/


















































































































































































































































































































































































Текст
ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
БИБЛИОТЕКА
К ОН С ТРУКТОРА
ПРОЕКТИРОВАНИЕ
СВАРНЫХ КОНСТРУКЦИЙ
В МАШИНОСТРОЕНИИ
Под редакцией
д-ра техн, наук проф. С. А. КУРКИНА
МОСКВА
«МАШИНОСТРОЕНИЕ»
1975
THORNado
т
6П4.3
П79
УДК 621.791.052
Авторы: Вершинский С. В., д-р техн, наук; Винокуров В. А., д-р техн,
наук; Земзин В. Н., д-р техн, наук; Куркин С. А., д-р техн, наук; Мака-
ров И. И., канд. техн, наук; Николаев Г. А., чл.-кор. АН СССР; Рымке-
вич А. И., канд. техн, наук; Сагалевич В. М, д-р техн, наук; Труфяков В. И.,
д-р техн, наук; Фишкис М. М., канд. техн, наук; Черных В. В., канд. техн,
наук.
Рецензенты: д-р техн, наук Н. П. Мельников; кандидаты
техн, наук И. П. Никонов и Ю. А. Маслов
ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Редактор издательства Д. В. Баженов
Технический редактор Н. В. Тимофеенко. Корректор В. А. Воробьева
Сдано в набор 9/IX 1974 г. Подписано к печати 30/IV 1975 г. Т-04681. Формат 60X90*/ie.
Бумага типографская № 3. Усл. печ. л. 23,5. Уч. изд. л. 24,7. Тираж 40 000 экз. Заказ 1647.
Цена 1 р. 45 к.
Издательство «Машиностроение». 107885, Москва, Б-78, 1-й Басманный пер., д. 3.
Ордена Трудового Красного Знамени Ленинградское производственно-техническое объ-
единение «Печатный Двор» имени А. М. Горького Союзполиграфпрома при Государ-
ственном комитете Совета Министров СССР по делам издательств, полиграфии и книж-
ной торговли. 197136, Ленинград, П-136, Гатчинская ул., 26.
Проектирование сварных конструкций в машино-
П79 строении. Под ред. С. А. Куркина. М.» «Машинострое-
ние», 1975.
376 с. с ил.
На обороте тит. л. авт.: С. В. Вершинский, В. А. Винокуров,
С. А. Куркин и др.
В книге освещены вопросы проектирования сварных соединений в основ-
ных отраслях машиностроения в зависимости от характера нагружения, усло-
вий работы, конструктивных особенностей и назначения изделий.
Книга предназначена для инженеров-конструкторов машиностроительных
заводов, проектно-конструкторских и научно-исследовательских организаций
Она будет полезна также студентам машиностроительных втузов.
31302-004
1 038(01)-75
004-75
6П4.3
© Издательство «Машиностроение», 1975 г.
ПРЕДИСЛОВИЕ
Высокая производительность сварочного процесса, высокое
качество соединений и экономичное использование металла обес-
печивают преимущественное использование сварки для изготов-
ления самых разнообразных металлоконструкций, в том числе
машиностроительных.
Проектирование сварных конструкций имеет свои специфические
особенности. Сварка — не только технологический процесс полу-
чения заготовок разнообразной формы и сложности, предназначен-
ных для последующей механической обработки. Сварка — это
в первую очередь метод сборки и монтажа конструкций из отдель-
ных элементов, выполняющих различные функции. Высокие экс-
плуатационные характеристики сварных изделий — результат ра-
циональных конструктивных решений и совершенства технологи-
ческого процесса сборки и сварки. Потребности в создании ранее
неизвестных сочетаний деталей, их свойств и служебных назна-
чений рождают новые технологические приемы сварки, последние
в свою очередь открывают для конструкторов новые возможности.
В результате многолетних усилий проектировщиков и исследовате-
лей установлены рациональные формы сварных соединений, обос-
нованы методы их расчета на прочность. Итогом этой огромной
работы являются многочисленные публикации в нашей и зарубеж-
ной литературе.
Как правило, эти публикации представляют собой либо отдель-
ные статьи (или сборники статей), либо учебные пособия. Отдельные
статьи содержат, как правило, квалифицированное изложение
особенностей условий работы, проектирования, расчета и изготов-
ления вполне определенного типа сварных конструкций. Учебники
и учебные пособия, напротив, излагают вопросы проектирования
с широким охватом разнообразных типов изделий, но не могут
в рамках предусмотренных программой объемов осветить многие
важные детали проектирования.
Потребность в систематическом и глубоком изложении накоп-
ленного опыта проектирования сварных конструкций особенно
ощущается в машиностроении, для которого характерно непре-
рывное усложнение условий работы сварных элементов, увеличе-
ние разнообразия используемых материалов и применение практи-
1*
4
Предисловие
чески всех методов сварки. Удовлетворение этой потребности
и является задачей настоящей книги.
Необходимость охвата широкого круга вопросов прочности
и точности сварных элементов, а также проектирования всех основ-
ных типов конструкций машиностроения заставила привлечь к на-
писанию книги достаточно большой коллектив авторов, являю-
щихся крупными специалистами по различным вопросам сварочного
производства.
Книга представляет систематизированное изложение вопросов
проектирования сварных конструкций в различных отраслях
машиностроения, выполненное по единому плану.
Книга может иметь различное назначение в зависимости от
интересов и квалификации читателя. Так, для инженеров, только
начинающих свою деятельность, наиболее полезными могут ока-
заться главы, рассматривающие опыт проектирования изделий той
отрасли, где работает инженер. Более зрелых специалистов, хорошо
изучивших специфику своей отрасли, заинтересуют главы общего
назначения, а также опыт проектирования в других отраслях
машиностроения.
ГЛАВА I
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ СВАРНЫХ КОНСТРУКЦИЙ
1. ОБЩИЕ СООБРАЖЕНИЯ
Развитие сварочной техники оказало серьезное влияние на
выбор генеральных схем конструкций.
Так, сквозные фермы, которые были очень распространены при
клепаных соединениях, стали заменять большепролетными бал-
ками со сплошной стенкой по причине их большей технологичности
в сварном исполнении. Использование электрошлаковой сварки
позволило заменить цельнокованые и цельнолитые массивные
детали тяжелого и энергетического машиностроения (валы турбин,
станины прессов и т. д.) составными сварными. Комбинирование
литых, кованых и прокатных заготовок с помощью электрошлаковой
сварки обеспечило технически легко выполнимые и экономичные
решения.
В результате разработки электрошлакового переплава был
получен метод изготовления сварных толстостенных конструкций
котельно-резервуарного типа, обладающих высокими механиче-
скими свойствами.
ЦК КПСС и Советское правительство уделяют большое внимание
применению сварки в народном хозяйстве. К 1975 г. предусмотрено
значительное увеличение выпуска сварных конструкций по сравне-
нию с 1970 г., при условии широкого внедрения прогрессивных
материалов и комплексной механизации сварочных работ.
Подход к проектированию сварных конструкций может быть
различным.
В большинстве стран Западной Европы основным принципом
рационального проектирования сварных металлоконструкций яв-
ляется всемерное уменьшение их массы, а следовательно, и эконо-
мия металла. В США главной задачей является упрощение и уде-
шевление процессов изготовления; при этом вопрос об уменьшении
массы изделия перестает играть первостепенную роль. В Европе
часто становятся на путь индивидуального проектирования,
в США — на путь гарантии минимальных трудозатрат.
Школа советского проектирования сварных металлоконструкций
объединяет два направления: ищут пути проектирования изделий
6
Особенности проектирования сварных конструкций
с минимальной массой и одновременно внедряют высокопроизводи-
тельные методы работы. Эти две главные линии совершенствования
сварных конструкций определяют соответствующие направления
работ исследовательских и проектных организаций.
Для обеспечения первого направления в СССР в большом мас-
штабе развиты научные исследования в области металлоконструк-
ций, преимущественно сварных, для нахождения способов повыше-
ния механических свойств, надежности при одновременном умень-
шении стоимости (Институт электросварки имени Е. О. Патона,
МВТУ им. Баумана, ЦНИИСК им. Кучеренко В. А., ЦНИИС Мин-
трансстроя, ЦНИИ Проектстальконструкции, Институт машино-
ведения, ЛПИ им. Калинина и др.). При этом используют данные
о хрупкой и усталостной прочности, пластичности, устойчивости,
теории пластин и оболочек и ряд других разделов прикладной
теории упругости. Учет всех возможных факторов синтезируется
в процессе анализа формообразования проектируемых объектов.
Для обеспечения второго направления совершенствования свар-
ных конструкций с позиций обеспечения автоматизации и механи-
зации производственных операций, облегчения перехода на поточ-
ные методы изготовления, повышения производительности труда,
снижения стоимости и улучшения качества продукции исключи-
тельно большое значение в нашей стране придают типизации и нор-
мализации металлоконструкций, как целых объектов, так и отдель-
ных элементов.
Важным средством типизации является рациональный выбор
системы конструкции и размерных ее параметров. Один тип кон-
струкций и элементов может иметь несколько размеров. Таким
образом, создается комплекс типоразмеров. Их количество сле-
дует всемерно сокращать, а типизация конструкций способствует
этому.
Уменьшение числа типоразмеров характерно для вновь созда-
ваемых изделий. Типоразмеры часто устанавливают по модульному
ряду, который определяется арифметической прогрессией. Рацио-
нальный выбор модульных размеров в большой мере определяет
экономичность принятых решений.
Параметрами типизации и нормализации могут быть: типы кон-
струкций, размеры элементов, типы соединений, виды технологи-
ческих процессов применительно к заданным конструктивным фор-
мам и т..д. При разработке узлов, деталей, отдельных элементов
конструкторские бюро должны руководствоваться принципом ис-
пользования постоянной оснастки (кондукторов, кантователей
и т. д.).
Желательно подбирать типоразмеры конструкций так, чтобы
они соответствовали формам и размерам технологической оснастки
и, напротив, при проектировании технологической оснастки учи-
тывать типизацию и нормализацию проектируемых изделий.
Общие соображения
7
Целями типизации и нормализации являются упрощение форм
конструкций, устранение излишнего количества швов, повышение
технологичности, сокращение числа типоразмеров, обеспечение
перевода возможно большей продукции на крупносерийное и мас-
совое производство.
Как показал опыт, при разработке типовых проектов наиболее
целесообразна такая система работ, при которой основные прин-
ципиальные решения принимают специализированные проектные
организации, а деталировочные чертежи выполняют заводы-изгото-
вители.
Выбор материала — важный этап проектирования, поскольку
оказывает болыиде влияние как на эксплуатационные качества
конструкции, так и на ее массу и экономичность изготовления.
Поэтому материал выбирают с учетом характера эксплуатационных
нагрузок (усталостных, ударных, статических), работы конструкций
в условиях низких и высоких температур, вакуума, агрессивных
сред, износа и т. п. Важным параметром качества материала яв-
ляется стабильность его свойств — узость интервала в разбросе
показателей механических характеристик. Кроме того, при выборе
материала учитывают комплекс условий: первоначальные затраты
на материал, технологическую обработку, проведение сварочных
операций и т. д.
Масса конструкции существенно зависит от удельной прочности
используемого металла. Низкоуглеродистые стали применяют наи-
более часто, они дешевы, хорошо свариваются, но обладают низкой
удельной прочностью. Многочисленные марки низколегированных
сталей с пределом текучести 35—40 кгс/мм2 используют все шире,
однако они уже во многих случаях не удовлетворяют возросшим
требованиям промышленности.
Значительное распространение для металлоконструкций полу-
чили стали в термообработанном состоянии: закалка с последующим
отпуском. Эффективна термообработка низкоуглеродистых сталей
типа СтЗ и Ст4. Еще более эффективными оказываются некоторые
термообработанные низколегированные стали. Как правило, предел
текучести низкоуглеродистых сталей в результате термообработки
повышается на 10—20%, сталей 19Г, 14Г2 — на 40—60%, цтали
15Г2 — еще выше. Согласно государственному стандарту рекомен-
дуются для применения в металлоконструкциях термически обра-
ботанные стали толщиной 6—40 мм: низкоуглеродистые, повышен-
ной прочности, а также стали марок 45Т, 60Т, 75Т. Высокопрочные
стали с пределом текучести более 60 кгс/мм2 получают путем соче-
тания определенной композиции легирования и термообработки.
Установлено, что наиболее перспективны для изготовления сварных
конструкций высокопрочные низкоуглеродистые стали с мартен-
ситной и бейнитной структурой. Использование высокопрочных
свариваемых сталей дает возможность значительно снизить массу
8
Особенности проектирования сварных конструкций
изделия, что особенно важно для подъемно-транспортных механиз-
мов, железнодорожного подвижного состава, автомобилей, судов
и других транспортных конструкций. Повышение прочности стали
требует более совершенных конструктивных разработок отдельных
сварных узлов, повышения качества изготовления и контроля.
Совместные творческие усилия металлургов, технологов и проекти-
ровщиков открыли путь применению высокопрочных сталей в метал-
локонструкциях, однако в СССР используют их пока еще недоста-
точно, главным образом вследствие дефицитности. Дальнейшее раз-
витие металлоконструкций из термообработанных сталей опреде-
ляется, улучшением качества их производства, расширением ассор-
тимента, увеличением выпуска и проведением ряда научно-иссле-
довательских работ, подтверждающих рациональные пределы при-
менения этих материалов.
Для многих специальных задач в металлоконструкциях приме-
няются высоколегированные стали аустенитного класса, а также
всевозможные сплавы, обеспечивающие коррозионную стойкость,
жаростойкость, жаропрочность изделий. Хорошо освоены техно-
логические процессы сварки указанных материалов. Стоимость их
высока, поэтому их использование в конструкциях диктуется
особыми условиями.
В течение многих лет проводят изыскания по замене в металло-
конструкциях сталей легкими сплавами и в первую очередь алю-
миниевыми сплавами. Значительное большинство алюмиевых спла-
вов сваривается достаточно удовлетворительно дуговой и контакт-
ной сваркой, в частности сплавы АД1, АМг, АМгб, АМг-61, АД31,
В92 и др. Сваривают профили всевозможных видов: труб, листов;
элементы прокатные, прессованные, штампованные. Сваривают
сплавы литые, но главным образом деформируемые, в ненагарто-
ванном, полунагартованном, нагартованном состояниях, искусст-
венно и естественно состаренные.
В зависимости от химического состава и приемов обработки
(нагартовка, старение) предел прочности свариваемых алюминиевых
сплавов может иметь значения в пределах 10—50 кгс/мм2 и даже
выше.
Стоимость 1 т алюминиевых сплавов значительно выше стоимости
стали. Поэтому применение алюминиевых сплавов в металлокон-
струкциях вряд ли может быть оправдано только экономическими
соображениями, оно целесообразно, когда выигрыш в массе изделия
является решающим для эксплуатации объектов, например в авиа-
ционных, ракетных и других транспортных конструкциях, а также
с целью повышения антикоррозийности, из эстетических соображе-
ний и в некоторых особых случаях.
При проектировании изделий из алюминиевых сплавов необхо-
димо учитывать специфику поведения этих материалов в процессе
изготовления сварной конструкции и при эксплуатации. Следует
Общие соображения
9
избегать жестких узлов со значительным скоплением швов, не
допускать резких концентраторов напряжений в соединениях,
учитывать повышенную деформируемость и пониженную устойчи-
вость элементов при сжатии, связанную с меньшим значением
модуля упругости Е по сравнению со сталью. В конструкциях из
нагартованных или термически упрочненных сплавов приходится
учитывать разупрочнение зоны соединения в результате теплового
воздействия сварки. При значительном разупрочнении обеспечение
равнопрочности сварного соединения иногда достигают путем уве-
личения толщины соединяемых элементов в зоне расположения
швов.
Изготовление сварных алюминиевых конструкций требует вы-
сокой культуры технологического процесса.
Конструкции из алюминиевого сплава требуют тщательно раз-
работанного технологического процесса изготовления заготовок.
Элементы из алюминиевых сплавов не должны подвергаться грубой
обработке, недопустимы даже царапины на поверхностях, могущие
заметным образом изменить их механические свойства. Разметку
следует производить карандашом или мелом. Резка алюминиевых
сплавов должна производиться плазменным способом или пилами
и фрезами. Отверстия не продавливают, а сверлят. Эти сплавы
требуют увеличенных радиусов изгиба, правку элементов произво-
дят на деревянных стеллажах.
Сложность технологического процесса сварки алюминиевых
конструкций не одинакова. Она возрастает с повышением прочно-
стных характеристик. Значительная величина деформаций и неже-
лательность правочных операций нагревом или пластическим де-
формированием заставляют применять специальные меры для умень-
шения остаточных деформаций путем выбора рациональных режи-
мов и прижимных устройств; учитывать образование общих оста-
точных деформаций при учете припусков на обработку. Опасность
возникновения пор требует предусматривать тщательную очистку
поверхностей металлов, подлежащих сварке химическим и механи-
ческим методами, а также обеспечивать надежную защиту сварочной
ванны.
В практику машиностроения входит применение разнородных
и композиционных металлопластов. Необходимость их применения
диктуется требованиями эксплуатации, например в сосудах для
агрессивных сред используют двухслойные стали.
Сварные конструкции из разнородного материала соединяют
современными способами сварки: электронным лучом, диффузией,
взрывом и т. д. Соединение некоторых трудносвариваемых материа-
лов, чувствительных к термическому эффекту сварки, можно осу-
ществлять пайкой, при которой ряд затруднений устраняется.
В отдельных случаях в машиностроении применяют конструкции
с соединениями металлов с неметаллическими материалами: стек-
10
Особенности проектирования сварных конструкций
лом, керамикой и т. д. Конструкции этих видов также могут осу-
ществляться с применением сварки и пайки, хотя процесс соеди-
нения при этом становится более трудным.
В машиностроение входит изготовление изделий из ценных
сплавов: титановых, танталовых, никелевых, ниобиевых и т. д.
Многие ценные сплавы, в частности тугоплавкие и активные, хорошо
соединяются сваркой, и их применение в машиностроении не лими-
тируется техническими трудностями.
В' ряде машиностроительных конструкций металлы заменяют
полимеры, например в сантехнике, декоративных изделиях, с целью
повышения антикоррозийности, упрощения заготовок. Конструкции
из полимеров успешно свариваются, при этом сварные соединения
удовлетворяют заданным требованиям.
Важной задачей проектировщика является выбор технологиче-
ского процесса сварки изделия. Оптимальность этого выбора в зна-
чительной степени зависит от того, насколько проектировщик
знаком с состоянием сварочного производства и тенденциями его
развития. Наиболее распространенным видом сварки является
дуговая, однако серьезным конкурентом последней становится
контактная.
При проектировании конструкций со швами значительной
длины, выполняемыми в нижнем положении, а также однотипных
изделий наиболее производительным методом является автомати-
ческая сварка под флюсом. Скорость сварки обычно составляет
25—60 м/ч, но при выполнении прямолинейных швов в серийном
производстве (изготовление труб, балок) может достигать 120—
180 м/ч.
Несколько менее производительна, но весьма экономична дуго-
вая сварка в среде СО2. Ее существенным преимуществом является
возможность выполнения швов во всех пространственных положе-
ниях. Оба вида сварки могут быть рекомендованы для соединений
конструкций из низколегированных и низкоуглеродистых сталей.
Прогрессивным методом, нашедшим достаточно широкое распрост-
ранение в промышленности, является сварка порошковой прово-
локой.
Первоначально считали, что' электрошлаковая сварка пред-
назначена для соединения элементов очень больших толщин верти-
кальными швами. Для элементов толщиной свыше 50 мм этот способ
безусловно наиболее производительный.
Тем не менее, сфера применения электрошлаковой сварки рас-
ширяется. В условиях монтажа ее с успехом используют для сое-
динения листов толщиной 30, 25 мм и менее при условии выполнения
швов ца вертикальной плоскости. Найдены пути улучшения струк-
туры и механических свойств соединений, выполняемых электро-
шлаковой сваркой, например внесением в сварочную ванну метал-
лического порошка. Это обеспечивает возможность получения швов
Общие соображения
11
с мелким зерном без какой-либо последующей термообработки
изделий, удорожающей производство работ.
При изготовлении конструкций из высоколегированных сталей,
различных сплавов со специальными свойствами, из цветных метал-
лов успешно применяют сварку в среде инертных Гаазов аргона
и гелия плавящимся и вольфрамовым электродами. Наряду с при-
веденными развиваются и другие способы сварки, в особенности
с вакуумной защитой.
Легированные стали, алюминиевые сплавы, различного рода
медные сплавы, а также тугоплавкие металлы, неметаллические
материалы, как, например, карбиды, бориды, графиты, керамика
и многие другие, иногда вводимые в металлические конструкции,
достаточно хорошо соединяются в вакуумных камерах электрон-
ным лучом, а также при помощи диффузионного метода. В ваку-
умных камерах возможно также соединение при помощи дуговой
сварки неплавящимся электродом (молибденом и др.), в парах
металла.
Методом, конкурирующим с наиболее распространенной в про-
мышленности дуговой сваркой, является контактный. Контактную
стыковую сварку применяют в крупносерийном и массовом произ-
водстве для соединения деталей различного профиля, в особенности
арматуры железобетона, рельсов и труб. Помимо стыковой сварки
элементов из низкоуглеродистых и низколегированных сталей
современные сварочные установки открывают возможность соеди-
нений конструкций из алюминиевых и других сплавов.
Исключительно высокой производительностью обладает метод
контактной сварки радиочастотными установками. Скорость сварки
достигает 50 м/мин и более. Этот способ соединения используют
при изготовлении труб с прямолинейными и даже спиральными
швами. Его с успехом распространяют на изготовление профильного
металла, например тавров, двутавров, швеллеров и т. д.
Контактной точечной сваркой соединяют изделия из углероди-
стых низко- и высоколегированных сталей и цветных сплавов.
Точечная сварка — процесс весьма разнообразный и производи-
тельный. Его широко используют в равной степени для изделий
индивидуального и массового производства. Постановка 300 точек
в минуту не является редким явлением. Особенно производительна
точечная сварка при применении многоточечных машин. Современ-
ные установки позволяют сваривать точками изделия из сталей
с толщинами, достигающими в сумме до 60—80 мм. Возможна
точечная сварка не только малогабаритных изделий, но и крупно-
габаритных. Комплексные агрегаты, включающие оборудование
для точечной сварки, позволяют сваривать на стендах крупнейшие
конструкции. С другой стороны, переносными точечными аппара-
тами легко осуществляется сварка на конвейере и в монтажных
условиях.
12
Особенности проектирования сварных конструкций
Точечную сварку выполняют не только контактным способом,
но и дуговым. Ряд заграничных фирм выпускает оборудование для
сварки вольфрамовыми электродами. В СССР достаточно широко
распространена сварка проплавными точками плавящимися элект-
родами. Особенно заслуживает внимания сварка проплавными
точками с принудительным опусканием электрода в сварочную
ванну, что позволяет выполнять соединения элементов не только
малых, но и средних толщин до 15—20 мм.
При создании металлоконструкций, требующих применения
двухслойных сталей, следует иметь в виду широкие возможности,
предоставляемые сваркой взрывом. Этим способом достигают воз-
можности получения двухслойного разнородного металла высокого
качества при огромной производительности.
Для некоторых специальных форм металлоконструкций, напри-
мер толстостенных барабанов и других, возможно использовать
одну из модификаций сварочного процесса — электрошлаковый
переплав металла, при помощи которого возможно формирование
различных типов изделий средних и больших толщин при очень
высоких механических свойствах.
При изготовлении некоторого вида металлических изделий
локальные изменения свойств могут быть достигнуты применением
наплавки. Применение наплавочных работ в новых изделиях непре-
рывно расширяется. Способы наплавки очень разнообразны. При-
меняют способы нанесения твердых покрытий в вакуумных камерах.
При этом достигается высокое качество при вполне достаточной
производительности.
Выше перечислены наиболее употребительные методы сварки
металлов. Конечно, при проектировании особых видов металличе-
ских конструкций не следует забывать о других возможностях,
предоставляемых сваркой, например о соединении металлов холод-
ным способом при помощи сжатия, о диффузионной сварке в ва-
кууме, о сварке трением, ультразвуком и т. д. Однако эти методы
более часто применяют в изделиях специфических назначений,
не характерных для широкого класса металлоконструкций, так же
как и группа способов сварки, используемых в приборостроении
и радиоэлектронике (контактная конденсаторная, микроплазмен-
ная, лазерная и т. д.).
Выбор способа сварки определяется не только формой изделия
и стремлением проектанта к получению высокой производительности
процесса. Эти параметры являются важными, однако необходимо
также учитывать свойства сварных соединений, получаемые при
разных способах сварки, для работы в различных эксплуатацион-
ных условиях.
Задачей конструктора является нахождение правильного реше-
ния, взаимосвязывающего конструктивное оформление изделия,
возможность производства его в индустриальной и монтажной
Общие соображения
13
обстановке, с учетом свойств применяемого материала и требований,
предъявляемых к качеству сварных соединений.
Качество материала конструкций определяют сертификатами
и лабораторными испытаниями: химическими, механическими,
металлографическими, технологическими пробами. Оптимальным
является применение физических методов контроля для установле-
ния внутренних дефектов материала: рыхлот, пористости, расслое-
ний и т. д. Для ответственных конструкций целесообразно исполь-
зование ультразвукового контроля для отбраковки дефектных
заготовок. Пока такой контроль производят в исключительных
случаях.
При контроле качества выполнения заготовительных операций:
правки, резки, гибки, очистки под сварку и т. д. проверяют соот-
ветствие требований технических условий на изготовление кон-
струкции. Контроль правильности установки элементов перед
сборкой и размеров конструкций после ее сборки осуществляют
в соответствии с требованиями проекта.
Одной из главных оценок технологии изготовления сварных
конструкций является качество сварных соединений. Очень эффек-
тивным является профилактический контроль сварочных про-
цессов.
При дуговой сварке контролируют электроды, присадочный
материал, флюсы, газы, сборочные операции, технологическую
подготовку под сварку (кромок), установку изделия в требуемое
положение, режимы сварочного процесса, их стабильность, после-
довательность укладки швов, соответствие исполнительных разме-
ров швов проектным и т. д.
Современные автоматические сварочные установки (дуговые
и контактные) имеют обратные связи, обеспечивающие постоянство
заданных режимов. Дальнейшее развитие таких установок с регу-
лирующими процессами является актуальной задачей сварочной
техники, обеспечивающей надлежащее качество конструкций.
Функционально-статистический метод контроля сварных соеди-
нений, основанный на статистическом изучении продукции задан-
ного типа в определенной отрасли промышленности и на предприя-
тиях, позволяет с достаточно высокой степенью вероятности прог-
нозировать качество сварной продукции. Однако он не дает твердой
гарантии хорошего качества каждого индивидуального объекта.
Эта последовательная задача решается с помощью различных
методов последующего контроля изготовленной конструкции.
Методы последующего контроля качества сварных соединений
разнообразны: просвечивание рентгеновскими лучами, радиоактив-
ными изотопами с жестким и мягким излучением, ультразвуковой
контроль элементов толщиной более 5—6 мм. В отдельных случаях
применяют магнитный метод контроля (магнофлокс), более часто —
электромагнитный, позволяющий получить представление не только
14
Особенности проектирования сварных конструкций
о наличии дефекта, но и о его характере. Часто считают целесооб-
разным соединять методы, например электромагнитный с после-
дующим рентгеновским и т. д. Для контроля плотности швов
разработаны физические методы, установки с гелиоискателями
и др.
Разрабатывают методы для контроля качества сварных кон-
струкций и соединений при изготовлении из разнородных материа-
лов, а также из полимеров. Однако эти способы отработаны еще
мало и в промышленности применения не нашли.
Несомненно, что повышение культуры производства во многих
случаях может значительно сократить необходимость проведения
контроля и испытаний законченных изделий. При этом более широ-
кое развитие должны получить профилактические методы, обеспе-
чивающие качество.
Однако требования к качеству конструкций, к разносторонним
высоким механическим свойствам, к точности изготовления, ста-
бильности результатов непрерывно растут. Поэтому непрерывное
развитие методов контроля остается важной задачей, обеспечиваю-
щей прогресс техники изготовления сварных конструкций из раз-
ных материалов при различных условиях их эксплуатации.
2. ВОПРОСЫ ПРОЧНОСТИ
Создание рациональных сварных конструкций, является комп-
лексной задачей. Проектант должен не только придать конструкции
рациональную форму, но обеспечить ее прочность и технологич-
ность.
Бурное развитие науки за последние десятилетия открывает
непрерывно новые пути все более углубленного исследования
прочности и деформаций сварных конструкций. На основе изучения
теплового состояния металлов при сварке (ИМЭТ им. А. А. Байкова)
разрабатываются методы определения температурных и остаточных
напряжений в телах двух и трех измерений (ИЭС им. Е. О. Патона,
МВТУ им. Баумана, ЛГУ и ЛКИ и т.д.). Отрабатываются методы
для определения остаточных напряжений второго и третьего рода.
Применение ЭЦВМ дало возможность определять собственные
напряжения в сварных конструкциях математическими методами
для различных объемно-напряженных состояний, с учетом перемен-
ных значений теплофизических характеристик металлов.
Проектирование сварных конструкций становится невозможным
без учета параметров технологии. Изучают процессы образования
кристаллизационных, теплых, холодных трещин (МВТУ им. Бау-
мана, ЦНИИТМАШ, ИЭС им. Е. О. Патона, Институт Проблем
механики АН СССР и др.).
Изучается образование трещин в различного рода конструкциях,
в особенности судовых, при средних и больших толщинах сварен-
Вопросы прочности
15
ных элементов (Токийский университет, ряд организаций Англии
и США). Изучается процесс образования трещин в зависимости
от рода материала, его металлургической и термической обработки,
наличия концентраторов напряжений. Ряд исследований произво-
дится в ЦНИИТМАШе и ВНИИСТе по изучению влияния упругой
энергии системы на процесс движения трещин, способов их тормо-
жения. На основе опытных и теоретических данных рассматрива-
ются пути повышения вязкости металлов (его закалкой, обработкой
синтетическими шлаками и т. д., обеспечивающими понижение
чувствительности к разрушению). Особое внимание уделяют изуче-
нию хрупкой прочности конструкций, работающих в условиях
низких температур. В МВТУ разработан новый метод расчета
конструкций в этих условиях, основанный на определении предель-
ных деформаций.
Исследования (Николаса, Уэллса, Ирвина и др.) упруго-пласти-
ческих разрушений заставляют переходить от оценки целой кон-
струкции к локальной оценке прочности. Устанавливаются методы
(Бирет, Рюль и др.), рекомендующие применение тех или других
марок сталей в зависимости от их склонности к локальным разру-
шениям. Настойчиво рекомендуются всевозможные физические
методы контроля сварных соединений и конструкций, обеспечиваю-
щих однородность их свойств. Исследуется прочность сварных со-
единений с учетом имеющейся в них неоднородности (химической,
физической, структурной, механической и т. д.).
Исследования хрупких разрушений сварных конструкций в до-
рожно-строительном машиностроении, краностроении, трубном
транспорте и т. д. заставили предъявлять высокие требования
не только к составу металла и его обработке, но и к оформлению
сварных соединений, к изучению свойств металла в результате его
нагрева, коррозии, влияния отдельных компонентов легирования
и влияния технологических дефектов.
Все больше внимания уделяют повышению прочности сварных
конструкций, работающих при динамических и, в частности, пере-
менных нагрузках, в условиях низкой и нормальной частоты, раз-
личных сред. Главное внимание уделяют повышению прочности
сварных соединений и конструкций, работающих при переменных
нагрузках: определение методов термообработки, повышающих пре-
дел текучести материала; устранение концентраторов при проектиро-
вании, путем технологической обработки — приданием рациональ-
ных очертаний швам; в ЦНИИТМАШ, ИЭС им. Е. О. Патона раз-
работаны различные методы механической поверхностной обработки
сварных соединений (дробью, пучком проволок, взрывом и т. д.),
повышающие предел выносливости сварных соединений при дуго-
вой сварке в 2 раза, при точечной — более чем в 3 раза.
Прогресс техники требует применения прочных и высокопроч-
ных сталей, прочных легких цветных сплавов. Однако значительное
16
Особенности проектирования сварных конструкций
повышение прочности материала нередко приводит к противоречию
между высокой прочностью простого образца и низкой прочностью
натурной конструкции, в особенности при изготовлении ее с по-
мощью сварки. Обеспечение высокой и стабильной прочности кон-
струкций в этих условиях требует тщательного контроля качества
исходных материалов и технологического процесса изготовления,
постановки испытаний образцов основного металла и сварных со-
единений в условиях нагружения, близких к работе реальной кон-
струкции. Расширяется область конструкций, создаваемых для
работы при сверхвысоких давлениях, в космосе, в условиях боль-
ших глубин и т. д. Параллельно с развитием методов расчета по
напряжениям, развиваются методы расчета по деформациям, с уче-
том явлений ползучести, образования и скорости движения трещин
и т. д. При проведении расчетов прочности все шире становится
использование ЭЦВМ для производства не только сложных мате-
матических операций. ЭЦВМ начинают использовать при разра-
ботке проектов сварных конструкций. Однако было бы ошибочным
недооценивать большое значение творческой инженерной инициа-
тивы, высокой квалификации проектанта, обладающего талантливой
интуицией в отыскании как рациональных конструктивных форм,
так и рационализированных схем расчета конструкций.
3. ЭТАПЫ ПРОЕКТИРОВАНИЯ
И ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Задача создания оригинальных машин или механизмов, пред-
назначенных для выполнения каких-либо новых функций или изве-
стных функций, но новым, более рациональным способом, в прак-
тике проектирования встречается сравнительно редко. В большин-
стве случаев каждая современная конструкция представляет собой
итог работы проектировщиков нескольких поколений. Тем не менее
всякое вновь проектируемое изделие имеет элемент оригинальности.
Разнообразие назначений, форм и размеров машиностроительных
конструкций, а также прогресс техники и технологии не позволяют
конструктору просто механически повторять готовые решения.
Поэтому проектирование является каждый раз творческой задачей,
не исключающей, но дополняющей разумную конструктивную
преемственность.
На этапе эскизного проектирования выявляют принципиаль-
ную возможность осуществления различных решений и оценивают
их технологическую целесообразность.
Генеральное конструктивное оформление обычно предопреде-
ляется предшествующим опытом создания изделий данного типа.
Напротив, выбор формы и размеров поперечных сечений опреде-
ляется параметрами и особенностями данной проектируемой ма-
шины.
Этапы проектирования и технологичность конструкций
17
При проектировании сечений одновременно с выбором материала
и метода получения заготовок конструктор назначает расположение
сварных соединений, их тип и способ сварки.
Таким образом, принципиальные вопросы изготовления сварной
конструкции решают уже на первом этапе ее проектирования.
Решение этих вопросов во многом определяет технологичность
сварной конструкции, т. е. возможность ее изготовления при наи-
меньших затратах труда, времени и материалов. Технологичность
не является непременным свойством сварной конструкции, но до-
стигается только в результате умелого использования богатых воз-
можностей компоновки конструкции из отдельных заготовок и ра-
ционального применения наиболее прогрессивных приемов изготов-
ления при помощи сварки. Технолог любой квалификации не в со-
стоянии эффективно использовать передовую технологию там, где
констукция разработана без учета технологичности. Поэтому при
проектировании сварной конструкции отработка технологичности
принимаемых конструктивных решений является обязательной на
всех стадиях проектирования, и участие в этой работе технологов-
сварщиков обычно обеспечивается как через технологические от-
делы конструкторских бюро, так и путем согласования с отделом
главного сварщика.
На стадии технического проекта конструкции всех основных
узлов и наиболее трудоемких деталей обычно разрабатывают в не-
скольких вариантах. После соответствующей проработки эти ва-
рианты сравнивают по их технологичности и надежности в эксплуа-
тации. В случае необходимости при этом производят расчеты трудо-
емкости изготовления, металлоемкости и других показателей.
Не всегда удается изыскать вариант, существенно превосходящий
все другие. Выбор одного из них в этом случае производят на
основании того показателя, который в данном конкретном случае
является решающим.
На этапе рабочего проектирования производят детальную
технологическую проработку принятого варианта конструк-
ции. В первую очередь прорабатывают чертежи и технические
условия на крупные заготовки, в особенности поставляемые
извне, затем чертежи всех основных узлов и деталей и техни-
ческие условия на их изготовление, сборку, монтаж и испы-
тания.
Выпущенные конструкторскими отделами рабочие чертежи на-
правляют в отдел главного сварщика. Здесь, при разработке рабо-
чей технологии, определяют технологичность спроектированной
конструкции и выявляют недостатки, связанные в основном с вы-
бором материалов, видов заготовок, размерами швов и характером
подготовки кромок, припусками на механическую обработку,
допусками на размеры, методами контрольных операций и т. д.
На основании этих замечаний конструкторские отделы производят
18
Особенности проектирования сварных конструкций
необходимые изменения в технологической документации до за-
пуска изделия в производство.
Следовательно, высокая технологичность проектируемой свар-
ной конструкции обеспечивается совместной согласованной работой
конструкторов и технологов-сварщиков. В ряде случаев, при созда-
нии принципиально новых сварных конструкций, а также при
освоении новых материалов или сварочных процессов к решению
наиболее сложных вопросов целесообразно привлекать научно-
исследовательские организации.
Необходимо также наиболее полно использовать расчетные
методы.
Работу по улучшению технологичности обычно проводят по ряду
направлений. Ниже на примерах можно проследить специфику
такой работы применительно к характерным типам сварных кон-
струкций.
При проработке конструктивной схемы и ориентировочном под-
счете размеров сечений для наметки контуров проектируемого
изделия подход к монолитному или сварному исполнению прак-
тически одинаков. Но членение изделия на отдельные заготовки
имеет уже прямое отношение к изготовлению его с помощью сварки.
Намечая расположение сварных соединений, проектировщик не
только задает форму и размеры отдельных заготовок, но в значи-
тельной степени предопределяет решение ряда конструктивных
и технологических вопросов, таких как выбор методов получения
заготовок, типов соединений, приемов сварки и т. д. Поэтому выбор
варианта расчленения является весьма важным этапом проектиро-
вания сварного изделия; его влияние на технологичность конструк-
ции может быть весьма значительным.
Этапы проектирования и технологичность конструкций
19
При проектировании уникальных сварных деталей большого
размера или массы членение нередко является единственно воз-
можным решением задачи, так как изготовить их целиком не позво-
ляет мощность существующего оборудования. Примером этому
служат детали, показанные на рис. 1. Выполнение бабы бесшабот-
ного молота из двух кованых заготовок массой по 50 т (рис. 1, а)
было предпринято потому, что мощность прессового оборудования
оказалась недостаточной для получения поковки массой 100 т.
Рис. 2. Рама вертикальной клети прокатного стана
Расчленение колонны пресса усилием 70 000 тс (рис. 1, б) позво-
лило, во-первых, уменьшить длину заготовок из толстолистового
проката, составляющих среднюю часть колонны, а во-вторых, наи-
более просто обеспечить увеличение сечений головок колонны по
сравнению со средней частью.
В отличие от рис. 1, где детали больших размеров выполнены
составными в направлении длины и ширины, для сосудов сверх-
высоких давлений и большого размера оказалось целесообраз-
ным стенку сосуда проектировать составной в направлении тол-
щины путем многослойной навивки рулонной стали толщиной
6—8 мм на основную обечайку со стенкой толщиной порядка 20 мм.
В предыдущих примерах форма деталей была простая и необхо-
димость членения определялась только стремлением ограничить
размеры заготовок. При членении более сложных деталей жела-
тельно простоту форм отдельных заготовок сочетать с рациональ-
ным расположением сварных соединений. Так, места стыков рамы
прокатного стана (рис. 2) выбраны из условия симметрии сварочных
20
Особенности проектирования сварных конструкций
деформаций и относительной простоты формы каждого элемента.
По сравнению с цельнолитым исполнением такой рамы, когда сталь-
ную отливку большого размера и сложной формы приходится
формовать в полу цеха при больших затратах ручного труда, пере-
ход к сварному варианту из литых заготовок простой формы и мень-
ших размеров позволяет значительно сократить трудоемкость
Рис. 3. Станина пресса
изготовления путем использо-
вания машинной формовки.
В отличие от конструкций,
показанных на рис. 1 и 2, все
элементы которых расположе-
ны в одной плоскости, ста-
нина пресса усилием 4000 тс
на рис. 3 является простран-
ственной конструкцией, со-
стоящей из двух стоек 1 и 2,
объединенных жесткой тра-
версой 3 и поперечиной 4.
Станины прессов должны об-
ладать высокой жесткостью,
поэтому уровень рабочих на-
пряжений оказывается срав-
нительно низким. Это позво-
ляет в качестве материала ча-
стей станины использовать
хорошо сваривающиеся угле-
родистые стали, выбирая ме-
тод получения заготовок с
позиции экономичности обес-
печения заданной их формы
и размеров. Компактные се-
чения и относительно неболь-
шие размеры траверсы и поперечины не препятствуют выполне-
нию их заготовок целиком в виде стальной отливки и кованой
трубы. Стойки, имеющие развитые сечения и значительные размеры,
более технологичны в сварном исполнении из толстолистового
проката. Поэтому места расположения швов станины пресса вы-
браны как с позиций рационального формирования стоек из листо-
вых заготовок, так и из условия компоновки всего изделия из
элементов.
Нередко условия нагружения различных частей сварной кон-
струкции отличаются весьма заметно. В этом случае целесообразно
материал и метод получения заготовок выбирать с учетом требо-
вания к механическим свойствам различных частей. Примером
такого решения может служить карданный вал автомобиля (рис. 4).
Вилка кардана имеет сложную форму и работает в тяжелых уело-
Этапы проектирования и технологичность конструкций 21
виях изгиба и кручения. Сочетание высоких механических свойств
и экономичности получения требуемой формы заготовки с малым
припуском на последующую обработку достигают использованием
горячей штамповки из стали 40Х. Шлицевый валик 1 также должен
иметь высокие механические свойства, но простая форма заготовки
позволяет получить ее из профильного проката стали 40Х круглого
сечения. Средняя часть 2 вала нагружена только крутящим момен-
том, требования к механическим свойствам ниже, заготовкой может
быть труба из стали 35.
Приведенные выше примеры членения сварных деталей были
рассмотрены с позиции выбора метода получения заготовок, исходя
из требуемых размеров и механических свойств. При выборе метода
сварки необходимо учесть свариваемость металла заготовок, назна-
чить тип соединения и обеспечить удобство выполнения сборочно-
Рис. 4. Карданный вал автомобиля
сварочных операций. Выполнение этих требований можно просле-
дить на примерах сварных конструкций, показанных на рис. 1—4.
Первые три примера касаются сварки массивных заготовок из
хорошо сваривающихся углеродистых и низколегированных ста-
лей, для которых эффективно применение электрошлаковой сварки.
Простое соединение встык пластин толщиной 200 мм в случае
колонны пресса (см. рис. 1, б) не представляет затруднений для
выполнения с помощью любого аппарата для электрошлаковой
сварки с поперечным колебанием электродов. Несмотря на весьма
большую толщину стыкуемых заготовок бабы бесшаботного молота
(см. рис. 1, а), использование метода плавящегося мундштука
позволяет выполнить это соединение непосредственно без каких-
либо усложнении конструкции стыка.
Стыки рамы прокатного стана (см. рис. 2) требуют конструк-
тивной доработки. Поперечное сечение в виде двутавра целесооб-
разно как с позиции жесткости и устойчивости конструктивных
элементов, так и с позиции технологии отливки заготовок. Однако
непосредственное соединение встык заготовок такого соединения
с помощью электрошлаковой сварки трудоемко, так как требует
формовки стыка сложного очертания. Поэтому сложное очертание
двутаврового сечения в месте стыка заменено сплошным (разрезы
Д-Л, Б-Б) для удобства выполнения его электрошлаковой сваркой
22
Особенности проектирования сварных конструкций
пластинчатыми электродами. Несмотря на заметное увеличение
количества наплавленного металла, такое конструктивное оформле-
ние стыка оказывается более технологичным, чем выполнение номи-
нального сечения многослойной сваркой. Сравнительная стоимость
1 м длины сварного шва показана на рис. 5.
Выбор метода сварки и конструктивного оформления соединений
станины пресса (см. рис. 3) ввиду пространственного расположения
швов и большого количества соединяемых элементов требует про-
работки рациональной последовательности сборочно-сварочных опе-
Рис. 5. Зависимость стоимо-
раций. Технологичность конструкции
такого типа достигается только в том
случае, если эти вопросы учтены кон-
структором достаточно полно.
С позиции доступности сварных сое-
динений, удобства их выполнения и пос-
ледующего пооперационного контроля
сборочно-сварочные работы сложных
пространственных конструкций целесо-
образно выполнять путем последователь-
ного укрупнения отдельных элементов в
подузлы и узлы с последующей сборкой
всего изделия. Такой подход особенно
желателен при использовании электро-
шлаковой сварки, когда требуется обес-
печить вывод концов швов за пределы
тела детали. С другой стороны, метод
сти выполнения 1 м длины
шва, от толщины металла:
1 — ручная дуговая сварка;
2 — многослойная автоматиче-
ская сварка; 3 — однопроходная
электрошлаковая сварка
последовательного укрупнения может
привести к неблагоприятному суммиро-
ванию сварочных деформаций; во избе-
жание этого собираемые подузлы и узлы
должны иметь достаточную простран-
ственную жесткость. Применительно к
станине пресса назначение метода сварки, типа соединения и по-
следовательности выполнения операций можно проследить на
рис. 6. Начинают со сборки в замкнутое сечение боковых стенок
тумбы /, как показано на рис. 6, а. Угловые швы (/) и (2) выпол-
няют попарно электрошлаковой сваркой с полным проплавлением
присоединяемого элемента, формирование шва обеспечивается с на-
ружной стороны ползуном автомата, изнутри съемной охлаждаемой
подкладкой. Затем устанавливают горизонтальные листы тумбы 1
и выполняют первые пары швов (3) и (4) рис. 6, б. Участки первых
пар швов, препятствующие установке карманов и выводу усадоч-
ных раковин вторых пар швов, удаляют из зазора огневой резкой.
Готовая тумба 1 входит в сборку второго, более крупного узла —
стойку (рис. 6, в). Замкнутое сечение образуется присоединением
элементов полустоек 2 и 3, угловые швы (5)—(S) выполняют электро-
Этапы проектирования и технологичность конструкций
23
Рис. 6. Последовательность сборочно-сварочных операций при изготов-
лении станины пресса
24
Особенности проектирования сварных конструкций
шлаковой сваркой. Формирование корпуса станины завершают
сборкой стоек с траверсой 4 (рис. 6, г) и сваркой электрошлаковых
швов (9)—(12). Затем в полустойках 3 огневой резкой вырезают
пазы под трубу 5 (рис. 6, д). Следует заметить, что образование
пазов резкой не плоских заготовок, а уже сваренного узла с уда-
лением части шва, является приемом, характерным для конструк-
ций, выполняемых электрошлаковой сваркой.
Целесообразность такого приема объясняется трудоемкостью
подготовки и зачистки концов каждого электрошлакового шва.
В этом случае выполнить длинный непрерывный шов с последую-
щим удалением его части резкой оказывается выгоднее, чем выпол-
нять два более коротких шва. Завершение сборки и сварки станины
требует ряда кантовочных операций. Так, установку трубы 5
и лап 9 и 10, сварку под флюсом многослойных швов (13) и (14)
производят как показано на рис. 6, д, а установку крышек 6, 7
и 8 и выполнение электрошлаковых швов (15) и многослойных швов
(16)—(21) на рис. 6, е.
При компоновке изделия из заготовок с различными свойствами
выбор метода сварки существенно зависит от свариваемости мате-
риала заготовок. Например, при изготовлении карданного вала
автомобиля (см. рис. 4) различные марки углеродистых сталей,
из которых выполнены его отдельные части, свариваются практи-
чески любым способом. Поэтому выбор электродуговой сварки
в СО2 или сварки трением для выполнения двух кольцевых швов
определяется только соображениями обеспечения технологичности
конструкции. Напротив, при изготовлении переходника, предназна-
ченного для присоединения трубопровода из нержавеющей стали
к сосуду из алюминиевого сплава, выбор метода сварки заготовок
из этих материалов определяется их крайне ограниченной свари-
ваемостью. Для этого используют либо совместную горячую пласти-
ческую деформацию телескопического соединения, либо сварку
трением встык.
Выбор метода выполнения кольцевого шва деталей типа валов
и осей часто диктуется их конструктивным оформлением. Так,
наличие в надставке полуоси трактора МТЗ-7 (рис. 7) внутренних
зубьев заставляет делить деталь на две части для обработки ее
протяжкой. Однако сварка такой составной детали на стыковой
машине затрудняется опасностью повреждения зубьев сварочным
гратом, а использование дуговой сварки — возможностью искаже-
ний прямолинейности оси от сварочных деформаций. Поэтому для
изготовления таких осей используют сварку трением на специаль-
ной машине.
При больших размерах сварного изделия доставка его к месту
монтажа целиком нередко оказывается невозможной или нецелесо-
образной. Подход к выбору метода сварки и конструктивному
оформлению соединения для сварки заводской и сварки монтажной
Этапы проектирования и технологичность конструкций 25
может быть различным. Поэтому размеры отправочных элементов
и места расположения монтажных швов следует назначать одно-
временно с выбором метода сварки.
Выбор метода сварки обычно включает назначение типа свар-
ного соединения, приемов его выполнения и применяемого приса-
дочного металла. Эти данные предопределяют механические свой-
ства сварного соединения и величину допускаемого напряжения,
что необходимо для выполнения расчетов на прочность. Для завер-
шения технического проекта этих данных оказывается достаточно.
Рис. 7. Надставка полуоси трактора
На стадии рабочего проектирования конструктивное оформление
сварных соединений прорабатывается более детально с указанием
характера обработки кромок, допусков на размеры деталей и при-
пусков на последующую механическую обработку узла или изделия.
Величины допусков и припусков, определяющие требования
к точности сборки и ограничению деформаций от сварки, могут
оказать существенное влияние на технологичность сварной кон-
струкции. Насколько существенно такие данные могут изменять
условия сборки, сварки и последующей обработки, можно видеть
на следующем примере. Пусть требуется собрать три детали А, В
и С встык и сварить их ^определенным допуском на окончательный
размер L (рис. 8).
Если соединения предполагается выполнять автоматической
сваркой, то стыки следует собирать без зазора, путем плотного
прижатия деталей одна к другой (рис. 8, а). В этом случае величина
26
Особенности проектирования сварных конструкций
припуска на окончательную обработку определится суммой до-
пусков всей цепи размеров, и ее ограничение требует повышения
точности размеров каждой детали и учета деформаций от сварки.
Требования к точности размеров деталей Л, В и С могут быть
значительно снижены, если сборку вести по базовым поверхностям
приспособления (рис. 8, б), и использовать ручную сварку, до-
пускающую наличие зазоров а и b между отдельными деталями.
При этом величина припуска на окончательную механическую
обработку может быть уменьшена, если задать расстояние между
опорными базовыми поверхностями L + А с учетом усадки от
сварки А.
Для деталей тяжелых машин, показанных на рис. 1—3, требо-
вания к точности сборки под электрошлаковую сварку не велики.
Рис. 8. Схема сборки сварной детали из трех заго-
товок
Простая форма кромок позволяет в этом случае подавать детали
на сборку без предварительной механической обработки, тогда как
требуемая точность исполнительных размеров обеспечивается окон-
чательной механической обработкой при условии назначения при-
пуска, учитывающего возможные погрешности сборки и деформа-
ции от сварки.
Более высокие требования к точности сборки и обработки за-
готовок под сварку можно проследить на примере валов крупных
гидравлических и тепловых турбин.
Конструкция валов гидравлических турбин проста — это мас-
сивная труба с одним или двумя фланцами (рис. 9). Перед сборкой
среднего стыка обечайки 2 проходили черновую механическую
обработку с припуском 20 мм на сторону. Такая обработка, во-
первых, обеспечивает правильную форму кромок, необходимую для
сборки кольцевого стыка под электрошлаковую сварку, а во-вто-
рых, позволяет уменьшить более трудоемкую механическую обра-
ботку детали в сборе. Непостоянство усадки по длине электро-
шлакового шва, вызывая поворот оси одной обечайки относительно
другой, может потребовать назначения большей величины припуска.
Для сохранения назначенной величины припуска 20 мм необходимы
меры, по ограничению излома осей обечаек после сварки. В данном
Этапы проектирования и технологичность конструкций
27
случае это достигали за счет создания начального излома осей при
сборке, противоположного ожидаемому от сварки. С этой целью
_____7770
2960
2
2960
880
880
3
та ^ssssssssss^
Рис. 9. Вал гидротурбины Красноярской ГЭС
стык собирали с переменным зазором: 33 мм в месте начала шва
и 38 мм в плоскости, повернутой на 90° от начала шва в направ-
0910
Рис. 10. Вал газовой
турбины
лении сварки. После выполнения среднего
стыка № 1 перед общей сборкой сварная
обечайка может подвергаться промежуточной
механической обработке, устраняющей иска-
жения от сварки. Это позволяет более пра-
вильно задать положение фланцев 1 и 3 при
сборке стыков № 2 и № 3 и уменьшить при-
пуск на окончательную механическую обра-
ботку.
Как видно из рассмотренного примера,
для обеспечения требуемой точности разме-
ров и формы сварного вала гидротурбины
достаточно правильно задать припуски на
механическую обработку. Более сложна зада-
ча обеспечения требуемой точности изготовле-
ния валов тепловых турбин из жаропрочных
сталей, что затрудняет получение заготовок
большого размера с помощью литья и ковки.
Поэтому крупные валы сваривают из поковок
относительно небольшого размера и простой
формы, как показано на рис. 10. При таком
конструктивном оформлении детали кольцевые
швы приходится проектировать под односто-
роннюю сварку, причем после их выполнения
внутри вала образуются замкнутые полости.
При искривлении оси вала от сварки наличие этих полостей
приводит к появлению неуравновешенности при вращении, устра-
нить которую невозможно из-за недоступности их для механической
обработки. Поэтому с позиции точности изготовления требуется
28
Особенности проектирования сварных конструкций
хорошая центровка заготовок при сборке и сохранение прямолиней-
ности оси вала при сварке. Наряду с этим к сварным соединениям
вала, работающим в условиях высоких температур и знакопере-
менной нагрузки, необходимо предъявить высокие требования
прочности и прежде всего надежное проплавление всей толщины
сварного соединения односторонней сваркой при отсутствии трещин
и хорошем формировании корня шва. Однопроходная сварка
не может обеспечить симметрии сварочных деформаций кольцевого
шва из-за неравномерности поперечной усадки по его длине.
Поэтому для данного случая приходится использовать много-
Рис. 11. Конструкция стыка
кольцевого соединения вала ро-
тора турбины
проходную сварку. В соответствии с
этим стык на рис. 11 имеет глубокую
разделку с малым углом раскрытия
кромок, конструктивное оформление
его нижней части учитывает целый
ряд технологических соображений в
части последовательности и приемов
выполнения операций механической
обработки, сборки и сварки.
Кованые" заготовки дисков после
точной механической обработки цент-
рируют один относительно другого
посадкой по поверхности направляю-
щих поясков. Требуемую величину
и равномерность зазоров в стыках
при сборке обеспечивают упорными
кольцами из низкоуглеродистой ста-
ли, располагаемыми в кольцевых па-
зах дисков. Для устранения рас-
крытия стыков под действием силы
тяжести сборку и сварку вала осуществляют при вертикальном
положении его оси. Для предотвращения трещин при сварке первого
слоя шва следует обеспечить малое сопротивление сближению кро-
мок в результате поперечной усадки. Этого достигают, во-лервых,
за счет смятия упорного кольца из низкоуглеродистой стали тол-
щиной всего 2 мм и, во-вторых, созданием специальных наклонных
пазов, увеличивающих податливость кромок в месте расположения
корневого шва.
Форма разделки стыка предполагает ее заполнение с исполь-
зованием различных приемов сварки. Для обеспечения симметрии
сварочных деформаций корневые швы выполняют одновременно
двумя диаметрально расположенными сварочными головками воль-
фрамовым электродом в аргоне за счет оплавления кромок без
присадки при вращении вала относительно вертикальной оси.
Затем в этом же положении ряд слоев укладывают плавящимся
электродом в среде СО3. После заполнения таким способом нижней
Список литературы
29
части разделки вал приобретает достаточную жесткость, и основную
верхнюю часть разделки заполняют многослойной сваркой под
флюсом в нижнем положении при горизонтальном положении оси
вала. Такая технология позволяет предотвратить искривление оси
от сварки настолько, что биение сваренного вала не превышает
0,5 мм на длине 5 м.
Вопросы точности и неизменяемости размеров конструкции, ко-
нечно, не исчерпываются выбором метода сварки. Существенным
является учет сварочных деформаций и напряжений, назначение
технологических мероприятий по их предотвращению и устранению.
Проработку этого круга вопросов приходится выполнять на стадии
рабочего проектирования как с целью обоснования величин до-
пусков на размеры заготовок и припусков на последующую меха-
ническую обработку сварного изделия, так и с позиции рациональ-
ного подхода к назначению термообработки. Многие весьма ответ-
ственные изделия вполне надежно работают непосредственно после
сварки без какой-либо термообработки.
Неоправданное назначение операции термообработки может
существенно увеличить трудоемкость изготовления изделия, в осо-
бенности в условиях серийного производства. С другой стороны,
применение термообработки нередко заметно улучшает механиче-
ские свойства и структуру сварных соединений, способствуя повы-
шению их работоспособности. Решение об отказе от применения
термообработки или, напротив, о необходимости ее использования
определяется химическим составом металла, выбором метода сварки
и присадочного металла, конструктивным оформлением соединений
и узлов, требованиями к механическим свойствам, условиям экс-
плуатации и т. д. Это решение проектировщику приходится при-
нимать еще на стадии проработки технического проекта при выборе
величины допускаемого напряжения, необходимого для выполнения
расчетов на прочность.
СПИСОК ЛИТЕРАТУРЫ
1. Антонов С. Н. Некоторые вопросы улучшения технологичности сварных
конструкций турбин. Технология сварочного производства. Труды Ленинград-
ского металлического завода, вып. 11. Л., «Машиностроение», 1964, с. 72—82.
2. Касаткин Б. С., Мусняченко В. Ф. Низколегированные стали высокой
прочности. Киев. «Техника», 1970, 187 с.
3. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций, М., «Высшая школа», 1971, 760 с.
4. Новые задачи в развитии и внедрении с’варочной техники. — «Сварочное
производство», 1958, № 11, с. 1—2.
5. Новые задачи работников сварочного производства. — «Сварочное про-
изводство», 1967, № 1, с. 1—2.
6. Очередные задачи сварочного производства. — «Сварочное производство»,
1971, № 3, с. 1—2.
ГЛАВА II
ТОЧНОСТЬ И РАБОТОСПОСОБНОСТЬ конструкций
ПРИ НАЛИЧИИ СВАРОЧНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Ниже рассмотрены основные случаи отрицательного влияния
сварки на точность и прочность сварных конструкций, а также
даны рекомендации по уменьшению влияния факторов, которые
могут быть учтены на стадии проектирования. При сварке возни-
кают: собственные напряжения, пластические деформации, а также
искажения размеров и формы (изгиб, укорочение, потеря устойчи-
вости), которые называют перемещениями. Они могут влиять на
технологичность, точность и работоспособность сварных конст-
рукций.
1. ИЗМЕНЕНИЕ РАЗМЕРОВ И ФОРМ КОНСТРУКЦИЙ
Следует различать деформации и перемещения непосредственно
в зоне сварных соединений и перемещения элементов конструкций
в целом. Имеется пять следующих основных видов деформаций
и перемещений в зоне сварных соединений, которые образуются
вследствие высокотемпературного неравномерного нагрева металла
при сварке.
Продольные пластические деформации. В любом прямолиней-
ном или криволинейном сварном соединении имеется так называе-
мая зона продольных пластических деформаций площадью /\1Л,
в которой во время нагрева при сварке возникают пластические
деформации металла 8ПЛ в направлении движения источника тепла
Ох (рис. 1). После полного остывания металл получает остаточное
пластическое укорочение епл ост, которое распределено неравномерно
по ширине зоны пластических деформаций 26п (рис. 1). В этой зоне
полоски металла стремятся укоротиться в направлении Ох на
величину 8ПЛ> ост, но не могут этого сделать из-за связи с остальными
участками металла. Вследствие этого в них возникают остаточные
напряжения растяжения, а в соседних участках уравновешивающие
их напряжения сжатия. Ширина зоны растягивающих напряжений
2Ьр несколько меньше ширины зоны пластических деформаций
2ЬП. Остаточные пластические деформации 8ПЛ. 0Ст вызывают про-
Изменение размеров и форм конструкций
31
(1)
1)
(2)
дольную усадку сваренного элемента. Для наглядности действие
продольных остаточных пластических деформаций заменяют дей-
ствием фиктивной усадочной силы
Рус. Она выражается через еплост
следующей формулой:
Рус ” § ^ПЛ. ОСТ^
^пл
а для случая пластины (рис.
+ &п
Рус = 5 £цл. ост
Фиктивная усадочная сила яв-
ляется одной из основных величин,
используемых при расчетах пере-
мещений, возникающих в конст-
рукциях от сварки.
Усадочную силу Рус, кгс удоб-
нее вычислять не по формулам (1)
и (2), а через эффективную мощ-
ность сварочного источника тепла
q, кал/с и скорость сварки ус, см/с.
Для случая однопроходной сварки
низкоуглеродистых и низколегиро-
ванных конструкционных сталей с
пределом текучести до 30 кгс/мм2
используют формулу
^ = (4 + 7);’-.
Численный коэффициент в фор-
муле (3), имеющий размерность
кгс-см/кал, зависит от величи-
ны удельной погонной энергии
—g-. При малых величинах q/vc8
порядка 1000—1500 кал/см2 он близок к 7, при q/vc8 « 5000—
7000 кал/см2 он близок к 4. При значении 1000—5000 кал/см2 коэф-
фициент находят линейной интерполяцией. Для сталей с пределом
текучести более 30 кгс/мм2 величину усадочной силы следует уста-
навливать на основе результатов специальных экспериментов.
Если qlvz неизвестно, то для его определения можно исполь-
зовать площадь поперечного сечения металла, наплавляемого при
однопроходной сварке:
(3)
Рис. 1. Распределение остаточных
напряжений ох и остаточных пла-
стических деформаций е11л. ост в
сварной пластине из низкоуглеро-
дистой стали
— о р
чи2 напл>
(4)
32
Точность и работоспособность конструкций
где Гнапл — площадь поперечного сечения наплавленного металла
шва за один проход, см2;
Qv — коэффициент, зависящий от способа сварки, кал/см3;
принимают:
Ручная электродуговая сварка............... . 10 000—-12 000
Автоматическая и полуавтоматическая сварка в СО2 9000
Автоматическая и полуавтоматическая сварка под
флюсом ОСЦ-45 и АН-42 .......................... 15 000—16 000
Для конструкций из алюминиевого сплава АМгб усадочная
сила в соединениях толщиной
5—12 мм при однопроходной
сварке
Pyc = 6f, (5)
а в тавровых соединениях такой
же толщины с одним угловым
швом
(6)
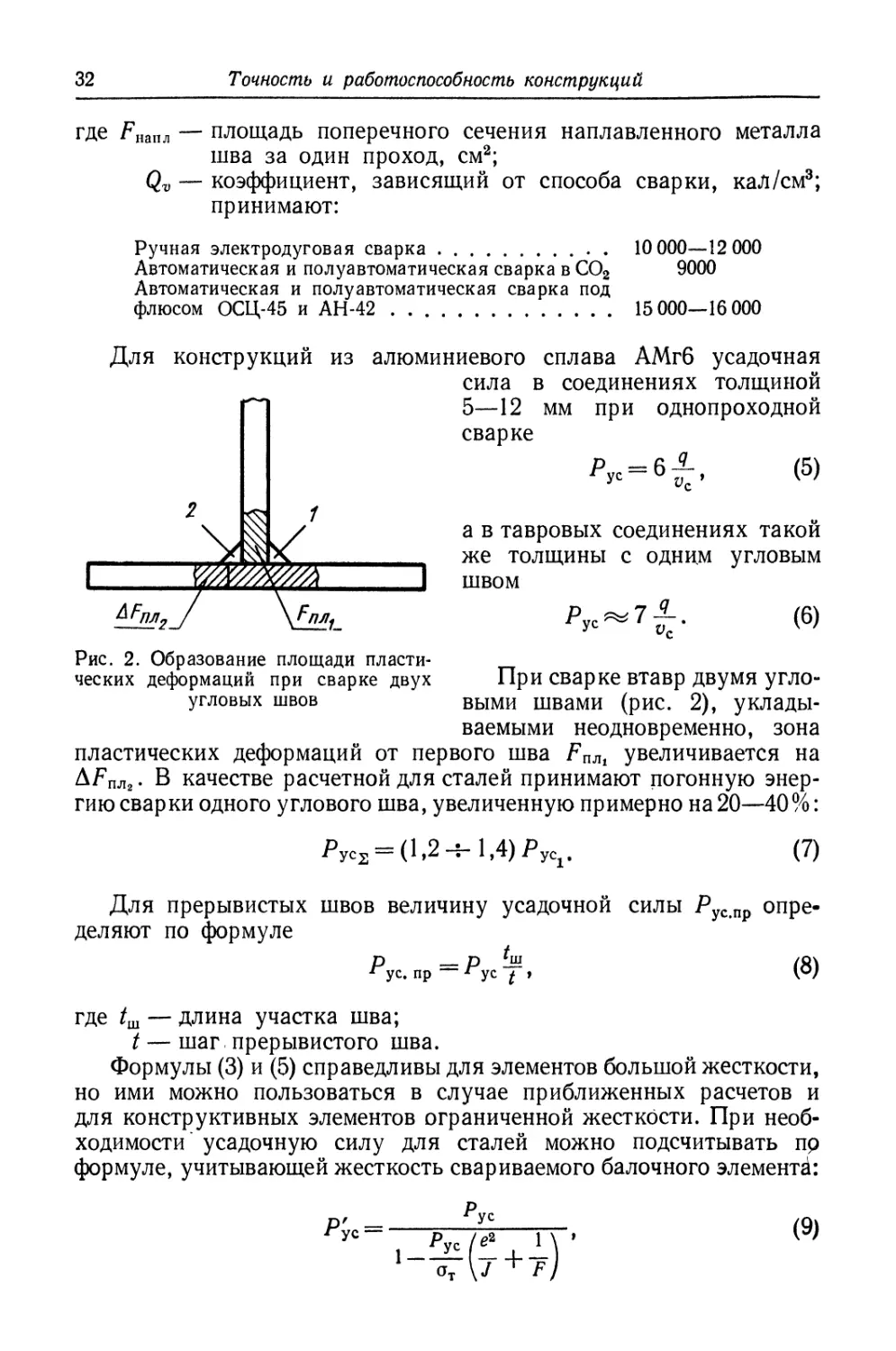
Рис. 2. Образование площади пласти-
ческих деформаций при сварке двух При сварке втавр двумя угло-
угловых швов выми швами (рис. 2), уклады-
ваемыми неодновременно, зона
пластических деформаций от первого шва FnJh увеличивается на
ДГпл2 • В качестве расчетной для сталей принимают погонную энер-
гию сварки одного углового шва, увеличенную примерно на 20—40?^:
PyCs = (l,2-j-1,4)РуС1.
(7)
Для прерывистых швов величину усадочной силы Руспр опре-
деляют по формуле
Р _____ Р
‘ус. пр ‘ус £ ,
(8)
где /ш — длина участка шва;
t — шаг прерывистого шва.
Формулы (3) и (5) справедливы для элементов большой жесткости,
но ими можно пользоваться в случае приближенных расчетов и
для конструктивных элементов ограниченной жесткости. При необ-
ходимости усадочную силу для сталей можно подсчитывать пр
формуле, учитывающей жесткость свариваемого балочного элемент^:
(9)
Изменение размеров и форм конструкций
33
где Рус — усадочная сила, определяемая по формуле (3);
J — момент инерции площади поперечного сечения сварива-
емой балки;
F — площадь поперечного сечения балки;
е — эксцентриситет приложения усадочной силы по отноше-
нию к центру тяжести поперечного сечения;
ат — предел текучести металла.
Распределение остаточных пластических деформаций укорочения
в аустенитных сталях и титановых сплавах имеет тот же характер,
какой показан на рис. 1. Максимальные растягивающие напряже-
Рис. 3. Распределение остаточных напряжений в сварных соединениях
сталей, испытывающих структурные превращения при низких темпера-
турах:
а — шов совпадает по химическому составу с основным металлом; б — аустенит-
ный шов
ния в аустенитной стали достигают предела текучести стали, а в ти-
тановых сплавах, как правило (0,6—0,7) ат, а в некоторых случаях
и выше.
Величину усадочной силы для этих случаев следует определять
на основании специальных опытов.
В высоколегированных сталях, структурные превращения в ко-
торых при сварке могут происходить при температурах ниже 300—
400° С, распределение собственных остаточных напряжений имеет
вид, показанный на рис. 3, а, б. Зона сжатия на рис. 3, а соответ-
ствует шву и околошовной зоне, которые при сварке испытывали
структурные превращения. В этом случае величина усадочной силы
может меняться в очень широких пределах. В некоторых сталях
элементы после сварки даже удлиняются, если площадь эпюры
в зоне А больше площади эпюр Б; в основном металле при этом
действуют растягивающие напряжения (штриховая линия). При
применении аустенитного электродного металла для сварки сталей,
2 Под ред. Куркина С. А.
34
Точность и работоспособность конструкций
испытывающих структурные превращения в шве действуют напря-
жения растяжения (рис. 3, б).
Поперечные перемещения кромок свариваемого металла, создаю-
щие поперечную усадку. При сварке пластин металл во время на-
грева расширяется как в направлении движения источника (ось Ох),
так и в направлении оси Оу (рис. 4, б). Кривая перемещения v
кромки одной пластины показана на рис. 4, а. В момент сварива-
ния кромки достигают наибольшего сближения 2итах. Кристалли-
зующийся металл фиксирует такое положение, в результате чего
возникает поперечная усадка
Дпоп. Величину Дпоп см вы-
числяют по формуле
Дпо„ = Л-Л. (1°)
где а — коэффициент линей-
ного расширения,
1°С;
су — объемная теплоем-
кость, кал/(см3 -°C);
q — эффективная мощ-
ность сварочного ис-
точника тепла, кал/с;
ис — скорость сварки,
см/с;
S — толщина металла, см;
А — численный коэффи-
циент при сварке
встык А = 1,04-1,2.
Рис. 4. Образование поперечной усадки
при однопроходной сварке встык
Формула (10) справедлива для низкоуглеродистых, низколеги-
рованных и аустенитных сталей, для титановых и алюминиевых
сплавов толщиной примерно до 16 мм, свариваемых с полным про-
варом за один проход. Поперечная усадка при электродуговой
однопроходной сварке встык металла толщиной до 3—5 мм состав-
ляет обычно десятые доли миллиметра, толщиной до 16—20 мм —
около 1—1,5 мм, а при электрошлаковой сварке — 3—8 мм и более.
Данные о величине поперечной усадки в более сложных слу-
чаях многопроходной сварки имеются в работе [4].
При приварке к листу втавр или внахлестку угловыми швами
других элементов: углового профиля, швеллеров, двутавров, лис-
тов (см. рис. 8), также возникает поперечная усадка в листе тол-
щиной 6П и размер В уменьшается на Дпоп. Поперечная усадка
зависит от погонной энергии, вводимой в лист толщиной 6П, и глу-
бины провара. Вводимую в лист погонную энергию подсчитывают
по формуле 26П д Л
1>С 26ПН-6С ос ’ ' '
Изменение размеров и форм конструкций
35
где q — эффективная мощность сварочного источника тепла, кал/с;
qn — мощность, вводимая в лист толщиной бп.
Поперечную усадку при неполном проваре также подсчитывают
по формуле (10) при подстановке в нее qnlvz из формулы (11) и
6 = 6П, но коэффициент А зависит при этом от глубины провара.
1. Коэффициенты а и Ь в формуле (12) для подсчета А
Способ сварки Погонная энергия, <7/t>c, кал/см Удельная погонная энергия q/v^, кал/см2 а 6-10*, см2/кал
Под флюсом на пе- ременном токе 2500—5300 13 000—14 000 Любая 0,15 0,06 1,14 0,85
В среде СО2 ~ 3500 <2000 2000—4600 >4600 0,15 0,12 1,0 1,14 2,45 0
— 2600 <900 900—4000 >4000 0,15 0,12 1,0 1,14 2,45 0
— 2000 <300 300—3600 >3600 0,15 0,12 1,0 1,14 2,45 0
Чем меньше провар, тем меньше А. Ориентировочно по данным
В. В. Шипа величину А можно определять по формуле, пользуясь,
данными табл. 1:
А = а + Ь^. (12)
Величину при подсчете А берут в кал/см2.
Угловое перемещение 0, вызванное неравномерной попереч-
ной усадкой по толщине листа. Возникает при сварке встык, наплавке
валиков (рис. 5, а, б), а также при сварке угловыми швами
(рис. 5,'в, г). Величина (3 зависит от отношения глубины провара Н
к толщине б, формы провара и его ширины В. Ориентировочные
величины Р при сварке сталей можно определить по номограммам,
приведенным в РТМ [4]. Суммарный угол грибовидности полки р2
от двух угловых однопроходных швов в тавровом соединении из
алюминиевых сплавов^АМг5В, АМгб и АМг61 можно определить
по номограмме на рис. 6. Эти данные получены при толщинах полос
10, 16, 30, 40 мм и соответственно толщинах стенок 8, 10 и 20 мм;
швы с катетами 6—10 мм на полках до 20 мм сваривались элек-
тродной проволокой диаметром 2 и 3 мм, с катетами 10—14 мм на
полках более 20 мм — проволоками 3 и 4 мм. Сварка автоматиче-
ская в лодочку на токах 230—450 А с проплавлением вершины угла.
2*
36
Точность и работоспособность конструкций
Смещение кромок листов Дг в направлении толщины. Возникает
главным образом при сварке кольцевых швов оболочек различной
жесткости без прихваток (рис. 7). Край листа более гибкой оболочки
Рис. 5. Угловые перемещения в плоскости, перпендикулярной шву
перемещается вследствие нагрева в радиальном направлении на
большую величину, чем кромка жесткого шпангоута. Такое neper
Рис. 6. Номограмма для определения углового
перемещения от неравномерной поперечной усад-
ки для алюминиевых сплавов при сварке двух
угловых швов
мещение фиксируется
швом. Перемещение w
тем больше, чем меньше
жесткость оболочки,
больше коэффициент ли-
нейного расширения ме-
талла и его теплопро-
водность. На тонкостен-
ных ' алюминиевых обо-
лочках (6 = 2-4-6 мм)
остаточное смещение Дг
может достигать 1 мм и
более.
Смещение одного сва-
риваемого элемента
относительно другого в
направлении движения
источника тепла возни-
кает при приварке края
листа к другому листу в
его средней части вслед-
ствие различного перемещения точек края и середины листа (рис. 8)
даже в случае ввода тепла пропорционально приведенным толщинам
свариваемых элементов, т. е. 2бп и бс. После сварки край листа
(рис. 8, а) или стенки (рис. 8, б) оказывается смещенным относи-
тельно другого листа в направлении движения источника тепла.
Величина Д^ может составлять при сварке металла толщиной
Изменение размеров и форм конструкций
37
5—10 мм несколько десятых долей миллиметра. При преимуще-
ственном вводе тепла в край листа перемещение Дх может быть
и значительнее.
W,MM
Профиль кромки
после сварки
а — временные в процессе сварки, источник
тепла находится в точке О; б — остаточные;
1 и 2 — места установки индикаторов и кри-
вые, соответствующие их показаниям
Рис. 7. Перемещения w в зоне кольце-
вого шва цилиндрической оболочки из
алюминиевого сплава:
40 20 о 20 40 мм
20 16 12 a
о 4 8 12 СМ
Перечисленные выше деформации и перемещения в зоне свари-
ваемых элементов являются причиной перемещений в элементах
конструкций. Рассмотрим наиболее характерные случаи.
Рис. 8. Соединения внахлестку и втавр, выполненные угловым швом
Перемещения при сварке пластин. Рассмотрим вначале случай
сварки двух длинных пластин различной ширины, соединяемых
за один проход (рис. 9). После сварки и полного остывания воз-
никнут пять видов перемещений.
Продольное укорочение пластин Дпрод от
усадочной силы Рус определяют по формуле
Л —Рус£ /1Ч\
^прод £р 9
где F — площадь поперечного сечения, равная SB;
6 — толщина пластин; Рус определяют по соответствующим
формулам, приведенным выше.
38
Точность и работоспособность конструкций
Продольное укорочение, как правило, невелико и затруднений
при производстве сварных конструкций обычно не создает.
Изгиб в плоскости пластин от усадочной силы Рус,
создающей на плече е изгибающий момент М = Русе.
Прогиб подсчитывается по формуле
f ПЁТ ~8ЁТ"’
(М)
где е — эксцентриситет усадочной силы
жести поперечного сечения.
Рис. 9. Пластины шириной и В2, сваренные
встык
лений поперечное укорочение пластины
равномерным по длине шва, т. е.
^поп. пл = ^поп»
относительно центра тя-
Изгиб существенно зави-
сит от длины L и ширины
пластин В; может дости-
гать нескольких милли-
метров.
Поперечное уко-
рочение размера
В от поперечной усадки
шва Дпоп.
При наличии прихва-
ток или жестких закреп-
Дпоп.пл будет примерно
(15)
где Дпоп определяется по формуле (10) и оно практически мало
зависит от размеров прихваток и жесткости закреплений.
Если пластины во время сварки не скреплены и могут пере-
мещаться в плоскости одна относительно другой, то поперечная
усадка будет неравномерна по длине шва:
^ПОП. ПЛ ^ПОП “Ь ^вр> (1®)
где Двр — временное перемещение, различное по длине шва, возни-
кает к моменту сваривания пластин в рассматриваемой
точке.
При сварке узких пластин зазор может открываться и тогда
Дпоп и Двр будут разного знака. При сварке широких пластин,
собранных с зазором, зазор может закрываться, и в этом случае Дпоп
и Двр будут одного знака. Об определении Двр см. работу [5].
Угловой поворот 0 одной пластины отно-
сительно другой вокруг оси, шва Ох. Удовлетворитель-
ных формул для вычислений 0 не имеется, она зависит от скорости
сварки, толщины металла, погонной энергии сварки. Может нахо-
диться для толщин металла 4—16 мм в пределах от нуля до несколь-
ких градусов. Легко определяется экспериментальным путем при
конкретных условиях сварки.
Изменение размеров и форм конструкций
39
Потеря устойчивости под действием уса-
дочной силы Рус. Сваренные пластины теряют устойчивость
под действием собственных напряжений сжатия. В протяженных
пластинах толщиной до 4—6 мм выход из плоскости может дости-
гать десятков миллиметров и более. В пластинах толщиной 8—10 мм
и более выход из плоскости измеряется обычно миллиметрами,
хотя в длинных полотнищах может быть также значительным.
Сварка тонкого металла до 3 мм должна проводиться в зажим-
ных приспособлениях для предотвращения потери устойчивости
листа в процессе сварки и образования поперечного смещения Д*.
Об определении перемещений от потери устойчивости см. ниже.
В случае сварки пластин за два — четыре прохода характер
перемещений остается тем же. Продольное укорочение, изгиб и
потеря устойчивости также меняются мало. Поперечное укорочение
Рис. 10. Сварные соединения, при выполнении которых возникают по-
перечная усадка и угловые перемещения
возрастает и зависит от числа слоев. Угловой поворот р зависит от
порядка укладки слоев и в случае сварки с двух сторон может
быть получен близким к нулю. Величины Дпоп.пл и 0 в рассматри-
ваемом варианте надежнее определять экспериментально.
При многослойной сварке пластин большой толщины суще-
ственны поперечная усадка и угловой поворот. При сварке с одной
стороны угол р может достигать нескольких градусов.
Перемещения при приварке различных элементов к листам.
К листам могут быть приварены элементы различного конструк-
тивного оформления (рис. 10). В простейшем случае, когда прива-
риваемые элементы закреплены прихватками (рис. 10, а, б), сварка
углового шва создает три вида деформаций в зоне сварного соеди-
нения: продольную усадку, поперечную усадку Дпоп и угловой
поворот р.
40
Точность и работоспособность конструкций
Рис. 11. Многослойный угло-
вой шов
В результате продольной усадки сварного соединения возни-
кают продольное укорочение Дпрод и изгиб Д Определение этих
двух видов перемещений будет рассмотрено ниже.
Величина поперечной усадки Дпоп зависит от погонной энергии
сварки, вводимой в лист. При однопроходной сварке количество
вводимого тепла в лист на единицу длины шва qjvz определяют
по приближенной формуле (11).
Тепло, попадающее в единицу длины ребра, приближенно вычи-
сляется по формуле
= (17)
vc 26n + 6pt-c-
Поперечную усадку Дпоп вычисляют приближенно по фор-
муле (10). Как указано выше, при неполных проварах необходимо
вводить поправочный коэффициент Д, определяемый в зависимости
от условий сварки по формуле (12) и данным табл. 1. Поперечная
усадка Дпоп сосредоточена в пределах
небольшой зоны Б, равной четырем-
шести катетам шва. Между тем, оче-
видно, это приводит к сокращению раз-
мера В на величину Дпоп в случае на
рис. 10, а и на величину 2ДПОП в случае
на рис. 10, б. При большом количестве
швов (рис. 10, б) поперечные усадки от
отдельных швов суммируют; в данном
случае размер В сократится на 8ДПОП- При многослойной сварке
углового шва поперечная 'усадка в листе бп от каждого валика
суммируется (рис. 11). Трудности расчетного определения заклю-
чаются в том, что для расчета необходимо знать долю тепла, попа-
дающую в лист, и влияние усадки от предыдущих слоев.
При укладке валика 2 рядом с валиком 1 при одинаковой погон-
ной энергии поперечная усадка Дпоп2 от валика 2 может быть опре-
делена по формуле
Дпоп2 == 0,8ДПОП1, (18)
где Дпощ — поперечная усадка листа от валика 1.
Валик 3 поперечную усадку практически не увеличивает. Если
после валика 1 укладывают валик 3, а лишь затем валик 2, то
усадка от валика 2 составляет около 60% усадки ДПоП1 от валика /.
Угловые швы создают угловой поворот 0 (рис. 10, а, б), об опре-
делении которого сказано выше.
Если привариваемый элемент не закреплен (рис. 10, в), то
помимо образования в листе угла 0 возникает поворот ребра отно-
сительно листа на угол со. Угол со возникает вследствие попереч-
ной усадки шва. Достаточно надежных формул для его определения
не имеется.
Изменение размеров и форм конструкций
41
Двусторонние угловые швы (рис. 10, г) создают углы поворота
Pi и р2 от каждого из швов.
Перемещения при сварке балок. В балках наиболее существенны
в практическом отношении следующие виды перемещений: изгиб,
закручивание, грибовидность полок и потеря устойчивости. Имеет
место также продольное укорочение балок, однако оно обычно не
вызывает производственных затруднений. Изгиб балок возникает
от продольных и поперечных швов (рис. 12, а).
Рис. 12. Поперечное сечение двутавровой и тавровой балок с по-
перечными и продольными швами
Прогибы от продольных швов определяют, используя величины
фиктивных усадочных сил Рус. Для каждой из усадочных сил нахо-
дят свое плечо до центра тяжести площади поперечного сечения
балки. Например, на рис. 12, а балка имеет швы Ki у нижнего
пояса и швы /С2 У верхнего. Соответственно по формуле (3) находим
силы РуС1 и РУс2, которые образуют момент, имея плечи е± и е2.
Суммарный прогиб находим по формуле
f f ^ус2е2^2
прод2 = /1 — h = ~SEj-y 8EJy 1
где L — длина балки;
Jу — момент инерции площади поперечного сечения балки
относительно оси у — у.
В тех случаях, когда изготовление балки ведут, собирая и сва-
ривая последовательно стенку с нижним поясом (рис. 12, б), а затем
с верхним, то прогибы определяют отдельно для тавра при сварке
42
Точность и работоспособность конструкций
швов Кх и для двутавра при сварке швов К2. Прогиб для тавра
С,
(20)
где <7^ — то же, что Jy, но относительно оси уг — у'.
Суммарный прогиб
/прод2 —fi ~fz- (21)
Продольное укорочение находят по следующим формулам.
В случае полной сборки и сварки балки
ЛпрОД2 — Лпрод! + АпрОДз = —gfi I • (22)
В случае последовательной сборки и сварки
Дпродх = Дпрод, + Дпрода = рр\ | рр , (23)
где F — площадь всего поперечного сечения балки;
F' — площадь сечения тавра (рис. 12, б).
Прогибы и укорочения возникают также от поперечных швов.
Для определения прогибов от поперечных швов вначале необхо-
димо найти углы излома балки ср в сечениях, где расположёны
поперечные швы. Рассмотрим порядок определения углов ф и про-
гибов f на примере балки, показанной на рис. 12, а и 13, а. Углы
излома определяют отдельно от каждого поперечного шва. Опре-
делим угол излома <р3 от швов 3:
£
фз = Дпоп, • (24)
Jy
Величина ЛПоп, является поперечной усадкой от двух угловых
швов <3, приваривающих ребра толщиной 6р с двух сторон к верх-
нему поясу 2 толщиной бп,.
С учетом формул (10) и (11) имеем
д ____2 А — 2 А — — 2 А — -_____^п,
Дпоп, - ^Дпоп - б “ 2/1 су V 6 26п +6D •
Величина Sn, является статическим моментом площади верхнего
пояса Fn2 относительно центра тяжести балки (рис. 12, а):
Sn2 = Fn2(e2+^. (26)
Швы 4 также вызывают угловой излом
Ф^^ (27)
Изменение размеров и форм конструкций
43
Величина Дпоп, является поперечной усадкой от четырех швов 4.
С учетом формул (10) и (11) имеем
Дпоп4 = 4ДПОП = 4А — 2Sc+§p • (28)
Величина Sz является статическим моментом площади части
стенки, где приварены швы 4, относительно центра тяжести балки
(рис. 12, а):
\ = /рбсер. (29)
а)
Рис. 13. Изгиб балки от поперечной усадки поперечных сварных
соединений
Суммарный угол излома балки <р от одной пары ребер составит
ф = Фз + Ф«. (30)
Определение прогиба /поп балки производят с учетом геометри-
ческих соотношений на рис. 13. Каждый излом ф дает на своем
плече соответствующий прогиб. Их необходимо суммировать:
/поп = ф5/-|-ф4/ + фЗ/ + ф2/ + ф/. (31)
В случае, если одно из ребер находится точно посередине длины
балки, прогиб от него вычисляют по формуле
/поп.центр = |ф4’ <32)
так как в этом случае угол ф делится пополам (рис. 13, в).
44
Точность и работоспособность конструкций
Для вычисления укорочения балки от поперечных швов вна-
чале необходимо найти укорочение балки от одной пары ребер,
а затем умножить его на количество пар ребер. Укорочение балки
от одной пары ребер составит
д _______ д Лт2 | д
^прод. р = ^поп3 ~~р г ^поп4 р
(33)
Из структуры формулы (33) следует, что поперечная усадка умно-
жается на отношение площадей, одна из которых является площадью
поперечного сечения участка, где произошла усадка, а другая —
площадью поперечного сечения F балки.
Рис. 14. Балка с несимметричным расположением продольных и
поперечных швов
Прогибы от продольных и поперечных швов суммируют с учетом
их знака:
/2=/1-/2-/поп. (34)
При несимметричном расположении продольных и поперечных
швов балки изгибаются в двух плоскостях (рис. 14). Перед вычис-
лением прогибов необходимо вначале определить положение глав-
ных центральных осей 1 и 2, относительно которых моменты инер-
ции и J2 являются максимальными и минимальными. Зная Рус
от продольного шва, а также плечи действия этой силы ех и е2 отно-
сительно осей 1 и 2, вычисляют прогибы ft и /2 от усадочной силы:
PycfiiL2 _РуСе21?
Прогиб от поперечных швов вычисляют через углы излома.
Определение углов излома проводят после определения величин е1п
и е2п, которые являются расстояниями от центра тяжести части
Изменение размеров и форм конструкций
45
сечения, испытавшей поперечную усадку Дпоп (в данном случае
полка швеллера), до осей 1 и 2:
Ф1 = Дпоп 7^-; <Ра = Дпоп , (36)
где Sr = Fneln — статический момент площади сечения полки отно-
сительно оси /;
S2 = Гпе2п — то же относительно оси 2;
^поп — поперечная усадка полки от приварки ребра.
Далее проводят суммирование прогибов f от отдельных ребер,
как это было показано в предыдущем примере.
Закручивание балок от сварки является сложным, мало изу-
ченным явлением. Некоторые случаи закручивания балок описаны
в книге [2].
При сварке балок возникает также грибовидность полок при
приварке их к поясам. Описание этого явления было дано выше
(см. рис. 10, в, г). Потеря устойчивости, если и возникает, то охва-
тывает обычно только стенку, так как стенка, как правило, более
тонкая, чем пояса. Вопросы потери устойчивости рассмотрены ниже.
Потеря устойчивости элементов конструкций. Устойчивость те-
ряют главным образом листовые элементы, в которых возникают
собственные напряжения сжатия, превышающие критическую вели-
чину. Практически могут иметь место два расчетных случая:
необходимо определить, наступит потеря устойчивости или нет
в тех или иных конструктивных элементах после сварки;
какова величина перемещения в случае потери устойчивости.
В первом случае необходимо определить схему действия сил
усадки, вычислить для этого случая напряжения сжатия, опреде-
лить условия закрепления по контуру элемента, теряющего устой-
чивость, и сравнить напряжения сжатия с критическими. На рис. 15
показано несколько примеров. В двутавровой балке (рис. 15, а)
может возникнуть потеря устойчивости вертикальной стенки вслед-
ствие действия двух усадочных сил от поясных швов. Напряжения
сжатия можно определить, полагая, что усадочные силы 2Рус на
некотором расстоянии от концов балки воспринимаются всем сече-
нием балки F6:
2PVC
Осж = -7^. (37)
Стенку можно рассматривать как длинную пластину, жестко
заделанную по двум продольным кромкам (рис. 15, б).
Критические напряжения в длинной пластине вычисляют по
следующей формуле:
__ 7л2Е
акр— 12 (1 — р2)
Если осж > пкр, наступит потеря устойчивости.
(38)
46
Точность и работоспособность конструкций
Аналогичным образом может быть проверена устойчивость пояса,
если он тонкий и широкий. Напряжения сжатия осж также вычис-
ляют по формуле (37). Пояс в расчетном отношении представляет
собой длинную пластину шириной В/2, жестко заделанную по
Рис. 15. Случаи потери устойчивости в листовых элементах сварных конструк-
ций
одной стороне (рис. 15, в). Критические напряжения в этом случае
вычисляют по формуле
__ 1,33д2£ / 26 \2
КР 12(1—р,2) \ В ) ’
Нередко при вварке круглых элементов в лист возникает потеря
устойчивости листа из-за окружных напряжений сжатия (рис. 15, г),
создаваемых радиальными напряжениями растяжения. При сравни-
тельно небольших радиусах швов гш (примерно до 5 см) после сварки
Изменение размеров и форм конструкций
47
действуют радиальные напряжения растяжения о> (рис. 15,5),
равные ат/|/”3, где ат — предел текучести металла. Критические
напряжения агкр, вызывающие потерю устойчивости в большой
пластине (рис. 15, б), определяют по формуле
„ ЗЕ / 6 \2
12(1-^) U+M ’ (40)
где Ьп — половина ширины зоны
сварке; ее можно приближенно
определить по формуле
пластических деформаций при
Рис. 16. Изменение сил Р и про-
гиба w в зависимости от переме-
щения и
Усадочную силу следует опре-
делять по формуле (3). Если
возникает потеря устой-
чивости.
Вварка круглых плоских днищ
в цилиндрические оболочки может
сопровождаться потерей устойчи-
вости днищ, как показано штри-
ховой линией на рис. 15, е. Уса-
дочная сила Рус, действующая по
окружности, из-за малой жестко-
сти оболочки на изгиб практически полностью воспринимается
днищем. Поэтому асж на рис. 15, ж
= (42)
Критические радиальные напряжения в случае жесткой заделки
края днища определяют по формуле
(«>
Определение величины перемещений после потери устойчивости
требует- более сложных расчетов. Рассмотрим порядок расчета на
примере вертикальной стенки двутавровой балки (рис. 15, а).
После потери устойчивости величины усадочных сил, воспринима-
емых отдельно поясами и стенкой, будут зависеть от продольного
укорочения балки и, отложенного на рис. 16 по горизонтальной
оси. Пусть прямая Рп (рис. 16) выражает закон изменения силы
в поясах в зависимости от перемещения конца балки:
РП = |Е-2ЕП, (44)
где L длина балки»
48
Точность и работоспособность конструкций
Закон изменения силы в стенке Рс до момента потери устой-
чивости в точке D будет также линейным. Далее, за точкой D необ-
ходимо построить криволинейный участок изменения силы Рс. Для
этого необходимо располагать соответствующей математической
А-А
Рис. 17. Искривление сваренных встык пластин
зависимостью. Если она отсутствует, то приближенно можно пола-
гать, что за точкой D будет Рс = const. Строят суммарную кривую
Р2 = РП + РС. (45)
Точка А является точкой равновесия. Если известно перемеще-
ние листа из плоскости w в зависимости от продольного его укоро-
чения и, то напротив точки А отыщется на кривой w вели-
чина оутах, которая является максимальным перемещением точек
стенки после потери устойчивости.
Рис. 18. Зависимость кривизны пластины от расчетных напряжений а, половины
ширины пластины В, толщины 6 и половины ширины расчетной зоны пластиче-
ских деформаций Ьпр при Е— 2,1 -10е кГ/см2, ц — 0,3
Аналогичным образом можно определить перемещение центра
днища на рис. 15, е, откладывая на графике силу, воспринимаемую
оболочкой в зависимости от радиального перемещения и, силу,
воспринимаемую днищем, и суммарную силу, которая в точке
равновесия А должна быть равна Рус. Зная закон выпучивания
днища в зависимости от радиального перемещения и, можно
определить оутах (см. рис. 15, е).
При сварке листов встык практически всегда имеет место потеря
устойчивости. Величина искривления зависит от толщины металла 6,
Изменение размеров и форм конструкций
49
ширины листов 2В, расчетного напряжения в зоне пластических
РуС
деформаций о = , ширины зоны пластических деформаций 2&п.
На рис. 17 показана форма искривления пластин после сварки,
а на рис. 18 зависимость кривизны 1/а от основных параметров.
Перемещения в оболочках. Наиболее значительны перемещения
в тонкостенных оболочках. После сварки кольцевых швов цилин-
дрических оболочек возникает сокращение периметра оболочки
вблизи сварного соединения. На рис. 19, а показан характер кри-
вой перемещения на оболочке диаметром 145 см, 6 == 1,5 мм из
нержавеющей стали. Максимальный прогиб в шве цуш приближенно
Рис. 19. Остаточные перемещения в зоне кольцевого шва цилиндрической
оболочки
можно определять для стальных и титановых оболочек по формуле,
полученной на основании расчетной схемы на рис. 19, б:
отг
kp I
1—е 2M.COs^-
2(J*ru
(46)
где г — радиус оболочки;
(47)
В случае сварки кольцевым швом элементов разной жесткости
без прихваток (см. рис. 7) возникает в процессе сварки различное
радиальноеперемещение свариваемых кромок. Образуется так назы-
ваемая ступенька Дг (см. рис. 7), которая может достигать, напри-
мер в конструкциях из алюминиевых сплавов, величины до несколь-
ких миллиметров. В металлах с умеренной теплопроводностью
(стали, титановые сплавы) ступенька Дг обычно незначительная.
При электрошлаковой сварке кольцевых швов переменная вели-
чина поперечной усадки шва по периметру вызывает угловой излом
продольной оси оболочек. Оси двух сваренных оболочек образуют
некоторый угол, величина которого может быть различной в зави-
симости от степени жесткости скрепления оболочек во время сварки.
Усадка продольных швов в коротких оболочках (обечайках) вы-
зывает местное искривление прямолинейной образующей (рис. 20, а).
Возникает прогиб f. В остальной части оболочка сохраняет правиль-
50
Точность и работоспособность конструкций
ную форму. Длинные оболочки типа труб изгибаются после сварки
как обычные балки (рис. 20, б). Их прогиб может быть подсчитан
по формуле типа (20).
Круговые швы на сферических оболочках вызывают различные
искривления в зависимости от их положения на сфере. Экватори-
Рис. 20. Перемещения в цилиндрических оболочках от продольных швов:
а — коротких; б — длинных
альные швы создают такие же перемещения, как и кольцевые швы
в цилиндрических оболочках. Круговые швы относительно неболь-
шого диаметра по сравнению с диаметром сферы (рис. 21, в) вызы-
Рис. 21. Остаточные перемещения при вварке элемента кру-
говым швом:
а, б — в цилиндрической оболочке; в — в сферической оболочке
вают приближение ввариваемого элемента к центру оболочки и
местное искажение формы в зоне сварного соединения, сходное
с перемещениями от кольцевого шва на цилиндрической оболочке.
Криволинейные швы на цилиндрических оболочках (рис. 21, а, б)
также создают усадку, вызывая приближение вваренного элемента
к оси оболочки. При этом, естественно, происходит искривление
как прямолинейной образующей, так и дуги окружности оболочки
(рис. 21, а, б).
Деформации при механической обработке и эксплуатации
51
2. ДЕФОРМАЦИИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
И ЭКСПЛУАТАЦИИ
Сварные конструкции, не прошедшие термообработки для снятия
напряжений и стабилизации неустойчивых структур, могут йзме-
нять свои размеры под воздействием различных факторов. В зави-
симости от требований точности эти изменения могут быть несуще-
ственны или, наоборот, недопустимы.
Различают деформирование в процессе механической обработки,
в процессе вылеживания, при изменении температурных условий,
а также в процессе эксплуатации вследствие действия нагрузок.
Во многих случаях назначение термообработки продиктовано исклю-
чительно требованиями точности. Так как термообработка удлиняет
срок изготовления изделий, увеличивает стоимость, а в некоторых
случаях требует кооперирования с другими предприятиями из-за
отсутствия необходимых печей, назначение термообработки должно
производиться на основе конкретного анализа необходимости этой
операции. Ниже рассмотрены основные случаи и приемы опреде-
ления деформаций сварных конструкций, не прошедших термо-
обработки.
Деформирование в процессе механической обработки возникает
вследствие удаления напряженного металла и вследствие наклепа
металла режущим инструментом. При большой толщине снимаемого
слоя влияние напряжений сжатия в наклепанном слое незначи-
тельно по сравнению с перераспределением сварочных напряжений.
Наибольшие трудности в подсчете деформаций при механиче-
ской обработке вызывает определение величины напряжений в зо-
нах обработки, характера приложения сил к детали и собственно
расчет деформаций под действием этих сил. В сложных деталях
такой подсчет практически выполнить невозможно. Поэтому иногда
прибегают к экспериментальным методам определения деформаций
деталей в результате механической обработки.
Расчетные приемы определения деформаций рассмотрим приме-
нительно к сварным конструкциям из сталей.
В прямолинейных сварных швах и примыкающих к ним зонах
термического влияния, где металл нагревался до температур свыше
200—250° С, можно приближенно полагать, что остаточные напря-
жения являются растягивающими и равными пределу текучести
металла а7. Если известна величина усадочной силы Рус, то площадь
поперечного сечения, в котором действуют остаточные растягиваю-
щие напряжения, равные от, приближенно находят по формуле
F = ^-. (48)
За пределами зоны пластических деформаций остаточные напря-
жения необходимо находить расчетным путем. Рассмотрим на при-
52
Точность и работоспособность конструкций
мере станины, показанной на рис. 22, порядок определения напря-
жений в различных зонах. Пусть известны усадочные силы Рг и Р2>
найденные по формуле (3). Размер а зоны пластических деформаций
от шва 1 находим по формуле
р
а —___________
(26п+6с)от-
(49)
Радиус г зоны пластических деформаций от шва 2 вычислим,
решая следующее уравнение относительно г:
(гбс + 4зг/'2) °т = русг. (50)
Для определения напряжений за пределами зон пластических
деформаций полагаем, что усадочные силы и Р2 действуют по
Рис. 22. Сварная станина — балка
границе стыка сваренных элементов. Центр приложения суммарной
усадочной силы Р% определим из условия
РусА = Рус(Л-Лр). (51)
Сила Ръ = 2РуС1 + 2РуС2 вызывает сжатие и изгиб на плече е.
Поэтому напряжения за пределами заштрихованных на рис. 22 зон
пластических деформаций вычисляют по следующей формуле:
CF — р J Z*
где F — площадь всего поперечного сечения станины;
1У — момент инерции относительно оси у — у\
г — координата рассматриваемой точки.
При известных величинах напряжений в разных точках нетрудно
определить расчетные силы, возникающие в результате механиче-
ской обработки. Допустим, снимается слой металла толщиной А на
(52)
Деформации при механической обработке и эксплуатации
53
ширине Въ показанный на рис. 22. Найдя по формуле (52) напря-
жение Од в снимаемом слое при z = ?д, вычисляем силу
Рд = одВхД. (53)
В тех случаях, когда в снимаемом слое напряжения в различных
точках различны, силу необходимо вычислять с учетом этого обсто-
ятельства. Например, если обрабатывается на глубину вся
нижняя поверхность станины, то собственные напряжения на уча-
стках 2а будут растягивающими и равными от, а на остальной
части шириной (В — 4а) напряжения <тД1 должны быть вычислены
по формуле (52) при z = z\r. Тогда суммарная сила запишется так:
Р\. = ат4аДх + <тД1 (В — 4а) Дх. (54)
Силы Рд и создают моменты, каждая на своем плече. Прогиб
станины, если ее рассматривать как балку длиной L, определяют по
формуле
(55)
Прогибы находят от каждой силы отдельно, полагая Pi равной
Рд или РД1, a ei равной соответственно Z\ или гДх.
Конечные прогибы следует определять с учетом последователь-
ности механической обработки и характера закрепления станины
на станке. Если обрабатываемая деталь, в данном случае станина,
нежесткая, а крепление ее на столе жесткое и не позволяет ей
перемещаться в процессе механической обработки, то в результате
обработки возникнут реакции в закреплении, которые после осво-
бождения детали вызовут ее деформацию. Допустим, слои Д и Дх
снимают за одну установку без перекрепления. Тогда прогибы /д
и /Д1 необходимо сложить с учетом их знака. Если после механи-
ческой обработки по слою Дх станина освобождается, а затем про-
водится обработка слоя Д, то прогиб по плоскости обработки Д
будет /д, а по плоскости Дх запишется как сумма /д и с учетом
знаков.
Если закрепления не способны обеспечить жесткое крепление
детали на станке, то прогибы ее будут возникать сразу после оче-
редного прохода. В этом случае остаточный прогиб может быть
уменьшен за счет увеличения числа проходов механической обра-
ботки.
Если снятие напряжений при отпуске сварной конструкции
неполное вследствие недостаточной температуры отпуска, то при
механической обработке будет также происходить деформирование
обрабатываемой детали. Методика вычисления деформаций в этом
случае ничем не отличается от изложенной выше, за исключением
определения собственных напряжений перед механической обра-
боткой.
54
Точность и работоспособность конструкций
Все найденные после сварки напряжения, как в зоне пластиче-
ских деформаций, так и за ее пределами, должны быть умножены
на коэффициент снижения напряжений при отпуске 1. Вели-
чина X представляет собой отношение конечного напряжения окон
после отпуска к начальному напряжению от. Величина X должна
находиться по релаксационной кривой, снятой от о0 = от (см.
стр. 82—83);
Л=-^. (56)
ат
Деформирование в процессе вылеживания и при изменении тем-
пературных условий. В процессе вылеживания может происходить
деформирование вследствие: релаксации остаточных напряжений,
распада неустойчивых структур, а также пластических деформа-
ций, вызванных изменением температурных условий.
Ползучесть металла при комнатных температурах крайне незна-
чительна. При уровне начальных напряжений 10—20 кгс/мм2
в сталях с 0,025—0,39% С снижение их составило через несколько
десятков тысяч часов 1,5—2,5% начального уровня. По данным
К. Д. Басиева в стали СтЗ произошла релаксация напряжений,
равных ат = 2400 кгс/см2, на 2,5% в течение 2 месяцев.
Деформации могут возникать вследствие распада неустойчивых
структур. Таковыми в сварных соединениях являются остаточный
аустенит и мартенсит закалки. При распаде остаточного аустенита
в зонах, нагревавшихся при сварке выше 800—850° С, будет про-
исходить увеличение объема металла. О величине объемного прев-
ращения можно судить по данным, полученным при обработке
экспериментальных данных А. В. Мордвиновой. Относительная
деформация 8аус за 6 месяцев составила
Сталь 12Х5МА 20ХГСНА ЗОХГСА 25ХГСА 23Х2НВФА
8аус • 105 17,6 15,8 12,0 12,6 11,3
Так как в дальнейшем распад остаточного аустенита сильно
затухает, то приведенные данные могут служить ориентировочной
величиной для определения сил Р, возникающих в зонах, нагре-
вавшихся выше 800° С:
Раус ~ ^вОО^^аус» (57)
где Р800 — площадь зоны, нагревавшейся выше 800° С, в которой
происходит увеличение объема металла при распаде.
Деформирование в сварных деталях из стали 35 при комнатной
температуре возможно по причине превращения мартенсита за-
калки в мартенсит отпуска. Такие условия создаются при сварке
на режимах, вызывающих большие скорости охлаждения металла.
Этот процесс идет с уменьшением объема металла.
Изменение температуры может влиять по-разному. Равномерное
повышение температуры приводит к интенсификации процесса пол-
Деформации при механической обработке и эксплуатации
55
зучести. Ниже в качестве примера приведены величины пластиче-
ской деформации 8ПОЛ, возникшие в СтЗ при различных температу-
рах в течение 2 месяцев от начальных напряжений, равных пре-
делу текучести:
Г °C +20 +100 +150
Бпол-104 0,3 1,43 1,74
Равномерное понижение или повышение температуры в сварных
соединениях, имеющих в своем составе металлы с различными коэф-
фициентами линейного расширения, может привести к возрастанию
напряжений в тех зонах, где они близки к от. Это вызовет протека-
ние пластических деформаций и изменение геометрических разме-
ров конструкции.
При неравномерном изменении температуры в отдельных объе-
мах детали происходит возрастание напряжений. Если при этом
максимальные напряжения, близкие к от, суммируются с возник-
шими от неравномерного нагрева, то протекает пластическая дефор-
мация, в результате которой изменяется геометрическая форма дета-
лей, нарушается их точность.
Рассмотренные здесь причины деформирования сварных дета-
лей не относятся к категории главных факторов. Их влияние, как
правило, незначительно и в обычных машиностроительных конст-
рукциях во внимание не принимается. Однако в некоторых случаях,
когда имеют дело с объектами весьма высокой точности, эти фак-
торы могут оказаться существенными. Такими объектами являются
корпусы и станины точных приборов, измерительные средства,
станки и машины высокой точности. Разработанных методов расчет-
ного определения величин деформаций от перечисленных выше
причин пока не имеется. Для установления количественных зависи-
мостей в случае необходимости прибегают к экспериментальным
методам исследования.
Деформирование под действием внешних нагрузок. Внешние на-
грузки могут вызвать остаточное изменение размеров лишь в тех
случаях, когда в процессе их действия возникает пластическая
деформация. Различают действие статических и вибрационных на-
грузок.
Статические нагрузки. Вычисление остаточных де-
формаций после приложения и снятия статических нагрузок воз-
можно в тех случаях, когда известно распределение собственных
напряжений и напряжений от внешней нагрузки. Так как пласти-
ческие деформации обычно протекают только в зонах, где оост » от,
то, как правило, достаточно знать лишь размеры и положение зон,
ГДе (УОст
Выше была рассмотрена методика определения размеров зон
сварочных пластических деформаций (см. рис. 22). Полагают, что
при нагружении металл ведет себя в этих зонах как идеально пла-
56
Точность и работоспособность конструкций
стичный, т. е. не упрочняется. Тогда те зоны сварочных пластиче-
ских деформаций, которые попадают в область растягивающих
рабочих напряжений, не сопротивляются деформациям. Сечение
работает при приложении нагрузок без участия этих зон. При
разгрузке процесс является упругим, сечение работает полностью.
Разность деформаций, возникших при нагрузке и разгрузке, яв-
ляется остаточной деформацией. Рассмотрим сказанное на при-
мере станины (см. рис. 22). Допустим,
Рис. 23. Изменение ширины зоны протекания
пластических деформаций от 26П1 при напря-
жении от нагрузки аН1 до 26Пг при аНа
что она испытывает равно-
мерный по длине изгибаю-
щий момент Л4, вызываю-
щий растягивающие напря-
жения в нижней части ста-
нины. Обозначим момент
инерции сечения без ниж-
них зон пластических де-
формаций 1У> и запишем
разность прогибов разгруз-
ки /р и нагрузки
А/ = /р-/и =
AIL2 ML*
= 8Ё77 — 8£7„, ~
& у
^Ру'-'уХ
~ 8Е \ lyty’ Г
(58)
Остаточный прогиб за-
висит от момента М, дли-
ны балки L и отношения
разности моментов инерции
к их произведению. Если
максимальные остаточные напряжения оОСт. max понижены отпуском
сварной конструкции, то пластическая деформация не будет насту?
пать до тех пор, пока аост. max + 0Н <°т- После достижения сум-
марным напряжением величины от начнется процесс пластической
деформации.
Следует иметь в виду погрешности, вносимые неточностью
расчетов по формуле (58). Они состоят по крайней мере в том,
что эпюра собственных напряжений растяжения, имеющая в дей-
ствительности вид трапеции (рис. 23, кривая 1) заменена в расчет-
ной схеме прямоугольной эпюрой (кривая 2). Это приводит к нели-
нейной зависимости f и А/ от момента М, потому что с ростом напря-
жений от нагрузки, например от оН1 до оН2, ширина зоны, где идут
пластические деформации, увеличивается с 2 ЬП1 до 2 ЬП2- Кроме
того, естественное колебание режимов сварки влияет на величину
2 Ьп.
Качество и работоспособность сварных конструкций
57
Вибрационные нагрузки. Действие вибрационных
нагрузок аналогично действию статических за исключением того,
что предел текучести металла снижается под воздействием перемен-
ных высокочастотных напряжений. Вибрационные нагрузки, оди-
наковые по величине со статическими, производят действие, анало-
гичное приложению сил или моментов несколько большей вели-
чины, чем это есть на самом деле. Точные количественные зависи-
мости установлены лишь для простейших конкретных схем нагру-
жения. В приближенных расчетах можно ориентироваться на фор-
мулу (58), увеличивая М или Р на 15—20%.
Вибрационные нагрузки могут возникать при перевозках изде-
лий. Учет их крайне сложен. По-видимому, снижение напряже-
ний от в области пластических деформаций под действием вибра-
ции от транспортных средств не должно превышать он =
= (0,1 —0,15) от. В некоторых случаях перед механической обра-
боткой специально применяют вибрацию, чтобы она в последующем
не могла вызвать искажение размеров после механической обра-
ботки.
3. КАЧЕСТВО И РАБОТОСПОСОБНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
Влияние перемещений. Остаточные перемещения, возникшие
после сварки отдельных элементов, сильно затрудняют, а иногда
и делают невозможной дальнейшую сборку изделий под сварку.
Приходится прибегать к промежуточной правке или использовать
специальную оснастку, чтобы выправить отдельные элементы и
собрать их между собой в правильном положении. Это обстоятель-
ство накладывает дополнительные требования на построение техно-х
логического процесса. Часто идут на полную сборку сложной де-
тали или изделия без промежуточных операций сварки с тем, чтобы
избавиться от подгонки и правки узлов. При этом, очевидно, услож-
няются условия сварки, возникает необходимость в отказе от ме-
ханизированных способов сварки в пользу ручных или полуавто-
матических.
Остаточные перемещения могут ухудшить процесс и качество
сварки. Например, автоматическая сварка тонких листов практиче-
ски не может быть выполнена без применения зажимных приспосо-
блений из-за выхода листов из плоскости в процессе сварки и
появления прожогов. В ряде случаев электрошлаковая сварка
прямолинейных и кольцевых швов должна проводиться с закрепле-
ниями или нагружением балластом, так как зазор в разделке может
закрыться по причине большой усадки.
Возникающие на отдельных операциях перемещения могут сде-
лать невозможной последующую правку сварной детали, если не
ввести операцию промежуточной правки. Например, если сваренные
и невыправленные листы / и 2 собрать с листом 3 (рис. 24), то не-
58
Точность и работоспособность конструкций
избежно образование в стыке II некоторой волнистости, которая
будет зафиксирована сваркой шва //. Дальнейшая правка-швов /
и II не даст полного положительного результата.
Из-за чрезмерных перемещений, если их не предупредить, не
предусмотреть или не устранить, может оказаться недостаточным
1 2 3
незначительный припуск на меха-
ническую обработку. На рис. 25, а
показан длинный вал, в котором
угловой излом 6 делает невозмож-
ной механическую обработку по
всей длине при заданной величине
толщины стенки 6. Рама на рис.
25, б имеет чрезмерную пропел-
Рис. 24. Сборка исправленных лерность и нуждается в правке,
после сварки шва I листов 1 и 2 так как невозможно провести меха-
с листом 3 ническую обработку по всем четы-
рем платикам 1.
В случае невозможности механически обработать изделие цели-
ком, сварку делают заключительной операцией, при этом необхо-
дима тщательная предварительная отработка технологического про-
цесса сварки с измерением возникающих перемещений. Когда заклю-
чительная механическая обработка по техническим условиям не
Рис. 25. Примеры влияния остаточных перемещений на величину при-
пусков при механической обработке:
а — сварной вал; б — рама, имеющая пропеллерност^
требуется, но соблюдение точных размеров является обязательным,
необходимо учитывать ожидаемую усадку, назначая размеры дета-
лей при заготовительных операциях.
Отклонения в точности размеров могут оказывать непосредст-
венное влияние на прочность и эксплуатационные качества изделий.
Так, в конструкциях, работающих на устойчивость, остаточные
перемещения, сообщая начальный прогиб, могут оказать отрица-
тельное влияние на несущую способность. Например, цилиндриче-
ская оболочка на рис. 26, б имеет окружное сокращение в зоне
кольцевого шва и местный прогиб в районе бобышки А. Колонна
Качество и работоспособность сварных конструкций
59
а)
Ь)
Рис. 26. Примеры отри-
цательного влияния пере-
мещений на устойчивость
элементов конструкций:
а — колонна; б — цилиндри-
ческая оболочка
на рис. 26, а имеет остаточный прогиб /, создающий эксцентриситет
силы Л
В аппаратах, движущихся в воздушной среде или жидкости,
отклонения от проектных размеров вызывают повышенное сопро-
тивление потоку, иногда возникает вибрация.
В механизмах машин отклонения от точных размеров могут по-
вышать силы трения, вызывать шум, быстрый износ, потерю точ-
ности и т. д.
Влияние остаточных напряжений и деформаций. Отрицатель-
ное влияние собственных напряжений мо-
жет проявляться в следующем.
В процессе изготовления
иногда возникают горячие трещины; де-
формационные трещины и разрушения;
холодные трещины.
Горячие трещины образуются во время
кристаллизации металла под воздействием
временных напряжений и деформаций, воз-
никающих вследствие усадки металла. Для
определения стойкости металла против
образования горячих трещин разработаны
специальные методики и пробы [8].
Деформационные разрушения изучены
пока недостаточно. В основе появления
деформационных разрушений лежит обра-
зование высоких растягивающих собствен-
ных напряжений вследствие усадки метал-
ла. Если усадка металла происходит в
объемах, сокращение которых затруднено
во всех трех направлениях, то образуются
так называемые объемные (трехосные) рас-
тягивающие напряжения. Пример заварки
глубокого дефекта на поверхности массивного тела показан на
рис. 27, а. Усадка металла в направлениях х и у затруднена
из-за наличия окружающего холодного металла. Аналогичные усло-
вия образуются при сварке электрошлаковых швов в жестких
контурах (рис. 27, б). В направлении оси х усадке препятствует
заваренный лист, в направлении оси z — значительная толщина
металла б. В обычных условиях электрошлаковой сварки шов мо-
жет сокращаться в поперечном направлении у. В данном случае
этому препятствует жесткость балки, и если не принять мер для
немедленного проведения отпуска после сварки, то часто в таких
условиях возникает разрушение шва.
Свойства металла под влиянием возникающей усадки заметно
не изменяются, так как пластические сварочные деформации не пре-
вышают в случае отсутствия концентраторов величины 1—2%.
60
Точность и работоспособность конструкций
Но в большинстве случаев в зонах протекания пластических дефор-
маций имеются разнообразные концентраторы. На рис. 28 они пока-
заны примерно в порядке нарастания концентрации. На рис. 28, а—е
возникает концентрация пластических деформаций вследствие попе-
речной усадки металла. Случаи, показанные на рис. 28, а, б, весьма
распространены. Здесь некоторая концентрация пластических де-
формаций возникает в зонах перехода от наплавленного металла
к основному. Если свариваемые элементы находятся в свободном со-
стоянии при сварке, то концентрация деформаций крайне незначи-
тельна и ей не придают никакого значения.
При закрепленных элементах (рис. 28, а) концентрация пласти-
ческих деформаций усиливается по мере уменьшения размера I.
Рис. 27. Образование трехосных растягивающих остаточных
напряжений при усадке металла в жестком контуре
Аналогичная картина наблюдается при вварке в лист жестких эле-
ментов малого диаметра (рис. 28, в).
Значительную группу сварных соединений составляют много-
слойные соединения (рис. 28, г—е), в которых концентрация дефор-
маций происходит при беспрепятственном повороте свариваемых
элементов. В этом случае каждый очередной слой создает прира-
щение углового поворота Др, а это в свою очередь вызывает в корне-
вом слое деформации удлинения и растягивающие напряжения.
“При наличии непроваров (рис. 28, д, е) разрушение возникает при
относительно небольшом количестве слоев. Мерой, устраняющей
концентрацию пластических деформаций удлинения, является за-
крепление элементов во время сварки для предотвращения углового
поворота р.
Концентрация пластических деформаций может возникать из-за
продольной усадки металла (рис. 28, ж—к). В случае, если запроек-
тировано электрошлаковое соединение для двух листов разной длины
без соответствующего уступа для окончания шва (рис. 28, ж), то
подрез, возникающий во время сварки, является сильным концентра-
тором пластических деформаций. В таких местах нередки случаи
Качество и работоспособность сварных конструкций
61
появления трещин при остывании. Сварка накладок на рис. 28, з
производится по стыку с неполным проваром, показанном в сече-
нии А — А. При сварке швов накладок усадка металла происходит
в направлении, перпендикулярно которому расположен непровар.
В этом случае возможны разрушения. Аналогичная ситуация возни-
кает при выполнении шва на остающейся подкладке, если она по
длине имеет стыки с неполным проваром (рис. 28, и). Весьма зна-
Рис. 28. Примеры концентрации пластических деформаций при сварке
чительная концентрация пластических деформаций происходит при
сварке накладок по полностью непроваренному стыку (рис. 28, к).
При концентрации пластических деформаций имеют место три
основных явления: появление большей или меньшей в зависимости
от формы концентратора объемности напряженного состояния; рост
величины пластической деформации металла, зависящей от коэффи-
циента концентрации деформаций, изменение свойств металла
вследствие его наклепа и деформационного старения; последний
фактор, как установлено специальными исследованиями, в низко-
углеродистых и низколегированных сталях имеет решающее влия-
ние на возникновение хрупких разрушений. Деформационное ста-
рение возникает также в зонах сварки, если сварка проводится на
участках, подвергнутых холодной пластической деформации, на-
пример гибке.
62
Точность и работоспособность конструкций
Деформационное старение вызывает такие изменения свойств
сталей, которые способствуют проявлению хрупкости металла:
повышается предел текучести металла, увеличивается «зуб текуче-
сти», снижается коэффициент упрочнения металла, уменьшается
предельная пластическая деформация. Большинство хрупких раз-
рушений сварных конструкций возникает от зон концентрации
пластических деформаций, где имело место деформационное старе-
ние металла.
Одной из причин появления деформационных трещин являются
также зоны с низкими пластическими свойствами металла, воз-
никшие, например, вследствие плохой защиты металла или его
закалки.
Холодные трещины возникают, если при данном химическом
составе и термическом воздействии сварки сталь претерпевает пол-
ную или частичную закалку. Холодные трещины возникают непо-
средственно после сварки в течение нескольких суток при выле-
живании. По прошествии указанного периода сталь восстанавливает
свои свойства и холодные трещины перестают образовываться.
Холодные трещины являются одним из случаев замедленного раз-
рушения закаленной стали под действием остаточных растягивающих
напряжений. При отсутствии растягивающих напряжений холодные
трещины не возникают. Склонность сталей и сплавов к образова-
нию холодных трещин оценивают по специальным методикам и
пробам [81. Хотя холодные трещины чаще возникают спустя неко-
торое время после сварки, их следует относить к разрушениям,
возникающим в период изготовления, так как основа процесса раз-
рушения закладывается во время сварки.
Холодные трещины могут возникать в некоторых титановых и
алюминиевых сплавах.
В процессе вылеживания при отсутствии внешних
нагрузок могут возникать самопроизвольные хрупкие разрушения
при понижении температуры. Эти хрупкие трещины относят к де-
формационным разрушениям. Причины их возникновения те же,
что и рассмотренные выше на стр. 59—60. Появление их связано
с тем, что при понижении температуры удельная работа разруше-
ния металла снижается. Дефекты и концентраторы, размеры кото-
рых при более высоких температурах не являлись критическими,
при понижении температуры переходят в разряд критических.
Возникающая незначительная разность температур между отдель-
ными точками детали создает дополнительные напряжения, кото-
рые в сочетании с ранее возникшими высокими остаточными напря-
жениями, способны вызвать хрупкое разрушение.
Распространение разрушения. Распростране-
ние трещин, в том числе и хрупких, сопровождается затратами
энергии на пластическую деформацию металла в острие трещины,
на сообщение скорости перемещающимся при разрушении частям
Качество и работоспособность сварных конструкций
63
детали и на другие цели. Наличие в сварной конструкции остаточ-
ных напряжений означает, что накоплена значительная потенциаль-
ная энергия. Энергия в единице объема металла при одноосном
растяжении может быть подсчитана по формуле
(59)
Так как остаточные растягивающие напряжения в сварных соедине-
ниях нередко близки к от, то такое количество энергии может
способствовать образованию весьма протяженных разрушений.
Поэтому остаточные напряжения следует рассматривать как один
из главных факторов распространения трещин в сварных конст-
рукциях.
Статическая прочность. Под статической прочно-
стью в широком толковании этого понятия Понимают как сопро-.
тивление наступлению ~ текучести, так и сопротивление разру-
шению.
В сварных конструкциях, не прошедших отпуск, максимальные
остаточные напряжения часто близки к пределу текучести. Это
означает, что в таких сварных конструкциях при нагружении
неизбежно возникают пластические деформации в небольших объ-
емах металла. В большинстве сварных конструкций обычно допу-
скают текучесть металла в ограниченных объемах. На общую теку-
честь сварного элемента остаточные напряжения оказывают незна-
чительное влияние. Если не рассматривать относительно небольшой
класс конструкций, где не допускается даже местная текучесть,
то следует считать, что остаточные напряжения не оказывают
отрицательного влияния на сварные конструкции, изготовленные
из металлов в пластичном состоянии.
Более значительным и сложным является влияние остаточных
напряжений и изменения свойств металла на наступление разру-
шения при низкой пластичности металла. Отрицательное влияние
остаточных напряжений проявляется при закалке металла в зоне
сварки на высокую твердость. Существенное влияние на статиче-
скую прочность сварных конструкций оказывают изменения свойств
металла, особенно в зоне концентраторов напряжений. При низких
температурах решающее влияние имеет деформационное старение
металла, возникающее во время пластических деформаций в зоне
надрезов (см. рис. 28, г, д—к). При приложении рабочих нагрузок
разрушения могут наступить при средних напряжениях, близких
к пределу текучести или даже ниже о0,2.
Прочность при переменных нагрузках.
Остаточные напряжения могут оказывать как отрицательное, так
и положительное влияние на прочность сварных соединений и кон-
струкций при переменных нагрузках. Эти вопросы подробно рас-
смотрены на стр. 65—71.
64
Точность и работоспособность конструкций
Жесткость и устойчивость. Остаточные напряже-
ния могут оказывать некоторое отрицательное влияние на жест-
кость растягиваемых и изгибаемых сварных элементов. Объяс-
няется это тем, что в зоне сварных соединений имеются участки с вы-
сокими растягивающими остаточными напряжениями (рис. 29).
Например, двутавровый сварной Н-образный профиль имеет в ме-
стах присоединения стенок к полкам напряжения, близкие к от
(рис. 29). При растяжении такого элемента возникает текучесть
металла в тех зонах, где сумма рабочих и остаточных напряжений
превышает от. Эти участки (заштрихованные на рис. 29, а) прак-
тически не оказывают сопротивления деформации, выключаясь из
работы и уменьшая площадь упругой части сечения F.
При изгибе пластическая деформация возникает в том сварном
соединении, которое оказывается в области растяжения (рис. 29, б).
Часть сечения профиля из работы выключается, в результате чего
момент инерции Гх оказывается меньше расчетного момента инер-
ции. 1Х. Это уменьшает проектную жесткость балки.
Жесткость элементов сварных конструкций может уменьшаться
вследствие местной потери устойчивости тонкостенных участков,
в которых действуют напряжения сжатия. Например, при сжа-
тии Н-образного профиля, показанного на рис. 29, а, более тонкая
стенка, имеющая остаточные напряжения сжатия осж, может поте-
рять устойчивость, если осж + араб > окр, где окр — критические
напряжения потери устойчивости в пластине, заделанной по двум
длинным сторонам. Сопротивление стенки сжатию, а следовательно,
Выносливость и остаточные напряжения
65
и всей колонны, после потери устойчивости уменьшится. Аналогич-
ные явления могут возникнуть и при изгибе в зонах сжимающих
напряжений.
Остаточные напряжения могут влиять на общую устойчивость
сварных стержней. Механизм влияния здесь может быть двоякий.
Один — связан с уменьшением общей устойчивости в связи с на-
ступлением местной потери устойчивости отдельных элементов;
второй — с наличием остаточных напряжений в сжатом стержне,
а также начальной кривизны после сварки. При расчетах на общую
устойчивость сжатых сварных стержней влияние остаточных напря-
жений обычно не учитывают. Практика эксплуатации сварных кон-
струкций показала, что имеющиеся запасы устойчивости по обще-
принятым расчетам достаточны, чтобы этим влиянием можно было
пренебречь.
Коррозионная стойкость. Растягивающие остаточ-
ные напряжения отрицательно влияют на коррозионное растрески-
вание в тех случаях, когда металл при конкретной коррозионной
среде и температуре вообще подвержен коррозионному растрески-
ванию при действии напряжений.
4. ВЫНОСЛИВОСТЬ И ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
При некоторых условиях растягивающие остаточные напряжения
снижают предел выносливости изделия или образца на 35—50%.
В опытах Института электросварки им. Е. О. Патона [10] при пло-
ском изгибе и симметричном цикле напряжений испытывались пла-
стины из низкоуглеродистой стали М16С шириной 200 мм и толщи-
ной 26 мм с прошлифованным участком и отверстием посредине.
В одной партии образцов для создания у края отверстия растяги-
вающих остаточных напряжений в соответствующих местах на кон-
тактной машине производили точечный нагрев до 530° С. Остальные
образцы не нагревали; остаточных напряжений в них не было.
Ограниченный предел выносливости образцов без нагрева (а, следо-
вательно, и без остаточных напряжений) составил свыше 12 кгс/мм2,
а с нагревом только 6 кгс/мм2, т. е. наполовину меньше (рис. 30).
В описанном опыте обращали внимание на то, чтобы механиче-
ские свойства и структура металла у отверстия в местах наибольшей
концентрации была такая же, как и вдали от нагрева. Выносливость
образцов изменялась под влиянием только одного фактора — оста-
точных напряжений. В реальных сварных соединениях места кон-
центрации рабочих и остаточных напряжений совмещаются с зоной
термического влияния сварки. Возникающие в этой.зоне пластиче-
ские деформации могут упрочнить металл, повысив его предел
текучести.
Еще недавно этому обстоятельству придавали важное значение,
поскольку полагали, что повышенная сопротивляемость металла
3 Под ред. Куркина С. А.
66
Точность и работоспособность конструкций
зоны полностью нейтрализует вредное влияние остаточных напря-
жений [7; 12]. В качестве доказательства приводили результаты
испытаний крестовых образцов со щелью между концевыми план-
.1 а । та i nт 1
3 4 56 8 234568 2 3N
105 10s
ками (рис. 31). После высокого
отпуска выносливость таких об-
разцов понижается, а после
предварительного растяжения
отожженные и неотожженные
образцы повышают свою вынос-
ливость в одинаковой степени
(табл. 2). Полученные резуль-
таты послужили основанием для
заключения, что наклеп, созда-
ваемый сваркой, а тем более
внешним нагружением, более
существенно изменяет выносли-
вость металла в районе концен-
тратора напряжений, чем рас-
Рис. 30. Результаты испытаний образ-
цов с отверстием:
I — образцы с высокими растягивающими
остаточными напряжениями в районе от-
верстия; 2 — образцы без остаточных на-
пряжений
тягивающие остаточные напря-
жения.
Крестовые образцы имеют
весьма резкий концентратор на-
пряжений. При этом он распо-
лагается в местах сосредоточен-
ной передачи усилий, где создаются высокие рабочие напряжения.
В этой же зоне достигают своего максимума и растягивающие оста-
точные напряжения, равные 26—27 кгс/мм2. При таких условиях
даже небольшие внешние усилия вызывают в крестовом образце
существенные остаточные деформации. Значительная часть растя-
гивающих остаточных напряжений в шве снимается, а в корне над-
реза, как показал рентгеновский
метод замеров, создаются остаточ-
ные напряжения сжатия, которые
и приводят к повышению предела
выносливости крестовых образцов.
Очевидно, только в этой связи
следует рассматривать данные,
приведенные в табл. 2.
В сварных конструкциях, ис-
Рис. 31. Крестовые образцы с рез-
ким концентратором напряжений
пытывающих переменные напряже-
ния, не допускаются соединения с резкими концентраторами напря-
жений, наподобие рассмотренных в крестовых образцах. Последую-
щие опыты относились к менее острым концентраторам напряжений
и реальным сварным соединениям. При этом изучаемые факторы
(остаточные напряжения и измененные свойства околошовной зоны)
могли действовать как раздельно, так и совместно [9; 13]. Эти опыты
Выносливость и остаточные напряжения
67
2. Результаты испытаний образцов с резким концентратором напряжений [12]
Вид обработки Предел выносливости при пульсирующем нагружении, кгс/мм2 Относительные значения, %
Исходное состояние (после сварки) 4,5 100
После высокого отпуска при 650 ’С 3,9 87
После предварительного растяже- ния . 6,3 140
После высокого отпуска и предва- рительного растяжения 6,3 140
показали, что на фоне существенной роли остаточных напряжений
влияние упрочнения околошовной зоны практически не проявляется.
В частности, сопоставляли результаты испытаний на усталость
четырех серий образцов (рис. 32) из низкоуглеродистой стали
(от = 28 кгс/мм2, ав = 44 кгс/мм2). По сравнению с исходными
Рис. 32. Понижение вы-
носливости за счет влия-
ния растягивающих оста-
точных напряжений:
I — линия выносливости об-
разцов без остаточных на-
пряжений: / и О - образцы
с концентратором напряже-
ний в основном металле; 2 и
А — образцы с концентра-
тором напряжений в пла-
стически деформированном
металле; // — линия вынос-
ливости образцов с растяги-
вающими остаточными на-
пряжениями: Зиф - образ-
цы с концентратором в ос-
новном металле; 4 и ▲ —
образцы с концентратором в
пластически деформирован-
ном металле
образцами — строгаными пластинами с отверстием посредине, об-
разцы второй серии имели концентратор на. участке металла, пре-
терпевшем термомеханический цикл сварки (усиление наплавки
сострагивалось). Остаточных напряжений в этих образцах не было,
они снимались при вырезке образцов из общей заготовки. Образцы
третьей и четвертой серий идентичны образцам первой и второй
серий, но отличались от них остаточной напряженностью. Путем
продольных наплавок в образцах третьей и четвертой серий созда-
вались растягивающие остаточные напряжения, величина которых
3*
68
Точность и работоспособность конструкций
вблизи отверстия достигала 16—17 кгс/мм2. При этом свойства
металла у концентратора напряжений от теплового воздействия
наплавок не изменялись.
Все образцы испытывали на плоский изгиб при симметричном
цикле напряжений до зарождения усталостных трещин глубиной
1—1,5 мм. Образцы первой и второй серий показали одинаковую
выносливость. Предел выносливости на базе 2-Ю6 циклов оказался
Рис. 33. Снижение выносливости
под влиянием высоких растяги-
вающих остаточных напряже-
ний:
/ — зона рассеяния результатов ис-
пытания образцов 1—2: 1 и О —
образцы в исходном состоянии; 2
и Л — образцы с низкими растя-
гивающими остаточными напряже-
ниями; Зиф — образцы с высо-
кими растягивающими остаточными
напряжениями
равным 12 кгс/мм2. Не отличались между собой и результаты испы-
таний образцов третьей и четвертой серий. Но линия выносливо-
сти этих образцов располагается ниже (см. рис. 32). Предел вынос-
ливости понизился до 9 кгс/мм2. Пластическое деформирование
металла, вызванное сваркой, не оказало существенного влияния
на сопротивление усталости образцов. Наблюдаемое изменение
выносливости произошло только за счет действия остаточных на-
пряжений.
Еще более резкое падение выносливости под влиянием растяги-
вающих остаточных напряжений наблюдали [10; 13] при испытании
образцов с пересекающимися швами (рис. 33). Образцы 1 (вырезан-
ные из общей заготовки) и образцы 2 (стыковой шов которых зава-
ривали после разрезки пластин с продольными наплавками), не
имевшие значительных остаточных напряжений, показали практи-
Выносливость и остаточные напряжения
69
чески одинаковый предел выносливости, равный 12—13 кгс/мм2.
В то же время, предел выносливости образцов 3 с высокими остаточ-
ными напряжениями составлял только 7 кгс/мм2.
Во всех опытах наблюдали одну и ту же закономерность: при
напряжениях ±19—20 кгс/мм2, т. е. близких к пределу текучести
основного металла (образцы изготовляли из низкоуглеродистой
стали) выносливость образцов с высокими и низкими остаточными
напряжениями практически одинакова. С понижением переменных
напряжений остаточные напряжения усиливают свое действие и
в одинаковой мере снижают долговечность образцов с изменен-
ными и неизмененными свойствами металла в районе концентра-
торов напряжений. В равной степени это относится и к соеди-
нениям низколегированных сталей обычной и повышенной проч-
ности.
Степень влияния растягивающих остаточных напряжений на
сопротивление усталости сварных соединений существенно зависит
от асимметрии цикла, вида сварного соединения и характера пере-
дачи силового потока. Наибольшее падение выносливости сварных
соединений под действием растягивающих остаточных напряжений
наблюдается при симметричном цикле напряжений. С ростом асим-
метрии цикла роль остаточных напряжений заметно ослабевает.
Если стыковые и нахлесточные соединения, участвующие в передаче
основного силового потока, изменяют пределы выносливости под
влиянием растягивающих остаточных напряжений в основном
только при действии знакопеременных нагрузок, то в местах при-
крепления конструктивных элементов (ребер, проушин, диафрагм,
фасонок и т. п.) растягивающие остаточные напряжения могут
проявить свое влияние и в области однозначных переменных напря-
жений.
Отличие характера изменения максимальных отах и минималь-
ных напряжений omin в зависимости от асимметрии цикла для со-
единений с высокими и низкими остаточными напряжениями наи-
более наглядно можно проследить при сопоставлении соответствую-
щих диаграмм предельных напряжений. В такой диаграмме по оси
/ а
абсцисс откладывают средние напряжения цикла I = -
а по оси ординат — предельные максимальные (отах) и предельные
минимальные (amin)- напряжения цикла. При этом на диаграмме
получают две ветви (рис. 34). Верхняя ветвь характеризует зави-
симость предельных максимальных напряжений цикла от сред-
них (ат), а нижняя ветвь — предельных минимальных напряжений
от вт. Предельная амплитуда оа при заданном среднем напряже-
нии равна разности ординат ветви диаграммы и прямой, проведен-
ной под углом 45° к оси абсцисс.
Для примера на рис. 34 сопоставлены диаграммы предельных
напряжений стыковых соединений с высокими и низкими остаточ-
min + °max
2
70
Точность и работоспособность конструкций
ними напряжениями [9]. Наклон линий предельных напряжений
существенно зависит от остаточной напряженности образцов. Если
ветви 1 и Г при их продлении пересекаются, то ветви 2 и 2', соот-
ветствующие образцам с высокими остаточными напряжениями,
практически параллельны. Независимость предельной амплитуды
от среднего напряжения цикла ха-
рактерна и для других видов со-
единений с высокими остаточны-
ми напряжениями. При этом для
инженерных расчетов параллель-
ностью ветвей диаграммы ow, omax
можно пользоваться вплоть до
предела текучести материала.
С ростом предела текучести
основного металла возрастает и
Рис. 35. Зависимость пределов выносли-
вости стыковых соединений и образцов
с приваренными планками от пределов
прочности основного материала (все образ-
цы имели высокие растягивающие оста-
точные напряжения):
1 — образцы с планками, Р = — 1; 2 — то же,
Р = 3 — стыковые соединения, Р =
= — 1; 4 — то же, Р = -|-0,5
Рис. 34. Диаграммы предельных
переменных напряжений стыковых
соединений:
1 — с низкими растягивающими оста-
точными напряжениями; 2 — с высоки-
ми растягивающими остаточными на-
пряжениями
величина максимальных остаточных напряжений в сварном соеди-
нении. Вследствие этого, а также большей чувствительности высо-
копрочных сталей к концентрации напряжений и других второсте-
пенных причин, наблюдается нивелирование пределов выносливости
сварных соединений сталей различной прочности (рис. 35). В то же
время при высоких значениях а также в случае предва-
атах
рительного снятия растягивающих остаточных напряжений, равно
как и для соединений без концентраторов напряжений, характерно
возрастание пределов выносливости по мере перехода к более
прочным сталям.
Уменьшение деформаций сварных конструкций
71
В значительной мере влияние остаточной напряженности опре-
деляется видом, соединений. Наиболее стабильна остаточная на-
пряженность в образцах или изделиях с фланговыми швами. Неза-
висимо от размеров и формы образцов по концам швов создаются
максимальные остаточные напряжения. Постоянство остаточной
напряженности обеспечивает стабильность пределов выносливости
соединений с продольными швами. Иное положение занимают стыко-
вые соединения или соединения с поперечными угловыми швами.
Характер эпюры и максимальная величина поперечных по отно-
шению к шву растягивающих остаточных напряжений в этом слу-
чае определяется видом и размером исходной сварной заготовки,
сечением образца, порядком сварки, дополнительными швами и т. п.
Отличаясь остаточной напряженностью, однотипные по форме об-
разцы не могут показывать одинаковую выносливость. В основном
этим обстоятельством можно объяснить существенное расхождение
пределов выносливости рассматриваемых соединений по данным
различных авторов.
Противоположное действие оказывают сжимающие остаточные
напряжения. При определенных условиях онй существенно повы-
шают сопротивление усталости сварных соединений (см. гл. V).
5. УМЕНЬШЕНИЕ ДЕФОРМАЦИЙ СВАРНЫХ КОНСТРУКЦИЙ
На стадии проектирования конструкции. Так как сварочные
деформации зависят от количества вводимой при сварке энергии,
целесообразно назначать минимально необходимые размеры швов.
Особенно целесообразно уменьшение катетов угловых швов /(,
так как объем наплавленного металла и тепловложение сокра-
щаются пропорционально №.
Уменьшения деформаций можно достигнуть применением тех
видов сварки, которые требуют меньше тепловложения, например
контактной вместо дуговой, многослойной — вместо однослойной.
Элементы балочного типа целесообразно конструировать с таким
расположением сварных швов, чтобы сумма моментов усадочных сил
от продольных швов относительно центра тяжести сечения балки
была близка к нулю. Поперечные швы, создающие угловые изломы
балок, также желательно располагать по обе стороны от линии
центров тяжести сечений, чтобы сумма угловых поворотов и проги-
бов была минимальной. Возможна компенсация прогибов от уса-
дочных сил продольных швов за с<1ет соответствующего расположе-
ния поперечных швов с противоположной стороны сечения (рис. 36).
В некоторых случаях, когда невозможно заранее точно опреде-
лить величину усадки или перемещения свариваемых элементов
конструкции и назначить необходимый припуск на усадку, удобно
применение нахлесточных соединений. Нахлестка до того, как
уложен шов, допускает на стадии сборки и сварки других сварных
72
Точность и работоспособность конструкций
соединений большие взаимные перемещения свариваемых элементов
без нарушения качества нахлесточного соединения, являясь свое-
образным компенсатором.
В тонкостенных конструкциях целесообразно швы располагать
в зонах наибольшей жесткости, чтобы уменьшить напряжения сжа-
тия в листовых элементах.
Рис. 36. Сварная балка с нера- Рис. 37. Создание перемещений, про-
циональным расположением попе- тивоположных сварочным, при сборке
речных швов тавра
На стадии разработки технологии целесообразно назначать
размеры и форму заготовок с учетом величины возникающих при
сварке усадок. Например, назначение большей длины элемента при
значительном количестве поперечных швов, чтобы компенсировать
усадку; раскрой стенки тавра с начальной кривизной (рис. 37)
для компенсации ожидаемого изгиба.
Рис. 38. Создание перемещений, противоположных сварочным, путем пред-
варительной пластической деформации (а, б, в) или путем соответствующей
сборки (а, д)
Можно предусматривать создание путем пластической деформа-
ции таких перемещений, которые были бы противоположны ожидае-
мым сварочным, например раскатка края обечайки (рис. 38, а),
выштамповка горловины сферической оболочки перед вваркой шту-
цера (рис. 38, б), пластический изгиб листа (рис. 38, в).
При использовании приспособлений необходимо учитывать сле-
дующее. Зажимные приспособления позволяют точно фиксировать
положение одной детали относительно другой во время сборки,
а также в процессе постановки прихваток, не давая элементам
взаимно перемещаться. В процессе сварки зажимные приспособле-
ния хорошо препятствуют временным перемещениям, не позволяя
Уменьшение деформаций сварных конструкций
73
свариваемым деталям существенно менять свое положение. Напри-
мер, при сварке тонких листов необходимо использовать зажимные
приспособления.
Зажимные приспособления практически не уменьшают остаточ-
ных деформаций, возникающих на стадии остывания. Остывание
сваренных деталей в жестких приспособлениях неоправданно, так
как не дает заметного положительного эффекта.
Более существенный эффект снижения остаточных деформаций
достигают в тех случаях, когда с помощью приспособлений в свари-
ваемых элементах путем растяжения или изгиба создают растяги-
вающие напряжения.
Рациональная последовательность сборочно-сварочных операций
является в ряде случаев практически основным способом борьбы
с остаточными деформациями. Наиболее жесткие ограничения на
последовательность сборки и сварки накладывает требование до-
ступности швов во время сварки. Однако даже в пределах этого огра-
ничения почти всегда существует несколько вариантов расчленения
конструкции на узлы и порядка наложения швов. При ^асчлене^-
нии конструкции на узлы необходимо добиваться двух условий:
минимальных остаточных деформаций полностью сваренной кон-
струкции; остаточные деформации отдельных подузлов должны
допускать сборку их между собой или по крайней мере иметь
такую величину и характер, чтобы их можно было устранить прав-
кой перед сборкой подузлов в узел.
Если предварительные расчеты или имеющийся практический
опыт показывают, что минимальные деформации будут достигнуты
в том случае, если конструкция вначале будет полностью собрана,
а затем сварена, то необходимо предусмотреть возможность сварки
всех швов путем некоторого изменения первоначальных конструк-
тивных решений.
Простейшим примером, где остаточные деформации накладывают
определенные требования на последовательность сборки и сварки,
является балка на рис. 36. Если вначале сварить двутавр, а затем
приварить поперечные ребра, то остаточный прогиб будет значи-
тельным. В данном случае сначала необходимо к листу приварить
поперечные ребра, произвести правку листа путем изгиба, а затем
собрать и сварить двутавр. Если поясной лист небольшой толщины,
то правка не обязательна. Лист может быть упруго деформирован
во время сборки двутавра с помощью струбцин, стяжек или соот-
ветствующих прижимов в приспособлении.
На стадии выполнения сварки.
1. Сборку деталей осуществляют с учетом ожидаемых деформа-
ций. На рис. 38, г показаны собранные листы, которые имеют
первоначальный угол Р, противоположный ожидаемому от сварки.
На рис. 38, д зазор под электрошлаковую сварку переменный, чтобы
компенсировать неравномерную по длине шва поперечную усадку.
74
Точность и работоспособность конструкций
2. Сварку ведут на более экономных в отношении тепловложе-
нил режимах, используя соответствующие сварочные материалы,
способы сварки или режимы.
3. Вводят искусственное охлаждение металла в процессе сварки,
например водой.
4. Осуществляют проковку непосредственно после сварки, на-
пример молотками, или дают ковочное усилие при контактной то-
чечной сварке.
После выполнения сварки. Существует ряд эффективных приемов
правки, которые используют для устранения возникших остаточных
деформаций после сварки.
М. еханическая правка путем изгиба или
растяжения. Этот вид правки в большинстве случаев пре-
Рис. 39. Изменение эпюры напряжений и ширины зо-
ны пластических деформаций 2Ь'п по мере роста рабо-
чих напряжений ор в сварной пластине; орз > opi
дусматривает такое приложение нагрузок, чтобы в зоне остаточных
растягивающих напряжений создать дополнительные рабочие на-
пряжения растяжения. При достижении суммой напряжений пре-
дела текучести начинается пластическая деформация в зоне сварных
соединений (рис. 39). Ширина зоны пластических деформаций по
мере увеличения нагрузки постепенно увеличивается, например
с Ж до 2К. Разгрузка элементов происходит упруго. Устранения
деформаций достигают в результате уменьшения остаточной силы.
Вибрация. Наряду с приложением статических нагрузок
все большее применение находит вибрация. В основе устранения
остаточных деформаций при вибрации лежит тот же самый прин-
цип, что и при статических нагрузках — протекание пластических
деформаций удлинения металла в зонах сварных соединений.
Преимущества вибрации состоят в том, что положительный эффект
достигают на более простом оборудовании, а действующие силы ока-
зываются меньше, так как текучесть металла при вибрации происхо-
дит при более низких напряжениях, чем при статическом нагружении.
Проковка. При проковке удары наносят перпендикулярно
поверхности металла. Вследствие пластической деформации проис-
Уменьшение деформаций сварных конструкций
75
ходит его осадка и удлинение в плоскости (рис. 40). Во время правки
сварных конструкций удары следует наносить в зонах усадки,
именно там, где произошло укорочение металла при сварке. Если
пластическая деформация удлинения в плоскости от проковки со-
ставит величину, равную пластической деформации укорочения при
сварке, сварочные деформации исчезнут. Так как проконтролиро-
вать величину возникающей пластической деформации при ручной
проковке невозможно, то успешное осуществление правки зависит
от опыта правщика. При машинной проковке режим можно регла-
ментировать. Проковку в основном следует применять для устране-
ния продольной усадки сварных швов. Устранение поперечной
усадки требует большой пластической
деформации, что сопряжено с чрезмер- I'0
ным наклепом металла.
Прокатка сварных сое- [
д и н е н и й имеет ряд преимуществ I I J
перед проковкой, но уступает ей по ма- ( '*
певренности. Прокатку в основном при- I--------------------
меняют для устранения деформаций
тонкостенных элементов, вызванных про-
дольной усадкой дуговых стыковых i i
сварных соединений или нахлесточных, р
выполненных контактной сваркой. Про- п
r г Рис. 40. Осадка металла при
катку осуществляют цилиндрическими проковке и удлинение его в
роликами с прямолинейной образующей; плоскости листа (показано
ширина роликов обычно составляет 8— штриховыми линиями)
20 мм, края роликов закруглены (рис. 41).
Направление прокатки вдоль шва. Первый проход обычно осуществ-
ляют по шву, последующие по околошовной зоне. Однако нет никаких
ограничений для выполнения проходов в иной последовательности.
Прокатке следует подвергать только зону сварочных пластических
деформаций 2&п, где при сварке возникла усадка. Остальные части
листов прокатывать не следует, так как они при сварке не испыты-
вали пластических деформаций. Режим прокатки должен быть
подобран так, чтобы после прокатки остаточные напряжения были
близки к нулю. Это обеспечивают соответствующим выбором дав-
ления прокатки по следующей формуле:
P = s (60)
где S и d —- ширина и диаметр роликов, см;
6 — толщина металла в зоне прокатки, см;
и Е — предел текучести и модуль упругости прокатывае-
мого металла в зоне прокатки, кгс/см2.
При прокатке по нахлестке толщина равна 2 6. В случае невоз-
можности прокатать всю околошовпую зону из-за ее недоступности
76
Точность и работоспособность конструкций
следует повысить давление прокатки в доступных зонах настолько,
чтобы остаточные напряжения были уравновешены в пределах зоны
4-5125
Рис. 41. Схема прокатки сварных соединений в зоне
пластических деформаций 2ЬП
пластических деформаций (рис. 42, а). Например, при сварке гнутых
элементов на рис. 42, а зона растягивающих напряжений выходит
Рис. 42. Различные схемы прокатки роликами
а — в средней части зоны пластических деформаций создан перекат; б — шов не
прокатан
на наклонные участки, которые недоступны для прокатки. Если
пластическую деформацию в шве создавать нежелательно, то
прокатывают, при повышенных давлениях околошовную зону
(рис. 42, б).
Уменьшение деформаций сварных конструкций
77
Прокатку можно применять на металлах разнообразной тол-
щины, в том числе и на повышенных толщинах (более 10 мм). Следует
лишь при этом отношение d/б принимать не менее 15—20. Основ-
ные требования к оборудованию для прокатки швов:
давление на ролики должно быть неизменным в процессе про-
катки (как например при создании его пневматическим или гидрав-
лическим способом); привод движения в случае прокатки дуговых
швов, имеющих неровности, должен осуществляться на оба ролика;
оси роликов должны быть параллельны; сами ролики должны
иметь достаточную по сравнению с прокатываемым металлом твер-
дость.
Термическая правка широко распространена в про-
изводстве сварных конструкций. Ее преимущества — простота прие-
Рис. 43. Расположение зон нагрева при термической правке различных кон-
структивных элементов:
а — листовых; б, в — балочного типа
мов, универсальность и маневренность. Недостатком является необ-
ходимость опытной отработки приемов правки. Кроме того, имеются
некоторые ограничения в ее применении на активных металлах,
таких как титановые и алюминиевые сплавы. Термическая правка
основана на создании путем нагрева усадки металла в тех зонах,
сокращение которых приводит к устранению остаточных деформаций
конструкции.
Характерными являются два случая, когда необходимо приме-
нять правку:
листовые элементы, потерявшие устойчивость от напряжений
сжатия (рис. 43, а);
прочие конструкции, главным образом балочного и рамного
типов, в которых после сварки появился изгиб (рис. 43, б),.
Листовые элементы нагревают пятнами или полосами с тем,
чтобы устранить имеющийся избыток площади. Чем крупнее пятна
нагрева, тем значительнее усадка. Однако при крупных пятнах
может возникать дополнительное вспучивание листа, в пределах
78
Точность и работоспособность конструкций
зоны нагрева, что резко снижает качество и производительность
правки. Для устранения этого нежелательного явления применяют
дополнительную проковку нагретого места на гладилке с тем, чтобы
осадить лист на плоскость. После остывания лист натягивается
на каркасе и избавляется от имевшейся потери устойчивости. Сталь-
ные конструкции правят нагревом пламенем, доводя металл в зонах
нагрева до температуры 600—800° С. В случае правки конструкций
из титановых и алюминиевых сплавов укладывают холостые валики.
Правка балочных элементов может осуществляться при продоль-
ном (рис. 43, б) и поперечном расположении зон нагрева (рис. 43, в).
Более производительна правка с поперечным расположением зон.
Места нагрева выбирают так, чтобы изгиб, возникающий при правке,
был противоположен изгибу, вызванному сваркой.
О результате правки следует судить после полного остывания
конструкции. В случае необходимости производят повторную
правку.
Отпуск в зажимных приспособлениях.
Отпуск деталей в свободном состоянии, не дает исправления дефор-
маций, поэтому деталь, подвергаемую правке, закрепляют в спе-
циальном приспособлении, придавая ей необходимую форму, и
помещают в печь вместе с приспособлением. В результате происходит
релаксация напряжений и деталь при освобождении из приспособлен
ния не деформируется, а сохраняет ту форму, которую она имела,
находясь в печи. Особенно эффективен этот прием правки при слож-
ных видах деформаций закручивания и пропеллерности.
Существует ряд приемов, с помощью которых добиваются ста-
бильности размеров сварной конструкции во времени. Такими
приемами являются: предварительное нагружение, вибрация, от-,
пуск. Во всех этих случаях стремятся снизить остаточнЫе напря-
жения или изменить структурное состояние металла.
6. УМЕНЬШЕНИЕ ВРЕДНОГО ВЛИЯНИЯ СВАРКИ
Помимо изменения размеров и формы сварных конструкций
процесс сварки может оказывать отрицательное влияние на струк-
туру и свойства металла, создавать большие остаточные напряже-
ния, что существенным образом влияет йа служебные характери-
стики сварных конструкций.
Большинство разрушений в сварных конструкциях возникает от
концентраторов напряжений, в особенности от тех, которые распо-
ложены в зонах остаточных напряжений растяжения и. при сварке
явились причиной протекания значительных пластических деформа-
ций. Поэтому основное внимание при конструировании и разработке
технологии должно быть обращено на следующее.
Оформление разделок сварных соединений и сопряжений отдель-
ных элементов должно быть таким, чтобы снизить до минимума
Уменьшение вредного влияния сварки
79
появление сварочных дефектов — непроваров, подрезов, шлаковых
включений, трещин и т. п.
Размещение и выбор типа сварных соединений должно быть
таким, чтобы концентраторы напряжений, естественно существую-
щие в сварных соединениях, не являлись местом чрезмерного
протекания пластических деформаций. Например, нерациональным
является применение односторонних многослойных соединений
с непроваром в корне шва (см. рис. 28, д, ё). Использование накла-
док для соединения элементов с малым расстоянием Д между ними
(рис. 28, к) и другие случаи, рассмотренные ранее.
Выбор сварочных материалов приемов и режимов сварки сле-
дует производить с позиций исключения появления дефектов сварки,
образования чрезмерных объемов металла с остаточными растяги-
вающими напряжениями, перегрева и высокой степени закалки,
старения металла.
Принятая последовательность сборочно-сварочных операций
должна исключать появление в сварной конструкции значительных
локальных пластических деформаций по причине затруднения
усадки или, наоборот, по причине чрезмерных перемещений из-за
отсутствия необходимых закреплений.
Введение необходимых контрольных операций позволяет своев-
ременно обнаружить и устранить появившиеся отклонения в каче-
стве соединений, технологического процесса и т. д.
Снижение вредного влияния сварки на конструкцию можно до-
стигать включением в технологический процесс сборки и сварки
различных операций, например подогревов, замедленных охлажде-
ний, проковки, промежуточных отпусков и. др.
Подогрев уменьшает скорость охлаждения при сварке.
Это в ряде случаев благоприятно сказывается на свойствах металла
при структурных превращениях — уменьшается твердость зон тер-
мического влияния и склонность их к образованию деформационных
и холодных трещин. Подогрев широко используется как техноло-
гическое средство при сварке трудносвариваемых сталей.
Предварительное нагружение сварных
конструкций сопровождается пластическими деформациями
металла в зонах сварных соединений. После разгрузки остаточные
напряжения понижаются и при повторных нагрузках теми же уси-
лиями пластические деформации вновь.не возникают. Это обстоя-
тельство используют для сохранения точности размеров сварных
деталей во время эксплуатации. Для этого сварные детали перед
механической обработкой нагружают теми же или несколько боль-
шими силами, которые действуют в процессе эксплуатации. Такой
прием используют, например, при изготовлении станин небольших
прессов, балок и других конструкций.
Термомеханический метод снижения оста-
точных напряжений. Используется относительно редко
80
Точность и работоспособность конструкций
как средство для понижения продольных напряжений в сварных сое-
динениях полотнищ. Движущимися горелками или индукторами на
некотором расстоянии от шва создаются два пятна нагрева до 150—
200° С, которые перемещаются вдоль шва (рис. 44, а). Расширение
Рис. 44. Схема ведения процесса сни-
жения остаточных напряжений термо-
механическим методом
металла в нагретых зонах соз-
дает растяжение вдоль шва и
сжатие в поперечном направле-
нии (рис. 44, б). Такая схема
напряжений в сочетании с оста-
точными напряжениями растя-
жения вызывает в зоне сварного
соединения пластические дефор-
мации удлинения, что понижает
продольные остаточные напря-
жения после нагрева и охлаж-
дения металла водой.
Отпуск сварных конструкций следует назна-
чать лишь в тех случаях, когда он является необходимым из усло-
вия обеспечения необходимой прочности или на основании требова-
ний, связанных с обеспечением необходимой точности. Для краткости
назовем их признаками прочности и
признаками точности.
Признаки прочности. 1. Механи-
ческие свойства металла нуждаются
в изменениях, например в смягчении
закалочных структур, ускорении рас-
пада остаточного аустенита и т. д.
2. Сварное изделие во время пере-
возки или эксплуатации охлаждается
до температур, при которых возможны
хрупкие разрушения металла.
3. Сварная конструкция должна
подвергаться отпуску в соответствии
с правилами Госгортехнадзора.
4. При наличии сварных соедине-
ний элементов большой толщины в
связи с высокими объемными напря-
жениями или значительной накоплен-
Рис. 45. График для определе-
ния необходимости назначения
отпуска конструкций с электро-
шлаковыми сварными соедине-
ниями:
6 — толщина металла; L — длина
шва
ной энергией. При назначении отпуска для электрошлаковых сое-
динений целесообразно пользоваться диаграммой, показанной на
рис. 45. Для конструкций с многослойными сварными соедине-
ниями, не испытывающими при сварке угловых поворотов, отпуск
целесообразно назначать при толщинах швов более 140—150 мм.
5. При сварке и остывании возникли значительные пластические
деформации. Точные количественные признаки в отношении этой
группы конструкций установить крайне трудно. Здесь приведены
Уменьшение вредного влияния сварки
81
лишь ориентировочные рекомендации. Это соединения с непроваром
в корне шва (см. рис. 28, д, е) и количеством валиков более 4—5,
когда элементы при сварке свободно поворачиваются один отно-
сительно другого. При полном проваре (см. рис. 28, г), но резких
переходах к основному металлу, количество слоев более семи-
восьми. При плавном оформлении корня шва, но свободном пово-
роте элементов, отпуск целесообразно назначать при толщинах
более 40 мм, если количество слоев более 10—12. Отпуск целесооб-
разен в случаях, показанных на рис. 28, ж—к, а также на рис. 27.
При сварке кольцевых многослойных швов с полным проваром зна-
чительные пластические деформации и растягивающие, напряжения
Рис. 46. Круговые швы в сварных конструкциях
возникают при разделке наружу, если-у-10 ч- 12 и при разделке
внутрь, если 30 ч- 35, где 7?ср и б — средний радиус и тол-
щина обечайки. В круговых швах концентрация пластических
деформаций и высокие радиальные растягивающие напряжения
возникают по мере уменьшения отношения 7?/б и роста толщины
металла S (рис. 46). Окончательные рекомендации для этих случаев
.пока не установлены.
6. Отпуску должны подвергаться сварные конструкции, в отно-
шении которых специальными исследованиями или наблюдениями
установлена необходимость термообработки по причине появления
холодных трещин или коррозионного растрескивания.
Признаки точности. Отпуску подвергают в следующих случаях.
1. Конструкции, которые во время механической обработки
изменяют свои размеры .в недопустимых по техническим условиям
пределах.
2. Конструкции, испытывающие значительные эксплуатационные
нагрузки и приобретающие после нагружений недопустимые оста-
точные прогибы или искажения размеров.
3. Конструкции, рассчитываемые на жесткость и относящиеся
к точным машинам и механизмам (станки, редукторы и т. п.), кото-
82 Точность и работоспособность конструкций
рые в эксплуатации или при вибрации во время транспортировки
приобретают недопустимые отклонения размеров.
4. Станины приборов, измерительные устройства, корпусы и
детали точных приборов и подобные конструкции, точность которых
нарушается вследствие вибрации при транспортировке или распаде
неустойчивых структур во времени.
Отпуск изменяет свойства металла сварных конструкций и сни-
жает остаточные напряжения.
Отпуск смягчает зоны закалки, ускоряет процессы распада не-
устойчивых структур, устраняет наклеп металла, вызванный свароч-
Рис. 47. Семейство кривых простой релаксации стали 20
в состоянии отжига
ными пластическими деформациями, а также существенно улучшает
свойства металла и его хладостойкость в зонах деформационного
старения при сварке.
Характер снижения остаточных напряжений при отпуске пока-
зан на рис. 47. Наибольшее снижение напряжений, как показали
многочисленные исследования, достигают на стадии нагрева, а
также в первые 1—2 ч выдержки, затем процесс сильно замедляется.
При остывании, вследствие роста модуля упругости, напряжения
несколько возрастают.
Как установлено специальными исследованиями, скорость подъ-
ема температуры во время нагрева в пределах, применяемых на
практике режимов, почти не влияет на релаксацию напряжений.
Поэтому следует применять форсированные нагревы в пределах,
не вызывающих опасности разрушения сварных конструкций в печи
на стадии нагрева или чрезмерное их деформирование. Степень
снижения напряжений на стадии нагрева зависит от марки мате-
Уменьшение вредного влияния сварки
83
риала и достигнутой температуры. В табл. 3 приведены величины
напряжений в конце стадии нагрева для различных сталей.
На стадии выдержки напряжения снижаются крайне медленно.
Поэтому выдержка деталей в печах более 3 ч нецелесообразна.
Изменение напряжений на стадии выдержки подчиняется следую-
щему закону:
(61)
где о0в — начальное напряжение перед стадией выдержки (конеч-
ное на стадии нагрева);
t — время выдержки, мин; /0 = Ю мин.
Величина р для разных сталей и температур находится обычно
в пределах 0,08—0,18.
Объемные напряжения в массивных деталях снижаются не-
сколько меньше, чем одноосные напряжения, но относительная
стабилизация их уровня также наступает после 1—2 ч выдержки.
Поэтому и для массивных сварных конструкций, после того как
достигнуто выравнивание температуры по сечению детали, выдержка
может быть ограничена 3 ч.
Скорость охлаждения назначают в зависимости от толщины се-
чений элементов. Чем толще сечения, тем медленнее должно прово-
диться охлаждение. Более подробные сведения об отпуске сварных
конструкций для снижения напряжений можно найти в книге [1].
3. Снижение напряжений при отпуске
Марка стали Предшествую- щая термо- обработка Начальное нап- ряжение а0, рав- ное 0,9 а0 2, кгс/мм3 Достигнутая температура, Т, сС Величина на] при темпер абсолютная величина, кгс/мм2 пряжений атуре Т в процен- тах а0
15Г2СМФ Отжиг 41,7 550 600 650 23,8 16,2 П,1 57 39 26
15ГН4М 30,6 550 600 650 10,4 5,2 3,8 34 17 12,5
30Х2ГМТ 35 550 600 650 11,9 8,2 7,0 34 23,5 20
МСтЗ Нормализация 17,2 500 600 3,7 1,7 22 10
84
Точность и работоспособность конструкций
СПИСОК ЛИТЕРАТУРЫ
1. Винокуров В. А. Отпуск сварных конструкций для снижения напряже-
ний М., «Машиностроение», 1973, 215 с.
2. Винокуров В. А. Сварочные деформации и напряжения. М., «Машино-
строение», 1968, 235 с.
3. Кудрявцев И. В. Внутренние напряжения как резерв прочности в маши-
ностроении. М., Машгиз, 1951, 278 с.
4. Методика определения сварочных деформаций и мероприятия по борьбе
с ними. Руководящий технический материал РС-707—67 Министерства судострои-
тельной промышленности СССР. Корпуса металлических судов, 1968, 126 с.
5. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М., «Высшая школа», 1971, 760 с.
6. Окерблом Н. О., Демянцевич В. П., Байкова И. П. Проектирование техно-
логии изготовления сварных конструкций. Л. Судпромгиз, 1963, 602 с.
7. Окерблом Н. О. Расчет выносливости сварных конструкций с учетом
напряжений, возникающих при сварке. —В кн.: Труды Ленинградского поли-
технического института, № 199, 1958, с. 26—47.
8. Справочник по сварке, т. 3. М., «Машиностроение», 1970, с. 142—189.
9. Труфяков В. И. Вопросы методики испытаний сварных соединений на
выносливость. — «Автоматическая сварка», 1963 № 1, с. 1—8.
10. Труфяков В. И. О роли остаточных напряжений в понижении выносли-
вости сварных соединений. — «Автоматическая сварка», 1956, № 5, с. 90—103.
11. Шеверницкий В. В., Труфяков В. И. Экспериментальные исследования
влияния остаточных напряжений на выносливость сварного соединения. —
«Автоматическая сварка», 1952, № 4, с. 5—10.
12. Okerblom N. О. and Navrozky D. J. Effect of Residual Stresses of Weld-
ment’s Vibration Strength, International Institute of Welding (JJW) Doc.
X-239-59-0 F.
13. Serensen S. V., Trufjakov V. I., Koryagin J. A. Residual stresses and
Fatique Resistance of Welded Joints, JJW, Doc. XIII-436-66.
ГЛАВА III
НЕСУЩАЯ СПОСОБНОСТЬ
И ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Подход к определению несущей способности сварных конструк-
ций может быть различным. Наиболее характерно определение несу-
щей способности из условия образования текучести в основном сече-
нии элементов или из условия разрушения. Несущую способность
определяют также из условия распространения трещин, из условия
ограниченной ползучести при высоких температурах; потери устой-
чивости; ограничения предельных перемещений (требования к жест-
кости); сочетания различных случаев предельных состояний.
В соответствии с этим считают, что работоспособность отдельных
типов конструкций утрачивается по достижении различных пре-
дельных состояний, например в трубопроводах несущая способ-
ность определяется условием ограничения распространения тре-
щин; в элементах повышенной гибкости — условием потери их
устойчивости; в крановых конструкциях важным фактором яв-
ляется величина упругих деформаций, определяющих их жесткость.
Существенным является фактор неоднородности сварных соеди-
нений. При оценке несущей способности и надежности работы кон-
струкций целесообразно использовать результаты, получаемые тех-
нологами при использовании ими функционально-статического
метода контроля качества сварных соединений.
1. НЕСУЩАЯ СПОСОБНОСТЬ ИЗ УСЛОВИЯ ТЕКУЧЕСТИ
Определение несущей способности сварных конструкций в за-
висимости от величины напряжений, вызывающих в сечениях теку-
честь — наиболее распространенный метод в практике проектирова-
ния. Критерием являются напряжения, определяемые методами
сопротивления материалов, строительной механики, теорией упру-
гости и пластичности. В случае сложнонапряженного поля расчет
прочности производят определением эквивалентных напряжений
по одной из теорий прочности.
Эквивалентные напряжения сравнивают с допускаемыми. В зна-
чительном большинстве случаев расчет ведут по заданным нагруз-
86
Несущая способность и допускаемые напряжения
кам. Простейшими являются расчеты под статическими силами при
нормальных условиях температуры и среды.
Коэффициент запаса прочности относительно предела текучести
устанавливают в пределах 1,35—1,50, иногда больше. Если.проекти-
ровщики применяют упрощенные приемы расчета, по методам сопро-
тивления материалов, то коэффициент запаса несколько повышается,
а допускаемые напряжения снижаются. Напротив, более полный
учет сил позволяет уменьшать коэффициент запаса.
Например, если расчеты конструкций производят с учетом лишь
основных нагрузок, допускаемые напряжения принимают мень-
шими. Если же расчет ведут с учетом не только основных, но и до-
полнительных нагрузок, то допускаемые напряжения повышают.
Однако и при одинаковых методах расчета в разных областях тех-
ники допускаемые напряжения не остаются постоянными. Оказы-
вают влияние специфические условия работы, анализ эксплуата-
ционных условий, учет разрушений, имевших место в производстве.
От всех указанных факторов зависит коэффициент запаса прочности.
Коэффициент запаса прочности есть фактор технико-экономиче-
ский. В моменты острого дефицита металла в различных странах
предпринимались шаги для повышения допускаемых, напряжений
не только уточнением способов расчета и улучшением качества про-
дукции, но и в результате сознательного уменьшения коэффициента
запаса прочности, за счет сокращения предполагаемого времени
эксплуатации конструкций, в особенности с учетом моральной амор-
тизации.
Вопрос о допускаемых напряжениях в отдельных случаях ре-
шается несколько субъективным образом. Этим и объясняется, что
нормы допускаемых напряжений несколько отличны в смежных
областях техники.
В строительной промышленности вводят термин расчетное соп-
ротивление R. Его принимают ~0,9 от предела текучести металла.
При расчете на прочность допускаемое усилие на элемент
N=R^F, (1)
где п — коэффициент перегрузки; т — коэффициент условий ра-
боты, который учитывает особенности работы не только
целых конструкций, но и отдельных их элементов.
Произведение представляет собой величину допускаемого
напряжения, следовательно,
С=Мр-
Указанное допускаемое напряжение является дифференцирован?
ным. Оно установлено обобщением большого опытного материала.
Несущая способность из условия текучести
87
Расчет по допускаемым напряжениям (расчетным сопротивлениям)
принят не только в строительной промышленности. Его используют
в ряде областей техники. Для введения коэффициентов п и т в новые
области требуются серьезные статистические исследования. Вели-
чина п зависит от конкретных условий эксплуатации конструкций,
ее устанавливают на основе опытных данных.
При расчете сварных объектов строительного, дорожного и ком-
мунального машиностроения коэффициенты условий работы пг
изделий рекомендуется находить по соотношению
т == m1ni2m39 (2)
где т1 — учитывает степень ответственности узла. В узлах ответ-
ственного назначения = 0,9, менее ответственного
т — 1;
т2 — определяется возможностью дополнительных деформаций
тонкостенных элементов; при этом т2 варьирует в пре-
делах 0,9—1;
т3 — учитывает наличие дополнительных напряжений от из-
гиба в односторонне прикрепленных элемента^ (угловых
профилях, швеллерах и т. д.), т3 = 0,75 4- 0,90.
Чем меньше экцентриситет прикрепления, тем больше т3. При
неблагоприятном сочетании трех указанных факторов коэффициент
т снижается до 0,6.
По нормам Всесоюзного научно-исследовательского института
подъемно-транспортного машиностроения, погрузочно-разгрузоч-
ного и складского оборудования и контейнеров (ВНИИПТМАШ)
принимают следующие значения расчетных сопротивлений для
сталей:,
Сталь СтЗ и М16С 09Г2 08Г2С 10Г2С1 15ХСНД 10ХСНД
СтЗсп
Расчетное сопротивле-
ние, кгс/мм3 .... 21 20 25 26 29 34 40
Приведенные значения рекомендуется снижать с увеличением
толщины металла, учитывая влияние геометрических размеров на
качество проката.
Расчетные сопротивления (кгс/мм2) для сварных швов приве-
дены в табл, 1.
Расчетные сопротивления конструкций из алюминиевых сплавов,
сваренных аргоно-дуговой сваркой, приведены в работе [8].
Допускаемые напряжения на швы при статических нагрузках
назначают с учетом материала и технологического процесса сварки,
а в некоторых отраслях — применения физических методов конт-
роля сварных соединений. Например, для сварных соединений
низкоуглеродистой стали допускаемые напряжения принимают
согласно данным табл. 2.
88
Несущая способность и допускаемые напряжения
1. Расчетные сопротивления в сварных швах для стали
Тип шва Род усилия СтЗ и Ст4 14Г2 10Г2С1 15ХСНД 10ХСНД
Стыковые Сжатие Растяжение 21 21/18 13 15 29 29/25 17 20 29 29/25 17 20 34 34/29 20 24
Угловые Срез
Примечание. Цифры, приведенные в числителе, относятся к швам, контро-
лируемым физическими методами, в знаменателе — обычными методами.
2. Допускаемые напряжения в сварных швах
Тип шва Род усилия Виды сварки
ручная, электроды Э42 автоматическая, полуавтоматическая, электроды Э42А
без обра- ботки с подваркой корня
Стыковые Растяжение Сжатие 0,8 [о]р 0,9 [а]р 0,9 [а]р 1,0 [а]р 1,0 Мр 1,0 [о]р
Угловые Срез 0,6 [а]р 0,65 [о]р 0,65 [а]р
Обозначение: [о]р — допускаемое напряжение в основном металле при ра- стяжении.
Ниже приведены допускаемые напряжения в сварных конструк-
циях в некоторых зарубежных странах.
Во Франции, согласно нормам для расчета и изготовления ме-
таллоконструкций (1956 г., январь), допускаемые напряжения в из-
делиях из низкоуглеродистых сталей варьируют в пределах от 2/3
до 3/4 от предела текучести. При расчете сварных строительных
металлоконструкций без учета ветровых нагрузок [а]р принимают
16 кгс/мм2, с учетом ветровых нагрузок — 18 кгс/мм2, а [т] соответ-
ственно 10,4 и 11,7 кгс/мм2.
Согласно стандарту TGL (13500) в ГДР («Стальные несущие
конструкции» — «Расчет и внедрение конструктивных форм», 1965 г.,
май) допущенные напряжения в сталях при статических нагрузках
принимают 3/4 от пределов текучести.
Согласно DJN 4100 («Нормы сварных стальных конструкций»,
1956 г., декабрь) при расчете сварных соединений установлены
допускаемые напряжения, приведенные в табл. 3.
Несущая способность из условия наступления разрушения
89
3. Допускаемые напряжения для сталей St-37 и St-52, кгс/мм2
Тип шва и способ контроля Вид нагрузки Учет основных нагрузок Учет основных и дополнительных нагрузок
St-37 | St-52 St-37 | St-52
Стыковой ШОВ, контроль рентге- ном, %: 100 50 Растяжение осе- вое и при изгибе 16,0 24,0 16,0 24,0
Срез 9,0 13,5 10,5 15,5
Растяжение осе- вое и при изгибе 14,0 21,0 16,0 24,0
Срез 9,0 13,5 10,5 15,5
То же, без рент- геновского конт- роля Растяжение осе- вое и при изгибе 11,0 17,0 13,0 19,0
Срез 9,0 13,5 10,5 15,5
Угловые швы Срез 9,0 13,5 10,5 15,5
Примечание. Марки сталей по DIN.
Можно видеть, что основные допускаемые напряжения на металл
и сварные швы низкоуглеродистой стали, согласно нормам ГДР,
Франции, существенным образом не отличаются от цифр, принимае-
мых при расчете прочности сварных конструкций в СССР.
2. НЕСУЩАЯ СПОСОБНОСТЬ ИЗ УСЛОВИЯ НАСТУПЛЕНИЯ
РАЗРУШЕНИЯ
Статические нагрузки
Расчет по допускаемым напряжениям с учетом коэффициента
запаса относительно предела текучести не является целесообразным
во всех случаях. Имеется группа сталей мартенситного класса,
например ВКС, ВЛ1Д и др., у которых при обработке на высокую
прочность пределы текучести достигают высоких значений и при-
ближаются к пределам прочности. Такое соотношение может ока-
заться опасным, и это объясняется двумя обстоятельствами.
При одинаковых величинах коэффициента запаса прочности
относительно предела текучести, коэффициент запаса относительно
предела прочности для конструкций из таких высокопрочных ста-
90
Несущая способность и допускаемые напряжения
лей оказывается пониженным по сравнению с изделиями из обыч-
ных сталей. Кроме того, конструкции из указанных материалов
при двухосном растяжении обладают, высокой чувствительностью
к концентраторам напряжений, а вследствие этого наличие дефек-
тов вызывает опасность наступления разрушения до начала теку-
чести всего сечения.
Очевидно, что для изделий из подобных материалов необходимы
несколько другие критерии запаса прочности, которые обеспечили
бы ее в нужной степени.
В некоторых конструкциях, например газопроводах, применяют
трубы, подвергнутые операции экспандирования. Эта операция
сопровождается повышением предела текучести металла и пониже-
нием пластических свойств. Этим достигается формальная возмож-
ность повышения допускаемого напряжения, которое определяется
пределом текучести. Однако при экспандировании предел прочности
почти не увеличивается, тогда как пластичность с возрастанием
степени раздачи падает сильно, в особенности в местах концентра-
ции напряжений. Последнее может способствовать возникновению
хрупкого разрушения.
Следовательно, к повышению предела текучести при неизмен-
ном пределе прочности следует подходить критически. Было бы
более правильным устанавливать допускаемые напряжения с уче-
том обоих параметров: предела текучести и прочности. Учет лишь
одного из них может привести к неправильным выводам.
Некоторые характеристики механических свойств сварных сое-
динений современных сталей приведены в табл. 4.
4. Механические свойства сварных соединений современных сталей
Сталь ав ат е, %, не менее ан при температуре, °C
кгс/мм2 не менее +20 —40 —G0
МстЗ 53 34 26 7,4 0,55—8,6
ВМстЗ 51,8 41,6 26 10,2 6,5 —
09Г2С(м) 58,3 37,5 24,8 23,8 — —
09Г2 51,7 39,2 26,7 8,0 6,1 —
09Г2С(м) 58,3 37,5 24,8 23,8 — —
17ГС 58 20,7 8,3 — 2,5
15ГСТ 60 42 20 6 — —
15ГСТ 73 58 25 10,2 — —
12Г2МФТ 66 55,4 24,7 9,6 — 7,1
12Х18Н10Т 60,7 30,4 36,4 8,1 — —
20Х23Н18 59,0 34,4 — 11,2 — —
Х17Н13М2Т 56,6 34,6 16,1 9,1 — —
15Х2МФ 58,6 39,0 — — — —
ЭП543 74,3 50,9 10,9 8,6 — —
ЗОХГСА 157 143 12,5 6,2 — —
Несущая способность из условия наступления разрушения
91
Разрушения без образования текучести могут иметь место в ма-
лопластичных материалах, особенно при низких температурах.
Чувствительность материалов к хрупким разрушениям нередко
оценивается согласно критерию Ирвина К1С, имеющему размерность
кгс/мм3/®. Чем больше /<1С, тем менее склонен металл к хрупким
разрушениям. Зная величину 7<1С, можно определить размеры тре-
щин в металле, безопасные для эксплуатации. Напротив, 'при за-
данных размерах трещин определяют предельные значения напря-
жений, не вызывающих их дальнейшего распространения.
Иногда оценку хрупкой прочности сварных деталей производят
по температуре их перехода в хрупкое состояние. Чем ниже эта
температура, тем выше сопротивляемость хрупким разрушениям.
Знание величин этих критериев (К1С, Ткр) позволяет оценить
ограничения, связанные с вероятностью хрупкого разрушения,
однако в расчетах конструкций на прочность эти величины пока
еще широко не используют.
В случае опасности разрушения до наступления текучести важ-
ным становится определение не только запаса прочности, но и
запаса пластичности сварных конструкций, имеющих концентра-
торы напряжений. Для определения указанного запаса существуют
разные пути. Можно рекомендовать метод, разработанный в МВТУ'
им. -Баумана, который в основном состоит в следующем.
Подвергают испытаниям сварные образцы, имеющие концент-
раторы напряжений, до разрушения при одновременном измерении
средней упруго-пластической деформации 80 в сечении детали.
Сопоставление 80 с деформацией 8Д, соответствующей допускаемым
напряжениям в расчетном сечении, позволяет находить коэффи-
циенты запаса по пластичности
К
*'пласт р *
8д
Определив запас пластичности, зная зависимость напряжений
от деформаций для данного материала, легко установить величину
соответствующего запаса прочности.
Переменные нагрузки
Исходным критерием при оценке сопротивляемости действию
переменных нагрузок является предел выносливости основного
металла и соединения. На его величину оказывает влияние много
факторов. Одним из факторов является характеристика цикла
СТ., • „
г — Прочность при переменных нагрузках также зависит
^тах 4
от частоты нагружений; низкие частоты (несколько нагруже-
ний в минуту) оказывают более сильное действие, нежели высокие
(1000 нагружений в минуту), при том же количестве циклов удлине-
92
Несущая способность и допускаемые напряжения
ние периода цикла нагружения усиливает его эффект. Однако ме-
тоды расчета сварных конструкций на низкочастотные нагружения
еще не разработаны. Пользуются эмпирическими данными. Произво-
дят испытания узлов при соответствующих частотах и предполагае-
мых количествах нагружений, которые в большинстве случаев исчи-
сляются в несколько десятков тысяч.
Пределы выносливости стыковых соединений некоторых низко-
легированных сталей приведены в табл. 5.
5. Пределы выносливости сварных соединений низколегированных сталей
Сталь 0-1 | а0 Сталь 0-1 | 0о
кгс/мм2 кгс/мм2
14Г2 9,7 — 10Г2С1 термически обработанная 6,8 —
15ГС 10,8 — 10Г2СД термически обработанная 6,8 11,0
14ХГС 8,0 9,1 8,9 7,0 — 10ХСНД термически обработанная 8,0 16,0
19Г 10Г2СД 15ХСНД горячекатаная 7,0 9,8
15,0 15ХГ2СМФ 7,2 —
09Г2С 7,8 15,0 М16С 7,0 12,8
Обозначения: a_j — предел выносливости соединения встык при испытании
в условиях симметричных циклов; а0 — то же, в условиях пульсирующих циклов.
Несущая способность соединения определяется в значительной
мере наличием концентраторов напряжений. Наиболее ярко бывают
выражены макроконцентраторы, вызываемые нерациональностью
конструктивных форм, оформления соединений, наличием подрезов,
а также непроваров. Несколько меньшее влияние на сопротивляе-
мость переменным нагрузкам оказывают мелкие дефекты в сварных
швах, например поры и шлаковые включения. Последние заметно
понижают предел выносливости лишь в тех случаях, когда обра-
зуют цепочки дефектов, в особенности при их расположении ша
плоскостях сплавления.
Влияние пор и шлаковых включений на предел выносливости
зависит также от рода материала. Например, в сварных соедине-
ниях алюминиевых сплавов включения и поры оказывают довольно
существенное влияние на несущую способность изделий. В конструк-
циях из низкоуглеродистых сталей роль этих дефектов незначи-
тельна.
Микротрещины в сварных соединениях часто не оказывают за-
метного влияния на прочность. Однако встречаются случаи, когда
микротрещины обладают тенденцией к слиянию, дальнейшему рас-
пространению по конструкции; в этих случаях они становятся опас-
ными. Склонность к распространению трещин зависит от вязкости
Несущая способность из условия наступления разрушения
93
материала, поверхностной энергии, структуры, характера силового
поля и ряда других обстоятельств.
Чувствительность к дефектам при работе под переменными на-
грузками основного металла и сварных соединений в большой мере
зависит от свойств материала.
Трудно установить корреляцию между такими механическими
свойствами металла, как предел прочности, текучести, пластич-
ность, ударная вязкость и чувствительность к дефектам. Например,
аустенитные стали обладают высокими пластическими и вязкими
свойствами. Однако сварные соединения аустенитных сталей очень
чувствительны к концентраторам напряжений. Напротив, стали СтЗ
и 20 обладают относительно пониженной чувствительностью к кон-
центраторам. Высокую чувствительность к концентраторам имеют
высокопрочные стали, например 20 и ЗОХГСНА, ряд алюминиевых
и титановых сплавов. Чувствительность сварных соединений этих
сталей и сплавов проявляется не только в отношении дефектов тех-
нологического процесса в форме непроваров, трещин, включений,
но и в отношении нерациональных типов сварных соединений.
Например, предел выносливости титанового сплава при симметрич-
ном цикле нередко составляет более 30 кгс/мм2, при пределе проч-
ности 90—100 кгс/мм2 и более. В то же время предел выносливости
при тех же характеристиках цикла точечных соединений падает
до 3—3,5 кгс/мм2. Далеко не все материалы обладают таким ката-
строфическим падением предела выносливости в результате нали-
чия концентраторов.
Чувствительность к концентраторам зависит также и от харак-
теристики цикла. С алгебраическим увеличением величины г чув-
ствительность, как правило, уменьшается.
Расчет сварных конструкций, работающих под переменными
нагрузками, обычно выполняют по допускаемым напряжениям.
В общей форме допускаемые напряжения при переменных нагруз-
ках в металле определяются соотношением
Мг = ~^~, (3)
L К Т)/(э » \ /
где аг — предел выносливости металла, определенный на гладких
образцах;
т] — коэффициент запаса прочности;
/<э — эффективный коэффициент концентрации напряжений,
представляющий собой отношение предела выносливости
в образцах без концентратора к пределу выносливости
детали, испытывающей концентрацию напряжений;
1.
Отсутствие систематизированных данных о рекомендуемых ве-
личинах коэффициента запаса прочности г] часто затрудняет подсчет
допускаемых напряжений по формуле (3). Большее применение
94
Несущая способность и допускаемые напряжения
получила практика подсчета допускаемых напряжений в сварных
соединениях при переменной нагрузке [о]г путем умножения допу-
скаемых напряжений при статическом нагружении [о]р на некото-
рый коэффициент у, т. е.
[а], = ? [п]р,
ИЛИ
= (4)
где 1
7 = (0,6Кэ ± 0,2) — (0,6/Сэ + 0,2) г 1 ’
(У «п
здесь г ---------характеристика цикла.
атах
Верхние знаки в знаменателе дроби соответствуют расчету,
когда Отах является растягивающим, нижние — когда оно сжимаю-
щее. Как правило, коэффициенты у определяют вне зависимости от
числа загружений. Так поступают в тех областях техники, в кото-
рых число загружений соответствует возможности появления уста-
лости.
Формула (4) является общей при расчете основного металла
в зоне сварных соединений и самих швов. Сварные соединения
обладают рядом особенностей работы.- При их проектировании необ-
ходимо производить расчет прочности всего комплекса: сварных
швов и прилегающего металла.
Эффективные коэффициенты концентрации напряжений Кэ опре-
деляли обычно опытным путем в течение десятилетий многие орга-
низации. Имеется огромный материал по оценке прочности под пе-
ременными нагрузками сварных конструкций, в особенности из низ-
коуглеродистых сталей. Для разных марок сталей и алюминиевых
сплавов они Даны во многих справочниках, нормативных материа-
лах в зависимости от вида соединения, технологической обра-
ботки и т. д.
Так, например, эффективные коэффициенты концентрации на-
пряжений для соединений из низкоуглеродистых и низколегирован-
ных сталей, сваренных дугой, приведены в работе [81.
Эти коэффициенты концентрации напряжений не учитывают
работу элементов при наличии собственных напряжений, вызван-
ных процессом сварки или упрочняющей обработкой. Дополнитель-
ные сведения приведены в гл. V.
Согласно некоторым нормативным материалам допускаемые на-
пряжения при расчете на усталостную нагрузку назначают в зави-
симости от количества циклов нагружений. Такая тенденция имеет
место, например, при расчете металлоконструкций сварных кранов.
Коэффициент -у. в этом случае должен учитывать не только харак-
теристику цикла, концентрацию напряжений и свойства металла,
Несущая способность из условия наступления разрушения
95
но и ограниченность числа нагружений. Его подсчитывают по
формуле
7 = (ФЛэ ± WA + Ъ) г 1 ’ (6)
где — эффективный коэффициент концентрации напряжений;
для соединений из низкоуглеродистых и низколегиро-
ванных сталей величины К3 приведены в работе [8];
а, b — коэффициенты, характеризующие материал: для низко-
углеродистых сталей а = 0,9; b — 0,3; для низколеги-
рованных сталей а — 0,95; b = 0,35;
г — характеристика цикла.
Коэффициент
где
11,2
V=-rr-
Лэ
Nq — число циклов при определении предела выносливости
в процессе лабораторных испытаний;
Af9 — эквивалентное число циклов. Это число учитывает не
только количество загружений, по и изменение величины.
нагрузки в эксплуатационных условиях.
Верхний знак в формуле (6) соответствует расчету при преобла-
дающем растяжении, нижний — при преобладающем сжатии.
Чем больше эквивалентное число загружений Мэ, тем больше
коэффициент ф, а следовательно, меньше коэффициент у.
Следовательно, величина у учитывает уменьшение допускаемых
напряжений при увеличении количества циклов нагружений в экс-
плуатационных условиях.
Указанный подход к расчету сварных металлоконструкций, ра-
ботающих под переменными нагрузками, следует признать целе-
сообразным. Расчет по пределу выносливости при неограниченном
количестве циклов не обоснован в экономическом отношении. При
его применении мы получаем преувеличенное значение напряже-
ний, которые заставляют без необходимости увеличивать рабочие
сечения элементов изделий.
Согласно нормам Европейской административной федерации,
крановые конструкции делят на четыре класса в зависимости от
интенсивности эксплуатации. Так, при случайных'использованиях
оборудования число загружений N принимают равным 6,3-104, при
постоянном неинтенсивном использовании W = 2 ПО5, при постоян-
ном интенсивном использовании W = 6,3 • 105, при непрерывном и
очень интенсивном использовании N — 2-Ю6. Имеет также значе-
ние частота подъема тяжелых грузов.
96
Несущая способность и допускаемые напряжения
При расчете допускаемые напряжения различны в разных груп-
пах конструкций. Они выше для крановых мостов ремонтных цехов
и меньше для кранов металлургических цехов.
Допускаемые напряжения на сварные соединения (швы и основ-
ной металл) назначают одинаковыми для сталей групп St-37—42
и повышают для стали St-52 (стали по DIN). Допускаемые напря-
жения зависят от характеристики цикла г и коэффициентов кон-
центрации напряжений.
Допускаемые напряжения при слабых (группа А) и острых
(группа Б) концентраторах напряжений для сварных соединений из
стали А37 (легкие нагружения)
6. Допускаемые напряжения (кгс/мм2) мало изменяются при изменении
в тяжело нагруженных конструкциях характеристики цикла г, лими-
г Группа А Группа Б
Растя- жение Сжатие Растя- жение Сжатие
+1 16,0 16,0 16,0 16,0
+0,5 16,0 16,0 7,74 9,29
0 14,2 16,0 4,5 5,4
—0,5 10,5 11,2 3,38 3,6
—1,0 8,4 8,4 2,7 2,7
тирующим является предел те-
кучести металла с учетом коэф-
фициента запаса прочности.
Положение меняется при рас-
чете непрерывно и интенсивно
нагружаемых сварных крановых
конструкций (табл. 6).
Вопрос о допускаемых на-
пряжениях в сварных конструк-
циях наиболее хорошо разрабо-
тан для конструкций, сваривае-
мых дуговой сваркой, и в значительно меньшей степени при
выполнении их другими способами.
Для швов, сваренных контактной стыковой сваркой, допускае-
мые напряжения принимают так же, как и для швов, полученных
автоматической дуговой. При переменных нагрузках коэффициенты
понижения допускаемых напряжений у подсчитывают по форму-
лам (5) и (6). Эффективные коэффициенты концентрации можно
найти в работе [8] для соединений, сваренных дуговой сваркой
встык.
Расчет точечных соединений при контактной сварке затруднен
разнообразием видов разрушений сварных точек. Поле напряже-
ний в точке также недостаточно определенно, но сложно в резуль-
тате. наличия концентраторов, зависящих от ряда факторов.
Концентраторы напряжений в точечных соединениях имеют очень
острый характер. Во-первых, в зоне точки силовой поток, распре-
деленный по сечению листа, суживается и сгущается. Чем больше
расстояние между точками в направлении, перпендикулярном дей-
ствию силы, тем значительнее нагружен основной металл над ли-
тым ядром по сравнению с основным сечением. Во-вторых, концент-
рация напряжений в точке образуется в результате неравномерного
распределения напряжений по толщине листа в соединении. На
контактирующих плоскостях, величина нормального напряжения
Несущая способность из условия наступления разрушения 97
больше, нежели на свободных. Это приводит к образованию в зоне
точки изгиба соединяемых элементов. Следовательно, к напряже-
ниям, вызванным продольными усилиями, добавляются напряже-
ния от изгибающих моментов. От изгиба в контактируемых плоско-
стях возникают растягивающие напряжения, на противоположной
стороне — сжимающие.
Точки работают неравномерно, если они расположены вдоль дей-
ствия продольной силы. Крайние точки перегружены, средние на-
гружены значительно слабее. Работа точек и работа фланговых
швов при дуговой сварке аналогична.
Учитывая трудности, прочность точечных соединений часто оце-
нивают непосредственно по несущей способности, т. е. по величине
допускаемых усилий на них с учетом свойств технологического
процесса, материала, толщины соединяемых деталей.
Величины допускаемых напряжений на точку в нормативных
материалах дают для расчета в статических условиях работы.
В процессе нагружений переменными силами несущая способность
точек резко понижается. Нормированных указаний, как оценивать
понижение несущей способности точки при переменных нагрузках,
пока еще нет.
Можно предложить для вычисления коэффициентов понижения
напряжений у те же формулы, что и для дуговой сварки. Данные
об эффективных коэффициентах концентрации в точечных соедине-
ниях находят опытным путем, в зависимости от рода материала и
толщин элементов. Эти коэффициенты достигают величин, еще более
значительных, чем при дуговой сварке.
Данные НИИ технологии и организации производства, получен-
ные при испытаниях с циклом г = 0, приведены в табл. 7.
Приведенные в табл. 7 значения К3 относятся к рабочим точеч-
ным соединениям. В соединениях со связующими точками эффектив-
ные коэффициенты концентрации для стали в 5—6 раз ниже, не-
жели в рабочих. Очень большое влияние на предел выносливости
точечных соединений оказывает характеристика циклов.
7. Значения К3 в точечных соединениях
Материал Состояние Толщина, мм
Сталь: 10 12X18Н9Т ЗОХГСА Титановый сплав ВТ1 Алюминиевый сплав Д16Т Нормализованная Нагартованная Предел прочности 65 кгс/мм2 3—3 7,5 12 12 10 5,5
-1,5—1,5
Состояние поставки
4 Под ред. Куркина С. А.
98
Несущая способность и допускаемые напряжения
Расчет шовных соединении, выполненных контактной сваркой,
до некоторой степени аналогичен расчету точечных, но концентра-
ция напряжений значительно меньше. Величины Т<9, найденные на
основе экспериментов, проведенных в НИИ технологии организа-
ции производства, даны в табл. 8.
8. Эффективные в шовных соединениях
Материал Состояние Толщина, мм
Сталь: 10 Нормализованная 3—3 5
12Х18Н9Т Нагартованная 7,5
Титановый сплав ВТ1 Алюминиевый сплав Д16Т Состояние поставки 1,5—1,5 5,0 2,25
Эффективные коэффициенты концентрации для связующих сое-
динений шовной сварки оказываются в 3—4 раза меньше, чем для
рабочих в стальных и титановых конструкциях, и в 1,8 раза — в алю-
миниевых.
Характеристики усталостной прочности соединений при кон-
тактной сварке в отечественной и мировой практике изучены недо-
статочно. Этот вопрос заслуживает большого внимания и постановки
экспериментальных исследований в самом широком плане,
3. НЕСУЩАЯ СПОСОБНОСТЬ И РАЗВИТИЕ ТРЕЩИН
Предельное состояние конструкций и соединений в некоторых
случаях определяется предельным значением работы разрушения.
При оценке работы разрушения большое значение придавали удар-
ной вязкости металла ан, определяемой на образцах с надрезом
Шарпи или Менаже на копрах. Величину ап необоснованно расце-
нивали как характеристику не только сопротивляемости ударным
нагрузкам при наличии концентраторов, но и сопротивляемости
хрупким разрушениям при статических нагружениях. Ударная вяз-
кость надрезанных образцов действительно является одной из суще-
ственных характеристик сопротивляемости металла разрушению,
однако не единственной и во многих случаях не главной.
Одной из причин такого не оправдавшего себя подхода являлось
объединение в одном показателе по существу двух различных
факторов. Работа разрушения слагается из двух составляющих:
работы зарождения трещины а3 и работы при ее распространении ар.
Сопротивляемость зарождению трещин, а следовательно, и ра-
бота а3 зависят от наличия макро- и микроконцентраторов на поверх-
Несущая способность и развитие трещин 99
ности или в теле металла вследствие неоднородности структуры,
макро- и микротрещин. Прогнозировать образование начала тре-
щин очень трудно. В некоторых случаях ее возникновение является
следствием случайных обстоятельств. Иногда зарождение трещин
вызывается работой незначительной величины.
Вопросу распространения трещин и определению работы ар
посвящено большое количество исследований. Скорость распростра-
нения трещин зависит не только от свойств материала, его струк-
туры, металлургической и термообработки, но и от потенциальной
энергии, накопленной в конструкции.
Характерным примером сварной конструкции, для которой тре-
буется определение несущей способности из условия распростране-
ния трещины, являются магистральные трубопроводы. Высокий
уровень потенциальной энергии внутренних сил возникает за счет
давления- заключенных в трубопроводах жидкостей и газов. По-
следний род потенциальной энергии имеет величину, пропорциональ-
ную квадрату диаметра трубопровода, и зависит от давления среды.
При медленном распространении трещины давление в трубопро-
воде падает, и трещина, как правило, останавливается. В тех же
случаях, когда скорость движения трещины превышает скорость
понижения давления, и трещина непрерывно входит в сильно на-
пряженный металл, ее развитие может происходить интенсивно без
остановки. Изменение свойств металла или какие-либо другие фак-
торы способны вызвать ее торможение.
Скорость понижения давления определяется волной разряже-
ния, которая распространяется в среде, заполняющей трубопро-
воды, со скоростью звука.
Таким образом, при ут > v движение трещины носит лавинооб-
разный характер (ут — скорость движения трещины, км/с;
v — скорость распространения звука в транспортируемом про-
дукте).
Попытка расчета несущей способности с позиции обеспечения
торможения распространения трещин в трубопроводах предпринята
на основе уравнения U —U —U (7)
где Un — потенциальная энергия кольца трубопровода на
длине, равной единице;
[/к — кинетическая энергия того же кольца в момент,
когда перемещение кромок разрыва достигает мак-
симальной скорости, а упругая энергия полностью
исчезает, после чего перемещения переходят в бы-
стро затухающие колебания;
Up = apS — энергия, разрушающая трубопровод на единице
длины; (здесь ар — удельная работа развития тре-
щины на единице длины; S — толщина стенки
трубопровода).
4*
100
Несущая способность и допускаемые напряжения
В рассматриваемом методе расчета трубопровода в случае над-
земной его укладки величину потенциальной энергии выражают
где D — диаметр трубопровода;
р — давление в трубопроводе;
ц — коэффициент Пуассона.
Так как максимальная скорость кромок разрыва зависит от ско-
рости движения трещины, то используя эту зависимость найдем ве-
личину кинетической энергии
ст
На основе соотношений (7) — (9) после соответствующих пре-
образований получаем
(10)
Лавинообразного разрушения не будет, если ут < v, т. е. ско-
рости падения давления или скорости звука в транспортируемом
продукте. Подстановка в формулу (10) определяет требование
к величине ар:
ар>р2р3^~и2) [1-(1-е ^)2]. (П)
Следовательно, условие торможения движения распространяю-
щейся трещины в трубопроводе под давлением состоит в том, что
нормативные сопротивления стали развитию трещин
«р норм > 0,0017 (12)
где п — коэффициент возможной перегрузки давления р.
Величину а? находят опытным путем. Выбор металла и раз-
личные способы его термообработки для повышения ар — это ак-
туальная задача для трубного производства.
В предлагаемом методе расчета несущей способности много
условного. Не полностью учтены все виды энергии, развивающиеся
в процессе лавинообразного образования трещин, очень не точно
определена приведенная масса кольца при вычислении кинетиче-
ской энергии и т. д.
.Тем не менее, сам подход к расчету трубопровода с позиций его
сопротивляемости распространению разрушений заслуживает вни-
мания.
Приведенный метод расчета не исключает необходимости рас-
чета трубопровода на прочность при рассмотрении его в качестве
тонкой цилиндрической оболочки, нагруженной внутренним дав-
лением.
Предельные деформации и жесткость
101
4. НЕСУЩАЯ СПОСОБНОСТЬ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Сталь для котлов и сосудов выбирают в зависимости от рабочей
температуры и давления (табл. 9).
Допускаемые напряжения для сталей назначают в зависимости
от температуры (табл. 10).
9. Выбор стали в зависимости
от температуры и давления
Сталь Предельная температура стенки, °C Предельное давление, кгс/см3
СтЗкп 150 6
15К, 09Г2С 450
15ХМ 550 Не ограни- чено
12Х18Н10Т 565
10. Допускаемые напряжения
(кгс/мм2) в зависимости
от температуры
Расчет- ная тем- пература, ГС СО О X 8 09Г2С 12Х18Н10Т
20 13 14,7 17,0 14,6
250 10,9 13,2 14,5 12,5
300 9,8 11,9 13,4 12,0
380 — 9,7 11,5 11,2
550 — — — 10,1
650 — — —. 4,8
700 — — — 3,0
В сварных конструкциях котлов и сосудов несущая способность
особенно тесно связана с конструктивным оформлением соединений
и качеством выполнения сварных соединений, что учитывается вве-
дением соответствующих коэффициентов (см. гл. IX).
5. ПРЕДЕЛЬНЫЕ ДЕФОРМАЦИИ И ЖЕСТКОСТЬ
Наряду с критерием прочности в металлоконструкциях, и еще
более часто в деталях машин, в качестве критерия несущей спо-
собности принимают жесткость. В станинах станков и других эле-
ментах конструкций напряжения, вызванные внешними силами,
часто не превосходят нескольких десятков или сотен кгс/сма.
Жесткость оказывает самое непосредственное влияние на обра-
зование вибраций и величину их амплитуды, на точность обработки
изделий, на долговечность машин.
В статически неопределимых конструкциях жесткость оказывает
непосредственное влияние на распределение усилий в упругой си-
стеме при статических нагружениях и на динамический эффект
при ударе. Увеличение жесткости способствует, как правило, уси-
лению эффекта ударных нагрузок.
Недостаточная жесткость может быть причиной потери устойчи-
вых форм равновесия при изгибе, сжатии в тонкостенных конст-
рукциях.
102 Несущая способность и допускаемые напряжения
Жесткость оказывает влияние на частоту собственных колеба-
ний элементов, а следовательно, на возможность возникновения
резонанса при переменных нагрузках.
Особенно интенсивное влияние жесткость оказывает на работу
машин, требующих точности. Однако излишняя жесткость может
оказаться вредной, так как при относительно незначительных удар-
ных нагрузках может привести к хрупким разрушениям изделия.
Жесткость сложной конструкции определяется жесткостью со-
ставляющих ее элементов и их соединениями. Для сварных узлов
она определяется в значительной степени конструктивным оформле-
нием: постановкой косынок, планок, ребер и т. д.
Величина перемещений конструкций под действием нагрузок
определяется в большинстве случаев деформациями в упругой обла-
сти, которые почти всегда являются линейными функциями нагру-
жений. Однако бывают случаи, когда линейная зависимость теряет
свою силу, например при перемещениях, вызванных упруго-пласти-
ческими деформациями, а также при больших перемещениях, кото-
рые способны изменить генеральную расчетную схему изделий.
Несущую способность нередко определяют ограничением жест-
кости, а в некоторых случаях жесткость ограничивают конструктив-
ными соображениями.
В балках и фермах ограничивают величину //Z, где f — наиболь-
ший прогиб конструкций; I — пролет балки или фермы.
Максимальные значения f/l зависят от рода конструкции, усло-
вий ее эксплуатации. Например, при конструировании балок пере-
крытий величина f/l допускается до 1/200- В мостовых кранах часто
принимают f/l в пределах Veoo—^юоо-
За норму жесткости стержней сжатых элементов принимают ве-
личину отношения Иг, где I — длина стержня;1 г — радиус инерции;
r = j/r-^- (здесь / — наименьший момент инерции относительно
оси, проходящей через центр тяжести сечения; F — его площадь).
Для сжатых поясов ферм Иг 120; для прочих сжатых элементов
ферм Иг 150.
Норму жесткости устанавливают не только для сжатых, но и
в отдельных случаях для растянутых элементов, что не связано
с потерей прочности. Такое ограничение предопределяет уменьше-
ние возбудимости к вибрациям под действием небольших случайных
нагрузок. Например: для растянутых поясов ферм Иг 250, для
второстепенных растянутых элементов Иг 350 4- 400.
Нормы жесткости различны для стальных и алюминиевых кон-
струкций. В последних допускают большие деформации, т. е. раз-
решается иметь меньшую жесткость изделий, нежели в первых.
При расчете тонкостенных элементов конструкций большое влия-
ние на проектирование оказывает учет крутильно-изгибной жестко-
сти элементов, нередко определяющей необходимые размеры изделий.
Влияние коррозии
103
6. ВЛИЯНИЕ КОРРОЗИИ
Несущая способность конструкций, работающих в агрессивных
средах, определяется не только действием среды, но и влиянием
напряженного состояния на эффективность коррозионного воздей-
ствия.
Действие агрессивных сред на сварные конструкции проявляется
в некоторых случаях в виде равномерно распределенной общей
коррозии, в других — в виде сосредоточенной коррозии швов или
зоны термического влияния. Особенную опасность для понижения
несущей способности конструкций
представляет интеркристаллитная
коррозия, резко выраженная в аусте*
нитных сталях в зоне термического
влияния и в сварном шве; ножевая —
в местах контакта шва с основным
металлом. Особую форму представ-
ляет усталостная коррозия при по-
вторно-статических и усталостных на-
гружениях в виде межкристаллитной
или транскристаллитной. Наличие в
конструкциях непроваров, создающих
специфическую форму контактирова-
ния с агрессивной средой, может вы-
звать особую форму щелевой кор-
розии.
Большую опасность для несущей
способности представляет собой кор-
розионное растрескивание, наблюдае-
мое в зонах сварных соединений в процессе эксплуатации под дей-
ствием собственных напряжений и статической нагрузки.
Сварные конструкции, находящиеся под действием агрессивных
сред, следует рассчитывать на коррозионную устойчивость. Допу-
скаемые напряжения в сварном соединении с учетом коррозии сле-
дует выбирать из условия
Кк
лэ
где [о']р — допускаемое напряжение в сварном соединении без учета
коррозии; Ккс — коэффициент снижения прочности сварного сое-
динения вследствие коррозии; 7<кэ — эффективный коэффициент
концентрации сварного соединения при коррозии [9]. Коэффици-
енты 7<с и 7<э определяют опытным путем.
Опасность коррозионного растрескивания определяют по гра-
фику (рисунок), по оси абсцисс которого отложено время до появ-
ления растрескивания, а по оси ординат — сумма напряжений от
Зависимость времени до появле-
ния растрескивания от уровня
напряжений:
/ — основной металл; 2 — сварное
соединение; <*пори апор ~ «П°РОГО"
вые» напряжения
104
Несущая способность и допускаемые напряжения
внешней нагрузки и остаточных. При некотором значении этой
суммы кривая превращается в прямую, параллельную оси абсцисс.
Это значение напряжений называют «пороговым». Напряжения ниже
«порога» не вызывают растрескивания, независимо от продолжи-
тельности действия.
СПИСОК ЛИТЕРАТУРЫ
1. Гохберг М. М. Металлические конструкции подъемно-транспортных
машин, М., «Машиностроение», 1969, с. 144—189.
2. Куркин С. А., Лукьянов В. Ф. Оценка свойств тонколистового металла при
двухосном растяжении.—В кн.: «Надежность сварных конструкций». М.,
«Машиностроение», 1967 с. 23—32.
3. Методика расчета магистральных трубопроводов на сопротивляемость
хрупким разрушениям. М., ВНИИСТ, 1969.
4. Навроцкий Д. И. Расчет сварных соединений с учетом концентрации на-
пряжений. М., «Машиностроение», 1969, 171 с.
5. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М., «Высшая школа», 1971, 760 с.
6. Металлические конструкции. Под ред. Н. С. Стрелецкого, М., Госстрой-
издат, 1961, 776 с.
7. Нормы расчета паровых котлов на прочность. Руководящие материалы.
Вып. И. Л., ЦКТИ, 1965, 91 с.
8. Справочник по сварке. Т. III. Под ред. В. А. Винокурова. М., «Машино-
строение», 1971, с. 7—106.
9. Стеклов О. И. Коррозионная стойкость сварных соединений и конструк-
ций, пути ее повышения. — «Вестник машиностроения», 1973, № 6, с. 45—49.
10. Технические условия на проектирование мостов электрических кранов.
Изд. 2-е перераб. и доп. М., ВНИИПТМАШ, 1960,89 с.
И. Технические условия на проектирование стальных конструкций, М.,
ЦНИИСК АСиА СССР, 1960.
12. Усталость и хрупкость металлических материалов. Под ред. Ива-
новой В. С. «Наука», 1968, 215 с.
13. Federation Europeene de la manutention Regies pour le calcul des appa-
reils de levage, 1970, Dec, Sut. 1.
ГЛАВА IV
ПРОЕКТИРОВАНИЕ ПОД СТАТИЧЕСКИЕ НАГРУЗКИ
1. ВЫБОР СВАРНЫХ СОЕДИНЕНИЙ
Практика подтвердила, что оптимальными соединениями при
дуговой и контактной сварке являются стыковые. Современные
контактные машины позволяют осуществлять сварку элементов раз-
личных профилей и размеров; однако контактная сварка экономична
и целесообразна преимущественно для серийных конструкций.
Дуговая сварка рациональна в серийном и единичном производстве.
Сварные соединения встык применяют в балках разных профи-
лей, в элементах ферм, в корпусах судов, в котлах и сосудах высо-
кого давления, в газо- и нефтепроводах, в транспортных цистернах
различных назначений и т. д.
Стыковые соединения особенно целесообразны в емкостях раз-
ных назначений, так как они хорошо обеспечивают плотность
швов, удобны для применения физических методов контроля каче-
ства, экономичны, рациональны в отношении концентрации напря-
жений.
При статических нагрузках соединения встык во многих случаях
обеспечивают равнопрочность с основным металлом. Это имеет
место при сварке низкоуглеродистых, многих низко- и высоколеги-
рованных сталей. При сварке закаленных сталей и некоторых алю-
миниевых сплавов стыковые швы уступают по прочности основному
металлу. Для повышения прочности таких соединений нередко
в зоне расположения стыковых швов предусматривают местные
утолщения. Иногда этого достигают утонением листовых элемен-
тов путем химического травления с сохранением исходной толщины
металла у кромки, подлежащей сварке.
На основе сотрудничества ученых отработаны оптимальные спо-
собы подготовки изделий под дуговую сварку встык, в зависимо-
сти от технологического процесса (автоматическая, ручная), тол-
щины элементов, чувствительности материала к концентраторам
напряжений. Следует избегать значительных утолщений в зоне
швов, сопрягать наплавленный металл швов с основным с примене-
нием переходных радиусов. В соединениях с неодинаковой толщи-
ной элементов необходимо обеспечивать плавные переходы.
106
Проектирование под статические нагрузки
Очень существенную роль играет в стыковых соединениях их
хороший провар. Поэтому, как правило, сварку рекомендуется
производить с обеих сторон, или при односторонней сварке пре-
дусматривать наложение подварочных швов. Соединения встык
можно также выполнять на остающихся или съемных подкладках.
Механическую обработку стыковых швов для устранения концент-
рации напряжений применяют редко.
Соединения внахлестку являются одним из наиболее распростра-
ненных видов соединений при дуговой и точечной контактной
сварке по сравнению со стыковыми. Они требуют меньшей точности
выполнения технологических операций.
Соединения внахлестку применяют при проектировании тонко-
стенных резервуаров, стропильных ферм, рам, мачт и т. д. Нахле-
сточные швы не целесообразны в конструкциях, подвергаемых кор-
розии, оцинковыванию. При статических нагрузках концентрация
напряжений в угловых лобовых и фланговых швах не оказывает
заметного отрицательного влияния на снижение несущей способ-
ности конструкций. Комбинированные угловые швы (фланговые
с лобовыми) часто удовлетворяют одному из основных требований
рационально сконструированных соединений — равнопрочности
швов основному металлу.
Несущую способность комбинированных швов определяют с уче-
том принципа независимости действующих сил, т. е.
+ 5фЛ = [т'] • 0,7к (2/фл 4- /л),
где SK — усилие, воспринимаемое комбинированным соедине-
нием;
5Л — усилие, воспринимаемое лобовым швом;
5фл — усилие, воспринимаемое фланговыми швами;
[т'] — допускаемое напряжение при срезе;
к — катет шва;
1Л, ^Фл — длина лобового и флангового швов соответственно.
Нормы Международного института сварки (МНС) не высоко оце-
нивают работу комбинированных соединений и предлагают для
определения их несущей способности следующую формулу:
5к = [т'].0,7/с(1,5/фл + 0,28/л).
Эксперименты, проводившиеся в СССР, не дают оснований для
подтверждения этой формулы, предложенной МИСом.
Точечные соединения, выполненные контактной сваркой, в на-
хлесточных соединениях применяют очень часто. В случае наличия
только связующих напряжений, концентрация напряжений незна-
чительна. Поэтому такие соединения хорошо работают под дейст-
вием статических и переменных нагрузок. Точечные соединения,
испытывающие рабочие напряжения, работают неудовлетворительно
при переменных нагрузках, но вполне удовлетворительно при стати-
Выбор сварных соединений
107
ческих. Методы расчета прочности точечных соединений очень ус-
ловны. Расчет точки на срез, как правило, не отражает действи-
тельной картины полей напряжений, имеющих место в соединении.
Поэтому часто рекомендуют на основе экспериментальных данных
определять несущую способность точечных соединений в зависимо-
сти от диаметра точек, толщины элементов и свойств материалов
(табл. 1).
1. Рекомендуемые диаметры сварных точек
Толщина наиболеё тонкой детали пакета, мм Минимальный диаметр ядра точки, мм Толщина наиболее тонкой детали пакета, мм Минимальный диаметр ядра точки, мм
Низко- углеро- дистые и низко- легиро- ванные стали Нержа- веющие и жаро- прочные стали, титан Легкие сплавы Низко- углеро- дистые и низко- легиро- ванные стали Нержа- веющие и жаро- прочные стали, титан Легкие сплавы
0,3 2,0 2,5 1,2 4,0 4,5 5,0
0,5 2,5 2,5 3,0 1,5 5,0 5,5 6,0
0,6 2,5 3,0 — 2,0 6,0 6,5 7,0
0,8 3,0 3,5 3,5 2,5 6,5 7,0 8,0
1,0 3,5 4,0 4,0 3,0 7,0 8,0 9,0
4,0 9,0 10,0 12,0
В стальных конструкциях точечные соединения можно приме-
нять не только в тонкостенных элементах, но и в относительно тол-
стостенных с суммарной толщиной деталей до 40—60 мм (по данным
фирмы Сиаки). В конструкциях из алюминиевых сплавов суммар-
ная. толщина соединяемых частей значительно меньше.
Соединения втавр применяют в балочных и рамных конструк-
циях, в сварных элементах ферм, например при креплении ребер
жесткости; в соединениях взаимно перпендикулярно расположен-
ных элементов. При работе под статическими нагрузками их выпол-
няют, как правило, без подготовки кромок. Подготовку кромок вы-
полняют в редких случаях, например при проектировании поясных
швов балок, несущих на себе большие сосредоточенные движущиеся
грузы. Соединения втавр двусторонними швами рациональнее
односторонних.
Под действием статических нагрузок и при нормальных темпера-
турах сварные конструкции работают с достаточной надежностью.
В распоряжении проектантов имеется много способов получения
прочных и экономичных сварных соединений. Однако даже при
работе соединений под статическими нагрузками имеют место слу-
чаи, когда проектирование приходится вести с учетом опасности
внезапного разрушения при расчетном напряжении меньше пре-
дела текучести. Подобная опасность возникает при использовании
108
Проектирование под статические нагрузки
ограниченно пластичных или высокопрочных материалов, при дей-
ствии коррозионной дреды, в толстостенных изделиях, а также при
работе сварных конструкций в условиях низких температур. В этих
случаях при проектировании следует предусматривать мероприя-
тия по снижению концентрации напряжений и уменьшению оста-
точных напряжений.
2. НЕОДНОРОДНОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ
Во многих случаях, проектирование сварных конструкций, в осо-
бенности из низкруглеродистых сталей, ведут без учета неоднород-
ности свойств сварных соединений.
Сварные конструкции выполняют из сталей: низкоуглеродистых,
низкоуглеродистых упрочненных термообработкой (закалка + от-
пуск), низколегированных, низколегированных упрочненных тер-
мообработкой (закалкой, закалкой с отпуском, нормализацией
и т. д.), различных сплавов.
Влияние термического эффекта сварки вызывает в прилегающих
к шву зонах неоднородность свойств, за исключением сварки низко-
углеродистых сталей без термообработки. Этот эффект очень резко
выражен при сварке соединений из алюминиевых сплавов (нагар-
тованных, естественно и искусственно состаренных), высокопроч-
ных сталей и т. д.
При сварке элементов конструкций большое влияние могут ока-
зывать на свойства соединений принятые режимы. Например, при
сварке некоторых низколегированных сталей жесткие сварочные
режимы вызывают закалочные структуры; сварка при повышенной
погонной энергии, напротив, укрупнение зерен и падение сопротив-
ления удару.
При сварке термически обработанных сталей в соединениях обра-
зуется мягкая прослойка, у которой модуль упругости близок к мо-
дулю упругости основного металла, а предел текучести ниже пре-
дела текучести основного металла. Задача о работе мягкой про-
слойки в сварном соединении была решена Качановым Л. М. и
Бакши О. А. применительно к сварке встык элементов с круглыми
и прямоугольными поперечными сечениями.
Физическая сущность работы соединения таких стержней с по-
перечной мягкой прослойкой следующая. В мягкой прослойке под
действием продольной силы возникают нормальные аг, радиаль-
ные аг и касательные напряжения. Если тсреза на плоскостях
контакта мягкой прослойки с основным металлом достигают ттек,
в мягкой прослойке образуется текучесть, которая могла бы при-
вести к пластическому разрушению.
Уравнениями теории пластичности показано, что нормальные
напряжения в соединении, направленные параллельно оси z (парал-
лельно усилию), а также нормальные напряжения, направленные по
Остаточные напряжения
109
касательным в мягкой прослойке можно определить по следующим
формулам:
Г 2 ! “|
&z ~ ^тек И J ’
2 1
О/ = = О\ек j/"3 5
где /? — радиус стержня, имеющего круглое поперечное сечение;
S — толщина прослойки;
г — расстояние точки от центра образца.
Если мягкая прослойка имеет малую толщину, то отношение
Ог/сГгек очень велико. Это указывает на то, что задолго до образо-
вания текучести в поперечном сечении соединяемых элементов об-
разуются нормальные напряжения очень высокого порядка.
Экспериментально показано, что в значительном большинстве
случаев соединения с тонкими мягкими прослойками разрушаются
либо по соединению хрупко, без пластических деформаций, при на-
пряжениях значительно более высоких, нежели разрушающие при
испытании прослойки в условиях одноосных напряжений, либо
вне зоны соединений.
Следовательно, тонкая мягкая прослойка, как правило, не ока-
зывает существенного влияния на понижение прочностных свойств
сварных соединений. Все это является верным при действии в сое-
динении статических сил и при отсутствии в мягкой прослойке
дефектов типа пор, подрезов или непроваров.
3. ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
Учет остаточных напряжений при проектировании сварных кон-
струкций надлежит рассматривать с разных позиций.
Принято полагать, что в сварных конструкциях из материа-
лов, обладающих достаточной пластичностью (низкоуглеродистых
сталей, многих низколегированных, аустенитных высоколегирован-
ных сталей, алюминиевых сплавов и др.), остаточные напряжения
при сварке не оказывают влияния на прочность, и учет их при проек-
тировании производить не следует. К сказанному надлежит сделать
ряд добавлений.
Это остается верным при условии, если элементы имеют толщину,
не превышающую 50—80 мм, при сварке не образуется остаточных
напряжений объемного характера, и сварные соединения не имеют
острых концентраторов напряжений и скученных швов.
Следует учитывать влияние температуры эксплуатации сварных
конструкций на изменение пластических и вязких свойств соедине-
ний. При достаточно низких температурах, например ниже —60° С,
часто наблюдается переход металла сварных соединений из пластич-
ного в хрупкое состояние. При этом остаточные напряжения, выз-
110
Проектирование под статические нагрузки
ванные сваркой, могут проявлять свое отрицательное влияние на
несущую способность сварных конструкций. Обобщая, можно кон-
статировать, что остаточные напряжения безвредны для несущей
способности при условии, если сварные изделия не теряют своих
пластических свойств.
Какие следует принять меры, если низкая температура эксплуа-
тации, значительная толщина элементов, концентраторы большой
остроты вызывают понижение пластических свойств сварных
соединений. Численный учет остаточных напряжений не имеет прак-
тического смысла, так как их огромные величины способны дезо-
риентировать проектантов. Всегда имеют место зоны, где остаточ-
ные напряжения оказываются выше допускаемых. Сумма остаточ-
ных напряжений и напряжений от полезных нагрузок окажется
недопустимо большой. Приходится полагаться на большой мировой
опыт эксплуатации не только сварных, но и литых, прокатных и
других элементов, имеющих высокие остаточные напряжения, не
учитываемые при аналитическом расчете на прочность.
При оценке несущей способности сварных конструкций, работаю-
щих под статическими нагрузками, достаточно надежной характе-
ристикой безопасной работы является запас пластичности соедине-
ний, определяемый, как показано в разделе 2 гл. III. Определение
запаса пластичности еще не вошло в широкую практику проектиро-
вания сварных конструкций. Этот метод требует опытного изучения
поведения узлов разных типов и материалов при эксплуатационных
и разрушающих режимах нагружений. Опыт в этом направлении
надо накапливать.
4. ВЛИЯНИЕ КОРРОЗИИ
Обеспечение несущей способности конструкций, работающих
в коррозионных средах, — трудная задача. Если существует вероят-
ность коррозионного растрескивания, расчет следует производить
с учетом условия
^вн ^ост ^пор^>
где сгвн и сгост — напряжения от внешних сил и остаточное; сгпор —
пороговые напряжения; п = /<£//<“ — коэффициент запаса (см.
гл. III).
Процесс сварки, создавая, с одной стороны, неоднородность
свойств металла, а, с другой стороны, увеличивая действующие
в металле напряжения, способен создать условия для коррозион-
ного растрескивания. Время до появления коррозионной трещины
зависит от уровня напряжений, температуры среды, концентрации
напряжений и ряда других факторов. Характерные среды, вызы-
вающие коррозионное растрескивание некоторых металлов, при-
ведены в табл. 2.
Влияние коррозии
111
2. Среды, вызывающие растрескивание сварных соединений
Материал Среда Производство
Углеродистые стали Щелочная Нитраты Содержащая сероводо- род Глиноземное производство; целлюлозно-бумажная промышленность; паровые котлы Химическая промышлен- ность Добыча газа и нефти, со- держащих сероводород
Нержавеющие хромоникелевые стали Растворы хлоридов Сернокислотная Морская вода Химическая промышлен- ность; целлюлозно-бумажная промышленность Химическая промышлен- ность Природные условия
Алюминиевые сплавы Морская вода Воздух Природные условия
Титановые спла- вы Неорганические кис- лоты Б ромистометаноловая Расплавы солей при высокой температуре Химическая промышлен- ность
Для повышения сопротивляемости коррозионному растрескива-
нию сварных соединений следует по возможности избегать:
жесткихсхем напряженных состояний—плоскостных и объемных;
применения круговых швов малого диаметра (напри'мер, в шту-
церных соединениях), так как при этом образуются двухосные
поля остаточных напряжений с приблизительно равными состав-
ляющими. Следует избегать по возможности швов, пересекающихся
и параллельных, расположенных на близких расстояниях одно от
другого; крестовых соединений с двухсторонним наложением угло-
вых швов, вместо них использовать Т-образные, с односторонним
наложением. По возможности заменять нахлесточные соединения,
обладающие острыми концентраторами, стыковыми.
Не допускать в сварных’соединениях технологических дефектов
в форме непроваров, наплывов металла в зоне стыковых швов.
В особо ответственных конструкциях устранять остаточные напря-
жения, вызванные сваркой, понижать «пороговые» напряжения
(см. гл. III) методами: тепловой обработки (высоким отпуском);
112
Проектирование под статические нагрузки
пластическим деформированием (прокаткой роликами); ударными
инструментами, действующими с большой частотой; первоначальной
статической перегрузкой изделий; комбинированным термомехани-
ческим способом (тепловая прокатка), термическим воздействием
сосредоточенными источниками тепла или холода, созданием поверх-
ностных наклепанных слоев дробеструйной обработкой, поверхно-
стной закалкой, воздействием ультразвуковых колебаний, в осо-
бенности при их наложении в процессе сварки или в нагретом со-
стоянии соединений.
Проектирование сварных конструкций, стойких в агрессивных
средах,требует тщательного анализа образования в них наиболее
опасных форм коррозии, глубокого знания свойств материалов в ус-
ловиях напряженного состояния, технических возможностей приме-
нения в производственных условиях мер, способствующих умень-
шению ее эффекта.
5. МЕТОДЫ УПРОЧНЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
В металлоконструкциях широко применяют термически обра-
ботанные стали: низкоуглеродистые, углеродистые, низколегирован-
ные. Термообработка повышает предел текучести, позволяет более
эффективно использовать металлы однородного химического со-
става. Экспериментальные исследовапияДсм. стр. 109) подтвердили
отсутствие, в большинстве случаев, отрицательного влияния мягкой
прослойки на несущую способность при статических нагрузках.
Это обстоятельство является существенно важным при рекоменда-
ции применения сварных соединений в термоббработанных метал-
лах. Некоторый эффект достигают применением механической обра-
ботки сварных соединений методом их наклепа, путем обдувки дро-
бью или обработкой пучком проволоки (метод ЦНИИТМАШа).
Механическая обработка эффективна главным образом в конст-
рукциях, работающих под переменными нагрузками и особенно
в зонах, обладающих концентрацией напряжений. В изделиях,
нагружаемых статически, эффективность поверхностной обработки
значительно ниже.
Повышение прочности можно достичь обжатием сварных точек,
выполненных контактной сваркой, непосредственно в сварочных
машинах или при последующих операциях. Эффективность обжатия
точек проявляется в яркой степени при работе их под переменными
нагрузками и в менее яркой — под статическими.
Важным фактором повышения несущей способности сварных кон-
струкций является термообработка.
Термообработка сварных конструкций нормализацией или за-
калкой с последующим отпуском улучшает структуру горячеката-
ных низкоуглеродистых и низколегированных сталей и способствует
повышению вязкости металла и его сопротивляемости расцростра-
Список литературы
ИЗ
нению трещин. Указанные разновидности термообработки целесо-
образны при производстве труб для газо- и нефтепроводов.
Нормализация сварных конструкций бывает полезной не только
с позиций повышения сопротивляемости разрушениям, но устраняет
неоднородность свойств сварных соединений, которые нередко
являются первопричиной зарождения первичных повреждений —
трещин.
Прочность сварных соединений тонких листов встык повышают
также прокаткой роликами.
Отработаны различные термомеханические способы повышения
прочности материалов. Эффект термомеханических методов очень
велик, однако для крупногабаритных объектов пока еще не нашел
распространения.
СПИСОК ЛИТЕРАТУРЫ
1. Бакши О. А., Качанов Л. М. О напряженном состоянии пластической про-
слойки при осесимметричной деформации. «Изв. АН СССР. Механика», № 2,
1965.
2. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М. «Высшая школа», 1971, 760 с.
3. Стеклов О. И. Повышение стойкости сварных соединений и конструкций
против коррозионных разрушений. М. НИИНФОРМТЯЖМАШ. 1970, 53 с.
4. Щелочная хрупкость и повышение стойкости аппаратов глиноземного
производства. Министерство цветной металлургии. М., Цветметинформация,
1971, 87 с.
ГЛАВА V
УСТАЛОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
1. СОПРОТИВЛЕНИЕ УСТАЛОСТИ
в исходном состоянии
Усталостные разрушения чаще всего наблюдаются по линии
сплавления шва с основным металлом и берут начало в местах повы-
шенной концентрации напряжений, либо, при прочих равных усло-
виях, на участках шва с высокими остаточными напряжениями.
Обычно трещины располагаются под прямым углом к поверхности
изделий, это указывает на то, что их развитие связано с действием
нормальных напряжений.
Наибольшей выносливостью обладают стыковые соединения,
не имеющие усиления шва. С повышением усиления стыкового шва
и резкости его перехода на основной металл сопротивление уста-
лостным разрушениям стыков снижается. В этой связи иногда
отдается предпочтение швам, выполненным автоматической сваркой.
Однако по данным большого числа наблюдений [12] средние значе-
ния пределов выносливости доброкачественных стыковых соеди-
нений, выполненных автоматической и ручной сваркой, не отли-
чаются между собой. Установлено также, что на участках высоких
растягивающих остаточных напряжений влияние резкости перехода
шва к основному металлу заметно снижается. Необработанные швы
с малым и большим усилением показывают примерно одинаковую
долговечность.
Когда усталостные трещины зарождаются по линии сплавления
шва и основного металла, сварочные материалы не оказывают
существенного влияния на усталость соединений. Лишь в отдель-
ных исследованиях электроды с низким содержанием водорода при-
водили к повышению пределов выносливости до 10%. Но в тех слу-
чаях, когда очагами усталостных разрушений служат такие техно-
логические дефекты сварки, как поры и шлаковые включения,
свойства металла шва заметно сказываются на выносливости сое-
динения. Стыки, выполненные электродами с основным покры-
тием, показывают большую долговечность, чем сваренные электро-
дами с рутилкарбонатным покрытием.
Сопротивление усталости в исходном состоянии
115
Продольные швы, переЪекая стыковые соединения, изменяют
в них остаточное напряжение. В месте пересечения возникают повы-
шенные растягивающие напряжения. Для таких,соединений допу-
скаемые напряжения следует принимать более низкими. Усталост-
ные трещины в них чаще всего зарождаются по линии сплавления
стыкового шва с основным ме-
таллом на некотором расстоя-
нии от продольного шва.
Прикрепления встык и нахле-
сточные соединения хуже сопро-
тивляются усталостным разру-
шениям, чем стыковые. Наиболее
низкую выносливость имеют со-
единения с фланговыми швами.
Они создают наибольшую кон-
центрацию напряжений. Кроме
того, в процессе сварки у кон-
цов шва создаются высокие рас-
тягивающие остаточные напря-
жения. Трещины усталости в та-
ких соединениях, как правило,
возникают в основном металле
у концов фланговых швов.
Добавление лобового шва в
нахлесточном соединении не-
сколько повышает его выносли-
Рис. 1. Диаграммы предельных на-
пряжений сварных соединений:
/ — Г — стыковые соединения; 2—2' — при-
крепление фасонок встык; 3—3' — пере-
секающиеся швы; 4 — 4' — прикрепление
ребер и диафрагм; 5—5' — нахлесточные
соединения с обваркой по контуру; 6 — 6' —
нахлесточные соединения с фланговыми
швами
вость. Это объясняется более
равномерным распределением
силового потока в случае об-
варки по контуру. В этих сое-
динениях усталостные трещины
образуются по границе лобо-
вого шва, при этом может быть
несколько очагов разрушения.
Диаграммы предельных напряжений для основных видов свар-
ных соединений с максимальными остаточными напряжениями по-
казаны на рис. 1. Они построены по данным усталостных испытаний
сварных образцов сечением 200 х 30 мм. При таком сечении образ-
цов остаточные напряжения проявляют свое влияние в полной мере.
База испытаний составляла 107 циклов. Критерием разрушения
служила начальная стадия развития усталостной трещины. Верх-
ние части кривых 1—6 отсечены допускаемым уровнем напряжений
по условиям статического нагружения. В рассматриваемых грани-
цах линии предельных напряжений сварных соединений наклонены
под углом 45° к оси абсцисс. Это указывает на то, что предельные
амплитуды аа практически не зависят от среднего напряжения
116
Усталость сварных соединений
цикла ат (см. гл. И, рис. 34). Для данного соединения с высокими
остаточными напряжениями оа остается постоянной во всем диа-
пазоне максимальных переменных напряжений.
Такая закономерность позволяет выразить предельное напря-
жение при асимметричном цикле <jr только через значения (а_1)соед
и характеристику цикла R
(рис. 2):
O'max = 2 (<7-1)СОед ~Ь ^minj
ИЛИ
^тах ^О’тах — 2 (О'-1)соед.
Отсюда
2 (О-1)соед
= отах = । —
__ 2о!
Рис. 2. Схематизированные диаграммы
предельных напряжений:
/ — основного металла; 2 — сварного сое-
динения
где а.! — предел выносливости основного металла при симмет-
ричном цикле напряжений;
(а-1)соед — то же соединения;
/<э — эффективный коэффициент концентрации напряже-
ний;
R — характеристика цикла.
Экспериментально полученные пределы выносливости о# при-
менительно к соединениям с высокими растягивающими остаточ-
ными напряжениями приведены в табл. 1.
Сопоставление выносливости сварных соединений низколегиро-
ванных сталей 14Г2, 19Г, 18ГФпс, 15ГС, 15Г2С, 14ХГС, 10ХСНД,
15ХСНД, 09Г2С, 10Г2СД, 10Г2С1, 14ХМНДФР и 15ХГ2СМФР
показало, что химический состав и механические свойства сталей
практически не оказывают влияния на сопротивление усталости
соединений в исходном состоянии. На этих сталях аналогичные свар-
ные соединения имеют одинаковые пределы выносливости оц и
а0 [4]. Выносливость не меняется и в тех случаях, когда стали
проходят термическое упрочнение или же рафинирование синтети-
ческими шлаками. Способ раскисления стали также не оказывает
заметного влияния на выносливость соединений.
Выравнивание пределов выносливости сварных соединений про-
исходит под влиянием ряда факторов. Известно, что с увеличением
Сопротивление усталости в исходном состдянии
117
1. Пределы выносливости основных типов сварных соединений
низкоуглеродистых сталей
Соединения
Стыковые, выполненные автоматической или
ручной, сваркой, при обычном усилении шва
Стыковое в случае пересечения его продоль-
ным швом..................................
Прикрепление трапецеидальных фасонок
встык.....................................
Прикрепление планок, ребер, диафрагм и
других вспомогательных элементов лобовыми
швами с катетами 1:1 .....................
Нахлесточные соединения с обваркой по
контуру ..................................
Нахлесточные соединения с фланговыми
швами....................................•
G^, КГС/ММ2 ПРИ R
-1 0 +0,3 +0,6
6,9 13,0 18,6 —
5,2 10,6 — —
5,5 11,0 — —
4,0 9,0 12,0 —
3,5 6,8 — —
2,3 5,8 7,8 12,0
предела прочности повышается чувствительность материала к кон-
центрации напряжений. Существенную роль в процессе нивелиро-
вания могут играть остаточные напряжения. Поскольку их величина
определяется пределом текучести, то при переходе к более проч-
ным сталям остаточные напряжения возрастают, усиливая соответ-
ственно свое влияние на выносливость соединений. Определенную
роль могут играть и металлургические факторы, обусловленные
сваркой. На границе сплавления основного металла и металла
шва существенно снижается содержание углерода, никеля и дру-
гих легирующих элементов. При этом использование электродных
проволок, легированных никелем, кремнием, молибденом и др., не
приводит к изменению химического состава металла этого участка,
так как время взаимной диффузии между жидким металлом свароч-
ной ванны и Жидкой прослойки у границы сплавления весьма незна-
чительно.
Пределы выносливости сварных соединений низколегированных
сталей обычной и повышенной прочности практически не отличаются
от соответствующих пределов выносливости соединений низкоугле-
родистых сталей (см. гл. II). Вследствие этого линии предельных
переменных напряжений, относящиеся к различным сталям, сов-
падают и каждая из этих линий является продолжением преды-
дущей, отражающей выносливость соединения менее прочного ма-
териала (рис. 3). При этом, как уже отмечалось ранее, наклонные
части диаграмм параллельны лучу R = +1.
Совмещенные диаграммы позволяют определить области рацио-
нального применения сталей различной прочности в сварных эле-
118
Усталость сварных соединений
ментах и деталях с необрабатываемыми соединениями. При отрица-
тельных и небольших положительных значениях использование
любой стали ограничивается на диаграммах одной и той же линией
предельных переменных напряжений. В этой области (обозначен-
ной цифрой 4 на рис. 3) наиболее целесообразно использовать низ-
коуглеродистые стали.
Области рационального применения низколегированных и вы-
сокопрочных сталей определяются на диаграмме точками пересече-
ния линии предельных переменных напряжений с горизонтальными
прямыми, характеризующими предельные статические напряжения
Рис. 3. Совмещенная диаграмма
предельных напряжений стыко-
вых соединений низкоуглероди-
стых, низколегированных и вы-
сокопрочных сталей:
1 — предельное статическое напря-
жение низкоуглеродистых сталей;
2 - то же низколегированных ста-
лей; 3 — то же высокопрочных ста-
лей; 4 — область рационального
использования низкоуглеродистой
стали; 5 — то же низколегирован-
ной стали; 6 — то же высокопроч-
ной стали; ф — экспериментально
установленные предельные напря-
жения стыковых соединений низко-
углеродистых сталей при R — — 1;
О и -j-0,3; О — то же стыковых
соединений низколегированных ста-
лей при R — —1; 0 и + 0,5; А —
то же стыковых соединений высо-
копрочных сталей при R = — 1;
+ 0,5 и +0,75
для низкоуглеродистых и низколегированных сталей. Выше уровня
предельных статических напряжений низкоуглеродистой стали ле-
жит область рационального использования низколегированных
сталей (обозначенная цифрой 5 на рис. 3), а выше предельных ста-
тических напряжений низколегированных сталей — область целе-
сообразного применения высокопрочных сталей.
Если в сварных элементах имеются только стыковые соедине-
ния, то согласно диаграмме, приведенной на рис. 3, высокопрочные
стали целесообразно применять при > 0,5. У нахлесточных сое-
динений диаграммы предельных напряжений уже, чем у стыковых.
Поэтому такие соединения могут дополнительно сблизить границы
рационального использования сталей различной прочности, если
не принять специальных мер, обеспечивающих повышение вынос-
ливости сварных соединений.
Установленная закономерность = const
позволяет предло-
жить следующую формулу для значения выше которого по усло-
виям усталости становится целесообразным использование стали
Сопротивление усталости в исходном состоянии
119
повышенной прочности:
2 (°'-1)соед
га
где [ср] — основное допускаемое напряжение (или расчетное
сопротивление) по статической несущей способности;
(а-1)с;оед ~ предел выносливости сварного соединения при сим-
метричном цикле напряжений.
Рис. 4. Диаграммы предельных напряжений сталей раз-
личной прочности по данным испытаний пластин с про-
катной поверхностью:
1 — низкоуглеродистые стали; 2 — низколегированные стали;
3 — высокопрочные стали
Механическая обработка стыковых швов или наведение в районе .
сварных соединений сжимающих остаточных напряжений сущест-
венно расширяют область рационального применения сталей повы-
шенной прочности. В тех случаях, когда выносливость элемента
определяется не сварным соединением, а основным металлом, имею-
щим прокатную поверхность, применение высокопрочных сталей
становится оправданным во всей области однозначных переменных
напряжений (рис. 4). С повышением чистоты обработки металла
возрастает разница между соответствующими пределами выносли-
вости низкоуглеродистых, низколегированных и высокопрочных
сталей. При этих условиях применение низколегированных и высо-
копрочных сталей может оказаться рациональным и в области зна-
копеременных напряжений.
120
Усталость сварных соединений
2. СНИЖЕНИЕ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ
Концентрация напряжений, вызываемая формой соединения,
в ряде случаев может быть снижена путем создания плавных пере-
ходов на основной металл, полного провара сечения, обварки эле-
ментов по контуру, а также устройства различного рода скосов и
выкружек. Для уменьшения напряжений в местах концентрации
иногда прибегают к удлинению швов.
Плавность перехода к основному металлу чаще всего достигают
за счет механической обработки швов. На практике широко приме-
няют обработку абразивными кругами или фрезами. При этом следы
обработки следует располагать вдоль действующих напряжений.
Наибольший эффект получают от зачистки стыковых щвов.
Снятие усиления шва заподлицо с основным металлом устраняет
концентрацию напряжений и повышает качество поверхностного
слоя. Пределы выносливости стыковых соединений после механиче-
ской обработки резко возрастают и практически достигают уровней
пределов выносливости основного материала. То же самое относится
к стыковым соединениям термически упрочненных сталей, несмотря
на то, что они могут иметь околошовные участки с пониженными
механическими свойствами.
Снятие усиления стыкового шва может быть заменено тщатель-
ной механической обработкой переходной зоны. В случае низко-
углеродистых сталей эффективность частичной обработки не усту-
пает полной. При искусном выполнении сварочных работ (соответ-
ствующего подбора режима сварки поверхностных слоев и умелой
их укладки) можно получить форму стыкового шва, при которой
условие равнопрочности достигается без применения обработки.
Механическая обработка соединений других видов дает меньший
эффект. Пределы выносливости прикреплений встык и соединений
лобовыми швами возрастают после обработки не более чем на
20—30%. В ряде случаев эти соединения в исходном состоянии и
после обработки показывают одинаковую выносливость. В соеди-
нениях лобовыми швами изменяются лишь места зарождения
трещин.
Очагом разрушения становится корень лобового шва. Так, на-
пример, в опытах Б. Н. Дучинского образцы с парными наклад-
ками, приваренными лобовыми швами с отношением катетов 1 : 2,
после механической обработки стали разрушаться по швам. Перво-
начальный предел выносливости не изменялся (10,9 и 11,3 кгс/мм2).
Вовсе не повышается выносливость после механической обработки
концов фланговых швов. Зачистка этих швов не дает эффекта и в том
случае, когда они выводятся при сварке на полку прикрепляемого
элемента (например, швеллера) или же на фасонку.
Как следует из работ ЦНИИС, существенного снижения концент-
рации напряжений в нахлесточных соединениях и прикреплениях
Снижение концентрации напряжений
121
встык можно добиться за счет одновременного применения механи-
ческой обработки и дополнительных конструктивно-технологиче-
ских мер. Для соединений с лобовыми швами такими мерами слу-
жат: переход на более толстые накладки, глубокий провар корня
шва, увеличение размеров и пологости шва с последующей тщатель-
ной механической обработкой соединения. Только взятые вместе
эти меры могут дать ощутимое повышение выносливости. Отдель-
2. Повышение выносливости соединений с лобовыми швами
за счет одновременного применения механической обработки
и дополнительных конструктивно-технологических мер
(сталь Ml6, 7?=0)
Сварка Толщина накладок Размер меньшего катета шва, мм Отношение катетов шва Обработка шва Форма шва Повышение предела выносливости, % Отношение пределов выносливости обра- ботанного соедине- ния и основного металла
Ручная Нормальная (расчетная) 10 1:2 Без обработки Нормальная — 0,48 0,31 0,38 0,46 0,50 0,60 0,62 0,80 0,88 1,0
Автомати- ческая 1 :2 1 : 3 1 :3 1:2 Выпуклая
Нормальная
ручная
Дисковой фре- зой и наждач- ным кругом Вогнутая 4
Автомати- ческая 20 1 :2 1 :3 1 :3 1 : 3 1 : 3,8 Наждачным кругом Фрезой 24 28 65 83 102
Повышенная
Ручная
Тщательная обработка фре- зой и наждач- ным кругом Нормальная с плавным пе- реходом на основной ме- талл
ное же применение пологих и вогнутых швов, механической обра-
ботки, увеличения сечения шва, глубокого провара корня автома-
тической сваркой или же частичная совокупность этих мер не при-
водит к желаемым результатам (табл. 2).
122
Усталость сварных соединений
Большие экспериментальные работы по проверке долговечности
механически обрабатываемых сварных узлов и оценке влияния
различного рода скосов, выкружек и плавных переходов были вы-
полнены в ЦНИИСе К. П. Большаковым. Исследования проводи-
лись применительно к пролетным строениям железнодорожных
мостов. Критерием допустимости прикрепления или узла служила
его долговечность при максимальных напряжениях 1700 кгс/см2
в случае низкоуглеродистой стали и 2500 кгс/см2 при использова-
нии стали 15ХСНД. Коэффициент асимметрии цикла составлял
0,36—0,46. В табл. 3 приведены долговечность некоторых исследо-
ванных прикреплений в исходном состоянии и перечень мер, обес-
печивающих заданную долговечность (2- 106 циклов) при указанных
напряжениях.
Повысить предел выносливости о_0>4 до 17 кгс/мм2 удается
только за счет одновременного применения скосов, выкружек, пол-
ного провара и механической обработки переходов. Совокупность
этих мер резко снижает концентрацию напряжений, в результате
чего долговечность соединений возрастает в 3—13 раз при ис-
пользовании стали М16С и еще более при низколегированной
стали.
Для создания плавных переходов от основного металла к шву
вместо механической зачистки можно применить электродуговую
обработку, при которой поперечные стыковые и угловые швы, сва-
ренные под флюсом или вручную, сглаживаются до получения
плавного перехода на основной металл. Обработку ведут аргоновой
горелкой, вольфрамовым электродом с дополнительным присадоч-
ным стержнем [251 или без него [1]. Обработку можно выполнять
любым серийным держателем (горелками), предназначенным для
сварки вольфрамовым электродом в защитных газах [3]. В качестве
источника питания рекомендуется генератор ПСО-ЗОО или ПСО-500,
а также выпрямители ВС-300 или ВС-600. При оплавлении должен
применяться аргон марок А, Б и В по ГОСТ 10157—73 и вольфрамо-
вые прутки марки ВЛ-10 и ВТУСЦО-21-088ТУ.
При использовании низкоуглеродистых и низколегированных
сталей сглаживание дает такой же эффект, как и механическая
зачистка швов. Наибольшую эффективность достигают при обра-
ботке стыковых соединений. Стыки низкоуглеродистой стали повы-
шают выносливость до уровня основного металла. При переходе
на более прочные стали наблюдается дальнейшее увеличение пре-
делов выносливости, хотя отношения их значений к пределам вы-
носливости основного металла заметно снижаются (табл. 4).
В меньшей степени после дуговой обработки повышают выносли-
вость соединения с угловыми Швами (табл. 4). Разрушение их, так
же как и после механической зачистки, начинается от корня шва.
В корне шва создается примерно такая же концентрация напряже-
ний, как и по линии сплавления у кромки шва. Этим обстоятельст-
3. Повышение долговечности сварных соединений
Прикрепление или узел Сталь Эскиз Долговеч- ность в исход- ном состоя- нии *, тыс. циклов Совокупность мер, обеспечивающих заданную долговечность Эскиз узла после обработки
Приварка узловых фасонок к поясу фер- мы встык М16С |1П1111ПГ| 153 Устройство скосов в фасонке; пол- ный провар стыкового шва; снятие усиления по концам стыкового шва; обработка концов фасонки и стыка абразивным кругом
Приварка фасонок .связей к стенкам ба- лок втавр ♦ До момента образо М16С юстной трещины. 590 Устройство выступа в фасонке вы- сотой 10 мм; устройство скосов в фа- сонке; полный провар фасонки; сня- тие выступа и обработка шва абра- зивным кругом до плавности перехода
15ХСНД вания ycTaj 87 Трапециевидная фасонка; /С-образ- ная разделка кромок; полный провар фасонки; устройство выкружек по концам фасонки, обрабатываемых вместе с концами швов абразивным кругом
Снижение концентрации напряжений
Продолжение табл. 3
Прикрепление или узел Сталь Эскиз Долговеч- ность в исход- ном состоя- нии, тыс. циклов Совокупность мер, обеспечивающих заданную долговечность Эскиз узла после обработки
Приварка фасонок к поясу ферм внахле- стку СтЗкп М16С । 4 ш m К — 314 Переход на трапециевидные фа- сонки; прикрепление фасонки к поясу косыми и фланговыми швами; меха- ническая обработка швов и концов у фланговых швов шаровидной фре- зой или абразивным кругом » । .у Ш ИХ CJ
Обрыв дополнитель- ного поясного листа двутавра M16G ;; 661 Переход на косые угловые швы; обработка границ косых угловых швов абразивным кругом или шаро- видной фрезой 1
Полный обрыв пояс- ных листов сварных двутавров 15ХСНД t—. |шшш ш/ г 1шшш 22 Полный провар стенки; устройство скоса 1 : 5 по ширине пояса; устрой- ство скоса 1 : 10 по толщине пояса; механическая обработка переходов от пояса к стенке в двух плоскостях Е— „Уда да да) г № ™ да
Усталость сварных соединений
Снижение концентрации напряжений
125
4. Повышение выносливости сварных соединений после электродуговой
обработки швов
Исследователь Соединение Сталь Сечение образцов, мм Коэффициент асимметрии цикла Пре вынс во< обр; (база: К ГС/ S О £ a s S к СО Q g V’S н ой после обра- 2 — д s ь о ботки "2“ ® Повышение предела вынос- ливости, % Отношение пределов вынос- ливости обработанного соединения и основного металла
А. Е. Аснис Стыковое СтЗ (от = 34 кгс/мм2) 18Г2АФпс (от —45 кгс/мм2) 14ХМНДФР (от = 67,4 кгс/мм2, ов = 96,5 кгс/мм2) 70X12 -1 8,0 11,5 8,0 12,0 15,8 15,0 50 35 90 —
Н. Кеньён Британская низ- коуглеродистая Британская низ- колегированная 7X2,5 0 5,2 6,4 11,6 18,1 120 280 0,96 0,86
Т. Хотта Японская повы- шенной прочности НТ = 60; от = 53,4 кгс/мм2, ав = 61,8 кгс/мм2 25X25 0 18,5 25,0 35 0,67
Н. Кеньён Нахлесточное с удлиненными лобовыми швами Британская низ- колегированная 0 8,6 10,1 30 —
1 А. Е. Аснис Обварка накладки по контуру Прикрепление поперечных ребер 10Г2Б (от = 31,2 кгс/мм2; ов==47,9 кгс/мм2) СтЗ (от = 34,1 кгс/мм2; ав = 50,1 кгс/мм2) 70x12 70X12 -1 -1 9,5 5,0 15,0 9,0 60 80 —
В. М. Яманов Прикрепление поперечного ребра Прикрепление продольного ребра ВМСтЗ 80x12 80X12 0,3 0,3 18,8 13,7 21,9 15,8 16 15 —
126
Усталость сварных соединений
вом и объясняется сравнительно небольшая эффективность электро-
дуговой и механической обработок угловых швов.
В ряде опытов наблюдалось повышение выносливости при пере-
ходе на удлиненные косые швы (рис. 5). Так, например, балки с пря-
Рис. 5. Косые стыковые и лобовые швы
мыми стыковыми швами в поясах и стенке показывали предел вы-
носливости о0 = 14 4- 15 кгс/мм2, а с косыми стыками 17 кгс/мм2.
При испытании плоских образцов из стали 15ХСНД косые швы по-
вышали предел выносливости стыков на 13%. Заметное увеличение
долговечности отмечалось также после устройства скосов под уг-
лом 45° на конце дополнительного поясного листа. Образцы с пря-
мыми необработанными угловыми швами до появления трещин
б-икгс/мм!
Рис. 6. Результаты испытаний образцов с
косыми и нормальными стыками:
1 — нормальный стык; 2 — косой стык; 3 — нор-
мальный стык после высокого отпуска; 4 — косой
стык после высокого отпуска
выдерживали около 6-Ю5
циклов, а после устройства
скосов трещины не обна-
руживались после 2-10е
циклов.
Повышение выносливо-
сти при переходе на косые
швы обычно связывают
только с уменьшением нор-
мальных рабочих напря-
жений в шве и степенью
их концентрации. Надо
полагать, однако, что су-
щественную роль играют
здесь и остаточные напря-
жения. Результаты испы-
таний на переменный из-
гиб при симметричном
цикле напряжений плоских
образцов из стали СтЗ се-
чением 80 X 14 мм с нормальными и косыми швами в исходном
состоянии и после высокого отпуска показаны на рис. 6. Косые швы
показывали большую долговечность, однако после высокого отпуска
выносливость косых стыков повышалась в меньшей степени, чем
нормальных.
Устройство косых стыков в металлоконструкциях сопряжено
с рядом трудностей. Поэтому они не нашли широкого распростра-
нения. Кроме того, при пересечении нормальных и косых стыков
Изменение полей остаточных напряжений
127
поясными швами (например, в двутавровых балках) продольные
остаточные напряжения в обоих случаях становятся одинако-
выми, следовательно, и выносливость соединений будет выравни-
ваться.
Удлинение фланговых швов не вызывает повышения долговеч-
ности соединения. Концентрация нормальных напряжений у кон-
цов фланговых швов изменяется только в швах малой протяжен-
ности. В соединениях с обычными расчетными швами коэффициент
концентрации напряжений у концов швов не зависит от их длины.
Поэтому при испытании образцов с фланговыми швами различной
длины соединения показывают практически одинаковую долговеч-
ность.
В сварных металлоконструкциях затруднительно избавиться от
соединений с фланговыми швами. Изыскание эффективных способов
повышения их выносливости тем более необходимо, если учесть,
что эти соединения наименее долговечны, а рассмотренные выше
меры для них не приемлемы.
3. ИЗМЕНЕНИЕ ПОЛЕЙ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Снятие растягивающих остаточных напряжений и создание в
зоне сварных соединений сжимающих остаточных напряжений может
быть достигнуто различными способами. Условно их можно разде-
лить на две группы: способы общей обработки конструкции или ее
элементов и способы местной обработки соединений. К первой группе
относят высокий отпуск и перегрузку конструкции; ко второй —
создание в сварном соединении остаточных напряжений сжатия
путем упрочняющего наклепа, местного нагрева, точечного и ли-
нейного обжатия или же взрыва.
Область рационального применения высокого отпуска для повы-
шения выносливости сварных соединений определяется условиями
проявления влияния остаточных напряжений и зависит от вели-
чины действующих напряжений, асимметрии цикла, вида соедине-
ний и характера передачи усилий. При действии низких перемен-
ных напряжений, а также с уменьшением асимметрии цикла и сни-
жении степени концентрации напряжений, растягивающие остаточ-
ные напряжения заметно усиливают свое действие. В наибольшей
степени они понижают выносливость изделий и конструкций, рабо-
тающих при знакопеременных нагрузках, в элементах, имеющих
различного рода приварки и прикрепления конструктивного ха-
рактера, а также при отсутствии в несущих сварных соединениях
резкой концентрации напряжений, создающей сжимающие остаточ-
ные напряжения в процессе нагружения конструкции. В то же время
растягивающие остаточные напряжения могут проявить свое влия-
ние только при наличии в сварном соединении концентраторов на-
пряжений. Снятие в таких конструкциях растягивающих остаточ-
128
Усталость сварных соединений
ных напряжений с помощью высокого отпуска может заметно повы-
сить выносливость соединений.
Стыковые соединения после высокого отпуска увеличивают пре-
дел выносливости при симметричном цикле напряжений на 50—
100%. При пульсирующем цикле эти соединения в исходном со-
Рис. 7. Результаты испытаний образцов с пересекающимися
швами в исходном состоянии и после высокого отпуска при
знакопеременном, пульсирующем и асимметричном циклах:
/ — в исходном состоянии; 2 — после высокого отпуска
стоянии и после высокого отпуска обычно показывают одинаковую
долговечность, а при асимметричных циклах — несколько более
долговечными оказываются образцы, не подвергавшиеся отпуску
(рис. 7). Отсюда определяются границы целесообразного примене-
ния высокого отпуска стыковых соединений. Они охватывают боль-
шую часть области знакопеременных напряжений.
При прочих равных условиях разность между пределами выно-
сливости отожженных и неотожженцых образцов уменьшается по
Изменение полей остаточных напряжений 129
мере увеличения степени концентрации напряжений. В связи с этим,
как уже отмечалось, область рационального применения высокого
отпуска будет сужаться при переходе к соединениям с большей
концентрацией напряжений. Если стыковые соединения в исходном
состоянии и после отпуска показывают одинаковую выносливость
при пульсирующем цикле напряжений, то нахлесточные соедине-
ния с фланговыми швами в результате отпуска ее понижают, Следо-
вательно, они имеют более узкую область эффективного использо-
вания высокого отпуска, чем стыковые соединения. В случае весьма
острых концентраторов напряжений выносливость соединений после
отпуска мож^т не повышаться даже при симметричном цикле напря-
жений. В то же время сварные прикрепления конструктивных эле-
ментов заметно увеличивают выносливость после высокого отпуска
не только в области знакопеременных напряжений, но при одно-
значных переменных нагрузках.
Изменение пределов выносливости различных соединений под
влиянием высокого' отпуска в зависимости от характеристики цикла
по данным различных авторов приведены в работе [21].
Перегрузка конструкции в ряде случаев может оказаться более
простой и эффективной мерой снятия растягивающих остаточных
напряжений, а зачастую и способом создания сжимающих остаточ-
ных напряжений. Положительное влияние на выносливость пред-
варительного растяжения надрезанных образцов наблюдалось в ряде
исследований. Г. В. Раевский, на основании анализа диаграммы
растяжения и диаграммы Гудмана для соединений с концентрацией
напряжений, а также сравнительных испытаний балок предложил
использовать способ статической перегрузки для повышения долго-
вечности сварных конструкций [14]. При симметричных циклах на
переменный изгиб испытывали двутавровые балки с приваренными
планками. После перегрузки долговечность отдельных балок заметно
увеличивалась. Наблюдаемое повышение могло произойти за счет
влияния двух факторов: наклепа металла вблизи концентратора
напряжений и возникающих в тех же зонах сжимающих остаточных
напряжений. Пластическая деформация в местах концентрации
напряжений была менее 0,1—0,3%. Такая деформация несущест-
венно изменяла предел выносливости гладких образцов. Поэтому
наблюдаемое повышение выносливости соединений после их пере-
грузки должно быть отнесено за счет влияния остаточных напря:
жений.
Проверка эффективности предварительной перегрузки в случае
осевого нагружения, выполненная ЦНИИСом, показала, что долго-
вечность сварных элементов при пульсирующих циклах повышается
на 70—80% по моменту обнаружения первой трещины и на 50—60%,
если критерием разрушения служит полный излом соединения.
При статической перегрузке целой конструкции затруднительно
достичь напряжений, равных пределу текучести во всех сварных
б Под ред. Куркина С. А.
130
Усталость сварных соединений
узлах. В этой связи в Институте электросварки им. Е. О. Патона
изучали влияние меньших перегрузок, вызывающих номинальные
напряжения ниже допускаемых или равные им. При симметричном
и пульсирующем циклах испытывали сварные образцы из низко-
углеродистой стали двух видов: с фланговыми и с пересекающимися
швами. Трехкратная предварительная перегрузка до напряжений
17 кгс/мм2 вызывала повышение предела выносливости образцов
на 45—50%. Аналогичные результаты получены при испытании
образцов сечением 70 X 12 мм из стали 14Г2 с пересекающимися
швами. Под действием одноразовой статической перегрузки, вызы-
вающей номинальные напряжения 22 кгс/мм2, предел выносливости
образцов возрос с 6 до 9 кгс/мм2, т. е. на 50%. Отсюда видно, что
сравнительно невысокие перегрузки также приводят к существен-
ному повышению сопротивления усталости сварных соединений.
По данным исследований М. М. Гохберга и Тун Бао-И [5],
в табл. 5 сведены результаты усталостных испытаний сварных
5. Выносливость сварных соединений в зависимости тэт величины
предварительного нагружения и остаточных напряжений
у концентратора напряжений
Соединение Размеры сечения, мм Пере- грузка Остаточ- ные на- пряжения, кгс/мм2 HRB R Предел вы- носливости
кгс/мм2 %
70 X 10 70X6 0 0,9от 4-11,2 -1,0 101,0 102,8 -1 6,6 15,5 100 235
Прикрепление про- дольного ребра к пла- стине, сталь СХЛ-45 70 X Ю 0 0,5от 0,7от + 14,5 + 12,3 +6,6 103,0 104,0 103,5 0 9,2 10,1 12,5 100 ПО 136
70X8 0,9от -1,4 103,0 15,2 165
Прикрепление к пла- стине двухстороннего продольного ребра Концы швов обрабо- таны по радиусу, рав- ному 15 мм 80x6 0 0,9 + 13,0 -1,7 84,2 85,0 -1 9,0 12,7 100 141
образцов в исходном состоянии и после предварительного нагру-
жения различной величины. В аналогичных образцах в местах рас-
положения концентраторов напряжений с помощью малобазовых
датчиков сопротивления замерялись остаточные напряжения, а
также твердость металла после предварительного нагружения.
Согласно измерениям, упрочнения металла у концентраторов прак-
Изменение полей остаточных напряжений
131
тически не происходит. В то же время между пределом выносливости
и величиной остаточных напряжений наблюдается линейная зави-
симость.
Результаты приведенных опытов позволяют заключить, что
наблюдаемое повышение выносливости соединений после предвари-
тельной статической перегрузки в основном связано с изменением
полей остаточных напряжений. Под действием перегрузок в зонах
концентрации снимаются растягивающие остаточные напряжения
(при сравнительно небольших предварительных перегрузках) и
создаются сжимающие остаточные напряжения, когда напряжения
перегрузки близки к пределу текучести. На практике такая обра-
ботка может найти наибольшее распространение в тех случаях,
когда предусматриваются испытания конструкций нагрузками,
превышающими расчетные.
Получение кратковременных начальных напряжений в кон-
струкции, близких к пределу текучести материала, облегчается
при использовании вибрационного нагружения. Такой способ сня-
тия остаточных напряжений (автор Б. Беатович, Югославия)
используют на практике.
Сущность способа заключается в том, что при помощи механи-
ческого вибратора сварную конструкцию в течение определенного
времени (до 30 мин, обычно 15—10 мин и менее) подвергают воздей-
ствию переменных напряжений соответствующего уровня. Вибри-
рование, как правило, осуществляют в резонансном режиме. Накла-
дываемые переменные и остаточные напряжения в сумме должны
превышать предел текучести материала при знакопеременных
напряжениях. Для ряда материалов величина предела текучести
при циклическом нагружении заметно снижается по сравнению
с пределом текучести в условиях статического нагружения. В этом
случае снятие остаточных напряжений происходит при меньших
переменных напряжениях. Наиболее пригоден этот способ для
листовых конструкций, имеющих малую изгибную жесткость,
а следовательно, и низкую частоту собственных колебаний.
Применительно к тонколистовым конструкциям в Советском
Союзе предложен вибронатяжной способ устранения сварочных
деформаций и напряжений [15]. Он предусматривает комбинацию
статического и вибрационного нагружения изделия (например,
панели обшивки вагона). Пластины 1300 X 150 X 2 мм подвергали
предварительному статическому растяжению, равному 4—20 кгс/мм2,
и дополнительному вибрированию, вызывающему напряжение ±1,2
и 4 кгс/мм2. Установлено, что интенсивность снятия остаточных
напряжений падает в течение примерно 2 мин независимо от вели-
чины переменных напряжений. Наложение вибрационных нагрузок
на статические заметно интенсифицирует процесс снятия остаточных
напряжений. При этом растягивающие напряжения на 20—40%
меньше, чем при статическом растяжении.
5*
132
Усталость сварных соединений
Наряду с методами обработки всей конструкции применяют
способы местной обработки. Они основаны на создании в местах
расположения концентраторов сжимающих остаточных напряжений
путем наклепа или нагрева.
Поверхностный наклеп, получаемый дробеструйной обработкой,
обкаткой роликами, чеканкой и т. п., является весьма эффективной
мерой увеличения долговечности изделий, испытывающих перемен-
ные напряжения. Широкому распространению этого вида обработки
в значительной степени способствовали исследования и разработки,
выполненные в ЦНИИТМАШе И. В. Кудрявцевым и его сотруд-
никами. В табл. 6 даны результаты испытаний сварных соединений.
Наиболее производительна обработка швов многобойковым
упрочнителем (пучком проволоки). С помощью этого чеканя-
щего пневматического инструмента можно за 1 ч упрочнить 5—6 м
сварного шва [101. Преимуществом пучковых упрочнителей по срав-
нению с однобойковыми чеканами является также возможность
обработки швов с неровной поверхностью. Этого достигают за счет
значительной длины проволоки, составляющей пучок, и разной
степени их продольного изгиба.
Если дробеструйная обработка позволяет получить наклеп
глубиной не более 0,7 мм, то при обработке пучком проволоки
глубина может составлять свыше 2 мм. Твердость поверхностного
слоя пластины из стали СтЗ в результате упрочнения повышается
с HV163 до HV230. Измерения остаточных напряжений методом
послойной строжки через каждые 0,5 мм с последующим замером
прогиба пластины показали, что эти напряжения достигают
32 кгс/мм2, а зона их залегания свыше 2 мм [10].
Разработано несколько типов упрочнителей, отличающихся
один от другого энергией удара (0,6—1,6 кгс-м), размерами и формой
пучка проволоки. Упрочнители всех типов работают от сети сжатого
воздуха при давлении 4—5 кгс/см2.
Метод поверхностного наклепа сварных швов и околошовной
зоны пучком проволоки рекомендуется для повышения сопротивле-
ния усталости соединений ряда конструкций, в том числе мостовых
кранов и рам тележек подвижного состава. В этих изделиях наблю-
дались усталостные разрушения сварных соединений в зонах резкого
изменения сечения элементов, местах прикрепления дополнитель-
ных деталей большой жесткости к тонкостенному несущему эле-
менту, пересечениях швов и в других узлах с теми или иными
конструктивными или технологическими недостатками [8, 13].
Применительно к элементам подвижного состава оптимальные
режимы упрочнения устанавливали путем сравнительных усталост-
ных испытаний образцов из стали СтЗ, имитирующих повреждаю-
щийся узел рамы тележки. Изменения энергии удара пневматиче-
ского инструмента в пределах 0,6—1,2 кгс-м не оказывали суще-
ственного влияния на эффективность поверхностного упрочнения.
6. Повышение выносливости сварных соединений поверхностным наклепом
Соединение Сталь Рабочая часть образца Способ обработки соединения Характеристика цикла (/?) Предел выно- сливости, кгс/мм2 Повышение вынос- ливости Отношение пределов выносливости обрабо- танного соединения и основного металла
в исходном состоянии после обра- ботки
10 Дробеструйный на- 13,2 18,5 40 1,04
Нахлесточное (приварка вту- клеп
лок) —1,0 10,7 22,7 100 0,96
40 Наклеп пневмати- 11,7 22,7 90 0,94
ческим молотком
Продольная наплавка •ь — -+ 15,2 23,7 55 1,08
Нахлесточное (приварка по- 6,0 21,5 255 0,91
луколец) Нахлесточное (лобовыми шва- ми) 10 А 10,5 16,9 60 —
Нахлесточное (фланговыми, пшямиА 10,5 13,2 25 —
1-UDC11V1<1 1 ** 1 м
Изменение полей остаточных напряжений
ср
Продолжение табл. 6
Соединение Сталь Рабочая часть образца Способ обработки соединения Характеристика цикла (/?) Предел выно- сливости, кгс/мм2 Повышение вынос- ливости Отношение пределов выносливости обрабо- танного соединения и основного металла
в исходном состоянии после обра- ботки
Приварка планок лобовыми швами Приварка планок фланго- выми швами Стыковое (электрошлаков а я сварка) Стыковое Прикрепление встык СтЗ 22К 10 СтЗ 1 Л ♦ я Наклеп пневматиче- ским молотком Чеканка Б -ьо 16,8 8 8,5 18,2 10,5 22,4 14 17,5 26,6 18,5 35 75 105 45 80 1,о 0,62 1,09 0,70
.—i—.
Наклеп пневматиче- ским молотком Наклеп многобой- ковым пневмоустрой- ством А -1,0
и
Примечание. В графе «Характеристика цикла» обозначено: А — напряжения, изменяющиеся от 2,0 кгс/мм2 до атах;
Б — то же от 8,6 кгс/мм2 до атах.
Усталость сварных соединений
Изменение полей остаточных напряжений
135
Значительно больший эффект достигали при использовании прово-
локи диаметром 1,8 мм вместо 3 мм.
Применительно к мостовым кранам эффективность применения
поверхностного наклепа устанавливали путем испытания на пере-
менный изгиб балок двутаврового и коробчатого сечения с постоян-
ной- и переменной высотой, моделирующих опорный узел кранов.
В результате поверхностного наклепа угловых швов, окончания
которых совпадали с местами рез-
кого изменения сечения балок,
пределы выносливости при симме-
тричных циклах нагружения повы-
шались на 27—40% [13]. Поверх-
ностное упрочнение угловых точеч-
ных швов пучком проволоки и
одиночным бойком повышало сопро-
тивление усталости соединений на
10—47%. Образцы с точечными
швами, упрочненными одиночным
бойком, практически имели такую
же несущую способность, как и
образцы со сплошными швами. По
пределу выносливости они на 17%
превосходили образцы с неупроч-
ненными прерывистыми швами.
Сравнительная оценка влия-
ния наклепа в зависимости от
прочности стали может быть да-
на по результатам, полученным
М. М. Крайчиком при испыта-
ниях на переменный изгиб плоских
консольных образцов с лобовы-
Рис. 8, Эффективность поверхност-
ного наклепа пневматическим мо-
лотком:
/ — неупрочненные сварные соединения
низкоуглеродистой стали; II — накле-
панные; III — неупрочненные сварные
соединения низколегированной стали;
IV — наклепанные
ми швами и двутавровых балок
с накладками, которые имели фланговые и лобовые швы. Сопостав-
лялась низкоуглеродистая сталь СтЗ и низколегированная 15ХСНД
(НЛ-2). После обработки пневматическим молотком сварные образцы
и балки из низколегированной стали показали несколько лучшие
результаты, чем низкоуглеродистые (рис. 8). Применение поверх-
ностной обработки в случае дефектных швов не восстанавливает
сопротивления усталости соединения. В то же время вырубка и
заварка дефектного участка с последующей упрочняющей обработ-
кой повышают сопротивление соединения усталостному разруше-
нию до уровня бездефектного.
За рубежом определенной популярностью пользуется способ
создания сжимающих остаточных напряжений с помощью точечного
нагрева, предложенный О. Пухнером [26]. Рекомендациям по его
использованию предшествовали опыты на пластинах, к кромкам
136
Усталость сварных соединений
которых прикрепляли встык планки различной конфигурации
(рис. 9, а). После точечного нагрева вблизи концентратора напря-
жений выносливость прикреплений повышалась вдвое. Разрушения
происходили вдали от соединения.
Выбор таких образцов не был случайным. Величина остаточных
напряжений зависит от расположения точки нагрева по отношению
к кромке листа. Максимальные сжимающие остаточные напряжения
получаются в том случае, когда нагрев производится вблизи кромки
(рис. 9, в). Как указывает автор,
Рис. 9. Точечный нагрев:
а — исследуемый образец; б, в — эпюры
остаточных напряжений
недостаточная эффективность
предлагаемого способа в его
первоначальных опытах £ыла,
очевидно, связана с игнориро-
ванием этого обстоятельства, а
также с тем, что нагрев выпол-
няли слишком далеко от над-
реза.
Анализ механизма взаимо-
действия временных и остаточ-
ных напряжений от местного
нагрева с остаточными напря-
жениями от сварки позволил
Н. А. Клыкову [7] сформулиро-
вать более определенные реко-
мендации по выбору параметров
точечного нагрева. В частности,
установлено, что концентратор
напряжений по отношению к
месту нагрева должен распола-
гаться в секторе с углом <р sg ±
гр45°. Наибольшей величины
сжимающих остаточных напря-
жений достигают при <р = 0, что соответствует расположению точки
нагрева и концентратора напряжений на прямой, перпендикулярной
действующему усилию. При этом расстояние от концентратора
напряжений до зоны пластической деформации точки нагрева
рекомендуется принимать 8—18 мм.
Сокращение расстояния приводило в опытах Института электро-
сварки им. Е. О. Патона к снижению выносливости нахлесточных
соединений с фланговыми швами до исходного уровня.
Эффективность метода проверяли различные авторы на прикреп-
лениях конструктивного характера и на соединениях с несущими
фланговыми швами (результаты этих испытаний в виде таблицы
приведены в работе [21]). Прикрепления после точечного нагрева
повышали предел выносливости на 45—200%, а соединения с несу-
щими фланговыми швами — на 80—105%.
Изменение полей остаточных напряжений
137
С увеличением радиуса зоны пластических деформаций возра-
стает величина и сектор действия сжимающих остаточных напря-
жений. Поэтому при нагреве значительных полос металла вблизи
концентратора напряжений наблюдается дальнейшее повышение
пределов выносливости [7], а также стабилизация остаточных
напряжений. Согласно опытам Г. К. Евграфова и В. О. Осипова [6]
устойчивые результаты получаются при нагреве зоны металла вдоль
всего прикрепляемого элемента. Опыты проводили на пластинах
с приваренными планками и ребрами, а также на двутавровых
балках с наплавками. Полосу металла вдоль приварок нагревали
до 300—350 °C пламенем газовой горелки, перемещающейся с опре-
деленной скоростью на расстоянии 30—60 мм от соединения или
наплавки. Такой нагрев надежно обеспечивал перераспределение
остаточных напряжений. Вместо высоких растягивающих остаточ-
ных напряжений в соединении создавались сжимающие остаточные
напряжения, а растягивающие остаточные напряжения «переноси-
лись» в зону нагрева, не имевшую концентраторов напряжений.
После местного нагрева .пластины толщиной 10 мм и шириной
130—200 мм с приваренными планками и продольными ребрами
повышали долговечность при асимметричном цикле (omin=3,8 -ь
4- 4,4 кгс/мм2 и Qmax= 15,0 4- 17,0 кгс/мм2) до 7 раз.
Когда заранее известно место зарождения усталостной трещины,
ряд авторов (Гюннерт, Хироси, Линкарт и др.) полагает возможным
рекомендовать закалку, т. е. местный нагрев с последующим
быстрым охлаждением соединения или его отдельного участка.
В исследованиях BWRA (Британская сварочная научная ассоциа-
ция), эффективность предлагаемого способа проверялась при испы-
тании пластин с планками, приваренными фланговыми швами.
Концы фланговых швов нагревали кислородно-пропановым пла-
менем, направленным под углом 45° относительно основного листа.
На достижение 550 °C в исследуемой зоне затрачивали 5 мин.
Затем они закаливались водяной струей, направленной точно в угол.
Охлаждение зоны до комнатной температуры занимало 5 с. Не-
сколько образцов закаливали путем погружения в воду всей пла-
стины.
Если в исходном состоянии образцы имели предел выносливости
9,3 кгс/мм2, то после закалки образцов он увеличился до 20,9 кгс/мм8,
т. е. на 120%. Но когда такие же образцы после нагрева погружали
в воду, эффект заметно снижался. Чтобы исключить мартенситные
превращения после закалки, в упомянутых исследованиях темпе-
ратура нагрева ограничивалась 550 и 500 °C. В опытах Хироси и
Тацуо (Япония) для перекристаллизации металла шва 0,15—0,25 С;
0,5—1,2% Мп; 0,4—0,6% Si осуществляли быстрый высокочастот-
ный нагрев до температуры 800 °C с последующим быстрым охла-
ждением. При содержании 0,20% С время нагрева составляло
5-50—5-103 с, а при 0,15% С — 2-102—2-104 с. Охлаждение
138
Усталость сварных соединений
занимало 30 с. В результате такой обработки сварные соединения
повышали предел выносливости в 3,5 раза, а гладкие сварные
образцы в 2 раза.
В местах окончания продольных угловых швов сжимающие
остаточные напряжения могут быть получены не только нагревом,
но и механическим путем. Для этого Герней [24] опробовал точечное
Рис. 10. Повышение выносливости образцов с планками после
точечного обжатия металла:
/ — исходное состояние; 2 — после'точечного обжатия
обжатие металла. После обжатия предел выносливости образцов
с фланговыми швами возрастал, на 90% (рис. 10). Аналогичные
результаты были получены в Институте электросварки им. Е. О. Па-
тона при испытании Щвеллеров из стали СтЗ, прикрепленных
к концевым планкам фланговыми швами. Пластическое обжатие
осуществляли на прессе с помощью пуансонов диаметром 20 мм
вблизи концов фланговых щров (на швеллерах и,концевых планках).
Нагрузка на пуансон составляла 28 тс и поддерживалась в течение
30 с. После обжатия на образце оставалась впадина — точка с чет-
Изменение полей остаточных напряжений
139
ким очертанием границ. Такие точки ставили настолько близко
к концам фланговых швов, насколько позволяла конструкция
конусообразного пуансона. Между точкой и концом шва оставался
зазор 5—8 мм. Усталостные трещины в таких образцах зарождались
не по концам фланговых швов, как обычно, и не по границам точек,
а в наплавленном металле швов, на некотором расстоянии от кон-
цов, где остаточные напряжения от обжатия были не сжимающими,
а растягивающими. Предел вы-
носливости образцов с флан-
говыми швами после обжатия
повысился на 70%.
Переход от точечного к ли-
нейному обжатию может расши-
рить возможность этого способа.
Он мог бы найти применение в
стыковых соединениях и в сое-
динениях с лобовыми швами.
Однако способ обжатия металла
на большой длине не рассма-
тривался Гернеем. В данном
случае он приближается к спо-
собу упрочнения металла по-
верхностным пластическим де-
формированием и отливается
от него тем, что вблизи сое-
динения обработке подвергают
только узкую полоску металла,
а не все соединение.
Эффективность линейного об-
жатия проверяли в Институте
электросварки им. Е. О. Па-
тона [18] на образцах из стали
10Г2С1 (о„ = 53,2 кГ/мм2; от =
= 37,5 кГ/мм2) с поперечными
планками и со стыковыми шва-
Рис. 11. Образцы с поперечными план-
ками и со стыковыми швами в исход-
ном состоянии и после линейного пла-
стического обжатия
пуансоны длиной 80 мм. Поэтому
ми (рис. 11). Планки прива-
ривали вручную электродами
УОНИИ-13/45. Сварку стыковых
швов выполняли под флюсом.
Для обжатия были изготовлены
обжатие проводили за несколько приемов, каждый раз с пере-
крытием предыдущей части. Обжатые полоски располагали на
расстоянии 2—5 мм от шва и имели ширину 5 мм. Напряжение
линейного обжатия принимали таким же, как и точечного; в услов-
ном исчислении оно равнялось 2 ot. После обжатия на основном
металле оставались канавки глубиной 0,5—0,7 мм. Трещины уста-
140
Усталость сварных соединений
лости зарождались, как обычно, по линии сплавления швов с основ-
ным металлом, но долговечность обжатых образцов в 5—10 раз
была выше, чем образцов в исходном состоянии. Пределы выно-
сливости о_г возросли на 40—110%. При пульсирующем цикле
напряжений предел выносливости стыковых соединений повы-
сился на 30%.
Установлено, что пластическое обжатие полосы металла вдоль
соединения создает в поверхностных 'слоях металла по линии кон-
центрации напряжений сжимающие остаточные напряжения. На-
ряду с измерением этих напряжений определяли величину пласти-
ческой деформации, возникающей в результате обжатия. Для этого
из такого же материала (сталь СтЗ) изготовляли модель, имити-
рующую сварное соединение. При таком же обжатии пластическая
деформация металла в непосредственной близости от искусственного
шва не превышала 1—2%. Отсюда можно заключить, что основным
фактором, изменяющим выносливость сварных соединений после
пластического обжатия, являются сжимающие остаточные напря-
жения.
Точечное и линейное обжатие следует отнести к перспективным
способам обработки сварных соединений. Здесь прост и контроль
качества выполненной работы. Он сводится к проверке расположе-
ния и глубины канавок, остающихся после обжатия. Но для механи-
ческого обжатия металла в производственных условиях не созданы
еще специальные приспособления наподобие описанных выше для
обработки всей поверхности соединения.
При необходимости выполнения больших объемов работ и в слу-
чае упрочнения труднодоступных участков швов целесообразной
может оказаться локальная взрывная обработка соединения. Такой
вид обработки предложен Институтом электросварки им. Е. О. Па-
тона недавно [11, 19] и его не следует отождествлять с упрочнением
взрывом всего изделия. Как известно, общее глубинное упрочнение
изделий и деталей, которые во время эксплуатации испытывают
действие значительных ударных нагрузок или интенсивно изнаши-
ваются (крестовины железнодорожных рельсов, захваты камнедро-
билок, детали мельниц, ковши экскаваторов и т. п.), осуществляется
путем детонации больших зарядов взрывчатого вещества в контакте
с металлом. Как показали исследования, выполненные в Сибирском
отделении АН СССР и других организациях, а также фирмой
«Дюпон» (США), при детонации создается фронт ударной волны
сдавлениями, превышающими 1000 кбар. Такие давления вызывают
пластические деформации, которые изменяют физико-механические
свойства материалов, в результате чего существенно повышаются
пределы текучести, прочности и выносливости.
В предлагаемом способе обработке подвергают только поверх-
ностные слои металла в месте перехода к сварному шву. В этом
случае локальная взрывная обработка значительно меньшей интен-
Изменение полей остаточных напряжений
141
сивности, чем при общей глубинной обработке, направлена главным
образом на создание в местах концентрации сжимающих остаточ-
ных напряжений и сводится к следующему. Вдоль линии сплавле-
ния шва с основным металлом размещают цилиндрические заряды
насыпного взрывчатого вещества — гексогена, заключенного в
гибкую хлорвиниловую трубку. Ме-
жду зарядами и поверхностью образца
находится двухмиллиметровый слой
пластилина, который служит переда-
точной средой при воздействии взрыв-
ной волны на поверхность образца и
для прикрепления зарядов к изделию
(рис. 12). Все заряды взрывают одно-
временно с помощью электродетона-
тора.
После взрывной обработки сопро-
тивление образцов усталостным раз-
рушениям существенно повышалось
(табл. 7). По числу циклов долговеч-
ность соединений возрастала до 3—
5 раз.
Дальнейшие уточнения параметров
взрывной обработки в связи с харак-
Рис. 12. Размещение зарядов на
поперечных угловых швах:
1 — шов; 2 — слой пластилина; 3 —
заряд гексогена; 4 — электродето-
натор
тером нагружения, видом соединения
и механическими свойствами металла помогут полнее раскрыть
возможности этого нового, весьма перспективного способа повы-
7. Повышение выносливости сварных соединений после взрывной обработки
Соединение Сталь Коэффи- циент асиммет- рии цикла (R) Предел выносливости (база 107 циклов), кгс/мм2 Повыше- ние пре- дела вы- носливо- сти, %
в исход- ном со- стоянии после обработки
С поперечными СтЗ -1 4,0 7,5 83
угловыми швами 10Г2С1 -1 4,0 7,0 75
СтЗ 0 .9,8 14,0 43
14ХМНДФР + 0,3 12,0 16,0 33
С продольными М16С -1 2,2 4,8 120
угловыми швами М16С 0 4,2 9,0 124
шения выносливости сварных соединений. Но и в настоящее время
этот метод можно с успехом применять для повышения долговеч-
ности сварных конструкций.
142 Усталость сварных соединений
СПИСОК ЛИТЕРАТУРЫ
1. Аснис А. Е., Иващенко Г. А. Повышение прочности сварных соединений
при переменных нагрузках путем оплавления границ шва Электрической ду-
гой. — «Автоматическая сварка», 1967, № 10, с. 36—39.
2. Вопросы механической усталости. Под ред. С. В. Серенсена. М., «Маши-
ностроение», 1964, 380 с.
3. Временная технологическая инструкция по оплавлению границ швов
неплавящимся вольфрамовым электродом в защитной среде аргона. Киев, Инсти-
тут электросварки им. Е. О. Патона АН УССР, 1968.,
4. Выносливость сварных соединений низколегированных сталей. — «Авто-
матическая сварка», 1966, № 11, с. 1—6. Авт.: Труфяков В. И., Стеренбоген Ю. А.,
Михеев П. П., Бабаев А. В.
5. Гохберг М. М., Тун-Бао-И. Влияние предварительного нагружения и
высокого отпуска на усталостную прочность сварных соединений. — В кн.:
Конструкции и расчеты машин. Труды Ленинградского политехнического инсти-
тута, № 236. М.—Л., «Машиностроение», 1964, с. 76—84.
6. Евграфов Г. К., Осипов В. О. Усталостная прочность сварных соединений
эксплуатируемых железнодорожных мостов. — «Сварочное производство», 1965,
№ 8, с. 6—8.
7. Клыков Н. А. Использование сосредоточенного (точечного) нагрева для
повышения усталостной прочности сварных соединений. — «Автоматическая
сварка», 1966, № 8, с. 33—37.
8. Крайчик М. М., Минков Я. Л., Киян Д. М. Упрочнение сварных рам
тележек подвижного состава методом поверхностного пластического дефор-
мирования.— В кн.: Повышение прочности и долговечности деталей машин
(ЦНИИТМАШ, кн. 110). М., «Машиностроение», 1969, 312 с.
9. Кудрявцев И. В. Внутренние напряжения как резерв прочности в маши-
ностроении. М., Машгиз, 1961, 278 с.
10. Кудрявцев И. В., Минков Я- Л., Бурмистрова Л. Н. Упрочнение необра-
ботанных сварных швов методом поверхностного пластического деформирова-
ния. Научно-техническая информация о работах ЦНИИТМАШ, 1966, № 61,
с. 12—15.
И. Михеев П. П., Труфяков В, И., Буштедт Ю. П. Применение импульсив-
ной обработки для повышения выносливости сварных соединений. — «Автома-
тическая сварка», 1967, № 10, с. 63—64.
12. Мюнзе В. Усталостная прочность сварных стальных конструкций. М.,
«Машиностроение», 1968, 311 с.
13. Наумченков Н. Е. Усталостная прочность балок, сваренных в углекислом
газе. — «Сварочное производство», 1971, № 4, с. 29—30.
14. Раевский Г. В. Повышение прочности сварных конструкций путем ста-
тической перегрузки. Сборник трудов по автоматической сварке под флюсом,
1948, № 1. Киев, АН УССР, с. 38-43.
15. Сагалевич В. М., Мейстер А. М. Устранение сварочных деформаций и
напряжений листовых конструкций нагружением с вибрацией. — «Сварочное
производство», 1971, № 9, с. 1—3.
16. Сервисен С. В., Когаев В. П., Шнейдерович Р. М. Несущая способность
и расчеты деталей машин на прочность, М., Машгиз, 1963, 452 с.
17 ., Трощенко В. Т. Усталость и неупругость металлов. Киев. «Наукова
думка», 1971, 268 с.
18. Труфяков В. И., Михеев П. П. Способы повышения выносливости свар-
ных соединений. —«Автоматическая сварка», 1964, № 11, с. 28—36.
19. Труфяков В. И., Михеев П. П., Кудинов В. М. Импульсивная обработка
сварных соединений. — В кн.: Повышение прочности и долговечности деталей
машин поверхностным пластическим деформированием, № 90. М., ЦНИИТМАШ,
1970, с. 181—186.
Список литературы 143
20. Усталость и хрупкость металлических материалов. М., «Наука», 1968,
215 с.
21. Труфяков В. И. Усталость сварных соединений. Киев. «Наукова думка»,
1973, 137 с.
22. Форрест П. Усталость металлов. М., «Машиностроение», 1968,'352 с.
23. Хейвуд Р. Проектирование с учетом усталости. М., «Машиностроение»,
1969, 504 с.
24. Gurney Т. Influence of Artificially Induced Residual Stresses on Fatique
Strength of Load — Garring Welded Joints in Milds steel «British Welding Jour-
nal», N 11, 1961.
25. Kenyon N., Morrison N an Quarrell. Fatique strength of Welded Joints,
«British Welding Journal», N 3, 1966.
26. Puchner 0. Fatique strength dising of Weldments with residual stress
considered, «Welding in Czechoslovakia», 1964.
ГЛАВА VI
СОПРОТИВЛЯЕМОСТЬ ХРУПКИМ РАЗРУШЕНИЯМ
1. ОЦЕНКА СВОЙСТВ ОСНОВНОГО МЕТАЛЛА
Хрупкость — это способность тел разрушаться без заметной
пластической деформации. Вида и формы проявления хрупкости
многообразны. Поэтому не существует единого критерия оценки
хрупкости металлов. Причиной хрупкости металлов могут явиться:
химический состав металла и его структурное состояние, понижение
температуры, высокая скорость нагружения, напряженное состоя-
ние металла. Хрупкость не является постоянным свойством мате-
риала. Переход тела из пластичного состояния в хрупкое зависит
от многих факторов. Правильнее говорить о хрупком состоянии
тела, а не о хрупком материале. Однако в инженерной практике
для простоты хрупкими материалами называют такие, которые при
вероятных условиях эксплуатации обнаруживают признаки хруп-
кости. К пластичным относят такие, которые в эксплуатационных
условиях не обнаруживают хрупкости, хотя при других обстоятель-
ствах, не свойственных рассматриваемым условиям, могут также
оказаться хрупкими.
Различают начальные стадии хрупкого разрушения, которые
условно объединяют в понятие зарождение разрушения, и движение
трещины, которое рассматривают как распространение разрушения.
Используемые в машиностроении свариваемые конструкционные
материалы в обычных условиях статического нагружения при от-
сутствии концентраторов напряжений не проявляют признаков
хрупкости. Появлению трещины всегда предшествует заметная
пластическая деформация. Признаки хрупкости могут проявиться
при ударном приложении нагрузки. ЕГ ряде случаев хрупкость на
гладких образцах даже при ударном приложении нагрузки появ-
ляется только при соответствующем понижении температуры. Тогда
говорят о хладноломкости металлов. В большинстве случаев хруп-
кость наиболее сильно обнаруживается при наличии надрезов.
В СССР самым распространенным методом испытания низко-
углеродистых и низколегированных сталей на хрупкость является
испытание на ударный изгиб призматических образцов с надрезом
г = 1 мм 15]. Полную работу разрушения, состоящую из работы
Оценка свойств основного металла
145
изгиба образца А3 и работы распространения трещины по попереч-
ному сечению Ар, относят к площади ослабленного сечения, в ре-
зультате чего находят ударную вязкость ан.
Испытание обычно используют для определения аИ металла при
температуре эксплуатации, а также для определения порога хлад-
ноломкости металла, понимая под этим температуру, при которой ан
оказывается около 2,5—3 кгс-м/см2. Принято считать, что для
многих конструкций величина аИ не должна быть ниже 2,5—
3,0 кгс • м/см2. Но эта оценка в ряде случаев недостаточна.
Имеются примеры, когда при статических нагрузках и отсутст-
вии острых концентраторов успешно работают детали при ап <
< 2,5 ч- 3,0 кгс • м/см2 и, напротив, имеется много примеров,
когда конструкции с аа > 3 кгс • м/см2 работают неудовлетвори-
тельно. Объясняется последнее тем, что в сварных конструкциях
обычно имеется достаточно мест, от которых может начаться разру-
шение. В таких условиях сопротивляемость конструкции хрупкому
разрушению зависит главным образом от удельной работы распро-
странения трещины йо, которая может быть весьма малой даже
при ан = 3 кгс • м/см2. По этой причине для конструкций, в которых
распространение трещин возможно и при этом создается аварийная
ситуация, получили применение методы испытаний, позволяющие
определить ар. Здесь идут по двум путям. Либо применяют методы,
позволяющие разделить полную работу аа на составляющие а3
и ар, либо остроту надреза делают такой, чтобы а3 была крайне
малой по сравнению с ар, и используют тогда для оценки металла а„.
К первой группе можно отнести методы Л. С. Лившица и А. С. Рах-
манова, А. П. Гуляева, В. С. Ивановой 16] и др. Ко второй группе —
испытание образцов Шарпи с V-образным надрезом, испытание по
методу Б. А. Дроздовского, когда предварительно создают трещину
усталости [4], испытание по методу тепловой волны, когда влияние а3
практически устраняют полностью [2]. За исключением материала
труб для магистральных трубопроводов предельно допустимая
величина ар пока не регламентирована. При таких неопределенных
требованиях к ар по количественному уровню часто считают доста-
точным найти лишь температурный интервал — 7\, при котором
величина ар резко снижается от стабильного для данного металла
уровня (рис. 1, а). Установлено, что этому резкому снижению ар
соответствует также изменение процента волокнистого излома
в сечении разрушенного образца в том же температурном интервале
Tj — Т2 (рис. 1, б). Поэтому можно устанавливать критические
температуры изменения ар по соотношению площади кристалли-
ческого и волокнистого изломов в сечении образца. В некоторых
рекомендациях критическую температуру определяют при 50% во-
локна в изломе (рис. 1, б).
Следует однако иметь в виду, что положение критических тем-
ператур на графике зависимости ар или процент волокна от темпе-
146
Сопротивляемость хрупким разрушениям
ратуры в свою очередь зависит от размеров образца, использован-
ного в опыте. Установлено, что при увеличении размеров образца
положение Ткр смещается вправо в область более высоких темпе-
ратур (рис. 2). Критическая температура на больших образцах Ткрб
Рис. 1. Изменение работы распространения трещины (а) и
% волокна в изломе (б) в зависимости от температуры
Рис. 2. Изменение положе-
ния кривых и критических
температур Ткрм и Ткрб в
зависимости от размера об-
разца
выше, чем на малых Ткрм. Поэтому для ответственных крупногаба-
ритных энергоемких конструкций критические температуры находят
на более крупных образцах. Имеется много различных методов
испытания металлов с применением более крупных образцов, чем
сечением 10 X 10 мм [4, 6]. Общая тенденция развития научных
исследований состоит в том, чтобы для
материалов низкой и средней прочности
установить минимально допустимую ве-
личину ар в зависимости от конкретного
типа конструкции и условий эксплуа-
тации.
Для конструкций из высокопрочных
металлов характерны высокая чувстви-
тельность к концентрации напряжений
и высокий уровень эксплуатационных
напряжений. В этом случае весьма ве-
роятным становится возникновение раз-
рушения от небольших по размерам
дефектов металлургического, сварочного
или механического происхождения. Ими
могут быть трещины, несцлошности, окисные пленочные включе-
ния, царапины и т. п.
Развитие разрушения следует схеме Гриффитса, когда прира-
щение длины дефекта сопровождается освобождением такого коли-
чества энергии, которое превосходит затраты энергии на продви-
жение трещины. Соответствующий подход к оценке сопротивляе-
мости хрупким разрушениям высокопрочных металлов развивается
Оценка свойств основного металла
147
линейной механикой разрушения путем использования понятия
критерия Ирвина [I].
Физический смысл критерия Ирвина в энергетической трактовке
прост. Это величина работы пластической деформации металла,
которая затрачивается в начальный период развития трещины на
образование единицы площади разрушения. Наиболее четким поня-
тием является величина критерия Ирвина в условиях плоской
деформации Gic кгс/мм или /Gc в случае размерности кгс/мм3/2.
Величины Gic и связаны между собой:
В тех случаях, когда форма возможных дефектов, толщина и
свойства металла таковы, что в конструкции может реализоваться
схема плоской деформации, получил распространение подход, при
котором экспериментально находят критерий К\й или Gic, мето-
дами дефектоскопии определяют имеющиеся размеры дефектов и
вычисляют допустимые напряжения, при которых дефект не рас-
пространяется. Часто вопрос решается в иной постановке: по извест-
ному критерию Ирвина и действующим напряжениям определяют
допустимые в конструкции размеры'дефектов. Такому ясному и
простому использованию критерия Ирвина на практике мешает
ряд следующих обстоятельств:
в сварных конструкциях из высокопрочных металлов часто
используют такую относительно небольшую толщину металла,
при которой условия плоской деформации не обеспечиваются даже
при наличии очень острого надреза;
форма и расположение дефектов таковы, что они не могут быть
приведены к схеме плоской деформации;
часто отсутствует достоверная информация о всех возможных
дефектах металла и сварных соединений.
Имеются и другие причины. В таких ситуациях величину крите-
рия Ирвина используют как характеристику металла, отражающую
его сопротивляемость развитию имеющегося трещиноподобного
дефекта. При прочих равных условиях предпочтение отдают тому
металлу, у которого критерий Ирвина больше.
Наряду с использованием критерия Ирвина важное значение
для тонколистовых высокопрочных металлов имеет величина удель-
ной работы распространения движущейся трещины ар, кгс м/см2.
Форма разрушения тонкого металла при движении трещины
существенно отличается от схемы плоской деформации, в особен-
ности при срезе под углом, близким к 45°. Поэтому величина ар
не совпадает с критерием Ирвина и является самостоятельной допол-
нительной характеристикой сопротивляемости листового металла
быстрому распространению трещины. Она может быть определена
148
Сопротивляемость хрупким разрушениям
на образцах с предварительно созданной усталостной трещиной,
которые испытывают на копрах [4], или при статическом нагру-
жении методом тепловой волны.
2. ВЛИЯНИЕ ПРОЦЕССА СВАРКИ
Наличие сварных соединений в конструкциях оказывает основ-
ное влияние на стадию зарождения разрушения 13]. Это влияние
происходит по нескольким направлениям.
1. В сварных соединениях, даже качественно выполненных,
всегда имеется концентрация напряжений.
2. Возможно существенное уменьшение сопротивляемости хруп-
ким разрушениям вследствие изменения химического состава
металла при сварке за счет нерационального легирования или
загрязнения вредными примесями и газами.
3. Термический цикл сварки изменяет.свойства металла в зоне
термического влияния. Увеличение хрупкости вызывают рост зерна
и высокие скорости охлаждения. Степень отрицательного влия-
ния зависит от химического состава основного металла, содер-
жания фосфора и серы, предварительной обработки, режимов
сварки.
4. Значительное, порой решающее, влияние на сопротивляемость
хрупким разрушениям оказывают концентрация сварочных пла-
стических деформаций и деформационное старение металла. Эти
явления имеют место, если нагрев металла и последующие его
сокращения происходят в непосредственной близости к острым
концентраторам. Большинство разрушений, которые были зареги-
стрированы в конструкциях из сталей низкой и средней прочности,
приходится именно на эти случаи, которые были подробно рас-
смотрены в гл. II.
5. Остаточные напряжения несут в себе накопленную энергию,
которая достаточна, чтобы вызвать разрушения значительной
протяженности.
Определение сопротивляемости сварных соединений и конструк-
ций хрупким разрушениям производят путем испытания стандарт-
ных надрезанных образцов на ударный изгиб, а также на основе
специальных исследований. Надрезы на образцах для ударного
изгиба располагают по шву, иногда в различных направлениях,
чтобы определить наименьшую величину ан, и в различных участках
околошовной зоны, чтобы установить наиболее слабую зону терми-
ческого влияния. По наименьшим величинам ударной вязкости
судят о степени отрицательного влияния сварки и пригодности тех
или иных материалов и режимов сварки для практического исполь-
зования.
Заметное место при оценке сталей, предназначенных для исполь-
зования в сварных конструкциях при низких температурах, зани-
Повышение сопротивляемости
149
мают испытания металлов на склонность их к деформационному
старению.
Для определения совместного влияния концентраторов и дефор-
мационного старения проводят испытания сварных соединений или
отдельных элементов после создания р них пластических деформа-
ций механическим путем и регистрируют при этом разрушающие
нагрузки. Выявляют критические температуры, при которых
начинается резкое падение прочности. Степень снижения пластич-
ности при этом определить не удается. Поэтому такие испытания
обычно выявляют температуру, при которой механические харак-
теристики соединений уже крайне низки. Целесообразно определять
пластические свойства, например угол загиба или относительное
удлинение.
Склонность сварных конструкций из высокопрочных металлов
к хрупким разрушениям в меньшей мере зависит от понижения
температуры. Она в основном определяется чувствительностью
исходного металла к сварочному термическому циклу и чувстви-
тельностью его к появляющимся при сварке концентраторам напря-
жений. При этом существенным оказывается конструктивная форма
и условия нагружения. Простые формы образцов могут не выявить
понижения прочности, характерного для элемента конструкции.
Целесообразно проводить испытания конструктивных элементов
на прочность с одновременной регистрацией пластических деформа-
ций основного металла, предшествующих моменту наступления
разрушения. Применяют испытания листовых сварных элементов
на двухосное растяжение и элементов конструкций с узлами [7].
Хотя распространение трещин в сварных конструкциях, как
правило, не связано с характером расположения швов, следует
иметь в виду возможную отрицательную роль потенциальной
энергии остаточных растягивающих напряжений.
3. ПОВЫШЕНИЕ СОПРОТИВЛЯЕМОСТИ
Высокая сопротивляемость хрупким разрушениям в большинстве
сварных конструкций обеспечивается комплексом мероприятий.
Решающее значение имеет выбор материала для соответствующих
условий эксплуатации с учетом выполнения конструкций сваркой.
Для конструкций из высокопрочных сталей определяющим
являются: получение металла шва соответствующего химического
состава, возможность проведения необходимой термообработки,
отсутствие трещиноподобных дефектов, возможность формирования
сварных соединений и мест перехода к основному металлу с коэффи-
циентами концентраций напряжений, находящимися в пределах,
допустимых для металла данной группы прочности.
В случае опасности низкотемпературной хрупкости при выборе
материала определяющими являются: достаточный запас по вяз-
кости у основного металла при температуре эксплуатации; металл
150
Сопротивляемость хрупким разрушениям
шва, не уступающий по вязкости основному металлу; малая склон-
ность основного металла к деформационному старению и охрупчи-
ванию под влиянием термического цикла сварки.
В случае опасности образования так называемых холодных
трещин необходимо предусмотреть возможность использования
конструктивных форм изделий и таких режимов сварки и техноло-
гии производства в целом, которые обеспечили бы применение
эффективных методов их предотвращения.
В случае применения высокоактивных металлов возможность
использования таких способов сварки с высокоэффективной защитой
нагретого металла, которые бы исключали появление хрупких зон
по причине загрязнения металла.
В случае опасности коррозионного растрескивания определяю-
щим является низкая чувствительность основного металла и свар-
ных соединений к ожидаемым при эксплуатации условиям среды и
температуры.
Следовательно, цыбор металла должен быть сообразован с усло-
виями эксплуатации и возможностью сохранения высоких исход-
ных свойств основного металла после сварки.
Конструктивное оформление сварных соединений имеет свои
специфические особенности в зависимости от предполагаемого вида
хрупкости.
В случае применения высокопрочных сталей, в особенности при
ов > 130 -*- 140 кгс/мм2, соединения, как правило, должны быть
стыковыми, с полным проваром. Применение других типов соеди-
нений возможно лишь после проведения специальных исследований
по прочности.
В случае опасности низкотемпературной хрупкости не следует
применять соединения с непроваром, расположенным поперек
силового потока; не допускается пересечение швами непроваренных
или не полностью проваренных стыков; не допускается применение
сварных соединений, имеющих зоны чрезмерных пластических
деформаций из-за их концентрации, а также зоны с трехосными
растягивающими напряжениями; переход от одних элементов
к другим должен быть-по возможности плавным.
В случаях опасности образования холодных трещин или корро-
зионного растрескивания основным в конструктивных и технологи-
ческих решениях является возможность осуществления такой
последовательности сборочно-сварочных операций и использование
таких методов сварки, которые обеспечивают минимальный уровень
остаточных напряжений. При необходимости надо предусмотреть
мероприятия по устранению остаточных напряжений.
Выбором способов' и режимов сварки можно оказать некоторое
положительное влияние на сопротивляемость хрупким разрушениям.
Наибольший эффект может быть достигнут в случае опасности
образования холодных трещин, если обеспечить замедленные ско-
Список литературы
151
рости охлаждения в области ожидаемых температур структурного
превращения; регулирование погонной энергии сварки и порядка
наложения швов является эффективным средством изменения ско-
рости охлаждения.
В случае низкотемпературной хрупкости охрупчивание может
возникнуть как по причине высоких скоростей охлаждения, так и
по причине роста зерна при длительных пребываниях металла
в области высоких температур и низких скоростях охлаждения;
поэтому рациональные режимы сварки могут быть установлены
в каждом конкретном случае лишь специальными исследованиями.
При сварке высокоактивных металлов решающим при выборе
способа сварки является надежная защита металла от загрязнения
газами или шлаками.
Применением сопутствующих и последующих термических и ме-
ханических обработок можно заметно повысить сопротивляемость
хрупким разрушениям.
Для конструкций из высокопрочных сталей последующая термо-
обработка, как правило, является совершенно необходимой. Меха-
ническое заглаживание швов прокаткой или проковкой способно
существенно уменьшить концентрацию напряжений. -
В случае низкотемпературной хрупкости радикальным средством
нередко является высокий общий или местный отпуск. Высо-
кий отпуск почти полностью устраняет вредные последствия,
вносимые сваркой.
В случае образования холодных трещин эффективными являются
сопутствующий подогрев и отпуск непосредственно после оконча-
ния сварки. В некоторых случаях достаточной является проковка
для создания сжимающих напряжений.
В случае коррозионного растрескивания положительными меро-
приятиями являются последующий отпуск или проковка для сни-
жения растягивающих остаточных напряжений.
СПИСОК ЛИТЕРАТУРЫ
1. Браун У., Сроули Дж. Испытания высокопрочных металлических материа-
лов на вязкость разрушения при плоской деформации. М., «Мир», 1972, 243 с.
2. Винокуров В. А., Черкасов В. К. О термоэлектрическом методе определе-
ния удельной работы разрушения металла. «Известия вузов. Машиностроение»,
1971, № 4, с. 24—29.
3. Гапченко М. Н. Хрупкое разрушение сварных соединений и конструкций.
М. — Киев Машгиз, 1963, 182 с.
4. Дроздовский Б. А., Фридман Я. Б. Влияние трещин на механические свой-
ства конструкционных сталей. М., Металлургиздат, 1960, 260 с.
5. ПогодиН’Алексеев Г. И. Динамическая прочность и хрупкость металлов.
М., «Машиностроение», 1966, 244 с.
6. Усталость и хрупкость металлических материалов. Под ред. В. С. Ива-
новой. М., «Наука», 1968, 215 с.
7. Куркин С. А., Лукьянов В. Ф., Парахин В. А., Губанов Ю. Н. Установка
для испытания тонколистового металла сварных соединений и макетов сосудов
в условиях двухосного растяжения. — «Сварочное призводство», 1965, Я9 5.
ГЛАВА VII
ДЕФЕКТЫ СВАРКИ И ПРОЧНОСТЬ
1. ОЦЕНКА ДЕФЕКТОВ
Почти во всех отраслях промышленности существуют нормативы
по допустимым отклонениям, которые регламентируют допуски на
величину и тип дефекта в сварных соединениях. Однако эти допуски
в значительном большинстве случаев установлены исходя из техно-
логических возможностей предприятий и не имеют количественного
обоснования с позиций несущей способности, прочности и пластич-
ности сварного соединения. Практика эксплуатации сварных кон-
струкций указывает на необходимость установления таких до-
пусков не только из технологических возможностей, но и с учетом
влияния величины и типа дефекта на прочность и несущую способ-
ность конструкций.
Все дефекты представляют собой естественные надрезы различ-
ной геометрической формы, поэтому при оценке влияния на проч-
ность сварных соединений они должны рассматриваться как кон-
центраторы напряжений. В отличие от обычных концентраторов-
надрезов концентраторы-дефекты не являются механическими над-
резами. Как правило, некоторые дефекты оканчиваются острыми
выточками, которые являются как бы (рис. 1, в) продолжением
границы зерна.
Для оценки влияния дефектов шва на служебные характеристики
сварных соединений необходимо располагать данными о чувстви-
тельности металла сварного шва к дефектам. Под чувствитель-
ностью к дефектам в данном случае понимают степень снижения
механических характеристик сварного шва в зоне дефекта по срав-
нению с бездефектным швом. Следует различать чувствительность
к дефектам при статических и переменных нагрузках. При стати-
ческих нагрузках за критерий чувствительности к дефекту обычно
принимают прочность соединения с дефектом (предел прочности) по
отношению к бездефектным соединениям. При переменных нагруз-
ках критерием чувствительности соединений к дефектам являются
эффективные коэффициенты концентрации, т. е. отношение пределов
выносливости сварных соединений без дефектов и с заданными
дефектами.
Оценка дефектов
153
Так как дефекты сварки (непровары, поры, включения и т. д.)
образуются в наплавленном металле шва или между наплавленным
металлом и оплавленными зернами основного металла (у границы
проплава), то чувствительность сварного соединения к дефектам
будет определяться главным образом свойствами металла шва
Рис. 1. Форма непроваров в сварных швах:
а — непровар стыкового шва (сталь 12X18HI0T, сварка в аргоне на подкладке);
б — окончание непровара в стыковом шве (низкоуглеродистая сталь, ручная сварка
электродом Э42); в — окончание непровара в стыковом шве (сплав АМгб, автома-
тическая сварка в аргоне)
в зоне дефекта, механические характеристики которых могут
существенно отличаться от свойств основного металла.
Одним из методов оценки чувствительности сварных соединений
к дефектам при статических нагрузках можно рекомендовать испы-
тание на статическое растяжение сварных стыковых соединений
без усиления шва с непроваром корня, получаемого при сварке
без зазора между стыкуемыми кромками. Если прочность соедине-
ния (£) при указанном испытании с увеличением глубины непро-
вара изменяется пропорционально уменьшению рабочего сечения
стыкового соединения (рис. 2, прямая 1—2), то металл шва нечув-
154
Дефекты сварки и прочность
ствителен к дефектам при статических нагрузках. В этом случае
дефект , следует рассматривать только как фактор, уменьшающий
рабочее сечение детали на величину, пропорциональную соответ-
ствующей глубине непровара.
Рис. 2. Прочность стыковых соединений с непроваром корня шва
при растяжении (автоматическая сварка, образцы плоские без уси-
ления, 6= 10—12 мм):
1 — пропорциональное снижение прочности соединения, соответствующее
уменьшению площади сечения непроваром; 2 — действительное снижение
прочности соединений с непроваром
В таких соединениях уменьшение рабочего сечения шва за ,счет
дефекта может быть скомпенсировано высотой усиления шва (про-
плава).
Чувствительными к дефектам при статических нагрузках следует
считать сварные соединения, у которых прочность металла шва
Неполное проплавление
155
с непроваром снижается не пропорционально изменению глубины
непровара (рис. 2, кривая 2). В этом случае непровар необходимо
рассматривать не только как фактор, уменьшающий сечение шва,
но и как концентратор напряжений, влияние которого на прочность
соединений, как будет показано ниже, не может быть скомпенсиро-
вано полностью увеличением усиления шва и проплава. Чувстви-
тельность или отсутствие чувствительности сварных соединений
к дефектам по предлагаемой методике будет зависеть также от соот-
ношения между прочностью металла шва (ов, сгт) и основного металла.
Если ов и от металла шва равны или больше основного металла
(шов — твердая прослойка), то сварные соединения при таком испы-
тании нечувствительны к дефектам при статических нагрузках,
так как локализация пластических деформаций и разрушение будет
происходить по основному металлу. Это имеет место обычно в сое-
динениях низкоугдеродистой стали, сваренных качественными
электродами (Э42, Э42А и др.), и при автоматической сварке под
флюсом (в том и другом случае металл шва легируется), а также
в сварных соединениях стали типа 12Х18Н10Т.
Если ов, стт металла шва меньше основного металла (шов —
мягкая прослойка), то сварные соединения чувствительны к де-
фектам-концентраторам. Пониженные прочностные свойства металла
шва по сравнению с основным металлом наблюдается после сварки
в соединениях алюминиевых, титановых сплавов и низколегиро-
ванных сталей.
Изложенная методика оценки чувствительности металла шва
к дефектам может быть рекомендована для сварных конструкций
балочного и стержневого типов, работающих в условиях статиче-
ского нагружения. Для конструкций, работающих при сложно-
напряженном состоянии, чувствительность металла шва к дефектам
следует оценивать другими методами.
При сопоставлении чувствительности сварных соединений к де-
фектам (концентраторам) при статических и переменных нагрузках
необходимо учитывать, что сварные соединения, не чувствительные
к дефектам, при статических нагрузках могут оказаться более
чувствительными при переменных нагрузках (например, сварные
соединения стали 12Х18Н10Т).
2. НЕПОЛНОЕ ПРОПЛАВЛЕНИЕ
Неполное проплавление сечения (непровар) в стыковых соеди-
нениях может возникать как в середине сечения при двусторонней
сварке, так и в корнё шва. Непровар в корне шва возникает обычно
при односторонней сварке без подкладки, а также может возникать
и при сварке на формирующей подкладке. За счет неравномерного
прилегания подкладки к свариваемым кромкам возможно образо-
вание непровара корня и при сварке на остающейся подкладке.
156
Дефекты сварки и прочность
Характерная особенность всех видов непровара состоит в том,
что заканчиваются они в металле* шва ответвлением («усами»),
имеющем вид трещины (см. рис. 1). Глубина этого ответвления при
рентгено- и гамма-просвечивании, как правило, не выявляется,
так как'ширина очень мала (0,01—0,1 мм), поэтому ошибка в опре-
делении общей глубины непровара может составлять до 10%.
В стыковых соединениях АМгб, сваренных неплавящимся электро-
дом в аргоне без зазора, при просвечивании могут не выявляться
Не только ответвления от основного направления непровара, но и
все несплавление, которое с трудом выявляется даже по макро-
шлифу.
Характер окончания линии неполного проплавления в металле
шва алюминиевых сплавов мало отличается от формы границ между
зернами металла шва (рис. 1, в). По линии контакта непроваренных
кромок (АМгб) наблюдается «схватывание» с образованием общих
зерен, что выявляется только после специального травления и
испытания образцов на растяжение. Поэтому для выявления непро-
вара в сварных стыковых соединениях сплава АМгб необходимо
дублирование контроля просвечиванием другими методами (ультра-
звуком).
В алюминиевых сплавах в большинстве случаев непровар сопро-
вождается порами или окисными пленками. В сталях при ручной
и автоматической сварке под флюсом непровары заполнены шлаком.
Сопоставление непровара (ответвления) с трещиной по геометри-
ческой форме и расположению в сечении шва показывает, что суще-
ственного различия в остроте окончания их не наблюдается.
Прочность сварных стыковых соединений с непроваром, как это
видно из рис. 2, зависит от чувствительности металла шва к де-
фектам в зоне непровара. В зависимости от характера действую-
щих нагрузок чувствительность металла шва к непровару различ-
ная. При статических нагрузках нечувствительными к дефек-
там (непровару) являются сварные соединения низкоуглероди-
стой стали (ручная сварка электродами Э42, автоматическая
под флюсом), стали 12Х18Н10Т (сварка в аргоне проволокой
12Х18Н10Т).
В этих сталях прочность соединений с непроваром снижается
пропорционально уменьшению сечения, вызванного непроваром
(по пропорциональной прямой 1—2 на рис. 2). Сварные соединения
стали ЗОХГСНА (сварка проволокой 18ХМА в аргоне), сплава
Д16Т (проволока АК, аргон), сплава АМгб (проволока АМгб,
аргон) чувствительны к дефектам при статических нагрузках.
Предел прочности (ов) и предел текучести (<т^ металла шва ука-
занных соединений ниже соответствующих характеристик основного
металла (шов — мягкая прослойка). На рис. 2 прочность таких
соединений с увеличением непровара снижается по кривой 2 (не
по пропорциональной прямой).
Неполное проплавление
157
В сварных соединениях, не чувствительных к дефектам (непро-
вару), при статических нагрузках ослабление сечения шва может
быть скомпенсировано высотой валика шва (усилением) или пропла-
вом. Так, например, усиление шва в стыках труб из низкоуглеро-
дистой стали с кольцевым непроваром по всей длине в корне шва
при статических нагрузках полностью компенсирует ослабление
сечения, создаваемое непроваром глубиной до 20% от толщины
410
тс
Разрушающая нагрузка
Пн=144мм
& =6мм
р
/4
120
TUcn=+20°C
Л
100
80
60
40
Тцсп-~95°С
200
10 20 30 40 50 %
тс
5 190
g 150
t90
5 w
Яц=150мм'> &=9мм
Тисп=+20оС
I VinIIIwi
ir/WpVHI
впшншт
10 20 30 40 50 60 70 %
Средняя глубина непровара корня шва
$5
105
I лла hmmh ммна <
Рис. 3. Прочность сварных стыков труб с непроваром корня шва при растяже-
нии (низкоуглеродистая сталь, ручная сварка электродом Э42): Тисп — темпера-
тура испытания
стенки трубы (рис. 3). В сварных соединениях, чувствительных
к непровару, при статических нагрузках усиление шва не компен-
сирует прочность соединения, имеющего непровар (см. рис. 2,
сплав АМгб).
Сварные соединения низкоуглеродистых сталей, не проявляющие
чувствительности к непровару при сварке на проход при статиче-
ских нагрузках, при секционной сварке могут существенно снижать
статическую прочность при низких температурах испытания
(—60—70 °C). Повторный нагрев, вызванный секционной сваркой,
создает в зонах непровара местную термопластическую деформацию
и старение металла. В зонах непровара снижается запас пластич-
ности, происходит охрупчивание и, как следствие, резкое сниже-
ние прочности.
158
Дефекты сварки и прочность
На кривых (рис. 4) [21 можно видеть, что при секционной сварке
стыковых соединений из низкоуглеродистой стали с непроваром
(электроды УОНИИ-13/45, ОММ-5) прочность снижается не по про-
Рис. 4. Статическая прочность сты-
ковых соединений с непроваром в
середине шва при низких темпера-
турах (низкоуглеродистая сталь,
ручная сварка секциями, темпера-
тура испытания —50 °C):
/ — прямые, соответствующие пропор-
циональному снижению прочности;
2 — действительное снижение прочно-
сти; ф — сварка электродами ОММ-5;
О —сварка электродами УОНИИ-13/45
порциональной прямой. Снижение статической прочности сварных
соединений низкоуглеродистой стали с непроваром при низ-
Относительная деформация на5азе50мм
Рис. 5. Пластичность сварных стыков
труб из низкоуглеродистой стали (ЗМ)
при растяжении (ручная сварка электро-
дами Э42)
кой температуре испытания
(—45 °C) наблюдается не
только при секционной свар-
ке, но и при многослойной
сварке. Так, например, при
многослойной сварке стыков
труб из низкоуглеродистой
стали (см. рис. 3) при глуби-
не непровара более 20% от
толщины стенки трубы проч-
ность при —45 °C резко па-
дает по сравнению с нормаль-
ной температурой испытания;
резко снижается и пластич-
ность соединения (рис. 5).
При проектировании кон-
струкций для эксплуатации
при переменных нагрузках
следует принимать во внима-
ние различную чувствитель-
ность соединений к дефектам
(непровару). В зависимости
от технологии сварки и свойств присадочного и основного металла
чувствительность' к дефектам различная. Это видно из приведенных
ниже эффективных коэффициентов концентрации (Кэ) сварных
стыковых соединений со снятым усилением и с непроваром в корне
Неполное проплавление
159
шва величиной 15% от толщины листа (база испытания N = 2*10в
циклов, характеристика цикла R = 0,1 4- 0,3, растяжение).
Низкоуглеродистая сталь (ручная и автоматическая сварка
под флюсом)..................................:.........4
Сталь 12Х18Н10Т (автоматическая сварка в аргоне прово-
локой СВ-12Х18Н ЮТ).......................................3,4
Сталь ЗОХГСНА (автоматическая сварка под флюсом про-
волокой Св-18ХМА) ........................................2
Сплав ЛМгб (автоматическая сварка в аргоне проволокой
АМгб).....................................................2,4
Сварные соединения 12Х18Н10Т низкоуглеродистой стали, не
чувствительные к непровару при статических нагрузках при вибра-
Рис. 6. Влияние расположения непровара в сечении шва на предел вы-
носливости стыковых соединений (низкоуглеродистая сталь, сварка под
флюсом, толщина 18 мм):
а — растяжение; б — симметричный изгиб; / — непровар в середине шва; 2 — не-
провар в корне шва
ционных нагрузках становятся более чувствительными, чем соеди-
нения стали ЗОХГСНА и сплава АМгб.
При проектировании необходимо также учитывать, что вибра-
ционная прочность соединений существенно зависит от вида нагру-
жения (растяжение, изгиб) и положения непровара в сечении шва
(рис. 6). Так как непровар является острым естественным надрезом
(теоретический коэффициент концентрации может быть К > 20),
то снижение выносливости резко проявляется даже при небольших
непроварах (до 10%, рис. 7).
Влияние непровара на прочность при вибрационных нагрузках
может изменяться в зависимости от положения его в поле остаточ-
ных напряжений. Если непровар будет расположен в поле остаточ-
160
Дефекты сварки и прочность
них напряжений растяжения, то предел выносливости может сни-
зиться в 2 раза по сравнению с пределом выносливости стыковых
Рис. 7. Влияние глубины непровара
в корне шва на предел выносливости
стыковых соединений без усиления
(растяжение, характеристика цикла
R = 0,1 4- 0,3; база испытания # =
= 2-106 циклов):
1 — АМгб, автоматическая сварка в арго-
не, проволока АМгб; 2 — ЗОХГСНА,
сварка под флюсом АН-3, проволока
18ХМА; 3 — 12Х18Н10Т, автоматическая
сварка в аргоне, проволока 12X18H10T;
4 — Д16Т, автоматическая сварка в арго-
не, проволока А К; 5 — низкоуглеродистая
сталь, сварка под флюсом ОСЦ-45
соединений с непроваром, расположенным в поле сжимающих
напряжений (рис. 8). В конструкциях установить величину и знак
остаточных напряжений в любой точке сечения шва не представ-
Рис. 8. Кривые усталости сварных
стыковых соединений с непроваром в
середине шва [10] (низкоуглеродистая
сталь, сварка с двух сторон):
1 — непровар в зоне сжимающих напря-
жений; 2 — непровар в зоне растягиваю-
щих напряжений
ляется возможным, поэтому предлагается 110] для установления
допустимости дефекта полагать непровар расположенным на участке
наибольших растягивающих напряжений.
3. ПОРЫ
Возникновение газовых пор наиболее вероятно в сварных швах
алюминиевых, титановых сплавов и в меньшей степени в сталях.
Если поры не окисленные (в алюминиевых сплавах) и не сопровож-
даются окисными пленками, непроварами, то они имеют сферическую
форму. Поры, сопровождающиеся окисными пленками, не имеют
правильной геометрической формы. Слившиеся поры и поры,
выходящие на поверхность со стороны проплава, также, как пра-
вило, сопровождаются окисными пленками. В конструкциях из
Поры
161
углеродистых сталей поры в большинстве случаев имеют трубчатую
форму. Причины образования пор различные, но в большинстве
случаев они возникают при плохой зачистке свариваемых кромок
и при повышенном содержании влаги в сварочных материалах.
Пористость возникает на плохо смачиваемых поверхностях раздела
фаз, сосредоточенных по линии сплавления, где всегда имеются
вакансии, микропоры, посторонние тугоплавкие частицы. Они
являются стимуляторами пористости [8]. На образование пор
оказывают влияние и конструктивные особенности сварного сое-
динения [3].
При неполном проплавлении поры концентрируются в районе
непровара в виде цепочки, при полном проплавлении — по линии
сплавления. При сварке на остающейся подкладке — по линии
сплавления у зазора между свариваемой пластиной и планкой.
При автоматической сварке цветных металлов плавящимся электро-
дом часто образуются наплывы жидкого металла на твердый.
В этом случае поры образуются на границе наплыва с поверхностью
основного металла. При сварке, встык пористость всегда больше,
чем при наплавке [3, 1].
При оценке влияния пористости на механические свойства
сварных соединений необходимо располагать данными о чувстви-
тельности металла шва в сварном соединении к концентраторам-
дефектам в зоне дефекта (см. раздел 1), а также значениями теоре-
тических коэффициентов концентрации напряжений пор Кп и теоре-
тическими коэффициентами концентрации формы шва Кон-
центрация напряжений в сварных швах с порами зависит от типа
пористости, характера распределения пористости в шве и геометри-
ческой формы пор. С этих позиций в сварных конструкциях следует
различать: единичную пористость (расстояние между порами
больше трех диаметров наибольшей поры), пористость в виде цепо-
чек (не слившиеся поры с расстоянием между ними меньше трех
диаметров поры), скопление неслившихся пор и слившиеся поры,
которые, как правило, сопровождаются окисными пленками.
Для сферических (единичных) пор, не выходящих на поверхность,
теоретический коэффициент концентрации составляет /<п = 2,05 [4].
Поры, сопровождающиеся окисными пленками, а также слившиеся
цепочки или скопления пор следует рассматривать как мелкие
несплавления, для которых теоретический коэффициент концентра-
ции можно принять как для мелкой выточки К = 3 4- 6 [6]. Теоре-
тический коэффициент концентрации формы шва /<ф зависит от
геометрии шва. Наименьшей концентрацией напряжений обладают
стыковые швы по сравнению с угловыми. Принято считать, что
теоретический коэффициент концентрации стыковых швов с усиле-
нием и подварочным швом или проплавом при растяжении состав-
ляет = 1,5 4- 1,6 [7]. Однако этот коэффициент существенно
зависит от технологии сварки и толщины свариваемого материала.
6 Под ред. Куркина С. А.
162
Дефекты сварки и прочность
Технология сварки и толщина оказывают влияние главным образом
на величину радиуса сопряжения р между усилением (проплавом)
и поверхностью основного металла (рис. 9). Ширина шва 2 b и вы-
сота усиления (проплава) изменяют /<ф в меньшей степени. Зная
радиус перехода р и ширину шва (проплава) в стыковом шве,
которые в конструкции легко замерить, можно определить теоре-
тический коэффициент концентрации формы шва по зависимости
= показанной на Рис- 15]. Наибольшая концентрация
в стыковом шве создается со стороны проплава (подварочного шва),
особенно при сварке на формирующих подкладках или при сварке
навесу. Самая неблагоприятная форма стыкового шва с позиции
концентрации напряжений образуется при сварке на остающейся
Рис. 9. Зависимость коэффициента
концентрации напряжений формы сты-
кового шва (Кф) от параметров шва
подкладке. Применять такие
швы в конструкциях, работаю-
щих при переменных нагрузках,
не рекомендуется. В стыковых
швах сплава АМгб толщиной
4—10 мм (автоматическая сварка
в аргоне на формирующей под-
кладке с присадкой АМгб) наи-
большая величина коэффициента
концентрации /<ф имеет место
на границе проплава и основ-
ного металла, со стороны форми-
рующей подкладки, где радиус
перехода pmin = 0,2 4- 0,1 мм.
Теоретический коэффициент концентрации по графику на рис. 9
составляет /<ф = 2,1 4- 2,7 [5] соответственно, что больше коэф-
фициента концентрации напряжений сферических единичных пор,
для которых Кп = 2,05.
Следовательно, при оценке влияния пористости на прочность
сварных конструкций, работающих при переменных нагрузках,
определяющим фактором должна являться концентрация, вызван-
ная геометрической формой шва. Если теоретический коэффициент
концентрации напряжений формы шва /<ф будет больше коэффи-
циента концентрации, вызванной порами, /<п, то в этом случае
пористость не снижает несущую способность > конструкции, что
видно из табл. 1, где даны эффективные коэффициенты концентра-
ции напряжений /<э стыковых соединений АМгб с различной сте-
пенью пористости.
Эффективные коэффициенты получены рри испытании аксиаль-
ными переменными нагрузками с характеристикой цикла R = 0,1
на базе W = 2-10е циклов. Как видно из табл. 1, единичные поры
d < 0,8 мм и цепочки пор d^0,5 мм по границе проплава, с про-
плавом и усилением не снизили выносливость сварного соединения
1. Статическая и вибрационная прочность сварных стыковых соединений АМгб с порами при растяжении
(температура испытаний 4-20°С, образец: толщина 5 мм, ширина 40 мм, d — диаметр пор)
Характеристика соединения и параметры механических свойств Без пор Единичные поры d 0,8 мм Единичные поры d 1,8 мм Единичные поры d — 0,3 0,9 мм с окисными пленками Цепочка пор d = 0,5 мм, длина цепочки 100% от длины шва Цепочка пор d^l,8 мм, длина цепочки 60% от длины шва Цепочка пор, частично слившихся, d — 1,2 4- 4- 1,8 мм, длина цепоч- ки 75% от длины шва Цепочка пор, единич- ные поры, сопровож- дающиеся несплавле- ниями, две слившиеся поры с окисными плен- ками d — 1,2 4- 1,8 мм
Предел прочности соединения с про- плавом и валиком ав, кгс/мм2 .... Коэффициент прочности 32,1—33,4 1 32,1—33,8 1 32,1—33,8 1 — 33,3—33,9 1 31,2—32,0 1 26,7—29,7 0,83—0,89 —
Предел прочности соединения с об- работанным проплавом и валиком ав, кгс/мм2 Коэффициент прочности 32,4—32,6 1 31,1—34,2 1 30,0 0,94 28—30,0 0,86-0,92 32—32,5 1 — 27,4—30,6 0,85—0,94 22.0-25,5 0,7—0,8
Предел выносливости соединения аол, кгс/мм2: с проплавом без проплава (проплав обработан) 9 13,5 9,4 10 — — 9,4 10 — 7,0 8,4 7,0 8,4
Эффективный коэффициент концен- трации Кэ: проплав обработан с проплавом 1 1,45 1,35 1,42 — — 1,35 1,42 — 1,6 1,92 1,62 1,92
Примечания. 1. Предел прочности основного металла о>в = 36 кгс/мм2. Предел выносливости основного металла (Уо х = 14-4- 16 кгс/мм2. 2. Эффективные,коэффициенты концентрации получены по отношению к соединению с обработанным проплавом без пор. 3. Коэффициент прочности (статический) получен по отношению к прочности соединения без пор. 4. Единичные поры и цепочки пор расположены в корне одностороннего шва и у поверхности на границе проплава.
Поры
164
Дефекты сварки и прочность
по сравнению с аналогичными соединениями без пор. В том и другом
случае эффективные коэффициенты концентрации Кэ = 1,42 4- 1,45.
Снижение выносливости в стыковых соединениях с проплавом
(/<9 = 1,92) наблюдается при наличии единичных пор, сопровож-
Рис. 10. Кривые усталости стыковых
соединений с порами [10] (низкоугле-
родистая сталь, швы с усилением):
дающихся окисными пленками
и при наличии цепочек слив-
шихся пор d = 1,2 4- 1,8 мм.
В этом случае коэффициент
концентрации напряжений пор
Кп 3, а коэффициент формы
шва Дф = 2,1 4- 2,7. Если в сты-
ковых соединениях проплав и
усиление шва полностью уда-
лить (Кф = 1), то при перемен-
ных нагрузках даже самые мел-
кие сферические поры снижают
выносливость соединений. Это
снижение в зависимости от ха-.
• — швы с порами; о — швы без пор рактера пористости может со-
ставлять 35—60%.
Установленная закономерность на стыковых соединениях АМгб
о преобладающей роли формы сварного стыкового шва при оценке
влияния пористости на прочность сварных соединений при пере-
менных нагрузках полно-
стью применима к соедине-
ниям из других материа-
лов. Это можно видеть на
рис. 10 [10], где результаты
испытаний плоских сты-
ковых образцов с пора-
ми в середине шва и без
пор из низкоуглеродистой
стали при наличии усиле-
ния шва располагаются
в одной области рассеива-
ния. Разрушение соедине-
ний во всех случаях проис-
ходило по границе пере-
хода от усиления (пропла-
ва) к основному металлу.
Рис. 11. Влияние пористости на статическую
прочность стыковых соединений при растя-
жении: 0 — сталь, ов = 85 кгс/мм2;
О — низкоуглеродистая сталь
При статических нагрузках влияние пористости на прочность
проявляется в значительно меньшей степени, чем при вибрационных,
например для сварных швов, чувствительных к дефектам при стати-
ческих нагрузках (АМгб), некоторое снижение прочности (на
10—15%) наблюдается при наличии цепочки слившихся пор d =
= 1,2 ч- 1,8 мм вне зависимости от наличия или отсутствия про-
Смещение кромок в стыковых соединениях
165
плава и усиления шва (см. табл. 1). Следовательно, слившиеся
поры у границы проплава и форма проплава (усиление) при стати-
ческих нагрузках по влиянию на прочность можно считать одина-
ковыми. В стыковых соединениях, не чувствительных к дефектам
при статических нагрузках (аустенитные стали, низкоуглероди-
стые), влияние пористости еще меньше. В стыковых соединениях
без усиления из указанных сталей пористость, ослабляющая сече-
ние шва до 7% (к площади сечения основного металла), прочности
не снижает (рис. И) [11]. У высокопрочных сталей (ав = 85 кгс/мм2)
снижение прочности стыковых соединений без усиления не наблю-
дается при наличии пористости, ослабляющей сечение шва до
5% [12]. Следует иметь в виду, что пористость, ослабляющая сече-
ние шва на 5—7%, возникает при очень грубом нарушении тех-
нологического процесса.
4. СМЕЩЕНИЕ КРОМОК В СТЫКОВЫХ СОЕДИНЕНИЯХ
При осевом растяжении сварных стыковых соединений со сме-
щением кромок напряжения на участке сопряжения основного
металла с металлом шва могут значительно превышать номинальное
значение в результате появления изгибающего момента от эксцен-
тричного приложения усилия. Кроме того,^ при смещении кромок
на 25—30% повышение напряжений происходит также из-за увели-
чения теоретического коэффициента концентрации формы шва Кф
за счет уменьшения радиуса кривизны pmin в зоне сопряжения
наплавленного и основного металла. Величина напряжений в зоне
сопряжения может быть подсчитана по формуле [5]
— (])
Р
где ан=-^-,— номинальное значение напряжении, определяемое
%
по сечению основного металла от действующего
усилия;
(2)
К — теоретический коэффициент концентрации сварного
стыкового соединения со смещением кромок;1
/Сф — теоретический коэффициент концентрации формы
стыкового шва (определяется по графику рис. 9);
Ксм =1+ЗА; (3)
Кем — теоретический коэффициент концентрации стыко-
вого шва, зависящий только от величины смещения
кромок;
А — относительное смещение кромок (величина смеще-
ния, отнесенная к толщине листа).
166
Дефекты сварки и прочность
Степень влияния смещения кромок на прочность стыковых
соединений зависит главным образом от характера действующих
нагрузок, а также от чувствительности металла шва к концентра-
ции напряжений.
При статических нагрузках смещение кромок не оказывает
существенного влияния на прочность. Так, например, в соедине-
ниях низкоуглеродистой стали толщиной 10 мм (сварка с двух сто-
рон УОНИИ-13/45), у которых металл шва нечувствителен к кон-
центраторам-дефектам при статических нагрузках, смещение кро-
Рис. 12. Статическая прочность стыковых соединений со
смещением кромок:
1 — основной металл СтЗ толщиной h = 10 мм; 2 — основной ме-
талл АМгб h — 10 мм; А — СтЗ h — 10 мм, ручная сварка элек-
тродами УОНИИ-13/45; х — АМгб аргоно-дуговая сварка с двух
сторон h = 4 мм; ф — то же h = 10 мм; Q — АМгб, автоматиче-
ская сварка на подкладке, h = 4 мм
мок величиной до 60% от толщины листа не снижает прочность
соединения (рис. 12).
В стыковых соединениях АМгб (металл шва чувствителен к кон-
центраторам-дефектам) снижение прочности наблюдается при сме-
щении кромок величиной более 25%, причем степень снижения
прочности зависит от технологии. сварки и толщины материала.
Автоматическая сварка на формирующей подкладке по сравнению
со сваркой с двух сторон со смещением кромок в стыковых соедине-
ниях АМгб вызывает большее снижение прочности, что объясняется
неблагоприятными условиями формирования обратной стороны шва
(проплава). При смещении более 25% проплав принимает грибовид-
ную форму, которая возникает в результате протекания расплавлен-
ного металла под смещенную кромку (рис. 13). Грибовидная форма
шва создает более высокую концентрацию напряжений по сравне-
нию с нормальной формой шва при отсутствии смещения кромок.
Рис. 12 показывает, что влияние толщины в стыковых соединениях
Смещение кромок в стыковых соединениях
167
сплава АМгб в диапазоне толщин 4—10 мм начинает проявляться
при смещении кромок более 30%.
При вибрационных нагрузках смещение кромок стыкового шва
оказывает существенное влияние на прочность соединений, причем
степень снижения зависит в основном от технологии сварки и вели-
чины смещения кромок. Степень снижения выносливости в зависи-
Рис. 13. Форма проплава стыкового шва АМгб толщиной 10 мм при
сварке на формирующей подкладке при наличии смещения кромок (авто-
матическая сварка в аргоне с присадкой АМгб)
мости от смещения кромок можно оценить теоретически по прибли-
женной зависимости [5]
где ЛГСМ = 1 + 3 А;
— предел выносливости стыкового соединения со смеще-
нием кромок;
cfy — предел выносливости стыкового соединения без смеще-
ния кромок.
Указанная зависимость показана на рис. 14, где также нанесены
экспериментальные значения пределов выносливости (растяжение,
Z? = 0,1, N = 2- 106 циклов) стыковых соединений с различной
величиной смещения кромок. При пользовании формулой или гра-
фиком (рис. 14) для определения степени снижения вибрационной
прочности стыковых соединений в зависимости от величины
смещения следует иметь в виду, что для стыковых соедине-
ний выполненных автоматической сваркой на формирующей
подкладке, значения пределов выносливости могут быть не-
сколько занижены (при смещении до 20%), что объясняется
168
Дефекты сварки и прочность
повышением коэффициента концентрации формы шва /Сф при нали-
чии смещения кромок из-за уменьшения величины pmin. Однако это
идет в запас прочности. При изготовлении сварных конструкций
Рис. 14. Влияние смещения кромок на пре-
дел выносливости стыковых соединений:
R — 0,1, база испытания Af = 2*10в циклов;
О — АМгб, ручная аргонодуговая сварка с
подваркой корня шва; толщина образца h —
— 10 мм; х — то же h = 4 мм; А — АМгб,
автоматическая сварка на подкладке h = 4 мм;
ф — СтЗ, h — 10 мм, электрод УОНИИ-13/15
небольшое смещение кромок
(до 10%) в отдельных участ-
ках шва^ как правило, всегда
имеет место, особенно при
сварке алюминиевых сплавов,
поэтому при проектировании
конструкций для работы при
переменных нагрузках реко-
мендуется учитывать фактор
смещения кромок, используя
формулу (4) или график (рис.
14).
5. ВКЛЮЧЕНИЯ
К дефектам типа вклю-
чений относятся шлаковые
включения, окисные плен-
ки, вольфрамовые включения.
Шлаковые включения могут возникать в процессе ручной сварки
качественным электродом и при сварке под флюсом, вольфрамовые
включения — при сварке вольфрамовым электродом. Окисные вклю-
чения (пленки) могут возникать при всех видах сварки. Шлаковые
включения, как правило, не выходят на поверхность и в отличие от
непроваров являются объемными включениями, не имеющими опре-
деленной геометрической формы, однако во всех случаях имеют
острые ответвления, но с радиусом окончания несколько большим,
чем у непровара (в 2—3 раза). Окисные включения в сварных швах
алюминиевых сплавов имеют вид тонких плоских пленок произволь-
ного очертания (рис. 15). По концентрации напряжений окисные
включения соизмеримы с непроваром.
Из перечисленных трех типов включений наибольшее влияние
на прочность оказывают окисные пленки (в алюминиевых сплавах),
которые следует рассматривать как непровары.
Вольфрамовые включения не оказывают существенного влияния
на прочность, если они не сопровождаются окисными пленками.
Шлаковые включения в сварных соединениях по влиянию на проч-
ность занимают промежуточное положение между окисными плен-
ками и вольфрамовыми включениями. При вибрационных нагрузках
влияние шлаковых включений на предел выносливости, как и для
других внутренних дефектов (например, пор), существенно зависит
от концентрации напряжений, создаваемой формой шва /Q.
Размер и количество шлаковых включений в определенных пре-
делах не снижают предел выносливости стыковых соединений
Включения
169
с усилением шва и проплавом (табл. 2). Для всех включений,
приведенных в табл. 2, кроме сплошной шлаковой линии в середине
шва, концентрация напряжений, вызванная формой шва, подавляет
концентрацию напряжений от шлаковых включений.
Из табл. 2 следует, что для низкоуглеродистой стали при суммар-
ной длине шлаковых включений до 30% от длины шва эффективные
коэффициенты концен-
трации соответствуют
эффективному коэффи-
циенту концентрации
формы шва (/<э= 1,5 4-
4-1,6) и только при на-
личии сплошной шлако-
вой линии в середине
шва эффективный коэф-
фициент концентрации
составляет 3,1.
Следовательно, в сты-
ковых соединениях низ-
коуглеродистой стали
все дискретные шлако-
вые включения (см.
табл. 2) при наличии
усиления шва и пропла-
ва влияния на прочность
не оказывают. Шлако-
вые включения, так же
как и поры, начинают
снижать выносливость
при коэффициенте кон-
центрации формы шва Рис 15 окисные включения в стыковом шве
/Сф = 1, Т. е. в СТЫКОВЫХ АМгб, автоматическая многослойная сварка в
швах, у которых полно- аргоне с присадкой АМгб
стью снято усиление шва
и проплав (см. табл. 2). В этом случае на снижение прочности начи-
нает оказывать влияние размер включения. Если шлаковые вклю-
чения не представляют сплошной линии, то количество дискретных
включений в середине шва для конструкций, работающих при
переменных напряжениях, близких к пределу выносливости, имеет
второстепенное значение. Из табл. 2 видно, что с увеличением
размера шлакового включения эффективный коэффициент концентра-
ции стыкового соединения без усиления увеличивается с 1,25 до 1,4.
При сплошной шлаковой линии /<э = 2,5.
Сопоставление данных табл. 2 показывает, что основное влияние
на усталостную прочность сварных стыковых соединений со шлако-
выми включениями оказывает форма стыкового шва. Это обстоя-
170
Дефекты сварки и прочность
2. Выносливость стыковых соединений со шлаковыми включениями
в середине шва (низкоуглеродистая сталь толщиной 12 мм,
ручная сварка с двух сторон, база истытаний N — 2- 106 циклов,
характеристика цикла /? = 0, растяжение)
Характеристика шлаковых включений Размер (длина) шлакового включения, мм Относительный размер шлако- вого включения (к длине шва), % Предел выносли- вости €Г0, кгс/мм2 Эффективный коэффициент концентрации, к,
Усиление и проплав об Без дефекта работаны 0 полностью 0 25 1
Одно шлаковое включение 5—10 5—10 18 1,4
Три шлаковых включения с расстоя- нием 25 мм одно от другого 6-10 18—30 17 1,5
Три шлаковых включения с расстоя- нием 25 мм 1,5—2,5 5-8 20 1,25
Шлаковая линия по всей длине шва 100 100 10 2,5
С усилением i Без дефекта i проплаво 0 м 0 16-18 1,5
Одно шлаковое включение 1,6-3,2 1,6-3,2 17,0 1,5
Три шлаковых включения на рас- стоянии 8 мм одно от другого .... 1,6 5 17,0 1,5
Три шлаковых включения с расстоя- нием 25 мм 1,5—2,5 5-8 15 1,7
Множество шлаковых включений с расстоянием 8 мм 0,8—1,6 10—20 17 1,5
Одно шлаковое включение 5—10 5—10 14 1,8
Три шлаковых включения с расстоя- нием 25 мм 6—10 18-30 17 1,5
Сплошная шлаковая линия 100 100 8 3,1
тельство необходимо учитывать при изготовлении и разработке
норм допустимых дефектов сварных конструкций. В первую очередь
это относится к стыковым соединениям, сваренным на остающейся
подкладке, так как она значительно снижает выносливость по срав-
нению с нормальным двусторонним швом. Эффективный коэффициент
концентрации в таких соединениях из низкоуглеродистой стали вне
зависимости от наличия дефектов в шве (включений, пор) состав-
ляет 2,5.
СПИСОК ЛИТЕРАТУРЫ
1. Горшков А. И. Некоторые вопросы образования пористости при сварке
титана. — «Сварочное производство», 1968, № 7, с. 21—23.
2. Жемчужников Г. В., Котенко Э. В., Гиренко В. С. Влияние непроваров
на статическую прочность стыковых соединений при низких температурах. —
«Автоматическая сварка», 1968, № 3, с. 29—33.
Список литературы
171
3. Иванникова А. Д., Крохин А. А. Влияние поверхностных загрязнений
титана на образование пор при сварке. — «Сварочное производство», 1968, № 3,
с. 27—30.
4. Макаров И. И., Емельянова Т. М. Влияние технологических дефектов на
долговечность и надежность сварных соединений. — В кн.: Надежность сварных
соединений и конструкций. Под ред. Г. А. Николаева. М., «Машиностроение»,
1967, с. 47—63.
5. Макаров И. И., Емельянова Т. М. Прочность и пластичность сварных
стыковых соединений со смещением кромок. — В кн.: Материалы по металли-
ческим конструкциям. Вып. 15. М., ЦНИИПРОЕКТСТАЛЬ Конструкция, 1970,
с. 36—47.
6. Николаев Г. А., Макаров И. И. Влияние качества сварки на механические
свойства стыковых швов. — В кн.: Вопросы прочности и технологии сварки.
Под ред. Г. А. Николаева, № 376. М., Машгиз, 1955, с. 12—32.
7. Николаев Г. А. Расчет сварных конструкций и соединений. М.,’«Высшая
школа», 1965, с. 80—81.
8. Способы уменьшения пористости при аргоно-дуговой сварке тонколисто-
вого титана. —«Сварочное производство», 1971, № 11, с. 54—55. Авт.: Кудоя-
ров Б. В., Петров Г. Л., Хатунцев А. Н., Широнин В. М.
9. Третьяков Ф. Е. Сварка плавлением титана и его сплава, М., Машгиз,
1967, 140 с.
10. Труфяков В. И. Усталость сварных соединений Киев, «Наукова думкд»,
1973, с. 107-120.
11. Green W. L, Harmad М. О. and McCanley R. В. The effects of porosity
on mild-steel welds. «Welding Journal», 1958, N 5, v. 37, p. 2095—306s.
12. B. Y. I. W. Bradley and R. B. Me. Canley. The effects of porosity in Quen-
ched an Tempered Steel, Welding Journal, 1964, N 9, V 43, p. 84—90.
ГЛАВА VIII
ТОНКОСТЕННЫЕ СОСУДЫ, РАБОТАЮЩИЕ
ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
С позиции расчета на прочность сосуд считают тонкостенным,
если толщина его стенки значительно меньше прочих размеров
(в 20 раз и более). С позиций конструктивного оформления сварных
соединений и технологии изготовления понятие тонкостенности
обычно ограничивают толщинами, не превышающими 7—10 мм.
Условия работы тонкостенных сосудов характеризуются нали-
чием статического внутреннего давления, создаваемого однократно
или многократно, на короткое время или длительно, при нормаль-
ной или пониженной температуре.
Назначение сосуда и условия его работы определяют требования
к материалу, конструктивному оформлению и технологии изготовле-
ния. Для баллонов и тормозных резервуаров наземного транспорта,
где экономия веса является важной, но не главной задачей, обычно
используют хорошо сваривающиеся материалы при высоком запасе
прочности. Напротив, для сосудов, предназначенных для лета-
тельных аппаратов, требование минимальной массы является основ-
ным. Это заставляет использовать для их изготовления материалы
с высокой удельной прочностью при малых запасах прочности.
В первом случае относительно малая чувствительность металла
к наличию концентраторов и к термическому циклу сварки, сравни-
тельно высокий запас прочности позволяют ограничить указания
ТУ некоторыми общими положениями, кратко излагающими опыт
изготовления и эксплуатации. Для сосудов общего назначения,
работающих при давлении свыше 1,7 кгс/см2, такие сведения содер-
жат «Правила устройства и безопасности эксплуатации сосудов,
работающих под давление» [7], утвержденные Госгортехнадзором
СССР и обязательные для всех министерств и ведомств. Подобные
сведения содержат также стандарты на отдельные изделия, напри-
мер ГОСТ 1561-65* и 14249- 73***.
Во втором случае для сосудов специального назначения низкий
запас прочности, высокая чувствительность материала к концентра-
ции напряжений и к изменениям механических свойств под дейст-
Выбор материала
173
вием термического цикла сварки заставляет гораздо более жестко
регламентировать все этапы процесса изготовления. Технические
условия на такие изделия обычно содержат подробные указания
в части приемки металла, выполнения заготовительных операций,
допусков на точность сборки, требований к сборочной оснастке,
приемов и режимов сварки, назначения и условий выполнения
механической или термообработки соединений после сварки, конт-
роля качества сварных соединений и методов приемных испытаний
готовых изделий, характера и размера дефектов, которые можно
в изделии допустить без исправлений, дефектов, которые разре-
шается исправлять с описанием приемов исправления, дефектов,
служащих браковочным признаком и не подлежащих исправлению
и т. д. Примером такого документа может служить нормаль НО
5926-09.
2. ВЫБОР МАТЕРИАЛА
Тонкостенные сосуды из низкоуглеродистых и низколегирован-
ных сталей, рекомендуемых правилами Госгортехнадзора [7],
весьма технологичны, так как не требуют последующей термообра-
ботки и позволяют выбирать конструктивное оформление сварных
соединений из условия простоты выполнения сборочно-сварочных
операций. Малая чувствительность к наличию концентраторов
обеспечивает их надежную работу при нормальной и при умеренно
низких температурах порядка — 40—60 °C.
Использование более прочных сталей с пределом прочности
120—140 кгс/мм2 (ЗОХГСА, 25ХСНВФА) позволяет снизить массу
конструкции, но увеличивает трудоемкость ее изготовления. В этом
случае становится обязательной последующая термообработка свар-
ных соединений или всего изделия после сварки, недопустимы сое-
динения элементов внахлестку, более жесткие требования предъяв-
ляют к качеству выполнения сборочно-сварочных операций.
Применение еще более прочных сталей с ов = 160 кгс/мм2 и выше
требует высокой культуры производства. Даже незначительное на
первый взгляд искажение конструктивных форм, повреждение по-
верхности или иное нарушение процесса изготовления может сни-
зить конструктивную прочность сосуда до величины ниже расчетной.
Так как опасность такого снижения возрастает с увеличением
прочности материала, то достигнутый уровень культуры проектиро-
вания и изготовления сосудов определяет некоторый предельный
уровень прочности материала, выше которого теряется уверенность
в надежной работе изделия. Таким пределом считают ов
200 кгс/мм2.
Многочисленные попытки использовать при изготовлении свар-
ных тонкостенных сосудов материалы с пределом прочности выше
200 кгс/мм2 пока не дали положительных результатов. Это, конечно,
не означает, что величина ов = 200 кгс/мм2 является пределом,
174
Тонкостенные сосуды под внутренним давлением
который нельзя превзойти. Однако трудности являются значитель-
ными и на их преодоление требуется время.
Стремление уменьшить массу конструкции заставляет использо-
вать материалы высокой удельной прочности. Наилучшие пока-
затели в этом отношении имеют титановые сплавы. При ов =
= 120 кгс/мм2 их удельная прочность такая же, как у стали с ов =
= 210 кгс/мм2.
Сплавы титана хорошо свариваются, обладают высокой корро-
зионной стойкостью, но требуют весьма тщательной защиты свароч-
ной ванны от насыщения газами воздуха и проявляют склонность
к замедленным разрушениям. Последние обстоятельства заметно
усложняют технологию изготовления сосудов, так как сварку не-
редко приходится выполнять в камерах с защитной средой, а для
устранения опасности замедленного разрушения производить тер-
мообработку для снятия остаточных напряжений. Для изготовле-
ния тонкостенных сосудов применяют сплавы (ОТ4, ОТ41, ВТ6
и др.) с ов = 60 4- 100 кгс/мм2. Использование более прочных
сплавов с ов 140 кгс/мм2 (ВТ 14) встречает те же трудности, что
и высокопрочных сталей.
В сосудах криогенной техники используют материалы, способ-
ные надежно работать при низких температурах — хромоникеле-
вые аустенитные стали с содержанием никеля более 7% и алю-
миниевые сплавы.
За рубежом (США) применяют аустенитные стали марок 301,
302 , 304, 310 и др., соответствующие нашим сталям 12Х18Н9Т,
12Х18Н10Т и 12Х18Н10. Прочность этих сталей при нормальной тем-
пературе невелика (ов = 55 4- 65 кгс/мм2), но сильно возрастает
с ее понижением, достигая при —253 °C величин ов = 130 4-
4- 180 кгс/мм2. Так как при этом пластичность, ударная вязкость
и отношение ов/от сохраняют высокие значения, то вплоть до тем-
пературы —253 °C сохраняется и малая чувствительность аустенит-
ных сталей к концентрации напряжений при статическом нагру-
жении.
Технологичности конструкций из этих сталей способствует их
хорошая штампуемость, свариваемость и относительно малая чув-
ствительность к дефектам сйарных соединений. Однако масса сосу-
дов из-за низкой удельной прочности аустенитных сталей полу-
чается значительной. Холодной прокаткой со степенью обжатия по-
рядка 50—70% прочность листовых заготовок можно повысить до
ов = 120 4- 150 кгс/мм2, но в этом случае разупрочнение металла
в зоне сварного соединения оказывается значительным и его ком-
пенсация требует использования специальных конструктивных или
технологических мероприятий'
При изготовлении наземных резервуаров для сжиженных газов
в США применяют нетермоупрочняемые алюминиевые сплавы ма-
рок 5083 и 5456 с от = 12 4- 16 кгс/мм2 и ов = 28 4- 34 кгс/мм2.
Конструктивное оформление и схема расчета 175
В космическом ракетостроении эти сплавы с целью снижения
массы конструкций используют в холоднокатаном состоянии при
от = 28 4- 32 кгс/мм2 и ов — 37 4- 42 кгс/мм2. Как в отожженном,
так и наклепанном состоянии эти сплавы обладают хорошей свари-
ваемостью, их механические свойства мало изменяются с пониже-
нием температуры, сохраняя пластичность и вязкость до темпера-
туры —253 °C.
Компенсации разупрочнения наклепанного прокаткой металла
от сварки достигают увеличением толщины зоны сварного соеди-
нения. Такое утолщение получают размерным травлением путем
удаления металла по всей остальной поверхности листовой заго-
товки, кроме полосы вдоль кромок, подлежащих сварке. Более проч-
ные термоупрочняемые алюминиевые сплавы 2219 и 2014 с от =
= 28 4 44 кгс/мм2 и ов = 40 4- 50 кгс/мм2 используют в США
для изготовления топливных баков ракет, работающих при криоген-
ных температурах. Сварные соединения этих сплавов имеют доста-
точную пластичность, но для обеспечения равнопрочности стыко-
вых сварных соединений основному металлу требуют утолщения
свариваемых кромок.
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ
И СХЕМА РАСЧЕТА
Тонкостенным сосудам обычно придают форму цилиндра, сферы
или тора. Выбор формы может определяться различными сообра-
жениями. Так, сферическая форма позволяет получить сосуд мини-
мальной массы при заданной емкости, торовая — компактно разме-
стить сосуд, например вокруг камеры сгорания ЖРД, цилиндриче-
ская — обеспечивает наиболее технологичное конструктивное оформ-
ление сосуда и т. д. Схема разделения сосуда на конструктивные
элементы показана на рис. 1, а—в. Соединения осуществляют
продольными, кольцевыми и круговыми швами.
Для тонкостенного сосуда величина внутреннего давления на
стенку сосуда обычно не превышает 1—2% от величины напряже-
ний, действующих в плоскости, параллельной касательной к поверх-
ности. Поэтому поле напряжений считают двухосным, распределе-
ние по толщине стенки принимают равномерным и расчет на проч-
ность под действием внутреннего давления осуществляют по без-
моментной теории.
В соответствии с этим стенка сферического сосуда (рис. 1, а)
испытывает равноосное растяжение в двух направлениях:
O1 = <J2=^-, (1)
где р — давленйе внутри сосуда.
176
Тонкостенные сосуды под внутренним давлением
Для цилиндрической стенки сосуда (рис. 1, б) окружное напря-
жение превышает напряжение осевого направления в 2 раза, т. е.
и (2)
В различных точках поперечного сечения торового сосуда на-
пряжение в окружном направлении зависит от угла 0 (рис. 1,в)
Рис. 1. Характерные типы сосудов:
а — сферический; б — цилиндрический; в — торовый
и выражается как
_________________________а — 0,56 sin 6 pb zq\
ai ~ д + 6 sin О / * '
Максимальное значение имеет место в точке С, т. е.
а+0,56 pb
01 — a — b t '
Осевое напряжение во всех точках Л, В и С сечения одинаково
и равно
а2 = §. (4)
Изменения толщины стенки при переходе от одного сечения к дру-
гому или изменения кривизны в местах сопряжений приводят
к появлению изгибающих моментов и местному повышению напря-
жений. Например, изменение толщины стенки вдоль образующей
в цилиндрическом сосуде вызывает местное повышение напряже-
ний как вследствие разности радиального расширения двух смеж-
ных областей, так и из-за возможного несовпадения серединных
Конструктивное оформление и технологичность
177
поверхностей стыкуемых участков. Повышенная жесткость кромок
днища вызывает повышение напряжения в осевом направлении на
внутренней поверхности обечайки в месте ее сопряжения с днищем.
В окружном направлении жесткое днище разгружает сопряжение.
Снижению пика напряжений в продольном направлении способст-
вует уменьшение жесткости днища и устранение резкого измене-
ния кривизны в месте сопряжения. Нечто подобное происходит и
в местах расположения кольцевых жесткостей.
При заданных размерах сосуда величину предельного давления
внутри сосуда можно определить подстановкой в соответствующую
формулу наибольшего главного напряжения величины ов материала
стенки, определенной при осевом растяжении. Погрешность такого
вычисления для большинства материалов составляет не более 15%,
за исключением титановых сплавов, для которых различие в проч-
ности при осевом и двухосном растяжении может быть заметно
больше [5].
Предельная прочность предполагает идеальную' форму сосуда,
однородность материала его стенок и однократность нагружения.
Реальный сосуд помимо нарушений формы в местах сопряжений де-
талей и расположения элементов жесткости может иметь поверхност-
ные повреждения’, сварные соединения с их неоднородностью меха-
нических свойств, технологические дефекту и нагружаться неодно-
кратно. Поэтому действительная (конструктивная) прочность со-
суда может быть ниже предельной, и степень снижения определяется
многими факторами. При расчете это учитывают назначением вели-
чины допускаемого напряжения или коэффициента запаса.
4. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И ТЕХНОЛОГИЧНОСТЬ
В зависимости от свариваемости металла и его чувствительности
к концентрации напряжений представления о технологичности од-
ного и того же конструктивного оформления могут оказаться раз-
личными. Поэтому конструктивное оформление узлов и соединений
сосуда целесообразно рассматривать раздельно для разных типов
используемых материалов.
Характерная для низкоуглеродистых сталей хорошая сваривае-
мость и малая чувствительность к концентрации напряжений позво-
ляет использовать любые типы сварных соединений. Поэтому при
использовании таких материалов конструкция узлов и соединений
определяется главным образом соображениями снижения трудоем-
кости изготовления изделия. Примером этому служат тормозные
воздушные баллоны грузовых автомобилей, изготовляемые в усло-
виях крупносерийного или массового производства, когда техноло-
гичность изделия особенно важна.
Воздушный баллон (рис. 2) имеет обечайку из горячекатаной
стали 20кп толщиной 2 мм и два штампованных днища из стали
178
Тонкостенные сосуды под внутренним давлением
Рис. 2. Воздушный тормозной баллон гру-
зового автомобиля
08кп толщиной 2,5 мм. Днища имеют бобышки, привариваемые
дуговой или рельефной сваркой. Рельефная сварка осуществляется
за счет специального кольцевого выступа на бобышке (рис. 3, а).
Она более производительна и не требует вращения днища. Однако
те бобышки, которые имеют отводную трубку, приходится привари-
вать дуговой сваркой в СО2 с вращением днища (рис. 3, б, в).
За счет некоторого усложнения формы штампованного днища,
как показано на рис. 4, можно устранить необходимость наличия
отводной трубки и выполнить все бобышки одинаковыми с исполь-
зованием рельефной сварки. Сборка продольного стыка обечайки
на медной подкладке и однопроходная сварка под флюсом или в СО2
является достаточно простой
операцией, выполняемой с
помощью высокопроизводи-
тельной оснастки. Сборку и
сварку кольцевых швов обе-
чайки и днищ в случае их
выполнения встык механизи-
ровать труднее.
Поэтому в рассматривае-
мой конструкции баллона это
соединение выполнено вна-
хлестку. Такое решение поз-
воляет сравнительно просто
механизировать сборочную
операцию путем одновремен-
ной запрессовки днищ в обе-
чайку с двух сторон. Эта опе-
рация облегчается кониче-
днищ, обеспечивающих само-
ской формой отбортованных частей
центровку их относительно обечайки при сборке. Наружные угловые
швы полученных нахлесточных соединений можно выполнять одно-
временно двумя неподвижными сварочными головками при вра-
щении изделия.
Несколько иное конструктивное оформление соединения обе-
чайки с днищами имеют воздушные тормозные резервуары вагонов
железных дорог (ГОСТ 1561—65*), выполняемые также из низко-
углеродистой стали. Кольцевые стыки собирают на подкладном
кольце (рис. 5), что позволяет сваривать их автоматической свар-
кой под флюсом с полным проплавлением стенки обечайки. '
Согласно ГОСТ 1561—65 тормозные резервуары различной ем-
кости отличаются по диаметру, тогда как толщина стенок и макси-
мальное рабочее давление для всех типоразмеров одинаковы.
Естественно, стенки более крупных резервуаров оказываются более
нагруженными. При их расчете на прочность учитывают возмож-
ность уменьшения толщины стенки вследствие коррозии на величину
Конструктивное оформление и технологичность
179
порядка 0,7 мм, а коэффициент запаса по отношению к пределу проч-
ности принимают не менее 3,5.
Рассмотренные конструкции воздушных баллонов хотя и просты
в изготовлении, однако имеют сравнительно большую массу и зна-
6)
Рис. 3. Технология сварки штуцеров с днищами;
а — положение штуцера при рельефной сварке; б — схема приварки штуцера дуговой
сваркой; с — схема сварки штуцера с трубк’ой
чительную протяженность сварных швов. Уменьшить массу и тру-
доемкость изготовления воздушного баллона из низкоуглеродистой
стали можно путем сварки его из двух половин, полученных из
штампованной заготовки последующим утонением ротационным
выдавливанием * (рис. 6).
* По материалам сотрудников ЗИЛа Бархутова, Ракошиц и Ивановой.
180
Тонкостенные сосуды под внутренним давлением
При толщине исходной листовой заготовки 3 мм обжатием на
55—60% цилиндрическую часть обечайки утоняли до толщины
1,2—1,3 мм с оставлением не-
утоненной стенки на длине
образующей 5 мм от кромки.
Наклеп металла обеспечивает
утоненной стенке обечайки не-
обходимый уровень прочности,
тогда как наличие повышенной
толщины в месте расположения
замыкающего кольцевого шва
упрощает его выполнение дуго-
вой сваркой в СО2 и устраняет
возможность разупрочнения от
сварки зоны утонения. Разно-
Рис. 4. Воздушный тормозной баллон
сторонние испытания опытной
партии таких облегченных баллонов показали, что их работоспо-
собность не уступает стандартной конструкции баллона.
Рис. 5. Воздушный тормозной резервуар железнодорожного
вагона
Другой путь уменьшения массы баллона — это использование
более прочной стали. Примером может служить конструкция ацети-
ленового баллона, выполненного из низколегированной стали
15ХСНД. Все рабочие швы баллона выполнены встык, в том числе
Конструктивное оформление и технологичность
181
вварка штуцера в верхнее днище (рис. 7). Для нерабочего соедине-
ния (приварки опорного башмака) сделано исключение — оно вы-
полнено внахлестку прерывистым угловым швом. Сталь 15ХСНД
хорошо сваривается и не требует
термообработки соединений после
сварки.
Расчет таких- сосудов, как
ацетиленовый баллон, выпол-
няют согласно правилам Госгор-
технадзора СССР [7] и ГОСТ
14249— 73 ***. Порядок расчета
следующий *.
Механические свойства стали
15ХСНД
ств — 52 кгс/мм2;
ат = 35 кгс/мм2.
Толщина стенки обечайки (см.
рис. 7)
PpD
f=2>]pw-p;+c+Co+C1’
где рр = 30 кгс/см2 — расчетное
давление, равное рабочему;
[о]р — номинальное допускаемое
напряжение принимают равным
наименьшей из трех величин:
а) по ов; [о]р < --; пв = 2,6
Г fl'B
[а]р = ^ = 20 кгс/мм2;
б)поот; [o]p«S^; пт — 1,5
[ст],. =-^- = 22,6 кгс/мм2;
L JP i ,0
Рис. 6. Тормозной баллон из штампо-
ванных заготовок с утонением стенки
ротационным выдавливанием
в) расчет ПО Пределу длитель- Рис. 7. Ацетиленовый баллон
ной прочности можно не произ-
водить, так как рабочая температура стенки не превышает 470° С;
принимаем [а]р = 20,0 кгс/мм2;
D = 29,1 см — внутренний диаметр обечайки;
с — прибавка на коррозию (скорость коррозии для химических
аппаратов не должна превышать 0,1 мм в год), принимая срок
* По материалам ВНИИАвтогенмаша.
182
Тонкостенные сосуды под внутренним давлением
службы баллона 10 лет, имеем
с = 0,1х10=1 мм = 0,1 см;
с0 — прибавка на округление размеров;
су — дополнительная прибавка;
<р = 1,0 — коэффициент сварного шва, свариваемого с двух сто-
рон автоматической сваркой под слоем флюса;
г] = 0,9 — поправочный коэффициент, учитывающий класс и
группу эксплуатации сосудов, работающих под давлением; тогда
~ 2 - 2000 - 0,9-1,0— 30 + 1 = 0>244 + 0,1= 0,344 см.
Принимаем толщину стенки t = 4 мм.
Толщина днища, (см. рис. 7)
PpD D
ti === “77—т Г-----лгГ + С + @0 + СУ,
1 4 [о]р т]£<рг—/>р 2h 1 111
где рр — 30 кгс/см2 — расчетное давление;
[о]р = 2000 кгс/см2 — номинальное допускаемое напряжение;
D — 29,1 см — диаметр днища внутренний;
с = 0,1 см прибавка на коррозию;
h = (100 — 25 — 4) = 71 мм = 7,1 см — высота выпуклой
части днища внутренняя;
<р = 1,0 — коэффициент сварного шва, свариваемого с двух
сторон автоматической сваркой под флюсом;
т] = 0,9 — поправочный коэффициент, учитывающий класс и
группу эксплуатации сосудов, работающих под давле-
нием;
k — 0,95 — конструктивный коэффициент;
г = 1,0 — коэффициент неукрепленного отверстия; тогда
~ 4 • 2000 • 0,9 • 0,95 • 1,0-1,0 — 30 2-7,1 + =0,263 + 0,1= 0,363 СМ.
Принимаем = 4 мм.
Поверочный расчет. Согласно правилам Госгортехнадзора [7]
баллон должен быть рассчитан так, чтобы напряжения, возникаю-
щие в его стенках при гидравлическом испытании, не превышали
85% предела текучести для данной марки стали:
о = от • 0,85 = 35 • 0,85 = 29,8 кгс/мм2;
П = 2рр = 2 • 30 = 60 кгс/см2 — давление при гидравлическом ис-
пытании ацетиленового баллона.
Толщина стенки обечайки
. _ IJD _ 60 -29,1 Л ООО
1 2<rqft-/7 ~ 2-2980-0,9-1,0 - 60 ~ См’
т. е. < 0,4 см.
Конструктивное оформление и технологичность
183
Толщина днища
ПО D _ 60-29,1 29,1 nQCC
4o»p?<pz-П 2h 4 • 2980 • 0,9 • 0,95 • 1,0 1,0 — 60 2 7,1 “ U’'300 CM U’4 см-
Конструктивное оформление сварных соединений, рассмотрен-
ное применительно к баллону из стали 15ХСНД, может быть исполь-
зовано и для сосудов из более прочных сталей, например ЗОХГСА
с пределом прочности ав = 120 -ь 130 кгс/мм2 после закалки и
низкого отпуска. Однако в этом случае технология изготовления
сосуда заметно усложняется дополнительной операцией термообра-
ботки, необходимой для
устранения неоднородности
механических свойств в зо-
не сварного соединения и
для обеспечения требуемо-
го уровня прочности изде-
лия. При использовании
стали 25ХСНВФА [4],
обработанной на ов =
= 140 кгс/мм2, применение
остающихся подкладных
колец не допускается
(рис. 8).
Проектирование и изго-
товление сосудов из еще.
более высокопрочной стали
с ов = 160 -5- 200 кгс/ммв
имеет ряд особенностей.
Для предотвращения возникновения холодных трещин каждую сва-
рочную операцию обычно сопровождают высоким отпуском свар-
ного соединения или узла, а после завершения процесса изготовле-
ния производят закалку и низкий отпуск всего изделия. Особое
внимание при использовании таких материалов приходится уделять
предотвращению и устранению концентрации напряжений.
Концентрацию напряжений, вызываемую конструктивными фор-
мами сосуда, можно свести к минимуму при проектировании. Это
достигается использованием соединений встык с плавными перехо-
дами от основного металла к наплавленному и от одного конструк-
тивного элемента к другому. Значительно труднее получить такие
очертания технологически, а также предотвратить появление де-
фектов или нарушений принятых проектом форм. Так как приме-
нительно к сосудам из сталей ов — 160 -5- 200 кгс/мм2 вопросы
технологического обеспечения проектных решений приобретают ре-
шающее значение, то на этом следует остановиться подробнее.
Сварку высокопрочных сталей выполняют в среде защитного
газа с использованием, как правило, соединений встык. В зависи-
184
Тонкостенные сосуды под внутренним давлением
мости от толщины металла и типа шва (продольный, кольцевой,
круговой) приемы сварки могут быть различны: в один или не-
сколько проходов, плавящимся или неплавящимся электродом,
с присадочным или без присадочного металла и т. д. Например,
при выполнении соединений встык целесообразно с помощью спе-
циального устройства создавать колебания электрода поперек
шва. Этим достигается благоприятное изменение характера кристал-
лизации металла шва и уменьшение перегрева в околошовной зоне,
а также улучшение формы сварного соединения с плавным перехо-
дом от основного металла к металлу шва. В большинстве случаев
сварку стыковых соединений осуществляют с одной стороны на
съемной подкладке с канавкой. Кромки прижимают к подкладке
при сварке прямолинейных швов клавишными прижимами, а при
сварке кольцевых швов — распором внутреннего подкладного
кольца. Особое внимание уделяют конструктивному оформлению и
технологии выполнения замыкающего шва сосуда.
При наличии лазовых отверстий или патрубков значительного
размера внутрь сосуда можно ввести разборное разжимное кольцо.
В этом случае одностороннюю сварку замыкающего шва выполняют
на съемной подкладке по обычной технологии. Задача усложняется,
если размеры отверстий патрубков малы. Для этого типа сталей
остающееся подкладное кольцо является слишком резким концент-
ратором и его^использовать нельзя, поэтому приходится осуществ-
лять одностороннюю сварку на весу.
При сварке в нижнем положении действие силы тяжести и давле-
ния дуги вызывает прйвисание сварочной ванны, форма проплава
получается выпуклой, и обеспечить плавный переход от основного
металла к проплаву на всем протяжении шва обычно не удается.
Хорошие результаты дает выполнение шва в потолочном положении,
когда давление дуги уравновешивается силой тяжести металла
сварочной ванны и при надежном проплавлении корня шва проплав
формируется заподлицо с основным металлом.
Требования к механическим свойствам сварного соединения за-
висят от положения шва относительно направления наибольшего
главного напряжения. Так, к продольным швам цилиндрического
сосуда предъявляют требование равнопрочности основному металлу,
тогда как от металла кольцевого шва равнопрочности не требуется.
Последнее обстоятельство иногда используют при сварке кольцевых
и спиральных швов, применяя более мягкую присадочную прово-
локу или подвергая эти швы местной смягчающей термообра-
ботке, когда свариваемые элементы прошли закалку и низкий
отпуск и после сварки термообработке не подлежат. Хотя в
этих случаях прочностные показатели зоны кольцевого шва ока-
зываются заметно ниже, чем у основного металла, это не снижает
несущей способности сосуда, если ширина зоны разупрочнения
невелика 16].
Конструктивное оформление и технологичность
185
Технологические дефекты могут быть как в основном металле
изделия в виде царапин и других поверхностных повреждений, так
и в сварных соединениях в виде отдельных несплошностей (поры,
трещины, непровары), нарушений формирования шва и смещения
кромок. В сосудах из высокопрочных материалов такого рода де-
фекты недопустимы. Однако в процессе изготовления полностью
исключить их появление не удается. Отсюда возникает необходи-
мость рекомендаций о методах их исправления.
В направлении поперек шва концентраторами являются смеще-
нйя кромок и недостаточно плавные переходы от основного ме-
талла к металлу шва, а в направлении вдоль шва — неровности
поверхности усиления и проплава.
Стремление избавиться от таких концентраторов заставляет
иногда прибегать к механическому удалению усиления и проплава
'шлифовкой. Однако эта операция не только трудоемка, но и требует
принятия специальных мер по предотвращению утонения основного
металла вблизи шва, в особенности в местах, где имеется смещение
кромок.
Более целесообразно такую операцию выполнять путем про-
катки шва между двумя роликами, между роликом и жесткой под-
кладкой или машинной проковкой: Так как узлы сосуда из высоко-
прочной стали обычно подвергают промежуточной термообработке
после выполнения каждого шва, а после завершения всех опера-
ций — закалке и низкому отпуску, то в этом случае пластическая
деформация может способствовать как улучшению формы, так и
свойств сварного соединения. Улучшение формы выражается в сгла-
живании неровностей поверхности шва, осадке (заглаживании) уси-
ления и проплава, устранении депланации листов в стыковом сое-
динении, т. е. в устранении основных концентраторов напряжений,
присущих сварному соединению встык. Поры, непровары и тре-
щины в металле шва целесообразно устранять переваркой сварного
соединения. Забоины и царапины основного металла Могут уда-
ляться зачисткой с местным утонением стенки сосуда до 20% началь-
ной толщины. Эксперименты показывают, что подобное местное
ослабление не снижает несущей способности сосуда, если переходы
выполнены плавно.
Большинство положений, рассмотренных выше применительно
к конструктивному оформлению и технологии изготовления тонко-
стенных сосудов из сталей, сохраняет свое значение и при проекти-
ровании сосудов из других материалов с высокой удельной проч-
ностью.
При проектировании сосудов из титановых сплавов приходится
учитывать их повышенную склонность к замедленным разрушениям.
Для устранения этой опасности необходимо, во-первых, избежать
неблагоприятных изменений механических свойств при сварке из-за
недостаточной защиты зоны нагрева и, во-вторых, предотвратить
186
Тонкостенные сосуды под внутренним давлением
повышение напряжений, которое может быть вызвано концентра-
цией напряжений при нагружении или действием остаточных на-
пряжений.
Технологические мероприятия в этом случае имеют целью обес-
печение надежной защиты зоны сварки от действия газов воздуха,
тщательное выполнение сборочных и сварочных операций и снятие
остаточных напряжений с помощью последующей термообработки.
При конструировании стремятся создать плавные переходы соеди-
няемых деталей и узлов с использованием только стыковых соедине-
ний. Иногда для понижения напряжений в зоне сварного соединения
увеличивают толщину металла в местах сварных соединений, как
это можно видеть на примере сферического сосуда из титанового
а)
р б)
Рис. 9. Сферический сосуд из титанового
сплава:
а — чертеж сосуда; б — схема работы стенок под
внутренним давлением
сплава ВТ6С на рис. 9, а.
Несмотря на заметное уве-
личение трудоемкости под-
готовки деталей под сварку
такой прием может быть
полезен при условии плав-
ного изменения толщины с
хорошо обработанной по-
верхностью в местах пере-
ходов. Пренебрежение этим
условием может привести к
противоположному резуль-
тату, так как в условиях
двухосного растяжения ти-
тановые сплавы весьма чув-
ствительны к поверхностным концентраторам, а отсутствие плав-
ного перехода в месте изменения толщины стенки при нагружении
может вызвать значительные напряжения от дополнительного мо-
мента (рис. 9, б).
При изготовлении сосудов из титановых сплавов имеют место
значительные деформации коробления от сварки. Это затрудняет
выполнение сборочных операций и ведет к нарушениям проектных
форм сосуда. Поэтому при проектировании сборочно-сварочной
оснастки необходимо предусматривать мероприятия по ограниче-
нию сварочных деформаций, а для правки использовать прокатку
зоны шва роликами или машинную проковку.
Алюминиевые сплавы менее чувствительны к концентрации на-
пряжений, чем высокопрочные стали или титановые сплавы, однако
и в этом случае целесообразно использовать исключительно соеди-
нения встык с плавным переходом от основного металла к наплав-
ленному. Сварные швы обычно выполняют аргонодуговой сваркой
вольфрамовым электродом с присадочной проволокой, на подкладке,
формирующей шов с обратной стороны. Понижение прочности сва-
ренных по такой технологии стыковых швов может быть вызвано
Конструктивное оформление и технологичность
187
плохим формированием корня шва с резким переходом от основного
металла к металлу проплава, в особенности, если это сочетается
с наличием пор по линии сплавления и стыкуемые кромки сварены со
смещением или «домиком». Для
повышения надежности соедине-
ния нередко усиление проплава
удаляют заподлицо с основным
металлом. Определенные труд-
ности встречает выполнение за-
мыкающего кольцевого шва, сое-
диняющего две части сосуда,
когда корень шва недоступен и
нет возможности ввести внутрь
разборное подкладное кольцо.
Так как надежное и полное
проплавление всей толщины
Рис. 10. Сборка фланца с оболочкой
с помощью технологического буртика
Рис. 11. Схема приспособления для прижа-
тия кромок к подкладке в процессе сварки:
1 — прижимные ролики; 2 — присадочная
проволока
стенки при сварке на весу для алюминиевых сплавов получить не
удается, то этот стык обычно выполняют с остающимся подкладным
кольцом, предварительно прихваченным к одной из деталей перед
общей сборкой. Следует иметь
в виду, что использование
такого соединения примени-
тельно к алюминиевым спла-
вам требует весьма тщатель-
ной сборки. При увеличении
зазора между подкладным
кольцом и соединяемыми
кромками проплав может при-
нять крайне неблагоприят-
ные очертания, создавая кон-
центратор напряжений, спо-
собный снизить конструктив-
ную прочность изделия.
При выполнении стыко-
вых соединений алюминиевых
сплавов на съемной подклад-
ке в процессе сварки возмо-
жен отход кромок от подклад-
ки, в результате чего возни-
кают такие дефекты, как
смещение кромок или «домик». Для предотвращения таких переме-
щений при сварке круговых швов иногда предусматривают буртик
у ввариваемой детали [8], как показано на рис. 10, а при сварке
продольных и кольцевых швов — прижимной ролик (рис. 11), пере-
катывающийся по свариваемым кромкам перед сварочной голов-
кой [1].
188
Тонкостенные сосуды под внутренним давлением
5. КОНТРОЛЬ КАЧЕСТВА
Визуальный осмотр изделия дает представление о состоянии по-
верхности, качестве сборки и таких дефектах, как смещения кро-
мок, нарушения формирования и т. д. Испытание внутренним дав-
лением обязательно для всех тонкостенные сосудов. Давление при
испытании должно превышать рабочее по крайней мере на 25%. Для
обнаружения скрытых дефектов широко используют рентгеноконт-
роль, позволяющий установить не только наличие, но и располо-
жение пор, непроваров, трещин и т. д., причем для наиболее ответ-
ственных изделий такому контролю подвергают все 100% сварных
соединений. По данным рентгеноконтроля принимают решение
о приемке, браковке или исправлении сварного соединения; в слу-
чае исправления рентгеноконтроль осуществляют повторно.
При использовании новых материалов, в особенности высоко-
прочных, для установления оптимальных параметров процесса
сварки и последующей термообработки, правил приемки, браковки
или исправления сварных соединений целесообразно проведение
исследования конструктивной прочности изделия. Для этой цели
следует использовать систему испытаний из трех этапов.
Первый этап включает обычные испытания механических
свойств, выполняемые на стандартном оборудовании. Полученные
данные дают первое представление о прочности основного металла
и сварных соединений.
Второй этап имеет целью проверку соответствия прочности про-
стого образца, растягиваемого в одном направлении, и прочности
элементов в условиях, близких к нагружению натурной конструк-
ции. Поэтому испытания листового металла, сварных соединений и
узлов на этом этапе осуществляются в условиях, более близких
к работе тонкостенного сосуда под внутренним давлением, т. е.
при двухосном растяжении. Для этого следует использовать спе-
циальные испытательные установки типа УДР-МВТУ, в которых
двухосное растяжение листового металла и сварных соединений
осуществляется методом гидростатического выпучивания [2, 3, 9].
Выявление возможности снижения прочности под действием таких
факторов, как состояние поверхности, неоднородность механических
свойств сварного соединения в зависимости от параметров процесса
сварки и термообработки, влияние различных дефектов, повтор-
ности нагружения и т. д. осуществляется на образцах, условия
изготовления и нагружения которых приближаются к условиям
реального узла сосуда. Раздельная оценка действия различных
факторов позволяет обосновать требования технических условий
к процессам сборки, сварки, термообработки и приемки изделия
и тем самым обеспечить его надежную работу в эксплуатации.
На третьем этапе испытаний нагружению внутренним давле-
нием до разрушения подвергают макетные или натурные конструк-
Список литературы
189
ции. При достаточном объеме испытаний второго этапа третий этап
может иметь контрольный характер, имеющий целью оценить ре-
альную прочность конструкции сосуда при действии всех факторов
в совокупности.
СПИСОК ЛИТЕРАТУРЫ
1. Куркин С. А., Винокуров В. А., Сагалевич В. М. Некоторые особенности
сварки кольцевых швов обечаек из алюминиевых сплавов.—«Сварочное произ-
водство», 1966, № 10, с. 16—19.
2. Куркин С. А., Мешайкин Н. С. Испытание листового металла и сварных
соединений гидростатическим выпучиванием из цилиндрической поверхности. —-
«Сварочное производство», 1970, № 7, с. 1—3.
3. Куркин С. А., Умаров Д. И. Установка для испытания листового металла
и сварных соединений при двухосном растяжении в условиях пониженных и
повышенных температур. «Известия вузов. Машиностроение», 1968, № 2,
с. 186—192.
4. Маслов Ю. А., Горожанин В. Д. Автоматическая сварка тонколистовой
высокопрочной стали. М.—Свердловск, Машгиз, 1961, 40 с.
5. Прочность тонколистового металла и сварных соединений при двухосном
растяжении. — Сб. Остаточные напряжения и прочность сварных соединений и
конструкций. М., «Машиностроение», 1969, с. 5—13.
6. Раймонд Э. Д., Шиганов Н. В. Работоспособность тонкостенных сварных
сосудов из высокопрочной стали с кольцевыми участками меньшей прочности, —
«Сварочное производство», 1967, № 9, с. 9—11.
7. Справочник по котлонадзору. Минск. «Беларусь», 1969, 520 с.
8. Столбов В. И. Сборка и сварка круговых швов тонкостенных оболочек. —
«Сварочное производство», 1971, № 6, с. 43—44.
9. Установка для испытания тонколистового металла, сварных соединений
и макетов сосудов в условиях двухосного растяжения. — «Сварочное произ-
водство», 1965, №5, с. 9—11. Авт.: Куркин С. А., Лукьянов В. Ф., Парахин В. А.,
Губанов Ю.' Н.
ГЛАВА IX
котлы И ТОЛСТОСТЕННЫЕ СОСУДЫ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Сварные конструкции котельных установок включают в себя
сосуды различных типов (барабаны, корпуса подогревателей, деа-
эраторов, арматуры и других узлов) и трубные системы (поверхности
нагрева, камеры, трубопроводы и их фасонные части), эксплуати-
рующиеся под давлением и при высоких температурах *. Рабочие
параметры этих установок зависят от их типа и назначения. Пра-
вила котлонадзора [8], определяющие устройство и безопасную
эксплуатацию котлов, распространяются на паровые котлы, паро-
перегреватели и экономайзеры с рабочим давлением более 0,7 кгс/см2
и на водогрейные котлы с температурой воды свыше 115° С. Ста-
ционарные паровые котлы большой мощности работают при, тем-
пературе 545—570° С и давлении 140—240 кгс/см2.
Крупногабаритные сосуды котельных и других установок при
толщине стенки от 8—10 до 90—120 мм изготовляют обычно из валь-
цованных или штампованных из листа обечаек, свариваемых между
собой продольными и поперечными (кольцевыми) швами. Для ко-
тельных сосудов типа барабанов (рис. 1) характерно большое
количество штуцеров, необходимых по условию организации про-
цессов циркуляции воды и сепарации пара. Особо ответственные
сосуды, как например корпуса атомных реакторов с толщиной стенки
до 200 мм, изготовляют из цельнокованых обечаек, свариваемых
между собой кольцевыми швами.
Для работы при очень высоких давлениях в химическом машино-
строении применяют многослойные сосуды с толщиной стенки до
400 мм. Корпуса арматуры изготовляют литыми или коваными
целиком или в сварном исполнении **.
Повёрхности нагрева изготовляют из труб малого диаметра до
100 мм с толщиной стенки до 10 мм; для трубопроводов- и камер
* Каркасы котлов, представляющие собой сварные балочные конструкции,
проектируют и изготовляют с учетом строительных правил, в главе не рассмат-
риваем.
** Сварные конструкции литых и кованых корпусов арматуры рассмотрены
в гл. XIII.
Выбор материала
191
используют трубы диаметром до 400 мм при толщине стенки до
70 мм. Для блоков мощностью 500 мВт и более требуются трубы
диаметром до 1 м при толщине стенки до 100 мм.
Рис. 1. Общий вид котельного бараба-
на высокого давления
Котельные агрегаты проектируют в соответствии с требованиями
правил котлонадзора [81, норм расчета на прочность и соответст-
вующих ГОСТов и МРТУ. При их изготовлении и приемке учиты-
вают также требования основных положений и правил контроля,
разрабатываемые ведомственными институтами, и технологические
инструкции заводов.
2. ВЫБОР МАТЕРИАЛА
Используемые в сварных узлах котлов и сосудов стали с указа-
нием области их применения, свариваемости, требований к подо-
греву при сварке и термообработке после нее приведены в табл. 1.
Наибольшее применение нашли низкоуглеродистые и низколегиро-
ванные конструкционные стали умеренной прочности, обладающие
высокими пластичностью и вязкостью, хорошо или удовлетвори-
тельно сваривающиеся. Для трубных систем высокотемпературной
1. Стали, применяемые для сварных котельных конструкций, и их свариваемость
Полуфабрикат Сталь Области применения Рабочая температура Электроды Сваривае- мость Подогрев при сварке Термообработка
от До Тип гост
Листовой прокат СтЗкп Сосуды низкого и среднего давле- ния +10 +200 Э42 9467—60 Хорошая Не тре- буется Для ответствен- ных конструкций при толщине стен- ки свыше 36 мм — отпуск
СтЗсп СтЗпс —20 +425 Э42А
15К, 20К —20 +475 Э42А
Трубы, листовой и фасонный прокат 10, 15, 20 Трубные систе- мы, сосуды
Толстолистовой прокат 22К Сосуды Э50А Удовлет- воритель- ная При тол- щине свыше 50 мм Отпуск при тол- щине > 30 мм
Листовой прокат 09Г2С —70 Отпуск при тол- щине > 30 мм
Листовой прокат, трубы 16ГС 15ГС —40
Толстолистовой прокат 16ГНМ —40 ЦЛ-21 — Ограни- ченная При всех толщинах Отпуск при всех толщинах
Трубы, листовой прокат 15ХМ Поверхности на- грева, паропрово- ды, сосуды высоко- го давления —40 +550 Э-ХМ 9467—60 Удовлет- воритель- ная При тол- щине бо- лее 10 мм Отпуск при тол- щине свыше 10 мм
12Х1МФ —40 +570 Э-ХМФ Ограни- ченная При тол- щине бо- лее 7 мм Отпуск при тол- щине более 6 мм
Трубы, поковки 15Х1М1Ф Паропроводы и камеры высокого давления — +575 При всех толщинах Отпуск незави- симо от толщин
15Х12В2МФ — +630 ЭФ-Х11В2МФ 10052—62
Трубы, листовой прокат 12Х18Н10Т 12Х18Н12Т Паропроводы, ка- меры, сосуды —253 +600 ЭА-1БА ЭА-1М2Фа Удовлет- воритель- ная Не тре- буется При рабочей тем- пературе до 500 °C не требуется
Трубы, поковки 12Х16Н9М2 Паропроводы и камеры высокого давления — +650 ЭА-1М2Фа Аустенизация или стабилизация
12Х16Н13М2Б +630
Котлы и толстостенные сосуды
Выбор материала
193
части котлов, эксплуатирующихся в условиях ползучести при тем-
пературах выше 450—500° С, применяют ограниченно свариваю-
щиеся теплоустойчивые хромомолибденованадиевые и высокохро-
мистые стали. Используемые при температурах выше 550° С в усло-
виях ползучести как жаропрочные и при более низких температу-
рах как нержавеющие аустенитные стали относятся к группе хорошо
сваривающихся сталей.
Требования к свойствам материалов определяют условиями их
работы. При выборе материала и технологии изготовления крупно-
габаритных сосудов с толщиной стенки свыше 20—30 мм для работы
при высоких температурах необходимо учитывать не только их на-
дежность в эксплуатационных условиях, но и отсутствие хрупких
разрушений во время изготовления и гидравлических или -других
испытаний. Поэтому материал сосуда должен обладать требуемыми
свойствами при высоких температурах и иметь необходимый запас
вязкости в температурных условиях изготовления и испытания из-
делия. Важность этого требования возрастает с повышением тол-
щины, габаритов и прочности основного металла сосуда.
Для повышения надежности работы при высоких температурах
в условиях ползучести сварных конструкций из хроМомолибдено-
ванадиевых и высокохромистых сталей при толщине свыше 20 мм
и устранения опасности их хрупких (локальных) разрушений в око-
лошовной зоне рекомендуется ограничивать верхний уровень проч-
ности металла заготовок для хромомолибденованадиевых сталей
величиной предела прочности 65 кгс/мм2, а для высокохромистых
80—85 кгс/мм2.
Для изделий из аустенитных сталей, .эксплуатирующихся при
температурах до 500° С, требования к выбору материала опреде-
ляются коррозионной стойкостью основного металла. Наиболее
широко используют листовую сталь 12Х18Н10Т.
Для узлов из аустенитных сталей' (трубных систем с толщиной
стенки свыше 15—20 мм или сложных конструкций корпусного типа
при меньшей толщине стенки), предназначенных для работы в ин-
тервале температур 550—650° С, рекомендуется применять стали
12Х16Н9М2 и 12Х16Н13М2Б. Сварные соединения этих сталей в от-
личие от соединений стали 12Х18Н10Т мало склонны к хрупким
(локальным) разрушениям при высоких температурах.
Для сварки узлов котельного оборудования применяют свароч-
ные материалы, близкие по легированию к основному металлу (см.
табл. 1). При использовании других методов сварки свойства швов
должны удовлетворять требованиям, предъявляемым к материалам
для ручной дуговой сварки. Рекомендации по выбору материалов
при сварке сталей разного легирования приведены в работе [11.
В связи с особой ответственностью работы котельных конструк-
ций, Правилами котлонадзора и существующими нормами ограни-
чивается толщина стенок сосудов и трубопроводов, которые можно
7 Под ред. Куркина С. А.
194
Котлы и толстостенные сосуды
изготовлять без термообработки после сварки [8]. Для узлов из
низкоуглеродистой стали предельной принята толщина стенки
36 мм. При использовании низколегированных сталей ее значение
должно быть снижено до 10—30 мм в зависимости от легирования
основного металла (см. табл. 1). Сварные узлы из высокохромистых
жаропрочных сталей должны подвергаться термообработке вне за-
висимости от толщины элементов.
Требования к термообработке сварных узлов из аустенитных
сталей зависят от температуры их эксплуатации. Если она, не
превышает 500° С, то в большинстве случаев обработка не требуется.
Она может быть нужна лишь при необходимости обеспечения кор-
розионной стойкости сварных соединений в особых средах. Если
изделие работает при температуре выше 500° С, то при толщине
стенки свыше 10—15 мм для трубных систем и при меньшей толщине
для сложных конструкций корпусного типа оно, как правило,
должно после сварки подвергаться аустенизации.
3. ОСНОВНЫЕ ПОЛОЖЕНИЯ РАСЧЕТА
В основу принятых в котельных нормах [8] методов расчета
элементов, находящихся под давлением, положен принцип оценки
прочности по несущей способности (предельной нагрузке, опреде-
ляемой наступлением текучести). Такая оценка обеспечивает наи-
лучшее использование механических свойств материала с сохране-
нием надежности изделия при условии строгого выполнения требо-
ваний Госгортехнадзора к материалам и изготовлению. В тех слу-.
чаях, когда расчет, выполняемый по разрушающей нагрузке и соот-
ветствующей характеристике прочности при одноосном напряжении,
приводит к необходимости выбора более толстой стенки по сравне-
нию ё получающейся при расчете по предельной нагрузке, оконча-
тельные формулы для расчета приняты по разрушающей нагрузке.
Используемые в нормах формулы приведены к наиболее удобному
для практического применения виду и представлены в двух вариан-
тах: для определения толщины стенки и для определения допусти-
мого давления. В качестве основной нагрузки, по которой опреде-
ляют толщину стенки котельных элементов, принято давление ра-
бочей среды. В необходимых случаях, оговоренных в нормах, —
наличии высоких напряжений изгиба в барабанах и камерах (при
большой длине последних), производят поверочный расчет изгиб-
ных напряжений. Поверочный расчет напряжений от внешних на-
грузок (осевой силы, изгибающих и крутящих моментов) и от само-
компенсации теплового расширения необходим для трубопроводов.
Величину допускаемого напряжения в элементах котельного
оборудования и сосудов определяют по формуле
[а] = г][а]*,
Основные положения расчета
195
где [а] * — номинальное допускаемое напряжение, определяемое
свойствами материала. Величину коэффициента ц, учитывающего
конструктивные и эксплуатационные особенности рассчитываемой
детали, принимают в соответствии с указаниями норм в пределах
0,75—1,0.
Зависимость номинальных допускаемых напряжений от рабочей
температуры для основных марок котельных сталей показана на
рис. 2 [8]. Они получе-
ны на основе следующих
принятых запасов проч-
ности к основным ха-
р а ктер исти кам сталей:
мт = ^дп = 1,5 по отно-
шению к пределу теку-
чести (от) и пределу
длительной прочности за
105 ч (одп) и мв = 2,6 по
отношению к пределу
прочности (ов). Величи-
ну [о]* принимают рав-
ной наименьшей из по-
лученных расчетом по
этим трем условиям.
Наименьшей прочно-
стью во всем диапазоне
темпер ату р обл а дают
низкоуглеродистые ста-
ли. Низколегированные
конструкционные стали,
И особенно сталь 16ГНМ, рис 2. Зависимость номинальных допускаемых
обеспечивают высокую напряжений от рабочей температуры для котель-
прочность ДО 350° С. ных сталей
Наиболее прочные в ин-
тервале температур 20—550° С хромомолибденованадиевые и вы-
сокохромистые стали 12Х1МФ и 15Х1М1Ф. Преимущество по проч-
ности стали 12Х18Н10Т сказывается лишь при температурах выше
550° С.
Основными элементами расчета сварных сосудов и других узлов
котельного оборудования, работающих под давлением, являются:
расчет толщины стенки цилиндрических элементов и днищ;
определение допустимого диаметра неукрепленного отверстия и
расчет укрепления отверстий.
Толщина стенки' S цилиндрических элементов, находящихся
под внутренним давлением (барабаны, камеры и трубы), должна
быть не менее определенной по одной из следующих двух фор-
мул:
7*
196
Котлы и толстостенные сосуды
для случая, когда номинальным является наружный диаметр,
S = 200<p%H+p"*"C;
для случая, когда номинальным является внутренний диаметр,
5=ВД=7+с- (2)
Допустимое рабочее давление р в кгс/сма при контрольных рас-
четах изготовленных барабанов или камер, когда номинальным
является наружный диаметр, определяют по формуле
При контрольных расчетах труб с продольным швом величина
200 (S- С) Ф [о] ,4
DH-(S-C) • w
В формулах (1) — (4):
Da и DB — наружный или внутренний диаметр;
S* — фактическая толщина стенки в мм;
С — прибавка к расчетной толщине стенки, равная 1 мм
при толщине обечаек и камер менее 20 мм и нулю
при большей толщине; для труб величина С приве-
дена в нормах расчета;
<р — коэффициент прочности продольного стыкового свар-
ного соединения или продольного сечения, ослаблен-
ного отверстиями. Ослабление поперечного (кольце-
вого) сварного соединения при расчете толщины
стенки не учитывается.
Значения ср в нормах приняты исходя из условий высокого ка-
чества изготовления элементов и 100%-ного контроля сварных
узлов неразрушающими методами в соответствии с правилами Кот-
лонадзора [8]. Их величины равны:
для углеродистой, низколегированной марганцовистой, хромо-
молибденовой и аустенитных сталей <р = 1,0;
для хромомолибденйванадиевой и высокохромистой стали <р =
= 0,8*.
Коэффициент прочности стыковых сварных соединений углеро-
дистой и низколегированной марганцовистой стали, контроль ка-
чества которых неразрушающими методами производят согласно
особому разрешению Госгортехнадзора не по всей длине, принимают
в зависимости от способа сварки;
* Пониженное значение <р для этих сталей обусловлено их разупрочнением
при сварке, не устраняемым отпуском.
Основные положения расчета
197
при автоматической двусторонней сварке под флюсом, электро-
шлаковой сварке, контактной сварке, односторонней ручной и авто-
матической сварке под флюсом на подкладной планке или с подвар-
кой основания шва, сварке в атмосфере углекислого газа и аргоно-
дуговой сварке, а также при контрольных расчетах барабанов, сва-
ренных водяным газом, <р = 0,85;
при всех других, не указанных выше видах ручной дуговой и
газовой сварки <р = 0,7.
При поверочных расчетах эквивалентных напряжений в трубах
от внешних нагрузок и самокомпенсации при высоких температурах
нормами предусмотрен дополнительно коэффициент прочности попе-
речных кольцевых сварных стыков при изгибе <ри: для труб из
аустенитной и высокохромистой стали катаных ,фн = 0,6; ковано-
сверленых <рч = 0,7; для труб из перлитных сталей катаных фи =
= 0,8; ковано-сверленых <ри = 0,9. Указанное требование введено
в целях уменьшения опасности хрупких (локальных) разрушений
сварных стыков при высокотемпературной эксплуатации узлов,
изготовленных из легированных сталей. При проектировании
сварных узлов необходимо размещать сварные соединения в участ-
ках без воздействия значительных напряжений изгиба,
Сосуды, работающие под давлением, и в первую очередь бара-
баны и камеры котлов имеют большое число штуцеров различного
назначения. Надлежащее их конструктивное оформление является
одной из основных задач проектирования.
Наличие отверстий под штуцера ослабляет сосуд и учитывается
при расчете его стенки введением коэффициента <р, равного при
продольном расположении отверстий
Ф-Ц^, (5)
где t — шаг между отверстиями;
d — номинальный диаметр отверстия. Согласно нормам t
Ss 1,4 d.
В зависимости от типа штуцера отверстие может быть неукреп-
ленным или укрепленным. Неукрепленным считают отверстие, не
имеющее усилений в виде приварных накладок или штуцеров (труб)
с толщиной стенки, превышающей минимальную расчетную тол-
щину штуцера 50ш. Этот случай реализуется, например, при бес-
штуцерной приварке труб поверхностей нагрева к барабанам. Наи-
больший диаметр неукрепленного отверстия вычисляют по форму-
лам:
при фо> 0,5 dnpea = 1)1/"(£>b + 5)(S — С); (6)
ПРИ фо 0,5 б^пред — 2 1 j V”(Г>в S) (S — С) • (7)
198
Котлы и толстостенные сосуды
Коэффициент ф0 вычисляют по формуле
p[Db+(S-C)]
™ 200(5 — С) [а] *
(8)
Если диаметр отверстия превышает наибольший допустимый диа-
метр неукрепленного отверстия, то либо должна быть увеличена
толщина стенки сосуда, либо должно
Рис. 3. Типы укрепления отверстий сосудов:
а — утолщенным штуцером; б — штуцером, не
испытывающим давления; в —- накладкой; г —
вваркой утолщенного листа
быть укреплено отверстие
приваркой утолщенного
штуцера или накладки
(рис. 3). Размеры укрепля-
ющих элементов выбирают
по следующему условию:
(fm + / н + fee)
(d t/пред) So, (9)
где fm — укрепляющее се-
чение штуцеров,
мм2;
Д, — укрепляющее се-
чение накладок,
мм2;
Лв — укрепляющее се-
чение сварных
швов, мм2;
So — номинальная рас-
четная толщина
стенки без ослаб-
ления, мм.
Для штуцеров, испытывающих внутреннее давление (рис. 3, а),
fni = 2/tul(Sul— Souj). (10)
Для штуцеров, вваренных внутрь сосуда (рис. 3, б) и разгру-
женных от давления, f =2h S (11)
Для накладок (рис. 3, в)
fn = 2bHSll. (12)
В сосудах, работающих при температуре выше 300° С при тол-
щине обечайки более 40 мм, применение накладок не рекомендуется
из-за опасности появления значительных температурных напряже-
ний. Для них более рационально укрепление отверстия штуцером
(рис. 3, б) или вваркой стыковым швом элемента большей толщины
(рис. 3, г).
Укрепляющее сечение сварных швов fCB, присоединяющих шту-
церы или накладки к укрепляемому элементу, принимают равным
сумме сечений выступающих участков шва без учета его усиления.
Основные положения расчета
199
Минимальные размеры швов должны удовлетворять следующим
условиям:
для штуцеров (рис. 4, а)
Amin = 2, 1^; (13)
для накладок
DH1—26н 2,16HSH
Almin+ --V- A2min^-p^- (14)
U Hl
Разделка под приварку штуцеров должна обеспечивать соеди-
нение их с барабаном или камерой по всей толщине штуцера. Раз-
решается приваривать штуцера без разделки, если толщина их
стенки не более 10 мм при
ручной дуговой сварке и
не более 15 мм при авто-
матической дуговой сварке
под флюсом.
Опыт эксплуатации со-
а/ 5) 6)
Рис. 4. Размеры сварных швов укрепляющих
элементов, принимаемые при расчете:
а — штуцер без разделки кромок; б — штуцер с
разделкой кромок; в — накладка
судов, изготовленных из
низколегированных конст-
рукционных сталей, и
прежде всего барабанов
высокого давления [2, 6],
показал их повышенную
повреждаемость в участках конструктивной концентрации напря-
жений преимущественно в районе отверстий. Выявленные трещины
были коррозионно-усталостного характера.
Анализ механизма указанных повреждений [7] позволил устано-
вить, что они вызываются рядом причин и в первую очередь про-
явлением эффекта малоцикловой усталости, вызванной циклическим
деформированием наиболее напряженных зон сосуда в упруго-пла-
стической области. Циклическое нагружение сосуда определяется
режимами его пусков и остановов, колебаниями давления и темпе-
ратуры при эксплуатации и переходными режимами. Общее число
циклов для элементов котельного оборудования может достигать
104—5-104.
Участками концентрации напряжений у сосудов, в которых воз-
можно циклическое упруго-пластическое деформирование, яв-
ляются отверстия. Значения теоретического коэффициента концент-
рации аст в отверстиях при разных типах штуцеров показаны на
рис. 5. Считается, что величина аСТгпах обычно меняется в пределах
2,5—4,5. При принятых в нормах [81 коэффициентах запасов проч-
ности нагружение сосуда приводит к появлению в этих участках
местной пластической деформации.
Существующий метод расчета котлов на прочность по номиналь-
ным напряжениям в гладкой части сосуда, основанный на характе-
200
Котлы и толстостенные сосуды
ристиках однократного нагружения, не учитывает влияния местной
концентрации напряжений у отверстий. Считается, что при высокой
пластичности сталей, применяемых для сосудов, появление местной
Рис. 5. Значение теоретического коэффициента концентрации
напряжения в районе отверстий сосудов:
а — без укрепления; б — тонкостенный штуцер; в — толстостенный
штуцер;, г — штуцер с пропуском чер^з стенку сосуда
упруго-пластической деформации ограниченной величины не может
снизить надежность изделия.
Вероятность появления трещин в районе концентраторов может
быть оценена по результатам поверочного расчета на прочность
при циклическом нагружении 14]. Его производят по амплитудам
Рис. 6. Кривые усталости сталей:
1 — перлитные стали (Т-20 4-+360 °C); 2 — аустенитные стали (Т-20 +
+ +450 °C): ниже кривых 1 и 2 область допустимых амплитуд
напряжений и числа циклов
приведенных условных упругих напряжений цикла at, равным по-
ловине произведения размаха местной деформации на модуль упру-
гости при расчетной температуре. Для определения допускаемого
числа цикла по заданным амплитудам напряжений используют
кривые усталости (рис. 6), характеризующие зависимость числа
циклов до образования трещин от упругих напряжений цикла.
Основные положения расчета
201
При определении допускаемых амплитуд напряжений необходимо
учитывать коэффициенты запаса по напряжениям па и по долговеч-
ности nN. Для узлов атомного оборудования принимают [4] па — 2
и nN = 10.
Величины допускаемых амплитуд напряжений для сварных
соединений 1Оас] могут быть приняты как
[ог*с] = Фс[ог*]. (15)
Коэффициент <рс зависит от вида сварки, сварочных материалов
и режима термообработки и равен 0,9 для сварных соединений
низкоуглеродистых сталей при ручной и автоматической сварке
под флюсом в исходном состоянии. После отпуска этих сварных сое-
динений, а также для сварных соединений аустенитных сталей
можно принимать фс = 1,0.
Кривые на рис. 6 являются общими для перлитных (кривая /)
и аустенитных сталей (кривая 2) умеренной прочности разного ле-
гирования. Поэтому при одном и том же типе усиления отверстия
вероятность появления трещин будет выше у сосуда, изготовлен-
ного из более прочной стали и работающего согласно существую-
щим нормам расчета при более высоких номинальных напряжениях.
На основании большого числа работ и опыта эксплуатации можно
считать, что при изготовлении котельных сосудов из сталей с вре-
менным сопротивлением до 55—60 кгс/мм2 надежность их работы
при соблюдении требований действующих норм расчета на проч-
ность полностью обеспечивается. Выявленные в ряде барабанов
высокого давления трещины в районе отверстий хотя и связаны
с малоцикловой усталостью, но ее проявление обусловлено в пер-
вую очередь нарушением требований эксплуатации к водным режи-
мам и кислотным промывкам. При жестком соблюдении указанных
требований вероятность образования трещин у отверстий таких
сосудов мала.
Для сосудов, изготовляемых из сталей с временным сопро-
тивлением выше 60 кгс/мм2, и, особенно, в связи с перспективами
использования высокопрочных сталей (ов = $0 90 кгс/мм2) веро-
ятность малоциклового разрушения может заметно снизить надеж-
ность конструкции. В связи с этим при проектировании таких
сосудов следует проводить поверочный расчет на сопротивление
циклическому нагружению и принимать меры по улучшению кон-
структивного оформления наиболее напряженных участков.
Вероятность малоциклового разрушения заметно возрастает при
наличии в районе концентраторов дефектов. При создании норм
допустимых дефектов необходимо учитывать это обстоятельство и.
для сосудов принимать повышенные требования к устранению де-
фектов в сварных швах приварки штуцеров и патрубков. Рекомен-
дации по оценке влияния дефектов при малоцикловом нагружении
сосудов приведены в работе [31.
202
Котлы и толстостенные сосуды
6) г)
Рис. 7. Типы стыковых соединений
толстостенных сосудов и трубопро-
водов:
а — разделка,под сварку с подваркой кор-
ня шва; б — стык трубопровода на под-
кладном кольце при S 25 мм; в — то же
при S > 17 мм; г — стык трубопровода со
сваркой корневого слоя в защитных газах
4. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И ТЕХНОЛОГИЧНОСТЬ
Сварные котельные конструкции проектируют и изготовляют пре-
имущественно в блочном исполнении с целью выполнения макси-
мального объема сварочных работ на заводе.
Выбор метода сварки (табл. 2) определяется типом узла, его
габаритами, степенью ответственности и производительностью про-
цесса. Так, при сварке основных
продольных и 'кольцевых швов
сосудов при толщине стенки до
30 мм наиболее перспективной
является автоматическая сварка
под флюсом. Если толщина обе-
чаек превосходит 30 мм, то по
условию производительности за-
служивает предпочтение элек-
трошлаковая сварка продольных
швов, а при толщине свыше
90 мм она целесообразна и для
кольцевых швов.
Для стыков трубопроводов
целесообразно использовать ав-
томатическую сварку под флю-
сом; при малых диаметрах и
толщине труб (в экранных по-
верхностях) самым производи-
тельным методом является кон-
тактная стыковая сварка. В
условиях монтажа труб по-
верхностей нагрева наиболее
высокое качество обеспечивает
аргоно-дуговая сварка стыков. При большой их толщине этот метод
используют для сварки корневого сечения.
Основным типом сварных соединений котельных установок
являются стыковые. Они обязательны для продольных и кольцевых
швов обечаек сосудов, стыков труб и камер и приварки к ним днищ.
При приварке штуцеров, плоских днищ и фланцев к обечайкам и
камерам допускаются также угловые и тавровые соединения.
Стыковые швы должны иметь полное и гарантированное проплав-
ление. При сварке сосудов этого достигают подваркой корня шва
изнутри (рис. 7, а); если доступ к внутренней стороне шва отсутст-
вует (в кольцевых стыках трубопроводов), то применяют сварку
на подкладных кольцах (рис. 7, б, в), а для наиболее ответственных
стыков из теплоустойчивых и жаропрочных сталей — сварку кор-
невого слоя в защитных газах, гарантирующую полное проплавле-
ние с внутренней стороны трубы (рис. 7, г).
Конструктивное оформление и технологичность
203
К расположению стыковых швов сосудов предъявляют ряд осо-
бых требований. Продольные швы обечаек, выполненные ручной
дуговой сваркой должны смещаться один относительно другого на
величину двукратной толщины более толстого листа, но не менее
чем на 100 мм. Это требование следует выдерживать и для швов,
выполненных электрошлаковой сваркой. На швы, выполненные
автоматической сваркой под флюсом, оно не распространяется.
Не должно быть чрезмерной концентрации основных сварных
швов. С этой целью расстояние между осями поперечных швов бара-
банов камер и труб должно быть не менее трехкратной толщины
стенки свариваемых элементов, но не менее 100 мм.
Особое внимание при проектировании сварных узлов уделяют
расположению сварных швов вне зоны действия значительных на-
пряжений изгиба и принятию дополнительных мер по их снижению.
Для этого в стыковых соединениях элементов с разной толщиной
стенок должен быть обеспечен плавный переход от одного элемента
к другому путем постепенного утонения стенки более толстого эле-
мента под углом не более 15° и за счет плавного перехода сварного
шва.
Привариваемые днища должны иметь гарантированную отбор-
товку, обеспечивающую вывод сварного стыка из зоны действия
значительных напряжений изгиба. Поперечные стыки трубопрово-
дов на гнутых участках труб не допускаются; расстояние от начала
гиба до шва на трубах поверхностей нагрева должно составлять
не менее 100 мм, а на трубах с наружным диаметром 100 мм не
менее наружного диаметра трубы, на трубопроводах — не менее
100 мм. Стыковые соединения располагают вне опор сосуда.
Надежность сварных стыков трубопроводов, изготовленных из
жаростойких и жаропрочных сталей и работающих при высоких
температурах в условиях ползучести, повышается при снятии уси-
ления сварных швов и обработки их наружной поверхности до
плавного сопряжения с основным металлом. Эту операцию реко-
мендуется вводить:
в сварных стыках трубопроводов при толщине стенки труб из
хромомолибденованадиевых сталей свыше 45 мм, а из высокохроми-
стой и аустенитной стали свыше 20 мм;
при расположении сварных стыков в зоне действия высоких
напряжений изгиба (сварные соединения тройников, стыки в при-
соединениях корпусов и т. д.) при толщине стенки труб из хромо-
молибденованадиевых сталей свыше 20 мм.
В сосудах, работающих под давлением, применяют выпуклые
днища (эллиптические или сферические) при отношении высоты
выпуклой части днища к внутреннему диаметру не менее 0,25. Это
условие обеспечивает плавную передачу усилия на обечайку в рай-
оне установки днищ. Для неответственных сосудов могут допус-
каться конические днища без отбортовки, центральный угол кото-
2. Сравнительная оценка методов сварки котельных конструкций
Тип сварного узла Метод сварки
оптимально-рекомендуемый допускаемый ограниченно-допу- скаемый
Сварка сосудов при толщине обечаек, мм: Сосуды, работающие ! под давлением
=сзо АДСФ продольных и кольцевых швов, РДС штуцеров РДС продольных и кольцевых швов и штуцеров
30—90 ЭШС продольных швов, АДСФ продольных швов и штуцеров 1. АДСФ продольных и кольце- вых швов, РДС штуцеров 2. РДС продольных, кольцевых и штуцеров Автоматическа я и полуавтоматиче- ская сварка в уг- лекислом газе
>90 1. ЭШС продольных и кольцевых швов, АДСФ щтуцеров 2. ЭШС продольных швов, АДСФ кольцевых швов и штуцеров 1. ЭШС продольных и кольце- вых швов, РДС штуцеров 2. ЭШС продольных швов, АДСФ кольцевых швов, РДС штуцеров —
Создание защитных сло- ев на внутренней поверх- ности сосудов 1. Двуслойный прокат 2. Ленточная наплавка Сварка взрывом Ручная дуговая наплавка
Котлы и толстостенные сосуды
С Стыки труб поверхно- стей нагрева и экономай- зеров Сварные конструкции кот 1. Контактная стыковая сварка 2. АДС корневого слоя, запол- нение основной разделки РДС или АДС лов и трубопроводов РДС на подкладных кольцах Газовая сварка
Сварка газоплотных па- нелей АДСФ на специальных установ- ках РДС (для вварки гарнитуры и на монтаже) —
Стыки труб паропрово- дов и питательной воды: углеродистые и низколе- гированные стали Хромомолибденована- диевые, высокохромистые и аустенитные стали 1. АДС корня шва, заполнение основной разделки АДСФ 2. АДСФ на подкладном кольце 1. АДС корня шва, заполнение основной разделки РДС 2. РДС на подкладном кольце РДС без под- кладного кольца
АДС корня шва, заполнение ос- новной разделки АДСФ 1. АДСФ на подкладном кольце 2. РДС на додкладном кольце Сварка в среде СОа
Приварка шипов Условные обоз н г •сварка под флюсом; АДС — а Контактная приварка на ав- томатах 1 ч е н и я методов сварки: ЭШС ргонодуговая сварка; РДС — ручная дуге Полуавтоматическая сварка под флюсом и в защитных газах — электрошлаковая сварка; АДСФ — ав! вая сварка. РДС юматическая дуговая
Конструктивное оформление и технологичность
206
Котлы и толстостенные сосуды
рых не должен быть более 45°. Днища сосудов высокого давления
с толщиной стенки до 120 мм должны быть цельноштампованными,
в сосудах низкого и среднего давления допускаются штампованные
днища, сваренные из листов.
Для сосудов с внутренним диаметром менее 500 мм допускаются
плоские днища, широко применяемые в камерах котлов. Варианты
их конструктивного оформления показаны на рис. 8.
Предпочтительны днища, показанные на рис. 8, а и б, сварные
швы которых вынесены за пределы торцевой части, что обеспечи-
вает снижение в них рабочих напряжений изгиба. Днища таких
типов могут подвергаться контролю неразрушающими методами
(просвечиванием или ультразвуковой дефектоскопией). Для устра-
Рис. 8. Типы плоских днищ:
а — с отбортовкой на замке; б — с отбортовкой на подклад-
ном кольце с-выточкой; гв 5 мм; S2^0,31DBp^too^cr] *
в —без отбортовки
нения опасности перерезания волокон металла днища штампуют,
а не вырезают из более толстого листа.
Непосредственную вварку плоского днища в обечайку (рис. 8, в)
можно допустить лишь в неответственных сварных соединениях,
работающих при сравнительно умеренных температурах и изготов-
ленных из низкоуглеродистой стали. Контроль качества этих
соединений неразрушающими методами затруднителен.
В сосудах различного назначения, камерах котлов и трубопро-
водах присоединение сваркой или вальцовкой труб малого диаметра
(поверхностей нагрева, перепускных труб, дренажных линий
и т. д.) выполняют сваркой или вальцовкой.
Вальцовочные соединения труб поверхностей нагрева с бараба-
нами и камерами правилами Горгостехнадзора допускаются при
диаметре труб до 102 мм и рабочей температуре стенки не выше
400° С. В котлах малой производительности массового выпуска
такие соединения применяют наряду со сварными. Для систем вы-
сокого давления они оказались ненадежными и поэтому практически
полностью заменены на сварные.
Конструктивное оформление и технологичность
207
В сварном исполнении трубы поверхностей нагрева присоеди-
няют к камерам с помощью штуцеров и без штуцеров — приваркой.
При бесштуцерной приварке заметно сокращается число сварных
стыков, однако этот способ допускается лишь при соблюдении сле-
дующих требований:
свободного доступа к сварных стыкам, обеспечивающего каче-
ственное выполнение сварки;
выполнения при необходимости термообработки в печах, индук-
ционным нагревом или другими методами, обеспечивающими надеж-
ность ее проведения и тщательный контроль равномерности нагрева;
Рис. 9. Типы штуцерных и тройниковых соедине-
ний камер котлов, барабанов и трубопроводов:
а — без разделки кромок; б — без разделки кромок шту-
цера с проточкой стенки сосуда; в — с раздёлкой стенки
штуцера; г — с разделкой стенки штуцера и проточкой
стенки сосуда; д —• с выштамповкой стенки сосуда; е — с
пропуском штуцера через стенку сосуда
возможности надежного контроля качества сварных соединений.
Присоединение труб к сосудам с помощью штуцеров позволяет
осуществлять сварку угловых швов в наиболее удобных условиях,
надежно контролировать швы и их термически обрабатывать в пе-
чах. В этом случае утолщение стенки штуцеров по сравнению с при-
вариваемой трубой, обеспечивает большую надежность угловых
соединений в условиях ползучести на трубах из теплоустойчивых
и жаропрочных сталей. Варианты конструктивного оформления
штуцерных соединений показаны на рис. 9.
Соединение по типу рис. 9, а рекомендуется использовать при
толщине штуцеров до 10 мм с применением ручной дуговой сварки
и до 15 мм при автоматической сварке под флюсом. Такое соедине-
ние широко применяют в барабанах низкого и среднего давления и
камерах. Соединение по типу рис. 9, б используют в барабанах и
камерах высокого давления при тех же толщинах. Для всех типов
штуцерных соединений число валиков шва не должно быть меньше
двух по условию гарантированного проплавления начального и
кратерного участков. Соединения по типу рис. 9, в и г используют
208
Котлы и толстостенные сосуды
преимущественно в системах высокого давления. В трубах из
хромомолибденованадиевых и аустенитных сталей подкладное
кольцо после сварки удаляют.. Для этих типов соединений можно
рекомендовать также выполнение корневого шва в среде защитных
газов без подкладного кольца.
Наиболее технологичным по условиям выполнения сварки и бла-
гоприятным по условиям работы шва является соединение типа
рис. 9, д с высадкой стенки основной трубы. Его целесообразно
использовать в тройниках и камерах высокого давления, работаю-
Рис. 10. Типы сварных тройников:
а — переходный; б — равнопроходный
щих в наиболее тяжелых условиях. Контроль этого типа соединения
неразрушающими методами более надежен по сравнению с дру-
гими типами.
Штуцерное соединение с пропуском через стенку сосуда (рис. 9, е)
целесообразно применять при большом диаметре штуцера и необ-
ходимости усиления отверстия. Из-за высокой жесткости соедине-
ния сварка и контроль требуют особой тщательности. Это соеди-
нение применимо лишь при возможности доступа к внутренней по-
верхности с целью вырубки и подварки корня шва. Рекомендуется
обработка наружной и внутренней поверхностей швов до плавного
сопряжения с основным металлом.
Штуцерные соединения типа (рис. 9, в) широко применяют
в сварных тройниках (рис. 10), получивших широкое применение
в котельных установках и в основном заменивших литые тройники,
оказавшиеся эксплуатационно-ненадежными. Подготовку кромок
трубы штуцера выполняют на станке проточкой по цилиндрической
Конструктивное оформление и технологичность
209
поверхности (сечение А — Л), что обеспечивает высокое качество
сварного соединения при отношении диаметра штуцера к диаметру
основной трубы до значения 0,7. При необходимости получения
равнопроходного тройника основную трубу берут большего диа-
метра (рис. 10, б), у нее обсаживают концы, а сварное тройниковое
соединение выполняют при отношении г^-== 0,7. Сварку произ-
^о. тр
водят на подкладном кольце, которое затем удаляют расточкой.
Недостатком этих тройников является трудность контроля нераз-
рушающими методами. Поэтому получают распространение трой-
ники с высаженной горловиной по типу рис. 9, д.
Рис. 11. Конструктивно-технологические варианты
газоплотных панелей:
а — из гладких труб с приваренными перемычками; б —
из гладких труб с приваренными плавниками; в — из
гладких труб с заплавленными перемычками; г — из
плавниковых труб
Одной из тенденций развития котлостроения является переход
к котлам, работающим под наддувом путем создания герметичных
экранных поверхностей, состоящих из труб, сваренных одна с дру-
гой непрерывными швами через проставки. Изготовление таких
газоплотных (мембранных) панелей возможно лишь с широким
применением сварки; протяженность продольных сварных швов
таких панелей для мощных котлов составляет десятки километров.
В котельной практике получили распространение несколько вари-
антов изготовления панелей (рис. И). Каждый из вариантов имеет
свои области применения. Наиболее универсальным и дешевым
является первый из них. При его использовании можно в наиболее
широких пределах менять шаги труб, а производительность свароч-
ных работ за счет использования двух головок та же, что и при
одном среднем шве. Если панели изготовляют из труб хромомолиб-
денованадиевых сталей, разупрочняемых при сварке (ср = 0,8), то
стенку трубы приходится соответственно утолщать или проводить
дополнительный расчет для оценки возможности сохранения тол-
щины стенки бесшовной трубы, так как обычно температура в рай-
оне приварки плавников ниже, чем на лобовой поверхности трубы.
210
Котлы и толстостенные сосуды
Вариант мембранных панелей с заплавленными перемычками
(рис. 11, в) может быть использован при относительно малой ширине
последних (до 12 мм), поскольку при большей ширине не удается
получить стабильное качество перемычки. Этот метод получил огра-
ниченное применение и лишь для низкоуглеродистых труб из-за
склонности наплавок к растрескиванию при сварке, резко возра-
стающем при их легировании.
Наиболее дорогим из-за высокой стоимости плавниковых труб
является вариант на рис. 11, г. Он имеет, однако, преимущество
перед другими способами при использовании в качестве материала
труб хромомолибденованадиевых сталей, так как сварной шов выне-
сен за пределы трубы и не требует утолщения ее стенки. При трубах,
сварные соединения которых равнопрочны основному металлу,
использование плавниковых труб экономически нецелесообразно.
Изготовление панелей должно обязательно ориентироваться на
автоматизированные методы сварки и использование специализиро-
ванных стендов, в которых осуществляется постепенное наращи-
вание панели. Возможна такая последовательность сварки труб
в панель: 2—4—8—16—32 или 3—7—15—31. В первом случае
одновременно сваривают две трубы между собой, а во втором —
три. С точки зрения получения минимального коробления панели
заслуживает предпочтение первый вариант. Полная сборка всей
панели с помощью прихваток и далее сварка ее в собранном виде
недопустима из-за трудности автоматизации сварочных процессов
и значительных деформаций сварной панели.
Наиболее распространена автоматическая сварка панели под
флюсом. При толщине стенки труб менее 3 мм возможно использо-
вание автоматической сварки в защитных газах. Для варианта
сварки панелей по типу рис. 11,6 целесообразно применение
высокопроизводительной радиочастотной приварки плавников. Руч-
ную дуговую сварку можно допускать лишь для кольцевых стыков
труб и вварки различной гарнитуры (горелок, люков и т. д.).
Крупные’ сосуды для работы при очень высоких давлениях изго-
товлять со сплошной стенкой затруднительно и дорого в связи с боль-
шой стоимостью цельнокованых обечаек. Все большее применение
для работы в таких условиях получают многослойные сосуды (рис. 12)
диаметром до 5 м при общей толщине стенки 200—400 мм. Днища
и фланцы таких сосудов делают сплошными и приваривают стыко-
выми швами к проточенным торцам многослойной обечайки.
Имеются три основных метода получения обечаек многослойных
сосудов. По первому из них предварительно собирают и сваривают
продольными швами обечайки разного диаметра с толщиной стенки
20—50 мм. После зачистки усиления швов и калибровки обечайки
последовательно надевают одну на другую до получения требуемой
суммарной толщины. Для осуществления необходимого натяга между
слоями насаживаемая обечайка перед посадкой нагревается до
Конструктивное оформление и технологичность
211
600° С, что обеспечивает соприкосновение до 95% сопрягаемой
поверхности.
Второй способ состоит в том, что на внутреннюю обечайку —
трубу толщиной 10—40 мм последовательно насаживают полуобе-
чайки толщиной 5—8 мм, обтягивают с помощью гидравлических
устройств и сваривают двумя продольными швами между собой.
После зачистки швов последовательно надевают следующие полу-
обечайки до получения нужной толщины.
По третьему способу к центральной трубе толщиной 20—40 мм
приваривают продольным швом конец стальной ленты, которую затем
с помощью натяжного устройства навивают на трубу. После на-
вивки наружный конец ленты приваривают к корпусу продольным
швом.
Рис. 12. Конструктивное оформление многослойного сосуда:
а — общий вид; б — штуцер с пропуском через стенку и полной об-
варкой; в —• штуцер с пропуском через стенку и приваркой к внутрен-
ней трубе
Полученные обечайки длиной до 4 м протачивают по торцам для
создания разделок под сварку и сваривают кольцевыми швами между
собой и с цельноковаными концевыми частями.
Использование тонкостенных обечаек позволяет обеспечить опти-
мальные прочность и пластичность материала и надежно проконтро-
лировать его качество. Многослойные сосуды в ряде случаев не
подвергают отпуску, что дает возможность изготовлять нетранспор-
табельные сосуды по частям и затем сваривать в монтажных усло-
виях. Испытания многослойных сосудов под внутренним давлением
показало, что разрушение их всегда носит пластичный характер
с значительным продольным раскрытием обечайки. Если требуется
на внутренней поверхности сосуда коррозионностойкий слой, то
центральную трубу изготовляют из аустенитной стали. Это резко
упрощает технологию получения плакированных сосудов большой
толщины и снижает стоимость наплавочных работ, оставляя на-
длавку только на днище и фланцах.
Расчет многослойных сосудов можно производить по действую-
щим нормам для сосудов со сплошной стенкой той же общей тол-
щины. Коэффициенты прочности сварных соединений могут быть
приняты теми же. Благоприятное распределение остаточных на-
пряжений расчетом не учитывается.
212
Котлы и толстостенные сосуды
В большинстве случаев штуцера в многослойных сосудах разме-
щают в сплошных днищах. Вывод их на обечайку нежелателен, так
как при этом нарушается основное условие работы многослойного
сосуда — свободное перемещение отдельных обечаек для обеспече-
ния их совместной работы. Поэтому штуцера на обечайке допускаются
лишь как единичные. Это затрудняет использование многослойных
сосудов в конструкциях с большим числом штуцеров, как напри-
мер, в котельных барабанах.
При необходимости размещения единичных штуцеров на обе-
чайке рекомендуется их пропускать через обечайку и обваривать
по всей толщине, как показано на рис. 12, б. При большом числе
штуцеров возможно размещение их на сплошном кольце, которое
затем вваривают поперечными швами в многослойные обечайки.
Возможным вариантом крепления штуцера на обечайке, подлежа-
щим экспериментальной проверке, является приварка его лишь
к внутренней трубе (рис. 12, в).
5. КОНТРОЛЬ КАЧЕСТВА
Ответственность работы котельных и других элементов под внут-
ренним давлением и при высоких температурах определяет высокие
требования к контролю качества на всех стадиях изготовления
и эксплуатации и проведению дополнительных приемочных испы-
таний. Объем контроля и виды приемочных испытаний определяются
требованиями Госгортехнадзора и другими нормативными мате-
риалами.
На стадии проектирования надежность контроля обеспечивают
расположением сварных швов в доступных участках и возможностью
полного удаления выявленных дефектов и последующего ремонта.
Правилами котлонадзора [8] предусмотрено использование разных
методов неразрушающего контроля сварных соединений и исследо-
вания их качества и свойств на образцах контрольных проб.
Объем контроля определяется ответственностью изделий и преж-
де всего рабочими давлением и температурой. Так, применение мето-
да ультразвуковой дефектоскопии является обязательным для всех
швов сосудов, работающих под давлением свыше 50 кгс/см2 при
температуре стенки свыше 200° С и ниже —70° С. В сосудах же для
работы под давлением-до 16 кгс/см2 при температуре стенки от
—40° С до +200° С контролируют лишь 25% от общей длины швов.
Обязательному контролю подлежат все места пересечения сварных
швов.
Правилами предусмотрено проведение механических испытаний
образцов контрольных сварных соединений. Важнейшим условием
получения достоверных результатов по свойствам сварных соедине-
ний является выполнение контрольных проб на всех стадиях изго-
товления и термообработки в условиях, полностью идентичных
Список литературы
213
реальному изделию. В исключительных случаях может быть преду-
смотрена вырезка контрольных проб непосредственно из изделия.
Основным видом приемочного испытания элементов, работающих
под давлением, является гидравлическое испытание, которому под-
вергают все сосуды, трубопроводы и другие элементы после их изго-
товления. При рабочем давлении р 5 кгс/см2 пробное давление
составляет 1,5 р\ если р> 5 кгс/см2, то пробное давление обычно
берут 1,25 р. Литые элементы независимо от рабочего давления
подвергают испытанию при пробном давлении 1,5 р.
Если сосуды работают при температуре свыше 200° С, то пробное
давление ри определяют по формуле
ри=1,25-Ир- (16)
[<]
Для испытания используют воду с температурой не ниже 5° С.
В отдельных случаях, например при испытаниях барабанов высокого
давления, могут предъявляться дополнительные требования к повы-
шению температуры воды до+40 + +60® С, чтобы устранить опас-
ность хрупкого разрушения изделия.
СПИСОК ЛИТЕРАТУРЫ
1. Земзин В. Н., Бельчук Г.- А. Сварка разнородных металлов и сплавов. —
В кн.: Справочник по сцарке. Т. 4. Под ред. А. И. Акулова. М., «Машинострое-
ние», 1971, с. 194—210.
2. Изготовление и эксплуатация котельных барабанов и газоплотных пане-
лей в ФРГ. М., НИИИНФОРМТЯЖМАШ, 3-67-23, 1968, с. 111. Авт.: Зорев Н. Н.,
Кудрявцев И. В., Земзин А. Н., Захаров А. А., Терентьев Я. К.
3. Карзов Г. П., Розанов М. П. и Тимофеев Б. Т. Влияние дефектов на мало-
цикловую усталость сосудов давления. Доклад на Всесоюзном рабочем симпо-
зиуме по вопросам малоцикловой усталости. Каунас, 1971, 28 с.
4. Код американского общества инженеров-механиков для котлов и сосудов
высокого давления. М., ЦНИИАТОМИНФОРМ, 113П, 1970, 240 с.
5. Николаев Г. А., Куркин С. А. и Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М., «Высшая школа», 1971. 760 с.
6. Повышение прочности и долговечности деталей машин. Сборник под ред.
И. В. Кудрявцева. ЦНИИТМАШ. Кн. ПО. М., «Машиностроение», 1969, 312 с.
7. Прочность при малом числе циклов нагружения. Вопросы механической
усталости. Сборник под ред. С. В. Серенсена. М., «Наука», 1969, 257 с.
8. Сборник правил и руководящих материалов по котлонадзору. М., «Недра»,
1972, 528 с.
ГЛАВА X
ХИМИЧЕСКАЯ АППАРАТУРА
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Химические аппараты предназначены для осуществления физико-
химических процессов (химические реакции, теплообмен без изме-
нения агрегатного состояния, испарение, конденсация, кристалли-
зация, растворение, выпарка, адсорбция, абсорбция и т. д.). К хи-
мическим аппаратам относят и емкости для хранения различных
жидких, твердых и газообразных веществ [5].
При проектировании конструкций химического машиностроения
необходимо прежде всего учитывать особые условия работы мате-
риала и сварных соединений, характеризуемые широким диапазо-
ном давлений, большим пределом рабочих температур от —254 до
+ 1000° С при агрессивном воздействии среды. Высокие эксплуата-
ционные напряжения часто меняются в процессе работы конструкций
не только по величине, но и по знаку; температурные условия
эксплуатации конструкций могут быстро изменяться по времени и
быть резко переменными в пределах одной сплошной конструкции,
что всегда вызывает дополнительные напряжения, особенно опасные
в местах расположения сварных швов; агрессивные коррозионные
среды могут приводить к межкристаллитной коррозии, вызывать
ускоренную коррозию в зонах концентрации сварных соединений и
преждевременный выход конструкций из строя. Поэтому в химиче-
ском аппаратостроении наряду с требованиями высокой коррозион-
ной стойкости к конструкционным материалам и сварке предъяв-
ляют требования высокой механической прочности, жаропрочности
и жаростойкости.
Конструкцию аппарата разрабатывают исходя из основных
технических требований, предъявляемых к нему, и условий его
эксплуатации. К техническим требованиям относят: назначение и
среду; производительность, емкость и поверхность теплообмена;
давление и температуру; надежность и безопасность. Конструиро-
вание следует начинать с выбора материала, отвечающего основным
условиям технологического процесса, протекающего в аппарате и
характеризуемого средой, давлением, температурой. Среда в боль-
Назначение и условия работы
215
шинстве случаев требует решения вопроса о защите внутренней
рабочей поверхности аппарата.
Рабочая температура может рассматриваться как фактор уси-
ления агрессивного воздействия среды. Поэтому в технических
условиях на проектирование, исходя из условий работы, должны
быть указаны основные
варианты обеспечения
долговечности аппарата
при эксплуатации в ра-
бочем режиме. В качест-
ве таких вариантов мо-
гут- быть применены
многослойные сосуды.
Например, для защиты
от коррозии несущего
корпуса автоклава из
стали 22К внутри аппа-
рата могут быть разме-
щены защитные сосуды,
так, как это показано
на рис. 1.
Внутренний .сосуд из-
готовлен из алюминия
марки АД1. Этот сосуд
является реакционным,
вступающим в непосред-
ственное соприкоснове-
Рис. 1. Конструкция много-
слойного сварного автоклава
для концентрирования азот-
ной кислоты:
1 — несущий корпус и крышка
из стали 22 К; 2 — промежуточ-
ный сосуд из алюминия марки
ABO; 3 — реакционный сосуд
и прокладка из алюминия мар-
ки АД1
ние с агрессивной средой. Промежуточный сосуд из алюминия
марки АВО предназначен для защиты стального корпуса в случае
нарушения герметичности реакционного сосуда. Таким образом,
в конструкции рационально сочетаются решения, отвечающие усло-
виям ее эксплуатации, — прочный корпус и его коррозионная
защита.
Независимо от вида и типа химических аппаратов многие узлы
и детали в них являются общими: обечайки, днища, рубашки,
укрепления отверстий в стенках, трубы, обтюрация, фланцевые и
216
Химическая аппаратура
другие соединения, крышки, трубные решетки, компенсаторы,
штуцера, вводы и выводы труб, люки, опоры и др. В конечном итоге
оформление конструкции любого химического аппарата сводится
к комбинации трех типов элементов: пластин, оболочек и труб
различных диаметров, которые выполняют в большинстве случаев
сварными и соединяют между собой также с помощью сварки.
При конструировании химической аппаратуры необходимо ис-
пользовать нормализованные и стандартизованные узлы, хорошо
зарекомендовавшие себя в эксплуатации. Особое внимание должно
быть уделено соединениям отдельных элементов конструкции.
Например, резьбовые, фланцевые и другие разъемные соединения
должны быть по возможности исключены и заменены сварными.
Следует заметить, что если на изготовление отдельных элементов
сварных конструкций имеются нормативы, установленные Госу-
дарственными стандартами (например, ГОСТ 9617—67 — на обе-
чайки; ГОСТ 6533—68 и др. — на днища; ГОСТ 9400—63
и др. — на трубы; ГОСТ 1235—67, 12821—67* и др. — на фланцы;
ГОСТ 12836—67*, 11972—66 и др. — на крышки, заглушки и люки)
или отраслевыми нормалями (например ОН 26-01-52—67 — на
теплообменники и т. д.) [5], то вопросы, связанные с соединением
между собой отдельных узлов аппарата сваркой, требуют в боль-
шинстве случаев индивидуального решения.
В технических условиях на проектирование и изготовление
должны быть оговорены эксплуатационные нагрузки и среды, габа-
риты и емкость аппаратов. В соответствии со средой выбирают
защитный конструкционный материал и его толщину. В некоторых
случаях, при ограниченном сроке эксплуатации конструкций сосуд
может быть изготовлен и без антикоррозионного слоя. При этом
учитывают прежде всего целесообразность эксплуатации дорогих
сосудов (при наличии внутренней защиты) по сравнению с себе-
стоимостью изделия, изготовленного наиболее простыми методами
без нанесения внутренней плакировки. Поэтому в технических усло-
виях должно быть четкое разграничение изделий по указанным
признакам.
2. ВЫБОР МАТЕРИАЛА
Вопрос о материале во многих случаях является дискуссионным,
хотя имеются сложившиеся тенденции и существуют готовые реко-
мендации [5] для различных условий работы конструкций. Аппара-
туру не рекомендуется изготовлять целиком из дефицитных и доро-
гостоящих материалов, так как коррозии обычно подвержены лишь
внутренняя поверхность аппаратов. Для обеспечения амортизацион-
ного срока службы аппарата достаточен слой коррозионностойкого
металла толщиной в несколько миллиметров. Поэтому считают целе-
сообразным изготовлять аппаратуру для активных коррозионных
сред из двухслойного проката, облицовочный слой которого может
Выбор материала
217
быть выполнен из требуемого коррозионностойкого металла или
сплава. Например, вместо монолитной толстолистовой нержавеющей
стали 12Х18Н10Т применяют двухслойную листовую сталь ВМСтЗкп
+ 12Х18Н10Т. Металлургическая промышленность выпускает также
ряд марок сталей с малым содержанием никеля, которые рекомен-
дуется применять в химическом аппаратостроении в качестве заме-
нителей дефицитных хромоникелевых сталей с 18% Сг и 8% Ni или
сталей с большим содержанием никеля.
Многие исследователи указывают на то, что химическую аппара-
туру на среднее давление для_некоррозионных сред целесообразно
изготовлять из высокопрочных марок низколегированных сталей,
применение которых обеспечивает сокращение массы конструкции
на 20—30% по сравнению с углеродистыми сталями.
При проектировании сварных сосудов, работающих при низких
температурах, следует иметь в виду, что такие металлы, как медь,
никель, алюминий, свинец, серебро сохраняют высокую вязкость
при снижении температуры испытания до —190° С. Используемые
в промышленности алюминиевые сплавы сохраняют удовлетвори-
тельную вязкость и пластичность при снижении температуры испы-
тания до —260° С.
Алюминиевые сплавы используют в аппаратах для производства
кислот.
В этих условиях коррозионная стойкость сварных швов алюми-
ния на порядок ниже, чем у основного металла. В производственной
практике сварные реакционные сосуды автоклавов, отбелочные
колонны и другое оборудование выходят из строя спустя несколько
месяцев эксплуатации из-за разрушений сварных соединений, тогда
как основной металл мог бы служить еще ряд лет. Основной вид-
коррозии — межкристаллитная, причины — наличие примесей,
главным образом кремния, и напряженного поля в зонах шва.
Одна из причин — выделение эвтектики по границам зерен, которая
обладает положительным потенциалом по сравнению с твердым
раствором. Поэтому рекомендуется проводить сварку по возможно-
сти с высокими скоростями охлаждения, а также применять приса-
дочные материалы с такими легирующими элементами, как титан,
хром’, цирконий.
Достаточно широкое применение для изготовления внутренних
оболочек аппаратов, работающих при низких температурах, находят
медь и латунь.
Медь техническая марок Ml, М2, М3 (ГОСТ 859—66*) исполь-
зуется для изготовления оболочек и труб, работающих в условиях
средней агрессивности, и в установках разделения воздуха и других
газов методом глубокого охлаждения. Диапазон рабочих темпера-
тур ----254 4-250° С.
Конструкции из латуни Л63 применяются для тех же изделий,
но в интервале температур —196 -ь 4-120° С.
218
Химическая аппаратура
Для аппаратов с высокоагрессивными средами при изготовлении
обечаек, днищ, фланцев, трубных решеток и других деталей приме-
няют как технически чистый титан BTI-00, ВТ-0 (АМТУ 388—68),
так и титановые сплавы ОТ4, ОТ4-1, ОТ4-0, ВТ4, ВТ5-1 (АМТУ
388—68). Однако использование этих сравнительно дорогостоящих
материалов в качестве конструкционных в большинстве случаев
нецелесообразно. Так, например, изготовление реактора целиком
из технически чистого титана при толщине стенки 19 мм и диаметре
520 мм не оправдывается последующими эксплуатационными преиму-
ществами, заключающимися в основном в увеличении срока службы.
Поэтому титан (так же, как и другие антикоррозионные мате-
риалы, например тантал и цирконий) в основном используют в виде
тонкого антикоррозионного слоя для футеровки стальных листов.
При соединении таких биметаллических листов возникают большие
технологические трудности, связанные с осуществлением качествен-
ной сварки. Иногда футерованные титаном аппараты оказываются
не более стойкими в агрессивных средах, чем, например, изготов-
ленные из сталей с 18% Сг и 8% Ni. Это связано с тем, что сварные
соединения титановых сплавов чрезвычайно, чувствительны к кор-
розии под напряжением в особенности при температурах эксплуа-
тации более высоких, чем комнатные.
•Поэтому, выбору конструкционного материала всегда должен
предшествовать тщательный анализ условий работы аппарата.
Данные по химической стойкости различных материалов в раз-
личных агрессивных средах и рекомендации по их применению
в конструкциях широко представлены в специальной литературе
(см., например [51, с. 272—344).
3. ХАРАКТЕРНЫЕ КОНСТРУКЦИИ И ДАННЫЕ ДЛЯ РАСЧЕТОВ
Сварная аппаратура из черных и цветных металлов занимает
в химическом аппаратостроении ведущее место по объему выпускае-
мой продукции и по номенклатуре изделий. К этой наиболее обшир-
ной группе химического оборудования можно отнести аппаратуру
емкостного типа с внутренними устройствами и без них, самого
различного химико-технологического назначения (резервуары, мер-
ники, отстойники, монжусы, автоклавы, реакторы, кристаллиза-
торы, полимеризаторы), аппаратуру колонного типа (ректифика-
ционные и дистилляционные колонны, адсорберы, скрубберы),
теплообменную аппаратуру различного типа (теплообменники «труба
в трубе», элементные, змеевиковые, кожухотрубчатые, витые, спи-
ральные, пластинчатые) и прочую аппаратуру химических произ-
водств.
Широко распространена и сварная аппаратура из углеродистой
стали, футерованная химически стойкими неметаллическими мате-
риалами (керамическими, углеграфитными и стеклянными плит-
Характерные конструкции и данные расчетов
219
ками, природными кислотоупорами, пол и изобутиленом), покрытая
полиэтиленом или полистиролом, а также стальная сварная гумми-
рованная и эмалированная аппаратура.
Некоторые типовые конструкции сварной и паянной аппаратуры
из углеродистых и высоколегированных сталей нормализованы и
875- 16600
Рис. 2. Конструкция горизонтального цельносварного резервуара с эл-
липтическим отбортованным днищем
Рис. 3. Цистерна для жидкого азота
систематизированы в каталогах, которыми руководствуются при
конструировании [1, 2, 6, 7]. При конструировании необходимо стре-
миться к применению типовой нормализованной аппаратуры.
Отступления должны быть согласованы с заводом-изготовителем
оборудования.
Аппаратуру емкостного типа с внутренними устройствами и без
них выполняют в виде однослойных (рис. 2) или многослойных
(рис. 1 и 3) сосудов.
220
Химическая аппаратура
В зависимости от условии работы однослойных сосудов общее
очертание как самой конструкции, так и сварных соединений может
меняться. Например, для хранения и выдачи нелетучих жидкостей
(вода, масло, мазут) при работе
резервуары с неотбортованными
Рис. 4. Принципиальная конструктив-
ная схема теплообменника типа «труба
в трубе»
без давления (налив) используют
днищами, с приваркой их к обе-
чайке угловыми швами. Если же
имеется избыточное давление
0,04—0,16 кгс/мм2 и выше, то
соединения выполняют стыко-
выми (рис. 2).
Изготовление многослойных
сосудов диктуется тремя усло-
виями, которые определяются
эксплуатацией конструкции: на-
личием агрессивной среды, повы-
шенным рабочим давлением,
обеспечением минимального теп-
лообмена с окружающей средой.
Многослойные сосуды могут
быть составными, как это де-
лается, например, в автоклаве
(см. рис. 1).
Конструкционная основа со-
суда может быть изготовлена
также из ленты посредством
последовательной намотки 5—10
слоев или из нескольких тонких
обечаек, собираемых с некото-
рым натягом (см. гл. IX).
К многослойным относятся
также сосуды, изготовленные из
биметалла.
Для хранения и транспорти-
ровки жидких газов — азота,
кислорода, водорода и других —
сварные сосуды выполняют в
виде двустенных емкостей, ме-
жду которыми располагают теплоизолирующий материал или ваку-
умированное пространство. Внутренние оболочки можно изготов-
лять из цветных металлов или нержавеющих сталей, внешние —
из углеродистой.
Конструкция цистерны для жидкого азота емкостью 32 м3 пока-
зана на рис. 3. Внутренний сосуд сварен из сплава АМц, наруж-
ный — из стали 20. Внутренний сосуд крепят к наружному цепями.
Требования к сварным соединениям весьма высокие, главным обра-
зом к плотности, так как заполненное аэрогелем межстенное про-
Характерные конструкции и данные расчетов
221
Рис. 5. Кожухотрубчатый тепло-
обменник с плавающим компен-
сатором
странство вакуумируется до остаточного давления 10“3—
10"* мм рт. ст.
Емкость цистерн автотранспорта достигает 23 000 л, (США).
Применяют сплавы системы алюминий — магний, содержащие
3-,3% Mg. Транспортировочные «тер-
мосные» сосуды могут состоять из
двух, связанных в отдельных местах
однослойных оболочек. Стационарные
оболочки целесообразнее изготовлять
многослойными.
При производстве синтетического
каучука, спирта, пластмасс и других
химических продуктов, для осуществ-
ления процессов разделения жидких
и газообразных сред методами ректи-
фикации, дистилляции и абсорбации
применяют нормализованную колонную
аппаратуру [5], для изготовления ко-
торой рекомендуется применять ста-
ли СтЗ, 08X13, ЭИ496, 12Х18Н10Т,
12Х17Н13М2Т.
Теплообменная аппаратура выпол-
няется из углеродистых, высоколеги-
рованных сталей, меди, цветных спла-
вов и различных комбинаций материа-
лов. Различают два типа теплообмен-
ных аппаратов: теплообменники типа
«труба в трубе» (рис. 4) и теплооб-
менники кожухотрубчатого типа (рис.
5 и 6). Они, так же как и другие типы
химической аппаратуры, нормализо-
ваны и систематизированы в справоч-
никах и каталогах.
Общее конструктивное оформление
химических аппаратов сводится к
комбинации пластин, оболочек и труб
самых разнообразных сечений и очер-
таний. Поэтому расчет прочности и конструктивный расчет химиче-
ских.аппаратов дифференцируется по тем элементам, которые компо-
нуют конструкцию [1]. Основное же внимание при расчетах следует
обратить на характер действующих нагрузок и напряжений, воз-
никающих в местах соединения сваркой отдельных деталей и узлов.
Одной из определяющих величин при расчетах на прочность
узлов и деталей химических аппаратов, работающих под избыточ-
ным давлением, является давление среды в аппарате. Различают:
рабочее, расчетное, условное и пробное давления.
222
Химическая аппаратура
Рис. 6. Теплообменник с ком-
пенсатором, вваренным в кор-
пус
Под рабочим понимается избыточное давление, возникающее
при нормальном протекании технологического процесса в аппарате.
Расчетным давлением, как правило, является рабочее. Гидро-
статическим давлением в аппарате (при наличии в нем жидкости),
если величина его до 5% от расчетного,
пренебрегают. Для высоких колонных
аппаратов расчетные давления целесо-
образно определять по зонам, условно
разбив аппарат по высоте на несколько
участков. При вакууме в аппарате пос-
ледний рассчитывают на внутреннее
давление 0,1 кгс/мм2 и на наружное —
в зависимости от величины вакуума.
Под условным давлением понимают
максимальное избыточное давление сре-
ды в аппарате, допускаемое в эксплуа-
тации (без учета гидростатического дав-
ления столба жидкости) при температуре
стенок аппарата 20° С. Условное давле-
ние комплектующих и стандартизован-
ных узлов и деталей должно быть не
менее расчетного давления аппарата.
Пробное или испытательное давле-
ние — это давление, на которое подле-
жат испытанию на прочность и плотность
сосуды и аппараты при изготовлении и
периодически — при эксплуатации. Ве-
личину испытательного давления опре-
деляют по формуле
Ри = Рг Уж^Ж»
где рг — пробное гидравлическое дав-
ление, кгс/см2 превышающее
расчетное в 1,2—1,6 раза;
Уж — удельный вес испытательной
жидкости, кгс/см3 (вода, мас-
ло);
Нж — высота столба жидкости, см.
Расчетную температуру при обогревании стенок и других деталей
горячими газами с температурой 250 °C и выше или открытыми
электронагревателями принимают на 50 °C выше рабочей, в осталь-
ных случаях температуру определяют теплотехническим расчетом.
Допустимые напряжения в узлах и деталях при расчете на проч-
ность и устойчивость выбирают в зависимости от прочностных
характеристик конструкционного материала при расчетной темпе-
ратуре. Коэффициенты снижения допустимых напряжений для свар-
Особенности технологии сварки и конструктивное оформление
223
ных соединений в зависимости от вида сварного соединения и спо-
соба сварки изменяются от 0,55 (никель и его сплавы при односто-
ронней сварке) до 0,95 (углеродистые стали при двусторонней сварке
встык).
Особенностью расчетов химических аппаратов является также
учет химического и механического воздействия среды на материал.
Поэтому к номинальной расчетной толщине-детали или элемента
дают некоторую прибавку, исходя из расчетного срока службы
аппарата 10 лет.
Для материалов с проницаемостью коррозионной среды 0,05—
0,1 мм/год эта прибавка составляет 1 мм. Применение материалов
с большей проницаемостью не рекомендуется.
В случае применения защитного покрова, стойкого к заданной
среде (антикоррозийный слой биметалла и т. д.), прибавку толщины
не дают, но толщину защитного слоя не учитывают в расчете на
прочность.
4. ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ
И КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ
В химическом аппаратостроении сварка — основной вид соеди-
нения металлических частей между собой. В зависимости от приме-
няемого материала, вида соединения, способа сварки используют
различные варианты подготовки кромок под сварку [5].
При использовании биметаллического листового проката из
сталей подготовку стыков под сварку в процессе резки заготовок
осуществляют либо применением механического инструмента, кото-
рый наряду с разрезкой производит надлежащую подготовку кромок
под сварку, либо путем сочетания механической обработки для
удаления легированного слоя из зоны реза с последующей разрез-
кой кислородно-ацетиленовым пламенем. В последнем случае при-
менение плазменного резака предпочтительнее, так как позволяет
практически исключить дополнительную механическую обработку.
В различных международных стандартах установлены нормы
для рациональной подготовки плакированных листов под сварку
(например, DIN 8553, ASTM Standard). При этом учитывают тре-
бования несмешиваемости обоих материалов при сварке, удаление
плакирующего слоя из зоны, где он может плавиться с учетом, что
точка его плавления ниже точки плавления основы,низкоуглеро-
дистой или низколегированной стали (рис. 7, а). Очень часто приме-
няют несимметричную разделку (рис. 7, б). Однако в этом случае
требуется, во-первых, применение специализированных строгальных
станков и, во-вторых, обеспечение высокой точности сборки, так
как малейшая волнистость листа приводит к образованию некаче-
ственных сварных соединений. Опыт показывает, что наибольшее
число технологических ошибок возникает именно на стадиях раз-
224
Химическая' аппаратура
метки, подготовки кромок и выравнивания листов, и что именно
неправильная подготовка стыков к сварке является причиной
дефектов сварных соединений. Если, например, при сборке отдель-
ных частей оболочки окажется, что кромки смещены (рис. 7, в), то
при сварке следует ожидать сильного перемешивания обоих метал-
лов, что, естественно, приведет к снижению коррозионной стойкости
защитного слоя.
Во избежание перегрева плакирующего слоя первый корневой
шов на конструкционном материале выполняется «ниточным» на
малом токе с таким расчетом, чтобы не вызвать образования макро-
и микродефектов в плакировке и возникновения зоны высокой
твердости и трещин. Предусматривается обязательный контроль
Рис. 7. Подготовка кромок (а, б, в) и сечение многослойного шва (а)
при двусторонней сварке; подготовка стыка при односторонней свар-
ке (д) и варианты соединения плакировки с конструкционной осно-
вой сосуда (е)
качества корневого шва конструкционной основы после сварки
остальных валиков (методом красок или рентгенопросвечивания).
В'качестве плакировки используют хромистые стали и никеле-
вые сплавы, содержащие > 13% Сг. Сварку производят электро-
дами с хромистой и хромоникелевой основами. Перемешивание
нелегированного основного материала с наплавленным высоколеги-
рованными электродами в данном случае не столь опасно, необхо-
димо выдержать лишь правильно химический состав наплавленного
металла, v что хорошо обеспечивается при многослойной сварке
плакировки (рис. 7, (г).
При сварке плакирующего материала из никелевых сплавов
(например, монель-металл) применяют монель-электроды с содер-
жанием < 0,5% С. Важнейшим моментом при сварке такой плаки-
ровки является недопустимость перемешивания с железом. Макси-
мально допустимое содержание железа не должно превышать 8—
10%, что можно обеспечить лишь при многослойной сварке. Сварку
ведут электродами малого диаметра с поперечными колебаниями
для получения тонких «ленточных» валиков. Чтобы обеспечить
Особенности технологии сварки и конструктивное оформление
225
минимальное перемешивание с железной основой листа, применяют
малые силы тока.
В тех случаях, когда нет возможности производить сварку со
стороны плакировки, например при соединении труб, подготовка
кромок перед сваркой производится иначе (рис. 7, 5). Сначала
производят сварку плакирующего слоя присадочным материалом
из хромистых или хромоникелевых сталей. Дальнейшие валики,
соединяющие конструкционную основу биметалла, свариваются
аустенитными электродами, чем исключается опасность возникно-
вения горячих трещин.
Часто для снятия напряжений, которые являются одним из
основных факторов, стимулирующих коррозионное растрескивание
в агрессивных средах, применяют термообработку. При этом необ-
ходимо обеспечить такие температурные условия, чтобы не ухуд-
шить качество плакирующего слоя. Обычно термообработку сварных
стальных конструкций с целью снятия сварочных напряжений
проводят при 620—650 °C. Однако для сварных соединений плаки-
рованных материалов следует ограничиться 550 °C, так как более
высокие области температур являются критическими в отношении
снижения коррозионной стойкости (рост зерна, выделение карбидов
и т. д.). Если необходимые оптимальные режимы термообработки
плакировки и конструкционной основы различны^ то термообработку
необходимо вести по режиму, принятому для снижения напряжений
в сварных соединениях плакировки.
Свободные от превращений плакировочные материалы, такие
как никель или медь, не чувствительны к температурам, обычно
применяемым при термообработке сварных соединений из стали.
Однако необходимо иметь в виду, что уже при температуре 400 °C
никель начинает взаимодействовать с серой и выделяется в связан-
ном виде по границам зерен. Установлено, что для снятия напряже-
ний в медной плакировке должен быть обеспечен нагрев до 900 °C
и последующая выдержка при 650 °C в течение 1 ч.
В ряде химических аппаратов (например, реакторы гидрокре-
кинга и ядерных установок) применяют такие толщины, которые не
дают возможности получить плакированные листы прокаткой, и
поэтому плакирование производят сваркой плавлением или взры-
вом. Чтобы получить оптимальную коррозионную стойкость в соче-
тании с пластичностью, необходимо и в этом случае избегать раз-
бавления слоя, нанесенного сваркой, основным металлом.
Технология получения биметаллических листов сваркой основы-
вается на способах и технологии с минимальным эффектом разбав-
ления путем уменьшения глубины проплавления. Например, при
наплавке плавящимся электродом, в дугу подается вторая, электри-
чески пассивная проволока; или, если электрод состоит из метал-
лической ленты с отношением толщины к ширине 1:100, то подается
в дугу вторая лента такого же сечения. Разбавление в этом случае
8 Под ред. Куркина С. А.
226
Химическая аппаратура
составляет вполне допустимую величину (< 10%), причем плаки-
рование осуществляется за один проход.
Существенные технологические трудности возникают при изго-
товлении сосудов, облицованных изнутри материалом с высокой
коррозионной стойкостью, например титан, цирконий, тантал. Сва-
риваемость этих материалов с конструкционной основой (сталью)
неудовлетворительная, а делать отверстия в облицовке не рекомен-
дуется.
Представляется целесообразным для крепления облицовки к кон-
струкционной основе в нескольких местах основы сосуда' предвари-
тельно делать сквозные цилиндрические отверстия с резьбовой
нарезкой, в которые после установки облицовки на место вверты-
вать втулку из того металла, что и металл облицовки, и сваривать
Рис. 8. Схемы футеровки внутренней поверхности сосудов:
а, б, в, е — днища и стенки; г, д — места переходов
впритык с облицовкой по внутреннему диаметру втулки. Во втулку
дополнительно может быть ввернут упор, касающийся неподдержан-
ной части тонкой облицовки. Вместо нарезных втулок могут быть
применены простые конусные втулки конусом наружу (рис. 7, е).
В толстостенных сосудах тонкий футеровочный внутренний слой
нередко изготовляют отдельно, а затем крепят к конструкционной
основе. Существует много схем крепления футеровочных листов.
При использовании заклепок и винтов их головки необходимо
прикрыть привариваемыми колпачками (рис. 8).
Для синтеза аммиака и карбамида применяют сосуды высо-
кого давления со сплошной и с многослойной стенкой (см. гл. IX
рис. ’12).
Наряду с вопросами коррозионной стойкости при проектирова-
нии химических аппаратов — сосудов, должны быть по возмож-
ности соблюдены требования экономного расходования дефицитных
материалов и снижения массы конструкций. С этой целью применяют
изменения толщин оболочек, а также увеличение жесткости за счет
установки дополнительных ребер, шпангоутов и т. д. как с внут-
ренней, так и с наружной сторон сосудов.
Особенности технологии сварки и конструктивное оформление 227
Особую группу конструкций представляют теплообменные аппа-
раты. Для аппаратов с коррозионной рабочей средой в качестве
защитного материала может быть применен тантал или другой
металл, не сваривающийся с конструкционной основой. В отличие от
цельносварных закрытых аппара-
тов в теплообменниках имеются
разъемные соединения и полости.
Это позволяет несущий сварной
корпус надевать на предварительно
сваренные между собой полости,
например из тантала, которые при-
крепляют к нему винтами и за-
вальцовкой. Конструкция сочле-
нения трубной доски, труб и
корпуса такого теплообменника
показана на рис. 9.
В теплообменниках, в кото-
рых трубы и трубные доски изго-
товляют из меди, а корпус из
Рис. 9. Узел теплообменника со
стальным корпусом (/) и облицов-
кой из тантала (2)
стали, соединяют сталь с медью
прочноплотным швом. При этом возможны решения, показанные
на рис. 10. Сварка осуществляется в следующем порядке. Сначала
медь соединяют с проставкой из никеля с применением электродов
Рис. 10. Узлы сочленения медной трубной доски (/) со
стальным корпусом (2):
а — фланцевое сочленение; б — сварное через проставку (<?) из
никеля
с высоким содержанием никеля и сопутствующем подогреве. Сварка
же проставки со сталью трудностей не представляет (рис. 10, б).
Большое количество конструктивно-технологических решений
по сварке труб с трубными досками в теплообменных аппаратах
поставило эту проблему в число дискуссионных. Появившиеся,
особенно в последние годы, многочисленные работы дают в основном
частные решения, которые не везде могут быть успешно применены.
Рассмотрим наиболее интересные варианты конструкций и техно-
8*
228
Химическая аппаратура
логии, исходя из условий эксплуатации соединений, удобства их
монтажа, сварки и ремонтных работ.
Соединения труб в трубных досках находятся при эксплуатации
в условиях высоких переменных напряжений, связанных с термо-
динамическим изменением давления и температуры. Поэтому при
проектировании и выборе технологии сварки нужно заботиться не
только о том, чтобы получить качественное сварное соединение при
наименьших производственных затратах, но и обеспечить надежную
долговременную его эксплуатацию. Как правило, в большинстве
стран стандарты на такого рода соединения отсутствуют. Это объяс-
няют в основном самыми разнообразными условиями нагружения
соединений.
Конструирование сварных соединений производят все же исходя
из соображений рационального технологического выполнения сое-
динений без тщательного анализа условий их работы. Обращают
внимание на то, что для обеспечения необходимой работоспособ-
ности теплообменников следует контролировать химический состав
шва, производить тщательную очйстку кромок перед сваркой, выби-
рать конструкцию из условий наиболее простого .выполнения сое-
динений. Большое значение придают выбору основного и присадоч-
ного металлов, чтобы при сварке избежать образования трещин и
пористости в сварных швах. Для изготовления труб используют
низкоуглеродистые нержавеющие стали, а также хромоникелевые и
никелево-медные сплавы.
Трубные доски изготовляют из углеродистой стали, часто плаки-
рованной нержавеющей сталью. В подавляющем большинстве слу-
чаев трубы пропускают через отверстия в трубных досках и прива-
ривают круговым швом с наружной стороны. При этом, как уже было
сказано,~шов оказывается в зоне наибольших рабочих.напряжений
(растяжение или сжатие), действующих в трубной доске. Самым
неприятным является то обстоятельство, что основные рабочие
нагрузки при этом действуют в плоскости трубной доски, т. е.
в направлениях действия наибольших остаточных напряжений от
сварки. Изготовителей, естественно, привлекает такой вариант
конструкционного оформления сварного соединения, так как его
технологическое выполнение' связано с наименьшим количеством
трудностей. Попытки выделить зону сварного соединения из жест-
кого комплекса с трубной доской (рис. 11, а, в, г) имеют в своей
основе технологические корни, так как сварка по отбортовке —-
проточке (рис. 11, а) или с расплавлением специально оставлен-
ного в доске выступа (рис. 11, г) является более простой и надежной.
Улучшение условий работы таких соединений, отмеченное в ряде
работ, объясняется, вероятно, не только более качественным выпол-
нением швов, но главным образом некоторой разгрузкой их от рабо-
чих напряжений изгиба трубной доски. В этом случае Сварные швы
находятся как бы над плоскостью максимальных напряжений
Особенности технологии сварки и конструктивное оформление 229
растяжения-сжатия, возникающих при изгибе доски и не работают
уже как элемент трубной доски, воспринимающий полную рабочую
нагрузку. Кроме того, более мягкими становятся условия охлажде-
ния металла шва и переходной зоны, что способствует устранению
трещин. Для обеспечения качественного формирования шва необ-
ходимо производить обязательную предварительную развальцовку
вставленных в отверстие трубной доски концов труб (рис. 11, б).
Развальцовка устраняет совсем или делает минимальными и рав-
номерными зазоры между трубой и трубной доской в месте форми-
рования будущего сварного соединения. Целесообразно также произ-
водить развальцовку и после сварки. Эта операция способствует
уплотнению металла шва и приводит при незначительном увеличении
диаметра отверстия в месте развальцовки к существенному сниже-
Рис. 11. Варианты соединения труб с трубными досками
нию сварочных остаточных напряжений, что весьма важно для
повышения работоспособности соединений в условиях переменных
нагружений.
Еще более предпочтительны с точки зрения повышения работо-
способности варианты, показанные на рис. 11, д—ж. Здесь сварные
швы выносятся из зон действия максимальных рабочих напряжений.
Наложение шва по средней линии трубы (рис. 11, д) разгружает
его от растяжения-сжатия, возникающего при изгибе доски. Рабочие
напряжения в этом случае оказываются наименьшими из всех воз-
можных вариантов, так как сохраняется лишь действие напряжений
растяжения-сжатия, действующих вдоль трубы в результате
перемещения точек трубной доски.
Целесообразно.сварные швы варианта на рис. 11, д располагать
не в одной плоскости для разных труб, а ступенчато, что приводит
к уменьшению концентрации напряжений в околошовной зоне и
обеспечивает возможность сварки теплообменников высокого давле-
ния с малыми перемычками между свариваемыми трубами.
Интересен вариант приварки к трубной доске кольцевым швом
изнутри путем сквозного проплавления стенки трубы без присадоч-
ного металла (рис. 12). Как и в случае на рис. 11, д, происходит
230
Химическая аппаратура
существенная разгрузка сварных швов от действия эксплуатацион-
ных нагрузок (вибрация, термические напряжения при теплосменах,
перепады давлений и др.) путем удаления их из зоны максимальных
напряжений. Приведенная рядом эпюра напряжений изгиба трубной
доски свидетельствует о том, что
расположение швов на разной
глубине от зеркала трубной доски
приводит к ик разгрузке от рабо-
чих напряжений. Кроме того, воз-
можен достаточно простой ремонт
соединения при выходе последнего
из строя в процессе эксплуатации
наложением ремонтного шва ниже
уровня переднего шва. Сварку
швов (рис. 12) производят с по-
мощью специальной сварочной го-
ловки, вводимой внутрь трубы на
необходимую глубину.
Несмотря на явные конструк-
Рис. 12. Ступенчатое расположение
швов при сварке труб с трубными
досками:
/-трубная доска; 2 - труба; 3- ТИВНО-ПрОЧНОСТНЫе Преимущества
сварной шов способов соединения труб в глу-
бине трубных досок и при сварке
с выступом, в большинстве случаев, в особенности в массовом произ-
водстве, находят применение наиболее простые виды соединений,
т. е. когда торцы труб располагают заподлицо с трубными досками
или несколько выше или ниже поверхности доски с тем, чтобы иметь
возможность получения углового шва. В зависимости от толщины
Рис. 13. Соединение трубной доски
с трубами различной толщины
трубы в этих случаях могут быть рекомендованы различные ва-
рианты соединения (рис. 13). Представляет интерес технологическое
решение (рис. ’14) получения выступа посредством ступенчатой за-
сверловки в месте вварки трубы (рис. 14, а) с последующей выштам-
повкой более узкой части отверстия над поверхностью зеркала труб-
ной доски, как это показано на рис. 14, б (ФРГ).
Большое количество сварных соединений в трубных досках и
высокие требования к их качеству требуют автоматизации приме-
Особенности технологии сварки и конструктивное оформление 231
няемых процессов. Большое повышение производительности дает
способ, при котором конец каждой трубы пропускают через отвер-
стия в трубной доске так, чтобы торец трубы находился примерно
в плоскости трубной доски. Торцы труб закрывают пробками, а за-
тем на поверхности трубной доски наплавляют прямолинейные
сварные швы, проходящие через торцы закрепленных труб и покры-
вающие полностью площадь каждой трубы. Пробки выполняют из
стекла типа «пирекс» или из аналогичного материала, который не
прилипает к металлу трубной доски и трубы при сварке. После
сварки пробки легко удаляют при незначительном ударе или разру-
шают, а концы приваренных труб прочищают. Этот процесс легко
автоматизируется, при этом возможно значительное повышение
а) б)
б)
Рис. 14. Вариант выполнения соединения труб над
зеркалом трубной доски:
а — сверление; б — выштамповка отбортовки; в — сварка
производительности по сравнению со способами индивидуальной
обварки каждой трубы.
Перспективным процессом является сварка цилиндрической ду-
гой, управляемой магнитным полем. Наилучшие результаты в этом
случае могут быть получены при наличии на трубной доске 3—4 мм
отбортовки.
Изготовление тонких спиралей из труб, змеевиков различных
поперечных сечений производят на поточных линиях, где отдельные
трубы торцуют, сваривают в плети, которые затем сворачивают.
Трубы круглого и квадратного поперечного сечения сваривают
в основном на контактных стыковых машинах ввиду того, что этот
способ сварки имеет ряд известных преимуществ перед способами
сварки плавлением. Грат удаляют путем проталкивания специального
шарика внутри труб сжатым воздухом под давлением 20—30 кгс/см2.
Присоединение трубопроводов и штуцеров к поверхности обо-
лочки осуществляют обычно путем взаимного расплавления металла
оболочки и штуцера. В этом случае, как было показано ранее,
наблюдается весьма неблагоприятное взаимодействие концентрации
напряжений, поля местных внутренних напряжений с напряжени-
232
Химическая аппаратура
ями рабочими — главным образом от избыточного давления внутри
оболочки.
Конструкция соединения толстостенной оболочки со штуцером
пвказана на рис. 15, а, б. Формирование соединения за счет штуцера
Рис. 15. Конструкции штуцерных соединений и соединений
труб с фланцами:
а — до сварки; б — после сварки; в — нерационально; г рациональ-
ный вид соединения
при сварке с присадкой переносит круговой шов на внешнюю поверх-
ность оболочки. Для качественного формирования сварного соедине-
ния и равномерного проплавления пользуются съемными формирую-
щими подкладками, которые после сварки удаляют. Повышение
коррозионной стойкости таких швов по сравнению с обычными круго-
выми со сквозным проплавлением листа или оболочки отмечается
рядом исследователей.
При конструировании соединений, работающих при переменных
напряжениях, следует избегать в зоне сварных швов резких перемен
сечений, нахлесточных соединений и других конструктивных реше-
ний, приводящих к концентрации рабочих напряжений. В этом отно-
шении весьма показательны примеры, приведенные на рис. 15, в, г.
Плавный переход от фланца к
ГП1 трубе и применение кольцевого
^Л-йг^ ШВа вместо ДВУХ Круговых СВЭ-
ренных в угол практически из-
—.————1_------------------Z/ бавляют соединение от опасно-
а) 5) сти появления эксплуатацион-
Рис. 16. Соединение трубы с оболочкой: ВЫХ трещин.
, - При соединении труб с обо-
а — без промежуточного элемента; б — с м г J
промежуточным переходником ЛОЧКОИ раЦИОНЗЛЬНЫМ ЯВЛЯвТСЯ
соединение через штампованный
переходник (рис. 16, б) вместо соединения с высокой концент-
рацией напряжений конструктивного и технологического харак-
тера (рис. 16, а). Применение переходника позволяет'использовать
в узле только стыковые соединения и увеличить диаметр кругового
шва. Это уменьшает радиальные напряжения, оказывающие боль-
шое влияние на эксплуатационную прочность таких соединений
малых диаметров при переменных тепловых и механических нагруз-
ках, возникающих в химических аппаратах.
Контроль качества
233
При соединении труб с оболочками большой толщины усталост-
ная трещина может развиться из корня шва, расположенного внутри
области стыковки, особенно при наличии непровара в корне. В связи
с этим при соединении трубных переходников может оказаться
рациональным решение, показанное на рис. 17. В оболочке 2 в центре
установки трубчатого переходника сверлят центровочное отверстие
d, в которое вставляют заготов-
ку / переходника с разделкой
кромок под сварку. После свар-
ки просверливают отверстия
диаметром D (рис. 17, а). Окон-
чательно соединение имеет вид,
показанный на рис. 17, б. Оно
Рис. 17. Вариант изготовления соеди-
нения трубы или штуцера с оболоч-
кой с удалением корневой части шва
высверловкой
не избавлено от концентрации
напряжений вследствие резких
изменений сечения на внешней
поверхности трубы и оболочки,
но гарантирует хорошее качест-
во поверхности и металла во внутренней полости. Кроме того, при
высверловке в связи с удалением части шва и зоны термического
влияния происходит снижение остаточных сварочных напряжений.
Рассмотренные примеры не исчерпывают больших возможностей,
которые имеются в части создания рациональных конструктивных
и технологических решений сварных узлов в различных конструк-
циях химических аппаратов. Они лишь показывают, что на основа-
нии анализа имеющихся решений, выявления их положительных
качеств и недостатков, изучения последствий, вносимых сваркой,
а также взаимодействий рассматриваемого узла или элемента кон-
струкции с рабочими нагрузками, можно прийти к более опти-
мальному решению с позиций повышения работоспособности кон-
струкции.
5. КОНТРОЛЬ КАЧЕСТВА
На сварку листовых и оболочковых конструкций химического
аппаратостроения распространяется отраслевая нормаль ОН-26-01-
71—68. Нормаль регламентирует конструктивные элементы подго-
товки кромок различных типов сварных соединений из углероди-
стой, низколегированной, высоколегированной, коррозионностойкой
и двуслойной сталей, алюминия и его сплавов, меди, латуни, никеля
и титана, задает рекомендуемую технологию различных способов
сварки и соответствующие присадочные металлы, электроды, флюсы,
инертные газы и пр. Параметры сварки, рекомендуемые нормалью,
геометрические и физические величины, определяющие качественное
протекание процесса, подлежат контролю как перед сваркой, так
и в процессе сварки. Все 100% длины стыков проверяют непосред-
234
Химическая аппаратура
ственно перед сваркой на соответствие качества подготовки кромок
рекомендациям нормали. При этом никаких отклонений от реко-
мендаций не допускается. Присадочные материалы и электроды
должны отвечать требованиям, установленным нормалью. Замена
их не допускается.
Большое значение придают контролю в процессе сварки. При
сварке аппаратов высокого давления, особо ответственных трубных
стыков рекомендуется непрерывная регистрация на диаграммах
параметров режима сварки, а также текущий отбор проб для про-
верки установленных параметров.
Для контроля качества сварных соединений аппаратуры ем-
костного типа, работающей под давлением, применяют различные
методы, основными из которых являются 100%-ный визуальный
осмотр швов, выборочный контроль рентгенопросвечиванием и
ультразвуком. Готовые изделия проходят испытания внутренним
давлением, превышающим в 1,2—1,5 раза рабочее, а также проверку
герметичности. Ультразвуковой контроль может быть использован
не только для выявления дефектов, но и для контроля толщины
антикоррозионного слоя, нанесенного сваркой. При этом исполь-
зуют раздельно-совмещенный искатель, устанавливаемый со сто-
роны основного материала. Он позволяет получать на экране два
сигнала, отраженные от наружной поверхности и границы раздела.
При толщине наплавленного слоя более 0,5 мм точность определения
составляет ±1%.
СПИСОК ЛИТЕРАТУРЫ
1. Дейчман Л. Г. Емкостная сварная аппаратура из алюминия. Каталог-
справочник. М.^ ЦИНТИХимнефтемаш, 1965, 22 с.
2. Емкостная гуммированная химическая аппаратура. Каталог-справочник.
М., ЦИНТИХимнефтемаш, 1965, 28 с.
3. Канторович 3. Б. Основы расчета химических машин и аппаратов. М.,
Машгиз, I960,. 743 с.
4. Краснокутский К. К. Емкостная стальная сварная аппаратура. Каталог-
справочник. ЦИНТИХимнефтемаш, 1965, 33 с.
5. Лащинский А. А., Толчинский А. Р. Основы конструирования и расчета
химической аппаратуры. Справочник. М., «Машиностроение» 1970, 752 с.
6. Пластинчатые теплообменники для химической и нефтяной промышлен-
ности. Информационный справочник. М., ЦИНТИХимнефтемаш, 1968, 49 с.
7. Теплообменники ТТ. Емкостная стальная сварная аппаратура. Каталог-
справочник. М., ЦИНТИХимнефтемаш, 1968, 25 с.
ГЛАВА XI
ПОДЪЕМНО-ТРАНСПОРТНЫЕ МАШИНЫ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Применение сварки в изготовлении подъемно-транспортных
машин (ПТМ) привело к заметному изменению геометрических форм
конструкций, созданию новых методов расчета как конструкций
в целом, так и отдельных сварных элементов и узлов. Широко внед-
ряются конструкции коробчатого, оболочкового и сложных сече-
ний, составленные из листовых элементов. Они оказываются часто
экономичнее решетчатых и проще в изготовлении. В решетчатых
конструкциях используют замкнутые трубчатые, в том числе гну-
тые сварные профили, вместо традиционных прокатных швеллеров
и углового профиля. Несмотря на многообразие видов подъемно-
транспортных машин, работа их металлйческих конструкций имеет
много общего. Это позволяет использовать единые принципы рас-
чета, проектирования и оценки прочности элементов и соединений.
Опыт эксплуатации крановых сварных металлоконструкций пока-
зывает, что определяющим фактором, от которого зависит их надеж-
ность, является выносливость.
Исходным моментом для расчета и проектирования конструкции
ПТМ является режим работы. Применительно к кранам различают
легкий — Л, средний — С, тяжелый - Т и весьма тяжелый — ВТ
режимы. В некоторых странах используют деление на три группы —
Л, С и Т. Режимы работы грузоподъемных машин устанавливаются
в зависимости от следующих факторов [8]:
годового и суточного использования крана, т. е. отношения
действительного времени его эксплуатации к общему времени суще-
ствования машины;
использования металлоконструкций по грузоподъемности, оце-
ниваемого отношением средней массы поднимаемого груза к номи-
нальной грузоподъемности;
температуры окружающей среды и условий эксплуатации.
Минимальный срок эксплуатации определяют обычно макси-
мально возможным количеством циклов работы металлоконструкций
в номинальном режиме нагружения. Чем интенсивнее используется
236
Подъемно-транспортные машины
металлоконструкция, тем короче общая продолжительность ее
жизни и тем тяжелее считается режим работы.
Легкий режим характерен в основном для монтажных кранов,
которые часто используют несколько раз в течение рабочего дня.
Для большинства сварных металлоконструкций предельное коли-
чество циклов нагружения в номинальном режиме принимают
2—2,2 млн. циклов. Поэтому, если монтажный кран используют
для подъема грузов в среднем 10 раз в течение смены, то при 250
рабочих днях в году предельное количество циклов нагружения
будет достигнуто через 800 лет. Средний режим работы характерен
для ПТМ, работающих с регулярными перерывами в цехах машино-
строительных заводов, на строительных площадках и т. д. Пре-
дельное число нагружений достигается через 30—40 лет.
При тяжелом и весьма тяжелом режимах загрузка почти непре-
рывная и предельное число циклов в номинальном режиме работы
может быть достигнуто в течение 15—20 лет.
В работах [6, 8, 17] приведена классификация металлоконструк-
ций ПТМ в зависимости от режимов их эксплуатации.
Однако режим работы металлоконструкций зависит не только
от того, насколько быстро будет достигнуто предельное число циклов
нагружения, но и от того, какова средняя загрузка металлокон-
струкции по сравнению с номинальной расчетной величиной. В зави-
симости от типа машины, ее назначения, условий эксплуатации
могут быть различными законы изменения массы грузов в течение
всего срока работы машины. Эти данные устанавливают лишь на
основе детального статистического анализа и используют при рас-
чете конструкции на усталость [6]. Согласно правилам расчета,
составленным Европейской Федерацией по погрузочно-разгрузоч-
ным машинам установлено относительное к номинальному коли-
честву грузов для различных режимов работы ПТМ (табл. 1).
1. Распределение нагрузок ПТМ
Режим работы Относительное количество грузов (%) с массой в долях от номинальной грузоподъемности Q
0,90 ’ ^ном °-8«ном 0,70 ’ чном °-5<?ном °’%ом 0,20 ’ ^ном
Л 10 10 30 50
с 25 — 25 — 40 10
т 70 20 — 10 — —
При расчете металлоконструкций на выносливость принято поль-
зоваться расчетной величиной эквивалентных нагрузок, выражае-
мой через эквивалентную величину поднимаемого груза:
Сэк == Фэ ’ Сном» ( 0
Назначение и условия работы
237
где <рэ — коэффициент, зависящий от сочетания нагрузок, или от
режима работы конструкции. Для его определения поль-
зуются формулой
(2)
где Qi ~ величина нагрузок;
Zf — число повторений этих нагрузок;
2г/ —- общее число нагружений крана;
т — показатель степени кривой усталости — определяется
для конструкций из углеродистых и низколегированных
сталей из эмпирического соотношения
тК3ъ 12,
(3)
где К3 — эффективный коэффициент концентрации напряжений
соединения (в том числе и сварного).
Например, при среднем режиме работы С, используя приведенные
выше данные распределения нагрузок и принимая коэффициент
концентрации напряжений Кэ = 3, будем иметь:
<рэ =/0,25 • (0,9)4+'0,25 • (0,7)44-0,4 (0,4)4 + 0,1 (0,2)4 = 0,71.
Влияние температуры учитывают, как правило, путем снижения
допускаемых напряжений.
При проектировании металлоконструкций большое значение
имеет учет динамики их работы в колебательном режиме. Колебания
конструкции могут возникать при резком приложении нагрузок
в процессе подъема и опускания грузов, при торможении и т. д.
В зависимости от жесткости конструкций и частоты собственных
колебаний, а также от характера приложения нагрузок может ме-
няться величина перегрузки в процессе динамического нагруже-
ния [6]. t
Отношение максимальных перемещений, усилий или вызываемых
ими напряжений, возникающих в конструкциях в результате дина-
мического действия сил, к перемещениям, усилиям или напряже-
ниям, возникающим от статического приложения этих же сил, назы-
вают динамическим коэффициентом.
При линейном нарастании нагрузки в течение времени t от 0
до некоторой величины Q динамический коэффициент ф можно опре-
делять по графику на рис. 1, а.
. При кратковременном действии нагрузки в течение времени t
(т. е, мгновенном приложении и снятии, например при ударе) для
определения динамического коэффициента можно пользоваться
графиком на рис. 1, б.
238
Подъемно-транспортные машины
Рис. 1. Графики для определения динамических коэффициентов при
линейном нарастании нагрузки |(а) и кратковременной нагрузке (б)
На графиках рис. 1, а, б т = у — период свободных коле-
баний конструкции, где
p=/lF' <4>
где Р — частота собственных колебаний, 1 /с;
тя — масса, совершающая одно из главных колебаний;
С — действительная или приведенная жесткость конструкции,
кгс/см. Под жесткостью понимают величину силы, кото-
рая будучи приложена в рассматриваемой точке балки,
способна сообщить ей единичное статическое перемещение
А. Очевидно, что единичное перемещение точки есть
величина, обратная жесткости, т. е.: A = -i. Поэтому
<5>
где Дст — статическое перемещение точки, в которой приложена
сила. Например, для двухопорной невесомой балки,
Р
несущей сосредоточенную массу т = в середине про-
лета, статический прогиб определяется известной
формулой
Д =-^
ст 48£ J >
а следовательно, частота собственных колебаний массы
<5а>
Выбор материала
239
Таким образом, увеличение частоты собственных колебаний Р
достигается увеличением жесткости за счет изменения сечений эле-
ментов или геометрической схемы конструкции (увеличение высоты
ферм и балок, добавление новых связей и т. д.).
Как видно из рис. 1, а, динамическое воздействие нарастающей
нагрузки (например, при отрыве груза от опоры) будет слабее про-
являться в случае жесткой конструкции и значительном времени t.
Напротив, при импульсном действии нагрузки увеличение вре-
мени t и повышенная жесткость конструкции будут способствовать
увеличению динамического коэффициента ф (рис. 1, б). Так как
жесткость конструкции определяется исходя из статического рас-
чета, то при оценке динамического действия сил важнейшим факто-
ром является скорость нарастания нагрузок. Подробно расчет
конструкций ПТМ на динамическое воздействие рассмотрен в ра-
ботах [6, 7, 20] и др.
Данные о задаваемых нагрузках и параметрах их изменения
в процессе работы позволяют достаточно надежно спроектировать
конструкцию из условий статической прочности и жесткости и про-
вести поверочные расчеты на выносливость и динамическое действие
сил.
2. ВЫБОР МАТЕРИАЛА
При выборе материала для металлоконструкции руководствуются
следующими основными требованиями:
обеспечение необходимой прочности и жесткости при наименьших
затратах на изготовление с учетом максимальной экономии металла;
гарантированное условие хорошей свариваемости при мини-
мальном разупрочнении и снижении пластичности в зонах сварных
соединений;
обеспечение надежности эксплуатации конструкций при задан-
ных статических, усталостных и динамических нагрузках, агрес-
сивных средах и переменных температурах.
В металлоконструкциях ПТМ применяют мартеновские прокат-
ные углеродистые и низколегированные стали.
Наиболее распространенными в ПТМ среди углеродистых сталей
являются СтЗ, СтЗкп, М16С, поставляемые с гарантированным хи-
мическим составом и механическими свойствами, согласно
ГОСТ ЗвО2-?! ,* сограничением содержания углерода, серы и фосфора
(в соответствии с п. 13 табл. 2 ГОСТ 6713—53). Эти стали, за исклю-
чением кипящей СтЗкп, применяют для несущих элементов метал-
локонструкций. Кипящую сталь СтЗкп не рекомендуется применять
для рабочих элементов в конструкциях, работающих при темпера-
турах ниже —20° С. Ограничение по С, S и Р связано с гарантией
удовлетворительной свариваемости и обеспечения пластичности
материала при пониженных температурах. Наиболее полно этим
условиям отвечает сталь М16С (не более 0,2% С, 0,045% S и 0,05% Р).
240
Подъемно-транспортные машины
Для конструкций большой грузоподъемности могут быть при-
менены низколегированные стали 10ХСНД, 10Г2СД, 15ХСНД,
09Г2С и ряд других. Основными преимуществами низколегирован-
ных сталей являются повышенная стойкость против коррозии,
меньшая чувствительность к хрупким разрушениям, недостат-
ками — высокая стоимость, повышенная чувствительность к кон-
центрации напряжений и к потере устойчивости у стержней и плас-
тин [6]. При выборе конструкционных материалов руководст-
вуются, как правило, конструктивными и технологическими сооб-
ражениями, учитывают степень ответственности конструкции и
условия ее эксплуатации. В литературе, за исключением отдельных
работ [16], нет строгих рекомендаций по выбору материала.
Наибольшие толщины элементов для конструкций из низко-
углеродистых сталей не должны превышать 50 мм, низколегирован-
ных — 40 мм. Наиболее широко в конструкциях ПТМ используют
в качестве соединительных элементов угловые профили. Значительно
реже — швеллеры и двутавры. Наилучшим типом сечения для эле-
ментов, работающих на сжатие, являются трубы. Предпочтительнее
применять трубы больших диаметров с меньшей толщиной стенки,
имеющие при одинаковой площади сечения большие радиусы инер-
ции. Широкие возможности имеются и в части использования гнутых
профилей из листовой и полосовой стали, получаемых на ролико-
гибочных стендах. Из таких профилей могут быть образованы свар-
ные замкнутые сечения самой различной конфигурации.
Основной расчетной характеристикой материала является от —
предел текучести. Для определения усталостных характеристик
необходимо знание предела прочности при растяжении ств. Предел
усталости эмпирически установлен при симметричном цикле: при
растяжении — сжатии ор = 0,36ов, при изгибе о" = 0,34ов, при
кручении т.! = 0,22ов. Это ориентировочные зависимости, вычис-
ленные на основании обработки обширного экспериментального
материала испытаний элементов из углеродистых и низкоуглеро-
дистых сталей.
Для некоторых специальных конструкций применяют высоко-
прочные стали и сплавы алюминия. Целесообразность использования
этих материалов зависит от грузоподъемности и назначения конст-
рукции. ВНИИПТМАШ считает, что при грузоподъемностях свыше
125 т применение углеродистых сталей экономически нецелесооб-
разно, а при изготовлении нестационарных конструкций до 5—10 т
большими преимуществами обладают сплавы алюминия.
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И СХЕМЫ РАСЧЕТА
Конструктивное оформление металлоконструкций ПТМ сводится
к многообразным комбинациям из профильных и листовых элемен-
тов, т. е. решетчатым и балочным конструкциям. Выбор основных
Конструктивное оформление и схемы расчета
241
несущих сечений может быть самым различным в зависимости от
назначения, действующих нагрузок, режимов и условий работы.
Для балочных конструкций их составляют из сваренных между
собой листовых элементов, для решетчатых, как правило,, — из
прокатных профилей или труб [2, 6, 17, 24].
Применение решетчатых конструкций целесообразно для боль-
ших и очень малых пролетов мостов, стрел и колонн башенных и
молотовидных кранов. Основные системы применяемых решеток
приведены на рис. 2. Системы, показанные на рис. 2, а — г, исполь-
зуют для вертикальных, а на рис. 2, д — ж — для изготовления
горизонтальных ферм. Систему на рис. 2, г применяют для консолей.
Наиболее рациональный угол наклона в решетках 45°.
По ряду технологических и экспериментальных соображений
в последние годы увеличивается объем производства листовых кра-
новых сварных конструкций. По сравнению с решетчатыми они
проще в изготовлении, лучше работают в условиях переменных на-
грузок. В большинстве элементов решетчатых ферм перемещение
грузов вызывает перемену знака напряжения. В балочных конструк-
циях вне зависимости от положения груза изменения знака рабочих
напряжений в конкретных рассматриваемых точках йли сечениях
не происходит. Наиболее распространены мосты коробчатого сече-
ния, которые обладают достаточно высокой горизонтальной жест-
костью и не требуют ферм связи.
Схемы конструкций ПТМ решетчатого и балочного типов пока-
заны на рис. 3. Конструкции, сваренные из листового проката,
обладают значительной простотой и эстетичностью. Однако при
небольших пролетах и грузоподъемностях или сверхбольших про-
летах (50 м и более) материал сплошного коробчатого сечения ис-
пользуется плохо и конструкция излишне утяжеляется. В мировой
практике краностроения известны случаи изготовления металло-
конструкций большой грузоподъемности с рабочим радиусом до
200 м (без перемещения основания). Вполне естественно, что для
242
Подъемно-транспортные машины
такого рода конструкций, как правило стреловых, большие сечения
нецелесообразны из-за значительного увеличения собственной массы.
Стрелу экскаватора «Big Muskie» грузоподъемностью 320 т, длиной
~ 100 мм наиболее экономично оказалось изготовить из труб
высокопрочной стали. Многие погрузочные краны, применяемые
Б-Б
S)
Рис. 3. Типы металлических конструкций мостовых перегружателей:
а — пролетное строение решетчатое; б — пролетное строение однобалочное
в портах, и плавучие краны, используемые для подъема затонувших
судов грузоподъемностью 500—1000 т, наоборот, более рационально
изготовлять из стальных балочных элементов, учитывая их обычно
незначительную величину вылета консольных частей и большую
грузоподъемность.
Широко применяют и комбинированные схемы несущих сечений,
когда в направлении основной нагрузки рабочими элементами яв-
ляются сварные балки, а поперечную жесткость обеспечивают про-
фильные соединительные элементы. Поэтому на первом этапе проек-
Конструктивное оформление и схемы расчета
243
тирования необходимо четко установить общую конструктивную
схему металлоконструкции машины, а затем уже переходить к оп-
ределению основных параметров нагрузки отдельных элементов
конструкции и выбору их сечений.
Размеры отдельных сечений и общая конфигурация элементов
ферм зависят от характера действующих нагрузок и их величины
в наиболее неблагоприятных условиях нагружения. При этом учи-
тывают все три вида нагрузок — статические, переменные и дина-
мические. Возможны два пути принципиального построения общего
расчета конструкции. Первый — это определение общих одинаковых
Рис. 4. Схема компоновки портового крана и эпюра мо-
ментов (ФРГ)
для всей конструкции коэффициентов условий работы, учитывающих
влияние динамических и переменных нагрузок. В этом случае
расчетные эпюры изменяются пропорционально определенным из
условий статического нагружения и расчет производят так же, как
принято при статических нагрузках.
Этот путь расчета характерен для балочных конструкций.
Например, если требуется определить сочетание расчетных усилий
при проектировании погрузочного крана грузоподъемностью 600 т,
схема которого показана на рис. 4, а, то сначала строят эпюры мо-
ментов, исходя из статической нагрузки (штриховая линия на
рис. 4, б), а затем увеличивают их пропорционально в каждом
сечении путем умножения на динамический коэффициент ф и умно-
жения на коэффициент условий работы (сплошная линия на
рис. 4, б).
Правильность определения рабочих сечений элементов и сварных
швов определяется главным образом точностью определения коэф-
фициентов, учитывающих условия работы конструкции.
244
Подъемно-транспортные машины
Второй путь построения расчетов применяют обычно для решет-
чатых конструкций. Здесь работу отдельных элементов рассматри-
вают дифференцированно и вводят не коэффициенты корректировки
эпюр нагружения конструкции, а коэффициенты изменения допу-
скаемых напряжений, зависящие от вида нагружения, его циклич-
ности, величины максимальных и минимальных напряжений,
характерных для каждого из составляющих элементов конструкции.
Учитывая, что расчеты на статическую нагрузку и выносливость
достаточно подробно освещены в литературе [13, 14], остановимся
подробнее на динамических расчетах.
Опытами установлено, что по сравнению с перемещениями узлов
самой фермы амплитуда колебаний отдельных стержней настолько
мала, что ее можно не учитывать. Для определения частот колебаний
фермы целесообразно заменять решетчатую систему эквивалентной
ей балкой сплошного постоянного сечения. Под эквивалентными
системами понимают системы одинаковой жесткости, характери-
зуемые равенством в каком-либо сечении прогиба от равномерно
распределенной нагрузки. Поэтому момент инерции эквивалентной
балки может быть получен из равенства прогибов сплошной балки
и фермы, несущих одинаковую распределенную нагрузку q. Прогиб
балки определяют из выражения
Ag==3§4^7^’ (6)
а фермы — по формуле Мора
(7)
где Nq и Afx — усилия в стержне фермы от заданной нагрузки и
от единичной силы, приложенной к ферме и дей-
ствующей в направлении искомого перемещения;
S и F — длина и площадь поперечного сечения соответст-
вующего стержня.
Установим зависимость между моментом инерции эквивалентной
балки /б и геометрическими характеристиками сечений фермы,
для чего рассмотрим решетчатую систему, близкую по типу к фермам
крановых конструкций. Половина этой системы изображена на
рис. 5. Решетка и пояса пусть состоят из парных угловых профилей,
отношение величин площадей поперечных сечений которых опреде-
Р
ляется коэффициентом с=рР, где F„ и F„— площади сечений рас-
коса и пояса. Сначала для каждого из стержней 1—18 определяют
известными методами строительной механики усилия Af? и Nlt т. е.
от сплошной нагрузки и от единичной, приложенной в середине
пролета. Затем для каждого из стержней находят произведение
Конструктивное оформление и схемы расчета
245
Например, для стержня 5: ^ = 4,25, 1Фг = 0,5; S — а;
F = Fn и —2,13^-#а
Г г п
для стержня 4: NqNx — 80,0-^- qa.
s 4 п
Сумма -р- для поясов, т. е. стержней с 1 по 9 равна 342,58
qa.Та же величина для раскосов, т. е. стержней 10—18, составляет
Г п
Рис. 5. Бало.чная ферма с равномерно распределенной нагрузкой
14,33 -%-qa, где cFn = Fp. Чтобы найти прогиб фермы от сплошной
нагрузки интенсивностью q, нужно удвоить полученные величины
(так как рассматривалась половина фермы) и разделить на Е.
Тогда
Дф = (§42,58^ + 14,33 J-) = (685,2с+ 28,7). (8)
Прогиб сплошной балки от той же нагрузки
. 5 ql* 5 q (9а)4 85a4g
- 384 ЁЦ ~ 384 "Z77 “ ~ЁЦ •
Приравняв Дф и Д6, определяем момент инерции эквивалентной
балки
I — 85a2cfn
6 685,2с+ 28,7’
Для приближенных расчетов и достаточно жестких крановых
ферм момент инерции эквивалентной балки может быть принят
равным моменту инерции сечения фермы без учета раскосов. В этом
случае при с = 1 ошибка составляет не более 5%, при с = 0,5—10%
и при с = 0,25 25%.
Практический интерес представляют не собственные (свободные)
колебания, как быстро затухающие, а вынужденные, амплитуда
246
Подъемно-транспортные машины
которых при определенных условиях может быстро возрастать.
В то же время амплитуда вынужденных колебаний зависит не только
от величины и характера приложения возмущающей силы, но и от
соотношения ее периода и периода собственных колебаний системы.
Поэтому расчет на динамические нагрузки нужно начинать с анализа
собственных колебаний и сравнивать с колебаниями от внешней
нагрузки. Для двухопорной невесомой балки при сосредоточении
Р
массы т= — в середине пролета частоту собственных колебаний
определяют по формуле (5а).
Если груз сосредоточен на расстоянии х от одной из опор, то
статический прогиб определяют по формуле
Л __Р*2(/-Х)2
*ст> “ 31EI
(10)
Пример 1. Свободно опертая балка пролетом I несет сосредоточенную массу т
на расстоянии х = 0,4/ от левой опоры. Пренебрегая весом балки, определить
частоту собственных колебаний. Из формул (5) и (10) имеем
P-l/- 52,08£7
И тР *
Частоту Р используют при определении периода т, который служит в свою
очередь для определения динамического коэффициента по графикам на рис. 1.
Динамический коэффициент вводят в дальнейшие расчеты сварных соединений
и основных несущих элементов как коэффициент снижения допускаемых напря-
жений.
Пример 2. Определить динамический коэффициент для конструкции, пока-
занной на рис. 5, при следующих параметрах конструкции: а == 2 м, с = 1,
Fn 20 см\ Нарастание нагрузки Р == 10 т (в середине пролета) линейное
с t == 1 с и кратковременное с t = 1 с.
Момент инерции эквивалентной балки по формуле (9)
г 85.40 000-20 л
1б= 685,2 + 28,7 = 95240 см4’
Частота собственных колебаний (1/с) по формуле (5а)
48-2- 106 • 95240 • 9,8
V 104: 183.106 ’
Период собственных колебаний (с)
2л 6,28 - -
т = Р==Т24 = 5-05-
Отношение — 0,2. По графику на рис. 1 и по формуле (4) определяют
динамические коэффициенты: при линейном нарастании ф 1,97 и при кратко-
временном действии ф «=: 1,2.
Полученные в примере 2 величины ф свидетельствуют о том,
что для плавного режима нарастания нагрузки конструкция не
приспособлена, так как в период нагружения основные нагрузки
на рабочие элементы увеличиваются почти вдвое. Такая конструк-
Конструкция сварных узлов и технологичность
247
ция может удовлетворительно работать либо в стационарных усло-
вияхщагружения, либо при очень медленном нарастании нагрузки.
Практически приемлемыми для сварных конструкций являются
величины ф, не превышающие при заданных режимах изменения
нагрузки значения 1,35—1,4. Для облегчения расчетного определе-
ния динамического коэффициента в различных конструкциях можно
пользоваться формулами и данными табл. 3—22 справочника по
кранам [17].
4. КОНСТРУКЦИЯ СВАРНЫХ УЗЛОВ И ТЕХНОЛОГИЧНОСТЬ
Решетчатые конструкции собирают из профильных прокатных,
гнутых или сварных элементов. Основные принципы конструиро-
вания [14]: геометрические оси соединительных стержней должны
пересекаться в одной точке — центре узла; должна быть обеспечена
возможность наложения швов, прикрепляющих раскосы и стойки
к поясам в удобном для производства сварочных работ положении.
Соединения стержней в узлах могут быть: без косынок и накладок
внахлестку; комбинированные соединения с угловыми и стыковыми
швами; узлы с надставками, вставками и накладками.
Основным условием высокой усталостной прочности конструкций
является снижение концентрации напряжений в местах соединения
элементов, изменения сечений и т. д. [17].
Пояса ферм решетчатых конструкций, сваренные из листов,
характеризуются существенно меньшими величинами эффективных
коэффициентов концентрации напряжений /<э по сравнению с сос-
тавными сечениями поясов из профильных элементов .с соедини-
тельными планками. Усталостная долговечность сварного растяну-
того пояса, составленного из листов, зависит от конструкции свар-
ных узлов и присоединения к нему вертикальных и горизонтальных
связей. Если раскосы и стойки приваривают непосредственно к поя-
сам лобовым или фланговым швами (рис. 6, б), то /<э = 2,0 4- 3,2.
Это вынуждает делать сечение пояса более развитым по сравнению
с полученным из основного расчета на перерезывающую силу и
момент. Чтобы уменьшить сечение, в местах присоединения раскосов
делают вставки большей толщины и высоты по сравнению с поясным
листом (рис. 6, в). Широкие возможности снижения величины /<э
имеются при соединении через косынки (рис. 6, г — и). При конст-
рукции по рис. 6, г = 1,4 4- 2,2; рис. 6, д, е, — = 1,6 4- 2,2;
рис. 6, ж, з — = 2,0 4- 3,6; рис. 6, и — Кэ = 1,4 4- 2,2.
Известно, что применение угловых профилей при обычных кон-
структивных схемах не дает возможности использовать высокие
механические свойства сталей повышенной и высокой прочности
из-за резкого снижения допускаемых напряжений по условиям
обеспечения общей и местной устойчивости стержней. Благодаря
более выгодным геометрическим характеристикам трубчатых стерж-
248
Подъемно-транспортные машины
ней потери напряжений в них значительно меньше. Эффективность
трубчатых профилей тем выше, чем тоньше стенка и чем больше
поперечные размеры профилей.
Рис. 6. Узлы при-
соединения раско-
сов к поясам
без промежуточного
элемента (а, б, в)
и с помощью косы-
нок (г и)
Успешное применение конструкций из труб зависит от конструк-
тивного решения узлов. Обычные решения стыков на накладках,
соединения решетки с поясами с помощью узловых фасонок не всегда
соответствуют конструктивной форме элементов, вызывают дополни-
тельный расход стали на соединительные элементы, повышают
трудоемкость изготовления и значительно ухудшают коррозионную
стойкость конструкции.
Конструкция сварных узлов и технологичность
249
Возможными решениями (рис. 7) представляются соединения
трубчатых элементов сваркой встык на подкладных кольцах, а соеди-
нение решетки с поясами — непосредственной приваркой стыковым
Рис.,7. Узлы ферм из труб:
а—г — без фасонок: д—к — с фасонками; л—н — усиленные
или угловым швом [211. Естественно, что такие конструкции требуют
решения ряда серьезных вопросов: во-первых, технологического
порядка и качественной сварки, во-вторых, устойчивости поясов
в местах примыкания решетки и приложения сосредоточенных
250
Подъемно-транспортные машины
нагрузок. Решения этих вопросов необходимо сопровождать экспе-
риментальной проверкой и натурными испытаниями образцов
конструкций.
В узлах могут быть использованы фасонки, вставляемые в про-
рези, либо во всех стержнях, либо в примыкающих к поясу. Чтобы
исключить фигурную обрезку концов труб, при которой возможно
при сварке образование эксцентриситета вследствие неточной об-
резки, сборки и сварочных деформаций, применяют фасонки с опор-
ными ребрами (рис. 7, ж), к которым стержни приваривают впритык.
Если пояс меняет направление, то стойка может быть присоеди-
нена посредством вставки (рис. 7, к). Для усиления узла между
Рис. 8. Конструкции проушин на конце стержня трубчатого сечения
концами стержней устанавливают диафрагмы, а на пояса надевают
или вставляют внутрь короткие трубы (рис. 7, л).
Отдельные части металлических конструкций, поворачивающиеся
в процессе работы, соединяют между собой на осях (рис. 8). Для
восприятия переменных нагрузок лучшими решениями являются
показанные на рис. 8, б, когда окончание прорези в трубе не совпа-
дает в одном сечении с лобовым швом в конце проушины, и на
рис. 8, д — в случае стыкового шва с подкладным кольцом.
Балочные конструкции. Прокатные и гнутые профили исполь-
зуют в основном для компоновки более сложных сварных сечений.
Наиболее часто применяют сварные балки двутаврового и короб-
чатого профилей (рис. 9); Двутавровые балки хорошо сопротив-
ляются изгибу в плоскости своей наибольшей жесткости, коробча-
тые — изгибу в разных плоскостях и кручению. Рациональность се-
чения балки (по массе) как конструкции, работающей на изгиб,
определяется отношением WI]^F3 , представляющим собой безраз-
мерный удельный момент сопротивления, характеризующий рацио-
Конструкция сварных узлов и технологичность
251
нальность распределения материала в поперечном сечении [6].
Чем больше при данной площади сечения F момент сопротивления
W, тем балка более экономична. Наиболее выгодными с этой точки
зрения являются сечения двутаврового типа с возможно более мощ-
ными поясами, насколько это позволяют условия общей устойчи-
вости балок и местной устойчивости ее стенок и поясов.
Для сжато-изогнутых элементов, например стрел, применяют
балки трубчатого сечения. Они более технологичны в изготовлении,
практически не требуют продольных ребер жесткости для обеспе-
чения местной устойчивости. При работе трубчатого сечения на
^(12+15)6-
_ *£(50 +60)&_
& 300 мм
S)
Рис. 9. Типы сечений состав-
ных балок:
а — сечения; б — соотношения
размеров элементов сжатых поя-
сов
изгиб в двух плоскостях волокна поперечного сечения, максимально
напряженные при изгибе в вертикальной плоскости, совершенно не
испытывают напряжений при изгибе в горизонтальной плоскости.
У прямоугольного сечения при изгибе в двух плоскостях наиболь-
шие напряжения от изгиба 6 каждой плоскости складываются алгеб-
раически, у балки трубчатого сечения — геометрически. Поэтому
по весу балка трубчатого сечения оказывается легче, чем прямо-
угольного.
Наименьшую высоту балок ограничивают из условий жесткости и
времени затухания колебаний, наибольшую — из условий полу-
чения балок наименьшей массы. Высоту балки определяют из
соотношения [6] —
----П’ (11)
где W — требуемый момент сопротивления; бс — толщина верти-
кального листа не менее 6—8 мм; р — конструктивный коэффициент;
252
Подъемно-транспортные машины
в среднем 0 = 1,2 при отсутствии продольных ребер и р = 1,3 при
наличии одной пары продольных ребер.
Если в поперечном сечении балки имеют место одновременно
большие значения изгибающего момента и перерезывающей силы
(консольные и неразрезные балки, двухопорные балки с сосредо-
точенными грузами), надлежит проверить приведенные напряжения
в поясных швах:
(12)
Сечения составных балок подбирают в следующем порядке.
Зная расчетный изгибающий момент, определяют требуемый момент
сопротивления
W = —
мР-
и, если балка испытывает изгиб также в перпендикулярной плоско-
сти, соответственно его увеличивают, задавшись высотой балки h,
затем, находят необходимый момент инерции сечения
/ = Г-у-
Приняв толщину стенки 6 (или двух стенок 26), определяют
ее момент инерции
/
'ст — 12 •
Момент инерции поясов (если пренебречь собственным моментом
инерции их /')
/п = /-/ст = 2(/' +Fh^F%,
отсюда площадь каждого пояса
Р.._ 2(/-/ст)
г ~
После выбора поясных листов производят окончательную увязку
размеров отдельных элементов балок и прочностной расчет сечений
и сварных соединений.
Если рельс расположен над стенкой балки, то рельс с поясом
рассматривают как балку, лежащую на сплошном упругом основа-
нии. Местные напряжения сжатия кромки вертикальной стенки под
сосредоточенным грузом Р, приложенным к поясу балки в местах,
не укрепленных ребрами, можно определить по формуле
а = ^ = -^г<[а]р, (13)
где Z — c |/"-у — условная длина распределения давления от сосре-
Конструкция сварных узлов и технологичность
253
доточенного груза в предположении равномерности местного напря-
жения;
с = 3,25 — для сварных и прокатных балок;
/п — сумма моментов инерции рельса и пояса относительно их
собственных осей, а в случае приварки рельса швами, обеспечива-
ющими совместную работу рельса и пояса, — относительно общей
оси рельса и пояса;
§ — толщина стенки.
Для снижения местных напряжений от давления ходовых колес
с помощью сварки устанавливают дополнительные ребра из листовых
или угловых элементов, Передающие усилие на большую площадь
стенки. С этой же целью начали использовать для мостовых кранов
пролетом 10—25 м балку Ф-об-
разного сечения (рис. 10). Сред-
ний вертикальный лист дает
хорошую .основу для рельса,
кроме того, балка очень проста
в изготовлении — во всяком
случае не сложнее обычных дву-
тавровых и коробчатых сварных
балок. Сочетание Ф-образного
профиля с тавровым отвечает
ОСНОВНЫМ требованиям нагруже- Рис. 10. Балка Ф-образного сечения
ния крановых мостов, обеспечи-
вая необходимую прочность и жесткость как в вертикальном, так
и в горизонтальном направлениях.
Наряду с напряжениями от вертикальных перерезывающих сил,
действующих по оси стенки, не менее важными для сварных швов
являются напряжения, возникающие от сил инерции и от смещения
ходовых колес с расчетной оси приложения нагрузки. Эти напряже-
ния возникают от усилий-, передающих свое действие через рельс
и верхний пояс и вызывающих дополнительные напряжения от
момента в зоне сварных швов, как это показано на рис. 11, а. Макси-
мальная величина оу этих напряжений может быть выражена полу-
эмпирической зависимостью через вертикальную перерезывающую
силу Q (24]: . .----,---
°у= S °>3Q у 1,15/п-Нр>
где S — толщина вертикального листа;
/п и /р — соответственно моменты инерции пояса и рельса.
В соответствии с наиболее удобной схемой компенсации напря-
жений от изгиба особо опасных для конструкций, работающих
в тяжелом режиме, целесообразно поперечные сечения равномерно
усиливать ребрами жесткости и диафрагмами, передающими нагрузки
равномерно на все рабочее сечение балки и воспринимающими
возникающие моменты (рис. 11, б, в).
254
Подъемно-транспортные машины
Большие возможности в части создания экономичных и прочных
балок дают новые конструктивные формы поперечных сечений.
В частности, сравнение рациональности сечений, показанных на
Рис. 11. Схема нагрузок, действующих на балку (а) и типовые сечения
крановых балок для тяжелых (б) и особо тяжелых (в) условий работы
рис. 12, дает основание утверждать, что изменение конфигурации
стенок балок и применение криволинейных и фигурных листовых
профилей без изменения жесткости и прочности позволяют снизить
расход материала на 20—25%. Однако реальное использование
таких профилей требует решения ряда вопросов, среди которых
основное внимание должно быть уделено технологии изготовления
Применение алюминиевых сплавов
255
Рис. 12. Новые виды сечений сварных балок
таких балок, обеспечению прочности сварных соединений более
тонкостенных конструкций, чем применяемые, разработке конструк-
тивных решений сварных узлов.
5. ПРИМЕНЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
Для некоторых конструкций ПТМ в качестве конструкционных
материалов применяют сплавы алюминия. Переход от сталей к алю-
миниевым сплавам позволяет значительно снизить массу ПТМ или
увеличить удельную грузоподъемность, облегчить поддерживающие
строительные конструкции, сократить эксплуатационные затраты.
Облегчение крановых конструкций приводит также к снижению
транспортных расходов. Важным преимуществом алюминиевых
конструкций является возможность их нормальной эксплуатации
при низких температурах.
В зависимости от требуемых механических характеристик, усло-
вий работы конструкции, прочности соединений могут быть при-
менены в качестве основного материала алюминиевые сплавы [9]
АмгЗ, Амгб, Амгб.
В соответствии с существующими стандартами материал изготов-
ляют и поставляют в виде листов, лент, плит, прутков, прессовых
профилей, труб и гнутых профилей. Максимальные размеры листов
7000 X 2000 X 10 мм, плит — 3000 X 1200 X 80 мм.
Перспективными для конструкций ПТМ являются некоторые
типы прессованных профилей [3], очертания которых показаны
на рис. 13.
В расчете алюминиевых конструкций при выборе основных
расчетных напряжений необходимо учитывать вид напряженного
256
Подъемно-транспортные машины
состояния, и в отличие от стальных принимать во внимание возмож-
ное снижение прочности при повышении температуры. Относитель-
ная прочность сварных швов по сравнению с прочностью основного
материала составляет 0,6—0,9. Данные по расчётным сопротивле-
ниям и допускаемым напряжениям приведены в работе [9].
Алюминиевые металлоконструкции ПТМ можно рассчитывать
по предельным состояниям или допускаемым напряжениям мето-
дами, принятыми для грузоподъемных машин и сооружений [2, 19}.
Специфические свойства алюминиевых сплавов в наибольшей мере
сказываются на работе конструкций под действием переменных
нагрузок, а также при наличии опасности потери устойчивости.
Размеры 6уль5ы
Рис. 13. Типы прессованных профилей из алюминиевых сплавов
Для расчета несущих элементов и сварных соединений из алюми-
ниевых сплавов при переменных нагрузках рекомендуется следую-
щая формула:
W _ De
° ~~~F^a-bR'
где о — напряжения, вызываемые в рассматриваемом элементе
расчетным усилием N без учета перегрузок и динами-
ческих коэффи циентов;
F — площадь поперечного сечения элемента;
D — средняя величина предела выносливости основного
металла, соответствующая базе 107 циклов нагружения;
R — коэффициент асимметрии цикла;
с — коэффициент, зависящий от количества циклов нагруже-
ния конструкции в процессе ее эксплуатации;
а, b — параметры, зависящие от величины эффективного коэф-
фициента концентрации напряжений (табл. 2).
Применение алюминиевых сплавов
257
Принципы расчета на устойчивость элементов алюминиевых
конструкций и стальных аналогичны. Отличие состоит в том, что
для элементов из алюминиевых'сплавов коэффициенты продольного
изгиба определяют исходя из наличия случайных эксцентриситетов
и введения дополнительного относительно Эйлеровой силы коэффи-
циента запаса несущей способности, равного 1,3. Подробный поря-
док расчета алюминиевых конструкций ПТМ на устойчивость при-
веден в работе [9].
В связи с повышенной деформативностью алюминиевых конструк-
ций (особенно стреловых) их расчет должен производиться с учетом
нелинейного изменения прогибов и изгибающих моментов от про-
дольной силы [1].
По условиям снижения расхода легких сплавов при выборе прин-
ципиальных схем конструкций ПТМ, например крановых, предпочти-
тельными являются решения, обеспечивающие максимальную кон-
центрацию материала. С этой точки зрения в крановых мостах
прежде всего целесообразен переход от двухбалочных систем к доста-
точно развитым однобалочным [9] без применения малонайряженных''
вспомогательных ферм.
Рассмотрим некоторые вопросы рационального проектирования
на примере первого в Советском Союзе двухбалочного кранового
моста длиной 9 м и грузоподъемностью 5 т. Конструкция шпрен-
гельного типа (рис. 14) спроектирована из условий минимального
количества сварных швов, с одной стороны,, и обеспечения податли-
вости рабочих сечений — с другой. Второе условие особенно важно
для прочности при переменных нагрузках.
Главная балка представляет собой гнутое из листа сечение
П-образной конфигурации. По длине имеется два стыковых шва,
которые расположены вне зоны максимальных рабочих напряжений.
По длине балки через каждые 450 мм установлены диафрагмы,
кромки которых отогнуты перпендикулярно их плоскости и прива-
рены к внутренней поверхности балки нахлесточным швом (рис. 14,е),
что обеспечивает наряду с жесткостью конструкции в целом подат-
ливость в зоне сварных соединений.
Ширину балок из алюминиевых сплавов назначают из условия,
чтобы горизонтальный прогиб не превышал величины ~gg, а рас-
четные инерционные силы составляли 10% от вертикальных нагрузок.
В этих случаях ширина балок в двухбалочных мостах составляет
^^д, т. е. фактически вдвое больше, чем в стальных, а .в одно-
балочных — Перспективными в отношении использования
материала являются конструкции шпренгельного типа [10, 12].
Вопросы расчета и общей компоновки алюминиевых металлоконст-
рукций освещеньгв литературе [4, 5, 9, 11, 17, 18, 23].
9 Под ред. Куркина С. А.
2. Значение коэффициента с и параметров а и Ъ
Характеристика расчетного сечения Эскиз Эффективный коэффициент концентрации напряжений Значение с при ко- личестве циклов загружения в млн. а ь
0,1 1,0 10
Основной металл в сечениях вне сварных швов, заклепок и болтов Iff а-а 1,0 1,6—1,8 1,4 1,05 0,94 1,26 0,74
г < 0
1
к
Основной металл в месте перехода к стыковому шву. Механически обра- ботанный стыковой шов (листы одина- ковой толщины и ширины) X 'g 1,44 0,92
Основной металл элементов, сва- ренных непрерывными швами вдали от ребер и диафрагм, при действии усилия вдоль оси шва (автоматическая и полуавтоматическая сварка). Сече- ния с соединительными заклепками 1* / а-а 1,8—2,2 1,97 1,45
к \
1 isisisi
Подъемно-транспортные машины
Стыковые швы с полным проваром корня шва с необработанным усиле- нием при отсутствии подрезов I» —LL |« 1,6 1,1 0,92 2,32 1,8
Основной металл в месте перехода к механически обработанному стыко- вому шву при стыковании листов раз- ной ширины или разной толщины j J*/, 2,32 1,8
Те I—
la
Основной металл вблизи диафрагм и ребер, приваренных угловыми меха- нически обработанными швами к ра- стянутым поясам балки и элементам ферм , \ \ / / t г—) 2,0—2,5 1,6 1,1 0,92 2,32 1,8
Kj r ( g|л.
al al
КЗ
Применение алюминиевых сплавов
о
СП
Продолжение табл. 2
Характеристика расчетного сечения Эскиз Эффективный коэффициент концентрации напряжений Значение с при ко- личестве циклов загружения в млн. а ь
0,1 1,0 10
По расчетному сечению необрабо- танного лобового шва и основному металлу в месте перехода к этому шву при отношении катетов -^-=1,5 (боль- шой катет направлен вдоль усилия). Приваренные фасонки с плавным кри- волинейным механически обработан- ным переходом к элементу конструк- ции при полном проваре на всю тол- щину фасонки «1 d д|_ Механическая абработка-t d 3,7—4,5 1,7 1,15 0,90 3,07 2,48
Соединения с фланговыми швами, работающими на срез от осевой силы £|g 4,0—4,5 5,68 4,62
Q J
L-M
Подъемно-транспортные машины
Рис. 14. Мост крана из сплава АМгб (а) и сварные узлы конструкции (б — е)
Применение алюминиевых сплавов
ьэ
о
262
Подъемно-транспортные машины
3. Прочность сварных соединений при
статическом нагружении
Остановимся на некоторых вопросах проектирования сварных
соединений.
При проектировании узлов следует использовать соединения
со стыковыми швами, имеющие плавные переходы от сварных швов
к соединительным деталям. Желательно также, чтобы основные
несущие сварные швы были вынесены из зоны максимальной кон-
центрации напряжений. Нахлесточные соединения в конструк-
циях из алюминиевых сплавов крайне нежелательны. Наряду с уве-
личением длины швов в этом случае катастрофически возрастает
чувствительность к концентрации напряжений. При статических на-
грузках необходимо учиты-
вать разупрочнение рабочего
сечения несущего элемента от
поперечных швов и в связи с
этим выбирать швы соответ-
ствующей длины и конфигу-
рации (табл. 3). При расчете
на срез следует принимать
допускаемое расчетное напря-
жение М « 0,5 [о]р.
При проектировании свар-
ных узлов из алюминиевых
сплавов, работающих при пе-
ременных нагрузках, учет
концентрации напряжений
особенно важен. Эксперимен-
тально установлено, что для
большинства алюминиевых
сплавов предел выносливости
составляет (0,25 4- 0,30) ов.
Эффективные коэффициенты концентрации напряжений при пере-
менных нагрузках для различных видов сварных соединений при-
ведены в табл. 2.
Во многих случаях в конструкциях ПТМ сварные соеди-
нения или профили являются несущими при работе на изгиб. Эффек-
тивный коэффициент концентрации напряжений здесь зависит также
от конструкции сварного соединения и вида сварного шва. Для
всех поясных швов балок, как соединяющих полки со стенками
в балках двутаврового и коробчатого профиля, так и присоединя-
ющих накладки для усиления полок, К3 = 1,8 4- 2,0 — при сварке
сплошными швами, и /С9 = 3,5 4- 4,0 — прерывистыми швами;
для поперечных швЬв сварных и несварных профильных элементов,
соединяющих между собой полки и стенки стыковыми швами,
К3 = 3,0; для ребер жесткости, сваренных только со стенками,
К3 = 1,8 4- 2,0; для ребер жесткости, сваренных как со стенками,
так и с полками, /С9 — 2,3; для стыков труб /С9 = 2,0 4- 2,2. Если
Список литературы
263
к полке основного несущего элемента, работающего на изгиб, при-
соединяется стыковым швом надставка прямоугольной формы, то
^э = 3,8 4- 4,0; если же имеется плавный радиусный переход от
надставки к полке, то К3 = 2,0 4- 2,2. Присоединение к основной
трубе, работающей на изгиб, перпендикулярно соединительного
элемента угловым швом снижает предел выносливости втрое по срав-
нению с несварной трубой. Как свидетельствуют испытания сварных
узлов, проведенные рядом авторов [23], соединение через приставки
с плавными переходами между элементами конструкций более рацио-
нально, чем непосредственная сварка встык.
При изготовлении сварных конструкций из сплавов алюминия
необходимы меры по предотвращению технологических дефектов,
которые часто бывают следствием нечетко спроектированных свар-
ных узлов. Необходимо на стадии проектирования предусмотреть
такие операции, как предварительная обработка и подгонка стыков
при максимальной простоте сборки, возможность сварки без прихва-
ток с вынесением начала и окончания сварных швов на технологиче-
ские планки с последующей обрезкой планок в размер соединяемых
деталей и т. д.
СПИСОК ЛИТЕРАТУРЫ
1. Бабич В. В. Расчет устойчивости крановых стрел при выпучивании из
плоскости подвеса — «Строительные и дорожные машины», 1966, № 12, с. 18—20.
2. Богуславский П. Е. Металлические конструкции грузоподъемных машин
и сооружений. М., Машгиз, 1961, 519 с. с ил.
3. Броуде 3. И., Ляпин А. Г., Топилин Н. В. Конструкции из алюминиевых
сплавов. М., Стройиздат, 1964, 195 с. с ил.
4. Воронцов Г. А., Барабошкин В. В. Алюминиевые сплавы для крановых
металлоконструкций. Труды ВНИИПТМАШ, вып. 3, Крановые металлокон-
струкции. Отд. технической информации. М., 1960, с. 125—127.
5. Воронцов Г. А. Проектирование и изготовление опытной крановой метал-
локонструкции из алюминиевых сплавов. Труды ВНИИПТМАШ, вып. 5/27,
Легкие сплавы в краностроении. М., 1962, с. 70—124.
6. Гохберг М. М. Металлические конструкции подъемно-транспортных ма-
шин. Л., «Машиностроение», 1969, 520 с. с ил.
7. Гохберг М. М. Усталостная прочность металлических конструкций машин.
Труды ЛПИ, № 282. М., «Машиностроение», 1967, с. 147—159.
8. Классификация режимов работы кранов. — В кн.: Новые конструкции
кранов. Труды ВНИИПТМАШ, вып. 1 (43). М., 1964, с. 3—10. Авт.: Николь-
ский Г. М., Богуславский П. Е., Меклер А. Г. и др.
9. Левитин Б. С., Воронцов Г. А. Применение алюминиевых сплавов в кра-
новых металлоконструкциях. М., «Машиностроение», 1969, 263 с. с ил.
10. Левитин Б. С. Исследования шпренгельных крановых балок. — В кн.:
Исследование крановых металлоконструкций. ТруДы ВНИИПТМАШ, вып. 7 (39).
М., 1963„ с. 60—89.
11. Левитин Б. С. Закономерности веса металлоконструкций мостов электри-
ческих кранов. — В кн.: Крановые металлоконструкции. Труды ВНИИПТМАШ,
вып. 3 (14). М., 1961, с. 3—44.
12. Львов Ю. С. Алюминиевые мосты. М., Автотрансиздат, 1958, 101 с. с ил.
13. Николаев Г. А. Расчет сварных соединений и прочность сварных кон-
струкций. М., «Высшая школа», 1965, 451 с. с ил.
264
Подъемно-транспортные машины
14. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М., «Высшая школа», 1971, 760 с. с ил.
15, Панкратов С. А., Ряхин В. А. Основы расчета и проектирования метал-
лических конструкций строительных и дорожных машин. М., «Машиностроение»,
1967, 267 с. с ил.
16. Проектирование сварных конструкций. ИЭС им. Е. О. Патона, Киев.
«Наукова думка», 1965, 427 с. с ил.
17. Справочник по кранам. Т. I. Под ред. А. И. Дукельского. М., «Машино-
строение», 1971, 399 с. с ил.
18. Соединения в строительных конструкциях из алюминия (из опыта работы
НИИ мостов). [Сборник статей]. М., Изд-во ЦНИИ по строительству и архитек-
туре, 1959, 52 с. с ил.
19. Технические условия на проектирование мостовых электрических кранов.
ДО., Отд. технической информации ВНИИПТМАШ, 1960, 90 с. с ил.
20. Шапиро Г. А. Действительная работа стальных конструкций промышлен-
ных цехов. М. —Л., Госстройиздат, 1952, 287 с. с ил,
21. Шумицкий О. И. Материалы совещания «Современное состояние и пер-
спективы развития возведения каркасов промышленных зданий и сооруже-
ний с применением эффективных металлоконструкций». М., Стройиздат, 1967,
292 с. с ил.
22. Alexis Neumann Schweisstechnisches Handbuch fur Konstruktoure. Band 1,
VEB Verlag Technik, Berlin, 1955, 483 s.
23. Alexis Neumann. Tragfaigkeit und Berechnung von geschweifiten Alumi-
nium, tragwerken bei statischer und schwingeren Beanspruchungen, «Aluminium»,
1970, N 9, DDR, s. 632—638. ,
24. Kurth F. und Pajer G. Unstetigforderer., Krane — mechanische Ausriistun-
gen und Stahltragwerk — Aufziige, Wagenkipper Stapler, Schafellader und Schap-
per, Berlin, Technik, 1965, 355, S. p. Abb.
ГЛАВА XII
СТАНИНЫ И ОСНОВАНИЯ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Металлообрабатывающие машины состоят из различных механиз-
мов и устройств, объединяемых в единый агрегат с помощью непо-
движных деталей несущей системы: станин, оснований, плиТ,
рам, стоек, колонн и других элементов. Общая масса деталей
несущей системы достигает 80—90% массы всей машины. Эксплу-
атационная надежность, требуемая точность обработки, циклы
изготовления, себестоимость и другие важнейшие показатели изго-
товления и эксплуатации агрегатов в значительной мере определя-
ются конструкцией и технологией изготовления станинных деталей.
Станины работают в основном в условиях нормальной темпера-
туры при повторно-статических нагрузках и могут подвергаться
также динамическим и циклическим нагрузкам. В отдельных слу-
чаях необходимо учитывать возможность работы при повышенных
(300—350° С) или пониженных температурах (на открытых пло-
щадках).
Ранее станины изготовляли в основном из чугунного или сталь-
ного литья. Благодаря успехам в развитии сварочного производства,
создалась возможность производства сварных станин любой практи-
чески целесообразной конфигурации и массы.
Целесообразность применения сварных станин вместо литых
определяется технико-экономическими показателями, учитываю-
щими конкретные особенности предприятия, которому предстоит
организовать выпуск необходимых деталей.
Учитывая многообразие конструкций и условий их производства,
не может быть однозначных рекомендаций по переводу литых кон-
струкций на сварные для всех типов машин.
Рабочему проектированию новых машин должен предшество-
вать технико-экономический анализ возможных технологических
решений с целью экономического обоснования выбора сварной кон-
струкции вместо литой. Такой анализ является первым этапом
конструктивно-технологического проектирования сварных станин.
Несущая система машин компонуется из деталей с различным
соотношением размеров. Детали, у которых одно измерение значи-
266
Станины и основания
тельно больше, чем два других, составляют класс различных балок,
детали, у которых два измерения больше, чем третье, составляют
класс различных плит, детали, у которых все три размера имеют
одинаковый порядок, составляют многочисленный класс станин,
оснований, коробок, стоек и т. п.
За редким исключением, общим требованием технических усло-
вий на проектирование для всех этих конструкций является обеспе-
чение необходимой жесткости в процессе эксплуатационных нагру-
зок. Как правило, при удовлетворении требований жесткости
обеспечиваются и прочностные требования.
. Оптимальными, с точки зрения жесткости, следует считать
конструкции, имеющие минимально допустимую из технологиче-
ских соображений толщину стенок, оптимальную форму попереч-
ного сечения и его размеры, определяемые требуемой жесткостью.
В этом отношении сварные конструкции представляют опреде-
ленные преимущества, так как при тех же габаритах, но при меньшей
массе они могут быть выполнены более высокой жесткости, чем литые.
В связи с тем, что по мере увеличения количества привариваемых
элементов возрастает конструктивная и технологическая сложность
изготовляемой сварной конструкции, необходимо стремиться к рацио-
нальному расчленению крупногабаритных конструкций на отдель-
ные простые сварные узлы и подузлы. Одновременно такое расчле-
нение позволяет рассмотреть вопрос применения кованых, литых или
штампованных элементов в сварной конструкции.
Точность размеров станин, оснований и других деталей несущей
системы достигается, как правило, последующей механической
обработкой. Отклонения геометрической формы сварного изделия,
возникающие в результате выполнения заготовительных, сборочных
и сварочных работ ориентировочно регламентируются техническими
условиями и РТМ на изготовление различного типа конструкций.
Например, согласно [3], для изделий размером 1000 X 1000 мм
неприлегание к плите не должно превышать 2,5 мм, а 10 000 X
X 4Q 000 — 10—11 мм; для балок и ферм стрела прогиба при длине
до 500 мм не должна превышать 1 мм, а длиной 25 000 и более мм —
15 мм и т. д. Подобным же образом в зависимости от размеров сечения
ограничивают и величины перекоса и смещения одного элемента
относительно другого. Так, для соединения листов одинаковой тол-
щины встык смещение кромок не должно превышать 0,1 толщины
листа, но не более 4 мм.
Знание величины предельных отклонений позволяет обоснованно
назначать припуски на последующую механическую обработку.
Кроме того, их соблюдение обеспечивает уверенность в том, что усло-
вия работы изделий оказываются близкими к условиям, принятым
в расчете.
Сохранение необходимой точности сварных конструкций связы-
вается также с применением термообработки после сварки.
Выбор материала
267
Большое количество факторов, определяющих работоспособность
и надежность сварных конструкций не позволяет дать общие реко-
мендации относительно необходимости термообработки или возмож-
ности отказа от нее.
Термообработку станинных сварных деталей назначают в тех
случаях, когда установлено, что работоспособность и надежность
конструкции в состоянии после сварки не обеспечивается другими
средствами и что применение термообработки даст положительный
результат.
Следует принять за правило не назначать термообработку для
тех конструкций, для которых имеется многолетний положительный
опыт эксплуатации их без термообработки в аналогичных условиях
или для вновь проектируемых конструкций, для которых г имеется
прототип, подтверждающий надежность- ее работы без термообра-
ботки после сварки.
Применительно к станинным конструкциям термообработку
после сварки следует назначать преимущественно в двух случаях:
если доказано, что перераспределение остаточных напряжений
при механической обработке или при действии эксплуатационных
нагрузок приводит к недопустимым деформациям;
если существует опасность возникновения хрупкого разрушения
сварной конструкции из металла большой толщины с острыми кон-
структивными или технологическими концентраторами напря-
жений.
В спорных случаях, отпуск при температурах 630—650 °C свар-
ных станинных конструкций следует признать, безусловно, полез-
ной операцией, так как уменьшение величины остаточных напряже-
ний для реальных конструкций является фактором более существен-
ным, чем возможное некоторое уменьшение предела выносливости
основного металла после отпуска.
2. ВЫБОР МАТЕРИАЛА
Выбор марки стали проката, поковок и отливок для сварных
конструкций определяется соответствующими стандартами.
В тяжелом машиностроении принято разделение сталей по свари-
ваемости на четыре группы: хорошо сваривающиеся, удовлетвори-
тельно сваривающиеся, ограниченно сваривающиеся и плохо сва-
ривающиеся.
При изготовлении станин и оснований рекомендуется использо-
вать в основном только хорошо сваривающиеся стали и, в отдель-
ных случаях, — удовлетворительно сваривающиеся, применение
которых не требует подогрева при сварке, а при его необходимости
температура подогрева является минимальной.
Применение этих сталей не должно также требовать назначение
термообработки по условиям прочности, а лишь с целью снятия
268
Станины и основания
напряжений при отсутствии ограничения времени между окончанием
сварки и термообработкой.
При использовании низколегированных конструкционных сталей
необходимо учитывать, что наибольший экономический эффект от
применения таких сталей может быть получен в изделиях, преоблада-
ющими напряжениями в которых являются растягивающие. При
этом применение низколегированных сталей в станинных деталях
может быть допущено лишь в тех случаях, когда за этим не следует
усложнения технологии производства.
Рекомендации по отнесению марок сталей к группам по свари-
ваемости приведены в табл. 1.
1. Классификация сталей по группам свариваемости (примеры)
ГОСТ Свариваемость
хорошая удовлетворительная
380—71* (прокат) Ст2, СтЗ Ст4, Ст5
6713—53 (прокат) М16С; СтЗ мостовая —
5520—69* (прокат) 15К, 20К, 09Г2С (М) 10Г2С1 (МК), 16ГС(ЗМ)
5521—67 (прокат) ВМСтЗ, ВКСтЗ, 09Г2 09Г2С, 10Г2С1Д, 10ХСНД
1050—74 05кп, 08кп, Юкп 30, 35, 20Г, 25Г
4543—71 20, 25 —
5058—72 (прокат) 14Г, 09Г2, 14Г2, 12ГС, 16ГС 15ГФ, 18Г2С, 25Г2С, 15ХСНД
977—65* (литье) 15Л, 20Л 25Л, ЗОЛ, 35Л
7832—65 (литье) — 20ГЛС, 20ГЛ, ЗОГСЛ, 20ХМЛ, 08ГДНФЛ
Для второстепенных и слабонагруженных конструкций рекомен-
дуется применять углеродистые спокойные, полуспокойные и кипя-
щие стали Ст2 и СтЗ. При температурах до — 20 °C сталь СтЗ исполь-
зуют и для изготовления несущих конструкций.
В сварных конструкциях, где применен мелкий и средний прокат
из фасонных профилей толщиной до 16 мм и листы толщиной до
Выбор материала
269
20 мм, полуспокойную сталь можно применять наравне со спокойной.
По показателям свариваемости, стойкости против кристаллизаци-
онных трещин в швах, склонности к образованию пор, относитель-
ному повышению твердости в околошовной зоне для вышеуказанных
толщин сталь ВСтЗГПСб практически не отличается от спокойной
стали.
В толстых профилях полуспокойная сталь несколько уступает
по порогу хладноломкости спокойной стали. Применение полуспо-
койных сталей в этих случаях следует ограничить конструкциями,
которые эксплуатируют при температуре не ниже —5 °C. Кипящие
стали обладают значительно большей склонностью к хрупкому раз-
рушению, чем спокойные стали. Ввиду своеобразного распреде-
ления в этих сталях вредных примесей, сказывающихся на обра-
зовании горячих т'рещин при сварке, необходима тщательная
проверка основного металла на содержание углерода и серы, от-
браковка металла, имеющего ярко выраженную строчечную струк-
туру.
Для ответственных несущих конструкций рекомендуются кон-
струкционные стали марок 15 и 20 по ГОСТ 1050—74. При этом
в стали марки 20 следует ограничить верхний предел углерода
до 0,22%. Допускается применять горячекатаные стали для мосто-
строения по ГОСТ 6713—53 и сталь углеродистую листовую для
котлостроения марок 15К и20К по ГОСТ 5520—69*; стали’этих марок
должны поставляться с контролем по свариваемости и проверкой
ударной вязкости при отрицательной температуре, соответству-
ющей температуре эксплуатации.
При оформлении комбинированных конструкций из литья,
поковок и проката необходимо стремиться к применению сталей
близкого химического состава.
Для комбинированных сварных конструкций рекомендуются
отливки из стали 20Л и 25Л по ГОСТ 977—65*. Стали марок ЗОЛ
и 35Л, хотя и относятся к удовлетворительно сваривающимся,
однако применение их не рекомендуется в конструкциях, подвер-
женных вибрационным и динамическим нагрузкам, так как из-за
структурной неоднородности основного металла и шва значительно
снижается предел выносливости сварного соединения. Это относится
в особенности к изделиям больших толщин, ручную, автоматическую
и полуавтоматическую сварку которых требуется производить
с подогревом до 250—350 °C.
Некоторые узлы оборудования (колонны, рамы установок для
вакуумирования стали и др.) в процессе эксплуатации подвержены
воздействию теплосмен при 300—350 °C, а также воздействию отри-
цательных температур до —50 °C.
Для таких конструкций рекомендуются низколегированные
стали марок 09Г2С(М), 10Г2С1, 10ХСНД, 15ХНМ и др. по
ГОСТ 5058—72, которые обладают достаточной для указанных темпе-
270
Станины и основания
ратур теплостойкостью, более низким порогом хладноломкости,
более высокими прочностными свойствами, чем у низкоуглеродистых
сталей и удовлетворительной свариваемостью.
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И СХЕМА РАСЧЕТА
Генеральное конструктивное оформление сварных станинных
деталей обычно диктуется опытом изготовления предшествующих
машин данного типа. Напротив, выбор формы поперечных сечений
элементов, расположения и типа сварных соединений определяется
параметрами и конструктивными особенностями конкретной проек-
тируемой машины.
Так, при расчете станин прокатных станов (см. гл. I, рис. 2)
необходимо учитывать, что станины станов холодной прокатки,
а также чистовых клетей сортовых станов горячей прокатки, должны
обладать не только достаточной прочностью, но и необходимой
жесткостью. В том случае, когда соблюдается требование прочности,
но имеется сомнение в надлежащей жесткости кдети, можно идти,
при достаточном обосновании, на некоторое увеличение сечений
и тем самым на увеличение запаса прочности.
По данным ряда исследований рабочих клетей тонколистовых
станов горячей и холодной прокатки жесткость станин по сравнению
с жесткостью других сопряженных с ними деталей очень велика.
По этим данным деформация станины составляет всего лишь 10—12%
от общей деформации клети. Следовательно, даже при значительном
увеличении жесткости станины общая жесткость клети может быть
увеличена не более чем на 10—15%, что может и не привести к повы-
шению точности прокатки.
Поэтому в большинстве случаев завышение массы станины при
конструировании в целях достижения большей жесткости клети
и большей точности прокатки не оправдано, что создает предпосылки
для применения сварных облегченных станин с практически необхо-
димой жесткостью. Имеются примеры расчетов, показывающие, что
если деформация стоек станины не превышает 5% деформации всей
клети, то снижение массы станины на 10% за счет сечения стоек
практически не приводит к изменению точности прокатки.
В связи е этим, при проектировании новых сварных станин про-
катных станов облегченного типа прежде всего необходимо стре-
миться к определению удельного веса деформации станины в общей
деформации клети. С учетом допустимой неточности прокатки
определяется оптимальная жесткость клети, достигаемая уменьше-
нием поперечного сечения стоек.
Сварная станина шлифовального станка представляет собой
сварную конструкцию коробчатого сечения. Для увеличения про-
дольной и крутильной жесткости расчетное сечение сварной станины
выполнено в виде замкнутого коробчатого контура (рис. 1).
Конструктивное оформление и схема расчета
271
При разработке расчетной схемы нагружения станины станка
принимают во внимание нагрузки, действующие на станину в зависи-
мости от усилия резания и массы подвижных частей станка, бази-
рующихся на направляющих
станины (рис. 2).
На основе принятых мето-
дик определяют требуемую
жесткость расчетного сечения
сварной станины, конфигура-
цию и толщину стенок сече-
ния. При этом габаритные
размеры сечения принимают
по нормам станков данного
типа.
Исходя из особенностей
нагрузки станины создаются
различные расчетные схемы
по оценке влияния отдельных
конструктивных факторов на
жесткость конструкции. При
выборе формы поперечного
Рис. 1. Расчетное сечение,станины станка
(пример)
сечения элементов станин ре-
комендуется исходить из того, в какой степени конструкция подвер-
гается воздействию изгибающих или скручивающих усилий. Так как
Рис. 2. Расчетная схема станины станка:
р , р , р
ГХ' У 2
— составляющие усилия резания; q — масса подвижных частей; 1 —
станина; 2 — стол; 3 — магнитная плита; 4 — стойка
сварные детали станины проектируют в основном из сочетаний тавро-
вых и коробчатых элементов, то необходимо учитывать, что при круче-
нии жесткости открытого и замкнутого сечения сильно различаются.
При уменьшении толщины стенок требуемую жесткость можно
получить посредством постановки ребер. К сожалению, опублико-
вано чрезвычайно мало систематизированных данных по влиянию
272
Станины и основания
конструктивных элементов сварных конструкций на статическую
жесткость.
Определение жесткости сечений с ребрами расчетным путем
является сложной и в ряде случаев невыполнимой задачей. В связи
с этим возрастает роль опытных данных испытания натурных кон-
струкций или моделей.
В работе [6] приведены данные по испытанию опытных моделей
корпусов станин станков различной конструкции, показывающие,
что сварные конструкции корпусов станин станков закрытого типа
по своей жесткости не уступают литым станинам.
В балках без вырезов при приложении распределенной нагрузки
ребра будут оказывать влияние на повышение жесткости только
в том случае, если увеличивается осевой момент инерции.
При кручении целесообразно размещать ребра таким образом,
чтобы получилось равномерное распределение напряжений сдвига
по замкнутому сечению.
В местах приложения сосредоточенных сил рекомендуется уста-
навливать ребра близко одно к другому. Диагонально расположен-
ная система ребер отличается повышенной жесткостью при кручении.
Продольные сквозные диагональные ребра, с одной стороны, повы-
шают сопротивление при кручении, а с другой — обеспечивают
равномерное распределение усилий по стенкам балки.
В работе [2] проанализированы формы и соотношения размеров
элементов типа стоек станков с выводами, имеющими общее значение
для таких типов конструкций:
в большинстве случаев наиболее рациональными оказываются
сечения с одинаковой толщиной стенок контура. В тех случаях,
когда необходимо обеспечить высокую жесткость на изгиб только
относительно одной оси, при одинаковых габаритах более рацио-
нальными оказываются сечения, у которых толщина стенок, перпен-
дикулярных плоскости изгиба, больше, чем остальных. При действии
силы в плоскости одной из стенок, если поперечное сечение стойки
может искажаться, оказывается выгодным увеличивать толщину
нагруженной стенки;
влияние перегородок на жесткость стоек при изгибе, а при отсут-
ствии искажения контура и при крушении, весьма незначительно.
При искажении контура поперечного сечения введение перегородок
устраняет это явление и тем самым многократно повышает жесткость;
оптимальным можно считать такое количество перегородок, при
котором расстояние между перегородками примерно равно высоте
нагруженной стенки;
вырезы стенок обуславливают значительное понижение жестко-
сти стойки, которое труднее оценить расчетным путем. Желательно
выбирать по возможности большее расстояние от выреза до места
приложения сил. Усиления по краям вырезов целесообразно жестко
соединять с поперечными ребрами.
Технология сварки
273
Исследования токарных станков показали, что правильно спро-
ектированные сварные конструкции наряду с экономическими
преимуществами отличаются также лучшей виброустойчивостью
по сравнению с литыми конструкциями.
Для динамически жесткого корпуса требуется высокая частота
собственных колебаний, которую в сварной конструкции можно
обеспечить увеличением жесткости при незначительной массе.
В литой конструкции большую жесткость достигают только за счет
увеличения толщины стенок, т. е. за счет увеличения массы.
При сложных натурных испытаниях требуется изыскание мето-
дов получения информации, необходимой для расчетов. Применение
одного из таких методов показано в работе [4] на примере исследо-
вания циклической прочности сварной станины кривошипного
горячештамповочного пресса усилием 2500 тс, при этом определя-
лось напряженное состояние станины тензометрированием модели
стойки пресса и оценивалась циклическая прочность наиболее нагру-
женных участков стойки с помощью локальных моделей.
4. ТЕХНОЛОГИЯ СВАРКИ
Способ сварки выбирают на стадии проектирования конструкции.
При изготовлении станин и деталей несущей системы стационарных
машин применяют в основном ручную дуговую сварку, полуавтомати-
ческую и автоматическую сварку под флюсом, в средеСО2и электро-
шлаковую сварку. Все эти способы сварки обеспечивают необходи-
мый уровень прочностных свойств при сварке деталей станины
из углеродистых и низколегированных сталей. В связи с этим
выбор способа сварки диктуется только конструктивно-технологи-
ческими особенностями конструкции и экономическими соображе-
ниями.
Необходимо стремиться к тому, чтобы ручная дуговая сварка
покрытыми электродами применялась бы в ограниченном количестве
лишь в тех случаях, когда невозможно или экономически невыгодно
применение механизированных способов сварки. Конструкция и
технология должны создавать возможность производства сварочных
работ предпочтительно в нижнем положении. Нижнее положение
открывает больше возможностей для механизации сварочных работ
с применением полуавтоматических способов.
Роль рационально выбранной еще на стадии проектирования
схемы сборки и сварки настолько велика, что она в основном и
определяет возможность производства той или иной сложной сварной
конструкции. Особое значение приобретает эта схема при сварке
изделий из толстого проката и массивных литых и кованых деталей,
так как неправильно выбранная схема может привести к трудно
исправимому браку отдельных элементов конструкции и значительно
увеличить сроки изготовления всего изделия в целом [51.
274
Станины и основания
Расчленение сложной сварной конструкции на отдельные эле-
менты позволяет организовать их параллельное изготовление на
различных производственных участках с применением автоматиче-
Рис. 3. Стойка сварной станины нож-
ниц
ских методов сварки, что в ко-
нечном счете сокращает цикл из-
готовления станины в целом.
Так, например, при проекти-
ровании и изготовлении станин
ножниц была принята следую-
щая схема сборочно-сварочных
работ:
стойка станины при проек-
тировании была расчленена на
две полустойки с целью обеспе-
чения возможности осуществле-
ния электрошлаковой сварки
(рис. 3);
полустойки были спроектиро-
ваны так, чтобы замыкающие
швы также можно было бы вы-
полнить электрошлаковой свар-
кой;
приварка к станине всех
остальных элементов полуавто-
матической сваркой под флю-
сом проводилась после сварки
двух полустоек.
Такая схема позволяет умень-
шить общую деформацию конст-
рукции после сварки и изготовить станину с минимальными при-
пусками на обрабатываемых после сварки плоскостях.
Примерами успешного решения вопросов сборки и сварки на ста-
дии проектирования являются станины механических прессов уси-
лием 4000, 6000 и 8000 тс, спроектированных и изготовленных на
Новокраматорском машиностроительном заводе им. В. И. Ленина.
5. КОНТРОЛЬ КАЧЕСТВА
В крупных станинных конструкциях наиболее часто применяют
сварные соединения большой толщины.
Швы толщиной 100 мм и более доступны гаммаграфированию,
но чувствительность этого метода в данном случае оказывается
очень низкой. Применение бетатронов позволяет разрешить эту
задачу, но высокая стоимость оборудования затрудняет повсеместное
их применение.
Как показал опыт производства, ультразвуковая дефектоскопия
является наиболее надежным средством контроля [1] элементов
Список литературы
275
большой толщины. При возрастании толщины, в связи со значи-
тельным уменьшением чувствительности, контроль рекомендуется
вести, как правило, прямым лучом с обеих поверхностей изделия.
При толщине металла не более 100 мм допустим контроль однократно
отраженным лучом с одной поверхности соединения, если нет доступа
к противоположной поверхности сварного соединения.
В сварных станинах широко применяют угловые сварные швы.
Ультразвуковая дефектоскопия является единственным методом,
выявляющим в угловых швах тавровых и крестовых соединений
трещины с раскрытием менее 0,2 мм и тонкие непровары в корне
шва.
СПИСОК ЛИТЕРАТУРЫ
1. Гурвич А. К., Ермолов И. Н. Ультразвуковой контроль сварных швов.
Киев, «Техника», 1972, 460 с.
2. Каминская В. В., Левина З.М., Решетов Д. Н. Станины и корпусные детали
металлорежущих станков. М.,Машгиз, 1960, 363 с.
3. Конструкции стальные сварные. Технические требования Министерства
тяжелого, энергетического и транспортного машиностроения. ОСТ 24.940.01,
1971, 54 с.
4. Надежность крупных сварных деталей. — «Вестник машиностроения»,
1972, № 11, с. 13—17. Авт.: Почтенный Е. К-, Бабицкий М. С., Шиетер С. Г.
и др.
5. Розенберг О. О., Черных В. В. Электрошлаковая сварка станин ковочно-
штамповочных прессов. — «Автоматическая сварка», 1956, № 4, с. 124—129.
6. Штерн Л. Т. Сварные конструкции в станкостроении. М., Машгиз, 1949,
150 с.
ГЛАВА XIII
ПАРОВЫЕ И ГАЗОВЫЕ ТУРБИНЫ
1. УСЛОВИЯ РАБОТЫ И ТИПЫ КОНСТРУКЦИЙ
Паровые и газовые турбины относятся к высокотемпературным
установкам. В современных паротурбинных установках начальное
давление пара составляет 90, 130, 170 и 240 кгс/см2 при темпера-
турах 500, 545 и 565 °C. Для достижения тех же значений к. п. д.
рабочая температура газовых турбин должна быть на 100—200 °C
выше и составлять 750—850 °C для стационарных и 850—950 °C
для транспортных установок. Рабочие давления в' газовых турбинах
относительно малы и составляют 4—6 кгс/см2 при максимальных
значениях до 20 кгс/см2.
Различие в рабочих параметрах определяет и существенное раз-
личие в типе конструктивных узлов. Для паровых турбин харак-
терны толстостенные массивные конструкции из отливок и поковок;
газовые турбины изготовляют преимущественно из тонкостенных
листовых конструкций. Работа при высоких температурах требует
широкого применения в узлах турбин легированных теплоустой-
чивых и жаропрочных сталей.
Применение сварки позволяет резко сократить предельные массы
поковок и отливок, обеспечить их более высокое качество, умень-
шить объем механической обработки крупных изделий на уникаль-
ных станках. В сварном исполнении изготовляют наиболее ответ-
ственные конструкции турбин—ротора, диафрагмы, лопаточный
аппарат, корпуса цилиндров и арматуры и другие узлы из легирован-
ных сталей [4]. Широкое применение получают комбинированные
сварные конструкции из разнородных сталей.
Требования к точности сварных узлов турбин являются наи-
более жесткими' среди других сварных конструкций.
2. ВЫБОР МАТЕРИАЛА
В конструкциях паровых и газовых турбин применяют широкий
ассортимент низколегированных конструкционных сталей, тепло-
стойких и жаропрочных сталей и сплавов [9]. Сравнительно невысо-
кие рабочие температуры паровых турбин позволяют использовать
Выбор материала
277
в них преимущественно перлитные и мартенситные высокохромистые
стали; в газовых турбинах, эксплуатирующихся при более высоких
температурах, получили распространение аустенитные стали и
высокожаропрочные сплавы на никелевой основе. Используемые
для изготовления сварных конструкций турбин стали и сплавы
с оценкой их свариваемости и требованиями к подогреву при сварке
и термообработке после нее приведены в табл. 1.
Области применения сталей разного легирования определяются
преимущественно рабочей температурой узла. Низкоуглеродистые
стали используют для изготовления узлов, эксплуатирующихся
до 400 °C—цилиндров низкого давления, корпусов подогревателей
воды, конденсаторов и т. д. Хромомолибденовые стали находят
свое применение в узлах среднего давления для корпусов цилиндров
и арматуры, работающих в интервале температур 400—540 °C.
Наиболее теплостойкие из перлитных сталей — хромомолибдено-
ванадиевые — предназначены для изготовления из них узлов вы-
сокого давления турбин, эксплуатирующихся в интервале темпе-
ратур 450—570 °C.
Высокохромистые стали мартенситного класса и аустенитные
стали могут применяться как нержавеющие, жаропрочные или жаро-
стойкие. Как нержавеющие высокохромистые стали типа 12X13
и 20X13 широко используют в качестве материала лопаток турбин
до 540° С, типа 15Х11МФ, 18Х11МНФБ и 15Х12ВНМФ в качестве
жаропрочных при температурах 540—580° С для лопаток и кор-
пусов турбин высокого давления, а как жаростойкие стали типа
08X13 до температур 650—750 °C для внутренних экранов газо-
вых турбин.
Хотя для ряда узлов турбин рабочие условия позволяют использо-
вать в качестве нержавеющих высокохромистые стали, им часто
предпочитают более дорогие, но зато хорошо свариваемые аустенит-
ные стали типа 12Х18Н10Т. Это относится, например, к регене-
раторам газовых турбин, эксплуатирующимся при температурах
до 450—550 °C. Трудности введения подогрева при сварке и практи-
ческая невозможность проведения термообработки таких крупно-
габаритных и сложных конструкций исключают применение для них
высокохромистых сталей. Зачастую также внутренние экраны
газовых турбин предпочитают сваривать из технологичных аусте-
нитных сталей взамен высокохромистых.-
Аустенитные стали применяют как жаропрочные в интервале
температур 550—650 °C. По соображениям свариваемости предпоч-
тения заслуживают гомогенные аустенитные стали аустенитно-
ферритного или аустенитного класса с относительно небольшим
запасом аустенитности (Cr/Ni 1) [4] марок 12Х16Н9М2 и
08Х16Н13М2Б. При выборе в качестве материала сварных изделий,
по соображениям жаропрочности и коррозионной стойкости, отли-
вок из аустенитных сталей необходимо учитывать, что наиболее высо-
1. Стали и сплавы, применяемые в сварных конструкциях паровых и газовых турбин,
и их свариваемость
Тип полуфабри- ката Марка стали или сплава Области применения Предель- ная рабо- чая темпе- ратура, Сваривае- мость Подогрев Термообработка
Листовой прокат, поковки СтЗсп Корпуса цилиндров и конденсаторов низ- кого давления паро- вых турбин 400 Хорошая Не требуется Отпуск при толщи- не элементов свыше 36 мм
12МХ 15ХМ Корпуса цилиндров и арматуры паровых и газовых турбин, диафрагмы 540 Удовлетво- рительная При толщине более 10 мм Отпуск при толщи- не элементов более 10 мм
12Х1МФ 15Х1М1Ф 570 Ограничен- ная При толщине более 7 мм Отпуск при толщине элементов более 6 мм
08X13 Внутренние корпуса газовых турбин 600 При толщине более 30 мм Отпуск при толщи- не более 10 мм
12Х18Н10Т Корпуса газовых турбин, регенераторы камеры сгорания 800 Хорошая Не требуется При рабочей темпе- ратуре до 500 °C не требуется
20Х23Н18 ХН78Т (ЭИ435) Камеры сгорания и внутренние экраны га- зовых турбин 900 1000— 1050 Удовлетво- рительная Не требуется
1 1 1 1 1 1 1 1
Паровые и газовые турбины
I I lil
Поковки 34ХМ1А Роторы 450 Ограничен- ная При всех тол- щинах Отпуск при всех толщинах
15Х5М Корпуса питатель- ных насосов 500
12X13 Рабочие лрпатки, диафрагмы и корпуса цилиндров и арматуры 540
15X11МФ 18Х11МНФБ 15Х12ВНМФ 580
ХН35ВТ 08Х15Н24В4ТР Лопатки газовых турбин 650 Не требуется Аустенитизация или стабилизация при всех толщинах
ХН65ВМТЮ 850
Отливки 25Л Корпуса цилиндров и арматуры, сопловые коробки 425 При всех тол- щинах Отпуск при всех толщинах
20ГСЛ 450
20ХМЛ 540
15Х1М1ФЛ 570
18Х11МФБЛ 570
12Х20Н12ТЛ 12Х18Н9ТЛ* 610 Удовлетво- рительная Не требуется Аустенитизация или стабилизация при всех толщинах
ЦЖ-15 650
ЦЖ-13 700
* С гарантированным ферритом.
to
о
Выбор материала
280
Паровые и газовые турбины
кими технологичностью и свариваемостью обладают стали с гаран-
тированной аустенитно-ферритной структурой марок 12Х20Н12ТЛ,
ЦЖ-15, 12к18Н9ТЛ и Х25Н13ТЛ. Применение стали 12Х18Н9ТЛ
без гарантированного содержания ферритной фазы, а также одно-
фазных аустенитных сталей марок ЛА-1 и ЛА-3 и им подобных
не рекомендуется из-за низкой их литейной технологичности и опас-
ности массового. появления трещин в околошовной зоне сварных
соединений.
Наиболее жаропрочными из аустенитных сталей, используемых
в высоконагружепных узлах лопаточного аппарата газовых турбин,
являются стали с интерметаллидным упрочнением марок ХН35ВТ,
08Х15Н24В4ТР и им подобные. При использовании их, а также
высокожаропрочных сплавов на никелевой основе ХН65ВМТЮ
в сварных конструкциях необходимо учитывать ограниченную
свариваемость таких материалов (склонность к образованию около-
шовных трещин при сварке и термообработке и повышенную чувст-
вительность к локальным разрушениям при температурах эксплу-
атации) [3, 5].
Для обеспечения высокой надежности ответственных сварных
узлов’ из этих сталей рекомендуется применять их после вакуумно-
дугового или электрошлакового переплавов, ограничить величину
зерна в стали не более 3-го балла и по возможности располагать
сварные швы вне зоны рабочих напряжений изгиба.
Требования к выбору таких узлов газовых турбин, как, напри-
мер, камеры сгорания и внутренние экраны, разгруженные от дав-
ления, определяются прежде всего жаростойкостью материала.
Поэтому для них предельные рабочие температуры могут быть повы-
шены по сравнению с использованием в качестве жаропрочных
материалов. Изделия из стали 12Х18Н10Т могут применяться в таких
условиях до 750—800 °C, из стали 20Х23Н18 — до 850—900 °C,
а из высоконикелевого сплава марки ХН78Т — до 1000—1050 °C.
Эти стали и сплавы относятся к хорошо и удовлетворительно свари-
вающимся.
Для сварки перлитных и высокохромистых сталей применяют
сварочные материалы, близкие по легированию к основному металлу
(табл. 2). Сварку гомогенных аустенитных сталей выполняют
аустенитно-ферритными электродами или проволоками близкого
к ним легирования, которое может отличаться от основного металла.
Также отличаться от легирования основного металла могут швы
аустенитных сталей и сплавов на никелевой основе с интерметаллид-
ным упрочнением.
В таких узлах турбин, как диафрагмы и корпуса цилиндров
и арматуры, широко применяют комбинированные сварные соедине-
ния из разнородных сталей. Их использование определяется разными
условиями работы отдельных участков изделия и целесообразностью
введения в наименее напряженных участках более технологичных
Выбор материала
281
2. Сварочные материалы для сварки узлов турбин
Марка стали или сплава Электрод
Тип гост
25Л, 25Л+20, СтЗ Э42А, Э50А 9467—60
20ХМЛ, 15ХМ, 34ХМ1А, 20ХМЛ+15ХМ, 20ХМЛ+12МХ, 15ХМ + 12МХ Э-ХМ
15Х5М Э-Х5МФ
20ХМФЛ, 15Х1М1Ф, 15Х1М1ФЛ, 12Х1МФ, 15Х1М1ФЛ +12Х1МФ Э-ХМФ
18ХПМФБЛ, 18Х11МНФБ, 15Х12ВНМФ, 15Х12ВМФЛ ЭФ-ХПВМФН 10052—62*
15X11МФ ЭФ-Х11МФН
08X13 ЭФ-Х13, ЭА-2
12X13 ЭФ-Х13
12Х18Н10Т, 12Х20Н12ТЛ, ЦЖ-15, 08Х16Н13М2Б ЭА-1Ба, ЭА-1М2Фа
ХН35ВТ, 08Х15Н24В4ТР, ЦЖ-13 ЭА-4ВЗБ2
12Х16Н9М2 12Х16Н9М2
Примечание. При других методах сварки требования к швам должны быть
не ниже требований к указанным в таблице сварочным материалам для ручной дуго-
вой сварки.
и дешевых старей. Требования к выбору сварочных материалов для
таких соединений, условиям их сварки и термообработке, а также
данные по их работоспособности приведены в работе 161.
Назначение термообработки сварных конструкций определяется
требованиями восстановления свойств разных зон соединения и
снятия сварочных напряжений для обеспечения стабильности раз-
меров изделия. В табл. 1 учитывается первое требование, согласно
которому узлы из низкоуглеродистой стали толщиной до 36 мм и
из аустенитных сталей, работающие при температуре ниже 500 °C,
термообработке можно не подвергать. Если изделия из аустенитных
сталей (при толщине свариваемых элементов более 10 мм) предназ-
начены для работы выше 500 °C, то целесообразно вводить после
сварки аустенитизацию. Это требование не относится к таким сла-
бонагруженным узлам, как камеры сгорания, которые могут
эксплуатироваться в исходном после сварки состоянии.
282
Паровые и газовые турбины
Сварные узлы из отливок вне зависимости от их легирования
должны обязательно проходить термообработку.
Для узлов высокой точности необходимость снятия сварочных
напряжений обусловливает применение термообработки и в тех
случаях, когда по требованию восстановления свойств она не нужна.
Это относится прежде всего к цилиндрам низкого давления турбин,
изготовляемым из низкоуглеродистой стали.
Основным типом сварных соединений турбин, как и котлов,
является стыковое с гарантированным проваром. Стыки следует
располагать в местах, допускающих их надежный контроль нераз-
рушающими методами. Они должны быть удалены от участков кон-
центрации напряжений и больших напряжений изгиба. Последнее
требование особенно важно для узлов, работающих при высоких
температурах в условиях ползучести и изготовленных из теплоустой-
чивых и жаропрочных сталей. Угловые соединения можно допускать
лишь для неответственных соединений, как, например, при приварке
ребер жесткости к цилиндрам низкого давления, работающим при
относительно низких напряжениях и при умеренных температурах.
3. СХЕМЫ РАСЧЕТА
При расчете деталей турбин за предельное состояние принимают
несущую способность, определяемую ее прочностью при статических
и выносливостью при переменных нагрузках. Для ряда конструкций,
как, например, диафрагм, в качестве предельного состояния исполь-
зуют также наибольшую деформацию конструкции.
Для турбинных узлов типа сосудов, работающих под давлением,
и трубопроводов используют метод расчета по предельным нагрузкам,
заложенный в основу норм расчета элементов паровых котлов
на прочность [7] (см. гл. IX). Условия работы и нагружения таких
конструкций, как корпусов конденсаторов, подогревателей и др.,
те же, что и котельных сосудов, поэтому для них можно применять
одинаковые коэффициенты запаса прочности.
В большинстве случаев детали турбин, имеющие сложную форму
(цилиндры, роторы, диафрагмы и другие), рассчитывают на прочность
исходя из максимальных напряжений, найденных расчетными
методами, базирующимися на теорию упругости, или эксперимен-
тальным путем [2,8L Основные положения таких расчетов типовых
сварных узлов турбин приведены ниже.
Коэффициенты запаса прочности выбирают, как и в котельных
нормах [7], в зависимости от основных прочностных характеристик
металла детали. Для деталей, работающих при комнатной и умерен-
ных температурах при отсутствии процесса ползучести, определя-
ющими прочностными характеристиками являются предел теку-
чести и временное сопротивление. Коэффициенты запаса прочности
принимают в зависимости от материала и условий работы узла
Схемы расчета
283
в пределах пт = 1,65 -г- 2,3 и пв — 3,0 -ь 4,0. Для деталей, эксплу-
атирующихся при высоких температурах, за прочностные характе-
ристики принимают предел текучести, предел длительной прочности
и предел ползучести. Рекомендуемые [8] значения коэффициентов п
приведены в табл. 3.
3. Значения коэффициентов запаса прочности основных узлов
турбин [8]
Наименование узла Коэффициенты запаса прочности
"т пв пдп пп
Цилиндры и корпуса арматуры: из отливок 2,0—2,2 4,0—4,2 2,0 1,55
из поковок и листовых эле- ментов 1,65 3,0-3,6 1,65 1,0-1,25
Сварные роторы 2,3 — 1,65 1,25
Сварные диафрагмы тело и обод 1,65 — 1,65 —
Лопатки 1,25 — 1,25 —
Для деталей статорной части турбин из кованых и прокатных
элементов (корпуса, диафрагмы) величины коэффициента запаса
прочности минимальные. Использование в качестве заготовок кор-
пуса отливок, материал которых менее однороден, чем поковок,
требует принятия более высоких значений п. Такие же значения
принимают при расчете сварных роторов, работающих в наиболее
тяжелых условиях. Для ряда узлов, как например для диафрагм,
значения п принимают разными в зависимости от того, какой эле-
мент рассчитывают.
Большинство деталей турбин рассчитывают из условия стати-
ческого нагружения. Элементы статора (корпуса, диафрагмы)
и роторы работают, как правило, при отсутствии заметных знако-
переменных нагрузок. В отдельных случаях, например при расчете
рабочих лопаток, следует учитывать и знакопеременное нагружение.
Допускаемые напряжения в сварных соединениях турбин уста-
навливают, как обычно, в процентном отношении от допускаемых
напряжений для основного металла. Значения коэффициента проч-
ности <р сварного соединения могут быть приняты теми же, что и для
котельных элементов (см. гл. IX). Для сварных соединений с гаран-
тированным проваром аустенитных сталей повышенной жаропроч-
ности (ХН35ВТ, 08Х15Н24В4ТР) и сплавов на никелевой основе,
не используемых в котлах и сосудах, принимают <р = 0,7,
284
Паровые и газовые турбины
Расчет цилиндров турбин представляет большие трудности
в связи со сложностью их конструктивных форм и неравномерностью
Давления и температуры рабочего тела по длине цилиндра. Наиболее
сложным является расчет цилиндров высокого давления. Благодаря
большей конструктивной простоте цилиндров среднего давления
расчет их более надежен. При расчете цилиндров низкого давления
особое внимание обращают на обеспечение жесткости и устойчи-
вости элементов.
При приближенном расчете толщины стенки цилиндров обычно
их рассматривают как длинный цилиндр, закрытый с торцов флан-
цами и нагруженный перепадом давления Др, равным разности
давлений на наружной и внутренней поверхностях. Получаемая при
Рис. 1. Расчетная схема диафрагмы:
а — схема; б — график для определения Kw и
этом формула близка к формуле для расчета стенки котельных
сосудов (см. гл. IX). Толщину торцовой стенки цилиндра выбирают,
как правило, близкой к толщине цилиндрической части.
Значительные сложности представляет расчет фланцевого соеди-
нения, которое должно быть прочным, плотным и долговечным.
Вначале определяют размер фланцев по условию плотности, после
чего проводят поверочный расчет на прочность по допускаемым
напряжениям или по предельным нагрузкам [2, 8].
Расчет на прочность диафрагмы складывается из расчетов ее
упругого прогиба и максимальных упругих напряжений в теле и
лопатках. В общем виде задача о расчете диафрагмы сводится к сис-
теме из двух концентричных полукольцевых пластин (тела и обода),
жестко соединенных между собой стержнями (лопатками) и нагру-
женных равномерным давлением (рис. 1, а). Наружный брус оперт
по опорному диаметру. В связи со сложностью строгого решения
такой системы приходится прибегать к ряду допущений и исполь-
зованию нескольких расчетных методик [8].
Для расчета упругих прогибов и напряжений в теле диафрагмы
наиболее приемлемым представляется метод, имеющий в основе
Схемы расчета
285
схему изгиба кольцевой полосы с неизменяемым поперечным сече-
нием (схема Валя), с оценкой ослабления сечения лопаточным аппа-
ратом и учетом неравномерности распределения напряжений по
сечению.
Рассматривая условия равновесия сплошного полукольца посто-
янной толщины / среднего радиуса а и ширины 2h, опертого по наруж-
ному контуру и нагруженного постоянным давлением р, можно
получить следующее уравнение для максимального прогиба wx
диафрагмы (на концах внутреннего контура):
4/г3о2о „
— р j
где Kw — коэффициент, зависящий от h!a, берут по графику
на рис. 1, б;
1У — момент инерции «живого» сечения диафрагмы, равный
1у = 1г-\- 10в>
Здесь /т — момент инерции тела, а /об — момент инерции обода.
Максимальные напряжения, действующие на внутреннем контуре
тела ат, определяют по формуле
где va — коэффициент Пуассона;
Ка — коэффициент, зависящий от hla (рис. 1, б).
Расчет направляющих лопаток сводится к определению напря-
жений в крайней наиболее нагруженной лопатке [2, 9].
Размеры основных швов, скрепляющих решетку с телом и ободом,
выбирают эмпирически, обычно они составляют 0,15—0,25 от тол-
щины профиля. Дальнейшее увеличение размера шва нецелесооб-
разно, так как приводит к чрезмерной деформации конструкции
при кварке. Увеличение размеров шва может быть допущено лишь
при переходе к новым методам сварки с высокой локальностью
нагрева и, в частности, к сварке электронным лучом.
Применяемые типы сварных роторов показаны на рис. 2. Конст-
рукцию по схеме на рис. 2, а используют в роторах низкого и сред-
него давления паровых турбин большой мощности. Роторы барабан-
ного типа (рис. 2, б) перспективны для компрессоров газовых турбин
взамен роторов с насадными концевыми частями. Комбинированные
(композитные) роторы (рис. 2, в) используют в газовых турбинах
и турбинах для наддува дизелей.
Расчет сварных роторов дискового типа может выполняться по
приближенному методу ХТГЗ [8]. Он базируется на расчетной схеме,
согласно которой ротор рассматривают состоящим из отдельных
дисков, связанных между собой тонкостенными (цилиндрическими)
оболочками. Поперечные усилия и Изгибающие моменты на краях
286
Паровые и газовые турбины
оболочки находят из условий непрерывности радиального переме-
щения диска и примыкающей к нему оболочки на радиусе, равном
радиусу срединной части перемычки, и равенства нулю угла поворота
торцовых сечений оболочки. Погрешность, вносимую в расчет
указанными допущениями, а также рядом других, связанных
с конструктивными особенностями роторов, определить теоретически
не представляется возможным. Можно лишь предполагать, что эти
допущения приводят к более низким значениям расчетных (макси-
мальных) напряжений по сравнению с истинными.
В работе [1] предложен новый метод термоупругого расчета
сварных роторов (метод ЦКТИ). Суть его заключается в сведении
реальной конструкции ротора к расчетной схеме, включающей
S)
Рис. 2. Типы сварных рото-
ров:
а — дискового типа; б — бара-
банного типа; в — комбиниро-
ванный (композитный) с привар-
ными полувалами
цилиндры постоянного сечения и диски, нагруженные по наружным
и внутренним поверхностям надлежащим образом вычисленными
радиальными нагрузками. Здесь цилиндры рассматривают толсто-
стенными, а не тонкостенными, как в предыдущем случае. Поэтому
разработанный метод можно использовать и для расчета роторов
барабанного типа.
Основные положения расчета поясним на примере участка ротора
с одним диском (рис. 3, а). Обозначим нагрузку от облопачивания
через р3. Согласно принятой схеме участок ротора условно делят
на три элемента: полый цилиндр, внутренний и наружный диски.
Влияние дисков на цилиндр заменяем поверхностными осесим-
метричными постоянными вдоль цилиндра нагрузками рх и р2.
Принимается, что касательные напряжения на поверхностях сопря-
жения дисков с цилиндром отсутствуют.
Неизвестные радиальные нагрузки рх и р2 находят из условия
непрерывности радиальных перемещений внутренних и наружных
поверхностей цилиндра и диска на участках сопряжения:
Схемы расчета
287
где и* — среднее радиальное перемещение внутренней поверхности
цилиндра на участке сопряжения с диском от поверхност-
ных нагрузок р19 р2, вращения и неравномерной темпера-
туры;
и* — среднее радиальное перемещение наружной поверхности
внутреннего диска от нагрузки ръ вращения и неравно-
мерной температуры диска;
и* — среднее радиальное перемещение наружной поверхности
цилиндра от нагрузки р2, вращения и температуры;
^5 — среднее радиальное перемещение внутренней поверхности
наружного диска от нагрузок р2, р3, вращения и темпера-
туры.
Рис. 3. Расчетная схема ротора:
а — с одним диском; б — с несколькими дисками
После определения из этой системы уравнений неизвестных
нагрузок Pi и р2 можно найти напряжения и перемещения во всех
элементах участка ротора (дисках и цилиндре). К этим,напряжениям
288
Паровые и газовые турбины
следует добавить температурные напряжения, вызванные неравно-
мерным температурным полем каждого отдельного элемента.
Расчетная схема реального ротора включает несколько цилиндров
и значительное количество дисков переменной вдоль радиуса тол-
щины, расположенных вдали и вблизи торцов цилиндра (рис. 3, б).
Общее число уравнений, входящих в систему для определения неиз-
вестных нагрузок, будет определяться количеством участков сопря-
жения дисков с цилиндрами. На основе разработанного алгоритма
может быть составлена программа расчета на ЭВМ, позволяющая
определять как неизвестные нагрузки, так и напряжения во всех
элементах ротора.
Высота сварных швов определяется высотой перемычки, так как
желательно, чтобы во избежание концентрации напряжений в рай-
оне шва последний имел бы полное проплавление. Коэффициент
прочности сварного соединения при расчете перемычки по танген-
циальным напряжениям можно не учитывать, так как в сварном
соединении в этом случае действуют связующие напряжения. При
расчете от действия продольных напряжений и прежде всего напря-
жений изгиба должно учитываться ослабление сварного соединения,
так как шов подвержен воздействию рабочих напряжений.
В роторах типа, показанного на рис. 2, в, сварной шов обычно
выносят за пределы диска, он разгружен от действия центробежных
сил и нагрет до относительно небольших температур (не выше
200 °C). Расчет сварного соединения можно проводить по совместному
воздействию изгиба и кручения на вал. Наибольшее касательное
напряжение в этом случае
Ттах=2>”/М3+М,
где W — момент сопротивления кольцевого сечения Шва;
М — изгибающий момент, рассчитываемый по формулам
изгиба балок;
Л4К = — — крутящий момент (здесь N — передаваемая мощ-
ность в МВт; п — число оборотов вала в минуту).
При расчете дополнительные напряжения за счет разности коэф-
фициентов линейного расширения аустенитного диска и перлитного
вала не учитывают.
4. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Узлы турбин по своему конструктивному оформлению и условиям
работы могут быть условно разделены на узлы статора (цилиндры,
корпуса арматуры, диафрагмы) и ротора (роторы, рабочие лопатки).
При их изготовлении применяют виды сварки, приведенные в табл. 4
i/a 10 Под Ред- Куркина Ct А.
4. Сравнительная оценка методов сварки основных узлов турбин
Типы сварного узла Метод сварки
оптимально-рекомендуе- мый рекомендуемый допускаемый
Роторы: дискового и барабанного типов композитный из дисков с при- варными валами АДС корня шва, запол- нение основной разделки АДСФ РДС корня шва на подкладном кольце, АДСФ основной разделки РДС корня шва на подкладном кольце и основной разделки
Сварка трением РДС —
Рабочие лопатки паровых и газо- вых турбин ЭЛС ДСВ, псп РДС
Диафрагмы РДС решетки, АСУГ основных швов РДС решетки и основ- ных швов
Корпуса цилиндров и арматуры: из литых и кованых элементов из Аистовых и штампованных элементов — РДС, ПАСУГ —
АДСФ РДС
Наплавка уплотнительных поверх- ностей арматуры Плазменная наплавка Автоматическая наплав- ка под флюсом Ручная дуговая на- плавка
Камеры сгорания Контактная сварка АДС РДС
Примечание. РДС — ручная дуговая сварка; АДСФ — автоматическая дуговая сварка под флюсом; АДС — аргоно-дуго-
вая сварка; ЭЛС — электронно-лучевая сварка; ДСВ—диффузионная сварка в вакууме; ПСП — прессовая сварка — пайка,
АСУГ (ПАСУГ) — автоматическая (полуавтоматическая) сварка в углекислом газе.
Конструктивное оформление и технология изготовления
250 Паровые и газовые турбины
Для крупногабаритных толстостенных корпусов цилиндров и
арматуры высокого давления сложной формы из литых или кованых
элементов основное применение находит ручная дуговая сварка.
Для корпусов низкого давления из листовых и штампованных эле-
ментов целесообразно введение автоматической сварки под флюсом,
обеспечивающей заметное повышение производительности процесса.
Этот процесс следует считать основным при сварке крупных
роторов дискового типа. Для диафрагм наиболее широкое приме-
нение нашла сварка основных швов в углекислом газе. Для рабочих
лопаток перспективным является внедрение электронно-лучевой
сварки, а для приварки полувалов к дискам турбин для наддува
дизелей — сварка трением.
Цилиндры турбин, являющиеся одним из основных узлов машин,
должны иметь герметичную конструкцию, исключающую выход
наружу пара или газа. Трудность выполнения указанного требова-
ния увеличивается из-за того, что цилиндры обычно имеют гори-
зонтальный, а в частях среднего и низкого давления и вертикаль-
ный разъемы. В связи со сложностью конструктивных форм ци-
линдры высокого и среднего давления, имеющие толщину стенки
свыше 20—30 мм, обычно изготовляют сварными из отливок. Боль-
шинство цилиндров высокого давления паровых турбин изготовляют
двухстенчатыми, что приводит к снижению толщины их стенок,
возможности изготовления наружных цилиндров из более простых
сталей' и лучшему конструктивному оформлению паровпуска.
Цилиндры газовых турбин имеют обычно внутренний тонкостенный
экран из жаростойкой стали, разгруженный от давления и служащий
для направления потока газа и наружный цилиндр из перлитной
теплоустойчивой стали, воспринимающий полное рабочее давление,
но нагретый до значительно меньших температур за счет продувки
охлаждающего воздуха между ним и экраном. Цилиндры низкого
давления паровых турбин, температура которых обычно не превы-
шает 120—150 °C, изготовляют сварными из листа, они представ-
ляют собой оболочку с приварными фланцами и опорами подшип-
ников валов.
Цельнолитыми или сварными из отливок в сочетании с трубами,
поковками или прокатом цилиндры турбин и корпуса арматуры
целесообразно изготовлять при толщине стенок свыше 25—30 мм.
Использование для этой цели поковок рационально при отсутствии
гарантии в получении требуемого качества отливок. В местах
присоединения трубопроводов к литым корпусам предусматривают
приливы длиной не менее 100 мм, обеспечивающие качественное
выполнение сварного стыка и возможность его контроля ультразву-
ком или просвечиванием.
При меньшей толщине стенок цилиндры следует изготовлять
сварными из листового и сортового проката в сочетании с отливками,
штампованными и гнутыми элементами, При наличии прямых стенок
Конструктивное оформление и технология изготовления
201
постоянного сечения толщиной до 30 мм или таких же стенок с ра-
диусом кривизны более чем десять толщин целесообразно применять
1890
1890
Рис. 4. Поперечный раз-
рез паровой турбины типа
К-800-240ЛМЗ:
1 — пароподводящие трубы;
2 — колена; 3 — гильзы па-
ровпуска; 4 — внешний ци-
линдр; 5 — внутренний ци-
линдр; 6 — сопловые коробки
5
6
сварную конструкцию из листового проката. Если стенки постоян-
ного сечения свыше 30 мм сочетаются со сложными фасонными про-
филями переменного сечения, то следует применять комбинирован-
ные сварные конструкции из литых заготовок и листового проката.
1/а Ю*
292
Паровые и газовые турбины
Поперечный разрез сварного цилиндра высокого давления тур-
бины К-800-240ЛМЗ мощностью 800 МВт показан на рис. 4. Он
состоит из внутреннего цилиндра с вваренными в него сопловыми
коробками из высокохромистой стали марки 18Х11МФБЛ и наруж-
ного цилиндра из теплоустойчивой стали марки 15Х1М1ФЛ с при-
варенными к нему гильзами паровпуска и коленами из высокохро-
мистой стали. Применение в данном узле, рассчитанном на работу
при температуре 565—580 °C, высокохромистой стали в наиболее
напряженных узлах сложной конфигурации обусловлено более
Рис. 5. Сварной корпус насоса высокого давления, выполненный из крупных
поковок:
1 — входной патрубок; 2 — выходной патрубок; 3 — корпус
высокой длительной прочностью и пластичностью этой стали по
сравнению с теплоустойчивыми перлитными сталями.
Конструкция цилиндров среднего давления паровых турбин
существенно проще, чем высокого, благодаря тому, что давление
в них невелико — обычно не выше 30—35 кгс/см2 и пар подводится
к первой ступени симметрично по всей окружности. Толщины стенок
и фланцев таких цилиндров меньше, это также упрощает их изготов-
ление в сварнолитом исполнении. Упрощения их конструкции
можно достичь [4], изготовляя цилиндры сварными из двух отливок,
причем отливку выходной части цилиндра можно изготовлять из
углеродистой стали марки 25Л.
В отдельных случаях, как например в корпусах питательных
насосов, работающих под давлением воды свыше 300 кгс/см2, при-
меняют корпуса из поковок без горизонтального разъема с привар-
ными патрубками (рис. 5). К корпусу болтами прикреплены по
окружности торцовые стенки. Механическая обработка такой
конструкции после сварки значительно проще, чем в цилиндрах
Конструктивное оформление и технология изготовления
293
с горизонтальным разъемом, однако сборка внутренних частей
представляет большие трудности.
Цилиндры низкого давления являются наиболее крупными свар-
ными узлами турбин. Они представляют собой конструкцию короб-
чатого типа из листов низкоуглеродистой стали толщиной 10—24 мм.
Необходимую жесткость обеспечивают радиальным расположением
внутренних перегородок и внешним оребрением. Расположение
внутренних перегородок должно способствовать прохождению ци-
линдра потоком пара с минимальными потерями. Имеются кон-
струкции выхлопных частей без наружного оребрения, но с увели-
чением частоты внутренних перегородок. Такое решение позволяет
шире применять при изготовлении цилиндров автоматическую
сварку. Сами оболочки можно изготовлять из гнутых или штампо-
ванных элементов. Привариваемые к цилиндрам низкого давления
корпуса подшипников сложной конфигурации целесообразно вы-
полнять из отливок.
При проектировании технологических процессов сварки цилинд-
ров высокого давления из отливок необходимо учитывать требование
минимальных поводок ввариваемых окончательно механически
обработанных сопловых коробок и гильз паровпуска. Для цилиндров
низкого давления следует предусматривать возможность разделения
их на подузлы, свариваемые в наиболее удобных пространственных
положениях с максимальным применением автоматизированных
методов сварки и прежде всего автоматической сварки под флюсом.
Наиболее массовыми сварными узлами турбин являются диаф-
рагмы. Стационарные паровые турбины мощностью 25—100 МВт
содержат 15—25 ступеней и соответственно такое же количество
диафрагм разных типоразмеров. Переход от применявшихся ранее
наборных диафрагм к сварным позволил снизить трудоемкость их
изготовления в 3—5 раз, уменьшить в 5 раз расход нержавеющей
стали и повысить жесткость и прочность конструкции [4].
Типовая конструкция сварной диафрагмы высокого и среднего
давлений показана на рис. 6. Лопатки и бандажные ленты толщиной
4—6 мм изготовляют из высокохромистой стали, тело и обод из
стали перлитного класса. Решетку стыковыми швами с односторон-
ней разделкой сваривают с телом и ободом. Диафрагма состоит из
соединенных болтами по торцам двух полуколец. В сварных диаф-
рагмах низкого давления мощных паровых турбин направляющие
лопатки большой длины непосредственно приваривают к телу и
ободу. В газовых турбинах вследствие высокой рабочей температуры,
а также применения аустенитных сталей, обладающих плохой тепло-
проводностью и высоким тепловым расширением, используют в
основном наборные конструкции из отдельных лопаток. Имеются
отдельные примеры сварных диафрагм газовых турбин с лопатками,
вваренными в тонкостенные элементы, механически укрепляемые
в обоймах.
10 Под ред. Куркина С. А.
294
Паровые и газовые турбины
Требования к точности сварных диафрагм весьма велики, так
как отклонение угла выходящего потока пара или газа приводит
к заметному снижению экономичности турбины. Все это требует
очень жестких допусков на шаг лопаток (обычно в пределах
±0,15 мм) и угол их поворота. Мероприятия, обеспечивающие тре-
буемую точность изготовления диафрагм, включают в себя их
сборку и сварку в приспособлениях, обеспечивающих необходимую
точность установки входящих деталей, учет сварочных деформаций
Рис. 6. Сварная диафрагма паровой турбины:
/ —• обод; 2 и 4 — нижняя и верхняя бандажные ленты; 3 — направляющие лопатки;
5 — тело
при просечке пазов в бандажных лентах и применение при сварке
дополнительных жесткостей.
Возможны два решения крепления направляющих лопаток
в диафрагме. По первому из них, наиболее распространенному,
лопатки устанавливают в пазах бандажных лент с заглублением на
2—3 мм и приваривают к последним угловыми швами (рис. 7). Для
обеспечения надежной связи лопаток с телом- и ободом их торцы по
входной и выходной кромкам заплавляют заподлицо с бандажной
лентой (разрез А — Л). По второму варианту лопатки заводят
в ленту заподлицо и к ленте не приваривают.
Достоинством первого варианта является то, что связь лопатки
с телом и ободом осуществляется как непосредственно через шов
приварки решетки к ним, так и через швы приварки лопатки к лен-
там. Его недостаток — бдльшие подводки диафрагмы, чем при вто-
Конструктивное оформление и технология изготовления
295
ром варианте. В то же время введение второго варианта целесооб-
разно лишь в том случае, когда просечка бандажной ленты ведется
в согнутом виде, что обеспечивает наиболее точное соответствие
отверстия в ленте профилю ло-
патки. —
Сварные роторы находят свое
применение в турбинах разного
назначения наряду с цельноко-
ваными роторами, роторами с
насадными дисками и с болто-
выми соединениями. При проек-
тировании необходимо учиты-
вать следующие преимущества
сварных роторов:
изготовление их из поковок
ограниченной массы без отвер-
стия практически любого тре-
буемого диаметра при гаранти-
рованном качестве металла;
жесткость конструкции;
возможность изготовления
Рис. 7. Сварные соединения направ-
ляющих лопаток с бандажной лентой
и ободом:
1 — обод; 2 — бандажная лента; 3 — ло-
патки; 4 — шаговый паз в бандажной ленте
роторов газовых турбин и над-
дувочных агрегатов в комбинированном исполнении с дисками из
высоколегированной стали (высокохромистой, аустенитной стали
или сплава на никелевой основе) и концевыми частями из стали
перлитного класса.
Сварной ротор низкого давления общей длиной 6 м турбины
К-160-130 из дисков стали 34ХМ1А диаметром 1600 мм, толщиной
Рис. 8. Сварной ротор низкого давления паровой турбины типа К-160-130
до 500 мм показан на рис. 8. Ротор сделан двухпоточным; пар посту-
пает к его средней части и двумя потоками идет от центра к пери-
ферии. Калибр швов, соединяющих диски, составляет 90 мм.
Применение роторов такой конструкции позволяет использовать
поковки сравнительно небольшой массы и тем самым заметно облег-
ю*
296
Паровые и газовые турбины
чает их производство. Для турбин мощностью свыше 500—800 МВт
переход к сварным роторам дискового типа в ряде случаев является
единственным решением, так как изготовление цельнокованых
роторов требует слитков предельной для металлургического пройз-
водства массы, а роторы с насадными дисками не могут быть исполь-
зованы по условию прочности.
При выборе технологии изготовления сварных роторов необхо-
димо учитывать высокие требования к надежности сварного соеди-
нения и точности конструкции. Последние обусловлены тем, что
внутренние полости дисков перед сваркой окончательно обработаны,
а отсутствие центрального отверстия в них не позволяет протачивать
ротор при искривлении его оси. Для крупных роторов искривление
Рис. 9. Типы разделок под сварку
роторов:
а — на подкладном кольце; б — с полным
проплавлением
оси готового изделия не дол-
жно превышать 0,25 мм на сто-
рону.
В роторе турбины К-160-130
(рис. 8) использована конструк-
ция разделки под сварку, пока-
занная на рис. 9, а. Сборку дис-
ков между собой производят по
посадочным поверхностям в дис-
ках; формирование корневого
слоя осуществляют на подклад-
ном кольце, размещенном в спе-
циальной выточке, выполняю-
щей также функции разгрузоч-
ного концентратора. Уменьше-
ния опасности появления трещин в корневых швах достигают и
особой формой самого подкладного кольца с выточкой.
Преимуществом указанной разделки является простота сборки
ротора по посадочным поверхностям достаточной ширины. Вместе
с тем неизбежное при этой конструкции ослабление, сварного соеди-
нения и концентрация напряжений в нем снижают его сопротив-
ление усталости. Поэтому для высоконапряженных роторов более
предпочтительной является разделка, показанная на рис. 9, б.
В ней посадочной поверхностью является буртик, который про-
плавляется при сварке корневого слоя. Высота шва при этой раз-
делке равна толщине перемычки между дисками. Относительно
малая величина посадочной поверхности свариваемых деталей
требует особо тщательной сборки ротора и сварки корневого слоя.
Сборку таких роторов производят в вертикальном положении;
после насадки каждого диска выполняют автоматическую сварку
в защитных газах корневого слоя одновременно тремя головками
под углом 120° одна относительно другой в целях устранения
поводки. Заполнение основной разделки целесообразно выполнять
с использованием автоматической сварки под флюсом,
Конструктивное оформление и технология изготовления
297
из сортового проката или штам-
Рис. 10. Сварные и паяные рабочие
лопатки:
а — лопатка с припаянной промежуточной
«вставкой; б — сварной пакет лопаток ре-
гулирующей ступени: 1 — лопатки; 2 —
промежуточное тело; 3 — пайка; 4 — перо
Такую сложную технологию целесообразно вводить лишь для
крупных роторов. Для мелких роторов (см. рис. 2, в), можно про-
водить сварку кольцевых швов непосредственно по посадочным
поверхностям в замок; при диаметрах валов до 60 мм освоена при-
варка валов трением, являющаяся наиболее производительным
процессом по сравнению с другими и обеспечивающая высокое
качество соединения при полном проваре по всему сечению вала.
К узлам ротора турбины, которые возможно выполнять сваркой,
относят рабочие лопатки. В большинстве случаев они, однако,
изготовляются фрезерованными
повок. Возможные типы рабочих
лопаток в сварном и паяном ис-
полнениях показаны на рис. 10.
Одной из ранних конструк-
ций является лопатка 1 из
светлокатаного профиля стали
12X13, спаянная с промежуточ-
ным телом 2 из перлитной стали
(рис. 10, а). Ее применение поз-
воляет заметно снизить стои-
мость изготовления и уменьшить
расход легированной высокохро-
мистой стали. Такие лопатки
целесообразно использовать в
относительно слабонагруженных
ступенях паровых турбин и ком-
прессоров при температуре ло-
патки ниже 300 °C. Это требова-
ние определяется отсутствием
технологичных и дешевых высо-
котемпературных припоев. Проверка прочности такой лопатки опре-
деляется условиями работы паяного соединения на срез от действия
центробежных сил на перо лопатки.
Повышение вибрационной прочности регулирующих ступеней
высокого давления паровых турбин достигают применением свари-
ваемых попарно лопаток (рис. 10, б). Лопатки подают на сварку
с полностью обработанной профильной частью и припуском на
обработку хвоста после сварки. Лопатки сваривают между собой
по бандажу и хвосту в приспособлении, фиксирующем расположе-
ние рабочих каналов. Высота швов зависит от напряженности
лопаток. При необходимости, определяемой условиями повышения
вибрационной прочности, возможна сварка пакетов из трех и более
лопаток.
-До последнего времени для изготовления пакетов лопаток регу-
лирующей ступени использовалась ручная дуговая сварка. Перспек-
тивной является внедрение электронно-лучевой сварки, которая
298
Паровые и газовые турбины
исключит необходимость разделки кромок и повысит точность изго-
товления пакетов.
Использование сварных и паяных лопаток приобретает особую
перспективность в связи с необходимостью интенсивного охлажде-
ния лопаточного аппарата газовых турбин с рабочей температурой
свыше 800—850 °C.
Лопатка высокотемпературной газовой турбины с воздушным
охлаждением схематично показана на рис. 11. Нагрузку от центро-
Рис. 11. Схема охлаж-
даемой лопатки газо-
вой турбины
бежной силы воспринимает в ней несущий
стержень 4, отфрезерованный из одной поков-
ки жаропрочного высоконикелевого сплава
вместе с хвостовиком. Воздух через сверле-
ния 3 входит в радиальный канал у входной
кромки лопатки и затем через ряд поперечных
каналов 1 между гильзой 2 и несущим стер-
жнем омывает гильзу и стержень, выходя че-
рез ряд отверстий у выходной кромки. Гильзу
припаивают или приваривают электронным
лучом к стержню и получают внешний кон-
тур профиля. Возможно применение продоль-
ных каналов и использование для гильзы по-
ристого листового материала. В последнем
случае пайка не может быть использована
и гильзу приваривают к стержню электрон-
но-лучевой сваркой.
Рабочие, лопатки , крепят на роторах и
дисках в большинстве случаев механическим
путем с помощью специально отфрезерован-
ных хвостов разного профиля. Использование
для этой цели сварки, перспективной по сооб-
ражениям резкого снижения стоимости изго-
товления лопаток и повышения вибрационной
прочности облопачивания, затруднено рядом соображений, важней-
шим из которых является необходимость смены всего комплекта
лопаток при повреждении одной из них. Поэтому сварное крепление
используют лишь в транспортных установках малой мощности,
рассчитанных на малый ресурс времени, и во вспомогательных
наддувочных агрегатах.
Сварной ротор турбину для наддува дизелей с ободом и лопат-
ками из жаропрочной аустенитной стали и валами из низколегиро-
ванной перлитной стали показан на рис. 12. По принятой технологи-
ческой последовательности вначале сваривают диск с лопатками
в приспособлении, фиксирующем точное расположение лопаток.
После термообработки этого подузла для снятия сварочных напря-
жений диски собирают с полувалами и сваривают с ними кольце-
выми швами с U-образной разделкой. После сварки ротор подвер-
Контроль качества
299
Рис. 12. Сварной ротор турбокомпрессора с приварными
лопатками и полувалами
гают отпуску и окончательно механически обрабатывают. Для
присоединения полувалов к диску целесообразно использовать
сварку трением.
5. КОНТРОЛЬ КАЧЕСТВА
Сварные узлы турбин относят к ответственным конструкциям,
они требуют контроля качества на всех стадиях их изготовления,
включая операции контроля материалов, качества подготовки и
сборки деталей, контроль изделия в процессе сварки и контроль
готовой продукции. Для определения уровня требований по конт-
ролю сварных узлов турбин можно использовать нормы, установ-
ленные Правилами котлонадзора для элементов котельного обо-
рудования (см. гл. IX).
Основными методами неразрушающего контроля являются уль-
тразвуковая дефектоскопия и просвечивание. Объем их применения
обусловливается техническими условиями турбинных заводов. Для
сварных соединений отливок и узлов из аустенитных сталей основ-
ное применение нашло просвечивание в связи с трудностями расшиф-
ровки в этих случаях сигналов ультразвукового дефектоскопа?-
Характер приемочных испытаний сварных узлов турбин зависит
от их назначения и условий нагружения. Конструкции, работающие
под давлением, — цилиндры турбин, корпуса арматуры, трубо-
проводы и другие — подвергают гидравлическим испытаниям. Вели-
чины пробного давления приведены в гл. IX. Роторы турбин испы-
тывают путем статической и динамической балансировки на спе-
циальных стендах. Сварные диафрагмы испытывают на прогиб
в прессе, в котором их опирают по наружному контуру и нагру-
жают равномерным давлением по сечению. Условия проведения
испытания и допустимые прогибы оговариваются техническими
условиями заводов,
300 Паровые и газовые турбины
СПИСОК ЛИТЕРАТУРЫ
1. Герцберг Е. Я«, Фейгин В. Л. Метод расчета сварных роторов турбома-
шин. — «Энергомашиностроение», 1972, № 6, с. 1—5.
2. Жирицкий Г. С., Стрункин В. А. Конструкция и расчет на прочность дета-
лей паровых и газовых турбин. М., «Машиностроение», 1968, 519 с.
3. Земзин В. Н. Жаропрочность сварных соединений. Л., «Машиностроение»,
1972, 272 с.
4. Земзин В. Н., Френкель Л. Д. Сварные конструкции паровых и газовых
турбин; М. — Л., Машгиз, 1962, 223 с.
5. Земзин В. Н. Прочность при высоких температурах. — В кн.: Справоч-
ник по сварке. Т. 3. М., «Машиностроение», 1971, с. 194—210.
6. Земзин В. Н. Сварка разнородных сталей. — В кн.: Справочник по сварке.
Т. 4. М., «Машиностроение», 1971, с. 194—210.
7. Нормы расчета элементов паровых котлов на прочность. Сборник руково-
дящих материалов по котлонадзору. М., «Недра», 1972, 528 с.
8. Прочность паровых турбин. Под ред. Л. А. Шубенко-Шубина. М., «Ма-
шиностроение», 1973.
9. Свойства сталей и сплавов, применяемых в котлотурбостроении. Руково-
дящие указания. Вып. 16. Л., ЦКТИ, 1966, 648 с.
ГЛАВА XIV
ГИДРАВЛИЧЕСКИЕ ТУРБИНЫ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Основные конструктивные типы гидротурбин: осевые (рис. 1),
радиально-осевые (рис. 2) и ковшевые. Выбор конструктивного
типа турбины зависит от условий ее работы, напора и мощности.
Основными узлами гидротурбин являются: рабочее колесо,
турбинная камера, статор, направляющий аппарат, отсасывающая
труба, вал турбины.
Рабочее кодесо осевой турбины состоит из втулки и
крепящихся к ней лопастей, радиально-осевой — из внутреннего
или верхнего обода (ступицы), наружного или нижнего обода с рас-
положенными между ними лопастями (рис. 3).
Рабочее колесо ковшевой турбины (рис. 4) состоит из диска со
ступицей и расположенных по окружности 14—25 ковшей.
В сварном исполнении изготовляют наиболее крупные лопасти
поворотно-лопастных турбин (например, для турбины Саратовской
ГЭС), лопасти двухперовых турбин (рис. 5), рабочие колеса ради-
ально-осевых и ковшевых турбин.
Турбинная камера представляет собой тонкостенную
сварную конструкцию большого диаметра. Радиально-осевые тур-
бины "большой мощности обычно устанавливают в спиральной
камере (рис. 6), обеспечивающей наименьшие габариты здания
ГЭС. Камеры поворотно-лопастных турбин обычно составляют из
листов, снаружи приваривают вертикальные и горизонтальные
ребра. . Поскольку внутренняя поверхность камеры подвержена
кавитационным разрушениям, ее, как правило, выполняют из нер-
жавеющей кавитационностойкой стали или из биметалла. Так как
камеры наиболее крупных турбин не могут быть изготовлены
с механической обработкой, необходимо принимать специальные
меры для обеспечения высокой точности получения сварной кон-
струкции.
Статор служит для передачи на фундамент нагрузок от веса
агрегата, осевого гидравлического давления воды на рабочее колесо
и массы бетонного перекрытия (см. рис. 1 и 2). Статор современных
мощных гидротурбин состоит из нескольких секторов (рис. 7).
302
Гидравлические турбины
Эти секторы представляют собой сварную конструкцию, состоящую
из верхнего и нижнего обода и колонн. Ободья имеют приливы,
сечение которых такое же, как у колонн. Колонны с ободьями
/ — вйл; 2 — статор; 3 — направляющий аппарат; 4 — рабочее колесо; 5 — турбин-
ная камера; 6 — отсасывающая труба
обычно соединяют электрошлаковой сваркой методом плавящегося
мундштука.
Направляющий аппарат направляет водяной поток
на лопасти рабочего колеса и обеспечивает регулировку мощности
турбины посредством изменения расхода воды. Направляющий
аппарат состоит из крышки турбины и нижнего кольца; направляю-
щих лопаток, посаженных на неподвижные оси, и механизма их
поворота, Крышку турбины обычно изготовляют сварной из про-
ката.
Назначение и условия работы
303
Разработано несколько вариантов сварного исполнения лопаток
направляющего аппарата. Так, на рис. 8 показана лопатка, выпол-
ненная сваркой. При этом цапфы изготовлены из круглого проката,
а тело лопасти отштамповано из листа.
Отсасывающая труба турбины имеет форму
расходящегося книзу конуса, что позволяет создавать за рабочим
Рис. 2. Радиально-осевая гидротурбина:
/ — вал; 2 — рабочее колесо; 3 — направляющий аппарат; 4 — статор; 5 — спиральная
камёра; 6 — отсасывающая труба
колесом статическое разряжение и использовать значительную
часть кинетической энергии потока, уходящего от рабочего колеса.
Облицовка конуса отсасывающей трубы современных мощных
турбин представляет собой сложную сварную конструкцию. Так,
облицовка конуса отсасывающей трубы Красноярской ГЭС имеет
высоту 6,2 м и диаметр 10,7 м. Облицовка состоит из двух поясов —
верхнего и нижнего. Каждый пояс состоит из шести сегментов,
соединяемых при монтаже. Каждый сегмент собирали в специаль-
ном приспособлении из 255 деталей, полученных газовой резкой
с последующей гибкой. Сварные швы выполняли полуавтоматиче-
ской сваркой в СО2. После сварки проверяли геометрические раз-
304
Гидравлические турбины
Рис. 3. Рабочее коле-
со радиально-осевой
турбины
Назначение и условия работы
305
Рис. 5. Сварно-литая лопасть рабо-
чего крлеса двухперовой турбины
25736
Рис. 6. Спиральная камера радиаль-
но-осевой турбины (со статором)
306
Гидравлические турбины
меры сегментов для обеспечения точной сборки облицовки на мон-
таже.
Вал турбины (см. гл. I, рис. 9) изготовляют сварным. Он
представляет собой обечайку с приваренными по концам литыми
фланцами. Обечайку обычно изготовляют цельнокованой или со-
ставной из двух полуобечаек, полученных гибкой из листового
проката. Продольные швы полуобечаек и кольцевые швы, соеди-
няющие обечайку и фланцы, выполняют электрошлаковым способом.
Изготовление основных узлов и деталей гидротурбин с приме-
нением сварки позволило резко сократить предельные массы поко-
вок или отливок, обеспечить их более высокое качество, уменьшить
объем механической обработки, выполняемой на уникальных стан-
ках или вручную, обеспечить рациональное использование высоко-
легированных кавитационностойких материалов путем изготовле-
ния биметаллических деталей или деталей комбинированной кон-
струкции, сваренных из сталей различного класса.
2. ВЫБОР МАТЕРИАЛОВ И МЕТОДОВ СВАРКИ
Сталь для изготовления основных узлов турбин должна обла-
дать требуемым уровнем механических свойств и их стабильностью
по сечению детали, достаточной кавитационной и гидроабразивной
стойкостью, хорошей свариваемостью.
В связи со строительством мощных гидроэлектростанций, рабо-
тающих при повышенных напорах, требования к механической
прочности турбинных деталей значительно возросло. Это привело
к широкому использованию низколегированных и легированных
сталей повышенной прочности взамен применявшихся ранее угле-
родистых сталей (табл. 1). Наряду со статической прочностью
материалы должны обладать высокой прочностью при переменных
в том числе при бигармонических и асимметрических нагрузках.
Кавитационная или гидроабразивная стойкость в ряде случаев
является решающим фактором при выборе материала.
Обычно областями возникновения кавитационных и гидроабра-
зивных разрушений являются поверхности выходных кромок
лопастей рабочего колеса, внутренняя поверхность обода рабочего
колеса радиально-осевой турбины и камеры рабочих колес осевых
турбин в зонах, близких к выходным кромкам. Для уменьшения
кавитационных разрушений детали турбины изготовляют из кави-
тационностойкой стали или покрывают их защитным слоем этой
стали.
Хорошей кавитационной и гидроабразивной стойкостью обла-
дают хромистые и хромоникелевые нержавеющие стали мартенсит-
ного класса, обеспечивающие сочетание коррозионной стойкости,
однородности структуры, высокой прочности и твердости. Высокой
кавитационной стойкостью обладают хромомарганцовистые стали
Выбор материалов и методов сварки
307
1. Конструкционные стали, применяющиеся в гидротурбостроении
Марка Термообработка Механические свойства Область применения
а02 °в 6 -ф а S s' о а а
кгс/мм2 %
20ГС Н = 880°С, О = 600 °C, 30 55 18 40 6,0 Детали, не под- верженные ка- витации или защищенные облицовкой (рабочие колеса, валы, статоры, направляющий аппарат)
20ГСФ Н = 940 °C 0 = 600 °C 40 60 18 40 5,0
20ДГСФ Н = 940°С 0 = 600 °C 50 65 16 40 5,0
10ХСНД Н = 940 °C 0 = 600 °C 40 60 16 50 5,0 Спиральные камеры
10Х12НД Н = 950°С О = 660 °C 55 70 16 50 8,0 Рабочие колеса и другие дета- ли, работающие в условиях кавитации
06Х12НЗД II II II ОЭ ОО СО О О СП ООО ООО поп 65 80 16 60 10,0
10Х18НЗГЗД2 Н = 10504-1100 °C 0 = 800 °C, 6 ч О = 600°О, 24 ч 45 65 12 — 3,0 Детали, рабо- тающие в усло- виях гидро- абразивного износа
Примечания: 1. Н — нормализация; О—отпуск.
2. Для механических свойств приведены средние значения.
переходного класса и дисперсионно-упрочняемые хромоникелевые
нержавеющие стали (например, сталь 08Х14АГ12, 03Х12Н9МЮТ
и др.). Эти стали, а также нержавеющие стали марок 12X13 и
08Х18Н9Т применяют в качестве облицовочного материала.
Хорошая свариваемость — одно из основных требований к стали.
Сварные швы должны быть равнопрочны с основным металлом и
обладать высокой стойкостью против образования холодных трещин.
Сварка должна выполняться без подогрева или с минимальным
предварительным и сопутствующим подогревом.
Значительные трудности возникают при изготовлении деталей
из кавитационностойких нержавеющих сталей мартенситного класса,
так как сварка таких сталей, как правило, требует подогрева.
308
Гидравлические турбины
Поэтому в связи с переводом основных узлов турбины на сварное
исполнение были разработаны и’ освоены новые нержавеющие
высокопрочные хромойикельмедистые стали (см. табл. 1), обла-
дающие повышенной технологичностью при сварке. В этих сталях
содержание углерода снижено до 0,1—0,05%. Это позволило повы-
сить пластичность мартенсита, образующегося при сварке. В состав
сталей введены аустенитообразующие элементы (никель и медь),
обеспечивающие сохранение высокой прочности, кавитационной
стойкости и низкого содержания б-феррита. Повышение содержа-
ния б-феррита в сталях такого типа способствует росту зерна и
образованию холодных трещин.
Наиболее ответственные соединения (лопастей со ступицей,
фланцев с обечайкой вала и т. д.) должны обеспечивать равнопроч-
ность, хорошую пластичность, высокую усталостную и коррозион-
но-усталостную прочность; в том числе при бигармонических и
знакопеременных нагрузках. Этого достигают выполнением сварки
электродами, близкими по составу основному металлу, ,с последую-
щей термообработкой металла, что позволяет получать сварные
соединения, однородные по структуре и свойствам (табл; 2).
При расположении сварных соединений вне зоны действия
максимальных нагрузок, требования к их прочности могут быть
понижены. В этом случае допускается сварка не по всему сечению
(например, соединение лопастей рабочего колеса с нижним ободом)
или выполнение сварки электродами аустенитного класса без подо-
грева и последующей термообработки; по прочностным характери-
стикам такие сварные соединения уступают основному металлу.
Чаще всего электроды аустенитного класса применяют на деталях
из высокопрочных нержавеющих сталей при выполнении ремонтных
работ в условиях ГЭС.
Выбор методов сварки для изготовления основных деталей тур-
бин определяется^ следующими особенностями их производства:
индивидуальный или мелкосерийный выпуск деталей;
разнообразие конструктивных форм, конфигурации сварных
швов и марок сталей;
значительные габаритные размеры и масса деталей.
Наиболее широко при производстве деталей гидротурбин приме-
няют следующие методы сварки.
Электродуговая сварка качественными
электр о д а м и — наиболее маневренный способ изготовления
деталей турбин благодаря, возможности выполнять конструкции
сложной формы с различной конфигурацией швов, изготовляемых
из углеродистых и легированных сталей, производить наплавку
поверхностей, имеющих сложную форму кавитационностойкими
материалами, и выполнять ремонт деталей турбин в условиях ГЭС.
ЭлектрошлаКовую сварку используют при изготов-
лении крупногабаритных рабочих колес, валов, статоров и других
2. Методы сварки и свойства сварных соединений гидротурбинных сталей
Сталь Методы сварки Электроды или сварочная проволока Термообработка Механические свойства
ао,2 | ав 6 1 ан’ кгс-м/см2
кгс/мм2 %
20ГС ЭДС Э50 (УОНИИ-13/55) 0=640 °C 35 54 21 72 12,0
СУГ Св-08Г2С — 36 48 20 70 16,0
ЭШС СВ-08Г2С Н = 900°С 0=600 °C 34 54 24 65 12,0
20ДГСФ ЭШС Св-08ХГ2СМ Н=950°С 0=600 °C 50 65,6 18 55 8.0
ЭДС Э60А (ЦУ-4) 0=600 °C 47,5 60,2 24 68 10,5
10Х12НД и 06Х12НЗД ЭДС ЦЛ-41, ЦЛ-51 о = 6504-670 °C 67 82 20 60 8,0
ЭА2 (ЦЛ-25)] — 38 60 30 50 7,0
ЭШС Св-10Х13 Н = 950°С О = 650 °C 65 75 16 58 8,0
ЮХ18НЗГЗД2 ЭДС ЦЛ-33 0=800 °C 0=600 °C 48 70 14 20 6,0
ЭШС Св-10Х18НЗГЗД2 — 50 70 10 20 5,0
Обозначения: ЭДС — электродуговая сварка; ЭШС — электрошлаковая сварка; СУГ — сварка в среде углекислого газа;
Н — нормализация; О — отпуск.
Выбор материалов и методов сварки
310
Гидравлические турбины
деталей турбин, имеющих продольные, кольцевые и криволинейные
швы большой толщины. Основные способы электрошлаковой сварки,
применяемые в гидротурбостроении:
сварка проволочным электродом — для выполнения кольцевых
и продольных швов валов турбин;
сварка плавящимся мундштуком — для выполнения криволиней-
ных швов большой толщины в рабочих колесах, лопастях и статорах
турбин.
Полуавтоматическая сварка в среде СО2 —
прогрессивный метод сварки в гидротурбостроении, так как, сохра-
няя маневренность ручной сварки, позволяет повысить производи-
тельность сварочных операций. Применяют при изготовлении
деталей из углеродистых и низколегированных сталей, не требую-
щих подогрева.
Автоматическая наплавка ленточным элек-
тродом предназначена для защиты поверхности лопасти ра-
диально-осевой турбины, изготовленной из низколегированной
стали, кавитационностойкими материалами.
Облицовку деталей методом сварки взры-
вом применяют при изготовлении биметаллических лопастей
радиально-осевых турбин.
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Особенности конструктивного оформления и технологические
приемы изготовления рассмотрим на примере трех наиболее харак-
терных деталей: рабочего колеса радиально-осевой турбины, спи-
ральной камеры и вала.
Рабочие колеса ради а льно - о севых гид-
ротурбин обычно изготовляют целиком из нержавеющей стали.
Крупные колеса, в которых кавитационным разрушениям подвер-
жены ограниченные участки поверхности лопастей, целесообразно
изготовлять из низколегированной стали с поверхностной защитой
мест, подвергающихся разрушениям. Возможно изготовление таких
рабочих колес в комбинированном исполнении (лопасти из нержа-
веющей кавитационностойкой стали, а верхний и нижний ободья
из низколегированной стали).
Наиболее рационально целиком изготовлять рабочее колесо на
заводе. Однако в ряде случаев из-за условий транспортирования
на строительство ГЭС по железной дороге его изготовляют из двух
или более частей с последующей сборкой колеса на станции. При
этом членение должно быть произведено так, чтобы избежать разъема
его по лопастям. Чаще всего при монтаже осуществляют болтовое
соединение по верхнему ободу и сварное соединение по нижнему
ободу.
Конструктивное оформление и технология изготовления 311
Для сварных рабочих колес обычно отдельно изготовляют
верхний обод (ступицу), нижний обод и лопасти и затем лопасти
приваривают к верхнему и нижнему ободьям. В наиболее крупных
рабочих колесах верхний и нижний ободья изготовляют в сварном
исполнении. При изготовлении крупных рабочих колес применяют
различные схемы сборки колеса под сварку и различные методы
выполнения сварки.
Рассмотрим технологическую схему изготовления рабочего ко-
леса турбины Красноярской ГЭС (см. рис. 3). Масса его достигает
240 т. Верхний обод рабочего колеса изготовляли из двух литых
1 — левая стойка; 2 — верхний обод; 3 — правая стойка; 4 — леса
половин (сталь 20ГСЛ), свариваемых одновременно двумя швами
электрошлаковым способом (рис. 9). Нижний обод, имеющий форму
усеченного конуса, также сваривали электрошлаковым методом из
четырех элементов, получецных путем гибки листов стали 22К тол-
щиной 190 мм. Далее производили термообработку и механическую
обработку заготовок верхнего и нижнего ободьев.
Лопасти рабочего колеса Красноярской турбины изготовляли
в виде чистой кокильной отливки из стали 20ГСЛ. Часть выпуклой
поверхности лопасти, наиболее подверженной кавитационному
износу, защищали наплавкой или облицовкой нержавеющей сталью.
Наплавку выполняли автоматически ленточным электродом под
слоем флюса на специальной установке с манипулятором, обеспе-
чивающим поворот лопасти в процессе наплавки.
Облицовку лопастей осуществляли методом сварки взрывом.
Для этого облицовочному листу из нержавеющей стали придавали
необходимую форму, после чего лист приваривали к соответствую-
312
Гидравлические турбины
щему участку лопасти. Как при наплавке, так и при облицовке,
для уменьшения коробления к выходным кромкам лопасти привари-
вали специальные элементы жесткости.
Освоена новая прогрессивная технология изготовления биметал-
лических лопастей методом штампогибки, позволяющая сущест-
венно повысить их точность. В этом случае лопасти изготовляют из
проката. С одной стороны производят облицовку плоской заготовки
листом из нержавеющей кавитационностойкой стали методом
взрыва, а с другой стороны выполняют механическую обработку
для получения необходимого профиля. Далее производят нагрев
заготовки и гибку ее в штампе
для получения требуемой гео-
метрической формы лопасти.
Сборка рабочего колеса
Красноярской турбины начи-
налась с установки на плиточ-
ный стенд верхнего обода,
внутренняя поверхность ко-
торого размечалась под уста-
новку лопастей по шагу и
профилю. Установка 14 лопа-
стей осуществлялась с по-
мощью специального пово-
Рис. 10. Кантователь для электрошлако- ротного шаблона. Зазор в
вой сварки рабочего колеса сварном стыке устанавливали
внизу 37 мм и вверху—47 мм.
Контрольные точки лопасти при сборке смещали с учетом ожидае-
мых деформаций в процессе сварки. Лопасти закрепляли на ободе
путем приварки скоб и технологических элементов жесткости.
Далее верхний обод крепили с осью кантователя и устанавливали
в горизонтальное положение на специальном приспособлении, позво-
ляющем обеспечивать вертикальное положение каждого сварного
стыка в процессе сварки (рис. 10). Лопасти соединяли с верхним
ободом электрошлаковой сваркой методом плавящегося мундшту-
ка. Конструкция плавящегося мундштука и формирующих медных
планок (рис. 11) позволяла получать плавный радиусный переход
от лопасти к ободу. После окончания электрошлаковой приварки
лопастей производили термообработку верхнего обода с лопастями,
подготовку кромок лопастей под сборку с нижним ободом и окон-
чательную сборку рабочего колеса.
Лопасти к нижнему ободу приваривали качественными электро-
дами. Далее проводили термообработку рабочего колеса (нормали-
зация и отпуск), контроль всех поверхностей и стыков с помощью
керосиновой пробы, травлением и ультразвуком и окончательную
механическую обработку. Соединение лопастей с нижним ободом
является менее нагруженным по сравнению с соединением с верх-
Конструктивное оформление и технология изготовления
313
ним ободом. Поэтому сварку этого соединения выполняли с непол-
ным проваром кромок. Уменьшение объема наплавленного металла
при этом способствовало снижению уровня сварочных напряжений
и предотвращению образования трещин в процессе сварки.
В отличие от рабочего колеса Красноярской турбины рабочие
колеса для Асуанской ГЭС, масса которых достигала 140 т, целиком
изготовляли из нержавеющей стали марки 08Х12НДЛ. Верхний
обод и лопасти были литые, а нижний обод сварной, полученный
электрошлаковой сваркой из трех гнутых заготовок.
В первых рабочих колесах приварку лопастей к верхнему ободу
осуществляли электрошлаковым способом. Причем сборку и сварку
производили в специальном приспособлении, позволяющем совме-
Рис. 11. Схема соединения лопасти с верхним ободом
рабочего колеса Красноярской ГЭС
стить эти операции [6]. В последующих рабочих колесах приварку
лопастей к верхнему ободу выполняли электродуговой сваркой.
Перевод на электродуговую сварку был обусловлен необходимостью
получения большой точности рабочего колеса (при электрошлаковой
сварке не удавалось с достаточной точностью компенсировать
деформации лопастей) и снижением общего цикла изготовления за
счет одновременной сварки всех 14 лопастей, устранения нормали-
зации после сварки и некоторых вспомогательных операций при
сборке. Подогрев при сварке до температуры 200—220 °C осуществ-
ляли со стороны верхнего обода кольцевым индуктором и 14 индук-
торами, установленными на лопастях на расстоянии 70—100 мм
от места сварки. Приварку лопастей к верхнему ободу производили
в следующем порядке: первый и последующие три-четыре слоя
накладывали с выпуклой стороны лопасти обратноступенчатым
способом с общим направлением шва от тонкой части к толстой,
затем производили выборку шва с противоположной стороны и
сварку четырех-пяти слоев с вогнутой стороны лопасти. Такой
порядок сварки сохраняли и в дальнейшем. Это способствовало
получению минимальных деформаций лопасти в процессе сварки.
11 Под ред. Куркина С. А.
314
Гидравлические турбины
Рис. 12. Схема сборки рабочего колеса турбины Ингурской ГЭС
Конструктивное оформление и технология изготовления
315
Сборку рабочего колеса в целом и приварку лопастей к нижнему
ободу осуществляли по той же технологической схеме, которую
применяли для рабочих колес Красноярской ГЭС.
Особенностью конструкции рабочих колес для высоконапорных
ГЭС является малое расстояние между верхним и нижним ободом и
между лопастями. Это чрезвычайно затрудняет выполнение опе-
раций по приварке лопастей к ободьям (особенно при сварке с подо-
гревом) и делает невозможным индукционный подогрев лопастей.
В связи с этим для изготовления таких рабочих колес (напри-
мер, для турбины Ингурской ГЭС) применяют иную технологиче-
скую схему сборки и сварки. Все элементы этого рабочего колеса вы-
полняли литыми из стали 08Х12НДЛ. После механической обработ-
ки и разметки в верхнем и нижнем
ободьях вырезали пазы для соедине-
ния лопастей с ободьями «в паз».
Сборку колеса осуществляли в
следующем порядке: на специально
изготовленную плиту с закрепленны-
ми на ней подставками и стойками
устанавливали нижний обод (рис. 12).
Обод закрепляли и фиксировали бол-
тами. В пазы обода заводили лопа-
Рис. 13. Схема сварных соеди-
нений с верхним ободом рабоче-
го колеса Ингурской ГЭС
сти колеса, выставляли их в рабочее
положение и закрепляли струбцинами
к стойкам. На верхние хвостовики
лопастей надевали верхний обод.
Регулировали и фиксировали его также болтами. Полная сборка
рабочего колеса и возможность регулировки каждого его элемента
позволили обеспечить высокую точность геометрической формы
конструкции, что особенно важно для получения хороших гидро-
динамических характеристик турбины.
После завершения всей сборки колеса, установленного нижним
ободом вниз, его подогревали специальными газовыми горелками
до температуры 220—250 °C.
Сварку рабочего колеса производили в следующем порядке:
сначала заваривали корень шва в соединениях верхнего обода
с лопастями (рис. 13) качественными электродами марки ЦЛ-41.
Во избежание прожога и вытекания металла при сварке корневых
швов с противоположной стороны разделки устанавливали медные
подкладки, которые впоследствии удаляли. После заварки корня
шва заполнение разделки производили электродами ЦЛ-41 или
полуавтоматической сваркой керамическими стержнями ЦСК-20Х13,
проволокой Св-06Х14. После заполнения примерно 70—75% раз-
делки производилась подварка галтелей и швов в труднодоступных
местах, контроль швов и промежуточная термообработка рабочего
колеса.
11*
316
Гидравлические турбины
Рис. 14. Схема сварного соединения
кольца с нижним ободом рабочего ко-
леса Ингурской ГЭС
Вместе с тем, в зависимости
и условий производства, каждая
Затем колесо устанавливали верхним ободом вверх и произво-
дили заполнение оставшейся части разделки в местах соединения
верхнего обода с лопастями. Далее колесо кантовали и начинали
вываривать корни швов нижнего обода по всей длине разделки.
Швы имели наклонное и полувертикальное пространственное
положение, сварку производили по методу «поперечной горки»
с постоянным заполнением разделки.
После заполнения примерно 80—85% объема разделки колесо
термообрабатывали (второй промежуточный отпуск), вновь уста-
навливали в положение нижним ободом вверх и производили заварку
оставшихся объемов в пазах, подварку галтельных швов и при-
варку кольца (рис. 14). После завершения всех сварочных операций
рабочее колесо подвергали окон- ’
чательной термообработке, меха-
нической обработке и контролю.
Недостатком технологической
схемы изготовления Ингурского
рабочего колеса является боль-
шой объем наплавленного метал-
ла, обусловливающий высокую
трудоемкость сварочных опера-
ций.
от конструкции рабочего колеса
из приведенных технологических
схем может оказаться предпочтительной.
Так, технология изготовления рабочего колеса с применением
электрошлаковой сварки имеет преимущества при изготовлении
очень крупных рабочих колес со швами большой толщины, а техно-
логия сварки «в паз» имеет преимущества при изготовлении рабочих
колес высоконапорных турбин с труднодоступными участками сое-
динения лопастей с ободьями.
Спиральная камера мощной гидротурбины является
сложной сварной конструкцией, характеризующейся большими
габаритами, значительной толщиной листовых элементов, слож-
ностью геометрической формы, высокими требованиями к точности
изготовления и качеству сварных соединений (отклонения формы
сечения камеры от проектной приводят к значительному возраста-
нию максимальных напряжений).
Рассмотрим конструкцию и технологию изготовления спиральной
камеры (см. рис. 6) для турбины Красноярской ГЭС. Она состоит
из 31 звена конусной формы, каждое из которых в свою очередь
состоит из 2—5 технологических частей.
Для наиболее напряженных звеньев спиральной камеры (в зоне
сопряжения со статором) была применена высокопрочная сталь
СК-2 (о0>2 50 кгс/мм2). Менее напряженные звенья изготовляли
из сталей 10ХСНД и МСтЗ<
Конструктивное оформление и технология изготовления
317
Ввиду больших размеров и сложной формы развертка каждого
звена определялась разметчиками на плазе. С плаза снимали необ-
ходимые размеры, на основании которых изготовляли толевые
шаблоны для последующей разметки звеньев.
Вырезку деталей осуществляли газовой резкой с одновременным
скосом кромок под сварку.
Рис. 15. Схема контроля согнутого звена спиральной
камеры:
1 — контролируемое звено; 2 — мерительная штанга; 3 —
стойка приспособления; 4 — имитатор части статора; 5 —
контрольный плаз
Гибка частей звеньев производилась на прессе с помощью
универсального гибочного штампа. На специальном приспособле-
нии осуществляли контроль согнутого звена (рис. 15).
Точность изготовления отдельных элементов играет решающую
роль в последующей сборке на заводе и на монтаже, поэтому части
звеньев, имеющие отклонения от заданной формы, подвергали
повторной подгибке. Для предупреждения изменения формы звеньев
в процессе'сварки при сборке устанавливали временные элементы
жесткости. Сварку звеньев производили по Х-образной разделке
318
Гидравлические турбины
шшшшя сварка на монтаже
Рис. 16. Схема монтажа спиральной камеры турбины Красноярской ГЭС
Монтажный припуск
Конструктивное оформление и технология изготовления
319
в нижнем положении с кантовкой. Сварку элементов из стали
СК-2 или СК-2 + 10ХСНД выполняли низколегированными элек-
тродами типа Э70, а стали 10ХСНД и МСтЗ — электродами
УОНИИ-13/45.
Сборку спиральной камеры на монтаже начинали после уста-
новки статора турбины, проверки фундаментных опор и установки
секции 18 и 2, а также отражательного листа /9 (рис. 16). Затем к
каждой из этих секций последовательно пригоняли смежные приле-
гающие секции.
Замыкающим элементом сборки камеры являлась секция /2,
изготовляемая с некоторым припуском для подгонки. Секции спи-
рали, состоящие из двух или трех монтажных элементов, собирали
последовательно, начиная с нижнего элемента. Подгонку сопря-
гаемых стыков производили при помощи болтовых стяжек. Регули-
ровка высотного положения каждой секции и в целом спиральной
камеры производилась с помощью домкратов, а форму трубы спи-
рали исправляли растяжками (см. рис. 16).
Для уменьшения потолочной сварки разделку швов верхней
части спирали делали с наружной стороны, а в нижней части —
с внутренней. Боковые части спирали имели Х-образную разделку.
Сварку выполняли качественными электродами, причем для соеди-
нения монтажных элементов из высокопрочной стали применяли
электроды аустенитного класса. В первую очередь в каждой секции
заваривали продольные швы, затем приваривали звенья к статору
и после этого сваривали кольцевые стыки. Сварку продольных и
кольцевых швов спирали выполняли способом последовательного
поочередного обратноступенчатого исполнения швов или способом
наварки слоев горкой.
Для равномерного распределения остаточных напряжений по
окружности кольцевые швы заваривали одновременно два или
несколько сварщиков.
При изготовлении сварных валов гидротурбин (см. рис. 9 гл. 1)
особое внимание уделяют обеспечению точности заданных размеров
и положения оси вала и обеспечению непрерывности процесса
сварки кольцевых стыков, необходимого для качественного выпол-
нения шва. Так как усадка неодинакова по длине стыка, сборку
под электрошлаковую сварку выполняют с переменным зазором
33 мм на участке начала и замыкания шва и 38 мм на противополож-
ном участке.
Непрерывность процесса сварки на НКМЗ обеспечивают приме-
нением сварочной установки с дублирующими головками. При
выходе из строя любой из деталей головки происходит немедленная
ее замена, и процесс электрошлаковой сварки продолжается.
Сварку начинают на вспомогательной пластинке, вваренной
в зазор. Перед замыканием начало шва с помощью специального
резака вырезают по определенному шаблону. В процессе замыкания
320
Гидравлические турбины
в соответствии с изменением сварочного пространства меняют
расстояние между электродами и размах их колебаний. Сварочную
ванну выводят в специальный карман, который в дальнейшем
удаляют газовой резкой.
Для устранения опасности появления горячих трещин при замы-
кании скорость подачи проволоки в начале и конце сварки уста-
навливают меньшей по сравнению с погонной частью шва (соот-
ветственно 120 и 220 м/ч). Кроме того, перед замыканием проводят
предварительный подогрев начального участка шва.
В результате такого подогрева в момент замыкания происходит
постепенное укорочение зоны металла впереди места сварки. Это
способствует сближению свариваемых кромок и уменьшению жест-
кости конечного участка кольцевого шва.
После окончания электрошлаковой сварки кольцевых швов
производят термообработку заготовок, включающую нормализацию
и отпуск, и чистовую механическую обработку вала.
4. КОНТРОЛЬ КАЧЕСТВА
Основным методом контроля сварных соединений в рабочих
колесах, статорах, валах и других деталях, имеющих швы большой
толщины криволинейной формы, является ультразвуковая дефекто-
скопия. Наличие поверхностных трещин, непроваров и шлаковых
включений контролируют в этих швах магнитной дефектоскопией,
травлением, керосиновой пробой. Точность пространственного
расположения лопастей в рабочем колесе проверяют по положению
контрольных точек.
Основными методами контроля конструкций, изготовленных из
листовых элементов (например, спиральные камеры), являются
внешний осмотр швов, замеры усиления и гамма-просвечивание.
Точность изготовления на заводе сварных элементов спиральной
камеры проверяют путем контрольной сборки.
Окончательную проверку качества сборки и сварки спиральной
камеры производят после окончания ее монтажа перет бетонирова-
нием путем гидравлических испытаний.
СПИСОК ЛИТЕРАТУРЫ
1. Антонов С. Н., Щербаков В. В., Хоробрых Г. А. Технология изготовления
крупных сварных конструкций гидротурбин. — В кн.: Технология сварочного
производства. Под ред. Б. А. Работнова. ЛМЗ. Отдел технической информации.
Вып. 11. Л., «Машиностроение», 1964, с. 140—151.
2. Броковский Г. А., Бухчин М. О., Фасулати Р. К. Сварные рабочие колеса
гидротурбин Красноярской. ГЭС. В кн.: Гидротурбостроение (ЛМЗ. Отдел тех-
нической информации. Вып. 12). Л., «Машиностроение», 1969, с. 367—383.
3. Волошкевич Г. 3., Сущук-Слюсаренко И. И., Хрунже В. М. Электрошлако-
вая сварка рабочих колес радиально-осевых гидротурбин. — «Автоматическая
сварка», 1969, № 1, с. 45—58.
Список литературы 321
4. Крянин И. Р. Металл для гидротурбин. М., «Машиностроение», 1969,
231 с.
5. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М. «Высшая школа», 760 с.
6. Полушкин К. П. Сварка элементов спиральных камер гидротурбин на
монтажных площадках.—В кн.: Технология сварочного производства. Под
ред. Б. А. Работнова (ЛМЗ. Отдел технической информации. Вып. 11). М.,
«Машиностроение», 1964, с. 244—254.
7. Разработка принципиальной технологии дуговой электросварки рабочего
колеса из нержавеющей стали 0Х12НД. Научно-техническая информация о ра-
ботах ЦНИИТМАШ. Вып. 64, 65. М., 1966, с. 37—44. Авт., Суслов В. Н., Вдо-
вин В. А., Иванов А. А., Бирюков В. М. и др.
8. Смирнов И. Н. Гидравлические турбины и насосы. М., «Высшая школа»,
1969, 400 с.
9. Щеголев Г. С. Сварные конструкции в гидротурбостроении. — В кн.:
Технология сварочного производства. Под ред. Б. А. Работнова (ЛМЗ. Отдел
технической информации. Вып. 11). Л., «Машиностроение», 1964, с. 129—139.
ГЛАВА XV
АВТОМОБИЛИ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
В подходе к проектированию сварных деталей грузовых и легко-
вых автомобилей много общего. Отличием является то, что детали
грузового автомобиля работают в более тяжелых условиях. Рас-
смотрим проектирование деталей грузовых автомобилей.
Масса сварных конструкций дЛя различных типов грузовых авто-
мобилей колеблется в пределах 19,6—24,5% общей массы грузового
автомобиля.
Производство автомобилей является массовым. Конструктивные
элементы сварных соединений и используемые материалы должны
обеспечивать возможность применения самых прогрессивных тех-
нологических процессов, обеспечивающих минимальные затраты
живого труда и материалов при максимальном выпуске. Назначе-
ние и условия работы сварных деталей и узлов автомобиля опреде-
ляется тем, к какой части автомобиля они относятся: шасси —
карданные валы, мосты, рулевое управление, тяги; двигателю —
клапана, венец маховика, картер; тормозной системе — воздуш-
ный баллон, тормозные колодки; топливной системе — топливный
бак, глушитель; несущей системе — рама.
Вместе с тем, для деталей и узлов автомобиля решающее зна-
чение имеет степень ответственности детали. Различают три степени
ответственности, при которых поломка детали вызывает аварию
автомобиля, остановку всей машины, замену детали новой в про-
цессе эксплуатации без остановки всей машины.
Выход из строя карданного вала, вала руля, концевых цапф
картера, тормозного фланца картера, реактивных рычагов или
реактивных штанг — связано с аварией автомобиля. Разрушение
отдельных элементов рамы автомобиля, топливного бака, воздуш-
ного баллона — вызывает остановку всей машины. Разрушение
отдельных элементов кабины, бампера, решетки фар — не вызывает
остановки машины.
Степень ответственности детали предопределяет обычно выбор
технологического процесса и особенно степени его надежности.
Назначение и условия работы
323
Карданная передача связывает механизмы автомобиля, валы
которых, передающие крутящий момент от двигателя к ведущему
мостурасположены под некоторым углом один к другому, изме-
няющимся при движении автомобиля. Карданная передача состоит
из карданов-шарниров и карданных валов.
В грузовых автомобилях применяют жесткие карданы, характе-
ризующиеся неравенством угловых скоростей ведомого и ведущего
вала. При этом на карданный вал воздействует знакопеременный
крутящий момент, частота колебаний которого примерно в 2 раза
[10] больше числа оборотов карданного вала, а амплитуда зависит
от угла его наклона. Это может привести к нежелательным крутиль-
ным колебаниям.
Для увеличения крутильной жесткости карданного вала, без
увеличения его массы, вал кардана изготовляют из сварной трубы.
Вследствие неуравновешенности карданный вал при вращении
изгибается. Для увеличения устойчивости вала и уменьшения
напряжения изгиба карданные валы проходят динамическую балан-
сировку. Дисбаланс для грузовых автомобилей выдерживают в пре-
делах 50—100 гс* см и устраняют путем приварки пластинок на
концах трубы вала.
Ведущий мост предназначен для передачи крутящего момента
от карданного вала к ведущим колесам автомобиля, а также для
восприятия вертикальных усилий (от массы автомобиля с грузом),
продольных (толкающих или тормозных), поперечных (при заносе).
Вертикальные усилия передаются через гибкие элементы подвески-
рессоры.
При передаче к ведущему мосту крутящего момента на опорах
его ведущего вала возникают реактивные усилия, создающие реак-
тивный момент, стремящийся повернуть мост вокруг поперечной
оси в направлении, противоположном вращению колес. Ведущий
мост удерживается от поворотов реактивным или тормозным момен-
том при помощи специальных штанг, карданной трубы или рессор.
Механизмы ходовой части автомобиля (рама, оси, колеса) при
движении автомобиля по неровной дороге подвергаются действию
ударной нагрузки. Эта нагрузка учитывается динамическим коэф-
фициентом, показывающим отношение динамической нагрузки
к статической.
Динамический коэффициент 7?дин зависит от скорости движения
автомобиля, высоты единичной неровности и др. Обычно для гру-
зовых автомобилей принимают 7?дин = 2,5. Коэффициент динамич-
ности вертикальных сил, действующих на задние мосты, для боль-
шинства грузовых автомобилей при скорости движения 20—60 км/ч
принимают для различных дорог в пределах 1,2—2,8.
Рама автомобиля испытывает статические нагрузки от массы
двигателя с коробкой передач, кабины с водителем, платформы
с грузом и др., и динамические — в основном вертикальные при
324
Автомобили
движении автомобиля по неровной дороге, или горизонтальные при
разгоне, торможении или движении на повороте.
Продольные балки рамы — лонжероны представляют собой
штампованный швеллер. Поперечные балки — поперечины приме-
няют открытого или закрытого профиля, они служат для крепления
радиатора, двигателя, кабины. Нагрузки, симметрично распределен-
ные по лонжеронам, вызывают изгиб рамы. Кососимметричные
нагрузки при движении по неровной дороге вызывают закручива-
ние рамы. В последнем случае наиболее нагруженными являются
поперечины рамы.
Сечение лонжеронов выбирают из расчета на изгиб статиче-
скими нагрузками. Эпюры моментов, построенных для лонжеронов
рам грузовых автомобилей, обычно имеют две характерные точки:
за кабиной у переднего конца платформы, где определяется макси-
мальный положительный момент, и у заднего кронштейна задней
рессоры, где достигается максимальный отрицательный момент [5].
Размеры сечений лонжеронов должны также обеспечивать проч-
ность на кручение. Как известно, тонкостенные стержни откры-
того профиля, которыми являются лонжероны и поперечины рам,
плохо противостоят скручивающим нагрузкам.
При закручивании таких стержней напряжения распределяются
весьма неравномерно по сечению. Особенно неблагоприятно рас-
пределение напряжений в местах соединения лонжеронов с попере-
чинами. Основной причиной выхода рамы из строя являются уста-
лостные разрушения лонжеронов и поперечин в местах наибольшей
концентрации напряжений, а именно, в местах крепления попере-
чин к лонжерону, при этом разрушения обычно начинаются от
отверстий под заклепками. Этим объясняется стремление к созда-
нию сварных конструкций рам, обладающих большей усталостной
прочностью.
Угол закручивания рамы зависит от ее жесткости. С увеличе-
нием жесткости рамы угол закручивания снижается и снижается
величина деформации, но растут напряжения. Понизить напряже-
ния в местах крепления поперечин можно уменьшением жесткости
узлов рамы, например, путем крепления поперечин не к полкам,
а к стенкам лонжеронов. Однако снижение жесткости возможно
только в определенных, установленных практикой пределах, так
как в противном случае резко возрастают нагрузки на платфюрму
и кабину.
Как показали испытания клепаных и сварных рам, жесткость
в процессе эксплуатации не остается постоянной. После пробега
10—20 тыс. км. жесткость клепаной рамы снижается до 0,6—0,7 от
первоначального значения. На сварных рамах жесткость также
несколько снижается, главным образом потому, что прижатые после
контактной сварки поверхности частично расходятся, снижая сопро-
тивление трению. Однако в сварных рамах жесткость снижается
Выбор материала
325
незначительно — в пределах 5—15%. Поэтому при проектирова-
нии сварной рамы ее жесткость можно принимать на 25—30% ниже
рассчитанной для клепаной рамы.
Кабина не является несущей конструкцией. Корпус кабины
состоит из основания, передней стенки — щита мотора и ветрового
проема, задней стенки — панели задка и крыши.
Кабину автомобиля ЗИЛ-130 крепят к раме в четырех точках.
На кабину действуют силы, вызывающие изгиб от статической и
динамической симметричной вертикальной нагрузки, — масса пас-
сажиров и оборудования; кручение — от раскачивания массы
кабины и от перекосов рамы в различных дорожных условиях;
вибрации — от колебания подвески с частотой 7—10 Гц. Наиболь-
шая масса (50%) приходится примерно на середину кабины, ближе
к задней стенке и распределена поперек кабины.
Почти вся основная нагрузка, вызывающая изгиб (масса води-
теля, пассажиров, сидения), передается через продольные несущие
элементы, которые работают как балка на двух опорах. Поэтому
поперечная жесткая система должна быть надежно связана с про-
дольными несущими элементами для равномерного восприятия
нагрузок.
Момент, возникающий от раскачивания кабины и груза, попе-
ременно нагружает продольные элементы с одной стороны, увели-
чивая их изгиб и уменьшая изгиб с другой стороны. Нагрузка от
перекоса рам на участках между креплениями кабины восприни-
мается передней и задней стенками, которые обычно выполняют
достаточно жесткими.
Вибрационные знакопеременные нагрузки более всего прояв-
ляются в местах крепления кабины, навески дверей, крепления
сидений. Значительные деформации в этих узлах могут привести
к усталостным разрушениям или остаточным деформациям.
В последних моделях все больше применяют кабины, располо-
женные над двигателем-. Это позволяет значительно увеличить
размеры платформы без увеличения общей длины автомобиля,
а также улучшить обзорность.
Вместе с тем возможность доступа к двигателю обеспечивается
наклоном кабины, что вызывает дополнительные сложности в изго-
товлении и предъявляет повышенные требования к жесткости ка-
бины. Элементы кабин получают обычно методом штамповки. Для
увеличения жесткости предусматривают различно направленные
(в зависимости от положения деталей в кабине) выштамповки,
а также отбортовки.
2. ВЫБОР МАТЕРИАЛА
При выборе низколегированной стали необходимо учитывать ее
чувствительность к концентраторам напряжений и усталостную
прочность сварного соединения этой стали.
326
Автомобили
Показано [1, 15], что наилучшими свойствами обладает ниобие-
вая сталь типа 10Г2Б с содержанием 0,08—0,12% С, 1,14—1,4% Мп;
0,3—0,5% Si, 0,035—0,045% Nb, 0,025-0,030% S, 0,015-0,03% Р.
Сталь хорошо сваривается всеми способами сварки. Повышение
твердости в околошовной зоне не превышает 4%, в то время, как
для стали СтЗ — 7%, а для традиционных низколегированных
сталей типа 15ХСНД—15—18%. В сварном соединении не на-
блюдается резко выраженных структур перегрева — видманштета
или мартенсита. Зона перегрева представляет собой структуру
бейнитного типа.
Ниобиевая сталь 10Г2Б при толщине 12 мм обладает высокими
прочностными свойствами — от 40 кгс/мм2 и ов 54 кгс/мм2,
при удовлетворительной пластичности (610 21 %). При низких
температурах до —60 °C, несмотря на повышение прочностных
свойств, она сохраняет высокие значения относительного удли-
нения 65^36%; относительного сужения и ударной вязкости
ф^65%; а^А кгсм/см2. Предел выносливости сварных сое-
динений при испытании на изгиб и симметричном цикле нагру-
жений на базе 5-10е циклов для стали 10Г2Б имеет значение
12,5—14,0 кгс/мм2, что примерно на 30—40% выше, чем
для малочувствительной к концентраторам напряжений низко-
углеродистой стали СтЗ или равнопрочной низколегированной
стали 15ХСНД. Высокие достоинства этой стали объясняются
тем, что ниобий частично легирует твердый раствор и уменьшает
действительное и аустенитное зерно стали.
Картеры мостов рациональнее изготовлять из низколегирован-
ных сталей 10Г2Б, 17ГС, 12Г2АФ вместо стали марки 40 или 35.
После закалки т. в. ч. стали 10Г2Б, 17ГС, 12Г2АФ позволяют
получить более высокие механические свойства, чем сталь 40 после
объемной термообработки с закалкой в масло.
Вместе с тем низколегированные стали 10Г2Б, 17ГС, 12Г2АФ
обладают хорошей свариваемостью. Вероятность возникновения
горячих и холодных трещин при сварке этих сталей практически
незначительна.
Применение легированной стали может быть оправдано только
в случае, если требуемые свойства не могут быть получены термо-
обработкой низколегированной стали. При выборе стали и про-
цесса термообработки необходимо ориентироваться на процессы
т. в. ч., так как оборудование для этих процессов хорошо встраи-
вается в общую поточную или автоматическую линию.
Большинство элементов сварных конструкций автомобиля полу-
чают штамповкой. Поэтому при назначении металла сварной кон-
струкции необходимо, в зависимости от изделия, учитывать хоро-
шую штампуемость, т. е. возможность получения детали необхо-
димой геометрической формы и размеров, без надрывов, гофр,
трещин.
Выбор материала
327
Для деталей, подвергающихся глубокой вытяжке (передок,
половинки топливного бака), применяют тонколистовые стали марок
08кп, 08Ю по ГОСТ 9045—70. Эти марки прокатывают из кипящей
стали, раскисленной кремнием, при содержании кремния не более
0,03%. Для этих сталей регламентируется зерно феррита № 6—9,
так как при более крупном зерне обнаруживаются разрывы при
глубокой вытяжке. При уменьшении зерна возрастают упругие
свойства листа, что затрудняет придание постоянства форме. Угле-
род в этих сталях не превышает 0,08%.
Для глубокой вытяжки и облицовочных деталей листы постав-
ляют гладкими в дрессированном состоянии (прокатанные с малым
обжатием).
При изготовлении некоторых узлов и деталей автомобиля
необходимо предусматривать покрытие металла. При производстве
топливных баков машин с бензиновыми двигателями широко приме-
няют освинцованный лист с покрытием из сплава ПОС 12 по ТУ-909.
Значительно экономичнее применять оцинкованный лист: стойкость
освинцованного листа недостаточна высока, так как трудно дости-
гается сплошность покрытия. Известно, что цинк обладает более
высоким потенциалом, чем железо, т. е. в условиях атмосферной
коррозии, когда образуется электрохимическая пара, корродирует
цинк покрытия, предохраняя тем самым основной металл. Вынос-
ливость сварного соединения оцинкованной стали в коррозионных
условиях оказывается выше выносливости сварного соединения
низкоуглеродистой стали [14].
Оцинкованный металл широко применяют для изготовления пола
кабины и брызговиков, деталей, особенно подверженных атмосфер-
ной коррозии. Детали автомобиля из оцинкованной стали служат
в 2—2,5 раза больше, чем изготовленные из обычной стали. Этим
объясняется все более растущий объем применения оцинкованной
стали [9] в автомобилестроении. Так,^в автомобильной промыш-
ленности США за 10 лет (1955—1965 гг.) потребление оцинкованной
стали возросло почти в 10 раз (с 80 до 750 тыс. т).
Наиболее благоприятны условия для сварки при использовании
оцинкованного листа с односторонним покрытием. При этом ослож-
няется процесс штамповки, так как можно перепутать покрытую
и непокрытую стороны листа.
Хороших результатов достигают при сварке листов с электро-
литическим покрытием толщиной 5—8 мкм. Значительное удоро-
жание электролитически покрытого цинкового листа ограничивает
его применение.
Наиболее широко применяют горячеоцинкованный лист тол-
щиной покрытия 20 ±5.мкм, марки 08кп по ВТУ автомобильной
промышленности.
Режимы и технология как шовной, так и точечной сварки оцин-
кованного листа, еще не достаточно хорошо отработаны. Как
328
Автомобили
показывают исследования, проведенные на ЗИЛе, при точечной
контактной сварке оцинкованного листа резко увеличивается сопро-
тивление контакта электрод — деталь. Однако рекомендации в ли-
тературе увеличивать в связи с этим значения силы сварочного
тока неправильны, так как ведут к резкому скачку тепла, выделяе-
мого в контакте электрод — деталь, выплескам и некачественной
сварке.
В начальный момент сварки, пока происходит плавление и
выдавливание цинка, наблюдается неустановившийся режим сварки.
Поэтому время сварки оцинкованного листа должно быть достаточ-
ным для получения стабильного режима сварки.
С увеличением толщины покрытия качество сварки стабилизи-
руется при меньшей силе тока и большем времени сварки по срав-
нению со сваркой непокрытых листов. Давление на электродах
следует несколько увеличивать. Стойкость электродов на мягких
режимах снижается. Наилучшей стойкости достигают применением
медно-циркониевых электродов типа МЦ-5А.
Наиболее эффективно осуществлять сварку оцинкованного листа
на жестких режимах путем применения конденсаторной сварки.
В этом случае покрытие практически не нарушается и, сопротив-
ление контакта электрод — деталь не меняется и не превышает
сопротивления контакта деталь — деталь.
Широкое применение для наплавки клапанов получили жаро-
прочные стали. Наплавка должна осуществляться механизирован-
ными способами. Нанесение кобальтовых сплавов типа ВЗК дуго-
вым или плазменным способом исключено, так как сплав обога-
щается железом из основного металла, что резко снижает его жаро-
прочность и антикоррозионные свойства. Поэтому наплавку ко-
бальтового сплава осуществляют малопроизводительным процес-
сом — ацетиленовой горелкой. Кобальтовые сплавы имеют высокую
холодную твердость HRC 40—45 при высокой вязкости, что крайне
затрудняет обработку лезвийным инструментом.
Высокими достоинствами обладает хромоникелевый сплав
Х25Н40В6 [8], разработанный в ИЭС им. Патона. Даже при содер-
жании железа до 28% сплав сохраняет высокие жаропрочные
свойства. Горячая твердость сплава Х25Н40В6 при 800 °C состав-
ляет HV 140—150 и несколько выше чем у сплава ВЗК, не содер-
жащего железа. Сплав обладает высокой коррозионной стойкостью,
которая оценивалась по потере массы, отнесенной к поверхности
образца, при температуре 910 °C в среде окиси свинца и составила
17 г/(дм2-ч). Кобальтовый сплав при таком же содержании железа
имеет примерно в 2 раза меньшую стойкость, а при содержании
железа 2—3% (обычном для этого сплава) коррозионная стойкость
такая же, как у сплава Х25Н40В6.
Плазменная наплавка сплава Х25Н40В6 в виде металлокерами-
ческих колец — высокопроизводительный процесс, хорошо под-
Конструктивное оформление и схема расчета
329
дающийся автоматизации. Холодная твердость сплава относительно
невысокая — HRC 38—42, что позволяет обрабатывать клапаны
после наплавки лезвийным инструментом. Клапаны, наплавленные
сплавом Х25Н40В6, обеспечивают пробег около 200 тыс. км на
грузовых автомобилях ЗИЛ-130.
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И СХЕМА РАСЧЕТА
Наиболее широкое применение в автомобилестроении получили:
контактная сварка — точечная, рельефная и шовная, стыковая,
как контактная, так и трением, а также дуговая сварка в среде СО2.
Это объясняется возможностью автоматизации и механизации этих
Рис. 1. Карданный вал:
а — сварные соединения, выполненные автоматической сваркой в СО2; б —
сварные соединения, выполненные сваркой трением: 1 — вилка; 2 — шлицевая
втулка; 3 — труба кардана; 4 — уплотнительная заглушка
процессов, что является обязательным условием для массового
производства.
Сварные соединения деталей первой степени ответственности.
Карданные валы. Необходимость обеспечить работоспо-
собность карданных соединений в пределах пробега автомобиля
до 250 тыс. км предъявляет два основных требования к качеству
сварных соединений.
1. Обеспечить требуемую механическую прочность сварных
соединений вилки 1 и шлицевой втулки 2 с карданной трубой 3
(рис. 1).
330
Автомобили
В общем случае запас прочности при совместном действии изгиба
и кручения
где <тТд = атср; оэ = УоГ+4т1;
здесь ои—напряжение изгиба;
тк — напряжение кручения;
от — предел текучести, полученный при растяжении стан-
дартных образцов ф 10 мм;
ср — коэффициент, учитывающий диаметр валов; берут в за-
висимости от диаметра вала.
Диаметр вала, мм.......... 20 30 50 100
Ф......................... 0,9 0,85 0,8 0,76
Для сварных соединений с соотношением = 0,45-ь 0,60 запас
прочности можно принимать пе = 1,15 -ь 1,60.
Для сварных соединений с соотношением = 0,60-ь 0,85
пс = 1,5 —2,0.
При торможении автомобиля до юза без выключения сцепления
или при трогании с места с использованием кинетической энергии
маховика возникает инерционный момент.
В грузовых автомобилях с обычным сцеплением и двухскатными
колесами инерционный момент, нагружающий трансмиссию, может
в 2 раза превысить максимальный момент двигателя, подсчитанный
по скоростной характеристике, с учетом передаточного числа
прямой передачи -коробки передач [6]. Расчет сварных соединений
трансмиссии автомобиля необходимо проводить по максимальным
пиковым значениям крутящего момента — Актах- С учетом этого
сварные соединения кардана можно рассчитать по формуле
Актах = (1,5 "4“ 2,0) А4дтах^г,
где Мдтах — максимальный крутящий момент двигателя;
к — передаточное отношение трансмиссии.
Для грузового автомобиля ЗИЛ-130 А4Дтах = 41 кгс-м, к ==
= 7,41, Актах = 1,5 X 41 X 7,41 ж 460 кгс-м.
Таким моментом периодически скручиваются карданные валы.
Сварное соединение, выполняемое автоматической сваркой в СО2,
рассчитано на 520 кгс-м. Многолетняя практика показывает, что
как при испытании, так и в условиях эксплуатации, разрушения
по сварному соединению не наблюдаются. При выполнении сварного
соединения, как показано на рис. 1, б, с помощью сварки трением
механическая прочность сварного соединения кардана оказывается
Конструктивное оформление и схема расчета
331
несколько выше прочности основного металла вилки. При сплю-
щивании трубы разрушение происходит по основному металлу
вилки.
Предел выносливости карданных валов, сваренных трением 131,
не ниже предела выносливости карданных валов, изготовленных
с применением дуговой сварки. Наличие отворотов при сварке
трением несколько снижает предел выносливости [21. Однако
проведенные нами исследования этого не подтвердили.
2. Конструктивное оформление сварных соединений и способ их
выполнения должны обеспечить минимальный развод ушков вилки /
по размеру 118_0|07 и минимальную несоосность отверстий ф 39„0,04
(рис. 1, а). Проведенные экспериментальные дорожные исследо-
вания показали, что несоосность отверстий ф 39 должна быть
в пределах не более 0,04. Карданные передачи, изготовленные
с такими точностями, в сочетании с рядом других мер, обеспечи-
вают их работоспособность на пробег автомобиля в 250 тыс. км.
Сварные соединения типа, показанного на рис. 1, а, не обеспечи-
вают указанных требований, так как дуговая автоматическая сварка
вызывает деформацию ушков и смещение осей отверстий, а перекос
подшипников резко снижает долговечность карданной передачи.
При значительной деформации необходимую соосность отверстий
можно получить только путем расточки или хонингования кардана
в сборе, что резко удорожает стоимость изготовления кардана.
Требуемая точность, изготовления может быть получена примене-
нием соединений, показанных на рис. 1, б. При размере 94 мм от
торца вилки до оси отверстий ушков несоосность ушков в результате
сварки находится в пределах 0,010—0,02 мм.
Стабильность размеров и минимальные деформации объясняются:
уменьшением времени нагрева стыкового соединения с 20 с при
дуговой сварке до 4 с при сварке трением, при этом температура
нагрева несколько ниже, чем при сварке в СО2 и составляет
1100—1200° С;
увеличением расстояния от оси шва до оси отверстия ушков
с 72 мм при дуговой сварке до 94 мм при стыковой сварке трением
(без изменения длины штамповки за счет ее полного использования);
большей равномерностью нагрева всего сечения при сварке
трением.
Шлицевую втулку 2 кардана с уплотнительной заглушкой 4
(рис. 1, б) также сваривают встык трением. Сварное соединение
шлицевой втулки 2, заглушки 4 и трубы кардана 3 (рис. 1, б) должно
быть герметичным во избежание попадания смазки из шлицевой
втулки в трубу кардана. Наилучших результатов достигают при
предварительной запрессовке заглушки во втулку, что исключает
ее выпадание или перекос при последующей сварке трением. Одно-
временная сварка двух стыков обеспечивает требуемые чертежом
соосность всего карданного вала, а также правильное положение
332
Автомобили
оси шлица втулки относительно оси кардана (со смещением в пре-
делах 2°).
Вал рулевого управления является одной из наи-
более ответственных деталей при эксплуатации автомобиля.
Наибольшую надежность соединения достигают применением
стыковой сварки трением наконечника 1 из стали 45 и трубы 2
из стали 35 (рис. 2, а) вместо контактной сварки оплавлением.
Это главным образом объясняется стабильностью режима сварки
трением. При сварке оплавлением внешняя поверхность трубы под-
вергалась шлифованию — на бесцентрово-шлифовальном станке.
Ввиду наличия некоторой неконцентричности чистота поверхности,
а следовательно, и переходное сопротивление не являются постоян-
ными. Брак при сварке оплавлением составлял 1,5—2%, при сварке
030
Рис. 2. Вал рулевого управления:
а — сварка трением; б — твердость НВ сварного соединения (сварка трением): / — на-
конечник; 2 —- труба
трением менее 0,1%. Незначительное увеличение твердости в стыке
(рис. 2, б), сваренном трением, исключает необходимость примене-
ния термообработки перед срезжой отворотов.
Сварные соединения в рулевом управлении рассчитывают, опре-
деляя момент сопротивления повороту колес на месте (Л4С, кгс-м)
и по величине сопротивления определяют нагрузки в деталях
рулевого управления [101:
где Ga — нагрузка на переднюю ось, кгс;
р — коэффициент трения шины о грунт;
рш —давление воздуха в шине, кгс/см2.
Эта эмпирическая формула дает достаточно близкие к действи-
тельности результаты.
Для расчета прочности сварного соединения вала руля принят
автомобиль ЗИЛ-ММЗ-555, у кбторого нагрузка на переднюю ось
принимается 2840 кгс, давление в шинах 3,5 кгс/см2, коэффициент
трения р = 0,85. Тогда Мс = 230 кгс-м. Эта расчетная величина
Конструктивное оформление и схема расчета
333
согласуется с тензометрированием на автомобиле, при котором
момент оказался равным 200—260 кгс-м.
Учитывая, что передаточное число (отношение угла поворота
рулевого колеса к углу поворота вала рулевой сошки) рулевого
механизма машины i = 20 [10], к валу руля может быть приложен
момент ~ 10—13 кгс-м. С учетом неожиданного препятствия можно
принять момент, приложенный к валу руля, Л4р = 26 -ь 30 кгс-м.
Испытания сварного соединения вала руля на кручение пока-
зали, что разрушение происходит по основному металлу при прило-
жении момента 205—224 кгс-м. Сварка трением обеспечивает равно-
прочность сварного соединения основному металлу. Таким образом,
предусмотренное чертежом сечение основного металла обеспечивает
запас прочности пе = 8.
Картеры ведущих мостов. В машинах с зависимой
подвеской ведущий мост можно рассматривать, для предваритель-
ного расчета, как пустотелую жесткую балку, связывающую колеса
и работающую на изгиб. Наиболее опасным является сечение
А—Л, совпадающее с осью рессор (рис. 3, а), которое рассчитывают
на поперечный изгиб моментом Мв (кгс-м) силой Q с учетом коэф-
фициента динамичности = 2,0 4- 2,5:
M3 = QBR^
где 2Q — нагрузка на шины колес, кгс; В — полуразность между
колеей «колес и расстоянием между рессорами, см.
б/d — d
Толщиной стенки 6 = —' обычно задаются для грузовых
автомобилей в пределах 8—13 мм.
Диаметр рукава t/в определяют из условия
Л , d^-d^QBR^
’ «в “Мв'
Из данных табл. 1 (рис. 3, а) следует, что фактически принятое
значение расчетного напряжения для картеров ЗИЛ-130 и ГАЗ-53
не превышает о = 10 кгс/мм2 и запас прочности сварного соедине-
ния находится в пределах 3—4.
Сварное соединение цапфы с балкой картера моста является
одним из наиболее нагруженных, особенно в двухосных автомобилях.
В соответствии с результатами длительных испытаний сварные
соединения балки автомобиля ЗИЛ-130 (двухосного) должны выдер-
живать без разрушения пульсирующую нагрузку 17 т на базе 10е
циклов испытания. Выносливость сварного соединения опреде-
ляют экспериментально, путем стендовых усталостных испытаний.
Мост нагружают по рессорным площадкам пульсирующей нагрузкой
с максимумом, равным (2 2,5) 2Q, что воспроизводит достаточно
верно дорожные условия эксплуатации. Стрела прогиба (мм) при
334
Автомобили
частоте пульсаций 120—130 циклов в минуту не должна превышать
f - 0,00125 К (рис. 3, б).
Выносливость картеров при наклонном положении банджо резко
снижается.
Возможны два типа сварных соединений картера с цапфой
(рис. 4, б, в).
При прямоугольном сечении балки картера и цапфы предел
выносливости имеет большой разброс показаний. Это объясняется
тем, что выдержать заданный R9 на балке при горячей штамповке,
а тем более на цапфе, изготовляемой на горизонтально-ковочных
машинах, не представляется возможным. Разброс по толщине
Конструктивное оформление и схема расчета
335
1. Картеры ведущих мостов
Параметры ЗИЛ-130 ЗИЛ-131 ЗИЛ-130В ГАЗ-53
Грузоподъемность, т 5,0 6,0 7,5 4,0
Нагрузка на шины 2Q, кгс . . . 6950 7900 9000 5250
Колея колесная, мм 1790 1790 1790 1650
Расстояние между рессорами, мм 1016 1016 1016 1015
Полу разность между колеей колес и расстоянием между рессо- рами В, мм 387 387 387 318
Изгибающий момент в сечении A — A MB = QB, кгс-м 134 500 153 000 174 000 80 000
,„z SHs—shs _ w~ ей см3 144 144 174 ПО
тт Af , _ Напряжение о — , кгс/см2 . . 932 1006 1000 810
Предел текучести картера аг, кгс/см2 3200 3200 3200 3200
Запас прочности картера пе = GT О 3,43 3,02 3,2 3,95
стенки в радиусной части колеблется в пределах 10—15 мм. Сварное
стыковое соединение в этом случае выполняют со значительными
дефектами: смещением кромки, наплывом металла, что резко сни-
жает выносливость. Сварка балок сечением как на рис. 4, в, может
осуществляться дуговой сваркой в среде СО2 и сваркой трением.
Достижение полного проплавления по всему сечению стабильно
обеспечивается применением сварки трением. Для обеспечения
полного проплавления при дуговой сварке необходимо вводить
специальные подкладки (во избежание протекания металла шва).
Трудности ввода подкладки и наличие неплотностей, образующихся
между медной подкладкой и необработанной внутренней поверх-
ностью балки картера, практически делают нецелесообразным
такой способ сварки. Иногда применяют соединение, показанное
на рис. 4, г, которое позволяет получить стабильный провар по
всему сечению. Наличие остающейся подкладки вводит в конструк-
цию соединения естественный концентратор напряжений и значи-
тельно снижает усталостную прочность. Наиболее работоспособным
является соединение, выполненное сваркой трением (рис. 4, в).
Помимо приведенных выше преимуществ по сравнению со сты-
ковой сваркой оплавлением сварка трением цапф и балок картера
позволяет отказаться от дорогостоящей операции срезки грата и
брызг металла, неизбежных при контактной сварке оплавлением.
Наличие брызг металла и грата на внутренней полости картера
336
Автомобили
недопустимо. Попадание брызг металла или грата в масляную
ванну приводит к выходу из строя зубчатой передачи.
Значительную роль при выборе сварного соединения играют
марка металла и характер термообработки. При производстве кар-
теров ведущих мостов автомобилей ЗИЛ-130 и ЗИЛ-131 до послед-
него времени применяли на цапфе 4 (рис. 4, а) сталь 40Х, а на
Рис. 4. Сварные соединения картера ведущего моста:
а — общий вид; б — прямоугольное сечение балки; в —- круглое сечение балки; г — со-
единение в замок; д — неправильное сварное соединение накладки; е — правильное свар-
ное соединение электрозаклепкой; ж — правильное сварное соединение кольцевым швом;
1 — фланец картера; 2 — крышка картера; 3 — балка картера; 4 — цапфа; 5 — фланец
цапфы картера
балке 3 сталь 40 для картеров ЗИЛ-130 и сталь 35 для картеров
ЗИЛ-131. Сварные балки подвергали объемной термообработке:
закалке и отпуску. При указанном конструктивном сочетании
металла цапфы и балки закалку балки можно было осуществлять
только в масле. Эффект закалки резко снижался. Анализ многолет-
них усталостных и механических испытаний балки картера поз-
волил установить:
наиболее нагруженной зоной в мостах ЗИЛ-130 при вертикально
расположенном банджо является зона стыкового сварного соеди-
нения;
в мостах ЗИЛ-131 при горизонтальном расположении банджо,
кроме зоны стыкового сварного соединения, значительные напря-
Конструктивное оформление и схема расчета
337
жения концентрируются на участке перехода от крышки 2 (рис. 4)
к балке картера 3;
крайне опасные при движении автомобиля разрушения наблю-
даются в зоне сварки круглого тормозного фланца 5 (рис. 4).
В условиях эксплуатации выявились еще два слабых места:
образование трещин и разрушение по сварному соединению реак-
тивных рычагов; быстрый износ балки картера в местах установки
кронштейна рессор.
На мостах ЗИЛ-130 разрушения начинались в нижней части зоны
стыкового соединения — там, где развиваются в условиях эксплуа-
тации значительные растягивающие напряжения. На мостах
ЗИЛ-131, устанавливаемых горизонтально, разрушения, как пра-
вило, начинались со стороны крышки, в зоне сварного шва, так как
здесь также развивались значительные растягивающие напряже-
ния.
Ряд конструктивно-технологических решений позволил заметно
улучшить технологичность и работоспособность сварных мостов.
Для балки картера мостов ЗИЛ-130 и ЗИЛ-131 была предложена
сталь 17ГС, а для цапф — сталь 35. Процесс объемной термообра-
ботки заменен процессом термообработки т. в. ч., что позволило
ликвидировать огромные закалочные и отпускные электропечи.
При этом жесткость балки при разрушающей нагрузке не измени-
лась. Учитывая особенности работы балки картера, применительно
к мостам ЗИЛ-130, ЗИЛ-131 термообработка предусматривает:
нормализацию стыкового сварного соединения для ликвидации
структурного концентратора напряжений;
закалку цапфы т. в. ч. и получение при этом мелкозернистой
структуры, хорошо работающей на износ [13];
дополнительную термообработку зоны стыкового шва, обеспе-
чивающую создание остаточных напряжений сжатия в наиболее
опасной зоне — нижней плоскости стыкового соединения.
Усталостные испытания мостов, изготовленных из стали 17ГС
и подвергнутых описанной термообработке, проводились на стенде
«пульсирующие домкраты ПД» со знакопеременным нагружением
2QRr = 17,0 т на базе 106 циклов. Нагрузка прикладывалась
в вертикальной плоскости к рессорным площадкам.
Средняя долговечность картеров ЗИЛ-131, изготовленных из
стали 17ГС, оказалась несколько выше средней долговечности
картеров, изготовленных из стали 35. При этом более высокая
стабильность результатов (рис. 5) испытаний картеров из стали
17ГС указывает на меньшую вероятность разрушения.
' На участке перехода крышки картера к балке имеется конструк-
тивный концентратор в месте перехода крышки толщиной 6 мм на
картер толщиной 10 мм, а также технологический, ввиду наличия
усиления кольцевого шва. Применение обработки дробью опасного
участка позволило создать в этой зоне остаточные сжимающие
338
Автомобили
напряжения и увеличить среднюю величину предела выносливости
в 3—4 раза.
При существующей конструкции картеров тормозной круглый
фланец из стали 35 устанавливают на цапфе из стали 40Х и свари-
вают двумя кольцевыми швами. Качественная дуговая сварка таких
сталей затруднена [17]. Применение круглого сечения конца балки
картера (рис. 4, в), а также внедрение стали 17ГС позволили пере-
нести установку круглого фланца на балку картера вместо цапфы.
Рис. 5. Кривые распределения долговечности картеров:
а — передних; б — задних; 1 — сталь 35; 2 — стали 17Г1С и 17ГС
Установка круглого фланца на балку создает, однако, дополни-
тельную жесткость и приводит к повышенной концентрации напря-
жений. Так как сварной шов расположен близко к зоне конструк-
тивного концентратора в месте перехода прямоугольного сечения
в круглое, концентрация напряжений еще более растет. Наличие
полностью замкнутого кольцевого шва препятствует пластиче-
скому деформированию на участке фланца в нижней плоскости,
где развиваются растягивающие напряжения. Поэтому сварной коль-
цевой шов на фланце целесообразно выполнять с разрывом в пре-
делах угла 90° в зоне растянутых волокон.
При усталостных испытаниях картеры со сплошным швом выдер-
жали = 488 900, Л/^2 = 756 000 и N3 = 726 399 циклов, а кар-
теры с разомкнутыми на 90° швами выдержали при той же величине
нагружения Л\ = 1 037 158 и N2 = 1 015 574 циклов.
Конструктивное оформление и схема расчета
339
Для предотвращения износа балки картера в местах крепления
кронштейна опоры рессор на балку устанавливают дополнительную
накладку. Применение сварного соединения, показанного на
рис. 4, д, резко снижает усталостную прочность, так как сварной
шов располагается рядом с радиусной частью балки, в которой
в значительной мере исчерпана пластичность металла. Наиболее
целесообразно применять сварные соединения, показанные на
рис. 4, е—ж, которые обеспечивают высокий предел выносливости.
В этом случае шов располагают вблизи нейтральной оси.
Реактивные штанги применяют в трехосных автомо-
билях для предотвращения проворота мостов — среднего и заднего
в момент торможения или поворота, они связывают кронштейны
Рис. 6. Реактивная штанга:
а — стыковая сварка оплавлением; б — сварка трением; 1 — наконечник; 2 —
труба
рамы с реактивными рычагами на' картере моста. Реактивные штанги
испытывают в процессе эксплуатации знакопеременное нагружение,
растяжение, сжатие. Испытания на выносливость показали, что
при сварке трением достигается увеличение последней в 1,6—2 раза
в зависимости от конструкции штанги.
При сварке реактивных штанг (рис. 6) должно быть обеспечено
отклонение по размеру 530 в пределах ±0,5 и непараллельность
плоскостей П и П1 в пределах 1 мм (рис. 6, б).
Применение стыковой сварки оплавлением заставляет исполь-
зовать нетехнологичные штамповки с удлиненным хвостовиком,
припуск на оплавление составляет 6—7 мм на сторону. При этом
наличие видманштетовой структуры в зоне перегрева требует
нормализации сварного соединения, а сварочные деформации вынуж-
дают применять расточку ушков после сварки.. Сварка трением
позволяет обходиться без последующей термообработки, припуск
на осадку составляет всего 3—4 мм на сторону. Кроме того, сварка
трением дает возможность сваривать детали /, окончательно обра-
ботанные в соответствии с чертежом, с деталями 2 и выдерживать
указанные выше требования чертежа.
Сварные соединения деталей второй степени ответственности.
Замена заклепочных соединений сваркой без существенного изме-
нения конструкции не приводит к увеличению усталостной проч-
ности рамы. Сварные точки для крепления поперечин к лонжерону,
выполняемые либо контактной сваркой, либо дуговой сваркой,.
340
Автомобили
являются примерно такими же концентраторами напряжений, ка-
кими являются отверстия, пробиваемые для заклепочного соеди-
нения.
Наиболее высокая усталостная прочность применительно к кон-
струкции сварной рамы достйгнута применением стали 10Г2Б. Близ-
кие показания по выносливости имеет разработанная также Укр-
НИИМЕТ сталь 15ГЮТ.
Рис. 7. Сварная рама:
а — стыковое соединение
трубчатых поперечин с
отбортовками в лонжеро-
нах; б — стыковое сое-
динение трубчатых попе-
речин без отбортовок в лонжеронах; в — соединения лонжеронов
с поперечинами открытого типа, двутаврового сечения; г — соеди-
нения лонжеронов'с поперечинами открытого типа, швеллерного
сечения; д — сварные соединения швеллерной поперечины с лонже-
роном рамы; 1 — косынка; 2 — полка лонжерона; 3 — поперечина
В сварной раме основные конструктивные изменения претерпе-
вают поперечины рамы. Разработаны, испытаны и применяются
поперечины: трубчатые, закрытые и открытые — двухтаврового
или швеллерного сечений.
Рамы с трубчатыми поперечинами обладают
определенными преимуществами. Приложение к такой раме кососим-
метричных нагрузок не вызывает значительных дополнительных
напряжений лонжеронов от кручения, так как, не будучи стеснен-
ными в узлах, лонжероны, по причине их малой жесткости на кру-
чение будут закручиваться без существенного сопротивления (рис. 7).
Основное сопротивление кручению будет восприниматься попере-
чинами. Трубчатые поперечины обеспечивают равномерное распре-
Конструктивное оформление и схема расчета
341
деление напряжений как по сечению, так и по длине поперечины.
Возможны два варианта соединения трубчатых поперечин с вер-
тикальными стенками лонжеронов: стыковые соединения попере-
чин к выштамповкам с отбортовками в лонжероне (рис. 7, а); сты-
ковые соединения поперечин к стенкам лонжеронов (рис. 7, б).
Наиболее благоприятными являются первые соединения, выпол-
няемые контактной сваркой оплавлением. При отсутствии отборто-
вок сварку следует производить на жестких режимах, при плотности
тока в 2—3 раза большей, чем при обычной сварке встык. Такую
конструкцию с применением дуговой сварки, используют в грузо-
вых автомобилях грузоподъемностью до 3 т фирмы Мерседес-Бенц.
Сварные рамы ЗИЛ-ММЗ-555 с присоединением трубчатых попе-
речин к лонжерону (рис. 7; б) подвергли испытаниям на специальной
дороге, отличающейся симметрично расположенными неровностями,
где рама подвержена повторно ударным малоцикловым нагрузкам.
Испытания показали, что даже при наличии резкого перехода от
стенки лонжерона к трубчатой поперечине сварная рама при пов-
торно ударных нагрузках по работоспособности не уступает кле-
паной раме.
Исследования, проведенные в Институте электросварки
им. Е. О. Патона и НАМИ, показали, что сварная рама с трубчатыми
поперечинами сечением 89 X 4,75 в исходном состоянии обладает
жесткостью на 40% больше клепаной рамы. Так, значения крутя-
щего момента для угла закручивания 5° (допускаемого по условиям
эксплуатации) составили для клепаной рамы Мк = 400 кгс-м,
а для сварной Мк = 555 кгс-м. Как уже отмечалось, фактическая
жесткость клепаной рамы в условиях эксплуатации еще ниже.
При принятой конструктивной схеме рамы жесткость рамы при
закручивании определяют поперечины. Следовательно, снизить
жесткость можно уменьшением значения полярного момента сече-
ния трубы: /р = 0,1 (D4— d4) см4. Однако выбор необходимого
сечения труб затрудняется ограниченностью типоразмеров в стан-
дарте. Это в основном ограничивает использование сварных рам
р нашей промышленности.
Возможности увеличения работоспособности сварных рам данной
' конструкции за счет уменьшения конструктивного концентратора
при переходе от стенки лонжерона к трубчатой поперечине путем
применения выштамповок с отбортовками в лонжероне в достаточной
мере не исследованы.
Рамы с открытыми поперечинами двутаврового (рис. 7, в) и
швеллерного типов (рис. 7, г) могут иметь крепления:
косынками 1 (рис. 7, д) кольцевым швом дуговой сваркой к пол-
кам поперечины, и косынками 1 к полкам лонжерона 2 (рис. 7, д)
точечной (или рельефной) контактной сваркой;
косынками 1 к поперечине и к полкам лонжерона точечной (или
рельефной) контактной сваркой.
342
Автомобили
При толщине металла лонжерона 6,25 мм оптимальный диаметр
сварных точек 22—23 мм, сварку выполняют с проковкой на повы-
шенном давлении. По данным Института электросварки им. О. Е. Па-
тона применение рельефной сварки вместо точечной ввиду отсут-
ствия вмятин в местах постановки точек (примерно 20% от толщины
металла), являющихся концентраторами напряжений, увеличивает
выносливость такого соединения на 25%. Кольцевой шов обладает
необходимым пределом выносливости при ф 60 мм. Достоинства
такого шва в том, что начало и конец шва, являющиеся обычно
концентраторами напряжений, здесь совмещены и замкнуты.
Испытания рам, построенных с поперечинами (второй и третьей)
двутаврового сечения, на специальной дороге ЗИЛа показали, что
вторая поперечина сварной рамы (наиболее нагруженная в рамах
автомобилей ЗИЛ-ММЗ-555) проходила до появления первого по-
вреждения в 3 раза больший путь, чем вторая поперечина клепаной
серийной рамы.
Результаты испытания в условиях полного бездорожья указан-
ных сварных рам и клепаных серийных рам ЗИЛ-ММЗ-555 при сред-
ней скорости движения 50—60 км приведены в табл. 2.
2. Результаты дорожных испытаний сварных и серийных
клепаных рам автомобиля ЗИЛ-ММЗ-555
Тип рамы Пробег, мм Дефекты
164 900 Трещина по сварному соединению стенки с пол- кой второй поперечины Трещина на полке лонжерона в зоне прилега- ния первой поперечины
Сварная 119 400 После пробега 83 500 км трещина по сварному шву полки второй поперечины
54 900 75 600 Дефектов нет
104 700 Трещина после 80600 км на вертикальной стен- ке правого лонжерона в зоне крепления передне- го кронштейна кабины
Клепаная 130 800 После пробега 120 000 км трещина кронштейна второй поперечины
169 900 Дефектов нет
84 200 После пробега 74 000 км трещина кронштейна второй поперечины
Слабым местом рам с двутавровыми поперечинами являются швы
на самой поперечине двутаврового сечения, что выразилось в появ-
лении трещин по сварному шву полки поперечины. Применение
Конструктивное оформление и схема расчета
343
поперечин швеллерного сечения позволит значительно увеличить
выносливость сварных рам.
Топливные баки грузовых автомобилей емкостью 125,
170, 250 л изготовляют двух типов: составные типа «мыльница»
(рис. 8, а) и свертные (рис. 8, з).
Сварные соединения топливных баков должны обеспечить проч-
ность и герметичность в условиях вибрации бака в дорожных ус-
а — топливный бак типа «мыльница»; б — паяное соединение фланца с половинкой топ-
ливного бака; в — паяные соединения наливной трубы; г — паяное соединение горло-
вины бака; д — рельефная сварка фланца с половинкой бака; е — шовная сварка с раз-
давлением кромок наливной трубы; ж — шовная или дуговая сварка горловины бака;
з — шовная сварка топливного бака свертного типа; 1 — труба; 2 — горловина; 3 — фла-
нец; 4 — половинка бака; 5 — паранитовое кольцо; 6 — обечайка; 7 — донышко
ловиях. Для снижения гидравлических ударов применяют специаль-
ные перегородки, крепление которых осуществляют точечной свар-
кой.
Штамповка половинок бака с глубокой вытяжкой затруднена,
поэтому для увеличения емкости, как правило, применяют баки
свертного типа. Они позволяют унифицировать различные по ем-
кости баки за счет изменения длины без изменения сечения, что
способствует автоматизации процессов сварки.
Большинство выпускаемых топливных баков имеет паяные
соединения фланцев (рис. 8, б), горловины (рис. 8, г), наливной
трубы (рис. 8, в), обеспечивающие герметичность. Для получения
необходимой прочности и облегчения сборки соединения перед
пайкой сваривают точечной сваркой.
344
Автомобили
Наиболее рациональными и экономически целесообразными яв-
ляются разработанные лабораторией сварки ЗИЛа сварные соеди-
нения фланцев (рис. 8, д'), наливной трубы (рис. 8, ё) и горловины
(рис. 8, ж).
В предложенном соединении фланца 3 с половинкой бака 4
(рис. 8, д) толщиной 1,2 мм образуется естественный рельеф между
отбортовкой отверстия ф 40 под 45° и внутренним диаметром фланца
толщиной 4 мм. Сварка осуществляется на специальной конденса-
торной машине МРК-4.
Кратковременность процесса при высоких плотностях тока обе-
спечивает минимальную зону термического влияния. Свинцовое, или
цинковое покрытие металла практически не нарушается. Парони-
товое кольцо 5 предупреждает возможное шунтирование и обеспе-
чивает необходимую плотность прилегания фланца к баку.
Наливная труба в сварном исполнении (рис. 8, ё) отличается
устранением дополнительной детали горловины 2 (рис. 8, в) и изго-
товлением наливной трубы из одной заготовки. Шовная сварка
с раздавливанием кромок позволяет резко увеличить скорости сварки
до 10 м/мин вместо обычных; 2 м/мин, так как Сварное соедине-
ние образуется без получения литого ядра за счет совместного
пластического деформирования [16]. При этом повышаются требо-
вания к точности величины нахлеста в пределах (1—1,5)6 (6 —
толщина металла).
Горловина наливной трубы 2 под замок для крышки в этом
случае образуется методом раскатки.
Применение сварных соединений бака вместо паяных позволяет
с высокой экономической целесообразностью перевести изготовле-
ние баков на полностью автоматизированную линию.
При производстве свертных баков участки продольного шва
обечайки 6 (рис. 8, з) под запрессовку донышек 7 желательно вы-
полнять с раздавливанием кромок, а перед установкой донышек
под роликовую сварку осуществлять экспандирование обечайки,
позволяющее фиксировать точные размеры обечайки.
Колесо грузового автомобиля состоит из обода
и диска. Обод изготовляют из специального профиля стали СтЗкп
толщиной 6 мм. Диск колеса штампуют из листовой стали 15 кп или
СтЗкп, толщиной 8 мм. Обод колеса завивают из заготовок опреде-
ленной длины, спрямляют концы длиной до 150 мм для облегчения
зажима при стыковой сварке. Перед сваркой концы обода обреза-
ются в размер.
После стыковой сварки непрерывным оплавлением и снятия
грата осуществляют раскатку — экспандирование обода для при-
дания необходимой формы, снятия остаточных напряжений и
контроля качества стыкового шва.
Диск колеса в современных установках автоматически запрессо-
вывается в обод колеса. При запрессовке обода осуществляется
Конструктивное оформление и схема расчета
345
его правка путем калибровки цилиндрической части обода и правки
боковой закраины его в процессе напрессовки обода на диск.
В результате этого радиальное и торцовое биения не превы-
шают на колесах ЗИЛ-130 2,0—2,5 мм, против 3,0 мм, предусмотрен-
ных ГОСТ 10409—63 *.
Сварку внутренних и наружных швов диска осуществляют на
специальных двухголовочных автоматах в среде СО2 проволокой
диаметром 4—5 мм при скорости сварки порядка 90 м/ч, катетом
6 мм.
Проведенные стендовые испытания колес, у которых выполнен
только внутренний шов, на переменный изгиб [12] показали высокий
предел выносливости сварных соединений, выполненных сваркой
в СО2. Введение наружного шва увеличивает общую жесткость
колеса и несколько снижает выносливость. Дорожные испытания
автомобилей ГАЗ-53 на колесах с внутренним швом показали их
высокую выносливость. При этом разрушение происходит в зоне
болтовых отверстий. При сварке двумя швами — внутренним и
наружным, обнаруживаются также разрушения в зоне спиц диска1
по радиусу.
Сварные соединения деталей третьей степени ответственности.
Кабина и оперение. В конструкциях цельнометаллической
кабины и оперения грузового автомобиля (рис. 9, а), так же как
и кузова легкового автомобиля, в основном используют нахлесточ-
ные соединения под точечную или рельефную сварку. Их получают
путем отбортовки (рис. 9, б), подштампрвки (рис. 9, в), забортовки
(рис. 9,>г), гибки (рис. 9, 5) и других способов соединения элемен-
тов кабины.
При проектировании сварных соединений необходимо:
избегать расположения точек, выходящих на лицевую поверх-
ность (если эту поверхность не удается закрыть декоративной
накладкой), так как зачистка вмятин перед окраской приводит
к утонению металла до 0,2 от его толщины и снижает прочность
конструкции;
исключать размещение точек на лекальных кривых поверхно-
стях, а также на поверхностях с малым радиусом, подгонка кото-
рых под сварку крайне затруднена;
размещать точки с учетом максимальной доступности механи-
зированными способами сварки.
Современное производство кабин характерно применением авто-
матических линий сварки как отдельных узлов (пол, двери), так
и кабины в сборе [18]. Автоматизация процессов сборки и сварки
кабины предусматривает унификацию выпускаемых кабин при
условии обеспечения взаимозаменяемости отдельных элементов
кабины. Унификация кабин семейства автомобилей ЗИЛ-130 и
ЗИЛ-131 предусматривает одинаковые размеры сопрягаемых поверх-
ностей, образующих сварные соединения. При этом геометриче-
12 Под ред. Куркина С. А.
346
Автомобили
ская форма и размеры элементов кабины различной модификации
вне зоны расположения сварных соединений могут быть различ-
ными.
Обеспечение взаимозаменяемости штампованных элементов ка-
бины представляет определенные трудности, так как на детали,
Рис. 9. Сварные соединения кабины грузового автомобиля:
а — кабина в сборе; б — д — различные типы сварных соединений
кабины; е, ж — соединение боковой стойки с нижней панелью; 1 —
боковая стойка; 2 нижняя панель
получаемые методом холодной штамповки, как у нас, так и за ру-
бежом система допусков не разработана.
Для обеспечения взаимозаменяемости вводят систему контроль-
ных мероприятий:
изготовляют контрольные приспособления на каждую штамповку
(за исключением деталей, которые могут быть проверены универ-
Конструктивное оформление и схема расчета
347
сальным способом), а также на отдельные сварные подузлы, строго
в соответствии с мастер-моделями и требованиями чертежа;
осуществляют доводку штамповок в соответствии с контрольными
приспособлениями (а не наоборот);
изготовляют объемные шаблоны (тайпсы) для периодической
подгонки штампов, по мере износа их рабочих частей, а также для
подналадки сварочных приспособлений, контрэлектродов и элек-
тродов;
изготовляют мастер-макет кабины (пластмассовый или алюми-
ниевый) для периодической подналадки сборочных приспособ-
лений;
собирают контрольную кабину на винтах (до пуска кабины
в производство); контрольная кабина, собранная на винтах, поз-
воляет определить технологичность сварных соединений и разрабо-
тать необходимые меры по изменению конструкции изделия или
штампа. Контрольная кабина позволяет судить о стабильности
штамповок в течение длительного времени (несколько лет) путем
периодической установки новых штамповок на ранее собранную
кабину.
Контрольная кабина, собранная на винтах из сварных подузлов,
позволяет оценить правильность конструкции сварочных приспособ-
лений.
В условиях эксплуатации усталостная прочность кабины и ее
сварных соединений в значительной мере зависит от постоянства
жесткости рамы.
Средний угол закручивания рамы при движении автомобиля
ГАЗ-53 по грунтовой дороге составляет ±3,5°, что соответствует
вертикальным перемещениям точек переднего и заднего крепления
кабины на раме соответственно ±10 мм и ±4 мм. Наибольший
угол закручивания составляет ±7,5° и соответственно перемеще-
ние достигает ±22,0 и ±10,0 мм.
Напряжения в передних кронштейнах крепления кабины при
движении по булыжнику со скоростью 70 км/ч достигают
2640—4200 кгс/см2 [11].
Работоспособность и прочность кабины и оперения в значи-
тельной мере зависят от правильного выбора конструкции и техно-
логичности как штамповок, так и кабины в сборе.
В кабине грузового автомобиля ЗИЛ-130 при дорожных испыта-
ниях в результате вибрационных нагрузок были обнаружены тре-
щины длиной до 25 мм в зоне соединения наружной боковой стойки
и нижней панели, в зоне отбортовки крыльев, а также в поясной
линии панели задка.
Анализ первого дефекта показал, что причинами его являются:
нетехнологичность конструкции стыков штамповок, в резуль-
тате чего на нижней панели 2 (см. рис. 9, е) после отрезки и флан-
цовки (в виду прямого угла) образуются надрывы металла;
12*
348
Автомобили
острый угол, предусмотренный конструкцией кабин, при соеди-
нении стойки 1 и нижней панели 2 является концентратором напря-
жений.
Стык наружной панели и стойки был смещен на 40 мм в сторону
QT дверного проема (рис. 9, ж). Острый угол, образующийся в стыке
нижней панели и стойки, исключен. Нижняя панель выполнена
радиусом 25 mmzb зоне перехода к стойке. На панели двери вместо
острого угла введена соответственно отбортовка радиусом 20 мм.
Такое конструктивное решение внедрено при производстве кабин
и позволило полностью исключить указанный дефект.
При компоновке крыла со щитом двигателя предусматривался
технологический вырез в отбортовке крыла (рис. 10).
Наличие такого выреза приводило к образованию концентра-
торов напряжений и являлось причиной усталостных разрушений.
После отмены выреза в крыле и введения соответствующей подштам-
повки в щите двигателя разрушения в зоне крыла исключены.
Разрушения в поясной линии панели задка объяснялись тем,
что уже при штамповке в зоне перехода в значительной степени
исчерпывалась пластичность металла. Введение нагрева газовой
горелкой с целью восстановления пластичности и снятия наклепа
позволило исключить разрушение.
4. КОНТРОЛЬ КАЧЕСТВА
Детали первой степени ответственности. Карданные валы про-
веряют статически, крутящим моментом 460 кгс*м в количестве
один кардан от партии в 1000 шт. При внедрении сварки трением
качество сварки хорошо контролируется встроенными в сварочную
машину блоками контроля режима (усилия давления при нагреве,
усилия давления при осадке, скорости осадки). При нарушении
установленного режима сварка автоматически прекращается. По
условиям эксплуатации необходима периодическая проверка свар-
ных соединений кардана на выносливость.
Картеры ведущих мостов проверяют на выносливость пульсирую-
щей нагрузкой. Величина нагрузки зависит от-типа автомобиля и
характера нагружения. Картеры автомобилей ЗИЛ-130 испытывают
нагрузкой 17,0 т на базе N = 106 циклов, приложенной равномерно
к местам крепления подушек рессор.
Список литературы
349
Испытывается один картер каждого типа автомобиля от партии
10 тыс. шт. При неудовлетворительных результатах количество
испытуемых картеров удваивают. Усталостную прочность сварных
соединений тормозного фланца проверяют периодически (один раз
в квартал) путем приложения сложного нагружения крутящим
моментом Л4К = 2500 кгс-м и одновременно изгибающим моментом
Л4И — 1695 кгс-м.
Герметичность швов проверяют на каждом картере избыточным
давлением 0,25 кгс/см2 в водяной ванне.
Реактивные штанги проверяют на статическую прочность уси-
лием 25 т. Испытывают одну деталь от партии 10 тыс. шт.
Детали второй степени ответственности. Топливные баки про-
ходят 100%-ный контроль на герметичность избыточным давлением
0,25 кгс/см2 в ванне с водой. При внедрении сварного варианта
бака с высокой надежностью герметичности швов вводят 100%-ный
вакуумный контроль с последующей проверкой в ванне с водой
места дефекта незначительной части баков.
Выносливость соединений перегородок бака периодически прове-
ряется в предварительно наполненном баке на специальном стенде
с жесткими условиями вибрации.
Проверка качества стыкового соединения обода колеса осуще-
ствляется в процессе экспандирования.
Качество швов диска с ободом, выполненных дуговой сваркой,
периодически проверяют на выносливость изгибающим моментом.
Детали тре1ъей степени ответственности. Механическая проч-
ность точечных и рельефных соединений на кабине и оперении
проверяется путем систематического разрушения по всем сварным
точкам. В чертеже на . каждый подузел сварной точке присваивают
определенный номер, а также указывают номер уварочной машины.
При обнаружении непровара сварку узла или детали на этом рабо-
чем месте возобновляют только после удовлетворительного повтор-
ного испытания. Такая «обратная» связь позволяет при определен-
ной технологической дисциплине достигать высоких качественных
показателей [19].
СПИСОК ЛИТЕРАТУРЫ
1. Баловнев Г. Г. Выносливость низколегированных сталей для срарных
несущих конструкций в автомобилестроении. Сборник. Применение низколеги-
рованных конструкционных сталей в сварных конструкциях. Л., 1968, 61. с.
2. Болотов Ю. Г. Влияние конструктивных факторов на выносливость сое-
динений, выполненных сваркой трением. — «Автоматическая сварка», 1969,
№ 10, 14. с.
3. Воинов В. П. Усталостная прочность соединений типа карданных валов,
сваренных трением.—«Автомобильная промышленность», 1971, № 9, 29 с.
4. Воинов В. П. Станок для сварки трением автомобильных деталей. —
«Автомобильная промышленность», 1968, № 12, 30 с.
5. Гельфгат Д. Б.,Ошноков В. А. Рамы грузовых автомобилей. М., Машгиз,
1959, с. 131—140.
350
Автомобили
6. Гольд Б. В. Конструирование и расчет автомобиля. М., Машгиз, 1962,
с. 6—15.
7. Гуляев А. И. Влияние технологии сварки на прочность одноточечных
соединений при переменной нагрузке. — «Сварочное производство», 1956, № 3, 4 с.
8. Каленский В. К. Выбор жаропрочного сплава для наплавки клапанов
грузовых автомобилей. — «Автоматическая сварка», 1967, № 12, 35 с.
9. Лащивер С. М. Сварка оцинкованной стали в автомобилестроении. Обзор.
М., НИИАвтопром, 1968, 6 с.
10. Литвинов А. С., Ротенберг Р. В., Фрумкин А. К. Шасси автомобиля.
М., Машгиз, 1963, с. 190—195.
11. Лозовский И. Г. Выбор конструкции крепления кабины грузового авто-
мобиля. — «Автомобильная промышленность», 1971, № 7, 20 с.
12. Митин В. И., Зубарев Н. А. Исследование усталостной прочности колес,
сваренных в углекислом газе. — «Автомобильная промышленность», 1968, № 3,
26 с.
13. Огневский В. А., Островский Г. А. Повышение прочности и долговечности
деталей при термической обработке деталей с индукционным нагревом. — «Авто-
мобильная промышленность», 1971, № 6, 34 с.
14. Рябченков А. В. Коррозионно-усталостная прочность стали. М., Маш-
гиз, 1953, 136 с.
15. Свойства низколегированной ниобиевой стали 10Г2Б. Сборник трудов
УкрНИИМета. Вып. XII. «Металлургия», 1967, 369 с. Авт.: Сандлер И. И.,
Добрускина Ш. Р., Аснис А. Е. и др.
16. Смирнов А. П. Роликовая сварка с раздавливанием кромок. — «Автома-
тическая сварка», 1970, № 1, 57 с.
17. Фишкис М. М., Либерис В. В. Применение толстой проволоки для
сварки в СО2 цапфы автомобиля ЗИЛ-130. — «Автоматическая сварка», 1968,
№ 2, 50 с.
18. Фишкис М. М. Комплексная механизация и автоматизация сварочного
производства на автозаводе имени И. А. Лихачева. — «Сварочное производство»,
1970, № 4, 25 с.
19. Фишкис М. М. Комплексная механизация и автоматизация сварки кабин
автомобилей. —«Стандарты и качество,» 1971, № 10, 34 с.
ГЛАВА XVI
ВАГОНЫ
1. НАЗНАЧЕНИЕ И УСЛОВИЯ РАБОТЫ
Условия эксплуатаций вагонов на железных дорогах сети весьма
сложные. Движение в поездах большой массы и с высокой
скоростью, сопряжено с действием на них больших динамических
сил с пространственной схемой нагружения. Эти силы имеют
вибрационно-ударный характер с повторяемостью до сотен миллио-
нов циклов, причем отдельные наибольшие значения их превосходят
расчётные и приводят к появлению остаточных деформаций.
Сложным силовым нагружениям, подвергаются вагоны при по-
грузках и выгрузках их с применением специальных механизмов и
машин — автопогрузчиков, грейферных кранов и экскаваторов,
стационарных и накладных вибраторов, рыхлителей, вагоноопро-
кидыватёлей и т. п.
Климатические условия — работа на дорогах Севера при низких
температурах воздуха и на дорогах Юга в летние месяцы года —
обусловливают необходимость предъявлять к вагонам требования,
как к машинам и конструкциям северного исполнения с учетом
возможности работы их в условиях высоких температур (в част-
ности, при обогревах многих типов вагонов в камерах-тепляках
перед выгрузкой смерзшихся грузов, перевозки горячего агломе-
рата). На снижение несущей способности и долговечности вагонов
существенное влияние оказывают коррозионные процессы от атмо-
сферных воздействий и агрессивности многих перевозимых грузов.
Типы и конструкции вагонов весьма разнообразны. Наиболее
распространенными на сети дорог вагонами общего назначения
являются грузовые вагоны с открытым сверху кузовом — полува-
гоны. Полувагоны выпускают четырех-, шести- и восьмиосные грузо-
подъемностью соответственно 62—63, 94—95 и 125—130 т.
Полувагон имеет цельностальной сварной кузов и раму из
низколегированной стали марки 09Г2. По концам кузова находятся
сварные металлические двери, открывающиеся внутрь вагона, в полу-
разгрузочные люки со стальными штампосварными крышками.
Верхняя обвязка боковых стен и стойки выполнены из гнутых,
а нижняя обвязка и хребтовая балка из прокатных профилей,
352
Вагоны
Обшивка стен и торцовых дверей выполнена из стали толщиной
4—5 мм в виде корытообразных и гофровых штамповок.
Аналогичные саморазгружающиеся вагоны — полувагоны, но
с некоторыми конструктивными особенностями кузова и разгрузоч-
ных устройств — с люками в боковых стенах, грузоподъемностью
до 122 т, хопперы с бункерами снизу грузоподъемностью до 120 т,
вагоны-самосвалы грузоподъемностью до 180 т и многие другие
выпускаются вагоностроительными заводами крупными партиями
для промышленного транспорта.
Для перевозки жидких грузов выпускают цистерны более 30
типов, наиболее распространены четырехосные, а в последнее
время начали выпускать и восьмиосные цистерны грузоподъемностью
соответственно 60 и 120 т для перевозки нефтепродуктов.
Цистерны (котлы и рамы) обычно изготовляют из стали ВСтЗсп
или низколегированной 09Г2С. Для отдельных типов цистерн
(кислотные и др.) применяют двухслойную нержавеющую сталь,
алюминиевые сплавы, различные защитные покрытия.
Цистерны для нефтепродуктов имеют котлы диаметром до 3 м
цилиндрические со сферическими или эллипсоидными днищами.
Цилиндрическая часть сварена из пяти-шести продольных стальных
листов встык до ее вальцовки. После вальцовки днища к цилиндру
приваривают также встык.
Около 20 типов грузовых вагонов выпускают с закрытым ку-
зовом — крытые вагоны. Они предназначены для перевозок широ-
кой номенклатуры грузов, не допускающих использования откры-
того подвижного состава.
Современный крытый вагон грузоподъемностью 62—65 т имеет
цельносварной несущий кузов в виде замкнутой тонкостенной
гофрированной оболочки, подкрепленной каркасом из продольных
и поперечных прокатных и штампованных элементов жесткости.
Кузов снизу имеет стальную раму, рассчитанную на восприятие
вертикальных сил от груза в кузове и продольных сил, возникаю-
щих между вагонами в поезде.
В целях рационализации технологии в поточном производстве
кузов выполнен из крупных сварных блоков (стены, крыша, рама),
соединяемых затем между собой на общем конвейере.
Загрузку и выгрузку вагонов производят через широкие боковые
дверные проемы, верхние люки в боковых стенах и в крыше.
Обычно материалом для несущих элементов кузова служит низ-
колегированная сталь 09Г2 и в небольшом количестве кузова
изготовляют из алюминиево-магниевого сплава АМгб.
Широкое распространение получают контейнерные перевозки.
Для этого выпускают контейнеры и платформы различных типо-
размеров.
Все современные пассажирские вагоны для поездов локомотив-
ной тяги, электро- и дизель-поездов, метрополитенов имеют сварные
Конструктивная схема и методы расчета
353
цельнометаллические кузова в виде замкнутых несущих оболочек,
образованных боковыми стенами (с вырезами для окон и дверей),
нижней рамой с полом, концевыми и тамбурными стенами, сталь-
ной крышей.
Боковые стены обычно изготовляют из тонкого стального листа
(с гофрами для жесткости) толщиной 2—2,5 мм, подкрепленного
зетообразными поперечными стойками из стали толщиной 3 мм и
продольными элементами жесткости углового и омегообразного
гнутого профиля.
Несущие элементы пассажирских вагонов обычно изготовляют
из углеродистой стали СтЗсп или низколегированной. Некоторое
количество вагонов изготовляют из сплава АМгб.
Преимущественным видом соединений в кузовах пассажирских
вагонов является точечная и шовная контактная сварка.
2. КОНСТРУКТИВНАЯ СХЕМА И МЕТОДЫ РАСЧЕТА
Обеспечение безопасности, долговечности и надежности работы
вагонов в процессе длительной эксплуатации достигают рацио-
нальным их конструированием, точным расчетом, правильным выбо-
ром материала и совершенством технологических процессов изготов-
ления. Каждую разновидность конструкции вагона, применение
нового материала и технологии изготовления проверяют тщательным
стендовым и эксплуатационным экспериментом, проводимым изго-
товителем и заказчиком по совместно разработанной программе.
Для этих целей все современные вагоностроительные заводы имеют
оснащенные лаборатории и экспериментальные цехи.
Вагоны всех разновидностей имеют сходную конструктивную и
силовую схему (рис. 1). Главными элементами конструкции явля-
ются кузов и тележки, на них действуют вертикальные (Рг, Р„, Р„),
боковые (Ру, Рб, Н) и продольные (Рх, Рпр, N) силы, значения ко-
торых для всех типов вагонов нормированы.
Нижняя рама кузова большинства вагонов имеет хребтовую
балку хб, назначение которой воспринимать продольные ударно-
тяговые силы в поезде; шкворневую шб и промежуточные попе-
речные балки, связывающие между собой боковые стены и передаю-
щие на них приложенные к раме нагрузки.
В ряде вагонов хребтовая балка в средней части рамы отсут-
ствует. Примерами таких конструкций являются некоторые типы
пассажирских вагонов и безрамные цистерны.
Поскольку в консольной части рамы (между буферной и шквор-
невой балками) хребтовая балка необходима, так как в ней разме-
щено автосцепное устройство, цри проектировании важно обеспе-
чить возможно более равномерное распределение силового потока
от хребтовой балки на элементы средней части кузова (рис. 2) —
гофрированный лист пола и нижние части боковых стен в пас-
354
Вагоны
сажирских вагонах, цилиндрическая оболочка котла в цистерне
(рис. 3).
С этой целью в консольных частях рамы для придания большей
жесткости применяют систему раскосов, связывающих отрезки
хребтовой балки с продольными боковыми.
Кузов вагона без хребтовой балки несколько легче обычного,
но конструктивная концентрация напряжений в нем снижает надеж-
ность вагона при случайных перегрузках. Опыт показывает, что
Рис. 1. Структурная и силовая схема вагона:
а — кузов; б — тележка
на участке рамы непосредственно за шкворневой балкой гофриро-
ванный лист пола и нижние обвязки боковых стен (при случайных
соударениях вагонов с повышенной скоростью) теряют устойчивость
и получают повреждения, не поддающиеся устранению ремонтом.
Поэтому конструкторами отечественных вагоностроительных заво-
дов часто отдается предпочтение конструкциям кузова пассажир-
ского вагона с хребтовой балкой.
Для более равномерной передачи продольной силы на оболочку
котла безрамной цистерны опорную часть его усиливают наклад-
ными листами 2 сложной конфигурации. Для лучшего втягивания
оболочки котла в работу усиливающий лист приваривают к броне-
вому листу котла валиковыми швами по наружному контуру и
контурам системы прорезных отверстий. Достигаемое при этом
распределение напряжений в броневом листе показано на эпюрах
(рис. 3, б). Поскольку разрушение оболочки котла безрамной
Конструктивная схема и методы расчета
355
цистерны (в которых часто перевозят легковоспламеняющиеся
горючие жидкости) особенно опасно, напряжения в них пони-
жают (на 10%) против допускаемых в хребтовых балках.
Вагоны, предназначенные для эксплуатации по всей сети же-
лезных дорог СССР на общих основаниях, проектируют и рассчи-
Рис. 2. Рама пассажирского вагона:
а — с хребтовой балкой; б — без хребтовой балки, но с усилен-
ной консолью и гофрированным листом; в — то же, но с под-
крепляющими раскосами
тывают на основе междуведомственных норм [4], утвержденных
руководством МПС и Минтяжмаша. Специализированные вагон-тран-
спортеры для перевозки грузов сверхтяжелых и большого габарита,
цистерны для перевозки грузов при высоком давлении и высоких
температурах, вагоны промышленного транспорта — самосвалы,
рудовозы и др. проектируют по специальным техническим усло-
виям и нормам.
Нормами для расчета и проектирования вагонов предусмотрены
требования к методам расчета узлов и конструкции в целом, си-
356
Вагоны
стемы действующих сил, их величины и повторяемость во времени.
Расчеты сварных соединений в вагонах, определение напряжений
и запасов прочности в них основаны на методах, изложенных
в гл. Ill—V.
Расчет напряжений и деформаций кузовов, рам вагонов и теле-
жек, котлов цистерн выполняется, как правило, точными методами
Рис. 3. Опорная конструкция безрамной цистерны (а) и эпюры напряжений (б)
в нижней части оболочки котла от продольной силы W = 250 тс, в сечениях
В — В и Г — Г:
1 — котел; 2 — усиливающий лист; 3 — консольная хребтовая балка, приваренная
к котлу; 4 — шкворневая балка; 5 — пятники
строительной механики [6]. Многие из таких методов специально раз-
работаны с учетом специфики вагонных конструкций [3]. При этом
”в практике проектирования вагонов применяют упрощенные методы,
с помощью которых определяются ориентировочные размеры основ-
ных элементов конструкции и уточненные с учетом усложняю-
щих напряженное состояние отдельных конструктивных и техноло-
гических факторов.
Так, например, при проектировании кузова пассажирского ва-
гона размеры элементов его среднего сечения (толщины обшивки,
размеры и количество продольных подкрепляющих элементов—
Конструктивная схема и методы расчета
357
стрингеров, гофров) определяют, рассматривая кузов как простую
балку (рис. 4), пользуясь формулой [1]
где /пр, Fnp — момент инерции и площадь поперечного сечения
с учетом неполного включения в работу тонкой обшивки.
Рис. 4. Общая схема
нагружения кузова и
эпюры М, Q, N (а)
и распределение нор-
мальных напряжений
в сечении кузова (б)
Рис. 5. Схемы для расчета дополнитель-
ных напряжений в поясах (а) и простен-
ках (б) кузова пассажирского вагона
При подборе сечений межоконных простенков, надоконных и под-
оконных поясов кузов рассматривают как балку с отверстиями,
в пределах которых пояса и простенки под действием поперечной
силы получают дополнительный изгиб (рис. 5).
358
Вагоны
Принимая, что участки поясов и простенки деформируются как
балки с защемленными концами при параллельном относительном
смещении заделок, возникающие при этой дополнительные напря-
жения определяют по следующим формулам:
в поясах о 1 nt
__ Wok l. . _ Wok к .
О].-—---Г~пвЪ а4“7пн4,
1 в . 1 и
в простенках
М Th
__ max rr _ ок js,
°max — ' Л —
где QB, QH — поперечные силы соответственно в верхнем и
нижнем поясе;
2/ок — ширина оконного проема;
/в, Л, Fs, — моменты инерции и площади сечения соответ-
ственно верхнего и нижнего поясов;
ZtB1, hai — расстояния от нейтральных осей соответствен-
но верхнего и нижнего поясов до рассматри-
ваемых точек 1 и 4\
Q — половина поперечной силы от вертикальной
нагрузки кузова для сечения посредине рас-
сматриваемого окна (см. эпюру Q, рис, 4);
I — момент инерции всего сечения кузова по окну;
S == F3h — статический момент площади сечения верх-
него пояса кузова относительно нейтральной
оси всего сечения;
/м0 — расстояние между серединами смежных окон-
ных проемов;
W — момент сопротивления сечения простенка;
Лок — высота оконного проема;
Fll0 — площадь сечения листа обшивки простенка;
К — коэффициент концентрации, зависящий от ра-
диуса закругления углов оконного проема.
Сконструированный кузов подвергают уточненному расчету как
пространственную безраскосную систему,- составленную из слож-
ных сплошных элементов — стенок, призматических и цилиндри-
ческих оболочек.
При раскрытии статической неопределенности обычно кузов
рассматривают как стержневую рамную конструкцию и применяют
метод сил.
Для уменьшения числа лишних неизвестных применяют спе-
циальную основную систему, рекомендованную Е. Никольским [61
с учетом конструктивных особенностей кузова, приводящую к трех-
Конструктивная схема и методы расчета
359
членной системе канонических уравнений относительно продольных
сил в верхнем поясе над каждым оконным и дверным проемом.
Расчет котла цистерны на гидростатическое, гидродинамиче-
ское и внутреннее испытательное давление, а также на действие
продольных и поперечных (опорное давление) внешних сил выпол-
няют методами строительной механики оболочек с учетом изгибаю-
щих моментов (моментная теория). В качестве расчетной схемы при-
нимают замкнутую цилиндрическую оболочку, сопряженную по
концам с эллиптическими или сферическими днищами, опертую
на шкворневые балки через систему брусьев (рамная конструкция
цистерны) или жестко с ней связанную (безрамная цистерна).
Решение дифференциальных уравнений для определения сило-
вых факторов на гранях элемента оболочки обычно получают в форме
метода начальных параметров [6].
Внешнюю нагрузку, приложенную к котлу, разлагают в ряды
по дуге сечения и решение получают также в рядах.
Для сложных расчетов конструкций кузовов, рам тележек, кот-
лов цистерн разработаны матричные алгоритмы, которые применяют
при практических расчетах на ЭЦВМ.
Нормы расчета и проектирования вагонов разрабатывают науч-
но-исследовательские организации железных дорог и промышлен-
ности на основе тщательного изучения настоящих и перспективных
условий эксплуатации, рациональности и работоспособности типо-
вых и опытных конструкций вагонов, измерений сил, действующих
на вагоны, теоретической и экспериментальной проверки прочно-
сти и устойчивости элементов и конструкции вагона в целом и
сопоставления с результатами эксплуатационных наблюдений.
На основе обобщений материалов исследования условий нагру-
жения вагонов в эксплуатации разработана следующая система
расчетных нагрузок.
Вертикальная нагрузка — слагающаяся из стати-
чески приложенных собственного веса, полезной нагрузки, обуслов-
ленной техническим заданием на проектирование и динамических
сил, возникающих при движении вагона. Динамические силы опре-
деляют умножением статической нагрузки на коэффициент верти-
кальной динамики: 0,00079 (о—15,3)
А Д - Ct “Г в . ,
/ст
где а — коэффициент, принимаемый 0,05 — для элементов кузова,
0,10 — для обрессоренных частей тележки и 0,15 — для
необрессоренных частей тележки;
в — коэффициент, учитывающий число осей тТ в тележке:
отт+2
2тт ’
v — расчетная скорость движения вагона, м/с;
fCt — статический прогиб рессор.
360
Вагоны
Боковая нагрузка — определяемая центробежной си-
лой при движении вагона в кривых участках пути, давлением
ветра и силами динамического взаимодействия колес с рельсами.
Продольные нагрузки — возникающие между ваго-
нами в поезде, в соответствии с тремя расчетными режимами движе-
ния:
I — переходные режимы (трогание с места, торможение поезда,
соударения при маневровой работе), при которых возникают
наибольшие по величине силы ударного характера, но редко
повторяющиеся (до 1000 раз за срок службы вагона);
II — движение тяжелого поезда на подъем с расчетной скоростью
v15 м/с; возникающие силы имеют повторно-статический
характер (до 150 000 раз за срок службы);
III — движение поезда с наибольшей допускаемой скоростью;
возникающие силы принимают как повторно-ударные или
вибрационные (до 300 000 раз).
Расчетные силы, соответствующие указанным режимам, приве-
дены в табл. 1.
1. Расчетные силы, действующие на вагон
Параметры Режим нагрузки для пасса- жирских вагонов Режим нагрузки для грузовых вагонов
1 II Ш I 11 рефриже- раторных [I осталь- ных
Расчетная про- дольная сила, тс -250 +150 ±100 ±250 ±100
Вертикальная статическая нагрузка Брутто вагона Тара Брутто вагона
Расчетная * ско- рость, м/с Не учи- тывают у—15 ji = 45 Не учи- тывают v = 40 а-=33
Боковая ** нагрузка * Учитывают г ♦* Учитывают ; увеличением напряж Не учитывают 1ри определении верти для боковых балок ( ений от вертикальных На 12,5% кальных си ;стен) и пог нагрузок. Не учи- тывают л. теречных э; На 12,5% цементов pai На 10% мы кузова
Конструктивная схема и методы расчета
361
Кроме перечисленных основных нагрузок при расчетах следует
учитывать также системы взаимно уравновешенных вертикальных
сил (кососимметричная нагрузка при движении вагона на пути
с кососимметричными неровностями), сил распора сыпучего и жид-
кого груза, силы от элементов тормозной системы и др.
Для необрессоренных элементов, не воспринимающих действие
силы тяжести вагона, расчет ведут на действие сил инерции,.исхо-
дя из ускорения их масс, вычисляемого по формуле
/ = (2 + 0,47и) gy
где v — расчетная скорость движения, м/с;
g — ускорение силы тяжести, м/с2.
Нормами обусловлены расчетные силы, возникающие при меха-
низированной погрузке и выгрузке вагонов.
Поскольку спектр действующих на вагон сил весьма широк — от
больших, редко возникающих в эксплуатации сил, до сравнительно
меньших, прикладываемых сотни миллионов раз, наряду с постоянно
действующей или относительно редко изменяющейся статической
нагрузкой при расчете вагона приходится руководствоваться не-
сколькими критериями оценок: по допускаемым напряжениям, до-
пускаемым запасам статической прочности; запасам выносливости;
требуемой долговечности (техническому ресурсу), а также по
запасам устойчивости и допускаемым деформациям (прогибам).
_ Допускаемые напряжения в случае учета действия наибольших
расчетных сил принимают весьма высокие — до 0,85—0,9 предела
текучести материала. При этом учитывают возможность появления
в единичных случаях эксплуатации сил, превышающих наибольшие
расчетные значения, а следовательно, и возникновения небольших
пластических деформаций в элементах конструкции.
При расчетах конструкций на действие основных, часто повто-
ряющихся в эксплуатации, сил допускаемые напряжения принимают
существенно (на 30—40%) меньшими, при установлении которых
учитывают усталостные явления в материале конструкции.
Расчетными нормами предусмотрена проверка деталей вагона,
работающих в условиях интенсивного вибрационного нагружения,
дополнительно на выносливость, цо формуле
где ffajv — предел выносливости для натурной детали, полученный
экспериментально при базовом числе циклов Na = 107
или найденный расчетным путем по пределу выносли-
вости при круговом изгибе стандартного образца и
приведенным в нормах значениям коэффициентов (Ко)к
снижения выносливости для различных видов сварных
соединений;
364
Вагоны
°-i, °о — пределы выносливости гладкого образца при симметрич-
ном и пульсирующем циклах соответственно,
В расчетах деталей из низкоуглеродистой конструкционной
стали принимают ф0 = 0,3.
Исходя из зависимостей теории накопления повреждений в де-
талях вагонов от действия в них повторных динамических напряже-
ний, могут быть рассчитаны сроки службы деталей в эксплуатации.
Однако в практике вагоностроения обычно принято исходить
из установленных на основе технико-экономических соображений
сроков службы вагонных конструкций, а указанные расчеты приме-
нять при назначении коэффициентов запаса прочности и допускае-
мых напряжений.
Допускаемые напряжения в соответствии с нормами расчета
вагонов на прочность приведены в табл. 2.
Учитывая, что в вагонах широко используют тонкостенные
несущие элементы и оболочки, большое внимание при проектирова-.
нии уделяют расчетам их устойчивости. В частности, расчет устой-
чивости. оболочки кузова с тонкой металлической обшивкой про-
изводят с учетом ее конструктивной кривизны. Коэффициенты
запаса устойчивости принимают для таких элементов весьма высо-
кими, в связи с чем предъявляют повышенные требования по ограни-
чению сварочных деформаций в процессе производства.
Весьма важными являются требования к обеспечению устойчи-
вости оболочки котлов железнодорожных цистерн. В последние
годы выпускаемые заводами цистерны имеют повышенную емкость
котлов (61,2—136,8 м3) с толщиной стенок 8—10 мм и нижнего
(броневого) листа 11—12 мм. Устойчивость такой оболочки должна
рассчитываться на действие внешнего давления рр = 0,5 кгс/см2
(возникновение вакуума при сливе или резком охлаждении паров
жидкости при закрытой заливной горловине) по формуле
5
"=°.6S7'WX=si'"1’
где
, _ (1-а+а/2)4
1-а+а/з '
6, R, L — толщина, радиус и длина цилиндрической обо-
лочки;
а — отношение ширины броневого листа к длине окруж-
ности сечения котла;
t — отношение наименьшей толщины цилиндрической
оболочки к толщине броневого листа;
Е — модуль упругости материала оболочки.
При этом для котлов,' подкрепленных круговыми шпангоутами
(такие конструкции признаны перспективными для восьмиосных
Конструктивная схема и методы расчета
365
2. Допускаемые напряжения для деталей (элементов) вагонов
Расчетный режим Вид деформации (напряжения) , Допускаемые напряжения, кгс/мм2
СтЗ, сталь 20, М16С [ Ст5, сталь 30 i Сталь 09Г2Д Алюминиевые сплавы Наплавленный металл
АМг5М АМгбМ АМК Электроды Э42 при автоматиче- ской сварке Однорядное, то- чечное и ролико- вое соединение Многорядное то- чечное или роли- ковое соединение
I Растяжение, сжатие, изгиб Срез Хребте 0,9ат звая и . шкворн 0,85ат евая t 12,5 залки 14,0 16,0 0,85ат
Смятйе .... — — — — — — — —
II Растяжение, сжатие, изгиб Срез 0,8ат 0,75ат 11,0 12,0 14,0 0,75ат
— — — — — — — — —
Смятие .... — — — — — — — — —
III Растяжение, сжатие, изгиб Срез 15,5 19,0 9,0 10,0 11,0 15,5
9,5 — 11,5 — — — 9,5 — —
Смятие .... — — — — — — — — —
I Растяжение, сжатие, изгиб Срез Оста 0,9сгт лъные L 0,9а г злеменп 0,85ат 1ы ку: 13,0 зова 14,5 16,5 0,85ат
— — — —- — — — 13,0 8,0
Смятие .... — — — — — —— — — —
II Растяжение, сжатие, изгиб Срез 0,8cft 0,8ат 0,8<уг 12,0 13,0 14,5 0,8ат
11,0 12,0 16,0 — — — 11,0 11,5 7,0
Смятие .... — — — — — — — — —
III Растяжение, сжатие, изгиб 16,5 18,5 20,0 9,5 11,0 12,0 15,5 10,0
Срез 10,0 11,0 12,0 — — — 10,0 10,0 6,0
Смятие .... — — — — — - — — —
362
Вагоны
ааэ — амплитуда расчетного эквивалентного напряжения при
знакопеременных сложных эксплуатационных нагруже-
ниях;
[п] — допускаемое значение коэффициента запаса выносли-
вости, принимаемое в пределах 1,3—2,2 в зависимости
от надежности экспериментальных данных о нагрузках
детали и прочностных характеристик образцов.
Эквивалентное напряжение паэ в приближенных расчетах до-
пускается определить по условной формуле
ааэ = l 4" а2 4“ а3 4“ а4,
где Ор а2, сг3, а4 — напряжения в детали от нагрузок по нормам,
соответствующим средним эксплуатационным для вагона динами-
ческим — вертикальным, горизонтальным боковым, кососимметрич-
ным и от продольных инерционных сил при торможениях поезда.
При более точных расчетах напряжение оаэ рекомендуется
определять по формулам статистической выносливости с учетом
нестационарности нагружений. Такие методы приводятся в нормах
для расчета вагонов применительно к различным случаям распре-
деления как амплитудных, так и текущих напряжений в детали при
эксплуатации вагона.
Так, для случая известной функции f (о) распределения плот-
ности вероятности амплитуд переменных напряжений формула
имеет вид м у-----------------
т Г атах
а«’=1/ й
F amin
где Omin, Птах — амплитудные значения напряжений, несуществен-
но влияющие на выносливость детали соответ-
ственно ввиду малости величины и малой повто-
ряемости их в эксплуатации;
т — показатель степени кривой выносливости детали
в логарифмических координатах, определяется
по экспериментальным данным или приближенно
. 16
по формуле т = ;
(Л(у)к
Nc — суммарное число циклов нагружений детали
в эксплуатации за срок ее службы; для деталей
кузова Nc = (3 + 7) • 108, для деталей тележек
Nc = (2 ч- 3) • 10е, причем меньшее значение для
пассажирских, а большее для грузовых вагонов.
Результаты статистической обработки опытов по измерениям
динамических сил, действующих на вагон при движении его по маги-
стральным линиям большой протяженности, показывают, что распре-
деление текущих значений динамических сил (напряжений) близко
Конструктивная схема и методы расчета
363
к нормальному Гауссовому, а их амплитуд—к релеевскому или
логарифмически нормальному закону.
В частности, при распределении эксплуатационных напряжений
по логарифмически нормальному закону, характерному для вагон-
ных конструкций, рекомендуется определять коэффициент запаса
прочности детали по формуле [6]
e0.5s‘(m-D V ^с^Ы-ФСтш)] 1 J’
„ _ ЯаА'. „ _ gP
amin“25T’ amax-ff0>
где Op — напряжение в расчетном сечении детали от расчетной
суммарной динамической нагрузки;
<т0 — то же от средней динамической нагрузки;
s = t0 — to — 2 In ocmax
(здесь t0 = 3 -г- 4 — число стандартов, учитываемых в фор-
муле сложения динамических напряже-
ний с их средним значением соответ-
ственно для деталей грузовых и пас-
сажирских вагонов);
ф (4пах), Ф (6nin) — нормированные интегральные функции
нормального распределения, значения
которых принимают по данным таблиц
значений функции вида
ф (f\ — 1 р
W V е 2 dz;
о
s2
In amax "Ь"2"
^max “ StYl\
^2
,namin + -2-
^min — “ Stn.
В случае динамических напряжений несимметричного цикла
(со значительной постоянной составляющей огс) они приводятся
к эквивалентным симметричным сг9 по формуле Серенсена — Кина-
сошвили ~ । ।
где — коэффициент, который характеризует чувствительность
материала к несимметрии цикла,
_2о_1-а0<
с0 ’
366
Вагоны
Продолжение табл. 2
Расчетный режим Вид деформации (напряжения) Допускаемые напряжения, кгс/мм2
СтЗ, сталь 20, М16С Ст5, сталь 30 Сталь 09Г2Д Алюминиевые сплавы Наплавленный металл
i АМгбМ AM К Электроды Э42 при автоматиче- ской сварке Однорядное то- чечное и ролико- вое соединение Многорядное то- чечное ИЛИ роли- ; новое соединение
Детали, тележки, за исключением колесных пар
Примечания: 1. В пассажирских вагонах допускаемые напряжения во всех
элементах (кроме тележек и колесных пар) для режима I принимают равными пределу
текучести.
2. Для стальных деталей и сварных соединений допускаемые касательные напря-
жения принимают равными 0,6 допускаемых нормальных.
цистерн с облегченным котлом), дополнительно должно выполняться
УСЛ0ВИе ,
— Е ’
где /ш — момент инерции сечения шпангоута с присоединенной
частью оболочки котла, равной ширине шпангоута;
— радиус окружности, образованный осевой линией сече-
ний шпангоута:
£ш — половина суммы расстояний до смежных шпангоутов.
Котлы цистерн безрамной конструкции, в которых продольная
сила тяги поезда воспринимается не хребтовой балкой рамы, как
в обычных вагонах, а нижней частью самого котла — его броневым
листом — следует рассчитывать на устойчивость от действия про-
дольной сжимающей силы (возникающей при торможении поезда)
по формуле р «
» = 0,15^4s,W,
где ор — наибольшее расчетное напряжение сжатия в броневом
листе котла.
Конструктивное оформление и технологичность
367
Устойчивость стенки котла проверяют и на случай совместного
действия продольных сил сжатия и внешнего давления по формуле
п = 0,15 -------------------г
арЯ Pdk L R \1
гДе Ррк — расчетное внешнее давление, устанавливаемое по
регулировке впускного клапана котла;
[п] = 1,05 — допускаемое значение запаса устойчивости*
3. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ И ТЕХНОЛОГИЧНОСТЬ
Одним из наиболее сложных в конструктивном и технологическом
отношениях является узел соединения хребтовой и шкворневой
балок рамы вагона и особенно полувагона (рис. 6).
Рис. 6. Узел соединения хребтовой и шкворневой балок рамы
полувагона
В этом узле сосредоточены наибольшие по величине вертикаль-
ные нагрузки, передающиеся от кузова на тележку, вызывающие
наибольшие изгибающие моменты в "хребтовой и шкворневой балках
и продольные ударно-тяговые силы. Наличие в полувагоне разгру-
зочных люков в полу кузова осложняет рациональное конструиро-
вание узла, обусловливает необходимость применять хребтовую
368
Вагоны
балку сложной конфигурации — из двух зетов № 31 специального
профиля 4 и двутавра № 19 2, к которому приваривают петли
разгрузочных люков. Для предотвращения возникновения дополни-
тельных изгибающих моментов от действия значительных попереч-
ных сил,, появляющихся при опирании кузова краем пятника во
время боковой качки вагона в движении, отверстие внутри хреб-
товой балки заделывают сварной вставкой 1 с вертикальными реб-
рами (диафрагмами), расположенными в плоскости вертикальных
стенок 6 шкворневой балки. С этой же целью заделывают впадину
Рис. 7. Соединение упоров автосцепки
с хребтовой балкой:
а — клепаное; б — сварное; 1 спе-
циальные выступающие приливы (усы);
2 — усиливающий промежуточный лист
между хребтовой балкой и верх-
ним поясом 5 шкворневой балки
вваркой сварной коробочки 3.
Выполненная таким способом
конструкция узла отличается от
недостаточно надежной в экс-
плуатации традиционной, при-
менявшейся в прежних четырех-
осных полувагонах с одностен-
чатыми шкворневыми балками,
и обладает большой прочностью.
Достаточно сложным оказа-
лось обеспечить прочность узла
соединения вертикальных стоек
7 полувагона с поперечными
балками рамы.
Наличие концентраторов на-
пряжений в зоне внутреннего
угла типичного узла, показанно-
го на рис. 6, приводило к частым
повреждениям его вследствие динамического действия сил распора
сыпучих грузов при движении полувагона. Применением усиливаю-
щих накладок специальной формы повреждения узла были резко
сокращены, но для повышения его технологичности и надежности
сейчас ведутся поиски более совершенной формы узла по типу
криволинейных шпангоутов.
К' наиболее сложным узлам конструкции рамы вагона, подвер-
гающимся знакопеременным ударно-тяговым нагружениям, следует
отнести также участок хребтовой балки в районе автосцепки.
Упорные кронштейны, непосредственно воспринимающие силу от
автосцепки, обычно присоединяют к хребтовой балке с помощью
заклепок (рис. 7, а). Стенки хребтовой балки, ослабленные отвер-
стиями под заклепки, часто в эксплуатации разрушаются. Опыты
с непосредственной приваркой к хребтовой балке упорных кронштей-
нов, имеющих стандартную стальную литую конструкцию, приво-
дили к быстрым разрушениям как сварных швов, так и самих хреб-
товых балок. Поэтому под сварку были специально сконструированы
Конструктивное оформление и технологичность
369
упорные кронштейны (рис. 7, б), отличающиеся наличием на прива-
лочных поверхностях постепенно утоняющихся выступов (фланцев),
способствующих более равномерной передаче силового потока на
хребтовую балку.
Поскольку лобовые швы, расположенные между передними и
задними упорными кронштейнами, являются наиболее ответствен-
ными, так как передают стенкам балки растягивающие напряжения
как в случае приложения к вагону растягивающих JVp, так и сжи-
мающих Afc продольных сил, то в целях дополнительного снижения
концентрации напряжений в соединении применены усиливающие
промежуточные листы 2, стыкующиеся с фланцевыми выступами
упоров. Исследованиями установлено, что при указанном конструк-
тивном выполнении этот узел в сварном варианте оказывается более
надежным.
Учитывая специфику проектирования сварных конструкций ваго-
нов, особенно наиболее ответственных узлов, от надежной работы
которых зависит бесперебойность и безопасность .работы железно-
дорожного транспорта, в дополнение к общим нормам расчета
и проектирования вагонов в нашей стране выпускают обязатель-
ные для применения проектными организациями и вагоностроитель-
ными заводами технические условия по применению сварки в ваго-
ностроении (ТУ-01 Д-52) [21, а также руководящие технические
материалы (РТМ), распространяемые на проектирование сварных
конструкций железнодорожных вагонов и вагонов городского и
промышленного транспорта.
Упомянутые материалы, наряду с общими указаниями, содержат
также требования и рекомендации по конструированию сварных
соединений и конструкций железнодорожных вагонов; указания по
механической обработке и упрочняющему поверхностному наклепу
сварных соединений; расчету сварочных деформаций и напряжений
(включая определение общих остаточных напряжений в стенках,
крыше, раме кузова и тележки, вызванных контактной и дуговой
сваркой, местных остаточных деформаций от потери устойчивости)
и мероприятия по предотвращению появления сварочных деформа-
ций и напряжений при производстве вагонов.
Крупносерийное и даже массовое производство вагонов на отече-
ственных заводах осуществляется с применением автоматизации и'
механизации большинства процессов сборки и сварки узлов и вагон-
ных конструкций в целом на поточно-конвейерных линиях.
В производстве грузовых вагонов и цистерн наиболее широко
применяют электродуговую автоматическую сварку под слоем флюса,
а также в среде СО2. Применение контактной точечной сварки
в несущих элементах из-за быстрого разрушения их вследствие кор-
розии не рекомендовалось. В связи с разработкой специальных
клеев и токопроводящих мастик, препятствующих проникновению
влаги в зазор между соединяемыми деталями, точечная сварка
370
Вагоны
начинает более широко внедряться в производство грузовых ваго-
нов, особенно имеющих кузова с тонкой обшивкой.
В современных пассажирских вагонах отечественного производ-
ства, имеющих цельносварной кузов, представляющий собой тонко-
стенную оболочку, подкрепленную продольными и поперечными
элементами жесткости из гнутых профилей, основные соединения
обшивки с элементами жесткости (каркасом) выполняют контактной
сваркой, односторонней двухточечной или двухсторонней, трехэлек-
тродными машинами портального типа.
Стыковку листов обшивки и сварку отдельных блоков кузова
между собой выполняют автоматической и полуавтоматической
сваркой под слоем флюса и в среде СО2.
В ближайшем будущем, в связи с резким увеличением объема
производства вагонов1 и некоторым отставанием на вагонострои-
тельных предприятиях сталелитейного производства, ряд традици-
онно стальных литых узлов (надрессорные и соединительные балки,
надпятниковые отливки) необходимо будет выполнять штампо-
сварными, что приведет к дальнейшему усилению роли и ответствен-
ности сварки в вагоностроении.
4. КОНТРОЛЬ КАЧЕСТВА
При внешнем осмотре конструкций на всех вагоностроительных
заводах контролируют размеры и очертания швов.
Гидравлическим испытаниям подвергают котлы цистерн и резер-
вуары, работающие под давлением. Ряд узлов после сварки для
контроля и технологического упрочнения подвергают нагружению.
На всех заводах, применяющих контактную сварку, перед нача-
лом работ испытывают технологические пробы, по которым опре-
деляют размеры литого ядра, глубину проплавления шва и ста-
бильность работы сварочного оборудования.
Рентгено- и гамма-лучевое просвечивание сварных швов произ-
водят только в наиболее ответственных конструкциях. В частно-
сти, при изготовлении восьмиосных цистерн безрамной конструк-
ции — просвечивают кольцевые швы котла.
СПИСОК ЛИТЕРАТУРЫ
1. Вагоны. Под ред. Л. А. Шадура. М., «Транспорт», 1973, 439 с.
2. Динамика, прочность и устойчивость вагонов в тяжеловесных и ско-
ростных поездах. Труды ЦНИИ МПС вып. 425. Под ред. С. В. Вершинского,
М., «Транспорт», 1970, 208 с.
3. Никольский Е. Н. Оболочки с вырезами типа вагонных кузовов. М.,
Машгиз, 1963, 312 с.
4. Нормы для расчетов на прочность и проектирования механической части
новых и модернизированных вагонов железных дорог МПС колеи 1524 мм (не-
самоходных), МПС и Минтяжмаш. М., 1971, 180 с.
196в5Проектирование сварных конструкций вагонов. М., НИИИНформтяжмаш,
6. Расчет вагонов на прочность. Под ред. Л. А. Шадура. М., «Машинострое-
ние», 1971, 432 с. Авт.: Вершинский С. В., Никольский А. Н., Попов А. А. и др.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
л
Агрегаты котельные 191
Алюминиевые сплавы Применение для
металлоконструкций 8
АМТУ 388-68 218
Аппарат направляющий гидротурбины 302
Аппаратура емкостного типа 219
— — теплообменная 221, 227
Аппараты химические — Условия работы
214
— Технические требования 214
Б
Баки топливные автомобилей — Конструк-
ция и сварные соединения 343
— — контроль качества сварки 349
Балка вагона хребтовая 353
— — шкворневая 353
— — эквивалентная — Замена решетчатой
системы 244
Балки — Влияние ребер не жесткость 272
Балки из алюминиевых сплавов — Выбор
ширины 257
— — составные — Подбор сечения 252
— , — Ф-образного сечения 253
Валлон ацетиленовый 180
— — воздушный тормозной грузового ав-
томобиля 177
Биметаллы — Применение в химических
аппаратах 218, 225
В
Вагоны 351 — 370 — Контроль качества
сварных соединений 370
— Расчетные нагрузки 359
— Типы и конструкции 351
— Условия эксплуатации 351
Вагоны пассажирские — Расчет элементов
среднего сечения 353
Вал гидротурбины — Назначение и кон-
струкция 306
— — рулевого управления автомобиля —
Конструкция и расчет 323
Валы карданные автомобилей — Конструк-
ция и расчет 329
— — контроль качества сварки 348
— — условия работы 323
Вибрации — Применение для устранения
остаточных напряжений и деформаций
74, 131
Вибронатяжной способ устранения свароч-
ных напряжений и деформаций 131
Включения — Влияние на прочность свар-
ных соединений 168—170
Выбор материалов 7, 79
— — технологического процесса сварки 10
— — типа сварного соединения 79
Выдержка деталей в печах при отпуске 83
Выносливость сварных соединений в за*
висимости от предварительного нагру-
жения и остаточных напряжений 130
— — после электродуговой обработки
швов 125
— — с лобовыми швами — Способы повы-
шения 121
— — стыковых с шлаковыми включения-
ми 170
Г
Гидроабразивные ^разрушения 306
Гидротурбины — Выбор методов сварки
основных деталей 308
ГОСТ 380-71* 239, 268
859-66* 217
977 — 65* 268, 269
1019-47** 217
1050-74 268, 269
1235-67 216
1561-65* 172, 178
4543 — 71 268
5058—72 268, 269
5520—69* 268, 269
5521—67 268
6533 — 68 216
6535—68 216, 269
6713 — 53 239, 268, 269
7832 — 65 268
9045 — 70 327
9400 — 63 216
9467 — 60 281
9617 — 67 216
10052 — 62* 281
10157 — 73 122
10409—63 345
11972 — 66 216
12821—67* 216
12836 — 67* 216
14249-73*** 172, 181
Д
Давление рабочее 222
— — расчетное 222
— — пробное 222
— — условное 222
Детали вагонов — Проверка на выносли-
вость 361
Деформации предельные 15
— — продольные от сварки 31
— — сварочные — Уменьшение влияния
на точность и прочность изделия 71
Деформирование сварных соединений в про-
цессе вылеживания и при изменении
температуры 54
— — в процессе механической обработки
— — под действием внешних нагрузок 55
372
Предметный указатель
Диафрагмы паро- и газотурбин — Кон-
струкция 293
— Расчет на прочность 284
Долговечность сварных соединений
— Способы повышения 123
Допускаемые напряжения в сварных соеди-
нениях турбин 283
— — в сварных швах 88
— — в элементах котельного оборудова-
ния 194
— — при расчете вагонов на прочность
364, 365
Допуски на размеры сварных соединений 25
Е
Емкости двустенные 220
Ж
Жесткость конструкций 64, 101, 238, 266
— — корпусных деталей динамическая
273
— — станин прокатных станов 270
3
Зажимные приспособления 73
Запас пластичности 91, НО
К
Кабина и оперение автомобиля — Кон-
струкция и сварные соединения 345
Кавитационное разрушение 306
Картеры ведущих мостов автомобилей —
Конструкция и расчет 333
— Контроль качества сварки 348
Классификация сталей по свариваемости
267
Колесо автомобиля — Конструкция и свар-
ные соединения 344
— Контроль качества сварки 349
Конструкции ПТМ балочные 250
— — решетчатые 247
Контроль качества — функционально-ста-
тистический метод 13, 84
Контроль качества сварки деталей гидро-
турбин 320
— — паровых и газовых турбин 299
— — станин 274 — 275
— — химической аппаратуры 233 — 234
Контроль качества сварочных ” процессов
— Виды 13
Контроль ультразвуковой — Точность
определения 234
Коррозия — Влияние на несущую способ-
ность 103, 110
Коррозия интеркристаллитная 103
— — межкристаллитная (транскристал-
литная) 103, 214, 217
— — ножевая 103
Котел ж.-д. цистерны — Расчет 359
Котлы паровые —- См. Сосуды толстостен-
ные
Коэффициент асимметрии цикла 69, 256
— — динамический 237, 243, 246, 323
— — запаса выносливости 362
— — — по пластичности 91
— — — прочности 86, 89, 93, 196, 282,
283, 365
— — — устойчивости элементов вагонов
364
— 244ИЗМенения упускаемых напряжений
— — концентрации деформаций 61
— — концентрации напряжений формы
шва 161, 162, 165
— — — эффективный 93, 96, 97, 98, 103,
158, 161, 237, 247, 262
— — понижения допускаемых напряже-
ний 94, 95, 96, 97, 222
— — снижения напряжений при отпуске
54
— — — прочности вследствии коррозии
103
— — условий работы 87, 243
Критерий Ирвина 91, 147
Л
Латунь — Применение в химических ап-
паратах 217
Листы плакированные — Подготовка под
сварку 223
Лопатки рабочие паро- и газотурбин 297
М
Материалы.— Требования при использо-
вании в ПТМ 239
Материалы сварочные — Выбор 7
Медь — Применение в химических аппа-
ратах 217
Металл листовой оцинкованный — Приме-
нение в автомобильной промышлен-
ности 327
Металлоконструкции балочные 250
— — решетчатые 247
Микротрещины в сварных соединениях 92
Мост ведущий автомобиля — Условия ра-
боты 323
Мягкая прослойка в сварном соединении
108
Н
Нагрев точечный — Влияние на выносли-
вость 135
Нагружение сварных конструкций предва-
рительное 79
— — вибрационное — Использование для
снятия достаточных напряжений 131
Нагрузки ПТМ эквивалентные 236
— — расчетные для вагонов 359
Наклеп поверхностный — Влияние на
долговечность сварных конструкций 132
— — упрочняющий 127
Наплавка 12, 310
Направляющий аппарат гидротурбин •>—
Назначение и конструкция 302
Напряжение допускаемое — Определение
86
— — в сварных швах 88
Напряжения в сварных соединениях —
Снижение при отпуске 83
— критические 45
— — остаточные 79, 109, 127, 229
— — «пороговые» 104, 111
— — эквивалентные 85
Напряжения допускаемые для тяжело
нагруженных крановых конструкций
96
— — для химических аппаратов 222
— — зависимость от температуры 101
Непровар — Влияние на прочность 155
Несущая способность комбинированных
швов 106
— — сварных соединений — Определение
85
Нормализация для выравнивания механи-
ческих свойств 113
Нормализация и типизация сварных кон-
струкций 6
Нормаль ОН 26-01-52-67 216
---ОН 26-01-71—68 223
---НО 5626-09 173
Предметный указатель
373
о
Обжатие металла точечное — Влияние на
выносливость 138
Обработка сварных соединений взрывом 140
— — механическая для повышения пре-
дела выносливости 15
Оснастка — Использование 6
Отверстие неукрепленное в котельных кон-
струкциях — Наибольший диаметр 197
— — укрепленное 198
Отпуск — Применение при сварке 78, 80,
127
П
Панели газоплотные (мембранные) 209
Передача карданная — Условия работы
323
Перегрузки статические — Влияние на
долговечность сварных конструкций
129
Перемещения в оболочках 49
— — остаточное — Влияние на точность'
57
— — поперечные кромок свариваемых эле-
ментов 34 ,
— — при приварке различных Элементов
к листам 39 , '
— — при сварке балок 41
— — — пластин 37
— — угловые 35
Пластины — Изгиб в плоскости 38
— Потеря устойчивости 39
— Продольное укорочение 37
— Угловой поворот одной относительно
другой 39
Погонная энергия 32
Подготовка кромок под сварку 223
Подогрев при сварке 79
Пористость — Влияние на прочность 161
Потеря устойчивости элементов конструк-
ций 45
Правка сварных соединений механическая
74
— — термическая 77
Предел выносливости сварных соединений
15, 65, 68, 71, 92, 1 17
Предельное состояние конструкции 98
Прибавка к толщине металла на коррозион-
ную среду 223
Принципы проектирования сварных кон-
струкций 5
Припуски на механическую обработку
сварных соединений 25
Прогио балки статический 238, 246
Проект технический 17
Проектирование изделий из алюминиевых
сплавов 8
— — рабочее 17, 265
— — эскизное 16
Прокатка сварных соединений 75
Прокат двухслойный 216
Проковка сварных соединений 75
Проницаемость материала при действии
коррозионной среды 223
Прочность сварных конструкций 63
— — сварных швов алюминиевых сплавов
163
Профили гнутые 235, 253
— — прессованные алюминиевые 256
Р
Рабочее колесо гидротурбины — Конструк-
ция 301, 310
Рабочие чертежи 17
Разрушения деформационные 59
— — кавитационные и гидроабразивные
306
— — распространение 62
— — усталостные 114
— — хрупкие 15, 61, 144, 148
Рама автомобиля 323, 340
Растрескивание коррозионное 103
Расчетное сопротивление для стали 86,
87, 88
Расчет на выносливость алюминиевых спла-
вов 256
— — на прочность диафрагм турбин 284
—- — — при циклическом нагружении 200
— — по предельным нагрузкам 282
— — роторов паро- и газотурбин 286
— — цилиндров паро- и газотурбин 284
—- — элементов, находящихся под давле-
нием — Принципы 194
Резервуары воздушные тормозные ж.-д.
вагонов 178
Режимы работы ПТМ 235
— — сварки — Влияние на прочность 108
С
Сборочно-сварочные операции — Последо-
вательность выполнения 73, 79
Сварка — Выбор метода 24, 25
Сварка автоматическая под флюсом — При-
менение 10
— — взрывом — Применение 12, 310
— — деталей гидротурбин полуавтомати-
ческая в среде СО2 310
— _ электродуговая качественными
электродами 308
— — — электрошлаковая 308
— — диффузионная — Применение 12
— — дуговая неплавящимся электродом 11
— — контактная — Применение II
— — котельных конструкций 204
— — лазерная 12
— — микроплазмениця 12
— — плакированных листов 223
— — сталей для гидротурбин — Методы
309 - ,
— — трением 24 7
— — труб с трубными досками 309
— — электрошлаковая — Применение 5,
10
Сварочные точки — Рекомендуемые диа-
метры 107
Силы расчетные, действующие на вагон 360
Скорость охлаждения при отпуске 83
— — сварки 10, И
Смещение кромок в стыковых соедине-
ниях — Влияние на прочность 165
— — кромок листов в направлении тол-
щины 36
— — одного свариваемогр элемента отно-
сительно другого в направлении дви-
жения источника тепла 36
Соединения сварные — Влияние механи-
ческой обработки на прочность 112
— Влияние термообработки 112
— Механическая обработка для снижения
концентрации напряжения 120
— Механические свойства 90
— Повышение выносливости электродуго-
вой обработки швов 1?5
— Повышение прочности обжатием свар-
ных точек 112
— Повышение сопротивляемости хрупким
разрушениям 149
— Способы повышения долговечности 123
— Среды, вызывающие растрескивание 111
374
Предметный указатель
Соединения сварные из разнородных ста-
лей — Применение в турбостроении 280
— — под статическую нагрузку внах-
лестку 105
Сосуды толстостенные — Выбор метода
сварки 202
— Днища 203
— Контроль качества изготовления 212 —
213
— Методы расчета элементов 194
— Поверочный расчет на прочность при
циклическом нагружении 200
— Применяемые стали 192
— Толщина стенки 190, 191, 195
Сосуды толстостенные крупногабаритные
190
Сосуды многослойные 190, 211, 220
Сосуды тонкостенные — Конструктивное
оформление сварных соединений 177,
183, 185
— Контроль качества 188—189
— Материалы 173
— Напряжения двухосные 175
— Определение 172
— Расчет 181
— Технологические дефекты 185
— Утолщение свариваемых кромок 175
Спиральная камера гидротурбины — Кон-
струкция и технология изготовления
316
— Проверка точности изготовления 320
Сплавы кобальтовые — Применение для
наплавки клапанов двигателей 328
Срок службы химических аппаратов рас-
четный 223
Стали — Выбор в зависимости от условий
работы (температуры и давления) 101
— Группы по свариваемости 267
— Применение в газо- и паротурбинах
277, 295
— Применение в котельных конструкциях
192
Стали аустенитного класса 277
— — аустенитно-ферритного класса 247
— — высокохромистые 193, 247
— — двухслойные 352
— — конструкционные для гидротурбин
307
— — котельные — Зависимость допускае-
мых напряжений от температуры 195
— — низкоуглеродистые — Применение
7, 277
— — повышенной прочности — Условия
применения 119
— — хромомолибденованадиевые — При-
менение 193, 277
Сталь ниобиевая — Свойства 326
Станины — Выбор формы поперечного се-,
чения 271
Старение деформационное 61, 149
Статор гидротурбины — Назначение и кон-
струкция 301
Степень ответственности деталей автомо-
биля 322
— — снижения выносливости в зависи-
мости от смещения кромок 167
Стойки станков — Принципы конструи-
рования 272
Стойкость коррозионная 65
Т
Температура расчетная для химических
аппаратов 222
Теплообменники 227
Термообработка после сварки — Назначе-
ние и применение 7, 29, 112, 193
Термообработка сварных конструкций газо-
и паротурбин 281
— — из плакированных материалов 225
— —^станин — Признаки необходимости
Технические условия на химические аппа-
раты 216
Технический проект 17
Технологичность сварных конструкций 17
Типизация металлоконструкций 6
Титан — Применение в химической аппа-
ратуре 218
Толщина стенок сосудов — Добавка на
коррозию 181
Точность размеров при изготовлении
станин 266
Точность сборки под сварку 26
Трещины — Зарождение и развитие при
эксплуатации 98
Трещины горячие 59
— — усталостные 114, 139, 233
— — холодные 62, 150
— — хрупкие 62
Тройниковое соединение 209
Труба отсасывающая гидротурбины — На-
значение и конструкция 303
Трубопроводы — Расчет при наземной ук-
ладке 100
Трубы — Присоединение к камерам котлов
206
Турбинная камера —• Назначение и кон:
струкция 301
У
Ударная вязкость 98, 145, 148
Удельная работа распространения тре-
щины 145, 147
Упрочнители пучковые 132
Усадка поперечная 34, 40
Усадочная сила фиктивная 31, 41, 47
Усталость малоцикловая 199, 201
Устойчивость оболочки ж.-д. цистерны —
Расчет 364
— — коррозионная 103
— — сварных конструкций 64
X
Характеристика цикла напряжений 70, 91
Ходовая часть автомобиля — Условия ра-
боты 323
Хрупкость 144, 149
ц
Цилиндры паровых турбин 292
Цистерны — Расчет на устойчивость 364
Цистерны для жидкого азота 220
— — для перевозки жидких грузов 352
Ч
Частота собственных колебаний 102, 232,
273
Чувствительность металла сварного шва
к дефектам 152
Ш
Штанги реактивные автомобилей
— Испытания на статическую прочность
349
— Конструкция сварных соединений 339
Штуцеры — Расчет 198
Э
Экспандирование труб 90
Этапы проектирования 16
ЭЦВМ — Применение при расчете свар-
ных конструкций 14, 16
ОГЛАВЛЕНИЕ
Предисловие . . ................ 3
Глава I. Особенности проекти-
рования сварных конструк-
ций .......................... 5
1. Общие соображения
(Г. А. Николаев) .... 5
2. Вопросы прочности
(Г. А. Николаев) .... 14
3. Этапы проектирования и
технологичность конст-
рукций (С. А. Куркин) 16
Список литературы........ 29
Глава II. Точность и работоспо-
собность конструкций при
наличии сварочных напря-
жений и деформаций. ... 30
1. Изменение размеров и
форм конструкций
(В. А. Винокуров) .... 30
2. Деформации при механи-
ческой обработке и экс-
плуатации (В. А. Виноку-
ров) ...................... 51
3. Качество и работоспособ-
ность сварных конструк-
ций (В. А. Винокуров) 57
4. Выносливость и остаточ-
ные напряжения
(В. И. Труфяков) .... 65
5. Уменьшение деформаций
сварных конструкций
(В. А. Винокуров) .... 71
6. Уменьшение вредного
влияния сварки (В. А. Ви-
нокуров) .................. 78
Список литературы........ 84
Глава III. Несущая способность
и допускаемые напряжения
(Г. А. Николаев)............. 85
1. Несущая способность из
условия текучести .... 85
2. Несущая способность из
условия наступления раз-
рушения ................... 89
3. Несущая способность и
развитие трещин .... 98
4. Несущая способность при
высоких температурах 101
5. Предельные деформации
и жесткость................ 101
6. Влияние коррозии. ... 103
Список литературы........ 104
Глава IV. Проектирование под
статические нагрузки
(Г. А. Николаев)............. 105
1. Выбор сварных соедине-
ний ....................... 105
2. Неоднородность механи-
ческих свойств.......... 108
3. Остаточные напряжения 109
4. Влияние коррозии ... ПО
5. Методы упрочнения свар-
ных конструкций .... 112
Список литературы........ 113
Глава V. Усталость сварных со-
единений (В. И. Труфяков) 114
1. Сопротивление усталости
в исходном состоянии . . 114
2. Снижение концентрации
напряжений.............. 120
3. Изменение полей остаточ-
ных напряжений .... 127
Список литературы........ 141
Глава VI. Сопротивляемость
хрупким разрушениям
(В. А. Винокуров)............ 144
1. Оценка свойств основного
металла.................... 144
2. Влияние процесса сварки 148
3. Повышение сопротивляе-
мости ..................... 149
Список литературы........ 151
Глава VII. Дефекты сварки и
прочность (И. И. Макаров) 152
1. Оценка дефектов....... 152
2. Неполное проплавление 155
3. Поры............. 160
4. Смещение кромок в сты-
ковых соединениях . . . 165
5. Включения........ 168
Список литературы........ 170
Глава VIII. Тонкостенные сосу-
ды, работающие под внут-
ренним давлением (С. А. Кур-
кин) ........................ 172
376
Оглавление
1. Назначение и условия ра-
боты ..................... 172
2. Выбор материала .... 173
3. Конструктивное оформле-
ние и схема расчета. . . 175
4. Конструктивное оформле-
ние и технологичность 177
5. Контроль качества ... 188
Список литературы........ 189
Глава IX. Котлы и толстостен-
ные сосуды (В. Н. Земзин) 190
1. Назначение и условия
работы.................... 190
2. Выбор материала .... 191
3. Основные положения рас-
чета ..................... 194
4. Конструктивное оформ-
ление и технологичность 202
5. Контроль качества. ... 212
Список литературы........ 213
Глава X. Химическая аппаратура
(В. М. Сагалевич)........... 214
1. Назначение и условия
работы.................... 214
2. Выбор материала .... 216
3. Характерные конструк-
ции и данные для расче-
тов . . .................. 218
4. Особенности технологии
сварки и конструктивное
оформление ............... 223
5. Контроль качества . . . 233
Список литературы .... 234
Г лава ХК Подъемно-транс порт-
ные машины (В. М. Сага-
левич) ................ 235
1. Назначение и условия ра-
боты .................. 235
2. Выбор материала .... 239
3. Конструктивное оформле-
ние и схемы расчета 240
4. Конструкция сварных уз-
лов и технологичность 247
5. Применение алюминие-
вых сплавов............. 255
Список литературы' .... 263
Г лава XII. Станины и основания
(В. В. Черных)............... 265
1. Назначение и условия
работы.................... 265
2. Выбор материала .... 267
3. Конструктивное оформле-
ние и схема расчета. . . 270
4. Технология сварки . . . 273
5. Контроль качества. . . . 274
Список литературы .... 275
Г лава XIII. Паровые и газовые
турбины (В. Н. Земзин) 276
1. Условия работы и типы
конструкций............... 276
2. Выбор материала .... 276
3. Схемы расчета......... 282
4. Конструктивное оформле-
ние и технология изготов-
ления .................... 288
5. Контроль качества . . . 299
Список литературы........ 300
Г лава XIV. Гидравлические тур-
бины (А. И. Рымкевич) . . . 301
1. Назначение и условия
работы.................... 301
2. Выбор материалов и ме-
тодов сварки ............. 306
3. Конструктивное оформле-
ние и технология изго-
товления ................. 310
4. Контроль качества . . . 320
Список литературы........ 320
Глава XV. Автомобили
(М. М. Фишкис)........... 322
1. Назначение и условия ра-
боты ..................... 322
2. Выбор материала .... 325
3. Конструктивное оформле-
ние, и схема расчета. . . 329
4. Контроль качества . . . 348
Список литературы........ 349
Г лава XVI. Вагоны (С. В. Вер-
шинский) ................ 351
1. Назначение и условия ра-
боты ..................... 351
2. Конструктивная схема и
методы расчета............ 353
3. Конструктивное оформле-
ние и технологичность 367
4. Контроль качества . . . 370
Список литературы........... 370
Предметный указатель............ 371