении местоположения дефекта следует ввести по-
правку, значение которой равно расстоянию между осью ПЭП
и осью этого отверстия. Поправка берется со знаком плюс, если
ПЭП смещен относительно отверстия в направлении сварки, или
со знаком минус при смещении ПЭП в противоположную сторону.
При определении координат дефектов желательно сопоставлять
результаты, полученные при контроле с разных сторон шва на
штатном изделии и на образце. В работе [901 также рекомендовано
определять координаты дефектов, прозвучивая швы с разных
сторон.
Результаты опробования разработанной совместно с ЦНИИ
«Прометей» методики УЗК в производственных условиях пока-
зали, что надежность обнаружения плоскостных дефектов со-
ставляет 98 %, объемных 90 %.
Контроль соединений, выполненных сваркой давлением.
В группу сварки давлением входит большое число видов сварки:
диффузионная, контактная, трением, холодная и др. При доста-
точно разных физических процессах образования сварного соеди-
нения с точки зрения дефектоскопии они имеют много общего
и поэтому объединены в одну группу»
1/2 12 П/р Н. П. Алешина 353
Главная особенность этих соединений — одновременность
образования сварного соединения по всей стыкуемой пло-
скости и, как следствие, расположение дефектов в этой пло-
скости.
Наиболее характерные дефекты этих соединений: несплош-
ности (несплавления), оксидные пленки, матовые пятна (слипа-
ния). Дефекты имеют, как правило, малое раскрытие: для первых
двух групп Ar = 10"1 ... 10"4 мм, для слипаний существенно
меньше.
Малое раскрытие дефектов делает неприемлемым использова-
ние радиационных методов контроля. В ряде случаев, главным
образом для контроля соединений, выполненных контактной
точечной и шовной сваркой, могут быть применены магнитные
и вихретоковые методы контроля, однако для большинства соеди-
нений этой группы они также неэффективны.
Наиболее перспективным методом контроля этих соединений
является ультразвуковой. УЗК уверенно выявляются дефекты
типа несплавлейий и оксидных пленок. Наиболее трудно выявить
слипание, так как малое раскрытие этого дефекта (Аг < 10~б мм)
делает его полупрозрачным для УЗ-волн. Существует ряд приемов
выявления этого дефекта, которые рассмотрены ниже, однако
следует признать, что универсального и надежного способа реше-
ния этой проблемы пока не разработано.
Перечисленные особенности контроля соединений, выполнен-
ных сваркой давлением, дают основания причислить их к трудно-
контролируемым. В связи с этим наряду с интенсивной разработ-
кой УЗ-методов контроля широкое применение находит активный
контроль за параметрами сварки с обработкой полученных ре-
зультатов на ЭВМ. Такой подход позволяет существенно снизить
число дефектных соединений, но, к сожалению, не может гаранти-
ровать 100 %-ное качество всех стыков из-за множества случайных
факторов, которые могут повлиять на конечный результат.
Для диффузионной сварки наиболее характерны
плоскостные дефекты типа непроваров, лежащие в плоскости
сварки и имеющие’раскрытие Ar = 10"1 ... 10“4 мм. Образование
дефектов обусловлено незаваренными рисками от предваритель-
ной механической обработки изделий, загрязнением поверхности
и неполным вакуумом в сварочной камере.
Дефекты диффузионной сварки хорошо моделируются в виде
области, содержащей равномерно рассеянные локальные не-
сплошности решетчатого типа.
Диффузионной сваркой можно соединять как однородные, так
и разнородные материалы. Так как сварные изделия, выполня-
емые такой сваркой, как правило, имеют сравнительно небольшие
размеры и плоскость соединения часто параллельна поверхности
изделия, контроль целесообразно вести эхо- и эхо-теневым мето-
дами прямым совмещенным или раздельно-совмещенным преобра-
зователем.
354
Методически более простым является контроль соединений,
выполненных из однородных материалов; при этом основная
задача — повышение чувствительности контроля и максимально
возможной точности определения размеров дефекта.
Повышение чувствительности за счет высоких частот УЗ-коле-
баний ограничено сигналами помех, возникающих от самого свар-
ного соединения. На практике редко применяют частоты вы-
ше 5 МГц.
Эффективным методом повышения чувствительности служит
фокусировка пучка УЗ-колебаний. В этом случае возможно
выявление дефектов с 5Э < 0,2 мм2. Использование фокусиру-
ющих преобразователей ввиду узкости пучка требует малого шага
сканирования. На практике это приводит к возможности пропуска
дефектов при ручном контроле и необходимости сложной сканиру-
ющей системы при автоматизированном и механизированном
контроле.
Во многих случаях возможно проведение контроля по эхо-
схеме с использованием стандартных прямых или РС-преобразо-
вателей. Выбор типа преобразователя главным образом зависит
от расстояния между поверхностью изделия и сварным соедине-
нием, а также от мертвой и ближней зон преобразователя. Чув-
ствительность контроля при этом определяется отношением полез-
ного сигнала к сигналам помех от диффузного слоя, которое не
должно быть меньше двух.
Наиболее сложным для контроля является сварное соединение
разнородных материалов. Такие соединения широко используют
в инструментальном производстве для сварки рабочих частей
инструмента из твердых сплавов с основанием из углеродистой
стали (например, при изготовлении штампов).
Трудность контроля обусловлена расположением дефектов
на границе раздела двух сред с разными акустическими свой-
ствами. На сигнал от дефекта накладывается сигнал от границы
раздела, соизмеримый с ним по амплитуде.
Рассмотрим пример реализации контроля соединений этого
типа для случая сварки рабочих элементов штампов из спеченного
вольфрамового порошка (ВК) со стальным основанием. Контроль
осуществляется на серийном оборудовании с использованием
прямого совмещенного преобразователя на частоту 5 МГц.
При контроле со стороны вставки из сплава В К амплитуды
сигналов, отраженных от дефекта на границе и от дна при изме-
нении размера дефекта, лежащего на границе раздела сред, изме-
няются монотонно (кривые /, 2 на рис. 6.50). Контроль со стороны
стального основания характеризуется немонотонностью измене-
ния амплитуды сигнала (кривая 3 на рис. 6.50), так как она скла-
дывается из амплитуды сигнала, отраженного от границы раздела
сред (акустически жесткая граница) и из амплитуды сигнала,
отраженного от поверхности дефекта, лежащего на этой границе
(акустически мягкая граница). Отражение этих сигналов проис-
V2 12*
355
А,д6 OS 0,8 1,6 b/a Рис. 6.50. Зависимости Л и АЛ от Ь/а
ходит с разными фазами, что при
суммировании их приводит к не-
монотонности.
Соединения, выполненные диф-
фузионной сваркой, контроли-
руют со стороны стального осно-
вания рабочего элемента. На-
стройка чувствительности и ско-
рости развертки осуществляется
непосредственно на контролиру-
емом соединении без использова-
ния специальных испытательных
образцов (рис. 6.51, а).
Характеристикой качества соединения является соотношение
амплитуд эхо-сигналов от дна изделия Дд и от соединения (гра-
ницы) Лгр. Качественному соединению соответствует Ад — Агр =
= 0 ... 8 дБ (рис. 6.51, б). При оценке качественно контролиру-
емого соединения автоматически учитывается качество акусти-
ческого контакта, что важно с точки зрения повышения надеж-
ности получаемых результатов. Изделие бракуется при Ад <
< ^гр-
Контроль соединений, выполненных стыковой контактной
сваркой. Особенность контроля этих соединений заключается
в том, что структура металла в околошовной зоне очень неодно-
родна и представляет собой чередующиеся слои металла с зернами
разной величины (до шести слоев с каждой стороны от шва).
Каждый слой параллелен линии сплавления. Ширина слоев
находится в пределах от I до 3 мм, а величина зерна в соседних
слоях может существенно отличаться. Такая структура приводит
к тому, что УЗ-колебания интенсивно отражаются от границ
слоев. В результате при контроле эхо-методом возникает высокий
уровень шумов от.структуры шва. Выявление дефектов на фоне
этих шумов затруднено. Однако, выбрав оптимальное направление
озвучивания, можно повысить амплитуду сигналов от дефектов
при неизменном уровне шумов. Тем самым можно добиться по-
вышения отношения сигнал — шум при выявлении дефектов.
Рис. 6.51. Схемы настройки скорости развертки (а) и проведения контроля (б)
356
Такая схема реализуется, например, в РС-ПЭП типа «Дуэт»,
с применением которых контроль ведется поперечными УЗ-вол-
нами, горизонтально поляризованными относительно отражающей
поверхности дефекта.
Описанный способ эффективен при выявлении дефектов с рас-
крытием Дг > 10"4 мм. Для поиска дефектов с меньшим раскры-
тием он малоэффективен, так как чувствительность к их выявле-
нию мала: ультразвук практически не отражается от таких дефек-
тов. В этом случае необходимо использовать другие подходы.
Один из них [56] основан на том, что ориентация и форма
зерен сварного соединения зависят от режима сварки и могут
значительно отличаться при сварке сталей различного химиче-
ского состава.
Существуют направления распространения УЗ-волн, при кото-
рых разброс амплитуд сигналов от зерна качественного соединения
минимален.
Упругие свойства зерен, соединенных в плоскости сварки
через оксидную пленку, а также их ориентация, форма и размеры
отличаются от соответствующих параметров зерен качественного
соединения. Эта особенность может быть использована при вы-
явлении дефектов контактной сварки типа оксидных пленок.
Экспериментально установлено, что при взаимодействии УЗ-волн,
направленных в металл под углом 50° к плоскости сварки, ампли-
туды зеркальных сигналов от дефектов типа оксидных пленок
превышают амплитуды сигналов структурных шумов бездефект-
ного шва. Поскольку такие дефекты являются плоскими и харак-
теризуются в основном зеркальным отражением, для их обнару-
жения рекомендуется применять зеркальный эхо-метод контроля
по схеме тандем, т. е. прозвучивание шва двумя преобразовате-
лями, расположенными с одной стороны шва друг за другом;
при этом один преобразователь излучает УЗ-колебания, другой —
принимает.
Угол ввода УЗ-колебаний в металл должен составлять 40 ...
50°, f = 2,5 ... 5,0 МГц; пороговый уровень сравнения эхо-сигна-
лов при выявлении этих дефектов устанавливается на 2 ... 4 дБ
выше среднего уровня амплитуд эхо-сигналов от шва. Амплитуды
отраженных сигналов, превышающие пороговые уровни, фикси-
руются с указанием положения дефектов на сварном шве.
Таким образом, при УЗК выбранного участка сварного шва
получают «смесь» эхо-сигналов от дефектов сварного шва и от
металла шва. Задача заключается в обнаружении полезного
эхо-сигнала от дефекта на фоне структурных шумов. Для решения
этой задачи определяют среднее значение амплитуд эхо-сигналов,
соответствующих выбранному участку шва, и среднее квадрати-
ческое отклонение. На основании этих данных и допустимых
погрешностей определяют пороги и сравнивают с ними амплитуды
эхо-сигналов. Дефекты, расположенные в области, где амплитуды
обратно и зеркально отраженных эхо-сигналов превышают верх-
12 п/р Н. П. Алешина 357
Рис. 6.52. Схемы контроля
угловых швов соединений с К-образной разделкой
ний порог, относят к несплошностям (пора, трещина, непровар
с раскрытием). Если амплитуды зеркально отраженных эхо-
сигналов превышают верхний порог, а амплитуды обратно отра-
женных эхо-сигналов меньше нижнего порога, то это свидетель-
ствует о наличии оксидной пленки, непровара без раскрытия
или матового пятна.
Все операции по оценке необходимых статистических харак-
теристик наблюдаемых эхо-сигналов можно выполнить с помощью
ЭВМ.
Еще один подход к выявлению дефектов рассматриваемых
сварных швов основан на том, что эти дефекты возникают в случае
нарушения технологии сварки. Но при этом и структура металла
сварного соединения отличается от той, которая возникала бы,
если бы режимы сварки были выдержаны в соответствии с задан-
ными условиями. Поэтому, наблюдая за структурой соединения,
можно с большой достоверностью предсказывать вероятность
появления дефектов. Этот способ особенно эффективен при грубых
нарушениях термического цикла сварки. Хуже выявляются
дефекты, возникающие при нарушениях режима осадки. В каче-
стве измеряемой характеристики можно использовать затухание
УЗ-колебаний в сварном шве, например, при прозвучивании его
по зеркально-теневой схеме [32]. Если разность амплитуд сигна-
лов, регистрируемых при прозвучивании по этой схеме основного
мелкозернистого металла и металла шва, мала (не превышает
4 дБ), то сварное соединение бракуется. Если же эта разность
достигает 10 дБ и более, следовательно, термический цикл не был
нарушен, что привело к достаточному укрупнению зерна, и по-
явление дефектов маловероятно.
Контроль угловых швов. При контроле угловых соединений
плоских элементов, например угловых швов с К-образ-
ной разделкой или без нее, но с полным проплавлением стенки,
возможно применение трех схем (рис. 6.52).
Контроль угловых швов таврового соединения с К-образной
разделкой (см. рис. 6.52, 6), в которых требуется полный провар
358
корня шва, начинают с поиска непровара в корне шва прямым
или однократно отраженным лучом. При отсутствии непровара
контролируется остальная часть шва: нижняя — прямым лучом,
верхняя — однократно отраженным лучом.
Наиболее эффективна схема ввода УЗ-колебаний через основ-
ной металл привариваемого листа (схема 7), так как она позволяет
выявить все виды внутренних дефектов в угловых швах и кресто-
вых соединениях при минимальном уровне ложных сигналов.
При контроле тавровых соединений по этой схеме появление
ложных сигналов может быть обусловлено только отражением
от грубых неровностей на наружной поверхности плоскости полки,
встречающихся весьма редко и связанных с повреждением ме-
талла.
При прозвучивании угловых соединений (см. рис. 6.52, б)
по схеме I ложные эхо-сигналы могут появляться при отражении
УЗ-пучка от «усиления» шва или от угла элемента конструкции
(рис. 6.53). Эти эхо-сигналы можно легко селектировать по вре-
мени, а также «прощупывать». Если затруднен доступ со стороны
стенки, т. е. невозможно проведение контроля по схеме /, про-
звучивание выполняют по схеме III. Контроль по схеме // обес-
12*
Рис. 6.53. Схемы контроля
тавровых и угловых соеди-
нений без дефекта (а), с
непроварами в корне шва
(б), с трещиной (в), с по-
рой или шлаковым вклю-
чением (г):
Л, Л2, Л3 — ложные эхо-
сигналы; Н, Т, П — эхо-
сигналы от непровара, тре-
щины и поры
359
печивает выявление пор, шлаковых включений, несплавлений
и трещин, благоприятно ориентированных по отношению к УЗ-
пучку. Однако контроль по данной схеме осложняется необхо-
димостью ориентировки ПЭП относительно соединения и появле-
ния ложных эхо-сигналов от противоположной выпуклости
шва (см. рис. 6.53, а), причем амплитуда ложного эхо-сигнала
обычно выше амплитуды сигнала от дефекта. Разделение полезных
и ложных сигналов по времени крайне затруднено. Выявить
непровар в центре двустороннего или в корне одностороннего
шва при контроле по схеме II практически невозможно, так как
УЗ-пучок зеркально отражается. Этот опасный дефект при доступе
контроля только с наружной поверхности полки обнаруживается
при контроле по схеме III (см. рис. 6.53, б) с помощью прямого
РС-ПЭП или двух жестко соединенных призматических ПЭП,
включенных по раздельной схеме. При толщине полки более
40 мм можно применять прямой ПЭП. В угловых соединениях
при доступе только со стороны вертикального листа непровар
можно обнаружить при использовании прямого или РС-ПЭП.
,Одно из основных условий, обеспечивающих наиболее надеж-
ное выявление дефектов по сечению шва, — необходимость про-
звучивания всего сечения шва с равномерной чувствительностью.
Это условие выполняется при правильном выборе угла ввода
УЗ-колебаний.
Целесообразно применять ПЭП с такими углами а и пара-
метром п0, при которых обеспечивается контроль нижней части
шва прямым, а верхний — однократно отраженным лучом. Это
считается возможным, если центральный луч ПЭП при располо-
жении его вплотную к шву проходит через середину шва или
выше ее (при толщине шва менее 10 мм допускается прохождение
центрального луча ниже середины сечения шва не более чем
на 1 мм).
При контроле нижней части шва таврового и углового соеди-
нений это условие можно проверить по соотношениям
ах> arctg- 2(К1/Пп) ; ах> arctg , (6.4)
где /<! — катет шва; Ьш — ширина шва.
Верхнюю часть шва таких соединений целесообразно про-
верять ПЭП, обеспечивающими
а, > arctg 2(К1 + гш) ; а2>arctg &ш + 2гш (6 5)
Исследованиями НИИ мостов ЛИИЖТа установлено, что на-
дежность выявления подповерхностных дефектов (минимальный
размер мертвой зоны) при контроле верхней'части углового шва
тавровых соединений повышается при
а2 = 90 — (arctg + зш). (6.6)
360
Рис. 6.54. Номограмма для выбора пара-
метров ПЭП в зависимости от конструк-
ции и типоразмера соединения:
1 — 3 — 53°, f = 5 МГц, п0 «в 5 мм; 2 — 6 =
= 50°, f = 2,5 МГц, по = 10 мм; 3 — 3 =
— 50°; f = 2,5 МГц, п0 = 23 мм; 4 — 3 = 40°,
f = 2,5 МГц, п0 = 14 мм
При этом область оптимальных
значений гш лежит в интервале
0,2// < гш < 0,5//. На рис. 6.54
приведены зависимости, которые
позволяют определить оптималь-
ный угол ввода и, следовательно,
выбрать ПЭП с определенной
стрелой и углом призмы.
Если контроль прямым и однократно отраженным лучом
невозможен, то необходимо увеличить угол ввода или, в крайнем
случае, проводить контроль одно- и двукратно отраженным лучом.
После нахождения оптимальных углов ввода устанавливается
зона перемещения ПЭП (Xmln, Хгаах) и соответствующий ей рабо-
чий участок на экране дефектоскопа.
При контроле верхней и нижней частей шва таврового соеди-
нения прямым и однократно отраженным лучом ПЭП перемещают
в пределах от Xmln до Хгаах, при этом
Хпцп — /С1 —Н ^0, Хтах — 2Н tga2 + Kx.
Для углового соединения
^tnln — Л0; X щах — 2/f tgOSj.
Настройку скорости развертки и чувствительности дефекто-
скопа осуществляют либо по боковому отверстию, либо по угло-
вому отражателю, выполненным в СОП.
Контроль односторонних швов тавровых (рис. 6.55, а) и угло-
вых (рис. 6.55, б) соединений с V-образной разделкой или без нее
при отсутствии обратной подварки корня шва ведется по схеме /
прямым и однократно отраженным лучами. Выполнение этих
условий проверяется по формулам (6.4) и (6.6) или по номограмме
на рис. 6.54.
Рис. 6.55. Схемы контроля угловых швов с V-образной разделкой
361
Если швы доступны для контроля, целесообразнее его про-
водить со стороны, противоположной разделке, так как при этом
улучшаются условия прозвучивания верхней части шва
Размеры конструктивного непровара в корне шва, который
допускается в тавровых и угловых соединениях с V-образной
разделкой, оценивают по СОП с пропилами разной высоты. Если
высота непровара не превышает 3 мм, то сравнивают амплитуды
эхо-сигналов от выявленного непровара и модели непровара
допускаемых размеров в СОП. Если высота непровара более 3 мм,
его размеры оценивают путем сравнения условной высоты вы-
явленного непровара с условной высотой модели непровара до-
пускаемых размеров в СОП. Выявление и оценка размеров де-
фектов в верхней части шва проводятся так же, как и при контроле
верхней части этих соединений с полным проваром.
По конструкции угловые сварные соединения трубопро-
водов, как и плоских элементов, делят на две категории:
с полным проплавлением и конструктивным непроваром. Выбор
метода контроля определяется диаметром привариваемого па-
трубка (штуцера), возможностью контроля изнутри и наличием
конструктивного зазора. Угловые сварные соединения патрубков
или труб с номинальной толщиной стенки 4,5 ... 65,0 мм с сосу-
дами (корпусами), фланцами без конструктивного зазора про-
звучивают с наружной стороны патрубка наклонными совмещен-
ными ПЭП. Контроль путем сканирования по поверхности сосуда
осуществляют при диаметре последнего не менее 800 мм. Угол
ввода а выбирают из того же условия, что и для плоских элемен-
тов. При сканировании по поверхности патрубка это условие
определяется выражением
а > arctg я» + .^.±-Х* + Х» , (6.7)
где Нх и Н2 — соответственно толщины стенки сосуда и патрубка;
и — катеты швов, прилегающих к патрубку снаружи
и внутри сосуда.
При сканировании по поверхности сосуда
а > arctg z (6.8)
где К — катет шва, прилегающего к сосуду.
Обычно для контроля используют наклонные ПЭП со следу-
ющими параметрами: при Н = 4,5 ... 11,5 мм 0 = 53 ... 55°,
f = 5,0 МГц; при Н = 12,0 ... 19,5 мм ₽ = 50°, f = 2,5 МГц;
при Н = 20 ... 65 мм 0 = 40°, f = 1,8 ... 2,5 МГц; при Н
> 65 мм 0 = 30 и 40°, f = 1,25 ... 1,80 МГц.
ПЭП должны иметь стрелу, обеспечивающую проведение кон-
троля корня шва прямым лучом. Если это условие не выпол-
няется, необходимо срезать фаску на передней грани призмы или
увеличить рекомендуемый угол ввода. Особенностью контроля
является то, что угол скоса кромки штуцера меняется от 0 до 30°.
362
В центре секторов А и В угол равен нулю, в центре секторов Б
и Г — 30° (рис. 6.56). Ширина выпуклости также меняется:
в секторах А и В она может быть в 1,5 ... 3,0 раза больше, чем
в секторах Б и Г. Поэтому при сканировании необходимо учиты-
вать, что в случае попадания прямым лучом в корень шва и одна-
жды отраженным лучом в выпуклость шва расстояние между
передней гранью ПЭП и границей выпуклости будет неодинаковым
в различных секторах шва.
При контроле сварных соединений с толщиной стенки штуцера
менее 20 мм точно измерить координаты дефектов не удается,
поэтому об их наличии судят по положению ПЭП относительно
границы выпуклости шва. Для этого при появлении эхо-сигнала
в рабочей зоне развертки оператор должен измерить расстояние Х±
(рис. 6.57, а—в) от точки ввода ПЭП до ближней грани шва,
если эхо-сигнал на экране расположен вблизи левой границы
рабочей зоны развертки, или Х2> если эхо-сигнал расположен
вблизи правой границы. Измеренные расстояния Х± и Х2 сравни-
вают со значениями, полученными из геометрических расчетов.
Совпадение измеренных и
расчетных значений с точно-
стью ±5 мм свидетельствует
о наличии дефекта.
Рис. 6.56. Схема разметки углового
соединения на секторы
б)
Рис. 6.57. Схемы контроля углового со-
единения в секторах Б и Г (а), А т В
(б), 1-4 (б)
363
На внутренней стороне штуцера после удаления подкладного
кольца иногда остаются мелкие неровности (риски, впадины,
бугры), которые могут дать ложные сигналы. Признак наличия
неровностей внутренней поверхности штуцера — несоответствие
положения эхо-сигнала на развертке положению ПЭП на поверх-
ности штуцера. Так, если на экране появляется эхо-сигнал вблизи
левой границы рабочей зоны развертки, а ПЭП при этом нахо-
дится в таком положении, что луч не может попасть в корень,
то считают, что обнаружена неровность внутренней поверхности.
При контроле сварных соединений с толщиной стенки штуцера
40 ... 50 мм в центре секторов Б и Г может появиться эхо-сигнал
от двугранного угла внутри трубы. Подтверждением этого яв-
ляется нахождение сигнала на экране вблизи левой границы
рабочей зоны развертки; ПЭП при этом должен быть вплотную
придвинут к выпуклости шва (см. рис. 6.57, а).
Особенность контроля сварных соединений с неудаленными
подкладными кольцами — наличие в рабочей зоне экрана дефекто-
скопа эхо-сигнала от подкладного кольца. Кромки кольца в раз-
ных секторах удалены от корня шва на различные расстояния —
наибольшее в секторах Б. Г и наименьшее в секторах Л, В. По-
этому максимальный эхо-сигнал от кольца в секторах Д, В обна-
руживается при меньших расстояниях от точки до шва, а в сек-
торах Б, Г — при больших. В секторах Б, Г сигнал от подклад-
ного кольца может совпасть с сигналом от двугранного угла трубы
(см. рис. 6.57).
Угловые сварные соединения труб различного диаметра и с кон-
структивным зазором контролируют ПЭП с параметрами £ =
= 50 ... 53°, f = 5 МГц по изложенной ранее методике, отличие
которой заключается в очень точной настройке рабочего участка
экрана дефектоскопа и тщательном измерении координаты X.
Для труб диаметром 28 ... 42 мм с толщиной стенки 4 ... 8 мм
применяют методику контроля специальными преобразователями
с параметрами Р = 53°, f = 5,0 МГц при неортогональном вводе
ультразвука.
Сущность контроля состоит в том, что акустическая ось пре-
образователя находится не в одной плоскости с образующей
трубы, как при контроле обычными призматическими ПЭП, а со-
ставляет с ней угол, равный 25°. Благодаря этому отсутствуют
мешающие сигналы от двугранного угла, образованного внутрен-
ней поверхностью и торцом трубы. Кривизна контактной поверх-
ности ПЭП должна соответствовать кривизне контролируемой
трубы. Контроль проводят раздельно двумя ПЭП с левым и пра-
вым направлением оси.
Необходимо отметить, что ультразвуковой (как и радиографи-
ческий) контроль угловых соединений с конструктивным зазором
имеет низкую достоверность.
Контроль тавровых соединений с конструктивным непроваром.
При изготовлении ряда тавровых и угловых конструкций в центре
364
Непровар
н
б)
Рис. 6.58. Схемы безобразцового
метода контроля тавровых соеди-
нений:
а — при отсутствии дефекта; б —
при наличии дефекта; в — установ-
ление опорного (донного) сигнала
а)
шва допускается конструктивный непровар, размер которого
требуется определить. Существуют две методики измерения ши-
рины непровара: сравнением амплитуд эхо-сигналов от непровара
в шве и от моделей непровара, выполненных в СОП, а также
сравнением амплитуд эхо-сигналов от непровара в шве и от бес-
конечной плоскости (безобразцовый метод). Обе методики осно-
ваны на использовании ПЭП конструкции НИИмостов ЛИИЖТа,
которые представляют собой призму с приклеенными к ней пьезо-
элементами, наклоненными под углом, обеспечивающим пересе-
чение диаграмм направленности на глубине, равной толщине
полки (рис. 6.58). Расстояние между точками ввода составляет
X = 2Н tg а.
При перемещении ПЭП по наружной поверхности полки в слу-
чае полного провара и отсутствии других крупных дефектов
УЗ-колебания от передающего ПЭП через зону наплавленного
металла переходят без отражений в лист стенки (рис. 6.58, а).
Если же в соединении окажется непровар, то часть УЗ-колебаний
отразится от него к приемному ПЭП (рис. 6.58, б). Амплитуды
эхо-сигнала зависят в основном от ширины непровара 2Ь. При
измерении ширины непровара первым способом применяют спе-
циальный СОП, изготовленный из того же материала, что и полка.
В СОП делают прорезы различной ширины на глубине, соответ-
ствующей толщине полки Я.
Соединения с недопустимой шириной непровара 2Ь контро-
лируют на чувствительности, при которой в СОП выявляются
прорези шириной 2Ь мм. При таком уровне чувствительности
дефектоскопа уверенно выявляются непровары, ширина которых
превосходит допускаемое значение на 1 мм и более. Практикой
установлено, что погрешность определения ширины непровара
не превышает 1,0 ... 1,4 мм. Влияние качества поверхности на
результаты измерения и необходимость использования СОП
исключаются при безобразцовом методе.
365
Рис. 6.59. Зависимость относи-
тельной амплитуды сигнала АД
от ширины непровара 2Ь
Рис. ().6О. Схемы контроля закладных дета-
лей:
а — установление опорного сигнала; б — измере-
ние амплитуды эхо-сигнала от дефекта
Безобразцовый метод основан (рис. 6.58, в) на сравнении
амплитуды А эхо-сигнала от непровара с амплитудой Ло эхо-
сигнала от бесконечной плоскости, расположенной на той же
глубине, что и непровар. В качестве такой плоскости следует
использовать поверхность полки. Безобразцовый метод может
быть реализован с помощью дефектоскопов, имеющих калибро-
ванный аттенюатор. В связи с тем, что этот метод основан на
сравнении амплитуд эхо-сигналов от непровара и плоскости,
контролю должен предшествовать расчет зависимости ДЛ —
= F (2Ь) или ее экспериментальное построение. На рис. 6.59
в качестве примера показана зависимость ДЛ = F (2Ь), получен-
ная с помощью дефектоскопа УД-1 ШУ для соединений с толщи-
ной полки Н = 25 мм и ПЭП с параметрами (3 = 40°, f = 1,8 МГц,
а — 5 мм. На основании анализа статистических данных, на-
копленных при применении безобразцового метода контроля тав-
ровых соединений с конструктивным непроваром, установлено,
что погрешность измерения ширины непровара равна 0,5 ...
1,0 мм.
Методика контроля закладных деталей основана на без-
образцовом методе - оценки с использованием РС-ПЭП кон-
струкции МВТУ им. Н. Э. Баумана (рис. 6.60).
Для практической реализации безобразцового метода кон-
троля построены зависимости амплитуды эхо-сигнала от площади
реальных дефектов ДЛ = F (5Д) для закладных деталей всех
типоразмеров.
На рис. 6.61 в качестве примера показана зависимость, полу-
ченная при прозвучивании специальным РС-ПЭП (f = 2,5 МГц)
реальных сварных соединений и их последующем вскрытии.
Контроль нахледточных соединений. УЗК соединений про-
водят ПЭП на частоту 2,5 ... 5,0 МГц, как правило, со стороны
нижнего листа однажды отраженным лучом по совмещенной
схеме (рис. 6.62, а). При такой схеме контроля выявляются тре-
щины, непровары вертикальной кромки и корня шва, а также
одинаковые дефекты по сечению шва.
366
Рис. 6.61. Зависимости относительной амплитуды сигнала АЛ от площади реаль
ного дефекта 5Д
Угол ввода лучей выбирают из соотношений:
если Кг/К2 < 1,0, р = 30°;
если Ki/K2 >1,5, р = 40°;
если Кх/К2 < 1,5, р = 50°.
В случае ограниченной протяженности основного листа кон-
троль следует вести ПЭП с максимально возможным углом ввода
«шах > arctg (6.9)
Для обеспечения прозвучивания всего сечения шва ПЭП пере-
мещают в пределах:
Хтш = 2Я1 tg а; Хтах = 2ЯХ tg а + К,.
В работе Б. М. Табаковой (НРБ), исходя из условий макси-
мальной прозвучиваемости сечения шва (90 ... 95 %), сформули-
сутствии (б) и наличии (в) дефекта
367
Рис. 6.63. СОП для настройки чувстви-
тельности дефектоскопа при контроле на-
хлесточных соединений (по данным
Б. М. Табаковой)
рованы требования к параметрам шва. Установлено, что макси-
мальная вогнутость шва относительно гипотенузы, соеди-
няющей катеты шва, не должна превышать 2 мм, а выпуклость
3 мм.
Рабочий участок на экране дефектоскопа, соответствующий
найденным пределам перемещения, устанавливают по СОП
(см. гл. 5).
Контроль наклонным совмещенным ПЭП не гарантирует на-
дежного выявления непровара и несплавления у нижней кромки.
Это объясняется тем, что УЗ-луч, попав на горизонтальный
плоский дефект, отражается под тем же углом и не возвращается
на ПЭП. Для повышения надежности поиска дефектов, залега-
ющих в зоне кромки нижнего пояса, рекомендуют дополнительное
(дублирующее) прозвучивание со стороны верхнего листа прямым
лучом (схема // на рис. 6.62, а) ПЭП с параметрами £ = 30°,
f = 2,5 МГц изделий толщиной 20 мм и более. Изделия меньшей
толщины целесообразно контролировать однократно отраженным
лучом (схема /) ПЭП с £ = 50° и f = 5 МГц.
Для контроля конструкций ответственного назначения следует
применять зеркально-теневой метод (рис. 6.62, б, в), обеспечива-
ющий уверенное обнаружение горизонтальных дефектов. При
отсутствии дефекта УЗ-колебания проходят от излучателя через
бездефектное место к приемнику и на экране появляется импульс.
Если в соединении имеется дефект, то амплитуда эхо-сигнала
равна нулю или незначительна. При данной схеме контроля
расстояние X между точками ввода ПЭП должно строго соблю-
даться: X — (2Яг + 3/72) tg а. Это выполнимо благодаря за-
креплению ПЭП в держателе, позволяющем поворачиваться
в вертикальной плоскости и обеспечивающем тем самым их пере-
мещение на разных уровнях при постоянном значении X.
Зона перемещения ПЭП, при которой обеспечивается прозву-
чивание всего сечения шва, должна быть примерно равной Ki-
При перемещении ПЭП в случае отсутствия дефектов эхо-сигнал
на экране дефектоскопа исчезает только на концах зоны пере-
мещения.
Чтобы оценить степень годности изделия к эксплуатации,
изготовляют СОП, в котором параметр 2Ь соответствует допуска-
емому значению. Далее ПЭП устанавливают на контрольный
образец и определяют начало и конец зоны перемещения на опре-
368
деленном уровне чувствительности. Условно за конец и начало
зоны перемещения можно принять положения, при которых
амплитуда эхо-сигнала снижается в 2 раза по сравнению с макси-
мальной. Если при контроле в производственных условиях ока-
жется, что длина зоны перемещения ПЭП на реальной конструк-
ции меньше значения, полученного при использовании СОП, то
такое соединение считается бракованным.
В упомянутой работе Б. М. Табаковой также отмечено, что
при контроле нахлесточных соединений наиболее оптимальным
отражателем для настройки чувствительности дефектоскопа яв-
ляется проходной цилиндрический отражатель (рис. 6.63).
Глава 7
АВТОМАТИЗАЦИЯ И ВИЗУАЛИЗАЦИЯ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
7.1. ОБЩИЕ ПРИНЦИПЫ
Повышение требований к качеству продукции, увеличение
производительности основных технологических операций, необ-
ходимость повышения информативности, достоверности и получе-
ние объективного документа контроля обусловили необходимость
механизации и визуализации УЗК. При ручном контроле подго-
товительные операции, контроль, отметку дефектных участков,
расшифровку результатов, их регистрацию и выдачу заключения
осуществляет оператор. Качество этих операций во многом зави-
сит от его квалификации, психофизиологического состояния,
добросовестности и окружающих условий. Чем большее число
операций контроля будет механизировано, тем более объективные
данные можно получить о качестве изделия. Если все функции,
выполняемые оператором, передать контролирующему устройству,
то в общем виде оно должно содержать следующие функциональ-
ные элементы: акустический блок, содержащий один или не-
сколько пьезоэлементов; механизм сканирования акустического
блока; систему слежения за швом и качеством акустического
контакта; систему подачи и сбора контактной жидкости; элек-
тронный блок для генерирования зондирующих импульсов, при-
ема и усиления эхо-сигналов; блок обработки информации с по-
мощью микроЭВМ; микропроцессор для контроля за работой
всех блоков и управления траекторией и скоростью сканирования
в зависимости от полученной информации о дефекте; блок реги-
страции информации на дефектограмме. Уровень или степень
автоматизации зависит от совокупности экономических, техноло-
гических, технических и инженерно-психологических требований
к методам и средствам контроля и определяется наличием в них
упомянутых систем (табл. 7.1) [85].
Дефектоскопы уровня I позволяют снизить психофизиологи-
ческую нагрузку на оператора за счет реализации возможности
измерения параметров дефектов, обнаруженных в процессе руч-
ного сканирования. Такие дефектоскопы должны обрабатывать
первичную информацию и отображать ее на дисплее в удобной
для оператора форме. В оптимальном случае дисплей должен
содержать два знакоместа для отображения эквивалентной пло-
щади дефекта в мм2 либо амплитуды в дБ и три знакоместа для
370
Таблица 7.1
Уровни автоматизации контроля
Уровень | Характеристика труда Автоматизируемые операции
Измерение ко- ординат и раз- меров дефектов Построчное ска- нирование Нанесение кон- тактной жидко- сти Контроль аку- стического кон- такта Контроль рабо- тоспособности Регистрация ин- формации по дефектограмме Слежение за швом Оценка качест- ва изделия
I Ручной с автома- + — — — — — — —
II тизацией измери- тельных опера- ций г Механизирован- + + + .
пТ ный Автоматизиро- + 4- + + + + + —
IV ванный Автоматический + + + + + + + +
отображения любой из его координат, выбираемой по желанию
оператора с помощью кнопочного переключателя. Для облегче-
ния выбора измеряемого сигнала на панорамном дисплее должна
быть отображена информация о наибольшем сигнале, соответству-
ющем наиболее опасному дефекту. Среди отечественных приборов
дефектоскопом такого класса является УДЦ-100, разработанный
в НПО ЦНИИТМАШ. Широкие возможности открывает при-
менение микропроцессоров и микрокомпьютеров.
Дефектоскопы со встроенными микропроцессорами УСД-10
(ФРГ), «Марк-VI» (США) дают возможность получать информацию
о дефекте путем анализа не только амплитуды сигнала, но и ча-
стотных составляющих, скорости нарастания переднего и заднего
фронтов фазы первого вступления, искажения формы сигнала.
Параметры контроля задаются оператором клавишным набором
и отображаются на дисплее. Эти дефектоскопы имеют интерфейс
для связи с внешней ЭВМ и представления информации на дис-
плее и в графическом виде. Дефектоскопы «Эхограф-1030» (ФРГ),
М-500А (Япония) имеют встроенные микрокомпьютеры и реги-
стрирующие устройства, позволяющие представлять информацию
на дисплее, а также в цифровом виде и графической форме.
Принцип построения установок уровней II—IV автоматизации
целесообразно рассмотреть на примере исполнения и взаимо-
действия функциональных блоков установок для УЗК сварных
швов, которые являются более обобщенными и сложными по
сравнению с установками для УЗК проката, заготовок и т. д.
При уровне II помимо электронного блока (собственно дефекто-
скопа) установки должны содержать блок сканирования, систему
слежения за качеством акустического контакта, регистрирующие
371
устройства поступающей информации в реальном масштабе вре-
мени и микропроцессор, следящий за работоспособностью основ-
ных органов установки. Способ сканирования и механизм, реали-
зующий эту операцию, в значительной мере обусловливаются
схемой прозвучивания. В свою очередь схема прозвучивания
^зависит от толщины и геометрии контролируемого изделия, харак-
тера статистического распределения дефектов по типу, ориентации
и местоположению в нем. В установках для УЗК применяют
несколько схем прозвучивания и принципов построения акусти-
ческих блоков. Перечислим наиболее распространенные схемы
прозвучивания [42].
1. Последовательное прозвучивание всего сечения шва аку-
стической осью одноэлементного преобразователя. В этом случае
механически выполняют продольно-поперечное сканирование, вос-
производя движение руки оператора при ручном контроле.
2. Одновременное прозвучивание несколькими разнесенными
на фиксированные расстояния преобразователями, каждый из
которых, работая в эхо-импульсном режиме, прозвучивает соот-
ветствующую зону по толщине шва. При этом отпадает необходи-
мость в поперечном перемещении преобразователей.
3. Прозвучивание поперечного сечения шва большой и малой
толщины многоэлементной акустической системой, преобразова-
тели которой работают в различных режимах контроля: совме-
щенном, раздельном, раздельно-совмещенном.
Относительно оси шва преобразователи располагают по схеме
дуэт или тандем. Съем информации проводят отдельно с каждого
преобразователя электронным коммутатором.
Последовательная схема прозвучивания обладает существен-
ными недостатками, главными из которых являются: сложность
синхронизации перемещений и записи; использование механизма
разгона и перемены направления движения преобразователей, что
приводит к относительно быстрому изнашиванию механизмов;
трудность стабилизации акустического контакта; относительная
сложность и большая масса механизма сканирования; низкая
скорость контроля (не более 15 м/ч) вследствие ограничения
скорости перемещения преобразователей при многоцикловом про-
дольно-поперечном сканировании. Подобные схемы практи-
чески не используют при разработке современных установок авто-
матизированного контроля.
Более предпочтительна вторая схема сканирования. Вслед-
ствие исключения необходимости возвратно-поперечного пере-
мещения акустической системы конструкция механизма значи-
тельно упрощается, а скорость контроля повышается до 120 ...
140 м/ч. Существенно упрощаются условия обеспечения стабиль-
ности акустического контакта. К недостаткам такого принципа
прозвучивания следует отнести неравномерность чувствитель-
ности контроля в различных зонах сечения шва, что обусловливает
опасность перебраковки дефектов, встречающихся на оси УЗ-луча,
372
или недобраковки дефектов, обнаруженных на границах зон
прозвучивания. При использовании этой схемы прозвучивания
требуется многоканальная аппаратура, причем число каналов
растет с увеличением толщины контролируемого изделия.
Практикой установлено, что для контроля швов толщиной
более 35 мм использование принципа одновременной работы
преобразователей становится нецелесообразным [421, так как
при этом существенно возрастают габариты и масса многоканаль-
ной дефектоскопической аппаратуры.
Наиболее предпочтительной является третья схема прозвучи-
вания, так как в этом случае существенно упрощается конструк-
ция механизма сканирования и уменьшается число каналов
электронного блока. Кроме того, такая схема прозвучивания
увеличивает надежность контроля за счет многократного прозву-
чивания каждой зоны преобразователями, установленными под
разными углами к шву и работающими в различных режимах,
а также позволяет оценивать характер дефекта, осуществлять
100 %-ный охват толщины сварного шва за один проход.
Механизмы сканирования. При использовании первой схемы
прозвучивания применяют относительно сложные механизмы
сканирования. Например, в установке УЗД-НИИМ-17 с двумя
ПЭП, закрепленными на штангах, их передвижение осуществляют
парой рейка — шестерня. Разворот преобразователя вокруг оси
на определенный угол происходит в конце движения с помощью
специальных концевых выключателей. В установке типа «Проме-
тей-ЗП» применен более простой механизм, в котором каждый
преобразователь перемещается по специальным направляющим
по строго определенной траектории. Известны и другие конструк-
ции механизма перемещения одноэлементной акустической си-
стемы. Однако такие механизмы нашли ограниченное применение.
Во второй и третьей схемах прозвучивания применяется наи-
более простая траектория сканирования акустической системой —
продольное перемещение вдоль шва. Такая траектория обусловли-
вает достаточно простой механизм сканирования. Чаще всего
акустическая система крепится на самоходных колесных карет-
ках, которые перемещаются по специальным гибким металли-
ческим, цепным или резиновым направляющим. В уста-
новках, разработанных на Белоярской АЭС совместно с МВТУ
им. Н. Э. Баумана, применяют специальные магнитоходы, что
существенно облегчает механизм сканирования, упрощает и со-
кращает подготовительные работы перед началом контроля, рас-
ширяет области применения.
Системы контроля работоспособности в установках уровня II
предусматривает наличие встроенного в электронный блок микро-
процессора, следящего за работой всех органов дефектоскопа,
а также систем автоматической регулировки усиления (АРУ),
временной и амплитудной селекции сигналов и систем отсчета
пути перемещения механизма сканирования. Системы АРУ и вре-
373
менной селекции эхо-сигналов строят в зависимости от применя-
емой акустической системы и схемы прозвучивания. В качестве
системы отсчета перемещения механизма сканирования в основном
применяют оптические и электромагнитные датчики.
Системы обеспечения стабильного акустического контакта.
От стабильности акустического контакта в значительной степени
зависит достоверность УЗК, поэтому при автоматизации кон-
троля необходимо решить следующие задачи: создание надежной
акустической связи системы преобразователь — изделие; кон-
троль качества акустического контакта; компенсация нестабиль-
ности акустического контакта.
Наиболее важной является первая задача, так как при ее
решении отпадает необходимость компенсации нестабильности
акустического контакта. В существующих отечественных и зару-
бежных установках чаще всего применяют контактный и щелевой
способ ввода УЗ-колебаний в контролируемый материал. В каче-
стве контактирующих жидкостей используют воду, глицерин
и различные эмульсии. Для стабилизации толщины контактного
зазора и удержания в нем контактной жидкости применяют
различные насадки, салазки, резиновые рубашки и т. п. В уста-
новках МВТУ им. Н. Э. Баумана для обеспечения контакта
применяют магнитную жидкость на основе керосина. Ее надежное
удержание на поверхности изделия обеспечивается за счет магнит-
ного поля постоянных магнитов, встроенных в акустические
блоки. Стабильность акустического контакта при применении
магнитных жидкостей эквивалентна иммерсионному варианту.
Прежде всего это объясняется тем, что контроль, как правило,
ведут на поперечных волнах, а слежение за качеством акустиче-
ского контакта — на продольных. В результате условия про-
хождения УЗ-пучка, прозвучивающего шов, и контрольного
УЗ-пучка резко отличаются, что приводит к значительным по-
грешностям при оценке размеров дефекта. Этот недостаток присущ
как отечественным, так и зарубежным установкам.
Современные системы преобразования и анализа информации
по виду программируемости можно разделить на два типа: системы
с гибкой программой и системы с жесткой программой. Преиму-
щество первых состоит в том, что они универсальны и позволяют
быстро изменять алгоритмы работы установки в процессе ее
эксплуатации при изменении типа контролируемого изделия и
требований, предъявляемых к его качеству. Для реализации
гибкой программы применяют микропроцессоры. Связь микро-
процессора с дефектоскопом, как правило, осуществляется по-
средством интерфейса. Второй частью системы является информа-
ционно-поисковое оборудование, состоящее из дефектоскопа,
мультиплексора, пикового детектора и аналого-цифрового пре-
образователя (АЦП). Третья часть системы представляет собой
сигнальный процессор, который состоит из микропроцессора,
видеотерминала, считывателя и регистратора. Видеотерминал
374
используют для связи с микропроцессором и для демонстрации
результатов контроля. Примером систем с гибкой программой
могут служить установки «Ротоскан» и «Бэнскан» (Нидерланды)
и установка УПС-1108 (Великобритания). Эти установки имеют
значительные массу (200 кг) и габариты, что не позволяет исполь-
зовать их в труднодоступных местах и на монтаже. Для работы
на таких установках требуются высококвалифицированные спе-
циалисты, обладающие навыком обслуживания сложной элек-
тронной техники и владеющие языком программирования.
Системы с жесткой программой предназначены для выполнения
определенного алгоритма, что делает их более узкоспециализи-
рованными. Входящие в них блоки значительно упрощены и
максимально загружены. Благодаря этому установки имеют
существенно меньшие массу и габариты, просты в обслуживании
и управлении и, самое главное, более надежны в эксплуатации.
Регистрация результатов контроля. В настоящее время суще-
ствуют следующие способы отображения информации на дефекто-
граммах: аналоговый (в координатах на дефектограмме ампли-
туда — расстояние вдоль шва); факсимильный (в координатах
глубина — расстояние вдоль шва); цифровой (в виде ленты с по-
строчной записью полученной информации, при этом шаг строки
пропорционален шагу сканирования вдоль шва). Возможно комби-
нирование форм записи. Применение той или иной формы реги-
страции обусловливается объемом регистрируемой информации,
скоростью контроля и методами последующей их обработки.
Аналоговый способ позволяет оценивать динамику изме-
нения амплитуды сигналов только в одном направлении сканиро-
вания при относительно небольших скоростях (до 12 ... 15 м/ч),
поэтому он практически не может быть использован при контроле
толстостенных изделий.
Факсимильный способ дает отметку в виде точки
о дефекте, сигнал от которого превышает пороговый уровень.
Он применим при контроле изделий любой толщины, позволяет
построить наглядную дефектограмму всего вертикального сечения
контролируемого изделия в виде топографии дефекта по их услов-
ным размерам. Недостаток способа — невозможность измерения
амплитуды сигнала.
Цифровой способ регистрации, характеризующийся наи-
большей компактностью, позволяет регистрировать большие объ-
емы информации при значительных скоростях контроля. Такая
форма регистрации весьма удобна и для машинной обработки
ее результатов.
Установки уровня III должны иметь автоматические системы
слежения за положением шва. Слежение проводят с помощью
оптических, индукционных, механических и других датчиков.
В последнее время для этой цели успешно применяют систему
технического зрения, позволяющую преобразовывать плоское
оптическое изображение в цифровой код, который с помощью
375
Таблица 7.2
Выбор уровня автоматизации
Уровень автоматизации
Производственный фактор III —IV п I
Объем выпуска Большой Средний Малый
Протяженность швов Большая Средняя Малая
Конфигурация околошовной Плоская цилин- Сложная Сложная
зоны * дрическая
Ширина околошовной зоны изделия толщиной Н 4/7 4/7 4/7
Доступность к месту контроля Хорошая Хорошая Плохая
Радиационный фон Есть Нет Нет
ЭВМ обеспечивает определение координат и ориентации меха-
низма сканирования на поверхности изделия, а также изменяет
его траекторию при наличии конструктивных элементов, меша-
ющих его движению. Такая система эффективна при скоростях
сканирования до 10 м/с.
Установки уровня IV оценивают размеры дефекта, сравнивают
их с нормативными и при превышении этих размеров изделие
с помощью исполнительного механизма отправляют в «карман
брака».
Эффективность автоматизированного контроля зависит от его
согласованности с технологическим процессом изготовления изде-
лия. В некоторых случаях целесообразно не автоматизировать,
а только механизировать процесс сканирования, освобождая
оператора от лишнего физического напряжения. В табл. 7.2
приведены рекомендации по выборе уровня на автоматизации
в зависимости от производственных факторов.
7.2. УСТАНОВКИ ДЛЯ КОНТРОЛЯ ЗАГОТОВОК
Эффективный путь решения проблемы массового выпуска
металла гарантированного качества — широкое внедрение на
металлургических заводах установок автоматизированного УЗК-
Для контроля поковок, проката и труб применяют установки
с сильно отличающимся конструктивным исполнением. В связи
с этим рассмотрим их устройство отдельно.
Контроль поковок. Для этих целей наибольшее применение
нашли установки, разработанные в НПО ЦНИИТМАШ. При
контроле валиков холодной прокатки диаметром 200 ... 500 мм
используют специализированную установку УДЦ-52. Кон-
структивно установка состоит из двух частей: электромеханиче-
ской, обеспечивающей размещение валка, его вращение и посту-
пательное перемещение каретки с преобразователями; электронной
с блоком регистрации.
376
В качестве электромеханической части использован специаль-
ный стенд, включающий в себя станину с двумя парами роликовых
опор, одна из которых (неподвижная) связана с приводом и обес-
печивает вращение валка. Другая пара опор имеет возможность
свободно перемещаться вдоль направляющих на всю ширину
станины. Сбоку от станины расположена подвижная каретка,
приводимая в движение с помощью червячного винта, связанного
с приводом. Скорость перемещения каретки достигает 28 мм/с.
С целью обеспечения уверенного обнаружения дефектов в уста-
новке предусмотрена система автоматического сканирования по
винтовой линии за счет перемещения ПЭП вдоль образующей
при одновременном вращении валка. Акустическая система со-
держит три преобразователя на частоту 2,5 МГц: прямой РС-ПЭП
с [J = 1 ... 2° для прозвучивания бочки валка; наклонный совме-
щенный с Р = 30° для контроля бочки вдоль оси в обоих направ-
лениях; наклонный совмещенный с jJ = 30° для контроля под-
поверхностной зоны бочки на глубину 0,4 радиуса по ее хорде
в обоих направлениях.
Конструктивно все ПЭП выполнены в цилиндрических корпу-
сах одинакового размера и размещены в блоке. ПЭП, закреплен-
ные в разрезных кольцах, имеют возможность дискретного пово-
рота на 90°, что обеспечивает прозвучивание как вдоль оси валка,
так и по хорде. Блок ПЭП, являясь самоцентрирующимся на
цилиндрической поверхности валка, устанавливается на нем
в рабочем положении с помощью специального шарнирного
устройства. Для обеспечения акустического контакта в щелевой
зазор под каждым ПЭП подается контактная жидкость. Электрон-
ный блок содержит четыре канала, три из которых задействованы
для поиска дефектов и один для слежения за качеством акустиче-
ского контакта. На ленте самописца регистрируют амплитуду
сигнала от дефекта и дна, условную протяженность дефекта,
координаты дефекта. Производительность контроля 0,4 ... 1,0 м/с.
Крупногабаритные (длиной 6 м) поковки круглого сечения
диаметром 160 ... 400 мм контролируют с помощью установки
УДЦ-60, 400 ... 700 мм — УДЦ-61 и 300 ... 1200 мм — УДЦ-62.
По конструктивному исполнению эти установки близки к уста-
новке УДЦ-52. Акустическая система содержит три ПЭП —
прямой совмещенный, прямой РС-ПЭП и наклонный. В зависи-
мости от диаметра контролируемого валка применяют частоты
1,25, 1,80, 2,50 МГц. Все преобразователи выполнены в одинако-
вых цилиндрических корпусах. Электронный блок, как
и в УДЦ-52, в четырехканальном исполнении; имеет дополни-
тельные усилители для компенсации затухания при контроле
поковок диаметром 700 мм и более. Разработано программное
обеспечение установок, которое включает в себя пакет программ
по заданию исходных данных, подготовки установки к работе
и основную программу по обработке поступающей информации
о размерах, координатах, условной протяженности дефектов и их
377
идентификации, подсчету числа допустимых и недопустимых
дефектов. Информация о результатах контроля выводится на
дисплей и печать. Производительность контроля 0,1 ... 1,0 м/мин.
Последние три установки относятся к уровню IV автомати-
зации.
Контроль листового проката. В настоящее время на ряде
металлургических заводов для контроля толстолистового проката,
в том числе двухслойного, а также плоских изделий, листов и плит
из титановых и алюминиевых сплавов применяют установки типа
«Дуэт» (разработки ЛЭТИ им. В. И. Ульянова-Ленина) взамен
ранее применявшихся установок типа УЗУЛ. Это обусловлено
тем, что установки типа УЗУЛ, построенные на использовании
теневого метода, позволяют выявлять дефекты, отражающая
способность которых эквивалентна отражающей способности диска
диаметром 8 ... 10 мм, тогда как установки типа «Дуэт», в которых
реализован эхо-сквозной метод, имеют эквивалентную чувстви-
тельность, равную 2,5 ... 4,0 мм. В установках «Дуэт» также
предусмотрена возможность работы только по тени для более
уверенного обнаружения приповерхностных дефектов при кон-
троле листов толщиной 20 мм и менее. При этом общая структура
установок «Дуэт» такая же, как и установок УЗУЛ. Обе уста-
новки имеют стационарные многоканальные иммерсионные
акустические системы в жестких механически прочных кор-
пусах, относительно далеко отстоящих от контролируемых из-
делий.
В зависимости от габаритных размеров контролируемых листов
различают установки «Дуэт-1», «Дуэт-2», «Дуэт-3». «Дуэт-4». В ча-
стности, наиболее широко применяемой установкой «Дуэт-3»
контролируют листы толщиной 6 ... 60 мм, шириной до 2500 мм
и длиной до 9500 мм. Установки «Дуэт-1», «Дуэт-2», «Дуэт-4»
предназначены для УЗ-дефектоскопии листового проката тол-
щиной 10 ... 100 мм стана 3600. В процессе контроля лист, дви-
гаясь по роликовым конвейерам в иммерсионной ванне, вначале
проходит через гидравлическое моечно-омывающее устройство,
а затем через акустическую систему.
Акустические системы установок однотипны, состоят из двух
групп соосно расположенных излучающих и приемных преобра-
зователей. Число пар датчиков в установках «Дуэт-1»,
«Дуэт-2», «Дуэт-3» и «Дуэт-4» соответственно 256, 480, 288 и 400.
Лист прозвучивается с почти равномерной чувствительностью
благодаря перекрывающему действию соседних пар преобразова-
телей, расположенных в шахматном порядке с небольшим (10 мм)
смещением центров этих пар в поперечном направлении к про-
дольной оси контролируемого листа. Диаметр пьезоэлемента
равен 12 мм, частота 2,5 МГц. В установке «Дуэт-1» диаметры
излучающих и приемных пьезоэлементов составляют соответ-
ственно 11 и 17 мм при смещении центров соседних пар преобра-
зователей на 7,5 мм. Средняя частота акустического тракта
378
Дуэт-1» равна 3,2 МГц. Характерной особенностью установок
«Дуэт» является пространственно-временное сканирование, когда
ПЭП неподвижны; листы, движущиеся по роликовому конвейеру,
сканируют так называемыми бегущими лучами. Такой способ
по сравнению с обычным многоканальным позволяет значительно
сократить число электронных каналов и тем самым существенно
повысить надежность установки. Благодаря этому в установках
«Дуэт» при общем числе пар датчиков от 256 до 400 число элек-
тронных каналов колеблется от 10 до 40.
Электронный блок установки построен* таким образом, что
излучающие пьезоэлементы объединены в группы по 12 преобра-
зователей, каждая из которых подключена к отдельному высоко-
частотному генератору. Приемники тоже в определенном порядке
объединены в группы по 24 преобразователя, к каждой из кото-
рых подключен предварительный усилитель.
В каждом из усилительных блоков усиленные теневые и эхо-
теневые сигналы разделяются по двум соответствующим кана-
лам, на выходе которых имеются регистрирующие устройства.
В них сигналы селектируются по времени и их амплитуда срав-
нивается с наперед заданными значениями. Пороги срабатывания
дискриминаторов устанавливают относительно амплитуды пер-
вого прошедшего (теневого) импульса. Наивысшая чувствитель-
ность по эхо-каналу соответствует уровню регистрации 28 дБ.
При этом уровень регистрации по каналу тени выбирается в пре-
делах 14 ... 20 дБ. Такое относительно низкое значение чувстви-
тельности по тени необходимо, чтобы исключить ложные записи,
вызываемые осцилляцией амплитуды теневого сигнала вследствие
шероховатости поверхности и загрязнения листа. Однако оно
является достаточным для регистрации в приповерхностных слоях
встречающихся в них дефектов.
Устройства пропорциональной отсечки, поддерживающие
равенство задаваемой чувствительности по эхо-сквозному методу,
позволяют получать практически неизменные результаты кон-
троля листов и плит, даже если осцилляция сигналов вследствие
загрязнения и шероховатости поверхностей контролируемых объ-
ектов достигает 16 ... 18 дБ.
При настройке аппаратуры и в процессе контроля проводят
стробирование первого и второго, а в редких случаях и третьего
прошедших донных сигналов.
Особенность этих установок состоит также в том, что моменты
регистрации приемным преобразователем импульсов не зависят
от положения контролируемого изделия между излучающими и
приемными преобразователями. Благодаря этому отпадает необ-
ходимость отслеживать датчиками или электронными устрой-
ствами местоположение поверхностей контролируемых изделий
и исключается влияние на результаты контроля волнистости
листов и их вибрации при транспортировании по роликовым
конвейерам.
379
Регистрирующее устройство имеет вольфрамовые иглы, число
которых равно числу преобразователей, а их размещение в мас-
штабе 1 : 10 повторяет расположение преобразователей. На элек-
тротермической бумаге прорисовывается штриховой план-чертеж
в масштабе 1 : 10 с изображением листа и всех зарегистрирован-
ных в нем дефектов. Дефекты листа изображаются черной штри-
ховкой. Площадь зарегистрированных дефектов оценивают непо-
средственно по дефектограмме с учетом масштаба изображения.
В установке предусмотрено устройство для цифровой обработки
с выходом на ЭВМ. Скорость контроля 0,5 ... 1,0 ма/с.
Более современной является установка «Дуэт-С», акустиче-
ский и электронный блок которой построены по тем же принци-
пам, но благодаря наличию струйного контакта она более пор-
тативна, мобильна и легко встраивается в технологический про-
цесс.
Для контроля полосы толщиной 4 ... 5 мм и шириной 1700 мм
применяют установку УД-65ЭТ (ВНИИНК), являющуюся состав-
ной частью АСУТП стана 1420 Выксунского металлургического
завода. Она состоит из электронно-акустической части, средств
транспортирования листа и устройств обработки и регистрации
информации. Электронно-акустическая часть состоит из двух
функционально законченных блоков: электронной стойки и двух
акустических блоков контроля продольных кромок полосы: элек-
тронной стойки и двух акустических блоков контроля центральной
части полосы.
Контроль кромок осуществляют теневым методом. Каждый
акустический блок (контроля левой и правой кромки) состоит
из излучающего и приемного преобразователей, примыкающих
с зазором до 1 мм к верхней -и нижней поверхностям полосы.
Каждый преобразователь разделен на восемь секций размером
5x6 мм. Излучающие секции с помощью генератора и элек-
тронного коммутатора возбуждаются поочередно. Дефект зна-
чительной ширины обнаруживается несколькими секциями,
протяженный дефект фиксируется в течение нескольких пе-
риодов.
В основу контроля центральной части положен импульсный
эхо-метод с помощью нормальных волн моды s0. Контроль прово-
дят с помощью двух расположенных со смещением от центра
преобразователей, каждый из которых излучает УЗ-колебания
в направлении, перпендикулярном оси и кромкам полосы. Инфор-
мативными параметрами являются амплитуда и время импульсов,
отраженных от дефекта и кромки. Информация со всех преобра-
зователей поступает в ЭВМ, обрабатывается и фиксируется на
регистраторе. На ленте отмечаются амплитуда, координаты и про-
тяженность дефектов, а также сведения о наличии акустического
контакта. Полученная информация позволяет проводить опти-
мальный раскрой полосы, цель которого — выделение бездефект-
ного участка полосы.
380
Контроль труб. При контроле тонкостенных труб (Н —
= 0,15 ... 3,00 мм) диаметром 3,5 ... 60,0 мм из различных метал-
лов и сплавов применяют установки «Микрон-3» и «Микрон-4».
Принцип работы установок основан на использовании импульс-
ного эхо-метода в иммерсионном варианте (толщина слоя около
30 мм) при вращении преобразователей со скоростью до
3000 мин-1 и поступательном перемещении контролируемых труб.
Акустическая система состоит из акустического блока с восемью
преобразователями: по четыре для контроля на продольные и
поперечные дефекты. Для повышения надежности контроля про-
звучивание трубы осуществляют во взаимно противоположных
направлениях, при этом преобразователи с одинаковым направле-
нием излучения располагают сдвинутыми на 180°, что позволяет
увеличить шаг сканирования в 2 раза. Рабочая частота контроля
равна 5 МГц. Преобразователи для выявления продольных дефек-
тов выполнены фокусирующими. Методика контроля обеспечивает
возможность быстрой настройки аппаратуры и оперативной ее
перестройки при переходе с одного диаметра на другой. Установка
содержит блок регистрации и дефектоотметчик с точностью
±20 мм.
7.3. УСТАНОВКИ ДЛЯ КОНТРОЛЯ СВАРНЫХ ШВОВ
В настоящее время на ряде предприятий в технологическом
потоке изготовления отдельных видов конструкций применяют
механизированные и автоматизированные установки УЗК. Ими
контролируют цилиндрические и плоские изделия толщиной
3 ... 150 мм. Ниже приведены краткие технические характе-
ристики отдельных установок, последовательность рассмотрения
которых обусловлена временем создания, совершенством прора-
ботки и объемом применения установок. Вначале рассмотрим пер-
вые отечественные установки для контроля сварных швов, создан-
ные несколько лет назад и характеризующиеся определенным
несовершенством или отсутствием отдельных функциональных
блоков, но широко применяющиеся в промышленности.
Для механизированного УЗК сварных швов прямошовных
газонефтепроводных труб диаметром 530 ... 1420 мм и толщиной
стенки 8 ... 12,5 мм применяют установку ИЭС им. Е. О. Патона
типа НК-105 [56]. Она содержит два ПЭП с f = 2,5 МГц, а =
= 50°, расположенных по обе стороны от шва и работающих
в совмещенном режиме. Для исключения поперечного сканирова-
ния с одновременным обеспечением выравнивания чувствитель-
ности по высоте шва применяют прозвучивание многократно отра-
женным пучком. В процессе контроля труба перемещается по роли-
кам, а ПЭП остаются неподвижными. Электронный блок уста-
новки включает в себя два серийно выпускаемых дефектоскопа
типа УД-10УА. Места дефектов автоматически отмечаются краско-
381
отметчиком, но не регистрируются. Производительность контроля
достигает 6 м/с, масса установок более 1000 кг.
При производстве двухшовных труб диаметром 1220 ... 1620 мм
и толщиной стенки 10,0 ... 17,5 мм в ИЭС им. Е. О. Патона создана
установка У-664. Акустическая система состоит из двух акустиче-
ских блоков, каждый из которых в зависимости от толщины
стенки трубы имеет два или четыре ПЭП на частоту 2,5 МГц,
работающих в совмещенном режиме. В этой установке также отсут-
ствует поперечное сканирование акустических блоков относи-
тельно оси шва. В процессе движения трубы по роликам одно-
временно контролируют два шва, которые располагаются в гори-
зонтальной плоскости. Электронная стойка включает в себя серий-
ные дефектоскопы, число которых соответствует числу каналов.
Слежение за швом осуществляет фотоэлектрическая система,
которая позволяет поддерживать расстояние от акустических
блоков до оси сварного шва с точностью ±2 мм при условии ста-
бильной формы выпуклости. Предусмотрен также ручной режим
слежения по световому пятну, проектируемому на шов осветите-
лем. Конструкция подвески акустических блоков обеспечивает
их надежный прижим и копирование поверхности трубы. Под-
веска, корректирующий механизм, система слежения за швом,
отметчики дефектов, механизм подъема и опускания подвески
представляют собой самостоятельный агрегат, крепящийся на
опорной раме. Это оборудование размещается стационарно на
площадке обслуживания. Производительность контроля 0,25 м/с,
масса установки около 1200 кг. Недостатком следует считать отсут-
ствие системы слежения за качеством акустического контакта
и системы регистрации информации.
Для контроля продольных стыков швов трубопроводов и сты-
ковых швов резервуаров диаметром более 1000 мм и толщиной
стенки 10 ... 25 мм предназначена установка НК-106 (ИЭС им.
Е. О. Патона), которая содержит все необходимые функциональ-
ные блоки, присущие современным автоматизированным уста-
новкам. Акустический блок включает в себя восемь преобразова-
телей на частоту 2,5 Мгц, работающий в разных режимах, что
обеспечивает надежное обнаружение разноориентированных внут-
ренних дефектов. Как и для предыдущих установок, методика
контроля построена в соответствии с условием неподвижности
акустических блоков относительно движущегося контролируе-
мого изделия. В процессе контроля осуществляется слежение
за швом, качеством акустического контакта и автоматическая
отметка дефектных мест. С помощью электро- и гидрооборудова-
ния обеспечивается ручной и полуавтоматический режимы подачи
акустического блока к контролируемому изделию в горизонталь-
ной плоскости. Для обработки, отображения и регистрации посту-
пающей информации разработаны специальные системы. Установка
содержит также специальный электронный блок. Производитель-
ность контроля 0,2 м/с, масса около 1000 кг.
382
Во всех установках ИЭС им. Е. О. Патона акустический кон-
такт осуществляется через щелевой зазор, создаваемый локальной
иммерсионной ванной под каждым ПЭП. Уплотняющий элемент
преобразователя независимо от кривизны и состояния поверх-
ности изделий надежно удерживает контактную жидкость в ло-
кальной ванне.
В нефтехимическом машиностроении широко распространены
механизированные и автоматизированные ультразвуковые уста-
новки типа УКСА (НИИХИММАШ) для контроля качества сты-
ковых, кольцевых и продольных сварных швов большого диа-
метра (1000 ... 4200 мм) с толщиной стенки Н = 8 ... 40 мм [56].
Акустические системы, как и в установках НК-105 (ИЭС им.
Е. О. Патона), содержат два преобразователя на частоту 2,5 МГц,
расположенных по разные стороны от шва и работающих по трех-
тактовой схеме: первый такт — излучает и принимает первый
ПЭП, второй такт — излучает и принимает второй ПЭП и третий
такт — излучает первый, а принимает второй. Последний такт
служит для слежения за качеством акустического контакта и кор-
ректировки чувствительности электрического тракта с помощью
блока АРУ. Сварные швы с Н = 8 ... 18 мм контролируют за один
проход благодаря прозвучиванию сварного шва многократно
отраженным пучком, а с Н = 20 ... 40 мм за несколько проходов
путем построчного сканирования. Для контроля кольцевых свар-
ных швов акустический блок поворачивают вокруг вертикальной
оси на 90° с помощью механизма поворота. Сварной шов обечайки
относительно акустического блока перемещают приводом ролико-
опор. При контроле продольных швов механизм сканирования
и электронный блок транспортируют на самоходной платформе
по рельсовому пути. Механизм сканирования включает в себя
тележку с механизмом подъема, механизм поворота, корректор,
механизм раздвигания ПЭП и акустические преобразователи.
Электронный блок состоит из двух дефектоскопов или электрон-
ной стойки УД-81 А, блока управления, пульта управления, дефек-
тоотметчика, регистрирующего устройства.
Особенность установок этих типов — наличие в них механизма
раздвигания, механизма подъема и опускания ПЭП. Механизм
раздвигания обеспечивает крепление ПЭП, их ручное и автомати-
ческое раздвигание на заданный шаг сканирования, равный 12
или 24 мм, в зависимости от толщины контролируемого изделия.
ПЭП устанавливаются в направляющих суппортов на винты
и с помощью маховиков могут раздвигаться вручную. Суппорты
в свою очередь могут перемещаться на шариках в направляющих
с помощью винтовых пар, соединенных через муфты и червячную
пару с электродвигателем. Работа механизма раздвигания в авто-
матическом режиме заключается в следующем. В зависимости от
толщины контролируемых изделий при помощи пакетного пере-
ключателя задается необходимое число проходов и шаг сканиро-
вания, равный 12 или 24 мм. После включения установки акусти-
383
ческий блок опускается на контролируемое изделие и перемещается
вдоль оси сварного шва. Овальность изделия и неточность его
установки на роликовом стенде приводят к неравномерному при-
жатию акустического блока, что ухудшает стабильность акустиче-
ского контакта. Для исключения этого недостатка, как и в уста-
новках НК-105 и У-64, предусмотрен механизм подъема и опу-
скания, обеспечивающий необходимое усилие прижатия ПЭП
к изделию. Максимальная скорость контроля продольных швов
составляет 0,25 м/с, кольцевых 0,03 м/с. Масса установки превы-
шает 1000 кг.
Более совершенной является установка, разработанная во
ВНИИНК и предназначенная для УЗК сварных швов сосудов,
работающих под давлением, и труб большого диаметра (1000 ...
5000 мм) с толщиной стенки 4 ... 40 мм. Электронно-акустиче-
ская часть установки — восьмиканальный прибор с временным
разделением каналов, четыре канала которого обеспечивают кон-
троль сварных швов по импульсному эхо-методу, а остальные
четыре канала используют для слежения за качеством акустиче-
ского контакта под каждым ПЭП. Использование четырех каналов
для контроля швов позволяют реализовать различные схемы
прозвучивания для обнаружения дефектов любой ориентации.
Применяют наклонные ПЭП на частоту 2,5 и 5,0 МГц с углами
призмы 40, 50 и 52°. Механизмы подъема и опускания акустиче-
ских блоков аналогичны этим механизмам установок типа УКСА.
Предусмотрен щелевой ввод УЗ-колебаний с использованием
локальных иммерсионных ванн. Установка снабжена системой
помехозащиты: реализована возможность автоматического диагно-
стирования неисправных блоков. Наличие аналогового выхода
позволяет подключать самописец или АЦП для обработки резуль-
татов контроля. Масса установки около 250 кг. Недостаток этой
установки, как и установок типа УКСА, — отсутствие автомати-
ческой системы слежения за швом. Отслеживание осуществляет
оператор, для чего применяют светоуказатель, установленный по
центральной оси сканирующего устройства, или телевизионную
камеру.
При контроле сварных швов в труднодоступных местах
НИИХИММАШем совместно с ВНИИНК разработаны малогаба-
ритные установки типа УД-91ЭМ. Они укомплектованы двумя
сканирующими устройствами: одно для контроля изделий толщи-
ной 8 ... 20 мм, второе — 20 ... 40 мм. Сканирующее устройство
представляет собой тележку на четырех колесах, которую пере-
мещают оператор по направляющей, легко устанавливаемой
на поверхности контролируемого изделия на постоянных магни-
тах. Акустический блок, закрепленный в сканирующем устрой-
стве, состоит из двух наклонных ПЭП, расположенных по разные
стороны от продольной оси шва и работающих в совмещенном
режиме. Сварные швы толщиной 8 ... 20 мм контролируют за один
проход, а толщиной 20 ... 40 мм — за несколько. Усилие прижа-
384
тия ПЭП к поверхности контролируемого изделия регулируется
пружиной. Для более надежного обнаружения дефектов, про-
извольно ориентированных в металле шва, ПЭП задается коле-
бательное движение с углом ±15° вокруг оси, перпендикулярной
к поверхности изделия. В приборный блок входят электронная
приставка с системой управления и автоматики и модернизиро-
ванный образец серийно выпускаемого дефектоскопа. При обна-
ружении дефекта срабатывает дефектоотметчик. Производитель-
ность контроля до 0,25 м/с, масса установки не превышает 18 кг.
Недостатком установки следует считать отсутствие систем слеже-
ния за качеством акустического контакта и регистрации. Ввод
УЗ-колебаний в установках НИИХИММАШа осуществляется
через щелевой зазор. Каждый ПЭП имеет уплотняющий элемент
для удержания локальной иммерсионной ванны.
Для контроля сварных швов большой толщины (до 250 мм)
наиболее эффективны установки, разработанные в НПО
ЦНИИТМАШ [11]. Сварные швы роторов атомных турбин (тол-
щиной около 140 мм) успешно контролируют установкой УДЦ-31.
Она состоит из сканирующего устройства с акустическим блоком
и электронной стойки. Сканирующее устройство включает в себя
привод, три каретки и соединяющие штанги. Акустический блок
содержит шесть ПЭП, закрепленных в каретках. В комбинирован-
ной каретке закреплены три ПЭП: один прямой РС-ПЭП и два
наклонных с углом ввода 39°. Наклонные ПЭП ориентированы
под углом 90° к оси сварного шва. В горизонтальной каретке
закреплены два ПЭП с а = 39°, направленных вдоль шва. В вер-
тикальной каретке закреплен один ПЭП с а = 39°. ПЭП в комби-
нированной и горизонтальной каретках перемещаются при ска-
нировании в радиально-осевой плоскости. ПЭП в вертикальной
каретке перемещается в радиальном направлении ротора. Бла-
годаря ориентации наклонных ПЭП поперек и вдоль сварного
шва удается уверенно обнаруживать дефекты, ориентированные
различным образом в сварном шве. Электронный блок трехканаль-
ный; каждый канал содержит УЗ-дефектоскоп, блоки обработки
и регистрации сигналов в аналоговой форме. Блок обработки
сигналов, входящий в каждый канал, предназначен для автомати-
ческого измерения координат залегания дефектов и амплитуды
сигналов, отраженных от дефектов. К каждому каналу подклю-
чены по два ПЭП.
Сканирующее устройство с акустикой и электронная стойка
размещаются на специальной площадке портала сварочной уста-
новки, где обеспечивается вращение ротора со скоростью 0,01 ...
0,02 м/с (производительность контроля). В процессе контроля
сканирующее устройство перемещается одновременно с вращением
ротора, поэтому прозвучивание происходит по зигзагообразной
линии. Акустический контакт между ПЭП и поверхностью ротора
осуществляют щелевым способом через слой контактной жид-
кости, равный 0,05 ... 0,10 мм.
385
Передвижная установка УДЦ-12 предназначена для автомати-
зированного контроля сварных швов сосудов и трубопроводов
с толщиной стенки до 250 мм. Комплект аппаратуры содержит
акустический, электронный и регистрирующий блоки. Акустиче-
ский блок состоит из локальной иммерсионной ванны в металли-
ческом корпусе, заполненной трансформаторным маслом, внутри
которой по схеме симметричного сканирования со скоростью
100 м/с перемещаются два наклонных ПЭП. Режим работы ПЭП —
раздельно-совмещенный. Угол ввода можно регулировать в пре-
делах а = 0 ... 65°. Возможность поворота ПЭП в положение
а = 0 позволяет проводить настройку их чувствительности по дон-
ному сигналу. Двухкоординатный регистратор, обеспечивающий
автоматическую трехканальную запись параметров дефектов в ана-
логовой форме на электротермической бумаге, конструктивно
выполнен в едином модуле с акустическим блоком. На ленте реги-
стрируются координаты, условные размеры и коэффициент формы
дефектов.
Стационарная установка «Циклон», предназначенная для кон-
троля кольцевых и продольных швов цилиндрических корпусов
сосудов (диаметром 2,0 ... 5,5 м), смонтирована на платформе,
передвигающейся по рельсовому пути. Кольцевые швы контро-
лируют при вращении сосуда на роликоопорах, продольные швы —
при движении установки по рельсам. Изделие контролируют
дважды с одной и другой стороны от продольной оси шва. Акусти-
ческий блок включает в себя два преобразователя на частоту
1,8 МГц, реализующих симметричный вариант зеркального эхо-
метода (ЗЭМ) благодаря непрерывному движению по винтам,
приводимым от электродвигателя, и два совмещенных ПЭП на
частоту 1,8 МГц с углами ввода 40 и 50° для повышения надеж-
ности обнаружения объемных дефектов.
В канале схемы зеркального эхо-метода используют ПЭП
типа ИЦ-52 с переменным углом ввода (см. гл. 3), что позволяет
при постоянной базе (максимальное расстояние между ПЭП равно
250 мм) контролировать швы толщиной до 250 мм. Как и в уста-
новке ИДЦ-12, акустические блоки размещены в металлическом
корпусе для создания локальной иммерсионной ванны. Акусти-
ческий блок укреплен на специальном манипуляторе с возмож-
ностью его полного разворота в плоскости, параллельной про-
дольной оси сосуда, а также самоустановки на контролируемой
поверхности. Благодаря этому можно произвольно ориентировать
плоскость прозвучивания и легко, вручную, перестраивать аку-
стическую систему. Электронный блок имеет шесть автономных
каналов. Два резервных канала предусмотрены для контроля
подповерхностного слоя раздельно-совмещенными ПЭП с исполь-
зованием головных волн. Все каналы, кроме канала ЗЭМ, снаб-
жены специально разработанной системой временной автоматиче-
ской регулировки чувствительности (ВАРЧ), компенсирующей
затухание звука. Каждый из каналов имеет выход на осциллогра-
386
фический индикатор с динамическим диапазоном 28 дБ, на анало-
говый регистратор результатов контроля и на систему многопа-
раметровой цифровой регистрации результатов. Регистраторы
фиксируют амплитуду, координаты, условные размеры и форму
дефектов. Недостатком установки следует считать отсутствие
автоматической системы слежения за швом и качеством акусти-
ческого контакта.
В наибольшей степени автоматизации уровня III отвечает
установка УЗД-МВТУ-22А, предназначенная для контроля свар-
ных стыковых соединений толщиной 3 ... 30. мм, имеющих как
криволинейную (цилиндрическую, сферическую), так и плоскую
форму. Установка состоит из сканирующего устройства и элек-
тронного блока. В зависимости от диаметра контролируемого
соединения применяют сканирующие устройства трех типов.
Эти устройства включают в себя акустическую систему, меха-
низм перемещения, датчик слежения за швом, датчик пути, датчик
начала и конца контроля, датчик угла поворота сканера, дефекто-
отметчик.
Акустические системы независимо от типоразмера и вида
контролируемого соединения состоят из четырех акустических
блоков, расположенных по Х-образной схеме. В зависимости от
толщины контролируемого соединения число пьезоэлементов
в каждом блоке от 1 до 5. Это обусловлено необходимостью обеспе-
чения равномерной чувствительности по сечению шва и, как
следствие, исключением поперечного сканирования. Пьезоэле-
менты работают в совмещенном, раздельном и раздельно-совме-
щенном режимах. Во всех акустических системах реализована
схема дуэт, что позволяет максимально возможно исключить
влияние анизотропии, которая существенно влияет на параметры
контроля (см. гл. 6).
Шестнадцатиканальный электронный блок содержит микро-
ЭВМ, многоканальный дефектоскоп, блок управления, преобра-
зователь амплитуды сигналов, блок формирования временных
интервалов, аналого-цифровой преобразователь, блок памяти,
регистратор, дисплей. Блок управления осуществляет управление
работой сканирующего устройства и всех входящих в него эле-
ментов, синхронизацию работы блоков дефектоскопа, синхрони-
зацию движения бумаги регистратора со скоростью движения
механизма сканирования. Число задействованных каналов опре-
деляется акустической системой, которая в свою очередь обуслов-
ливается типоразмером контролируемого соединения. При кон-
троле кольцевых сварных швов труб диаметром 28 ... 100 мм
и с толщиной стенки 3 ... 7 мм применяют четырехэлементную
акустическую систему, в которой ПЭП попарно расположены
по обе стороны шва, так что акустически оси их пересекаются
на оси шва. Параметры акустической системы выбраны таким
образом, чтобы обеспечивался хордовый ввод УЗ-колебаний и
равномерную чувствительность по сечению шва (см. гл. 3) при
387
максимальном уровне помех, вызванных отражениями от «усиле-
ния» и «провисания» сварного шва. При такой схеме все сечение
шва прозвучивается за один оборот механизма сканирования
вокруг трубы. Механизм сканирования захватного типа, состоит
из внутренней и наружной резьбовых обойм, электродвигателя
с редуктором и подвески акустической системы. Вращательное
движение акустической системы относительно трубы передается
от электродвигателя через внутреннюю разъемную обойму. При
этом наружная разъемная обойма и электродвигатель с редукто-
ром неподвижно закреплены на поверхности трубы. Такая кон-
струкция обеспечивает возможность контроля сварных швов труб
в труднодоступных местах с ограниченным полем доступа ко
шву. Расстояние между двумя соседними трубами должно быть
более 30 мм, а поле доступа по обе стороны шва — 100 мм и бол^е.
Акустический контакт осуществляют посредством подачи
в клиновидный (с углом клина, равным 3°) щелевой зазор по
капиллярам, выходящим на контактную поверхность акустиче-
ской системы. Капилляры выполнены так, чтобы в процессе дви-
жения акустической системы возникающее в результате действия
сил поверхностного натяжения воды пониженное давление в щеле-
вом зазоре способствовало заполнению этого зазора. Контроль
качества акустического контакта осуществляется этими же пре-
образователями в теневом варианте в момент, когда поиск дефекта
не проводится.
Механизм сканирования останавливается автоматически по
команде блока управления после одного оборота акустической
системы вокруг трубы в момент совещания стыков разъема. Пре-
дусмотрена также автоматическая остановка сканирующего уст-
ройства в случае осцилляции акустического контакта более чем
на 20 дБ. Масса сканирующего устройства подобного типа не
превышает 0,6 кг. На регистраторе фиксируются амплитуда,
условная протяженность, тип и ориентация дефекта в сварном
шве.
При контроле труб диаметром 114 ... 465 мм и с толщиной
стенки 4 ... 16 мм сканирование акустической системы по пери-
метру трубы проводят с помощью того же механизма, который
используют в сварочном автомате типа АДГ (ВНИИЭСО) для
перемещения сварочной головки при сварке этих труб. В четы-
рехоболочной акустической системе общее число пьезоэлементов
равно 6 ... 12, из которых два или четыре пьезоэлемента предна-
значены для слежения за качеством акустического контакта.
С целью обеспечения стабильного акустического контакта при
контроле труб указанного и большего диаметров используют
ферромагнитную жидкость. Для ее удержания в акустические
блоки встраивают постоянные магниты. Такое решение обеспе-
чивает стабильный акустический контакт во всех пространствен-
ных положениях при наличии неровностей на поверхности контро-
лируемого соединения высотой 3 ... 4 мм. При контроле труб
388
с указанными параметрами помимо отмеченной выше информации
фиксируют также расположение дефекта относительно одной из
кромок шва, а также пройденный путь от начала контроля.
Для контроля труб диаметром 530 ... 1420 мм и плоских изде-
лий с толщиной стенки 18 ... 30 мм применяют аналогичные
акустические системы. Отличие состоит в том, что два диагональ-
ных блока содержат по три пьезоэлемента, а другие два по пять.
Акустические блоки закреплены в подвесках из медной ленты.
В блоки вмонтированы постоянные магниты для удержания маг-
нитной жидкости. Стабильность акустического контакта контро-
лируется под каждым блоком с помощью специально предусмот-
ренных пьезоэлементов.
В качестве сканирующего устройства используют самодви-
жущиеся модули на колесах с постоянными магнитами, впервые
разработанные на Белоярской АЭС и усовершенствованные
в МВТУ им. Н. Э. Баумана. Движение вдоль шва контролируется
индукционными датчиками при точности отслеживания шва
± 1 мм. Установку можно эксплуатировать как при положи-
тельных (до 40 °C), так и при отрицательных температурах благо-
даря использованию в качестве контактной среды магнитной
жидкости на керосиновой основе. Ее расход на 1 м шва составляет
1,5 см3. При контроле данной установкой уверенно обнаружи-
ваются плоскостные дефекты площадью 1 мм2 и объемные диа-
метром 0,6 мм и более.
В установке реализован новый алгоритм распознавания образа
дефекта, основанный на сравнении чисел принятых сигналов.
В отличие от известного критерия он менее зависит от качества
контролируемой поверхности и не требует равной чувствитель-
ности всех ПЭП. При автоматизированном контроле сварных
стыков труб диаметром 1420 мм и с толщиной стенки 21,7 мм досто-
верность распознавания характера реальных дефектов составляет
94 %. Производительность контроля 0,03 м/с. Масса электронного
блока не превышает 25 кг, сканирующего устройства 10 кг. Отме-
ченные характеристики выгодно отличают данную установку от
зарубежных аналогов.
Среди зарубежных установок такого класса наибольшего
внимания заслуживает установка, разработанная фирмой «Ком-
сон» (Австрия) и Пенсильванским университетом (США), предна-
значенная для исследования дефектов сварных швов. Установка
содержит сканирующее устройство в виде магнитной штанги,
по которой движется один преобразователь; электронный блок;
персональный компьютер с памятью в несколько мегабайт. Время
сканирования и траектория движения преобразователя задаются
микроЭВМ. При обнаружении дефекта ручным или автоматизи-
рованным методом на шов устанавливают сканирующее устрой-
ство с преобразователем указанной установки. После прозвучи-
вания с разных сторон, накопления информации и последующей
ее обработки на графопостроитель наносится схема поперечного
389
сечения сварного шва с изображением размеров и формы дефекта.
Классификация типов дефектов проводится по отношению осей
эллипса. Эту установку целесообразно также применять при арби-
тражных оценках сварных швов.
Установки уровня IV автоматически оценивают размеры де-
фекта, сравнивают их с нормативными и при превышении этих
размеров изделие бракуют. Этому уровню соответствуют уста-
новки «Аист-1», ДУК-15 ЦЛАМ.
Установка «Аист-1» предназначена для автоматического кон-
троля труб диаметром 19 ... 102 мм в процессе их сварки токами
высокой частоты. Поверхность трубы очищается специальным
устройством, акустический контакт между преобразователями
и поверхностью осуществляется, как и при контроле охлажден-
ного шва, через струю воды, несмотря на то что температура
сварного шва в зоне контроля составляет 900 ... 1000 °C. Это
объясняется высокой локальностью зоны нагрева при сварке.
Чтобы исключить неблагоприятное воздействие высокой темпера-
туры на ПЭП, они выполнены так, что постоянно охлаждаются
проточной водой, применяемой в качестве контактной среды.
Используемые ПЭП щелевого типа позволяют изменять угол
ввода в пределах 1 ... 3°. Шарнирная подвеска установки обеспе-
чивает постоянство положения преобразователей относительно
сварного шва. Установка снабжена датчиком слежения за швом.
Результаты контроля регистрируют на диаграме с выдачей оценки
качества сварного шва.
Для автоматического контроля сварных продольных швов
труб диаметром 159 ... 529 мм и с толщиной стенки 2,5 ... 10,0 мм
применяют установку ДУК-15 ЦЛАМ. Установка работает в эхо-
теневом режиме. Два наклонных преобразователя располагают
на трубе симметрично относительно сварного шва (аналогично
установке НК-105) и поочередно излучают УЗ-импульсы. Аку-
стический контакт осуществляют через струю воды, постоянно
подаваемой в зону контакта. Производительность контроля 1 м/с.
Рассмотренные выше установки предназначены для контроля
протяженных или замкнутых швов. Ряд механизированных уста-
новок типа «Прометей» (разработки ЦНИИ «Прометей») предна-
значены для контроля коротких участков (300 ... 1000 мм) пло-
ских стыковых сварных соединений толщиной 10 ... 130 мм и
тавровых соединений толщиной 10 ... 40 мм. Их отличительная
особенность состоит в конструкции механизма сканирования.
Акустические системы установок содержат от двух до четырех
преобразователей, один или два из которых перемещаются по
поперечно-продольной траектории по обеим сторонам сварного
шва. Основные технические характеристики этих установок и
принцип их работы рассмотрены в [62, 881.
Новый качественный уровень представляют установки актив-
ного УЗК сварных и паяных соединений, следящие за процессом
сварки и пайки и корректирующие параметры технологии. Среди
390
отечественных разработок следует отметить систему УТПС-01УД
(НИИХИММАШ), предназначенную для контроля сварных соеди-
нений и управления процессом однопроходной сварки под флюсом
углеродистых и низколегированных сталей с Н = 8 ... 10 мм.
Она состоит из ультразвуковой установки, сварочного автомата
АДФ-1200 с акустическими блоками и АСУТП «Сварка» для
обработки информации и управления током сварки и положением
электрода на базе микроЭВМ «Электроника ДЗ-25». В процессе
сварки система УТПС-01УД выдает в режиме «Совет оператору»
на дисплее данные по изменению режима сварки в зависимости
от изменения зазора между свариваемыми кромками и положения
электрода относительно этих кромок.
Отклонения режимов сварки фиксируют на бумаге алфавитно-
цифровым печатающим устройством с указанием отклонения и ко-
ординаты по длине шва. В процессе контроля качества сварного
шва сигналы, поступающие от четырех акустических блоков и дат-
чика пути сканирования, автоматически обрабатываются. Резуль-
таты контроля представляются в виде протокола с указанием
числа дефектов, их типа (плоские, объемные), координаты по
длине шва и условной протяженности.
Если в сварных соединениях обнаружены недопустимые дефек-
ты, то их необходимо удалить, а дефектное место заварить. Гораздо
сложнее обстоит дело при контроле изделий, изготовленных пай-
кой, контактной и диффузионной сваркой, сваркой в вакууме,
трением, так как эти изделия не ремонтопригодны. В этих слу-
чаях необходим активный контроль в процессе изготовления изде-
лия. В последние годы за рубежом (в Японии, США, Великобрита-
нии) и в СССР ведутся интенсивные исследования вэтом направлении.
В МВТУ им. Н. Э. Баумана разработана установка
УЗД-МВТУ-ЗЗА автоматизированного активного ультразвуко-
вого контроля паяных стыков труб диаметром 57 ... 89 мм и с тол-
щиной стенки 5 мм.
Его сущность заключается в следующем. В процессе нагрева
в изделие с одной стороны шва вводят УЗ-продольные волны,
а принимают по другую сторону шва. Если зазор (сечение шва)
не полностью заполнен припоем, то на приемник поступают осла-
бленные УЗ-колебания и на индуктор подается сигнал на продол-
жение подогрева до момента полного заполнения зазора. Для труб
диаметром 57 ... 89 мм симметрично от оси шва располагают по
шесть преобразователей на частоту 1,8 МГц, акустические оси
которых смещены одна относительно другой. В связи с тем, что
температура в зоне пайки достигает 1200 °C, применяют специаль-
ные преобразователи с водоохлаждаемой рубашкой, которые уста-
навливают на расстоянии 120 мм от зоны шва. Температура на
поверхности контролируемого изделия под преобразователем не
превышает 40 °C. При температуре 1000 °C и выше амплитуда
прошедшего сигнала резко снижается; при 1200 °C ослабление
достигает 27 ... 29 дБ.
391
ЧА. ВИЗУАЛЬНОЕ ПРЕДСТАВЛЕНИЕ РЕЗУЛЬТАТОВ
ДЕФЕКТОСКОПИИ
При традиционных способах выполнения УЗК оператор полу-
чает косвенные сведения о его результатах. Он анализирует рас-
пределение УЗ-импульсов в сопоставлении со сканированием
поверхности преобразователем и представляет схему расположе-
ния обнаруженных дефектов. Результаты контроля, таким обра-
зом, зависят от субъективных качеств оператора. Кроме того,
они малодоступны пониманию неспециалистов. На основании
изложенного можно сделать вывод о необходимости создания
приборов с визуальным представлением результатов контроля.
Визуализация акустических полей. При одновременном озву-
чивании значительного объема изделия с применением методов
отражения или прохождения для обнаружения дефектов на поверх-
ности изделия возникает акустическое поле. В 50-е годы господ-
ствовало представление, что достаточно сделать видимым распре-
деление амплитуд этого поля, чтобы получить довольно точное
представление о расположении дефектов в изделии. В действи-
тельности дифракционные явления при взаимодействии волн
с дефектами, а также сложная структура поля преобразователя
существенно усложняет задачу расшифровки результатов кон-
троля.
На рис. 7.1 показана типичная схема теневого дефектоскопа
с визуальным изображением п^ля прошедшего излучения. Источ-
ник 1 УЗ-волн обычно достаточно большой, чтобы интерференцион-
ными явлениями в ближней зоне можно было пренебречь и считать
с достаточной точностью поле излучения плоской однородной
волной. С этой же целью его, наоборот, можно сделать малым,
чтобы работать в дальней зоне, но в этом случае амплитуда поля
существенно снизится. УЗ-волны проходят через объект кон-
троля 2. При наличии в объекте контроля дефекта однородность
поля нарушается и позади дефекта образуется звуковая тень.
Для повышения кбнтрастности и четкости изображения прошед-
шие лучи обычно фокусируют ультразвуковой линзой 3. В фокаль-
ной плоскости линзы возникает акустический рельеф, т. е. опре-
деленное распределение интенсивности или амплитуды в плос-
кости поперечного сечения звукового пучка, соответствующее
наблюдаемому дефекту. Чтобы сделать звуковой рельеф види-
мым, применяют различные устройства,
f называемые акустико-оптическими преоб-
разователями 4.
j В настоящее время известно около 100
способов акустико-оптического преобразо-
вания. Наиболее низкий порог чувстви-
Рис. 7.1. Схема теневого дефектоскопа с визуаль-
ным представлением акустического поля
392
тельности (Ю”7 Вт/м2) характерен для электронно-акустического
способа, заключающегося в образовании электрического заряда
на поверхности пьезопластины под действием акустического поля.
С помощью электронно-акустического преобразователя (ЭАП)
электрический рельеф переносится на экран ЭЛТ.
Исследуем фронтальную разрешающую способность такой
системы. Разрешающая способность ЭАП приблизительно равна
0,1 мм. Предельная акустическая разрешающая способность зна-
чительно хуже. Область геометрической тени позади экрана-
дефекта имеет четкие очертания, только когда размеры экрана
значительно превосходят длину волны. При уменьшении размеров
экрана проявляется дифракционная картина на краях в виде
светлых и темных контуров, мешающих четкому наблюдению пред-
метов. Это препятствует установлению очертаний дефектов.
Реальная разрешающая способность описанной системы [39] на
частоте 10 МГц — около 10 мм. По этой причине, а также вви-
ду сложности и громоздкости установок и высокого уровня помех
системы прямой визуализации в практике дефектоскопии распро-
странения не получили.
Сканирующие дефектоскопы с визуализацией изображения.
В приборах этой группы сохранен принцип сканирования, при-
сущий обычному ручному контролю. Приборы различают по двум
основным признакам: способу сканирования и типу изображения.
Сканирование можно выполнять вручную, но в этом случае обя-
зательна связь между преобразователем и дефектоскопом, по-
скольку для визуализации необходима информация о положении
преобразователя на поверхности изделия. В автоматических уста-
новках используют механическое и электронное сканирование.
Последнее состоит в применении многоэлементного преобразова-
теля либо большого числа параллельно действующих переключа-
емых преобразователей. Применяют также комбинированное
сканирование, например ручное в продольном, механическое или
электронное в поперечном направлениях либо механическое в
продольном, электронное в поперечном направлениях.
Кроме сканирования путем возвратно-поступательного пере-
мещения преобразователя, применяют движение преобразователя
по кольцевой или спиральной траектории. Для решения некото-
рых задач целесообразно изменение угла ввода преобразователя;
такой тип сканирования называют секторным.
В УЗ-дефектоскопах применяют изображение трех основных
типов (рис. 7.2). Развертка типа А характеризует изменение
амплитуды поступающих к приемнику акустических сигналов
в зависимости от времени распространения импульса в изделии.
Развертку этого типа применяют в эхо-дефектоскопах для ручного
контроля.
Развертка типа В соответствует томографическому изображе-
нию, т. е. представляет распределение дефектов в сечении изде-
лия, проходящем через линию сканирования. Каждая строка
13 П/р Н. П. Алешина 393
д+А
Рис. 7.2. Типы разверток
этой развертки соответствует
определенному положению
преобразователя на линии
сканирования или опреде-
ленному углу его поворота.
Информация об амплитуде
сигнала дается изменением
яркости строки. Развертка
типа С соответствует орто-
графическому изображению,
аналогичному фотографии на
рентгеновской пленке. Оно
представляет расположение
дефектов в плане.
Все развертки имеют свои
преимущества, несут свою по-
лезную информацию. С целью совмещения преимуществ разверток
их комбинируют. На рис. 7.2 показана развертка типа А + В,
в которой для одной из строк развертки типа В дают развертку
типа А для более точного указания амплитуд эхо-сигналов от
дефектов. Аналогичным образом совмещают развертки типов А
и С, С и В. Некоторые типы комбинированных разверток имеют
специфические наименования. Например, развертка типа Р дает
изображение дефектов сварного шва в плане и продольном се-
чении.
Приборы с визуальным представлением информации должны
обеспечить запоминание результатов прохождения через изде-
лие каждого посылаемого импульса. Наиболее просто этого дости-
гают, применяя долгосветящуюся электронно-лучевую трубку.
Современные приборы снабжены блоками аналогово-цифровой
обработки информации, ее хранения, обработки и представления
на экране в желаемом виде.
Визуальное представление изображения возможно только при
наличии автоматической связи сканирование — изображение.
Если такая связь имеется для линейного или секторного (в одной
•плоскости) сканирования, возможно получение разверток типов В
и А + В. Развертку типа С в этом случае получить нельзя.
Для контроля сварных швов применяют эхо-дефектоскоп ти-
па УИ-70. Сканирование вдоль шва осуществляют вручную.
Поперечное сканирование — секторное механическое, выполняе-
мое поворотом чувствительного элемента призматического преоб-
разователя. Изображение — развертка типа В с представлением
поперечного сечения сварного шва.
С этой же целью разработан эхо-дефектоскоп «Поиск-19» [33].
Сканирование ручное, локацию положения преобразователя осу-
ществляют с помощью двух ненаправленных низкочастотных
(80 кГц) УЗ-импульсных излучателей, расположенных на основ-
ном преобразователе. Импульсы распространяются в воздухе,
394
отражаются от двух перпендикулярно расположенных экранов
и принимаются теми же преобразователями, работающими как
приемники. Два излучателя-приемника нужны для определения
угла разворота основного преобразователя относительно свар-
ного шва. Погрешность измерения координат менее 1 мм. Прибор
имеет блок слежения за качеством акустического контакта. Для
этого вибратор возбуждает в изделии акустический белый шум
в диапазоне частот 150 ... 200 кГц. Уровень этого сигнала, прини-
маемого преобразователем, используют для оценки качества аку-
стического контакта.
Изображение дается в виде развертки типа Р, изображающей
сварной шов в плане и продольном сечении. Кроме того, обозна-
чается линия сканирования, перерывы в которой соответствуют
местам некачественного контакта.
Разрешающая способность рассмотренных дефектоскопов
ограничивается теми же факторами, что и обычных ручных эхо-
дефектоскопов (см. подразд. 3.2). Повышение разрешающей спо-
собности возможно путем применения фокусирующих преобра-
зователей.
Для осуществления сканирования на разной глубине необхо-
димо изменять фокальное расстояние. В связи с этим перспективно
применение системы электронного сканирования типа фазирован-
ной решетки. Система может осуществлять поворот луча и его
фокусировку на заданной глубине. Изменением числа работаю-
щих элементов можно поддерживать постоянную апертуру и,
следовательно, постоянное фокальное пятно при изменении глу-
бины. Подобные приборы применяют для медицинского диагно-
стирования.
Акустическая голография. Визуализация акустического изоб-
ражения с использованием методов голографии существенно
отличается от рассмотренных выше способов и прежде всего тем,
что поступающую информацию обрабатывают с учетом не только
амплитуды, но и фазы акустической волны. Такую обработку
называют когерентной. В результате разрешающая способность
УЗК значительно повышается.
Важное отличие акустической голографии от оптической со-
стоит в том, что большая часть приемников акустических волн,
например пьезоэлементы, регистрируют амплитуду колебаний,
т. е. обладают свойством линейности. В оптике приемники, как пра-
вило, регистрируют интенсивность света, т. е. являются квадра-
тичными приемниками. Отмеченные свойства позволили реализо-
вать в акустической голографии иную, чем в оптике, схему полу-
чения и восстановления голограмм [79, 88].
Наиболее перспективна вычислительная акустическая голо-
графия со сканированием объекта контроля. Рассмотрим принцип
работы этой системы (рис. 7.3). Чаще всего применяют иммерсион-
ный акустический контакт преобразователя 9 с изделием 10, хотя
возможны также другие варианты контакта. Контроль ведут
13* 395
Рис. 7.3. Схема голографической
установки, основанной на способе
синтезированной апертуры
с помощью преобразователя с мак-
симально широкой диаграммой
направленности, однако даже то-
чечный излучатель на поверх-
ности твердого тела имеет диа-
грамму направленности для про-
дольной волны, определяемую
функцией % (см. подразд. 1.3).
В связи с этим реальная угло-
вая ширина диаграммы прибли-
зительно ограничивается углом
0 - 30°.
Чем меньше размер преобра-
зователя, тем меньше его чувстви-'
тельность. Для совмещения тре-
бований широкой диаграммы на-
правленности и достаточно высо-
кой чувствительности применяют
фокусировку ультразвука, располагая фокальное пятно на гра-
нице иммерсионной жидкости с поверхностью изделия. В контакт-
ном варианте применяют концентратор, т. е. конический волновод,
на широком торце которого располагают пьезопластину, при этом
размер контактирующего с изделием торца приблизительно равен
длине волны.
Блок перемещения преобразователя 8 связан с системой реги-
страции голограммы в блоке памяти 5 ЭВМ. Предпочтительно
перемещение преобразователя с помощью шаговых двигателей,
обеспечивающих точность фиксации координат преобразователя
на поверхности изделия около 0,1 мм. Возможны и другие ва-
рианты, например перемещение преобразователя вручную с пере-
дачей информации о его положении на регистратор с помощью
сельсинных или других датчиков.
Генератор 3 возбуждает колебания УЗ-частоты. Блок 6 форми-
рует из них импульсы и увеличивает их мощность. Импульсы
используют как зондирующие для возбуждения преобразова-
теля. Эхо-сигналы принимает тот же преобразователь. Их уси-
ливают усилители 7, стробируют, чтобы выделить контролируемый
слой изделия на глубине Я, и подают на блок 4 когерентной обра-
ботки. Поле распределения эхо-сигналов на некотором участке 2L
поверхности изделия соответствует так называемой объективной
волне в оптической голографии. Оно несет информацию об объекте,
в данном случае о проконтролированном слое изделия. Поверх-
ность изделия служит плоскостью голограммы.
На блок 4 подают также непрерывные колебания от генера-
тора 3. Они играют роль опорной волны в оптической голографии.
Это, как правило, плоская волна, падающая под некоторым углом
на плоскость голограммы. Суммирование аналогов объектовой
и падающей волн позволяет зафиксировать амплитуду и фазу
396
объектовой волны. Суммарный сигнал подается на блок памяти 5
ЭВМ, в котором хранятся сведения о положении преобразователя.
Только совместные сигналы от приемника, проинтерферировав-
шие с опорной волной, и от датчика положения преобразова-
теля 8 дают возможность получить полную голограмму.
Фазу сигнала объектовой волны можно сдвинуть на 0,5л.
Благодаря этому можно зафиксировать отдельно действительную
и мнимую часть сигнала объектовой волны. В результате в блоке
памяти 5 ЭВМ формируется комплексная голограмма,т. е. элек-
трически воссозданный образ акустического-поля на поверхности
изделия с его амплитудным и фазовым распределением.
Восстановление голограммы выполняет ЭВМ 2 с использова-
нием опорного сигнала от генератора 3. Здесь выполняется опе-
рация, обратная интерференции с опорной волной. Результат
воспроизводится на экране дисплея 1, Система восстановления,
применяемая в оптической голографии, позволяет получать
объектовую волну в плоскости регистрации голограммы, т. е.
на поверхности изделия. Благодаря численному восстановлению
можно представить поле волны в плоскости дефекта, т. е. образ
дефекта.
При получении голограмм вычислительным способом реги-
стрируют не непрерывное значение функции поля, а его дискрети-
зированное представлейие для отдельных точек, в которых нахо-
дится преобразователь. Для регистрации и воссоздания функции
по ограниченному числу точек используют дискретные преобра-
зования Фурье.
Как следует из изложенного, голограмму получают путем
совместной обработки сигналов в зоне сканирования по поверх-
ности изделия 2L, в которой наблюдают сигнал от дефекта 11
(или группы близко расположенных дефектов). С увеличением
глубины залегания дефекта Н зону 2L увеличивают (если этому
не препятствует форма изделия) по закону L = Н tg 9, где 9 »
« 30°, как отмечено ранее. Таким образом, совместная обработка
сигналов дает возможность достигать большого значения линей-
ной L или угловой 9 апертуры. По этому признаку рассматривае-
мый способ голографии называют методом синтезированной апер-
туры.
Поскольку обработку сигналов осуществляют совместно,
фронтальную разрешающую способность такой системы опре-
деляют по той же формуле, что и для фокусирующего преобра-
зователя: I == 2р ~ X/sin 9 « 2Х. Если нет конструктивных пре-
пятствий к увеличению зоны 2L, то разрешающая способность
акустической голографии не зависит от глубины залегания де-
фекта. В этом случае она равна максимально возможной фрон-
тальной разрешающей способности для ультразвукового метода
контроля.
Реализация изложенного способа голографии предполагает
использование квазихроматического излучения, т. е. импульсов
397
большой длительности, что существенно ухудшает лучевую раз-
решающую способность, которая достигает (6 ... 8) X. Для устра-
нения этого недостатка получают акустические голограммы на
различных частотах, например 0,2 ... 10,0 МГц. Совместную обра-
ботку получаемых по ним изображений ведут с помощью системы
с генератором 3, частота которого изменяется (см. рис. 7.3).
В результате наблюдают изображение дефектов, как бы получен-
ное с помощью короткого импульса, синтезированного из набора
частот с применением преобразования Фурье. Лучевая разре-
шающая способность при этом повышается до (1 ... 2) X, т. е.
сопоставима с фронтальной. Экспериментальная проверка на
искусственных и естественных дефектах [7] подтвердила высокую
разрешающую способность метода.
Стробирование сигналов во времени обычно осуществляется
в блоке 7. Следует отметить, что в блоке памяти более удобно
хранить информацию, дискретизированную по времени прихода
эхо-сигналов (при условии достаточного объема памяти). Это дает
возможность получать развертку типа С любого слоя изделия
по толщине.
Развертку типа В для различных сечений изделия можно полу-
чить, меняя траекторию перемещения преобразователя. Однако
этого же можно достичь, изменяя алгоритм обработки данных,
хранящихся в блоке памяти ЭВМ. Меняя соотношение фаз в обра-
батываемом и объектовом сигнале, можно получить изображение
дефекта, как бы озвучиваемого наклонно падающей волной.
Недостатки метода голографии — сложность и высокая стои-
мость аппаратуры, необходимость связи преобразователя с при-
бором. Значительные затраты времени на механическое сканиро-
вание (время контроля участка 300x300 мм одним приемником
около 10 мин) также снижают эффективность метода, причем
для многочастотной голографии это время многократно увеличи-
вается. В связи с изложенным голографию целесообразно исполь-
зовать лишь для анализа обнаруженных дефектов.
Необходимо иметь в виду, что, если поверхность дефекта
(или ее часть) имеет неровности, существенно меньшие длины волны
ультразвука, отражение от таких дефектов будет происходить
зеркально и объективная волна может не попасть на приемник.
В результате акустическое изображение дефекта будет существенно
отличаться от оптического. Например, дефект с резкими гра-
ницами и гладкой поверхностью наблюдается после восстановле-
ния голограммы только в виде отдельных точек своего контура,
от которых пришли дифракционные волны с достаточно большой
амплитудой.
Глава 8
ИЗМЕРЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ИЗДЕЛИЙ
8.1. ОБЩИЕ СВЕДЕНИЯ
Основное назначение акустических приборов для измерения
геометрических параметров изделий — измерение толщины труб,
сосудов, резервуаров и других изделий, доступ к которым имеется
только с одной стороны. Значительно реже акустические методы
применяют для измерения длин и диаметров изделий. С опреде-
лением размеров связан вопрос применения акустических мето-
дов для контроля параметров шероховатости поверхности изделий.
8.2. УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
Для измерения толщины используют метод отражения и резо-
нансный метод. В редких случаях (при наличии двустороннего
доступа) применяют также метод прохождения. При контроле
методами отражения и прохождения измеряют время пробега
импульса в объекте контроля. Иногда определяют амплитуду
прошедшего сигнала или его фазу (при непрерывном излучении).
Рассмотрим лишь принципиальные вопросы измерения толщины
с учетом наличия работ [45, 49, 59].
В зависимости от цели и объекта контроля толщину изделий
можно измерять с использованием приборов, относящихся к сле-
дующим группам:
группа А — для ручного контроля изделий с гладкими парал-
лельными поверхностями (например, изделий после их изго-
товления);
группа Б — для ручного контроля изделий с грубыми непа-
раллельными поверхностями (например, изделий, внутренняя
поверхность которых поражена коррозией);
группа В — для автоматического контроля в потоке (обычно
труб).
Основное требование, предъявляемое к приборам групп А
и В, — высокая точность измерения, к приборам группы Б —
высокая чувствительность, необходимая для фиксации рассеян-
ного отражения от неровной противоположной поверхности и
определения места наибольшего локального утонения стенок;
требования к точности измерения в этом случае снижены.
399
При ручном контроле нужно обеспечить широкий диапазон
измерений, причем главная трудность заключается в уменьшении
минимальной измеряемой толщины. Результаты измерения необ-
ходимо представлять в наглядной форме, например на цифровом
табло. При автоматическом контроле нужно обеспечивать высо-
кую производительность (т. е. выполнение возможно большего
числа измерений в единицу времени) и следить за соответствием
толщины допускаемым значениям.
Измерение толщины резонансным методом. Резонансный метод
подробно рассмотрен в подразд. 2.4. Здесь отметим только неко-
торые особенности этого метода как средства измерения толщины
изделия. Метод позволяет измерять толщину от минимального
значения Лт1п — 0,5 с//тах, где с — скорость звука в материале
изделия; fmax — максимальная частота прибора. При повышении
частоты до 30 МГц можно измерять толщины стальных изделий,
начиная от 0,1 мм. Измерение таких толщин другими методами
выполнить не удается. При использовании иммерсионного ва-
рианта метод обеспечивает непрерывный контроль труб диаметром
3 ... 4 мм и более, что также трудно обеспечить другими мето-
дами; погрешность при этом составляет 1 ... 2 %. Таким образом,
резонансный метод обладает рядом преимуществ для создания
на его основе приборов группы В.
Резонансный метод пригоден для контроля изделий с относи-
тельно гладкими поверхностями. Изменение толщины в зоне
измерения не должно превышать 8 %, причем измеряется средняя
толщина, а не наибольшее утонение. Это определяет пригодность
контактных резонансных толщиномеров как приборов группы А.
Однако в контактном варианте обнаруживается ряд недостатков
метода, отмеченных в подразд. 2.4, поэтому резонансные контакт-
ные толщиномеры, широко распространенные в 50—60-х годах,
с развитием импульсной техники оказались неконкурентоспособ-
ными и были вытеснены импульсными толщиномерами.
Измерение толщины импульсным эхо-методом. Точность изме-
рения является основным количественным показателем измери-
тельного прибора, поэтому оценим погрешность измерения тол-
щины эхо-методом. Начнем с наиболее простого случая, когда
измерение выполняют по первому донному сигналу. Если ско-
. рость с ультразвука в изделии известна, то, измеряя время t
прохождения ультразвука в изделии в прямом и обратном напра-
влениях, можно определить толщину
h = 0, bet. (8.1)
Погрешность измерения определяют по формуле
ДЛ/Л = Дс/с + &tlt. (8.2)
Обычно перед началом измерения выполняют настройку на
скорость ультразвука в изделии по образцу или участку изде-
лия, где толщину можно измерить штангенциркулем или микро-
400
метром. Настройку осущест-
вляют тем же способом, что
и измерение толщины, но зна-
чение h считают известным, а с.
неизвестным. Вследствие этого
погрешности измерения скоро-
сти и времени приблизительно
совпадают:
ДЛ/Л ъ 2Д//Л (8.3)
Существуют приборы с авто-
матической подстройкой скоро-
сти звука, для которых фак-
торы, влияющие на точность
измерения скорости и времени,
различны. При использовании
этих приборов погрешность вы-
числяют по формуле (8.2).
а)
S)
Рис. 8.1. Кривые изменения амплитуды
в зависимости от длительности им-
пульса при х < 1 (а) н 1 (б)
Погрешность измерения времени определяется рядом факто-
и
ров.
1. Погрешность измерительного устройства толщиномера, ко-
торая складывается из нелинейности временных разверток и
ограниченной точности индикаторного устройства (стрелочного
или цифрового). Обычно эта погрешность составляет 0,5 ... 1,0 %,
т. е. = 0,005 ... 0,010.
2. Погрешность, связанная с конечной длительностью УЗ-им-
пульса. Она пропорциональна периоду колебаний Т : Д/2 == *Т
(х — коэффициент пропорциональности) и уменьшается с повы-
шением частоты f = 1/Т. Если не принять специальных мер, то
в результате действия случайных факторов отсчет времени при
двух измерениях может быть выполнен по разным периодам коле-
баний в импульсе. Например, если изменится амплитуда импульса,
по которому определяют толщину, то измеряемый интервал вре-
мени может измениться на период УЗ-колебаний или даже больше
(рис. 8.1). В этом случае х ;> 1, что приводит к большой погреш-
ности. Во избежание этого измерение ведут по одному и тому же
(желательно первому) периоду колебаний. Чтобы обеспечить
выполнение этого условия, максимальную амплитуду импульса
Umax поддерживают неизменной, а измерение выполняют на
постоянном уровне Uo. Желательно поддерживать постоянной
амплитуду первого периода колебаний в импульсе, которая
не связана однозначно с t/max, однако в техническом отноше-
нии это выполнить сложнее, чем стабилизировать (7тах-
Уровень напряжения t/0, при котором выполняют измерение,
выбирают возможно низким, поскольку при этом больше крутизна
фронта импульса (меньше х) и меньше вероятность выполнить
настройку и измерение по разным периодам колебаний. Однако
уровень Uq должен быть выше уровня помех.
401
Принимаемые меры позволяют уменьшить х до 0,1. В резуль-
тате абсолютная погрешность измерения толщины, равная ДЛ =
= схТ = ик, на частоте 5 МГц составит 0,1 мм при с = 5 ... 6 км/с.
Для дальнейшего повышения точности стремятся увеличить
крутизну переднего фронта импульса, по которому выполняют
измерение. Для этого используют генератор, обеспечивающий
крутой передний фронт зондирующего импульса, расширяют
полосу частот усилителя и преобразователя в сторону высоких
частот, от которых зависит крутизна переднего фронта. В связи
с этим возникает необходимость применения особо широкополос-
ных преобразователей. Сделать передний фронт вертикальным
нельзя: этому мешает затухание в изделии высокочастотных соста-
вляющих спектра импульса. Однако принимаемые меры позво-
ляют уменьшить х до 0,01 и соответственно снизить погрешность
измерений до 0,01 мм.
Применение особо широкополосных (например, апериодиче-
ских) преобразователей приводит к снижению чувствительности.
Возникают трудности при регистрации сигналов с малой ампли-
тудой, вызванных локальными утонениями со стороны внутрен-
ней поверхности изделия. На основании этого толщиномеры с та-
кими преобразователями относят к группе А, в то время как
приборы, для которых х = 0,1, пригодны для измерения изделий
с грубыми поверхностями, т. е. для решения задач группы Б.
Другой способ уменьшения влияния рассматриваемой погреш-
ности измерений состоит в том, чтобы уменьшить связанную с нею
относительную погрешность, т. е. отношение х77Л С этой целью
увеличивают измеряемый интервал времени t\ при этом измерение
выполняют не по первому донному сигналу, а по сигналу, про-
шедшему п раз в изделии в прямом и обратном направлении, т. е.
по n-му донному сигналу. В результате относительная погреш-
ность измерения снижается в п раз:
Д/2// = x77(nf).
Один из вариантов способа измерения толщины с использова-
нием многократных отражений импульса в изделии заключается
в определении частоты следования многократных импульсов,
которая обратно пропорциональна измеряемой толщине. Этот
вариант обеспечивает приблизительно такую же точность, как
рассмотренный выше, но его приборная реализация несколько
сложнее. Оба варианта пригодны для измерения толщины только
приборами группы А, поскольку грубые или непараллельные
поверхности изделия вызывают быстрое ослабление многократ-
ных отражений.
3. Погрешности акустического контакта.. Если используют
контактный способ измерения и время прохождения импульса
через слой контактной жидкости между преобразователем и изде-
лием включают в измеряемый интервал времени /, то измеряемую
толщину завышают на значение hf = h^clc^ где Лж и сж — тол-
402
щина слоя жидкости и скорость звука в ней. Соответствующую
погрешность можно было бы учесть как систематическую. Однако
толщина слоя меняется вследствие изменения параметров шеро-
ховатости поверхности изделия, разного усилия прижатия пре-
образователя. В результате эта погрешность становится случай-
ной. Если Лж = 0 ... 0,2 мм, а с/ст = 4, то ДЛ3 — 2с Л/3 =
= ЛЛжс/сж = 0,2-4 = 0,8 мм, что значительно больше ЛЛ2.
Для уменьшения этой погрешности (особенно существенной
при измерении малых толщин) повышают требования к качеству
поверхности изделия, стабилизируют усилие прижатия преобра-
зователя, выполняют настройку прибора и измерение на образцах
с одинаковой шероховатостью поверхности.
Радикальным способом устранения этой погрешности является
исключение времени пробега в контактной жидкости из измеряе-
мого интервала. Для этого нужно разделить импульсы, отражен-
ные от обеих поверхностей слоя контактной жидкости, и измерить
интервал времени между импульсом, соответствующим отраже-
нию от контактной поверхности изделия, и донным сигналом.
Эту задачу довольно просто решить для иммерсионного УЗ-тол-
щиномера, характеризующегося толстым слоем жидкости и четким
отличием сигнала, вводимого в иммерсионную жидкость, от сиг-
нала, отраженного от контактной поверхности изделия. Иммер-
сионный способ применяют для автоматического контроля тол-
щины, т. е. в приборах группы В.
В контактных толщиномерах, используемых при ручном кон-
троле, выделить сигнал, соответствующий отражению от контакт-
ной поверхности изделия, можно только при очень малой длитель-
ности импульса, получаемой с помощью широкополосного преоб-
разователя. Можно также применять многократное отражение
импульсов в изделии. Импульсы, начиная с п = 2, соответствуют
отражениям между поверхностями контролируемого изделия;
на расстояние между ними слой контактной жидкости не влияет.
Таким образом, исключение влияния акустического контакта
на точность измерения импульсным методом возможно только
в приборах групп А и В.
Погрешность, обусловленная влиянием акустического кон-
такта, исключается при использовании бесконтактных способов
излучения и приема акустических волн. Для этой цели применяют
электромагнитно-акустические преобразователи, широкополос-
ность которых позволяет формировать импульсы полуволновой
длительности, что важно для достижения высокой точности.
ЭМА-преобразователи легче возбуждают поперечные, а не про-
дольные волны. Это также удобно для измерения: скорость рас-
пространения поперечных волн меньше, чем продольных, изме-
ряемый интервал времени увеличивается и соответственно умень-
шается погрешность A/2/t Небольшая чувствительность ЭМА-
преобразователей не препятствует использованию этого способа
в приборах групп А и В, характеризующихся высокой амплитудой
403
Рис. 8.2. Схема прохождения
ультразвука в изделии в зависи-
мости от измеряемой толщины
донного сигнала. Вследствие гро-
моздкости ЭМА-преобразователи при-
меняют в основном в приборах груп-
пы В.
К другим причинам, вызыва-
ющим погрешности измерения, мож-
но отнести изменение температуры.
Оно влияет на скорость звука в из-
делии, что компенсируют соответ-
ствующей подстройкой. Изменяет-
ся также скорость звука в материале
преобразователя, например в акусти-
ческих задержках (призмах) РС-пре-
образователя. Для исключения этой
погрешности прибор должен обе-
спечивать измерение времени пробега импульса между поверх-
ностями изделия и не включать в измеренный интервал время
пробега в призмах.
Таким образом, общая погрешность измерения толщины им-
пульсным методом согласно формуле (8.3) и с учетом сделан-
ных оценок
^- = 2 ('-^-4-^- + — -^-) =2 (о,005 +
h \ t 1 2h 1 h ) \ 1 h J
(8.4)
Эта формула характеризует точность измерения приборов
группы Б. Погрешность от нестабильности акустического кон-
такта считаем исключенной.
Из анализа формулы (8.4) следует, что для изделия значитель-
ной толщины погрешность составляет около 1 %, а для изделия
толщиной 3 мм — 7,6 %. Увеличение погрешности с уменьшением
толщины измеряемого изделия — характерная особенность эхо-
метода толщинометрии. В технических характеристиках приборов
иногда приводят погрешность измерения Л/х или А^/Л Однако
это ведет к ошибочному представлению о возможностях акусти-
ческого метода при измерении малых толщин, поскольку не учи-
тывается погрешность Л/2-
Отметим особенность измерения толщины эхо-методом с по-
мощью PC-преобразователя, который обычно применяют в прибо-
рах группы Б. Путь УЗ-волн изменяется в зависимости от тол-
щины изделия. На рис. 8.2 это показано для случая, когда донная
поверхность находится в дальней зоне. Угол, характеризующий
направление проходящего наикратчайший путь луча, увеличи-
вается с уменьшением толщины (лучи, соответствующие меньшей
толщине, показаны линией штриховой). Сложнее ситуация, когда
донный сигнал находится в ближней зоне, где лучи еще не обра-
зовались и передний фронт эхо-сигнала формируется из волн,
проходящих различный путь. Чтобы учесть влияние отмеченных
404
явлений и избежать дополнительной погрешности, необходимо
проградуировать прибор по образцам различной толщины.
Диапазон контролируемых толщин. Мини-
мальную толщину изделия, контролируемого эхо-методом, опре-
деляет мертвая зона толщиномера. Она аналогична мертвой зоне
дефектоскопа (см. подразд. 5.2). Для ее сокращения в приборах
групп А и В добиваются минимальной длительности зондирую-
щего импульса, а в приборах группы Б применяют РС-преобра-
зователи. В результате мертвая зона для толщиномеров групп А
и В составляет 0,2 ... 0,3 мм, для толщиномеров группы Б —
0,5 ... 1,5 мм.
Необходимо обратить внимание на специфическую погреш-
ность измерения изделий малой толщины. Когда толщина изделия
меньше минимального значения, измеряемого прибором, прибор
может зафиксировать не первый донный сигнал, который слился
с зондирующим импульсом, а второй. В результате будет ошибочно
зафиксировано значение толщины, вдвое большее истинного.
Максимальная толщина контролируемых изделий ограничена
лишь большим затуханием ультразвука в некоторых материалах.
В конкретных приборах ее определяет минимальная скорость раз-
вертки, используемой для преобразования времени прихода эхо-
сигналов в электрическое напряжение. Обычно максимальная
толщина для материалов с небольшим затуханием ультразвука
равна 200 ... 300 мм. Большие толщины измеряют импульсными
дефектоскопами и механическими средствами.
Ограничивающие параметры объекта
контроля. Наружная поверхность контролируемого изделия,
как и при дефектоскопии, должна обеспечивать возможность
надежного акустического контакта с преобразователем. Влияние
шероховатости наружной поверхности на толщину слоя и погреш-
ность измерения рассмотрено выше.
Внутренняя поверхность изделия определяет выбор типа УЗ-
толщиномера. Для контроля изделия с неровной внутренней по-
верхностью применяют только приборы группы Б, обладающие вы-
сокой чувствительностью и использующие для измерения
первый донный сигнал. При контроле изделий с гладкими поверх-
ностями применяют приборы группы А, имеющие низкую чувст-
вительность или использующие многократные отражения.
Минимальный радиус кривизны контролируемого изделия —
важная эксплуатационная характеристика толщиномера, по-
скольку эти приборы чаще всего используют для контроля тол-
щин стенок труб. Уменьшение радиуса кривизны приводит
к уменьшению площади контакта преобразователя с поверх-
ностью изделия и, следовательно, к снижению амплитуды эхо-
сигнала. Приборами группы Б контролируют изделия с мини-
мальным радиусом кривизны, например трубы диаметром 6 ...
10 мм и более, причем точность измерения и размер мертвой
зоны слабо зависят от радиуса кривизны. Импульсными прибо-
405
Рис. 8.3. Структурная схема импульсного контактного толщиномера
рами группы А контролируют трубы диаметром 20 мм и более,
причем погрешность измерения и размер мертвой зоны увеличи-
ваются с уменьшением радиуса трубы. Этот же недостаток при-
сущ импульсным приборам группы В. Трубы значительно мень-
шего диаметра можно контролировать с помощью иммерсионных
резонансных автоматических толщиномеров (3 мм и более).
Аппаратура для толщинометрии. На рис. 8.3 показана струк-
турная схема импульсного контактного толщи-
номера, измеряющего время прихода первого донного сигнала.
По этой схеме (с различными вариациями) работают толщиномеры
группы Б, толщиномеры группы А с особо широкополосными
преобразователями и автоматические импульсные толщиномеры
группы В.
Назначение и принцип работы ряда узлов, а именно синхро-
низатора 12, генератора зондирующих импульсов 11, генератора
развертки 13, преобразователя 10, приемника-усилителя 1, и
подобных узлов эхо-дефектоскопов (см. подразд. 4.2) аналогичны.
Отметим их некоторые особенности. Генератор 11 формирует
зондирующий импульс с возможно более крутым передним фрон-
том, а полоса пропускания усилителя и преобразователя расши-
рена в область высоких частот, чтобы обеспечить прохождение
импульса с таким фронтом. Это условие необходимо для приборов
группы А, однако желательно (хотя в меньшей степени) его вы-
полнение и для приборов группы Б. В приборах группы А с апе-
риодическими преобразователями для расширения полосы про-
пускания частот применяют усилители с очень низким входным
сопротивлением (усилители тока).
Блоки автоматической 2 и временной 7 регулировок усиления
поддерживают постоянной амплитуду Umsx донного сигнала, что
важно для повышения точности измерения (см. рис. 8.1). Блок 3
обеспечивает стробирование начального импульса, т. е. соответ-
ствующего отражению от контактной поверхности изделия.
Блок 4 — измерительный триггер. Его включает начальный
импульс и выключает донный сигнал. В результате формируется
импульс, длительность которого пропорциональна измеряемому
интервалу времени. Блок 5 умножает длительность измеряемого
интервала времени на постоянный коэффициент. Он служит для
повышения точности, особенно при контроле малых толщин.
406
Блок 6 обеспечивает помехозащиту. Простейшим способом помехо-
защиты, например, является включение приемника 1 только на
время измерительного цикла. Цифровой или стрелочный инди-
катор 8 (иногда также цифропечатающий прибор) измеряет и реги-
стрирует толщину. Блок обработки информации 9 сигнализирует
о выходе толщины за пределы допуска.
Отметим некоторые дополнительные устройства, не показан-
ные на структурной схеме. Приборы группы А, измеряющие мно-
гократное прохождение импульса в изделии, снабжены блоком
селекции, подобным блоку 3, который обеспечивает выбор началь-
ного импульса. От выбранного донного сигнала (обычно второго)
начинают измерение времени. Эти толщиномеры имеют также
блок счета заданного числа п донных сигналов, а в их индикатор
входит система деления измеренного времени на и. Такой прибор
иногда снабжают ЭЛТ для выбора оптимального интервала изме-
рения.
В приборах группы Б, как отмечалось, применяют РС-преоб-
разователи. Таким образом, функции излучателя и приемника
в преобразователе 10 разделены. Для выделения сигнала, отра-
женного от границы призма — изделие иногда применяют допол-
нительную принимающую пьезопластину, фиксирующую сигнал
от этой границы. В других конструкциях сигнал от границы при-
нимает излучающий преобразователь. Этот сигнал усиливается
отдельным усилителем и подается на блок 3 стробирования на-
чального импульса.
Некоторые отечественные толщиномеры группы Б имеют авто-
матическую настройку на скорость ультразвука. Для этого ис-
пользуют головную волну, которая возникает и распространяется
вдоль поверхности изделия одновременно с излучением продольной
волны в изделие. Преобразователь снабжают дополнительным
приемным пьезоэлементом, расположенным на постоянном рас-
стоянии (базе) от излучателя. Время распространения головных
волн на этой базе пересчитывают в скорость звука. Найденное
значение вводят в блок индикатора, который указывает значение
толщины в миллиметрах. Прибор одновременно можно исполь-
зовать как измеритель скорости продольных волн.
Ранее отмечалась перспективность использования ЭМА-преоб-
разователей в автоматических толщиномерах. Работающая с та-
кими преобразователями установка для контроля труб имеет
четыре излучателя-приемника сигналов, обеспечивающих кон-
троль разностенности сразу в четырех точках по окружности трубы.
Для автоматического контроля толщины тонкостенных труб
применяют иммерсионные резонансные толщиномеры типа «Ме-
талл», обеспечивающие измерение толщины в диапазоне 0,1 ...
4,0 мм с погрешностью не более ±1 %. Ими контролируют трубы
диаметром 3 мм и более.
Стандартные образцы для поверки и настройки толщиномеров.
Обычные плоскопараллельные концевые меры длины типа щупов
407
мало пригодны для калибровки толщиномеров ввиду ненорми-
рованного изменения в них скорости ультразвука. С учетом этого
Госстандартом СССР разработаны и введены для поверки ультра-
звуковых толщиномеров комплект мер толщины KMT-176 Ml
и комплект стандартных образцов КУСОТ-180. Они аттестованы
с погрешностями 0,7 % при толщинах 0,2 ... 10,0 мм; 0,4 % при
толщинах 10 ... 12 мм; 0,3 % при толщинах 12 ... 300 мм. В общей
сложности комплект KMT-176 Ml охватывает диапазон толщин
0,2 ... 300,0 мм.
Комплект КУСОТ-180 содержит стандартные образцы с глад-
кими и шероховатыми плоскопараллельными поверхностями,
поверхностями с различным радиусом кривизны, позволяющие
определять влияние на толщиномер различных факторов. Для
определения возможности контроля клиновидных стенок в ком-
плект входит набор непараллельных мер толщин с углами
1 ... 8°. Толщиномеры группы Б поверяют также на способность
определять участки с локальным утонением стенки. Поверку
выполняют по образцам с плоскодонными отверстиями диамет-
ром 2 ... 3 мм.
Для ежедневной поверки работоспособности универсальных
толщиномеров групп А и Б изготовляют контрольные образцы
с гладкими параллельными поверхностями из материала с малым
коэффициентом затухания УЗ-колебаний, например из углероди-
стой стали. Они входят в комплект прибора. Иногда их прикре-
пляют к его корпусу для оперативной калибровки. Они имеют
толщины, охватывающие диапазон измерения прибора. Толщину
контрольного образца измеряют механическими или оптическими
средствами, точность которых на порядок выше точности поверяе-
мых толщиномеров.
Для массовой поверки однотипных изделий приборами групп А
и Б, а также для поточного контроля приборами группы В изго-
товляют контрольные образцы, максимально соответствующие
контролируемым изделиям по материалу, радиусу кривизны, па-
раметрам шероховатости поверхностей. Это позволяет повысить
точность контроля толщины изделий.
8.3. ИЗМЕРЕНИЕ ДИАМЕТРА
Для измерения других, кроме толщин, размеров изделий
ультразвук в настоящее время применяют довольно редко, так
как более удобными оказываются другие средства измерения,
например оптические. Применение ультразвука для измерения
диаметров труб рационально в комплексных установках для УЗК
труб, включающих также дефектоскоп и толщиномер.
По схеме, показанной на рис. 8.4, контроль выполняют эхо-
методом в локальной иммерсионной ванне. Между преобразова-
телями 1—4 и контролируемой трубой 5 помещают тонкий экран 6
с окнами. Измеряют время прихода сигналов от экрана //, на-
408
I И Ш IF
Рис. 8.4. Схема измерения диаметра и толщины
стенки трубы
трубы I = 0,5сж (Zm — Щ), где /т и
ружной III и внутрен-
ней IV стенок трубы.
Поскольку расстояние
от преобразователя до
экрана точно известно,
интервал времени ме-
жду зондирующим им-
пульсом I и эхо-сигна-
лом от экрана II слу-
жит для корректировки
скорости звука в им-
мерсионной жидкости,
которая может изме-
няться под влиянием
температуры.
По интервалу вре-
мени между импульса-
ми II—III измеряют
расстояние от экрана до
/ц — время прихода импульсов III и II. Небольшое значение /,
равенство амплитуд и идентичность форм эхо-сигналов II и III
повышают точность измерения. Интервал между эхо-сигналами
III и IV используют для измерения толщины стенки трубы.
По измерениям, выполненным с помощью преобразователей 1 и 3,
2 и 4, автоматически выполняется расчет диаметров трубы в двух
взаимно перпендикулярных направлениях. Например, диаметр
в горизонтальном направлении D = D3 — I — /', где Оэ —диа-
метр экрана; I и /' — расстояние от экрана до трубы слева и справа
от нее. Сопоставление результатов измерения всеми четырьмя
преобразователями дает возможность оценить форму трубы,
выявить возможную овальность. С учетом результатов измерения
толщины стенки трубы измеряют ее внутренний диаметр, опреде-
ляют разностенность трубы по сечению. Таким образом, с по-
мощью приведенной схемы можно оценить все геометрические
характеристики поперечного сечения изделия и даже вычислить
массу 1 м трубы.
8.4. КОНТРОЛЬ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Качество поверхности изделий можно оценить с помощью
ультразвука при использовании различных эффектов.
Затухание волн Релея тем больше, чем больше
шероховатость и чем острее выступы и впадины профиля, остаю-
щиеся после механической обработки.
Изменение акустического контакта
пьезопреобразователя с изделием. Повыше-
ние неровностей влечет за собой увеличение толщины слоя жид-
кости между преобразователем и изделием, а это изменяет входной
409
импеданс поверхности изделия и передачу в него ультразвука.
Параметры шероховатости можно измерять по смещению резо-
нансной частоты пьезопреобразователя, которая зависит от импе-
данса, а также по изменению эхо-сигнала от определенного отра-
жателя, например донного сигнала. Опорным сигналом здесь
может служить уровень структурных шумов, который не зависит
от качества акустического контакта.
Отражение от поверхности УЗ-в о л н,
падающих из жидкой или газообразной
среды. Если изменение профиля поверхности носит нерегу-
лярный характер, то наблюдается рассеянное отражение. При
регулярном характере неровностей профиля, шаг которых соиз-
мерим с длиной волны, происходит дифракция УЗ-волн. В обоих
случаях снижается амплитуда сигнала, соответствующего геоме-
трическому отражению лучей, что удобно использовать для изме-
рения параметров шероховатости поверхности.
Следует отметить, что серийные УЗ-приборы для измерения
параметров шероховатости пока не изготовляются ни в СССР,
ни за рубежом.
Глава 9
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
9.1. СПОСОБЫ КОНТРОЛЯ ПО СКОРОСТИ УЛЬТРАЗВУКА
Упругие постоянные низшего порядка однозначно связаны
со скоростями продольных ct и поперечных ct волн и не зависят
от механических напряжений. Измеряя скорость УЗ-волн любым
методом, можно определить упругие постоянные Е, G, К, v и,
следовательно, оценить поведение материала в условиях напря-
женного состояния [59]. Точное измерение скорости дает воз-
можность определять также упругие постоянные высшего по-
рядка, зависимости деформаций от напряжений. В табл. 9.1 при-
ведены формулы, связывающие любую пару упругих констант
между собой, позволяющие определять весь набор пьезоконстант
по измеренным значениям скоростей сг и ct. Для точного измере-
ния Ci и ct требуется применение сложных методик и установок.
Измерения усложняются тем, что погрешности вычисления упру-
гих постоянных примерно вдвое больше погрешностей измере-
ния Ci и ct. Однако для определения напряженного состояния
материала достаточно измерить лишь относительное изменение
скорости волны разных типов. В зависимости от решаемой задачи
и геометрических размеров контролируемого объекта в неко-
торых случаях можно пользоваться достаточно простыми мето-
дами измерений, обеспечивающими необходимую точность опре-
деления Дс/с.
Все методы измерения скорости можно разбить на две груп-
пы [14, 68]: 1) методы, использующие непрерывные колебания;
2) методы, использующие импульсные колебания.
Рассмотрим несколько вариантов построения приборов для
измерения скорости.
Реализация методов 1-й группы сводится к посылке непре-
рывного гармонического сигнала в исследуемое тело. Если опре-
делить изменение фазы колебания на определенном расстоянии,
то можно рассчитать скорость упругой волны (фазометрические
способы). Изменяя частоту посылаемого в тело непрерывного
сигнала, можно добиться образования стоячей волны. При этом
по длине тела разместится целое число четвертей длины волны X.
Измерив длину тела, находят длину волны, по которой
определяют скорость звука с при известной частоте колебаний
f : с = V.
411
Формулы, связывающие упругие постоянные и скорости волн Таблица 9.1
Пары упругих постоян- ных Е, v Е, G K, G Л, Ц ct
Е, v — , 2G _ 9KG 3K + G _ 3K— 2G V 2 (3K — G) p. (ЗЛ —2p) Л + p _ A V~ 2 (Л + p) _ pcj (icj — 3c|) 9 9 ci - ci 1 — 0,3cjlc2t V 1 — C2Z/C2
Е, G r_ Е 2 (1 + V) — 3K + G _ p (ЗЛ + 2p) K A-p G = p PcH4ct~3c1) ci~ci G = pc^
К, G Е Л 3 (1 — 2v) Е 2(1 +v) к- EG Л 3 (3G — E) — A = A + p О G = p K= p(c?-A-c?) G = pcj
Л, р Л — Ev (1 _ 2v)(l + v) _ Е И 2 (1 + v) = G (£ - 2G) 3G — £ p. = G 2 л= л- —G О p — G — Л=р(с2-2^) p = p4
cv ct с_1/ £(1-у) 1 V р(1-f-v) (1 — 2v) Ct 2р (1 — v) c=]/ 4ffl-£G 1 V p (3G — £) ‘.-Vt - Ff —
Примечание. Е — модуль упругости; v — коэффициент Пуассона; G — модуль сдвига; К — модуль объемного
сжатия; Л, р — коэффициенты Ламе; р — плотность материала.
Рис. 9.1. Структурная схема и временные
диаграммы прибора УЗИС ЛЭТИ:
1 — генератор коротких импульсов; 2 — задаю-
щий мультивибратор; 3 — ждущий мультивибра-
тор; 4 — генертор развертки; 5 — осциллограф;
6 — усилитель; ИЛ — измерительная линия;
ЭЛ — эталонная линия
Импульсные и резонансные методы измерения скорости упру-
гих волн по точности измерения можно разделить на методы изме-
рения с точностью до 0,1 % и методы повышенной точности.
В приборе УЗИС ЛЭТИ реализован метод измерения скорости
звука путем сопоставления времени распространения звука в из-
мерительной и эталонной линиях. С его помощью можно опреде-
лить скорости продольной и поперечной волн с погрешностью не
более 0,5 ... 1,5 %. Высота образцов равна 12 мм, диаметр не
менее 15 мм. Электроакустическими преобразователями служат
кварцевые пластины Х-среза на продольные волны и Y-среза на
поперечные. В приборе (рис. 9.1) формируются электрические
импульсы прямоугольной формы, передний фронт которых возбу-
ждает в пьезопреобразователе ударный импульс затухающих
колебаний. Прибор имеет две акустические линии. В первой
ударный импульс затухающих колебаний проходит через образец
на приемный пьезопреобразователь, во второй такой же импульс
проходит через слой жидкости (смесь дистиллированной воды
и этилового спирта). Задний фронт прямоугольного импульса
запускает ждущую развертку ЭЛТ, что обеспечивает индикацию
на экране ЭЛТ одновременно обеих последовательностей затухаю-
щих колебаний. С помощью микрометрического винта, изменяя
толщину слоя жидкости, их можно совместить. Это соответствует
равенству времен, затраченных на прохождение УЗ-волн толщины
образца и слоя жидкости. Измерения проводят дважды: сначала
при отсутствии в измерительной линии образца (отсчет по микро-
метру /ZJ, затем вводят образец и находят /72. Если скорость
волны в жидкости равна то искомую скорость упругой волны
в исследуемом образце находят из соотношения с = (1/ZZ2 —
/7J Рабочие частоты прибора: при продольных колебаниях
1,67 и 5 МГц, при поперечных 1,67 МГц.
К приборам подобного класса относятся УК-10П, УК-12П,
УФ-90ПЦ [14], с помощью которых измеряют время пробега
УЗ-импульса в контролируемом изделии известной длины. Усо-
вершенствованным прибором УФ-91ПЦ (рис. 9.2) определяют ско-
рость упругой волны в цифровом выражении. Генератор 1 воз-
буждает излучающий пьезопреобразователь ИП и одновременно
413
Рис. 9.2. Структурная схема циф-
рового измерителя скорости УЗ-
колебаний УФ-91ПЦ:
1 — генератор зондирующих импуль-
сов; 2 — линия задержки; 3 — генера-
тор стартовых импульсов; 4 — генера-
тор пилообразного напряжения; 5 —
амплитудно-импульсный преобразова-
тель; 6 — цифровой счетчик; 7 — фор-
мирователь задержанных импульсов;
8 — компаратор; 9 — усилитель
через линию задержки 2 запускает генератор стартовых импуль-
сов 3. Импульс, прошедший через образец КИ и принятый пье-
зопреобразователем /7/7, усиливается блоком 9 и поступает на ге-
нератор стоп-сигналов 8. По сигналу с генератора стартовых им-
пульсов блок 4 начинает вырабатывать линейно нарастающий
импульс до момента прихода стоп-сигнала с блока 8. Время нара-
стания сигнала определяется временем прохождения импульса
через образец. Аналого-цифровой обратно пропорциональный
преобразователь 5 превращает линейно нарастающий сигнал в се-
рию импульсов. Цифровой четырехразрядный счетчик подсчиты-
вает их. Если режим работы блока 4 выбран правильно, то на счет-
чике 6 высвечивается цифровое значение скорости упругих волн.
Для настройки прибора необходим контрольный образец с извест-
ной скоростью упругих волн. Чтобы не прибегать каждый раз
к контрольному образцу, предусмотрен блок 7, который с по-
мощью переключателя можно подключить к блоку 8. Блок 7
выдает сигналы с задержкой, равной времени прохождения им-
пульса через контрольный образец. Блок задержки 2 необходим
для компенсации времени задержек, не обусловленных скоростью
распространения импульса в образце. Диапазон измеряемых ско-
ростей 103 ... 104 м/с. Прибор предназначен для контроля бетон-
ных изделий толщиной 0,1 ... 1,0 м; рабочие частоты 0,08...
2,5 МГц.
Высокой чувствительностью (10-7) к изменению скорости упру-
гих волн обладает метод автоциркуляции импульса [68]. Генера-
тор (рис. 9.3) возбуждает передающий пьезопреобразователь.
При этом образуется импульс, заполненный высокочастотными
колебаниями (10 МГц). В образце 4 возникает серия отраженных
импульсов. Пьезопреобразователь превращает их в электрические
сигналы, приемник усиливает, а селектор 10 периода выделяет
n-й импульс и направляет его через усилитель запуска импуль-
сов / на генератор для возбуждения новой серии импульсов.
Система работает в автоколебательном режиме. Измеритель вре-
мени п заданных периодов определяет время следования импуль-
сов. Для точного определения времени прохождения импульса
через образец надо знать не только период следования импульсов,
но и число периодов заполнения на временном интервале импульса.
Для этого с помощью длительной задержки 12 времени, детек-
тора 7 и селектора отраженных импульсов 10 выделяется один
414
из далеко отстоящих от
первого отраженный им-
пульс и генератор узкого
строба 8 определяет его
длительность.
При использовании
этого метода для материа-
лов с малым затуханием
УЗ-волны п может прини-
мать значение до 106. Вы-
сокая чувствительность си-
стемы может быть достиг-
нута только при высокой
стабильности всего ус-
тройства. Поскольку мо-
Рис. 9.3. Структурная схема установки для
измерения скорости звука методом автоцир-
куляции импульса:
1 — усилитель запуска импульсов; 2 — передат-
чик; 3 — преобразователь; 4 — образец; 5 — при-
емник; 6 — селектор периода; 7 — детектор; 8 —
генератор узкого строба; 9 — блок задержки;
10 — селектор отраженных импульсов; 11 — ге-
нератор широкого строба; 12 — длительная за-
держка; 13 — счетчик (измеритель времени за-
данных периодов)
мент повторного пуска передатчика зависит от амплитуды за-
пускающего импульса, то любые изменения принятых отражен-
ных импульсов приведут к изменению времени, не связанному
с изменением скорости упругих волн, и, следовательно, к увели-
чению погрешности измерения.
Еще один метод измерения скорости основан на определении
набега фаз. Реализующая этот метод система с «длинным импуль-
сом», или система с «перекрывающимися импульсами», показана
на рис. 9.4. Длительность зондирующего импульса превышает
время двойного прохождения звука по образцу; при этом импуль-
сы, соответствующие последовательным отражениям, перекры-
ваются. Преобразователь обычно связывается с образцом не непо-
средственно, а через буфер. В области перекрытия последователь-
ные отражения интерферируют, и при небольших изменениях
частоты передатчика огибающая отраженного импульса прини-
мает попеременно то нулевое, то максимальное значение. На опре-
деленных частотах передатчика интерферирующие сигналы на
протяжении всей серии отражений складываются точно в фазе
(или в противофазе). Зная частоты, соответствующие таким точ-
кам, можно найти значение скорости звука. Когда преобразова-
тель приклеен непосредственно к образцу (без буфера), прибли-
женное абсолютное значение скорости можно определить по фор-
муле с = 21 kf, где I — длина образца; Л/ — разность двух сосед-
них частот передатчика, соответствующих противофазной интер-
ференции. Для повышения точности измерений необходимо, чтобы
Рис. 9.4. Структурная схема установ-
ки для измерения скорости звука с по-
мощью сравнения фаз:
1 — генератор непрерывных колебаний;
2 — стробируемый ВЧ-усилитель; 3 —
преобразователь; 4 — буфер; 5 — образец;
6 — приемник; 7 — осциллограф; 8 ~~ син-
хронизатор; 9 — генератор строб-импуль-
са переменной длительности; 10 — цифро-
вой частотомер
415
Рис. 9.5. Схема прохождения импульсов
и структурная схема установки для изме-
рения скорости звука методом импульсной
интерференции:
импульс генератора форми-
ровался путем импульсной
модуляции непрерывного ге-
нератора. При благоприят-
ных условиях, с учетом по-
грешностей, вызванных пре-
образователем и склейкой,
указанная система обеспе-
1 — генератор непрерывных колебаний; 2 —
ключ; 3 — преобразователь; 4 — образец; 5 —
широкополосный приемник; 6 — осциллограф;
7 — генератор импульсов; 8 — цифровой ча-
стотомер
чивает погрешность измере-
ний скорости 0,01 %.
Изложенный метод мож-
но усовершенствовать, при-
менив «фазовую синхрони-
зацию», использующую когерентный радиоимпульс. Этот ра-
диоимпульс формируется из сигнала генератора непрерыв-
ных колебаний, имеющего автоматическую подстройку частоты
(АПЧ). Система АПЧ в качестве управляющего сигнала исполь-
зует напряжение с выхода квадратурного фазового детектора,
на вход которого поступает отраженный импульс. Применение
в данном случае фазового детектирования делает систему нечув-
ствительной к изменениям амплитуды отраженных импульсов.
Измерения в этой системе сводятся к слежению за частотой непре-
рывного генератора и вычислению соответствующего значения
скорости звука. Для определения исходной скорости звука нужно
разомкнуть петлю обратной связи системы АПЧ и, меняя частоту
генератора вручную, найти несколько частотных точек, отвечаю-
щих противофазной интерференции, как это делается при реали-
зации метода «длинного импульса». Если для работы системы АПЧ
использовать отраженный импульс, отстоящий от начала серии
примерно на 1000 мкс, то изложенным методом можно достичь
чувствительности 10"7.
Повышение точности измерения всегда связано с необходи-
мостью учета факторов, которыми можно пренебречь при менее
ответственных измерениях. Таким фактором прежде всего яв-
ляется сдвиг фазы, возникающий при каждом отражении сигнала
от границы пьезопреобразователь — образец. Рассмотрим процесс
измерения скорости упругих волн с учетом сдвига фазы методом
импульсной интерференции (рис. 9.5). На двух плоскопараллель-
ных гранях образца 4 устанавливают пьезопреобразователи коле-
баний, частоту следования которых можно менять. На приемный
пьезоэлемент попадают импульсы /, прошедшие через образец
однократно, а также многократно отраженные импульсы II.
Можно подобрать частоту следования так, что некоторый импульс,
например двукратно отраженный, и следующий за ним импульс,
прошедший образец один раз, одновременно попадут на приемный
пьезопреобразователь. В результате интерференции может про-
изойти либо их гашение, либо усиление. Плавно меняя частоту
заполнения импульсов, можно получить последовательный ряд
416
гашения на частотах fn, fn+1 и т. д. По соответствующим значе-
ниям частоты вычисляется скорость звука. При введении необ-
ходимых поправок на разброс характеристик преобразователя
погрешность абсолютных измерений скорости не превышает
0,01 %. Используя двойную модуляцию и демодулятор, в который
входит генератор с кварцевой стабилизацией, можно повысить
чувствительность до 10“7.
Рассмотрим применение некоторых методов измерения напря-
жений в твердых телах по относительному изменению скорости
волн. Через тело, к которому приложена нагрузка (рис. 9.6),
распространяется поперечная линейно поляризованная волна.
Плоскость поляризации образует угол 45° с направлением при-
ложения нагрузки. Распространяющуюся волну можно разложить
на две: поляризованную в плоскости действия нагрузки и в пер-
пендикулярной плоскости. Если скорости этих волн равны, то,
суммируясь, они опять образуют линейно поляризованную волну.
Под действием нагрузки скорости этих волн принимают разные
значения. Разность фаз Дф двух волн, прошедших изделие толщи-
ной h за время t со скоростями q и с2,
д _2л/ (с2 — Ci) _2лЛАс _ 2л/ААс
ф_ _ ________
где сСр — среднее значение скорости.
В результате линейная поляризация изменится на эллиптиче-
скую. Если в качестве приемника использовать линейно поля-
ризованный пьезоэлемент, ориентированный параллельно излу-
чающему, то амплитуда сигнала на нем достигнет максимума,
когда разность фаз двух волн будет равна целому числу %, и
минимума, когда Дф будет равно нечетному числу л. При модуля-
ции частоты ультразвука амплитуды сигнала на приемнике при-
нимают максимальные и минимальные значения. Измеряя две
соседние частоты и /2, при которых наблюдаются минимумы,
вычисляют отношение Дс/с = 0,5с/ [h (f2 — Д) ], по которому опре-
деляют анизотропию упругих свойств. Этот принцип применен
в установке «Сигма-3», обеспечивающей относительную погреш-
ность измерения Дс/с не более ±35-10~6.
При измерении скорости поверхностных волн проще обеспе-
чить точное расстояние между преобразователями (базу), по-
этому при определении поверхностных напряжений можно до-
стичь большей точности измерения. Экспериментальная установка
Рис. 9.6. Схема приложения
нагрузки к образцу при из-
мерении скорости звука
417
УЗМД позволяет контролировать упругую анизотропию поверх-
ностных слоев чугунов и сталей. Ее высокая точность (±15-10“б)
достигается применением метода синхрокольца (см. рис. 9.5),
позволяющего улавливать изменения скорости распространения
поверхностных волн, соответствующие усилиям растяжения или
сжатия с точностью 0,2 Н.
Напряжения в резьбовых деталях (болтах, шпильках) опреде-
ляют путем измерения относительного изменения времени про-
бега УЗ-волн до и после затяжки соединения. В этом случае
время пробега увеличивается как в результате действия напря-
жений, так и вследствие удлинения болта или шпильки. В упру-
гой области увеличение времени пробега пропорционально на-
пряжению. Простые приборы, использующие этот принцип, обес-
печивают точность определения напряжений ±0,1 МПа.
Для увеличения объема информации при определении физико-
механических свойств измеряют скорости УЗ-волн различных
типов. Для этого применяют ЭМА-преобразователи, обеспечива-
ющие повышенную точность измерения ввиду отсутствия слоев
контактной жидкости. При использовании ЭМА-преобразователей
можно излучать и принимать одновременно три волны — про-
дольную и две поперечные. Измеряют скорости и коэффициенты
затухания для каждой волны, в результате чего определяют упру-
гие постоянные, главные направления кристаллических осей и
текстуру материала (т. е. преимущественное направление кри-
сталлитов). Измерение таким методом упругой анизотропии позво-
ляет оценивать некоторые технологические параметры металличе-
ских листов (например штампуемость). Аналогичный способ при-
меняют для определения модуля упругости покрытий.
9.2. СПОСОБЫ КОНТРОЛЯ ПО ЗАТУХАНИЮ УЛЬТРАЗВУКА
Снижение амплитуды волны под влиянием затухания (см.
подразд. 1.2) определяется множителем е~бх, где 6 — коэффициент
затухания; х — путь, проходимый волной. При эксперименталь-
ном измерении б ставят задачу учесть экспериментальным или
расчетным путем все потери, не связанные с затуханием ультра-
звука: на дифракционное расхождение лучей, переход энергии
в другую среду, электроакустическое преобразование. Часто эти
потери превосходят потери при затухании, поэтому их влияние
на точность измерения коэффициента затухания весьма велико.
Сложность количественного измерения коэффициента зату-
хания привела к тому, что при практических измерениях физико-
механических параметров материала по затуханию ультразвука
используют сравнительное измерение амплитуд сигналов, про-
ходящих одинаковый путь в образце или изделии одинаковой
формы и толщины при одинаковых условиях контакта с преобра-
зователем. При резонансных измерениях сравнивают колебания
418
контролируемого и бездефектного изделий по их длительности
или ширине резонансного пика.
Контроль величины зерна. Важным показателем качества по-
ликристаллических материалов, в частности металлов, является
структура, главным образом величина зерна, влияющая на проч-
ностные характеристики. Величина зерна определена
ГОСТ 5639—82 как средний диаметр зерна D. Ее оценивают в но-
мерах шкалы — баллах. Нулевой номер соответствует!) = 352 мм,
№ 14 —D = 2,7 мкм. Существуют также-отрицательные номера,
например, № —3 соответствует D = 1000 мкм.
Как отмечалось в подразд. 1.2, затухание ультразвука зави-
сит от величины зерна. Наибольшее влияние наблюдается при
4 < VD < 10.
В СССР разработан и широко применяется способ контроля
величины зерна по затуханию УЗ-волн, измеренному относитель-
ным методом [80]. Наиболее простым является способ сравнения
амплитуд сигналов от противоположных поверхностей изделия и
образцов с известной структурой. Для уменьшения влияния упо-
мянутых мешающих факторов измеряют отношение амплитуд сиг-
налов на двух различных частотах. При этом одну из частот (опор-
ную) выбирают заведомо низкой, так что затухание ультразвука
слабо зависит от структурных составляющих. Другие частоты
(рабочие) соответствуют области максимального затухания (вслед-
ствие рассеяния). Отношения амплитуд сигналов, соответствую-
щих рабочим и опорной частотам, называемые структурными
коэффициентами, определяют на исследуемом изделии для различ-
ных рабочих частот и сравнивают со структурными коэффициен-
тами, полученными на стандартных образцах. Контроль можно
проводить на продольных и сдвиговых волнах. Используя частоты
0,65 ... 20 МГц, оценивают величину зерна в аустенитных сталях
в диапазоне номеров 1 ... 9. Погрешность определения величины
зерна — не более одного балла шкалы.
При контроле структуры тонкостенных изделий (труб, листов)
используют волны Лэмба. Определенную моду волны возбуждают
и принимают раздельными преобразователями после прохождения
через контролируемый участок изделия. Для контроля нитей и
проволок в них возбуждают волны, распространяющиеся в стерж-
нях. Установлено влияние на затухание ультразвука степени
натяжения нити, поэтому данный параметр стабилизируют. При
контроле обоими способами затухание ультразвука в изделии
сравнивают с затуханием в стандартных образцах.
При измерении затухания в тонкостенных изделиях наблю-
дают значительные изменения амплитуд сигналов на различных
участках объекта контроля. Установлено, что распределение
амплитуд, подчиняющееся логарифмически нормальному закону,
характеризует параметры распределения величины зерен иссле-
дуемого материала. Числа зерен металла, встречающихся на
419
коротком пути ультразвука в изделии, недостаточно для усред-
нения влияния отдельных зерен, в результате чего возникают
осцилляции амплитуды прошедшего этот путь УЗ-импульса.
Среднее значение и другие параметры распределения D могут
быть оценены на основе статистической обработки распределения
амплитуд.
Перспективный способ изучения структуры металла — спек-
тральное исследование донного сигнала. Изучение изменения
спектра широкополосного импульса в результате разного затуха-
ния различных частотных составляющих дает значительно боль-
шую информацию о структуре, чем контроль на одной частоте.
Предложен способ контроля структуры по сигналам струк-
турной реверберации, поскольку рассеяние на зернах является
основной причиной затухания ультразвука в металлах. Способ по-
зволяет оценить изменение структуры по направлению УЗ-луча.
Контроль межкристаллитной коррозии. Межкристаллитную
коррозию, поражающую изнутри стенки сосудов и трубопрово-
дов, наиболее эффективно обнаруживать акустическим неразру-
шающим методом. При язвенной и питтинговой коррозии наблю-
дается локальное утонение стенок, которое фиксируется УЗ-тол-
щиномерами группы Б. Межкристаллитная коррозия характери-
зуется очень тонкими промежутками между зернами металла,
заполненными продуктами коррозии. При этом связь между кри-
сталлитами нарушается и снижается прочность металла. Такие
промежутки не дают четкого отражения УЗ-волн, поэтому меж-
кристаллитную коррозию контролируют по затуханию ультра-
звука.
Наиболее простой способ обнаружения коррозии состоит
в сравнении амплитуд сигналов, прошедших один и тот же путь
в изделии и двух образцах — пораженном и не пораженном
коррозией. Коэффициент коррозии принимают равным отноше-
нию амплитуд в корродированном и некорродированном объекте
контроля. Контроль ведут на частотах 1 ... 10 МГц, подбирая
такое значение, при котором влияние коррозии наибольшее.
В зависимости от условий контроля могут быть использованы
продольные волны с применением совмещенного или РС-преобра-
зователя либо поперечные волны, излучаемые и принимаемые
двумя встречно расположенными наклонными преобразователями.
При небольшой толщине изделия используют волны Лэмба или
квазирелеевские волны.
Недостаток указанного способа заключается в том, что стан-
дартные образцы должны очень точно соответствовать контроли-
руемому изделию по форме и параметрам шероховатости поверх-
ности.
Несколько снижаются требования к образцам при использо-
вании относительного метода, когда контроль ведут на двух ча-
стотах таким же способом, как при измерении структурных коэф-
420
фициентов. Ультразвуковой относительный способ контроля меж-
кристаллитной коррозии рекомендован ГОСТ 6032—84. Погреш-
ность измерения глубины коррозии составляет 5 ... 10 %.
9.3. СПОСОБЫ КОНТРОЛЯ ЗАКАЛКИ И ТВЕРДОСТИ
Измерение глубины закаленных слоев металлов с использо-
ванием рефракции. Рефракция УЗ-волн в закаленных слоях ме-
талла связана с параметрическим распределением скорости волн
по сечению закаленного слоя; при этом образуется дифракционное
поле четвертого типа (см. подразд. 1.2).
Если вдоль закаленного слоя излучить УЗ-волну, то отдель-
ные ее лучи, распространяясь в равных направлениях с разной
скоростью, испытывают полное внутреннее отражение и выходят
на поверхность. Это явление использовано для разработки метода
восстановления кривой твердости в закаленных слоях металлов
на примере валков холодной прокатки, закаленных токами про-
мышленной частоты [22].
Результаты экспериментальных исследований по изучению
зависимости скорости распространения волн по сечению валков
показали наличие корреляционных связей между параметрами
кривой скорости и кривой твердости.
На рис. 9.7 показаны кривые 1—5 изменения скорости про-
дольных и поперечных волн по сечению валка, полученные для
темплетов, отрезанных от пяти экспериментальных валков. Видно,
что кривая скорости имеет участок с минимальным, почти по-
стоянным значением, затем скорость возрастает до значения, со-
ответствующего скорости волны в незакаленном металле, после
чего остается постоянной. Максимальное изменение скорости
составляет для продольных волн 2,2 ...2,5 %, для поперечных
2,9... 3,2 %. Диапазон изменения скоростей волн практически
не зависит от марки стали, но является функцией твердости на
Рис. 9.7. Кривые изменения скорости волн в зависимости от глубины закален-
ного слоя:
а — продольные волны; б — поперечные волны
Таблица 9.2
Корреляционные соотношения уравнений регрессий
Показатель Продольная волна Поперечная волна
Число образцов 173 173
Средняя скорость 5 184 3 227
Дисперсия скорости 1 612,6 754
Дисперсия твердости 27 881 28 081
Коэффициент корреляции 0,913 0,931
поверхности валка. Кривая скорости обратно симметрична кри-
вой твердости относительно линии, проведенной через середину
переходной зоны.
Установлено, что скорость волн зависит от изменения модулей
упругости и сдвига, относительное изменение которых соответ-
ственно составляет Д£ — 6,8 % и Дб = 7,8 %. Плотность ме-
талла, которая связывает значения скорости волн с модулями,
изменяется незначительно в пределах Др — 0,4 ... 0,75 %. В свою
очередь Е и G изменяются под воздействием различного структур-
ного состояния металла в разных зонах закаленного слоя. Кар-
тина микроструктуры различных участков закаленного слоя
сталей для валков складывается из мелкоигольчатого мартенсита
(активная зона I), который сменяется трооститом (переходная
зона II), далее следует сорбитообразный, а затем зернистый
перлит (зона III).
Корреляционные соотношения между параметрами кривой
твердости и кривой скорости устанавливались на массиве из
173 образцов, вырезанных из различных участков закаленных
слоев валков, с последующими измерением в них твердости,
скорости, плотности и статистической обработкой. В табл. 9.2
приведены основные характеристики исследуемого массива образ-
цов. Учитывая, что экспериментальные валки изготовлены из
стали разных марок, можно считать, что приведенные данные
я вл я ются обобщающими.
Установлено, что с вероятностью 0,95 уравнения регрессии
идентичны выражениям (9.1) и (9.2). Эти зависимости имеют вид
прямых линий (рис. 9.8), близко примыкающих друг к другу.
Запишем уравнения регрессии:
для продольных (стержневых) волн
- (5 306 —0,22HV)± 7,9;
(9-1)
HV = (20 239 — 3,80с() ± 49;
для поперечных волн
ci = ( 3 312 —0,15HV) ± 5,8;
HV = (18 934 — 5,70ct) ± 37,5.
422
4?
Рис. 9.8. Регрессионные зависимости скорости волн и твердости слоя валка:
а — продольные волны; б — поперечные волны; 1 — скорость от твердости; 2 — твер-
дость от скорости
На основании зависимости скорости ультразвука и плотности
металла от структурного состояния стали поверхностно закален-
ный слой можно представить как акустически неоднородную
среду, свойства которой закономерно меняются в пространстве.
Изменение скорости УЗ-волн вдоль оси можно описать сле-
дующим образом:
с = сх при
- с = Cj + Gc uz при
С = = Сгаах При
Zp
Zn
*>zn,
(9.3)
где Сх — скорость УЗ-волн в зоне I закаленного слоя; Zj — про-
тяженность (глубина) зоны I; Gcll — изменение скорости УЗ-
волн в зоне II; zu — протяженность зоны II; с1П — скорость
УЗ-волн в зоне III.
В результате такого распределения скорости возможно полное
внутреннее отражение луча на определенной глубине, т. е. волна
на некотором расстоянии от точки излучения вновь выйдет на
поверхность и может быть зарегистрирована приемным преобра-
зователем (см. подразд. 1.2).
Поперечные волны рефрагируют значительно сильнее, чем
продольные, вследствие ряда факторов, главными из которых яв-
ляются большая (в среднем на 9 дБ) амплитуда максимума диа-
граммы направленности и большее изменение скорости волны
в закаленном слое. В связи с этим дальнейшие исследования и
разработки проведены для поперечных волн.
Задача дифракции четвертого типа решается аналогично за-
даче для третьего типа дифракции (см. подразд. 1.2), т. е. решается
423
волновое уравнение Гельмгольца с граничными условиями (9.4):
' [аг exp [i (k* sin Ox — utf)] при | x | /,
°zzlz=o |o при | x | > Z;
г==0 = 0 при |х|<оо,
(9.4)
где о2г, ох2 — безразмерная амплитуда напряжения; I = a/cos 0 —
ширина луча при наклонном падении волны под углом 0 (а —
радиус пьезоэлемента).
Как и в случае однородных сред, решение для потенциала
представляется в форме интеграла Фурье, но при вычислении
набега фазы g (z, х) вдоль координаты z учитывается неоднород-
ный характер скорости вдоль этого направления [см. выражения
(9.3)].
В решении задачи дифракции данного типа имеются два (по
сравнению с порядком решения задач дифракции третьего типа)
принципиальных отличия. Во-первых, для каждой координаты
приемного преобразователя существуют две седловые точки,
определяемые выражением
Vi. 2 = arctg -----—— . (9.5)
г у 1бг2 CcIIfZl J v 1
Физический смысл этого выражения состоит в том, что в каж-
дую точку на поверхности валка приходят два луча и сигнал
на приемнике определяем как результат интерференции этих двух
лучей.
Во-вторых, такой подход к расчету дифракционного поля
справедлив не во всех точках х на поверхности валка. Как от-
мечалось, в неоднородной структуре закаленного слоя существуют
зоны, в которых абсолютное значение смещений обращается в нуль,
т. е. в этих точках сечение лучевых трубок стремится к нулю.
Огибающая семейства лучей в этих зонах называется каустикой.
Решение отнекивается с применением модифицированной функции
Эйри.
Таким образом, расчет суммарного дифракционного поля
в неоднородной структуре закаленного слоя валка складывается
из расчета поля методом перевала вдали от каустики с учетом
неоднородности структуры металла и с применением функции
Эйри вблизи каустики, после чего решения списываются.
На рис. 9.9 показаны теоретическая (кривая /) и эксперимен-
тальная (кривая 2) зависимости амплитуды принятого сигнала,
рефрагированного в валке, от расстояния между точками наблю-
дения и приема. Расчетные амплитудные зависимости, как и
экспериментальные, имеют несколько максимумов. Измерения
проводили на валках диаметром 400 мм, длиной 2,5 м на частотах
2,5 и 5,0 МГц; излучатель и приемник — наклонные преобразова-
424
тели; излучение под вторым
критическим углом. Сопо-
ставив измеренные на этом
валке xmaxi и хтах2 при ча-
стоте 5 МГц с расчетными
значениями, получаем сле-
дующие значения параметров
зон закаленного слоя: zr =
= 4 мм, zrl = zni — zT =
= 39 мм. В результате со-
поставления эксперименталь-
ных и расчетных данных для
частоты 2,5 МГц получаем
закаленный слой с парамет-
рами Zf = 4 мм, zn = 35 мм.
Хорошее совпадение резуль-
татов измерений на двух
частотах убедительно под-
тверждает правильность тео-
ретических расчетов. Как
следует из анализа зависи-
мостей на рис. 9.9, расчетные
положения не только первого
симумов амплитуды, хорошо
Рис. 9.9. Зависимости амплитуды рефра-
гированной волны от расстояния между
преобразователями (/=5 МГц)
и экспериментально определенные
и второго, но и последующих мак-
совпадают:
*maxi
Эксперимент .... 350
Расчет............... 347
хгпах 2 xniax з
435 495
437 493
*тах а *mln 5 ^тпах в хтах 7
530 — 625
537 573 605 633
Для определения параметров закаленного слоя в дальнейшем
будем использовать значение xraaxi и хшах2.
Образование первого максимума объясняется концентрацией
энергии рефрагированной волны вблизи каустики; наличие после-
дующих максимумов и минимумов — это результат интерферен-
ции двух лучей, приходящих в каждую точку на поверхности
валка. Для определения параметров закаленного слоя рекомен-
довано измерять положения первого и второго максимумов ам-
плитудной характеристики рефрагированных в закаленном слое
волн, а затем по таблицам, связывающим xmaxi и хгааХ2 с параме-
трами закаленного слоя, определять характеристики закаленного
слоя ?! и zTI. На рис. 9.10, а приведены зависимости хтах1 (сплош-
ные линии) и хтах2 (штриховые линии) от zz для значений =
= 15, 20 и 30 мм при f = 5 МГц; излучение и прием под вторым
критическим углом. В расчетах глубина активного закаленного
слоя (зона I) варьировалась в пределах 1 ... 21 мм с шагом 1 мм.
Нижний предел, равный 1 мм, был выбран, исходя из геометрооп-
тических требований (zz ;> поскольку соотношения фаз, при-
ходящих в каждую точку на поверхности валка лучей, опреде-
ляются по ГО-законам. Для одного и того же z1T с ростом zz зна-
14 П/р Н. II. Алешина
425
*max f;2,MM
Рис. 9.10. Зависимости положения первого и второго максимумов рефрагиро*
ванного сигнала от глубины закаленного слоя
чения хтах х и хтах 2 сближаются, при zL zu у кривой амплитудной
характеристики валка только один максимум хп1ах1. Действи-
тельно, в этом случае получается физическая картина, аналогич-
ная отражению от границы с резким изменением акустических
свойств, т. е. максимум энергии расположен на направлении,
определяемом законом Снеллиуса.
На рис. 9.10, б сопоставлены зависимости положения первого
и второго максимумов амплитуды от глубины закаленного слоя,
для f = 2,5 и 5,0 МГц при zxx = 20 мм. Положения первого мак-
симума для обеих частот мало отличаются друг от друга, например
для конкретного значения гх = 5 мм'хшах1 изменяется на 14 мм,
а положение второго максимума сильнее зависит от частоты:
хтах 2 изменяется на 38 мм. Таким образом, измеряя хшах2 на Двух
разных частотах, можно определить параметры закаленного слоя
Zf и zxx. Нов этом случае, по сравнению с описанным выше вариан-
том, верхний предел по zx, т. е. значение zx, начиная с которого
амплитудная характеристика имеет только один максимум, сни-
жается и становится равным приблизительно zIX — 6 мм. Значе-
ние хтах 2 соответствует расстоянию между преобразователями,
куда приходят два луча в фазе, т. е. хгпах2 определяется соотно-
шением фаз, сложным образом зависящим от частоты.
Метод измерения глубины закаленных слоев валков холодной
прокатки реализуется по следующей общей схеме:
в валок излучают, а затем принимают УЗ-волны вдоль его
оси под вторым критическим углом (рис. 9.11);
в процессе перемещения приемного преобразователя П из-
меряют параметры рефракции (положение первого и последующих
максимумов, временной интервал между поверхностной и рефра-
гированной волнами);
426
получают информацию о распределении скоростей ультразвука
в акустически неоднородной среде закаленного слоя путем ре-
шения неоднородных волновых уравнений, связывающих пара-
метры закаленных слоев и результаты измерений параметров
рефракции (с учетом ДН излучателя и приемника);
находят искомые значения с помощью уравнений регрессии,
устанавливающих корреляционную связь между скоростью с
ультразвука и твердостью HV в наблюдаемой точке закаленного
слоя;
строят аппроксимированную кривую твердости закаленного
слоя контролируемого валка.
Уравнения, выражающие связь акустических параметров, и
уравнения регрессии на практике могут быть объединены в об-
щую систему, а корни представлены в виде цифрового массива
или номограмм, позволяющих в каждом конкретном случае на-
ходить искомые значения.
Предложены два варианта реализации этого способа. Первый
вариант основан на измерении положения первого хП1ах х и вто-
рого хтах 2 максимумов принятых рефрагированных сигналов на
заданной частоте излучения и последующего расчета zz и zir
из соответствующих уравнений. Вторым вариантом способа яв-
ляется измерение положения х1Т1ах 2 для двух частот УЗ-волн и
последующий расчет Zj и zIX по указанным выражениям (см.
рис. 9.10). С учетом измеренных информативных параметров вос-
станавливается кривая твердости (рис. 9.12) путем нахождения
по предварительно рассчитанным таблицам параметров закален-
ного слоя.
Метод реализуется с применением любого серийного дефекто-
скопа и механоакустического блока, обеспечивающего размеще-
Рис. 9.11. Схема и зависимости для определения параметров рефракции по
вариантам 1 и 2 метода
14*
427
Рис. 9.12. Кривые твердости валка:
1 — восстановленная; 2 — реальная
из штанг нанесены деления.
ние и строго соосное переме-
щение преобразователей на
поверхности бочки валка и из-
мерение расстояния между точ-
ками излучения и приема
УЗ-колебаний.
Строгая направленность из-
мерения и приема УЗ-колеба-
ний достигается посредством
двух направляющих — цилин-
дрических штанг на поверхно-
сти бочки валка, снабженных
двумя подвижными каретками,
на которых размещены узлы
крепления датчиков. На одной
Специальная рычажная конструк-
ция подвесок датчиков обеспечивает надежный акустический
контакт и универсальность при контроле валков различных
типоразмеров. Приемный и излучающий УЗ-датчики представ-
ляют собой наклонные пьезопреобразователи с преломляющей
призмой из органического стекла.' Угол наклона призмы 57°,
диаметр пьезопластины равен 8 мм, f = 5 МГц.
Для реализации второго варианта необходимо иметь две пары
преобразователей, соответствующие двум частотам колебаний.
Ниже приведены краткие технические данные метода и аппара-
туры:
Протяженность (глубина) активной зоны закаленного слоя валков, мм 1—21
Протяженность (глубина) переходной зоны, мм.................. 5—50
Диаметр валков, мм........................................... 100—800
Минимальная длина бочки валка, мм............................ 300
Относительная погрешность измерения глубины закаленных слоев, % ±12
Длительность одного измерения, мин........................... 5
Масса механоакустической системы’, кг........................ 2
В заключение приведем пример восстановления кривой твер-
дости одного из валков. Измеренные значения максимумов на
частоте 5 МГц составляют xmaxi — 485 мм, хшах2 = 530 мм.
По табличным данным, полученным для полей дифракции в не-
однородных средах, находим = 13 мм, zIT = 29 мм. Измеряем
твердость на поверхности валка: HV 730. Через точку HV 730
на оси ординат (см. рис. 9.12) проводим линию, параллельную
оси абсцисс. Твердость незакаленного материала в сердцевине
известна: HV 300 ... 320. Через эту точку также проводим линию,
параллельную оси абсцисс. Отложив на оси абсцисс значения
?i и zIb проводим через них линии, параллельные оси ординат,
до пересечения с горизонтальными линиями. Соединив точки пере-
сечения, получаем искомую восстановленную кривую твердости.
На рис. 9.12 показаны также диапазон разброса значений твер-
дости, а также реальная кривая твердости, полученная для тем-
428
плета, отрезанного от этого валка. Как видно, реальная кривая 2
хорошо аппроксимируется восстановленной кривой 1 твердости
и не выходит за поле допуска значений.
Измерение твердости металлов. В практике неразрушающего
контроля широко распространен электроакустический импеданс-
ный метод измерения твердости металлов. Метод основан на из-
мерении относительных изменений механического импеданса ко-
лебательной системы преобразователя в зависимости от механи-
ческих свойств поверхности контролируемого объекта в зонах
ввода колебаний [73]. Преобразователи, применяемые в электро-
акустических импедансных твердомерах, представляют собой раз-
личные варианты динамической системы возбуждения колебаний
с одной степенью свободы. Механическим импедансом, или полным
механическим сопротивлением (Н-с/см), такой системы назы-
вается отношение комплексных амплитуд возмущающей силы F
и вызываемой ею колебательной скорости д:
Z = F/v.
В комплексной форме механический импеданс системы с одной
степенью свободы имеет вид
Z = г + /сот + 1/(/со7\), (9.6)
где г — активное сопротивление (диссипативный член), харак-
теризующий затухание колебаний, Н-с/см; /сот— инерционный
член, определяемый массой т системы и частотой со ее колебаний;
1/(/соК) — член, характеризующий упругое сопротивление коле-
бательной системы, на который кроме частоты влияет гибкость
системы К (величина, обратная упругости, см/Н).
Для испытания на твердость применим частный случай коле-
бательной системы, управляемой упругостью, когда первый и
второй член уравнения (9.6) малы по сравнению с третьим чле-
ном, т. е.
1/(cd/C) »r и 1/(со7<) > сот.
При достаточно большом абсолютном значении механического
импеданса |ZK| изделия в зсне контакта полное механическое
сопротивление преобразователя (его нагрузка) мало отличается
от упругого сопротивления:
ZK « 1/(/<оЯк). . (9.7)
Собственная частота нагруженного преобразователя одно-
значно связана с ZK и, как будет показано ниже, с твердостью
контролируемого объекта.
Контактная гибкость Кк в уравнении (9.7) складывается из
гибкости Ki индентора и гибкости К2 контролируемой поверхности:
Кк + К2.
Гибкость обусловленная механическими свойствами ма-
териала индентора (алмаз, твердый сплав), мала по сравнению
429
с К%. Следовательно, контактная гибкость определяется
преимущественно гибкостью материала контролируемого объекта,
т. е. ж Л2-
Собственная частота чувствительного элемента нагруженного
преобразователя характеризуется массой и гибкостью колебатель-
ной системы:
© = \lV~mK. (9.8)
Контактная гибкость неограниченно возрастает при стремле-
нии к нулю площади элемента контакта. При увеличении твер-
дости материала испытуемой^ поверхности глубина внедрения
индентора и площадь зоны контакта уменьшаются. Следовательно,
контактная гибкость увеличивается и, как следует из выражения
(9.8), это ведет к уменьшению собственной частоты нагруженного
преобразователя. Снижение твердости приводит к уменьшению
контактной гибкости и повышению частоты. По степени изменения
частоты, таким образом, можно судить о твердости поверхности
контролируемого объекта.
Возможны два принципа построения твердомеров. Первый
основан на изменении резонансной частоты колебания электро-
акустической системы при постоянной силе статического вдавли-
вания индентора. Второй основан на изменении силы статического
вдавливания до достижения заданного значения резонансной
частоты. Так как принцип подстройки частоты более прост и на-
дежен, а также допускает автоматическое отслеживание изменений
частоты, его чаще используют в реальных конструкциях.
Применяемые для контроля твердости преобразователи пред-
ставляют собой резонансные колебательные системы. На низких
частотах (20 ... 50 кГц) наиболее высокий КПД имеют колебатель-
ные системы, представляющие собой твердые тела. Чувстви-
тельный элемент преобразователя — это стержень, снабженный
алмазным (твердосплавным) индикатором и прижимаемый к кон-
тролируемой поверхности.
В качестве активного элемента в колебательных системах
используют магнитострикционные и пьезоэлектрические преоб-
разователи. В качестве материалов для изготовления магнито-
стрикционных преобразователей используют никель и его
сплавы — альсифер, пермендюр и др. Хорошо зарекомендовали
себя нагартованные никелевые стержни.
Для линеаризации квадратичного магнитострикционного эф-
фекта применяют подмагничивание. Напряженность поля под-
магничивания должна быть не менее чем в 2 раза больше эффектив-
ного значения переменного поля. Практически в магнитострик-
ционных преобразователях подмагничивание осуществляется по-
стоянной составляющей возбуждающего поля или за счет оста-
точной намагниченности.
В пьезоэлектрических преобразователях широко применяют
материалы на основе цирконат-титаната свинца (ЦТС), характе-
430
Рис. 9.13. Принцип действия полуволнового (я) и четвертьволнового (б) преоб-
разователей под нагрузкой
ризующиеся высокими пьезоэлектрическими свойствами и ста-
бильностью характеристик.
Преобразователи различаются также по виду колебательных
перемещений индентора относительно испытуемой поверхности.
Используют преобразователи нормальных, сдвиговых и крутиль-
ных колебаний.
По числу стоячих волн, уложенных вдоль геометрической длины
преобразователя, различают полутораволновые, одноволновые,
полуволновые и четвертьволновые преобразователи. Наибольшей
чувствительностью обладают полуволновые и четвертьволновые
схемы.
В полуволновом преобразователе (рис. 9.13, а) чувствитель-
ный стержень общей длиной 2L имеет в средней части фланец,
с помощью которого он монтируется в преобразователь. При этом
Zi и Z2 — механические импедансы стержня по обе стороны от
фланца; Zx = Z2.
В случае совершения колебаний при 0,5Х, т. е. резонансных
колебаний в воздухе, узел продольных колебательных перемеще-
ний приходится на фланец. Упругая деформация стержня с0>5
при этом не ограничена внешними силами. Распределение амплитуд
колебательных скоростей представлено в этом случае кривой 1.
Видно, что максимумы амплитуды приходятся на концы стержня.
Однако когда индентор преобразователя удерживается в постоян-
ном контакте с испытуемой поверхностью силой F, упругая де-
формация c0j5 ограниченна. При этом узел эпюры резонансных
колебательных скоростей смещается из средней точки стержня,
например, в положение N2. Резонансная частота при этом повы-
шается в зависимости от длины стоячей волны в стержне, равной
0,5Х и более (кривая 2). Когда индентор прижат к испытуемой
поверхности с максимальной силой, искомая деформация c0j5 и
амплитуда на левом конце стержня равны нулю, а длина стоячей
волны колебаний составляет 1,5Х. Это свидетельствует о повыше-
431
нии резонансной частоты на 50 %. В прижатом положении узел
стоячей волны смещается в точку N3. Смещение узла на кривых 2
и 3 (см. рис. 9.13, а) приводит к повышению амплитуды колебаний
на фланце, т. е. в м^те опоры чувствительного стержня. Таким
образом, существует дополнительное демпфирование колебаний,
отрицательно влияющее на точность, с которой измеренное из-
менение резонансной частоты отражает твердость испытуемой
поверхности.
Для четвертьволнового преобразователя (см. рис. 9.13, б)
механический импеданс Zx чувствительного стержня во много раз
меньше механического импеданса Z2 инертной массы (утолщенного
цилиндрического тела). При этом Z2 должно превышать Zt не
менее чем в 10 раз. В ненагруженном состоянии (кривая 1) ампли-
туды колебательных скоростей на противоположных концах
чувствительного стержня и инертной массы распределяются
в соответствии с соотношением Z^Z^ а упругая деформация с0,25
в зоне контакта не ограничена внешними силами. Так как отно-
шение Z2/Zx > 10, амплитуда колебательных скоростей на инден-
торе преобразователя в 16 раз и более превышает амплитуду на
конце инертной массы. При этом узел Л\ стоячей волны колебаний
приходится на фланец инертной массы. В процессе испытания на
твердость упругая деформация с0,25 принимает конечные значения
(кривая 2) или уменьшается до нуля (кривая 3) для прижатого
положения. Узел колебаний перемещается соответственно в точки
Af2 и Af3, которые смещаются на большее расстояние от фланца
вследствие большого изменения частоты.
Как следует из анализа рис. 9.13, в случае нагруженных пре-
образователей (кривые 2, 3) амплитуда колебаний на участке
фланца для четвертьволнового преобразователя значительно ниже,
чем для полуволнового. Таким образом, сдвиг узла стоячей волны
при испытаниях на твердость в четвертьволновом преобразова-
теле значительно меньше влияет на точность измерений, чем
в полуволновом.
Малая амплитуда* колебательных скоростей на конце инерт-
ной массы четвертьволнового преобразователя позволяет прикла-
дывать статическую силу вдавливания F не к фланцу, как в случае
полуволнового преобразователя, а к торцу инертной массы. Кон-
структивно такое’ решение удобнее, вносимая же погрешность
незначительна.
Как показано выше, чувствительность четвертьволнового пре-
образователя равна двум. Это соответствует теоретическому по-
вышению частоты на 100 %. Практически, однако, вследствие
демпфирования в соединениях это повышение составляет 85 ...
90 %, что все же превышает изменение частоты полуволнового
преобразователя.
К преимуществам полуволновой схемы следует отнести воз-
можность обойтись без инертной массы и тем облегчить конструк-
цию. По этому принципу в ущерб чувствительности решена
432
Рис. 9.14. Структурная схема импедансного
твердомера АТ-311:
1 — алмазный индентор; 2 — магнитострикцион-
ный никелевый стержень; 3 — катушка; 4 —
стальное тело; 5 — корпус; 6 — преобразователь;
7 — усилитель; 8 — преобразователь частоты; 9 —
стрелочный индикатор; 10 — контролируемая де-
таль
конструкция преобразователя твердомера «Сонодур А» фирмы
«Крауткремер — Брэнсон» (ФРГ). В отечественных электроаку-
стических импедансных твердомерах чаще применяется наиболее
чувствительная схема четвертьволнового преобразователя с ни-
келевым стержнем.
На рис. 9.14 показана структурная схема отечественного им-
педансного твердомера АТ-311. Колебания алмазного индентора 1
возбуждаются четвертьволновым никелевым стержнем 2, скреп-
ленным с массивным стальным телом 4. Сигнал положительной
обратной связи, снятый с пьезопреобразователя 6, подается на
усилитель 7, с выхода которого снимается напряжение, питающее
катушку 3. Благодаря такой связи система работает в автоколеба-
тельном режиме. Твердость материала определяется по номо-
граммам на основании полученных значений частоты вибраций
индентора при постоянной нагрузке. Диапазон измерения твер-
дости составляет 22,1 ... 67,8 HRQ.
Твердомер «Сонодур А» (ФРГ) предназначен для контроля
твердости стальных изделий. Он имеет две шкалы, одна из ко-
торых проградуирована в единицах твердости по Роквеллу
(22,1 ... 67,8 HRC3), вторая — в относительных единицах. Преци-
зионный полуволновой преобразователь позволяет контролировать
твердость с постоянной силой статического вдавливания 6 Н.
В комплект твердомера входит штатив, применяемый при ка-
либровочных операциях и контроле мелких деталей.
Приборы, предназначенные для контроля поверхностной твер-
дости изделий различной номенклатуры, оснащены преобразова-
телями с четвертьволновой колебательной системой. Чувстви-
тельный элемент — никелевый стержень диаметром 2,5 мм. Эле-
ментом обратной связи служит пьезокерамическая шайба из
ЦТС-19, приклеенная к стержню. Оба твердомера имеют шкалы
в относительных единицах, которые могут быть проградуированы
по любой стандартной шкале твердости.
Твердомер ЭИТ-1 выполнен в стационарном и переносном
вариантах. В нем никелевый стержень преобразователя оснащен
индентором в виде пирамиды Виккерса. Силу вдавливания можно
регулировать в пределах 2 ... 15 Н. Прибор удобен для проведе-
ния научно-исследовательских и арбитражных работ.
Усовершенствованным вариантом ЭИТ-1 является импеданс-
ный высокочувствительный твердомер ЭИТ-1М. Он предназначен
для контроля структурных неоднородностей в зонах локального
воздействия температуры (шлифовочные прижоги, зоны термиче-
433
ского влияния при сварке). С его помощью можно определить
вид напряженного состояния поверхностного слоя, выявить зоны
нарушения режимов упрочнения посредством поверхностного
пластического деформирования и другие нарушения структурного
состояния поверхностных слоев изделий.
Твердомер выполнен в переносном варианте для работы пре-
имущественно ручным преобразователем. Индентор преобразо-
вателя — алмазная пирамида Виккерса. Конструкция преобразо-
вателя позволяет осуществлять контроль в любом пространствен-
ном положении.
9.4 КОНТРОЛЬ СВОЙСТВ ЧУГУНА
Чугун, как известно, — это сплав железа с углеродом при
содержании углерода 2,14 % и более. В белом чугуне углерод
входит в состав цементита — химического соединения железа
с углеродом. Такой чугун обладает высокой твердостью и хруп-
костью, и его применяют сравнительно редко. В чугуне других
видов путем графитизации углерод частично или полностью пере-
водят в свободное состояние — графит. Применяют также от-
беленный чугун: белый снаружи и графитизированный во вну-
тренней части изделия.
Физико-химические характеристики чугуна зависят от формы,
распределения, числа и размеров включений графита, а также
структуры металлической основы, т. е. процентного содержания
в ней феррита, перлита и цементита. Если в структуре чугуна
имеется графит различных форм, то чем выше процентное содер-
жание шаровидного графита, тем выше прочность. Наиболее
высокой прочностью обладает чугун с мелким шаровидным гра-
фитом.
Акустический контроль структуры чугуна осуществляют по
скорости и затуханию продольных УЗ-волн. Установлено, что
скорость ультразвука повышается при снижении содержания
графита, уменьшении размеров графитных включений, изменении
их формы от пластинчатой к шаровидной, увеличении числа
шаровидных графитных включений (по отношению к общему
содержанию графита), увеличении содержания цементита в ме-
таллической основе (выражается через степень эвтектичности).
Предельно высокое значение скорости ультразвука в чугуне
приближается к скорости в стали. Затухание ультразвука обычно
уменьшается при повышении скорости. На рис. 9.15, 9.16 при-
ведены примеры взаимосвязи скорости и затухания ультразвуко-
вых волн с некоторыми из названных факторов.
Для повышения точности измерений выбирают акустические
характеристики, наиболее тесно связанные с исследуемым струк-
турным параметром чугуна. С учетом этого информацию о гра-
фите (содержание, форма, размер) обычно получают по скорости
ультразвука, а информацию о металлической основе — по его
затуханию.
434
Рис. 9.15. Зависимости, связывающие содер-
жание шаровидного графита Сш с относитель-
ной скоростью ультразвука в чугуне Лс при
степени эвтектичности металлической основы,
равной 1,10 (/), 0,95 (2), 0,90 (3)
Рис. 9.16. Зависимости, связы-
вающие содержание пластинча-
того графита СПЛ с коэффициен-
том затухания д ультразвука
Химическим составом и структурой чугуна определяются
его физико-механические свойства: прочность (предел прочности
при растяжении ав), твердость (обычно НВ), модуль упругости Е.
Во многих случаях практически важен контроль именно этих
свойств, а не структурных характеристик, лежащих в их основе.
С учетом этого исследовали корреляционные связи акустических
и физико-механических свойств.
Модуль упругости пропорционален квадрату скорости звука:
Е - Мс\ (9.9)
где коэффициент Л4, определяемый эмпирически, зависит от
коэффициента Пуассона материала.
Известно, что с повышением твердости скорость звука воз-
растает, а затухание уменьшается (рис. 9.17), однако для каждого
вида чугуна эта связь в количественном отношении индивиду-
альна. Твердость измеряют непосредственно на изделии с по-
мощью переносных приборов — склерометров, получая прямой
результат. Поверхность изделия при этом повреждается незна-
чительно, поэтому, если такое повреждение допустимо, измере-
ние твердости с применением склерометра предпочтительнее по
сравнению с косвенным акустическим методом.
Предел прочности сгэ чугуна при растяжении обычно опреде-
ляют по формуле о'в — схЕНВ ~ рс2НВ, где — в МПа; с —
в км/с; р — в с4/м3.
В этой формуле учтена зависимость (9.9). Коэффициент р
определяют при прямых испытаниях для каждой марки чугуна
и даже с учетом особенности технологии выплавки на данном
предприятии. Например, на одном из заводов для чугуна с шаро-
видным графитом р “ 0,053, а с пластинчатым Р = 0,076 с4/м3.
В настоящее время исследования направлены на поиск новых
акустических характеристик, обладающих более тесной корреля-
435
300 310 320 330 3^0 НВ W 70 СШ*Л>
Рис. 9.18. Зависимости скорости уль-
тразвука (/) и отношения донный сиг-
нал—структурная помеха (2) от
содержания шаровидного графита
Рис. 9.17. Зависимости коэффициента
затухания 6, скорости сг продольной
волны и частоты сом максимума спек-
тра от твердости НВ низколегирован-
ного чугуна
ционной связью со свойствами чугуна и более просто измеряемых.
Для точного измерения скорости и коэффициента затухания
ультразвука необходимо получить два донных сигнала. Между
тем большое затухание ультразвука в чугуне нередко затрудняет
наблюдение второго донного сигнала.
Перспективно для оценки свойств чугуна измерение отноше-
ния донный сигнал — структурная помеха [23]. Для этого изме-
ряют уровень помех, наблюдаемый вблизи донного сигнала (в зоне
протяженностью не более 2Х) по отношению к амплитуде донного
сигнала. Важным преимуществом использования этой величины
является то, что для ее измерения достаточно наблюдать один
донный сигнал.
Теоретическое отношение донный сигнал — помеха (см.
табл. 5.13)
-£3- = 1/ 2я5аГ___(9J0)
Рп V г 6рС3 v f
не зависит от толщины контролируемого изделия, что также очень
удобно. В то же время предложенная характеристика зависит от
традиционно измеряемых. На нее влияет прежде всего скорость
ультразвука и более слабо коэффициент рассеяния 6р, который
составляет основную часть коэффициента затухания. Отношение
донный сигнал — помеха зависит также от качества акустиче-
ского контакта (см. подразд. 5.5). Предложенное отношение
рекомендуется использовать вместо измерения скорости ультра-
звука для определения содержания в чугуне шаровидного графита
(рис. 9.18).
436
Другая акустическая величина, предложенная для оценки
физико-механических свойств чугуна, — это частота <ом, соответ-
ствующая максимальной амплитуде спектра донного сигнала.
Для ее измерения используют широкополосный преобразователь
и дефектоскоп-спектроскоп, позволяющий наблюдать спектр дон-
ного сигнала. Результаты теоретического анализа показали, что
частота о>м связана с коэффициентом рассеяния. На нее также
влияют частота максимума преобразования и ширина полосы
пропускания преобразователя. С помощью параметра <ом можно
контролировать твердость чугуна (см. рис. 9.17). При этом коэф-
фициент корреляции, равный 0,87, выше, чем для контроля НВ
по скорости и затуханию. Преимущество использования сом
также в том, что ее измеряют по первому донному сигналу. Не-
достатки — ее зависимость от индивидуальных свойств преобра-
зователя и качества акустического контакта, необходимость при-
менения более сложного прибора — спектроанализатора.
9.5. АКУСТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
ПРИ МЕХАНИЧЕСКИХ ИСПЫТАНИЯХ
Применение методов отражения и прохождения. УЗ-метод имеет
большие перспективы как средство контроля процесса усталост-
ного разрушения материала при статических и циклических ис-
пытаниях. Он обладает высокой чувствительностью, позволяет
обнаруживать как поверхностные, так и внутренние дефекты, не
требует перерывов испытаний. Процесс распространения УЗ-
волн Непосредственно связан с упругопластическими свой-
ствами материала, вследствие чего эти волны активно реагируют
на изменение физико-механического состояния испытуемого
образца.
Чаще всего для контроля при испытаниях образцов на уста-
лость используют волны дифракции (рис. 9.19). Усталостные по-
вреждения носят локальный характер; они обычно начинаются на
поверхности образца и вблизи концентраторов напряжений. На
рис. 9 19, б приведены схемы контроля, при которых контроли-
руемая область локализуется в зоне наиболее вероятного повре-
ждения металла (зона показана стрелкой Л), что повышает на-
дежность обнаружения таких повреждений.
Все методы контроля с применением дифракционных волн
можно разделить на две группы: временные, использующие вре-
менную задержку между двумя сигналами, соответствующими
дифракционной и какой-либо опорной волнам; амплитудные,
использующие соотношения амплитуд двух дифрагированных
волн или дифрагированной и какой-либо отраженной волн.
В большинстве случаев применяют раздельные излучение и
прием волн, так как дифракционное поле в направлении, обрат-
ном излучению, наиболее слабое и далеко не всегда может быть
зарегистрировано. Рассмотрим подробнее методы каждой группы.
437
Рис. 9.19. Схемы прозвучивания
образцов при испытаниях на
усталостную прочность:
а — продольными волнами; б — по-
верхностными волнами; в — голов-
ными волнами; г — по изменению
донного сигнала
Временные ме-
тоды. На рис. 9.20 по-
казана типичная схема из-
мерения высоты трещины
в процессе циклических
испытаний для случая,
когда трещина начинается
на поверхности образца.
Излучающий и приемный
преобразователи распола-
гают по обе стороны от
трещины. В качестве опор-
ного сигнала используют,
как правило, сигналы, соответствующие распространению голов-
ной волны вдоль свободной поверхности образца или отражен-
ные от этой поверхности. Высоту трещины определяют путем
измерения временного интервала между отмеченными двумя сиг-
налами и расчетом из соотношения
где t — время распространения волны по пути излучатель—
конец трещины—приемник; I — половина расстояния между пре-
образователями.
Приращение высоты трещины в процессе ее роста определяют
по формуле
' АЛ = ~ (/i2 + Z2)0-6, (9.12)
где А/ — временной интервал между принятыми сигналами.
Рис. 9.20. Схема измерения высоты трещины по временному интервалу с ис-
пользованием в качестве опорного луча, отраженного от нижней поверхности
образца (а), и луча головной волны (б):
1 — дифрагированный луч; 2 — опорный луч; 3 — головная волна
438
С —
Н ~ 1~с ^l) - sin а -
6 7 и
-\Пс1Г^1^ Sina]2-(C2-1)[A^)-]
Н ~fT~f [с(d+f)+ \ITcz~i)+(A+l)zJ
Рис. 9.2L Возможные ко.мбинации падающих и дифрагированных УЗ-волн,
используемых для измерения высоты трещины:
а, в, $ — наклонное падение; б., г, е продольное падение
При использовании высокочастотных УЗ-импульсов (/ ==
15 МГц) допускаемая погрешность измерений составляет
±0,05 мм в диапазоне от 0,5 до 5 мм. Достижение столь высокой
точности, однако, требует измерения временного интервала с точ-
ностью 0,1 мс, что само по себе является проблемой.
Как отмечалось в подразд. 1.2, при дифракции на краю тре-
щины независимо от типа падающей волны образуются два дифрак-
ционных поля: продольных и поперечных волн. Для измерения
высоты трещины можно использовать оба поля. На рис. 9.21 [20]
приведены несколько возможных комбинаций падающих (ин-
декс /) и дифрагированных (индекс 2) продольных L и попереч-
ных Т волн, реализуемых на общей схеме рис. 9.22.
На рис. 9.21 обозначено: Н = НИ — безразмерная высота
трещины; А А/// — безразмерное время задержки принятого
сигнала относительно опорного [А/ = 0,5 (А/х ± А/2) ]; С =
— cT/cL — коэффициент, учитывающий соотношение скоростей
УЗ-волн. Для каждой схемы на рис. 9.21 высота трещины опреде-
ляется соответствующим выражением.
Следует отметить, что не все схемы одинаково просто могут
бьпь реализованы. Например, применение схемы, приведенной на
-рис, 9.21,, е, сопряжено со сложностями излучения пьезопреобра-
439
Рис. 9.22. Общая схема измерения высоты
трещины (треугольник дифракции):
1 — опорный сигнал; 2 — дифрагированный
сигнал
мерения высоты трещины, диапазон
способность.
зователя поперечных волн
нормально к поверхности.
Эти схемы достаточно эф-
фективно реализуются при
возбуждении поперечных
волн ЭМА-методом.
При выборе схемы реали-
зации необходимо учитывать
следующие параметры кон-
троля: амплитуду дифраги-
рованного луча, точность из-
измерений и разрешающую
Амплитуда зависит от углов и типов волн падающего и дифра-
гированного лучей и от того, какого типа трещины — закрытого
или открытого. Трещина закрытого типа вызывает более слабый
дифрагированный сигнал. Сильно закрытая трещина может быть
вообще прозрачна для падающего луча.
Амплитуда диафрагированного луча, приходящегося на при-
емник, тем выше, чем больше угол 2а между падающим и дифра-
гированным лучами. Получаемый при этом очень плоский тре-
угольник дифракции (стороны которого составляют опорный,
падающий и дифрагированный лучи), во-первых, трудно реали-
зовать, во-вторых, не будет обеспечиваться требуемая точность
измерения высоты трещины, которая повышается с уменьшением
2а. При выборе угла необходимо также учитывать разрешающую
способность — минимальное расстояние между преобразовате-
лями, при котором опоры и дифрагированный сигналы разделяются
во времени. Необходимо выбирать угол ввода таким, чтобы опор-
ный сигнал не маскировал дифрагированного. Оптимальное зна-
чение угла 2а равно 140°.
Повышения точности можно достичь и применением комбина-
ции ТТ-волн. Поскольку скорость поперечных волн равна при-
мерно половине скорости продольных волн, то скорость изменения
времени задержки будет в 2 раза меньше.
Диапазон измерений определяется как максимальная высота
трещины, которая может быть измерена при фиксированном рас-
стоянии между преобразователями, или как максимальное рас-
стояние между преобразователями, при котором четко обнаружи-
вается сигнал дифрагированного луча. Диапазон измерений опре-
деляется экспериментально с использованием образца с искус-
ственной трещиной.
Амплитудные методы. Критерием оценки усталост-
ного повреждения металлов при реализации этих методов, как
правило, является изменение коэффициента затухания 6 УЗ-волн.
Его определяют, пользуясь соотношением [66]
U = t70v<p (*) е~2бг,
(9.13)
440
где U — амплитуда принятого сигнала;(70 — амплитуда зон-
дирующих импульсов; v — коэффициент двойного преобразова-
ния преобразователя; <р (х) — характеристика направленности
преобразователя; 6 — коэффициент затухания; г — путь УЗ-волн
в металле.
Измерение 6 на практике связано с определенными трудно-
стями, поэтому чаще используют величину ф = bN — 60, харак-
теризующую изменение коэффициента затухания в процессе раз-
вития повреждения. Здесь 6^- — значение коэффициента зату-
хания после N циклов нагружения; б0 — первоначальное зна-
чение коэффициента затухания при прохождении волны в зоне
развития повреждения.
Физический смысл выбранного критерия [см. формулу (9.13)]
легко установить. Для этого найдем отношение амплитуд донных
сигналов в образце до начала испытаний (иг) и после W циклов
нагружения (UN):
t7„/£7x = е~(9.14)
Перейдя к децибелам и обозначив 20 1g и 20 1g UN через
Рх и PN (показания аттенюатора дефектоскопа), найдем критерий
оценки усталостного повреждения [63]
Т = (Рх —ЛД/(17,3%). (9.15)
Величина 1/(17,Зх) = С для конкретного опыта постоянная.
Следовательно, усталостное повреждение можно оценить на осно-
вании простого критерия
Т' = Т/С - Рх — PN = &Р. (9.16)
Для поверхностных и головных волн критерий оценки уста-
лостного повреждения Т определяют, считая г равным расстоянию
между преобразователями, а для зеркально-теневого метода —
полному пути донного сигнала, т. е. удвоенной толщине контроли-
руемого образца.
Поверхностные волны наиболее эффективно применять при
контроле образцов с гладкой поверхностью. При этом форма
образца и тип деформации должны предопределять участок по-
верхности, где возникнет повреждение, чтобы локализовать об-
ласть наблюдения.
Для слежения за развитием повреждений, обусловленных
глубоким надрезом (более 1 мм) на поверхности образца, целе-
сообразно применение головных волн. Для их возбуждения
применяют преобразователи с углами р, равными первому кри-
тическому.
На рис. 9.23 показаны кривые изменения амплитуды прошед-
шего сигнала головной волны в зависимости от глубины щели,
имитирующей суммарное действие надреза и развивающейся от
него трещины. Установлена возможность измерения более глу-
боких дефектов при увеличении расстояния между преобразова-
телями. Например, используя преобразователи на частоту
441
Рис. 9.23. Зависимости ампли-
туды прошедших головных волн
от глубины щели и расстояния
между преобразователями (Lj <
< ^2 < ^З)
2,5 МГц с пьезоэлементом диамет-
ром 12 мм при расстоянии между
ними 6 мм, можно измерять глубину
трещин от 0,5 до 4,7 мм. Увеличив
это расстояние до 16 мм, диапазон
измерений можно перенести в об-
ласть 5 7,8 мм.
Способ, схема которого показана
на рис. 9.19, а, основан на измере-
нии донного сигнала. Преобразова-
тели размещены около вершины
надреза. Предполагалось, что воз-
никновение трещины в любой точке
надрезов вызовет ослабление дан-
ного сигнала. Оно связано с тем,
что продольная волна, распростра-
няющаяся вдоль поверхности тре-
щины, становится головной волной,
которая трансформируется в боковые (главным образом попе-
речные) волны.
Для проведения испытаний с помощью предложенных методов
можно использовать стандартный импульсный дефектоскоп с вы-
ходом на самописец. Для обеспечения надежного акустического
контакта с вибрирующей поверхностью образца применяют пре-
образователи с эластичным протектором. В качестве опорного
(нулевого) сигнала используют сигнал, наблюдающийся до на-
чала испытаний на усталость. Это либо сигнал, полученный на
гладком участке образца, либо сигнал, полученный при наличии
надреза — инициатора разрушений.
Ниже в качестве примера приведены некоторые результаты,
полученные при использовании предложенных методик исследо-
вания усталостных разрушений. На рис. 9.24, а показаны кривые
изменения амплитуды прошедшего сигнала поверхностной волны
в зависимости от числа циклов нагружения гладкого образца.
В начале наблюдается некоторое улучшение прохождения ультра-
звука, связанное, по-видимому, с упрочнением материала. Далее
прохождение ухудшается. Здесь четко проявляется эффект «воз-
врата»: прошедший сигнал восстанавливается после прекращения
испытаний и выдержки в течение нескольких десятков минут или
часов. Этот эффект может быть объяснен закреплением дисло-
каций.
При продолжении циклического нагружения возникают осцил-
ляции прошедшего сигнала (этот участок заштрихован). Осцил-
ляции синхронны с циклами нагружения, причем фазе сжатия
соответствует наибольшая амплитуда прошедшего сигнала. Когда
амплитуда осцилляций составляет доли децибела, видимые (при
увеличении в 20 раз) трещины на поверхности образца не возни-
кают. Заметная трещина наблюдается лишь при осцилляциях
442
амплитуды, равных 1 дБ и больше. Прекращение испытаний на
стадии появления осцилляций приводит к неполному возврату.
По мере увеличения размеров трещины колебания амплитуды
сначала увеличиваются, а затем уменьшаются. Прекращение
осцилляций, связано, по-видимому, с тем, что после длительных
испытаний в стадии сжатия не достигается плотный контакт краев
трещины.
Повышение частоты УЗ-колебаний приводит к тому, что отме-
ченные стадии процесса разрушения наблюдаются при меньшем
числе циклов нагружения. Тот же эффект дают другие изменения
условий эксперимента, направленные на концентрацию УЗ-энер-
гии в зоне максимальных деформаций, например фокусировка
ультразвука, выполнение надреза, который огибает поверхност-
ная волна. На рис. 9.24, б показаны кривые изменения амплитуды
прошедшего сигнала поверхностной волны в зависимости от числа
циклов нагружения образца с надрезом глубиной 1,025 мм. Вер-
шина надреза имеет полукруглую форму радиусом 0,1 мм. В этом
случае осцилляции возникают уже на стадии начального ослабле-
ния сигнала.
При использовании головных волн кривая изменения ампли-
туды сигнала с увеличением числа циклов подобна кривой на
рис. 9.24, а для поверхностной волны на очень низких частотах
ультразвука. Рис. 9.24, в иллюстрирует ход испытаний с пере-
рывами нагружения при контроле головными волнами (/ =
Рис. 9.24. Кривые изменения амплитуды сигнала при контроле на разных ча-
стотах образцов с открытой и закрытой трещинами (соответственно штриховые
и сплошные линии)
443
== 5 МГц). Несколько раз приблизительно после 400 000 циклов
нагружения испытания прекращали на 20 ... 40 мин. После
перерыва прежнее значение коэффициента затухания восстанав-
ливалось. Однако после 800 000 циклов уменьшение амплитуды
сигнала замедлялось, восстановление прохождения было непол-
ным, появились осцилляции амплитуды. После 1 750 000 циклов
возникла видимая трещина длиной 2,5 мм.
Перспективность применения способа наблюдения за донным
сигналом (/ = 5 МГц) подтверждается рис. 9.24, г. В начальной
стадии, как и ранее, наблюдалось улучшение прохождения уль-
тразвука. Появление трещины вызвало снижение амплитуды
донного сигнала. Это объясняется, по-видимому, восстановлением
свойств металла, обусловленным снятием напряжений под дей-
ствием разрушения. Одновременно наблюдалось появление осцил-
ляций. При длине трещины 0,28 мм они достигали 2 дБ.
Приведенные примеры подтверждают эффективность предло-
женных методик для исследования процесса испытаний на уста-
лость, возможность получения с их помощью существенной новой
информации о свойствах материала. Особенно интересные ре-
зультаты дает сочетание УЗ-методов с другими методами кон-
троля.
Применение акустико-эмиссионного метода. В последнее время
для обнаружения и оценки параметров трещин все шире приме-
няется явление акустической эмиссии (АЭ)— излучение разви-
вающейся трещиной акустических волн [59]. АЭ сопровождает
процесс деформирования материала от стадии переориентации
комплексов микродефектов до полного разрушения контролируе-
мой детали. С помощью АЭ можно диагностировать и прогнози-
ровать состояние контролируемого объекта на стадии, когда по-
следний остается еще работоспособным.
АЭ, или эмиссия волн напряжений, — это явление, заклю-
чающееся в генерации упругих волн в твердых телах при их де-
формации [29, 59]. Главными источниками акустической эмис-
сии считают процессы скольжения и разрушения в кристаллах
(и их скоплениях), трения поверхностей разрыва друг о друга,
движения дислокаций и изломов, релаксации упругой матрицы
при движении дислокаций. Моменты излучения волн эмиссии
распределены статистически во времени; возникающие при этом
дискретные импульсы — вспышки имеют широкий частотный диа-
пазон (от десятков килогерц до сотен мегагерц) в зависимости от
материала.
Перечислим основные параметры, характеризующие акустиче-
скую эмиссию согласно ГОСТ 27655—88:
число импульсов — число зарегистрированных импульсов
дискретной АЭ за интервал времени наблюдения;
суммарный счет N — число зарегистрированных превышений
импульсами АЭ установленного уровня дискриминации за интер-
вал времени наблюдения;
444
активность Nz — число зарегистрированных импульсов АЭ
за единицу времени;
скорость счета N — отношение суммарного счета АЭ к интер-
валу времени наблюдения;
энергия Еэ — энергия, выделяемая источником АЭ и перено-
симая волнами, возникающими в интервале;
энергия источника Ес — энергия АЭ механических колебаний,
выделяемая в месте локальной перестройки структуры;
образ источника — группа параметров сигналов АЭ, полу-
ченная в результате определенного вида испытаний материала
с помощью конкретной аппаратуры АЭ и при заданных условиях
испытаний.
Кроме того, в научно-технической литературе по АЭ широко
применяются понятия: амплитуда сигнала — максимальное зна-
чение огибающей принятого сигнала; пиковая амплитуда — макси-
мальное значение амплитуды за определенный интервал времени.
В материалах с хорошо выраженной площадкой текучести на
диаграмме напряжение — деформация кривая зависимости ак-
тивности АЭ от напряжения (рис. 9.25) имеет один максимум, со-
ответствующий пределу текучести материала от. На кривой за-
висимости амплитуды от напряжения имеется три максимума,
последний из которых совпадает с пределом прочности ов, и не
более двух минимумов, совпадающих обычно с пределом упру-
гости оу. Начальная амплитуда сигналов зависит, в частности,
от уровня остаточных напряжений в материале.
При повторном нагружении АЭ не возникает вплоть до дости-
жения максимального напряжения предыдущего цикла (с точ-
ностью около 1,5 %). Это явление получило название эффекта
Кайзера. Его используют при механических испытаниях образцов,
а также при контроле изделий в процессе эксплуатации.
АЭ, связанная с деформацией кристаллической решетки,
проявляется в виде сигналов небольшой амплитуды с характери-
стиками, близкими к белому шуму. Разрывы материалов в об-
ласти, где действуют напряжения, превышающие предел упру-
гости, вызывают появление импульсов с большой амплитудой.
Эмпирическая связь между энергией АЭ и параметрами тре-
щины выражена формулой
2£э = №£2Д1/£, (9.17)
где К — коэффициент концентрации напряжений в вершине тре-
щины; АЛ — приращение длины трещины; Е — модуль упругости.
Число излучаемых импульсов пропорционально К4.
Точечный источник волн АЭ излучает сферическую волну про-
дольного или поперечного типа. При падении на поверхности
образца или изделия она отражается и трансформируется. В ре-
зультате появляются нормальные волны, амплитуда которых
снижается с увеличением расстояния значительно медленнее
445
Рис. 9.25. Зависимости амплитуды U и
активности сигналов АЭ от напря-
жения, полученные для образца из
конструкционной стали
Рис. 9.26. Кривые изменения напряже-
ния о и скорости счета N в зависимо-
сти от стадии упругопластического де-
формирования образца
чем для сферической волны. Затухание волн АЭ вызывает наиболее
сильное ослабление высокочастотной составляющей сигнала, так
как коэффициент затухания быстро возрастает с частотой. Все это
приводит к значительному искажению первоначального сигнала
эмиссии.
АЭ можно исследовать следующими способами: 1) образец
нагружают постепенно до полного разрушения; 2) образец на-
гружают постоянной нагрузкой и наблюдают за изменением уровня
сигналов АЭ во времени; 3) предварительно нагруженный или
свободный образец подвергают действию циклически изменяю-
щихся напряжений вплоть до возникновения усталостных эффек-
тов и трещин.
Скорость счета N АЭ зависит от длины I трещины, скорости Г
ее роста, полного числа п циклов нагружения, напряжения о
и относительной деформации е. Все многообразие эксперименталь-
ных зависимостей N = f (е) можно разбить на три типичных слу-
чая, показанных на рис. 9.26. Во время испытаний многих мате-
риалов наблюдается быстрое повышение скорости счета АЭ при
деформации до предела текучести. Затем для одних материалов
после спада начинается увеличение N перед разрушением (кри-
вая 3); для других после достижения предела текучести интен-
сивность не снижается, но рост сильно замедляется (кривая /).
Типичен также непрерывный рост интенсивности АЭ, значительно
ускоряющийся при приближении к разрушающему напряжению
(кривая 2). Резкие изменения скорости счета АЭ свидетельствуют
о смене стадий деформирования. По ним можно получать информа-
цию о механических свойствах испытуемого материала, например,
о пределе текучести, разрушающем напряжении. Из-за плохой
воспроизводимости эксперимента этот метод практически не ис-
пользуется для контроля механических свойств.
Зависимость параметров N и N от числа циклов нагружения
показана на рис. 9.27. Можно выделить три участка, характери-
446
Рис. 9.27. Усредненные зави-
симости длины трещины, ско-
рости ее роста, скорости счета
АЭ, суммарного счета и пи-
ковой амплитуды от числа
циклов нагружения
зующихся спадом (/), низким уровнем (//) и ростом N (Ш).
В начале испытаний в материале имеются упругонапряженные
области в квазиравновесном состоянии. Первые циклы дефор-
мации приводят к постепенному переходу в это состояние мате-
риала всего изделия, что обусловливает интенсивную АЭ. Низкий
уровень эмиссии на втором участке связан с проявлением эффекта
Кайзера. Повышение амплитуды на третьем участке вызвано об-
разованием микротрещин и последующим их объединением
в макротрещину.
Изучение сигналов АЭ дает ценную информацию о развитии
усталостных трещин. Степень опасности, обусловленная наличием
трещины в детали, находится в прямой зависимости от длины тре-
щины и скорости ее роста (рис. 9.28). Скорость роста трещины
определяет амплитуду акустических импульсов (рис. 9.29).
Анализ взаимосвязи скорости счета АЭ и трещинообразования
основан на общих положениях механики разрушения. Скорость
роста трещины (отношение приращения длины за цикл нагруже-
ния) /' = dl/dn зависит от коэффициента концентрации напряже-
ния К в вершине трещины и определяется соотношением Г =
= CKq, где С и q — константы материала. Коэффициент К =
== о (Z)0’5 f (Mb}, где b — поперечный размер детали. Для беско-
нечной пластины, подвергнутой одностороннему растяжению,
К = о (л/)0’5. Суммарный счет АЭ при развитии трещины в усло-
Рис. 9.28. Зависимость суммарного
счета АЭ от произведения И'
Рис. 9.29. Зависимость средней ампли-
туды сигналов АЭ от скорости роста
усталостной трещины для стали
ЗОХГСНА
447
Рис. 9.30. Зависимость скорости счета АЭ от
напряжения:
1 — образец с надрезом; 2 — бездефектный обра-
зец
виях монотонного нагружения опре-
деляется соотношением N = АКт;
при пластической деформации N =
— aVA, откуда N = adV^/dt, где А,
а, т —параметры, характеризующие
объект контроля; Уд — объем ма-
териала, подвергнутого пластической
деформации. Энергия, освобождаемая
при дискретном перемещении тре-
щины, пропорциональна квадрату
амплитуды акустического сигнала.
Современная аппаратура позволяет обнаруживать сигналы от уста-
лостных трещин, развивающихся со скоростью 10~7 ...10~8 м/цикл.
Приведем некоторые результаты исследований, показывающих
возможности способа [14]. Исследовали параметры АЭ при по-
вторно-статическом нагружении надрезанных образцов из стали
марок ЗОХГСА и ЗОХГСНА при развитии усталости, обусловлен-
ной циклическим нагружением. Плоские образцы в закаленном
состоянии подвергали циклическому растяжению (коэффициент
асимметрии цикла 0,2; частота 0,3 Гц). Регистрировали суммарный
счет А/, пиковые амплитуды t70 сигналов и их распределение.
Рабочая полоса пропускания ограничивалась сверху частотами
200 ... 250 кГц при уровне дискриминации 1 В. Резонансная
частота пьезопреобразователя /рез 250 кГц. Деформацию об-
разца измеряли растровым фотоэлектрическим преобразователем
с чувствительностью 1 В/мкм.
При появлении усталостной трещины длиной до 0,2 мм и с ши-
риной раскрытия 0,05 мм начинают регистрироваться единичные
импульсы большой амплитуды, которые не оказывают существен-
ного влияния на скорость счета АЭ. Это можно объяснить тем,
что мелкозернистая структура испытуемых материалов препят-
ствует развитию больших пластических деформаций в вершине
трещины. Небольшое повышение N отмечается при достижении
трещиной длины, большей 0,5 мм. При этом наблюдается увеличе-
ние коэффициента Р, характеризующего среднюю мощность им-
пульсов за цикл. Дальнейший рост трещин сопровождается уве-
личением N, Ао, Р, по значениям которых можно судить о размере
трещины и близости момента разрушения. На основании изучения
формы импульсов, возникающих вследствие роста трещины,
выделен ряд признаков, позволяющих отличать их от импульсов
шумового фона, не связанного с АЭ.
На рисунке 9.30 показана зависимость скорости счета АЭ от
напряжения при исследовании стальных образцов (/рез =
448
— 600 кГц). При однократном растяжении максимум W наблю-
дается в начале и в конце пластического деформирования. После
достижения максимума АЭ уменьшается, разрушение сопрово-
ждается сравнительно невысоким уровнем АЭ. Абсолютное зна-
чение максимума N существенно зависит от материала. Для стали
12Х18Н10Т этот уровень на один-два порядка меньше, чем для
стали марок 45 и 40X13.
Повышение скорости деформации от 1 до 8 мм/мин приводит
к значительному (в 5 ... 8 раз) увеличению N на всех стадиях
нагружения. При однократном испытании на растяжение пло-
ских образцов с дефектами (отверстия, надрезы) на кривой АЭ
имеются два максимума. Первый максимум наблюдается при на-
пряжениях, меньших предела текучести. Напряжение первого
максимума зависит от формы и размера дефекта. Второй максимум
появляется при напряжении, которому соответствует максимум
в бездефектном образце. Появление первого максимума связано
с испусканием акустических волн преимущественно из зоны де-
фекта, где концентрируются напряжения. Напряжения, действу-
ющие в зоне дефекта, близки к уровню напряжений, соответ-
ствующих появлению максимума амплитуды сигналов АЭ для без-
дефектного образца. Это позволяет по значению АЭ оценивать
концентрацию напряжений в зоне дефекта.
При циклических нагружениях образца акустические волны
устойчиво возникают только с появлением усталостной трещины,
их число растет с увеличением числа циклов. Для фиксированного
числа циклов нагружения суммарный счет АЭ импульсов возра-
стает с повышением амплитуды напряжения.
Результаты исследования АЭ образцов, находящихся под
постоянной нагрузкой, показали, что при напряжениях о <
< 0,5 < ат для бездефектных образцов и образцов с надрезом
характер изменения N практически одинаков (рис. 9.31). После
приложения нагрузки скорость счета АЭ падает по экспоненциаль-
ному закону. Увеличение нагрузки при о 0,5ат приводит к росту
Рис. 9.31. Кривые изменения суммар-
ного счета и скорости счета при по-
стоянной нагрузке:
/ — образец без трещины; 2 —- образец
с усталостной трещиной
Рис. 9.32. Зависимости суммарного
счета и скорости счета АЭ от напряже-
ния, полученные для цилиндрического
стального стержня
449
скорости счета и суммарного счета сигналов АЭ. Для образцов,
в процессе испытания которых появляется усталостная трещина,
после снижения N наблюдается дополнительный максимум, аб-
солютное значение которого и время его появления зависят от
приложенной нагрузки (кривая 2 на рис. 9.31).
Методы АЭ применяют для контроля состояния конструкций.
Проведены исследования на трубах из углеродистой стали длиной
3,7 м, диаметром 0,6 м с толщиной стенки 40 мм. В стенке трубы
был сделан надрез. По сигналам АЭ определяли момент воз-
никновения трещины. Сигналы, свидетельствующие о начале раз-
рушения изделия, обнаруживались примерно за 10 мин до раз-
рыва, тогда как кинокамера фиксировала появление трещины
непосредственно перед разрывом. Исследовали АЭ на стальных
образцах, разрушаемых при многократных циклических нагруже-
ниях. В этом случае также обнаружено повышение активности АЭ
задолго др образования видимой поверхности трещины. Предвари-
тельно нагруженный образец циклично нагружали до разрыва
с частотой 1800 цикл/мин. Практически до 6000 циклов АЭ не
наблюдалась, затем она стала нарастать. Когда число циклов до-
стигло 22 000, скорость счета резко возросла. Видимая поверх-
ностная трещина была обнаружена по достижении 34 000 циклов,
а к 55 000 циклов ее длина достигла 3 мм.
Результаты исследований показали, что пластическая дефор-
мация связана с интенсивным движением и увеличением числа дис-
локаций. Вместе с этим в объеме материала возникают микро- и
макротрещины. Если трещина останавливается у какого-либо
препятствия, то происходит накопление энергии. Это приводит
к образованию упругих волн взрывного типа. Тогда трещина
преодолевает препятствие и приходит в движение. В этом случае
возникают затухающие упругие сферические волны. Изучали
деформирование образца из стали на гидропрессе при давлении до
40 кПа. Образцы (целые стержни и с надрезом) испытывали на
растяжение и изгиб. Образцы нагружали, затем снимали нагрузку
и снова нагружали до более высоких пределов. При повторном
нагружении импульсы АЭ появлялись только после приложения
нагрузок, больших, чем в предыдущем цикле. Результаты иссле-
дований приведены на рис. 9.32. Значение N становится макси-
мальным при достижении предела текучести. Затем материал на-
чинает «ползти», его сопротивление деформации снижается и,
естественно, скорость счета убывает. Несколько отличными ока-
зались результаты испытания надрезанных образцов. В этом
случае напряжение концентрировалось около надреза и ослабле-
ния АЭ не наблюдалось вплоть до разрыва образца.
СПИСОК ЛИТЕРАТУРЫ
1. Аксенов В. П. Применение радиолокационных методов оптимального
обнаружения при ультразвуковом контроле//Дефектоскопия. 1982. № 2. С.67—74.
2. Алешин Н. П. Физические основы акустических методов контроля.
М.: Изд. МВТУ, 1986. 44 с.
3. Алешин Н. П., Вадковский Н. Н., Волкова Н. Н. Ультразвуковой кон-
троль аустенитных сварных швов: анализ способов и рекомендации повышения
надежности/'/Дефектоскопия. 1988. // 2. С. 43—59.
4. Алешин Н. П., Лупачев В. Г. Ультразвуковая дефектоскопия: Справ,
пособие. Минск: Вышэйш. шк. 1987. 264 с.
5. Алешин Н. П., Могильнер Л. Ю. Анализ упругого поля ультразвуко-
вых волн, рассеянных на цилиндрической полости//Дефектоскопия. 1986. № 11.
6. Алешин Н. П., Могильнер Л. Ю., Яровой А. А., Баранов В. Ю. Повы-
шение выплавляемости объемных дефектов//Дефектоскопия. 1985. № 7. С. 24.
7. Бадалян В. Г. Применение акустической голографии в дефектоскопии//
Дефектоскопия. 1987. № 7. С. 39—50.
8. Басацкая Л. В., Ермолов И. Н. Теоретическое исследование ультра-
звуковых продольных подповерхностных волн в твердых средах//Дефектоскопия.
1980. № 7. С. 58—65.
9. Басацкая Л. В., Ермолов И. Н. Поле преобразователей с углами наклона,
близкими к критическим//Дефектоскопия. 1985. № 4. С. 3—11.
10. Белый В. Е. Рассеяние ультразвука на нестандартных моделях дефек-
тов//Дефектоскопия. 1988. № 8.
11. Белый В. Е., Щербинский В. Г. Выявляемость реальных плоскостных
дефектов при различных вариантах прозвучивания//Дефектоскопия, 1980. № 9.
С. 89.
12. Белый В. Е., Щербинский В. Г., Баранов Д. Н. Анализ норм оценки де-
фектов сварных швов при ультразвуковом контроле энергооборудования//Энер-
гомашиностроение. 1985. № 1. С. 19.
13. Боровиков В. А., Кинбер Б. Е. Геометрическая теория дифракции. М.:
Связь, 1978. 248 с.
14. Ботаки А. А., Ульянов В. В., Шарко А. В. Ультразвуковой контроль
прочностных свойств конструкционных материалов. М.: Машиностроение,
1983. 74 с.
15. Бреховских Л. М. Волны в слоистых средах. М.: Наука, 1973. 343 с.
16. Буденков Г. А., Маскаев А. Ф. Электромагнитное возбуждение ультра-
звука в углеродистых сталях при высоких температурах//Дефектоскопия. 1979.
№ 4. С. 66—69.
17. Веревкин В. М. Ультразвуковые установки «Дуэт» для контроля толсто-
листового проката//Дефектоскопия. 1982. № 1. С.6—12.
18. Викторов И. А. Звуковые поверхностные волны в твердых телах. М.:
Наука, 1981.
19. Волков А. С., Ермолов И. Н., Басацкая Л. В. и др. Прохождение уль-
тразвуковых волн через границу сплавления аустенитного шва//Дефектоскопия.
1984. № 2. С. 73—77.
451
20. Вопилкин А. X. Волны дифракции и их применение в ультразвуковом
неразрушающем контроле//Дефектоскопия. 1985. № 1. С. 20—34; № 2,
С. 72—85.
21. Вопилкин А. X. Дифракционные методы в ультразвуковом неразруша-
ющем контроле. М.: изд. НТО «Приборпром», 1989. 73 с.
22. Вопилкин А. X. Расчет и проектирование широкополосных осесимме-
тричных преобразователей переменной толщины//Дефектоскопия. 1987. № 4.
С. 41—50.
23. Воронкова Л. В., Ермолов И. Н., Куликов В. И. Ультразвуковой спо-
соб оценки твердости чугуна по частоте максимальной амплитуды спектра//Де-
фектоскопия. 1985. № 3. С. 59—61.
24. Глаговский Б. А., Московенко И. Б. Низкочастотные акустические методы
контроля в машиностроении. Л.: Машиностроение, 1977. 208 с.
25. Голубев А. С., Веревкин В. М., Паврос С. К. Акустический тракт дефек-
тоскопа при контроле листов эхо-сквозным методом в иммерсионном варианте//Де-
фектоскопия. 1980. № 7. С. 70—79.
26. Городков В. Е., Рахимов В. Ф., Ермолов И. Н. О влиянии боковой
поверхности изделия на акустический тракт импульсного дефектоскоп а//Де-
фектоскопия. 1983. № 3. С. 7—16.
27. Гребенников В. В., Лебедев И. И. Эхо-зеркальный способ ультразвуко-
вого контроля с трансформацией упругих волн//Дефектоскопия. 1979. № 10.
С. 73—79.
28. Гребенник В. С., Тайц М. 3. Расчет диаграмм направленности призма-
тического искателя//Дефектоскопия. 1981. № 1. С. 87—101.
29. Грешников В. А., Дробот Ю. Б. Акустическая эмиссия: Применение
для испытаний материалов и изделий. М.: Изд-во стандартов, 1976. 272 с.
30. Григорьев М. В., Гурвич А. К-, Гребенников В. В., Маркелова В. А.
Исследование способа измерения размеров объемных дефектов при ультразву-
ковом контроле//Дефектоскопия. 1982. № 5. С. 4—11.
31. Гурвич А. К. Зеркально-теневой метод ультразвуковой дефектоскопии.
М.: Машиностроение, 1970. 36 с.
32. Гурвич А. К., Кузьмина Л. И. Справочные диаграммы направленности
искателей ультразвуковых дефектоскопов. Киев: Техшка, 1980. С. 102.
33. Гурвич А. К., Пасси Г. С. Объективизация результатов ультразвукового
контроля сварных швов//Дефектоскопия. 1987. № 6. С. 3—12.
34. Данилов В. Н. К оценке уровня структурных помех с учетом повтор-
ного релеевского рассеяния упругих волн//Дефектоскопия. 1988. № 10. С.82—89.
35. Данилов В. Н. Об использовании скалярных моделей для расчета аку-
стических трактов дефектоскопов на продольных волнах//Дефектоскопия. 1985.
№ 12. С. 79.
36. Данилов В. Н., Ямщиков В. С. О некоторых особенностях волны ре-
леевского типа на поверхности эллиптической цилиндрической пол ости//Дефекто-
скопия. 1984. № 12. С. 49—55.
37. Дианов Б. Д. Исследование направленности призматического преобра-
зователя//Дефектоскопия. 1965. № 2. С. 8—22.
38. Дунье В. Л., Рапопорт Ю. М. Помехоустойчивость ультразвуковых де-
фектоскопов. М.: Машиностроение, 1980. 40 с.
39. Ермолов И. Н. Теория и практика ультразвукового контроля. М.: Ма-
шиностроение, 1981. 240 с.
40. Ермолов И. Н., Заборовский О. Р. Экспериментальные методы выделе-
ния структурных шумов многократного рассеивания//Дефектоскопия. 1979.
№ 8. С. 63 70.
41. Ермолов И. Н., Разыграев Н. П., Щербинский В. Г. Использование
акустических волн головного типа для ультразвукового контроля//Дефекто-
скопия. 1978. № 1. С. 33—40.
42. Жмуркин Ю. А., Яблоник Л. М. Автоматизация и механизация ультра-
звукового контроля сварных швов в судостроительной промышленности//Дефек-
тоскопия. 1981. № 3, С. 49—61.
43. Иванушкин Е. С., Белай Г. Е. Ультразвуковые методы контроля при
производстве отливок. Киев: Техшка, 1984. 126 с.
452
44. Кажис Р. И. Ультразвуковые информационно-измерительные системы.
Вильнюс: Мокслас, 1986. 216 с.
45. Калинин В. А., Праницкий А. А., Цеслер Л. Б. Современные ультра-
звуковые толщиномеры. М.: Машиностроение, 1972. 52 с.
46. Каневский И. Н. Фокусирование звуковых и ультразвуковых волн.
М.: Наука, 1977. 336 с.
47. Карпельсон А. Е. Ультразвуковые преобразователи, формирующие
заданную диаграмму направленности//Дефектоскопия. 1988. № 7. С. 69—79.
48. Кобак В. С. Радиолокационные отражатели. М.: Сов. радио, 1975. 248 с.
49. Королев М. В. Эхо-импульсные ультразвуковые толщиномеры. М.:
Машиностроение, 1980. 112 с.
50. Королев М. В., Карпельсон А. Е. Широкополосные ультразвуковые
пьезопреобразователи. М.: Машиностроение, 1982. 1*57 с.
51. Коряченко В. Д. Статистическая обработка сигналов дефектоскопа
с целью увеличения отношения сигнал—шум при реверберационных помехах//Де-
|фектоскопия. 1975. № 1. С. 87—95.
52. Мартыненко С. В. Численное исследование ближней зоны поршневого
излучателя//Дефектоскопия. 1985. № 10. С. 94—96.
53. Методы дефектоскопии сварных соединений/Под общ. ред. В. Г. Щер-
бинского. М.: Машиностроение, 1987. 334 с.
54. Методы неразрушающих испытаний: Пер. с англ./Под ред. Р. Шарпа.
М.: Мир, 1972. 596 с.
55. Морз Ф., Фешбах Г. Методы теоретической физики. М.: Изд-во иностр,
лит., 1960. Т. 2.
56. Неразрушающий контроль качества сварных конструкций/В. А. Троиц-
кий, В. П. Радько, В. Г. Демидко, В. Т. Бобров. Киев: Техшка, 1986. 159 с.
57. Перевалов С. П. Диаграмма направленности преобразователей с около-
критическим углом призмы//Дефектоскопия. 1981. № 2. С. 96—101.
58. Перевалов С. П., Райхман А. 3. Отражение ультразвука от неровностей
сварного соединения//Дефектоскопия. 1978. № 4. С. 7—15.
59. Приборы для неразрушающего контроля/Под ред. В. В. Клюева. М.:
Машиностроение, 1986. Т. 2. 351 с.
60. Применение физической акустики в квантовой физике и физике твердого
тела: Пер. с англ./Под ред. У. Мазона. М.: Мир, 1969. Т. 4. Ч. А. 436, с.;
Ч. Б. 440 с.
61. Радько В. И., Гребенник В. С. Ослабление ультразвуковых волн в пере-
ходных зонах сварных соединений плакированных сталей//Дефектоскопия.
1986. № 11. С. 28.
62. Разыграев Н. П. Опыт использования головных волн для обнаружения
трещин в антикоррозионных покрытиях энергомашиностроения//Дефектоскопия.
1987. № 8. С. 25.
63. Рахимов В. Ф., Ермолов И. Н. Теоретическое представление поля круг-
лого импульсного излучателя//Дефектоскопия. 1987. № 9. С. 3—5.
64. Розина М. В., Яблоник JI. М. Некоторые показатели надежности про-
цесса неразрушающего контроля и способы их повышения//Дефектоскопия.
1975. № 6. С 76.
65. Розина М. В., Яблоник Л. М., Васильев В. Д. Неразрушающий контроль
в соударении: Справочник дефектоскописта. Л.: Судостроение, 1983. 150 с.
66. Рыбник А. А., Ермолов И. Н., Зайцев Г. 3. Усовершенствование методик
ультразвукового контроля образцов в процессе усталостных испытаний//3авод-
ская лаборатория. 1981. № 5. С. 75—79.
67. Теоретические основы радиолокации/Под ред. В. Е. Дулевича. М.:
Сов. радио. 1978. 608 с.
68. Труэлл Р., Эльбаум Ч., Чик Б. Ультразвуковые методы в физике твердого
тела: Пер. с англ. М.: Мир, 1978. 544 с.
69. Тюлин В. Н. Введение в теорию излучения и рассеяния звука. М.:
Наука, 1976. 254 с.
70. Ультразвук: Маленькая энциклопедия/Под ред. И. П. Голяминой. М.:
Сов. энциклопедия, 1979. 400 с.
453
71. Ультразвуковые преобразователи для неразрушайэщего контроля/Под
ред. И. Н. Ермолова. М.: Машиностроение, 1986. 277 с.
72. Уотерс К. Отражательная сейсмология: Пер. с англ. М.: Мир, 1981.
С. 41.
73. Дорофеев А. Л., Рожков В. И. Неразрушающие физические методы
измерения твердости. М.: Машиностроение, 1979. 60 с.
74. Ушаков В. М. Особенности акустического тракта дефектоскопа при
контроле сферических изделий наклонными преобразователями//Дефектоскопия.
1985. № 6. С. 15.
75. Ушаков В. М., Щербинский В. Г., Вопилкин А. X. Отражение и транс-
формация линейно поляризованных сдвиговых волн на дефектах//Дефектоскопия.
1983. 1983. № 9. С. 17—23.
76. Фалькевич С. А. Фазированные решетки в ультразвуковой дефектоско-
пии//Дефектоскопия. 1984. № 3. С. 3—16.
77. Федоров Ф. И. Теория упругих волн в кристаллах. М.: Наука, 1965.
380 с.
78. Физическая акустика. Т. 1. Методы и приборы ультразвуковых иссле-
дований/Под ред. У. Мазона. Ч. А. М.: Мир, 1966. 582 с.
79. Франсон М. Голография: Пер. с фр. М.: Мир, 1972. 248 с.
80. Химченко Н. В., Бобров В. А. Неразрушающий контроль в химическом
и нефтяном машиностроении. М.: Машиностроение, 1978. 264 с.
81. Чабанов В. Е. Лазерный ультразвуковой контроль материалов. Л.:
Изд-во ЛГУ, 1986. 232 с.
82. Шерашов А. С., Ермолов И. Н. О возможности повышения точности
измерения толщины изделий резонансным методом//Дефектоскопия. 1976. № 1.
С. 7—11.
83. Цомук С. Р. Экспериментальное исследование отношения амплитуд волн
разного типа как идентификационного признака дефекта//Сб. тр. XI Всесоюзной
конф, по неразрушающему контролю. М.: 1987. Ч. I. С. 134.
84. Щербинский В. Г. и др. Ультразвуковые наклонные преобразова-
тели//Дефектоскопия. 1987. № 6. С. 31—34.
85. Щербинский В. Г., Алешин Н. П. Ультразвуковой контроль сварных
соединений строительных, конструкций. М.: Стройиздат, 1976. 158 с.
86. Щербинский В. Г., Белый В. Е. Эхо-зеркальный ультразвуковой метод
обнаружения и распознавания дефектов сварных швов. М.: Машиностроение,
1980. 40 с.
87. Щербинский В. Г., Ушаков В. М., Шмель В. Г. Экспериментальное
исследование отражения поляризованных сдвиговых волн от моделей дефек-
тов//Дефектоскопия. 1981. № 7. С. 109—112.
88. Ярославский Л. П., Мерзляков Н. С. Цифровая голография. М.: Наука.
1982.
89. Baikie В. L., Wagg А. Е. Ultrasonic inspection of austenitic welds//
J. Brit. Nucl. Energy Soc. 1976. 15. N 1. P. 3—8.
90. Handbook on the ultrasonic examination of austenific weld//IIW , Docu-
ment N VC—423—84. 1984. 10 p.
91. Kupperman D. S., Reimann К. I. Ultrasonic ware propagation and ani-
sotropy in austenitic stainless steel werd metall//IEE Transactions. 1980. SU—27.
N 1. P. 7—15.
92. Musgrave M. Crystal acoustics.—Sun Francisco, 1970. 288 p.
93. Ogilvy I. A. A model for elawtic wave propogation in anisotropic media
with applications to ultrasonic inspection thraugh austenitic steel//Brit. J. of NDT.
1985. N 1. P. 13—21.
94. Whittaker I. S., lessop T. J. Ultrasonic defection and measurements
of defects in stainless steel//Brit. J. of NDT. 1981. 23. N 6. P. 293—303.
95. Yoneyama H., Shibata S. Ultrasonic testing of austenitic stainless weld//
NDT International. 1978. 11. N 1. P. 3—8.
ОГЛАВЛЕНИЕ
Предисловие ............ ........................................... 3
Глава 1. Акустические волны ........................................ 4
1.1. Типы акустических волн .................................... 4
1.2. Свойства акустических волн................................ 20
1.3. Излучение и прием акустических волн...................... 55
1.4. Прохождение ультразвуковых волн через плоский слой. . . 90
Глава 2. Основные методы акустического контроля металлов ...» 94
2.1. Характеристика . ........................................ 94
2.2. Методы отражения....................................... 103
2.3. Методы прохождения и комбинированные методы.............. 112
2.4. Резонансные методы ...................................... 125
Глава 3. Преобразователи........................................ 131
3.1. Классификация ........................................... 131
3.2. Основные характеристики.................................. 133
3.3. Конструкции . ........................................... 138
3.4. Широкополосные преобразователи с неоднородным электриче-
ским полем.................................................. 161
3.5. Фокусирующие преобразователи............................. 171
3.6. Фазированные решетки..................................... 174
3.7. Преобразователи с разнесенным электродом ................ 177
Глава 4. Аппаратура для контроля ................................ 179
4.1. Состав аппаратуры........................................ 179
4.2. Ультразвуковые дефектоскопы ............................. 179
4.3. Стандартные образцы...................................... 189
4.4. Вспомогательные устройства и приспособления.............. 194
Глава 5. Методология ультразвуковой дефектоскопии....... 197
5.1. Общие положения.......................................... 197
5.2. Основные параметры ультразвукового контроля.............. 218
5.3. Измеряемые характеристики и признаки дефектов............ 243
5.4. Распознавание типа дефекта и определение его реальных раз-
меров ..................................................... 250
5.5. Помехи, шумы. Способы борьбы с ними ..................... 278
Глава 6. Технология ультразвуковой дефектоскопии.................. 299
6.1. Контроль заготовок ...... ............................... 299
6.2. Контроль сварных швов ................................... 315
Г л а в а 7. Автоматизация и визуализация ультразвукового контроля 370
7.1. Общие принципы .......................................... 370
7.2. Установки для контроля заготовок......................... 376
455
7.3. Установки для контроля сварных швов........................ 381
7.4. Визуальное представление результатов дефектоскопии .... 392
Глава 8. Измерение геометрических параметров изделий................ 399
8.1. Общие сведения............................................. 399
8.2. Ультразвуковая толщинометрия .............................. 399
8.3. Измерение диаметра......................................... 408
8.4. Контроль параметров шероховатости поверхности.............. 409
Глава 9. Контроль физико-механических свойств....................... 411
9.1. Способы контроля по скорости ультразвука................... 411
9.2. Способы контроля по затуханию ультразвука.................. 418
9.3. Способы контроля закалки и твердости....................... 421
9.4. Контроль свойств чугуна .................................. 434
9.5. Акустические методы контроля при механических испытаниях 437
Список литературы.................................................. 451
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Алешин Николай Павлович,
Белый Владимир Евгеньевич,
Вопилкин Алексей Харитонович и др.
МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ МЕТАЛЛОВ
Редактор Н. А. Фетисова
Переплет художника Р. А. Казакова
Художественный редактор В. В. Лебедев
Технический редактор Н. М. Харитонова
Корректоры О. Е. Мишина, Л. Я. Шабашова
ИБ № 5773
Сдано в набор 09.03.89. Подписано в печать 20.06.89. Т- 04881. Формат
>< 90х/16. Бумага офсетная № 1. Гарнитура литературная. Печать офсетн
Усл. печ. л. 28,5. Усл. кр.-отт. 28,5. Уч.-изд. л. 31,43.
Тираж 9 100 экз. Заказ 726. Цена 2 р.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4.
Типография № 6 издательства «Машиностроние»
при Государственном комитете СССР по печати.
193144, г. Ленинград, ул. Моисеенко, 10.