/











































Текст
гг
О В.ЗЕЛЕНСКИЙ
А.С.ПЕТРОВ
СПРАВОЧНИК
ПО ПРОЕКТИРОВАНИЮ
ЛЕНТОЧНЫХ
КОНВЕЙЕРОВ
МОСКВА „НЕДРА-1986
гг
О В.ЗЕЛЕНСКИЙ
А.С.ПЕТРОВ
СПРАВОЧНИК
ПО ПРОЕКТИРОВАНИЮ
ЛЕНТОЧНЫХ
КОНВЕЙЕРОВ
МОСКВА „НЕДРА-1986
УДК 622.647.2.001.63.012(031)
Зеленский О. В.. Петров А. С. Справочник по проектиро-
ванию ленточных конвейеров. — М.: Недра, 1986.— 223 с.
Приведена методология проектирования ленточных кон
вейеров: состав проектной документации, последовательность
проектирования, выбор параметрон н методов расчета. С уче-
том требований проектирования изложены приближенный и
уточненный методы расчета конвейеров. Даны описание, ха-
рактеристика и рекомендации яо выбору оборудования лен-
точных конвейеров, средств автоматизации и металлоконструк-
ций Рассмотрен метод проектирования с помощью ЭВМ, при-
ведены компоновка конвейеров в галереях и нагрузки от ча-
стей конвейера.
Для инженерно-технических работников проектно-ков-
структорских организаций и предприятий угольной, рудной и
нерудной промышленности.
Табл. 67, мл. 53, список лит.—15 наэв.
Рецензенты: технологический отдел института «Крив
басспроект». А. Н. Гну гав, канд. техн, наук (Союзпроммеха-
низация).
2561000000—386
043(01)—86
© Издательство «Недра>, 1986
ПРЕДИСЛОВИЕ
Основными направлениями экономического и социального развития СССР на
1986—1990 годы и на период до 2000 года предусматривается дальнейшее ком-
плексное и пропорциональное развитие и расширение использования непрерывных
я специализированных видов промышленного транспорта, в том числе — конвей-
ерного.
Конвейерный транспорт — наиболее провзводительиый вид непрерывного
транспорта, характеризующийся централизованным автоматическим управлени-
ем, простотой обслужи вания и малыми затратами на эксплуатацию. Конвейер-
ное хозяйство современных горнорудных гредпрвктий включает в себя десятки
различных ленточных конвейеров, общая протяженность которых достигает не-
скольких километров, а мощность привода одного конвейера — до 3750 кВт.
Все болев широкое применение находят конвейерные линия для транспорти-
рования грузов иа значительные расстояния (10—20 км и более) при открытых
способах добычи полезных ископаемых. Растет глубина, на которой ведутся гор-
ные работы. — на отдельных угольных разрезах она достигает 400 м и более.
В связи с этим к ленточным конвейерам предъявляются новые повышенные тре-
бования — увеличение длины транспортирования, угла наклона, скорости, про-
изводительности, повышение надежности. Все большее значение приобретают
прогрессивные технологии добычи и доставки горного сырья из карьеров. Ши-
рокое применение имеет цнкаично поточная технология (ЦПТ) добычи ископае-
мых, ногоран включает в себя добычу и доставку полезного ископаемого авто-
мобильным транспортом к месту предварительного дробления в карьера н по-
следующее транспортирование конвейерным транспортом, например, к обогати-
тельной фабрике.
Особую роль конвейерный транспорт приобретает в условиях внедрения про-
гр» сиеной технологии добыча и обогащения горного сырья, при которой ис-
пользуются средства разделения потока полезных ископаемых по отдельным
«Оппонентам с выделением пустой породы в начале технологической цепи, что
-йисобствует увеличению эффективности процесса получения полезных иско-
паемых.
Техника экономические показатели работы предприятий горнорудных отра-
(Ла промышленности в значительной мера зависят от работоспособности лен-
точных конвейеров н ня экономических ноказателей. Следовательно, проектиро-
вание имеет непосредственное влияние на технико-экономические показатели ра-
в<-тч конвейерного хозяйства предприятий.
11 связи с этим возрастает ответственность проектных организаций, проек
•нрующих конвейерный транспорт обогатительных фабрик, карьеров, рудников
и .(.yiiix предприятий горнорудных отраслей промышленности. Ленточные
•<.н йсры общего назначения по ряду причин ноставляются промышленностью
-i••-ьными частями: привод, роликоопоры, натяжные устройства и т. д. Таким
*1 1 luiiinrilip ктк транспортирующая машина создается в процессе расчета
3
и проектирования конкретного объекта. Большие трудности у проектировщиков
вызывает отсутствие достоверных данных по конаейерному оборудованию обще-
промышленного назначения (редукторы, двигатели, муфты и др.), которое по-
ставляют отдельные заводы изготовители, а также то, что опорные металлокон
струкции конвейеров (станины конвейеров) ваводами не поставляются, а изго-
товляются на месте монтажной организацией по чертежам, разрабатываемым СИ
лами заказчика для каждого конвейера.
К настоящему времени в практике проектирования ленточных конвейеров
еще ие сложился единый методологический подход к их расчету и определению
ряда параметров, отсутствуют рекомендации по выбору некоторого оборудования
и определению нагрузок, что приводит ие только к отсутствию единопбразия, ио
и к расхождениям в проектных решениях. Ряд институтов разработал отрасле
вые руководящие технические материалы (РТМ). ОСТы, стандарты, которые
предназначены для предприятий и организаций Мннтяжмаша, Минуглепрома
и других отраслей и состоят в основном из методики расчета привода и ленты
и не рассматркзают остальные вопросы проектирования конвейеров. То же мож
ио сказать об учебной литературе по ленточным конвейерам, которая в ситу сво
ей специфики включает теоретические выводы, не связанные с конкретным обо-
рудованием.
Таким образом, в настоящее время проектировщик, создающий конвейерный
транспорт, не имеет необходимой нормативно-справочной литературы целеного
назначения.
Цель настоящего справочника — дать проектировщикам нормативно спра-
вочный материал по всем разделам проектирования ленточных конвейеров: расче-
тим, выбору оборудования и лент, разработке опорных металлоконструкций, оп-
ределению технологических нагрузок и другим проектным работам в объеме, не
обходимом и достаточном для проектирования конвейерного транспорта пред
приятий. Кроме того, в справочника приводится описание метода использования
ЭВМ, технической документации, разрабатываемой и выпускаемой при проекта
ровании конвейеров, а также рассмотрено новое оборудование ленточных кон-
вейеров общего назначения с шириной ленты от 800 до 1200 мм.
Подобный справочник но проектированию ленточных конвейеров создается
впервые. При составлении справочника использован оимт института „Механобр’
по разработки нормативно методических материалов для проектирования ленточ-
ных конвейеров, которые широко используются многими проектными организа-
циями различных отраслей промышленности.
Гл. 1, 2, 3, 7, 8 написаны О. В. Зеленскны, гл. 4. 5, 6 — А. С. Петровым
ГЛАВА 1
ОБЩИЕ ВОПРОСЫ ПРОЕКТИРОВАНИЯ
ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
1.1. Общие сведения о ленточных конвейерах, условия
эксплуатации и режимы работы
В горнорудных отраслях промышленности ленточными конвейерами транс-
портируют различные сыпучие грузы с размером наибольших кусков до 350—
450 мм.
Производительность конвейеров достигает 5000—6000 т/ч Ширина ленты В
может варьироваться от 500 до 2000 мм, а скорость движения v составляет
2.50—3.15 м/с и более.
Для внутрицехового и межцехового транспортирования сыпучих грузов боль-
ив»н. пя предприятий горнорудных отраслей промышленности применение лен-
Т1«>ых конвейеров однозначно, и вопрося о технико-экономическом сравнении
его с другими видами транспорта не возникает. Для транспортирования грузов
иа 31ш-.ительяые расстояния (ботее 2—5 км) вопрос о виде транспорта решает-
ся ' зультатвм технике экС'1М- них сравнительных расчетов ленточных
кснве» -ров и других видов тра» порт Для транспортирования сыпучих грузов
шибо.- шее распространение получили ленточные конвейеры, у которых лента
| гновременно тяговым н нес, цим органом.
• ь - овное оборудование « наиболее распространенные >'«емы трасс ленгоч-
иых 1вей‘ ов приведены на рнс ] 1 Ленточный нон»--Лер условно можно раз-
бп три г- ловные части: г ювную. среднюю и хвостовую. Загрузка коннейе-
«। производится загрузочным устройством (или нескольиями устройствами) 1,
»• жс-ным в хвостоной части конвейера Головная часть конвейера (при го-
, мыпм прннопе! состоит из разгрузочного устройства 5 (рзагрузочной воронки 9,
I и л* приватного барабана 7) н фрикционного привода. В зависимости от
женин загрузочного я разгрузочного устройств, а также других условий
... ч конвейера в вертикальной плоскости может быть: прямолинейной гори-
.»>й (рис 1 1,о), наклонной (подъем, спуск) (рис 1 1.6, в) или томаиой
I , ). состоящей из прямолинейных участков, соединенных криволинейными
... милыми участками с радиусом R\ и вогнутыми с радиусом /?2. Угол наалони
... irftepi (участка) на подъем (спуск) ₽ зависит от свойств груза и условий
| . п портирования Для лент с гладкой поверхностью и а под ъем угол f может
гь 18—20° Трасса конвейеров в плане прямолинейная.
•и тра. а конвейера имеет несколько участков с различными углами па-
го вводится понятие — угол попорота трассы р>., которым обозначается
М । между юедними участками Например, на рис 1 1.г Р„—₽2—Pt. а при
лее принято: ухрытие — конструкция, полностью ограждающая (укры-
inie —nt его часть' ограждение — конструкция, препятствующая проник-
п
Рис. 11 Основное оборудование и схемы трасс ленточных конвейеров
переходе наклонного участка в горизонтальный ₽„=₽ Высота подъема конвейе
pa Н может достигать десятков метров, длина L — от нескольких метров до не
скольких сотен метров н даже кклоыетров (магистральные конвейеры)
(рис. 1.1. е, яс). Конвейерные ливни, состоящие из нескольких конвейеров, могут
достигать десятков километров.
Конвейеры большой длины иногда имеют привод в головной и хвосте вг»
6
»-астях, а натяжное устройство в головной части конвейера (см. рнс. 1.1,е). При-
вод в головной части коввейера состоит ка приводного 8 и отклоняющего 12
барабанов, устанавливаемых на опорные рамы приводного барабана 10. откло-
няющего барабана 11 и приводного механизма •. Широко применяется нонструк-
пия, в которой опорные рамы 10 к 11, в также разгрузочная воронка 9 совме-
щены в одну конструкцию разгрузочного устройства 5. Лента конвейера при-
водится в движение приводным барабаном, соединенным тихоходной муфтой 13
с приводным механизмом, состоящим из двигаталя 15, соединенного быстроход-
ной муфтой 14 с редуктором 17. Двигатель и редуктор устанавливаются на
опорной раме 15. Для небольших конвейеров иногда предусматривают единую
опорную раму, ва которой устанавливаются барабан н редуктор с двигателем.
Приводные механизмы большой мощности имеют отдельные опорные рамы под-
редуктор и двигатель. Привод конвейера может быть в головной (см. рве. 1.1, в—
4, е, ЯС) или средней (рис. 1.1,5) частях конвейера. В некоторых случаях при-
вод конвейера располагается в хвостовой части конвейера. При расположении
привода в средней части конвейера разгрузочное устройство 5 компонуется с го-
ловным барабаном 24
Основными характеристиками приводного механизма являются мощность
двигателя, передаточное число редуитора и разввааемый наибольший крутящий
момент, а приводного барабана — наибольший допустимый крутящий момент
(окружное усилие) и его фрикционная способность, т. е. коэффициент сцепле-
ния барабана с лентой. Фрикционная способность приводного барабана также
зависит от угла обхвата барабана лентой. Для увеличения коэффициента сцеп-
ления ленты с барабаном последний футеруется, т. е. покрывается резиной
Или к твейерной лентой. Привод может быть с одним барабаном—годнобарабан-
ный (см рис. 1.1, в—г) или с несколькими — двух- и трехбарабанный (см.
pt" I 1,й—ж). Увеличение чиста приводных барабанов повышает тяговую спо-
>%•. «ь привода. В приводах применяются асинхронные двигатели с коротно-
Нмкнутым и фазным роторами. Двигатели с короткозамкнутым ротором имеют
» -егуляруемую (жесткую) характеристику, а двигатели с фазным ротором —
t | ируемую, т е во время пуска у них изменяются вращающий (крутящий)
М> мент и время разгона.
При необходимости быстрой остановки конвейера или предотвращения об-
,.<ч«пго хода ленты с грузом у привода наклонного конвейера предусматривает-
ь > .«>т или храповой останов.
Г) ьачестве несущего (транспортирующего) и тягового органа применяются
чиотканеные или резинотросовые ленты с гладкой поверхностью, причем pe-
ll . «левые — главным образом для транспортирования грузов на небольшие
той ния а резинотросоные — в магистральных конвейерах Для перемещения
. . ! йен тьзуетСЯ верхняя ветвь ленты 2. Порожняя ветвь называется нижней
ью J Резинотканевые ленты состоят из 3—8 прокладок, между которыми
• ••"Нтся резина. Для защиты прокладок н тросов ленты имеют наружные ре-
-ыс обкладки Ленты изготовляют различных типов, их конструкция соот-
“ЛМкНе частей конвейера принято С учетом ГОСТ 2574’—83 (СТ СЭВ 1331—78)
।точные. Наименование частей». Однако необходимо учитывать, что в на-
ми не только к цггературе, но и в каталогах. ГОСТах. ТУ и других норка-
ривлвх по дев »чным конвейерам наименоаинва II услоааыс обозначения от-
-3 к характег »-тнк конвейеров отлнчвются вольтам раз1--збрвтнем, что за-
, с ими Ми -нпллмн Данный ГОСТ охватывает сграннчваноа число наи-
। ы> i t >|ivn>in*i •*) конвейера, некоторые из которых не соответствуют наи-
. , на и-Я други* ГОСТах.
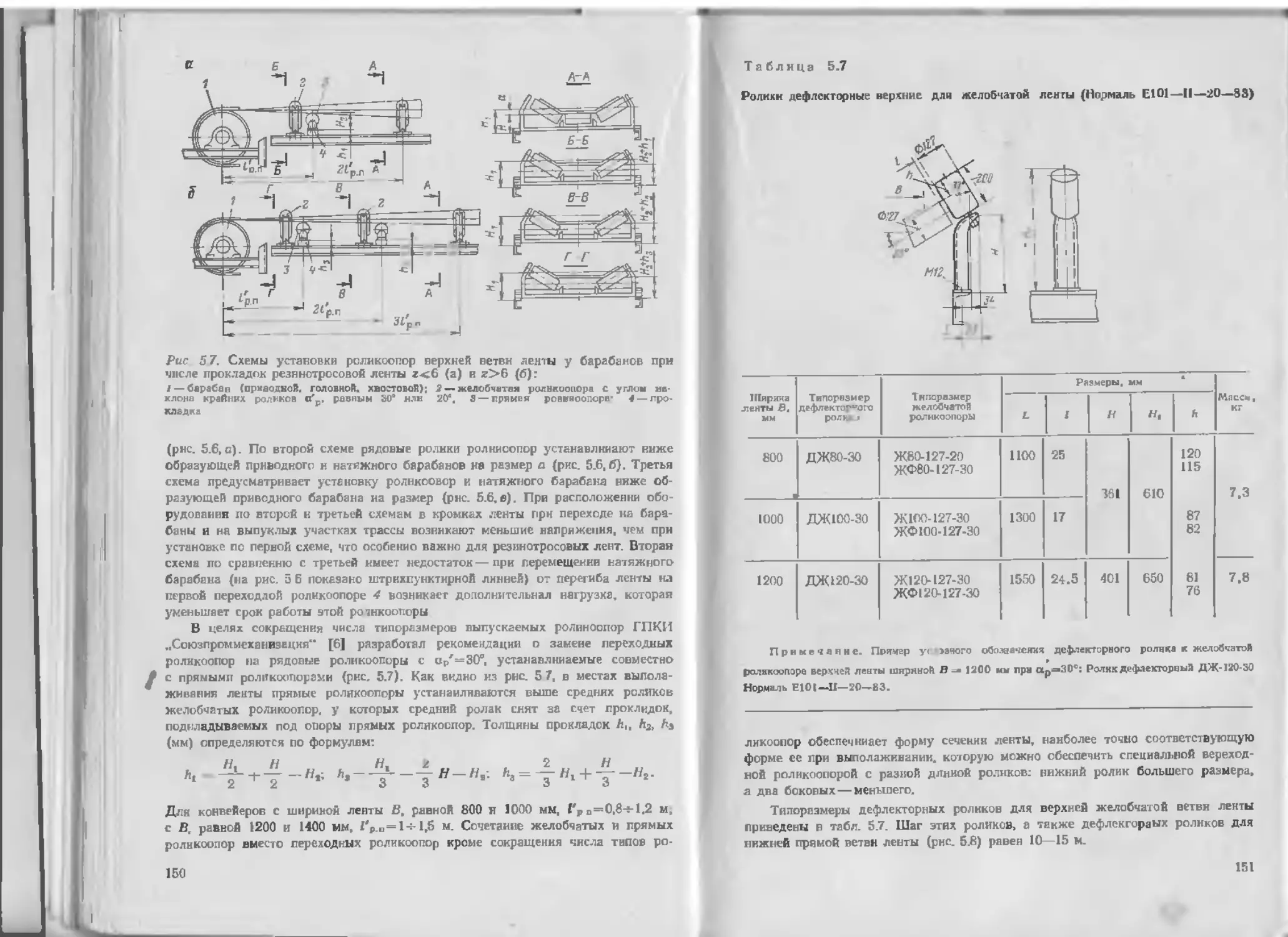
вегствует нормальной эксплуатации с данным грузом, характеризуемым круп
ностью, абразивностью и температурой, а также i учетом температуры окру- еще пРоблем конвейерного транспорта, поэтому установка очистных роликоопор
жавшего воздуха. Тяговая способность лент определяется в зависимости от "° всей длине №НвейеРа может «лысо улучшить его работоспособность. Опти-
прочностп ткани прокладок и их числа для резинотканевых лент и прочности мвльНое решение — совмещение в одной конструкции очистных и центрирующих
тросов для резинотросовых лент. В заннснмостк от температуры груза и окру- Функций (жетобчатые дисковые ролиноопоры).
жающей среды различаются ленты общего назначения, тепло- и морозостойкие Для пРепягСтиня аварийного схода ленты против ее бортов (кромок) верх-
Для транспортирования агломерата, железорудных окатышей и других грузов. ней и нижней ветвей устанавливаются дефлекторные ролики.
температура которых больше допускаемых для резиновых лент (150—200°С), Для с®еспечения необходимого натяжения ленты и прижатия ее к привод-
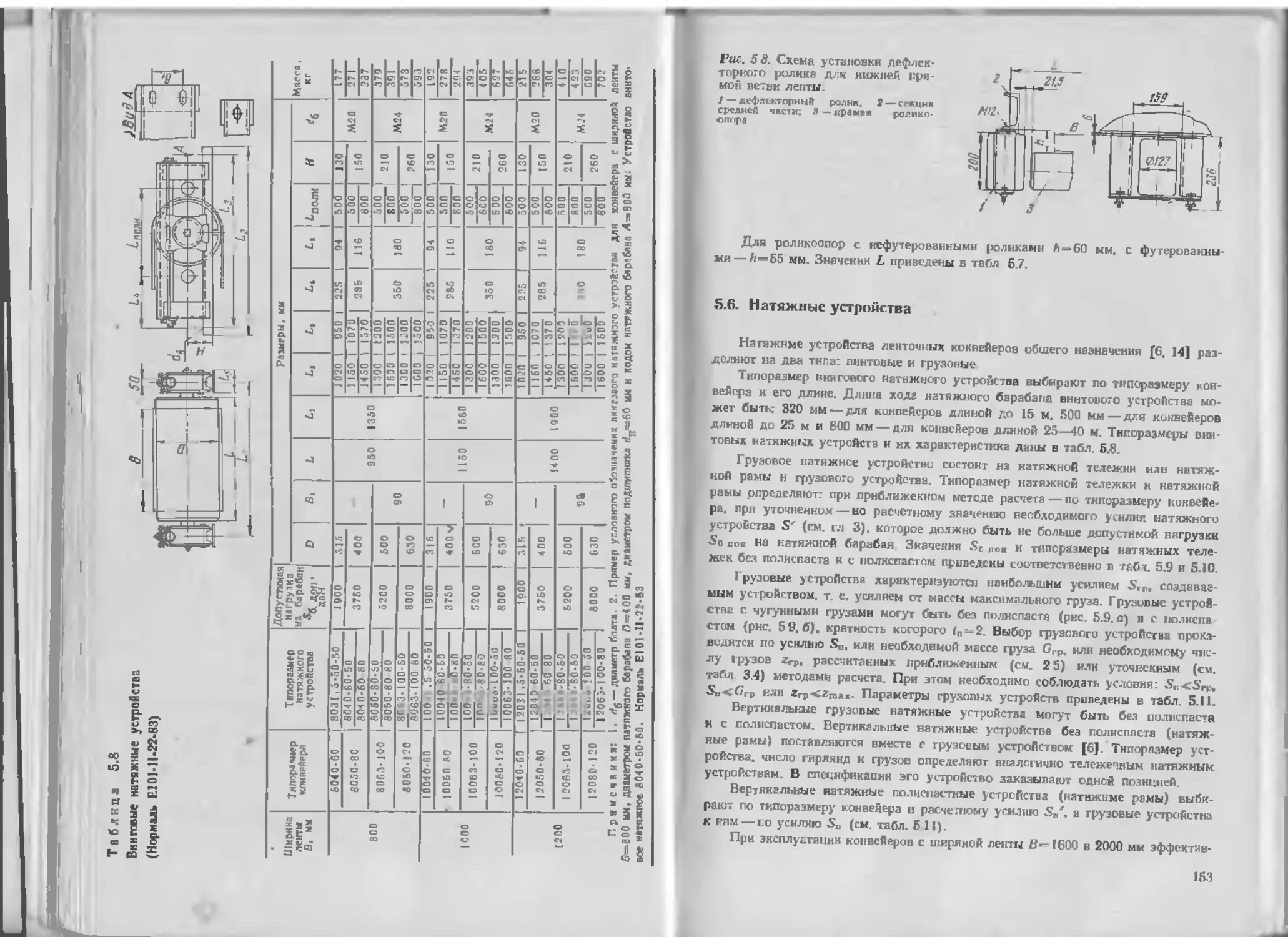
применяются другие типы конвейеров, например пластинчатые [7] ’ ному баРаба«У конвейеры имеют натяжное устройство. Натяжное устройство
Лента устанавливается на ролнкоопоры 32 верхней ветви 2 и ролнкоопоры может быть вннтовым IS, грузовым или лебедочным Грузовые натяжные уст-
нижней ветия 3. Ролиноопоры верхней ветви желобчатые, состоящие из трех Р°ЙС1ВЯ разделяют на тележечные 27 и вертикальные 23 Лебедочные устройст-
роликов с углом наклона боковых роликов ар'=20^30°, нижней ветвк —при- ва~" только тележечные. Винтовые и тележечные натяжные устройства распола-
мые. Угол ар'овределяет желобчатость ленты. гаются в хвостовой части конвейера (см. рис. 1.1,а а, д, яс), вертикальные —
В последнее время появились конвейеры, у которых нижняя ветвь поддержи- чвще всего в с₽едней частн (см. рис. 1.1, г). Грузовые тележечные и вертикаль-
вается также жеюбчатыми роликоопорами 33, состоящими из двух роликов ные нат™ные устройства состоят из натяжного барабана с кодовым устройст-
с углами наклона <хр"=10°. Желобчатая форма нижней ветви лекты способ- вом (,1а1ЯЖ,юй тележки нля натяжной рамы) н грузового устройства 28. со-
ствует лучшему ее центрированию. В местах перехода верхней ветви ленты на СТОЯ£чег° нз грузов, тросов и блоков. Груз тросами соединен с натяжной тележ-
барабвны приводной 8, головной 24, натяжной 26 и нонцевой 21 устанавливают- кой нли Натяжной рамой. Для конвейеров большой длины целесообразно прине-
ся переходные ролиноопоры 6 иди вместо них применяется новая схема уста- ненне лебедки для перводнческого подтягиввиия груза прн вытягивании тенты,
новки ролнкоопор (см 5.Б). Такое грузовое устройство называется грузе лебедочным. Грузовые устройства
Конструкции ролнкоопор верхней ветви теиты можно раздоить на два ос- МОгут Сыть без пмиспаста плн с полиспастом, который увеличивает усилие от
новных типа. Первый—ролнкоопоры, жестко закрепленные в п. , ? Этот тип г₽уза прморкновально кратности полиспласта Грузолебедочные устройства мз-
нанболее распространен, он изготовляется всеми заводами Второй — подвесные готааливают тольно с полиспастом. Винтовые натяжные устройства и натяжные
(гирляндные) ролнкоопоры, у которых ролики между собой и с опт >ой или с тележкн грузовых тележечных натяжных устройств устанавливаются на опор-
тросами, натянутыми вдоль конвейера, связаны, например, шарнирами. Такие тае Рамы винтовые 18, тележки 25. Натяжные рамы вертикальных натяжных
ролнкоопоры к конвейерам типа 1ЛУ120 поставляет Александровский машине- УИР°ЙСТИ перемещаются в направляющих.
строительный завод им. К. Е Ворошилова Второй тип ролияоопор по сравне- Для промежуточной разгрузки конвейера служат разгрузочная тележка 4
иию с периым имеет то преимущество, что в местах знгрузки резко уменьшается или плужковый сбрасыватель Дтя получения данных о производительности кон-
дин?“лческое воздействие груза на лентт и обеспечивается лучшая работа всех вейера в любой момент его работы на средней часта конвейера устаиааливают
роликов ' автоматические весы.
На верхней ветви ленты прямые рояикоопоры испе гьзуютсв редко, напри- Увеличение угла обхвата приводного барабана осущесталяется путем уста-
мер, при ручной разборке руды или установке плужкового сбрасыватетя Верх- н0внн отклоняющего барабана 12. Для обеспечения необходимого расстоянии
ние п ннжние ролнкоопоры разделяются на рядовые и специальные. Специальные межДУ верхней и нижней ветвями ленты эти же барабаны устанавливаются к
ролнкоопоры: около натяжного 26 и концевого 21 барабанов. Изменение направления нижней
амортизирующие, устанавливаемые на верхней ветвн ленты в местах за- ветви ла1ТЫ вертикального натяжного устройства осуществляется оборотными
грузин конвейера и применяемые для уменьшения воздействия па ленту ударов ^Рабанамн 22. Головные, натяжные, концевые и другие барабаны навиваются
груза. Ролики таких ролнкоопор имеют либо футеровку (покрытие) из резины, *приводными.
либо набор резиновых нолей; Средняя часть ноннейера — став, состоит ИЗ металлоконструкций: секций сред-
футерованные верхней и нижней ветвей, имеющие ролики, футерованные ре- кей части и поддерживающих стоек 30. Ролиноопоры устанавливаются на сек-
знной Установка подобных роликоопор по всей длине конвейера улучшает его цИЯХ Средней части (верхней ветви) и стойках (иижяей ветви). Такая установка
работу, особенно при транспортировании абразивных и илажных грузов, исклю- РМикоопор для нижней ветвн принята в основном в горнорудных отраслях про-
чая прн этом налнпанве груза на ролики; ЧИгтенности. В Других отраслях ннжние ролнкоопоры подвешиваются к секциям.
центрирующие и регулируемые, устанавливаемые вместо рядовых ролнко- К₽оие перечисленного основного оборудования ленточные ноннейеры сиаб-
опор на верхней и нижней ветвях ленты Они преднлхвачены для автоматиче- •ются средствами автоматизации, обеспечивающими нормальную и безопасную
ского (центрирующие) или ручного (регулируемые) удгряиишя ли|ты от схода г«воту каждого конвейера в отдельности и всей транспортной ликаи. К таким
в сторону путем поворота ролнкоопоры вокруг вертикальной осн средствам относится оборудование, останавливающее конвейер при забивка за-
дискоеые (очистные), устанавливаемые на нижней пени данты после раз- ТУаочного (разгрузочного) устройства, сходе, пробуксовке, продольном порезе
грузки и очшцаюшие рабочую поверхн>- пижг >f вгп iru »г прилипшего нты и др.
К ней груза Очистка нижней ветви ......и t пт ire разрешенных Для остренной ручной остановив одного конвейера, а следовательно, И по-
следующий в линии вдоль инх по исей длине устанавливаются канатные выклю-
чающие устройства. Привод имеет кнопочное выключающее устройство. Требова-
ниями безопасности при необходимости предусматривается установка блокиро-
вочных устройств, выключающих привод конвейера при снятии укрытии 7 при-
водного (головного) барабана и ограждений 20 отклоняющего барабана н натяж-
ного устройства или невключение привода при иеустаиовке их. Для транспор-
тироввиия нылящия грузов существуют различные типы укрытий конвейера по
всей длине или на отдельных его участках (загрузки, разгрузки). Ленточные
конвейеры разделяют на стацяоварные (см. рис. 1.1. о—яс) и передвижные
(рис. 1.1. в)
В горнорудных отраслях промышленности наибольшее применение имеют
конвейеры общего назначения, изготовляемые в соответствии с ГОСТ 22644—77 —
ГОСТ 22647—77 (СТ СЭВ 1333—78): с шириной ленты 400—650 мм по каталогу
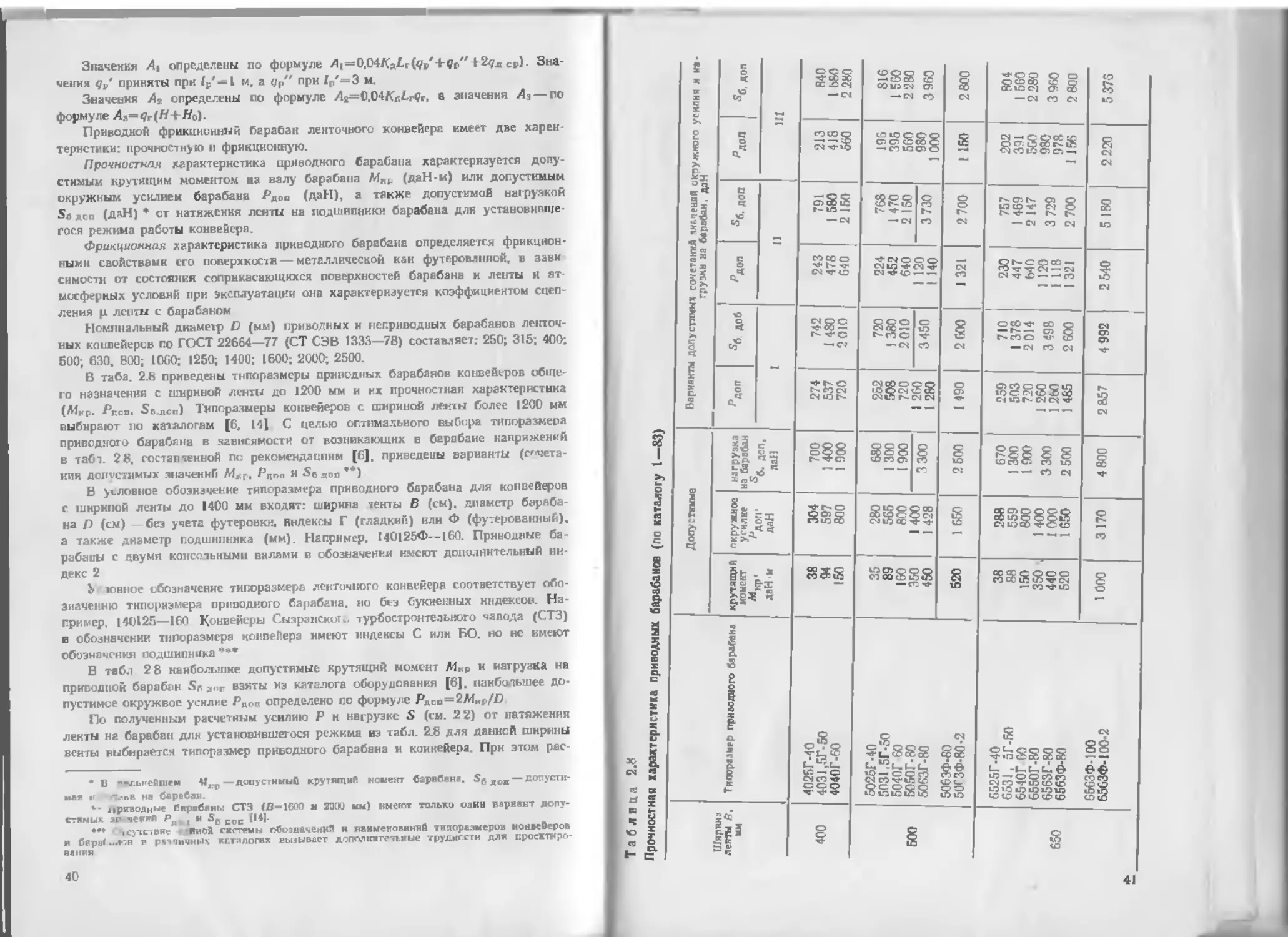
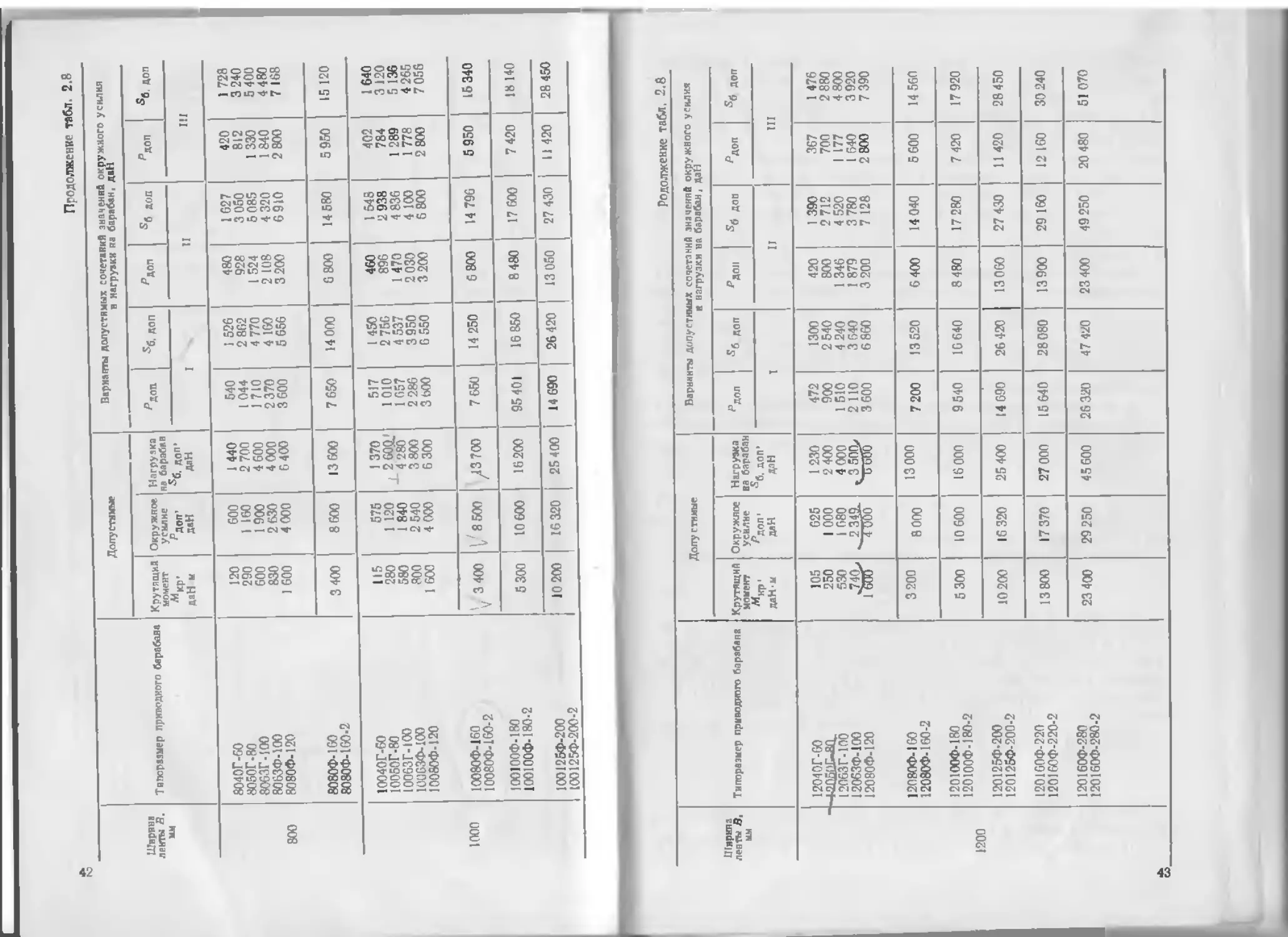
1-83 ч. I [6], с шириной ленты 800—1200 мм по каталогу 1-83, ч. II [6], с ши-
риной ленты 1400 и 1600 мм по каталогу 1-83 ч 111 [6], с шириной ленты 1600
и 2000 мм по отраслевому клталогу 1Б-82 [14].
Рассматриваемое оборудование предназначено для использовании в нор-
мальных условиях в районах с умеренным климатом (исполнение «у» по
ГОСТ 15150—69). Схемы трасс конвейеров могут быть горизонтальными, на-
клонными кли ломаными как для конвейеров с шириной ленты до 1600 мы
(см. рис. 1.1,а—г), так к для конвейеров с шириной ленты 2000 мм (см.
рис. 1.1, а—д).
В данном справочнике рассматривается в основном оборудование для кон-
вейеров с шириной ленты 800—1200 мм.
Ленточные конвейеры общего назааченнн поставляются заводами изготови-
телями без опорных металлоконструкций, т. е. отдельными частями: привод, ро-
ликоопоры, натяжные устройства и др. Исключение состааляют разгрузочные
устройства некоторых типоразмеров нокзейеров с шириной ленты 1600 и 2000 мы,
поставляемых Сызранским турбостровтельным заводом (СТЗ) комплектно с при-
водом [14].
Заводы, изготовляющие конвейеры для угля (Александровский машинострои-
тельный завод нм. К. Е. Ворошилова и другие заводы Союзуглемаша), постав-
ляют конвейерное оборудование с опорными металлоконструкциями, т. е. ком-
плектно. Приводные механизмы конвейеров могут комплектоваться знводами
разкичным оборудованием в зависимости от поставок им редукторов, двигателей
и других изделий. При проектировании конвейеров необходимо знать техниче-
ский уровень принимаемого оборудоазния. Кроме преимуществ, ленточные кон-
вейеры имеют недостатки, для конвейеров общего назначения осконные из них
приведены ниже.
Футеровки приводных барабанов Конструкции резиновых футеровок при-
водных барабанов хорошо изучены Рекомендации но выбору свойств (жестко-
сти) и толщины резины, а также способы крепленый ее к обечайке барабана
приведены в работах [4, 8, 11]. Футеровки, особенно рифасные, резно улучшают
сцепление ленты с барабаном, т. е. повышают фрикционные свойства барабана,
там самым несколько снижают необходимую мощность приводе н прочность
ленты при одних И тех же исходных данных, очищают ленту и барабан от грязи
в влаги. Несмотря на техкико экономические преимущества применения таких
футеровок, большинство барабанов футеруют кг)НП»ПерШ1Й лентой, прикленвнй
ее К обечайке барабана
Раликоопоры имеют малый срок службы. Дли ж нагйгров с шириной ленты
до 1400 мм отсутствуют очистные ролнкоопоры, что вызывает повышенное об-
разование просыпи Из-за того, что ролики роликоопор имеют большое биение
N не проходят балансировку, конвейеры не могут использоваться при скоростях
более 2,5 м/с. Отсутствие подвесных гибких роликоопор [1] способствует умень-
шению сроков службы ленты. На ротикоопорах, предназначенных для возвра-
щения ленты в нормальной положение при сходе (центрирующих), и роликах,
препятствующих иварийному сходу (дефлекторных), происходит интенсивный
износ ленты. Отсутствуют ролнкоопоры с большой желобчатостью ленты («₽'—
—45^-60°), которые позволяют устранить боковой сход ленты и отквааться от
использования центрирующих роликоопор [1, 13], а также увеличить угол на-
клона конвейера. Не решен вопрос о целесообраености изготокления роликоопор
с выносными подшипниками для конвейеров с шириной ленты свыше 800 мм.
Очистные устройства имеют низкую работоспособность. Для липких грузов
последние изготовляются только с прижимной резиной.
Опорные металлоконструкции заводами не поста ваяются, а разрабатываются
при проектировании конвейеров Технический уровень их недостаточно высок,
отсутствует унификация, параметры принимаются без расчетов, что алечет не-
обоснованное узеличение металлоемкости (прочность некоторых конструкций пре-
вышает необходимую в 5—10 раз и более).
Конвейерные ленты. Отсутствует четкая информация о фактически изготов-
ляемых тннораамерах лент, поэтому выбранная прсектвровщнком лента часто
заменяется заводом изготовителем на другую, не всегдв равноценную. Резино-
тканевые ленты имеют большое удлинение, качество лент не всегда соогветству-
• т предъявляемым требованиям.
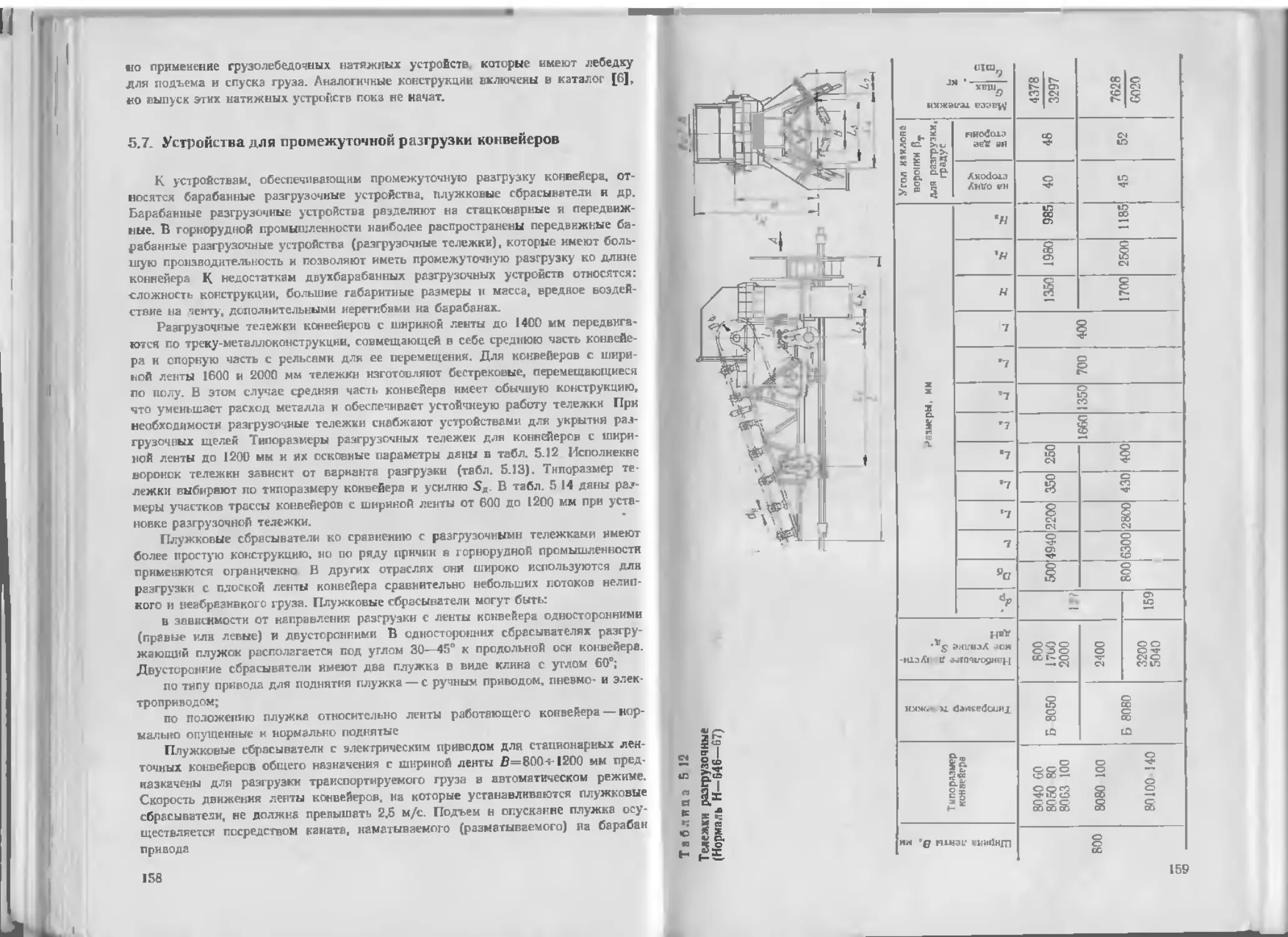
Разгрузочные тележки ДЛЯ конвейеров с шириной ленты до 1400 мм вы-
пускаются только в трековом варианте, т. е. они перемещаются по специальному
ставу коввейера — треку, металлоконструкция которого совмещает в себе опору
ПОД тележку и ролнкоопоры. Тренн металлоемки, и перемещение но ним теле-
жек часто вызывает деформацию треков. Для конвейеров с шириной ленты 1600
и 2000 мм Сызранский турбостроительный завод выпускает разгрузочные тележ-
ка в бестрековом варианте.
Наличие просыпи груза — существезный недостаток ленточных конвейеров.
Одной из проблем, решение ноторой зиачитальво сократят просыпь груза и со-
хранит лепту, яаляется борьба со сходом ленты. Кроме формы барабана и кон-
струкции его футеровки, сход ленты завксит еще от многих причин: некачествен-
ного изготовления оборудования и его монтажа (барабанов, роликоопор), сты-
ковки ленты, способа знгрузкя конвейера н Др. В отдельных обоснованных слу-
чаях проектировщики вынуждены завышать ширпву ленты против расчетной
с целью сокращения просыпи. Устройства загрузки и разгрузки конвейера раз-
рабатываются чаще всего нндизидуально применительно к каждому проекту.
Конструкции этих устройств отличаются большим разнообразием, их параметры
зввисят от многих причин я условий [1, 11, 13. 15]. Проектными организация-
ми, а также на предприятиях различных отраслей промышленности в процессе
эксплуатации кокаейеров созданы рациональные конструкции устройств загрузки
Я разгрузки, в которых учтены свойства груза и конкретные условия компоновки
этих устройств.
Ленточные конвейеры могут работать в различных производственных и кли-
матических условиях. Производственные услония характеризуются местом устя-
яовки конвейера: на открытом воздухе, под землей, в отапливаемом или неотап-
10
лизаемом помещении, в закрытой галерее (отапливаемой или неотапливаемой),
с местным укрытием ленты и т. п. Климатические условки характеризуются тем-
пературой окружающего воздуха, колебаниями ее, влажностью и запыленностью
воздуха.
Использование машин, в том числе н конвейеров, для различных климатиче-
ских районов (категории, услозня эксплуатации и другие факторы) регламенти-
рует ГОСТ 15150—69.
К режимам работы и нагружения ноннейера относятся, использование кон-
вейера по времени (время его работы в сутки) и по производительности. Кон-
вейеры горнорудных отраслей промышленности используются, как правило, для
круглосуточной работы в тяжелых производственных условиях (абразнввость
груза, запыленность). Существуют методы расчета групп производственных ус-
ловий, режимов работы и нагружения и определения классов использования кон-
вейера по времени, по производительности и другим параметрам, которые учи-
тываются в спраночинке при расчете привода и выбора ленты и оборудования
(см. гл. 2—5).
1.2. Характеристика и свойства сыпучих грузов
Транспортируемые ленточными конвейерами сыпучие грузы (руда, уголь, не-
рудные материалы и др.) характеризуются крупностью кусков, насыпной плот-
ностью, углом естественного откоса в покое и данженин. липкостью, абразив-
ностью, химической агрессивностью, влажностью и температурой.
Крупность сыпучего груза определяется его гранулометрическим составом
или кусноватостью, т. е. размерами наибольший и наименьших кусков. По одно-
родности кусков сыпучие грузы делится на сортированные и рядовые. Степень
однородности вускон груза характеризуется коэффициентом
КоАтах/Сп>1п»
где Ощи, fimin — размеры наибольшего и наименьшего кусков груза, мм
При Ко>2»5 груз считается рядовым, при Ко<2,5 — сортированным. Сорти-
рованный груз карантеризуется средним размером куска
йСр = (°П1ХХ + omin)/2.
В зависимости от размера кусков (мм) сыпучие грузы разделяют на
следующие группы.
Порошкообразная . ......... 0.5
Зернистая ...... ... 5
Мелкокусковая....................................... 80
Среднекусковая................................ . 350
Крупнокусковая................................. - 500
Особо ирупнокусковая ... . - Более 500
Масса единицы объема свободно насыпанного груза называется васыпной
плотностью у, t/ms. По насыпной плотности грузы делятся на следующие групны.
Легкая . Д° 0,6
Средняя..................................... < пыша 0.6 до 1,6
Тяжелая......................................... » 1.6 до 2
Особо тяжелая................ . - • 2 до 4
Изнашивание обкладок ленты в основном вызывается воздействием абразив-
ных частиц транспортируемого груза. Товкоязмельченные абразивные частицы
проникают через уплотнения ролкиов, ускоряя изнашивание подшкпннкон. Вы-
сокой абразивностью обладают иокс, коксик, агломерат и возврат агломерата,
несколько меньшей — кварцевый песок, руды черных и цветных металлов и их
концентраты. Наличие крупных включений извести в агломерате обусловливает
«го химическую агрессивность. На конвейерах, транспортирующих эти грувы,
вметно ускоренное изнашивание роликоопор и металлоконструкций.
По степени абразивности грузы делятся на четыре группы: А—неабразнн-
Йые, В — малоабразнвные, С — средней и Д— высокой абразивности.
Влажность груза до 4—6 % способствует уменьшению пылеобразевания при
транспортировании и перагрузклх При большем количестве влаги сыпучесть
(руза уменьшается, при этом воронки перегрузочных устройств забняаются, в
«увкерах образуются своды.
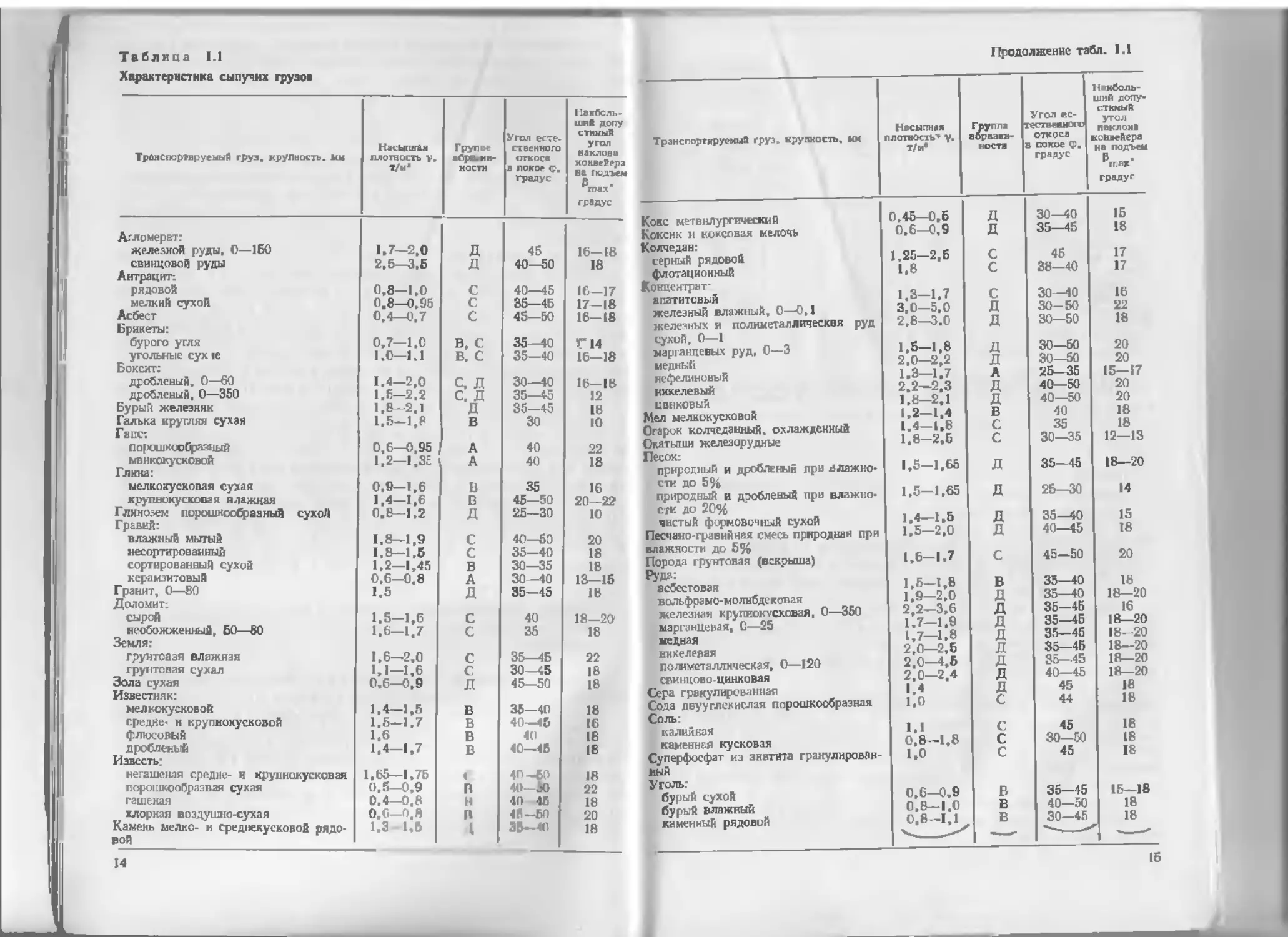
Характеристика наиболее распространенных сыпучих грузов приведена в
«бл 1.1. В этой таблице углы <р и flmax для различных грузов зависят от по-
движности частиц груза, которая разделяется на легкую (апатит, песок сухой,
цемент, окатыши), среднюю (песок влажный, уголь каменный, рядовой, бурый,
торф, железный концентрат) и малую (глина сырая). Ориентировочность дан-
ных, приведенных в табл. 1.1, заключается, например, для угла ₽ш»х в том,
что кяаченки данного угла зависят от многих факторов: количества груза на
ленте, формы сечения ленты, налички подпора груза и др. Угол flm.i увеличива-
ется иа несколько градусов, если груз постоянно полностью заполняет ленту
и сжат бортами али лентой, а также при применении роликоопор, имеющих
большую желобчатость. Так, для окатышей flm»x=’l2’. Но если лента заполняет
ся только частично, то уже при ₽шах=6-^7° окатыши будут скатываться, и на-
оборот, если обеспечены подпор и полное заполнение ленты окатышами, то угол
рШЛ1 можно увеличить до 14—16°. Увеличению угла ₽т»х для скатышей спо-
собствует также условие, ногда перед наклонным участком располагается слабо-
наклонный участок с углом наклона 5—6°. Это условие позволяло на СевГОКе
принять для транспортировки окатышей конвейер с углом flm.x=18'. Для зна-
чительного увепнчения угла flmsx предложены различные конструкции крутона-
клонных конвейеров [8, 10, 13], которые серийно ие выпускаются
1,3. Стадии проектирования, перечень и последовательность
работ, выполняемых при проектировании ленточных
конвейеров
Основным документом, определяющим стадии проектирования, объем и со-
держание проектной документации, является инструкция [5].
Стадии проектирования ленточных конвейеров. Согласяо инструкции [5] про-
евтирование предприятий, зданий и сооружений осуществляется в одну стадию
(рабочий проект) для несложных, типовых объектов и в две стадии для осталь-
ных объектов („проект" и „рабочая документация") (табл. 1.2). Стедвя проек-
тировании „рабочий проект" состоит из двух условных частей: первая — ут-
верждаемая часть, в которую входит проектная документации, соответствующая
стадии проектирования „проект", и вторая — рабочая документация, которая
выполняется без утверждения одновременно с первой частью.
13
12
Таблица 1.1
Характеристика сыпучих грузе»
ТранспортаруеыыА груз, крупность, мм ПЛОТНОСТЬ V.
Агломерат:
железной руды, 0—150 1.7—2,0 д 45
свинцовой руды Антрацит: 2,5—З.Б д 40—50
рядовой 0,8—1.0 40—45
мелкий сухой 0,8—0,95 С 35—45
Асбест Брикеты: 0.4—0,7 С 4S—50
бурого угля 0,7—1.0 В, с 35—40
угольные сух ie Боксит: 1.0—1.1 в, с 35-40
дробленый, 0—60 1.4—2.0 С. д 30—40
дробленый, 0—350 1,5—2,2 с. д 35—45
Бурый железняк 1,8—2.1 д 35-45
Галька кругляя сухая Гапе: 1.5—1,8 в 30
по[ххпкообразиый 0,6-0,95 А 40
мвикокусковой Глина: 1,2—1,ЗЕ А 40
мелкокусковая сухая 0,9—1,6 В 35
1.4—1,6 0,8—1.2
Глинозем порошкообразный сухой Гравий: влажный мытый д 25—30
1,8-1,9 с 40—50
несортированный 1,8-1,5 с 35-40
сортированный сухой 1.2—1,45 В 30—35
керамзитовый 0,6—0.8 А 30—40
Гранит, 0—80 Доломит; 1.5 д 35-45
сырой 1,5—1,6 с 40
необожженный, Б0—80 Земля: 1,6—1.7 с 35
грунтоазя влажная 1.6—2,0 с 35—45
грунтовая сухая 1,1—1,6 (2 30—45
Зола сухая Известняк: 0,6—0,9 д 45-50
мелкокусковой 1,4—1,5 В 35-40
средне, н крупнокусковой 1.5-1.7 В 40—45
флюсовый 1.6 в 40
дробленый Известь: 1.4—1.7 в 40—45
негашеная средне- и крупнокусковая 1,65—1,75 < 40-50 40—50
порошкообразвая сухая 0,5—0.9 в
гашеная 0,4—0.8 н 40 45
хлорная воздушно-сухая 0,6—0.8 II 45—50
Камень мелке- и средиекусковой рядо- вой 1.3-1.6 1 35—40
14
Продолжение табл. 1.1
Транспортируемый груз, крупность, мм Посыпная Групп. Наиболь- ший допу- всввейера не подъем
т/м» градус
Копс метвнлурсическмй 0,45-0.5 Д 30—40 15
16 18 Кокснк и коксовая мелочь Колчедан: 0,6-0,9 д 35-45 18
18 серный рядовой 1,25—2,5 С 45 17
16 17 флотационный Концентрат- 1.8 С 38—40 17
17 18 апатитовый 1.3—1,7 с 30—40 16
16 18 железный влажный, 0—0,1 3,0—5,0 д 30-50 22
Т*14 железных и полиметаллической руд сухой, 0—1 2,8—3.0 д 30—50 18
16 18 марганцевых руд, 0—3 1.5—1,8 д 30—50 20
медный 2,0—2,2 д 30-50 20
16 18 нефелиновый 1.3—1.7 А 25-35 45—17
12 никелевый 2.2—2,3 д 40—50 20
18 цвнковый 1,8—2,1 д 40—50 20
10 Мел ыелкокусковой 1,2—1.4 в 40 18
Огарок колчеданный, охлажденный 1,4—1,8 с 35 18
22 18 Окатыши железорудные Песок: 1.8-2,5 с 30—35 12—13
16 природный и дробленый при влажно- сти до 5% 1,5-1,65 д 35-45 18—20
20-22 10 природный и дробленый при влажно- сти до 20% 1,5—1,65 д 25-30 14
чистый формовочный сухой 1.4—1.5 д 35—40 15
20 18 Песчано-гравийная смесь природная при влажности до 5% 1,5—2,0 д 40—45 18
18 13 15 Порода грунтовая (вскрыша) Руда: 1,6—1,7 с 45—50 20
асбестовая 1,5—1,8 в 35—40 18
вольфргмо-молнбдекопая 1,9—2,0 д 35—40 18-20
18 20 железная крулиокусковая, 0—350 2,2—3,6 д 35—4Б 16
18 марганцевая, 0—25 1.7—1.9 д 35—45 18—20
медная 1,7—1.8 д 35—45 18—20
22 никелевая 2,0—2,5 д 35-45 18—20
18 полиметаллическая, 0—120 2.0—4,5 д 35—45 18—20
18 свинцово-цинковая 2,0—2.4 д 40—45 18—20
Сера гранулированная 1,4 д 45 18
18 16 Сода двууглекислая порошкообразная Соль: 1.0 с 44 18
18 калийная 1.1 45 18
18 каменная кусковая 0,8—1,8 с 30-50 18
18 22 Суперфосфат из знвтига гранулирован- ный Уголь: 1.0 с 45 18
18 бурый сухой 0,6—0,9 в 35—45 15-18
бурый влажный 0,8—1.0 в 40—50 18
18 каменный рядовой 0.8-1,1 в 30—45 18
15
Продолжение табл. 1.1
Транспортируемые груз, крупность, им Насыпная плотность V. т/м» Группа абразив- Угол ес- Н нболъ- ши8 допу- иаклона конвейера иа польем 6 тех градус
в покое ф градус
Формовочная смесь:
выбитая (горелая) 1.2—1,3 С 30—4Б 22
готовая 1,6 с 40—45 20—24
Цемент воздушно сухой Шлак: 1.0-1,5 д 30—40 20
камевюугольный 0,6—0,9 д 35—50 20
Iранулированный 0,6—1,0 45—55
Штыб сухой Щебень: 0,9 с 30—45 20
гранитный сухой 1,35—1,8 д 35—45 18
известняковый доломитовый 1,25—1,35 в 35—45 18
"йа‘ *' Предельный угол наклона конвейера, работающего на спуск, на SCo-
лее 6—J2 . 2. Большие аначеняя угла Ртях можно принимать пря наличии перед циклонный
1 одну стадию в дае ста ди а
Рабочий
проект
Таблица 1.2
Работы, выполняемые при проектировании ленточных конвейеров
Проекта ромяае
Наяменоваяяе работы
Участком горизонтального участка. 3. Приведенные в таблице сведения ориентировочны.
Перечень работ, выполняемых при проектировании ленточных конвейеров
в зависимости от стадии проектирования объекта, приведен в табл. 1.2.
В состав выпускаемой технической документации входят;
иа стадии „проект"—ведомость (перечень) на оборудование, составленная
по укрупненной номенклатуре, заказная спецификация по форме Госснаба СССР
(код 0801028) н исходные требования на разработку оборудования;
на стадии „рабочая документация*' — эскизный чертеж общего вида конвейе-
ра и спецификация оборудования (СО).
В ряде случаев по просьбе заказчика разработку конструкторской докумен-
тации выполняют сими проектные организации С дополнительным оформлением
оплаты этих работ.
Последовательность работ, выполняемых при проектировании ленточных кон-
вейеров, следующая.
1. На основании исходных данных для проектировании, рекомендаций по
выбору схем трассы в расположения основных частей конвейера, чертежной про-
работай, размещения технологического или другого оборудования внутри цехов
(внутрицеховой транспорт), взаимного расположения цехов, фабрик, заводов
(межцеховой, внутрифабричный, внутризаводской транспорт) или расположения
начального в конечного пунктов транспортирования груза (магистральный транс-
порт) выбирают схему трассы конвейера (конвейеров).
2. Определяют расчетную производительность конвейера Q (см 1.5).
3. Выбирают скорость ленты о. определяют се ширину В и желобчатость
верхней ветви ар' (см. 1.6).
16
Проект
Рабочая
документа-
пая
1. Разработка схемы трассы и основной характерис-
тики конвейера (£., п. В, и) в составе компоновки
фабрики, корпуса, цеха и т. д.
2 Расчет конвейера приближенным методом с вы-
бором основного оборудования.
3. Разработка заданий на проектирование строи-
тельной, электротехнической, сантехнической, ре-
монтно-механической и других частей проекта.
4. Включение в ведомость (перечень) на оборудовя-
ние, не включенное в заказные спецификации,
конвейеров с шириной ленты до 1400 мм (ведо-
мость составляется по укрупненной номенклатуре
согласно [5]).
Б. Включение в заказную спецификацию конвейеров
с шириной ленты 1600 и 2000 мм (заказная спе-
цификация составляется иа оборудование с дли-
тельным циклом изготовления согласно [51)
6. Включение исходных требований на разработку
ленточных конвейеров в состав общих исходных
требований на разработку нестаядартиэирован-
нсго оборудования, которое должно разрабаты-
ваться в соответствии с ГОСТ 15.001—73 со-
гласно [51-
1. Корректировка расчета, проведенного в стадии
«проект», для конвейера с приводом мощностью-
дО 50—75 кВт; расчет уточненным методом для
конвейера с приводом мощностью спыше 50—
75 кВт.
2. Разработка задания на проектирование строи-
тельной, электротехнической и других частей
проекта.
3. Разработка еекязного чертежа общего вила кон-
вейера в объеме, необходимом для разработки
конструкторской документации по ГОСТ 2.103—66
(см. 8 6) •-
4. Включение в спецификацию оборудования (СО)
по ГОСТ 21.110—82, конвейерного оборудования
отдельными позициями.
5. Составление опросного листа (клк составной ча-
сти спецификации оборудования).
• При необходимости вспольауется жвк заданна
иавВера.
разработку нетвлаоковетрутщиВ
17
4. В зависимости от предполагаемой мощности привода, сложности трассы
конвейера и других условий принимают метод расчета конвейера (см. 1.7).
5. Производят расчет основных параметров конвейера следующими методами.
Приближенный метод расчета (режим II):
принимают исходные данные для расчета, определяют окружное усилие Р
«а приводном барабане, типорвамер конвейера, расчетную мощность Np двига-
теля привода (см. 2.1);
определяют натяжения ленты SBe и Smax и расчетное число прокладок лен-
ты гР (см. 2.2);
принимают радиусы выпуклого Ц1 и вогнутого Я» участков трассы конвейе-
ра (см. 23);
выбирают типоразмер веприводных барабанов, диаметры которых при не-
обходимости проверяют (см. 2.4);
рассчитывают параметры натяжного устройства — усилие Sb, массу натяж-
ного груза GIP, типоразмер и длину хода (см. 25);
при необходимости определяют тормозной момент Мт (см. 2.6).
Уточненный метод расчета (режим II):
принимают исходные данные для уточвениого тягового расчета (см. 3.1);
наполняют уточненный тяговый расчет (см 3.2) или расчет с помощью ЭВМ
(см. 3.4);
рассчитывают и определяют окружное усилие Р на приводном барабане;
типоразмеры приводного барабана и конвейера; расчетную мощность двига-
теля привода; радиусы Ri н усилив натяжного S' и i-рузового Хи устройств
и др. (см. 3.3);
6. По ГОСТ 20—76 или ТУ имбирают типоразмер ленты и ее массу дя
(см. гл. 4).
7. По каталогам выбирают оборудование- привод, ролнкоопоры, натяжное
у гр kino (грузовое устройство по режиму I), средства автоматизации н без-
опасности н др (см. гл Б)
8. В зависимости от стадии и органивацик проектирования разрабатывают
и выпускают техническую документацию- эскизный чертеж общего вида конвейе-
ра. спецификации оборудования и др.
5. Решают вопр! с заказчик! м об организации разработки конструкторской
докумектзцин на ыеттл жоиструкнии конвейера (см 6.1 и 86).
10. Прн необходимости определяют компоновку ленточного конвейера, ком-
муникаций и устройств в галереях (ч гл 7)
11. Для выдачи задания на проектирование приводя с даигателем с фазным
ротором (см. гл 3) выполняют тяговые расчеты для всех расчетных режимон
работы конвейера.
12. В соответствия с табл 1.2 выдают задания на разработку строительной
(нагрузки см. в гл. 8), сантехнической к других частей проекта
1.4. Выбор схемы трассы и расположение основного
оборудования конвейера
В большинстве случаен схема трассы и расположение основного оборудо
вания конвейера (привода и натяжного устройства) диктуются компоновочным
решением, т. е азаимиым расположанием технологического оборудования проек-
тируемого объекту (цеха, фабрики, комбината). При выборе этих данных необ-
18
ходямо строго соблюдать нормативные рекомендации, а также учитывать опыт
проектирования и эксплуатации. Отклоненве при проектировании конвейеров от
норм в конечном итоге ухудшает работоспособность конвейера, а также его об-
служивание и ремонт.
Трасса конвейера (см. рве. 1.1) по возможности должна быть прямолиней-
ной или с минимальным числом перегибов, а длина и высота подъема должны
обеспечиваться существующим оборудованием, т е тяговой способностью при-
вода и прочностью ленты. Угол наклона конвейера или отдельных его участков р,
а также угол поворота трассы ₽к должны быть не более допустимых. Радиусы
криволинейных участков — выпуклых и вогнутых R? — не должны быть менее
рекомендуемых или расчетных, так как в противном случае на выпуклых участ-
ках возникают недопустимые нагрузки на ролнкоопоры, а на вогнутых лент»
поднимается над ролнкоопорами. что крайне нежелательно.
Наилучшее месторасположение привода горизонтального конвейера вля кон-
вейера, работающего на подъем, в головной части (см рис. 1.1,о, б). В этой
случае максимальное натяжение ленты на приводном барабане будет меньше,
чем на головном барабане для такого же конвейера прн промежуточном приводе
(см. ркс. 1.1,3). Промежуточвый даухбарабанный привод имеет недостаток —
один из приводных барабанов огибается стороной ленты, соприкасающейся
с грузом, что резко снижает фрикционные возможности барабана В этом отно-
шении многобарабанные приводы, располагаемые в головной части конвейеров
(см рис. 1.1, е, ж), предпочтительней, так как приводные барабаны соприквеа-
только с чистой стороной ленты.
Промежуточный двухбарабанный привод (см. рис 1 1, д) был создан нэ
СТЗ для обогатитель вых фабрик горно-металлургических комбинатов и приме-
няется до настоящего времени Создание этого привода было обусловлено удоб-
ством его расположения в отдельном корпусе ня поверхности земли вместо уста-
новки в корпусе среднего и мелкого дробления обогатительной фабрики на
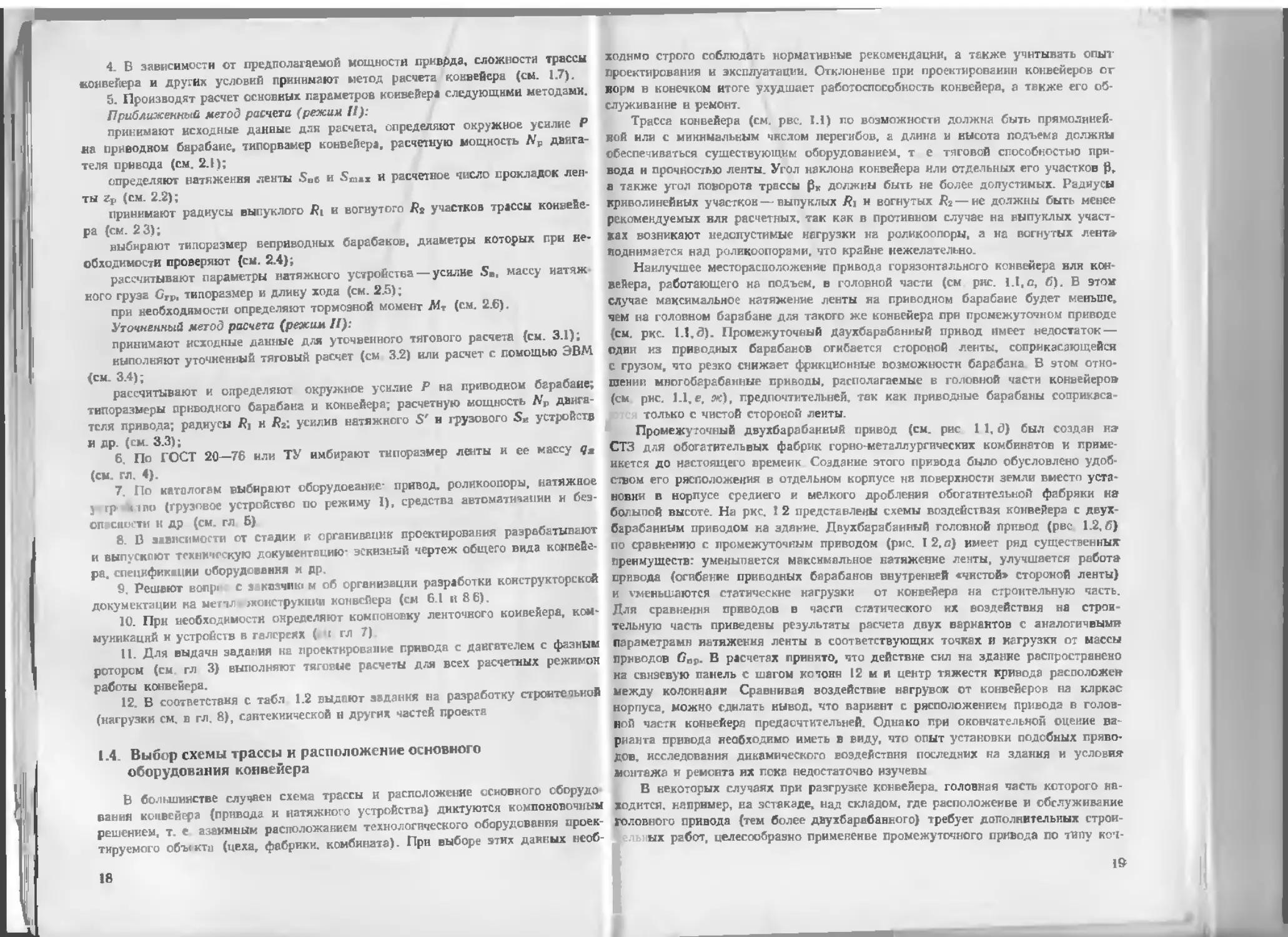
болыпой высоте. На ркс, 1 2 представлены схемы воздействая конвейера с двух-
барабанным приводом на здание. Двухбарабанный головной привод (рве 1.2,6)
по сравнению с промежуточным приводом (рис. 12, о) имеет ряд существенных
преимуществ: уменьшается максимальное натяжение ленты, улучшается работа
привода (огибание приводных барабанов внутренней «чистой» стороной ленты)
и г’меньшаются статические нагрузки от конвейера на строительную часть.
Для сравнения приводов в часги статического их воздействия на строи-
тельную часть приведены результаты расчета двух вариантов с аналогичвыми
параметрам» натяжения ленты в соответствующих точках и нагрузки от массы
приводов Сор. В расчетах привито, что действие сил на здание распространено
на евнзевую панель с шагом ко тонн 12 м и центр тяжести кривода расположен
между колоннаяи Сравнивая воздействие нагрувок от конвейеров на клркас
корпуса, можно сдилать вывод, что вариант с расположением привода в голов-
ной части конвейера предаечтительней. Однако прн окончательной оценив ва-
рианта привода необходимо иметь в виду, что опыт установки подобных приво-
дов, исследования динамического воздействия последних на здания и условия
монтажа и ремонта их пока недостаточно изучены
В некоторых случаях при разгрузке конвейера, головная часть которого на-
ходится. например, на эстакаде, над складом, где расположеиве и обслуживание
Головного привода (тем более двухбарабанного) требует дополнительных строи-
тельных работ, целесообразно применение промежуточного привода по типу коч-
19
Рис, 12. Схемы воздействия конвейера с двухбарабанным приводом на здание:
а —с промежуточным приводом
б — с головным Правовом
лейера 1ЛУ120 с выносом головного барабана на необходимую длину и высоту
Учасгок трассы конвейера в месте примыкания галереи к корпусу может
быть без перегиба (см ркс. 1.1,6) и с перегибом (см. рис. 12). Применение
каждого из этвн вариантов связано с конкретными услоанями компоновки кон-
вейеров в местах перегрузки При этом необходимо стремиться к всключению вы-
пуклых участков трассы, на которых резко возрастают нагрузки на роликоопо-
ры, вызывая уменьшание шага их установки, а также ухудшаются условия ра-
боты ленты и коввейера в целом (увеличваается просыпь груза). При использо-
вании разгрузочных тележек трасса конвейера должна быть составлена с уче-
том габаритов тележек к условий ее работы
Для конвейеров, работающих на спуск в генераторном режиме (см. 2.7),
привод целесообразно устанавливать в хвостовой части. Для нонвейеров боль-
шой протяженности в ряде случаев, кроме головного привода, устанавливают
привод в хвостовой части
Натяжные устройства, клк правило, расположены в хвостовой части кон-
вейера Если нз-за компоновочных решений загрузочного устройства (ограниче-
ние места для хода тележечного натяжного устройства) применяется вертикаль-
ное натяжное устройство (см. рис. 1.1, г), что по многим причинам нежелательно
(дополнительные барабаны и перегибы ленты, повышенная просыпь и др.), то
устанавливать его желательно в зоне меньшкк натяжений ленты, т. е. клк можно
•ближе к приводу. У конвейеров большой длины с резинотканевой лентой, у ко-
торых ход ватижвого барабана может достигать десятков метров, натижное
устройство может быть расположено около привода, т. е один ив оборотных
барабанов привода (см. рис. 1.1, е) используется в качестве натяжного.
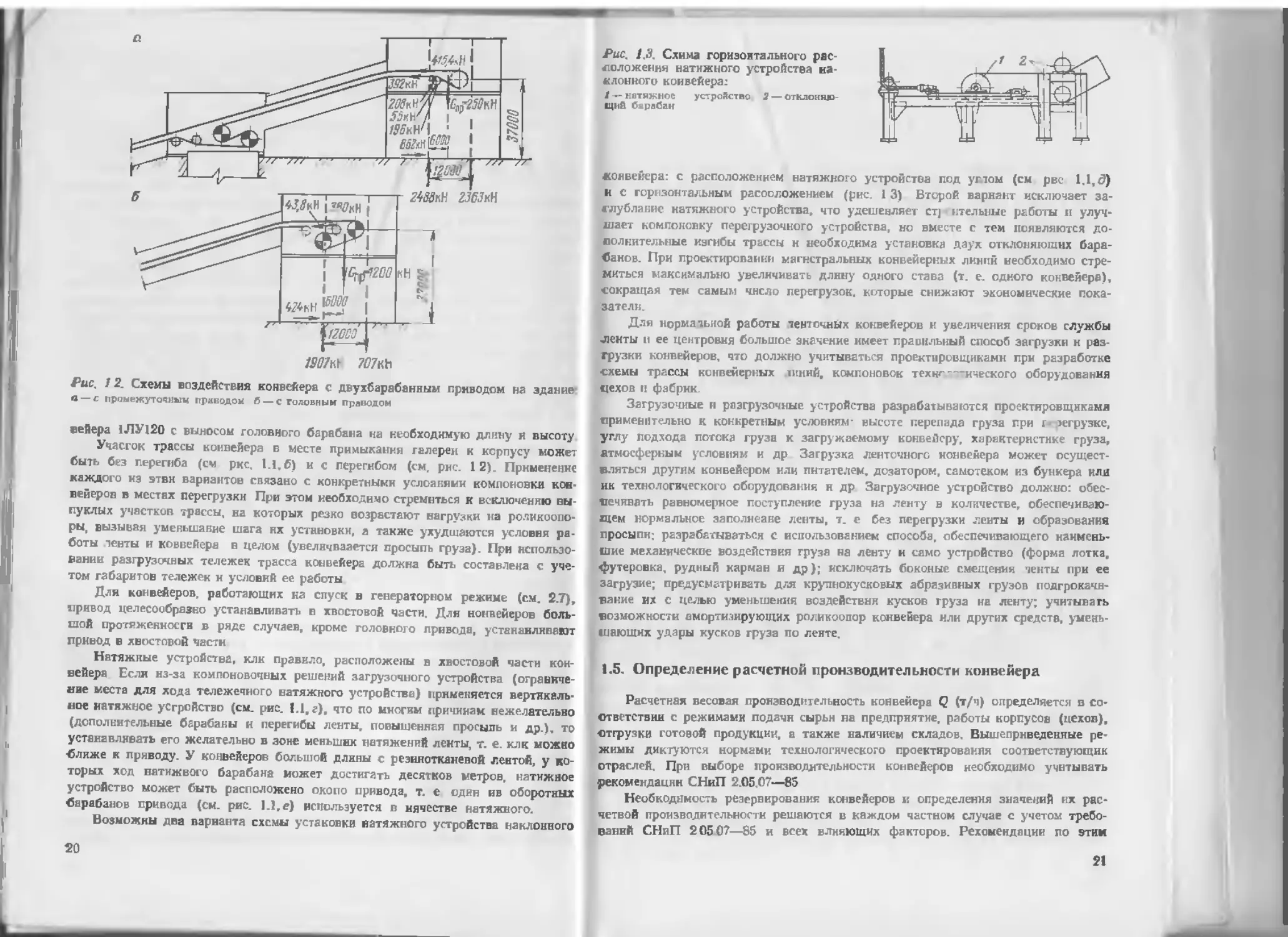
Возможны два варианта схемы установки иатяжного устройства наклонного
20
Рис, 1.3. Схима горизонтального рас-
положения натижного устройства на-
клонного конвейера:
1 — натяжное устройство 2 — отклоняю-
щий барабан
конвейера: с расположением натяжного устройства под ус том (см рве 1.1,5)
н с горизонтальным расооложением (рис. 1 3) Второй вариант исключает за-
глублание натяжного устройства, что удешевляет стр птельные работы п улуч-
шает компоновку перегрузочного устройства, но вместе с тем появляются до-
полнительные изгибы трассы к необходима установка даух отклоняющих бара-
банов. При проектировании магистральных конвейерных линий необходимо стре-
миться максимально увеличивать длину одного става (т. е. одного конвейера),
сокращая тем самым число перегрузок, которые снижают экономические пока-
затели.
Для норма тьиой работы тент очных конвейеров и увеличения сроков службы
ленты и ее центровки большое значение имеет правильный способ загрузки и раз-
грузки конвейеров, что должно учитываться проектировщиками при разработке
схемы трассы конвейерных линий, компоновок техн<---ического оборудования
цехов и фабрик.
Загрузочные и разгрузочные устройства разрабатываются проектировщиками
применительно к конкретным условиям- высоте перепада груза при г- легрузке,
углу подхода потока груза к загружаемому конвейеру, характеристике груза,
атмосферным условиям и др Загрузка ленточного нонвейера может осущест-
вляться другим конвейером или питателем, дозатором, самотеком из бункера или
ик технологического оборудования и др Загрузочное устройство должно: обес-
печивать равномерное поступление груза на ленту в количестве, обеспечиваю-
щем нормальное заполнение ленты, т. е без перегрузки ленты и образования
просыпи; разрабатываться с использованием способа, обеспечивающего наимень-
шие механические воздействия груза на ленту и само устройство (форма лотка,
футеровка, рудный карман и др); исключать боковые смещения ченты при ее
загрузив; предусматривать для крупнокусковых абразивных грузов подгрокачн-
вание их с целью уменьшения воздействия кусков груза на ленту; учитывать
возможности амортизирующих роликоопор конвейера или других средств, умень-
шающих удары кусков груза по ленте.
1.5. Определение расчетной производительности конвейера
Расчетная весовая производительность конвейера Q (т/ч) определяется в со-
ответствии с режимами подачи сырья на предприятие, работы корпусов (цехов),
отгрузки готовой продукции, а также наличием складов. Вышеприведенные ре-
жимы диктуются нормами технологического проектирования соответствующий
отраслей. При выборе производительности конвейеров необходимо учитывать
рекомендации СНиП 2.05.07—85
Необкодямость резервирования конвейеров и определения значений их рас-
четной производительности решаются в каждом частном случае с учетом требо-
ваний СНиП 20507—85 и всех влияющих факторов. Рсхомендации по этим
21
вопросам должны содержаться в отраслевых нормах технологического проектн
роваикя.
Производительность Q (т/ч) определяется по формуле
о
ПаГП0Т с.ы^м
где (?г —средняя годовая производительность конвейера (конвейерной линии)
(млн. т/год); Кп—коэффициент неравномерности загрузки конвейера; па—числе
рабочих дней в году; та — число рабочих смен в сутки; Геж — коэффацниит ис
пользования конвейера в течение смены; Кч —коэффициент машинного времени
Коэффициент КЕ [15] представляет собой отношение наибольшей расчетвой
производительности к средней производительности конвейера и зависит от спо
соба загрузки конвейера. принимается в пределах 1,1—1,5. Для подземного
транспорта Кп=1,5-=-2, для транспорта на карьерах в обогатительвых фабриках
Ко—1,15-*-1,25 Меньшие значения принимают при непрерывной загрузке кон
вейера с применением питающих устройств или наличии промежуточной емкость
(бункера), бблылие— при вериодической загрузае без промежуточного загру
зочного буниеря. Коэффициент Тгм равен отношению фактического времени рабо
ты конвейера в рабочую смену к плановому времени работы за эго же время
обычво Теи—0,7-=-0,9- Определяется Гск отраслевыми нормами инн задается за
клзчиком. Коэффациент Кч зависит от типа и назначения конвейера, характера
Н режима работы предприятия и участка, организации обслуживании и ремой
та конвейера. Обычно Ки=0,70,95. Для конвейеров, устанавливаемых в шах
те, Кч -= 0,60,85; в карьере или обогатительной фабрике Ки=0,85-:-0,9.
Принодимые в справочнике расчетные коэффициенты и значения нагрузок
связанные с массой груза, заполняющего ленту, выведены из услонвя подачг
груза на конвейер с помощью питателя или других средств, обеспечивающих
нормальную (расчетную) загрузку сечения ленты. Такая организация потоков
грузов является едивственио правильной для ленточных конвейеров, и их проек
тироааияс должно исходить из этого условия. В исключительных случаях, когда
пагрузка конвейера производнтси без питателя, т е. конвейер работает из-под
вавала грузом, основная трудность при проектировании таких конвейеров за
ключается в определении их расчетной производительности с учетом верааномер
Кости котока груза. При увеличенной производительности мощность привода
типоразмер ленты и другие параметры определяются так же, как и для кон
вейеров с нормальной произаодительностю При этом необходимо учитывал
новышевне сопротивления движению ленты, вызванное условиями загрузки, а
также резкое возрастание нагрузки на роликоокоры. что должно приниматься
во внимание при выборе их типоразмера и шага. Для этих конвейеров нагрузка
от массы груза, приведенные в справочнике, недействительны, оии должны кор-
ректироваться (увеличиваться).
При расчете реверсивных конвейеров во избежание переполнении ленты при
обратном ходе с ранее загруженным грузом расчетную производительность <2
удваивают.
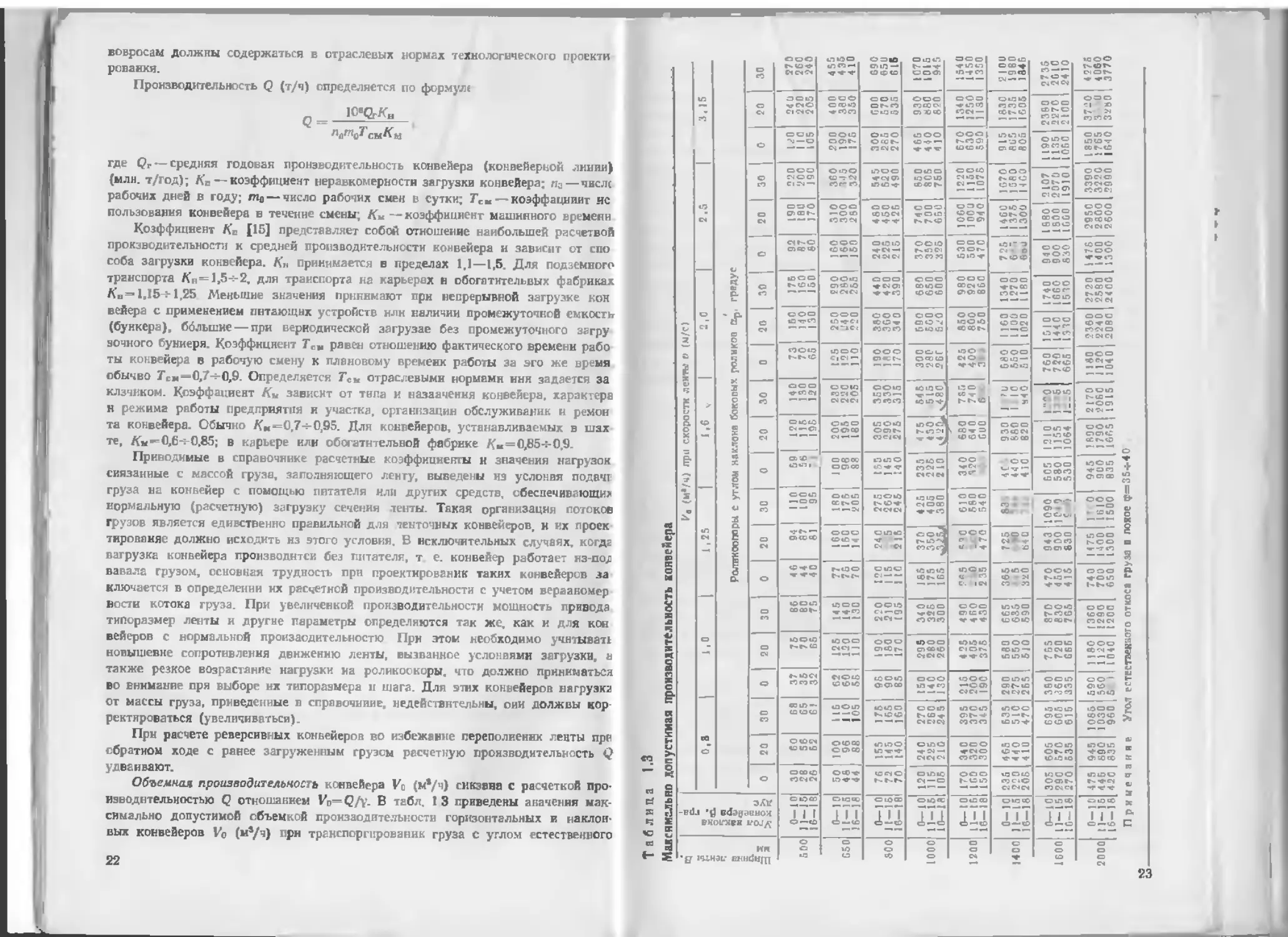
Объемная производительность конвейера Vo (м*/ч) сикзвна с расчетной про-
изводительностью Q отношанием Vo=Q/y. В табл. 1 3 приведены значения мак-
симально допустимой сбъемкой произаодптельностн горизонтальных и наклон-
вых конвейеров Vo (и5/4) ГРИ транспоргнрованик груза с углом естественного
22
Таблица 1.3
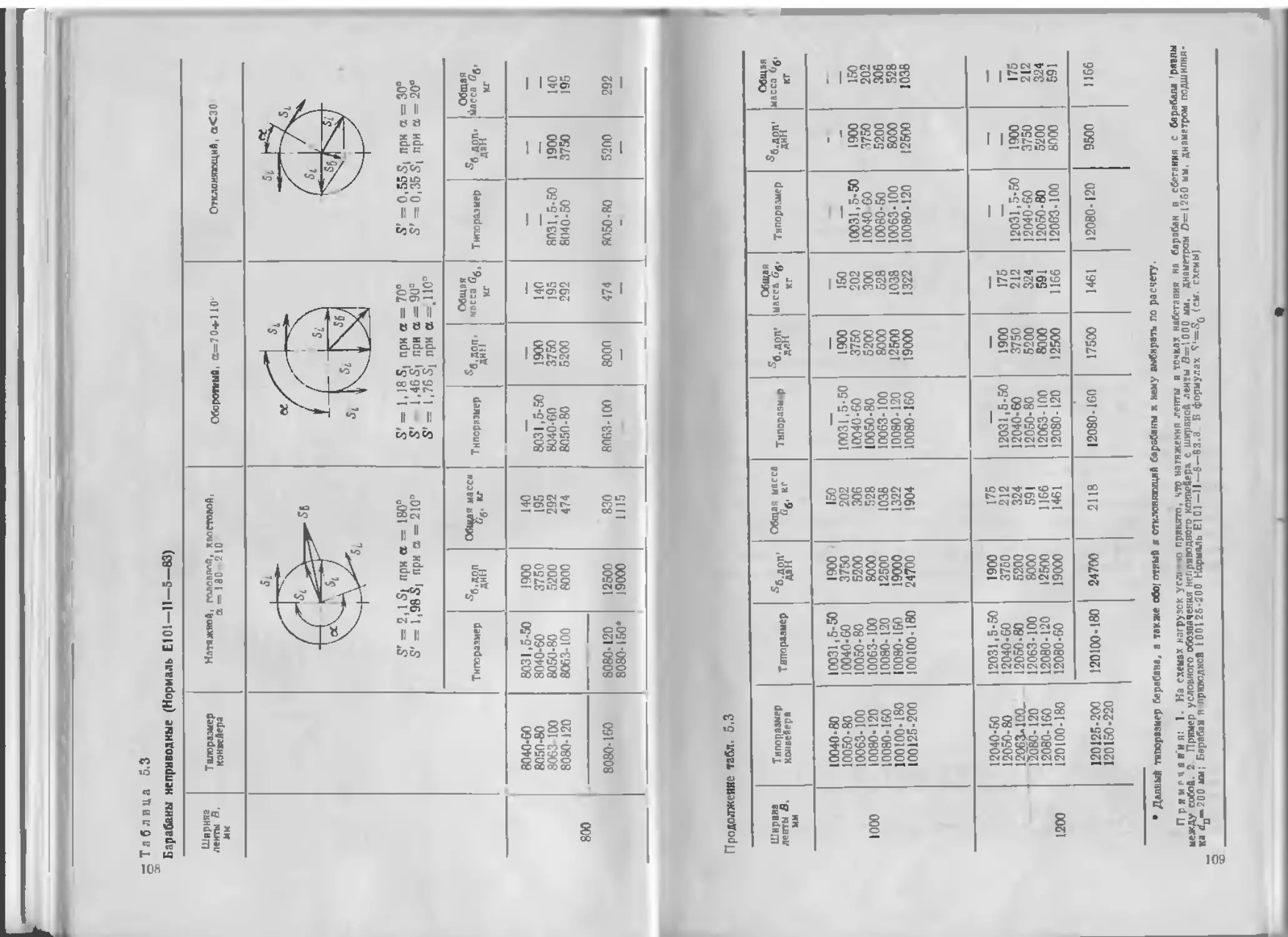
5 Ролнкоопоры e углом НДКЛОНВ боковых роликов Вр, гряду г « S2S 222 oca 525 У? 2107 1 190 1 2380 2735 2070 1135 2270 2010 19101 1000 | 2100 1 2410 Bsc
I E I ъ S = 5Й ?ss iss 225 522 222 g=S
° 252 ggg 2S2 222 cn2 2 sis
5 S £?£ 325 2S2 522 s°s III
S SB ““5 222 gis 222 sii 222
= sss 552 SS5 £22 222 2bl 3,22 5°2
2 “2S iss 25“ 225 ”SS 35“ 522 222
5 s?° 5°° Bls ill 222 °=E 3°2 sss
° ?,gS 225 Us ssi <S2« sss 5ss
° sss Bas 222 SIS. St ?25 255 5S3
я i™ SSS -ris 222 -=||
° 2®7T 25? SB *?>
5 ° Z2” 552 3“3 ь:- |5* °£g
s““ 2SS £-5 S2e :л as 5 32» S22
° £5° °52 •s± fc,^ 2- 5 225 lil
°. 2 55“ 322 si: 222 IBs sis
“55 22° 225 222 223 sss •as
° !S"S sss 222 252 325 2М S5S 2§«
S SSS 25g ?SS 225 Ss 235 223 gig
S 2SS 2S“ 255 555 “й= 255 222 322
° S2’ °"E 252 222 22S oSr 252
-itdj edsgasHox BKoiruea кид °U III in iii in Ill ill 555
'H 1UH9L- EHHdUfn s Й 2 ° s ° ° °
откоса в покое <р=35-ь40° в зависимости от различных значений скорости лан-
тн ви типа роликоопор верхней веган ленты (угла а₽')-
В РТМ 24093.04—80 „Основные требование к прсектироваиюо ленточных
конвейеров общего назначения", разработанном ВНИИПТмашем для предприя-
тий и организаций Миктяжмаша, приведены теоретические значения 1/в, которые
на 10—15 % больше приведенных в табл. 1.3. Такое увеличение наполнения лен-
ты без улучшения работоспособности конвейеров и нх обслуживания, но мнении
авторов, необоснованно и противоречит многолетней практиие использования су
шествующих норм загрузки ленты и приведет к увеличению просипи груза и
затратам ручного труда на ее уборку.
Опыт проектирования коказывает, что построенные предприятия (обогати-
тельные фабрики, шахты и др.) приходится часто реконструировать с целью уве
лнчения нх провзводстненной мощности. Эти реконструкивн, как правило, ведут
к увеличению производительности конвейерного транспорта, что требует замены
приводов н других частей, увеличения скорости (следовательно, ухудшения ус-
ловий эксплуатации) или принятия большей ширины ленты, т. е. замены одних
типоразмеров конвейеров другими (большими) Такие реконструкции предприя-
тий требуют значительных затрат средств и времени Исходя из вышей ножен
кого, при назначении расчетной производительности конвейерного транспорта
проектируемого объекта необходимо учитывать также данные о рг пирени»
проивводства а будущем.
1.6 Выбор скорости и ширина ленты
В соответствии с ГОСТ 22644—77 скорость ленты v (м/с) должна выби-
раться нз следующего ряда нормальных чисел: 0.5; С.63; 0,8; 1,0; 1,25; 1,6; 2,0;
2,5; 3,15; 4,0; 5,0; 6,3. Допускается отклонение от указанных числовых значений
в пределах ±10 %.
Скорость ленты зависит от условий работы кониейера. К числу факторов»
влияющих на выбор скорости ленты, относятся: ширина ленты, угол наклона
конвейера к горизонту, физические свойства перемещаемого груза, способ ва-
грузки и разгрузки, конструкция ролнкоопор и др.
Для временных установок, работающих короткое время, возможны более
высокие скорости, чем для постоянных сооружений Для стацвонарвых конвейе-
ров, расположенных в закрытых помещениях или работающих в подземных усло-
виях, устанавливают меньшие скорости, чем для конвейеров, работающих на
открытых разработки*.
Короткие конвейеры должны иметь меньшую скорость, чем магистральные,
для которых целесообразно применение повышанных скоростей
Применение спепнатъных подвесных амортизирующих (гирляндных) роли-
коопор в местах загрузки ленты позволяет подавать на нее груз с меньшими ди-
намическими нагрузками, что обеспечивает возможность повышения скорости
ленты прн транспортирования тяжелых абразивных и особенно крупнокусковых
грузов [8, 11].
С увеличанием ашрины ленты повышается ее устойчивость и центрирование.
Поэтому при прочих равных условиях для более широких лент возможны более
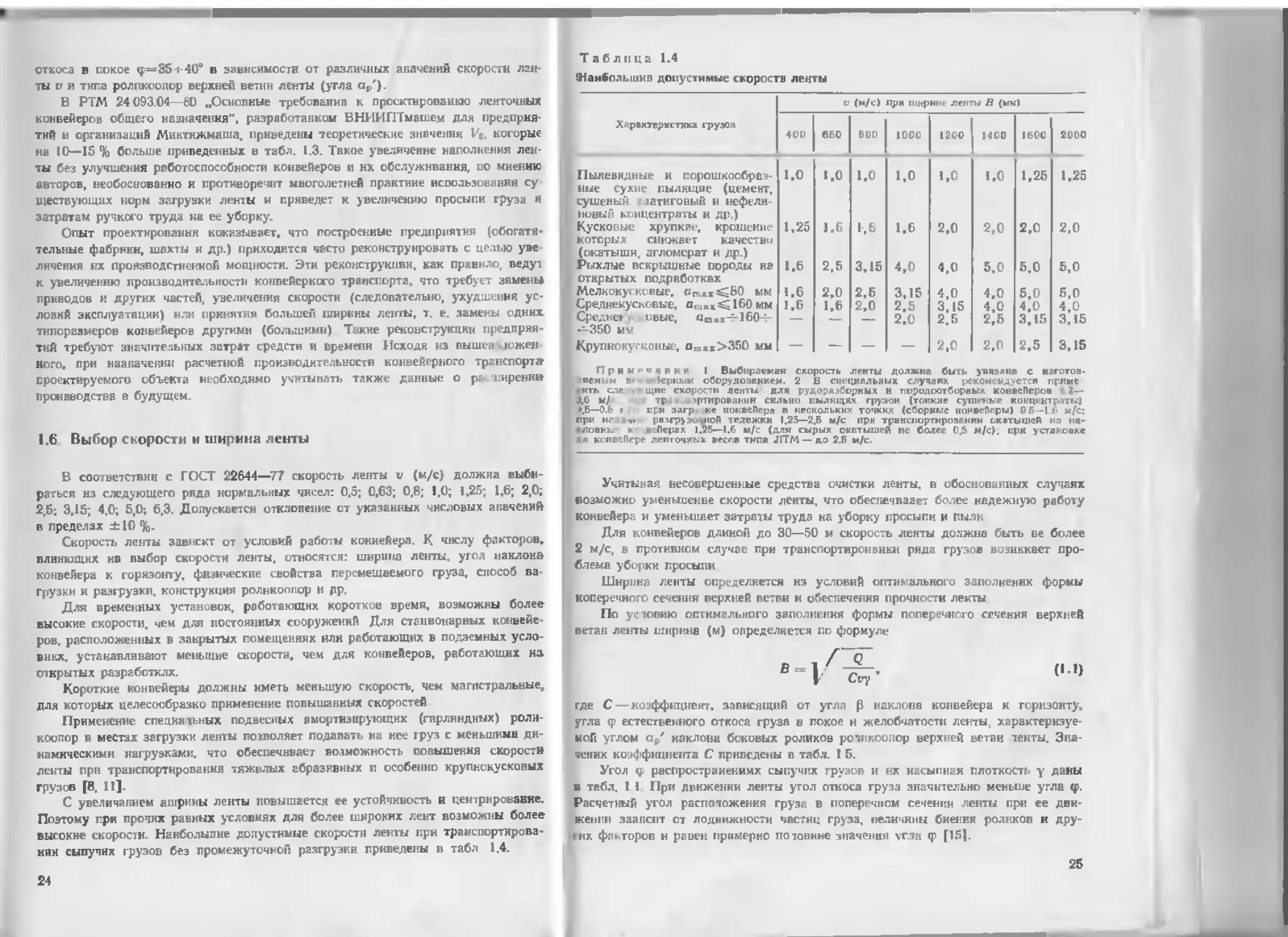
высокие скорости. Нанболылие допустимые скорости ленты при транспортирова-
нии сыпучих грузов без промежуточной разгрузки приведены в табл 1,4.
24
!Наивольшив допустимые скорости ленты
Характеристика грузов v (м/с) цри ширине ленты В (мк)
400 еьо 800 1000 1200 1400 1600 2000
Пылевидные и порошкообраз- 1.0 1.0 1.0 1,0 1,0 1.0 1,25 1,25
ные сухие пылящие (цемент, сушеный :.1атиговый и нефели- новый концентраты и др,) Кусковые хрупкие, крошение 1,25 1.6 1,6 1.6 2,0 2,0 2,0 2,0
которых снижает качество (окатыши, агломерат и др.) Рыхлые вскрышные породы на 1.6 2.5 3,15 4,0 4,0 5.0 5.0 5,0
открытых подработках Мелкокусковые, Ст«х^80 мм 1.6 2,0 2.6 3,15 4,0 4.0 5.0 5,0
Среднекусковые, ащ.»^160нм 1.6 1,6 2,0 2,5 3,15 4,0 4.0 4,0
Средней. овые, 160-^- — 2,0 2.5 2,5 3,15 3.1Ь
•=-350 мм Друпнокусконые, а1ПЖХ>350 мм — — — 2,0 2,0 2,5 3,15
и “ н н я I Выбираемая старост.
- !еркыи оборудованием. 2 ° ""
---- ------ должна быть увязвва с иэготов.
—„„—....чп. «. В специальных случаях рекомендуется приме
рост лепты для рудоразборных и породоотбораых коввеПероа I—
зртировакнн сильно пылящих грузов (тонкие сушеные концентраты]
окатышей на на-
гнпа ЛТМ — до 2.Б м/с.
Учитывая несовершенные средства очистки ленты, в обоснованных случаях
возможно уменьшенве скорости ленты, что обеспечваает более надежную работу
конвейера и уменьшает затраты труда на уборку просипи и Пыли
Для конвейеров длиной до 30—50 м скорость ленты должна быть ве более
2 м/с, в противном случае при транспортирсивики ряда грузов возникает про-
блема уборки просыпи
Ширина ленты определяется из условий оптимального заполнении формы
коперечиого сечения верхней ветви и обеспечения прочности лекты
По условию оптимального заполнения формы поперечного сечения верхней
ветан ленты ширина (м) определяется по формуле
В (1.1)
I Cvf
где С—коэффициент, зависящий от угла р наклона конвейера к горизонту,
угла ср естественного откоса груза в покое и желобчатости ленты, характеризуе-
мой углом ар' наклона боковых роликов рочикоопор верхней ветви тенты. Зна-
чении коэффициента С приведены в табл. 1 5.
I Угол ч> распространенных сыпучих грузов и нх насыпная плотность у даны
в табл. 1 1 При движении ленты угол откоса груза значительно меньше угла ф.
Расчетный угол расположения груза в поперечном сечении ленты прн ее дви-
жении заанент от подвижности частиц груза, величины биения роликов и дру-
гих факторов и равен примерно потовнне значения угла <р [15].
25
Таблица 1.5 Значевне коэффициента С
Угол наклона конвейера ₽. градус
Угол .-.«т- 0-Ю 1 11—15 | 1Б-1В [ 19-22
венного отк я
в поуо» д-< Угол наклона Соковых роликов роликоопор ар, градус
I 20 30 20 30 20 30 1 20 , 30
25—30 *’«0 300 250 285 235 270 1 220 255
30—35 325 270 305 45 .-• | 240 275
35—40 295 340 280 325 i»0 Зии 250 290
40—45 315 365 300 365 285 325 270 310
Примечена я: I Коэффаннсят С Для плоских лент в два раз» меньше, чем Дил дейт г
ралихоопораыя. имеющими угол вр“20 . 2, Подвижность чветац груза принята средняя.
До настоящего времени нет единых методов определания формы печения
груза, находящегося иа движущейся тенте (верхней кромие сеченвн). а следо-
вательно, нет и единых значений коэффициентов, илияющях на ее имбор. При-
веденные в табл. 1.5 заачекня коэффициента С наиболее близко соответствуют
данным [4], которые подтверждены многолетней прентнкой проектирования
предпривтнй цветной н черной металлургии, нерудной промышленности п ряда
других отраслей
По ГОСТ 22645—77 угол нактона боковых роликов роликоопор рабочей
ветви ленты составляет 10, 20, 30° для новаейеров с шириной ленты 400—800 мм
и 10, 20, 30, 45°—для конвейеров с шириной ленты 1000—2000 мм. С целью
сокращения числа ткооразмеров желобчатые ролнкоопоры нового ряда имеют
угол пр'=30° [6].
В настовщее время в конвейерах общего назиаченик ролнкоопоры с углом
ар'=20° примеикются еще широко, что учтено в табл. 1.5 При выборе ролико-
опор необходимо иметь в виду, чго ролнкоопоры с углом аР'=30° по сравнению
с роликоопорамн с углом вр'=20° увеличивают произнодительность конвейера
на 15—20 %, а для грузов с повышенной влажностью (например, фильтрацион-
ные кени)—до 25%, Применение роликоопор с ар'“30° также увеличивает
устойчивость ленты против ее схода, что способствует уменьшеивю просыпи По
этой причине применение данных роликоопор. стоимость которых существенно
не отличается от стоимости роликоопор с углом а/=20°. предпочтительнее, вклю-
чая случав, когда по производительности достаточны ролнкоопоры с ср'=20°
Для конвейеров малой длиим (до 10—15 м) принятие роликоопор с аР'”3(Р
менее эффективно, так клк значительная часть длины конвейера будет исполь-
вована только на выполаживанве ленты Плоская форма сечеикя рабочей ветви
ленты применяется только на участке установки ллужковых сбрасывателей алн
при ручной сортировке. В этих случаях участки трассы с плоской ленгой должны
быть горизонтальными или с углом наклона Р до 10°.
При расчете реверсивных, постоянно загружаемых конвейеров по формуле
(11) их производительность принимают равной 2Q; при расчете вередвижных
26
Таблица 1.6
Допустимые наибольшие размеры кусков груза
Ширин, ленты Д. Gm«x * ‘"‘J "Р11 н’ соДерж1иии в грузе по мессе (%1
Рядовой груз Сортированный груз
10 эо so ао 90 100
400 140 100 90 70 70 60 60
500 2 । ISO 120 99 90 80 80
650 25и 220 150 130 100 100 100
800 350 300 259 180 180 180 180
1000 450 40С 210 200 200 200
1200 5 450 40 320 300 280 250
140. 6 500 450 400 350 330 300
l60i 550 500 450 400 350 320
2<с» 650 - 0 550 500 400 400
конвейеров скорость ленты о принимают равной разности скоростей щ—fs, где
fi—скорость лепты, дя — скорость передвижения конвейера; при расчете ревер-
сивно передвижных конвейеров производительность принимают равной 2Q. а ско-
рость ленты f=D|—р8.
Ширина ленты по ГОСТ 22644—77 выбирается из норматизнего ряда: 300,
400. 500, 650, 800, 1000, 1200. 1400, 1600, 2000. 2500, 3000 мм.
Ширина ленты, полученная по формуле (11), округляется до ближайшего
большего стандартного значения.
При транспортировании сыпучих грузов ширина ленты проверяется на круп-
кость кусков. В табл 1.6 даны допустимые наибольшие размеры кусков аПах
груза в зависимости от их содержании в грузе по массе для лент различной
ширины Если из условия размера наибольших кусков груза ширина ленты дол-
жна быть увеличена, то целесообразно рассмотреть вопрос об уменьшении ее ско-
рости, что улучшит устовия работы конвейера
Майз груза, приходящаяся на 1 м длины ленты (кг/м), ?r=Q/(3.6u), чис-
ленно равна линейной нагрузке от массы груза (дзН/м), определяемой по фор-
муле
где g—10 м/с® — ускорение свободного падения.
Из условий оптимального использования формы сечении ленты ее ширину,
а также нагрузку <?г можно определить по номограмме (рис 1 4). которая заме-
няет вычисления по формуле (1.1). В номограмме приняты: ар'=20’, ^р=>35ч-40°.
Если углы аг' н «у отличаются от значений, принятых в номограмме, то вместо
заданной расчетной производительности Q на номограмме необходимо отклады-
вать Qi—QK|, где К| — коэффициент, значения которого приведены в табл. 17.
На рис. 1Б дан ключ к вариантам использования номограммы (см. рве. 1 4)
в зависимости от различных сочетаний исходных данных и определяемых вели-
чин. При ознакомлении с вапнавтами видно, что определение значений Q, о, у, В
27
Pt» 14. Номограмма для определения шнрнны ленты
Таблица 1.7
Значение коэффициента /(,
Угол Ор, градус Угол «Г, градус
25—3D 30-35 35—40 40—45
20 30 1,15 1.0 1.06 0,92 1.0 0,87 0,94 0,82
б
Дано /з=16°; Qt,u,j
Определить. Вi qr
в
Дани-/з-.-.Ц”,
Определить. и
Дано: fi=31ai 8; j>; v
Определить: Qt: qr
Дана- ,4=0°,^, v, В
zrs-лить tjr: j
Дано -flWiu-, f, qr
Определить: Qt, В
Дапп: ht при p'0°
Определить ?^прир~1вс‘
Рис. 1.5. Ключ е вариантам использования номограммы
29
-выполняется с одного построения (рис. 1.5, а—е). Если угол наклона конвейера
0=0-5-10°, то решения, слизанные с определением qc, выполняются для всех вж-
риантов одновременно с другими параметрами с одного построения (рис. 1.5,г).
Если угол наклона конвейера 0>1О°, то определение q, производятся по зна-
чению Qi, которое для этого откладывается по оси Q для 0=0-5-10° (см.
рис 15,п, б).
Пример, Угол наклона конвейера 0=18°; угол наклона боковых ролико-
опор верхней ветви Cpz=20°; угол естественного откоса груза в покое <р=40°; про-
изводительность Q—2550 т/ч,- скорость ленты с=!,6 м/с; насыпная плотность гру-
ан у=!,6 т/м8. Определить по номограмме ширину ленты В и нагрузку qr.
По табл. 1.7 коэффициент К(=| На сся Q для угла 0=16-=-18= откладыва-
ем Q=2550 т/ч. При скорости v=l,6 м/с и у—1,6 т/м’ получаем В=2000 мм.
Для получения нагрузки <?г откладываем значение Q-2550 т/ч на оси Q
для 0=0-5-10. При с=1,6 м/с получаем grs<440 цаН/м.
Определение ширины ленты из условия обеспечения ве прочности дано в
«гл. 2 и 3.
1.7. Методы расчета ленточных конвейеров
Выбор привода, типоразмера ленты, иктяжного устройства и других парамет-
ров конвейера, а также определение натяжения ленты в различных точках трас-
сы производится по результатам расчета, выполненного приближенным или уточ-
ненным методами
Приближенный метод расчета прост, но ов позволяет определить мощность
привода, типоразмер ленты и массу груза натяжного устройства приближенно:
в одних случаях с некоторым завышением этих параметров, в других — с зани-
жением Тяговый расчет (определение натяжений ленты) этого метода не поэво
лиет определять натяжение ленты во всех характерных точках трассы конвейера
т. е точках перехода прямых участков венты в криволинейные и точках набегз
ния и сбегаикя ленты с барабаков, кроме приводкого. Усилия на натяжном ба
рабане определяют по эмпирическим формулам.
Уточненный метод расчета ботее трудоемкий (при выполнении аиалитнче
ским способом), но тиговый расчет этого метода позволяет определить натяже
нпя ленты во всех характерных точках трассы конвейера, чго необходимо для
выбора натяжного устройства, радиуса fia, определения нагрузок от отдельны^
частей нонвейера и др. При определении натяжений ленты этим методом учн
тываются сопротивления отдельных участков трассы конвейера, что делает er#
результаты более точными по сравнению с результатами прнближеивого метода
При проектировании конвейерного транспорта рекомендуются следующие м°
тоды расчета: для конвейеров с приводом мощностью до 50—75 кВт—прнблн
жениый; аля конвейеров с приводом мощностью свыше 50—75 кВт на предвари
тельной стадии — приближенный, на окончательной — уточненный В отдельных
случаях для конвейеров со сложной трассой можно рекомеадовать уточненный
метод расчета при мощности привода меньше чем 50 кВт
При определении исходных данных для расчета уточненным методом в ряде
случаев целесообразно предварительно выполнить расчет приближенным мето-
дом
Расчеты прпС ргепным и уточненным методами могут выполняться для
различных режимов работы конвейера к условий его нагрузки
30
Расчетными режимами работы конвейера являются; I—пусковой с грузом,
при котором производительность Q равна заданному расчетному значению, II —
установившийся с грузом, при котором Q равно заданному расчетному значению;
111 — пусковой без груза, лрп котором <2=0; IV — установившийся без груза,
пря когором Q=0.
Приближенный метод расчета выполняется для режима II, уточненный —
режимов I и II.
При необходимости выдачи задании на проектирование привода конвейера
с двигателем с фазным ротором (см. 3.5) выполняют тиговые расчеты для ре-
жимов I, II, III, IV.
При проектировании конвейеров с приводом мощностью более 75—100 кВт
целесообразно не ограничиваться расчетом тоиько одного варианта, я выполнить
его в нескольких вариантах (по скорости, ширине ленты, месту расположения
привода и др.) с тем, чтобы можво было выбрать оптимальные параметры, обес-
иечннающие получение более высоких технико-экономических показателей. В этой
части большую помощь проектировщикам оказывает ЭВМ Пря этом затраты
на выполненве дополнительных расчетов (даже без применении ЭВМ) будут
ничтожными по сравиеикю с экономией, которая будет получена пря строитель
стве и эксплуатации конвейера.
ГЛАВА 2
приближенный метод расчета
ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
2.1 Расчет привода
Исходные данные для расчета конвейера приближенным методом должны
содержать: тип конвейера (стационарный, передвижкой, реверспвимй); расчет-
ную схему трассы конвейера (рис. 2.1) с указанием места расположения привода
и натяжного устройства, числа устройств загрузки, наличия автоматических ве-
сов; параметры конвейера (LT — длику горизонтальной проекции конвейера, м;
И — высоту подъема конвейера, м; Но — высоту подъема груза разгрузочной
тележкой, м; Hi—рааность отметок приводного и натижного барабанов при вер-
такальком натяжном устройстве или промежуточном приводе, м; 0-— угот накло-
на ноивейера (участка), градус; Q—расчетную производительность конвейера,
т/ч); характеристику транспортируемого сыпучего груза (у— насыпную плот-
ность, т/№; атях— размер наиботьших кусков, мм; группу крупности; содер-
жание наибольших кусков в массе груза, %; влажность, %; <р — угол естествен
пого откоса груза в покое, градус; особые свойства груза — а Срази Bit лип-
кость, а также его температуру), условия работы конвейера (число раб их ча-
сов в сутки; дней в году; месго установки конвейера — на открытом воздухе,
в галерее, в помещении отапливаемом или неотапливаемом; способ загрузки и
разгрузки; запыленность воздуха; напряжение влектрической сети).
Расчет привода, а также другие расчеты производятся для установившегося
режима работы загруженного конвейера (режим II) Необходимое расчетное
окружное (тиговое) усилие Р (даН) нз ободе приводного барабана (общее уср-
31
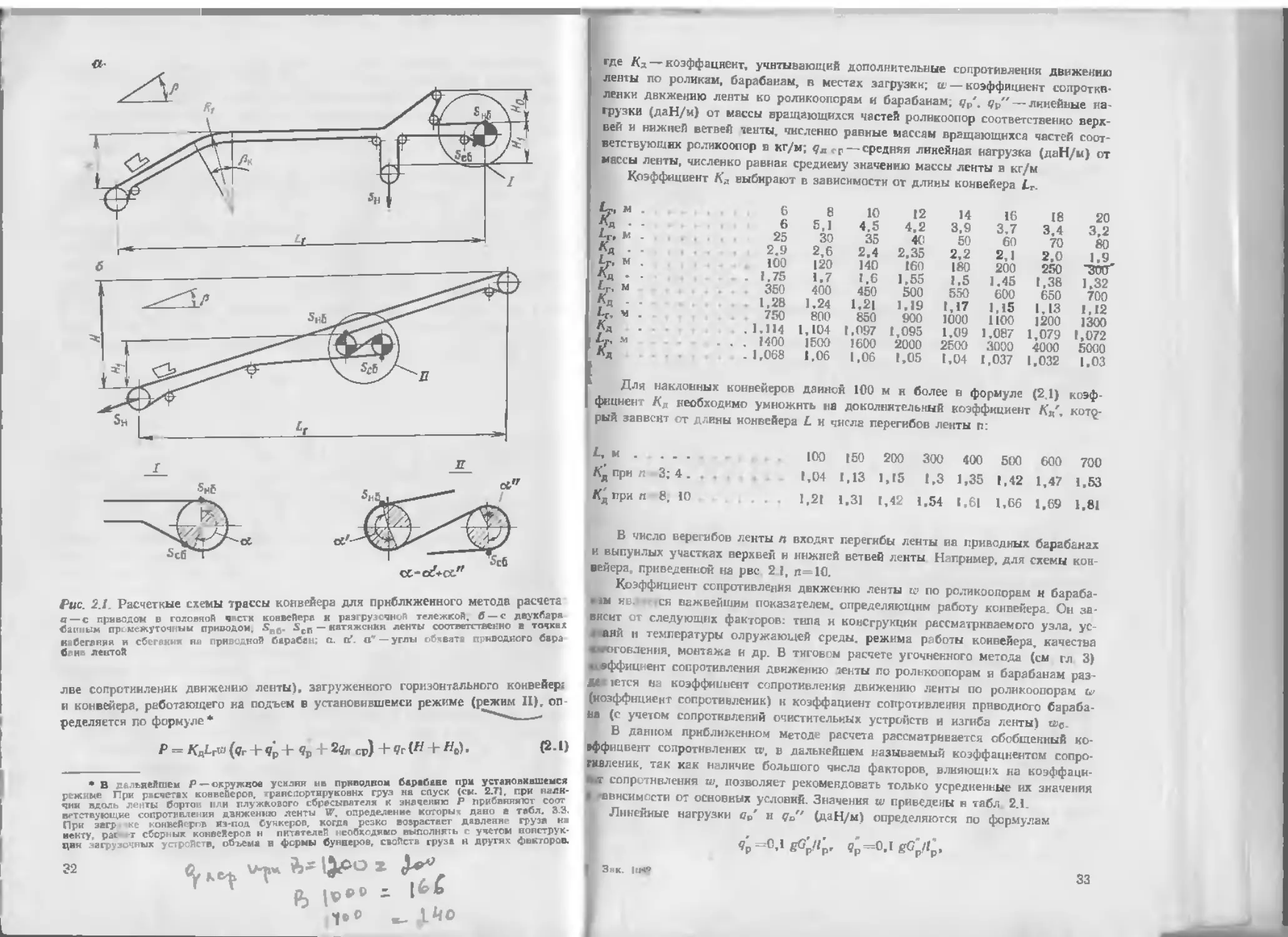
Рис. 2.1. Расчетные схемы трассы конвейера для приближенного метода расчета
а —с приводом в головяой чести конвейера и разгрузочной тележкой, в —с двукбара
ванным промежуточным приводом, Хвв. 5сП — натяжения ленты соответственно в точках
набегания я сбегания на приводной барабан; а. и’. а* —углы обхвата приводного бара
банк лентой
лве сопротивлении движению ленты), загруженного горизонтального конвейер:
и конвейера, работающего на подъем в установнвшемси режиме (режим И), оп-
ределяется по формуле *
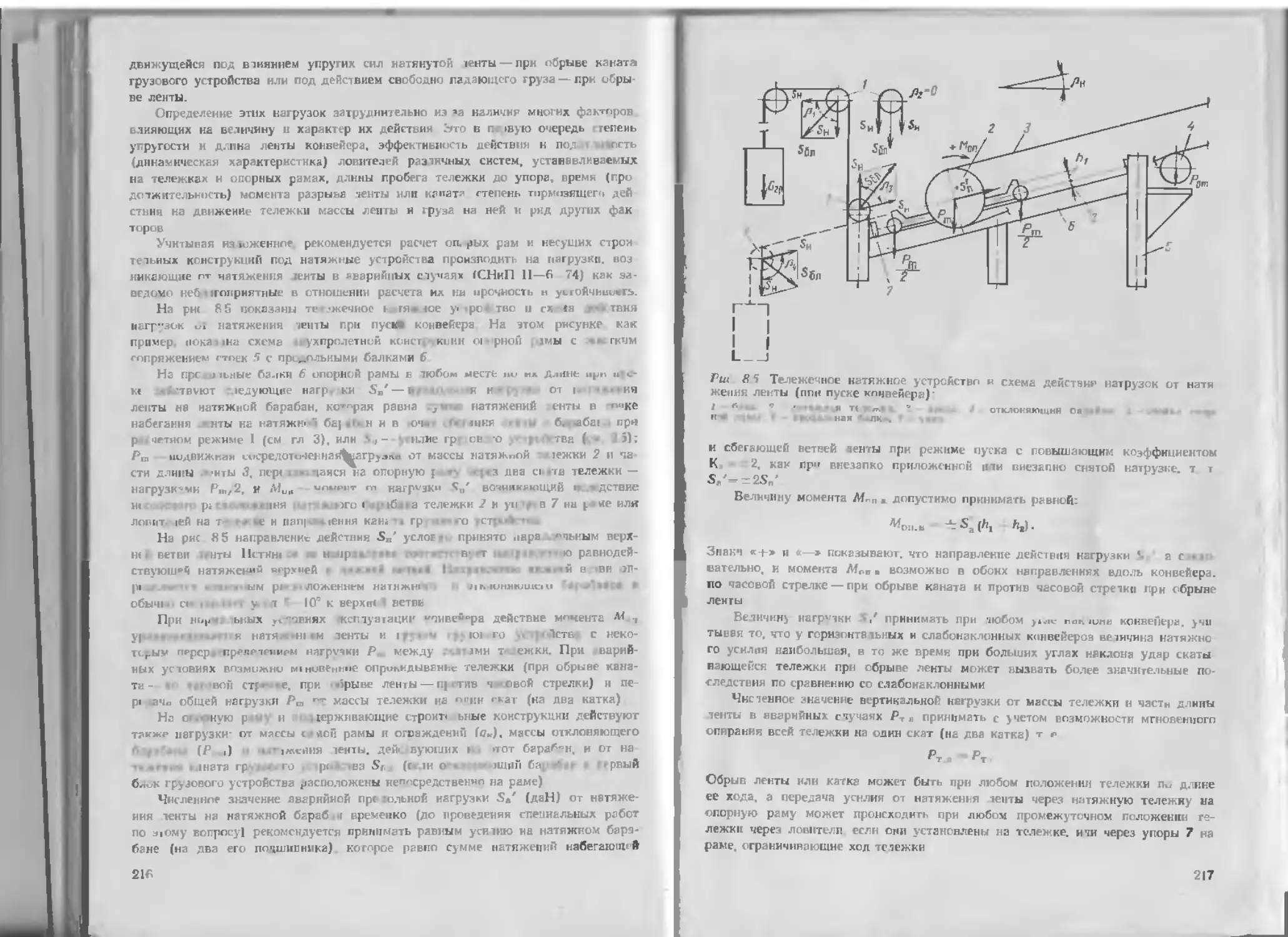
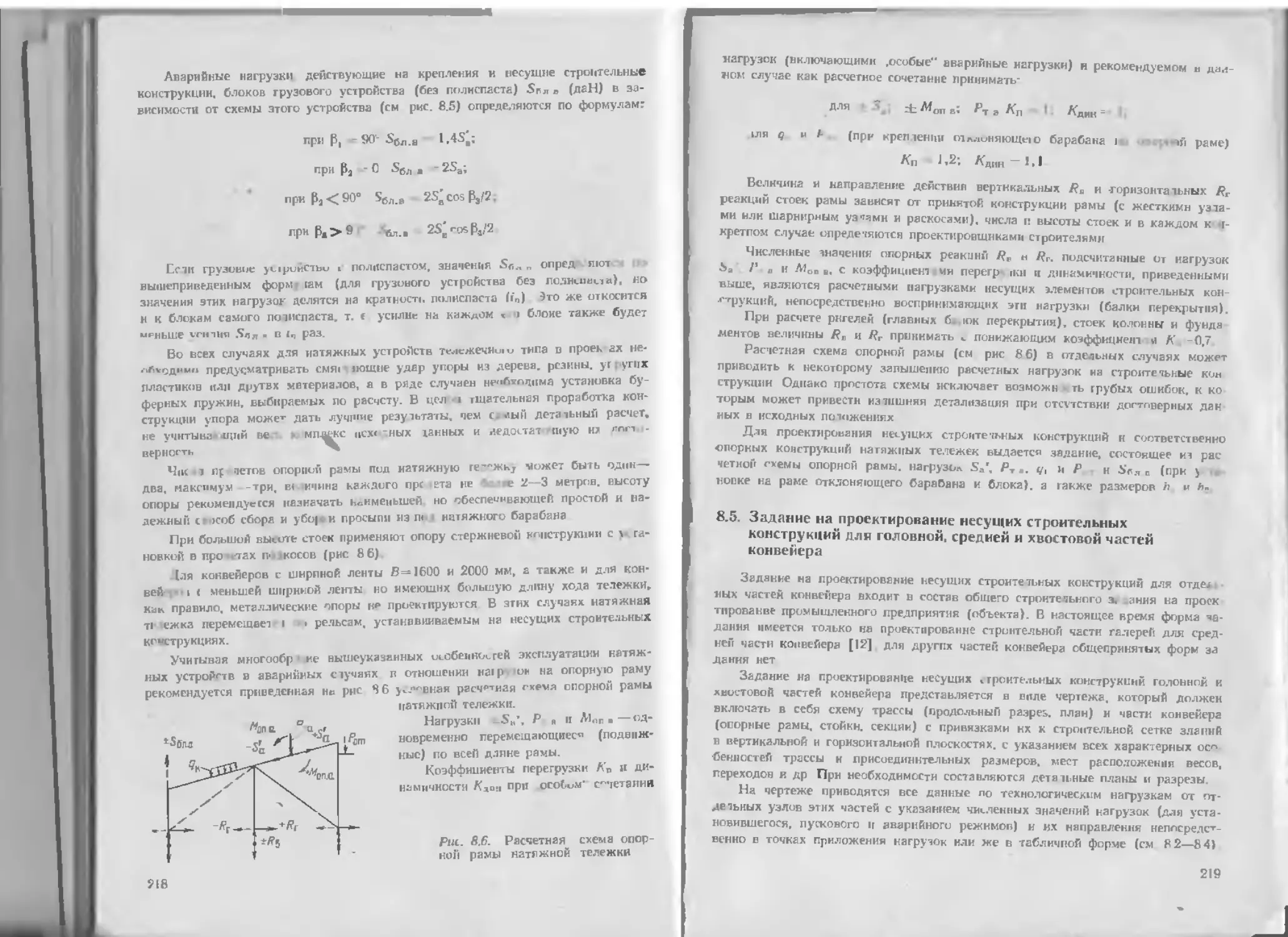
Р = KnLrw (ffr + Чр + 4V 4- 2«л ср) + Чг(Я + Я#) • <2-О
дано а табл. 3.3.
барабане при установившемся
нн спуск (см. 2.TI, при налк-
1йо
32
где К3 — коэффациент, учитывающий дополнительные сопротивления движению
ленты по роликам, барабанам, в местах загрузки; w — коэффициент сопротив-
лении движению ленты ко роликоопорям и барабанам; qp‘, qp"— линейные на-
грузки (даН/м) от массы вращающихся частей роликоопор соответственно верх-
вей и нижней ветвей тенты, численно равные массам вращаюшихса частей соот-
ветствующих роликоопор в кг/м; ?лсР — средняя линейная нагрузка (даН/м) от
массы ленты, численко равная среднему значению массы ленты в кг/м
Коэффициент Кд выбирают в зависимости от длины конвейера LT.
,я
Кд
£
м . 6 8 10 12 14 16 18
6 5.1 4,5 4.2 3,9 3.7 3.4
м . . . ... 25 30 35 40 50 60 70
2.9 2,6 2,4 2.35 2,2 2.1 2.0
м . 100 120 140 160 180 200 250
. . 1,75 1.7 1.6 1,55 1.5 1.45 1,38
м . . 350 400 450 500 550 600 650
1.28 1.24 1.21 1.19 1,17 1.15 1,13
м . 750 800 850 900 1000 1100 1200
. . 1.П4 1,104 1.097 1,095 1.09 1.087 1,079
м . . . 1400 1500 1600 2000 2500 3000 4000
. 1,068 1.06 1,06 1,05 1,04 1,037 1,032
20
3,2
80
1.32
700
1.12
1300
1,072
5000
1.03
‘ Для наклонных конвейеров дайной 100 м и более в формуле (2.1) коэф-
фициент Кд необходимо умножить на дополнительный коэффициент Кя', кото-
рый заввснт от длины конвейера L и числа перегибов ленты п:
L, м . . . . 100
Лд при п 3; 4 . . . 1,04
К' при я 8, 10 . . 1,21
150 200 300 400 500 600 700
1,13 1,15 1,3 1,35 1,42 1,47 1,53
1,31 1,42 1.54 1.61 1,66 1,69 1,81
В число верегнбов ленты л входят перегибы ленты на приводных барабанах
и выпуклых участках верх вей н нижней ветвей ленты Например, для схемы кон-
вейера, приведенной на рве 2.1, п=10.
Коэффициент сопротивления движению ленты ы> по роликоопорям и бараба-
• 1М ив.--г.ся важвейшим показателем, определяющим работу конвейера. Он за-
висит от следующих факторов: типа и конструкции рассматриваемого узла, ус-
..аяй и температуры олружающей среды, режима работы конвейера, качества
«аеоговлення, монтажа и др. В тиговом расчете уточненного метода (см гл 3)
вцвффициент сопротивления движению ленты по ролнкоопорам я барабанам раз-
дел ются на коэффициент сопротивления движению ленты по ролнкоопорам ь>
(коэффициент сопротнвленик) к коэффациент сопротивления приводного бараба-
на (с учетом сопротивлений очистительных устройств и изгиба ленты) ш0.
В данном приближенном методе расчета рассматривается обобщенный ко-
эффнцвент сопротнвленик w, в дальнейшем называемый коэффициентом сопро-
тивление. так как наличие большого числа факторов, влияющих на коэффацн-
*.т сопротивления ш, позволяет рекомендовать только усредненные их значения
^.еввисимссти от основных условий. Значения w приведены в табл 2.1.
Линейные нагрузки ав' и qa" (даН/м) определяются по формулам
<7р =0,’ 5p=0,I gG'/l",
I "*
33
Коэффициент сопротивления w
Значение и при режа мах работы
Место установки конвейера Условия окружающей среды । Ё£~' уставоехв- (режимы II, IV)
Отапливаемое помещение Низкая влажность, без пыли Нормальная влажность, небольшое коли- чество абразианой пыли Нормальная влажность, большое количе- ство абразианой пыли Повышенная влажность, большое количе- ство абразивной пыли 0,03 0,037 0,052 0.06 0,02 0,025 0,035 0,04
Неотапливаемое помещение иля ве открытом воздухе Нормальная влажность, абразивная пыль, температура воздуха до 1 °C Повышенная влажность, абразивная пыль, температура воздуха до 1 °C Повышенная влажность, абразивная пыль, температура воздуха до —10 °C о о о | 8 ’* 8 § 0,035 0,04 0.06
Приыеченне. Коэффициент ш дай
веПера. Для няжиеЗ его значения будут неси
сего нонвсйсра единое значение коэффипнс1п
гдв Gp', GB"—массы вращающихся частей одкой роликооноры соответственно
верхней и нижвей ветвей ленты (кг); 1Р, I?"—расстояния между ро.чикоопора
ми соответственно верхней и авжней ветви ленты (шаг роликоопор), м Рекомен
дация по выбору диаметров роликов роликоопор верхней dp‘ и нижней rfP"
ветвей ленты н их масс Gp' и Gp" в анвисимостк от насыпной плотности транс
Портируемого груза даны в табл. 2 2, В соответствии с рекомендацией ГПК11
«Союзпроммехавнзацня» [6] диаметры роликов роликоопор должны определяться
расчетом нз условий фактической нагрузки на ролик, условий работы конвейера
и желаемой долговечности ролика. Однако необходимо признать, что эффектна
несть этого довольно трудоемкого метода будет невелика, так как выбор роли
коопор может быть сделан (для каждой ширины ленты) из ограниченного числа
типоразмеров (сы. табл 5.6) Расстояние lv' зависят от ширины ленты, насып
ной плотности и крупности груза, а также от провисаник ленты между ролико
опорами и места установки ролвноопор. На прямолинейных участках трассы
для большинства конвейеров горнорудных отраслей промышленности /р'=1 '
В конвейерах типа ЛУ120 (Р'=1.2 м Для магистральных конвейеров большой
протяженности //—1 + 1,2 м, причем значение 1,2 м соответствует • •не бон
шнх натяжений. На выпуклых участках рабочей ветви расстоянве между роли
коопорами верхней ветви обычно принимают 0,3—0,5 м Учитывая то, что ял
этих участках резко возрастают нагрузки на ролнкоопоры от натяжения ленты,
для ответственных коикейеров с В—1200+2000 мм н большим углом поворота
34
Ица 2.2
вращающихся частей и диаметры роликов роликоопор верхней и нижней
ленты
Верхняя ветвь ленты
104
194
Нижияя ветвь ленты
127
21.5
трассы р„ (см. рис. 2.1) шаг роликоопор целесообразно проверять по допустимым
дагрузкам на ролнкоопоры [6]
1 Расстояние между амортизирующими ролнкоопорами (м) в зове загрузоч-
ного устройства
!;.=<«;+(ол+0,2).
/де йр' —диаметр ролика амортизирующей ролнкоопоры, м.
! Ролнкоопоры нижней ветви в большинстве случаев у стакан ливают на крои-
мтейнах стоек средвей частв коикейеров (см гл. 6), шаг которых 1Р" прннима-
ттся равным на прямых и всткутых участикх трассы 2.4—3 м, на выпуклых уча-
стках 1—1,5 м. Линейные нагрузки др' и дР" (даН/м) для роликоопор, уста-
навливаемых с шагом 1Р', равным I и 1,2 м, и lt", равным 2,4 н 3 м, даны
в табл 2.3. Типоразмеры роликоопор для конвейеров с В -800+1200 мм и ре-
омендакии по их установке даны в гл. 5 (см. табл 56).
На выпуклых участках нижней ветви перегибы лент резко увеличивают иа-
грузан на подшипники роликоопор, сокращай срок их службы, поэтому целе-
Линейные нагрузки от массы вращающихся честей роликоопор верхней н нижней
ветвей ленты
Примечена я: I. Нагруэки доны для роликоопор, принятых в табл. 2.2
2. Обычно /р— 1 м и
— 1,2 м и 1р'=2,4 и-в угольной промышленности.
сообразно вместо роликоопор устанавливать один или два (особенно при боль
шнх углах ₽к) отклоняющих барабана. Средние линейные нагрузки <>> от
массы ленты даны в табл. 2.4
При определении окружного усилия Р по формуле (2.1) необходимо учиты
вать, что для незагруженного конвейера нагрузка <?г=0, для горизонтального
Таблица 2.4
Средние линейные нагрузки от массы ленты
Лмн Сл 1ф (длН/м) при шириле ленты В мм
400 500 ББО 800 1000 1И-0 1400 1Б00 2000
Резинотканевая 4,5 9 ц 14 16,6 24 34,5
Резинотросовая — — -• 57,5 78,5
3t
конвейера высота Н—0. При необходимости окружное усилие на приводвом ба-
рабане для загруженного конвейера в пусковом режиме РатСи (режим I) оп-
ределяют по формуле (21) со значением w, соответствующим условиям пуска
(см табл. 2.1); окружные усилия на приводном барабане для незагруженного
конвейера (при Сс=О) также опюедетают по формуле (21): в пусковом режи-
ме— Р’В1 с к (режим III) ив установившемся режиме — Р' (режим IV).
Окружное усилие Р (даН) для режима II и при коэффициенте сопротивле-
ния ш=0,04 можно определить по формуле
Р=Кд(Л1 + Ля)+Лл,
где Ль At, As — составляющие окружного усилия (даН), расходуемые соответ-
ственно на работу незагруженного конвейера (табл. 2.5), перемещение груза
(табл. 2.6) и подъем груза (табл. 2.7). При Н-=0 Аз—О
Таблица 2.5
Составляющая окружного усилия Л,, расходуемая мн работу незагруженного
конвейера при установившемся режиме (с.1 0,04 при 1р=1 м, /р=3 м)
Д, (даН) пре иасыггкоЯ плотности груза V, т/м*
0? >1.6
Ширина ленты В. мм
ль £2х - 400 600 650 ВОС 1000 1200 1400 1600 800 1000 1200 1400 2000
5 25 42 49 72 85 100 145 170 1'10 120 137 150 240
10 35 58 68 99 120 140 200 240 140 160 190 220 340
15 44 73 87 130 150 180 250 300 180 210 240 285 445
20 50 82 97 140 170 200 285 340 200 230 270 315 480
25 57 93 110 160 190 225 320 390 230 260 310 360 540
80 61 юо 120 170 200 240 350 420 240 280 330 385 585
40 75 120 150 210 250 300 430 510 300 350 410 475 720
45 81 130 160 230 270 320 460 550 320 375 440 510 780
50 86 140 170 240 290 340 490 590 340 400 4G5 540 825
Ю 99 160 190 280 330 390 560 670 390 460 530 620 945
70 ПО 180 210 31С 370 430 620 750 430 510 590 690 1050
80 120 190 230 340 400 470 680 8(0 480 550 640 750 1140
90 130 210 2М 360 430 510 730 875 510 590 690 820 1230
ton 140 220 270 390 460 540 780 930 550 630 740 865 1312
12С ИЛ 30 310 450 530 630 910 1090 640 740 860 1010 1530
140 175 290 340 500 590 690 1000 1200 700 8(0 950 1105 1680
160 200 330 390 565 670 790 1140 1370 800 930 1060 lcbS (920
180 210 ЗУ) 410 600 7(0 840 1200 1440 845 960 1140 1... 2025
200 W 370 440 640 760 900 1300 1550 910 1050 1230 143 2175
220 . 15 400 470 690 820 970 1390 1670 960 ИЗО 1320 156о 2340
240 260 430 510 742 880 1040 1495 1800 1050 1220 1420 1695 Г‘20
2С0 280 450 540 781 930 1100 1580 1890 1110 1! Л 1500 177 2650
260 295 480 570 830 980 1|60 1670 2000 1170 1360 1590 188 2810
300 ЗЮ 500 600 874 1040 1230 1760 21(5 1240 1430 1675 1895 2907
320 330 540 640 925 ПОО 1300 18ь5 2240 1310 1520 1770 |955 3140
340 350 570 670 980 1160 1370 1970 2360 1380 16^4) 1870 2 . 3315
380 ЗЬО 590 700 1010 1200 1420 2040 2450 1440 IbuO 1940 2-Ю 3445
380 380 610 730 1060 1260 1490 2130 2560 1500 1740 2030 W)| 3600
400 390 ..35 750 1100 1300 1540 2210 2650 1550 1795 2100 24501 3720
Примечание Значения Vj] ср приняты для резинотканевых лепт
37
Составляющая окружного усилия А3, расходуемая на перемещение груза при
проекции кон- вейера Дг, м 50 100 160 200 260 300 ЗБО 400 4Б0 600 550
65 130 195 260 325 390 4о5 620 585 650 71Б
10 90 180 270 . -0 0 54 0 630 720 Hr 900 090
1 111 230 340 455 570 680 800 910 in-1. 1140 1 250
20 1 :(' 260 380 610 64 0 770 895 1020 1 г. i 1280 1 4 10
25 1 4 Г, 290 <35 580 7'.'5 870 1020 1 160 1300 14 50 1 600
30 1 310 470 625 780 94 0 1090 1250 1400 1560 1 720
ЗБ 170 340 БОО 67 0 МО 1010 ин 1.-40 1; Il 1880
40 380 Б80 770 960 1 '• 1340 1540 17УС Г I 2 110
45 .it 410 620 830 1030 •?'.с 1450 1660 1860 2 070 2 380
50 2 2 0 446 660 660 1100 21 154 D 1760 1980 2200 2 420
О Г. ОС 760 1010 1 6 .' 11 1760 -ОЗС -.'>70 2-0 2 770
280 ; < ( 840 1 120 14110 1. 0 I960 224 0 2620 1- 30 3 080
300 610 910 1220 1.20 820 2130 2430 2740 304 0 3 340
90 330 655 980 1310 1630 960 2290 2620 2940 3270 3 600
700 1050 14 00 175 0 100 2450 2800 Ч'.О 35 00 3 850
1 ?0 410 61Б 1220 1630 204 0 2450 2860 3260 3670 4080 4 490
450 895 1340 1790 2 2 4 0 6< 3140 3580 4030 4 4 80
1С in. 0 If It 2С5С 2561 ' 70 3580 4 100 4610 1.1 6 10
180 '4 0 II Ml 162 < 2160 .7 ГО 3210 3780 4320 4860 5400 5 940
200 .- : 1160 1740 7 3.I 2900 : 41 о 4060 4 640 '. 6600 6 380
220 - 1 ‘ 1870 2 Ю 3120 ч ( 4 31 5000 1 30 1 so 6 8-
240 670 1<. • С 2- .0 3 10 и .1 471 ( 80 I. -0 7 3-
. 1. 1 < 10 11 20 2 .0 за зо 4240 4ЧМ. 631 l: 71 П
V 8 (1 750 15 22Б0 .'1.00 .•7.51 4 5 00 5250 6000 6750 7500 8 2
300 790 1380 2'*“0 3170 3960 <7:.О 5540 6340 1 0 ,'i.C 8 710
320 845 1690 2 0 3380 4220 5070 М1| 67- 00 84 9 90
340 885 1770 2650 3540 4420 6300 611 70 9 7
360 у.-о 1840 . 766 3670 45‘ 55 Ю 6430 73 III III'
380 960 |-' ' 2880 3840 <•?. ( 6710 76»i 10 5БС
400 990 I960 2980 3970 4960 6950 6949 7940 - 10 910
Составляющая
>го усилия А3, расходуемая вл подъем груза
1100 221 X
2«W48« —
25001.ЛС017..00
•У .00
• '00
00
А, (даН) при линеЯноП ннгрузке «г. дзН/ы
200 | 250
700 ' 5109
«СО
]9Г«. ..
250
600
7БС
1 000
I 250
> 50С
I 7 50
2 000
2 500
3 000
3 500
4 000
< БОО
Б ООО
6 500
6 000
6 500
7 000
8 000
8 600
9 000
.. 9 500
8 000 10 000
8 4001 10 БОО
8 800 11 000
9 Oil 300
9 6001 IJ ООО
10 000 12 500
300
1 500
13
300
600
ООО
2400
2 711
3 coo
10
10 81
350 4 00 450 600
350 4DD 4Б0 500
700 800 90(1 1 10
1 050 1 200 1 35( 1 10
1 400 1 600 1 800 2 ui)0
l 7Б0 2 000 2 25C 2 990
2 ICC 2 400 2 700 3 JO
2 450 2 800 3 151 3 500
2 800 3 MO 3 600 4 000
3 150 3 600 4 050 4 600
3 500 4 OOt 4 50C 5 000
4 200 4 800 5 40C 6 ODO
4 SCI 5 600 6 301 7 OOt
5 60 C 6 40C 7 .‘til 8 OOt
6 301 7 201 6 10< 9 000
7 OOt 8 00C 9 OOt ID 000
7 701 8 801 9 901 11 000
8 4O( 9 601 10 801 12 000
9 IO( 10 40< II 701 13 000
9 801 11 201 12 601 14 000
10 50C IS oct 13 601 15 CCC
11 20C 12 8CC 14 401 If. OOt
1 1 9OC 13 60C 15 301 17 OCC
12 601 14 401 16 201 lull1.
13 301 15 201 17 101 19 OOt
14 DOI 16 001 18 001 20 DOO
14 701 16 801 18 901 si non
15 401 17 601 19 801 22 000
16 101 18 401 20 701 2 1 0 3
16 801 IS 201 >1 btll 24 DvC
17Б00 20 000 22 500 25 000
550 | 800 ।
650
4 00
7 0
8 800
9 900
11 000
12 100
13 300
IB 400
10 500
600
l 200]
1 800
3 r>00
31°°
80(
7 2001
8 4001
Э 6D0
10 800|
12 000|
1.3 20С|
)1 400
18 600
16 500
18 000
IS 200
18 700 20 400
19 600
20 900
22 000
23 I 00
21 000
22 800
25 200]
26 400
Г7 600
8 800
2v40m 8 800
27 БОО 30 0001
38
повившемся режиме (it—0,04)
А (даН) при лмкеВяой нагрузке вг, длН/м
650
700 780
800
850 | 900 950
1000 1050
1100 1150
1200
845
I 170
1 480
1 660
I 860
2 030
910
1 280
I 600
2 БОО
2 690
2 860
3 280
3 640
3 950
4 250
4 650
2 030
2 18С
2 350
2 690
2 900
3 080
3 530
97 В
1 350
I 710
1 S20
1 040
9 190
9 750
4 260
4 680
4 9110
6 270
7 560
8 750
9 408
9 900
10 500
I I СК
2 340
2 520
2 880
3 100
3 300
3 780
4 200
4 560
4 920
Б 250
6 120
6 720
7 680
8 100
8 700
1 820
2 050
2 320
2 БОО
2 690
3 070
3 310
3 520
4 030
4 480
4 860
5 230
5 600
6 530
7 170
8 I9C
8 640
1 100| 1 170
1 530 | 620
1 94 0 2 050
2 180 2 300
2 650 2 810
2 860 3 020
3 21,0 3 460
3 520 3 730
3 7401 3 960
4 2801 4 640
4 760 5 04 0
6 17 0 6 470
5 560| 5 880
Б 950| 6 300
6 9401 7 34 0
7 620 8 060
8 700 9 220
9 1801 9 720
1 230
1 710
2 170
2 430
2 760
2 960
юсео ю о
11 250 12 000
II 900 12 670
12 670 13 520
13 260 14 140
I ISO
14 860 15
3 650
3 930
4 180
4 790
5 320
5 780
6 210
6 650
7 750
В 510
9 730
- . ...... 10 300
9 8. 1 10440 1| 020
106 1 ) II 250 II 680
I I 4.’1 12 100 12 770
12 021, 12 730 13430
12 7.-11 13 500 14 250
13 460 14 260 15 . .0
14 ; -Э 15 210 16 О»0
15 ( .01 15 910 16 800
15 1 0 16 540 17 460
16 . т0| 17 260 18 220
1 »»О 17 860 18 С
1 300
I 800
2 280
2 560
2 900
3 120
3 360
3 840
1 360
| 890
2 390
2 690
3 040
3 280
3 830
4 030
4 360
4 620
5 290
Б 880
6 390
6 870
7 360
8 670
5 04 0
5 600
6 080
6 540
7 000
8 160
8 966
10 24 0 10 760
10 800 II 340
11 600 12 180
12 500 13 120
15 000 15 760
15 840 16 630
16 900 17 740
17 Г,ВО 18 560
1В 380 19 300
19 180 20 140
19 840 20 830
I 430
1 980
2 810
2 820
3 160
3 430
3700
4 220
4 Б50
4 840
5 540
6 160
6 690
7 190
7 700
8 980 -_____
9 860 10 300
11 260 11 780 ------
11 880 12 420 12 960
12 760 13 340 1 3 920
13 750 14 370 •"
14 780 15 460
15 5Б0 16 26(1
16 БОС 17 250
I 490
2 070
2 620
2 940
3 330
3 590
3 860
4 760
5 060
5 800
6 440
6 990
7 520
8 ОБО
9 380
16 590 19 4
19450 20 3>1
I 660
2 160
3 070
3 480
4 030
4 610
4 970
5 280
6 ОБО
6 720
7 300
7 850
8 400
9 790
10 750
12 290
16 000
16 130
16 970
18 000
19 СЮ
20 280
2| 220
21 100 22 0- « 23 020
21 820 22 820 23 810
39
Прочностная характеристика приводных барабанов (по каталогу 1-83)
Ширина леи» В, Допустимые Варнак ты допустимых сочетания значений окружного грузин на барабан, даН усилия и на-
Гн<юразмер приасдаого вершина крутящий клиент Мщ,, "кружное нагрузка на барабан Se б. ДОЛ, ДаН РДОП s6. до б Рдоп 5б. доп рдоп | S6, доп
Д»Н‘И даН I II П
400 4025Г-40 4О31,5Г-5О 4О4ОГ-6О 38 94 160 304 597 800 700 1400 1 900 274 537 720 742 I 480 2010 243 478 640 791 1 580 2 150 213 418 560 840 1 680 2280
500 5025Г-40 5031.5Г-50 Б040Г 60 6050Г-80 35 89 160 350 280 565 800 1 400 1 428 680 1 300 1900 252 508 720 1260 1 280 720 1 380 2010 224 452 640 7G8 1 470 2 150 196 395 560 816 1 560 2 280
5063Г-80 5063Ф-Я0 50ГЗФ-80-2 450 3 300 3 450 1 120 1 140 3 730 980 1 000 3 960
520 1 650 2500 1 490 2 600 J321 2700 1 150 2 800
650 6525Г-40 6531, 5Г-5О 6540Г 60 6550Г-80 6563Г-80 6563Ф-80 38 88 160 350 440 520 288 559 800 1 400 1000 1650 670 1 300 1 900 3300 2 500 259 503 720 1 260 1260 1 485 710 1 378 2014 3 498 2 600 230 447 640 1 120 1 118 1 321 757 1469 2147 3 729 2 700 202 391 5G0 980 978 I 156 804 1 560 2280 3 960 2 800
। 6563Ф-1О0-2 1000 3170 4 800 2857 4 992 2 540 5180 2220 5376
Продолжение табл. 2.8
Ширина ленты Я. мм Тяпоример приводного барабана Допустимые Варианты допустимых сочетаний значений окружного усилия н нагрузки яа барабан, даН
Крутящий момент Л1кр. даН к Окружное усилие РДоп’ даН Нагрузка на барабан 5б. ДОП’ ДаН РДоп 5б. доп рдоп ®б доп рдоп s6. доп
I II ш
800 8040Г-60 8050Г-80 8063Г-100 8063Ф-100 8080Ф-120 8080Ф-160 8080Ф-160.2 120 290 600 830 1 600 600 1 160 1900 2630 4 000 1 440 2 700 4 600 4 000 6 400 540 1044 1710 2370 3 600 I 526 2 862 4 770 4 160 5 656 480 928 524 108 200 1627 3 050 5 085 4 320 6910 420 812 1 330 1840 2 800 1 728 3 240 5 400 4 480 7 168
3 400 8600 13 600 7 650 14 000 6800 14580 5 950 15 120
1000 10040Г-60 10050Г-80 10063Г-100 10063Ф-100 10080Ф-120 10080Ф-160 10080Ф-160-2 100100Ф-180 100100Ф-180-2 100125Ф-200 100125Ф-200-2 115 280 580 800 1 600 576 1 120 1 840 2 540 4000 1 370 j 2 60QJ 4 280 3800 6 300 517 1010 1057 2 286 3600 1 450 2 756 4 537 3950 6 550 460 896 470 030 200 1 548 2 938 4 836 4 100 6 800 402 784 1 289 1778 2 800 1640 3120 5 136 4265 7058
'у 3 400 |/б500 ^3700 7 650 14 250 6 800 14 796 5 950 15 340
5 3ОТ 10 600 16200 95 401 16850 8 480 17 600 7 420 18140
10200 16 320 25400 14 690 26420 13 050 27 430 И 420 28 450
Родолженке табл. 2.8
Ширила лепты В, Типоразмер приводного барабапа Допустимые Варианты допустимых сочетаний значений окружного усилия и нагрузки на барабан, ДаН
Крутящий момент мкр, даН-м Окружное усилие РДОП' даН Нагружа ва барабан 5б. доп1 даН РДОЛ S6 доп ₽ДО11 s6 доп рдоп ®б доп
I II III
1200 12040Г-60 12063Г-100 12063Ф-100 12080Ф-120 12080Ф-160 12080Ф-160-2 120100Ф-180 120100Ф-180-2 120125Ф-200 120125Ф-200-2 120160Ф-220 120160Ф-220-2 120160Ф-280 120160Ф-280-2 105 250 530 1 600 625 1 000 1 680 1230 2 400 4 000 t 3 500/ тГиТО 472 900 1 510 2 110 3 600 1300 2 540 4 240 3 640 6860 420 800 1 346 1 879 3 200 1 390 2 712 4 520 3 780 7 128 367 700 1 177 1 640 2 800 1 476 2 880 4 800 3 920 7 390
3 200 8000 13 000 7200 13520 6 400 14 040 5 600 14 560
5 300 10 600 16000 9540 16640 8 480 17 280 7 420 17920
10200 16 320 25 400 14 690 26420 13 060 27 430 11420 28450
13800 17370 27 000 15 640 28080 13900 29 160 12 160 30240
23 400 29250 45600 26 320 47 420 23 400 49250 20 480 51070
четные значения Р и S не должны превышать соответствующих табличных зна-
чений РЯоп в Se доп. т. е. хотя бы один из вариантов таблицы должен быть
равен или больше расчетных значений Р и S для двиной ширины ленты Если
Р и S превышают табличные значения для данной ширины ленты, то выбирают
бдтьшую ширину, изменяют исходные данные дтя расчета или применяют кон-
вейеры других типов, имеющие более мощное оборудование Если приводной ба-
рабан скомплектован с приводным механизмом, то характеристикой этого при-
нода будет его тяговая способность, т. е развиваемое призодом окружное (тя
говое) усилие, мощность двигателя и передаточнок число редуктора.
Тяговая способность привода (окружное усилие Р) может быть увеличена
путем применения двух- или трехбарабанного привода, у которого общее ок-
ружное усилве. резвизаемое приводом. Р—Р,+Р7, где Pi и Р2 — окружные уси-
лия отдельных барабанок
Количество приводных барабанов принимается на основании расчета, опыта
проектирования или анакогов При необходимости могут быть использованы
конвейеры, либо поставляемые комплектно для отдельных отраслей, например
с резннотросовой лентой типа ЛУ120. либо магистрильные конвейеры с резино-
тросовой лентой, разработанные ВНИПТмашем для отдельных объектов Харак-
теристика некоторых таких конвейеров приведена в работе [13] При этом типо-
размер конвейера выбирается по расчетной мощности привода NP н согласовы-
вается с заводом-изготовителем.
В обоснованных случаях проектная организация обращается с заданием в
специализированные организации на конструирование конвейера нового типо-
размера, соответсгиующего заданным исходным двнным.
При необходимости расчетный крутящий момент на валу приводного бараба-
на (двН-м) определяют по формуле
где D— диаметр приводного барабана, м
Расчетную мощность двигателя привода (кВт) определяют по формуле
где К — коэффициент неучтенных потерь. Для приводов мощностью до 50 кВт
К= 1.15-s-1.2, мощностью более 50 кВт /(т-1,1 —1,15, причем большее значения —
для горизонтальных и слабонаилокных конвейеров, ч — общий кпд. привода
конвейера, в который входит редуктор, барабан; для загруженного конвейера с
двухступенчатым редуктором (режимы 1, II) незагруженного кон-
вейера (режимы Ш. IV) »)f"0,65-5-0,7.
Расчетная частота вращении приводкого барабана по (сб/мни) (без учета
толщины лентц) определяется по формуле
Расчетное передаточное число редуктора 2Р=я/яв, где п — синхронизм ча-
стота вращении двигателя, об/мнн.
На основании принятой скорости ленты V. расчетной мощности двигателя Np
44
я расчетного передаточного числа редуктора i₽ подбирается приводной меха-
низм: двигатель (тип, номинальная мощность N и синхронная частота враще-
ния л), редукгор (тип, передаточное число i, допустимый крутящий момент или
подводимая мощность), муфты
Фактическая скорость ленты (без учета толщины ленты) v (м/с) определя-
ется по формуле
пРл
6W
2.2. Выбор типоразмера ленты
Ленту, ширина которой была выбрана ранее из условии оптимального ис-
пользования формы ее сечения (см. 1.8), проверяют на прочность По результа-
там расчета с учетом характеристики груза и услоинй эксплуатации окончатель-
но выбирают типоразмер ленты, т е резинотканевую или реэинотросовую, тип
и вид тенты (общего назначения, теплосгойкая и др). Для резиноткиневых лент
выбирают также толщину обкладок и число прокладок (см. гл 4).
Расчет ленты на прочность производится по максимильному ее натяжению
SreBX (даН) при реботе загруженного конвейера в установившемся режиме (ре-
жим II).
В зависимости от расположения привода натяженве Snl< может быть в раз-
личных точках трассы конвейера. Например, при однобарабан ном приводе, рас-
положенном в головной части горизонтального или наклонного конвейера, Snax
находится в точке набегания ленты на приводной барабан, натяжение в которой
обозначается S.e. В этом случае S.g—5шах (см. рис. 2.1,а). При промежу-
точном приводе наклонных конвейеров Sm»« находится на головном барабане,
т. е. в этом случае SBc<SmB, (см рис. 2 1,6).
Точку на трассе конвейера, имеющую максимальное натяжение ленты, и его
численное значение, а также натяжение в других точках определяют уточненным
мегадом расчета, приведенным в гт. 3
В илниом методе расчета натяжение SBe (даН) определяется по формуне
S„e=PKc,
где Кс-=еца/(е11а—I) — коэффициент, е1*0—тяговый фактор прниодиого бара-
бана. который устанавливает соотношенве между натяжениями ветвей ленты, на-
бегающей Sr« на приводной барабан и сбегающей Scc с приводного барабана
и зависит от фрикционной характеристики барабана, определяемой коэффиця
ентсм сцепления леяты с барабаком pi в углом обхвата барабана лентой а. Тв
говый фактор двухбарабанного привода имеет вид е^(а'+“ \ где а’ и а" —
углы обхвата лентой соответственко первого и второго барабанов; е=2,72— ос-
нование натурального логарифме. В табл. 2.9 даны значении коэффициента р
в зависимости от фрикционных свойств поверхности прниодных барабанов, со-
стояния соприкасающихся поверхностей барабана и ленты, а также атмосферных
условий.
Значения е^ и Кс при различных утлая обхвата а барабана (барабанов)
лентой н коэффициентах сцепления ленты с барабаном ц даны в табл 2.10.
При выборе угла обхвата приводного барабана можно считать, что для
45
Таблица 2.9
Коэффициент сцепления ленты с барабаном ц
Поверхность привод- вого барабана костей барабана и ленты Атмосферные условия Коэффмив-
Стальная без футе- ровки Чистые Пыльные Загрязненные нслипкими гру- зами (песок, уголь) Загрязненные липкими груза- ми (глина); обледенение Сухо Влажно Влажно, морозно 0,35 0.3 0,2 0.1
Футерованная про- резиненной лентой Чистые Пыльные Загрязненные нелипкими гру- зами (песок, уголь) Загрязненные зяпкимн груза- ми (глина) Сухо Влажно Влажно, морозно 0.4 0,35 0,25 0.1
футерованная рези- ной Чистые Пыльные Загрязненные нслипкими гру- зами (песок, уголь) Загрязненные липкими гр,,а' ми (глина) Сухо Влажно Влажно, морозно 0.5 0,45 0,35 0,15
однобарабанного привода с=210°, для двухбарабанного (конструкции СТЗ)
0=410°.
Натяжение ленты в точке сбегании ее с прниоднсго барабана (минимальное)
Зев (двН) находят по формуле SC6=SBe—Р.
Сумма натяжений Snc И Sce определяет нагрузку от натяжения ленты на
барабан 5 (даН), т. е. S=Snc+Sce. Нагрузка S, как указано ранее, использу-
ется при выборе типоразмера приводного барабана по табл. 2.8.
Расчетное число прокаадок резинотканевой ленты zp определяется по формуле
_____
2₽_ вк,
где Яо—аапас прочности ленты на рзарыв; В — ширина ленты, сы; Кр — номи-
нальная прочность тканевых прокладок, двН/см ширины прокладки
Значения Кр И пв, а также характеристика выпускаеных промышленностью
резинотканевых лент по ГОСТ 20—76 приведены в гл. 4. nD зависит от числа
прокаадок ленты и уста накаона конвейера, поэтому при несоответствии приня-
того значения По к полученному zB расчет по формуле (2.4) повторяют для
нового значения Пц.
С учетом характеристики транспортируемого груза, условий эксплуатации
коизейера и полученного zp выбирают типоразмер ленты (см. табл 4.1, 4.2),
с числом прокладок z и массой tfa (кг/м), которая численно равна линейной
нагрузке от массы ленты qn (даН-M). При отсутствии необходимого типоразмера
(2.4)
46
Таблица 2.10
Значения тягового фактора ewa и коэффициента К.
ленты вопрос о замене другим типоргзмером решается г НИИ резиновой про-
мышленности (ННИРП).
Если полученное гр превышает число прокладок, указанное в табл. 4.2, то
выбирают ленту с большим значением Лр, и наоборот, если zp меньше, выби-
рают ленту с меньшим значением КР.
Тип резинотросовой ленты выбирают ка условия
где КР' — расчетная прочность резинотросовой ленты, даН/см ширины сердеч-
ника ленты Значения Кр', я0 и другие двнные о резинотросовых лентах приве-
дены в гл. 4.
При окончательном выборе типоразмера ленты необходимо иметь в инду,
что, проектируя конвейерное хозяйство предприятия, в целях унификации нужно
стремиться к привитию возможно меньшего числа типоразмеров транспортерных
При нормальных условиях эксплуатации ленты можно считать, что увели
чение числа прокаадок и толщины обкладок но сравнению с расчетным увеличи-
вает срок службы ленты. При этом необходимо иметь в виду, чго занышение чис-
ла прокладок ленты увеличивает ее жесткость, а нормальная эксплуатация та
кой ленты может потребовать увеличения дкаметров барабанов
Резинотросовые ленты, имеющие малое удлинение, рекомендуются для кон-
вейеров длиной более 500—1000 м, причем в этих случаях чаще всего применя-
ется оборудование, специально предназначенное для этого тниа ленты Эксплуа-
тация ленты с несоответствующим ей оборудованием (барабанами) способствует
более быстрому разрушению ленты. При прочих равных условиях срок служ-
бы ленты зависит еще от частоты прохождения лекты через места ее загрузки и
разгрузки, т. е. длины конвейера и скорости ленты.
Для предварительного выбора по SmBI типоразмера резинотканевой ленты
но ГОСТ 20—76 в табл. 2.Н приведены значенви наибольших допустимых на-
тяжений этих лент Saoa=KpBz]n0. При выборе натяжений яз табл. 2 11 запас
прочности по следует приниметь в зависимости от вида ленты и других данных
(см. табл. 4.3).
В табл 2.12 приведены значения довустимых натяжений резннотрссовых лент
5 доо=Кр'В/пв.
Определенве общей длины навешииземой на конвейер ленты см. в г,т. 4
Минимальное число прокладок резинотканевых лент не должно быть меньше,
чем реномендовлно в [6].
2.3. Определение радиусов криволинейных участков
трассы конвейера
Для выпуклых криволинейных участков, т. е при переходе с наклонного
участка на горизонтальный или от большего наклона к меньшему, радиус дуги
jR, принимают в зависимости от типа и ширины ленты, угла наклона боковых
роликов роликоопор, а также степени использовании тяговой способности леп-
ты— отношения расчетного натяжеиня 5ш»х к допустимым натяжениям ленты
(см. табл. 2.11 и 2.12).
48
Таблица 2.11
Допустимые натяжения резинотканевых лент
Ширина лента В, *₽• даН/см ширины прокладки Запас 5доп (даН) при числе прокладок ленты z
3 < 6 7 8
650 Б5 7.8 9.2 10 19.6 1 400 I 170 1070 547 1830 1550 1430 729 2300 1940 1790 912 2330 2 150 1 100 2720 2 510 1300 -МЫ . | । 1 ЗЗо 1
100 8,3 9.1 10 20 2350 2140 1950 980 3130 2860 2600 1300 3920 3 570 3 250 1625 4 280 3900 1925 5000 4550 2280 5710 5200 2 600
800 55 7.8 9,2 10 19.6 1690 1440 1320 670 2260 1910 1760 900 2820 2 390 2 200 1 120 2870 2640 1350 3350 3 080 1 570 3830 3 520 1800.
100 8.3 9.1 10 20 2890 2640 2 400 1200 3850 3520 3200 1600 4820 4 400 4000 2000 5270 4800 2400 6150 5600 2800 7030 6 400 3200
150 8,3 9.1 10 20 4 340 3830 3600 1800 5 780 5110 4 800 2400 7230 6330 6000 3000 7660 7200 3600 8940 7 400 3700 10210 7 600 3800-
200 8,0 9,1 10 20 6000 5270 4800 2400 8000 7030 6400 3200 10 000 8790 8000 4000 12 310 9600 4 800 14070 11200 5600 15 830 12800 6400
300 8.3 9,4 10 20 8670 7660 7 200 3 600 11 570 10210 9600 4800 14 460 12 770 12000 6060 15320 14 400 7200 17870 16800 8 400 20 430 19 200 9600
1000 55 7,8 9,2 10 19.6 2120 1790 1650 840 2820 2390 2200 1 120 3530 2990 2750 I 400 3590 3300 1680 4190 3850 I960 4790 4 400 2250
49
ленты нопрос о замене другим типоразмером решается с НИИ резиновой про-
мышленности (НИИРП).
Если полученное гр превышает число прокладок, указанное в табл. 4.2, то
выбирают ленту с большим аяачением К$, и наоборот, если гр меньше, выби-
рают ленту с меньшим значением КР-
Тип резииотросовой ленты выбирают из условии
где Кр" —расчетная прочность резано тросовой ленты, даН/см ширины сердеч-
ника ленты. Значения Кр'. па и другие данные о резннотросовых лентах приве-
дены в гл 4
При окончательном выборе типоразмера ленты необходимо иметь в виду,
что, проектируя конвейерное хозяйство предприятия, п целях унификации нужно
стремиться к принятию возможно меньшего числа типоразмеров транспортерных
При нормальных условиях эксплуатации .тенты можно считать, что увели-
чение числа прокледок и толщины обкаадок по сравнению с расчетным увеличи-
вает срок службы ленты. При этом необходимо иметь в виду, что занышение чис-
ла прокладок ленты увеличивает ее жесткость, а нормальная эксплуатация та-
кой ленты может потребовать увеличения диаметров барабанов.
Реэннотросовые ленты, имеющие малое удлинение, рекомендуются дла кон-
вейеров длиной более 500—10(30 м, причем в этих случаях чаще всего примени
ется оборудование, специально предназначенное для этого тниа ленты Эксплуа-
тация ленты с несоответствующим ей оборудованием (барабанами) способствует
более быстрому разрушению ленты. При прочих равных условиях срок служ-
бы ленты зависит еще от частоты прохождения ленты через места ве загрузки и
разгрузки, т. е. длины конвейера и скорости ленты.
Для предварительного выбора по Smsx типоразмера резинотканевой ленты
по ГОСТ 20—76 в табл. 2.11 приведены значении наибольших допустимых на-
тяжений этих леат SMD=KpBz]na. При выборе натижеинй аз табл. 2.11 запас
прочности лп следует принимать в зависимости от вида ленты и других данных
(см табл 4.3).
В таба 2.12 приведены значения допустимых натяжений резинотросовых лент
S доп~КрГВ/По.
Определенве общей длины навешиваемой на конвейер ленты см. в гл. 4
Минимальное число прокладок резинотканевых лент ве должно быть меньше,
чем рекомендовано в [6].
2.3. Определение радиусов криволинейных участков
трассы конвейера
Для выпуклых криволинейных учвстков, т. е при переходе е накловного
участка на горизонтальный или от большего наклона к меньшему, радиус дуги
J?i принимают в зависимостя от типа и ширины ленты, угла наклона боковых
роликов роликоопор, а также степени использониния тяговой способности леи-
ты— отношения расчетного натяжения 5гаж1 к допустимым натяжениям ленты
(см. табл. 2.11 в 2.12).
48
Таблица 2.11
Допустимые иатя;
вых лент
Ширина ленты В. V даН/сы ширины прокладки Залас 5Д0П (ДаН) при числе прокладок ленты г
ленты п0 3 * 5 6 f 8
650 Б5 7.8 9,2 10 19,6 1400 1 170 1070 547 1 830 1550 1430 729 2 300 1 940 1790 912 2 330 2150 1 100 2 720 2510 1300 3110 2 870 1460
100 8.3 9.1 10 20 2350 2 140 1950 980 3130 2 860 2600 1300 3 920 3570 3250 1625 4280 3900 1925 5 000 4 550 2280 5710 5200 2600
800 Б5 7,8 9,2 10 19,6 1 690 1440 1320 670 2260 1910 1760 900 2820 2 390 2200 1 120 2870 2640 1350 3 350 3080 1570 3830 3520 1800
100 8.3 9.1 10 20 2890 2640 2400 1200 3850 3520 3200 1600 4820 4 400 4 000 2000 5270 4 800 2 400 6150 5 600 2800 7030 6400 3200
150 8,3 9,1 10 20 4 340 3830 3600 1800 5780 5110 4800 2400 7 230 6380 6000 3000 7660 7 200 3600 8940 7400 3700 10210 7 600 3800-
200 8,0 9,1 10 20 6000 5270 4 800 2400 8000 7030 6400 3200 10000 8790 8000 4000 12 310 9600 4 800 14070 11200 5600 ‘,15830 12 800 6400
300 8.3 9.4 10 20 8670 7 660 7 200 3600 11570 10210 9600 4800 14460 12770 12000 6000 15320 14 400 7200 17870 16 800 8400 20 430 19200 9800
1000 Б5 7,8 9.2 10 19,6 2120 1790 1650 840 2820 2390 2200 1 120 3530 2990 2 750 1400 3590 3300 1680 4190 3850 I960 4 790 4 400 2250
49
Продолжение тайл. 2. II
Ширина лента В. *Р’ даН/см ширины прокладки прочности ®доп 1даН* п₽н чнсле прокладок ленты з
3 • 1 8 б 7 8
1000 100 8,3 9.1 10 20 3610 3270 3000 1500 4 820 4 400 4000 2000 6020 5500 5000 2 500 6600 6000 3000 7 690 7 000 3 500 8790 8000 4000
150 8,3 9.4 10 20 5420 4790 4500 2 500 7 230 6380 6000 3000 9040 7 980 7500 3 750 9 570 9000 4 500 11200 10500 5 250 12 800 12000 6000
200 8,0 9.1 10 20 7500 6590 6000 3000 10 000 8790 8000 4 000 12 500 11000 10000 5000 13200 12000 6000 15380 14000 7000 17580 16000 8000
300 8.3 9,4 10 20 10 843 9570 9000 4 500 14 460 12770 12 000 6000 18070 16000 15000 7500 20000 18000 9000 22400 21000 10 500 26600 24 000 12000
400 8,0 8,8 10 15000 13 600 12000 20 000 18 200 16000 25000 22 800 20 000 27270 24000 31 820 28 000 38 360 32000
1200 55 7,8 9,2 10 19,6 25400 2150 1980 1010 3390 2 870 2 640 1350 4200 3590 3 300 1680 4 300 3960 2020 5020 4620 2 360 5 740 5280 2 690
100 8.3 9.1 10 20 4 340 3 690 3600 1800 5 780 5280 4 800 2 400 7 230 6 590 6000 зооо 7910 7200 3600 9230 8400 4 200 10800 9 600 4 800
150 8,3 9,4 10 20 6510 5 750 5400 2 700 8680 7 660 7200 3600 10800 9570 9000 4 500 11500 10800 5 400 13 400 12600 6800 15 300 14 400 7 200
200 8.0 9,1 9000 7 910 12000 10 500 15 000 13200 15 800 18500 21 100
50
Продолжение табл. 2.11
(даН) при числе прокладок лепты z
24000
21 800
19200
32700
28800
,38200
33600
9600
4 800
30000
27300
24000
12 000
6000
10800
9800
4 900
30 640
28 800
14 400
21000
19090
16800
28000
25500
22400
21700
19 100
18000
9000
8430
7690
7000
3500
17500
15400
14 000
7000
14 400
7200
21600
19600
9800
44 500
,39 200
16 800
8400
18500
16800
8400
12300
11200
5600
13000
II 500
10800
5400
35000
31800
28000
12700
11500
10500
5250
9230
8400
4200
5020
4620
2360
26 810
25 200
12600
16200
14 700
7 350
5820
5390
2 750
4 900
4190
3850
I 960
38180
33 600
35700
33600
16800
19 200
8600
15 200
13 400
12600
6300
14000
12300
11200
5600
18500
16800
8400
17300
15300
14 400
7200
23000
21600
1800
26 800
25200
12600
18000
16400
14 400
10 120
9230
8400
2 200
3950
3350
3080
1570
25300
22300
21 000
10500
43 640
38400
24 800
22400
11200
даН/см
ширины
6750
6150
5600
2800
13800
12 600
6300
50 900
44 800
31300
29 400
14 700
20200
17 900
16 800
8400
6700
6160
3 110
3 800
2980
2510
2310
1 180
5060
4620
4 200
2 100
6923
6300
3150
10500
9230
8 400
4 200
5!
Продолжение табл 2.11
Ширина S- даН/см ширины прокладки Запас 5доп Оч'Н) при числе прокладок пеятыг
ленты В, прочности лепты п„ 3 « Б «* 7 8
Б5 7,8 9,2 10 19,6 3380 2 870 2640 1350 4510 3800 3520 1800 5640 4 800 4 400 2200 5 700 5280 2 700 6700 6160 3100 7 700 7040 3600
100 8.3 9.1 10 20 5 780 5 270 4 800 2 400 7700 7100 6 400 3200 9800 8600 8000 4000 10 500 9600 4800 12300 11 200 5600 14 100 12800 6400
1800 150 8,3 9.4 10 20 8670 7 660 7200 3 800 11 570 10 210 9800 4800 14 500 12 800 12000 6000 15300 14 400 7 200 17 900 16800 8400 20 400 19 200 9600
200 8,0 9,1 10 20 12000 10 550 9600 4 800 16000 14100 12 800 6400 20000 17600 16000 8000 21 100 19200 9600 24600 22 400 11200 28 100 25 800 12800
300 8,3 9,4 10 20 17350 15320 14 400 7 200 23 100 20400 19 200 9 600 28900 25 500 24000 12000 30600 28800 14 400 35 700 33 600 16800 40 900 38400 19200
400 8.0 8.8 10 24000 21820 19200 32000 29090 25 600 40000 36300 32000 43800 38400 50 900 44 800 59 100 51200
55 7.8 9,2 10 19,6 4230 3590 3300 16800 5640 4 780 4400 2250 7050 5980 5500 2800 7170 6600 3370 8370 7 700 3930 9570 8800 4 490
8,3 7230 9640 1200 ..
9,1 6590 8790 II 000 13200 15400 17600
10 6000 8 000 10 000 12000 14000 16000
20 3000 4000 5000 6000 7000 8000
8.3 10800 14500 18100 — — —
150 9,4 9670 12800 16000 19 100 22300 25500
52
Продолжение табл. 2.11
кр' даН/ем ширины прикладки прочности ленты л3 5доп (даН) при числе прокладок ленты 2
3 4 5 6 7 в
2000 150 10 20 9000 4500 12000 6000 15000 7500 18000 9000 21000 10500 24000 12000
200 8.0 9.1 10 20 15000 13 200 12000 6000 20000 17600 16000 8000 25000 22000 20000 10000 26 400 24 000 12000 30 800 28000 14000 35200 32000 16000
300 8.3 9.4 10 20 21700 19 100 18000 9000 28 900 25500 24000 12000 36100 3] 900 30000 15000 38300 36000 18000 44 700 42 000 21 000 51 100 48000 24 000
400 8.0 8.8 10 зоооо 27270 24000 40000 36400 32 000 50 000 45500 40000 54 500 48000 83 600 56000 72700 64000
Таблица 2.12
Допустимые иктяжеиия реэннотросовых вент
1000
1500
2500
3150
4000
5000
800 1000 1200 1400 1600
9 640 12000 14 500 16800 19300
14 460 18100 21 700 25300 28 900
24 100 30 100 36 100 42 200 48 200
30360 37 900 45 500 53 100 60 700
38 500 48 200 57800 67 500 77 100
48 190 60200 72 300 84 300 96 400
2000
24 100
36200
СО 200
75800
96400
120 400
Допустимые наименьшие радиусы выпуклого участка Д, приведены в
табл. 2.13; меньшие значения радиусов даны при 50 %-ном использовании тяго-
вой способности ленты, большие — при 70 %-ном. Если степень использования
тяговой способности ленты ве определена, го при выборе радиуса Jf, большее
значения можно принимать при расположении выпуклого участаа вблизи нни-
болыпих натяжений ленты Sm8x. т. е. у головного привода нля головного бара-
бана при промежуточном приводе или при оптимальном выборе тнкоразмера
53
опорной раме или на раме натяжного устройства Положение отклоняющего
барабана относительно приводного барабана определяется углом обхвата при-
водного барабана лентой а (см. 2.2). В хвостовой части отклоняющий ба раба ч
устанавлияают на раме натяжного устройства (конвейеры малых типоразмеров)
илн на отдельной раме, которая расположена на расстоянии I—-2 м от перед-
него крайнего положения натяжного барабана. Приближать отклоняющий бара-
бан к приводному или натяжному барабанам на расстояние ближе рекомендо-
ванного ие следует, так как это вызывает усиленный износ подшипников у от-
клоняющего барабана.
В условипе обозначение типоразмера непрнводпого барабана входят шири-
на ленты В (см); диаметр барабана (см); диаметр подшипника (мм) Типораз-
меры иеприводных барабанов приведены в табл 5.3 (£=800-5-1200 мм) Выбор
этих барабанов производится по типоразмеру конвейера по данным, приведен-
ным в табл 5.3. В этой же таблице приведена прочностная характеристика этих
барабанов — допустимая нагрузка iSn доп (даН) на два подшипника барабана
от натяжения ленты при установившемся режиме. Согласно рекомендации [6]
неприводные барабаны должны определяться (проверяться) по фактическим
нагрузкам, действующим на эти барабаны Такой расчет выполняется по резуль-
татам уточненного тягового расчета (см. 3.3).
Натяжной барабан входит в конструкцию винтового натяжвого устройства
н конструкцию натяжной тележки (натяжной рамы) грузового натяжного уст-
ройства. определение типоразмера которых приведено в 2.5 и 3.3. Правильный
выбор диаметров барабанов в значительной мере определяет вормальную рабо-
тоспособность вонвейера С увеличением диаметра барабаков улучшаются ус-
ловия работы привода и ленты, но увеличиваются габариты конвейера и его
стоимость. При необходимости диаметр барабана (включая н приводной) в слу-
чае применения резнвотканевой ленты может быть проверен по формуле
D>K6K„z. (2.6)
где Кв— коэффициент назначения барабана, зависящий от тала ленты и назна-
чения барабана и кониейера (табл. 2.15). В таблице меньшие значения Кв даны
для z=3-=-5; Кя— коэффициент использования ленты (табл. 2.16)
Таблица 2.15
Коэффициент назвачення барабана
Барабан Угол обхвата барабана лен- той а. градус при Кр. даН/см ширины прокладки
ЮС 120-200 250—300 350—400
Приводной 180—240 150—160* 170-180 180—190 190—200
80—90 100—110 110—120 120-125
Натяжной, кон- цевой Отклоняющий, оборотный 180—200 120—130 135—145 145—150 150-160
До 90 100—НО 120—125 125—135 135-140
В числителе даны значения для наэемног
। ’ для опдаенвого конвейеров
Таблица 2.16
Коэффициент использования менты
Бараб
рабан. к допустимому нетяжению (%)
75 —JOD 50—75 25 —SD Менее 26
Приводной 1,0 0,8 0,63
Натяжвд , концевой 1,0 0,8 0,63 0,6
Обороти, н 0,63 0,5 0,4
Отклоняющий - — 0,4 0,32
Пол>1снвое по формуле (2.5) значение диаметра барабана округляют до
ближайшего большего значения из вормального ряда ГОСТ 22644—77 (см 21).
Рекомендуемые НИИРПом диаметры приводных, натяжных и отклоняющих
барабанов, применяемых с резин^тросояымн лентами, в зависимости от типа
ленты прияедены ниже
РТЛ-1000.
РТЛ-1500
Диаметры барабанов (мм), м
менее
прквчэ».тс ................. а «О
иатя4мги . . -z-0
отклоняющего 450
РТЛ-2500 РТЛ-31Ч- ртл'бООО
800 1250 1WO
800 Ю0О 1SGP
600 100Ь
2.5. Выбор натяжного устройства
Тип натяжного устройства и длину хода натяжного барабана с ходовым
устройством (натяжной тележки или натяжной рамы) * определяют в зависи-
мости от схемы трассы конвейера, подвой длины конвейера, типа ленты, а так-
же места расположения натяжного устройства (см гл. 1>. Правильный выбор
длины хода натяжного барабана в значительной мере обеспечивает нормальную
эксплуатацию конвейера. При проектирования необходимо иметь в виду, что
уменьшение длины хода натяжного барабана по сравнению с расчетным резко
усложняет и удорожает эксплуатацию н ремонт лент Чрезмерное увеличение
длины хода натяжного барабана увеличивает габаритные размеры сооружений
и ведет к их удорожанию То же можно сказать н о массе груза грузовых на-
тяжных устройств Увеличение массы груза сверх необходимого резко ухудшает
условия работы ленты и ее стыков Недостаточная масса груза вызывает про-
скальзывание ленты на приводном барабане, что способствует интенспвному из-
нашиванию ленты Рекомендации по выбору натяжного устройства даны н
табл 2 17 Натяжные устройства рассматриваемых конвейеров делятся на два
типа елнговые и грузовые. Грузовые наткжные устройства делятся на теле-
жечные и вертикальные
Типоразмер винтового натяжного устройства выбирается по типоразмеру
конвейера и его длине. Длина хода нетяжкого барабана винтового устройства
* В дальнейшем - длина хода патями ого барабана
57
Таблица 2.17
ннеющях тяжелые условия раОаты (повышенная
еЛИЖЛОСТЬ И а ,-г^гг., ..-......— ivw--
* Лебедочное тележечное устройство применяется в конвейера к типа ЛУ12О и других, из-
готавливаемых для угольной промышленности
Применяют я случае невозможности яспользоваивя грузового тележечного устройства:
геи hi-гаи ленты. Г’гелуснатснваютгя свелства
строАсТел вызывает увеличение количества бг-
может быть 320 мм (дая коннейеров длиной до 15 м); 500 мм (для конвейеров
длиной до 25 м) И 800 мм (для конвейеров длияой 25—40 м). Типоразмеры вин-
товых натяжных устройств п нх характеристика даны в гл 5 (см. табл 5.8).
Пример. Выбрать винтовое устройство дая конвейера 12080-120. длина
конвейера 40 м. Для такого конвейера длина хода натяжного бара, на 800 мм.
Конвейеру 12080-120 с длиной хода натяжного барабана 600 мм соотчлетвует
типоразмер натяжного устройства 12063-100-80 (см. табл. 5.8).
Грузовое тележечное натяжное устройство состоит из натяжной тележки и
грузового устройства, грузовое вертикальное—из натяжной рамы и грузового
устройства Натяжные тележки в рассматриваемом методе расчета выбираются
по типоразмеру конвейера • Типоразмеры натяжных тележек для конвейеров
с шириной ленты В=800-Н20С мм приведены в гл. 5, в табл 59 —без поли-
спаста, в табл. 5.10—с полиспастом, для остальных конвейеров — в каталогах
оборудования [6, 14]
• В уточненном методе расчета (см. 3.3) согласно (61 натяжные тслежкн и рамы вы-
бираются по усилиям, действующим иа натяжной барабан.
58
Грузовые устройства характеризуются наибольшим усилием, создаваемым
устройством Srp, т. е. усилием от максимально допустимого числа грузов. Типо-
размеры грузовых устройств приведены в гл 5. Эти грузовые устройства пред-
назначены как для тележечных устройств, так и для вертикальных. Грузовые
устройства е чугунными грузами могут быть без полиспаста (см. рис. 5.9, о)
и с полиспастом (см. рис. 5.9,6). Выбор грузового устройства производится из
табл. 5.11 по расчетному усилию грузового устройства или необходимой мас-
се груза Grp, или необходимому числу грузов ггр. При этом необходимо соблю-
дать условия. или или агр^апах.
Необходимое расчетное усилие (даН) грузового устройства с учетом пуско-
вого режима с достаточной точностью определяют во следующим формулам:
для горизонтального конвейера с приводом в головной части
S„ = 2JSce;
для наклонного коняейера с приводом в головной части
SH - 2.7Хсб — (й^.срН + frsinfc);
для наклонного конвейера с промежуточным приводом
5П = 2,7Sc6 — (Z^.cpff, + 9т sin ₽а)-
для конвейера с вертиияльным натяжным устройством
SH-2,5Sce (^.срН,-!-^).
где 9т — нагрузка (даН) от массы натяжного барабана с ходовым устройством
(натяжной тележкой, наткжной рамой), которая численно равна массе (кг)
натяжного барабана с ходовым устройством (см. гл. 5); ₽н — угол наклона участ-
ии конвейера, на котором расположено натяжное устройство, градус.
Если полученное расчетом усилие 5„ нельзя обеспечить грузовым устрой-
ством без полиспаста, то вереходят на устройство с полиспастом, т. е на по-
лиспастную натяжную тележку и грузовое устройство с полиспастом. В этом
случае грузовое устройство выбирается по табл 5.11, а натяжная тележка —
по табл. 5 10.
Как видно из табл 5.11, грузовое устройстве (канаты, гирлянды, грузы)
в обеих случаях используется одно к то же. во у грузового устройства с по-
лиспастом благодари соединению груза с тележкой через блоня полиспаста
(кратнссть полиспаста in=*2) усилие, создаваемое грузом, будет в два рава
больше Применяя натяжное устройство с полиспастом, необходимо учитывать,
что ход груза в этом случае будет в два раза больше, чем без полиспаста.
Необходимая масса груза Grp (кг) грузового устройства без полиспаста
10SH .
численно равна усилию Х„ (даН), т. е. Gj-p =--------
Для грузового устройства с полиспастом масса груза грузового устройства
опредатяется по формуле
где «„—кратность полиспаста, g=I0 м/с1 — ускорение свободного падения.
Влияние к. п д. полиспаста и отклоняющих блоков в рассматриваемом мето-
де расчета не учитывается
59
При массе одного груза грузового устройства, равной 90 кг [6]. число грузов:
без полиспаста
6гр
*г" ' 90 :
с полиспастом
—
2гр- 90in
Пример. Выбрать тележечное натяжное устройство для конвейера длиной
60 м с шириной ленты В=1С00 мм (10080-120), натяжное устройство располо-
жено в хвостовой части конвейера Усилие грузового устройства SE=4500 даН.
Транспортируемый груз липкий к втажный. Конвейер длиной более 40 м. поэто-
му принимают грузовое тележечное натяжное устройство. Конвейеру 10080-120
сооткетствует натяжная тележка без полиспаста (см табл. 59) типоразмера
10063Т0100. По заданному усилию SB=4500 даН из табл 5 11 выбирают гру-
зовое устройство без полиспаста с двумя гврляндаыи (Srp=4900 даН) Число гру-
зов zrp, при массе груза 6ГР—4500 кг, определяют по форму те
4500
*гр 90 90
Вертикальные грузовые натяжные устройства, так же как и тележечные,
могут быть без полиспаста и с полиспастом. Для конвейеров с шириной ленты
<В=800-М200 мм вертикальные натяжные устройства без полиспаста—натяжные
рамы поставляются зыесте с грузовым устройством, типоразмеры которых даны
в нормали Е101—11—26—83 [6] Типоразмер такого устройства выбирается по
типоразмеру конвейера- из табл. 5.3 — натяжиой барабан, по которому из кор-
нали выбирается типоразмер устройства. К нему по усилию Su, аналогично те
лежечным устройствам, выбирается из табл. 5 11 грузовое устройство В специ-
фикации натяжное устройство заказывается одной поннцией.
Вертикальные натяжные полиспастные устройства (натяжные рамы) выби-
раются также по тяпоразмеру конвейера из нормали E10I—II—27—83 [6] Гру-
зовые устройства к ним выбираются из табл. 5.1! по усилию Sn
Большим удобством для эксплуатации конвейеров является применение гру
золебедочных натяжных устройств, у которых имеется дебедка для подъема и
спуска груза Такие грузовые устройства успешно эксплуатируются на конвейе-
рах с шириной ленты В= 1600 и 2000 мм, поставляются они СТЗ [14] Новый
каталог оборудования [6] также содержит полиспастные грузолебедочные те-
лежки и грузовые устройства к ним; выпуск этих устройств должен быть нала
жен в последующие годы
Полный ход натяжного барабана £Ппвя (м) для тележечного и винтового
устройства (рис 22, а) в вертикального (рис. 22,6) устройств определяется по
формуле
I пола ^-удл + (-мент- (2-6)
где будп—длина рабочего хода натяжного барабана, вызванная удлинением
ленты (упругим и остаточным), м; — длина хода натяжного барабана, не-
обходимая для выполнения стыковки ленты, м.
Как правило, потный ход натяжного барабана принимается равным не ме-
нее 2 % от длины конвейера.
60
Правильное определение упругого и остаточного удлинения ленты затруднена
отсутствием точных данных о распределении этих удлинений для лент различных
типов. На величину остаточного удлинения лента вытягивается в течение 1—
2 мес эксплуатации, после чего (если длина хода натяжного устройства ограни-
чена) она может быть укорочена на отрезок, равный этому удлинению.
Упругие свойства лент характеризуются коэффициентом удлинения Л,11л
(см гл. 4), значения которого определены при номинальной (для данного типа
иенты) статической нагрузке и принимаемом запасе прочности, т е при волком
использовании тяговой способности ленты
Длина Гуд.т зависит от коэффициента удлинения принятого типа венты
Худа, степени использования натяжения ленты и длины конвейера
При проектировании 1УДЛ (м) определяют по формулам.
для резинотканевых лент
£тдл= (0.02 ч-0,025) L.
где L — длина конвейера (м) с учетом вертикального натяжного устройства.
Меньшие значения коэффициента применяют при неполном использовании тяго-
вой способности ленты н для горизонтальных конвейеров;
для резинотросовых лент
£удл =0,0025L.
Длина хода Z.«DBT, необходимая для выполнения стыковки ленты, зависит
от длины конвейера и натяжения концов ленты при стыковке, т. е провисания
ленты между роликоопорами и барабанами Длина хода £мовт уменьшает по-
лезный ход натяжного барабана, поэтому при монтаже необходимо стремиться
к максимально возможному предварительному натяжению ленты (ее концов),
что обеспечит наименьшее значение £.нолт. Можно считать, что дли всех типов
дент £млвт= (0,005+0,015) t. причем меньшие значения берутся при большем
предварительном натяжении концов ленты.
В ряде стучаен, например в стесненных условиях, возникает необходимость
определении £уял более точно, чем по приведенным выше формулам
Натяжение ленты в различных характерных точках трассы существенно от-
личается друг от друга, что видно из диаграммы натижения ленты конвейера
(рис. 2.3), где по одной оси отложены длины участков ленты Ln, ко другой —
натяжения ленты S( в соответствующих точках Максимальное натяжение ленты
5)
Рис 23 Диаграмма натяжений лен-
ты конвейера
SraaI=SnB, ПО которому из условия
прочности выбирается лента, действует
только в одной точке 4, в остальных
точках лента подвержена значительно
меныпим нагрузкам. Вследствие этого
можно считать, что длина Втлп пропор-
циональна среднему натяжению ленты
Srp.
В рассматрвааемом методе расчета
Stp (даН) с некоторым запасом можно
определить по формуле Scp=(S„o—
-Sce>/2.
Но необходимо иметь в виду, что этой величине будет соответствовать Ьгяя
при установившемся режиме. В момент пуска натяжения в ленте кратковремен-
но возрастают, а следовательно. £урл кратковременно увеличивается.
В рассматриваемом приближенном методе расчета натяжеипя при пуске не
определяют, поэтому, учитывая некоторпе завышеипе результатов данного ме-
тода, вполне допустимо Lrao определять по формулам, приведенным выше. Длч
конвейеров большой мощности, рассчитываемых уточненным методом, Sep оп-
ределяют по результатам тягового расчета (см гл. 4).
С учетом вышеизложенного длина рабочего хода натяжного барабана для
.резинотканевых лент может быть определена по формуве LTaa^LScl>KyB3i/Sii.oa=~
^LSccKiB„nQ/KezE Из формулы видно, что, изменяя ширину ленты и число
и тип ткани прокладок, можно влиять на величину длины LrBn.
2.6. Расчет тормоза и муфт
На наклонных конвейерах, на которых возможно самопроизвольное обрат-
ное даижение ленты с грузом вниз (когда продольная составляющая массы гру-
за больше сил сопротивлеипя движению ленты), на валу приводного барабана
или какой-либо другой передаче привода необходимо устанавливать специаль-
ные автоматические тормозные устройства (храповый останов, электромагнит-
ный тормов и др.). Эти устройства следует применить для коввейеров с углом
.наклона 6° м более
Для конвейеров со сложной трассой учитывается условный угол наклона
конвейера р', определяемый из выражения sin ₽'=-Zf/Lr При ₽'<6° тормозное
устройства не устанавливают *.
Каждому типу привода соответствует определенный тип тормозного уст-
ройства (см. гл. 5). характеризуемого тормозным моментом Мг (даН-м), кото-
рый при необходимости может быть определен по формулам:
на валу приводного барабана
AfT> krH - Ку(Р- 9г«)1 -у;
(2.7)
* Тормозные устройства применяются в магистральных конвейерах имеющих ₽'<6‘.
для Волге выстрой их остановки
62
Ферма 2.1 Расчет ленточного конпайера приближеннь м методом
Объект _ __1стадия_ IРасчет №
Длина конвейера Lf м 90 Схема трассы конвейера -Л—Ут.
Высота подъема 18.2
Производительность О, т/ч 1200 ?fh- 90 т
h я Наименование Руда st-
Крупность, мм 0-50 £ Вид Общего назначении
Насыпная плотность у, т/м1 1.8 Скорость у. м/с 2
Угол <р. градус 40 Угол Ср. градус 30
Условии окружающей среды (на воздухе, в галерее. Г °C воздуха) В отапливае- мой галерее |ф f *|8 ? = М 1 11 и 1-’Й ь KJ Е
Время работы в сутки, ч 24
h1 S ,г S "*• н •м 1 s -$и6 +sc6- -671В+18S0 = 8568 даН
„ КРч 1.15 4360 2 N - 129 кВт D ,021) 102 0.85 Типоразмер приводного Барабана 12080Ф-150
*%, = ₽ “ = *068-0.4 = 1047 даН м Типоразмер конвейера «2080-160
«1 = 0.35 | а =210° | Я. = 1.38 Деигвтель Тип 4А280М4УЗ; N = ,32 кВг; л = 1500 об/мин
$„в ~ркс -*868-1.38 = 6718 даН Редуктор Тип Ц2Н-450. । - 31,5
- SH6 - я = 6718 - 4В6Ч = «850 даН
1-40000-150-1 1601
2900 Т50-60-1 1 ДО-1 1
Лента 2-1200 6—ТК 100-6-2-Б ГОСТ 20-76
Типоразмер винтового натяжного
устройств, натяжной тележки,
12080ТО 120
Исполнил ----------------------- ----------Проверил
на валу двигателя
AST>[flrH-Ky(P-flrH)l (2.8)
где Ку=0^-5-0.6 — коэффициент возможного уменьшения сопротивления конвейе-
ра (меньшее значение — для тяжелых условий работы конвейера)
Тним муфт, применяемые для соедикеипя редуктора с двигателем и бараба-
ном для рассматриваемых конвейеров, приведены в гл. Б Муфты могут также
выбираться из каталогов по крутящему моменту AfKp (даН-м). который опре-
деляется по формулам.
для быстроходной муфты (двигатель — редуктор)
для тихокодной (редуктор—приводной барабан)
В форме 2.1 приведен пример расчета ленточного конвейера приближенным
методом, выполненный ва бланке, использование которого сокращает время на
расчеты и упрощает их оформление и условия хранения.
2.7. Расчет конвейеров, работающих на спуск
и имеющих сложную трассу
Расчет конвейеров, транспортирующих груз вниз, имеет ряд особенностей.
Это обусловлено тем. что груз, движущийся под уклон, обладает энергией, ко-
торая в данном случае передается ленте, роликам, барабанам, приводу и рас-
ходуется ва преодоление сопротивлений, возникающих при движении груженой
ленты. Если эта энергия превышает указанные сопротивления, то двигатель при-
вода конвейера работает в генераторном режиме, отдавая энергию в электри-
ческую сеть. Эта особенность должна быть учтена как при выборе места распо-
ложения привода и расчете конвейера, так и при проектировании электротехни-
ческой части
Расчет привода конвейера, работающего на спуск, производится по форму-
лам. приведенным в 2.1. Ниже даются лишь отличительные особенности расчета
указанных конвейеров
Предельный учл накюна конвейера, транспортирующего груз под уклон,
должен быть на 6—8’ меньше соответствующих значений, приведенных в
табл 1 I, но во всех случаях не должен превышать 10—12°
Скорость ленты для конвейеров, транспортирующих груз на спуск, рекомен-
дуется выбирать по табл 1 4 причем целесообразно принимать меньшие зна-
чения
Окружное усилие на приводном барабане определяют для двух режимов
работы конвейера: установившегося без груза и с грузом.
Для определения окружного усклня на приводном барабане незагруженного
конвейера (дг=0) формула (2.1) примет вид:
р- (?;+т сР) <2 ч
«4
Для определения окружного усилия на приводном барабане загруженного
понвейера, работающего на спуск, формула (2.1) примет вид:
рс=о,ы^(,Р+,;+,;+2вл.„)-«,я. (2.Ю)
Если первый член формулы (2.10) обозначить Ри, а второй — Аз, то
РС = РК—Л- (2.11)
Знак минус перед вторым членом в формулах (2.10) и (2 11) означает, что
составляющая окружного усилия от массы движущегося на спуск груза соот-
ветствует усилию qTH, способствует движению ленты вниз и расходуется на
преодоление сопротивлений в роликоопорах и барабанах. Разность усилий Рк
и А3 определяет веобходимое окружное усилие прваода коввейера Для обес-
печения нормальвой работы прняода в генераторном режиме необходимо, чтобы
сопротивление в роликоопорах и барабанах, т. е. коэффициент сопротивления ы>,
прн расчете уснаия Р„ таких коннейеров принималось минимально возможным.
Поэтому прн определении Рп коэффициент в> может быть уменьшен в 2 раза,
что имеет место в формуле (2.10).
При определении Окружного усилия привода, работающего в генераторном
режиме, сонротивление движению ленты в зависимости от различных неучтенных
условий работы конвейера должно приниматься минимально возможным. Поэто-
му с достаточной для данных расчетов точностью коэффициент, предусматриваю-
щий уве течение указанных сопротивлений, Кд=1.
Если при расчете по формуле (2.10) Рс<0. т. е. имеет отрицательное зна-
чение, то, как указывалось выше, это означает, что избыток энергии движущего-
ся под уклон груза передаётся через двигатель в электрическую сеть; двигатель
в этом случае работает в генераторном режные При таком значении Рс привод
целесообразно располагать в хвостовой части ипнвейера.
Расчетная мощность двигателя Np определяется по большему абсолютному
значению окружного усилия Р' на приводном барабане незагруженного кон-
вейера в установившемся режиме (режим IV) н окружного усилия Рс.
Прн Р’>РС мощность (кВт) двигателя
При Р'<Ре мощность двигателя
При таком расчете обеспечивается работа дилгателя без перегрузки как при
незагруженной ленте (в двигательном режиме), так и при работе конвейера под
нагрузкой (в генераторном режиме).
Тормозной момент. На конвейере, перемещающем груз вниз, тормоз дол-
жен не только удерживать конвейер от самопроизвольного движения, ко и оста-
навливать движущийся конвейер, т е. в течение определенного промежутка
времени (на определенной длипе пути) поглотить кинетическую внергию груза
н движущихся частей конвейера.
Расчет тормозного момента необходимо производить для случая остановки
груженого конвейера с учетом статических сил и сит инерции, принимая ве-
3 Ззк. 1082
65
Рис. 24. Схема трассы конвейера
Рис. 25. Схема конвейера со слож-
ной трассой
сколько завышенное значение тормозного момента, определенного по формулам
(2.7), (2.8), и вводя в правую часть множитель, равный 1,25
Пример. Требуется рассчитать горизонтально-наклонный стационарный
конвейер, транспортирующий груз на спуск, устанавливаемый в отапливаемом
помещении с повышенной влажностью н большим количеством абразивной пыли.
Производительность конвейера Q=1200 т/ч; скорость ленты с=1.6 м/с Схема
трассы конвейера показана на рис. 2.4. Транспортируемый груз — руда крупно-
стью 0—100 мм с углом естественного откоса q>=35<5 и насыпной плотностью у—
= 1,8 т/ма. Угол найлона боковых роликов роликоопор ар'=30°
Ширину ленты определяют во формуле (1.1):
, / О , / 1200
" 1 а? Г Ж-..С.1.8"1-13 "
Принимают В=1200 мм.
Угол найлона конвейера р=8с. По табл. 2.1 устанавливают, что заданный
угол найлона допустим.
Окружное усилие на приводном барабаве незагруженного конвейера опреде-
ляют по формуле (2.!)):
R - (?' + д' +2?л.ср) = 1,55-170-0,04 (50+ 10,3-f-2-20) = 1057 даН.
Окружное усилве на приводном барабане загруженного конвейера определя-
ют по формуле (2.10):
Ро = O.SLfW (qr + g' + qp + 2?л.ср) — qrH =0.5-170-0.04 (208 + 60 + 10.3 +
+ 2-20)—208-20 =3112 даН.
Расчетную мощность двигателя привода Л'р определяют по большему абсо-
лютному значению (без учета знака) усилия Рс (2.12);
ЗШ1.6^=44кВт
р 102 102
Расчет привода конвейеров, имеющих сложную трассу с подъемами и спус-
ками (рис. 2.5), производится для двух вариавтов загрузки (режим установив-
шегося движении), когда: загружены горизонтальные участки н участки с подъе-
мом трассы конвейера, а участки, работающие на спуск, не загружены (вари-
ант 1); загружены только участки трассы, работающие на спуск (вариант 2)
Вариант ! Окружное усилие на приводном барабане Р (даН) с учетом
частичной загрузки конвейера овределяется по формуле (2.1):
Р — (qp + + 2?л. ср) + -
66
Вариант 2. Окружное усилие на приводном барабане с учетом частичной
загрузни конвейера Рс (даН) определяется по формуле (2.10):
Рс 0,5Дги (9* + </' -t- 2?л.ср) + 0,.
Расчетная мощность даигателя (кВт) определяется по большему абсолют-
ному (без учета знака) значению окружного усилия.
При Р>РЕ расчет мощности двигателя ведется по формуле (2.3) При
Р<РС мощность двигателя определяется но формуле (2.12), в этом случае
двигатель будет работать в генераторном режиме.
ГЛАВА 3
УТОЧНЕННЫЙ МЕТОД РАСЧЕТА
ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
3.1. Исходные данные для уточненного тягового расчета
Уточненный метод расчета включает в себя уточненный тяговый расчет, в ко-
тором определяются натяжения ленты в характерных точках трассы конвейера,
в определение во результатам тягового расчета типоразмера коияейера, при-
водного барабана, натяжного устройстна и ленты, мощности привода, нагрузок
от отдельных частей конвейера и других параметров.
Исходными для уточненного тягового расчета являются:
данные, аналогичные данным для приближенного метода расчета (см. 2.1),
г. е. расчетная производительность С. скорость ленты v. характеристика транс-
портируемого груза, условии окружающей среды, а также линейные нагрузки
Ал ст. Ар'. Ар" н 9г. которая определяется по формуле (12). Линейную нагрузку
(Ал.ср) от массы ленты можно принять по табл. 2.4, или, предварительно задав-
шись типорзамером ленты, из табл. 4.2 (9л). или из приближенного расчета
»см. формулу 21);
расчетная схема трассы конвейера (рве. 3.1), на которую наносятся харак-
терные точпи, т. е точки перехода прямых участков ленты в криволинейные, на-
бегания и сбегания ленты с приводного, натяжного, концевого барабанов, а так-
же условно принимаемые за точки участки соприкосновения ленты с отклоняю-
щими барабанами.
При составлении схемы трассы радиусы криволинейных участков выбирают:
выпуклых Яг— по табл 2.13, когнутых Яа— по табл. 2.14. Параметры криволи-
нейных участпов конвейера выпуклых с Я| = 10 м в вогнутых с Ifa—100 м приве-
дены соответственно в табл. 3.1 н 32.
Криволинейный участок венты, поднимаемый разгрузочной тележкой, услов-
ие разбивают на два участка- горазонтальный и наклонный. В табл. 5 14 для
различных типоразмеров тележек даны длина горизонтальной проекции наклон-
ного участка 1Г высоты его подъема Нс,' а также другие размеры, необходимые
для расчета трассы конвейера при установке разгрузочной тележки. Максималь
пое приближение разгрузочной тележки к наклонному участку конвейера (см.
рис. 3.1) допустимо до положения, при котором наклонные участки конвейера
3*
67
Рис 3J Расчетные схемы трассы конвейера для уточненного метода расчета
(обозначении см. рис. 2.1):
о — с приводен в головной части я разгрузочной тележкой: б — с двухбврабаяным про-
н тележка располагаются на одной линии. Чтобы избежать отрыва ленты от
роликоопор, угол наклона р должен быть равен кли больше угла наклона на-
клонного участка тележки.
Характерные точки трассы пронумеровывают, начиная с точки сбегания лен-
ты с приводного барабана, натяжение в которой обозначается Sj или Sc<s. и до
точки набегании дейты на приводной барабан, натяжение в которой обозначает-
ся Sn или Sne- Этими точками трасса конвейера разбивается на участка.
В табл. 33 приведен расчет сопротивлений даяженню ленты на отдельных
участках трассы конвейера (в дальнейшем — сопротивления участков трассы':
различные схемы и необходимые дли расчета параметры участков, а также
формулы для определения сопротивлений участков W. В таблипе приняты обо-
68
Таблица 3.1
Параметры выпуклых участков для
(/?» = 10 м)
Размеры
Рк, ПИ ДУС 'г 'л h 1, I. 1, 1,
6 1,045 1,047 0,055 0,525 0.521 0,014 0,001 0,014
7 1,219 1,222 0,074 0,612 0,607 0,019 0,001 0,019
8 1,392 1,396 0,097 0,699 0,692 0,024 0,002 0,024
9 1,564 1.571 0,123 0,787 0,777 0,031 0,002 0.031
10 1,736 1.745 0,152 0,875 0,862 0.038 0,003 0,038
11 1,908 1,920 0,184 0,963 0.945 0,046 0,004 0.046
12 2,080 2,094 0,218 1,051 1.028 0.055 0.006 0.055
13 2,249 2,269 0,256 1,139 1,110 0,065 0,007 0.064
11 2,419 2.443 0,297 1,228 1,191 0,075 0.009 0,074
1Ь 2,588 2,618 0,341 1,316 1.271 0.086 0,011 0.086
16 2,756 2,792 0,387 1,405 1,351 0,098 0,014 0,097
17 2.924 2,967 0,437 1.494 1,429 0,111 0.016 0,110
18 3,090 3,142 0,489 1,584 1,506 0,124 0,019 0.123
19 3,256 3,316 0,545 1,673 1,582 0,139 0,023 0.137
20 3,420 3.461 0,603 1,763 1,657 0,154 0,027 0,152
1 | 3,584 3,665 0.664 1,853 1,730 0,170 0,031 0.167
’2 3,746 3.840 0.728 1,944 1,802 0.187 0,035 0.184
П рпксчение Л-гя других
умножением табличны* дайны* для
—34 м С»24/10=2.4
метры определяют
SBffHJCCB, нвпрндср R, — -4
‘, = 10 м на коэффициент а >
69
Таблица 3.2
Параметры вогнутых участков для
(R— 100 м)
Размеры, мм
1г ft 1, i. I, f.
6 10,453 10,472 0.548 5,241 5,212 0,137 0,007 0.137
7 12.187 12,217 0,745 6,116 6,071 0.187 0.011 0.187
8 13.918 13,963 0.973 6,993 6.925 0,244 0.017 0,244
9 15,643 15,708 J.23! 7.870 7,773 0,309 C. '4 0.308
10 17,365 17,453 1,519 8,749 8,616 0.382 о.озз 0,381
11 19,081 19.199 1,837 9.629 9,452 0,463 0.044 0.460
12 20.791 20,944 2,185 10.510 10,281 0,551 i 8 0.548
13 22.496 22,689 2,563 11.394 11,102 0,647 0,073 0,643
14 24,192 24,435 2,970 12,278 11,914 0,751 0,092 0.745
15 25,882 26,180 3,407 13,165 12,717 0,863 0,113 0,856
16 27,504 27,925 3,874 14,054 13,510 0.983 0.137 0,973
17 29,237 29,671 4,370 14.945 14,292 I.1H 0.164 1,098
18 30.902 31,416 4,894 15,838 15,062 1,247 0,195 1.231
19 32,557 33,161 5,448 16,734 15,823 1,391 0,230 1.371
20 34.202 34,907 6.031 17,633 16,569 1.543 0,268 1,519
21 35.837 36,652 6,642 18,534 17,303 1.703 0,310 1,675
22 37,461 38,397 7,282 19,438 18,023 1.872 0,357 1,837
Примеченое. Дтя других
умножением табличных данных дая
—280 н 6=280/100=2.в.
рзднусоз. Например = 280 м. асе параметры определяют
К, =100 м на коэффициент b=J?tflOO- Налр«М-р, Для /?,=
Таблица 3.3
Расчет сопротивлений движению ленты на участках трассы конвейера
Участок трвссы Схема участка Сопротивление W, даН
Горизонтальный верхней |т W = (<?г + 9л + <Jo) ,w
и- и и и и d
Горизонтальный нижней t—\ »' = (<?л + 9р)^
W (9г + ?л + <7р)М®±
Наклонным верхней ветви ± for + 9л) Л
Наклонный нижней ветвн W (9л + 9рр.®^9лЛ
/чА
Криволинейный выпуклый U' - [Sf + (<7r + Чл 4- 2$')х
верхней ветви •Sf\\ ^Я,1 ₽К^± Йг-*-?л)Л
Крниолинейный вогнутый т- w - (чг + Чл-i- <7ррг®±
верхней ветви ±frr + «n>*
н—
z S,-
Криволинейный выпуклый = Isi +9(flu + Чр) ^11 х
нижней ветви X Рк» =F 4nh
71
Продолжение табл. 3.3
Загрузочное устройство
fустройства)
Борта укрытий
Плужковый сбрасыватель
Продолжение табл. 3.3
Учасгол трассы Схема участка Сопротивление 1F. даН
Криволинейный вогнутый нижней ветви 1 Jk Ч7 — + ^ltW=Fqnh
Головней, хвостовок н на- тяжной барабавы, а — -180 -5- 210° — № 0,04 Sj
Оборотный барнбав, а = 70-110° W 0,03 S;
Отклоняющий барабан прн а<30° IV =e 0.02 St
Спуск, подъем ленты У~! V' = ^qnl
Разгрузочная тележка W’= 0,1 st
Загрузочное устройство (устройстаз) IV =0,9* (прабавить к IV участка)
Схема участка
Сопротивление W. даН
В7 = 0,9* + 500^ у1б
где у, т/м3; (прибавить к
участка)
к' - К'1б. где К, = 3-=-5
даН/м дли В <1000 мм. /<,=
=6—10 даН/м для В > 1000
мм (прибавить к W участка)
К' = К'п ЧгВ. где - 3 для
мелкокускового £груза, {/<’=
= 3,5 для среднекускового
груза (прибавить к IV участ-
ии)
шжввЯ — на .
кия: 1 В {формулах [верхние знак—для конвейеров, работающих ва подъем
2. 1А_ = П.1..0 9Нмппо Я .....ж., л ч . г, Г- . __________ *
Luth чт предварительно не определялось, то вместо flj] ол табл. 4.4 принимать q
расчете нонвейерои -питателей, загружаемых из-под бункеров, необходимо-учиь^а’й’лополвитр-
львое сопротивление от давления груза на ленту. -учтынать дополивте-
.'нвчения: Si-натяжение ленты в начале участка (даН); (о —длина бортов
вдоль ленты, ы. При определении сопротивления участков с загрузочными усг-
ройсгвами с достаточной точностью можно считать, что число загрузочвых уст-
ройств незначительно влияет на сопротивление этих участков, так кек нагрузка
Чг для каждого устройства уменьшается пропорционально числу устройств. По-
пону при состаилеиип расчетной схемы конвейера с несколькими загрузочными
устройствами необходимо учитывать сопротивление одного загрузочного уст-
ройства. Остальные устройства учитываются сопротивлениями бортов укрытий,
зде (0 (см. табл. 3.3) —суммарная длина всех остальных загрузочных устройств.
1.2. Уточненный тяговый расчет
Для каждого расчетного режима работы конвейера (см. 1.7) производится
soft уточненный тяговый расчет. Учитывая большую трудоемкость выполнения
анх расчетов аналитическим способом, уточненные тяговые расчеты рекоменду-
ется выполнять с помощью ЭВМ (см. 3.4).
Натяжение ленты в характерных точках трассы конвейера для каждого
зежима определяется в два втава.
73
1-й этап. Составляют выражения, определяющие натяжения ленты во всех
характерных точках, от S|=Sce до Sn=SnB. "“’=«»« последовательно натя-
жения в данных точках через натяжение ___„
жеияе в каждой характерной точке трассы 5< равво сумме натяжений в
душей точке $2-, н сопротивления участка
| Si ScB;
I s.-sce +yx-.;
где т]в—к. п. д. приводного барабана, который определяется по формуле
5. выражая последовательно натя-
(даН), учитывая, что натя-
-----------------------* _ преды-
1 + щ, (2КС- 1) ’
где шс — коэффициент сопротивления вращению приводного барабана (с уче
тем сопротивлений очистительных устройств и изгиба ленты). Для установив-
шегося режима Шб=0.04, для пускового wc=0,06. Значения Кс см. в табл. 2.10
К. и. д. приводных барабанов для режимов установившегося t]o и пускового
Че' при наиболее часто встречающихся значениях pi и и приведены ниже. В чис-
лителе даны значения к.п д. для «=210°, в знаменателе — для а=400°
(3-1)
j s;-s;+r,_;
( S„-S„s-S„_14
где W — сопротивления рассматриваемых участков (см. табл. 3.3).
После подстановки и сокращенай последняя строка выражений (3.1) при-
мет вид
' “ • ’ (3.2)
Чб
Че
0,25 0.3 0,35
0,91/0,95 0,93/0,95 0,93/0,3
0,86/0,92 0,89/0.93 0.95/0.93
По аналогии с приблнженвым методом по окружком}' усилию Р и нагрузке
на барабан 3 (см 2.1) из табл. 28 выбирают типоразмер приводного барабайа
и типоразмер конвейера •.
Sfjft = t^ScO + b*
где b,. bt — коэффициенты. „
2-а srm. Тяговый ф>Ктор приводного барабана г“ одиобарабаввого древо- “"Р™одиые барабаны
да и приводных барабанов еи (а'+“ > двухбарабанного привода определяется со- твующей на неприводные барабаИЧеСК°Й ВДГ₽>ЗКе S' 07 натяжения ленты, дей-
огношением между натяжениями ветвей денты, :-*-------“° ия поиводной »ейера (режим II) [6] Нагруз₽ S'** П₽И уСтаиовнвшеМсп режиме работы" кон-
барабан и сбегающей Зсе с приводного блрабана: ку лля каждого иенриводкого бапабана оппеле-
9 4 еНв/рМ <»+“"•) — в табл 210.
Значении н приведены в табл. хл». е
Таким образом.
^набегаюшёй^Зев на приводной -ейера (режим II) [6]. Нагрузку S' для каждого ненриводкого барабана опреде-
* яют по формулам (табл. 53) с использованием результатов уточненного тяго-
вого расчета, т е. величин натяжения ленты на барабанах S/. Расчетная ва-
грузка S' должна быть не больше допустимой нагрузки 56.ЛОВ на неприводиой
барабан (см. табл. 53), т. е. S’<Sc ВоВ.
Данный метод выбора (проверки) непрнводных барабанов рекомендуется
дли конвейеров с мощностью привода более 50—75 кВт, для которых выполня-
(3 3)Ются уточненные тяговые расчеты. Ревсмендации по установке барабанов и про-
верке их диаметра приведены в 2.4.
Мощность привода. Расчетная мощность двигателя Nv (кВт) определяется
(3.4'“° ♦°₽“Уле
Решая совместно (32) и (3.3), получают
ScB =
N Р°К
И 41 значеиие Sc0 подставлиют последователь* Р Ю2т]р
,о^ЛуЧеН2ХльтатеФчегоЛполу'1ают натяжение ленты во всех рассматриваемы 1де р_ окружное усилие (из расчетя режима II); т]г—к.г. д. редуктора; дли
в (3.1). в результате ч режимов I и II Т)р-=0.94. для режимов III н IV ч₽=0.65.
точках. Приводной механизм и другое оборудование привода выбирают из табл. 5-4 _
лКнмтпаяим конвейера (Для В до 1200 мм) или каталогов [6, 14]
3.3. Расчет И выбор основно РУ Лема. Расчетное число гроиладок еР подсчитывают по формуле (2.4), при
,, „ . ппп>г>яя типоразмеры конвейера, барабанов, натяжно тележк м принимают по результатам расчета выражений (3.1>. Выбор типораз-
Мощность привода, типораз £ тягокого расчета рс см в и 4
Если предварительно принятая для тягового расчета нагрузка q„ fp, q„ отли-
чается не более чем на 15—20 % от нагрузки qn для выбранного типоразмера
конвейера. Окружное усиняе на приводш»ЖнтЫ1 то расчет считается окончательным. При большем расхождении тяговый
I «счет повторяют для нового виячения qB.
Мощность привода, типоразмеры ~-г____
(рамы) и ленты определяют по результатам уточненного тягового расчета рс
жима II (установившийся с грузом), грузовое устройство—режима I (нусковс;
с грузом).
Приводной барабан, типоразмер
бврабане (даН) определяется по формуле
(З.к • Типорезыеры копвейеров с шириной ленты волее 1200 км выСнрешт по каталогам
75
74
Натяжное устройство. В данном методе расчета в отличие от приближенно-
го метода типоразмер натяжной тележки и натяжной рамы выбирается или про-
веряется по фактическому усилию, действующему на натяжной барабан при
установившемся режиме работы конвейера S', т. е. необходимому усилию натяж-
ного устройства. Это усилие равно сумме натяжений ленты в точке набегания
ленты на натяжкой барабан и в точке сбегании ленты с барабана, т. е приме-
нительно к схеме конвейера (рис. 3.1,6) S'=S4+S6. Усилие S' не должно быть
больше допустимой нагрузки на натяжкой барабан Se доп, значения которой
Таблица 3.4
Расчет грузовых устройств
Примечания: 1 Натяжения 3,. 3, принимать из расчета пускового режима; 3?т —на-
грузка от массы натяжной тележки, натяжкой р»ы. даН; 3 Стены устройств даны только с
полиспастом; 4. = 0.02 —• коэЗфичиаит сопротивления передвижению ходового устройства
(тележки)5р1к — число перегибов троса натяжного устройства (без блоков полиспаста);
—О.йТ’’1 —х. п. д- полиспаста, еда m — число блоков полиспаста.
76
приводятся в табл. 53, 58, 5.9, 5.10, а для других конвейеров в каталогах
(6. 14], т. е S'-cSe.noe.
Вторым отличием является то, что усилие грузового устройства Хв (даН)
и масса груза грузового устройства Grp (кг) в зависимости от схемы устройства
определяется по формулам, приведенным в табл. 3.4.
При массе едкого груза грузового устройства, равной 90 кг, число грузов
4 определяется по формуле
ггр ~ Grp/90;
Обращается внимание на то, что тележки н рамы выбираются по результа-
там расчета режима II, а грузовое устройство — режима I.
Пример. Выбрать тележечное натижиое устройство для конкейера с ши-
риной ленты В=1200 мм; натяжное устройство расположено в хвостовой части
конвейера Транспортируемый груз влажный и липкий. Расчетное усилие натиж-
«ого устройства 5=15000 даН, усилие грузового устройства SB=18 750 даН.
По заданному усилию 5'= 15 000 даН из табл. 5 10 выбирают ближайшее ббль-
шее значение допустимого усилии 5ц.д<ш=19 ООО даН, которому соответствует
полиспастная натижиая тележка с очистителем 12080ТПЛО-160. Грузовое устрой-
ство с полиспастом выбирают по-усилию 5В (см. табл. 5.11). Данному усилию
соответствует грузовое устройство с полиспастом с тремя гирляндами (5гр—
19 400 даН). Чисто грузов zrp, которое необходимо для создания усилии 5П^
18750 даН, определяют по формуле (см табл. 3.4)
Grp _ 10 5Д___________18 750
гг₽_ 90 * g 90гс1]п 90-2-0.972 “ 11 1
где 90 — масса едкого груза, кг.
Длину хода иатяжкого устройства определяют по формуле (2.6).
Проверка принятого при составлении схемы трассы конвейера (см. 3.1) ра-
диуса вогнутого участка производится ио формуле
где S«=S7=Se+W’(!_7=-Se-Kfl„+flp')fra/+flnft—натяжение ленты в конечной точ-
ке вогнутого участка при загруженной ленте до вачала кривой и порожней лен-
те на саком криволинейном участке (даН). Схема такой загрузки конвейера при-
ведена иа рис. 3.2; Кк—коэффициент, имеющий следующие значения; при гру-
зовых натяжных устройствах 1,2 (резинотканевые ленты) и 1,3 (реЗинотросовые
ленты); при лебедочных натяжных устройствах 1,4 (резинотканевые ленты) и 1,5
(резинотросовые ленты).
Кк —коэффициент, зависящий от угла наклона конаейера. Прн 0=0+8°
Кк 1. ври 0=9+12° /(«'=1,04, при 0—13+15® /(«'=1,07, при 0=16+18’ /(«'=
•= l.i, S6 и Si (см. рис. 3.2) — натяжение тенты из расчета режима II.
В формулы определения радиуса 7?» и натяжения 5« необходимо подставить
нагрузку Чп от фактически принятой ленты.
В исключительных случаях, когда нет возможности (например, при ренов-
струкннах или стесненных условиях) принять необходимое значение радиуса /?з,
В местах возможного соприкосновения незагруженной ленты СО строительными
конструкциями необходимо устанавливать специальные устройства с прямой ро-
лнкоопорой или барабаном.
77
Рис. 3.2. Схема загрузки участков
конаейера при определении радиуса
Ri
Рис. 3.3 Расчетная схема трассы кон-
вейера
Пример. Рассчитать конвейер, расчетная схема трассы которого с уточ-
ненными данными приведена на рнс. 3.3. Исходные данные для расчета и выбо-
ра оборудования (см. форму 21): ширина ленты В-=1200 мм; скорость ленты
о=2,0 м/с; линейные нагрузки фг=167 даН/м, фр'=БО даН/м, <?р"=10,3 даН/м.
Предварительно из табл. 2.4 принимаем линейную нагрузку qB ср—20 даН/м.
Уточненный тяговый расчет. Формулы для определения постоянных расчет-
ных линейных нагрузок <?и, фИ1 и результаты расчета их сведены в табл. 3.5.
Таблица З.Б
Расчетная формула Нагрузки. даН/м
Режим I ta=0.061 Режим II (п)=0,0П
9в = (Яг + fti.cp + <$“> = (167+20+50) и=237ш 14,22 9,48
9и (<?л.ср + <7р)® =(20+10,3) w= 30,3w 1,82 1.2
?rp = ffr + 9л .ср =167+20= 187 187
Расчет режима П (установившийся с грузом) при Q=1200 т/ч, w=0,04
проводят в дав этапа:
S» = Sce;
1. si= Si+ ^1-81
IF,-, = 0,025,;
S1=S, + 0,02S1= 1.02S,;
Ss = Sa + «7,_,;
= 1,2-1.85 = 2,22 даН;
S,= 1,02$,+ 2.22;
78
S, = Sa -}- IFj. t;
Л-4 = Is» + (fti-cp + 9p) *il Pk^ — «n-cph == |Sa-b(204-10,3) - 15J-0,31416-0,04—
v -20-0.734 = 0,015j+4,5S—14,68 = 0,015, —10,13;
S* = 1.025,-1-2,22 + 0,015,— 10,13= 1,035,-7,91;
Sb = S1 + IFi_e;
B71_» = W — «>i.cph = 1,2-31,17 — 20-10,12 = 37,4 — 202,4 = —165 даН;
5. = 1,03S, — 7,91 + (— 165) = 1,035, — 157,09;
5я = 5„4 IF^,;
V'b^d^^bI — ftt.cpft- 1.2-46,353 — 20-7,342 = 55,62— 146,84=—51,22 даН;
Se= 1.035,-157.09 — 91,22= 1,035,-248,31,
Ss’=S. + U7e„,;
Г^,^9в1= 1,2-4 = 4,8 даН;
S7- 1.035,-248,31+4,8= 1,035,-243,51;
Sa = S7+’IF7_8;
IF7_B = 0,0257;
Sa = 1,0351 — 243,51 + 0,025,= 1,055,-243,51;
Se = Ss +
«’’в-а — 0,045a;
S8 = 1.055,-243,51 + 0,045,= 1,095,-243,51;
sl0=s. + w76-JB:
[IFB_JO = QBl+0,9?r = 9,48-5+0,9-167= 197.7 даН;
S„ = 1,095,-243,51 + 47,4= 1,095,- 196,11;
S,i = Sjo + K'n-n!
^to-u = 9s1 + 9rp8 = 9,48-46,353+ 187-7,342 = 439,43 + 1373 = 1812,43 даН;
a,, = 1 >095, —196,11 + 1812,43 = 1.095, + 1616,32;
=9b( +9rph = 9,48-3] ,17 +J184-10,12 = 296,49+ 1862,08 = 2158,54 даН;
S„ = 1,095i + 1616,32 + 2158,54 = 1 ,095, + 3775;
Sia $id+ is-
{ l^ij—ia — [Sit+ (<7г + 9л.cp +j7p) 1 Ph® + ^rph [Sis+ (1^7 + 20 + 60) 15J x
X 0,31414-0,04 + 187-0,734 = O.OlSi + 35,55 + 137,3 = 0,015! + 173I
Sj3 - 1,095!+ 3775+ 0,0151+ 173= 1,151 + 3,948;
S14 = sla + IF1S-1<:
П\з„и = 9вг = 9.48-2,85 = 27,02 даН;
S„ = 1,151 + 3948 + 27,02 = 1.15X + 3975,02;
2 Si4=Sc6=Sie,“I, где в данном случае |i=0.35; а=210°=3,66 рад Решая
-•iBMecTHO да а уравнения для 5>«, определяем 5а:
I.15i +3975.02 51^*® — 513,61;
3975,02
2,5ISj ₽ 3975.02; 5, = —g — = 1584 даН.
79
Таблица 3.6
Натяжение ленты (даН) для режимов
пускового (o’-=0,06)
У (U-W4)1 *
§za»2S. S. = 1,025.4-2,22 S4 = 1,035. — 7.91 SB= J ,03S, —157,09 Se = 1.035,-248,31 S7 = 1.03S,—243,51 Se= 1,055,-243,51 Se = 1.095, —243.51 SI0= 1.09$. —196.11 S„ — 1,095,-4- 1616.32 £,,= 1,095, +3775 S„ = l.lSj-l 3948 SM=SBe=l,lS, + 3975 S.= 1584 Ss=J£l£_ Ss = 1618 S4 - 1624 Ss = 1474 S6 2=1383 S, _ 1388 SB = 1420 Se = 1483 S1D = 1530 S„ = 3343 S,2 = 5502 SM = 5690 Su = 5717 S, = 1767 S, = 1802 5. = 1806 s; = 1835 SB = 1689 5, = 1627 S, - 1634 Ss — 1670 S, — 1740 S,n= 1811 S„ - 3843 S,e - 6149 S„ = 6339 SM = 6380
Подставляя 5,= 1584 даН в выражении для S,—S14j вычисляют иатяженве леи
ты в каждой точхе. Результаты расчетов для режимов I и II сведены в табл. 3.6
Расчет и выбор основного оборудования конвейера. Окружное усилие на при
водном барабаве
р SBf,Sca 5717 -15841
" =------------= ----ТТ7----.= 4444 даН.
Т]б 0.93 |
Нагрузка на приводной барабан
S =Sse + Sc(5= 5717 | 1584 = 7301 даН.
Типоразмер приводного барабана (см. табл. 2.8) 12080Ф-160. типоразмер кон-
вейера 12080—150
Расчетная мощность двигателя
PvK 4444-2-1,15
"»= 102Пр ’ 102-0,94 ~Ш7 *В’-
Приводной механизм: двигатель 4Л228054УЗ; Л=1Ю кВт; л—1500 об/мна;
редуктор тип Ц2Н-450; 1=31,5;
муфты 1-40000-150-1-150-1; 2000 Т5О-80 1.1.8011
Расчетное число прокладок ленты по формуле (2 4)
_ $тдхп1) g 5717-9.1 =
р BKV 120-100
Принимаем гр 5 шт.
По тебл. 4.1 и 42 с учетом характеристики транспортируемого груза, условий
эксплуатации конвейера и полученного zp принимают тнноразмер ленты. Лента
2-1200-5-ТК Ю0-6-2-Б ГОСТ 20—76, дл=16,8 кг/м. Тин как в тяговом расчете
принято уп ср*^20 кг/м, то нагрузка Ча отличается от предварительной на 16 %,
поэтому тиговый расчет считают окончательным.
По натяжению ленты на откловяющем барабане Sa=16l6 даН (см. табл. 3.6)
определяют нагрузку S' от этого натяжения на подшипники отклоняющего ба-
рабана (см. табл. 5.3).
S' = 0,555, = 0,55-1616 = 880 даН.
80
Данной нагрузке соответствует отклоняющий барабан 12031,5-50
\ При выборе отклоняющего барабана по тнаоразмеру конвейера (см табл. 5.3>
Необходимо принять барабан 12050 80.
Усилие, действующее на натяжной барибан:
S' = 5в + St = 1420 + 1483 = 2903 даН.
Типоразмер натяжной тележки по табл. 5.9—12080TO-I20. При расчете на-
тяжной тележки по формулам (см. табл 5.3) необходимо принять тележку
12063ТО-1О0. Очевидно, что целесообразнее подбирать натяжную тележку методом
расчета.
Расчет грузового устройства производят по формуле
$н = ($в + $. 4-4twt) (1 + 0,03лк) = (1670 + 1740 -*- 995-0,02) X
X (1-1-0.03.3) = 3737 даН.
Масса груза
Grp = lOS„/g = 3737 кг.
Число грузов грузового устройства
Grp 3737
ь>- » 00
где масса одного груза равна 90 кг. Принимаем zrfl=42.
Для проверки принятого прн составлении схемы трассы конвейера (см
рис. 3.3) вогнутого радиуса R? определяют натяжение ленты SB при установив-
шемся режиме II:
Sr = S„ = Slo + (q„ -| ?p) 1& + q„h = 1530 + (16,8 + 50) -46,353.0.04 +
4- 16.8-7,342= 1770 даН.
Радиус вогнутого участка
1.2SkKRK'r 1.2.1770 1.2.1.1 ....
Я.-------------------------—-----------167.5 к.
?л №,о
Для разработки эскизного чертежа общего вида конвейера принимаем сле-
му трассы с /?j=167 ы. Корректировка тягового расчета с новой схемой не
нужна.
3.4. Проектирование ленточных конвейеров на ЭВМ
Уточненный тяговый расчет, выполненный аналитическим способом, его про-
верка, а также выбор оборудования требуют инженерных знаний, квалнфоциро-
нвкного труда и больших затрат времени В этих условиях ощутимую помощь
проектировщикам оказывает применение ЭВМ, при использовании которой зна-
чительно уменьшается веровтность ошибок, создается возможность централизо-
ванного выполнения расчетов и других проектных работ, унифицированного их
оформления и учета. Важнейшим фактором, существенно улучшающим квчест-
•с проекта конвейера, является го. что выбор параметров конвейера н его обо-
рудования производится из одаах источников, заложенных в программу, и по
одним и тем же рекомендацнам, что исялючает принятие для олиах условий раз-
личных решений. Выполнение расчета конвейеров с помощью ЭВМ повышает ка-
чество проектов конвейерного транспорта.
Опыт института „Мехакобр" (3]. который впервые в отечественной прик-
тике разрвботвл н искольэует с 1970 г. для уточненных тяговых расчетов и вы
81
Оформление задания
по форме 3 I
Подготовке перфокарт
дли выполнения расчета
на ЭВМ
Получение расчета по форме
Выполнение расчета на ЭВМ
проверка печати исходных
данных
Рис. 3.4. Схема связи между участниками выполнения расчета на ЭВМ и пере-
чень выполняемых работ
бора основного оборудовании ЭВМ, подтверждает технико экономическую це-
лесообразность применения ЭВМ при выполнении указанных работ. Для отдель-
ных отраслей, использующих конвейеры малой длины и ширины ленты, состав-
ляют программы, в которых нет расчетов конвейеров уточненным методом. Вы-
бор оборудоваина в этих отраслях производится из ограниченного числа типо-
размеров конвейеров, для которых разработаны метвллохоиструкинм. В других
случаях разрабатывают комплексные универсальные программы, охватывающие
все вопросы проектирования конвейеров всех типоразмеров для различных усло-
вий работы, включая разработку проекгио-сыетной документации и графическую
часть проекта [8].
Ниже рассмотрен метод и дано описание программы для уточненных Тито-
вых расчетов ленточных конвейеров на ЭВМ (программа «Механобр-1»), кото-
рые выполняются в полном объеме, т, е в процессе расчета по одним исходным
данным получают результаты расчетов сразу для четырех режимов работы кон-
вейера: пускового и установившегося с грузом и без груза. При этом уточненный
тяговый расчет выполняют в полном соответствии с методом, изложенным в
3.1—3 3. Кроме тягового расчета программа предусматривает выбор типоразме-
ров приводного барабана и конвейера н определение мощвости привода, необхо-
димого усилия натяжного устройства, числа прокладок ленты н других величин
Норматнако-справочная информация (НСИ) программы содержит данные
по приводным барабанам ленточвых конвейеров общепромышленного назначения
с шириной ленты 800+2000 мм, средним нагрузкам от массы ленты (в за-
висимости от прочности и ширивы), а также массе иатижных тележек (натяж-
ных рам).
Организация и перечень выполняемых работ На рис. 3.4 приведена пример-
ная схема связи между участниками выполнннна расчета на ЭВМ и перечень вы
полняемых работ. По форме 3.1 оформляют задание на выполнение расчета.
С ЭВМ результаты расчета выводятся в виде таблиц, которые в данном спра-
вочнике ве даны, а приведен только перечень величин, колучаемых с ЭВМ.
Форма задания для расчета (см. форму 31) состоит из трен частей: расчет-
ной схемы трассы конвейера; исходных данных для расчета и характеристики
участков *.
На расчетную схему трассы конвейера наносятся: характерные точки грассы
конвейера, т. е точки перехода однах участков ленты в другие, номера характер-
ных точек, начиная от 1 (точка сбегания ленты с приводного барабана) до л
(точка набегания ленты на прнаодвой барабан); характеристика участков трас
сы конвейера (табл 3.7); загрузочные устройства, стрелка, обозначающая на
Форма 3.1 заполнена
>м (см 3.3).
данными для расчета примера, выполненного епачмтяческмм
82
Задание иа расчет леиточкогп конвейера на ЭВМ Программа «Механобр-1
83
£ Продолжение формы 3.!
Исходные данные для расчете
Характеристика участка
Количество участим конвейера 14 уча'?. Шифр Длина проекции, радиус, и Угол наклона, градус
Угол обхвата приводного барабана в, градус 210 11 7 150 18
Номинальная прочность тканевых прокладок /Ср, даН/см ширины прокладки 100 12 15 31,17 18
Радиус кривизны выпуклого участка J?t, м 15 13 5 15 18
Коэффициент неучтенных потерь К К. л. д. привода т) 1,15 14 14 2,85 0
0,92 Расчетная схема трассы конвейера
Длина проекции вогнутого участка /г, м 4 35
Радиус кривизны вогнутого участка (зада- 150
ваемый) Ri, к
Угол наклона натяжной тележки Рв. градус 0
Длина бортов укрытий м
Коэффициент сопротивления а> 0,04
Продолжение табл. 3.7
У «СС7ОК трВССЫ Направление движения Схема участка Шифр Длинн проекции или ради- Угол нак- лона или поворота градус’
Наклонный нижней ветви На подъем 1< 1 > 4 > ₽
На спуск & 4 1
Криволинейный выпук/ы 1 верх- ней ветви На подъем 5 R, ₽к
На спуск 1 5 R1 —₽к
Криволинейный выпуклый ниж- ней ветви На спуск 6 R, ₽к
На подъем 1 1 6 R,
86
Продолжение табл. 3.7
Участок трассы Направление дншкеаия Схема участка Шифр проекции инн ради- Угол нак- лона ВЛН поворота трассы, градус
Криволинейный вогнутый верх- ней ветви На подъем / 7 R, ₽и
На спуск 7 R. -₽К
Криволинейный вогнутый ниж- ней ветви На спуск 8 R, Рк
На подъем А if 8 Л, -₽К
На головном, хвостовом. на- тяжном бараба- « = НЮ^210° - 9 0 0
На оборотном барабаве, а—70-5-110° - 10 0 0
На отклоняю- щем барабане, а <30° - ’ -фх 11 0 •
87
привлекав движения ленты. Норматинно-справочные данные для выбора пара-
метров отдельных участков конвейера дэвы в гл. 2
Графу „Исходные данаые для расчета" формы 3.1 заполняют на основаиви
заданных исходных данных н расчетной схемы трассы конвейера. В строке «Тип
натяжного устройства» проставляют его шифр, для горизонтального тележечно-
го устройства — /; для наклонного — 2; для вертикального — 3.
Характеристика участков включает в себя номер, шифр участка, длину про-
екции или радиус и угол наклева, значении которых для различных схем участ-
ков даны в табл. 3.7. Там же приведены схемы участков, на которые разбивают
трассу еонвейера. Каждый участок ограничен двумя характерными точками. Но-
мер участка совпадает с номером характерной точки конца данного участка, т. е.
с большим значением. Если после заполнения в строке формы 3.1 нет числа, то
проставляется нуль. Угол наклона участка р дается так же. нак и угол ря.
в десятичных н сотых частях градуса.
Результаты расчета выводятся на печать в виде таблиц, которые содержат
расчетные велнчнвы по четыраг режимам работы конвейера: натяжения во всех
характерных точивх, максимальное натяжение ленты, число прокладок, типораз-
меры конвейера и приводного барабана, расчетный радиус вогнутого участка,
мощность привода и др. Для удобства работы с результатами расчетов, а также
иля контроля подготовки исходных данных сами искодные данные также выво-
дятся на печать в виде таблиц, т. е повторяют данные формы 3.1.
По результатам тягового расчета выбирают окончательные параметры кон-
вейера. Результаты расчета, выдаваемые ЭВМ. могут быть использованы в ка-
честве исходных данных для определенна нагрузок на строительные конструкции
и фундаменты, а также для проверки правильности выбора исходных данных для
ресчета н обоснованности заданного значение Кг„ К₽'. Например, в исходные дан-
ные для расчета заложена лента, имеющая Кр=300 даН/см ширины проклад-
ки. В результате расчета получено, что расчетное число прокладок ленты гР—2
(режим II). Наименьшее число прокладок для лепты данного типа, выпускаемой
промышленностью. 3. В этом случае без пересчета на ЭВМ необходимо принять
Т“п ленты с меньшим КР. с пропорциональным увеличением расчетного числа
Прокладок до норматива
Программа расчета ленточных конвейеров «Механобр-l» написана на алго-
ритмическом языке ФОРТРАН, разработана для ЭВМ ЕС с использованием
оператнаной системы ОС версия 4 0. Для работы программы достаточна мини-
мальная конфигурация ЭВМ Из внешних устройств используются устройство
•ода с перфокарт и алфавитно-цифровое печатающее устройство (АЦПУ) Дли-
>'« программы 17038 байт, время исполнения — около 1 мии
1.6. Задание на проектирование электропривода конвейера
Приводы конвейеров мощностью до 125—160 кВт комплектуются в основ-
ном асинхронными двигателями с короткозамкнутым ротором, а приводы боль-
• мощности—двигателями с фазным ротором
.?ада»1не на проентнрование силового электрооборудования цеха, корпуса, в
ое также включаются данные, необходимые для проектирования электро-
Ц>»ода конвейеров, составляется технологическим отделом на специальном
•..•ке Это зада иве можно считать достаточным для проектирования приводов
^синхронными двигателями с короткозамкнутым ротором
Приводы с двигателями с фазным ротором имеют пусковую аппаратуру (ро-
торную станцию управления) и пусковые сопротивления, которые позволяют для
• кого и того же двигателя изменять его пусковую характеристику — вращаю-
щий момент и время разгона (ускорение) па различных этапах пуска. Это осу
ществляется последовательным вводом в цепь ротора сопротивлений Пусковые
- противлении к двигателям с фазным ротором выбираются электротехническим
г-лом или специализированной организацией по данным, которые содержатся
и ,«ло.таительном задании (характеристике конвейера), оформляемом по форме.
И «ий задании даны моменты статического сопротивления конвейера, приведен-
ие- к валу двигателя, для основных режимов работы, а также маховые моменты
к-ружеипого и незагруженного конвейера в пусковом режиме
Моменты статического сопротивления (даН-м), приведенные к валу днигате-
лгля загруженного конвейера определяются по формулам:
• пусковом режиме
8 установившемся режиме
Р„РК
2iT) •
PDK
2/п ’
89
88
Моменты статического сопротивления (даН м). приведенные к валу двига-
теля, для незагруженного конвейера определяются по формулам:
в пусковом режиме
2iTj
в установившемся режиме
P'DK
ст 2ttj
где Р, Рв. Р' и Рв—онружные усилия при соответствующем режиме, опреде
ляют по формулам (2.1) вли (35).
Маховой момент (даН-м) поступательно движущихся в вращающихся ча-
стей, приведенный к валу двигателя в пусковом режиме, для загруженного кон-
вейера определяется по формуле
„ 3656,^
(GD’)n = К* (6Р*)ДВ + - — „
п ЧбЧ
где Л’и—коэффициент, равный 1.2 для конвейеров без разгрузочной тележки
и 1.25 — для конвейеров с разгрузочной тележкой; (6О2)ДВ — маховой момент
двигателя, даН-M; Он= (Аг+2?л-И7р'^^р")^— масса поступательно движущих
ся п вращающихся частей конвейера, кс.
Маковой момент (даН-м) поступательно движущихся н вращающихся ча-
стей, приваленный к t___t _ --- - —пржммр. л ля незагруженногг
конвейера определяется по формуле
Резинотканевые ленты в зависимости от характеристики транспортируемого
г^Уза должны изготовляться заводами резинотехнических изделий (РТИ) пяти
(дан-м, Iivuijua»--- -----т«п»в: 1. 2Р. 2. 3 и 4 По назначению ленты разделяются на общего назначения,
валу двигателя в пусковом режиме, для иеэагруж •оостойкие, тептостойкие. повышенной теплостойкости н негорючие (для
угиьных шахт)
3650^ Основной частью резинотканевых лент (рис 4 1) является каркас, который
(ОГИп Кы(6О2)дв+ ~~ ’ • онт из нескольких слоен тканевых прокладок 5, наружных резиновых обкла-
п ’k*1* к рабочей поверхности 1 толщиной б, и нерабочей поверхности 4 толщиной в2.
движущихся и врашающихс Резинотканевые ленты типов t и 2Р имеют между каркасом н резиновой обклад-
fl рабочей поверхности защитную прокладку 2 из прорезиненной ткини
(рис 4 1,а), что улучшает противоударные и другие свойства ленты Борта 3
предохраняют ленту от истирании о металлоконструкции и другие части конвейе-
ра при сходе ленты Лепты типа 3 (рис. 4.1, в) не имеют нижней резиновой
вкладки. Нижняя тканевая прок задка 6 завернута вокруг бортов каркаса на
рг .чую поверхность ленты, а верхняя резиновая обкладка — ив нерабочую по-
хвость леиты Материалом для каркаса резинотканевых лент служат ткана,
ваготовляемые из натуральных (хлопок, лен), искусственных (вискозные. аце-
|иткые) и синтетических (напрон, лавсан, тернтен и др.) волокон В зависимости
г типа ткани, каркаса и числа прокладок резинотканевые ленты имеют разлнч-
где 6и=(2<ь+4р'+9₽"Н-«вССВ поступательно
частей незагруженного конвейера, кг.
ГЛАВА 4
КОНВЕЙЕРНЫЕ ЛЕНТЫ
4.1. Общие сведения о конвейерных лентах ,
В ленточных конвейерах в качестве тягового и одновременно несущего оргг
на используются плоские резинотканевые и резинотросовые ленты Навболыце
распространение получвли резинотканевые ленты, так как имеется возможное!
оптимального подбора типоразмера ленты по ее прочности благодаря различно
прочности прокладок и изменению их числа, а также использования лент в ко»
вейерах с небозьшнм радиусом выпуклого участка R,. Основной недостаток р
зинотаанеиых лент—большое их удлиаение, достигающее 3—4 %.
Применение резвкотросовых лент обусловливается большими натяжения»!
и малым удлинением по сравнению с резинотканевыми лентами. Поэтому pesi (*, 4 К°нструкции резинотканевых конвейерных лент типов 1 и 2Р
нотросовые ленты применяются в магистральных конвейерах большой протяжен-
ности, оборудование которых в основном специальво предназначено для использо-
вания с этими лентами. Недостатки реэннотросовых лент: большая масса, нзли-
чве большая радиусов Rt на выпуклых участках
Для крутоиаклонных конвейеров предложены различные конструкции специ-
альных лент, которые имеют перегородки, выступы или карманы, удерживающие
груз при углах наклона конвейера более 20—22° [11].
Отечестиенные ленты с плоскими поверхностями изготавливают следующих
типов: резинотканевые — по ГОСТ 20—76 „Ленты конвейерные резинотканевые";
реэниотросовые —по ТУ 38 105841—75 „Ленты конвейерные на основе латуни-
рованного троса прочностью 1500—3150 даН/см ширины сердечника",
1У 38 105967—80 „Ленты конвейерные на основе латунированного троса проч-
ностью 4000 даН/см ширины сердечника" и ТУ 38 1051387—80 „Ленты конвейер-
ные на основе латунированного троса прочностью 5000 даН/см ширины сердеч-
ника ленты'*.
Опытные партии новых типов ленты выпускают по отдельным ТУ, разрабо-
1111ЫМ НИИ резиновой промышленности (НННРП).
1.2. Резинот каневые ленты
91
90
родолжение табл. 4.1
Вид ленты, обоаиа-
Абразивный сред-
некусковой,
' 350 им
Высокоабразивный
крупнокусковой,
Стах <500 ММ
Транспортируемый
груз
Общие данные о резинотканевых лентах ко ГОСТ 20—76 (чипы 1, 2, 2Р)
в омружею-
Морозостойкая, 2Л
Теплостойкая 2Т1
ДО +60
800—2000
Морозостойкая, 2Р
2
200
Теплостойкая, 2Т1
400—2001
До 200а
До 100
Теплостойкая. 2Т’
ISO
150,
200,
300,
400
От —25
ДО +60
V,«(явный, мало-
/•-..вный и неаб-
1«Нчный средне- и
мелкокусковой,
Пщвх < 160 ММ
Негорючая для
угольных шахт, 2Ш
Повышенной теп-
лостойкрсти, 2ПТ1
От —45
до +60
Повышенной теп-
лостойкости. 2ПТ»
Повышенной теп-
лостойкости, 2ПТ1
От —45
до 4 6?
Общего назначе-
ния, 2
Общего назначе-
Абразявный, мало-
абразивный инс аб-
разивный средне- и
мелкокусковой.
Общего назначе-
ния, 2
Морозостойкая,
2М
55,
100
Негорючая для
угольных шахт,
2РШ
1200—
—2000
Негорючая для
угольных шахт,
2РШ
S2
Общего назначе-
ния, 1
Морозостойкая,
резины -
ружных
Обкладок
От -45
до +60
до +60
до +60
Ширин
ленты И.
800—2000
1000—
—2000
Общего назначе-
ния, 2Р
Морозостойкая,
2РМ
Негорючая для
|угольных шахт, 2РШ
От —25
От -25
до +60
От —60
до +60
От —25
до +60
прочноста
обклздок
до +60
650—2000
До 200’
До 100
От —25
до т-60
Б. В
От —45
до +50
до +60
В
От —60
до +60
До 200а
До 100
От —25
до +60
800—2000
тератт рабочей обкладим в местах, мгруахи для теплостойких лент ие должне пре-
J С, для лею повышений! теплостойкое™ ISO-С.
•<УЮ прочностную характеристику. Тип ткани также клнает ня длнау стыка в уп-
"** удлинение ленты при работе конвейера.
В табл. 4.1 приведены общие данные о лентах типов I, 2Р и 2, рекомендуе-
мых для горнорудных отраслей промышленности, в табл. 4 2 —типоразмеры
нт типа 2
Запас прочности резинотканевых лент п0 зависит от вида ленты, угла на-
ип конвейера ₽ н допускаемой прочности ленты К» (табл. 4.3).
93
I
Таблица 4.2
Типоразмеры резинотканевых лент по ГОСТ 20—78 (тип 2)
Тип 2, Кр = 55 даН/см ширины прокладка; ткань БКНЛ-65, БКНЛ-65-2;
Куда = 0,035
800 6/2 4.5/3,5 4.5/2 Вид 2—клессы Б, В (6?2;4,Б/3,5; 4,5/2) 9,7 9,7 8.2 10,4 10,4 9.0 U.I 97 11,8 11.8 10,4 12,6 12,6 П.1 13,3 13,3 11,8
1000 6/2 4,5/3,Б 4.5/2 В (6/2; 4,5/2) Вид 2Т — класс С (4,5/2) 12.1 12.1 10,3 13,0 13,0 11.2 13,9 13,9 12,1 14,8 14.8 13,0 15,7 15.7 13,9 16,6 16,6 14,8
1200 6/2 4,5/3,5 4,5/2 Вед 2Ш — классы Г, С (4,5/З.Б: 4,2/2) 14,5 14,5 12.4 15.6 15,6 13,4 16,9 16.9 14,5 17,8 17,8 15,6 18,8 18.8 16,7 19,9 19,9 17,8
1400 6/2 4,5'З.Б 4,5 2 16,9 16,9 14,4 18.2 18,2 15,7 19,5 19,5 16,9 20,7 20.7 18.2 22,0 22,0 19,5 23,2 23,2 20,7
1600 6/2 4.5/3.5 4,5/2 19,4 19,4 16.5 20,8 20.8 17,9 22,2 22,2 19,4 23,9 23,9 20,8 25.1 25,1 22,2 26,6 26,6 23,7
2000 6/2 4.5/3,5 4.5/2 24,2 24,2 20,6 26,0 26,0 22,4 27,8 27.8 24.2 29,6 29,6 26,0 31,4 31,4 27,8 33,2 33,2 29.6
Тип 2: Кр 5100 даН/см ширины прокладка; ткань БКНЛ-100 /Судл = 0,035
800 6/2 4,5/3,5 4,5/2 Внд 2 — классы Б, В (6/2;4.5/3,5; 4,5/2) Вид 2М — класс В (6/2; 4,5/2) Вид 2ПТ — класс С (6/2) Вид 2Т — класс С 0,5/2) 10.1 10,1 8.6 10,2 10,2 8.8 11,8 11,8 10,4 12.7 13.7 11.3 13,0 13,0 12,2 14,5 14,5 13,0
1000 6/2 4.5/3,5 4.5/2 12,6 12,6 10,8 12,8 12,8 11,0 14.8 14,8 13,0 15.9 15,9 14.1 17,0 17,0 15.2 18,1 18.1 16,3
1200 6/2 4.5/3,5 4,5/2 15,1 15,1 13.0 15,4 |5.4 13,2 17,8 17,8 15,6 19,1 19.1 16,9 20,4 20.4 18,2 21,7 21.7 19,6
94
Продолжение табл. 4.2
1: Толщины обкладок 6,/t„ мм/мм Вид ленты и класс проч- пости резины в зависимости °Т в«/б1. мм/мм
<« 6/2 4,5/3,5 4,5/2 Вид 2Ш — классы Г, С (4,5/3.5; 4.5/2)
ОНО 6/2 4,5/3,5 4,5/2
ООО 6/2 4.5/3.5 4,5/2
Линейная масса ленты qn (кг/м) при числе прокладок X
3 * 3 6 7 8
17,6 17,6 15,1 17,9 17,9 15,4 20,7 20,7 18,2 22,3 22,3 19,7 23,8 23,8 21,3 25,3 25.3 22,8
20,2 20,2 17,3 20.5 20,5 17.6 23,7 23,7 20.8 25.4 25.4 22,6 27.2 27,2 24,3 29,0 29,0 26,1
25,2 25,2 21,6 25.6 25,6 22,0 29,8 29.8 26,0 31,8 31.8 28,1 34.0 34,0 30,4 36,2 36,2 32,6
Ткп 2; Кр= 100 даН/см ширины прокладки; ткань ТА-100, ТК-100; Яудл =0,035
800 6/2 4.5/3,5 4,5/2 Вид 2 — классы Б, В (6/2) 10.2 10,2 8,9 11,2 11,2 9,8 12,2 12,2 10,8 13.1 13,1 11,8 14,1 14,1 12,7 15.0 15,0 13.7
1000 6/2 4.5/3,5 4.5/2 Б, В (6/2; 4.5/3,5; 4,5/2) Вид 2М — класс В (6/2; 4,5/2) Вид 2ПТ — класс С(6/2) 12,8 12,8 11,1 14.0 14,0 12,3 15,2 15,2 13,5 16,4 16.4 14,7 17.6 17,6 15,9 18.8 18,8 17.1
1200 6/2 4,5/3, б 4.5/2 15,3 15,3 13,3 ж 14,8 18,2 18,2 16,2 19,7 19,7 17,6 21.1 21.1 19.1 22,6 22,6 20,5
1400 6/2 4.5/3,5 4,5/2 Вид 2Т — класс С (4,5/2) Вид 2Ш — классы Г, С (4,573,5, 4,5/2) 17,9 17,9 15,7 19,6 19,6 17,2 21,3 21,3 18,9 23,0 23,0 20,5 24.6 24,6 22.3 26,3 26,3 23,9
1ЙЮ 6/2 4.5/3,5 4.5/2 20.5 20,5 17,8 22,4 22,4 19,7 24,3 24,3 21,6 26,2 26,2 23,5 28,2 28,2 25,4 30,1 30,1 27,4
,«мо 6/2 4.5/3.5 4.5/2 25.6 25,6 22,2 28,0 28,0 24,6 30.4 30,4 27,0 32,8 32,8 29,4 35,2 35,2 31,8 37,6 37,6 34,2
95
Продолжение табл. 4 2
И S Толщины обклвдок в./б., ым/мм Вид ленты к класс проч- Линейная масса ленты с (кг/м) пре числе прокладок г
от С,/й,, мм/мм 3 • 16
Тип 2; = 150 даН/см ширины прокладки; ткань БКНЛ-150; /СУД7 =0,035
800 6/2 4,5 3,5 4,5/2 Вид 2 — классы Б, В (6/2; 4,573,5; 4,5/2) Вид 2М класс В(6/2; 4.5/2) Вид 2ПТ — класс С(6/2) Ввд 2Т — класс С(4.5/2) 10,6 10,6 9.1 11,6 11,6 10.2 12,6 12,6 11,2 13,7 13,7 12,2 -
1000 6/2 4,5 3,5 4,5/2 13,2 13.2 11.4 14,5 14,5 12,7 15,8 15,8 14,0 17,1 17,1 15,3 18,4 18,4 16,6 19.7 19,7 17,9
1200 6/2 4,5/3,5 4.Я.' 15,8 15,8 13.7 17 4 17,4 15,2 19,0 19.0 16.8 20,5 20,5 18,4 22,1 22,1 19.9 23,6 23,G 21,5
6/2 18,5 20,3 22,1 23,9 25,8 27,6
1400 4,5'3,5 Вид 2Ш — классы Г, С (4.5/3.5: 4,5/2) 18,5 20.3 22,1 23,9 25,8 27,6
4,5 2 16,0 17,8 19,6 21,4 23,2 25,1
6/2 21,1 23,2 25,3 27,4 29,4 31,5
1600 4,5/3,5 21.1 23,2 25,3 27,4 29,4 31,5
4,5/2 18,2 20,3 22.4 24,5 26,6 28,6
6-S 26.4 29.0 31,6 34,1 36.8 39.4
2000 4.5/3,5 26,4 29,0 31,6 34.1 36.8 39,4
4.5/2 22.8 25.4 28 30.6 32,2 35,8
Тип 2; АГр — 150 даН/см ширины прокладки; ткань TA-150, ТК-150; /Судл=0,3£
800 6/9 4.5,3,5 4,5/2 Вид 2 — классы Б. В (6/2; 4.5/3,5; 4.5/2) 10,7 10,7 9,4 Н.8 4,8 10,5 13,0 13,0 11.6 14,6 14.1 12,7 - —
1000 6'2 4.5 .,5 4,5/2 Вид 2М — класс В (6/2. 4,5/2) 13,4 13,4 11.7 14,8 14,8 13.1 16,2 16,2 14,5 17,6 17,6 15,9 19,0 19.0 17,3 20,4 20,4 18.7
1200 6/2 4,5/3,5 4,5/2 Вцд 2ПТ — класс С (6/2) 16.1 16,1 14,0 17,8 17,8 15,7 19,4 19.4 17.4 21. 21. 19. 22,8 22.8 20,8 24,5 24,5 22,4
1400 6/2 4,5/3.5 4,5/2 Вид 2Т — класс С (4,5/2) 18,8 18,8 16,4 20,7 20.7 18,3 22,7 22,7 20,3 24,6 24,6 22.3 26.6 26,6 24,2 28,6 28,0 26,2
L.
96
Продолжение табл. 4.2
Толщины обкладок Вед ленты и класс проч- ДикеЛиан масса ленты дл (иг/м) пр прокладок z числе
h «м/мм ОТ б,/61, «М/ЫМ 3 4 Е 6 8
1йг^ Вид 2Ш — классы Г, С (4,5/3.5; 4,5/2) 21 4 21 4 18,7 23,7 23,7 21,0 25.9 25.9 23.2 28.2 28.2 25.4 30,4 30,4 27.8 32,6 32.6 29,9
•Гж« 6/2 4,5/3,5 4,5/2 26,8 26,8 23,4 29,6 29.6 26,2 32.4 32.4 29.0 35,2 35,2 31.8 38,0 38,0 34,6 40,8 40,8 37,4
т ип 2: Kv = 200 даН/см ширины прокладки. ткань ТК-200 -2; *удл = 0 035
юо 6/2 4,5/3,5 4,5/2 Вид 2—классы Б, В (6/2; 4,5/3,5; 4.5/2); 10,7 10.7 9,4 11,8 11,8 10,5 13.0 13,0 11,6 14,1 14.1 12.7 =
IUX) 6/2 4,5/3,5 4,5/2 Вид 2М — класс В (6/2) Вид 2ПТ —класс С (6/2) Вид 2Т —класс С (4,5/2) Вид 2Ш — классы Г, С (4,5/3,5; 4,5/2) 13,4 13,4 И.7 14,8 14,8 13.1 16,2 16,2 14,5 17,6 17,6 15,9 -
1КЮ 6/2 4,5/3,5 4,5/2 16,1 16.1 14.0 17.8 17.8 15.7 19.4 19,4 17,4 21,1 21.1 19,1 22.8 22,8 20,8
400 6/2 4,5/3,5 4,5/2 18.8 18.8 16,4 20,7 20,7 18,3 22,7 22,7 20,3 24,6 24,6 22,3 26,6 26,6 24,2 28,6 28,6 26,2
6/2 4.5/3.5 4,5/2 21.4 21,4 18,7 23,7 23,7 21,0 25.9 25,9 23,2 28,2 28,2 25,4 30,4 30,4 27,7 32,6 32,6 29,9
л<Ю 6/2 4,5/3.5 4.5/2 20,8 26,8 23,4 29,6 29,6 26,2 32,4 32,4 29,0 35.5 35,2 31,8 38,0 38,0 34,6 40,8 40,8 37,4
Гип 2; Кр — 200 даН/см ширины прокладки; чкань ТЛК 200; /Судл = 0.02
... 6/2 4.5/3,5 4,5/2 Вид 2—классы Б. В (6/2; 4,5/3,5; 4,5/2) Вид 2М класс 11.2 11,2 9,8 12,5 12,5 Н.1 13,8 13,8 12.4 15,0 15,0 13.7 - -
нмо 6/2 4,5/3,5 В (6/2; 4,5/2) 14,0 14,0 15,6 15,6 17,2 17,2 18,8 18.8 - -
4,5/2 12,3 13,9 15,5 17.1 — —
4 и». 1*82
97
Продолжение табл. 4.2
h И зе «cig Mi Вед ленты я класс проч- кости резины в зависимости от 61/6,, мм/мм Линейвая масса ленты (кг/м) при числе прокладок Z
3 4 S 6 7 8
1200 6/2 4,5/3,5 4,5/2 Вил 2Т — класс С (4,5/2) Вид 2Ш — классы Г, С 14,5/3,5; 4,5/2) 16,8 16,8 14.8 18,7 18,7 16,7 20,6 20,6 18,6 22,6 22,6 20,5 24,5 24,5 22.4 -
1400 6/2 4,5/3,Б 4,5/2 19,6 19,6 17,2 21,8 21,8 19,5 24,1 24,1 21,7 26,3 26,3 23,9 28,6 28,6 26,2 30,8 30,8 28,4
1600 6/2 4,5/3,5 4,5/2 22,4 22,4 19.7 25,0 25,0 22,2 27,5 27,5 24,8 30.1 30,1 27,4 32,6 32,6 29,9 35,2 35,2 32,5
Примечание. Пример условного обозначения конвейерной ленты типа 2j_
шириной 1000 мм с восемью прокладками нэ ткани тн== ВКНЛ-1-.0 . с. рабочей М
шиной 4.5 мм и нерабочей 2 ы.ч из резины класса С: тента 2Т-1000 и-ЬКНЛ-
ГОСТ 20—76
Таблица 4.3
Запас прочности резинотканевых нент п„ по ГОСТ 20—78
Вид ленты Угол =- клона кон- вейера Р. Число прокладок п, при Кр (даН/см ширины прокладки)
400 300 200 1Б0 100 ББ
Общего назначения, морозостойкая, него* рючая для угольных До 10 До 5 8,0 8,3 8,0 8,3 7,8
Более 10 8,8 9,1 9.4 9,1 9,2
Более 10 До 5
_ Более 5 10 10
Тледостойкая Любой Любое -
Повышенной тепло- стойкости 20 19.
S8
Общая длина навешиваемой на конвейер леиты £я (м) зависит от схемы
гр лсы конвейера, наличия рвагрузочной тележки, длины кусков ленты, постав-
мых заводами РТИ, числа и длины стыков ленты в определяется по формуле
(4.1)
Г Lmoot—длина ленты по контуру трассы конвейера, ы; /к — длина куска Лен-
H. м; ГСт — длина стыка лепты, м.
Длину ленты по контуру трассы конвейера £ко„т определяют по формуле
1-кОят = 221 + 22/дуг + 2/в»р + 1ц
' * И — суммарная длина прямолинейных участков трассы конвейера, ы, £/дтг —
, -маркая длина криволинейных (выпуклых, вогнутых) участков конвейера, м;
— суммарная длина ленты, которая огибает барабаны, м; (т—добавочная
на ленты, необходимая для установки разгрузочной тележки, м.
Для лент типа 1 длина куска ленты /„=140 ы, типов 2Р, 2 и 3 ^>,=80 м
>)> соглашению с потребителем допускается изготовление лент меньшей длины
И лндт дтиной 220 м.
тыковка лент должна производиться по инструкции НИИ резиновой про-
мышленности (НИИРП). Существуют два основных метода стыковки резиво-
тписвых лент: горячей п холодной вулканизацией. Длина стыка ленты /ст дли
। липотканевых лент дана в табл. 4.4.
1 । б л и ц а 4.4
Длина стыка резинотканевых лент
Зип ткани 'ст 1,1,11 ксмичестае прокладок г
h 3 4 Б 8 7 8
400 БКНЛ-65 0,53 0,68 0,83
ТА(ТК)-100 0,93 1,23 — — — -—
БКНЛ-65 0,62 0,77
ТА (ТК)-ЮО 1,02 1,32 1,62 — — —
БКНЛ-65 0,67 0,62 0,97 1.12 1,27 1,42
ню ТА (ТК)-ЮО 1.07 1,37 1,07 1.97 2,27 2,57
ТК-200-2; ТЛК-200 1.17 14,7 1.77 2,07 — -—
БКНЛ-65, 100. 150 0,74 0,68 1,04 1,18 1,34 1,48
ll*i ТА(ТК)-100 1.14 1,44 1,74 2,02 2,34 2.64
ТК-200-2, ТЛК-200 1,24 1,54 1,84 2.14 2,44 2,74
БКНЛ-65 0,80 0,95 1,10 1,25 1,40 1.55
1 '3 ТА (TKJ-100 1,20 1,50 1,80 2,10 2,40 2,70
JK-200^, ТЛК-200 1 30 1,60 1,90 2,20 2.50 2,80
БКНЛ-65 1,02 1.17 '7752* 1.47 1,62
шю ТА(ТК)-|00 1,57 1,87 2.17 2,47 2,87
ТК-200-2, ТЛК-200 1,97 2,27 2,57 2,87
ТА-300, ТА (ТК)-400 — 1,67
MV ТА-300, ТА(ТК)-400 2,04 2,34 2.84 2,94
•Ml, ТА-300, ТА(ТК)-400 — — 2,50 2,80 3,10 3,4о
99
Длину каждого криволинейного участка трассы конвейера 1„т определяют
по формуле
1дуг=-^=0.0175₽Рк.
где К—радиус вогнутого (Яа) или выпуклого (/?,) участка трассы, м
Длину 1„г (м) можно определить также по формуле
1Дуг = (A’j + А\) R-
Коэффициенты Ki в зависимости от угла ₽ (градус) и К» — от угла Р' (мин)
принимают следующие значении:
₽... .1234567
Kt - - >. 0,018 0,035 0,053 0,07 0,088 0,105 0,123
₽ . 8 9 10 II 12 13 14
К, . 0.14 0,158 0.175 0,192 0,21 0,227 0,245
₽ . . 15 16 17 18 19 20
К, . 0,262 0.28 0,297 0,315 0,332 0,35
₽' . 1—4 5—8 9 20 30 40 505
К, . 0,001 0,002 0,003 0,006 0,009 0,012 0,01
Длину ленты leap (м), которая огибает барабан, выбирают исходя из дна
метра барабана В, угла сблвата а барабана лентой (табл. 4.5).
Добавочная длина ленты 1Т, необходимая для установки разгрузочной тележки,
зависит от ширины В.
800 1000 1200 1400 1600 2000
5,1 5,8 7,1 7,2 12.2 12,3
Конвейерная лента является дорогостоящей частью конвейера. Срок службы
ее зависит от абразивности н крупности транспортируемого груза, способов за-
грузки и центровки ленты, ез оборачиваемости, т. е. времени одного оборота,
и других факторов. Неправильная эксплуатация конвейеров часто приводит к ме-
ханическим поврежденинм лезты (порезы, порывы)
Для составления задания на проектирование галерей [12) (см. гл 8)
Таблица 4.5
Длина ленты, огибающая барабан
^Сар (“1 Аля Б“РаОа,1а О, мм
Градус 400 Б00 630 800. 1000 12Б0 1400 1600 2000
45 0,15 0,20 0,25 0,30 0.4 0,50 0,55 0,52 0,80
90 0,30 0,40 0,50 0,60 0,8 1,00 1,10 1,25 1,60
180 0,60 0,80 1.00 1,25 1.6 1,95 2,20 2.50 3,15
210 0,80 1,00 1.20 1,50 1.8 2,30 2,60 3,00 3,70
100
•чаиия условного модуля растяжения резинотканевых лент
Модуль Ел (МПа) прн Л’-. даН/см
55 00 ISO 200 300 400
«и оэффициент удлинения "Т“ ЛУД
0.03Б 0,02 0,0»
175
* — — — 510 893 — 625
— 286 396 — .—. 474
\8 — — -— — — .— 568
Р,1 — 262 — 448 786 434 —
9,2 149 — — — —
4 — 352 — 421 —.
in 137 238 330 408 714 395 500
1O.I — — — — — ——
>• — 119 165 204 357 198 —
к* ними знать модуль упругости принимаемой в проекте ленты, ко-
чя используется при расчете продольных нагрузок от сил. возникающих при
.••нпанни лезт Конвейерные ленты обладают переменным статическим мо-
упругости, зависящим от типа ткани и запаса прочности ленты и являю-
> я неотъемлемой частью освовиой характеристики лент. Нормативные зна-
модуля упругости должны содержаться в ГОСТе и ТУ на ленты. Описа-
»-’'ледований по его определению приведено в работах [4, 15]. По форму-
I».» мендованиой НИПРПом условный модуль растяжения резинотканевой
. н (МПа).
J — толщина тканевой прокладки, см; — коэффициент удлинения ленты
I • чбл 42).
плшнна тидневой прокладки для лент по ГОСТ 25—76 зависит от помп
• > ой прочности их.
If. ддН/см ширины прокладки 55 100 150 200 300 400
8 см.................................. 0,115 0,12 0,13 0,14 0,19 0,2
В табл. 4.6 приведены значения условного модуля растяжения резиноткане-
ы* лент Ел в зависимости от типа ткани и запаса прочности ленты Значения
Кг и Кгяя принимают по характеристике ленты, принятой в проекте.
1.1. Резинотросовые ленты
Резинотросовые ленты (РТЛ) используются на лаяточных конвейерах боль-
11 протяженности и мощности привода Основной частью тент типов 1 и 2
iTV «<105841—75) и 2 (ТУ38105967—80 и ТУ381051387—80) (рис. 4.2.0, в) яв-
101
If
102
Рис. 4.2. Конструкции резикотрссовых коянебараых леит
Иетсп каркас, который состоит из уложенных в один ряд металлических тро-
в /, расположенных во внутреннем резиновом слое 2. С обеих сторон ленты
•веются обкладки 3. Для увеличения поперечной прочности ленты тина I
(ТУ38105967—80) между тросами в обкладками устанавливается защитная про-
>«яцка 4 из прорезиненной ткани (рис. 4.2, б). В зависимости от прочности тро-
• в ленты имеют различное допустимое натяжение.
Общие данные и типоразмеры резивотросовых лент приведены в табл. 4.7.
I ‘-щая длина навешиваемой иа конвейер ленты La определяется по форму-
« (4.1)
Длину стыка 1СТ резпнотросовых лент выбирают в зависимости от типа
"нты.
Ё
3,5
3.3
Длина кусков 1К для лент: РТЛ 1500—3150 (ТУ38105841—75) равна 70—
и, РТЛ 400 (ТУ381051967—80) 70—250 м. По согласованию с потребителем
« ИОтнетствнн с ТУ38105841—75 допускается выпуск лент длиной менее 70 м,
« соответствии с ТУ38105967—80 и ТУ381051387—80 — изготовление леат дли-
.1, отличной от указанной.
Стоимость конвейерных лент дана в прейскуранте 05—16 „Оптовые цены на
• «ты конвейерные и ремни прорезиненные", который введен в действие с 1/1
ГЛАВА 5
ОБОРУДОВАНИЕ СТАЦИОНАРНЫХ ЛЕНТОЧНЫХ
КОНВЕЙЕРОВ общего назначения с шириной
ЛЕНТЫ 800—1200 мм
5.1. Общие сведения об оборудовании
В настоящее время осуществляется переход промышленности на выпуск обо-
рудования стацнонарвых ленточных конвейеров общего назначения с шириной
ЮЗ
ленты ДО 1400 мм по катклогу I—83 [6]. Схемы трасс конвейеров с этим обору
дованием могут быть горизонтальными, наклонными или ломаными (см
рис. 1.1,0—г). Рассматриваемое оборудование поставляется заводами-изготови
телями без опорных металлоконструкций. Исключение составляют некоторые тя
поразмеры приводных механизмов, поставляемые комплектно на рамах Белохо
луннцким машиностроительным еавОДом
Привод в основвом одиобарабанный, устанавливаемый, за редким исключе
ияем, в головной части конвейера В конвейерах, транспортирующих груз на
спуск, привод может быть расположен в хвостовой части конвейера. Натяжнее
устройство в зависимости от длины конвейера и схемы трассы может быть вин
товое или грузовое (тележечное вли вертикаль вое). В конвейерах, у которых при
вод расположен в хвостовой части, натнжное устройство устанавливают в сред
ней части конвейера (вертикальное) или в головной (винтовое) Рассмотрении
оборудование предназначено в основном для применения с резинотканевыми леи
5.2- Приводные и непрнводные барабаны
Приводные барабаны поставляются футерованными и нефутерованними. Па
раметры приводных барабанов для конвейеров с шнривой ленты fi=800-^-1200 mi
приведены в табл. 5.1 и 5.2 *, а ткооразмеры этих барабанов и их прочностная
характеристика — в табл. 2 8.
В табл. 5.3 приведены данные для выбора типоразмера иеориводиых бара
баиов по типоразмеру конвейера, а также дополнительные данные, рекомевдо
ванные [6] для выбора неприводных барабанов по нагрузке от натяжения леи
ты, действующей на подшипники барабана при установившемся режиме рабо
ты загруженвото вонвейера (режим 11). Эта нагрузка, обозначаемая S', в зави-
симости от назначения барабана (угла а) онределяется по формулам, приведен-
ным в табл 53 Типоразмер неприводного барабана выбирают из табл. 5.3 ш
ближайшему к нагрузке S' (для принятой ширины ленты) ботьщему значении
допустимой нагрузки (So ВОп) на подшипники барабана от натяжения ленты дль
режима II, т. е. S'cSb доо.
5.3. Приводные механизмы конвейеров
Приводной механизм коввейера включает в себя двигатель, редуктор, быстро-
ходную муфту, тормозвое устройство, а также опорную раму. Указанное обору
допам не соединяется с приводным барабаном тихоходной муфтой. Схемы распо
ложения приводного барабана и оборудования приводных механизмов с редух
торами типов Ц2У. Ц2Н и ЦДН даны на рис. 5.1, с редукторами типа КШ
н КЦ2 на рис. 5.2. Редукторы коническо-цилиндрические КШ И КЦ2 использую»
в технически обоснованных случаях с предварительным согласоивнием на за
воде-изготовителе. Двусторонние приводные механизмы рекомендуется применить
при отсутствии приводного механизма необходимой мощности, устава вливаемого
С одной стороны, а также исходя из условий комвоновки иля дублирования при
водного мехвкизма. В настоящее время заводы-изготовители укомплектовывают
104
Барабаны приводные (Нормаль Е101-11—4—83)
иа пея- 1Ы В, мм Размеры, мм Общая “б^кг
Типоразмер конвейера Типоразмер приводного барабана D 3t L bi L, в, Л, д, Н W, Н, • *6
10040-60 10050-80 10040Г-60 10050Г-80 400 500 980 1025 1825 1875 240 300 295 365 66 96 100 130 38 47 211 258 110 140 М20 М24 206 307
1000 10063-100 10063Г-100_ 'Лб0бЗФ-10О /_630 670' 1150 1580 1070 1935 365 445 120 155 53 313 170 МЗО 535 550
10080-120 10080-180 100100-180 10080Ф-120 1068ОФ-16О 100100Ф-180 i| s | ~ГТО“ 130 1125 “П90' 1260 1990 2080 2165 450 “Ж 650 540 750 795 ип Г2Т(Г 220 190 “250“ 280 63 -88' 98 380 505“ 565 210 25СГ 300 М36 М42 1Й 1
12040-бв 12050-80 12040Г-50 12050Г-80 400 500 1140 1185 2145 2195 240 300 295 365 66 96 100 1 0 38 47 211 258 110 140 М20 М24 215 328
1200 12063-100 12063Г-100 12063Ф-100 630 670 - 1400 1900 1230 2255 365 445 120 155 58 313 170 МЗО 600 Ь20
12080-120 12080-180 120100-180 12080Ф-120 12080Ф-160 120100Ф-180 840 1040 Ц0 130 1285 1350 1420 2310 2400 2485 450 «00 |«)0 540 750 795 130 210 220 190 250 280 03 88 98 380 505 565 210 250 300 М36 М42 1300 1610 2340
пр каждый барабан подшип приводной мех оа, 4 Пример ика <1—160 м 1 dg — дивме анизм должен условного обозг , футерование тр бслте ыетъ мо ячелна ? Б» цвесть трнзодн ми кон рябзны с шейке е более половин го барабала дл олями. Барабан вала 0 ы мощи конве привод 160 я с™, до ее сп ой ЭС8 ВО мм пуеткмо иркиой <0-160- огут бараб лепты Норм аиом, В= 80 аль El 3УРа: мм, 01-11- ОН СОЛ я иаметр -В8. ми для арине кой 1 ем дл 04 0 футе1 м. с ди оиянныд аист ром
Типоразмер пря водного барабана Размеры, мм
на лён- Типоразмер конвейера D в, L L, £, д. Lt Л, L, и *6 Сбв,С“г
1000 100125-200 100125-200 Ю0125Ф-200 100125Ф-200-2 1290 1150 1580 2230 2640 700 640 310 180 180 26Ь0 2840
120125-200 120125-200 120125Ф-200 120125Ф-200-2 120 2550 2960 350 МЗО 3080 3285
1200 120150-220 120150-280 120160Ф- 220-2 120160Ф-280-2 1640 160 1400 1900 — 2980 3140 750 910 690 830 330 400 190 240 190 240 410 М36 4500 5100
Примечания: I. rf^—диаметр Волга, 2. Для барабана е диумя консолями каждый приводной механизм должен нметь мощность не белее по-
ловины мощности, допустимой барчбаиом 3 Размер D првиедеи Для футерованных барабанов 4 Пример условного обозначения приводного барабаня
для конвейера с шяраной ленты 3=100(1 мм, диаметром 0=1260 мм, диаметром подпитка cfn=200 мм, футерованного, с двумя консолями: Бир
баи приводкой 1001 25Ф-200-2 Нормаль Е101—II—4—83,
►
Барабаны не при водны с (Нормаль Е101—11—5—83)
Ширина ленты Я, Типоразмер конвейера Натяжной, головной, хвостовой, № = 180-910 Оборотный, a=70+110‘ Отклоняющий, a<30
, J, .. s. s, t-e;
Z'" \ 1 St Л <5t iy (jt [ 7 5i
S' = 2,1 St при a= 180“ S' = 1,98 Si при a = 210° S'- 1,18 5, при я = 70“ S’ 1.46 S, при a = 90° S’= l,76Sj при a =.110° S' = 0,55S| при a = 30“ S’ = 0,35St при a = 20“
Типоразмер sw Общая масса S6. и- Типоразмер S0,Mn. ДНИ масса Gg_ Типоразмер Общая масса ff(j,
800 8040-00 8050-80 8063 100 8080-120 8080-160 8031,5-50 8040-60 8050-80 8063-100 8080-120 8080-150* 1900 3750 5200 8000 12500 19000 140 195 292 474 830 1115 8031,5-50 8040-60 8050-80 8063-100 1900 3750 5200 8000 140 195 292 474 8031,5-50 8040-50 8050-80 1900 3750 5200 140 195 292
Продолжение табл. 5.3
Ширина ленты В. мм Типоразмер конвейера Титта размер sw Общая масса G6, кг Тилоранм-р Общая масса 6g, Типоразмер sw Общая масса 6g,
10040-80 10031,5-50 1900 150 -
10050-80 10040-60 3750 202 10031,5-50 1900 150 — — —
10063-100 10050-80 5200 306 10040-60 3750 202 10031,5-50 1900 150
1000 10080-120 10063-100 8000 528 10050-80 5200 300 10040 60 3750 202
10080-160 10080-120 12500 1038 10063-100 8000 528 10080-50 5200 306
100100-180 10080-160 19000 1322 10080-120 12500 1038 10063-100 8000 528
100125-200 100100-180 24700 1904 10080-160 19000 1322 10080-120 12500 1038
12040-50 12031,5-50 1900 175 — —
12050-80 12040-60 3750 212 12031,5-50 1900 175 — —
12063*100- 12050-80 5200 324 12040-60 3750 212 12031,5-50 1900 175
12080-120 12063-100 8000 591 12050-80 5200 324 12040-60 3750 212
12080-160 12080-120 12500 1166 12063-100 8000 591 12050-80 5200 324
1200 120100-180 12080-60 19000 1461 12080-120 12500 1166 12063-100 8000 691
120125-200 120150-220 120100-180 24700 2118 12080-160 17500 1461 12080-120 9500 1166
• Дамый товораамер барабава, а также обо) отвый отилоняиаций барабаны я нему выбирать по расчету.
П с я* г ч а я и я: 1. На схемах нагрузок усл««ю принято, что натяжения легтгы я точка* набегания на барабан я ебегеиия с ба рабам'равны
между собой. 2 Пример условного обозначения непряводвогр конвейер» с ширяиой ленты В=\ООО мм. диаметром D=l250 мм, диаметром подшипни-
ка d^mJOO мм; Барабан я праведней I 001 26-200 Нормаль Е10]—11— 8—83.3 Б формулах 9'eSg (ей. схемы)
S-------------------_------------------------------------------------------------------------------------------------------------------------
6 г д 6 * б
Рис. 5.1. Схемы расположения приводных барабанов
и приводных мехянизмов левого (а, в), правого (б,
г) и двустороннего (д. е) исполнения с редуктора-
ми типов Ц2У, Ц2Н и ЦДН:
г —редуктор (сборка 12): 2 —муфта быстроходная: 3 -
колодочный тормоз; 4 — редуктор (сборка 21)- 5 — двига-
тель. 6 — муфта тихоходная: 7 —приводной барабан; В—
муфта быстроходная с тормозным шкивом
е
приводные ыехвкизмы цилиндрическими и коническо-цилиндрическими редукто-
рами типов: КЩ, КЦ2. Ц2У. Ц2Н, ЦДН [6].
Типоразмеры и технические характеристики редукторов приведены в катало-
ге Научно-исследовательского института машивостроенка и металлообработки
(НИИмаш) «Мотор-редукторы и редукторы» и в номенклатурах заводов-изгото-
вителей. Пример условного обозначения вокическо-цилиндркческсго редуктора;
КЦ2-750-71-42Ц-УЗ, где КЦ2— тип редуктора; 750 — межосевое расстояние, мм;
71—передаточное число; 42—схема сборяв; Ц—цилиндрический конец тихо-
ходного вала; УЗ — климатическое исполнение и категория размещения соглас-
но ГОСТ 15150—69. Для заказа редукторов типа ЦДН-630 и ЦДН-710 требу-
ется расчет-обоснование.
В приводных механизмах применяются двигатели единой серин 4А и АОЗ.
Синхронная частота вращения двигателей н=| 000+1500 об/мин Типоразмеры
и техническая характеристика двигателей приведены в каталогах. Пример услов-
ного обозначения двигателя: 4А2001.4УЗ, 220/380 В, 50 Гц, где 4 — номер се-
рив; А — род двигателя; 200 — высота оси вращения, мм; £»—обозначение усга-
Рис. 5.2. Схемы расположения приводных барабанов и приводных механизмов
левого (а, е), правого (б, г) и двустороннего (д, е) исполнения с редукторами
типов КЦ1 и КЦ2:
/ — редуктор (сборхв 42). 2—муфта быстроходная с тормозным
(сборка 41): 4 — двигатель: S — приводной бврдбвп; б — муфта
быстроходная: В — Хоходочиый тормоз
редуктор
ПО
ковочного размера по длине станины; 4— число полюсов; УЗ — климатическое
исполнение и категория размещении по ГОСТ 15150—69.
В приводных механизмах в качестве быстроходных муфт применяют муфты
упругие втулочно-пальцевые (МУВП) и зубчатые (М3); в качестве тихоходных
муфт кулачково-дисковые (КДН и КДП) и зубчатые (М3).
Быстроходные муфты под колодочный тормоз изготавливаются с тормозным
шкпвом. Типоразмеры и техническая характеристика муфт приведены: упругих
втулочко-пальцевых в ГОСТ 21424—75; кулачково-дисковых в ГОСТ 20720—81;
зубчатых в ГОСТ 5006—83. а также в чертежах заводов-изготовителей.
Пример условного обозначения муфт: муфта упругая втулочво-пальцевая
250—32—1 1—40—IJ.2—УЗ. где 250 — номинальный крутящий момент, Нм; 32 —
диаметр посадочного отверстия первой полумуфты, мм; I — тип; 1—исполнение;
40 — диаметр посадочного отверстая второй полумуфты, мм; II—тип; 2— испол-
нение; УЗ — климатическое исполиенпе и категория размещения.
Для предотвращения обратного хода ленты с грузом у конвейеров с углом
наклона 6° и выше в приводах применяются колодочные тормозные устройства,
эти же устройства устанавливаются для конвейеров с утлом наклона н до 6° для
быстрой их остановки. Типоразмер тормовното устройства определяется по тор-
мозному моменту. Типоразмеры и техническая характеристика тормозных уст-
ройств приведены в чертежах заводов изготовителей. Пример условного обо-
значения тормозного устройства: ТКГ-300, где ТКГ — тормоз колодочный с гид-
равлическим толкателем, 300 — диаметр тормозного шкива, мм.
5.4. Комплектовки оборудования приводов
Комплектовки оборудования приводов приводные барабаны, приводные ме-
ханизмы и др. приведены в каталогах оборудования. В ряде случаен заводы за-
меняют отдельные части приводных механизмов на другие, что вызывает пере-
делки опорных рам при монтаже оборудования. В связи с этим большую помощь
оказывает поставка Белохолуницким машиностроительным заводом приводных
механизмов конвейера на опорной раме- редуктора, двигателя, быстроходной
муфты и тормозного устройства. Этн приводные механизмы разработаны для
различных вариантов расположения редуктора, двигателя и приводного бараба-
на. Применяемые в приводных механизмах редукторы могут иметь два вариан-
та сборки, а комплектуемые с ними двигатели — различные мощности. Для каж-
дой опорной рамы дан клан крепежных отверстий. Приводной механизм на
опорной раме заказывается одной позицией. Комплектовка на опорной раме де-
ег возможность заводу при необходимости заменять тип редуктора, двигателя
и муфты, ие изменяя характеристику приводного механизма и габарнтвые раз-
меры онориой рамы. Приводные механизмы Белохолуннцкого машиностроитель-
ного завода не связаны с типоразмерами приводных барабанов и скоростями
ленты. По этой причине проектировщик вынужден в каждом отдельном случае
производить подбор приводного мехавкэма к приводному барабану, определять
размер привязки приводного механизма к этому барабану с выбором тихоход-
ной муфты. В табл. 5.4 приведены комплектовки приводных барабанов, привод-
ных механизмов на опорных рамах, типоразмеры тихоходных муфт Белохолу-
ивцкого машиностроительного завода применительно для конвейеров с шириной
ленты 1000-;-1200 мм, рассчитанные для нанбонее употребляемых скоростей
ленты, н размер привязки приводного механизма к барабану.
Ill
= Таблица 5.4
Комплектовав приводных барабанов, приаодных механизмов на опорных рамах и тихоходных муфт Белохолуницкого
машиностроительного завода нм, Федунца для конвейеров с шириной ленты Л-?800-> 1200 мм
1 Приводно* нехашш Двигатель Редуктор Типораанер КОЛОДОЧНОГО ез h || h ?3 £ X Типоразмер тихоходной
Условное обозначение Номер чертежа I Типоралиер £ % £ I S Б h Т яппразмер § S I 1 ! U
6=800 мм; приводной барзбаи 8050Г—80
1.26 П-М80/БЗ П-11-180/53 Л-1-180/53 Л-П-180/53 Н75-200—20 Н75—200-21 Н76-200—22 Н75—200—23 680 710 680 710 4А132М4 11 1500 КЦ2-500 28 42 — 1260 2500-70 70-1
ТКГ—200
41 —
ТКГ—200
1,25 П-1 -460/35 П-П-460/35 Н75—202-16 Н75—202-17 1760 1860 6=800 мм; привод. 4ОЙ бар абаи 8063Г— 00 42 т кг-зоо 6300-90 90-1
Л-1-460/35 Л-II-460/36 Н7Б—202—18 Н7Б—202—19 760 1860 4AI80M6 18,5 1000 КЦ2-7Б0 28 41 т кг-зоо 1457
pr-i-uro/w П-П-670/40 Л-1-670/40 Л-И-670/40
Н 77-68—25 Н77-68—26 Н77—68—27 1160 1060 1160 4A200L6 1000 25 12
ТКГ—300
21 —
т кг-зоо
П-1-660/25 П-П-660/25 Л-1-660/25 Н77-68-08 Н77—68—08 Н77—68—10 940 1040 940 4А18М4 30 1500 40 12 - 1413 -110-1.1
т кг-зоо
21 —
Л-П-660/25 Н77—68—11 1040 т кг-зоо
П-1-5ОО/53 П-П-600/53 Л-1-5ОО/БЗ Л-П-Б00/53 Н75-202-20 Н75-202—21 Н75—202-22 Н75-202-23 1760 I860 1760 I860 42 —
КЦ2-750 28 ткг-зоо 14Б7 6300-90-1 1- -90-1.1
41 —
ткг-зоо
П-1-660/50 П-П-660/50 Л-1-660/50 Л-П-660/50 1177—68—32 Н 77-68—33 Н77—68—34 Н77—68—35 1060 1180 1060 1180 4А225М6 37 1000 Ц2У—315Н 20 12 — 1413 6300-90-1 1 -110-1 1
ткг-зоо
21 —
ткг-зоо
Продолжение табл. 5.4
Скорость ленты о. м/с Приводнов механизм Двигатель Рельктор Тяпоразмер ко* точного тормоза 1 Размер привязки приводвдго 1 мекаиизма к барабану Е, м: Типоразмер тихоходной муфты
Условное обозначение Номер чертежа £ Типоразмер 5? е £ i Н ag Типоразмер ё 1 Я и
2.0 П-1-640/62,5 П-П-640/62,5 Л-1-640/62,5 П.П.640/62,5 Н77—68—40 Н77—68—41 Н77—68—42 1190 1290 1190 1290 4A250S6 45 1000 Ц2У-315Н 1G 12 - 1413 6300-90-1.1- -110 1.1
ТКГ—300
21 —
ткг—300
П-1-670/50 П-П-670/60 Л-1-670/60 Л-П-670/60 Н77—68—28 Н77—68—29 Н77—68-30 Н77-68-31 1060 1150 1060 U60 4A200L4 45 1500 1 Ц2У-315Н 25 12 - 1413 6300-90-1.1 -110-1.1
ткг—300
21 —
ткг—300
20 12 -
2.6 1 П-1-650/75 । П-П-660/7Е Н77-68—36 Н77—68—37 1080 1180 4А225М4 55
ткг-зоо
' —1—«•—М | Л-11-650/75| Н77-68—39 | 1180 | 1 л 1 1 *6300-90-1 1 -110-1.1
1413 ткг—300
В=800 мм; приводной барабан 8063Ф—100
П-1-710/37,5 П-11-710/37,5 Л-1-710/37,5 Л-П-710/37,6 Н77—68—12 Н77-68-13 Н77—68—14 Н77-68-15 940 1040 940 1040 4А22М4 55 1500 Ц2У-315Н 40 12 - 1413 6300-90-1.1 •110-1.1
ткг-зоо
21 -
ТКГ-ЗОО
П-1-880/40 П-П-880/40 Л-1-880/40 Л-П-880/40 Н82-81-24 Н82—81—25 Н82—81—26 Н82—81—27 1440 1540 1440 1540 4A250S6 45 1000 Ц2У-355Н 25 12 - 1473 10000-90- -1.1-125-1.
ткг-зоо
2! —
ткг—300
1,6 П-1-690/47,5 П-П-660/47,6 Л-1-690/47,5 Л-11-690/47,5 Н77-68—20 Н77—68—21 Н77-68-22 Н77—68—23 1020 1120 1020 1120 4А2ООМ4 37 1500 Ц2У-315Н 31,6 12 1413 6300-90-1.1- -110-1.1
ткг-зоо
21 —
ткг-зоо
Продолжение тябл. 6.4
Приводной мехалнлм Двигатель Редуктор Типоразмер колодоч йоге тормоза о| h н is Я М и II 1? all lb
Условное обозначение Номер чертежа я Типоразмер % С 1 f 5 1 ii Типоразмер 5 8 I В 8- Ем Е § и
1,6 П-1-870/50 П-П-870/50 Л-1-870/50 Л-11-870/50 Н82-81-32 Н82—81-33 Н82—81—34 Н82-81-35 1480 1580 1480 1580 4А250М6 55 1000 1500 Ц2У-ЗБ5Н 20 12 1473 10000-90-1.! -125-1.1
ткг-зоо
21 —
ткг-зоо
31,5 12 -
П 1-910/47,5 П-П-910/47,5 Л-1-910/47,5 Л-П-910/47.Е Н82—81—20 Н82—81—21 Н82-81-22 H82-8I—23 1290 1390 1290 1390 4А225М4
Т КГ—300
21 -
ТКГ—300
В=800 мм: приводной барабан 8080Ф—120
। П-1-920/32 | | Н82-81-16 । 1290 1 4А225М6 37 I 1000 1 12 — 10000-110- •1 1-125-1.1
1488 ТКГ 300
-i ДУ
1,25 Л-1-92' 32 Л-П-920/32 НЯ2—81 —18 Н82—81-19 1290 1390 37 Ц2У—355Н 21 1488 10000-110- -1.1-J25-1.
ТКГ—300
П-1-970/30 П-П-970/30 Л-1-970/30 Л-П-970/30 Н82-81-О4 Н82-81-О5 Н82—81-06 Н82—81—07 1210 1310 1210 1310 4А200М4 1500 50 12 -
ТКГ-ЗОО
21 —
ткг-зоо
П-1-1330/30 П-П-1330/30 Л-1-1330/30 Л-П-133О/30 Н75-179-04 Н7Б—179—05 Н75—179-06 Н75-179—07 1560 1560 1560 1660 4A200L4 45 1500 Ц2У-4ООН 50 12 - 1560 16000-ПО- •1.1-140-1.
ткг-зоо
21 -
ткг-зоо
П-1-1260/32 П-П-1260/32 Л-Ь1260/32 Л-П-1250/32 H75-I79-16 Н75-179-17 H75-179-I8 Н75-179-19 1730 1830 1730 1830 4A250S6 1000 31,5 12
ТКГ—300
21 —
ТКГ—300
1,6 П-1-950/37,5 П-П-950/37,5 Н82—81-12 Н82-81 —13 [250 1350 4A200L4 1500 Ц2У—355Н 40 12 - 1488 10000-I10- -1.1-125-1.
ТКГ-ЗОО
Продолжение табл. 5.4
Продолжение табл. 5.4
3 g I Приводной меха илам Двигатель Редуктор Типоразмер колодочного тормозе s’ 8 &£ 5 & я Типоразмер тихоходной
Условное Обозначение Номер чертежа 1 Типораамер а % е 1 у 1 д Типоразмер 5 8 5 & Еч. f и
2,5 П-1-980/60 П-П-980/60 Л-1-980/60 Л-П-980/50 Н82-81-28 H82-8I-29 Н82—81-30 Н82-81-31 1440 1540 1440 1540 4A250S4 75 1500 Ц2У—355Н 25 12 ТКГ—300 1488 10000-110- -1.1-125-1.1
2! ткг-зоо
П-1-1240/53 П-П-1240/53 Л-Ь1240/53 Л-11-1240/53 Н75-102—20 Н75-102-21 Н75-102—22 JH75—102-23 3790 3910 3790 3910 4A250S4 75 1500 КЦ2-1000 28 42 ткг-зоо IG75 16000-110 -1.1 130 1
41 ТКГ-ЗОО
П-1-1280/62,5 П-П-1280/ /62,5 Н75—179—40 Н75—179-41 2090 2270 4А280М6 90 1000 Ц2У—400Н 16 12 Т КГ-400 1560 16000-110- -1.1-140-1.
1- Ж- ’ - »<П 11* 42 Н75-179-43 2270 4А280 М6 1000 16 21
.1-11-128» ? 5
Т КГ-400
2,5 П-1-1330/60 Н75—179—28 1770 90 Ц2У-400Н 12 1560 16000-110- -1.Ы40-1 1
П-П-1330/60 Н75-179-29 1870 4А25ОМ4 1500 25 ТКГ-ЗОО
Л-1-1330/60 Н75-179-30 1770 21 —
Л II-1330/60 H75-179-3I 1870 ткг-зоо
В =-800 мм; приводной барабан 8080Ф—160
П-1-2230/35 Н75—89-16 6860 42
П-П-2230/35 H75-89-I7 6980 4А280М6 90 1000 28 ТКГ—400
Л-1-2230/35 Н75-89-18 6860 41 —
1.6 Л-П-2230/35 Н75-89-19 6980 КЦ2-13ОО ТКГ—400 1-63000-150-
П-1-3510/33 Н75-89-04 6860 42 - -1-190-1
П-П-35 Ю/33 Н75-89-05 6980 4А280М4 132 1500 45 ТКГ—400
Л-1-3510/33 Н75—89—Об 6860 41 —
Л-П-3510/33 Н75-89-07 6980 ТКГ-400
Продолжение табл. 5,4
1 | и Прхводиов механизм Двигатель Редуктор Типоразмер колодочного тормоза
Условное обозначение Номер чертежа I Типоразмер е | Е | ев 5? Тип (размер ! с-« « 1 и si р &§ si ц Типоразмер тихоходной
2.5 П-1-2180/53 П-П-2160/53 Л-1-2180/53 Л-Ц-2180/53 Н75—89—12 Н75—89—13 Н75—89-14 Н75-89-15 6860 6980 68Ь0 6980 4А280М4 132 1500 КЦ2—1300 28 42 - 1875 1-63000-150- -150-1-190-1
ТКГ—400
11 -
1 ТКГ—400
В-1000 мм- приводной барабан 10050Г—80
1,25 П-1-180/53 П-П-160/53 Н75-200-20 Н75—200—2! 680 710 11 1500 КЦ2—500 28 42 1375 2500-70-1 -70-1.1
ТКГ—200
Л-1-180/53 Н75-200—22 680 41 —
Л-11-180/53 Н75-200-23 710 Т КГ-200
В = 1000 мм; приводной барабан 10063Г—100
1.25 П-1-« В П-11-460/35 Л-1-460/35 Л-11-460/35 Н75 . . к, Н75—202—17 Н75-202-18 Н75-202-19 I7GL 1860 1760 I860 4А180М6 18,5 1000 КЦ2-750 28 - 1564 4000-90-1.1 -90-1.1
ТКГ—300
41
ткг-зоо
1,6 П-1-500/53 П-П-50П-53 Л-1-500-53 Л-П-500-53 Н75-202—20 Н75-202—21 Н75-202—22 Н75-202—23 1760 I860 1760 I860 4Л180М4 30 1500 42 -
ткг-зоо
41 —
ткг-зоо
2.0 П-1-640/62,5 П-П-640/62,5 Н75—68—40 Н75-68-41 1190 1290 4A250S6 45 1000 Ц2У 315Н 16 12 ткг-зоо 1528 6300-90-1- -110-1.1
Л-1-640/62.5 Л-11-640/62,5 Н75—68—42 Н75—68—43 1190 1290 2! ТКГ—300
В=1000 мм; приводной барабан 1006ЭФ—100
1,25 П-1-710/37,5 П-П-710/37,5 Л-1-710/37,5 Л-П-710/37,5 Н77-68—12 Н77-68-13 Н77—68—14 Н77—68—[Б 940 1040 940 1040 4AI80M4 30 1500 Ц2У-315Н 40 12 - 1528 6300-90-1.1- •1)0-1.1
ТКГ—300
21 —
ТКГ-ЗОО
Продолжение табл. 5,4
г s g б Прняоднов мехавнзм Двигатель Редуктор Типоразмер КОЛОДОЧНОГО ГОРНОМ еЗ li it в н || II Типоразмер тихоходно!)
Условное овоаначеввн Нойер чертежа S I Типоразмер 5 а е 1 й и h Типоразмер 1 8 ё-
1,25 П-1-660/25 П-П-660/25 Л-1-660/25 Л-П-660/25 Н77 68—08 Н77—6В—09 Н77-68-10 Н77-68-11 940 1040 940 1040 4А180М4 30 1500 Ц2У-315Н 40 12 21 ТКГ 300 ТКГ-ЗОО 1528 6300-90-1.1 • -110-1.1
П-1-880/40 П-П 660/40 Л-1-880/40 Л-11-880/40 Н82-81-24 Н82-81-25 Н82-81-25 Н82-81-27 1440 1540 1440 1540 4A25OSG 45 1000 Ц2У—355И 25 12 21 ткг-зоо ТКГ-ЗОО 1588 10000-90-1.1- -125-1.1
1.6 П-1-660/60 П-П 660/60 Н77-68-32 Н77—68—33 1080 1180 4А225М6 37 1000 Ц2У—31511 20 12 ТКГ-ЗОО 1528 6300-90-! 1- -110-1.1
III
1.6 Л-П-660/50 Н77-68-35 1180 4А225М6 37 Ц2У 316Н 20 21 1528 ТКГ-ЗОО 6300-90-1.1- -110-1.1
П-1-870/60 П-П-870/50 Л-1-870/50 Л-11-870/60 1182—81—32 Н82—81-33 H82-8I-34 Н82-81 -35 1480 1580 1480 1580 4А250М6 55 1000 Ц2У-355Н 12 21 ТКГ-ЗОО ткг-зоо 1588 10000-90-1.1 -125-1.1
П-1 690/47,5 П-П-690/47,5 Л-1-690/47,5 Л-П-690/47,5 Н77-68-20 Н77-6В-21 H77-G8-22 Н77-68-23 1020 1120 1020 1120 4А200М4 37 1500 Ц2У-315Н 31,5 12 21 ткг-зоо ткг-зоо 1528 6300-90-1,1- -110-1.1
2.0 П-1-670/60 П-1 [-670/60 Л-1-670/60 Л-П-670/60 Н77—68—28 Н77-68-29 Н 77—68-30 1177 - 68-31 1060 1160 1060 1160 4А2001 4 45 25 12 21 ткг-зоо ткг-зоо
Продолжение табл. 5.4
X 3 0 Приводной иехаииэм Двигатель Редуктор Типоразмер колодочного тормоза h it 5“ gg fl a. I Типоразмер тихоходной
Условное обозначение Номер чертеж# 3 i Типе размер £ % £ I s I 1 h si Типоразмер 5 8 В е- с- 1 1
2.5 1,25 1,25 П-1-650/75 П-П-650/75 Л-1.660/75 Л-П-650/75 П-1-920/32 П-Н-920/32 Л-1-920/32 Л-11-920/32 Н77—68-36 Н77-68-37 Н77—68—38 Н77—68—39 Н82-81—16 Н82-81-17 Н82—81—18 Н82-81-19 1080 1180 1080 1180 1290 1390 1290 1390 4А225М4 В= 1000 мм; 4А225М6 55 прнво 37 1500 ной ба 1000 1000 Ц2У-315Н ябан 10080Ф Ц2У—355Н 20 -120 31,6 31,5 12 - 1528 1603 6300-90-1.1- -110-1.1 10000-110- -1.1-125-1,1
ТКГ-ЗОО
21 12 —
ткг-зоо
ТКГ—300
21 -
ткг-зоо
П-1-1260/32 П-П-1260/32 Л-П-1260/32 Н75-179-16 Н75 179—1" Н75 179-И Н75—179—19 1730 1830 ,™ 1830 4A250S6 4A2t*JbO 45 45 Ц2У—400Н Ц2У-400Н 12 21 - 1675 1675 16000-110- -1.1-140-1.1 16000-110- -1.1-140-1.1
ткг-зоо'
ТКГ—300
П-1-1880/30 П-11-1330/30 Л-1-1330/30 Л-1ЫЗЗО/ЗС Н75-179-04 Н75-179-05 Н75-179-06 Н75—179—07 1660 1660 1560 1660 4A200L4 1500 50 12 -
ткг-зоо
21 -
ТКГ—300
1.6 ю -ч П-1-950/37,5 П-П-950/37, Л 1-950/37,5 Л-11-950/37,ъ Н82-81-12 Н82-81—13 Н82-81—14 H82-81-I5 1260 1350 1250 1350 Ц2У-355Н 40 12 - 1603 10000-110- -1.1-125-1.1
ткг-зоо
21 —
ткг-зоо
П-1-1220/40 П-П-1220/4С Л-b 1220/40 Л-П-1220/4С Н75-179-24 Н75—179—25 Н75-179-26 Н75-179 -27 1770 1870 1770 1870 4А250М6 55 1000 Ц2У-400Н 25 12 - 1675 16000-110- 1.1-140-1.1
ткг-зоо
21 -
ткг-зоо
Продолжение табл. 5.4
1 5 1,6 2,0 дней мехаяевн Редуктор Типоразмер колодочного тормоза 8 s. s>, по h Z I й 5 Р. я 1790
Условное бозначеиис -1-1360/35 -11-1360/35 -1-1360/36 1-11-1360/35 Пимер чертежа Н75-102-16 | S. 3830 Твпорязмер S £ 1 S 55 J и 1000 Тялорачмер КЦ2-1000 i е I С- 28 б 42 Типоразмер ТИХОХОДНОЙ — 16000-110- 1.Ы30-1.1 —
Н75—102-17 3950 4A260MG ТКГ-ЗОО
H75-102-I8 3830 4! -
H75-1D2—19 3950 ткг-зоо
1-1 1300/37,5 1-1Ы300 37,5 1-1-1300/37,6 Н75-179-12 1500 1500 Ц2У—4П0Н 40 12 - 1675 16000-110- 1.1-140-1.1
1175-179-13 1700 ткг-зоо
Н75—179—14 1600 21 —
Н75-179—15 1700 ткг-зоо
П-Ы 460/33 П-П-1460/33 Л-1-1460/33 Л-П-1460/33 Н75-102—12 3650 КЦ2—1000 45 42 41 - 1790 16000-110- -1.Ы30-1.1 ВВЦ 16000-110-
И75- 102—13 Н75—102—14 3770 3650 4А225М4 ТКГ—300
H75-1Q2-I6 3770 ткг-зоо -1.1-130-1.1
П-1-910/47,5 П-П-910/47,5 Л-1-910/47,5 Л-П-910/47,5 Н82-81-20 1290 Ц2У-355Н 31,5 12 - 1603 10000-110- -1.1-125-1.1
Н82—81—21 1390 ткг-зоо
Н82-81—22 1290 21 —
Н82—81—23 1390 ТКГ—300
П-1 1390/47,5 П-П-1390/47,5 Л-1-1390/47,5 Л-П 1390/47,5 Н75-179-20 1730 75 1500 Ц2У-400Н 31,5 12 - 1675 16000-110- -1.1-140-1,1
Н75—179—21 1830 4A250S4 ТКГ-ЗОО
Н75-179—22 1730 21 —
Н75—179—23 1830 ткг-зоо
П-1-1340/60 П-П-1340/50 Л-Ы34О/6О Л-П-1340/50 H75-179-32 2040 1000 20 12 -
Н75—179—33 2220 4A280S6 т КГ-400
И75—179—34 2040 21 -
Н75—179—35 2220 ТКГ—400
Продолжение табл. 5.4
а Е е о Пряводной механизм Двигатель Редуктор Типоразмер колодочного тормоза Размер привязки приводного механизма к барабану Е. им Типоразмер тихоходной муфты
Условное обозначение Номер чертежа 12 X Типоразмер £ % е | X ( Й Типоразмер 1 | & I j
2,5 П-1-96О/6О П-П>980/60 Л-1-980/60 Л-П-980/60 Н82-81—28 Н82-81—29 Н82—8J—30 Н82—81—31 1440 1540 1440 1540 4A25OS4 75 1500 Ц2У—355Н 25 12 - 1603 10000-110- -1.1-125-1.1
ТКГ-ЗОО
21 —
ткг-зоо
П-1-1240/53 П-1Ы240/53 Л-Ь1240/53 Л-П-1240/53 Н75—102—20 Н7 5—102—21 Н75-102-22 Н75—102-23 3790 3910 3790 3910 КЦ2-1000 28 42 - 1790 16000-110- .1.1-130-1.1
ткг-зоо
41 -
ткг-зоо
П-1-1330/60 П-П-1330/60 Н75—179—28 Н75-179-29 1770 1870 4А25ОМ4 90 Ц2У-4ООН 25 12 - 1675 16000-110- 1.1-140-1.1
ткг-зоо
2,5 Л-1-1330/60 Л-П-1330/60 H75-I79—30 Н75-179—31 1770 1870 4А250М4 90 1500 Ц2У—400Н 25 г~ 1675 16000-110- -1.1-140-1.1
ТКГ—300
П-1-1280/62,5 П 11 1280/62.5 Л-1-1260/62,5 Л-П-1280/62.5 Н75—179—40 Н75-179-4 Н75-179—42 Н75—179-43 2090 2270 2090 2270 4А280М6 1000 16 12 -
ТКГ—400
21 —
ТКГ-400
В=1000 мм; приводной барабан 10080Ф—150
П-1-2230/35 П-П-2230/35 Л-1-2230/35 Л-П-2230/35 Н75-89-16 H75-89-I7 Н75—89-18 Н75-89—19 6860 6980 G860 6980 4А280М6 90 1000 КЦ2—1300 28 42 - 1.63000-150
ТКГ—400
41 —
ТКГ-400
ь П-1-3510/33 Н75—89—04 6860 42 - -1-190-1
П-П-3510/33 Н7Б—89—05 6980 4А280М4 132 1500 45 ТКГ-400
Л-1-3510/33 Н75—89—06 6860 41 -
Л-П-3510/33 Н75—89—07 6980 ТКГ-400
Продолжение табл. 5.4
е 1 Приводно! механизм Двигатель Редуктор Типоразмер КОЛОДОЧНОГО тормоза Е1 h as if Я Типоразмер тнхоходпов муфты
Условное обоаначеиие Номер чертежа i Типоразмер S S5 £ | к 1 Типоразмер 1 1 а J
2,5 П-1-2180/53 П-П-2160/53 Л-1-2160/53 Л-П-2160/53 Н75—89—12 Н75—89—13 H75-89-I4 Н75-89-15 6860 6980 6860 6980 4A28QM4 132 1500 КЦ2-1300 28 42 - 1990 1-63000-150 -1-190-1
ТКГ—400
41 —
т кг-400
В—1000 мм; приводной барабан 100125Ф—200
1,25 П-1-6170/20 П-П-6170/20 Л-1-6170/20 Л-11-6170/20 Н74—28—56 Н74—28-57 Н74-28-58 Н74—28—59 5430 6600 5430 5600 4A3I5M6 132 1000 ОДН-630 50 12 - Муфта зуб- чатая спе- циальная
ТКГ—400
21 -
ТКГ—400 2090
1.6 П-1-5980/25 П-11-5980/25 Н74-28-64 Н74-28—65 5760 5930 4A355S6 160 40 12 -
Т КГ-400
Л-1-5980/25 Н74—28—иб 5750 4A355S6 160 ^"1 « 21 —
Л-П-596О/2Б Н74-28-67 5930 Т КГ-400 2090 Муфта зуб- чатая спе- циальная
П-1-6230/30 Н74-28-60 5430 ЦДН—630 12 -
2,0 П-П-6230/30 Н74-28-61 6600 4Л315М4 200 50 ТКГ—400
Л-1-6230/30 Н74-28-62 5430 21 —
Л-П-6230/30 Н74—28—63 5600 1500 ТКГ—400
П-ЬЙЭО/37,5 Н74—28—68 5750 12 -
2.5 П-11-6230/37,5 1174—28—69 5980 4A355S4 260 40 ТКГ—400
Л-1-6230/37,5 Н74-28-70 5760 21 -
Л-Л-6230/37,8 Н74—28—71 6980 ТКГ—400
В= 1200мм приводной барабан 12050Г—80
П-Ы6О/53 П-11-180/53 Л-1-180/53 Н75-200-20 680 710 680 42 -
1,25 Н75-200-22 4AI32M4 и 1500 КЦ2-Б00 28 ТКГ—200 1535 2500-70-1.I- -70-1.1
41 -
Л-Н-180/53 Н7Б-200-23
w Т кг-200
К
Продолжение табл. 6.4
й £ Приводво! мехаиязы Двигатель Редуктор Т нлораэмер колодочного тормоза i I 1 & I Т клоразмер ТИХОХОДНОЙ муфты
Условное обозначение Номер чертежа 1 Типоразмер S % й 1 Ж 8 Т ялоразкер 1 о
В= 1200мм; приводной барабан 12063Г—100
1,25 П-1-460/35 П-П-460/35 Л-1-460/35 Л-П-460/35 Н75-202—16 Н75—202—17 Н75-202—18 Н75—202—19 1760 I860 1760 1860 4AJ80M6 18,5 1000 КЦ2-750 28 42 — .„4 4000-90-1 1724 -90-1.1
ТКГ-ЗОО
41 —
ткг-зоо
1,ь П-1-500/53 П-П-Б00/53 Л-1-500/53 Л-П 500/53 Н75—202—20 Н75-202—21 Н75-202-22 Н75-202-23 1700 1860 1760 1860 4А180М4 30 1500 42 -
ткг-зоо
41 —
ТКГ—300
В—1200 мм; приводной барабан 12063Ф—100
й
П-1-710/37,5 Н77-6Я—12 940
П-П-710/37,5 Н77-68-13 1М0 4А180М4 30 1Б00
Л-1-710/37,5 Н77—68—14 940
1.25 Л-П-710/37,5 Н77—68—15 1040
П-1-670/40 Н77—68—24 1060
П-П-670/40 Н77—68—25 1160 4A200L6 30 1000
Л-1-670/40 Н77—68—26 1060
Л-П-670/40 Н77 —68—27 1160
П-I 690/<7.5 Н77—68—20 1020
П-П 690/47.5 П77—68—21 1120 4А200М4 1Б00
Л-1-690/47,5 Н77-68—22 1020
Л-11-690/47.6 Н77—68—23 1120
1.6 П-1-880/60 Н77-68—32 1080
П-П-660/60 Н77—68—33 1180 4А225М6 1000
Л-1-880/50 Н77—68—34 1080
Л-П-880/60 Н77-68—35 1180
Продолжение табл. 5.4
уктор |и?
1 8. Условие ойсаиачмие Номер чертеж» й Типоразмер £ % е S I 1 h Типоразмер 1 8 а Ем 5 f б Типоразмер КОЛОДОЧНОГО тормоза h н &| 2 1 Типоразмер тихоходно*
П- [-670/60 П-11-670/60 Л-1-670/60 Л-П-670/60 Н77-68—28 Н77—68—29 H77-6S-30 Н77-68-31 1060 1160 1060 1160 4A200L4 45 1500 36 12 21 ТКГ—300 ткг-зоо
П-Г-640/62,5 П-П 640/62,5 Л-1-640/62,5 Л-П-640/62.5 Н77—68—40 Н 77-68-41 Н77—68—42 H77-G8—43 1190 1290 1190 1290 4A260S6 1000 И2У-315Н 16 12 21 ткг-зоо ТКГ—300 1688 6300-90-1.1- -110-1.1
2,5 П-1-650/75 пл- сел/те с X Т Г г а s 1080 4А225М4 1500 20 12 -
В= 1200мм; приводной ба раба и 12О8ОФ—120
П-1-920/32 П-П-920/32 Л-1-920/32 Л-П-920/32 Н82-81 —16 Н82-81-17 Н82-81-18 Н82—81 —19 1290 1390 1290 1390 4А225М6 37 1000 Ц2У-355Н 31.5 12 - 1776 10000-110- J-1.1.125-I
ТКГ—300
21 -
ТКГ-ЗОО
П-1-1330/30 П-П-1330/30 л-ызэо/зо Л-П-1330/30 Н75—179—04 Н75—179-05 Н75-179-06 Н75-179- 07 1560 1660 1560 1660 4A200L4 45 1500 Ц2У—400Н 50 12 1800 1-25000-110 -1-140-1
ТКГ-ЗОО
21 —
ткг-зоо
П-1-1260/32 П-П-1260/32 Л-П 1260/32 Л-II-1260/32 Н75-179-16 Н75—179—17 Н75—179—18 Н75-179-19 1730 1830 1730 1830 4A250S6 1000 31.5 12 -
ТКГ-ЗОО
21 -
ткг-зоо
Продолжение табл. 5.4
а g й Приводное механизм Дввтатель Редуктор S3 Типоразмер тихоходкой муфты
Условное' обозначение -<омер чертежа 1 2 Тн-i «размер >' е uj ST'S Типоразмер ! § § с- 1 1 и Типоразмер колодочн го торном ч it э* Bi И
1,5 П-1-950/37,5 П-П-950/37.Б Л-1-950/37,5 -П-950/37,5 Н82-81-12 Н82-81-13 Н82-81-14 Н82-81—15 1250 1350 1250 1350 4A200L4 45 1500 Ц2У—355Н 40 12 21 ТКГ-ЗОО ТКГ—300 1775 10000-110. -1.1-125-1.1
П-1-1330/37.5 .П-П-1330/37,5 Л-1-1330/37,5 Л1I1330/37,5 Н75—179—12 Н75—179-13 Н75-179-14 Н75-179—15 1500 1700 1500 1700 4Л225М4 55 Ц2У-400Н 12 21 ткг-зоо ткг-зоо 1800 1-25000-110- -1-140-1
П-1-1220/40 П-П-1220/4® | Л-1-122О/4О Н75—179-24 Н75—179-25 Н75—179—26 1770 1870 1770 4А250М6 1000 25 12 21 ТКГ 300
1.6 Л-П-1220/4 П-1-1460/33 П-П-1460/3 Л-1-1460/33 Л-П-1460/3 Н75-179-2 Н75-102—1 Н75—102-1 Н75—102 1 Н75-102-1 | Ко 3650 3770 3650 3770 4А225М4 55 1500 КЦ2—1050 ▼ 1 ’ 42 41 ТКГ—С” ткг-зоо ткг-зоо 1938 10000-110- -1.1-130-1.1
П-Ь1360-35 П-П-1360/31 Л-1-1360/35 Л-П-1360/3 Н75-102-1 Н75—-102—1 Н75—102—1 Н75-102—1 3830 3950 3830 3950 4А250М6 1000 28 42 41 ткг-зоо ткг-зоо
П-1-910/47,5 П-П-9Ю/47, Л-1-910/47,5 Л-П-910/47. Н82-81-20 Н82-81-21 Н82—81-22 Н82-81—23 1290 [390 1290 1390 4А225М4 1500 Ц2У-355Ь 31.5 12 21 ткг-зоо ткг-зоо 1775 10000-110- -1.1-125-1.1
2,0 П-1-1390/47,5 П-И-1390/47, Л-1-1390/47,5 Л-(1-1390/47, Н75—179—2 Н75-179-2 Н75—179—2 Н75-179-2 1730 1830 1730 1830 4A250S4 75 Ц2У—400Н 12 21 ТКГ-ЗОО ткг-зоо 1800 1-25000-110- -1-140-1
Продолжение тябл, 5.4
3 й i Пртодяой метаинлм Двигатель Редуктор Типоразмер .колодочного тормоза !• h я1 |i &1 Яй £ я Типоразмер тнхояодиой
Условие овозначение Напер чертежа S Типорааааер § % е 1 h S’? Типоразмер i 8 5 К с- 1
2,0 П-1-1340/50 П-П-1340/50 Л-1-1340/50 Л-П-1340/50 Н75—179—32 Н75—179—33 Н75—179—34 Н75—179-35 2040 2220 2040 2220 4A280S6 75 1000 Ц2У-4 ООН 20 12 1800 1-25000- ПО- Л-НО» 1
ТКГ—400
21 —
ТКГ—400
2.5 П-1-980/60 П-П-980/60 Л-1-980/60 Л-П-980/60 Н82-81-28 Н82-81-29 Н82-81-30 Н82-81-31 1440 1540 1440 1540 4A260S4 л Ц2У-355Н 25 12 - 1775 10000-110- -1.1-125-1,1
ТКГ-ЗОО
—
ткг-зоо
П-1-1240/53 П-П-124О/ЯЗ Н75-102-20 H75-I02—21 3790 3910 КЦ2—1000 28 42 - 1938 1000-110-1.1- -130-1.1
ТКГ-ЗОО
2,5 1.6 Л-Т-12«7?3 Л-П-1240/53 Н7Б-102—22^ 3790 Н75-102- 231 3910 4A250S4 75 1500 КЦ2—1000 28 41 - 1938 1000-110-1.1- -130-1.1
ткг-зоо
П-Ь1330/50 П-П-1330/60 Л-Т-1330/60 Л-П-1330/6С Н75—179-28 Н75-179-29 Н75—179-30 Н75—179—31 1770 1870 1770 1870 4А250М4 90 ; пряв 90 1500 Ц2У—400Н арабам 12080* КЦ2-1300 25 12 - 1800 2150 1-25000-110- -1-140-1 1-63000-150- -1-190-1
Т КГ-800
21 —
ткг-зоо
П-1-1280/62,5 П-П-1280/62,5 Л-1-1380/62,5 Л-11-1230/62,5 П-1-2230/35 П-П-2230/& Л-1-2230/35 Л-11-2230/3 Н75-179-40 Н75—179-41 Н75-179—42 Н75—179-43 Н75—89—18 Н75-89-17 Н75—89—!8 Н75—89-19 2090 2270 2090 2270 6860 6980 6860 6980 4А280М6 В=1200 И 4А280М6 1000 одной 1000 16 f-160 28 12 -
ТКГ—400
2! 42 -
ТКГ—400
ТКГ—400
41 -
ТКГ—400
Продолжение табл. 5.4
5 ё 1 и Прподиов меианкзм Двигатель Редуктор Типоразмер КОЛОДОЧНОГО тормоза 23 h fl й as С. а Типоразмер тиховодной
Условное обозначение Номер чертежа Ё Типоразмер £ % е ! | fi- gs Is Т ипоразмер £ Е_ 1 | и
.6 П-1-35Ю/33 П-П-3510/33 Л-1-3510/33 Л-П-3510/33 Н75—89—04 Н75-89-05 Н75—89—06 Н75—89—07 6860 6980 6860 6980 4А280М4 =1200 мм; пр 4А315М6 132 няодно 132 1500 бара 1000 КЦ2-1300 5ан 120125Ф— 45 42 - 2150 1-63000-150- -1-190-1
ТКГ-400
41 -
ТКГ-400
.о> .25 П-1-2180/33 П-П-2180/33 Л-1-2180/33 Л-П-2180/33 П-1-6170/20 П-П-е 170/20 Н75—89—12 Н75—89—13 H75-89-I4 Н75—89—15 Н74-28-56 Н74-28-57 6860 6980 6860 6980 В 5430 5600 28 200 50 50 42 -
ТКГ-400
4! 12 21 —
ТКГ-400
ТКГ-400
1,25 Л-1-6170/20 Л-П-6170/20 Н74-28-58 Н74—28—59 5430 5600 4А315М6 132 1 1000 Муфта зуб 2250 чатая спе- циальная
ТКГ-400
1.6 П-1-5980/25 П-П-И80/25 Л-1-5980/25 Л-П-5980/25 Н74—28—64 Н74—28—65 Н74— 28-66 Н74—28—67 5750 5930 5750 5930 4A355S6 160 40 12
ТКГ-400
21 —
ТКГ-400
2.0 П-1-6230/30 П-П-6230/ЭС Л-1-6230/30 Л-Н-6230/ЭС Н74—28-60 Н74—28—61 Н74—28—62 Н74—23—63 5430 5600 5430 5600 4А315М4 200 1 ЦДН-830 1500 , 50 12 -
ТКГ-400
21 —
ТКГ-400
2.5 П-1-6230/57.6 П-П-6230/3 7 Л-I-6230/37,6 Л-П-6230/37 Н74—28—68 Н74—28—69 Н74—28—70 Н74—28-71 .5750 5930 5750 5930 4A355S4 250 40 12 -
ТКГ-400
21 -
ТКГ-400
Рис. 53. Схемы расположения приводных механизмов исполнения I и II соответ-
ственно без тормоза и с тормозом праной (а. б) и левой (в. г) сборки и планы
расположения отверстий под фундаментные болты в опорной раме приводного
механизма с редукторами Ц2У (д, ас) и ЦДН (е, а):
раиа:, * — муфта тжхоходаая; 9 —муфте быстроходная: 4 — двигатель; 5 — редуктор
(спорка 12); 6 — муфта быстроходная с тормозных шкивом. У—редуктор (сборке 21)
в —тормоз колодочный
Рис- 5.4. Схемы расположения приводных механизмов исполнения I и П соот-
ветственно без тормоза и с тормозом правой (с, б) и левой (в. г) сборки и пла
вы отверстий под фундаментные болты в спорной раме приводного механизма
с редукторами КЦ2-500 (<3), КЦ2-750 (е). КЦ2-1000 и КЦ2-1300 (ж):
1 —раме; 2 —муфте тихоходная. 3 —редуктор (сборка 43); 4—муфте быстроходная; 5_____
двигатель; 6—муфта быстроходн я с тормозным шкивом. 7—тормоз колодочный; 3 —
редуктор (сворка 41)
Схемы расположения приводных механизмов на опорных рамах и тихоход-
ных муфт для конвейеров с шириной ленты В= 1000+1200 мм и планы отвер-
стий под фундаментальные болты даны на рис. 5.3 и 5.4. Размеры расположения
отверстий в рамах м диаметры этих отверстий d приведены в табл. Б.5.
Таблица Б.5
Расположение и диаметры отверстий в рамах
Размеры, мм
Гигоразмтр редуктора L, б. L, L. t- 4
Ц2У-315Н 260 405 500 630 500 650 420 26
Ц2У-355Н 280 465 610 680 570 650 450 26
Ц2У-400Н 330 495 654) - 735 650 735 480 26
ЦДН-630 350 1930 540 495 760 550 . 42
КЦ2-500 300 235 820 820 __ 18
КЦ2-750 470 430 700 850 820 24
КЦ2-1О00 600 570 760 700 900 1010 26
КЦ2-1300 740 710 900 900 1000 1220 — 26
145
5.5. Ролнкоопоры и дефлекторные ролики
На рис. 5.5 приведены конструкции роликоопор со следующими размерами:
И — высота желобчатой ролнкоопоры от основания до обода ее среднего роли-
ка; Hi — высота желобчатой ролнкоопоры от оснозания до линии обода бара-
бана; Н2 — высота прямой ролакоопоры от основания до обода ролика; dp’,
dp" — диаметры роликов роликоопор; Пр', яр" — углы наклона боковых ро-
ликов роликоопор соответственно верхней и нижней ветвей ленты.
Типоразмеры роликоопор конвейеров с шириной левты В=80(й-1200 мм, ре-
комендации по их установке, а также численные значения размеров, обозначеи-
вых на рис 55, приведены п табл. 55.
В условное обозначение типоразмера роликоопор входят: буквенный индекс,
обозначающий тип ролнкоопоры (Ж—желобчатая и т. д.); ширина ленты В
Рис. 55. Ролнкоопоры:
« — верхняя желобчатая; б — верхняя желобчатая футерованная; в—верхняя желобчатая
амортизирующая-, г —верхяяя желобчатая центрирующая; б — пижлкя прямая футе-
розециея. е—нижняя прямая центрирующая, ж — верхняя срамая; э —верхняя пря-
мая; футерованная: и — нижняя пршая: к — нижняя желобчатая дисковая
146
Таблица 5.6
Ролнкоопоры (по каталогу 1—83, часть II)
800 Ж80-127-30 240 320 36,4 17,9 Верхняя ветвь ленты: на прямолинейном н криво-
Ж80-159-30 280 360 62,5 38 линейном вогнутом участках
Ж100-127-30 240 320 42 20,7 1р —см. табл. 2.3;
1000 на криволинейном выпуклом
Ж100-159-30 280 360 75 43 участке /р = 0,3-=-0,5 м:
Ж120-127-30 240 320 48,2 24,3 в местах загрузки при оп|вх< <60 мм и высоте падения гру-
1200 Ж120-159-30 280 360 90 50 за не более 0,3 м /’=0,3-5- 4-0,5 ы
Верхние желобчатые футерованные, ар 30° (Нормаль Е101—II—7—83)
800 ЖФ80-127-30 245 320 39,8 21,3 То же, при транспортировании абразивных или агрессивных
ЖФ80-159-30 285 360 67 42.4
ЖФ100-127-30 245 320 46,2 24,9 грузов
ЖФ100-159-30 285 360 80 48
ЖФ120-127-30 245 320 53.3 29,4
ЖФ120-159-30 285 360 95 65
Верхние желобчатые амортизирующие, а'= 30° (Нормаль Е101—П—8—83)
800 Ж180-127-30 240 320 41,9 24 Верхняя ветвь ленты: в местах
ЖА80-159-30 280 360 60 33 загрузки при «пи^ВО mkJh
юоо ЖА100-127-30 240 320 48.3 28 высоте падения груза до
ЖА100-159-30 280 360 70 39 (14-1,5)6 Гр в = П.25--0.35 м
ЖА120-127-30 240 320 59,5 32
ЖА 120-159-30 280 360 84 46
Верхние желобчатые центрирующие, а’ =30° (Нормаль Е101—И—9—83)
ЖЦ80-127-30 249 300 256 17.9-3 Верхняя ветвь ленты:
ЖЦ80-159-30 290 340 301 38,0-3 на прямолинейном участхе
ЖЦ100-127-30 249 318 280 20.7-3 1р ц = 20ч-25 м
ЖЦ100-159-30 290 358 348 4з,о-г
ЖЦ120-127-30 249 330 308 24,3-3
ЖЦ120-159-30 290 370 396 50-3
147
Продолжение табл. 5.6
800
1000
1200
П80-127
П80-159
П100-127
П100-159
П120-127
П120-159
185
220
185
220
185
220
26,3
34
30.5
40
36,3
45
19
25
21,5
28
26
31
Верхняя ветвь ленты:
для получении плоской формы
ленты 1р — см. табл. 2.3 (верх-
ние желобчатые ролнкоопоры)
Нижняя ветвь ленты:
при установке на кронштейны
стоек средней части металло-
конструкций 1р равно 2,4 или
3 м
Верхние прямые футерованные (Нормаль EI01—II—11—83)
800 1000 1200 ПФ80-127 ПФ80-159 ПФ100-127 ПФ100-1Б9 ПФ120-127 ПФ120-159 190 225 190 225 190 225 - 29.3 37,8 34.8 44,6 41,2 60,6 22 28,3 25.8 32,6 30,9 36,6 То же, при транспортировании абразивных или агрессивных грузов
Нижние прямые (Нормаль Е101 -11—13-83)
— Н80-127 187 26,3 19 Нижняя ветвь ленты-
Н80-159 219 — 34 25 на прямолинейных и вогну-
Н100-127 187 — 30,5 21,5 тых участках 1р равно 2,4
Н100-159 219 — 40 28 или 3 м.
1200 Н120-127 Н120-159 187 219 — 36,3 46 26 31 выпуклых участках /“ — = 1-5-1,5 м
1
Нижние прямые футерованные (Нормаль EI01—II—14—83)
НФ80-127 192 — 29.3 22 То же, при транспортировании
НФ80-159 224 —- 37,8 28,8 абразивных илн агрессивных
НФ100-127 192 — 34,8 25.8 грузов
НФ100-159 224 — 44,6 32.6
НФ120-127 192 — 41.2 30,9
НФ120-159 224 50.6 36.6
146
Продолжение табл. 5.6
3 Типоразмер ролякооиоры по ГОСТ 22645—77 Размеры, мм Масса, кг Рекомендации по установке роликоопор
£ Общая Ср. общ, общ Вращающихся частей fp, ?р
Нижние прямые центрирующие (Нормаль Е 101-11*16-85)
800 НЦ80-127 327 — 270 19-3 Нижняя ветвь ленты:
IOOO НЦ100-127 332 326 21,5-3 на прямолинейных участках
1200 НЦ120-127 332 390 26-3 г;,- a-ю i;
ростях ленты не Солее 2.6 м/с. для больших скоростей необходимы ролики повышенной
точности, поставки которых согласовываются с заводом Изготовителем [6]. 4. Пра высота
прямого падения средне- н крупнокусковых грузов, равной (1.1-а-1.61 В. вместо амортизи-
рующих ровкхоопор применяют специальные кигруаояные устройстве. Б. Уточненные ре-
комендации по выбору (р н 1р приведены а каталоге I—83 [6] 6. Центрирующие роляко-
ОПОрЫ могут иметь 2—4 поворотные ролнкоопоры. Пр» нормальных условиях эксплуатации
устанавливают три поворотные ролнкоопоры а для длинных конвейеров при нецентраль-
ной загрузке ленты и других факторах, способствующих сходу ленты. — четыре 7. Общая
масса центрирующих роликоопор дана для ролвкоорор. состоящих Из трех поворот-
ных частей. 8. Пример условного обозначения верхней желобчатой амортизирующей роЛИ-
кооворы для конвейера с шириной ленты В-800 мм. с роликом диаметром <Гр "ИТ мм
ж углом наклона боковых роликов пр -30’: Роликоооора ЖА80-127-30 ГОСТ 22048—77.
(см); диаметры роликов dP', dP" (мм) и для желобчатых роликоопор угол на-
клона боковых роликов ар' (градусы).
Возможны три схемы расстановки барабанов и роликоопор на конвейере
(ряс. 5.6). Первая предусматривает установку приводного 3 и натяжного / ба-
рабанов, а также средних роликов 2 роликоопор на одной образующей
а
Рис. 5.6. Схемы расстановки барабанов и роликоовор
149
Рис 5 7. Схемы установки роликоопор верхней ветвн ленты у барабанов при
числе прокладок резянотросовой ленты z<6 (а) я z>6 (б):
I — барабан (приводкой. ГОЛОВНОЙ. ХВОСТОВОЙ): J —желобчатая ролнкоопора с углом на-
клона крайних роликов <fp. равным 30" нлв 20", 3 — прямая ровваоопорв- 4— про-
(рнс. 5.6,а). По второй схеме рядовые ролики ролнкоопор устанавлниают ниже
образующей приводного и натяжного барабанов на размер а (рис. 5.6,6). Третья
схема предусматривает установку ролнкоовор и натяжного барабана ниже об-
разующей приводного барабана на размер (ряс. 5.6.в). При расположении обо-
рудовании по второй и третьей схемам в кромках ленты при переходе на бара-
баны И на выпуклых участках трассы возникают меньшие напряжения, чем при
установке по первой схеме, что особенно важно для резинотросовых лент. Вторая
схема по сравнению с третьей имеет недостаток — при перемещении натяжного
барабана (на рис. 5 б показано штрихпунктирной линией) от перегиба ленты на
первой переходлой роликоопоре 4 возникает дополнительная нагрузка, которая
уменьшает срок работы этой ротнкоопоры
В целях сокращения числа типоразмеров выпускаемых ролвноопор ГПКИ
„Союзпроммеханиэвция" [6] разработал рекомендации о замене переходных
роликоопор на рядовые ролнкоопоры с о₽'—30°, устанавлниаемые совместно
с прямыми роликоопорэми (рис. 5.7). Как видно из рис. 5 7, в местах выпола-
скивания ленты прямые ролнкоопоры устанавливаются выше средних роликов
желобчатых роликоопор. у которых средний ролак снят за счет прокладок,
подгладываемых под опоры прямых ролнкоопор. Толщины прокладок h,, h2, ht
(мм) определяются по формулам:
Нх
3
Для конвейеров с шириной ленты В, равной 800 н 1000 мм, l'p n=0,8-s-1.2 м
с В, равной 1200 и 1400 мм, l'p.D—1+1,5 м. Сочетание желобчатых и прямых
роликоопор вместо переходных роликоопор кроме сокращения числа типов ро-
150
Таблица 5.7
Ролики дефлекторные верхние дли желобчатой ленты (Нормаль EI01—II—20—83)
у, • много обозначения дефлекторного ролика к желобчатой
роликоопора верхней ленты шириной В 1200 мы при ар=>30'1: Ролик дефлекторный ДЖ-120-30
Нормаль Е101—И— 20—S3.
ликоопор обеспечниает форму сечения ленты, наиболее точно соответствующую
форме ее при выполажкнании. которую можно обеспечить специальной вереход-
ной роликоопорой с разной длиной роликов: нижний ролик большего размера,
а два боковых—менылего.
Типоразмеры дефлекторных роликов для верхней желобчатой ветви ленты
приведены в табл. 5.7. Шаг этих роликов, а также дефлекгораых роликов для
нижней прямой ветви ленты (рис. 5.8) равен 10—15 м.
151
л 1
Рис. 58. Схема установки дефлек-
торного ролика для нижней пря-
мой ветви ленты.
1 — дефлекторный ролик, ! — секция
средней части: 3 — пранвя ролико-
Для роликоопор с нефутерованными роликами й=60 мм. с футерованны-
ми— й=55 мм. Значении L приведены в табл Б.7.
5.6. Натяжные устройства
Нагяжнме устройства ленточных конвейеров общего назначения [6. 14] раз-
деляют на два типа: винтовые и грузовые
Типоразмер винтового натяжного устройства выбирают по типоразмеру кон-
вейера и его длине. Длина хода натяжного барабана винтового устройства мо-
жет быть; 320 мм — для конвейеров длиной до 15 м. 500 мм—для конвейеров
длиной до 25 м и 800 мм — для конвейеров длиной 25—40 м. Типоразмеры вин-
товых натяжных устройств и их характеристика даны в табл. Б.8.
Грузовое натяжное устройство состоит из натяжной тележни илн натяж-
ной рамы н грузового устройства. Типоразмер натяжной тележки и натяжной
рамы определяют: при приближенном методе расчета—по типоразмеру конвейе-
ра. прп уточненном — во расчетному значению необходимого усилия натяжного
устройства S' (см. гл 3), которое должно быть не больше допустимой нагрузки
Sb воо на натяжной барабан Значения Se лов и типоразмеры натяжных теле-
жек без полиспаста и с полиспастом приведены соответственно в табт. 5.9 и 5.10.
Грузовые устройства характеризуются наибольшим усилием Srp» создавае-
мым устройством, т. е. усилием от массы максимального груза. Грузовые устрой-
ства с чугунными грузами могут быть без полиспаста (рис. 5.9. о) и с полиспа
стом (рис. 59,6). кратность которого tn—2. Выбор грузового устройства произ-
водится по усилию 5И, или необходимой массе груза Grp, или необходимому чис-
лу грузов zrp, рассчитанных приближенным (см. 25) илн уточненным (см.
табл 3.4) методами расчета. При этом необходимо соблюдать условия: S„cSrp.
Зв<бгр или Xrp<2raai. Параметры грузовых устройств приведены в табл. 5.11.
Вертикальные грузовые натяжные устройства могут быть без полиспаста
М с полиспастом. Вертикальные натяжные устройства без полиспаста (натяж-
ные рамы) поставляются вместе с грузовым устройством [6]. Типоразмер уст-
ройства. число гирлянд и грузов определяют аналогично тележечным натяжным
устройствам. В спецификации эго устройство заказывают одной позицией.
Вертикальные натяжные полиспастные устройства (натнжнме рамы) выби-
рают по типоразмеру конвейера и расчетному усилию а грузовые устройства
к ним—по усилию Sn (см. табл. Б 11).
При эксплуатации конвейеров с шириной ленты В= 1600 и 2000 мм эффектив-
153
Допустимая
на (ip ав
5бдаиП'
Типоразмер
конвейера
800
80tfl-8O
яо- 1-100,
8080-160
804ОТО ЙО
1000
1 оса 7-100
10080 100
120*0-1 20
131**0-1 ВО
1’0100-180
юг
5-»5)l 3—устройство грузовое (Е)0|
(BIQl-tl- I-»31. г-ыра&.н ««.п-жя ItlOI-lb
Размеры, мм
12063TO-JOO
1 J80TO-120
12080TO-IG0
• . ПО-100
80SОТО-120
'ТО "0
1Т< ЮО
, 120
Типоразмер
натяжной тележки
1505
1530
з I за
Тел.жки плтаатякяся
1651!
2230
в 000
12 00
19 000
5 200
8 000
1830
288С
1 оп
’ООО
. збО
для влажного, липкого
1350
1460
14 ВО
- ч,1К.имально допустимый уГО1 май Нии ленты на блраЛя
nr,Uw» ahuu' I П -максимально допу,, гиный угол нао тии лит м ин- --------- — _____
Приме ання I р-g. очистителя (Т( В таблице (ркчедены данные для тележек с очистителем а. Примеры
груза с очистителен барабана (ТО) н Для иелнпкик грузу-«и'Очистителя диаметрам барабана 0=630 мм, подшипника диаметром U =
"°” ХЧТпп -п-, £ «. - ™« гм.™ >.™. WWTO-1"" Н"Р«-
400 мм. вез очистителя: Тележка натяжная аОБЗТ-100 Нормаль E10I—I
Е| 01-11-23-
Таблица 5.10
Тележки натяжные полиспастные (Нормаль EI01—П—24—83)
/ — очиститель неприводиого барабана (ЕЮ 1-11—34-83), ?-барабан хвостовой (E101-1I-5—83): 3 —устройство грузовое (Е101— П-29—83)
Ширина лента Тнпораамар конвейера Тнплпаямер н>г «иой тележки Допустимая нагрузка •13 барабан ®б. дот даН Размеры, км ь та
В °б £. ti t. Е, н Н. Ь
800 8080-160 8080ТП 120 12 500 800 250 950 1350 1550 663 900| 1090| 2140| 2440 195 86. 1 2901 16
8О8ОТП-16О 19 000 315 16701 18131 9351 11851 2301 272Й1 255 | 955| 425| 22512400 241О| 195 | 865 ! 2901 165Ц530
1000 10080 160 10080ТП 120 12 500 250 1150 1580 1780 190Э| 900| 1091)1 -140
100100 180 10080ТП-160 19000 1900 2043| 935| 1185| 2300| 2723) 255 | 9551 4251 225|2500
100125-200 100100ТП 180 24 700 1000 315 вейе 80ТП 1910 20531 И40| 1390| 2730; 3133| 285 1 [ 150| 450| 26013130
1200 п ?УПри диаметр 120100 180 12080ТП 160 19 000 800 1400 а с i О-12 1900 ирин Нор 2220 23631 935| 1185| 2300, 2720j 255 | 955| 4251 225|2790
120125 200 120160 220 имея а н и я: очистителем ба ер у с лов) - л ОМ dn - 1 20 Ml 120100ТП-180 11 ртах “ раба на (ТПО1 п боа меняя изтяж , е очистителем. 23 000 иально д«устк для не, «пиих г ой тележки дл ележка катя ж 1000 2230 )(Т?еи 2373| 1140| I44S| 27Ss| 3!SS| 2S5 | 11SO| 4Во| 2So| 3440 барабан 2. Тележке поставляются для влажного, липкого s пряаедены данные для тележек без очистителя. 'о|_П—5*4 — 83 ДИачетро“ ва1>абян’ 0=800 км, подшипника
3 ю 2 ® О о i i 8 i § i о to § 1 r о 1 q!j И *е г, ч 2 8 $х Л! И и =“п Ф о
В § % 2 £ Макснкальное число г"аов гп»х
Число гирлянд
22.5-1-Н-200 22,5 1 В — 1200 мм с 1 tn II i ± 8 8 О 2 _ 2 h р 1 я*’ 3
8 3250 | 3540 | 4220 31Б g g 1 1755 | 2045 2680 I g? а: 3 а: s’ Е
Устройства грузовые (Нормаль Е101— II—29—83)
«о применение грузолебедочных натяжных устройств, которые имеют лебедку
для подъема и спуска груза. Аналогичные конструкции включены в каталог [6],
«о выпуск этих натяжных устройств пока не начат.
5.7. Устройства для промежуточной разгрузки конвейеров
К устройствам, обеспечивающим промежуточную разгрузку конвейера, от-
носятся барабанные разгрузочные устройства, плужковые сбрасыватели н др.
Барабанные разгрузочные устройства разделяют на стационарные я передвиж-
ные. Б горнорудной промышленности наиболее распространены передвижные ба-
рабанные разгрузочные устройства (разгрузочные тележки), которые имеют боль-
шую производительность и позволяют иметь промежуточную разгрузку ко длине
конвейера К недостаткам двухбарабанных разгрузочных устройств относятся:
сложность конструкции, большие габаритные размеры н масса, вредное воздей-
ствие на ченту, дополнительными перегибами на барабанах.
Разгрузочные тележки конвейеров с шириной ленты до I4C0 мм передвига-
ются по треку-металлоконструкции, совмещающей в себе среднюю часть конвейе-
ра и опорную часть с рельсами для ее перемещения. Для конвейеров с шири-
ной ленты 1600 и 2000 мы тележки изготовляют бестрековые, перемещающиеся
по полу. В этом случае средняя часть конвейера имеет обычную конструкцию,
что уменьшает расход металла и обеспечивает устойчивую работу тележки При
необходимости разгрузочные тележки снабжают устройствами для укрытия раз-
грузочных щелей Типоразмеры разгрузочных тележек для конвейеров с шири-
ной ленты до 1200 мм и их основные параметры даны в табл. 5-12 Исполнение
воронок тележки зависит от варианта разгрузки (табл. 5.13). Типоразмер те-
лежки выбирают по типоразмеру конвейера и усилию 5Д. В табл. 5 14 даны раз-
меры участков трассы конвейеров с шириной ленты от 600 до 1200 мм при уста-
новке разгрузочной тележки.
Плужковые сбрасыватели ко сравнению с разгрузочными тележками имеют
более простую конструкцию, но по ряду причин а горнорудной промышленности
применяются ограниченно В других отраслях они широко используются дли
разгрузки с плоской ленты конвейера сравнительно небольших потоков нелип-
кого и веабрЕЭиакого груза. Плужковые сбрасыватели могут быть:
в зависимости от направления разгрузки с ленты конвейера односторонними
(правые или левые) и двусторонними В односторонних сбрасывателях разгру-
жающий плужок располагается под углом 30—45° к продольной оси конвейера.
Двусторонние сбрасыватели имеют два плужка в виде клина с углом 60°;
по типу привода для поднятия плужка — с ручным приводом, пневмо- и элек-
троприводом;
по положению плужка относительно ленты работающего конвейера — нор-
мально опущенные к нормально поднятые
Плужковые сбрасыватели с электрическим приводом для стационарных лен-
точных конвейеров общего назначения с шириной ленты fi=800-r!200 мм пред-
назначены для разгрузки транспортируемого груза в автоматическом режиме.
Скорость движения ленты конвейеров, на которые устанавливаются плужковые
сбрасыватели, не должна превышать 2,5 м/с. Подъем н опускание плужка осу-
ществляется посредством каната, наматываемого (разматываемого) иа барабан
привода
Таблица S 12
Тележки разгрузочные
(Нормаль Н—646—67)
159
Таблица 5 13
Исполнение воронок
Характеристике воронки Схема воронки Исполнение воронки
Трехрукавная с разгрузкой на две стороны или перед I
Двухрукавная с разгрузкой на две стороны п
Двухрукавная односторонняя правая с разгрузкой ва одну сторону (правую) или вперед III
Двухрукавная односторонняя левая с разгрузкой на •.«w сторону (левую) или вперед IV
Однорукавная правая с разгрузкой на одну сторону (правую) V
Однорукавиая левая с разгрузкой на одну сторону (левую) VI
161
Таблица 5.14
Размеры участков трассы при установке разгрузочной тележки
Шидока Типоразмер Размеры, м
1г 1, i. А
800 Б-8050 4.6 4.9 0.7 5,3 1.5
Б-8080 6,2 6,5 0,9 7 2
1000 Б-10063 5,4 5,7 0,7 6,2 1,8
Б-100100 7 7,4 Л 7,9 2.3
1200 Б-12080 6 6,5 0,8 6,9 2
Б-120125 8.6 9 1.3 9,6 2,8
5.8. Весы автоматические
Для непрерывного взвешивания груза, трансвортнруемосо ленточным копией
ером, я его учета применяют конвейерные автоматические весы двух типов: ме-
ханические и электрические. В механических весах используется способ получе-
ния информации от устройства, которое измеряет вес груза на ленте, преобра
зуя эту силу в перемещение чувствительного элемента Наибольшее распростра-
нение получили механические весы типа ЛТМ-1М. которые встраиваются в пря-
молинейные (горизонтальные или наклонные) участки средней части конвейера
(рис. 5.10). Весы ЛТМ JM состоят из грузопрнемной платформы 5 с двумя
роликоопорами верхней ветви ленты, счетного механизма 1 и каркасе с рычага-
ми 4. При прохождении груза грузоприемная платформа опускается и переми-
рие. S.I0. Весы ЛТМ-1М
162
Рис 5 11. Весы 1954 ЛВ10-630
щение ее через тяги весового устройства и систему рычагов передается счетно-
му механизму, который кинематически связан с вращаемым яюкней ветвью лен-
ты приводным роликом 3. Счетный механизм регистрирует производительность
конвейера. Криволинейный участок конвейера должен начинаться ие ближе 5—
6 м от весов Особенно нежелательны смежные с весами криволинейные выпук-
лые участки. Минимально допустимая длина конвейера для встранааиня весов
составляет 6 м. Под каждую из 12 неподвижных роликоопор, примыкающих к
весам, должны быть подложены прокладки 2 высотой от 6 до 36 мм
Техническая характеристика весов JITM-1M
Линейная нагрузка от массы транспортируемого груза qr, даН/м
Ширина ленты В, мм ... . ...............
Допустимая скорость ленты о, ы/с . ..................
Наибольший допустимый угол наклона конвейера ₽, градус
Допустимая погрешность взвешивала я, %...............
Габаритные размеры, мм:
длина............... .
ширина (зависит от В) . . . .
высота............................................
Масса, кг . . . ...
6,4—500
400-2000
2.5
2300
1150—2990
1940
До 450
Выпускается 20 типоразмеров весов ЛТМ-iM со следующими максимальны-
ми нагрузками (даН/м): 6.4; 8; 10; 12,5; 16; 20; 26; 32; 40; 50; 64; 80; 100; 125;
160; 200; 250; 320; 400; 500.
В настоящее время выпускают вовые автоматические конвейерные весы ти-
па 1954 АВ10 630, предназначенные для автоматического намерения и дистанци-
онной передачи информации о текущей производительности н суммарном коли-
честве массы сыпучих грузов, транспортируемых ленточными конвейерами в райо-
нах с умеренным и влажным тропическим климатом. Весы этого типа (рис. 5.J1),
так же как и весы типа ЛТМ, встраивают в прямолинейные участки средней
частя конвейера. Оии состоят из устройства преобразования нагрузки 1 и пре-
обризователя перемещения 3, центровка которых на секции средней части кон-
вейера осуществляется прокладками 2. Устройства преобразования нагрузки /
представляет собой жесткую раму, на которой закреплены две неподаижные
роликооворы, тскзорезисторный преобразователь силы и шарнирно закрепленная
консольная рама с весовой роликоопорой противовесом и предохранительным
уг.ором. Усилие от весовой ролнкоопоры через консольную раму передается на
преобразователь евлы, который в зависимости от величкиы номинальной нагруз-
ки может устанавлнватьсв с соотношением плеч рычагов: I.-1; 1 • 1.6; 1:2;
6*
163
1:2,5- Преобразователь перемещении ленты располагается под лентой конвейера
и состоит из приводного ролика, редуктора и такогенератора ТМГ-ЗОП Весы
должны устанавливаться от привода 4 и загрузочного устройства 5 на расстоя-
нии не менее 6 М-
Техническая характеристика весов 1954 АВ1О-63О
Линейная нагрузка от массы транспортируемого груза qT, даН/м - До 500
Ширина ленты В, мм ................................... 650—1600
Допустимая С» трость ленты о, м/с............. - . 2,5
Наибольший допустимый угол наклона конвейера Р, . -uiyc 20
Допустимая погрешность взвешивания, %......................... ±1
Весы типа 1954 АВ 10-630 более совершенны по сравнению с весами типа
ЛТМ, но ови сложнее в эксплуатации и ремонте и имеют большую стозмость
6.9. Очистные устройства
Транспортируемый ленточным конвейером груз из-за целого ряда причин
(схода веиты, вибрации ленты и др) просыпается на настил секций металло-
конструкций средней части конвейера, нижнюю ветвь ленты и пнл То же с . ное
Таблица 6.15
Скребки для очистки веиты (Нормкаь Е101—И—37—83)
800
1000
1200
Прнмечвяие. Пример условного обознкеняп скребка
В =>800 им: Скребок 800 Нормаль Е1О1—II—37—83.
для очистки левгы шярвиоВ
164
происходит после разгрузки конвейера, когда частицы груза прилипают к рабо-
чей поверхности нижней ветви ленты и по мере ее даижения по роликам отде-
"“ляются от леиты На барабенах и роликах роликоопор конвейера образуется на-
липание груза, которое тем больше, чем более влажный и липкий груз Налипа-
ние груза уменьшается прн футеровке (покрытна) барабанов и роликов резиной.
I руз, налипший на ленту, барабаны и ролики роликоопор, резко снижает срок
с ужбы ленты, ухудшает устойчивость хода ленты, увеличивает динамические на-
грузки от нарушения балансировки роликов роликоопор, увеличивает запылен-
ность помещений и др. Очи< t ка .. нты н оборудования от налипшего груза, а
увкже уборка про пи требукл i-.тчновлг очистных устропств (очистителей),
В*е. ических средств и п<< • ..... для уГ*>рки п»*пи н пыти.
Очистители баребки) для >чггт*и тенты по_ге разгрузки ксивейер^ могут
быть одинарные ии двийньа Ви «те 1—83 [б] лриягг’ны ти*аа двойные,
П*' >зь-зы зги» , .<».лв да гы в т-Лл 6.15.
। При транспортировании н^^моших грузов р'-гомелдуется «и Аиду ленты
устанавливать с- «« гл .: ., гем — в|- вдающуюся щетку [6]
г При трат. пир ... . .. .г тих rpv-.n применяют ‘'"чстнтели бараба-
Габ т н на 5.16
Устройства очистные влужковые (Нормаль EI01—II—86—83)
165
ноа, которые наказываются в сборе с натяжными тележками и винтовыми на-
тяжными устройствами (см. табл. 5.9—511). Очистители крепятся к металле
конструкциям опор барабанов.
Для очистки нерабочей поверхности нижней ветви ленты применяются очи-
стные плужковые устройства, типоразмеры которых приведены в табл. 516
Они устанавливаются в хвостовой части конвейера, а при вертикальном натяж-
ном устройстве—у оборотного барабана со стороны привода.
На конвейерах большой длины на открытых работах для уменьшении про
сыан под конвейерами применяют устройства для переворачивания нижней ветви
ленты [1,11].
5.10. Средства автоматизации и безопасности
ленточных конвейеров
Продолжительная и надежная работа ленточных конвейеров, а также без-
опасное их обслуживание в значительной мере зависят от уровня автоматиза-
ции и механизации технологических процессов к наличия средств техники без-
опасности. Основными причинами выхода из строя конвейеров и связанного с ни-
ми оборудования (дробилок) яыяется попадание в них металлических предме-
тов (шарошек от буров, обломков зубьев ковша экскаваторов и др), которые
вызывают порывы и порезы ленты, сход ленты, а следовательно, увеличение
просыпи, забивну загрузочных и разгрузочных устройств и др.
В последнее годы на многих стационарных ленточных конвейерах горноруд-
ных отраслей промышленности отпала функция постоянного наблюдения ка ра-
ботой отдельных узлов конвейера благодаря широкому внедрению автоматизи
рованных систем управления и контроля за работой отдельных конвейеров к це-
лых линий с центрального поста
Внедрение автоматизированных сь.-гм на конвейерном транспорте позволя-
ет увеличить производительность обор’, 1ования, сократить простои, умепьшн’Ь
- ело обслуживающего персонала. Например, Kpi- - южским горнорудным ин-
ститутом (КРГН) предложен автоматически регулируемый привод ленточных
конвейеров, позволяющий рационально использовать конвейер при различном
заполнении ленты путем снижения средней сменной скорости . нты, что
повышает ерик службы ленты, роликоопор и других ч • -*й конвейера
[*)] Регулирование работы привода осуществляется по ыппа«ьм от датчи-
ков, в качестве которых могут использоваться- конвейерные весы, измеряющие
нагрузку от массы груза, а также датчики мощности (тока) двигателей приво-
да конвейера или питателей, загружающих конвейер Уровень автоматизации
технологических линий и входящих в них лент 1ных конвейеров определяется
уровнем автомат ии i;x работы и применяемыми техничееннми средствами
Автоматизировав ая система управления и контроля ленточвых конвейеров
должна обеспечивать.
при включении — автоматический запуск линии в направлении, обратном
движению грузопотока; автоматическую подачу предупредительного звукового
сигнала до начала пуска с последующим выключением его после запуска кон-
вейера до миннматьной скорости; автоматическое включение вспомогательных
механизмов перед автоматическим включением ословных приводов; автоматиче-
ское валючение каждого последующего конвейеоа в линии (начиная с головного)
I6G
лишь после достижении номинальной скорости ленты предыдущим конвейером;
при отключении — оперативное отключенве конвейерных линий с пульта уп-
равления; ноаврат после отключения схемы управления в исходное положение
и готовность к последующему запуску; аварийную остановку конвейеров с лю-
бого места вдоль конвейеров и с пульта управления; автоматическое аварийное
Отключение конвейеров при исчезновении напряжений, при продольном или попе-
речном разрыве ленты, пробуксовке ленты, аварийном сходе ленты, заштыбовке
(забнаке) загрузочных и разгрузочных устройств, попадании на ленту ыеталли-
«ескнх предметов и др.
Автоматическое н ручное отключение конвейеров При нарушении их нормаль-
I й работы илн в аварийных случаях обеспечнаают средства безопасности
конвейеров (различные ограждающее и укрывающие металлоконструкции в
блокирующие устройстка), обязательное применение которых обусловлено
(ОСТ 12 2 022—80, СНиГ| 2 05 07—85, отраслевыми нормами, правилами Для
цветкой и черной металлургии и предприятий Минстройматериал^е СССР и Мнн-
химлрома обязательным документом являются также Единые правила безопас-
ности [2].
Выбор средств автоматического контроля за работой конвейеров, количества
fl места установки этих средств производится проектировщиками ленточных кон-
вейеров, а их привязка — электротехническими илн специализированными от-
делами (организациями) при разработке общей схемы систем автоматизации
или АСУТП участка, цеха, предприятии.
Различают выключающие устройства автоматические и ручные. Автомати-
ческие выключающие устройства, в свою очередь, разделяются на рычажные и
датчики скорости ленты. В качестве ручных выключающих устройств применя-
ются канатные выключающие устройства и аварийные кпопнв для остановки
конвейера.
Выключающие рычажные устройства устанавтивают на металлоконструкцию
средней части конвейера (рис. 5.12) для отключения привода при аварийном
сходе ленты в случае резкого увеличении просыпн груза и разрушезня кромок
внжией ветви от трения их о стойки средней части. При длине конвейера 50—
150 м устанавливают по одному устройству С обеих сторон кромок верхней и
нижней ветвей ленты вблики головной и хностовой частей конвейера, т. е. всего
восемь устройств. При длине конвейера более 150 м устанавливают еще четыре
устройства в средней части — по даа на верхней и нижней ветви. При длине
ковпейера до 50 м устанавливают четыре устройстиа в головкой части. При
дливе конвейера до 10—15 м устройстиа в большинстве случаен на устанавли-
вают. В табл 5.17 даны типоразмеры опор под выключающее рычажное уст-
ройство.
Датчики скорости типа ДС и УПДС (рис. 5.13) применяются для ныключе-
нвя привода при прсскальзыванен ленты иа приводном барабане илн при обрыве
ве. Датчики скорости состоят ка тахоп .ератора, вмонтированного в корпус
датчика, и приводного ролика. На каждый конвейер устанавливается один дат-
чик. который кренится к секции средней части Связь датчика с г жней ветвью
ленты осуществляется путем прижатия ролика к ленте
Выключающее канатное устройство применяется для ручной остановки кон-
вейера по всей его длине со стороны прохода для обслуживании. В ряде отра-
слей промышленности проходы вдоль конвейера для ремонта и монтажа по раэ-
ыервы мало отличаются от проходов для обслуживания. Например, в наклон-
167
~35l
Рис. 5 12. Схема установка выключающих рычажных устройств дли верхней вет
ви ленты*
I — рычажное выключающее устройство с конечным переключателем; 2 — роликоопор»
8 — секция средней чести; 4 — опорная конструкция выключающего устройств»
вых галереях проходы вд< п. конвейера также имеют ступени, а став — чгрежд1*
ння. Поэтому в данных случаях выключающие Киватине устройства рекоменду-
ется устанавливать с обеих сторон конвейера
Таблица 5.17
Типоратмеры опор под выключающее рычажное устройстио
гр-Лг ** А р— । Hl а. кг
2Р •я; 1»я 0,6 0.8
•*ХЮ 20 30 ИО ">0 /йО 0.7 1,01
1200 20 30 1?5 МП ив 308 0.9 1,19
]fi8
Рис , .jjukii i скорости ДС и УПД1.
Н Устройств- viiciuni hj ьем*июго выктючателя типа ВКМ канатов
данной до 50 м с каждой с*суа>*ы выключателя (т ' на одан выключа,-. гь
приходит, с дл 100 м троса) а деталей крепления к секциям средней части
к драгим » нстр: >и>м Бе ...лая длина трон . • руд. 1ет оаботу вы
ключателя на-за пров;. j тин и трепи« троса.
к Устройство устапаалнвают при юбой длине конвейера. Выключающее кл-
катное трог гво может быть псп.. 1ьзовано для блокировки привода с укры-
ftkMH н ограждениями барабанов и натяжных устройств, что сокращает число
пзмзвливвемых выключателей. Для этой цели серьги для поддержания троса
рннариваются к ограждениям (рис. 5 14)
В качестве бликнровочниго устройства, отключаю» • < ,> привод конвейера
при снятии ограждший или укрытий с Ьлрабзнов. применяются путевые
вык. чвтетн например, типа ВП16Е230231 55423 2 й ступени
В Металлом летели и металлоуловители применяются дл» юпаруження опас-
ных металлических предметов а пн оке сыпучего груза, трааспортируемого тен-
тичными конвейерами, и извлечения этих предметов из поп. -а гр? «а
В настоящее время применяют металлоискатель типа МП-2С взамен вы-
пускаемого ранее металлоискателя типа МП 1ТМ, который имеет высокую чув-
ствительность. относительно равномерную, по высоте слоя транспортируемого
П«а к магнитным и немагнитным метал там и помехозащищенность. Данный ме-
даллоискатель не может работать на ферромагнитных рудах с носительно вы
|юк!1м содержанием железа
В качестве метал ««<^в>а«мх1ей применяются железоотд-.,гпon а..ектром».г
•итные (ГОСТ 13602—79) следующих типов- Ш — шкивные, П—подвесные.
Р— 5 14 1 .“та ju ювнв выключающих канатных устройств.
|'Г'“ичг«-< .» । г poticui. 2 канатнпе выключал греи
Жч .ю iuiu-.->it.ii * . <jpacaii.i 4 —yi нытпе приза», iro баргбя!
I RO
Таблица 5.18
Шкивные электромагнитные жезезоотделнтели (тип 111)
650
800. 1000
1200, 1400
Ш65-63 630
Ш100-80 800
Ш14О-Ю0 1000
L t. L, 1 <г
1550 1000 750 140 70
2150 1500 1150 170 90
2750 1950 1600 250 130
ПС — подвесные саморзагружаюшнеся. Типоразмеры электромагнитных железо-
отделителей типа III приведены в табл. 5.18.
Шкивные электромагнитные железоотдетптели применяют для конвейеров с шн!
риной ленты 650—1400 мм и в зависимости от глубины зоны извлечения ферро
магнитных предметов изготовляют трех типоразмеров: прн глубине зоны д'
170 мм — Ш65-63. до 250 мм —Ш100 80 н до 300 мм —111140 100. Данные же
лезоотделятели имеют ряд недостатков, неполное извлеченве металлических пред
метон, расположенных на поверхности транспортируемого груза, невозможного
улавливания немагнитного металла, ограничение по ширине конвейерных лент
сброс вместе с металлом некоторого количества транспортируемого груза. Шкна
ные электромагнитные железоотделители могут устанавливаться вместо привод
него (головного) барабана (рис. 5 15. о) илн в зове разгрузочного устройства
разгрузкой идоль оси конвейера (ряс. 5.15.6).
Рис. 515. Схемы установки шкив
вых электромагнитных железоотде-
I гелей тип III
170
650—1000
1200—1600
ПЮО
П160
850
1200
530
550
650
750
Подвесные электромагнитные железоотделители типа П применяют для кон-
вейеров с шириной ленты 650—1600 мм и изготовляют двух типоразмеров: ПЮО
и П160 (табл. 5.19).
Подвесные железоотделители типа П могут быть установлены над разгру-
зочным устройством конвейера под углом 45° (рис. 5.16. а) или над конвейерной
лентой в любом месте по ее длине (рис. 5.16.6). Прн этом глубина зоны из
влечения ферромагнитных предметов составляет для П100 до 180 и до 150 мм
соответственно в первом и втором случае и дая П160 до 200 мм в обоих случаях.
Недостаток подвесных электромагнитных железоотделите тей типа П—не-
обходимость ручной очистки их от уловленного металла.
Подаесные электромагнитные скморазгружающиеся железоотделители типа
ПС применяются для конвейеров с шириной ленты 1000—1600 мм и изготовля-
ются двух типоразмеров — ПС120 и ПС160.
Железоотделители 1 типа ПС могут устанавливаться над разгрузочным уст-
ройством 2 под углом 45° к приводному барабану 3 (рис. 5 17, о) или над лептой 3
конвейера в любом месте по ее длнве (рис 5.17,6) Прн этом глубина зоны из-
влечения ферромагнитных предметов составляет для ПС120 до 45 я до 350 мм
соответственно в первом и втором случае и для ПС160 — до 500 и до 400 мм —
соотиетственно в первом н втором случае.
171
Рис 5/t । мы установки подвесных электромагнитных железоотделителей
типа П
Ворики и укрытия (размером до 800 мм) железоотделителей и перегородки
между воронками выполняют нз немагнитных материалов
Разгрузка уловленного металла производится автоматически. Недостаток же-
лезоотделителей типа ПС—невозможность улавливания цветных металлов.
Кроме железоотделителей в качестве металяоуловмтелей широко применяют-
ся грузоподъемные электромагниты типа М, типоразмеры которых приведены
в табл. Б.20.
Грузоподъемны.. электрон., ниты тина М подвешивают над конвейером на
зл> тротельфере Разгрузке производится автоматически над ящиком для ме-
талла ио команде металлоискателя типа МП 2С (рис 5.18).
172
Таблица 5.20
Грузоподъемные влектромагииты тмяа М
Рш 5 18 Схема установки металлоискателя МП 2С и грузоподъемного - зектро-
магнитя типа М- г
>— датчик металлоискателя
ИКТ ТИП-1 М 5— ТС||Т><Ч11М(1
типа МП-ЕС; 2—подвесной rpv-w *-гшпый алектроыаг-
конвейер. 4—яншк для металт-1- — и.Лки крепления дат-
173
ГЛАВА 6
МЕТАЛЛОКОНСТРУКЦИИ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
6.1. Общие сведения о металлоконструкциях
Металлоконструкции ленточных конвейеров состоят из опорных металло-
конструкций, на которых устанавливается оборудование (барабаны, ролмко-
опоры, выключающее устройства и др.), а также укрытий и огражданнй от-
дельных частей и участков конвейера. Опорная мета тлокоиструкцня конвейера
состоит из четырех основных частей (ГОСТ 25722—83): опорной рамы придод-
ного (или головного) барабана; опоркой рамы приводного механизма; опорной
металлоконструкции средвей части — стака, состоящего из секции и стоен; опор-
ков конструкции натяжного устройства. В случае применения вертикального на
тяжкого устройствл, устанавливаемого в средней части конвейера, в хвостовой
части устанавливается онорная конструкции оборотного барабана.
Оснонные части опорных металлоконструкций, их параметры И наименовании
определены нормвлянн машиностроения МН5815—65—МИ5824—65 и РТМ143—65
„Конвейеры ленточные стационарные с шириной ленты 400—1400 мм. Опоры
приводных барабанов, средних частей и натяжных устройств". Переход промыш-
ленности иа выпуск конвейерного оборудования ноиото типажа, который осуще-
ствляется в настоящее время, требует вместо указанных нормалей создания
нового типажа параметров опорных и других металлоконструкций ленточпых
конвейеров. Отсутствие поставок металлоконструкций конвейеров эаводами-из-
тотовителями вызывает необходимость, как уже было отмечено в гл. 1, их
разработки в каждом отдельном случае, чго создает разнообразие конструкций,
металлоемкости и технологичности.
Ниже приведены данные о металлокоиструкцнвх конвейеров, разработанных
с учетом упомянутых нормалей и чертежей внствтута «Механобр», которые мо
гут быть использованы в качестве образцов ппи разработке металлоконструкций
Или составлении заданий па разработку констпукторской документации по лен
точным конвейерам (см. табл. 1.1)
6.2. Опорные рамы приводных (головных) барабанов
Опорные рамы приводных (головных) бирабавое изготовляют двух основ-
ных типов первый — со истинной воронкой разгрузочного устройства (рис. 6.1, а)
и второй — совмещенный (рис. 6.1,6) Опорннв рама i первого типа предназна-
чена для установки ла ней приводного (голониого) 3 и отклоняющего 2 бараба-
нов. Разгрузка коннайера в этом случае осуществляется через воронку разгру-
зочного устройства 4, вставленную внутрь опорной рамы 1. Опорная рама 5 вто-
рого типа имеет совмещенную конструкцию, т. е. на ней устанавливают привод-
ной (головной) 3 в отклоняющий 2 барабаны, и одновременно ова является
воронкой разгрузочкого устройства. Из совмещенной опорной рамы (рама-во-
ронка) поток грунв и просыпь направляются в нижнюю воронку 6.
Первый тнв рамы (нормаль МН581Б—66) наиболее раскространен. второй
применяется институтом «Мехаиобр» и некоторыми другими проектными орга-
низациями при проектировании предприятий цветной и черной металлургия.
Преимущества конструкции опорной рамы первого типа следующие: сравни-
174
тельно малая масса рамы; небольшой проем в перекрытии здания для вставной
воронки разгрузочного устройства; небольшая (по сравнению со вторым типом)
высота перегрузочного устройства; возможность установки типового скребка для
«чистки ленты.
К недостаткам относятся" просыпь груза из-под отклоняющего барабана
и скапливание ее на перекрытия; затрудвенность уборки просыпи (в ряде слу-
чаев веобходямо устанавливать специальную воронку для направления просыпи
на загружаемый конвейер); наличие щелей в проеме верекрытия, что способ-
ствует попаданию просыпи и влаги (прн гмдроуборке) через перекрытие.
Преимущества конструкции опорной рамы второго типа следующие: про-
сыпь из-под отклоняющего барабана направляется на загружаемый конвейер
выесте с осковным потоком груза; для пылящих грузов легче создать аспира-
цию; листы обшивки рамы создают жесткость конструкции; проем в перекрытии
закрыт, что препятствует попаданию просыпп н влаги через перекрытие; большая
(по сравнению с первым типом) возможность устройства рудного кармана для
защиты опорной рамы от абразивного износа.
К недостаткам относится^ необходимость большого проема в перекрытии
для установки конструкции; сложность конструкции к большая масса нижней
175
воронки; большое число закладных деталей для крепления к перекрытию; огра-
ниченный доступ для осмотра проема перекрытия; невозможность применения ти-
пового скребка для очистки ленты.
В некоторых отраслях промышленности для небольших конвейеров применя-
ются опорные рамы приводного барабана, выполненные совместно с рамой при-
водного механизма (редуктор — двигатель) (рис 6.2). Опорные рамы приводных
барабанов крепятся к полу болтами или сварной
6.3. Опорные металлоконструкции средней части конвейера
Опорная металлоконструкция средней чести конвейера (став) состоит яз
секции н стоек (см. рис 1.1). Длина секций может быть 3* 4.8 и 6 м. Секяии
Таблица 6.)
Секции средней части
Сид А
Размеры, мм
в,
800
1000
1200
3000
4800
6000
3000
4800
6000
3000
4800
6000
2990
4790
5990
2990
4790
5990
2990
4790
5990
2395
2995
2395
2995
2395
2995
170
210
120
200
200
495
47Б
495
495
475
495
495
475
495
60
100
поо
1300
1550
1040
1240
1490
1000
960
1000
1000
960
1000
1000
960
1000
si
й
140
215
260
150
235
290
165
255
320
В‘5
1 Секция выполнены для верхних
с4р=1Б0ыы. а. Стойки, поддерживающие секции,
стыка секций. 4 При монтаже окончательное иреенеиие
Б Пример условного обоэиачеяев секции средней частя
Секции средней части L— 3000, В = 1000-
гойкам производить сваре
3000 мм при В — 1000
176
Таблица 6.2
Секции средней части загрузочные
здить сырюй 5 Пример условного обозначения
ЗОООмн при В = 1000. мм: Секция средней чвс-
рыякоолор с dp — 159 мм- я Стойки могут быть сиеаевы отиосжгальио оси стыка,
ио крепление секций к ,-ойкам
Тн загрузочная L—3D0C. В-г]О
< ^едназначены для прямолинейных и криволинейных вогнутых участков тр сы
*нвейера (криволинейные вогнутые участки собираются из секций, уст,
веемых относительно друг друга под небольшим углом) и могут быть ы
мп. составляющими основную часть оь ой металлоконструкции копей м. и
Игр. ючными располагающимися в местах загрузки конвейера. На у-л. - шы.х
г»щиях устанавливаются соответственно рядовые и амортизирующие ролико-
коры. Секции могут быть с настилом и без него. Настил предназначен для за
«ОТЫ нижней ветви ленты от просыпи груза с верхней ветвя ленты. Так как
пастил увеличивает металлоемкость конструкции, то при повышении качества обо-
рудования, монтажа и зкеплуатацив, а также при транспортировании ряда гру-
зов он может не применяться. В табл. 6.1 и 6.2 приведены типоразмеры секций
средней части рядовых и нагрузочных
177
Рис. 6.3. Секция выпуклого участка (с тремя участками)
В связи с отсутствием секций для выпуклых участков трассы применяют
секции конструкции института «Механобр» (рис 6 3). состоящие из отдельных
участков (от I до 7 в зависимости от длины дуги участка) длиной I ы. имею-
щие по две ролнкоопоры. Это позволяет при определенной ширине резиноткане-
вой ленты В. угле наклона конвейера ₽ и рекомендаций по величине радиуса R.
(см табл. 2 13) подобрать необходимую секцию дли выпуклого участив трасск
Размеры В, Ва и I приведены в табл. 6.1. Типоразмер секции (число участков
и радиус R.j выбирают по табл. 6А Ниже приведены значения массы одной ч?- II
«и секции длиной 1 м в зависимости от ширины ленты В.
Ширина ленты в, мм............
Масса одной части секции, кг .
800 1000 1200 1400
. . 50 55 60 55
Радиусы выпуклых участков R,
!L 800 и, для ширины ленты £. им 1000 1200
1 2 3 4 1 2 S 4 5 1 2
2.5 22,92 22.90 17.18 16,63 15.28 22,92 28,64 22.91 21,48 19.10 17.19 15.63 19,10 22,92 28.64 22.90
3 19,10 19.10 19,10
— 14.32 11,48 14.32 14,32
Б 7 Г~ 1C 12 13 15 16 18 19.10 16,37 14.33 12.74 11.46 10.42 19.10 16.37 14,33 12,74 11.46 10.42 19,10 16,37 14,33
14.33 14,33
13.26 12,26 13,26 12.23 17,63 16,37
II .46 15.28
10,74 14 ,32 14.32
10,12 1 3.48 12 73 13,48 12,73 16.85 15,92
Продолжение табл. 6.3
Kt • м> Для ширины ленты В. им
Число учиепгов секции
Общая длина и масса секции из нескольких частей будут пропорциональны
дляве и массе одной ее части
Секции выпуклых участков из трех и более частей должны иметь пром
«уточную стойку (стойки)
Пойкер Выбрать типоразмер секцив выпуклого участка но исходный
данным: ширина резинотканевой ленты ТЛК-200 В- 1000 мм, угол наклона ко |
вейсоа В— Ю°15' угол наклона боковых роликов ролнкоопоры а» ли.
табт 2 13 для Я = 1000 мм и сг'=30° наименьший допустимый радиус R, мож--
о, 12 и И «« По ибо. 63 д.™ В-1ИХ1 ««, P-10-1S' (ID-) о учти
ааа допусх.того радиуса К,-12*24 «м секцию с ’Р“" У'“
ками С R, = 17.19 м, обеспечивающую точное сопряжение с прямолинейным
17Я
23.69
22.28
179
Таблица 6.4
-СтоЗкн средней части
Примечания: I Стойки согласованы с .-екцаями (см. табл. 6 1. 6 2 я 6 )
2 h, MS мм ДЛЯ ролнкоопор с диаметром роликов rfp I 21 мм Н йа = 280 мм для ролике
опор с Лр = 15S мм. 3 Прн монтаже окончательное крепление стоек к секциям производить
сваркой 4 Пример условного обозначения стойки средней чисти конвейере высотой 5=1160 мм
при В = 1000 мм: Сто1»1 средней ч . m Н= НЕ*. В=* IOt«
наклонным участками трассы данного конвейера. Остальные параметры этот
участка при построении трассы конвейера определяют по табл. 31.
Стойки средней части металлоконструкций могут быть нормальными и спе-
цвалькыми. В нормальных стойках спорней часть приварена к стойке, а В спе-
циалькых крепится с помощью болтового соединения, что позволяет располагать
секцию под углом к стойке
В табл. 6.4 даны типоразмеры нормальных и специальных стоек для кон-
вейеров с шириной ленты 5=800^-1200 мм
180
Существуют конструкции средней части конвейеров, которые в галереях не
опираются на пол, а подвешиваются к покрытию, что по сравнению с первой
конструкцией дает большие преимущества (см. 7.4).
6.4. Опорные конструкции натяжных устройств
Опорные конструкции винтовых натяжных устройств и натяжных тележек
4 отличаются большим разнообразием.
В конвейерах с натяжными тележками расположенве отклоняющего бараба-
ia может быть на самой опоркой раме и на отдельной раме, устанавливаемой на
4 ой фундамент. В конвейерах с винтовым натяжным устройством (ркс. 6.4) от-
««ь.-’оияющий барабан нксгдв подвешивают на специальной раме К секции средней
всти конвейера.
I Для конвейеров больших типоразмеров с большой длиной хода тележеч-
виго натяжного устройства вместо металлической опорной рамы применяют кон-
струкцию. при которой тележка перемещается по путям, уложенным на спеця-
•дьные несущие строительные конструкции (ркс 6.5)
! После сборки секций, стоек и опор на болтах в их центровки места соеди-
нении свариваются. К полу металлоконструкции крепятся болтами или прива-
риваются.
6.5. Ограждения и укрытия конвейеров
Ограждения н укрытия конвейеров относятся к средствам безопасности, ис-
ключающим возможность травмирования обслуживающего лерсонкла движущи-
мися или вращающимися частями конвейера, а также уменьшающим пыление л
просыпь груза в загрузочных и разгрузочных устройствах и при транспортиро-
вании на самом конвейере Отсутствие типовых ограждений и укрытий, а также
четких нормативных рекомендаций привело к ботьшому разнообразию этих кон-
струкций. что вызывает дополнительные трудности при проектировании конвейе-
ров и сдаче объектов заказчику На рис. 6.6 приведена одна из конструкций
f-uc. 64. Опорная конструкция винтового натяжного устройства (2063 80-80
углом наккона р=12°
181
Рис. 6.5. Опорная конструкция натяжной тележки I2063T 80 с
углом наклона р=12°
Рис б 7. Ограждение винтового натяжного устройства 12063-80-80
укрытия приводного и ограждение отклоняющего барабанов, а на рис. 6.7 —
ограждение винтовой натяжки. Конструкции ограждений роликоопор иижней и
верхней ветвей ленты и способ нх крепления к секциям средней части конвейера
даны на рис. 6.8, а, б. С целью экономии металла ограждения роликоопор ииж-
ней ветви иногда предусматривают только в местах установки самих роликоопор,
а не по всей длине нижней ветви.
При транспортировании пылящих, парящих и других грузов возникает не-
обходимость укрывать ленточные конвейеры по всей длине или в местах их
загрузки. При этом часто по длине конвейера предусматривается вытяжка: в
средней части — естественная, в местах загрузки н разгрузки—принудительная.
Рис. 6.8. Ограждение роликоопор верхней (а) и инжвей (б) ветвей ленты
ГЛАВА 7
КОМПОНОВКА ЛЕНТОЧНЫХ КОНВЕЙЕРОВ.
КОММУНИКАЦИИ И УСТРОЙСТВ В ГАЛЕРЕЯХ
7.1. Общие сведения о галереях
В галерея* располагается средняя часть конвейеров, главным оор.. >>и его
прямолинейные, горизонтальные и наклонные участки (рис. 7 |,в, б) В неко: >-
рых случаях при пересечении трассы конвейера железнодорожными путями, ав
тодорогамн, надземными коммуникациями конвейеры, а соответственно и гале
реи могут иметь переломы (рис, 7.1, в) Галереи ленточных конвейеров различа-
ются между собой по ряду признаков, материалу несущих конструкций и про-
летных строений (стальные, железобетонные); температурному режиму (отаплн
ваемые, неотапливаемые); характеристике транспортируемого груза (для грузов
с нормальной или высокой температурой, сялькопарящего или пылящего, взры-
воопасного и др.). Основпые типовые конструкции галерей рассмотрены в рабо-
те [12]. Наиболее распространены галереи для одного н двух конвейеров и в
редких случаях для трех и более конвейеров.
Прн проектирования ленточных конвейеров решают вопросы размещения их
в корпусах, цехах и галереях, связанные в основном с опрс - слепнем габаритных
размеров коивейеров и требуемых проходов вдоль конвейеров, способа уборки
просыпн и пыли, формы пола галереи, необходимости отопления к других фак
торов, от которых существенно зависят условия эксплуатации и стоимость строи-
тельной части объекта. Данная задача усложняется большим разнообразием га-
баритных размеров конвейеров н их ограждений, а также наличием многочне
ленных отраслевых норм, правил и других норматиииых материалов. овределяю-
щих размеры проходов вдоль конвейеров, которые часто существенно отлича-
ются друг от друга.
Работы по сбору и обобщению опыта эксплуатации галерей ленточных кон
вейеров и созданию новых конструктивных решений гатерей отмен, ы в pai-
те [12]
Рис 71. Схемы расположения кон
вейеров в галереях;
а — горизонтальных; б — наклонных;
184
J.2. Внутренние технологические габаритные
размеры галерей
Внутренние технологические габаритные размеры поперечных сечений гате-
• • ленточных конвейеров определяются следующими параметрами-
F по ширине—габаритными размерами конвейеров (для двухконвейерных га-
. явей и нх взаимным расположением); назначением и размерами проходов вдоль
».ч ейеров; габаритными размерами технологических коммуникаций и приборов
юления, размещаемых на стенках;
I по высоте — минимальной высотой проходов (в свету), габаритными раз-
I шерами подъемно-транспортных механизмов, устанавливаемых в галереях; га-
'арптпыми размерами технологических коммуникаций, инженерных сетей в све-
-тмтехническоЙ арматуры, размещаемых над проходами.
к Внутренние размеры галереи по ширине и выспте обеспечивают нормальные
а • езопасные условия для технологического обслуживания и ремонта конвейеров:
(#ркп а,осыпи с настила, смыва и очистки полов, подачи к месту ремонта та
. й и д 1ей выполнения ремонтных работ на месте и др.
В табл. 7.1 и 7 2 приведены габаритные размеры конвейеров и рекомендуе-
мые вну гепние технологические габаритные размеры галерей для одного и двух
конвейеров, эксплуатируемых в тяжелых условиях: круглогодовой, семидневный,
«рехсменный режим по времени, разнообразная крупность груза с ривмером
усков до 350—400 мы, насыпной плотностью до 3,2 т/н3 и нлажностью до 10—
12 %. Преимущественно это конвейеры обогатительных и агломера иконных фаб-
рик в черной и цветной металлургии
Габаритные размеры средней части конвейеров даны с учетом ограждений
с эейера, специальных ролнкоопор н максимальной высоты груза на ленте Га
х ные р меры (по ь | рине) головной и хвостовой частей конвейера опред”-
|*1 ютс“ габаритными размерами опорной рамы праведного (головного) барабана
ограждения натяжн о устройства. Габаритные размеры ограждений натяж-
»..х уст -’йств (Гз) приняты по габаритам оборудования [6. 14] с увеличением
<_ 100—150 мм на каждую сторону.
| После освоении выпуска нового типажа конвейеров [6] и типовых укры-
tiR и ограждений к ним габаритные размеры конвейеров с шириной ленты до
100 мм. приведенные о табл 7 1, должны быть уточнены.
Размеры проходов вдоль конвейеров по ширине и высоте определяются
дв}мя основными положениями: обеспечением требований безопасности и удоб-
I Ством |. плуатации л ремонта.
F Минимальные размеры проходов вдоль конвейеров по ширине и высоте дли
де» ечеиим требований безопасности, что в первую очередь и определяет внут-
гаС. зитные размеры галерей, регламентируются ГОСТ 12.2.022—80* и Еди-
ными правилами безопасности [2] (последние обязательны для Мнкцветмета
4’ССР, Минчермета СССР. Мпнстройматериалов СССР и Мипхнмпрома). Обяаа-
т- |ьным требованием Единых правил безопасности является устройство для исех
! (иквейеров двусторонних проходов, причем минимальный размер прохода для
> . йеров с шириной ленты 650. 800, 1000 и 1200 мм должен быть с одной
стороны 700 мм, а с другой — 800 мм, для конвейеров с шириной ленты 1400.
I |600 и 2000 мм —по 800 мм с каждой стороны Это положение исключает воз-
185
Таблица 7.1
Габаритные размеры ленточных конвейеров и рекомендуемые внутренние
технологические размеры галерей для одного конвейера
Распоюзкепиг №Н8ёцера 6 еалерее (план)
5 а* Габарятяые размеры ленточного конвейера. Внутренние технологические габаритные реэмеры галерей и привязки осей нонвейерн и монорельса, мм
Г, г. г. дг, Г. дг. Я, Г. п. я, Н, ° о. «
660 950 1150 1400 125 1250 50 1060 2650 700 800 2100 1275 1375 700
800 1200 1350 2000 245 1700 175 1250 2950 900 2200 1375 1576 850
1000 1350 1800 2200 300 2000 200 1300 3300 1000 1300 1800 2000 950 1100
1200 1600 1300 2600 400 2460 325 1550 3650 750 1100 2300 1650
1400 1800 2050 2800 375 2600 275 1600 4050 300 1200 2400 I82S 2225 1250
1600 1600 2300 3000 .’350 2700 200 1750 4450 850 1300 2000 245С 1350
2000 2400 2800 3400 300 3200 1900 5100 900 1400 2500— 2600 2300 280С 1600
Примечание. П1 — вспомогательный проход; П, — оссюввой проход! Г^р — габарит-
ный размер для разиаценмя приборов отопления и жомиуыикацнй.
нежность устройства проходов для монтажа и ремонта шириной 400 мм, допу-
скаемой по ГОСТу. Даннов требование Единых правил безонаскости основано на
том. что практически выполнение ремонтных работ и обслуживание конвейера и
галереи (уборка просыпи с настила и пола, смена отдельных роликов и ролико-
опор) при ширине прохода 400 мм, даже ври неработающем конвейере, затРУД-
186
I интельно (особенно для конвейеров С шириной ленты более 800 мм), а в отап-
лазаемых галереях при наличии на стенах отопительных приборов с температу-
рой теплоносителя до 150 ”С и небезопасно.
Минимальные размеры проходов, требуемые Едиными правилами безопас-
уостн и ГОСТ, обеспечивают лишь возможность безопасного прохода (пере-
движения) челонека вдоль работающего кли неработающего конвейера. Размеры
проходов для обеспечения нормальных условий монтажных работ, ремонтного
и технологического обслуживания конвейеров зависят еще от целого ряда фак-
торов: типоразмера конвейеров, режима работы, наличия резервных конвейеров,
характеристики транспортируемого груза, способа уборки просыпи, перспективы
' расширения фабрики, возможного увеличения мощности и модернизации обору-
дования и др Эти требования, как правило, вызывают необходимость увели-
чение размеров минимальных проходов, назначаемых по условиям безопас-
Г Для тех отрислей. на которые Единые правила безопасности юридически
не распространяются, применение илн неприменение предлагаемых размеров про-
ходов решается в каждом отдельном случае с учетом действующий в отрасли
нормативных документов
Учитывая, что габариты опорных рам натяжных устройств с ограждениями
(Г3) больше соответствующих размеров опорных рам головаых (приводных) ба-
рабанов (Г«), размеры проходов между конвейерами из условий минимальных
безопасных проходов определены:
при соосном расположении натяжных устройств — между ограждениями на-
тяжных устройств
при несооском расположении натяжных устройств—между ограждением на-
тяжного устройства и средней частью конвейера (Пв).
При незначительном смещении осей приводных или натяжных барабанов,
когда расстояние между углами их уерытий (ограждений) По <1000 мм, габа-
ритные размеры галерей принимают по варианту соосного расположения бара-
банов.
При любом варианте расположения прннодных и натяжных барабанов раз-
меры проходов между конвейерами в галереях П, и П/, как правило, превыша-
ют размеры проходов по требованиим безопасвосги. Это положение позволяет
в необходимых случаях размещать в среднем проходе колонну или стойку здании.
В табл 7.2 максима тько допустимая ширина колонн и стоек, размещаемых
в среднем проходе, принята при значениях размеров А (А'), приведенных в той
же таблице. Если требуемая ширина колони (стовк) больше, то размеры А (А')
и габаритные размеры гатерей Гв(Ге') должны быть соответственно скорректиро-
ваны (увеличены). Увеличение ширины галереи (размер /7 Г/) вследствие
установки колонн (стоек) в крайних проходах и увеличение ширины колонн (сто-
ек) по сравнению с максимально допустимой их шириной в среднем проходе
должно быть обосновано, так как при большой дливе галерея увеличение ее
»тронтельиой стоимости может быть весьма значительным. При назаачеяни уни-
фицированных размеров галерей по ширине (унифицированных по строительным
ьодулим и номенклатуре строительных детвлей промышленных зданий) неко-
торые внутренние техно логические габаритные размеры, приведенные в табл. 7.1
>7 2, могут быть уменьшены в пределах не более 100—300 мм за счет уточне-
ния размеров проходов, принятых по условиям техноногического и ремонтного
187
Таблица 7.2
Рекомендуемые внутренние технологические габаритные размеры галерей
для двух конвейеров
Ра _ . t ...... ' с. чан}
188
Продолжение табл. 7.2
3
МО
Максимально допустимая
ширина колонн в проходе
между коивейервмн
при расположении
беребанов. мм
Пнутрекияе техжмюгическне габаритные ратыеры галерея
и привяжи осей конвейеров и монорельса при
расположении барабанов, мм
ЦКУ1
495
1250
575С
l(..r.u
6200 1600
6900 1800
1750
8000 1700
92С
1800
|.Ю0
200
300
400
нныыалЬКыЯ
• 300 им. то габаритные евзыеры i— ion
к-
1000
1200
550
500
700
550
600
700
бстуживанив и превышающих минимально допустимые размеры по Единым
равнлам безопасности.
’ В практике проектирования расстояние между осями параллельно располо-
женных конвейеров часто назначают по условиям компоновки технологнческ ) о
W оборудования (бункеров, пластинчатых питателей, грохотов, дробилок и др).
И питому фактически принимаемые расстояния значительно превышают размеры
4(Д'), необходимые по условиям минимальных проходов между опорами при
> дных иля натижных барабанов, принятые в табл. 7 2. В этих случаях возни-
кают вопросы о пелесы «l рзностн размещения конвейеров в одной общей га-
»грее или двух отдельных гилеренх, которые решаются в ивждом конкретном
д<учае на основании сравнения вариантов и технпко-экономичесикх расчетов.
Внутренние технологи -окне габаритные размеры Fs, Г6 и Го' спреде. <-ны для
у(410внй отсутствия в крайних (боковых) проходах П, и Пя колонн, стоек или
? «илясгр. При наличии таковых, создающих местные сужения в этих проходах,
U эмеры их должны быть приведены (в зависимости от ширины колонны) в со-
I ответствие с минимальными размерами проходов в местах сужения (риг 7 2)
в i.iyqae необходимости табличные размеры проходов П, и П2. а о»дов.|Т1: ь-
г я габаритные размеры Гъ, Ге н Ге' должны быть соответственно скорректи-
рованы (увеличены). На рис 7 2 показаны скорректированные размеры а' и П/,
•рнчем 77|'>/7i и а'>а. Протяженность колонны, стойки, пилястры по длине
вонвейера во<1СОО мм. Минимальный размер прохода между технологическим
габаритом галереи и колонной (стойкой) 77(С=800 Мм.
189
Рис. 7 2 Расположение колонн,
стоек и пилястр в проходах
галерей:
/ - конвеЯер (средняя чисть): 1 —
колонии (стойка); 3 — пилястра;
4 — ограждение
Данные для размещения колонн или стоек в проходах приведены в
таба. 7.1 и 7.2 для обычных условий компоновки, т. е. с устройством между
конвейером и колонкой прохода шириной не менее 700 мм (местное сужение
рабочего прохода) или прохода только для целей монтажа и ремонта прн не
работпющем конвейере с устройством соответствующих ограждений Па не ме-
нее 400 мм (см. рис. 7.2), исключающих доступ в пространство между конвейе-
ром и колонной во время работы конвейера (ГОСТ 12.2022—80) Такая ком-
поновка отвечает требованиям как Единых правил безопасности, так и ГОСТа.
Устройство рабочего прохода шириной 500 мм (см. п. 41 ГОСТ 12 2 022—80).
хотя и на ограниченной ширине, не отвечает требованиям как Единых правил
безопасности, так и элементарным условиям труда, а для конвейеров с лентой
шириной 1 БОО—2000 мм компоновку с проходом на ограниченной шириве деже
700 мм необходимо применять как вынужденное решение.
В руководящих материалах по проектированию галерей ленточных конвейе-
ров, в частности в нормали институтов „Механобр" и Промстройпроект (Ле-
нинград) „Галереи ленточных конвейеров среднего и тяжелого типов для рудо-
подготовительных преднрияткй'' шифр И—1052 и РМ121—01, утвержденной для
обязательного применения в указанных институтах, приннта компоновка с воз-
можным расположением в среднем проходе колонны (стойки) я конвейера с
конструктивным строительным допуском 100 мм, что фактически представляет
собой компоновку с размещением оборудования по отношению к строительным
конструкциям без прохода, т. е исключает на ширине колонны непосредствен-
ный подход к конвейеру.
Основные положения разработки проектов типовых галерей серии ИС-01-15
использованы при составлении работы [12]
По мнекию авторов, компонсвиа к< пвейера с непосредственным примыкай и -
190
ем к колонне (стойке), явтяюшейся элементом каркаса здания, допустима толь-
ко в следующих случаях:
при ограниченной ширине колонны (стойки) — 300—400 мм;
I при несоосном размещении колонны и роликоопор верхней или нижней вет-
ви ленты;
при устройстве ограждений, исключающих возможность доступа в простран-
ство между колонной и работающим конвейером, при согласовании этого реше-
ния с Госгортехнадзором.
Прн шнрнве колонны (стойки) более 400 мм и для конвейеров с шириной
венты более 800—1000 мм подсбнки компоновка допустима, если она обосновы-
вается существенным экономическим эффектом или особыми условивми (реноч-
струкпня фабрики) и проект решения согласован с органами Госгортехнадзора.
Минимальная высота прокодов в галереях Hs согласно Единым правилам
безопасности должна быть не менее 2 м. Эта высота в накаонных галереях оп-
ределяется нормально (перпендикулярно) к продольной осн галереи от наивыс-
шей отметки пола (при наличии поперечного уклона), верха ребер ходового
вастила или края ступени до низа строительных конструкций, коммуникаций,
светотехнической арматуры или других выступающих деталей покрытия над про-
ходами
Для обеспечения удобаых и безопасных условий при монтаже, ремонте и
эксплуатации конвейеров, а также при наличии в галереях подъемно-транспорт-
ных устройств технологическая высота проходов и высота галерей обусловлена
габаритными размерами конвейеров, роликоопор и методом ремонта.
Представленные в таблицах габаритные размеры галерей ве распространя-
ются на:
участки расположения эвакуационных выходов н перикодных мостиков над
конвейерами, ривмещаемых по трассе кониейера через 100 м;
галерея конвейеров, транспортирующих сильно пылящие и горячие грузы
со сплошными укрытиями по всей длине конвейера с вытяжными трубами или
шахтами;
I галереи, в которых устанаиливают конвейерные весы, устройства для монта
жа лент и вулканивацин стыков лент и другие специальные устройства.
7.3. Технологические коммуникации в галереях
В галереях, связывающих между собой технологические корпуса и участки,
размещаются санитарио-техническне, электромеханические п ремонтно механиче-
ски* коммуникации И устройства.
I Санитарно-технические коммуникации в отапливаемых галеренх включают
В себя: систему отоплеяив, состоящую из трубчатых регистров подающего и об-
ратного трубопровода; водопровод с разводкой труб вдоль галереи для смыва
просыпи и пыли; трубопроводы системы пневмоуборкн прн сухой уборке пыли.
f- В галереях могут размещаться транзитные трубопроводы водоснабжения,
канализации, теплоснабжения, магистральные трубы систем топления, а также
воздуховоды вентиляпипнных систем.
При большом насыщении галерей трубопроводами возникают затруднения с
их размещением вместе с коммуникациями других частей в пределах отведенно-
го габаритного размера. Особенно это касается цилиндрических галерей, в ко-
торых пространство под полом практически не может быть использовано длч
191
Рис 7 3 Схемы размещения санитарке технических, электротехнических п ре
монтио-механических коммуникаций и устройств в галереях для одного (с) и
двух /б) ленточных конвейеров*
1 — с ia« розетка г —ящик ЯВЗШ для электросварки:
*— ' ’ "-овация электроосвещения: 5 — монорельс
нпвельной сета;
размещения технологических коммуникаций иэ-з» неудобства обслуживания, в
высота стен боковых проходов ограничена кривизной
Приборы отоплении дотжны размещаться вдоль нижней части стен галерей,
а магистральные трубы отопите тькых систем—вдоль стен в верхней и нижней
частях Транзитные трубопроводы тепиоснабжении прокладываются ндоль стен
в верхней частв галерей или под кров чей. по нозможностн над прокодом для
удобства обслуживания В отдельных случаях они могут быть наружными, раз
мешаемыми на кровле галереи В каждом конкретном случае размещение ука
чанных коммуникаций внутри галереи должно быть увязано между собой
В отапливаемых галереях габаритный размер длн размещения приборов
отопления я коммуникаций галереи с учетом конструкций крепления и тепло
изоляция /^р=300 мм Если в галерее прокладывают магистральные номыуни
кации, габаритные размеры которых превышают 300 мм, то размеры проходов
/7| и /7s, а следовательно, и общая ширина галерея (Г«, Гв') должны быть соот-
ветственно скорректированы (увеличены) Для неотапливаемых галерей техно
готические габариты должны быть сохранены, а габаритный размер Гор может
быть сокращен, а в отдельных случаях исключен Ширина проходов в аоне раз-
мещения отопительно-вснгитяцнонного оборудование должна составлять не ме-
нее 700 мм. Возможные сяемы размещения саннтарно технических, электротех-
нических и ремонтно-механических коммуникаций и устройств в галереях лен-
точных конвейеров приведены на рис 7.3.
Ящики для электросварки устанавтиваются по длине галереи чераз 40 м
Штепсельные розетки имеют габаритные размеры 60x 60 мм. устанавливаются
по длине конвейера через 1в М.
Обеспечение санитарно-гигиенических усювий труда в галереях требуемых
Саиит 11кыми нормами проектирования промышленных предприятий СН245—71,
* |едставляет значит! -ьпые тр* тоста вследствие запыленности воздуха, движе-
ния воздуха («дутья») в наклонных галереях просипи груза и оседания ныли
на поверхностях галерея, конвейера н коммуникаций.
Периодическая уборка просыпи с полов и пыли является необходимым ус
ловнем обеспечения санитарных условий и нормальной эксплуатации. Уборка
может осуществляться ..мокрым1' либо „сухим1 способом В настоящее время
192
наиболее распространен „мокрый" способ уборки, т. е. смыв пыли и просыпи
водой (гндроуборка, гидросмыв)
На основании многолетнего опыта проектирования и эксплуатации ленточ-
ных конвейеров дли обеспечении надежной уборки полов в галереях поперечные
уклоны должны быть (СНиП 2 05 07—85). в проходах ие менее 2 %, под конвейе-
ом не менее 4 % с центральным расположением желоба. Продольный уклон
желобов под конвейерами для обеспечения смыва просыпи и пыли должен быть
)е менее 2 %. Подача воды для гидроуборки нз поливочных кранов в галереях
|ля одного конвейера осуществляется вдоль стены основного прохода, в галера-
ях для двух конвейеров — с двух сторон илн в среднем проходе
Полы при гидроуборке галерей выполняют, как правило, из бетона. В га-
лереях с большими продольными уклонами (свыше 10—12°) пол под конвейера-
Ви иногда выполняют плоским, без поперечных уклонов, с покрытием стельны
1-и листами В этом случае при периодической подаче воды под конвейер в верх-
нем участке галереи в сочетании с уборкой из поливочных кранов достигается
удовлетворительный аффект удаления просыпи, так как водяная пленка, отсут-
ствие выбоин в полу к малая шероховатость металла создают наилучшие ус-
ловии для гндротраиспортировки просыпи по всей ширине пола под конвейером
при сравнительно небольших расходах воды Кроме того, покрытый металлом
пол под конвейером не протекает. Однако данный вариант требует большого
1асхода листовой стали, и применение его в проекте должно быть обосновано.
Эффективно применение в качестве изоляции каменного литья
В настоящее время еще нельзя считать полностью решенными вопросы
1»томатизацнн гидроуборки и выбора рациональной формы поверечного сечения
г. ла под конвейерами при различных длинах и продольных уклонах галерей.
I также конструкций наседок, подаюшпх воду.
При гндроуборке продукт смыва (концентрат или рудная мелочь) в завк-
мости от его ценности направляется в технологический процесс или сбрасыва-
йся в хвостохранилнще
Большие трудности при применении гвдроуборки проСыпн и пыли возникают
в горизонтальных галереях, поэтому еще при разработке генерального плана
в схемы сооружений предприятия следует принимать компоновку трасс межиехо-
ных ।. нвейеров и их галерей с ук тонами не менее 0,02—0.05
Гидроуборка галерей требует поддержания плюсового температурного ре
• има в галереях, обеспечивающего температуру внутренних поверхностей га ле
i ей выше точки росы Галереи, располагаемые между отапливаемыми корпу-
iBMH (цехами), должны быть также отапливаемыми, так как размещение уст-
ройств загрузки к разгрузки конвейера в отапливаемых помещениях и средней
еастп конвейера в неотапливаемых галереях привело бы к ряду затруднений
неполадок в засплуатацнн конвейерного транспорта появлению конденсата на
ленте уменьшению сцепления ленты с барабаном, нарушению комфортных ус-
ловий труда и др На предприятиях, работающих в летние периоды, корпуса и
галереи могут быть неотапллваемымн В этих случаях вопрос уборки просыпи
* пыли, обеспечивающей санитарно-гигиенические условия, решается в каждом
t-тдельком случае
В настоящее время пылесосы для пневмоуборки просыпи выпускаются для
.борки пыли и просыпи сухих грузов крупностью только до 3 мм Сухая уборка
галерей характеризуется большей трудоемкостью, чем мокрая
При разработке той п.ли иной системы уборки галерей следует иметь в виду.
lufl
193
что данный процесс значительно упрощается, если поверхность пола свободна от
опорных конструкций конвейеров, что обеспечивается при подвеске конвейера
к покрытию галерея Системы уборки галерей должны исключать применение
ручного труда, быть пригодными для горизонтальных я наклонных галерей, обес-
печивать уборку в труднодоступных местах
Вопросы уменьшения просыпи и пычеобразования в значительной степени
связаны с совершенствованием конструкторских решений отдельных частей са-
мого конвейера, а также правильного выбора ширины и скорости ленты, угла
наклона конвейера и др
Электротехнические коммуникации в галереях включают в себя: трассы ка-
белей (силовых, управления, сигнализации и контроля технологическими про-
цессами), рабочее и аварийное освещение; трассу электрокабеля протяженно-
стью самше 40 м дтя производства сварочных работ внутри галереи с постами
подключения через каждые 40 м по длине галереи
Приемниками ситового электрооборудования являются двнгатетн и свароч-
ные трансформаторы. Размещение силового электрооборудования в галереях не
имеет определенной привязки Рекомендуемые зоны размещении коммуникаций
даны на рис 7 3. Электрическое освещение галерей выполняется согласно
СНиП 11 4-79 и служит для создания освещения при проходах гни работах в
галереях. Объектами освещения в галереях явтяются пол (ступени), движущиеся
предметы (лента), стены, коммуникации (трубы, кабели и др). Элементвмн ос
ветительяой аппаратуры являются светильники с лампами накаливания или лю
мпиесцентные лампы, прячем последние предпичтительщр в галереях с гидро-
убиркой так как тампы накаливания при гидриуборке часто выходят из строя
при попадании на них воды. Светильники размещают равномерно |.. глине га
лереи с шагом 3—6 м и крепят в верхней зоне галерей к строительным кон
струкииям покрытия В зависимости от назначения галерей применяются прей
мущь гвеино светильники прямого света, при которых верхняя з <а га.» рей
остается неосвещенной Светильники располагаются над проходами или над
краями конвейерных тент на высоте не менее 1,8 м кг п ta при напряжения 36 В
и н₽ менее 2,5 м при напряжении 220 В Для обеспечения требуемой высоты
2,5 м следует использовать не только габарит для коммуникаций (300 мм), не
и высоту между поперечными балками покрытия Электр •фоводки к свети т^нн
кам выполняются кабельными на тросе, с креплением троса к балкам перекрытий
галерей Питающие кабели прокладывают по стенам на скобах, метилпческих
полосах или кабетьных конструкциях Высота прокладки кабелей по степам
2,5 м. Тросы натягивают под покрытием галерей на расстоянии 0,5 м от ст нора
светильников. Электре Лорудование (трансформаторы, выключатели, штепс» ьные
розетки) размещают на стенах (колоннах) на высоте 0.8—1.5 м от пола
Ремонтно-механические устройства применяются для механизации транспор-
тировки роликов, неразборных роликоопор, а также другого оборудования кон-
вейеров с шириной тенты S=8D0 мм и более С этой целью в галереях преду-
сматривают монорельс, па который в горизонтальных галереях навешивают
электроталь грузоподъемностью 0,5 т и ношку с ручной татью той же грузе
подъем нести в наклонных галереях Передвижение кошки с татью по монорельсу
осуществляется тросовой тягой ст лебедки со шпилевой головкой При прокладке
монорельса и галереях с одним конвейером его ось проходит на расстоянии
250—400 мм от конвейера, в галерее с двумя конвейерами монорельс прок та -
дыеают по центру прохода между конвейерами
194
По некоторым нормам технологического проектирования установка монорель-
са в настоящее время рекомендуется только для конвейеров с шириной ленты
1400 мм я более, однако при разработке строительной части галерей рекоменду-
ется применение простейших подъемно-транспортных среитв практически для
:сех галерей
7.4. Подвеска ленточных конвейеров в галереях
Для наиболее успешного применения гидрсуборки галерей н.-ибходимо иметь
прочную, плоскую и свободную поверхность nrja с надежной гидроизоляцией.
Применяемая в галереях в настоящее время конструкция установки средней ча-
<ти конвейеров с опнраивем через стойки на пол гатерен не отвечает вышеуKa-
ra иным требованиям и имеет следующие недостатки
узлы опирания стоек на пол галереи вследствие невозможности устройства
«.< . шной гидроизоляции к наличия динамических воздействий от работы кон
। сйера являются постоянным местом протекания полов гвлерей при смыве (с об-
разованием наледей в зимнее время) и интенсивной коррозии стальных конструк-
«ий. “то вызывает необходимость частых ремонтов этих уфюв и снижает дол
»х)вечиость сооружения в целом,
I опоры стоек средней части с шагом 3 м затрудняют удаление просыпи вслед
еп»>е образования у опор оттожений просыпи, их постепенного уплотнения и це
•ентзции, необходимости периодического разрыхления и механического удале-
наличие осек практически исключав! возможность применения какого либо
Лффективиого механизированного способа уборки просыпи и пытн;
нагрузка до 3 т от стоек на перекрытие гклереи значительно усложняет не-
щие конструкции перекрытия и увеличивает трудоемкость строительства из-за
• . обходимости применения нетнповых железобетонных плит перекрытия, установ-
си специальных стальных опорных столбиков, индивидуальной разбивки железо-
бетонных плит для каждого частного случая установки конвейеров в галерее.
Новая технологическая компоновка конвейера в галереях предусматривает
ве опирание конвейера на пол галереи, а подвеску его к покрытию гатерен, по.т-
»г£тыо освобождая поверхность пола, исключая тем самым перечисленные выше
«достатки Такая конструкция не только для горизонтальных, но и для на
»,снцых конвейеров, а также особенности определения расчетных продольных
»агрузок и необходимой жесткости става наклонных конвейеров были предло
вены и разработаны в институте «Механобр» в 1976 г, предложение было
« .хобрено и рекомендовано к внедрению За прошедшее время оно было также
Ьакмотрено и одобрено рядом специализированных институтов Госстроя СССР
I * включено в СНиП 2.05.07—85.
Прппнипиа тьные схемы подвески средней части конвейеров к балкам покры
,ия галерей показаны на рис. 7 4 Подвески 1 и распорки 2 выполняют из угот-
Г»)г>го или другого профиля Распорки 2 устанавливаются между подвесками или
I одном из проходов на высоте не менее 1,9—2 м и служат для увеличения ло-
.нречной жесткости Конструкция подвесок предусматривает подвеску конвейера
«посредственно к поперечным балкам покрытия 3. но возможны и другие вари-
анты этих конструкций Секции средней части конвейера 5 используются обыч
ной конструкции, на которой устанавливают ролнкоопоры 6 верхней ветви, при
креплении роликоопор нижней ветви по способу, принятому в табл. 6.4, преду
195
Яусматривают специальные кронштейны 8 для установки верхних прямых ролико*
к op 7.
I Выбор варианта конструкции подвески зависит от несущих конструкций по-
|* срытия и шаге поперечных балок
I Продотьные силы, возникающие при работе конвейера, а также скатная со-
Айав тающая от массы конвейера с грузом воспринимаются продольными связя-
I ыи 4 и через дополнительные связи в покрытии передаются на верхние пояса
МЬ-рм.
Я Подвеска конвейера может применяться не только для вновь проектируемых
I мжлерей, ио и в отдельных случаях в порядке реконструкции ее можно осуще-
1К*плять в галереях на действующих предприятиях, когда вопросы гидроуборкн
Кановятся особенно важными В этих случаях при несущих конструкциях гале-
ьеи в виде двух ферм для осуществления подвески конвейера необходимы лишь
Лепление балок покрытия или установка дополнительных поперечных балок,
IК сосчитанных только на нагрузку от конвейера (при этом могут быть снижены
I« динамические воздействия конвейера на галерею в целом)
! При применении данной компоновки капитальные затраты снижаются яслец-
|Крчне упрощения и удешевления конструкции полов и гидроизоляции, а экси-iya-
• «»донные расходы вследствие уменьшения трудоемкости работ по уборке про-
сыпн, сокращения затрат на ремонт пплов, повышения долговечности сооружения
1 I детом, возможности применения механической уборки просыпн, улучшения св-
Витарно-гигиеннческнх условий
I Технологическая компоновка с ьинеской ленточных конвейеров к покрытию
цлереи может иметь широкую об. лсть применения, н в первую очередь на
М>г-атительных и агломерационных фабриках метатлургнческой. химической
Мвльной промышленности, на предприятиях, где для обеспечения жестких норм
Ю запылен! г ста мокрая уборка производственных помещений и галерей лерточ-
•ых конвейеров является наиболее надежным решением
Г Компоновка с подвеской ленточных конвейеров значительно ускорит приме
пение в галереях и спо.мба iyxoB механизированной уборки просыпн и пыли, так
кчк при этом улучшаются , товия для разработки механизации сухой уборки
I Преимуществом подвески конвейеров является также возможность крепле
мя подвесок и покрытию галерей через б м, а секций —через 3 м (см рнс 7 4,6).
•-о позволяет использовать типовые железобетонные плиты длиной 6 м.
ГЛАВА 8
ТЕХНОЛОГИЧЕСКИЕ НАГРУЗКИ ОТ ЛЕНТОЧНЫХ
КОНВЕЙЕРОВ
8.1. Общие положений
В объем работ по проектированию ленточных конвейеров входят составле-
ние я выдача задания на проектирование несущих конструкций производствен-
• вых зданий и сооружений (корпусов, цехов, перегрузочных устройств, галерей
* гствкад), в которых размещаются конвейеры Основной и наиболее важной
частью этого задания являются технологические нагрузки ст отдельных частей
197
конвейера, с j четом которых выбирается расчетная схема здания млн сооруже-
ния и пром «юдятся статический расчет и конструирование несущих элементов,
обеспечивающих прочность жесткость и устойчивость зданий и сооружений в
целом
Данпые о нагрузках па строительные конструкции от средней части конвейе
ра приведены в работе [12] В ней рассмотрены особенности проектирования
галерей и сформулированы требования к технологическому заданию в отношении
нагрузок на стро|1тельные конструкции от средней части конвейеров
При определении расчетных технологических нагрузок от ленточных конвейе
ров наибольшую трудность представляет расчет нагрузок от натяжения ленты,
и в первую очередь от натяжения ленты в головной части конвейера, которые
достигают весьма значительных величин и являются основными нагрузками,
обуславливающими необходимую прочность строительных конструкций Опреде
ление других нагрузок (от м«.сы груза. оЬ.рчдования, опорных мета т. кинструк
ций п других элементов конвейера) менее сложно
Объем задания по технологическим нагрузкам j.th всех отраслей промыт
ленности определяется СНиП П 6-74 „Нагрузки и i здействня". которые . »одят
ся в основном к определению местоположения оборудования (привязка к трои
тельной сетке корпуса, цеха) данных и его массе (в целом и отдельных частей),
положения центров тяжести, наличия неуравновешенных сид, т е его дпнами
ческой характеристики
В ряде отраслей промышленности имеются ве- шетвенные инструктивные ма
терналы по определению технологических нагрузок, а в отдельных случаях и их
унификации
В данной главе для головной и хвостовой части конвейера приводится ме-
тоцика определения числеипых значений нагрузок только от натяжения ленты,
КО|*фые являются основными нагрузками Определение их предел a onnei наи
большие трудности в практике выдачи *.дапия на разработку < лронтельной ча
сти объекта и во многом зависит от результатов тяговых расчетов конвейера.
Дтя средней части конвейера приведены унифицированные нормативные ста-
тические нагрузки от массы грузя и отдельных элементов средней части конвейе-
ра (единичные и суммарные)
В целом приведенные в данной гтаве указания по определению и численные
^качения нагрузок рекомендуются »ля нспвльзования, но не являются обяза-
тельными и не должны применяться при наличии данных о нагрузках, опреде-
енных из фактических условий эксплуатации и позволяющих снизить или увели-
чить приведенные здесь нагрузки
8.2 Нагрузки от головной части конвейера
I оловкая часть конвейера включае> в себя разгрузочное устройство и привод
(если конвейер с головным приводом) В объем задания на проектирование не-
сущих строительных конструкций головной части конвейера с приводом должны
входить следующие основные нагрузки (рис 8.1).
от натяжения ленты на приводной н отклоняющий барабаны соответственно
при установившемся S и S', пусковом Sn и SD' и аварийном SB и Sa' режимах;
От массы ленты в груза иа длине ленты, равной расстоянию lt от первой ролико-
опоры до участка разгрузки ленты Р\-. от массы приводного Р? я отклоняющего
Рз барабанов к ленты длиной, равной расстоянию (по трассе) между приводным
198
Рис 81 ( сема дектвня нагрузок от головной мсти конвейера
• приводом
барабаном и ближайшей к отклоняющему барабану рпликоопорой нижней ветви;
от массы опорной рамы приводного и отклоняющего барабанов, укрытий, сграж
дений и очистителей Р<; от массы редуктора (с тормозным устройством! Рь
н двигателя Рв, максимальный вращающий (крутящий) момент двигателя Мв»
Место приложения нагрузки Р: условно можно считать на расстоянии -D/2
от точки набегания тенты на приводной барабан.
Кроме указанных нагрузок на перекрытие действуют нагрузки от массы
желобов для просыпи. во{. кок (см рис 6 Г) и др Для опорной рамы привод-
ного барабана совмещенной конструкции (см рис 6 1,6 и 8 1) в нагрузку Р4
входит нагрузка от массы уплотненного груза, удерживаемого рамой (воронкой),
а для рамы со вставной разгрузочной воронкой (см. рис 6.1, с) необходимо учи-
тывать нагрузки от массы вставной воронки и находящегося в ней груза (при
забивке воронки) Величина этих нагрузок зависит от конструкции загрузочной
воронки, высоты перепада груза, свойств груза и др Забивка опорных рам совме
199
щенной конструкции маловероятна. При определении нагрузки от нижней ворон
ки вопрос с ее забивке решается в каждом отдельном случае, то же можно ска
зать и о воронках с рудной подушкой-екарманом»
Если редуктор и двигатель находятся на одной раме, то вместо нагрузок
₽5 и Ръ принимается общая нагрузка приводного механизма на раме с указа-
нием положения центра тяжести этой нагрузки
Максимальный вращающий (крутящий) момент двигателя (даН-м)
определяют по формуле
Л’шах
шах ном у Миом )
N
где Л'иом 975 — номинальный вращающий момент двигателя, даН-м,
AGnax
—-------- — номинальное зваченве отношения максимального вращающего момен
та двигателя к поминальному
Нагрузки Р)—Рв и размеры Ц—lj определяются а каждом отдельном случае
по проектным данным. Коэффициент перегрузил для всех нагрузок от массы ча
стей разгрузочных устройств и привода Яп=1,2, коэффициент динамичности
Клив=1.3. По классификации СНиП II 6—74 эти нагрузки определены как «вре
мениые длительные»
Опорные реакции рамы от натяжения .тенты и массы головной части кон
вейера вертикальные /?„ и горизонтальные Рг зависят от принятой конструкции
рамы, ее жесткости, числа и высоты стоек, а также от расчетной схемы строи
тельных конструкций перекрытия и в каждом конкретном &i( iae onp« j еляются
проектировщиками строителями
Нагрузки от натяжения ленты на приводной и отклоняющий борабаны яв
ляются наиболее важными Они значите. > ко превышают ветровые и i f-угие го
ризонтальиыс нагрузки, действующие на гоорчжение. Нагрузки на подшипник!
годе • ного и отклоняющего барабанов от натяжения ленты через рамы барабанов
пер< хаются (в соответствии с расчетной схемой рамы) на несущие строительные
конструкции перекрытия, на котором размещается разгрузочное устройство, и да
лее через систему в<>>тнка тьных связей и колонн — на фундаменты эс 1ння
Нормативные нагрузки от натяжения ленты определяются по табл. 8.1
в которой численные значения нагрузки S от натяжения ленты на приводной ба
рабан для установившегося режима работы конвейера определены по мощности
двигителя привода (окружному усилию, развиваемому двигатетем) и фрикцион
ной характеристике приводного барабана, определяемой коэффициентом Кс=
— 1,38 (для конвейеров с одним приводным барабаном, находящихся в отапли
ваемых помещениях) и скоростью ленты и=1 м/с
Значения коэффициентов перегрузки Кв и динамичности Квки в зависимости
от нагрузок приведены ниже
Нагрузки
Кп
Определение нагрузок от натяжения тенты ва строительные конструкции по
мощности установленного двигателя является наиболее правнтьным. так как в
200
Таблица 8.1
Нормативные нагрузки от натяжения ленты на приводной (головной)
и отклоняющий барабаны при а — 210е, р — 0,35, v— 1 м"’
201
। роцессе злнтельной эксплуатации всегда |*иможно форсирование работы кон-
веп.-ра с полным псп. 1ьз<>ваннем мощности двигателя независимо от проектной
лроизводительности и» гаейера
Окружное усилие на примдном барабане и установившейся режиме (при
ЮЩностн двигателя, принятого в проекте) Рл. (даН) определяют по формуле
102Л'т]
где q=l|))5 при Л <100 кВт и т) 0.9 при /V>100 кВт.
Учитывая вышеизложенное, нагр. ка 5 вычисляется по формуле (см. 32)
5-S..C РдвКс ₽дв(Лс I) 1,TOPW.
| нагрузка определяется как арифметнч- . мма натяжений лепты
в тся«»х набегания ее на приводной барабан Sxo я еСегяния ленты с прпв<. него
бараб. ia 5 что дает нег-торсе значения нагрузки Направление
де""тьия нагрузки S (угол И принято яарчлзглннс? направлению р i6ow* ветзи
л?нты и* у • • тке ее irxj.ui к барабану, • с гк.л углом р. тогда 0 -р
В^ртикадкняв n,rnv3 . iu п- цшшникк отк а пощего Л«| • •'.га S (даН) оврсде
Мп: ' • вующая натяжений бегаюнм и -нты
5 - -.).2Рда, (8-1)
I* Рт)/Х; Pi ' - ' пепты приводного барю.
fipixar иьас* с> -вляющей этой нагрузки практик.-, кп я «с но 10-небре..
Е . - - • -j-< Зия в q . 4 ,;ла 6 в зависимости от угла р прмвр.-
|Ы НКЖг
Z ч б б К 12 (4 |К 18 20
] » 94 92 90 88 8» 84 82 «1 78 7?
| Нагр-1.. Ч, при : вом р-- - определены путем утчижепш, нагрузок S
)ри .. |«|га«ва.емся режиме >; повышающий дифф • • ..дюнный ю .ффипи-
».т. !• • мп
Г НинГшмвгг ](>«ен1К этого коэффициента п|м«*<>' эли Mtwiwt»!» с мне-
1».,ТЫ11 if-не.и IV 100 кВт ВКДХИ'ИТРЛНН. и vr.ua 141 ••Т р -н Г t-o '•«
при пу м даи«чл г цр1т....«м» tw» «jpaaatpaoaMi* весмаН) №
чегрузкоп и г.тппст; .. . 4 ..... . • ! •
ТЦПЛГ.». ....-Кению !•.»(-. ’HI. I • . I.. I
r-KTT-aai’.» «ных । - В на. <«ы> г*:»»». . । i;.' i
»i и» ia p^rc-.»fe.ui на i’-ev q • ч > ...••.«. «».«« «.и-
Ж»НИЮ КО.» »(. (рм-»»' •• i. • • '!•. •• .1».
«м в глрнялнта । .пых koi
Спред* leiHie н_-« рузит. на ’чые кангтт-»! 1И 1ри обрыи » -
».1Ин« 1ЯННН л< ты (аварийные рента л) ирг.- болцше .“-’и всд₽а
гтвие влияния многн» изменяющихся в шн м ; -i . ipr . -rn । I . 1Ы лен-
ты, длите -ности момента обрыва ТодатлИБ^-тн .дкитмпяння прэтмгга (или
Крягтрсцит) в |мои .ти по;* -нты и др С4В4КИЫМ яо-чиетс» оп-
ределение 31ПТ Не.рУзОК ДЛЯ реЗНЧОТИ ГОВЫК Л» IT, r..-зуЮЩИХСЯ бо-.шой
жесткостью Основ! • -й характеристикой нагрузив, при аварийных режимах явля-
203
ется иж внезапное быстрое снятие (при обрыве ленты) илн приложение (при
заклинивании ленты) [12]. Однако определить нагрузки от натяжения ленты
на несущие строительные конструкции корпуса (цеха, перегрузочного устройст-
ва), в котором расположены опорные рамы барабана и привода, трудно, так как
величина нагрузок в эгом случае связана с динамической характеристикой самой
строительной конструкций (высотой, жесткостью, массой и др)
Временно до проведения специальных нсследоватетьскнх работ и зтой об
ласти нагрузки при аварийном режиме (см табл. 81) условно определены пу
тем умножении нагрузок при установившемся режиме (5) на коэффициент
К,= ±2. который отражает основную характеристику нагрузки, т. е ее вне. зг
ность приложения или снятия Знаки «+> и «—» г ьазывают, что направление
действия нагрузок при аварийном режиме может совпадать с направлением дей
ствия нагрузок прн установившемся движении или быть протнвои, кным ему,
как показано штриховой линией на схеме в табл ® I При принятом условном
определении нагру* к для аварийного ]ж<жнма действие их можно рассма!риватг
как действие статических нягпузок без дополнил. ьнсто иве ник о г лалъноп
коэффициента динамичности
(ля конвейеров, имеющих при* щ М>це»^тью свыше 500—ООО кВт. опреде
сине нагрузки от натяжения ленты на троитепьные конструкции ппи аварий
ном режиме следует pai. матр»*ыть в пр-цессе проектирования . оиМеспю с про
сктировщиками строителями в каь том конкретном слуя je
1ля схемы трассы конвейера с приводом в головкой части рекомендуется
41-. темные зи тения нагрузок, прим денных в табл 81, уточнять ан» штическвм
способом с использованием результатов тяговых р.. счетов конве»г»а в слегло
щих <4уч«|Х*
при мошн^гп прив< а •• 500—600 кВт и большой pa.tuir ! хк» 25 )
между мсшностью двигателя V принятого в прп₽кт₽ и рлечетиой мошкостьв
N„. определенной тяговым рас »-том,
при иеобхлцимогти уточнения наго’ < »> приводи t барабан например
прн реконструкции цека. корпуса.
при зт«ют । обхвата <х и к >ффициенте сиг-.. . ,ия р. .-щественш
отличающихся от принятых в табл я 1
Для определения нагрузки 5 от натяжения ленты ня приводкой баряба|
уточненным методом (рис * J) определяют равнодействующую S.. (даН) иг ня
тяжений лепты. Действующих ня приводной барабан неработающего конвейер?
(численное значение этих усилий принято равным натяжению SrB)
% — 25св cos ₽о
Нагрузка Sr .“ ммируется (геометрически) с усилием Р. являющимся одпой
из пары сил. приложенной к подшипникам, крутящего момента Af„r. определен
ного в соответствии с расчетной производительностью РавнодействующаяS (даН)
сил Sp и Р является нагрузкой от натяжения ленты на подшипники приводного
барабана и определяется по формуле
i ) S’ ' Я I (8.
Нагрузку S с некоторым звпасом можко определить по упрощенной формуле
$ S^ + Srt. (8.3)
где 5ип и Srr — иатяженпя ленты по тяговому расчету.
Pti. ' точненные симы дей< вия нагрузок or натяжения тенты на пршод ft
и отклоняющий барабаны, располагаемые в головной части конвейера
Угол й определяющий направление действия нагрузки S. находят по фор-
муле
I» ™ -Р-*-еа,
где
t е 2ScBCosP,sinPa
Р -I 2SC6 cos Ро
Нагрузку Sb для пускового режима определяют также по формулам (8 2)
и (8 3). принимая значения S„ Р и S,.r, по результатам тягового расчета пуски
вого режима
Аварийная на груз к- S«.— — K.S
Нагрузку на подшипники отклоняющего барабана Sn' (см. рис 8 2) опре-
деляют по формуле (8 1). в которой S. г, принимается по тяговому расчету пус-
кового режима.
Еста р>₽1 (см рис 8.2. а), то направление действия нагрузки S' смещается
в сторону приводного барабана Если Р<₽ । (см рис. 85, б), то направление
действия нагрузки S' смещается в противоположную сторону Смещении направ
ления действия нагрузки вызывают соответствующие изменения иапраиленкя
20S
Рис. 83 Определение ''^таиляю
щих нагрузки •$
действия горнзовтальной составляющей
от этой нагрузки При р=₽, нагрузкэ
S' направлена вертикально.
Горизонтальная Sr н вертикальная
составляющие нагрузки S в зависи-
мости от значения уц> fl могут принимать следующие значения при 0>9О“
s, $ т» (0-90"), SB —S sin (6—50°) (рис 8 3. С); прн 0=90“ \ 3. S„=0
(рис. в А б); при е<90° S, - л sin 0, SB=S cos 0 (рис. 83, е).
Нагрузки от натяжения ленты на юж>вной и отклоняющий барабаны при
промежуточном pat. наложении привода Нагрузки на строительные конструкции
от натяжении верхней и нижней ветвей ленты на головной и отклоняющий бара
баны при промежуточном расположении привода возрастают по сравнению с
соответствующими нагайками на приводной и отклоняющий барабаны, pactc-
лаг«•чые в тдевной части конвейера, примерно в 2 раза Эго объясняется тем,
что в данном случае гиливной барабан работает как обфотный барабан, на ко
тор! «<-|ж*««я набегающей и cSirnouivi ктеей ленты практически равны
межа» гибок » nt пренебречь сопротшыеннями на барабане (см ри< 216)
Д.» определения нагр. к на 6/f«r- чы и рамы пром • куточно... прнво/
а также на ьг.ущке строительные конструкции используют графические пестрое
Hi'” и формулы, приведенные выше д .i I iobhoto привода, с cootie гствующпми
на.равь ми, отражающими чистемные зютииж нвтяжений набегающей н сб₽.
тающей ветвей ленты на глюпно» и отклоняющий барабаны
Для ориен।нровичных расчешв, например, при выборе варианта схемы
трапы к<*г»юра с пр.лежут » tдм ппиводом. расположенным от тадвиоп’ ба
ррбяна н.> I. тоянни прнбтнэнтельиг. до ( $ потной длины конвей.»«г*»«ки
могут бы ’ределены по м щ. ти при. . и по 1пии> Р,в, н ч •• -»
таб 1 8.1 г повышли»ним к« 1<Ъфициентлм Кп if При уточненных расчгти гс
»'>"hhmh данными дли ипргде <ения нац . к являются ;• к -|.таты . .. шыт
• 1вых ра< » -ов
Слелчет отметить ртг пр*» звзчнтедчном увеличении гориаон-тльных йап>
зон вариант тр • л г гр*-меж>. точным приво ( -fl. 1.4) в стг'чге । । ••» . .
шепни «м; • .-• и. . .рпш. •иым привалом Ппи п» .... .. ,,
вариант™ »*•'.•.,»• ч» учитываю существенные у. гр»<ттл4мс ч«
ст», .utu .. <| т-аа т>» рвег. -.»»• . юй приво a tn . .ные . .
е*1 пеотн! ..,»ы» татр»* И • - “'’чтажко-ремонтных краъ^ь, д»,-
иампЧпкЯХ На. I»узок п др.
8.3. Нагрузки от средней части конвейера
К нагр’ . >м от садней чмти 1г>(з»й 1а отн . Р ikii .. транси рти
руемлгл груза, опорных мота ..... t , . "ОНТЫ , , , 1Kvunt«p It Присыпь
пасти те о л.|«П
нагр,з1П1 пт ptj.TitKt».пор иределены с учетом i.u. ы.... й я,ч.... лн груза дчч
206
грузов с у<1.6 т/м' ролики роликоопор приняты меньшего диаметра, для грузов,
имеющих у>1.6 т/м3,— большего диаметра (см табл. 22);
для конвейеров с шириной ленты В=800-е-1400 мм в нагрузках от ролико-
опор учтена возможность установки центрирующих роликоопор на верхней и
нижней ветвях ленты, которые ранее для конвейеров общего назначения не из
готсвлялись и в проектах не предусматривались
Унифицированные нормативные статические линейные нагрузки от массы
транспортируемого груза и элементов средней части конвейеров с шириной лен-
ты от 650 до 2000 мм приведены в табл ° 2. а суммарные нормативные стати-
ческие вертикальные нагрузки от ма гы грт»в и элементов средней части кон-
вейеров. линейные (даН/м) gi=9r+2<fo ci>+flp и ср и на одну
опору стойки конвейера (даН) 2=1,50 и 1«5?о при шаге сто-
ек /о'=3 м — в табл 83. Приведенные в табл 8.3 нагрузки ij0 и Qo являются ис-
хрднымн для определения продольных усилий Q„ Л1. на строительные конструк-
ции наклонных прямолинейных участков галерей Продольные усилия возникают
н наклонных галереях из з® передачи нагрузок от массы гру *.1 и двух ветвей
тенты на пол галерей через ролиноопоры Па основании данных, приведенных
в табл 82. 8 3 и задания на проектирование cTpoirreibHi.4) ипи галерей . и.
85) нагрузки от сид сопротивления движению тенты и инерции вращения роти-
опор, нагрузки вс-шикающие при обрыве или |аклиннвании л-- ты. а также «и
намическяе воздействия конвейера определяются поа-»тиронщнкамн-стро>гт<,я-
ми (12]
Оппеделекие численных значений отельных euJ 'О линейны* »»»•: (га
rat 6 2) и рег.им' ндации по их испГ'1Ьзпг<анию
Линейная нагрузка от массы т р а и с п-i рги р г г • -1 |р»
за i]r (даН/м).
При 1ф*кт||рп1|ШШ галерей больший протяженности (свыше 200—ЯОб и)
для конвейеров i шнрш й ленты В— 21- 0'мм, трчи ортируюших тнже
тые грузы с насыпной плотностью более у=2,5—3.0 т/м4 и при наличии | КЯн
верных данных о фактичеса-.3 величине насыпной плиты ти. отличающейся от
принятых уннфоипропаниых »н. ений (например. 2.2; 2,. 3,0; 3.3 т/м4), Дтл
Лч печеная более экономичной; с|роигсльного решения галерей рекомендует- i
принимать расчетные нагрузки по пряь.Й интергжияцпи между ближайшими
значениями унифицированных насыпных плотностей груз/
Унифицированные линейные нагрузки от мгп-tni транспортируемого груз? on
ределены из условий норма.} кого (оптима ,нк . заполнения попер но» «аче-
ния рабочей ветви ленты . помощью питателей. Для определения унифициро-
ванных технологических линейных нагрузок приняты с ждующие исходные дан
ные- ролнкоопоры (жетобчатые) с тремя ротиками, угол наклона боковых роли-
ков а,,'=30°. угол наклона конвейера ₽=()=-10°, угол естественного откоса груза
в покое <р=Ц0-*-45‘’ При этом площвдь поперечного сечения гуу за на ленте
Fr (м ) определена по формуле, полученной путем преобразования формулы
(i ]), Fr=O,J В3, а линейную нагрузку от массы груза <?г (даН/м) по формуле
flr=lOB»yg, (8-4)
где В—ширина 1енты, м; у —насыпная плотнкгь, т/ы3, g — ускорение свобод-
ного падения, м/с2
Численные значения этих нагрузит в табл 8 2 даны t округлением до
S даН<м
207
20Я
При применении унифицированных нагрузок следует иметь в виду что
при отсутствии регулируемых питающих устройств или прн наличии эксплуа
тацноиных условий при которых возможно максимальное заполнение ленты (за
полнение всей ширины тенты грузом с ./цапкой"), линейная нагрузка от массы
груза возрастает в 1,5—2.5 раза в зависимости от физических свойств груза
В подобных случаях предлагаемые унифицированные линейные нагрузки нелрк
менимы и подлежат соответствующему корректированию;
при проектировании галерей большой дтипы (свыше 10(1—200 м} конвейе-
ров, работающих иа подъем с большими углами наклона (свыше 12—14"). га-
лерей конвейеров с шириной ленты, принимаемой со значительным превышением
по сравнению с шириной, требуемой по расчету (например, г целью максималь-
ного уменьшения просыпи}. а также галерей реконструируй <*ых пли прп про
верке несущей способности существующих галерей унифицированные линейные
Нагрузки от м> сы гр. «в могут иметь . ушеиш-нвое завышение по сравнению
фактическими из за неюлного завышения -гиты В этих /них нагрузки qr
должны быть опреде .сиы по р^четт—й производительности конвейера О по
формуле (1.2).
С учетом разных величин иагрумж < ••лученных по формулам (84) и (1 2).
а .. *е ли влиятельных факюров (например, возможное расширение предпрня
тия) принимают решение о № гессэдеразно,-и сс.занения в х нац .ж ши вы
бирают из таблиц нагрузки < меньшим значением насыпной п«>тностн rpv,» V.
прн I..тором значение нагруакв tjr наиболее близко подходит к нагрузке
«емкой по формуле (1 2)
Пример. Определить нагрузки для коняейера с шириной лепты В— •••0 мм.
испорти,-1ЮЩ— 'Г’.'- насыпной плотны гью у 2,5 г/м- фактичес те зпа
. тппеииой иагг.зки ~ груза по фор“ул“ (12' рг=7Л „ I г По
..г . . . иню нагр- ,«• 1 - 7о5 даН/м нанб । - '-«ст - .—ет (с не— рым
. •• . •..еиие qr ♦ >11 м при у=2 i » • ui« - ло. все на>рузки
п • ,.6т 82 и 83 необх. л • - приним, гь для у I т м
Линейная нагрузка |,,г (даН/MJ от массы е н ы принята
для резн.“1ткакевых тент по -rstf,, 2 4 Для резннотросовых лент к значениям на-
г,ч аж. с нв. ichum в табл о 2, необходимо прибавит.* л»1 “нт шириной В—
= МО мн 25 даН/м. В=1400 мм—30 даН/м. В-16И мм—45 даН'м и В-
ЩОО мм — S5 даН/м г-^ответстненно на ч™ ж₽ значения должны быть уве-
ичены нагр* ,ки. при, ..иные е табл 3 3
Линейные нагрузки q и 9г *₽ (даН/м) от массы рядо-
вых роликоопор верхней и нижней ветвей ленты на участках бе® центри-
рующих ролик, .пре.е- . ны по ферх. те
ГД1 G" _ , С' —общие массы одной (рядовой) роликоогоры соответ.-веп-
Р общ р Общ
ко верх«.й нижней ветвей ленты /кг), принятые по о< званию обит го
назначения* -1 м; (|"=3.м расстояния между ролякоопорами
На участках рас зжения центрирующих роли * • > пор привед- > ные линей
ные нагрузки 9рпр пределены из следующих у. оний- шаг стоек /о=3 м; шаг
отдельных поворотных частей центрирующих роликоопор как верхней, так и
нижней ветвей ленты принят оавным I м. Число отдельных поворотных шетей
209
Таблица 8.3
Суммарные нормативные статические вертикальные нагрузки от массы груза и
Линейные, даН/м
<7i 1> *Чл *4»- •» р* Чк - Ча
Чя = 4рщ.~4р Р Чо Чт 41 СР
НвсЫПИая плотность груза у. т/м
О.В “ I..' 1 .4 1.5 .... 4 2.В 3.2
t/50 800 кюа 1200 1400 1600 2000 П( гриведе 4t Чя Чй 41 Чя Чо ч\ Ча 41 Ч* ч« 41 <?> Ча Ч, Чя Чо 4i Чя Ча ныы в - ,,, 193 80 238 7з 115 30п М IM 4ОК 210 530 110 260 810 100 390 | блине, 140 65 м« Ь4 90 ‘.•-0 '3 135 330 85 185 450 60 250 590 НО 320 900 100 470 . Наим с нееШ 150 75 215 64 105 270 Гл 155 3'15 е5 215 490 2оо 6КП lit1 37G 990 100 550 еновани значеяи Ibl) 230 •4 14) 300 73 об 240 325 700 ПО 420 1080 100 630 негру ем 245 64 130 А20 73 195 425 85 270 575 60 365 760 110 470 1170 100 7IO 19* | 100 । li ' 295 I 310 41 45 140 400 420 45 45 215 2*5 520 5ГЛ 55 50 300 330 720 760 45 45 410 445 900 960 70 70 520 570 1270 1340 100 100 79'» 870 сходные данкы 120 340 45 180 465 45 27.7 G2f» J90 840 45 520 1080 70 670 1540 too РЗО 243 140 3..5 iA 2IO 510 45 315 680 55 445 930 45 600 1120 70 780 1710 100 1190 3)0 |ьо 390 45 210 с50 >5 fe .35 55 500 1020 45 680 1300 70 880 1870 100 1350
210
211
роликоопер с массой G и О' в одной центрирующей роликоопсре верхней
и нижней ветвей ленты при В=800—1200 мм равно трем при S=1400—
-=-1600 мм — двум, для конвейеров с шириной ленты 1400, 1600 и 2000 мм роли-
коопоры нижкей ветви тенты привиты желобчатые, состоящие из двух роликов
< целью исключения перегрузки отдельных стоек к обеспечения лучших условий
для монтажа и ремонтного обслуживания конвейера расстояние между соседки
мн центрирующими ролнкоопорами верхней и нижней ветвей тенты должно быть
(см рис табл. 82) (500—1000)
При принятых вышеуказанных условиях определяют нагрузки на стойка от
массы отдельных ро-штопор, входящих в систему центрирующих и рядовых ро
ликсслор верхней и нижн> « ветвей ленты, устано!. епных в пределах расчетной
длины /„ 3 м Расчет производится раздел, ю для стоек, поддерживающих цен-
трирующие ролике. -оры в-)хней и нижней ветвей литы Наиби.гдиую из полу-
ченных нагрузок принимают как расчетную Опре пленная таким образом при-
веденная линейная нагрузка дР - (см табл. 8 2) сиответстауст нагрузкам
только «л учАТКа с ра,-*.. жен ня 11>нтрнруюии < ролик--ч >р верхвей п нижней
ветвей ит-нты
Разность в нагрузках на участках расг«> «икения центрирующих рилниоинОр
и тидько рядовых q ?Гор-?г - может р>< ~г гтгмаагь. - как местная дополни-
тельная нагрузка к равномерной нагрузке по всей длине конвейера г. установкой
только рял>вых ролиююпор ^i(Qi)
При синтип, ню небслыпой разнице и величине нагрузок и qt (Q- и
чти харакирии для конвейеров с ширинок ленты бс-ее 1200- 1400 мм к транс
портировании гр-»эв с у >1,6 т w9, дм», .-тимо для упрощения строительных рас-
четов нагрузку (Qj) распространять на всю длину конвейера ’ Для конвейеров
-с шири - й дейты меам 1800 мм и Т;пспортиропапия гр. a«i г у<16 т/м1 для
бод-- •• люмпчного решения стр; гн «ьных конструкций hi-A«.,i»m. учитывать
рьлнпг. в н^руллиХ • > и 42 Если в период разработки приспТСс конвейеров
и гал- ли фнкйветмть р.. эжение .. нтрирующих рс ик. -пор п. длине г...реп
затруднительно, нагрузка р» НЛП f), задается ияк месть я н перемещающаяся
। внжная') п«- Bt 1 . шне га зерен
Такая схема «и> ».к сохраняет ныможкость разм.щения 1-ггрируюших
р< икоопор на любом участке длины га зерен при наименьших дополнительных
затратах на несите стропильные констргвцин По иагруже от центрирующих
ролнкпопор проектируются только первичные несушке элементы — профильные
и поперечные балки перекрытия галереи
Задания технологов дплжны во всех i учаях а.хержать нагу/зкн q, (QJ и
<?! (Qs). « вопрос о распространении нагрузки q3 (02) на всю длину конвейера
решается строителями в каждом отдельном случае с учетом конкретных данных,
например длины конвейера и др Суммарные нагрузки qf. q3 и (Oi. Q-г я Qo)
и форму чы для их расчета приведены в табл 83.
В справочнике не рассматриваются рплнк<«.оры для трансп-ртированпл
грузов размером наибольших кусков до 500—600 мм которые изготавливаются
СТЗ для конвейеров с шириной ленты 1600 и 2000 мм По спеця, ,-ьным заказам.
В случае применения указанных роликоопор все нагрузки от роликсопор. а так-
же от металлоконструкций приведенные в табл Я ° и 83, подлежат полному
пересмотру.
• То мг пенят в работе |12) для конвейеров с Д-1600 и 2000 мм
212
Рш 8-i Схе-а действия нагрузок от массы груза и .ни, » также натяяшня
ленты «а крннелинейном выпуклом ,частке конвейера
Линейная нагрузка q (даН/м) вт мьиы металлокон-
струкций средней чети конвейера . tout из нагр> »ок от массы
секций си»к н «грождений, вторые для конвейеров. трапп- ртноующих груз
с у *1л - опт ..-лены в ос1«-вн:м гм ..иным раС чих черте^Ы, для кон-
вейеров. транспортирующих ГРУ» ' | ‘ 1 ' ' * с НГ*ЧОШЬЮ ЮНКЖа ощих к*
эффппиеитов
Линейная нагрузка qB (даН,м) от массы просипи н° иг-
стиле секций зависит от характеристики транспортируемого rpyj 1. степени
заполнения ленты и ее изношенности емтмния центрирующих роликоопор » а5Ч
гих факторов и. главным образом, от общего техпичь кого уровня обса-.Жгаи
кки оборудования на предприятии Нагрузка qB явтяется времени» л тлцячЬ
ной нагрузкой
На криволинейном выпуклом участке средней части конвейера радктст**
возникает нормальная лине; »ая нагрузка ч„ от натяжения ленты, а также от
маесы груз? и ленты (равнодействующая этой нагрузки) Qu. которая направле
на радиально Она вередается на опорные металдоноиструкипв и через них —
на строительные конструкции Схема действия этих нагрузив, приведена “»
рис 84 Нормальную линейную нагрузку д,. (даН/м) определяют по фермуле
Г О Рт + Ре
Qa | Йг + 2ftn.cpJcos g 1 I
213
где 5Л » « S.,,. - натяжения ленты (даН) по концам криволинейного участка
соответственно верхней и нижней ветвей ленты при пусковом режиме; Кп - 1.2 —
Ка >ффвциент перегрузки Нагрузка Q„ действует mb., ктонсе угля поворота
трассы рн=р|—р2 и определяется по формуле
Q, l(4.if,-..nf,)(,r-2?„.cp)R, (f>, + й,) (S„ , - S, „)|К„.
Harpy ma vt, .on; для выпуклых у1. , сов д« .жна быть увеличена в Si--3 раза
по сравнению с с .тветствуюшими игрузками, прит енными я табл 82, из-за
умеш-шания шага роликоопор на верхней ветви зтях участков {см табл 5 6)
Нагружу p для выпуклых j ..гков принпм.ют п> да<,. мкний ем. та6« 6-3)
и ыа. се ст. vк (см табл 6 4)
При Подвеске ??»атей части к теперь к покрытию гиереи (см 7 4) виды
н величины техн; г< кнх нагрузок в осн ином аналогичны нагрузкам орд
обычной конструкции опирания копвейе-. .. пот »я..ереи, которые прииеа.чгы
в табл 8.2 и 83 3. и ше на пр «<< .с- строите ьной части таких и гоей
(см «11 га к л не оттич./тся от iuim а >ооектпр''иан>:е обычных 'алерей
При .ГОМ . чедует игМСппв. ч(и миреде темпе динамичн-ких В< ЙСТВ11П ОГ I
боты коииг*«уа в [12] р . грены г с.т, i тирания к< - -..-ра на i ,
иереи При подвеске конвейер? к покрытии. I порен дожно .^идать .ннжевия
.-“тичины динамических а .. в» .на-.. . ... |»мя проц тпя
г»»«иа.; ных рД-i - это . в> рс - ч едложения не чред
гТа«чирт.’= “‘чможным В детьных .-учомл впч. и копи ру кипи возмож
ри тин; аморти..... ющих .<гтв- пружин, разгру--чных
б >;< I II .. - mull гинамящ впа ..л.де. то.,о у, МИНПМу.'Л
При шпини» . at с; 1с-» *4) имеют мею
11.^.* • -..-1 .« ...... . читывать при о-«паботкг itmx кон
. го . • ж 1 вы ты га . н прим.)»». . । ।
। - в j -ты |--.к м.1., -.-.-оукпнй . ирячпн к<1нвей₽л. на ir.ii галер*”..
ч креплениях подвесок к несущим элементам пе.рытг» днтжиы быть пдо&у-
• «.пргны МОНТ нкные 1.ТП.-КИ И «-.ЗМОЖнО -»ь рпхговки подвыок по горизонтали
)'ММ, ПО ПРОТИЮ ти по 20— до Мм,
нреи «нне цоднесок к п те)> .«*« .цент.л ». .. .тня и nq.-„ . । пр.» ।
них > i на о ...1ные ц. ущие к<»к-тр) • пни галерея /Лермы him боновые стен
кя пр« ч- уб.. м рР?!|енип) быть i передачей нагр - i,,a к. «дую
ПОЦгХ-«|К 0«ЛСГ ► •• «гечтсЯ П:хмс<И. И . Err, «рОДОЛЬНЫХ
н .«с ч. - ..j»> •.!•.» •.^иющиталь’юй фермы . , в к<.».дый притет
фермы яВОГЗТ д <.С ан;» ...и, ..... в ПЛ><К«ТИ I -.н... НС.ЛК... при Э1»»4
К', -t I .г» . I i« ых .. • I, тываемых > нормачьные гостей
ляющие warn,
при . - с .*>«, - г ей необ- .. , ... .ать теней
и1» f . в . . '. |»т ,, лг.=жения ’ .'КС сек-
циями средней Части вспТВе 1ера, Зак ночам 1 В I..- -..-ых га те? ‘ИХ
HI 6x«UUV'> • Ч1ГГЫ«.|ТТ пр... льную I О .. I 'Мчдрной вертикальной
нагрузки от массы груз? и элемента г нвейера. т е гт нагрузки Qt (ити Qi +
- Qo) равной Qt. Qi srn p илп (Cjt • Qs) sin 0. Зта о та может возникнуть при
обрыве или сяи|*йм давлении натяжения ленты (н:л|ример. прн обрыве кана-
та натяжного груза) Направление дшепшя этой си ты — против направления
214
движения верхней ветви ленты, вниз по галерее т е стремление привести все
подвесил в вертикальное положение.
При нормальной работе конвейера аналогичная сила возникает только от
нагрузки от массы роликоопор. металлоконструкций и просыпн, т е от силы
Qi—Qa (илп Qi + Qi—Qn) Эта сила противопвложна действию сил сопротивле-
ния движению тенты и разгружается этими силами Аналогичная схема действия
сил может возникнуть я у обычной конструкции опирания конвейера на пол
галереи, но вследствие небольшой высоты стоек металлоконструкций средней ча-
сти конвейера и наличия жесткого (рамного) сопряжении стоек с секциями та-
кая схема 1»» :твия сил не учитываете I.
8.4. Нагрузки от натяжных устройств
Нагрузки w натяжных ..тройств тележечного типа на опорные и i ддер-
ЖНвающне их строительные кож-рукции скмадыьикл^я в основном из натяже
ния лепты н от mi :ы тетежки, части i. ины верх, й и нижпей ветыЛ ленты, на-
хяжного груза, опорной рамы, отктоняющего Лярабапа (если плгледний распо-
ложен HeiH-.i»-..-твенно на сеиой рам*|
Определение нагрузок <п натяж» сия ленты при намаянных условиях экс-
плуатанте конвейера как прн установившемся режиме, так н при режиме Пуска
не пре_-тавляет затр;. 1H.- -ий и может быть выполнено на •. новации данных
тяговой расчета приближенным или Уточненным метолом
Рез»’ изменяг 'я величин и характер действии на|рузок на стары и строи-
тельные конструкции при редких, нь .«—.гНных ««jiymeHirx Н<; • ЬЛЬНЫХ у. ла-
ний экгтлуасации конвейера при обрыве каната (влн со креплений), поддержи-
вающего н, гяжной г{ з, или при обрыве тенты конве > ра В этих слу-иях на-
грузки на опорные « Гтпл1пелм1ые KOUCTpVKUHlI, СВЯЗЛИ1*. < Г стяжением Лг»1ТЫ.
pi .ко возрастают •» эдгчктер приобретает ударное- дсиыВИс г при неб .аго
приятных о(- - > > ’ х могут вь-^^ть его.гвенные поцемдения и p.ipy
шекяя самой тележки или перетру- >чных устройств я ° отдельных .лучаях
и строите- ьвых »-.нст] , кций (н*нримп>, стены вц»п<|
Наиболее лбпеилнанно. каь в отнпшеини р;-..ч_ так и конструкпи могут
быть 34лроектированы противоударные •'-роприития о. падения натяжного гру
за, для и»,., н< r.-..щмо знать его магу и ш.»мо»»ую высоту падения Независи-
мо у. результатов p'W'f’b в проекте чатпжпой груд ucofixi, нып располагать не
noepi... timio над по ем пярвого эт».«а (плаиироп. чнои отметки площадки или
над колом попв .(ьиого э.,— а при ц« пнчии так.-«1ог<|) с >.тр-; Яством под грузом
простейших амортизирующих устройств (песчаных полушек, шпальных клеток
И др).
В отдельных исключительных гчуияях особенно при I . льшой ма-эе натяж-
ного груза и расположении последнего над перекрытием, в проекте яеобходимо
предусматривать специальные амортизирующие устройства, например батареи из
буферных пружин выбираемых во спеииальнечу расчету В проекте нельзя
допускать компоновочных решений с расположением натяжного груза над про-
ходами и проездами Во всех случаях груз необходимо ограждать
Сложным к практически нерешенным (без проведения соответствующих ис-
следовательских работ и обобщения имеющегося по этому вопросу опыта экс-
плуатации) является вопрос определения нагрузок на опорные и п ддержнваю-
шие их строительные, конструкции от ударного действия натяжной тележки.
215
движущейся под влиянием упругих сил натянутой <енты — при обрыве каната
грузового устройства или под действием свободно падающего груза — при обры-
ве ленты.
Определение этих нагрузок затруднительно из «а наличия многих факторов
влияющих на величину и характер их действия Это в гк- «ую очередь степень
упругости и длина ленты конвейера, эффективность действия и под.. । мчость
(динамическая характеристика) ловителей различных систем, устанавливаемых
на тележках и опорных рамах, длины пробега тележки до упора, время (про
дстжительность) момента разрыва .тенты или каната степень тормозящего дей
ствня на движение тележки массы ленты и груза на ней н ряд других фак
торов
Учитывая иа шженное рекомендуется расчет оп. рых рам и несущих строи
тельных конструкций под натяжные устройства производить на нагрузки, воз
пикающие пт натяжения ленты в аварийных случая» (СНиП 11—6 74) как за-
ведомо неб 1гоприятные в отношении расчета их ни прочность н уьгойчвиичгь.
На рн< 8 5 показаны те--щечное ьгя»лое у> >ро« тво и сх -ла твня
нагрузок Л натяжения ленты при пус« конвейера На этом рисунке как
пример. иока>1На схема н-ухпролетной конструкинк oi- рной 1мы с звасгкчм
сопряжением стоек 5 с предельными балками 6
На предельные балки 6 опорной рамы в тюбом месте пи м* Длине ир» ще-
ке • кгтвуют следующие нагр. ки Sn'— ь . «я и-, » от |. • • • ия
ленты на натяжной барабан, ко^рая равна .-ywu натяжений енты в -п«ке
набегания »нты на натяжн!-’< ба|«(*н и в оча< '«laiiHR .. .. б,. <a6ai . прн
р четном режиме 1 (см гл 3), или •., - плие грг ов -а • у,/»тва (. • '51;
Рв, иидвижкан сосредотиченнай^агруллк от массы натяжной > 1ежки 2 и ча-
сти длины .►нты 3, пер< ипяаяся на опорную { щ<з два сыта тележки —
нагрузками Pih/2, и jMu„ чпмрчт m нагрмзк” V возникающий 1»..»дствие
н<. • ра с» .. tuiHfl • - »эго < • i6< а тележки 2 и уи •? в 7 на р• ие или
ловит. iefl на т« ее не и пагц**. ichhh каш-» гр --го гст|».>
На рис 8 5 направление действия Sn' услог • принято йврамччьным верх-
н<* ветви линты Истинам « ншраалгам пмгагтствует МЯЦМ - ю равнодей-
ствующей натяжен«й верхней • ......... !; »<».•”- «е«»«й в ви этт-
pi _ - - 1. . ым разложением натяжки лk.iohkiuimciu ге. •
обыч1а! с«» м-1 >мт < 10’ к верхи! 1 ветви
Прн hi<i>ws 1вцых »< "овиях кептуатацин “онвей«ра действие момента АЛ ,
у|.<- • я натях»н1«м ленты и . - t-ioi.ro , . 1ств с неко-
торым перср, прелетеиирм нагрт’чки Р._ между .-.нами тележки. При варий-
иых условиях возможно м1новенние опрмкидываннс тележки (при обрыве кана-
та- я ..«•вой стр»--«е, прн чЗрыве ленты — против чк.овой стрелки) и пе-
pi аачо общей нагрузки ₽и чс массы тележки на один скат (на два катка)
На о».ч>ную р •-. и . крживающие строим ьные конструкции действуют
также нагрузки- от массы < • ной рамы и ограждений (а*). массы отклоняющего
А , (Р ,) MWimcriiiB ленты, действующих к >гот барабан. и от на
. ., *. . . |ната гр . го »сл р< .лвз Sr, (te.iH о-• • juiiiii ба^- -’ । рвый
б...,к грузового устройства расположены непосредственно на раме)
Численное значение аварийной пре-сольной нагрузки S»' (даН) от натяже-
ния тенты на натяжной барабиГ Еременко (до проведения специальных работ
по злому вопросу! рекомендуется принимать равным усилию на натяжном бара-
бане (на два его подшипника), которое равно сумме натяжений набегающей
218
Рш 8 4 Тележечное натяжное устройство ч схема действие нагрузок от натя
женин ленты (ппн пуске конвейера) •
и сбегающей ветвей ленты при режиме пуска с повышающим коэффициентом
К 2, как при внезапко приложенной цти внезапно снятой натрузке. т т
Величину момента М„п » допустимо принимать равной:
*оч.и *1).
Знакч «+» и «—» показывают, что направление действия нагрузки а смп>
вательно, и момента Afnn. возможно в обоих направлениях вдоль конвейера,
по часовой стрелке — прн обрыве каната и против часовой стреткп при обрыве
ленты
Величину нагрузки X / принимать прн тюбом рж m шла конвейера, учи
тыввя то, что у горизонтальных н слабонаклонных конвейеров величина натяжно
го усилия наибольшая, в то же время прн больших углах наклона удар скаты
чающейся тележки прн обрыве ленты может вызвать более значительные по-
следствия по сравнению со слабоиаклонными
Чнстенное значение вертикальной нагрузки от массы тележки и части длины
тенты в аварийных случаях Рг в принимать с учетом возможности мгновенного
опирания всей тележки на один скат (на два катка) т ₽
Обрыв ленты или катка может быть при любом положении тележки Пи длине
ее хода, а передача усилия от натяжения тенты через натяжную тележиу на
опорную раму может происходить при любом промежуточном положении те-
лежки через ловители если они установлены на тележке, ичи через упоры 7 на
раме, ограничивающие ход тележки
217
Аварийные нагрузки действующие на крепления и несущие строительные
конструкции, блоков грузового устройства (без полиспаста) 5гл в (даН) в за-
висимости от схемы этого устройства (см рис, 8.5) определяются по формулам:
при ₽, - 90'- 5бЛ.а — l.4Sj:
при ра - 0 S6n « ’ 2S»;
при ₽а < 90° $бл.в 2S; cos ₽,/2;
при₽д>9 ,<йл_.
2S’'os ₽s/2
Если грузовое ycipuRcibu г полиспастом, значения Sn„ „ опредг . яюто t»
вышеприведенным форм, (ам (для грузового устройства без полиешила), но
значения этик нагрузок делятся иа кратность полиспаста (Гп) Это же откосится
и к блокам самого полиспаста, т. < усилие на каждом « <> блоке также будет
меньше угнчия Sun - в «ч раз.
Во всех случаях для натяжных устройств т.межечячм, типа в прост, ах не-
лЛ«0Днм<1 предусматривать смяс поите удар упоры из дерева, резины, угругпх
пластиков или других материалов, а в ряде случаен необходима установка бу-
ферных пружин, выбираемых по расчету. В цел>« тщательная проработка кон-
струкции упора можег дать лучшие результаты, чем самый детатьный расчет,
не учитывай дднй ве - к. мпшке исходных тайных и иедостат»шую их ллп.1-
верногть
Чис «а яр тегов опорной рамы под натяжную гессжку может быть один-
два. максимум три, величина каждого пре |Ета не боляе ‘2—3 метров, высоту
опоры рекомендуется назначать наименьшей но обеспечивающей простой и на-
дежный с «особ сбора и убо|«и просыпи из n<.j натяжного барабана
Прн большой высоте стоек применяют опору стержневой конструкции с >•_ га-
новкой в пробстах п-пкосов (рис 8 6).
Для конвейеров с шириной ленты В=1600 и 2000 мм, а также и для кон-
вей'т'1 < меньшей шириной ленты но имеющих большую длину хода тележки,
как правило, металлические опоры нр проектируются В этих случаях натяжная
л- 1ежкз перемещает i » рельсам, устанввииваемым на несущих строительных
кочетрукциях.
Учитывая миогообр • ие вышеуказанных особенное гей эксплуатации натяж-
ных устройств в аварийных случаях в отношении uaipvio* на опорную раму
рекомендуется приведенная нс рис 86
устная расчетная схема спорной рамы
натяжной тележки.
Нагрузки Р н и Л1ОП,—од-
новременно перемещающиеся (подвиж-
ные) по всей длине рамы.
Коэффициенты перегрузки Л’о и ди-
намичности Кд0!| при особом’ с-'-гетаиия
Рис. 8.6. Расчетная схема опор-
ной рамы натяжной тележки
218
нагрузок (включающими .особые" аварийные нагрузки) и рекомендуемом в дан-
ном случае как расчетное сочетание прииимать-
ДЛЯ • Л>. ± Моп в; Рт в /Сп I Кднк =
1ля 9 к А (при креплении Шплиияющпо барабана 1» >ncy««ifi раме)
Кп 1.2; Л'д11Н — 1 • I
Величина и направление действия вертикальных /?в и горизонта тьных /?г
реакций стоек рамы зависят от принятой конструкции рамы (с жесткими ума-
ми или шарнирным узчзмн и раскосами), числа и высоты стоек и в каждом кц|-
кретпом случае определяются проектировщиками строителями
Численные значении опорных реакций /?„ н /?г. подсчитанные от нагрузок
Ла I' а и Л<оп в. с коэффициент | ми перегр» и динамичности, приведенными
выше, являются расчетными нагрузками несущих тлементок строительных кон-
струкций. непосредственно воспринимающих эти нагрузки (балки перекрытия).
При расчете ригелей (главных б.,юк перекрытия), стоек колонны и фунда
ментов величины R„ и RT принимать « понижающим коэффициент и К -0,7.
Расчетная схема опорной рамы (см рис 8 6) в отдельных случаях может
приводить к некоторому завышению расчетных нагрузок на строите чьные кон
струкции Однако простота схемы исключает возможн - ть грубых ошибок, к ко
торым может привести изтишняя детализация при отсутствии достоверных дан
иых в исходных лотоженнях
Для проектирования несущих строите тьных конструкций и соответственно
спорных конструкций натяжных тележек выдается задание, состоящее из рас
четной схемы опорной рамы, нагрузок Sa’, Р-,у, и F и S«al (при у >.
носке на ране отклоняющего барабана и блока), а также размеров л и *-
8.5. Задание на проектирование несущих строительных
конструкций дли головной, средней и хвостовой частей
конвейера
Задание на проектирование несущих строите тьных конструкций для отдег,
ных частей конвейера входит в состав общего строительного э. . ания на проек
тированве промышленного предприятия (объекта). В настоящее время форма за-
дания имеется только на проектирование строительной части галерей для сред-
ней части конвейера [12] для других частей конвейера общепринятых форм за
Дания нет
Задание на проектирование несущих строительных конструкций головной и
хвостовой частей конвейера представляется в виде чертежа, который должен
включать в себя схему трассы (продольный разрез, план) и части конвейера
(опорные рамы, стойки, секции) с привязками их к строительной сетке зданий
в вертикальной и горизонтальной плоскостях, с указанием всех характерных осп
бениостей трассы и присоединительных размеров, мест расположения весов,
переходов и др Прн необходимости составляются дета и ные планы и разрезы.
На чертеже приводятся все данные ло технологическим нагрузкам от от-
детьных узлов этих частей с указанием численных значений нагрузок (для уста-
новившегося, пускового и аварийного режимов) и их направления непосредст-
венно в точках приложения нагрузок или же в табличной форме (см 8 2—84)
219
Задание иа проектирование строительной части средней части конвейера (га-
лерей) оформляется по форме.
Задание по технологическим нагрузкам является ответственным документом
не только технического, ко н юридического характера, поскольку нагрузки могут
быть решающими для обеспечения необходимой прочности и устойчивости ада-
ния (сооружения)
8.6. Эскизный чертеж общего вида конвейера
и монтажная схема конвейера
Опасно СН 202—81, конструкторская й^ументация на нестандартное обо-
рудование и отнесенные к нему металлоконструкции конвейера (опорные рамы
барабанов и приводных механизмов, стойки, секции, укрытия, ограждения) про-
ектными организациями не разрабатываются. В этом случае проектной органи-
зацией должен разрабатываться эскизный чертеж общего вида конвейера в объе-
ме необходимом для постетсющей разраб тки кон.друкторской эдкументации
по ГОСТ 2.103—68 Отсутствие типовых металлоконструкций конвейеров и раз-
работка их с привлечением за*-пиком ш сторонних организаций усложняют про
ектирование конвейеров Как сттаствие этой., отсутствует единый подход к офор-
млению чертежа общего вида килвейеря и задания на разработку мсталлохпи-
струкинй конвейера, а также заказа метл 1ла, крепежа
Чертеж оформляется по ГОСТ 2103—68 Объем i недержание - кнзного
чертежз зависят от сюжн<^у| конвейера
"Эскизный чертеж общего вИда конвейера с«п--кт из следующих чг» гей’
графической части, включающей в себя изображение схемы трассы конвейе-
ра < ..новными ее параметрами L, Н, R,, R? и главный вид конвейера и его
«.стей (оборудование, сречгтяя автоматной ин н бе • гласности, • - ,эываемые
по опросному листу), а также мигал ц'кинструкний (опорные рамы, секции, сто-
ки ограждения, укрытия), ь.торые под.-щиг »-нет) «югорской разработг» н их
закладные части;
спецификации, состмщей из спецификации оборудования н перечня металл^
конструкций конвейера, подтежащих ра>)а&,гке.
характеристики кинвейери, включающей ь себя типоразмеры конвейера дви-
гатетя редукира, ленты, т рмоза. а также е« личину прон,-«дитцьности кои
Ъейера и скорость ленты,
характеристики транспортируемого груза (см 12):
выборки металла (укрупненной), включающей в себя Со'такиенные по ана
логам укрупненные данные по балкам и швеллерам, крупно- н мелкосорговой
стали, толсто- и тонколистовой стали, трубам и сетке, необходимым для нзго-
-'овленля металчокочетрукций
На эскизном чертеже привидятся данные по нагрузкам, действующим на
отдельные металлоконструкции конвейера, при определении которых можно ис-
пользовать данные приведенные в 8 2—84
Многие проектные организации заключают дополнительный договор « ла-
казчиком на конструкторскую разработку металлоконструкций конвейера, что
позволяет одновременно разрабатывать монтажную схему конвейера, т е чер-
теж, по которому производится монтаж оборудования, металлоконструкций
и других частей конвейера К чертежу прилагается спецификация оборудования,
металлоконструкций и крепежных нтделпй
220
СПИСОК ЛИТЕРАТУРЫ
1 Васильев М В. Волотковский В. С.. Кормалев Г Д Конвейеры большой
протяженности на открытых работах М_. Недра. 1977.
2 Единые правила безопасности при дроблении, сортиропке. обогащении
писаных ископаемых и ок. ковании руд к концентратов М. Недра, 197Ч
3 Зелен, »ай О В, Петров А С Метод тяговых расчетов ченточных конвей-
еров с применением ЭВМ — Обогащение руд, 1972, ДО 4. г 53—56
4 Зенков Р Л, Петров М М Конвейеры большой мощности М Машино-
ггросние. 1964.
5 Инструкция ; составе, порядке разработки, согла< вания н утверждения
проектно-сметной документ тин м стрщ-ельство предприятий, зданий и соору-
жений СН 202—81 Госстрой СССР. М. Стройичдат, 1982
х 6 Каталог 1—вЗ Кш • ейеры ленточные с «ннонарные общего наэнанения с
шириной тенты В-400—650 мм (ч. Г), с шириной тенты В-800-:-1200 мм (ч 11)
^шириной ленты fi-1400-:-1800 мм (ч. Ill) М. ГПКП „Союзпроммеханизация”
8 .Ченточные ейеры п горной промышлеянпстп/В. А Дьяков, В Г Дмит-
рии . Л Г Шахмеь«.тер и др М. Недра; 1982.
п Назаренко В М. Автоматизация транспортных проц», сов. Диета»Кионное
уйрав.»?иие конвейерной чинней.— В км.. Автоматизация технологичес»> х про-
Ш ч на горнордных предприятиях Справочное по >бне п ,1 обшей редакци-
ей В С Виноградова М, Недра, 1984
10. Пертен Ю А Крутонаклонные конвейеры Л. Машннпстроен»"' 1977
1] Полунин В Г Гизрнкп Г. И Конвейеры для горных предприя11й И.
Недра. 1978
о 12 Рукое''Агтво Ли проектированию рапспсртных га •<•?»* М_ Сг*с**исиг.
>3 Спь г-лглч >ский А О Пот,ч.< М Г, Присг-чкий Г В Карьерный кон-
вейерный транспорт (Ч. Недра. 1979
>zl4 Тверье И X. По .^нов Ю Б Отраслевой каталог 15 82 «Конвейеры
тенточнме стационарные и ка тучно М. НП11Э1IH ФОРМЭНЕРГОМАШ. 1982
15 ШакмейстерЛ Г. Дмитриев В Г Теория н расчет ленточных конвейеров
М , Мз1ш<н<* гроеине. 1978
ОГЛАВЛЕНИЕ
Предисловие . 3
Глава I. Общие вопросы проектирования ленточных конвейеров . . 5
I I Общие сведения о ленточных конвейерах, условия эксплуатации
н режимы работы .... . 5
12 Хврактериника и свойства сыпучих грузов ......................12
] 3 Стадии проектирования, перечень и послединательность работ,
выполняемых при проектировании ленточных конвейеров .... 13
I 4. Выбор схемы трассы и расположение основного оборудования
конвейера ... . . . _ . 18
I 5 Определение расчетной производительности кгивейера 21
1 6. Выбор скорости и ширины ленты . 24
I 7 Методы psi чета ленточных конвейеров 30
Глава 2. Приближенный мегод расчета ленточных конвейеров . 31
21 Расчет привода . 3]
х 2. Выбор типоразмера ленты ... .... 45
2.3. Определение р*иугон криволинейных участком трассы конвейера 48
24 Выбор неприводных 6»i абанов . ............... . 55
2 5. Выбор натяжного устройства . 57
26 Расчет тормог 1 н муфт . . . .... .62
27 Расчет конвейеров, работающих на спуск и имеющих сложную
трасс) . . . 64
Глава 3. Уточненный метод расчета ленточных конвейеров 67
3.1 Исходные данные для уточненного тягового расчета . 67
3 2. Уточненный тяговый расчет . 73
3.3 Расчет < выбор основного оборудования конвейера 74
3.4. Проектирование ленточных коивс*»ров на ЭВМ 81
1 8. Задание на проектирование электропривода кпивенспа 89
Глава 4. Конвейерные ленты 9(1
4 I Общие сведения с конвейерных лентах 90
4 2. Рези нот'чнепые ЛСИТЫ 91
1 3. Резинотросовые ченты .101
Глава Б. Оборудование стационарных веиточных конвейеров общего назна-
чения с шириной ленты 800—1200 мм . . ... 103
5.1. Обише сведения об оборудовании . . 103
5.2. Приводные и непрнводные барабаны 104
5.3. Приводные механизмы конвейеров . 104
5.4 Комплектовки оборудования приводов 111
55. Ролнкоопоры и дефлекторные ролики 146
56. Натяжные устройства ...... 153
5.7. Устройства для промежуточной разгрузки ннвейеров 158
5.8. Весы автоматические . . . . 162
59 Очистные устройств! . . . 164
>. 10. Средства автоматизации и безопаски ги ленточных конвейеров 166
Глава 6. Металлоконструкции ленточных конвейеров 174
G.L Общие сведения о металлоконструкциях . . 174
*•? Опорные рамы приводных (головных) барабанов . 174
222
63. Опорные металлоконструкции средней части конвейера 178
64 Опорные конструкции натяжных устройств . 181
6.5 Ограждения и укрытия конвейеров 18!
Глава 7. Компоновка ленточных конвейеров, коммуникаций и устройств
в галереях . 184
7.1. Общие сведения о галереях . . . . 184
72. Внутренние техно, югическне габаритные размеры t, черей 185
73. Технологические коммуникации а галереях . 191
7 4 Подвеска ленточных конвейеров в галереях 195
Глава 8. Технологические нагрузки от ленточных конвейеров 197
8.1 Общие положения ..... 197
° 2 Нагрузки от головной части конвейера 198
о.З Нагрузки от сред «ей части конвейера . 206
84 Нагрузки от натяжных устройств . . . 215
85 Задание на проектирование несущих строит.-.-иных конуру кинй
для го.т*мной, средней и хвостовой частей i нвейера 219
8.( Эскизный чертеж общего вида конвейера и монтажная гкема
конвейера 220
Слисок литературы 221
СПРАВОЧНИК СПЕЦИАЛИСТА
Олег Викторович Зеленский
Алексей Семенович Петров
СПРАВОЧНИК ПО ПРОЕКТИРОВАНИЮ
ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
1 <нич, п» редакторы Л А Мурашова, Е В Вора- ева
Корректор В. 7. Юдоеич
ИВ М
£ ,н" в - • 86 Подписано в печать 04 10 85 Т <* ->
«Роривт е - 0. Бумага хнижпо-журналъипя Гарнитура
Литературная. Печать высокий Уел неч л 14.0. V, л. кр отт
Уч. ИЗД Л. 16.С. Тираж 6300 эка. Заказ 1082'3364-12 Цена 75 КОИ
O|)J IB «Знак Почета» издательство «Невп*»
--1 Тр>>ья»«< кнй гр I