/









































































































































Похожие




Текст
МИНИСТЕРСТВО БЫТОВОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ
РСФСР
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО РАСЧЕТУ ВЫБРОСОВ ВРЕДНЫХ ВЕЩЕСТВ
В АТМОСФЕРУ ПРЕДПРИЯТИЯМИ МИНИСТЕРСТВА
БЫТОВОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ РСФСР
1990
1
МИНИСТЕРСТВО БЫТОВОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ РСФСР
СОГЛАСОВАНО:
Главное управление научно-
технического прогресса и
экологического нормирования
УТВЕРЖДЕНО:
приказом Министерства бытового
обслуживания населения РСФСР от
23 марта 1990 г. № 93
ГОСКОМПРИРОДЫ СССР
25 декабря 1989 года
ОКА ВНИИЦ «ЭКОЛОГИЯ»
1 декабря 1989 года
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО РАСЧЕТУ ВЫБРОСОВ ВРЕДНЫХ ВЕЩЕСТВ
В АТМОСФЕРУ ПРЕДПРИЯТИЯМИ МИНИСТЕРСТВА
БЫТОВОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ РСФСР
Москва ЦБНТИ 1990
2
Настоящие методические указания подготовлены для предприятий
Министерства бытового обслуживания с целью создания единой основы для
комплексного проведения работ по расчету валовых и максимальных
выбросов в атмосферу загрязняющих веществ; подготовки исходных данных
для расчета приземных концентраций и полей рассеивания по программе
«Эфир - 6.03».
Методические указания разработаны для следующих подотраслей
системы бытового обслуживания: химической чистки и крашения одежды;
ремонта и изготовления мебели; автотранспортных предприятий; ремонта
сложной бытовой техники; котельного парка; ремонта и пошива обуви;
ремонта теле- и радиоаппаратуры.
При подготовке настоящих указаний были использованы методики
различных отраслей промышленности, письма и рекомендации,
согласованные в Главной геофизической обсерватории им. А.И.Воейкова, а
также различные литературные данные.
Перечень использованных источников приведен ниже.
3
СПИСОК ИСПОЛНИТЕЛЕН:
Руководитель темы -
к.т.н., доц., зав. каф. ОТ и ОС Гриванова С.М.
1) Расчет выбросов вредных ДОЦ. Гриванова С.М.
веществ предприятиями по ст. пр. Водолеева Т.В.
ремонту и пошиву обуви ст. пр. инженер Ткалич А.Н. Шемчук Н.К.
2) Методические указания по ДОЦ. Гриванова С.М.
расчету выбросов от предприятий ст. пр. Смирнова Л.М.
по ремонту бытовой радиоэлектронной аппаратуры инженер Шемчук Н.К.
3) Методические указания по ДОЦ. Гриванова С.М.
расчету выбросов предприятиями ст. пр. Столина Б.А.
Рембыттехники ст. инж. инженер Унпелева Н.П. Шемчук Н.К.
4) Методические указания по ДОЦ. Гриванова С.М.
расчету выбросов вредных веществ в атмосферу при сжигании топлива в котельных установках ст.пр. Г алонюк Н. А. Шпилевая Е.Е.
5) Расчет выбросов вредных ДОЦ. Гриванова С.М.
веществ предприятиями асе. Родкина Л.Р.
химчистки ст. пр. зам. директора ЦНИИБыт с.н.с. ЦНИИБыт Соловьева Е.П. Велешко Н.А. Арсенова Н.И.
6) Расчет выбросов вредных ДОЦ. Гриванова С.М.
веществ автотранспортом системы службы быта ДОЦ. Саверченко А.Н
7) Расчет выбросов в атмосферу ДОЦ. Гриванова С.М.
веществ, образующихся в инженер Шемчук Н.К.
процессе производственных работ
на мебельных фабриках и РСУ
4
Содержание:
Содержание......................................................5
1. Введение.....................................................8
2. Основные термины и определения..............................11
3. Общие положения проведения работ по инвентаризации источников
выбросов вредных веществ в атмосферу...........................21
Приложение 2. ИНСТРУКЦИЯ по проведению инвентаризации
источников выбросов вредных веществ в атмосферу (выписка)....23
Раздел 1. Источники загрязнения воздушного бассейна........23
Раздел 2. Характеристика источников выбросов вредных веществ..24
Раздел 3. Показатели работы газоочистных и пылеулавливающих
установок..................................................24
Раздел 4. Суммарные выбросы вредных веществ в атмосферу,......25
их очистка и утилизация....................................25
Раздел 5. Работа автотранспорта в период инвентаризации....26
(в среднем за один день)...................................26
4. Вспомогательный материал для проведения расчетов параметров....27
5. Приоритетность загрязняющих веществ в источниках выбросов...29
6. Методические указания по расчету выбросов вредных веществ в
атмосферу при сжигании топлива в котельных установках..........34
6.1. Расчет топлива на рабочую массу............................34
6.2. Расчет вредных выбросов.................................35
6.2.1. Расчет выбросов твердых частиц......................36
6.2.2. Расчет выбросов оксидов серы........................36
6.2.3. Расчет выбросов окиси углерода......................37
6.2.4. Расчет выбросов окислов азота.......................37
Приложение 1.................................................40
Характеристика твердых топлив..............................40
Характеристика твердых топлив..............................49
Жидкое топливо.............................................51
Значения коэффициентов f и Кос в зависимости...............52
от типа топки и вида топлива...............................52
Характеристика топок котлов малой мощности.................53
7. Методические указания по расчету выбросов предприятия рембыттехники
57
7.1. Характеристика предприятий и технологических процессов..57
7.1.1. Основные загрязняющие вещества, отходящие от оборудования и
применяемых материалов в процессе ремонтных операций.......57
7.2. Определение выбросов загрязняющих веществ при различных
технологических процессах, связанных с ремонтом бытовой техники.58
7.2.1. Очистка и промывка деталей и узлов..................58
7.2.2. Ремонт неисправных узлов, деталей и изделий. Сварка и резка
металлов...................................................59
7.2.3. Механическая обработка металлов.....................60
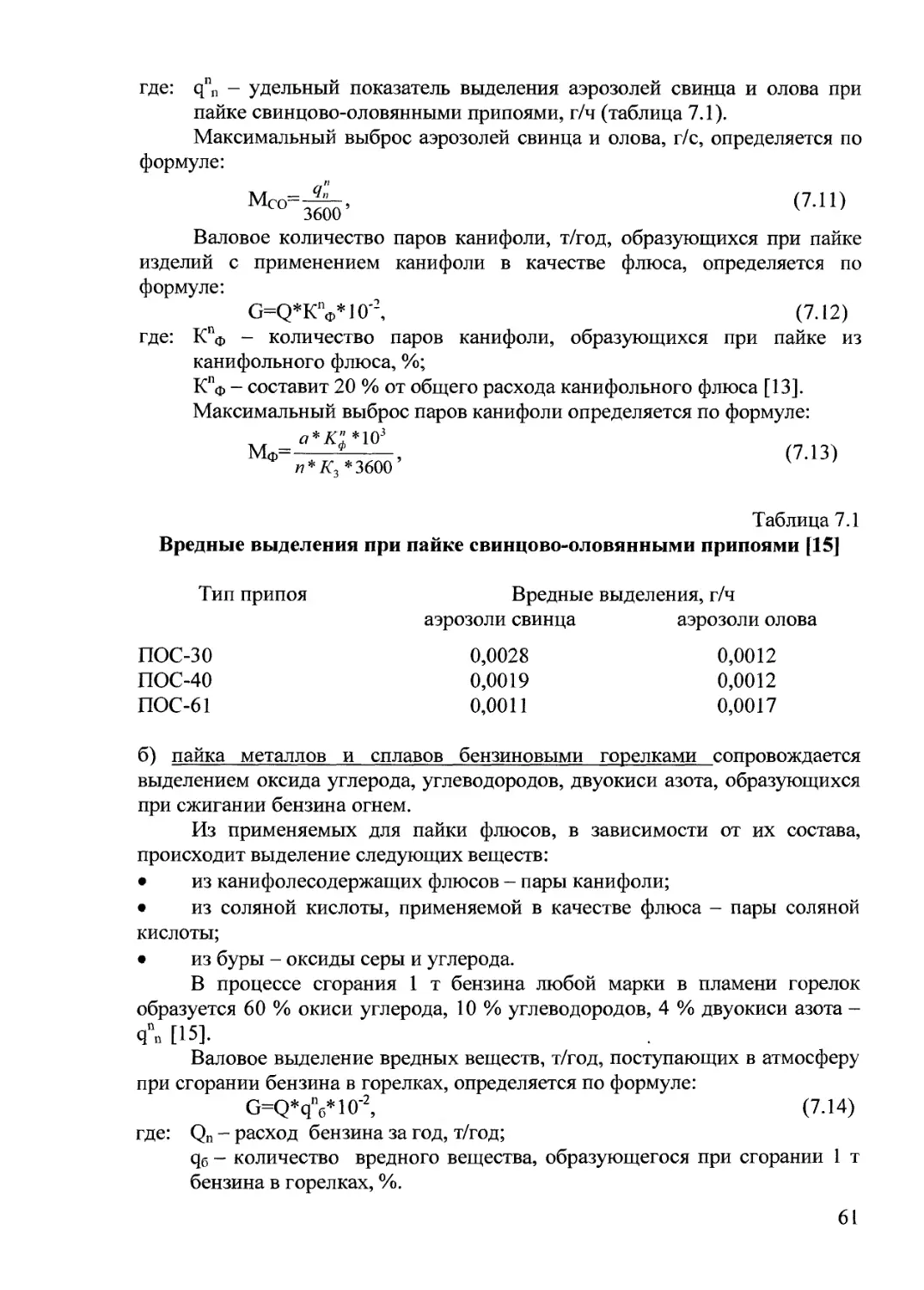
7.2.4. Пайка металлов и сплавов............................60
5
7.2.5. Отделка корпусов сложной бытовой техники и металлоизделий..62
8. Методические указания по расчету выбросов от предприятия по ремонту
бытовой радиоэлектронной аппаратуры.............................71
8.1. Характеристика предприятия...............................71
8.2. Расчет выбросов вредных веществ..........................72
8.2.1. Пайка металлов и сплавов.............................72
8.2.2. Зачистка деталей перед пайкой........................72
9. Методические указания по расчету выбросов вредных веществ
предприятий химчистки...........................................73
9.1. Характеристика предприятий...............................73
9.2. Технологический процесс химической чистки одежды.........73
9.3. Расчет количества вредных веществ, выбрасываемых в атмосферу
предприятиями химчистки.......................................76
9.4. Расчет выбросов вредных веществ, входящих в состав пятновыводных
средств............................:..........................79
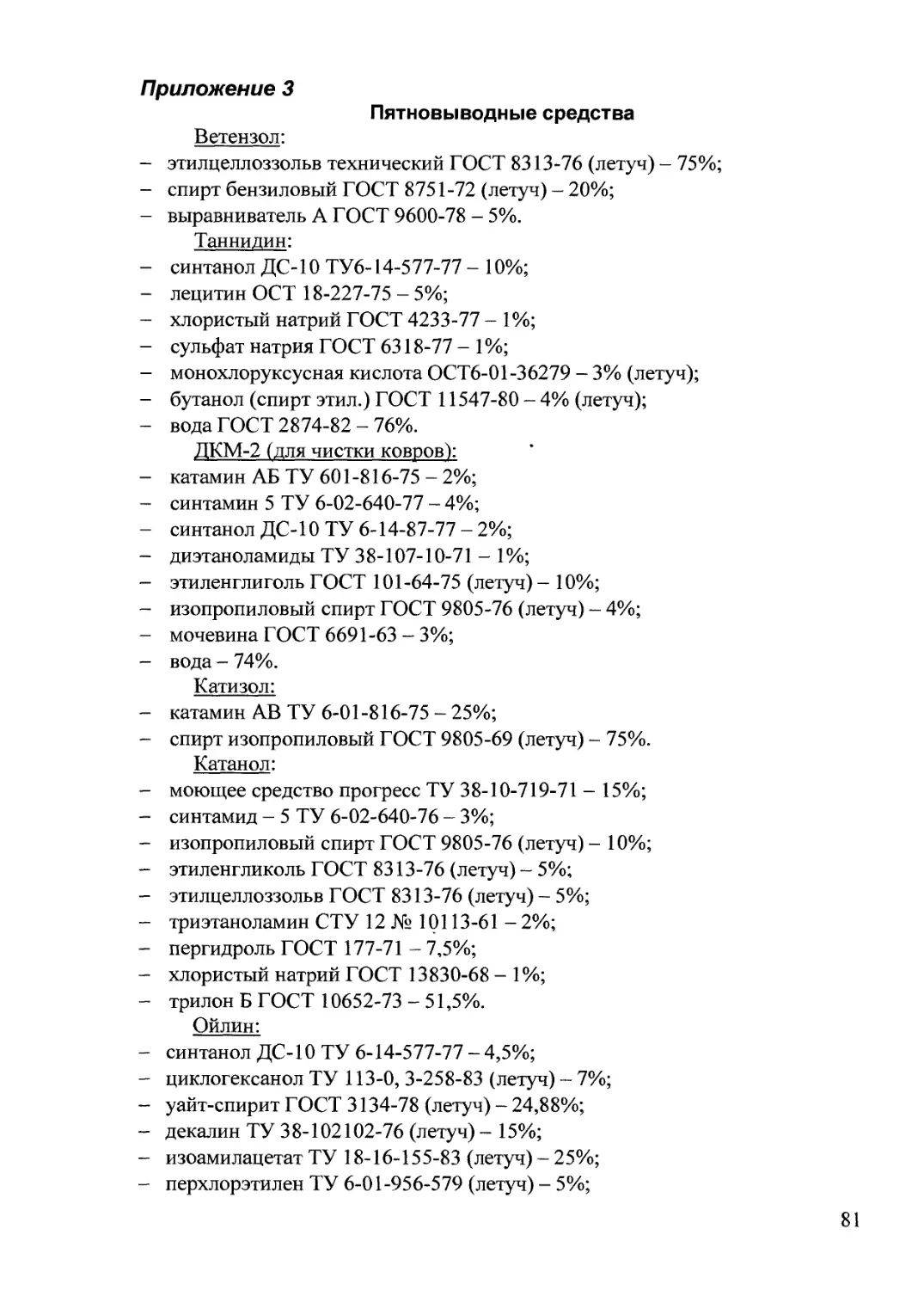
Приложение 3..................................................81
Пятновыводные средства......................................81
Усилители...................................................83
10. Методические указания по расчету выбросов вредных веществ
предприятиями по ремонту и пошиву обуви.........................86
10.1. Характеристика предприятий..............................86
10.2. Характеристика цехов и технологических процессов........86
10.3. Определение выбросов вредных веществ при различных процессах
ремонта и пошива обуви........................................87
10.3.1. Клеевые операции, окраска и аппретирование обуви....87
10.3.2. Шлифование и фрезерование деталей обуви.............88
Приложение 4. Составы веществ, используемых при ремонте обуви.90
11. Методические указания по расчету выбросов вредных веществ
автотранспортом системы службы быта.............................92
11.1. Характеристика помещений для ремонта и технического
обслуживания..................................................92
11.2. Дополнительные сведения.................................92
11.3. Расчет выбросов вредных веществ автотранспортом при выезде со
стоянки.......................................................93
11.4. Расчет валовых выбросов вредных веществ автотранспортом при
выезде со стоянки.............................................98
11.5. Расчет валовых выбросов вредных веществ автотранспортом,
работающим на линии, за отчетный период.......................99
11.6. Расчет выбросов вредных веществ, выделяемых при ремонте и
техническом обслуживании подвижного состава...................102
11.7. Валовые выбросы вредных веществ, выделяемых при техническом
обслуживании, ремонте подвижного состава......................106
12. Методические указания по расчету выбросов в атмосферу веществ,
образующихся в процессе производственных работ на мебельных фабриках и
РСУ............................................................107
6
12.1. Характеристика предприятий............................107
12.2. Определение выбросов загрязняющих веществ при различных
технологических процессах ремонта и изготовления мебели.......108
12.2.1. Механическая обработка древесины..................108
12.2.2. Фанерование мебельных щитов.......................110
12.2.3. Отделка мебельных щитов...........................111
12.2.4. Механическая обработка металлов...................112
12.2.5. Сварка и резка металлов...........................113
12.3. Способы очистки воздуха от пыли.........................113
Приложение 5..................................................116
Содержание (Кп, %) пыли в отходах.........................116
при различных технологических процессах обработки древесины.116
Количество отходов, получаемых при обработке древесины....116
на различных станках........................................116
Количество отходов, получаемых на станках старых моделей,
встречающихся на деревообрабатывающих предприятиях........120
службы быта...............................................120
Пылеулавливающее оборудование, применяемое в
деревообрабатывающей промышленности.......................122
Среднечасовые (кг/ч) и максимальные секундные (г/с) выделения
пылевидных отходов, получаемых на различных станках.......124
при обработке древесины (q'xT) (qmaxT)....................124
Состав отделочных материалов..............................126
1. Растворители, %........................................126
2. Шпатлевки и грунтовки..................................129
3. Нитрогрунтовки, нитроцеллюлозные лаки, лак МЧ-52,
распределительная и разравнительная жидкость, %...........130
4. Эмали..................................................131
5. Полиэфирные, поли- и нитроуретановые лаки..............132
Удельное выделение пыли (кг/ч) основным технологическим
оборудованием при механической обработке металлов.........133
Содержание свободного фенола и формальдегида в клеевых материалах
..........................................................135
Удельные выделения загрязняющих веществ при сварке и наплавке
металлов (г/кг), расходуемых сварочных и наплавочных материалов.. 136
Удельное выделение загрязняющих веществ при сварочных работах.. 145
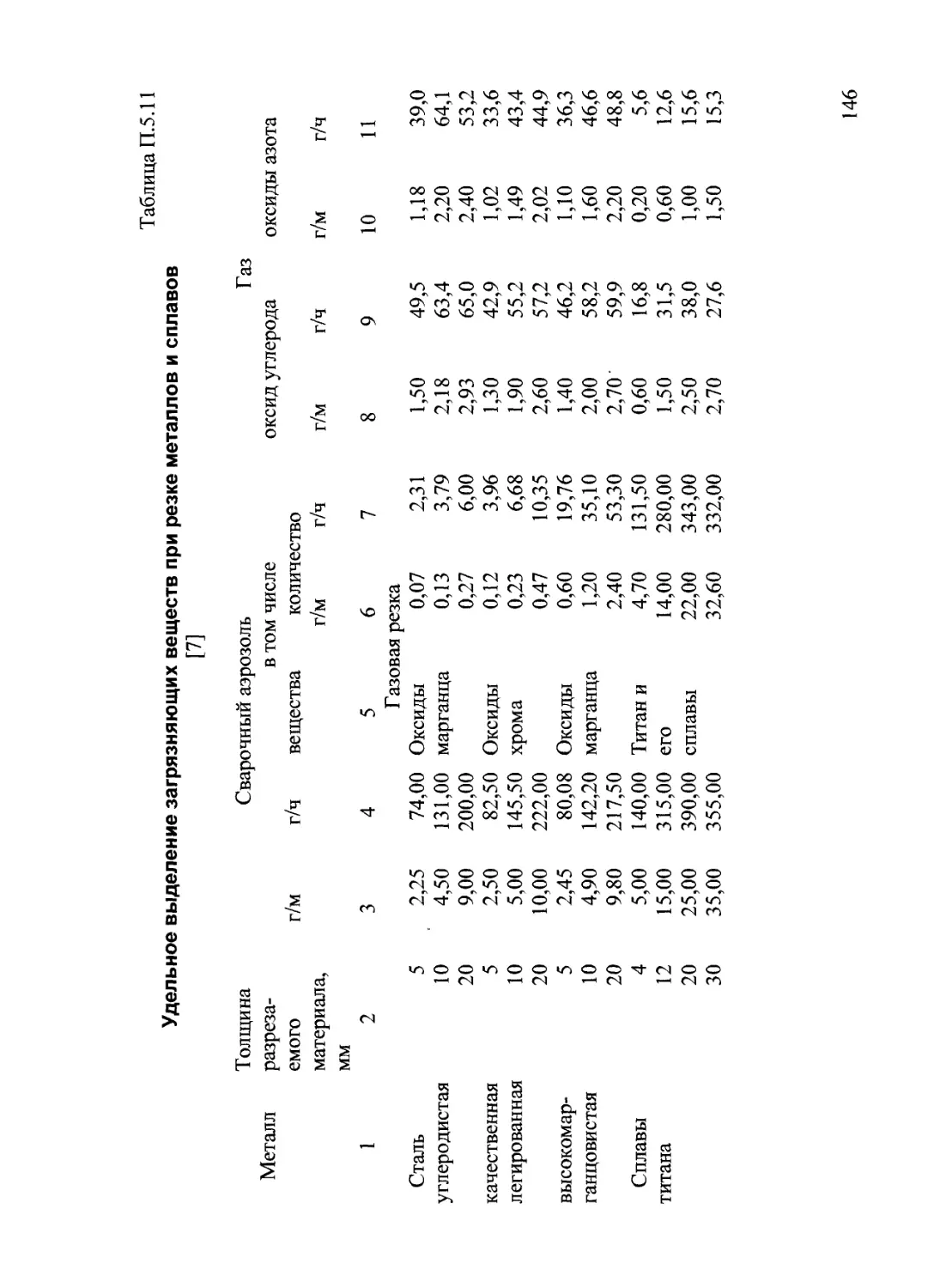
Удельное выделение загрязняющих веществ при резке металлов и
сплавов...................................................146
Приложение 6. Бланк инвентаризации источников выбросов вредных
веществ в атмосферу....................................... 149
Список использованных источников..............................152
7
1. Введение
СТРУКТУРА ПРЕДПРИЯТИЙ БЫТОВОГО ОБСЛУЖИВАНИЯ
НАСЕЛЕНИЯ РСФСР
Развитие бытового обслуживания населения способствует неуклонному
подъему материального и культурного уровня жизни советского народа.
Прилагаются усилия по превращению службы быта в культурную,
технически оснащенную отрасль народного хозяйства.
Система предприятий службы быта представляет территориально-
производственный комплекс в пределах области, города или района с
рациональным разделением по различным видам бытовых услуг.
В настоящее время в отрасли бытового обслуживания населения
созданы как крупные специализированные предприятия, так и
производственные объединения. Производственные объединения (по
ремонту бытовой техники, телерадиоаппаратуры, пошиву и ремонту обуви,
химчистки и т. д.) состоят из группы предприятий, находящихся под
непосредственным управлением одного органа - аппарата объединения [32,
33].
Основным звеном службы быта является предприятие бытового
обслуживания населения.
В состав подразделений предприятий входят цехи, участки ателье,
мастерские, Дома бытовых услуг, приемные пункты.
На предприятиях бытового обслуживания населения, как и на
промышленные предприятиях, имеются вспомогательные и обслуживающие
хозяйства: инструментальное, ремонтное, энергетическое, складское,
транспортное.
В отличии от промышленных предприятий предприятия бытового
обслуживания осуществляют не только процесс производства услуг, но и
организуют обслуживание населения.
Важной функцией бытового обслуживания населения является!
изготовление предметов потребления по индивидуальным заказам. Служба
быта, развиваясь, как отрасль механизированного производства, имеет общие
с ним черты и признаки, но в то же время она имеет свои специфические
особенности, которые отличают ее от остальных отраслей народного
хозяйства страны. Службе быта присущ особый характер формирования
производственной программы: предприятия бытового обслуживания
оказывают услугу определенному лицу. Это обстоятельство приводит к тому,
что одинаковые по форме заказы, по существу являются весьма различными,
поэтому осложняется внедрение в этих условиях прогрессивной организации
производства и передовой технологии. Бытовое обслуживание населения
включает в свой состав предприятия, отличающиеся большой
разнородностью технологических процессов. В промышленности отрасль
характеризуется общностью технологии выпускаемой продукции. Это
положение не сохраняется на предприятиях бытового обслуживания и делает
его в свою очередь многоотраслевым; в его состав входят предприятия
8
швейной, трикотажной промышленности, обувной, металлообрабатывающей,
радиоэлектронной, строительной, автотранспортной, химической и многие
другие, часть которых не имеет аналогов в промышленности. Предприятия
службы быта удовлетворяют бытовые потребности населения,
проживающего на территории конкретного региона. Численность и
плотность населения, национальный состав, покупательская способность
трудящихся, транспортные условия являются определяющими в
деятельности бытовых предприятий, формировании их производственной
программы, определении пунктов размещения ателье и мастерских,
оптимизации их размеров. Особенностью деятельности службы быта
является невзаимозаменяемый характер услуг. Учитывая чрезвычайно
широкий ассортимент оказываемых в настоящее время услуг, возникает
необходимость в создании узкоспециализированных предприятий, которые
отличаются друг от друга как по назначению, так и по технологии их
выполнения. Деятельность бытовых предприятий протекает в условиях
созданных колебанием спроса на услуги.
Все бытовые слуги подразделены на производственные и
непроизводственные.
К производственным видам относятся услуги по ремонту бытовой
техники, пошиву и ремонту одежды, химической чистки и крашению
изделий, ремонту радиоэлектронной аппаратуры, производству мебели,
дачных домиков, гаражей. Эти предприятия различаются составом
технологического оборудования, характером технологических процессов.
Крупные специализированные предприятия рационально сочетаются со
средними и мелкими, чтобы бытовые услуги максимально приближались к
населению. Специализированные предприятия оказывают услуги
определенной отраслевой группы (ремонт и изготовление мебели;
химической чистки и крашения одежды; пошив и ремонт обуви; ремонт
бытовой техники и телерадиоаппаратуры; автотранспортные предприятия и
т. д.). Специализированные предприятия, как правило, имеются в крупных
городах и областных центрах. В большинстве случаев специализированные
предприятия входят в состав производственных объединений области. Края
автономной республики. Предприятия имеют в своем составе
специализированные и неспециализированные цехи, ателье, мастерские,
Дома бытовых услуг, приемные пункты. В зависимости от объекта
договорных услуг цехи, ателье и мастерские специализируются на
производстве одного или нескольких наименований услуг. Предприятия
бытового обслуживания обязаны выполнять индивидуальные заказы.
Несмотря на это предприятия бытового обслуживания, оказывающие
производственные услуги, как и на промышленных предприятиях, имеют три
типа производства: массовое, серийное и индивидуальное.
Несмотря на то, что процесс труда при производстве услуг на этих
предприятиях аналогичен процессу труда на промышленных предприятиях,
здесь имеется и своя специфика, требующая размельчения предприятий,
приближение предприятий и их производственных подразделений к
9
населению. Основная часть бытовых предприятий располагается
непосредственно в жилых густонаселенных массивах, где концентрируются
детские комбинаты, школы, поликлиники, больницы.
Анализируя работу предприятий с экологической точки зрения, учету
должны подвергаться абсолютно все предприятия, независимо от
масштабности и мощности их производства.
10
2. Основные термины и определения
Термины, используемые для характеристики источников загрязнения
атмосферы, согласно методическому письму ГГО 1 4617/23 «Требования к
построению, содержанию и изложению расчетных методик определения
выбросов вредных веществ в атмосферу».
Термин Определение Пояснения и примечания
Вредное вещество, загрязняющее вещество Вещество, присутствие которого в атмосфере оказывает неблагоприятное воздействие на окружающую среду и здоровье человека Термин «загрязняющее вещество» определяется ГОСТ 17.2.1.04-77. В «Инструкции о порядке составления отчетов об охране воздушного бассейна» в этом значении употребляется термин «Вредное вещество». В методических документах, предназначенных для обеспечения инвентаризации выбросов и составления статистической отчетности, предпочтительнее применять термин «вредное вещество». Необходимо употребление слова «вредность» в значении «вредное вещество».
Источник выделения вредных веществ (источник выделения) Т ехнологическое оборудование (установки, агрегаты, машины, устройства, гальванические ванны, испытательные стенды и др.) или технологические процессы (перемещение сыпучих материалов, Выбросы вредных веществ в зависимости от источника выделения также делятся на организованные и неорганизованные
11
переливы летучих веществ, сварочные, окрасочные работы и др.), от которых в ходе производственного цикла отторгаются вредные вещества, а также места хранения сыпучих или жидких веществ, карьеры, отвалы, места складирования промышленных отходов, от которых под воздействием метеорологических факторов отторгаются вредные вещества. Источники выделения в зависимости от того, оснащены ли они специальными газоотводными сооружениями (устройствами), подразделяются на организованные и неорганизованные.
Организованный источник выделения вредных веществ (организованный источник выделения) Источник выделения, от которого вредные вещества в составе отходящего газа (вентиляционного воздуха) поступают в атмосферу через систему газоходов или воздуховодов (труба, аэрационный фонарь, вентиляционная шахта и т.п.)
Отходящий газ Газовый поток от источника выделения вредных веществ
В енти ляпионный воздух Содержащий вредные вещества
12
упорядоченный воздушный поток, поступающий из рабочего помещения непосредственно в атмосферу или в систему газоходов (воздуховодов) в результате действия системы вентиляции
Отходящее вредное вещество Вредное вещество, содержащееся в отходящем газе или вентиляционном воздухе К отходящим условно не относят вредные вещества, содержащиеся в технологических газах и улавливаемые для использования в производстве продукции; в статотчетности об охране атмосферного воздуха их не учитывают
Г азоочистная установка, пылеулавливающая установка, газопылеулавлива- ющая установка Комплекс оборудования, предназначенный для извлечения или обезвреживания вредных веществ отходящих газов или вентиляционного воздуха (с целью защиты окружающей среды и населения от их воздействия)
Количество уловленного вредного вещества Часть отходящего вредного вещества, извлеченная из отходящего газа (вентиляционного воздуха) при его прохождении через газопылеулавливающую установку. Как уловленное вредное вещество учитывается при расчетах, также часть содержащегося в вентиляционном воздухе Часть уловленного вредного вещества, используемая в производстве продукции, в статотчетности об охране атмосферного воздуха не учитывается
13
аэрозоля, которая осаждается в воздуховодах.
Степень очистки отходящего газа, степень улавливания вредного воздуха Отношение массы уловленного вредного вещества к общей массе отходящего вредного вещества, выражается обычно в процентах Про определении степени очистки не учитывается масса извлекаемого из отходящего газа вредного вещества, которая расходуется на производственные цели
Неорганизованный источник выделения вредных веществ (неорганизованный источник) Источник выделения, от которого вредные вещества, не проходя устройств, дополнительно задающих скорость в место выброса, поступают непосредственно в атмосферу, если источник находится вне помещения, или через оконные и дверные проемы помещений, не оборудованных системой вентиляции. (Такими источниками могут быть как собственно технологические процессы, операции, оборудование, места хранения сыпучих и жидких веществ, так и нарушения герметичности оборудования, снабженного системой газоотводов, и нарушения герметичности самих газоотводов.) Для расчетов поля концентраций вредных веществ и норм ПДВ источники подразделяют на точечные, линейные, площадные. Эта классификация позволяет определить необходимую для расчетной схемы локализацию источника и конфигурацию поверхности раздела между производственным объектом и атмосферой. Данная поверхность раздела условно принимается за источник выбросов, от которого поток вредных веществ поступает в атмосферу. В этой области изучения загрязнения атмосферы термин «источник выделения вредных веществ» не является необходимым и не употребляется. Вместо него могут употребляться термины «неорганизованный источник выброса», «источник неорганизованного выброса». В то же время, для целей методического
14
обеспечения инвентаризации выбросов на предприятиях и составления статистической отчетности целесообразно использовать разъясненные в настоящем перечне термины «источник выделения», «источник выбросов», как соответствующие «Инструкции о порядке составления отчетов об охране воздушного бассейна», в связи с тем, что формы статотчетности заполняются в соответствии с этой инструкцией.
Источник выбросов вредных веществ Источником выбросов вредных веществ называется специальное устройство: труба, аэрационный фонарь, вентиляционная шахта и т.п., посредством которых осуществляется выброс вредных веществ в атмосферу Это определение, данное в «Инструкции о порядке составления отчетов об охране воздушного бассейна», отличается от данного тем, что под источником выделения понимается сам производственный объект в действии, а под источником выбросов - устройство, задающее скорость и место выбросов вредных веществ от этого объекта
Организованный выброс вредного вещества (организованный выброс) Выброс вредного вещества от организованного источника выделения или от источников выбросов
15
Неорганизованный выброс вредного вещества (неорганизованный выброс) Выброс вредного вещества от неорганизованного источника выделения Это определение в «Инструкции о порядке составления отчетов об охране воздушного бассейна» осуществляет связь между понятием «неорганизованный источник выделения» и определяемой величиной выброса вредного вещества, т.к. определение неорганизованного источника выброса отсутствует. При теоретических расчетах полей концентраций вредных веществ и норм ПДВ эта неопределенность дает возможность представления одиночных неорганизованных источников выделения и их групп наиболее удобным образом в качестве источника неорганизованного выброса.
Удельное количество выделяющегося вредного вещества, удельное выделение вредного вещества (удельное выделение) Определяемая расчетным или инструментальным методом величина массы вредного вещества, выделяющегося в ходе технологического процесса: - при переработке единичного количества сырья или полупродукта; - при перемещении единицы массы материала; В ГОСТ 17.2.1.04-77 и «Инструкции о порядке составления отчетов об охране воздушного бассейна» этот необходимый термин не определяется. Он создан и применяется в технологической литературе (см. например, «Руководство по проектированию отопления и вентиляции предприятий машиностроительной
16
- при сжигании единицы массы топлива; при производстве единицы энергии; - за единицу времени работы единицы оборудования; - за единицу времени при производстве или обработке единицы продукции. промышленности. Гальванические и травильные цехи», М., 1980 г.). Следует отметить, что в действующих методических документах по определению выбросов вредных веществ в атмосферу расчетными методами нередко используется термин «удельный выброс» в значении «удельное выделение». Такое использование этого термина не всегда верно.
Удельный выброс вредного вещества (удельный выброс) Часть величины удельного выделения, попадающая в атмосферу Для источника, оборудованного газопылеулавливающей установкой, удельный выброс равен разности величин удельного выделения и его уловленной и обезвреженной части. Для организованного источника без газопылеулавливающего оборудования и для неорганизованного источника выделения этот термин эквивалентен термину «удельное выделение».
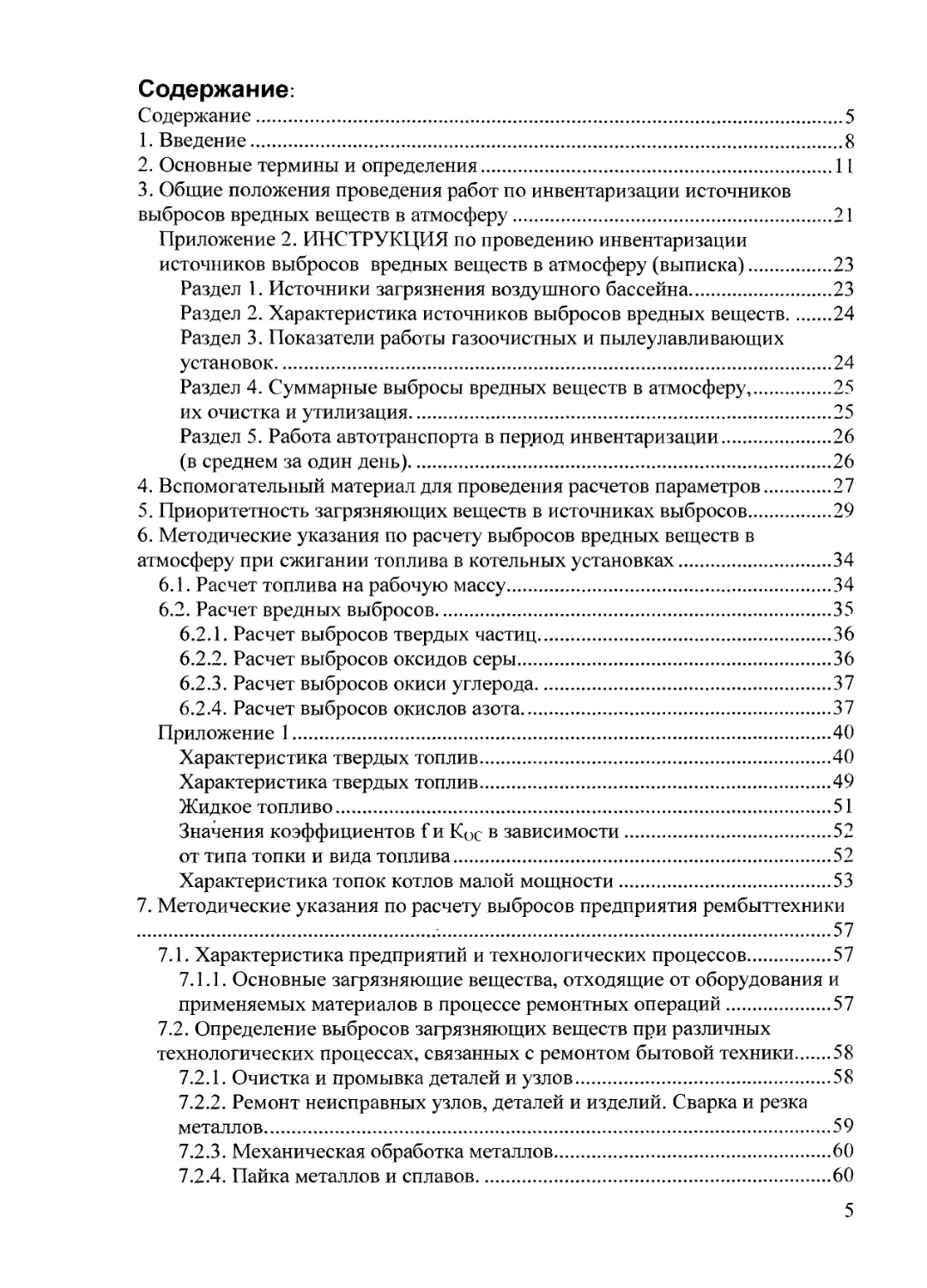
Валовое выделение вредного вещества, количество отходящего вредного вещества Величина массы вредного вещества, отходящего от источника выделения за определенный (отчетный) период времени Количество отходящего вредного вещества определяется без учета степени очистки, независимо от того, каким способом и какая часть его попадает в атмосферу: собирается ли отходящий газ в систему
17
газоотводов, направляется ли на газопылеулавливающую установку или поступает непосредственно в атмосферу
Валовый выброс вредного вещества (Валовый выброс) Часть валового выделения вредного вещества, поступающая в атмосферу за отчетный период времени Для источника, снабженного газопылеулавливающей установкой, величина валового выброса определяется как разность количеств отходящего и уловленного (и обезвреженного) вредного вещества. При отсутствии газопылеулавливающей установки величина валового выброса равна количеству отходящего вредного вещества, или валовому выделению.
Инвентаризация выбросов предприятия Получение и систематизация сведений о составе и распределении на территории предприятия (о топографии) источников выбросов и выделений, о режиме их работы, удельных и валовых выделениях и выбросах
18
Термины и определения основных понятий в области
метеорологических аспектов загрязнения и защиты атмосферы от
промышленных выбросов, согласно ГОСТу 17.2.1.04 - 77 «Охрана природы.
Атмосфера. Метеорологические аспекты загрязнения и промышленные
выбросы»
Термин Определение
Мощность выброса (М, г/с) Количество выбрасываемого в атмосферу вещества в единицу времени
Очистка газа Отделение от газа или превращение в безвредное состояние загрязняющего вещества, поступающего от промышленного источника
Промышленная очистка газа Очистка газа с целью последующей утилизации или возврата в производство отделенного от газа или превращенного в безвредное состояние продукта
Санитарная очистка газа Очистка газа от остаточного содержания в газе загрязняющего вещества, при котором обеспечивается соблюдение установленных для последнего предельно допустимых концентраций в воздухе населенных мест или производственных помещений
Дымовой газ Г аз, выделяемый промышленным источником при горении органических веществ
Неочищенный газ Грязный газ Газ, выделяемый промышленным источником при горении органических веществ
Очищенный газ Газ, подвергнутый очистке в одном или нескольких газоочистных аппаратах
Промышленная пыль Пыль, входящая в состав промышленного выброса
Дисперсный состав пыли Распределение частиц пыли по размерам, характеризуемое относительным содержанием фракций или параметрами функций, описывающих указанное распределение
Запыленность газа Массовая концентрация пыли в газе
Загрязнение атмосферы Изменение состава атмосферы в результате наличия в ней примесей
Антропогенное загрязнение атмосферы Загрязнение атмосферы, обусловленное деятельностью человека
Метеорологические факторы загрязнения атмосферы Метеорологические элементы, явления и процессы, влияющие на загрязнение атмосферы.
Потенциал загрязнения атмосферы Состояние метеорологических факторов, обуславливающих уровень возможного
19
загрязнения атмосферы от источников в данном географическом районе.
Опасная скорость ветра Скорость ветра на устойчивой высоте, при которой приземная концентрация от источника примеси достигает максимального значения.
Самоочищение атмосферы Частичное или полное восстановление естественного состава атмосферы вследствие удаления примесей под воздействием природных процессов.
Охрана атмосферы Система государственных мероприятий по защите атмосферы от загрязняющих веществ.
Предельно допустимая концентрация примеси в атмосфере Максимальная концентрация примеси в атмосфере, которая при периодическом воздействии или на протяжении всей жизни человека не оказывает на него вредного воздействия, включая отдельные последствия, и на окружающую среду в целом.
Предельно допустимый выброс Научно-технический норматив, устанавливаемый из условия, чтобы содержание загрязняющих веществ в приземном слое воздуха из источника или их совокупности не превышало нормативов качества воздуха для населения, животного и растительного мира.
20
3. Общие положения проведения работ по
инвентаризации источников выбросов вредных веществ
в атмосферу
Инвентаризация источников выбросов вредных веществ на
предприятиях проводится с целью учета поступления выбросов вредных
веществ в атмосферу, разработки планов их улавливания и обезвреживания;
установления предельно допустимых выбросов (ПДВ) и временно
согласованных выбросов (ВСВ) вредных веществ.
При инвентаризации выбросов вредных веществ в атмосферный воздух
основными являются методы измерений, основанные на проведении прямых
инструментальных замеров (расчетно-аналитический метод), позволяющие
получить параметры воздушного потока, его состав и концентрацию
загрязняющих веществ в условиях действующего производства. Этот метод,
в основном, применяется для организованных источников выброса. В
необходимых случаях для расчета количественных характеристик вредных
веществ могут применяться отраслевые методики, утвержденные
вышестоящими организациями, позволяющие установить состав и
количество загрязняющих веществ путем составления материальных
балансов технологических процессов или применения удельных показателей
выбросов (расчетно-теоретический метод). Метод базируется на обобщенных
результатах исследования концентрации и состава загрязняющих веществ в
выбросах от различных производств, на основе литературных данных.
Расчетно-теоретический метод применим как для организованных, так и для
неорганизованных источников выбросов и позволяет рассчитывать как
валовой (годовой) выброс, так и выброс в любой промежуток времени (г/с).
Для инвентаризации принимаются все источники выброса
(организованные и неорганизованные), наносятся на карту-схему, которая
составляется предприятием, и нумеруются сквозной нумерацией.
Местоположение каждого источника выброса определяется в условной
(заводской) системе координат. При этом за центр системы принимается
какой-либо ориентир (источник выброса, угол здания и т.д.).
Наименование производства, цеха, участка; данные о наличии
источников выделения и источников выбросов вредных веществ,
газоочистных и пылеулавливающих установок; параметры источников
выброса; данные о количественном и качественном составе выбрасываемых
и улавливаемых вредных веществ заносятся в «Бланк инвентаризации...».
Форма «Бланка...» принята по аналогии с формой 1 -г- воздух ЦСУ СССР и
приведена в приложении 6 вместе с инструкцией по ее заполнению
(приложение 2).
Критерием оценки допустимого уровня выброса из источника является
приземная концентрация, которая не должна быть выше ПДК, и ее поле
рассеивания. В зависимости от фонового состояния города, Комитет охраны
21
природы устанавливает предел концентрации в выбросе вредных веществ в
долях ПДК.
Анализируя результаты расчетов приземной концентрации и поля
рассеивания, производимые по программе «Эфир-6», разрабатываются
мероприятия по снижению выбросов вредных веществ в атмосферу.
Для определения выбросов вредных веществ предприятий подотраслей
системы бытового обслуживания необходимо учитывать специфику
производства, которая не отражена в вышеприведенном материале.
Специфические особенности подотрасли, которые необходимо учитывать
при инвентаризации, указываются в методиках по расчетам выбросов по
соответствующей подотрасли.
22
Приложение 2. ИНСТРУКЦИЯ по проведению инвентаризации
источников выбросов вредных веществ в атмосферу
(выписка)
Утверждена ЦСУ СССР и
Госснабом СССР 12.03.79 г.
№42/082-018/2-80
Москва, 1979
В соответствии с Постановлением ЦК КПСС и Совета Министров
СССР от 1 декабря 1978 года № 984 «О дополнительных мерах по усилению
охраны природы и улучшению использования природных ресурсов»
министерства и ведомства СССР и Совета Министров союзных республик
проводят на подведомственных предприятиях, учреждениях, организациях
инвентаризацию источников выбросов вредных веществ в окружающую
среду.
Раздел 1. Источники загрязнения воздушного бассейна.
Инвентаризация должна проводиться как для организованных, так и
для неорганизованных выбросов.
1. В графе 1 «Наименование производства» указывается к какому
производству относится источник выделения и источники выбросов вредных
веществ в атмосферу. Производство может включать в себя один или
несколько цехов, участков и т.п.
2. В графе 2 «Наименование участка, цеха и т.п.» приводятся конкретные
названия (подготовительный, формовочный), а также указываются номера
цеха, участка.
3. В графе 3 «Наименование источников выделения вредных веществ»
указывается наименование установок и агрегатов, где непосредственно
образуется вредное вещество (паровые котлы, доменные печи, разгрузочные
устройства и т.п.), а также основные источники выделения неорганизованных
выбросов (неплотности оборудования, оконные проемы, пруды-отстойники,
большие совокупности резервуаров и т.п.).
4. В графе 4 «Число источников выделения» учитывают все источники
выделения, соответствующие источнику выбросов графы 5.
5. В графе 5 «Наименование источника выбросов вредных веществ»
приводятся источники выбросов (труба, аэрационный фонарь и т.п.),
объединяющие источники выделения графы 4.
6. В графе 6 «Номер источника выброса» указывается номер источника.
23
Раздел 2. Характеристика источников выбросов вредных веществ.
1. В графе 1 указывается номер источника выбросов.
2. В графах 2 и 3 приводятся соответственно данные о высоте источника в
метрах над уровнем земли и диаметр в метрах или размер сечения устья.
3. В графе 4 указывается скорость выхода газов из устья трубы, фонаря и т.п.
4. В случаях, когда источник выбрасывает несколько ингредиентов вредных
веществ, то строка с наименованием первого вредного вещества заполняется
полностью, а в строках других вредных веществ в графах 1, 2, 3, 4, 6
проставляются кавычки.
4. В графе 5 показывается суммарный объем выбрасываемых из источника
газов. В графе 6 - средняя температура выбрасываемой газовоздушной
смеси.
5. В графе 7 записывается наименование вредных веществ, которые
выбрасываются в атмосферу, независимо имеются ли для них ПДК или нет.
Перечень вредных веществ, для которых имеется ПДК, приведен в таблице
5.1.
6. В графах 8 и 9 приводят соответственно максимальные (г/с) и суммарные
за год (т/год) количества вредных веществ - всего, твердые, газообразные и
по ингредиентам, поступающих от источника выброса в атмосферный
воздух. При этом в графе 8 проставляют максимальную величину выброса,
которая имеет место при неблагоприятном режиме работы источника
загрязнения.
Раздел 3. Показатели работы газоочистных и пылеулавливающих
установок.
1. Газоочистной установкой называется сооружение, предназначенное для
улавливания из отходящих газов или вентиляционного воздуха
содержащихся в них вредных примесей с целью предотвращения загрязнения
атмосферы и состоящее из одного или нескольких газоочистных аппаратов,
вспомогательного оборудования и коммуникаций.
Газоочистным аппаратом называется элемент газоочистной установки,
в котором осуществляется определенный избирательный процесс
улавливания твердых, жидких или газообразных вредных веществ,
содержащихся в отходящих газах или вентиляционном воздухе.
Неисправными газоочистными установками считаются установки,
имеющие повреждения механических, электрических или других узлов,
приводящие к снижению эффективности или надежности работы
оборудования.
Неэффективными газоочистными установками считаются такие
установки, которые не обеспечивают очистку газов от вредных веществ или
обезвреживание до концентраций, предусмотренных проектом. Номера
источников выбросов должны соответствовать номерам, записанным в графе
6 раздела 1.
24
2. В графах 2, 3, 4 соответственно указывается всего, неисправных и
неэффективных газоочистных и пылеулавливающих установок.
3. В графе 5 записывается наименование вредных веществ, по которым
проводится очистка.
4. В графах 6, 7 в соответствии с ГОСТ 17.2.3.02-78 указывается
коэффициент обеспеченности К(1) (нормативный и фактический).
Коэффициент обеспеченности газоочисткой в процентах вычисляют по
формуле:
К(1) =—*100,
т
1 т
где: Тг - время работы за год технологического оборудования, ч;
Тт - время работы за год газоочистных установок (вне зависимости от
степени очистки), ч.
5. В графах 8, 9 соответственно указывается концентрация вредных веществ
по отдельным ингредиентам до очистки-и после прохождения очистки по
результатам замеров, выполняемых в соответствии с имеющимися
методиками (г/м3).
Раздел 4. Суммарные выбросы вредных веществ в атмосферу,
их очистка и утилизация.
1. В графе А указываются ингредиенты вредных веществ, которые
выбрасываются в атмосферу, независимо имеется для них ПДК или нет.
Количество вредных веществ - всего, твердых, газообразных и жидких
и по ингредиентам - указывают в графах 1 - 7 в т/год.
2. В графу 1 включают количество вредных веществ (т/год) - всего, твердых,
газообразных и по ингредиентам, отходящих от всех источников загрязнения,
организованных и неорганизованных, независимо от того, оснащены они
очистными сооружениями или нет.
3. В графе 2 «Выбрасывается без очистки» указывают количество вредных
веществ (т/год) всего, твердых, газообразных и по ингредиентам, которые
поступают в атмосферу, минуя очистные сооружения.
4. В графу 3 «Поступает на очистные сооружения всего» включают все
поступающие на очистные сооружения примеси, независимо от того, какие
ингредиенты проходят очистку в газоочистных и пылеулавливающих
установках.
При этом графа 3 равна сумме граф 4 «Выброшено в атмосферу» и 6
«Уловлено и обезврежено фактически». В графе приводится количество
вредных веществ - всего, твердых, газообразных, и по ингредиентам,
поступающих в атмосферу после прохождения системы очистки.
5. В графах 5, 6 «Уловлено и обезврежено» указывают количество
уловленных очистными сооружениями вредных веществ - всего, твердых,
газообразных и по ингредиентам, по плану и фактически.
25
6. В графе 7 «Из них утилизировано» приводится количество вредных
веществ - всего и по ингредиентам, возвращенных в производство или
использованных для получения товарного продукта.
7. В графе Б «Всего выброшено в атмосферу» указывают общее количество
вредных веществ, выброшенных в атмосферу - всего, твердых, газообразных
и по ингредиентам. При этом графа Б равна сумме граф 2 «Выбрасывается
без очистки» и 4 «Выброшено в атмосферу».
Суммарные по всем источникам выбросы количества вредных веществ
всего по ингредиентам, указываемые в графе Б раздела 4, должны быть
равны данным графы 9 раздела 2.
8. При отсутствии на предприятиях очистных сооружений в графы 3-7
записывают нуль. Тогда данные графы 1 «Количество веществ, отходящих от
всех источников загрязнения», графы 2 «Выбрасывается без очистки» и
графы Б «Всего выброшено в атмосферу» будут равны между собой.
Раздел 5. Работа автотранспорта в период инвентаризации
(в среднем за один день).
Сведения о количестве автотранспорта и расходе топлива за период
инвентаризации (в среднем за один день) представляются объединениями,
предприятиями, учреждениями и организациями, имеющими 5 и более
автомобилей.
26
4. Вспомогательный материал для проведения расчетов
параметров
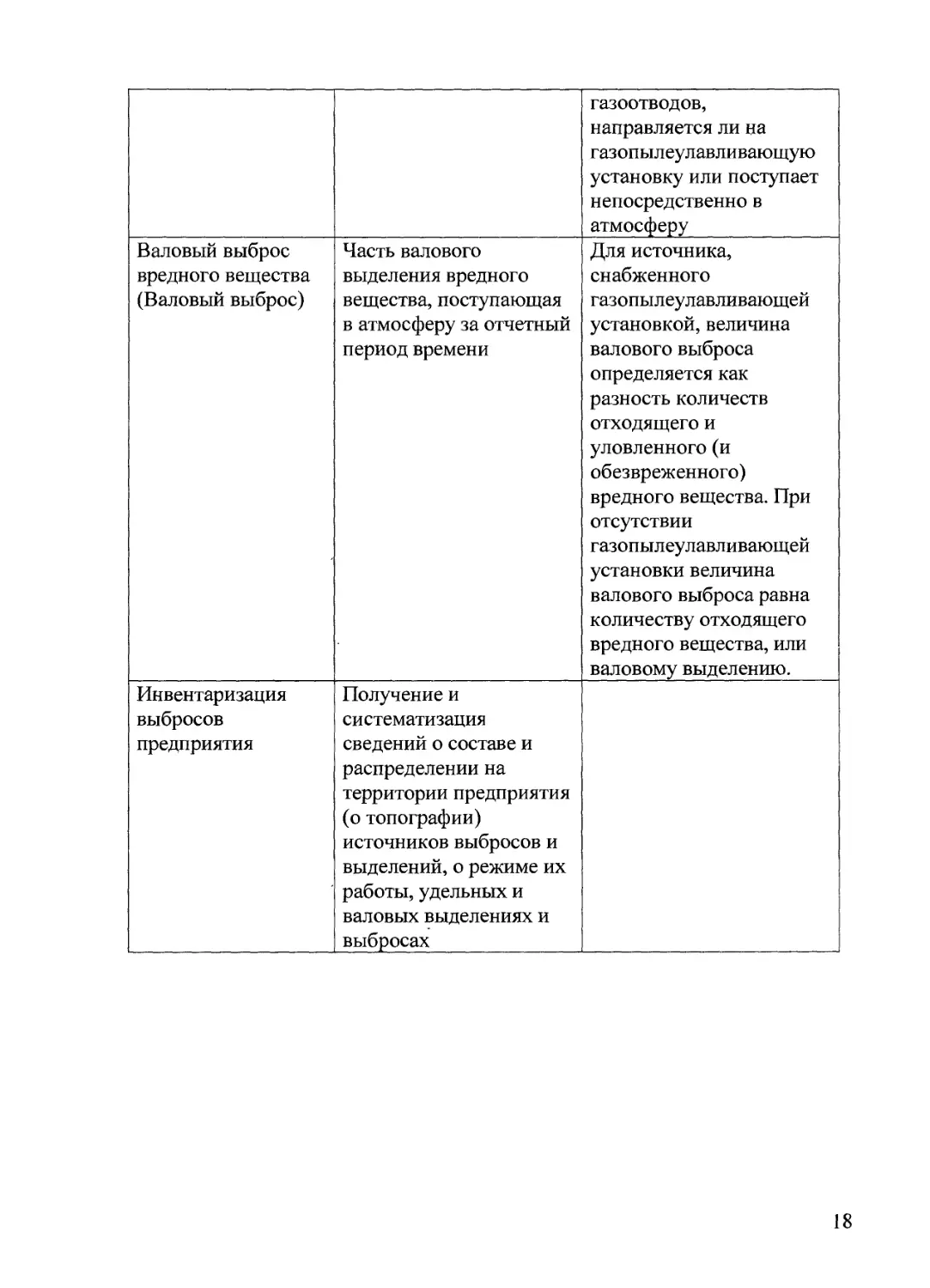
4.1. Определение скорости газов (W) на выходе из устья организованного
источника выброса загрязняющих веществ в атмосферу:
V
W=-, м/с
5
(4.1)
где: V - объемный расход газовоздушной смеси, м3/с;
S - площадь сечения устья м2.
Для круглого устья:
где: D - диаметр устья, м.
Объемный расход отходящей газовоздушной смеси (V) может быть
определен в соответствии с производительностью вентилятора,
рассматриваемой системы:
где: L - производительность вентилятора, м3/ч.
4.2. Формула определения эквивалентного диаметра для источника
прямоугольного сечения:
где: А, В - стороны прямоугольного сечения источника, м.
Для квадратного сечения источника:
Дэкв А В, М
4.3. Определение общей эффективности пылегазоулавливающего
оборудования при нескольких ступенях очистки:
р=1 -(1 — T|i)* (1 — Пг)* (1 ~Пз),
(4.5)
где: г]1, т]2, г]з - эффективность каждой ступени очистки.
4.4. Концентрация вредного вещества, г/нм3, в пылегазовоздушном потоке,
отходящем от источника выделения, до очистки его в
пылегазоулавливающем оборудовании, определяется по формуле:
где: М - количество вредного вещества, поступающего на очистку, т/год;
Т - время работы технологического оборудования, ч/год;
27
V - объемный отход отходящего воздуха (пылегазовоздушной смеси),
м3/ч.
При инструментальных замерах объемный расход воздуха (отходящей
пылегазовоздушной смеси) приводится к нормальным условиям по формуле:
273*у*р
V =--------L---- м3/ч (4.7)
(273+ f)* 760
где: Vt - объемный расход воздуха при рабочей температуре t, м3/ч;
Р - рабочее давление при отборе пробы, мм.рт.ст.;
t - температура отходящего воздуха (газовой смеси), °C.
Для расчетов, не требующих высокой точности, допускается принимать
(VH=Vt, мЗ/ч) и объемный расход отходящей смеси определять по формуле:
V=3600*W*F, м3/ч (4.8)
где: W - скорость пылегазовоздушного потока в газоходе, м/с;
F - площадь поперечного сечения газохода, м .
28
5. Приоритетность загрязняющих веществ в источниках
выбросов
Основным критерием, определяющим приоритетность загрязняющего
вещества для источников загрязнения атмосферы, является величина
мощности выброса. С другой стороны, вредное вещество по силе воздействия
на человека имеет установленную ПДК и класс опасности (а),
приоритетность загрязняющих веществ по предприятию можно определить
по формуле:
М io3 , М,
К~------J----*-------= 2,76 *105 *-----J-----,
J 3600*Т ПДК/а/Т
где: К, - коэффициент, приоритетности загрязняющего вещества, м3/с;
Mj - мощность выброса загрязняющего вещества, т/год;
ПДК, - предельно допустимые концентрации загрязняющих веществ в
воздухе населенных мест, мг/м3 (таблица 5.1.);
Т - режим работы предприятия, ч/год.
Убывание К, позволяет определить вещества, по которым в первую
очередь стоит сократить выбросы.
Kj - возможен для веществ, имеющих ПДК и класс опасности; для
веществ, не имеющих ПДК, приоритетность определяется по массе выброса.
Если назначение вещества собирательное, из него выделяют вклады
ингредиентов данного класса; для которых установлены ПДК.
Для сложных примесей (растворителей, эмульсий и т.д.) следует
указывать марку в соответствии с приведенными в списке ПДК или
доминирующий растворитель, входящий в состав композиции.
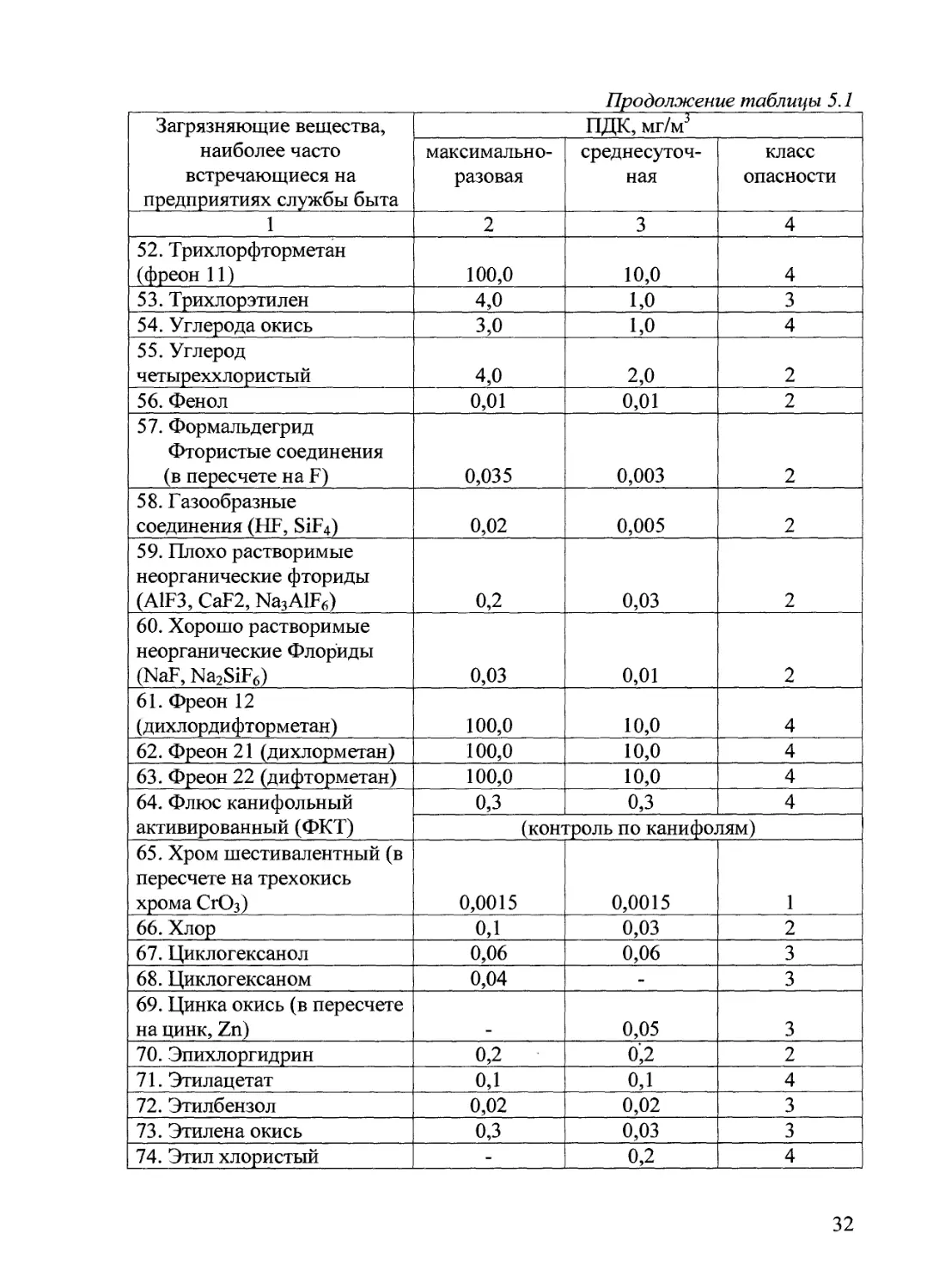
Таблица 5.1
Предельно допустимые концентрации (ПДК)
и ориентировочные безопасные воздействия (ОБУВ)
загрязняющих веществ в атмосферном воздухе населенных мест
Загрязняющие вещества, наиболее часто встречающиеся на предприятиях службы быта ПДК, мг/м3
максимально- разовая среднесуточ- ная класс опасности
1 2 3 4
1. Азота двуокись 0,085 0,04 2
2. Азота окись 0,6 0,06 3
3. Аммиак 0,2 0,04 4
4. Ангидрид сернистый 0,5 0,05 3
5. Ангидрид фосфорный 0,15 0,05 2
6. Ангидрид вольфрамовый - 0,15 3
7. Ангидрид уксусный 0,1 0,03 3
29
Продолжение таблицы 5.1
Загрязняющие вещества, наиболее часто встречающиеся на предприятиях службы быта ПДК, мг/м3
максимально- разовая среднесуточ- ная класс опасности
1 2 3 4
8. Ацетальдегид 0,01 0,01 3
9. Ацетон 0,35 0,35 4
10. Бенз(а)пирен - 0,1 1
11. Бутилацетат 0,1 0,1 4
12. Бромбензол - 0,03 2
13. Бензол 1,5 0,1 2
14. 1,3-бутадиен (дивинил) 3 1 4
15. Бензин (нефтяной, малосернистый в пересчете на углерод, С) 5 1,5 4
16. Ванадия пятиокись - 0,002 1
17. Взвешенные вещества 0,5 0,15 3
18. Винилацетат 0,15 0,15 3
19. Водород хлористый (соляная кислота) по молекуле HCI 0,2 0,2 2
20. Водород хлористый 0,01 0,001 2
21. Водород фтористый 0,02 0,005 2
22. Диамид угольной кислоты (карбамид, мочевина) 0,2 4
23. Железа окись (в пересчете на железо) 0.04 3
24. Кислота азотная по молекуле HNO3 0,4 0,4 2
25. Кислота уксусная 0,2 0,06 3
26. Кислота серная по молекуле H2SO4 0,3 0,1 2
27. Ксилол 0,2 0,2 3
28. Кадмия окись (в пересчете на Cd) 0,001 2
29. Марганец и его соединения (в пересчете на МпО2) 0,01 0,001 2
30. Медь окись - 0,002 2
31. Магния окись 0,4 0,05 . 4
32. Никель (растворимые моли) - 0,0002 1
30
Продолжение таблицы 5.1
Загрязняющие вещества, наиболее часто встречающиеся на предприятиях службы быта ПДК, мг/м3
максимально- разовая среднесуточ- ная класс опасности
1 2 3 4
33. Никель окись - 0,001 2
34. Пыль неорганическая, содержащая двуокись кремния (SiO2) в %:
выше 70% (динас) 0,15 0,05 3
70-20% (шамот, цемент и др.) ниже 20% (доломит 0,3 0,1 3
и др.) 0,5 0,15 3
35. Перхлорэтилен (тетрахлорэтилен) 0,5 0,06 2
36. Растворитель древесно- спиртовый марки «А» (ацетоно-эфирный) 0,12 0,12 4
(контроль по ацетону)
37. Растворитель мебельный (АМР-3) 0,09 0,09 3
(контроль по ацетону)
38. Растворитель марки «Э» 0,07 0,07 4
(эфиро ацетоновый) (контроль по ацетону)
39. Свинец и его соединения, кроме тетраэтилсвинца (в пересчете на свинец, РЪ) 0,0003 1
40. Свинец сернистый - 0,0017 1
41. Сероводород 0,008 0,008 2
42. Скипидар 2 1 4
43. Спирт этиловый (эталон) 5,0 5,0 4
44. Спирт бутиловый (буталон) 0,1 0,1 3
45. Спирт пропиловый (пропанол) 0,3 0,3 3
46. Спирт метиловый (метанол) 1,0 0,5 3
47. Стирол 0,003 0,003 3
48. Спирт бензиловый 0,16 - 4
49. Сероуглерод 0,03 0,005 2
50. Сажа 0,15 0,05 3
51. Толуол 0,6 0,6 3
31
I
Продолжение таблицы 5.1
Загрязняющие вещества, наиболее часто встречающиеся на предприятиях службы быта ПДК, мг/м3
максимально- разовая среднесуточ- ная класс опасности
1 2 3 4
52. Трихлорфторметан (фреон 11) 100,0 10,0 4
53. Трихлорэтилен 4,0 1,0 3
54. Углерода окись 3,0 1,0 4
55. Углерод четыреххлористый 4,0 2,0 2
56. Фенол 0,01 0,01 2
57. Формальдегрид Фтористые соединения (в пересчете на F) 0,035 0,003 2
58. Газообразные соединения (HF, SiF4) 0,02 0,005 2
59. Плохо растворимые неорганические фториды (A1F3, CaF2, Na3AlF6) 0,2 0,03 2
60. Хорошо растворимые неорганические Флориды (NaF, Na2SiF6) 0,03 0,01 2
61. Фреон 12 (дихлордифторметан) 100,0 10,0 4
62. Фреон 21 (дихлорметан) 100,0 10,0 4
63. Фреон 22 (дифторметан) 100,0 10,0 4
64. Флюс канифольный активированный (ФКТ) 0,3 0,3 4
(контроль по канифолям)
65. Хром шестивалентный (в пересчете на трехокись хрома СгО3) 0,0015 0,0015 1
66. Хлор 0,1 0,03 2
67. Циклогексанол 0,06 0,06 3
68. Циклогексаном 0,04 - 3
69. Цинка окись (в пересчете на цинк, Zn) — 0,05 3
70. Эпихлоргидрин 0,2 0,2 2
71. Этилацетат 0,1 0,1 4
72. Этилбензол 0,02 0,02 3
73. Этилена окись 0,3 0,03 3
74. Этил хлористый - 0,2 4
32
Продолжение таблицы 5.1
ОБУВ
Вещество ОБУВ, мг/м3
1. Этилцеллоззольв 0,7
2. Уайт-спирит 0,1 (класс опасности 4)
3. Сольвент-нафта 0,2 (класс опасности 4)
4. Окситерпеновый растворитель 1,0
5. Окись алюминия 0,04
33
6. Методические указания по расчету выбросов вредных
веществ в атмосферу при сжигании топлива в котельных
установках
Для проведения расчетов выбросов необходимо провести
инвентаризацию источников вредных выбросов котельной. При проведении
инвентаризации необходимо собрать следующие данные:
1. Назначение котельной (технологическая, отопительная,
комбинированная).
2. Количество и марка котлов.
3. Производительность котлов.
4. Число отработанных часов за год.
5. Коэффициент избытка воздуха.
6. Вид топлива, теплотворная способность.
7. Расход топлива за год и максимальный в час.
8. Характеристика топлива на рабочую массу.
9. Конструкция топки.
Ю.Вид сжигания топлива.
11 .Количество источников выброса.
12 .Геометрические характеристики источника выбросов (высота от
уровня земли, диаметр или размеры сечения трубы).
13 .Наличие очистных сооружений и их КПД.
14 .Температура уходящих газов.
15 .Климатические данные, коэффициент рельефа местности, привязка
источников выброса к городской системе координат (запрашивается в
региональных УГКС).
На предприятиях службы быта наиболее часто встречаются котлы
следующих марок: Универсал-2, Универсал-3, Универсал-5, Универсал-6,
ММЗ-1, ММЗ-0,8/8, МКЗ-1, МЗК-7Ж, Е-1/9Т, Е-1/9Ж, «Пионер», «Энергия»,
«Братск», «Маваг-275», СК-125, вагонного типа, водогрейный самодельного
изготовления и т.п.
6.1. Расчет топлива на рабочую массу.
При расчете вредных выбросов необходимо располагать
характеристиками компонентного состава топлива на рабочую массу.
Лабораторные данные по составу топлива часто выдаются на сухую или
горячую массу. В этом случае производится пересчет на рабочую массу, %
по ниже приведенным формулам [1].
Зольность:
A^Ac*1-00-^f, (6.1)
100
где: Ар - зольность топлива на рабочую массу, %;
Ас - зольность топлива на сухую массу, %;
34
Wp - влажность топлива на рабочую массу, %. Сера: S? =Sr* 1О°-(ЛР+^), (6.2) А ф WO v '
где: S₽K+op - содержание серы в топливе на рабочую массу, %; Sr - содержание серы в топливе на горючую массу, %. Углерод: Ср = Сг * +WP^, (6.3) 100 v
где: Ср - содержание углерода в топливе на рабочую массу, %; Сг - содержание углерода в топливе на горючую массу, %. Водород: Нр = НГ*100 (6.4) 100
где: Нр - содержание водорода в топливе на рабочую массу, %; Нг - содержание водорода в топливе на горючую массу, %. Азот: ..г . 100-(лЛ + WP) N =N * L(6.5) 100
где: NP - содержание азота в топливе на рабочую массу, %; Nr - содержание азота в топливе на горючую массу, %. Кислород: , г>1оо-(.Г+И, (6.6) 100
где: ОР - содержание кислорода в топливе на рабочую массу, %; Ог - содержание кислорода в топливе на горючую массу, %.
Для наиболее часто используемых топлив состав приведен в
приложении 1, таблицы П. 1.1, П. 1.2, П. 1.3.
6.2. Расчет вредных выбросов.
Расчет выбросов вредных веществ, образующихся при сжигании
топлива в котельных агрегатах, производится по соответствующим
методическим указаниям Госкомгидромета [3] и Министерства жилищно-
коммунального хозяйства СССР [4].
35
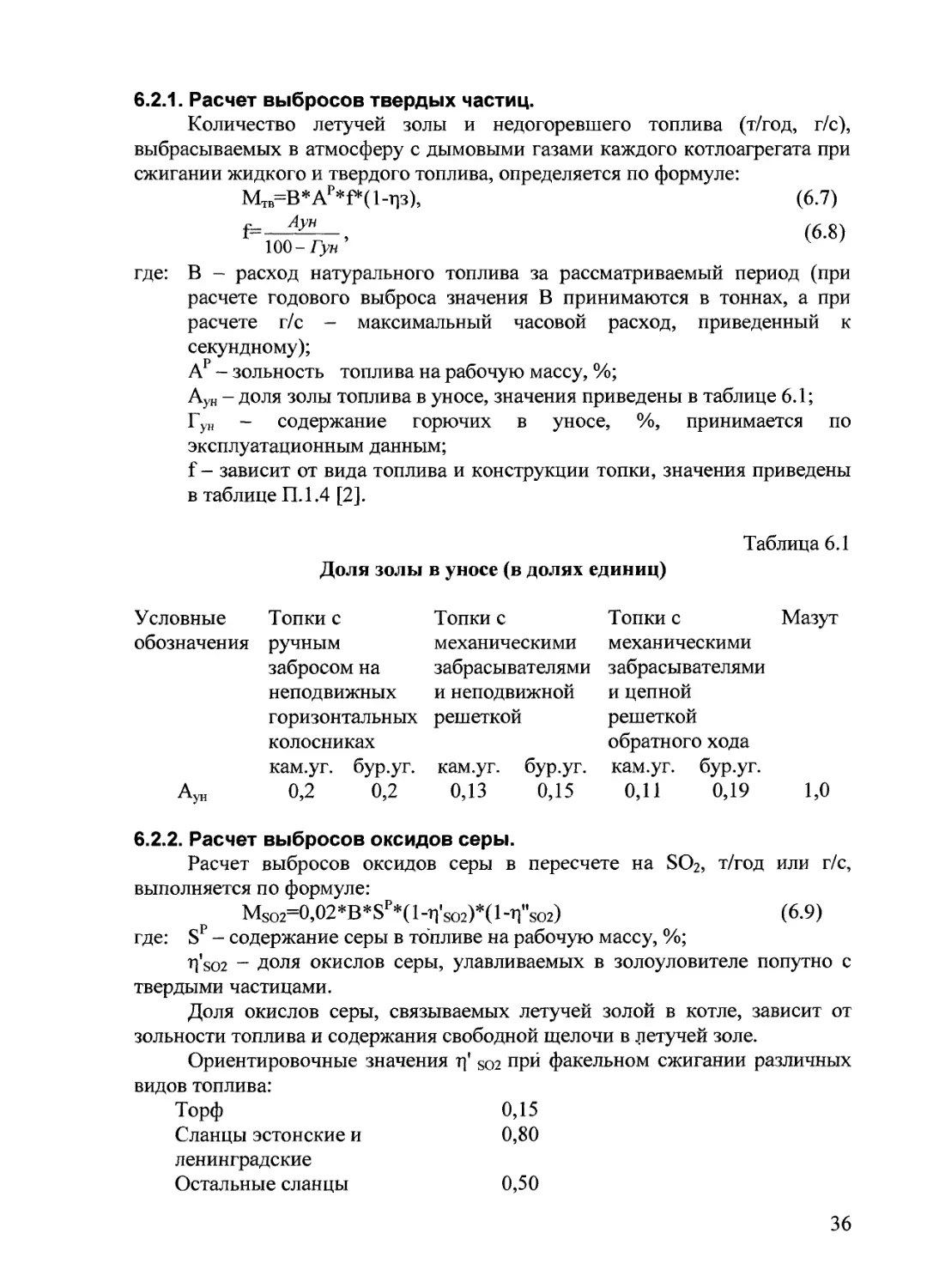
6.2.1. Расчет выбросов твердых частиц.
Количество летучей золы и недогоревшего топлива (т/год, г/с),
выбрасываемых в атмосферу с дымовыми газами каждого котлоагрегата при
сжигании жидкого и твердого топлива, определяется по формуле:
Мтв=В*Ар*£*(1-г]з), (6.7)
f= Аун , (6.8)
100-Гун
где: В - расход натурального топлива за рассматриваемый период (при
расчете годового выброса значения В принимаются в тоннах, а при
расчете г/с - максимальный часовой расход, приведенный к
секундному);
Ар - зольность топлива на рабочую массу, %;
АуН - доля золы топлива в уносе, значения приведены в таблице 6.1;
Гун - содержание горючих в уносе, %, принимается по
эксплуатационным данным;
f - зависит от вида топлива и конструкции топки, значения приведены
в таблице П.1.4 [2].
Доля золы в уносе (в долях единиц)
Таблица 6.1
Условные Топки с Топки с Топки с Мазут
обозначения ручным механическими механическими
забросом на забрасывателями забрасывателями
неподвижных и неподвижной и цепной
горизонтальных решеткой решеткой
колосниках обратного хода
кам.уг. бур.уг. кам.уг. бур.уг. кам.уг. бур.уг.
АуН 0,2 0,2 0,13 0,15 0,11 0,19 1,0
6.2.2. Расчет выбросов оксидов серы.
Расчет выбросов оксидов серы в пересчете на SO2, т/год или г/с,
выполняется по формуле:
Mso2=0,02*B*Sp*(l-n'so2)*(l-il'’so2) (6.9)
где: Sp - содержание серы в топливе на рабочую массу, %;
T|’so2 - доля окислов серы, улавливаемых в золоуловителе попутно с
твердыми частицами.
Доля окислов серы, связываемых летучей золой в котле, зависит от
зольности топлива и содержания свободной щелочи в летучей золе.
Ориентировочные значения т]' So2 при факельном сжигании различных
видов топлива:
Торф 0,15
Сланцы эстонские и 0,80
ленинградские
Остальные сланцы 0,50
36
Экибастузский уголь 0,02
Березовские угли Канско-
Ачинского бассейна для топок с 0,50
твердым шлакоудалением
Остальные угли Канско- 0,20
Ачинского бассейна
Прочие угли 0,10
Мазут 0,02
Газ 0,00
Доля окислов серы (rf'soi), улавливаемых в сухих золоуловителях,
принимается равной нулю.
6.2.3. Расчет выбросов окиси углерода.
Расчет выбросов окиси углерода, т/год или г/с, производится по
формуле:
(6.10)
МСо=0,001*Ссо*В* 1-^-
I 100.
где: Ссо - выход окиси углерода на единицу количества сжигаемого
топлива, кг/т, определяется по формуле:
с -<h*R*QPH
v-co-------------------
1013
(6.11)
где: q3 - потери теплоты вследствие химической неполноты сгорания
топлива, %, принимается в зависимости от конструкции топки и
коэффициента избытка воздуха. Значения q3 приведены в таблице
П.1.5;
R - коэффициент, учитывающий долю потери теплоты, вследствие
химической неполноты сгорания топлива, обусловленной содержанием
оксида углерода в продуктах сгорания.
Для твердого топлива R= 1,0;
для газа R=0,5;
для мазута R=0,65;
QPh - низшая теплота сгорания натурального топлива, кДж/кг (кДж/м3);
qH - потери теплоты соответственно от химической и механической
неполноты сгорания, %, принимается по таблице П.1.5.
6.2.4. Расчет выбросов окислов азота.
Количество окислов азота в пересчете на NO2, т/год или г/с,
выбрасываемых в атмосферу с дымовыми газами котлоагрегата, вычисляется
по формуле:
MNo2=0,001*B*Qph*KNo2*(1-₽), (6-12)
где: Kno2 - параметр, характеризующий количество окислов азота,
образующихся на 1,0 ГДж тепла, кг/ГДж. Значения определяются по
графику на рис. 6.1;
37
Р - коэффициент, учитывающий степень снижения выбросов окислов
азота в результате применения технических решений.
Для расчета поля рассеивания необходимо знать объем отходящих
газов через источник выброса.
В связи с этим определяется теоретически необходимый объем воздуха
при сжигании 1 кг топлива, нм3/кг, рекомендованный едиными нормами
расчета котельных агрегатов, по формуле:
Vo=0,0889*(Cp+0,375Sp)+0,265Hp-0,0333Op, (6.16)
При сжигании образуется объем дымовых газов, нм3/кг, определяемый
по формуле:
V>Vrc+VH2o, (6.17)
Vrc=V0N2+V0RC)2, (6.18)
V°n2=0,79* Vo+0,8—, (6.19)
(Г'р 4- 0 XIS * А и-Р
V°RO2=1,866* = 1,866*——, (6.20)
[ 100 J 100
где: Kp=Cp+0,375*SpK+Op - называется приведенным углеродом.
VOh2o=0,0124*(9Hp+Wp)+0,0161*V° , (6.21)
где: Vrc - объем сухих газов;
V h2o - объем водяных паров;
V °N2 - теоретический объем азота;
V rq2 - условно обозначенный объем газов.
При сжигании топлива коэффициент избытка (а), как правило, более 1.
Следовательно, действительный объем отходящих дымовых газов, нм3/кг,
определяется по формуле:
Vr=Vdr+(a-l)*V°, (6.22)
где: a - коэффициент избытка воздуха, принимаемый по таблице П.5.
Для расчета поля рассеивания необходимо знать температуру
отходящих дымовых газов и наружного воздуха.
Температура отходящих газов Тг °C принимается [32] равной:
• от чугунных секционных котлов (типа Универсал, Энергия, Искитим и
т.п) - 250-260 °C;
• для больших водогрейных котлов (типа KB-ТС, КВ-ГМ) - 210 °C;
• для котлов малой производительности (типа ВГД, Е-1/9, ММ3, ТМЗ) -
270 °C;
• для всех остальных котлов - 165-175°С.
Котельные установки подразделяются на отопительные,
технологические и комбинированные. Если котельные работают только для
отопления, то температура наружного воздуха принимается равной
температуре самого холодного месяца. Для котельных технологического и
38
комбинированного режима работы температура наружного воздуха
принимается равной температуре наиболее жаркого месяца.
На рассеивание выбросов влияют геометрические характеристики
источника выброса (высота, диаметр устья). Для прямоугольного или
квадратного устья необходимо сделать перерасчет на эквивалентный диаметр
по формуле (4.1). Кроме того, необходимо рассчитать скорость выброса
газовоздушной смеси по формуле (4.2).
Для снижения вредных выбросов котельные установки должны быть
оснащены пылегазоочистным оборудованием.
Эффективность улавливания пыли (сажи) в пылегазовоздушной
установке (КПД) г)з,%, принимается по паспортным данным оборудования.
При отсутствии паспортных данных т|3 следует принимать равным:
• для батарейных циклонов - 85... 90 %;
• для циклонов НИИОГАЗ - 75... 85 %;
• для мокрых золоуловителей типа «СРУББЕР» - до 95 %;
• для электрофильтров - 95...98 %.
39
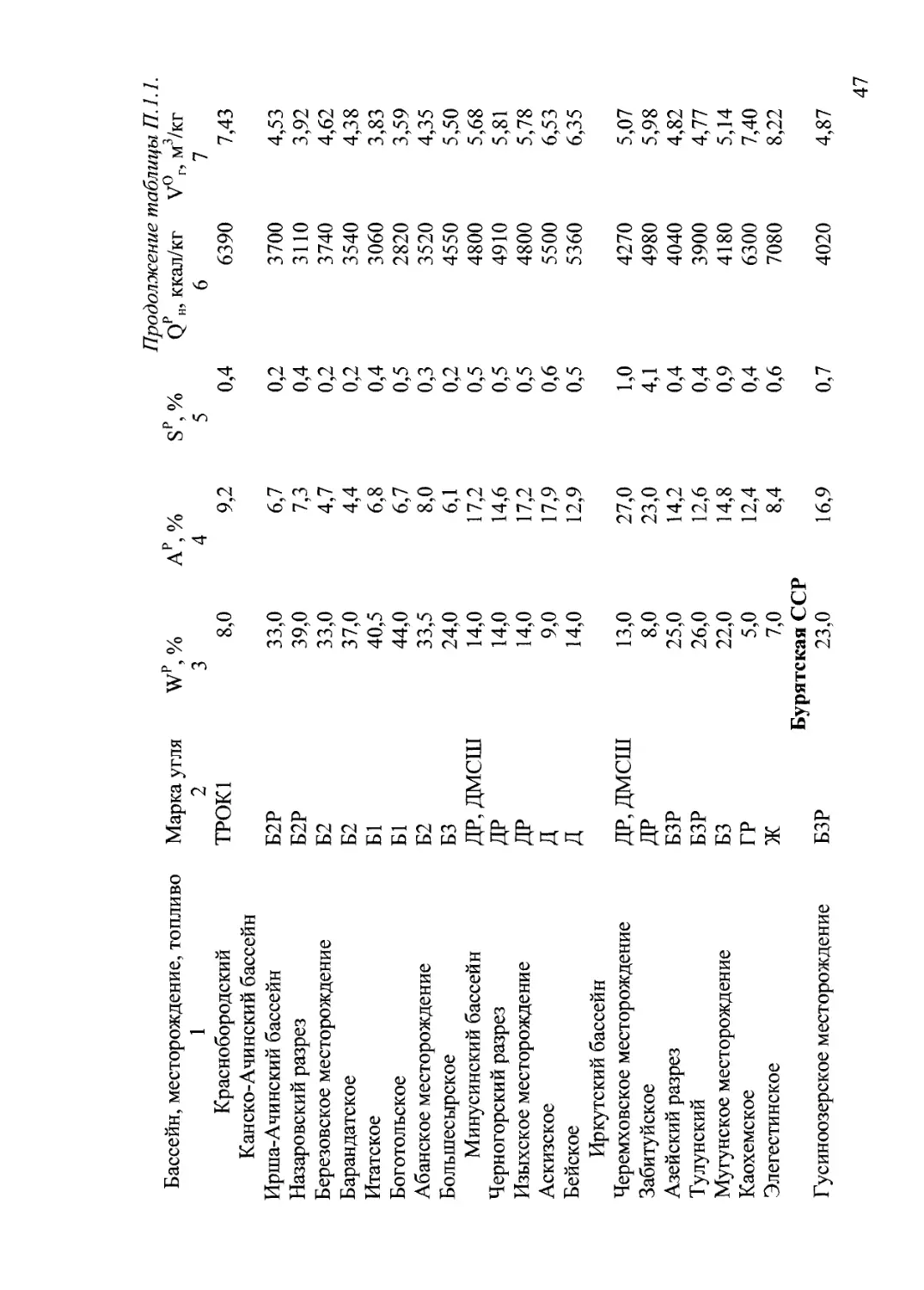
Приложение 1
Таблица П.1.1
Характеристика твердых топлив
Бассейн, месторождение, топливо Марка угля Wp, % Ар, % Sp, % QPH, ккал/кг V°r, м3/кг
1 2 3 Урал 4 5 6 7
Кизеловский бассейн ГР, 1МСШ 6,0 31,0 6,1 4680 5,61
Челябинский бассейн БЗ 17,0 29,9 1,0 3380 4,07
Буланашское месторождение Г6Р 9,0 22,8 0,8 4970 5,83
Дальне-Буланашское ГР 8,5 18,3 1,7 5370 6,31
месторождение
Веселовское-Богословское БЗР 22,0 28,9 0,2 2630 3,31
Волчанское БЗР 22,0 31,2 0,2 2540 3,12
Егоршинское ТР 8,0 28,1 1,9 4910 5,83
Южно-Уральский бассейн Б1Р 56,0 Казахская ССР 6,6 0,7 2170 2,93
Карагандинский бассейн КР, К2Р 8,0 27,6 0,8 5030 5,83
КСШ, К2СШ 8,0 29,4 0,8 4820 5,63
К, К2 10,0 20,7 0,8 5470 6,44
Куучекинское месторождение К2Р 7,0 40,9 0,7 3960 4,83
Экибастузский бассейн ССР 7,0 32,6 0,7 4510 5,25
Ленгерское месторождение БЗР, БЭСШ 29,0 14,2 1,8 3650 4,49
Тургайский бассейн
Кушмурунское месторождение Б2 37,0 11,3 1,6 3140 3,93
Приозерное Б2 36,0 11,5 0,5 3150 3,90
40
Бассейн, месторождение, топливо Марка угля wp, %
1 2 3
Кузнецкий бассейн ДР, ДСШ 12,0
ГР, 1М, ГСШ 8,0
Г, промпр. 12,0
ССР 6,0
ОС, 7,0
промпр. ОС, шлам 21,0
СС2ССМ 9,0
ТОМСШ 7,0
СС1ССМ 9,0
Г орловский бассейн АР 10,0
Инское месторождение ДКО 8,5
ДМ 10,0
ДСШ, ДР 11,0
Шахта им. Ярославского ДСШ 12,0
Кольчугинское шахтоуправление др, деш 10,0
Шахты: Полысаевская 1КСМ 6,0
1М, ГСШ 8,0
Октябрьская ГР, 1М, ГСШ 8,0
Кузнецкая 1М, ГСШ 8,0
ГР 9,0
Продолжение таблицы П. 1.1
Ар, % SP, % Q н, ккал/кг V°r, м7кг
4 5 6 7
13,2 0,4 5460 6,42
14,3 0,5 6030 7,00
23,8 0,5 4780 5,73
14,1 0,6 6550 7,66
27,9 0,8 5200 6,30
16,6 0,4 5010 5,97
18,2 0,4 5900 6,85
18,6 0,6 6000 6,94
18,2 0,3 5630 6,58
11,7 0,4 6220 7,04
7,3 0,3 6200 7,28
10,8 0,3 5820 6,86
10,7 0,3 5710 6,88
13,2 0,4 5470 6,44
13,5 0,4 5580 6,54
7,6 0,4 6630 7,79
14,7 0,5 5960 6,88
11,0 0,4 6160 7,17
10,6 0,4 6160 7,18
13,6 0,3 5760 6,77
41
Бассейн, месторождение, топливо
1
«Пионерка»
Распадская
Байдаевская
Зыряновская
Новокузнецкая
ОФ «Комсомолец»
ОФ им. С.М.Кирова
ЦОФ Беловская
ГОФ Чертинская
ГОФ Красногорская
ЦОФ Зиминка
ГОФ Коксовая
ГОФ Северная
ОФ Тайбинская
ЦОФ Киселевская
ГОФ Сужденская-
ОФ Томусинская
Шахта Суджинская
ГОФ Анжерская
Шахты: Бутовская
Ягуновская
Марка угля
2
ГР
ГР
ГР
ГР
ГР
ГР
ГР+Г,
промпр.
Ж, промпр.
Ж, промпр.
КЖ,
промпр.
КЖ,промпр.
К2,промпр.
К2,промпр.
К2,промпр.
К,промпр.
К2,промпр.
К,промпр.
ССР
ОС промпр.
ОС, 2ССР
ОС2ССКО
ОС2ССМ
СС2ССШ
Wp,0/
3
Продолжение таблицы П. 1.1
0 Ан, % SP, % Q н, ккал/кг V°r, м7кг
4 5 6 7
7,5 22,7 0,4 5410 6,23
6,5 15,4 0,6 6230 7,74
7,0 12,1 0,5 6240 7,39
9,5 13,6 0,4 5930 6,98
7,5 10,6 0,4 6410 7,48
7,5 15,7 0,6 5980 7,00
10,0 17,1 0,7 5550 6,60
8,0 35,0 0,7 4500 5,43
8,0 34,0 0,6 4580 5,48
7,0 27,0 0,5 5160 6,09
8,0 24,8 0,4 5270 6,23
9,0 28,2 0,3 4860 5,90
7,0 30,7 0,3 4810 6,02
7,0 32,1 0,3 4950 5,86
8,0 32,7 0,3 4760 5,65
7,5 27,8 1,0 5250 6,26
9,0 33,7 0,3 4440 5,25
6,0 14,1 0,6 6550 7,65
7,0 24,6 1,1 5570 6,61
8,0 24,8 0,4 5440 6,36
6,0 8,5 0,4 7010 8,05
6,0 11,3 0,4 6770 7,80
8,0 13,8 0,4 6360 7,37
42
Бассейн, месторождение, топливо Марка угля wp, %
1 2 3
Ягуновская ТР 7,(
Краснокаменская СС2ССШ 5,5
ОС1ССРОК1 10,с
СС1ССРОК11 19,С
им. В.И.Ленина СС2, ССР 8,С
СС1ССРОК1 11,с
им. Шевлякова СС2ССР 10,с
им. Вахрушева СС2ССР 6,с
Киселевская СС1ССР 6,с
Северная СС1ССР 9,С
Южная СС1ССМ 7,С
СС1ССШ 9,С
им. Волкова СС1ССР 9,С
Шуштулепская томсш 8,С
им. Орджоникидзе томсш 7,С
им. Дмитрова томсш 6,С
Бунгурское шахтоуправление
Шахты: Листвянская томсш 5,5
Бунгурская томсш 5,5
Михайловский участок ТРОКТ 10,С
Редаково ТР 6,С
«Красный углекоп» тмсш 6,с
Маганак тмсш 5,(
Продолжение таблицы П.1.1.
% SF, % Q н, ккал/кг Vur, м7кг
5 6 7
15,8 0,5 6240 7,33
12,3 0,4 6850 7,69
11,7 0,4 5580 6,56
16,2 0,3 4100 4,66
14,7 0,4 6270 7,34
16,0 0,4 5670 6,68
24,3 0,3 5180 6,11
14,1 0,3 6510 7,51
15,6 0,4 5810 6,-73
14,6 0,3 6060 7,08
13,0 0,3 6230 7,25
15,5 0,3 5860 6,79
19,1 . 0,3 5580 6,48
18,4 0,6 5950 6,88
19,5 0,6 5930 6,82
22,6 0,7 5730 6,69
13,2 0,5 6560 7,54
22,7 0,7 5670 6,53
15,3 0,4 5650 6,56
19,7 0,5 6020 6,93
14,1 0,5 6400 7,44
11,4 0,4 6790 7,88
43
Продолжение таблицы П.1.1.
Бассейн, месторождение, топливо Марка угля w\ % Ан, % S, % Q н, ккал/кг V\, м7кг
1 2 3 4 5 6 7
Кузнецкий бассейн ДРОК1 15,0 11,0 0,4 5110 6,03
(открытая добыча) ДРОКИ 18,0 10,7 0,3 4550 5,43
ГР, гсш 10,0 13,5 0,4 5800 6,88
ГРОК1 11,0 13,4 0,4 5480 6,45
ГРОК11 17,0 16,6 0,3 4450 5,30
КР 6,0 14,1 0,3 6530 7,58
СС1ССР 10,0 11,7 0,4 6140 7,12
СС1ССРОК1 12,0 Н,4 0,4 5730 6,77
СС1ССРОК11 19,0 14,6 0,3 4350 5,20
СС1ССР 8,0 15,6 0,4 6160 7,15
СС2ССМСШ 8,0 13,8 0,4 6190 7,22
ОС2ССРОК1 10,0 15,3 0,3 5720 6,69
ТМСШ, ГР 8,0 13,8 0,4 6340 7,28
ТРОК1 9,0 15,5 0,4 5900 6,85
Месторождения: ТРОК 11 15,0 18,7 0,3 4550 5,29
Уропское д 16,6 8,3 0,2 5260 6,18
Караканское д 17,3 11,2 0,2 4880 5,83
Новоказанское д 13,0 10,4 0,3 5430 6,41
г, гж 10,5 10,7 0,4 6000 6,87
Таллинское г, гж 8,0 8,3 0,4 6310 7,45
Ерунаковское г 8,0 9,7 0,5 6330 7,40
Сибиргинское Т,А 8,0 20,7 0,3 5610 6,50
Чумышское Т, А 6,0 12,7 0,5 6620 7,56
44
Продолжение таблицы П.1.1.
Бассейн, месторождение, топливо Марка угля wr, % Ак, % Sr, % Q н, ккал/кг Vur, м /кг
1 2 3 4 5 6 7
Разрезы: Моховский ГРОК1 11,0 11,1 0,4 5610 6,62
ГРОК11 18,0 12,3 0,3 4580 5,47
ДРОК1 12,0 10,6 0,4 5420 6,38
ДРОК11 18,0 10,7 0,3 4550 5,43
Колмогоровский ГР 8,0 12,0 0,5 6080 7,12
ДРОК1 18,0 10,7 0,5 4880 5,78
Байдаевский ГР 8,0 9,2 0,4 6350 7,39
ГРОК1 10,5 9,0 0,4 5800 6,89
ГРОК11 15,0 17,0 0,3 4660 5,51
Грамотеинский ГР, гсш 10,0 13,5 0,3 5800 6,81
Новосергиевский СС1ССР 8,0 13,8 0,5 6150 7,11
СС1ССРОК1 10,0 13,5 0,4 5710 6,66
СС2ССР 8,0 7,4 0,3 6880 7,94
Прокопьевкий СС1ССР 10,0 9,0 0,4 6360 7,38
СС1ССРОК11 23,0 11,6 0,3 4220 5,10
им. Вахрушева СС1ССР 12,0 8,8 0,4 6090 7,05
Киселевский СС1ССР 8,0 7,4 0,4 6580 7,58
СС1ССРОК1 10,0 9,0 0,4 6040 6,99
СС1ССРОК11 20,0 8,0 0,3 4620 5,47
Черниговский СС1ССР 10,0 17,1 0,4 5640 6,59
СС2ССР 9,0 13,6 0,4 6140 7,14
СС2ССМСШОК1 10,0 13,5 0,4 5920 6,95
СС1ССРОК11 20,0 14,4 0,4 4330 5,14
СС2ССМСШ 8,0 13,8 0,3 6260 7,28
СС2ССРОК1 12,0 13,2 0,3 5710 6,67
45
Продолжение таблицы П.1.1.
Бассейн, месторождение, топливо Марка угля W, % А , % SH, % Q н, ккал/кг Vur, м7кг
1 2 3 4 5 6 7
Черниговский СС1 СОРОК 11 20,0 12,8 0,2 4380 5,21
им. 50 лет Октября КР 6,0 9,4 0,4 6900 7,95
СС1ССР 8,0 12,9 0,4 6370 7,34
СС2ССР 8,0 5,5 0,4 6940 7,98
СС2ССМСН1 8,0 7,4 0,4 6780 7,79
СС2ССМСШОК1 11,0 7,1 0,4 6440 7,43
СС1 СОРОКИ 22,0 11,7 0,3 4360 5,22
Томусинский ГР, ГРОК1 9,0 14,6 0,5 5810 7,07
КР 5,0 14,2 0,3 6610 7,65
СС2ССР 10,0 14,4 0,4 6060 7,02
ОС 1 СОРОКИ 20,0 16,0 0,2 4100 5,01
КР 6,0 15,0 0,3 6470 7,48
Междуреченский СС2ССР 8,0 15,6 0,3 6160 7,21
СС2ССРОК1 10,0 15,3’ 0,3 5800 6,83
СС2СШ 10,0 18,0 0,3 5740 6,73
ОС 1 СОРОК И 15,0 17,0 0,3 4640 5,59
Сибиргинский СС2ССР 6,5 16,8 0,3 6120 7,17
СС2ССРОК1 10,0 16,2 0,3 5660 6,56
СС1ССРОК11 18,0 16,4 0,2 4460 5,40
Листвянский ТРОК1 8,0 18,4 0,5 5820 6,68
ТРОК11 15,0 18,7 0,4 4420 5,03
ТР, тмсш 8,0 17,5 0,3 6050 6,94
Красногорский ТРОК1 10,0 17,1 0,3 5720 6,67
ТРОКИ 13,0 18,3 0,3 4870 5,95
Краснобородский ТР, тм, теш 7,0 9,3 0,4 6790 7,83
46
Продолжение таблицы П.1.1
Бассейн, месторождение, топливо Марка угля W , % А , % S , % Q н, ккал/кг Vur, м /кг
1 2 3 4 5 6 7
Краснобородский ТРОК1 8,0 9,2 0,4 6390 7,43
Канско-Ачинский бассейн
Ирша-Ачинский бассейн Б2Р 33,0 6,7 0,2 3700 4,53
Назаровский разрез Б2Р 39,0 7,3 0,4 3110 3,92
Березовское месторождение Б2 33,0 4,7 0,2 3740 4,62
Барандатское Б2 37,0 4,4 0,2 3540 4,38
Итатское Б1 40,5 6,8 0,4 3060 3,83
Боготольское Б1 44,0 6,7 0,5 2820 3,59
Абанское месторождение Б2 33,5 8,0 0,3 3520 4,35
Большесырское БЗ 24,0 6,1 0,2 4550 5,50
Минусинский бассейн ДР, ДМСШ 14,0 17,2 0,5 4800 5,68
Черногорский разрез др 14,0 14,6 0,5 4910 5,81
Изыхское месторождение др 14,0 17,2 0,5 4800 5,78
Аскизское д 9,0 17,9 0,6 5500 6,53
Бейское д 14,0 12,9 0,5 5360 6,35
Иркутский бассейн
Черемховское месторождение ДР, ДМСШ 13,0 27,0 1,0 4270 5,07
Забитуйское др 8,0 23,0 4,1 4980 5,98
Азейский разрез БЗР 25,0 14,2 0,4 4040 4,82
Тулунский БЗР 26,0 12,6 0,4 3900 4,77
Мугунское месторождение БЗ 22,0 14,8 0,9 4180 5,14
Каохемское ГР 5,0 12,4 0,4 6300 7,40
Элегестинское Ж 7,0 8,4 0,6 7080 8,22
Гусиноозерское месторождение БЗР Бурятская ССР 23,0 16,9 0,7 4020 4,87
47
Бассейн, месторождение, топливо 1 Марка угля 2 wp, % 3
Холбольждинский разрез БЗР 26,0
Баянгольское месторождение БЗ 23,0
Никольское Д,ДГ 6,0
Месторождения Северо-Восточных
районов: Сангарское др 10,0
Джебарики-Хая др 11,0
Аркагалинское др 19,0
Верхнее-Аркагалинское д 20,0
Эрозионное ж 9,0
Буор-Кемюсское ж 8,0
Бухта Угольная ГР 10,0
Нерюнгринское ССР 7,0
Анадырское БЗР 22,0
Кангаласское Б2Р 32,5
Согинское Б1 41,0
Куларское Б1 51,0
Ланковское Б1 51,0
Уяндинское Б1 50,0
Дрова: хвойные - -
береза - -
Стабилизированная нефть - -
Моторное топливо - -
Продолжение таблицы П.1.1.
% S\ % Q н, ккал/кг Vur, м7кг
5 6 7
11,8 0,3 3830 4,64
15,4 0,5 4310 5,16
18,2 0,4 5490 6,47
13,5 0,3 5790 6,80
И,1 0,3 5500 6,50
12,2 0,2 4560 5,46
10,4 0,3 4620 5,54
12,7 0,4 5580 6,59
11,0 0,3 6510 7,53
15,3 1,4 5770 6,73
16,7 0,2 5860 6,81
13,3 0,6 4280 5,31
10,1 0,2 3460 4,32
3,0 0,2 3340 4,14
12,2 0,1 1830 2,58
5,9 0,1 2200 2,98
12,0 0,1 1880 2,61
0,6 - 1652 3,75
0,6 - 1862 3,87
0,1 2,9 9500 11,35
0,05 0,4 9880 -
48
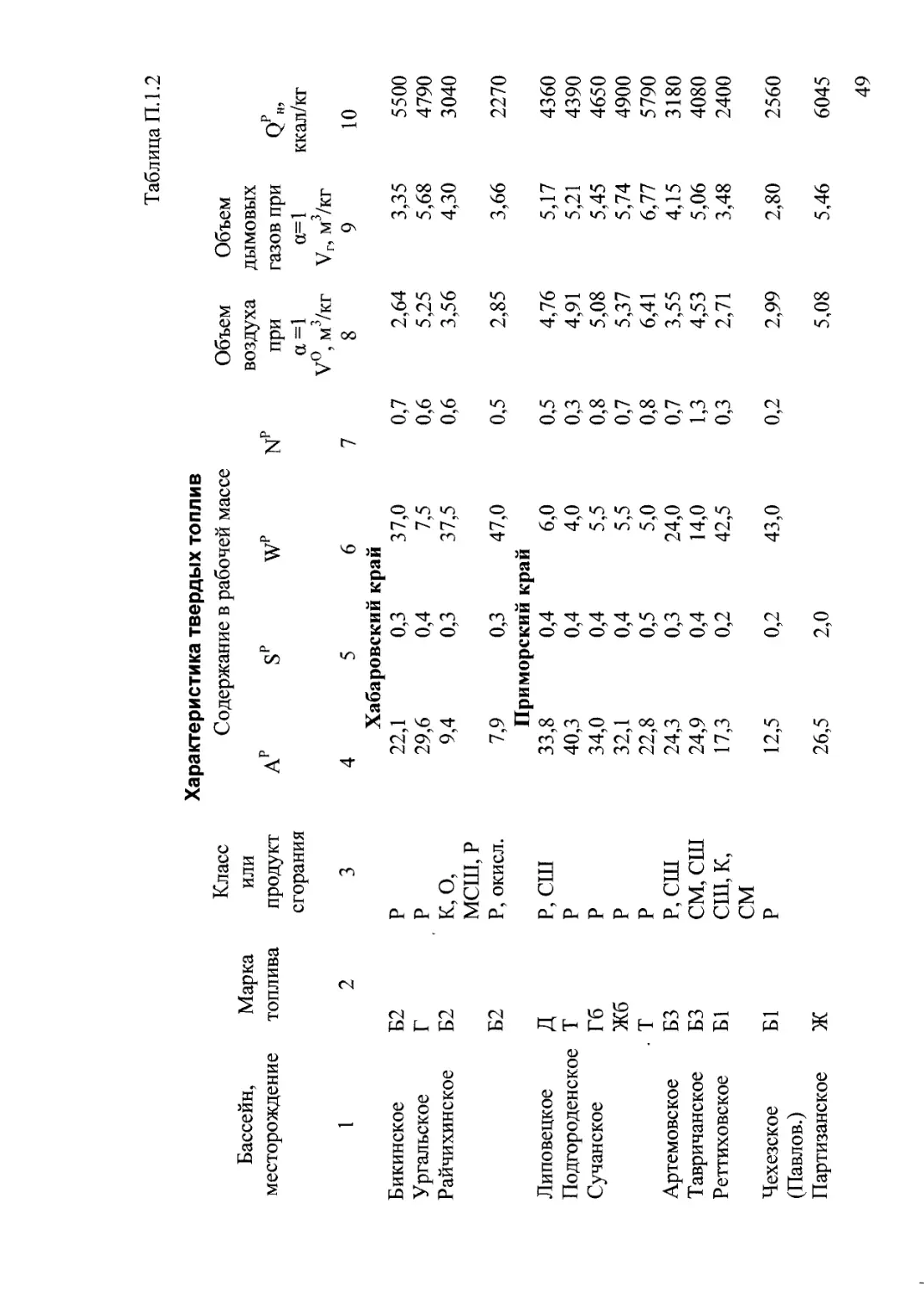
Таблица П. 1.2
Характеристика твердых топлив
Класс Содержание в рабочей массе Объем Объем
Бассейн, месторождение Марка топлива или продукт Ар sp wp Np воздуха при дымовых газов при QPH,
1 2 сгорания 3 4 5 6 7 а =1 V0, м7кг 8 а=1 Vr, м3/кг 9 ккал/кг 10
Бикинское Б2 Р Хабаровский край 22,1 0,3 37,0 0,7 2,64 3,35 5500
Ургальское Г Р 29,6 0,4 7,5 0,6 5,25 5,68 4790
Райчихинское Б2 К, О, 9,4 0,3 37,5 0,6 3,56 4,30 3040
Б2 МСШ,Р Р, окисл. 7,9 0,3 47,0 0,5 2,85 3,66 2270
Липовецкое Д Р,СШ Приморский край 33,8 0,4 6,0 0,5 4,76 5,17 4360
Подгороденское Т Р 40,3 0,4 4,0 0,3 4,91 5,21 4390
Сучанское Гб Р 34,0 0,4 5,5 0,8 5,08 5,45 4650
Жб Р 32,1 0,4 5,5 0,7 5,37 5,74 4900
Т Р 22,8 0,5 5,0 0,8 6,41 6,77 5790
Артемовское БЗ Р, СШ 24,3 0,3 24,0 0,7 3,55 4,15 3180
Тавричанское БЗ СМ, СШ 24,9 0,4 14,0 1,3 4,53 5,06 4080
Реттиховское Б1 СШ, К, 17,3 0,2 42,5 0,3 2,71 3,48 2400
Чехезское Б1 СМ Р 12,5 0,2 43,0 0,2 2,99 2,80 2560
(Павлов.) Партизанское Ж 26,5 2,0 5,08 5,46 6045
49
Продолжение таблицы П. 1.2
Класс Содержание в рабочей массе Объем Объем
Бассейн, Марка или воздуха дымовых
месторождение топлива продукт Ар Sp WP Np при газов при QPH,
сгорания а =1 а=1 ккал/кг
V0, м7кг Vr, м3/кг
1 2 3 4 5 6 7 8 9 10
Партизанское Т 31,2 2,0 6,92 9,75 6250
Кивдо- Б 37,0 2,5 3,55 4,15 3480
Райчихинский К 37,0 2,0 5,53 5,94 5465
Сахалинская область
Сахалинское 12,6 0,5 6,70 7,25 6110
Г 13,0 1,2 6,02 6,63 5170
Б 27,2 2,0 3,55 4,15 3905
ГК 14,8 2,0 6,70 7,25 5950
Магаданская область
Магаданское 13,0 Камча 0,3 (тская область 6,02 6,63 5480
Камчатское 26,0 0,3 5,10 2219
50
Таблица П.1.3
Жидкое топливо
Наименование топлива Содержание серы, Sp, % Зольность, Ар, % Объем дымовых газов при а=1 Vr, м3/кг Объем воздуха при а =1 V0, м3/кг Низшая теплота сгорания топлива, QPH, Дж/кг
1 2 3 4 5 ккал/кг, 6
Мазут флотский Ф-5 2,00 1,00 11,74 10,88 41,33 (9870)
Мазут флотский Ф-12 0,80 1,00 11,60 10,73 41,73 (9870)
Мазут малосернистый 0,50 0,15 11,41 10,62 39,62 (9500)
М-40 Мазут малосернистый 0,50 0,15 11,22 10,56 39,57 (9450)
М-100 Мазут многосернистый 3,50 0,15 11,30 10,54 39,78 (9500)
М-40 Мазут многосернистый 3,50 0,15 11,14 10,38 39,07 (9330)
М-100 Мазут многосернистый 3,50 0,30 11,22 39,57 (9450)
Солярное масло • 0,30 0,02 12,18 42,33 (10110)
Дизельное топливо 0,20 0,01 11,92 11,05 42,62(10180)
Дизельное топливо 0,30 0,03 11,32 11,05 (10180)
Керосин 0,20 12,28 11,28 42,96(10260)
Бензин Печное топливо 0,05 0,5 0,12 12,56 12,48 11,23 43,75 (10450) (10180)
Моторное топливо 0,4 0,1 11,35 10,72 (9880)
51
Таблица П. 1.4
Значения коэффициентов f и Кос в зависимости
от типа топки и вида топлива
Тип топки Вид топлива f Кос, кг/ГДж
С неподвижной Бурые и 0,0023 1,90
решеткой и каменные угли
ручным забросом Антрациты:
топлива АС и AM 0,0030 0,90
АРШ 0,0078 0,80
С пневмомехани- Бурые и 0,0026 0,70
ческими каменные угли
забрасывателями и неподвижной Антрацит АРШ 0,0088 0,60
решеткой С цепной Антрациты: •
решеткой АС и AM 0,0020 0,40
прямого хода С Бурые и
забрасывателями и цепной каменные угли 0,0035 0,70
решеткой Шахтная Твердое топливо 0,0019 2,00
Шахтно-цепная Торф кусковой 0,0019 1,00
Наклонно- Эстонские 0,0025 2,90
переталкивающая сланцы
Слоевые топки Дрова 0,0050 14,00
бытовых Бурые угли 0,0011 16,00
теплогенераторов Каменные угли 0,0011 7,00
Антрацит, тощие угли 0,0011 3,00
Камерные топки Мазут 0,0100 0,32
Паровые и Газ природный,
водогрейные попутный и - 0,25
котлы коксовый
Бытовые Газ природный - 0,08
теплогенераторы Легкое жидкое (печное)топливо 0,0100 0,16
52
Таблица П.1.5
Характеристика топок котлов малой мощности
Вид топок и котлов 1 Топливо 2 а 3 q3, % 4 Q4, % 5 Примечание 6
Топки с цепной решеткой Донецкий антрацит 1,5- 1,6 0,5 13,5/10 оц - коэффициент избытка
шахтно-цепные топки Торф кусковой 1,3 1,0 2,0 воздуха;
Топки с пневмомеханическим Угли типа кузнецких 1,3-1,4 0,5-1 5,5/3
забрасывателем и цепной Угли типа донецкого 1,3-1,4 0,5-1 6/3,5 меньшие значения - для
решеткой прямого хода Бурые угли 1,3-1,4 0,5-1 5,5/4 парогенераторов D>10 т/ч
Топки с пневмомеханическим Каменные угли 1,3-1,4 0,5-1 5,5/3 q4 - большие значения - при
забрасывателем и цепной решеткой обратного хода Бурые угли 1,3-1,4 0,5-1 6,5/4,5 отсутствии средств уменьшения уноса;
Топки с пневмомеханическими забрасывателями и Донецкий антрацит 1,6-1,7 0,5-1 13,5/10 меньшие - при остром дутье и
неподвижной решеткой Бурые угли типа 1,4-1,5 0,5-1 . 9/7,5 наличии возврата уноса, а
подмосковных также для котлов
Бурые угли типа 1,4-1,5 0,5-1 6/3 производительностью 25, 35
бородинских Угли типа кузнецких 1,4-1,5 0,5-1 5,5/3 т/ч
Шахтные топки с наклонной Дрова, дробленые
решеткой отходы, опилки, торф кусковой 1,4 2 2
Топки скоростного сгорания Слоновые топки котлов Дрова, щепа, опилки 1,3 1 4/2
паропроизводительностью Эстонские сланцы 1,4 3,0 3,0
более 2 т/ч
53
Вид топок и котлов Топливо а
1 2 3
Камерные топки с твердым Каменные угли 1
шлакоудалением Бурые угли 1
Фрезерный торф 1
Камерные топки Мазут 1
Г аз (природный, попутный) 1
Доменный газ 1
Примечание: Топлива приведены согласно данным [3, 4, 30, 31].
q3, % Q4, %
4 5
,2 0,5 5/3
,2 0,5 3/1,5
,2 0,5 3/1,5
,1 0,5 0,5
,1 0,5 0,5
,1 0,5 0,5
Продолжение таблицы П.1.5
Примечание
6
54
Рисунок 6.1. Зависимость KNOx от тепловой мощности котлоагрегата для
различных топлив при Q от 0 до 100 кВт (а) и Q от 100 кВт и более (б):
1 - природный газ, мазут;
2 - антрацит;
3 - бурый уголь;
4 - каменный уголь.
55
Рисунок 6.2. Зависимость К\ох от паропроизводительности котлоагрегата для
различных топлив:
1 - природный газ, мазут;
2 - антрацит;
3 - бурый уголь;
4 - каменный уголь.
56
7. Методические указания по расчету выбросов
предприятия рембыттехники
7.1. Характеристика предприятий и технологических
процессов.
Предприятия рембыттехники имеют следующую структуру цехов и
участков:
• ремонт сложной бытовой техники (ремонт холодильников, швейных
машин, пишущих машин, пылесосов, электробритв, микрокалькуляторов и
вычислительных машин, кино- и фотоаппаратуры, электродвигателей,
стиральных машин, электрополотеров) и электронагревательных приборов
(плиток, жаровен, самоваров, утюгов и т.д.);
• ремонт ювелирных изделий;
• ремонт часов;
• цех металлоизделий;
• молярные участки.
Основные производственные операции, характерные при ремонте
сложной бытовой техники, электронагревательных приборов, часов и
ювелирных изделий:
• сборка и разборка корпусов, узлов и агрегатов бытовых приборов и
механизмов;
• очистка и промывка узлов и деталей;
• ремонт (сварка, резка, пайка, замена) неисправных деталей и узловых
бытовых приборов, механизмов и ювелирных изделий;
• отделка корпусов сложной бытовой техники (окраска) и
металлоизделий (окраска, травление и анодирование);
• проверка электрических параметров и герметичности систем.
В цехах металлоизделий занимаются ремонтом и изготовлением
предметов бытовой необходимости (баки для воды, кастрюли, умывальники,
лейки, водосточные желоба и трубы) и предметов ритуальных услуг
(памятники, оградки, венки и т.д.) с применением операций сварки, пайки и
холодной обработки металлов.
Часть ремонтных операций сопровождается выделением загрязняющих
веществ, образующих газо- и пылевоздушные смеси.
7.1.1. Основные загрязняющие вещества, отходящие от оборудования
и применяемых материалов в процессе ремонтных операций:
1. Очистка и промывка узлов и деталей:
• пары бензина, этилового спирта, ацетона, аммиака и летучих
компонентов растворителей разных марок при зачистке мест пайки и
анодирования деталей;
• пары азотной, соляной и серной кислот при отбеливании ювелирных
изделий и травлении деталей перед сваркой.
57
2. Ремонт неисправных узлов, деталей и изделий:
• сварочный аэрозоль, содержащий оксиды свариваемых материалов и
газообразные компоненты, при сварке металлов и сплавов электродами и
газовыми смесями;
• аэрозоли свинца и олова при пайке металлов и сплавов свинцово-
оловянными припоями;
• оксид углерода, углеводороды, двуокись азота при пайке металлов и
пламени бензиновых горелок;
• пары борной кислоты при пайке с использованием борной кислоты в
качестве флюса;
• пары канифоли при использовании канифолесодержащих флюсов;
• оксиды серы и углерода при пайке с использованием буры в качестве
флюса;
• металлическая и абразивная пыль при холодной обработке металлов и
сплавов.
3. Отделка корпусов сложной бытовой техники (СБТ) и поверхностей
металлоизделий:
• спирты, эфиры, ароматические углеводороды при отделке корпусов
СБТ (холодильники, стиральные машины и т.п.) и поверхностей
металлоизделий способом окраски их лаками и красками;
• пары кислот, щелочей, оксид азота, газ при отделке металлических
деталей и изделий способом травления и анодирования их поверхностей в
гальванических ваннах.
Выброс загрязняющих веществ в атмосферу осуществляется местными
отсосами и системами общеобменной вентиляции через системы вытяжных
труб и шахт или неорганизованные, через проемы и неплотности
конструкций.
7.2. Определение выбросов загрязняющих веществ при
различных технологических процессах, связанных с ремонтом
бытовой техники.
7.2.1. Очистка и промывка деталей и узлов.
Операция очистки, промывки и травления металлических изделий
перед их сваркой и пайкой сопровождается выделением вредных летучих
веществ, отходящих от применяемых для этих целей материалов (бензин Б-
70, этиловый спирт, этиловый эфир, ацетон, аммиак, растворы азотной,
серной и соляной кислоты, растворители разных марок).
Валовое количество вредных летучих веществ, т/год, поступающих в
атмосферу при использовании моющих и очищающих материалов,
определяется по формуле:
G=Q*Kn*10’2, (7.1)
где: Q - расход применяемых материалов, т/год;
58
Кл - содержание вредных летучих веществ в применяемых материалах,
%;
Кл—100 % для бензина Б-70, спиртов, эфиров, растворителей, паров
кислот.
Как правило, растворы кислот имеют %-ный состав, который указывает
на содержание массовой доли растворенного вещества (кислоты) в данном
растворе.
Например, в 35-% растворе соляной кислоты (кислоты смешиваются с
водой в любых отношениях) доля самой кислоты составляет 0,35.
Тогда для кислот формула (7.1) примет вид:
0=0*<р*Кл*10'2,
где: <р - доля содержащейся в растворе кислоты.
Максимальный выброс вредных веществ, г/с, из моющих и очищающих
материалов определяется по формуле:
Мв=<^102, (7.3)
и*Аз*3600 . 7
где: а - максимальный расход применяемых материалов в рабочую смену,
кг/смену (по данным предприятия);
п - продолжительность рабочей смены, ч;
К3 - коэффициент загрузки рабочего времени (оборудования) в данном
технологическом процессе.
(7.2)
7.2.2. Ремонт неисправных узлов, деталей и изделий. Сварка и резка
металлов.
В процессе сварки и резки металлов и сплавов имеют место выделения
следующих вредных веществ:
• оксид азота, выделяющийся при газовой сварке металлических изделий
ацетиленокислородным пламенем или с использованием пропанобутановой
смеси;
• сварочный аэрозоль, содержащий различные материалы, их оксиды,
соединения кремния, оксиды азота, углерода, фтористый водород,
выделяющийся при сварке и резке металлов электродами и газообразными
смесями.
Валовое количество вредных веществ, т/год, выделяющихся в процессе
газовой сварки и сварки металлов электродами, определяется по формуле:
G=qc*Q*10‘6, (7.4)
где: qc - удельный показатель выделения вредных веществ при сварке и
наплавке металлов, г/кг, расходуемых сварочных и наплавочных
материалов (таблицы П.5.9, П.5.10);
Q - количество расходуемых материалов, кг/год.
Максимальный выброс вредных веществ, г/с, в атмосферу при сварке
металлов определяется по формуле:
Мс=——,
п *Х3 *3600
(7.5)
59
Валовое количество вредных веществ, т/год, выделяющихся в процессе
резки металлов, определяется по формуле:
G=qP*l*10'6, (7.6)
где: 1 - количество погонных метров резки, выполняемых в год, м;
qP - удельный показатель выделения загрязняющих веществ при резке
металлов и сплавов, г/м, (таблица П.5.11).
Максимальный выброс вредных веществ, г/с, в атмосферу при газовой
резке металлов и сплавов определяется по формуле:
Мр=-.^—,
/7*^3 *3600
где: а - максимальное количество погонных метров, резки, выполняемых в
смену, м (принимается по данным предприятия).
V-T)
7.2.3. Механическая обработка металлов.
Обработка металлов и сплавов на. металлообрабатывающих станках
сопровождается выделением пыли, состоящей из материала обрабатываемого
изделия и материала абразивного круга.
Валовое количество пыли, т/год, выделяющейся в атмосферу в
процессе механической обработки металлов, определяется по удельному
показателю выделения пыли для металлообрабатывающих станков:
G=10’3*qM*T, (7.8)
где: qM - удельный показатель выделения пыли основным технологическим
оборудованием при механической обработке металлов, кг/ч (таблица
П.5.7);
Т - годовой фонд рабочего времени для оборудования, ч/год.
T=N*n*K3,
где: N - количество рабочих дней в году;
п - продолжительность рабочей смены, ч;
К3 - коэффициент загрузки оборудования.
Максимальный выброс металлической
атмосферу определяется по формуле:
,, *103
Мм--------,
3600
и абразивной пыли, г/с, в
(7.9)
7.2.4. Пайка металлов и сплавов.
Пайка металлических изделий (деталей, узлов, выводов, ювелирных
изделий) с применением различных флюсов является самой
распространенной операцией в технологии ремонта бытовой техники:
а) пайка металлов и сплавов свинцово-оловяннедми припоями (ПОС)
различных марок с применением канифоли в качестве флюса сопровождается
выделением в атмосферу аэрозолей свинца, олова и паров канифоли.
Валовое количество аэрозолей свинца и олова, т/год, выделяющихся
при пайке припоями марки ПОС, определяется по формуле:
G=qnn*T*106, (7.10)
60
где: qnn - удельный показатель выделения аэрозолей свинца и олова при
пайке свинцово-оловянными припоями, г/ч (таблица 7.1).
Максимальный выброс аэрозолей свинца и олова, г/с, определяется по
формуле:
Мсо=—
3600
(7.11)
Валовое количество паров канифоли, т/год, образующихся при пайке
изделий с применением канифоли в качестве флюса, определяется по
формуле:
G=Q*K%* 1 О*2, (7.12)
где: Кпф - количество паров канифоли, образующихся при пайке из
канифольного флюса, %;
Кпф - составит 20 % от общего расхода канифольного флюса [13].
Максимальный выброс паров канифоли определяется по формуле:
Mo=-g*V10
п*К, *3600
(7.13)
Таблица 7.1
Вредные выделения при пайке свинцово-оловянными припоями [15]
Тип припоя
ПОС-30
ПОС-40
ПОС-61
Вредные выделения, г/ч
аэрозоли свинца аэрозоли олова
0,0028 0,0012
0,0019 0,0012
0,0011 0,0017
б) пайка металлов и сплавов бензиновыми горелками сопровождается
выделением оксида углерода, углеводородов, двуокиси азота, образующихся
при сжигании бензина огнем.
Из применяемых для пайки флюсов, в зависимости от их состава,
происходит выделение следующих веществ:
• из канифолесодержащих флюсов - пары канифоли;
• из соляной кислоты, применяемой в качестве флюса - пары соляной
кислоты;
• из буры - оксиды серы и углерода.
В процессе сгорания 1 т бензина любой марки в пламени горелок
образуется 60 % окиси углерода, 10 % углеводородов, 4 % двуокиси азота -
qnn [15].
Валовое выделение вредных веществ, т/год, поступающих в атмосферу
при сгорании бензина в горелках, определяется по формуле:
G=Q*qn6*10'2, (7-14)
где: Qn - расход бензина за год, т/год;
qe — количество вредного вещества, образующегося при сгорании 1 т
бензина в горелках, %.
61
Максимальный выброс в атмосферу продуктов сгорания бензина в
горелках определяется по формуле:
а * а" *103
Мбг=-----,
п*К3 *3600
(7.15)
Борная кислота и бура в качестве флюса применяются в
незначительных количествах только при пайке драгоценных металлов
(золота). При этом борная кислота под действием высоких температур
полностью переходит в парообразное состояние (испаряется). Бура под
действием пламени разлагается на оксид серы и оксид углерода в количестве
0,2% каждый от количества используемой буры.
7.2.5. Отделка корпусов сложной бытовой техники и металлоизделий.
Окраска лаками и красками.
В технологии ремонта бытовой техники окраску лаками и красками
используют при отделке корпусов холодильников, стиральных машин,
пылесосов и т.д., а также при отделке металлических изделий ритуального
назначения (памятники, венки, оградки).
При этом, как правило, используют пневматический метод окраски
(пистолетом-распылителем), ручной (кистью) и окраску методом
«окунание».
Валовое количество вредных летучих компонентов (эфиры, спирты,
ароматические углеводороды), т/год, выделяющихся из отделочных и
лакокрасочных материалов, определяется по формуле:
G=Q*KK*10’2, (7.14)
где: Q - количество расходуемого лакокрасочного (отделочного) материала,
т/год;
бензина за год, т/год;
Кк - содержание каждого компонента в составе летучей части
расходуемого материала, % (таблица П.5.6).
Максимальный выброс в атмосферу, г/с, каждого вредного компонента
в составе летучей части применяемых материалов, определяется по формуле:
,, а* К,- *103
Мл=------------.
п* К3 * 3600
Распределение летучей части лакокрасочных материалов по операциям
технологического процесса см. раздел 12.2.3.
Отделка способом травления и анодирования поверхностей.
Травление деталей и изделий перед покрытием их различными
металлами, как и сам процесс металлопокрытия (анодирования) в
гальванических ваннах, сопровождается выделением аэрозолей серной и
соляной кислоты, щелочей, оксидов азота, паров азотной и соляной кислот,
хромового ангидрида, различных соединений водорода и др., выделяющихся
с поверхностей применяемых растворов.
62
Валовое количество каждого загрязняющего вещества, т/год,
поступающего в атмосферу при гальванической обработке деталей и
изделий, определяется по формуле:
G=qr*F*T*KB*10’6,
где: qr - удельное количество загрязняющего вещества, выделяющегося с
поверхности гальванической ванны при различных технологических
процессах, г/ч на 1 м2 поверхности раствора (таблица 7.3);
F - площадь зеркала ванны (раствора), м2;
Т - время работы оборудования, ч/год;
Кв - коэффициент поступления загрязняющего вещества в атмосферу
(зависит от агрегатного состояния вещества, таблица 7.2).
Для газов и паров Кв=1.
Для аэрозолей Кв определяется по графику, рисунок 7.1.
Максимальный выброс загрязняющего вещества в атмосферу, г/с,
определяется по формуле:
Таблица 7.2
Агрегатное состояние загрязняющих веществ в выбросах
гальванических цехов [7]
Вещество Агрегатное состояние
Азотная кислота и оксиды азота
Растворимые соли никеля
Сернистая кислота
Фтористый водород
Фосфорная кислота
Хромовый ангидрид
Хлористый водород
Щелочь (гидроксиды)
Цианистый водород
Трихлорэтан
Трифтортрихлорэтан (фреон ИЗ)
Уайт-спирит
Бензин БР-1
Бензол
Т етрахлорэтилен
Керосин
Газовая фаза не менее 99,5%,
аэрозоль не более 0,5%
Аэрозоль
Аэрозоль
Пары
Аэрозоль
Аэрозоль
Газовая фаза не менее 75%,
аэрозоль не более 25%
Аэрозоль
Газовая фаза не менее 75%,
аэрозоль не более 25%
Пары
Пары
Пары
Пары
Пары
Пары
Пары
63
Рисунок 7.1. Изменение относительного содержания аэрозоля загрязняющего
вещества в удаляемом воздухе при движении по воздуховоду [7]
64
Таблица 7.3
Удельное количество загрязняющих веществ, выделяющихся с
поверхности гальванических ванн при различных технологических
процессах [7]
Процесс 1 Вещество 2 Количество, г/(ч*м2) 3
1. Обезжиривание изделий: а) органическими Бензин 4530
растворителями Керосин 1560
Уайт-спирит 5800
Бензол 2970
Трихлорэтилен 3940
Т етрахлорэтилен 4200
Трифтортрихлорэтан (фреон ИЗ) 14910
б) химическое в Г идроксиды 1,0
растворах щелочи в) электрохимическое 2. Химическое Г идроксиды 39,6
травление изделий: а) в растворах хромовой кислоты и ее солей при t>5O°C Хромовый ангидрид 0,02
б) в растворах щелочи при t>5O°C Гидроксиды 198,0
в) в разбавленных нагретых (t>5O°C) и концентрированных растворах серной Серная кислота 25,2
кислоты
г) в растворах соляной кислоты концентрацией, г/л:
<200 Хлористый водород 1,1
200 - 250 3,0
250-300 10,0
300-350 20,0
350-500 50,0
500- 1000 288,0
65
Процесс 1 Вещество 2 Продолжение таблицы 7.3 Количество, г/(ч*м2) 3
д) в разбавленных нагретых (t>5O°C) и Фосфорная кислота 2,20
концентрированных растворах ортофосфорной кислоты е) в растворах, содержащих фтористоводородную кислоту и ее соли концентрацией, г/л:
10 Фтористый водород 1,0
10-20 5,0
20-50 10,0
50-100 18,0
100-150 36,0
150-200 42,0
200 72,0
ж) в разбавленных Азотная кислота и 10,8
растворах, содержащих оксиды азота
азотную кислоту концентрацией >100 г/л 3. Снятие старых покрытий: а) олова и хрома Гидроксиды 39,6
б) меди Хромовый ангидрид 36,0
в) никеля и серебра 4. Полирование: а) химическое Серная кислота 25,2
в
концентрированных холодных (t<50°C)
растворах ортофосфорной кислоты Фосфорная кислота 2,2
в разбавленных Азотная кислота и 10,8
растворах, содержащих азотную кислоту концентрацией >100 г/л оксиды азота
в нагретых Серная кислота 25,0
разбавленных
растворах, содержащих
серную кислоту
Продолжение таблицы 7.3
66
Процесс
1
Вещество
2
Количество, г/(ч*м2)
3
б) электрохимическое
в растворах,
Хромовый ангидрид
7,2
содержащих хромовую
кислоту или ангидрид
хромовый
концентрацией 30 - 60
г/л
в растворах, Серная кислота 25,2
содержащих серную
кислоту концентрацией
150 г/л
в Фосфорная кислота 18,0
концентрированных
холодных (t<50°C)
растворах
ортофосфорной кислоты
5. Нанесение покрытий
на изделия:
а) электрохимическая Хромовый ангидрид 36,0
обработка в растворах
хромовой кислоты
концентрацией 150 —
300 г/л при силе тока
1>1000А (хромирование,
анодирование,
декапирование и др.)
б) электрохимическая Хромовый ангидрид 3,6
обработка в растворах
хромовой кислоты
концентрацией 30-100
г/л при силе тока
1<500А (анодирование
магниевых сплавов), а
также химическое
оксидирование
алюминия и магния
67
Процесс 1 Вещество 2 Продолжение таблицы 7.3 Количество, г/(ч*м2) 3
в) химическая обработка стали в растворах хромовой кислоты и ее солей при t>5O°C (осветление, пассивация, наполнение и пропитка, обработка в растворе хромпика) Хромовый ангидрид 0,02
г) химическая обработка в растворах щелочи при t>5O°C (получение металлических покрытий контактным способом, оксидирование сталей и чугунов) Гидроксиды 198,0
д) электрохимическая обработка в растворах щелочи (цинкование, кадмирование, покрытие сплавом медь- цинк, тонирование и окрашивание) Гидроксиды 39,6
е) химическая обработка в растворах соляной кислоты в концентрации до 200 г/л (декапирование, железнение и др.) Хлористый водород 1,1
ж) электрохимическая обработка в растворах, содержащих серную кислоту концентрацией 150-350 г/л (палладирование, Серная кислота 25,2
анодное окисление
алюминия и его
сплавов, родирование)
68
Процесс 1 Вещество 2
з) электрохимическая обработка в концентрированных холодных растворах, содержащих ортофосфорную кислоту (анодное окисление алюминия и его сплавов) Фосфорная кислота
и) химическая обработка в разбавленных нагретых (t>50°C) и концентрированных холодных растворах, содержащих ортофосфорную кислоту (осветление и пассирование) Фосфорная кислота
к) никелирование в Растворимые соли
хлоридных растворах, при плотности тока 1 - 3 А/дм2 никеля
л) никелирование в Растворимые соли
сульфатных растворах, при плотности тока 1 - 3 А/дм2 никеля
м) химическая Азотная кислота и
обработка в растворах, оксиды азота
содержащих азотную
кислоту концентрацией
> 100 г/л (осветление и
пассирование)
Продолжение таблицы 7.3
Количество, г/(ч*м2)
3
18,0
2,2
0,54
0,11
10,8
69
Процесс Вещество
1 2
н) нанесение покрытий в
цианистых растворах
(кадмирование,
серебрение, золочение,
цинкование, меднение,
латунирование,
амальгамирование)
концентрацией, г/л:
<50 Цианистый водород
>50
о) химическая обработка
в растворах
фтористоводородной
кислоты и ее солей
концентрацией, г/л:
<10 Фтористый водород
10-20
20-50
50-100
100-150
150-200
>200
Продолжение таблицы 7.3
Количество, г/(ч*м2)
1,0
5,0
10,0
16,0
36,0
42,0
72,0
70
8. Методические указания по расчету выбросов от
предприятия по ремонту бытовой радиоэлектронной
аппаратуры
8.1. Характеристика предприятия.
Ремонт бытовой и радиоэлектронной аппаратуры (РЭА) производится в
цехах и мастерских, входящих в состав краевых или областных
производственных объединений. В крупных городах ремонт производится в
цехах, специализирующихся по ремонту отдельных видов бытовой РЭА
(черно-белых и цветных телевизоров, радиоаппаратуры и магнитофонов),
гарантийному ремонту, ремонту и настройке антенн (антенная служба).
В небольших городах имеются головной цех и мастерские, в поселках -
мастерские, выполняющие ремонт всех видов РЭА. При этом цех или
мастерские могут иметь следующие производственные участки:
а) участок по ремонту черно-белых телевизоров;
б) участок по ремонту цветных телевизоров;
в) участок по ремонту радиоприемников, магнитофонов и пр.;
г) линейная служба - по ремонту бытовой РЭА на дому;
д) антенная служба.
Производственные помещения располагаются, как правило, в
приспособленных помещениях жилых зданий, на первом или в цокольном
этажах и в Домах быта.
Работа производственных подразделений (непосредственно ремонт)
организована в полторы, две или одну смены.
При ремонте телеаппаратуры на стационарных участках выполняется
только часть всего объема ремонтных работ: до 20% для черно-белых
телевизоров и до 30% для цветных телевизоров. Остальной объем работ
выполняется телемастером на дому, по вызову абонента.
Ремонт радиоаппаратура и магнитофонов выполняется в основном на
стационарных участках - до 90% всего объема ремонтных работ.
Технологический процесс ремонта бытовой радиоэлектронной
аппаратуры состоит в определении неисправности отдельных узлов РЭА с
помощью контрольно-измерительной аппаратуры, замене этих узлов и
последующей настройке.
Замена узлов и деталей РЭА осуществляется путем распайки и пайки
их электропаяльниками с использованием свинцово-оловянных припоев
(ПОС) различных марок и сосновой канифоли (С2оНз002) в качестве флюса.
Марки применяемых припоев приведены в таблице 7.1. Места пайки
предварительно обрабатывают моющими (зачищающими) материалами
(бензин Б - 70, ацетон, этиловый спирт, спиртовые смеси, растворители).
Пайка металлов и сплавов является основной операцией в ремонте
радиоэлектронной аппаратуры и сопровождается выделением следующих
вредных веществ:
71
- аэрозолей свинца, олова и паров канифоли непосредственно в процессе
пайки;
- паров бензина, ацетона, спиртов, растворителей, т.е. вредных летучих
веществ, отходящих от применяемых при зачистке материалов.
8.2. Расчет выбросов вредных веществ.
Расчет выбросов вредных веществ от предприятий по ремонту РЭА
идентичен расчету выбросов этих же веществ от предприятий
рембыттехники.
8.2.1. Пайка металлов и сплавов.
Валовое количество аэрозолей свинца и олова, т/год, образующихся
при пайке припоями марки ПОС, определяется по их удельным выделениям в
соответствии с формулой (7.10) и составит:
G=qnn*T*10’6.
Максимальный выброс аэрозолей свинца и олова, г/с, определяется по
формуле (7.11) и составит:
Мсо=-^-.
3600
Валовое количество паров канифоли, т/год, образующихся при пайке
изделий с применением канифоли в качестве флюса, определяется по
формуле (7.12) и составит:
О=0*Кпф*10'2.
Максимальный выброс паров канифоли, г/с, определяется по формуле
(7.13) и составит:
Й*^"*Ю3
Мф=-----------.
п*К} *3600
8.2.2. Зачистка деталей перед пайкой.
Зачистка или промывка деталей перед пайкой сопровождается
выделением вредных летучих веществ, отходящих от применяемых
материалов (бензин Б - 70, ацетон, спирты и растворители разных марок).
Валовое количество вредных летучих веществ, т/год, поступающих в
атмосферу при использовании моющих (зачищающих) материалов,
определяется по формуле (7.1) и составит:
G=Q*Kj*10'2.
Максимальный выброс вредных веществ, г/с, из применяемых для
зачистки материалов, определяется по формуле (7.3) и составит:
а*К *103
Мв-------------.
*3600
72
9. Методические указания по расчету выбросов вредных
веществ предприятий химчистки
9.1. Характеристика предприятий.
В настоящее время получили распространение следующие типы
фабрик: крупные фабрики химической чистки и крашения одежды
промышленного типа, средние и мелкие фабрики химической чистки,
специальные фабрики по чистке ковров, спецодежды, головных уборов и др.,
фабрики срочной химчистки и стирки белья, микрохимчистки.
Крупные фабрики химической чистки и крашения одежды
промышленного типа имеют производственную мощность от 1000 и более
кг/смену.
Состав предприятий этого типа следующий: цех мойки в органических
растворителях, цех обработки в водных растворах ПАВ, цех крашения, цех
удаления пятен, цех влажной тепловой' обработки, отделение первичной
сортировки и комплектование партий, экспедиция.
Крупные и средние предприятия обычно используют несколько видов
растворителей: Перхлорэтилен, уайт-спирит, фреоны, что дает возможность
обрабатывать практически неорганизованный ассортимент одежды и
изделий. На этих фабриках используют машины химчистки большой
вместимостью (50 - 150 кг), что позволяет увеличивать производительность
труда.
На мелких предприятиях используют машины химчистки
вместимостью 25-30 кг.
На фабриках срочной химической чистки и стирки в качестве
растворителя применяют Перхлорэтилен и Трихлорэтилен. На таких
предприятиях применяются комплекты машин «Специма-212», «КХ-010»,
«КХ-010А», «Тримор-25» и др.
Микрохимчистки, работающие на электроподогреве, относятся к
наиболее мелким предприятиям. Они располагаются на первых этажах
жилых зданий без собственных котельных установок. Их мощность
находится в пределах 80 - 150 кг/смену. Наиболее подходящими типами
машин для таких предприятий являются «Специма-212», «КХ-010», «КХ-
010А».
Предприятия химической чистки и крашения принимают в обработку
различную одежду и изделия, отличающиеся по волокнистому составу,
способам изготовления, назначению, отделки, степени загрязнения, износу и
т.д.
9.2. Технологический процесс химической чистки одежды.
Технологический процесс химической чистки одежды включает в себя
следующие основные операции: прием одежды от населения, первичная
сортировка одежды, подготовка одежды к мойке в органическом
растворителе, мойка и сушка в машинах химической чистки, удаление
73
водорастворимых пятен, сортировка вычищенной одежды, влажно-тепловая
обработка, портновская работа, контроль качества одежды.
Обработка изделий хлоруглеводородами осуществляется машинами
периодического действия. В них происходит не только чистка изделий, но и
их отжим, сушка и очистка растворителем. Современные машины снабжены
автоматическими устройствами, с помощью которых обработка изделий
происходит по заранее заданному режиму. Среди отечественных машин для
чистки изделий наиболее совершенной является машина МХЧА-18,
преимуществами которой является небольшой расход растворителя,
сравнительно удобный в обслуживании фильтр, наличие адсорбера,
позволяющего улавливать растворитель.
Применяются также отечественные машины АХЧ-5, КХ-014, КХ-016 и
зарубежные «Специма-212» (ГДР), «Тримор-25» (ЧССР) и др.
Химическая чистка в этих машинах осуществляется однованным,
двухванным, многованным способами. . Принцип двух- и трехванных
способов мойки состоит в том, что изделия последовательно промываются в
растворах разного состава и разной степени чистоты. Процесс обработки
одежды в машинах можно осуществлять как при ручном управлении
машиной, так и при автоматическом.
Удобство проведения процесса при ручном управлении состоит в том,
что предоставляется возможность осуществить практически любой вариант
мойки применительно к конкретной партии одежды.
Работы при автоматическом управлении дают возможность получать
более стабильные результаты по качеству обработки, гарантируют точное
выполнение выбранного технологического процесса.
В таблице 9.1 указаны марки обезжиривающих машин, применяемых
на предприятиях химической чистки с учетом их единовременной загрузки и
производительности.
Таблица 9.1
Нормы расхода растворителя ПХЭ и ТХЭ на химчистку одежды
(утверждено Минбытом РСФСР 27.04.85)
Тип Наименование Нормы расхода по группам Средняя
машин чистящего ассортимента, г/кг норма
реагента тяжелая средняя легкая расхода
МХЧА-5 ПХЭ и ТХЭ 250 210 170 210
КХ-012 ПХЭ и ТХЭ 250 280 230 250
КХ-010 ПХЭ и ТХЭ 220 180 120 200
КХ-010А ПХЭ и ТХЭ 220 180 120 200
Специма- 212 ПХЭ и ТХЭ 200 124 116 125
Специма- 12Е ПХЭ и ТХЭ 220 150 106 154
МХЧА-18 ПХЭ и ТХЭ 165 85 55 90
Продолжение таблицы 9.1
14
Тип Наименование Нормы расхода по группам Средняя
машин чистящего ассортимента, г/кг норма
реагента тяжелая средняя легкая расхода
КХ-019 ПХЭ и ТХЭ 175 100 6 ПО
Тримор- 25-3 ПХЭ и ТХЭ 250 200 175 215
Тримор- 24-4 ПХЭ и ТХЭ 220 180 146 205
КХ-014 ПХЭ и ТХЭ 220 170 140 175
КХ-016 ПХЭ и ТХЭ 230 175 140 186
БЕВ А 100 ПХЭ и ТХЭ 100 85 10 95
БЕВА СИ-100 ПХЭ и ТХЭ 100 85 10 95
ТБ25-2; 3 Уайт-спирит, тяжелый бензин 310 230 189 270
Для предотвращения загрязнения окружающей среды, а также
исключения потерь паров органических растворителей, выделяемых из
изделий при операции проветривания на предприятиях химической чистки,
применяются адсорбционные установки.
Адсорбирующие установки, применяемые для улавливания паров
хлорсодержащих растворителей, могут быть двух типов - однокамерные и
двухкамерные. По своему назначению они подразделяются на
индивидуальные и групповые. Индивидуальные адсорберы комплектуются
непосредственно с машиной химической чистки и управляются
автоматически в соответствии с циклограммой обезжиривающей машины.
Для машин малой и средней загрузки применяют однокамерные адсорберы.
Групповые адсорберы подключаются к группе машин. Они могут быть
однокамерные и двухкамерные. Двухкамерные обеспечивают непрерывность
цикла, т. к. каждая из камер работает поочередно.
Адсорбер состоит из двух камер, наполненных активированным углем,
систем воздуховодов, соединяющих адсорбер с машиной химической чистки,
системы рекуперации растворителя, контрольно-измерительных приборов,
расположенных на лицевой панели.
Один адсорбер обслуживает ряд машин, суммарная загрузочная масса
которых составляет 60 кг.
Смесь паров растворителя и воздуха по воздуховоду поступает в
воздушный фильтр рукавного типа, в котором увлеченные потоком частицы
пыли и ворса улавливаются и очищенная смесь вентилятором подается в
адсорбционную камеру, наполненную активированным углем, а очищенный
воздух поступает в воздуховод через заслонку. Процесс поглощения паров
растворителя продолжается до тех пор, пока не произойдет насыщение угля.
Обычно этот момент наступает после обработки 500 - 600 кг одежды, т. е. в
течение смены две машины «Тримор-25» обслуживает одна камера
75
адсорбера. После этого на адсорбцию включается другая камера, а первая
включается на десорбцию. Перед началом десорбции закрывают воздушные
заслонки камеры, открывают и регулируют подачу воды в конденсатор и
пара в камеру адсорбера. Подача «острого» пара продолжается 25 - 30 минут.
Если поступление растворителя, наблюдаемое через смотровое окно в
нижней части панели, продолжается, то процесс десорбции продолжают до
прекращения его движения. После десорбции подачу «острого» пара
прекращают и проводят сушку активированного угля. Воздух, поступающий
на сушку угля, предварительно нагревают до t=80 - 100 °C. Для этого одну из
машин освобождают от одежды, перекрывают воду, поступающую в
конденсатор, устанавливают термостат, регулирующий температуру воздуха
при сушке, на максимальную величину. Вентилятор адсорбера включен,
машина химической чистки переключена на операцию проветривания,
которая длится в течение 5 минут, сушка угля протекает 20 - 30 минут.
Перед включением камеры на адсорбцию активированный уголь охлаждают
потоком воздуха (t=20 °C) в течение 10-15 минут. В это время машины
включают, вентилятор всасывает воздух из помещения через уравнительный
клапан. После охлаждения активированного угля камера готова к новому
циклу.
В зависимости от марки установленных машин и используемых
растворителей установлены нормы расхода их по технологическим
операциям.
9.3. Расчет количества вредных веществ, выбрасываемых в
атмосферу предприятиями химчистки.
Расчет валовых, т/год, и максимальных, г/с, выбросов проводится по
конкретным источникам балансовым методом.
Используемые растворители в машинах химической чистки обладают
100% летучестью. Согласно [19] растворители распределяются по
технологическим операциям в определенном соотношении, которое показано
в таблице 9.2.
76
Таблица 9.2
Распределение паров растворителей по технологическим операциям
химической чистки на ТХЭ, ПХЭ, Уайт-спирит
и технологическом бензине
Наименование % выделения в Примечания Выброс
технологического процесса 1 атмосферу 2 3 4
Перевозка, 0,5 Естественные Вент.
хранение Дистилляция 12,0 потери В виде намочен-
Мойка и отжим 1,2 ного шлака, поступающего на очистку Выделяются в Вент.
Сушка одежды 5,0 помещение через неплотности машин, удаляются системой вентиляции Удаляется через Технол.
Проветривание 80,0 технологическую систему вентиляции Удаляется через Технол.
одежды Разгрузка и 0,2 технологическую систему вентиляции Удаляется через Вент.
транспортировка чистых вещей Выделение в 0,6 систему вентиляции Удаляется через Вент.
гладильном цехе систему
Растворитель 0,5 вентиляции Выделения при Вент.
останется в одежде транспортировке, при хранении в приемных пунктах
Примечание: При работе на ТХЭ, ПХЭ в режимах сушки и проветривания
одежды пары растворителя удаляются через адсорбер.
77
(9-1)
Следовательно, выброс паров растворителя в атмосферу составляет
87% от фактического расхода на фабриках химической чистки; при этом на
технологический выброс приходится 85%, а на общеобменный - 15%.
Если технологические выбросы от нескольких машин химчистки
осуществляются раздельно, количество растворителя для каждого выброса
рассчитывают из общей величины технологического выброса с учетом
производительности машины.
Максимальный технологический выброс, г/с, при отсутствии очистки
рассчитывается следующим образом:
т й*103*0,85
М =--------------------—,
t * К * 3600
где: а - максимальный расход растворителя ПХЭ за смену, кг;
0,85 - доля технологического выброса;
t - продолжительность смены, ч;
К - коэффициент проветривания загрузочной камеры в долях единиц.
Значения величины «К» определяется следующим образом: зная
производительность обезжиривающей машины (кг/смену) и ее
единовременную загрузку (кг), определяют количество загрузок в смену.
Рабочий цикл машины длится 30 - 40 минут, из них время
проветривания загрузочной камеры составляет 5 минут. Умножая это время
на число загрузок, определим, сколько времени будет длиться выброс в
течение смены.
Например, производительность обезжиривающей машины КХ-014 240
кг/смену. Единовременная загрузка ее 30 кг. Количество загрузок в смену
240/30=8. Рабочий цикл машины длится 40 минут. Из них время
проветривания в течение цикла составит 5 минут. Следовательно, выброс
ПХЭ будет длиться периодически 40 минут в течение смены, что составляет
К=0,083, т. е. 40 минут - К; 8 часов - 1.
Если технологический выброс осуществляется с предварительной
очисткой в адсорбере, то максимальный выброс вредного вещества
определяется по формуле:
мт^*Ю3 *0,85 *(1-77)
t * К * 3600
где: т] - КПД адсорбера.
Максимальный вентиляционный выброс рассчитывается по формуле:
мв^*Ю3 *0,15
Г*Х*3600 ’
где: 0,15- доля вентиляционного выброса;
К=1, т. к. вентиляционный выброс осуществляется постоянно в течение
смены.
Если вентиляционный и технологический выбросы объединены в один
источник, то суммарный валовый выброс, т/год, из этого источника составит:
М=МТ+МВ. (9.4)
(9.2)
(9.3)
78
Валовый технологический выброс при наличии адсорбера в машине
определяется по формуле:
Gre=O,87*G*(l-?7), (9.5)
где: G - годовой расход растворителя на фабрике химической чистки, т/год;
0,87 - доля от общего расхода растворителя, поступающего в
атмосферу от технологического и вентиляционного выбросов;
т] - КПД адсорбера, в долях единицы.
Валовый технологический выброс при отсутствии адсорбера
определяется по формуле:
Gro=0,87*G, (9.6)
Для снижения выбросов используют ввод дополнительных ступеней
очистки, т.е. адсорберов, КПД (ц) которых 90% и более.
При установлении первой ступени очистки валовый выброс, т/год,
растворителя из конкретного источника определяется по формуле:
GTicm=GTa*(l-t]), ‘ (9.7)
где: GTa - годовой выброс из данного источника до проведения очистки.
Максимальный выброс, г/с, из этого источника определяется по
формуле:
(9.8)
где: г) - КПД адсорбера.
9.4. Расчет выбросов вредных веществ, входящих в состав
пятновыводных средств.
На участке предварительной пятновыводки осуществляется
технологический выброс от местных отсосов пятновыводного стола, стола
зачистки, от шкафа хранения пятновыводных веществ.
С учетом химического состава пятновыводных средств и процента
летучести веществ, входящих в эти средства, величина валового выброса
вредных веществ, т/год, из конкретного источника определяется по формуле:
G„e=Gp*C, (9.9)
где: Gp - расход пятновыводного средства за год, т;
С - содержание летучей части вещества, входящего в пятновыводное
средство, в долях единицы.
Величина максимального выброса летучего вещества, г/с, при
использовании пятновыводных средств рассчитывается по формуле:
д*С*103
^*^*3600’
(9.10)
где: а - расход пятновыводных средств в смену, кг;
С - содержание летучей части вещества, входящего в пятновыводное
средство, в долях единицы;
t - продолжительность смены;
К - коэффициент загрузки рабочего времени при пятновыводке.
79
В приложении 3 приводятся характерные пятновыводные средства,
используемые на предприятиях химчистки, и указано процентное
содержание летучих веществ, входящих в эти средства.
80
Приложение 3
Пятновыводные средства
Ветензол:
- этилцеллоззольв технический ГОСТ 8313-76 (летуч) - 75%;
- спирт бензиловый ГОСТ 8751-72 (летуч) - 20%;
- выравниватель А ГОСТ 9600-78 - 5%.
Таннидин:
- синтанол ДС-10 ТУ6-14-577-77 - 10%;
- лецитин ОСТ 18-227-75 - 5%;
- хлористый натрий ГОСТ 4233-77 - 1%;
- сульфат натрия ГОСТ 6318-77 - 1 %;
- монохлоруксусная кислота ОСТ6-01-36279 - 3% (летуч);
- бутанол (спирт этил.) ГОСТ 11547-80 - 4% (летуч);
- вода ГОСТ 2874-82 - 76%.
ДКМ-2 (для чистки ковров):
- катамин АБ ТУ 601-816-75 - 2%;
- синтамин 5 ТУ 6-02-640-77 - 4%;
- синтанол ДС-10 ТУ 6-14-87-77-2%;
- диэтаноламиды ТУ 38-107-10-71 - 1%;
- этиленглиголь ГОСТ 101-64-75 (летуч) - 10%;
- изопропиловый спирт ГОСТ 9805-76 (летуч) - 4%;
- мочевина ГОСТ 6691-63 - 3%;
- вода - 74%.
Катизол:
- катамин АВ ТУ 6-01 -816-75 - 25%;
- спирт изопропиловый ГОСТ 9805-69 (летуч) - 75%.
Катано л:
- моющее средство прогресс ТУ 38-10-719-71 - 15%;
- синтамид - 5 ТУ 6-02-640-76 - 3%;
- изопропиловый спирт ГОСТ 9805-76 (летуч) - 10%;
- этиленгликоль ГОСТ 8313-76 (летуч) - 5%;
- этилцеллоззольв ГОСТ 8313-76 (летуч) - 5%;
- триэтаноламин СТУ 12 №10113-61- 2%;
- пергидроль ГОСТ 177-71 - 7,5%;
- хлористый натрий ГОСТ 13830-68 - 1%;
- трилон Б ГОСТ 10652-73 - 51,5%.
Ойлин:
- синтанол ДС-10 ТУ 6-14-577-77 - 4,5%;
- циклогексанол ТУ 113-0, 3-258-83 (летуч) - 7%;
- уайт-спирит ГОСТ 3134-78 (летуч) - 24,88%;
- декалин ТУ 3 8-102102-76 (летуч) - 15%;
- изоамилацетат ТУ 18-16-155-83 (летуч) - 25%;
- перхлорэтилен ТУ 6-01-956-579 (летуч) - 5%;
81
- масло ализориновое ГОСТ 6990-75 - 15%;
- едкий калий ГОСТ 9285-78 (летуч) - 0,62%;
- масло индустриальное ГОСТ 20799-75 - 3%;
Паст:
- олеиновая кислота ТУ 18-РСФСР-725-80 - 51,6%;
- гидроокись калия ГОСТ 9285-78 - 10,16%;
- циклогексанон ГОСТ 24615-81 (летуч) - 10%;
- скипидар ГОСТ 1571-82 (летуч) - 10%;
- вода ГОСТ 2874-82 - 18,24%.
Субтинол:
- протосубстилин ТЗх-1 ГОСТ 236-35-79 - 25%;
- амилосубстилин Г10х-1 ГОСТ 59-11-72 - 10%;
- сульфанол ТУ 6-01-1001-75 - 20%;
- крахмал картофельный ГОСТ 7699-73 - 41%;
- хлористый марганец ГОСТ 612-75 - 4%.
46-А:
- циклогексанол ГОСТ 246-15-81 (летуч) - 8,1%;
- спирт изопропиловый (летуч) ГОСТ 9805-84 - 91,9%.
Эванол:
- этилцеллоззольв (летуч) ГОСТ 8313-76 - 8%;
- перхлорэтилен ТУ 6-01-956-76 (летуч) - 45%;
- спирт изоамиловый ГОСТ 58-30-79 - 21%;
- спирт бензиловый ГОСТ 8751-72 (летуч) - 12%;
- циклогексанон ТУ 6-03-35-6-73 (летуч) - 2%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 6%;
- синтанол ДС-10 ТУ 6-14-577-77 - 1%;
- выравниватель А ГОСТ 9600-73 (летуч) - 4%;
- моноэталомин ТУ 38-107-97-76 - 1%.
Эдамол:
- этилцеллоззольв ГОСТ 8313-76 - 43,5% (летуч);
- циклогексанол ТУ 113-03-358-83 - 8,75 (летуч);
- декалин ТУ 38-102102-76 - 8,7% (летуч);
- спир изоамидовый ОСТ 18-298-80 - 21,7%;
- выравниватель А ГОСТ 9600-278 (летуч) - 8,7%;
- ОС-20 (марка Б) ГОСТ 10730-82 - 6,5%;
- алкиламиды ТУ 38-107-97-82 - 2,2%.
Ютан ПЗ:
- сульфанол тв. ТУ 6-01-1001-75 - 18%;
- синтанол ДС-10 ТУ 6-14-577-77 - 10%;
- этилцеллоззольв ГОСТ 8313-76 (летуч) - 30%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 30%;
- вода - 12%.
Ютан И:
82
- этиловый спирт ГОСТ 18300-72 (летуч) - 45%;
- этилацетат ГОСТ 8981 -78 (летуч) - 40%;
- аммиак ГОСТ 9-77 (летуч) - 6%;
- моноалкилаламиды СТУ № 45-916-64 - 2%;
- синтанол ДС-10 ТУ 61 -43 77-75 - 2%;
- вода - 5%.
Ютан МКИС:
- перхлорэтилен ТУ 6-01-956-79 (летуч) - 20%;
- этилцеллоззольв ГОСТ 8313-76 9летуч) - 30%;
- циклогексанол ТУ 6-03-353-74 (летуч) - 48%;
- синтанол ДС-10 ТУ 61 -43 77-75 - 1 %;
- моноалкиламиды ТУ 38-107-97-92 - 1%.
Синкатол:
- синкатол ДС-10 ТУ 14-577-77 - 2%;
- каталин по действующей нормативно-технологической
документации - 10%;
- вода ГОСТ 2874-82 - 88%.
Оксинол:
- перборат натрия ТУ 6-02-1187-79 - 55%;
- триполифосфат натрия ГОСТ 13493-77 - 25%;
- динатрий фосфат ОСТ 6-25-21-75-80 - 5%;
- натрий сернокислый ГОСТ 21458-75 - 9,5%;
- метасиликат ГОСТ 4239-77 - 3%;
- сульфанол тв. ГОСТ 4239-77 - 2,4%;
Отбеливатели (опытные образцы):
- белофар КБ - 0,05%;
- белофар ЛА - 0,05%.
Усилители
Усилитель «УС-28 бк»:
- сульфанол ТУ 6-01 -1001 -75 - 24%;
- оксифос ТУ 6-02-3-100-75 - 40%;
- ОП-7 или ОП-10 ГОСТ 8433-57 - 15%;
- лецитин (фосфатиды) ГОСТ 18-227-75 - 5%;
- циклогексанол ТУ 6-03-353-74 (летуч) - 8%;
- вода питьевая ГОСТ 2374-73 - 8%.
Усилитель «УС-28 к»:
- авироль ТУ 6-14-1017-7 - 20%;
- лецитин ОСТ 18-227-75 0 10%;
- ОП-7 или ОП-Ю ГОСТ 8433-57 - 15%;
- сульфанол тв. ТУ 6-01-1001-75 - 20%;
- оксифос Б ТУ 6-02-3-100 - 10%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 5%;
83
- изопропиловый спирт ГОСТ 9805-76 (летуч) - 15%;
- вода питьевая ГОСТ 28-74-75 - 5%.
Усилитель «УС-28-1-ОГ»:
- сульфанол ТУ 6-01 -1001 -75 - 20%;
- авироль ДС-10 ТУ 6-14-549-80 - 30%;
- синтанол ДС-10 ТУ 6-14-577-77 - 15%;
- спирт изопропиловый ГОСТ 9805-84 - 15% (летуч);
- циклогексанол ТУ 113-03-358-83 - 10% (летуч);
- вода - 10%, ГОСТ 2874-82.
Усилитель «УС-29-А1-01»:
- сульфанол ТУ 6-01 -1001 -75 - 15%;
- авироль ОГ ТУ 6-14-549-80 - 45%;
- циклогексанол ТУ 6-03-358-74 - 10% (летуч);
- этилцеллоззольв ГОСТ 8313-76 - 15% (летуч);
- вода - ГОСТ 2874-73 - 15%.
Усилитель «Фестивальный»
- сульфанол ТУ 6-01-1001 -75 - 20%;
- оксифос ТУ 6-02-11-77-79 - 30%;
- синтанол ДС-10 ТУ 6-14-577-77 - 10%;
- циклогексанол ТУ 113-03-358-83 - 10% (летуч);
- этилцеллоззольв ГОСТ 0313-76 (летуч) - 20%;
- отдушка ТУ 18-16-121 -7 - 10%.
Усилитель «УС-Ф-К»:
- сульфанол тв. ТУ 6-01-1001-75 - 30%;
- алкисульфаты РСТ РСФСР 352-уч. - 10%;
- синтамид-5 ТУ 6-02640-71 - 5%;
- оксифос Б ТУ 6-02-3-100-75 - 30%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 10%;
- изопропиловый спирт ГОСТ 9805-69 (летуч) - 15%.
Олимпийский усилитель:
- сульфанол ИП-3 ТУ 84-509-74 - 25%;
- оксифос Б - ТУ 6-023-100-75 - 30%;
- диэтаноламиды ТУ 3-810-720-72 - 20%;
- изопрапанол ГОСТ 9805-76 (летуч) - 15%;
- циклогексанол ТУ 6-03-358-74 9летуч) - 10%.
Усилитель «УС-Ф»:
- алкилсульфаты РСТ РСФСР 252-75 - 10%;
- синтанол ДС-10 ТУ 61-4377-70 - 15%;
- синтамид-5 ТУ 6-02-640-71 - 20%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 10%;
- изопропиловый спирт ГОСТ 9805-69 (летуч) - 15%;
- сульфанол тв. ТУ 6-01-1001-35 - 30%.
Усилитель универсальный:
84
- синтанол ДС-10 ТУ 6-14-577-70 - 30%;
- каталин АБ ТУ 6-01-816-75 (летуч) - 20%;
- циклогексанол ТУ 6-03-358-74 (летуч) - 50%.
Усилитель «УС-Ф-1»:
- сульфанол тв. ТУ 6-01-1001-76 - 25%;
- синтанол ДС-10 ТУ 61-4577-70 - 15%;
- синтамид-529 ТУ 6-02-640-71 - 20%;
- спирт изопропиловый ГОСТ 9805-69 - 15% (летуч);
- циклогексанол ТУ 6-03-359-74 - 10% (летуч).
В технологическом процессе могут использоваться и вновь
разработанные пятновыводные средства, которые не указаны в приложении.
В этом случае необходимо проводить их полный компонентный состав, а
расчет выбросов производить только на летучие компоненты.
85
10. Методические указания по расчету выбросов вредных
веществ предприятиями по ремонту и пошиву обуви
10.1. Характеристика предприятий.
Расчет выбросов производится на основе материалов инвентаризации
источников выбросов предприятия балансовым методом.
Пошив и ремонт обуви в системе бытового обслуживания
производится на следующих предприятиях:
1) фабриках пошива и ремонта обуви;
2) ателье и цехах пошива обуви;
3) ателье и мастерских по ремонту обуви;
4) ателье и мастерских срочного ремонта обуви.
10.2. Характеристика цехов и технологических процессов.
Фабрика пошива и ремонта обуви имеет, как правило, несколько цехов:
а) вырубочный;
б) раскройный;
в) заготовочный;
г) пошивочный цех;
д) экспериментальный цех;
е) окрасочный участок (обработка и аппретирование обуви);
ж) цех по ремонту обуви.
В вырубочном, раскройном, заготовочном цехах осуществляется
раскрой листовых материалов на детали верха и низа обуви и их обработка.
Целью работы этих цехов является снабжение деталями сборочных
(пошивочных) цехов; в заготовительном цехе производят сборку деталей
верха в заготовку.
В пошивочном цехе производится формование и отделка обуви,
прикрепление деталей низа обуви.
В экспериментальном цехе производится разработка опытных образцов
обуви.
В цехе по ремонту обуви производится крупный и средний ремонт
обуви. Мелкий ремонт, как правило, осуществляется в разветвленной
системе сети мелких ателье и мастерских.
Операции, связанные с пошивом, крупным и средним ремонтом обуви,
производятся на машинах различных конструкций, необходимых для
механической обработки и отделки обуви:
- прессы для вырубления верха обуви и приклеивания подошв;
- машины для двоения и срезания низа обуви, шлифования каблуков и
фрезерования подошв;
- машины для отделки, затяжки, горячей вулканизации и крепежных
операций;
- установки для окраски и аппретирования верха обуви и т. д..
86
Основные загрязняющие вещества, отходящие от оборудования и
применяемых материалов в процессе технологических операций ремонта и
пошива обуви:
-клеевые операции (горячая вулканизация, клеевая затяжка заготовок,
приклеивание подошв, крепление и отделка) - пары бензина, ацетона,
этилацетата, бутилацетата, т. е. вредные летучие компоненты клеевых
материалов;
-окраска и аппретирование обуви лаками и красками - ароматические
углеводороды, спирты, эфиры, т. е. летучие компоненты лакокрасочных
материалов;
-шлифование и фрезерование деталей обуви - пыль, состоящая из
материала обрабатываемого изделия, при наличии в машинах
индивидуальных съемных пылесборников пыль в атмосферный воздух не
поступает.
10.3. Определение выбросов вредных веществ при различных
процессах ремонта и пошива обуви.
10.3.1. Клеевые операции, окраска и аппретирование обуви.
В процессе пошива и ремонта обуви осуществляются операции,
связанные с применением клеевых и лакокрасочных материалов, что
сопровождается выделением вредных летучих компонентов этих материалов.
В приложении 4 приведены составы клеевых и лакокрасочных
материалов, применяемых на обувных предприятиях службы быта.
Валовое количество вредных летучих компонентов, т/год,
выделяющихся из клеевых и лакокрасочных материалов в процессе
склеивания, окраски и аппретирования деталей обуви, определяется по
формуле:
G=Q*KK*10'2, (10.1)
где: Q - количество расходуемых клеев или лакокрасочных материалов,
т/год;
Кк - содержание каждого компонента в летучей части расходуемого
материала, %, (доля единицы), приложение 4.
Максимальный выброс в атмосферу, г/с, каждого вредного компонента
в составе летучей части применяемого клея, лака или краски определяется по
формуле:
,, а*Х *103
Мд--------------,
п* К, * 3600
(Ю.2)
где: а - максимальный расход применяемого материала в смену, кг/смену
(по данным предприятия);
п - продолжительность рабочей смены, ч;
К3 - коэффициент загрузки оборудования (рабочего времени) в данном
технологическом процессе.
87
10.3.2. Шлифование и фрезерование деталей обуви.
При механической обработке деталей обуви на машинах шлифования и
фрезерования образуется пыль, состоящая, в основном, из материала
обрабатываемого изделия, которая поступает в индивидуальный съемный
пылесборник, встроенный в конструкцию машины. Пыль в этом случае в
атмосферный воздух не поступает. Или удаляется от места образования
системой вентиляции.
Валовое количество пыли, т/год, поступающей в атмосферу при
механической обработке деталей обуви через систему вентиляции
(индивидуальный пылесборник отсутствует), определяется по формуле:
G=M*3*106, (10.3)
где: з - количество рабочих смен за год;
М - количество образующейся пыли, г/год, считая, что при обработке
подошв в пыль обращается 1% от ее веса.
М=0,001*т*вгод (10.4)
где: вгод-число пар обуви, выпускаемой в год;
в - максимальное число пар обуви, выпускаемой в смену;
т - вес одной пары подошв, г.
Максимальный выброс пыли, г/с, определяется по формуле:
Мсж”
М=-------
/*3600
(Ю.5)
где: t - полное время обработки подошв за смену, ч.
Для определения отходящей пыли в технологических процессах
необходимо иметь сведения о видах подшиваемой обуви. С этой целью
технолог предприятия должен предоставить следующие сведения:
1. Число пар обуви, выпускаемой за год, максимальное в смену.
2. Вес одной пары подошв каждого вида в зависимости от материала
(«Чепрак», «Микропора») и т. д.
Данные сведения оформить в табличной форме (таблица 10.1).
88
Таблица 10.1
Вес подошв обуви, г
Наименование Число пар в год Число пар в Вес подошвы
изделия смену (макс.)
Сапоги женские
на кожаной
подошве
Сапоги женские
на подошве
микропора
Сапоги мужские
на кожаной
подошве
Сапоги мужские
на подошве
микропора
Туфли женские
на кожаной
подошве
Туфли женские
на подошве
микропора
Туфли мужские
на кожаной
подошве
Туфли мужские
на подошве
микропора
Туфли летние
И т. д.
Компонентный состав наиболее часто используемых веществ на
предприятиях пошива и ремонта обуви приведен в приложении 4.
89
Приложение 4. Составы веществ, используемых при ремонте
обуви
Клей «Рапид-3»:
- наирит НТ - 16,55%;
- смола инден-кумароновая - 2,48%;
- смола 101 К - 0,50%;
- альтакс - 0,33%;
- магнезия жженая - 0,33%;
- аэросил -1,16%;
- канифоль - 0,66%;
- стеарат Са - 0,16%;
- этилацетат - 3 8,5 0% (летучий);
- бензин - 38,50 (летучий).
Клей «Рапид-2»:
- наиритНТ-16,00%;
- смола 101 К - 3,17%;
- альтакс - 0,48%;
- белила цинковые - 0,81%;
- магнезия жженая - 0,81 %;
- аэросил - 0,64%;
- канифоль - 0,81 %;
- стеарат кальция -0,16%;
- эпоксидированное соевое масло - 0,16%;
- бензин «Галоша» - 38,48% (летучий);
- этилацетат - 38,48% (летучий).
Клей «УР-2»:
- демоксол - 20,00% (летучий);
- ацетон - 80,00% (летучий).
Клей «УР-4»:
- УК-1 -25,34%;
- аэросил - 2,54%;
- этилацетат - 72,12% (летучий).
Клей НК:
- каучук натуральный -6-10%;
- бензин «Галоша» - 94-90% (летучий).
Клей резиновый:
- каучук - 8,00%;
- бензин - 92,00 (летучий).
90
Состав красок
Краска НЦ-25
- этилацетат - 10,70% (летучий);
- бутанол - 6,00% (летучий);
- бутилацетат - 6,00% (летучий);
- этиловый спирт 10,60% (летучий);
- ксилол - 15,80% (летучий);
- толуол - 15,80% (летучий);
Нитрокраска:
- краситель - 3,00%;
- ацетон - 57,00% (летучий);
- этилацетат - 40,00% (летучий).
Нитроэмаль:
- бутилацетат - 25,00% (летучий);
- ацетон - 5,00% (летучий);
- бутанол - 20,00% (летучий);
- этиловый спирт - 50,00% (летучий).
Краска нигрезин:
- бутилацетат - 25,00% (летучий);
- ацетон - 5,00% (летучий);
- бутанол - 20,00% (летучий);
- этиловый спирт - 50,00% (летучий).
Состав растворителя:
- этилацетат - 88,00% (летучий);
- безвредные примеси - 20,00%.
Состав растворителя КБС:
- бензин «Галоша» - 70,00% (летучий);
- бутилацетат - 25,00% (летучий);
- этилацетат - 5,00%(летучий).
В технологическом процессе могут использоваться и вновь
разработанные клея и краски, которые не указаны в приложении. В этом
случае необходимо приводить их полный компонентный состав и расчет
выбросов производить только на летучие компоненты.
91
11. Методические указания по расчету выбросов вредных
веществ автотранспортом системы службы быта
В системе бытового обслуживания населения имеются
автотранспортные предприятия (АТП), а также отдельные гаражи при РПУ,
предназначенные для паркования, технического обслуживания, ремонта
подвижного состава. В состав АТП входят открытые стоянки, боксы для
хранения автотранспорта (гаражи), а также помещения для ремонта и
технического обслуживания автотранспорта.
В методических указаниях приведены методики проведения
инвентаризации источников выбросов вредных веществ; расчеты выбросов
вредных веществ автотранспортом, находящимся на открытых и закрытых
стоянках и работающим на линии; расчеты выбросов вредных веществ,
выделяемых при ремонте и техническом обслуживании автотранспорта.
11.1. Характеристика помещений для ремонта и технического
обслуживания.
В состав помещений для технического обслуживания и ремонта
автомобилей входят следующие отделения (участки):
- технического обслуживания и ремонта автомобилей;
- электротехническое и приборов питания;
- моторное;
- агрегатное;
- механическое;
- аккумуляторное;
- мойки и уборки автомобилей.
Для хранения шин, смазочных материалов, сгораемых материалов, а
также агрегатов и деталей в сгораемой таре имеются отдельные складские
помещения.
11.2. Дополнительные сведения.
Учитывая специфику АТП при проведении инвентаризации
необходимо собрать дополнительные сведения. В частности, дать сведения
по подвижному составу и представить их в виде таблицы 11.1, 11.2.
Технические характеристики подвижного состава (таблица 11.1) приводятся
отдельно для открытой и закрытой стоянок автотранспортных предприятий.
92
Таблица 11.1
Технические характеристики подвижного состава,
находящегося на стоянке
Кол-во
Марка Вид Марка автомоб. на N Рабочий Время*
автомо- биля топлива топлива стоянке/ Максим. кол-во автомоб., выходящих на линию мощность двигателя л.с. объем цилиндров двигателя разогрева двигателей в зимний период, Т г мин мах
ГАЗ-53 бензин А-76 49/30 115 4,25 20
*графа заполняется для открытой стоянки.
Таблица 11.2
Пробег автомобилей (по типам ДВС)
Группа автомобилей
Пробег млн. км/год
Грузовые и специальные грузовые с
бензиновыми ДВС
Грузовые и специальные грузовые
дизельные
Автобусы с бензиновыми ДВС
Автобусы дизельные
Легковые служебные и специальные
11.3. Расчет выбросов вредных веществ автотранспортом
при выезде со стоянки.
Расчет максимальных секундных выбросов необходим для определения
приземных концентраций и полей рассеивания. Для характеристики
экологического состояния парка АТП необходимо ввести учет валовых
выбросов. Количество выбросов вредных веществ зависит от условий
хранения подвижного состава (открытая стоянка, гараж), от времени работы
двигателя при выезде со стоянки. Хранение автотранспорта допускается как
на открытых стоянках на территории АТП, так и в теплых боксах (гаражах).
При работе двигателей автотранспорта в отработавших газах содержатся
вредные вещества, загрязняющие атмосферу. Основными вредными
веществами являются окись углерода, окислы азота, аэрозоли свинца.
Приземная концентрация вредных веществ определяется только по
максимальному выбросу из источника. Следовательно, наибольший выброс
вредных веществ на стоянке (открытой или закрытой) происходит в начале
смены, когда практически одновременно работают двигатели всех машин,
выходящих на линию.
93
Выезд подвижного состава происходит из гаражей или с открытых
стоянок, что и определяет вид источников выбросов.
Для закрытых стоянок характерен организованный выброс, в то время
как для открытых стоянок - только неорганизованный выброс, который
относится к наиболее вредным источникам загрязнения.
Концентрация вида источника необходима при расчете поля
рассеивания и приземной концентрации.
Расчет выбросов вредных веществ могут быть произведены по
формулам (11.1), (11.2) согласно [20].
Количество окиси углерода, оксидов азота и альдегидов, кг/ч, при
маневрировании автомобилей в помещениях для хранения, стоянках и для
постов технологического обслуживания и ремонта автомобилей, а также при
регулировке двигателей должно определяться по формулам:
а) для автомобилей с карбюраторными двигателями:
Мк4 =15*(0,6 + 0,8*27)* — * — , (11.1)
100 60
б) для автомобилей с дизельными двигателями:
Мё4 =(160 + 13,5*/?)* — * —, (11.2)
100 60
где: Мк4, Mg4 - количество вредных газовыделений от одного автомобиля
кг/ч;
Р - рабочий объем цилиндров двигателя, л;
Р - весовое содержание вредности в отработанных газах, %
(принимается по таблице 11.3).
Т - время работы двигателя, мин.
Таблица 11.3
Весовое содержание вредностей в отработанных газах
Двигатели Весовое содержание вредностей, %
окиси углерода окислов азота альдегидов
Карбюраторные 6/4
Дизельные 0,07/0,06 0,007/0,009 0,05/0,035
Примечания: В числителе указано весовое содержание вредностей,
выделяющихся при разогреве двигателя, в знаменателе - при
маневрировании автомобиля и выезде из помещения.
Весовое содержание вредностей, выделяющихся при выезде
автомобилей из помещения, должно приниматься:
- для карбюраторных двигателей - 0,4;
- для дизельных двигателей - 0,55 весового содержания вредностей,
указанного в знаменателе.
94
В это же время расчеты выбросов вредных веществ могут быть
произведены по формуле (11.3), приведенной в [21].
Количество окиси углерода и окислов азота, г/с, выделяемых в
помещении или на стоянке, при движении автомобилей с работающими
двигателями следует определять по формуле (11.3). Формула приведена для
расчета выбросов от одного автомобиля:
Мс=-
*;у*/С*С
3600
(11.3)
5
где: g - удельное количество вредных веществ, отнесенное к одному выезду
и условной мощности двигателя в одну лошадиную силу, следует
принимать по таблице 11.4;
N - мощность двигателя автомобиля, л/с, берется из таблицы 11.1;
К - количество выездов автомобилей со стоянки в 1 час. В расчеты
закладывается К=1, т. к. для АТП бытового обслуживания выезд машин
осуществляется один раз в начале смены;
С - коэффициент интенсивности движения автомобилей, принимаемый
по таблице 11.5.
Таблица 11.4
Выделение вредных веществ при работе двигателей автомобилей
Наименование источника Удельное количество вредных веществ, г/л.с.
легковых автомобилей грузовых автомобилей и
выделения автобусов
вредных окись окислы окись окислы
веществ углерода азота углерода азота
Стоянка
подвижного 1,2 0,02 1,7/1,5 0,03/0,2
состава - .
Посты технического обслуживания и текущего ремонта подвижного 0,8 0,016 1,0/0,4 0,024/0,15
состава
Посты мойки и уборки 0,27 0,006 0,8/0,12 0,01/0,07
подвижного
состава
Примечание: В числителе указаны значения для грузовых автомобилей и
автобусов с карбюраторными двигателями, в знаменателе - с дизельными
двигателями.
95
Таблица 11.5
Коэффициент интенсивности движения автомобилей
Наименование
источника выделения
вредных веществ
Стоянка подвижного
состава
Посты технического
обслуживания и
текущего ремонта
подвижного состава
Количество выездов
в 1 час,
К
На все количество
выездов
1
2
3
4
свыше 4
Коэффициент
интенсивности
движения, С
1,0
0,5
0,6
0,7
0,8
1,0
Как показали расчеты, результаты расчетов выбросов вредных веществ
по формулам (11.1), (Н.2) и (11.3) согласуются. С целью упрощения
проведения расчетов для АТП службы быта целесообразно воспользоваться
формулой (11.3).
Количество аэрозолей свинца, кг/ч, выделяющихся при работе
карбюраторных двигателей на этилированном бензине, рассчитывают по
формуле (11.4), приведенной в [24]:
_о,о5*х*(о,б+о,8/?), Т
4 1000 60’
где: К - содержание тетраэтилсвинца в различных марках бензина, г/кг.
Согласно [21]: К=0,24 г/кг для бензина марки А-76; 0,5 для бензина
марки АИ-93;
0,05 - количество аэрозолей свинца, образующихся в отработавших
газах при сжигании этилированного бензина, процент от содержания в
этилированном бензине тетраэтилсвинца, г/кг;
Т - время работы двигателя, мин;
[3 - рабочий объем цилиндров двигателя, л, берется из таблицы 11.1;
0,6 - постоянный коэффициент.
При расчете выбросов вредных веществ автотранспортом время работы
двигателя принимается согласно [21].
96
Таблица 11.6
Время работы двигателей автотранспорта
Количество подвижного состава, ед. Время возвращения (выпуска), ч
до 50 1,0
свыше 50 до 100 1,5
свыше 100 до 200 2,0
свыше 200 до 300 2,5
свыше 300 до 400 2,7
свыше 400 до 500 2,8
свыше 500 до 600 3,0
свыше 600 до 700 3,3
свыше 700 до 800 3,6
свыше 800 до 900 4,0
свыше 900 до 1000 4,4
свыше 1000 до 1200 4,8
свыше 1200 5,0
Количество аэрозолей свинца, г/с, определяется при работе
карбюраторных двигателей по формуле:
М. *1000
Мс=—-------.
3600
Зная максимальный секундный выброс от одного автомобиля,
определяют выброс от общего количества машин каждой марки.
Характеристикой характерных вредных выбросов служит сумма
максимальных выбросов от всех марок машин АТП.
Количество каждого вредного вещества, г/с, выделяемое всеми
автомобилями определенной марки, выходящими на линию, определяют по
формуле:
M=MC*Z, (11.5)
где: Мс - количество вредного вещества, выделяемое одним автомобилем
данной марки при выезде со стоянки, г/с;
Z - максимальное количество автомобилей данной марки, выходящих
на линию в начале смены.
Максимальный суммарный выброс, г/с, каждого вредного вещества,
выделяемого автомобилями, выходящими на линию, определяют по
формуле:
Мобщ=М1+М2+М3+.. .Мп, (11.6)
где: М]...МП - максимальный выброс вредного вещества, выделяемого
всеми автомобилями данной марки, выходящими на линию, г/с.
Величины Мобщ, г/с, выдаются в качестве исходных данных для
источника выделения вредных веществ при расчете приземной концентрации
и поля рассеивания по программе «Эфир-6».
97
При заполнении нормативно справочной информации (НСИ) для
программы «Эфир-6» учитывают геометрические характеристики
конкретного источника выбросов, т. е. организованного для закрытых
стоянок (может иметь место и неорганизованный выброс) и
неорганизованного для случая открытой стоянки.
11.4. Расчет валовых выбросов вредных веществ
автотранспортом при выезде со стоянки.
Валовый выброс приводится по каждому веществу для всего
подвижного состава. Учитывая, что на Валовый выброс вредных веществ
влияет время работы двигателя, необходимо отдельно определить валовые
выбросы каждого вредного вещества по всем машинам каждой марки, а
затем их просуммировать.
Валовый выброс каждого вредного вещества, т/год, выделяемого всеми
автомобилями данной марки, выходящими на линию, определяется по
формулам:
Gco=Mco*T*D*10'6,
qNOx=|^jNOx>:<y>:<0^ | g-6
GPb=Mpb*T*D* 10’6, ’ (11.7)
где: Mc0, MNOx, MPb - максимальный удельный выброс вредного вещества,
выделяемого всеми автомобилями данной марки, выходящими на
линию, г/с;
Т - время работы двигателя при выезде со стоянки, берется в
зависимости от периода года и от типа стоянки. Для открытой стоянки
по зимнему периоду принимается согласно таблице 11.1; для летнего
периода принимается 3-5 мин; для закрытой стоянки не зависит от
периода года и принимается 3-5 мин;
D - количество рабочих дней в период года, берется из инвентаризации
АТП.
Для открытых стоянок валовые выбросы, т/год, зависят от периода
года. Следовательно, необходимо рассчитать валовые выбросы отдельно для
каждого периода года, а затем их просуммировать.
Количество дней (D) для открытых стоянок по зимнему и летнему
периоду принимается одинаковыми и равными половине рабочих дней в
году, которые отмечены при инвентаризации.
Суммарный Валовый выброс каждого вредного вещества, т/год,
выделяемого всеми автомобилями, выходящими на линию, определяют по
формулам:
z^CO __ z*"<CO । z^CO । । л~чСО
G общ- G 1+ G 2 ... G n>
GNOx ^NOx i /nNOx [ [ /nNOx
обш” G 1+ G 2 ... G n>
GPbo6ui= GV Gpb2+. + GPbn, (11.8)
G G i_n - валовый выброс вредного вещества,
выделяемого всеми автомобилями данной марки, выходящими на
линию, т/год.
98
11.5. Расчет валовых выбросов вредных веществ
автотранспортом, работающим на линии, за отчетный
период.
При работе транспорта на линии учитываются только валовые
выбросы. При расчете валовых выбросов вредных веществ автомобильного
транспорта, работающего на линии, автотранспорт подразделяют согласно
[23] на следующие группы:
- грузовые и специальные грузовые с бензиновыми ДВС;
- грузовые и специальные грузовые дизельные;
- автобусы с бензиновыми ДВС;
- автобусы дизельные;
- легковые служебные и специальные;
- легковые индивидуального пользования.
В основу методики расчета валовых выбросов вредных веществ
автотранспортом, работающим на линии,-заложен средний удельный выброс
по автомобилям отдельных групп.
При этом выброс вредных веществ корректируется в зависимости от
технического состояния автомобилей и их среднего возраста [23].
Валовый выброс каждого вредного вещества, т/год, по группам
автомобилей определяют по формулам:
GC0=L*gC0*m*n,
GNOx=L*gNOx*m*n,
Gpb= L*gPb*m*n, (11.9)
где: L - пробег автомобилей данной группы, млн. км/год, берется из
таблицы 11.2;
g - удельный выброс вредного вещества на 1 км пробега одним
средним автомобилем данной группы, г/км;
m - коэффициент влияния среднего возраста парка. Коэффициенты
влияния среднего возраста парка на выброс окиси углерода, окислов
азота и углеводородов приняты постоянными согласно [23] и
приведены в таблице 11.6;
п - коэффициент влияния уровня технического состояния.
Коэффициенты влияния уровня технического состояния приняты
постоянными согласно [23] и приведены в таблице 11.9.
Удельные выбросы вредных веществ на 1 км пробега для различных
видов автомобилей приведены в таблице 11.7 по сведениям [24] на период
1985 - 1990 годов, согласно эксплуатационным данным.
Значения удельных выбросов вредных веществ для газобаллонных
автомобилей следует брать равными рекомендуемым значениям для
дизельных автомобилей.
99
Таблица 11.7
Удельные выбросы вредных веществ на 1 км пробега
одним средним автомобилем, г/км
Группа автомобилей 1985 - 1990 г.г.
gC° gCH gN°X
Грузовые и специальные грузовые с бензиновыми ДВС 61,9 13,30 8,0
Грузовые и специальные грузовые дизельные 15,0 6,40 8,5
Автобусы с бензиновыми ДВС 57,5 10,70 8,0
Автобусы дизельные 15,0 6,40 8,5
Легковые служебные и специальные 18,7 2,25 2,7
Таблица 11.8
Коэффициенты влияния среднего возраста парка
на выброс вредных веществ
Группа автомобилей Коэффициенты влияния среднего возраста
окиси со углерода m парка на выброс углеводородов шсн окислов азота mNOx
Грузовые и специальные 1,33 1,20 1,0
грузовые с бензиновыми ДВС Грузовые и специальные 1,33 1,20 1,0
грузовые дизельные Автобусы с бензиновыми ДВС 1,32 1,20 1,0
Автобусы дизельные 1,27 1,17 1,0
Легковые служебные и 1,28 1,17 1,0
специальные
100
Таблица 11.9
Коэффициенты влияния уровня технического состояния автомобилей
на выброс вредных веществ
Группа автомобилей Коэффициенты влияния уровня
технического состояния автомобилей
псо на выброс псн ц№х
Грузовые и специальные грузовые с бензиновыми ДВС 1,69 1,86 0,80
Грузовые и специальные грузовые дизельные 1,80 2,00 1,00
Автобусы с бензиновыми ДВС 1,69 1,86 0,80
Автобусы дизельные 1,80 2,00 1,00
Легковые служебные и 1,6? 1,83 0,85
специальные
При расчете валовых выбросов вредных веществ автотранспортом,
работающим на линии, используют расчетные формы «Выброс
автотранспорта», приведенные в [23].
Общий валовый выброс каждого вредного вещества автотранспортом,
работающим на линии, определяют как сумму валовых выбросов вредных
веществ всех групп автомобилей по формуле:
Z-CO _ ГСО , г^СО , , Z-CO
о общ- О 1+0 2 ... О п»
z-»NOx _ z-iNOx । z-’NOx , । z-.NOx
Гг общ- О 1+0 2 * ... О п,
Орьобщ= GpbI+gV„+Gpb„, (11.10)
где: G общ» GNOxo6ilI, G общ- валовый выброс вредного вещества
автомобилями данной группы за отчетный период.
Результаты расчетов валовых выбросов вредных веществ за отчетный
период сводят в таблицу 11.10.
101
Таблица 11.10
Годовой выброс вредных веществ за отчетный период
Группа автомобилей
Грузовые и специальные
грузовые с бензиновыми
ДВС
Грузовые и специальные
грузовые дизельные
Автобусы с бензиновыми
ДВС
Автобусы дизельные
Легковые служебные и
специальные
Всего по автотранспорту
Окись Угле- Окислы Всего по
углерода водороды азота группе
СО СН NOX автомобилей
11.6. Расчет выбросов вредных веществ, выделяемых при
ремонте и техническом обслуживании подвижного состава.
Участки по техническому обслуживанию и текущему ремонту
подвижного состава могут быть оснащены механической вытяжной
системой вентиляции. В этом случае все вредные отходящие газы будут
удаляться в атмосферу через стационарный источник. Если
централизованная система вентиляции отсутствует, то выбросы вредных
веществ носят неорганизованный характер.
11.6.1. Характерными выбросами вредных веществ поста технического
обслуживания, участка мойки и моторного отделения являются окись
углерода, окислы азота и аэрозоли свинца, выделяемые при работе
двигателей машин. Количество окиси углерода, окислов азота, выделяемых
при работе двигателей, определяют по формуле (11.3).
Количество аэрозолей свинца определяют по формуле (11.4).
Загрязняющим веществом поста технического обслуживания являются
также пары керосина, выделяемые при промывке воздушных фильтров
керосином.
Количество выделяющихся паров керосина, г/с, определяют по
формуле, приведенной в [25]:
0 43* Г
Мкер=-^—Ч (11.11)
3600
где: F - поверхность зеркала ванны, м .
11.6.2. Агрегатный участок. Загрязняющие вещества - пары керосина,
выделяемые при промывке деталей в керосине.
102
Количество выделяющихся паров керосина, г/с, определяют по
формуле (11.11).
11.6.3. Участок ремонта приборов питания. Основные виды работ - ремонт
приборов питания, промывка деталей, проверка форсунок.
Для проверки форсунок используют керосин. Количество паров
керосина, выделяющихся при этом, определяют по формуле (11.11).
Для мойки деталей используют керосин или дизельное топливо.
Загрязняющие вещества в этом случае - пары бензина, дизельное топливо.
Количество выделяющихся паров бензина, дизельного топлива, г/с,
определяют по формуле, приведенной в [25]:
КуГ U6* F
М=—--------,
3600
т- 2
где: г - площадь ванны, м .
(И.12)
11.6.4. Зарядный участок. Производимая работа - зарядка аккумуляторов.
Вид загрязняющих веществ зависит от типа заряжаемых аккумуляторов.
Загрязняющие вещества - в случае зарядки кислотных аккумуляторов -
пары серной кислоты. Загрязняющие вещества - в случае зарядки щелочных
аккумуляторов - пары щелочи.
Количество серной кислоты, г/с, выделяющейся при зарядке кислотных
аккумуляторов типов С, СК, СН определяется по формуле, приведенной в
[25]:
МК=^Л- *17 »10-з (11.13)
3600
где: шк - количество серной кислоты, мг, выносимой в воздух 1 дм3 газа
при плотности электролита 1210 кг/м3. Согласно [26] шк=0,18 мг/ дм3-
для аккумуляторов с крышками при открытом во время зарядки
вентиляционным отверстием; тк=0,57 мг/ дм3 - для открытых
аккумуляторов, покрытых стеклами; тк=2,05 мг/ дм3 - для открытых
аккумуляторов;
Vp - объем выделяемых из аккумуляторов газов, дм3/ч, определяемый
по формуле:
Vr=l,5*VH, (11.14)
где: VH - объем водорода, дм3/ч, определяемый по формуле:
VH=0,418*BT*ir*n*Ktp, (11.15)
K.r^.
о
где: То - термодинамическая температура, равная 273 К;
t - температура воздуха в аккумуляторном помещении, °C;
Р - фактическое давление воздуха в аккумуляторном помещении для
данного места, мм рт. ст.;
п - число заряжаемых аккумуляторов в батарее;
103
Вт - выход водорода по току при электролизе воды, принимают
Вт=0,95 согласно [26];
ir - наибольший зарядный ток, расходуемый на электролиз воды в
заряжаемой батарее, принимают ir =20 А согласно [26].
При плотности электролита р не равной 1210 кг/м3, количество
выделяемой серной кислоты, г/с, определяют по формуле:
* J-ю-3, (11.17)
3600 g0
где: g0 - содержание чистой серной кислоты в 1 м3 электролита плотностью
1210 кг/м3, g0=346 кг согласно [26];
g - содержание серной кислоты в электролите с заданной плотностью,
кг.
Количество щелочи, г/с, выделяемой из аккумуляторов, определяют по
формуле, приведенной в [26]:
15*т *V
Мщ= ------------ * 10"3,
3600
где: шщ - количество щелочи, мг/дм3, выделяемой 1 дм3/газа. Значения шщ
принимаются согласно [26] в зависимости от жидкости, используемой
в качестве защитного слоя электролита:
тщ=0,14 мг/дм3 - при заливе керосина;
тщ=0,11 мг/дм3 - при заливе вазелинового трансформаторного масла.
В аккумуляторах, не залитых защитным слоем жидкости, тщ=0,27-Ю,60
мг/дм3 газа, согласно [26];
VH - объем водорода, дм3/ч, рассчитываемый по формуле, приведенной
в [26]:
VH=0,18*J*T|r*n*Ktp, (11.19)
где: J - зарядный ток, при зарядке аккумуляторов током в две ступени
принимают, согласно [26], J=0,125 Сн (Сн - номинальная емкость
аккумуляторной батареи). Значения Сн принимают согласно [26];
т|г - коэффициент, зависящий от способа заряда, согласно [26], т]г=0,95
при заряде аккумуляторов током в две ступени;
п - число заряжаемых аккумуляторов в батарее;
Ktp - определяют по формуле (11.16).
11.6.5. Сварочно-жестяницкое отделение. В отделении проводятся
газосварочные и электросварочные работы.
Загрязняющие вещества, выделяемые при газосварочных работах, -
оксиды азота.
Количество оксидов азота, г/с, рассчитывают по формулам:
а) для ацетиленокислородного пламени:
MNOx=22*B* 1000, (11.20)
где: В - расход ацетилена, кг/с;
б) для пропанбутановой смеси:
104
(П-21)
MNOx=15*B*1000,
где: В - расход смеси, кг/с.
Загрязняющие вещества, выделяемые при электросварочных работах,
приведены в таблице 11.11.
Количество вредных веществ (см. таблицу 11.11), выделяемых при
выполнении электросварочных работ, рассчитывают по формуле:
Q * В
М=-------------, (11.22)
Т*£3 *3600
где: g - удельный показатель загрязняющих веществ, г/кг, (см. таблицу
н.п);
В - масса расходуемых электродов и наплавочного материала,
кг/смену;
Т - продолжительность рабочей смены, ч;
К3 - коэффициент загрузки оборудования.
Таблица 11.11
Состав и удельные выделения загрязняющих веществ
при ручной сварке, г/кг
Марка Сварочный В том числе Прочее Газ
электрода аэрозоль S Is § 3 <й s о 2 В- О Ж д s 5 & о * о 3 S Р- о н 3 5 н о о С, S о р. Kt о о н и сЗ н о й НН ьД о к м о , , сЗ 3 к[ 1=1 о S Р- о о °
УОНИ- 14,0 0,51 - 1,40 1,40 1,00 - -
13/45 УОНИ- 18,6 0,91 - 1,00 2,60 0,93 - -
13/55 УОНИ- 13/65 7,5 1,41 - 0,80 1,08 1,17 - -
УОНИ- 11,2 0,78 - 1,05 1,05 1,14 - -
13/80 УОНИ- 13/85 13,0 0,60 1,30 1,30 1,10 - -
АНО-4 6,0 0,69 - - - - - -
АНО-5 14,4 1,87 - - - - - -
эл- 606/11 11,0 0,68 0,60 - - 0,004 1,30 1,40
105
11.7. Валовые выбросы вредных веществ, выделяемых при
техническом обслуживании, ремонте подвижного состава.
Валовые выбросы вредных веществ определяют отдельно для каждого
участка.
11.7.1. Валовые выбросы окиси углерода, окислов азота, аэрозолей свинца,
выделяемых на участках технического обслуживания, мойки и моторного
отделения, определяют по формуле (11.7).
11.7.2. Валовый выброс паров керосина, т/год, (агрегатный участок, пост
технического обслуживания, участок ремонта приборов питания)
определяют по формуле:
GKeP=MKep*T*D* 10'6, (11.23)
где: Мкер - максимальный удельный выброс паров керосина, г/ч,
определяемый по формуле (11.11);
Т - время, в течение которого за смену проводят данную операцию, ч;
D - количество рабочих дней в году.
11.7.3. Валовый выброс керосина, дизельного топлива, т/год, выделяющихся
при мойке деталей (участок мойки), определяют по формуле:
GKep (ДИ3.т.)=м*Т))сЕ)# j 0-6, ( 1 j 24)
где: М - максимальный удельный выброс вредных веществ,
определяемый по формуле (11.12).
11.7.4. Валовый выброс вредных веществ, выделяемых при зарядке
аккумуляторов, определяют по формуле:
GK ^=мк(ш)*Т*О*! о'6? (11.25)
где: Мк(щ) - максимальный удельный выброс серной кислоты,
определяемый по формуле (11.13), (11.17) или
максимальный удельный выброс щелочи в случае щелочных
аккумуляторов определяется по формуле (11.18).
11.7.5. Валовый выброс вредных веществ, т/год, выделяемых при
выполнении электросварочных работ, рассчитывают по формуле:
G=g*B*10’6, (11.26)
где: g - удельный показатель загрязняющего вещества, г/кг;
В - расход электродов и наплавочного материала, кг/год.
106
12. Методические указания по расчету выбросов в атмосферу
веществ, образующихся в процессе производственных работ на
мебельных фабриках и РСУ
12.1. Характеристика предприятий.
Мебельные фабрики и РСУ включают следующие производственные
участки и цеха:
а) наиболее характерные для РСУ:
- пилорамные участки для изготовления пиломатериалов;
- участки механической обработки металлов и пиломатериалов;
- участки ремонта и изготовления мелкоштучной мебели (кухонные
шкафы, столы, табуреты), предметы бытовой необходимости (наличники,
рамы и ставни для окон, плинтусы, двери и т. п.);
- участки отделки с камерами для сушки и окраски предметов мебели;
-сварочные участки для изготовления металлических гаражей, ворот и
запоров для гаражей.
б) наиболее характерные для мебельной фабрики:
- участки или цеха под пилораму;
- участки механической обработки древесины;
- участки фанерования (набора рубашек) мебельных щитов;
- участки отделки (окраска, шлифование, полирование);
- участки и цеха ремонта и сборки готовой мебели (комнатные стенки,
обеденные столы, кухонные стенки, диваны, кресла, стулья и т. д.);
- участки обработки металлов.
В процессе механической обработки пиломатериалов и металлов,
фанерования и отделки мебельных щитов, сварки и резки металлов и других
технологических операций образуются вредные вещества, выделяющиеся из
обрабатываемых и применяемых материалов в виде газовоздушных и
пылевоздушных смесей.
12.1.1. Основные загрязняющие вещества, отходящие от оборудования и
применяемых материалов в процессе технологических операций,
характерных для РСУ и мебельных фабрик:
- распиловка бревен на пилорамах - горбыль, щепа, опилки;
- механическая обработка древесины (раскрой листовых материалов -
ДСП, ДВП, обработка пиломатериалов) - древесные отходы (опилки,
стружка, пыль);
- механическая обработка металлов - металлическая и абразивная пыль;
- фанерование (намазка и склеивание) древесных щитов искусственным
и натуральным шпоном с применением смолосодержащих клеевых
материалов - пары формальдегида, фенола, эпихлоргидрина;
- отделка шпона способом печати рисунка (инкрустация) - пары
аммиака;
107
- отделка деталей мебели способом окраски ее лаками и красками -
ароматические углеводороды, эфиры, спирты, т. е. летучие компоненты
лакокрасочных материалов и растворителей;
- отделка деталей мебели способом шлифования и полирования их
поверхностей: при шлифовке кромок - смесь лаковой и абразивной пыли;
при полировании поверхностей - смесь лаковой и абразивной пыли; при
использовании полировальной пасты - хлопчатобумажная пыль и окись
алюминия;
- сварка и резка материалов - сварочный аэрозоль, содержащий оксиды
свариваемых материалов, газообразные компоненты.
Локализация вредных выделений осуществляется местными отсосами
непосредственно из мест их образования и общеобменной вентиляцией из
зон загрязнения.
Местные отсосы и механическая общеобменная вентиляция
обслуживаются вентустановками.
Выброс загрязняющего воздуха в атмосферу осуществляется
системами вытяжных труб и шахт, а также через выхлопные отверстия
очистных сооружений.
Могут иметь место выбросы вредных веществ, осуществляемые через
оконные фрамуги, двери, через неплотности различных конструкций и т. д.,
т. е. неорганизованные.
12.2. Определение выбросов загрязняющих веществ при
различных технологических процессах ремонта и
изготовления мебели.
12.2.1. Механическая обработка древесины.
В процессе механической обработки древесины образуется
значительное количество древесных отходов, удаление которых от мест
образования осуществляется системами аспирации и пневмотранспорта.
Количество пыли, т/год, отходящей от деревообрабатывающих станков
при механической обработке древесины, определяется по формуле:
О*К *7^ *Т
Go=^----2---2---, (12.1)
100000
где: Q - количество древесных отходов, кг/ч, получаемых при обработке
древесины на различных станках (см. таблицы П.5.2, П.5.3);
Кп - содержание в отходах пыли с размером частиц менее 200 мкм, %
(см. таблицы П.5.1, П.5.2);
Ко - коэффициент эффективности местных отсосов, Ко=0,9;
Т - время работы технологического оборудования, ч/год:
T=N*n*f*K3,
где: N - количество рабочих дней в году;
f- количество рабочих смен в рабочем дне;
п - продолжительность рабочей смены, ч;
108
К3 - коэффициент загрузки технологического оборудования.
Очистка пылевоздушного потока перед выбросом в атмосферу
осуществляется в пылеулавливающем оборудовании (циклон, фильтр).
Для очистки воздушного потока от взвешенных частиц в системах
аспирации и пневмотранспорта на участках деревообработки РСУ и
мебельных фабрик применяют пылеуловители и фильтры различных
конструкций, осуществляющих сухую и мокрую очистку воздуха (грубую,
среднюю, тонкую), приведенные в приложении 5, таблица П.5.4.
Количество пыли, т/год, поступающей в атмосферу после очистки в
пылеуловителе:
- работающем в полном технологическом режиме цехового
оборудования:
О* К ( П \
G=V "-------1-— , (12.2)
юоооо V юо;
где: П - коэффициент полезного действия пылеуловителя, % (таблица
П.5.4);
- работающем ограниченное время по отношению ко времени работы
цехового оборудования:
О* К *К ( П\
G=—-----„---T_T*__L\ (12.3)
юоооо L 1 iooj
где: Ti - продолжительность работы пылеулавливающего оборудования
одновременно с работой цехового оборудования, ч.
Максимальный выброс пыли в атмосферу, г/с, с учетом очистки ее в
пылеулавливающем оборудовании:
G *106 ( Z7>
М = —2-----* 1-----
Т*3600 < 100J
(12.4)
где: Go - количество пыли, отходящей в процессе обработки древесины от
д/о станков, т/год;
Т - время работы технологического оборудования, ч/год;
П - КПД пылеулавливающего оборудования, % (таблица П.5.4).
В процессе проведения инвентаризации на мебельных фабриках и РСУ
службы быта встречаются устаревшие модели станков, марки которых
неизвестны.
Валовый выброс пыли, т/год, образующийся в процессе механической
обработки древесины на этих станках, целесообразно принимать по
удельному показателю для д/о станков:
G=10"3 *KZ *7*
(12.5)
где: Kzg =0,6-Ю,8 кг/ч - удельный показатель выделения древесной пыли на
единицу технологического оборудования, согласно эксплуатационным
данным службы быта.
Максимальный выброс пыли, г/с, в атмосферу:
109
(12.6)
A?f*103 (
Mn=—s------* 1
3600 I
100 J
Валовое количество органической пыли, т/год, выделяющейся от
единичного технологического оборудования на деревообрабатывающих
мелкосерийных производствах, определяется по формуле:
G=10~3
П Л
100,
(12.7)
где: q'xT - количество пылевидных отходов с размером частиц менее 200
мкм, выделяющегося от единичного т-го оборудования, кг/ч (таблица
П.5.5);
Т - годовой фонд рабочего времени т-го оборудования, ч/год.
Максимальный(дтахт) выброс пыли, г/с, определяется по таблице П.5.5
поз. 4.
12.2.2. Фанерование мебельных щитов.
В процессах намазки и фанерования щитов натуральным и
синтетическим шпоном применяют клеевые смолы, содержащие в своем
составе свободный фенол и формальдегид.
Количество свободного фенола и формальдегида, т/год, поступающего
в атмосферу при использовании смолосодержащих клеев, определяется по
формуле:
Q*q)*-Kd)
L (12.8)
100
где: Q - расход смолы, т/год;
Ф - содержание свободного формальдегида или фенола в составе
смолы, % (таблица П.5.8) [16];
Кф=0,3 - коэффициент поступления свободного фенола или
формальдегида в атмосферу [16].
В готовой продукции остается 70% свободного фенола или
формальдегида (5% из них поступает в сточные воды).
Следовательно, в атмосферу поступает только 30% от валового
количества свободного фенола и формальдегида, которые распределяются
по участкам:
а) участок размещения клеенамазывающих вальцов и горячего пресса -
25%, из которых выделение фенола и формальдегида распределяется:
- на клеевых вальцах - 15%
- на прессах - 75%
- из верхней зоны - 10%.
б) участок выдержки фанерованных изделий - 5%.
Удаление вредных веществ осуществляется местными отсосами
вытяжной и общеобменной вентиляции.
Максимальный выброс свободного фенола и формальдегида в
атмосферу, г/с, определяется по формуле:
110
(12.9)
a* <p* /С *103
Мф=-------------
Ф и*А’3 *3600
где: a - максимальный расход смолы в рабочую смену, кг/смену
(принимается по данным предприятия);
п - продолжительность рабочей смены, ч;
К3 - коэффициент загрузки оборудования.
В редких случаях, когда склеивание производят с применением
эпоксидного клея (ЭГ-20, ЭГ-9), в атмосферу выделяется эпихлоргидрин.
KZ3 =0,16 кг/кг - удельное выделение эпихлоргидрина на единицу
расходуемого материала (клея) [16].
В процессе инкрустации (печати рисунка) для придания шпону
контрастного цвета используют 25%-ный раствор аммиака (нашатырный
спирт), в котором доля аммиака составляет 0,25. Летучесть аммиака - 100%.
12.2.3. Отделка мебельных щитов.
а) На операциях отделки мебельных щитов (шпатлевка, грунтовка,
окраска, печать рисунка и др.) используют растворители различных марок,
отделочные и лакокрасочные материалы, что сопровождается выделением
загрязняющих веществ, основу которых составляют органические
растворители (спирты, эфиры, ароматические углеводороды), т. е. летучие
компоненты отделочных и лакокрасочных материалов.
Валовое количество вредных летучих компонентов, т/год,
выделяющихся в процессе отделки мебельных щитов лакокрасочными
материалами и растворителями, определяется по формуле:
-*10-2, (12.10)
где: Q - количество расходуемого материала, т/год;
Кк - содержание каждого компонента в летучей части расходуемого
материала, % (таблица П.5.6).
Максимальный выброс в атмосферу, г/с, каждого вредного компонента
в составе летучей части лакокрасочных материалов:
„ а*К*М?
М, =--------,
и*/С3 *3600
(12.11)
где: а - максимальный расход лакокрасочных, отделочных и т.д. в смену,
кг/смену.
Распределение летучей части применяемых материалов по операциям
технологического процесса принимается: [27].
Лакополивные машины - 20% - точечный выброс.
Пульверизационные камеры - 20% - точечный выброс.
Сушильные камеры и камеры выдержки - 50% - точечный выброс.
Из верхней зоны помещения - 10% - линейный выброс.
Если приведенный комплект оборудования не соответствует
существующему на предприятии, то распределение летучей части
111
лакокрасочных материалов производится на основании данных проекта,
технологического регламента и т.д.
В таблице П.5.6, приведены составы отделочных материалов, наиболее
часто применяемых в производстве мебели [27].
б) В процесс отделки входят операции полирования и шлифования
окрашенных поверхностей щитов.
Валовый выброс вредных веществ, т/год, образующихся в процессе
полирования и шлифования, определяется по формуле:
С = Х^*Т*10~3, (12.12)
TrZ
где: К шп — удельный показатель выделения вредного вещества от единицы
оборудования на операциях шлифования и полирования, кг/ч (таблица
12.1).
Таблица 12.1
Количество вредных веществ (пыли),
образующихся на операциях отделки окрашенных щитов, кг/ч [27]
Операция Всего смесь лаковой и абразивной пыли В том числе хлопчато- бумажная пыль окись алюминия
1-ое шлифование 0,600 0,600 - -
2-ое шлифование 0,155 0,155 - -
Полирование 3,641 0,081 0,73 2,83
12.2.4. Механическая обработка металлов.
Холодная обработка металлов и их сплавов производится на токарных,
фрезерных, сверлильных, шлифовальных и других станках. Работа
сопровождается выделением тепла, пыли, стружки.
Основные источники выделения пыли: заточные, шлифовальные и
полировальные станки, пыль от которых по своей массе состоит на 60 - 70%
из материала обрабатываемого изделия и на 30 - 40% из материала
абразивного круга.
При точении, сверлении и фрезеровании образуется металлическая
стружка, которая образует длинные спирали, и пыль практически не
выделяется.
Количество выделяющейся пыли зависит в основном от размеров и
твердости обрабатываемого материала, диаметра и окружной скорости
абразивного круга.
Валовое количество пыли, т/год, выделяющейся в атмосферу в
процессе механической обработки металлов, определяется по удельному
показателю выделения пыли для металлообрабатывающих станков.
112
V 100J
TZZ
где: К м - удельный показатель
(12.13)
выделения пыли основным
технологическим оборудованием при механической обработке
металлов, кг/ч (таблица П.5.7).
Максимальный выброс металлической и абразивной пыли, г/с, в
атмосферу определяется по формуле:
3600
(12.14)
12.2.5. Сварка и резка металлов.
Сварка и резка металлов электродами и газообразными смесями
сопровождается выделением аэрозоля, содержащего различные металлы, их
оксиды, соединения кремния; оксиды азота, углерода; фтористый водород.
Валовое количество вредных веществ, т/год, выделяющихся в процессе
сварки металлов электродами и газообразными смесями, определяется по
формуле:
Gc *£*1(Г6, (12.15)
где: KZc - удельное выделение вредных веществ при сварке и наплавке
металлов, г/кг, расходуемых сварочных или наплавочных материалов
(таблицы П.5.9, П.5.10);
Q - количество расходуемых сварочных или наплавочных материалов,
кг/год.
Максимальный выброс вредных веществ, г/с, в атмосферу при сварке
металлов определяется по формуле:
мс=-------с--,
и*л:3*збоо
(12.16)
где: а - максимальное количество сварочных или наплавочных материалов,
расходуемых в смену, кг/смену.
Валовое количество вредных веществ, т/год, выделяющихся в процессе
резки металлов, определяется по формуле:
GP=KZP *7’*10“6, (12.17)
где: KZp - удельное выделение вредных веществ при резке металлов, г/ч,
(таблица П.5.11).
Максимальный выброс вредных веществ, г/с, выделяемых при резке
металлов определяется по формуле:
К2
МР=-^. (12.18)
3600
12.3. Способы очистки воздуха от пыли.
Частицы пыли, находящиеся в воздухе, имеют разные размеры, форму
и удельный вес; в зависимости от этого они по-разному ведут себя. Более
113
крупные частицы оседают с разной скоростью, менее крупные - витают в
воздухе и, сталкиваясь, образуют конгломераты, которые также постепенно
оседают. Все эти процессы исключительно изменчивы.
Очистке от пыли могут подвергнуться:
-наружный воздух, вводимый в помещение, если концентрация пыли в
нем больше допустимой;
-внутренний воздух, если в целях экономии тепла, частично
подмешивается к наружному, вводимому в помещение;
-внутренний, отработавший воздух от различных местных отсосов
перед выбросом его в атмосферу, если концентрация вредных веществ в нем
превышает допустимую, с целью не допустить загрязнения наружного
воздуха на территорию предприятия и прилегающих к нему жилых районов.
Оборудование для очистки воздуха от пыли может быть разделено на
группы в зависимости от природы тех сил, которые по преимуществу
используются для улавливания пыли:
1. Пылеосадочные камеры (простого и лабиринтного типа), где
улавливание пыли происходит под действием силы тяжести частиц
(простого типа), или за счет гашения скорости запыленной струи,
направления ее на поставленные поперек потока перегородки
(лабиринтного типа).
2. Циклоны (одиночные и батарейные) и инерционные пылеуловители (в
виде пылевых мешков и жалюзийного типа), работа которых основана на
использовании сил инерции при изменении направления воздушного
потока.
3. Матерчатые и слоистые фильтры, в которых запыленный воздух
фильтруется через ткань, слои бумаги, стеклянную вату, металлические
сетки, металлические и фарфоровые колечки, гравий и т. д.; улавливание
пыли в них происходит вследствие застревания и слипания частиц.
4. Электрофильтры, в которых под действием электрического поля
высокого напряжения, частицы, получая заряд, перемещаются и оседают
на поверхности осадительного электрода, отдавая свой заряд.
Пылеуловители независимо от природы действующих на частицы сил
могут быть сухими и мокрыми. Для смачивания в некоторых пылеуловителях
применяют воду (мокрые циклоны, гравийные фильтры и пр.), а в других
масло.
Когда один пылеуловитель не может дать требуемого эффекта (степени
очистки), применяют комбинированные аппараты (два циклона, циклон и
фильтр и т. д.).
Для повышения эффекта пылеулавливания применяют различные
способы предварительного коагулирования частиц. С этой целью используют
ультракороткие звуковые волны, которые распространяются в запыленном
воздухе, увеличивают возможность соударения частиц.
Мелкие частицы, слипаясь, образуют более крупные, что упрощает
дальнейший процесс улавливания. Для коагулирования используют также
114
пропускание воздуха с большими скоростями в узком сечении трубы через
водяную завесу. В пылеосадочной камере применяют иногда пуск пара.
Работа пылеуловителей характеризуется следующими показателями:
1. Степенью очистки или коэффициентом очистки (КПД), %.
2. Производительностью по воздуху, м3/ч.
3. Гидравлическим сопротивлением, кг/м2.
4. Расходом энергии, в кВтч на 1 000 м3 воздуха.
5. Стоимостью очистки 1000 м3 воздуха.
6. В матерчатых и слоистых фильтрах - пылеемкостью (количество пыли,
которое при оседании в фильтре повышает его сопротивление проходу
воздуха до заранее заданной величины).
Степень очистки (КПД) - это отношение веса пыли, уловленной
пылеочистным устройством, к весу поступившей (в ту же единицу времени, в
%), которая может быть выражена и формулой:
КПД=^—^2100%,
Кл
где: Ki - начальная концентрация (до очистки) пыли, мг/м3;
Кг - конечная концентрация (после очистки) пыли, мг/м3.
Эффективность пылеулавливающего оборудования в основном зависит
от дисперсного состава пыли, а именно от содержания в ней частиц
мельчайших фракций, тем меньше коэффициент очистки.
Общий коэффициент очистки в недостаточной степени характеризует
работу пылеуловителя, работающего на одном виде пыли, но с разным
соединением наиболее мелких фракций. Наиболее полное представление о
степени очистки могут дать коэффициенты, определенные для каждой
фракции отдельно.
115
Приложение 5.
Таблица П.5.1
Содержание (Кп, %) пыли в отходах
при различных технологических процессах обработки древесины
[27]
Технологический процесс Кп
Пиление 36,0
Фрезерование 12,5
Сверление 18,0
Строгание 12,5
Шлифование 90,0
Получение технологической щепы 10,0
Получение сырой технологической щепы 1,0
Получение сухой стружки 25,0
Таблица П.5.2
Количество отходов, получаемых при обработке древесины
на различных станках
[27]
Оборудование Минимальное Среднее Среднее
количество количество количество пыли
отсасываемого воздуха, отходов, в отходах, в том числе пыли с
1000м3/ч кг/ч размером частиц менее 200 мкм
1 2 3 4
Круглопильные станки (пыль, опилки)
У ниверсальный круглопильный Ц6-2 0,84 29,7 36
Станок марки ЦТЭФ 2,52 46,3 34
Торцовочный ЦКБ-4 0,86 44,0 36
Торцовочный ЦПА-40 0,84 44,0 35
Торцовочный ЦМЭ-2 0,86 44,0 36
Концеравнитель 0,84 35,0 34
двухпильный Ц2К12 Деляно-реечный ЦА-2 0,42 110,0 36
116
Продолжение таблицы П.5.2
Оборудование Минимальное количество Среднее количество Среднее количество пыли
отсасываемого воздуха, 1000м3/ч отходов, кг/ч в отходах, в том числе пыли с размером частиц менее 200 мкм
1 2 3 4
Деляно-реечный ЦА-2А 1,50 61,0 35
Прирезной станок ЦДК-4 0,84 78,0 36
Прирезной многопильный ЦМР-1 1,90 170,0 36
У ниверсальный круглопильный УП 0,84 21,0 30
У ниверсальный круглопильный Ц-6 - 28,0 30
Шипорезные станки (опилки, стружка, пыль)
Односторонний рамный ШО-Ю:
пила 0,72 4,6 16,0
шипорезные фрезы 1,51 73,0 16,0
проушечные фрезы 0,83 24,0 16,0
Односторонний рамный ШО-6:
пила 0,72 3,7 16,0
шипорезные 1,22 54,0 16,0
головки
проушечный диск 0,79 15,3 16,0
фрезерные - 68,0 20,0
головки
Шипорезный рамный ШД-10:
пила - 9,2 16,0
шипорезные фрезы - 145,0 16,0
проушечные фрезы - 48,0 16,0
Шипорезный ящичный ШЛА- 1,00 8,5 24,0
40, Ш2ПА
117
Продолжение таблицы П.5.2
Оборудование Минимальное Среднее Среднее
количество количество количество пыли
отсасываемого отходов, в отходах, в том
воздуха, числе пыли с
1000м3/ч кг/ч размером частиц
менее 200 мкм
1 2 3 4
Шипорезный 1,98 62,3 16,0
ШЛХ-З
Ленточные станки (опилки, пыль)
Ленточнопильный 1,15 29,0 34,0
столярный ЛС-80 Ленточный 2,50 245,0 34,0
делитель ЛД-140 Ленточнопильные: 1,20 36,0 33,0
ЛС-80-1, ЛС-40-1 Формативный 4- хпильный с фрезерными головками ЦФ-2 2,28 245,0 25,0
Строгальные станки (стружка, пыль)
Фуговальные с ручной подачей:
СФ-3, СФ-4 1,08 33,0 25,0
СФ-6 - 73,0 25,0
Фуговальные с механической подачей:
СФА-4 1,32 67,0 25,0
СФА-6 1,32 190,0 25,0
Рейсмусовый 1,08 97,0 25,0
односторонний СР-3
Четырехсторонние строгальные:
СК-15, С16-4, С16-5 - 310,0 25,0
СП-30, С-26 - 600,0 25,0
Рейсмусовые двухсторонние:
С2Р6, С2Р8 2,50 445,0 25,0
С2Р12 3,10 490,0 25,0
С2Р16 3,50 555,0 25,0
РейсмусовыйСР-6 1,32 245,0 25,0
СР-12 1,65 335,0 25,0
СР-18 - 500,0 25,0
118
Продолжение таблицы П.5.2
Оборудование Минимальное Среднее Среднее
количество количество количество пыли
отсасываемого отходов, в отходах, в том
воздуха, числе пыли с
1000м3/ч кг/ч размером частиц
менее 200 мкм
1 2 3 4
Фрезерные станки (стружка, пыль)
Фрезерные ФЛ, ФЛА, ФСШ-1 0,96 24,0 20,0
Фрезерные Ф-4, 1,50 26,1 20,0
Ф-5, Ф-6 Фрезерный с автоподачей ФА-4 - 44,0 20,0
Карусельно- - 22,0 20,0
фрезерный Ф1К Фрезерный ФС-1 1,35 47,5 20,0
Фрезерный ВФК-2 0,84 27,0 20,0
Сверлильные и долбежные
Сверлильный СВПА - 22,0 18,0
Сверлильный с автоподачей:
СВА-2 0,15 14,0 18,0
СВА-2М 0,15 25,9 -
Сверлильный СВП-2 0,15 25,9 -
Сверлильный СГВП-1 1,00 23,2 -
Цепнодолбежный ДЦА-2 - 27,0 18,0
Сверлильный 2Н, 125Л 0,80 26,0 21,0
Токарный 1Е61М, 1А61В 1,80 26,0 21,0
Шлифовальные станки
Шлифовальный со свободной лентой ШЛСЛ - 1,8 95,0
Шлифовальный барабан ШЛДБ - 3,2 95,0
Шлифовально-ленточный с неподвижным столом:
ШЛНСВ (кромко- шлифовальный): 2,40 1,2 100,0
119
Продолжение таблицы П.5.2
Оборудование Минимальное Среднее Среднее
количество количество количество пыли
отсасываемого отходов, в отходах, в том
воздуха, числе пыли с
1000м3/ч кг/ч размером частиц
менее 200 мкм
1 2 3 4
ШЛНС - 2,8 95,0
Шлифовальный с подвижным столом:
ШЛПС-5П 3,00 2,8 100,0
ШЛПС-7 2,40 5,6 100,0
Шлифовальный с двумя дисками Шл2Д 1,70 4,0 95,0
Шлифовальный 3-х цилиндровый:
ШлЗЦ-2 (плоско- шлифовальный) 1,50 27,0 95,0
ШлЗЦВ-З 2,00 48,0 95,0
Шлифовально- дисковый ШлДБ-4 1,40 12,0 67,0
Таблица П.5.3
Количество отходов, получаемых на станках старых моделей,
встречающихся на деревообрабатывающих предприятиях
службы быта
[28]
Оборудование Минимальное Среднее количество
количество отходов,
отсасываемого воздуха, м3/ч кг/ч
1 2 3
Круглопильный Ц-2М Круглопильные (опилки, пыль) 840 50
(Дпилы-500 мм) Круглопильный с 960 50
автоподачей (Дпилы=450 мм) Торцовочный с 960 50
прямолинейным
движением и
автоподачей ЦП, ЦПА,
ЦПА-2 (ДпИлы=400 мм)
120
Продолжение таблицы П.5.3
Оборудование Минимальное количество Среднее количество отходов,
отсасываемого воздуха, м3/ч кг/ч
1 2 3
Подрезной 960 50
однопильный ЦТ-2 (Дпилы 600 ММ) Подрезной с гусеничной 840 40
подачей ПДК (Дпилы-400 мм) Круглопильный с 840 50
кареткой и наклоняющимся валом ЦУ-2 (Дпилы=450 мм) Двойной обрезной ЦД- 1920 120
3, ЦД-4 (Дпилы=55О мм) Торцовочный 960 50
педальный ЦКБ-3 (Дпилы<700 мм) Ребровый ЦР-2 1080 50
(Дпилы<800 мм) Поперечно-пильный 1080 75
ЦР-3 (ДПИлы=80 мм) Концеравнитель 2400 50
трехпильный ЦКЗ-2 (Дпилы-500 мм) Концеравнитель 3120 150
паркетный «Парк-2» (Дпилы=200-300 мм) Станок многопильный с 3120 50
верхним расположением пилы ЦМ (Дпилы-350 мм) Многопильный ЦД-5 2520
(Дпилы=300 мм) Строгальные (стружки, пыль)
4-х сторонний 6120 600
строгально-колевочный СК-25
121
Продолжение таблицы П.5.3
Оборудование Минимальное количество отсасываемого воздуха, м3/ч Среднее количество отходов, кг/ч
1 2 Фрезерные (опилки) 3
Копировально- фрезерный с верхним расположением шпинделя ФВКО 960 шипорезные 50
Шипорезный двухсторонний ШД-12 3360 400
Таблица П.5.4
Пылеулавливающее оборудование, применяемое в
деревообрабатывающей промышленности
[27]
Наименование Тип или Степень Способ Организация,
пылеулавливающего оборудования марка очистки, % очистки разрабатывающая чертежи оборудования
1 2 3 4 5
Циклон с высоким коэффициентом очистки воздуха «Ц» 98-99 сухой «ГИПРОДРЕВПРОМ» г. Москва
Циклон «Клайпедский» К (ОЭКДМ) 98-99 сухой для крупных отходов «ГИПРОДРЕВПРОМ» г. Москва
Циклон Дкорпуса-900~2000мм «УЦ-38» 98-99 сухой «ГИПРОДРЕВ» г. Ленинград
Циклон с водяной пленкой «лиот» цвп 90-98 мокрый «ГИПРОДРЕВ» г. Ленинград
Циклон НИИОГАЗ ЦН-11 - сухой «ПРОЕКТПРОМ- ВЕНТИЛЯЦИЯ» г. Москва
Циклон НИИОГАЗ ЦН-15 97,5-98,5 сухой «ГИПРОГ АЗО- ОЧИСТКА» г. Москва
Циклон для метал- лической пыли «ЛИОТ-2» 97,2 сухой Институт «ЛИОТ» г. Ленинград
Пылеуловитель ударно-смывного «УДС- лиот» 85-100 мокрый Институт «ЛИОТ» г. Ленинград
действия
122
Продолжение таблицы П.5.4
Наименование Тип или Степень Способ Организация,
пылеулавливающего оборудования марка очистки, % очистки разрабатывающая чертежи оборудования
1 2 3 4 5
Циклон ЛТА 85-90 сухой «ГИПРОДРЕВ» г. Ленинград
Циклон с обратным конусом 70 сухой «ГОСХИМПРОЕКТ» г. Москва
Скоростной циклон- промыватель «СПОТ» 99 мокрый Институт «СИОТ» г. Свердловск
Циклон «СПОТ» 70 мокрый Институт «СИОТ» г. Свердловск
Фильтр ФВМ 99-99,5 мокрый «ГИПРОДРЕВПРОМ» г. Москва
Пылеулавливающий агрегат с рукавным матерчатым фильтром «ЗИЛ- 900» 99,5 сухой АВТОЗАВОД им. Лихачева г. Москва
Пылеосадочные камеры Г идрофильтры: 46-75 сухой -
форсуночные - 87-94 мокрый -
каскадные - 86-92 мокрый -
барботажно- - 90-92 - -
вихревые
Примечания: 1. При подсосах воздуха в циклонах более 10 % от общего
объема степень очистки снижается на 50 %.
2. Эффективность, %, аппаратов по очистке от
газообразных примесей составляет:
- каскадные - 30-40 %;
- барботажно-вихревые - 40-50 %.
123
Таблица П.5.5
Среднечасовые (кг/ч) и максимальные секундные (г/с) выделения
пылевидных отходов, получаемых на различных станках
при обработке древесины (qxT) (qmaxT)
[16]
Тип Мелкосерийное производство Максимальное
оборудования для хвойных для лиственных количество
пород пород пылевидных
отходов
1 2 3 4
Круглопильные станки
Универсальный круглопильный Ц-6 6,0 5,6 2,83
Делянореечный ЦА-2 30,0 30,2 10,72
Прирезной ПДК-4-2 12,5 8,8 7,39
Прирезной многопильный 51,0 48,0 16,67
ЦМР-1 Прирезной ПДК-4 9,7 8,3 7,33
Торцовочный ЦМЭ-2 7,1 6,5 4,33
Прирезной ПДК-5 50,5 48,5 37,78
Концеравнитель двухпильной модели Ц2К-180 1,8 1,5 3,19
Ленточнопильные
Столярной модели ЛС-80 10,0 9,0 6,94
Строгальные
Строгальные 4-х сторонние:
С26-2 75,0 72,0 серийное 20,83
С16-4А 40,0 39,0 серийное 11,11
Рейсмусовые 1-сторонние:
СР6-6 10,9 9,6 8,33
СР 12-2 27,0 26,5 16,94
Фуговальные с ручной подачей:
СФ-4-4 1,7 1,6 0,94
СФ6-2 4,5 4,1 2,56
124
Продолжение таблицы П.5.5
Тип Мелкосерийное производство Максимальное
оборудования для хвойных для лиственных количество
пород пород пылевидных
1 2 3 отходов 4
Ф-4 Фрезерные 2,3 2,2 0,92
ФШ-3 1,3 1,2 0,92
1-сторонний Шипорезные 2,4 2,2 1,86
модели ШПА-40 Сверлильные Сверлильно-пазовальный: СВПА-2 0,9 0,8 U1
СВП-2 1,1 0,8 1,08
С диском и Шлифовальные 0,89 0,56
бобиной модели ШлДБ С 2 дисками 1,78 0,93
модели ШЛД-2 Ленточный с 1,00 0,69
подвижным столом модели ШлПс-2М ТВ-63 Токарные 3,8 3,60 3,33
125
Таблица П.5.6
Состав отделочных материалов Р1166
Состав Р-4 Р-5 Р-6 Р-7 Р12 [27] 1. Растворители,%
Р14 Р24 Р40 Р60 Р189 Р197 Р198 Р219 Р548 Р1101
растворителя
Ацетон 26 30 15 33
Бутиловый спирт 15
Бутилацетат 12 30 15 30 13
Этиловый спирт 30 50 70 о л
Этилацетат
Этилцеллоззольв 50 30 50 70 15
Толуол 62 1 60 50 50 33 25
Ксилол 40 10 35 13 27 50
Циклогексанон 50 50 50 34 15
Бензол 40
Сольвент 50 55 О г\
Этилгликольацетат 37 20
Метилэтилкетон 37
Растворитель АР 70
Скипидар 3
экстракционный О А
Пропиленкарбонат 30
Хлорбензол
Уайт-спирит
Летучая часть 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100
126
Продолжение таблицы П.5.6
Состав Р2106 Р3160 РЛ176 РЛ277 РЛ278 РЛ298 РВЛ РФГ РС-2 РМЛ218 РМЛ РМЛ315
растворителя
Ацетон
Бутиловый спирт 60 20 75 9,0 10 15
Бутилацетат 9,0 18
Этиловый спирт 40 15 25 16,0 64
Этилацетат 16,0
Этилцеллоззольв 10 30 50 3,0 16 17
Толуол 25 23,5 10 25
Ксилол 30 70 30 23,5 25
Циклогексанон 30 50 50
Бензол
Сольвент 70 50
Этилгликольацетат
Метилэтилкетон 50
Растворитель АР
Скипидар
экстракционный
Пропиленкарбонат
Хлорбензол 50
Уайт-спирит 70
Летучая часть 100 100 100 100 100 100 100 100 100 100 100 100
127
Продолжение таблицы П.5.6
Состав растворителя №645 №646 №647 №648 №649 №650 РДВ РКБ- 1 РКБ- 2 м АМРЗ Р251Б ЛКР
Ацетон 3 7 3
Метилизобутилкетон 40
Бутиловый спирт 10 15 7,7 20 20 30 10 50 95 5 22
Бутилацетат 18 10 29,8 50 18 30 25 5
Ксилол 50 50 50 5
Толуол 50 50 41,3 20 50 30
Этиловый спирт 10 10 10 10 60 23 60
Этилцеллоззольв 8 30 20
Этилацетат 9 21,2 9 5 25
Циклогексанон 60
Растворитель АЭ ю
Летучая часть 100 100 100 100 100 100 100 100 100 100 100 100 100
Продолжение таблицы П.5.6
Состав растворителя № 30 ТУ 6-10-919-75 РП ТУ 6-10-1095-76
Этиловый спирт 5
Этилцеллоззольв 95
Ацетон
Ксилол 75
Летучая часть 100 100
128
Продолжение таблицы П.5.6
2. Шпатлевки и грунтовки
Растворители БНК НР- ПФ- НТ Т- АХГ ХВ ГФО32, ГФ- ГФ- ГФ- ФЛОЗК хс- АК- Клей НЦ-
002 002 140 5 005 ГС 031 030 032 ФЛОЗЖ 010 070 ХВК- 008
ГФО163 2А
Ацетон 2,3 23- 8,5 17,4 17,5 4,5
26
Бутилацетат 3,5 16 4,0 8,0 43,5 8,8 9,0
Толуол 20,6 16 20,5 41,6 17,4 35,0 9,0
Этиловый спирт 9,4 8 8,7
Бутанол 5,3 12 17,4 1,5
Ксилол 17,8 51 61 15
Сольвент 25 25 32
Этилцеллоззольв 1,7 12
Этилацетат 9,4 12 8,7 6,0
Циклогексанон 4
Уайт-спирит 19,5- 15
30,0
Летучая часть 70 25 25 80 23- 33 32 51 19,5- 61 30 67 87 70 30
26 30,0
Сухой остаток 30 75 75 20 77- 67 68 49 80,5- 39 70 33 13 30 70
74 70,0
129
Продолжение таблицы П.5.6
3. Нитрогрунтовки, нитроцеллюлозные лаки, лак МЧ-52, распределительная и разравнительная жидкость, %
Растворители
НЦ- Грунтовки Лаки
173 НЦ- Б НК НЦ- НЦ- НЦ- НЦ- НЦ- НЦ-
0140 221 222 223 224 218 243
МЧ
52
В w о 44
§ й то н л S ft
« Л s & « о в § в о ч
S. э 8 * рц Си S и £ о 2 gj 5S д
Ацетон 2,3 4,2
Бутиловый 4,0 12’ 5,3 16,6 7,4 10,05 8,00 6,30 11,10 33,00 4 2,0 5
спирт
Бутил ацетат 6,4 16 3,5 12,5 7,2 12,06 10,20 6,30 7,40 15 6,4 8,1 1
Этилацетат 5,2 12 9,4 8,3 12,4 3,35 10,50 11,20 5,18 20 5,2 2
Этиловый спирт 74,7 8 9,4 8,3 12,2 34,05 11,20 7,40 1,00 54 76,7 55,6 69
Ксилол 17,8 16,75 10,30 16,45
Толуол 3,6 16 20,6 33,2 36,3 16,75 16,45 37,00 3,6 8,7
Этилцеллоззольв 3,0 12 1,7 2,5 8,04 2,10 5,92 3,0 13,6
Циклогексанон 4
Окситерпеновый 1,95 1
растворитель
Сольвент-нафта 4,00
Формальдегид 0,76
Бензин 20
«Галоша»
Летучая часть 96,9 80 70 83,1 78 67 75 70 74 38,76 94 96,9 86 97
Сухой остаток 3,1 20 30 16,9 22 33 25 30 26 61,24 6 3,1 14 3
130
Продолжение таблицы П.5.6
4. Эмали
Растворители НЦ-25 1 ИЦ-132 1125 НЦ-257 ] ИЦ-258 ХВ-124 ХВ-518 ПФ- 115 ПФ- 133 МС-17 ПЭ-276
Бутилацетат 6,60 6,4 6,0 6,20 6,50 9,5 7,0 5
Этилцеллоззольв 5,28 6,4 4,8 4,96
Ацетон 4,62 6,4 4,2 4,34 18,5 19,6 2-4
Бутиловый 9,90 12,0 6,0 9,30 10,40
спирт
Этиловый спирт 9,90 16,0 9,0 6,20 5,85
Толуол 29,70 32,8 30,0 31,00 13,00 39,0
Этилацетат 0,75
Стирол 2-1
Ксилол 16,25 5,5 22,5 25 60
Сольвент 43,4
Уайт-спирит 22,5 25
Циклогексанон 3,25
Летучая часть 66 80 60 62 56 72,5 70 45 50 60 9-10
Сухой остаток 34 20 40 38 44 27,5 30 55 50 40 91-90
131
Продолжение таблицы П. 5.6
5. Полиэфирные, поли- и нитроуретановые лаки
Растворители ПЭ-246 ПЭ-265 ПЭ-276 ПЭ-232 ПЭ-220 ПЭ- УР- ПЭ- ПЭ- ПЭ-247
250М 277М 251В 245М
Ацетон 1-2 1-2 2-4 29 31,0 38 30
Бутилацетат 5 5 5 26
Стирол 2-1 2-1 2-1 3-5
Ксилол 1 1,5 1 5 1 16 I
Толуол 5 2,5 4 1 6
Метилизобутилкетон 8-11 1 Л
Циклогексанон 34 8-11 14 1 г
Этилгликольацетат 26 15
Этанол 3
Летучая часть 8 8 9-10 35 35 43 65 21-29 71 40
Сухой остаток 92 92 91-90 65 65 57 35 79-71 29 60
132
Таблица П.5.7
Удельное выделение пыли (кг/ч) основным технологическим
оборудованием при механической обработке металлов
[7]
Оборудование Определяющая Вещество Количество,
характеристика кг/ч
оборудования
1 2 3 4
Круглошлифовальные Диаметр Абразивная и
станки шлифовального металлическая
круга, мм: пыль
150 0,117
300 0,155
350 0,170
400 0,180
600 0,235
750 0,270
900 0,310
Полировальные станки с Диаметр круга, Войлочная
войлочными кругами мм: абразивная
100 пыль 0,060
200 0,080
300 0,120
400 0,160
500 0,200
600 0,260
Отрезные станки - Металлическая 0,730
пыль
Крацевальные станки - Металлическая 0,350
пыль
Плоскошлифовальные Диаметр Абразивная и
станки шлифовального металлическая
круга, мм: пыль
. 175 0,130
250 0,150
350 0,181
400 0,198
450 0,212
500 0,225
133
Продолжение таблицы П. 5.7
Оборудование Определяющая Вещество Количество,
характеристика кг/ч
оборудования
1 2 3 4
Бесцентрошлифовальные Диаметр Абразивная и
станки шлифовального металлическая
круга, мм: пыль
30-100 0,047
395-500 0,080
480-600 0,100
500 0,080
Зубошлифовальные Диаметр Абразивная и
станки шлифовального металлическая
круга, мм: пыль
75-100 0,039
120 0,044
160-165 0,048
400 0,065
Внутришлифовальные Диаметр Абразивная и
станки шлифовального металлическая
круга, мм: пыль
5-20 0,030
10-50 0,045
17-80 0,058
40-150 0,087
125-200 0,108
Заточные станки Диаметр Абразивная и
абразивного металлическая
круга, мм пыль
100 0,040
150 0,062
200 0,085
250 0,110
300 0,135
350 0,160
400 0,182
450 0,205
500 0,230
550 0,255
134
Таблица П.5.8.
Содержание свободного фенола и формальдегида в клеевых
материалах
[16]
Наименование Массовая доля, % Относительное
смолы, марка свободный свободный количество
формальдегид фенол формальдегида
1 2 3 4
Карбамидоформальдегидные
КФ-МТ 0,30 0,3
КФ-Б 0,90 0,3
КФ-БЖ 0,80 0,3
КФ-Ж 1,00 0,3
Мочевиноформальдегидные
УКС-А 1,20 0,4
М-19-62 А 1,00 0,4
КС-68А 1,00 0,4
МФ 3,0 - 4,0 -
М-60 1,0-1,5 -
М-70 1,5-3,0 -
Фенолформальдегидные
СФЖ-3011 1,00 2,50 0,5
СФЖ-3013 0,18 0,18 0,5
СФЖ-3014 0,15 0,10 0,5
СФЖ-3015 1,50 1,00 0,4
СФЖ-3016 4,00 5,00 0,4
СФЖ-3024 0,08 0,08 0,4
Пропиточные смолы
МФПС-1 не более 0,20 0,4
МФПС-2 не более 1,00 0,5
ПМФ-1 не более 1,00 0,5
ПМФ-2 не более 1,00 0,5
ММПК-25 1,40 0,5
ММПК-50 1,10 0,5
МФП 0,75 0,5
СПМФ-4 0,40 0,5
Примечание:
КФ-MT вместо КС-68 м, КС-40, 3-П.
КФ-Б вместо КС-68Б, КС 540-П.
КФЖ вместо УКС-Б, М19-62Б, УКС-Л.
КФ-БК вместо КС-Б, 40Ж10-М.
СФЖ-3011 вместо С-1.
СФЖ-3013 вместо ЦНИИФ-водостойкая.
СФЖ-3014 вместо ЦНИИФ-атмосферостойкая.
135
СФЖ-3016 вместо Б.
СФЖ-3024 вместо ЛАФ-3.
В процессе инкрустации (печати рисунка) для придания шпону
контрастного цвета используют 25 %-ный нашатырный спирт (т.е. раствор
содержит 25% аммиака). Летучесть аммиака - 100%.
Таблица П.5.9
Удельные выделения загрязняющих веществ при сварке и наплавке
металлов (г/кг), расходуемых сварочных и наплавочных материалов
[7]
Я е •5 о- В том числе Газ
Я Я Прочие
Я О о я с
я Н я 2 Рч Я
о g О л о о Ж
& s Я ’Я П. О S О Я &1 2 ~ о я Я! о я О я о- f- о
А л я Я И § 5 & & g = зЯ ® 2 Я Щ О я S S о S Рч я X я нч О я я яс я § 2 « £ 2 & Я Q 2 я зЯ 3 н о я о R со 1— Я 3 3 t=[ EJ
И К О р, г! я Я Ж S я Р- Я Я
о 3 I-, « & о О о Я R о о о
ч й ° Си СО Чгч м и о , Ctit О н И и
Ф я я О So О О К *0 О О
1 2 3 4 5 6 7 8 9 10
Ручная дуговая сварка сталей штучными электродами
У ОНИ-13/45 14,0 0,51 1,40 Фториды 1,40 1,000
УОНИ-13/55 18,6 0,97 1,00 Фториды 2,60 0,930
УОНИ-13/65 7,5 1,41 0,80 Фториды 0,80 1,170
У ОНИ-13/80 11,2 0,78 1,05 Фториды 1,05 1,140
УОНИ-13/85 13,0 0,60 1,30 Фториды 1,30 1,100
ЭА-606/11 11,0 0,68 0,60 Фториды 0,004 1,30 1,40
ЭА-395/9 17,0 1,10 0,43 Фториды
ЭА-981/15 9,5 0,70 0,72 0,800
АНО-1 7,1 0,43 2,130
АНО-3 17,0 1,85
АНО-4 6,0 0,69
АНО-5 14,4 1,87
АНО-6 16,3 1,95
АНО-7 12,4 1,45
АНО-11 22,4 0,87 Фториды 2,62 0,960
АНО-9 16,0 0,90 0,13 0,470
АНО-15 19,5 0,99 Фториды 2,28 0,430
СМА-2 9,2 0,83
KH3-32 11,4 1,36
ОЗС-З 15,3 0,42
136
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
ОЗС-4 10,9 1,27
ОЗС-6 13,8 0,86 1,530
348-М/18 10,0 1,00 1,43 Фториды 1,50 0,001
ВИ-10-6 15,6 0,31 0,45 0,390
ВИ-ИМ-1 5,8 0,42 0,12 Никель 0,60 0,630
и его
оксиды
ЭА-400/10у 5,7 0,43 0,25 Никель 0,540
и его
оксиды
ЭА-48/22 9,7 0,80 1,30 Фториды 1,50 0,001 0,7
ЭА-903/12 25,0 2,80
ЭА-696/11 13,0 0,80 0,40
жд-з 9,8 1,32
УКС-42 14,5 1,20
РДЗБ-2 17,4 1,08
ОММ-5 30,0 20,0 1,90
МЗЗ-04 27,0- 1,00
41,0
МЗЗ-Ш 41,0
ЦМ- 48,7 4,30
ЦМ-7 22,0- 1,50-
52,0 2,40
ЦМ-8 25,0 1,50
ЦМ-9 10,0 0,30 2,80
ЦМ-УПУ 18,5 1,50
МР-1 10,8 1,08
РБУ-4 6,9 0,74
ЭРС-3 12,8 1,23
ОЗЛ- 3,9 0,37 0,47 0,42
ОЗЛ-6 6,9 0,25 0,59 1,23
ОЗЛ-7 7,6 0,21 0,47 0,69
ОЗЛ-14 8,4 1,41 0,46 0,91
ОЗЛ-9А 5,0 0,97 0,27 Никель 0,39 0,13
и его
оксиды
ОЗЛ-20 3,8 0,35 0,10 Никель 0,99
и его
оксиды
ЦТ-15 7,9 0,55 0,35 Никель 0,04 1,61
и его
оксиды
137
Продолжение таблигрл П.5.9
1 2345 6 789 10
ЦТ-28 13,9 0,93 0,21 Молибден Никель и его оксиды 0,08 2,00 1,05
ЦТ-36 7,6 1,19 То же 0,12 0,66
ЦЛ-17 10,0 0,60 0,17
СМ-5 11,4 2,18
ЦН-6Л 13,0 0,62 0,23 Оксиды 0,43 1,21
железа
НИАТ-1 4,7 0,12 0,40 0,35
НИАТ-ЗН 0,1 0,21
НЖ-13 4,2 0,53 0,24 1,60
БСЦ-4 20,2 0,61 Оксиды 19,59
железа
БСЦ-4а 24,3 0,73 Оксиды 23,67
железа
МР-3 11,5 1,80 0,40
МР-4 10,8 1,10 1,53
К-5А 24,1 1,11 Фториды 4,45 0,50
СК-2-50 12,0 0,90
ЧИКТ-10 6,9 0,34 0,12 Молибден, 0,32 1,29
никель и
его оксиды 1,02
ВСН-6 17,9 0,53 1,54 0,80
Ручная дуговая наплавка сталей
ОЗН-250 22,4 1,63 Оксиды железа 19,73 1,04
ОЗН-ЗОО 22,5 4,42 1,09
03111-1 13,5 1,01 0,14 1,10
ЭН-60М 15,1 0,49 0,15 1,28
УОНИ- 10,2 0,53 0,39 0,97
13/НЖ
омг-н 37,6 0,92 1,54 Никель и 0,016 1,74
его оксиды
НР-70 21,5 3,90
Ручная дуговая сварка и наплавка чугуна
ЦЧ-4 13,8 0,43 Ванадий 0,54 1,87
ОЗЧ-1 14,7 0,47 Медь 4,42 1,65
ОЗЧ-З 14,0 0,49 0,18 1,97
138
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
МНЧ-2 20,4 0,92 Никель и 2,73 1,34
его оксиды
Медь 6,05
Т-590 45,5 3,70
Т-620 42,5 2,87
Ручная электрическая сварка меди, ее сплавов и титана
Комсомо- 20,8 0,27 Медь 9,80 1,И 0,76
лец 100 Вольфра- мовый под защитой
гелия (медь) Не плавя- щийся в аргоне и 19,5 Вольфрам Медь 0,08 2,10
гелие (титан) Электрод- ная проволока СрМ-0,75 9,2 Титан и его диоксид 3,60
(МРкМцТ) 17,1 0,44 Медь 15,40
Ручная электрическая сварка алюминия и его сплавов
ОЗА-1 38,1 Оксид алюминия в виде 20,00
ОЗА-2/АК 61,0 аэрозоля конденса- ции Оксид 27,0
Не плавя- щийся в аргоне и 5,0 алюминия Оксид 2,0
гелии алюминия
139
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
Полуавтоматическая сварка стали:
а) без газовой защиты
Присадоч-
ная
проволока 12,4 0,54 Оксиды 11,50 0,36
ЭП-245 железа
цск-з 13,9 1,11 Оксиды 12,26 0,53
железа
Порошко-
вая
проволока ЭПС 15/2 8,4 0,89 0,77
ПП-ДСК-1 11,7 0,77
ПП-ДСК-2 11,2 0,42 0,10
ПП-106 8,0- 0,2- Оксиды 3,90- до
ПП-108 12,0 .0,70 железа 10,00 0,80
Оксиды ОДО-
титана ОДО
Фториды 0,10-
1,00
ПСК-3 7,7 0,41 0,72
ПП-АН-3 13,7 1,36 2,70
ПП-АН-4 7,5 2,18 1,95
ПП-АН-7 14,4 2,18 1,45
б) в среде углекислого газа
Электрод-
ная
проволока 9,7 0,50 0,02 Оксиды 7,48 14,00
Св-0 8Г2С железа
СВ-Х19Н9 7,0 0,42 0,30- Никель и 0,04 14,00
Ф2СЗ 1,50 его
оксиды
Св- 15,0 0,35 0,10 Никель и 2,00 2,50
16Х16Н его
25М6 Св- 8,0 0,45 0,03 оксиды
10Х20Н ' 7СТ СВ-08Х 8,0 0,40 0,50 Никель и 0,66
19НФ2Ц2 его
оксиды
140
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
Св-16Х 15,0 2,00 1,00 Никель и 2,00
16Н25М6 его
оксиды
Св-ЮГ 12,0 0,14
2Н2СМТ
ЭП-245 12,4 0,61 3,20
ЭП-704 8,4 0,80 0,07 3,0
Св-08Х 4,4 0,22 0,16 0,80 11,0
ГСНЗДМ
ЭП-854 7,4 0,70 0,60 2,0
08ХГН2 6,5 0,03 1,90 Оксиды 0,40 0,80 11,0
МТ титана
Полуавтоматическая сварка меди, алюминия, титана и их сплавов:
а) в среде азота
Электрод-
ная
проволока
МНЖ-КГ- 16,2 0,20 Медь 11,00
5-1-02-0,2 Никель и
(для меди) его
оксиды 0,50
мнж-кг- 18,0 0,30 Медь 7,00
5-1-02-0,2 Никель и
(для его
медно- оксиды 0,80
никелевых
сплавов)
Ml 17,1 0,44 Медь 215,4
(медные
сплавы)
КМЦ 8,8 0,59 0,26 Медь 6,30
(медь и
сплавы)
Полуавтоматическая сварка алюминиевых сплавов
б) в среде аргона и гелия
Проволока
Д-20 10,9 0,90 Оксиды алюминия 7,60
АМЦ 22,1 0,62 Оксиды алюминия 20,40 2,45
141
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
АМГ-6Т 52,7 0,23 Оксиды алюминия 8,50 0,33
АМГ Алюмини- евая 20,6 10,0 0,78 Оксиды алюминия 16,50 0,90
Сплав-3 Электроды неплавя- 26,0 1,05 Оксиды алюминия 19,20
щиеся
ОЗА-2/ак 61,0 Оксиды алюминия 28,00
ОЗА-1 38,4 Оксиды алюминия 20,000
Полуавтоматическая сварка титановых сплавов
Проволока 14,70 Титан и его 4,750
диоксид
Автоматическая и полуавтоматическая сварка и наплавка металлов под
флюсами:
а) сварка и наплавка стали
С плавлен-
ными
флюсами
АН-348А 0,10 0,024 0,05 Фториды 0,160 0,03 0,001
ФЦ-7 0,08 0,010 0,04 0,05 0,003
ФЦ-11 0,09 0,050 0,02
ФЦ-12 0,09 0,030 0,02
АН-22 0,12 0,009 0,02
АН-26 0,08 0,004 0,03
ОСЦ-45 0,09- 0,010- 0,05 Фториды 0,012 0,10- 1,10-
0,28 0,030 0,20 1,47
АН-30 0,09 0,033 0,03
АН-42 0,08 0,003 0,02
АН-60 0,09 0,012
АН-64 0,09 0,020
48-ОФ-6 ' 0,11 0,002 0,07
48-ОФ-6М 0,10 0,009 0,04
48-ОФ-7 0,09 0,050 0,02
48-ОФ-11 0,08 0,073 0,006
ФЦП-2 0,08 0,05 0,030 0,005
142
Продолжение таблицы П.5.9
1 2 3 4 5 6 7 8 9 10
ФЦ-2 ФЦ-6 С керами- ческими флюсами АНК-18 АНК-30 ЖС-450 К-1 К-8 К-11 КС-12ГА2 С плавлен- ными флюсами АН-А1 С керами- ческими флюсами ЖА-64 0,09 0,007 0,05 0,033 0,09 0,007 0,05 0,033 0,45 0,013 0,042 0,26 0,012 0,018 5,80 0,142 0,180 0,06 0,023 0,150 4,90 0,130 1,30 0,089 0,14 3,40 0,133 0,430 б) сварка и наплавка алюминия и его сплавов Оксид 52,80 алюминия 31,20 4,160 Оксид 0,30 алюминия 0,12 0,076 0,006 0,60 22,4 0,5 17,8 20,0
Наплавка литыми твердыми сплавами и карбидно-боридными соединениями а) литыми твердыми сплавами С-27 при ручной электроду- Никель говой и его сварке 22,20 1,010 оксиды 0,05 при ручной Никель газовой и его сварке 3,16 0,005 оксиды 0,02 В-2К при ручной электроду- говой сварке 16,60 1,660 Кобальт 0,60
143
Продолжение таблицы П.5.9
1 2 345 6 789 10
при ручной газовой
сварке 2,32 0,470 Кобальт 0,01
б) стержневыми электродами и легирующей добавкой
КБХ-45 39,60 2,120
БХ-2 ХР-19 (при руч- ной 42,90 2,560
электроду- говой сварке) 41,40 4,350
в) литыми карбидами (трубчатые электроды)
РЭЛИТ-ТЗ (ручная
газовая
сварка) 3,94 г) наплавными смесями
КБХ 81,10 0,033
БХ Сталинит М (ручная электрду- говая 54,20 0,008
сварка) 92,50 9,48 0,011
д) порошками для напыления
СНГН 39,70 0,357 Бор 0,235
ВСНГН 23,40 0,062 Бор 0,288
Никель
и его
оксиды 0,095
144
Таблица П.5.10
Удельное выделение загрязняющих веществ при сварочных работах
Процесс Вещество Количество
Контактная электросварка стали: стыковая и линейная Сварочный аэрозоль, 2,0 г/ч на 75 кВт
точечная содержащий оксид железа с примесью оксидов марганца до 3% Сварочный аэрозоль, номинальной мощности машины 2,5 г/ч на 50 кВт
точечная, содержащий оксид железа с примесью оксидов марганца до 3% Сварочный аэрозоль номинальной мощности машины 3,5-5 г/ч на машину
высоколегированных сталей на машинах МПТ-75, МИГ-100, МТПП-75 Сварка трением (имеет состав свариваемых материалов) Оксид углерода 8 мг/см2 площади стыка
Газовая сварка стали: ацетиленокислород- Оксид азота 22 г/кг ацетилена
ным пламенем с использованием Оксид азота 15 г/кг смеси
пропанбутановой смеси Пламенное напыление Оксид алюминия 77,5 г/кг расходуемого
алюминия Радиочастотная сварка Алюминий и его оксиды порошка 7,3 г/ч на агрегат 16-76
алюминия Металлизация стали Оксид цинка 96 г/кг расходуемой
цинком проволоки
145
Таблица П.5.11
Удельное выделение загрязняющих веществ при резке металлов и сплавов
[7]
Толщина Сварочный аэрозоль Газ
Металл разреза- в том числе оксид углерода оксиды азота
емого г/м г/ч вещества количество
материала, г/м г/ч г/м г/ч г/м г/ч
мм
1 2 3 4 5 6 7 8 9 10 11
Газовая резка
Сталь 5 2,25 74,00 Оксиды 0,07 2,31 1,50 49,5 1,18 39,0
углеродистая 10 4,50 131,00 марганца 0,13 3,79 2,18 63,4 2,20 64,1
20 9,00 200,00 0,27 6,00 2,93 65,0 2,40 53,2
качественная 5 2,50 82,50 Оксиды 0,12 3,96 1,30 42,9 1,02 33,6
легированная 10 5,00 145,50 хрома 0,23 6,68 1,90 55,2 1,49 43,4
20 10,00 222,00 0,47 10,35 2,60 57,2 2,02 44,9
высокомар- 5 2,45 80,08 Оксиды 0,60 19,76 1,40 46,2 1,10 36,3
ганцовистая 10 4,90 142,20 марганца 1,20 35,10 2,00 58,2 1,60 46,6
20 9,80 217,50 2,40 53,30 2,70' 59,9 2,20 48,8
Сплавы 4 5,00 140,00 Титан и 4,70 131,50 0,60 16,8 0,20 5,6
титана 12 15,00 315,00 его 14,00 280,00 1,50 31,5 0,60 12,6
20 25,00 390,00 сплавы 22,00 343,00 2,50 38,0 1,00 15,6
30 35,00 355,00 32,60 332,00 2,70 27,6 1,50 15,3
146
Продолжение таблицы П.5.11.
1 2 3 4 5 Пламени; 6 ая резка 7 8 9 10 11
Сталь
углеродистая 10 4,10 811,0 Оксиды 0,12 23,7 1,40 277,0 6,8 1187,0
низколеги- 14 6,00 792,0 марганца 0,18 23,7 2,00 264,0 10,0 1320,0
рованная 20 10,00 960,0 0,30 28,8 2,50 247,0 14,0 1240,0
качественная 5 3,00 990,0 Оксиды 0,14 46,2 1,43 429,0 6,3 2075,0
легированная 10 5,00 1370,0 хрома 0,24 66,0 1,87 467,0 9,5 2610,0
20 12,00 1582,0 0,58 76,6 2,10 277,0 12,7 1675,0
высокомар- 5 4,00 793,0 Оксиды 0,72 142,5 1,40 277,0 6,5 1286,0
ганцовистая 10 5,80 765,0 марганца 1,16 153,0 2,00 264,0 10,0 1320,0
20 9,60 920,0 1,73 166,0 2,50 240,0 13,0 1247,0
Сплавы АМТ 8 2,87 826,0 Оксиды 2,50 764,0 0,50 163,0 2,0 612,0
20 3,80 478,0 алюминия 3,50 441,0 0,60 75,6 3,0 378,0
80 6,40 164,5 8,00 162,0 1,00 27,0 9,0 243,0
Сплавы 10 2,90 452,0 Титан и 2,73 426,0 0,40 62,4 10,5 1640,0
титана 20 6,80 543,0 его 6,41 513,0 0,50 40,0 14,7 1175,0
30 12,60 680,0 оксиды 11,88 637,0 0,60 32,3 18,9 1020,0
Электродуго- 5 1,00 0,20 1,0
вая резка 10 2,00 0,60 2,0
алюминиевых 20 4,00 0,90 4,0
сплавов 30 6,00 1,80 8,0
147
1 2 3 4 5
Воздушно-
дуговая
строжка (г на
1 кг угольных
электродов)
высокомарган- - 100,0 Оксиды
цовистой стали марганца
титанового 500,0
сплава
Продолжение таблицы П. 5.11
6 7 8 9 10 11
25,0 250,0 50,0
500,0 130,0
148
Приложение 6. Бланк инвентаризации источников выбросов вредных веществ в атмосферу
Раздел I. Источники загрязнения воздушного бассейна
Наименование Наименование
производства или номер цеха,
участка и т.п.
Наименование
источников
выделения Число источников
вредных веществ выделения
(агрегат,
установка,
устройство и т.п.)
3 4
Наименования
источников
выбросов вредных
веществ
5
Номер источника
выброса
6
Раздел II. Характеристика источников выбросов вредных веществ
Диаметр или Параметры газовоздушной смеси на Количество вредных
Номер Высота источника источника размер сечения выходе из источника выброса Наименование веществ, выбрасываемых в вредного атмосферу
выбросов выбросов устья источника выбросов, м скорость, объем, температура, м/с м3/с Т, °C вещества максимальное суммарное г/с т/год
1 2 3 4 5 6 7 8 9
149
Раздел III. Показатели работы газоочистных и пылеулавливающих установок
Номер источника выброса
Газоочистные и пылеулавливающие
установки
всего
неисправных неэффективных
о
в
св
В
Н
О
3
о
в
о
3
в
$
о
о
в
о
Р.
В
S
3
в
о
н
о
и
св
$
о
1
2
3
4
5
Коэффициент обеспеченности,
К (%)
Концентрация вредных веществ
о
нормативный, % фактический, % поступивших на очистку, г/нм3 после прохождения очистки, г/нм3
6 7 8 9
150
оч
(J4
04
Наименование вредного вещества
Количество вредных веществ,
отходящих от всех источников
загрязнения
выбрасывается без очистки
поступает на очистные
сооружения
выброшено в атмосферу
по плану
фактически
утилизовано
Й
о
й
й
о
a
о
3
о
04
<т>
со
И
д
о
о
a
о
о
2
л
3
о
Й
о
Д
О
а
з
и
3
X
а
о
л
S
• Всего выброшено в атмосферу
вредных веществ
&
*
а
о
а
ы
3
и
о
о
д
3
л
о
А)
Л>
04
*
я
н
3
л
о
о
X
3
о
и
и
и
д
о
Д
3
и
а
то
о
д
о
3
н
&Э
X
5
О
д' u
Д л>
о
2
д
о
и
й
о
a
о
3
о
04
О
со
и
Раздел IV. Суммарные выбросы вредных веществ в атмосферу, их очистка и утилизация, тонн/год
о
3
О
Список использованных источников
1. Тепловой расчет котельных агрегатов (нормативный метод). - М.:
Энергия, 1973.
2. Справочник химика-энергетика. - М.: Энергия, 1972, т.З.
3. Методические указания по расчету выбросов загрязняющих веществ при
сжигании топлива в котлах производительностью до 30 т/ч. - М.:
Гидрометеоиздат, 1985.
4. Методические указания для расчета выбросов загрязняющих веществ в
атмосферу с дымовыми газами от отопительных и отопительно-
производственных котельных: Утв. Министерством жилищного и
коммунального хозяйства РСФСР. - М., 1985.
5. Справочник по сварке, пайке, склейке и резке металлов и пластмасс. Под
редакцией А. Наймана. - М.: Металлургия, 1980.
6. Справочник по пайке. Под редакцией И.Е. Петрунина. - М.:
Машиностроение, 1984.
7. Сборник методик по расчету выбросов в атмосферу загрязняющих
веществ различными производствами. - Л.: Гидрометеоиздат, 1986.
8. ОНД-86. Методика расчета концентрации в атмосферном воздухе
вредных веществ, содержащихся в выбросах предприятий: Утв.
ГОСКОМГИДРОМЕТ. - Л.: Гидрометеоиздат, 1986.
9. Порельман Л.И. Краткий справочник химика. - М., 1964.
10. Лашко Н.Ф., Лашко С.Б. Пайка металлов. - М., 1967.
11. Типовая технология ремонта отечественных любительских
киносъемочных аппаратов. - М., 1970.
12. Болгов И.В., Фишман Б.Е., Набережных А.И., Баринов В.В.
Оборудование и технология ремонта бытовой техники. - М., 1978.
13. Инструкция по расчету и порядку разработке проектов нормативов
предельно допустимых выбросов (ПДВ) загрязняющих веществ
предприятиями Минбыта РСФСР. - Москва, 1982.
14. Дж. Кей, Т. Леби. Таблицы физических и химических постоянных. - М.,
1962.
15. Временная отраслевая инструкция по установлению ПДВ в атмосфере
предприятиями. - Днепропетровск, 1983.
16. Нормативные показатели удельных выбросов вредных веществ в
атмосферу от основных видов технологического оборудования
предприятий отрасли. - Харьков, 1985.
17. Вельфер Ф.П., Буданов В.П. Оборудование предприятий химчистки и
прачечного производства. - М.: Легкая индустрия, 1.978.
18. Федорова А.Ф., Тараскин А.Ф. Основы проектирования фабрик
химической чистки. - М.: Легкая индустрия, 1978.
19. Нормы технологического проектирования и технико-экономические
показатели предприятий бытового оборудования населения. Ч. 1.
Предприятия химчистки и крашения одежды и стирки белья. Утв.
Минбытом РСФСР 28.12.85. - М., 1985.
20. СНиП П-93-74. Предприятия по обслуживанию автомобилей. - М.:
Стройиздат, 1975.
21. Общесоюзные нормы технологического проектирования предприятий
автомобильного транспорта. ОНТП-01-86. Утв. Минавтотранс РСФСР. -
М., 1986.
22. Краткий автомобильный справочник НИИАТ. - М.: Транспорт, 1984.
23. Методические указания по расчету выброса вредных веществ
автомобильным транспортом. - М.: Гидрометеоиздат, 1985.
24. Временная методика по расчету выбросов вредных веществ в атмосферу
от неорганизованных источников предприятий легкой промышленности:
Утв. Минлегпромом на период до 1990г.
25. Методические указания по расчету валовых выбросов загрязняющих
веществ в атмосферу предприятиями Минсевзастроя СССР. Часть 6.
Автотранспортные предприятия: Утв. Министерством строительства в
северных и западных районах СССР.. Согласована ГГО им. Воейкова
17.06.87.
26. Хрюкин Н.С. Вентиляция и отопление аккумуляторных помещений. -
М.: Энергия, 1979.
27. Методические указания по расчету выбросов загрязняющих веществ в
атмосферу предприятиями деревообрабатывающей промышленности. -
Петрозаводск, 1987. - Приложения 4-7.
28. Рысин С.А. Вентиляционные установки машиностроительных заводов.
Справочник. - М., 1961.
29. СИ 245-71. Санитарные нормы проектирования промышленных
предприятий. - М.: Стройиздат, 1975.
30. Методические указания по расчету выбросов загрязняющих веществ при
сжигании топлива в котлах производительностью до 30 т/ч. - г.
Петропавловск-Камчатский, КамчУТКС, 1985.
31. Методические указания по расчету выбросов загрязняющих веществ при
сжигании топлива в котлах производительностью до 30 т/час. - г.
Владивосток, ПримУТКС, 1988.
32. Низовцев Г.А., Найгеборен У.М. Организация и планирование бытового
обслуживания населения. - М.: Легкая и пищевая промышленность, 1983,
ч.1.
33. Экономика бытового обслуживания, под ред. В.Д. Балалова. - М.: Легкая
и пищевая промышленность, 1983.
153