/































Текст
А.О. Спиваковский
ВК.Дьячков
транспортирующие
МАШИНЫ
Вводные сведения
Составные части
конвейеров с гибким тяговым элементом
Общая теория транспортирующих машин
Ленточные конвейеры
Пластинчатые конвейеры
Скребковые конвейеры
7 Скребково-ковшовые,
ковшовые и люлечные конвейеры
Подвесные конвейеры
Тележечные грузонесущие конвейеры
Грузоведущие и шагающие конвейеры
U Ковшовые,
полочные н люлечные элеваторы
Винтовые конвейеры
15 Качающиеся конвейеры
14
Роликовые конвейеры
1 Установки гидравлического
Л*' и пневматического транспорта
16
Вспомогательные устройства
17
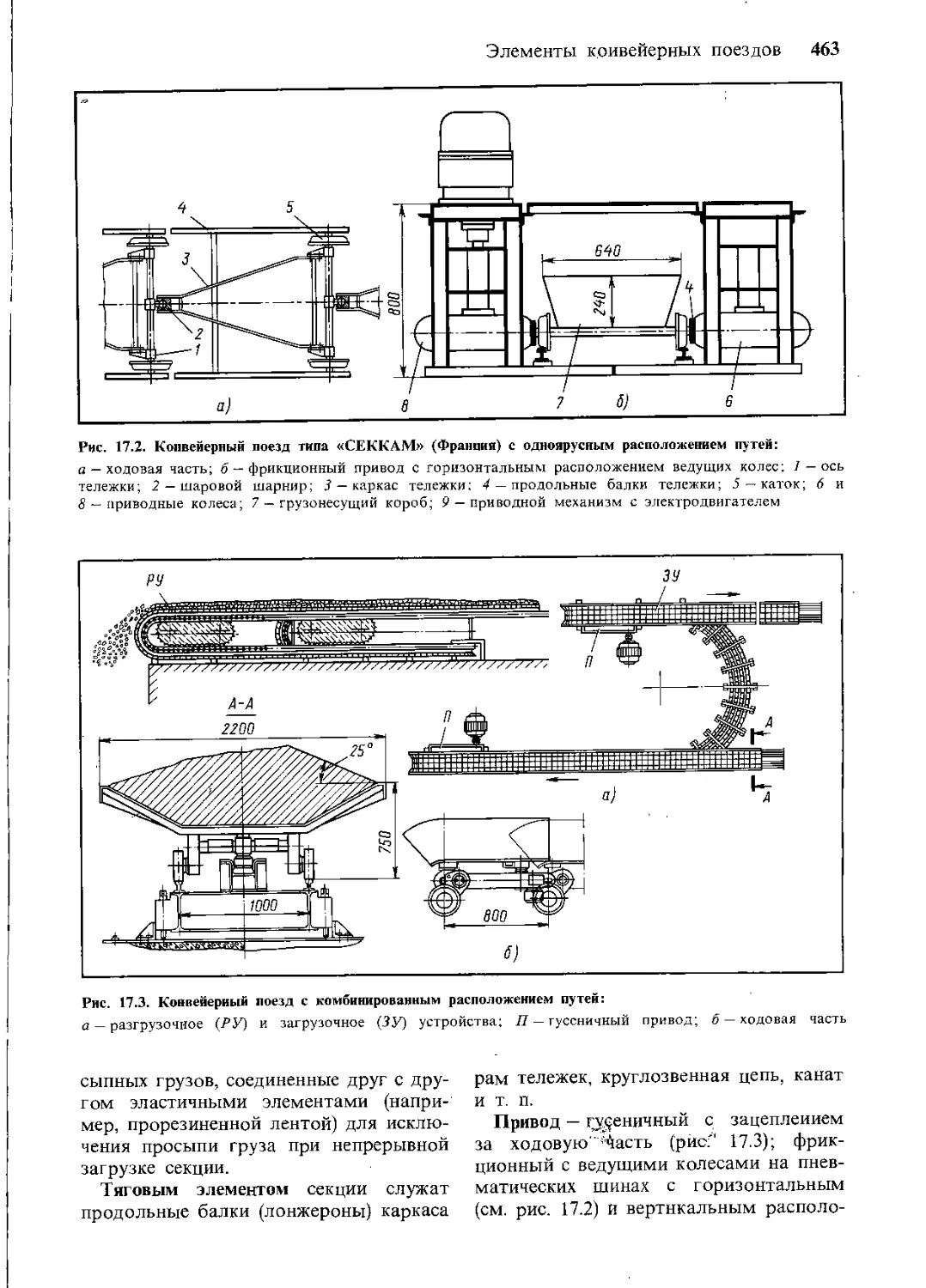
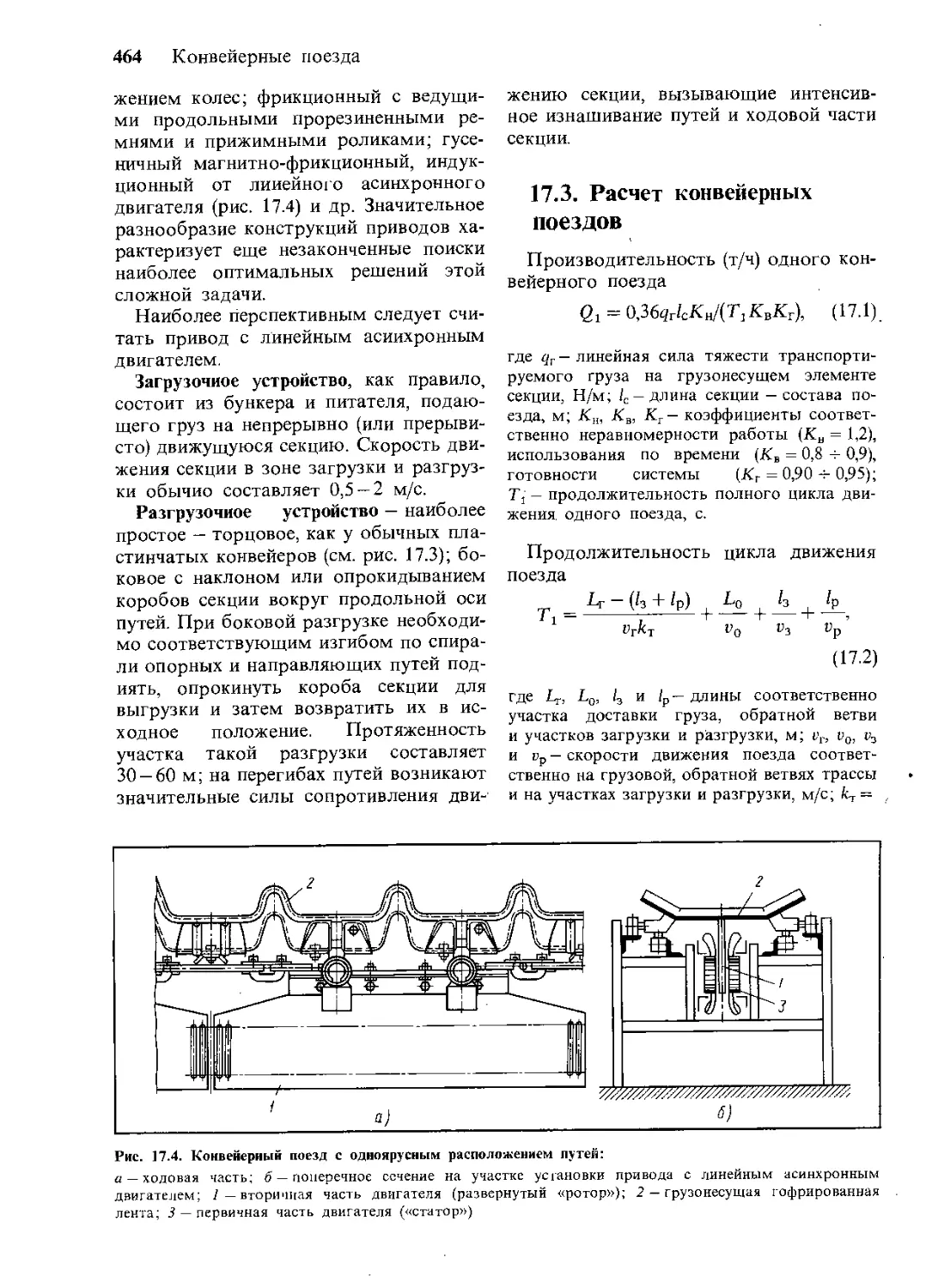
Конвейерные поезда
4 О Примеры
I X применения транспортирующих машин
в комплексных системах
А.О. Спиваковский
BJC Дьячков
транспортирующие
МАШИНЫ
Допущено Министерством высшего и среднего
специального образования СССР в качестве
учебного пособия для студентов вузов,
обучающихся по специальности
«Подъемно-транспортные машины и оборудование»
Москва «Машиностроение» 1983
ББК 39.9
С72
УДК 621.867(07.8)
Рецензент кафедра «Подъемно-транспортные машины»
МВТУ им. Н. Э. Баумана
Спиваковский А. О., Дьячков В. К.
С72 Транспортирующие машины: Учеб, пособие для ма-
шиностроительных вузов.*-3-е изд., перераб,—М.: Ма-
шиностроение, 1983.—487 с., ил.
В пер.: 1 р. 90 к.
Рассмотрены конструкции и расчет основных типов транспорти-
рующих машин непрерывного действия: конвейеров, эскалаторов, эле-
ваторов, пневматических и гидравлических устройств, вспомогательных
устройств. Приведены классификация, основы выбора машин по тех-
ническим и экономическим факторам, направления современного и
перспективного развития, режимы работы. Изложены вопросы на-
дежности.
В третье издание (2-е изд. 1968 г.) введен новый материал по
режимам работы и классам использования конвейеров, характеристи-
кам производственных, температурных и климатических условий окру-
жающей среды и др.
3601030000-144
038(01) — 83
144-83
ББК 39.9
6П5.6
© Издательство «Машиностроение», 1983 г.
ОГЛАВЛЕНИЕ
Предисловие
8
Вводные сведения
1.1. Роль и значение транспорти-
рующих машин 9
1.2. Основные виды транспорти-
рующих машин 12
1.3. Основы выбора типа транспор-
тирующей машины * * 15
1.4. Основные вопросы автомати-
зации транспортирующих мащин 17
1.5. Общее развитие транспорти-
рующих машин 19
1.6. Режимы работы и классы ис-
пользования конвейеров 21
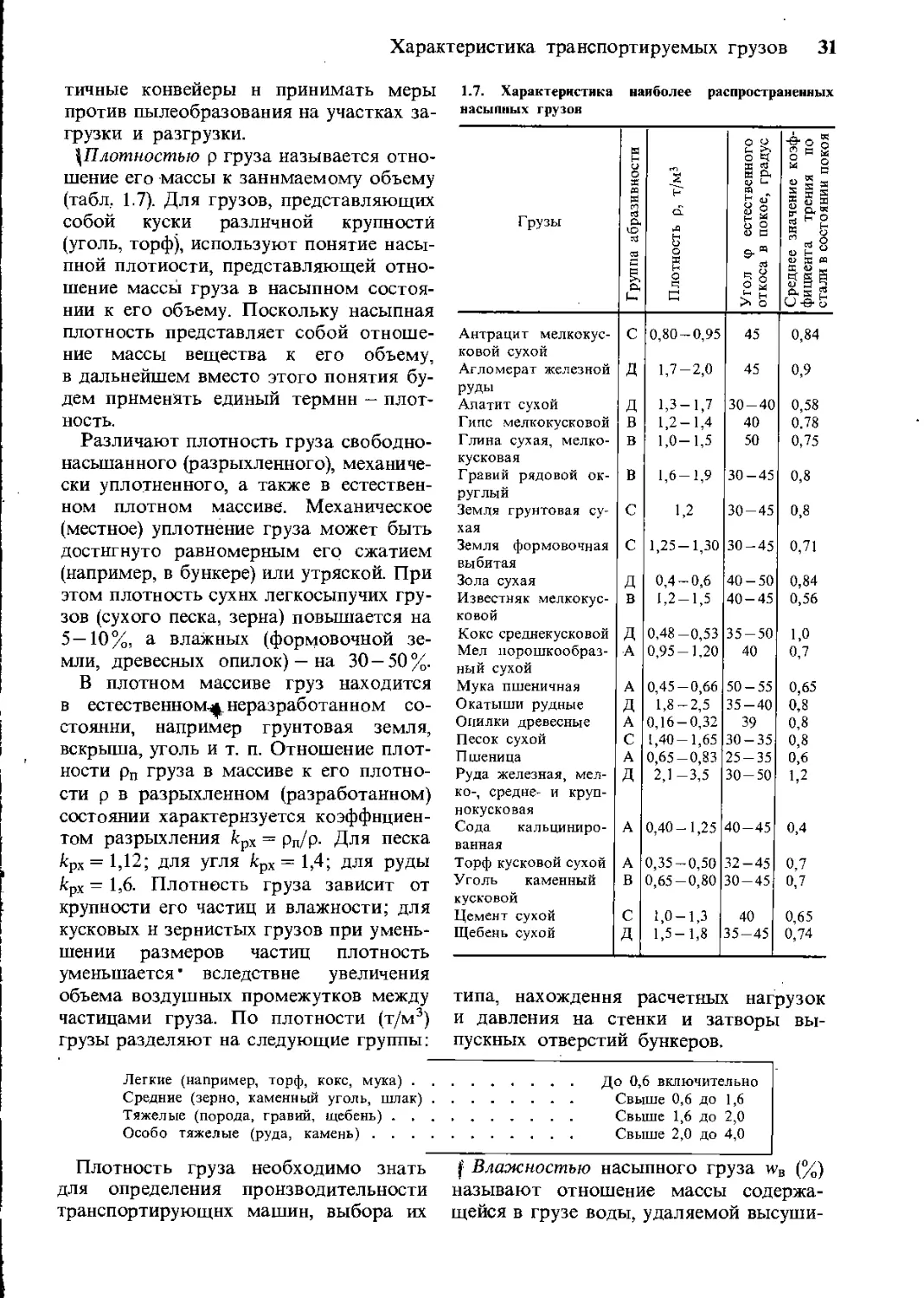
1.7. Характеристика производст-
венных, температурных и клима-
тических условий окружающей
среды 23
1.8. Применение ЭВМ 26
1.9. Надежность конвейеров и кон-
вейерных систем 27
1.10. Характеристика транспорти-
руемых грузов 29
1.11. Техника безопасности 34
2
Составные части
конвейеров
с гибким тяговым
элементом
2.1. Перечень и назначение со-
ставных частей 34
2.2. Тяговые элементы 35
2.2.1. Основные требования к тяговым
элементам, их преимущества и недо-
статки 35
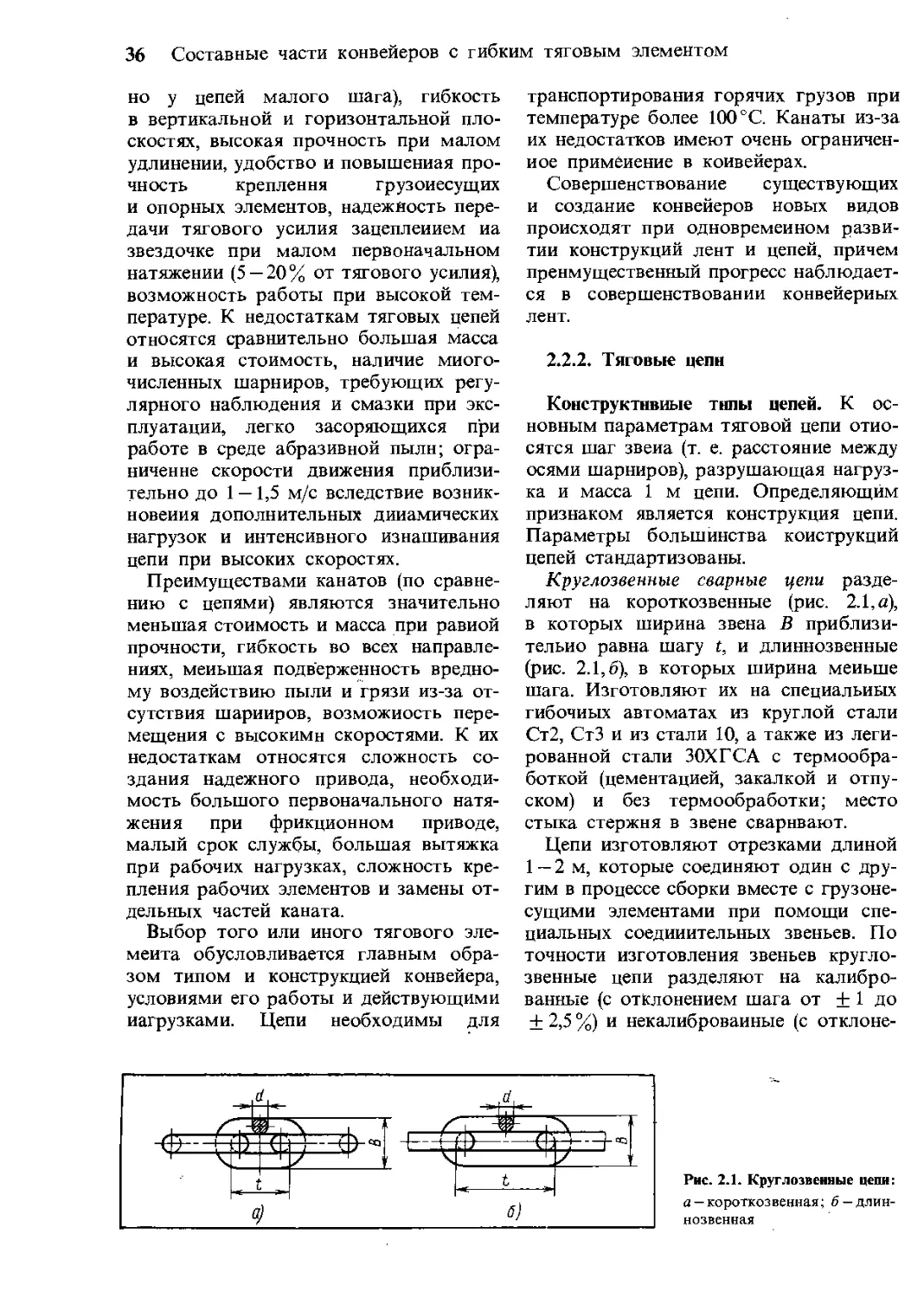
2.2.2. Тяговые цепи 36
2.2.3. Звездочки для тяговых цепей 52
2.2.4. Стальные проволочные канаты 54
2.2.5. Комбинированные тяговые эле-
менты 54
2.3. Ходовые опорные устройства 55
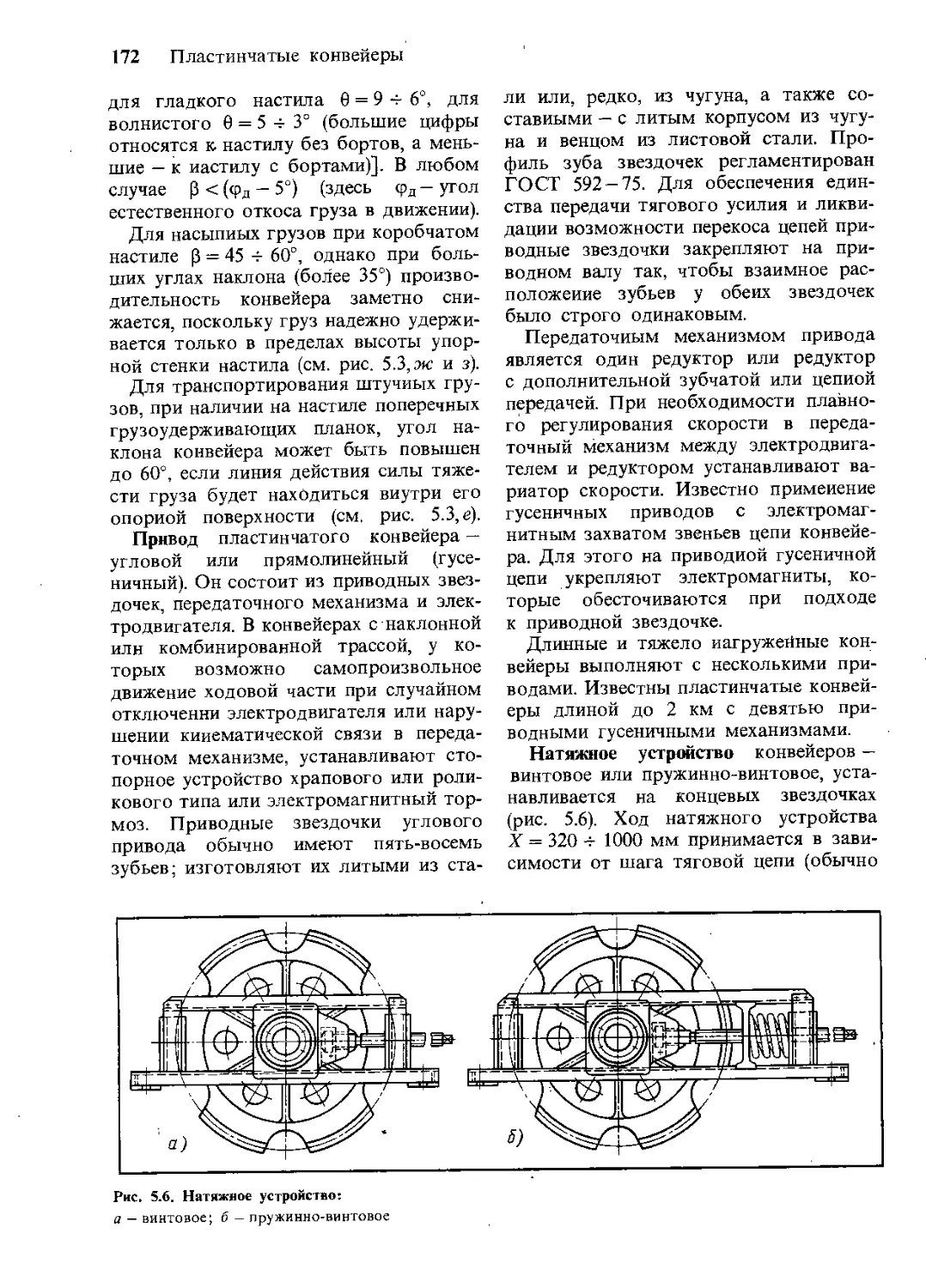
2.4. Натяжные устройства 55
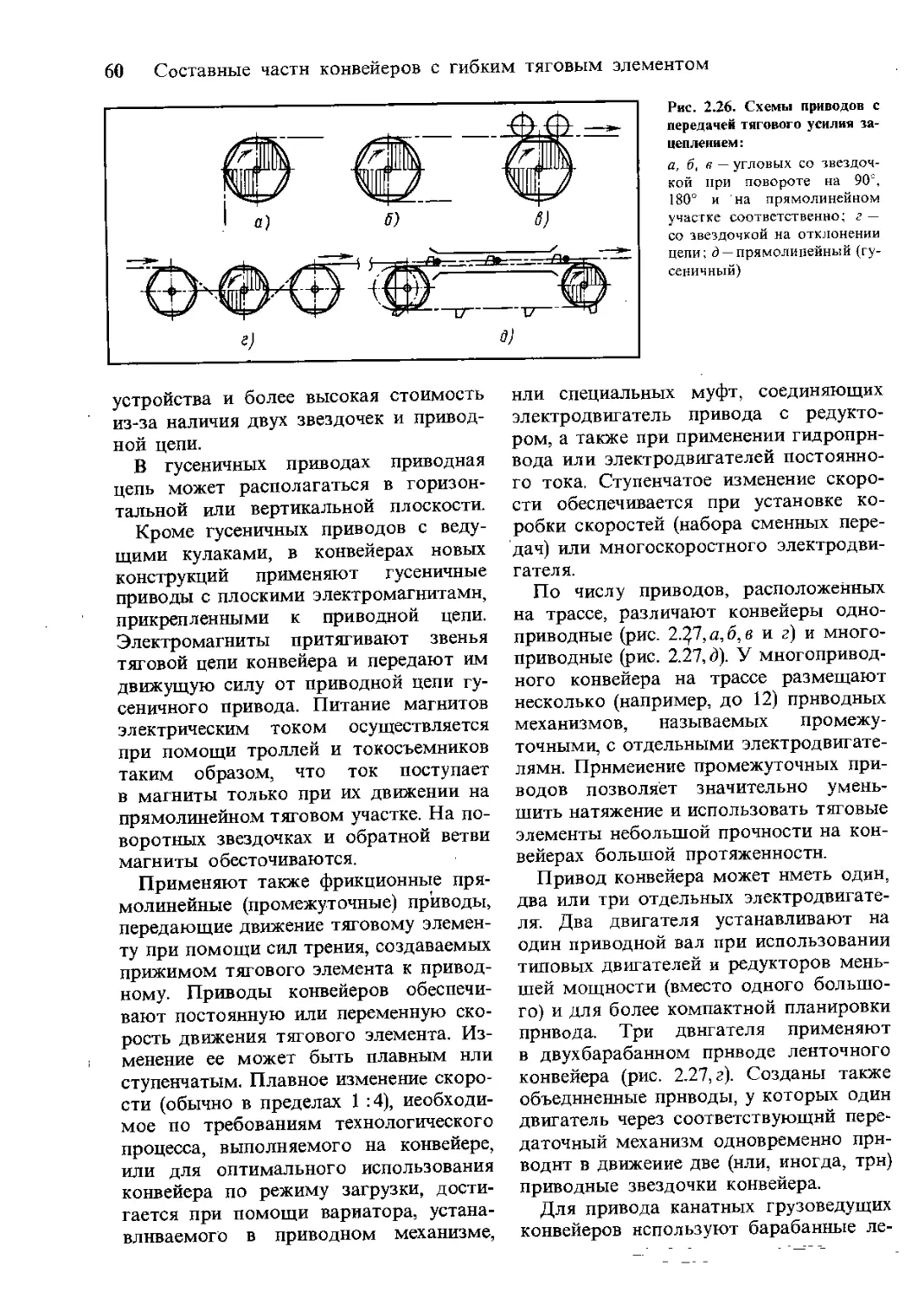
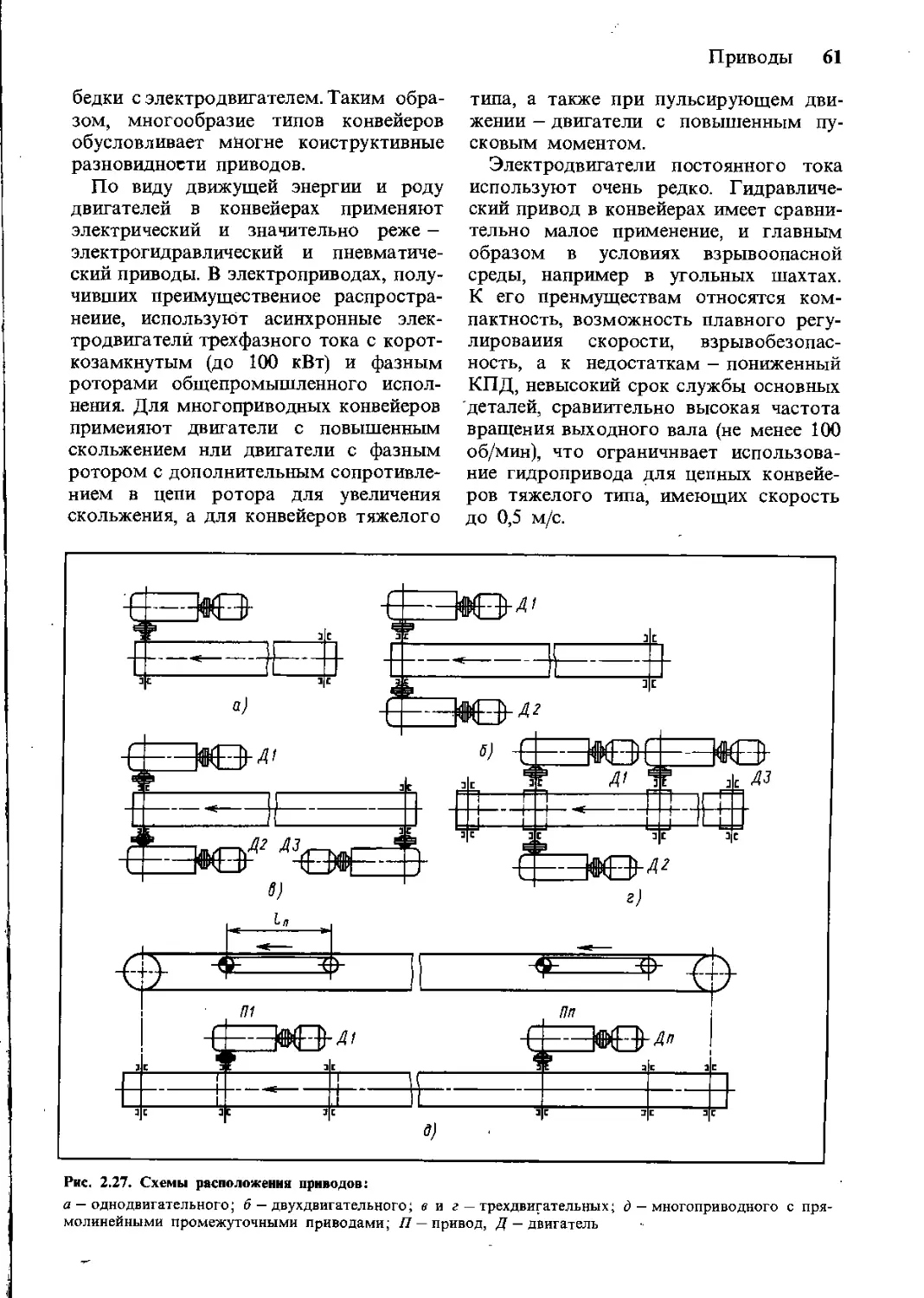
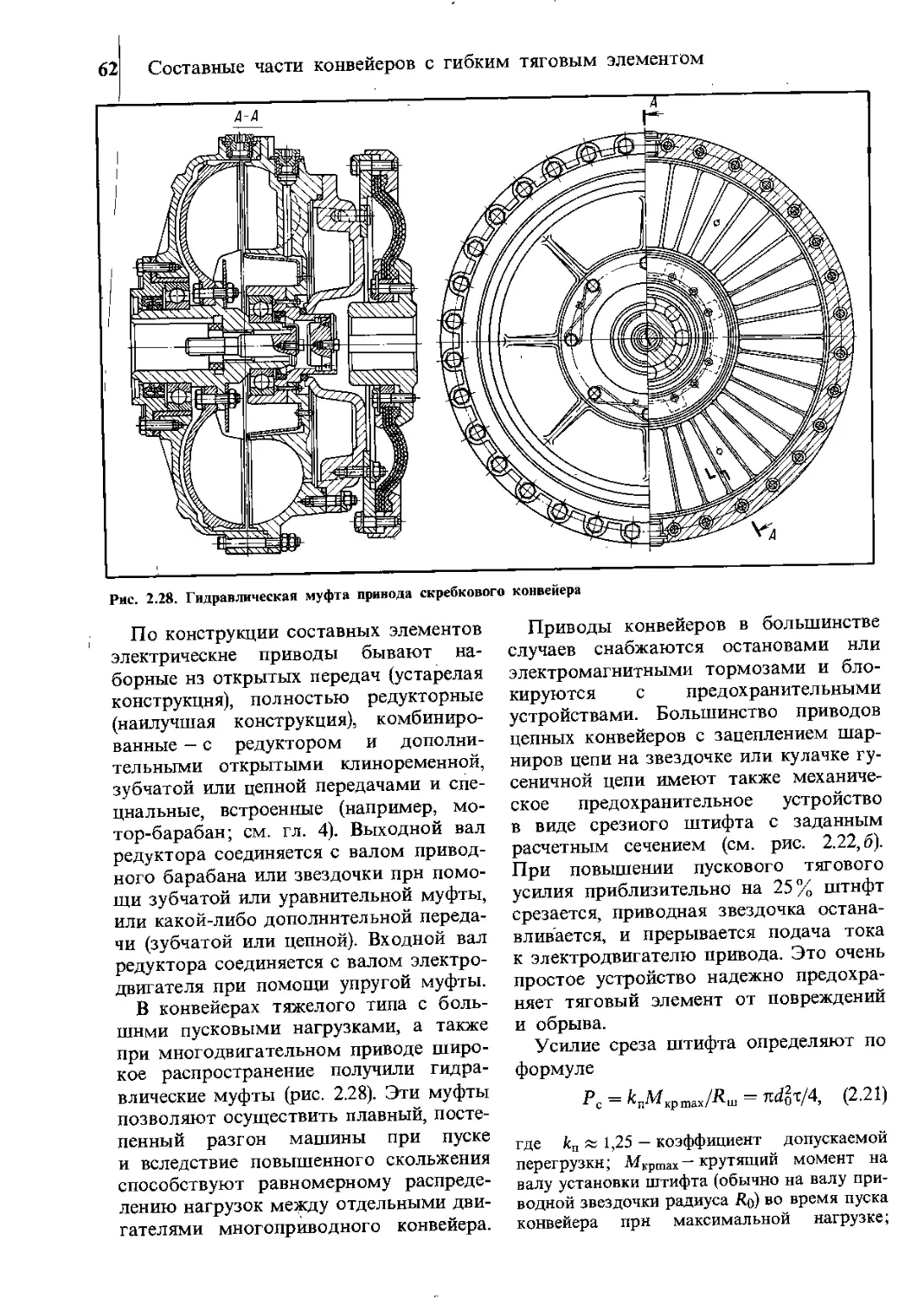
2.5. Приводы 59
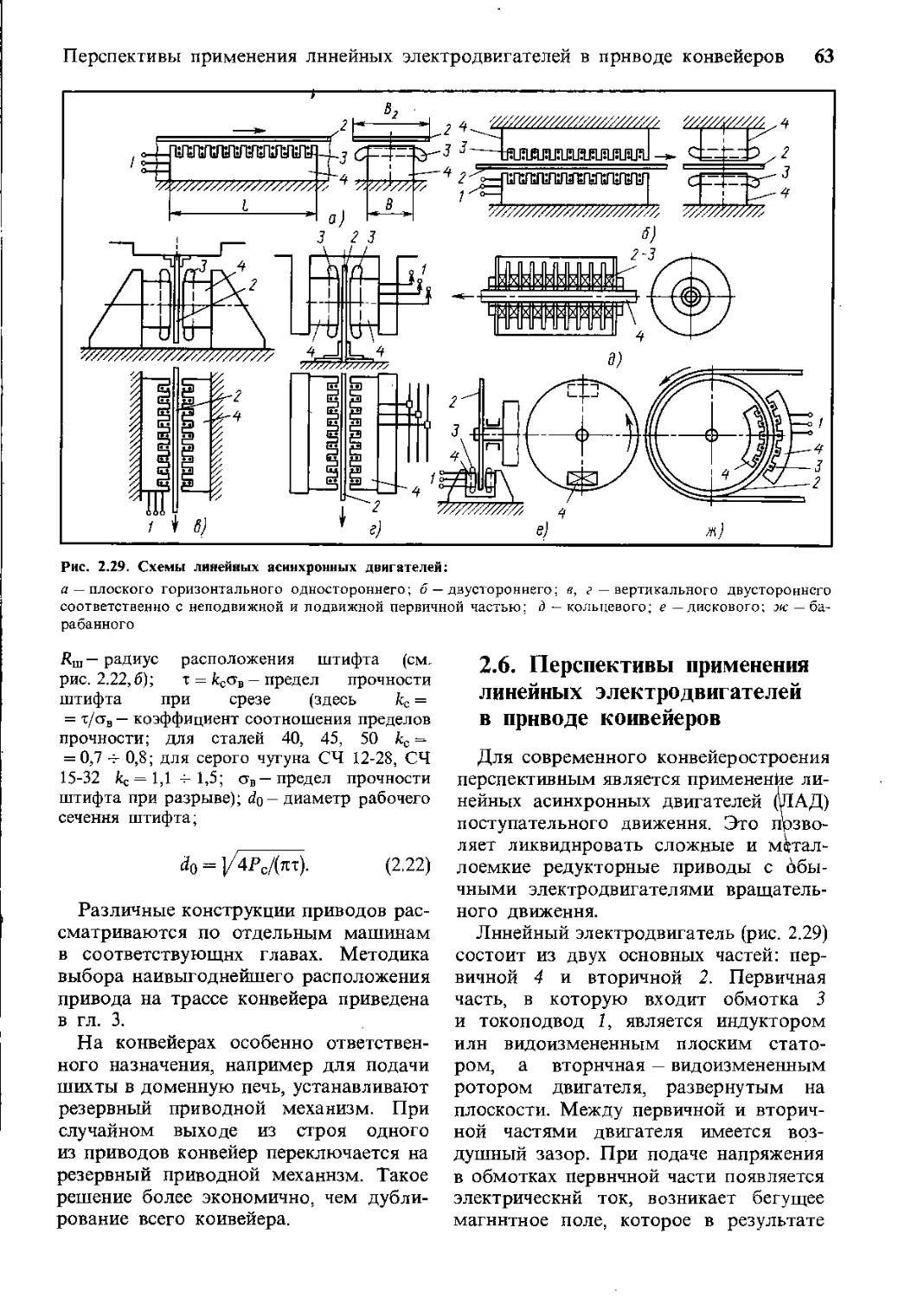
2.6. Перспективы применения ли-
нейных электродвигателей в при-
воде конвейеров 63
2.7. Поддерживающая металло-
конструкция 65
3
Общая теория
транспортирующих
машин
3.1. Производительность транс-
портирующих машин непрерывного
действия 65
3.2. Мощность двигателя и коэф-
фициент сопротивления движению 67
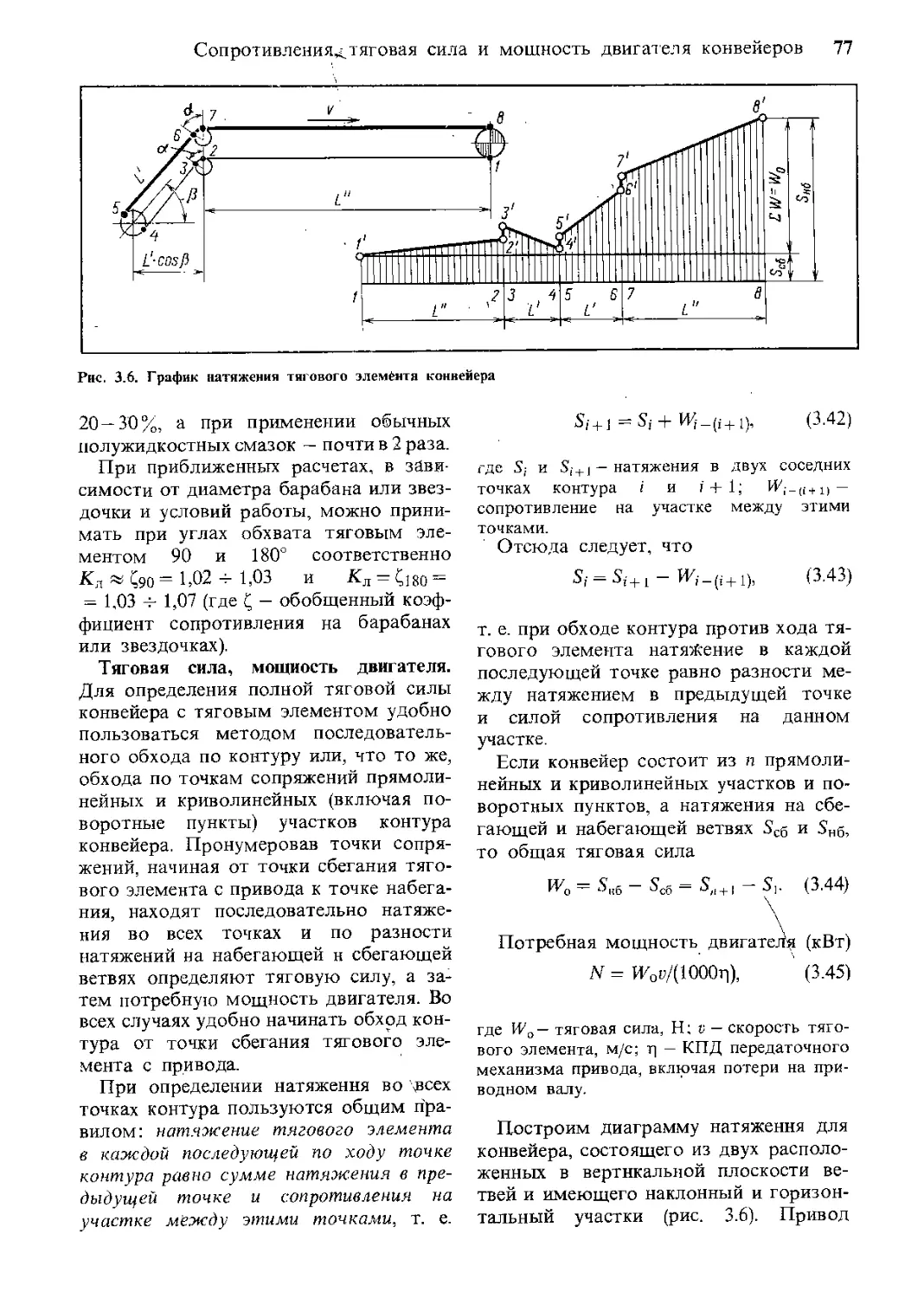
3.3. Сопротивления, тяговая сила
и мощность двигателя конвейеров
с гибким тяговым элементом 69
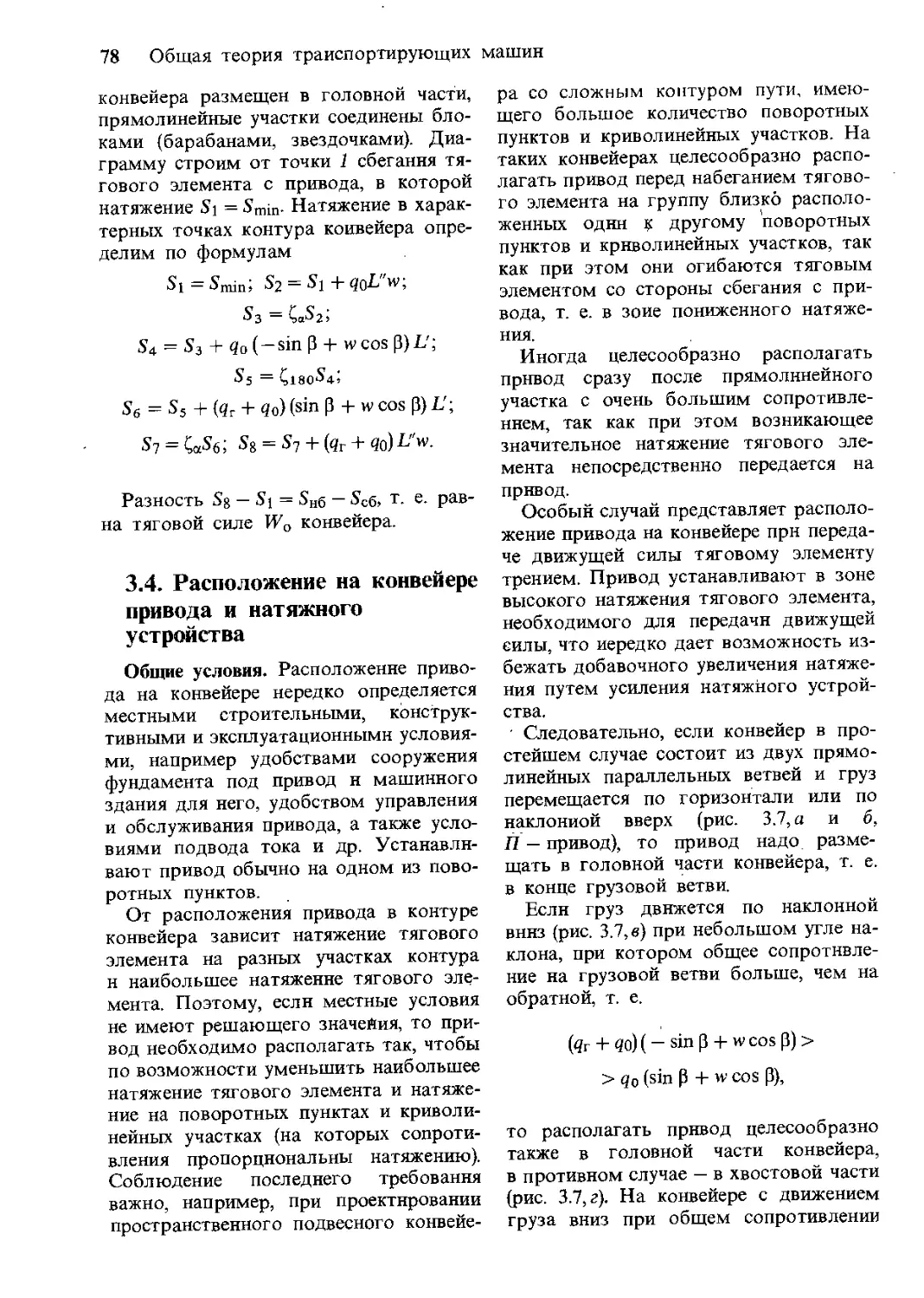
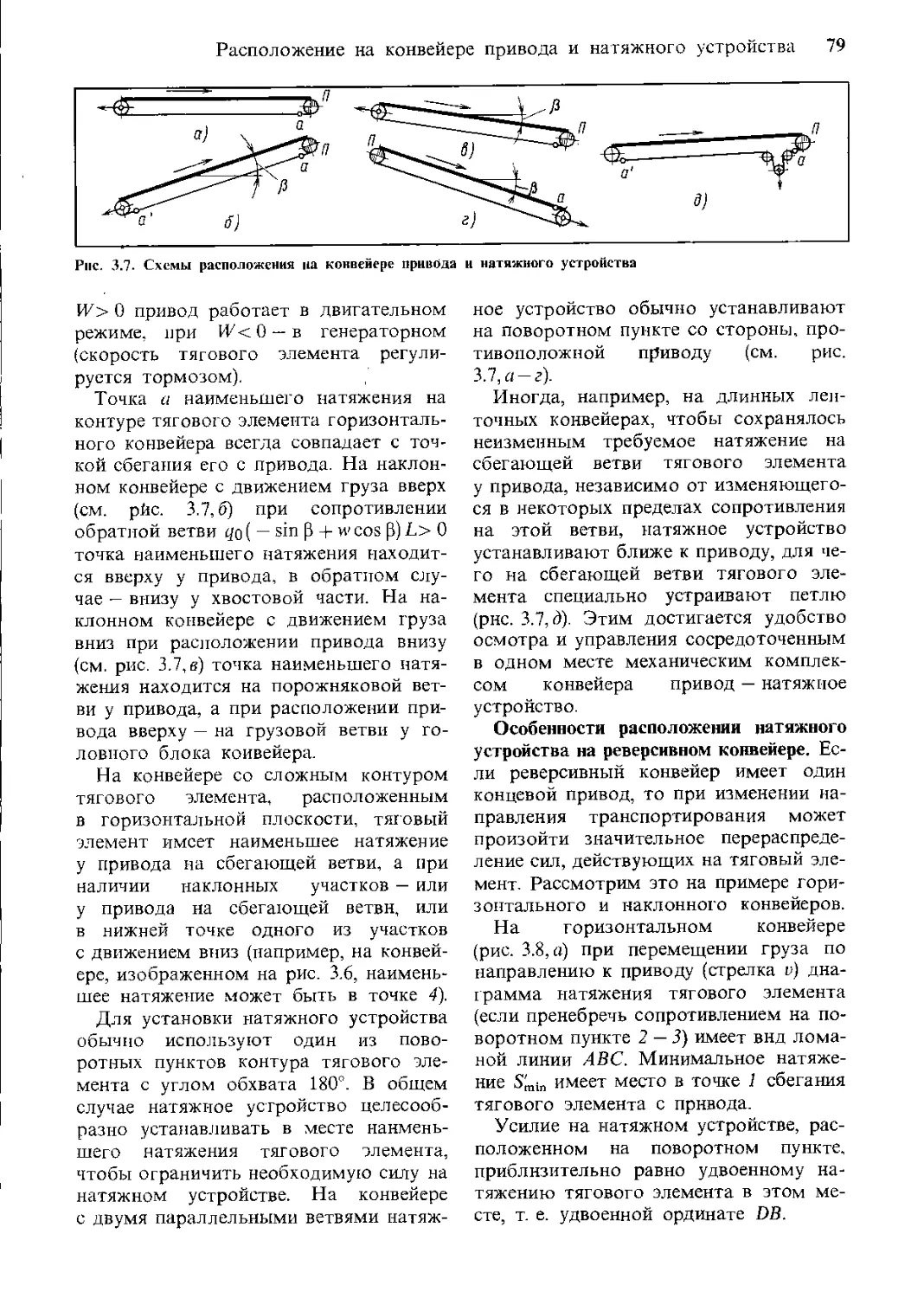
3.4. Расположение на конвейере
привода и натяжного устройства 78
3.5. Многоприводные конвейеры 82
3.5.1. Эффективность применения мно-
гоприводных конвейер'бв 82
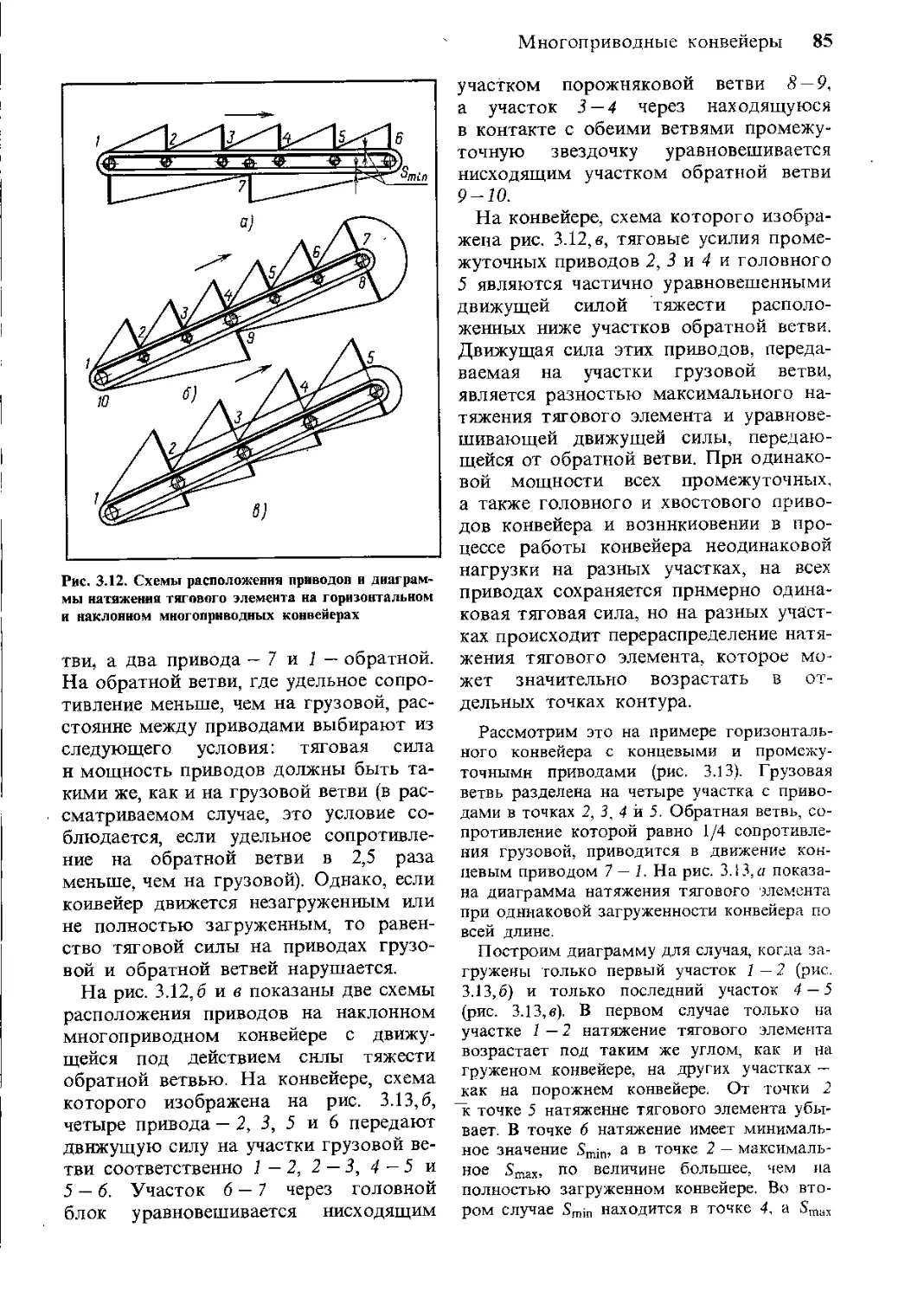
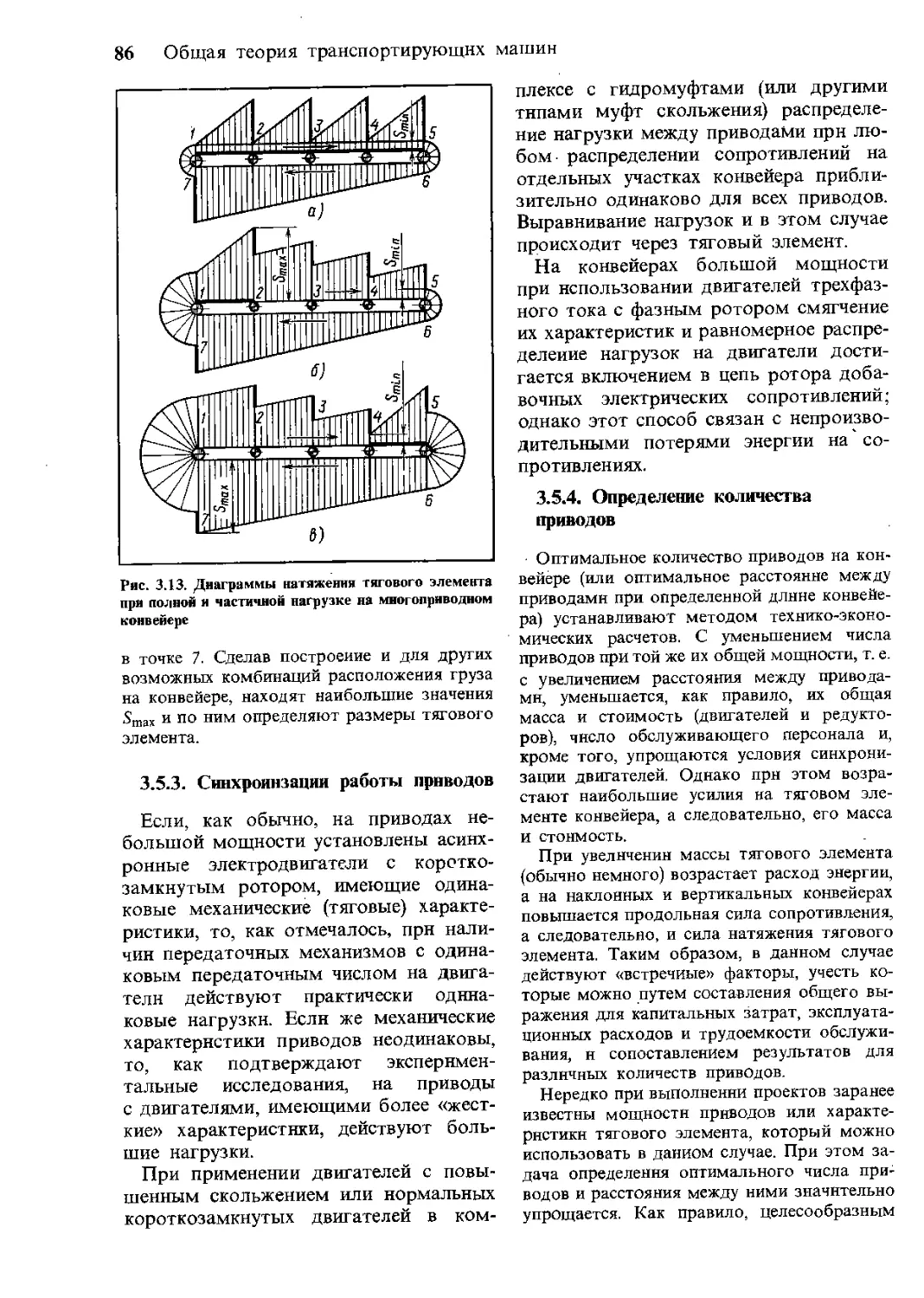
• 3.5.2. Конвейеры с промежуточными
приводами на прямолинейных участках 84
3.5.3. Синхронизация работы приводов 86
3.5.4. Определение количества приводов 86
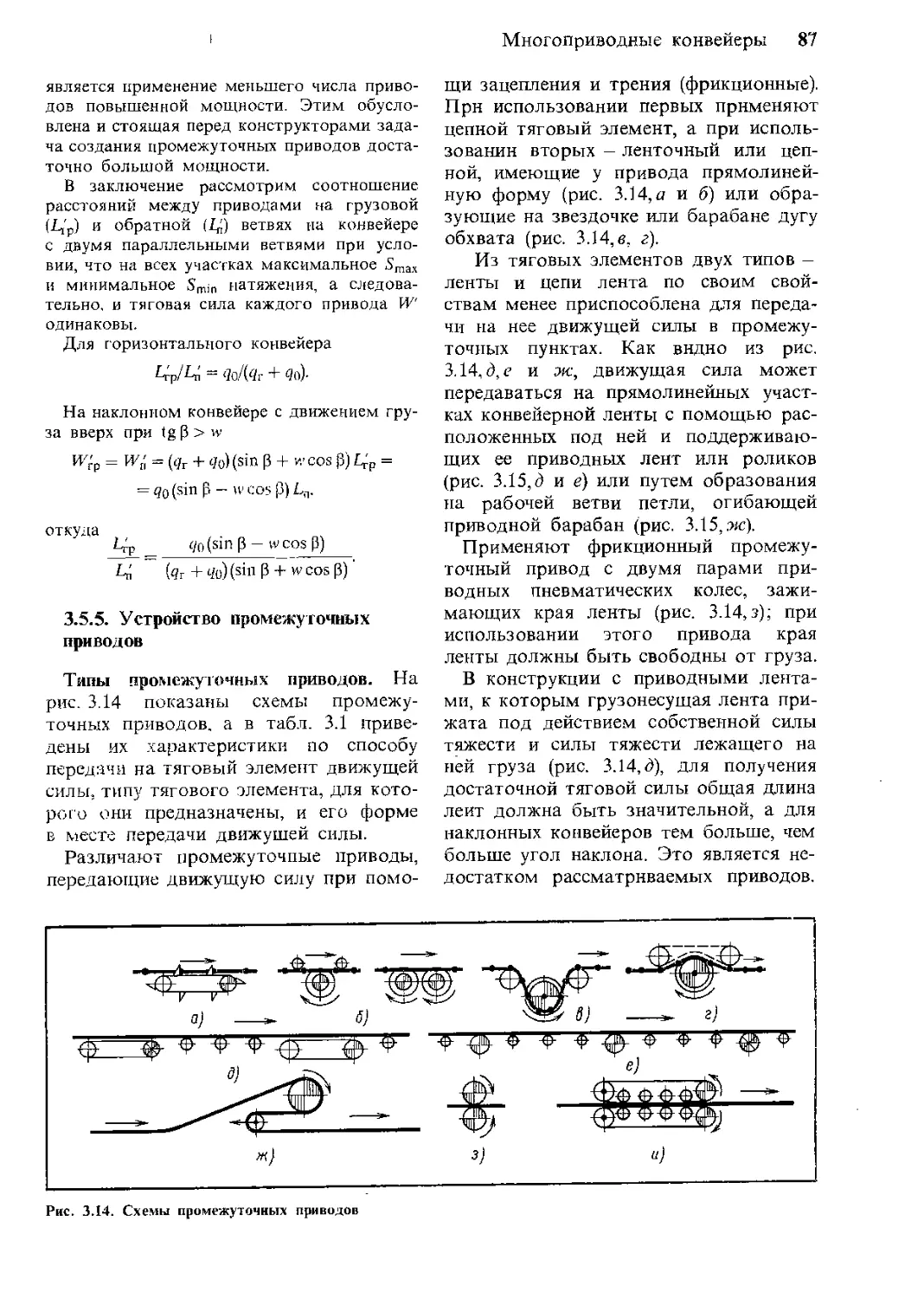
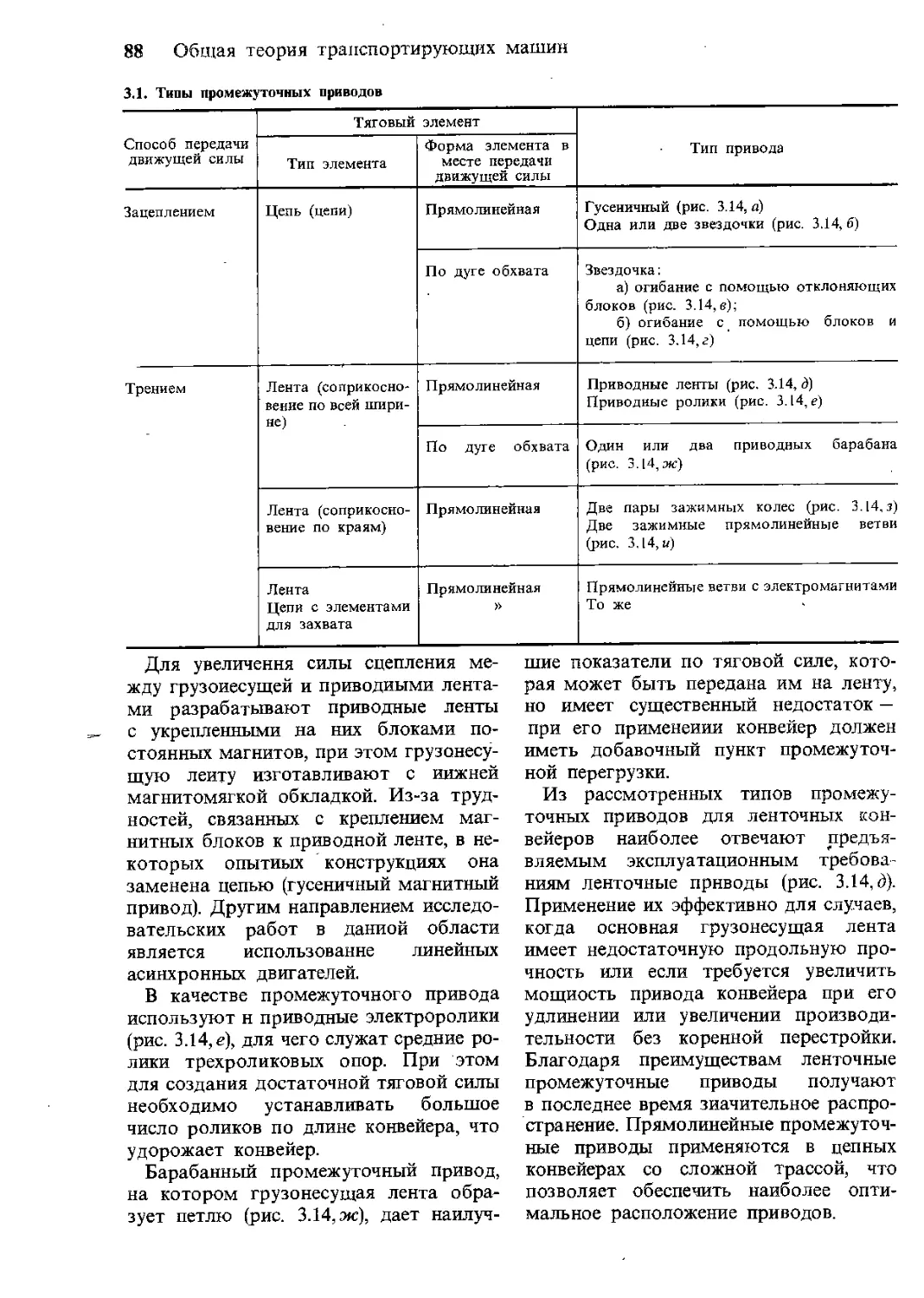
3.5.5. Устройство промежуточных при-
водов 87
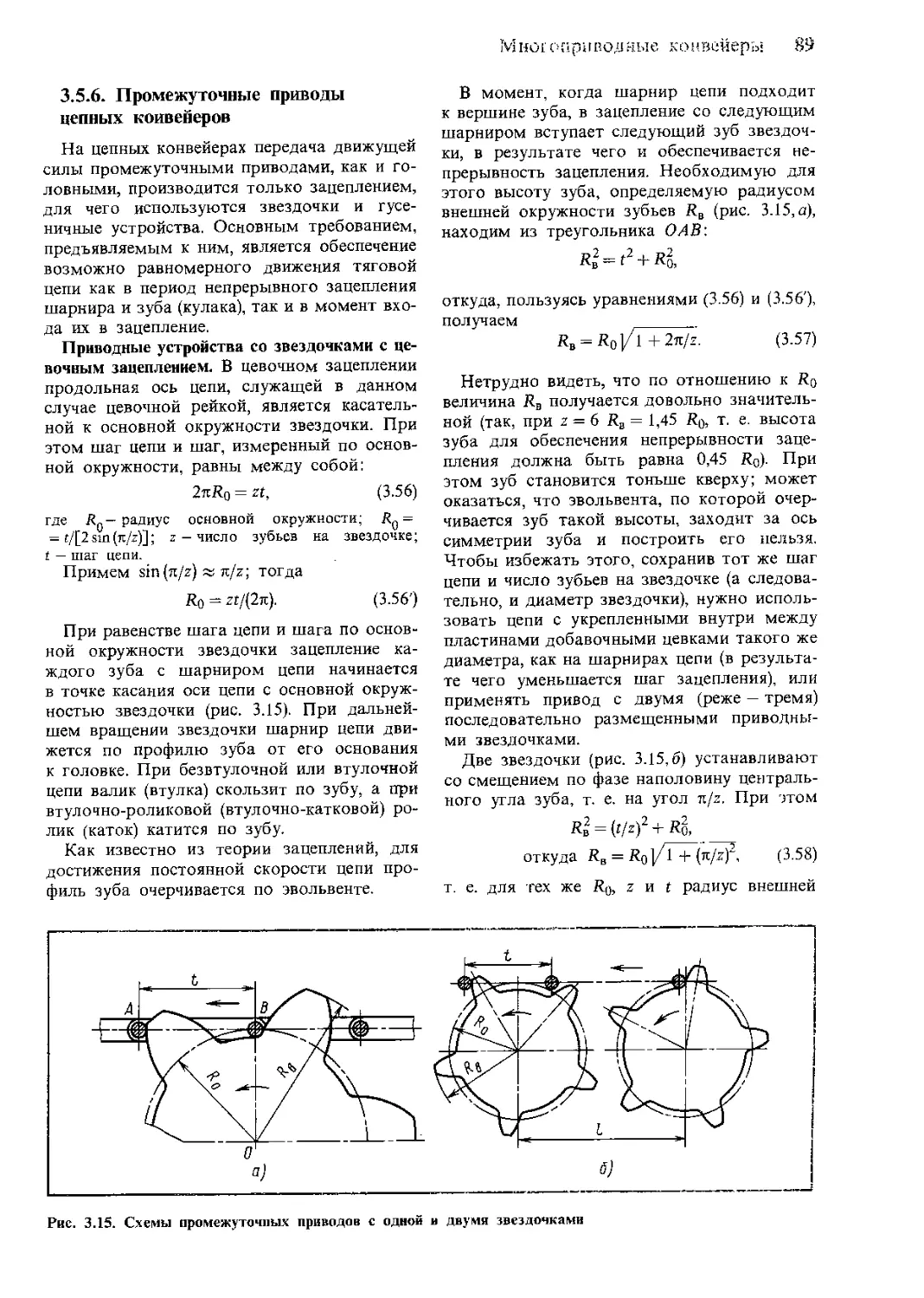
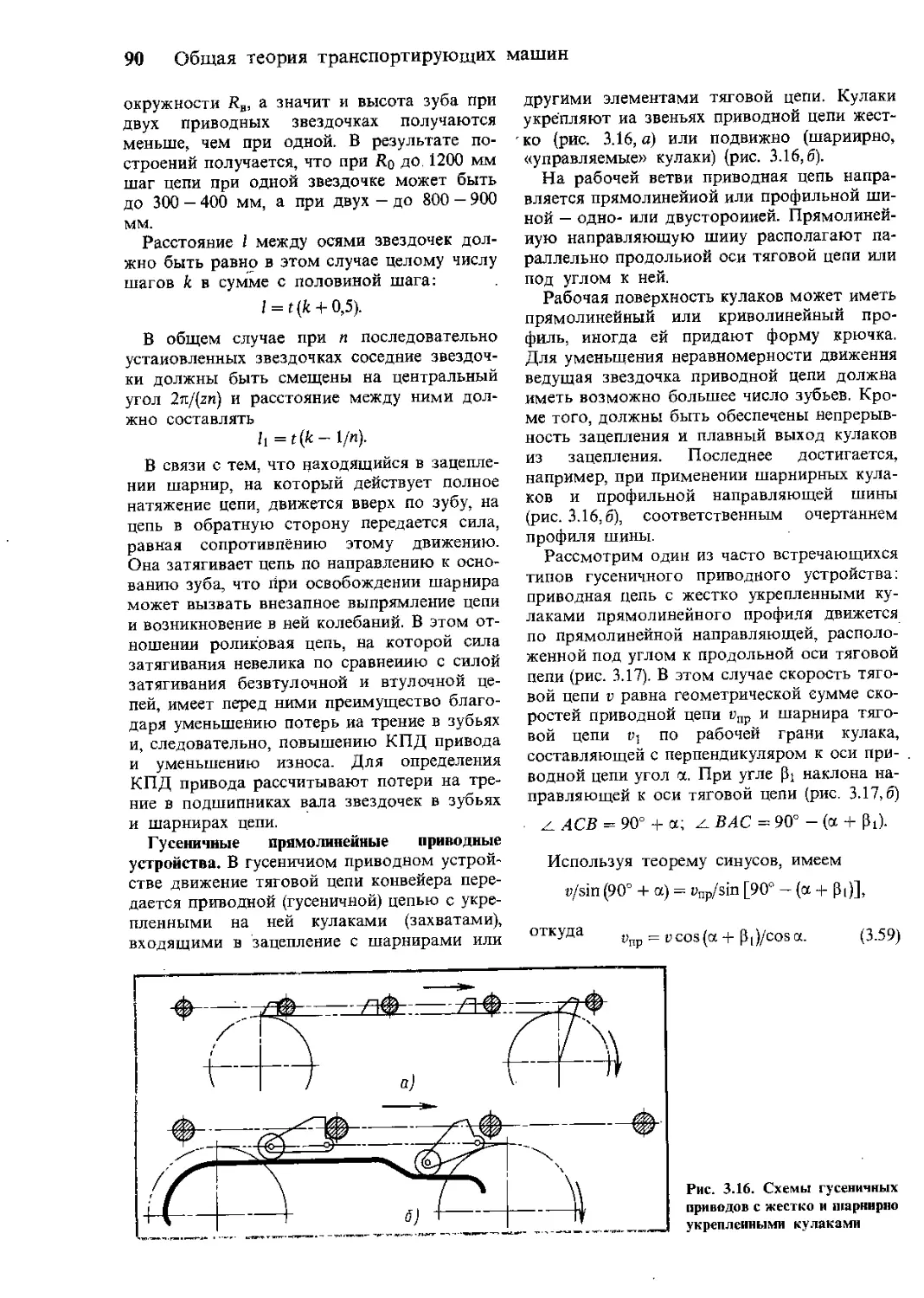
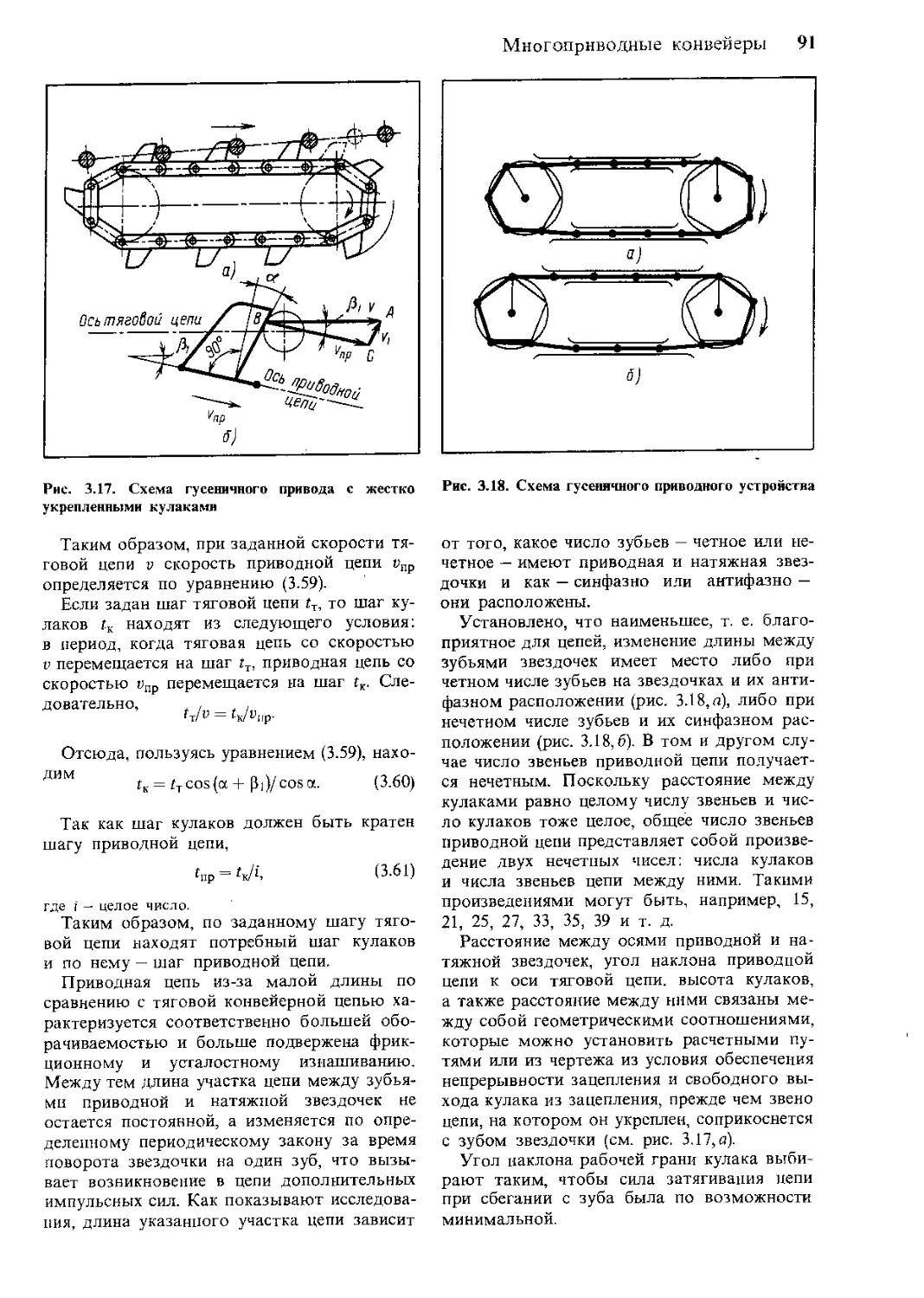
3.5.6. Промежуточные приводы цепных
конвейеров 89
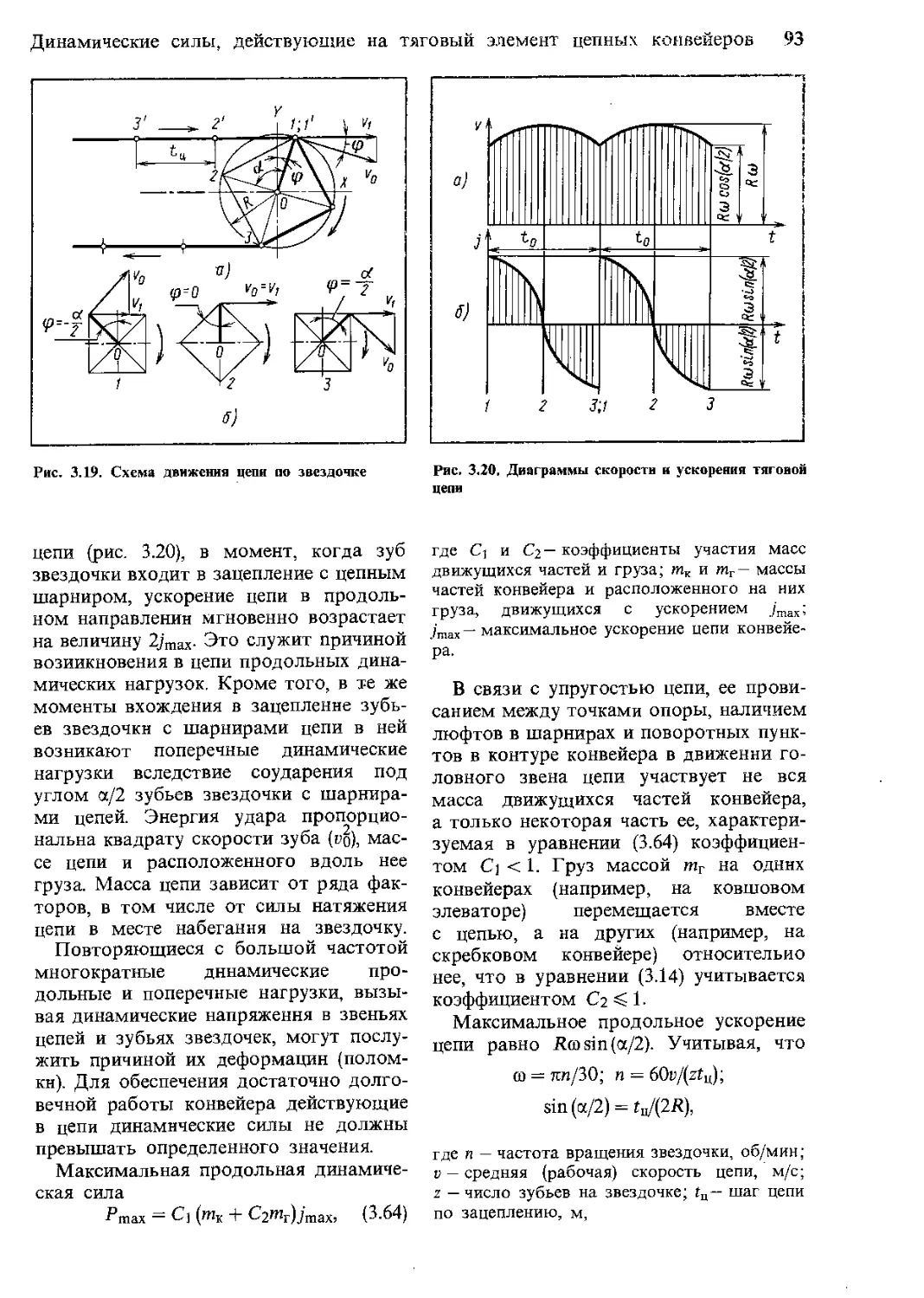
3.6. Динамические силы, действую-
щие на тяговый элемент цепных
конвейеров 92
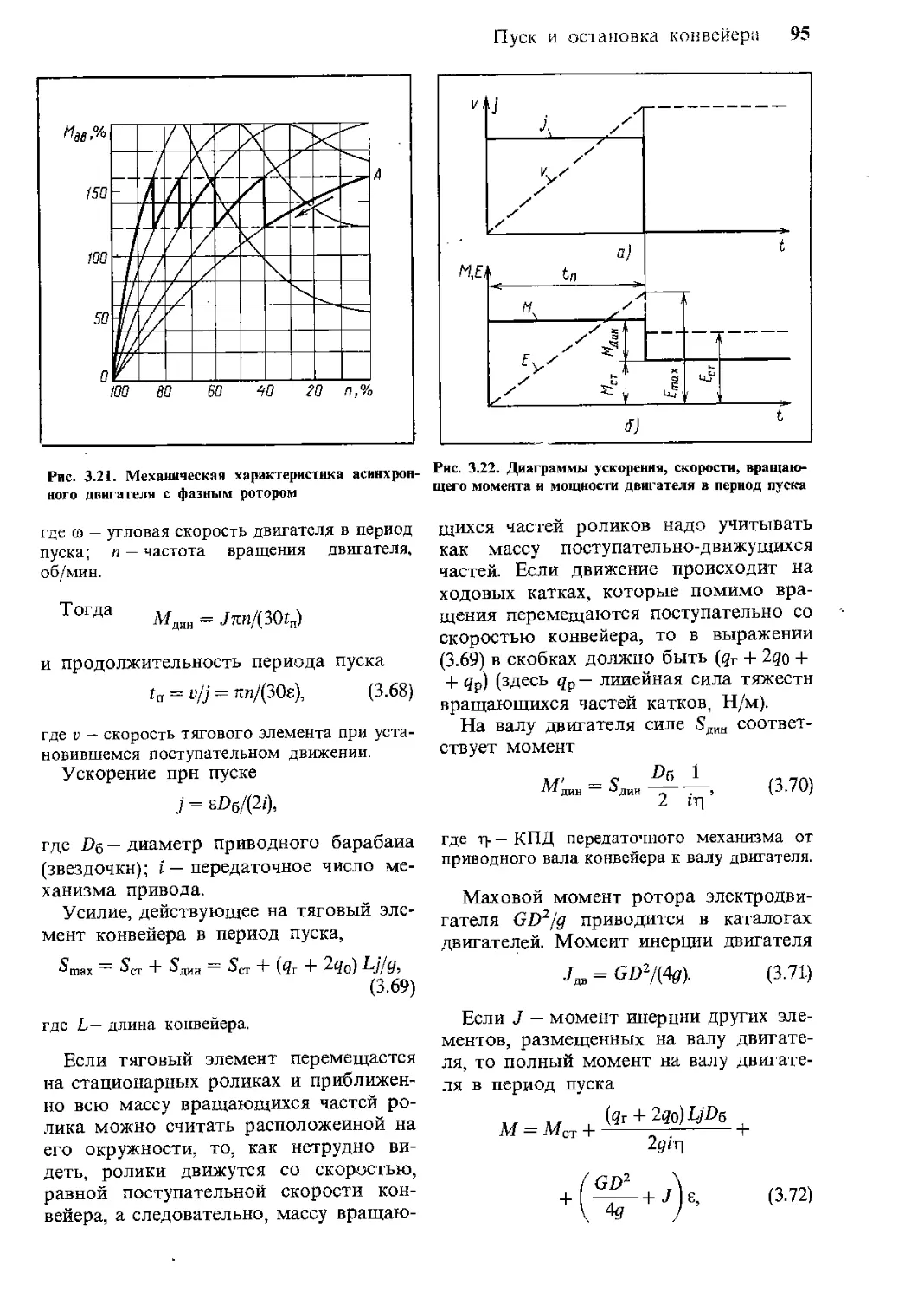
3.7. Пуск и остановка конвейера 94
4 Оглавление
4
Ленточные
коннейеры
4.1. Общее устройство, типы и об-
ласти применения 98
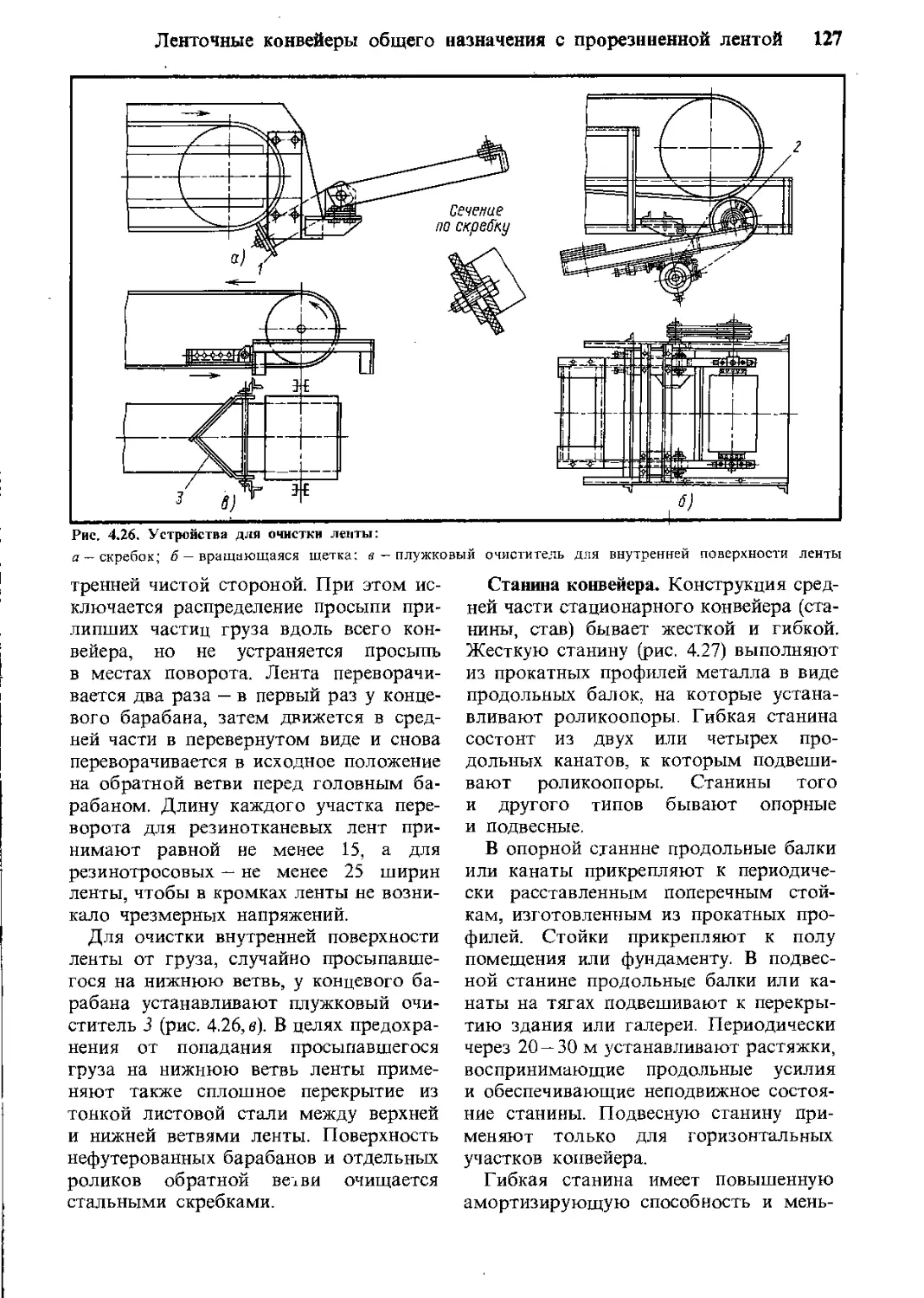
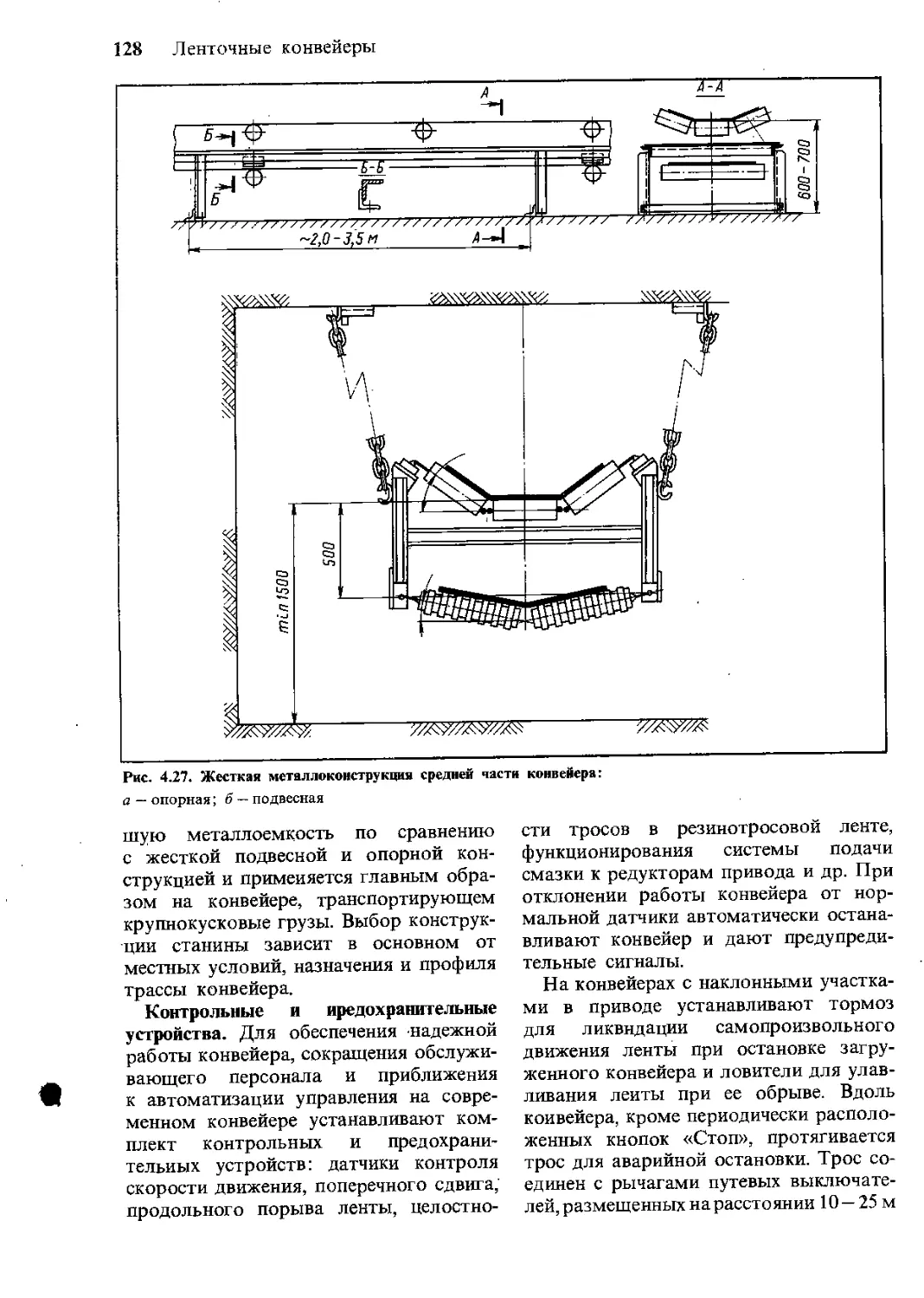
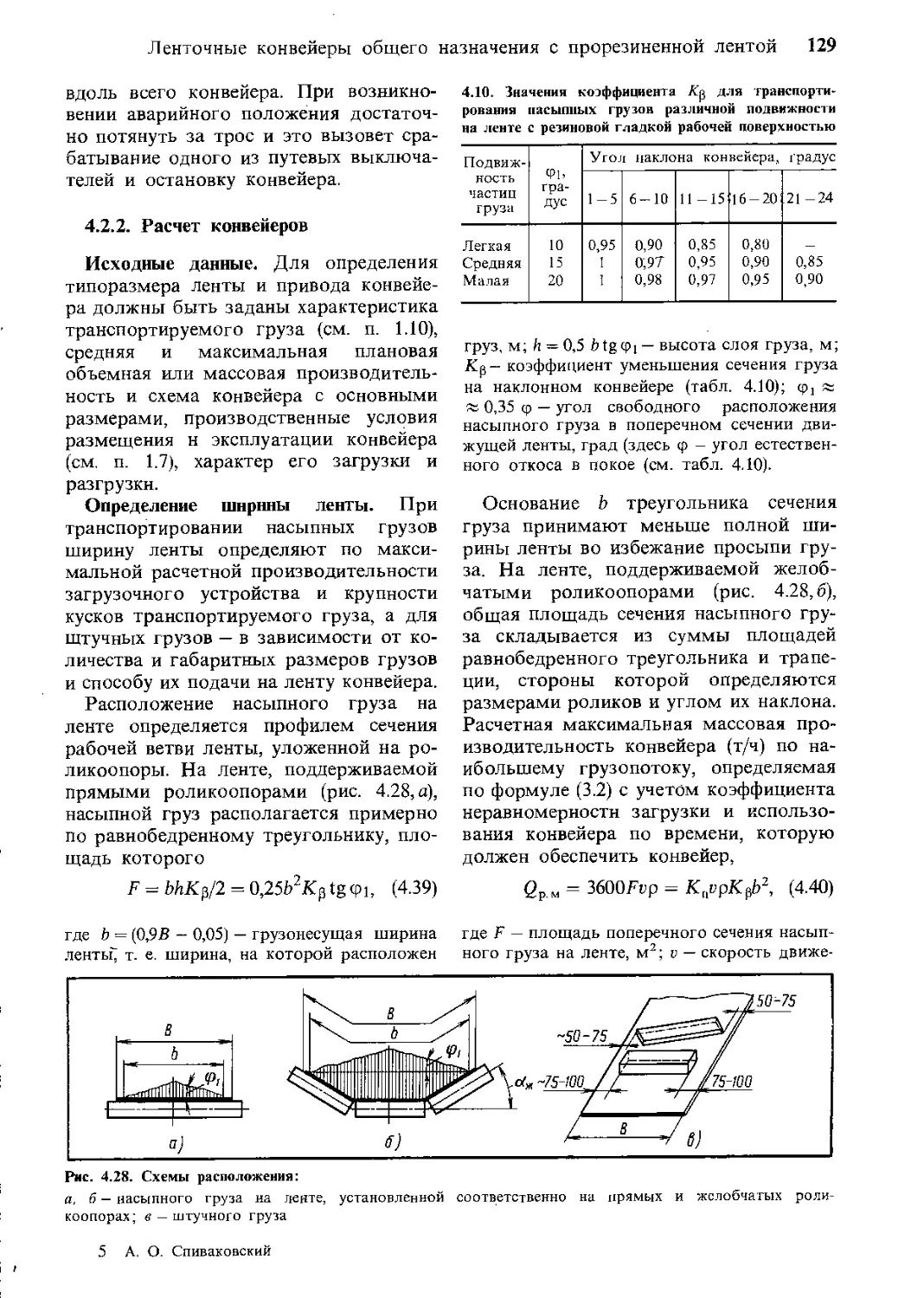
4.2. Ленточные конвейеры общего
назначения с прорезиненной лентой 102
4.2.1, Элементы конвейеров Щ2
4.2.2. Расчет конвейеров 129
4.3. Ленточные конвейеры спе-
циальных типов с прорезиненной
лентой 141
4.3.1. Передвижные и переносные кон-
вейеры 141
4.3.2. Конвейеры для поточного про-
изводства 142
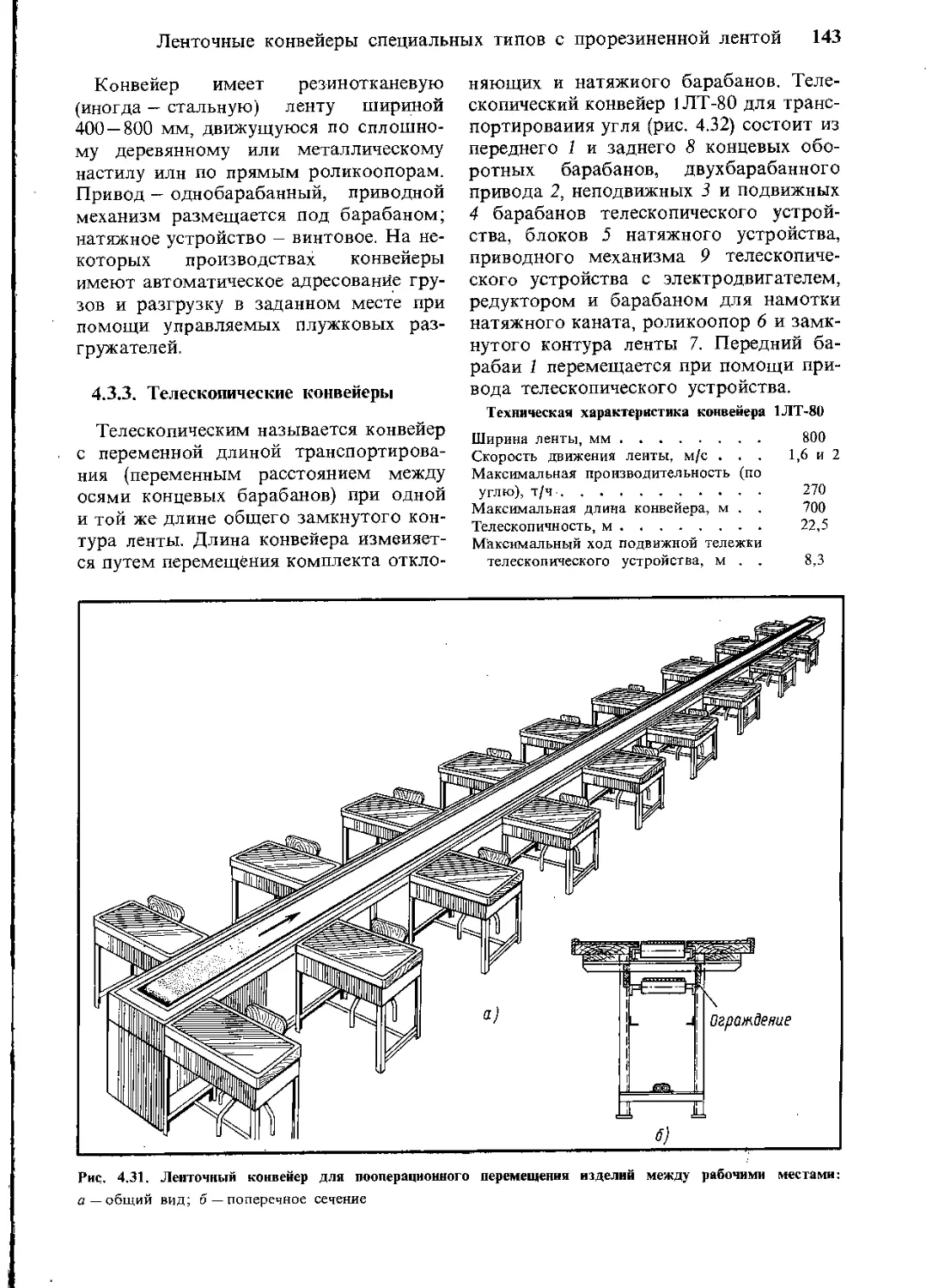
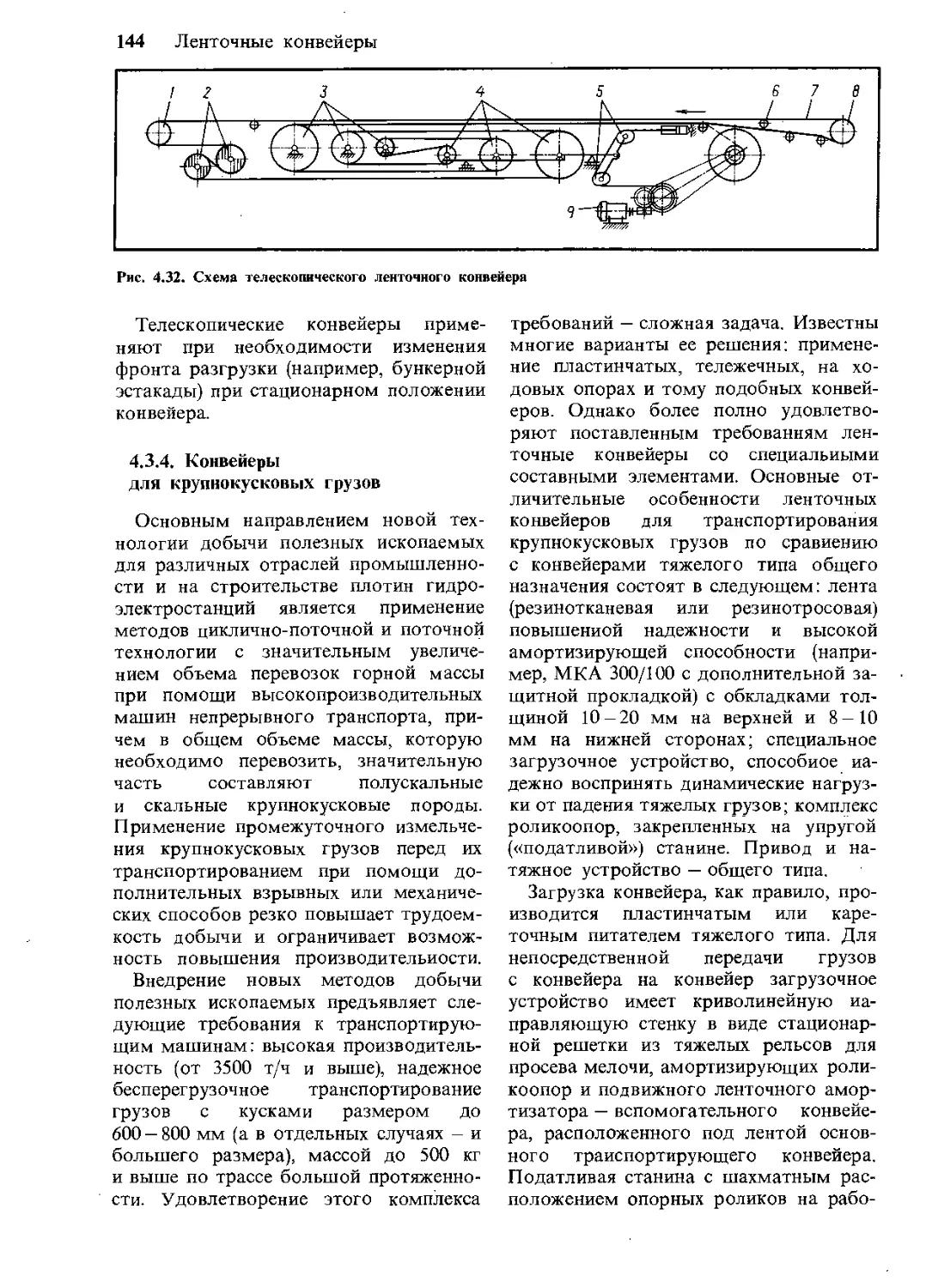
4.3.3. Телескопические конвейеры 143
4.3.4. Конвейеры для крупнокусковых
грузов 144
4.3.5. Конвейеры с бесконтактной опо-
рой ленты 145
4.3.6. Конвейеры повышенной произ-
водительности 147
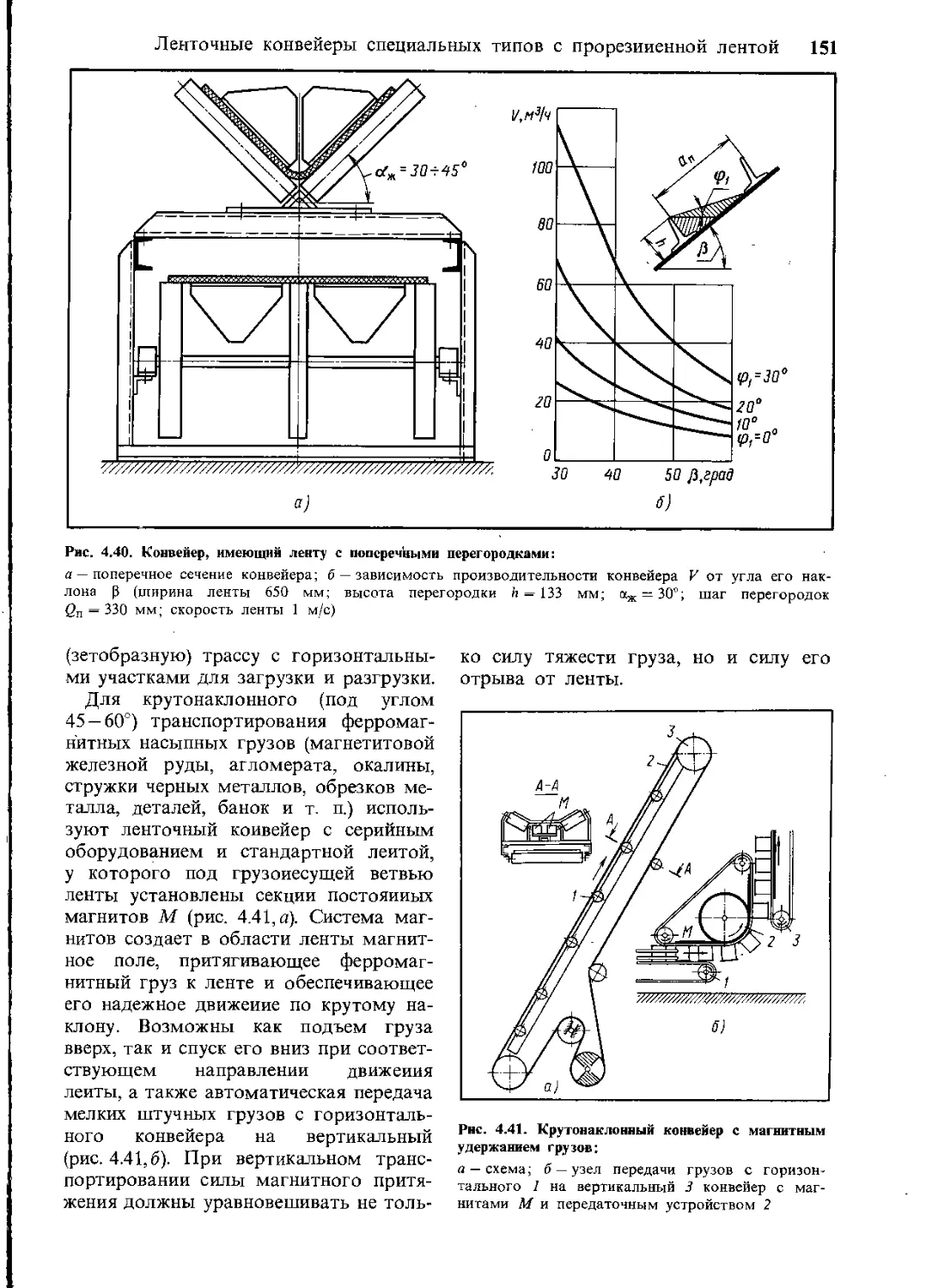
4.3.7. Конвейеры с увеличенным углом
наклона 149
4.3.8. Двухленточные конвейеры-эле-
ваторы 152
4.3.9. Криволинейные конвейеры 153
4.3.10. Подвижные распределительные
конвейеры 156
4.4. Ленточно-канатные конвейеры 158
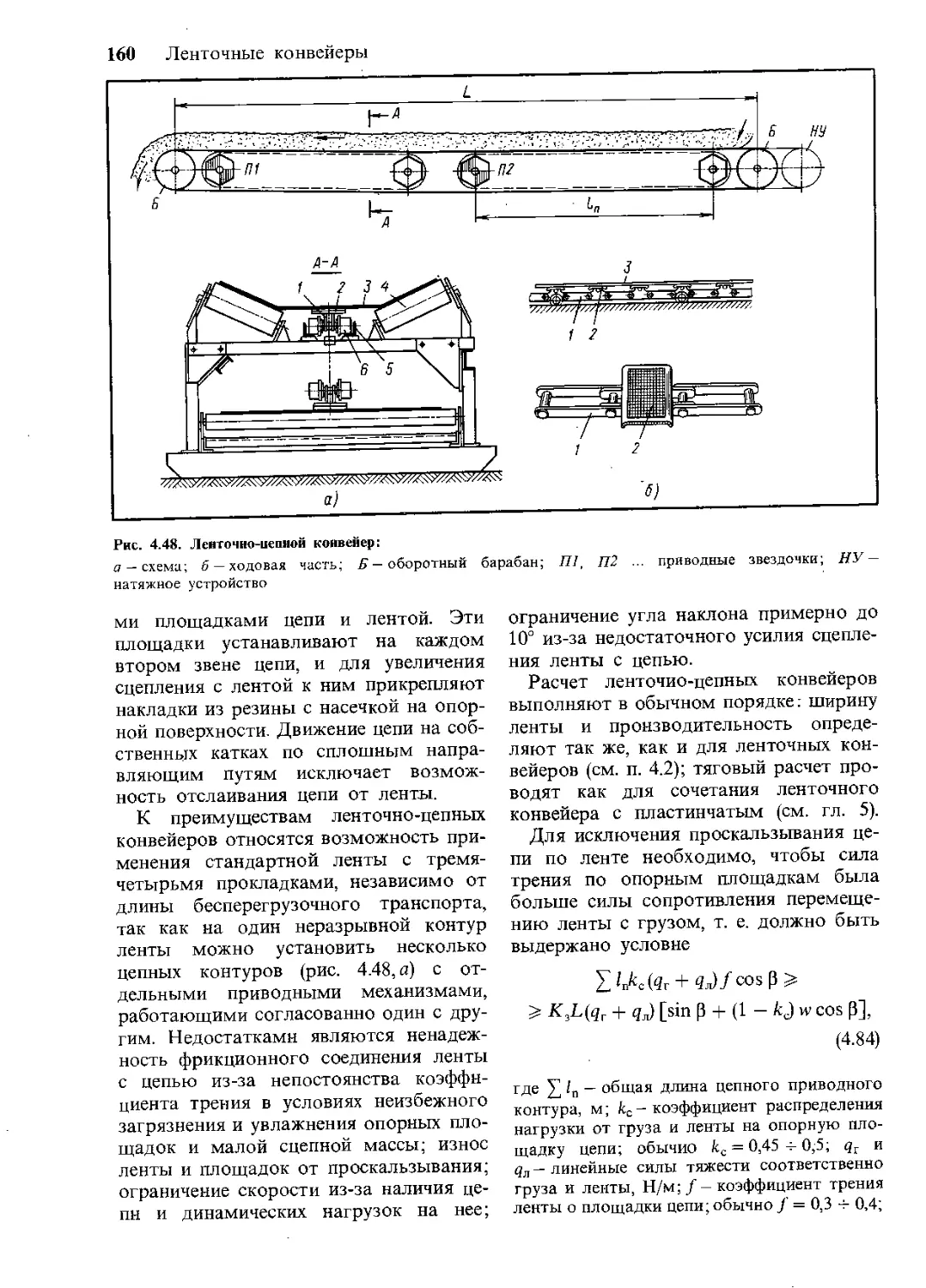
4.5. Ленточно-цепные конвейеры 159
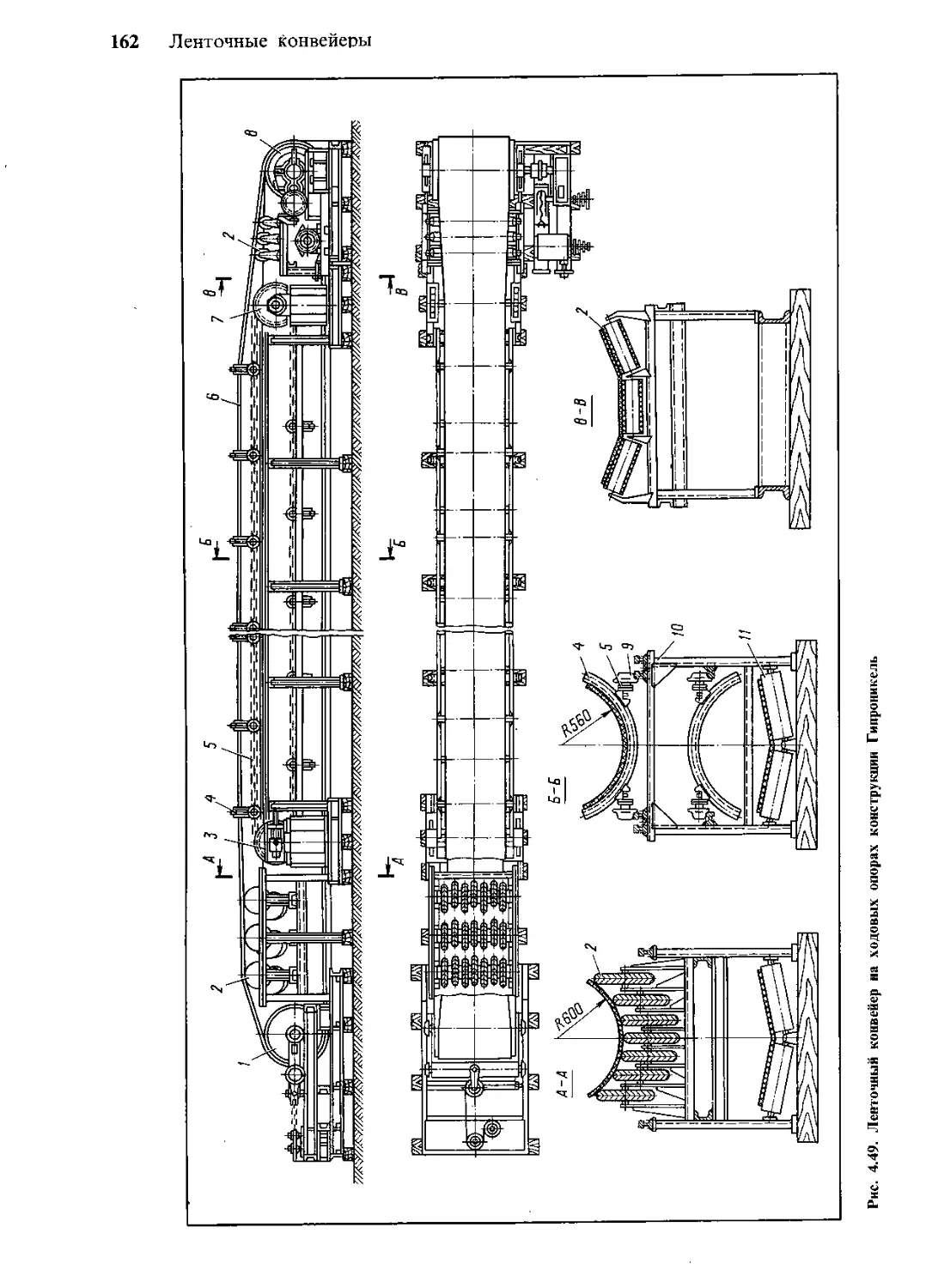
4.6. Ленточные конвейеры на ходо-
вых опорах 161
4.7. Конвейеры с металлическими
лентами 161
4.8. Задачи научных исследований 165
5
Пластинчатые
конвейеры
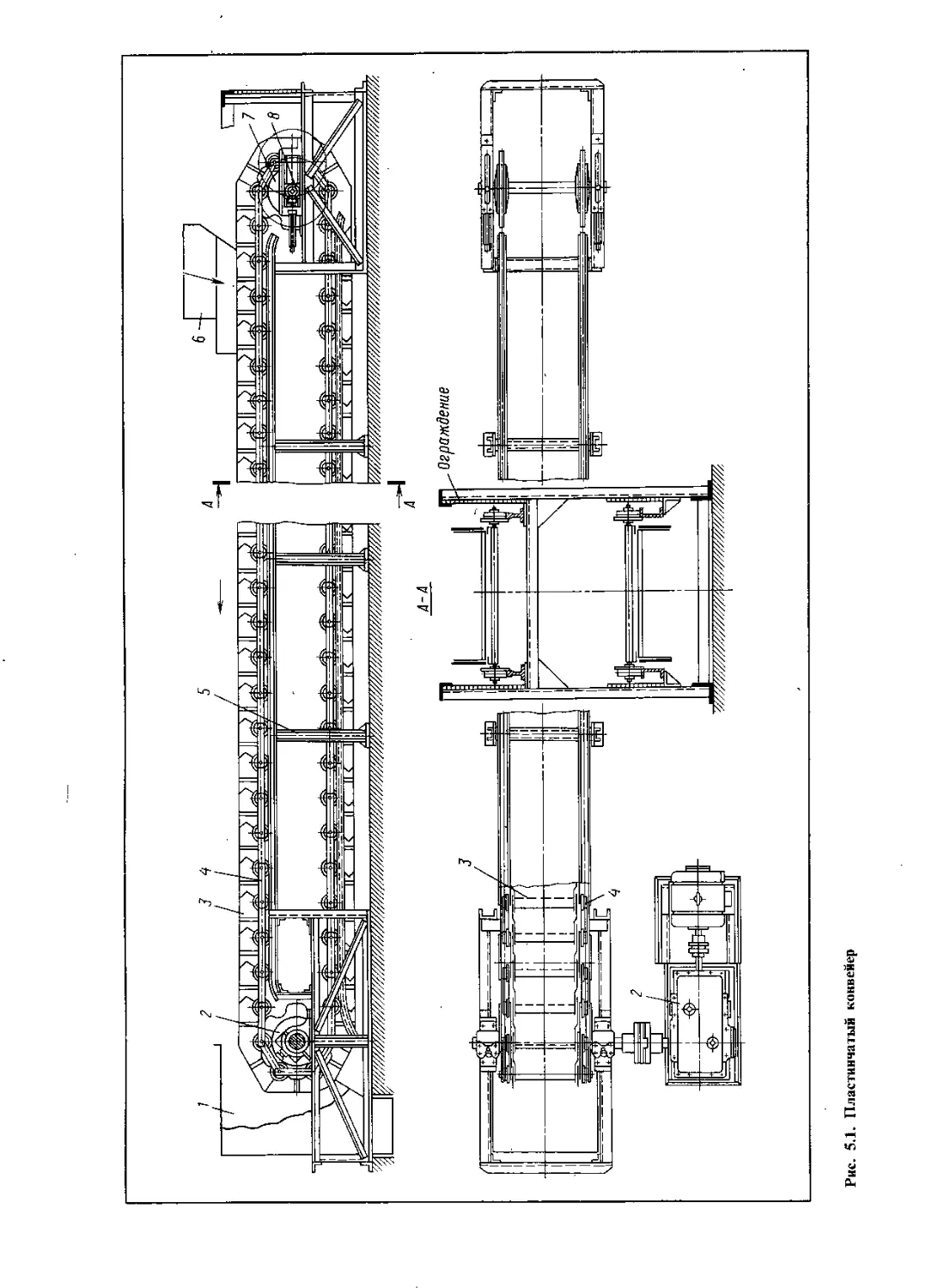
5.1. Основные типы конвейеров 166
5.2. Пластинчатые конвейеры об-
щего назначения 167
5.2.1. Общее устройство и области
применения 167
5.2.2. Элементы конвейеров 169
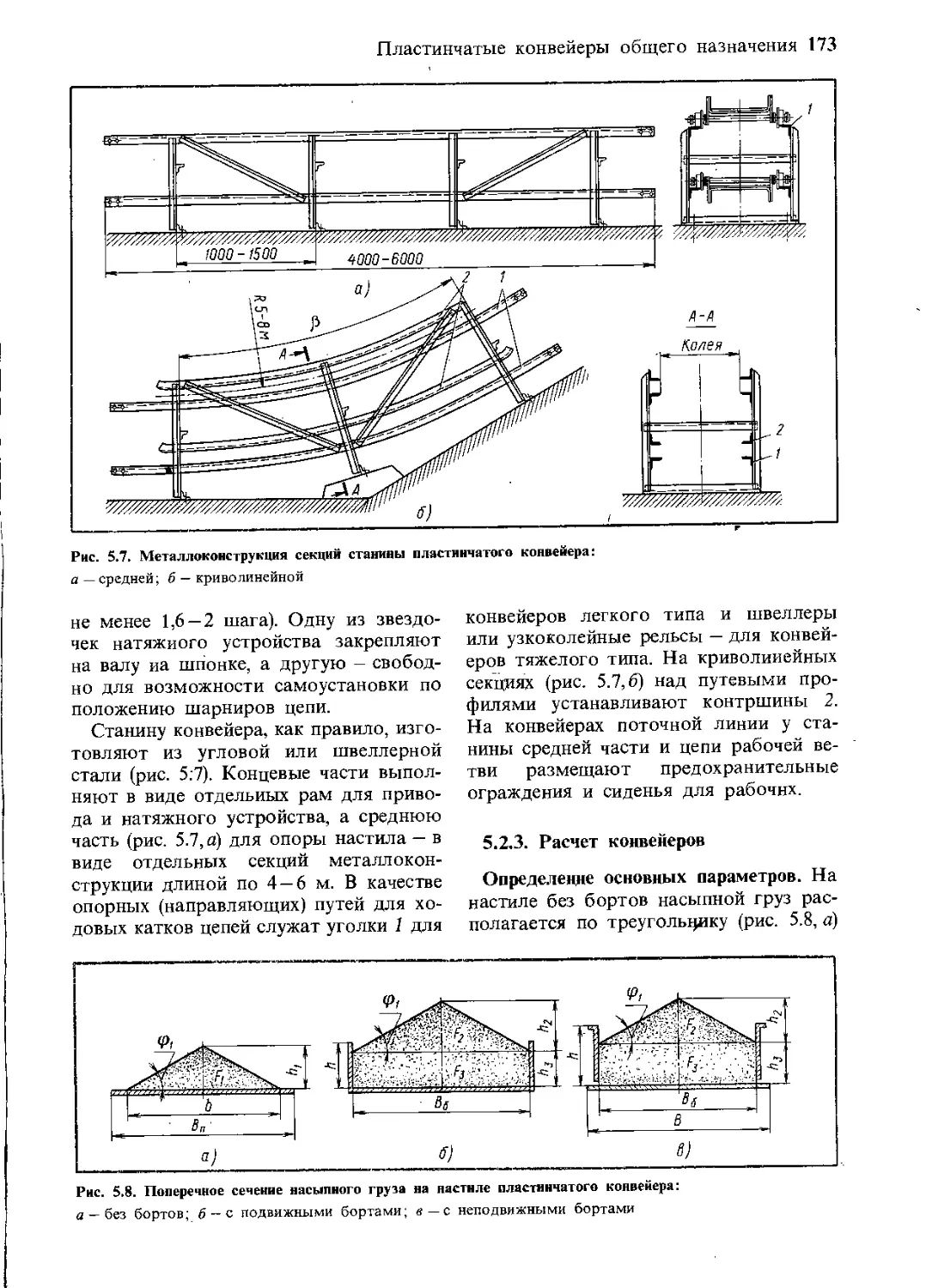
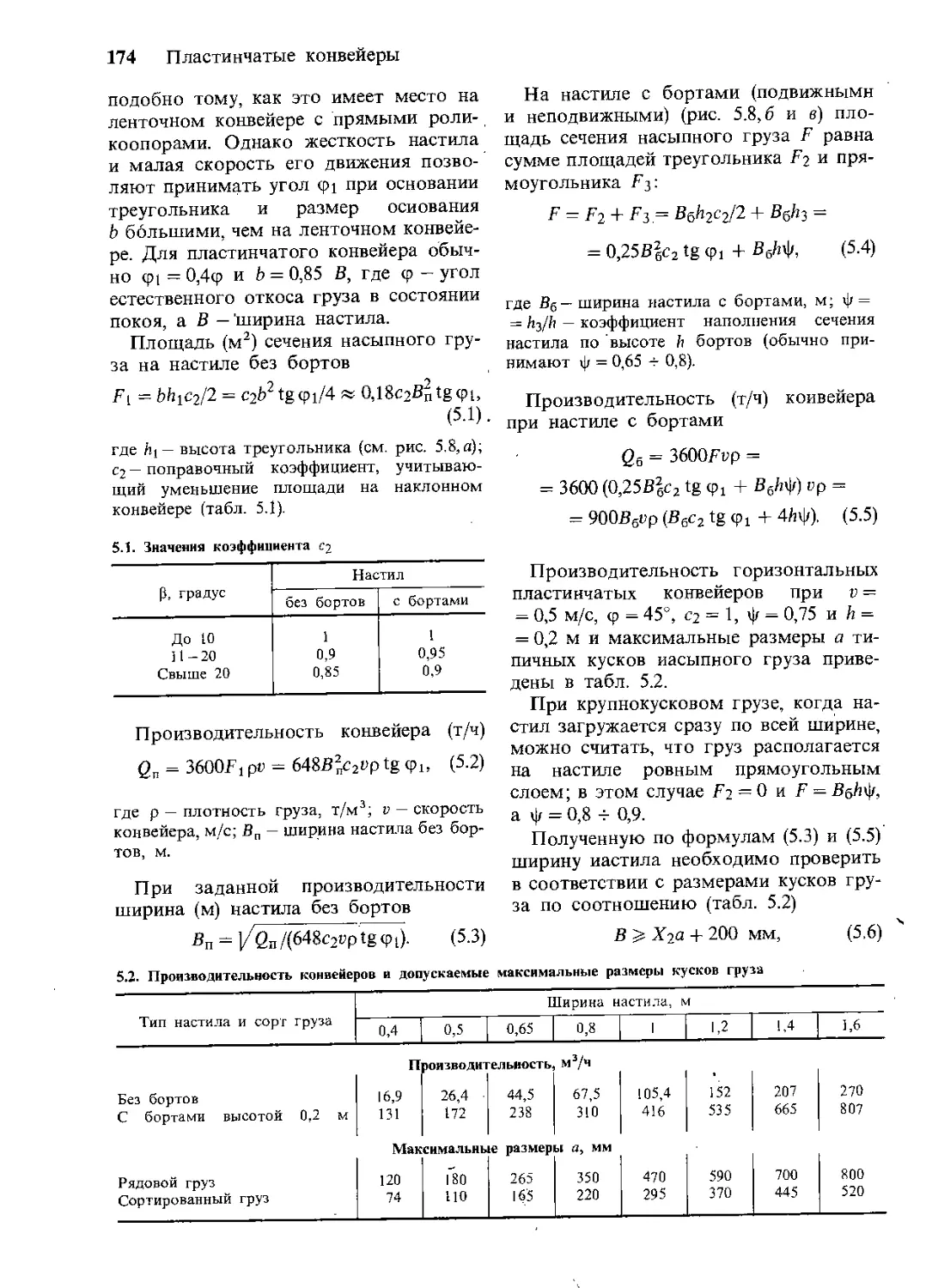
5.2.3. Расчет конвейеров 173
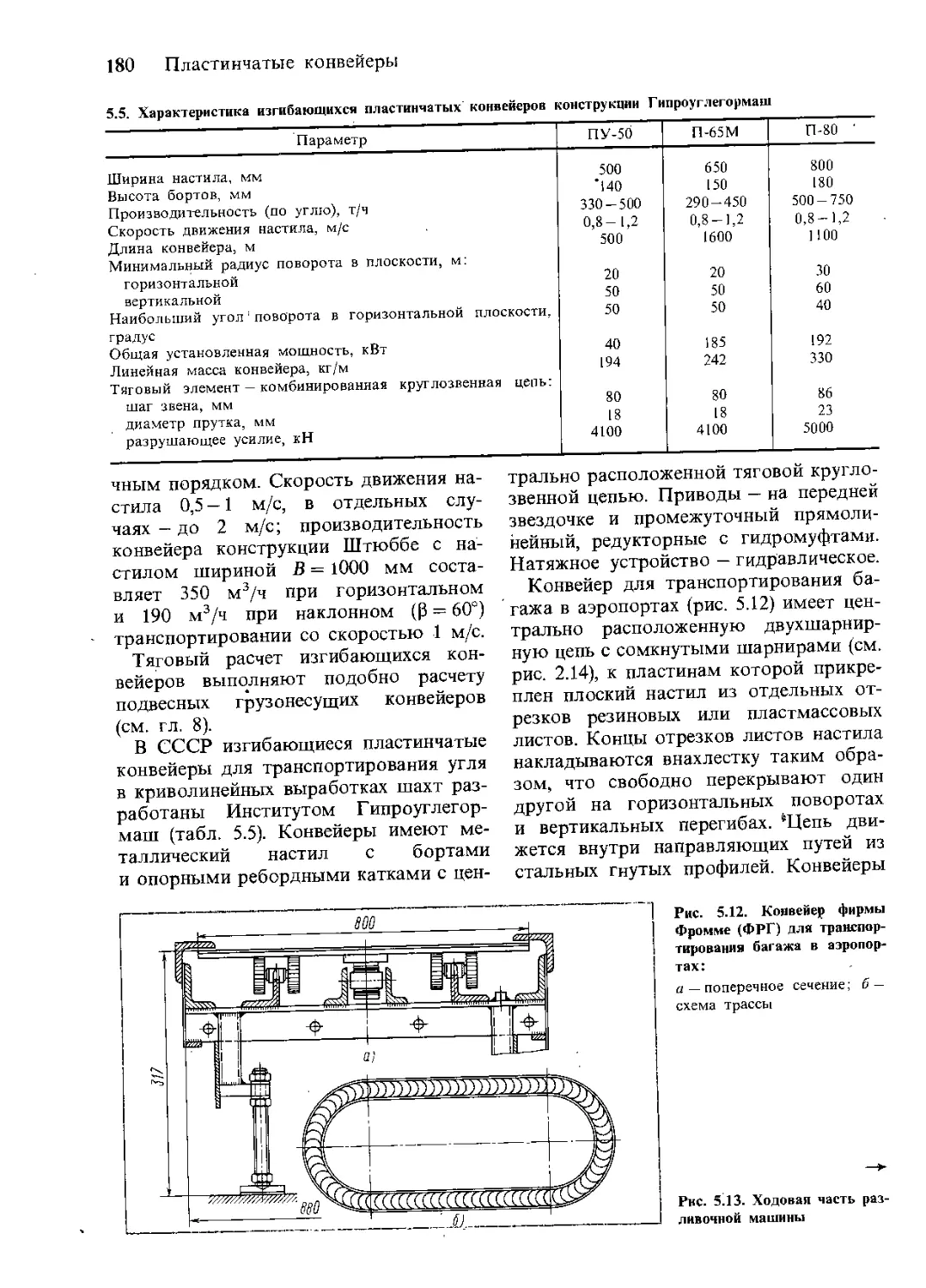
5.3. Изгибающиеся пластинчатые
конвейеры с пространственной
трассой 178
5.4. Разливочные машины 181
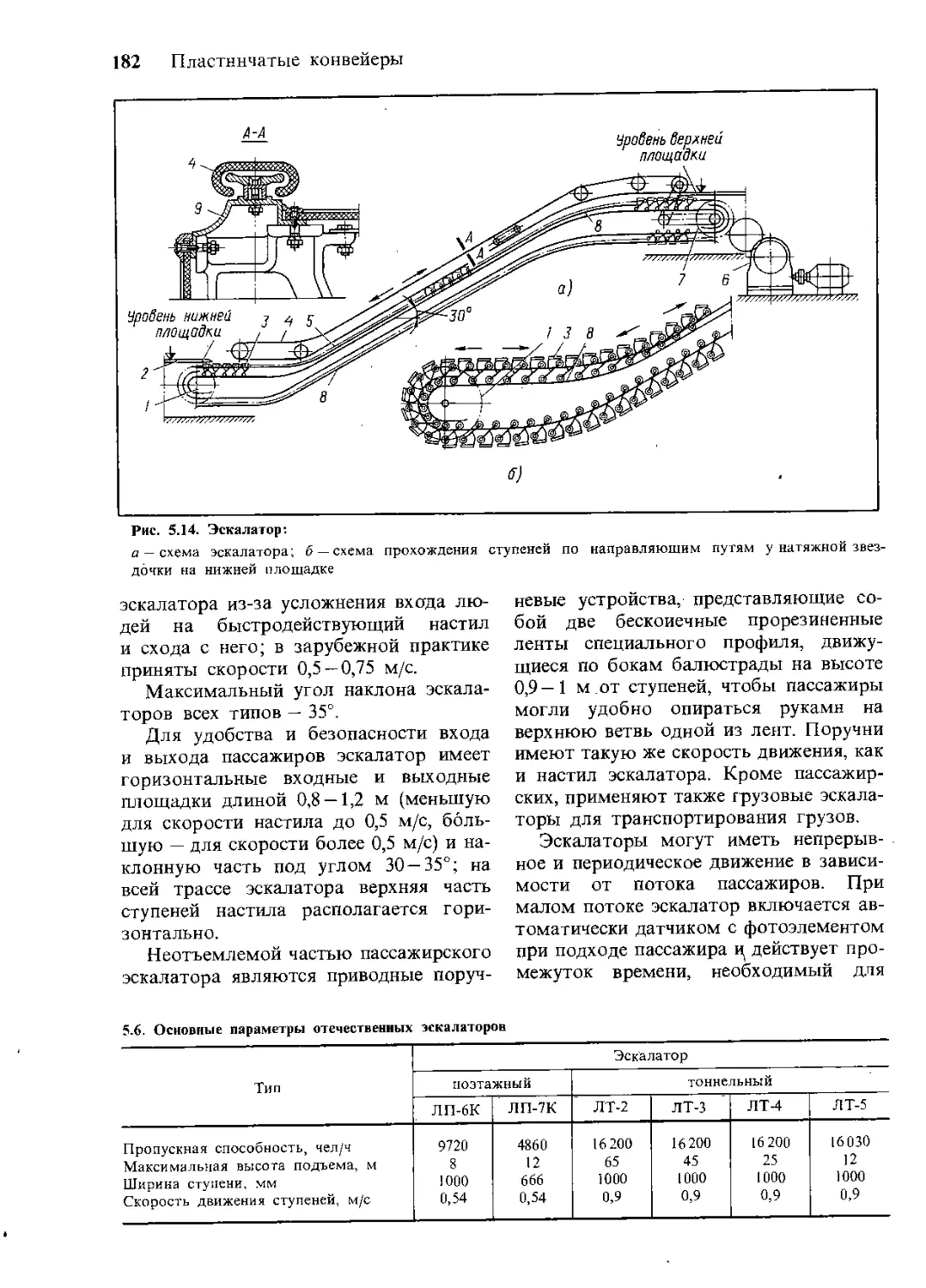
5.5. Эскалаторы 181
5.5.1. Общее устройство 181
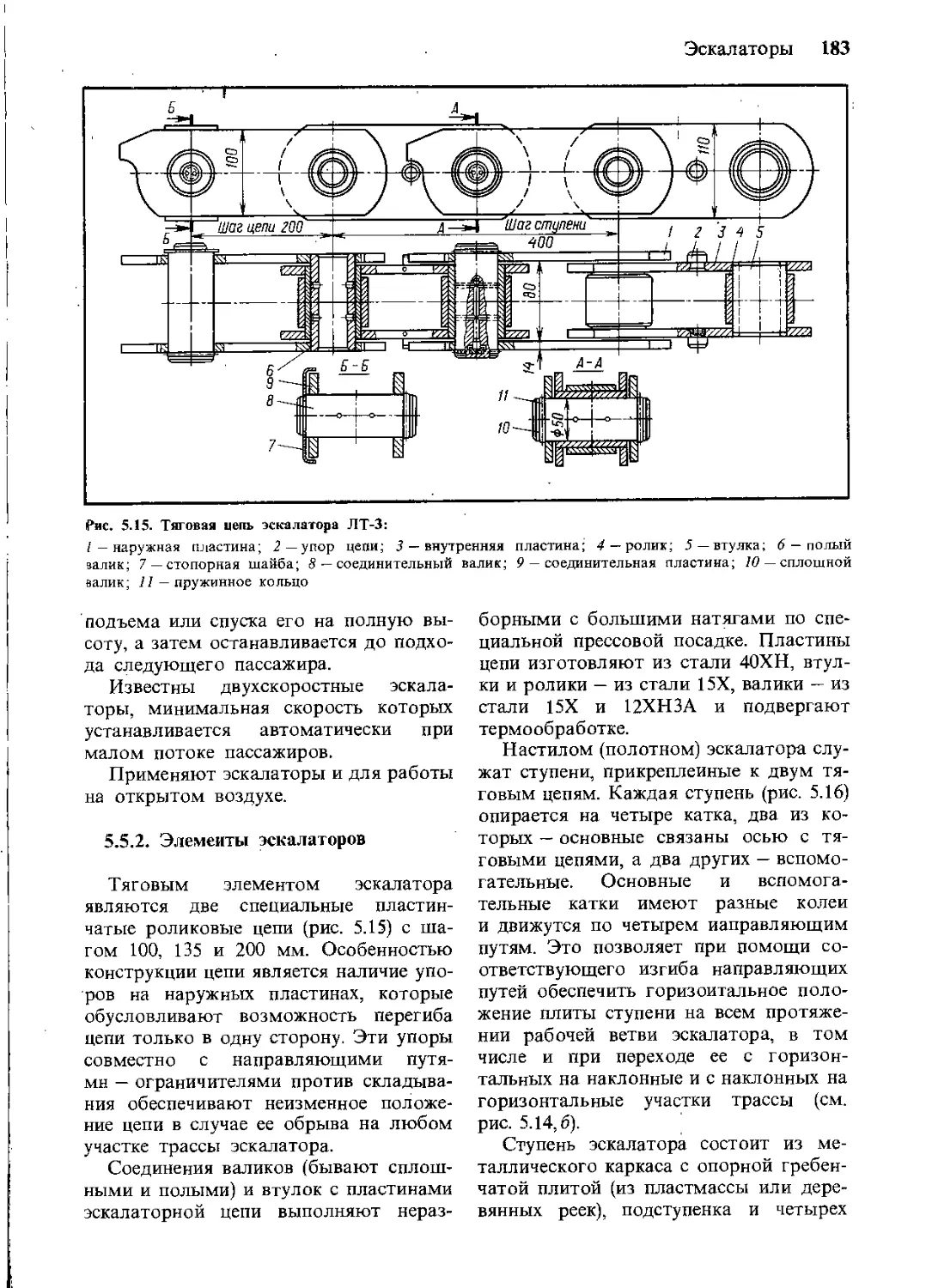
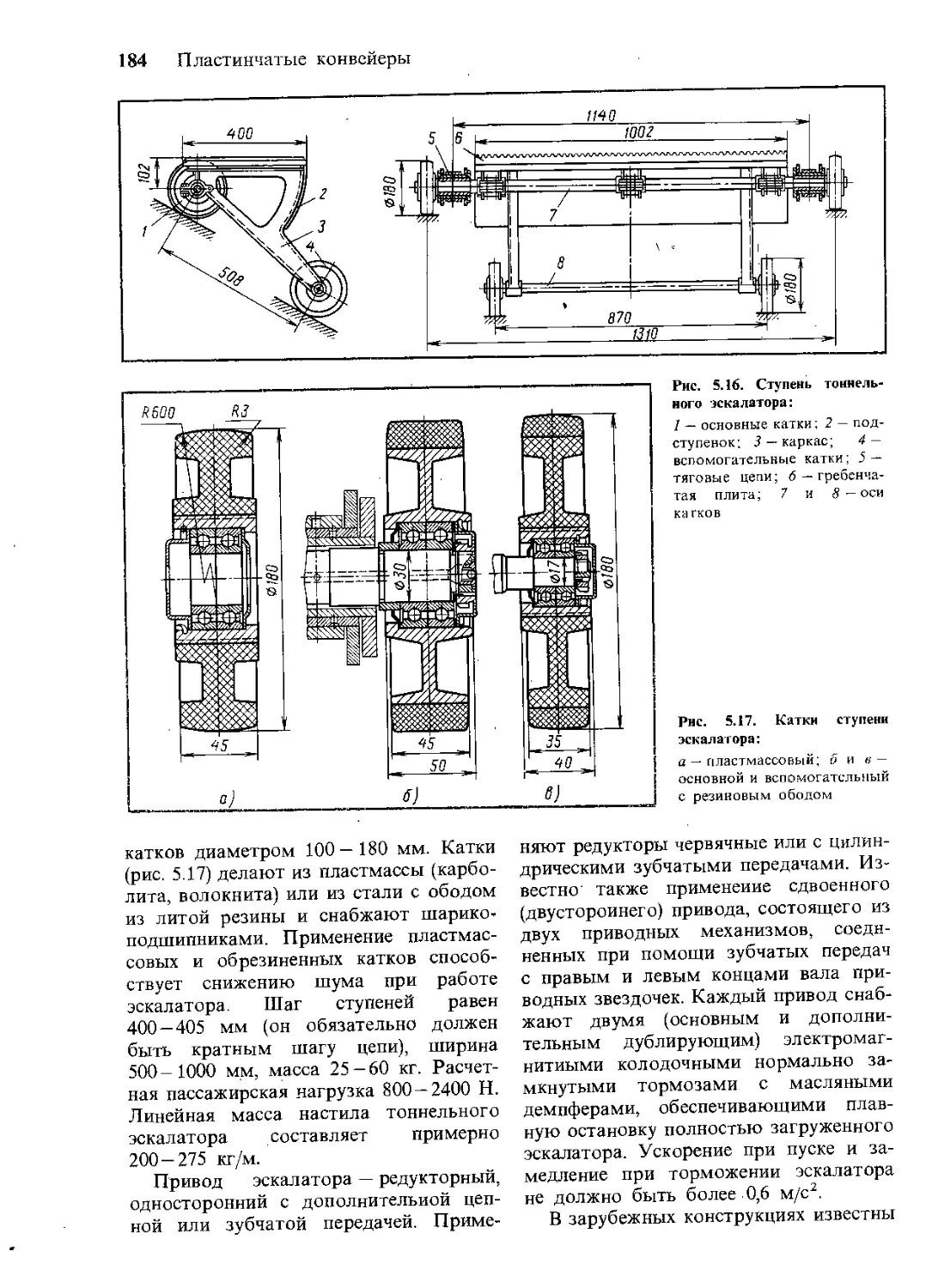
5.5.2. Элементы эскалаторов 183
5.5.3. Расчет эскалаторов 185
5.6. Пассажирские конвейеры 185
5.7. Задачи научных исследований 186
6
Скребковые
конвейеры
6.1. Основные типы и области
применения 187
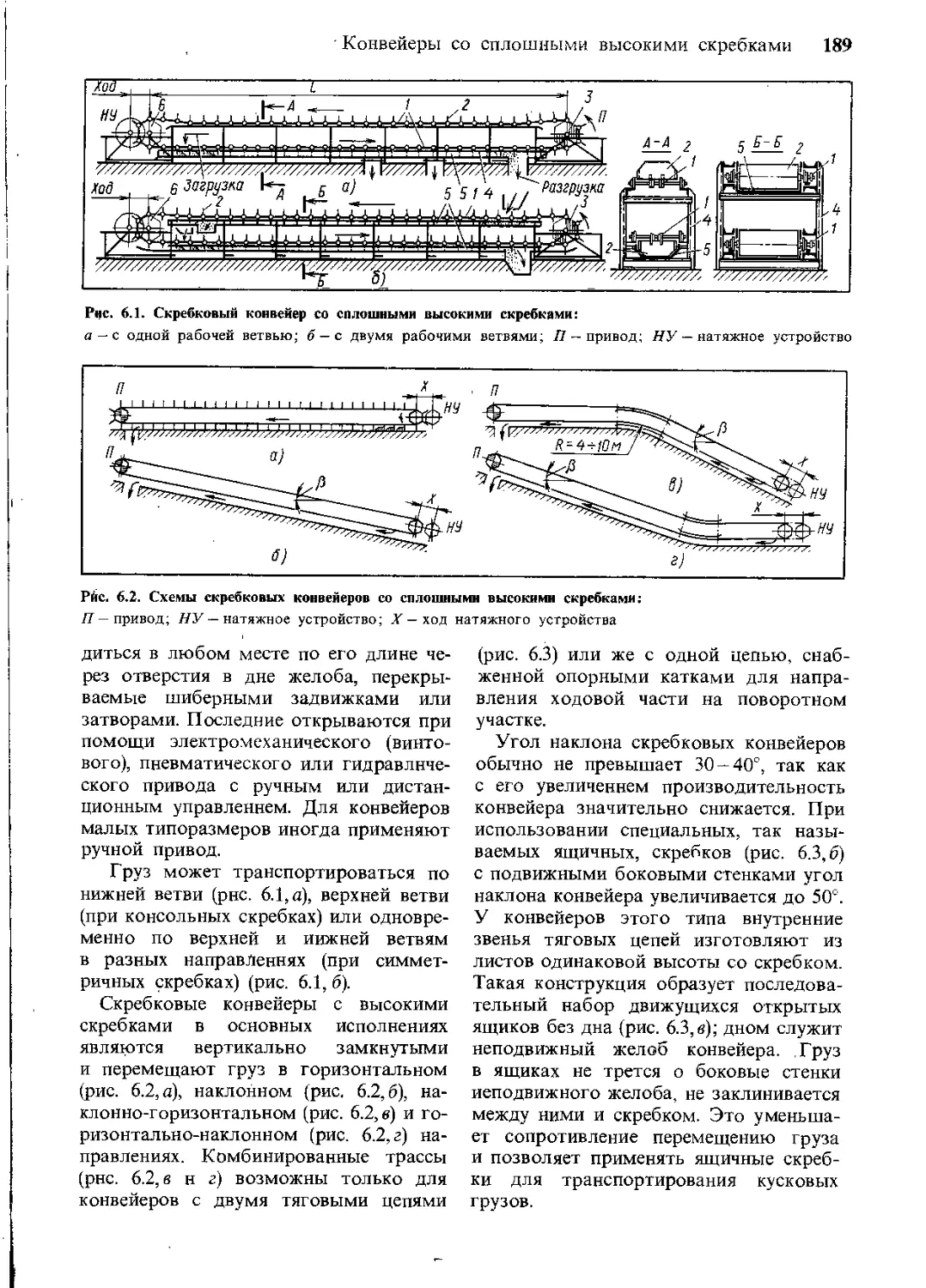
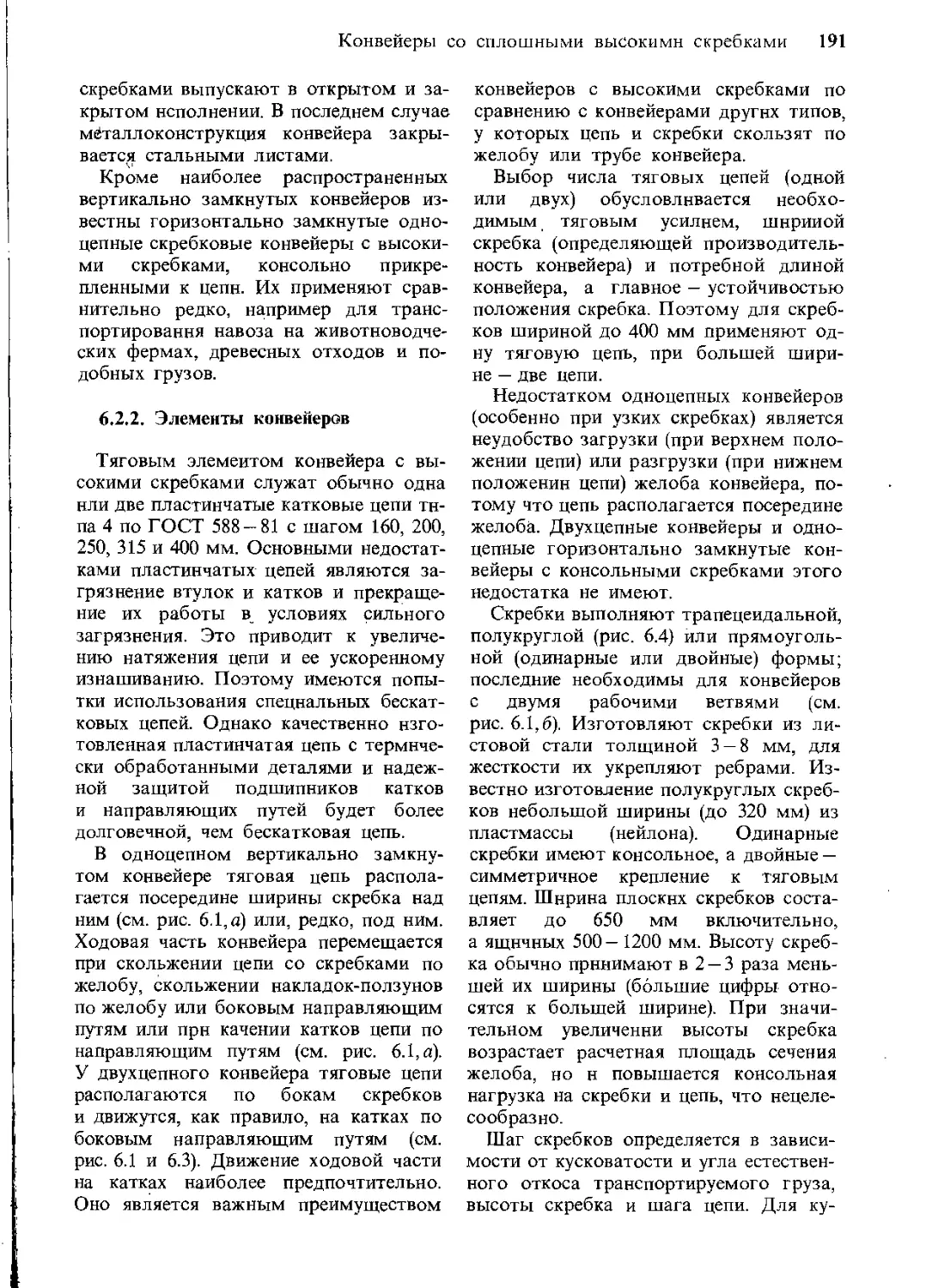
6.2. Конвейеры со сплошными вы-
сокими скребками 188
6.2.1. Общее устройство и основные
параметры 188
6.2.2. Элементы конвейеров 191
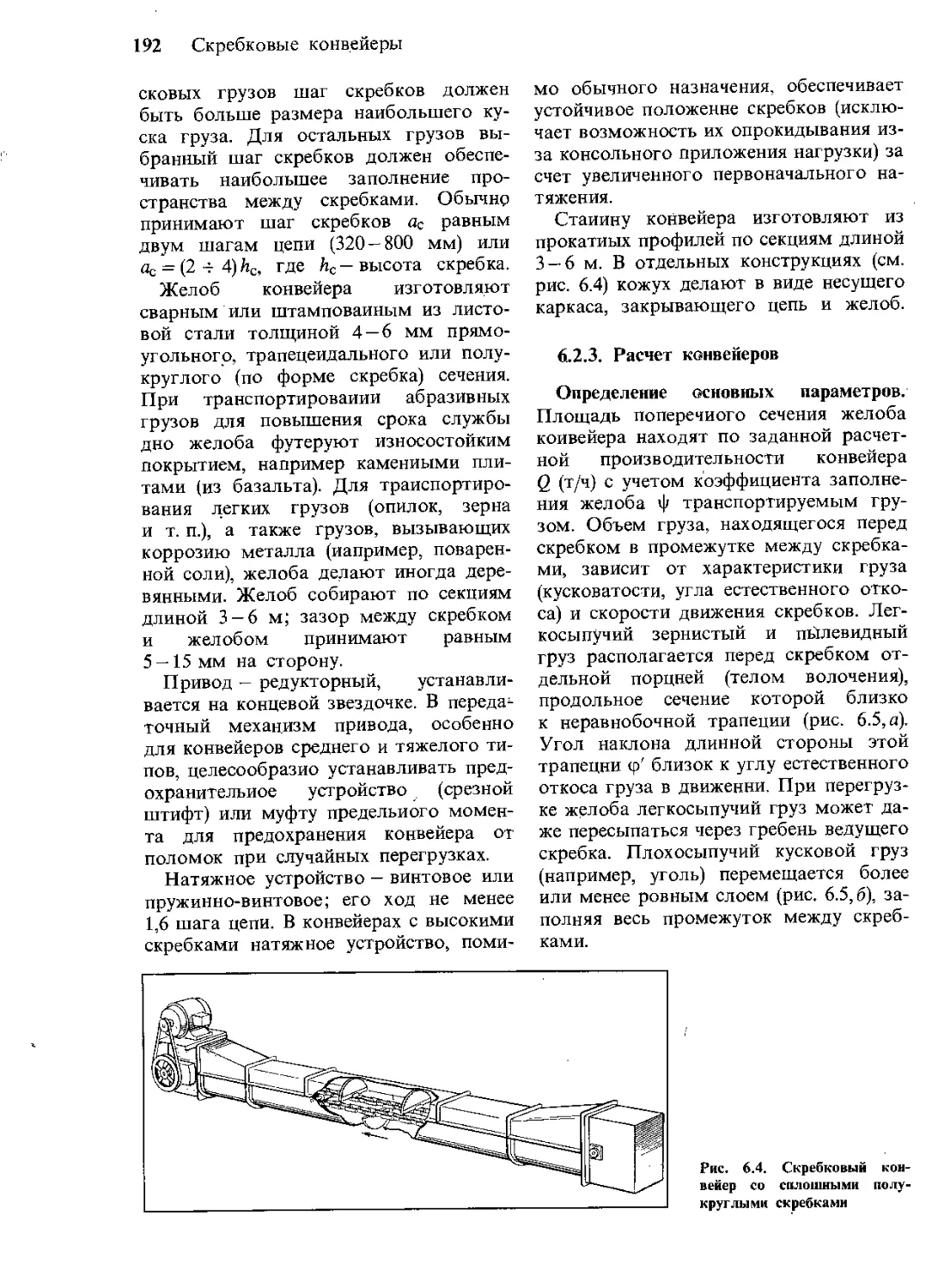
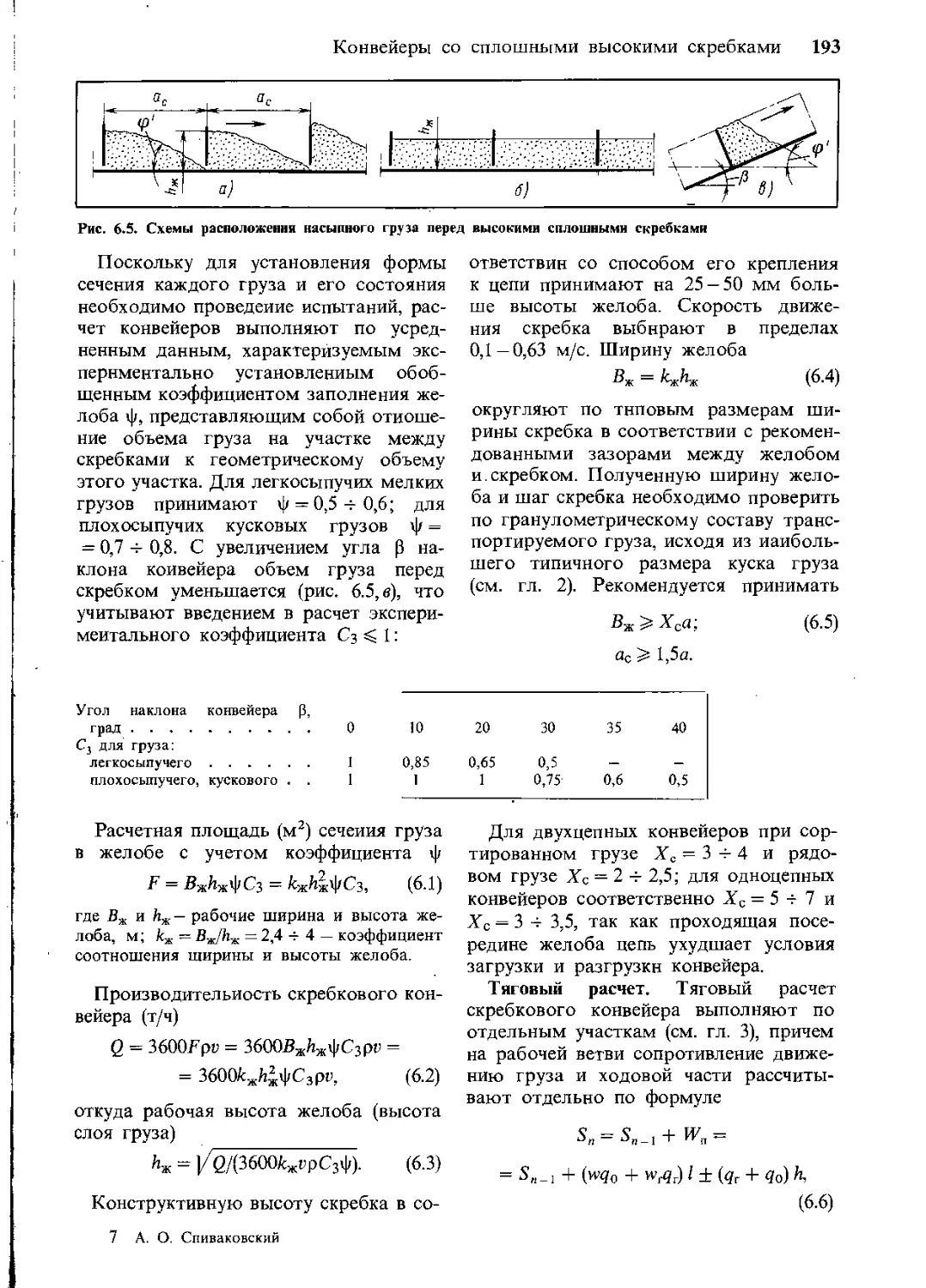
6.2.3. Расчет конвейеров 192
6.3. Трубчатые скребковые кон-
вейеры 195
6.3.1. Общее устройство и параметры 195
6.3.2. Элементы конвейеров 198
6.3.3. Расчет конвейеров 199
6.4. Конвейеры со сплошными
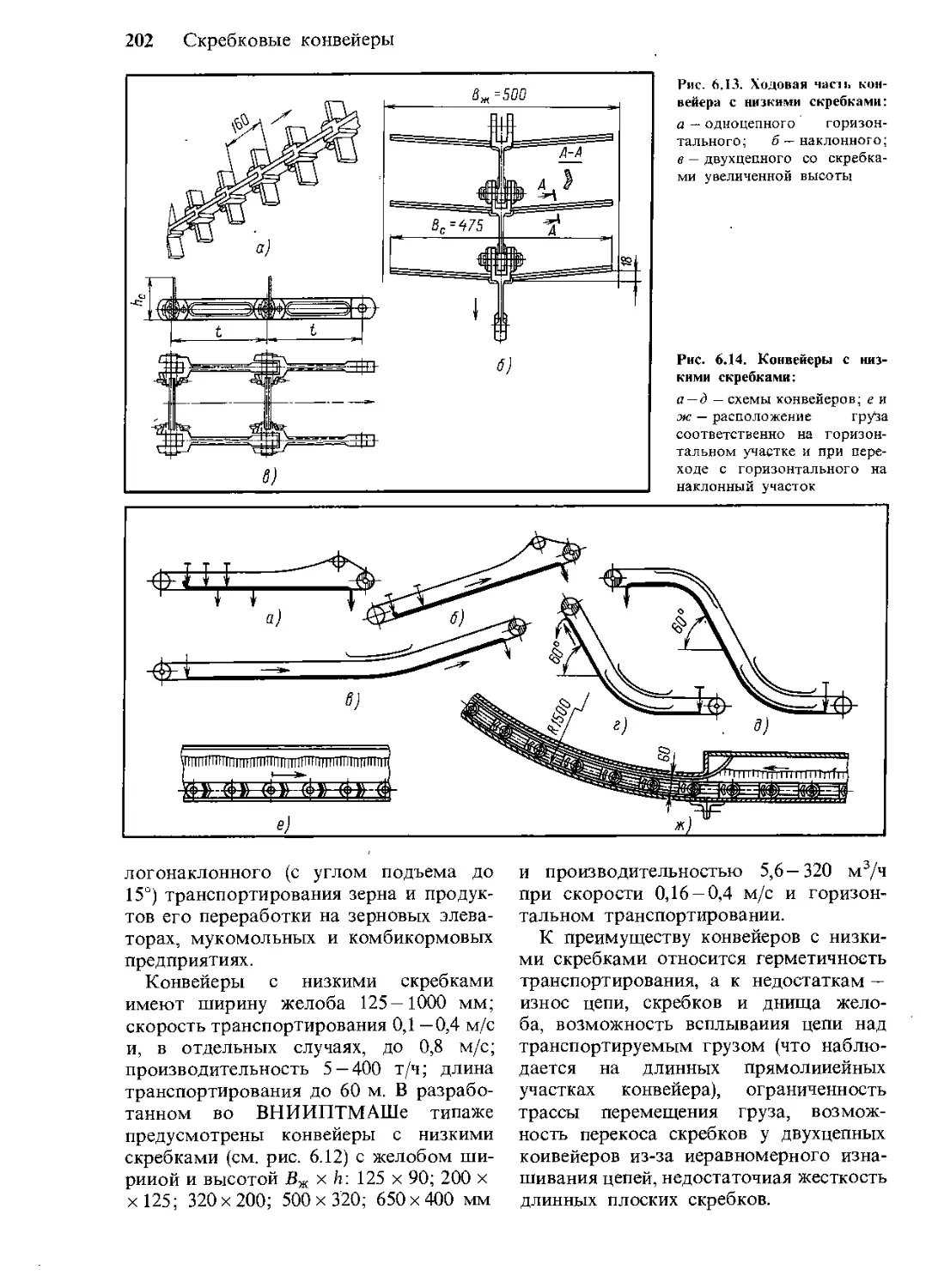
низкими скребками 199
6.4.1. Общее устройство и основные
параметры 199
6.4.2. Элементы конвейеров 203
6.4.3. Расчет конвейеров 203
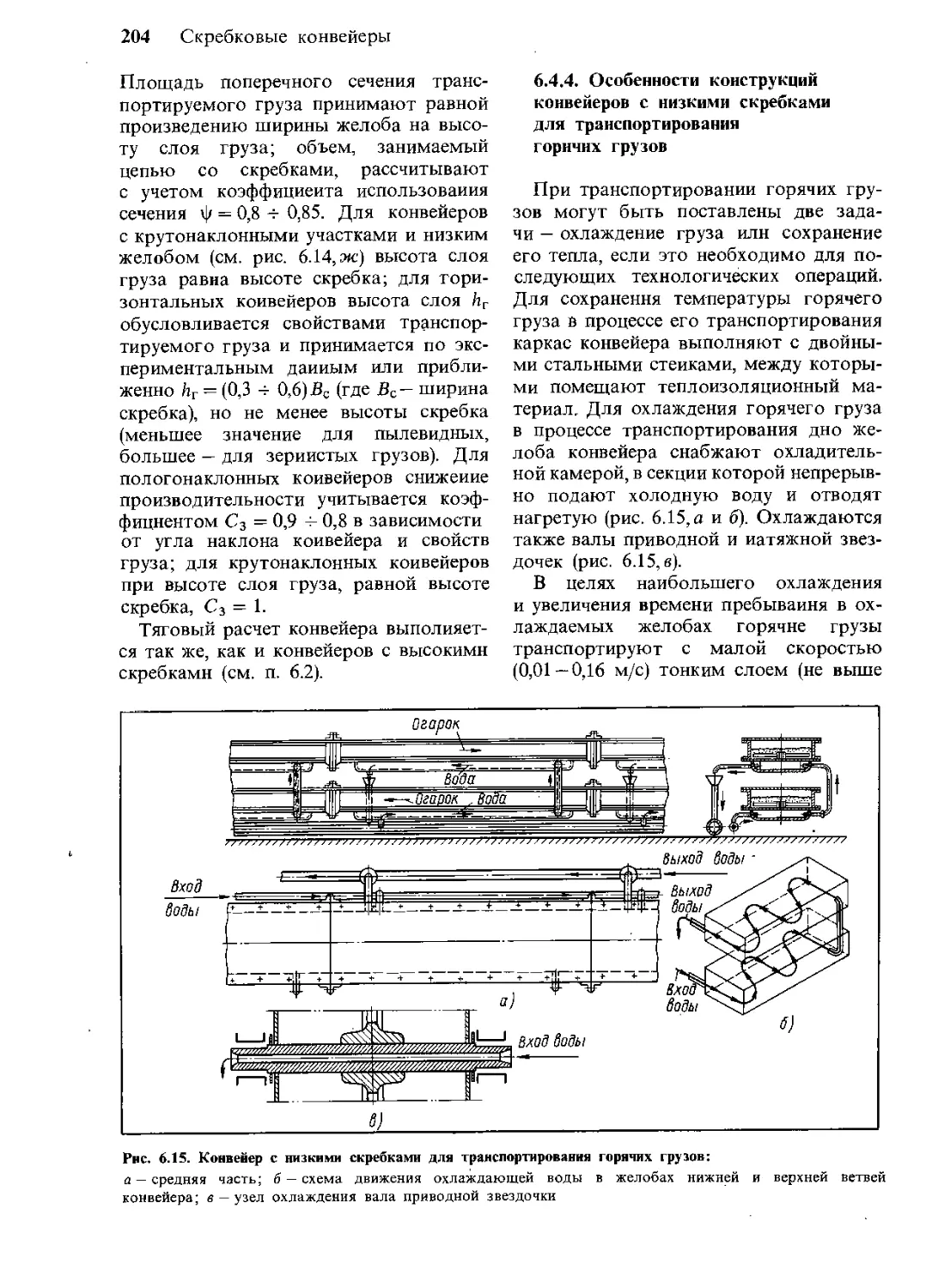
6.4.4. Особенности конструкций кон-
вейеров с низкими скребками для
транспортирования горячих грузов 204
6.4.5. Скребковые конвейеры для под-
земного транспортирования угля 205
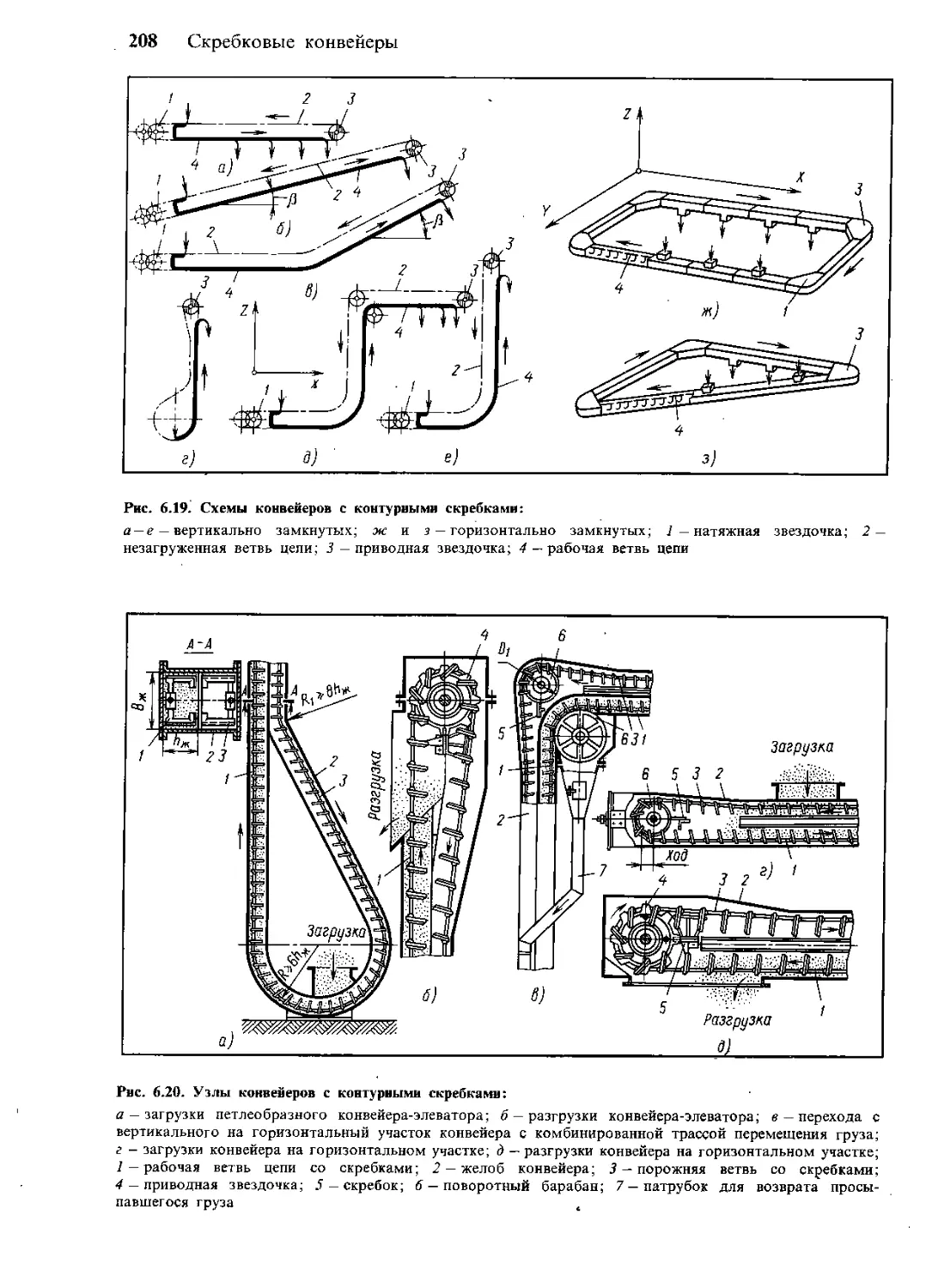
6.5. Конвейеры с контурными
скребками 206
6.5.1. Общее устройство и основные
параметры 206
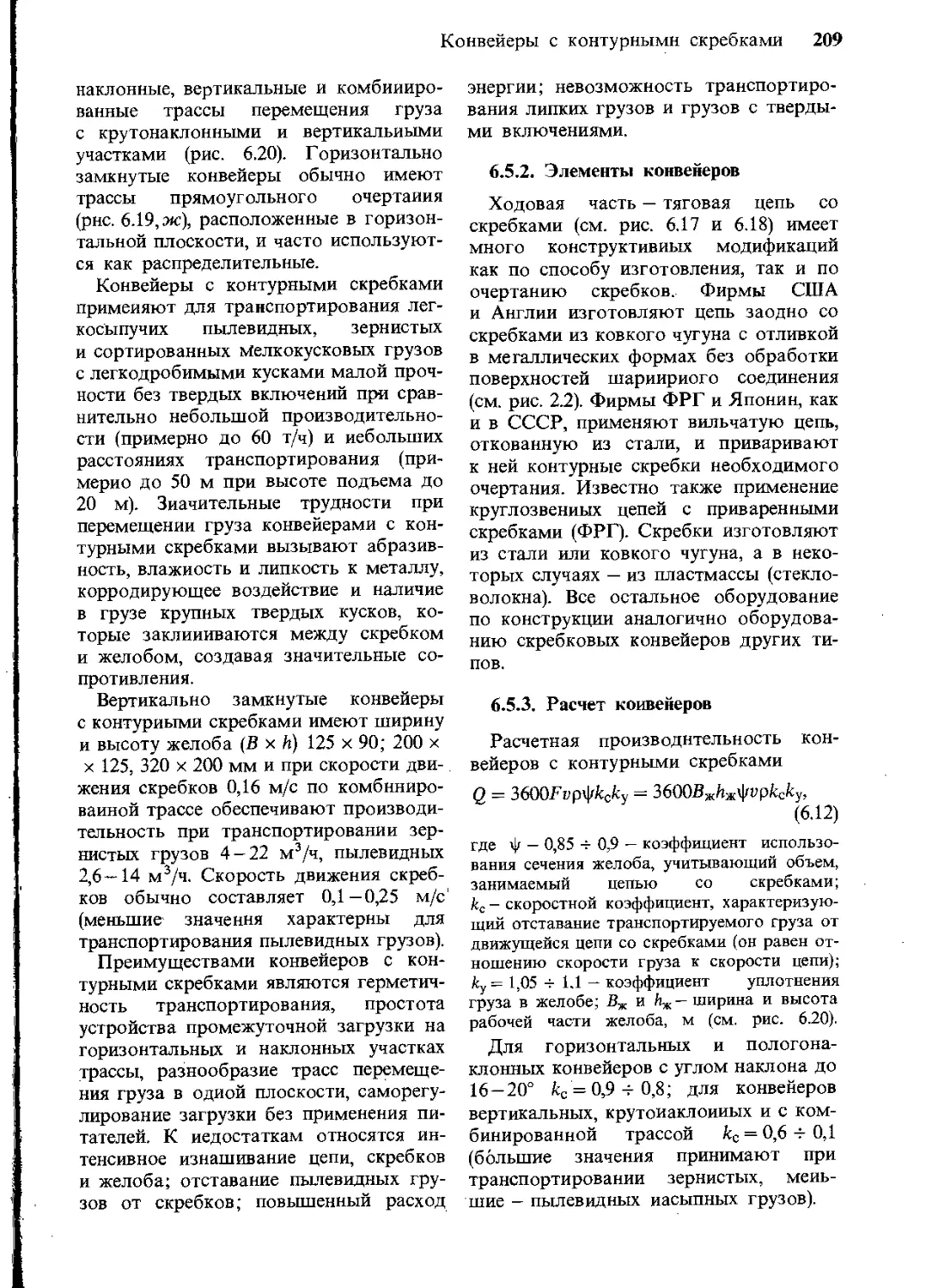
6.5.2. Элементы конвейеров 209
6.5.3. Расчет конвейеров 209
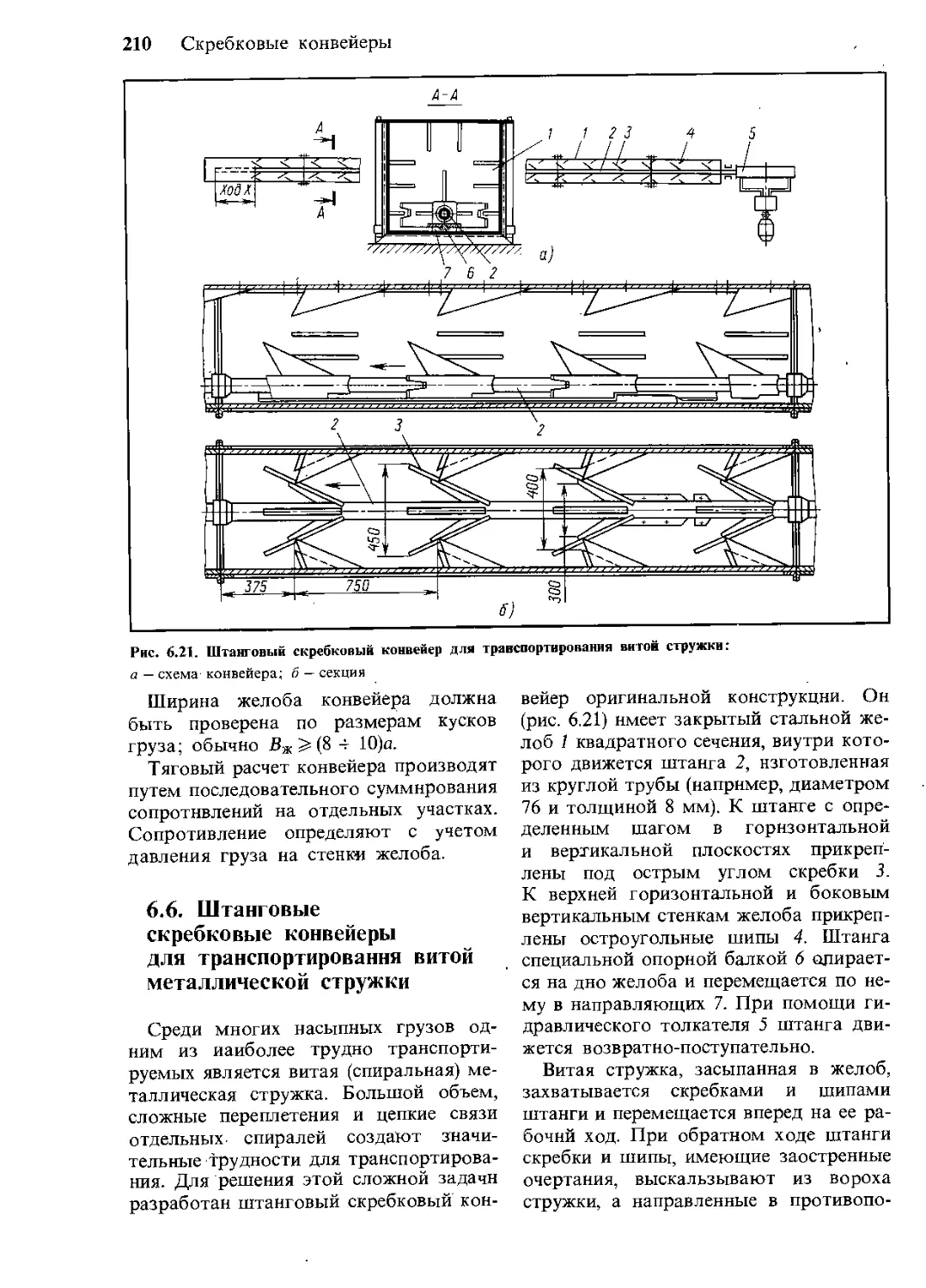
6.6. Штанговые скребковые кон-
вейеры для транспортирования ви-
той металлической стружки 210
6.7. Задачи научных исследований 211
Оглавление 5
9
Скребково-ковшовые,
ковшовые
и люлечные
конвейеры
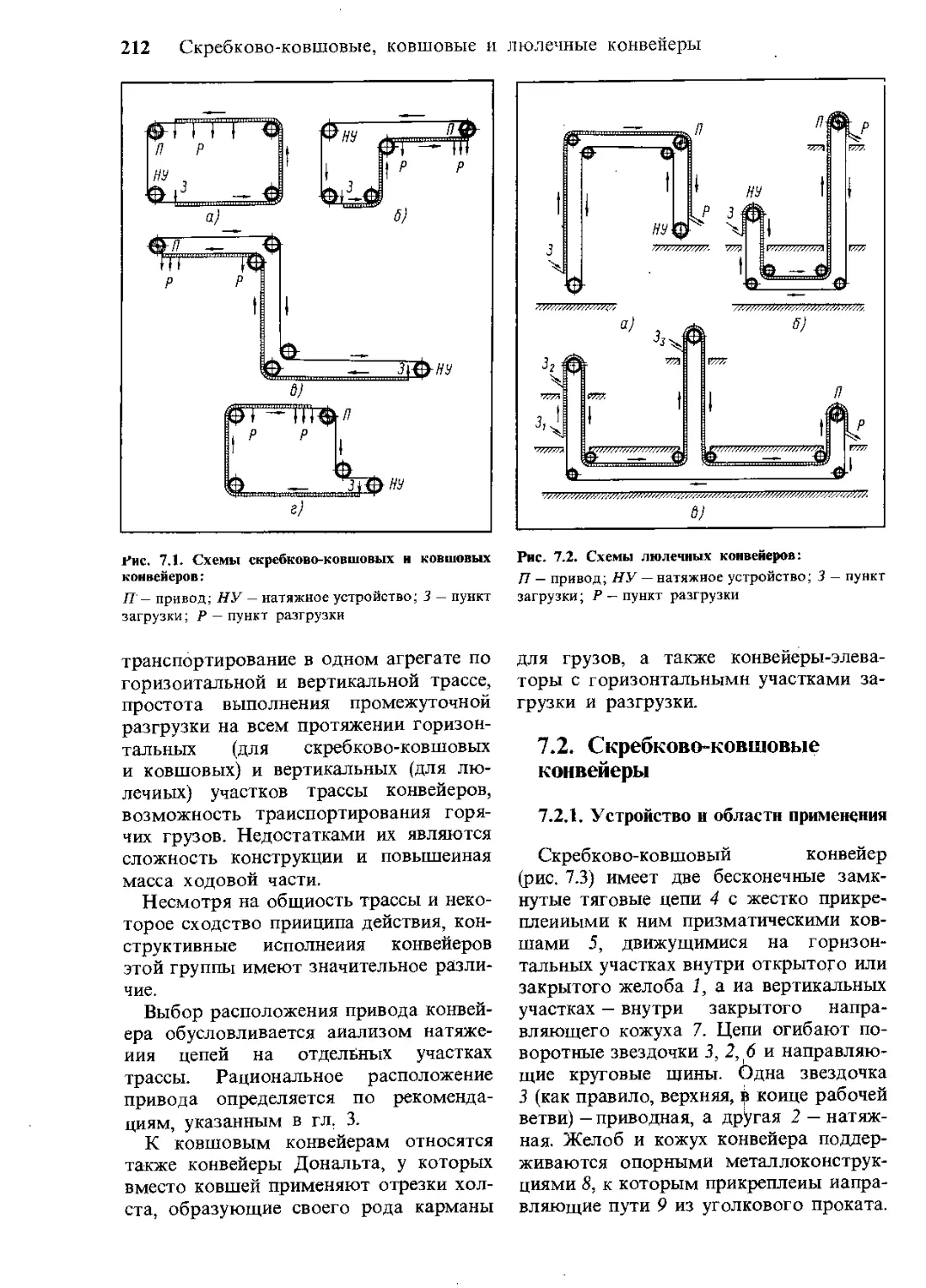
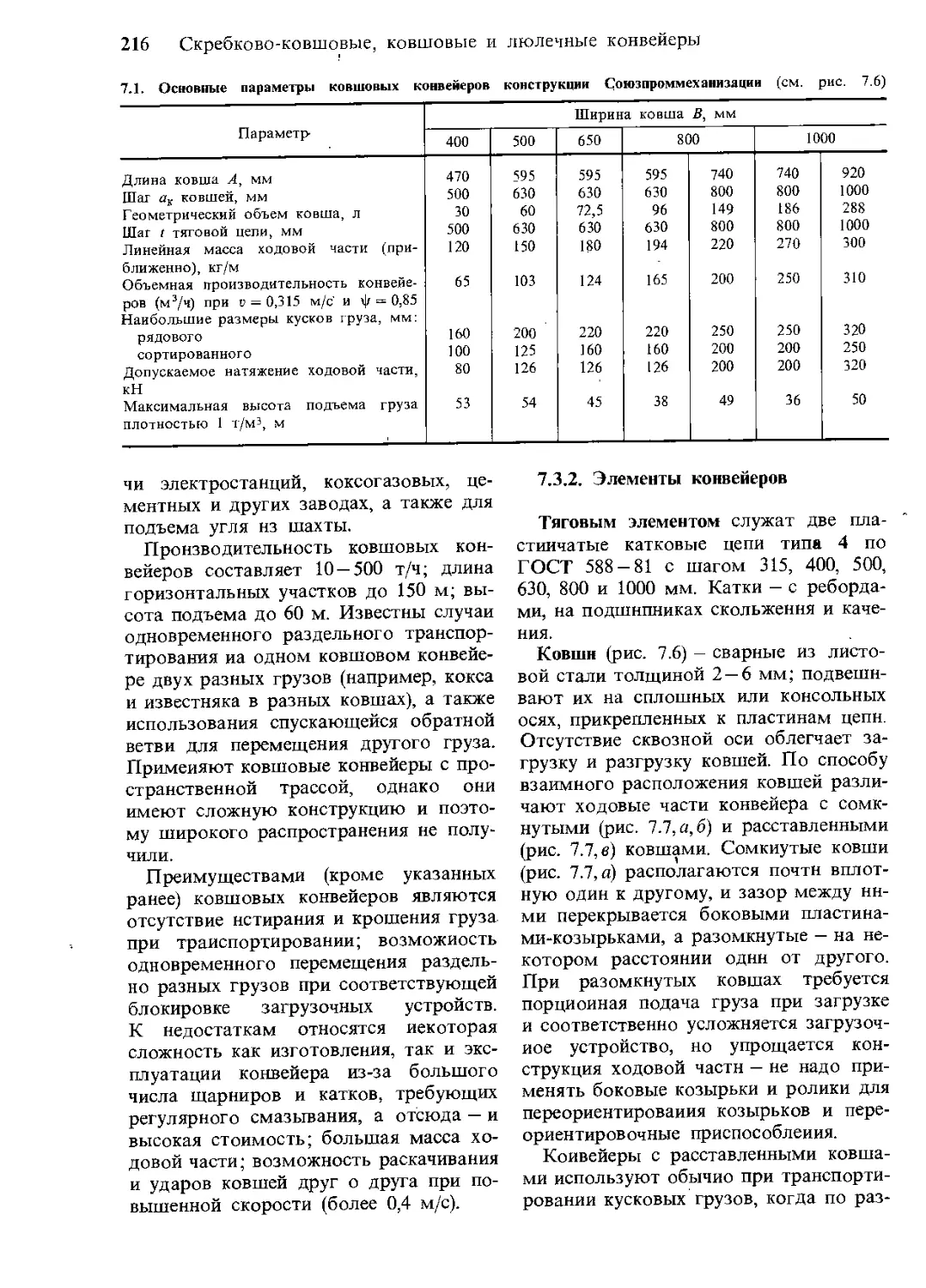
7.1. Основные типы 211
7.2. Скребково-ковшовые кон-
вейеры 212
7.2.1. Устройство и области применения 212
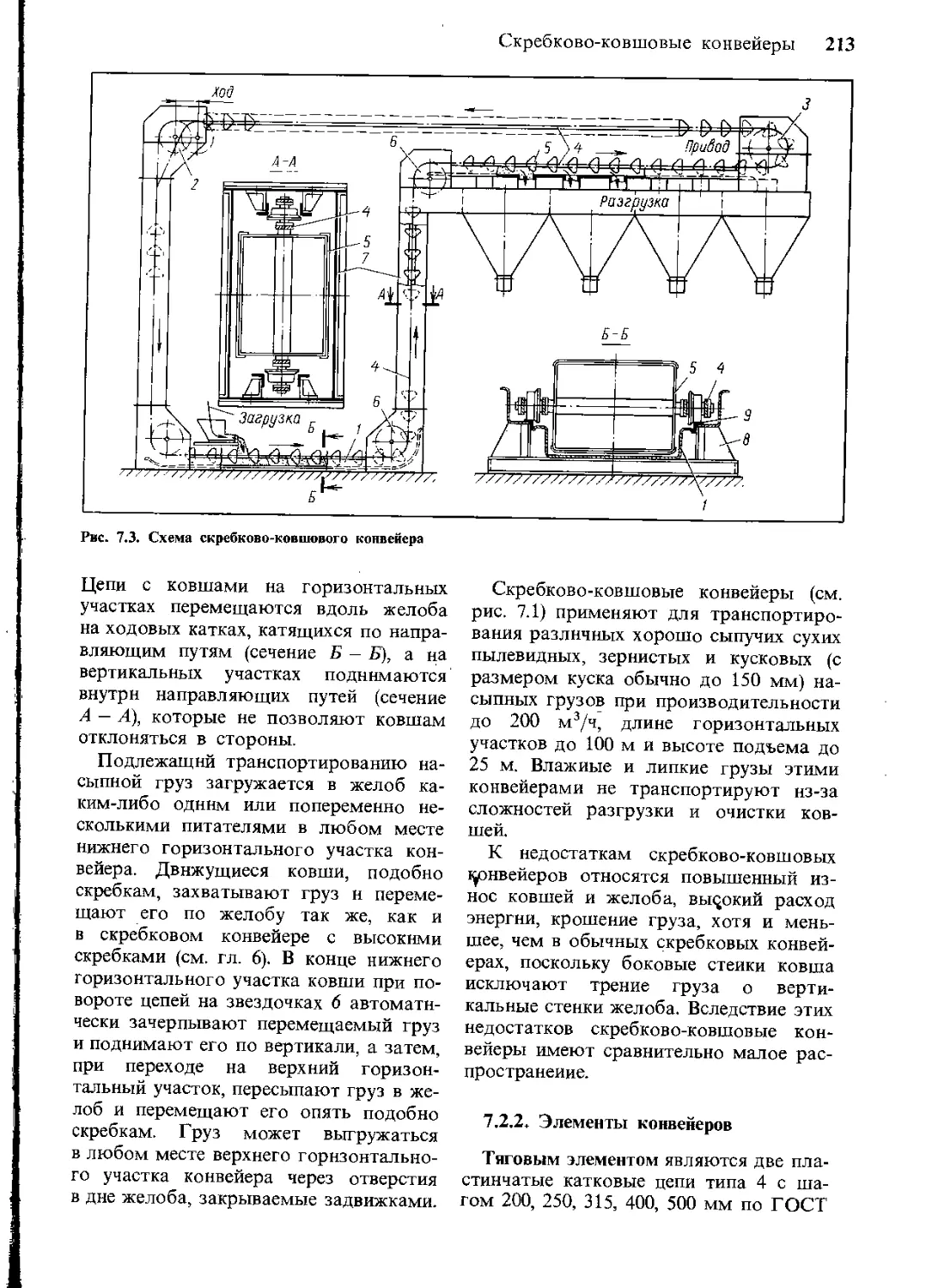
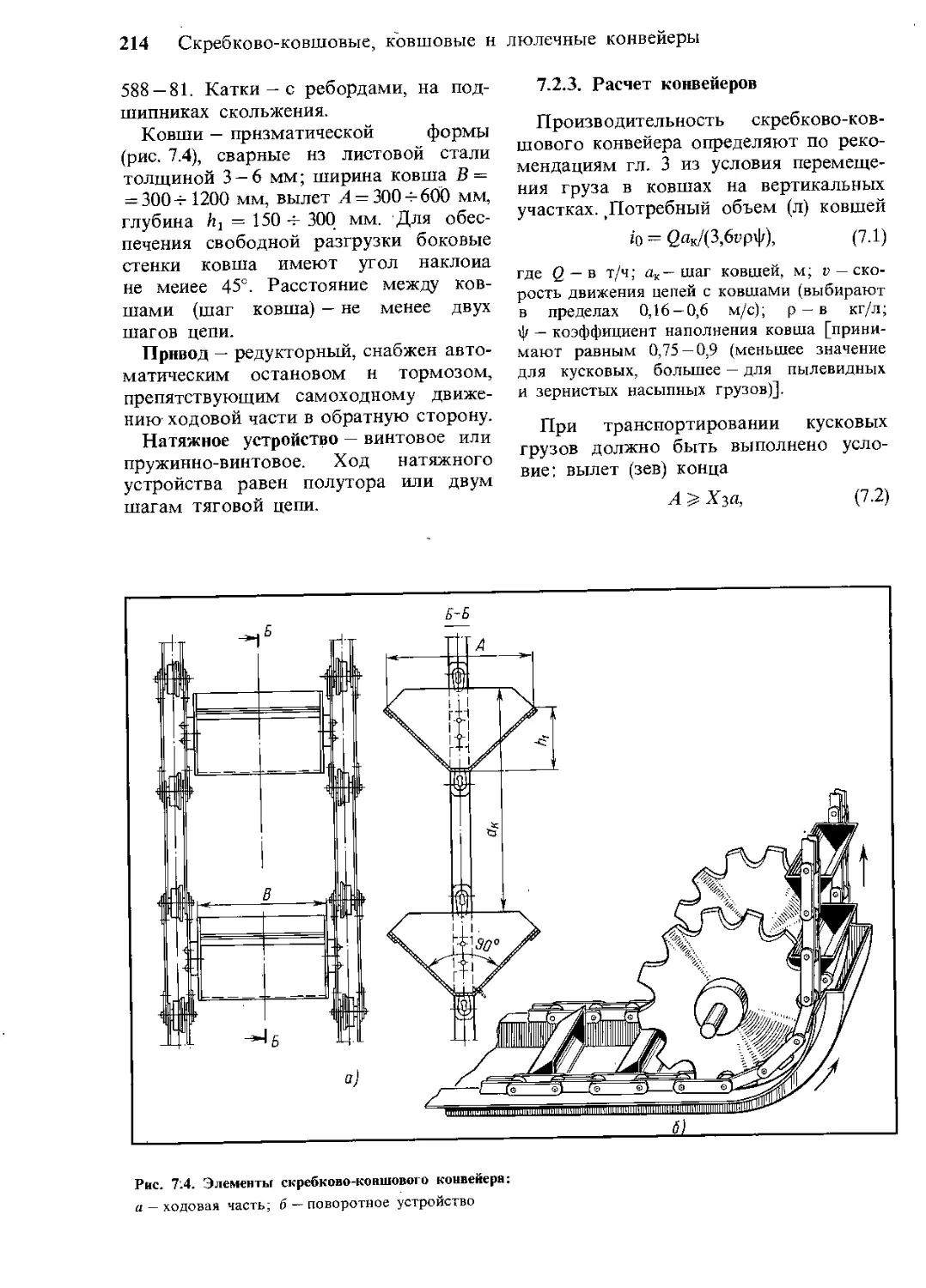
7.2.2. Элементы конвейеров 213
7.2.3. Расчет конвейеров 214
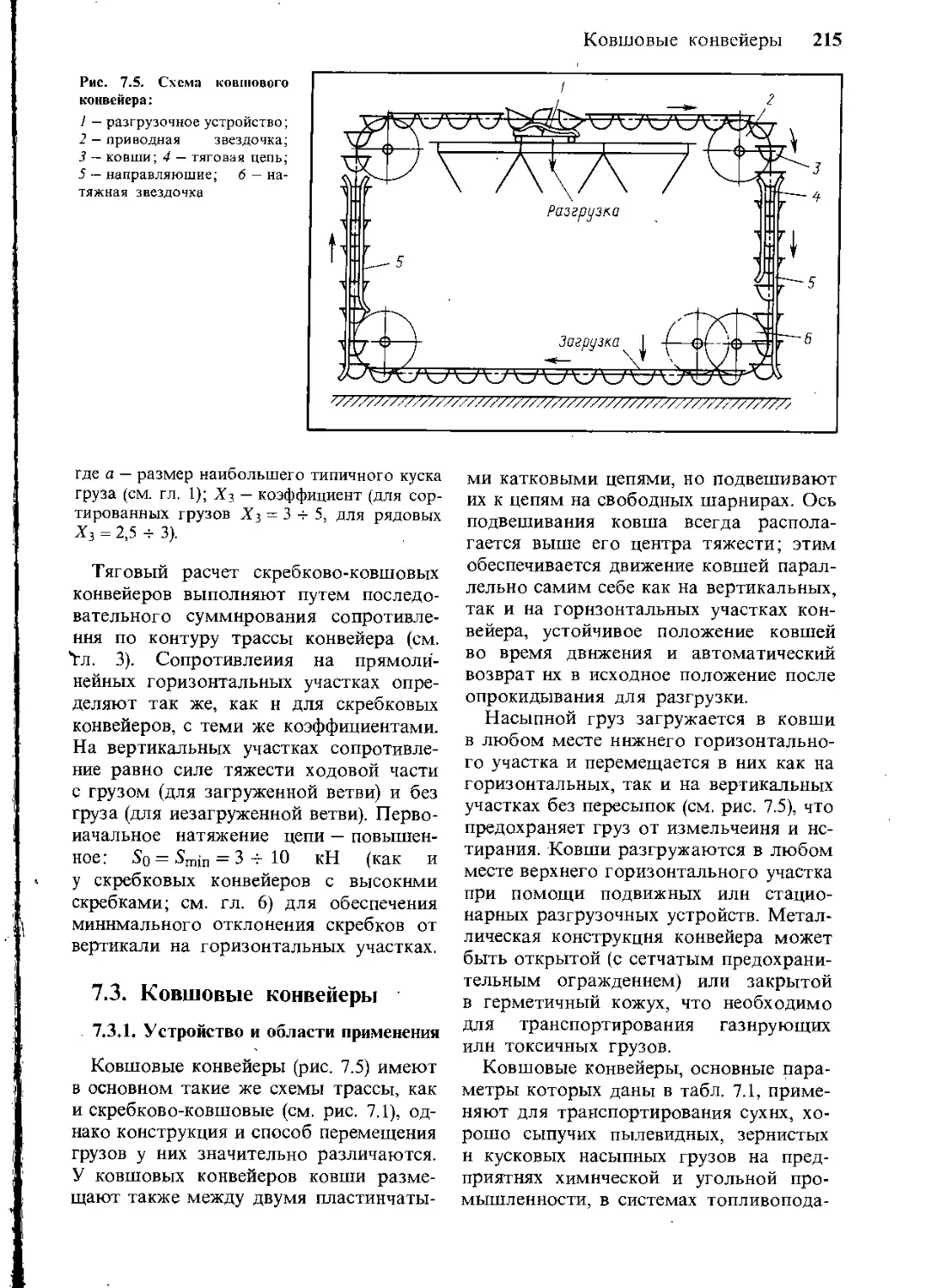
7.3. Ковшовые конвейеры 215
7.3.1. Устройство и области применения 215
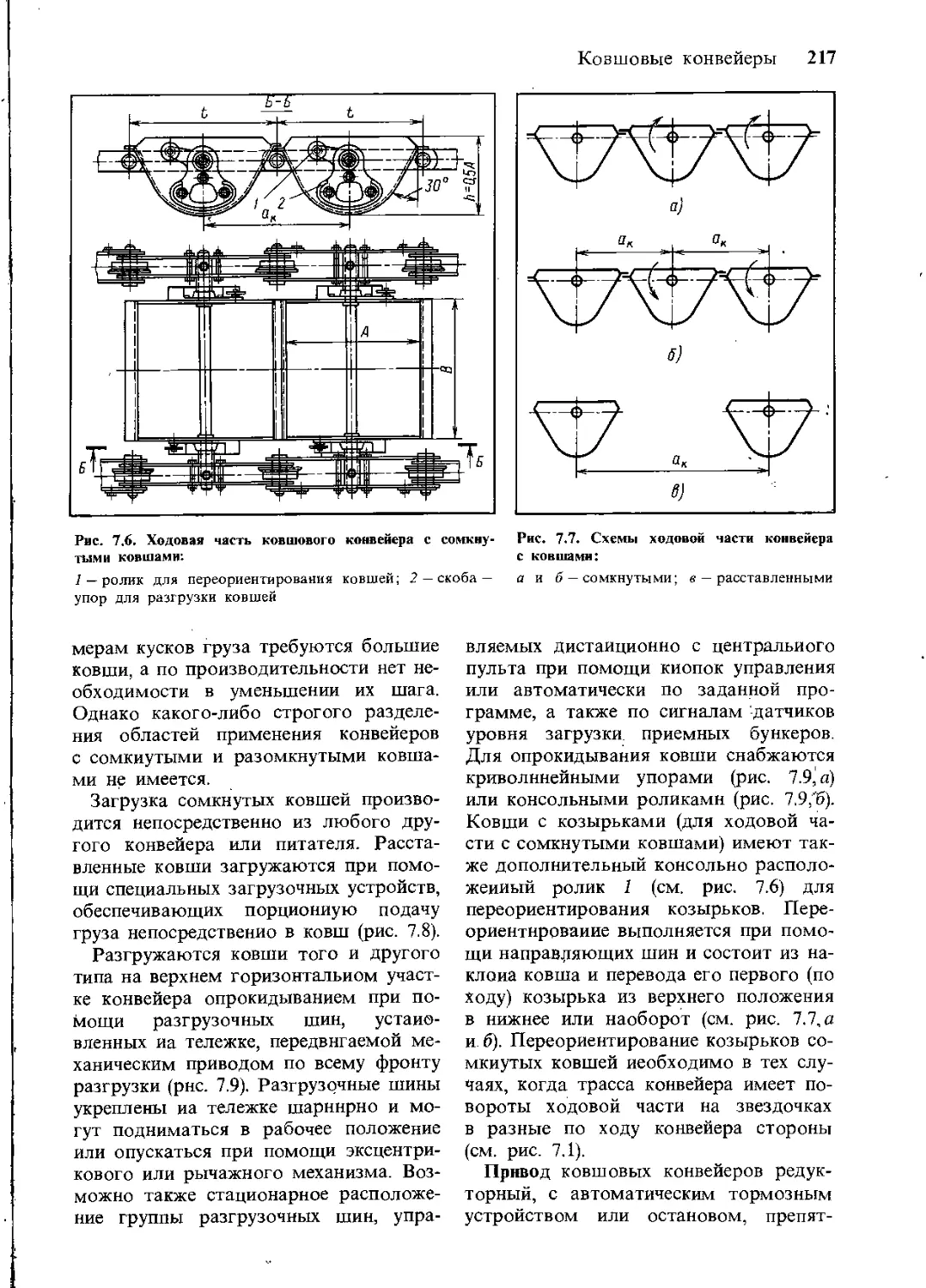
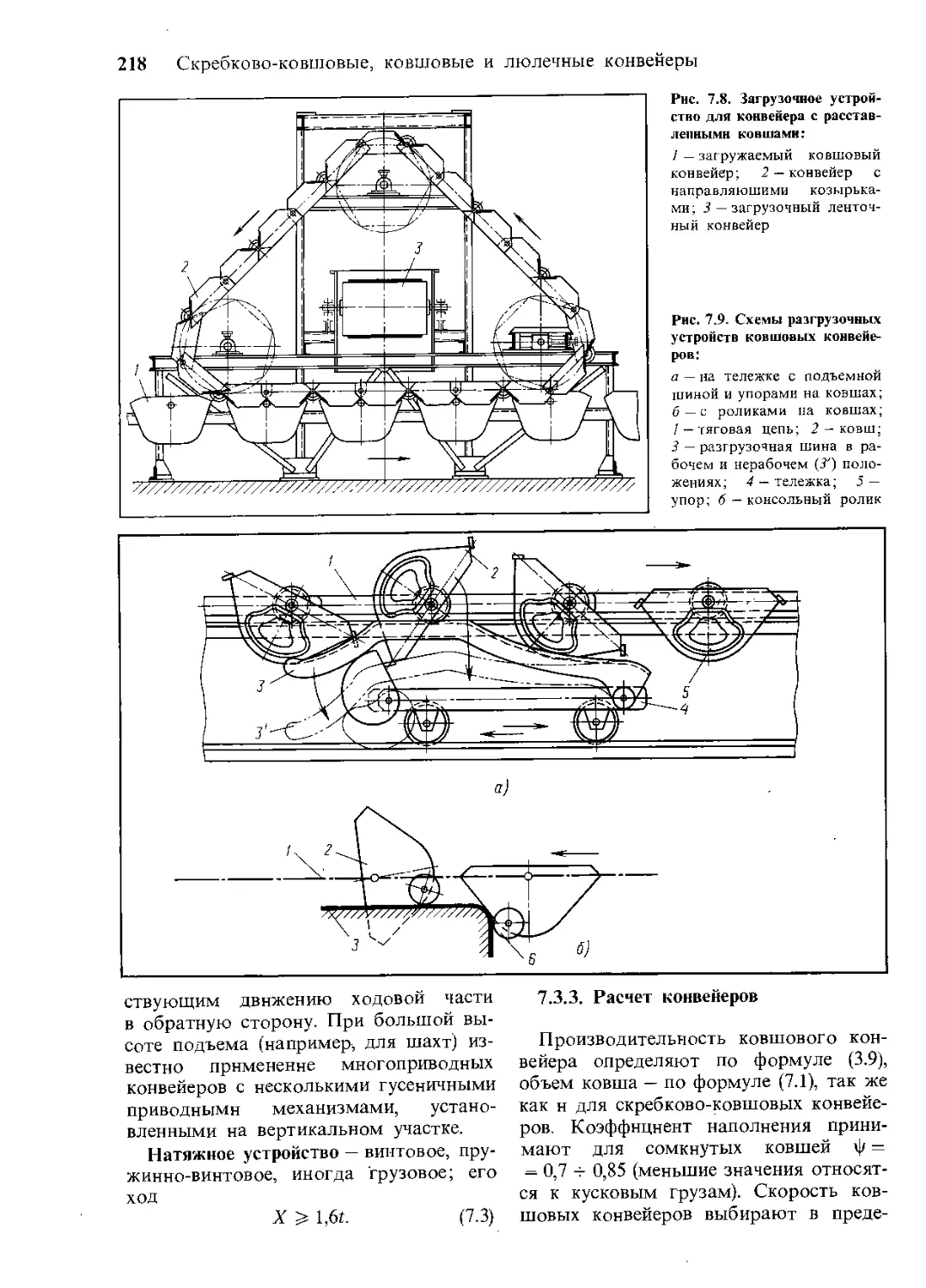
7.3.2. Элементы конвейеров 216
7.3.3. Расчет конвейеров 218
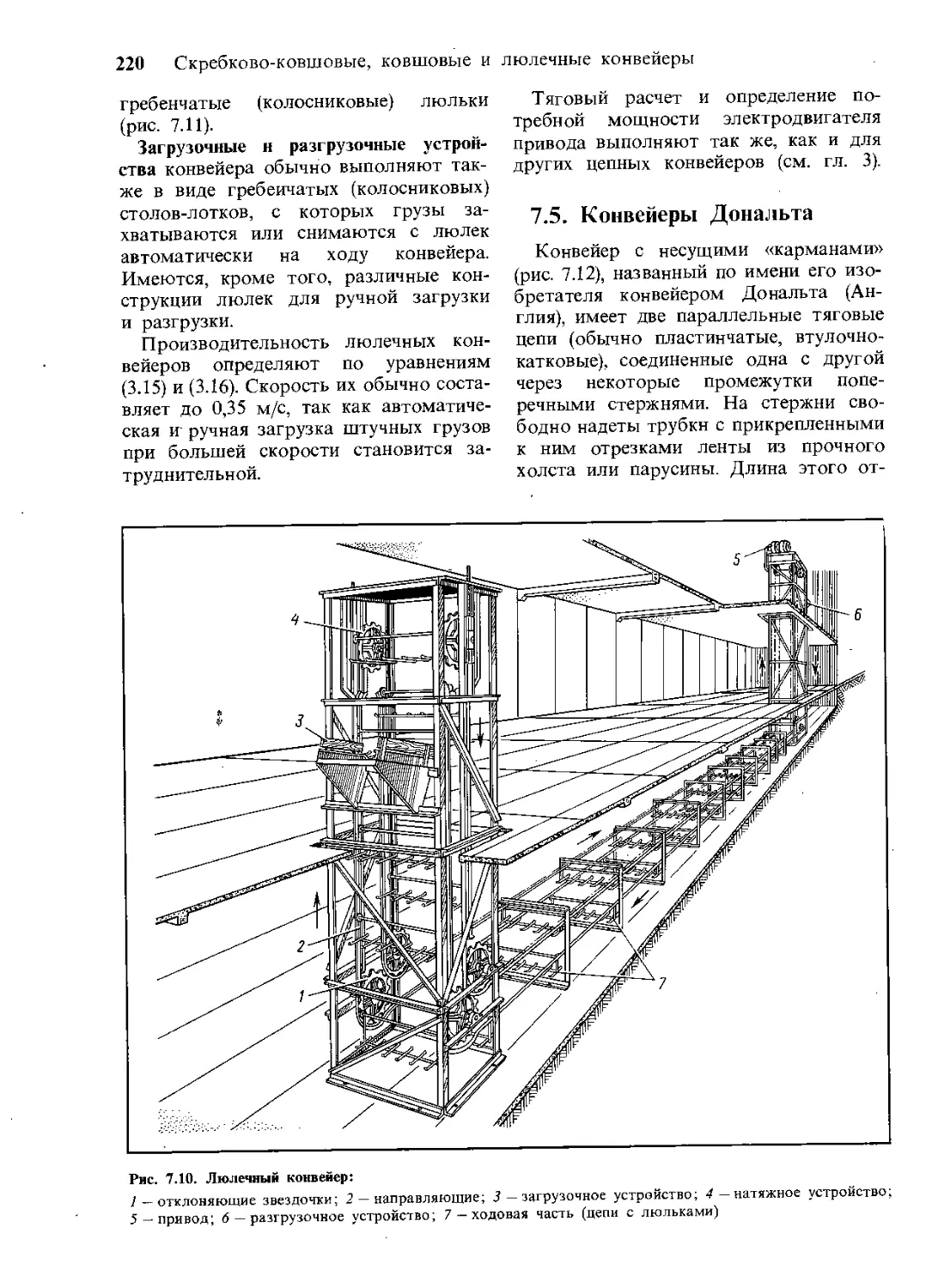
7.4. Люлечные конвейеры 219
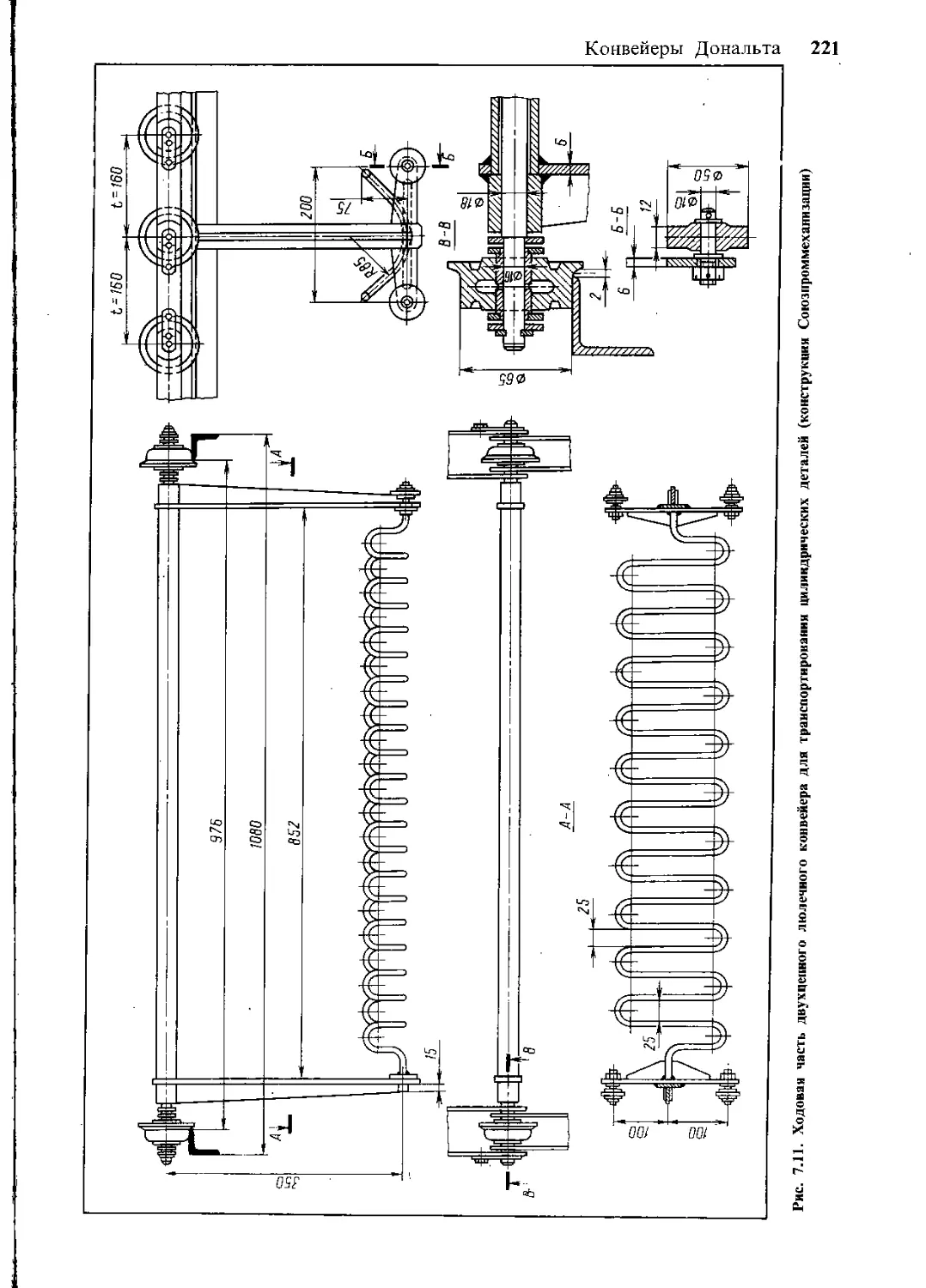
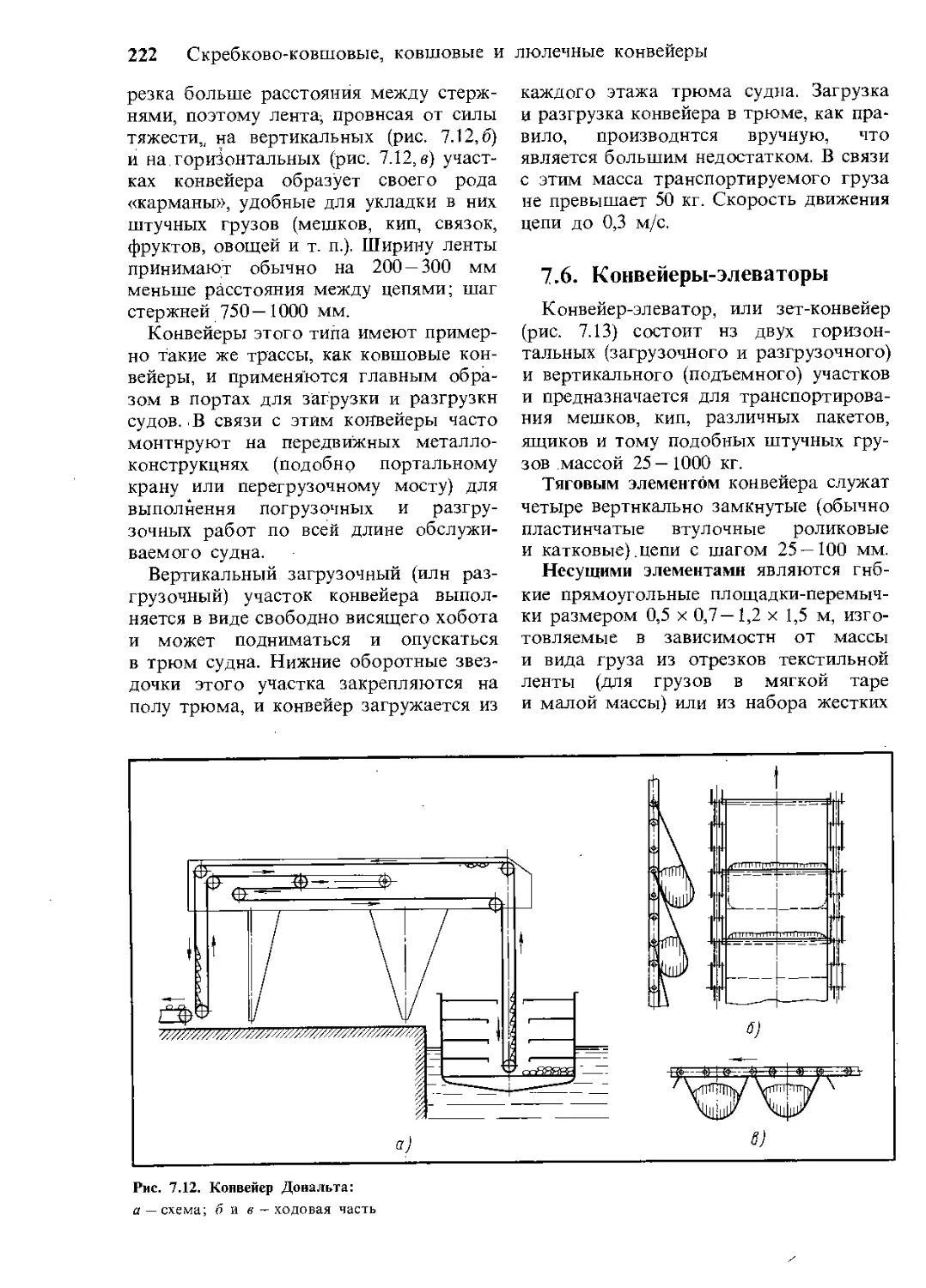
7.5. Конвейеры Дональта 220
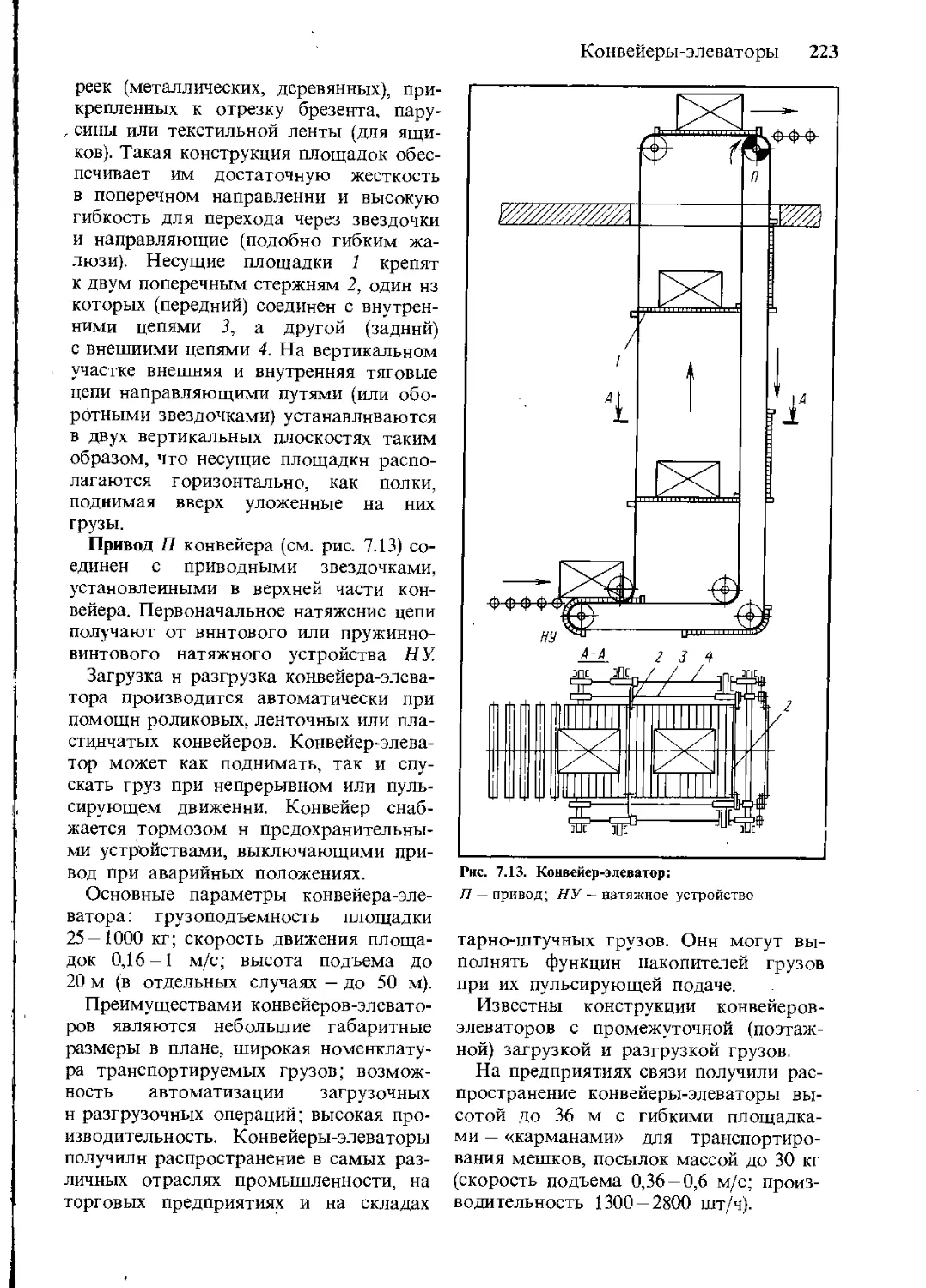
7.6. Конвейеры-элеваторы 222
8
Подвесные
конвейеры
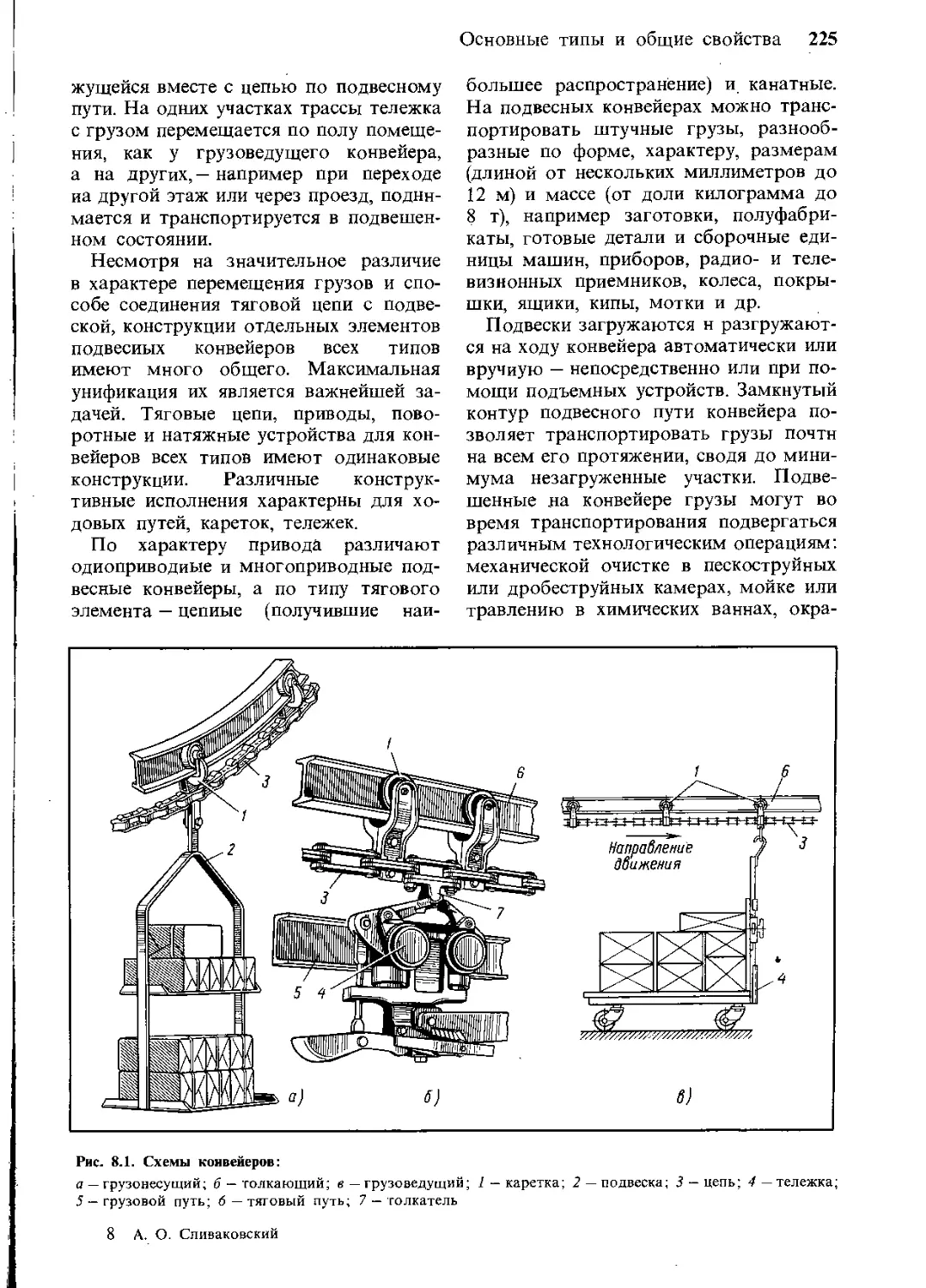
8.1. Основные типы и общие свой- ства 224
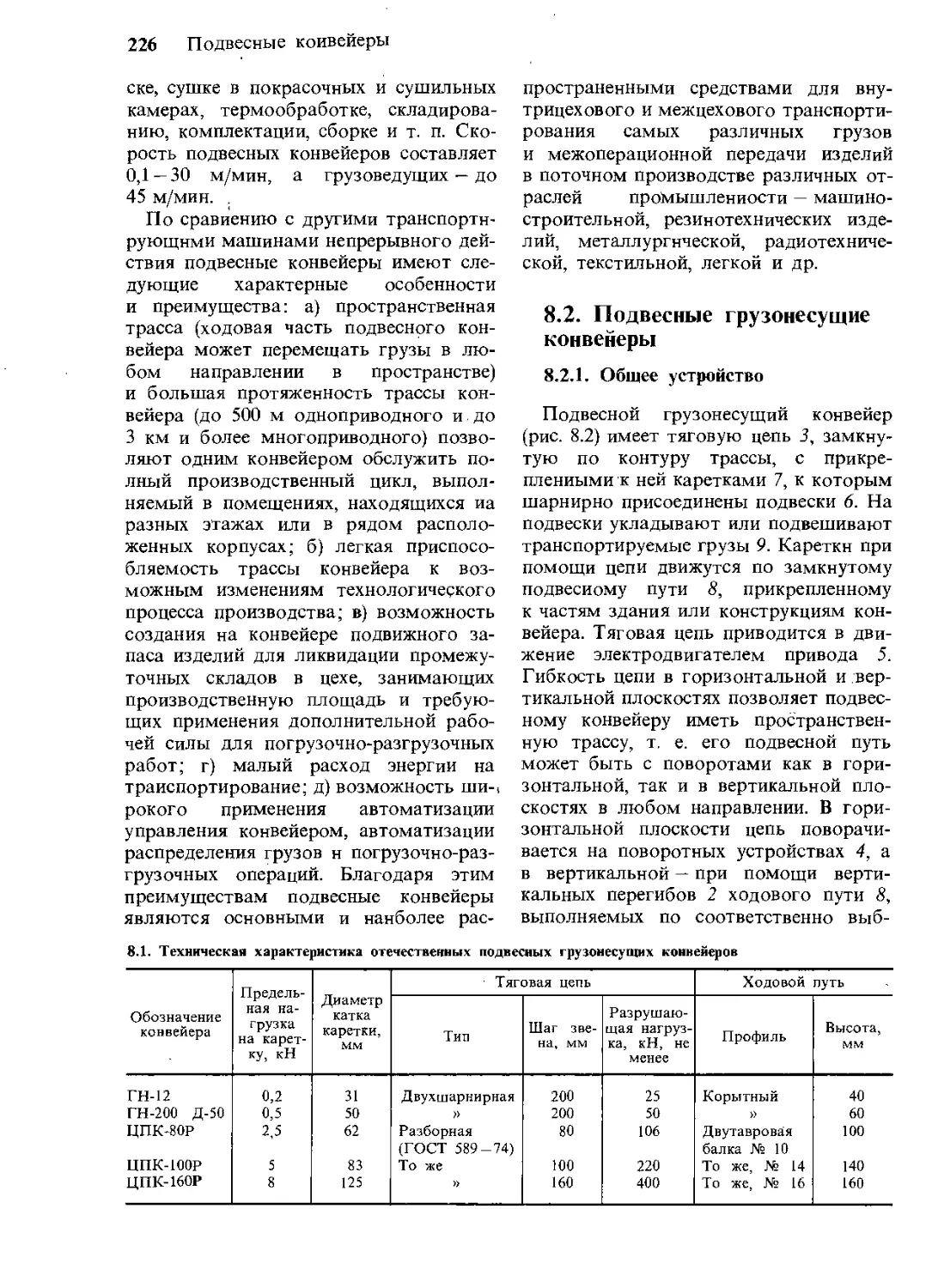
8.2. Подвесные грузонесущие кон-
вейеры 226
8.2.1- Общее устройство 226
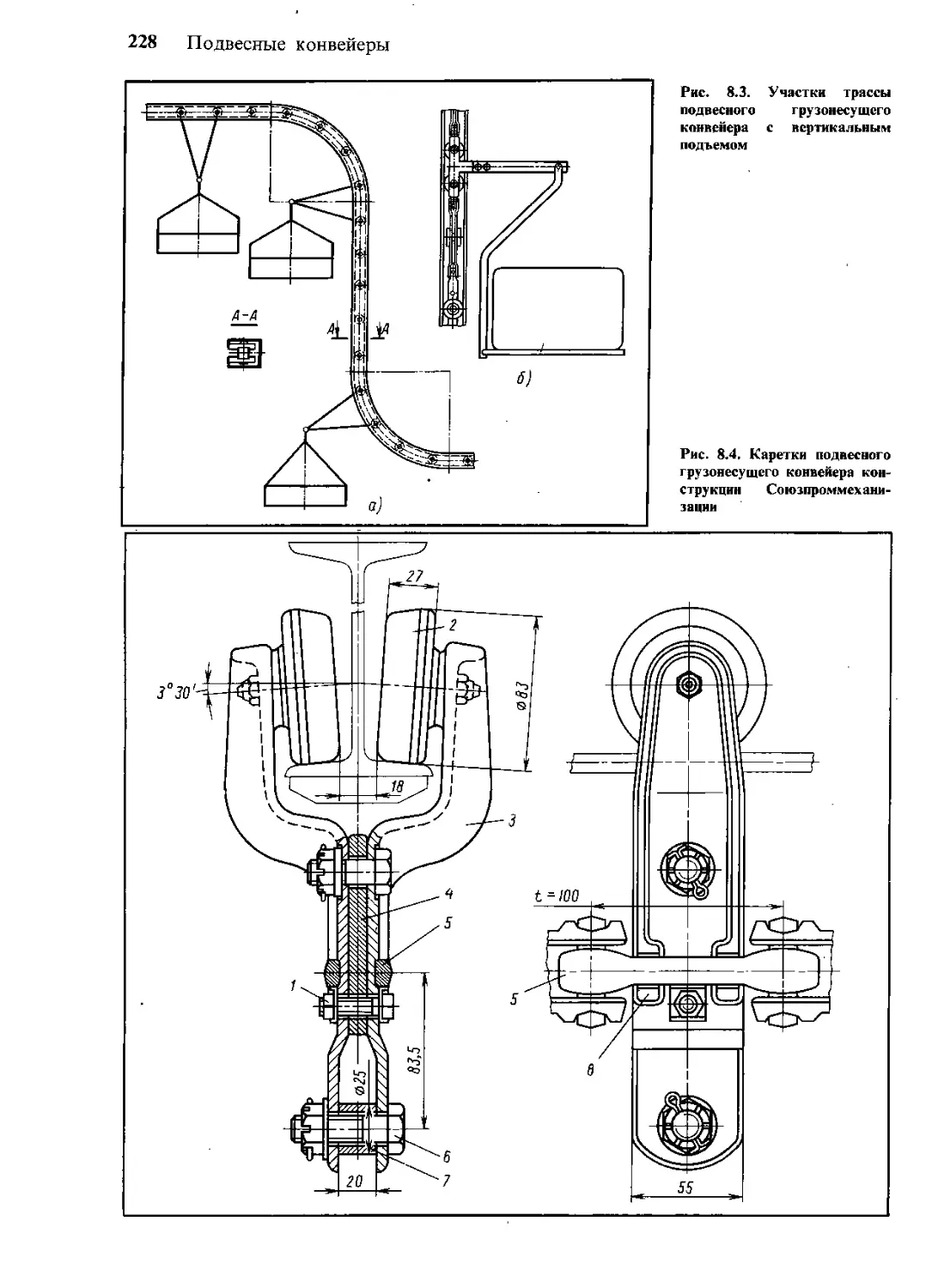
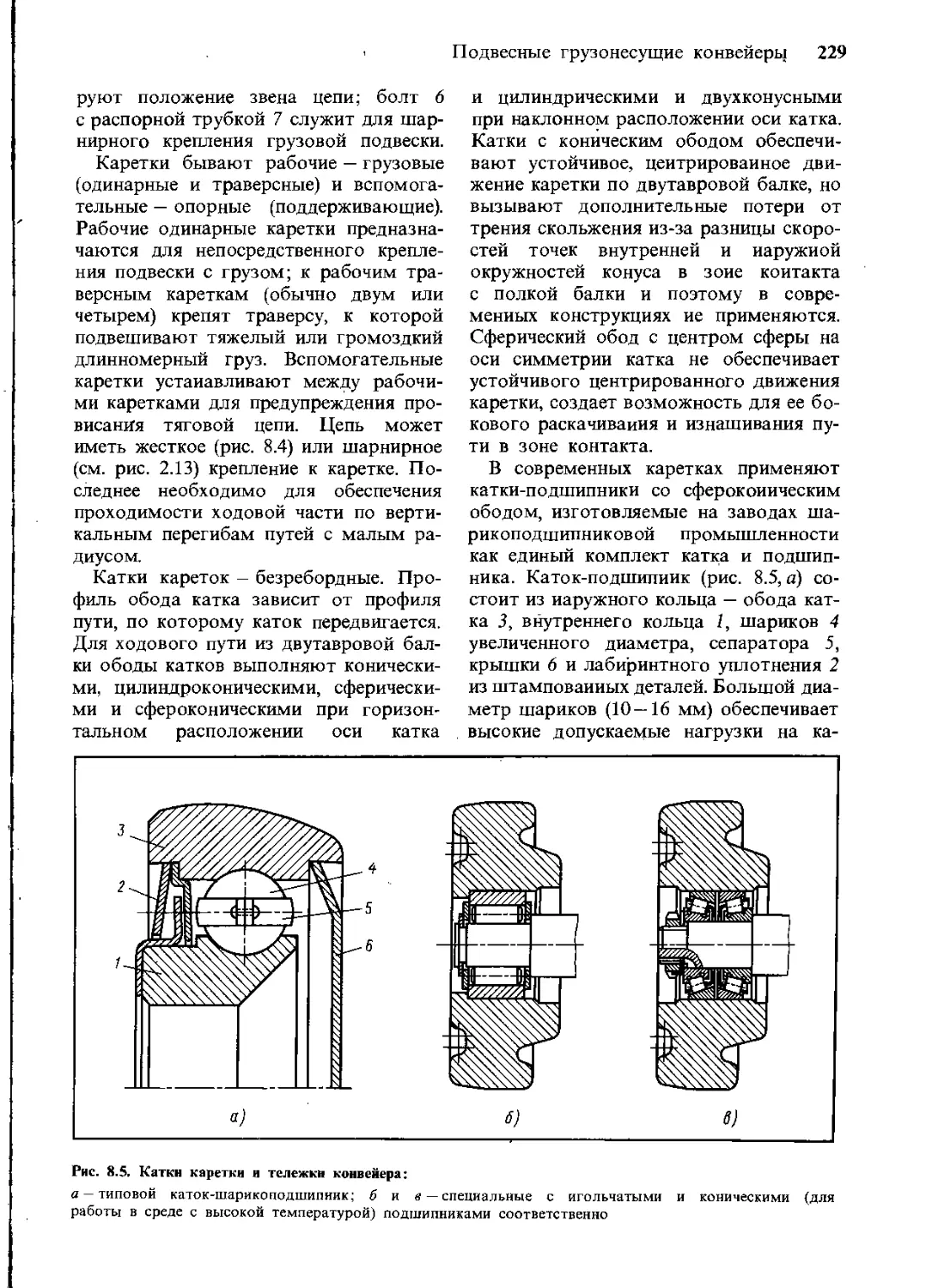
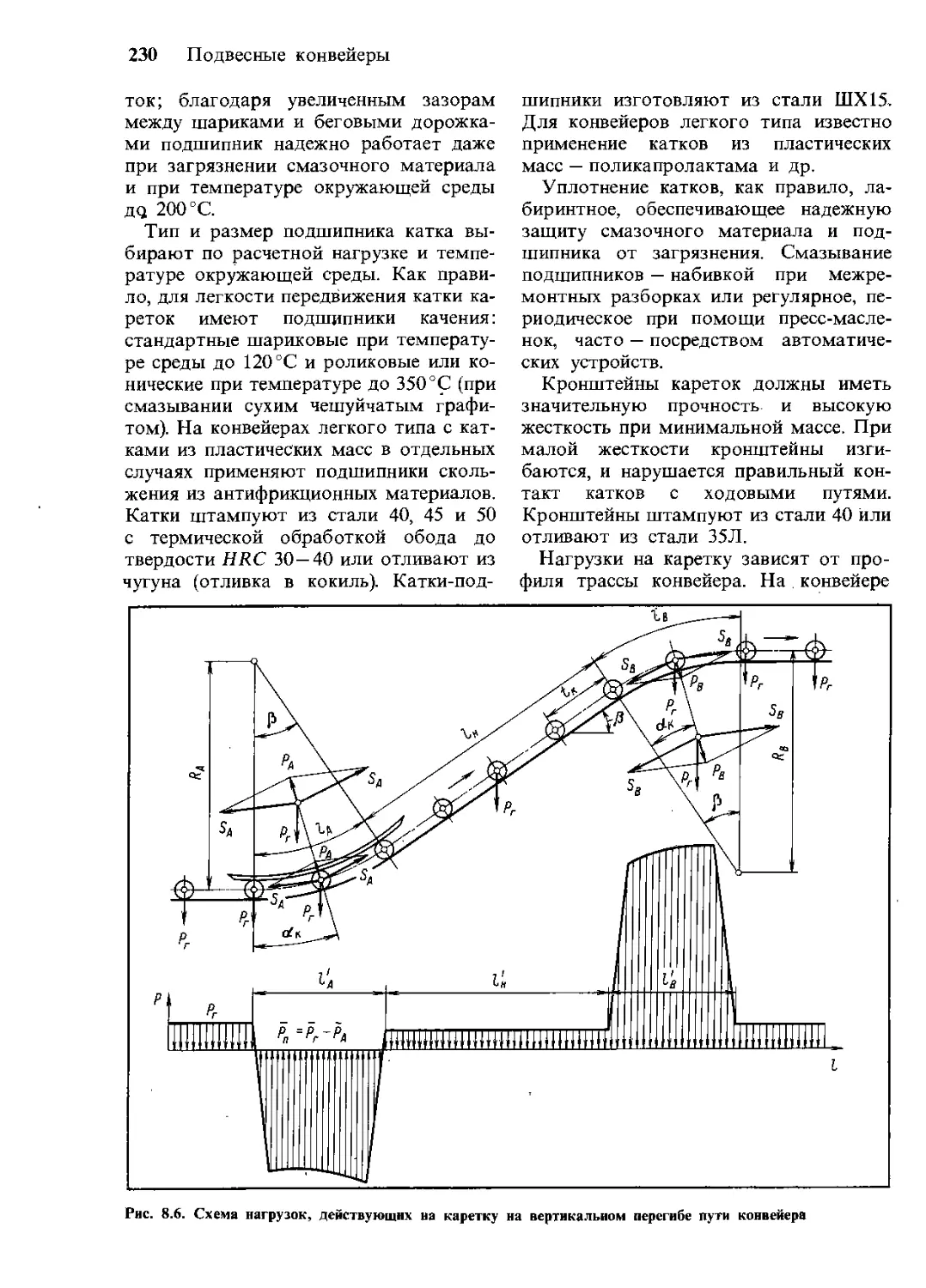
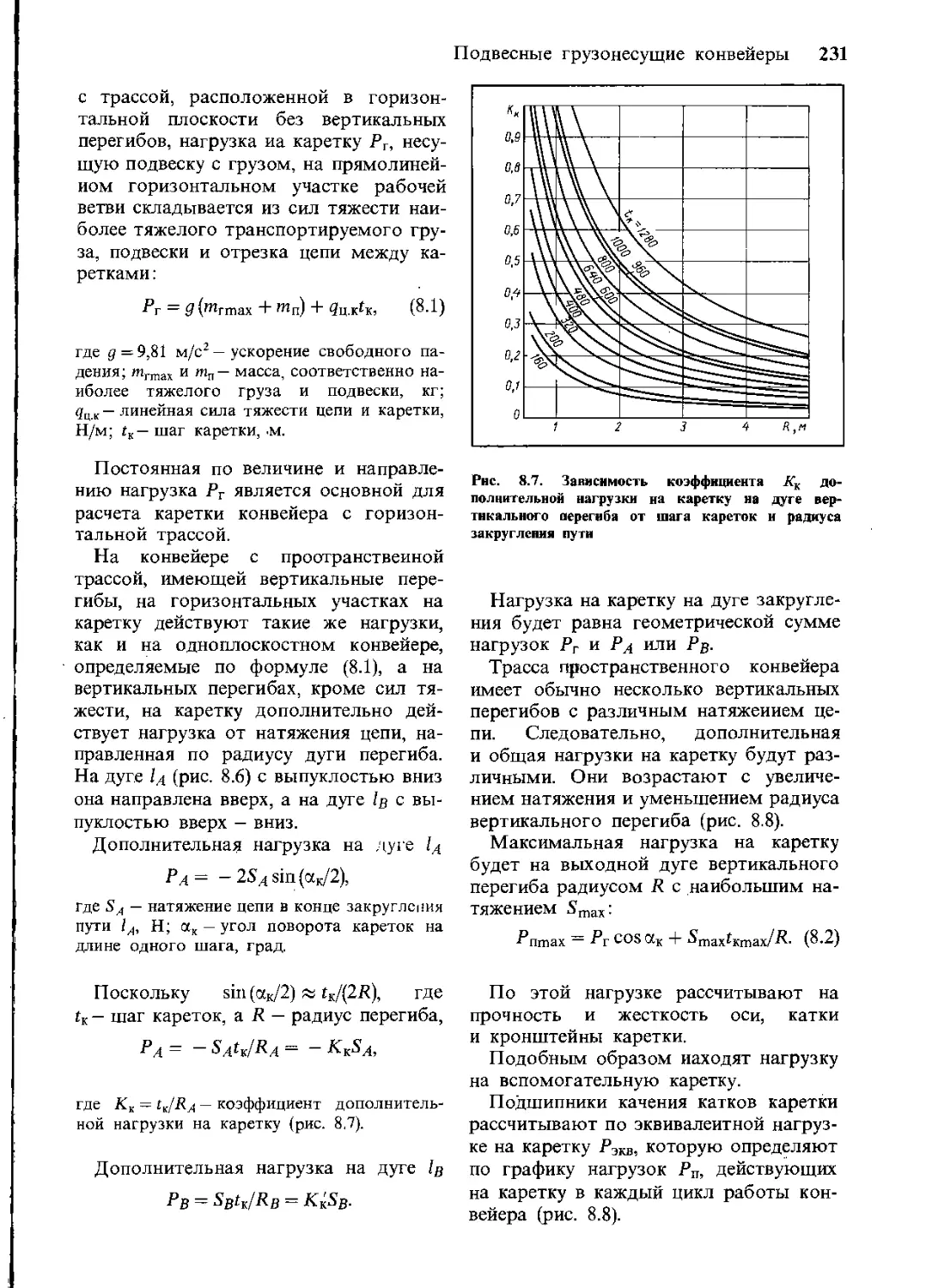
8.2.2. Элементы конвейеров 227
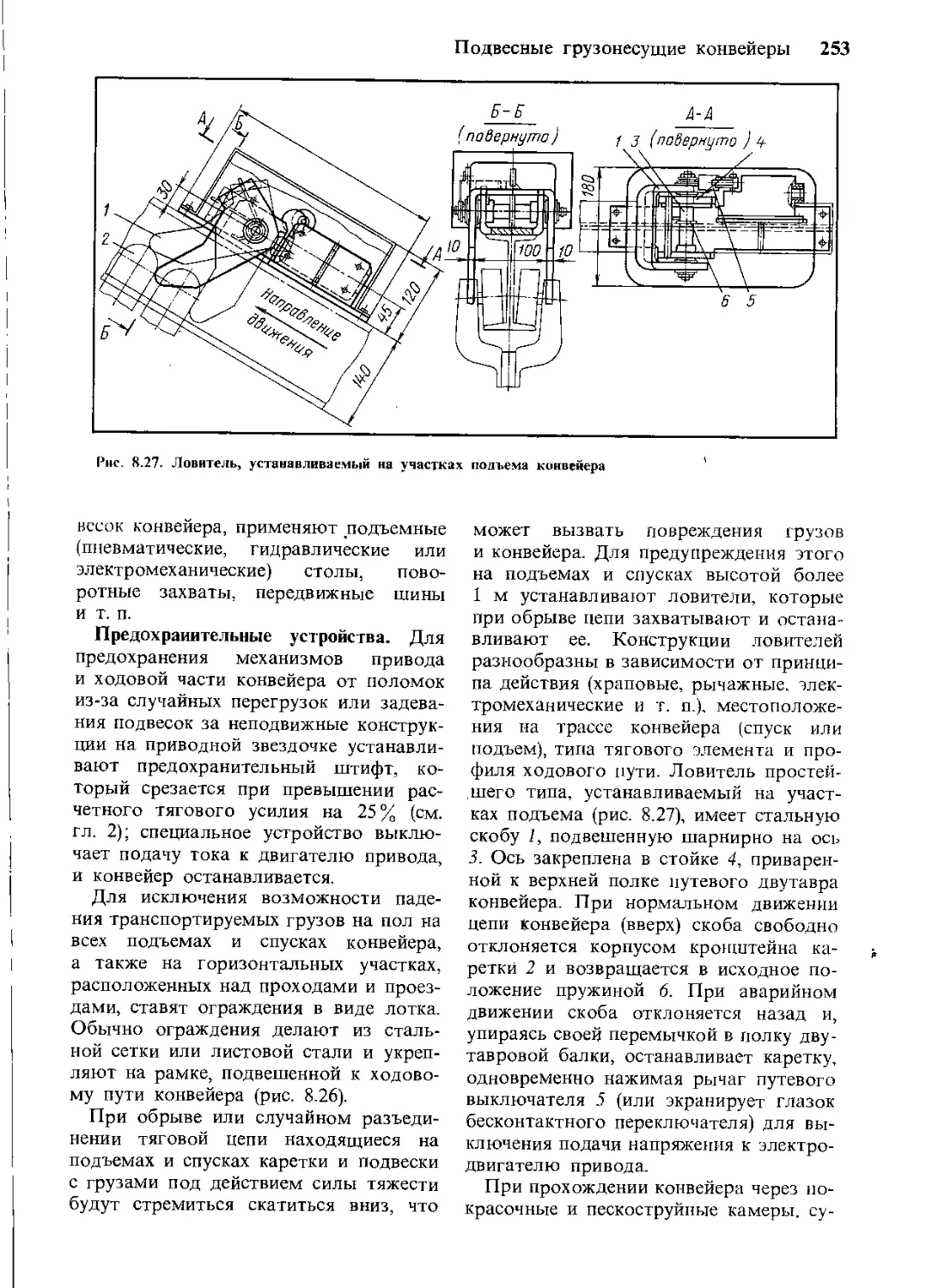
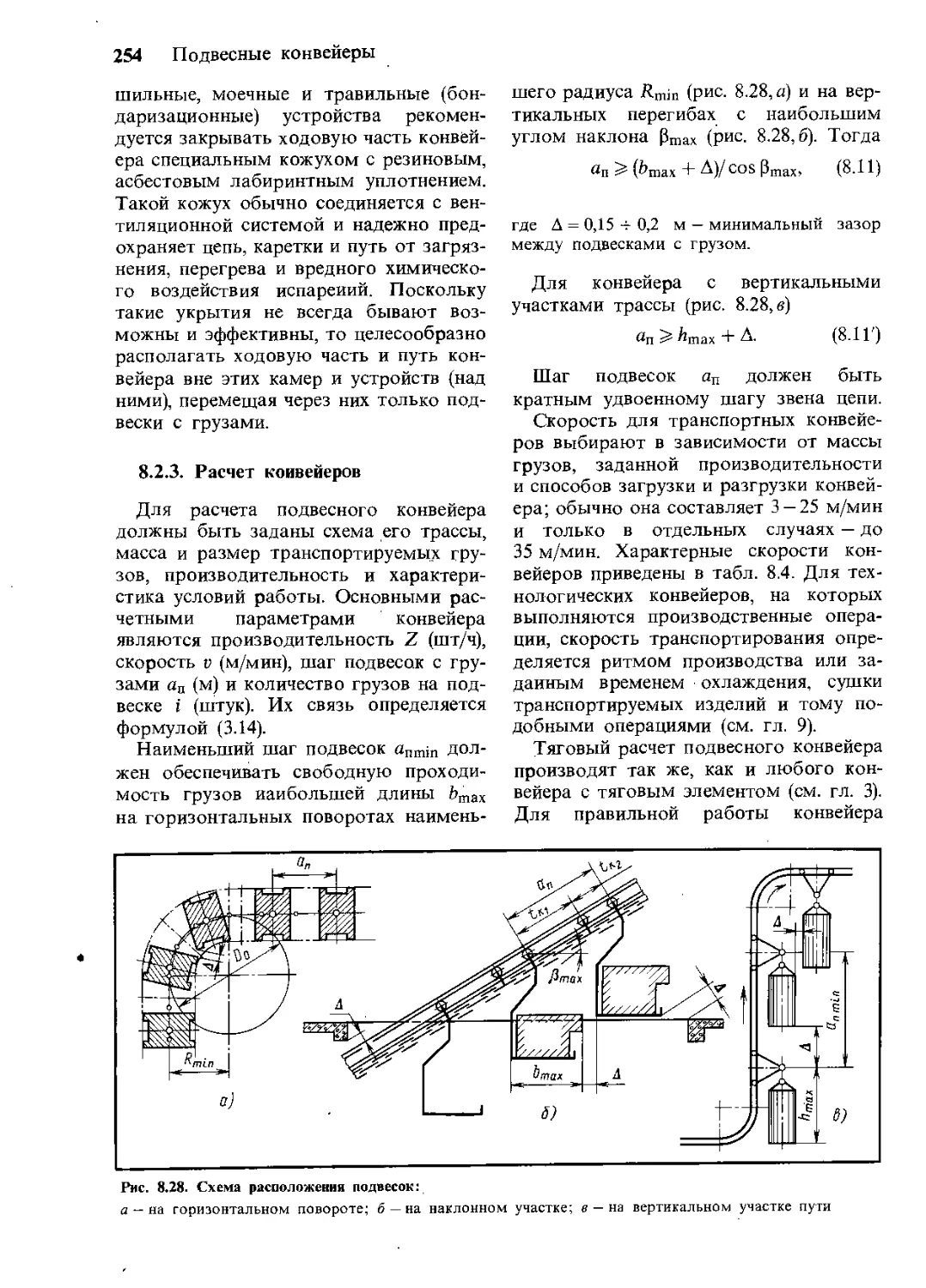
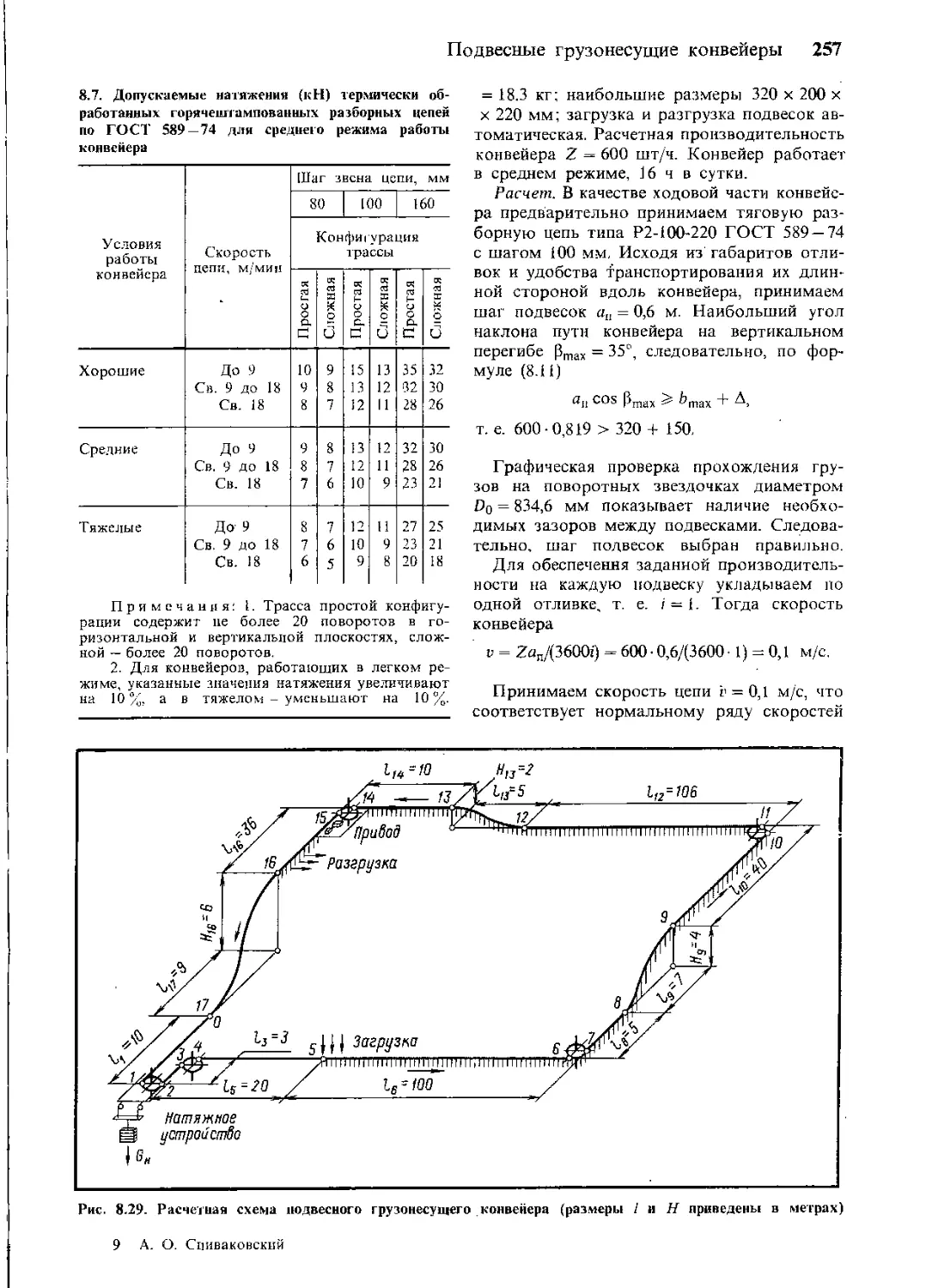
8.2.3. Расчет "конвейеров 254
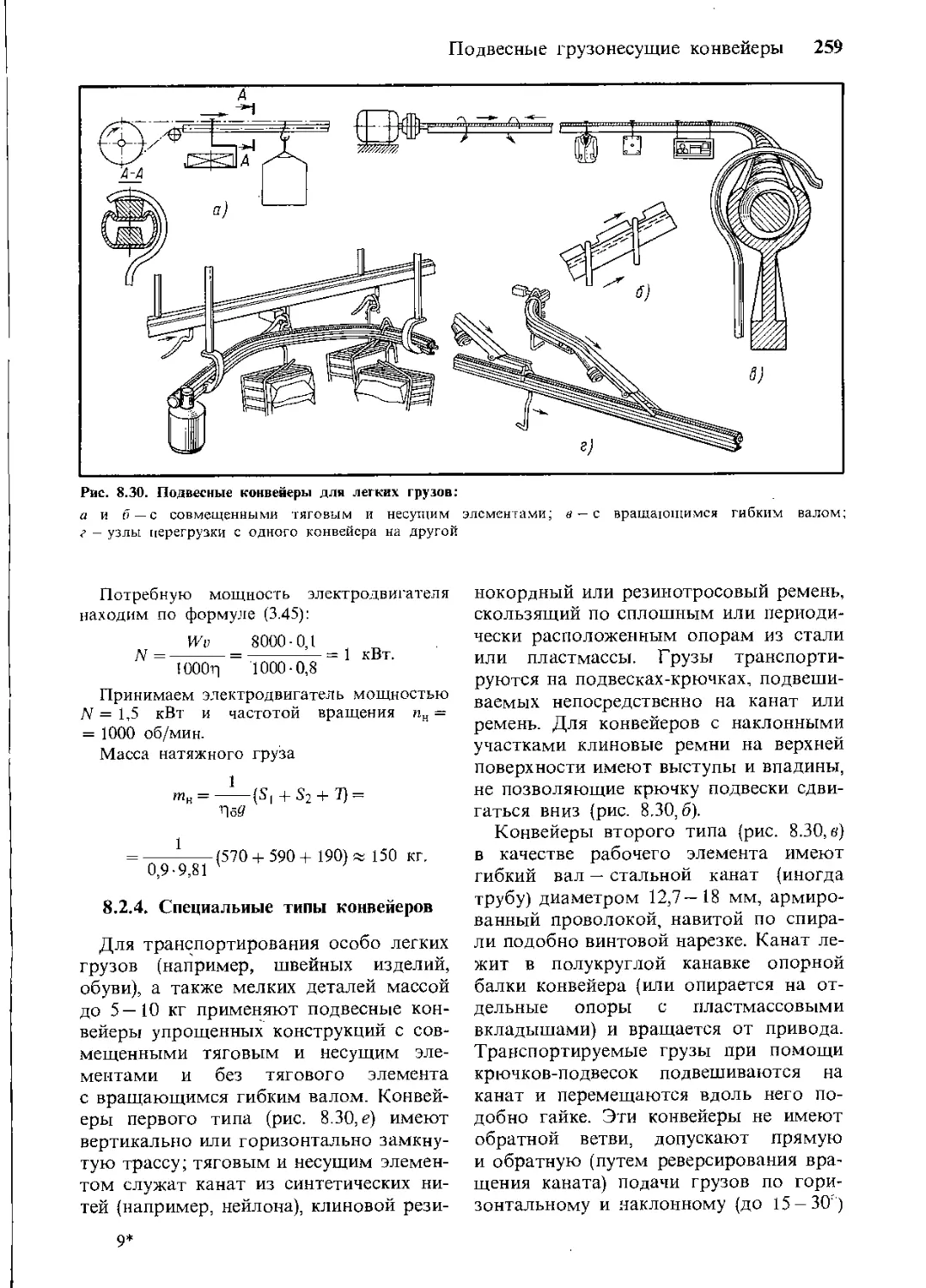
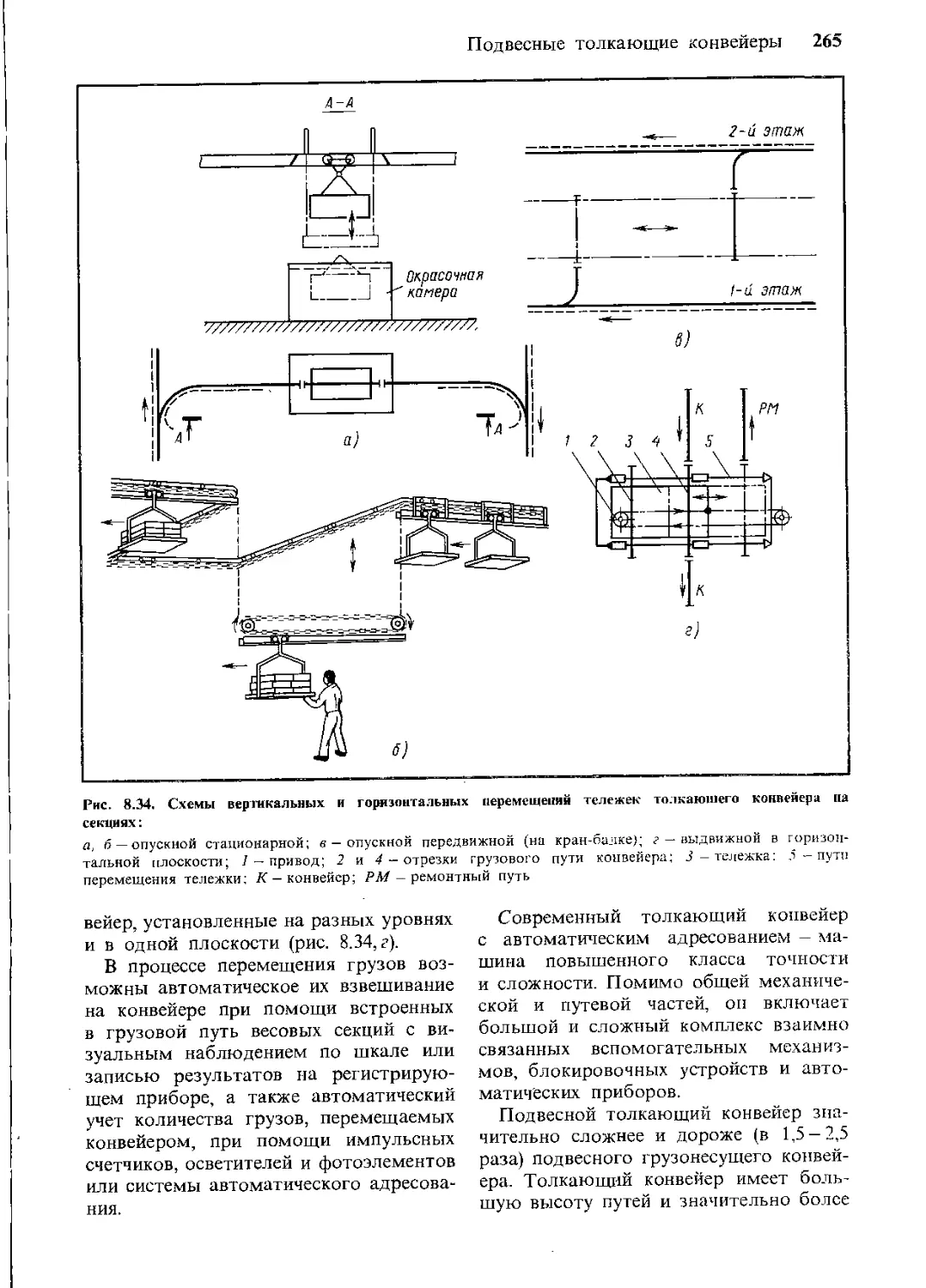
8.2.4. Специальные типы конвейеров 259
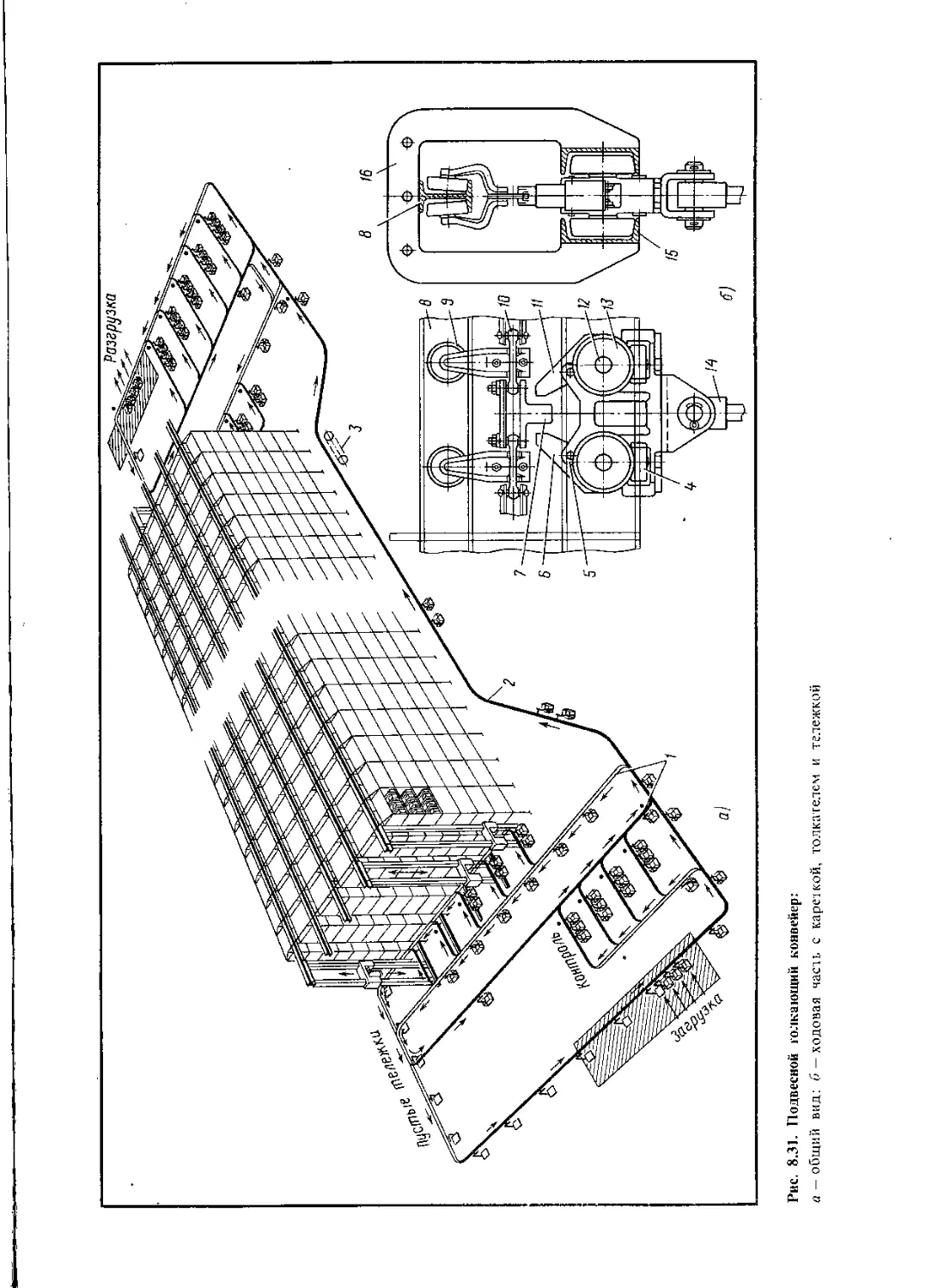
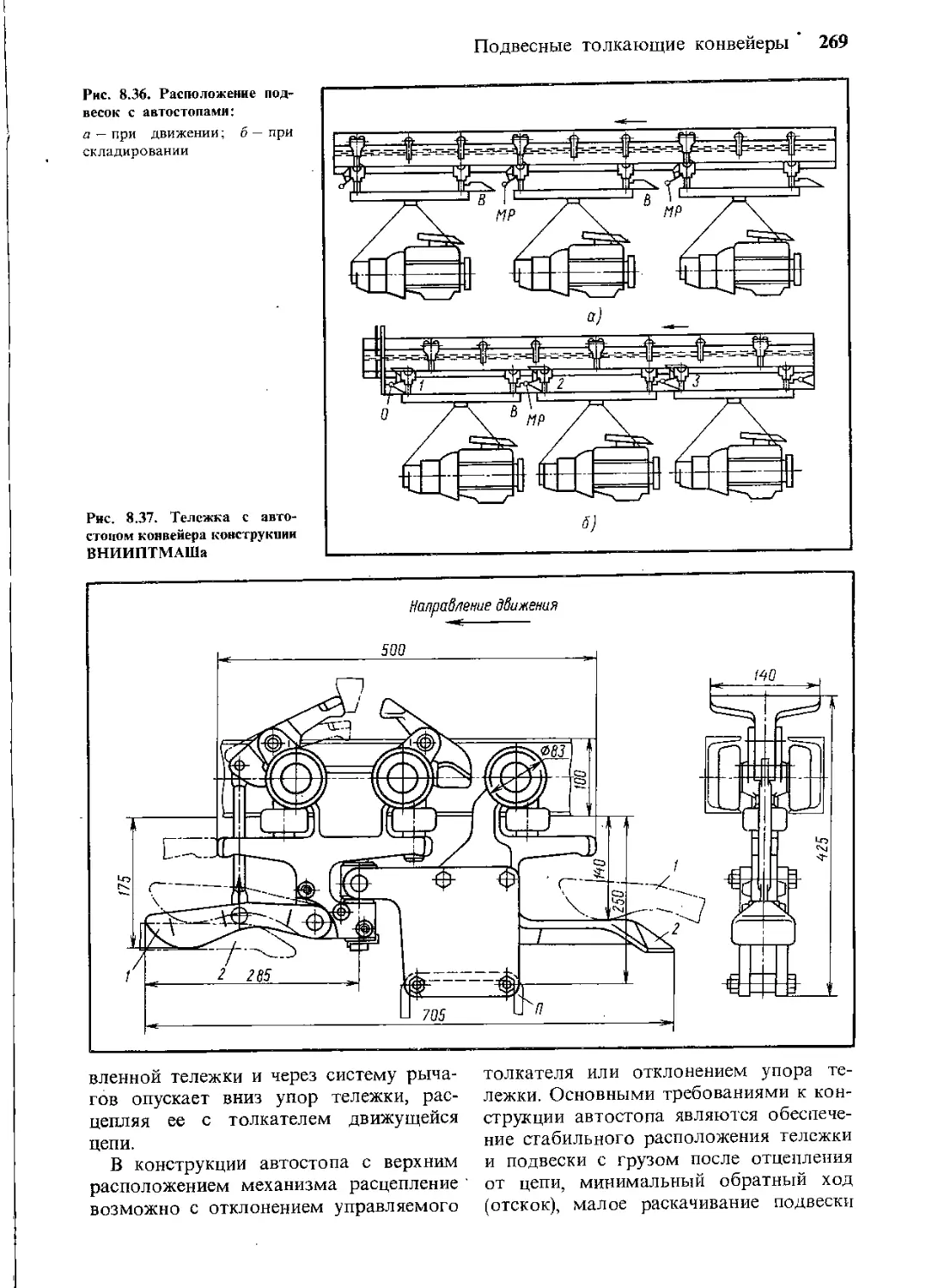
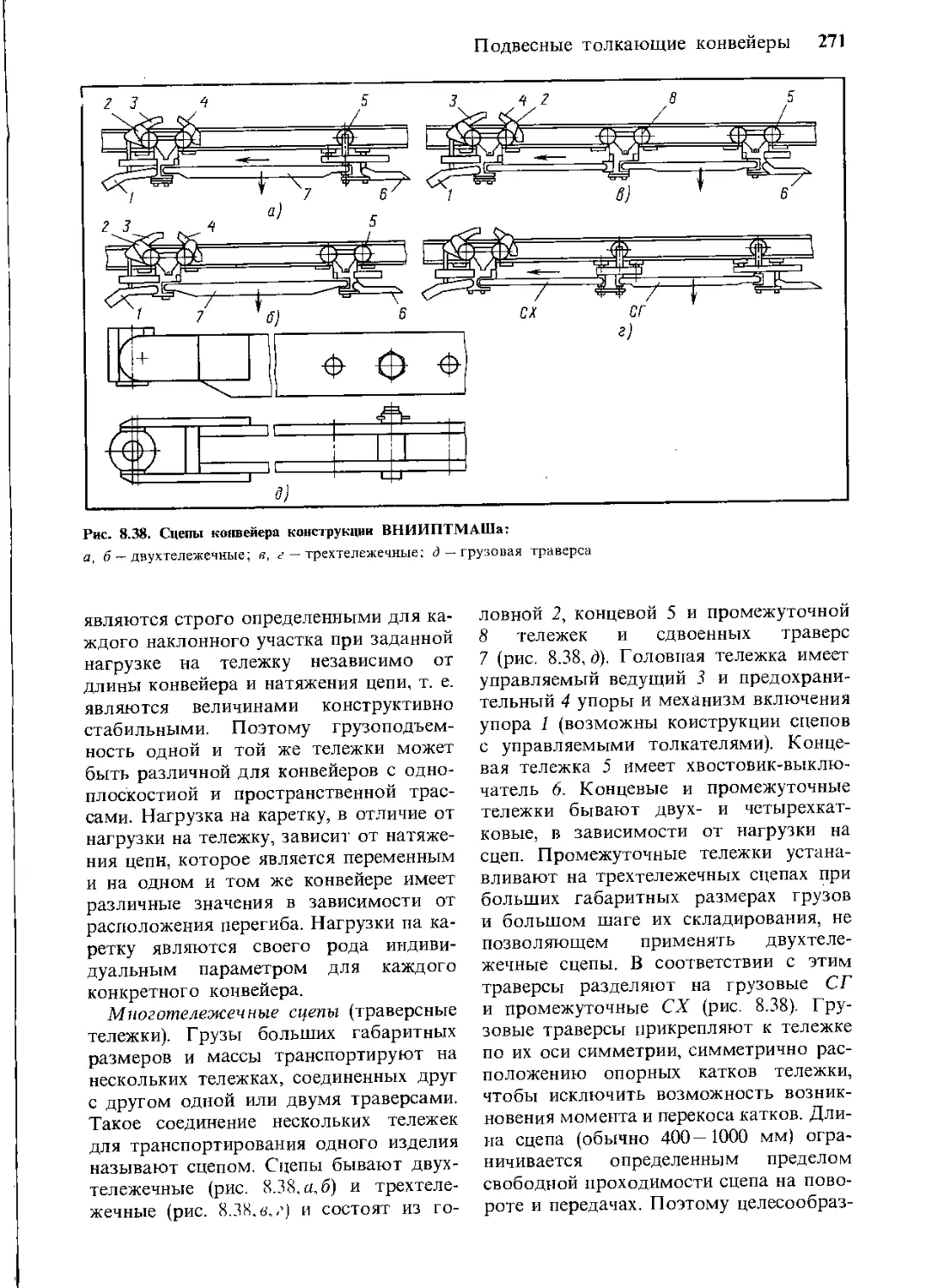
8.3. Подвесные толкающие кон-
вейеры 260
8.3.1. Обшее устройство 260
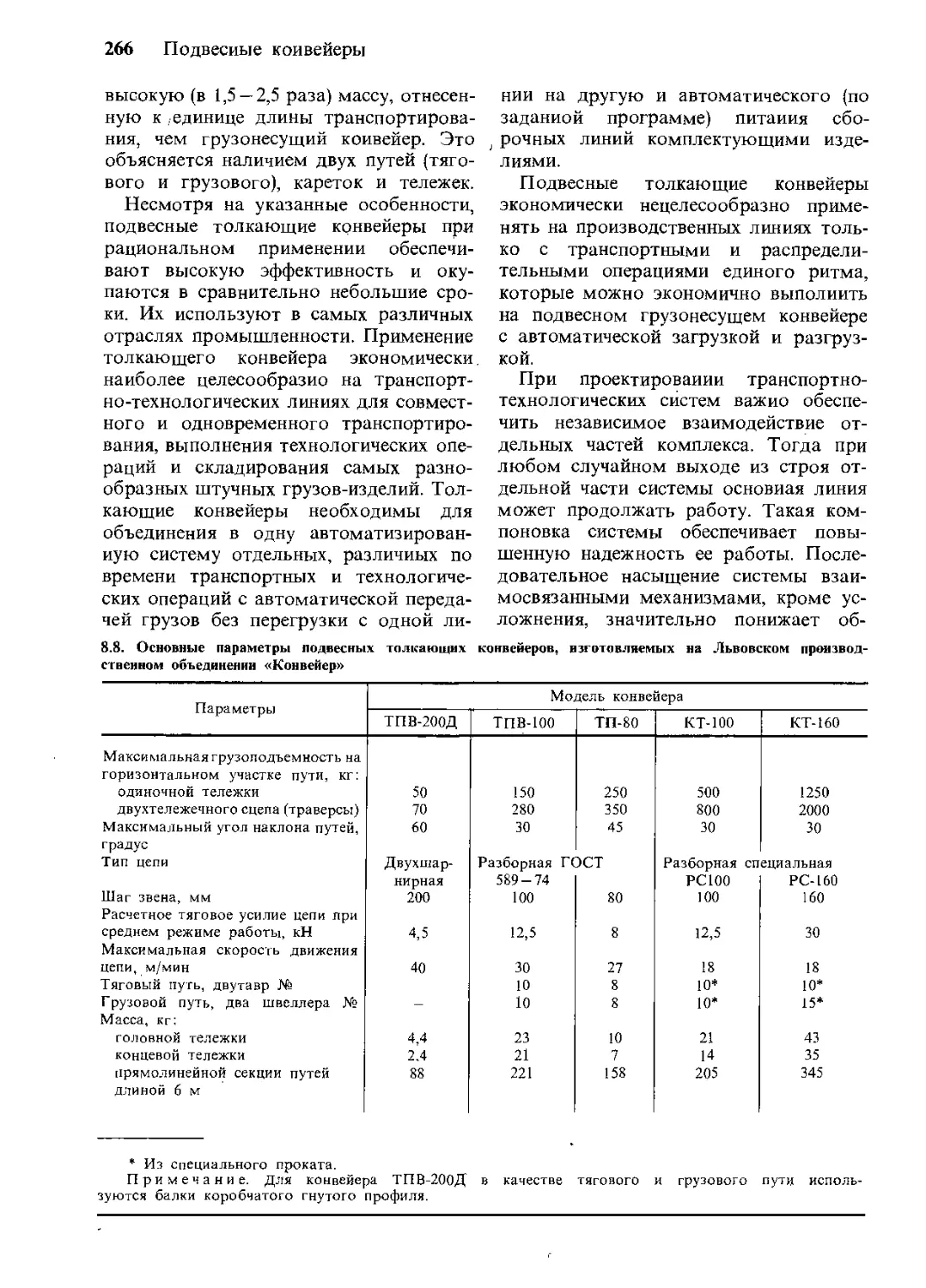
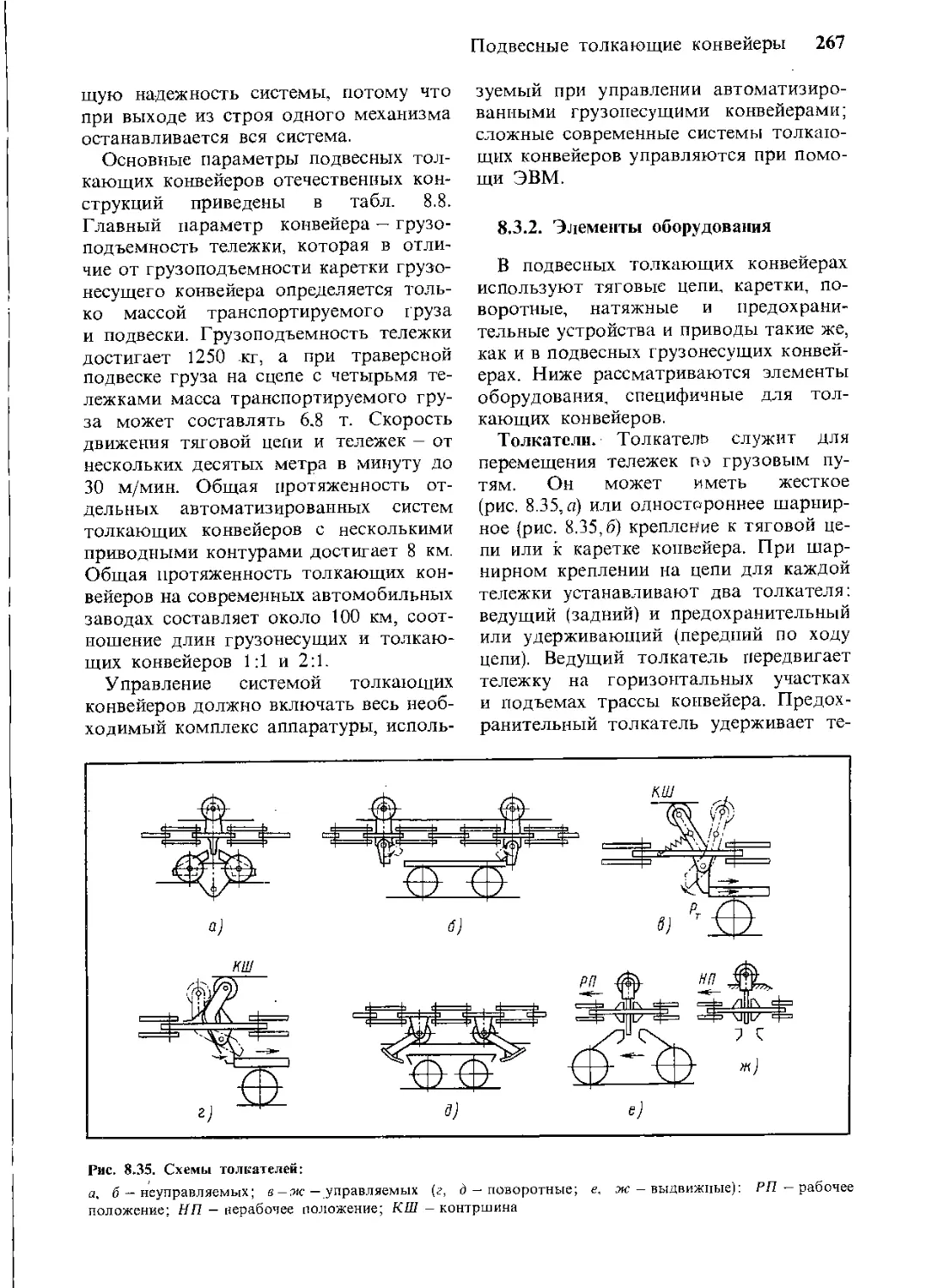
8.3.2. Элементы оборудования 267
8.3.3. Расчет конвейеров 277
8.4. Подвесные несуще-толкающие
конвейеры 279
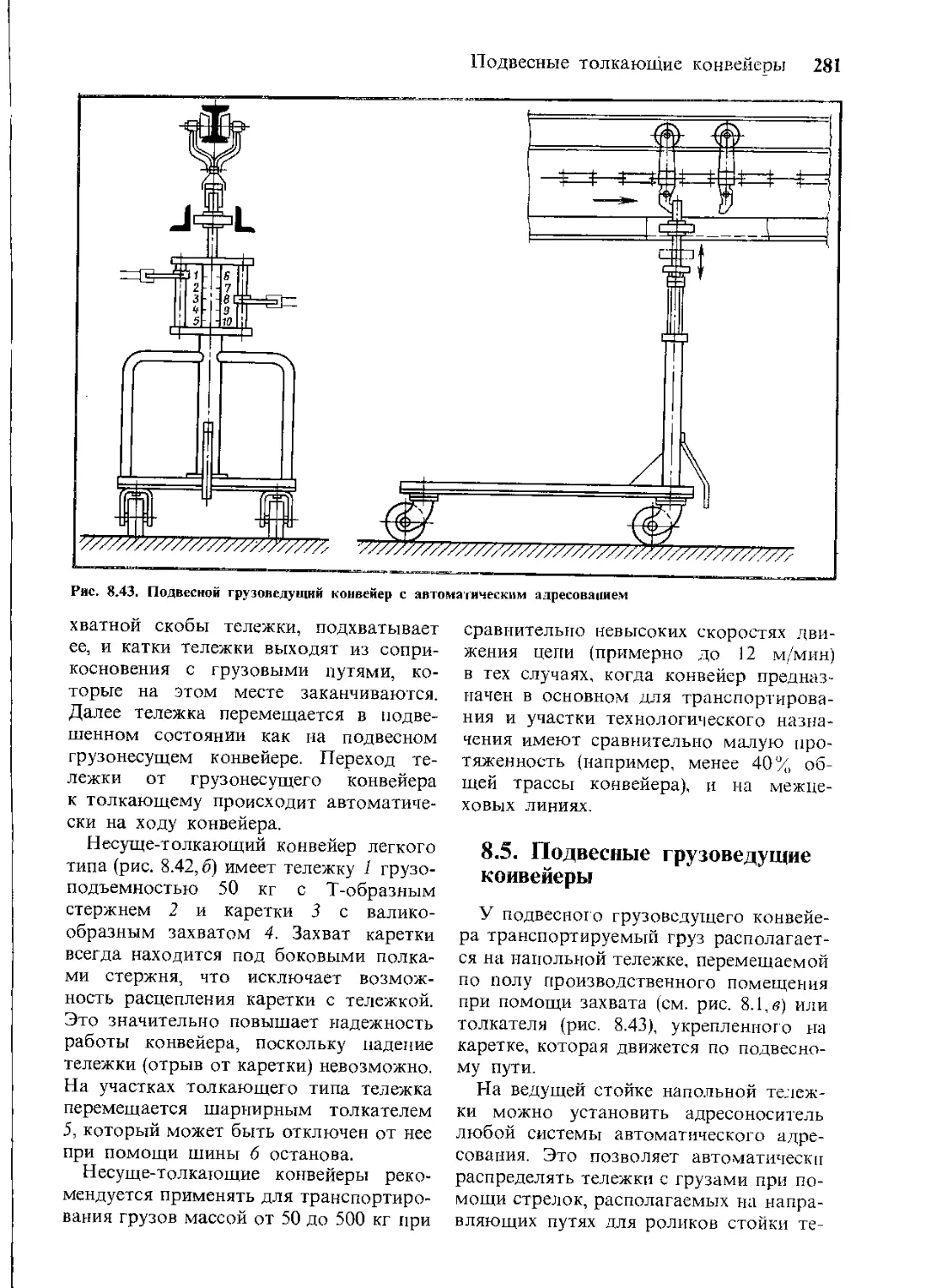
8.5. Подвесные грузоведущие кон-
вейеры 281
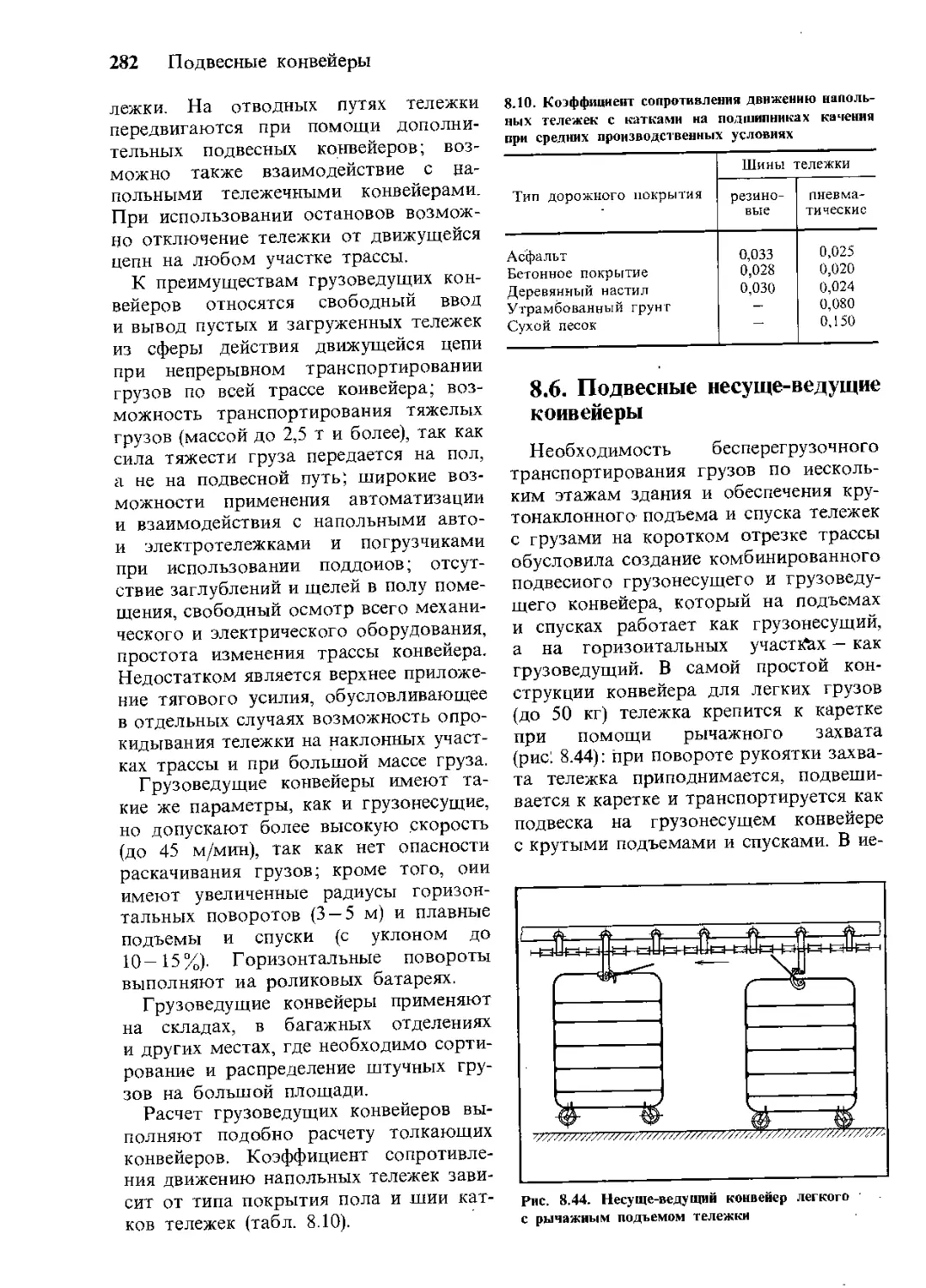
8.6. Подвесные несуще-ведущие
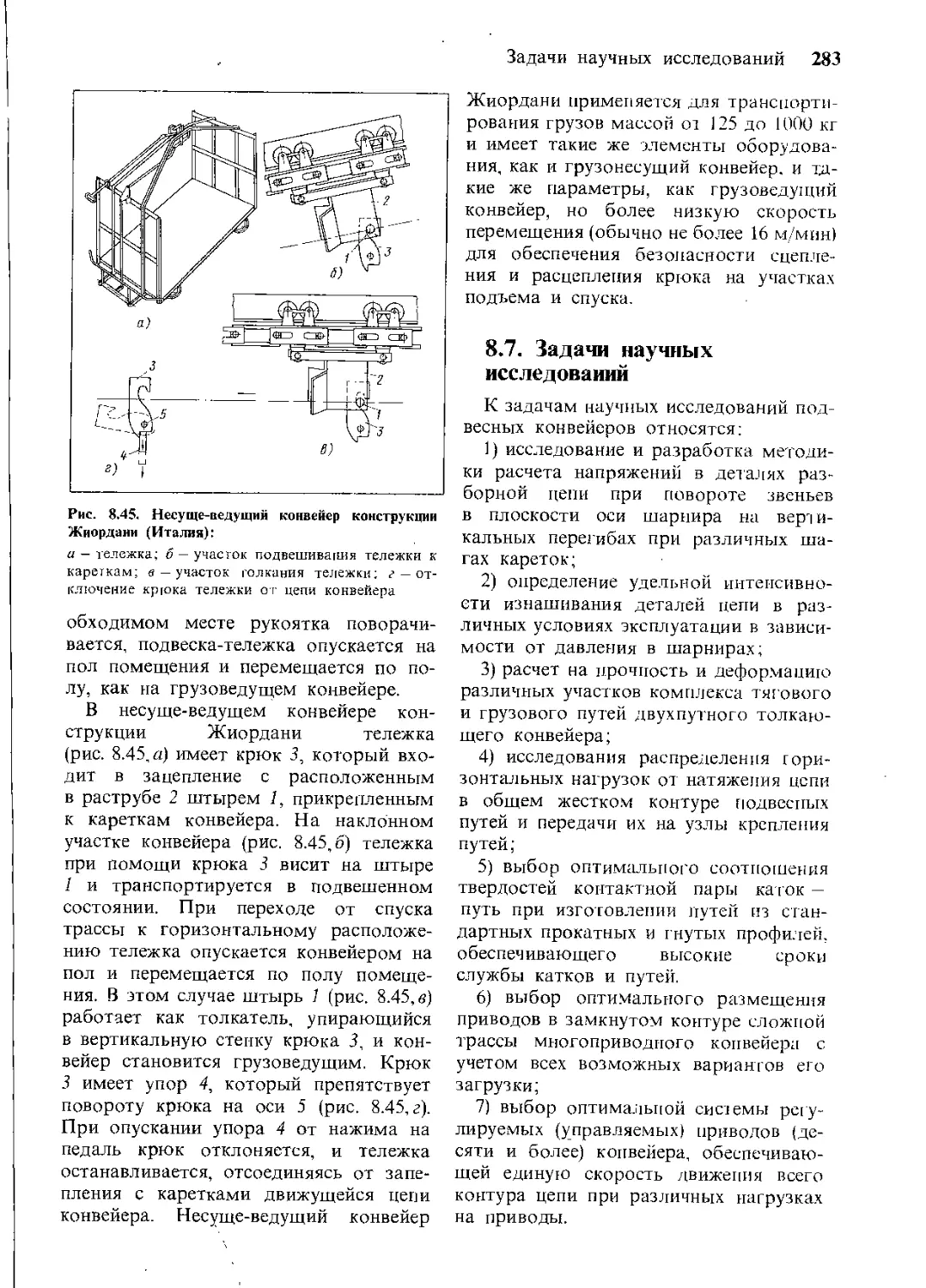
конвейеры 282
8.7. Задачи научных исследований 283
Тележечные
грузонесущне
конвейеры
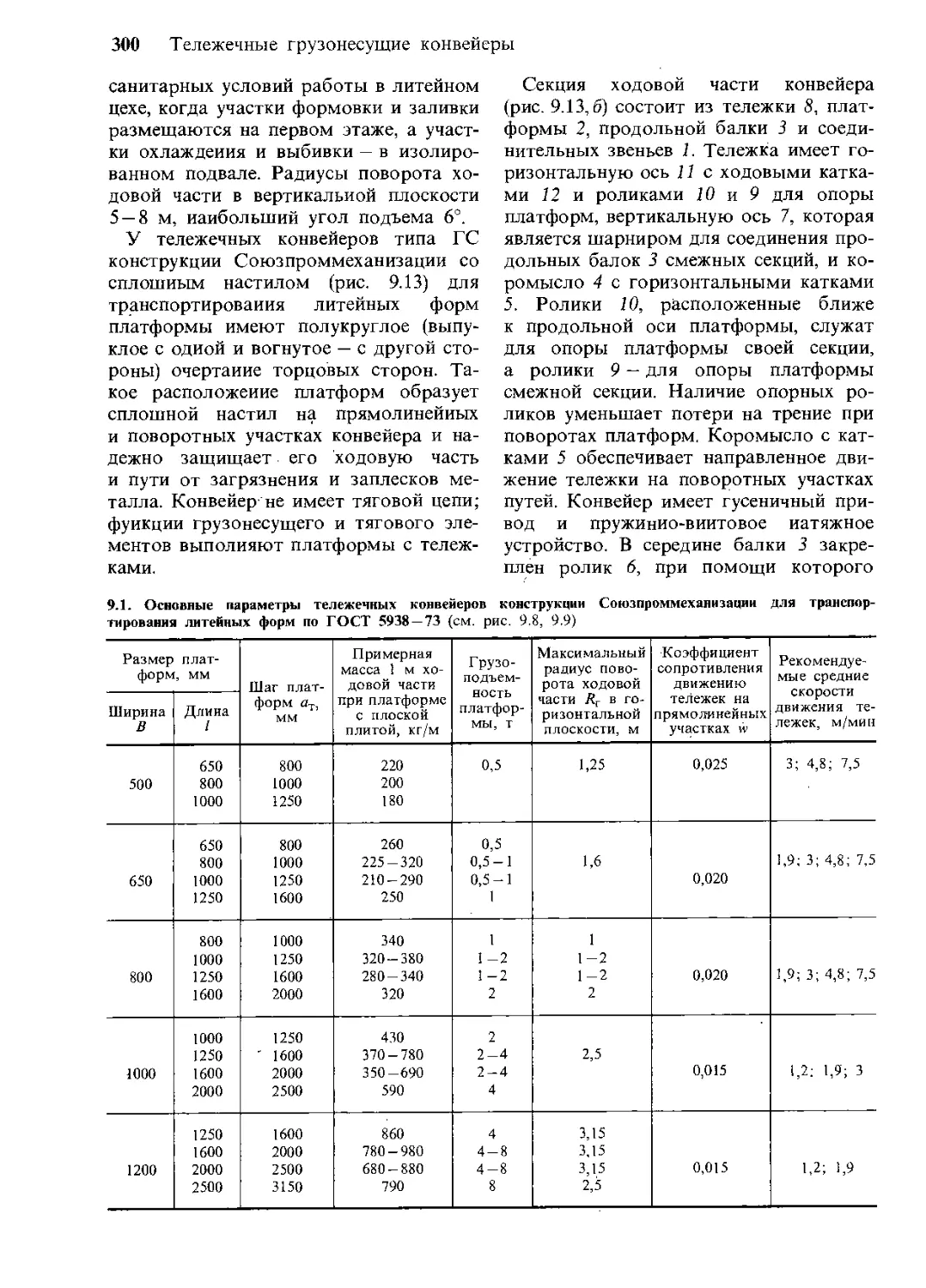
9.1. Основные типы и области
применения 284
9.2. Вертикально замкнутые кон-
вейеры 285
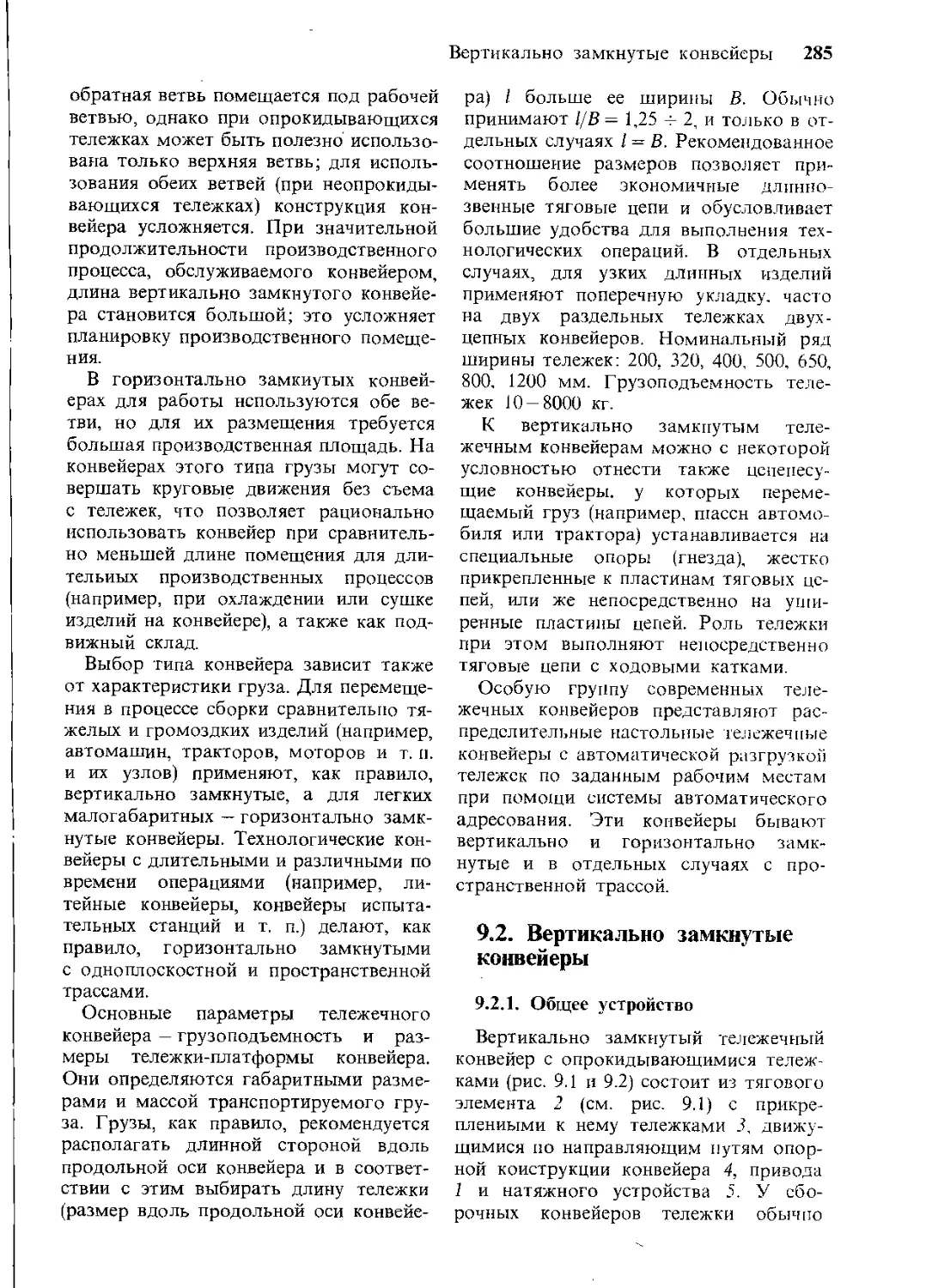
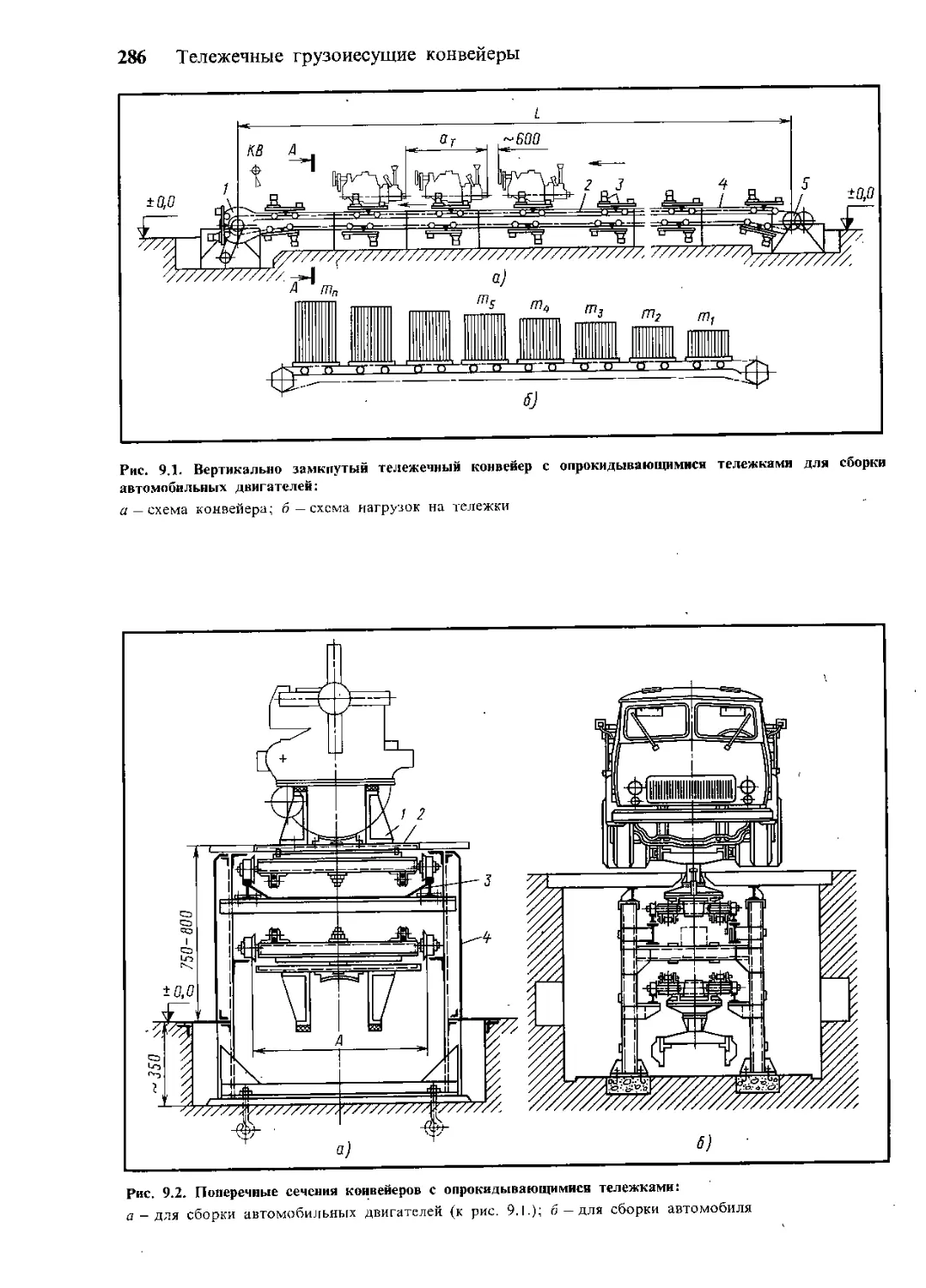
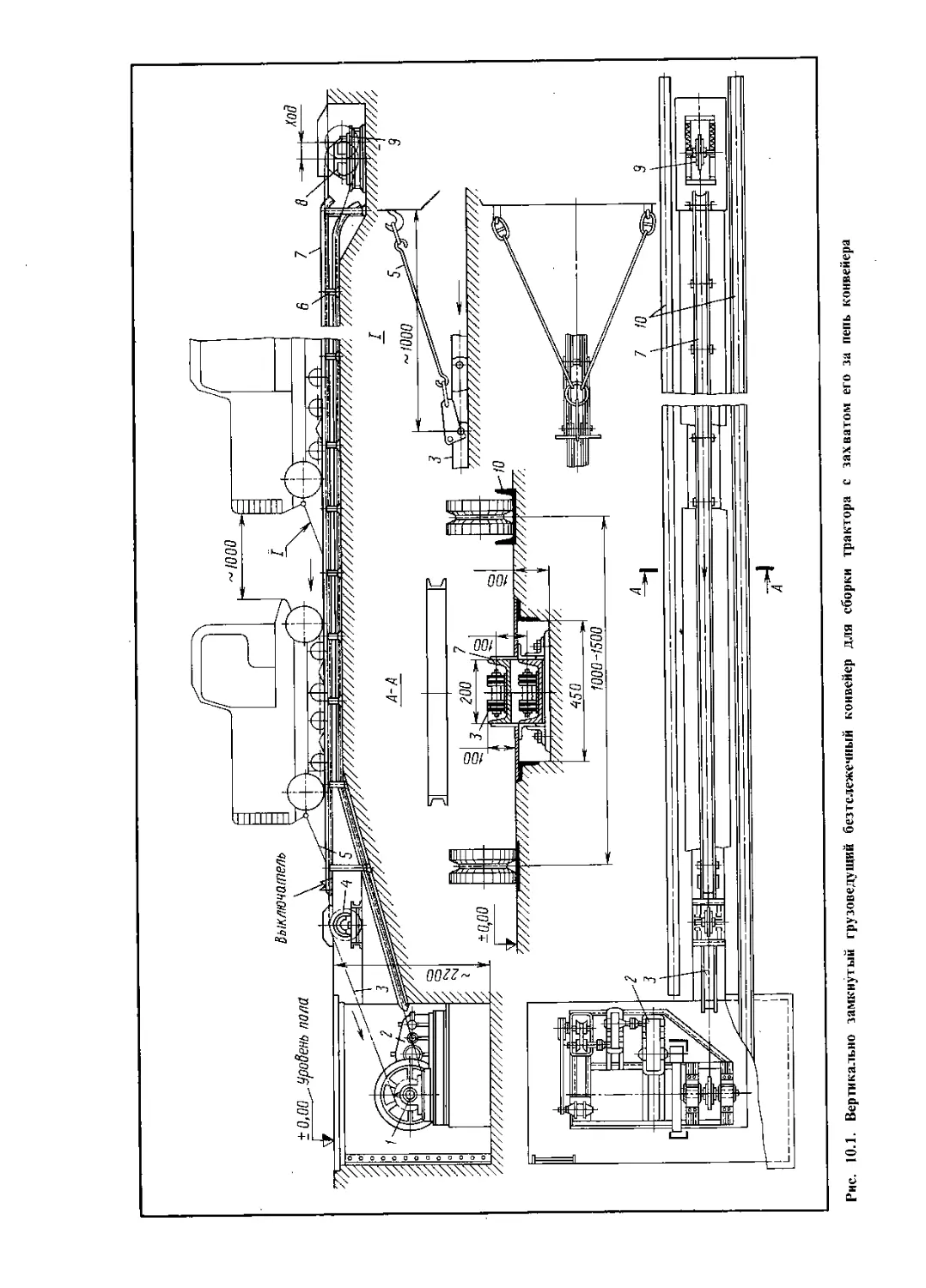
9.2.1. Общее устройство 285
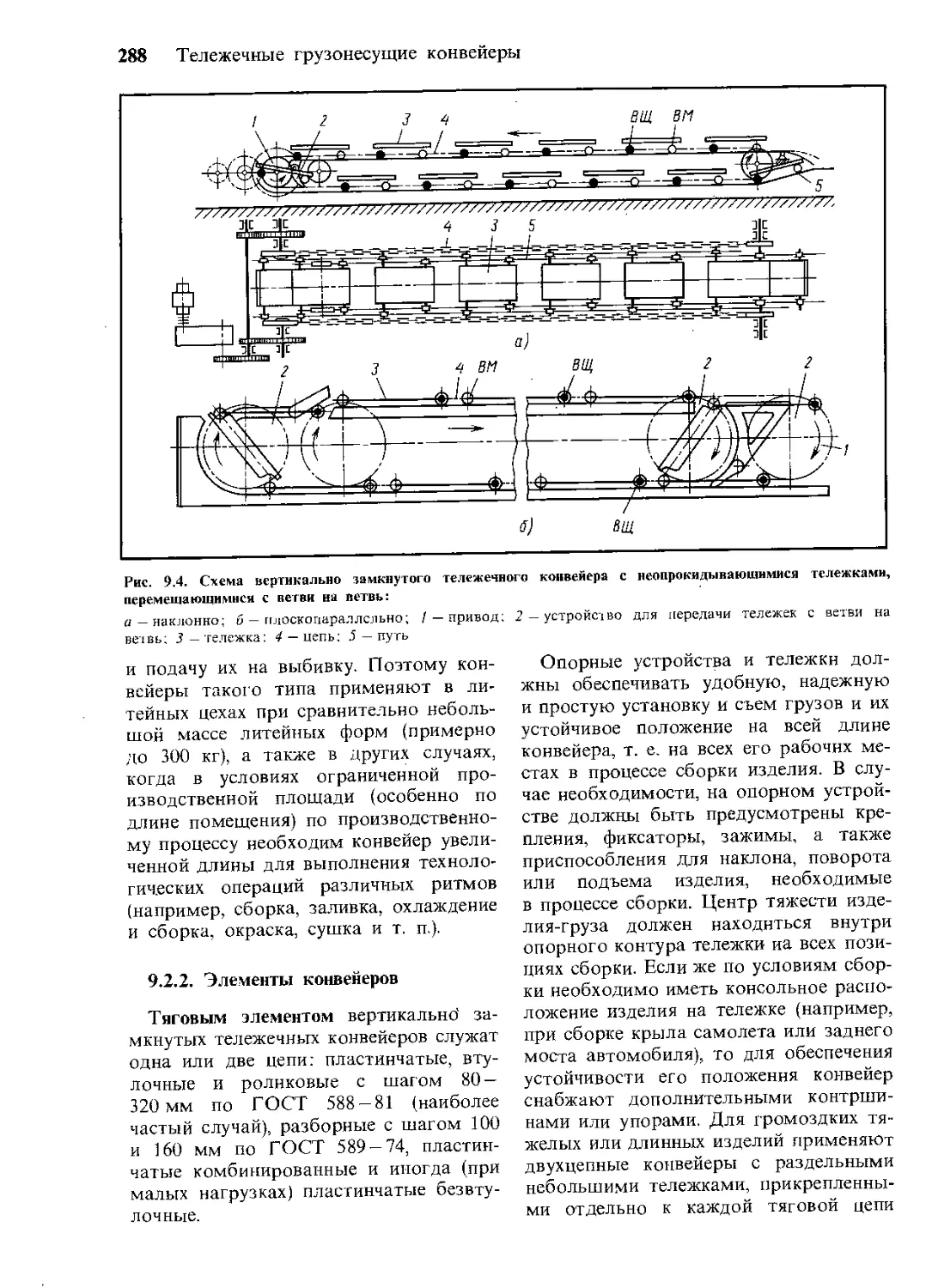
9.2.2. Элементы конвейеров 288
9.2.3. Расчет конвейеров 290
9.3. Цепенесущие конвейеры 291
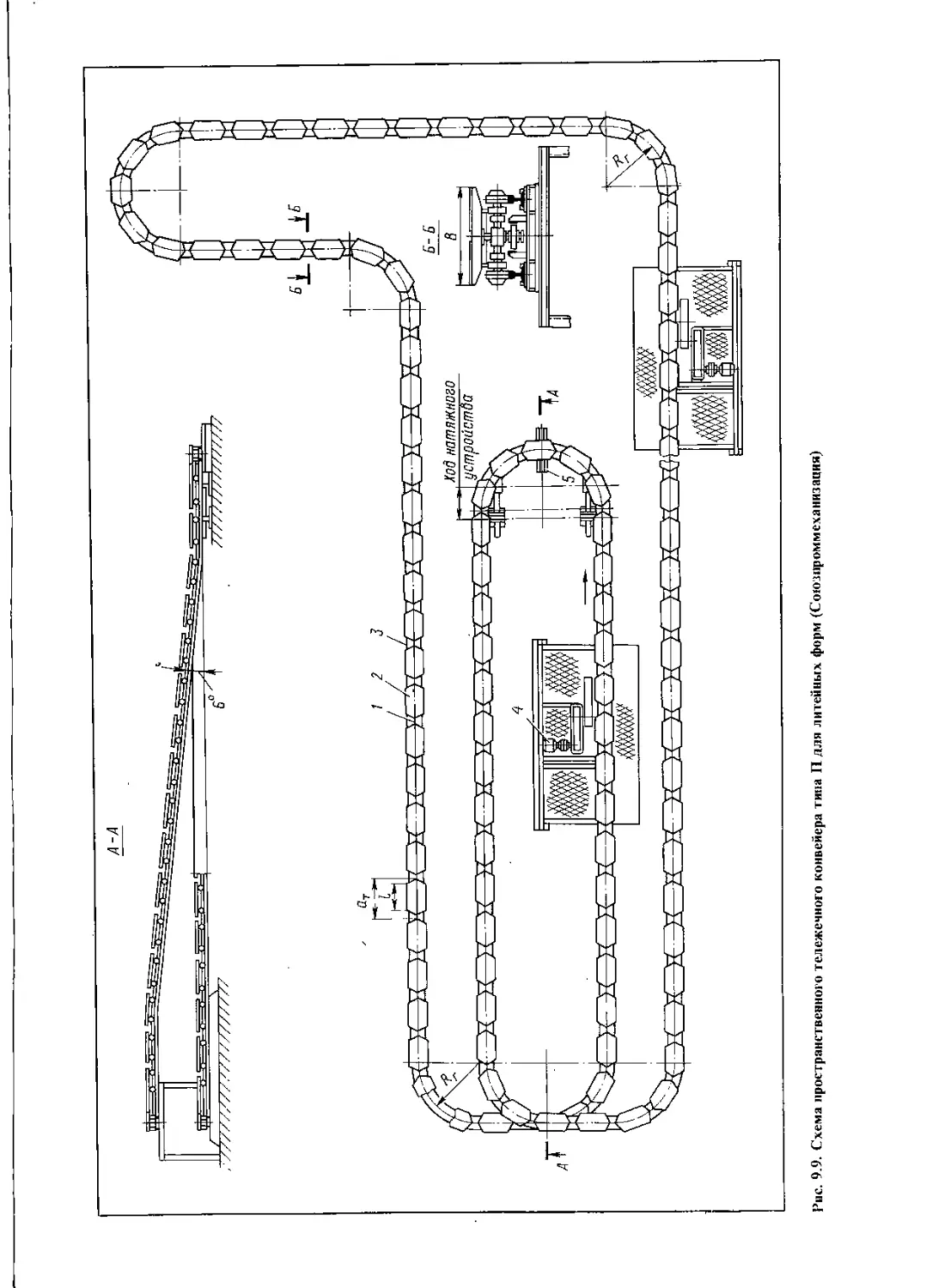
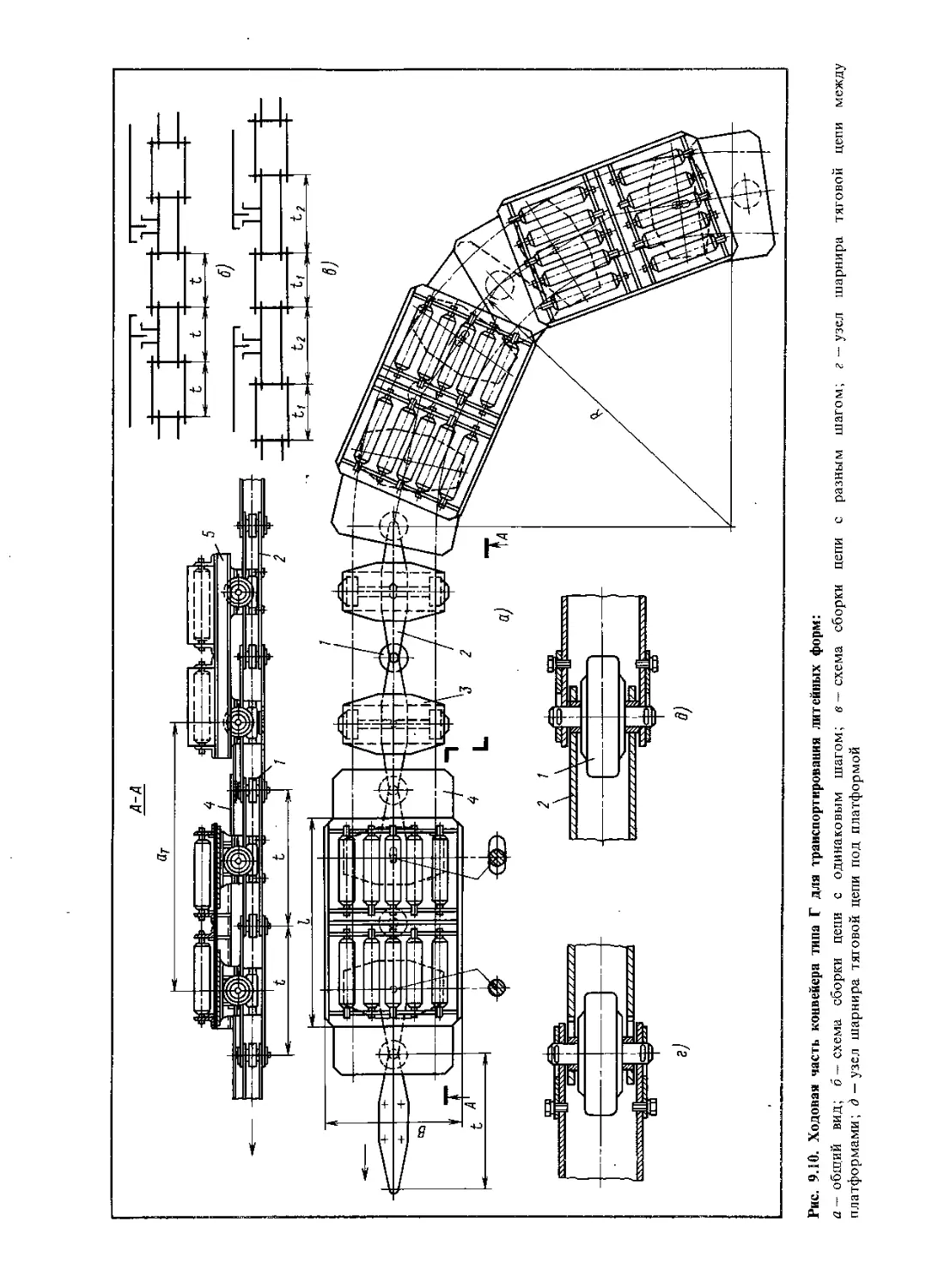
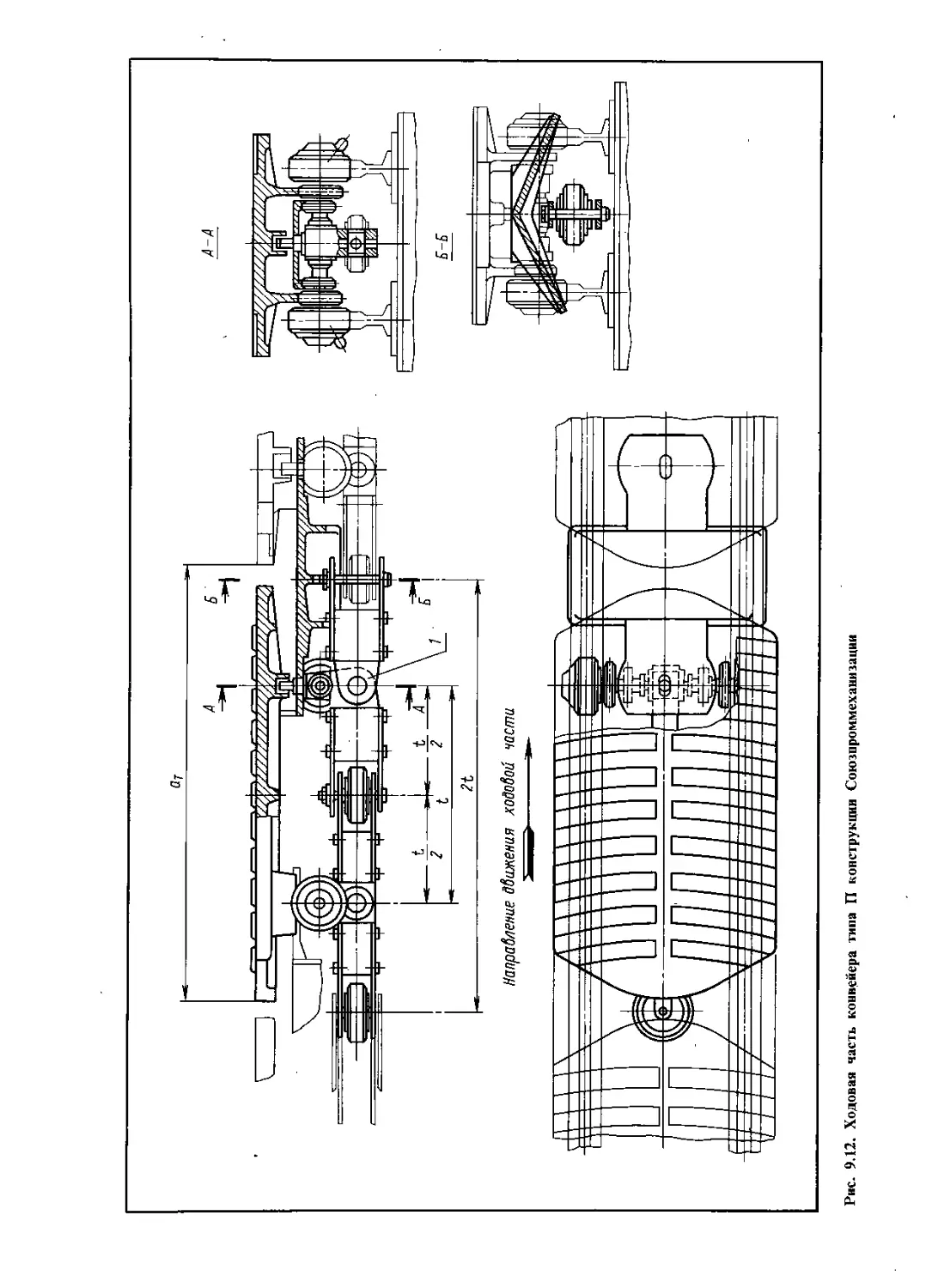
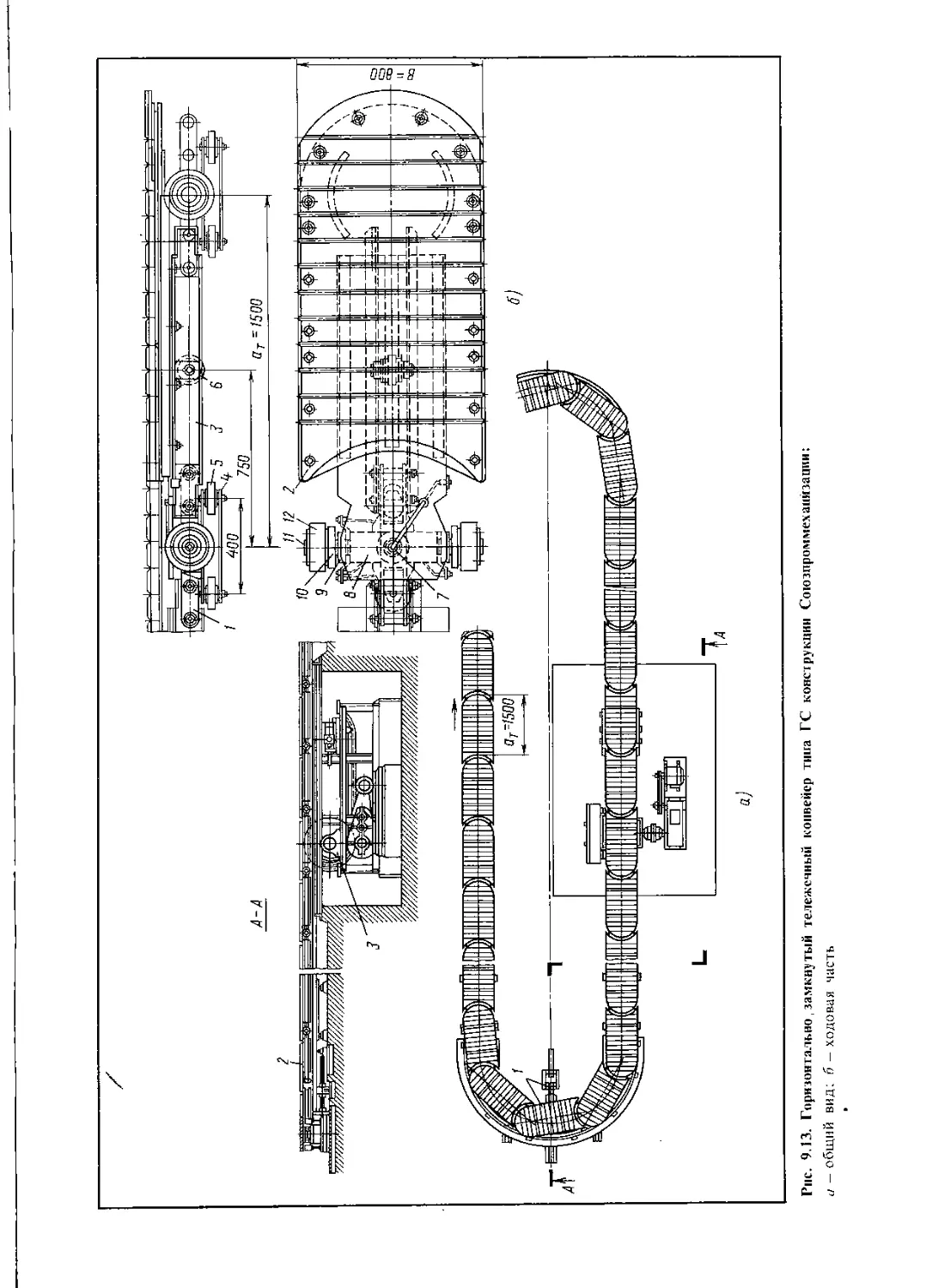
9.4. Горизонтально замкнутые на-
польные тележечные конвейеры для
транспортирования литейных форм 293
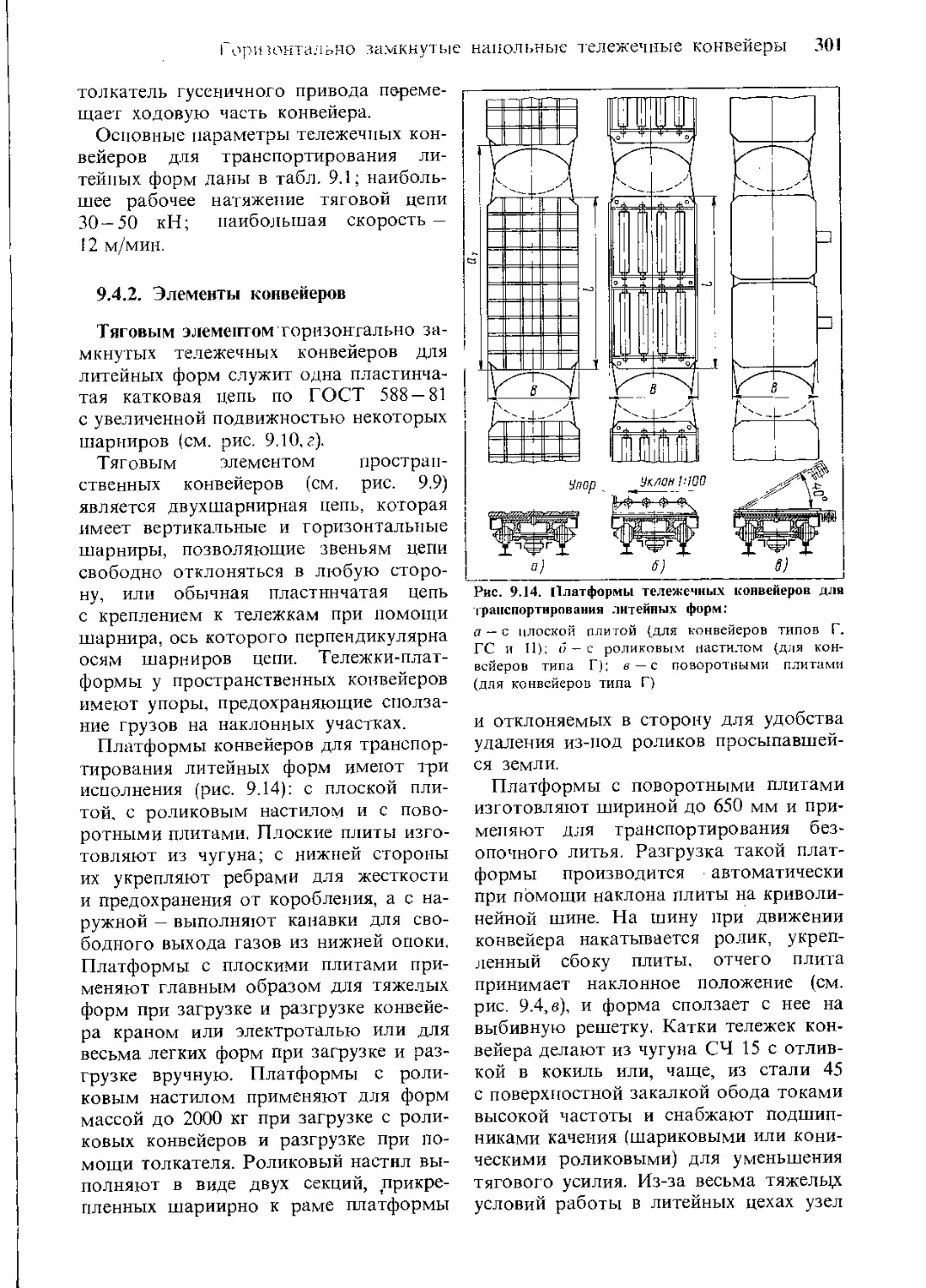
9.4.1. Общее устройство 293
9.4.2. Элементы конвейеров 301
9.4.3. Расчет конвейеров 304
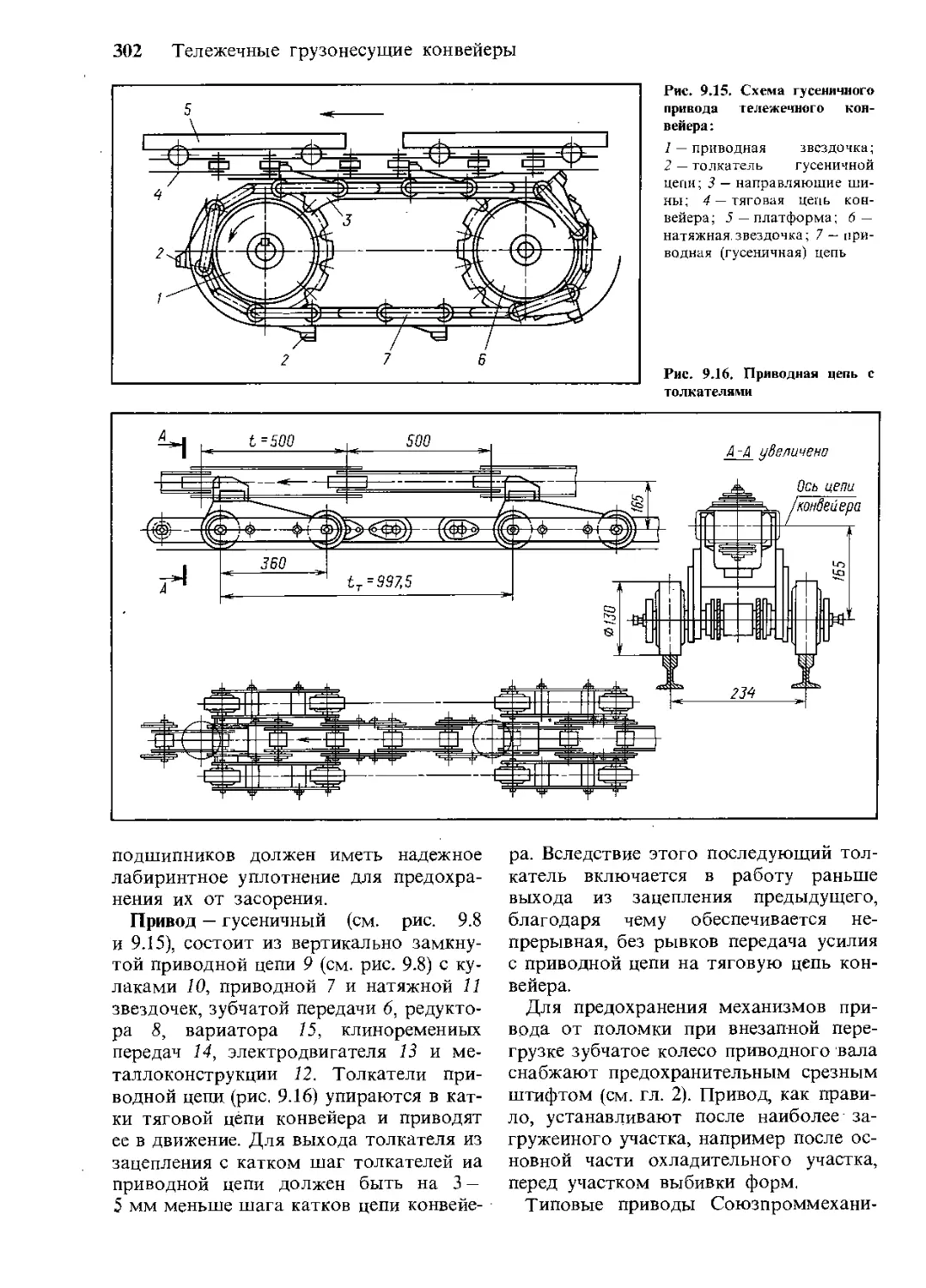
9.5. Распределительные настоль-
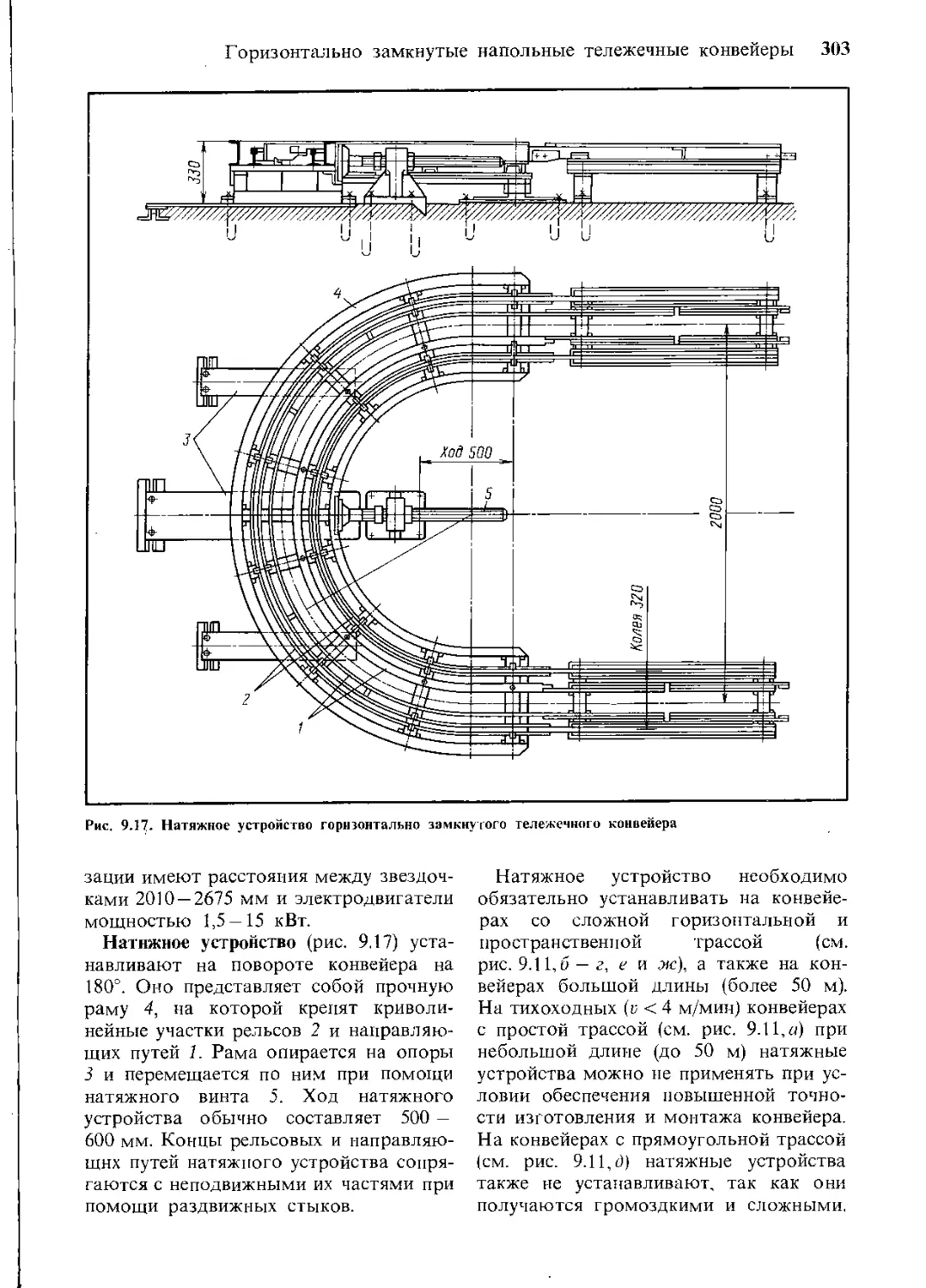
ные тележечные конвейеры с ав-
томатическим адресованием 304
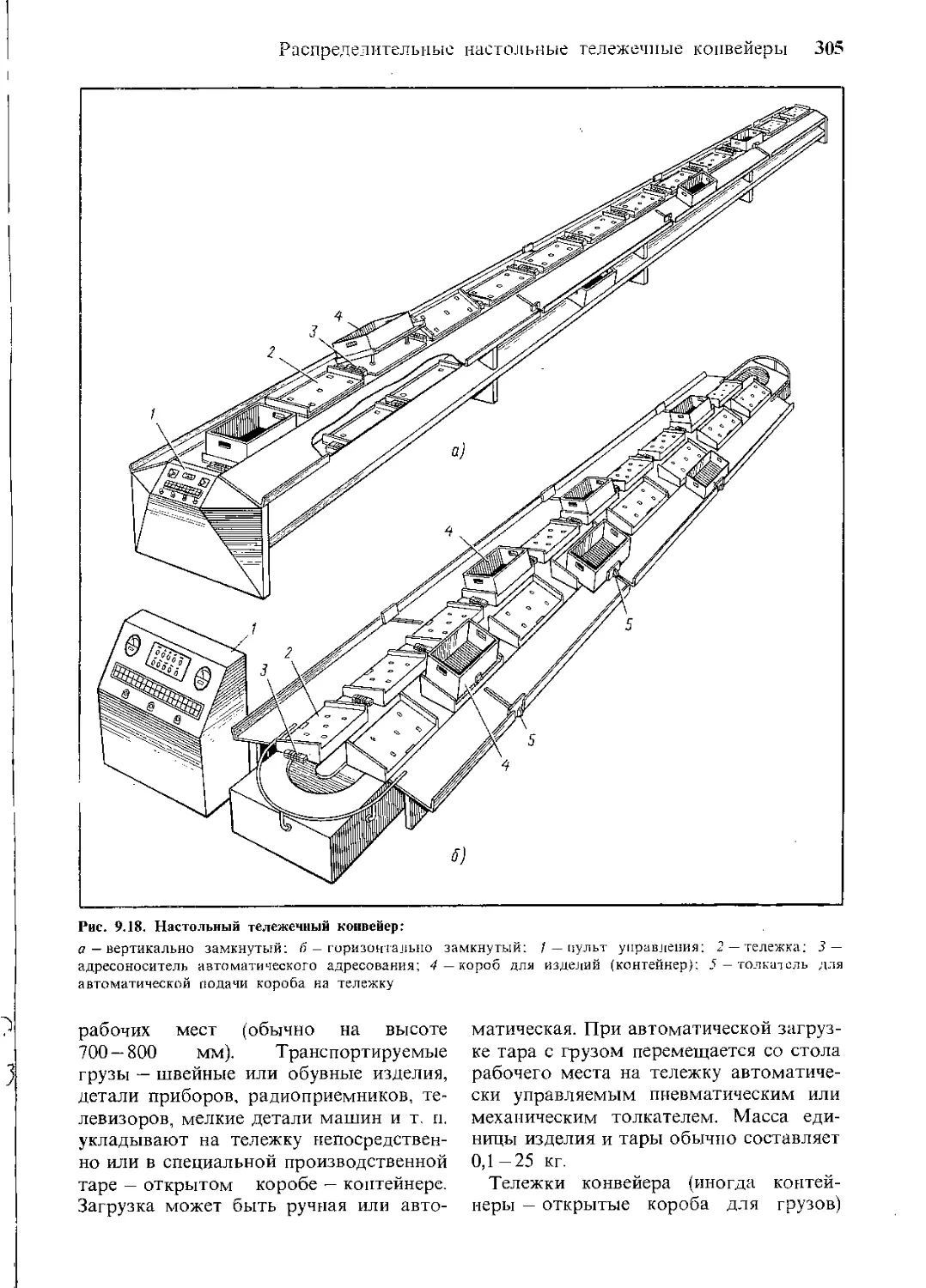
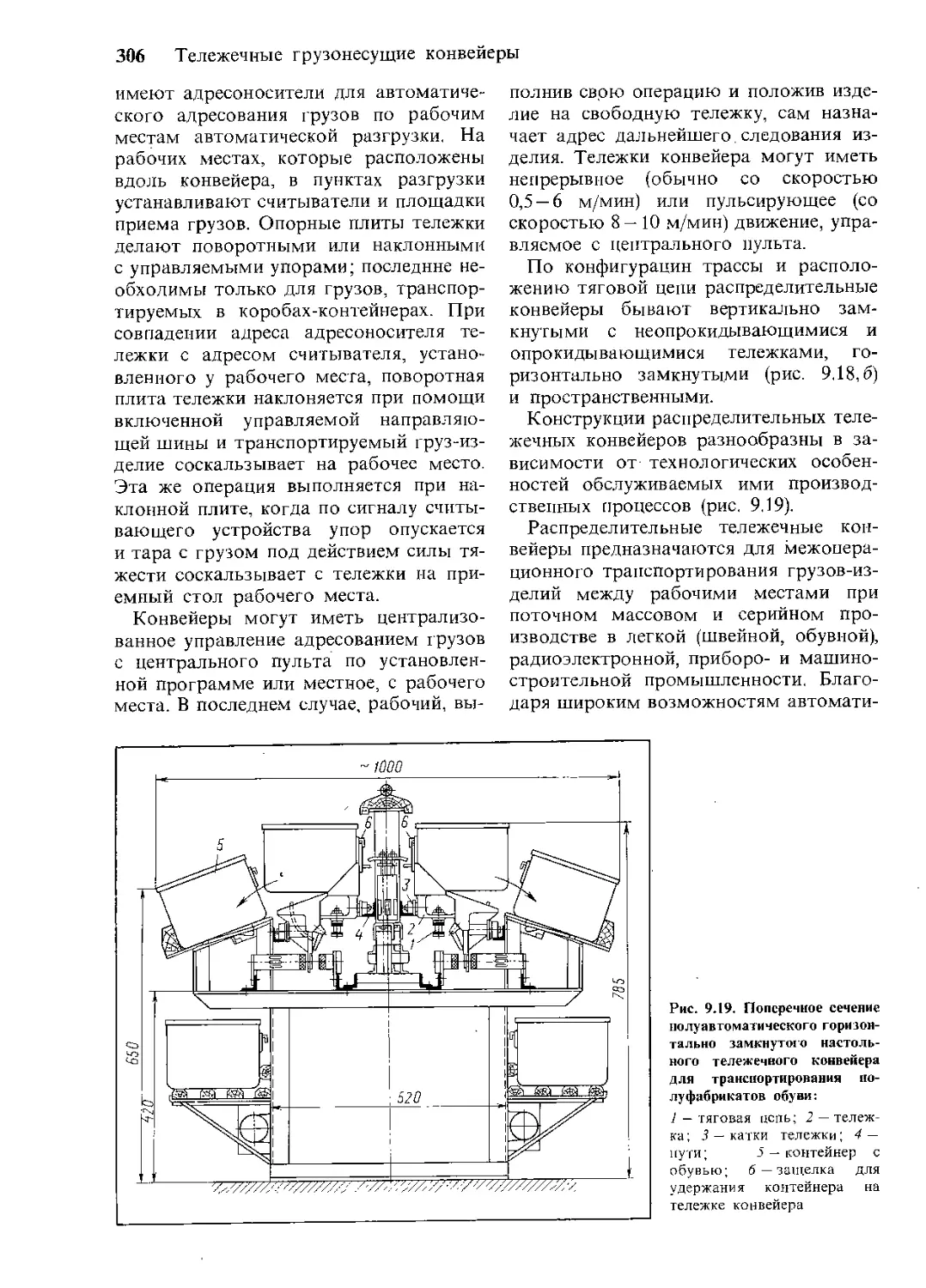
9.5.1. Общее устройство 304
9.5.2. Элементы конвейеров 307
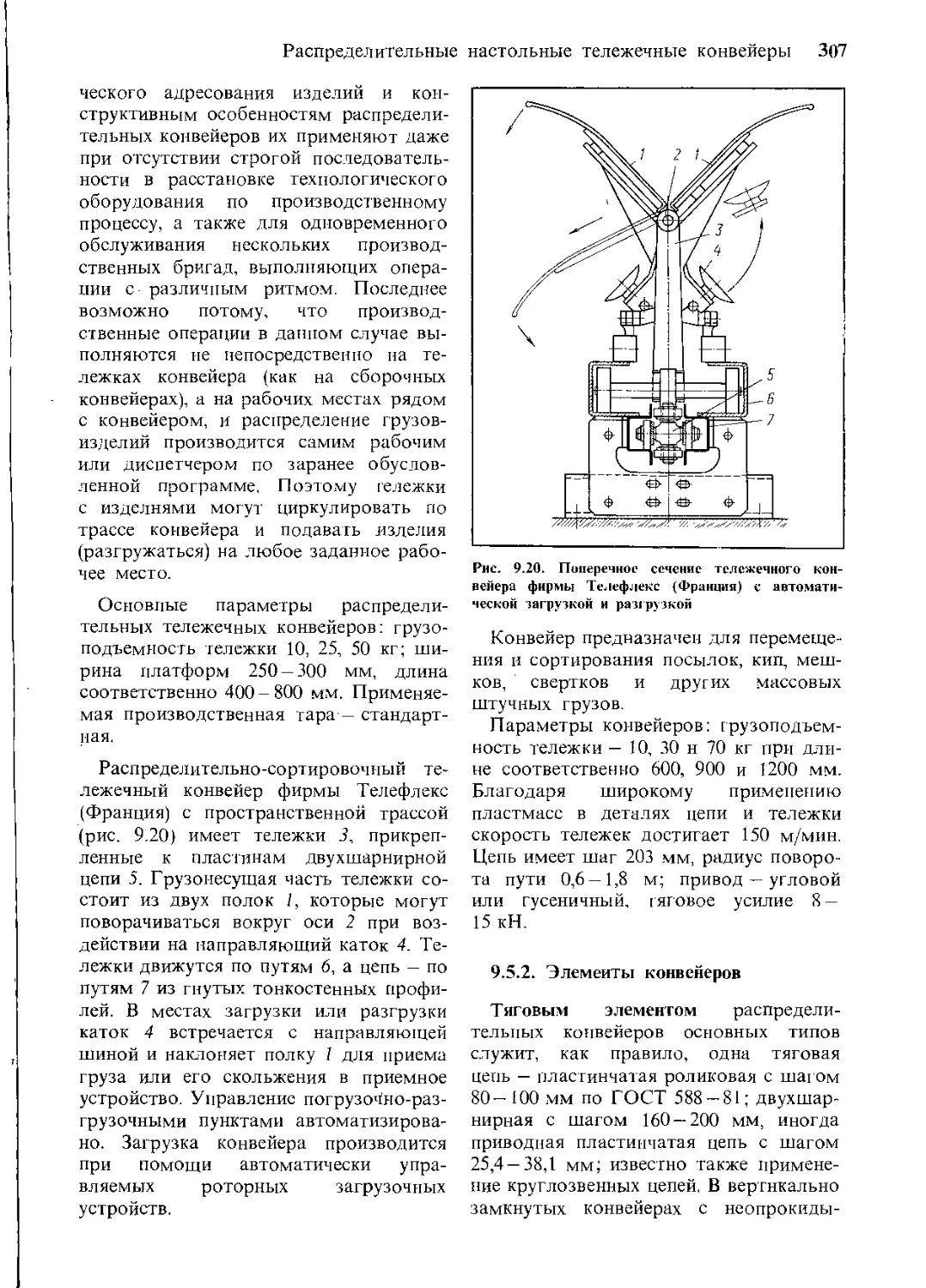
9.6. Задачи научных исследований 308
10
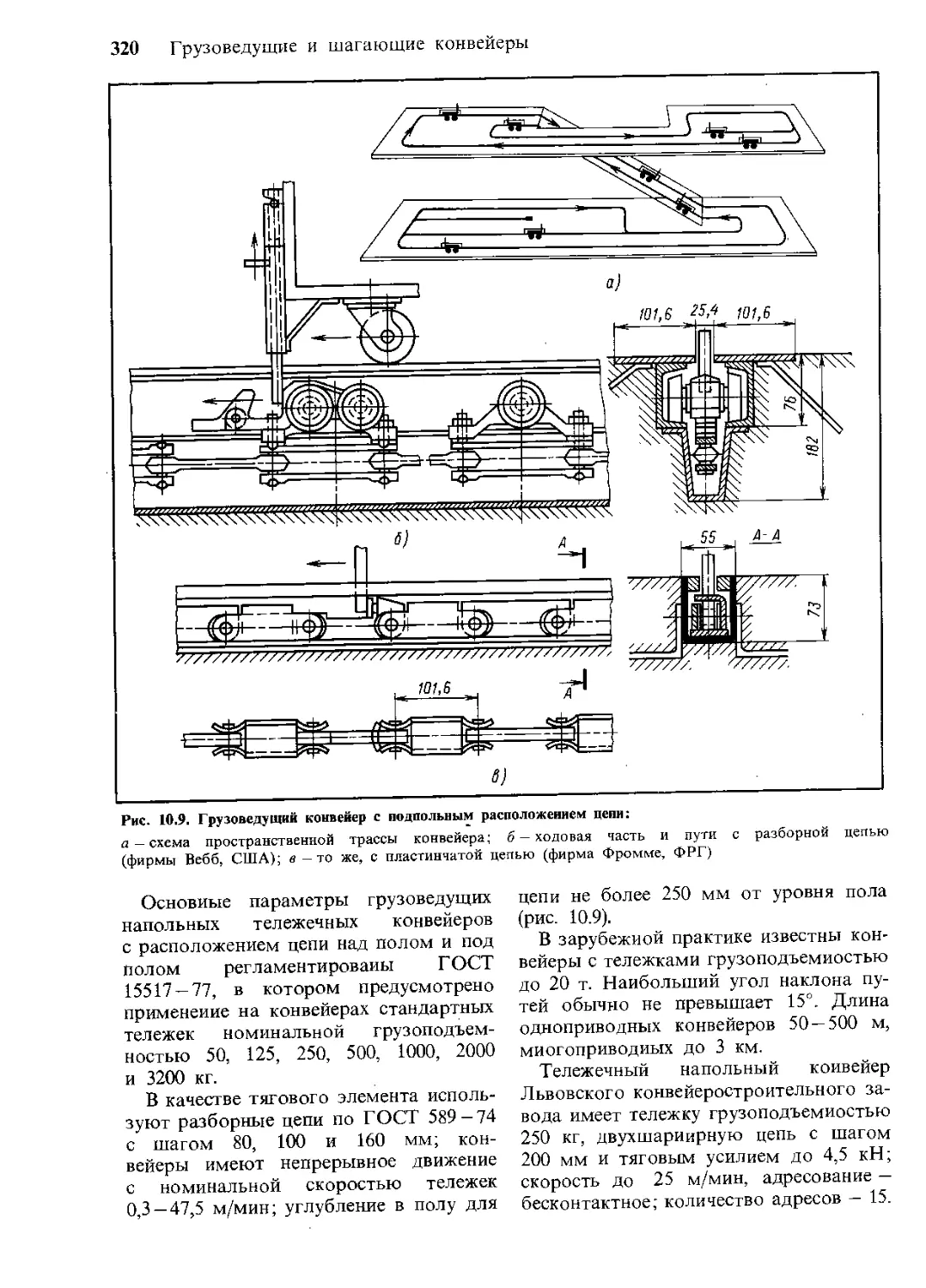
Грузоведущие
н шагающие
конвейеры
10.1. Основные типы 309
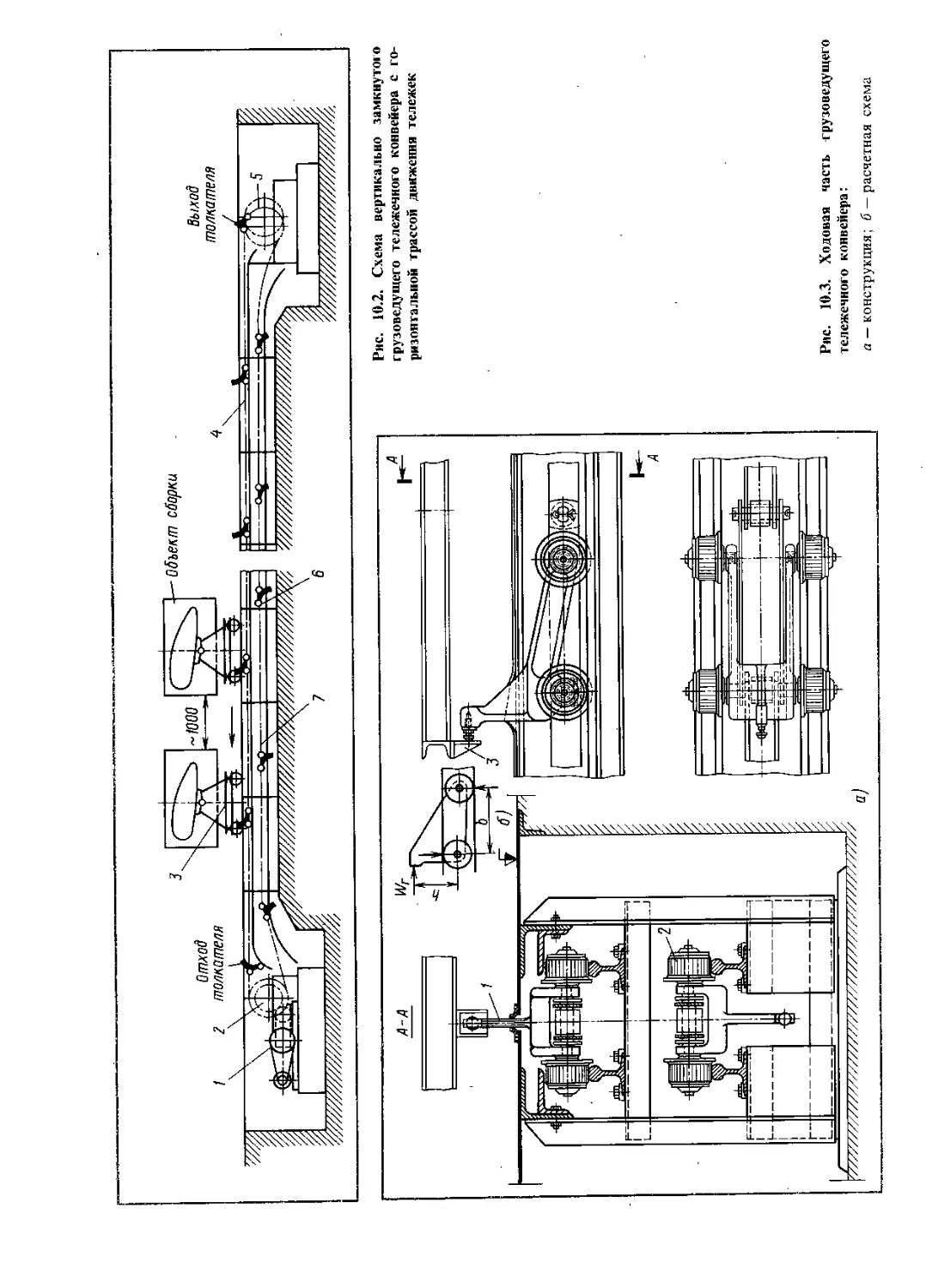
10.2. Грузоведущие вертикально
замкнутые конвейеры _ 311
10.2.1. Общее устройство 311
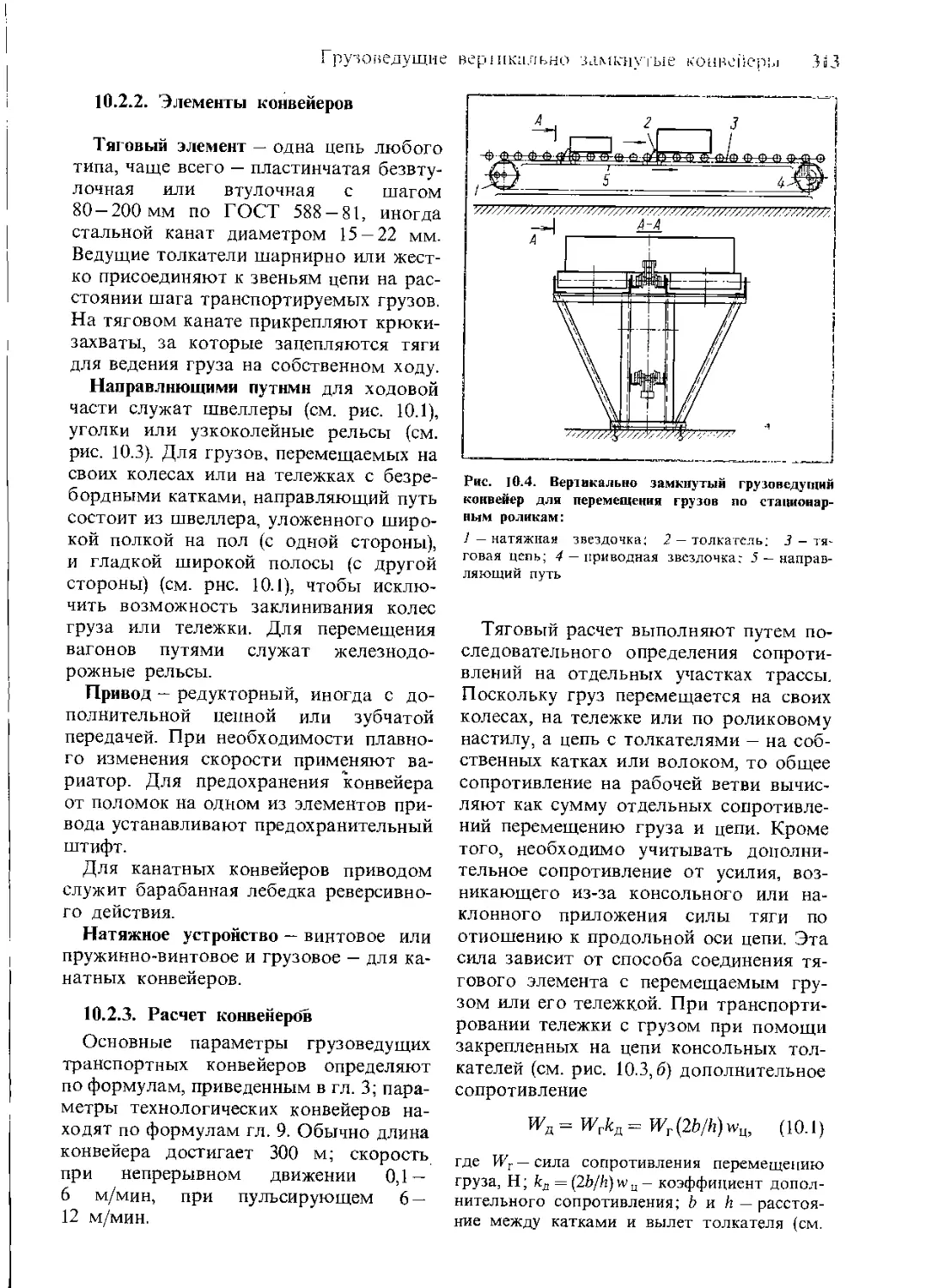
10.2.2. Элементы конвейеров 313
10.2.3. Расчет конвейеров 313
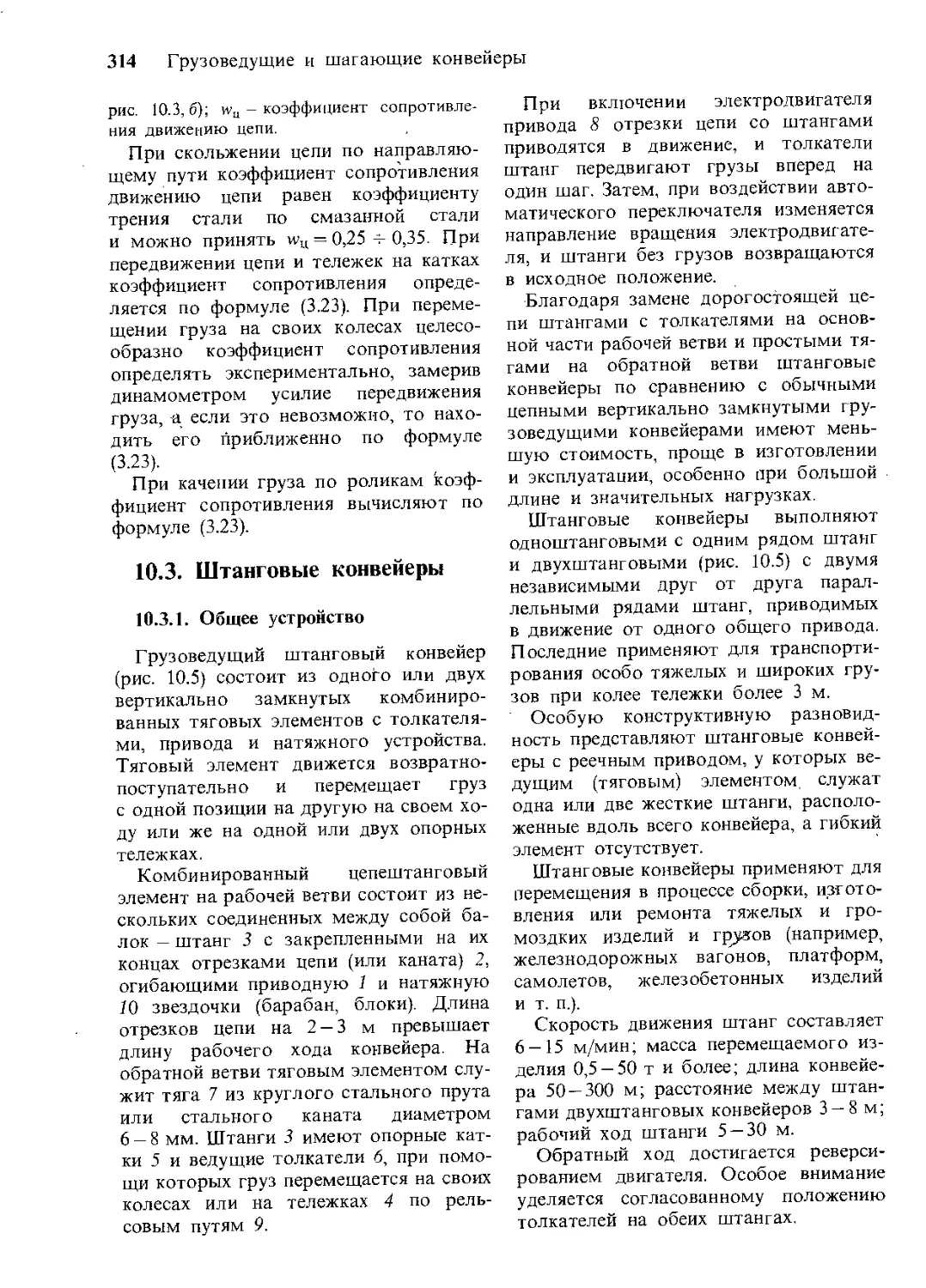
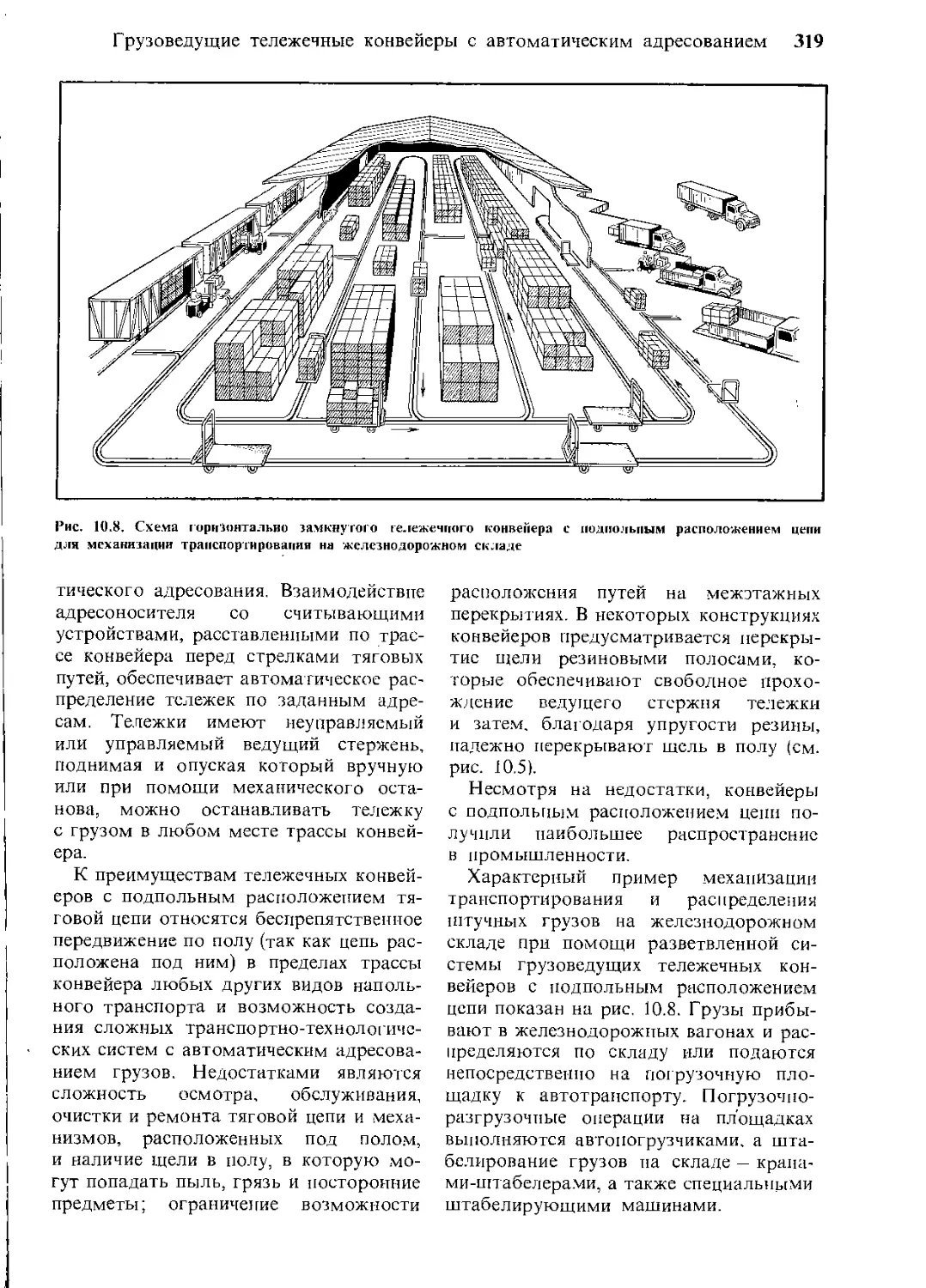
10.3. Штанговые конвейеры 314
10.3.1. Общее устройство 314
10.3.2. Элементы конвейеров 316
10.3.3. Расчет конвейеров 316
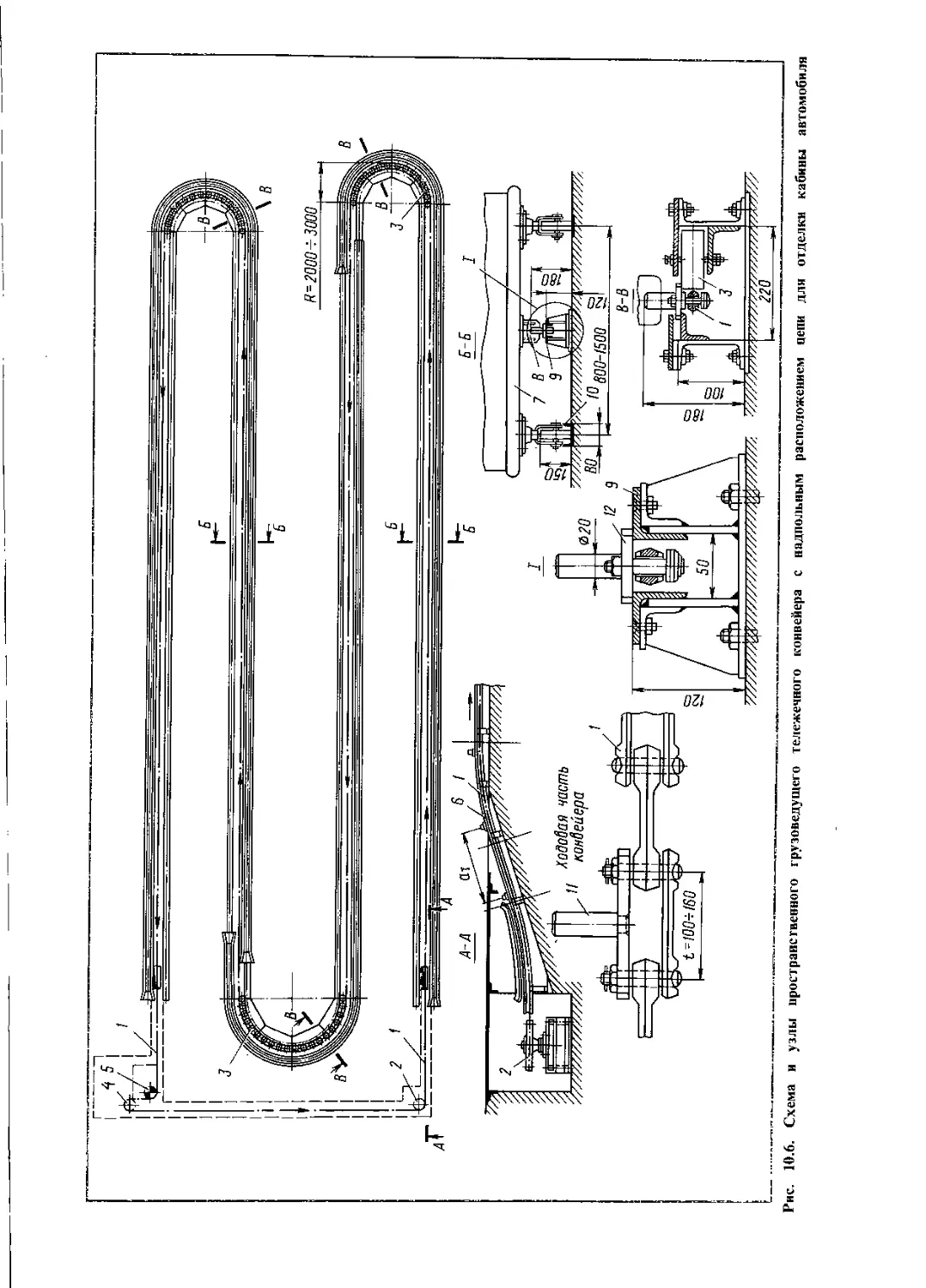
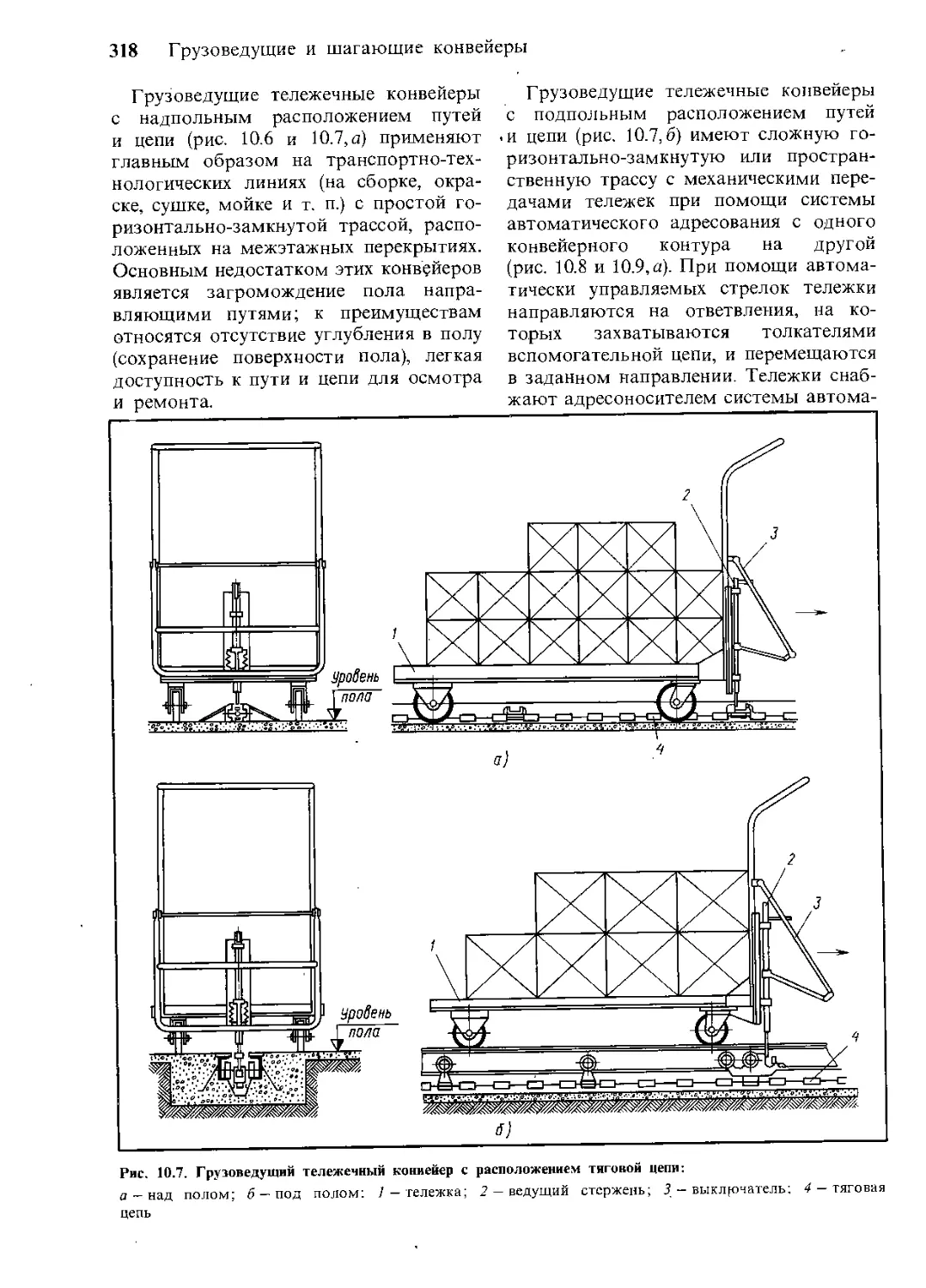
10.4. Горизонтально замкнутые и
пространственные грузоведущие
тележечные конвейеры с автома-
тическим адресованием 316
10.4.1. Общее устройство 316
10.4.2. Элементы конвейеров 321
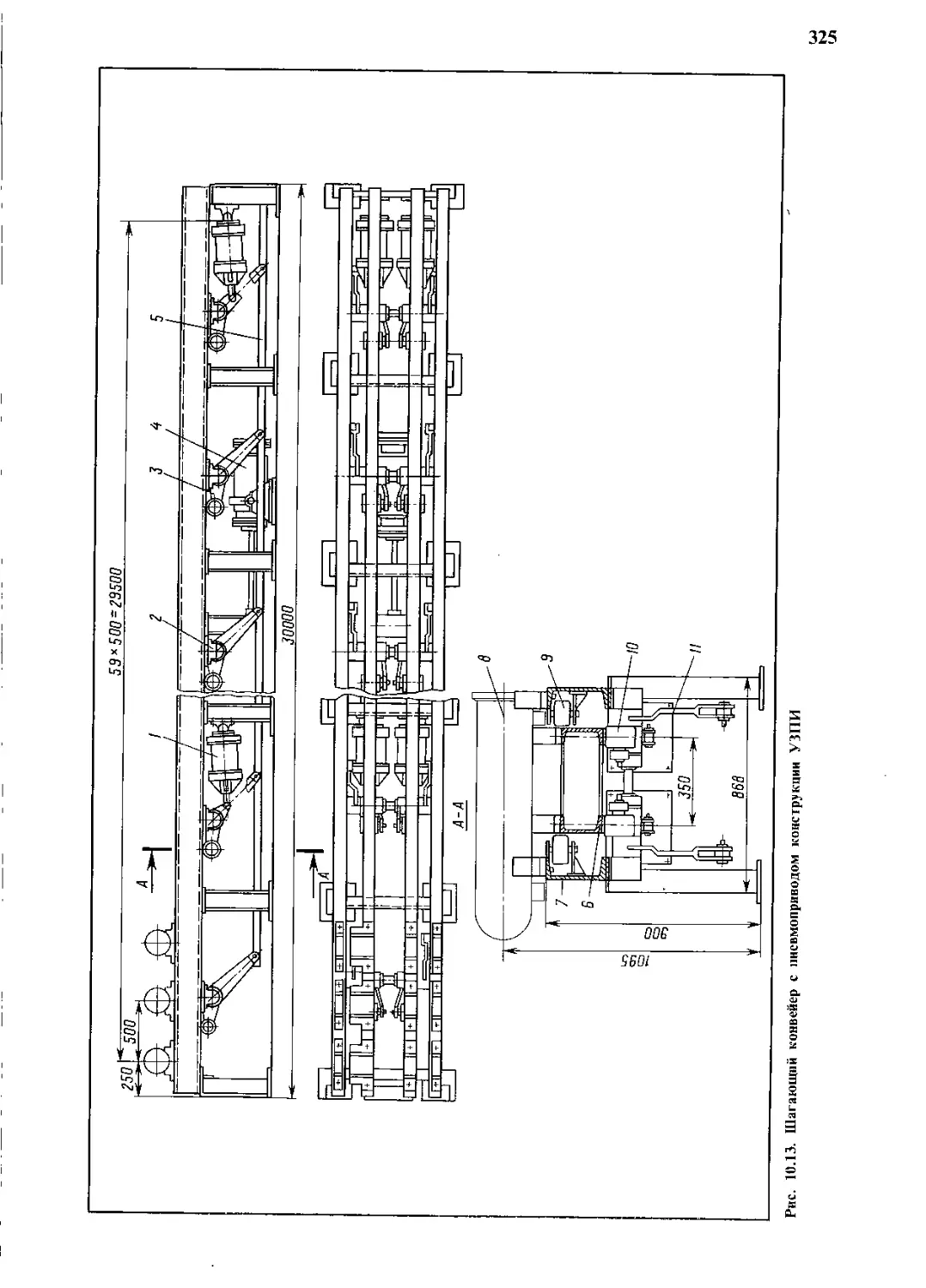
Ю.5. Шагающие конвейеры 323
10.5.1. Общее устройство 323
10.5.2. Элементы конвейеров 328
10.6. Задачи научных исследований 328
6 Оглавление
11
14
Ковшовые, полочные
и люлечные
элеваторы
11.1. Основные типы и области
применения 328
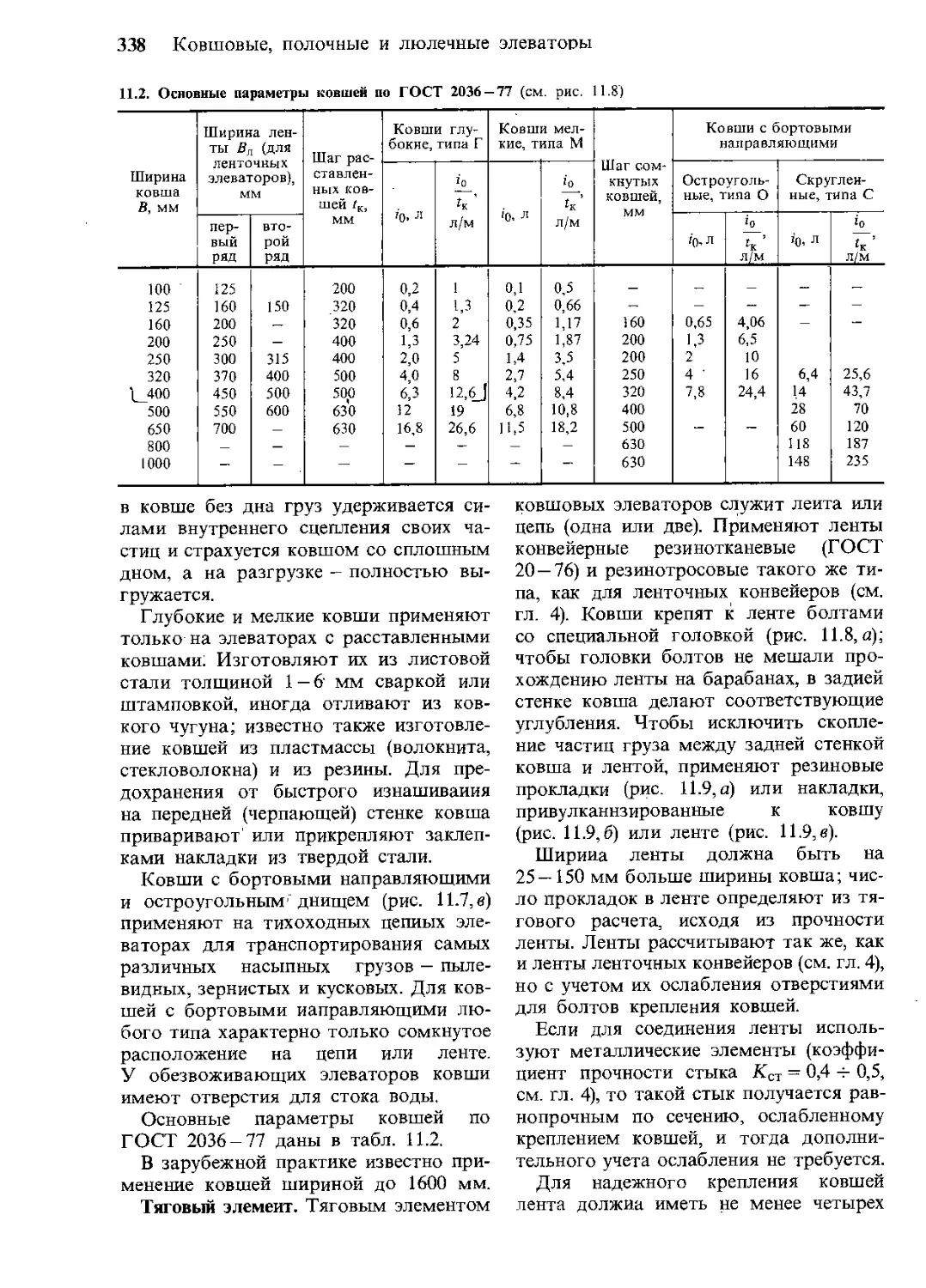
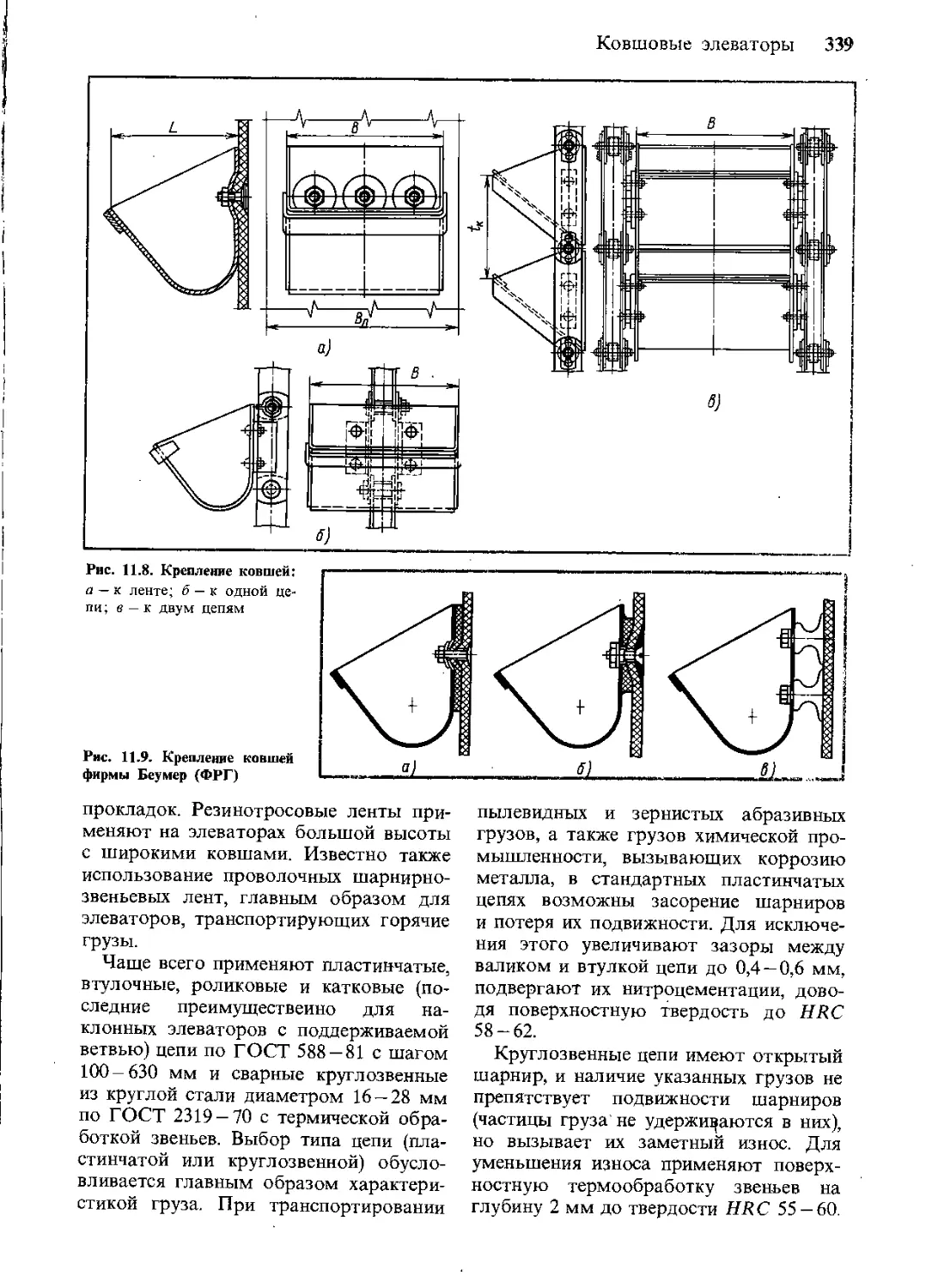
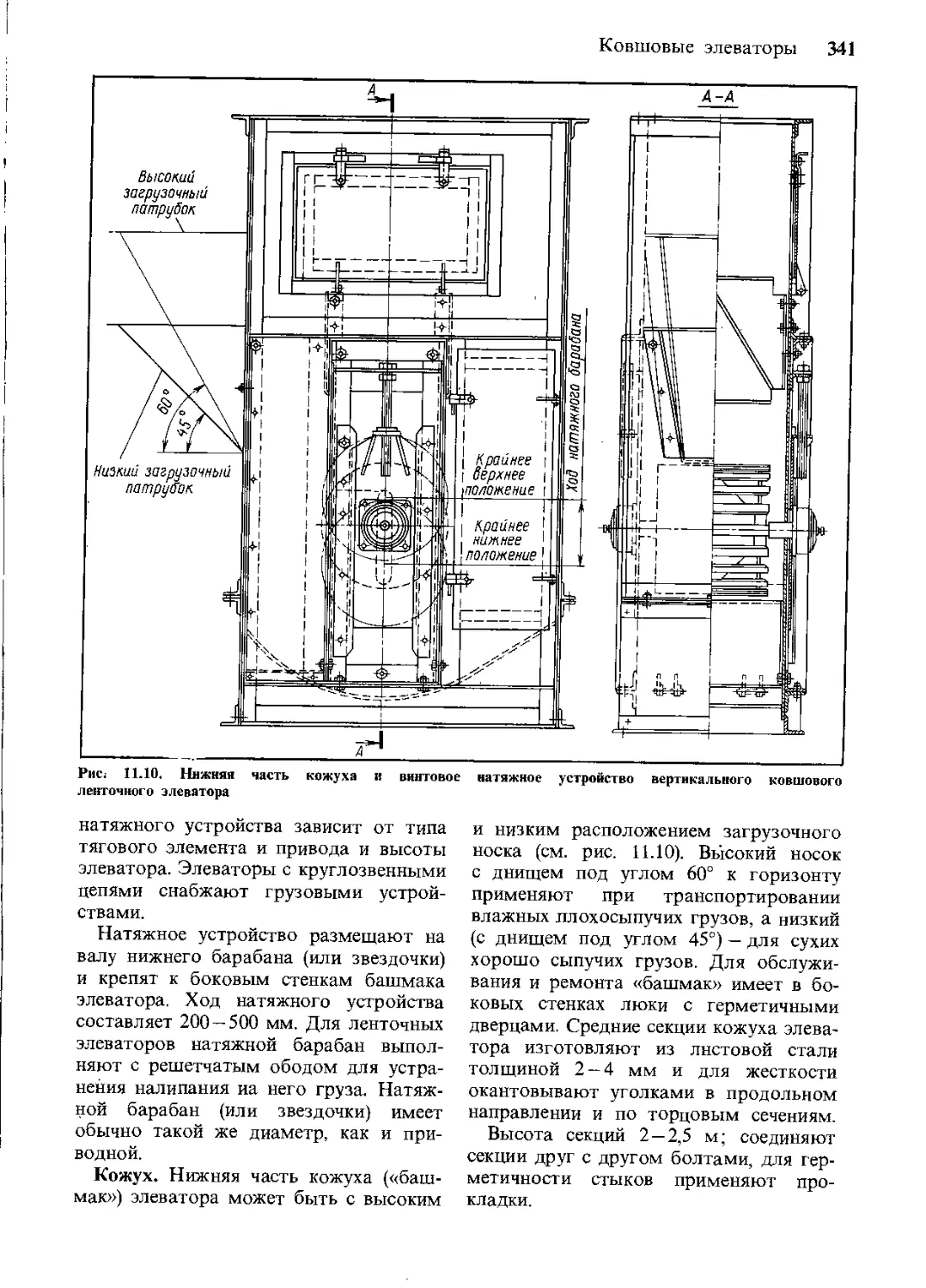
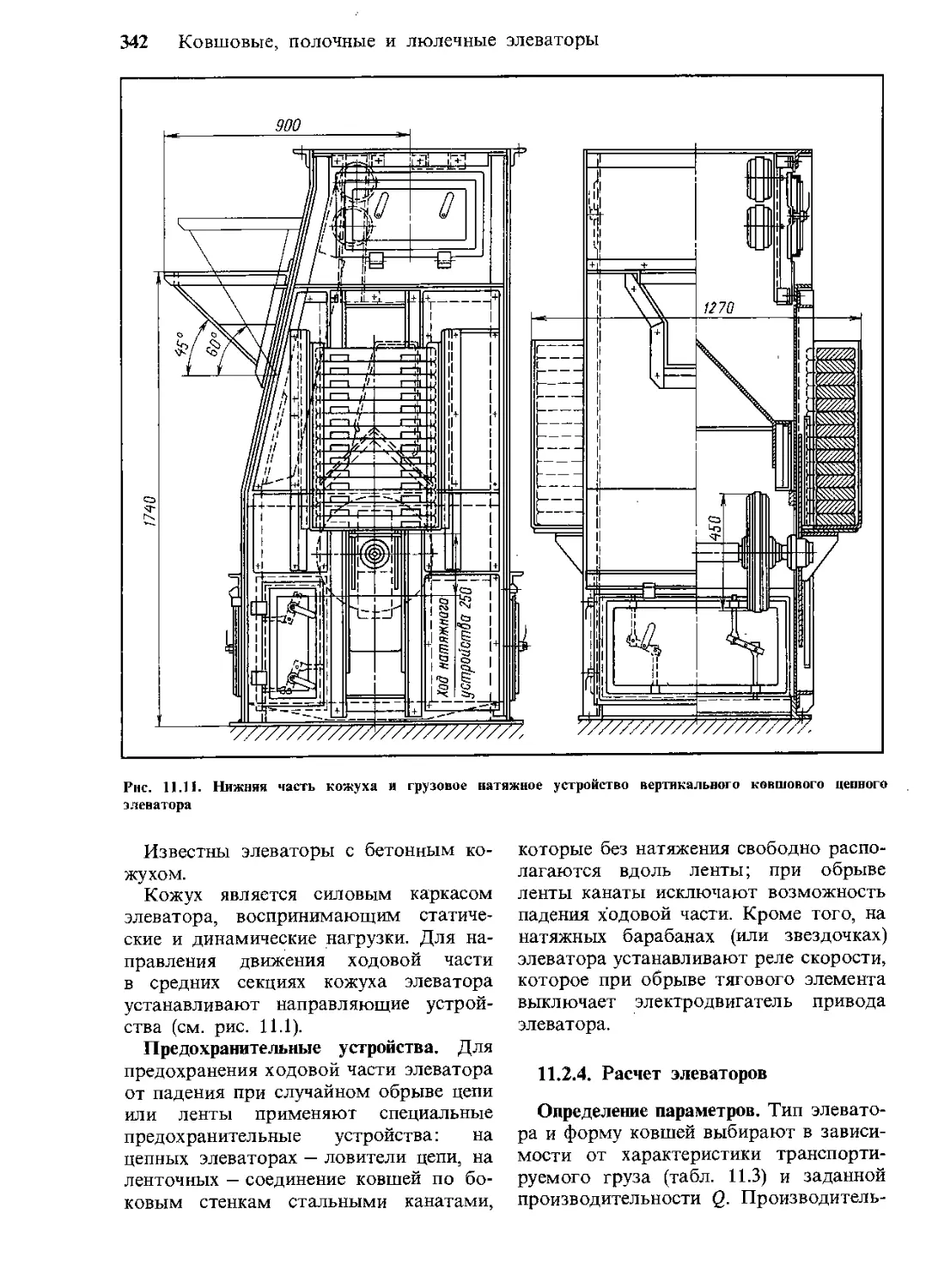
11.2. Ковшовые элеваторы 11.2.1. Общее устройство и разновид- 329
ности 329
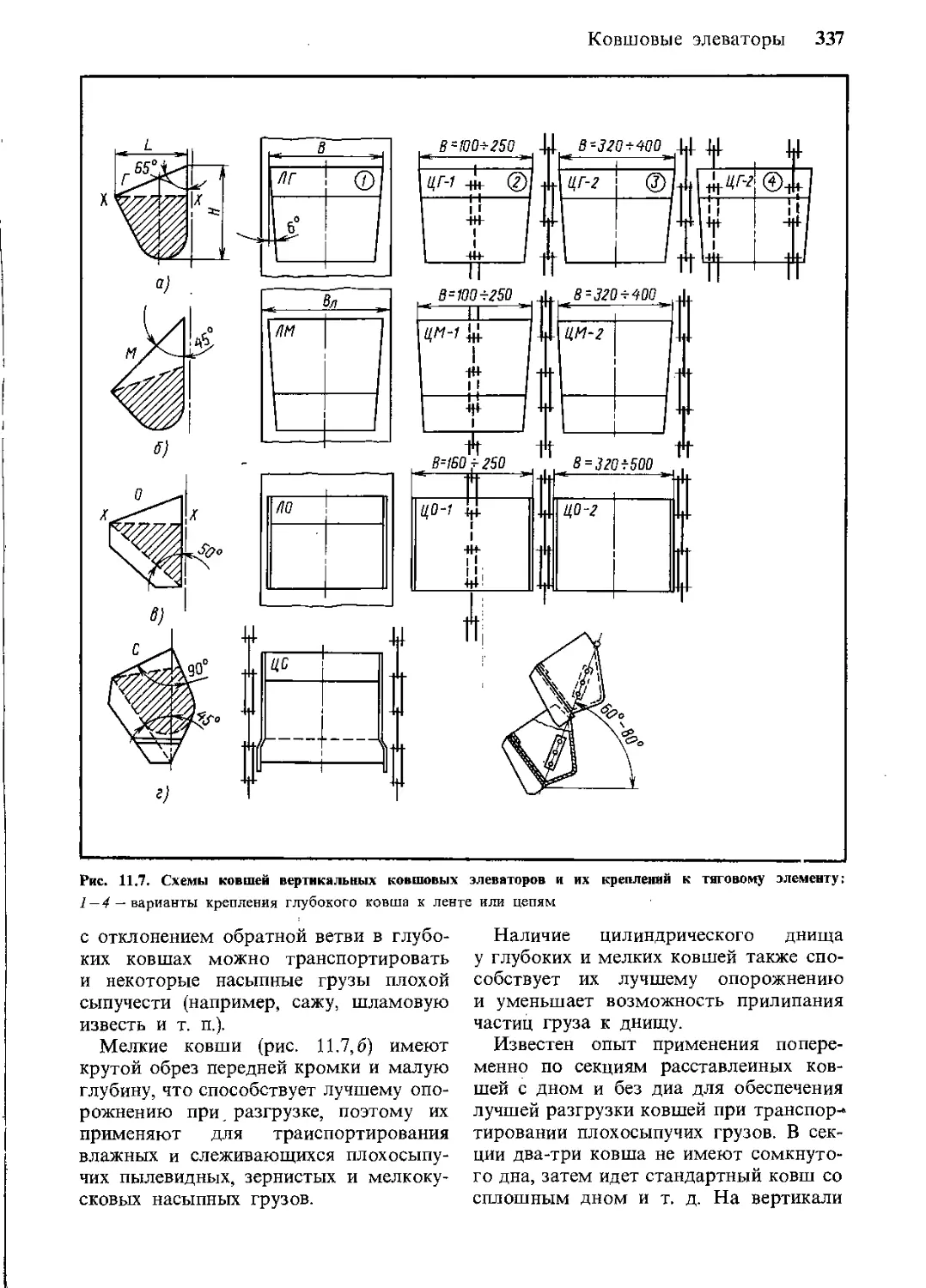
11.2.2. Способы наполнения и раз- грузки ковшей 332
11.2.3. Элементы элеваторов 336
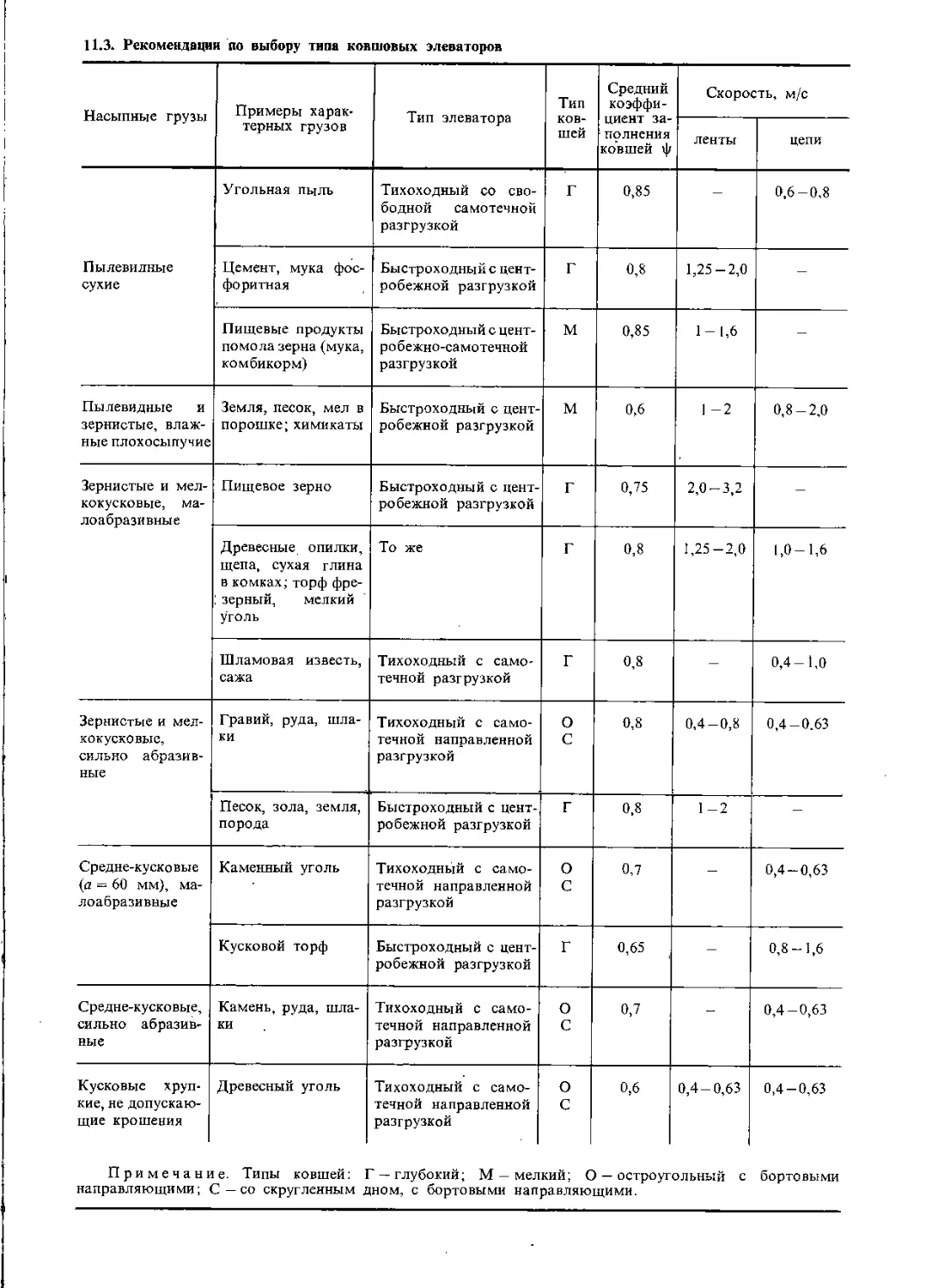
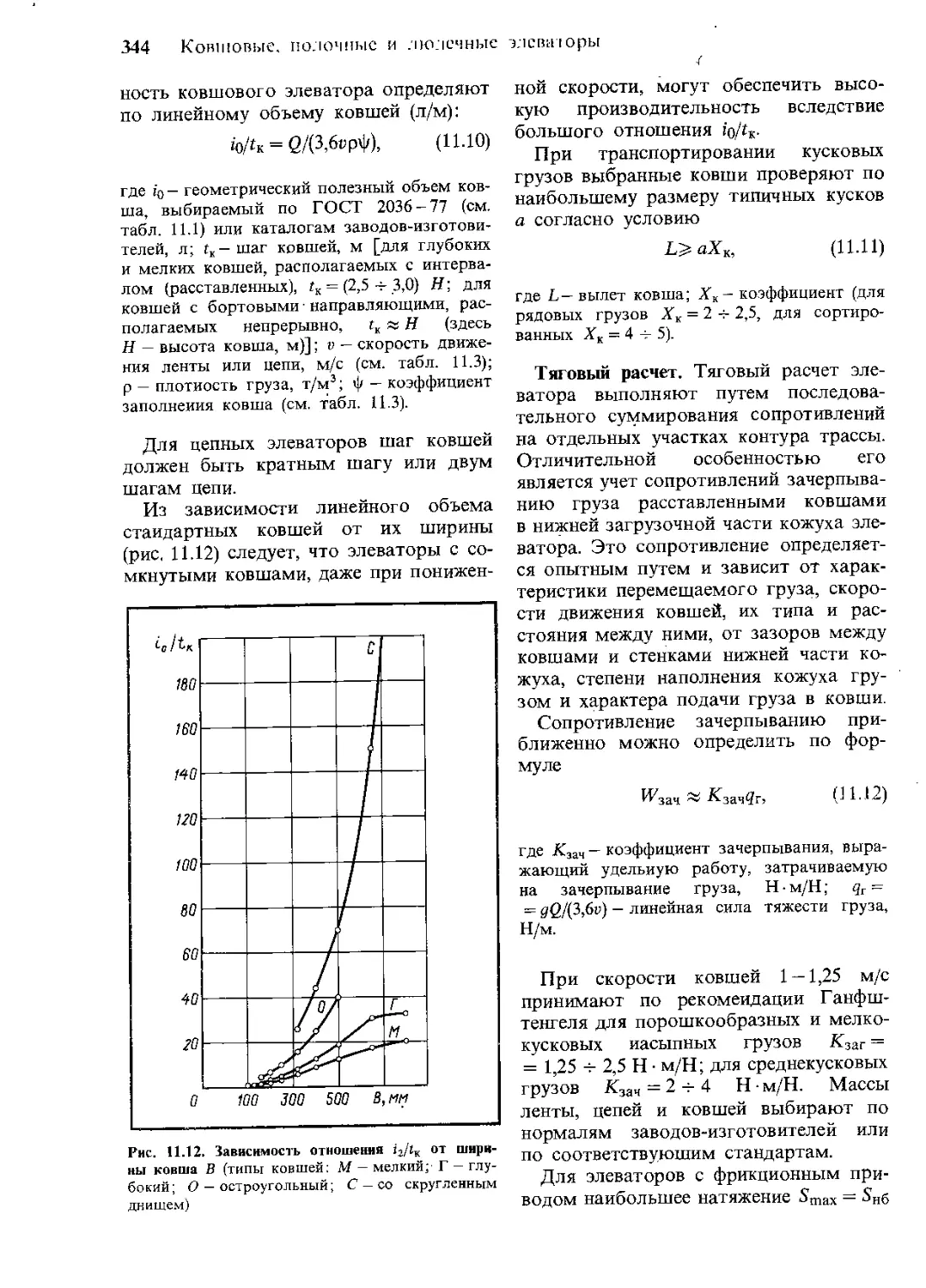
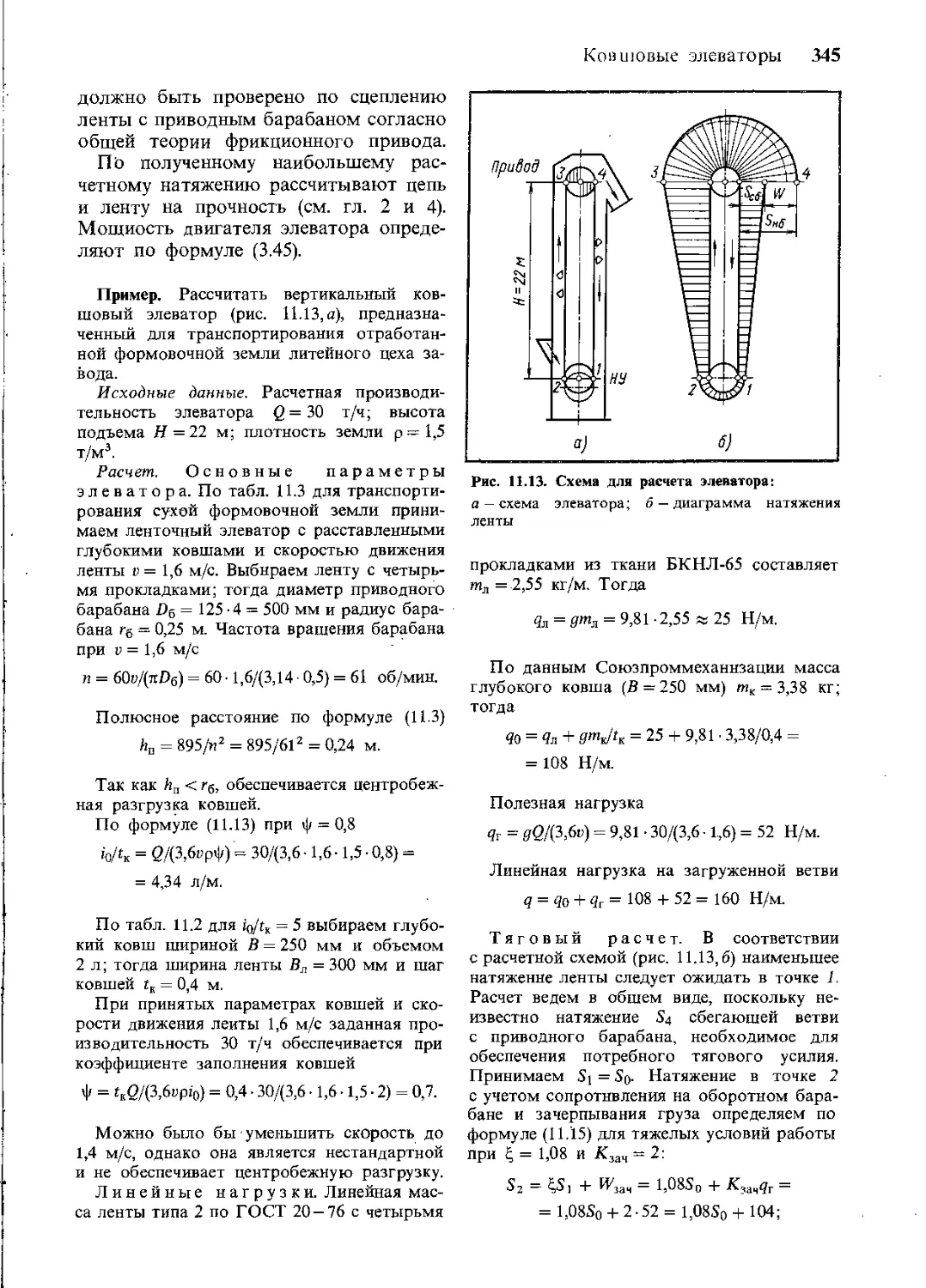
11.2.4. Расчет элеваторов 11.3. Ковшовые элеваторы спе- 342
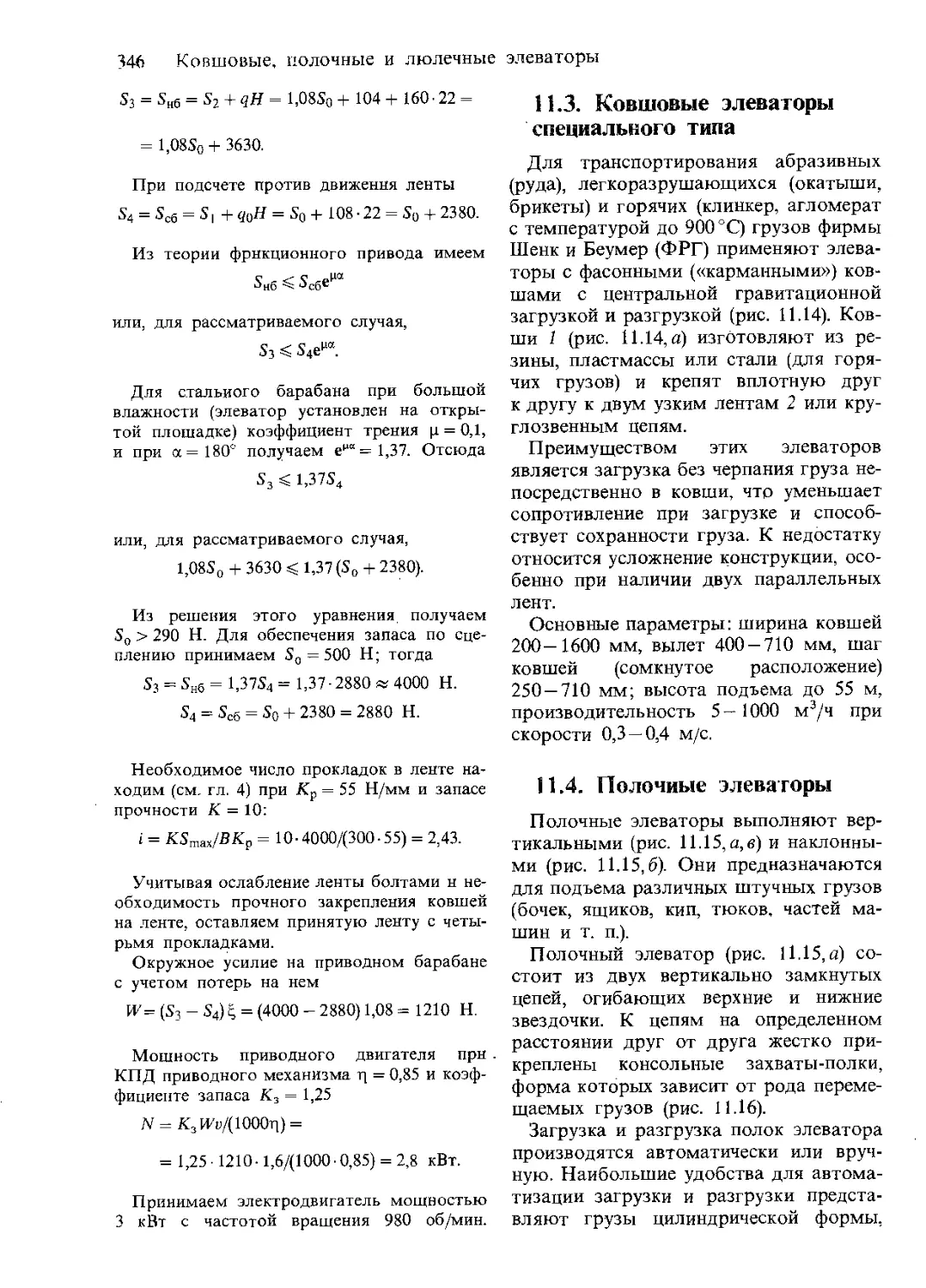
циального типа 346
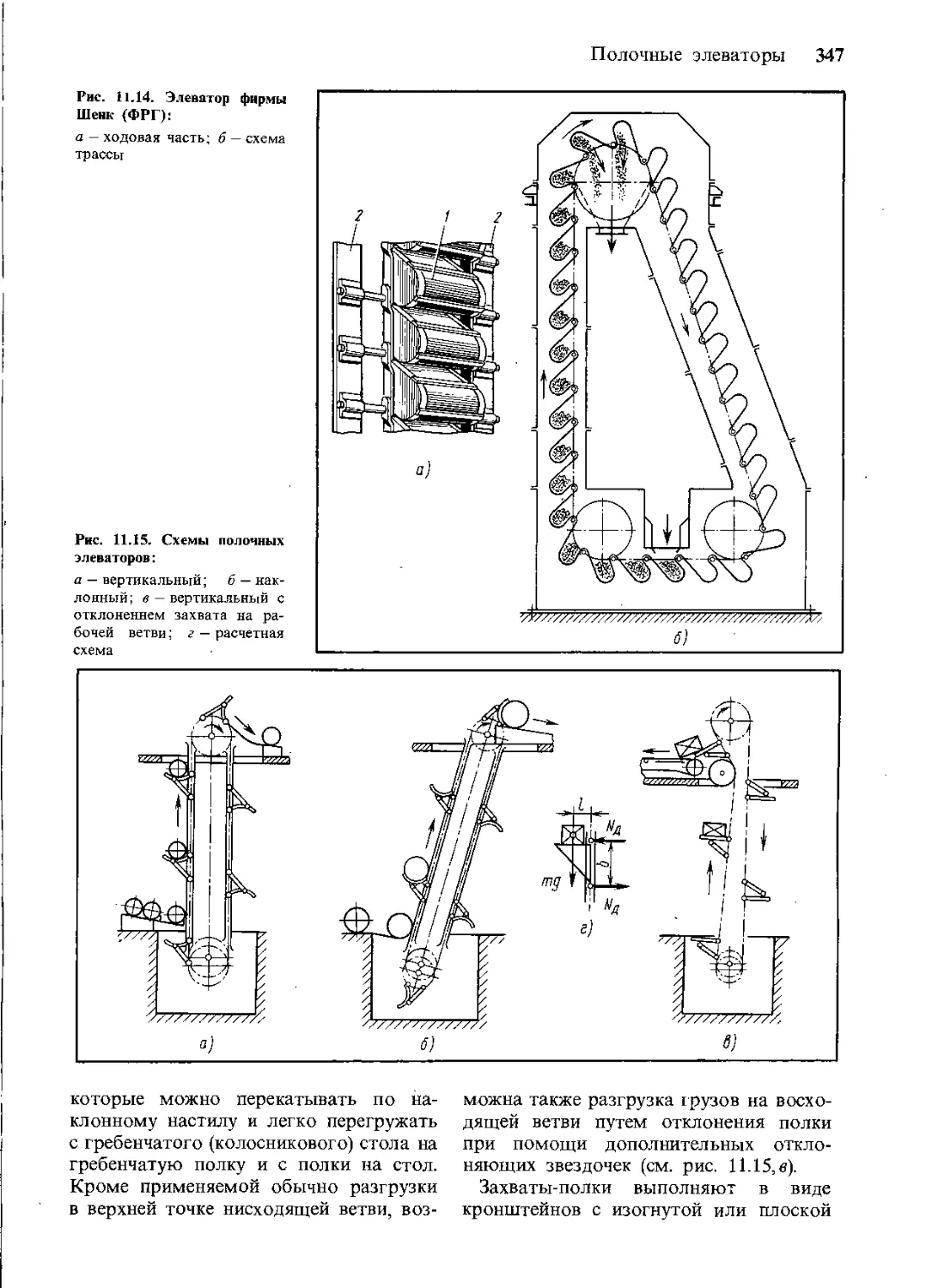
11.4. Полочные элеваторы 346
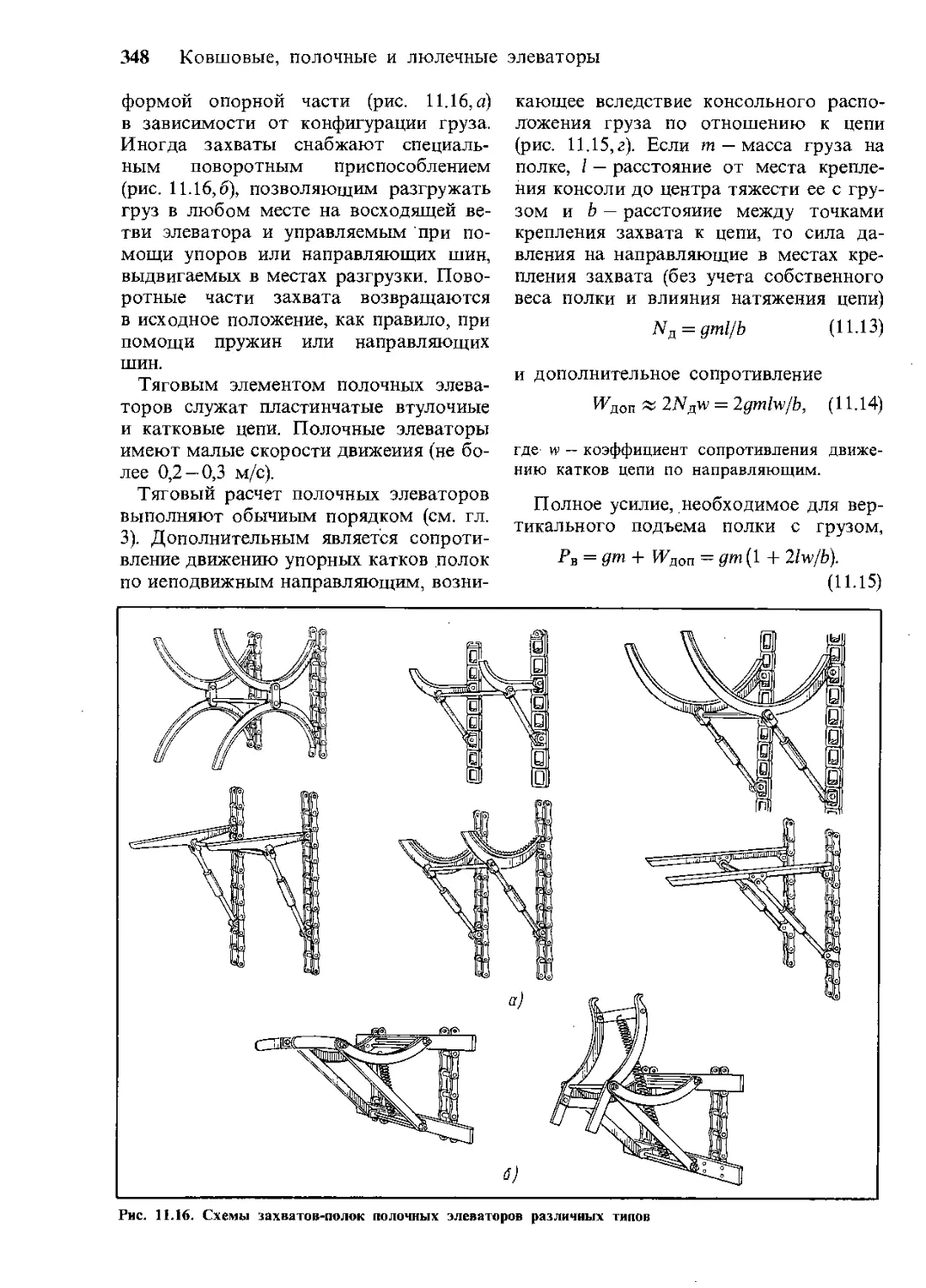
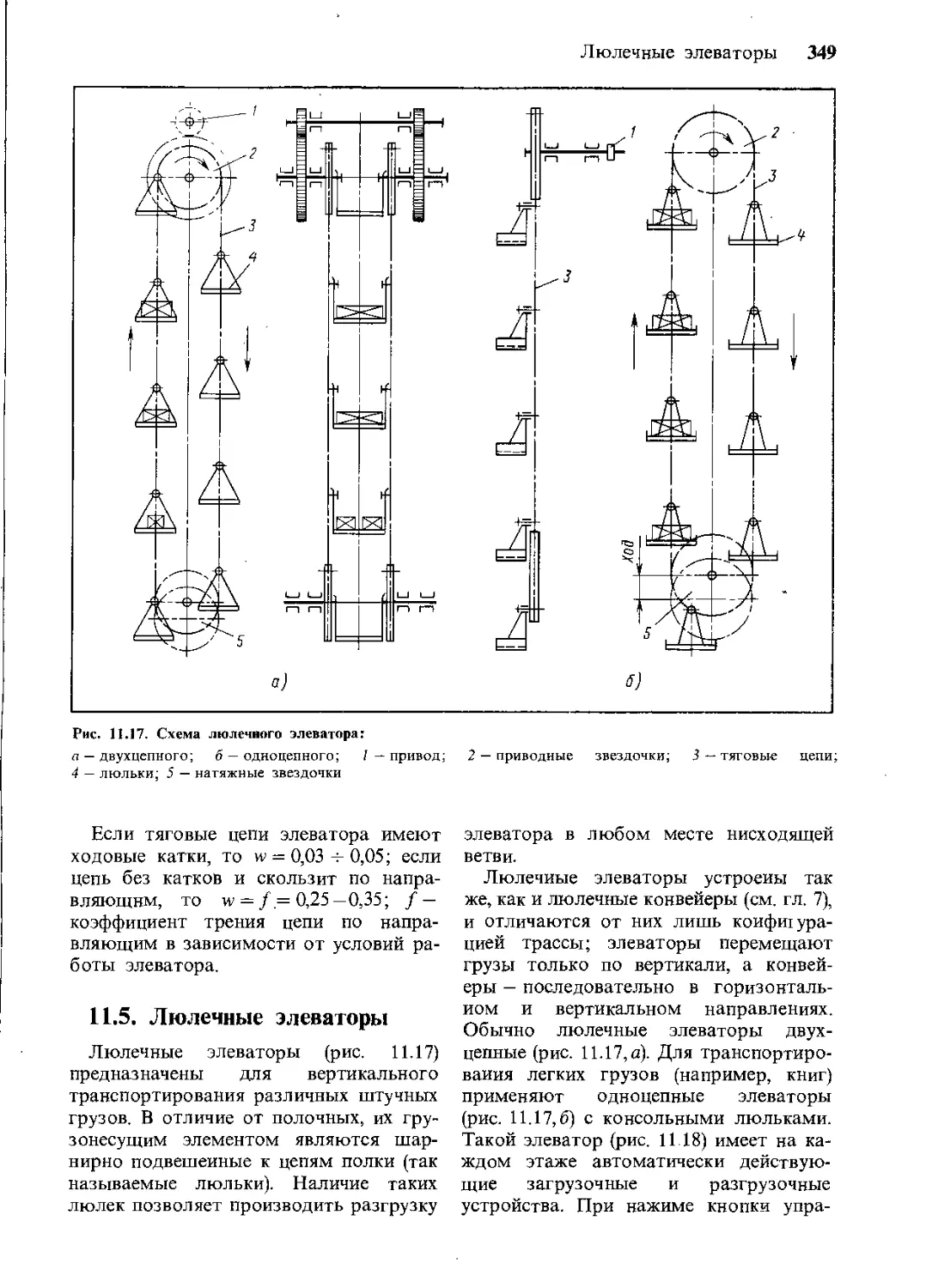
11,5. Люлечные элеваторы 349
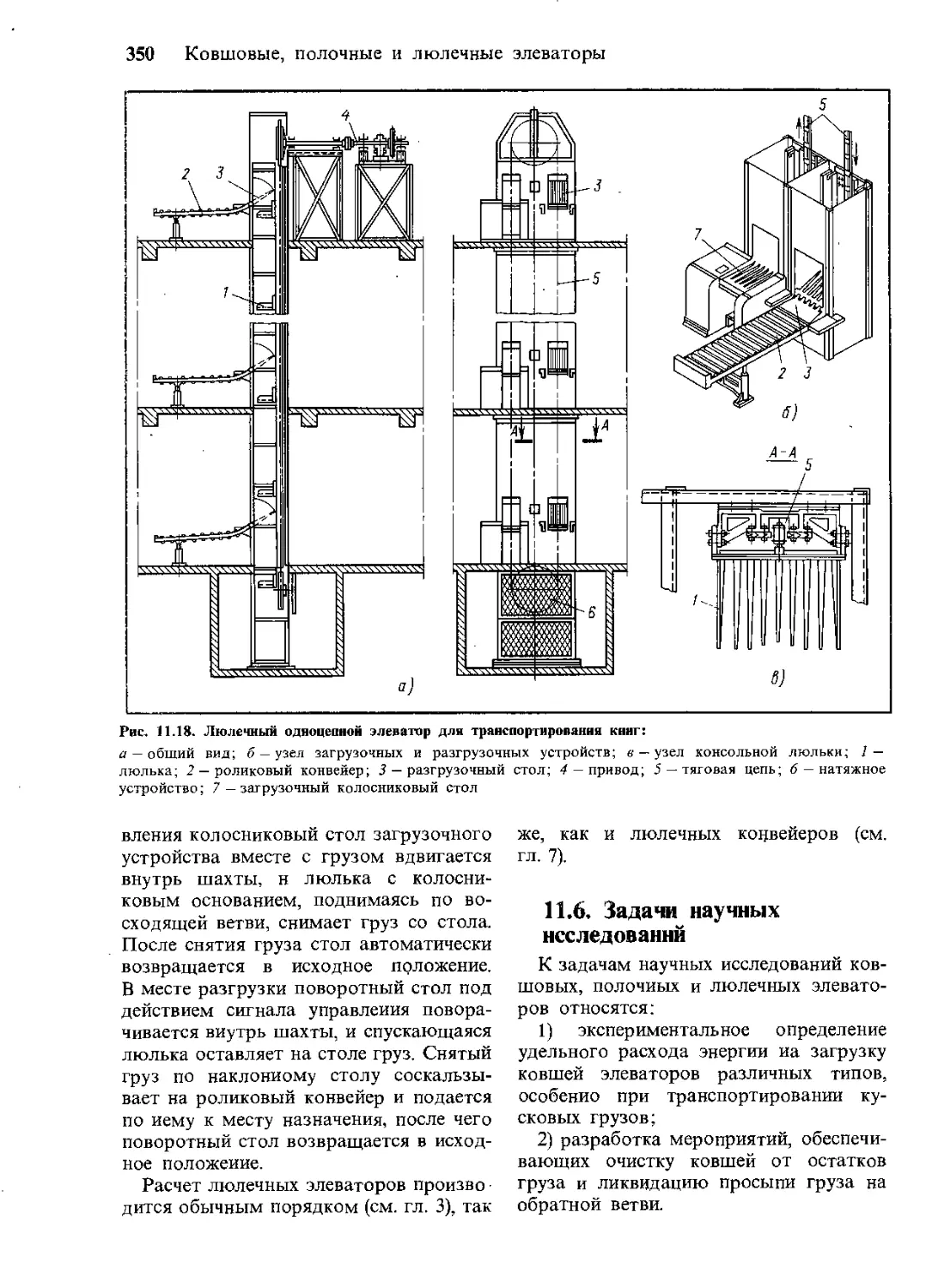
11.6. Задачи научных исследований 350
12 7
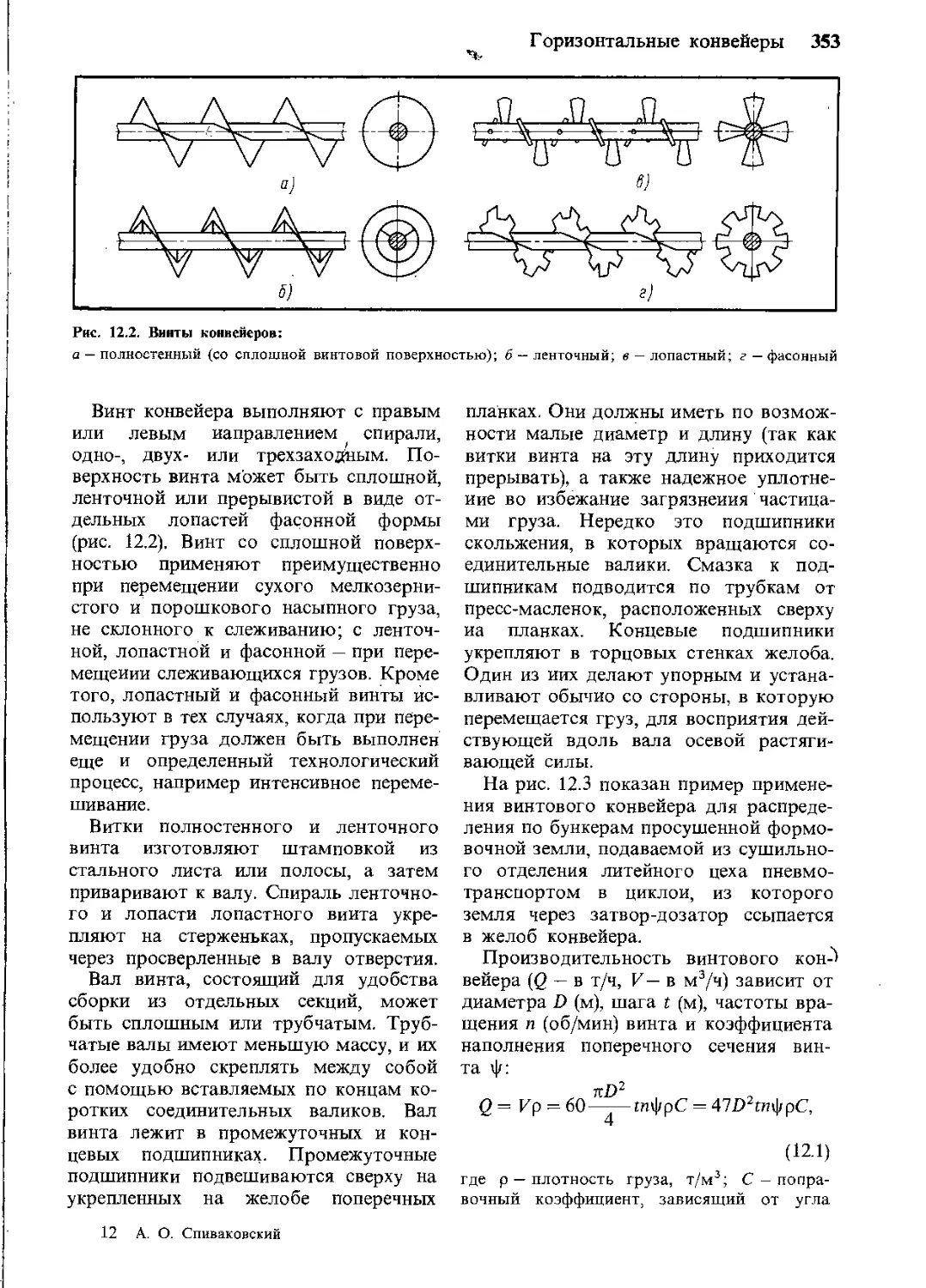
Винтовые конвейеры
12.1. Виды и области применения 351
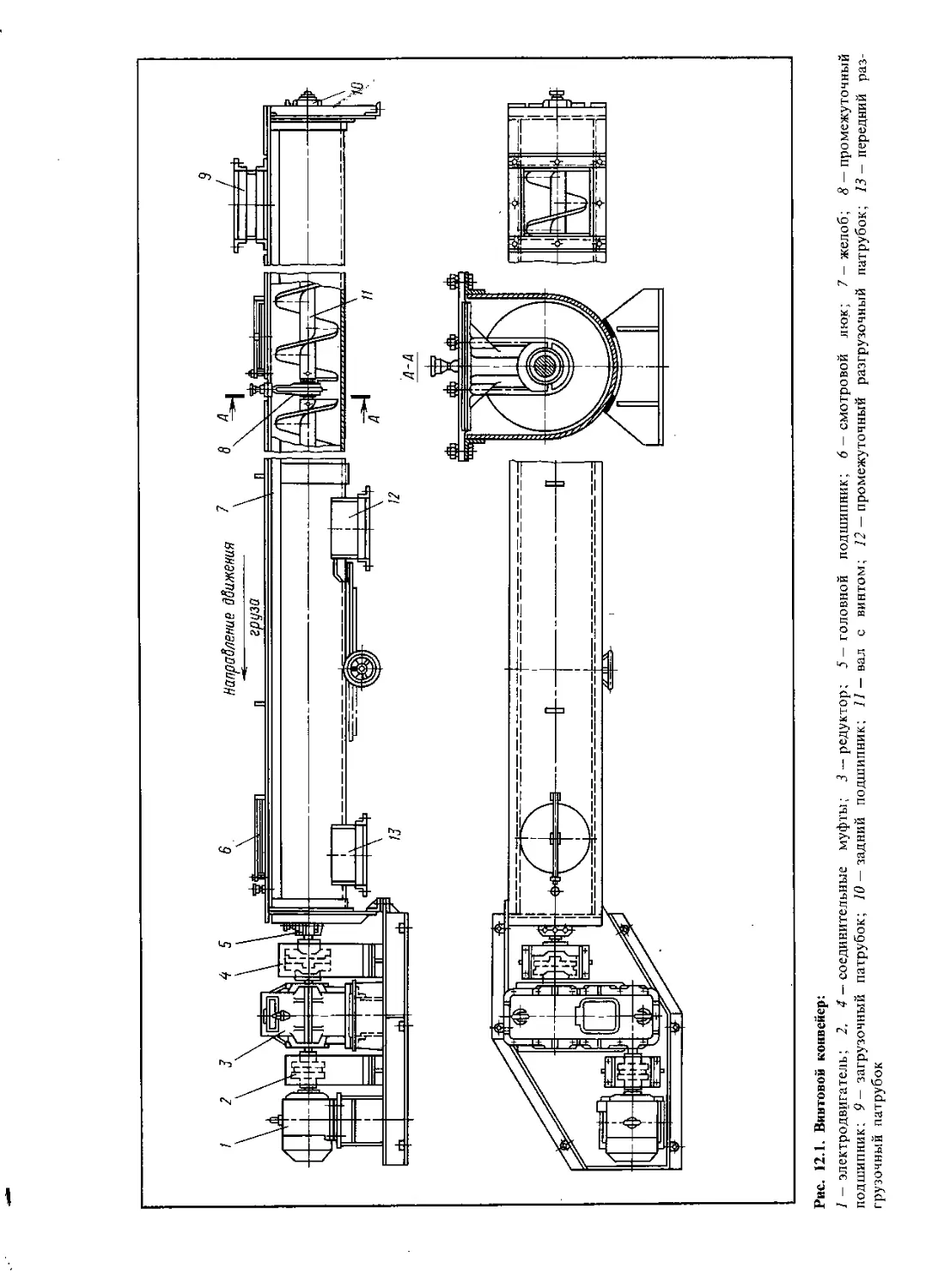
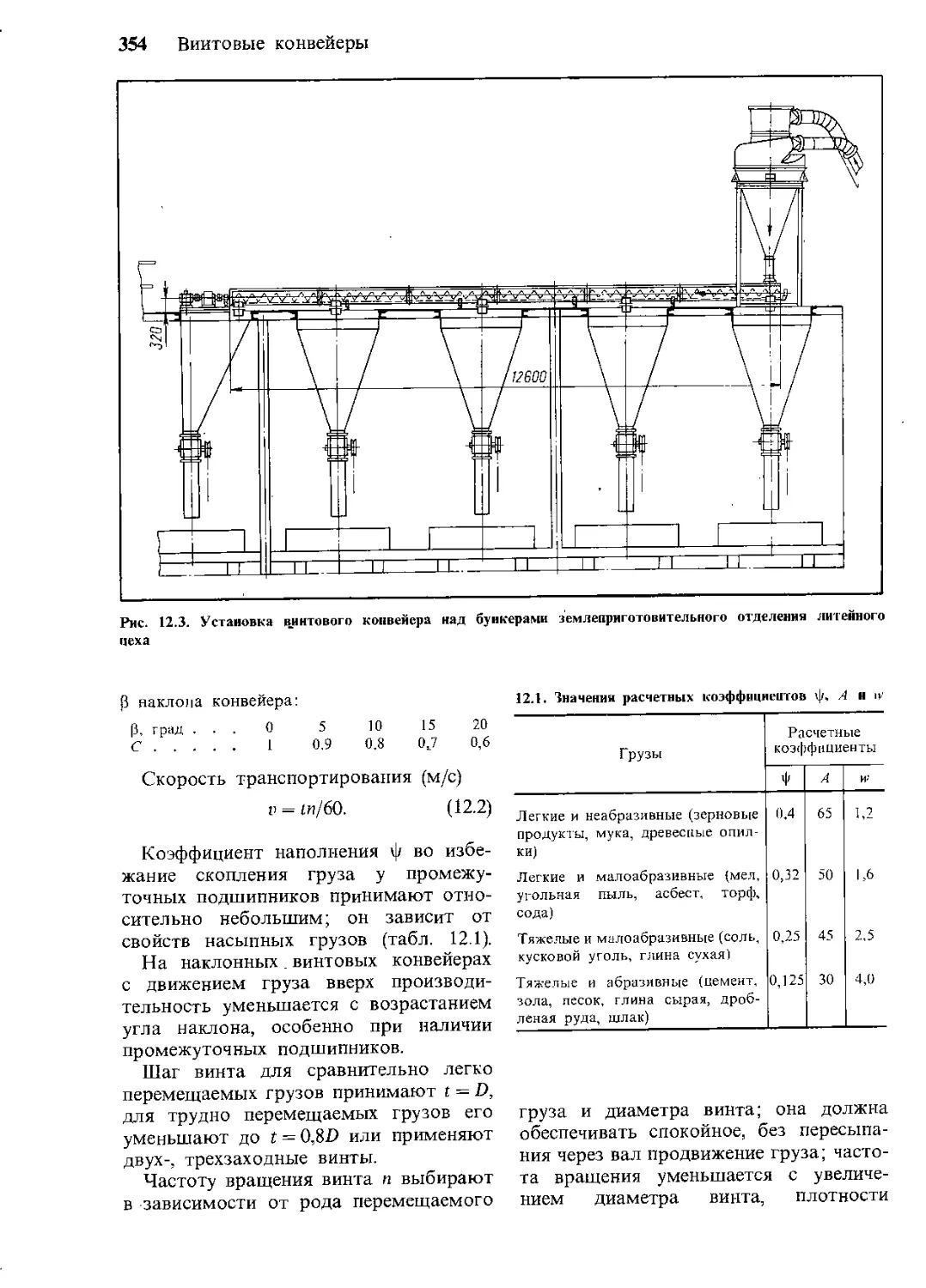
12.2. Горизонтальные койвейеры 351
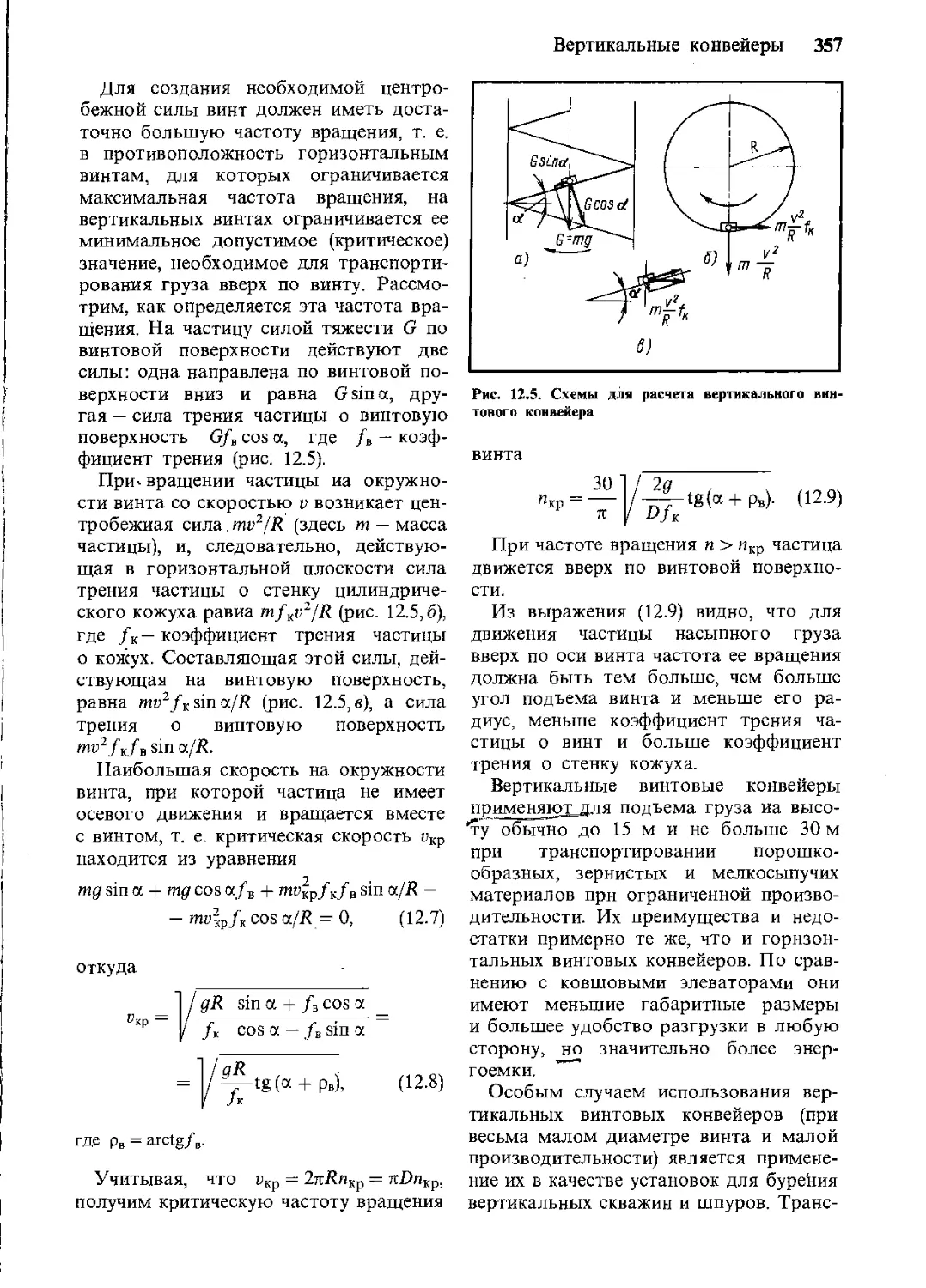
12.3. Вертикальные конвейеры 355
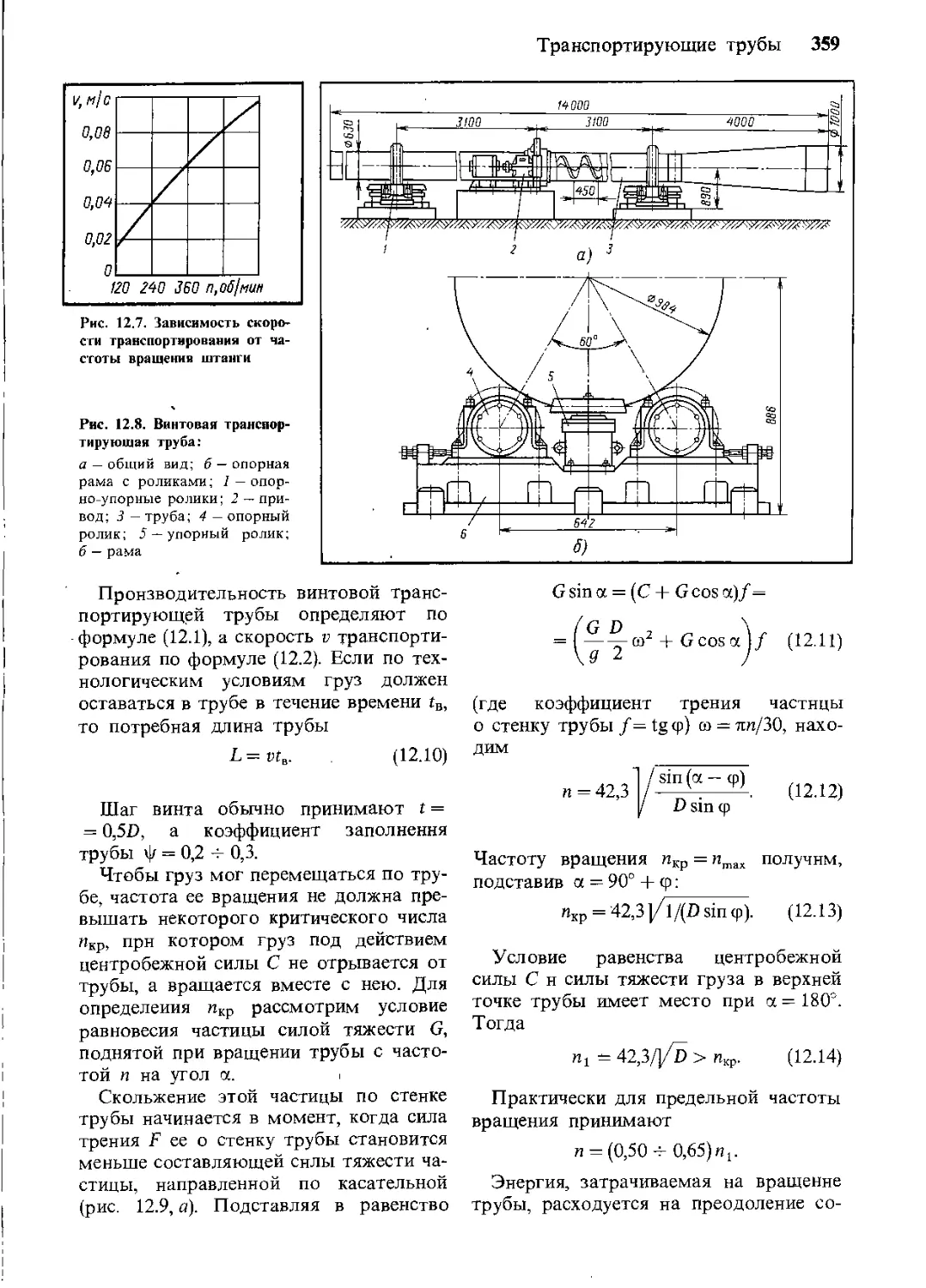
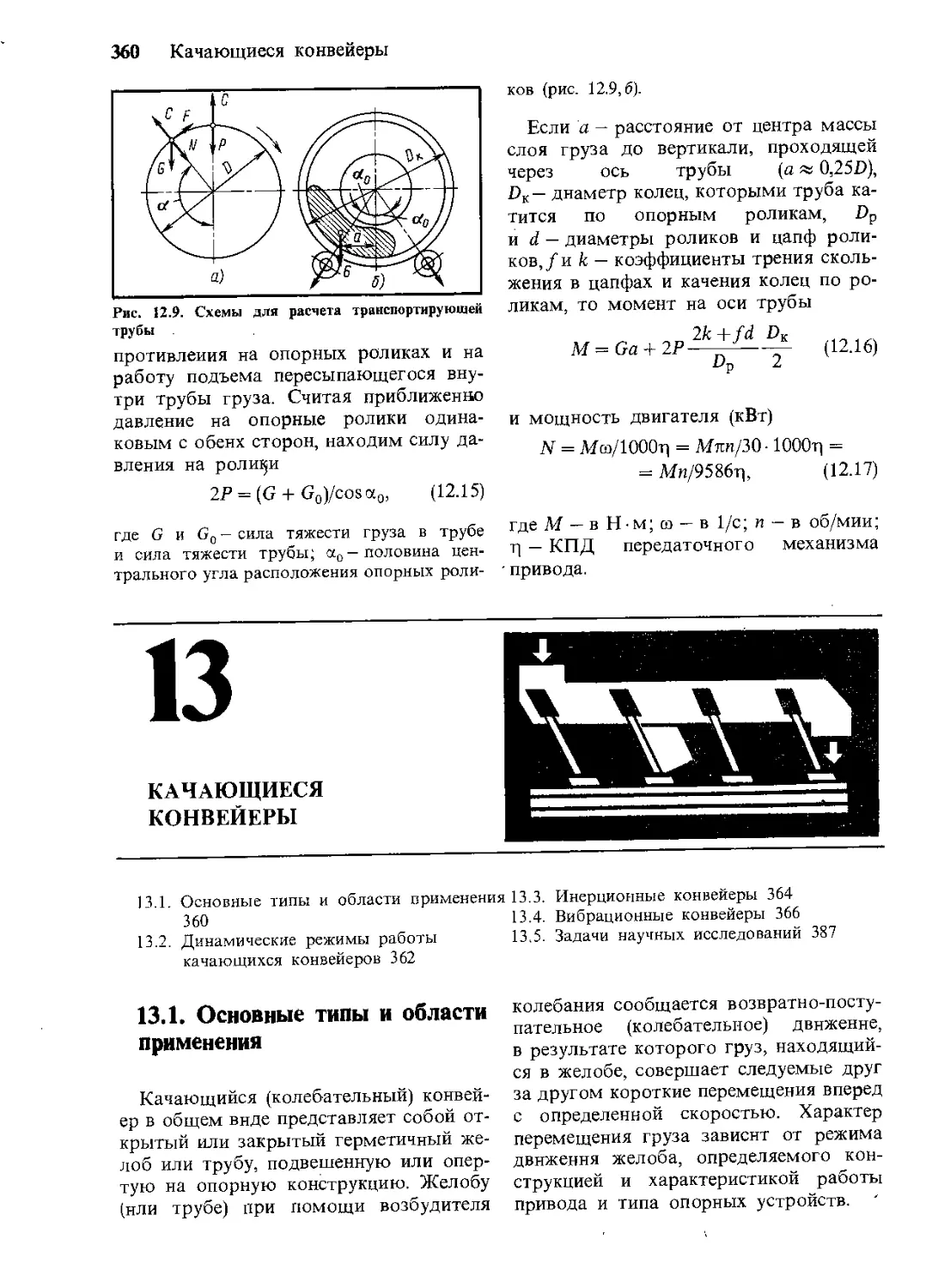
12.4. Транспортирующие трубы 358
13
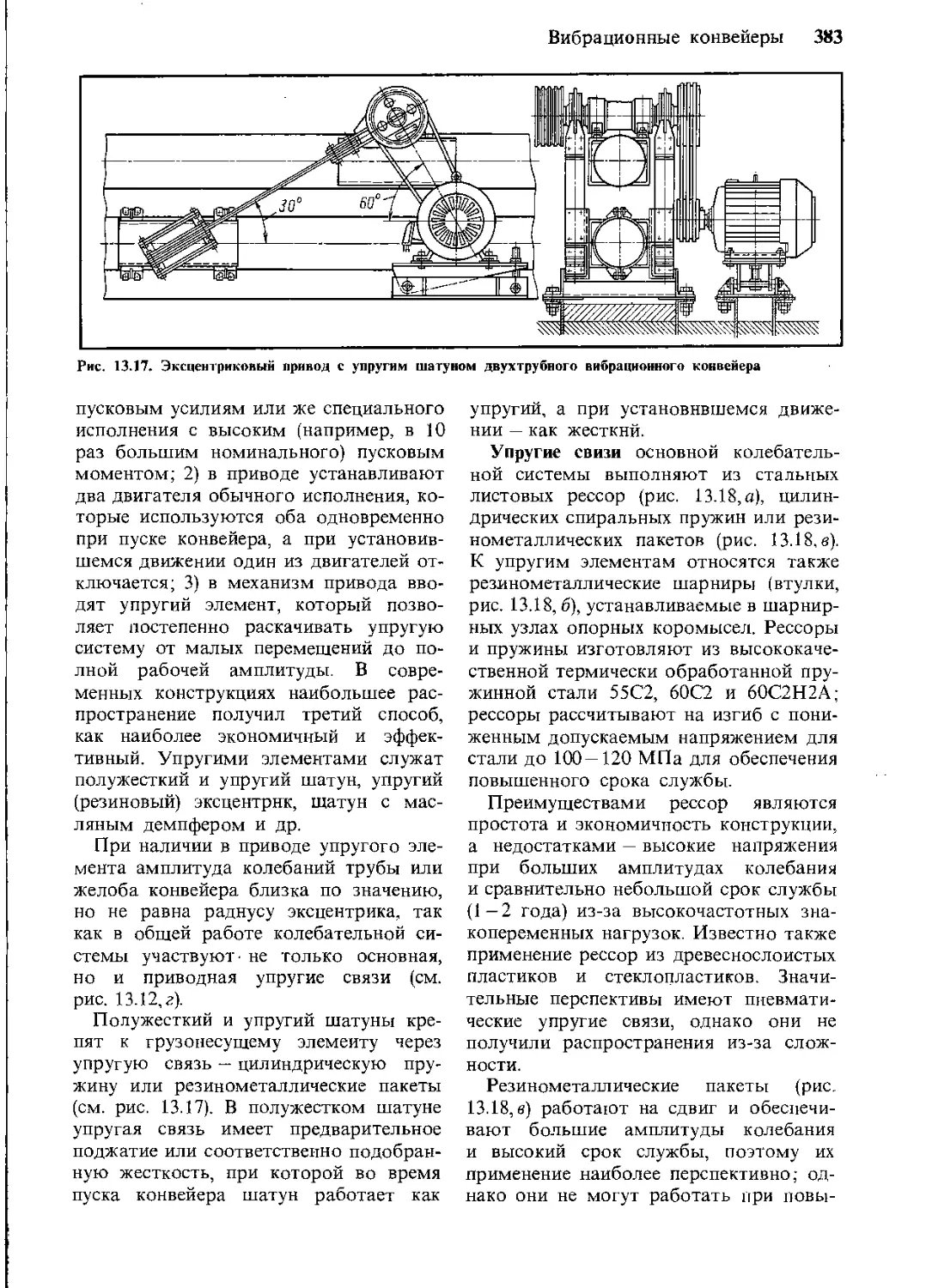
1 Качающиеся конвейеры
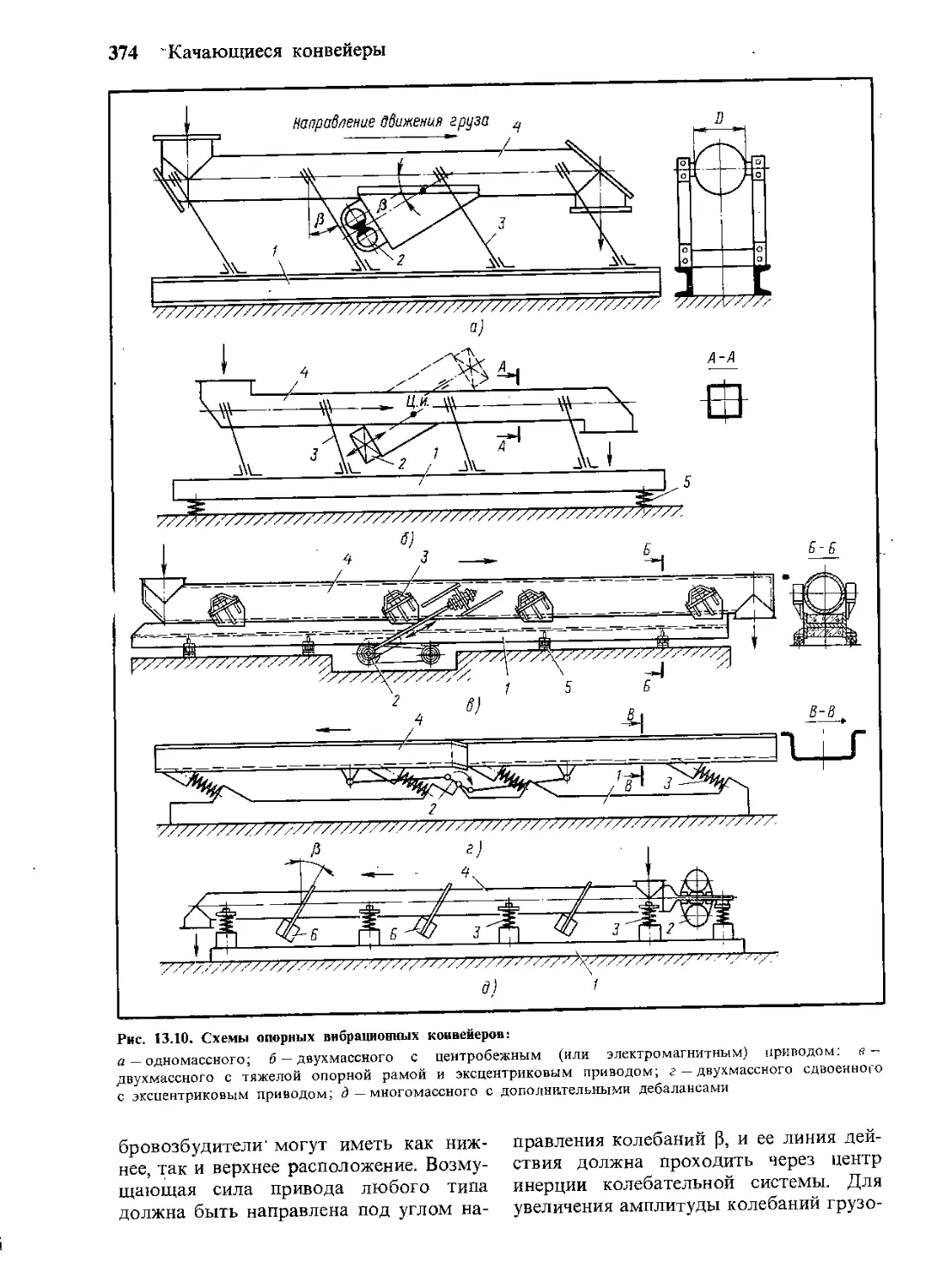
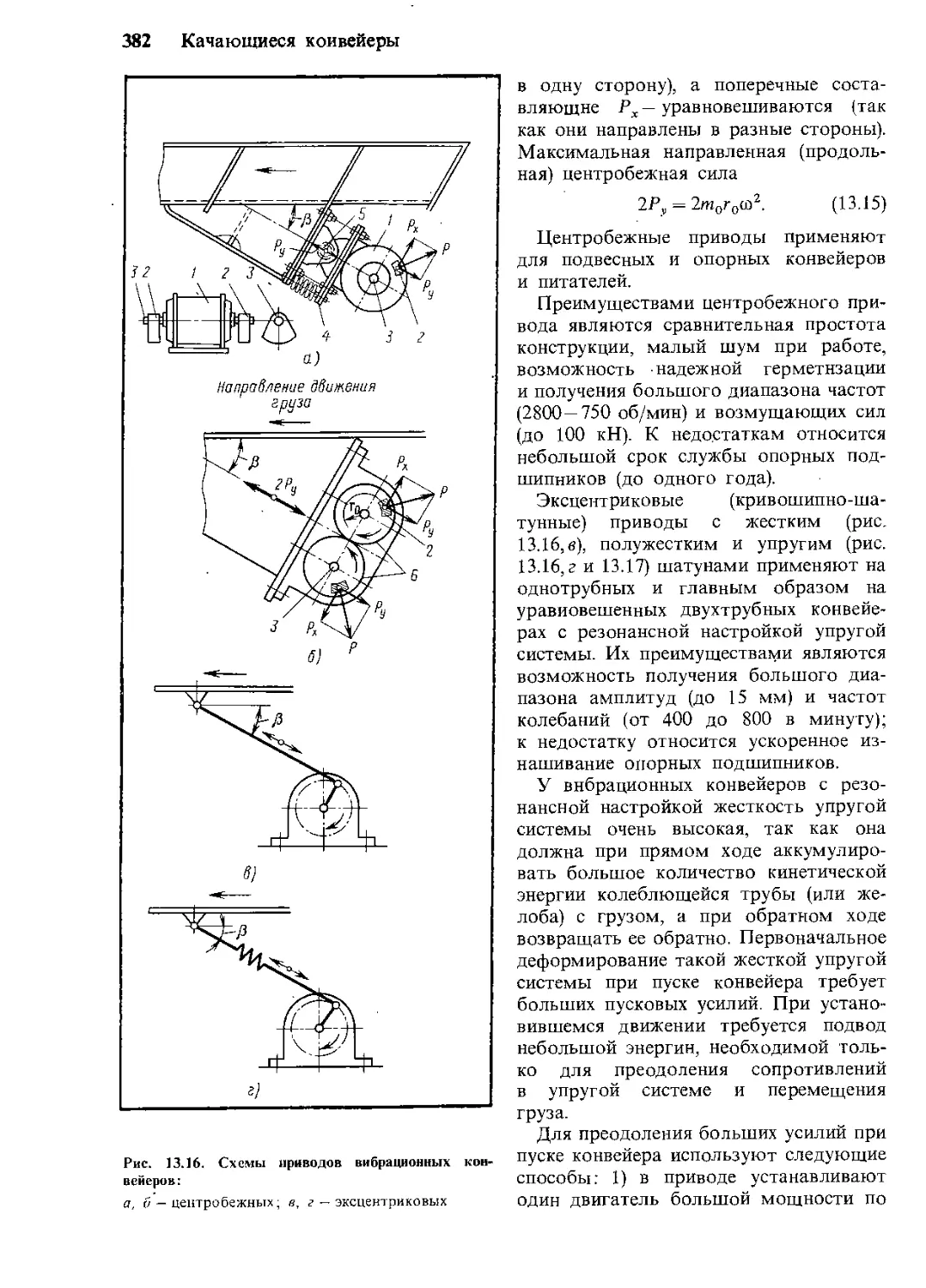
13.1. Основные типы и области применения 360
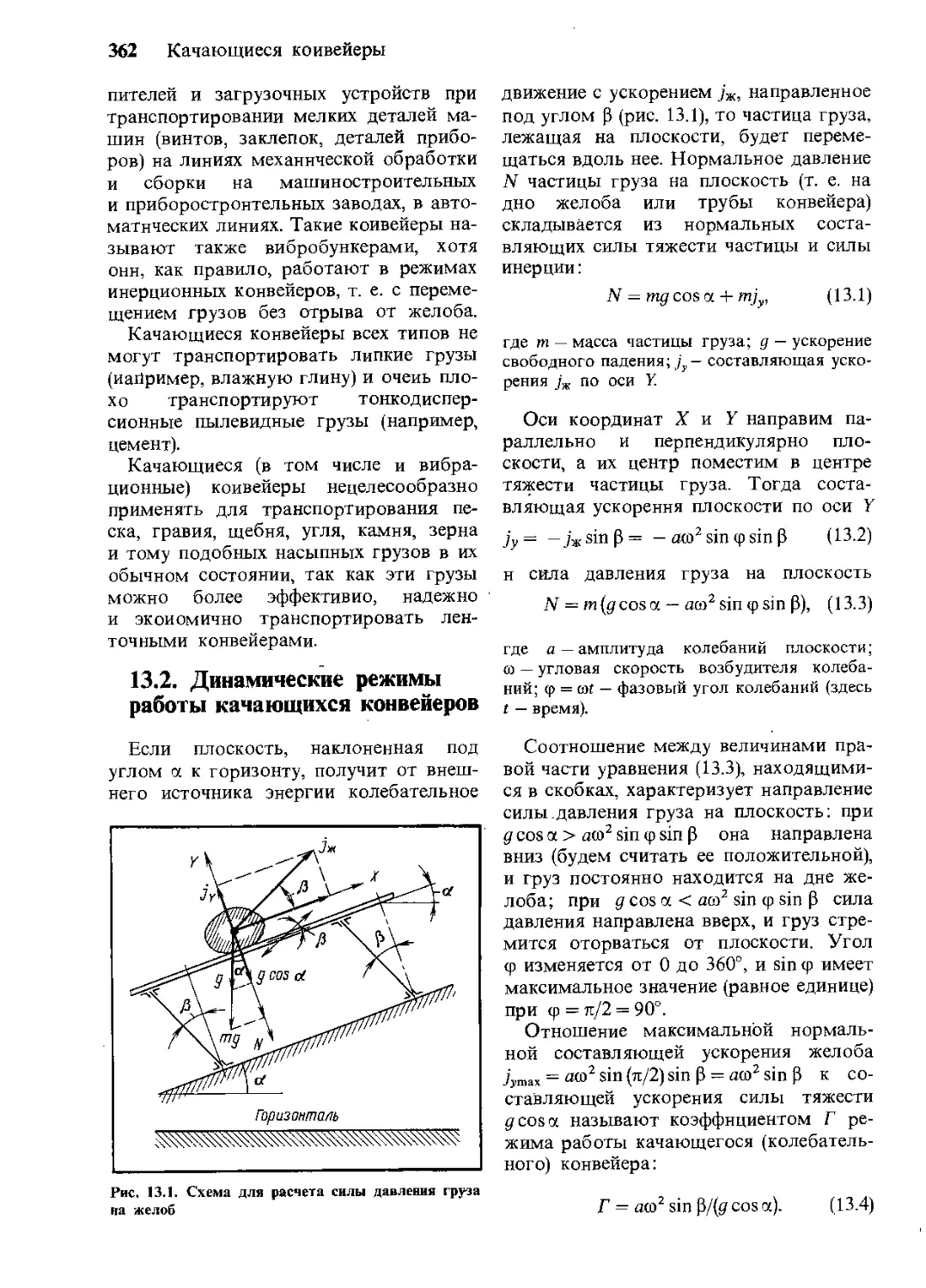
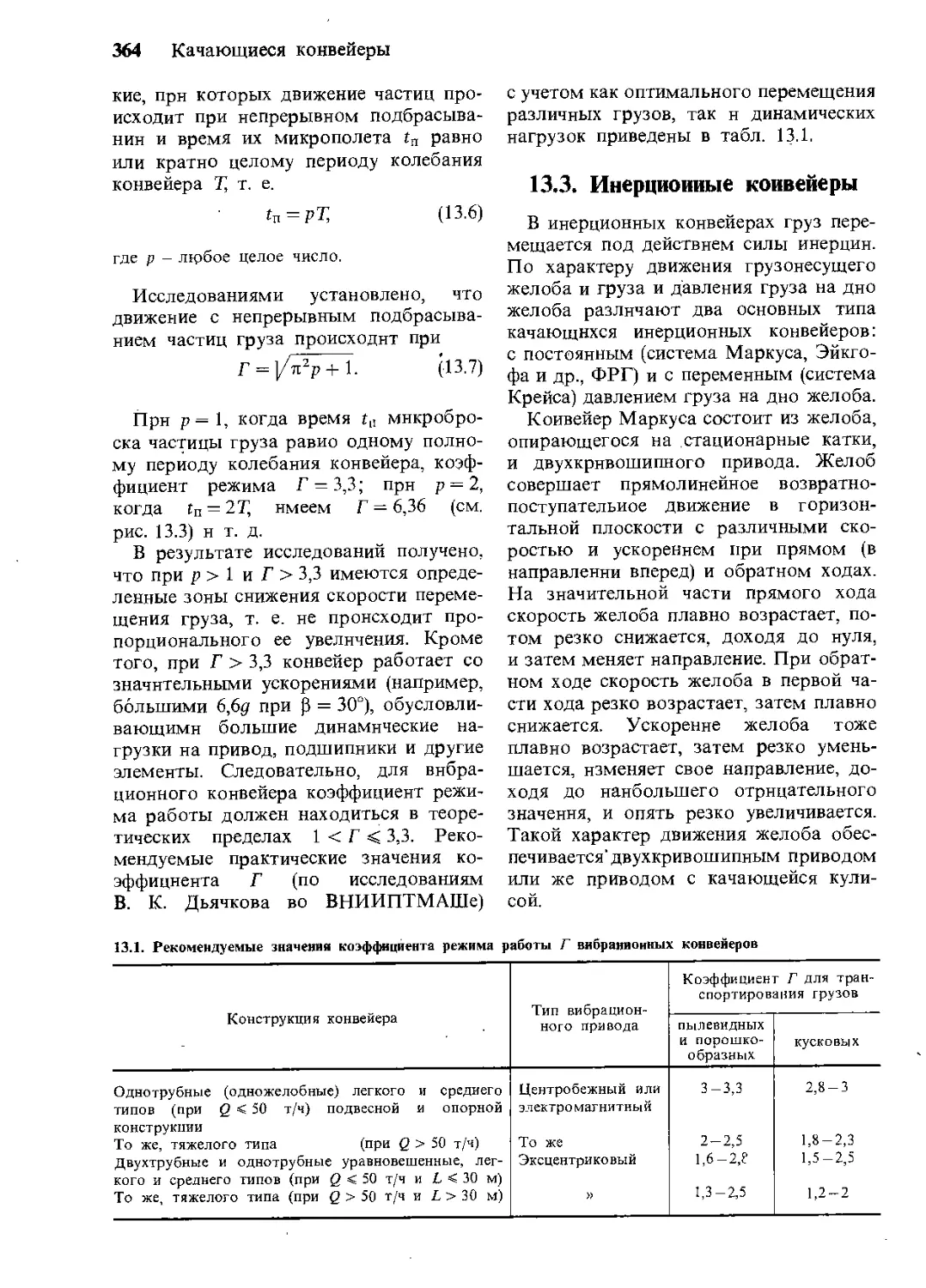
13.2. Динамические режимы рабо- ты качающихся конвейеров 362
13.3. Инерционные конвейеры 364
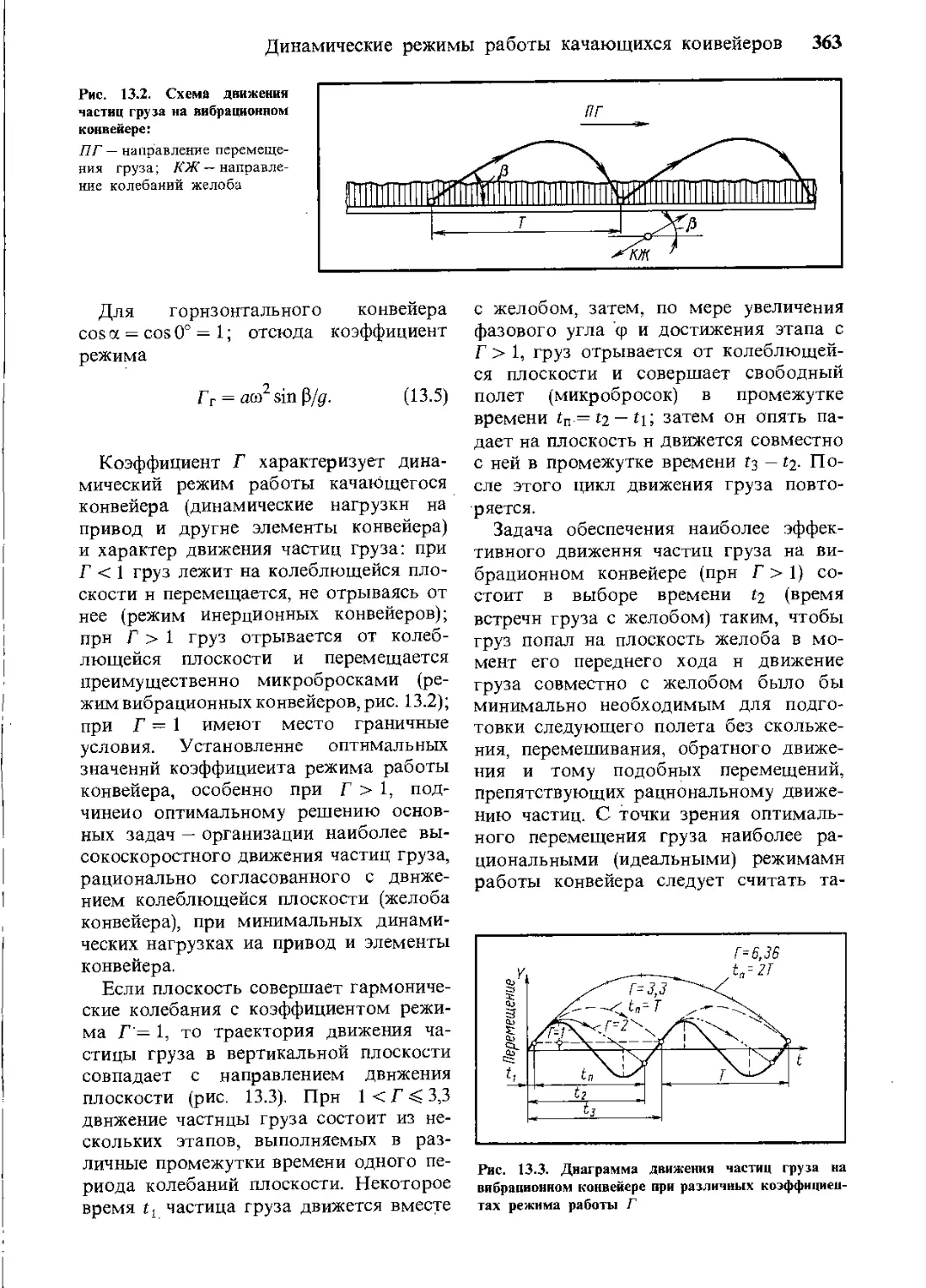
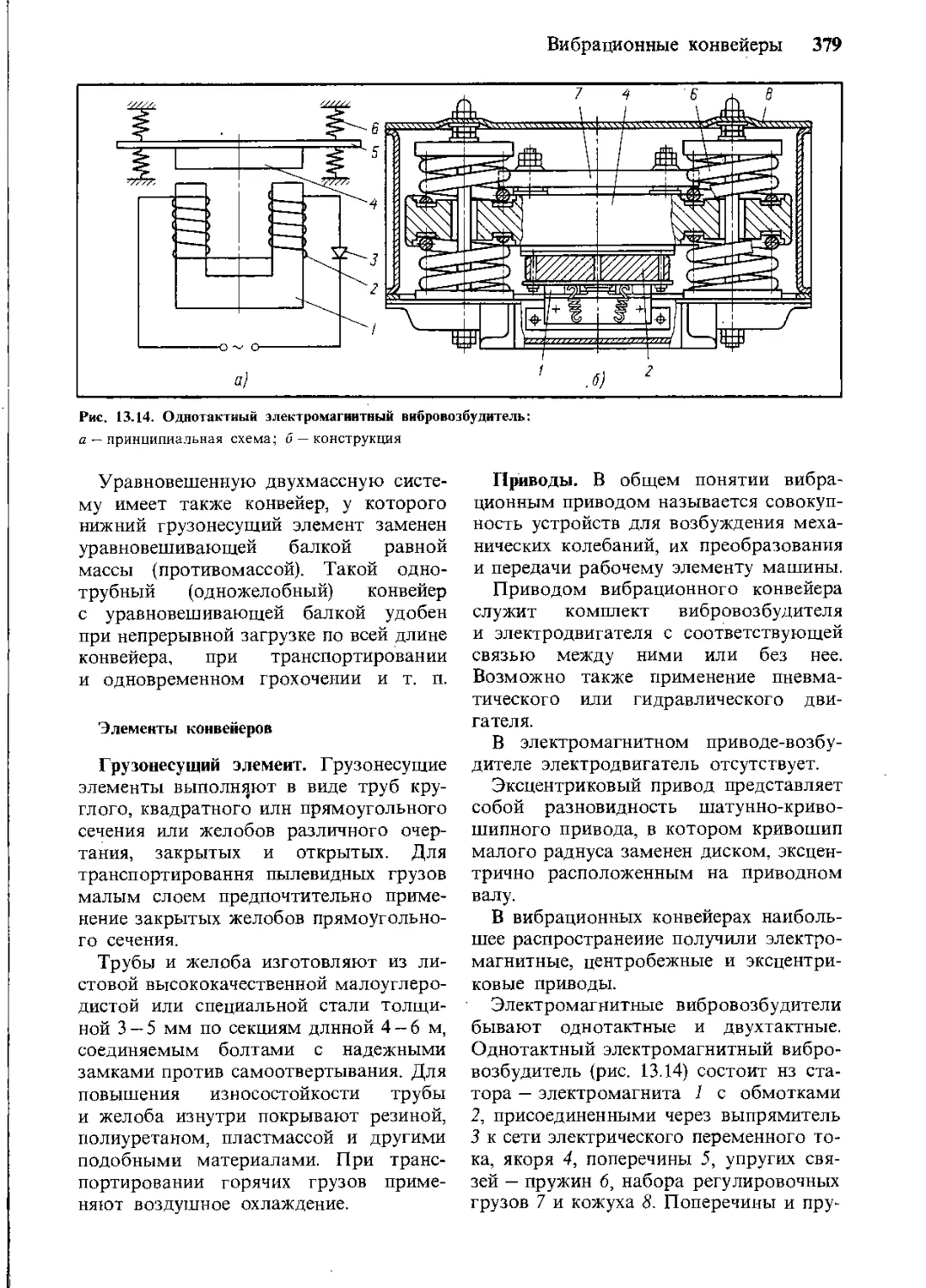
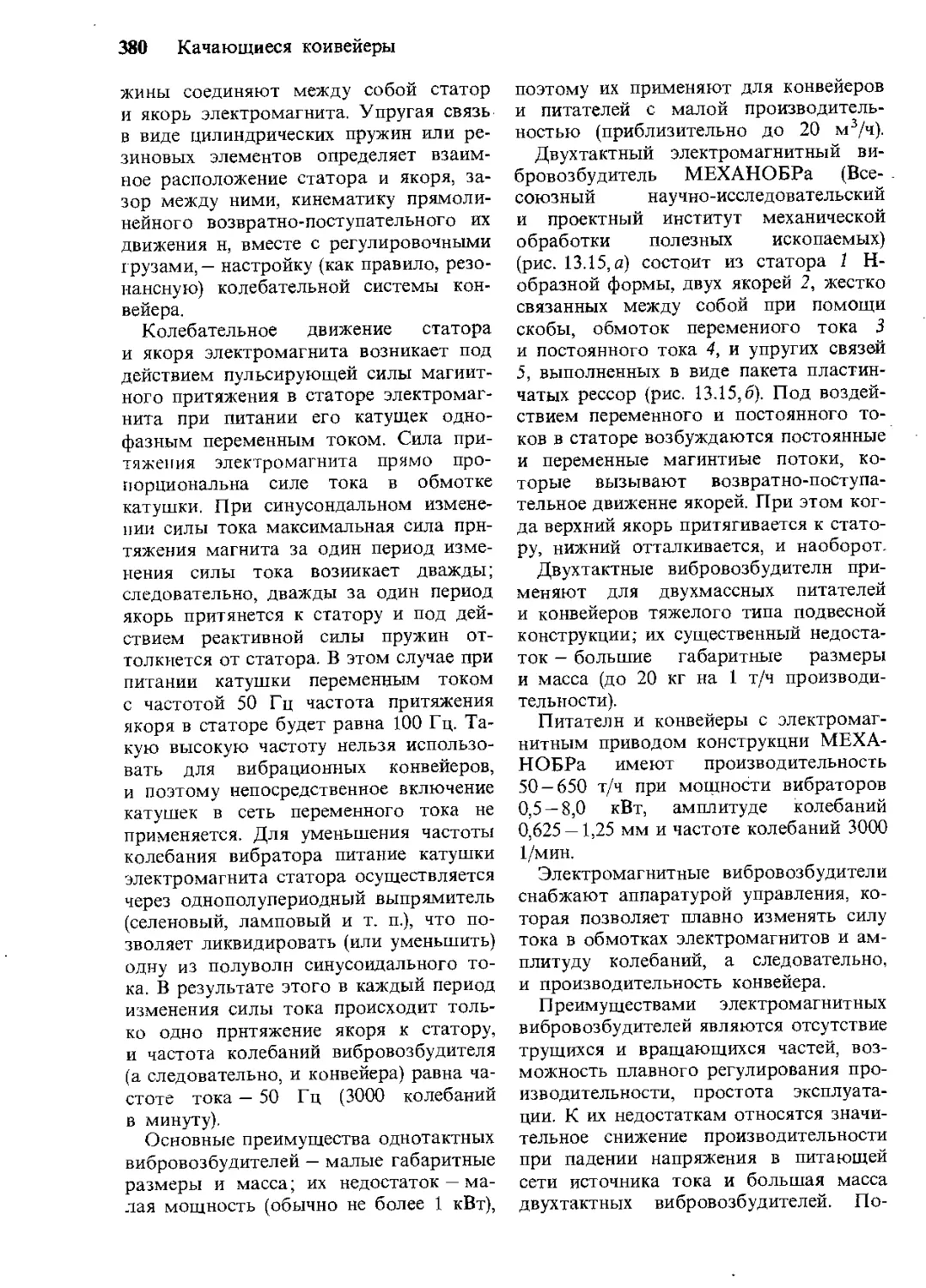
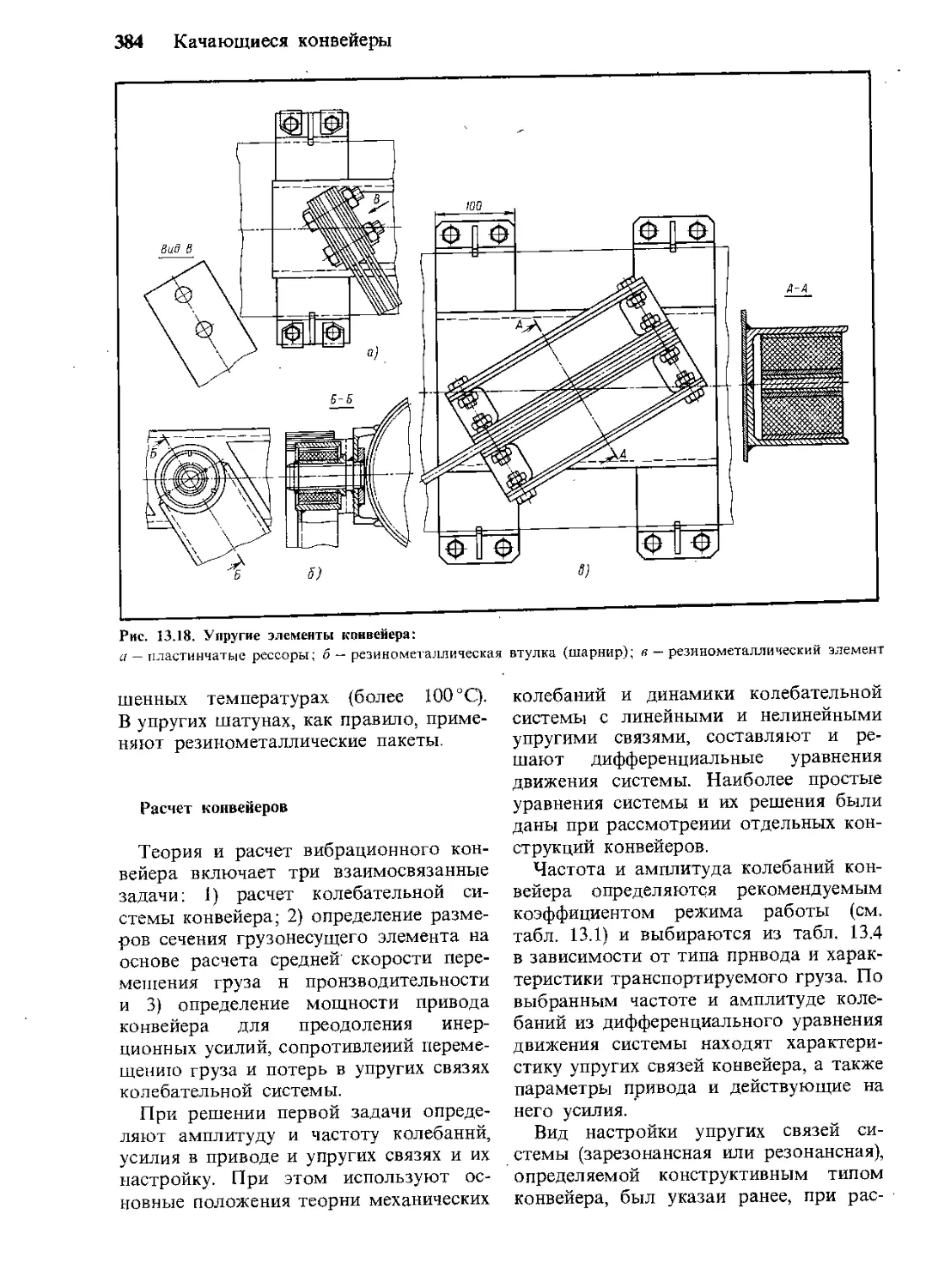
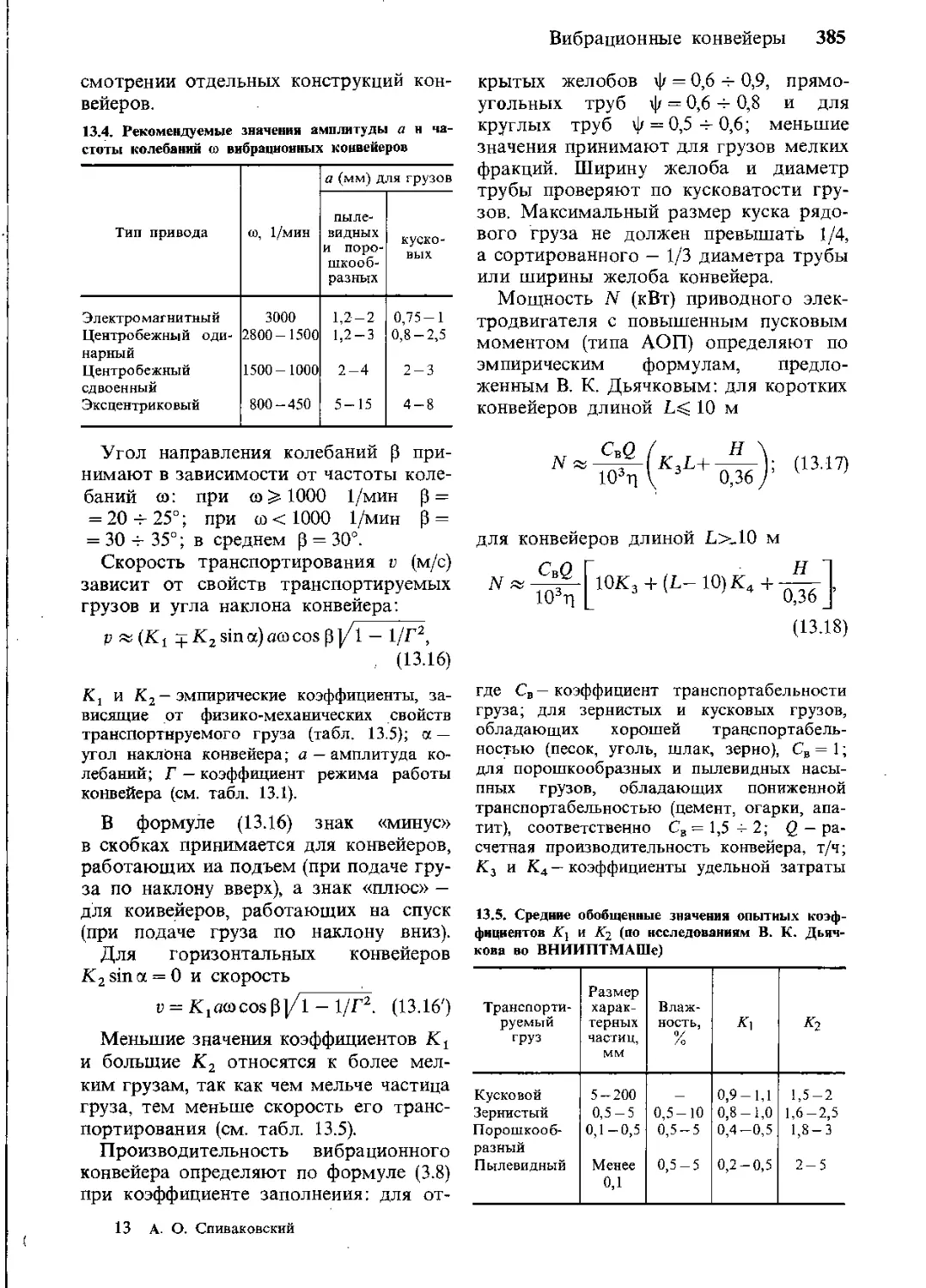
13.4. Вибрационные конвейеры 366
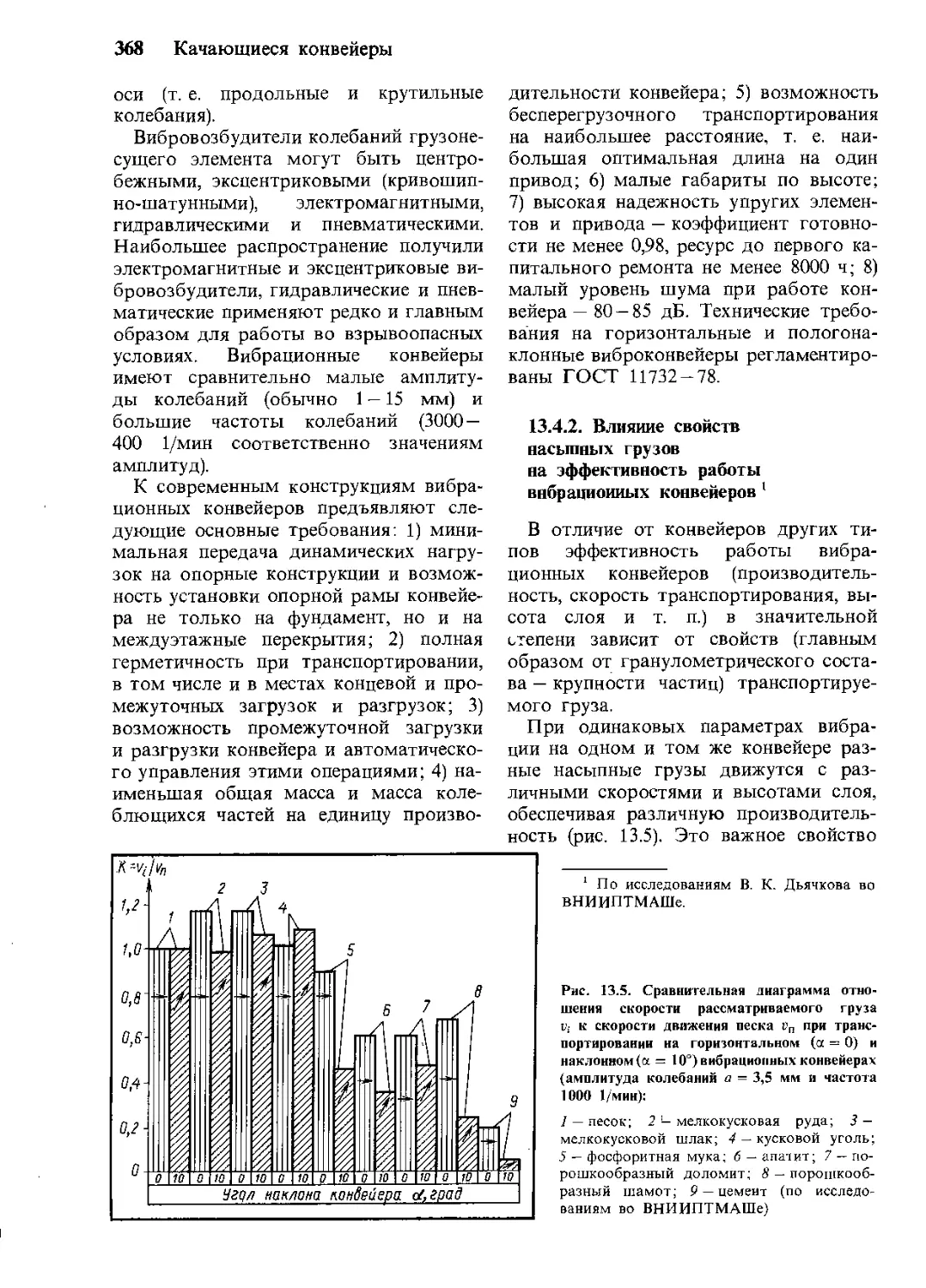
13.4.1. Основные типы 13.4.2, Влияние свойств насыпных гру- 366
зов на эффективность работы виб- рационных конвейеров 368
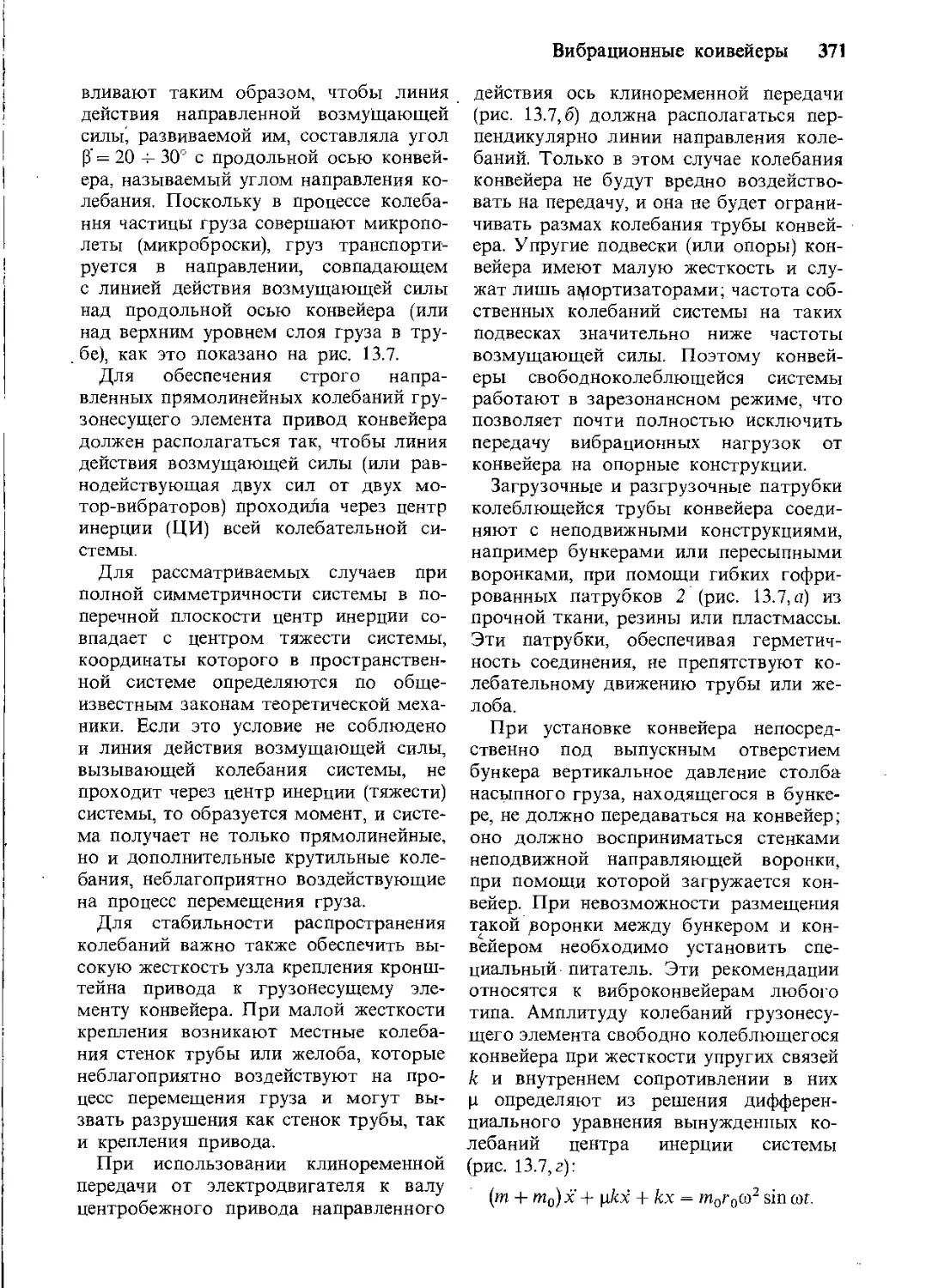
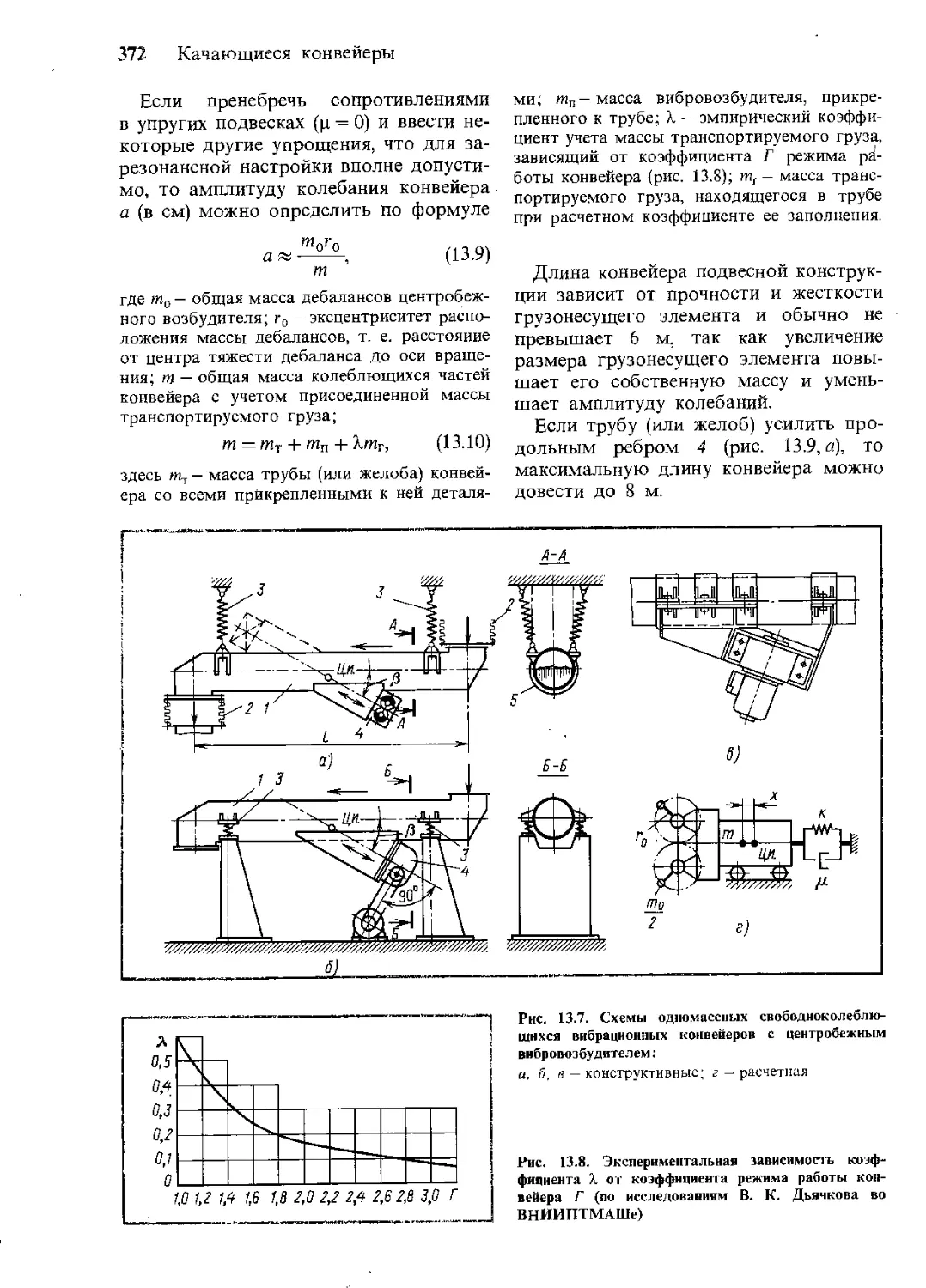
13.4.3. Горизонтальные и полого- наклонные вибрационные кон- вейеры 370
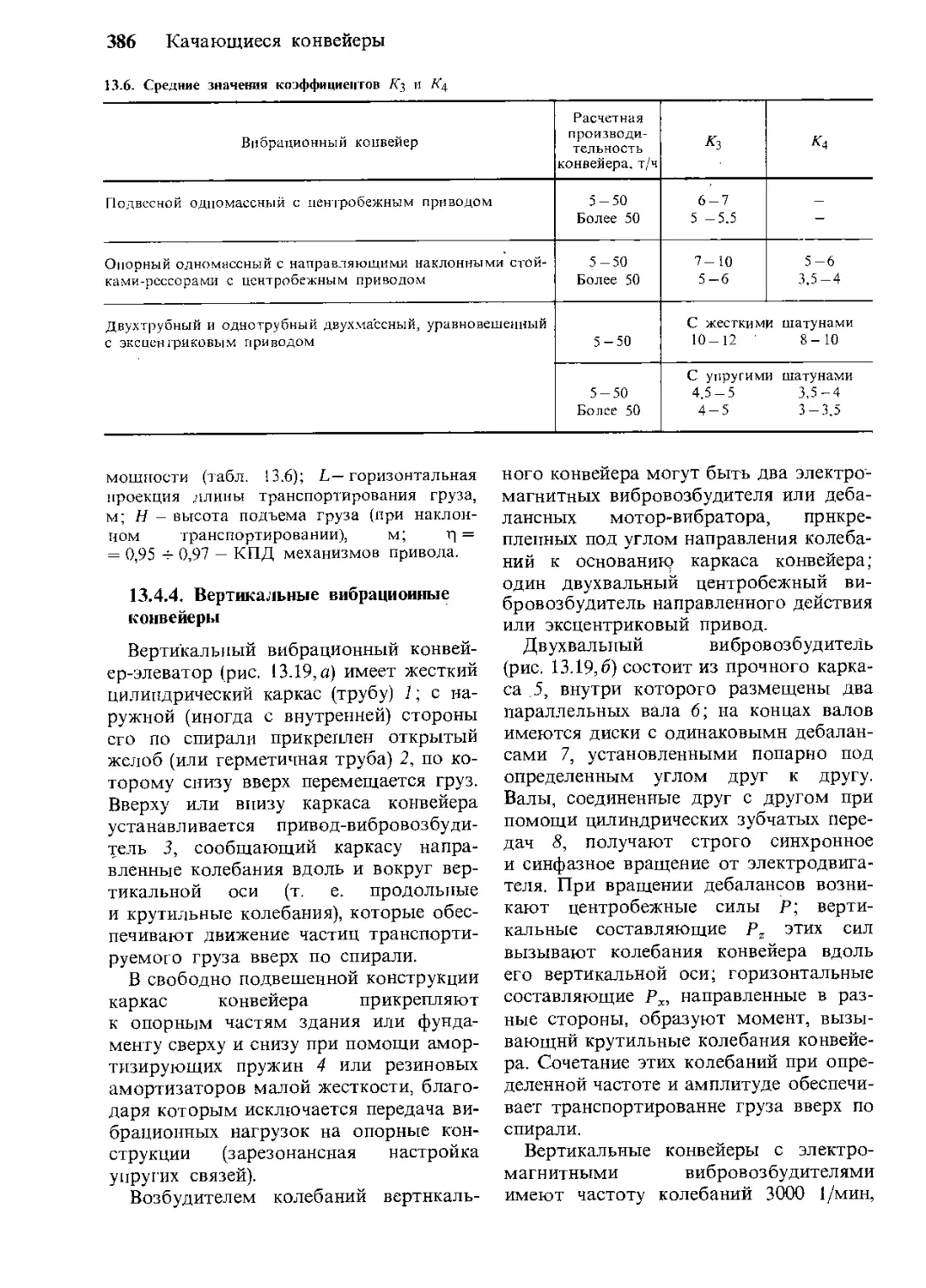
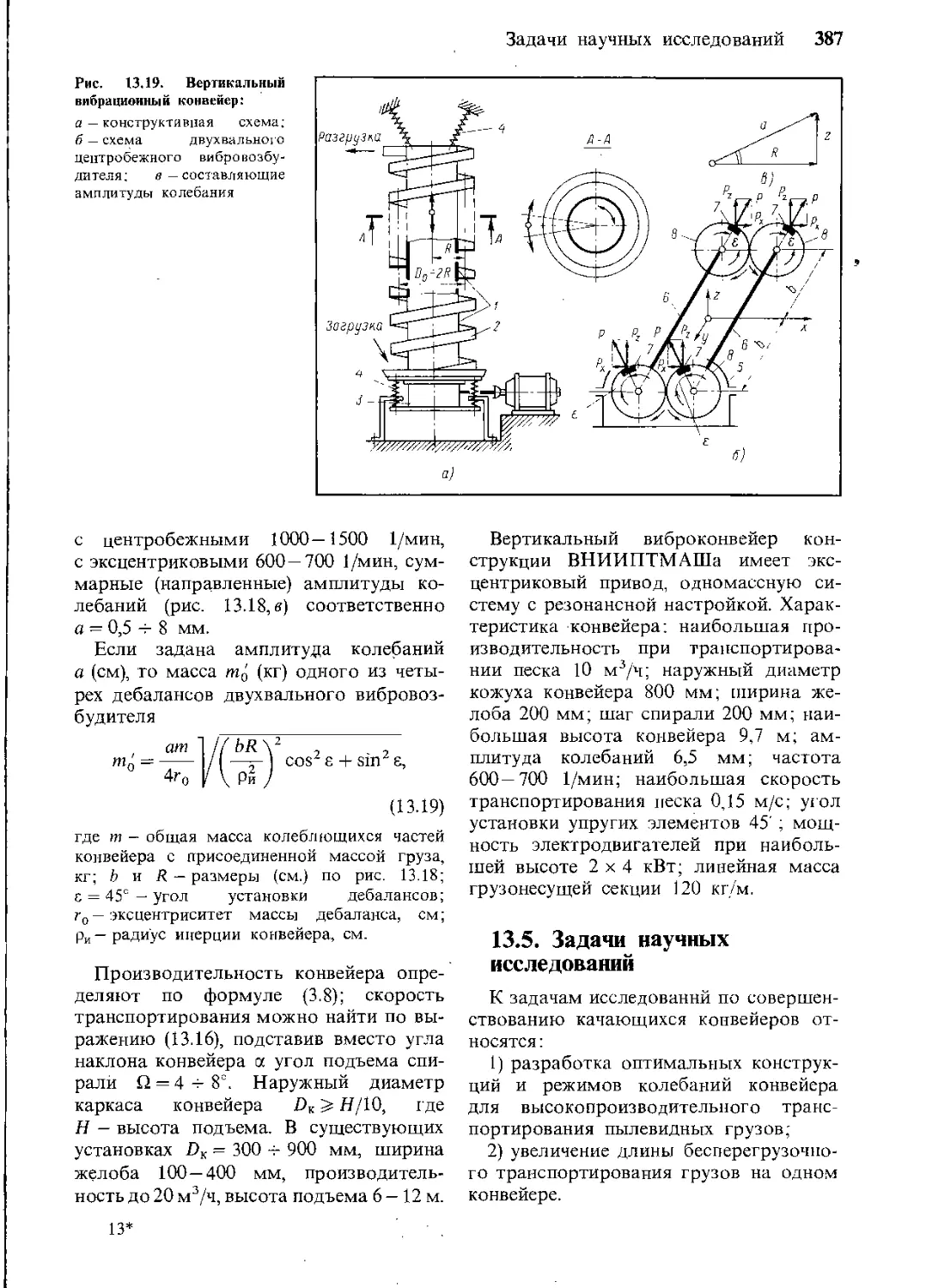
13.4.4. Вертикальные . вибрационные конвейеры 386
13.5. Задачи научных исследований 387
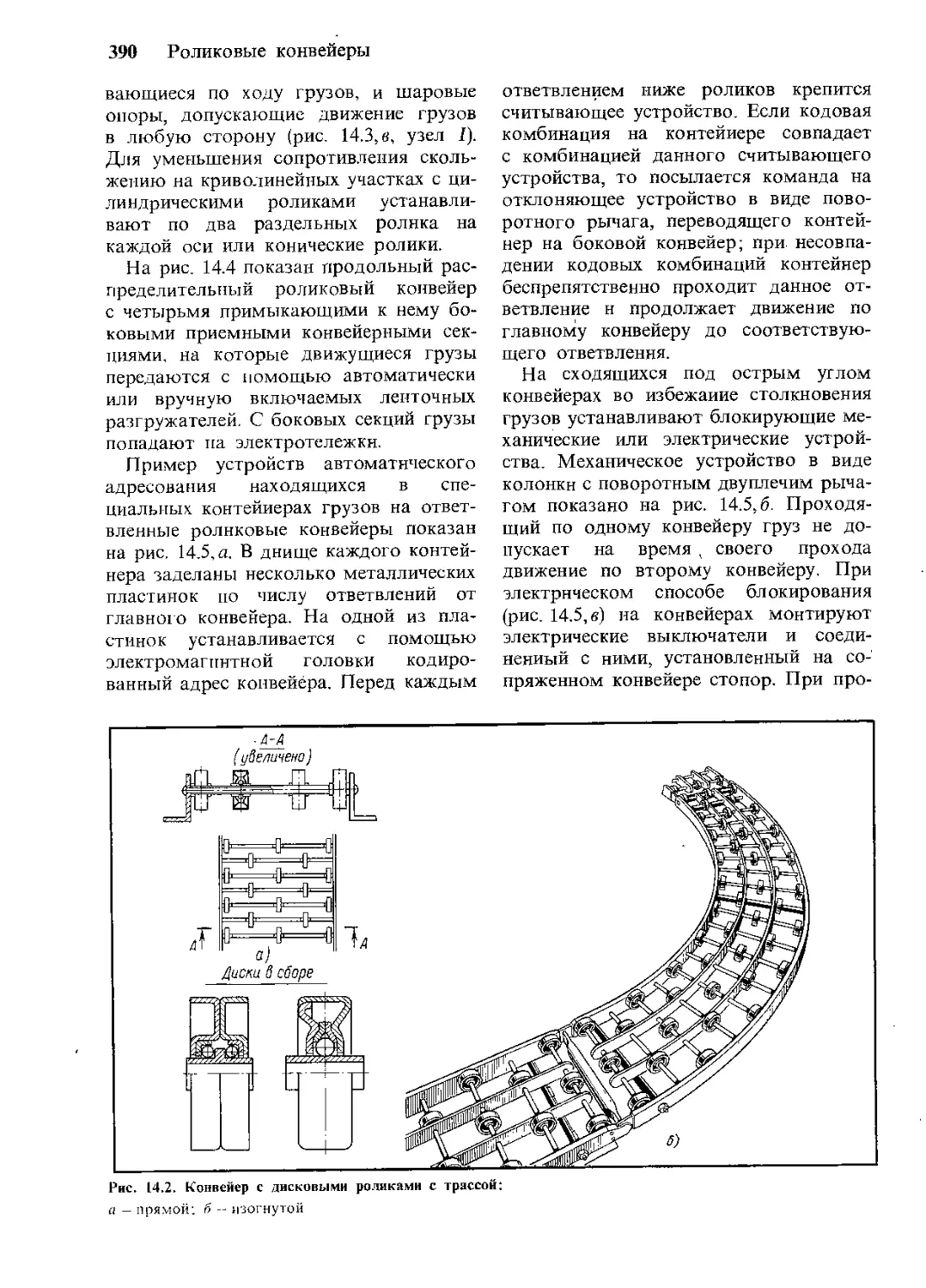
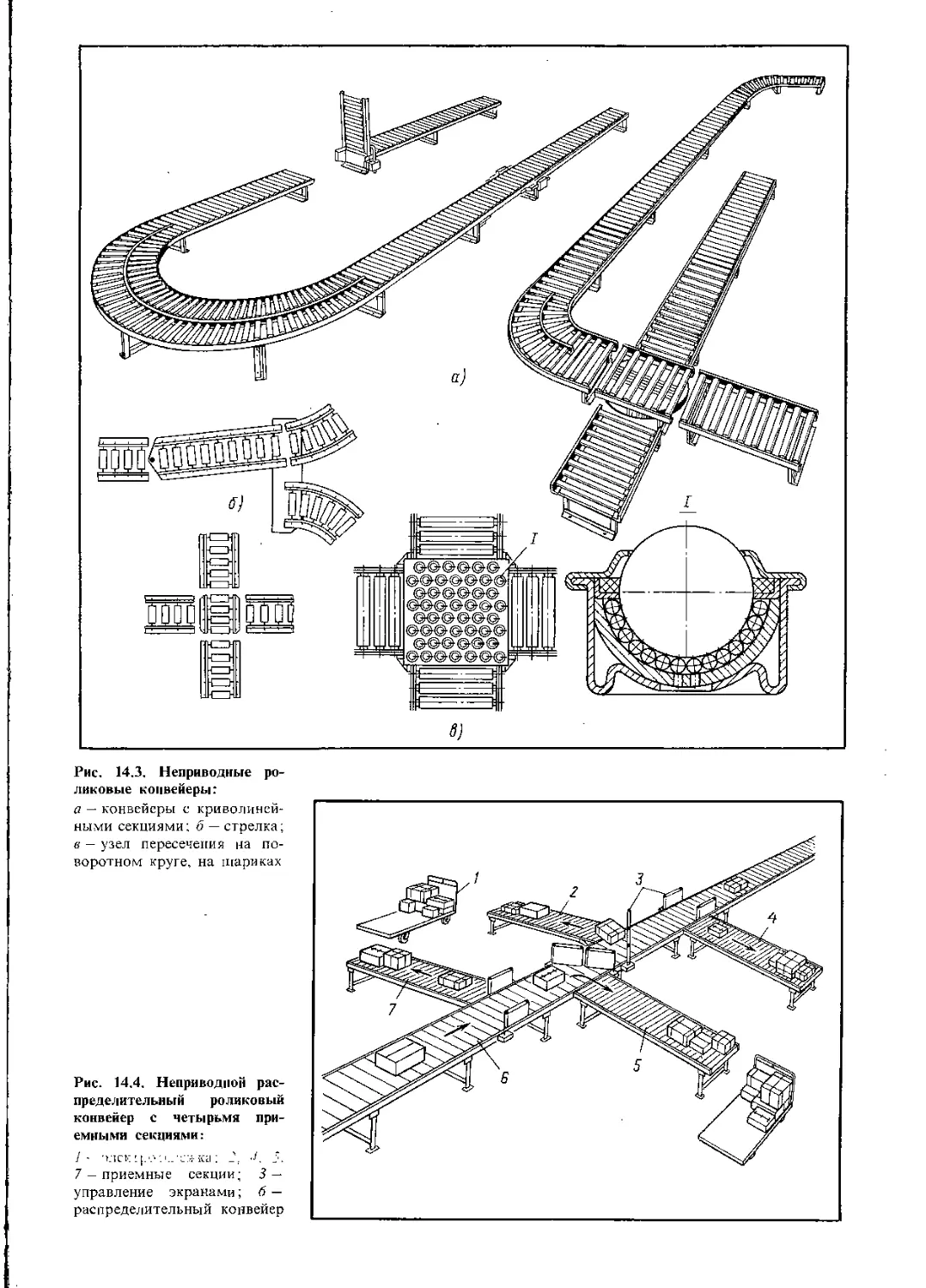
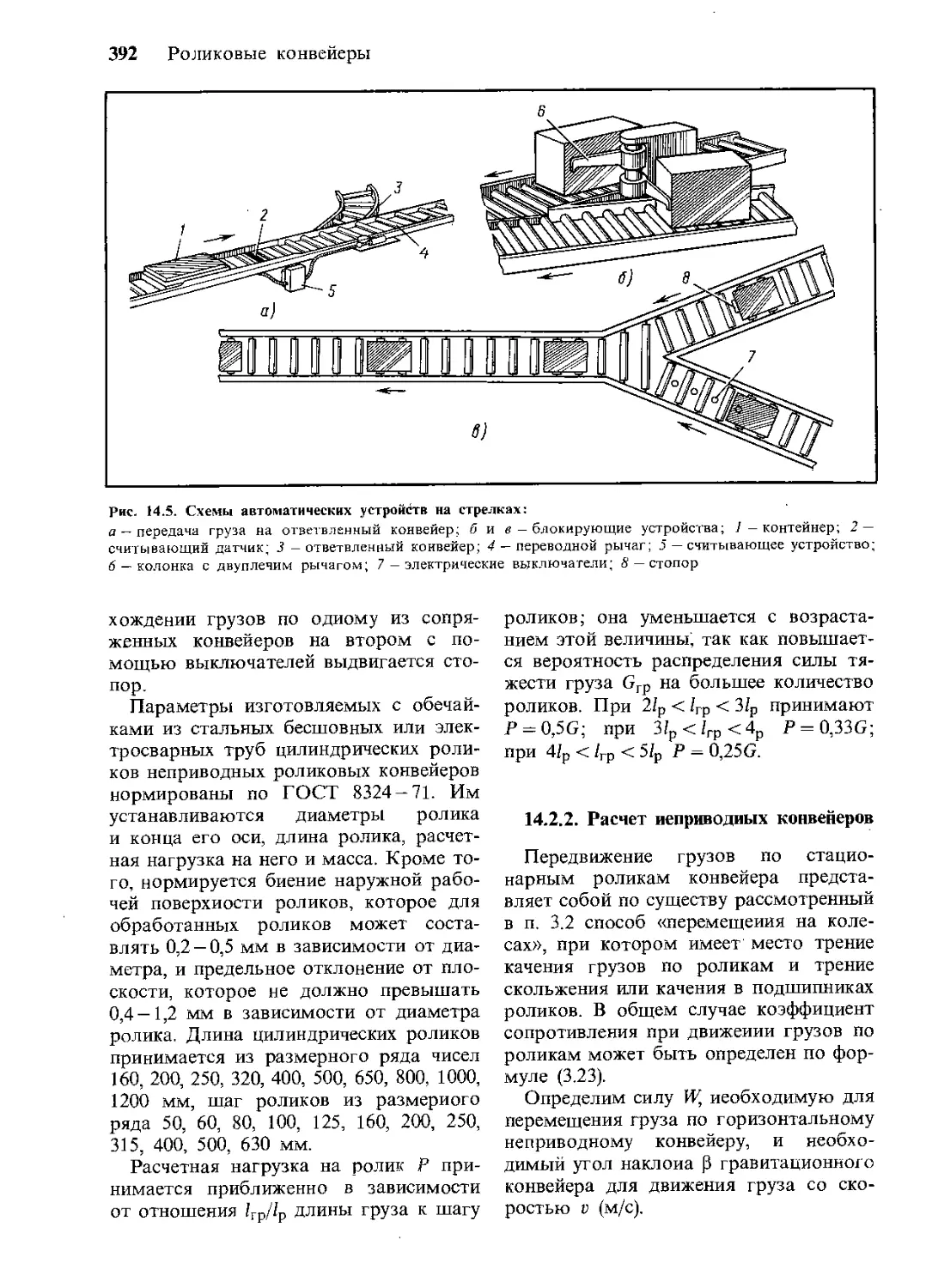
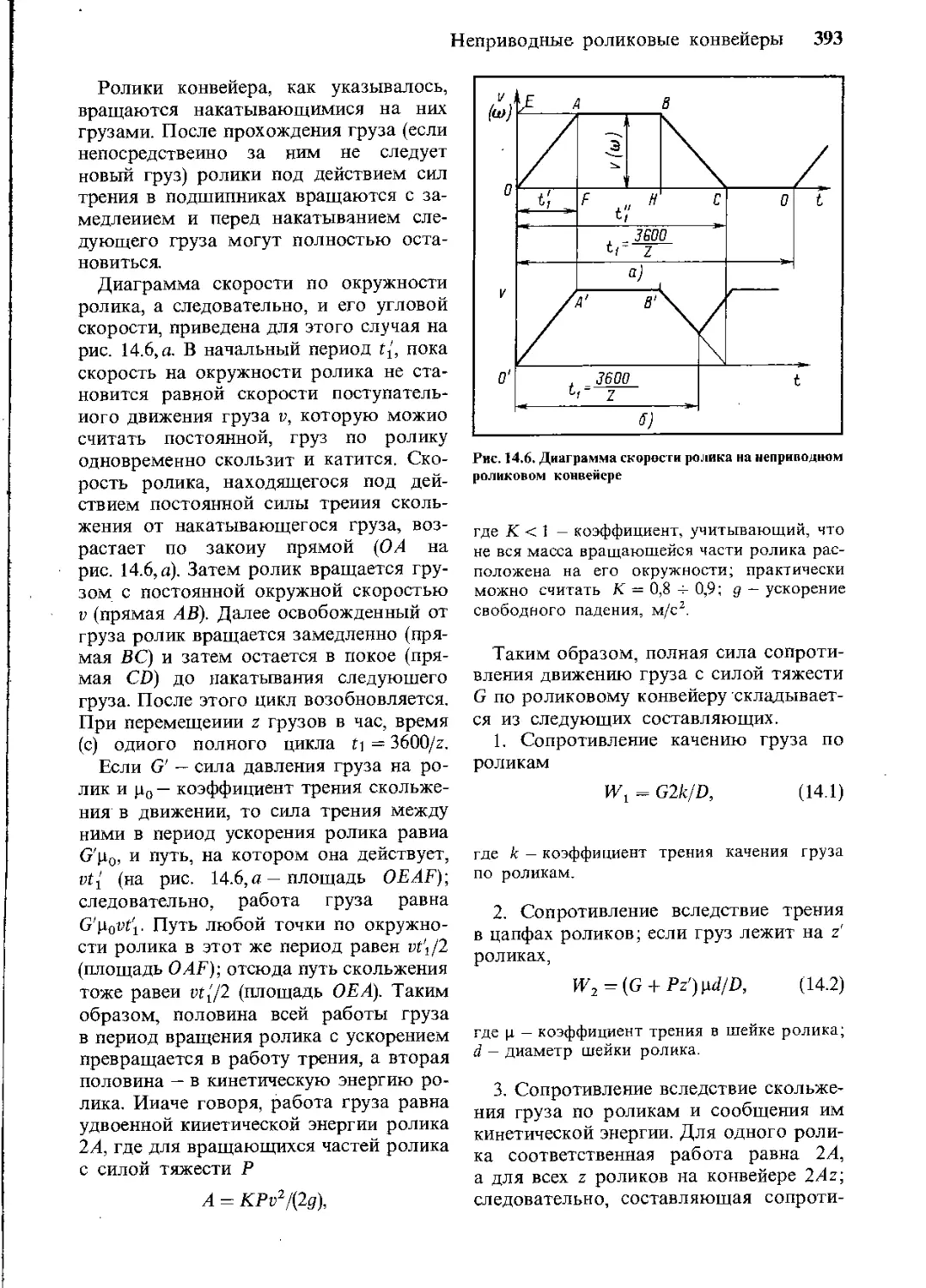
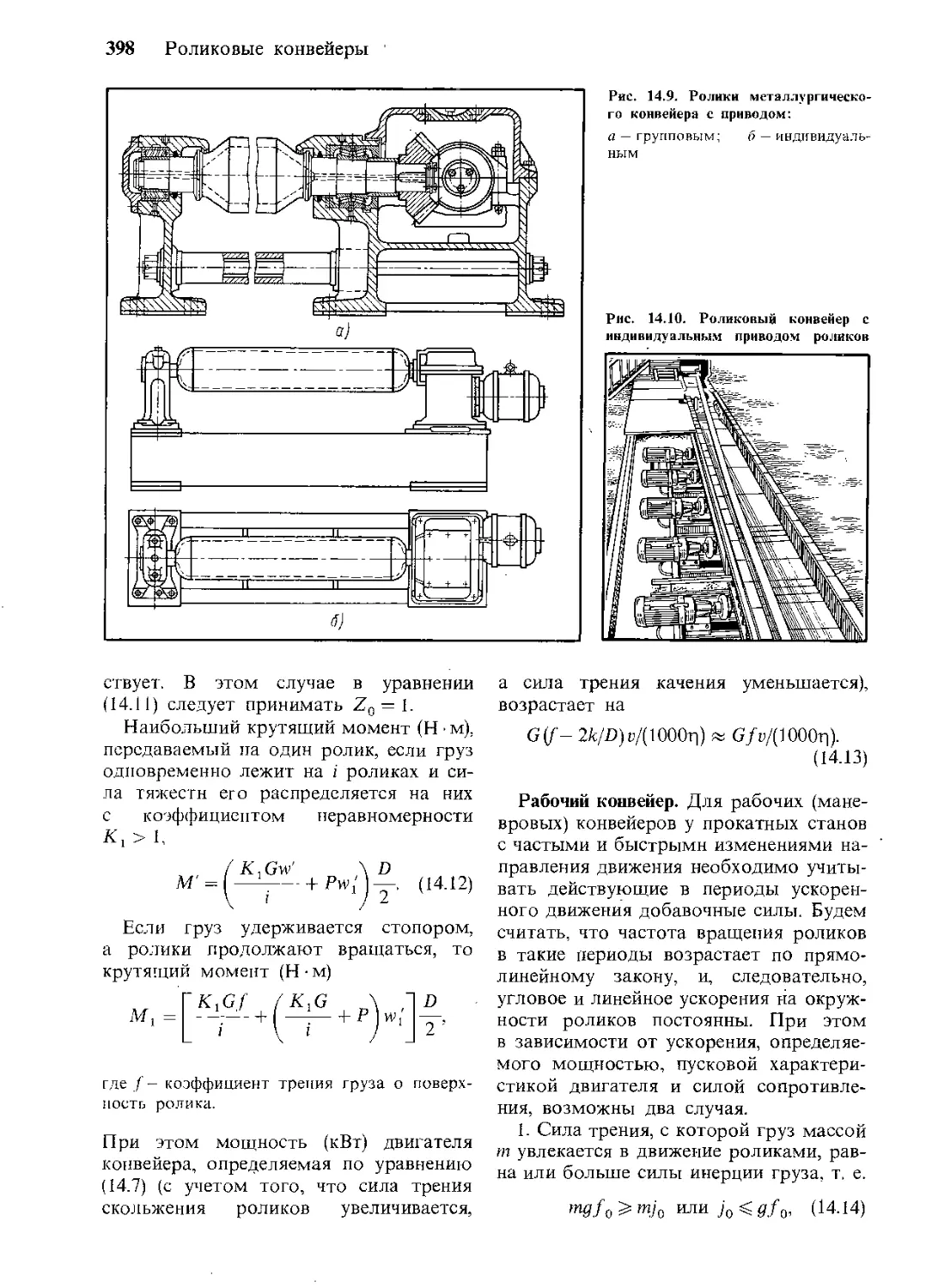
Роликовые
конвейеры
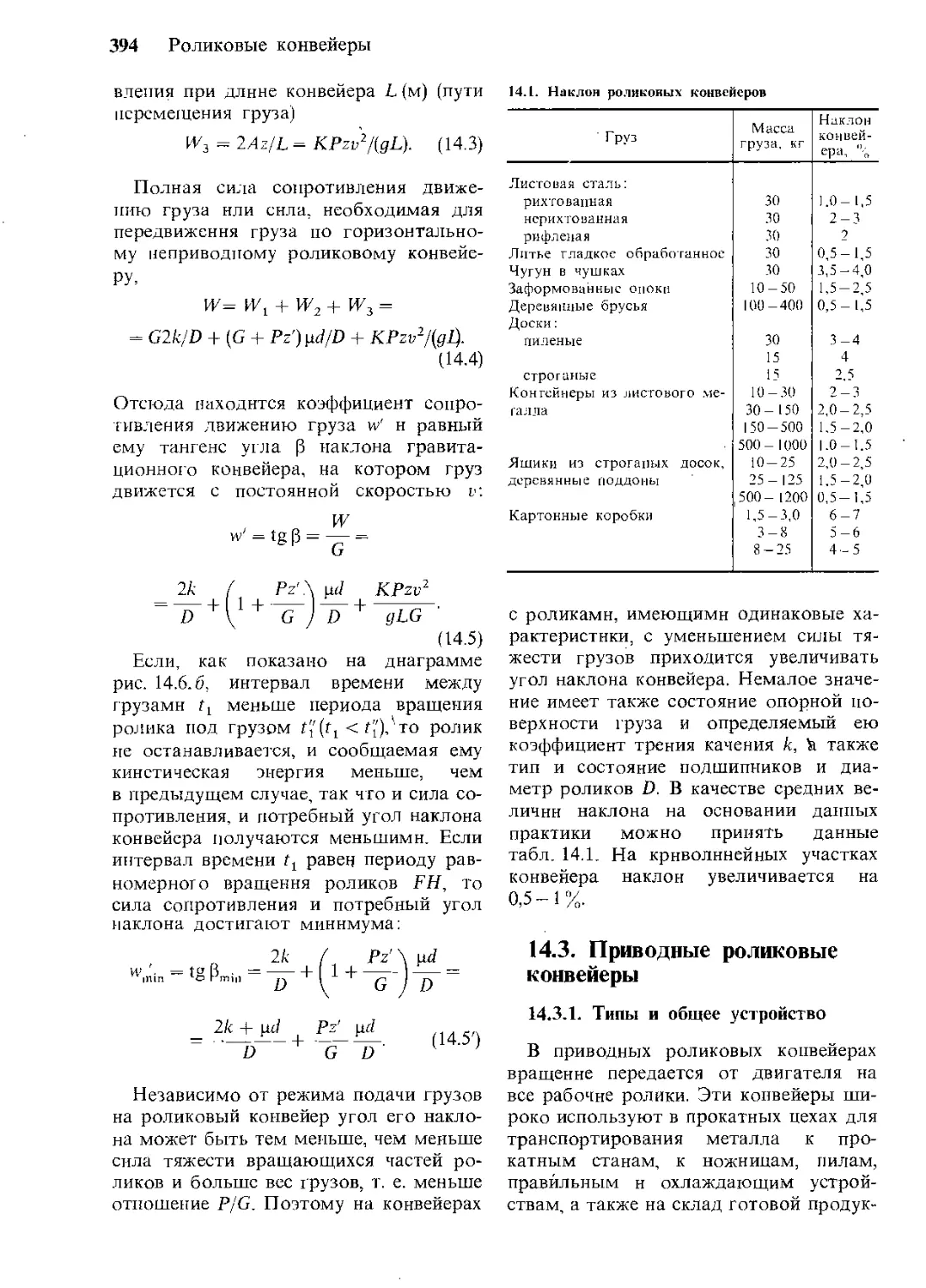
14.1. Основные типы конвейеров 388
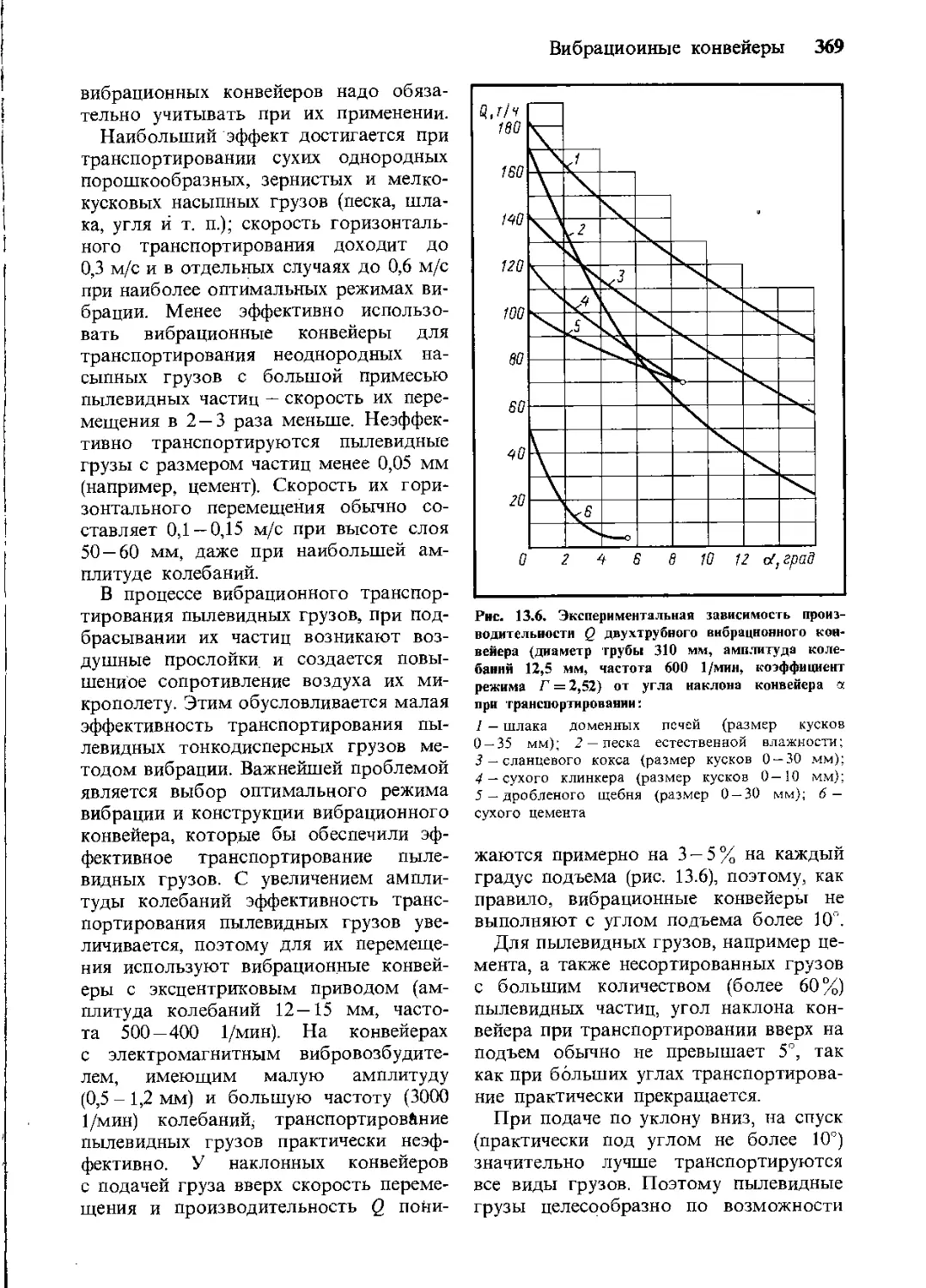
14.2. Неприводные роликовые
конвейеры 388
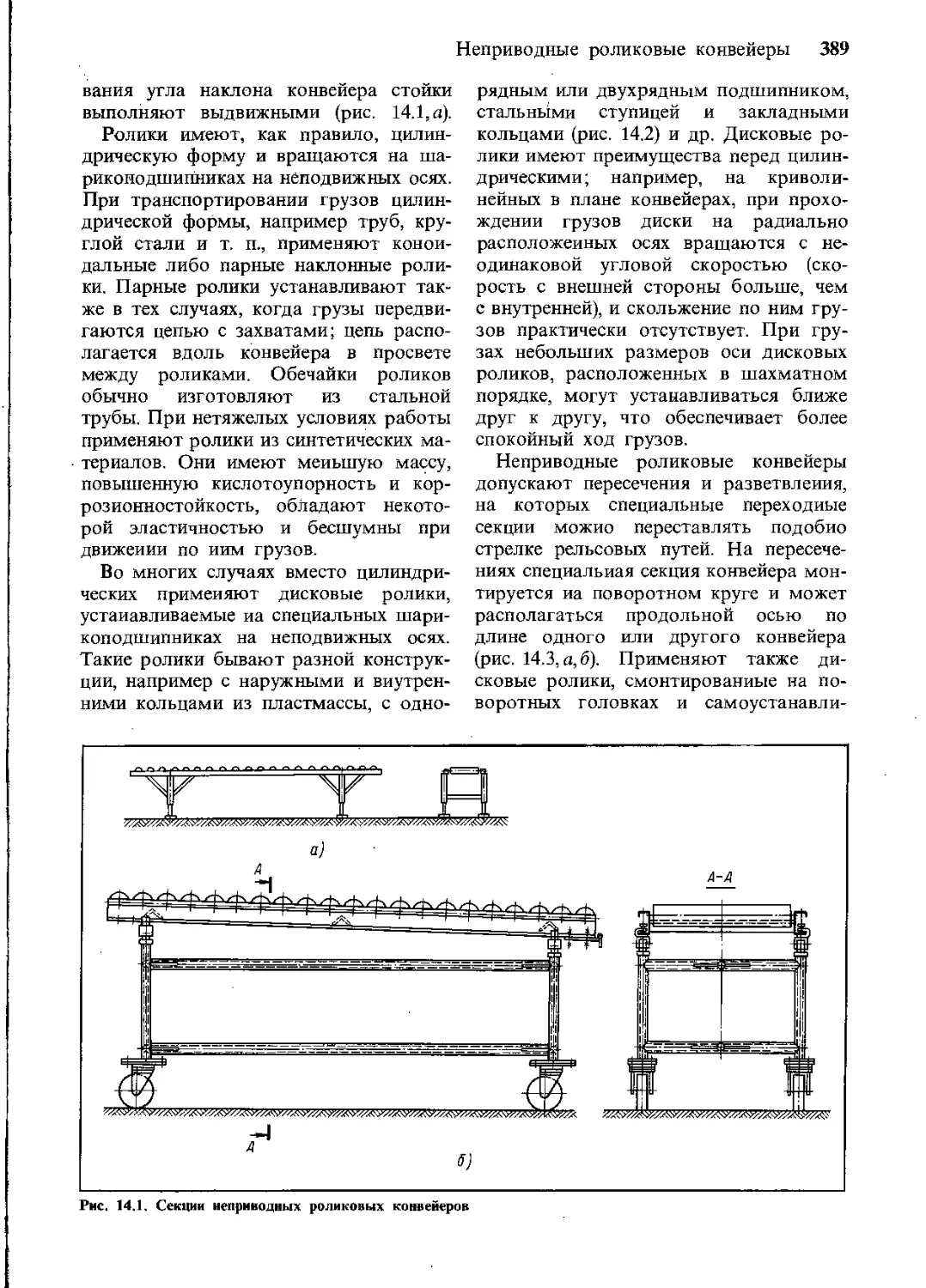
14,2.1. Типы и конструкции 388
14.2.2. Расчет неприводных конвейеров 392
14.3. Приводные роликовые кон-
вейеры 394
14.3.1. Типы и общее устройство 394
14.3.2. Расчет приводных конвейеров 395
15
Установки
гидравлического
и пневматического
транспорта
15.1. Установки гидравлического 400
транспорта
15.1.1. Общее устройство дрр
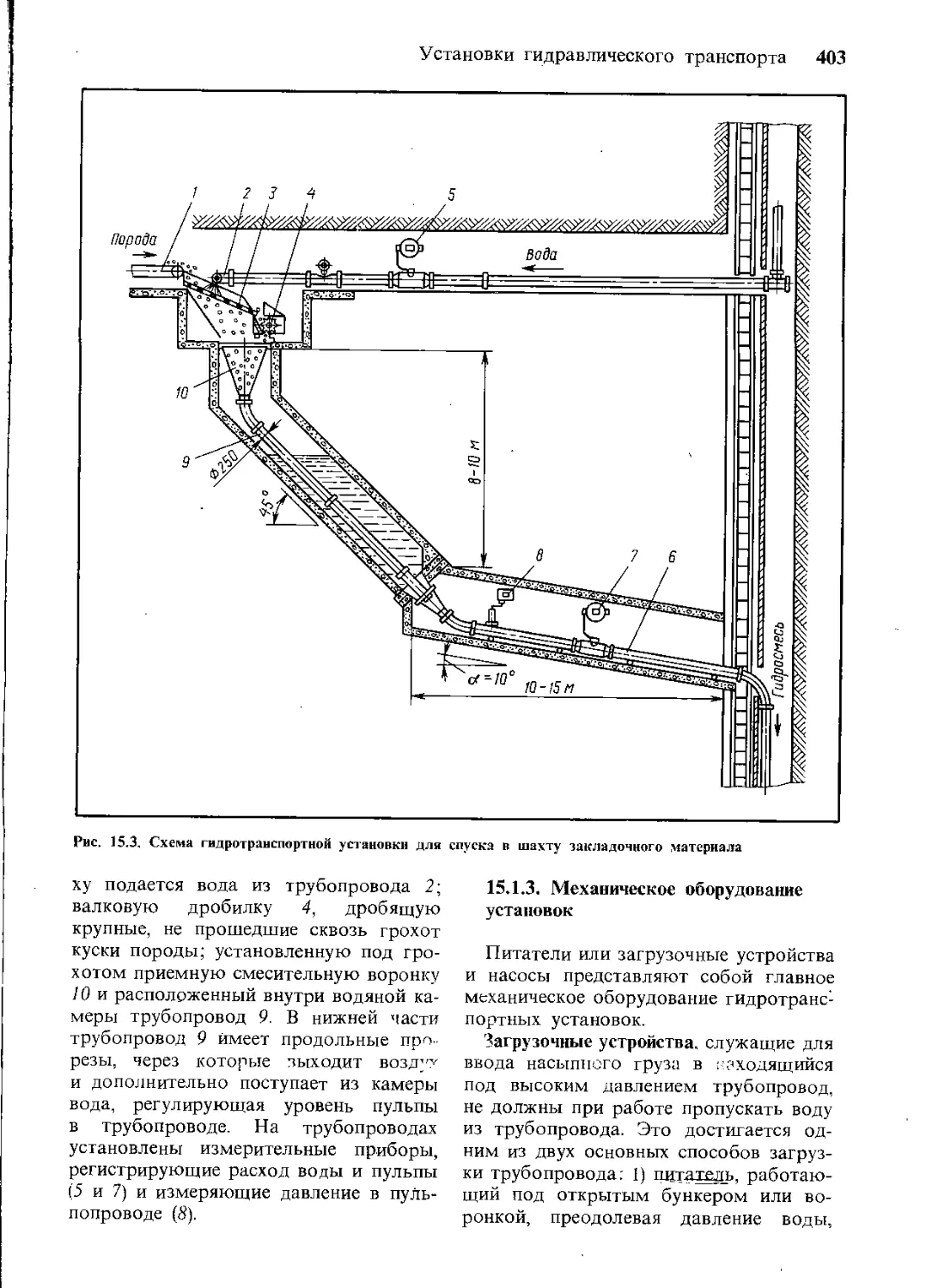
15.1.2. Схемы установок 401
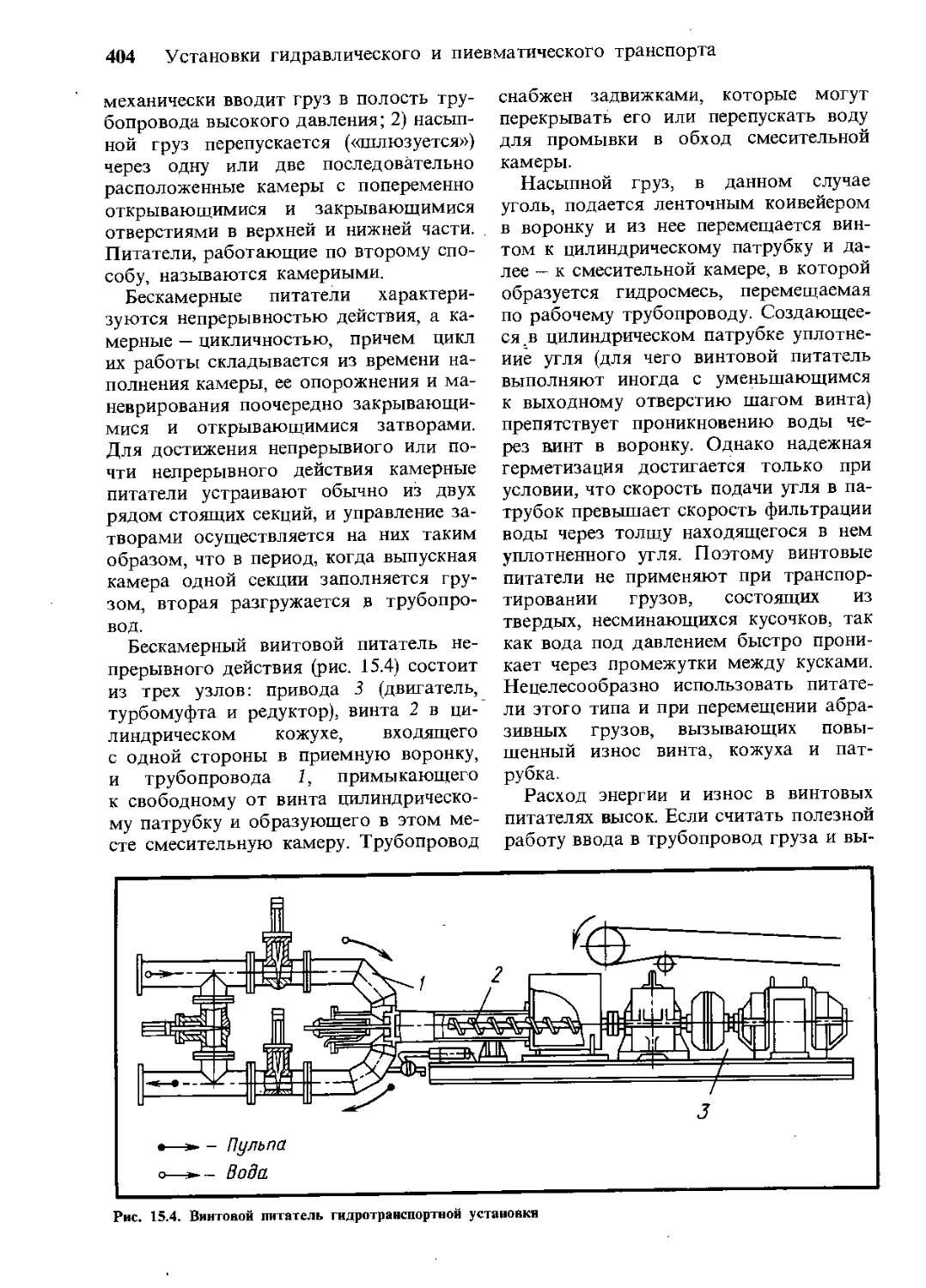
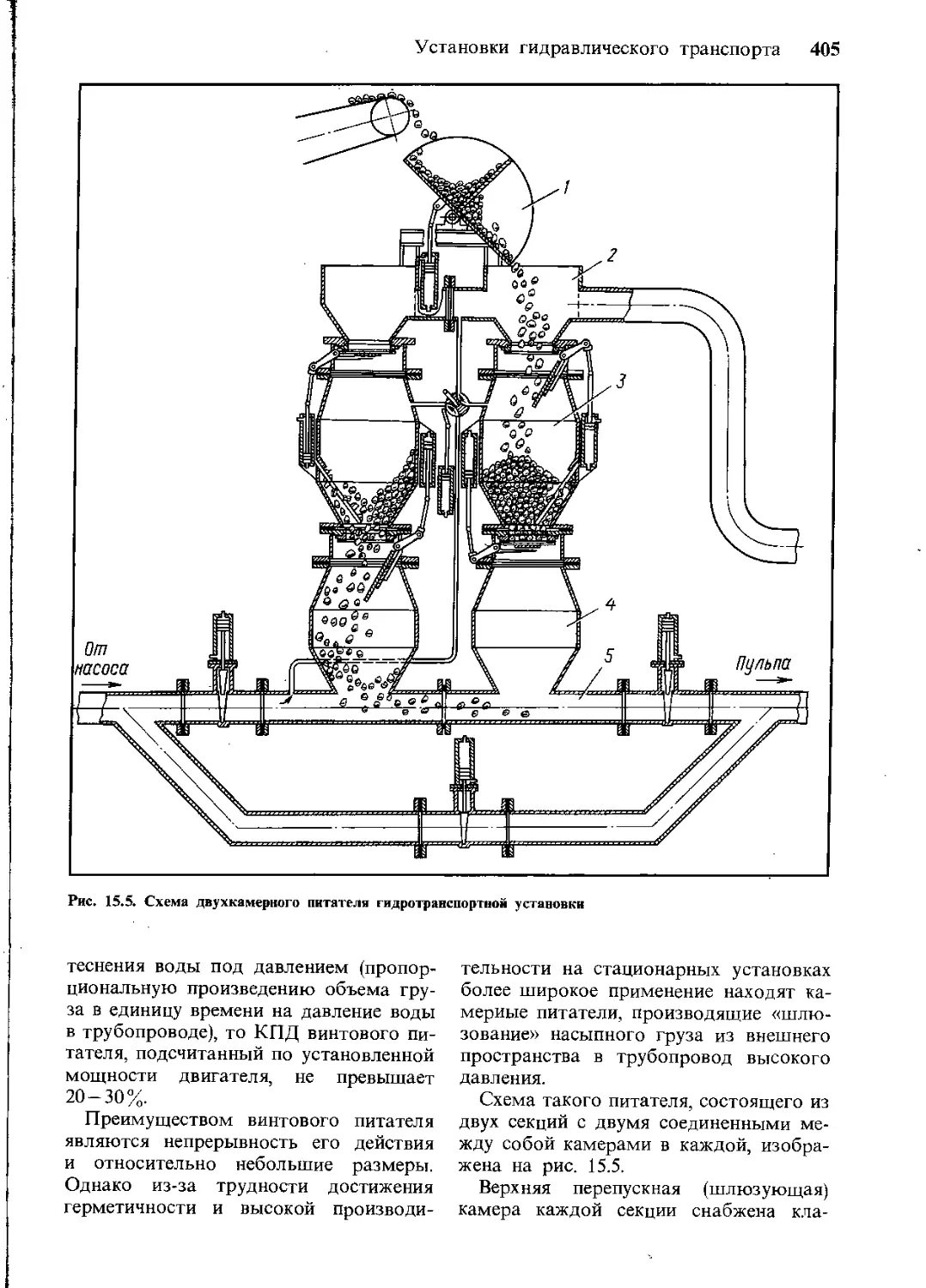
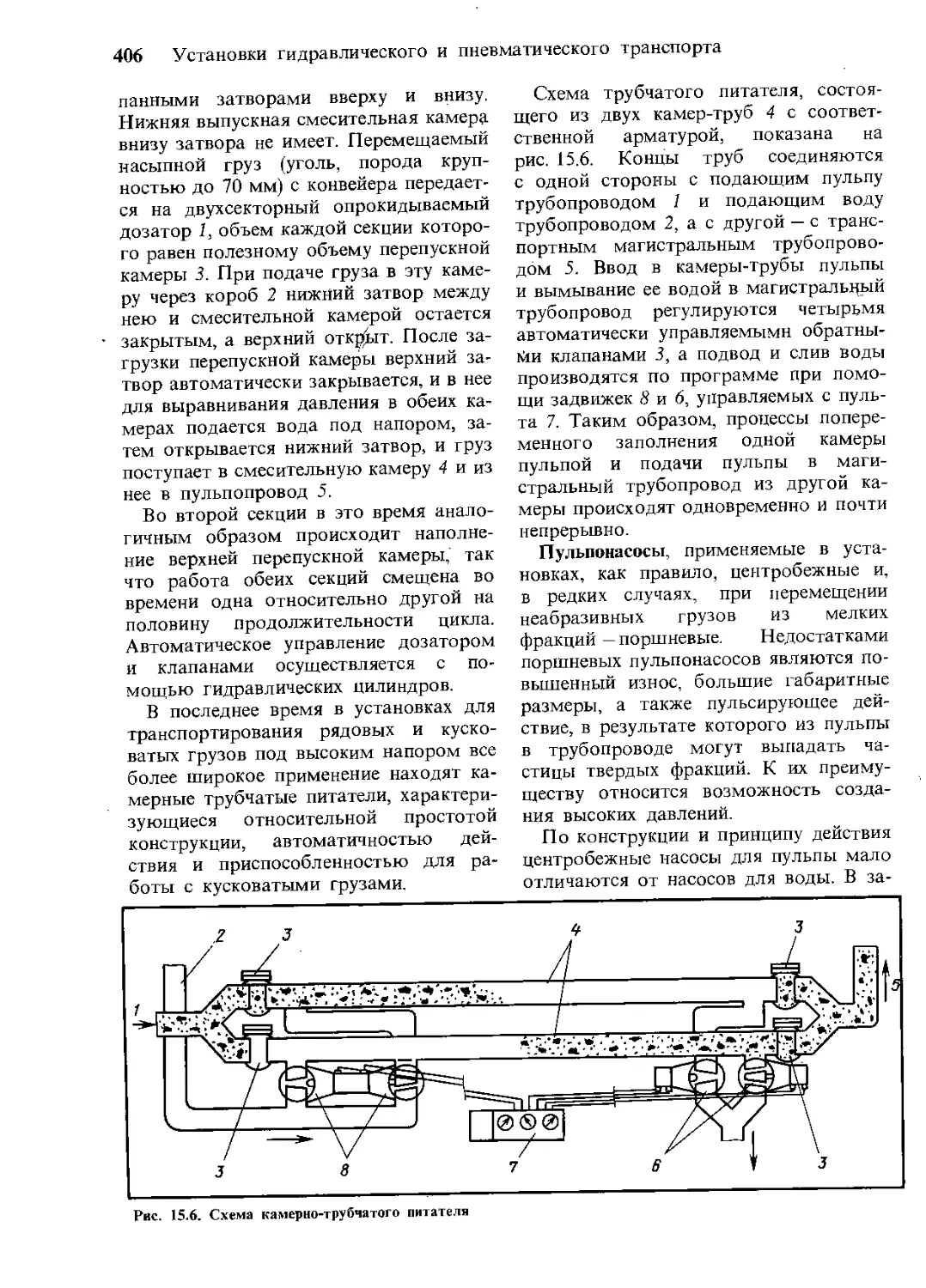
15.1-3. Механическое оборудование ус-
тановок доз
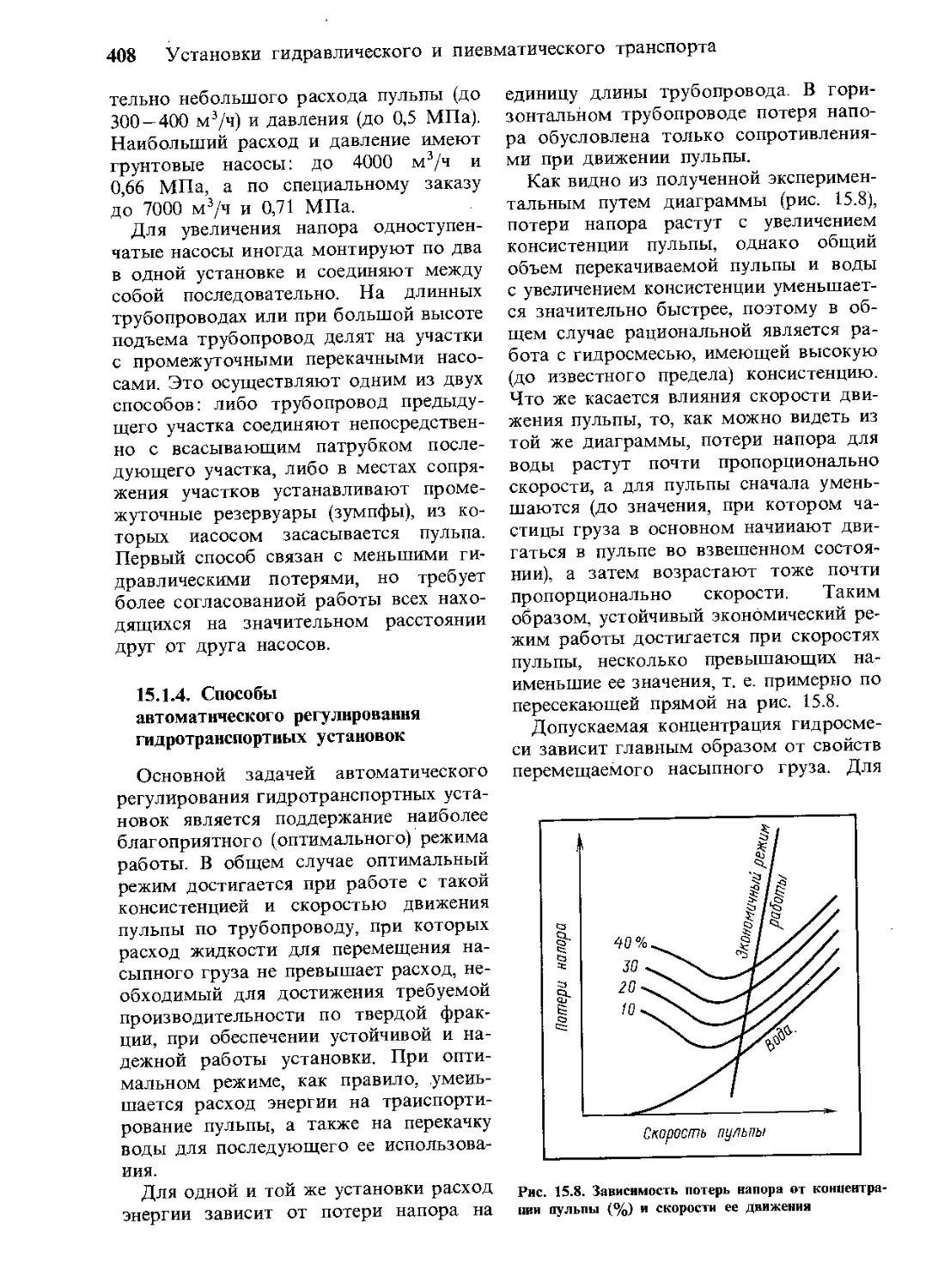
15.1.4. Способы автоматического регу-
лирования гидротранспортных уста-
новок 408
15.2. Установки пневматического
410
транспорта
15.2.1. Общее устройство и характерис-
тики 410
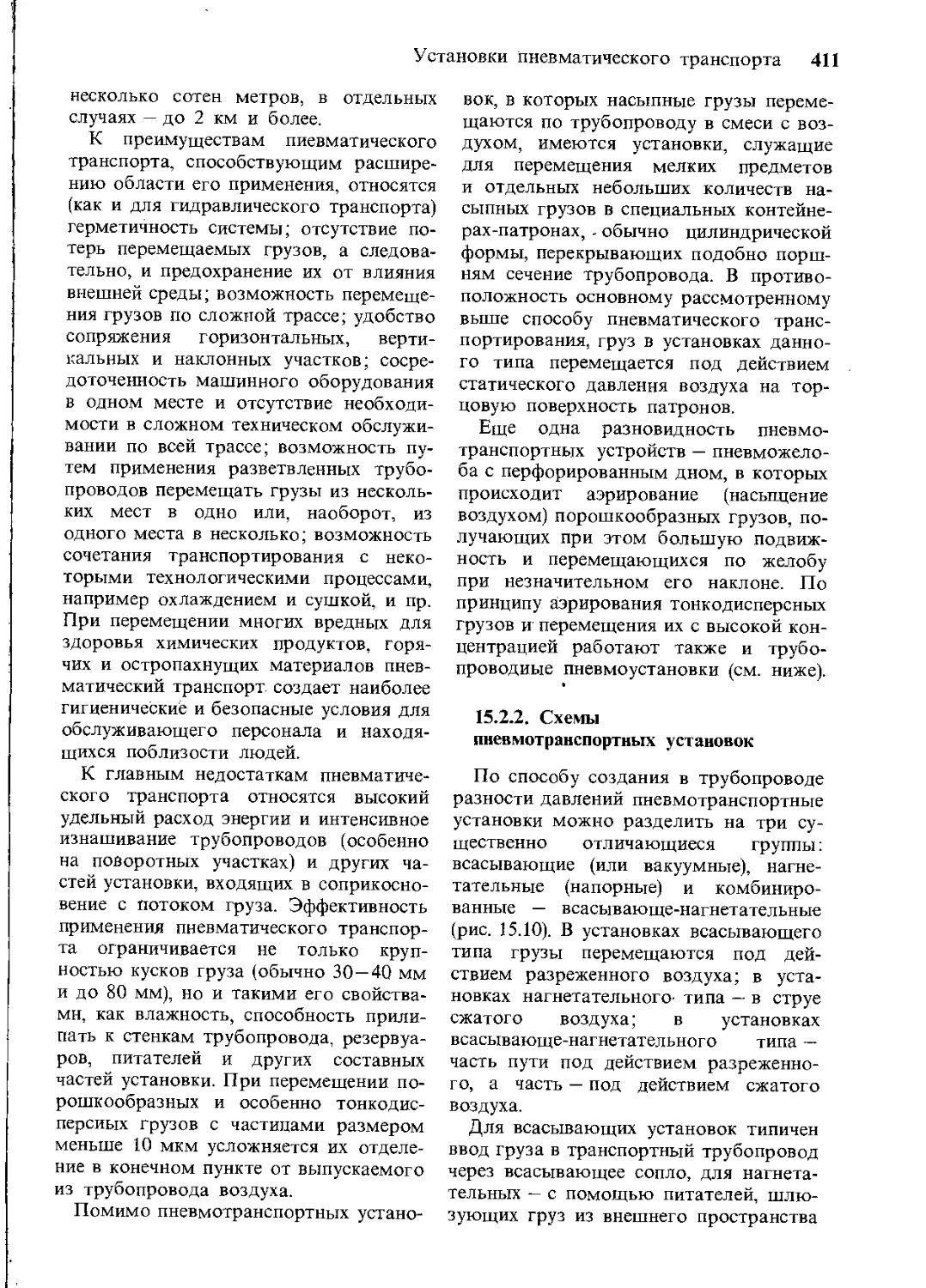
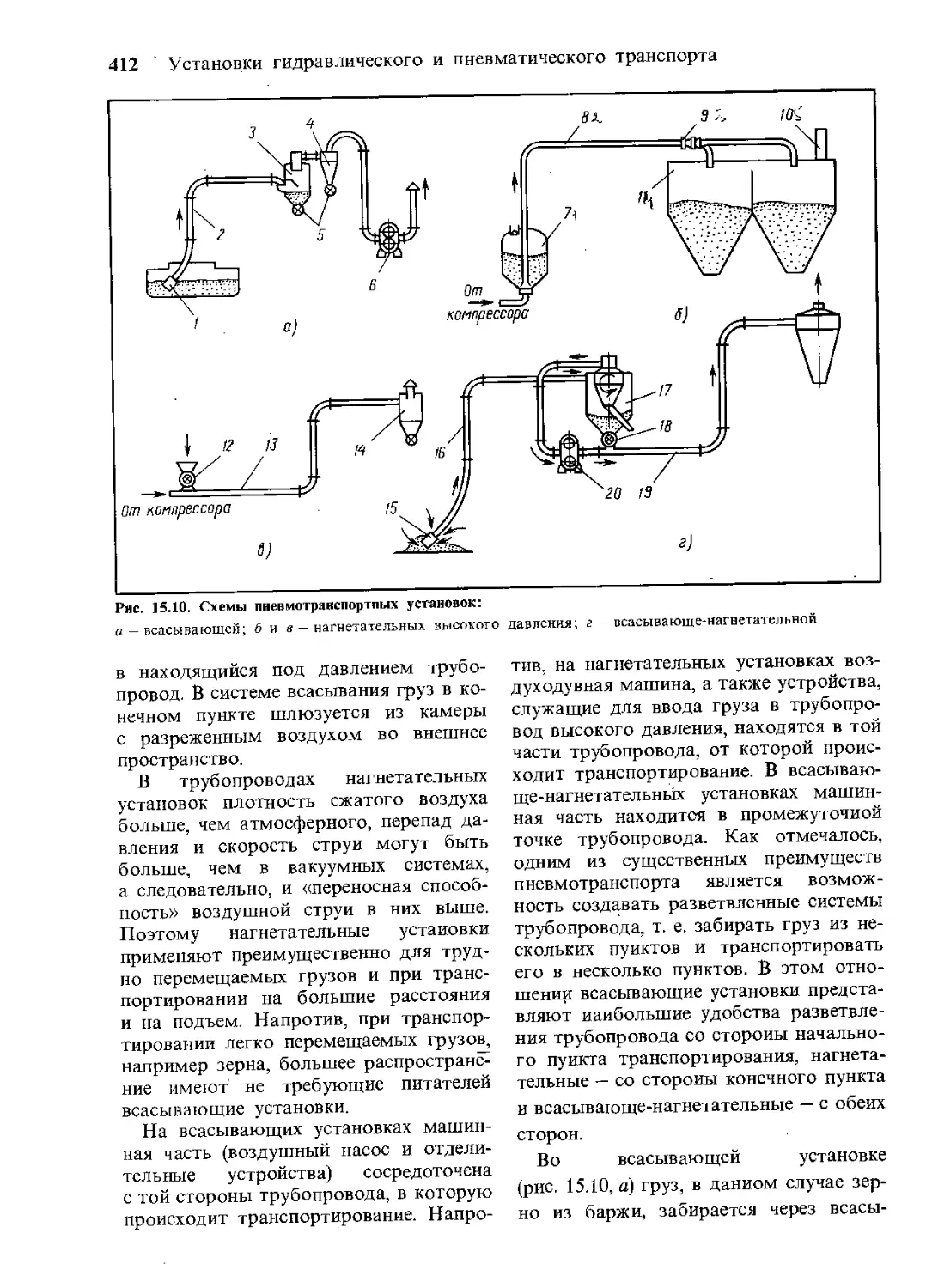
15.2.2. Схемы пневмотранспортных ус-
тановок 411
15.2.3. Механическое оборудование
пневмотранспортных установок 416
15.2.4. Способы автоматического регу-
лирования пневмотранспортных уста-
новок 420
15.2.5. Специальные пневмотранспорт-
ные установки 421
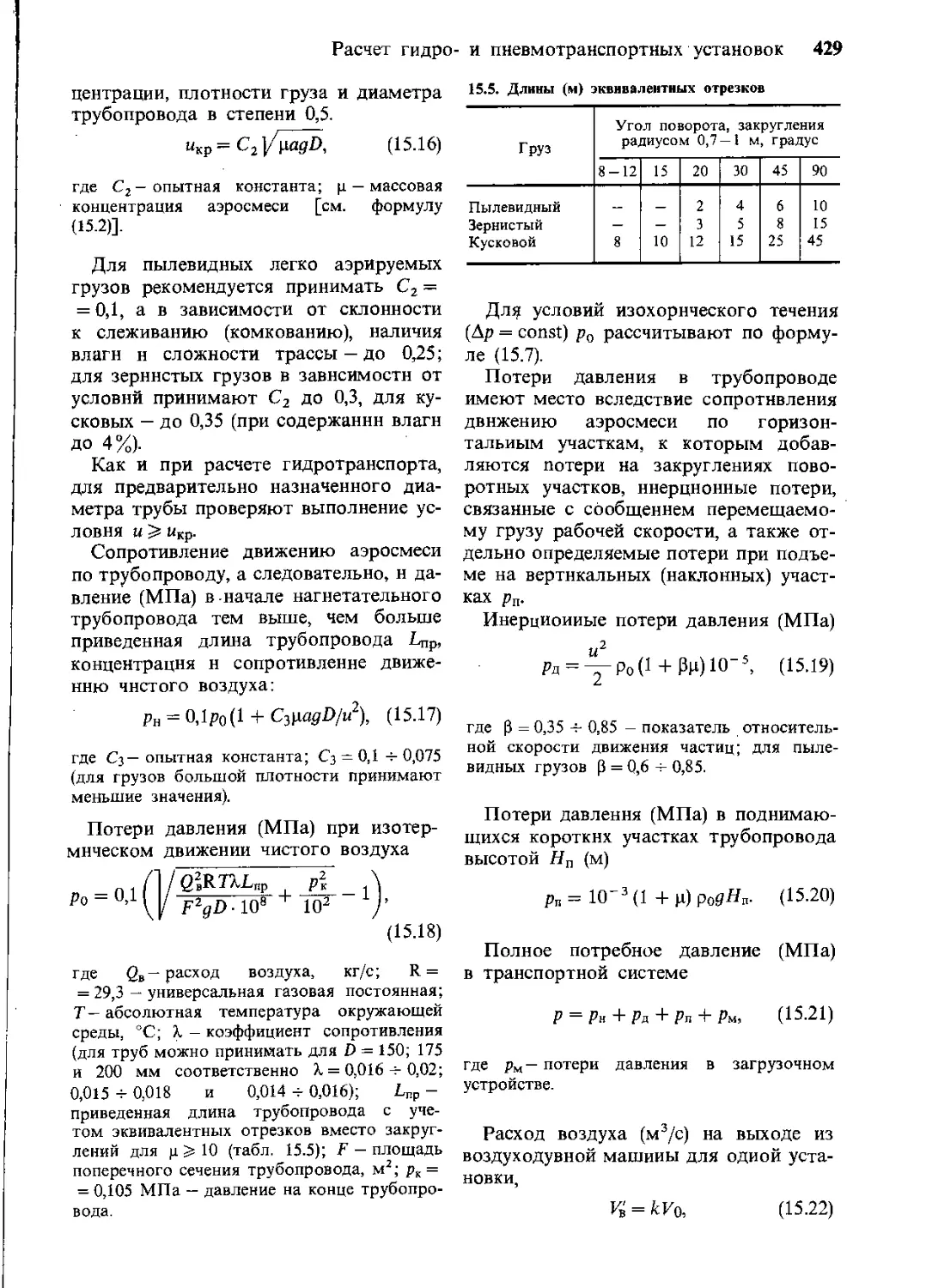
15.3. Расчет гидро- и пневмо-
транспортных установок 423
15.3.1. Обшие положения 423
15.3.2. Схема расчета установок на-
порного гидротранспорта 425
15.3.3. Схема расчета безнапорного гид-
ротранспорта 427
15.3.4. Схема расчета установок пневмо-
транспорта 428
Оглавление 7
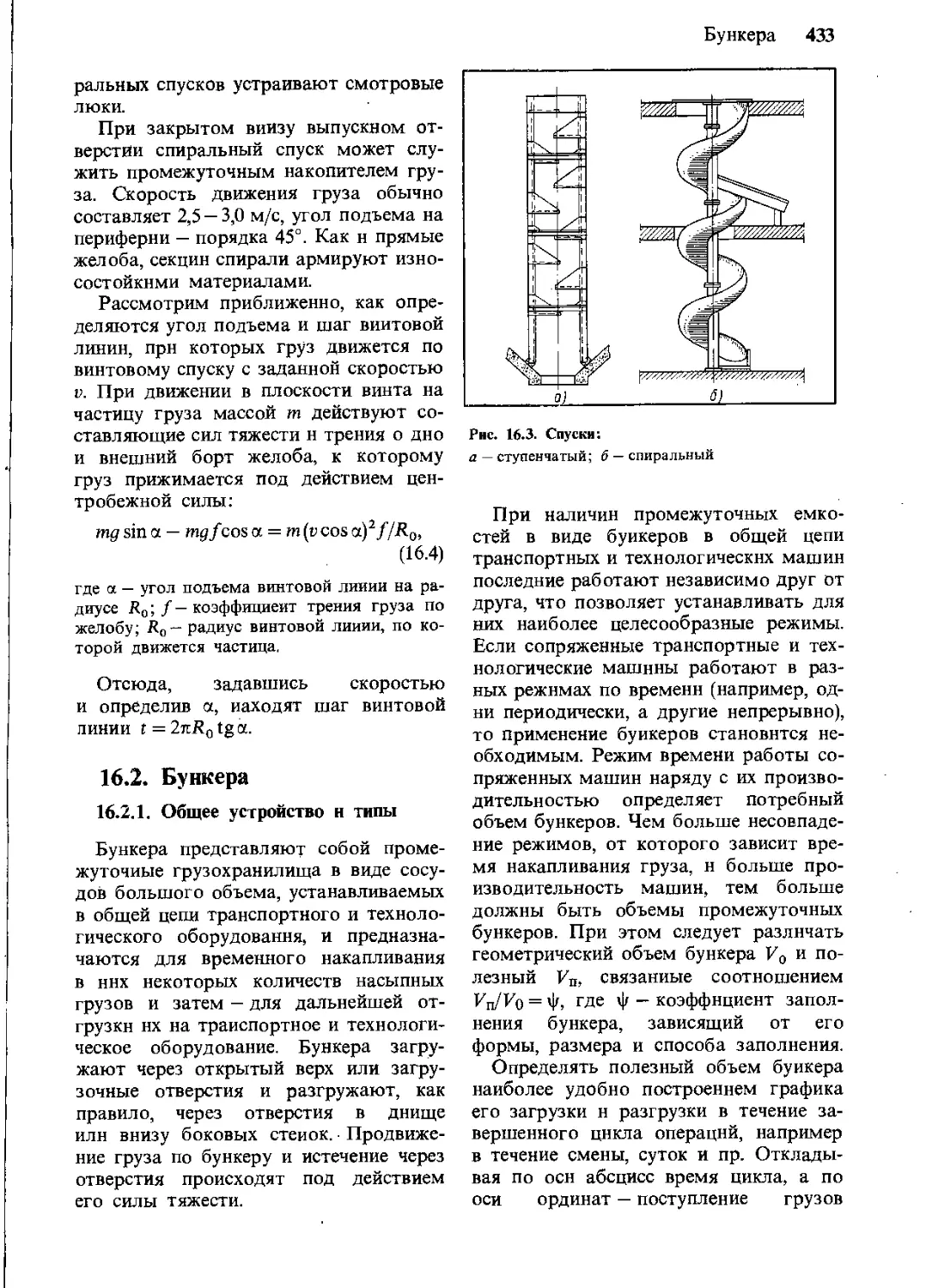
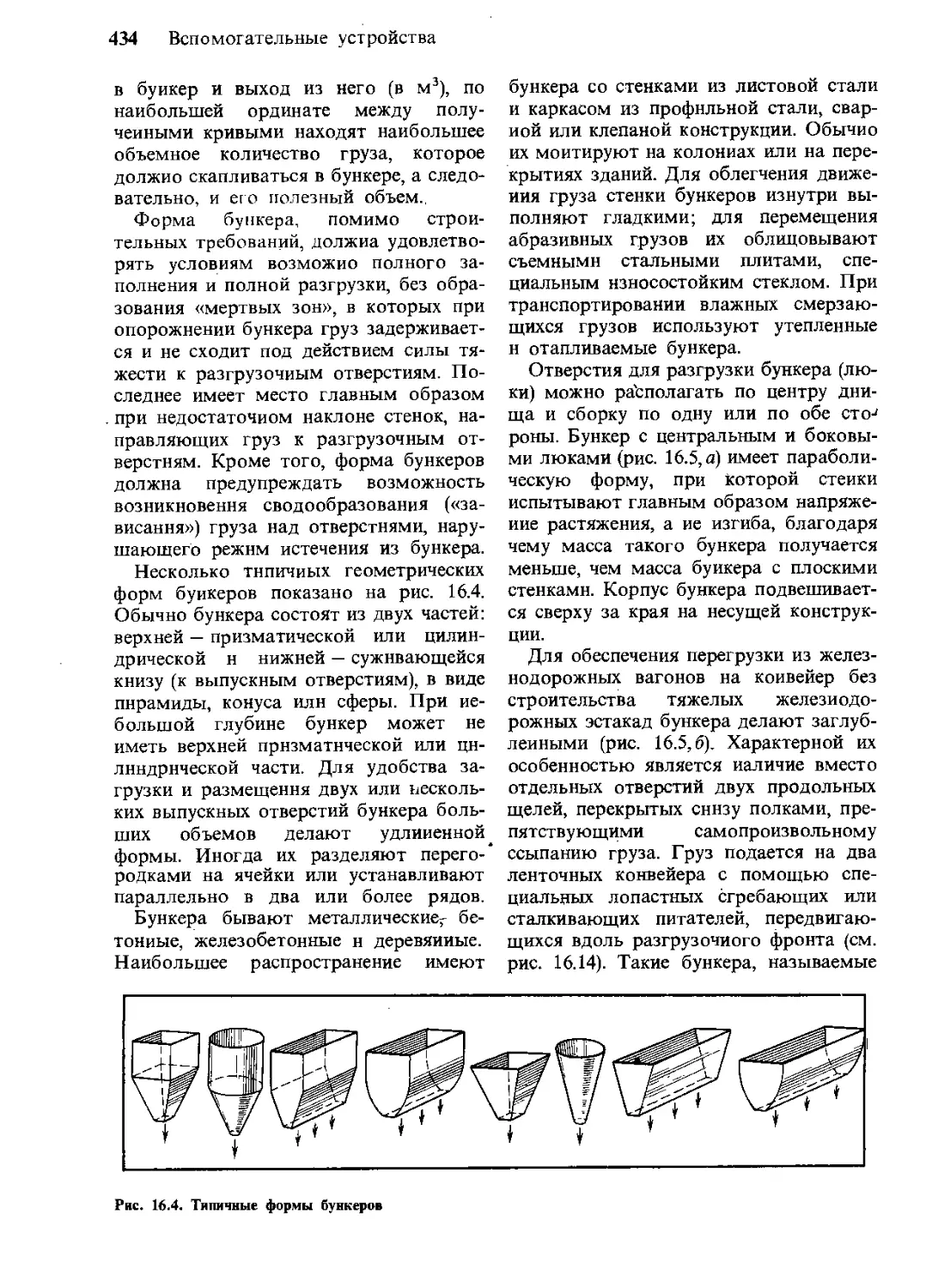
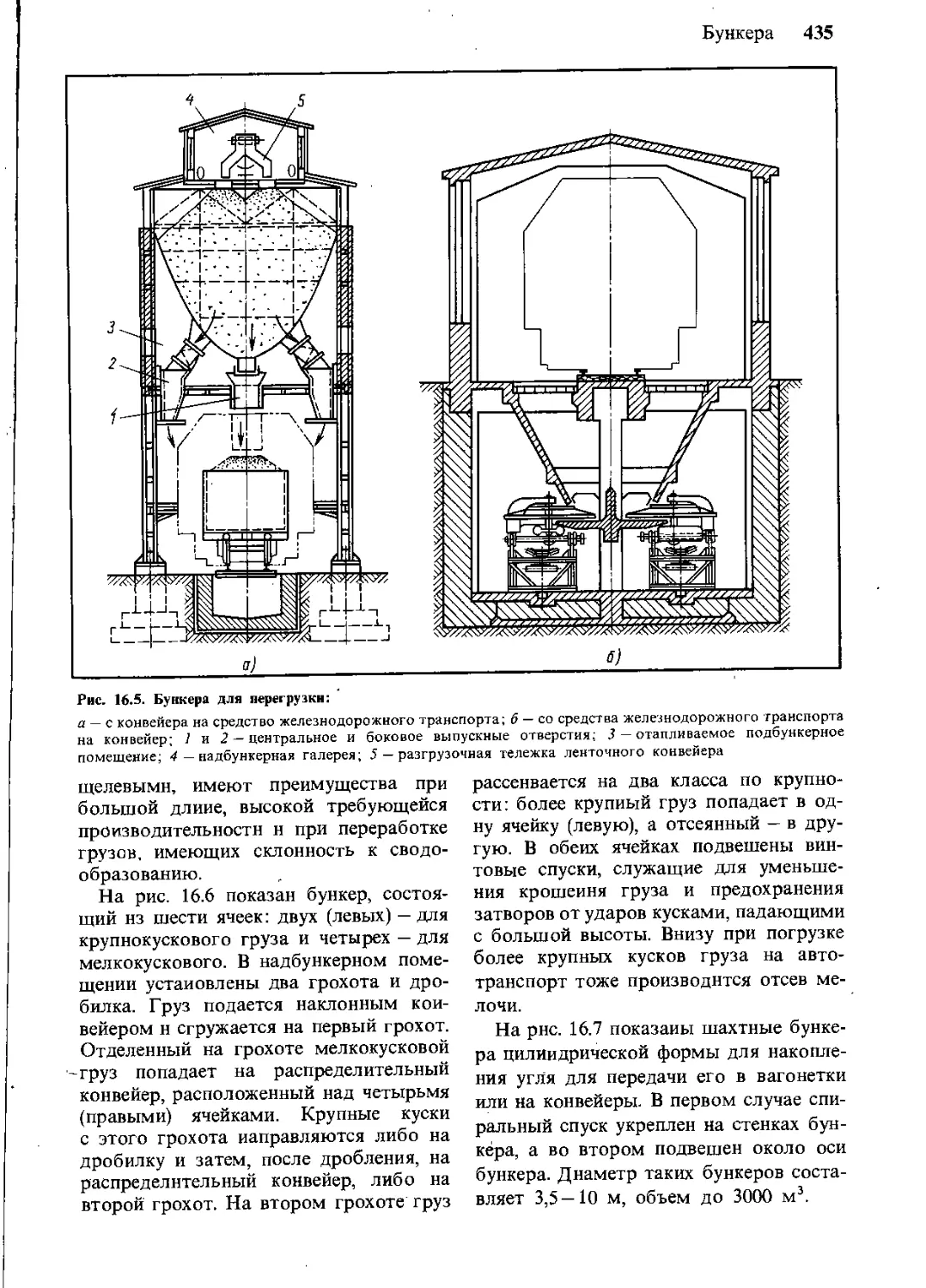
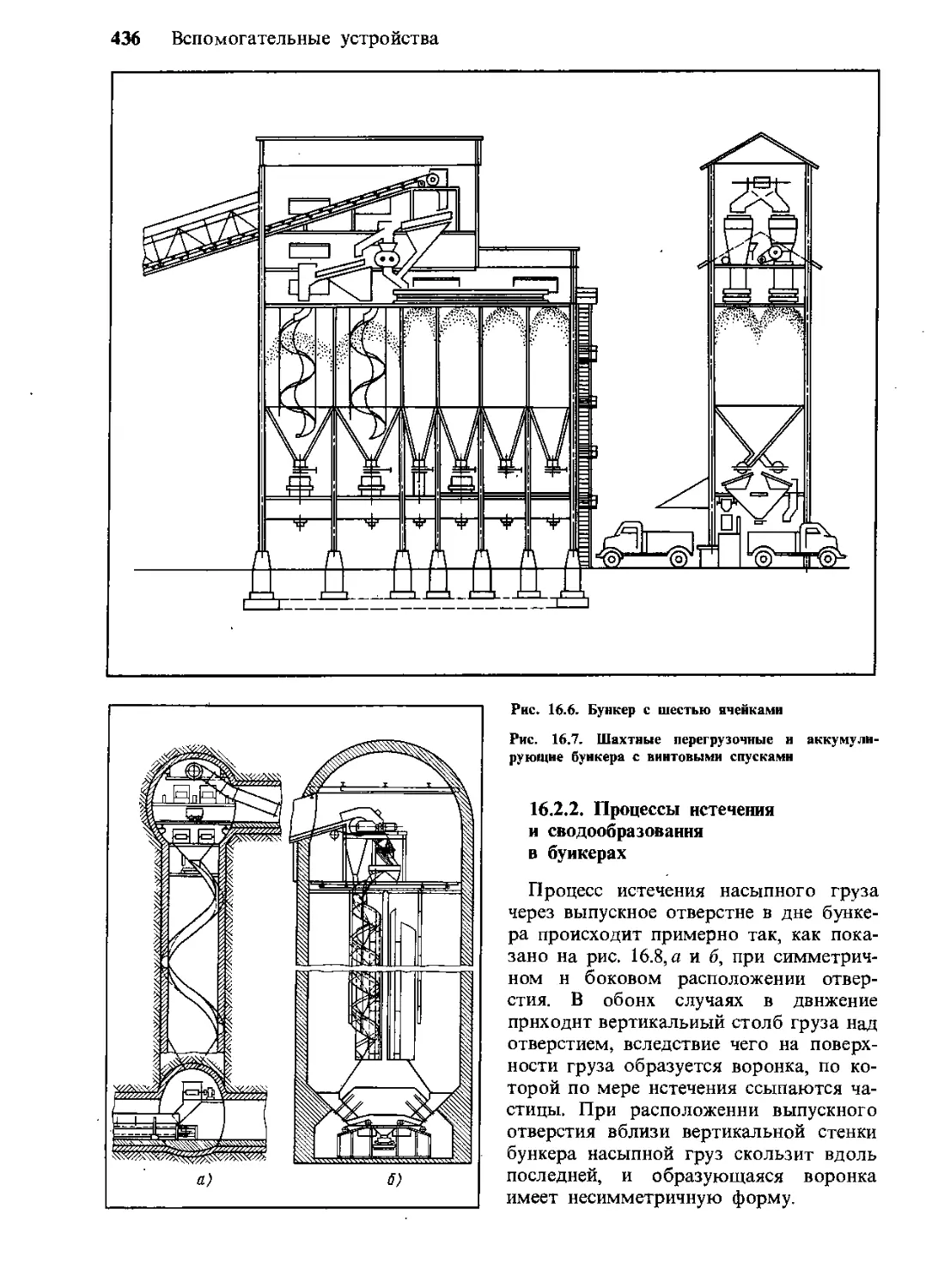
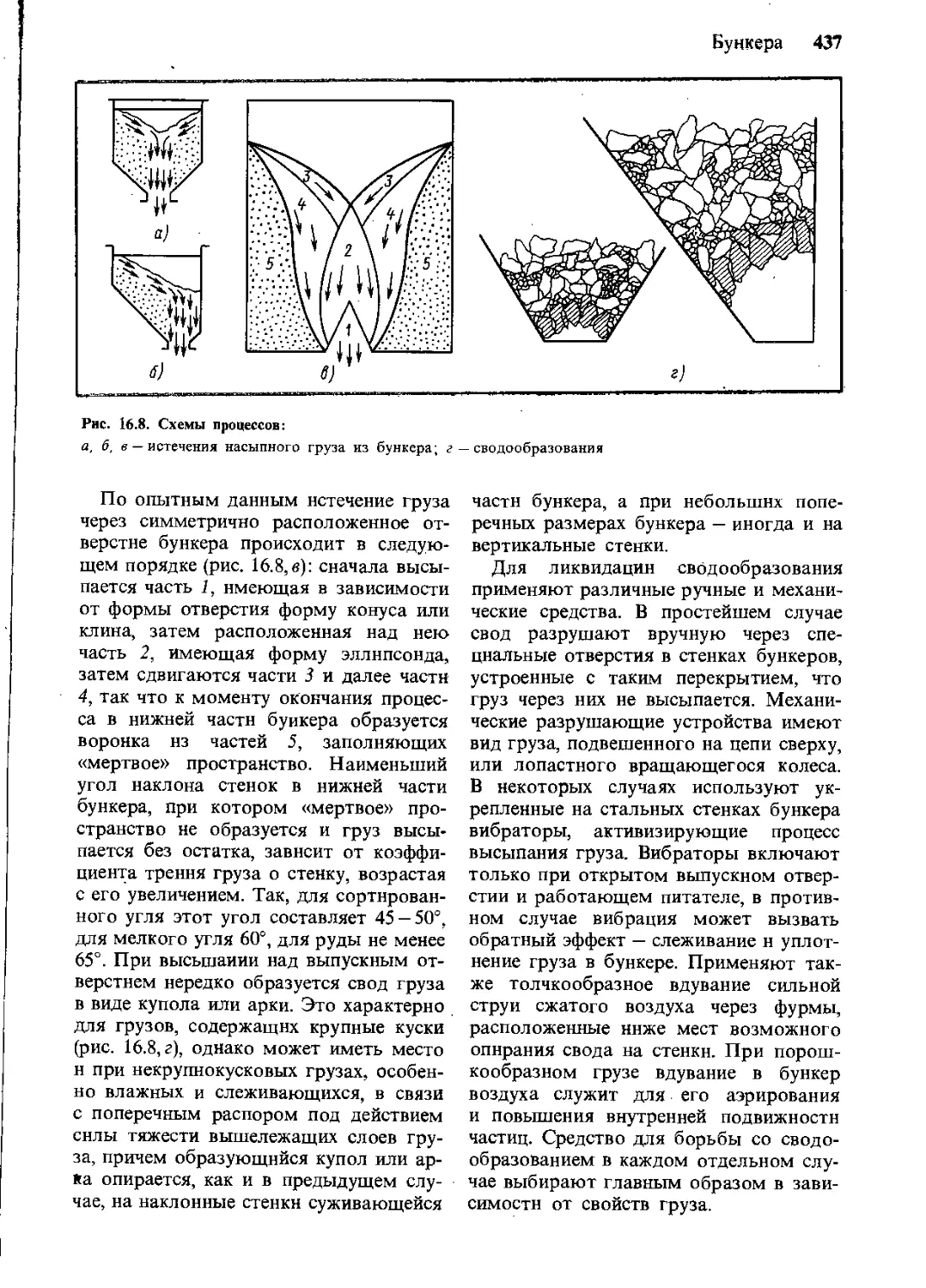
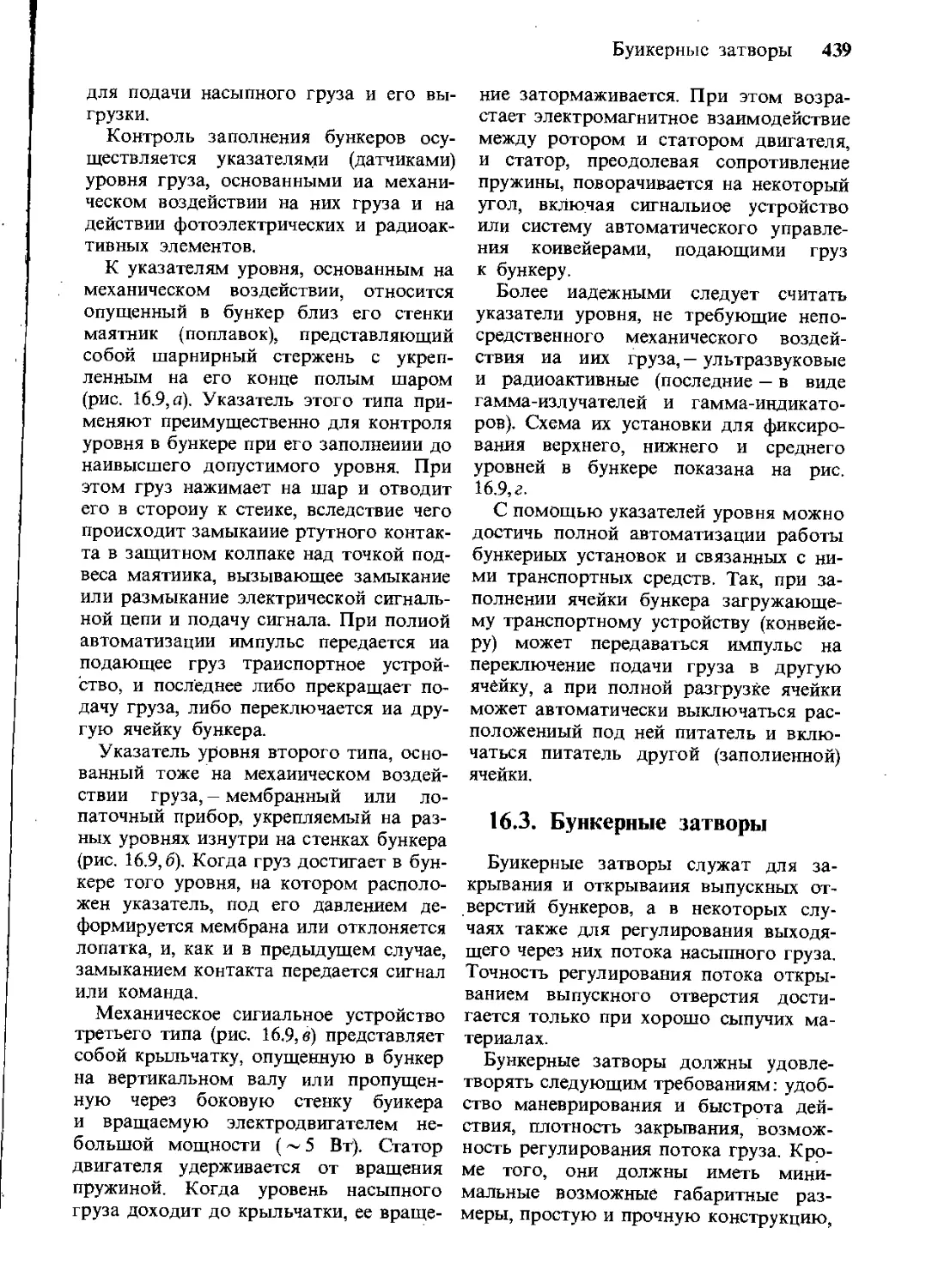
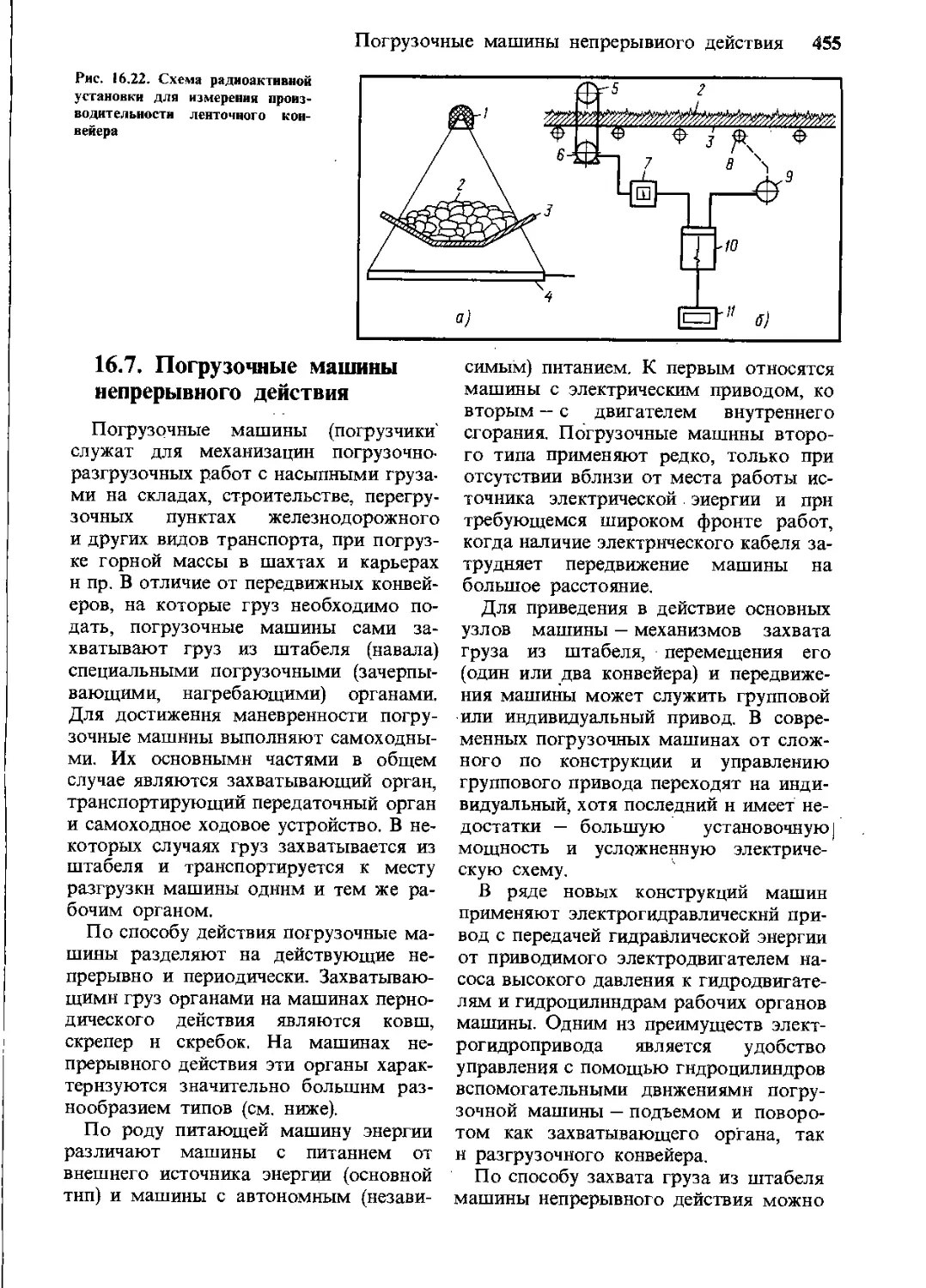
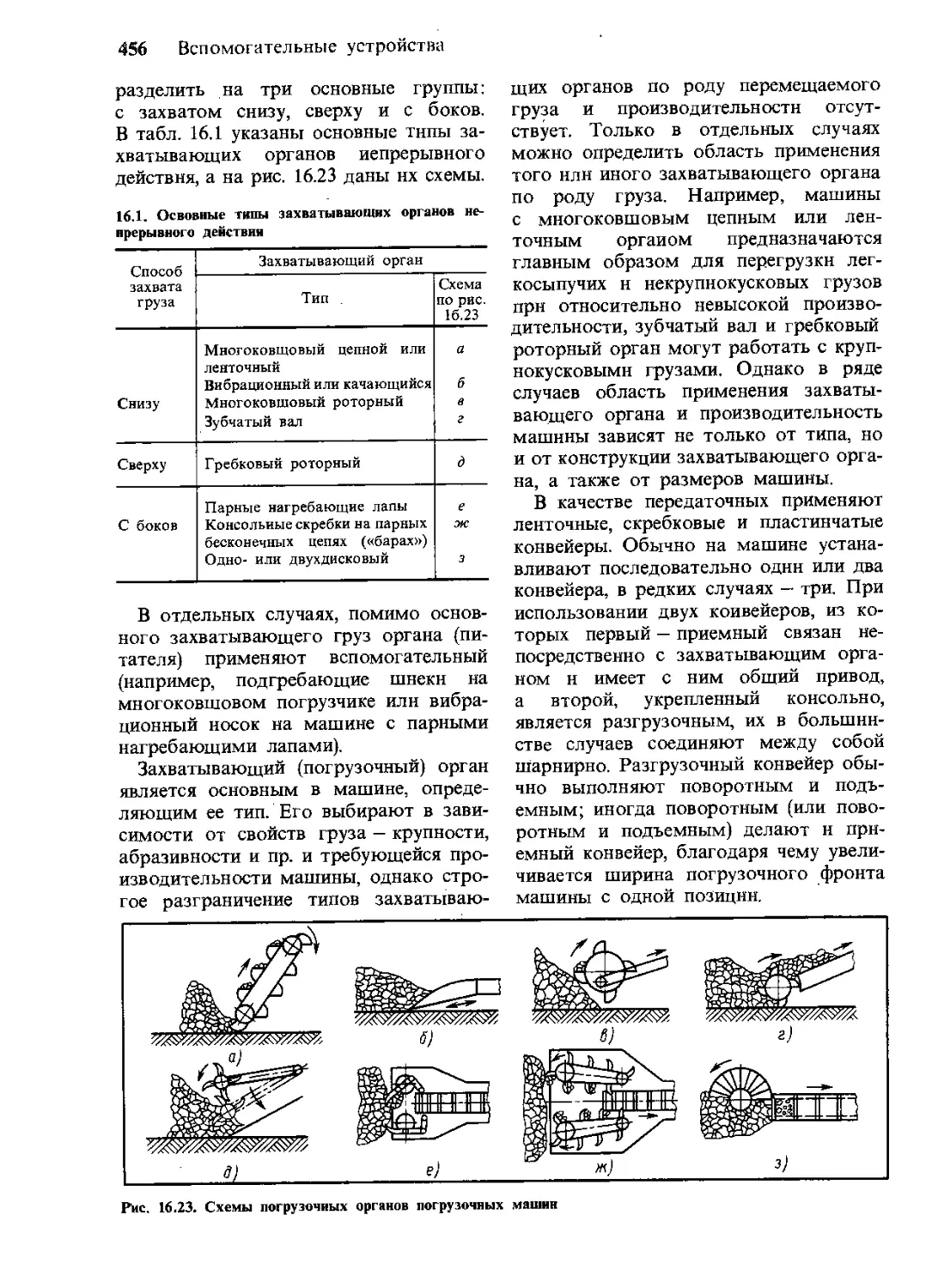
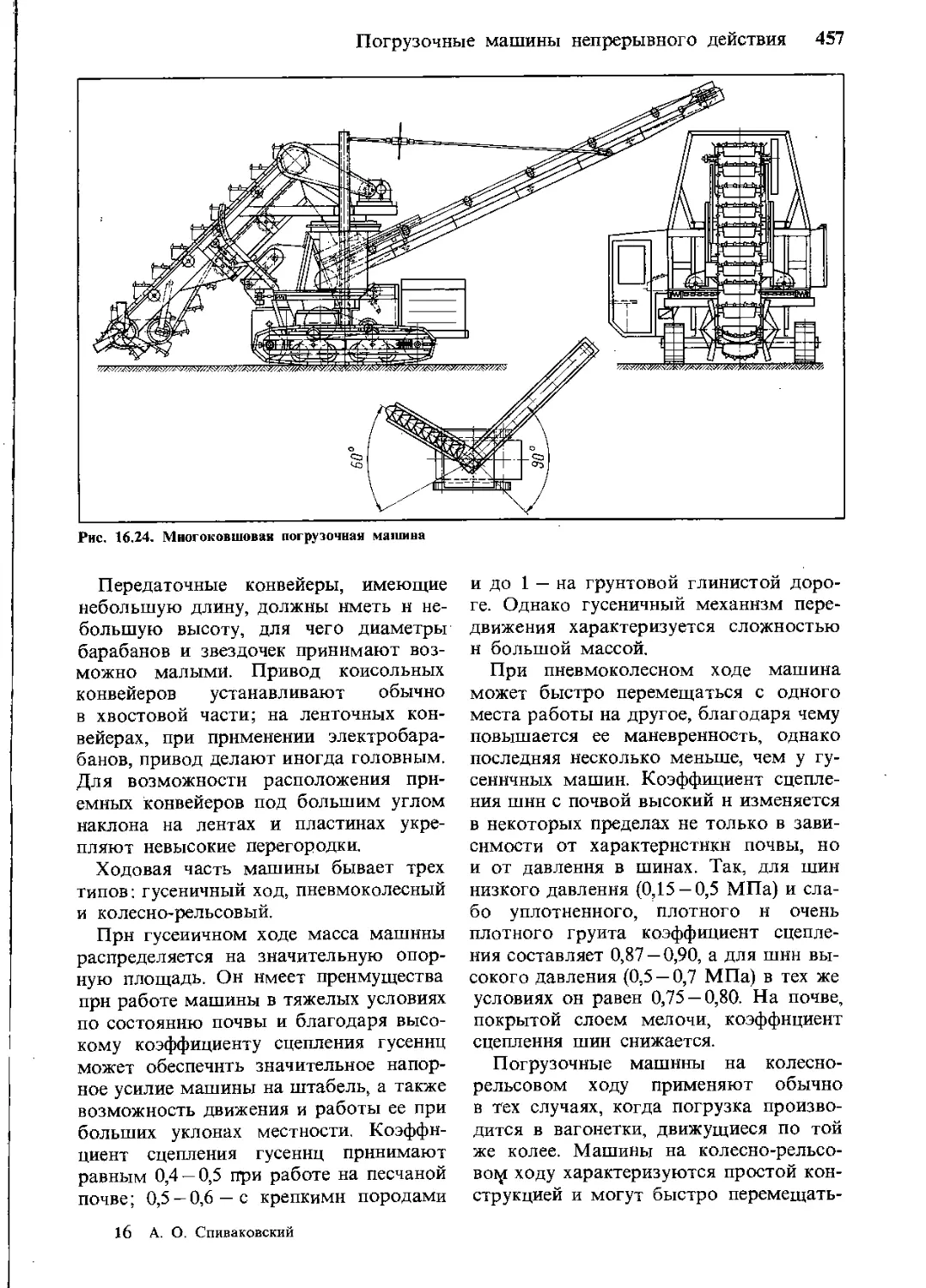
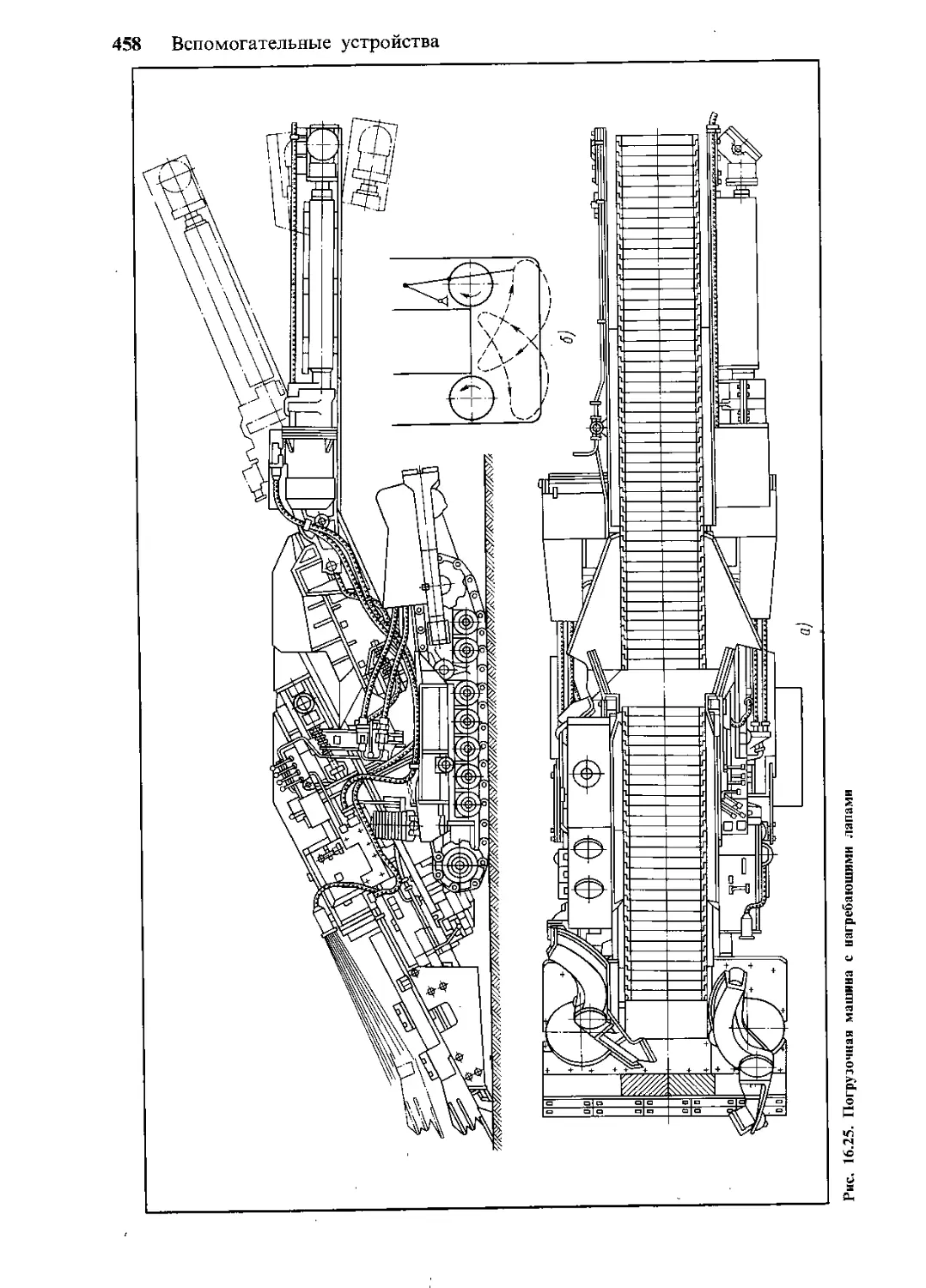
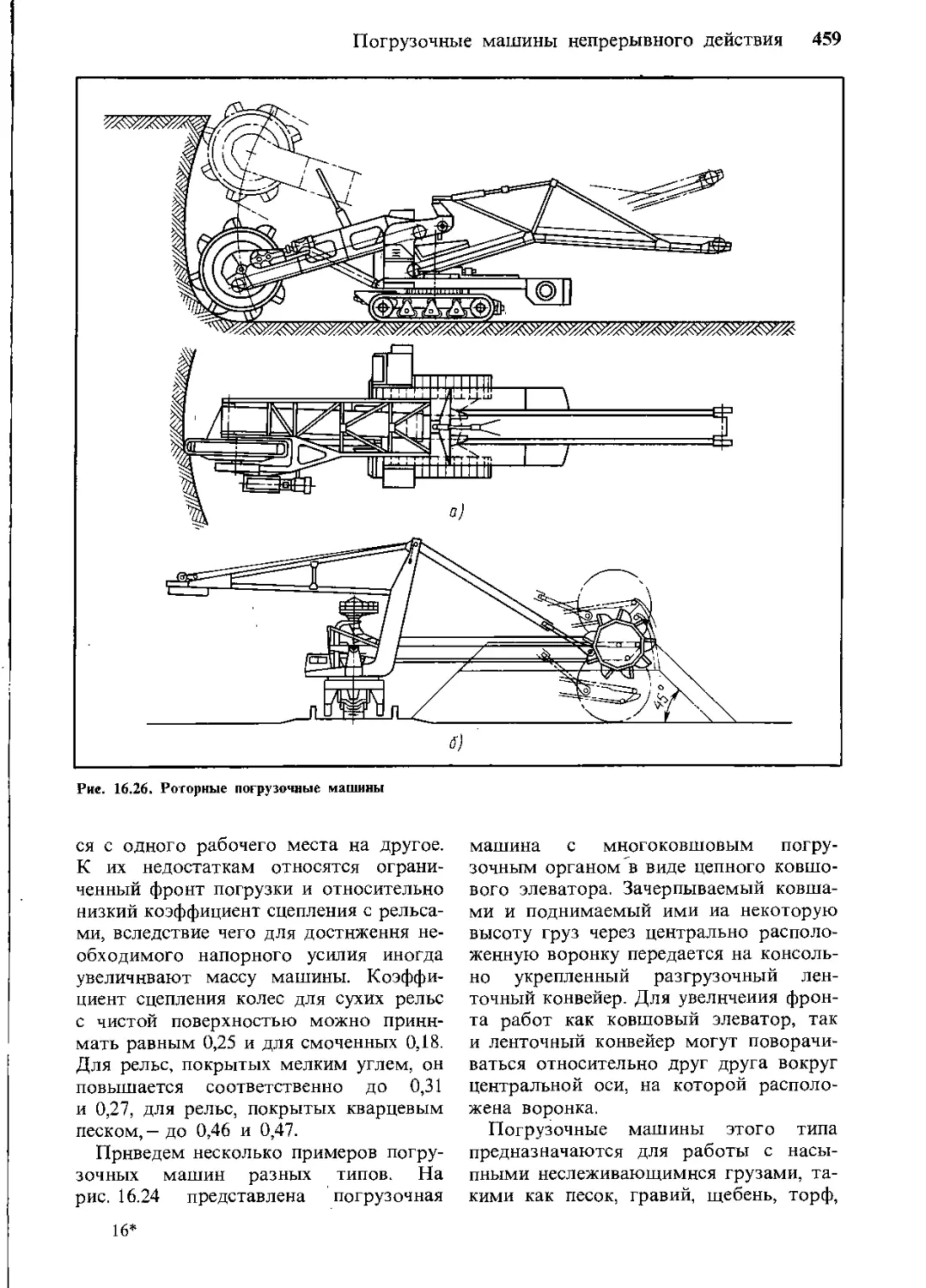
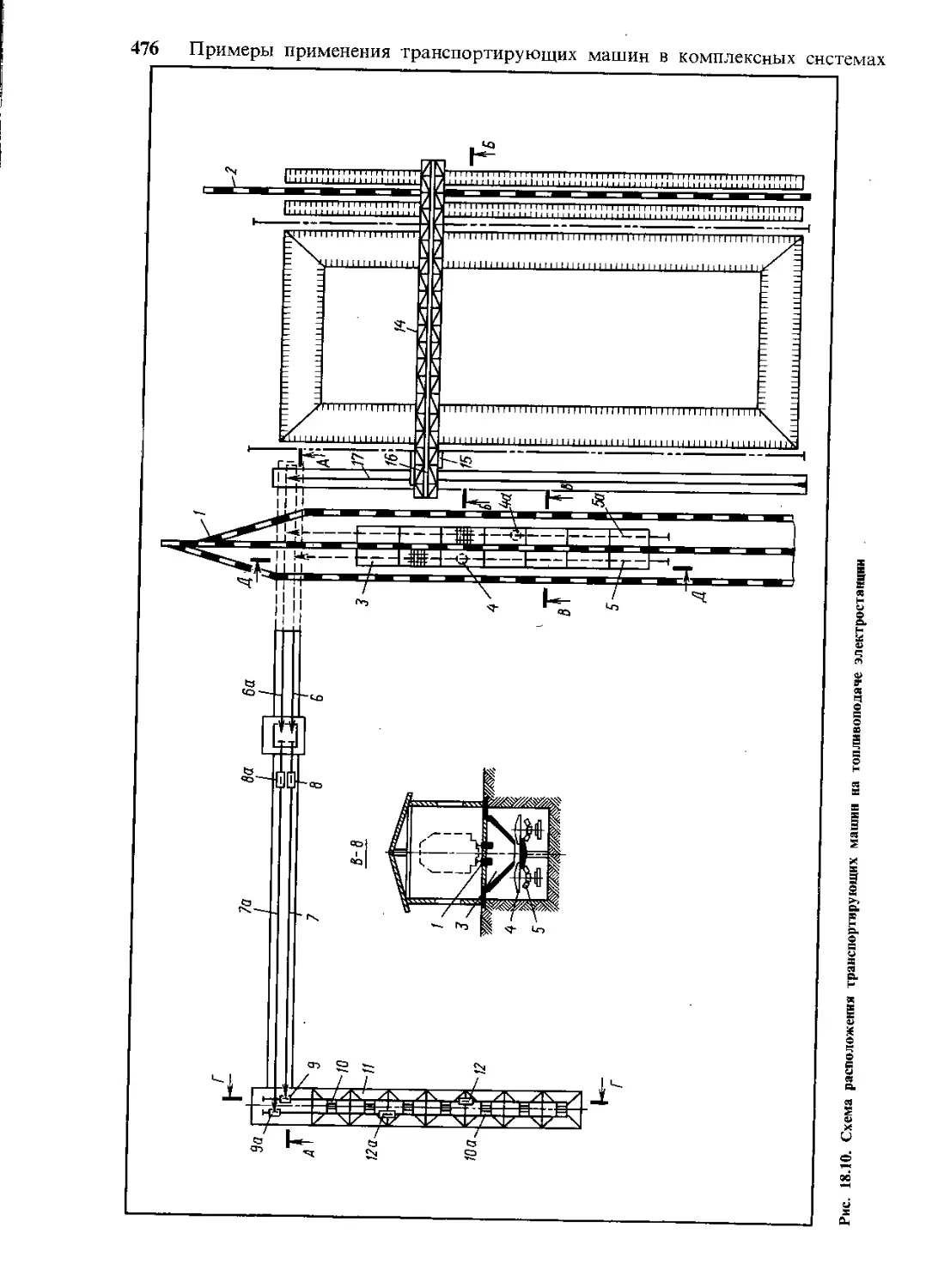
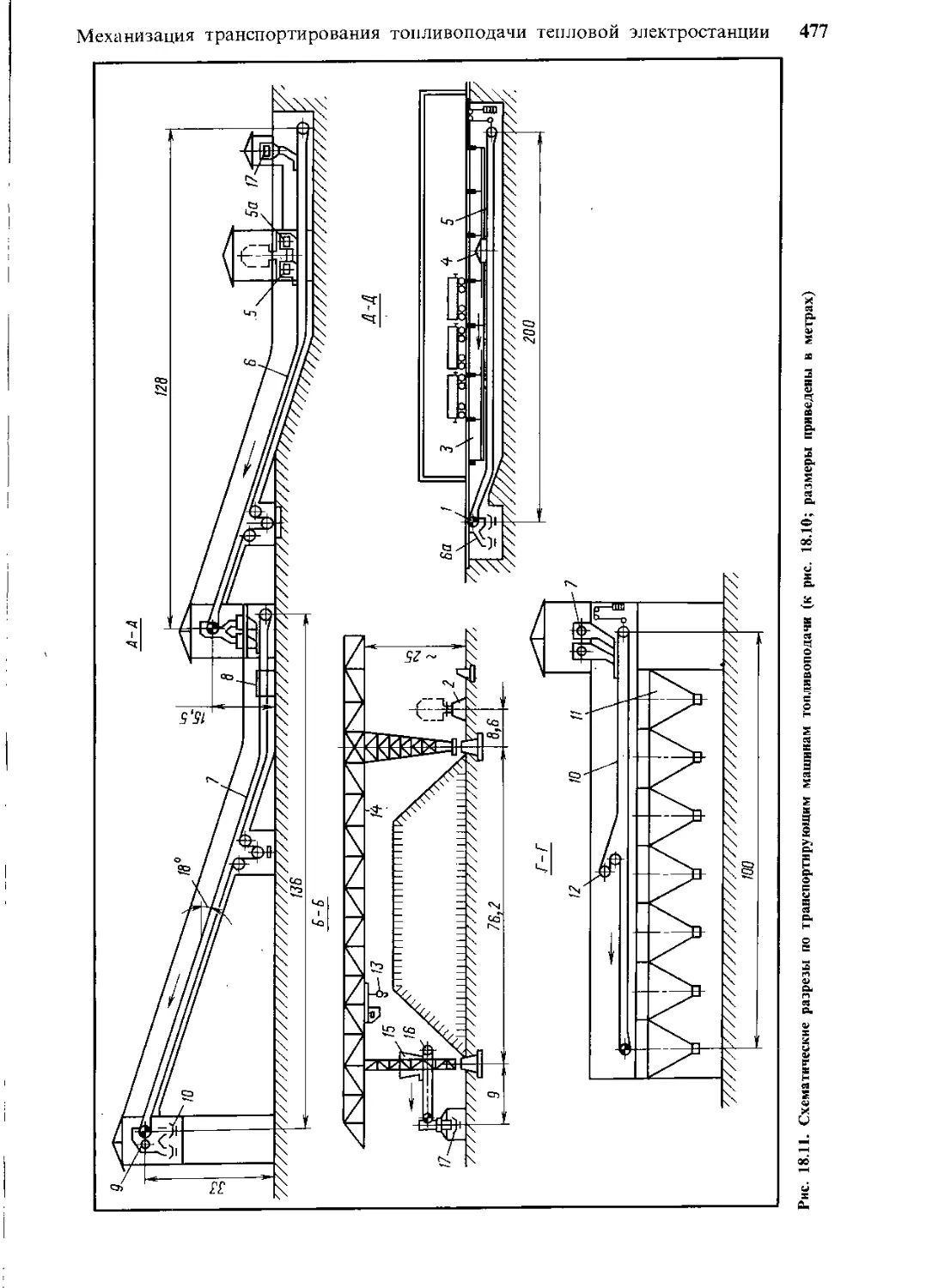
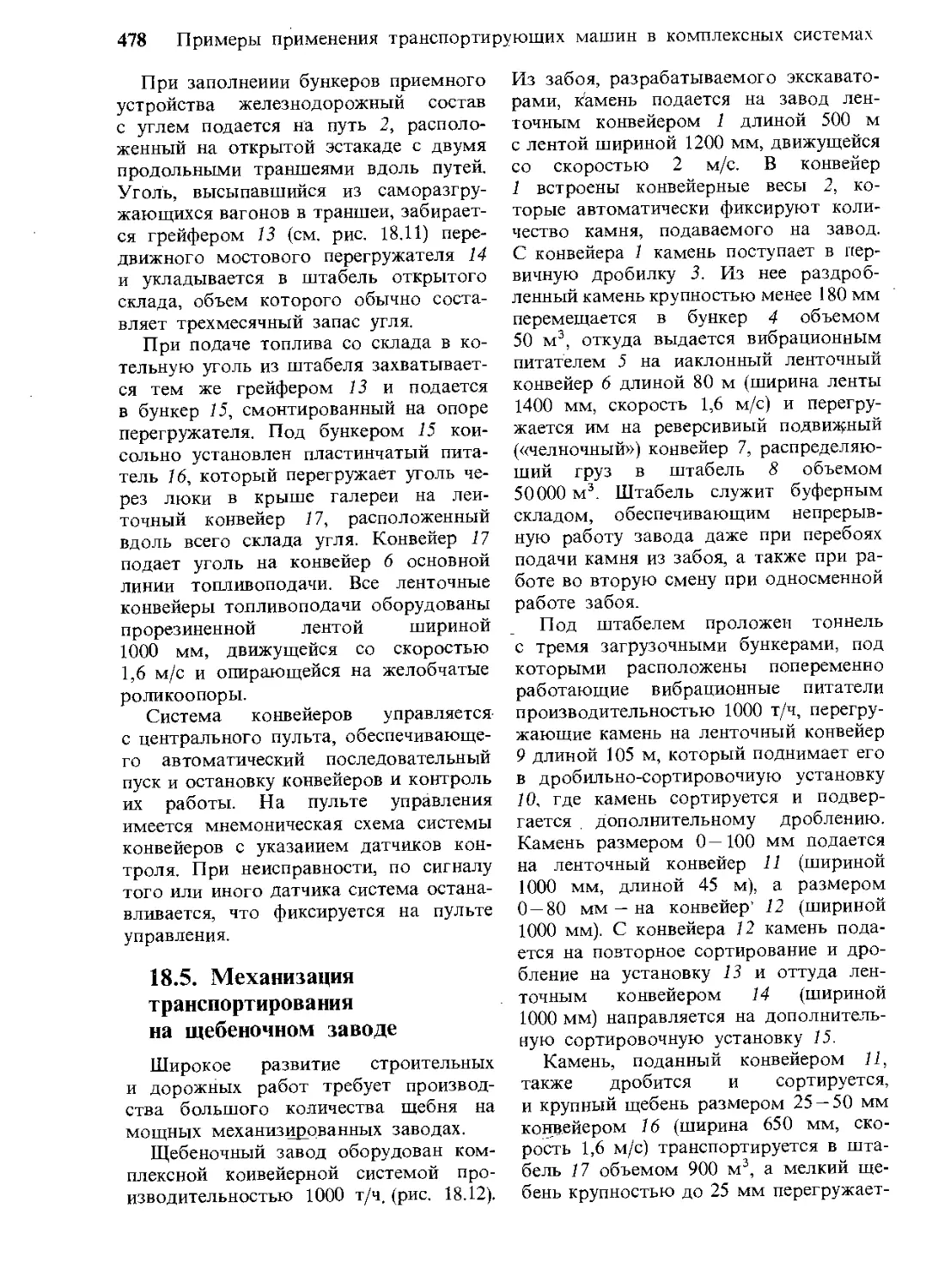
16 Вс помогател ьные устройства 16.1. Гравитационные устройства 430 16.1.1. Желоба и трубы 430 16.1.2. Ступенчатые и спиральные спуски 431 16.2. Бункера 1 433 16.2.1. Общее устройство и типы 433 16.2.2. Процессы истечения и сводо- образования в бункерах 436 16.2.3. Давление на стенки бункера и затворы 438 16.2.4. Автоматизация обслуживания бункеров 438 16.3. Бункерные затворы 439 16.4. Питатели и дозаторы 442 16.5. Метательные машины 449 16.6. Автоматические весы 452 16.7. Погрузочные машины непре- рывного действия 455 17 Конвейерные поезда 17.1. Общее устройство 461 17.2. Элементы конвейерных поез- дов 462 17.3. Расчет конвейерных поездов 464 17.4. Задачи научных исследований 465 18 Примеры применения транспортирующих машин в комплексных системах 18.1. Общее понятие о системах комплексной механизации и авто- матизации 465 18.2. Механизация транспортиро- вания в литейном цехе машино- строительного завода 466 18.3. Механизация транспортиро- вания и складирования в стержне- вом отделении литейного цеха 473 18.4. Механизация транспортиро- вания в цехе топливоподачи теп- ловой электростанции 475 18.5. Механизация транспортирова- вания на щебеночном заводе 478 18.6. Конвейерная система для подачи шихты в колошник домен- ной печи 4gQ Список литературы 482 Предметный указатель 483
ПРЕДИСЛОВИЕ
В «Основных направлениях экономиче-
ского и социального развития СССР на
1981 — 1985 годы и на период до 1990 го-
да», принятых XXVI съездом КПСС,
обращено внимание на необходимость
«ускорить внедрение непрерывных
и новых специализированных видов
транспорта — конвейерного, пневмокон-
тейнерного, гидравлического и дру-
гих ...». Рассмотрению вопросов этой
важной проблемы посвящено содержа-
ние данной книги.
В книге описаны основные типы транс-
портирующих машин непрерывного дей-
ствия: конвейеры, эскалаторы, пневма-
тические и гидравлические транспорти-
рующие устройства, а также вспомога-
тельные устройства транспортирующих
систем, которые в совокупности позво-
ляют получить достаточно полное
представление о современных средствах
комплексной механизации погрузочно-
разгрузочных, транспортных и складских
работ.
Описание транспортирующих машии
включает общее устройство, принципы
действия, современные конструкции ма-
шин и их элементов, области примене-
ния, теорию, основные параметры, спо-
собы расчета и эксплуатационные харак-
теристики, перспективы дальнейшего
развития.
Даны основные понятия о современ-
ных системах комплексной механизации
и автоматизации и примеры применения
транспортирующих машин в комплекс-
ных системах механизации транспорта
на предприятиях различных отраслей
промышленности.
Материал книги может оказать су-
щественную помощь в решении сложной
задачи сокращения ручного труда в раз-
личных отраслях промышленности.
В третьем издании (по сравнению со
вторым, вышедшем в 1968 г.) содержа-
ние всех глав значительно обновлено на
основе современных достижений в обла-
сти отечественного и зарубежного кои-
вейеростроения. Расширено рассмотре-
ние ленточных, подвесных и вибра-
ционных конвейеров, даны основные
сведения о конвейерных поездах, увели-
чено количество примеров применения
комплексных механизированных конвей-
ерных систем, определены режимы ис-
пользования конвейеров и показатели
надежности, по машинам основных ти-
пов даны задачи перспективных на-
учных исследований.
Содержание книги направлено на рас-
ширение и углубление учебного курса
по дисциплине «Машины непрерывного
транспорта» кафедр «Подъемно-
транспортные машины» ведущих выс-
ших учебных заведений нашей страны
и оказание помощи инженерам в проек-
тировании и эксплуатации транспорти-
рующих машии в различных отраслях
промышленности.
Гл. 3, 12, 14, 15 и 16 написаны А. О.
Спиваковским, гл. 1, 2, 4, 5, 6, 7, 8, 9, 10,
11, 13, 17 и 18 — В. К. Дьячковым.
1.1. Роль и значение транспортирующих
мащин 9
1.2. Основные виды транспортирующих
машин 12
1.3. Основы выбора типа транспортирующей
машины 15
1.4. Основные вопросы автоматизации
транспортирующих машин 17
1.5. Общее развитие транспортирующих
машин 19
1.6. Режим работы и классы использования
конвейеров 21
1.7. Характеристика производственных,
температурных и климатических условий
окружающей среды 23
1.8. Применение ЭВМ 26
1.9. Надежность конвейеров и конвейерных
систем 27
1.10. Характеристика транспортируемых
грузов 29
1.11. Техника безопасности 34
1.1. Роль и значение
транспортирующих машин
По принципу действия подъемно-
транспортные машины разделяют на
две самостоятельные конструктивные
группы: машины периодического и не-
прерывного действия. К первым отно-
сятся грузоподъемные краны всех ти-
пов, лифты, средства напольного транс-
порта (тележки, погрузчики, тягачи),
подвесные рельсовые и канатные дороги
(периодического действия), скреперы
и другие подобные машины, а ко
вторым (их также называют машинами
непрерывного транспорта и транспор-
тирующими машинами) — конвейеры
различных типов, устройства пневмати-
ческого и гидравлического транспорта
и подобные нм транспортирующие ма-
шины.
Машины периодического действия ха-
рактеризуются периодической подачей
грузов, перемещением их отдельными
порциями, обусловленными грузо-
подъемностью машины. При этом
загрузка и разгрузка производятся
при остановке машины и лишь иногда
на ходу, во время перемещения
груза.
Цикл работы машины периодического
действия состоит из остановки для за-
хвата (подъема) груза, движения с гру-
зом, остановки для освобождения от
груза н обратного движения без груза,
т. е. из попеременно возвратных движе-
ний с остановками.
Машины непрерывного действия ха-
рактеризуются непрерывным перемеще-
нием насыпных илн штучных грузов по
заданной трассе без остановок для за-
грузки или разгрузки. Перемещаемый
насыпной груз располагается сплошным
слоем на несущем элементе машины —
ленте или полотне или отдельными пор-
циями в непрерывно движущихся
последовательно расположенных на
небольшом расстоянии один от другого
ковшах, коробах и других емкостях.
Штучные грузы перемещаются также
непрерывным потоком в заданной по-
следовательности один за другим. При
этом рабочее (с грузом) и обратное (без
груза) движения грузонесущего элемен-
та машины происходят одновременно.
Благодаря непрерывности перемещения
10 Вводные сведения
груза, отсутствию остановок для загруз-
ки н разгрузки и совмещению рабочего
н обратного движений грузонесущего
элемента машины непрерывного дей-
ствия имеют высокую производитель-
ность, что очень важно для совре-
менных предприятий с большими грузо-
потоками. Например, современный лен-
точный конвейер на открытых разра-
ботках угля может транспортировать до
30000 т/ч вскрышной породы, обеспечи-
вая загрузку десяти железнодорожных
вагонов за 1 мин.
Основное назначение машин непреры-
вного действия — перемещение грузов
по заданной трассе. Одновременно
с транспортированием грузов они могут
распределять их по заданным пунктам,
складировать, накапливая в обусло-
вленных местах, перемещать по техно-
логическим операциям и обеспечивать
необходимый ритм производственного
процесса (см. ниже).
Особую группу транспортирующих
машин и установок составляют рабо-
тающие совместно с ними вспомога-
тельные устройства: питатели, весы, по-
грузочные машины, бункера, затворы,
дозаторы, желоба и т. п.
Высокопроизводительная работа со-
временного предприятия невозможна
без правильно организованных и надеж-
но работающих средств промышленно-
го транспорта. Например, на машино-
строительном заводе получают и рас-
пределяют по цехам сотни тонн метал-
ла, топлива, полуфабрикатов и готовых
изделий смежных производств и отпра-
вляют из цехов готовую продукцию
и отходы производства. К доменным
печам металлургического комбината
ежедневно подают тысячи тонн агломе-
рата, флюсов, кокса, а от печей отвозят
в другие цеха н на оклады готовый ме-
талл. Из угольной шахты, карьеров от-
крытых разработок ежедневно транс-
портируют тысячи тонн добытого угля
и вскрышной породы. Эти перемеще-
ния грузов на предприятиях выполня-
ются средствами промышленного транс-
порта.
Промышленный транспорт по терри-
ториальному признаку разделяют на
внешний и внутренний (внутризавод-
ской). Внешний транспорт предназначен
для доставки извне на предприятие сы-
рья, топлива, полуфабрикатов, готовых
изделий смежных производств н прочих
исходных материалов производства
и вывоза с предприятия готовой про-
дукции и отходов. Эти операции выпол-
няются средствами железнодорожного,
водного, автомобильного и воздушного
транспорта. При характерном для со-
временных условий расположении пере-
рабатывающих и энергетических пред-
приятий вблизи источников сырья (до
10 — 20 км) и больших грузопотоках
(5-25 млн. т в год, или 1250— 6000 т/ч)
для внешнего транспортирования ус-
пешно начинают использовать конвей-
еры. Конвейерный транспорт в этих ус-
ловиях более экономичен, чем железно-
дорожный нлн автомобильный.
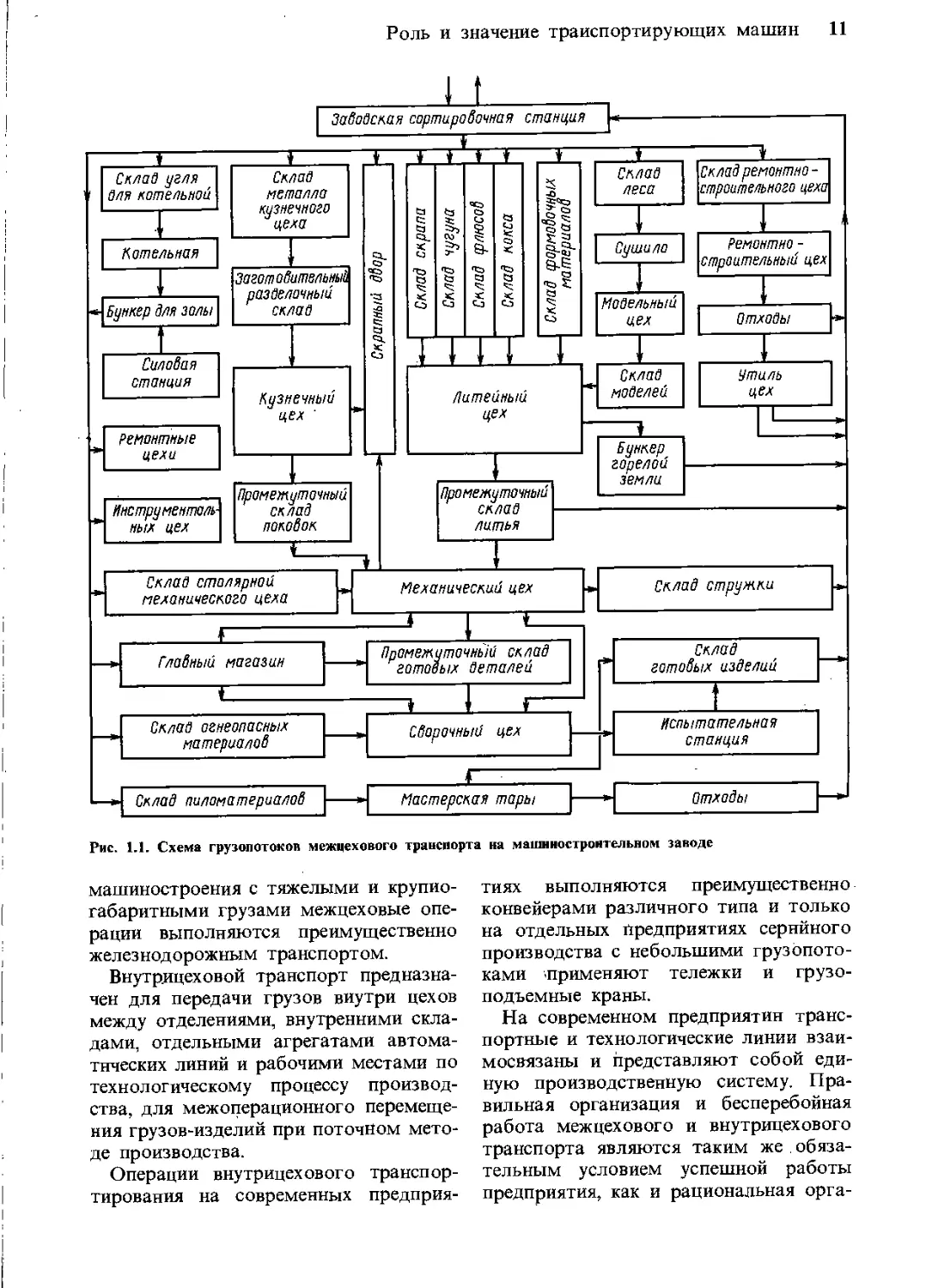
Внутренний (внутризаводской) транс-
порт включает межцеховой и внутрице-
ховой транспорт. Межцеховой транс-
порт предназначен для распределения
поступающих грузов по предприятию
и между цехами (например, между заго-
товительными и обрабатывающими, ме-
ханическими и сборочными) и складами
(рис. 1.1). Выбор средства межцехового
транспортирования определяется
главным образом масштабом и родом
производства. На современных пред-
приятиях с массовым и крупно-
серийным производством межцеховое
транспортирование осуществляется
в основном конвейерами. Для таких
предприятий характерна организация
сквозного транспортирования, объеди-
няющего межцеховые и внутрицеховые
функции, т. е. ввод межцехового конвей-
ера непосредственно в цех, исключая
промежуточные перегрузки.
На предприятиях серийного про-
изводства операции межцехового транс-
портирования выполняются также само-
ходными тележками и тягачами различ-
ного типа, средствами местного желез-
нодорожного (широкой и узкой колеи)
и автомобильного транспорта. На пред-
приятиях тяжелого и энергетического
Роль и значение транспортирующих машин 11
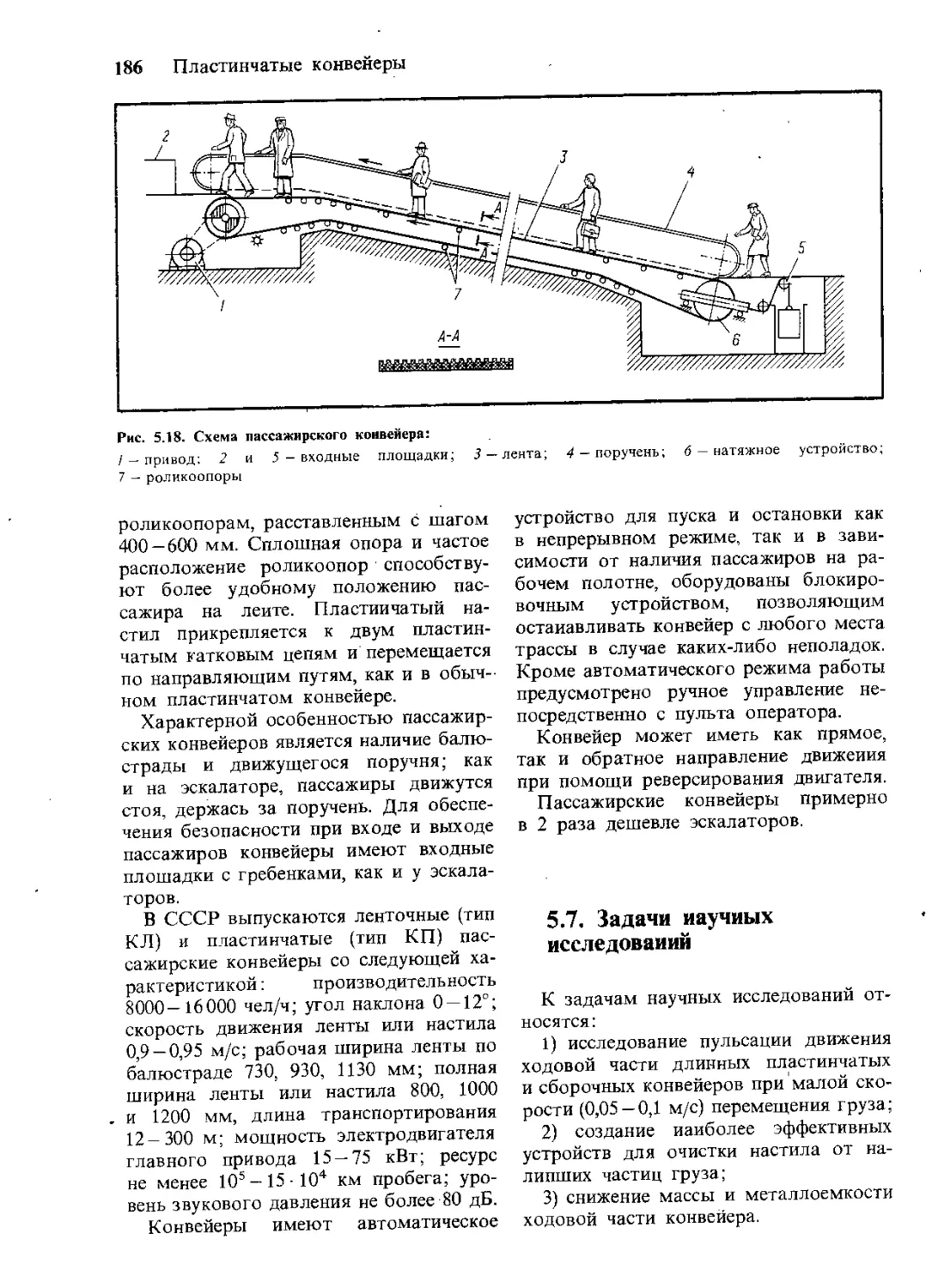
Рис. 1.1. Схема грузопотоков межцехового транспорта на машиностроительном заводе
машиностроения с тяжелыми и крупно-
габаритными грузами межцеховые опе-
рации выполняются преимущественно
железнодорожным транспортом.
Внутрицеховой транспорт предназна-
чен для передачи грузов внутри цехов
между отделениями, внутренними скла-
дами, отдельными агрегатами автома-
тических линий и рабочими местами по
технологическому процессу производ-
ства, для межоперационного перемеще-
ния грузов-изделий при поточном мето-
де производства.
Операции внутрицехового транспор-
тирования на современных предприя-
тиях выполняются преимущественно
конвейерами различного типа и только
на отдельных Предприятиях серийного
производства с небольшими грузопото-
ками применяют тележки и грузо-
подъемные краны.
На современном предприятии транс-
портные и технологические линии взаи-
мосвязаны и представляют собой еди-
ную производственную систему. Пра-
вильная организация и бесперебойная
работа межцехового и внутрицехового
транспорта являются таким же обяза-
тельным условием успешной работы
предприятия, как и рациональная орга-
12 Вводные сведения
низация производственных процессов.
Количество грузов, перемещаемых на
современном предприятии, велико: на-
пример, грузопоток доменной печи со-
ставляет до 2000 т/ч различных грузов
при круглосуточной работе; на район-
ной электростанции средней мощности
должна круглосуточно обеспечиваться
подача к топкам до 350 т/ч угля; грузо-
поток литейного цеха среднего машино-
строительного завода составляет до
2000 т/ч различных грузов. Переме-
щение такого количества грузов может
быть обеспечено только системой высо-
копроизводительных конвейеров.
Современное массовое и крупносерий-
ное производство продукции разнооб-
разных отраслей промышленности вы-
полняется поточным методом с широ-
ким использованием автоматических
линий. Поточный метод производства
и работа автоматической линии осно-
ваны на конвейерной передаче изделий
от одной технологической операции
к другой; необходимые операции с изде-
лиями (закалка, отпуск, очистка, охла-
ждение, окраска, сушка, упаковка и т. п.)
последовательно выполняются на дви-
жущемся конвейере. Следовательно,
конвейеры являются составной и не-
отъемлемой частью современного тех-
нологического процесса — они устана-
вливают и регулируют темп производ-
ства, обеспечивают его ритмичность,
способствуют повышению производи-
тельности труда и увеличению выпуска
продукции. Конвейеры являются ос-
новными средствами комплексной меха-
низации и автоматизации транспортных
и погрузочно-разгрузочных работ и по-
точных технологических операций.
Конвейеры на современных предприя-
тиях применяют в качестве: 1) высоко-
производительных транспортных ма-
шин, передающих грузы нз одного
пункта в другой на участках внутриза-
водского и в ряде случаев — внешнего
транспорта; 2) транспортных агрегатов
мощных перегрузочных устройств (на-
пример, мостовых перегружателей, от-
валообразователей и т. п.) и погрузочно-
разгрузочных машин; 3) машин для
перемещения грузов-изделий по техно-
логическому процессу поточного про-
изводства от одного- рабочего места
к другому, от одной технологической
операции к другой, устанавливающих,
организующих и регулирующих темп
производства и совмещающих, в ряде
случаев, функции накопителей (под-
вижных складов) и распределителей гру-
зов-изделнй по отдельным технологиче-
ским линиям; 4) машин и передаточных
устройств в технологических автомати-
ческих линиях изготовления и обработ-
ки деталей и сборочных единиц изделий.
Тесная связь конвейеров с общим тех-
нологическим процессом производства
обусловливает их высокую ответствен-
ность. Нарушение работы хотя бы
одного конвейера в общей транспортно-
технологической системе вызывает на-
рушение работы всего комплекса ма-
шин системы и предприятия в целом.
Любая автоматическая технологическая
система не может работать при неис-
правности транспортных агрегатов.
Следует также иметь в виду, что кон-
вейеры по транспортно-технологическо-
му назначению, как правило, не имеют
дублеров. Следовательно, транспорти-
рующие машины непрерывного дей-
ствия являются исключительно важны-
ми и ответственными звеньями обору-
дования современного предприятия, от
действия которых во многом зависит
успех его работы. Эти машины должны
быть надежными, прочными и долго-
вечными, удобными в эксплуатации
и способными работать в автоматиче-
ском режиме.
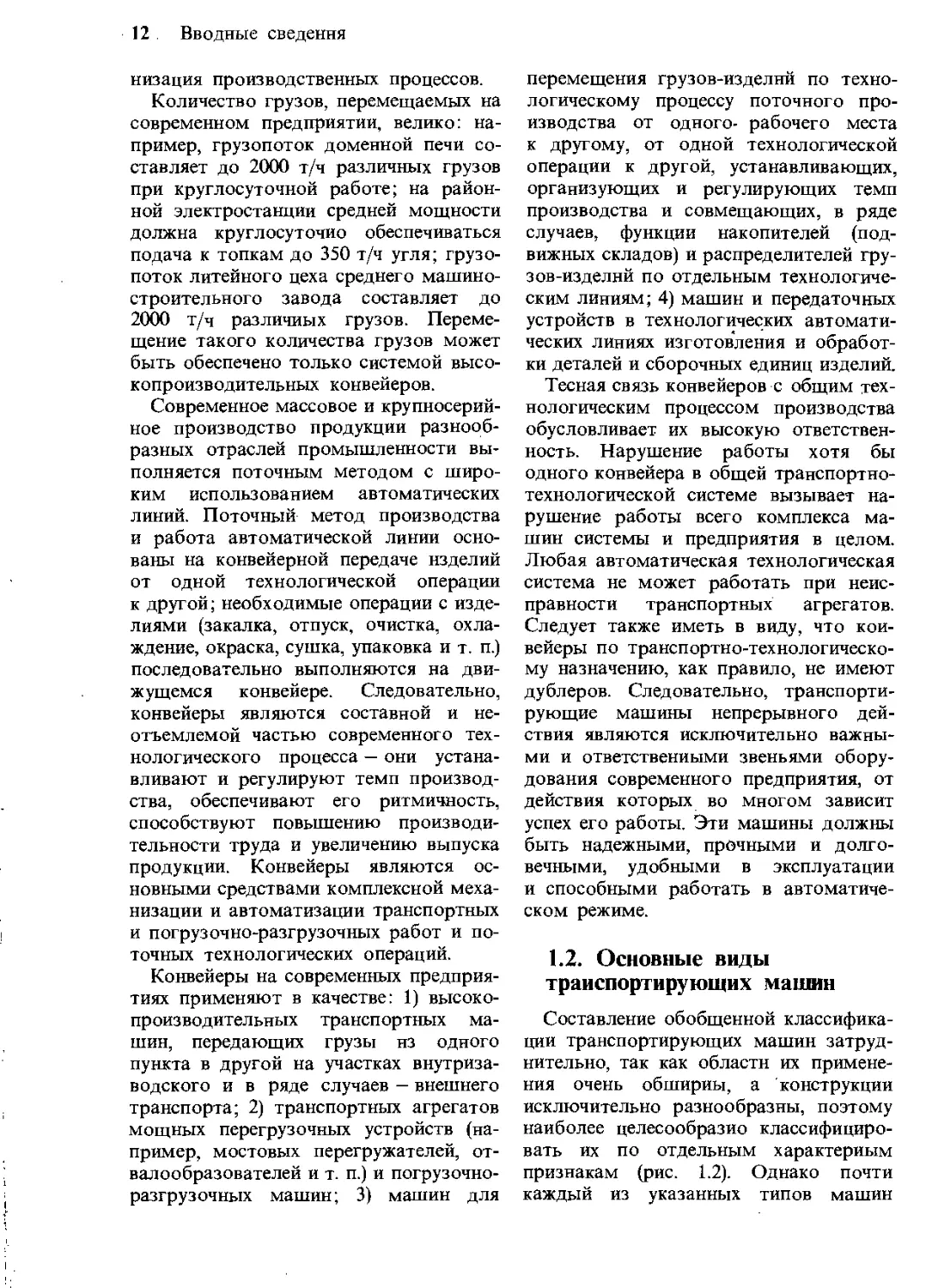
1.2. Основные виды
транспортирующих машин
Составление обобщенной классифика-
ции транспортирующих машин затруд-
нительно, так как области их примене-
ния очень обширны, а конструкции
исключительно разнообразны, поэтому
наиболее целесообразно классифициро-
вать их по отдельным характерным
признакам (рис. 1.2). Однако почти
каждый из указанных типов машин
Основные виды транспортирующих машин
14 Вводные сведения
имеет, в свою очередь, конструктивные
разновидности, которые подробно рас-
сматриваются в последующих главах.
По способу передачи перемещаемому
грузу движущей силы различают транс-
портирующие машины, действующие
при помощи механического привода
(электрического, гидравлического, пнев-
матического), самотечные (гравита-
ционные) устройства, в которых груз
перемещается под действием собствен-
ной силы тяжести, устройства пневмати-
ческого и гидравлического транспорта,
в которых движущей силой являются
соответственно поток воздуха или струя
воды. Особую группу представляют ма-
шины для транспортирования раскален-
ного жидкого металла под действием
электродинамических сил бегущего
электромагнитного поля (индукционные
насосы), а также конвейеры для переме-
щения сыпучих ферромагнитных грузов
в бегущем магнитном поле.
По характеру приложения движущей
силы и конструкции транспортирующие
машины разделяют на машины с тя-
говым элементом (лентой, цепью, кана-
том, штаигой) для передачи движущей
силы и без него.
Тяговый элемент имеют ленточные,
пластинчатые, скребковые, ковшовые,
люлечные, тележечные грузоведущие,
подвесные, штанговые и шагающие кон-
вейеры, эскалаторы и элеваторы. Их ха-
рактерной особенностью является дви-
жение груза вместе с тяговым элемен-
том на рабочей ветви. К машинам без
тягового элемента относятся винтовые,
качающиеся (вибрационные) и роли-
ковые конвейеры и вращающиеся транс-
портные трубы. Их характерной особен-
ностью является поступательное движе-
ние транспортируемого груза при вра-
щательном или колебательном движе-
нии рабочих элементов машины.
По роду перемещаемых грузов разли-
чают машины для насыпных и для
штучных грузов, однако большинство
машин непосредственно или при неко-
тором изменении конструкции могут
транспортировать те и другие грузы.
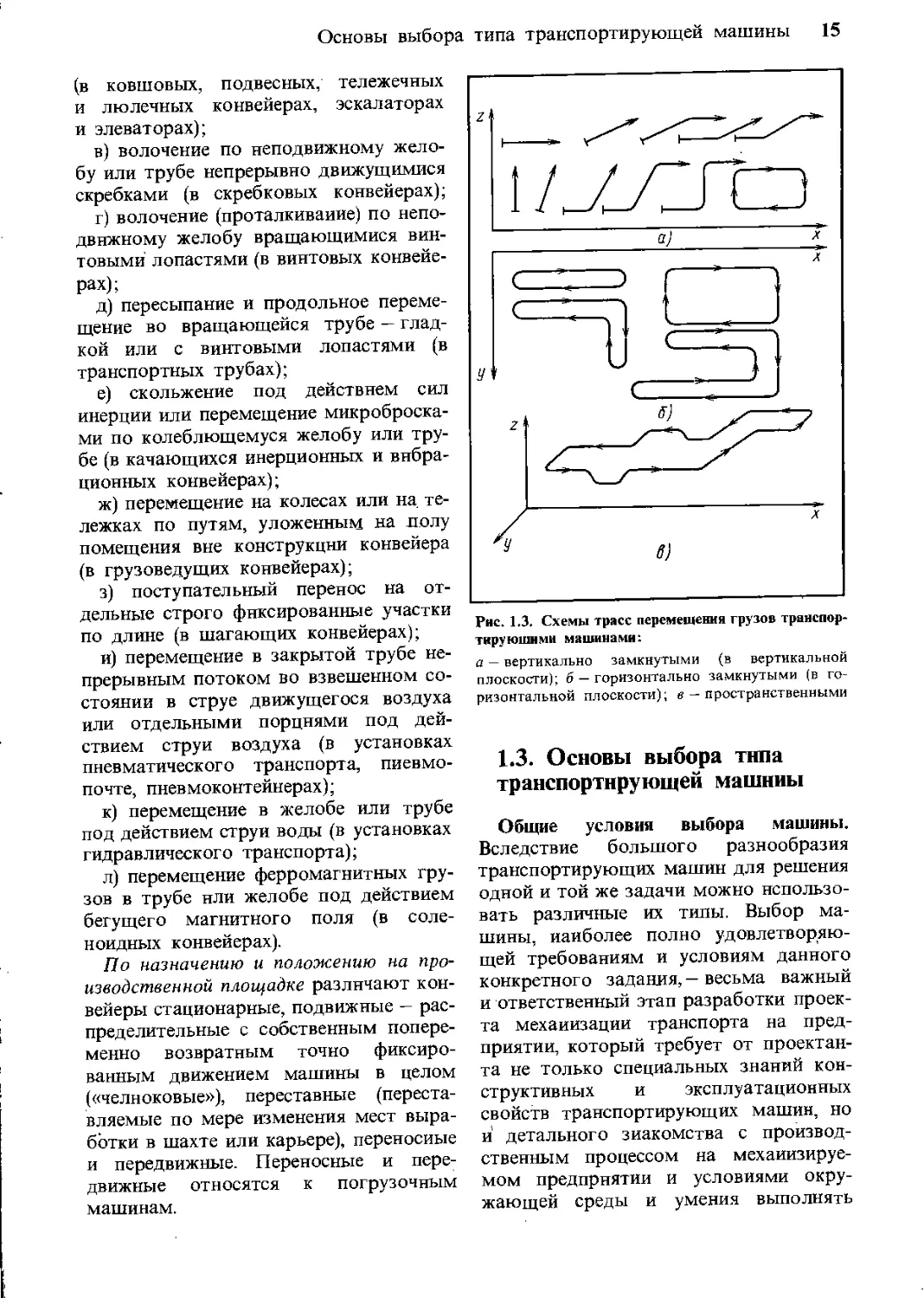
По направлению и трассе перемещения
грузов транспортирующие машины раз-
деляют на три группы. Машины первой
группы — вертикально замкнутые. Они
располагаются в одной вертикальной
плоскости и перемещают грузы по трас-
се, состоящей из одного прямолинейно-
го отрезка (горизонтального, наклонно-
го или вертикального) или из сочетания
нескольких отдельных прямолинейных
отрезков (горизонтального и наклонно-
го, горизонтального и вертикального
н т. п.) (рис. 1.3, а). Машины второй
группы — горизонтально замкнутые.
Они располагаются в одной горизон-
тальной плоскости на одном горизон-
тальном уровне по замкнутой трассе
разнообразного очертания (рнс. 1.3,6).
Машины третьей группы — простран-
ственные. Они располагаются в про-
странстве и перемещают грузы по слож-
ной пространственной трассе с горизон-
тальными, наклонными и вертикальны-
ми участками (рис. 1.3, в).
Современное стремление иметь на-
иболее эффективный транспорт без
перегрузок от начального до конечного
пунктов с учетом местных условий
обусловило заметное расширение ма-
шин третьей группы. Созданы и экс-
плуатируются пространственные (изги-
бающиеся) скребковые, пластинчатые,
ленточные, тележечные конвейеры.
По характеру движения грузонесуще-
го (рабочего) элемента машины разли-
чают конвейеры с непрерывным и пе-
риодическим (пульсирующим) движе-
ниями. В зависимости от типа н кон-
струкции конвейера его грузонесущий
элемент может иметь поступательное,
возвратно-поступательное, вращатель-
ное и колебательное движения.
В транспортирующих машинах ис-
пользуются следующие способы переме-
щения грузов:
а) перемещение на непрерывно движу-
щемся несущем элементе в виде сплош-
ной ленты или настила (в ленточных,
пластинчатых и цепенесущих конвейе-
рах);
б) перемещение в непрерывно движу-
щихся рабочих элементах в виде ков-
шей, коробов, подвесок, тележек и т. п.
Основы выбора типа транспортирующей машины 15
(в ковшовых, подвесных, тележечных
и люлечных конвейерах, эскалаторах
и элеваторах);
в) волочение по неподвижному жело-
бу или трубе непрерывно движущимися
скребками (в скребковых конвейерах);
г) волочение (проталкивание) по непо-
движному желобу вращающимися вин-
товыми лопастями (в винтовых конвейе-
рах);
д) пересыпание и продольное переме-
щение во вращающейся трубе - глад-
кой или с винтовыми лопастями (в
транспортных трубах);
е) скольжение под действием сил
инерции или перемещение микроброска-
ми по колеблющемуся желобу или тру-
бе (в качающихся инерционных и вибра-
ционных конвейерах);
ж) перемещение на колесах или на. те-
лежках по путям, уложенным на полу
помещения вне конструкции конвейера
(в грузоведущих конвейерах);
з) поступательный перенос на от-
дельные строго фиксированные участки
по длине (в шагающих конвейерах);
и) перемещение в закрытой трубе не-
прерывным потоком во взвешенном со-
стоянии в струе движущегося воздуха
или отдельными порциями под дей-
ствием струи воздуха (в установках
пневматического транспорта, пневмо-
почте, пневмоконтейнерах);
к) перемещение в желобе или трубе
под действием струи воды (в установках
гидравлического транспорта);
л) перемещение ферромагнитных гру-
зов в трубе или желобе под действием
бегущего магнитного поля (в соле-
ноидных конвейерах).
По назначению и положению на про-
изводственной площадке различают кон-
вейеры стационарные, подвижные — рас-
пределительные с собственным попере-
менно возвратным точно фиксиро-
ванным движением машины в целом
(«челноковые»), переставные (переста-
вляемые по мере изменения мест выра-
ботки в шахте или карьере), переносные
и передвижные. Переносные и пере-
движные относятся к погрузочным
машинам.
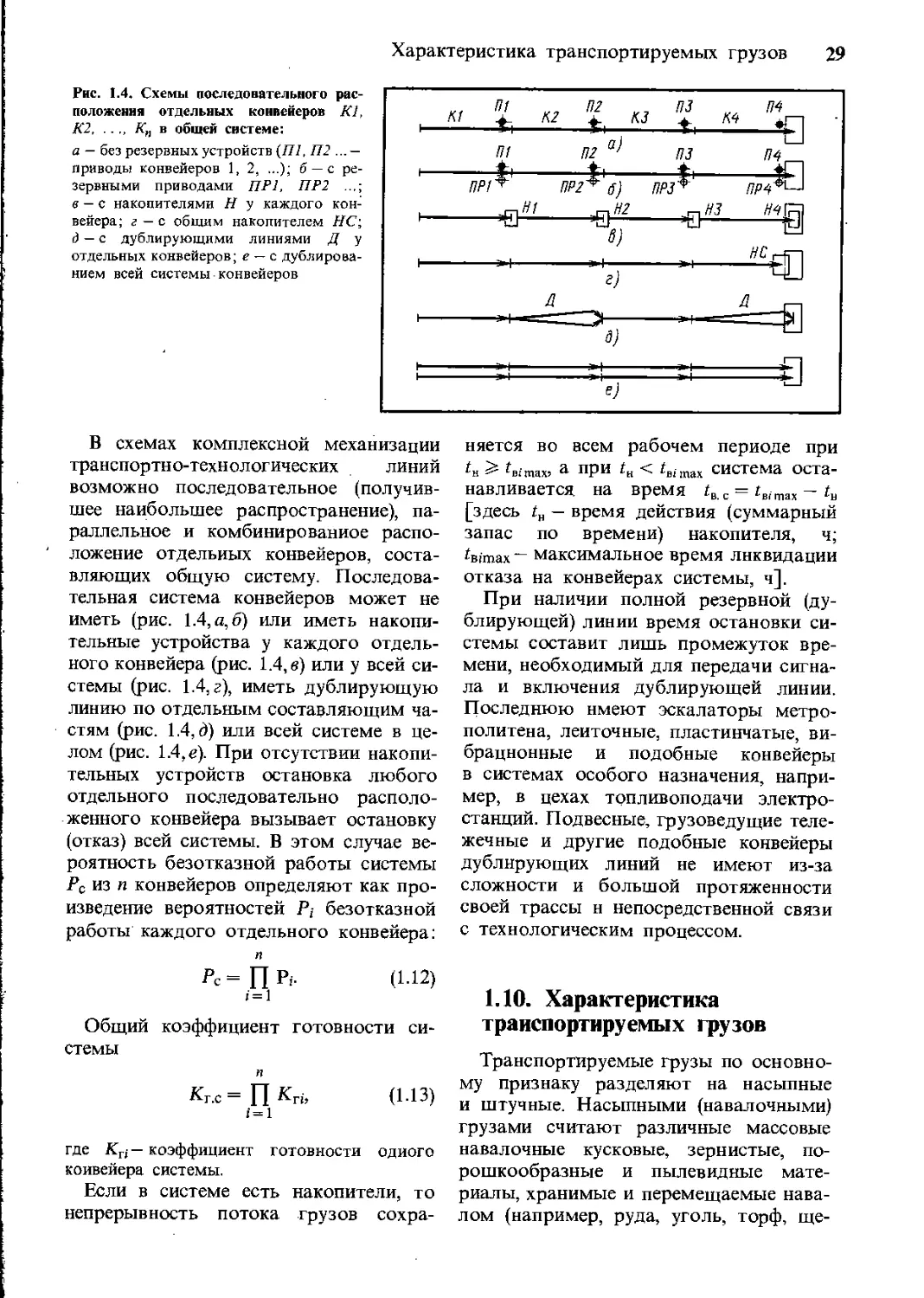
Рнс. 1.3. Схемы трасс перемещения грузов транспор-
тирующими машинами:
а — вертикально замкнутыми (в вертикальной
плоскости); б — горизонтально замкнутыми (в го-
ризонтальной плоскости); в — пространственными
1.3. Основы выбора типа
транспортирующей машины
Общие условия выбора машины.
Вследствие большого разнообразия
транспортирующих машин для решения
одной и той же задачи можно использо-
вать различные их типы. Выбор ма-
шины, наиболее полно удовлетворяю-
щей требованиям и условиям данного
конкретного задания, — весьма важный
и ответственный этап разработки проек-
та механизации транспорта на пред-
приятии, который требует от проектан-
та не только специальных знаний кон-
структивных и эксплуатационных
свойств транспортирующих машин, но
й детального знакомства с производ-
ственным процессом на механизируе-
мом предприятии и условиями окру-
жающей среды и умения выполнять
16 Вводные сведения
технико-экономическое сравнение воз-
можных вариантов решения.
Основными критериями выбора
транспортирующей машины является
удовлетворение комплексу заданных
технических требований и технико-эко-
номическая эффективность ее примене-
ния. Важнейшими условиями выбора
машины являются обеспечение надеж-
ности ее работы в заданных условиях
и удовлетворение требованиям охраны
труда и техники безопасности. Эти ус-
ловия в ряде случаев заставляют при-
нимать более дорогие решения по эко-
номической оценке. Оптимальной сле-
дует считать такую машину (или ком-
плекс машин), которая удовлетворяет
всем заданным техническим требова-
ниям производства и техники безопас-
ности, надежна в работе, обеспечивает
высокую степень механизации и наибо-
лее благоприятные условия труда, дает
высокую экономическую эффективность.
Технические факторы выбора машины.
Выбор оптимального типа транспорти-
рующей машины определяют следую-
щие технические факторы.
Характеристика подлежащего транс-
портированию груза (см. п. 1.10). Под-
робный анализ физико-механических
свойств подлежащего перемещению гру-
за может сразу значительно сузить
перечень возможных к применению ти-
пов машин. При учете этого фактора
необходимо принимать во внимание
размеры частиц груза, требования его
сохранности (например, некоторые ма-
шины вызывают крошение, дробление
груза) и надежности работы машины
(влажные, липкие грузы многими маши-
нами не транспортируются), обеспече-
ние благоприятных условий труда (гер-
метичность устройств, транспортирую-
щих пылящие грузы) и т. п.
Потребная производительность ма-
шины. Каждая машина имеет свои пре-
делы оптимальных скоростей н про-
изводительности. При заданной про-
изводительности с увеличением скоро-
сти соответственно уменьшается коли-
чество груза на единице длины конвейе-
ра и машина получается более компакт-
ной. Например, ленточный конвейер,
допускающий скорость движения груза,
в 5 — 6 раз большую, чем скребковый,
и в 10 раз большую, чем винтовой кон-
вейер, имеет значительно большую про-
изводительность, чем перечисленные
конвейеры при равных габаритных раз-
мерах поперечного сечения.
Направление, длина и конфигурация
пути (трасса) перемещения груза. Ка-
ждая машина имеет разные оптимально
возможные длины и трассы. Необходи-
мо выбрать такую машину, которая
обеспечивала бы выполнение задания по
возможности единым ставом при отсут-
ствии или минимальном числе проме-
жуточных перегрузок.
Способы загрузки и разгрузки грузов.
Целесообразно применять машину
с самозагрузкой и саморазгрузкой
и максимально возможной автоматиза-
цией погрузочно-разгрузочных операций
без дополнительного ручного труда.
Характеристика производственных
процессов, сочетаемых с перемещением
грузов-изделий. Выбранная машина дол-
жна обеспечивать надежное совмещение
транспортных и технологических опера-
ций в заданных условиях.
Производственные и климатические
условия окружающей среды, в которых
должна работать машина (см. п. 1.7).
Машина может быть установлена в по-
мещении (одноэтажном, многоэтажном,
отапливаемом или неотапливаемом)
или на открытой местности. В послед-
нем случае необходимо учитывать кли-
матические условия района нахождения
предприятия и их влияние на обслужи-
вание и смазку механизмов зимой, на-
бор соответствующих материалов, вы-
бор исполнения машины — для северно-
го (С) или умеренного (У) климата н т, п.
Окружающая среда может быть по-
жаро- или взрывоопасной; в этих слу-
чаях выбранная машина должна иметь
соответственно пожаро- или взрывобе-
зопасное исполнение.
На выбор типа машины оказывают
влияние также условия обеспечения уни-
фикации и однотипности оборудования
иа предприятии, возможности дальней-
Основные вопросы автоматизации транспортирующих машин 17
шего расширения предприятия, длитель-
ность его действия (временное, постоян-
ное), вопросы охраны труда, техники
безопасности и удобства эксплуатации.
Экономические факторы выбора ма-
шины. Для машин или систем механиза-
ции выбранных типов, полно удовлетво-
ряющих рассмотренным техническим
факторам, необходимо провести техни-
ко-экономический анализ, чтобы опреде-
лить оптимальный вариант как по тех-
ническим, так и по экономическим фак-
торам.
При оценке экономической эффектив-
ности применения нескольких вариантов
машины или комплексных систем ма-
шин сравнивают следующие экономиче-
ские показатели: а) капитальные за-
траты (первоначальную стоимость) на
приобретение и установку каждой ма-
шины или системы механизации; б) экс-
плуатационные расходы и себестои-
мость переработки 1 т груза; в) числен-
ность и производительность рабочих,
занятых на погрузочно-разгрузочных
работах; г) сроки окупаемости капи-
тальных затрат.
Экономически оптимальной считается
машина (или система машин), которая
дает наибольший годовой экономиче-
ский эффект по сравнению с другими
вариантами. Годовой экономический
эффект применения машины предста-
вляет собой суммарную экономию всех
производственных ресурсов (труда рабо-
чих, материалов, капитальных вложений
и т. п.), которую получает народное хо-
зяйство в результате изготовления
и эксплуатации машины:
э = (з6-з„)л, (1.1)
где Э — годовой экономический эффект, руб;
Зб и Зн - приведенные затраты на выпуск
единицы продукции (или работы), произво-
димой при помощи базового (3g) и рекомен-
дуемого нового (Зн) типов машины или сопо-
ставимых их вариантов, руб.; А — годовой
объем производства продукции в нату-
ральных единицах.
Для каждого из сравниваемых ва-
риантов приведенные затраты (руб.)
3=С + ЕИК, (1.2)
где С — себестоимость единицы продукции
(работы), руб.; £н — нормативный коэффи-
циент эффективных вложений (обычно прини-
мают Еа = 0,15); К — удельные капитальные
вложения в производственные фонды, руб.
За базовый вариант принимают на-
иболее совершенный тип машины, при-
меняемый в Советском Союзе или за
рубежом. Если сравнивают несколько
вариантов, то эффект рассчитывают для
каждого варианта и выбирают наиболее
оптимальный.
Расчет годового экономического эф-
фекта содержит общую часть, резуль-
таты расчета экономических показате-
лей сравниваемых вариантов, выводы
с рекомендациями и приложение с доку-
ментальными подтверждениями ис-
ходных данных. В общей части даются
техническая характеристика сравни-
ваемых вариантов, их основные пара-
метры, сроки службы и т. п. В сводной
таблице результатов расчета для каждо-
го из сравниваемых вариантов приво-
дятся значения следующих экономиче-
ских показателей: себестоимости ма-
шины и ее цены, срока службы с учетом
морального износа, коэффициента экви-
валентности базовой машины новой (в
том числе — по производительности, по
долговечности), удельных дополни-
тельных капитальных вложений в про-
изводственные фонды, сопутствующих
капитальных затрат потребителя на од-
ну машину, годового объема производ-
ства новой машины, принятого для рас-
чета экономического эффекта, годовых
экономических эффектов на одну маши-
ну и на общий объем производства.
Стоимостные показатели определяют-
ся по соответствующим прейскурантам
цен и инструкциям.
1.4. Основные вопросы
автоматизации
транспортирующих машин
При использовании транспортирую-
щих машин непрерывного действия
с постоянным режимом непрерывной
работы„по .строго- опреде,юнцом трассе,
* ?ЫЗ!Ю!Ь;КО| О Ш1 ЧЫЮрНС.’ |
j ст роителычого >
! HI1CTWTVT3 I
18 Вводные сведения
объединенных в единый транспортный
комплекс, имеются широкие возможно-
сти автоматизации следующих процес-
сов. ,
1. Дистанционное управление работой
комплекса последовательно располо-
женных конвейеров с применением ав-
томатических устройств. Оно включает
последовательный автоматизированный
пуск и остановку группы конвейеров
транспортной системы с центрального
пульта управления; автоматический
контроль вступления в работу (и вы-
ключения) каждого конвейера системы
с необходимой выдержкой времени,
обеспечивающей нормальное непрерыв-
ное движение транспортируемого груза.
Пуск системы конвейеров производят
в последовательности, обратной движе-
нию груза: первым пускают последний
конвейер последовательной системы, за-
тем автоматически включается располо-
женный перед ним конвейер и послед-
ним - первый конвейер системы, чтобы
обеспечить подачу груза без завалов иа
уже работающую машину. Останавли-
вают систему конвейеров в обратном
порядке. Сначала останавливают
первый загружающий конвейер, затем
последовательно автоматически с необ-
ходимой выдержкой времени, достаточ-
ной для освобождения конвейера от на-
ходящегося на нем груза, — следующие
(по потоку груза) конвейеры вплоть
до последнего, который останавливает-
ся после полного освобождения его от
груза.
В процесс управления входит также
автоматический контроль работы ка-
ждой машины системы и ее выключение
при отклонении от нормальной работы,
например при чрезмерной пробуксовке
ленты на приводном барабане конвейе-
ра, завале перегрузочной воронки,
обрыве ленты нли цепи. Сигналы об
этом поступают автоматически на цен-
тральный пульт от разнообразных дат-
чиков контроля, установленных на ма-
шинах. В управление входит автомати-
ческое поддержание оптимального ре-
жима работы системы, например путем
регулирования скорости движения гру-
за, для обеспечения постоянства нагруз-
ки на рабочий элемент машины. Такая
автоматика успешно внедряется на ком-
плексных системах механизации транс-
порта литейных цехов, обогатитель-
ных фабрик, тепловых электростанциях
и т. п.
2. Управление работой отдельной ма-
шины нли системой машин с централь-
ного пульта по заданной программе,
что является частью автоматизации все-
го технологического процесса производ-
ства на предприятии. Такая автоматиза-
ция имеет очень широкие перспективы
и возможности; внедрение ее необходи-
мо во многих отраслях промышленно-
сти. При этом перспективным является
применение ЭВМ для установления оп-
тимальных режимов работы конвейера
в технологическом процессе.
3. Загрузка, разгрузка и распределение
грузов (автоматическое адресование
грузов) по заданным пунктам — адресам
на общей транспортной трассе машины
или системы машин с центрального
пульта управления по заданной про-
грамме или по командам рабочих-опе-
раторов. К этим операциям относятся
автоматическое накопление (складиро-
вание) грузов и выдача нх в производ-
ство по командам с центрального пуль-
та управления или по требованиям
с отдельных производственных участ-
ков.
4. Сортирование транспортируемых
грузов по различным характерным при-
знакам; цвету, высоте, массе, заданным
кодовым отметкам и т. п.
5. Отдельные вспомогательные техно-
логические операции при непрерывном
движении грузов: взвешивание, дозиро-
вание по массе и объему, счет (учет)
в целом и по отдельным видам грузов.
6. Контроль заполнения бункеров
и подвесных складов и выдача грузов.
7. Контроль состояния тягового
(ленты, цепи) и других основных элемен-
тов, обеспечивающий высокую надеж-
ность работы машины.
Несмотря на широкие возможности
автоматизации транспортирующих ма-
шин, разработка и внедрение автомати-
Общее развитие транспортирующих машин
19
веских систем для выполнения перечис-
ленных операций являются сложной
проблемой. Основные трудности заклю-
чаются в широком разнообразии про-
изводственных условий работы транс-
портирующих машин и большом коли-
честве их конструктивных типов. Для
широкого и успешного внедрения авто-
матизации необходимы совместные уси-
лия машиностроителей, прибористов
и электротехников. «Машиностроители
должны обеспечить высокую надеж-
ность машин и простоту их обслужива-
ния в тяжелых условиях эксплуатации.
Для автоматической работы машины
или комплекса машин недостаточно
только установить необходимые при-
боры автоматического управления,
очень важно обеспечить длительную не-
прерывную и надежную работу машины
при минимальном количестве обслужи-
вающего персонала. Для выполнения
этого условия, помимо общих требова-
ний обеспечения надежности машин,
надо внедрить целый ряд вспомога-
тельных автоматических устройств, кон-
тролирующих надежность работы ма-
шины, центрирование хода ленты,
очистку ленты от прилипших частиц
груза, сигнализацию о перегрузке рабо-
чих элементов и т. п. Автоматизиро-
ванные системы требуют высокой куль-
туры производства и обслуживания ма-
шин.
1.5. Общее развитие
транспортирующих машин
Краткая историческая справка. Прото-
типы некоторых транспортирующих ма-
шин были известны еще в глубокой
древности. Появились они впервые
в области водоснабжения, строитель-
ства укреплений н горного дела. В древ-
нем Египте и Китае были известны во-
доподъемные устройства, которые мож-
но считать прототипом современного
ковшового элеватора. В качестве водо-
подъемных устройств известны также
цепные скребковые машины (прототипы
скребковых конвейеров) и архимедов
винт (прототип винтового конвейера).
Позднее, в XV — XVI вв. деревянные
винтовые конвейеры начали применять
иа мукомольных предприятиях.
В России создание и использование
транспортирующих машин известно
с XVIII в. В 1764 г. русский механик
Е. Г. Кузнецов соорудил на руднике около
Нижнего Тагила многоковшовый водо-
подъемник, использованный впоследст-
вии для подъема руды и земли. В 1788 г.
механик и гидротехник К. Д. Фролов
на Змеиногорском руднике на Алтае по-
строил грандиозную для того времени
комплексную установку для подъема
руды. Основой установки были рудо-
подъемники непрерывного действия —
ковшовые элеваторы, поднимающие до
10 т руды в час на высоту 20 — 68 м.
В 1860 г. русский изобретатель А. Лопа-
тин предложил и внедрил на Сибирских
золотых приисках систему ленточных
конвейеров (песковозов) для транспор-
тирования песка и гальки. В качестве
ленты первоначально был применен
холст, затем кожа и листовая сталь.
В 1873 г. Российский департамент тор-
говли й мануфактур выдал М. Коузову
привилегию (заявочное свидетельство)
на золотопромывочную машину. В со-
ставе этой машины, которая была уста-
новлена на промыслах Верхне-Амурской
компании, имелись песковый, галечный
и добычный пластинчатые конвейеры;
они приводились в движение от парово-
го двигателя.
Известно еще много примеров приме-
нения в России весьма оригинальных
транспортирующих машин. Однако по-
пытки отдельных русских изобретате-
лей-самОучек не получили широкого
распространения, поскольку в подав-
ляющим большинстве для тяжелых
н трудоемких транспортных и погрузоч-
но-разгрузочных работ в России ис-
пользовался дешевый ручной труд.
Только после Великой Октябрьской со-
циалистической революции механизация
транспорта начинает развиваться бы-
стрыми темпами. В 1928 г. в Москве
была создана проектно-конструкторская
и монтажная организация «Транстех-
контора» с отделениями в Ленинграде
20 Вводные сведения
и Харькове, которая занималась проек-
тированием и монтажом комплексных
установок механизации транспорта.
Первой большой работой этой органи-
зации было проектирование и монтаж
системы конвейеров для подачи топлива
Каширской ГЭС - одной из крупных
электростанций СССР того времени. За-
тем выполнялись проектные и мон-
тажные работы для первенцев первой
пятилетки — Харьковского, Волгоград-
ского и Челябинского тракторных заво-
дов, Горьковского и Московского авто-
мобильных заводов и многих других.
В настоящее время разработками ти-
повых конструкций конвейеров и ком-
плексных систем механизации транспор-
та различных предприятий занимается
Государственный проектио-конструк-
торский институт «Союзпроммеханиза-
ция» с отделениями в нескольких горо-
дах СССР. Проектированием машин
и систем подвесного транспорта зани-
мается Проектно-конструкторский ин-
ститут конвейеростроения (г. Львов),
имеющий экспериментальную базу.
Проектирование эскалаторов выполняет
специализированное конструкторское
бюро эскалаторостроения (г. Ленин-
град). В 1930 г. был создан отрас-
левой научно-исследовательский инсти-
тут промышленного транспорта, кото-
рый сейчас называется Всесоюзный
научно-исследовательский и проектно-
конструкторский институт подъемно-
транспортного машиностроения —
ВНИИПТМАШ. В настоящее время
ВНИИПТМАШ имеет эксперименталь-
ный завод и комплексные научно-
исследовательские и конструкторские
отделы по всем видам подъемно-транс-
портных машин.
В связи с большими потребностями
народного хозяйства в средствах ком-
плексной механизации транспорта
в 1939—1940 гг. были организованы от-
делы механизации транспорта в раз-
личных отраслевых проектных институ-
тах (Г ипроуглемаш, Г ипроавтопром
и др.) и на крупных заводах. Были со-
зданы специализированные заводы по
серийному выпуску транспортирующих
машин. Научными исследованиями
и разработкой теории и расчетов транс-
портирующих машин занимаются
ВНИИПТМАШ и коллективы кафедр
институтов — МВТУ им. Н. Э. Баумана,
Ленинградского и Уральского политех-
нических, Московского и Днепропетров-
ского горных институтов и др.
Основные направления перспективного
развития современных транспортирую-
щих машчи. Современное развитие всех
отраслей промышленности, совершен-
ствование способов добычи полезных
ископаемых и методов производства
машин на базе широкого внедрения
комплексной механизации и автомати-
зации транспортных и погрузочно-раз-
грузочных операций, задачи повышения
производительности труда н снижения
стоимости продукции предопределяют
н обусловливают следующие основные
направления развития транспортирую-
щих машин непрерывного действия.
1. Создание конвейеров для беспере-
грузочного транспортирования грузов
от начального до конечного пунктов по
прямолинейной и сложной простран-
ственным трассам большой протяжен-
ности, т. е. замена нескольких от-
дельных конвейеров одним конвейером
нли единой транспортной системой без
промежуточных перегрузок. Работы
в этом направлении ведутся по пути со-
здания и внедрения многоприводных
конвейеров различных типов (под-
весных, пластинчатых, скребковых, лен-
точных), мощных ленточных конвейеров
со сверхпрочными лентами, криволи-
нейных («изгибающихся») скребковых,
пластинчатых и ленточных конвейеров,
сложных разветвленных систем под-
весных толкающих и напольных теле-
жечных и других конвейеров.
2. Повышение производительности
конвейеров. Это направление реализует-
ся путем выбора наиболее рациональ-
ной формы грузонесущего элемента
конвейера для увеличения количества
груза на единице его длины, а также пу-
тем увеличения скорости движения гру-
зонесущего элемента.
3. Создание конвейеров с крутона-
Режимы работы и классы использования конвейеров 21
клонной и сложиокомбинированиой го-
ризонтально - вертикально - горизонталь-
ной трассой для высокопроизводитель-
ного транспортирования насыпных
и штучных грузов.
4. Повышение надежности машин
н упрощение их обслуживания в тя-
желых условиях эксплуатации. Создание
машин с минимальным количеством
обслуживающего персонала, с самообс-
луживанием, с составными элементами
долговременной эксплуатации. Работы
в этом направлении являются основны-
ми предпосылками для перехода к по-
лной автоматизации управления маши-
нами н их комплексами.
5. Автоматизация управления маши-
нами и комплексными системами ма-
шин, в том числе с применением ЭВМ.
6. - Широкое использование ЭВМ для
расчетов и выбора оптимальных ва-
риантов сложных систем машин; приме-
нение ЭВМ для проектирования конвей-
еров в транспортно-технологических си-
стемах, например, литейных цехов, це-
хов топливоподач, обогатительных фа-
брик и т. п. предприятий (см. п. 1.8).
7. Снижение металлоемкости, массы
и уменьшение габаритных размеров ма-
шин путем создания принципиально
новых облегченных конструкций с при-
менением пластмасс, легких сплавов,
тонкостенных гнутых профилей металла
и т. п.
8. Создание новых машин, осно-
ванных на перспективных методах
транспортирования: на магнитном
и воздушном подвесе груз онесущего
элемента, с приводом от линейных
асинхронных двигателей и т. п.
9. Создание специализированных ти-
пов роботов-манипуляторов для выпол-
нения автоматической загрузки и раз-
грузки конвейеров в процессе их не-
прерывного движения.
10. Улучшение условий труда обслу-
живающего персонала и производ-
ственных рабочих, исключение возмож-
ности потерь транспортируемого груза,
полная герметизация транспортирую-
щих устройств и изоляция от окружаю-
щей среды пылевидных, горячих, гази-
рующих и химически агрессивных гру-
зов. Снижение шума при работе ма-
шины.
И. Унификация и нормализация обо-
рудования с одновременным увеличе-
нием числа его типоразмеров на базе
единых унифицированных узлов. Напри-
мер, создание на базе единой двухшар-
нирной цепи, приводов, натяжных и по-
воротных устройств большой группы
разнообразных подвесных (грузоиесу-
щих, толкающих), тележечных (грузоне-
сущих, грузоведущих) и специальных
пластинчатых (багажных) конвейеров
с одноплоскостной и пространственной
трассами.
1.6. Режимы работы и классы
использования конвейеров
Характеристики нагружения и про-
должительность действия нагрузок
являются основными показателями для
расчета конвейера и его узлов на про-
чность и долговечность; по ним можно
дать обоснованную регламентирован-
ную оценку проектного и эксплуата-
ционного использования конвейера.
Работу конвейера характеризуют трн
группы показателей: 1) фактическое
(эксплуатационное) время работы; 2) на-
грузки, действующие на конвейер и его
элементы при обеспечении заданной
грузоподъемности и производительно-
сти, и продолжительность их действия;
3) условия производства н окружающей
среды, в которой работает конвейер.
Совокупность этих показателей опреде-
ляет классы использования, расчетные
и эксплуатационные режимы работы
конвейера.
Использование конвейера по времени
характеризуется коэффициентами Квх и
Кв.г, представляющими собой отноше-
ние планового времени работы конвейе-
ра в сутки (tn.c) или в год (tn.r) к кален-
дарному (tc или гг) времени за этот же
период:
^в.с ~ ^п.сЛс — ^п.с/24;
^В.Г = ^П.гЛг = fn.r/8760. (1-3)
22 Вводные сведения
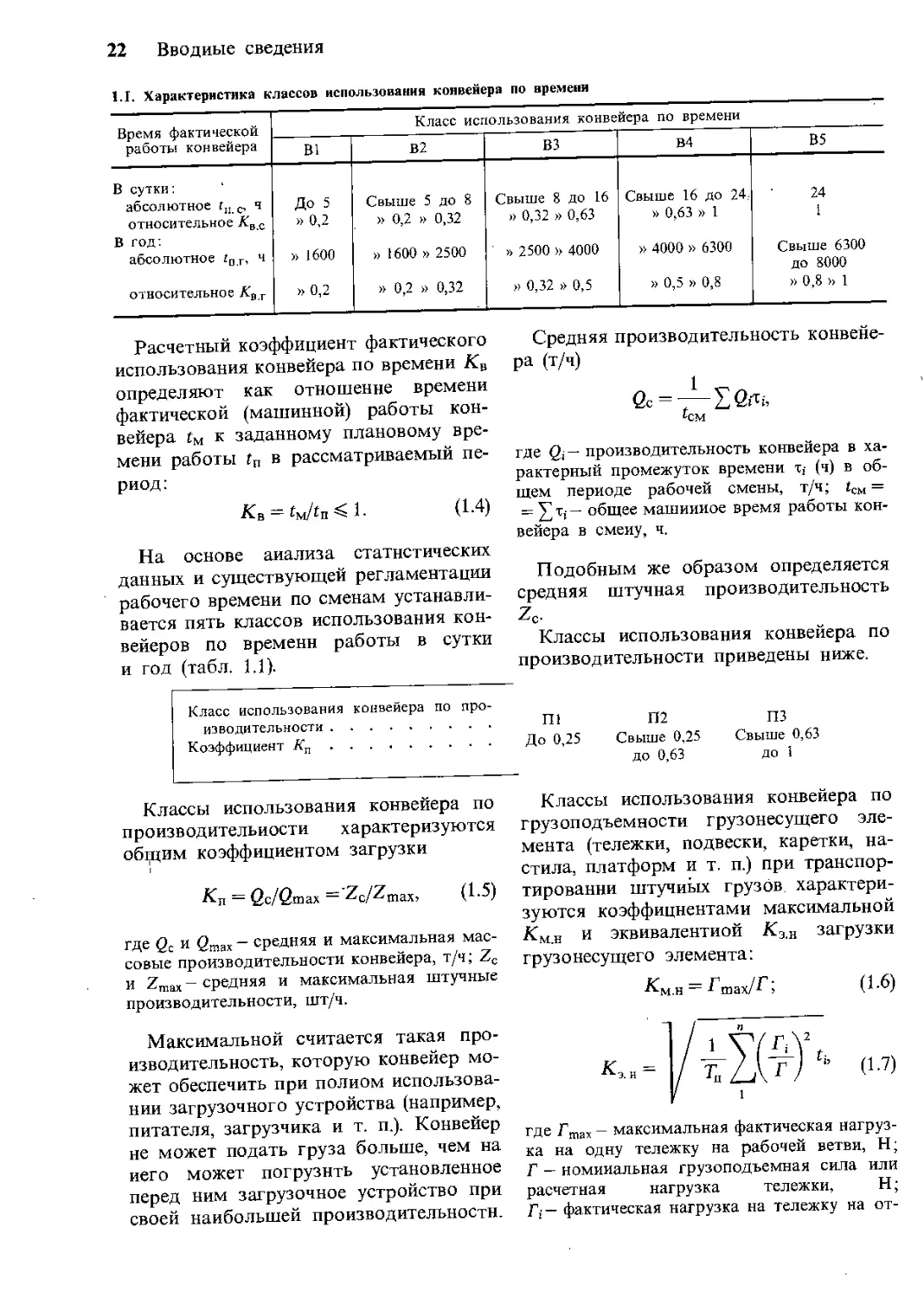
I.I. Характеристика классов использования конвейера по времени
Время фактической работы конвейера Класс использования конвейера по времени
В1 В2 ВЗ В4 В5
В сутки: абсолютное гп с, ч относительное Квс В год: абсолютное гог, ч относительное К'Вг До 5 » 0,2 » 1600 » 0,2 Свыше 5 до 8 » 0,2 » 0,32 » 1600 » 2500 » 0,2 » 0,32 Свыше 8 до 16 » 0,32 » 0,63 » 2500 » 4000 » 0,32 » 0,5 Свыше 16 до 24.. » 0,63 » 1 »4000 » 6300 » 0,5 » 0,8 24 1 Свыше 6300 до 8000 » 0,8 » 1
Расчетный коэффициент фактического
использования конвейера по времени Кв
определяют как отношение времени
фактической (машинной) работы кон-
вейера tM к заданному плановому вре-
мени работы гп в рассматриваемый пе-
риод:
(1.4)
На основе анализа статистических
данных и существующей регламентации
рабочего времени по сменам устанавли-
вается пять классов использования кон-
вейеров по времени работы в сутки
и год (табл. 1.1).
Средняя производительность конвейе-
ра (т/ч)
Qc — ~ Qfih
Дм
где Q,— производительность конвейера в ха-
рактерный промежуток времени т, (ч) в об-
щем периоде рабочей смены, т/ч; tCM =
= £ т( — общее машинное время работы кон-
вейера в смену, ч.
Подобным же образом определяется
средняя штучная производительность
Zc.
Классы использования конвейера по
производительности приведены ниже.
Класс использования конвейера по про-
изводительности ................... П1
Коэффициент А"п......................... До 0,25
П2
Свыше 0,25
до 0,63
ПЗ
Свыше 0,63
до 1
Классы использования конвейера по
производительности характеризуются
общим коэффициентом загрузки
= Qc/Qmax = Zc/Zmax, (1.5)
где Qq и 2max — средняя и максимальная мас-
совые производительности конвейера, т/ч; Zc
и Zraax - средняя и максимальная штучные
производительности, шт/ч.
Максимальной считается такая про-
изводительность, которую конвейер мо-
жет обеспечить при полном использова-
нии загрузочного устройства (например,
питателя, загрузчика и т. п.). Конвейер
не может подать груза больше, чем на
него может погрузить установленное
перед ним загрузочное устройство при
своей наибольшей производительности.
Классы использования конвейера по
грузоподъемности грузонесущего эле-
мента (тележки, подвески, каретки, на-
стила, платформ и т. п.) при транспор-
тировании штучных грузов характери-
зуются коэффициентами максимальной
Кмн и эквивалентной КЭ1Н загрузки
грузонесущего элемента:
^м.н — I'max/l'j (1-6)
где Гтах — максимальная фактическая нагруз-
ка на одну тележку на рабочей ветви, Н;
Г — номинальная грузоподъемная сила или
расчетная нагрузка тележки, Н;
Г;— фактическая нагрузка на тележку на от-
Характеристика условий окружающей среды 23
дельных участках трассы конвейера, Н;
tj— время движения тележки с нагрузкой Г.
в одном цикле, мин; п — число участков
с различными нагрузками Г,; Тц— время
одного полного цикла работы тележки, т. е.
время ее полного кругооборота по всей трас-
се конвейера, мин.
Ниже приведены классы использова-
ния конвейеров по грузоподъемности.
Класс использования конвейера по гру-
зоподъемности ............................
Л'м.н....................................
Кэ.в.....................................
Использование конвейера по нагруже-
нию (натяжению) тягового элемента ха-
рактеризуется коэффициентами макси-
мального К,, и эквивалентного Хэ ц на-
тяжения
Хц — ^тах/^д^
п
1=1
(1-8)
(1-9)
где Sa и Smax — соответственно допускаемое
и максимальное фактическое натяжение тя-
гового элемента выбранного типоразмера,
Н; S; — натяжение тягового элемента на от-
дельном участке трассы (по диаграмме натя-
жения); Н; tj— время действия Sis мин;
и — количество участков трассы с различны-
ми натяжениями S,.
Ниже приведены классы использова-
ния конвейеров по нагружению тягово-
го элемента.
Класс использования конвейера по на-
гружению тягового элемента . . . .
......................................
^"э.ц......................................
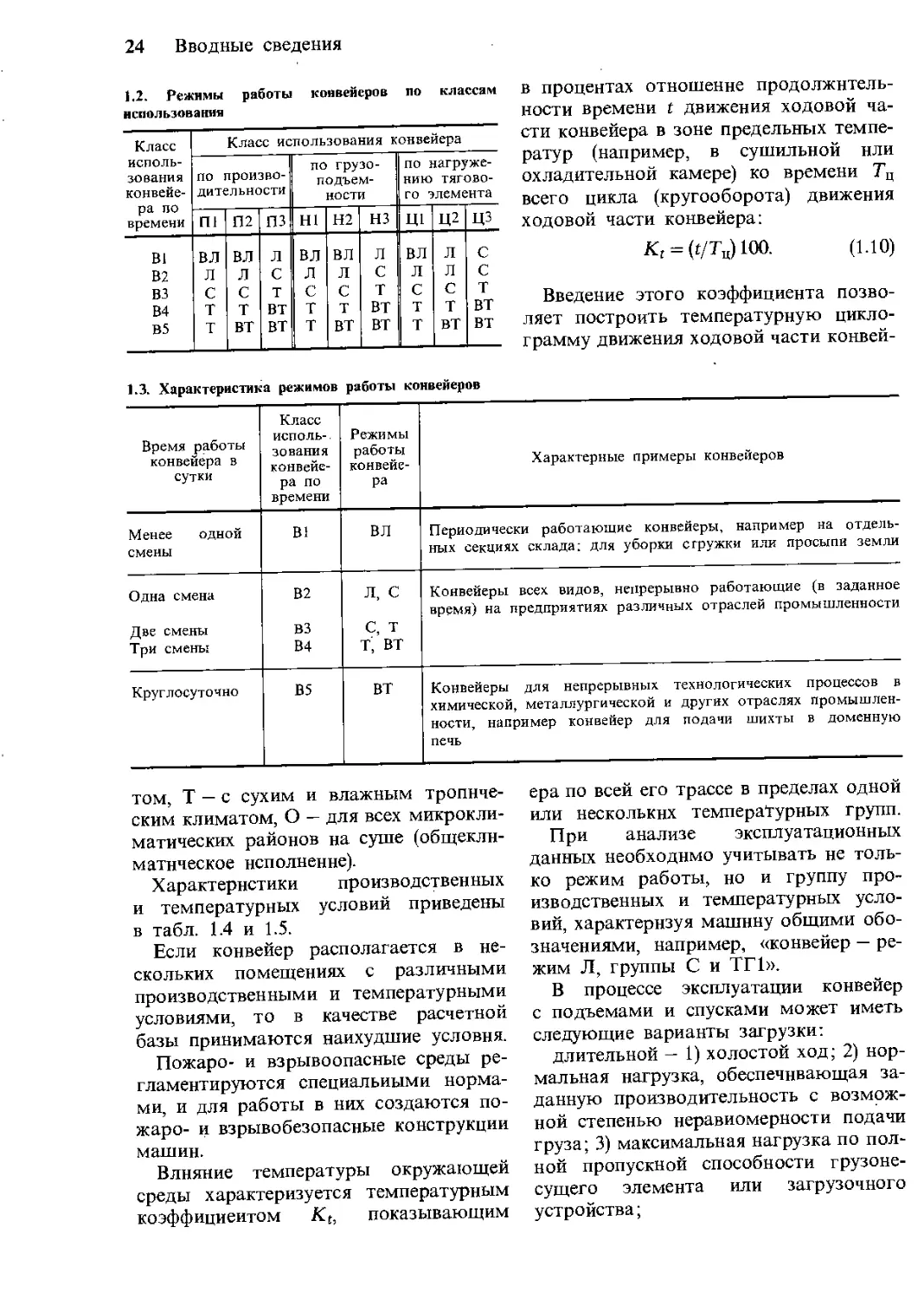
Установленные классы использования
регламентируют пять режимов работы
конвейеров (табл. 1.2 и 1.3): ВЛ — весь-
ма легкий, Л - легкий, С — средний,
Т — тяжелый и ВТ — весьма тяжелый.
Основными определителями режима
являются классы использования конвей-
ера по времени (В) и производительно-
сти (П); они пригодны для всех видов
конвейеров как с тяговым элементом,
так и без него. Классы использования
конвейера по грузоподъемности (Н)
и по натяжению тягового элемента (Ц)
являются дополнительными признаками
н учитываются в поверочных расчетах
и сравнительном анализе эксплуати-
руемых конвейеров, а также в расчетах
долговечности элементов конвейера.
Н1
До 0.5
До 0,25
Н2
Свыше 0,5
до 0,63
Свыше 0,25
До 0,5
НЗ
Свыше 0,63
До 1
Свыше 0,5
До 0,8
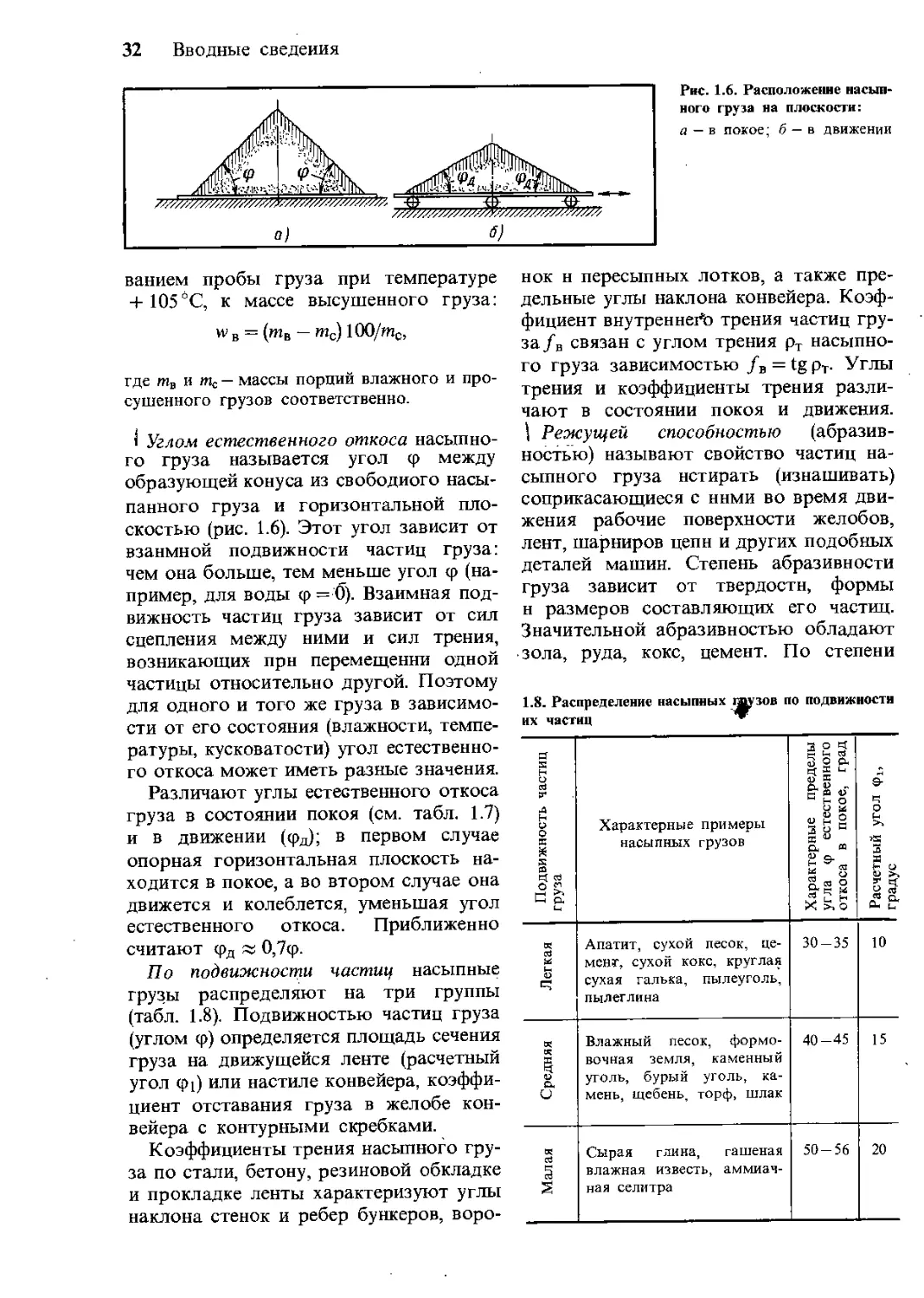
1.7. Характеристика
производственных,
температурных
и климатических условий
окружающей среды
Производственные, температурные
и климатические условия, в которых
должен эксплуатироваться конвейер,
оказывают большое влияние на выбор
его конструкции, материалов для его де-
талей, расчетных коэффициентов сопро-
тивления движению ходовой части,
долговечности и смазки подшипников
и многих других конструктивных и рас-
четных данных.
Окружающая среда характеризуется:
1) составом и массовой концентрацией
пылн, влажностью воздуха, насыщением
его парами химических веществ (раство-
ров кислот, солей и т. п.), газами, части-
цами краски и другими особенностями
производственных условий, вредно дей-
Ш
До 0,63
До 0,16
Ц2
Свыше 0,63
до 0,8
Свыше 0,16
до 0,32
ЦЗ
Свыше 0,8
до 1
Свыше 0.32
До 0,63
ствующими на детали конвейера; 2)
температурой (климатическими условия-
ми); 3) пожаро- и взрывоопасностью.
Г ОСТ 15150 — 69 регламентированы
климатические исполнения машин:
У — для районов с умеренным клима-
том, ХЛ — с холодным климатом,
ТВ — с влажным Тропическим клима-
том, ТС — с сухим тропическим клима-
24 Вводные сведения
1.2. Режимы использования работы конвейеров по классам в процентах отношение продолжитель- ности времени t движения ходовой ча-
Класс Класс использования конвейера сти конвейера в зоне предельных темпе- ратур (например, в сушильной или охладительной камере) ко времени Тп всего цикла (кругооборота) движения ходовой части конвейера:
исполь- зования конвейе- по произво- дительности по грузо- подъем- ности по нагруже- нию тягово- го элемента
времени П1 П2 пз Н1 Н2 нз Ш Ц2 цз
В1 В2 вз В4 В5 ВЛ л с т т ВЛ Л с т ВТ л с т ВТ ВТ ВЛ Л с т т ВЛ Л с т ВТ л с т ВТ ВТ ВЛ Л с т т Л Л с т ВТ с с т ВТ ВТ = (t/Тц) 100. (1.10) Введение этого коэффициента позво- ляет построить температурную цикло- грамму движения ходовой части конвей-
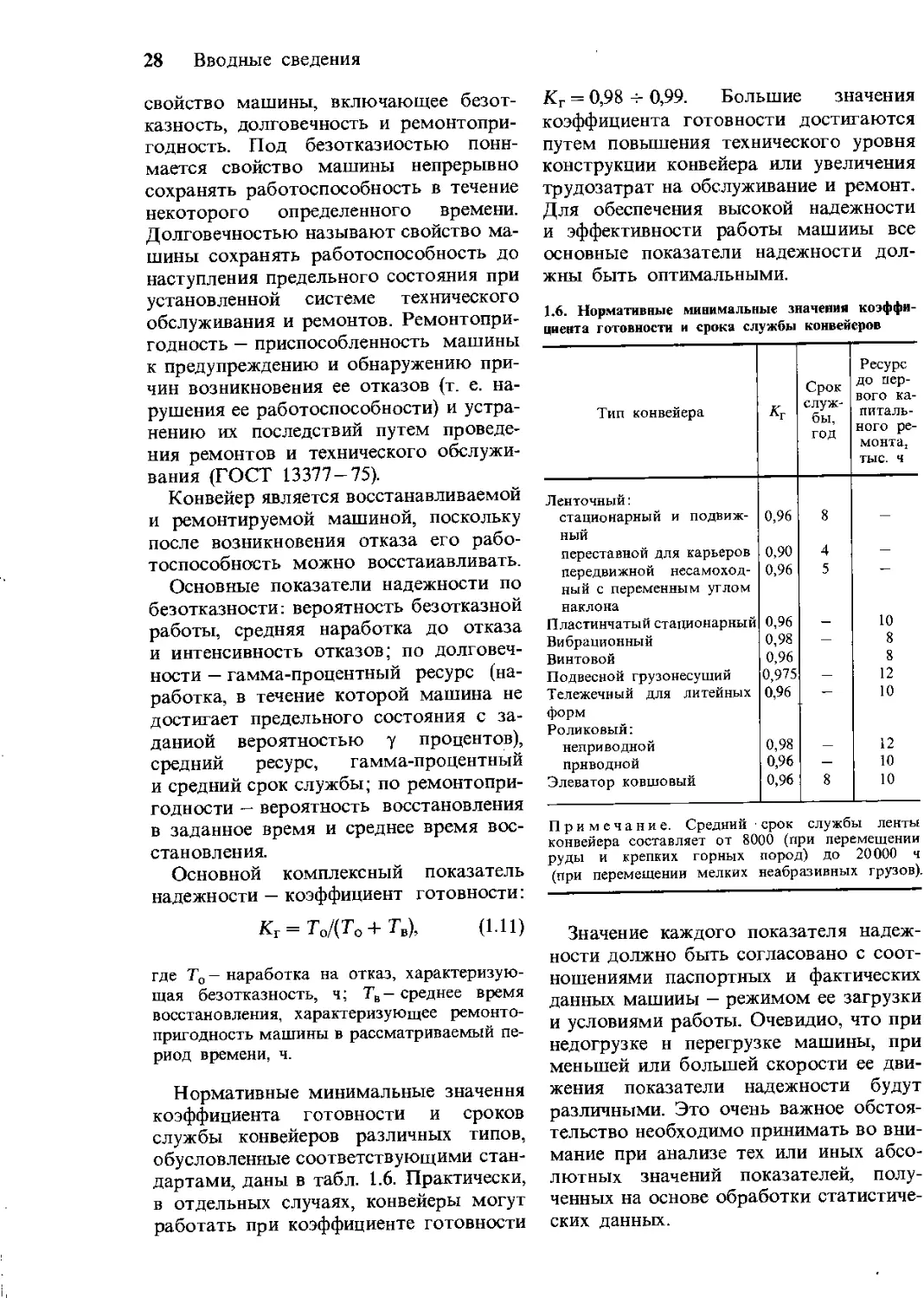
1.3. Характеристика режимов работы конвейеров
Время работы конвейера в сутки Класс исполь-. зования конвейе- ра по времени Режимы работы конвейе- ра Характерные примеры конвейеров
Менее смены одной В1 ВЛ Периодически работающие конвейеры, например на отдель- ных секциях склада; для уборки сгружки или просыпи земли
Одна смена Две смены Три смены В2 вз В4 Л, С С, Т Т, ВТ Конвейеры всех видов, непрерывно работающие (в заданное время) на предприятиях различных отраслей промышленности
Круглосуточно В5 ВТ Конвейеры для непрерывных технологических процессов в химической, металлургической и других отраслях промышлен- ности, например конвейер для подачи шихты в доменную печь
том, Т — с сухим и влажным тропиче-
ским климатом, О - для всех микрокли-
матических районов на суше (общеклн-
матнческое исполнение).
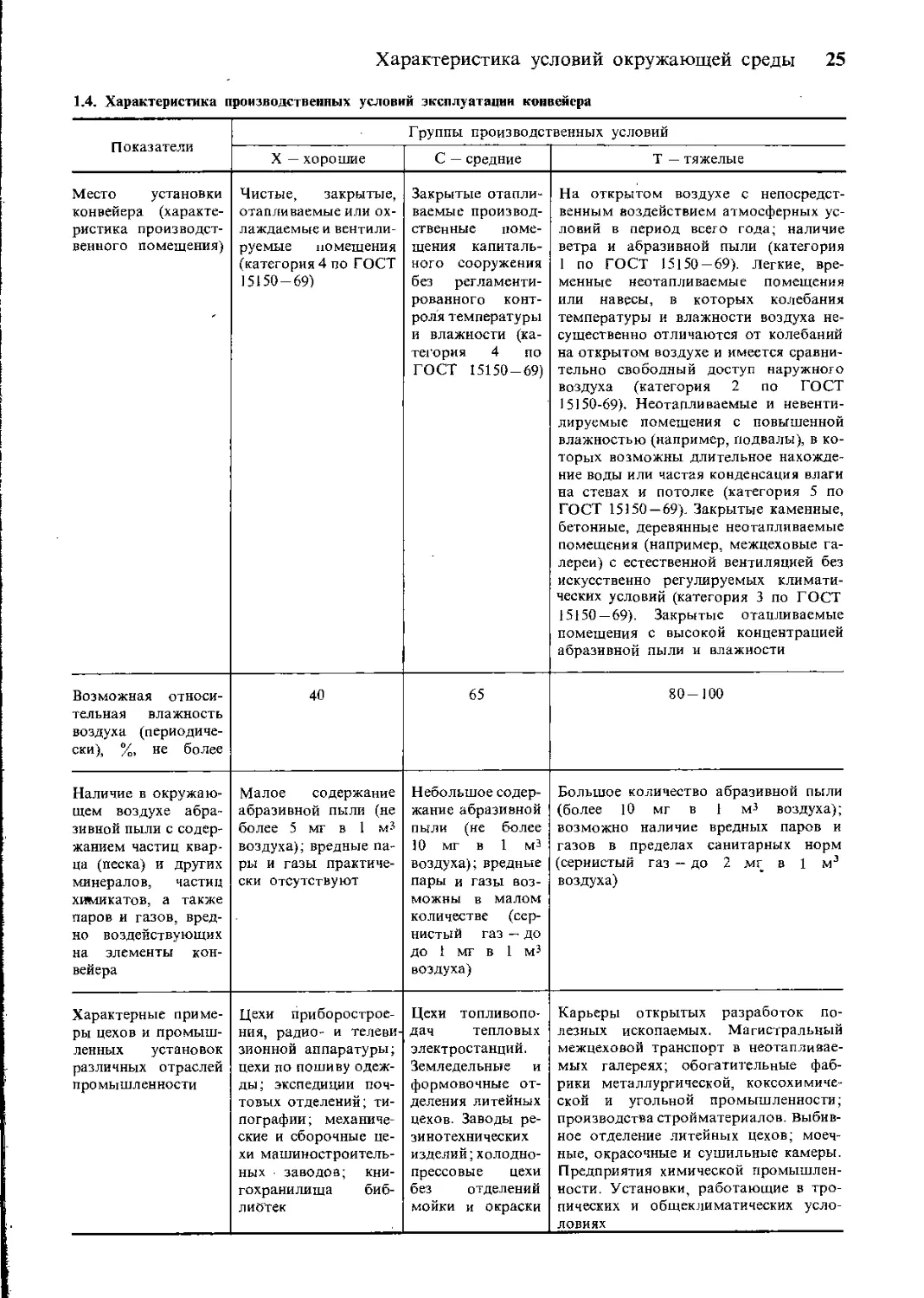
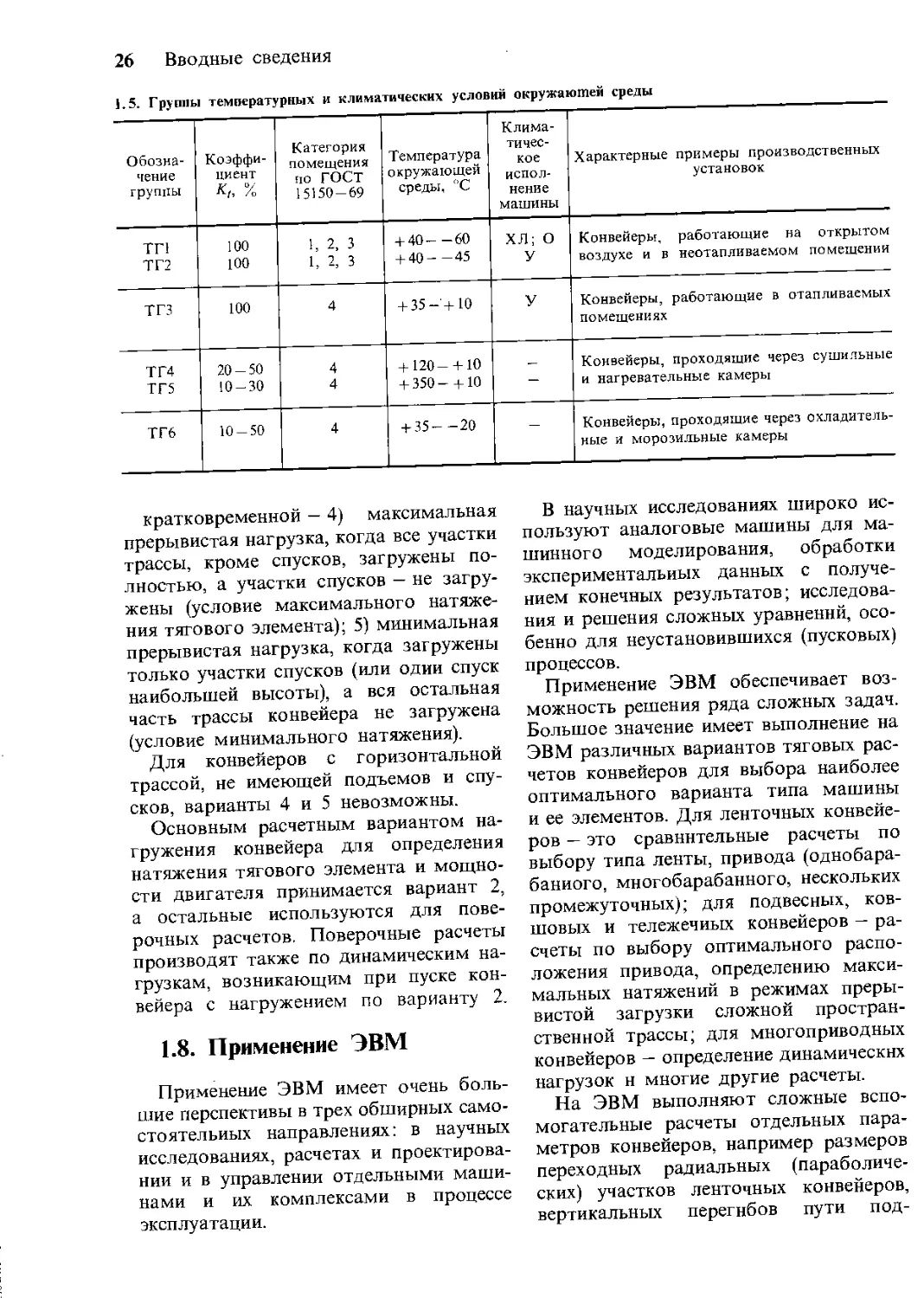
Характеристики производственных
и температурных условий приведены
в табл. 1.4 и 1.5.
Если конвейер располагается в не-
скольких помещениях с различными
производственными и температурными
условиями, то в качестве расчетной
базы принимаются наихудшие условия.
Пожаро- и взрывоопасные среды ре-
гламентируются специальными норма-
ми, и для работы в них создаются по-
жаро- и взрывобезопасные конструкции
машин.
Влияние температуры окружающей
среды характеризуется температурным
коэффициентом Kt, показывающим
ера по всей его трассе в пределах одной
или нескольких температурных групп.
При анализе эксплуатационных
данных необходимо учитывать не толь-
ко режим работы, но и группу про-
изводственных и температурных усло-
вий, характеризуя машину общими обо-
значениями, например, «конвейер — ре-
жим Л, группы С и ТГ1».
В процессе эксплуатации конвейер
с подъемами и спусками может иметь
следующие варианты загрузки:
длительной - 1) холостой ход; 2) нор-
мальная нагрузка, обеспечивающая за-
данную производительность с возмож-
ной степенью неравномерности подачи
груза; 3) максимальная нагрузка по пол-
ной пропускной способности грузоне-
сущего элемента или загрузочного
устройства;
Характеристика условий окружающей среды 25
1.4. Характеристика производственных условий эксплуатации конвейера
Показатели Группы производственных условий
X — хорошие С — средние Т — тяжелые
Место установки конвейера (характе- ристика производст- венного помещения) Чистые, закрытые, отапливаемые или ох- лаждаемые и вентили- руемые помещения (категория 4 по ГОСТ 15150-69) Закрытые отапли- ваемые производ- ственные поме- щения капиталь- ного сооружения без регламенти- рованного конт- роля температуры и влажности (ка- тегория 4 по ГОСТ 15150-69) На открытом воздухе с непосредст- венным воздействием атмосферных ус- ловий в период всего года; наличие ветра и абразивной пыли (категория 1 по ГОСТ 15150 — 69). Легкие, вре- менные неотапливаемые помещения или навесы, в которых колебания температуры и влажности воздуха не- существенно отличаются от колебаний на открытом воздухе и имеется сравни- тельно свободный доступ наружного воздуха (категория 2 по ГОСТ 15150-69). Неотапливаемые и невенти- лируемые помещения с повышенной влажностью (например, подвалы), в ко- торых возможны длительное нахожде- ние воды или частая конденсация влаги на стенах и потолке (категория 5 по ГОСТ 15150—69). Закрытые каменные, бетонные, деревянные неотапливаемые помещения (например, межцеховые га- лереи) с естественной вентиляцией без искусственно регулируемых климати- ческих условий (категория 3 по ГОСТ 15150 — 69). Закрытые отапливаемые помещения с высокой концентрацией абразивной пыли и влажности
Возможная относи- тельная влажность воздуха (периодиче- ски), %, не более 40 65 80-100
Наличие в окружаю- щем воздухе абра- зивной пыли с содер- жанием частиц квар- ца (песка) и других минералов, частиц химикатов, а также паров и газов, вред- но воздействующих на элементы кон- вейера Малое содержание абразивной пыли (не более 5 мг в 1 м3 воздуха); вредные па- ры и газы практиче- ски отсутствуют Небольшоесодер- жание абразивной пыли (не более 10 мг в 1 мэ воздуха); вредные пары и газы воз- можны в малом количестве (сер- нистый газ — до до 1 мг в 1 м3 воздуха) Большое количество абразивной пыли (более 10 мг в 1 м3 воздуха); возможно наличие вредных паров и газов в пределах санитарных норм (сернистый газ — до 2 мг в 1 м3 воздуха)
Характерные приме- ры цехов и промыш- ленных установок различных отраслей промышленности Цехи приборострое- ния, радио- и телеви- зионной аппаратуры; цехи по пошиву одеж- ды ; экспедиции поч- товых отделений; ти- пографии ; механиче- ские и сборочные це- хи машиностроитель- ных заводов; кни- гохранилища биб- лиотек Цехи топливопо- дач тепловых электростанций. Земледельные и формовочные от- деления литейных цехов. Заводы ре- зинотехнических изделий;холодно- прессовые цехи без отделений мойки и окраски Карьеры открытых разработок по- лезных ископаемых. Магистральный межцеховой транспорт в неотапливае- мых галереях; обогатительные фаб- рики металлургической, коксохимиче- ской и угольной промышленности; производства стройматериалов. Выбив- ное отделение литейных цехов; моеч- ные, окрасочные и сушильные камеры. Предприятия химической промышлен- ности. Установки, работающие в тро- пических и общеклиматических усло- ловиях
26 Вводные сведения
к 5. Группы температурных и климатических условий окружающей среды
Обозна- чение группы Коэффи- циент Kf, % Категория помещения по ГОСТ 15150 — 69 Температура окружающей среды, f>C Клима- тичес- кое испол- нение машины Характерные примеры производственных установок
ТГ1 100 1, 2, 3 + 40- -60 ХЛ; О Конвейеры, работающие на открытом
ТГЗ 100 1, 2, 3 + 40— -45 У воздухе и в неотапливаемом помещении
ТГЗ 100 4 + 35 - + Ю У Конвейеры, работающие в отапливаемых помещениях
ТГ4 20-50 4 + 120-+10 — Конвейеры, проходящие через сушильные
ТГ5 10-30 4 + 350- +10 — и нагревательные камеры
ТГ6 10-50 4 + 35- -20 - Конвейеры, проходящие через охладитель- ные и морозильные камеры
кратковременной — 4) максимальная
прерывистая нагрузка, когда все участки
трассы, кроме спусков, загружены по-
лностью, а участки спусков — не загру-
жены (условие максимального натяже-
ния тягового элемента); 5) минимальная
прерывистая нагрузка, когда загружены
только участки спусков (или одни спуск
наибольшей высоты), а вся остальная
часть трассы конвейера не загружена
(условие минимального натяжения).
Для конвейеров с горизонтальной
трассой, не имеющей подъемов и спу-
сков, варианты 4 и 5 невозможны.
Основным расчетным вариантом на-
гружения конвейера для определения
натяжения тягового элемента и мощно-
сти двигателя принимается вариант 2,
а остальные используются для пове-
рочных расчетов. Поверочные расчеты
производят также по динамическим на-
грузкам, возникающим при пуске кон-
вейера с нагружением по варианту 2.
1.8. Применение ЭВМ
Применение ЭВМ имеет очень боль-
шие перспективы в трех обширных само-
стоятельных направлениях: в научных
исследованиях, расчетах и проектирова-
нии и в управлении отдельными маши-
нами и их комплексами в процессе
эксплуатации.
В научных исследованиях широко ис-
пользуют аналоговые машины для ма-
шинного моделирования, обработки
экспериментальных данных с получе-
нием конечных результатов; исследова-
ния и решения сложных уравнений, осо-
бенно для неустановившихся (пусковых)
процессов.
Применение ЭВМ обеспечивает воз-
можность решения ряда сложных задач.
Большое значение имеет выполнение на
ЭВМ различных вариантов тяговых рас-
четов конвейеров для выбора наиболее
оптимального варианта типа машины
и ее элементов. Для ленточных конвейе-
ров - это сравнительные расчеты по
выбору типа ленты, привода (однобара-
банного, многобарабанного, нескольких
промежуточных); для подвесных, ков-
шовых и тележечных конвейеров - ра-
счеты по выбору оптимального распо-
ложения привода, определению макси-
мальных натяжений в режимах преры-
вистой загрузки сложной простран-
ственной трассы; для многоприводных
конвейеров - определение динамических
нагрузок н многие другие расчеты.
На ЭВМ выполняют сложные вспо-
могательные расчеты отдельных пара-
метров конвейеров, например размеров
переходных радиальных (параболиче-
ских) участков ленточных конвейеров,
вертикальных перегибов пути под-
Надежность конвейеров и конвейерных систем 27
весных конвейеров с разными радиуса-
ми и высотами и др.
Применение ЭВМ резко снижает тру-
доемкость выполнения сложных расче-
тов и обеспечивает в минимально ко-
роткие сроки возможность сравнитель-
ного анализа и выбора оптимального
варианта решений.
В современных условиях получает
распространение использование ЭВМ
для комплексного проектирования кон-
вейеров (ленточных, подвесных) путем
машинного набора типовых элементов
конструкций с выдачей всех необхо-
димых проектных документов (специфи-
кации оборудования, ведомости нагру-
зок на строительные части, перечня
закладных элементов и т. п.) на основе
закладки в машину соответственно под-
готовленного технического задания.
Машинное проектирование конвейе-
ров из типовых конструкций имеет ши-
рокие перспективы и позволяет выпол-
нить в короткие сроки большой объем
проектных работ с максимальной уни-
фикацией решений. Естественно, для ор-
ганизации машинного проектирования
на ЭВМ необходимо провести большую
работу по типизации элементов кон-
струкции конвейеров.
В современных условиях транспорти-
рующие машины и их комплексные си-
стемы являются неотъемлемой частью
общего производственного процесса,
его технологического цикла. Поэтому
широкое применение находят управляю-
щие вычислительные машины, которые
управляют работой как отдельных кон-
вейеров, так и составных частей си-
стемы конвейеров. Управляющая ЭВМ
получает и перерабатывает исходную
информацию по принятой программе
для создания оптимальных управляю-
щих воздействий на контролируемый
объект.
Управление работой транспортирую-
щих машин и их систем при помощи
ЭВМ производится как в общей системе
автоматического управления производ-
ством (АСУП), так и непосредственно,
например при управлении системами
подвесных толкающих конвейеров,
транспортных систем на механизиро-
ванных складах с автоматическим при-
емом и складированием грузов. Особен-
но широкие возможности применения
управляющих ЭВМ открываются при
создании единой системы ЭВМ стран
СЭВ и применении мини-ЭВМ. Приме-
нение управляющих ЭВМ является ос-
новной ступенью к переходу к полной
автоматизации производственных про;
цессов.
1.9. Надежность конвейеров
и конвейерных систем
На современном предприятии транс-
портные и технологические линии взаи-
мосвязаны друг с другом и предста-
вляют собой единую производственную
систему. Автоматизированный по-
точный метод производства основан на
конвейерной передаче изделий. Останов-
ка конвейерной системы вызывает оста-
новку производства и срыв выпуска
продукции. Следовательно, надежность
работы конвейера и долговечность его
узлов являются решающими факторами
производственной деятельности совре-
менного предприятия и основными ус-
ловиями выпуска промышленной про-
дукции. В этом принципиальная разница
в решениях вопросов надежности кон-
вейера как составной части системы
и отдельной рабочей машины, например
одного автомобиля, автопогрузчика или
трактора, поскольку одна рабочая ма-
шина в той или иной мере охватывает
одно местное действие, а конвейер со-
ставляет неотъемлемую часть целой
производственной системы со многими
рабочими местами и процессами.
Надежность машины или системы ма-
шин — это ее свойство выполнять за-
данные функции, сохраняя во времени
значения установленных эксплуата-
ционных показателей (скорости, про-
изводительности, расхода энергии) в за-
данных пределах, соответствующих за-
данным режимам и условиям использо-
вания, технического обслуживания
и ремонтов. Надежность — комплексное
28 Вводные сведения
свойство машины, включающее безот-
казность, долговечность и ремонтопри-
годность. Под безотказностью пони-
мается свойство машины непрерывно
сохранять работоспособность в течение
некоторого определенного времени.
Долговечностью называют свойство ма-
шины сохранять работоспособность до
наступления предельного состояния при
установленной системе технического
обслуживания и ремонтов. Ремонтопри-
годность — приспособленность машины
к предупреждению и обнаружению при-
чин возникновения ее отказов (т. е. на-
рушения ее работоспособности) и устра-
нению их последствий путем проведе-
ния ремонтов и технического обслужи-
вания (ГОСТ 13377-75).
Конвейер является восстанавливаемой
и ремонтируемой машиной, поскольку
после возникновения отказа его рабо-
тоспособность можно восстанавливать.
Основные показатели надежности по
безотказности: вероятность безотказной
работы, средняя наработка до отказа
и интенсивность отказов; по долговеч-
ности — гамма-процентный ресурс (на-
работка, в течение которой машина не
достигает предельного состояния с за-
данной вероятностью у процентов),
средний ресурс, гамма-процентный
и средний срок службы; по ремонтопри-
годности — вероятность восстановления
в заданное время и среднее время вос-
становления.
Основной комплексный показатель
надежности — коэффициент готовности:
КГ = Т0/(Т0+ТВ), (1.11)
где То— наработка на отказ, характеризую-
щая безотказность, ч; Тв— среднее время
восстановления, характеризующее ремонто-
пригодность машины в рассматриваемый пе-
риод времени, ч.
Нормативные минимальные значения
коэффициента готовности и сроков
службы конвейеров различных типов,
обусловленные соответствующими стан-
дартами, даны в табл. 1.6. Практически,
в отдельных случаях, конвейеры могут
работать при коэффициенте готовности
Кг = 0,98 -г 0,99. Большие значения
коэффициента готовности достигаются
путем повышения технического уровня
конструкции конвейера или увеличения
трудозатрат на обслуживание и ремонт.
Для обеспечения высокой надежности
и эффективности работы машины все
основные показатели надежности дол-
жны быть оптимальными.
1.6. Нормативные минимальные значения коэффи-
циента готовности и срока службы конвейеров
Тип конвейера кт Срок служ- бы, год Ресурс до пер- вого ка- питаль- ного ре- монта, тыс. ч
Ленточный: стационарный и подвиж- 0,96 8
ный переставной для карьеров 0,90 4 —
передвижной несамоход- 0,96 5 —
ный с переменным углом наклона Пластинчатый стационарный 0,96 10
Вибрационный 0,98 — 8
Винтовой 0,96 8
Подвесной грузонесущий 0,975 — 12
Тележечный для литейных 0,96 — 10
форм Роликовый: неприводной 0,98 12
приводной 0,96 — 10
Элеватор ковшовый 0,96 8 10
Примечание. Средний срок службы ленты
конвейера составляет от 8000 (при перемещении
руды и крепких горных пород) до 20000 ч
(при перемещении мелких неабразивных грузов).
Значение каждого показателя надеж-
ности должно быть согласовано с соот-
ношениями паспортных и фактических
данных машины — режимом ее загрузки
и условиями работы. Очевидно, что при
недогрузке н перегрузке машины, при
меньшей или большей скорости ее дви-
жения показатели надежности будут
различными. Это очень важное обстоя-
тельство необходимо принимать во вни-
мание при анализе тех или иных абсо-
лютных значений показателей, полу-
ченных на основе обработки статистиче-
ских данных.
Характеристика транспортируемых грузов 29
Рис. 1.4. Схемы последовательного рас-
положения отдельных конвейеров К1,
К2, ..Кп в общей системе:
а — без резервных устройств (772, П2
приводы конвейеров 1, 2, ...); б — с ре-
зервными приводами ПР1, ПР2 ..,;
в — с накопителями Н у каждого кон-
вейера; г—с общим накопителем НС;
д — с дублирующими линиями Д у
отдельных конвейеров; е — с дублирова-
нием всей системы конвейеров
В схемах комплексной механизации
транспортно-технологических линий
возможно последовательное (получив-
шее наибольшее распространение), па-
раллельное и комбинированное распо-
ложение отдельных конвейеров, соста-
вляющих общую систему. Последова-
тельная система конвейеров может не
иметь (рис. 1.4, а, б) или иметь накопи-
тельные устройства у каждого отдель-
ного конвейера (рис. 1.4, в) или у всей си-
стемы (рис. 1.4, г), иметь дублирующую
линию по отдельным составляющим ча-
стям (рис. 1.4, д) или всей системе в це-
лом (рис. 1.4, е). При отсутствии накопи-
тельных устройств остановка любого
отдельного последовательно располо-
женного конвейера вызывает остановку
(отказ) всей системы. В этом случае ве-
роятность безотказной работы системы
Рс из п конвейеров определяют как про-
изведение вероятностей Р,- безотказной
работы каждого отдельного конвейера:
п
Рс - п Pi- (1-12)
; = 1
Общий коэффициент готовности си-
стемы
п
кг.с = п К™ (113)
1 = 1
где KTi — коэффициент готовности одного
конвейера системы.
Если в системе есть накопители, то
непрерывность потока грузов сохра-
няется во всем рабочем периоде при
h > а при *н < *Bimax система оста-
навливается на время 7В с = rE(max -
[здесь 7Н — время действия (суммарный
запас по времени) накопителя, ч;
максимальное время ликвидации
отказа на конвейерах системы, ч].
При наличии полной резервной (ду-
блирующей) линии время остановки си-
стемы составит лишь промежуток вре-
мени, необходимый для передачи сигна-
ла и включения дублирующей линии.
Последнюю имеют эскалаторы метро-
политена, ленточные, пластинчатые, ви-
брационные и подобные конвейеры
в системах особого назначения, напри-
мер, в цехах топливоподачи электро-
станций. Подвесные, грузоведущие теле-
жечные и другие подобные конвейеры
дублирующих линий не имеют из-за
сложности и большой протяженности
своей трассы н непосредственной связи
с технологическим процессом.
1.10. Характеристика
транспортируемых грузов
Транспортируемые грузы по основно-
му признаку разделяют на насыпные
и штучные. Насыпными (навалочными)
грузами считают различные массовые
навалочные кусковые, зернистые, по-
рошкообразные и пылевидные мате-
риалы, хранимые и перемещаемые нава-
лом (например, руда, уголь, торф, ще-
30 Вводные сведения
Рис. 1.5. Расчетный размер частицы насыпного груза
бень, песок, цемент). Насыпные грузы
характеризуются кусковатостью (разме-
ром и формой частиц), плотностью,
влажностью, углом естественного отко-
са, подвижностью частиц, режущей спо-
собностью (абразивностью), крепостью,
коррозийностью, липкостью, ядови-
тостью, взрывоопасностью, способ-
ностью самовозгораться, слеживаться,
смерзаться. Каждое из этих свойств
надо учитывать при выборе типа и па-
раметров машины.
’ Кусковатостью, нлн, гранулометриче-
ским составом насыпного груза назы-
вают количественное распределение его
частиц по крупности. Кусковатость ха-
рактеризуется наибольшими линейными
размерами однородных частиц (кусков)
насыпного груза (рис. 1.5) в заданном
объеме (пробе).
Кусковатость грузов с частицами раз-
мером более 0,05 мм определяют си-
товым анализом (грохочением). При
этом регламентированный объем груза
(пробу) просеивают последовательно че-
рез набор сит, имеющих отверстия раз-
ной величины, для разделения частиц
пробы на отдельные фракции по разме-
рам. На сите с отверстиями некоторого
размера остаются непросеянными ча-
стицы, размеры которых больше, чем
размеры отверстий. Взвесив эти остатки
и определив отношение их массы к мас-
се всей пробы (в процентах), получают
характеристику кусковатостн груза.
Кусковатость руды может быть зада-
на, например, такой характеристикой:
куски размером от 80 до 51 мм —9%;
от 50 до 30 мм — 65 %; от 29 до
10 мм — 20%; от 9 до 2 мм — 4% и ме-
нее 2 мм — 2%; характерный размер
куска в этом случае 40 мм.
Г ранулометрический состав грузов
с частицами размером менее 0,05 мм
определяют гидравлическим анализом,
при котором критерием разделения ча-
стиц служит различие скорости их осе-
дания в воде.
Характер однородности размеров ча-
стиц насыпного груза определяется
коэффициентом к0, представляющим от-
ношение наибольшего ятах размера ча-
стиц (кусков) груза к наименьшему nmjn:
ко = amax/amin- (1-14)
При к0 > 2,5 груз считается рядовым,
при к0 2,5 — сортированным, т. е. бо-
лее или менее однородным. Кускова-
тость насыпного груза определяют раз-
мером а наиболее характерного, типич-
ного куска. Рядовые грузы характери-
зуются кусками наибольших размеров
a = nmax; однако, если таких больших
кусков меньше 10% общего количества
груза в пробе по массе, то за типичный
размер а принимают размеры ближай-
ших больших кусков, количество ко-
торых более 10%. Сортированные грузы
характеризуются средним размером ку-
сков
а — (пщах + ^min)/2. (1.15)
По крупности птах частиц насыпной
груз разделяют на следующие группы:
Особо крупнокусковой (напри-
мер, камни, валуны) . . . .
Крупнокусковой (руда) . . . .
Среднекусковой (уголь). . . .
Мелкокусковой (щебень) . . .
Зернистый (зерно)..........
Порошкообразный (мелкий пе-
сок) ......................
Пылевидный (цемент) . . . .
Более 500 мм
200 — 500 мм
61 —199 мм
10 — 60 мм
0,5 — 9 мм
0,05-0,49 мм
До 0,05 мм
Кусковатость насыпных грузов необ-
ходимо принимать во внимание при
определении размеров (ширины ленты,
настила, ковшей) грузонесущих элемен-
тов конвейеров и элеваторов, а также
отверстий бункеров, воронок и лотков.
При транспортировании пылевидных
грузов (или смеси с большим количе-
ством пыли) надо использовать герме-
Характеристика транспортируемых грузов 31
тичные конвейеры н принимать меры
против пылеобразования на участках за-
грузки и разгрузки.
\ Плоти остью р груза называется отно-
шение его массы к занимаемому объему
(табл. 1.7). Для грузов, представляющих
собой куски различной крупности
(уголь, торф), используют понятие насы-
пной плотности, представляющей отно-
шение массы груза в насыпном состоя-
нии к его объему. Поскольку насыпная
плотность представляет собой отноше-
ние массы вещества к его объему,
в дальнейшем вместо этого понятия бу-
дем применять единый термин — плот-
ность.
Различают плотность груза свободно-
насыпанного (разрыхленного), механиче-
ски уплотненного, а также в естествен-
ном плотном массиве. Механическое
(местное) уплотнение груза может быть
достигнуто равномерным его сжатием
(например, в бункере) или утряской. При
этом плотность сухих легкосыпучих гру-
зов (сухого песка, зерна) повышается на
5 — Ю %, а влажных (формовочной зе-
мли, древесных опилок) — на 30—50%.
В плотном массиве груз находится
в естественном^ неразработанном со-
стоянии, например грунтовая земля,
вскрыша, уголь и т. п. Отношение плот-
ности рп груза в массиве к его плотно-
сти р в разрыхленном (разработанном)
состоянии характеризуется коэффициен-
том разрыхления fcpx = рп/р. Для песка
fcpX = 1,12; для угля крх =1,4; для руды
крх — 1,6. Плотность груза зависит от
крупности его частиц и влажности; для
кусковых и зернистых грузов при умень-
шении размеров частиц плотность
уменьшается* вследствие увеличения
объема воздушных промежутков между
частицами груза. По плотности (т/м3)
грузы разделяют на следующие группы:
Легкие (например, торф, кокс, мука) .
Средние (зерно, каменный уголь, шлак)
Тяжелые (порода, гравий, щебень) . .
Особо тяжелые (руда, камень) . . .
Плотность груза необходимо знать
для определения производительности
транспортирующих машин, выбора их
1.7. Характеристика наиболее распространенных
насыпных грузов
Г рузы [ Группа абразивности Плотность р, т/м3 Угол (р естественного откоса в покое, градус Среднее значение коэф- фициента трения по стали в состоянии покоя
Антрацит мелкокус- ковой сухой с 0,80-0,95 45 0,84
Агломерат железной руды д 1,7-2,0 45 0,9
Апатит сухой д 1,3-1,7 30-40 0,58
Гипс мелкокусковой в 1,2- 1,4 40 0.78
Глина сухая, мелко- кусковая в 1Д-1,5 50 0,75
Гравий рядовой ок- руглый В 1,6-1,9 30-45 0,8
Земдя грунтовая су- хая С 1,2 30-45 0,8
Земля формовочная выбитая с 1,25-1,30 30-45 0,71
Зола сухая д 0,4-0,6 40-50 0,84
Известняк мелкокус- ковой в 1,2-1,5 40-45 0,56
Кокс среднекусковой д 0,48-0,53 35-50 1,0
Мел порошкообраз- ный сухой А 0,95-1,20 40 0,7
Мука пшеничная А 0,45-0,66 50-55 0,65
Окатыши рудные д 1,8-2,5 35-40 0,8
Опилки древесные А 0,16-0,32 39 0,8
Песок сухой С 1,40-1,65 30-35 0,8
Пшеница А 0,65-0,83 25-35 0,6
Руда железная, мел- ко-, средне- и круп- нокусковая д 2,1 -3,5 30-50 1,2
Сода кальциниро- ванная А 0,40-1,25 40-45 0,4
Торф кусковой сухой А 0,35-0,50 32-45 0,7
Уголь каменный кусковой В 0,65-0,80 30-45 0,7
Цемент сухой С 1,0-1,3 40 0,65
Щебень сухой д 1,5-1,8 35—45 0,74
типа, нахождения расчетных нагрузок
и давления на стенки и затворы вы-
пускных отверстий бункеров.
До 0,6 включительно
Свыше 0,6 до 1,6
Свыше 1,6 до 2,0
Свыше 2,0 до 4,0
f Влажностью насыпного груза wB (%)
называют отношение массы содержа-
щейся в грузе воды, удаляемой высуши-
32 Вводные сведения
Рис. 1.6. Расположение насып-
ного груза на плоскости:
а — в покое; б — в движении
ванием пробы груза при температуре
+ 105°C, к массе высушенного груза:
W В = О»В - тс) 100/тс,
где тв н т-- массы порций влажного и про-
сушенного грузов соответственно.
I Углом естественного откоса насыпно-
го груза называется угол ф между
образующей конуса из свободного насы-
панного груза и горизонтальной пло-
скостью (рис. 1.6). Этот угол зависит от
взаимной подвижности частиц груза:
чем она больше, тем меньше угол <р (на-
пример, для воды ф = 0). Взаимная под-
вижность частиц груза зависит от сил
сцепления между ними и сил трения,
возникающих при перемещении одной
частицы относительно другой. Поэтому
для одного и того же груза в зависимо-
сти от его состояния (влажности, темпе-
ратуры, кусковатости) угол естественно-
го откоса может иметь разные значения.
Различают углы естественного откоса
груза в состоянии покоя (см. табл. 1.7)
и в движении (фд); в первом случае
опорная горизонтальная плоскость на-
ходится в покое, а во втором случае она
движется и колеблется, уменьшая угол
естественного откоса. Приближенно
считают фд « 0,7ф.
По подвижности частиц насыпные
грузы распределяют на три группы
(табл. 1.8). Подвижностью частиц груза
(углом ф) определяется площадь сечения
груза на движущейся ленте (расчетный
угол ф[) или настиле конвейера, коэффи-
циент отставания груза в желобе кон-
вейера с контурными скребками.
Коэффициенты трения насыпного гру-
за по стали, бетону, резиновой обкладке
и прокладке ленты характеризуют углы
наклона стенок и ребер бункеров, воро-
нок н пересыпных лотков, а также пре-
дельные углы наклона конвейера. Коэф-
фициент внутреннего трения частиц гру-
за /в связан с углом трения рт насыпно-
го груза зависимостью /в = tg рт. Углы
трения и коэффициенты трения разли-
чают в состоянии покоя и движения.
' Режущей способностью (абразив-
ностью) называют свойство частиц на-
сыпного груза истирать (изнашивать)
соприкасающиеся с ними во время дви-
жения рабочие поверхности желобов,
лент, шарниров цепи и других подобных
деталей машин. Степень абразивности
груза зависит от твердости, формы
н размеров составляющих его частиц.
Значительной абразивностью обладают
зола, руда, кокс, цемент. По степени
1.8. Распределение насыпных шузов по подвижности
их частиц *
Подвижность частиц груза Характерные примеры насыпных грузов Характерные пределы угла (р естественного откоса в покое, град Расчетный угол <pL, градус
Легкая Апатит, сухой песок, це- мент, сухой кокс, круглая сухая галька, пылеуголь, пылеглина 30-35 10
Средняя Влажный песок, формо- вочная земля, каменный уголь, бурый уголь, ка- мень, щебень, торф, шлак 40-45 15
Малая Сырая глина, гашеная влажная известь, аммиач- ная селитра 50 — 56 20
Характеристика транспортируемых грузов 33
абразивности и вредному воздействию
на элементы конвейеров насыпные
грузы можно разделить на четыре
группы: А — неабразивные; В — малоа-
бразивные; С — средней и Д — высокой
абразивности. Твердость частиц насып-
ного груза характеризуется сравнитель-
ной десятибалльной шкалой (шкалой
Мооса), в которой за единицу принята
твердость частиц самого мягкого, а за
десять единиц — самого твердого гру-
зов. Например, твердости характерных
грузов по этой шкале таковы: таль-
ка — 1, гипса — 2, известкового шпа-
та—3, плавикового шпата—4, апатитово-
го концентрата — 5, кварцита — 6 — 7;
гранита-6—8, сапфира, корунда, хро-
ма — 9, алмаза — 10. |
При выборе средств транспортирова-
ния абразивных грузов надо принимать
меры против ускоренного изнашивания
частей машины. Это достигается как со-
ответствующим выбором типа машины
(с минимальным трением частиц груза
по рабочему элементу машины), так
и подбором материалов или защитных
футеровок для деталей машины
и устройством надежных уплотнений
для подшипников и шарниров, не позво-
ляющих абразивным частицам попадать
на поверхности трения.
Крепость (крепкость) частицы груза
определяется пределом прочности
образца груза при сжатии осж (МПа)
и характеризуется коэффициентом кре-
пости &кр по шкале М. М. Прото дьяко-
нова:
^кр =
Для мягкого мела fcKp = 1; угля
&кр = 2; железной руды ккр= 15 МПа.
Свойство грузов, вызывающее интен-
сивную коррозию (ржавление) стальных
деталей, требует применения спе-
циальных материалов или покрытий.
Взрывоопасность, самовозгораемость
и ядовитость транспортируемых грузов
учитываются по специальным техниче-
ским условиям, которые необходимо
обязательно выполнять при проектиро-
вании машины.
2 А. О. Спиваковский
Слеживаемостъ, т. е. способность ча-
стиц некоторых насыпных грузов (на-
пример, глины, извести, соды, соли, сне-
га, цемента и т. п.) терять подвижность
при длительном хранении, что особенно
неблагоприятно сказывается при хране-
нии грузов в бункерах, кожухах конвейе-
ров и подобных емкостях. Слеживае-
мость повышается при увеличении
влажности и давления на груз. Для
борьбы со слеживаемостью груза в бун-
керах применяют специальные разрых-
лители (механические, пневматические
или вибрационные). При транспортиро-
вании слеживающихся грузов кожухи
конвейеров нельзя оставлять загру-
женными после окончания работы.
Липкость, т. е. способность неко-
торых грузов, например глины, мела
(особенно во влажном состоянии), при-
липать к твердым телам, требует спе-
циального выбора формы несущих (на-
пример, ковшей) или поддерживающих
элементов машины или же применения
покрытий из материалов, к которым
груз не прилипает, а также эффективных
очистных устройств. Липкость затруд-
няет транспортирование грузов.
| Штучными называют единичные
грузы, учитываемые по их количеству
и транспортируемые по отдельным из-
делиям или их группе. Штучные грузы
разделяют иа непосредственно штучные
и тарные. К непосредственно штучным
грузам относят различные единичные
изделия, детали и узлы машин, а также
некоторые массовые грузы, которые со-
стоят из более нли менее однородных
крупных и средних по размерам предме-
тов определенной формы.
I Тарные грузы представляют собой та-
ру, например ящики, бочки, мешки,
кипы, контейнеры, в которой разме-
щены насыпные или штучные грузы.
Размеры и вид тары промышленных из-
делий и грузов определены государ-
ственными стандартами. Использование
производственной тары значительно
расширяет возможность взаимодей-
ствия конвейеров со средствами наполь-
ного транспорта.
( Штучные грузы характеризуются га-
34 Составные части конвейеров с гибким тяговым элементом
баритнымн размерами, конфигурацией,
массой одного изделия, а также хруп-
костью, температурой, взрывоопас-
ностью н т. п. По габаритным размерам
штучных грузов определяют размеры
несущих элементов конвейеров, расстоя-
ния между изделиями и их проходи-
мость на поворотах и перегибах конвей-
ера, а по массе — грузоподъемность не-
сущего и прочность тягового элементов
и способ его разгрузки. Форма груза
обусловливает способ его укладки или
подвеса на грузонесущий элемент. Осо-
бые свойства необходимо учитывать при
выборе типа и конструкции машины.
1.11. Техника безопасности
Вопросам техники безопасности при
проектировании и эксплуатации транс-
портирующих машин уделяется боль-
шое внимание. На всех стадиях созда-
ния машины — от проектирования, мон-
тажа и до постоянной эксплуатации —
закладываются условия ее безопасной
работы и обслуживания.
Общие требования безопасности при
проектировании конвейеров регламенти-
рованы ГОСТ 12.2.022-80. Они вклю-
чают требования к конструкции (по на-
значению конвейера, особенностям
транспортируемых грузов и безопасно-
сти эксплуатации), устройствам средств
защиты (защитным ограждениям, бло-
кировкам, сигнализации) и размещению
конвейеров в производственном поме-
щении (устройству проходов, переходов
для обслуживания и т. п.). Требования
к электрооборудованию регламентиро-
ваны «Правилами устройства электро-
установок» (ПУЭ). Безопасность при экс-
плуатации машин определяется соответ-
ствующими правилами эксплуатации
и подробным инструктажем рабочих
и обслуживающего персонала.
СОСТАВНЫЕ ЧАСТИ
КОНВЕЙЕРОВ
С ГИБКИМ ТЯГОВЫМ
ЭЛЕМЕНТОМ
2.1. Перечень и назначение составных
частей 24
2.2. Тяговые элементы 35
2.3. Ходовые опорные устройства 35
2.4. Натяжные устройства 36
2.5. Приводы 59
2.6. Перспективы применения линейных
электродвигателей в приводе
конвейеров 63
2.7. Поддерживающая металлоконструкция
65
2.1. Перечень и назначение
составных частей
Конвейеры с гибким тяговым элемен-
том имеют несколько составных частей:
грузонесущий или рабочий элемент,
который непосредственно несет на себе
транспортируемый груз; тяговый эле-
мент, передающий движение грузонесу-
щему элементу; ходовые опорные
устройства в виде катков, роликов, каре-
ток и т. п., на которых (или по которым)
движутся грузонесущий и тяговый эле-
менты; натяжное устройство, создаю-
щее необходимое первоначальное натя-
Тяговые элементы 35
жение тягового элемента; привод, сооб-
щающий движение тяговому элементу;
поддерживающая металлоконструкция
(станина) конвейера, включающая и на-
правляющие пути. Одинаковые по на-
значению составные части для конвейе-
ров различных типов с гибким тяговым
элементом имеют разнообразные кон-
струкции.
Типом и конструкцией составных ча-
стей, особенно тягового элемента, опре-
деляется конструкция конвейера. У от-
дельных машин, например у ленточных
и некоторых цепных конвейеров, тя-
говый и грузонесущий элементы совме-
щены, поскольку перемещаемый груз
лежит непосредственно на тяговом эле-
менте — ленте или цепях.
Рассмотрим кратко общие положения
основных видов составных частей кон-
вейера с тяговым элементом, их сравни-
тельную оценку и требования, которые
к ним предъявляются. Конкретные спе-
цифические конструктивные исполнения
и параметры этих частей применитель-
но к той или иной машине рассматри-
ваются ниже, при разборе каждого типа
конвейера.
2.2. Тяговые элементы
2.2.1. Основные требования
к тяговым элементам,
их преимущества н недостатки
Для обеспечения надежной и эконо-
мичной работы конвейера его тяговый
элемент должен обладать гибкостью,
обеспечивающей свободное огибание
барабанов, звездочек и блоков малого
диаметра; высокой прочностью в соче-
тании с малой собственной массой, про-
стотой и технологичностью массового
изготовления, низкой стоимостью, вы-
сокой долговечностью при работе в тя-
желых условиях окружающей среды;
иметь малое удлинение при рабочей на-
грузке; обеспечивать удобство крепле-
ния несущих и ходовых деталей; иметь
высокую эффективность и надежность.
Тяговый элемент является основной
частью конвейера. От надежности его
2*
работы зависит общая работоспособ-
ность конвейера, так как любое наруше-
ние работы тягового элемента вызывает
остановку всего конвейера. Как прави-
ло, у большинства машин тяговый эле-
мент не может быть дублирован, поэто-
му при проектировании и эксплуатации
машины ему должно быть уделено на-
ибольшее внимание. Стремление к на-
илучшему удовлетворению необхо-
димых требований заставляет исследо-
вателей и конструкторов постоянно ра-
ботать над созданием новых н совер-
шенствованием существующих кон-
струкций тяговых элементов.
В качестве гибкого тягового элемента
конвейеров применяют ленты и цепи
различных типов и в некоторых слу-
чаях — стальные канаты.
Преимуществами лент являются воз-
можность сочетания функций тягового
и несущего элементов (исключение со-
ставляют ленты ковшовых элеваторов),
малая масса, простота конструкции
и эксплуатации, возможность перемеще-
ния с высокими скоростями (для проре-
зиненных лент до 6—8 м/с), отсутствие
быстроизнашивающихся шарниров, удо-
влетворение требованиям свойств
транспортируемых грузов и окружаю-
щей среды.
К недостаткам лент относятся фрик-
ционный способ передачи тягового уси-
лия, требующий большого первоначаль-
ного натяжения (40 — 200% от полезного
тягового усилия), и усложнение привода
(двух- н трех барабанный) при больших
тяговых усилиях, недостаточный срок
службы при транспортировании тя-
желых и крупнокусковых грузов, огра-
ниченная возможность использования
для транспортирования горячих грузов,
сложность текущего ремонта и очистки
от липких грузов, невысокая прочность
крепления рабочих элементов (ковшей
элеваторов), повышенное удлинение (до
4%) при рабочих нагрузках. Ленты всех
разновидностей подробно рассматри-
ваются в гл. 4.
Преимуществами тяговых цепей
являются возможность огибания звездо-
чек н блоков малого диаметра (особен-
36 Составные части конвейеров с гибким тяговым элементом
но у цепей малого шага), гибкость
в вертикальной и горизонтальной пло-
скостях, высокая прочность при малом
удлинении, удобство и повышенная про-
чность крепления грузом есущих
и опорных элементов, надежность пере-
дачи тягового усилия зацеплением на
звездочке при малом первоначальном
натяжении (5 — 20 % от тягового усилия),
возможность работы при высокой тем-
пературе. К недостаткам тяговых цепей
относятся сравнительно большая масса
и высокая стоимость, наличие много-
численных шарниров, требующих регу-
лярного наблюдения и смазки при экс-
плуатации, легко засоряющихся при
работе в среде абразивной пыли; огра-
ничение скорости движения приблизи-
тельно до 1 — 1,5 м/с вследствие возник-
новения дополнительных динамических
нагрузок и интенсивного изнашивания
цепи при высоких скоростях.
Преимуществами канатов (по сравне-
нию с цепями) являются значительно
меньшая стоимость и масса при равной
прочности, гибкость во всех направле-
ниях, меньшая подверженность вредно-
му воздействию пыли и грязи из-за от-
сутствия шарниров, возможность пере-
мещения с высокими скоростями. К их
недостаткам относятся сложность со-
здания надежного привода, необходи-
мость большого первоначального натя-
жения при фрикционном приводе,
малый срок службы, большая вытяжка
при рабочих нагрузках, сложность кре-
пления рабочих элементов и замены от-
дельных частей каната.
Выбор того или иного тягового эле-
мента обусловливается главным обра-
зом типом и конструкцией конвейера,
условиями его работы и действующими
нагрузками. Цепи необходимы для
транспортирования горячих грузов при
температуре более 100 °C. Канаты из-за
их недостатков имеют очень ограничен-
ное применение в конвейерах.
Совершенствование существующих
и создание конвейеров новых видов
происходят при одновременном разви-
тии конструкций лент и цепей, причем
преимущественный прогресс наблюдает-
ся в совершенствовании конвейерных
лент.
2.2.2. Тяговые цепи
Конструктивные типы цепей. К ос-
новным параметрам тяговой цепи отно-
сятся шаг звена (т. е. расстояние между
осями шарниров), разрушающая нагруз-
ка и масса 1 м цепи. Определяющйм
признаком является конструкция цепи.
Параметры большинства конструкций
цепей стандартизованы.
Круглозвенные сварные цепи разде-
ляют на короткозвенные (рис. 2.1, а),
в которых ширина звена В приблизи-
тельно равна шагу t, и длиннозвенные
(рис. 2.1,6), в которых ширина меньше
шага. Изготовляют их на специальных
гибочных автоматах из круглой стали
Ст2, СтЗ и из стали 10, а также из леги-
рованной стали 30ХГСА с термообра-
боткой (цементацией, закалкой и отпу-
ском) и без термообработки; место
стыка стержня в звене сваривают.
Цепи изготовляют отрезками длиной
1—2 м, которые соединяют один с дру-
гим в процессе сборки вместе с грузоне-
сущими элементами при помощи спе-
циальных соединительных звеньев. По
точности изготовления звеньев кругло-
звенные цепи разделяют на калибро-
ванные (с отклонением шага от + 1 до
+ 2,5 %) и некалиброваиные (с отклоне-
Рнс. 2.1. Круглозвенные цепи:
а —короткозвенная; б —длин-
нозвенная
Тяговые элементы 37
Рис. 2.2. Литая цепь из ков-
кого чугуна с контурными
скребками:
а — конструкция; б — способ
сборки-разборки
нием шага до ±4 %). Первые могут
иметь привод с зацеплением на звездоч-
ке (кулачковом блоке), вторые только
фрикционный на гладком блоке.
К преимуществам круглозвенных це-
пей относятся простота конструкции,
малая стоимость, пространственная гиб-
кость, наличие открытого самоочищаю-
щегося шарнира, благодаря чему цепь
сохраняет шарнирность в среде интен-
сивного загрязнения н химического воз-
действия. Недостатками цепей являются
малая площадь контакта звеньев и, как
следствие этого, - возможность быстро-
го изнашивания, если звенья имеют
малую поверхностную твердость (при
отсутствии термообработки); недоста-
точная точность изготовления звеньев,
заставляющая применять фрикционные
приводы.
Круглозвенные калиброванные терми-
чески обработанные цепи применяют
в подземных изгибающихся скребковых
и пластинчатых конвейерах для угля и
в ковшовых элеваторах для химической
промышленности. Эффективность вне-
дрения круглозвенных цепей зависит от
качества их изготовления и термообра-
ботки. Применять в конвейерах терми-
чески необработанные цепи не рекомен-
дуется.
Круглозвенные цепи рассчитывают иа
растяжение с допускаемым напряже-
нием не выше 40-60 МПа. Дополни-
тельные изгибающие напряжения в зоне
закругления звеньев учитывают, пони-
жая допускаемое напряжение на разрыв
и принимая для средних условий деся-
тикратный запас прочности.
Цепи, имеющие попеременно звенья
из круглой и полосовой стали, не полу-
чили распространения в конвейерах из-
за отсутствия открытого пространствен-
ного шарнира и высокой трудоемкости
изготовления.
Литые цепи из ковкого чугуна (рис. 2.2)
по конструкции весьма разнообраз-
ны. Их преимущества — сравнительно
малая стоимость при массовом про-
изводстве и возможность изготовления
звеньев сложной конфигурации. К недо-
статкам относятся большая масса и не-
высокая надежность из-за возможности
образования внутренних усадочных ра-
ковин при отливке. Литые цепи приме-
няют в конвейерах с контурными скреб-
ками сложной конфигурации.
Комбинированные цепи изготовляют
из звеньев, отлитых из ковкого чугуна
или стали заодно с втулками, и точеных
стальных валиков (рис. 2.3, а). Иногда
внутренние звенья делают литыми, а на-
ружные — штампованными из полосо-
вой стали (рис. 2.3,6). Комбинированные
цепи используют в элеваторах зарубеж-
ного производства.
Пластинчатые цепи по конструкции
узла шарнира разделяют на безвту-
лочные — безроликовые 1 или роли-
ковые 2 (рис. 2.4, а), втулочные — безро-
ликовые 1 и роликовые 2 (рис. 2.4,6)
и катковые — с гладкими катками 3 и
с ребордами на катках 4 (рис. 2.4, в). Ро-
лики устанавливают на валик или втул-
ку цепи для уменьшения износа валика
или втулки и зуба звездочки, так как
у роликовой (так же как и у катковой)
цепи при набегании шарнира на звез-
38 Составные части конвейеров с гибким тяговым элементом
Рис. 2.3. Комбинированвые цепи:
а, б — безроликовые; в — роликовая
Рис. 2.4. Пластинчатые цепи:
а — безвтулочные; б —втулочные; « — катковые
дочку ролик (или каток) обкатывается
по рабочей поверхности зуба, благодаря
чему уменьшаются потери на трение
и износ соприкасающихся поверхностей.
Наружный диаметр роликов (в отличие
от катков) меньше ширины пластины,
а диаметр катков больше ширины пла-
стины.
Катки, выполняя функцию роликов на
звездочках, служат также ходовыми
опорами, так как цепь с грузонесущими
элементами движется на них по напра-
вляющим путям. По форме звеньев раз-
личают цепи с прямыми (см. рис. 2.4)
и изогнутыми (подобно рис. 2.3, в)
пластинами. У цепей с прямыми пласти-
нами секция парная, и число ее звеньев
должно быть четным; у цепей с изог-
нутыми пластинами все звенья одина-
ковы, и соблюдения указанного условия
не требуется. Цепи с изогнутыми плас-
тинами широкого распространения не
получили вследствие усложненного из-
готовления пластин и появления в них
при растяжении изгибающих напряже-
ний.
Безвтулочные (иногда называемые
штыревыми) цепи наиболее просты
и дешевы, однако площадь соприкасаю-
щихся трущихся поверхностей у них ма-
ла (каждая пластина свободно повора-
чивается на цапфах валика), поэтому
давления получаются высокими и при
повышенных скоростях и больших на-
Тяговые элементы 39
а) б)
Рис. 2.5. Шарнирное соединение пластинчатой вту-
лочной цепи
грузках цепи быстро изнашиваются.
В связи с этим безвтулочиые цепи при-
меняют в конвейерах редко и только
при малых скоростях и невысоких на-
грузках.
Наиболее эффективными являются
роликовые и катковые пластинчатые це-
пи; они получили в конвейерах наиболь-
шее распространение.
В шарнирном соединении втулочной
цепи (рис. 2.5) внутренние пластины
1 запрессовываются на лысках втулки 2,
наружные пластины 3 запрессовываются
на лысках валика 4 или закрепляются
на нем при помощи ригельной планки.
При перегибе цепи на звездочке трение
происходит между валиком и втулкой,
давление между которыми распреде-
ляется по значительно большей поверх-
ности, чем у безвтулочной цепи, поэто-
му при одинаковых усилиях давление
и износ в шарнире получаются меньши-
ми. Пластины на втулке и валике имеют
неподвижное соединение и не поворачи-
ваются одна относительно другой.
Крепление валика возможно несколь-
кими способами: расклепкой его концов
(неразъемное соединение, неудобное для
эксплуатации), шплинтами (только для
цепей с малым шагом), корончатой гай-
кой или врезной (ригельной) стопорной
планкой (см. рис. 2.4, в). Последние два
способа наиболее совершенные, особен-
но для длиннозвенных цепей, !
Рис. 2.6. Узлы катковой цепи:
а — с гладкими катками; 6 — с ребордами на катках
с подшипниками скольжения
При применении на конвейере в каче-
стве тягового элемента двух парал-
лельных цепей отдельные валики де-
лают иногда в виде сквозной оси,
соединяющей обе цепи (см. рис. 2.4, в).
Катки цепи устанавливают на под-
шипниках скольжения (рис. 2.6, а и 6)
или на подшипниках качения — шари-
ковых или роликовых (рис. 2.7). Цепи
с катками на подшипниках качения при-
меняют на конвейерах тяжелого типа
с большими нагрузками (например, на
тележечных конвейерах) для уменьше-
ния сопротивления движению цепи.
Подшипники катков защищают надеж-
ным лабиринтным уплотнением для
предохранения от загрязнения (рис. 2.7).
Известны конструкции пластинчатых
цепей для работы в среде с интен-
сивным запылением с шарниром, закры-
тым резиновыми кольцами, располо-
женными в кольцевых выточках между
наружной и внутренней пластинами
(рис. 2.8). Однако они не получили ши-
рокого распространения из-за сложно-
сти. Шарниры цепей, работающие в тя-
желых условиях эксплуатации, снаб-
жают пресс-масленками (см. рис. 2.6
и 2.7) для периодической автоматиче-
ской или ручной подачи смазки.
Параметры пластинчатых цепей (табл.
2.1) с прямыми пластинами установлены
ГОСТ 588 — 81, согласно которому изго-
товляют цепи типа 1 — втулочные,
40 Составные части конвейеров с гибким тяговым элементом
Рис. 2.7. Узлы катков пластинчатой цепи тяжелого типа на подшипниках качения:
а — шариковых; б — конических роликовых
2 — роликовые, 3 — катковые с гладкими
I катками (без реборд), 4 — с ребордами
на катках с подшипниками скольжения.
Цепи всех типов изготовляют в трех ис-
полнениях: 1 — неразбориыми — индекс
М (с двусторонней расклепкой
сплошных валиков и запрессованными
втулками), 2 — разборными - индекс
М (с разъемным креплением втулок
и сплошных валиков на лысках) и нераз-
борными с полыми валиками — индекс
МС. Нормальный ряд шагов цепи: 40,
50, 63, 80, 100, 125, 160, 200, 250, 315, 400,
500, 630, 800 и 1000 мм.
Рис. 2.8. Пластинчатая роликовая цель с закрытым
шарниром
Пластинчатые цепи имеют широкое
применение в пластинчатых, ковшовых,
2.1. Основные параметры пластинчатых цепей по
ГОСТ 588 - 81
Номер цепи Разрушающая на- грузка, кН Шаг цепи, мм Диаметр, мм Масса 1 м цепи типа 3 с шагом 200 м,м, кг
валика втулки ролика катка
М20 20 40*- 160 6 9 12,5 25 —
М28 28 50*-200 7 10 15 30 1,40
М40 40 63 -250 8,5 12,5 18 36 2,05
М56 56 . 63*-250 10 15 21 42 3,15
М80 80 80 -315 12 18 50 4,96
КПТГ 112 80*-400 15 21 30 60 7,24
М160 160 100*-500 18 25 36 70 10,48
М224 224 125* - 630 21 30 42 85 16,60
М315 г 315 160*-630 25 36 50 100 23,78
М450 450 200 -800 30 42 60 120 37,15
630 250 -1000 36 50 70 140 —
^630 900‘ '7W-1000 44 60 85 170 —
М1250 1250 315* —1000 50 71 100 200 —
М1800 1800 400 -10000 60 85 118 236 —
* Применение шагов для катковых цепей не
допускается.
Тяговые элементы 41
тележечных, цепенесущих конвейерах
и элеваторах.
Ниже приведены приближенный рас-
чет и рекомендуемые материалы дета-
лей вновь проектируемых (нестан-
дартных) пластинчатых цепей.
Пластина (рис. 2.9, а). Напряжение
в сечении 1—1
v (R2 + г2) p/(R2 г- г2) < [п]р,
где р — равномерно распределенное давление
при расчетном натяжении Spn, МПа:
р % Sp.n/(4Sr sin а); [ст]; — допускаемое напря-
жение при разрыве; для сталей 40, 45 и 50
[ст]; - 100 - 120 МПа.
Напряжение в сечении 2 — 2 (см. рис.
2.9, а)
°2-2 « sp.„/[25 (Ь - Д)] < [ст];,
где [ст]; = 60 4- 75 МПа для сталей 40, 45
и 50.
Напряжение в сечении 3 — 3 (см. рис.
2.9, а)
= Sp.n/[25(b - г)] < [ст];.
Рекомендуемый для пластин мате-
риал - сталь 40, 45, 50 с термообработ-
кой до твердости HRC 27 — 35.
Валик (рис. 29,6). Уравнение прочно-
сти на изгиб
М РГ[ст]и,
где М — изгибающий момент;
., $р.п / е + 5
М = —г— ——--------
2 \ 2
е \
/’
W= nd3/32 =
валика; d =
Ми - 160 4-
W- момент сопротивления;
= 0,М3 (здесь d — диаметр
= ^l,27Sp.„(e + 2Б)/[ст]и, где
4-200 МПа для сталей 40 и 50).
Напряжение среза
т = 2Sp.n /(nd2) < [т],
где [т] — допускаемое напряжение среза (для
сталей 40 и 50 [т] «= 40 МПа).
Рекомендуемые для валика мате-
риалы - стали 40, 45 и 50 (HRC 40 — 50),
20Г (HRC 55 - 62), 20Х (HRC 55 - 62),
40Х (HRC 50 - 58).
Втулка (рис. 2.9, в). Уравнение прочно-
сти на изгиб:
Л/в = Wg [ст]и,
где Мв - изгибающий момент;
Мв = Рр
с 4- 5
4
Ьз \
Т /
Рис. 2.9. Детали пластинчатой цепи:
а — пластина; б — валик; в — втулка
42 Составные части конвейеров с гибким тяговым элементом
Рр - усилие на зубе звездочки; Рр = Sp n - Sc6
(здесь Хсб — натяжение срегающей ветви це-
ни); ^-момент сопротивления:
_ 2 '
В 64
Напряжение изгиба [d^di = т)
сги =
1,27Рр[2(с + 5) - Ь3]
dl (1 — m4)
< [ст]и-
Для сталей 40 и 5Q [а]; ® 80 МПа.
Рекомендуемые для втулки мате-
риалы-стали 15 и 20 (HRC 50 — 58).
Для пластин, валиков и втулок реко-
мендуется принимать следующие соот-
ношения размеров:
b/d = 7 ~ 8; с/b = 0,8 -г 0,9; d/b = 0,4;
djd = 1,4 ~ 1,5; Д/d, = 0,82 - 0,86;
P/b = 0,6 4- 0,65; d2/dr = 0,7 4- 0,72.
Пластинчатые цепи с открытым шар-
ниром (рис. 2.10) состоят из наружных
1 и внутренних 2 пластин и цилиндриче-
ских 3 н фасонных 4 валиков, имеющих
форму цилиндра с цилиндрическим
углублением (авторы конструкции И. И.
Ивашков и В. А. Фроловцев). Шарнир
образуется в результате взаимодействия
валиков: цилиндрический валик входит
в углубление фасонного валика и вра-
щается в нем.
К преимуществам цепи относится
возможность замены втулки и ролика
одним валиком из фасонного проката,
возможность улучшения шарнирности
и работоспособности цепи в пыле-
Рнс. 2.10. Пластинчатая цепь с открытым шарниром
видных, коррозийных и химически ак-
тивных средах, способность шарнира
к самоочистке. Недостатками цепи
являются сложность изготовления,
сборки и сохранения смазки в шарнире.
Цепи с открытым шарниром приме-
няют на конвейерах для раздачи кормов,
уборки навоза, транспортирования про-
дуктов мукомольного производства.
Разборные цепи по конструкции и спо-
собу изготовления разделяют на ко-
ваные (горячештампованные) (рис. 2.11)
и холодноштампованные (рис. 2.12). Ко-
ваная цепь может иметь цилиндриче-
ские (рис. 2.11, а и в), бочкообразные
(рис. 2.11,6) и фасонные валики, а также
прямой (см. рис. 2.11, б) или скруг-
ленный (см. рис. 2.11, в) обрез головки
среднего звена.
Разборная кованая цепь (см. рис. 2.11)
состоит из парных секций, каждая из ко-
торых собирается из двух наружных
звеньев 2, валика 3 и внутреннего звена
1. Наружные звенья имеют в середине
перемычку для жесткости, а по концам
фасонные гнезда для головок валиков,
препятствующие вращению последних
при повороте звеньев цепи. Внутреннее
звено выполнено со сквозным просве-
том и с увеличенной толщиной на кон-
цах, в местах соприкосновения с валика-
ми. При повороте звеньев цепи трение
происходит между валиком и внутрен-
ним звеном. Широкая поверхность кон-
такта в местах соприкосновения этого
звена с валиком способствует уменьше-
нию давления и износа звена и валика.
Разборными эти цепи называют пото-
му, что их легко собирать и разбирать
без какого-либо инструмента (см. рис.
2.11,г). Для разборки цепь немного стя-
гивают, два внутренних звена поворачи-
вают поперек ее продольной оси, на-
ружные звенья опускают вниз на узкий
участок внутренних звеньев, что позво-
ляет вывести головки валиков из своих
гнезд в наружных звеньях. Потом один,
затем другой валик поворачивают на
90° так, чтобы головка валика прошла
через наружное и затем через внутрен-
нее звено. В обратном порядке цепь
собирают.
Тяговые элементы 43
Рис. 2.11. Кованая разборная цепь:
а и б — схемы отклонения внутреннего звена в
плоскости оси шарнира соответственно с цилиндри-
ческим и бочкообразным валиком; в — секция цепи;
г — схема сборки-разборки
Рис. 2.12. Холодноштампованные разборные цепи:
а — конструкции СССР; б — фирмы Кинг (Англия);
в — фирмы Фата (Италия)
Односторонность опорной поверхно-
сти шарниров и специально заданные
боковые зазоры между внутренним
и наружными звеньями допускают бо-
ковой поворот звеньев цепи на угол
9min = 2-5-3° в плоскости осей ее шар-
ниров (см. рис. 2.11). Благодаря этому
свойству разборная цепь может повора-
чиваться в двух плоскостях — горизон-
тальной (в плоскости, перпендикулярной
к осям шарниров), как и любая шарнир-
ная цепь, и вертикальной (в плоскости
осей шарниров). Поэтому конвейер с та-
кой цепью может иметь пространствен-
ную трассу с поворотами в горизон-
тальной и вертикальной плоскостях.
Скосы кромок головок внутреннего зве-
на позволяют увеличить угол поворота
<р до 8 — 10° и тем самым уменьшить ра-
диусы перегиба цепи в вертикальной
плоскости. Увеличению угла поворота
звеньев способствует также применение
бочкообразных (см. рис. 2.11,6) и фа-
сонных валиков. Детали цепи штампуют
из сталей 40, 50, 40Г2, 40Х и подвергают
термообработке до твердости HRC
27 — 32 — внутреннее и наружное звенья
и HRC 32 - 38 — валик.
Разборная горячештампованная цепь
по своим показателям является одной
из наиболее совершенных цепей; она на-
ходит широкое применение в под-
весных, сборочных, тележечных и скреб-
ковых конвейерах.
44 Составные части конвейеров с гибким тяговым элементом
Основные параметры тяговых раз-
борных цепей определены ГОСТ
589 — 74 (табл. 2.2). Предусмотрено изго-
товление цепей двух типов: Р1 — с вра-
щающимися и Р2 — с фиксированными
валиками. Шаги цепей: 63, 80, 100, 160,
200 и 250 мм.
2.2. Техническая характеристика широко применяе- мых разборных цепей с цилиндрическими валиками (по ГОСТ 589-74, см. рис. 2.11)
Параметр Шаг г, мм
80 100 160
Шаг зацепления, мм Ширина звена В, мм, не более Разрушающая нагрузка, кН Масса 1 м цепи, кг, не более 160 30 106 3,2 160 42 290 8,7 200 37 220 5,2 320 59\ 400 9,1
Холодноштампованная разборная
цепь (см. рис. 2.12) состоит из наружно-
го 1 и внутреннего 2 звеньев, штампо-
ванных из полосы, и точеного валика 3.
Внутренним звеном служат две одина-
ковые сомкнутые друг с другом пла-
стины. Угол поворота звеньев в плоско-
сти осей шарниров составляет 5 4- 8°.
Преимуществами холодноштампован-
ных цепей являются малая масса и
возможность изготовления из полосы
на универсальном оборудовании, а к
недостаткам относятся высокое давле-
ние в шарнире, сложность обеспечения
совместной работы сдвоенных внутрен-
них звеньев и малая поперечная
жесткость.
В СССР холодноштамповаиные цепи
с шагом 100 мм применяют в под-
весных конвейерах при малых нагруз-
ках.
В двухшарнирных цепях звенья или
отдельные отрезки цепи свободно пово-
рачиваются в горизонтальной и верти-
кальной плоскостях. По способу пово-
рота различают секционные двух шар-
нирные цепи — отрезки обычной цепи
соединены в месте крепления к опорно-
му элементу (каткам, кареткам) спе-
циальными звеньями с дополнительным
шарниром, ось которого расположена
перпендикулярно осям шарниров цепи
(рис. 2.13), и собственно двухшарнирные
цепи, имеющие вертикальные и гори-
зонтальные шарниры (рнс. 2.14 и
2.15).
В секционной двухшарнирной цепи
одна секция поворачивается по отноше-
нию к другой на угол 15 — 50° в зависи-
мости от конструкции крепления.
Двухшариирная цепь может иметь
разомкнутое (сдвинутое) (см. рис. 2.14)
и сомкнутое (см. рис. 2.15) взаимное рас-
положение вертикального и горизон-
тального шарниров. Наиболее совер-
шенной и универсальной является двух-
шарнирная катковая цепь с сомкнутым
расположением шарниров. Такие цепи
изготовляют с шагом 160, 200 и 320 мм
(масса 1 м цепи соответственно 4,8; 6
и 13,5 кг; разрушающая нагрузка состав-
ляет 40 — 68 кН). Их широко применяют
в подвесных и грузонесущих теле-
жечных конвейерах (рис. 2.15,6). Детали
цепи изготовляют из материалов, ука-
занных на с. 41. Катки выполняют из
пластмассы (капролактама) или из за-
крытых шарикоподшипников с пласт-
массовым ободом в виде футеровки на-
ружного кольца подшипника.
Преимуществами двухшарнирной це-
пи являются высокая гибкость, дающая
возможность получать повороты в го-
ризонтальной и вертикальной плоско-
стях по малому радиусу (0,6—1 м) без
поворотных звездочек (при наличии кат-
ков). К недостаткам относятся некото-
Рнс. 2.13. Секционная двухшарнирная цепь с единар- рая СЛОЖНОСТЬ ИЗГОТОВлеНИЯ И ПОВЫ-
ным шарниром шенная СТОИМОСТЬ.
Тяговые элементы 45
Рис. 2.14. Двухшарннрные це-
пи с разомкнутыми осями
шарниров:
а — безкатковая; б — катко-
вая
Стержневые цепи (рис. 2.16) состоят
из шарнирных узлов с вертикальными
и горизонтальными катками, соеди-
ненными один с другим отрезками
круглых стержней (рис. 2.16,л), полос,
канатов (рис. 2.16,6) или же спе-
циальных пластмассовых звеньев
(рис. 2.16, в). Расстояние между шар-
нирными узлами принимают в пределах
от 400 до 1000 мм. Этим уменьшают
число шарнирных соединений и сни-
жают стоимость цепи при сохранении ее
высокой гибкости. Стержневая цепь
приводится в движение от гусеничного
привода, расположенного в горизон-
тальной или вертикальной плоскости.
Толкатели приводной цепи ведут стерж-
невую цепь за катки шарнирных узлов.
Стержневые и секционные цепи при-
меняют в подвесных конвейерах зару-
бежных конструкций.
Вильчатая цепь (рис. 2.17) состоит из
звена 1 с раздвоенным (вильчатым) на-
конечником, пальца 3 и шплинта 2, пре-
пятствующего выпадению пальца из
шарнира; к звену цепи приваривают
скребки 4. Звенья изготовляют из двух
стальных полос, соединенных сваркой
(рис. 2.17, а), из единой стальной поковки
(рис. 2.17,6) или отливки (рис. 2.17, в).
Вильчатые цепи предназначены чаще
всего для перемещения насыпного груза
на конвейерах с погруженными скребка-
ми и поэтому имеют упрощенный без-
втулочный шарнир. Из-за тяжелых ус-
ловий работы (часто в среде абразивно-
го груза при высокой температуре)
и трения цепи по дну желоба конвейера
звенья цепи делают массивными. По-
скольку цепь в процессе работы конвей-
ера с погруженными скребками исти-
рается и уменьшается ее рабочее сече-
Рис. 2.15. Двухшарпирная цепь с сомкнутыми осями шарниров:
а — детали; б — ходовая часть тележечного конвейера с этой цепью
46 Составные части конвейеров с гибким тяговым элементом
ние (допускаемый износ — односторон-
ний до 25%, двусторонний до 40%
высоты звена), запас прочности выби-
рают повышенным (12 — 15) с учетом ос-
лабления сечения от истирания. Для
увеличения срока службы цепи крепле-
ние скребка к звену должно быть сим-
метричным, чтобы при истирании цепи
с одной стороны ее можно было перево-
рачивать.
Параметры вильчатой цепи устано-
влены по ГОСТ 12996-79. Нормальный
ряд шагов: 100, 125, 160, 200 и 250 мм;
диаметр пальца 16—40 мм; собственная
масса 1 м —4,9 —25,5 кг; разрушающая
нагрузка для цепей нормальной прочно-
сти 160—1000 кН, высокой прочности
220 — 1400 кН. Для работы при нормаль-
ной температуре звено и палец цепи из-
готовляют из сталей 35, 40 и 50 с после-
дующей термической обработкой. Для
работы при высокой температуре (до
500—700°C) звенья изготовляют из ста-
ли ЗОХГСА или 40Х с термической
и термохимической обработкой до твер-
дости HRC 40 - 62, а палец — из стали
45 или 40Х с поверхностной твердостью
HRC 55-62.
При наличии боковых зазоров виль-
чатые цепи могут изгибаться в плоско-
сти осей шарниров (см. рис. 2.17, в), как
и разборная цепь. Такие цепи приме-
няют для цепенесущих конвейеров,
транспортирующих тарные грузы по
сложной трассе.
Смазывание шарниров цепей. Регуляр-
ная очистка от грязи и рациональное
смазывание шарниров значительна уве-
личивают срок службы цепи, умень-
шают потери на трение и являются обя-
зательным условием правильной экс-
плуатации. Выбор сорта смазки цепей
зависит от конструкции шарнира, экс-
плуатационных условий работы и спо-
соба подачи смазки к трущимся поверх-
ностям шарнира. Выбор способа подачи
смазки представляет собой сложную за-
дачу из-за большого количества шарни-
ров на цепи и необходимости их смазы-
вания на ходу конвейера.
Круглозвеиные цепи при фрикцион-
ном приводе не смазывают, так как
смазка ухудшает сцепление цепи с при-
водным блоком. При приводе со звез-
дочкой и передаче тягового усилия заце-
плением круглозвенную цепь смазы-
вают при регламентированных ремон-
тах, примерно через 4 — 6 месяцев.
Разборные цепи смазывают при пе-
риодических осмотрах и ремонтах. При-
меняют также регулярную автоматиче-
скую подачу жидкой смазки в шарниры
цепи.
Рис. 2.17. Вильчатая цепь:
а — холодноштампованная; б — кованая; в — литая
Тяговые элементы 47
Пластинчатые цепи при отсутствии
пресс-масленок на торцах валиков
смазываются так же, как и разборные
цепи. Пресс-маслеики устанавливают,
как правило, только на валиках кат-
ковых цепей и заполняют консистент-
ной смазкой автоматическими сма-
зочными устройствами или вручную.
Подшипники катков пластинчатых,
двухшарнириых и стержневых цепей на-
бивают консистентной смазкой при пе-
риодических разборках через 6 — 8 мес.
Вильчатые цепи смазывают только при
профилактической разборке; в процессе
работы их не смазывают.
Регулярное смазывание шарниров це-
пи жидкой смазкой производится при
помощи капельных или струйных авто-
матических масленок, устанавливаемых
на конвейере и управляемых движущей-
ся цепью. При обычных условиях ра-
боты цепи в качестве жидкой смазки
применяют масло индустриальное 45
или цилиндровое 11 (ГОСТ 20799-75),
в качестве густой смазки — конси-
стентные универсальные смазки; соли-
дол (ГОСТ 4366-76 и 1033-73), кон-
сталин (ГОСТ 1957 — 73), а также ЦИА-
ТИМ-201 (ГОСТ 6267-74) и ЦИА-
ТИМ-203 (ГОСТ 8773-73). При работе
в условиях высоких и низких темпера-
тур используют специальные смазки.
Для современных машин перспективно
применение долгодействующих за-
кладных смазок (например, БНЗ-З по
ТУ УССР 38.201357 — 80), которые ие
требуют замены три-четыре года.
Выбор рациональных параметров цепн.
Шаг цепи. Цепь одной и той же кон-
струкции при одинаковой разрушающей
нагрузке, обусловливаемой прочностью
звеньев и узла шарнира, может иметь
различные расстояния между шарнира-
ми, т. е. разные шаги. При выборе шага
цепи следует учитывать следующее:
с его увеличением (при условии оди-
наковой прочности цепи) уменьшается
число шарниров на заданной длине
(рис. 2.18), упрощается эксплуатация це-
пи (меньше объектов смазывания и из-
нашивания), уменьшается масса и стои-
мость цепи, но одновременно с этим
Рис. 2.18. Зависимости массы 1 м пластинчатой
цепи и числа шарниров i на длине 10 м от шага
цепи t (Sp — разрушающая нагрузка)
увеличиваются радиусы звездочек (при
одинаковом числе зубцов), крутящий
момент иа приводном валу, размеры
привода, радиусы перегибов ходового
пути и динамические нагрузки на цепь.
Важно также учитывать конструкцию
цепи и способ крепления к ней рабочего
элемента.
Некоторые цепи, например пластин-
чатые, круглозвенные, стержневые, лег-
ко выполнить одинаковой прочности (с
одинаковыми размерами шарнира и се-
чения звеньев) при различном шаге.
У других цепей, например разборных
горячештампованных, с увеличением
шага возрастают размеры звеньев
и разрывная нагрузка. Следовательно,
выбор оптимального шага цепи должен
быть тщательно обоснован конструк-
тивным и технологическим анализом
всей машины в целом.
Разрушающая и рабочая нагрузки це-
пи. Для одних и тех же типоразмеров
цепи повышения разрушающей (а следо-
вательно, и рабочей) нагрузки можно
достигнуть увеличением площади сече-
ния деталей и изготовлением их из вы-
соколегированных* сталей с последую-
щей термообработкой, увеличением
площади контактных поверхностей для
48 Составные части конвейеров с гибким тяговым элементом
снижения давлений. Однако при исполь-
зовании цепей в качестве тяговых эле-
ментов конвейеров существуют опти-
мальные технико-экономические преде-
лы повышения их прочности (также
и для лент), С увеличением натяжения
цепи и тягового усилия возрастают ти-
поразмеры привода конвейера (с редук-
торами, муфтами, подшипниками)
и опорных конструкций. У конвейеров
с криволинейной трассой возникают
1 большие дополнительные нагрузки на
опорные элементы, ходовой путь и под-
держивающие конструкции поворотных
участков.
Из опыта проектирования конвейеров
получено, что в большинстве случаев
нецелесообразно применять тяговые це-
пи с разрушающей нагрузкой более
400—630 кН, так как при превышении
этих пределов цепь, ходовая часть кон-
вейера, привод и поддерживающие кон-
струкции получаются нерационально тя-
। желыми. Для конвейеров тяжело нагру-
| жеиных и большой протяженности,
у которых потребное натяжение цепи
приближается к этим пределам, целе-
сообразно на общем замкнутом контуре
трассы конвейера устанавливать не-
сколько приводов, т, е, выполнять их
многоприводными с использованием
типового серийного оборудования.
Сравнительные показатели цепей раз-
личных конструкций. Характерными
сравнительными показателями качества
однотипных конструкций цепи могут
служить коэффициенты удельной про-
чности и долговечности. Коэффициент
удельной прочности
&ц.п = Sp/тц (2,1}
характеризует отношение разрушающей
нагрузки цепи Sp к массе 1 м цепи тц.
Коэффициент удельной долговечности
кцд = 7с/тц (2.2)
характеризует срок службы цепи Тс (в ч)
(при одинаковых нагрузках, производ-
ственных условиях и режимах работы),
отнесенный к массе 1 м цепи. Чем боль-
ше в равных условиях коэффициенты
^ц.п и ^ц.д> тем совершеннее конструкция
и способ изготовления цепи. Для опре-
деления кЦЛ необходимо иметь экспери-
ментальные данные или средние стати-
стические показатели. Значение /сц.п на-
ходят по исходным конструктивным
данным или из Государственных стан-
дартов. Для стандартных цепей коэффи-
циент кц.п [кН/(кг/м)] имеет следующие
пределы:
Круглозвенные цепи............... 17,6—18,5
Разборные горячештампованные це-
пи ............................. 33,1 — 50,9
Пластинчатые цепи:
втулочные....................... 14,5 — 27,2
роликовые.................... 12,4 — 26,0
катковые на подшипниках сколь-
жения ....................... 10,7—19,3
то же, подшипниках качения . , . 9,9—19,8
Двухшарнирные универсальные цепи
(с комплектом катков) .... 5,1—9,3
Вильчатые цепи................. 31,6 — 42,1
При сравнительном анализе цепей
различных типов следует иметь в виду,
что бескатковые цепи прн прочих
равных условиях будут иметь более вы-
сокий коэффициент /сц.ц, чем катковые
и двухшарнирные с опорными катками.
Поэтому сравнивать значения кил1 мож-
но только для одинаковых конструк-
тивных типов цепей.
Как показывают приведенные данные,
наибольший коэффициент кц_П характе-
рен для разборных цепей. Малые значе-
ния /сц.п для двухшарнирных цепей
объясняются наличием вертикальных
и горизонтальных катков на каждом
шарнирном узле, которые заменяют
поддерживающие каретки, необходимые
для разборных и круглозвенных цепей.
Определение запаса прочности и допу-
скаемой нагрузки. Основы расчета цепи
на прочность. При проектировании кон-
вейера конструктор, как правило, при-
меняет стандартные цепи с заданной
разрушающей нагрузкой. Допускаемую
нагрузку на цепь можно определить
двумя методами: обобщенным (по запа-
су прочности) и дифференциальным
(расчет на прочность, усталость и износ).
По обобщенному методу допускаемая
нагрузка по прочности цепи
Тяговые элементы 49
$д ~ Sp/Hn ^р.п> (2.3)
где 5р — разрушающая нагрузка цепи; при-
нимается по стандарту или по паспорту за-
вода-изготовителя; п„ — обобщенный запас
прочности пепи; $рп—максимальное расчет-
ное натяжение цепи конвейера при нормаль-
ной загрузке.
Так как по величине SpjI требуется
определить типоразмер цепи с необхо-
димой разрушающей нагрузкой, надо
пользоваться формулой
Sp 5р Пип. (2.3 )
Запас прочности пп должен обеспечить
надежную, безопасную и долговечную
работу конвейера. На практике прини-
мают; для горизонтальных конвейеров
неответственного назначения пп = 6 7;
для конвейеров, имеющих наклонные
участки трассы, пп = 8 4- 10; для цепей
эскалаторов высокого качества ип = 7;
для разборных цепей, работающих на
подвесных конвейерах, пп= 10 -ь 13, по-
тому что на вертикальных перегибах пу-
ти эти цепи испытывают значительные
дрполнительные изгибающие напряже-
ния.
Обобщенный метод выбора допускае-
мой нагрузки очень простой, однако он
является приближенным и недостаточно
учитывает конкретную характеристику
конвейера.
При дифференциальном методе допу-
скаемую нагрузку определяют отдельно
по прочности, усталости и долговеч-
ности, в зависимости от конкретных па-
раметров и назначения конвейера.
Допускаемая нагрузка на растяжение
по несущей способности цепи (по пре-
дельному состоянию)
^д.н = £р.м> (2.4)
где к? = сгтр/сгв — коэффициент, показываю-
щий соотношение между пределом текучести
при разрыве сгтр н временным сопротивле-
нием на разрыв ств (для незакаленных сталей,
применяемых для цепей, кт х 0,6, для
закаленных — кт а; 0,85); пн — запас прочно-,
стн по несущей способности цепи;
,$рм — расчетное натяжение при максималь-
ной загрузке конвейера.
Запас прочности ин определяют в за-
висимости от нескольких факторов;
пи = К}К2КзК4К5К6, (2.5)
где Ki — коэффициент безопасности работы
машины (для конвейеров с простой горизон-
тальной трассой К. = 1, со сложной трассой,
имеющей подъемы и спуски, К] = 1,2 4- 1,5);
К 2 — коэффициент режима работы кон-
вейера (для весьма легкого режима К2 =
= 0,8, легкого — К2 = 1, среднего — К2 = 1,2,
тяжелого — К 2 = 1,4, весьма тяжелого —
К2 = 1,6); К3 -- 1,2 4- 1,4 — коэффициент ос-
лабления расчетного сечения деталей цепи
при предельно допускаемом износе (для
вильчатых цепей скребковых конвейеров
\Кз = 2); К4 = 1,1 4- 1,3 — коэффициент досто-
верности расчетных и нагрузочных данных;
К5 = 1,2-=-5 — коэффициент, характеризую-
щий отношение максимального суммарного
напряжения в деталях цепи на трассе
конвейера от изгиба и растяжения к напря-
жению растяжения (для подвесных и других
конвейеров с пространственной трассой);
К6— коэффициент динамических нагрузок
(при скорости конвейера до 0,1 м/с — К$ = 1,
от 0,1 до 0,3 м/с — Kg = 1,15, выше 0,3
м/с - К6 = 1,25).
Рассмотренные коэффициенты отно-
сятся к конвейерам, работающим в нор-
мальном диапазоне температур окру-
жающей среды (от —10 до 4-80 °C);
при работе цепи в условиях высоких
и низких температур необходимо вво-
дить дополнительные коэффициенты.
Несущую способность цепи прове-
ряют по максимально возможным на-
грузкам на конвейер. Допускаемая на-
грузка по долговечности цепи
С 2 >е
Д'Д~ Нд/Сд С1(1+т) + С2(1-г) " р,д’
(2-6)
где Ci = ст _ 1/ств— отношение предела вынос-
ливости для симметричного цикла ст ,
к временному сопротивлению при разрыве
ств (для сталей 45, 50, по данным С. В. Серен-
сена, С\ = 0,33 4- 0,4); пд = 2,5 4- 3 — запас
сопротивления усталости в зависимости от
ответственности назначения машины и точ-
ности расчета; ка = — коэффициент
50 Составные части конвейеров с гибким тяговым элементом
долговечности, приводящий максимальное
действующее напряжение к эквивалентному
в соответствии с фактическим режимом дей-
ствия напряжений по времени (здесь
ку ъ 1 — коэффициент упрочнения материала
в связи с циклическим действием нагрузок;
fcc — коэффициент срока службы по формуле
(2.7) (при 60T(.NJi < No принимают кс = 1);
fcH — коэффициент переменности нагрузки);
КОЭФФИЦИеНТ ЭСИММеТрИИ ЦИ-
КЛИ, характеризующий отношение минималь-
ного (omin) напряжения к максимальному
(отах) в звене (или в другой наиболее напря-
женной детали) цепи в промежутке цикла
(например, для подвесных конвейеров г =
= 0,1 -г 0,25); Сз = 2 ч- 2,5 — коэффициент,
учитывающий концентрацию напряжений,
масштабный фактор и состояние поверхно*
сти.
По рекомендации Д. Н. Решетова
коэффициенты срока службы цепи
и переменности нагрузки
где т 3 — показатель степени наклонной
ветви усталостной кривой; Тс — заданный
расчетный срок службы цепи, обычно при-
нимают Тс = 3 • 104 ч (около 5 лет работы
в три смены); N4 = 1/Тц—число циклов из-
менения напряжений в минуту за один кру-
гооборот звена цепи по контуру трассы кон-
вейера; No = 106— базовое число циклов до
разрушения деталей цепи; г(—время дей-
ствия напряжения <т(, мин; ст, — напряжение
в звене цепи (натяжение) в отдельном проме-
жутке цикла, Па; Тц—продолжительность
одного цикла общего изменения напряжений
в звене цепи за один кругооборот цепи по
трассе конвейера, мин; сттах — наибольшее
напряжение в звене цепи в цикле при нор-
мальной загрузке конвейера, Па.
Для получения и Г( общую зависи-
мость изменения напряжений за цикл,
включая и пиковые напряжения (напри-
мер, на вертикальных перегибах у под-
весного конвейера), разбивают на от-
дельные прямоугольные ступени с на-
пряжениями ад иг, и временем
действия и, t2, ... , (рис. 2.19). Число
ступеней зависит от общей конфигура-
ции диаграммы напряжений; для на-
клонных участков их целесообразно вы-
бирать таким образом, чтобы разница
в напряжениях смежных ступеней не
превышала 10 - 15 %.
Для конвейеров с простой трассой,
расположенной в одной плоскости,
с равномерным (прямо пропорцио-
нальным) распределением напряжений
в звене цепи, вместо диаграммы напря-
жений можно пользоваться диаграммой
натяжений цепи и вести расчет по натя-
жениям цепи.
Диаграмму строят для статических
нагрузок при нормальной загрузке кон-
вейера. Динамические нагрузки на цепь
от неравномерности ее движения на
приводной звездочке будут наклады-
ваться на статические, приведенные на
рис. 2.19, в виде дополнительных нагру-
зок с симметричным циклом.
Основы расчета цепи на износ. Шар-
ниры цепи изнашиваются от взаимного
скольжения их соприкасающихся по-
верхностей при входе и выходе звеньев
цепи с поворотных устройств, разме-
щенных на трассе конвейера. Износ
шарнира определяется давлением на со-
пряженных поверхностях, состоянием
Рис. 2.19. Диаграмма измене-
ния напряжений в звене цепи
за каждый цикл ее кру-
гооборота по трассе конвейера
(cq — напряжение от первона-
чального натяжения)
Тяговые элементы 51
лих поверхностей как по обработке
н твердости, так и по условиям эксплуа-
тации (характеристикой смазки, сте-
пенью и видом загрязнения и т. п.), ве-
личиной пути трения, обусловливающей
работу трения, скоростью скольжения
деталей шарнира относительно друг
друга и скоростью движения цепи, обус-
ловливающей как скорость скольжения,
так и ритм изменения нагрузок и пере-
мещений.
Поворотные устройства размещены
в разных местах трассы конвейера; сле-
довательно, давления в шарнирах цепи
на каждом поворотном устройстве бу-
дут различными — от некоторого на-
именьшего pi до наибольшего рп в со-
ответствии с изменением натяжения
цепи. Таким образом, каждый шарнир
за цикл работы конвейера будет подвер-
гаться воздействию комплекса давлений
от pi до р„. Наиболее точный расчет
должен выполняться по эквивалентному
расчетному давлению. Для практиче-
ских расчетов необходимо иметь экспе-
риментальные данные по интенсивности
изнашивания деталей шарниров при
различных давлениях в разных условиях
эксплуатации. Пока этих данных нет,
поэтому расчет цепи на износ может
быть только поверочным, по макси-
мально допускаемому давлению. Допу-
скаемая нагрузка на цепь по долговеч-
ности на износ
^д.и = FppK-2 2^ Sp.n, (2-9)
где F — площадь соприкосновения деталей
шарнира, м2; рд — максимальное допускае-
мое давление в шарнире цепи, МПа (табл.
2.3); К% — коэффициент режима работы кон-
вейера (см. с. 49).
2.3. Допускаемые давления (МПА) в шарнире
термообработайной цепи
Условия работы конвейера Скорость .цепи, м/с
До 0,2 Свыше 0,2 до 0,3 Свыше 0,3
Хорошие 400 350 300
Средние 350 300 250
Тяжелые 300 250 200
Для цепей без термообработки допу-
скаемое давление значительно ниже, по-
этому применять их на конвейерах не
рекомендуется.
Расчетная нагрузка, действующая на
цены Если ходовая часть конвейера
имеет одну цепь, то для нее из условий
прочности
^р.п = (Sp + ХдИН)тах ft; K6Sp, (2.10)
где Sp — максимальное статическое натяже-
ние цепи, определяемое по тяговому расчету
при нормальной загрузке конвейера (вариант
загрузки 2, см. с. 24); 5ДИН — максимальная
динамическая нагрузка на цепь;
К(, — коэффициент динамических нагрузок
(см. с. 49).
Расчетная нагрузка на одну цепь прн
определении несущей способности цепи
Sp.H — (Sp.M + *^дии) max ~ ^б^р.м, (2.11)
где SpM — максимальное статическое натяже-
ние цепи, определяемое по тяговому расчету
при максимально возможной загрузке кон-
вейера.
Несущую способность цепи надо про-
верять по пусковому усилию (Н), под-
считанному исходя из максимального
использования перегрузочных способно-
стей двигателя привода:
^р.н.п ~ (2.12)
где ц — общий КПД приводного механизма;
N - номинальная мощность двигателя при-
вода, кВт; Км.п— коэффициент пускового мо-
мента; v — скорость цепи конвейера, м/с.
Если привод конвейера не имеет пре-
дохранительного устройства (например,
муфты предельного момента или срез-
ного пальца и т. п.), двигатель соеди-
няется с механизмами привода муфтой
постоянного момента и пускается не-
посредственным включением без пуско-
регулирующего устройства, то значение
Км.п принимают по перегрузочной спо-
собности электродвигателя при пуске
(как отношение пускового момента
к номинальному); в этом случае обычно
Км.п = 1,8 -ь 2, Если привод имеет пре-
52 Составные части конвейеров с гибким тяговым элементом
дохранительное устройство (например,
срезной палец) или двигатель соединен
с механизмами муфтой скольжения (на-
пример, гидромуфтой) или пускается
с дополнительным пускорегулирующим
устройством, то А?м.п = 1,3.
Расчет на усталость и износ ве-
дется по натяжению Sp.n, определяемо-
му по формуле (2.10).
Если ходовая часть конвейера имеет
две цепи, то расчетную нагрузку на од-
ну цепь следует принимать с учетом не-
которого коэффициента неравномерно-
сти ее распределения:
Spi=Sp2/CH, (2.13)
где SP2 — расчетная нагрузка на ходовую
часть, определяемая по формулам
(2.10) —(2.12) в соответствии со способом рас-
чета; Сн — коэффициент неравномерности
распределения нагрузки между тяговыми це-
пями; прн одной депн С„ = 1, при двух цепях
Сн = 1,6 4- 1,8 в зависимости от точности из-
готовления цепей и монтажа конвейера.
Срок службы цени. Основным крите-
рием определения срока службы цепи
является предельное увеличение щага
цепи по зацеплению на приводе. Нормы
допускаемого увеличения шага раз-
личны для каждого типа цепи (пластин-
чатой, разборной, круглозвеиной)
и обычно задаются в стандартах или
технических условиях заводов-изготови-
телей в пределах 3 — 6% от номинально-
го шага цепи по зацеплению. Шарниры
цепи изнашиваются при взаимном
скольжении деталей шарнира при их по-
вороте на входе и выходе звеньев цепи
с поворотных устройств, помещенных
иа трассе конвейера.
Износ (см) шарнира цепи в направле-
нии ее шага за полный оборот (один
цикл работы) цепи по трассе конвейера
и
Дк = (S; + Si +1) /[(pitai? (2.14)
1
где п — число поворотных устройств на трас-
се конвейера; и Si+, — натяжения цепи на
входе н выходе с каждого поворотного
устройства от первого до и-го; //—путь тре-
ния при повороте звеньев цепи на поворот-
ном устройстве, см; ф/ — удельный износ це-
пи в направлении ее шага на 1 Н действую-
щего усилия в 1 с на 1 см пути трения,
см/(Н с см); tBj—время скольжения шарни-
ров цепи при повороте звеньев на i-м пово-
ротном устройстве, с.
Удельный износ цепи <р/ определяют
экспериментально для каждого типораз-
мера в соответствующих условиях экс-
плуатации.
Прогнозируемый общий срок службы
(ч) цепи
Тс = ДдТц/(Дк3600)^ (2.15)
где Дд—максимальное допускаемое увеличе-
ние шага цепи по условиям зацепления на
звездочке или приводной гусеничной цепи за
весь срок службы цепи, см; в среднем при-
нимают Дд = (0,03-ь 0,06) Г; t — шаг цепи по
зацеплению, см; Тц— время одного оборота
цепи по трассе конвейера, с.
2.2.3. Звездочки для тяговых цепей
Профиль зуба звездочки для калибро-
ванной круглозвенной цепи строят гра-
фически (рис. 2.20). Звездочка имеет
зубья и плоские ячейки для размещения
горизонтальных (рис. 2.20, а) звеньев це-
пи. Плоские основания ячеек исключают
возможность изгиба звеньев при огиба-
нии звездочки.
Диаметр (см) делительной окружно-
сти звездочки (см. рис. 2.20, а)
Do = (t + + e)/sin а, (2.16)
где t — внутренняя длина (шаг) звена цепи, см;
d — калибр (диаметр стержня) цепи, см; е =
=(0,02 4- 0,03) t ]/z — компенсирующий зазор,
см [здесь z — число зубьев (обычно принима-
ют для приводных звездочек z = 16 4-24)J;
sin ф
а = arctg-----— -—1—-——-------------
(t — d — e cos cp)/(t 4- d 4- e) -b cos ф
половина центрального угла ячейки, град;
Ф = 180/z — половина углового шага зубьев,
град.
Для фрикционного привода и пово-
ротных устройств конвейеров с некали-
брованными круглозвенными цепями
применяют гладкие блоки диаметром
D > 30d, профиль обода которых пока-
зан на рис. 2.20,6.
Для пластинчатых втулочных, роли-
Тяговые элементы 53
Рис. 2.20. Профили:
а — зуба звездочки для калиброванной круглозвенной цепи;
б — блока с гладким ободом для некалиброванной цепи
Рис. 2.21. Профиль зуба звездочки для
пластинчатой цепи
ковых и катковых цепей профиль зуба
звездочки строится по ГОСТ 592 — 81.
Диаметр делительной окружности
звездочки (рис. 2.21 и табл. 2.4)
г/д = t cosec (180%),
где г — шаг звена цепи, мм; z — число зубьев
звездочки.
Профиль зуба звездочек для двухшар-
ннрной цепи строят по тому же способу,
что и для катковых цепей (зубья за-
хватывают цепь за катки). Звездочка для
двухшарнирнои цепи состоит из двух
параллельных дисков с зубьями; зубья
одного диска захватывают правые,
2.4. Диаметры da (мм) делительных окружностей звездочек
для пластинчатых цепей
Шаг звена цепи, мм Число зубьев z
8 10 12 13 16 20
100 261,31 323,61 386,37 417,86 512,58 639,25
125 326,64 404,50 482,96 522,34 640,73 799,08
160 418,10 517,76 618,19 668,59 820,13 1022,82
200 522,62 647,22 772,74 835,72 1025,16 1278,52
250 653,28 809,00 965,93 1044,68 1281,45 1598,15
315 823,13 1019,37 1217,07 1316,26 1614,63 2013.64
400 1045,24 1294,44 1545,48 1671,44 2050,32 —
500 1306,56 1618,00 1931,86 2089,36 — —
зубья другого — левые катки цепи
(рис. 2.22, а). Просвет между дисками не-
обходим для размещения горизон-
тальных катков цепи.
Для разборной цепи профиль зуба
звездочки строят по ГОСТ 593 — 75
(рис. 2.22,6); диаметры делительной
окружности звездочек даны в табл. 2.5.
Приводные звездочки конвейеров от-
ливают из стали 35Л (см. рис. 2.22, б)
или изготовляют в виде зубчатого
венца из листовой стали 40 или 50
(см. рис. 2.22, а). Зубья звездочек фрезе-
руют и подвергают поверхностной за-
калке токами высокой частоты до твер-
дости HRC 50 — 54. Для круглозвенных
цепей фрезерование рабо-
чих поверхностен и зубь-
ев представляет весьма
трудоемкую операцию,
поэтому ее стараются
заменить горячей штам-
повкой, составляя звез-
дочку нз двух или четы-
рех частей. Для кругло-
звенных цепей применяют
также вставные (сменные)
фрезерованные стальные
зубья, закрепленные на
ободе звездочки.
54 Составные части конвейеров с гибким тяговым элементом
Рис. 2,22. Звездочки:
а — для двухшарнирной цепи; б—для
разборной цепи с предохранительным
штифтом
2.5. Диаметры (мм) делительных
окружностей широко применяе-
мых звездочек для разборных
цепей по ГОСТ 589—74
Шаг звена цепи, мм Число зубьев z
6 8 10
80 311,5 412,2 513,1
100 388,8 514,7 640,8
160 621,1 822,3 1025,1
Шаг Число зубьев z
звена
цепи, 13 16 20
мм
80 665,0 817,4 1020,1
100 831,0 1021,5 1274,7
160 1329,2 1632,7 2039,2
2.2.4. Стальные проволочные канаты
Известны попытки применить в каче-
стве тяговых элементов конвейеров ка-
наты — одинарные непрерывные, глад-
кие; одинарные непрерывные с укре-
пленными на них захватами для заце-
пления с кулачковым приводным бло-
ком; одинарные непрерывные с допол-
нительной спиральной навивкой утол-
щенной проволоки; одинарные, соста-
вленные из отдельных отрезков, соеди-
ненных глухими муфтами (зажимными
втулками), которые используются для
крепления опорных катков в качестве
ведущих захватов для приводных бло-
ков; элементы, составленные из от-
дельных параллельных отрезков кана-
тов, скрепленных зажимами; канатные
цепи из отдельных отрезков каната.
Несмотря на обилие способов исполь-
зования стальных канатов, они получи-
ли небольшое распространение в кон-
вейерах. Наиболее простым является
тяговый элемент из одного непрерывно-
го каната; его используют на ленточно-
канатных и грузонесущих подвесных
конвейерах. Канатные тяговые эле-
менты других видов из-за сложности из-
готовления, эксплуатации и конструкции
привода в конвейерах распространения
не получили.
2.2.5. Комбинированные тяговые
элементы
Комбинированный тяговый элемент
(рис. 2.23, а) применяется на прямоли-
нейном вертикально замкнутом конвей-
Рис. 2.23. Схема комбиниро-
ванного тягового элемента:
а — с угловым приводом со
звездочкой или блоком; б — с
реечным приводом; П — при-
вод; НУ — натужное уст-
ройство
Ходовые опорные устройства 55
ере с возвратно-поступательным движе-
нием, Он состоит из жесткой штангн 2,
движущейся на опорных катках 3, отрез-
ков 4 цепи нли каната, огибающих при-
водную 5 и натяжную 7 звездочки (или
блоки). Штанга движется возвратно-по-
ступательно и перемещает транспорти-
руемый груз при помощи упоров 1
в одном, заданном направлении. На ос-
новной части рабочей ветви конвейера
цепь заменена жесткой штангой с не-
большим числом опорных катков; на
обратной ветви отрезки цепи соединены
стальным стержнем или канатом 6. Сле-
довательно, значительно уменьшается
число шарниров и опорных катков, сни-
жается стоимость тягового элемента
и упрощается его обслуживание по
сравнению с тяговой цепью на всей
трассе.
Комбинированный тяговый элемент
(одинарный или сдвоенный) применяют
в штанговых грузоведущих конвейерах
тяжелого типа (см, гл. 10), Известен так-
же тяговый элемент в виде жесткой
штанги, приводимый в движение от ре-
ечного привода (рис. 2.23,6).
2.3. Ходовые опорные
устройства
Тяговый элемент, соединенный с гру-
зонесущим элементом конвейера, на пу-
ти своего перемещения должен иметь
ходовые опорные устройства как на ра-
бочей, так и на обратной ветвях.
Для ленточных конвейеров, а также
для некоторых специальных пластин-
чатых конвейеров в качестве опорных
устройств применяют стационарные ро-
лики, опираясь на которые движется
лента или настил. Иногда лента переме-
щается по неподвижному настилу из ли-
стовой стали или гладкого дерева. Тя-
говые и грузонесущие элементы цепных
конвейеров различного типа переме-
щаются по неподвижным направляю-
щим путям нз рельсов нли прокатных
профилей, опираясь на них своими хо-
довыми катками.
В подвесных конвейерах тяговый
и грузонесущий элементы подвешивают
к специальным спаренным каткам-ка-
реткам, которые движутся по подвесно-
му пути из прокатного профиля. Для
надежной работы конвейера, уменьше-
ния натяжения тягового элемента, сни-
жения расхода энергии и увеличения
срока службы к опорным устройствам
предъявляют следующие требования; а)
легкость вращения или передвижения,
т. е. малый коэффициент сопротивления
движению; б) простота, экономичность
конструкции и малая масса в сочетании
с высокой прочностью и износостой-
костью; в) надежная работа в тяжелых
условиях эксплуатации; надежная защи-
та подшипников от проникновения
в них пыли; г) простота обслуживания
и удобство подачи смазки к подшипни-
кам, возможность использования долго-
действующей смазки; д) простота ре-
монта и замены изнашивающихся ча-
стей.
Для выполнения этих требований
применяют подшипники качения закры-
того типа или с надежным лаби-
ринтным уплотнением, передовые ме-
тоды технологии изготовления деталей
массового производства (например,
штамповку), термообработку рабочих
поверхностей и т, п. Большую роль
играет также организация эксплуатации
машины: регулярная подача смазки,
очистка машины от пыли, грязи и про-
сыпи груза, а также профилактический
ремонт ее сборочных единиц. Следует
иметь в виду, что качество конструкции,
изготовления и состояния ходовых
устройств в значительной степени опре-
деляет сопротивления движению тяго-
вого и грузонесущего элементов
с транспортируемым грузом и, следова-
тельно, расчетное натяжение, мощность
привода и степень изнашивания состав-
ных частей конвейера.
Это важное положение можно иллюстри-
ровать таким примером.
На рис. 2.24 приведены диаграммы натя-
жения лент двух ленточных конвейеров
с одинаковыми характеристиками (ширина
ленты .1000 мм, длина конвейера 200 м, про-
изводительность 975 т/ч, скорость 2 м/с),
с ролнкоопорами, по которым движется лен-
та. Коэффициент сопротивления движению
56 Составные части конвейеров с гибким тяговым элементом
Рис. 2.24. Сечения ленты и диаграммы натяжения и мощности приводного электрод питателя при
коэффициенте сопротивления ленты движению:
а — tv = 0,02; б — w = 0,1
ленты одного конвейера w = 0,02 (рис. 2.24, а),
а другого w = 0,1 (рис. 2.24,6). У первого кон-
вейера лента имеет максимальное натяжение
18 кН и мощность приводного двигателя
25 кВт, у второго соответственно 90,5 кН
н 126 кВт.
Конструкции опорных устройств рас-
сматриваются ниже, в соответствующих
главах, по каждому типу конвейеров
в отдельности,
2.4. Натяжные устройства
Натяжное устройство того или иного
типа (рис. 2,25) состоит из поворотного
устройства 1, которое огибает тяговый
элемент 2 (обычно под углом 180°), под-
вижных башмаков (ползунов) или те-
лежки 4 (на которых закрепляется ось
3 поворотного устройства) и натяжного
механизма 5. Последний, перемещая по-
лзуны или тележку, натягивает тяговый
элемент. Поворотное устройство для тя-
гового элемента может состоять из ба-
рабана (для ленты), одного или двух
блоков (для каната) или звездочек (для
цепей). В конвейерах с тяговым элемен-
том установка натяжного устройства
является обязательной. Это устройство
служит для создания первоначального
натяжения тягового элемента, ограниче-
ния его провеса между опорными
устройствами и компенсации вытяжки
в процессе эксплуатации,
В современных машинах натяжное
Рис. 2.25. Схемы натяжных устройств:
а и б —винтовых; в — тележечного грузового; г — пневматического (гидравлического); д — пружинно-
винтового
Натяжные устройства 57
устройство является автоматическим ре-
гулятором натяжения тягового элемен-
та в заданных пределах и автоматиче-
ским предохранительным устройством,
выключающим привод при превышении
заданного предела нагрузки и чрезмер-
ной вытяжке тягового элемента.
Первоначальное натяжение должно
обеспечивать определенное минималь-
ное натяжение тягового элемента, необ-
ходимое для нормальной работы кон-
вейера. Минимальное натяжение раз-
лично и зависит от типа конвейера и его
привода. Например, для скребковых
и подвесных толкающих конвейеров на-
тяжение не должно быть ниже опреде-
ленного минимума, обеспечивающего
устойчивое положение скребка или тол-
кателя. У конвейеров с фрикционным
приводом, передающим тяговое усилие
при помощи трения, первоначальное на-
тяжение и обусловленное им натяжение
ветви, сбегающей с приводного бараба-
на, должны быть значительными для
создания достаточной силы трения ме-
жду барабаном и лентой для передачи
потребного’ тягового усилия. У конвейе-
ров с передачей тягового усилия заце-
плением первоначальное натяжение це-
пи необходимо для обеспечения пра-
вильного сбега цепи с приводной звез-
дочки : оио составляет обычно около
5—10% от максимального допускаемо-
го натяжения.
По конструкции и способу действия
различают механические, пневматиче-
ские, гидравлические, грузовые, грузоле-
бедочные и лебедочные натяжные
устройства. В механическом устройстве
натяжение тягового элемента произво-
дят вручную при помощи какого-либо
механизма, например натяжных или на-
жимных винтов (рис. 2.25, а), колеса
и зубчатой рейки и т. п., или при помо-
щи лебедки, приводимой электро- или
гидроприводом. При использовании ме-
ханического натяжного устройства натя-
жение тягового элемента не остается
постоянным и изменяется, постепенно
уменьшаясь по мере его вытяжки и из-
нашивания в процессе работы.
Необходимость периодического на-
блюдения и подтягивания, переменное
значение натяжения и возможность
«перетяжки» (чрезмерного перенатяже-
ния) тягового элемента, жесткость кре-
пления и отсутствие подвижности (по-
датливости) при случайных перегрузках
являются недостатками механических
натяжных устройств. К их преимуще-
ствам относятся простота конструкции,
малые габаритные размеры и компакт-
ность.
Натяжные устройства, приводимые
в движение пневматическими и гидра-
влическими цилиндрами, имеют малые
габаритные размеры, но требуют уста-
новки специального приспособления,
обеспечивающего постоянство давления
воздуха или масла.
Грузовое натяжное устройство
(рис. 2.25, в) приводится под действием
свободно висящего груза и автоматиче-
ски (без периодического подтягивания)
обеспечивает постоянное усилие натяже-
ния, автоматически компенсирует изме-
нение длины тягового элемента от тем-
пературных условий и уменьшает пи-
ковые нагрузки при случайных перегруз-
ках, что является его большим преиму-
ществом. К недостаткам грузового
устройства относятся большие габа-
ритные размеры и большая масса груза
для мощных и длинных ленточных кон-
вейеров. Для уменьшения массы груза
применяют передачу усилия натяжения
через полиспасты или рычаги, исполь-
зуют приводные лебедки (подробно см.
гл. 4). Существенным недостатком таких
натяжных устройств являются большие
сопротивления в полиспастах (особенно
на конвейерах, работающих в тяжелых
условиях эксплуатации), которые значи-
тельно препятствуют автоматичности
действия грузовых натяжных устройств.
Грузовые натяжные устройства уста-
навливают, как правило, на ленточных,
канатных и пространственных под-
весных и цепетянущих конвейерах. На
цепных конвейерах и сравнительно ко-
ротких (до 60 м) ленточных конвейерах
с трассой простой конфигурации разме-
щают винтовые натяжные устройства
(рис. 2.25, а). На тяжелых и длинных
58 Составные части конвейеров с гибким тяговым элементом
цепных конвейерах (кроме указан-
ных выше) целесообразно устанавли-
вать пружинно-винтовые устройства
(рис. 2.25, д), которые благодаря упруго-
сти пружины являются более рацио-
нальными, чем жесткие внитовые
устройства. Передвижные конвейеры по-
грузочных машин н питатели с гибким
тяговым элементом для достижения
компактности оснащают винтовыми на-
тяжными устройствами. На мощных
ленточных конвейерах большой протя-
женности устанавливают грузолебе-
дочные и лебедочно-пружинные на-
тяжные устройства.
Ход натяжного устройства х (см.
рис. 2.25), равный сумме монтажного х0
и рабочего хр ходов, выбирают в зави-
симости от длины и конфигурации
трассы конвейера и типа тягового эле-
мента. Ход должен обеспечить компен-
сацию удлинения тягового элемента хр
(от нагрузки, износа и температурных
условий) и выполнение монтажных и ре-
монтных работ — xq (стыковку, замену
отдельных звеньев и т. п.).
Для ленточных конвейеров рабочий
ход натяжного устройства
хр KaK^yL, (2.17)
где Ki; — коэффициент, зависящий от угла
конвейера р (при р 10° Кн--0,85; прн р>
>10° Кн = 0,65); Ks — коэффициент исполь-
зования ленты по натяжению (при классах
использования ленты Ц1, Ц2 и ЦЗ значение
Ks соответственно равно 0,63; 0,8 и 1,0);
£у — относительное упругое удлинение ленты
при нагрузке, равной 0,1 от прочности ленты
(принимается по стандартам н техническим
условиям на ленты); обычно для резинотка-
невых лент су - 0.015; для резинотросовой
ленты Еу = 0,0025; /.- длина конвейера ме-
жду центрами барабанов, м.
Для цепных конвейеров, у которых
удлинение цепи может быть незначи-
тельным, ход натяжного устройства
должен быть на 50—100 мм больше
длины половины секции цепи, чтобы
можно было прн большом износе
уменьшить длину цели на одну секцию
(секцией цепи называют два парных зве-
на с прямыми пластинами или одно
изогнутое звено).
Натяжное устройство обычно разме-
щают на одном из поворотных
устройств (барабане, блоке, звездочке),
расположенном на участке малого натя-
жения тягового элемента. Барабан, блок
или звездочку устанавливают не в край-
нем переднем положении натяжного
устройства, а отступив от него на неко-
торую величину хо, обеспечивающую
возможность стыкования тягового эле-
мента.
Натяжное усилие Рн> необходимое
для перемещения подвижного поворот-
ного устройства с тяговым элементом,
зависит от расположения натяжного
устройства и привода на трассе конвейе-
ра. В общем случае оно составляет сум-
му натяжений набегающей Si на пово-
ротное устройство и сбегающей $2
с него ветвей тягового элемента и уси-
лия Т перемещения ползунов или натяж-
ной тележки:
Рн = + S2+T. (2.18)
Для винтового натяжного устройства
усилие, прилагаемое к рукоятке (или
ключу) для вращения винта,
где /сзт — коэффициент распределения усилия
между натяжными винтами (прн одном на-
тяжном винте нли при двух вннтах, соеди-
ненных цепной передачей и вращающихся
одновременно от одного из винтов, kB T = 1;
при двух вннтах и поочередном вращении
каждого винта с учетом возможного переко-
са кв т = 0,6-г 0,7); I — длнна рукоятки илн
ключа; d[ — средний диаметр резьбы винта;
рБ—угол подъема винтовой линии (обычно
рв = 4ч-6°); (рт — приведенный угол трения
(обычно фт = 6°); ц — коэффициент трения
в торце упорной поверхности гайки илн го-
ловки внита (обычно ц = 0,25); с^— средний
диаметр опорной поверхности гайкн или го-
ловки вннта; обычно d2 = (1,4 -4- 1,5) dp
Масса натяжного груза
= j?H/(£mU, (2.20)
Приводы 59
где п — КПД полиспаста и отводных блоков
(при отсутствия полиспаста ц = 0,95);
in — кратность полиспаста (при его отсут-
ствии !п = 1).
Как видно из формулы (2.18), чем
больше $i и $2, тем больше натяжное
усилие. Следовательно, для уменьшения
Рн необходимо устанавливать натяжное
устройство на участке с малыми натя-
жениями и $2- При применении со-
вмещенного привода с натяжным
устройством (например, на подвесных
конвейерах) величины Si и S2 и, следова-
тельно, Рн будут, как правило, больше,
чем при другом местоположении натяж-
ного устройства, поскольку в этом слу-
чае Si будет натяжением ветви, набе-
гающей на привод.
У конвейеров с фрикционным приво-
дом первоначальные натяжения тягово-
го элемента в период пуска н при уста-
новившемся движении должны быть
различными. При пуске приводу необхо-
димо преодолевать дополнительные со-
противления трогания с места и инер-
ции движущихся масс, поэтому первона-
чальное натяжение тягового элемента
для обеспечения необходимого повы-
шенного тягового усилия должно быть
значительно большим, чем при уста-
новившемся движении. Обеспечивать
работу тягового элемента постоянно
с повышенным (пусковым) первоначаль-
ным натяжением нерационально, так как
это увеличит местные потери н ускорит
изнашивание оборудования. Поэтому
для конвейеров большой мощности и
протяженности необходимо постоянное
автоматическое регулирование первона-
чального натяжения тягового элемента
в зависимости от периода, условий и
режима загрузки конвейера. Наибольшее
натяжение должно быть в период пуска
конвейера; при установившейся работе
оно должно автоматически уменьшаться
вплоть до минимального для данной
загрузки конвейера. Такой режим обес-
печивают лебедочные и грузолебедоч-
ные натяжные устройства с автомати-
ческим управлением, снабженные специ-
альным датчиком автоматического конт-
роля натяжения.
На грузовых натяжных устройствах
конвейеров в крайних переднем н за-
днем положениях натяжной тележки
устанавливают конечные выключатели,
при контакте которых с натяжной те-
лежкой привод конвейера выключается.
Эти аварийные случаи могут произойти
при обрыве натяжного троса или при
крайнем заднем положении тележки (при
использовании полного хода натяжного
устройства).
2.5. Приводы
Приводной механизм (или, сокращен-
но, привод) служит для приведения
в движение тягового и грузе несущего
элементов конвейера или непосредствен-
но рабочих элементов в машинах без
тягового элемента. По способу передачи
тягового усилия различают приводы
с передачей усилия зацеплением и фрик-
ционные, передающие тяговое усилие
трением. Фрикционные приводы приме-
няют для лент, канатов и кругло-
звенных цепей; их разделяют на одноба-
рабанные (одноблочные), двух- и трех-
барабанные и специальные промежу-
точные (см. гл. 3 и 4).
Приводы с передачей тягового усилия
зацеплением разделяют на угловые со
звездочкой или кулачковым блоком,
устанавливаемые на повороте трассы
конвейера на 90 или на 180° (рис. 2.2б,а
и б) и иногда на прямолинейном участке
(рис. 2.26, в, г), прямолинейные (гусе-
ничные) со специальной приводной
цепью с кулаками (рис. 2.26,6), устана-
вливаемые на прямолинейном участке
(подробно см. гл. 3). Гусеничный привод
по сравнению с угловым имеет следую-
щие преимущества: меньший диаметр
приводной звездочки, а следовательно,
и меньшие крутящий момент и размеры
механизмов при одних и тех же тяговом
усилии и скорости конвейера; возмож-
ность установки на любом горизонталь-
ном участке трассы конвейера и, следо-
вательно, большие возможности для
наивыгоднейшего расположения приво-
да. Недостатками гусеничного привода
являются некоторая сложность его
60 Составные части конвейеров с гибким тяговым элементом
Рис. 2.26. Схемы приводов с
передачей тягового усилия за-
цеплением :
а, б, в — угловых со звездоч-
кой при повороте на 90е,
180° и на прямолинейном
участке соответственно; г —
со звездочкой на отклонении
цепи; д — прямолинейный (гу-
сеничный)
устройства и более высокая стоимость
из-за наличия двух звездочек и привод-
ной цели.
В гусеничных приводах приводная
цепь может располагаться в горизон-
тальной или вертикальной плоскости.
Кроме гусеничных приводов с веду-
щими кулаками, в конвейерах новых
конструкций применяют гусеничные
приводы с плоскими электромагнитами,
прикрепленными к приводной цели.
Электромагниты притягивают звенья
тяговой цепи конвейера и передают им
движущую силу от приводной цепи гу-
сеничного привода. Питание магнитов
электрическим током осуществляется
при помощи троллей и токосъемников
таким образом, что ток поступает
в магниты только при их движении на
прямолинейном тяговом участке. На по-
воротных звездочках и обратной ветви
магниты обесточиваются.
Применяют также фрикционные пря-
молинейные (промежуточные) приводы,
передающие движение тяговому элемен-
ту при помощи сил трения, создаваемых
прижимом тягового элемента к привод-
ному. Приводы конвейеров обеспечи-
вают постоянную или переменную ско-
рость движения тягового элемента. Из-
менение ее может быть плавным нли
ступенчатым. Плавное изменение скоро-
сти (обычно в пределах 1 :4), необходи-
мое по требованиям технологического
процесса, выполняемого на конвейере,
или для оптимального использования
конвейера по режиму загрузки, дости-
гается при помощи вариатора, устана-
вливаемого в приводном механизме,
нли специальных муфт, соединяющих
электродвигатель привода с редукто-
ром, а также при применении гидропри-
вода или электродвигателей постоянно-
го тока, Ступенчатое изменение скоро-
сти обеспечивается при установке ко-
робки скоростей (набора сменных пере-
дач) или многоскоростного электродви-
гателя.
По числу приводов, расположенных
на трассе, различают конвейеры одно-
приводные (рис. 2.^7, а, б, в и г) и много-
приводные (рис. 2.27,6). У многопривод-
ного конвейера на трассе размещают
несколько (например, до 12) приводных
механизмов, называемых промежу-
точными, с отдельными электродвигате-
лями. Применение промежуточных при-
водов позволяет значительно умень-
шить натяжение и использовать тяговые
элементы небольшой прочности на кон-
вейерах большой протяженности.
Привод конвейера может иметь один,
два или три отдельных электродвигате-
ля. Два двигателя устанавливают на
один приводной вал при использовании
типовых двигателей и редукторов мень-
шей мощности (вместо одного большо-
го) и для более компактной планировки
привода. Три двигателя применяют
в двухбарабанном приводе ленточного
конвейера (рис. 2.27, г). Созданы также
объединенные приводы, у которых один
двигатель через соответствующий пере-
даточный механизм одновременно при-
водит в движение две (нли, иногда, трн)
приводные звездочки конвейера.
Для привода канатных грузоведущих
конвейеров используют барабанные ле-
Приводы 61
бедки с электродвигателем. Таким обра-
зом, многообразие типов конвейеров
обусловливает мйогне конструктивные
разновидности приводов.
По виду движущей энергии и роду
двигателей в конвейерах применяют
электрический и значительно реже —
электрогидравлический и пневматиче-
ский приводы. В электроприводах, полу-
чивших преимущественное распростра-
нение, используют асинхронные элек-
тродвигатели трехфазного тока с корот-
козамкнутым (до 100 кВт) и фазным
роторами общепромышленного испол-
нения. Для многоприводных конвейеров
применяют двигатели с повышенным
скольжением нли двигатели с фазным
ротором с дополнительным сопротивле-
нием в цепи ротора для увеличения
скольжения, а для конвейеров тяжелого
типа, а также при пульсирующем дви-
жении — двигатели с повышенным пу-
сковым моментом.
Электродвигатели постоянного тока
используют очень редко. Гидравличе-
ский привод в конвейерах имеет сравни-
тельно малое применение, и главным
образом в условиях взрывоопасной
среды, например в угольных шахтах.
К его преимуществам относятся ком-
пактность, возможность плавного регу-
лирования скорости, взрывобезопас-
ность, а к недостаткам - пониженный
КПД, невысокий срок службы основных
деталей, сравнительно высокая частота
вращения выходного вала (не менее 100
об/мин), что ограничивает использова-
ние гидропривода для цепных конвейе-
ров тяжелого типа, имеющих скорость
до 0,5 м/с.
Рис. 2.27. Схемы расположения приводов:
а — однодвигательного; 6 — двухдвигательного; в и г — трехдвигательных; д — многоприводного с пря-
молинейными промежуточными приводами; П — привод, Д — двигатель
62 Составные части конвейеров с гибким тяговым элементом
Рис. 2.28. Гидравлическая муфта привода скребкового конвейера
По конструкции составных элементов
электрические приводы бывают на-
борные нз открытых передач (устарелая
конструкция), полностью редукторные
(наилучшая конструкция), комбиниро-
ванные — с редуктором и дополни-
тельными открытыми клиноременной,
зубчатой или цепной передачами и спе-
циальные, встроенные (например, мо-
тор-барабан; см. гл. 4). Выходной вал
редуктора соединяется с валом привод-
ного барабана или звездочки прн помо-
щи зубчатой или уравнительной муфты,
или какой-либо дополнительной переда-
чи (зубчатой или цепной). Входной вал
редуктора соединяется с валом электро-
двигателя при помощи упругой муфты.
В конвейерах тяжелого типа с боль-
шими пусковыми нагрузками, а также
при многодвигательном приводе широ-
кое распространение получили гидра-
влические муфты (рис. 2.28). Эти муфты
позволяют осуществить плавный, посте-
пенный разгон машины при пуске
и вследствие повышенного скольжения
способствуют равномерному распреде-
лению нагрузок между отдельными дви-
гателями многоприводного конвейера.
Приводы конвейеров в большинстве
случаев снабжаются остановами нли
электромагнитными тормозами и бло-
кируются с предохранительными
устройствами. Большинство приводов
цепных конвейеров с зацеплением шар-
ниров цепи на звездочке или кулачке гу-
сеничной цепи имеют также механиче-
ское предохранительное устройство
в виде срезного штифта с заданным
расчетным сечением (см. рис. 2.22,6).
При повышении пускового тягового
усилия приблизительно на 25% штнфт
срезается, приводная звездочка остана-
вливается, и прерывается подача тока
к электродвигателю привода. Это очень
простое устройство надежно предохра-
няет тяговый элемент от повреждений
и обрыва.
Усилие среза штифта определяют по
формуле
Рс = £пМкртах/Дш = лс^т/4, (2.21)
где кп а; 1,25 — коэффициент допускаемой
перегрузки; Мкртах - крутящий момент на
валу установки штифта (обычно на валу при-
водной звездочки радиуса Ко) во время пуска
конвейера прн максимальной нагрузке;
Перспективы применения линейных электродвигателей в приводе конвейеров 63
Рис. 2.29. Схемы линейных асинхронных двигателей:
а — плоского горизонтального одностороннего; 6 — двустороннего; в, г — вертикального двустороннего
соответственно с неподвижной и подвижной первичной частью; Э — кольцевого; е — дискового; ж — ба-
рабанного
Дш-радиус расположения штифта (см.
рис. 2.22,6); т = ксав — предел прочности
штифта при срезе (здесь =
= т/ств — коэффициент соотношения пределов
прочности; для сталей 40, 45, 50 кс =
= 0,7 ~ 0,8; для серого чугуна СЧ 12-28, СЧ
15-32 кс = 1,1 ч- 1,5; <ув — предел прочности
штифта при разрыве); do-диаметр рабочего
сечення штифта;
d0 = ]/4Рс/(лт). (2,22)
Различные конструкции приводов рас-
сматриваются по отдельным машинам
в соответствующих главах. Методика
выбора наивыгоднейшего расположения
привода на трассе конвейера приведена
в гл. 3.
На конвейерах особенно ответствен-
ного назначения, например для подачи
шихты в доменную печь, устанавливают
резервный приводной механизм. При
случайном выходе из строя одного
из приводов конвейер переключается на
резервный приводной механизм. Такое
решение более экономично, чем дубли-
рование всего конвейера.
2.6. Перспективы применения
линейных электродвигателей
в приводе конвейеров
Для современного конвейер остроения
перспективным является примененйе ли-
нейных асинхронных двигателей ЛПАД)
поступательного движения. Это позво-
ляет ликвидировать сложные и метал-
лоемкие редукторные приводы с Обы-
чными электродвигателями вращатель-
ного движения.
Линейный электродвигатель (рис. 2.29)
состоит из двух основных частей: пер-
вичной 4 и вторичной 2. Первичная
часть, в которую входит обмотка 3
и токоподвод 7, является индуктором
илн видоизмененным плоским стато-
ром, а вторичная — видоизмененным
ротором двигателя, развернутым на
плоскости. Между первичной и вторич-
ной частями двигателя имеется воз-
душный зазор. При подаче напряжения
в обмотках первичной части появляется
электрический ток, возникает бегущее
магнитное поле, которое в результате
64 Составные части конвейеров с гибким тяговым элементом
магнитной индукции взаимодействует
с вторичной частью и вызывает про-
дольное сдвигающее усилие. Если одну
часть двигателя (первичную или вторич-
ную) закрепить неподвижно, то другая
(свободная) будет перемещаться со ско-
ростью, немного меньшей скорости бе-
гущего магнитного поля за счет элек-
трического скольжения. Соединение
движущейся части двигателя с тяговым
элементом конвейера обеспечивает по-
ступательное движение последнего без
редукторов, муфт и других переда-
точных механизмов. При неподвижной
первичной части и подвижной вторич-
ной токоподвод к обмоткам электро-
двигателя стационарный. При исполне-
нии двигателя с подвижной первичной
частью и неподвижной вторичной — то-
коподвод подвижный, скользящий от
троллейных проводов или гибкого кабе-
ля (при малой длине перемещения).
Первичная часть плоского линейного
двигателя состоит из набора тонких
штампованных листов из электротехни-
ческой стали, собранных в единый па-
кет — магнитопров од. В листе имеются
поперечные пазы, в которые уклады-
вается обмотка из медного провода.
Вторичная часть представляет собой
продольно расположенный металличе-
ский сердечник, например полосу, полку
двутавра, швеллера, головку рельса и т. п.
Материал вторичной части и зазор ме-
жду первичной и вторичной частями
двигателя определяют его КПД и тяго-
вое усилие. Для создания мощного маг-
нитного потока вторичная часть должна
иметь низкое магнитное сопротивление
и одновременно низкое активное сопро-
тивление. Поэтому вторичную часть из-
готовляют в виде полосы из меди, алю-
миния, дуралюминия или из стали
с медной или алюминиевой накладкой;
можно также применять стальную по-
лосу, но значительно большего сечения
(при этом необходимо обеспечить не-
возможность притяжения вторичной ча-
сти к первичной).
К преимуществам ЛАД относятся не-
посредственная бесконтактная, без про-
межуточных редукторных механизмов
передача тягового усилия поступатель-
но движущимся тяговому и грузонесу-
щему элементам конвейера; возмож-
ность расположения привода на прямо-
линейном участке трассы без изменения
ее направления на поворотных звездоч-
ках или барабанах; возможность уста-
новки нескольких двигателей на один
общий контур трассы конвейера и нх
согласованная работа; стабильность
скорости тягового элемента при устано-
вившемся движении конвейера без дина-
мической пульсации, характерной для
цепного привода со звездочкой; воз-
можность плавного регулирования ско-
рости движения и постепенного разгона
больших масс при пуске.
Недостатками ЛАД являются сравни-
тельно низкий КПД (обычно не более
0,6 —0,7), наличие вторичной части из
цветного металла на протяжении всей
трассы конвейера, необходимость
устройств для охлаждения двигателя
при длительной непрерывной работе
с полной нагрузкой.
Применять ЛАД наиболее рациональ-
но при высоких скоростях движения (бо-
лее 3 м/с при частоте тока 50 Гц).
В СССР и за рубежом известны раз-
работки и испытания опытных образцов
ленточных, пластинчатых и тележечных
конвейеров и конвейерных поездов
с приводом от одного и нескольких
ЛАД. Однако широкого промышленно-
го применения конвейеры с ЛАД пока
не получили. Для промышленного внед-
рения ЛАД необходимо дальнейшее
усовершенствование их конструкций
с целью повышения КПД и обеспечения
надежного теплового режима при дли-
тельной непрерывной работе.
Применение ЛАД наиболее перспек-
тивно в высокоскоростных маги-
стральных ленточных и пластинчатых
конвейерах высокой производительно-
сти и в конвейерных поездах. Важней-
шей задачей является разработка много-
приводных ленточных конвейеров боль-
шой протяженности с ЛАД, у которых
вторичной частью служит лента кон-
вейера, а несколько г ервичных частей
установлено вдоль его трассы.
Производительность транспортирующих машин непрерывного действия 65
2.7. Поддерживающая
металлоконструкция
Поддерживающая металлоконструк-
ция средней части зависит от конструк-
ции конвейера. Ее изготовляют из про-
катной профильной стали в виде от-
дельных секций длиной 3 — 6 м, соеди-
няемых одна с другой болтами. Привод
и натяжное устройство имеют само-
стоятельные сварные металлоконструк-
ции.
Основные требования, предъявляемые
к поддерживающей металлоконструк-
ции : высокая прочность и жесткость
при минимальной массе, малая метал-
лоемкость, удобство и безопасность
монтажа и обслуживания конвейера,
широкая унификация и большой срок
службы (более 10 лет).
Подробно поддерживающие кон-
струкции рассматриваются в последую-
щих главах.
ОБЩАЯ ТЕОРИЯ
ТРАНСПОРТИРУЮЩИХ
МАШИН
3.1. Производительность транспортирующих
машин непрерывного действия 65
3.2. Мощность двигателя и коэффициент
сопротивления движению 67
3.3. Сопротивления, тяговая сила и мощность
двигателя конвейеров с гибким тяговым
Элементом 69
3.1. Производительность
транспортирующих машии
непрерывного действия
Производительность транспортирую-
щей машины (установки) определяется
количеством насыпного (в единицах
массы или объема) или штучного (в
штуках) груза, перемещаемого ею в еди-
ницу времени. Различают техническую
и эксплуатационную производительно-
сти транспортирующей машины.
Технической (паспортной) производи-
тельностью называют количество груза,
перемещаемого в единицу времени при
полном (рациональном, предусмотрен-
ном расчетом) заполнении грузонесуще-
3 А. О. Спиваковский
3.4. Расположение на конвейере привода
и натяжного устройства 78
3.5, Многоприводные конвейеры 82
3.6. Динамические силы, действующие
на тяговый элемент цепных
конвейеров 92
3.7. Пуск и остановка конвейера 94
го элемента машины и при сохранении
постоянной номинальной (паспортной)
рабочей скорости. Таким образом, тех-
ническая производительность транспор-
тирующей машины определяется ее тех-
ническими параметрами и свойствами
перемещаемого груза.
Эксплуатационную производитель-
ность определяют с учетом действи-
тельных местных эксплуатационных ус-
ловий — степени заполнения грузонесу-
щего элемента машины и использова-
ния машины во времени (а также
с учетом свойств перемещаемого груза,
если в отдельных случаях онн изме-
няются). Таким образом, эксплуата-
ционная производительность зависит не
только от технических параметров ма-
66 Общая теория транспортирующих машин
шнны и свойств груза, но и от фактиче-
ских условий эксплуатации.
Техническая и эксплуатационная про-
изводительности связаны между собой
соотношением
бэ/б = Уэ/У=к3г
где Q3 (Т/ч) и Уэ (м3/ч) эксплуатационные
(массовая и объемная) производительности
машины; Q (т/ч) и V (м3/ч) технические (мас-
совая и объемная) производительности ма-
шины; Кэ— общий эксплуатационный коэф-
фициент использования машины, предста-
вляющий собой произведение коэффициен-
тов неравномерности загрузки машины ЛГН,
использования по времени Кв и готовности
машины Кг (при непрерывной работе с нор-
мальной нагрузкой К3 = 1, при неполной на-
грузке и простоях, Ка < 1).
Если производительность указывает-
ся, например за смену ()см (т/смена), Есм
(м3/смена) и Г - продолжительность
смены в часах, то среднюю эксплуата-
ционную производительность (в т/ч и
м3/ч) определяют по формулам
еэ = есм/г, Уэ = гсм/т; (3.1)
а техническую производительность (т/ч
и м3/ч) по формулам
е=еэ/кэ=есмдкэт);
У=ИЭ/КЭ=7СМ/(КЭТ). (3.2)
По значению технической производи-
тельности рассчитывают главные кон-
структивные параметры машин, обеспе-
чивающие эту производительность (гео-
метрические размеры грузонесущего
элемента, рабочую скорость), поэтому
ее называют также расчетной или кон-
структивной.
При расчете производительности ма-
шин непрерывного действия рассматри-
вают три случая транспортирования: 1)
перемещение насыпных грузов непреры-
вным потоком; 2) перемещение насы-
пных грузов отдельными порциями; 3)
перемещение штучных грузов. Во всех
случаях основными параметрами, опре-
деляющими производительность,
являются среднее количество груза на
единице длины грузонесущего элемента
конвейера н рабочая скорость переме-
щения.
Среднее количество груза на единице
длины грузонесущего элемента выра-
жают в единицах объема (доб» л/м)
и массы (д', кг/м). Секундная производи-
тельность конвейера равна произведе-
нию дОб или д' на скорость v (м/с), а ча-
совая производительность (м3/ч и т/ч)
У= 3600добу/1000 = 3,6добщ (3.3)
Q == 3600добгр/1000 = 3,6д'г, (3.4)
где р — плотность насыпного груза, т/м3.
Если насыпной груз перемещается не-
прерывным потоком и грузонесущий
элемент конвейера имеет форму желоба
(трубы) сечением Fq (м2) с коэффициен-
том наполнения ф (для желоба ф может
быть меньше, равно или больше еди-
ницы, для трубы меньше или равно еди-
нице), то сечение груза в желобе F = Грф
(м2) и количество груза на 1 м длины
(л/м и кг/м)
доб=1000Е0ф; (3.5)
д' = ЮООГорф- (3-6)
Подставив этн значения доб н д' в вы-
ражения (3.3) и (3.4), получим
У=36ООГоуф; (3.7)
б = ЗбООЕогрф. (3.8)
Если насыпной груз перемещается по-
рциями, например в ковшах (илн сосу-
дах) объемом гр (л) с коэффициентом на-
полнения ф (объем груза в ковше i =
= фф), то при шаге ковшей ак (м)
объемное количество груза (л/м) на дли-
не 1 м
д0б = i/aK = /оФ/«к (3.9)
и часовая производительность (м3/ч
и т/ч)
/ М
3,6 — v = 3,6 — фщ (3.10)
Q = 3,6 — up = 3,6 — рфг. (3.11)
ак °к
Мощность двигателя н коэффициент сопротивления движению 67
При перемещении отдельных
штучных грузов средней массой т (кг)
или партиями по z штук и при располо-
жении грузов (или партий грузов) с ша-
гом яп (м) масса груза, приходящаяся на
1 м длины (кг/м),
д' = т/а-п или д' = mz/an, (3.12)
а производительность (т/ч)
Q — 3,6(m/an)u; Q = 3,6(mz/an)v.
(3.13)
Произв одител ьность трансп ортирую-
щих машин непрерывного действия,
перемещающих штучные грузы, иногда
измеряют количеством штук в единицу
времени.
Интервал времени (с) между еди-
ничными грузами илн партиями грузов
t = a^/v,
следовательно, часовая производитель-
ность (шт/ч)
Z = 3600/t = 36OOt?/an;
Z - 3 600z/7 = 36OOzr/an. (3.14)
Прн этом массовая производитель-
ность (т/ч) I
e = mZ/1000. (3.15)
Следовательно, при перемещении
транспортирующей машиной насыпного
груза непрерывным потоком производи-
тельность является функцией (произве-
дением) двух величин — поперечного се-
чения грузонесущего элемента илн ли-
нейной нагрузки и рабочей скорости.
Выбрав в зависимости от типа машины
рабочую скорость, находят необхо-
димые для обеспечения требуемой про-
изводительности геометрические пара-
метры грузонесущего элемента, напри-
мер размеры сечения желоба или трубы,
ширину ленты, форму желоба и другие,
а при перемещении отдельными количе-
ствами — объем грузонесущих сосудов
и расстояние (шаг) между ними.
Полученные в результате расчета гео-
метрические размеры грузонесущего
элемента, перемещающего крупноку-
сковые грузы, должны соответствовать
размерам кусков.
3.2. Мощность двигателя
и коэффициент
сопротивления движению
В общем случае транспортирование
груза связано с перемещением его как
в горизонтальном, так и в вертикаль-
ном направлении, причем конечная точ-
ка перемещения груза может быть рас-
положена выше или ниже начальной.
Траектория перемещения груза может
быть прямолинейной нлн изогнутой
в одной илн в разных плоскостях (про-
странственная траектория). В частном
случае перемещение может происходить
только в горизонтальной плоскости илн
только в вертикальной вверх илн вниз.
Если груз перемещается вверх на вы-
соту Н (м) н производительность транс-
портирующего устройства Q (т/ч), то
мощность двигателя, необходимая толь-
ко для подъема груза, без учета сопро-
тивлений (т. е. полезная мощность, кВт)
\;(1 = ЮООбЯДЗбОО-100) = бЯ/360.
(3.16)
Потребная мощность (кВт) двигателя
N = Nn/r} = QH/(36Qr})> (3.17)
где т] — КПД транспортирующего устрой-
ства.
Как известно, КПД определяет сте-
пень совершенства машины. Если транс-
портирующее устройство, например
ковшовый элеватор, клетевой подъем-
ник, служит для перемещения груза по
вертикальному илн близкому к верти-
кальному направлению, то КПД может
характеризовать механические свойства
такой установки.
Однако в общем случае при переме-
щении груза как в вертикальном, так
и в горизонтальном направлениях,
и особенно при большой дальности
перемещения в горизонтальном напра-
влении по сравнению с высотой подъе-
3*
68 Общая теория транспортирующих машин
ма работа, затрачиваемая на преодоле-
ние сопротивлений, значительно возра-
стает и может во много раз превышать
работу подъема. В этом случае КПД не-
значителен (нередко сотые и даже ты-
сячные доли единицы) и уже не может
характеризовать механических свойств
таких установок.
Если груз перемещается только по го-
ризонтали, т. е. Н = 0, то КПД в преды-
дущих выражениях тоже обращается
в нуль (р = 0). Если конечная точка на
установке лежит ниже начальной, т. е.
перемещение груза связано с его движе-
нием вниз (Я < 0), то КПД в предыду-
щих выражениях алгебраически тоже
обращается в отрицательную величину,
т. е. не имеет физического смысла.
Таким образом, не во всех случаях
КПД может характеризовать механиче-
ские свойства транспортирующей уста-
новки, и для этого нужен другой показа-
тель, не теряющий общности независи-
мо от рода установки н направления
перемещения на ней груза — вверх, вниз
или по горизонтали. Таким показателем
может служить коэффициент сопроти-
вления движению или общий коэффи-
циент сопротивления транспортирую-
щей машины (установки). Он равен
отношению снл сопротивления, возни-
кающих при перемещении груза, к его
силе тяжести.
Пользуясь коэффициентом сопроти-
вления, учитывают отдельно работу
подъема, которая может быть положи-
тельной, отрицательной или равной ну-
лю, и работу на преодоление сил сопро-
тивления трению, которая больше нуля.
Обозначим через q1 (кг/м) массу груза
на 1 м длины транспортирующей уста-
новки, L (м) — ее длину н w' — общий
коэффициент сопротивления. Тогда сила
сопротивления трению (Н)
11'вр = q'gLw' « lOg'Lw'
и соответственно мощность (кВт)
Мзр =
= ^рР/1000 ъ 10g'Lw'r/1000 « QLw'/ЗбО.
Следовательно, общая мощность
(кВт), обусловленная силами сопроти-
вления подъему груза и силами сопро-
тивления трению,
N = Яп + Явр = (3/360) (Я + Lw').
(3.18)
Если производительность транспорти-
рующей установки дана в объемных
единицах — V (м3/ч), то из предыдущих
выражений мощность (кВт)
Я. = (7р/360)(Я + Lw'). (3.19)
Если начальная и конечная точки
транспортирования лежат в одной гори-
зонтальной плоскости, то в выражении
(3.18) Я = 0, Nn = 0 и N = Явр. Если на-
чальная точка транспортирования ле-
жит на Я (м) выше конечной, то Я
в этих выражениях входит со знаком
«минус» н < 0, но N может быть
больше, меньше и равно нулю. Таким
образом, выражение (3.18), в котором
работа, затраченная на преодоление сил
сопротивления, выражена через коэффи-
циент сопротивления w', применимо во
всех рассмотренных случаях транспор-
тирования. Если груз движется на
транспортирующей установке вниз (Я <
< 0) и | Я | > Lw1, то мощность N < 0
[уравнение (3.18)]. Такая установка
является самодействующей, н для со-
хранения равномерного движения на
ней должно производиться приторма-
живание.
В общем случае значения общего
коэффициента сопротивления w' н КПД
т| связаны между собой определенным
соотношением. Для его установления
приравниваем правые части выражений
(3.17) и (3.18):
2Я/(360т|) = (6/360) (Я + Lw'),
откуда
»' = (Я/Ц(1/П-1). (3.20)
Из этого выражения следует, что чем
больше г|, тем меньше w'.
Прн Я = 0 (горизонтальное перемеще-
ние) т] тоже обращается в нуль; при
Я = L (вертикальное перемещение)
w'= 1/т) — 1. (3.21)-
Сопротивления, тяговая сила и мощность двигателя конвейеров 69
3.3. Сопротивления, тяговая
сила и мощность двигателя
конвейеров с гибким тяговым
элементом
Сопротивления из отдельных участках.
Гибкий тяговый элемент (цепь, канат,
лента), перемещающийся по непо-
движным направляющим, образует за-
мкнутый коитур и под действием пере-
даваемой на него тяговой силы совер-
шает круговое движение. Обычно дви-
жение происходит в одну сторону, а на
реверсивных конвейерах — поочередно
в обе стороны.
В общем случае образуемый напра-
вляющими контур состоит из прямоли-
нейных н криволинейных участков и из
сопрягающих их поворотных пунктов,
на которых тяговый элемент огибает
вращающиеся на валу поворотные эле-
менты (звездочки, канатные шкивы, лен-
точные барабаны). В простейшем случае
контур состоит из двух прямолинейных
параллельных участков (грузовой и по-
рожняковой ветвей) и двух концевых
пунктов, из которых один является обы-
чно приводным, а другой — натяжным.
При движении на прямолинейных
и криволинейных участках контура на
тяговый элемент действуют распреде-
ленные по всей длине сопротивления,
а на поворотных пунктах сосредото-
ченные сопротивления. В общем случае
на тяговый элемент действуют продоль-
ная составляющая силы тяжести груза
н движущихся частей конвейера и сила
сопротивлений.
На порожняковых участках эти силы
обусловлены движением только тягово-
го элемента. На наклонных участках
при движении вверх продольную соста-
вляющую силы тяжести, направленную
в сторону, обратную движению, при-
нимают со знаком «плюс», при движе-
нии вниз — со знаком «минус», а прн
движении по горизонтали она равна ну-
лю. Силы сопротивления направлены
в сторону, обратную направлению дви-
жению, и всегда учитываются со знаком
«плюс».
Показателем сил сопротивления на
отдельных участках контура конвейера
служит частный коэффициент сопроти-
вления w, равный отношению силы со-
противления на участке к нормальной
(по отношению к направляющей) соста-
вляющей силы тяжести груза и движу-
щихся частей конвейера на этом участ-
ке.
Сопротивления иа прямолинейных
участках. В зависимости от способа
перемещения груза конвейеры с тя-
говым элементом разделяют на две
группы: 1) тяговый элемент является
одновременно грузонесущим, н груз не
входит в соприкосновение с направляю-
щими; 2) груз частично или полностью
располагается на направляющих (напри-
мер, в желобе), а тяговый элемент пере-
мещается по тем же илн по другим на-
правляющим. К первой группе относят-
ся ленточные, пластинчатые (с под-
вижными бортами), ковшовые, под-
весные и тележечные конвейеры и ков-
шовые элеваторы, а ко второй — скреб-
ковые и скребково-ковшовые конвейеры.
На конвейерах первой группы груз и тя-
говый элемент имеют одинаковый коэф-
фициент сопротивления, а на конвейерах
второй группы — разные коэффициенты
сопротивления.
Наиболее типичные способы переме-
щения тягового элемента на участках
контура конвейеров первой группы —
движение на катках (рис. 3.1,а) нли ста-
ционарных роликах (рис. 3.1,6). Первый
способ применяют для пластинчатого
конвейера, а второй — для ленточного,
на котором грузонесущая лента движет-
ся по стационарным роликовым опо-
рам.
Определим сопротивление на наклон-
ном прямолинейном участке длиной Е
[длина горизонтальной проекции Ц (м)
и вертикальной Н' (м)], расположенном
под углом наклона р. Обозначив через
q: (Н/м) и q0 (Н/м) силу тяжести
груза н грузонесущего элемента, при-
ходящуюся на единицу длины, найдем
силу сопротивления или тяговую си-
лу (И):
70 Общая теория транспортирующих машин
Рис. 3.1. Схема грузонесущей
части конвейера.*
а — пластинчатого; о - лен-
точного; в — скребкового
W' = ± (qr + qo) Lr sin p +
+ (<Zr + 4o) L' cos p • w =
=6jr + <?o)(i^ + L'rw); (3.22)
здесь знак «плюс» относится к движению
вверх по наклонному пути, а знак «минус»
к движению вниз.
Для определения сопротивления при
перемещении по прямолинейному участ-
ку обратной ветви в предыдущем выра-
жении принимают qY = 0.
Коэффициент сопротивления при дви-
жении на катках или стационарных ро-
ликах
’ w = C(\ui + 2k)/D, ' (3.23)
где С — коэффициент увеличения сопроти-
вления на катках с ребордами из-за трения
реборд о направляющие; р — коэффициент
трения в цапфах; d — диаметр цапф осей кат-
ков (роликов); к — коэффициент трения каче-
ния ; D — диаметр катков (роликов).
На ходовых роликах (катках) с кони-
ческим ободом (рис. 3.2, а), приме-
няемых, например, на подвесных кон-
Рис. 3.2. Схема для опреде-
ления сопротивления движе-
нию на конических ходовых
катках
вейерах -для центрирования хода тягово-
го элемента (см. гл. 8), груз не только
катится, но и скользит по путям. Если
Р — сила давления на каток, Ь — ширина
обода, на которую он входит в сопри-
косновение с поверхностью пути,
D — средний диаметр ролика, на кото-
ром, как можно считать, ролик катится
без скольжения (скорость скольжения
пск = 0, рис. 3.2, б), 2р - угол конусности
Сопротивления, тяговая сила и мощность двигателя конвейеров 71
и> f ~ коэффициент трения скольжения
по рельсу, то путь трения скольжения
в крайних точках ширины обода за
одйн оборот ролика
1Тр = п [£) + 2 (b/2) sin р] - TtD = nb sin р.
Путь скольжения по обе стороны от
среднего диаметра
/тр = 2 (2/3) nb sin р = (4/3) nb sin р
и соответственно работа трения сколь-
жения за один оборот
Ар = (4/3) Pni>/sin р.
Следовательно, добавочный коэффи-
циент сопротивления
ЛТП 4 Ь „ .
W „об = — =-----f Sin Р
даб TiDP 3D Н
и полный коэффициент сопротивления для
этого случая
iid + 2к 4 b
w о = ------+ у —/sin р. (3.24)
Если груз расположен на грузонесу-
щем и тяговом элементах, скользящих
по направляющим с коэффициентом
трения f, и не входит с ними в соприкос-
новение, то для груза и тягового эле-
мента коэффициент сопротивления w =
=f
Прн скольжении груза по горизон-
тальному желобу (например, на скреб-
ковом конвейере, рис. 3.1, в) частный
коэффициент сопротивления
w “ (р/1 + «оЛЖ + «о), (3-25)
где р — нагрузка на единицу длины дна
и стенки желоба, Н/м;/]— коэффициент тре-
ния скольжения груза по направляющим (же-
лобу);./^— коэффициент трения тягового эле-
мента по направляющим.
Для наклонного конвейера этого типа
при силе давления груза на дно и стенки
р частный коэффициент сопротивления
Р71 +gocosp0/2
w - —-------------—. (3.26)
(4г + 4о)С08р
В числителе этого выражения приве-
дено общее сопротивление на длине 1 м,
а в знаменателе — сила давления груза
и тягового элемента на дно желоба.
Сопротивления иа криволинейных
участках. Криволинейные участки кон-
тура конвейера располагаются, как пра-
вило, в горизонтальной или вертикаль-
ной плоскости, значительно реже — по
пространственным кривым. На этих
участках сопротивления тягового эле-
мента движению возрастают вследствие
образования под действием натяжения
тягового элемента добавочных ра-
диальных сил, воспринимаемых криво-
линейной направляющей.
На криволинейном вертикальном
участке на направляющую действуют
силы тяжести груза н движущихся ча-
стей конвейера и радиальные силы, воз-
никающие вследствие натяжения тяго-
вого элемента; все силы расположены
в вертикальной плоскости. На криволи-
нейном горизонтальном участке в гори-
зонтальной плоскости действуют ра-
диальные силы, а в вертикальной —
силы тяжести груза и движущихся ча-
стей конвейера.
В общем случае тяговый элемент про-
ходит криволинейные участки одним из
следующих способов:
скольжением по криволинейной на-
правляющей, например по шине, борту
криволинейного желоба (рис. 3.3, а);
качением по криволинейной напра-
вляющей на ходовых катках (в верти-
кальной плоскости) или на соединенных
с тяговым элементом опорных катках
с осями, перпендикулярными к плоско-
сти криволинейного участка (рис. 3.3,6);
качением тягового элемента по бата-
рее стационарных роликов с осями, пер-
пендикулярными к плоскости криволи-
нейного участка (рис. 3.3, в);
качением на ходовых роликах (катках)
по расположенной в горизонтальной
(нли наклонной) плоскости криволиней-
ной направляющей (одно- или двухрель-
совому пути) с восприятием радиальных
(боковых) сил на ребордах (или кониче-
ских ободах) ходовых роликов (рис.
3.3,г, д).
72 Общая теория транспортирующих машин
Рис. 3.3. Схемы криволинейных участков конвейера
Скольжение тягового элемента по
криволинейной направляющей связано
с повышенным сопротивлением и изно-
сом, поэтому оно применяется главным
образом при малых углах и больших
радиусах поворота, когда требуется воз-
можная простота конструкции конвейе-
ра, например для изгибающегося под
небольшим углом скребкового конвейе-
ра, на котором тяговый цепной элемент
скользит по дну и борту желоба.
Качение тягового элемента по криво-
линейной направляющей на соеди-
ненных с ним опорных катках характе-
ризуется малыми потерями на сопроти-
вления и потому имеет широкое приме-
нение. При таком способе движения
тягового элемента криволинейные
участки могут иметь малые радиусы,
благодаря чему конвейерная установка
получается более компактной, однако
при изгибах в горизонтальной нли на-
клонной плоскости на тяговый элемент
по всей длине конвейера устанавливают
опорные катки, в результате чего услож-
няется его конструкция. Типичным при-
мером использования рассматриваемо-
го способа служат цепные подвесные
конвейеры с пространственной трассой.
Качение тягового элемента по бата-
рее стационарных роликов (как и преды-
дущий способ) характеризуется малыми
потерями на сопротивления, но приме-
нение ее ограничивается свойствами ка-
тящегося по роликам тягового элемен-
та. Наиболее распространен этот способ
на ленточных конвейерах с изгибом
в вертикальной плоскости, на которых
поддерживающие ленту стационарные
роликовые опоры располагаются по
кривым выпуклостью вверх н вниз.
Качение тягового элемента по одно-
или двухрельсовым путям на ходовых
роликах (катках) с передачей имн бо-
ковых (направленных к центру кривой)
усилий на направляющий путь вызы-
вает повышенное трение и износ как
катков, так и рельсового пути. Поэтому
такой способ движения тягового эле-
мента применяют прн небольших углах
изгиба, больших радиусах криволи-
нейных участков, а также при малом на-
тяжении тягового элемента на криволи-
нейном участке. При этом необходимо
обеспечить устойчивость движущейся
части конвейера, находящейся на криво-
линейном участке, под действием опро-
кидывающего момента силы, напра-
вленной к центру кривизны. При этих
ограничительных условиях рассматри-
ваемый способ движения тягового эле-
мента иногда применяют, например, на
подвесных н на двухрельсовых теле-
жечных конвейерах.
Рассмотрим методы определения со-
противлений для некоторых типичных
случаев.
1. На конвейере с движением тягового
элемента по горизонтальному пути на
ходовых катках при прохождении по
криволинейным участкам боковое (ра-
диальное) давление передается на на-
Сопротивления, тяговая сила и мощность двигателя конвейеров 73
правляющую шину с помощью укре-
пленных на тяговом элементе на верти-
кальных осях опорных катящихся по
шине катков. Такой случай характерен
для подвесного конвейера. Сопротивле-
ние на криволинейном участке (см.
рис. 3.3)
И"кр = 1$сб — SMg, (3.27)
где 5с'б и — натяжение тягового элемента
в точках набегания и сбегания с криволиней-
ного участка соответственно.
Сопротивление при движении на хо-
довых катках груза и тягового элемен-
та, расположенных на длине пути 1 м,
равно (qr + q0) w'. Считая, что оно равно-
мерно распределено по всей дуге, нахо-
дим сопротивление на дуге, соответ-
ствующей бесконечно малому централь-
ному углу,
dF' = (qr + qq)Rw!da,
где R — радиус кривизны участка.
При натяжении S тягового элемента
в какой-либо промежуточной точке на
дуге давление на шину (которое тоже
считаем распределенным по всей дуге)
на бесконечно малом участке с цен-
тральным углом da равно Sda. Соответ-
ственно элементарная сила сопротивле-
ния
dF" = Sw" da,
где w" — коэффициент сопротивления движе-
нию опорных катков.
Общая сила сопротивления на том же
участке или сумма dF' + dF” равна при-
ращению dS натяжения тягового эле-
мента на этом участке, т. е.
dS = dF' + dF" = f(gr + g0) ' 4- Sw "] da,
откуда
о J
-------------------------— aa.
(<?r + <?o)Kw + Sw"
Интегрируя это уравнение в пределах
изменения угла da от 0 до а и S от 5„б
до Зс'б, получаем
$сб
f ds
J (<Е + 4о) + Sw"
sh6
откуда
(qr + qo) Xw' + w"Sc6
или
ew"“ - 1
Sc6 = Sh6 a + (qr + go) w'R-------—
w
(3.28)
Таким образом, сопротивление на
криволинейном участке данного типа
тем больше, чем больше натяжение
в начальной точке радиус и угол
кривой, масса груза и движущихся ча-
стей конвейера, а также чем больше
коэффициенты сопротивления движе-
нию по пути н по направляющей шине.
На криволинейном участке порожня-
ковой ветви при тех же условиях натя-
жение в точке сбегания находят из
выражения (3.28) при qT — 0.
2. Если при сохранении всех условий
предыдущего случая тяговый элемент
не катится по направляющей шине на
опорных катках, а скользит с коэффи-
циентом трения /, то в уравнении (3.28)
величину w" заменяют на f
3. Если при сохранении всех условий,
рассмотренных в первом случае, тя-
говый элемент не имеет соединенных
с ним опорных катков, а катится по ба-
тарее стационарных роликов с доба-
вочным коэффициентом сопротивления
w", то уравнение (3.28) сохраняет силу.
4. При движении тягового элемента
на ходовых катках по криволинейному
пути, расположенному в вертикальной
плоскости, надо различать криволи-
нейные участки с выпуклостью вверх
нли вниз и с движением вверх нли вниз.
При движении вверх или вниз по кри-
волинейному участку с выпуклостью
вверх (рис. 3.4, а) сопротивление от силы
тяжести груза и движущихся частей кон-
вейера на дуге, соответствующей беско-
74 Общая теория транспортирующих машин
Рис. 3.4. Схемы криволиней-
ных участков конвейера в вер-
тикальной плоскости
нечно малому центральному углу dot,
dF' = (qr 4- go) (± sin р + w' cos р) Rda,
где р — угол наклона касательной к кривой
в промежуточных точках криволинейного пу-
ти (в общем случае является величиной пере-
менной, но для упрощения расчетов прини-
маем его с достаточным приближением
постоянным н, как показано на рис. 3.4, а,
равным углу, образованному хордой кривой
с горизонтальной линией); знак «плюс»
перед sin р относится к движению вверх,
а «минус» — к движению вниз.
Элементарная сила сопротивления
вследствие давления роликов, обусло-
вленного натяжением S тягового эле-
мента,
dF" = Sw"dct.
Сложив оба сопротивления и решив
дифференциальное уравнение, найдем
о t о / Ct .
Осб — ^нб е 4-
+ («r+<?o)(±sinp +
ew'a - 1
-I- w' cos P) R----. (3.29)
w
При движении вверх оба члена пра-
вой части уравнения (3.29) положи-
тельны и всегда Sc6 > $нб, при движении
вниз второй член может быть положи-
тельным илн отрицательным и
£сб I’ $нб- Для обратной ветвн в уравне-
нии (3.29) qr = 0.
5. Если криволинейный участок имеет
выпуклость вниз (рис. 3.4,6), то сила тя-
жести груза и движущихся частей кон-
вейера уменьшает обусловленную натя-
жением тягового элемента силу давле-
ния ходовых роликов на направляющую
шииу (рельсы) и
с г с f ।
^сб — ^нб ® 4"
4- (дг 4- go) (± sin Р — w' cos р) х
еи'“ - 1
х R------—; (3.30)
w
здесь «плюс» перед sin р относится к движе-
нию вверх, а «минус» — к движению вниз.
При слабом натяжении S тягового
элемента и большой распределенной си-
ле тяжести груза и движущихся частей
конвейера (gr 4- go) или только движу-
щихся частей (до) может оказаться, что
второй член в правой части уравнения
(3.30) меньше нуля, т. е. давление на
верхнюю направляющую отсутствует.
В этом случае необходимо установить
направляющие не сверху, а снизу. Прак-
тически, в связи с возможностью коле-
баний величины S и движения на грузо-
вом участке без груза в таких случаях
устанавливают направляющие шины
с обеих сторон с небольшим зазором по
отношению к окружности катков.
При движении по горизонтальному
криволинейному рельсовому пути, во-
спринимающему радиальную силу,
передаваемую на рельсы ходовыми кат-
ками, надо различать движение на одно-
осных и двухосных тележках.
6. При одноосных тележках (см.
рис. 3.3, г) н движении по одному или
двум сближенным рельсам катки де-
лают с ребордами, с коническим обо-
дом. Можно считать, что оси одно-
Сопротивления, тяговая сила и мощность двигателя конвейеров 75
осных тележек располагаются радиаль-
но и расклинивание их на рельсах
практически отсутствует.
Так как сила тяжести груза и ходовой
части и радиальная сила передаются на
рельсы одними и теми же ходовыми
катками, коэффициент сопротивления
движению которых равен ю', пользуясь
уравнением (3.28), определим
% - 5нб е + (<?г + qo) R ~ 1).
(3.31)
При движении одноосных тележек на
катках с ребордами отсутствует доба-
вочное скольжение на части обода, вхо-
дящей в соприкосновение с поверх-
ностью рельса, но возникает скольжение
на ребордах. Добавочное сопротивление
от действия этих сил трения зависит от
таких факторов, как высота и форма ре-
борды, состояние рельсов (сухие,
мокрые, смазанные), и поэтому учесть
их трудно. Ориентировочно величину
*$сб можно определить по уравнению
(3.31), введя в его-правую часть коэффи-
циент К = 1,5;' характеризующий увели-
чение сопротивления по сравнению с со-
противлением на прямолинейном рель-
совом пути [уравнение (3.23)].
7. При использовании двухосных те-
лежек на катках с ребордами (что харак-
терно, например, для некоторых типов
пластинчатых и легких тележечных кон-
вейеров) сопротивление вследствие «рас-
клинивания» тележек на рельсах криво-
линейного пути,-(см, рис. 3.3, д) получает-
ся значительным, и радиальная сила
при относительно больших радиусах
кривизны R и малых центральных углах
а его существенно не увеличивает. По-
этому при расчетах учитывать радиаль-
ную силу не будем.
Добавочное сопротивление движению
двухосных тележек пропорционально
отношению жесткой базы sg к радиусу
R закругления пути:
Wp = KpSg//?,
где согласно экспериментальным данным
К? = 0,24 для грузовой и Хр = 0,48 для по-
рожняковой ветви.
Отсюда сопротивление на грузовой
ветви криволинейного пути с цен-
тральным углом а
Ж-р = (qr + q0) Ra (w' + 0,2456//?), (3.32)
а на обратной ветви
И'кр - + 0,4856//?). (3.33)
Натяжение тягового элемента в точке
сбегания с участка криволинейного пути
5с б ~ ^нб + И'кр-
Сопротивление на поворотных пунктах.
На поворотных пунктах, служащих для
сопряжения двух соседних располо-
женных под углом один к другому
участков трассы конвейера, тяговый эле-
мент огибает блоки с гладким ободом
или барабаны, блоки с прямолинейны-
ми гранями или звездочки. Блоки
с гладким ободом применяют для кана-
та или короткозвенной, например кру-
глозвенной, цепи, барабаны — для
ленты, блоки с прямыми гранями — для
длиннозвенных цепей, звездочки в об-
щем случае — для шарнирных и кругло-
звенных цепей.
Сопротивление на блоках, барабанах
и звездочках складывается в основном
из сопротивления трению в подшипни-
ках вала и сопротивления вследствие
жесткости (сопротивления изгибу) тяго-
вого элемента — цепи, ленты или каната
при изгибе в точке набегания и выпря-
мления в точке сбегания.
Сопротивление в подшипниках гори-
зонтального вала (рис. 3.5)
Ж = + S/6 + вб)~ (3.34)
где величина в скобках представляет собой
геометрическую сумму натяжений тягового
элемента в точках набегания SHg и сбегания
S'6 и силы тяжести барабана или звездочки
Gg; ц — коэффициент трения в подшипнике
скольжения или приведенный к диаметру
цапфы коэффициент трения в подшипнике
качения; d — диаметр цапфы; D — диаметр
барабана или зведочки.
76 Общая теория транспортирующих машин
Рис. 3,5. Схема для определения сопротивления
на поворотном пункте
Для барабана
6”сб _ ^нб + ASH6 _ 1 А5нб
^нб ^нб ^нб
(3.38)
где ASh6 — сопротивление на барабане, т. е.
приращение натяжения;
для цепн
Кц=1+(^У, (3.39)
<jh6
где Иц — сопротивление цепи изгибу.
В общем случае, пренебрегая силой
тяжести бб и считая приближенно
<^нб 5сб, находим
a ud
(3.35)
где а — угол обхвата барабана или звездочки
тяговым элементом.
Сопротивление вследствие жесткости
тягового элемента при изгибе и выпря-
млении для цепн зависит от силы тре-
ния в шарнирах:
^ц=(5нб + ед-^6-, (з.зб)
где — коэффициент трения в шарнире це-
пи; 3 — диаметр валика шарнира.
Для ленты и каната это сопротивле-
ние можно найти в общем виде по
выражению
к к
И'л = = (Здб + S^g) — ~ 25мб
(3.37)
где к — коэффициент жесткости ленты или
каната, зависящий от их конструкции и тол-
щины.
Натяжение на сбегающей с барабана
или звездочки ветви удобно определять
как произведение натяжения набегаю-
щей ветви на общий коэффициент К > 1.
Для ленты и каната согласно экспери-
ментальным данным приращение натя-
жения вследствие их жесткости можно
принимать равным 1 % от натяжения на
набегающей ветви (к = Л5нб/5сб = 0,01).
Таким образом, для цепи
Sc6 — KuSj^Q X SHQ 1 4-
2 / а \
+ у ( + 6цц I ,
(3.40)
а для лейты и каната
5сб — ^л^нб ~
Г 2 . а
5"нб 1 + + к
(3.41)
По экспериментальным данным
ВНИИПТМАШа коэффициенты трения
в подшипниках вала цв и в шарнирах
цепи Цц для различных условий работы
конвейеров при температуре окружаю-
щей среды от - 5 °C до + 40 °C имеют
следующие значения:
рв для подшипников:
качения (приведенный) .... 0,03—0,06
скольжения ..................... 0,15—0,25
Мп:
при непрерывном смазывании 0,1 — 0,2
при периодическом смазывании 0,15 — 0,25
без смазки...................... 0,25—0,45
По тем же данным, в условиях низких
температур, при использовании спе-
циальных морозостойких сортов смазки
эти коэффициенты увеличиваются на
Сопротивления^, тяговая сила и мощность двигателя конвейеров 77
Рис. 3.6. График натяжения тягового элемента конвейера
20 — 30 %, а при применении обычных
полужидкостных смазок — почти в 2 раза.
При приближенных расчетах, в зави-
симости от диаметра барабана или звез-
дочки и условий работы, можно прини-
мать при углах обхвата тяговым эле-
ментом 90 и 180° соответственно
Кл к С90 - 1,02 + 1,03 и Кл - ^180 -
— 1,03 + 1,07 (где — обобщенный коэф-
фициент сопротивления на барабанах
или звездочках).
Тяговая сила, мощность двигателя.
Для определения полной тяговой силы
конвейера с тяговым элементом удобно
пользоваться методом последователь-
ного обхода по контуру или, что то же,
обхода по точкам сопряжений прямоли-
нейных и криволинейных (включая по-
воротные пункты) участков контура
конвейера. Пронумеровав точки сопря-
жений, начиная от точки сбегания тяго-
вого элемента с привода к точке набега-
ния, находят последовательно натяже-
ния во всех точках и по разности
натяжений на набегающей н сбегающей
ветвях определяют тяговую силу, а за-
тем потребную мощность двигателя. Во
всех случаях удобно начинать обход кон-
тура от точки сбегания тягового эле-
мента с привода.
При определении натяжения во щсех
точках контура пользуются общим пра-
вилом: натяжение тягового элемента
в каждой последующей по ходу точке
контура равно сумме натяжения в пре-
дыдущей точке и сопротивления на
участке между этими точками, т. е.
S/ + J=Si+^-_(i+l), (3.42)
где S; и Si+j — натяжения в двух соседних
точках контура i и 1 + 1; —
сопротивление на участке между этими
точками.
Отсюда следует, что
= (3.43)
т. е. при обходе контура против хода тя-
гового элемента натяжение в каждой
последующей точке равно разности ме-
жду натяжением в предыдущей точке
и силой сопротивления на данном
участке.
Если конвейер состоит из п прямоли-
нейных и криволинейных участков и по-
воротных пунктов, а натяжения на сбе-
гающей и набегающей ветвях Scg и SHg,
то общая тяговая сила
Wo = 5нб - Sc6 = S,! + l - (3.44)
\
Потребная мощность двигателя (кВт)
N = РЕо[;/(1000г|), ’ (3.45)
где Wo— тяговая сила, Н; г> — скорость тяго-
вого элемента, м/с; ц — КПД передаточного
механизма привода, включая потери на при-
водном валу.
Построим диаграмму натяжения для
конвейера, состоящего из двух располо-
женных в вертикальной плоскости ве-
твей и имеющего наклонный и горизон-
тальный участки (рис. 3.6). Привод
78 Общая теория транспортирующих машин
конвейера размещен в головной части,
прямолинейные участки соединены бло-
ками (барабанами, звездочками). Диа-
грамму строим от точки 1 сбегания тя-
гового элемента с привода, в которой
натяжение Si = S’min. Натяжение в харак-
терных точках контура конвейера опре-
делим по формулам
St = Smin; ^2 = + qoE'w;
s3 = U2;
S4 = S3 + q0 ( — sin p + w cos p)L';
= C180S4;
S6 = S5 + (4r + qo) (sin p + w cos P) E;
S'] = СоЛ; $8 = $7 + (<?r + <?o) L"w-
Разность S% — Si = SH6 — See, t. e. рав-
на тяговой силе IVO конвейера.
3.4. Расположение на конвейере
привода и натяжного
устройства
Общие условия. Расположение приво-
да на конвейере нередко определяется
местными строительными, конструк-
тивными и эксплуатационными условия-
ми, например удобствами сооружения
фундамента под привод н машинного
здания для него, удобством управления
и обслуживания привода, а также усло-
виями подвода тока и др. Устанавли-
вают привод обычно на одном из пово-
ротных пунктов.
От расположения привода в контуре
конвейера зависит натяжение тягового
элемента на разных участках контура
н наибольшее натяжение тягового эле-
мента. Поэтому, если местные условия
не имеют решающего значейия, то при-
вод необходимо располагать так, чтобы
по возможности уменьшить наибольшее
натяжение тягового элемента и натяже-
ние на поворотных пунктах и криволи-
нейных участках (на которых сопроти-
вления пропорциональны натяжению).
Соблюдение последнего требования
важно, например, при проектировании
пространственного подвесного конвейе-
ра со сложным контуром пути, имею-
щего большое количество поворотных
пунктов и криволинейных участков. На
таких конвейерах целесообразно распо-
лагать привод перед набеганием тягово-
го элемента на группу близко располо-
женных одни $ другому поворотных
пунктов и криволинейных участков, так
как при этом они огибаются тяговым
элементом со стороны сбегания с при-
вода, т. е. в зоне пониженного натяже-
ния.
Иногда целесообразно располагать
привод сразу после прямолинейного
участка с очень большим сопротивле-
нием, так как при этом возникающее
значительное натяжение тягового эле-
мента непосредственно передается на
привод.
Особый случай представляет располо-
жение привода на конвейере прн переда-
че движущей силы тяговому элементу
трением. Привод устанавливают в зоне
высокого натяжения тягового элемента,
необходимого для передачи движущей
силы, что нередко дает возможность из-
бежать добавочного увеличения натяже-
ния путем усиления натяжного устрой-
ства.
Следовательно, если конвейер в про-
стейшем случае состоит из двух прямо-
линейных параллельных ветвей и груз
перемещается по горизонтали или по
наклонной вверх (рис. 3.7, а и б,
П — привод), то привод надо разме-
щать в головной части конвейера, т. е.
в конце грузовой ветви.
Если груз движется по наклонной
вниз (рис. 3.7, в) при небольшом угле на-
клона, при котором общее сопротивле-
ние на грузовой ветви больше, чем на
обратной, т. е.
(qr + qo) ( - Sin р + w cos Р) >
> q0 (sin р + w cos p),
то располагать привод целесообразно
также в головной части конвейера,
в противном случае — в хвостовой части
(рис. 3.7, г). На конвейере с движением
груза вниз при общем сопротивлении
Расположение на конвейере привода и натяжного устройства 79
И/> 0 привод работает в двигательном
режиме, при И/<0 — в генераторном
(скорость тягового элемента регули-
руется тормозом).
Точка п наименьшего натяжения на
контуре тягового элемента горизонталь-
ного конвейера всегда совпадает с точ-
кой сбегания его с привода. На наклон-
ном конвейере с движением груза вверх
(см. рйс. 3.7,6) при сопротивлении
обратной ветви qo ( — sin р + w cos |3) L> 0
точка наименьшего натяжения находит-
ся вверху у привода, в обратном слу-
чае — внизу у хвостовой части. На на-
клонном конвейере с движением груза
вниз при расположении привода внизу
(см. рис. 3.7,в) точка наименьшего натя-
жения находится на порожняковой вет-
ви у привода, а при расположении при-
вода вверху — на грузовой ветви у го-
ловного блока конвейера.
На конвейере со сложным контуром
тягового элемента, расположенным
в горизонтальной плоскости, тяговый
элемент имеет наименьшее натяжение
у привода на сбегающей ветви, а при
наличии наклонных участков — или
у привода на сбегающей ветвн, или
в нижней точке одного из участков
с движением вниз (например, на конвей-
ере, изображенном на рис. 3.6, наимень-
шее натяжение может быть в точке 4).
Для установки натяжного устройства
обычно используют один из пово-
ротных пунктов контура тягового эле-
мента с углом обхвата 180°. В общем
случае натяжное устройство целесооб-
разно устанавливать в месте наимень-
шего натяжения тягового элемента,
чтобы ограничить необходимую силу на
натяжном устройстве. На конвейере
с двумя параллельными ветвями натяж-
ное устройство обычно устанавливают
на поворотном пункте со стороны, про-
тивоположной приводу (см. рис.
3.7, а — г).
Иногда, например, на длинных лен-
точных конвейерах, чтобы сохранялось
неизменным требуемое натяжение на
сбегающей ветви тягового элемента
у привода, независимо от изменяющего-
ся в некоторых пределах сопротивления
на этой ветви, натяжное устройство
устанавливают ближе к приводу, для че-
го на сбегающей ветви тягового эле-
мента специально устраивают петлю
(рнс. 3.7,6). Этим достигается удобство
осмотра и управления сосредоточенным
в одном месте механическим комплек-
сом конвейера привод — натяжное
устройство.
Особенности расположении натяжного
устройства на реверсивном конвейере. Ес-
ли реверсивный конвейер имеет один
концевой привод, то при изменении на-
правления транспортирования может
произойти значительное перераспреде-
ление сил, действующих на тяговый эле-
мент. Рассмотрим это на примере гори-
зонтального и наклонного конвейеров.
На горизонтальном конвейере
(рис. 3.8, й) при перемещении груза по
направлению к приводу (стрелка г>) диа-
грамма натяжения тягового элемента
(если пренебречь сопротивлением на по-
воротном пункте 2 — 3) имеет внд лома-
ной линии АВС. Минимальное натяже-
ние Srain имеет место в точке 1 сбегания
тягового элемента с привода.
Усилие на натяжном устройстве, рас-
положенном на поворотном пункте,
приблизительно равно удвоенному на-
тяжению тягового элемента в этом ме-
сте, т. е. удвоенной ординате DB.
80 Общая теория транспортирующих машин
При реверсировании конвейера, т. е.
при движении груза по стрелке v', диа-
грамма натяжения тягового элемента
при том же натяжении переместив-
шегося из точки 1 в точку 4, получается
в виде ломаной линии EFG. При этом
усилие на натяжном устройстве должно
быть равно удвоенной ординате DF,
большей, чем DB. Если применено гру-
зовое натяжное устройство с постоян-
ной силой натяжения, то на реверсив-
ном конвейере эта сила не может быть
меньше 2DF. Следовательно, эта же си-
ла на натяжном устройстве должна
быть и при транспортировании по на-
правлению к приводу. Поэтому диа-
грамма натяжения при движении к при-
воду имеет вид HFJ, т. е. возрастает не
только сила на натяжном устройстве, но
и максимальное натяжение тягового
элемента в точке набегания на привод
(KJ > КС, Smax > S'max). Таким образом,
силу на натяжном устройстве надо
определять для случая транспортирова-
ния по направлению от привода, а мак-
симальное натяжение тягового элемен-
та -- по направлению к приводу. Тяго-
вая сила И'(, в обоих этих случаях
остается одинаковой.
В принципе, чтобы избежать значи-
тельного увеличения максимального на-
тяжения тягового элемента, можно при-
менить натяжное устройство перемен-
ной силы: 2DB при перемещении груза
по направлению к приводу и 2DF — при
реверсировании.
Значительно меньшее перераспределе-
ние сил натяжения тягового элемента
имеет место на наклонном реверсивном
конвейере, на котором движение на нис-
ходящей ветви происходит под дей-
ствием составляющей силы тяжести
(рнс. 3.8,6), т. е. при tg р > w. В этом слу-
чае диаграмма натяжения тягового эле-
мента при движении вверх изображает-
ся линией ЛВС. Наименьшее натяжение
тягового элемента Smin получается на
поворотном пункте, служащем одновре-
менно и натяжным. При реверсирова-
нии конвейера, т. е. при движении груза
вниз, точка контура с S:llin не меняет
своего положения, сила на натяжном
устройстве сохраняет свое значение,
и диаграмма натяжения тягового эле-
мента получает вид ломаной линии
DBE.
Если ордината FE > GD, т. е. натяже-
ние тягового элемента в точке набега-
ния 1 больше, чем в точке сбегания 4, то
Wq >0 и работа привода происходит
в двигательном режиме, а если FE <
<GD,— b тормозном (или рекуператив-
ном) режиме.
Таким образом, на наклонном ревер-
сивном конвейере с углом наклона
р при tg р > w силу на натяжном устрой-
стве и наибольшее натяжение тягового
элемента, а также тяговую силу на при-
воде надо определять для случая движе-
ния груза вверх.
Промежуточное расположение приводе.
В рассмотренных случаях привод распо-
ложен на одном из концевых барабанов
или на одной из звездочек — головной
Рис. 3.8. Изменение натяжения тягового элемента на горизонтальном н наклонном реверсивных конвейерах
Расположение на конвейере привода и натяжного устройства 81
Рис. 3.9. Диаграмма натяжения тягового элемента на вертикальном конвейере с головным и промежуточным
приводами
или хвостовой. Для возможного умень-
шения максимального натяжения тяго-
вого элемента иногда (например, на
длинном наклонном или вертикальном
конвейере) целесообразно располагать
привод в промежуточной точке грузо-
вой ветви.
Рассмотрим это применительно к вер-
тикальному конвейеру, причем для
упрощения силы сопротивления на по-
воротных пунктах будем считать рав-
ными нулю. Диаграмма натяжения тя-
гового элемента при расположении при-
вода на головном пункте показана на
рис. 3.9, а и а'. На рис. 3.9, а силы натя-
жения нанесены на схеме контура кон-
вейера, а на рис. 3.9, а1 показаны в раз-
вернутом виде (с измененным масшта-
бом). Натяжение тягового элемента
имеет максимальное значение 5тах
в точке 4 набегания на приводной бара-
бан:
^max — S4 = $min + (9г + 9о) Н- (3.46)
Натяжение в точке сбегания
$1 ~ 90^ + ^mirr
Тяговая сила
Wo = S4 - $1 =.9гН.
Расположим привод в промежуточной
точке грузовой ветви таким образом,
чтобы сила тяжести грузовой ветви, на-
ходящейся выше привода, была уравно-
вешена силой тяжести обратной ветви:
(qT + qo)Hl = qtfl,
откуда
H]=HW(9r + 9o). (3-47)
Натяжение в верхней точке контура
Si=S6 = goH+Smin. (3.48)
В этом случае натяжение тягового
элемента в точке набегания
S4 (9г + 9о) ^2 + ^min —
— (9г + 90) (W — Hi) + Smin =
= qrH + Smin. (3.49)
Таким образом, диаграмма натяже-
ния на грузовой ветви имеет ступенча-
тую форму с двумя максимумами — в
точках 4 и 6. В зависимости от того,
больше или меньше ^г, чем <уо, натяже-
ние тягового элемента имеет макси-
мальное значение в точке 4 нли 6, но
в обоих случаях, как видно из сопоста-
82 Общая теория транспортирующих машин
вления уравнений (3.46), (3.48) и (3.49),
при расположении привода в промежу-
точной точке Smax получается меньше,
чем при расположении привода вверху
на головном барабане. Если qT = qo, то
натяжение в обеих этих точках полу-
чается одинаковым н почти наполовину
меньшим, чем при расположении приво-
да на головном барабане.
Промежуточное расположение приво-
да имеет еще одно преимущество —
уменьшается нагрузка от тягового эле-
мента на вал верхнего барабана на
величину qoH, а следовательно, умень-
шается масса вала и опорных конструк-
ций. Вместе с тем применение промежу-
точного привода вносит конструк-
тивные усложнения и потому эффектив-
но только в определенных условиях.
При промежуточном расположении
привода тяговая сила сохраняет свое
значение:
— S5 = qrH 4- Sm jn — Smjn = QpH.
3.5. Многоприводные
конвейеры
3.5.1. Эффективность применении
многоприводных конвейеров
Натяжение тягового гибкого элемента
в общем случае возрастает от точки
сбегания с приводного устройства
к точке набегания, где оно обычно
имеет максимальное значение. По мак-
симальному натяжению и определяют
размеры тягового элемента. Чтобы из-
бежать чрезмерного усиления и утяже-
ления тягового элемента длинного
и сложного конвейерного контура, не-
редко приходится разбивать его на раз-
дельные, последовательно устано-
вленные конвейеры, однако это вызы-
вает необходимость перегрузок. Кроме
того, при сложном контуре конвейера
от точки сбегания тягового элемента
с приводного устройства к точке набега-
ния значительно возрастают усилия,
передаваемые на отклоняющие устрой-
ства поворотных пунктов и криволи-
нейных участков, а следовательно,
в этих местах увеличиваются силы со-
противления и износ и требуется со-
ответственное усиление опорных кон-
струкций.
Многопрнводные конвейеры, на ко-
торых тяговая сила передается на тя-
говый элемент двумя или большим чис-
лом приводов, расположенных в проме-
жуточных точках контура, не имеют
этих недостатков. Так, при установке на
ленточных конвейерах промежуточных
фрикционных приводов можно транс-
портировать груз значительной массы
на большие расстояния и, если требует-
ся, иа большую высоту подъема без
перегрузки.
Вместе с тем недостатками многопри-
водных конвейеров являются более вы-
сокая стоимость нескольких приводов
по сравнению с одним приводом такой
же или несколько меньшей общей
мощности, усложнение обслуживания
и подвода тока в несколько пунктов
конвейера вместо одного и, особенно,
возможность перераспределения мощ-
ности и тяговых сил между приводами.
Поэтому целесообразность применения
многопрнводных конвейеров необходи-
мо в каждом отдельном случае прове-
рять технико-экономическим сравне-
нием вариантов.
Основное условие, которое необходи-
мо соблюдать при проектировании
многоприводных конвейеров, состоит
в следующем. Для наилучшего исполь-
зования прочности тягового элемента
максимальные силы его натяжения на
отдельных участках, возникающие, как
правило, в точках набегания на привод-
ной барабан или звездочку, должны
быть возможно одинаковыми. Для это-
го контур конвейера разбивают на
участки с равными силами сопротивле-
ния, а следовательно, с одинаковыми по
мощности приводами.
Для определения возможного уменьшения
натяжения тягового элемента при установке
на конвейере нескольких приводов рассмо-
трим расчет условного конвейера с од-
ним и с несколькими приводами, состоящего
нз п последовательных прямолинейных
участков, соединенных между собой пово-
Миогоприводные конвейеры 83
ротными пунктами. Допустим, что силы со-
противления на всех прямолинейных участ-
ках одинаковы и равны И7'; на поворотных
пунктах сопротивление возрастает пропор-
ционально натяжению тягового элемента,
причем коэффициент возрастания натяжения
К > 1 [см. уравнения (3.40) и (3.41)]. Запишем
выражения для максимального натяжения
тягового элемента Sniax = SHg и для тяговой
силы ИД.
При одном приводе
5нб = Sc6K ''“‘-I- W + KW + KZW' + ... +
+ k’^w = sc6k,!-‘ + ~ 1)И-;
А — I
(3.50)
ид = SH6 - $сб = (К - l)Sc6 + k —
А — 1
(3.51)
где W — сопротивление на отдельном участ-
ке.
На конвейере с i приводами одинако-
вой мощности и с одинаковым числом
участков, приходящихся на каждый привод
(считается, что i > I и п/1 — целое число), на-
тяжение на набегающей на каждый привод
ветви при той же величине Scg
s;6 = к^~ lsc6 + . (3.52)
A — 1
тяговая сила на каждом приводе
(К^’— 1)И'"
^ = Sh6-Sc6 = (K'1/|~1-1)^6+ k -----------
А — 1
(3.53)
и общая тяговая сила
= (3.54)
Практически при установке i приводов
снижается максимальное натяжение тягового
элемента несколько больше чем в i раз,
а также уменьшается общая тяговая сила за
счет уменьшения сил сопротивления на пово-
ротных пунктах и криволинейных участках.
На рис. 3.10 показана диаграмма натяже-
ния тягового элемента на конвейере с 12
участками и с одним и тремя приводами.
Ломаная линия АВ характеризует возраста-
ние натяжения тягового элемента при одном
приводе. Все отрезки имеют одинаковый на-
клон, так как сопротивление на всех участках
одинаковое, а высота «ступенек» постепенно
возрастает, так как при том же коэффициен-
те возрастания К натяжение тягового эле-
мента увеличивается от точки сбегания
с привода к точке набегания.
Рис. 3.10. Диаграмма натяжения тягоного элемента
с одним н тремя приводами
При трех приводах натяжение тягового
элемента изменяется по линии ACDEFG. т. е.
имеет три одинаковых максимума вместо
одного, значительно большего. При этом
максимальное натяжение тягового элемента
снижается более чем в 3 раза. Несколько
уменьшается также и расход энергии на пре-
одоление сопротивлений на поворотных
пунктах, и сумма тяговых сил при трех при-
водах (DC + FE + HG = 3DC) получается
меньше, чем при одном приводе (НВ).
Установка на конвейере двух или несколь-
ких приводов позволяет увеличить длину
конвейера при том же максимальном натя-
жении тягового элемента. Рассмотрим это
на примере прямолинейного конвейера
с двумя параллельными ветвями.
Для горизонтального конвейера с одним
головным приводом (рис. 3.11, а) диаграмма
натяжения тягового элемента (рис. 3.11. в)
изображается линией 1—2 — 3 (сопротивле-
нием на поворотном пункте 2 пренебрегаем).
Тяговая сила Wo изображается в масштабе
сил вертикальным отрезком 3—3".
Если в хвостовой части конвейера устано-
вить второй привод (рис. 3.11,6) с тяговой
силой, равной сопротивлению на обратной
ветви, и сохранить головной привод с той же
тяговой силой и тем же максимальным натя-
жением то диаграмма натяжений изо-
бразится линией 1' — 2' — 3' — 4', причем вер-
тикальные отрезки 2' — 3' и 4' — 4" в масшта-
бе сил будут представлять тяговую силу
хвостового и головного приводов. Нетрудно
видеть, что при тех же удельных (па единицу
84 Общая теория транспортирующих машин
длины) сопротивлениях на грузовой и обрат-
ной ветвях (прямые 1 — 2 и Г — 2' совпадают,
прямые 2 — 3 и 3' — 4' параллельны) и при
том же максимальном натяжении Smax во
втором случае конвейер может иметь боль-
шую длину, так как в первом случае голов-
ной привод передает тяговую силу на обе ве-
тви, а во втором — только на грузовую
ветвь;
(?г + 2<Jo) Lw = (qr + g0) L'w,
°ТКУДа L' = L(gr + 2g0)/(gi; + g0)>L. (3.55)
На рис. 3.11, а и б длины конвейеров пока-
заны в том же масштабе, что и на рнс. 3.11, в.
Наибольшее увеличение длины конвейера
при тех же значениях тяговой силы и макси-
мального натяжения может быть достигнуто
при равенстве сопротивлений на обеих ве-
твях: например, на конвейере при движении
груза вниз под небольшим углом наклона 0
(gr + <fo)(wcos ₽ — sin ₽) = 9o(wcos ₽ + sin 0).
В этом случае длина конвейера с двумя
приводами может быть прн том же Smax рав-
на удвоенной длине конвейера с одним при-
водом.
3.5.2. Конвейеры с промежуточными
приводами на прямолинейных
участках
На конвейерах со сложным контуром
(например, подвесных) промежуточные
приводы следует размещать по возмож-
ности на поворотных пунктах. На кон-
вейерах, состоящих из двух параллель-
ных ветвей (например, на ленточных
н пластинчатых), отклоняющие блоки,
за исключением хвостовых, отсутствуют,
и в качестве промежуточных используют
специальные приводы, которые устанав-
ливают на прямолинейных ветвях.
Как правило, все промежуточные при-
воды конвейера унифицируются по кон-
струкциям и имеют одинаковую мощ-
ность.
В зависимости от условий работы
промежуточные приводы устанавли-
вают на одной илн на обеих ветвях кон-
вейера. В последнем случае это могут
быть раздельные приводы или общие
двусторонние, передающие движущую
силу одновременно на обе ветви. Дву-
сторонние приводы имеют один рабо-
чий элемент, входящий с обеих сторон
в контакт с тяговым элементом, или два
отдельных рабочих элемента, но соеди-
ненных между собой кинематически
с помощью передаточного механизма.
На наклонных конвейерах на движу-
щейся вниз ветви иногда необходимо
устанавливать промежуточные тор-
мозные приводы. Если они находятся
в контакте с обеими ветвями конвейера,
то движущая сила нисходящей ветви, т. е.
продольная составляющая ее силы тя-
жести, передается на восходящую ветвь
и может частично, а в некоторых слу-
чаях и полностью, уравновешивать на
данном участке тяговую силу на восхо-
дящей ветви. Такие приводы называют
уравновешивающими.
На рис. 3.12 показаны схемы располо-
жения концевых и промежуточных при-
водов на горизонтальном и наклонном
многоприводных конвейерах. На кон-
вейере, схема которого показана на
рис. 3.12, а, пять приводов — 2, 3, 4, 5 и
6 передают тяговую силу грузовой ве-
Рис. 3.11. Диаграмма натяже-
нии тягового элемента с одним
и двумя приводами
Многоприводные конвейеры 85
Рис. 3.12. Схемы расположения при во доп и диаграм-
мы натяжение тягового элемента на горизонтальном
и наклонном многопрнводных конвейерах
тви, а два привода ~ 7 и 1 — обратной.
На обратной ветви, где удельное сопро-
тивление меньше, чем на грузовой, рас-
стояние между приводами выбирают из
следующего условия: тяговая сила
н мощность приводов должны быть та-
кими же, как и на грузовой ветви (в рас-
сматриваемом случае, это условие со-
блюдается, если удельное сопротивле-
ние на обратной ветви в 2,5 раза
меньше, чем на грузовой). Однако, если
конвейер движется незагруженным или
не полностью загруженным, то равен-
ство тяговой силы на приводах грузо-
вой и обратной ветвей нарушается.
На рис. 3.12, б и в показаны две схемы
расположения приводов на наклонном
многоприводном конвейере с движу-
щейся под действием силы тяжести
обратной ветвью. На конвейере, схема
которого изображена на рис. 3.13,6,
четыре привода — 2, 3, 5 и 6 передают
движущую силу на участки грузовой ве-
тви соответственно 1—2, 2 — 3, 4 — 5 и
5 — 6. Участок 6 — 7 через головной
блок уравновешивается нисходящим
участком порожняковой ветви 8 — 9,
а участок 3 — 4 через находящуюся
в контакте с обеими ветвями промежу-
точную звездочку уравновешивается
нисходящим участком обратной ветви
9 — 10.
На конвейере, схема которого изобра-
жена рис. 3.12,в, тяговые усилия проме-
жуточных приводов 2, 3 и 4 и головного
5 являются частично уравновешенными
движущей силой тяжести располо-
женных ниже участков обратной ветви.
Движущая сила этих приводов, переда-
ваемая на участки грузовой ветви,
является разностью максимального на-
тяжения тягового элемента и уравнове-
шивающей движущей силы, передаю-
щейся от обратной ветви. Прн одинако-
вой мощности всех промежуточных,
а также головного и хвостового приво-
дов конвейера и возникновении в про-
цессе работы конвейера неодинаковой
нагрузки на разных участках, на всех
приводах сохраняется примерно одина-
ковая тяговая сила, но на разных участ-
ках происходит перераспределение натя-
жения тягового элемента, которое мо-
жет значительно возрастать в от-
дельных точках контура.
Рассмотрим это на примере горизонталь-
ного конвейера с концевыми и промежу-
точными приводами (рис. 3.13). Грузовая
ветвь разделена на четыре участка с приво-
дами в точках 2, 3, 4 й 5, Обратная ветвь, со-
противление которой равно 1/4 сопротивле-
ния грузовой, приводится в движение кон-
цевым приводом 7 — 1. На рис. 3.13, а показа-
на диаграмма натяжения тягового элемента
при одинаковой загруженности конвейера по
всей длине.
Построим диаграмму для случая, когда за-
гружены только первый участок 1—2 (рис.
3.13,6) и только последний участок 4 — 5
(рис. 3.13, в). В первом случае только на
участке 1—2 натяжение тягового элемента
возрастает под таким же углом, как и на
груженом конвейере, на других участках —
как на порожнем конвейере. От точки 2
1с точке 5 натяжение тягового элемента убы-
вает. В точке 6 натяжение имеет минималь-
ное значение Smjn, а в точке 2 — максималь-
ное Smax, по величине большее, чем на
полностью загруженном конвейере. Во вто-
ром случае Smin находится в точке 4, a Sma!t
86 Общая теория транспортирующих машин
Рис. 3.13. Диаграммы натяжении тягового элемента
при полной и частичной нагрузке на многоприводном
конвейере
в точке 7. Сделав построение и для других
возможных комбинаций расположения груза
на конвейере, находят наибольшие значения
Smax и по ним определяют размеры тягового
элемента.
3.5.3. Синхронизации работы приводов
Если, как обычно, на приводах не-
большой мощности установлены асинх-
ронные электродвигатели с коротко-
замкнутым ротором, имеющие одина-
ковые механические (тяговые) характе-
ристики, то, как отмечалось, прн нали-
чии передаточных механизмов с одина-
ковым передаточным числом на двига-
тели действуют практически одина-
ковые нагрузки. Если же механические
характеристики приводов неодинаковы,
то, как подтверждают эксперимен-
тальные исследования, на приводы
с двигателями, имеющими более «жест-
кие» характеристики, действуют боль-
шие нагрузки.
При применении двигателей с повы-
шенным скольжением или нормальных
короткозамкнутых двигателей в ком-
плексе с гидромуфтами (или другими
типами муфт скольжения) распределе-
ние нагрузки между приводами прн лю-
бом распределении сопротивлений на
отдельных участках конвейера прибли-
зительно одинаково для всех приводов.
Выравнивание нагрузок и в этом случае
происходит через тяговый элемент.
На конвейерах большой мощности
при использовании двигателей трехфаз-
ного тока с фазным ротором смягчение
их характеристик и равномерное распре-
деление нагрузок на двигатели дости-
гается включением в цепь ротора доба-
вочных электрических сопротивлений;
однако этот способ связан с непроизво-
дительными потерями энергии на со-
противлениях.
3.5.4. Определение количества
приводов
Оптимальное количество приводов на кон-
вейере (или оптимальное расстояние между
приводами при определенной длине конвейе-
ра) устанавливают методом технико-эконо-
мических расчетов. С уменьшением числа
приводов при той же их общей мощности, т. е.
с увеличением расстояния между привода-
ми, уменьшается, как правило, их общая
масса и стоимость (двигателей и редукто-
ров), число обслуживающего персонала и,
кроме того, упрощаются условия синхрони-
зации двигателей. Однако прн этом возра-
стают наибольшие усилия на тяговом эле-
менте конвейера, а следовательно, его масса
и стоимость.
При увеличении массы тягового элемента
(обычно немного) возрастает расход энергии,
а на наклонных и вертикальных конвейерах
повышается продольная сила сопротивления,
а следовательно, и сила натяжения тягового
элемента. Таким образом, в данном случае
действуют «встречные» факторы, учесть ко-
торые можно путем составления общего вы-
ражения для капитальных затрат, эксплуата-
ционных расходов и трудоемкости обслужи-
вания, н сопоставлением результатов для
различных количеств приводов.
Нередко при выполнении проектов заранее
известны мощности приводов или характе-
ристики тягового элемента, который можно
использовать в данном случае. При этом за-
дача определения оптимального числа при-
водов и расстояния между ними значительно
упрощается. Как правило, целесообразным
I
является применение меньшего числа приво-
дов повышенной мощности. Этим обусло-
влена и стоящая перед конструкторами зада-
ча создания промежуточных приводов доста-
точно большой мощности.
В заключение рассмотрим соотношение
расстояний между приводами на грузовой
(Цр) и обратной (Ц) ветвях на конвейере
с двумя параллельными ветвями при усло-
вии, что на всех участках максимальное Smax
и минимальное Smjn натяжения, а следова-
тельно, и тяговая сила каждого привода W'
одинаковы.
Для горизонтального конвейера
Д-р/" 4о/(<7г + *?о)*
На наклонном конвейере с движением гру-
за вверх при tgP>w
И7р = = (дг + с/о) (sin р + и’ cos р) =
= (sin р — tv cos р) Ln,
откуда
Ц, _ </о (sin р - wcos Р)
Ц (<7г + Чо) (sin Р + w cos р) ’
3.5.5. Устройство промежуточных
приводов
Типы промежуточных приводов. На
рис. 3.14 показаны схемы промежу-
точных приводов, а в табл. 3.1 приве-
дены их характеристики по способу
передачи на тяговый элемент движущей
силы, типу тягового элемента, для кото-
рого они предназначены, и его форме
в месте передачи движущей силы.
Различают промежуточные приводы,
передающие движущую силу при помо-
Многоприводные конвейеры 87
щи зацепления и трения (фрикционные).
Прн использовании первых применяют
цепной тяговый элемент, а при исполь-
зовании вторых - ленточный или цеп-
ной, имеющие у привода прямолиней-
ную форму (рис. 3.14, а и 6) или обра-
зующие на звездочке или барабане дугу
обхвата (рис. 3.14,в, г).
Из тяговых элементов двух типов —
ленты и цепи лента по своим свой-
ствам менее приспособлена для переда-
чи на нее движущей силы в промежу-
точных пунктах. Как видно из рис.
3.14, д, е и ж, движущая сила может
передаваться на прямолинейных участ-
ках конвейерной ленты с помощью рас-
положенных под ней и поддерживаю-
щих ее приводных лент илн роликов
(рис. 3.15, Э и е) или путем образования
на рабочей ветви петли, огибающей
приводной барабан (рис. 3.15,ж).
Применяют фрикционный промежу-
точный привод с двумя парами при-
водных пневматических колес, зажи-
мающих края ленты (рис. 3.14, з); при
использовании этого привода края
ленты должны быть свободны от груза.
В конструкции с приводными лента-
ми, к которым грузонесущая лента при-
жата под действием собственной силы
тяжести и силы тяжести лежащего на
ней груза (рис. 3.14, д), для получения
достаточной тяговой силы общая длина
лент должна быть значительной, а для
наклонных конвейеров тем больше, чем
больше угол наклона. Это является не-
достатком рассматриваемых приводов.
Рис. 3.14. Схемы промежуточных приводов
88 Общая теория транспортирующих машин
3.1. Типы промежуточных приводов
Способ передачи движущей силы Тяговый элемент Тип привода
Тип элемента Форма элемента в месте передачи движущей силы
Зацеплением Цепь (цепи) Прямолинейная Гусеничный (рис. 3.14, о) Одна или две звездочки (рис. 3.14, б)
По дуге обхвата Звездочка: а) огибание с помощью отклоняющих блоков (рис. 3.14, е); б) огибание с помощью блоков и цепи (рис. 3.14, г)
Трением Лента (соприкосно- вение по всей шири- не) Прямолинейная Приводные ленты (рис. 3.14, с>) Приводные ролики (рис. 3.14, е)
По дуге обхвата Один или два приводных барабана (рис. 3.14, ж)
Лента (соприкосно- вение по краям) Прямолинейная Две пары зажимных колес (рис. 3.14,з) Две зажимные прямолинейные ветви (рис. 3,14, и)
Лента Цепи с элементами для захвата Прямолинейная » Прямолинейные ветви с электромагнитами То же
Для увеличения силы сцепления ме-
жду грузоиесущей и приводными лента-
ми разрабатывают приводные ленты
с укрепленными на них блоками по-
стоянных магнитов, при этом грузонесу-
щую леиту изготавливают с иижней
магнитомягкой обкладкой. Из-за труд-
ностей, связанных с креплением маг-
нитных блоков к приводной ленте, в не-
которых опытных конструкциях она
заменена цепью (гусеничный магнитный
привод). Другим направлением исследо-
вательских работ в данной области
является использование линейных
асинхронных двигателей.
В качестве промежуточного привода
используют н приводные электроролики
(рис. 3.14, е), для чего служат средние ро-
лики трехроликовых опор. При этом
для создания достаточной тяговой силы
необходимо устанавливать большое
число роликов по длине конвейера, что
удорожает конвейер.
Барабанный промежуточный привод,
на котором грузонесущая лента обра-
зует петлю (рис. 3.14, ж), дает наилуч-
шие показатели по тяговой силе, кото-
рая может быть передана им на ленту,
но имеет существенный недостаток —
при его применении конвейер должен
иметь добавочный пункт промежуточ-
ной перегрузки.
Из рассмотренных типов промежу-
точных приводов для ленточных кон-
вейеров наиболее отвечают предъя-
вляемым эксплуатационным требова-
ниям ленточные приводы (рис. 3.14, д).
Применение их эффективно для случаев,
когда основная грузонесущая лента
имеет недостаточную продольную про-
чность или если требуется увеличить
мощность привода конвейера при его
удлинении или увеличении производи-
тельности без коренной перестройки.
Благодаря преимуществам ленточные
промежуточные приводы получают
в последнее время значительное распро-
странение. Прямолинейные промежуточ-
ные приводы применяются в цепных
конвейерах со сложной трассой, что
позволяет обеспечить наиболее опти-
мальное расположение приводов.
М ног on pi г вод ные кон вейерь* 89
3.5.6. Промежуточные приводы
цепных конвейеров
На цепных конвейерах передача движущей
силы промежуточными приводами, как и го-
ловными, производится только зацеплением,
для чего используются звездочки и гусе-
ничные устройства. Основным требованием,
предъявляемым к ним, является обеспечение
возможно равномерного движения тяговой
цепи как в период непрерывного зацепления
шарнира и зуба (кулака), так и в момент вхо-
да их в зацепление.
Приводные устройства со звездочками с це-
вочным зацеплением. В цевочном зацеплении
продольная ось цепи, служащей в данном
случае цевочной рейкой, является касатель-
ной к основной окружности звездочки. При
этом шаг цепи и шаг, измеренный по основ-
ной окружности, равны между собой:
2nRQ = zt, (3.56)
где радиус основной окружности; Яд —
- t/[2 sin (л/z)]; z - число зубьев на звездочке;
t — шаг цепи.
Примем sin(n/z) as n/z; тогда
RQ = zt/(2n). (3.56')
При равенстве шага цепи и шага по основ-
ной окружности звездочки зацепление ка-
ждого зуба с шарниром цепи начинается
в точке касания оси цепи с основной окруж-
ностью звездочки (рис. 3.15). При дальней-
шем вращении звездочки шарнир цепи дви-
жется по профилю зуба от его основания
к головке. При безвтулочной или втулочной
цепи валик (втулка) скользит по зубу, а при
втулочно-роликовой (втулочно-катковой) ро-
лик (каток) катится по зубу.
Как известно из теории зацеплений, для
достижения постоянной скорости цепи про-
филь зуба очерчивается по эвольвенте.
В момент, когда шарнир цепи подходит
к вершине зуба, в зацепление со следующим
шарниром вступает следующий зуб звездоч-
ки, в результате чего и обеспечивается не-
прерывность зацепления. Необходимую для
этого высоту зуба, определяемую радиусом
внешней окружности зубьев RB (рис. 3.15, <з),
находим из треугольника О АВ:
Rl^t2 + Ri
откуда, пользуясь уравнениями (3.56) и (3.56'),
получаем
= Rol/1 + (3.57)
Нетрудно видеть, что по отношению к Ro
величина RB получается довольно значитель-
ной (так, при z = 6 RB = 1,45 Ro, т. е. высота
зуба для обеспечения непрерывности заце-
пления должна быть равна 0,45 Ro). При
этом зуб становится тоньше кверху; может
оказаться, что эвольвента, по которой очер-
чивается зуб такой высоты, заходит за ось
симметрии зуба и построить его нельзя.
Чтобы избежать этого, сохранив тот же шаг
цепи и число зубьев на звездочке (а следова-
тельно, и диаметр звездочки), нужно исполь-
зовать цепи с укрепленными внутри между
пластинами добавочными цевками такого же
диаметра, как на шарнирах цепи (в результа-
те чего уменьшается шаг зацепления), или
применять привод с двумя (реже — тремя)
последовательно размещенными приводны-
ми звездочками.
Две звездочки (рис. 3.15,6) устанавливают
со смещением по фазе наполовину централь-
ного угла зуба, т. е. на угол n/z. При этом
R2 = (t/z)2+Rl
откуда RB = Ro ]/1 + (jt/zj2, (3.58)
т. е. для тех же Ro, z и t радиус внешней
Рис. 3.15. Схемы промежуточных приводов с одной в двумя звездочками
90 Общая теория транспортирующих машин
окружности Кв, а значит и высота зуба при
двух приводных звездочках получаются
меньше, чем при одной. В результате по-
строений получается, что при До до. 1200 мм
шаг цепи при одной звездочке может быть
до 300 — 400 мм, а при двух — до 800 — 900
мм.
Расстояние I между осями звездочек дол-
жно быть равно в этом случае целому числу
шагов к в сумме с половиной шага:
l = t(k + Q,5).
В общем случае при и последовательно
установленных звездочках соседние звездоч-
ки должны быть смещены на центральный
угол 2n/(zri) и расстояние между ними дол-
жно составлять
/1 = t(k-l/n).
В связи с тем, что находящийся в зацепле-
нии шарнир, на который действует полное
натяжение цепи, движется вверх по зубу, на
цепь в обратную сторону передается сила,
равная сопротивлению этому движению.
Она затягивает цепь по направлению к осно-
ванию зуба, что при освобождении шарнира
может вызвать внезапное выпрямление цепи
и возникновение в ней колебаний. В этом от-
ношении роликовая цепь, на которой сила
затягивания невелика по сравнению с силой
затягивания безвтулочной и втулочной це-
пей, имеет перед ними преимущество благо-
даря уменьшению потерь иа трение в зубьях
и, следовательно, повышению КПД привода
и уменьшению износа. Для определения
КПД привода рассчитывают потери на тре-
ние в подшипниках вала звездочек в зубьях
и шарнирах цепи.
Гусеничные прямолинейные приводные
устройства. В гусеничном приводном устрой-
стве движение тяговой цепи конвейера пере-
дается приводной (гусеничной) цепью с укре-
пленными на ней кулаками (захватами),
входящими в зацепление с шарнирами или
другими элементами тяговой цепи. Кулаки
укрепляют иа звеньях приводной цепи жест-
ко (рис. 3.16, а) или подвижно (шарнирно,
«управляемые» кулаки) (рис. 3.16,6).
На рабочей ветви приводная цепь напра-
вляется прямолинейной или профильной ши-
ной — одно- или двусторонней. Прямолиней-
ную направляющую шину располагают па-
раллельно продольной оси тяговой цепи или
под углом к ней.
Рабочая поверхность кулаков может иметь
прямолинейный или криволинейный про-
филь, иногда ей придают форму крючка.
Для уменьшения неравномерности движения
ведущая звездочка приводной цепи должна
иметь возможно большее число зубьев. Кро-
ме того, должны быть обеспечены непрерыв-
ность зацепления и плавный выход кулаков
из зацепления. Последнее достигается,
например, при применении шарнирных кула-
ков и профильной направляющей шины
(рис. 3.16,6), соответственным очертанием
профиля шины.
Рассмотрим один из часто встречающихся
типов гусеничного приводного устройства:
приводная цепь с жестко укрепленными ку-
лаками прямолинейного профиля движется
по прямолинейной направляющей, располо-
женной под углом к продольной оси тяговой
цепи (рис. 3.17). В этом случае скорость тяго-
вой цепи v равна геометрической сумме ско-
ростей приводной цепи гпр и шарнира тяго-
вой цепи Vj по рабочей грани кулака,
составляющей с перпендикуляром к оси при-
водной цепи угол а. При угле pi наклона на-
правляющей к оси тяговой цепи (рис. 3.17,6)
АСВ = 90° + а; л. ВАС = 90° - (а + PJ.
Используя теорему синусов, имеем
v/sin (90° 4- а) = unp/sin [90° - (а + pi)],
откуда гпр = исоз(а + p|)/cosa. (3.59)
Рис. 3.16. Схемы гусеничных
приводов с жестко и шарнирно
укрепленными кулаками
Многопрнводные конвейеры 91
Рис. 3.17. Схема гусеничного привода с жестко
укрепленными кулаками
Таким образом, при заданной скорости тя-
говой цепи v скорость приводной цепи гпр
определяется по уравнению (3.59).
Если задан шаг тяговой цепи гт, то шаг ку-
лаков гк находят из следующего условия:
в период, когда тяговая цепь со скоростью
v перемещается на шаг гт, приводная цепь со
скоростью апр перемещается на шаг tK. Сле-
довательно, .
lT/v = tK/uIrp.
Отсюда, пользуясь уравнением (3.59), нахо-
М tK = zTcos(a + pi)/ cos а. (3.60)
Так как шаг кулаков должен быть кратен
шагу приводной цепи,
Gip = ^к/1/ (3.61)
где < — целое число.
Таким образом, по заданному шагу тяго-
вой цепи находят потребный шаг кулаков
и по нему — шаг приводной цепи.
Приводная цепь из-за малой длины по
сравнению с тяговой конвейерной цепью ха-
рактеризуется соответственно большей обо-
рачиваемостью и больше подвержена фрик-
ционному и усталостному изнашиванию.
Между тем длина участка цепи между зубья-
ми приводной и натяжной звездочек не
остается постоянной, а изменяется по опре-
деленному периодическому закону за время
поворота звездочки на один зуб, что вызы-
вает возникновение в цепи дополнительных
импульсных сил. Как показывают исследова-
ния, длина указанного участка цепи зависит
Рис. 3.18. Схема гусеничного приводного устройства
от того, какое число зубьев — четное или не-
четное — имеют приводная и натяжная звез-
дочки и как — синфазно или антифазно —
они расположены.
Установлено, что наименьшее, т. е. благо-
приятное для цепей, изменение длины между
зубьями звездочек имеет место либо при
четном числе зубьев на звездочках и их анти-
фазном расположении (рис. 3.18,л), либо при
нечетном числе зубьев и их синфазном рас-
положении (рис. 3.18, б). В том и другом слу-
чае число звеньев приводной цепи получает-
ся нечетным. Поскольку расстояние между
кулаками равно целому числу звеньев и чис-
ло кулаков тоже целое, общее число звеньев
приводной цепи представляет собой произве-
дение двух нечетных чисел: числа кулаков
и числа звеньев цепи между ними. Такими
произведениями могут быть, например, 15,
21, 25, 27, 33, 35, 39 и т. д.
Расстояние между осями приводной и на-
тяжной звездочек, угол наклона приводной
цепи к оси тяговой цепи, высота кулаков,
а также расстояние между ними связаны ме-
жду собой геометрическими соотношениями,
которые можно установить расчетными пу-
тями или из чертежа из условия обеспечения
непрерывности зацепления и свободного вы-
хода кулака из зацепления, прежде чем звено
цепи, на котором он укреплен, соприкоснется
с зубом звездочки (см. рис. 3.17,я).
Угол наклона рабочей грани кулака выби-
рают таким, чтобы сила затягивания пени
при сбегании с зуба была по возможности
минимальной.
92 Общая теория транспортирующих машин
3.6. Динамические силы,
действующие на тяговый
элемент цепных конвейеров
При постоянной угловой скорости
приводной звездочки (или блока с пря-
молинейными гранями) скорость движе-
ния цепи не остается постоянной; она
периодически изменяется (пульсирует)
по определенному кинематическому за-
кону, Длительность периодов неравно-
мерности движения цепей равна време-
ни поворота приводной звездочки на
центральный угол, соответствующий
одному звену цепн.
Неравномерность движения тягового
элемента обусловливает возникновение
в нем динамических усилий, тем боль-’
ших по величине, чем больше ускорения
при пульсирующем движении и движу-
щиеся массы груза и самого конвейера.
Динамические силы не только увеличи-
вают общую действующую на тяговый
элемент продольную силу, но и вслед-
ствие многократности действия вызы-
вают в тяговых цепях усталостные явле-
ния. Определив динамические силы,
можно более точно рассчитать размеры
тяговых цепей (по сравнению с расче-
том при одном только статическом уси-
лии, определяемом методом «обхода по
контуру»).
Помимо продольно действующих иа
цепь динамических сил, вызванных не-
равномерностью ее движения, в точке
набегания на цепь действуют динамиче-
ские силы, направленные под углом
к оси конвейера и обусловленные тем,
что каждый новый зуб входит в заце-
пление с шарниром цепи с ударом. При
большой скорости цепи эти удары мо-
гут служить причиной разрушения шар-
ниров, а также возникновения в цепи
поперечных колебаний. Однако колеба-
ния распространяются на небольшой
участок цепи, так что в них участвует
незначительная масса конвейера н груза,
поэтому при определении действующих
на тяговый элемент динамических сил
поперечные колебания не принимают во
внимание, а учитывают только про-
дольные колебания.
На рис. 3.19 показана схема набегания
цепи на звездочку или блок с гранями.
Тяговое усилие передается зубом 1, на-
ходящимся в зацеплении с шарниром Г
цепн. При дальнейшем вращении звез-
дочки зуб 2 входит в зацепление с шар-
ниром 2', зуб 3 — с шарниром 3' и т. д.
При постоянной угловой скорости
звездочки со постоянна и окружная ско-
рость зуба го = Ясо (здесь R — радиус на-
чальной окружности звездочки). Ско-
рость цепи, если считать приближенно
ее движение поступательным не только
на рабочих участках, ио и в месте набе-
гания на звездочку, и не учитывать
влияние упругости цепи,
t?l = го cos <р = Rco cos <р, (3.62)
где ф — переменный угол, образуемый ра-
диусом 01 и осью OY.
Таким образом, скорость цепи v изме-
няется за период поворота звездочки на
центральный угол а, соответствующий
одному шагу цепи tu (по зацеплению),
по закону косинусоиды (рис. 3.19, а) при
изменении угла ср от - а/2 до + а/2.
Ускорение j цепи в этот же период из-
меняется по закону синусоиды:
j = dv/dt = — Ro2 sin <p. (3.63)
Три положения звездочки: в на-
чальный момент зацепления (/), при по-
вороте наполовину центрального угла
ос (2) и в конце периода зацепления и на-
чала следующего периода (3) показаны
на рис. 3.19,6. Скорость и ускорение це-
пи для этих положений имеют следую-
щие значения:
положение 1:
t>l = Rea cos а/2; j = Rea2 sin (a/2) = jmax;
положение 2:
I’l ~ — ^maxj j =
положение 3:
V[ = Rea cos (a/2); j = — Ro2 sin (a/2) =
— — Jmax-
Динамические силы, действующие на
тяговую цень. Как следует из диа-
граммы скорости и ускорения тяговой
Динамические силы, действующие на тяговый элемент цепных конвейеров 93
Рис. 3.19. Схема движения цепи по звездочке
Рис. 3.20, Диаграммы скорости и ускорения тяговой
цепи
цепи (рис. 3.20), в момент, когда зуб
звездочки входит в зацепление с цепным
шарниром, ускорение цепи в продоль-
ном направлении мгновенно возрастает
на величину 2jmax. Это служит причиной
возникновения в цепи продольных дина-
мических нагрузок. Кроме того, в те же
моменты вхождения в зацепление зубь-
ев звездочки с шарнирами цепи в ней
возникают поперечные динамические
нагрузки вследствие соударения под
углом а/2 зубьев звездочки с шарнира-
ми цепей. Энергия удара пропорцио-
нальна квадрату скорости зуба (ио), мас-
се цепи и расположенного вдоль нее
груза. Масса цепи зависит от ряда фак-
торов, в том числе от силы натяжения
цепи в месте набегания на звездочку.
Повторяющиеся с большой частотой
многократные динамические про-
дольные и поперечные нагрузки, вызы-
вая динамические напряжения в звеньях
цепей и зубьях звездочек, могут послу-
жить причиной их деформации (полом-
ки). Для обеспечения достаточно долго-
вечной работы конвейера действующие
в цепи динамические силы не должны
превышать определенного значения.
Максимальная продольная динамиче-
ская сила
Рmax “ Cj (mK + C2mr)j
max, (3.64)
где C\ и C2 — коэффициенты участия масс
движущихся частей и груза; тк и тТ— массы
частей конвейера и расположенного на них
груза, движущихся с ускорением jmax;
jmax — максимальное ускорение цепи конвейе-
ра.
В связи с упругостью цепи, ее прови-
санием между точками опоры, наличием
люфтов в шарнирах и поворотных пунк-
тов в контуре конвейера в движении го-
ловного звена цепи участвует не вся
масса движущихся частей конвейера,
а только некоторая часть ее, характери-
зуемая в уравнении (3.64) коэффициен-
том С] < 1. Груз массой тг на одних
конвейерах (например, на ковшовом
элеваторе) перемещается вместе
с цепью, а на других (например, на
скребковом конвейере) относительно
нее, что в уравнении (3.14) учитывается
коэффициентом С2 < 1.
Максимальное продольное ускорение
цепи равно Ra sin (а/2). Учитывая, что
со = яи/30; п = 60у/(д?ц);
sin (а/2) = tn/(2K),
где п — частота вращения звездочки, об/мин;
v— средняя (рабочая) скорость цепи, м/с;
z — число зубьев на звездочке; 1ц— шаг цепи
по зацеплению, м,
94 Общая теория транспортирующих машин
находим >
, . а _ , v
jm^ = sin у = 2я2 =
= 2n2p2/(ztuz) = 2к2
V2ta
(zU2 '
(3.65)
Отсюда следует, что наибольшее уско-
рение цепи (а следовательно, и наиболь-
шая продольная динамическая сила) при
постоянном числе зубьев на звездочке
и шаге цепи, т. е. при постоянном диа-
метре звездочки, пропорционально ско-
рости во второй степени, а прн по-
стоянных скорости и диаметре звездоч-
ки обратно пропорционально числу
зубьев на звездочке и прямо пропорцио-
нально шагу цепи. Следовательно, на
конвейере с длиннозвенной цепью (при-
меняемой для уменьшения массы
и стоимости цепи) с малым числом
зубьев на звездочке (для ограничения ее
диаметра) необходимо соответственно
снижать рабочую скорость. Если для
достижения большой производительно-
сти конвейера требуется повысить его
скорость, то следует применить корот-
козвенную цепь и звездочки с возможно
большим числом зубьев, т. е. большего
диаметра.
3.7. Пуск и остановка
конвейера
При пуске и остановке конвейера, т. е.
в переходные периоды его движения, на
тяговый элемент кроме статических,
действуют также динамические силы,
зависящие от величины движущихся
масс и ускорения (соответственно поло-
жительного и отрицательного).
В период пуска двигателем затрачи-
вается дополнительная работа на сооб-
щение массам кинетической энергии;
в период останова, напротив, кинетиче-
ская энергия движущихся масс погло-
щается. На конвейере с тяговым элемен-
том часть этих масс имеет поступатель-
ное движение, часть — вращательное.
Поступательно движется все конвейер-
ное полотно, т. е. тяговый, грузонесу-
щие н ходовые элементы. Из вращаю-
щихся масс практически следует учиты-
вать ротор электродвигателя и другие
быстровращающиеся части на валу дви-
гателя (муфту, шестерню, тормозную
шайбу), а также массы ходовых и ста-
ционарных роликов. При более точных
расчетах следует принимать во внима-
ние также массы барабанов, зубчатых
блоков и части передаточного механиз-
ма привода.
Пуск конвейера. Угловое н линейное
ускорения при пуске конвейера, а следо-
вательно, и продолжительность периода,
пуска зависят как от величины движу-
щихся масс, так и от дополнительного
(динамического) момента двигателя
в этот период. Момент двигателя в пе-
риод пуска равен сумме его статическо-
го и динамического моментов: Мав —
= Мст + Мдин. Динамический момент
Мдин = J£ (где J ~ момент инерции всех
посту па тел ьно-движущихся и вращаю-
щихся масс конвейера, приведенных
к валу двигателя; е — угловое ускорение
на валу двигателя в период пуска).
Исследование динамических процес-
сов производится обычно для мощных
ленточных конвейеров, на которых лен-
та движется с большой скоростью, реже
для пластинчатых или подвесных кон-
вейеров, имеющих значительно мень-
шую скорость тягового элемента. На
мощных ленточных конвейерах устана-
вливают, как правило, асинхронные
электродвигатели с фазным ротором,
пуск которых производится с помощью
реостата, последовательно выключаю-
щего сопротивление в цепи ротора.
В этом случае пусковой момент ко-
леблется в незначительных пределах
(рис. 3.21) н его можно считать по-
стоянным :
Мдв = + Мдин = const; (3.66)
Мдин = J& = const. (3.67)
Диаграммы ускорения н скорости
в этот период показаны на рнс. 3.22, а
и вращающего момента и мощности
двигателя Е на рис. 3.22,6.
При равноускоренном движении
8 = <o/tn И (О — 7U1/3O,
Пуск и остановка конвейера 95
Рис. 3.21. Механическая характеристика асинхрон-
ного двигателя с фазным ротором
Рис. 3.22. Диаграммы ускорения, скорости, вращаю-
щего момента и мощности двигателя в период пуска
где го — угловая скорость двигателя в период
пуска; п — частота вращения двигателя,
об/мин.
Тогда = Jnn/OOQ
и продолжительность периода пуска
tn = v/j = ли/(30е), (3.68)
где v — скорость тягового элемента при уста-
новившемся поступательном движении.
Ускорение прн пуске
j = &В5/(21),
где Dq — диаметр приводного барабана
(звездочки); i — передаточное число ме-
ханизма привода.
Усилие, действующее на тяговый эле-
мент конвейера в период пуска,
^тах ~ ^ст 3~ ^дин ^ст “Ь ((?г + 2(£q)
(3.69)
где L— длина конвейера.
Если тяговый элемент перемещается
на стационарных роликах и приближен-
но всю массу вращающихся частей ро-
лика можно считать расположенной на
его окружности, то, как нетрудно ви-
деть, ролики движутся со скоростью,
равной поступательной скорости кон-
вейера, а следовательно, массу вращаю-
щихся частей роликов надо учитывать
как массу поступательно-движущихся
частей. Если движение происходит на
ходовых катках, которые помимо вра-
щения перемещаются поступательно со
скоростью конвейера, то в выражении
(3.69) в скобках должно быть (gr + 2до +
+ <?р) (здесь q? — линейная сила тяжести
вращающихся частей катков, Н/м).
На валу двигателя силе 5ДИЫ соответ-
ствует момент
ЛД™ = (3.70)
2 щ
где ту — КПД передаточного механизма от
приводного вала конвейера к валу двигателя.
Маховой момент ротора электродви-
гателя GD2/g приводится в каталогах
двигателей. Момент инерции двигателя
.<„ = GZ>7(4«). (3.71)
Если J — момент инерции других эле-
ментов, размещенных на валу двигате-
ля, то полный момент на валу двигате-
ля в период пуска
Лтг л г । (^г + 2до)
М = МСт +------------------
20fT|
GD2
(3.72)
96 Общая теория транспортирующих машии
или, подставляя его значение нз уравне-
ния (3.68), находим
ЛТ _ ЛТ I Г + ^о)ЬРб Я
М — Мст + - д + - h J £.
4gi т| 4^
(3.73)
Величина в квадратных скобках
является приведенным к валу двигателя
моментом инерции поступательно-дви-
жущихся и вращающихся масс иа кон-
вейере. Обозначив ее через 7пр, имеем
М = Мст + Лрб. (3.74)
Мощность двигателя в период пуска
£ = М(£> = (Мст + Тцрб) (D = (Мст + 7црЕ)б?,
(3.75)
где го — угловая скорость двигателя в период
пуска, изменяющаяся по закону прямой.
Изменяясь по закону прямой, величи-
на Е достигает максимума к концу пу-
скового периода Гп:
Emax — (Мст + J пр£) 6fn = (Мст + J ПрС)
(3.76)
Для асинхронного двигателя с
фазным ротором пусковой ток 1 =
= (1,8 -i- 2,2) /ном. По этому значению
I выбирают полное сопротивление
реостата.
Приведенные выражения связывают
максимальное натяжение тягового эле-
мента Smax, пусковой момент двигателя
М, силу тока I и продолжительность пе-
риода пуска Гп и дают возможность для
принятого по расчету двигателя значе-
ния пускового максимального момента
Мтах и силы тока 1 определить на-
ибольшее возникающее в ленте натяже-
ние Smax н длительность периода пуска
tn.
Если на валу двигателя установлена
муфта скольжения, обеспечивающая
передачу на приводной вал конвейера
вращающего момента, ие превышающе-
го заданный предельный, то при боль-
шем вращающем моменте двигателя
определенная кинематическая связь ме-
жду этими валами нарушается. В таком
случае для периода пуска конвейера рас-
чет производится по предельному мо-
менту, передаваемому муфтой.
Остановка конвейера. На приводах на-
клонных конвейеров с тяговым элемен-
том устанавливают, как правило, авто-
матические тормозные или стопорные
устройства. На конвейерах с перемеще-
нием груза вверх тормоз или стопор
служит для предотвращения самопрои-
звольного обратного движения конвейе-
ра под действием продольной соста-
вляющей силы тяжести груза на грузо-
вой ветви. На конвейере с перемеще-
нием груза вниз тормоз служит для
остановки конвейера, а затем удержания
его от самопроизвольного движения. На
горизонтальном конвейере тормоз иног-
да устанавливают для уменьшения пе-
риода выбега (для быстроходного кон-
вейера и при малых силах сопротивле-
ния на нем).
На конвейере с перемещением груза
вверх момент сил, действующих на при-
водном валу в сторону, обратную рабо-
чему движению, равен произведению
разности продольной составляющей
силы тяжести груза и сил сопротивле-
ния, действующих на тяговом элементе,
иа радиус рабочего приводного элемен-
та (блока, звездочки, барабана):
Мб « [^Esin ₽ - (дг + 2^0) Lw cos ₽]
(3.77)
где Dq — диаметр рабочего приводного эле-
мента, м.
Если тормоз или стопор установлен
не на приводном валу конвейера, а, как
обычно, на валу двигателя (или на про-
межуточном валу), и передаточное чис-
ло между этим валом и головным ва-
лом привода равно i, то статический
момент на тормозе или стопоре
Мст > МбРм/i, (3.78)
где т|м— КПД передаточного механизма ме-
жду валами; с некоторым запасом можно
принимать Т|м = 1.
На конвейере с перемещением груза
Пуск и остановка конвейера 97
вниз тормоз должен не только удержи-
вать конвейер от самопроизвольного
движения, но и остановить его, т. е.
в течение определенного промежутка
времени (на определенной длине пути)
поглотить кинетическую энергию груза
и движущихся частей конвейера. В обыч-
ных условиях это можно учесть, при-
няв несколько повышенный тормозной
момент, т. е. введя в правую часть урав-
нения (3.74) множитель С (ориентиро-
вочно С = 1,25), а в случае высокопро-
изводительного и высокоскоростного
конвейера может быть рекомендован
специальный расчет, приводимый ниже.
Положим, что тормоз установлен на
валу двигателя и передаточное число
между валом двигателя и приводным
валом конвейера равно i. Тормозной
момент можно считать, как и в рассма-
триваемом случае пуска конвейера, по-
стоянным. При этом остаются по-
стоянными и отрицательные по величи-
не угловое ускорение вала и линейное
ускорение поступательно-движущихся
груза и частей конвейера, а следователь-
но, скорость их уменьшается от нор-
мальной рабочей величины v до нуля по
закону прямой.
Если период остановки конвейера ра-
вен г&(с) и путь торможения в период
остановки 5 (м), то линейное b и угловое
е ускорения по абсолютной величине
Ь = ф, = е2/(2х); (3.79)
s = m/tf) = vg)/(2s), (3.80)
где го — угловая скорость вала двигателя,
с-1.
Из вращающихся масс следует учиты-
вать массу (момент инерции) ротора
двигателя и расположенных на валу
двигателя элементов, а также массу ста-
ционарных или ходовых роликов кон-
вейеров.
Обычно задаются длиной пути з, на
котором должен быть заторможен кон-
вейер. Прн этом для определения по-
требного тормозного момента Мт на
валу двигателя можно воспользоваться
уравнением (3.73), в котором вместо Мст
4 А. О. Спиваковский
следует подставить его значение из
уравнений (3.77) и (3.78), а вместо е —
его значение из уравнения (3.80):
мт= м ст + л/днд
(^г + 2g0) LDq GD2
4gi2 4д
VG3
(3.81)
При выборе длины тормозного пути
следует учитывать не только эксплуата-
ционные требования, но и перегрузку
тягового элемента, максимальное натя-
жение которого в верхней точке грузо-
вой ветви (если (?н — сила тяжести груза
натяжного устройства, расположенного
в нижней точке конвейера) для конвейе-
ра на стационарных роликах
^тпах $ст 4" ^дин
(3.82)
На горизонтальном конвейере длина
свободного выбега после выключения
двигателя находится из выражения ра-
венства кинетической энергии движу-
щихся масс работе сил сопротивления
на длине пути выбега:
(gr + 2go) Lv2 V1 J. at,2 ~
2« + /,” =
= TVqS к (gr + 2g0) Lw's. (3.83)
Здесь первый член левой части уравне-
ния - кинетическая энергия поступа-
тельно-движущихся масс, второй — ки-
нетическая энергия вращающихся масс;
коэффициент к учитывает увеличение
общего сопротивления на конвейере
вследствие сопротивления на концевых
пунктах (fc ps 1,1 -г 1,15). В практические
расчеты можно вводить только мо-
менты инерции ротора двигателя и эле-
ментов,. размещенных иа валу двигате-
ля.
Из выражения (3.83), зная массы и мо-
менты инерции движущихся частей кон-
98 Ленточные конвейеры
вейера и длину пути выбега, можно экс-
периментально определить действи-
тельный общий коэффициент сопроти-
вления ю'. Если с известным приближе-
нием пренебречь действием вращаю-
щихся масс ГУ (J /2) = 0], то
w' = v2/2gsk. (3.84)
Как следует из этой формулы, коэф-
фициент сопротивления w' при той же
рабочей скорости v обратно пропорцио-
нален длине пути выбега, а для двух
конвейеров с одинаковой длиной выбега
отношение коэффициентов сопротивле-
ния пропорционально отношению ско-
ростей во второй степени.
ЛЕНТОЧНЫЕ
КОНВЕЙЕРЫ
4.1. Общее устройство, типы и области
применения 98
4.2. Ленточные конвейеры общего
назначения с прорезиненной лентой 102
4.3. Ленточные конвейеры специальных
типов с прорезиненной лентой 141
4.4. Ленточно-канатные конвейеры Г58
4.5. Ленточно-цепные конвейеры 159
4.6. Ленточные конвейеры на ходовых
опорах 161
4.7. Конвейеры с металлическими лентами
161
4.8. Задачи научных исследований 165
4.1. Общее устройство, типы
и области применения
Ленточный конвейер (рис. 4.1) имеет
станину 6, иа концах которой устано-
влены два барабана: передний 7 — при-
водной и. задний 1 — натяжной. Верти-
кально замкнутая лента 5 огибает эти
концевые барабаны и по всей длине
поддерживается опорными роликами,
называемыми роликоопорами, — верхни-
ми 4 и нижними 10, укрепленными на
станине 6. Иногда вместо роликов при-
меняют настил. Приводной барабан
7 получает вращение от привода И
и приводит в движение ленту вдоль
трассы конвейера.
Лента загружается через одну или не-
сколько загрузочных воронок 2, разме-
щенных на конвейере. Транспорти-
руемый груз перемещается на верхней
(грузонесущей, рабочей) ветви ленты,
а нижняя ветвь является возвратной
(обратной). Возможно также транспор-
тирование грузов одновременно на
верхней и нижней ветвях ленты в раз-
ных направлениях.
Груз выгружается на переднем бара-
бане 7 через разгрузочную воронку
8 или в промежуточных пунктах конвей-
ера при помощи разгрузочных
устройств: плужковых 3 или бара-
банных разгружателей. Наружная по-
верхность ленты очищается от прилип-
ших к ней частиц груза очистным
устройством 9, установленным у пере-
днего барабана 7.
Ленточные конвейеры применяют для
перемещения в горизонтальном и поло-
гонаклонном направлениях разнооб-
разных насыпных и штучных грузов,
а также для меж операционного транс-
Общее устройство, типы и области применения 99
Рис. 4.1. Схема ленточного конвейера
портирования изделий при поточном
производстве. Они получили широкое
распространение во всех отраслях про-
мышленности и являются основными
агрегатами механизации транспорта
в литейных цехах (подача и распределе-
ние земли и уборка отходов), на топли-
воподачах электростанций, подземного
и наземного транспорта угля и породы
в угледобывающей промышленности,
руды, кокса и флюсов в металлургии
(рис. 4.2), строительных материалов
и полезных ископаемых в карьерах, зер-
на в зернохранилищах, песка и камня на
строительстве каналов и гидростанций
и др.
Ленточные конвейеры служат со-
ставными частями таких сложных ма-
шин, как роторные экскаваторы, пере-
грузочные и отвальные мосты, погру-
зочно-разгрузочные машины и т. п.
Большое распространение ленточные
конвейеры получили благодаря возмож-
ности получения высокой производи-
тельности (до 30000 т/ч), большой дли-
не транспортирования (до 3—4 км
в одном конвейере и до 100 км в систе-
ме из нескольких конвейеров), простоты
конструкции и эксплуатации и высокой
надежности работы.
По расположению на местности лен-
точные конвейеры разделяют на стацио-
нарные и подвижные (рассматриваемые
в этой главе), < передвижные и пере-
носные, переставные (для карьеров от-
крытых разработок) и надводные, пла-
вающие на понтонах.
По конструкции и назначению разли-
чают ленточные конвейеры общего на-
значения (ГОСТ 22644 - 77 — ГОСТ
22647-77) и специальные: подземные,
для пищевой, мукомольно-крупяной и
комбикормовой промышленности И ПО-
ТОЧНОГО производства в приборострои-
тельное радиотехнической и легкой про-
мышленности.
По типу ленты конвейеры бывают
с прорезиненной, стальной цельнопро-
катной и проволочной лентой. Наиболь-
шее распространение получили конвей-
еры с прорезиненной лентой. По кон-
струкции прорезиненной ленты,
опорных ходовых устройств и передаче
тягового усилия различают ленточные
конвейеры, у которых лента является
грузонесущим и тяговым элементом
о
о
Рис. 4.2. Головная часть мощного ленточного конвейера с лентой шириной 2000 мм, производительностью 6000 т/ч для транспортирования железной руды:
о — схема; б — конструкция; 1, 2— приводные барабаны; 3 — муфта с остановом; 4 — редуктор; 5 — тормоз с муфтой; 6 — электродвигатель мощностью
1250 кВт; МК — мостовой кран для монтажа и ремонта привода
Общее устройство, типы и области применения 101
Рис. 4.3. Геометрические схемы ленточных кон-
вейеров:
а — е, л — с однобарабанным, ж — к — с двухбара-
банным приводом (27—привод; НУ — натяжное
устройство)
(основной тип), ленточно-канатные
и ленточно-цепные, у которых лента
служит только грузонесущим элемен-
том, а тяговым элементом являются
два каната или одна цепь.
По профилю трассы ленточные кон-
вейеры разделяются на горизонталь-
ные (рис. 4.3, а, ж, з), наклонные
(рис. 4.3, б, и, к) и комбинированные: на-
клонно-горизонтальные (рис. 4.3, в) и го-
ризонтально-наклонные (рис. 4.3, г) с
одним или несколькими перегибами —
(рис. 4.3. д,е) и со сложной трассой
(рис. 4.3, л). При проектировании конвей-
ера следует по возможности принимать
наиболее простую прямолинейную трас-
су. Сложную трассу имеют маги-
стральные конвейеры в соответствии
с профилем местности.
Конвейеры с разными видами лент
могут иметь по очертанию одинаковые
трассы, однако радиусы поворотов .Ri и
R2 и углы наклона 0 для каждого вида
лент будут различными. Угол наклона
конвейера к горизонту 0 (табл. 4.1) зави-
сит от коэффициента трения транспор-
тируемого груза о ленту при движении
(а следовательно, от материала и харак-
тера поверхности ленты), формы профи-
ля ленты (плоская или желобчатая), угла
естественного откоса насыпного груза,
способа загрузки и скорости движения
ленты.
Для обеспечения устойчивого непо-
движного положения груза на ленте без
его продольного сползания вниз угол
наклона конвейера должен быть при-
4.1. Наибольшие допускаемые углы наклона к го-
ризонту Р (градус) ленточных конвейеров для
средних условий работы
Лента
прорезинен- i g.*
ная желобча-
Транспортируемые грузы тая с рабочей поверхностью 2 о « Ф
rt м- К Ьй О Й
глад- риф- о О « Ь
кой леной Ч rt ей К К W
Насыпные г РУЗЫ
Агломерат железной руды 18 30 12
Апатитовый коипентрат 15 25 12
Брикеты угольные плоские 15 27 10
Гравий округлый сортиро- ванный 15 18 10
Земля грунтовая влажная 22 35 16
Камень дробленый рядовой 18 30 12
Кокс рядовой 18 30 13
Мука пищевая, отруби 14 20 12
Окатыши железнорудные 11 12 2
Опилки древесные свежие 27 35 20
Песок сухой, мелкий I14 30 10
Песок влажный '26 35 20
Руда среднекусковая (« > 100 мм) I18 30 12
Уголь каменный рядовой 18 27 13
Цемент 20 27 14
Щебень мелкий 20 30 12
Штучные г| >узы
Коробки картонные 15 25 14
Мешки тканевые 18 30 14
Мешки бумажные 16 30 12
Ящики деревянные 16 25 14
102 Ленточные конвейеры
мерно на 10—15° меньше угла трения
груза о ленту в покое. Такой запас необ-
ходим потому, что из-за провеса ленты
угол ее подъема у роликоопор полу-
чается большим, чем общий геометри-
ческий угол наклона конвейера. Кроме
того, лента на ролнкоопорах встряхи-
вается из-за неизбежного биения роли-
ков, что способствует сползанию груза
вниз. Встряхивание будет тем интенсив-
нее, чем больше скорость ленты и гру-
бее изготовлены опорные ролики. Не-
прерывная равномерная загрузка обес-
печивает больший угол наклона, чем
периодическая загрузка с перерывами
потока груза.
4,2. Ленточные конвейеры
общего назначения
с прорезиненной лентой
4.2.1. Элементы конвейеров
Ленты. Грузонесущим и тяговым эле-
ментом на ленточном конвейере служит
прорезиненная лента. Нормальный ряд
ширины ленты по ГОСТ 22644 — 77: 300,
400, 500, 650, 800, 1000, 1200, 1400, 1600,
2000, 2500 и 3000 мм.
Лейта должна иметь высокую про-
чность, малую массу и небольшое отно-
сительное удлинение, высокую эластич-
ность (гибкость) как в продольном,
так и в поперечном направлениях, ма-
лую гигроскопичность, хорошую сопро-
тивляемость знакопеременным нагруз-
кам при многократных перегибах на
барабанах и ролнкоопорах, высокую из-
носостойкость иа истирание о транспор-
тируемый груз и опорные устройства,
а также стойкость против физико-хими-
ческого воздействия грузов и окружаю-
щей среды.
Прорезиненная леита в общем виде
(рис. 4.4) имеет тяговый каркас А, по-
крытый со всех сторон эластичным за-
щитным заполнителем Б. Тяговый кар-
кас воспринимает продольные растяги-
вающие усилия в лейте и обеспечивает
ей необходимую поперечную жесткость,
а заполнитель предохраняет каркас от
воздействия влаги, механических повре-
ждений и истирания перемещаемым
грузом и объединяет его в единое целое,
образуя над каркасом наружные об-
кладки — верхнюю (грузонесущую)
и нижнюю (опорную). Обкладки служат
для защиты тягового каркаса от повре-
ждения и изнашивания, ударов транс-
портируемых грузов при загрузке и
влаги окружающей среды.
В качестве заполнителя применяют
резиновые смеси с синтетическим каучу-
ком или -пластмассы — поливинилхло-
рид и др. Необходимые свойства лейте
придаются составом резиновых смесей
заполнителя с различными добавками.
По рецептуре заполнителя и назначе-
нию выполняют ленты общего назначе-
ния (для работы при температуре окру-
жающей среды от минус 45 до плюс
60 °C), морозостойкие - вид М (для ра-
боты при температуре от минус 60 до
плюс 60 °C), теплостойкие Т (температу-
ра груза до плюс 100 °C), повышенной
теплостойкости ПТ (до плюс 200 °C), пи-
щевые П (для транспортирования пи-
щевых продуктов без упаковки), него-
Рис. 4.4. Ленты конвейера:
а, б, в — резинотканевая с одно-
основными (б) и двухосновными (в)
прокладками; г — резинотросовая;
ВС — верхняя (грузонесущая), НС —
нижняя (опорная) стороны ленты.
Ленточные конвейеры общего назначения с прорезиненной лентой 103
рючие Ш (для конвейеров в пожаро-
и взрывобезопасном исполнении, напри-
мер для угольных шахт), маслостойкие
МС (для транспортирования грузов, по-
крытых маслом, смазками и эмульсией),
магнитомягкие, обладающие свойством
притягиваться к магниту; магнито-
твердые (эластомагниты), обладающие
свойством намагничивания, как магнит,
и др. Известны также попытки создания
ленты с грязеотталкивающими обклад-
ками, к поверхности которых не прили-
пают липкие влажные грузы. Возможны
комбинации отдельных свойств.
По типу тягового каркаса различают
резинотканевые и резинотросовые
ленты. У резинотканевых лент, пара-
метры которых регламентированы
ГОСТ 20 — 76, тяговым каркасом служат
прокладки 3 из различных тканей, рас-
положенные послойно с резиновыми
прослойками 4 параллельно друг другу
вдоль ленты (рис. 4.4, а). Тканевая про-
кладка состоит из продольных нитей ос-
новы 6 и поперечных нитей утка 7,
8 (рис. 4.4, б, в). Прокладки бывают
одноосновные — с одним рядом нитей
основы (наиболее распространенный
тип, рис. 4.4,6), двухосновные (рис. 4.4, в)
для лент повышенной надежности при
транспортировании крупнокусковых
грузов и многооснбвные (цельнотканые)
из нитепрошивиого полотна. Сверху,
над первой прокладкой укладывают за-
щитную (брекерную) ткань 2 (рис. 4.4, а),
предохраняющую прокладку от повре-
ждений. Ленты повышенной теплостой-
кости перед первой прокладкой имеют
теплоизолирующий слой из асбестовой
ткани. Т каневые прокладки совре-
менных лент изготовляют из капрона,
анида, иейлоиа, лавсана и других синте-
тических тканей, обладающих высокой
прочностью (табл. 4.2). Известны также
ленты с хлопчатобумажными (оди-
нарными — бельтинговыми и шнуро-
выми) прокладками. Изготовляют ленты
с прокладками из тканей МК-600 и
МК-800 прочностью 600 и 800 Н/мм
ширины одной прокладки.
При нагрузке 0,1 номинальной про-
чности ленты удлинение прокладок из
4.2. Ткани, применяемые для изготовления кон-
вейерных лент по ГОСТ 20 — 76
Прочность ткани по 1 основе, Н/мм ширины одной прокладки Ткани
с основой и утком из комбинирован- ных нитей (поли- эфирных и хлопко- вых) с основой и утком из полиамидных нитей с основой из поли- эфирных, а утком из полиамидных нитей
65 БКНЛ-65 - -
100 БКНЛ-100 ТА-100 ТК-100 -
150 БКНЛ-150 ТА-150 ТК-150 -
200 - ТК-200-2 Т Л К-200
300 - ТА-300 ТК-300 МК-300/100 ТЛК-300 МЛ К-300/100
400 - ТА-400 ТК-400 М К-400/120 МЛ к-400/120
ткани БКНЛ составляет 3,5%; ТА
и ТК - 3,5-4%; МК и МЛК - 2%. Это
является их недостатком. В ленте может
быть от трех до восьми (в отдельных
случаях — до десяти) прокладок в зави-
симости от ширины, необходимой об-
щей прочности и поперечной жесткости
ленты. Жесткость ленты определяет ее
способность принимать и сохранять же-
лобчатую форму, задаваемую ролико-
опорами. Поэтому для каждой ширины
ленты устанавливается минимальное
и максимальное число прокладок, опре-
деляющее стабильность и угол наклона
боковых стенок (угол желобчатости) же-
лоба ленты.
Необходимое по расчетному натяже-
нию число прокладок ленты
i>KSmax/(SpiB), (4.1)
где К — коэффициент запаса прочности
ленты; Smax — максимальное расчетное
натяжение леиты, полученное по тягово-
му расчету конвейера, Н; Spi —
104 Ленточные конвейеры
прочность тканн прокладки, Н/мм ши-
рины ленты; В - ширина ленты, мм.
Коэффициент запаса прочности ленты
К = Ко/(КпрКстКтКр), (4.2)
где Kq— номинальный запас прочности (при
расчете по нагрузкам установившегося дви-
жения Kq = 7, при поверочных расчетах по
максимальным пусковым нагрузкам прини-
мают Ко = 5); Кпр — коэффициент неравно-
мерности работы прокладок:
= 3 -г 4,5 мм; 52 = 1 мм, средне-
кусковых — = 4,5 4- 8 мм; 52 = 2 мм;
для сильно абразивных средие: и круп-
нокусковых ! грузов 5, = 4,5 4- 10 мм;
52 = 2 4- 3 мм; для штучных грузов
= 2 ч- 3 мм; ^2 = 1 4- 2 мм.
В соответствии с характеристикой
транспортируемых грузов выбирают
сорт резины для обкладок.
Число прокладок........................ 3
*пр....................................0,95
4 5 6 7 8
0,9 0,88 0,85 0,82 0,8
Кс: — коэффициент прочности стыкового со-
единения концов ленты (для вулканизирован-
ного стыка Кст = 0,9 4- 0,85; для стыка, вы-
полненного при помощи скоб и шарниров,
- 0,5, а внахлестку заклепками - Кс. =
= 0,4 4- 0,3); Кт - коэффициент конфигура-
ции трассы конвейера (для* 1 горизонтального
конвейера Кт = 1, наклонного прямолинейно-
го Хт = 0,9, наклонного со сложным профи-
лем К, = 0,85); Кр— коэффициент режима ра-
боты конвейера:
Сила тяжести (Н/м) одного метра ре-
зинотканевой ленты
<Эл = 0,011 (Sqi + 5i + 5з) В, (4.4)
где 6g—толщина прокладки (принимают
6q = 1,2 мм для ткани прочностью 55 Н/мм и
6q - 2 мм для ткани прочностью 400 Н/мм);
i — число прокладок; 8j и 62- толщины об-
кладок, мм; В — ширина ленты, мм.
Режим работы . .
Весьма Легкий Средний Тяжелый Весьма
легкий (Л) (С) (Т) тяжелый
(ВЛ) (ВТ)
1,2 1,1 1,0 0,95 0,85
Толщины наружных обкладок иа
верхней 1 (51) и нижней 5 (5j) сторонах
ленты (рис. 4.4) выбирают в зависимо-
сти от свойств и размеров кусков транс-
портируемого груза, режима работы
конвейера и частоты прохождения
ленты через пункт загрузки. Чем чаще
проходит лента через пункты загрузки
(т. е. чем больше скорость ленты
и меньше ее длина), тем толще должны
быть обкладки для обеспечения долго-
вечности ленты.
Время (с) прохождения леиты через
пункт загрузки конвейера
О = 2L/v, (4.3)
где L— длина конвейера между осями
концевых барабанов, м (см. рис. 4.3);
v - скорость движения леиты конвейера,
м/с.
Для малоабразивных насыпных гру-
зов принимают 51 = 3 мм; 5з=1 мм;
для срёдиеабразивных: мелкокусковых
Точные значения массы ленты опреде-
ляют по каталогам заводов-изготовите-
лей (см. также ниже, табл. 4.13).
Концы резинотканевой ленты соеди-
няют при ее монтаже на конвейере од-
ним из следующих способов: горячей
или холодной склейкой специальными
клеями в зажимных плитах (вулканиза-
цией) (рис. 4.5) или металлическими со-
единителями - скобами, шарнирами,
внахлестку заклепками; иногда ленту
сшивают сыромятными ремнями. Наи-
более надежным и совершенным яв-
ляется соедииеиие концов леиты при по-
мощи вулканизации; его следует реко-
мендовать для повсеместного примене-
ния. При склейке концы ленты разделы-
ваются ступенчато по отдельным про-
кладкам (см. рис. 4.5) под углом 9 =
= 18,5 4- 26° к продольной оси ленты.
Резинотросовые леиты в качестве тя-
гового каркаса имеют стальные тросы
9 с латуиизированной поверхностью для
Ленточные конвейеры общего назначения с прорезиненной лентой 105
Рис. 4.6. Соединение концов резинотросовой ленты:
a — одноступенчатое; б — двухступенчатое
Рис. 4.5. Схема разделки концов резинотканевой
ленты для вулканизированного стыка:
a — подготовленная лента; б — соединенная лента
лучшего сцепления с резиной, уло-
женные в одни ряд параллельно друг
другу вдоль ленты (см. рис. 4.4, г). Ха-
рактеристика нормального ряда отече-
ственных резинотросовых лент дана
в табл. 4.3; толщина обкладок на верх-
ней и нижней сторонах леит всех типо-
размеров составляет 5,5 мм, относи-
тельное удлинение 0,25% при нагрузке,
равной 0,1 номинальной прочности
ленты.
Необходимая прочность тягового
каркаса резинотросовой ленты (см.
табл. 4.3):
Sp.T /В, (4-5)
где К’ = К0/(КстКрКт) — расчетный коэффи-
циент запаса прочности; Ко, Кст, Кр и
Кт— коэффициенты из формулы (4.2),
Концы резинотросовой ленты соеди-
няют только методом вулканизации;
тросы одного конца ленты укладывают
в свободные промежутки между троса-
ми другого конца ленты (рис. 4.6).
Типоразмер ленты (по тяговому кар-
касу, толщинам обкладок и классу ре-
зины) выбирают по характеристике
транспортируемого груза (абразивности,
кусковатости, температуре, пожаро-
и взрывоопасности, содержанию сма-
зочных масел и эмульсий и т. п.) и окру-
4.3. Характеристика резинотросовых лент (см. рис. 4.4, г)
Параметр 2РТЛ- 1500 2РТЛ- 1600 2РТЛ- 2500 2РТЛ- 3150 2РТЛ- 4000 2РТЛ- 5000 2РТЛ- 6000*
Диаметр троса сД, мм 4,2 4,65 7,5 8,25 10,6 10,6 11,5
Шаг между тросами tT, мм 9 9 14 14 17 17 18
Прочность ленты 5р, кН/мм ширины Максимальное допускаемое натяжение 1,5 1,6 2,5 3,15 4 5 6
на 1 мм ширины ленты Sp т, Н/мм Общая толшина ленты 8, мм 180 190 300 380 450 600 700
18 18 20,5 22,5 24,5 27 26,5
Расчетная масса тл 1 м2 ленты, кг/м2 28 29 37 43 50 53 65
Рекомендуемый диаметр приводного ба- рабана £>g, м 1 0,8 0,8 1 1,25 1,6 1,6-2 2-2,5
* Ориентировочные данные.
106 Ленточные конвейеры
жающей среды (температура и пожаро-
и взрывоопасность), необходимой про-
чности по расчетному натяжению и по-
требной производительности. В диапа-
зоне прочности от 1,5 до 4 кН/мм
можно применять резинотканевую или
резинотросовую ленту. Для выбора
ленты надо провести сравнительный
анализ по прочности, стоимости, удли-
нению и диаметру барабана.
К преимуществам резинотканевой
ленты относятся возможность большо-
го набора лент по прочности, универ-
сальность выполнения стыкового соеди-
нения (с механическими соединителями,
вулканизацией и т. п.), повышенная
стойкость к продольным порывам, вы-
сокая амортизирующая способность
при динамических нагрузках. Недостат-
ками являются большое удлинение (до
4%), увеличенные диаметры барабанов
при большом числе прокладок.
К преимуществам резииотросовых
лент относятся высокая прочность,
малое удлинение при рабочих нагрузках
(до 0,25%), повышенный срок службы,
а к недостаткам — большая масса, слож-
ность изготовления стыкового соедине-
ния концов ленты, сравнительно мень-
шая стойкость к продольным порывам
и перегибам в вертикальной плоскости.
Опорные устройства. Для опоры
ленты на участке между концевыми ба-
рабанами устанавливают роликоопоры
или настил — сплошной (из дерева, ста-
ли, пластмассы) или комбинированный
(чередование настила и роликоопор).
Настил того и другого типа применяют
очень редко (обычно иа конвейерах
малой длины), чаще всего его исполь-
зуют при транспортировании легких
штучных грузов. Наибольшее распро-
странение имеют роликоопоры раз-
личных типов и конструкций.
По расположению на конвейере роли-
коопоры разделяют иа верхние (для
опоры грузоиесущей ветви ленты)
и нижние (для опоры обратной ветви).
Верхние роликоопоры бывают прямыми
(рис. 4.7, а) — для плоской формы ленты
и желобчатыми (для желобчатой формы
леиты) — на двух, трех (рис. 4.7, б, в)
и пяти (рис. 4.8, для лент шириной
2 — 2,5 м) роликах. В зоне загрузки
ленты устанавливают амортизирующие
роликоопоры (рис. 4.7, в), у которых на
корпус ролика надеты упругие рези-
новые шайбы (раздельные — в или
сплошные — в'), амортизирующие удары
падающих кусков груза. При транспор-
тировании насыпных грузов применяют,
как правило, желобчатые роликоопоры;
Рнс. 4.7. Роликоопоры:
а, б, в — для верхней ветви соответственно прямая, рядовая желобчатая, амортизирующая; г. д,
е — для нижней ветви соответственно прямая, дисковая очистная, желобчатая
Ленточные конвейеры общего назначения с прорезиненной лентой 107
Рис. 4.8. Мощный конвейер для открытых разработок:
а — поперечное сечение; б — узел шарнирного соединения роликов; в - узел подшипника ролика
(фирма Такраф, ГДР)
прямые роликоопоры используют ре-
дко : только на участках разгрузки
ленты плужковыми разгружателями или
для выполнения каких-либо технологи-
ческих операций.
Нижние роликоопоры разделяют на
прямые, однороликовые сплошные ци-
линдрические (рис, 4.7, г) и дисковые
(рис. 4.7, Э, применяют при транспорти-
ровании налипающих грузов) и двухро-
ликовые желобчатые [угол наклона бо-
ковых роликов 10° (рис. 4.7, е)] для
лучшего центрирования движения лент
шириной более 1000 мм.
При транспортировании сильно абра-
зивных (например, кокса) или налипаю-
щих грузов поверхности корпусов роли-
ков верхних и нижних роликоопор футе-
руют резиной. Роликоопора с жестким
(опорным) креплением роликов (рис. 4.7)
состоит из стоек - кронштейнов 7, ро-
ликов 2 и опорного основания 3.
У роликоопоры подвесной конструк-
ции так называемого гирляндного типа
(рис. 4.8) оси 1 отдельных роликов 2 со-
единяют одну с другой шарнирами 3,
и полный комплект роликов крюками
4 шарнирно подвешивают к станине
конвейера. Преимуществами гир-
ляидных роликоопор но сравнению
с роликоопорами на жестких опорах
являются меньшая масса, повышенная
амортизирующая способность (что
очень важно при транспортировании тя-
желых кусковых грузов), простота кре-
пления к станине конвейера, удобство
монтажа и демонтажа при ремонте.
К недостаткам относятся продольные
колебания (подобно маятнику) при дви-
жении ленты и, как следствие этого, по-
вышенный износ опорной поверхности
ленты, увеличение сопротивления ее
движению, невысокий срок службы кре-
плений и шарнирных узлов. Подвесные
роликоопоры получили широкое рас-
пространение на конвейерах угольных
карьеров в ГДР.
При транспортировании влажных
и химически агрессивных грузов приме-
няют подвесные роликоопоры с гибкой
осью из стального троса, на которой
(при помощи вулканизации в пресс-
форме) закреплен комплект резиновых
или пластмассовых дисков-роликов
108 Ленточные конвейеры
Рис. 4.9. Конвейер
ВНИИПТМАШ с ролике-
опорамн на гибкой оси:
а — поперечное сечение;
б — узел ролика
(рис. 4.9). Гибкие роликоопоры имеют
только два подшипника, подвеши-
ваемых к станине конвейера, удобны
для монтажа, ремонта н обслуживания;
обеспечивают плавную желобчатость
ленты.
Ролик (рис. 4.10, а) состоит из цилин-
дрического корпуса Л изготовляемого
из отрезка трубы, вкладыша 2, штампо-
ванного из стали или литого из чугуна,
осн 3 (или полуоси), подшипника каче-
ния 5 (шарикового, а для тяжелых ти-
пов — конического роликоподшипника)
н его защитного уплотнения 4. С вну-
тренней стороны подшипник защищен
шайбой, жировыми канавками во
вкладыше или внутренней трубой, кото-
рая полностью изолирует его от поло-
сти корпуса ролика и служит резервуа-
ром для запаса смазки. Для защиты
подшипника с внешней стороны от пы-
ли применяют сложные лабиринтные
уплотнения с дополнительными кон-
Рис. 4.10. Узлы подшипников
роликов конструкции Союз-
проммеханизации:
а — среднего типа; б — тя-
желого типа
тактными шайбами (см. рис. 4.8, в) или
без них (см. рис. 4.10).
К характерным особенностям совре-
менных конструкций узла подшипника
ролика относятся применение закрытых
шарикоподшипников с долговременной
закладной смазкой типа БНЗ, бескон-
тактного лабиринтного уплотнения из
Ленточные конвейеры общего назначения с прорезиненной лентой 109
Рис. 4.11. Центрирующие роликоопоры дли верхней ветви ленты:
а, б — конструкция и схема поворота при сдвиге ленты в левую сторону для нереверсивного
конвейера; в — для реверсивного конвейера.
штампованных деталей, гладкой без
уступов оси из калиброванной круглой
стали, вкладыша, штампованного из ли-
стовой стали или из трубы корпуса,
и широкая унификация узлов и деталей
для всего ряда нормальных типоразме-
ров роликов. Известны ролики без
вкладышей, у которых концы трубы
корпуса закатаны в полуоси, вращаю-
щиеся в выносных подшипниках.
В процессе работы конвейера по раз-
личным случайным причинам (односто-
ронняя загрузка ленты, налипание груза
на барабанах и роликах и т. п.) возмо-
жен поперечный сдвиг ленты с роликов.
Для автоматического выравнивания хо-
да ленты используют центрирующие
роликоопоры (одиночные или груп-
повые из двух-трех роликоопор) раз-
личных конструкций.
Центрирующая желобчатая ролико-
опора конструкции Союзпроммеханиза-
ции (рис. 4.11, а) имеет обычную трехро-
лнковую опору 1, установленную на
раме 3, которая в определенных преде-
лах может поворачиваться на верти-
кальной оси 4. К поворотной раме 3
с обеих сторон прикреплены рычаги 5,
на концах которых установлены ролики
2. При смещении в сторону лента своей
110 Ленточные конвейеры
кромкой нажимает на ролик 2 и повора-
чивает раму с роликоопорой на неко-
торый угол по отношению к продоль-
ной осн конвейера. При перекосе роли-
коопоры на поверхности ленты создает-
ся восстанавливающее усилие, стремя-
щееся возвратить ленту в исходное
положение, т. е. сдвинуть в направлеини,
противоположном смещению. После то-
го как лента возвратится в центральное
положение, роликоопора движением
самой л<*нты автоматически устанавли-
вается в нормальное положение.
Для конвейера с реверсивным движе-
нием ленты ролики 2 (рис. 4.11, в) уста-
навливают по оси центрирующей роли-
коопоры; они воздействуют через рычаг
6 и прижим 7 на боковой ролик 1, при-
тормаживая его. Это обусловливает по-
ворот роликоопоры для центрирования
хода ленты.
Основные параметры роликоопор
установлены ГОСТ 22645 - 77
и ГОСТ — 22646 — 77. Тип роликоопоры
и диаметр ролика Dp выбирают в зави-
симости от ее назначения, характеристи-
ки транспортируемого груза, ширины
и скорости движения ленты (табл. 4.4).
Ролик должен иметь такой диаметр,
при котором выполняются два условия:
1) момент трения ленты без груза о ро-
лик больше момента трения в подшип-
никах и уплотнениях, иначе леита будет
скользить по роликам; 2) под действием
центробежной силы вращающегося ро-
лика груз не должен отрываться от
ленты при огибании ролика. Диаметр
ролика повышается с увеличением ско-
рости ленты, плотности и кусковатости
груза и коэффициента трения в подшип-
нике и прн снижении коэффициента сце-
пления леиты с роликом. Однако значи-
тельное увеличение диаметра ролика
нежелательно, так как при этом увели-
чивается его масса и стоимость.
Нагрузка на роликоопору определяет-
ся суммой сил тяжести ленты и груза,
находящегося в пролете между роли-
ко опорами. На участках перегиба ленты
к этим нагрузкам добавляется еще со-
ставляющая сила от натяжения леиты.
В трехроликовой желобчатой опоре
4.4. Рекомендации по выбору диаметра ролика
желобчатой и прямой роликоопоры
Диаметр роли- ка Dp (рис. 4.7, 4.10) Ширина ленты, мм Плотность транс- портируемого груза, т/м3, не более Максимальная ско- рость движения ленты, м/с
(83); 89 400; 500; 650 1,6 2,0
800 1,6 1,6
(102); 108 400; 500; 650 *- 2,0 2,5
800; 1000; 1200 1,6 2,5
(127); 133 800; 1000; 1200 2,0 2,5
(152); 159 800; 1000; 1200 -3,5 4,0
1400 3,5 3,2
1600; 2000 3,5 3,2
194; 219; 245 800; 1000; 1400 3,5 4,0
1600; 2000 4,0 6,3
Примечание. Размеры, указанные в скоб-
ках, допускается применять до 1983 г.
вертикальная нагрузка на средний (го-
ризонтальный) ролик составляет при-
мерно 70%, а на боковые — по 15% об-
щей нагрузки на роликоопоры. Под-
шипники качения роликов рассчиты-
вают на срок службы (18 — 20) 103 ч.
Схема расположения роликоопор на
конвейере дана на рис. 4.12. Расстояния
между ролнкоопорами на верхней ветви
леиты выбирают в зависимости от ха-
рактеристики транспортируемых грузов
(табл. 4.5). Расстояния между ролико-
опорами на нижней ветви принимают
в 2 — 2,5 раза большими, чем на верхней,
но не более 3,5 м.
4.5. Расстояние между ролнкоопорами /р п (м) на
средней части верхней ветви конвейера при тран-
спортировании насыпных грузов
Шири- - на ленты, мм Плотность груза р, т/м^
До 0,8 0,81-1,6 1,61-2 2,1-2,5 Более 2,5
400 1,5 1,4 1,4 1,3 1,2
500 1,5 1,4 1,4 1,3 1,2
650 1,4 1,3 1,3 1,2 1.2
800 1,4 1,3 1,3 1,2 1,1
1000 1,3 1,2. 1,2 1,1 1,1
1200 1,3 1,2 1,2 1,1 1,1
1400 1,3 1,2 1,2 1,1 1,1
1600 1,3 1,2 1,2 1,1 1,1
2000 1,3' 1,2 1,1 1,0 1,0
Ленточные конвейеры общего назначения с прорезиненной лентой 111
Рис. 4.12. Порядок расстановки роликоопор на конвейере:
ЖА — желобчатые амортизирующие роликоопоры; ЖР — желобчатые регулирующие; ЖЦ — ?келобча-
тые центрирующие; ПР — переходные; НЦ — нижние центрирующие: НД — нижние дисковые; ДФВ
и ДФН — дефлекторные верхние и нижние
При транспортировании кусковых
грузов в зоне загрузочной воронки под
лентой устанавливают не менее трех,
пяти амортизирующих роликоопор (ЖА
на рис. 4.12) на расстоянии
Ip.a. ~ ОД 0,5 м одна от другой. Цен-
трирующие роликоопоры на верхней
ЖЦ и на нижней НЦ ветвях ленты на
конвейерах длиной более 50 м устана-
вливают на расстоянии 20 — 25 м одна
от другой. Дефлекторные ролики на
верхней ДФВ и на нижней ДФН ветвях
применяют редко, только при особых
условиях, способствующих сбегу ленты
поперек ее движения; устанавливают их
на расстоянии 15 — 20 м одна от другой.
Для снижения напряжений в кромках
ленты при переходе с желобчатого про-
филя на прямой, по которому лента
огибает концевые барабаны, перед пере-
дним (головным) и после заднего бара-
бана конвейера устанавливают две-три
переходные вьшолаживающие ролико-
опоры ПР с уменьшенным углом накло-
на бокового ролика. Для этой же цели
головной барабан устанавливают так,
чтобы его образующая на высоту
hp к 0,5/1ж была выше образующей сред-
него ролика рядовой желобчатой роли-
коопоры с глубиной желоба Аж.
Для транспортирования штучных гру-
зов массой'до 25 кг роликоопоры на ра-
бочей ветви устанавливают примерно
через 1,4 — 1 м, а тяжелых грузов с мас-
сой более 25 кг — на таком расстоянии,
чтобы груз опирался не менее чем на
две роликоопоры.
Угол наклона боковых роликов же-
лобчатой роликоопоры по ГОСТ
22645 — 77 равен 20 и 30е для всех грузов
и любой ширины ленты; для легких
грузов с плотностью 0,5—1 т/м" (зерна
и других зернопродуктов) при ширине
ленты 400 — 800 мм допускается увеличе-
ние этого угла до 45 — 60'.
Рекомендуется применять роликоопо-
ры с углом наклона бокового ролика
30°. В зарубежной практике (ГДР, ФРГ
и др.) применяют роликоопоры с углом
наклона бокового ролика 36°. Увеличе-
ние этого угла до 45е1 повышает про-
изводительность (см. ниже), улучшает
центровку ленты и уменьшает просыпи
груза, но ограничивается толщиной
ленты вследствие возникновения допол-
нительных напряжений в зоне ее изгиба.
Привод. В ленточном конвейере дви-
жущая сила передается на ленту тре-
нием при огибании ею приводного
барабана (прн барабанном приводе) или
при контакте приводной ленты с грузо-
несущей (при прямолинейном промежу-
точном приводе многоприводного кон-
вейера).
Барабанный привод состоит из бара-
бана, передаточных механизмов (муфт
и редукторов) и двигателя. В приводах
наклонных конвейеров устанавливают
также стопорное устройство (останов)
и тормоз, препятствующие в случае вы-
112 Ленточные конвейеры
Рис. 4.13. Схема однобарабапного привода
Рис. 4.14. Схемы обводки ленты иа приводе:
а — двух барабан ном; б. — трехбарабанном; ПБ — приводной барабан
ключения двигателя самопроизвольно-
му движению ленты вниз под действием
$илы тяжести находящегося на ней гру-
за.
Различают однобарабанные приводы
с одним (рис. 4.13) илн двумя (см.
рис. 2.26,6) двигателями; двухбара-
баиные с близко расположенными друг
около друга приводными барабанами
(рис. 4.14, а и 4.15) и с раздельным рас-
положением приводных барабанов на
переднем и заднем концах Конвейера
(рис. 4.16); трехбарабанные с близко
расположенными друг около друга ба-
рабанами (рис. 4.14,6) или с раздельным
расположением двух приводных (бараба-
нов на переднем (головном) и одного —
на заднем концах конвейера. Трехбара-
банные приводы из-за сложности,
многократных перегибов ленты и недо-
статочной надежности применяют край-
не редко.
Однобарабанный привод небольшой
мощности (до 30—50 кВт) выполняют
с встроенным внутрь барабана электро-
двигателем и редуктором (рис. 4.17). Та-
кие мотор-барабаны особенно необхо-
димы для привода передвижных и-пере-
носных конвейеров и для питателей;
они компактны и имеют малую массу
и небольшие габаритные размеры.! Во
ВНИИПТМАШе разработано типовое
оборудование мотор-барабанов диаме-
тром от 200 до 800 мм, мощностью от
Ленточные конвейеры общего назначения с прорезиненной лентой 113
Рис. 4.15. Схемы приводных механизмов двух барабанного привода с электродвигателями:
а — двумя; б — тремя; ПБ — приводной барабан
Рис. 4.16. Схема конвейера
с приводами на переднем и
заднем барабанах:
ПБ — приводной барабан;
НУ — натяжное устройство
Рнс. 4.17. Мотор-барабан конструкции ВНИИПТМАШа:
/ — барабан; 2 — редуктор; 3 — электродвигатель; 4 — токоподвод
114 Ленточные конвейеры
1 до 30 кВт; известны мотор-барабаны
мощностью до 50 кВт н в отдельных
конструкциях - до 250 кВт.
Двух барабанные приводы с близко
расположенными приводными бараба-
нами применяют в трех конструктивных
исполнениях: 1) с жесткой кинематиче-
ской связью (например, зубчатой пере-
дачей) между приводными барабанами
н общим приводным механизмом на
оба барабана; 2) с соединением при-
водных барабанов дифференциальным
редуктором (уравнительным механиз-
мом) и общим приводом; 3) с индиви-
дуальным приводом на каждый барабан
(см. рис. 4.15); в этом исполнении бара-
баны связаны один с другим только
конвейерной лентой. Приводы с жест-
кой кинематической связью и дифферен-
циальным редуктором (первое и второе
исполнения) не получили распростране-
ния нз-за сложности конструкции и не-
достаточной надежности. Широкое при-
менение нашлн однобарабанный привод
и двухбарабанный привод с индиви-
дуальными приводными механизмами
(третье исполнение, так называемый
тандем-прнвод).
К преимуществам одно барабанного
привода относятся простота конструк-
ции, высокая надежность, небольшие га-
баритные размеры, единичный перегиб
ленты, оптимальная возможность ис-
пользования силы тяжести спускающей-
ся обратной ветви ленты как части тяго-
вой силы для наклонных и горизонталь-
но-наклонных конвейеров. Недостатка-
ми являются ограниченный угол обхва-
та лентой приводного барабана (обычно
до 240°) и обусловленный этим пони-
женный коэффициент использования
прочности ленты.
К преимуществу двухбарабанного
привода (по сравнению с однобара-
банным) относится увеличенный общий
угол обхвата лентой приводных бараба-
нов (обычно до 400°), обусловливающий
возможность выбора менее прочной
ленты, к недостаткам — увеличенные га-
бариты н усложнение конструкции, пони-
женная надежность работы, повышен-
ная стоимость, многократный перегиб
ленты, обусловливающий снижение сро-
ка ее службы.
При выборе однобарабанного или
двухбарабанного привода учитывают
коэффициенты трения между лентой
н поверхностью приводного барабана
и использования прочности ленты, про-
филь и протяженность трассы конвейера
и, в отдельных случаях, местные усло-
вия расположения конвейера. Двухбара-
банный привод обычно устанавливают
на горизонтальных н горизонтально-на-
клонных конвейерах большой протяжен-
ности, когда при однобарабанном при-
воде нельзя использовать ленту имею-
щейся прочности. Окончательный вы-
бор определяется сравнительным техни-
ко-экономическим расчетом возможных
вариантов.
По общей теории фрикционного
однобарабанного привода соотношение
между натяжениями ветвей ленты — на-
бегающей на приводной барабан 5нб
и сбегающей S& при отсутствии сколь-
жения определяется зависимостью
5нб 5сбеца, (4.6)
где ц — коэффициент трения (сцепления)
ленты по поверхности барабана (табл. 4.6);
а -> угол обхвата лентой барабана, рад.
Величину е,гх. определяющую тяговую
способность приводного барабана, на-
зывают тяговым фактором (табл. 4.7).
Тяговое (окружное) усилие, которое
может передать приводной барабан, без
учета потерь на самом барабане из-за
жесткости ленты
SH6 - Sc6 = Sc6 (ера - 1) (4.7)
иди
ИЧ (еЦС£ - 1)Знб/е^. (4.8)
Как видно из формул (4.7) и (4.8), тя-
говое усилие, которое может быть пере-
дано с приводного барабана на ленту,
возрастает с увеличением угла обхвата,
коэффициента трения и первоначально-
го натяжения ленты. Коэффициент тре-
ния зависит от рода поверхности бара-
бана н состояния соприкасающихся по-
Ленточные конвейеры- общего назначения с прорезиненной лентой . U5
4.6. Расчетные значения коэффициента трения р между лентой с резиновой обкладкой и приводным
барабаном
Поверхность приводного барабана Состояние соприкасающихся поверхно- стей ленты и барабана Атмосфер- ные условия Условия работы конвейера (по табл. 1.6) ц
Стальная или чугунная, без Чистые Сухо X 0,35
футеровки Пыльные С 0.3
Загрязненные нелипким грузом (песком, Влажно т 0,2
углем и т. п.)
Загрязненные липким грузом (глиной » т 0,1
и т. п,)
Футерованная резиной Чистые Сухо X 0,5
Пыльные » С 0,4
Загрязненные нелипким грузом Влажно т 0,25
Загрязненные липким грузом » т 0,15
Футерованная прорезинен- Чистые Сухо X 0,45
ной лентой без обкладки Пыльные » С 0,35
Загрязненные нелипким грузом Влажно т 0,25
Загрязненные липким [рузом » т 0,1
верхностей ленты и барабана, а угол
обхвата — ст схемы огибания лентой
приводного барабана. Для повышения
коэффициента трения поверхность обо-
да приводного барабана покрывают
(футеруют) фрикционными материалами
(например, резиной) с канавками (насеч-
кой) глубиной 3—4 мм, образующими
прямоугольные или ромбические клетки
для сбора грязи и отвода влаги. При не-
футерованном барабане коэффициент
трения небольшой и требуется значи-
4.7. Значение тягового фактора Т=^ и коэф-
фициент Г = !/(е^а — 1)
Коэффи- циент трения р Вели- чина Углы обхвата лентой барабана а, градус
200 240 300 360 400
0,15 т 1,69. 1,88 2,20 2,57 2,85
г 1,45 1,14 0,84 0,64 0,54
0,25 т 2,40 2,85 3,71 4,82 5,74
г 0,72 0,54 0,37 0,26 0,21
0,30 т 2,85 3,52 4,82 6,60 8,14
г 0,54 0,40 0.26 0,18 0,14
0,35 т 3,40 4,34 6,27 9.05 11,55
г 0.42 0,30 0,19 0,13 0,08
0,40 г 4,05 5,35 8,14 12,39 16,38
г 0,33 0,23 0.14 0,09 0,07
Примечание. Коэффициенг Ж = е^/(е^1С< —
- 1) = Г + 1.
тельное первоначальное натяжение, по-
этому применение нефутерованных ба-
рабанов неэффективно.
Повышения тягового усилия без уве-
личения первоначального натяжения
ленты можно достичь путем приложе-
ния внешней силы, прижимающей ленту
к барабану при помощи прижимного
ролика или прижимной ленты, охваты-
вающей- приводной барабан поверх кон-
вейерной ленты, или же атмосферного
давления прн создании вакуума между
барабаном и лентой (при так называе-
мом присасывающем барабане). Однако
эти устройства вследствие их сложности
не получили промышленного распро-
странения.
Для обеспечения необходимого запаса
силы трейия на приводном барабане
расчетное натяжение сбегающей ветви
ленты принимают несколько увели-
ченным :
5сб-^з^/(еиа-1), (4.9)
и расчетное натяжение набегающей ве-
тви ленты
$нб = £сбеца = КДУ?1а/(еиа - L). (4.10)
где = 1,1 -г 1.2 - коэффициен г запаса
116 Ленточные конвейеры
сцепления ленты с барабаном; W- тяговое
усилие, равное общему сопротивлению дви-
жения ленты, определяемое тяговым расче-
том конвейера, Н.
Мощность (кВт) приводного двигате-
ля с учетом коэффициента запаса
N = К3 W(1000r|), (4.11)
где v — скорость движения ленты конвейера,
м/с; т| — общий КПД механизмов привода
(обычно г) = 0,8 -г- 0,9).
В двух барабанном приводе имеем (см.
рис. 4.14, а)
«.si « Sce2e<1'-+^>, (4.12)
где SH6i — натяжение ветви ленты, набегаю-
щей на первый по ходу ленты приводной ба-
рабан, Н; SC62 — натяжение ветви леиты, сбе-
гающей со второго приводного барабана, Н;
Р1 и ц2 — коэффициенты трения ленты со-
ответственно о поверхность первого и второ-
го барабанов; оц и т2 — углы обхвата лентой
соответственно первого и второго, бараба-
нов, рад.
Для обеспечения более высокого
коэффициента трения обводка должна
быть такой, чтобы лента соприкасалась
с поверхностью барабана нижней (вну-
тренней, «чистой») стороной, как пока-
зано на рис. 4.2 и 4.14, а; схема обводки
ленты, изображенная на рис. 4.3, ж, и,
менее благоприятная, так как лента на-,
бегает на второй барабан наружной,
грузонесущей («грязной», с прилипшими
частицами груза) стороной, и коэффи-
циент трения снижается.
Общая потребная мощность двигате-
лей двух барабанного привода N опреде-
ляется по формуле (4.11) и распреде-
ляется между барабанами в соответ-
ствии с принятым коэффициентом соот-
ношения мощностей:
N = Ni + N2; (4.13)
JVi = Жф/(Кф +1)« Wu; (4.14)
Л12 = М/(Кф+1)«М2д, (4.15)
где Кф = Л^1д/^2д— коэффициент соотноше-
ния мощностей принятых электродвигателей
на первом и втором барабанах; и
7У2д ~ принятые по каталогу мощности элек-
тродвигателей.
Обычно принимают К'ф — 14-3 в за-
висимости от коэффициента Ф полезно-
го использования ленты. Для наи-
большей унификации оборудования ча-
сто принимают К'ф = 2, тогда на первом
барабане устанавливают два одина-
ковых приводных механизма и электро-
двигателя, а иа втором — один такой же
комплект (см. рис. 4.15,6).
Общее суммарное тяговое усилие W,
необходимое для преодоления всех со-
противлений движению ленты на трассе
конвейера, распределяется на два
окружных усилия Wi и W2, создаваемых
первым и вторым барабанами:
W- Wi + W2- (4.16)
Wi = ЖКф/(Кф + 1); (4.17)
W2 = W/^Кф + 1). (4.18)
Расчетное натяжение ветви ленты,
сбегающей со второго барабана,
Хсб2 = И/2К3/(е^ - 1). (4.19)
Натяжение ленты, набегающей на
второй барабан и сбегающей с первого
барабана,
$нб2 = Scsi = Зсб2е^“’. (4.20)
Натяжение ветви ленты, набегающей
иа первый барабан,
Зн61 = Зеб! + K3Wr = Sc62e^ +
(4-21)
Так как
3аб1/3еб2 е^,
то тяговый фактор для первого привод-
ного барабана
(4.22)
По натяжению SH6i рассчитывают на
прочность ленту.
Коэффициент полезного использова-
ния прочности ленты в общем виде
ф = ж/Зцб - W/(W+ Sc6) = (е^“ - 1)/е^“.
(4.23)
Ленточные конвейеры общего назначения с прорезиненной лен = о
Для однобарабанного привода
Ф1 = (е^-1)/ера, (4.239
для двухбарабанного привода
Ф2 = (e(Hi«i + t>3a2) __ +
(4.23'9
Коэффициенты Ф для различных зна-
чений ц и А'ф даны в табл. 4.8. Анализ
данных таблицы показывает, что при
ц 0,3 коэффициенты использования
прочности ленты для однобарабанного
и двух барабанного приводов приблизи-
тельно одинаковы, и, следовательно,
при ц 0,3 целесообразно применять
однобарабанный привод.
Тяговое усилие промежуточного пря-
молинейного фрикционного привода
конвейера (см. рис. 2.27, д) при отсут-
ствии груза на всей длине привода
Тх — <?лЦп(пcos (4.24)
4.8. Коэффициенты Ф полезного использования
прочности ленты при различных типах фрикционных
приводов
Привод И
0J 0,2 0,3 0,4 0,5
Однобарабанный Двухбарабанный при Хф: 1 0,34 0,57 0,72 0,82 0,88
0,51 0,73 0,84 0,9 0,94
1,5 0,57 0,77 0,87 0,91 0,94
2 0,5 0,82 0,89 0,93 0,95
3 0,45 0,76 0,92 0,94 0,96
наклона боковых роликов 30° цп = 0,6; для
средних цп = 0,5 и для тяжелых рп = 0,45 (ле-
том) и цп — 0,35 (зимой)]; 1п — длина контакта
приводной и грузоиесущей дейт, равная при-
мерно длине приводного конвейера (см.
рис. 2.27, д), м; fj — угол наклона конвейера.
К преимуществам прямолинейных
приводов относятся совместная работа
(передача натяжения) в зоне контакта
приводной и грузоиесущей лент, обеспе-
чивающая снижение расчетного натяже-
ния лент, широкие возможности созда-
ния унифицированных конструкций из
типового оборудования для конвейеров
разной длины и возможность установки
на конвейере большой длины несколь-
ких приводов; недостатком является до-
полнительный расход ленты на привод-
ной конвейер.
Промежуточные приводы применяют-
ся в многоприводных конвейерах.
Одним из ближайших перспективных
решений является привод с линейным
асинхронным двигателем поступатель-
ного движения без передаточных меха-
низмов.
Выбор диаметра барабанов. Диаметр
барабана определяется его назначением,
действующим иа барабане натяжением,
шириной и типом тягового каркаса
ленты. Для конвейеров с резинотка-
невыми лентами:
D = K^K6i, (4.26)
где Ка - коэффициент, зависящий от типа
прокладок, м/шт. прокладок.
Прочность ткани про-
кладки, Н/мм. . . 55 100 150 200 300 400
Ка, м/шт........... 125-140 141 -160 161-170 171 -180 181 -190 191 -200
Примечание. Меньшие значения коэффициента Ка принимают для лент мень-
шей ширины общего диапазона ширин лент каждой прочности, выпускаемых по
ГОСТ 20 — 76 (например, для прокладок прочностью 55 Н/мм; Ка — 125 для ленты
В = 400 мм и Ка — 140 для ленты В = 2000 мм);
при наличии груза на всей длине приво-
да
Рг = (<7л 4- Qr) Р-п^п cos р, (4.25)
где дл и ог “ линейные нагрузкь соответ-
ственно от силы тяжести ленты и труза, Н/м;
рп — коэффициент трения между желобчатой
грузоиесущей и приводной лентами [для хо-
роших условий работы конвейера при угле
Kq — коэффициент, зависящий от назначения
барабана (для барабана однобарабанного
привода Kq = 1, двухбарабанного — Kq — 1,1; -
для концевого, оборотного и натяжного ба- •
рабанов при натяжении ленты до 60% от до-
пускаемого Kq =0,8 4-0,85, а более 60% от
допускаемого — Kq = 0,9; для отклоняющего
барабана Kq = 0,5); i — число прокладок ос-
новы тягового каркаса ленты.
118 Ленточные конвейеры
Для резинотросовой ленты
D = ЛбКб, (4.27)
где Рб — диаметр приводного барабана (см.
табл. 4.3).
Полученный по формулам (4.26)
и (4.27) диаметр барабана надо окру-
глить цо ближайшего большего или
меньшего размера из нормального ряда
размеров барабанов по ГОСТ
44644-77: 160, 200, 250, 315, 400, 500,
630, 800, 1000, 1250, 1400, 1600, 2000, 2500
мм. ।
Выбранный диаметр приводного ба-
рабана Pg (мм) проверяют по действую-
щему давлению ленты на поверхность
барабана рл, которое не должно превы-
шать допускаемого рлд:
360 /С J- С 1-
Рл ~ D П б + ЗД —
3608иб / еиа + 1 \
алВЛб у еиа у
(4.28)
где 5нб и £сб — натяжение соответственно ве-
тви ленты набегающей и сбегающей с бара-
бана при установившемся движении, Н;
Рис. 4.18. Узел загрузки конвейера
а — угол обхвата лентой барабана, град;
В — ширина ленты, мм.
Допускаемое давление на поверхность
барабана для резинотканевой ленты
Рл.д = 0,2 4- 0,3, для резинотросовой
Рл.д = 0,35 -ь 0,55 МПа.
Расчетный крутящий момент на валу
приводного барабана, по которому вы-
бирают типоразмер барабана и редук-
тора,
Мкр - 0,5К3И/Пб, (4.29)
где К3 = 1,1 4- 1,2 — коэффициент запаса и не-
учтенных потерь; W— окружное усилие на
приводном барабане.
Загрузочные устройства. Конструкция
загрузочных устройств зависит от ха-
рактеристики транспортируемого груза
и способа его подачи на конвейер.
Штучные грузы подаются на конвейер
при помощи различных направляющих
спусков или укладываются непосред-
ственно на него. Насыпные грузы по-
даются на конвейер при помощи загру-
зочной воронки 2 и направляющего
лотка 3 (рис. 4.18). Воронка и лоток
формируют поток груза и направляют
его в середину ленты. Для обеспечения
высокого срока службы ленты и роли-
коопор высота падения груза из ворон-
ки на ленту должна быть минимально
возможной, а скорость и направление
подачи груза должны быть близки
к скорости и направлению движения за-
груженной ленты. Это условие наиболее
точно выполняется при параболическом
очертании направляющей стенки ворон-
ки, которая воспринимает удары падаю-
щего груза. Углы наклона стенок ворон-
ки ав должны быть на 10-15° больше
углов трения груза о стенки. На концах
боковых и задней стенок направляюще-
го лотка устанавливают уплотни-
тельные полосы из мягкой износостой-
кой резины с твердостью не выше 70
международных единиц твердости.
Для предохранения передней стенки
от износа, особенно- при перегрузке
абразивных грузов, выполняют раз-
личные конструктивные защиты стенок:
устанавливают броневой лист 1
Ленточные конвейеры общего назначения с прорезиненной лентой 119
(рис. 4.18) из закаленной твердой ста-
ли; устраивают отдельные отсеки —
ячейки («карманы»), заполняемые части-
цами груза, и груз скользит по слою
груза; устанавливают листы из износо-
стойкой резины. Наилучшие результаты
получаются при футеровке стенки гре-
бенчатой износостойкой резиной. Обыч-
но принимают длину лотка 1Л —
= (1,25 + 2) В, высоту Ал = (0,3 = 0,5) В,
ширину By ъ 0,5 В, В2 = 0,6 В (см.
рис. 4.18),
При транспортировании грузов с пы-
левидными частицами загрузочную во-
ронку делают герметичной и снабжают
устройством для принудительного отсо-
са пыли. От конструкции и выбора раз-
меров и углов наклона загрузочной во-
ронки во многом зависит общая надеж-
ность работы конвейера, поэтому кон-
структор должен уделить большое! вни-
мание этим вопросам при проектирова-
нии конвейера.
Разгрузочные устройства. Разгрузка
конвейера производится с концевого ба-
рабана или на трассе конвейера при по-
мощи плужковых или барабанных раз-’
гружателей; последние применяют толь-
ко для насыпных грузов.
При разгрузке с барабана частицы
транспортируемого груза, отрываясь от
ленты, движутся по параболе
(рис. '119, а), очертание которой опреде-
ляется координатами
х = Vyt; (4.30)
у = 0,5gH2 = gx2/(2vf), (4.31)
где Vf — скорость движения частицы груза,
м/с, Г — время движения частицы, с; д = 9,81
м/с2— ускорение свободного падения.
Для внутреннего очертания слоя гру-
за на ленте
= щ (4.32)
для наружного очертания слоя груза
vt = v(r + hrp)/r- (4.32')
для движения отдельных кусков груза
= vr^/r, (4.32")
Рис. 4.19. Схемы для определения траектории
движения частиц груза
где v — скорость движения ленты конвейера,
м/с; г = Гб + 8 — радиус поворота наружной
стороны ленты на барабане, м (здесь
гр— радиус барабана, м; 8 — общая толщина
ленты, м); hrp — высота слоя груза на ленте,
м; гк—расстояние от центра тяжести куска
груза до центра барабана, измеренное пер-
пендикулярно линии ленты, м.
Траекторию движения частиц груза
с разгрузочного барабана строят сле-
дующим образом (рис. 4.19,6): в точке
А отрыва частицы груза от барабана
проводят касательную к окружности ба-
рабана (ось х). На этой линии отклады-
вают равные отрезки х, соответствую-
щие, например, времени движения г = 1 с,
и от них вертикально откладывают
отрезки у|, у2>-'-п >’н соответствующей
длины, рассчитанные по формуле (4.31).
Соединение концов отрезков определяет
траекторию движения частиц груза. Та-
кое построение делают для внутреннего
и наружного очертания слоя груза на
ленте.
Точка отрыва частиц груза от ленты
на барабане определяется соотноше-
нием между полюсным расстоянием /14
и радиусом г. При h(l<r точка А нахо-
дится во втором квадранте (рис. 4.19, в),
при hn = г точка А находится на верти-
кальной оси |рис. 4.19, г) и при hn >
120 Ленточные конвейеры
Рис. 4.20. Барабанные разгружатели конвейера:
а —схема установки; б~с приводом от ленты конвейера; в-с самостоятельным приводом;
£ф - длина фронта разгрузки
> г — точка А находится в первом ква-
дранте (рис. 4.19, д).
Полюсное расстояние
Л„=<№/ч2. (4.33)
Положение точки А во втором ква-
дранте определяется углом наклона кон-
вейера р (рис. 4.19, й), а в первом ква-
дранте - углом Рд. Для. нижнего слоя
и отдельного куска груза
Рлн = Рг - arcsin (г2 sin рт/(М (4.34)
для верхнего слоя груза
Рлд = <Р1 - arcsin [г2(г + Arp)sin <Pi/(f?r2)],
(4.35)
где рт = arctg cpj — угол трения частицы груза
о поверхность ленты, град (здесь
/1— коэффициент трения частицы груза о по-
верхность ленты); ср; — угол свободного рас-
положения груза на движущейся ленте.
Барабанный разгружатель (рис. 4.20)
состоит из тележки 4, установленных на
Ленточные конвейеры общего назначения с прорезиненной лентой 121
ней оборотных барабанов 1 и .2 и раз-
грузочной воронки 3. Транспорти-
руемый груз сбрасывается с верхнего
барабана 2 в воронку и направляется ею
вправо или влево или одновременно
в обе стороны от конвейера. Тележка
движется вдоль горизонтального участ-
ка конвейера по всему фронту разгрузки
(рис. 4.20, а). Она приводится от ленты
конвейера через барабан 2 (рис. 4.20,6,
легкий тип для лент шириной 500 — 650
мм) или от отдельного электродвигате-
ля (рис. 4.20, в) с кабельным подводом
электроэнергии. Рельсовые пути устана-
вливают на станине конвейера или на
полу разгрузочной эстакады. Последнее
исполнение характерно для разгружате-
лей конвейеров тяжелого типа с лентой
шириной 1600-2000 мм. В этом испол-
нении металлоконструкция тележки де-
лается в виде портала, внутри которого
проходит станина конвейера типовой
конструкции.
Барабанные разгружатели применяют
для широкой номенклатуры насыпных
грузов при загрузке длинных бункерных
эстакад или открытых складов. Разгру-
жатели имеют реверсивное движение
вдоль всего фронта разгрузки длиной
100 м и более с автоматическим упра-
влением с центрального пульта.
К преимуществам барабанных разгру-
жателей относятся полная автоматиза-
ция управления, возможность разгрузки
на участке большой протяженности ши-
рокого ассортимента насыпных грузов,
в том числе высокоабразивных и ку-
сковых. Недостатками являются слож-
ность конструкции, большая масса, зна-
чительные габаритные размеры, дву-
кратный перегиб ленты, снижающий ее
срок службы. Из-за этих недостатков
барабанные разгружатели в ряде про-
ектных решений заменяют подвижными
распределительными (Челноковыми) за-
грузочными конвейерами.
Плужковый разгружатель (рис. 4.21)
состоит из разгрузочного (сбрасываю-
щего) 2 и зачистного 1 щитов, устано-
вленных параллельно друг другу под
углом 30 — 45° к продольной оси ленты
опорного стола 4, приемной воронки
•5 и подъемного механизма 3; для на-
правления потока груза служат стацио-
нарные бортовые подгребатели 6. Раз-
грузочный щит, изготовляемый из
стального листа, устанавливают с неко-
торым зазором от поверхности ленты;
он отводит с ленты основную часть
транспортируемого груза. Зачистной
щит с кромкой, оснащенной резиновой
полосой, опирается на поверхность
ленты и сдвигает с нее оставшуюся
часть груза.
Принцип работы плужкового разгру-
жателя очень прост. В рабочем положе-
нии он опирается на ленту и сдвигает
с нее груз в разгрузочную воронку;
в нерабочем положении он приподнят
и свободно пропускает под собой ленту
с грузом. По направлению разгрузки
ленты различают двусторонние
(рис. 4.21, а) и односторонние (рис.
4.21,6) разгружатели. Первые более
предпочтительны, так как у них силы
бокового сдвига ленты уравновешены.
По интенсивности разгрузки различают
разгружатели с полной (рис. 4.21, а, 6)
и частичной (рис. 4.21, в, г) разгрузкой
ленты. Последние бывают односторон-
ние с поворотным щитом (рис. 4.21, в)
н двусторонние с раздвижными щитами
(рис. 4.21, г).
Плужковые разгружатели с полной
разгрузкой ленты обеспечивают подачу
груза только в одно место разгрузки;
разгружатели с частичной разгрузкой
подают груз одновременно в несколько
мест разгрузки.
Опорный стол служит для выпрямле-
ния ленты в месте установки разгружа-
теля и выполняется в виде гладкого
стального листа (для лент шириной до
1000 м) или подъемных и поворотных
роликов, обеспечивающих желобчатый
профиль ленты после подъема разгру-
жателя. Подъем разгружателя для его
перевода в нерабочее положение может
быть угловым или плоскопараллельным
в вертикальной или горизонтальной
плоскости. Подъемный механизм может
иметь ручной (для лент шириной до 800
мм), пневматический (рис. 4.21,6) и элек-
трический привод. Последние имеют ав-
122 Ленточные конвейеры
।
томатизиров анное и дистанционное
управление.
Плужковые разгружатели применяют
на горизонтальных конвейерах с лентой
шириной 400-2000 мм для разгрузки
пылевидных, зернистых и мелкоку-
сковых грузов небольшой влажности
при скорости движения ленты не более
2 м/с. Плужковые разгружатели не реко-
мендуются для разгрузки твердых и вы-
сокоабразивных грузов из-за быстрого
изнашивания щитов и ленты. Широкое
распространение получили плужковые
разгружатели на конвейерах топливопо-
дач электростанций (для разгрузки дро-
бленого угля и торфа) и в литейных це-
хах (для разгрузки формовочной земли).
Кроме рассмотренных стационарных
известны также передвижные плуж-
ковые разгружатели, установленные на
тележках, передвигаемых вдоль фронта
разгрузки подобно барабанным разгру-
жателям, однако они получили малое
распространение.
Для разгрузки штучных грузов при-
меняют плужковые разгружатели с не-
подвижными (см. рис. 4.21, б) и под-
вижными (см. рис. 4.21,6) щитами. Под-
вижным щитом служит лента (гладкая
или с накладками), приводимая электро-
двигателем.
Натяжные устройства. В ленточных
конвейерах используют винтовые, ги-
дравлические (редко), грузовые, грузоле-
Рис. 4.21. Схемы плужковых стационарных разгружал елей:
а. б —с полной разгрузкой ленты соответственно двусторонний и односторонний; в, г, д~
с частичной разгрузкой ленты соответственно поворотный, раздвижной и с подвижной лентой
Ленточные конвейеры общего назначения с прорезиненной лентой 123
Рис. 4.22. Тележечное грузовое натяжное устройство
бедочные и грузопружинные натяжные
устройства. Винтовые натяжные устрой-
ства (см. рис. 2.25, а) применяют на го-
ризонтальных и наклонных конвейерах
длиной примерно до 60 м. Грузовые на-
тяжные устройства разделяют на теле-
жечные (рис. 4.22) и рамные (верти-
кальные, рис. 4.23) с непосредственным
воздействием груза на натяжную тележ-
ку или через полиспаст. Их применяют
на конвейерах длиной 60 — 500 мм. Рам-
ное натяжное устройство устанавли-
вают на обратной ветви ленты в сред-
ней части конвейера или непосредствен-
но после приводного барабана, когда
под конвейером имеется соответствую-
щее место по высоте размещения
устройства.
В простом, неуправляемом грузо-
лебедочном натяжном устройстве
(рис. 4.24, а) постоянное натяжение
ленты создается массой груза, воздей-
ствующего на натяжную тележку через
канатный полиспаст, а перемещение
груза из его крайних положений обеспе-
чивается автоматически лебедкой, упра-
вляемой путевыми выключателями.
Когда груз опускается до нижнего пре-
дельного положения из-за вытяжки
ленты, путевой выключатель дает ко-
манду на включение электродвигателя
лебедки для подъема груза. При дости-
жении верхнего положения груза лебед-
ка включается в обратном направлении,
и груз опускается в рабочее положение.
Лебедку также используют при проведе-
нии ремонтных и монтажных работ
и при стыковке ленты. Натяжное
устройство имеет аварийный путевой
выключатель, останавливающий привод
конвейера при обрыве ленты или троса
Рис. 4.23. Рамное (вертикальное) грузовое натяж-
ное устройство
ё24 Пен;очные конвейеры
Рис. 4.24. Тележечное натяжное устройство:
а — г ру зо ле бед очное; б — лебедочное; в — датчик контроля натяжения
и падении грузов. Шахта для перемеще-
ния натяжного груза закрыта огражде-
ниями.
В управляемом лебедочном натяжном
устройстве (рис. 4.24, б) натяжение ленты
создается лебедкой 1 и автоматически
регулируется при помощи гидравличе-
ского датчика контроля натяжения
2 (рис. 4.24, в). Датчик снабжен электро-
контактными манометрами 4, реаги-
рующими иа изменение давления в ги-
дросистеме датчика от воздействия на-
тяжения ленты через систему блоков 3
и рычагов 6 на шток гидроцилиндра 5.
Манометры дают команду электропри-
воду лебедки подтянуть или ослабить
канаты для установления необходимого
первоначального натяжения ленты
и перемещения натяжной тележки. Это
лебедочное натяжное устройство может
обеспечить повышенное натяжение при
пуске конвейера и поддерживать необ-
Ленточные конвейеры общего назначения с прорезиненной лентой 125
ходимое натяжение при установившемся
движении, однако задачу автоматиче-
ского изменения первоначального натя-
жения в зависимости от требуемого тя-
гового усилия оно не решает. Суще-
ствуют и другие конструкции натяжиых
устройств с датчиками управления.
Грузолебедочные и лебедочные на-
тяжные устройства устанавливают на
мощных ленточных конвейерах боль-
шой протяженности (500 м и более)
и при сложной трассе. Натяжные усилия
достигают нескольких сотен килонью-
тон, тяговые усилия — 100—150 кН. Ход
натяжного устройства и усилия натяже-
ния определяют по формулам, приве-
денным в гл. 2.
Отклоняющие устройства. Направле-
ние движения ленты изменяется при по-
мощи концевых оборотных (рис. 4.25, а)
и отклоняющих (рис. 4.25,6) барабанов,
роликовой батареи (рис. 4.25, в) и по
кривой свободного провисания ленты
(рис. 4.25, г).
Переход ленты от наклонного поло-
жения к горизонтальному (или на мень-
ший наклон) при помощи отклоняюще-
го барабана (рис. 4.25,6) целесообра-
зен для обратной ветви ленты конвейе-
ра, а, также для грузонесущей ветви
с прямыми роликоопорами. Диаметр
отклоняющего барабана определяют по
формуле (4.26) или (4.27). На конвейере
с желобчатыми роликоопорами этот пе-
реход выполняется на роликовой бата-
рее из трех-пяти роликоопор (рис.
4.25, в) для сохранения желобчатости
ленты и исключения возможности про-
сыпи транспортируемого груза. Роли-
коопоры устанавливают на расстоянии
I, в 2 — 2,5 раза меньшем, чем на прямом
участке /рв (см. табл. 4.5). При отклоне-
нии ленты на желобчатых роликоопорах
в кромках возникают дополнительные
напряжения, которые в сумме с напря-
жениями от натяжения ленты не дол-
жны превышать допускаемых пределов.
Теоретический радиус выпуклого
участка ленты на отклоняющей ролико-
вой батарее зависит от ширины и типа
ленты (ее допускаемого удлинения), угла
наклона боковых роликов, устанавли-
ваемых на криволинейном участке, и на-
тяжения ленты в верхней точке участка
(рис. 4.25,в):
Klmin > 0,3В sin осж/(е ~ es) = kiB,
(4.36)
где В — ширина ленты, м; аж — угол на-
клона бокового ролика, град; es =
Рис. 4.25. Схемы отклонения леиты:
й. б — на барабане; в — на роликовой батарее; г — по кривой свободного провисания
126 Ленточные конвейеры
= е575д — относительное удлинение ленты от
натяжения в конце выпуклого участка трассы
(здесь е — относительное удлинение ленты
при допускаемой нагрузке SB; S — натяжение
ленты в верхней точке кривой при устано-
вившемся движении, Н).
Коэффициент, зависящий от типа
ленты и дополнительного напряжения
в ее кромках (табл. 4.9),
ki - 0,3 sin осж/(е - ej. (4.37)
чения натяжения при пуске конвейера;
fc2 — коэффициент, зависящий от типа ленты
и натяжного устройства (при грузовом на-
тяжном устройстве н резинотканевой ленте
к2 = 1,2, при резинотросовой — fc2 = 1,3; при
винтовом, пружинном, лебедочном натяж-
ном устройстве и резинотканевой ленте fc2 =
= 1,4, при резинотросовой fc2 = l,5);
qn— линейная сила тяжести ленты, Н/м;
Р — угол наклона конвейера, град; ki =
= 1/cos2 р:
Р, град...... 0 — 8 9 — 12
к3 ...... . 1 1,04
13-15 16-18 19-21 22-24
1,07 1,1 1Д5 1,17
Переход ленты от горизонтального
направления на наклонное осущест-
вляется по кривой свободного провиса-
ния ленты (рис. 4.25, г). Такой кривой
в первом приближении является парабо-
ла, однако практически она строится по
радиусу R.2 дуги окружности, который
определяется натяжением ленты, ее мас-
сой, углом наклона конвейера, типом
ленты и натяжного устройства:
^2min COS Р) — 5'дА:псА:2^-з/(Зл.
(4.38)
где натяжение ленты в высшей точке
А участка перегиба при загруженном пол-
ностью горизонтальном участке и незагру-
женных криволинейном и наклонном участ-
ках (см. рис. 4.25, г) при установившемся
движении, Н; fcnc = 1,2 - коэффициент увели-
4.9. Значения коэффициента kj
Е «ж, градус Натяжение, % от допускаемого
До 50 ВКЛЮЧИ- тельно 60 70 80
Рез ноткамевы : ленты
0,02 20 12 15 20 30
30 15 20 30 45
0.03 20 10 12 15 20
30 12 15 20 30
0,035 20 10 12 15 20
30 12 15 20 25
0,04 20 10 12 12 20
30 12 15 20 25
Резз IHOTpOCOBbl ленть
0,0025 20 90 110 160 225
30 120 160 200 320
Очистные устройства. Очистка ленты
от прилипших частиц транспортируемо-
го груза — важная задача обеспечения
надежной и экономичной эксплуатации
ленточных конвейеров. Частицы груза,
прилипшие к ленте, напрессовываются
на поверхность роликов обратной ветви,
вызывают сбег ленты на сторону, ссы-
паются с ленты под конвейер, образуя
завалы груза. На уборку груза из-под
конвейера и очистку роликов требуются
большие затраты ручного труда. Для
очистки наружной (грузоиесущей) по-
верхности ленты от прилипших частиц
груза применяют при сухих и влажных,
но не липких грузах — одинарные
1 (рис. 4.26, а) или двойные скребки,
а при влажных и липких — вращающие-
ся щетки 2 (рис. 4.26,6). Рабочий эле-
мент скребков и щеток выполняют из
износостойкой резины твердостью не
выше 70 международных единиц твер-
дости, специальной пластмассы, капро-
новых нитей, а также из других износо-
стойких материалов, не вызывающих
чрезмерного износа ленты. Очистные
устройства устанавливают у концевого
барабана, с которого происходит раз-
грузка конвейера, и счищаемый груз па-
дает в воронку. Применяют гидроочист-
ку (обмыв) ленты при обеспечении на-
правленного стока воды и просушки
ленты.
При транспортировании липких при-
мерзающих грузов обратную ветвь
ленты переворачивают на 180° таким
образом, чтобы лента опиралась на ро-
ликоопоры обратной ветви своей вну-
Ленточные конвейеры общего назначения с прорезиненной лентой 127
Рис. 4.26. Устройства для очистки лепты:
а— скребок; б — вращающаяся щетка: s — плужковый очиститель для внутренней поверхности ленты
тренней чистой стороной. При этом ис-
ключается распределение просыпи при-
липших частиц груза вдоль всего кон-
вейера, но не устраняется просыпь
в местах поворота. Лента переворачи-
вается два раза — в первый раз у конце-
вого барабана, затем движется в сред-
ней части в перевернутом виде и снова
переворачивается в исходное положение
на обратной ветви перед головным ба-
рабаном. Длину каждого участка пере-
ворота для резинотканевых лент при-
нимают равной не менее 15, а для
резинотросовых — не менее 25 ширин
ленты, чтобы в кромках ленты не возни-
кало чрезмерных напряжений.
Для очистки внутренней поверхности
ленты от груза, случайно просыпавше-
гося на нижнюю ветвь, у концевого ба-
рабана устанавливают плужковый очи-
ститель 3 (рис. 4.26, в). В целях предохра-
нения от попадания просыпавшегося
груза на нижнюю ветвь ленты приме-
няют также сплошное перекрытие из
тонкой листовой стали между верхней
и нижней ветвями ленты. Поверхность
нефутерованных барабанов и отдельных
роликов обратной ветви очищается
стальными скребками.
Станина конвейера. Конструкция сред-
ней части стационарного конвейера (ста-
нины, став) бывает жесткой и гибкой.
Жесткую станину (рис. 4.27) выполняют
из прокатных профилей металла в виде
продольных балок, на которые устана-
вливают роликоопоры. Гибкая станина
состоит из двух или четырех про-
дольных канатов, к которым подвеши-
вают роликоопоры. Станины того
и другого типов бывают опорные
и подвесные.
В опорной станине продольные балки
или канаты прикрепляют к периодиче-
ски расставленным поперечным стой-
кам, изготовленным из прокатных про-
филей. Стойки прикрепляют к полу
помещения или фундаменту. В подвес-
ной станине продольные балки или ка-
наты на тягах подвешивают к перекры-
тию здания или галереи. Периодически
через 20 —30 м устанавливают растяжки,
воспринимающие продольные усилия
и обеспечивающие неподвижное состоя-
ние станины. Подвесную станину при-
меняют только для горизонтальных
участков конвейера.
Гибкая станина имеет повышенную
амортизирующую способность и мень-
128 Ленточные конвейеры
---жш
Рис. 4.27. Жесткая металлоконструкция средней части конвейера:
а — опорная; б — подвесная
тую металлоемкость по сравнению
с жесткой подвесной и опорной кон-
струкцией и применяется главным обра-
зом на конвейере, транспортирующем
крупнокусковые грузы. Выбор конструк-
ции станины зависит в основном от
местных условий, назначения и профиля
трассы конвейера.
Контрольные и предохранительные
устройства. Для обеспечения надежной
работы конвейера, сокращения обслужи-
вающего персонала и приближения
к автоматизации управления на совре-
менном конвейере устанавливают ком-
плект контрольных и предохрани-
тельных устройств: датчики контроля
скорости движения, поперечного сдвига,
продольного порыва ленты, целостно-
сти тросов в резинотросовой ленте,
функционирования системы подачи
смазки к редукторам привода и др. При
отклонении работы конвейера от нор-
мальной датчики автоматически остана-
вливают конвейер и дают предупреди-
тельные сигналы.
На конвейерах с наклонными участка-
ми в приводе устанавливают тормоз
для ликвидации самопроизвольного
движения ленты при остановке загру-
женного конвейера и ловители для улав-
ливания леиты при ее обрыве. Вдоль
конвейера, кроме периодически располо-
женных кнопок «Стоп», протягивается
трос для аварийной остановки. Трос со-
единен с рычагами путевых выключате-
лей, размещенных на расстоянии 10 — 25 м
Ленточные конвейеры общего назначения с прорезиненной лентой 129
вдоль всего конвейера. При возникно-
вении аварийного положения достаточ-
но потянуть за трос и это вызовет сра-
батывание одного из путевых выключа-
телей и остановку конвейера.
4.2.2. Расчет конвейеров
Исходные данные. Для определения
типоразмера ленты и привода конвейе-
ра должны быть заданы характеристика
транспортируемого груза (см. п. 1.10),
средняя и максимальная плановая
объемная или массовая производитель-
ность и схема конвейера с основными
размерами, производственные условия
размещения н эксплуатации конвейера
(см. п. 1.7), характер его загрузки и
разгрузки.
Определение ширины ленты. При
транспортировании насыпных грузов
ширину ленты определяют по макси-
мальной расчетной производительности
загрузочного устройства и крупности
кусков транспортируемого груза, а для
штучных грузов — в зависимости от ко-
личества и габаритных размеров грузов
и способу их подачи на ленту конвейера.
Расположение насыпного груза на
ленте определяется профилем сечения
рабочей ветви ленты, уложенной на ро-
ликоопоры. На ленте, поддерживаемой
прямыми роликоопорами (рис. 4.28, а),
насыпной груз располагается примерно
по равнобедренному треугольнику, пло-
щадь которого
5 = bbXp/2 = 0,25b2K₽tg(pi, (4.39)
4.10. Значении коэффициента Ар для транспорти-
рования насыпных грузов различной подвижности
на ленте с резиновой гладкой рабочей поверхностью
Подвиж- ность частиц груза Pl, гра- дус Угол наклона конвейера, градус
1-5 6-10 11-15 16-20 21 -24
Легкая 10 0,95 0,90 0,85 0,80
Средняя 15 I О’, 97 0,95 0,90 0,85
Малая 20 I 0,98 0,97 0,95 0,90
груз, м; h = 0,5 b tg <?i — высота слоя груза, м;
— коэффициент уменьшения сечения груза
на наклонном конвейере (табл. 4.10); ср! яг
яг 0,35 ср — угол свободного расположения
насыпного груза в поперечном сечении дви-
жущей ленты, град (здесь ф - угол естествен-
ного откоса в покое (см. табл. 4.10).
Основание b треугольника сечения
груза принимают меньше полной ши-
рины ленты во избежание просыпи гру-
за. На ленте, поддерживаемой желоб-
чатыми роликоопорами (рис. 4.28, б),
общая площадь сечения насыпного гру-
за складывается из суммы площадей
равнобедренного треугольника и трапе-
ции, стороны которой определяются
размерами роликов и углом их наклона.
Расчетная максимальная массовая про-
изводительность конвейера (т/ч) по на-
ибольшему грузопотоку, определяемая
по формуле (3.2) с учетом коэффициента
неравномерности загрузки и использо-
вания конвейера по времени, которую
должен обеспечить конвейер,
ер.м = ЗбООЬьр - (4.40)
где b = (Q,9B — 0,05) — грузонесущая ширина
лентьь т. е. ширина, на которой расположен
где F — площадь поперечного сечения насып-
ного груза на ленте, м2; v — скорость движе-
ние. 4.28. Схемы расположения:
а, б — насыпного груза на ленте, установленной соответственно на прямых и желобчатых роли-
коопорах; в — штучного груза
5 А. О. Спиваковский
130 Ленточные конвейеры
4.11. Значения коэффициента К„
Роликоопора Угол на- клона бо- ко вых ро- ликов аж, градус Подвижность ча- стиц груза
легкая сред- няя малая
Прямая (рис. 0 158 240 328
4.28, а)
Желобчатая, 20 393 470 550
трехроликовая 30 480 550 625
(рис. 4.28,6) 45 580 633 692
60 582 620 662
ния ленты, м/с; р — плотность груза, т/м3;
Кп = 3600F/b2 — коэффициент площади попе-
речного сечения груза на ленте (табл. 4.11).
Необходимая ширина (м) ленты
В = 1,16 + 0,056 =
= 1,1
Орм
Кп»рК₽
+ 0,05 ). (4.41)
Скорость движения ленты конвейера
выбирают (табл. 4.12) в зависимости от
характеристики транспортируемого гру-
за, ширины ленты, наличия промежу-
точной разгрузки, назначения, месторас-
положения конвейера. Для конвейеров,
имеющих промежуточную разгрузку
при помощи барабанных разгружите-
лей, принимают скорость ленты не бо-
лее 2 м/с, плужковых разгружате-
лей—1 — 1,6 м/с. Наиболее употреби-
тельный нормальный ряд скоростей по
ГОСТ 22644-77: 0,8; 1; 1,25; 1,6; 2; 2,5;
3,15; 4; 5; 6,3; 8 и 10 м/с.
С увеличением ширины ленты повы-
шается устойчивость и центрирование
ее движения и понижается возможность
просыпи груза. Поэтому для широких
лент возможны более высокие скорости
(в заданных пределах), чем для узких,
при прочих равных условиях. Для кон-
вейеров, расположенных в закрытых по-
мещениях, принимают меньшие скоро-
сти, чем для конвейеров, работающих
на открытой местности. Для конвейеров
с наибольшим углом наклона целесооб-
разны меньшие скорости, чем для го-
ризонтальных конвейеров, чтобы избе-
жать возможной просыпи груза.
В современных установках стремятся
повысить скорость движения ленты для
увеличения производительности конвей-
ера. Однако повышение скорости предъ-
являет более жесткие требования к каче-
ству изготовления роликоопор и бара-
банов — необходима их динамическая
балансировка.
При транспортировании кусковых
грузов полученную по формуле (4.41)
ширину ленты необходимо проверить
по кусковатости груза согласно усло-
вию
Вк = Ха + 200, (4.42)
где Вк — ширина ленты с учетом кусковато-
сти груза, мм; X — коэффициент крупности
груза (принимают для сортированного груза
Х = 3,5; для рядового Х = 2,5); « — макси-
мальный линейный размер типичных кусков
груза, мм (см. п. 1.10).
Если вычисленная по формуле (4.41)
ширина ленты В < Вк, то надо принять
4.12. Рекомендуемые скорости движения (м/с) ленты конвейера при транспортировании насыпных
грузов без промежуточной разгрузки
Транспортируемые грузы Ширина ленты, мм
400 — 500 650-800 1000—-1200 . 1400-1600 2000-2500
Порошкообразные и зернистые, 1,25-1,6 2-2,5 2,5-4 3,15-4 3,15-5
крошение которых не понижает их качества Мелко- и среднекусковые - 1,25-1,6 • 1,6-2 2-2,5 2.5-3,15 3,15
Крупнокусковые — — 1,6-2 2-2,5 2,5-3,15
Пылевидные и порошкообраз- 0,8 0,8 1 1 1
ные, сухие, пыляшие Хрупкие, кусковые, крошение 1,25 1,6 1,6 2 2
которых снижает их качество Зерно 1,6 2-2,5 3,15-4
Овоши, фрукты 0,8 0,8 1 — —
Ленточные конвейеры общего назначения с прорезиненной лентой 131
ширину BR и соответственно уменьшить
скорость движения ленты для обеспече-
ния заданной производительности.
Окончательную ширину ленты выби-
рают из нормального ряд а: 300; 400;
500; 650; 800; 1000; 1200; 1400; 1600;
2000; 2500; 3000 мм по ГОСТ 22644-77.
Длина кон-
вейера, м. . 10 20 30 40 50
... . 4,5 3,2 2,8 2,6 2,4
транспортировании штучных L, длина
При
грузов ширину ленты определяют в за-
висимости от габаритных размеров гру-
за и способа загрузки его на ленту так,
чтобы по обе стороны от грузов остава-
лись свободные поля ленты шириной не
менее 50—100 мм (рис. 4.28,в). Загрузоч-
ное устройство должно обеспечить на-
иболее рациональное положение груза
на ленте минимальной ширины, напри-
мер, направить груз длинной стороной
вдоль, а не поперек ленты. Скорость
ленты выбирают в пределах 0,5—1 м/с
И7да -КдТг [(<?г + 4р.в + 7л) WB +
+ (<3л + Qp.JwJ±q,H, (4.43)
где Кд — обобщенный коэффициент местных
сопротивлений на оборотных барабанах,
в местах загрузки и других пунктах:
100 200 300 500 1000 и
более
1,7 1,5 1,4 1,3 1,1
горизонтальной проекции рас-
стояния между осями концевых барабанов
конвейера, м (см. рис. 4.3); <jr, qa> qpB,
qpM — линейные силы тяжести соответственно
груза, ленты и вращающихся частей роли-
коопор на верхней и нижней ветвях ленты,
Н/м; н'в — коэффициент сопротивления дви-
жению верхней ветви ленты; при движении
ленты по плоскому настилу из стали или
дерева = 0,35 -ь 0,6 в зависимости от усло-
вий эксплуатации; при движении ленты на
желобчатых трехроликовых опорах значения
и-в следующие:
Условия работы конвейера .... Хорошие
Длина конвейера, м:
до 100 включительно.............. 0,02
более 100..................... 0,018
Средние Тяжелые Тяжелые
(летом) (зимой)
0,025 0,035 0,045
0,022 0,032 0,042
в зависимости от характера груза, его
массы и производительности конвейера.
Если на конвейере выполняется какой-
либо технологический процесс, то ско-
рость ленты определяют по его ритму.
Расчетное натяжение ленты (и, следо-
вательно, ее необходимую прочность),
тяговое усилие и мощность двигателя
привода вычисляют двумя способами:
по обобщенной формуле для прибли-
женных ориентировочных расчетов (на-
пример, в техническом предложении,
эскизном проекте, при предварительном
выявлении параметров машины) и по
подробному тяговому расчету для
точных, окончательных и поверочных
расчетов.
Приближенное определение натяжения
леиты н мощности привода. Общее со-
противление при установившемся дви-
жении ленты по всей трассе загруженно-
го конвейера, равное тяговому усилию
привода, определяют по обобщенной
формуле
vvH — коэффициент сопротивления движению
нижней ветви ленты (для ветви на прямых
однороликовых опорах для хороших условий
работы конвейера »’„= 0,018, средних =
= 0,022, тяжелых летом wH = 0,03, тяжелых
зимой = 0,04); знак « + » перед последним
членом ставится при подъеме груза, а « — »
при спуске.
Линейные силы тяжести ленты и ро-
ликоопор первоначально принимают
приближенно и затем уточняют после
окончательного выбора типоразмера
ленты и оборудования. При больших
расхождениях расчет корректируют.
Линейная сила тяжести (Н/м) насып-
ного груза
<7г = 5бр.с/(3,6г), (4.44)
где (7рс — расчетная средняя производитель-
ность конвейера, т/ч;
штучных грузов
7г.ш — (4-45)
5*
132 Ленточные конвейеры
где тг — масса одного наиболее тяжелого
груза или комплекта грузов, кг;
/о — расстояние между отдельными грузами
в направлении движения ленты, м,
вращающихся частей роликоопор на
верхней и нижней ветвях (табл, 4.13):
Ур.в — 9}пр.'в/^р.в', (4.46)
<?р.н — ^^р.н/^р.Нз (4.47)
где тр в и тр,н — массы вращающихся частей
соответственно верхней и ннжней ролико-
опоры, кг (принимают по каталогам заво-
дов-изготовителей); /р.в и /р.н— расстояния
между роликоопорами соответственно на
верхней и нижней ветвях ленты, м;
qn = дтлВ, (4.48)
где тл — масса 1 м2 ленты, кг (принимают по
ГОСТ 20 — 76 или техническим условиям за-
вода — изготовителя лент).
Приближенно для резинотканевой ленты
значение можно вычислить по формуле
(4.4).
По рассчитанному по формуле (4.42)
сопротивлению движению ленты и вы-
бранному типу привода по выражениям
(4.10) —(4.12) и (4.29) определяют натяже-
ние и типоразмер ленты, мощность при-
вода и крутящий момент.
4.13. Приближенные значения линейных сил тяжести
(Н/м) ленты и вращающихся частей роликоопор
для ко ни ей еров среднего типа с резинотканевой лентой
при расстояниях между роликоопорами по табл. 4.5
Ширина ленты, мм 9л 9р.в 9р.н
400 36 80 22
500 46 82 27
650 60 96 40
800 80 192 70
1000 140 222 85
1200 170 266 122
1400 200 320 170
1600 270 335 180
2000 335 625 285
Примечание. Для конвейеров тяжелого
типа <?р в и qp н увеличиваются примерно на 50 %
по сравнению с приведенными значениями.
Тяговый расчет конвейера. Подробный
тяговый расчет конвейера в соответ-
ствии с рекомендациями гл. 3 выпол-
няют методом последовательного сум-
мирования сил сопротивления движе-
нию ленты на всей трассе конвейера.
Линейные силы тяжести ленты и роли-
коопор первоначально принимают при-
ближенно, а потом уточняют.
Контур трассы конвейера разделяют
на отдельные участки по виду сопроти-
влений — прямолинейные (горизон-
тальные, наклонные), повороты — от-
клонения ленты на роликах или бараба-
нах, узлы загрузки и разгрузки и т. п.
Нумерацию н расчет начинают от точки
сбегания ленты с приводного барабана
и продолжают по всему контуру трассы
до конечной точки набегания ленты на
приводной барабан.
Сопротивление движению ленты на
прямолинейных участках: на нижней
(обратной) ветви
И'н = w н (ф! + </р.н) 1 '> (4.49)
на верхней (рабочей) ветви
1СВ — wB(^j! + qv + </р.в)/ ± (<1л 3"
(4.50)
где, кроме величии, обозначенных ранее, I
uh — горизонтальная и вертикальная проек-
ции длины рассматриваемого прямолинейно-
го участка, м.
Для горизонтального участка h = 0;
для незагруженной верхней ветви qr — 0.
В формулах (4.49) и (4.50) у второго чле-
на знак «плюс» принимается для участ-
ков подъема, а знак «минус» — спуска
ленты и груза.
Натяжение ленты, сбегающей с откло-
няющего или оборотного барабана (ро-
лика),
S2 = ^S1, (4.51)
где £ — коэффициент сопротивления движе-
нию ленты на барабане (обычно принимают
£ = 1,02 ч- 1,06 в зависимости от угла обхвата
И условий работы конвейера); натяжение
ленты, набегающей на отклоняющий бара-
бан, Н.
Ленточные конвейеры общего назначения с прорезиненной лентой 133
Натяжение ленты, сбегающей с роли-
ковой батареи,
S2 = XS15 (4.52)
где X — коэффициент сопротивления движе-
нию ленты на роликовой батарее (обычно
принимают X = 1,02 4-1,06 в зависимости от
угла отклонения ленты и условий работы
конвейера); натяжение ленты, набегаю-
щей на роликовую батарею.
Сопротивление движению ленты в ме-
сте загрузки конвейера транспорти-
руемым грузом
Жз^Жз.у+И'з.б+Жз.п. (4.53)
Сопротивление, возникающее от со-
общения грузу необходимого ускорения
при подаче его на ленту н неизбежного
прн этом трения частиц груза о леиту,
у яе 0,1</т (v2 - v$) яе 0,1^гАи2, (4.54)
где qT— в Н/м; v — в м/с; vo— проекция ско-
рости движения частиц груза при поступле-
нии его на ленту из загрузочной воронки,
м/с.
Обычно величина Av2 = (v2 — vj>) изме-
няется от 2 м2/с2 при высоте наклонной
стенки воронки hB — 1 м до 10 м2/с2 при
hB = 6 м.
Для уменьшения величины W3.y необ-
ходимо так проектировать загрузочную
воронку, чтобы скорость поступления
груза была близка к скорости движения
ленты: при t?o = г И3.у — 0.
Сопротивление трению частиц груза
о неподвижные борта направляющего
лотка воронки
И'з.б « fihlpglnn6i (4.55)
где f] — коэффициент трения частиц груза
о стенку борта лотка (рекомендуется прини-
мать для камня и руды =0,8 4-0,9; для
песка, щебня и цемента f ) *= 0,7; для угля
=0,4); — высота груза у борта лотка,
м (см. рис. 4.18); /л—длина бортов лотка,
м (см. рис. 4.18); — коэффициент бокового
давления («б ~ 0,6 4- 0,9).
Сопротивление трению уплотни-
тельных полос загрузочного лотка
о ленту
Hj.ll = ^п.л^л, (4.56)
где KnjI-удельное сопротивление трению
(принимают для конвейеров с лентой В <
1000 мм Кпл = 30 4- 50 Н/м; при В > 1000
мм Кп л = 60 4- 100 Н/м соответственно ши-
рине ленты).
Сопротивление движению ленты в ме-
сте разгрузки насыпного груза при по-
мощи плужкового разгружателя с непо-
движным щитом
И'п.р « Кс тдгВ, (4.57)
где Ксм — коэффициент удельного сопроти-
вления (для пылевидных и зернистых грузов
принимают Ксп = 2,7; для мелкокусковых
Кс.п = 3,6).
В фрикционном барабанном приводе
натяжение Scs ветви ленты, сбегающей
с приводного барабана, зависит от не-
обходимого тягового усилия, равного
сумме всех сопротивлений движению
ленты на трассе конвейера и тягового
фактора привода, определяемого углом
обхвата и коэффициентом трения ленты
о поверхность барабана. Сопротивления
движению ленты на отклоняющих и по-
воротных барабанах и роликовых бата-
реях зависят от натяжения ленты в ме-
стах их установки. Следовательно,
в процессе выполнения тягового расчета
взаимосвязанные натяжения сбегающей
ХСб и набегающей на приводной бара-
бан Хнб ветвей ленты являются не-
известными величинами, которые мож-
но определить из решения двух уравне-
ний.
Первое уравнение получаем в резуль-
тате тягового расчета конвейера:
s„6 = E?isi + EWi + Z^i =
- K„Sc6 + X «'л» (4.58)
где и Х; — коэффициенты сопротивлений
движению ленты на барабанах и батареях,
зависящие от ее натяжения на отдельных
участках трассы конвейера и определяющие
так называемые местные сопротивления;
S,— натяжение ленты на отдельном участке
трассы, Н; Wni — сопротивления движению
134 Ленточные конвейеры
ленты на прямолинейных горизонтальных
и наклонных участках, не зависящие от натя-
жения ленты (называемые линейными); Н;
КМ = П^>1 — общий коэффициент
местных сопротивлений.
Второе уравнение получаем из теории
фрикционного барабанного привода:
$нб < (4.59)
где ц - коэффициент трения ленты о поверх-
ность приводного барабана; а — угол обхва-
та лентой приводного барабана, рад; для
однобарабаниого привода £|Ш = ца; для
двухбарабанного привода = pi«i + цга2-
Задавшись типом привода и выбрав
ц и а, определим значение величины
Из i решения уравнений (4.58) и
(4.59) получим формулы для нахожде-
ния величин 5% и Sh5 с учетом коэффи-
циента запаса Кэ:
= (Хм5сб + X Кз, (4.60)
откуда
5сб = КзХ^л;/(е^“-КмК3) (4.61)
Обычно принимают К3 = 1,1 -ь 1,2.
Натяжение ленты, набегающей на ба-
рабан,
5нб = 5сбе^“. (4.62)
По величине 5нб определяют про-
чность ленты конвейера.
Общее окружное усилие на привод-
ном барабане рассчитывают по форму-
ле (4.7), а мощность приводного элек-
тродвигателя — по формуле (4.11).
Выполненный тяговый расчет необхо-
димо проверить по минимальному на-
тяжению ленты на трассе конвейера.
Лента на всем контуре трассы должна
быть натянута и минимальное натяже-
ние не должно быть меньше определен-
ного значения.
Минимальное натяжение ленты S™™
обусловливается допускаемым провесом
ее между роликоопорами. Для верхней
загруженной ветви ленты при транспор-
тировании насыпных грузов
Semin Ке (qv + дл) /р.в cos 0, (4.63)
где Ке — коэффициент (для конвейеров дли-
ной до 100 м с простой трассой Ке = 5; для
конвейеров длиной более 100 м и сложной
трассой Ке = 8 : 10);
при транспортировании штучных гру-
зов по одному массой тг в пролете ме-
жду роликоопорами
SB min 10 (4Л. в cos Р + 29ЩГ); (4.64)
для нижней (обратной) ветви
^НПИП ^(/л^р.н cos (3. (4.65)
При размещении в пролете между ро-
ликоопорами нескольких штучных гру-
зов 5вппп определяют по формуле (4.63).
Формулы (4.63) — (4.65) выведены из
приближенного допущения, что лента
провисает между роликоопорами по па-
раболе. Фактически лента, особенно же-
лобчатая, провисает по более сложной
кривой.
Если полученные в тяговом расчете
значения минимальных натяжений
меньше (в пределах 10%) значений, вы-
численных по формулам (4.63) — (4.65),
то необходимо в точках минимальных
натяжений на трассе конвейера прини-
мать значения SBmin и 5Hmin и сделать
перерасчет натяжения ленты по всему
контуру трассы. Можно также умень-
шить расстояния между роликоопорами
в зоне минимальных натяжений.
Определение дополнительных усилий
при пуске конвейера. Процесс пуска кон-
вейера состоит из двух периодов: трога-
ния с места и разгона всех движущихся
масс до номинальной скорости. При
приложении к упругой ленте тягового
импульса от привода вдоль ленты рас-
пространяется динамический импульс
деформации (упругая волна) с после-
дующими продольными колебаниями.
По выполненным исследованиям уста-
новлено, что динамические нагрузки на
ленту и механизмы привода значитель-
но уменьшаются, если принять такое
ускорение движения ленты при пуске,
при котором время tn пуска конвейера
в 5—10 раз больше времени ty распро-
странения динамического импульса, т. е.
времени изменения натяжения ленты по
Ленточные конвейеры общего назначения с прорезиненной лентой 135
всему контуру трассы конвейера; для
этого должно быть выдержано условие
in/iy 5. (4.66)
При выполнении условия (4.66) макси-
мальное натяжение ленты при пуске
конвейера может быть определено по
приближенной формуле
*^пуск *^н.п п ^в.п
+ 7(24л + ^)(1+^Ш (4.67)
где SHJJ— первоначальное пусковое натяже-
ние сбегающей ленты, создаваемое на-
тяжным устройством, Н; И',,., и
И'вп — статические сопротивления движению
ленты соответственно на иижней и верхней
ветвях конвейера, подсчитанные по пусково-
му коэффициенту сопротивления Wjp Н; j —
ускорение ленты при пуске конвейера, м/с2;
= 0,05 ч- 0,08 — коэффициент, учитываю-
щий инерцию вращающихся масс роликов
и барабанов (меньшее значение принимают
при длине конвейера до 100 м, большее —
при длине более 100 м).
Расчетный коэффициент сопротивле-
ния движению ленты по роликоопорам
на подшипниках качения при пуске кон-
вейера
Wn ® fcn.cw, (4.68)
где кпс = 1,2 4- 1,5 — коэффициент увеличения
сопротивления (меньшее значение прини-
мают при температуре окружающей среды
выше 0 °C, большее — при температуре ниже
0°С и использовании обычных смазок);
w — коэффициент сопротивления движению
ленты прн установившемся ее движении (для
верхней ветви w = wB, для нижней w = wH).
По величине SnycK проверяют выбор
прочности ленты при номинальном за-
пасе прочности /щ = 5 [см. формулу
(4.2)].
Ускорение при пуске конвейера, обес-
печивающее выполнение условия (4.66),
j ^if|/(wn cos р + sin P)/(Ls), (4.69)
где bj = 0,4 4- 0,8 — коэффициент (меньшее
значение принимают для конвейеров длиной
более 300 м, большее — при длине менее
300 м); L— длина конвейера, м; е — относи-
тельное удлинение ленты.
Рекомендуется принимать j = 0,1 +
т-0,2 м/с2, что должно быть обеспечено
соответствующей электросхемой и пу-
сковыми устройствами. Принятое уско-
рение не должно превышать максималь-
но возможного ускорения, при котором
сохраняется надежное положение груза
на ленте при пуске конвейера:
Утах = Б2д у2 cos ₽ - sin р), (4.70)
где = 0,6 -г 0,8 — коэффициент безопасно-
сти;/2 = 0,8 4- 1,0 — коэффициент трения гру-
за о ленту; р — угол наклона конвейера,
град.
При равноускоренном движении
ленты прн пуске конвейера минималь-
ная продолжительность (с) пуска
fnmin у//. (4-71)
Время (с) пуска конвейера по пу-
сковым характеристикам электродвига-
теля привода
^= 375(U,-W <472>
где (GO2)K — момент инерции всех движущих-
ся частей конвейера, приведенный к валу
двигателя, кг-м2; пн—номинальная частота
вращения двигателя, об/мин; Мпс—средний
пусковой момент электродвигателя, Н • м;
— момент статических сил сопротивле-
ния при установившемся движении конвейе-
ра, приведенный к валу электродвигателя,
H-м; ку— коэффициент, учитывающий упру-
гое удлинение ленты, обеспечивающее неод-
новременность приведения масс конвейера
в движение (для резинотканевых лент ку =
= 0,7 4- 0,8; для резинотросовых ку = 0,9 4-1).
Для электродвигателя с короткозамк-
нутым ротором, включаемого в сеть не-
посредственно без пусковых устройств,
значение Мп.с принимают по каталогам
электродвигателей. Для электродвигате-
ля с фазным ротором, включаемого
в сеть через пусковое устройство (ро-
торную станцию с набором ступеней со-
противлений иди тиристорнре устрой-
ство), принимают Мп,с •= (1,2 4- 1,5) Мст.
136 Ленточные конвейеры
Маховой момент движущихся частей
конвейера
(6Д2)К я K^(GD\ +
365г2г| Г 1
Н---~г— (^r4-2^)L—4-
[_ у
+ (Е^Р.в + ЕтР Н + Етб) ,
(4.73)
где Кк = 1,1 -г 1,2 — коэффициент приведения
вращающихся частей механизма привода
к ротору двигателя; (GD2)p— маховой мо-
мент ротора электродвигателя (принимают
по каталогу электродвигателя), кг-м2;
v — скорость движения конвейера, м/с;
Т| — общий КПД механизмов привода; тр.в,
тр.н и rriQ— массы вращающихся частей со-
ответственно роликоопор на верхней и ниж-
ней ветвях и барабанов, установленных на
конвейере, кг.
Для выполнения условия (4.66) со-
ответствующей электросхемой должно
быть обеспечено условие
£ц.д tnmiri' (4Л4)
По пусковым нагрузкам определяют
необходимый пусковой момент, ко-
торый должен преодолеть двигатель
по перегрузочной способности. По мак-
симальному пусковому моменту двига-
теля находят максимальное натяжение
ленты, которое может создать двига-
тель в период пуска, и проверяют про-
чность ленты.
Определение тормозного момента. На
конвейере с наклонными участками при
условии
(4.75)
где <?гтах Е — составляющая силы тяжести
наклонных участков конвейера при наиболь-
шей загрузке, Н; У W— сопротивление дви-
жению ленты на всех участках конвейера, Н,
в приводном механизме устанавливают
тормоз во избежание самопроизвольно-
го обратного движения ленты прн слу-
чайной остановке конвейера.
Расчетный тормозной момент на валу
приводного барабана
м, = 0,5 (9rm„ £ л - ктр £ ио Р6Т| =
~ [<?гтах Ей - •^тр(Р/0 ~ (/г ЕМ] ^бЛ’
(4.76)
где grmax и ф — линейные силы тяжести
транспортируемого груза соответственно
при максимальной и нормальной загрузках
ленты конвейера, Н/м; Е^1 — суммарная вы-
сота подъема груза на конвейере, м;
Ктр = 0,5 -г 0,6 - коэффициент возможного
уменьшения сопротивления на трассе кон-
вейера (меньшее значение для тяжелых усло-
вий); л — общий КПД механизмов привода;
7>б — диаметр приводного барабана, м;
И% — окружное усилие на приводном бараба-
не, Н.
Время торможения (с) до полной
остановки конвейера
375 (Мт + Мст) ’
(4.77)
где обозначения указаны после формулы
(4.72).
Пример 4.1. Рассчитать ленточный конвей-
ер для транспортирования железной руды от
карьера до причального склада. Схема кон-
вейера приведена на рис. 4.29, а.
Исходные данные. Транспортируемый
груз — рядовая руда крупностью 0 — 300 мм,
плотностью 2,5 т/м3, влажностью до 10%.
Конвейер установлен на открытой местности
и имеет легкое укрытие от дождя и снега
[температура окружающей среды изменяется
от + 25° (летом) до — 30° (зимой)]. Привод
размещен в отапливаемом закрытом поме-
щении (температура окружающей среды от
+40° до 25°С). Максимальная влажность
воздуха 75%, абразивной пылн в воздухе до
20 мг/м3.
Конвейер работает две смены по 7 ч (14 ч
в сутки) и 305 дней в году. Плановая сред-
няя массовая производительность конвейера
0с —66000 т/сутки; максимальная произво-
дительность по пропускной способности за-
грузочного устройства Qm = 100000 т/сутки.
Коэффициент готовности конвейера Кг =
= 0,96; коэффициент использования конвейе-
ра по рабочему времени Кв = 0,85 ч- 0,9.
Расчет. Определяем режим и расчетные
группы работы конвейера. Коэффициенты
планового использования конвейера по
времени в сутки [по формуле (1.3)] и в год
Ленточные конвейеры общего назначения с прорезиненной лентой 137
Рис. 4.29. Схема для расчета конвейера:
а — трасса конвейера; б — диаграмма натяжения ленты
[по формуле (1.3')]
Кв.с = fn.c/rc = 14/24 « 0,58; KB.r = tn.r/tr =
' = 305 14/(365 24) ж 0,49.
По табл. 1.1 находим, что эти значения
коэффициентов соответствуют классу ВЗ ис-
пользования конвейера по времени.
Коэффициент использования по произво-
дительности рассчитываем по формуле (1.9):
К3.г = ес/2м = 66000/100000 = 0,66.
Это соответствует классу ПЗ использова-
ния конвейера по производительности. По
табл. 1.2 определяем, что конвейер будет ра-
ботать в тяжелом режиме (Т).
По табл. 1.6 устанавливаем, что конвейер
работает в тяжелых условиях (группа Т).
Группа температурных и климатических ус-
ловий ТГ2; исполнение У (табл. 1.7). Опреде-
ляем, что транспортируемый груз — руда со-
ответствует группе средней подвижности
и высокой абразивности.
По формуле (3.2) находим расчетную про-
изводительность конвейера для определения
ширины ленты:
Sp.M = QM/TK3 = 100000/(14 • 0,75) = 9525 т/ч.
При расчете принято Т=гпс = 14 ч; Кк =
= 0,85; Кт = 0,96; общий эксплуатационный ко-
эффициент K.J = KBKrKii = 0,85-Q,96-0,92 =0,75;
коэффициент неравномерности загрузки
Кн = 0,92. Предполагаем, что лента должна
иметь ширину в пределах 1400 — 2000 мм;
тогда по табл. 4.12 для транспортирова-
ния тяжелого крупнокускового груза прини-
маем скорость движения ленты 2,5 м/с. На
конвейере устанавливаем желобчатые роли-
коопоры тяжелого типа диаметром 194 мм
с углом наклона боковых роликов 30°. Для
груза средней подвижности из табл. 4.11
принимаем коэффициент Кп = 550; коэффи-
циент Кр = 1 (по табл. 4.10 при £ = О°35').
Необходимая ширина ленты по формуле
(4.41)
Вр=1,1
- - + 0,05
*п»рКр
= 1,1
” / 9525
/ 550-2,5.2,5-1
+ 0,05 = 1,9 м.
Принимаем ленту шириной В = 2000 мм,
резинотросовую общего назначения, пред-
варительно типа 2РТЛ-315О; прочность
3150 Н/мм и масса 1 м2 т31 = 43 кг/м2.
Для обеспечения заданной расчетной про-
изводительности 2р м = 9525 т/ч при приня-
той ширине ленты В = 2 м скорость ленты
должна составлять
ир = vB^/B2 = 2,5 1,92/2 2= 2,23 м/с.
138 Ленточные конвейеры
По нормальному ряду скоростей (ГОСТ
22644 — 77) имеем скорости 2 и 2,5 м/с. Оста-
вляем принятую скорость 2,5 м/с, что дает
возможность уменьшить на 10% заполнение
ленты грузом при расчетной производитель-
ности. При скорости 2 м/с линейная нагрузка
на ленту увеличится на 10%, что нецелесо-
образно.
Проверяем ширину ленты по кусковатости
груза. По формуле (4.42) Вк = Ха 4- 200 =
= 2,5 300 + 200 = 950 мм.
Получили Вк < В, следовательно, прини-
маем В = 2000 мм.
По табл. 4.5 выбираем расстояния между
роликоопорами на верхней ветви /рв = 1 м;
на нижней /р.н = 2 м. По каталогу завода-из-
готовителя массы вращающихся частей ро-
лнкоопор ШрВ = 108 кг; трн = 53 кг. Отсюда
линейные силы тяжести, определенные по
формулам (4.45), (4.46) и (4.47),
дрв = 9,81 • 108/1 = 1060 Н/м; 9р.н =
= 9,81-53/2 = 260 Н/м; дл = 9,81 43 2 =
= 860 Н/м.
Линейную силу тяжести транспортируемо-
го груза определяем по средней производи-
тельности
Qp.c = QC/7X' = 66 000/( 14 • 0,68) = 6940 т/ч;
принято: К’= 0,9; Кг = 0,96; Кн = 0,8; К', =
= 0,68.
Тогда по формуле (4.44) находим
?г = Збр.с/(3,6а) =
= 9,81 • 6940/(3,6 • 2,5) да 7600 Н/м.
Общее сопротивление движению ленты на
конвейере в зимнее время определяем по
формуле (4.43):
1Г= КдТг [(9г 4- 9рв 4- qn) ws 4- (9л 4- qp.H) WH] 4-
4- ЦгН =
= 1,2 • 800 [(7600 4- 1060 4-860)0,042 4-
4- (860 4- 260)0,04] 4- 7600-7,5 =
= 484000 H,
где =1,2; wB= 0,042; wH = 0,04 (для ра-
боты в зимнее время).
При работе конвейера в летнее время при
тех же нагрузках (wB = 0,032; wTJ = 0,03)
W= 383 000 Н.
По формуле (4.11) определяем мощность
приводного двигателя для работы в зимнее
время при коэффициенте запаса К3 = 1,15 и
П = 0,8:
N = К%Гг(10()0п) =
= 1,15-484000-2,5/(1000 0,8) да 1700 кВт;
в летнее время
N= 1,15 • 383000-2,5/(1000-0,8) = 1175 кВт.
На конвейере устанавливаем двухбара-
баниый привод. По табл. 4.6 для футерован-
ного барабана при тяжелых производ-
ственных условиях принимаем коэффициент
трения ленты о поверхность барабана ц =
= 0,25; общий угол обхвата (oq 4-с^) = 400°;
тогда тяговый фактор (см. табл. 4.11) Т=
= ец(“’+а^ = 5,74 и выражение
еи(а1+а2)де^(«|+“г) _ р= 1,21. Дальнейший
расчет ведем для условий работы конвейера
в зимнее время.
Расчетное натяжение ленты
$нб1 =K3B/eR(tx’+aJ/(eHa'+“7)- 1) =
= 1,15-484000-1,21 =670000 Н.
Расчетный коэффициент запаса прочности
ленты по формуле (4.2) при Кст = 0,9; К? = 1 ;
Кр = 0,95
К' = К0/(КстКтКр) = 7/(0,9 1 • 0,95) = 8,2.
Необходимая прочность резинотросовой
ленты
= SrfiK’/B = 670000 • 8,2/2000 =
= 2740 Н/мм.
Резинотросовая лента типа 2РТЛ-315О
имеет прочность 3150 Н/мм и максимальное
допускаемое натяжение 5рт.д = 380 Н/мм.
Выполняем проверку:
Smax/B = 5нб1/В = 670000/2000 = 335 Н/мм <
< [5рт.д = 380].
Принимаем диаметры барабанов; привод-
ного 1% = 1250 мм, оборотных перед при-
водными Bq = 1250 мм, после приводных
Dq = 1000 мм, натяжного Da = 1000 мм [см.
табл. 4.3 и формулу (4.27)].
Коэффициент использования прочности
ленты определяем по формуле (4.23"):
ф2 =(е^“>+ай_ 1)/е^(“1 +ай = (5,74 - 1)/5,74=-
= 0,83.
По табл. 4.8 выбираем коэффициент рас-
пределения нагрузки между приводными ба-
рабанами Кф = 2.
Ленточные конвейеры общего назначения с прорезиненной лентой 139
По формулам (4.14) и (4.15) для работы
конвейера в зимнее время находим мощно-
сти электродвигателей для привода первого
и второго барабанов:
Nj = ^ф/(Кф + 1) = 1700-2/(2 + 1) =
= 1133 кВт;
N2 = N/(K^ + 1) = 1700/(2 + 1) = 567 кВт.
В целях унификации и использования ти-
повых приводных механизмов устанавли-
ваем на первом барабане два одинаковых
приводных механизма с электродвигателями
с фазным ротором типа АК 312-52-4 мощ-
ностью по 630 кВт, частотой вращения ин =
= 1485 об/мин, а на втором барабане один
такой же привод с электродвигателем мощ-
ностью 630 кВт.
По формулам (4.17) и (4.18) определяем
окружное усилие на первом и втором бара-
банах :
Wi = \УКф/(Кф + 1) = 484000-2/(2 + 1) =
= 322 600 Н;
W2 = И7(Кф + 1) = 484000/(2 + 1) = 161 300 Н.
По формуле (4.19) вычисляем натяжение
ленты, сбегающей со второго барабана,
$сб2 = - 1) = 161 300- 1,15/1,4 =
= 133 000 н,
а по формуле (4.20) натяжение ленты, набе-
гающей на второй барабан и сбегающей
с первого барабана,
$нб2 = Sc6t = = 133 000 - 2,4 =
= 320 000 И,
где принято р2 = Р- = 0,25; ос2 = 200°; еМ2“2 =
= 2,4.
По формуле (4.22) находим тяговый фак-
тор для первого приводного барабана:
ем,а‘ = 5нб1/(5сб2еМ2“2) = 670 000/(133 000- 2,4) =
= 2,1.
Принимаем для первого приводного бара-
бана щ = 0,25 и «! = 200°, при этом e*i|“‘ = 2,4
и общий тяговый фактор = 5,74.
По формуле (4.28) определяем давление иа
поверхности первого приводного барабана:
= 3605нб1 / + 1 \
л ОС]ЯВ£>6 \ /
360-670000 /2,4^14 ?
200-3,14-2000-1250 \ 2,4 )
МПа,
что вполне допустимо, так как рла =
= 0,35 МПа (см. с. 118).
Этим заканчивается обобщенный прибли-
женный расчет. Корректировка расчета не
требуется.
Подробный тяговый расчет. Для подробно-
го тягового расчета всю трассу конвейера
разделяем на отдельные участки, начиная от
точки сбега ленты со второго приводного
барабана П2 (см. рис. 4.29, а, б). Результаты
расчета представлены в табл. 4.14.
По формуле (4.60)
S1 = Sc62 = S14K3/etl(a‘+^;
отсюда StC^1= K3Si4-
После подстановки имеем
5;74Si = 1,15 (1,2451 + 462000) =
= 1,42651 + 530000;
530000
5 = 5 62 =-------= 122 000 Н.
1 СЬ2 4,314
Сравнение полученных значений 5Hgi по
тяговому расчету — 700 кН и по обобщен-
ному расчету — 670 кН показывает
расхождение + 4,5 %. Следовательно, пове-
рочного расчета ленты н электродвигателей
не требуется.
Проверяем минимальное натяжение ленты
по формулам (4.63) и (4.65):
, ^впйп = Ке (9г 3” 9л) ^р.в COS р =
= 8 (7600 4- 860) 1 • 1 = 67 700 Н;
«втш = ^9л/р.н cos р = 8 • 860 - 2 • 1 = 13 760 Н,
где К — 8 и cos 0 = 1.
е
На конвейере минимальное натяжение
леиты 5сб2 = 122000 Н, что значительно
больше требуемых минимальных значений;
следовательно, пересчета иатяжеиий не тре-
буется.
Анализ результатов расчета в зимний
и летний периоды работы конвейера показы-
вает, что конвейер в зимнее время может ра-
ботать с двухбарабаииым приводом и тремя
электродвигателями мощностью по 630 кВт,
а в летний период с однобарабанным приво-
дом на переднем барабане с двумя электро-
двигателями по 630 кВт и отключенном при-
водном механизме второго барабана. В этом
случае коэффициент запаса К3= 1,23; натяж-
ное устройство должно обеспечить натяже-
ние ветви ленты, сбегающей с приводного
барабана, 5C6i = 240 кН. Возможна также ра-
бота с двухбарабанным приводом и двумя
двигателями.
140 Ленточные конвейеры
4.14. Результаты тягового расчета конвейера (см. рнс. 4.29)
№ точки Формула Числовые значения (кН) для работы конвейера
ЗИМОЙ летом
1 5] = SC62 51 51
2 52 = 5[ 51 5[
3 s3 = cs2 1,05 1,055]
4 — S3 + (qn + Qp fl) /3-4 4 1,05 S[ + 0,224 1,05 5] +0,168
5 ! S5 = ^4 1,07 5! +0,228 1,0751 +0,1?1
6 56 — + Wjj (tfo + <?p h) G - 6 Qд61 l,07 5i + 28,5 1,075] + 19,76
7 s7 = £S6 1,125! + 30 1,12 5} +20,8
8 Ss — S7 + WB (qn + gp g) Z7 _ 8 1,125] +30,16 1,1251 + 20,92
9 $9 = 5g 4" “*5'8+ ^з.у + IFj.p + ^з.п 1,12 5] +45,46 1,125] + 36,2
W3y = 0,1$гДу2 4,5 4,5
10,5 10,5
РУз.п = ^п.л^л 0,3 0,3
10 5 к, — $$ + WB (дл + др в -|- qry Ze - io + (+ 4" 9л) 47 1,1251 +419 1,1251 + 342Д
11 5j 1 = о 1,1851 + 440 l,18 5i +360
12 5j 2 — 5j j + Ид (^л + qp н) Z1 ! - ! 2 l,185j + 440,2 1,18 5! + 360,2
13 SI3 — С^12 1,24 5] +462 1,24 51 + 378
14 514 — S13 = ^нб] 700 575
13 $15 = $c61 292 240
Расчет дополнительных усилий при пуске
конвейера. По формуле (4.67) определяем
максимальное натяжение ленты при пуске
конвейера в зимнее время:
^пуск = 5д.п + И'д.П "I" И'в.п'Ь
+ У(2<(л 4- +&и)М/ =
= 146000 + 45 000 + 519 500 + 123 100 =
= 833 600 Н.
Принято: SH п = Kn CSc62 = 1,2 122 000 =
= 146 000 H;j=0,15 м/с2; fcK = 0,08; wH.n =
= 1,2 - 0,04 = 0,048; wB.n = 1,2- 0,042 = 0,05;
И'н.п = КдЧ«л + Зр.нИн.п -ЧлН =
= 1,2-800(860 + 260)0,048 - 860-7,5 =
= 45 000 Н;
Л'в.п = ^д^ХОг 4" *3р.в 4“ 9л) ^в.п 4- (9Г + 9л) Л =
= 1,2- 800(7600 + 1060 + 86O/O.O5 +
+ (7600 + 860)7,5 = 519500 Н.
Для проверки правильности выбора ленты
по формуле (4.2) при Кол = 5 определяем
К; = Коп/(КстКтКр) = 5/(0,9 • 1 • 0,95) = 6.
По формуле (4.5) находим
6
5РТ = 5пускК,уВ - 833 600—— = 2500 <
pt пуск 2000
<[3150] Н/мм.
Проверку выбранного значения ускорения
при пуске конвейера выполняем по формуле
(4.69):
/ =
wncos р + sin р
0,05-1+0
-----------= 0,24 м/с2,
800-0,0025-'
где Si = 0,8; wn = 0,05; р 0°; к = 0,0025.
Принято j = 0,15 < [/' = 0,24] м/с2.
По формуле (4.71) определяем минималь-
ное время пуска
Gunin = v/j = 2,5/0,15 = 16,7 с.
По формуле (4.72) находим время пуска по
пусковым характеристикам приводных элек-
тродвигателей
_ (GD )кпяд _
л'д = 375 (Мпс — MCT)fcy “
1233-1485-9,81
=--------------------= 22 с.
375(10480-8060)0,9
Маховой момент всех движущихся частей
конвейера [формула (4.73)]
(GD2) к = Кк (GD2) р + j [(9г + 2дл) Lg +
«в
4" (£шР-в 4- Етр н 4- £тб)] =
Ленточные конвейеры специальных типов с прорезиненной лентой
365-2,52-О,8 ,
= 1,15 • 3 -143 +-^-2 [(7600 4- 2 • 860) к
х 800/9,81 + (800 • 106 + 400- 52 + 4 • 3000 +
+ 3-2000)] = 1233 кг-м2,
где Кк = 1,15; (GD2)p = 143 кг • м2 - по каталогу
электродвигателей; =0,9 для резинотросовой
ленты; Мп с = 1,ЗЛ/СТ = 1,3 8060 = 10 480 Н м;
Мст=1ГРб«б/(2«в) =
= 5О26ОО-1,25-38/2-1485 = 8О6О Н-м.
Общее окружное усилие
= “($нб1 - 5сбг) =
^3
= ^-(700 000- 122 000) = 502 600 Н.
Частота вращения приводного барабана
пб = 60i»/(nD6) = 60- 2,5/(3,14 1,25) =
= 38 об/мин.
Условие по формуле (4.74) гп.д>^п1№
22 > 16,7 с — выполняется.
На этом заканчивается расчет конвейера.
4.3, Ленточные конвейеры
специальных типов
с прорезиненной лентой
4.3.1. Передвижные и переносные
конвейеры
Передвижной ленточный конвейер
(рис. 4.30) состоит из тех же элементов,
что и стационарный, но дополнительно
имеет колесный ход 2 и механизм изме-
нения угла наклона конвейера 1 для
141
обеспечения подачи груза на разные вы-
соты разгрузки. Наличие колесного хо-
да позволяет легко перемещать конвей-
ер в различные места загрузки и раз-
грузки.
В переносных конвейерах нет колесно-
го хода и механизма изменения угла на-
клона; они имеют малую длину (обыч-
но до 5 м) и незначительную массу (не
более 100 кг). Их переносят с места на
место вручную.
Передвижные и переносные конвейеры
применяют для механизации транс-
портных и погрузочно-разгрузочных ра-
бот с насыпными и штучными грузами
на складах, железнодорожном, автомо-
бильном, водном транспорте и строи-
тельстве. Основные параметры пере-
движных конвейеров регламентированы
ГОСТ 2103 - 78 (табл. 4.15).
На конвейерах применяют резинотка-
невую ленту с гладкой (рис. 4.30, а) или
рифленой наружной поверхностью,
с бортами и перегородками (рис. 4.30,6)
и без них. Роликоопоры — желобчатые
с двумя или тремя роликами, иног-
да — сплошной настил; привод — от мо-
тор-барабана нли от электродвигателя
с встроенным редуктором с клиноре-
менной нли цепной передачей; натяжное
устройство — винтовое; несущая фер-
ма — сварная из стальных нли дюралю-
миниевых труб, легкого уголкового или
фасонного проката.
Основным недостатком передвиж-
ных и переносных конвейеров является
ручная загрузка, поэтому конвейеры не-
которых современных конструкций
снабжают механической загрузочной
4.15. Основные параметры передвижных ленточных конвейеров по ГОСТ 2103- 78
Параметр Ширина ленты, мм
400 500 650
Длина конвейера, м Высота разгрузки, м: 5 10 6 10 15 10 16
минимальная максимальная для конвейеров с лен- той: 1,5 1,8 1,6 1,8 ‘ 2,2 1,8 2,4
гладкой 2Д 3,8 2.5 3,8 5,5 3,8 5,8
рифленой з,з 6,2 3.9 6,2 9,0 6,2 9,6
Масса конвейера без ленты, кг, не более Скорость движения ленты, м/с 435 600 500 850 0,5-3,15 1000 1100 1500
142 Ленточные конвейеры
имеющей волнистые борта
Рис. 4.30. Передвижные конвейеры:
а— с желобчатой лентой; б — с лентой,
в — с механической загрузочной лопатой
лопатой с электроприводом (рис. 4.30, в)
или же они работают в комплексе с по-
грузочными машинами.
4.3.2. Конвейеры для поточного
производства
Ленточные конвейеры имеют широ-
кое применение для пооперационного
перемещения изделий в поточном про-
изводстве швейной продукции, прибо-
ров, часов и других изделий. Лента дви-
жется вдоль рабочих мест (рис. 4.31),
поперечные перегородки;
рабочие снимают с нее изделия, выпол-
няют необходимую операцию и возвра-
щают изделие на леиту для передачи
другому исполнителю. Отличительные
особенности конвейеров такого ти-
па - объединение станины со столиками
рабочих мест, полное ограждение всех
движущихся частей, кроме верхней ве-
тви ленты, малая скорость движения
ленты (обычно 0,2 —0,5 м/с), обусловлен-
ная ритмом подачи изделий, и наличие
в приводе вариатора для плавного из-
менения скорости.
Ленточные конвейеры специальных типов с прорезиненной лентой 143
Конвейер имеет резинотканевую
(иногда — стальную) ленту шириной
400 — 800 мм, движущуюся по сплошно-
му деревянному или металлическому
настилу илн по прямым роликоопорам.
Привод — однобарабанный, приводной
механизм размещается под барабаном;
натяжное устройство — винтовое. На не-
которых производствах конвейеры
имеют автоматическое адресование гру-
зов и разгрузку в заданном месте при
помощи управляемых плужковых раз-
гружателей.
4.3.3. Телескопические конвейеры
Телескопическим называется конвейер
с переменной длиной транспортирова-
ния (переменным расстоянием между
осями концевых барабанов) при одной
и той же длине общего замкнутого кон-
тура ленты. Длина конвейера изменяет-
ся путем перемещения комплекта откло-
няющих и натяжного барабанов. Теле-
скопический конвейер 1ЛТ-80 для транс-
портирования угля (рис. 4.32) состоит из
переднего 1 и заднего 8 концевых обо-
ротных барабанов, двухбарабанного
привода 2, неподвижных 3 и подвижных
4 барабанов телескопического устрой-
ства, блоков 5 натяжного устройства,
приводного механизма 9 телескопиче-
ского устройства с электродвигателем,
редуктором и барабаном для намотки
натяжного каната, роликоопор 6 и замк-
нутого контура ленты 7. Передний ба-
рабан 1 перемещается при помощи при-
вода телескопического устройства.
Техническая характеристика конвейера 1Л Т-80
Ширина ленты, мм...................... 800
Скорость движения ленты, м/с . . . 1,6 и 2
Максимальная производительность (по
углю), т/ч......................... 270
Максимальная длина конвейера, м . . 700
Телескопичность, м................. 22,5
Максимальный ход подвижной тележки
телескопического устройства, м . . 8,3
Рис. 4.31. Ленточный конвейер для пооперационного перемещения изделии между рабочими местами:
а—общий вид; б —поперечное сечение
144
Ленточные конвейеры
Рис. 4.32. Схема телескопического ленточного конвейера
Телескопические конвейеры приме-
няют при необходимости изменения
фронта разгрузки (например, бункерной
эстакады) при стационарном положении
конвейера.
4.3.4. Конвейеры
для крупнокусковых грузов
Основным направлением новой тех-
нологии добычи полезных ископаемых
для различных отраслей промышленно-
сти и на строительстве плотин гидро-
электростанций является применение
методов циклично-поточной и поточной
технологии с значительным увеличе-
нием объема перевозок горной массы
при помощи высокопроизводительных
машин непрерывного транспорта, при-
чем в общем объеме массы, которую
необходимо перевозить, значительную
часть составляют полускальные
и скальные крупнокусковые породы.
Применение промежуточного измельче-
ния крупнокусковых грузов перед их
транспортированием при помощи до-
полнительных взрывных или механиче-
ских способов резко повышает трудоем-
кость добычи и ограничивает возмож-
ность повышения производительности.
Внедрение новых методов добычи
полезных ископаемых предъявляет сле-
дующие требования к транспортирую-
щим машинам: высокая производитель-
ность (от 3500 т/ч и выше), надежное
бесперегрузочное транспортирование
грузов с кусками размером до
600 — 800 мм (а в отдельных случаях - и
большего размера), массой до 500 кг
и выше по трассе большой протяженно-
сти. Удовлетворение этого комплекса
требований — сложная задача. Известны
многие варианты ее решения: примене-
ние пластинчатых, тележечных, на хо-
довых опорах и тому подобных конвей-
еров. Однако более полно удовлетво-
ряют поставленным требованиям лен-
точные конвейеры со специальными
составными элементами. Основные от-
личительные особенности ленточных
конвейеров для транспортирования
крупно кусковых грузов по сравнению
с конвейерами тяжелого типа общего
назначения состоят в следующем: лента
(резинотканевая или резинотросовая)
повышенной надежности и высокой
амортизирующей способности (напри-
мер, МКА 300/100 с дополнительной за-
щитной прокладкой) с обкладками тол-
щиной 10-20 мм на верхней и 8-10
мм на нижней сторонах; специальное
загрузочное устройство, способное на-
дежно воспринять динамические нагруз-
ки от падения тяжелых грузов; комплекс
роликоопор, закрепленных на упругой
(«податливой») станине. Привод и на-
тяжное устройство — общего типа.
Загрузка конвейера, как правило, про-
изводится пластинчатым или каре-
точным питателем тяжелого типа. Для
непосредственной передачи грузов
с конвейера на конвейер загрузочное
устройство имеет криволинейную на-
правляющую стенку в виде стационар-
ной решетки из тяжелых рельсов для
просева мелочи, амортизирующих роли-
коопор и подвижного ленточного амор-
тизатора — вспомогательного конвейе-
ра, расположенного под лентой основ-
ного транспортирующего конвейера.
Податливая станина с шахматным рас-
положением опорных роликов на рабо-
Ленточные конвейеры специальных типов с прорезиненной лентой 145
чей ветви конвейера впервые была раз-
работана институтом Геотехнической
механики АН УССР и имеет несколько
конструктивных исполнений (рис. 4.33).
В ней каждый опорный ролик может не-
зависимо перемещаться при встрече
с транспортируемым грузом. Это свой-
ство, а также крепление роликов к про-
дольно расположенным канатам обеспе-
чивает станине высокую амортизирую-
щую способность, снижающую динами-
ческие нагрузки на ролики и станину
и повышающую их долговечность.
4.3.5. Конвейеры с бесконтактной
опорой ленты
Перспектива создания конвейеров вы-
сокой производительности и большой
протяженности при одновременном сни-
жении удельного расхода энергии и ме-
талла и применения лент нормальной
прочности ограничивается возможно-
стями существующих конструкций лен-
точных конвейеров.
В конвейерах традиционных конструк-
ций лента на всем протяжении трассы
поддерживается роликоопорами. С уве-
личением ширины ленты шаг ролико-
опор уменьшается, а их число и масса
возрастают (рис. 4.34). Масса ролико-
опор составляет в среднем 22—35% об-
щей массы, а стоимость 17-25% стои-
мости всего конвейера. При увеличении
скорости движения ленты (более
3,15 м/с) требуется повышенная точ-
ность изготовления и тщательная дина-
мическая балансировка роликов. Обслу-
живание и ремонт роликоопор — тру-
доемкая операция, которая все более
усложняется с увеличением ширины
ленты и требует применения спе-
циальных грузоподъемных устройств.
В связи с этим весьма перспективны
разработки высокоскоростного конвейе-
ра с бесконтактной опорой ленты под
действием давления воздуха (на воздуш-
ной подушке) или сил магнитного поля
(на магнитной подушке) без роликоопор.
Бесконтактная опора ленты обеспе-
чивает экономию металла, значительное
снижение сопротивлений движению
ленты и расхода энергии, упрощение
обслуживания и ремонта, возможность
увеличения скорости, производительно-
сти и длины конвейера.
Конвейер с опорой ленты под дей-
ствием давления воздуха (рис. 4.35)
в простейшем вйде состоит из ленты 2,
огибающей приводной 3 и натяжной
Рис. 4.33. Схемы податливой станины конвейера:
а — двухканатной; б — четырех канатной
146 Ленточные конвейеры
Рис. 4.34. Зависимость массы роликоопор от ши-
рины ленты;
I — желобчатых трехроликовых тяжелого типа;
2 — то же, среднего типа; 3 — прямых однороли-
ковыХ для обратной ветви ленты
1 барабаны. В средней части ветви
леиты проходят под воздушными каме-
рами 4 и 5. Из камер под ленту подает-
ся воздух, приподнимающий ее и со-
здающий воздушную прослойку между
лентой и опорной поверхностью жело-
ба, в котором движется лента. Суще-
ствует несколько разных систем подачи
воздуха, ио наибольшее распростране-
ние получила камерная система вслед-
ствие простоты и надежности работы.
Обычно избыточное давление воздуха
составляет около ,2-103 Па, толщина
воздушного зазора 0,4— 1 мм; мощ-
ность, затрачиваемая на создание воз-
душной опоры, 0,3 —0,8 кВт на 1 м кон-
вейера в зависимости от ширины ленты
и интенсивности ее загрузки.
В Советском Союзе исследованиями
и разработкой конвейеров на воздуш-
ной опоре занимаются Ленинградский
институт водного транспорта (ЛИВТ),
Московское Высшее Техническое учили-
ще (МВТУ) им. Н. Э. Баумана и ряд
других организаций.
К преимуществам воздушной опоры
ленты относятся применение стандарт-
ной ленты, возможность транспортиро-
вания грузов широкого ассортимента
(кроме пылящих), а к недостаткам —
необходимость установки дополнитель-
ного воздуходувного оборудования, па-
дение давления воздуха вдоль трассы,
особенно при большой длине конвейера,
дополнительный расход энергии на по-
дачу воздуха, возможность нарушения
поддержки ленты при местной ее пере-
грузке.
Конвейер с магнитной опорой опыт-
ной конструкции Кузбасского политех-
нического института (рис. 4.36) имеет
обычную схему, с той лишь разницей,
что вместо роликоопор установлены по-
стоянные пластинчатые ферритоба-
риевые магниты размером, например,
120 х 80 х 15 мм и лента (магнитоэласт)
имеет свойство постоянного магнита.
Такая лента — эластичный магнит, изго-
товляется обычным методом горячей
вулканизации; для придания ей свойств
магнита в обкладочную резину вводят
порошок феррита бария. После изгото-
вления лента намагничивается на спе-
циальной электромагнитной установке
и сохраняет свойства магнита дли-
Рис. 4.35. Принципиальная схема конвейера с лентой на воздушной опоре конструкции Ленинградского
института водного транспорта
Ленточные конвейеры специальных типов с прорезиненной лентой 147
Рис. 4.36. Принципиальная схема конвейера с лентой на магнитной опоре:
1 и 4 — приводной футерованный и натяжной барабаны; 2 — лента (магнитоэласт); 3 — постоянный
магнит
тельный срок (до 10 лет). Ферритоба-
риевые постоянные магниты изгото-
вляют в серийном производстве для
нужд электропромышленности и устана-
вливают на конвейере примерно с тем
же шагом, что и роликоопоры, или
сплошными рядами. Лента и опорные
магниты располагаются одноименными
полюсами (N к N и S к S) друг к другу.
Удельная подъемная сила магнитов
составляет около 700 Н/м2, но может
быть доведена до 3 кН/м2.
Преимуществами магнитной опоры
ленты являются возможность примене-
ния простых, недорогих серийно изгото-
вляемых постоянных магнитов; по-
стоянство действия силы магнитов
вдоль всей трассы конвейера любой
протяженности; отсутствие какой-либо
проводки к магнитам; простота устрой-
ства опор из набора типовых узлов; по-
лная бесшумность и экономичность
конструкции и обслуживания; возмож-
ность работы при местных перегрузках
ленты, так как с уменьшением зазора
между опорой н лентой силы отталки-
вания возрастают. К недостаткам отно-
сятся необходимость использования
специальной магнитной ленты {опытные
образцы такой ленты в СССР освоены);
сложность обеспечения поперечной
устойчивости положения ленты; ограни-
чение ассортимента транспортируемых'
грузов (ферромагнитные грузы нельзя
транспортировать на магнитной лен-
те - они притягиваются к ней).
Выбор оптимальных областей приме-
нения той или иной системы бескон-
тактной опоры ленты определится даль-
нейшим развитием поисковых разрабо-
ток.
4.3.6. Конвейеры повышенной
производительности
Повышение производительности кон-
вейера при одной и .той же ширине
ленты, кроме увеличения скорости ее
движения (что не всегда возможно), наи-
более эффективно достигается при по-
мощи увеличения емкости ленты, т. е.
увеличения площади поперечного сече-
4.16. Рекомендуемая высота гофрированных бортов для различных насыпных грузов н ширины ленты
Груз Плотность груза, т/м3 Высота бор- тов h, мм Ширина лен- ты В, мм
Сухой песок, минеральные удобрения 1-1,6 50-80 400-500
Доменные окатыши, мелкий агломерат 1,6-2,5 80; 100; 120 500-1000
Ме.чкий гравий, формовочная земля, грунтовой песок 1-1,6 120-160 500- 1200
Пылевидный уголь, цемент, химикаты 0,7-0,9 200 650- 1200
Чай. комбикорм, мука, зерно 0,2-0,6 300 650-1200
148 Ленточные конвейеры
Рис. 4.37. Зависимость коэффициента производи-
тельности конвейера от угла наклона боковых
роликов для грузов с различной подвижностью
частиц [К — коэффициент соозношения объемных
производительностей конвейера с роликоопорами
различной желобчатости (Г,) и конвейера с ролнко-
опорамн, имеющими аж — 20° (V20) в одинаковых
условиях]
Рис. 4.38. Лента с бортами:
а — конструкция; б — зависимость соотношения
производительностей конвейеров, имеющих пря-
мую ленту с бортами (бе) и желобчатую ленту
(2ж) в одинаковых условиях, от высоты бортов h
ния груза на ней. Эта задача решается
двумя способами: увеличением угла же-
лобчатости ленты и применением ленты
с гофрированными бортами.
Повышать угол наклона боковых ро-
ликов трехроликовой желобчатой
опоры при одинаковой их длине целе-
сообразно только до 50°, так как даль-
нейшее повышение угла не приводит
к увеличению площади сечеиия груза на
ленте. При повышении угла наклона от
20 до 45° производительность конвейера
возрастает на 30% при одной и той же
ширине и скорости ленты (рис. 4.37).
Значительно большего увеличения про-
изводительности можно достичь при
применении ленты с бортами
(рис. 4.38, а). Борта высотой 50-300 мм
(табл. 4.16) при помощи вулканизации
приклеивают к прорезиненной ленте
любого типа вдоль ее кромок на всем
ее протяжении. Борта делают гофриро-
ванными из резины для обеспечения
свободного прохождения ленты на ба-
рабанах малого диаметра. Применение
ленты с бортами на прямых однороли-
ковых опорах дает увеличение произво-
дительности в 1,5 —2,5 раза по сравне-
нию с применением лент без бортов на
желобчатых роликоопорах (рис. 4.38,6).
Применение бортов целесообразно на
лентах шириной 400—1200 мм, так как
с увеличением ширины ленты влияние
бортов на повышение площади сечения
груза уменьшается (рис. 4.38,6). Борта
располагаются под углом 0 = 90 — аж
к плоскости ленты (где аж — угол накло-
на бокового ролика желобчатой опоры),
чтобы на желобчатой опоре они разме-
щались вертикально.
Ленточные конвейеры специальных типов с прорезиненной лентой 149
Рис. 4.39. Ленты для конвейеров с увеличенным углом наклона, имеющие на грузоиесущей по-
верхности :
а и б — соответственно волнообразную и прямоугольную насечки; в и а - соответственно шевронные
и фасонные выступы; д — схема сравнения наклонных конвейеров с гладкой 1 и рифленой 2
лентами при подаче груза на одинаковую высоту
Конвейеры, оснащенные лентой с бор-
тами, имеют в принципе такое же обо-
рудование и параметры, что и конвей-
еры с гладкими прорезиненными лента-
ми. Рабочая ветвь ленты с бортами
опирается на прямые или желобчатые
роликоопоры, а обратная ветвь - на
укороченные прямые или дисковые
опоры. Ленты и борта очищаются вра-
щающимися щетками. Часто на ленте
с бортами устанавливают поперечные
перегородки одинаковой с бортами вы-
соты для крутонаклонного транспорти-
рования насыпных грузов (см. п. 4.3.7).
4.3.7. Конвейеры с увеличенным углом
наклона
Увеличение угла наклона конвейера
больше допускаемого для гладкой
ленты позволяет уменьшить длину кон-
вейера и ленты и площадь, занимаемую
конвейером при подаче груза на одну
и ту же высоту, более компактно разме-
стить производственное оборудование
и отдельные цехи и галереи при межце-
ховом транспортировании (рис. 4.39,д).
Увеличить угол наклона конвейера
возможно путем увеличения коэффи-
циента трения груза о поверхность дви-
жущейся ленты, повышения давления
между грузом и лентой на роликоопо-
рах с глубоким полукруглым желобом,
устройства на ленте поперечных под-
порных перегородок, создания магнит-
ного притяжения ферромагнитных гру-
зов. Особую группу представляют кру-
тонаклонные двухленточные (с грузоне-
сущей и прижимной лентами) и труб-
чатые конвейеры. В последних лента
при помощи направляющих роликов
свернута в круглую трубу. Для увеличе-
ния коэффициента трения груза грузоне-
сущую поверхность ленты выполняют
150 Ленточные конвейеры
с насечками или выступами — рифлями
различного очертания и расположения
в зависимости от вида транспорти-
руемых грузов. Для транспортирования
штучных грузов (мешков, кип, пакетов)
применяют ленты с шероховатой по-
верхностью и с фасонной волнообраз-
ной (рис. 4.39, а) или прямоугольной на-
сечкой (рис. 4.39, б). Недостаток таких
лент - сложность очистки , и опоры
обратной ветви. Для транспортирования
насыпных грузов применяют ленты
с выступами — рифлями (рис. 4.39, в, г).
Наибольшее распространение и на-
илучшую эффективность имеют ри-
фленые ленты с шевронным расположе-
нием рифлей высотой 5—10 мм
(рис. 4.39, в). Рифли препятствуют сдвигу
частиц и образуют устойчивый нижний
слой насыпного груза; последующие
слои груза, опираясь на нижний слой,
удерживаются силами внутреннего тре-
ния частиц груза. Поскольку коэффи-
циент трения частиц груза по грузу
больше, чем по гладкой поверхности
ленты, можно заметно увеличить угол
наклона конвейера при транспортирова-
нии пылевидных, порошкообразных
и зернистых грузов (см. табл. 4.1). Для
кусковых грузов, особенно круглой
формы, ленты с выступами небольшой
высоты малоэффективны, так как они не
удерживают куски и ие обеспечивают
увеличение угла наклона груза. Для
мелкокусковых грузов (например, карто-
феля) применяют ленты с рифлями фа-
сонного лопастеобразного очертания
высотой до 20—35 мм (рис. 4.39,а). Рас-
положение рифлей должно обеспечивать
свободный перегиб леиты иа желоб-
чатых опорах верхней ветви и безудар-
ное перемещение на прямых роликоопо-
рах нижней ветви.
Основное преимущество рифленой
ленты — возможность ее использования
на том же оборудовании, что и леиты
с гладкой поверхностью. Очищается ри-
фленая лента от прилипших частиц гру-
за вращающейся щеткой или гидросмы-
вом. Стыковка концов рифленой ленты
производится в обычных вулканиза-
ционных прессах с применением метал-
лической прокладки с вырезами по про-
филю рифлей или с гипсовой прослой-
кой пространства между рифлями. Ри-
фленые ленты изготовляют обычным
методом в пресс-формах с соответ-
ствующими выемками.
Поперечные перегородки высотой
100—300 мм (рис. 4.40) приклеивают
к гладкой ленте; они состоят из от-
дельных частей, обеспечивающих распо-
ложение ленты на желобчатых опорах.
Перегородки позволяют увеличить угол
наклона конвейера до 45 и даже до 60°,
однако при этом значительно (в 2 — 3
раза) уменьшается производительность
конвейера из-за уменьшения количества
груза, удерживаемого перегородкой.
Увеличение высоты перегородки тре-
бует повышения ее жесткости (закладки
прокладок) и прочности крепления
к ленте, что трудно осуществимо. Недо-
статками леиты с перегородками
являются также сложность опоры ниж-
ней (обратной) ветви ленты (применяют
дисковые роликоопоры, но при сдвиге
ленты перегородки повреждаются)
и сложность загрузки крутонаклонного
участка конвейера. Часто участок за-
грузки делают горизонтальным с после-
дующим крутым перегибом ленты при
помощи дисков, установленных у кро-
мок ленты. Однако это значительно ус-
ложняет конструкцию конвейера.
Для крутонаклониого и вертикально-
го транспортирования насыпных грузов
применяют также ленту с гофриро-
ванными бортами (см. п. 4.6) и попе-
речными перегородками. Совокупность
бортов и перегородки образует откры-
тую замкнутую емкость — ящик, ко-
торый удерживает груз и при верти-
кальном подъеме. Конвейер такого типа
фирмы К. Шольтц (ФРГ) имеет следую-
щую техническую характеристику: лен-
та резинотросовая шириной 1600 мм;
высота бортов и перегородок 400 мм;
скорость леиты 2,3 м/с; высота подъема
82 м; производительность 816 т/ч;
транспортируемый груз — известняк
объемной массой 1,5 т/м3 и крупностью
0 — 250 мм. Конвейер . имеет гори-
зонта льно-вертикальио-горизонтальную
Ленточные конвейеры специальных типов с прорезиненной лентой 151
Рис. 4.40. Конвейер, имеющий ленту с поперечными перегородками:
« — поперечное сечение конвейера; б — зависимость производительности конвейера V от угла его нак-
лона р (ширина ленты 650 мм; высота перегородки h = 133 мм; аж — 30”; шаг перегородок
Qn = 330 мм; скорость ленты 1 м/с)
(зетобразную) трассу с горизонтальны-
ми участками для загрузки и разгрузки.
Для крутонаклонного (под углом
45 — 60°) транспортирования ферромаг-
нитных насыпных грузов (магнетитовой
железной руды, агломерата, окалины,
стружки черных металлов, обрезков ме-
талла, деталей, банок и т. п.) исполь-
зуют ленточный конвейер с серийным
оборудованием и стандартной лентой,
у которого под грузоиесущей ветвью
ленты установлены секции постоянных
магнитов М (рис. 4.41, а). Система маг-
нитов создает в области ленты магнит-
ное поле, притягивающее ферромаг-
нитный груз к ленте и обеспечивающее
его надежное движение по крутому на-
клону. Возможны как подъем груза
вверх, так и спуск его вниз при соответ-
ствующем направлении движения
леиты, а также автоматическая передача
мелких штучных грузов с горизонталь-
ного конвейера на вертикальный
(рис. 4.41,6). При вертикальном транс-
портировании силы магнитного притя-
жения должны уравновешивать не толь-
ко силу тяжести груза, но и силу его
отрыва от ленты.
Рне. 4.41. Крутонаклонный конвейер с магнитным
удержанием грузов:
« — схема; б — узел передачи грузов с горизон-
тального 7 на вертикальный 3 конвейер с маг-
нитами М и передаточным устройством 2
152 Ленточные конвейеры
Рис. 4.42. Схемы двух ленточных конвейеров для транспорта насыпных грузов:
а —с кругонаклонной трассой; б —с зетобразной трассой
Крутонаклонный конвейер с маг-
нитным прижимом груза, разрабо-
танный Донецким политехническим ин-
ститутом, имеет ленту шириной 400 мм;
скорость движения леиты 0,9 м/с; про-
изводительность 30 т/ч.
4.3.8. Двухленточные
конвейеры-элеваторы
Двухленточный конвейер-элеватор
(рис. 4.42) состоит из двух располо-
женных один параллельно другому вер-
тикально замкнутых конвейеров, из ко-
торых один (иижний) является ос-
новным транспортным Т, а второй
(верхний) прижимным П. Обе ленты
движутся с одинаковой скоростью от
самостоятельных (или единого) приво-
дов.
Транспоруный конвейер в начале и
в конце своей трассы имеет обычно го-
ризонтальные участки для удобства за-
грузки и разгрузки. Груз укладывается
на горизонтальный участок ленты
транспортного конвейера, передается ею
до участка сопряжения с лентой при-
жимного конвейера, зажимается между
двумя лентами и транспортируется в та-
ком положении в вертикальном напра-
влении до верхнего разгрузочного
участка транспортного конвейера, с ко-
торого перегружается по назначению.
На крутонаклонном или вертикаль-
ном участке параллельное расположе-
ние лент с постоянным расстоянием
одной от другой обеспечивается роли-
коопорами — опорными 1 и прижимны-
ми 2. Надежность работы двухленточ-
иого конвейера зависит от плотности
и стабильности образования грузонесу-
щего желоба из транспортной и при-
жимной лент, который должен обеспе-
чить высокую производительность без
повреждения и просыпи груза.
Для рассматриваемых конвейеров
применяют ленты плоские, гладкие,
стандартные (наиболее экономичный ва-
риант), с направляющими выступами,
с бортами и перегородками, с упругими
накладками и др. Прижимными устрой-
ствами служат ролики — цилиндриче-
ские на общей шарнирной обойме, ди-
сковые на отдельных шарнирных рыча-
гах (рис. 4.42, л), коисольиые (на краях
ленты) жесткие и шарнирные и другие
типы. Прижим роликов пружинный, рес-
сорный или пневматический. Поиски
наиболее оптимального решения задер-
живают широкое внедрение этой ма-
шины.
Крутоиаклонные и вертикальные
двухленточные конвейеры необходимы
в различных отраслях промышленности
Ленточные конвейеры специальных типов с прорезиненной лентой 153
для транспортирования пылевидных,
порошкообразных, зернистых и мелко-
кусковых, а также плохосыпучих волок-
нистых (например, щепы, коры, целлю-
лозы, асбеста, древесных стружек, бе-
тонной смеси и т. п.) насыпных грузов
и штучных грузов: однородных — ку-
сков мыла, пачек бумаги, газет и т. п.
и неоднородных — чемоданов, до-
рожных сумок и другого багажа в аэро-
портах (рис. 4.43).
У конвейеров для штучных грузов
ленты имеют толстую упругую наруж-
ную обкладку из губчатой резины или
пенопласта; упругая прижимная лента
как бы обхватывает транспортируемый
груз (например, чемодан) и надежно
перемещает его в вертикальном напра-
влении.
При транспортировании газет
и обрезков бумаги следует принять
меры к отводу заряда электростатиче-
ского электричества, которое может
возникнуть на лентах.
Для обеспечения надежного подъема
груза сила трения (сцепления) F груза
о ленту должна быть больше сил тяже-
сти G и инерции груза при пуске конвей-
ера, т. е. должно быть выдержано усло-
вие
F = цР (G + mj)k, (4.78)
где ц - коэффициент трения груза о ленту;
Р - усилие прижима груза; m — масса дви-
жущегося груза; j — ускорение движения
ленты при пуске конвейера; к — коэффициент
запаса.
Отсюда усилие прижима груза
Р k(G + тД/Н = fcG (1 + j/g)/p- (4.79)
Основными преимуществами двухлен-
точных конвейеров являются непрерыв-
ное высокоскоростное перемещение гру-
за единым слоем, удобство загрузки
и разгрузки, бесперегруз очное транспор-
тирование по сложной трассе, сохран-
ность груза, возможность подъема гру-
за на большую высоту с высокой
производительностью (до 900 т/ч).
Основные параметры конвейеров:
ширина ленты 500—1000 мм; скорость
транспортирования насыпных грузов
1—4 м/с, штучных 0,3—1 м/с; высота
подъема до 50 — 90 м; конструкция обо-
рудования и его параметры такие же,
как у ленточных конвейеров. Тяговый
расчет конвейера выполняется по прави-
лам расчета ленточных конвейеров.
4.3.9. Криволинейные конвейеры
На многих открытых разработках,
в карьерах, на строительстве гидротех-
нических сооружений, в криволинейных
штреках шахт и на магистральном меж-
цеховом транспорте по условиям плани-
ровки местности трасса транспортиро-
вания грузов не располагается по пря-
мой линии, а имеет сложное очертание
в виде отдельных отрезков простран-
ственной ломаной линии. В этих усло-
виях для транспортирования грузов
приходится устанавливать каскад из не-
скольких отдельных конвейеров, распо-
ложенных по ломаной линии, с пункта-
ми перегрузок груза с одного конвейера
на другой. Такое решение имеет много
недостатков, поэтому встала задача со-
здания бесперегрузочного конвейерного
транспорта по сложной извилистой про-
странственной трассе. Для ее решения
применяют криволинейный ленточный
конвейер, имеющий повороты в гори-
зонтальной плоскости по радиусу
100-1000 м. Известны несколько кон-
структивных разновидностей криволи-
нейных конвейеров, однако не все из
них являются эффективными.
К оптимальной конструкции криволи-
нейного ленточного конвейера предъ-
являются следующие требования: при-
менение стандартной прорезиненной
ленты серийного производства, макси-
мальное использование серийного обо-
рудования, обеспечение надежного цен-
трированного движения ленты по кри-
волинейному участку трассы без какого-
либо принудительного воздействия на
кромку ленты.
Криволинейный конвейер конструк-
ции ВНИИПТМАШ на прямолинейных
154 Ленточные конвейеры
Рнс. 4.43. Двухленточный конвейер для транспортирования штучных грузов в аэропорту (фирма Телефлекс,
Франция)
Ленточные конвейеры специальных типов с прорезиненной лентой 155
Рис. 4.44. Криволинейный ленточный конвейер конструкции ВНИИПТМАШа
горизонтальных и наклонных участках
имеет обычное устройство (рис. 4.44, се-
чение А —А). На верхней (рабочей) вет-
ви ленты криволинейного участка обой-
ма каждой желобчатой роликоопоры
устанавливается шарнирно (см. сечение
Б — Б) и опирается на рессору (пружину
или другой упругий элемент) так, что
может поворачиваться на угол 0 =
— 6 4- 8° в вертикальной плоскости. При
отсутствии груза на ленте под дей-
ствием упругих сил рессоры обойма ро-
ликоопоры поднимается в верхнее поло-
жение и препятствует сдвигу ленты
к центру кривизны. При полной загруз-
ке ленты обойма опускается и имеет
малый наклон, обеспечивая отсутствие
просыпи груза. Сила трения загружен-
ной ленты о ролики намного больше,
чем при отсутствии нагрузки, и попереч-
ного сдвига ленты опасаться не прихо-
дится.
Радиус поворота ленты в горизон-
тальной плоскости определяется двумя
условиями. Первое условие: суммарное
удлинение наружной кромки ленты от
растяжения и изгиба не должно превы-
шать допускаемых пределов:
> В [2 + е(1 - к5)]/[2е (1 - М], (4.80)
где В — ширина ленты, м; s - относительное
удлинение ленты при допускаемой нагрузке;
ks = S/Sa — коэффициент (отношение натяже-
ния S ленты в конце поворотного участка
при полной загрузке конвейера к допускае-
мому натяжению ленты выбранного типо-
размера).
156 Ленточные конвейеры
По второму условию радиус поворо-
та верхней ветви ленты определяется
отсутствием сдвига и отрыва ленты от
роликоопор под действием радиальной
составляющей натяжения ленты
в самых неблагоприятных условиях,
когда участок поворота не загружен
и сила трения минимальная:
(4.81)
где Sr — максимальное натяжение ленты
в конце участка поворота при полной загруз-
ке всего конвейера, кроме участка поворота;
Г = А/Б — соотношение коэффициентов гео-
метрии расположения роликов роликоопоры
(Д) и распределения нагрузки на ролики ро-
ликоопоры (Б); линейная сила тяжести
ленты, Н/м.
Для желобчатой трехроликовой опо-
ры при отсутствии нагрузки на ленту
А = cos 0 — sin (аж + 0) sin аж —
— ц sin (аж + 0) cos аж - ц sin 0; (4.82)
Б = 0,3 [cos (аж — 0) sin аж — cos х
х sin (аж - 0) + р cos (аж - 0) cos аж] +
+ 0,3 [cos аж sin (аж + 0) -
- соз(аж + 0) sinotx +
+ р cos аж cos (аж + 0)] +
+ 0,4 (sin 0 + р cos 0), (4.83)
гДе аж — угол наклона боковых роликов ро-
ликоопоры; 9 — угол наклона обоймы роли-
коопоры; ц — коэффициент трения ленты
о ролики.
В проекте принимают наибольший
радиус из и R2. Практически для ре-
зинотканевых лент R = 100 -=- 600 м, для
резииотросовых R = 400 — 2000 м в за-
висимости от ширины ленты.
Радиус поворота нижней ветви ленты
принимают одинаковым с радиусом по-
ворота верхней ветви; он обеспечивает-
ся наклонной и вертикальной установ-
кой опорных и прижимных роликов.
Положение роликов обратной ветви вы-
бирают таким, чтобы в статическом со-
стоянии при первоначальном натяжении
лента под действием силы тяжести ие
сдвигалась вниз, а при работе конвейера
с наибольшим натяжением не сдвига-
лась внутрь кривизны.
Особую группу криволинейных кон-
вейеров составляют круговые переда-
точные конвейеры (рис. 4.45, а). Для этих
конвейеров ленту выкраивают в виде
круглой заготовки (рис. 4.45,6), которую
складывают пополам и концы стыкуют
один с другим — образуется замкнутый
контур. Диаметры конических концевых
(приводного и натяжного) барабанов Dx
и Z>2 выбирают таким образом, чтобы
поворот наружной и внутренней кромок
ленты происходил на один и тот же
угол, отсюда £>2/^1 = Лг/Кь Обычно
выбирают R « 2В, где В — ширина лен-
ты; угол поворота т — 20 — 180°.
Круговые конвейеры применяют для
перегрузки главным образом штучных
грузов с конвейера на конвейер, распо-
ложенных под углом один к другому.
Из комбинации приводных круговых
конвейеров и наклонных площадок ком-
плектуют механизированные круговые
спиральные спуски для межэтажной
передачи штучных грузов массой
25 — 1500 кг. Максимальный угол накло-
на спирали по внешней кромке 15°; ми-
нимальные диаметры спуска — внутрен-
ний 800 мм, наружный — 1600 мм.
4.3.10. Подвижные распределительные
конвейеры
Подвижной распределительный (за-
грузочный) конвейер (рис. 4.46) предста-
вляет собой горизонтальный ленточный
конвейер длиной Lr, установленный на
раму, которая может передвигаться от
собственного привода вдоль фронта
разгрузки длиной £ф.
Подвижные конвейеры предназна-
чаются для загрузки эстакады бункеров
или штабелей, расположенных под
углом (как правило, перпендикулярно)
к продольной оси стационарного транс-
портного конвейера. В этом их отличие
от барабанных разгружателей, которые
обеспечивают загрузку бункеров и шта-
белей, расположенных по продольной
Ленточные конвейеры специальных типов с прорезиненной лентой 157
Рис. 4.45. Круговой передаточный конвейер фирмы Беумер (ФРГ):
а — конструкция; б — заготовка ленты; / и 4 — натяжной и приводной конические барабаны;
2 — лента; 3 — приводной механизм
Рис. 4,46. Подвижные распределительные конвейеры;
а — откатной; б — челноковый; в — конструкция; 3 — участок загрузки; Р — участок разгрузки
158 Ленточные конвейеры
оси транспортного конвейера. Под-
вижные конвейеры применяют для
транспортирования высокоабразивных,
крупнокусковых, влажных и тому по-
добных насыпных грузов, разгрузка ко-
торых барабанными разгружателямн
представляет значительные трудности.
По характеристике передвижения
и работы подвижные конвейеры разде-
ляются на откатные и челноковые, а по
направлению движения ленты — ревер-
сивные и нереверсивные (с движением
ленты только в одном направлении).
Откатной конвейер (рис. 4.46, а) подает
груз при неподвижной раме (в стацио-
нарном положении) и перемещается пе-
риодически по мере изменения места
разгрузки; движение ленты, как прави-
ло, одностороннее. Челноковый конвей-
ер (рис. 4.46,6) разгружается при не-
прерывном возвратно-поступательном
движении конвейера вдоль фронта раз-
грузки и реверсивном движении ленты.
Направление хода конвейера изменяется
автоматически при помощи конечных
выключателей.
Основные параметры подвижных рас-
пределительных конвейеров: ширина
ленты 650—2000 мм; скорость движения
ленты 1 — 3,15 м/с, конвейера 0,3 —
0,4 м/с; длина конвейера 30—100 мм
и в отдельных случаях — до 200 м.
Элементы подвижного конвейера
имеют такую же конструкцию, как
и элементы стационарных конвейеров.
Привод ленты имеет обычную кон-
струкцию и располагается на концевом
барабане; натяжное устройство — вин-
товое для коротких конвейеров легкого
типа и лебедочное с регулированием
первоначального натяжения — на кон-
вейерах повышенной длины и тяжелого
типа. Привод движения рамы конвейе-
ра — иа одном, двух или трех ведущих
осях в зависимости от длины конвейера.
Роликоопоры — стандартные, с умень-
шенным расстоянием одной от другой.
Управление движением конвейера по-
лностью автоматизированное, с цен-
трального пульта. Во избежание просы-
пи груза ширину леиты подвижного
конвейера принимают примерно на 10 %
больше, чем для стационарного конвей-
ера одинаковой производительности.
Токоподвод к двигателям приводов — от
кабельного барабана.
4.4. Ленточно-канатные
конвейеры
В ленточно-канатном конвейере
(рис. 4.47) тяговым элементом служат
два стальных каната 1, расположенных
вдоль кромок специальной ленты 2, не-
сущей транспортируемый груз. Лента
имеет у кромок утолщения с седло-
образными пазами и свободно опирает-
ся на канаты, входящие в этн пазы. Вну-
три ленты завулканизированы упругие
стальные полосы 3 размером, например,
5 х 12 мм, вследствие чего лента под
действием силы тяжести транспортируе-
мого груза принимает плавную желоб-
чатую форму (рис. 4.47, а, б). Иа концах
конвейера канаты 1 огибают приводные
5 н натяжные 4 блоки, а лента - бара-
баны: оборотный 7 и натяжной 6.
В промежутках между концевыми бара-
банами канаты с лентой опираются на
двойные опорные блоки <5?.
Ленточно-канатные конвейеры кон-
струкции Гипроуглеавтоматизации
имеют следующую характеристику:
ширина ленты 900 мм; скорость ее дви-
жения 2,1 м/с; масса 1 м ленты
26,5 кг/м; транспортируемый груз — ру-
да плотностью 2,1 т/м3; произво-
дительность 870 т/ч; длина конвейера
3862 м с уклоном на спуск под углом до
3°; тяговый канат диаметром 32 мм;
диаметр приводного блока 2,5 м; мощ-
ность приводного двигателя по 250 кВт
для каждого каната.
В ленточно-канатном конвейере оте-
чественной конструкции правый и левый,
тяговые канаты имеют самостоя-
тельные приводы. Согласованность дви-
жения канатов достигается смягчением
механических характеристик приводных
асинхронных электродвигателей
с фазным ротором и постоянно вклю-
ченным в цепь ротора сопротивлением.
К преимуществу ленточно-канатных
конвейеров относится возможность по-
Ленточно-цепные конвейеры 159
Рис. 4.47. Ленточно-канатный конвейер:
а — лента с канатом; б — схема конвейера
лучения большой длины транспортиро-
вания (в зарубежной практике имеются
конвейеры длиной до 10—15 км)
в одном ставе, а к недостаткам слож-
ность и большие габаритные размеры
привода (диаметр приводного блока ра-
вен 60—80 диаметрам каната), малый
срок службы тяговых канатов
(3 — 6 мес.), сложность конструкции
ленты и ограниченность ее ширины (до
1200 мм) и производительности конвей-
ера. Эти недостатки обусловили сравни-
тельно малое распространение ленточ-
но-канатных конвейеров.
К конвейерам с раздельным тяговым
н несущим элементами относятся также
установки с желобчатой лентой, подве-
шенной к тяговому канату. Они пред-
ставляют собой сочетание подвесной ка-
натной дороги с ленточным конвейе-
ром.
4.5. Ленточно-цепные
конвейеры
В ленточно-цепных конвейерах тя-
говым элементом служит пластинчатая
или круглозвенная цепь, а грузонесу-
щим — обычная резинотканевая лента.
Применение прочной цепи и несколько
промежуточных приводов обусловли-
вает возможность значительного увели-
чения длины бесперегрузочного транс-
портирования груза прн использовании
стандартной ленты с малым числом
прокладок. Существует несколько кон-
структивных разновидностей ленточно-
цепных конвейеров с лентой, жестко
(постоянно) прикрепленной к цепи и сво-
бодно лежащей на ней. К первому типу
можно отнести изгибающиеся конвейе-
ры со специальным складчатым насти-
лом — лентой (см. гл. 5).
В ленточно-цепном конвейере с фрик-
ционной связью ленты с цепью
(рис. 4.48) конструкции Хостермана
(ФРГ) тяговым элементом служит одна
пластинчатая или, чаще, круглозвенная
цепь 1, снабженная опорными площад-
ками 2, на которые свободно опирается
прорезиненная лента 3. Желобчатую
форму ленте придают роликоопоры 4,
у которых средний ролик отсутствует
и вместо него проходит тяговая цепь,
движущаяся на катках 6 по направляю-
щим путям 5. Захват ленты осущест-
вляется только трением между опорны-
160 Ленточные конвейеры
Рис. 4.48. Ленточно-цепной конвейер:
а — схема; 6 — ходовая часть; Б — оборотный барабан; П1, П2 ... приводные звездочки; НУ—
натяжное устройство
ми площадками цепи и лентой. Эти
площадки устанавливают на каждом
втором звене цепи, и для увеличения
сцепления с лентой к ним прикрепляют
накладки из резины с насечкой на опор-
ной поверхности. Движение цепи на соб-
ственных катках по сплошным напра-
вляющим путям исключает возмож-
ность отслаивания цепи от ленты.
К преимуществам ленточно-цепных
конвейеров относятся возможность при-
менения стандартной ленты с тремя-
четырьмя прокладками, независимо от
длины бесперегрузочного транспорта,
так как на один неразрывной контур
ленты можно установить несколько
цепных контуров (рис. 4.48, а) с от-
дельными приводными механизмами,
работающими согласованно один с дру-
гим. Недостатками являются ненадеж-
ность фрикционного соединения ленты
с цепью из-за непостоянства коэффи-
циента трения в условиях неизбежного
загрязнения и увлажнения опорных пло-
щадок и малой сцепной массы; износ
ленты и площадок от проскальзывания;
ограничение скорости из-за наличия це-
пн и динамических нагрузок на нее;
ограничение угла наклона примерно до
10° из-за недостаточного усилия сцепле-
ния ленты с цепью.
Расчет ленточио-цепных конвейеров
выполняют в обычном порядке; ширину
ленты и производительность опреде-
ляют так же, как и для ленточных кон-
вейеров (см. п. 4.2); тяговый расчет про-
водят как для сочетания ленточного
конвейера с пластинчатым (см. гл. 5).
Для исключения проскальзывания це-
пи по ленте необходимо, чтобы сила
трения по опорным площадкам была
больше силы сопротивления перемеще-
нию ленты с грузом, т. е. должно быть
выдержано условие
£/Л(9г + 9J/C0SP
> KMqr + <7л) [sin Р + (1 — ZcJ w cos р],
(4.84)
где £ /п — общая длина цепного приводного
контура, м; кс - коэффициент распределения
нагрузки от груза и ленты на опорную пло-
щадку цепи; обычно = 0,45 т- 0,5; и
дл — линейные силы тяжести соответственно
груза и леиты, Н/м; f — коэффициент трения
ленты о площадки цепи; обычно f = 0,3 0,4;
Конвейеры с металлическими лентами 161
Р — угол наклона конвейера; • К3 =
= 1,25 ~ 1,5 — коэффициент запаса; L — дли-
на конвейера, м; w — коэффициент сопроти-
вления движению ленты по боковым роли-
кам (для роликов на шарикоподшипниках
w = 0,03 0,05).
Для проверки условия сцепления
ленты с цепью при холостом ходе кон-
вейера без груза необходимо в формуле
(4.84) принять qr = 0. Как правило, это
условие определяет возможности при-
менения и длину цепного привода.
Из сравнения тяговых усилий проме-
жуточных ленточно-цепного [по форму-
ле (4.84)] и ленточного [по формулам
(4.24) и (4.25)] приводов видно, что по-
следний имеет более чем в 2 раза боль-
шее тяговое усилие при одной и той же
длине, поскольку для него кс = 1 и цп >/
из-за сцепления лент в желобчатом сече-
нии.
Вследствие ранее указанных недостат-
ков ленточно-цепные конвейеры получи-
ли малое распространение. Известно не-
которое применение их в СССР для
транспортирования угля в шахтах и
в ФРГ. Основные параметры действую-
щих ленточно-цепных конвейеров: ши-
рина ленты 800 и 1000 мм; производи-
тельность 300 м3/ч при скорости 1 м/с;
длина 200—750 м.
4.6. Ленточные конвейеры
на ходовых опорах
Ленточный конвейер на ходовых опо-
рах (иногда его называют ленточно-те-
лежечным или ленточно-колесным)
имеет вертикально замкнутый контур
прорезиненной ленты- 6, огибающей
приводной 8 и натяжной 1 барабаны
(рис. 4.49). Роликоопоры 2 установлены
только около барабанов, а на осталь-
ном протяжении рабочей ветвн лента
опирается на ходовые опоры — дуго-
образные рамки 4, соединяющиеся одна
с другой цепями 5 и опирающиеся на
катки 9, движущиеся по рельсам 10, уло-
женным вдоль конвейера на верхней
и нижией ветвях. Обратная ветвь ленты
опирается на роликоопоры 11. Цепной
6 А. О. Спиваковский
контур ходовых опор не имеет привода
и приводится в движение лентой при
помощи сил трения между лентой и по-
верхностью дугообразных рамок. В кон-
цевых участках цепи огибают оборот-
ную 7 и натяжную 3 звездочки. По-
скольку опоры движутся вместе с лен-
той, груз не оказывает на них ударного
действия. Это позволяет перемещать на
конвейере тяжелые крупнокусковые
грузы.
Опытные промышленные образцы
конвейера на ходовых опорах с лентой
шириной 1200 мм со скоростью 1,5 м/с
эксплуатируются на предприятиях гор-
ной и химической промышленности. На-
личие цепного контура ограничивает
возможные скорости движения ленты
до 1,6 м/с.
Дальнейшее совершенствование кон-
струкции и накопление опыта эксплуа-
тации позволит определить оптималь-
ную область применения конвейера это-
го типа.
4.7. Конвейеры
с металлическими лентами
Конвейеры с цельнопрокатной стальной
лентой по общему устройству, принципу
действия и составу элементов подобны
конвейерам с прорезиненной лентой, од-
нако конструкции их элементов имеют
существенное различие вследствие высо-
кой продольной и поперечной жестко-
сти и твердости стальных лент.
Стальные ленты изготовляют прокат-
кой из углеродистой стали марок 65Г
и 85Г и из коррозионно-стойкой стали
1Х18Н9 и разделяют на цельнокатаные
шириной 400—1200 мм и продольно-
стыкованные шириной до 7 м, соеди-
ненные из нескольких отдельных цель-
нокатаных узких лент при помощи
специальной сварки в среде защитного
газа нли боковых фигурных накладок.
В Советском Союзе выпускают кон-
вейерные стальные цельнопрокатные
ленты из стали марки 85 шириной 400;
500 и 600 мм, толщиной 0,8 н 1,0 мм,
прочностью на разрыв до 900 МПа,
плотностью 7,8 т/м3.
Рис. 4.49. Ленточный конвейер на ходовых опорах конструкции Гипроникель
Ленточные конвейеры
Конвейеры с металлическими лентами 163
Стальную ленту из углеродистой ста-
ли можно применять для транспортиро-
вания горячих грузов с температурой до
120 °C при неравномерном и до 500 °C
при равномерном нагреве в печи. Глад-
кая поверхность стальной ленты позво-
ляет транспортировать на ней и надеж-
но разгружать в различных промежу-
точных участках трассы клейкие и лип-
кие грузы, например влажную глину,
сахар-сырец, бетон, масло и т. п.
Конвейеры со стальной лентой полу-
чили распространение на сахарных заво-
дах, кондитерских фабриках, мясоком-
бинатах и подобных предприятиях пи-
щевой промышленности, а также
в специальных технологических линиях
(при производстве бетонных плит, про-
ката листов пластмасс, толя и т. п.),
в моечных, сушильных и холодильных
установках и в качестве пассажирских
конвейеров. Характерные области ис-
пользования конвейеров со стальной
лентой показаны на рис. 4.50.
Углы наклона конвейера со стальной
лентой на 2 — 5° меньше, чем у конвейе-
ров с прорезиненной лентой (см. табл.
4.1). Из-за повышенной жесткости
стальной ленты необходимо применять
концевые и отклоняющие барабаны
и роликоопоры увеличенного диаметра.
Диаметр барабана D выбирают в зави-
симости от толщины ленты 6 и числа ее
перегибов в единицу времени, которое
зависит от скорости движения ленты
(обычно не более 1 м/с), числа откло-
няющих барабанов и длины конвейера.
Обычно принимают D = (800 -? 1200)6
(меньшие величины относятся к тихо-
ходным длинным, а большие — к корот-
ким быстроходным конвейерам).
Поддерживающим устройством для
стальной ленты служат роликоопоры:
прямые из отдельных дисков диаме-
тром 200 — 250 мм, насаженных на об-
щей оси, на которых лента имеет пло-
скую форму (рис. 4.51, а), и пружинные,
на которых лента принимает плавную
желобчатую форму (рис. 4.51, в), а также
опоры скольжения из дерева, пласт-
массы или металла (рис. 4.51,6). Опора
стальной ленты на обычные трехроли-
ковые желобчатые роликоопоры не до-
пускается, так как при резких перегибах
в стальной ленте появляются про-
дольные трещины. Концы стальной
ленты соединяют внахлестку при помо-
щи однорядного шва со специальными
заклепками или же сваривают специаль-
ной сваркой.
Рис. 4.50. Характерные примеры применения конвейеров со стальной лентой:
а — линия поточного производства; б — конвейер с непрерывной сушкой грузов; е — конвейер в сушиль-
ных. охладительных или морозильных камерах; г — пассажирский конвейер; д — прессовый конвейер;
е — сушильный конвейер с перфорированной лептой
164 Ленточные конвейеры
Рис. 4.51. Поперечные сечения конвейера со стальной лентой:
а — на прямых роликоопорах; б — на гладком настиле с бортами; в — на пружинных роликоопо-
рах; г — на брусьях при струйном охлаждении ленты и груза; д — на роликоопорах при поточном
охлаждении ленты
Фирма Сандвикеи (Швеция) выпускает
широкий ассортимент стальных лент
разного назначения: сплошную сталь-
ную универсального назначения, перфо-
рированную с круглыми (рис. 4.52, а)
и овальными (рис. 4.52,6) отверстиями
(для сушильных и хлебопекарных печей
непрерывного действия; обезвоживания
и мойки различных грузов); с привулка-
низированными к ленте одной (при ши-
рине до 650 мм) и двумя клиновидными
направляющими (рис. 4.52, в, г), с рези-
новым покрытием на одной (рис. 4.52,0)
или на двух сторонах для пассажирских
конвейеров. Клиновидные направляю-
щие обеспечивают точное центрирован-
ное движение ленты и позволяют заме-
нить тяжелые барабаны легкими шкива-
ми с ободом клиновидного профиля.
Стальная лента примерно на 30 %
легче и почти в пять раз дешевле проре-
зиненной равной ширины и прочности.
Прорезиненная и стальная ленты не за-
меняют одна другую и имеют свои ра-
циональные области применения.
Конвейеры с проволочной лентой также
подобны конвейерам с прорезиненной
лентой, но в качестве грузонесущего
и тягового элемента они имеют прово-
лочную ленту различных типов. На-
ибольшее распространение получила
шарнирно-звеньевая проволочная лента
(рис. 4.53), собираемая из отдельных
плоских проволочных спиралей (звеньев)
попеременно правой 1 и левой 2 навив-
ки, соединяемых одна с другой при по-
мощи стержней 3. Проволочные ленты
этого типа обладают высокой проч-
ностью, малым удлинением, равной
прочностью как в стыках, так и в лю-
бом другом сечении и могут огибать
барабаны малого диаметра. Прово-
лочные ленты бывают плоскими без
бортов (рис. 4.53, а) или с бортами высо-
той обычно 90- 100 мм (рис. 4.53,6).
Для них можно применять такое же
оборудование конвейеров, как и для
прорезиненной ленты, за исключением
желобчатых роликоопор. Имея боль-
шую гибкость в продольном направле-
Задачи научных исследований 165
3-5,5
Л—п
О О О О О О О с
боооооооо
ооооооооос
00000000 07
Рнс. 4.52. Исполнения стальных конвейерных дент
нии, проволочная лента обладает, бла-
годаря наличию стержней, повышенной
жесткостью в поперечном направлении
и поэтому не принимает желобчатой
формы.
Возможность широкого выбора мате-
риалов для проволоки, идущей на изго-
товление лент, позволяет применять этн
ленты для механизации различных тех-
нологических процессов в разно
образных отраслях промышленности.
Проволочные ленты также широко
применяют для транспортирования
штучных и кусковых грузов через раз-
личные закалочные, нагревательные, об-
Рнс. 4.53. Шариирно-звеиьевая проволочная лента:
а — без бортов; б—с бортами; tt—детали ленты;
/ — правая спираль; 2 — левая спираль; 3 — стер-
жень
жиговые и сушильные печи с темпе-
ратурой до 1000°С, в качестве подвиж-
ного пода для выпечки хлебных
и кондитерских изделий, а также
в моечных, обезвоживающих, охлади-
тельных, сортировочных и других по-
добных установках.
4.8. Задачи научных
исследований
К задачам научных исследований от-
носятся :
1) установление оптимальных рас-
стояний между роликоопорами с учетом
166 Пластинчатые конвейеры
и сохранением желобчатого сечения со-
временных типов резинотканевых и ре-
зинотросовых лент в зависимости от
ширины, толщины и натяжения ленты
и распределенной нагрузки на ленту;
2) определение оптимальных разме-
ров и конструкций переходных участков
ленты от желобчатого сечеиия на роли-
коопорах до плоского сечения на обо-
ротных (приводных, натяжных и т. п.)
барабанах в зависимости от ширины,
толщины, типа ленты и ее натяжения;
3) исследование и разработка кон-
струкции натяжного устройства, авто-
матически обеспечивающего минималь-
но необходимое (с постоянным гаранти-
рованным запасом сцепления) натяже-
ние вётви ленты, сбегающей с привод-
ного барабана, в зависимости от интен-
сивности загрузки конвейера;
4) разработка метода измерения натя-
жения ленты по всему контуру трассы
в процессе реальной эксплуатации кон-
вейера (система датчиков и фиксация их
показаний, в том числе с радиопереда-
чей);
5) надежное транспортирование гру-
зов с липкими включениями, во
влажных условиях на открытых разра-
ботках;
6) выбор оптимального способа
опоры ленты большой ширины (более
1400 мм) магистральных конвейеров
большой длины.
ПЛАСТИНЧАТЫЕ
КОНВЕЙЕРЫ
5,1. Основные типы конвейеров 166
5,2. Пластинчатые конвейеры общего
назначения 167
5.3. Изгибающиеся пластинчатые конвейеры
с пространственной трассой 178
5.4. Разливочные машины 181
5.5. Эскалаторы 181
5,6. Пассажирские конвейеры 185
5.7. Задачи научных исследований 186
5.1. Основные типы конвейеров
Пластинчатый конвейер служит для
непрерывного транспортирования на-
сыпных и штучных грузов по трассе,
расположенной в вертикальной плоско-
сти или (при специальном исполнении)
в пространстве. Тяговым элементом
конвейера является одна или две цепи,
грузонесущим — жесткий металлический
или, реже, деревянный, пластмассовый,
резинотканевый настил (полотно), со-
стоящий из отдельных пластин (поэто-
му конвейер называется пластинчатым),
движущийся по направляющим путям.
Действие динамических нагрузок на тя-
говые цепи ограничивает скорость их
движения обычно до 1,25 м/с, однако
при использовании цепи конвейер мо-
жет иметь увеличенную длину при боль-
ших линейных нагрузках как с одним,
так и с несколькими приводами; кру-
тые перегибы по сравнительно неболь-
шим радиусам с повышенным углом
наклона.
Пластинчатые конвейеры обшего назначения 167
По конструкции настила, тяговой це-
пи и расположению трассы различают
пластинчатые вертикально замкнутые
конвейеры общего назначения (основной
тип) и изгибающиеся конвейеры с про-
странственной трассой. К специальным
пластинчатым конвейерам относят раз-
ливочные машины для транспортирова-
ния н охлаждения жидкого металла,
эскалаторы, пассажирские конвейеры
и конвейеры с настилом сложного про-
филя.
Известны пластинчатые конвейеры
фирмы Беумер (ФРГ), у которых тя-
говым элементом служит резинотросо-
вая лента; к ленте через специальные
привулканизнрованные подкладки кре-
пится коробчатый настил. На рабочей
ветви лента с настилом опирается на
прямые роликоопоры, а обратная ветвь
движется по рельсам на катках, прикре-
пленных к стенкам настила. Применение
ленты позволяет увеличить скорость
конвейера, снизить массу и износ ходо-
вой части и повысить плавность движе-
ния. Недостатками такой конструкции
являются сложность ходовой части
и повышенное рабочее наряжение из-за
применения фрикционного привода.
5.2. Пластинчатые конвейеры
общего назначения
5.2.1. Общее устройство н области
применения
Пластинчатый конвейер (рис. 5.1)
имеет станину 5, по концам которой
установлены две звездочки — приводная
2 с приводом 9 и натяжная 7 с на-
тяжным устройством 8. Бесконечный
настил 3, состоящий из отдельных ме-
таллических или, реже, деревянных пла-
стин, прикреплен к одной или двум тя-
говым цепям 4, которые огибают кон-
цевые звездочки и находятся в зацепле-
нии с их зубьями. Вертикально замк-
нутые тяговые цепи снабжены опорны-
ми катками и движутся вместе с насти-
лом по направляющим путям станины
5 вдоль продольной оси конвейера.
Конвейер загружается через одну или
несколько воронок 6 в любом месте
трассы, а разгружается через концевую
звездочку и воронку 1. Промежуточная
разгрузка возможна только для пла-
стинчатых конвейеров с безбортовым
плоским настилом.
Пластинчатые конвейеры применяют
для транспортирования в горизонталь-
ном и наклонном направлениях раз-
личных насыпных и штучных грузов
в металлургической, химической, уголь-
ной, энергетической, машиностроитель-
ной и многих других отраслях промыш-
ленности, а также для перемещения
изделий от одного рабочего места
к другому по технологическому процес-
су при поточном производстве. Часто
па пластинчатом конвейере одновремен-
но с транспортированием грузы-изделия
подвергаются технологическим опера-
циям — закалке, отпуску, охлаждению,
мойке, окраске, сборке, контролю и т. п.
На пластинчатых конвейерах, в отличие
от ленточных, перемещают более тя-
желые крупнокусковые, абразивные (ру-
да, камень и т. п.), а также горячие (по-
ковки, отливки и т. п.) грузы.
Преимуществами пластинчатых кон-
вейеров являются возможность транс-
портирования тяжелых крупнокусковых
и горячих грузов при больших произво-
дительности (до 2000 м3/ч и более)
и длине перемещения (известны уста-
новки длиной до 2 км) вследствие высо-
кой прочности тяговых цепей и возмож-
ности применения промежуточных при-
водов ; спокойный и бесшумный ход;
возможность непосредственной загрузки
(самопитания) из бункеров без примене-
ния питателей, широкое разнообразие
трасс перемещения грузов (рис. 5.2)
с более крутыми, по сравнению с лен-
точными конвейерами, наклонами (до
35 — 60°) и меньшими радиусами перехо-
дов (5 — 8 м) с одного направления на
другое. К -недостаткам пластинчатых
конвейеров относятся значительные
массы настила и цепей и повышенная их
стоимость, усложненная эксплуатация
из-за большого числа шарнирных сочле-
нений деталей цепей.
Рис. 5.1. Пластинчатый конвейер
Пластинчатые конвейеры общего назначения 169
Рис. 5.2. Схемы трасс пластинчатых конвейеров:
а — горизонтальной; б - наклонной; в - горизонтально-наклонной; г и д - сложной комбинироаанной;
е — положение груза на наклонном участке конвейера
Пластинчатые конвейеры классифици-
руют по конструкции настила, конфигу-
рации трассы и назначению. По назна-
чению различают стационарные и пере-
движные конвейеры. Последние исполь-
зуют обычно как погрузочные и пере-
грузочные машины, самоходные и неса-
моходные.
Основные параметры (ширина и тип
настила) стационарных пластинчатых
конвейеров общего назначения устано-
влены ГОСТ 22281 — 76.
5.2.2. Элементы конвейеров
Тяговым элементом пластинчатых
конвейеров служат две пластинчатые
катковые цепи (ГОСТ 588—81) с шагом
80; 100; 125; 160; 200; 250; 315; 400; 500;
630; 800 мм, одна (только для конвейе-
ров легкого типа шириной до 400 мм)
или две втулочные или роликовые цепи
(ГОСТ 588 — 81) и круглозвенные цепи.
У катковых цепей катки служат
опорными элементами, при помощи ко-
торых силы тяжести настила и транс-
портируемого груза передаются на на-
правляющие пути конвейера. Катки бы-
вают с ребордами и без иих, на
подшипниках скольжения или качения;
последние применяют для конвейеров
тяжелого типа.
В конвейерах с втулочными и роли-
ковыми цепями опорными элементами
служат стационарные ролики, укре-
пленные на станине; по ним гранями
своих звеньев движутся цепи конвейера
(рис. 5.3, в и 5.4). При гладком настиле
(рис. 5.3, в) на обратной ветви по роли-
кам движется настил. Конвейеры этого
типа (рис. 5.4) с настилом шириной 800;
1000 и 1200 мм часто применяют для
транспортирования горячих грузов; при
этом для смазывания стационарных ро-
ликов используют централизованную
смазочную систему.
Известны также конструкции конвейе-
ров с бескатковыми пластинчатыми
и круглозвенными цепями, у которых
настил поддерживается отдельными
катками на сквозных осях, прикре-
пленных к звеньям цепи или к настилу
через 400 — 800 мм. Такие выносные кат-
ки легко обслуживать, ремонтировать
и смазывать, для их замены не требует-
ся снимать цепи,
В специальных конвейерах легкого ти-
па для транспортирования . легких
штучных грузов (например, деталей ма-
шин, бутылок) с петлевым плоским на-
стилом шириной 80; 100; 160 и 200 мм
можно объединять цепи с настилом
(рис. 5.5,а); такой настил скользит по
металлическим или пластмассовым на-
правляющим путям.
Настил является грузонесущим эле-
ментом пластинчатого конвейера; он
выполняется с бортами и без них
и имеет различную конструкцию в зави-
симости от характеристики транспорти-
руемого груза. ГОСТ 22281 — 76 преду-
сматривает следующие разновидности
настила пластинчатых конвейеров (см.
рис. 5.3): безбортовой плоский разом-
кнутый с катками (см. рис. 5.3, а и б)
и без катков (см. рис, 5.3, в); плоский
сомкнутый ПС с катками (см. рис.
5.3, г); безбортовой волнистый
В (см. рис. 5.3,6); бортовой волнистый
БВ (см. рис. 5.3, е) и коробчатый мелкий
КМ и глубокий КГ (рис, 5.3, ж и з).
170 Пластинчатые конвейеры
Рис. 5.3. Настилы (полотна) пластинчатого конвейера:
а и б — плоский разомкнутый безбортовой с катками; в—то же, без катков; г — плоский сомкну-
тый бортовой; д — волнистый безбортовой; е — то же, бортовой; ж и з — мелкий и глубокий
коробчатые
Рис. 5.4. Поперечное сечение конвейера со стационар-
ными опорными роликами:
1 — ограждение из сетки; 2 — централизованная
смазочная система
Плоский (гладкий) настил изгото-
вляют из деревянных планок
(см. рис. 5.3, а) или стальных пластин
(см. рис. 5.3, в). Для надежного положе-
ния транспортируемых грузов (напри-
мер, цилиндрической формы) настил
иногда снабжают фасонными накладка-
ми — упорами. Настилы волнистый (без-
бортовой и бортовой), бортовой пло-
ский, глубокий и коробчатый штампуют
из стальных листов толщиной 4-10 мм.
Пластинчатые конвейеры общего назначения 171
Безбортовой настил применяют для
транспортирования штучных грузов.
Чтобы предохранить груз от выпада-
ния, иногда, особенно на участке загруз-
ки, устанавливают вдоль настила непо-
движные борта из досок или стальных
полос. При неподвижных бортах без-
бортовые плоский сомкнутый и вол-
нистый настилы применяют для насып-
ных грузов, бортовые плоский и вол-
нистый настилы — для насыпных
и штучных грузов (например, для горя-
чего литья), а бортовые коробчатые на-
стилы — исключительно для насыпных
грузов при больших углах наклона (до
45 — 60°) и высокой производительности.
Пластины настила крепят на болтах, за-
клепках или приваривают к спе-
циальным уголкам, прикрепляемым
к пластинам тяговых цепей. Тяговые це-
пи соединяют друг с другом жесткими
пластинами настила или сквозными ося-
ми, которые располагают через один-
три шага цепи. Направление движения
настила должно строго соответствовать
стрелкам, указанным на рис, 5.3; в про-
тивном случае возможно попадание гру-
за между пластинами настила и его
повреждение.
Для транспортирования стальных ли-
стовых отходов кузнечно-прессового
производства и элементной металличе-
ской стружки применяют бортовой
плоский сплошной настил с петлевым
шарнирным соединением пластин
(см. рис. 5.5,6).
Основными размерами настила
(см. рис. 5.3) являются ширина В и вы-
сота h бортов, если они имеются. По
ГОСТ 22281—76 настилы изготовляют-
с номинальной шириной 400, 500, 650,
800, 1000, 1200, 1400 и 1600 мм и высо-
той борта 80, 100, 125, 160, 200, 250, 315,
355, 400, 450 и 500 мм.
Угол наклона пластинчатого конвейе-
ра |3 определяется характеристикой
транспортируемого груза и типом на-
стила. Для гладкого и волнистого на-
стила р рт - 0 [здесь рт - угол трения
груза о настил в движении; 0 — неко-
торый угол, обеспечивающий надежное
положение груза на наклонном участке;
S-5
Рис. 5.5. Ходовая часть конвейера с плоским петлевым настилом с грузонесущим и тяговым
элементами:
а — совмещенными; б — разделенными
172 Пластинчатые конвейеры
для гладкого настила 0 = 9 ~ 6°, для
волнистого 0 = 5 -г 3° (большие цифры
относятся к. настилу без бортов, а мень-
шие — к иастилу с бортами)]. В любом
случае 0 < (срд — 5°) (здесь рд—угол
естественного откоса груза в движении).
Для насыпных грузов при коробчатом
настиле 0 = 45 -г 60°, однако при боль-
ших углах наклона (более 35°) произво-
дительность конвейера заметно сни-
жается, поскольку груз надежно удержи-
вается только в пределах высоты упор-
ной стенки настила (см. рис. 5.3, ж и з).
Для транспортирования штучных гру-
зов, при наличии на настиле поперечных
груз о удерживающих планок, угол на-
клона конвейера может быть повышен
до 60°, если линия действия силы тяже-
сти груза будет находиться внутри его
опорной поверхности (см, рис. 5.3, е).
Привод пластинчатого конвейера —
угловой или прямолинейный (гусе-
ничный). Он состоит из приводных звез-
дочек, передаточного механизма и элек-
тродвигателя. В конвейерах с наклонной
илн комбинированной трассой, у ко-
торых возможно самопроизвольное
движение ходовой части при случайном
отключении электродвигателя или нару-
шении кинематической связи в переда-
точном механизме, устанавливают сто-
порное устройство храпового или роли-
кового типа или электромагнитный тор-
моз. Приводные звездочки углового
привода обычно имеют пять-восемь
зубьев; изготовляют их литыми из ста-
ли или, редко, из чугуна, а также со-
ставными — с литым корпусом из чугу-
на и венцом из листовой стали. Про-
филь зуба звездочек регламентирован
ГОСТ 592 — 75. Для обеспечения един-
ства передачи тягового усилия и ликви-
дации возможности перекоса цепей при-
водные звездочки закрепляют на при-
водном валу так, чтобы взаимное рас-
положение зубьев у обеих звездочек
было строго одинаковым.
Передаточным механизмом привода
является один редуктор или редуктор
с дополнительной зубчатой или цепной
передачей. При необходимости плавно-
го регулирования скорости в переда-
точный механизм между электродвига-
телем и редуктором устанавливают ва-
риатор скорости. Известно применение
гусеничных приводов с электромаг-
нитным захватом звеньев цепи конвейе-
ра. Для этого на приводной гусеничной
цепи укрепляют электромагниты, ко-
торые обесточиваются при подходе
к приводной звездочке.
Длинные и тяжело иагружейные кон-
вейеры выполняют с несколькими при-
водами. Известны пластинчатые конвей-
еры длиной до 2 км с девятью при-
водными гусеничными механизмами.
Натяжное устройство конвейеров —
винтовое или пружинно-винтовое, уста-
навливается на концевых звездочках
(рис. 5.6). Ход натяжного устройства
X = 320 -г 1000 мм принимается в зави-
симости от шага тяговой цепи (обычно
Рис. 5.6. Натяжное устройство:
а — винтовое; б — пружинно-винтовое
Пластинчатые конвейеры общего назначения 173
Рис. 5.7. Металлоконструкция секций станины пластинчатого конвейера:
а — средней; б — криволинейной
не менее 1,6 — 2 шага). Одну из звездо-
чек натяжного устройства закрепляют
на валу на шпонке, а другую - свобод-
но для возможности самоустановки по
положению шарниров цепи.
Станину конвейера, как правило, изго-
товляют из угловой или швеллерной
стали (рис. 5:7). Концевые части выпол-
няют в виде отдельных рам для приво-
да и натяжного устройства, а среднюю
часть (рис. 5.7, а) для опоры настила — в
виде отдельных секций металлокон-
струкции длиной по 4 — 6 м. В качестве
опорных (направляющих) путей для хо-
довых катков цепей служат уголки 1 для
конвейеров легкого типа и швеллеры
или узкоколейные рельсы — для конвей-
еров тяжелого типа. На криволинейных
секциях (рис. 5.7,6) над путевыми про-
филями устанавливают контршины 2.
На конвейерах поточной линии у ста-
нины средней части и цепи рабочей ве-
тви размещают предохранительные
ограждения и сиденья для рабочих.
5.2.3. Расчет конвейеров
Определение основных параметров. На
настиле без бортов насыпной груз рас-
полагается по треугольнику (рис. 5.8, а)
Рис. 5.8. Поперечное сечение насыпного груза на настиле пластинчатого конвейера:
а — без бортов; б —с подвижными бортами; в—с неподвижными бортами
174 Пластинчатые конвейеры
подобно тому, как это имеет место на
ленточном конвейере с прямыми роли-,
коопорами. Однако жесткость настила
и малая скорость его движения позво-
ляют принимать угол cpi при основании
треугольника и размер основания
b большими, чем на ленточном конвейе-
ре. Для пластинчатого конвейера обыч-
но (pi = 0,4ср и b = 0,85 В, где ср — угол
естественного откоса груза в состоянии
покоя, а В — 'ширина настила.
Площадь (м2) сечения насыпного гру-
за на настиле без бортов
F[ = bhiC2/2 = C2b2 tg срi/4 « O,18c2Bn tg<pt,
(5.1).
где h[— высота треугольника (см. рис. 5.8, а);
с2 — поправочный коэффициент, учитываю-
щий уменьшение площади на наклонном
конвейере (табл. 5.1).
5.1. Значения коэффициента с2
р. градус Настил
без бортов с бортами
До Ю J1 — 20 Свыше 20 1 0,9 0,85 1 0,95 0,9
Производительность конвейера (т/ч)
= 3600/Дрг = 648B2c2^ptg 91, (5.2)
где р — плотность груза, т/м3; v — скорость
конвейера, м/с; Вп — ширина настила без бор-
тов, м.
При заданной производительности
ширина (м) настила без бортов
= ]/<2n/(648c2rptg91). (5.3)
На настиле с бортами (подвижными
и неподвижными) (рис. 5.8,6 и в) пло-
щадь сечения насыпного груза F равна
сумме площадей треугольника F2 и пря-
моугольника F$:
F — F2 + F3 = Вб^2с2/2 + B6h3 =
= 0,25BgC2 tg <Pi + (5.4)
где Bg— ширина настила с бортами, м; ф =
= hi/h — коэффициент наполнения сечения
настила по 'высоте h бортов (обычно при-
нимают ф = 0,65 4- 0,8).
Производительность (т/ч) конвейера
при настиле с бортами
Q6 = 36OOFvp =
= 3600 (O,25BgC2 tg фх + Вб/1ф) гр =
= 900Вбгр (В6с2 tg ф! + 4йф). (5.5)
Производительность горизонтальных
пластинчатых конвейеров при v —
= 0,5 м/с, ф = 45°, С2 = 1, ф = 0,75 и h =
= 0,2 м и максимальные размеры а ти-
пичных кусков насыпного груза приве-
дены в табл. 5.2.
При крупнокусковом грузе, когда на-
стил загружается сразу по всей ширине,
можно считать, что груз располагается
на настиле ровным прямоугольным
слоем; в этом случае F2 == 0 и F = Вбйф,
а ф = 0,8 0,9.
Полученную по формулам (5.3) и (5.5)
ширину иастила необходимо проверить
в соответствии с размерами кусков гру-
за по соотношению (табл. 5.2)
В > Х2С1 + 200 мм, (5.6)
5.2. Производительность конвейеров и допускаемые максимальные размеры кусков груза
Тип настила и сорт груза Ширина настила, м
0,4 1 °.5 0.65 | 0,8 | । ^2 '•4 1.6
Производи! ельность, » 13/ч
Без бортов 16,9 26,4 44,5 67,5 105,4 152 207 270
С бортами высотой 0,2 м 131 172 238 310 416 535 665 807
Максимальны е размеры мм
Рядовой груз 120 Гео 265 350 470 590 700 800
Сортированный груз 74 110 165 220 295 370 445 520
Пластинчатые конвейеры общего назначения 175
где ХД — коэффициент (для сортированного
груза Х2 = 2,7; для рядового XX = 1,7).
Окончательно выбранные ширина на-
стила и высота бортов должны быть
округлены до ближайших (нз нормаль-
ного ряда) размеров по ГОСТ
22281-76. Для штучных грузов ширину
настила выбирают по габаритным раз-
мерам груза, способу его укладывания
и количеству, так же как и для лен-
точных конвейеров; зазор между гру-
зами вдоль конвейера — не - менее
100 — 300 мм.
Скорость движения настила пластин-
чатых конвейеров принимают обычно
в пределах 0,05 — 0,63 м/с (пределы ско-
ростей по нормальному ряду:
0,01 — 1 м/с). Такие небольшие значения
скорости обусловлены применением це-
пей в качестве тягового элемента
и стремлением к уменьшению динами-
ческих нагрузок вследствие неравномер-
ности движения цепей (см. гл. 3). Ис-
пользование сварных круглозвениых це-
пей с малым шагом позволяет повысить
скорости до 1,25 м/с. Для конвейеров
поточной сборки скорости выбирают
в зависимости от заданного ритма про-
изводства.
Тяговый расчет. Максимальное натя-
жение цепей, по которому производится
их выбор н определение размеров эле-
ментов, рассчитывают путем последова-
тельного нахождения сопротивлений на
отдельных участках, начиная от точки
наименьшего натяжения (см. гл. 3). Ми-
нимальное натяжение принимают не ме-
нее 5% от допускаемого натяжения це-
пи выбранного типа, но не менее 500 Н
на одну цепь; обычно Smjn = 1 ч- 3 кН,
На конвейерах с настилом без бортов
и с движущимися бортами сопротивле-
ния на отдельных прямолинейных
участках определяются по рекоменда-
циям гл. 3.
Линейную силу тяжести настила с це-
пями до (Н/м) определяют по данным
каталогов завода-изготовителя или по
нормативам проектных организаций
в зависимости от ширины и типа насти-
ла. Ориентировочно
go » 600В + А,
(5.7)
где В — ширина настила, м; А — коэффи-
циент, принимаемый по табл. 5.3.
5.3. Ориентировочные значения коэффициента А для
стального бортового волнистого настила (см,
рис, 5,3, <?)
Тип настила Ширина настила, м
0,4 -0,5 0,65-0,8 Более 0,8
Легкий 400 500 700
Средний 600 700 1000
Тяжелый 800 1100 1500
Примечание. Для настила без бортов зна-
чение коэффициента А надо уменьшить на 10— |5 %.
Настил легкого типа применяют для
перемещения зернистых и мелкоку-
сковых грузов с малой объемной мас-
сой (р 1 т/м3), тяжелого — для крупно-
кусковых и тяжелых (р^ 2 т/м3), средне-,
го — для грузов со средней характери-
стикой.
Линейная сила тяжести (Н/м) груза
gr = ^Q/(3» = 2,73Q/p, (5.8)
где д — в м/с2; Q — в т/ч; v — в м/с.
Коэффициент w сопротивления движе-
нию настила на прямолинейных участ-
ках определяют по формуле (3.23) или
выбирают по табл. 5.4. При расчете
w по формуле (3.23) рекомендуется
принимать коэффициент дополнитель-
ного сопротивления от трения реборд
о рельсы С = 1,1 -г 1,2; приведенный
5.4. Ориентировочные значения коэффициента w
для пластинчатых катковых цепей (ГОСТ 588 — 81)
Условия работы конвейера * Катки на подшипниках
скольжения ** качения
Хорошие 0,06-0,08 0,020
Средние 0,08-0,10 0,030
Тяжелые 0,10-0,13 0,045
* Характеристику условий работы см. гл. 1.
** Меньшие значения цтносятся к тяжелым
цепям с катками увеличенного диаметра, а так-
же к цепям с безребордными катками
176 Пластинчатые конвейеры
Рис. 5.9. Расчетная схема
пластинчатого конвейера и
диаграмма натяжения цепи
коэффициент трения ц в подшипниках
качения (с учетом сопротивления смазки
и уплотнения) для хороших условий ра-
боты - 0,01, для средних усло-
вий — 0,025 и для тяжелых усло-
вий — 0,045: коэффициент трения ц
в подшипниках скольжения (сталь по
чугуну) соответственно при регулярной
жидкой смазке - 0,1; 0,15 и 0,2 и при пе-
риодически закладываемой консистент-
ной смазке — 0,15; 0,2 и 0,25; коэффи-
циент трения качения катков к для
хороших условий работы — 0,06 см,
средних — 0,08 см и тяжелых — 0,1 см.
Сопротивления на поворотных звез-
дочках определяют по формуле (3.39),
где общий коэффициент сопротивления
кц = 1,05 -ь 1,08 (меньшие значения коэф-
фициента принимают при хороших,
а большие - при тяжелых условиях ра-
боты конвейера). Сопротивления на кри-
волинейных направляющих шинах опре-
деляют по формуле (3.29).
Максимальное статическое натяжение
цепей (или цепи) пластинчатого конвейе-
ра с подвижным бортовым или безбор-
товым настилом можно ориентировоч-
но для проектного расчета и предвари-
тельного выбора типоразмера цепи
определить по приближенной обобщен-
ной формуле
Smax ~ 1,05 {Smin +
+ [(</г 4- </0) J ±
-+ (Чг 4- <7о) Н], (5.9)
где Lr и С- длины горизонтальной проек-
ции загруженной и незагруженной ветвей
конвейера, м; Н — высота подъема, м (для
наклонных конвейеров),
Знак «плюс» перед последним членом
формулы (5.9) принимают для участков
подъема, «минус» — для участков спу-
ска.
На конвейерах с неподвижными бор-
тами при транспортировании насыпных
грузов к рассмотренным сопротивле-
ниям добавляется еще сопротивление
И7□ трению груза о неподвижные борта
=fihlpgn6l6, (5,10)
где f 1 — коэффициент трения насыпного гру-
за о стенки борта (см. гл, 1); hg- рабочая вы-
сота борта (по высоте груза), м; р — плот-
ность груза, кг/м3; «б = (т 4-1,2)/(1 + sin ф) <
<: 1 — коэффициент бокового давления,
учитывающий уменьшение горизонтального
давления груза на борта вследствие взаимно-
го сцепления частиц груза; для прибли-
женных подсчетов принимают fig = 1 [здесь
v — скорость движения настила конвейера,
м/с; ф - угол естественного откоса груза (см.
гл. 1)]; /б — длина бортов, м,
Учитывая малое число зубьев иа звез-
дочке, расчет тяговых цепей при скоро-
сти выше 0,2 м/с следует вести по пол-
ному расчетному усилию с учетом
динамических нагрузок по формуле
(3.69).
Пластинчатые конвейеры общего назначения 177
Если тяговый элемент состоит из
I двух цепей, то .расчетное усилие на одну
цепь Spi определяют по формуле (2.13).
Тяговое усилие на приводных звездоч-
I ках находят по формуле (3.40), а потреб-
। ную мощность двигателя — по формуле
1 (3.45).
' Пример 5.1, Рассчитать конвейер, предназ-
i начениый для перемещения горячих отливок
I в литейном цехе из выбивного отделения
। в обрубное (рис. 5.9, а).
[ Исходные данные. Диаметр отливки
600 мм, высота 250 мм, масса тт = 180 кг.
I Производительность конвейера Z = 300 шт/ч,
f коэффициент неравномерности подачи отли-
f вок на конвейер Ка — 1,92; коэффициент го-
1 товности конвейера Кг = 0,96.
Расчет. Исходя из размеров отливок,
обеспечивая зазоры между бортом и грузом
до 100 мм на сторону, выбираем бортовой
I волнистый настил шириной В$ = 800 мм
1 с бортами h = 100 мм и дополнительными
I ребрами жесткости. Наличие бортов нсклю-
I чает возможность падения горячих отливок
с настила и просыпи частиц стержневой
и формовочной земли, заносимых с отливка-
ми.
। В качестве тягового элемента принимаем
две пластинчатые катковые цепи исполнения
। 2, типа 4 (ГОСТ 588 — 81) с катками на под-
шипниках скольжения, Расчетная производи-
тельность конвейера
Z max = KaZ/KT = 1,92.300/0,96 = 600 шт/ч;
массовая производительность
Q = rnrZmax/1000 = 180 600/1000 = 108 т/ч,
Принимаем расстояние между отливками
на конвейере по; при диаметре отливки 0,6 м
йо = 0,6 + 0,3 = 0,9 м. Скорость конвейера
/Г = Z тахао/3600 = 600 0,9/3600 « 0,16 м/с,
Оставляем такую малую скорость, учиты-
вая, что на конвейере должно происходить
охлаждение отливок.
По формуле (5.7) определяем линейную си-
лу тяжести настила с цепями:
90 *600В + А = 600-0,8 + 1100 « 1600 Н/м.
Вследствие значительной массы отливок
1 принимаем для настила тяжелого типа по
у табл. 5,3 А = 1100.
i Линейная сила тяжести груза
qr = gmT/aG = 9,8 I 180/0,9 * 2000 Н/м,
Тяговый расчет начинаем с точки наимень-
шего натяжения. Наименьшее натяжение це-
пи возможно в точке 1 или 5; в точке 1 при
?о(6 + b)w > (без учета сопротивления
на криволинейных направляющих 2 — 3
и 4 — 5) и в точке 5 при q0(li + б)н’ < ^<?о-
По табл. 5.4 для тяжелых условий работы
(литейный цех, высокая температура) при
катках на подшипниках скольжения w = 0,13.
Тогда
qo+ l2$w = <jo(lO + 30)0,13 = 5,2(jo < qoH =
= Wo-
Следовательно, Sm;n = S5; принимаем =
= 2000 H.
Максимальное натяжение ходовой части
находим приближенно по обобщенной фор-
муле (5.9):
^max = L05 {Srain + w [(qr + 9о) £г + ЯоЛО +
+ (?г + ?о)Н}= 1,05 {2000 +
+ 0,13 [(2000 + 1600) 60 + 1600 60] +
+ (2000 + 1600) 10} = 82 500 Н.
При проектировочном расчете можно
ограничиться этими результатами, выбрав
по ним цепь и двигатель привода.
При подробном тяговом расчете по от-
дельным участкам определяем
S6 = S5 + 90/зИ/ = 2000 + 1600-20-0,13 =
= 6160 Н;
S7 = KiS6= 1,08-6160 = 6660 Н;
л
S8 = S7 + (9Г + 9o)^8w =
= 6660+ (2000+ 1600) 20 0,13 = 16 020 Н;
S9 = SsK2 = Ssewa = S8e0,I3 0’3= 16020-1,04 =
= 16 670 H;
Sjo = Sg + (qT + 9o)(^tPv + Л) =
= 16 670+ (2000+ 16OO)(3O-O,13 + 10)= +
И-
= 66700 H; иа
ая
Sn =K2S|0= 1,04-66700 = 69400 H; ш.
тли
5*12 S] j + (9г + qo) 1|2W щое
= 69400 + (2000 + 1600) 10-0,13 = 74 К обы_
178 Пластинчатые конвейеры
Сравнение максимального натяжения, по-
лученного по обобщенной формуле
(82 500 Н) и по подробному расчету (74 100 Н),
показывает, что приближенный подсчет
дает результат, увеличенный примерно на
117
Натяжения в точках 1—4 определяют
в обратном порядке:
S4 = S$/K2 = 2000/1,04 = 1930 Н;
S2 = S4 — 4oGw + ЦоН —
= 1930 - 1600-30-0,13 + 1600- 10 =
=11 690 Н;
S2 == S3/K2 = 11 690/1,04 = И 220 Н;
Sj = S2 - qollW = 11 220 — 1600 • 10 0,13 =
= 9140 Н.
Тяговое усилие на приводных звездочках
И/= S12 - Sj + Шпр =
— S12 — S] + (Si? 4- Sj(Xi — 1) =
= 74 100 — 9140 + (74 100 + 9140)0,08 =
= 67 440 Н.
Диаграмма натяжений цепей конвейера
приведена на рис, 5.9,6. Потребная мощ-
ность электродвигателя при общем КПД
передаточных механизмов привода г| = 0,75
и коэффициенте запаса К3 — 1
N = 1000ц) = 67 440 • 0,16/(1000 0,75) =
= 13,6 кВт.
5.3. Изгибающиеся
пластинчатые конвейеры
с пространственной трассой
Изгибающиеся пластинчатые конвей-
еры могут перемещать насыпные
и штучные грузы по трассе с перегиба-
ми настила как в вертикальной, так и
в горизонтальной плоскостях (рис. 5.10).
Это свойство конвейера достигается
применением специальной цепи и насти-
ла, обеспечивающих пространственную
гибкость. Изгибающиеся пластинчатые
конвейеры применяют в угледобываю-
щей промышленности для транспорти-
рования угля в криволинейных выработ-
ках, а также в других отраслях для
перемещения самых различных насып-
ных и штучных грузов, в том числе для
транспортирования багажа в совре-
менных аэропортах. Основное преиму-
щество простраистиенных конвейеров —
обеспечение бесперегрузочиого транс-
портирования грузов по сложной про-
странственной трассе одним конвей-
ером вместо нескольких прямолинейных
конвейеров с перегрузками груза. Их не-
достаток — сложность конструкции и
эксплуатации. Однако, несмотря на
это, изгибающиеся конвейеры полу-
чили распространение в СССР, ФРГ
и Англии.
Коэффициент К3 = 1 потому, что расчет вы-
полнен по максимальной производительно-
сти.
Принимаем электродвигатель мощностью
N = 15 кВт; п = 980 об/мин.
Выбираем тяговую цепь. Расчетное усилие
на одну цепь определяем по формуле (2.13):
Spi = Smax/CH = 74 100/1,8 = 41 300 Н.
Вследствие малой скорости движения це-
и :й (у = 0,16 м/с) динамическую нагрузку на
телпь не учитываем. Выбираем катковые тя-
опРвые цепи М315-4-315-2 ГОСТ 588 — 81, ти-
ной 4, исполнения 2, с шагом 315 мм, валиком
гметром 21 мм, с разрушающей нагрузкой
,кН; запас прочности 315/41,3 = 7,63 при
сим альной производительности конвейе-
Кн = 1,92.
Рис. 5.10. Схема изгибающегося пространственного
пластинчатого конвейера:
П — привод; НУ — натяжное устройство
Изгибающиеся пластинчатые конвейеры с пространственной трассой 179
Рис. 5.11. Пространственный пластинчатый конвейер конструкции Штюббе (ФРГ):
а—поперечное сечение; б — секция и узлы; / — настил; 2 — цепь с соединительным звеном;
3 — опорное устройство; 4 — каток
Тяговым элементом изгибающихся
конвейеров служат одна или две спе-
циальные пластинчатые или кругло-
звенные (с длинными звеньями) и двух-
шарнирные цепи.
Настил конвейера имеет разнообраз-
ную конструкцию; его делают из
стальных листов или, чаще, из металли-
ческих пластин с резиновыми элемента-
ми, имеющими плоские участки и фи-
гурные складки (рис. 5.11). На плоских
участках настил (его называют также
складчатой лентой) при помощи
стальных пластин прикрепляют к звень-
ям тяговой цепи. Наличие эластичных
складок позволяет выполнять конвей-
еры с малыми радиусами поворота
в горизонтальной плоскости, а наличие
выступов-складок — с большим углом
наклона (до 60°). Настил конвейера
снабжается катками диаметром
50— 100 мм: опорными — с горизонталь-
ной и направляющими — с вертикаль-
ной осями вращения. Опорные катки
движутся по полкам ходовых путей, во-
спринимают вертикальные, нагрузки
и обеспечивают движение настила на
горизонтальных и наклонных участках,
расположенных в вертикальной плоско-
сти, как у обычного пластинчатого кон-
вейера. Катки с вертикальной осью вра-
щения, обкатываясь внутри или снаружи
криволинейных направляющих путей,
обеспечивают повороты иастила в гори-
зонтальной плоскости.
Радиусы горизонтальных поворотов
для одноцепных конвейеров 4 — 7,5 м,
для двухцепных 10.-15 м. Ширина на-
стила 400 —1400 мм. Промежуточная
(кроме концевой) разгрузка на прямоли-
нейном участке конвейеров может вы-
полняться путем поперечного наклона
настила; длина участка разгрузки на од-
ну сторону 5,5 —6,5 м, на две сто-
роны — 8 м. Привод — угловой на кон-
цевых звездочках, или гусеничный на
прямолинейных участках. Приводная
звездочка имеет 8—12 зубьев. Значи-
тельное распространение получили
многоприводные конвейеры. Натяжное
устройство — пружинно-винтовое.
Параметры конвейера выбирают обы-
180 Пластинчатые конвейеры
5.5. Характеристика изгибающихся пластинчатых конвейеров конструкции Гипроуглегормаш
Параметр ПУ-50 П-65М П-80 '
Ширина настила, мм 500 650 800
Высота бортов, мм *140 150 180
Производительность (по углю), т/ч 330-500 290-450 500-750
Скорость движения настила, м/с 0,8- 1,2 0,8-1,2 0,8-1,2
Длина конвейера, м Минимальный радиус поворота в плоскости, м: 500 1600 1100
горизонтальной 20 20 30
вертикальной 50 50 60
Наибольший угол1 поворота в горизонтальной плоскости, 50 50 40
градус Общая установленная мощность, кВт 40 185 192
Линейная масса конвейера, кг/м Тяговый элемент — комбинированная круглозвенная цепь: 194 242 330
шаг звена, мм 80 80 86
диаметр прутка, мм 18 18 23
разрушающее усилие, кН 4100 4100 5000
чным порядком. Скорость движения на-
стила 0,5 — 1 м/с, в отдельных слу-
чаях - до 2 м/с; производительность
конвейера конструкции Штюббе с на-
стилом шириной В = 1000 мм соста-
вляет 350 м3/ч при горизонтальном
и 190 м3/ч при наклонном (0 = 60°)
транспортировании со скоростью 1 м/с.
Тяговый расчет изгибающихся кон-
вейеров выполняют подобно расчету
подвесных грузонесущих конвейеров
(см. гл. 8).
В СССР изгибающиеся пластинчатые
конвейеры для транспортирования угля
в криволинейных выработках шахт раз-
работаны Институтом Г ипроуглегор-
маш (табл. 5.5). Конвейеры имеют ме-
таллический настил с бортами
и опорными ребордными катками с цен-
трально расположенной тяговой кругло-
звенной цепью. Приводы — на передней
звездочке и промежуточный прямоли-
нейный, редукторные с гидромуфтами.
Натяжное устройство — гидравлическое.
Конвейер для транспортирования ба-
гажа в аэропортах (рис. 5.12) имеет цен-
трально расположенную двухшарнир-
ную цепь с сомкнутыми шарнирами (см.
рис. 2.14), к пластинам которой прикре-
плен плоский настил из отдельных от-
резков резиновых или пластмассовых
листов. Концы отрезков листов настила
накладываются внахлестку таким обра-
зом, что свободно перекрывают один
другой на горизонтальных поворотах
и вертикальных перегибах. *Цепь дви-
жется внутри направляющих путей из
стальных гнутых профилей. Конвейеры
Рис. 5.13. Ходовая часть раз-
ливочной машины
Рис. 5.12. Конвейер фирмы
Фромме (ФРГ) для транспор-
тирования багажа в аэропор-
тах:
а — поперечное сечение; б —
схема трассы
Эскалаторы 181
для транспортирования багажа имеют
сложную горизонтально замкнутую
пространственную трассу для обслужи-
вания нескольких пунктов приема и вы-
дачи, Движение багажа на конвейерах
регистрируется и управляется ЭВМ.
Основные параметры конвейера: ши-
рина настила 0,8 — 1 м; скорость движе-
ния до 1,7 м/с, длина до 250 м при
одном гусеничном приводе.
Фирма Фромме (ФРГ) выпускает го-
ризонтально замкнутые багажные кон-
вейеры с плоским настилом, допускаю-
щим повороты в любую сторону
в горизонтальной плоскости.
5.4. Разливочные машины
Разливочная машина представляет
собой конвейер, в котором движущийся
настил состоит из литых мульд
(рис. 5.13), последовательно заливаемых
из ковша жидким металлом при мед-
ленном движении конвейера.
Длину и скорость конвейера выби-
рают такими, чтобы к моменту подхода
мульд к концу конвейера залитый ме-
талл успел затвердеть и охладиться-до
такого состояния, при котором его в ви-
де чушек можно разгрузить с конвейера
иа склад или на железнодорожную
платформу. Для регулирования скоро-
сти в приводе конвейера устанавливают
вариатор.
Разливочные машины применяют
для разливки цветных металлов (меди,
олова, свинца), а также чугуна в до-
менных цехах металлургических заво-
дов.
Разливочная машина для чугуна со-
стоит обычно из двух расположенных
параллельно наклонных конвейеров
длиной 40 — 43 м; шаг мульд — 315 мм;
масса чушки — 50 кг; скорость движения
мульд 0,1—0,2 м/с; производительность
машины — около 120 т/ч. Для ускорения
охлаждения залитые мульды поливают
водой.
5.5. Эскалаторы
5.5.1. Общее устройство
Эскалатор представляет собой на-
клонный конвейер в виде лестницы
с движущимися ступенями для переме-
щения людей вверх и вниз с одного
уровня на другой (рис. 5.14). Эскалатор
состоит из ступенчатого настила 3
с двумя тяговыми цепями 5, приводных
7 и натяжных 1 звездочек, привода 6,
опорной металлоконструкции с напра-
вляющими путями 8, входных площа-
док 2, балюстрады (ограждения) с кар-
касом 9 и поручневыми устройствами 4.
Эскалаторы применяют для переме-
щения людей на участках больших
людских потоков, например на станциях
метрополитена, стадионах, в больших
магазинах, учреждениях, на вокзалах
и т. п.
В соответствии с местом установки
и интенсивностью людских потоков раз-
личают эскалаторы поэтажные для зда-
ний и тоннельные — для метрополитена
(табл. 5.6). По условиям техники безо-
пасности скорость эскалаторов должна
быть не более 1 м/с; кроме того, увели-
чение скорости более 1 м/с не способ-
ствует повышению производительности
182 Пластинчатые конвейеры
6)
Рис. S.14. Эскалатор:
а — схема эскалатора; б —схема прохождения ступеней по направляющим путям у натяжной звез-
дочки на нижней площадке
эскалатора из-за усложнения входа лю-
дей на быстродействующий настил
и схода с него; в зарубежной практике
приняты скорости 0,5—0,75 м/с.
Максимальный угол наклона эскала-
торов всех типов - 35°.
Для удобства и безопасности входа
и выхода пассажиров эскалатор имеет
горизонтальные входные и выходные
площадки длиной 0,8 —1,2 м (меньшую
для скорости настила до 0,5 м/с, боль-
шую — для скорости более 0,5 м/с) и на-
клонную часть под углом 30—35°; на
всей трассе эскалатора верхняя часть
ступеней настила располагается гори-
зонтально.
Неотъемлемой частью пассажирского
эскалатора являются приводные поруч-
невые устройства, представляющие со-
бой две бесконечные прорезиненные
ленты специального профиля, движу-
щиеся по бокам балюстрады на высоте
0,9—1 м от ступеней, чтобы пассажиры
могли удобно опираться руками на
верхнюю ветвь одной из лент. Поручни
имеют такую же скорость движения, как
и настил эскалатора. Кроме пассажир-
ских, применяют также грузовые эскала-
торы для транспортирования грузов.
Эскалаторы могут иметь непрерыв-
ное и периодическое движение в зависи-
мости от потока пассажиров. При
малом потоке эскалатор включается ав-
томатически датчиком с фотоэлементом
при подходе пассажира и действует про-
межуток времени, необходимый для
5.6. Основные параметры отечественных эскалаторов
Тип Эскалатор
поэтажный тоннельный
ЛП-6К ЛП-7К ЛТ-2 ЛТ-3 ЛТ-4 Л Т-5
Пропускная способность, чел/ч 9720 4860 16200 16200 16 200 16030
Максимальная высота подъема, м 8 12 65 45 25 12
Ширина ступени, мм 1000 666 1000 1000 1000 1000
Скорость движения ступеней, м/с 0,54 0,54 0,9 0,9 0,9 0,9
Эскалаторы 183
Рнс. 5.15. Тяговая цепь эскалатора Л Т-3:
/ — наружная пластина; 2—упор цени; 3 — внутренняя пластина; 4 — ролик; 5—втулка; 6 — полый
залик; 7 —стопорная шайба; 8 — соединительный валик; 9 — соединительная пластина; 10 — сплошной
валик; И — пружинное кольцо
подъема или спуска его на полную вы-
соту, а затем останавливается до подхо-
да следующего пассажира.
Известны двухскоростные эскала-
торы, минимальная скорость которых
устанавливается автоматически при
малом потоке пассажиров.
Применяют эскалаторы и для работы
на открытом воздухе.
5.5.2. Элементы эскалаторов
Тяговым элементом эскалатора
являются две специальные пластин-
чатые роликовые цепи (рис. 5.15) с ша-
гом 100, 135 и 200 мм. Особенностью
конструкции цепи является наличие упо-
ров на наружных пластинах, которые
обусловливают возможность перегиба
цепи только в одну сторону. Эти упоры
совместно с направляющими путя-
ми — ограничителями против складыва-
ния обеспечивают неизменное положе-
ние цепи в случае ее обрыва на любом
участке трассы эскалатора.
Соединения валиков (бывают сплош-
ными и полыми) и втулок с пластинами
эскалаторной цепи выполняют нераз-
борными с большими натягами по спе-
циальной прессовой посадке. Пластины
цепи изготовляют из стали 40ХН, втул-
ки и ролики — из стали 15Х, валики — из
стали 15Х и 12ХНЗА и подвергают
термообработке.
Настилом (полотном) эскалатора слу-
жат ступени, прикрепленные к двум тя-
говым цепям. Каждая ступень (рис. 5.16)
опирается на четыре катка, два из ко-
торых — основные связаны осью с тя-
говыми цепями, а два других — вспомо-
гательные. Основные и вспомога-
тельные катки имеют разные колеи
и движутся по четырем направляющим
путям. Это позволяет при помощи со-
ответствующего изгиба направляющих
путей обеспечить горизонтальное поло-
жение плиты ступени на всем протяже-
нии рабочей ветви эскалатора, в том
числе и при переходе ее с горизон-
тальных на наклонные и с наклонных на
горизонтальные участки трассы (см.
рис. 5.14,6).
Ступень эскалатора состоит из ме-
таллического каркаса с опорной гребен-
чатой плитой (из пластмассы или дере-
вянных реек), подступенка и четырех
184 Пластинчатые конвейеры
Рис. 5.16. Ступень тоннель-
ного эскалатора:
1 — основные катки; 2 — под-
ступенок; 3 — каркас; 4 —
вспомогательные катки; 5 —
тяговые цепи; 6 — гребенча-
тая плита; 7 и 8 — оси
ка гков
Рис. 5.17. Катки ступени
эскалатора:
а — пластмассовый; б и в —
основной и вспомогательный
с резиновым ободом
катков диаметром 100 — 180 мм. Катки
(рис. 5.17) делают из пластмассы (карбо-
лита, волокнита) или из стали с ободом
из литой резины и снабжают шарико-
подшипниками. Применение пластмас-
совых и обрезиненных катков способ-
ствует снижению шума при работе
эскалатора. Шаг ступеней равен
400 — 405 мм (он обязательно должен
быть кратным шагу цепи), ширина
500-1000 мм, масса 25-60 кг. Расчет-
ная пассажирская нагрузка 800 — 2400 Н.
Линейная масса настила тоннельного
эскалатора составляет примерно
200-275 кг/м. '
Привод эскалатора — редукторный,
односторонний с дополнительной цеп-
ной или зубчатой передачей. Приме-
няют редукторы червячные или с цилин-
дрическими зубчатыми передачами. Из-
вестно' также применение сдвоенного
(двустороннего) привода, состоящего из
двух приводных механизмов, соеди-
ненных при помощи зубчатых передач
с правым и левым концами вала при-
водных звездочек. Каждый привод снаб-
жают двумя (основным и дополни-
тельным дублирующим) электромаг-
нитными колодочными нормально за-
мкнутыми тормозами с масляными
демпферами, обеспечивающими плав-
ную остановку полностью загруженного
эскалатора. Ускорение при пуске и за-
медление при торможении эскалатора
не должно быть более 0,6 м/с2.
В зарубежных конструкциях известны
Пассажирские конвейеры 185
эскалаторы с несколькими промежу-
точными реечными приводами. Вместо
цепей тяговым элементом таких эскала-
торов служат зубчатые рейки. Эскала-
тор собирается из типовых (модульных)
секций средней части с отдельным ре-
ечным приводом на каждой секции.
Приводы работают согласованно друг
с другом, обеспечивая единую скорость
всего контура движущихся ступеней
эскалатора. Число секций определяется
высотой эскалатора.
Кроме основного привода, в привод-
ном механизме эскалатора предусмо-
трен вспомогательный (малый) привод
для ремонтных и контрольных целей.
Натяжное устройство, как правило,
пружинно-винтовое; известны также
пружинно-грузовые и грузовые на-
тяжные устройства.
Поручневое устройство (см.
рис. 5.14, я) представляет собой верти-
кально . замкнутый конвейер, тяговым
и грузонесущим элементом которого
служит резинотканевый поручень, дви-
жущийся по металлической направляю-
щей (разрез А — А). Поручень приводит-
ся в движение при помощи двух цепных
передач от вала приводных звездочек
эскалатора. Натяжное устройство — гру-
зовое, размещается иа отклоняющих
блоках, расположенных на наклонном
участке; линейная масса поручня
1,85-2,5 кг/м, линейная расчетная нагруз-
ка 50 Н/м; коэффициент трения сколь-
жения по направляющей 0,27 — 0,37.
5.5.3. Расчет эскалаторов
Производительность эскалатора
(чел/ч)
Z = 3600\|Мг/яс = 9000Л\|щ (5.11)
где ф = 0,6 4- 0,96 — коэффициент заполнения
ступени (наибольшее значение при скорости
0,4 м/с, наименьшее — при 1 м/с); А =
= 14-2 — число пассажиров на одной ступе-
ни; v = 0,4 э- 1 м/с — скорость эскалатора;
ас = 0,4 ч- 0,405 м — шаг ступеней эскалатора.
Тяговый расчет эскалатора выпол-
няется так же, как и для пластинчатого
конвейера; коэффициент сопротивления
движению настила 0,025 — 0,028.
5.6. Пассажирские конвейеры
Для современных крупных городов
характерны большие потоки людей
в аэропортах, на вокзалах, ярмарках,
выставках, в подземных уличных пере-
ходах.
Массовое механизированное переме-
щение пассажиров в общественных ме-
стах осуществляется при помощи транс-
портирующих машин. Для вертикально-
го и крутоиаклонного перемещений пас-
сажиров служат лифты и эскалаторы;
для горизонтального и слабонаклонно-
го — пассажирские транспортирующие
машины.
Современные пассажирские транспор-
тирующие машины можно разделить на
две самостоятельные конструктивные
группы: пассажирские конвейеры для
перемещения пассажиров на сравнитель-
но небольшие расстояния (до
300 - 500 м) со скоростью до 1 м/с (дви-
жущиеся тротуары) и пассажирские
дороги - конвейерные системы для вы-
сокоскоростного (до 7 м/с) перемещения
пассажиров в кабинах на расстоянии
в несколько километров. Пассажирские
дороги характерны большим разнооб-
разием конструктивных решений; они
состоят из посадочных секций, движу-
щихся с малой скоростью, и высокоско-
ростных транспортных секций и рассма-
триваются в специальной литературе.
Пассажирский конвейер (рис. 5.18)
представляет собой вертикально замк-
нутый ленточный или пластинчатый
конвейер. Грузонесущим элементом ча-
ще всего служит лента (стальная обре-
зиненная или реже — резинотросовая)
или пластинчатый плоский сомкну-
тый безбортовой настил. Лента и на-
стил имеют на верхней поверхности
продольные рифли - выступы, как
и ступени эскалатора (см. сечение А — А
на рис. 5.18). На коротких конвейерах
(др, 20 м) лента движется по сплошным
полированным опорам из коррозионно-
стойкой стали, на длинных — по прямым
186 Пластинчатые конвейеры
Рис. 5.18. Схема пассажирского конвейера:
/ — привод; 2 и 5 - входные площадки; 3 — лента; 4 —поручень; 6 — натяжное устройство;
7 — роликоопоры
роликоопорам, расставленным с шагом
400 — 600 мм. Сплошная опора и частое
расположение роликоопор способству-
ют более удобному положению пас-
сажира на лейте. Пластинчатый на-
стил прикрепляется к двум пластин-
чатым катковым цепям и перемещается
по направляющим путям, как и в обыч-
ном пластинчатом конвейере.
Характерной особенностью пассажир-
ских конвейеров является наличие балю-
страды и движущегося поручня; как
и на эскалаторе, пассажиры движутся
стоя, держась за поручень. Для обеспе-
чения безопасности при входе и выходе
пассажиров конвейеры имеют входные
площадки с гребенками, как и у эскала-
торов.
В СССР выпускаются ленточные (тип
КЛ) и пластинчатые (тип КП) пас-
сажирские конвейеры со следующей ха-
рактеристикой : производительность
8000—16000 чел/ч; угол наклона 0 — 12°;
скорость движения ленты или настила
0,9 — 0,95 м/с; рабочая ширина ленты по
балюстраде 730, 930, ИЗО мм; полная
ширина ленты или настила 800, 1000
. и 1200 мм, длина транспортирования
12-300 м; мощность электродвигателя
главного привода 15 — 75 кВт; ресурс
не менее 10s - 15 104 км пробега; уро-
вень звукового давления не более 80 дБ.
Конвейеры имеют автоматическое
устройство для пуска и остановки как
в непрерывном режиме, так и в зави-
симости от наличия пассажиров на ра-
бочем полотне, оборудованы блокиро-
вочным устройством, позволяющим
останавливать конвейер с любого места
трассы в случае каких-либо неполадок.
Кроме автоматического режима работы
предусмотрено ручное управление не-
посредственно с пульта оператора.
Конвейер может иметь как прямое,
так и обратное направление движения
при помощи реверсирования двигателя.
Пассажирские конвейеры примерно
в 2 раза дешевле эскалаторов.
5.7. Задачи научных
исследований
К задачам научных исследований от-
носятся:
1) исследование пульсации движения
ходовой части длинных пластинчатых
и сборочных конвейеров при малой ско-
рости (0,05—0,1 м/с) перемещения груза;
2) создание наиболее эффективных
устройств для очистки настила от на-
липших частиц груза;
3) снижение массы и металлоемкости
ходовой части конвейера.
СКРЕБКОВЫЕ
КОНВЕЙЕРЫ
6.1. Основные типы и области применения
187
6.2. Конвейеры со сплошными высокими
скребками 188
6.3. Трубчатые скребковые конвейеры 195
6.4, Конвейеры со сплошными низкими
скребками 199
6,5. Конвейеры с контурными скребками 206
6.6. Штанговые скребковые конвейеры для
транспортирования витой металлической
стружки 210
6.7- Задачи научных исследований 211
6.1. Основные тины
и области применения
К скребковым конвейерам относятся
разнообразные по конструкции транс-
портирующие машины, в которых груз
при помощи движущихся скребков пере-
мещается волочением по желобу или
трубе прямоугольного или круглого се-
чения. Форма и высота скребка являют-
ся главными признаками, по которым
скребковые конвейеры разделяют на
конструктивные типы.^ Различают кон-
вейеры со сплошными и контурными
(фигурными) скребками. Сплошные
скребки бывают высокие и низкие; вы-
сота высоких скребков примерно равна
высоте желоба и в несколько раз боль-
ше высоты тяговой цепи; высота низких
скребков близка к высоте цепи и значи-
тельно (в 3 — 6 раз) меньше высоты же-
лоба. Конвейеры с высокими и низкими
сплошными скребками значительно от-
личаются друг от друга по конструк-
тивным характеристикам. Отдельную
конструктивную разновидность предста-
вляют собой трубчатые скребковые кон-
вейеры с круглыми (или прямоугольны-
ми) сплошными скребками. Их отличи-
тельная особенность — широкая универ-
сальность конфигурации трассы переме-
щения груза.
Контурные скребки классифицируют
по их форме, обусловливающей раз-
личные конструктивные параметры кон-
вейеров.
По < характеру движения различают
скребковые конвейеры с непрерывным
поступательным и возвратно-поступа-
тельным движением скребков. Возврат-
но-поступательное движение характерно
для штанговых скребковых конвейеров
со сплошными высокими скребками,
шарнирно укрепленными на жесткой
штанге (их называют скребково-маятни-
ковыми и применяют для транспорти-
рования горячей земли в литейных це-
хах) и со специальными жестко закре-
пленными скребками — шипами. По-
следние применяют для транспортиро-
вания витой металлической стружки.
Известны канатно-дисковые конвейеры
для транспортирования дров, дере-
вянных балансов и подобных грузов
в открытых желобах. Находят примене-
ние также конвейеры малой производи-
тельности (до 5 м3/ч), принадлежащие
к группе скребковых, не имеющие
скребков; волочение груза в них проис-
ходит за счет сцепления его частиц
с цепью (обычно круглозвенной), движу-
щейся в трубе. Известно сочетание под-
весного грузонесущего конвейера со
скребковым, в котором над желобом
188 Скребковые конвейеры
проходит подвесной путь с тяговой
цепью и каретками, к которым консоль-
но прикреплены скребки .> волочащие
груз по желобу, подвешенному к балкам
пути (см. гл. 8).
Скребковые конвейеры основных ти-
пов со сплошными и контурными скреб-
ками применяют для транспортирова-
ния различных пылевидных, зернистых
и кусковых хорошо сыпучих грузов.
Конвейеры со сплошными (главным
образом низкими) скребками исполь-
зуют для транспортирования и охла-
ждения горячих грузов — золы, шлака
и различных грузов химической
и металлургической промышленности.
Скребковые конвейеры не применяются
для транспортирования хрупких, сильно
влажных и липких грузов; хрупкие
грузы дробятся скребками, влажные
и липкие прилипают к скребкам и плохо
разгружаются, резко уменьшается про-
изводительность конвейера н засоряется
его обратная ветвь.
Большое распространение получили
скребковые конвейеры в угольных шах-
тах, на обогатительных фабриках, пред-
приятиях химической и пищевой промы-
шленности. Конвейеры с низкими скреб-
ками в разнообразных конструктивных
модификациях являются в настоящее
время основными агрегатами для под-
земного транспортирования угля в шах-
тах.
Преимуществами скребковых конвей-
еров являются простота конструкции
и устройства промежуточной загрузки
и разгрузки (везде, кроме вертикальных
участков трассы); возможность герме-
тичного транспортирования пылящих,
газирующих и горячих грузов. К недо-
статкам относятся интенсивный износ
ходовой части и желоба, особенно при
перемещении абразивных грузов, по-
скольку скребки и в большинстве слу-
чаев тяговая цепь трутся о желоб в сре-
де груза; значительный расход энергии
из-за трения груза и ходовой части
о желоб; крошение и измельчение груза
при транспортировании волочением, что
для некоторых грузов (например, для
кокса) недопустимо, а для многих неже-
лательно; эксплуатационные трудности
транспортирования грузов с крепкими,
трудно дробимыми кусками, так как за-
клинивание таких кусков между скреб-
ками и желобом (трубой) создает значи-
тельные нагрузки на тяговую цепь
и может вызвать поломку конвейера.
Последнее не относится к конвейерам
с ящичными скребками, имеющими бо-
ковые стенки (см. ниже).
Значительные сопротивления переме-
щению груза и износ ограничивают ско-
рость, длину и производительность
скребковых конвейеров. Обычно ско-
рость конвейера составляет 0,16 — 0,4 м/с
и, в отдельных случаях (на угольных
конвейерах), 0,5 — 1 м/с, длина до 100 м
и производительность до 50—350 т/ч
(в зависимости от конструктивного ти-
па), и только у конвейеров отдельных
типоразмеров с высокими скребками
производительность доходит примерно
до 700 т/ч.
Главным параметром скребкового
конвейера является ширина скребка илн
скребковой цепи (в некоторых случаях
ширина желоба), а для трубчатых скреб-
ковых конвейеров (со стандартными
трубами) наружный диаметр трубы.
6.2. Конвейеры со сплошными
высокими скребками
6.2.1. Общее устройство и основные
параметры
Скребковый конвейер со сплошными
высокими скребками (рис. 6.1) состоит
из открытого желоба 5, укрепленного на
станине 4, вдоль которого движется вер-
тикально замкнутая тяговая цепь (или
две цепи) 1 с укрепленными на ней
скребками 2, огибдющая концевые (при-
водную и натяжную) звездочки. Движе-
ние тяговая цепь получает от привода 3,
а первоначальное натяжение — от на1
тяжного устройства 6. Транспорти-
руемый груз засыпается в желоб кон-
вейера в любом месте по ‘его длине
и проталкивается скребком по желобу.
Разгрузка конвейера может произво-
Конвейеры со сплошными высокими скребками 189
Рис. 6.1. Скребковый конвейер со сплошными высокими скребками:
а —с одной рабочей ветвью; б —с двумя рабочими ветвями; П ~ привод; НУ — натяжное устройство
Рйс. 6.2. Схемы скребковых конвейеров со сплошными высокими скребками:
П— привод; НУ — натяжное устройство; X — ход натяжного устройства
диться в любом месте по его длине че-
рез отверстия в дне желоба, перекры-
ваемые шиберными задвижками или
затворами. Последние открываются при
помощи электромеханического (винто-
вого), пневматического или гидравличе-
ского привода с ручным или дистан-
ционным управлением. Для конвейеров
малых типоразмеров иногда применяют
ручной привод.
Груз может транспортироваться по
нижней ветви (рис. 6.1, а), верхней ветви
(при консольных скребках) или одновре-
менно по верхней и иижней ветвям
в разных направлениях (при симмет-
ричных скребках) (рис. 6.1, б).
Скребковые конвейеры с высокими
скребками в основных исполнениях
являются вертикально замкнутыми
и перемещают груз в горизонтальном
(рис. 6.2, а), наклонном (рис. 6.2,6), на-
клонно-горизонтальном (рис. 6.2, в) и го-
ризонтально-наклонном (рис. 6.2, г) на-
правлениях. Комбинированные трассы
(рис. 6.2,в и г) возможны только для
конвейеров с двумя тяговыми цепями
(рис. 6.3) или же с одной цепью, снаб-
женной опорными катками для напра-
вления ходовой части на поворотном
участке.
Угол наклона скребковых конвейеров
обычно не превышает 30-40°, так как
с его увеличением производительность
конвейера значительно снижается. При
использовании специальных, так назы-
ваемых ящичных, скребков (рис. 6.3,6)
с подвижными боковыми стенками угол
наклона конвейера увеличивается до 50°.
У конвейеров этого типа внутренние
звенья тяговых цепей изготовляют из
листов одинаковой высоты со скребком.
Такая конструкция образует последова-
тельный набор движущихся открытых
ящиков без дна (рис. 6.3,8); дном служит
неподвижный желоб конвейера. Груз
в ящиках не трется о боковые стенки
неподвижного желоба, не заклинивается
между ними и скребком. Это уменьша-
ет сопротивление перемещению груза
и позволяет применять ящичные скреб-
ки для транспортирования кусковых
грузов.
190 Скребковые конвейеры
Рис. 6.3. Ходовая часть скребковых конвейеров:
а — с прямоугольными высокими скребками без боковых стенок; би е — с боковыми подвижными
стенками (ящичными скребками)
Параметры нормализованных скреб-
ковых конвейеров с прямоугольными
скребками до типажу, разработанному
ВНИИПТМАШем, даны в табл. 6.1.
Конвейеры со скребками шириной
200 — 320 мм имеют скорость 0,1 — 1 м/с;
со скребками шириной 400—1200 мм
0,5-0,63 м/с. Конвейеры с высокими
6.1. Основные параметры нормализованных скребковых конвейеров с высокими сплошными скребками
(см. рис. 6.3)
Размеры скребка, мм Шаг скре- бков ас, мм Тип скребка Шаг i звеньев цепи, мм Число тяговых цепей Производитель- ность (м3/ч) при горизонтальном транспортирова- нии со скоро- стью 0,5 м/с Допускаемые наи- большие размеры кусков груза, мм
Шири- на Вс Высо- та hc рядо- вого сортиро- ванного
200 100 320 Консольный 160 1 30 50 30
250 125 320 » 160 1 50 60 40
320 160 500 }> 250 1 60 80 50
400 200 500 Консольный и симметричный 250 2 100 180 120
500 200 630 Ящичный 315 2 125 220 150
650 250 610 315 2 200 300 200
800 250 630 » 315 2 250 300 220
1000 320 800 » 400 2 400 350 300
1200 400 800 » 400 2 630 400 350
Конвейеры со сплошными высокими скребками 191
скребками выпускают в открытом и за-
крытом исполнении. В последнем случае
металлоконструкция конвейера закры-
вается стальными листами.
Кроме наиболее распространенных
вертикально замкнутых конвейеров из-
вестны горизонтально замкнутые одно-
цепные скребковые конвейеры с высоки-
ми скребками, консольно прикре-
пленными к цепи. Их применяют срав-
нительно редко, например для транс-
портирования навоза на животноводче-
ских фермах, древесных отходов и по-
добных грузов.
6.2.2. Элементы конвейеров
Тяговым элементом конвейера с вы-
сокими скребками служат обычно одна
нли две пластинчатые катковые цепи ти-
па 4 по ГОСТ 588 — 81 с шагом 160, 200,
250, 315 и 400 мм. Основными недостат-
ками пластинчатых цепей являются за-
грязнение втулок и катков и прекраще-
ние их работы в условиях сильного
загрязнения. Это приводит к увеличе-
нию натяжения цепи и ее ускоренному
изнашиванию. Поэтому имеются попы-
тки использования специальных бескат-
ковых цепей. Однако качественно изго-
товленная пластинчатая цепь с термиче-
ски обработанными деталями и надеж-
ной защитой подшипников катков
и направляющих путей будет более
долговечной, чем бескатковая цепь.
В одноцепном вертикально замкну-
том конвейере тяговая цепь распола-
гается посередине ширины скребка над
ним (см. рис. 6.1, а) или, редко, под ним.
Ходовая часть конвейера перемещается
при скольжении цепи со скребками по
желобу, скольжении накладок-ползунов
по желобу или боковым направляющим
путям или прн качении катков цепи по
направляющим путям (см. рис. 6.1, а).
У двухцепного конвейера тяговые цепи
располагаются по бокам скребков
и движутся, как правило, на катках по
боковым направляющим путям (см.
рис. 6.1 и 6.3). Движение ходовой части
на катках наиболее предпочтительно.
Оно является важным преимуществом
конвейеров с высокими скребками по
сравнению с конвейерами других типов,
у которых цепь и скребки скользят по
желобу или трубе конвейера.
Выбор числа тяговых цепей (одной
или двух) обусловливается необхо-
димым тяговым усилием, шириной
скребка (определяющей производитель-
ность конвейера) и потребной длиной
конвейера, а главное — устойчивостью
положения скребка. Поэтому для скреб-
ков шириной до 400 мм применяют од-
ну тяговую цепь, при большей шири-
не — две цепи.
Недостатком одноцепных конвейеров
(особенно при узких скребках) является
неудобство загрузки (при верхнем поло-
жении цепи) или разгрузки (при нижнем
положении цепи) желоба конвейера, по-
тому что цепь располагается посередине
желоба. Двухцепные конвейеры и одно-
цепные горизонтально замкнутые кон-
вейеры с консольными скребками этого
недостатка не имеют.
Скребки выполняют трапецеидальной,
полукруглой (рис. 6.4) или прямоуголь-
ной (одинарные или двойные) формы;
последние необходимы для конвейеров
с двумя рабочими ветвями (см.
рис. 6.1,6). Изготовляют скребки из ли-
стовой стали толщиной 3 — 8 мм, для
жесткости их укрепляют ребрами. Из-
вестно изготовление полукруглых скреб-
ков небольшой ширины (до 320 мм) из
пластмассы (нейлона). Одинарные
скребки имеют консольное, а двойные —
симметричное крепление к тяговым
цепям. Ширина плоских скребков соста-
вляет до 650 мм включительно,
а ящичных 500— 1200 мм. Высоту скреб-
ка обычно принимают в 2 — 3 раза мень-
шей их ширины (большие цифры отно-
сятся к большей ширине). При значи-
тельном увеличении высоты скребка
возрастает расчетная площадь сечения
желоба, но н повышается консольная
нагрузка на скребки и цепь, что нецеле-
сообразно.
Шаг скребков определяется в зависи-
мости от кусковатости и угла естествен-
ного откоса транспортируемого груза,
высоты скребка и шага цепи. Для ку-
192 Скребковые конвейеры
сковых грузов шаг скребков должен
быть больше размера наибольшего ку-
ска груза. Для остальных грузов вы-
бранный шаг скребков должен обеспе-
чивать наибольшее заполнение про-
странства между скребками. Обычнр
принимают шаг скребков ас равным
двум шагам цепи (320- 800 мм) или
Ос = (2 -г 4) Лс, где hc — высота скребка.
Желоб конвейера изготовляют
сварным или штампованным из листо-
вой стали толщиной 4 — 6 мм прямо-
угольного, трапецеидального или полу-
круглого (по форме скребка) сечения.
При транспортировании абразивных
грузов для повышения срока службы
дно желоба футеруют износостойким
покрытием, например каменными пли-
тами (из базальта). Для транспортиро-
вания легких грузов (опилок, зерна
и т. п.), а также грузов, вызывающих
коррозию металла (например, поварен-
ной соли), желоба делают иногда дере-
вянными. Желоб собирают по секциям
длиной 3 —6 м; зазор между скребком
и желобом принимают равным
5-15 мм на сторону.
Привод — редукторный, устанавли-
вается на концевой звездочке. В переда-
точный механизм привода, особенно
для конвейеров среднего и тяжелого ти-
пов, целесообразно устанавливать пред-
охранительное устройство (срезной
штифт) или муфту предельного момен-
та для предохранения конвейера от
поломок при случайных перегрузках.
Натяжное устройство — винтовое или
пружинно-винтовое; его ход не менее
1,6 шага цепи. В конвейерах с высокими
скребками натяжное устройство, поми-
мо обычного назначения, обеспечивает
устойчивое положение скребков (исклю-
чает возможность их опрокидывания из-
за консольного приложения нагрузки) за
счет увеличенного первоначального на-
тяжения.
Станину конвейера изготовляют из
прокатных профилей по секциям длиной
3 — 6 м. В отдельных конструкциях (см.
рис. 6.4) кожух делают в виде несущего
каркаса, закрывающего цепь и желоб.
6.2.3. Расчет конвейеров
Определение основных параметров.
Площадь поперечного сечения желоба
конвейера находят по заданной расчет-
ной производительности конвейера
Q (т/ч) с учетом коэффициента заполне-
ния желоба ф транспортируемым гру-
зом. Объем груза, находящегося перед
скребком в промежутке между скребка-
ми, зависит от характеристики груза
(кусков ат ости, угла естественного отко-
са) и скорости движения скребков. Лег-
косыпучий зернистый и пылевидный
груз располагается перед скребком от-
дельной порцией (телом волочения),
продольное сечение которой близко
к неравнобочной трапеции (рис. 6.5, а).
Угол наклона длинной стороны этой
трапеции <р' близок к углу естественного
откоса груза в движении. При перегруз-
ке желоба легкосыпучий груз может да-
же пересыпаться через гребень ведущего
скребка. Плохосыпучий кусковой груз
(например, уголь) перемещается более
или менее ровным слоем (рис. 6.5,6), за-
полняя весь промежуток между скреб-
ками.
Рис. 6.4. Скребковый кон-
вейер со сплошными полу-
круглыми скребками
Конвейеры со сплошными высокими скребками 193
Рис. 6.5. Схемы расположении насыпного груза перед высокими сплошными скребками
Поскольку для установления формы
сечения каждого груза и его состояния
необходимо проведение испытаний, рас-
чет конвейеров выполняют по усред-
ненным данным, характеризуемым экс-
периментально установленным обоб-
щенным коэффициентом заполнения же-
лоба ф, представляющим собой отноше-
ние объема груза на участке между
скребками к геометрическому объему
этого участка. Для легкосыпучих мелких
грузов принимают ф = 0,5 ч- 0,6; для
плохосыпучих кусковых грузов ф =
= 0,7 ч- 0,8. С увеличением угла р на-
клона конвейера объем груза перед
скребком уменьшается (рис. 6.5, в), что
ответствии со способом его крепления
к цепи принимают на 25 — 50 мм боль-
ше высоты желоба. Скорость движе-
ния скребка выбирают в пределах
0,1—0,63 м/с. Ширину желоба
(6-4)
округляют по типовым размерам ши-
рины скребка в соответствии с рекомен-
дованными зазорами между желобом
и. скребком. Полученную ширину жело-
ба и шаг скребка необходимо проверить
по гранулометрическому составу транс-
портируемого груза, исходя из наиболь-
шего типичного размера куска груза
(см. гл. 2). Рекомендуется принимать
учитывают введением в расчет экспери-
ментального коэффициента Сз 1:
(6.5)
ас > 1,5а.
Угол наклона конвейера р,
град Ci для груза: 0 10 20 30 35 40
легкосыпучего 1 0,85 0,65 0,5 — —
плохосыпучего, кускового . . 1 1 1 0,75 0,6 0,5
Расчетная площадь (м3) сечения груза
в желобе с учетом коэффициента ф
F = -^ж^жфСз = /сж^жфСз, (6.1)
где Вж и йж— рабочие ширина и высота же-
лоба, м; кж = Вж/h-x 2,4 э 4 коэффициент
соотношения ширины и высоты желоба.
Производительность скребкового кон-
вейера (т/ч)
Q = ЗбООГрг = 36ООВж/гжфСзрг =
= 3600/сж/1жфС3рг, (6.2)
откуда рабочая высота желоба (высота
слоя груза)
/1Ж = |/2/(36ООкжгрС3ф). (6.3)
Конструктивную высоту скребка в со-
Для двухцепных конвейеров при сор-
тированном грузе Хс = 3 ч- 4 и рядо-
вом грузе Ус = 2 ч- 2,5; для одноцепных
конвейеров соответственно Хс = 5 ч- 7 и
Хс = 3 ч- 3,5, так как проходящая посе-
редине желоба цепь ухудшает условия
загрузки и разгрузки конвейера.
Т яговый расчет. Т яговый расчет
скребкового конвейера выполняют по
отдельным участкам (см. гл. 3), причем
на рабочей ветви сопротивление движе-
нию груза и ходовой части рассчиты-
вают отдельно по формуле
5И = + Иф =
= + Wo + Mr) / ± far + 4о)
(6.6)
7 А. О. Спиваковский
194 Скребковые конвейеры
где S„ и S„_j - натяжение цепи соответствен-
но в конце и начале прямолинейного участ-
ка, Н; Wn~ сила сопротивления движению
на прямолинейном участке, Н; w и
wr — коэффициенты сопротивления движению
соответственно ходовой части и груза; и
дг—линейные силы тяжести соответственно
ходовой части и груза, Н/м; / — длина гори-
зонтальной проекции участка трассы конвей-
ера, м; h — длина вертикальной проекции
(высота) участка, м.
Перед третьим членом правой части
формулы (6.6) знак «плюс» берется при
подъеме, а «минус» — при спуске груза.
Коэффициент сопротивления переме-
щению груза по желобу плоским скреб-
ком wr, учитывающий сопротивления от
трения груза о дно и стенки стального
желоба, приближенно можно принимать
следующим: для крупного угля wr =
— 0,7 -г 1; для угольной мелочи и пыли
wr = 0,6-r0,7; для других грузов wr =
= 1,1/j где f — коэффициент трения гру-
за по желобу. Для ящичных скребков
коэффициент сопротивления движению
груза уменьшается примерно на
10—15%, и можно принимать wr =f
Коэффициент сопротивления движе-
нию цепи с ходовыми катками на под-
шипниках скольжения wu = 0,l -? 0,13
в зависимости от условий работы; для
цепей без катков, движущихся скольже-
нием, ид = 0,25 4- 0,4.
Линейную силу тяжести qo (Н/м) хо-
довой части конвейера (цепей и скреб-
ков) определяют по каталогам заводов-
Рнс. 6.6. Схема сил, действующих на высокий
скребок
изготовителей или по приближенному
соотношению
до - Ко#, (6-7)
где эмпирический коэффициент; для
одноцепных конвейеров Кс = 900 -г 1200; для
двухцепных конвейеров Кс = 1500 4- 2500
(большие цифры относятся к конвейерам
с цепями повышенной прочности и
к ящичным двухцепным конвейерам);
В — ширина скребка, м.
Первоначальное натяжение цепи So
определяют из условия устойчивости
скребка. Сопротивление W движению
порции груза, размещенной перед скреб-
ком, по желобу стремится отклонить
скребок и звено цепи, к которому он
прикреплен, на некоторый угол а. Этому
отклонению препятствует натяжение це-
пи Sq (рис. 6.6). Рассмотрим условие
равновесия сил, приложенных к скребку.
Для упрощения решения примем натя-
жения цепи в начале и в конце звена
одинаковыми, равными Sq и напра-
вленными одно параллельно другому;
массу скребка не учитываем. Тогда по-
лучим уравнение моментов
Wh cos г — Sot sin с, (6.8)
где h — высота приложения силы сопроти-
вления движению груза, м; обычно ее при-
нимают равной высоте скребка hc для ку-
сковых грузов или 0,8 hc для зернистых
грузов; г — угол отклонения звена цепи; для
надежной работы конвейера е^2ч-3°;
t — шаг звена цепи, м.
Сопротивление перемещению груза
(Н) на наклонном конвейере
РУц = gmr (wr cos р + sin р); (6.9)
на горизонтальном конвейере (р — 0)
W = gmrwr, (6.9')
где тТ - масса порции груза перед скребком,
кг.
Необходимое первоначальное натяже-
ние тягового элемента
So > Wh cos e/(t sin a) = Wh etg e/t.
(6.Ю)
Трубчатые скребковые конвейеры 195
Для с — 3° ctgc = 19,1; тогда
So > 19,1 VFh/t. (6.10')
Обычно So = 3 — 10 кН. Необходи-
мость повышенного первоначального
натяжения — заметный недостаток кон-
вейера с высокими скребками.
В остальном тяговый расчет ведется
так же, как и для пластинчатых конвейе-
ров (см. гл. 5). Тяговое усилие и потреб-
ную мощность двигателя определяют
по рекомендациям гл. 3.
6.3. Трубчатые скребковые
конвейеры
6.3.1. Общее устройство и параметры
Трубчатый скребковый конвейер
(рис. 6.7 и 6.8) имеет замкнутый контур
цепи 1 с прикрепленными к ней круглы-
ми или прямоугольными скребками 2.
Цепь со скребками движется внутри
герметичной трубы 3 круглого (илн пря-
моугольного) сечения и перемещает не-
прерывным потоком насыпной груз.
Движение цепь получает от привод-
ной звездочки, вращаемой приводом
8 (см. рис. 6.7), места загрузки 4 и раз-
грузки 6 трубы располагаются в любом
месте горизонтальных участков конвей-
ера. В конце рабочей ветви, у последне-
го места разгрузки устанавливается ви-
брационное устройство 7 для очистки
цепи и скребков от прилипших частиц
груза. Первоначальное натяжение цепь
получает от натяжного устройства 9,
расположенного на одном или двух
ннжних поворотных участках трубы.
Повороты цепи в вертикальной или го-
ризонтальной плоскости осуществляют-
ся на поворотных блоках, звездочках
или криволинейных участках трубы 5.
Трубчатые конвейеры могут иметь
разнообразные трассы: в вертикальной
плоскости — вертикально замкнутые
(рис. 6.9, а — е), горизонтальные, на-
клонные и комбинированные; в гори-
зонтальной плоскости — горизонтально
замкнутые, циркуляционные (рис.
6.9, з, ж) и пространственные (см.
рис. 6.7).
Трубчатые скребковые конвейеры
предназначены для транспортирования
различных пылевидных, порошкооб-
разных, зернистых и мелкокусковых (с
кусками малой прочности, размером
примерно в 5—10 раз меньше внутрен-
него диаметра трубы) насыпных грузов
при малой и средней производительно-
сти: продуктов и полуфабрикатов хими-
ческой промышленности, строительных
материалов (сухой глины, песка, мела,
извести, цемента), продукции лакокра-
сочного производства, пищевых продук-
тов (муки, крахмала, чая, сахара, солода,
зерна, комбикорма), исходных материа-
лов производства огнеупоров, дре-
весных опилок, чугунной стружки, пыле-
у*
Рвс. 6.7. Схема трубчатого
скребкового конвейера с про-
странственной трассой
196 Скребковые конвейеры
Рис. 6.8. Ходовая часть труб-
чатых скребковых кон-
вейеров :
«и б — с разборной цепью
соответственно для холод-
ных и горячих грузов: <? —
с пластинчатой цепью и за-
щищенным шарниром
Рве. 6.9. Схемы трубчатых
скребковых конвейеров:
а — е — вертикально замкну-
тых; ж и з — горизонталь-
но замкнутых; П — привод;
НУ — натяжное устройство
видного угля и др. Герметичность труб-
чатых конвейеров позволяет применять
их для транспортирования ядовитых,
пахучих н горячих насыпных грузов.
Трубчатые конвейеры могут транспор-
тировать жидкие и полужидкие не лип-
кие насыпные грузы по горизонтальной
и вертикальной трассам.
Трубчатые конвейеры получили ши-
рокое распространение для раздачи кор-
мов на птице- и животноводческих фер-
мах (труба диаметром 60 мм, скорость
цепи - до 0,56 м/с).
Трубчатыми конвейерами нельзя
транспортировать липкие и быстро сле-
живающиеся грузы, а также грузы с ку-
сками высокой прочности (например,
щебень). Такие куски могут заклиниться
между скребком и трубой и застопорить
цепь, поэтому при возможности появле-
ния таких кусков в общей массе груза
в местах загрузки конвейера устанавли-
вают решетки, не допускающие попада-
ния кусков в трубу.
При транспортировании горячих гру-
зов с температурой 700—1100°C (напри-
мер, колчеданного огарка) н их охла-
ждении в процессе перемещения трубу
с горячим грузом и цепью размещают
внутри последовательно расположенных
секций трубчатой водяной рубашкн (см.
рнс. 6.8). В секции подается холодная
и выпускается нагретая вода и обеспечи-
вается непрерывный и интенсивный те-
плообмен. В местах крепления труб
к неподвижным стойкам и соединения
концевых секций устанавливают ком-
пенсаторы тепловых линейных расшире-
ний.
Преимуществами трубчатых конвейе-
ров являются простота конструкции,
надежная герметичность, большое раз-
Трубчатые скребковые конвейеры 197
6.2. Рекомендуемые параметры трубчатых скребковых конвейеров
Параметр Размер трубы по ГОСТ 8732 — 78 (наружный диаметр/толщина стенки), мм/мм
108/4 159/4,5 219/6
Диаметр скребка, мм Шаг скребков для конвейера*, мм: 94 142 198
горизонтального 320-400 320-400 480-600
с комбинированной трассой 160-200 160-200 320-400
Линейная масса ходовой части **, кг/м 8,7 И,6 17,6
Расчетная производительность конвейера (м3/ч) при ско- рости 0,16 м/с 4 9 16
* Кратный шагу цепи 80—100 мм.
** С разборной цепью (ГОСТ 589—81) при шаге стальных скребков 200 —400 мм для комбиниро-
ванной трассы.
нообразие трасс перемещения груза на
базе использования унифицированных
узлов, широкая возможность примене-
ния готовых стандартных труб и цепей,
высокий коэффициент заполнения
трубы, отсутствие износа цепи от исти-
рания при симметричном креплении
скребка. Благодаря наличию сплошных
круглых скребков по всему сечению
трубы (исключая зазоры) транспорти-
руемый груз (в том числе и пыле-
видный) на горизонтальных и верти-
кальных участках конвейера движется
6.3. Параметры трубчатых скребковых конвейеров
фирмы Вебб (США) с пространственной трассой
Характеристи- ка транспорти- руемого груза Рекомендуе- мая скорость движения, м/с Производительность кон- вейера (м3/ч) при наруж- ном диаметре трубы, мм
102 152 203 254 305
Высокоабра- 0,03 0,4 1,2 2,2 3,6 5,1
зивный 0,05 0,8 2,4 4,4 7,6 10,0
Средней абра- 0,10 1.7 4,6 9,0 14,4 20,4
ЗИ0НОСТИ 0,125 2,0 5,7 10,8 18,0 25,1
Неабразивный 0.15 2,4 7,0 13,2 21,6 30,0.
0,20 3,2 9,3 18,0 28,8 40,0
Неабразивный 0,25 4,2 11,6 22,2 36,0 51,0
смазывающий- ся (типа графи- та) 0,30 4,8 14,3 26,4 43,2 60,0
без отставания с той же скоростью, что
и скребки. В этом значительное преиму-
щество трубчатых конвейеров по срав-
нению с конвейерами, имеющими кон-
турные скребки.
Недостатком трубчатых конвейеров,
как и скребковых люб ого типа, яв-
ляется изнашивание трубы и скребков,
особенно на криволинейных участках
прн транспортировании абразивных
грузов. Однако для равномерного изна-
шивания прямолинейные секции трубы
можно периодически поворачивать во-
круг продольной оси на некоторый угол
по мере изнашивания нижней части
трубы в зоне соприкосновения с ней
скребка.
Параметры трубчатых конвейеров, ре-
комендованные ВНИИПТМАШем, при-
ведены в табл. 6.2; параметры конвейе-
ров фирмы Вебб (США) с стержневой
цепью даны в табл. 6.3.
Трубчатые конвейеры рекомендуется
применять при малой и средней про-
изводительности (4 — 35 м3/ч) и скорости
транспортирования 0,16 — 0,32 м/с, длине
прямолинейных участков до 60 м, мак-
симальной высоте подъема до 20 м при
общей длине комбинированной трассы
до 80 м в соответствии с тяговыми спо-
собностями стандартных раз*борных це-
пей. Возможно и превышение этих пара-
метров, однако это заметно увеличивает
габаритные размеры конвейера н массу
ходовой части.
198 Скребковые конвейеры
6.3.2. Элементы конвейеров
Тяговым элементом трубчатых скреб-
ковых конвейеров служит одна разбор-
ная (ГОСТ 589 — 81), «пластинчатая вту-
лочная цепь типа 2 (ГОСТ 588 — 81)
с шагом 80 нли 100 мм или калибро-
ванная круглозвенная цепь (ГОСТ
2319 — 70), иногда - канат. Известно так-
же использование двухшарнирных
и стержневых цепей с шаровым закры-
тым шарниром. Последние вместе
с разборными и круглозвенными цепя-
ми необходимо применять для конвейе-
ров с пространственной трассой. В зару-
бежной практике шарнир пластинчатой
цепи защищают кольцами из резины
или пластмассы (см. рис. 6.8, в), однако
это значительно усложняет и удорожает
цепь, создает дополнительные сопроти-
вления трения при поворотах звеньев.
Скребки изготовляют из стали, чугу-
на, пластмассы или резины толщиной
10—20 мм. Известны конструкции ком-
бинированных скребков, у которых цен-
тральная часть (остов) делается из стали
или чугуна, а бандаж из резины или
пластмассы.
Скребок приваривают или прикре-
пляют на болтах (см. рис. 6.8) к звену
цепи. Крепление может быть цен-
тральным, симметричным (цепь прохо-
дит в центре скребка) или боковым,
асимметричным (см. рис. 6.8, в). Прн бо-
ковом креплении скребков и внутреннем
расположении цепи в звездочках и пово-
ротных устройствах не требуется выре-
зов для прохода скребков; для скребков
с симметричным креплением эти вы-
резы необходимы. Вырезы иногда де-
лают в самих скребках (см. рис. 6.8,6),
однако это не рекомендуется, так как
при некотором повороте скребка пло-
скости выреза и звездочки могут не со-
впадать. Скребки с боковым креплением
непригодны для конвейеров, имеющих
трассу с поворотами в правую и левую
стороны.
Шаг скребков ас принимают в зависи-
мости от шага тяговой цепи t и диаме-
тра трубы D из соотношений
ac = k[t = k2D, (6.11)
где кг и к2 — конструктивные коэффициенты;
для конвейеров с прямолинейной трассой
(горизонтальных и наклонных) к^ = 2 -? 6,
А'2 = 2^ 3; для конвейеров с комбинирован-
ной трассой, имеющей вертикальные участ-
ки, кг = 2 -? 4 и к2 = 1.
При любой трассе шаг скребков дол-
жен быть кратным двум шагам цепи.
Диаметр скребка принимают на
10—15 мм меньше внутреннего диаме-
тра трубы.
Поворотными устройствами конвейера
(рис. 6.10, б, в) служат блоки с гладким
ободом или звездочки, вращающиеся на
подшипниках качения и закрепленные
в герметичном кожухе со смотровыми
люками. Поворотными устройствами
могут служить также плавные закругле-
ния неподвижной трубы по радиусу
1,2 — 2 м. Секции средней части конвейе-
ра (горизонтальные и вертикальные)
длиной 4 — 6 м изготовляют из стан-
дартных труб (ГОСТ 8732 — 78) на-
ружным диаметром 108—219 мм (из-
вестны до 305 мм) со стенками толщи-
ной 3—6 мм и соединяют друг с другом
болтами. В секциях, как и в кожухах
приводной звездочки и блоков, предус-
матривают герметичные люки для ос-
мотра и ремонта ходовой части. На
трассе размещают ремонтную секцию
со съемной крышкой.
Привод обычного типа со звездочкой
и редуктором снабжают предохрани-
тельным срезным штифтом. Электро-
двигатель с редуктором соединяют при
помощи упругой муфты или клиноре-
менной передачи.
Натяжное устройство — винтовое (для
конвейеров малой длины), пружинно-
винтовое и грузовое. Ход натяжного
устройства — не менее 1,6 шага цепи.
Очистное устройство — вибрационное.
Оно приводится электродвигателем, на
валу которого укреплен эксцентрик со
штоком; на конце штока горизонталь-
ная планка, постоянно с некоторым
прижимом соприкасающаяся с движу-
щимися скребками, которые скользят по
ней. При вращении двигателя шток совер-
шает возвратно-поступательные движе-
ния и встряхивает движущиеся скребки
Конвейеры со сплошными низкими скребками 199
Рис. 6.10. Схемы узлов трубчатых скребковых конвейеров:
а — устройство для загрузки; б и е — поворотные устройства
(амплитуда перемещения 2 — 3 мм, ча-
стота 750—1500 колебаний в минуту),
освобождая их от прилипших частиц
груза. Внутреннюю полость трубы
в случае необходимости чистят спе-
циальными очистными скребками (два-
три на конвейер) из резины или с рези-
новым ободом увеличенного диаметра,
установленными в трубу без зазоров.
6.3.3. Расчет конвейеров
По заданной расчетной производи-
тельности определяют внутренний диа-
метр трубы конвейера и округляют его
до ближайшего стандартного размера.
Коэффициент заполнения сечения трубы
с учетом объема, занимаемого цепью
и скребками, принимают равным
0,8 — 0,9. Скорость движения скребков
выбирают в пределах 0,1—0,4 м/с.
Тяговый расчет конвейера выполняют
обычным порядком (см. гл. 3). Коэффи-
циент сопротивления движению ходо-
вой части для стальной трубы и сталь-
ного или пластмассового скребка w =
=fc = 0,3 д 0,5; для обрезиненного
скребка w — /р = 0,5 ч- 0,6. Коэффициент
сопротивления перемещению груза по
трубе vvr определяют с учетом давления
его на стенки трубы и принимают
в среднем для горизонтальных участков
0,6 ч-0,7; для вертикальных участ-
ков vvr в = 2,5 ч- 3.
Первоначальное натяжение цепи для
конвейеров с прямолинейной трассой
принимают равным 500—1000 Н; с про-
странственной трассой — 1500—2000 Н,
чтобы исключить возможность чрезмер-
ного (больше чем на 2 — 3°) поворота
скребка.
Мощность электродвигателя привода
определяют по рекомендациям гл. 3.
6.4. Конвейеры со сплошными
низкими скребками
6.4.1. Общее устройство и основные
параметры
Конвейер с низкими скребками
(рис. 6.11) имеет закрытый каркас 1,
нижняя часть которого образует желоб
для перемещения груза. Тяговая цепь
200 Скребковые конвейеры
Рис. 6.11. Конвейер с низкими сплошными скребками
(или две цепи, рис. 6.12) со скребками
2 (рис. 6.11) (отдельно показаны на
рис. 6.13) проходит внутри каркаса
и огибает концевые звездочки — привод-
ную 3 (рис. 6.11) и натяжную 4. Нижняя
ветвь скользит по дну желоба и переме-
щает транспортируемый груз; обратная
ветвь цепи располагается в верхней ча-
сти каркаса и движется по направляю-
щим путям, иногда по сплошному дну,
или опорным роликам. В некоторых
конструкциях конвейер имеет два раз-
дельных герметичных желоба (трубы),
и перемещение груза возможно в ниж-
нем и верхнем желобах в разных напра-
влениях. Цепь получает движение от
приводной звездочки вращаемой элек-
тродвигателем, через приводной меха-
низм.
Конвейеры с низкими скребками
имеют только вертикально замкнутое
расположение тяговой цепи с прямоли-
нейной (горизонтальной или наклонной)
и комбинированной трассами перемеще-
ния груза (рис. 6.14). Груз, засыпанный
в любом месте горизонтального жело-
ба, перемещается цепью и скребками
сплошным слоем, высота которого на
горизонтальном участке значительно (в
2—6 раз, в зависимости от свойств
груза) больше высоты скребков
(рис. 6.14, е). Такое перемещение груза
возможно потому, что сила сдвига (сце-
пление) частиц груза выше, чем сопро-
тивление трения их о дно и стенки же-
лоба. Движущиеся скребки как бы арми-
руют сыпучую среду и заставляют ее
двигаться сплошной массой. Поэтому
конвейеры с низкими сплошными скреб-
ками называют также конвейерами
с погруженными скребками. В горизон-
тальном желобе высота слоя транспор-
тируемого груза определяется главным
образом его физико-механическими
свойствами и условиями загрузки (ин-
тенсивностью подачи), хотя высота
скребка имеет определенное значение.
В наклонном желобе на частицы груза
действуют составляющие силы их тяже-
сти, и высота слоя груза значительно
снижается, приближаясь к высоте скреб-
ка. Поэтому для наклонных конвейеров
в ряде случаев применяют скребки по-
вышенной высоты.
Конвейеры с низкими скребками
могут иметь углы наклона до 60°
(рис. 6.14,в,г и 0) и перемещать насып-
ной груз сплошным слоем высотой, рав-
ной высоте скребка, если на переходном
и наклонном участках трассы высоту
желоба уменьшить до высоты скребков
плюс зазор 5 — 10 мм (рис. 6.14, ж). Хотя
производительность таких конвейеров
невысока, но они имеют небольшую вы-
соту поперечного сечения желоба.
Конвейеры с низкими скребками при-
меняют для транспортирования самых
разнообразных хорошо сыпучих пыле-
видных, зернистых и мелкокусковых
грузов на предприятиях различных от-
раслей промышленности, в том числе
и горячих грузов с температурой до
700 °C. Конвейеры этого типа с жело-
бом шириной 200—650 мм и производи-
тельностью 25—175 т/ч иашли широкое
применение для горизонтального и по-
Рис. 6.12. Конвейер КПС-650Т с погруженными скребками конструкции ВНИИПТМАШа;
/ — привод; 2 — секция приводной звездочки; j? — промежуточная секция; 4 — натяжное устройство; 5 — секция конвейера с охладительной водяной
камерой; 6 — охладительная водяная камера S
Конвейеры со сплошными низкими скребками
202 Скребковые конвейеры
Рис. 6.13. Ходовая часп. кон-
вейера с низкими скребками:
а — одноцепного горизон-
тального; б — наклонного;
в — двухцепного со скребка-
ми увеличенной высоты
Рис. 6.14. Конвейеры с низ-
кими скребками:
а — д — схемы конвейеров; е и
ж — расположение rpyla
соответственно на горизон-
тальном участке и при пере-
ходе с горизонтального на
наклонный участок
логонаклонного (с углом подъема до
15°) транспортирования зерна и продук-
тов его переработки на зерновых элева-
торах, мукомольных и комбикормовых
предприятиях.
Конвейеры с низкими скребками
имеют ширину желоба 125—1000 мм;
скорость транспортирования 0,1 —0,4 м/с
и, в отдельных случаях, до 0,8 м/с;
производительность 5 — 400 т/ч; длина
транспортирования до 60 м. В разрабо-
танном во ВНИИПТМАШе типаже
предусмотрены конвейеры с низкими
скребками (см. рис. 6.12) с желобом ши-
риной и высотой Вж х h: 125 х 90; 200 х
х125; 320x200; 500x 320; 650 x 400 мм
и производительностью 5,6—320 м3/ч
при скорости 0,16 — 0,4 м/с и горизон-
тальном транспортировании.
К преимуществу конвейеров с низки-
ми скребками относится герметичность
транспортирования, а к недостаткам —
износ цепи, скребков и днища жело-
ба, возможность всплывания цепи над
транспортируемым грузом (что наблю-
дается на длинных
участках конвейера),
трассы перемещения груза,
ность перекоса скребков у двухцепных
конвейеров из-за неравномерного изна-
шивания цепей, недостаточная жесткость
длинных плоских скребков.
прям ол инейных
ограниченн ость
возмож-
Конвейеры со сплошными низкими скребками 203
6.4.2. Элементы конвейеров
Тяговым элементом конвейера с низ-
кими скребками служит пластинчатая
втулочная и роликовая или специальная
вильчатая цепь с шагом 160 или 200 мм.
В конвейерах для транспортирования
зерна известно применение пластинча-
той цепи с открытым шарниром (см.
рис. 2.9). При ширине скребка до 500 мм
применяют одну цепь (рис. 6.13,д и б),
более 500 мм — две цепи. Поскольку
цепь в процессе работы истирается и ее
расчетное сечение уменьшается, запас
прочности берут повышенным (до 20)
с учетом возможного ослабления сече-
ния.
Скребки изготовляют из плоской (см.
рис. 6.13, а), профильной (см. рис. 6.13,6)
и листовой (см. рис. 6.13, в) полосы.
В одноцепных конвейерах скребки при-
варивают к звену цепи перпендикулярно
или под углом около 85° к его продоль-
ной оси. В двухцепных конвейерах
скребки прикрепляют к звеньям при по-
мощи толстых шплинтов (см.
рис. 6.13, в).
Для горизонтальных и крутона-
клонных конвейеров высота скребка
равна или меньше высоты цепи
(50—30 мм); для пологонаклонных кон-
вейеров с углом наклона до 20— 30°
скребок делают более высоким, чем
цепь (he = 60 4- 130 мм). Шаг скребков
принимают обычно равным одному или
двум шагам t цепи. Для очистки цепи
и скребков от прилипших частиц груза
применяют специальные щетки, а для
очистки желоба — специальные скребки
с выступами.
Желоб конвейера имеет два конструк-
тивных исполнения: в виде единого (для
верхней и нижней ветвей) сварного кар-
каса из листовой стали толщиной
2 — 4 мм или в виде двух отдельных же-
лобов, выполненных из швеллеров и ли-
стовой стали. Желоб первого исполне-
ния используют при движении обратной
верхней цепи по опорным роликам; он
трудоемок для изготовления и ремонта,
но имеет меньшую массу по сравнению
с массой желоба второго исполнения.
Желоб конвейера в том и другом испол-
нении должен обязательно иметь герме-
тичные люки для осмотра и ремонта
ходовой части и дна желоба.
Наиболее изнашиваемые детали же-
лоба — дно и криволинейная напра-
вляющая перехода трассы конвейера
с прямолинейного на наклонный или
с наклонного на прямолинейный участ-
ки. Для повышения срока службы этих
участков в зоне их соприкосновения
с движущейся цепью устанавливают
сменные полосы из твердой марганцо-
вистой стали (например, ЗОГ), термиче-
ски обработанной. В тех случаях, когда
установка сменных полос невозможна,
дно желоба и направляющие делают из
толстой (8 — 12 мм) марганцовистой ста-
ли и предусматривают возможность их
быстрой замены при ремонте. В тру-
щейся паре цепь — желоб последний
должен иметь больший срок службы,
поскольку его замена более трудоемка,
чем замена цепи, запасные ветви кото-
рой могут быть всегда подготовлены
заранее. Применяют футеровку дна же-
лоба каменными плитами (базальтом).
Привод — обычного типа, редук-
торный, сблокированный с датчиком,
отключающим электродвигатель при
обрыве цепи. Приводную звездочку
снабжают вильчатым съемником цепи,
обеспечивающим правильный сбег по-
следней со звездочки.
Поворотными и отклоняющими
устройствами конвейера служат напра-
вляющие блоки, звездочки и непо-
движные шины. Блоки, как и опорные
ролики, вращаются на подшипниках ка-
чения, корпуса которых располагаются
вне кожуха конвейера. Места выхода ва-
лов из корпуса закрывают надежным
уплотнением для обеспечения необходи-
мой герметичности.
Натяжное устройство — винтовое или
пружинно-винтовое.
6.4.3. Расчет конвейеров
Ширину желоба конвейера выбирают
по заданной расчетной производитель-
ности и принятой скорости (см. гл. 3).
204 Скребковые конвейеры
Площадь поперечного сечения транс-
портируемого груза принимают равной
произведению ширины желоба на высо-
ту слоя груза; объем, занимаемый
цепью со скребками, рассчитывают
с учетом коэффициента использования
сечения ф = 0,8 -= 0,85. Для конвейеров
с крутонаклонными участками и низким
желобом (см. рис. 6.14, ж) высота слоя
груза равна высоте скребка; для гори-
зонтальных конвейеров высота слоя hr
обусловливается свойствами транспор-
тируемого груза и принимается по экс-
периментальным данным или прибли-
женно hr = (0,3 -а- 0,6) Вс (где Вс — ширина
скребка), но не менее высоты скребка
(меньшее значение для пылевидных,
большее — для зернистых грузов). Для
пологонаклонных конвейеров снижение
производительности учитывается коэф-
фициентом С3 =0,9 ч- 0,8 в зависимости
от угла наклона конвейера и свойств
груза; для крутонаклонных конвейеров
при высоте слоя груза, равной высоте
скребка, С3 = 1.
Тяговый расчет конвейера выполняет-
ся так же, как и конвейеров с высокими
скребками (см. п. 6.2).
6.4,4. Особенности конструкций
конвейеров с низкими скребками
для транспортирования
горнчнх грузов
При транспортировании горячих гру-
зов могут быть поставлены две зада-
чи — охлаждение груза или сохранение
его тепла, если это необходимо для по-
следующих технологических операций.
Для сохранения температуры горячего
груза в процессе его транспортирования
каркас конвейера выполняют с двойны-
ми стальными стенками, между которы-
ми помещают теплоизоляционный ма-
териал, Для охлаждения горячего груза
в процессе транспортирования дно же-
лоба конвейера снабжают охладитель-
ной камерой, в секции которой непрерыв-
но подают холодную воду и отводят
нагретую (рис. 6.15, а и б). Охлаждаются
также валы приводной и натяжной звез-
дочек (рис. 6.15, в).
В целях наибольшего охлаждения
и увеличения времени пребывания в ох-
лаждаемых желобах горячие грузы
транспортируют с малой скоростью
(0,01—0,16 м/с) тонким слоем (не выше
Рис. 6.15. Конвейер с низкими скребками для транспортирования горячих грузов;
а — средняя часть; б — схема движения охлаждающей воды в желобах нижней и верхней ветвей
конвейера; в — узел охлаждения вала приводной звездочки
Конвейеры со сплошными низкими скребками 205
Рис. 6.16. Подземные скребковые конвейеры для транспортирования угля в шахтах:
а — общий вид; б — д — поперечные сечения средней части вертикально замкнутого двухцелного, трех-
цепнОго, одноцепного и горизонтально замкнутого одноцепного конвейеров соответственно; 1 —
привод; 2 — натяжное устройство; 3 — цепь; 4 — скребок; 5 — желоб
скребка) и в ряде случаев одновременно
на верхней и нижней ветвях конвейера
(рис. 6.15, а); при этом груз засыпается
в желоб в конце верхней ветви, переме-
щается в обратном направлении до на-
чала конвейера, перегружается в желоб
нижней ветви и транспортируется ею
в прямом направлении к концу кон-
вейера.
Корпус конвейера для транспортиро-
вания горячих грузов жестко крепится
к фундаменту только в одном месте
(обычно у привода), все остальное сек-
ции имеют свободные скользящие
опоры для обеспечения возможных тем-
пературных перемещений. Загрузочные
патрубки соединяют с желобом конвей-
ера специальными подвижными герме-
тичными устройствами с «песочным за-
твором». Смотровые и ремонтные люки
имеют асбестовые прокладки. Цепь,
скребки, отклоняющие блоки и звездоч-
ки имеют такую же конструкцию, как
и у конвейеров нормального использо-
вания, но изготовляются из спе-
циальных сталей (например, из стали
25ХГТ).
6.4.5. Скребковые конвейеры
длн подземного транспортирования
угля
Широко применяемые скребковые
конвейеры для подземного транспорти-
рования угля принадлежат к группе кон-
вейеров с низкими скребками, но кон-
струкция их значительно отличается от
конструкции конвейеров, рассмотренных
ранее. Многообразие видов работы
в угольных шахтах обусловило большое
число конструктивных разновидностей
скребковых конвейеров (рис. 6.16).
Конвейер имеет одну (две, три) тяго-
вую цепь с прикрепленными к ней низ-
кими скребками, которые вместе
с цепью движутся по дну открытого же-
206 Скребковые конвейеры
лоба. Цепь огибает приводную и натяж-
ную звездочки, расположенные по кон-
цам конвейера, и перемещается при
помощи привода. Конвейер устанавли-
вают непосредственно иа почву шахты.
Одно из основных требований, предъ-
являемых к подземным конвейерам,—
минимальная высота конвейера и осо-
бенно его рабочей ветви для снижения
высоты погрузки угля.
По расположению тягового элемента
(рабочей и холостой ветви) различают
вертикально замкнутые (рис. 6.16, а — г),
горизонтально замкнутые (рис. 6.16, д)
и комбинированные подземные скреб-
ковые конвейеры. На последних кон-
цевые звездочки устанавливают в пло-
скости, расположенной под углом 45°
к горизонту. Скребки, прикрепленные
к цепи под углом 45°, на рабочей ветви
располагают в горизонтальной, а на
обратной — в вертикальной плоскости.
Вертикально замкнутые конвейеры
выполняют с одной (рис. 6.16, а), двумя
(рис. 6.16,6) и тремя (рис. 6.16, в) парал-
лельно расположенными тяговыми це-
пями. Трехцепной конвейер может
иметь увеличенную длину и повышен-
ную надежность, так как при обрыве
одной цепи скребок не теряет устойчи-
вости и работоспособность конвейера
не нарушается. Однако повышенная
стоимость и увеличенная масса трех-
цепных конвейеров ограничивают их
применение. У одноцепного конвейера
скребки могут иметь симметричное
(цепь в середине скребка), консольное,
а также жесткое или шарнирное (с одно-
сторонним шарниром) крепления к тя-
говой цепи.
Трасса вертикально замкнутого кон-
вейера для бесперегрузочного транспор-
тирования угля в криволинейных выра-
ботках может быть прямолинейной (го-
ризонтальной, наклонной и горизон-
тально-наклонной) и изгибающейся
в горизонтальной плоскости (простран-
ственной).
Тяговый элемент — цепь (одна, две,
три) разборная, усиленная с шагом зве-
на 80 мм типа Р1-8-290 ГОСТ 589 — 81
или круглозвенная с шагом звена 50 или
64 мм и стержнем диаметром 14
и 18 мм, изготовленные из стали 45Г2
или 40Х с термообработкой.
Скребки — стальные высотой, при-
близительно равной высоте цепи. Шаг
скребков 480, 640, 1024 мм, линейная
масса цепи со скребками в среднем
10 — 18 кг/м.
Желоб штампуют из листовой стали
35 (с закалкой рабочей части) или ЗОГ
по секциям длиной 2 — 2,5 м.
Привод — электрический, пневматиче-
ский или элёктрогидравлический во
взрывобезопасном исполнении. Широ-
кое применение получил привод с од-
ним-двумя двигателями в передней ча-
сти и одним — в задней части. Привод-
ной механизм — редукторный; электро-
двигатель соединяется с редуктором
гидравлической муфтой.
6.5. Конвейеры с контурными
скребками
6.5.1. Общее устройство и основные
параметры
Конвейеры с контурными скребками
(их называют также конвейерами Редле-
ра, по имени их изобретателя) имеют
закрытый желоб, разделенный на две
части, внутри которых движутся рабо-
чая и обратная ветви цепи со спе-
циальными фигурными скребками
(рис. 6.17). Стержни скребков как бы по-
вторяют (обрамляют) три стенки конту-
ра сечения желоба. Такой скребок, ар-
мируя насыпной груз, перемещает его
не отдельными порциями перед каждым
скребком, а сплошной массой, запол-
няющей на горизонтальных участках
почти все сечение желоба.
Процесс сплошного волочения груза
основан на том, что сопротивление про-
хождению контурных скребков через на-
сыпной груз, помещенный в желоб
с гладкими стенками, оказывается боль-
шим, чем сопротивление трению груза
о дно и стенки желоба. Контурный скре-
бок может более эффективно, чем низ-
кий сплошной скребок, передавать дви-
жущую силу на все сечение насыпного
Конвейеры с контурными скребками 207
Рис. 6.17. Ходовая часть конвейеров с контурными скребками:
а, б, в — вертикально замкнутых; г — горизонтально замкнутых
груза и поэтому позволяет в опреде-
ленных условиях перемещать груз не
только в горизонтальной, но и в круто
наклонной и вертикальной плоскостях.
' Процесс перемещения груза на гори-
зонтальных и особенно вертикальных
участках конвейера в значительной сте-
пени обусловливается свойствами
транспортируемого груза — его подвиж-
ностью (сыпучестью), сцеплением ча-
стиц, сопротивлением их сдвигу. При
транспортировании сухих пылевидных
легкосыпучих грузов (например, цемен-
та, угольной пыли и т. п.), характери-
зуемых большой подвижностью
и малым сцеплением частиц, наблю-
дается отставание груза от скребков,
т. е. груз движется с меньшей ско-
ростью, чем цепь со скребками. Особен-
но значительно проявляется это отста-
вание на крутонаклонных и верти-
кальных участках, когда усилие переме-
щения груза возрастает, поскольку
к сопротивлениям от трения груза доба-
вляется составляющая силы его тяже-
сти. Такое различие в скоростях скреб-
ков и груза, наблюдаемое при переме-
щении легкосыпучих грузов, кроме сни-
жения производительности (из-за умень-
шения скорости перемещения) создает
дополнительные потери из-за скольже-
ния скребков по слою груза. Этот недо-
статок пытаются исключить путем уве-
личения рабочего периметра контурного
скребка (рис. 6.17, б, в), армирования его
свободного промежутка дополнитель-
ной связью, приближая его к сплошно-
му -скребку.
Конвейеры с контурными скребками
могут иметь вертикально и горизон-
тально замкнутое расположение ходо-
вой части (рис. 6.18, а,б).
Вертикально замкнутые конвейеры
(рис. 6.19) могут иметь горизонтальные,
Рис. 6.18. Поперечные сечения конвейеров с кон-
турными скребками:
а — вертикально замкнутых; б — горизонтально
замкнутых
208 Скребковые конвейеры
Рис. 6.19^ Схемы конвейеров с контурными скребками:
а — е — вертикально замкнутых; ж и з — горизонтально замкнутых; 1 — натяжная звездочка; 2 —
незагруженная ветвь цели; 3 — приводная звездочка; 4 — рабочая ветвь цепи
Рис. 6.20. Узлы конвейеров с контурными скребками:
а — загрузки петлеобразного конвейера-элеватора; б — разгрузки конвейера-элеватора; в — перехода с
вертикального на горизонтальный участок конвейера с комбинированной трассой перемещения груза;
г - загрузки конвейера на горизонтальном участке; д — разгрузки конвейера на горизонтальном участке;
1 — рабочая ветвь цепи со скребками; 2 — желоб конвейера; 3 — порожняя ветвь со скребками;
4 — приводная звездочка; 5 — скребок; 6 — поворотный барабан; 7 — патрубок для возврата просы-
павшегося груза t
Конвейеры с контурными скребками 209
наклонные, вертикальные и комбиниро-
ванные трассы перемещения груза
с крутонаклонными и вертикальными
участками (рис. 6.20). Горизонтально
замкнутые конвейеры обычно имеют
трассы прямоугольного очертания
(рнс. 6.19, ж), расположенные в горизон-
тальной плоскости, и часто используют-
ся как распределительные.
Конвейеры с контурными скребками
применяют для транспортирования лег-
косыпучих пылевидных, зернистых
и сортированных мелкокусковых грузов
с легкодробимыми кусками малой проч-
ности без твердых включений при срав-
нительно небольшой производительно-
сти (примерно до 60 т/ч) и небольших
расстояниях транспортирования (при-
мерно до 50 м при высоте подъема до
20 м). Значительные трудности при
перемещении груза конвейерами с кон-
турными скребками вызывают абразив-
ность, влажность и липкость к металлу,
корродирующее воздействие и наличие
в грузе крупных твердых кусков, ко-
торые заклиниваются между скребком
и желобом, создавая значительные со-
противления.
Вертикально замкнутые конвейеры
с контурными скребками имеют ширину
и высоту желоба (В х h) 125 х 90; 200 х
х 125, 320 х 200 мм и при скорости дви-
жения скребков 0,16 м/с по комбиниро-
ванной трассе обеспечивают производи-
тельность при транспортировании зер-
нистых грузов 4-22 м3/ч, пылевидных
2,6—14 м3/ч. Скорость движения скреб-
ков обычно составляет 0,1 —0,25 м/с1
(меньшие значения характерны для
транспортирования пылевидных грузов).
Преимуществами конвейеров с кон-
турными скребками являются герметич-
ность транспортирования, простота
устройства промежуточной загрузки на
горизонтальных и наклонных участках
трассы, разнообразие трасс перемеще-
ния груза в одной плоскости, саморегу-
лирование загрузки без применения пи-
тателей. К недостаткам относятся ин-
тенсивное изнашивание цепи, скребков
и желоба; отставание пылевидных гру-
зов от скребков; повышенный расход
энергии; невозможность транспортиро-
вания липких грузов и грузов с тверды-
ми включениями.
6.5.2. Элементы конвейеров
Ходовая часть — тяговая цепь со
скребками (см. рис. 6.17 и 6.18) имеет
много конструктивных модификаций
как по способу изготовления, так и по
очертанию скребков. Фирмы США
и Англии изготовляют цепь заодно со
скребками из ковкого чугуна с отливкой
в металлических формах без обработки
поверхностей шарнирного соединения
(см. рис. 2.2). Фирмы ФРГ и Японии, как
и в СССР, применяют вильчатую цепь,
откованную из стали, и приваривают
к ней контурные скребки необходимого
очертания. Известно также применение
круглозвениых цепей с приваренными
скребками (ФРГ). Скребки изготовляют
из стали или ковкого чугуна, а в неко-
торых случаях — из пластмассы (стекло-
волокна). Все остальное оборудование
по конструкции аналогично оборудова-
нию скребковых конвейеров других ти-
пов.
6.5.3. Расчет конвейеров
Расчетная производительность кон-
вейеров с контурными скребками
Q = 3600Frp\|/fccfcy — 3600Вжйж\|щр&с&у,
(6.12)
где ф — 0,85 ч- 0,9 — коэффициент использо-
вания сечения желоба, учитывающий объем,
занимаемый цепью со скребками;
кс - скоростной коэффициент, характеризую-
щий отставание транспортируемого груза от
движущейся цепи со скребками (он равен от-
ношению скорости груза к скорости цепи);
ку = 1,05 4- 1.1 — коэффициент уплотнения
груза в желобе; и ширина и высота
рабочей части желоба, м (см. рис. 6.20).
Для горизонтальных и пологона-
клонных конвейеров с углом наклона до
16—20° fcc = 0,9 4-0,8; для конвейеров
вертикальных, крутоиаклоииых и с ком-
бинированной трассой кс = 0,6 4- 0,1
(большие значения принимают при
транспортировании зернистых, мень-
шие - пылевидных насыпных грузов).
210 Скребковые конвейеры
Рис. 6.21. Штанговый скребковый конвейер для транспортирования витон стружки:
а — схема конвейера; б — секция
Ширина желоба конвейера должна
быть проверена по размерам кусков
груза; обычно Вж (8 4 10)а.
Тяговый расчет конвейера производят
путем последовательного суммирования
сопротивлений на отдельных участках.
Сопротивление определяют с учетом
давления груза на стенки желоба.
6.6. Штанговые
скребковые конвейеры
для транспортирования витой
металлической стружки
Среди многих насыпных грузов од-
ним из наиболее трудно транспорти-
руемых является витая (спиральная) ме-
таллическая стружка. Большой объем,
сложные переплетения и цепкие связи
отдельных спиралей создают значи-
тельные трудности для транспортирова-
ния. Для решения этой сложной задачи
разработан штанговый скребковый кон-
вейер оригинальной конструкции. Он
(рис. 6.21) имеет закрытый стальной же-
лоб 1 квадратного сечения, внутри кото-
рого движется штанга 2, изготовленная
из круглой трубы (например, диаметром
76 и толщиной 8 мм). К штанге с опре-
деленным шагом в горизонтальной
и вертикальной плоскостях прикреп-
лены под острым углом скребки 3.
К верхней горизонтальной и боковым
вертикальным стенкам желоба прикреп-
лены остроугольные шипы 4. Штанга
специальной опорной балкой 6 опирает-
ся на дно желоба и перемещается по не-
му в направляющих 7. При помощи ги-
дравлического толкателя 5 штанга дви-
жется возвратно-поступательно.
Витая стружка, засыпанная в желоб,
захватывается скребками и шипами
штанги и перемещается вперед на ее ра-
бочий ход. При обратном ходе штанги
скребки и шипы, имеющие заостренные
очертания, выскальзывают из вороха
стружки, а направленные в противопо-
Задачи научных исследований 211
ложную сторону шины короба препят-
ствуют обратному движению стружки.
В следующий рабочий ход штанга
опять проталкивает стружку вперед,
н так постепенно стружка перемещается
по длине всего желоба.
Ход штанги 1,5— 1,75 м; скорость дви-
жения 5—10 м/мин. Штанговые конвей-
еры имеют длниу 50 — 75 м и обеспечи-
вают при желобе размером 600 х
х 600 мм производительность 1,5 - 3 т/ч
(8 — 15 м3/ч). Линейное усилие , пере-
мещения штанги конвейера этого разме-
ра составляет 1,4 —2,2 кН на 1 м длины
конвейера.
Штанговый конвейер непригоден для
перемещения мелкой дробленой струж-
ки. Мелочь, попадая в желоб, засоряет
направляющие и затрудняет движение
штанги. Это недостаток штангового
скребкового конвейера. К его преиму-
ществам относятся простота конструк-
ции, возможность транспортирования
витой стружки любого сорта, размера
н длины, смоченной маслом и эмуль-
сией.
6.7. Задачи научных
исследовании
Задачами научных исследований
скребковых конвейеров являются:
1) теоретическое и экспериментальное
исследования профиля «тела волочения»
сыпучего груза перед высоким
сплошным скребком в зависимости от
характеристики груза, угла наклона
конвейера и скорости транспортирова-
ния;
2) определение коэффициента сопро-
тивления движению груза по желобу
конвейера в зависимости от характери-
стики груза для разных типов скреб-
ковых конвейеров;
3) выявление условий «всплывания»
(приподнимания над слоем груза) цепи
и низких скребков в зависимости от ха-
рактеристики груза, длины конвейера
и типа скребков и разработка рекомен-
даций по ликвидации этого явления.
7
СКРЕБКОВО-КОВШОВЫЕ,
КОВШОВЫЕ
И ЛЮЛЕЧНЫЕ КОНВЕЙЕРЫ
7.1. Основные типы 211
7.2. Скребково-ковшовые конвейеры 212
7.3. Ковшовые конвейеры 215
7.4. Люлечные конвейеры 219
7.5. Конвейеры Дональта 220
7.6. Конвейеры — элеваторы 222
7Л. Основные типы
Для транспортирования груза по
сложной трассе с горизонтальными
и вертикальными участками, располо-
женными в вертикальной плоскости
(редко — в пространстве), служат скреб-
ково-ковшовые, ковшовые (рис. 7.1)
и люлечные (рис. 7.2) конвейеры. Скреб-
ково-ковшовые и ковшовые конвейеры
транспортируют насыпные, а люлеч-
ные — однородные штучные грузы. Тя-
говым элементом этих конвейеров слу-
жат две пластинчатые цепи, несущим
элементом — соответственно ковши или
шарнирно подвешенные полки-люльки.
К преимуществам рассматриваемых
конвейеров относятся бесперегрузочное
212 Скребково-ковшовые, ковшовые и люлечные конвейеры
Рис. 7.1. Схемы скребково-ковшовых н ковшовых
конвейеров:
П — привод; НУ — натяжное устройство; 3 — пункт
загрузки; Р — пункт разгрузки
Рис. 7.2. Схемы люлечных конвейеров:
П — привод; НУ — натяжное устройство; 3 — пункт
загрузки; Р — пункт разгрузки
транспортирование в одном агрегате по
горизонтальной и вертикальной трассе,
простота выполнения промежуточной
разгрузки на всем протяжении горизон-
тальных (для скребково-ковшовых
и ковшовых) и вертикальных (для лю-
лечиых) участков трассы конвейеров,
возможность транспортирования горя-
чих грузов. Недостатками их являются
сложность конструкции и повышенная
масса ходовой части.
Несмотря на общность трассы и неко-
торое сходство принципа действия, кон-
структивные исполнения конвейеров
этой группы имеют значительное разли-
чие.
Выбор расположения привода конвей-
ера обусловливается анализом натяже-
ния цепей на отдельных участках
трассы. Рациональное расположение
привода определяется по рекоменда-
циям, указанным в гл. 3.
К ковшовым конвейерам относятся
также конвейеры Дональта, у которых
вместо ковшей применяют отрезки хол-
ста, образующие своего рода карманы
для грузов, а также конвейеры-элева-
торы с горизонтальными участками за-
грузки и разгрузки.
7.2. Скребковоковшовые
конвейеры
7.2.1. Устройство и области применения
Скребково-ковшовый конвейер
(рис. 7.3) имеет две бесконечные замк-
нутые тяговые цепи 4 с жестко прикре-
пленными к ним призматическими ков-
шами 5, движущимися на горизон-
тальных участках внутри открытого или
закрытого желоба 1, а иа вертикальных
участках — внутри закрытого напра-
вляющего кожуха 7. Цепи огибают по-
воротные звездочки 3, 2,6 и направляю-
щие круговые щины. Одна звездочка
3 (как правило, верхняя, в конце рабочей
ветви) — приводная, а другая 2 — натяж-
ная. Желоб и кожух конвейера поддер-
живаются опорными металлоконструк-
циями 8, к которым прикреплены напра-
вляющие пути 9 из уголкового проката.
Скребково-ковшовые конвейеры
213
Рнс. 7.3. Схема скребково-ковшового конвейера
Цепи с ковшами на горизонтальных
участках перемещаются вдоль желоба
на ходовых катках, катящихся по напра-
вляющим путям (сечение Б - Б), а на
вертикалыцдх участках поднимаются
внутри направляющих путей (сечение
А — Л), которые не позволяют ковшам
отклоняться в стороны.
Подлежащий транспортированию на-
сыпной груз загружается в желоб ка-
ким-либо одним или попеременно не-
сколькими питателями в любом месте
нижнего горизонтального участка кон-
вейера. Движущиеся ковши, подобно
скребкам, захватывают груз и переме-
щают его по желобу так же, как и
в скребковом конвейере с высокими
скребками (см. гл. 6). В конце нижнего
горизонтального участка ковши при по-
вороте цепей на звездочках 6 автомати-
чески зачерпывают перемещаемый груз
и поднимают его по вертикали, а затем,
при переходе на верхний горизон-
тальный участок, пересыпают груз в же-
лоб и перемещают его опять подобно
скребкам. Груз может выгружаться
в любом месте верхнего горизонтально-
го участка конвейера через отверстия
в дне желоба, закрываемые задвижками.
Скребково-ковшовые конвейеры (см.
рис. 7.1) применяют для транспортиро-
вания различных хорошо сыпучих сухих
пылевидных, зернистых и кусковых (с
размером куска обычно до 150 мм) на-
сыпных грузов при производительности
до 200 м3/ч, длине горизонтальных
участков до 100 м и высоте подъема до
25 м. Влажные и липкие грузы этими
конвейерами не транспортируют нз-за
сложностей разгрузки и очистки ков-
шей.
К недостаткам скребково-ковшовых
ушвейеров относятся повышенный из-
нос ковшей и желоба, высокий расход
энергии, крошение груза, хотя и мень-
шее, чем в обычных скребковых конвей-
ерах, поскольку боковые стеики ковша
исключают трение груза о верти-
кальные стенки желоба. Вследствие этих
недостатков скребково-ковшовые кон-
вейеры имеют сравнительно малое рас-
пространение.
7.2.2+ Элементы конвейеров
Тяговым элементом являются две пла-
стинчатые катковые цепи типа 4 с ша-
гом 200, 250, 315, 400, 500 мм по ГОСТ
214 Скребково-ковшовые, ковшовые н люлечные конвейеры
588 — 81. Катки — с ребордами, на под-
шипниках скольжения.
Ковши — призматической формы
(рис. 7.4), сварные из листовой стали
толщиной 3 — 6 мм; ширина ковша В =
= 300 ч-1200 мм, вылет .1 — 300 — 600 мм,
глубина /ij = 150 4- 300 мм. Для обес-
печения свободной разгрузки боковые
стенки ковша имеют угол наклона
не меиее 45е. Расстояние между ков-
шами (шаг ковша) — не менее двух
шагов цепи.
Привод — редукторный, снабжен авто-
матическим остановом н тормозом,
препятствующим самоходному движе-
нию ходовой части в обратную сторону.
Натяжное устройство — винтовое или
пружинно-винтовое. Ход натяжного
устройства равен полутора или двум
шагам тяговой цепи.
7.2.3. Расчет конвейеров
Производительность скребково-ков-
шового конвейера определяют по реко-
мендациям гл. 3 из условия перемеще-
ния груза в ковшах на вертикальных
участках. ,Потребный объем (л) ковшей
10 = 2як/(3,6грф), (7.1)
где Q — в т/ч; ак— шаг ковшей, м; v — ско-
рость движения цепей с ковшами (выбирают
в пределах 0,16 — 0,6 м/с); р — в кг/л;
ф — коэффициент наполнения ковша [прини-
мают равным 0,75 — 0,9 (меньшее значение
для кусковых, большее — для пылевидных
и зернистых насыпных грузов)].
При транспортировании кусковых
грузов должно быть выполнено усло-
вие; вылет (зев) конца
А Х3а, (7.2)
Рис. 7Л. Элементы скребково-ковшового конвейера:
а — ходовая часть; б — поворотное устройство
Ковшовые конвейеры 215
Рис. 7.5. Схема ковшового
конвейера:
I — разгрузочное устройство;
2 - приводная звездочка;
3 — ковши; 4 — тяговая цепь;
5 — направляющие; 6 — на-
тяжная звездочка
где а — размер наибольшего типичного куска
груза (см. гл. 1); X3 — коэффициент (для сор-
тированных грузов = 3 4- 5, для рядовых
Х3 = 2,5 4- 3).
Тяговый расчет скребково-ковшовых
конвейеров выполняют путем последо-
вательного суммирования сопротивле-
ния по контуру трассы конвейера (см.
Ул. 3). Сопротивления на прямоли-
нейных горизонтальных участках опре-
деляют так же, как н для скребковых
конвейеров, с теми же коэффициентами.
На вертикальных участках сопротивле-
ние равно силе тяжести ходовой части
с грузом (для загруженной ветви) и без
груза (для незагруженной ветви). Перво-
начальное натяжение цепи — повышен-
ное: So — S'min = 3 ~ 10 кН (как и
у скребковых конвейеров с высокими
скребками; см. гл. 6) для обеспечения
минимального отклонения скребков от
вертикали на горизонтальных участках.
7.3. Ковшовые конвейеры
7.3 J. Устройство и области применения
Ковшовые конвейеры (рис. 7.5) имеют
в основном такие же схемы трассы, как
и скребково-ковшовые (см. рис. 7.1), од-
нако конструкция и способ перемещения
грузов у них значительно различаются.
У ковшовых конвейеров ковши разме-
щают также между двумя пластинчаты-
ми катковыми цепями, но подвешивают
их к цепям на свободных шарнирах. Ось
подвешивания ковша всегда распола-
гается выше его центра тяжести; этим
обеспечивается движение ковшей парал-
лельно самим себе как на вертикальных,
так и на горизонтальных участках кон-
вейера, устойчивое положение ковшей
во время движения и автоматический
возврат нх в исходное положение после
опрокидывания для разгрузки.
Насыпной груз загружается в ковши
в любом месте ннжнего горизонтально-
го участка и перемещается в них как на
горизонтальных, так и на вертикальных
участках без пересыпок (см. рис. 7.5), что
предохраняет груз от измельчеиня и ис-
тирания. Ковши разгружаются в любом
месте верхнего горизонтального участка
при помощи подвижных или стацио-
нарных разгрузочных устройств. Метал-
лическая конструкция конвейера может
быть открытой (с сетчатым предохрани-
тельным ограждением) или закрытой
в герметичный кожух, что необходимо
для транспортирования газирующих
или токсичных грузов.
Ковшовые конвейеры, основные пара-
метры которых даны в табл. 7.1, приме-
няют для транспортирования сухнх, хо-
рошо сыпучих пылевидных, зернистых
н кусковых насыпных грузов на пред-
приятиях химической и угольной про-
мышленности, в системах топливопода-
216 Скребково-ковшовые, ковшовые и люлечные конвейеры
7.1. Основные параметры ковшовых конвейеров конструкции Союзпроммеханизации (см. рис. 7.6)
Ширина ковша В, мм
параметр- 400 500 650 800 1000
Длина ковша А, мм 470 595 595 595 740 740 920
Шаг av ковшей, мм 500 6.30 630 630 800 800 1000
Геометрический объем ковша, л 30 60 72,5 96 149 186 288
Шаг f тяговой цепи, мм 500 630 630 630 800 800 1000
Линейная масса ходовой части (при- ближенно), кг/м 120 150 1150 194 220 270 300
Объемная производительность конвейе- ров (м3/ч) при и = 0,315 м/с' и \|/= 0,85 Наибольшие размеры кусков груза, мм: 65 103 124 165 200 250 310
рядового 160 200 220 220 250 250 320
сортированного 100 125 160 160 200 200 250
Допускаемое натяжение ходовой части, кН 80 126 126 126 200 200 320
Максимальная высота подъема груза плотностью 1 т/м3, м 53 54 45 38 49 36 50
чи электростанций, коксогазовых, це-
ментных и других заводах, а также для
подъема угля нз шахты.
Производительность ковшовых кон-
вейеров составляет 10 — 500 т/ч; длина
горизонтальных участков до 150 м; вы-
сота подъема до 60 м. Известны случаи
одновременного раздельного транспор-
тирования иа одном ковшовом конвейе-
ре двух разных грузов (например, кокса
и известняка в разных ковшах), а также
использования спускающейся обратной
ветви для перемещения другого груза.
Применяют ковшовые конвейеры с про-
странственной трассой, однако они
имеют сложную конструкцию и поэто-
му широкого распространения не полу-
чили.
Преимуществами (кроме указанных
ранее) ковшовых конвейеров являются
отсутствие истирания и крошения груза
при транспортировании; возможность
одновременного перемещения раздель-
но разных грузов при соответствующей
блокировке загрузочных устройств.
К недостаткам относятся некоторая
сложность как изготовления, так и экс-
плуатации конвейера из-за большого
числа шарниров и катков, требующих
регулярного смазывания, а отсюда — и
высокая стоимость; большая масса хо-
довой части; возможность раскачивания
и ударов ковшей друг о друга при по-
вышенной скорости (более 0,4 м/с).
7.3.2. Элементы конвейеров
Тяговым элементом служат две пла-
стинчатые катковые цепи типа 4 по
ГОСТ 588-81 с шагом 315, 400, 500,
630, 800 и 1000 мм. Катки — с реборда-
ми, на подшипниках скольжения и каче-
ния.
Ковшн (рис. 7.6) - сварные из листо-
вой стали толщиной 2 — 6 мм; подвеши-
вают их на сплошных или консольных
осях, прикрепленных к пластинам цепн.
Отсутствие сквозной оси облегчает за-
грузку и разгрузку ковшей. По способу
взаимного расположения ковшей разли-
чают ходовые части конвейера с сомк-
нутыми (рис. 7.7, а, б) и расставленными
(рис. 7.7, в) ковшами. Сомкнутые ковши
(рис. 7.7, а) располагаются почти вплот-
ную один к другому, и зазор между ни-
ми перекрывается боковыми пластина-
ми-козырьками, а разомкнутые — на не-
котором расстоянии одни от другого.
При разомкнутых ковшах требуется
порционная подача груза при загрузке
и соответственно усложняется загрузоч-
ное устройство, но упрощается кон-
струкция ходовой части — не надо при-
менять боковые козырьки и ролики для
переориентирования козырьков и пере-
ори ентиров очные приспособления.
Конвейеры с расставленными ковша-
ми используют обычно при транспорти-
ровании кусковых грузов, когда по раз-
Ковшовые конвейеры 217
Рис. 7.6. Ходовая часть ковшового конвейера с сомкну- Рис. 7.7. Схемы ходовой части конвейера
тыми ковшами: с ковшами:
/ — ролик для переориентирования ковшей; 2 — скоба — а и б — сомкнутыми; в — расставленными
упор для разгрузки ковшей
мерам кусков груза требуются большие
ковши, а по производительности нет не-
обходимости в уменьшении их шага.
Однако какого-либо строгого разделе-
ния областей применения конвейеров
с сомкнутыми и разомкнутыми ковша-
ми не имеется.
Загрузка сомкнутых ковшей произво-
дится непосредственно из любого дру-
гого конвейера или питателя. Расста-
вленные ковши загружаются при помо-
щи специальных загрузочных устройств,
обеспечивающих порционную подачу
груза непосредственно в ковш (рис. 7.8).
Разгружаются ковши того и другого
типа на верхнем горизонтальном участ-
ке конвейера опрокидыванием при по-
мощи разгрузочных шин, устано-
вленных иа тележке, передвигаемой ме-
ханическим приводом по всему фронту
разгрузки (рнс. 7.9). Разгрузочные шины
укреплены иа тележке шарнирно и мо-
гут подниматься в рабочее положение
или опускаться при помощи эксцентри-
кового или рычажного механизма. Воз-
можно также стационарное расположе-
ние группы разгрузочных шин, упра-
вляемых дистанционно с центрального
пульта при помощи кнопок управления
или автоматически по заданной про-
грамме, а также по сигналам датчиков
уровня загрузки приемных бункеров.
Для опрокидывания ковши снабжаются
криволинейными упорами (рис. 7.9, а)
или консольными роликами (рис. 7.9/6).
Ковши с козырьками (для ходовой ча-
сти с сомкнутыми ковшами) имеют так-
же дополнительный консольно располо-
женный ролик 1 (см. рис. 7.6) для
переориентирования козырьков. Пере-
ориентирование выполняется при помо-
щи направляющих шин и состоит из на-
клона ковша и перевода его первого (по
ходу) козырька из верхнего положения
в нижнее или наоборот (см. рис. 7.7, а
и 6). Переориентирование козырьков со-
мкнутых ковшей необходимо в тех слу-
чаях, когда трасса конвейера имеет по-
вороты ходовой части на звездочках
в разные по ходу конвейера стороны
(см. рис. 7.1).
Привод ковшовых конвейеров редук-
торный, с автоматическим тормозным
устройством или остановом, препят-
218 Скребково-ковшовые, ковшовые и люлечные конвейеры
Рис. 7.9. Схемы разгрузочных
устройств ковшовых конвейе-
ров:
а — на тележке с подъемной
шиной и упорами на ковшах;
б —с роликами на ковшах;
/ — тяговая цепь; 2 — ковш;
3 — разгрузочная шина в ра-
бочем и нерабочем (J') поло-
жениях; 4 — тележка; 5 —
упор; 6 — консольный ролик
Рис. 7.8. Загрузочное устрой-
ство для конвейера с расстав-
ленными ковшами:
1 — загружаемый ковшовый
конвейер; 2 — конвейер с
направляющими козырька-
ми; 3 — загрузочный ленточ-
ный конвейер
ствующим движению ходовой части
в обратную сторону. При большой вы-
соте подъема (например, для шахт) из-
вестно применение многоприводных
конвейеров с несколькими гусеничными
приводными механизмами, устано-
вленными на вертикальном участке.
Натяжное устройство — винтовое, пру-
жинно-винтовое, иногда грузовое; его
ход
X > 1,6г. (7.3)
7.3.3. Расчет конвейеров
Производительность ковшового кон-
вейера определяют по формуле (3.9),
объем ковша — по формуле (7.1), так же
как и для скребково-ковшовых конвейе-
ров. Коэффициент наполнения прини-
мают для сомкнутых ковшей ф —
= 0,7 -г 0,85 (меньшие значения относят-
ся к кусковым грузам). Скорость ков-
шовых конвейеров выбирают в преде-
Люлечные конвейеры 219
пах 0,16 — 0,4 м/с. Наибольшую скорость
принимают для цепей малого шага
с целью уменьшения динамических на-
грузок на цепи.
Шаг сомкнутых ковшей равен шагу
цепи, а расставленных ковшей должен
быть кратным шагу цепи. При транс-
портировании кусковых грузов размеры
ковшей должны удовлетворять условию
(7.2).
Тяговый расчет ковшовых конвейеров
выполняют путем последовательного
суммирования сопротивлений на трассе
конвейера (см. гл. 3).
Наименьшее первоначальное натяже-
ние цепей Sq = 2 - 3 кН. Коэффициенты
сопротивлений w на прямолинейных
участках принимают соответственно
при хороших, средних и тяжелых усло-
виях работы конвейера для катков цепи
на подшипниках качения — 0,02; 0,03;
0,04; для катков на подшипниках сколь-
жения - 0,06; 0,08; 0,10.
Сопротивление (Н) на разгрузочном
устройстве приближенно определяют по
формуле
И'р ® 2д (m. + к 12 (ш, +
(7.4)
где $ — ускорение свободного падения;
тк—масса ковша, кг; тг—масса полезного
груза на 1 м длины конвейера, кг/м; ах — шаг
ковшей, м; /к — коэффициент трения криво-
линейного упора ковша по направляющей
шине.
Линейную силу тяжести (Н/м) ходо-
вой части принимают по нормалям за-
вода-изготовителя (см. табл. 7.1) или
предварительно находят по приближен-
ному соотношению
qo -(2500 -г 3000) В, (7.5)
где В — ширина ковша, м.
Для ориентировочных подсчетов мак-
симальное статическое натяжение (Н)
цепей ковшовых конвейеров определяют
по обобщенной формуле
^тах £ {So + w [(gr + q0) Lr + <?оГД +
+ (?г + <?о) Н, (7.6)
где = 1,05 1,08 — коэффициент учета
местных потерь на поворотных звездочках;
Д и Д; — горизонтальные проекции загру-
женных (Д) и незагруженных (L^) участков
конвейера, м; И — высота подъема, груза, м.
Мощность приводного двигателя рас-
считывают по формуле (3.45).
7.4. Люлечные конвейеры
Люлечные конвейеры- (рис. 7.10) по
конструкции подобны ковшовым, но
вместо ковшей они имеют шарнирно-
подвешенные полки — так называемые
люльки. Люлечные конвейеры приме-
няют для транспортирования и поопе-
рационного перемещения по технологи-
ческому процессу различных штучных
грузов (поковок, деталей машин, книг,
ящиков и т. п.) сравнительно небольшой
массы по сложной трассе, состоящей из
горизонтальных и вертикальных участ-
ков, расположенных в одной вертикаль-
ной плоскости (см. рнс. 7.2, а — в). За-
грузку н разгрузку люлечных конвейе-
ров производят на вертикальных участ-
ках вручную или автоматически при
помощи различных приспособлений.
Люлечные конвейеры могут служить
для междуэтажного перемещения гру-
зов, а также внутри сушильных, тра-
вильных и других технологических уста-
новок. Общая длина люлечного конвей-
ера определяется прочностью тяговых
цепей и обычно не превышает 150 м при
высоте вертикальных участков до 30 м.
Тяговый элемент — две пластинчатые
катковые цепи с шагом обычно 100, 125,
160, 200, 250, 315 мм (ГОСТ 588-81)
с ребордными ходовыми катками.
Имеются также конструкции с одной
тяговой цепью; они относятся к лю-
лечным элеваторам и рассматриваются
в гл. 11.
Несущими элементами являются
люлькн (подвески), конструкции ко-
торых весьма разнообразны в зависимо-
сти от формы, размеров и массы транс-
портируемых грузов и способа их за-
грузки и разгрузки. Прн автоматической
загрузке и разгрузке обычно применяют
220 Скребково-ковшовые, ковшовые и люлечные конвейеры
гребенчатые (колосниковые) люльки
(рис. 7.11).
Загрузочные н разгрузочные устрой-
ства конвейера обычно выполняют так-
же в виде гребенчатых (колосниковых)
столов-лотков, с которых грузы за-
хватываются или снимаются с люлек
автоматически на ходу конвейера.
Имеются, кроме того, различные кон-
струкции люлек для ручной загрузки
и разгрузки.
Производительность люлечных кон-
вейеров определяют по уравнениям
(3.15) и (3.16). Скорость их обычно соста-
вляет до 0,35 м/с, так как автоматиче-
ская и ручная загрузка штучных грузов
при большей скорости становится за-
труднительной.
Тяговый расчет и определение по-
требной мощности электродвигателя
привода выполняют так же, как и для
других цепных конвейеров (см. гл. 3).
7.5. Конвейеры Дональта
Конвейер с несущими «карманами»
(рис. 7.12), названный по имени его изо-
бретателя конвейером Дональта (Ан-
глия), имеет две параллельные тяговые
цепи (обычно пластинчатые, втулочно-
катковые), соединенные одна с другой
через некоторые промежутки попе-
речными стержнями. На стержни сво-
бодно надеты трубки с прикрепленными
к ним отрезками ленты из прочного
холста или парусины. Длина этого от-
Рис. 7.10. Люлечный конвейер:
/—отклоняющие звездочки; 2 — направляющие; 3 — загрузочное устройство; 4— натяжное устройство;
5 — привод; 6 — разгрузочное устройство; 7 — ходовая часть (цепи с люльками)
Рис. 7.11. Ходовая часть двух ценного люлечного конвейера для транспортирования цилиндрических деталей (конструкция Со юз пром механизации)
Конвейеры Дональта 22
222 Скребково-ковшовые, ковшовые и люлечные конвейеры
резка больше расстояния между стерж-
нями, поэтому лента-, провисая от силы
тяжести,, на вертикальных (рис. 7.12,6)
и на. горизонтальных (рис. 7.12, в) участ-
ках конвейера образует своего рода
«карманы», удобные для укладки в них
штучных грузов (мешков, кип, связок,
фруктов, овощей и т. п.). Ширину ленты
принимают обычно на 200 — 300 мм
меньше расстояния между цепями; шаг
стержней 750—1000 мм.
Конвейеры этого типа имеют пример-
но такие же трассы, как ковшовые кон-
вейеры, и применяются главным обра-
зом в портах для загрузки и разгрузки
судов. .В связи с этим конвейеры часто
монтируют на передвижных металло-
конструкциях (подобно портальному
крану или перегрузочному мосту) для
выполнения погрузочных и разгру-
зочных работ по всей длине обслужи-
ваемого судна.
Вертикальный загрузочный (или раз-
грузочный) участок конвейера выпол-
няется в виде свободно висящего хобота
и может подниматься и опускаться
в трюм судна. Нижние оборотные звез-
дочки этого участка закрепляются на
полу трюма, и конвейер загружается из
каждого этажа трюма судна. Загрузка
и разгрузка конвейера в трюме, как пра-
вило, производится вручную, что
является большим недостатком. В связи
с этим масса транспортируемого груза
не превышает 50 кг. Скорость движения
цепи до 0,3 м/с.
7.6. Конвейеры-элеваторы
Конвейер-элеватор, или зет-конвейер
(рис. 7.13) состоит нз двух горизон-
тальных (загрузочного и разгрузочного)
и вертикального (подъемного) участков
и предназначается для транспортирова-
ния мешков, кип, различных пакетов,
ящиков и тому подобных штучных гру-
зов .массой 25 — 1000 кг.
Тяговым элементом конвейера служат
четыре вертикально замкнутые (обычно
пластинчатые втулочные роликовые
и катковые).цепи с шагом 25 — 100 мм.
Несущими элементами являются гиб-
кие прямоугольные площадки-перемыч-
ки размером 0,5 х 0,7—1,2 х 1,5 м, изго-
товляемые в зависимости от массы
и вида груза из отрезков текстильной
ленты (для грузов в мягкой таре
и малой массы) или из набора жестких
Рис. 7.12. Конвейер Дональта:
а — схема; б и в — ходовая часть
Конвейеры-элеваторы 223
реек (металлических, деревянных), при-
крепленных к отрезку брезента, пару-
. сины или текстильной ленты (для ящи-
ков). Такая конструкция площадок обес-
печивает им достаточную жесткость
в поперечном направлении и высокую
гибкость для перехода через звездочки
и направляющие (подобно гибким жа-
люзи). Несущие площадки 1 крепят
к двум поперечным стержням 2, один нз
которых (передний) соединен с внутрен-
ними цепями 3, а другой (задний)
с внешними цепями 4. На вертикальном
участке внешняя и внутренняя тяговые
цепи направляющими путями (или обо-
ротными звездочками) устанавливаются
в двух вертикальных плоскостях таким
образом, что несущие площадки распо-
лагаются горизонтально, как полки,
поднимая вверх уложенные на них
грузы.
Привод П конвейера (см. рис. 7.13) со-
единен с приводными звездочками,
установленными в верхней части кон-
вейера. Первоначальное натяжение цепи
получают от винтового или пружинно-
винтового натяжного устройства НУ.
Загрузка и разгрузка конвейера-элева-
тора производится автоматически при
помощи роликовых, ленточных или пла-
стинчатых конвейеров. Конвейер-элева-
тор может как поднимать, так и спу-
скать груз при непрерывном или пуль-
сирующем движении. Конвейер снаб-
жается тормозом и предохранительны-
ми устройствами, выключающими при-
вод при аварийных положениях.
Основные параметры конвейера-эле-
ватора : грузоподъемность площадки
25—1000 кг; скорость движения площа-
док 0,16-1 м/с; высота подъема до
20 м (в отдельных случаях — до 50 м).
Преимуществами конвейеров -элевато-
ров являются небольшие габаритные
размеры в плане, широкая номенклату-
ра транспортируемых грузов; возмож-
ность автоматизации загрузочных
и разгрузочных операций; высокая про-
изводительность. Конвейеры-элеваторы
получили распространение в самых раз-
личных отраслях промышленности, на
торговых предприятиях и на складах
Рис. 7.13. Конвейер-элеватор:
П — привод; НУ — натяжное устройство
тарно-штучных грузов. Онн могут ВЫ-
ПОЛНЯТЬ функции накопителей грузов
при их пульсирующей подаче.
Известны конструкции конвейеров-
элеваторов с промежуточной (поэтаж-
ной) загрузкой и разгрузкой грузов.
На предприятиях связи получили рас-
пространение конвейеры-элеваторы вы-
сотой до 36 м с гибкими площадка-
ми — «карманами» для транспортиро-
вания мешков, посылок массой до 30 кг
(скорость подъема 0,36 — 0,6 м/с; произ-
водительность 1300 — 2800 шт/ч).
ПОДВЕСНЫЕ
КОНВЕЙЕРЫ
8.1. Основные типы и общие свойства 224
8.2. Подвесные грузонесущие конвейеры 226
8.3. Подвесные толкающие конвейеры 260
8.4. Подвесные несуще-толкающие конвей-
еры 279
8.5. Подвесные грузоведущие конвейеры 281
8.6. Подвесные несуще-ведущие конвейеры
282
8.7. Задачи научных исследований 283
8.1. Основные типы н общие
свойства
Подвесной конвейер служит для не-
прерывного (редко периодического)
транспортирования штучных грузов
(иногда насыпных) по. замкнутому кон-
туру сложной, в большинстве случаев
пространственной трассы. Подвесным
он называется потому, что грузы разме-
щаются на подвесках или в коробах,
подвешенных к кареткам или тележкам,
движущимся по подвесному пути.
По основному признаку — способу со-
единения тяговой цепи с подвеской, на
которой находится транспортируемый
груз, и по характеру перемещения гру-
зов подвесные конвейеры разделяют на
следующие типы.
1. Подвесной грузонесущий конвейер
(рис. 8.1, а), имеющий каретки с подве-
сками для грузов прикрепленные к цепи
и перемещающиеся по постоянной трас-
се подвесных путей, вдоль которых дви-
жется тяговая цепь.
2. Подвесной толкающий конвейер
(рис. 8.1,6), у которого тележки с подве-
сками для грузов не прикреплены к тя-
говой цепи и движутся по отдельному
подвесному пути при помощи толкате-
лей. Последние закреплены на тяговой
цепи и толкают находящиеся перед ни-
ми тележки с грузами. Цепь с каретка-
ми и толкателями движется по тягово-
му подвесному пути, а тележки с груза-
ми — по самостоятельному грузовому
пути, который может иметь различные
ответвления.
3. Подвесной несуще-толкающий кон-
вейер, который представляет собой ком-
бинированное сочетание грузонесущего
и толкающего конвейеров. У конвейера
этого типа к тяговой цепи прикреплены
каретки с крюками-толкателями, имею-
щими предохранительные запоры. Под-
веска с грузом прикреплена к грузовой
тележке и перемещается на одних участ-
ках трассы проталкиванием (как у тол-
кающего конвейера), а на других — в
подвешенном состоянии на крюке ка-
ретки (как у грузонесущего конвейера).
4. Подвесной грузоведущий (грузотя-
иущий) конвейер (рис. 8.1, в), у которого
транспортируемый груз размещается на
напольной тележке, передвигаемой по
полу цеха или склада. Тележка имеет
вертикальную ведущую штангу; со
штангой сцепляется захват или толка-
тель, укрепленный на каретке, которая
присоединена к тяговой цепи и переме-
щается по подвесному пути.
5. Подвесной несуще-грузоведущий
конвейер, у которого напольная тележка
шарнирно прикреплена к каретке, дви-
жущейся вместе с цепью по подвесному
пути. На одних участках трассы тележка
с грузом перемещается по полу помеще-
ния, как у грузоведущего конвейера,
а на других, — например при переходе
иа другой этаж или через проезд, подни-
мается и транспортируется в подвешен-
ном состоянии.
Несмотря на значительное различие
в характере перемещения грузов и спо-
собе соединения тяговой цепи с подве-
ской, конструкции отдельных элементов
подвесных конвейеров всех типов
имеют много общего. Максимальная
унификация их является важнейшей за-
дачей. Тяговые цепи, приводы, пово-
ротные и натяжные устройства для кон-
вейеров всех типов имеют одинаковые
конструкции. Различные конструк-
тивные исполнения характерны для хо-
довых путей, кареток, тележек.
По характеру привода различают
одиоприводиые и многоприводные под-
весные конвейеры, а по типу тягового
элемента — цепные (получившие наи-
Основные типы и общие свойства 225
большее распространение) и канатные.
На подвесных конвейерах можно транс-
портировать штучные грузы, разнооб-
разные по форме, характеру, размерам
(длиной от нескольких миллиметров до
12 м) и массе (от доли килограмма до
8 т), например заготовки, полуфабри-
каты, готовые детали и сборочные еди-
ницы машин, приборов, радио- и теле-
визионных приемников, колеса, покры-
шки, ящики, кипы, мотки и др.
Подвески загружаются н разгружают-
ся на ходу конвейера автоматически или
вручную — непосредственно или при по-
мощи подъемных устройств. Замкнутый
контур подвесного пути конвейера по-
зволяет транспортировать грузы почти
на всем его протяжении, сводя до мини-
мума незагруженные участки. Подве-
шенные на конвейере грузы могут во
время транспортирования подвергаться
различным технологическим операциям:
механической очистке в пескоструйных
или дробеструйных камерах, мойке или
травлению в химических ваннах, окра-
Рис. 8.1. Схемы конвейеров:
а — грузонесущий; б — толкающий; в — грузе ведущий; 1 — каретка; 2 — подвеска; 3 — цепь; 4 — тележка;
5 — грузовой путь; 6 — тяговый путь; 7 — толкатель
8 А. О. Спиваковский
226 Подвесные конвейеры
ске, сушке в покрасочных и сушильных
камерах, термообработке, складирова-
нию, комплектации, сборке и т. п. Ско-
рость подвесных конвейеров составляет
0,1 -30 м/мин, а грузоведущих — до
45 м/мин. .
По сравнению с другими транспорти-
рующими машинами непрерывного дей-
ствия подвесные конвейеры имеют сле-
дующие характерные особенности
и преимущества: а) пространственная
трасса (ходовая часть подвесного кон-
вейера может перемещать грузы в лю-
бом направлении в пространстве)
и большая протяженность трассы кон-
вейера (до 500 м одноприводного и. до
3 км и более многоприводного) позво-
ляют одним конвейером обслужить по-
лный производственный цикл, выпол-
няемый в помещениях, находящихся иа
разных этажах или в рядом располо-
женных корпусах; б) легкая приспосо-
бляемость трассы конвейера к воз-
можным изменениям технологического
процесса производства; в) возможность
создания на конвейере подвижного за-
паса изделий для ликвидации промежу-
точных складов в цехе, занимающих
производственную площадь и требую-
щих применения дополнительной рабо-
чей силы для погрузочно-разгрузочных
работ; г) малый расход энергии на
транспортирование; д) возможность шич
рокого применения автоматизации
управления конвейером, автоматизации
распределения грузов н погрузочно-раз-
грузочных операций. Благодаря этим
преимуществам подвесные конвейеры
являются основными и наиболее рас-
пространенными средствами для вну-
трицехового и межцехового транспорти-
рования самых различных грузов
и межоперационной передачи изделий
в поточном производстве различных от-
раслей промышленности — машино-
строительной, резинотехнических изде-
лий, металлургической, радиотехниче-
ской, текстильной, легкой и др.
8.2. Подвесные грузонесущие
конвейеры
8.2.1. Общее устройство
Подвесной грузонесущий конвейер
(рис. 8.2) имеет тяговую цепь 3, замкну-
тую по контуру трассы, с прикре-
пленными к ней каретками 7, к которым
шарнирно присоединены подвески 6. На
подвески укладывают или подвешивают
транспортируемые грузы 9. Каретки при
помощи цепи движутся по замкнутому
подвесному пути 8, прикрепленному
к частям здания или конструкциям кон-
вейера. Тяговая цепь приводится в дви-
жение электродвигателем привода 5.
Гибкость цепи в горизонтальной и вер-
тикальной плоскостях позволяет подвес-
ному конвейеру иметь пространствен-
ную трассу, т. е. его подвесной путь
может быть с поворотами как в гори-
зонтальной, так и в вертикальной пло-
скостях в любом направлении. В гори-
зонтальной плоскости цепь поворачи-
вается на поворотных устройствах 4, а
в вертикальной — при помощи верти-
кальных перегибов 2 ходового пути 8,
выполняемых по соответственно выб-
8.1. Техническая характеристика отечественных подвесных грузонесущих конвейеров
Обозначение конвейера Предель- ная на- грузка на карет- ку, кН Диаметр катка каретки, мм Тяговая цепь Ходовой путь
Тип Шаг зве- на, мм Разрушаю- щая нагруз- ка, кН, не менее Профиль Высота, мм
ГН-12 0,2 31 Двухшарнирная 200 25 Корытный 40
ГН-200 Д-30 0,5 50 200 50 » 60
ЦПК-80Р 2,5 62 Разборная (ГОСТ 589-74) 80 106 Двутавровая балка № 10 100
ЦПК-100Р 5 83 То же 100 220 То же, № 14 140
ЦПК-160Р 8 125 160 400 То же, № 16 160
Подвесные грузонесущие конвейеры 227
Рис. 8.2. Подвесной грузонесущий конвейер
ранным радиусам. Первоначальное на-
тяжение цепи создается прн помощи на-
тяжного устройства 1.
Основные параметры подвесных гру-
зонесущих конвейеров с разборными це-
пями с шагом 80, 100 и 160 мм стандар-
тизованы по ГОСТ 5946 — 79 (табл. 8.1).
8.2.2. Элементы конвейеров
Тяговый элемент. В качестве тягово-
го элемента подвесного конвейера при-
меняют чаще всего цепь различных ти-
пов или значительно реже стальной
канат. Для конвейеров, расположенных
в горизонтальной плоскости, можно
применять цепи любого типа: тяговые
пластинчатые роликовые с шагом
65 — 200 мм и пластинчатые приводные
с шагом 25 — 38 мм. Для простран-
ственных конвейеров используют цепи,
обладающие двусторонней гибкостью.
Наибольшее распространение получили
на конвейерах легкого типа двухшар-
нирные цепи с сомкнутыми (см.
рис. 2.15) и разомкнутыми (см. рис. 2.14)
осями шарниров с шагом 160 и 200 мм,
на конвейерах среднего и тяжелого ти-
8*
пов — горячештампованные разборные
цепи (ГОСТ 588 — 81) с шагом 80, 100
и 160 мм (см. рис. 2.11). Круглозвенные
(сварные) термически обработанные це-
пи (ГОСТ 2319 — 74) диаметром 9, И, 13,
14 и 16 мм иногда применяют на кон-
вейерах легкого типа. Сравнительно
ограниченное распространение имеют
также и секционные цепи (см. рис. 2.13
и 2.16).
Применение двухшарнирной или сек-
ционной цепи с шарнирной подвеской
в виде жесткого треугольника (или кон-
сольного стержня) позволяет иметь на
конвейере вертикальные подъемы и спу-
ски (рис. 8.3, а и б).
В конвейерах легкого типа зару-
бежных конструкций известно использо-
вание цепей из стекловолокна с ша-
ровыми шарнирами (см. рис. 2.16, в).
Каретки. Каретка (рис. 8.4) состоит нз
двух катков 2 с консольными осями
и подшипниками, кронштейнов 3 (к ко-
торым крепятся оси) и прокладки 4.
Кронштейны соединяются друг с дру-
гом болтами 1 после установки во вну-
треннее звено 5 разборной цепи. Вы-
ступы 8 кронштейнов жестко фикси-
228 Подвесные конвейеры
Рис. 8.3. Участки трассы
подвесного грузонесущего
конвейера с вертикальным
подъемом
Рис. 8.4, Каретки подвесного
грузонесущего конвейера кон-
струкции Союзпроммехани-
зацни
Подвесные грузонесущие конвейеры 229
руют положение звена цепи; болт 6
с распорной трубкой 7 служит для шар-
нирного крепления грузовой подвески.
Каретки бывают рабочие — грузовые
(одинарные и траверсные) и вспомога-
тельные — опорные (поддерживающие).
Рабочие одинарные каретки предназна-
чаются для непосредственного крепле-
ния подвески с грузом; к рабочим тра-
версным кареткам (обычно двум или
четырем) крепят траверсу, к которой
подвешивают тяжелый или громоздкий
длинномерный груз. Вспомогательные
каретки устанавливают между рабочи-
ми каретками для предупреждения про-
висания тяговой цепи. Цепь может
иметь жесткое (рис. 8.4) или шарнирное
(см. рис. 2.13) крепление к каретке. По-
следнее необходимо для обеспечения
проходимости ходовой части по верти-
кальным перегибам путей с малым ра-
диусом.
Катки кареток - безребордные. Про-
филь обода катка зависит от профиля
пути, по которому каток передвигается.
Для ходового пути из двутавровой бал-
ки ободы катков выполняют конически-
ми, цилиндроконическими, сферически-
ми и сфероконическими при горизон-
тальном расположении оси катка
и цилиндрическими и двухконусными
при наклонном расположении оси катка.
Катки с коническим ободом обеспечи-
вают устойчивое, центрированное дви-
жение каретки по двутавровой балке, но
вызывают дополнительные потери от
трения скольжения из-за разницы скоро-
стей точек внутренней и наружной
окружностей конуса в зоне контакта
с полкой балки и поэтому в совре-
менных конструкциях не применяются.
Сферический обод с центром сферы на
оси симметрии катка не обеспечивает
устойчивого центрированного движения
каретки, создает возможность для ее бо-
кового раскачивания и изнашивания пу-
ти в зоне контакта.
В современных каретках применяют
катки-подшипники со сфероконическим
ободом, изготовляемые на заводах ша-
рикоподшипниковой промышленности
как единый комплект катка и подшип-
ника. Каток-подшипник (рис. 8.5, а) со-
стоит из наружного кольца — обода кат-
ка 3, внутреннего кольца 1, шариков 4
увеличенного диаметра, сепаратора 5,
крышки 6 и лабиринтного уплотнения 2
из штампованных деталей. Большой диа-
метр шариков (10—16 мм) обеспечивает
высокие допускаемые нагрузки на ка-
Рис. 8.5, Каткн каретки и тележки конвейера:
а — типовой каток-шарикоподшипник; б и в — специальные с игольчатыми и коническими (для
работы в среде с высокой температурой) подшипниками соответственно
230 Подвесные конвейеры
ток; благодаря увеличенным зазорам
между шариками и беговыми дорожка-
ми подшипник надежно работает даже
при загрязнении смазочного материала
и при температуре окружающей среды
да 200 °C.
Тип и размер подшипника катка вы-
бирают по расчетной нагрузке и темпе-
ратуре окружающей среды. Как прави-
ло, для легкости передвижения катки ка-
реток имеют подшипники качения:
стандартные шариковые при температу-
ре среды до 120 °C и роликовые или ко-
нические при температуре до 350 °C (при
смазывании сухим чешуйчатым графи-
том). На конвейерах легкого типа с кат-
ками из пластических масс в отдельных
случаях применяют подшипники сколь-
жения из антифрикционных материалов.
Катки штампуют из стали 40, 45 и 50
с термической обработкой обода до
твердости HRC 30—40 или отливают из
чугуна (отливка в кокиль). Катки-под-
шипники изготовляют из стали ШХ15.
Для конвейеров легкого типа известно
применение катков из пластических
масс — поликапролактама и др.
Уплотнение катков, как правило, ла-
биринтное, обеспечивающее надежную
защиту смазочного материала и под-
шипника от загрязнения. Смазывание
подшипников — набивкой при межре-
монтных разборках или регулярное, пе-
риодическое при помощи пресс-масле-
нок, часто — посредством автоматиче-
ских устройств.
Кронштейны кареток должны иметь
значительную прочность и высокую
жесткость при минимальной массе. При
малой жесткости кронштейны изги-
баются, и нарушается правильный кон-
такт катков с ходовыми путями.
Кронштейны штампуют из стали 40 или
отливают из стали 35Л.
Нагрузки на каретку зависят от про-
филя трассы конвейера. На конвейере
Рис. 8.6. Схема нагрузок, действующих на каретку на вертикальном перегибе пути конвейера
Подвесные грузонесущие конвейеры 231
с трассой, расположенной в горизон-
тальной плоскости без вертикальных
перегибов, нагрузка иа каретку Рг, несу-
щую подвеску с грузом, на прямолиней-
ном горизонтальном участке рабочей
ветви складывается из сил тяжести наи-
более тяжелого транспортируемого гру-
за, подвески и отрезка цепи между ка-
ретками :
Рг = д(тгтах + тп) + Зц.к^к, (8-1)
где д =9,81 м/с2 — ускорение свободного па-
дения; mfmax и тп~ масса, соответственно на-
иболее тяжелого груза и подвески, кг;
</цк — линейная сила тяжести цепи и каретки,
Н/м; гк— шаг каретки, .м.
Постоянная по величине и направле-
нию нагрузка Рг является основной для
расчета каретки конвейера с горизон-
тальной трассой.
На конвейере с пространственной
трассой, имеющей вертикальные пере-
гибы, на горизонтальных участках на
каретку действуют такие же нагрузки,
как и на одноплоскостном конвейере,
определяемые по формуле (8.1), а на
вертикальных перегибах, кроме сил тя-
жести, на каретку дополнительно дей-
ствует нагрузка от натяжения цепи, на-
правленная по радиусу дуги перегиба.
На дуге /д (рис. 8.6) с выпуклостью вниз
она направлена вверх, а на дуге //; с вы-
пуклостью вверх - вниз.
Дополнительная нагрузка на дуге /д
Рд = -25д8т(ак/2),
где SA — натяжение цепи в конце закругления
пути lA, Н; оск — угол поворота кареток на
длине одного шага, град.
Поскольку 5т(ак/2) яа tK/(2P), где
tK — шаг кареток, а Р — радиус перегиба,
Рд — — 5д^/Рд= — Кк$д,
где Кк = Гк/Яд — коэффициент дополнитель-
ной нагрузки на каретку (рис. 8.7).
Дополнительная нагрузка на дуге 1В
Рв = SBtK/RB = Кк$в-
Рнс. 8.7. Зависимость коэффициента до-
полнительной нагрузки на каретку на дуге вер-
тикального перегиба от шага кареток н радиуса
закругления пути
Нагрузка на каретку на дуге закругле-
ния будет равна геометрической сумме
нагрузок Рг и Рд или Рд.
Трасса пространственного конвейера
имеет обычно несколько вертикальных
перегибов с различным натяжением це-
пи. Следовательно, дополнительная
и общая нагрузки на каретку будут раз-
личными. Они возрастают с увеличе-
нием натяжения и уменьшением радиуса
вертикального перегиба (рис. 8.8).
Максимальная нагрузка на каретку
будет на выходной дуге вертикального
перегиба радиусом R с наибольшим на-
тяжением 5тах:
Рптах — Рг cos + \пах^ктах/^- (8-2)
По этой нагрузке рассчитывают на
прочность и жесткость оси, катки
и кронштейны каретки.
Подобным образом находят нагрузку
на вспомогательную каретку.
Подшипники качения катков каретки
рассчитывают по эквивалентной нагруз-
ке на каретку Рэкв, которую определяют
по графику нагрузок Р!Г, действующих
на каретку в каждый цикл работы кон-
вейера (рис. 8.8).
232 Подвесные конвейеры
Для конвейера с трассой, расположен-
ной в одной плоскости,
Рг.экв = [/(Р3^ + p|lx)L. (8.3)
где L, Lr и Lx — длина горизонтальной проек-
ции соответственно всего контура (Д, загру-
женной (L,.) и незагруженной (£Д ветвей
трассы конвейера; Рх = дтЕ + г/цкгк — на-
грузка на рабочую каретку на горизонталь-
ном участке незагруженвой ветви.
Для конвейера с пространственной
трассой
+ 0,0175 f ₽, (КЛР3„М + К„Р3^ +
1
+ (8.4)
где L- и — длины горизонтальных проек-
ций соответственно загруженной и незагру-
женной ветвей трассы с вычетом длин гори-
зонтальных проекций вертикальных переги-
бов, имеющихся на этих ветвях; fJ — угол
наклона трассы при перегибе в вертикальной
плоскости; i - номер вертикального переги-
ба на трассе конвейера при общем их числе
х; Рпд и РпВ — нагрузки на каретку соответ-
ственно на дугах А и В вертикального пере-
гиба (см. рис. 8.6); РН(-= Ргcosр,—нагрузка
на каретку на i-м наклонном участке верти-
кального перегиба; 11:,— длина i-ro наклонно-
го участка.
Расчетный срок службы подшипника
катков принимают в пределах
32000 — 40000 ч. Катки двухшарнирной
цепи и их подшипники рассчитывают
так же, как и катки кареток.
Подвесные конвейеры имеют трассы
разнообразных конфигураций, раз-
личные скорости движения кареток и ус-
ловия работы. Следовательно, фактиче-
ские нагрузки иа каретки определяются
конкретными параметрами каждого
конвейера в отдельности. В целях уни-
фикации при проектировании конвейе-
ров используют типовые (стандартные)
каретки серийного производства с за-
данной статической расчетной нагруз-
кой. По этой расчетной нагрузке Рр
определяют возможную допускаемую
полезную нагрузку Рд для конкретного
проектируемого конвейера с учетом его
скорости, температурных условий и ре-
жима работы.
Для обеспечения работоспособности
типовой каретки на проектируемом кон-
вейере должны быть соблюдены два
условия:
по прочности каретки
Рр -Ргпах^ (8.5)
где Ртах — максимальная нагрузка на карет-
ку, определяемая по формуле (8.1) или (8.2)
в зависимости от профиля трассы;
по нагрузке на подшипники каретки
Рд^Рэкв- (8.6)
Если эти условия не соблюдаются, то
надо подвешивать груз при помощи
траверсы иа нескольких каретках или
применять каретку более тяжелого типа.
Величину Ртах можно уменьшить, уве-
личив радиус вертикального перегиба
в зоне наибольших натяжений.
Допускаемую нагрузку Рд опреде-
ляют с учетом коэффициентов Ki (отно-
шения скорости проектируемого конвей-
ера к номинальной скорости, принятой
при расчете срока службы подшипника
типовой каретки), Кз (температурных
условий работы конвейера) и Кз =
= 1,1 ~ 1,2 (неравномерности распреде-
ления нагрузки на катки каретки):
Рд = РрКгКз/Кз. (8.7)
Коэффициенты и Кз заданы в нор-
малях подшипниковой промышленно-
сти. Обычно принимают Кд = 0,8 + 0,6
при скорости движения каретки. 4 —
8 м/мин и К] = 0,4 при скорости
30 м/мин; коэффициент Кз = 1 при тем-
пературе среды до + 125 °C и Кз = 0,7
при температуре +250 °C.
Подвесные грузонесущие конвейеры 233
Рис. 8.8. Схемы для расчета нагрузок на каретку:
а — эпюра линейных нагрузок q по трассе; б —профиль трассы конвейера; в — эпюра нагрузок на
каретку
Допускаемая наибольшая масса груза
тг.д, транспортируемого на одной ка-
ретке (полезная грузоподъемность ка-
ретки для данного конкретного‘конвейе-
ра): конвейера, расположенного в одной
плоскости,
тг.д у (Рд - 9ц. А), (8.8)
пространственного конвейера
> 1 /
тГ.Д — ~ I Рц ~
^ктах „
J max
1
cos(p/2)
9ц. A max- (8.9)
Если заданная масса транспортируе-
мого груза больше допускаемой, опре-
деляемой по формулам (8.8) и (8.9), то
груз при помощи траверсы подвеши-
вают на двух или четырех каретках
(рис. 8.9). Траверса представляет собой
234 Подвесные конвейеры
фасонную балку, которая концами под-
вешивается на тягах или специальных
болтах к кареткам, а в середине имеет
отверстие для шарнирного крепления
подвески или другой траверсы. Допу-
скаемая нагрузка на траверсу
Рд.Т = (8.10)
где fcTp — коэффициент неравномерности рас-
пределения нагрузки на каретки траверсы
(для конвейера, расположенного в одной
плоскости, fcTp = 0,9, для пространствен-
ного — fcTp = 0,75); и — число кареток, на
которые подвешивается траверса; обычно
п = 2 4- 4; — допускаемая нагрузка на одну
каретку.
Шаг кареток (т. е. расстояние между
ними) обусловливается шагом подвесок
с грузом и необходимым радиусом вер-
тикального перегиба конвейера. Чем
меньше шаг кареток, тем меньше мож-
но принять радиус вертикальных пере-
гибов. Для конвейеров с вертикальными
перегибами обычно каретки расста-
вляют на расстоянии четырех — десяти
шагов цепи, но не более 800 -960 мм.
При большем шаге подвесок между ра-
бочими каретками с подвесками устана-
вливают вспомогательные (поддержи-
вающие) кареткн, препятствующие чрез-
мерному провисанию тяговой цепи.
У горизонтальных конвейеров без вер-
тикальных перегибов шаг кареток мож-
но увеличить до 1200—1600 мм. Тра-
версные каретки размещают через
два — четыре шага цепи (см. рис. 8.9).
У цепных конвейеров шаг кареток дол-
жен быть кратным двум шагам цепи,
так как каретка может крепиться к зве-
ну цепи одного вида, например, у раз-
борных цепей — только к внутреннему
звену.
Рис. 8.10. Схемы горизонтальных поворотов подвесных конвейеров:
а, б и в — на звездочках или блоках; -г и д—на роликовой батарее; е — на направляющей шине
Подвесные грузонесущие конвейеры 235
Рис. 8.11. Поворотные устрой-
ства:
а — со звездочкой; б — с бло-
ком; в — на роликовой бата-
рее
Рис, 8.12. Профили обода
поворотных блоков
Поворотные устройства. Повороты
конвейера в горизонтальной плоскости
(рис. 8.10) осуществляются при помощи
поворотных устройств, в качестве ко-
торых используют звездочки, блоки, ро-
ликовые батареи и направляющие
шины. Выбор того или иного поворот-
ного устройства зависит от типа тягово-
го элемента, его натяжения и радиуса
поворота. Поворотное устройство со
звездочкой (рис. 8.И,а) применяют для
разборной, пластинчатой, двухшарнир-
ной и других цепей; причем в первом
случае — главным образом на участках
конвейера с большим натяжением (бо-
лее 50% от допускаемого). Профиль зу-
ба звездочек для разборной цепи выпол-
няют по ГОСТ 593 — 75, для пластинча-
той и двухшарнирной цепи — по ГОСТ
592 — 75 или специальному очертанию.
Поворотные звездочки имеют обычно
6—13 зубьев и диаметр начальной
окружности 300- 1300 мм; изготовляют
их литыми из стали 35Л с нормализа-
цией, из серого чугуна или сварными из
листовой стали СтЗ.
Поворотные блоки (рис. 8.11,6) разде-
ляют по профилю обода (рис. 8.12). Бло-
ки с гладким ободом (рис. 8.12, а) ис-
пользуют для разборных и пластин-
чатых (роликовых и безроликовых) це-
пей с канавкой для разгрузки внутренне-
го звена разборной цепи (рис. 8.12, б)
или сварной круглозвенной цепи
(рис. 8.12, в). Блоки с гладким ободом
для разборной цепи применяют только
на участках с малым натяжением (до
50% от допускаемого), потому что вну-
треннее звено разборной цепи, опираясь
на обод блока, в поперечном направле-
нии обладает незначительной жест-
костью и при большом натяжении
в нем могут появиться остаточные де-
формации.
236 Подвесные конвейеры
Поворотные блоки имеют диаметр
300—1200 мм; отливают их, как и звез-
дочки, из серого чугуна или сваривают
из стали. Сварные блоки выполняют
диаметром до 1,6 — 2 м.
Если в гладком ободе блока (или ро-
лика батареи) выполнить концентрич-
ную выемку (рис. 8.12,6) глубиной 2 —
Змм и шириной на 3—4 мм больше
ширины внутреннего звена разборной
цепи, чтобы исключить его изгиб,
и опорными сделать наружные звенья
цепи, то такие блоки (и роликовые бата-
реи) можно применять при полном до-
пускаемом натяжении цепи.
Звездочку или блок устанавливают
обычно на двух подшипниках качения
(шариковых или роликовых, конических
радиально-упорных), монтируемых на
неподвижной оси, закрепленной в опоре
(см. рис. 8.11). Опору крепят болтами
к поддерживающей металлоконструк-
ции. Для правильного центрирования
и надежного закрепления опору устана-
вливают на плиту с центрирующей рас-
точкой, в которую входит специальный
выступ опоры. В современных конструк-
циях поворотное устройство изгото-
вляют и монтируют в виде единого уз-
ла с поворотным участком ходового
пути. Это обеспечивает более высокое
качество монтажа поворотного участка
(главным образом по соосности
и взаимному расположению цепи и пути
по высоте) и удобство замены его при
ремонте.
Роликовая батарея представляет со-
бой ряд стационарных, расположенных
по дуге вертикальных роликов, по ко-
торым перекатываются звенья цепи (см.
рис. 8.11, в). Оси роликов закрепляют на
неподвижном каркасе, прикрепляемом
к поддерживающей металлоконструк-
ции или непосредственно к ходовому
пути конвейера при помощи кронштей-
нов.
Каждый ролик батареи монтируется
на двух шарико- или роликоподшипни-
ках и имеет диаметр 70 мм, шаг роли-
ков 90—170 мм. Ролики изготовляют из
серого чугуна с отливкой в металличе-
скую форму (чтобы получить обод по-
вышенной твердости для предохранения
от быстрого изнашивания) или из стали
40 с поверхностной закалкой до HRC
42-50.
В современных конструкциях приме-
няют ролики с двумя встроенными ша-
рикоподшипниками, при этом обод
и ступица ролика являются кольцами
подшипников. Роликовые батареи обыч-
но изготовляют по секциям с углом по-
ворота на 15, 30, 45° и собирают из этих
секций для получения требуемого пол-
ного угла поворота (до 180°). Радиусы
роликовых батарей, измеряемые по оси
огибаемой цепи, выбирают равными
1,0; 1,25; 1,6; 2,0; 2,5 м.
Роликовые батареи применяют для
разборных и пластинчатых цепей при
углах поворота до 45° или при больших
(до 180°), когда надо иметь большой ра-
диус поворота (более 650 мм) в горизон-
тальной плоскости, так как в этом слу-
чае звездочки и блоки получаются
слишком тяжелыми. На конвейере
с разборными цепями роликовые бата-
реи, как и блоки с гладкими ободами,
устанавливают только на участках
трассы с небольшим натяжением (при-
мерно до 50% от допускаемого) из-за
малой сопротивляемости внутренних
звеньев цепи поперечному изгибу.
Направляющие шины представляют
собой изогнутый по радиусу участок хо-
дового пути, по которому двухшарнир-
ная цепь (или секционная) обкатывается
своими катками. Поворотное устрой-
ство с направляющими шинами имеет
простую конструкцию, однако его мож-
но применять только для тягового эле-
мента, имеющего собственные катки
(см. гл. 2). Направляющие шины приме-
няют для углов поворота до 180° по ра-
диусам (по оси цепи) 0,63; 0,8; 1,0; 1,25;
1,6; 2,0; 2,5 м.
Радиус поворотного устройства выби-
рается из условия свободной проходи-
мости подвесок с грузами на повороте
и зависит от их габаритных размеров
и расстояния между ними. Проходи-
мость наибольших грузов на повороте
проверяется графически. Минимальный
зазор между выступающими частями
Подвесные грузонесущие конвейеры 237
I о о е
а) б) 6) г) д)
Рнс. 8.13. Профили пути подвесного грузонесущего
грузов или подвесок доджей быть не
менее 100—150 мм. Чем выше скорость
конвейера и высота подвески, тем боль-
ше должен быть этот зазор, чтобы под-
вески »ие сталкивались друг с другом
при пуске конвейера, при случайном их
раскачивании и от воздействия центро-
бежной силы иа повороте. Зазор зависит
также от характера груза: для хрупких
грузов принимают повышенные зазоры.
Для длинномерных грузов длиной 3 —
12 м (например, бревен, пиломатериа-
лов, автомобильных рам, железобе-
тонных плит и т. п.) даже при их
небольшой ширине радиус поворота
и расстояние между параллельными
ветвями конвейера получаются очень
большими. Поэтому в таких случаях
применяют специальные устройства,
обеспечивающие плоскопараллельное
движение длинномерных грузов иа по-
вороте без их вращения.
Поворотные устройства крепят на ме-
таллических стойках с консолями, на
кронштейнах и специальных конструк-
циях или же подвешивают иа тягах или
жестких каркасах к перекрытию здания.
Подвесной путь. Подвесной путь, по
которому движутся каретки, поддержи-
вающие цепь и подвески с грузами, на-
зывают направляющим или ходовым.
Направляющий путь подвесного кон-
вейера выполняют из одного или двух
прокатных или гнутых профилей из ста-
лей СтЗ, Ст5 или 45, 09Г2 и 14Г2; про-
фили из стали 14Г2 обеспечивают дли-
тельный срок службы путей при боль-
ших нагрузках. Од нобал очные пути
(рис. 8.13,п —в) делают из двутавровых
конвейера
балок № 10, 12, 14 и 16 (ГОСТ
8239 — 72), из труб диаметром 60, 100
и 150 мм с продольной прорезью и из
специальных коробчатых профилей.
Двухбалочиые пути (рис. 8.13, г и д) вы-
полняют из двух прокатных или гнутых
уголков или двух специальных гнутых
профилей.
Путь из двутавровых балок имеет наи-
большее распространение для конвейе-
ров среднего и тяжелого типов. К его
преимуществам относятся простота из-
готовления, монтажа и крепления, зна-
чительная жесткость пути и возмож-
ность использования верхних полок
в качестве коитршин.
Пути из уголков и фасонных гнутых
профилей применяют главным образом
для конвейеров среднего, легкого
и весьма легкого типов с двухшар-
нирными и круглозвенными цепями. Их
преимуществами являются возможность
использования кареток с цилиндриче-
скими катками, наличие свободного
промежутка между путями, обеспечи-
вающего возможность выполнения вер-
тикальных перегибов с малым радиу-
сом, малая масса. К недостаткам отно-
сятся малая жесткость, повышенная
трудоемкость монтажа, креплений
и установки контршин. Сравнивая одно-
профильные и двухпрофильные пути,
следует отдать предпочтение первым.
Пути изготовляют отдельными сек-
циями в виде самостоятельных мон-
тажных узлов. Секции соединяют друг
с другом неподвижными (жесткими)
и раздвижными стыками. Стыки делают
сварными и болтовыми с центрирую-
238 Подвесные конвейеры
щей накладкой и располагают их не да-
лее чем на 1 —1,5 м от опоры, поскольку
прочность стыкового соединения, как
правило, меньпде прочности целого сече-
ния. Раздвижные стыки используют
только на секциях, примыкающих к на-
тяжному устройству (ход раздвнжкн
100 — 400 мм), а также в качестве темпе-
ратурных компенсаторов изменения
длины пути конвейеров, проходящих че-
рез сушильные печи или холодильные
камеры (ход раздвижки 15 — 20 мм).
При конструировании креплений пути
конвейера необходимо максимально ис-
пользовать конструкции здания, в кото-
ром проходит конвейер, и по возможно-
сти избегать специальных стоек, чтобы
ие загромождать производственную
площадь помещения. Поэтому путь кре-
пят на круглых тягах (рис. 8.14, а) диа-
метром 16 — 20 мм или жёстких подве-
сках к фермам перекрытия здания, на
кронштейнах — к стенам или колоннам
(рис. 8.14,6) и на специальных стойках
(рис. 8.14, в), когда нет возможности ис-
пользовать элементы здания или когда
путь проходит близко (2 — 2,5 м) от
уровня пола здания.
Радиус поворота подвесного пути
в горизонтальной плоскости зависит от
типа и размеров поворотного устрой-
ства и тягового элемента. Радиус пово-
рота пути на звездочке должен быть
меньше радиуса ее начальной окружной,
так как звено цепи с прикрепленной
к нему кареткой устанавливается по
хорде начальной окружности звездочки.
Поэтому радиус поворота пути опреде-
ляется по центрам расположения кре-
плений кареток к цепи.
Прн повороте на блоках с гладкими
обедами радиус поворота пути находят
Рис. 8.14. Металлические конструкции для крепления подвесного пути конвейера:
а — на тягах; б — на кронштейне; в — на отдельных стойках ,
Подвесные грузонесущие конвейеры 239
также с учетом расположения тягового
элемента и каретки на блоке.
Вертикальные перегибы конвейера
(т. е. закругления пути в вертикальной
плоскости) образуются непосредственно
изгибом цепи и направляющего пути по
соответственно выбранному радиусу.
Радиус вертикального закругления кон-
вейера определяют следующие ос-
новные факторы.
1. Тип, конструкция и шаг цепн. Для
двухшарнирной и круглозвенной цепей,
допускающих большой взаимный угол
поворота смежных звеньев, и для каната
радиус будет значительно меньше, чем
для разборных цепей. Чем больше шаг
цепи любого типа, тем большим со-
ответственно должен быть выбран ра-
диус перегиба.
2. Профиль направляющего подвесно-
го пути. При равных условиях для двух-
балочного пути (например, из двух
уголков) радиус закругления может
быть выбран меньшим, чем для одноба-
лочного (например, из одной двутавро-
вой балки). При малом радиусе переги-
ба цепь можно разместить в промежут-
ке между двумя профилями, а прн
однобалочном пути цепь должна распо-
лагаться на некотором минимальном
расстоянии от нижней кромки пути,
чтобы не касаться ее при своем движе-
нии.
3. Расстояние между каретками. Чем
больше шаг кареток, поддерживающих
цепь и подвески, тем большим должен
быть радиус перегиба. Это условие
обеспечивается тем, что цепь имеет
наибольшее взаимное отклонение
смежных звеньев в месте крепления ка-
ретки, а на остальном промежутке ме-
жду каретками она располагается почти
по хорде дуги перегиба.
4. Конструкция соединения цепи с ка-
реткой. Шарнирное соединение допу-
скает взаимный угол поворота звеньев
в месте крепления к каретке обычно на
20—45°, а жесткое — до 3 — 8°. Поэтому
при шарнирном соединении радиус
перегиба может быть значительно мень-
ше, чем прн жестком.
5. Натяжение цепи, особенно при
8.2. .Рекомендуемые радиусы Л (в м) вертикаль-
ных перегибов подвесных конвейеров с разборной
цепью (по оси двутавра на рис. 8.15, б)
Шаг зве- на Натяжение цепи на перегибе (в а/„ от допускаемого)
до 50 75 100
цепи, при шаге кареток Д- в шагах цепи г
4/ 6/ 8f 4f 61 8/ 4/ 6/ 8/
80 1,6 2,0 2,5 2,0 2,5 3,15 2,5 3,15 4,0
100 2,5 3,15 4,0 2,5 3,15 4,0 4,0 4,0 5,0
160 4,0 5,0 6,3 5,0 5,0 6,3 5,0 6,3 8,0
Примечание. Цепь разборная по ГОСТ
589^74 с цилиндрическими валиками. Угол по-
ворота звеньев cpmjn = 3°.
жестком ее соединении с кареткой. Чем
больше натяжение цепи на перегибе
(т. е. чем ближе к приводу на набегаю-
щей ветви расположен перегиб), тем
большим должен быть радиус перегиба
для уменьшения напряжений в деталях
цепи и каретки и их износа. Рекомен-
дуемые радиусы вертикальных переги-
бов конвейеров с разборными цепями
приведены в табл. 8.2.
Если на конвейере каретки устанавли-
вают! с различными шагами, то радиусы
перегибов выбирают по наибольшим
шагам кареток. В целях повышения сро-
ка службы путей, цепей н кареток реко-
мендуется для всех вертикальных пере-
гибов конвейера принимать по возмож-
ности единый наибольший из рекомен-
дуемых радиус, чтобы уменьшить на-
грузки на каретку и пути.
Для двухшарнирной цепи и каната ра-
диусы вертикальных перегибов прини-
мают из следующего нормального ря-
да: 0,6; 1,0; 1,25; 1,6; 2,0 м. При этом
тяговый элемент не должен задевать за
нижнюю кромку ходового пути. При ис-
пользовании двухшарнирных цепей илн
канатов вертикальные перегибы могут
выполняться также с поворотными бло-
ками, звездочками нли направляющими
шинами, расположенными в вертикаль-
ной плоскости.
При сочетании горизонтального пово-
рота с вертикальным перегибом, между
240 Подвесные конвейеры
Рис. 8.15. Вертикальный перегиб подвесного пути:
а — расположение контршин; б —схема сочетания с горизонтальными поворотами
начальными и конечными точками того
и другого и между дугами вертикально-
го перегиба необходимо оставлять
прямые участки Xi и Х% минимальные
длины которых указаны на рис. 8.15.
Это необходимо для обеспечения пра-
вильного сбегания и набегания цепи на
поворотную звездочку или блок и ис-
ключения возможности перегиба звень-
ев цепн в двух направлениях.
На вогнутых кривых вертикального
перегиба (входных — для подъемных
н выходных — для спускных участков)
под действием натяжения цепи каретки
стремятся приподняться. Для устране-
ния чрезмерного подъема кареток
и правильного направления их движе-
ния на вогнутых кривых размещают на-
правляющие контршины. На двутавро-
вом пути в качестве контршины обычно
устанавливаютчполосу (рис. 8.15, а), при-
вариваемую под тем же углом наклона,
что и полка двутавра, или опускают
(осаживают) верхнюю полку при помо-
щи выреза в вертикальной стейке. У хо-
дового пути из двух уголков в качестве
контршин используют дополнительную
пару уголков над основными путями,
причем для обеспечения повышенной
жесткости вертикального перегиба угол-
ки контршин устанавливают иногда не
только иа вогнутой части, ио и на про-
тяжении всего перегиба.
Подвесной путь рассчитывают по ме-
тодам строительной механики на про-
чность от поперечного изгиба и местно-
го отгиба полки под катками кареткн
(допускаемое суммарное напряжение
[ов] = 120 МПа), на деформацию от по-
перечного изгиба (допускаемая стрела
прогиба /тах = 1/500 пролета) и на
устойчивость плоской формы изгиба.
Фасонные гнутые профили рассчиты-
вают также на стесненное (нзгибное)
кручение, когда катки каретки распола-
гаются эксцентрично относительно вер-
тикальной оси сечення профиля, прохо-
дящей через его центр изгиба.
Привод. В подвесных конвейерах при-
меняют угловые и прямолинейные гусе-
ничные приводы с постоянной н пере-
менной скоростью. Угловой привод мо-
жет передавать тяговое усилие зацепле-
нием при помощи звездочки (для раз-
борных, двухшарннрных и т. п. цепей)
илн кулачкового блока (для секционно-
го тягового элемента) или же при помо-
щи трения (фрикционный привод для
каната и круглозвенной цепи). Угловой
Рнс. 8.16. Редукторный угловой привод подвесно-
го конвейера
Подвесные грузонесущие конвейеры 241
привод со звездочкой устанавливают
обычно на повороте трассы конвейера
на 90 или 180°, хотя принципиально воз-
можен и меньший угол обхвата звездоч-
ки цепью.
Угловой привод с передачей тягового
усилия зацеплением (рис. 8.16) состоит
из приводной звездочки 1, укрепленной
на вертикальном валу редуктора 3, элек-
тродвигателя 5, соединенного
с входным валом редуктора упругой
муфтой 4, и предохранительного
устройства 2.
Существуют три основные схемы ре-
дукторов для привода подвесных
конвейеров: 1) с червячной и ци-
линдрическими зубчатыми передачами
(рис. 8.17,а); 2) с конической и цилин-
дрическими зубчатыми передачами
(рис. 8.17,6); 3) с цилиндрическими зуб-
чатыми передачами и фланцевым двига-
телем, расположенным вертикально
(рис. 8.17, в).
Редукторы с червячной передачей
очень компактны и имеют сравнительно
небольшую массу даже при больших
передаточных числах. К недостаткам та-
ких редукторов относится пониженный
КПД (до 0,44), что ограничивает их рас-
пространение. Типовые и наиболее рас-
пространенные редукторы конструкции
Союзпроммеханизации выполнены по
второй схеме (рис. 8.17,6); их параметры
приведены в табл. 8.3.
Рис. 8Л7, Кинематические схемы редукторных
приводов
Редукторы с вертикальным флан-
цевым двигателем имеют компактную
конструкцию и высокий КПД; они пер-
спективны для конвейеров легкого типа.
Электродвигатель соединяется с редук-
тором при помощи упругой (чаще всего
8.3. Основные параметры редукторных приводов конструкции Союзпроммеханизации
Параметр Тип редуктора
КДВ-160 КД В-200 М2 КДВ-250 М2 КДВ-350 М2
Максимальный крутящий момент на валу приводной звездочки, Нм 800 1600 4000 10000
Диапазон передаточных чисел редуктора при 17 исполнениях Диапазон скоростей движения цепи (м/мин) при частоте вращения приводного электро- двигателя, об/мин: 81-2909 81-2909 81-2909 81-2909
1000 0,4-0,95 0,4-1,14 0,64-1,76 0,82-1,83
1500 0,7-22,4 0,6-23,2 0,96-22,8 0,92-23,2
Максимальная консольная нагрузка на тихо- ходном валу редуктора, кН 5 9 14 32
Общая масса редуктора, кг 145 250 360 1250
Общий расчетный КПД редуктора 0,92 0,92 0,92 0,92
Тип грузонесущего конвейера ЦПК-80Р ЦПК-80Р ЦП К-1 OOP ЦПК-100Р ЦПК-160Р ЦПК-160Р
Рис. 8.18. Гусеничный привод конвейера ЦПК-100Р конструкции С оюзпро «механизации
Подвесные грузонесущие конвейеры 243
втулочно-пальцевой) илн гидравличе-
ской муфты, иногда применяется клино-
ремеиная передача, особенно прн нали-
чии вариаторов скорости.
Гусеничный привод (рнс. 8.18) состоит
из приводной 1 и натяжной 4 звездочек,
на которые надета приводная, так назы-
ваемая гусеничная цепь 5 с кулаками 6;
упорного направляющего рельса 8 и ро-
ликовой батареи 7. Приводная звездоч-
ка вращается от электродвигателя 3 че-
рез редуктор 2. Гусеничный привод
устанавливают в горизонтальной пло-
скости на прямолинейном участке
трассы конвейера, и тяговое усилие на
цепь передается при помощи кулаков
гусеничной цепи, входящих в зацепление
с шарнирами конвейерной цепи.
Упорный направляющий рельс и ро-
ликовая батарея обеспечивают прямо-
линейное направление движения цепей
и не допускают их отклонения (отжима)
друг от друга. В качестве гусеничной це-
пи применяют специальную пластинча-
тую роликовую цепь. Кулаки цепи изго-
товляют из стали 45 или 40Х, и их
рабочую поверхность подвергают тер-
мообработке до твердости HRC 44 — 48.
Диаметры звездочек привода обычно
принимают в пределах 400 — 500 мм,
а расстояние между ними 0,9 —1,2 м.
Механизмы гусеничного привода раз-
мещают на подвижной раме 11, снаб-
женной опорными 10 и направляющими
9 катками и пружинным упором 13.
Подвижная рама может перемещаться
на этих катках внутри неподвижной
рамы 12. При работе привода усилие,
направленное противоположно тягово-
му усилию гусеничной цепи, сжимает
пружины и перемещает подвижную ра-
му привода. Ход рамы соответствует
тяговому усилию, иг при превышении
его допускаемого значения подвижная
рама включает конечный выключатель
и конвейер останавливается. Перемеще-
ние рамы фиксируется стрелкой индика-
тора усилий (динамометра) на специаль-
ной шкале и характеризует действую-
щее усилие. Упругое крепление рамы
способствует уменьшению динамиче-
ских нагрузок при пуске конвейера.
Сравнительный анализ углового и гу-
сеничного (прямолинейного) приводов
дан в гл. 2. Наибольшее распростране-
ние имеют гусеничные приводы.
Объединенный привод. На совре-
менных крупных заводах для внутрице-
хового и межцехового транспортирова-
ния грузов требуются подвесные кон-
вейеры большой длины (2 — 5 км
и более), увеличивается также масса
транспортируемых грузов. Выполнение
длинных конвейеров с единичными при-
водами невозможно даже при грузах не-
большой массы, так как при этом полу-
чаются весьма большие натяжения тяго-
вой цепи, превышающие рациональные
пределы допускаемых нагрузок для ти-
пового оборудования. Решать задачу
транспортирования грузов по длинной
трассе при помощи нескольких от-
дельных последовательно располо-
женных конвейеров нецелесообразно,
так как это разрывает непрерывную
подачу грузов и вызывает дополни-
тельные их перегрузки с конвейера на
конвейер, а следовательно, потери вре-
мени и добавочный труд, что нерента-
бельно и в отдельных случаях недопу-
стимо.
Бесперегрузочное транспортирование
на большое расстояние наиболее рацио-
нально осуществлять при помощи кон-
вейера с объединенным приводом или,
чаще всего, много приводного конвейе-
ра. Объединенный привод включает две,
редко - три приводные звездочки, при-
водимые в движение при помощи об-
щей трансмиссии (единого механическо-
го вала) от одного электродвигателя
(рис. 8.19). Такое решение позволяет раз-
делить общую трассу конвейера на
две — три части н уменьшить натяже-
ние цепи.
Конструктивно простым объеди-
ненный привод получается только тог-
да, когда несколько (две, три) ветвей
конвейера проходят близко друг от дру-
га на одной отметке в горизонтальной
плоскости (рис. 8.19) или друг под дру-
гом — в вертикальной плоскости и натя-
жение цепи в этих местах делится при-
мерно на равные части. Однако такие
244 Подвесные конвейеры
Рис. 8.19, Схемы объединенного' приводя:
а — углового с горизонтальным; б —углового с вертикальным расположением приводного вала;
в — гусеничного с горизонтальным приводным валом
благоприятные условия встречаются
сравнительно редко, главным образом
у тяжелых конвейеров горизонтальных
сушил, испытательных станций, охлади-
тельных конвейеров длиной 300 — 500 м.
Многоприводные конвейеры. Универ-
сальным и наиболее рациональным спо-
собом решения проблемы бесперегру-
зочного транспортирования грузов на
большое расстояние, с использованием
стандартных цепей является применение
многопрнводных подвесных конвейеров.
В многоприводном конвейере (рис. 8.20)
в соответствующих местах трассы уста-
навливают несколько (2—12) приводных
механизмов с электродвигателями, ра-
ботающими согласованно друг с дру-
гом. В практике современного конвейе-
ростроения известны многоприводные
подвесные конвейеры длиной до 3,5 км.
Известны несколько систем многопри-
водных подвесных конвейеров с элек-
трической синхронизацией работы при-
водов и без нее.
В Советском Союзе наибольшее рас-
пространение получила простая и на-
дежная система совместно работающих
приводных механизмов с постоянной
скоростью движения цепи без электри-
ческой синхронизации. При этой систе-
ме все приводные электродвигатели ра-
ботают совместно, и нагрузка, приходя-
щаяся на отдельные ветви конвейера,
распределяется между ними поровну.
Приводные двигатели связаны друг
с другом только при помощи тяговой
цепи конвейера, и синхронизация их
вращения осуществляется самой конвей-
ерной цепью, поэтому последняя испы-
тывает дополнительное натяжение, тем
большее по абсолютной величине, чем
больше неравномерность загрузки
участков трассы конвейера между при-
водными механизмами н количество
Рис. 8.20. Схема подвесного конвейера с трех-
двигательным приводом:
ИМ - приводной механизм; Д — двигатель; НУ -
натяжное устройство
Подвесные грузонесущие конвейеры 245
приводов. Возникновение дополни-
тельных натяжений при неравномерной
загрузке отдельных участков конвейера
является недостатком этой системы. Не-
равномерность загрузки отдельных
участков конвейера, даже при равномер-
ном распределении приводных механиз-
мов на трассе, проявляется в процессе
загрузки и разгрузки конвейера или при
внезапных перерывах подачи грузов.
В этих случаях в краткие промежутки
времени, когда одни участки конвейера
оказываются загруженными, а другие
незагруженными, возникает необходи-
мость уменьшить усилие, действующее
на наиболее нагруженный электродвига-
тель, что вызывает дополнительное на-
тяжение цепи.
В системе совместно работающих
приводов все приводные механизмы
конвейера должны иметь одинаковое,
строго постоянное передаточное число
н электродвигатели с одинаковыми ха-
рактеристиками по типу, мощности, ча-
стоте вращения и крутящему моменту.
Электродвигатели должны иметь повы-
шенное скольжение (6—10%); чем боль-
ше возможная неравномерность нагруз-
ки, тем больше должно быть скольже-
ние в указанных пределах. Поэтому
в многоприводных конвейерах этой си-
стемы применяют асинхронные электро-
двигатели с фазным ротором и допол-
нительным сопротивлением в цепи ро-
тора, электродвигатели типа АОС
с повышенным скольжением или обы-
чные короткозамкнутые электродвигате-
ли в сочетании с гидромуфтами. Гидро-
муфты обеспечивают необходимое
скольжение и обусловливают равномер-
ное распределение нагрузки между от-
дельными двигателями привода конвей-
ера.
В Советском Союзе известны успеш-
но работающие многоприводные кон-
вейеры, имеющие от двух до пяти сов-
местно работающих приводных меха-
низмов.
Приводы с электрической синхрониза-
цией (например, по системе «электриче-
ского вала») не получили распростране-
ния вследствие их конструктивной
и эксплуатационной сложности. Разра-
ботки простых систем электрической
синхронизации (в том числе и с тири-
сторами) продолжаются.
Натяжные устройства. На подвесных
конвейерах применяют грузовые, пнев-
матические, гидравлические, пружинно-
винтовые и винтовые натяжные устрой-
ства. Грузовое натяжное устройство
(рис. 8.21) состоит из подвижной тележ-
ки 9, к которой прикреплены поворот-
ное устройство 1 (оборотная звездочка,
блок или роликовая батарея) и подвиж-
ной поворотный участок 3 пути конвей-
ера, натяжного груза 6 с тросами и на-
правляющими блоками 5. Под дей-
ствием силы тяжести натяжного груза
тележка отходит назад и натягивает
цепь, огибающую поворотное устрой-
ство, создавая тем самым необходимое
первоначальное натяжение. Полный ход
передвижения натяжной тележки (ход
натяжного устройства) обычно равен
250, 400 и 600 мм.
Натяжную тележку устанавливают на
четырех вертикальных опорных 7 н го-
ризонтальных направляющих 8 катках.
Подвижной участок 3 пути конвейера,
размещенный на тележке, соединяют
с неподвижными концами путей при по-
мощи специальных раздвижных стыков
2. Раздвижной стык состоит из верхней
и нижней направляющих, которые обес-
печивают непрерывность путей на со-
единении подвижного и неподвижного
участков пути, несмотря на передвиже-
ние тележки на весь ее ход. В пре-
дельных положениях тележки устано-
влены путевые выключатели 4.
Грузовые натяжные устройства вы-
полняют без полиспаста (рис. 8.21, а)
при натяжении до 4 кН и с полиспастом
(рис. 8.21,6) при натяжения до 16 кН.
Наибольшее распространение в под-
весных конвейерах получили грузовые
натяжные устройства вследствие авто-
матичности их действия и большой на-
дежности. Применение грузовых на-
тяжных устройств обязательно на кон-
вейерах, проходящих через сушильные,
нагревательные или охладительные ка-
меры, на конвейерах с фрикционным
246 Подвесные конвейеры
и объединенным приводами, на мйого-
приводных конвейерах. Число натяжных
устройств на конвейерах с объединенны-
ми приводами должно быть равно чис-
лу приводных звездочек, иначе возмож-
но значительное перенапряжение цепи
при неравномерном ее изнашивании.
В многоприводном конвейере число на-
тяжных устройств равно числу при-
водных механизмов. Усилие натяжения
и массу натяжного груза определяют по
формулам (2.18) и (2.19).
У конвейеров легкого типа (с натяже-
нием цепи до 4 кН) натяжное устрой-
ство иногда объединяют с приводом,
устанавливая приводной механизм на
натяжной тележке. Это упрощает проек-
тирование трассы конвейера н позво-
ляет исключить одно-два поворотных
устройства, но увеличивает величину на-
тяжного усилия. При больших натяже-
ниях цепи (например, более 4 кН) объ-
единение привода с натяжным устрой-
ством нецелесообразно из-за неизбежно-
го перекоса натяжной тележкн (вслед-
ствие разницы натяжений набегающей
и сбегающей ветвей тягового элемента)
и возрастания натяжного усилия.
Рнс. 8.21. Грузовое натяжное устройство ГПКИ «Союзпроммеханизация»:
а — без полиспаста; б — с полиспастом
Подвесные грузонесущие конвейеры 247
Рис. 8.22. Характерные конструкции подвесок для грузов
Подвески. В подвесном конвейере не-
сущими элементами служат подвески
разнообразной конструкции, на которые
укладывают илн подвешивают транс-
портируемые грузы. Конструкция под-
вески зависит от характера груза, его
габаритных размеров и массы, назначе-
ния конвейера и способа его загрузки
и разгрузки. Подвески выполняют в ви-
де этажерок, лотков, крюков, рычажных
захватов, коробов, цепных тяг, стропов
и т. п. (рис. 8.22, а - г). Параметры под-
весок для транспортирования грузов
в производственной таре нормализова-
ны. Подвеска должна быть прочной, лег-
кой, простой и экономичной по кон-
струкции, удобной для загрузки и раз-
грузки и надежной для безопасного
транспортирования грузов как на гори-
зонтальных, так и на наклонных и
поворотных участках конвейера. Она
должна иметь шарнирное крепление
к каретке или к траверсе, чтобы нахо-
диться в вертикальном положении на
наклонных участках конвейера н тем
самым обеспечивать надежное положе-
ние транспортируемых грузов.
Конвейеры с двухшарнирнымн цепя-
ми, а также с шарнирным креплением
тягового элемента к кареткам могут
иметь вертикальные участки подъемов
н спусков. На таких конвейерах подве-
ску крепят к каретке при помощи кон-
сольного стержня или двух замкнутых
стержней, образующих треугольник (см.
рис. 8.3). Вылет консоли должен быть
больше половины наибольшего габа-
ритного размера груза с подвеской,
чтобы груз не задевал за цепь на верти-
кальных участках трассы конвейера.
Загрузка и разгрузка подвесок конвей-
ера могут производиться вручную, при
помощи грузоподъемных устройств, по-
луавтоматически и автоматически.
Полуавтоматические загрузка н раз-
грузка конвейера предусматривают вы-
полнение основных трудоемких опера-
ций самим конвейером. Наиболее часто
для них используют участки верти-
кальных подъемов и спусков конвейера,
иа которых можно легко подхватить
(подцепить) груз на конвейер или же
снять (отцепить) его с конвейера. На-
пример, на участке загрузки конвейер
248 Подвесные конвейеры
имеет вертикальный перегиб с крутым
спуском и подъемом, загружаемые
грузы (короба, ящики, массивные отлив-
ки) подаются на стол, расположенный
под конвейером. Крюк, стропы, ры-
чажный захват или обойму подвески
конвейера рабочий вручную зацепляет
за груз, лежащий на столе. Непосред-
ственный захват груза (отрыв от опоры)
производится самим конвейером на
участке подъема.
Разгрузка конвейера производится
подобным образом, но в обратном по-
рядке: конвейер на участке спуска уста-
навливает груз на стол; отцепка крюка
или захвата подвески от груза произво-
дится вручную. Разгрузка может выпол-
няться также на прямом горизонталь-
ном участке конвейера на подъемный
стол, управляемый рабочим. Подъем
стола может быть ручным или ножным
через систему рычагов, пневматическим
или электрическим с ручным или авто-
матическим управлением. Наибольшее
распространение получают автоматиче-
ская загрузка и разгрузка подвесок с ав-
томатическим адресованием грузов.
Наиболее перспективными следует счи-
тать загрузку и разгрузку на горизон-
тальных участках пути.
Ряс. 8.23. Схемы автоматических операций:
о —загрузки; б, в, г —разгрузки; / — подвеска; 2 — загрузочный конвейер; 3 — упор; 4 — направ-
ляющие; 5 — подъемный стол; 6 —ролик на подвеске; 7 — направляющая щина; 8 — склиз
Подвесные грузоиесущие конвейеры 249
Рис. 8.24. Схема расстановки аппаратов;
а — децентрализованного адресования; б — контактного считывания адреса; СА — сбрасыватель адреса;
А — адресователь; АН — адресоноситель; БУ — блок управления; ИМ — исполнительный механизм;
СУ — считывающее устройство
Процесс автоматической загрузки
подвесок состоит из следующих опера-
ций : грузы, предназначенные для по-
грузки, в заданном порядке подаются
к месту загрузки конвейера; проходя-
щие подвески автоматически подхваты-
вают или подцепляют грузы на ходу
конвейера, или специальным устрой-
ством автоматического адресования
включают погрузочное приспособление,
которое автоматически подготовляет
груз к погрузке или непосредственно на-
вешивает его на проходящую подвеску
конвейера (рис. 8.23, а). В процесс авто-
матической разгрузки подвесок входят
следующие операции: при загрузке гру-
за способом автоматического адресова-
ния назначается пункт его разгрузки;
перед прибытием к месту разгрузки
подвеска автоматически включает при-
способление для разгрузки (или непос-
редственно встречается с иим), при по-
мощи которого подвеска или ее опор-
ная часть наклоняется, поворачивается,
опрокидывается, расцепляется и т. п.
и освобождается от груза, или же груз
на ходу конвейера передается (или стал-
кивается) на какое-либо другое ста-
ционарное или подвижное устройство
(рис. 8.23,б,в и г).
Система автоматического адресовании
иодвесок с грузами. Автоматическое
адресование обеспечивает автоматиче-
скую загрузку и разгрузку (иногда толь-
ко загрузку или только разгрузку) под-
весок в местах, обусловленных за-
данным адресом. Наиболее широко его
применяют в подвесных толкающих
конвейерах для распределения грузов по
отдельным участкам трассы системы
конвейеров.
По способу управления различают си-
стемы децентрализованного (местного)
и централизованного (с общего пульта)
адресования. Существуют также комби-
нированные системы.
Система централизованного адресова-
ния является весьма перспективной, но
и наиболее сложной как по устройству,
так и по организации производственно-
го процесса. Система децентрализован-
ного адресования более простая и легче
приспособляемая к производственным
условиям и их изменениям, поэтому
в настоящее время она получила наи-
большее распространение.
Система децентрализованного адресо-
вания любого конструктивного исполне-
ния в общем виде включает (рис. 8.24)
адресующее устройство - адресоноси-
тель с набором элементов адресования
(информации), считывающее устройство
(читающее или приемное) — считыва-
тель адреса, автоматическое устройство
250 Подвесные конвейеры
для сброса адреса (приведение элемен-
тов адресования в нейтральное, «без-
адресное» положение) и автоматический
адресователь (задатчик или настройщик
адреса). В отдельных случаях, при
маршрутном (программном) адресова-
нии автоматические устройства для
сброса адреса и адресователи на трассе
конвейера не устанавливают.
Элементами адресования (их также
называют элементами информации) слу-
жат диски, штыри, клавиши, выступы,
контакты и другие подобные детали,
комбинация расположения которых на
адрес оносителе по принятому коду
обусловливает определенный адрес сле-
дования груза или выполнения необхо-
димой операции.
Адресоноситель АН устанавливается
на каждой подвеске конвейера и задает
адрес или маршрут следования груза.
Считыватели СУ устанавливают на
определенных участках пути конвейера
перед устройствами загрузки и разгруз-
ки конвейера (рис. 8.24, а). При прохо-
ждении подвески с адресоносителем че-
рез считыватель, последний расшиф-
ровывает адрес, заданный на адресоно-
сителе. Если расположение элементов
адресования на адресоносителе совпа-
дает с расположением приемных эле-
ментов (щупов, рычажков, светильников
и т. п.) считывателя, т. е. адрес подвески
совпадает с адресом считывателя
(рис. 8.24, б), то он дает команду в блок
управления БУ механизма загрузки или
разгрузки подвески, который включает
исполнительный механизм ИМ.
Сбрасыватель адреса С А устанавливают
после пунктов разгрузки перед началом
нового маршрута. Автоматический
адресователь А размещают после
устройства для сбрасывания адреса
в начале нового маршрута, как правило,
после места разгрузки в пункте распре-
деления грузов.
При децентрализованном адресова-
нии адрес следования груза задается
оператором или диспетчером при за-
грузке подвески. Оператор сам устана-
вливает на подвеске элементы назначе-
ния адреса (клавиши, штыри и т. п.) или
же нажимает соответствующую кнопку
(набор кнопок) на пульте настройки не-
обходимого адреса; в этом случае адрес
на подвеске устанавливается адресовате-
лем автоматически при прохождении че-
рез него подвески, путем соответствую-
щего размещения на ее адресоносителе
элементов назначения адреса.
Адресоноситель может закрепляться
иа подвеске (тележке) горизонтально
(рис. 8.25, а) или вертикально
(рис. 8.25, б). Горизонтальное расположе-
ние адресоносителя более предпочти-
тельно, так как обусловливает меньшие
размеры поперечного сечения конвейе-
ров по высоте (в вертикальной плоско-
сти). Однако при большой длине гори-
зонтального адресоносителя возможен
его перекос, вызываемый перекосом
подвески или действием момента, воз-
никающего при контактном считывании
элементов адресования.
К недостаткам вертикального адресо-
носителя относятся увеличенные габа-
ритные размеры по высоте, возмож-
ность бокового раскачивания и, как
следствие, погрешности адресования.
Его преимуществом является простота
конструкции как адресоносителя, так
и узла его крепления к подвеске. Для
уменьшения недостатков и повышения
надежности работы адресоноситель лю-
бого типа должен по возможности
иметь малую длину (обычно менее
300 мм).
Адресоноситель можно устанавливать
не только на подвеске, но и на вынос-
ном кронштейне, присоединяемом не-
посредственно к скобе каретки (тележки)
впереди и выше шарнира крепления
подвески. Это уменьшает вертикальные
размеры адресоносителя и лучше стаби-
лизует его положение.
Адресоноситель или считыватель дол-
жны иметь самоустанавливающееся
(плавающее) крепление, обеспечивающее
правильное их взаимодействие при до-
пускаемых погрешностях изготовления
и монтажа. В зависимости от характера
взаимодействия адресующих элементов
различают контактные и бесконтактные
способы считывания адреса.
Подвесные грузонесущие конвейеры 251
Рнс. 8.25, Узлы автоматического адресовании с ад ресоносите л ем:
а — горизонтальным; б — вертикальным
К контактным способам считывания
адреса относятся электрические [замы-
кание контактов низкого напряжения
(12 — 36 В)], механические (воздействие
кулачков, дисков и тому подобных
устройств на отклоняющие шины, рыча-
ги), электромеханические (воздействие
штырей, штифтов, упоров, выступов на
конечные выключатели для замыкания
или размыкания цепи электрического
тока), пневмомеханические (воздействие
штырей, роликов, рычагов на элементы
пневмоуправления для особопыльной
и взрывоопасной среды).
Бесконтактные способы считывания
разделяют иа фотоэлектрические (воз-
действие лучей света иа фотоэлементы),
индукционные (использование измене-
252 Подвесные конвейеры
ния магнитного потока и наведения
электродвижущей силы в обмотках
электромагнитов), радиоактивные (при-
менение излучения изотопов), маг-
нитные (воздействие магнитов на датчи-
ки включения) и др.
Системы с бесконтактными способа-
ми считывания более прогрессивны, по-
скольку их адресующие элементы не из-
нашиваются, однако они более сложны
по устройству.
Емкость адресо носителя, т. е. количе-
ство возможных адресов, обусловли-
вается числом расположенных на нем
элементов адресования (обычно не бо-
лее 16), способом их расположения
и считывания (односторонний или дву-
сторонний) и числом т (один, два, три,
четыре) их одновременного действия.
Таким образом, количество возможных
адресов А определяется сочетанием чис-
ла элементов т из общего количества и.
Для наиболее распространенного одно-
стороннего считывания элементов адре-
сования
А=Сп =
п (п — 1) (и — 2).... [и — (т — 1)]
1-2-3 .... т
При централизованном адресовании
подвеска конвейера не имеет адресоно-
сителя, и адрес ее следования задается
с центрального пульта установленной
программой перемещения грузов в со-
ответствии с технологическими процес-
сами производства или складирования.
В простейшем случае маршрут следова-
ния груза задается диспетчером цен-
трального пульта. В более сложных слу-
чаях маршрут перемещения подвесок
записывается при помощи специального
кода в виде зашифрованной программы
на перфорированной карте или ленте,
магнитной ленте и тому подобном про-
граммоносителе. Программоноситель
устанавливается и расшифровывается
(считывается) на центральном пульте
управления конвейерами и задает марш-
руты движения грузов. При централизо-
ванном адресовании используют также
специальные следящие устройства раз-
личных конструкций, например электро-
механическое адресное устройство в ви-
де вращающегося «барабана заказов»
или электрическое устройство с набо-
ром логических элементов и т. п.
В качестве исполнительных механиз-
мов, управляемых адресованием и обес-
печивающих загрузку и разгрузку под-
Рис. 8.26. Типовая конструкция ограждения конвейера
Подвесные грузонесущие конвейеры 253
Рис. 8.27. Ловитель, устанавливаемый на участках подъема конвейера
весок конвейера, применяют подъемные
(пневматические, гидравлические или
электромеханические) столы, пово-
ротные захваты, передвижные шины
и т. п.
Предохранительные устройства. Для
предохранения механизмов привода
и ходовой части конвейера от поломок
из-за случайных перегрузок или задева-
ния подвесок за неподвижные конструк-
ции на приводной звездочке устанавли-
вают предохранительный штифт, ко-
торый срезается при превышении рас-
четного тягового усилия на 25% (см.
гл. 2); специальное устройство выклю-
чает подачу тока к двигателю привода,
и конвейер останавливается.
Для исключения возможности паде-
ния транспортируемых грузов на пол на
всех подъемах и спусках конвейера,
а также на горизонтальных участках,
расположенных над проходами и проез-
дами, ставят ограждения в виде лотка.
Обычно ограждения делают из сталь-
ной сетки или листовой стали и укреп-
ляют на рамке, подвешенной к ходово-
му пути конвейера (рис. 8.26).
При обрыве или случайном разъеди-
нении тяговой цепи находящиеся на
подъемах и спусках каретки и подвески
с грузами под действием силы тяжести
будут стремиться скатиться вниз, что
может вызвать повреждения грузов
и конвейера. Для предупреждения этого
на подъемах и спусках высотой более
1 м устанавливают ловители, которые
при обрыве цепи захватывают и остана-
вливают ее. Конструкции ловителей
разнообразны в зависимости от принци-
па действия (храповые, рычажные, элек-
тромеханические и т. п.), местоположе-
ния на трассе конвейера (спуск или
подъем), типа тягового элемента и про-
филя ходового пути. Ловитель простей-
шего типа, устанавливаемый на участ-
ках подъема (рис. 8.27), имеет стальную
скобу Д подвешенную шарнирно на ось
3. Ось закреплена в стойке 4, приварен-
ной к верхней полке путевого двутавра
конвейера. При нормальном движении
цепи Конвейера (вверх) скоба свободно
отклоняется корпусом кронштейна ка-
ретки 2 и возвращается в исходное по-
ложение пружиной 6. При аварийном
движении скоба отклоняется назад и,
упираясь своей перемычкой в полку дву-
тавровой балки, останавливает каретку,
одновременно нажимая рычаг путевого
выключателя 5 (или экранирует глазок
бесконтактного переключателя) для вы-
ключения подачи напряжения к электро-
двигателю привода.
При прохождении конвейера через по-
красочные и пескоструйные камеры, су-
254 Подвесные конвейеры
шильные, моечные и травильные (бон-
даризационные) устройства рекомен-
дуется закрывать ходовую часть конвей-
ера специальным кожухом с резиновым,
асбестовым лабиринтным уплотнением.
Такой кожух обычно соединяется с вен-
тиляционной системой и надежно пред-
охраняет цепь, каретки и путь от загряз-
нения, перегрева и вредного химическо-
го воздействия испарений. Поскольку
такие укрытия не всегда бывают воз-
можны и эффективны, то целесообразно
располагать ходовую часть и путь кон-
вейера вне этих камер и устройств (над
ними), перемещая через них только под-
вески с грузами.
8.2.3. Расчет конвейеров
Для расчета подвесного конвейера
должны быть заданы схема его трассы,
масса и размер транспортируемых гру-
зов, производительность и характери-
стика условий работы. Основными рас-
четными параметрами конвейера
являются производительность Z (шт/ч),
скорость v (м/мин), шаг подвесок с гру-
зами аа (м) и количество грузов на под-
веске i (штук). Их связь определяется
формулой (3.14).
Наименьший шаг подвесок nnmm дол-
жен обеспечивать свободную проходи-
мость грузов наибольшей длины hmax
на горизонтальных поворотах наимень-
шего радиуса Rmjn (рис. 8.28, а) и на вер-
тикальных перегибах с наибольшим
углом наклона ртах (рис. 8.28,6). Тогда
йп (Ьщах + A)/ COS Ртах> (8.11)
где А = 0,15-4- 0,2 м — минимальный зазор
между подвесками с грузом.
Для конвейера с вертикальными
участками трассы (рис. 8.28, в)
йп ^тах "Ь А- (8.11 )
Шаг подвесок ап должен быть
кратным удвоенному шагу звена цепи.
Скорость для транспортных конвейе-
ров выбирают в зависимости от массы
грузов, заданной производительности
и способов загрузки и разгрузки конвей-
ера; обычно она составляет 3 — 25 м/мин
и только в отдельных случаях — до
35 м/мин. Характерные скорости кон-
вейеров приведены в табл. 8.4. Для тех-
нологических конвейеров, на которых
выполняются производственные опера-
ции, скорость транспортирования опре-
деляется ритмом производства или за-
данным временем охлаждения, сушки
транспортируемых изделий и тому по-
добными операциями (см. гл. 9).
Тяговый расчет подвесного конвейера
производят так же, как и любого кон-
вейера с тяговым элементом (см. гл. 3).
Для правильной работы конвейера
Рис. 8.28. Схема расположения подвесок:
а — на горизонтальном повороте; б — на наклонном участке; в — на вертикальном участке пути
Подвесные грузонесущие конвейеры 255
8.4. Характерные скорости движения подвесок грузе несущих и толкающих конвейеров
Назначение конвейера Масса гру- зов, кг Способ загрузки и разгрузки Характерная скорость, м/мин
Внутрицеховое и межцеховое транспор- тирование отливок, поковок и отдельных сборочных единиц машин 500-1000 10-12 1-5 50-100 Грузоподъемными Вручную » Автоматически средствами 4 10 12 18
Транспортирование деталей машин (заго- товок между станками) 100-500 5-15 Грузоподъемными ми Вручную средства- 10 6
Транспортирование литейных стержней на сборку форм 10 Вручную 6-4
Межоперационное транспортирование ре- зиновых изделий и заготовок 100-200 10-12 Грузоподъемными средствами Автоматически Вручную Автоматически 10-6 12-6 10 18
Транспортирование тюков, связок, пачек на складах и в почтовых экспедициях 5-10 20-100 Вручную Автоматически 12-18 16-24
в точке наименьшего натяжения, кото-
рого следует ожидать на участке после
наиболее загруженного спуска, или
в точке сбегания цепи с приводной звез-
дочки (у горизонтального конвейера)
должно быть обеспечено натяжение So
не менее 500—1000 Н. Для конвейеров
с фрикционным приводом So рассчиты-
вают из условия обеспечения передачи
потребного тягового усилия (см. гл. 4).
Расчетные линейные нагрузки (Н/м)
на обратной (незагружаемой) qo и гру-
женой q ветвях
Q0 ^(™п/«п + ткЛк) + дц; (8.12)
дтг
+ (8.13)
ап
где и — соответственно массы подвески
и каретки, кг; ап— шаг подвесок, м; Гк- шаг
кареток, м; линейная нагрузка от тяго-
вого элемента, Н/м; — масса полезного
груза на подвеске, кг.
Для определения расчетных нагрузок
необходимо выбрать типоразмер тяго-
вого элемента, кареток и конструкцию
подвески для грузов. Тяговый элемент
той или иной конструкции выбирают по
наибольшему расчетному натяжению
Smax, которое для конвейера с передачей
тягового усилия зацеплением на звез-
дочке (угловой привод) или от цепи
с кулаками (гусеничный привод) можно
приближенно определить по обобщен-
ному уравнению
Smax = SqKm + w(qLp + <2оДх) (1 + SKM) +
+ qH, (8.14)
где So— первоначальное натяжение цепи
(So — 500 э- 1000 Н); Км = ср^А* — суммар-
ный коэффициент местных сопротивлений
движению кареток [здесь <р, А — коэф-
фициенты сопротивлений соответственно
на вертикальном перегибе, горизонтальном
повороте на звездочке или блоке (Д и
на роликовой батарее (А); х, у, z— число
вертикальных перегибов (х), горизонтальных
поворотов на звездочках или блоках (у) и на
роликовых батареях (z) на трассе конвейера];
w — коэффициент сопротивления на прямо-
линейном участке; Д и Д — горизонтальные
проекции соответственно загруженной и хо-
лостой ветвей конвейера, м; Б — коэффи-
циент, зависящий от числа поворотов и пере-
гибов и их расположения на трассе; Б =
= 0,5.4- 0,3 (меньшая величина для конвейе-
ров, имеющих более пяти поворотов
н перегибов); Н - наибольшая высота подъе-
ма груза на трассе конвейера, м.
256 Подвесные конвейеры
По полученному натяжению выби-
рают типоразмер тяговой цепи из усло-
вия
^'шах $д.
Подробный расчет конвейера про-
изводят путем последовательного сум-
мирования сопротивлений движению
кареток иа отдельных участках трассы
конвейера, определяемых по формулам:
для горизонтального прямолинейного
участка
Sn = S„-i + wq’l; (8.15)
для поворотной звездочки (блока)
= (8.16)
для роликовой батареи
S„ = XS„_i; (8.17)
для вертикального перегиба
5и = ф(ф5п-1 + wq'l^q'h), (8.18)
где 5П и Sn _ [ — натяжение в конце н начале
рассматриваемого участка соответственно,
Н; ц! — линейная нагрузка, Н/м (для груже-
ной ветви q'=q, для обратной q'=QQ);
I — длина горизонтальной проекции участка
трассы, м; h — разность отметок в конце и
в начале участка, м.
В формуле (8.18) перед членом q'h
знак «плюс» берется при подъеме, знак
«минус» — при спуске.
Коэффициенты сопротивления в фор-
мулах (8.14) — (8.18) принимают по табл.
8.5 и 8.6.
8.5. Коэффициенты w сопротивления движению
кареток с шарикоподшипниками на прямолинейных
участках трассы подвесных конвейеров с раз-
борными цепями и ходовым путем из двутавровой
балки
Условия работы конвейера Масса груза, подвешенного на каретке, кг
До 50 100 200 и более
S? Работа в отапливаемых помещениях пр и темпе-
Р< туре выик 0°С
Хорошие 0,020 0,014 0,012
Средние 0,027 0,020 0,016
Тяжелые 0,032 0,025 0,020
Работа в неотапливаемых помещениях зимой при
температуре до минус 20°С; смазка подшипников
специальная, низкотемпературная (ЦИАТИМ-201.
ЦИАТИМ-203); при любой массе груза
Средние 0,038 0,038 0,038
Тяжелые 0,045 0,045 0,045
Тяговое усилие на приводной звездоч-
ке и потребную мощность двигателя на-
ходят по формулам (3.14) и (3.15) при
наибольших скоростях и нагрузке. До-
пускаемые натяжения по долговечности
разборных цепей даны в табл. 8.7.
Пример 8.1. Рассчитать подвесной грузоне-
сущий конвейер, предназначенный для транс-
портирования отливок из обрубного отделе-
ния на склад.
Исходные данные. Схема конвейера приве-
дена на рис. 8.29. Масса одной отливки ttiT =
8.6. Коэффициенты сопротивления движению кареток на поворотных устройствах и вертикальных
перегибах подвесных конвейеров
4 1 б
работы при углах поворота, градус
конвейера 90 180 До 30 | 45 60 90 | 180 | До 20 | 35 45
Работа в отапливаемых помещениях при температуре выше 0°
Хорошие 1,020 1,030 1,020 1,025 1,030 1,040 1,07 1,010 1,015 1,025
Средние 1,025 1,035 1,025 1,030 1,040 1,050 1,09 1,012 1,020 1,030
Тяжелые 1,035 1,050 1,030 1,040 1,045 1,060 1,10 1,015 1,025 1,035
Работа в неотапливаемых помещениях зимой при температуре до минус 20 °C;
смазка подшипников — специальная низкотемпературная
Средние 1,040 1,050 1,035 1,040 1,045 1,065 1,10 1,025 1,035 1,045
Тяжелые 1,055 1;об5 1,040 1,050 1,055 1,070 1,15 1,030 1,04 1,05
Подвесные грузонесущие конвейеры 257
8.7. Допускаемые натяжения (кН) термически об-
работанных горячештампованных разборных ценен
по ГОСТ 589—74 для среднего режима работы
конвейера
[Паг звена цепи, ММ
80 100 160
Условия Скорость Конфигурация
работы трассы
цепи, м/мин
конвейера га ОС Л Я га га га 5: га га га X
к я С 1 >4
CJ о и с О О
с 0 с" G "с 0
Хорошие До 9 10 9 15 13 35 32
Св. 9 до 18 9 8 13 12 32 30
Св. 18 8 7 12 11 28 26
Средние До 9 9 8 13 12 32 30
Св. 9 до 18 8 7 12 11 28 26
Св. 18 7 6 10 9 23 21
Тяжелые До 9 8 7 12 11 27 25
Св. 9 до 18 7 6 10 9 23 21
Св. 18 6 5 9 8 20 18
Примечания: I. Трасса простой конфигу-
рации содержит не более 20 поворотов в го-
ризонтальной и вертикальной плоскостях, слож-
ной — более 20 поворотов.
2. Для конвейеров, работающих в легком ре-
жиме, указанные значения натяжения увеличивают
на 10%, а в тяжелом - уменьшают на 10%.
= 18.3 кг; наибольшие размеры 320 х 200 х
х 220 мм; загрузка и разгрузка подвесок ав-
томатическая. Расчетная производительность
конвейера Z = 600 шт/ч. Конвейер работает
в среднем режиме, 16 ч в сутки.
Расчет. В качестве ходовой части конвейе-
ра предварительно принимаем тяговую раз-
борную цепь типа Р2-100-220 ГОСТ 589 — 74
с шагом 100 мм, Исходя из габаритов отли-
вок и удобства транспортирования их длин-
ной стороной вдоль конвейера, принимаем
шаг подвесок ап = 0,6 м. Наибольший угол
наклона пути конвейера на вертикальном
перегибе ртах = 35°, следовательно, по фор-
муле (8.11)
Дн cos pmax Ьтах + А,
т. е. 600-0,819 > 320 + 150,
Графическая проверка прохождения гру-
зов на поворотных звездочках диаметром
Do = 834,6 мм показывает наличие необхо-
димых зазоров между подвесками. Следова-
тельно, шаг подвесок выбран правильно.
Для обеспечения заданной производитель-
ности на каждую подвеску укладываем по
одной отливке, т. е. i = 1. Тогда скорость
конвейера
r = Zan/(3600i) = 600-0,6/(3600 • 1) = 0,1 м/с.
Принимаем скорость цепи г = 0,1 м/с, что
соответствует нормальному ряду скоростей
Рис. 8.29. Расчетная схема подвесного грузонесущего конвейера (размеры I н Н приведены в метрах)
9 А. О. Спиваковский
258 Подвесные конвейеры
цепи по ГОСТ 5946 — 79. Грузы подаются на
подвески при помощи автоматического за-
грузчика-манипулятора с ритмом одна за-
грузка в 6 с.
Определяем линейные нагрузки:
на обратной ветви по формуле (8.12)
4о = (тп/яп + mK/tK + тп)д =
= (7,2/0,6 + 5,5/0,6 + 5,2)9,81 = 260 Н/м,
на груженой ветви по формуле (8.13)
д = + — = 260 +
яп
9,81-18,3
0.6
= 560
Н/м,
где принято: масса подвески т = 7,2 кг; шаг каре-
ток t = а =0,6 м; масса каретки т =5,5 кг; ли-
к п - . . к
неиная масса цепи т — 5,2 кг/м.
ц
По формуле (8.14) приближенно опреде-
ляем наибольшее натяжение цепи:
Smax = + w(qLr + 4(Д-х) (1 + 0,3KM) +
+ дН = 500- 1,2 +
+ 0,027 (560 • 309 + 260 • 42) (1 +
+ 0,3-1,2) + 560-6 = 10 60(7 Н,
где согласно схеме трассы конвейера
Г-г = ^6 + ^8 + Ь + ^10 + ^12 + ^13 + ^14 + ^16 =
= 100 + 5 + 7 + 40 + 106 + 5 + 10 + 36 =
- 309 м;
Lx = /| 7 + + 13 + /5 = 9 Т 10 + 3 + 20 = 42 м;
х = 6; у = 4; Н = 6 м; Км =
= 1,026 -1,0254-1,035 = 1,2.
Коэффициенты сопротивления по табл. 8.5
и 8.6 для средних условий работы при массе
груза до 50 кг w = 0,027; ср = 1,02; = 1,025;
£,2 = 1,035. Полученное наибольшее натяже-
ние 5тах = 10 600 Н показывает, что цепь вы-
брана правильно, так как для принятой цепи
допускаемая нагрузка равна 13 000 Н (см.
табл. 8.7).
Привод конвейера располагаем в наивыс-
шей точке 14 груженой ветви конвейера (см.
рис. 8.29), минимальное натяжение цепи сле-
дует ожидать после спуска в точке 0 (17)',
с нее и начнем тяговый расчет по движению
цепи конвейера [см. формулы (8.15) — (8.18)].
Принимаем Sq = 500 Н. Тогда
5! =50 + w<?0/i =500 + 0,027-260-10 = 570 Н;
= = 1,035-570 = 590 Н;
S3 = S2 + wq0/3 = 590 + 0,027 260 • 3 = 611 Н;
84 = £|83 = 1,025-611 = 626 Н;
S5 = S4 + w<j0/5 = 626 + 0,027 260 20 = 772 H;
$6 = S5 + wql6 = 772 + 0,027-560-100 =
= 2282 H;
S7 = ^^ = 1,025-2282 = 2340 H;
S8 = S7 + = 2340 + 0,027 • 560 5 = 2420 H;
89 = ф(ф58 + wgl9 + gh9) =
= 1,02 (1,02 - 2420 + 0,027 •5607 + 560 4) =
= 4920 H;
510 = 89 + wq/10 = 4920 + 0,027 560 40 =
= 5530 H;
8(, =^SJ0= 1,025-5530 = 5680 H;
S]2 = 8,1 + wgli2 = 5680 + 0,027-560-106 =
= 7280 H;
8i3 = ф(ф812 + wg/i3 + gh[3) =
= 1,02 (1,02 - 7280 + 0,027 560 5 + 560 2) =
= 8800 H;
8(4 = 8(3 + wglj4 = 8800 + 0,027 • 560 • 10 =
= 9000 H.
Наибольшее натяжение получилось в точ-
ке 14: 814 = 9000 Н; оно на 17% отличается
от приближенно подсчитанного 8тах =
= 10 600 Н.
Для определения натяжений в точках 16
и 15 необходимо вести расчет против хода
конвейера в обратном порядке, начиная
с точки 0 (17):
8|7 = 80 = 500 Н;
1/1 \
Sj6 = I S17 — w<?0/17 + qohl6 I =
Ф \ Ф J
1 / 1
=------- - — 500 - 0,027 260•9 +
1,02 \ 1,02
+ 260-б) = 1940 H;
$15 = $16 - = 1940 - 0,027 560 • 36 =
= 1400 H.
Тяговое усилие на приводной звездочке
W= 8нб - 8сб + 1Гпр =
= S14-SI5 + (^1-1)(SI4 + S15) =
= 9000— 1400 + 0,025(9000+ 1400) =
= 8000 Н.
Подвесные грузонесущие конвейеры 259
Рис. 8.30. Подвесные конвейеры для легких грузов:
а и б — с совмещенными тяговым и несущим элементами; а —с вращающимся гибким валом;
г — узлы перегрузки с одного конвейера на другой
Потребную мощность электродвигателя
находим по формуле (3.45):
Wv 8000-0,1
N =--------=---------= 1 кВт.
!000т| 1000-0,8
Принимаем электродвигатель мощностью
N = 1,5 кВт и частотой вращения ин =
= 1000 об/мин.
Масса натяжного груза
= (S, + S2 + 7) =
Пб‘7
=---------(570 + 590 + 190) % 150 кг,
0,9-9,81 1 ;
8.2.4, Специальные типы конвейеров
Для транспортирования особо легких
грузов (например, швейных изделий,
обуви), а также мелких деталей массой
до 5—10 кг применяют подвесные кон-
вейеры упрощенных конструкций с сов-
мещенными тяговым и несущим эле-
ментами и без тягового элемента
с вращающимся гибким валом. Конвей-
еры первого типа (рис. 8.30, е) имеют
вертикально или горизонтально замкну-
тую трассу; тяговым и несущим элемен-
том служат канат из синтетических ни-
тей (например, нейлона), клиновой рези-
9*
нокордный или резинотросовый ремень,
скользящий по сплошным или периоди-
чески расположенным опорам из стали
или пластмассы. Г рузы транспорти-
руются па подвесках-крючках, подвеши-
ваемых непосредственно на канат или
ремень. Для конвейеров с наклонными
участками клиновые ремни на верхней
поверхности имеют выступы и впадины,
не позволяющие крючку подвески сдви-
гаться вниз (рис. 8.30,6).
Конвейеры второго типа (рис. 8.30, в)
в качестве рабочего элемента имеют
гибкий вал — стальной канат (иногда
трубу) диаметром 12,7—18 мм, армиро-
ванный проволокой, навитой по спира-
ли подобно винтовой нарезке. Канат ле-
жит в полукруглой канавке опорной
балки конвейера (или опирается на от-
дельные опоры с пластмассовыми
вкладышами) и вращается от привода.
Транспортируемые грузы при помощи
крючков-подвесок подвешиваются на
канат и перемещаются вдоль него по-
добно гайке. Эти конвейеры не имеют
обратной ветви, допускают прямую
и обратную (путем реверсирования вра-
щения каната) подачи грузов по гори-
зонтальному и наклонному (до 15 — 30')
260 Подвесные конвейеры
направлениям, а также их складирова-
ние (накопление) и передачу с одного
конвейера на другой при помощи пово-
ротных секций-стрелок (рис. 8.30, г).
Для транспортирования длинно-
мерных грузов (пиломатериалов, рам
автомобилей, секций сборных домов
и т. п. длиной 6 м и более) разработаны
подвесные конвейеры со специальной
траверсной подвеской и направляющи-
ми катками, обеспечивающими плоско-
параллельное движение грузов на пово-
ротных устройствах.
Оригинальную конструкцию имеет
подвесной скребковый конвейер, пред-
ставляющий собой сочетание обычного
грузонесущего подвесного конвейера
с конвейером со сплошными скребками.
К кареткам конвейера присоединены
скребки, перемещающие насыпной груз
в желобе, прикрепленном к подвесному
пути конвейера. Конвейер может иметь
одноплоскостную или пространствен-
ную трассу с наклонными подъемами
и спусками. Цепь, каретки и направляю-
щий путь расположены вне желоба, изо-
лированно от транспортируемого груза
и не подвергаются вредному его воздей-
ствию. Отделение цепи, катков и напра-
вляющего пути от среды транспорти-
руемого груза снижает расход энергии,
значительно увеличивает срок службы
и облегчает монтаж, обслуживание и ре-
монт конвейера.
Подвесной скребковый конвейер мо-
жет транспортировать горячие, ядо-
витые и химически активные насыпные
грузы при использовании стандартных
цепей и катков из обычных сталей. Из-
вестен также подвесной ленточный кон-
вейер, у которого к кареткам на кон-
сольных подвесках по всей длине кон-
вейера подвешена желобчатая резино-
тканевая лента для перемещения насьр
пных грузов. Разгрузка ленты происхо-
дит при помощи ее выполаживания
и наклона на направляющих роликах.
Загрузка производится на ходу в любом
месте трассы. Конвейер может имет>
горизонтально замкнутую и простран-
ственную трассу с поворотами в гори-
зонтальной и вертикальной плоскостях.
8.3. Подвесные толкающие
конвейеры
8.3.1. Общее устройство
Подвесной толкающий конвейер
(рис. 8.31) имеет замкнутую тяговую
цепь 10 с прикрепленными к ней карет-
ками 9, движущимися по верхнему хо-
довому пути 8, называемому тяговым.
Цепь с каретками приводится в движе-
ние приводом 3. К цепи между каретка-
ми (или к кареткам) прикреплены толка-
тели 7, которые перемещают тележки 13
с подвесками 14 для транспортирования
груза по грузовому пути 15, располо-
женному параллельно тяговому пути
в вертикальной (один над другим) или
горизонтальной плоскостях. Тяговый
и грузовой пути соединяют друг с дру-
гом хомутами и подвешивают к пере-
крытию здания или к отдельным метал-
локонструкциям. Поскольку ходовые
пути конвейера подвешивают к кон-
струкциям, а тележки с грузом переме-
щаются при помощи толкателей, этот
конвейер называют толкающим.
У подвесного толкающего конвейера
в отличие от грузонесущего тяговая
цепь не прикреплена к тележке с подве-
ской для груза и движется по отдельно-
му тяговому пути. Отсутствие крепле-
ния цепи к тележке и наличие двух
раздельных путей позволяют свободно
включать и отключать тележки от тяго-
вой цепи, переводить их на ответвления
путей при помощи автоматически упра-
вляемых передаточных устройств
и останавливать на ходу конвейера
в тех или иных местах трассы при по-
мощи специальных остановов или авто-
стопов. Тяговая цепь имеет такую же
конструкцию, как и у подвесных грузо-
несущих конвейеров, и может изгибать-
ся в горизонтальной и вертикальной
плоскостях, благодаря чему толкающий
конвейер может иметь не только гори-
зонтальную, но и пространственную
трассу. Повороты тяговой цепи в гори-
зонтальной плоскости осуществляются
поворотными устройствами или напра-
вляющими путями, а в вертикальной
Рис. 8.31. Подвесной толкающий конвейер:
а — общий вид: й — ходовая часть с кареткой, толкателем и тележкой
262 Подвесные конвейеры
плоскости — при помощи вертикальных
перегибов тягового и грузового путей 2.
Грузовые пути конвейера могут иметь
ответвления 1 от основного приводного
контура трассы в любую сторону в го-
ризонтальной плоскости для вывода те-
лежек на приводной контур другого
конвейера.
Передача тележек с одного уровня
высоты на другой возможна по верти-
кальному перегибу с наклонными участ-
ками тяговых и приводных путей или
при помощи опускной секции грузового
пути. Опускная секция представляет со-
бой отрезок грузового пути конвейера,
перемещаемый ' вертикально вверх
и вниз подъемным механизмом. Иногда
грузоподъемный механизм устанавли-
вают на подвеске.
По взаимному расположению тягово-
го и грузового путей и тяговой цепи
различают толкающие конвейеры с вер-
тикальным (рис. 8.31,6 и 8.32, а) и гори-
зонтальным (рис. 8.32, в) расположением
путей, а по расположению толкате-
лей — конвейеры с соосными (рис. 8.31,
как правило, с вертикальным располо-
жением путей) и боковыми (рис. 8.32, в)
толкателями. При перемещении тележки
боковым толкателем возникает момент
эксцентричного приложения толкающе-
го усилия. Этот момент стремится вы-
вернуть каретку и тяговую цепь в пло-
скости действия ее шарниров. Повы-
шенный момент обусловливается необ-
ходимостью иметь увеличенную длину
толкателя (или упорной планки тележ-
ки) для обеспечения бокового захвата
тележки. Вследствие этих недостатков
боковые толкатели применяются срав-
нительно редко и целесообразны только
при малых (до 1,25 кН) нагрузках на
тележку.
Грузовые тележки могут передвигать-
ся внутри (см. рис. 8-31) или снаружи
(рис. 8.32, е) грузовых путей. Конвейеры
с наружным расположением тележек
имеют увеличенную высоту поперечно-
го сечения и наиболее целесообразны
для тележек большой грузоподъемности
(1250 кг и более).
. Толкающие конвейеры с передвиже-
нием тележки внутри профиля грузово-
го пути бывают однопутные (рис.
8.32, а, 6) и двухпутные (рис. 8.32, в, г, д, е).
У однопутного конвейера, который
впервые создан в Советском Союзе, тя-
говые и грузовые пути размещаются на
одних и тех же путевых балках — двух
швеллерах или коробчатых гнутых про-
филях. По наружным поверхностям
верхних полок швеллеров движется цепь
с каретками, а по внутренним поверхно-
стям нижних полок перемещается грузо-
вая тележка. Это позволяет уменьшить
массу ходовой части и путей конвейера,
сократить его габаритные размеры
и снизить стоимость:.
Характерная особенность современ-
ной конструкции толкающих конвейе-
ров - транспортирование грузов (осо-
бенно больших габаритных размеров
и массы) на траверсах (сцепах) с двумя
и тремя тележками, оснащенных меха-
низмом само отцепления от толкате-
ля — автостопом. Применение автосто-
пов значительно расширяет возможно-
сти остановки и складирования грузов
иа протяжении всей трассы конвейера,
но заметно усложняет организацию
и управление транспортного потока гру-
зов.
Применяя толкающий конвейер, мож-
но объединить в одну полностью авто-
матизированную систему отдельные
различные по ритму транспортные
и технологические линии, причем основ-
ная (циркуляционная, распределитель-
ная) грузовая трасса конвейера, по кото-
рой движется полный комплект подве-
сок с грузами, получается единой, не-
смотря на многочисленные разветвле-
ния, объединяемые несколькими тяговы-
ми трассами. Это исключает необходи-
мость перегрузок грузов при передаче
их с одной линии на другую и позво-
ляет обеспечитй бесперегрузочное
транспортирован^ грузов-изделий по
всему технологическому процессу от
первой до последней рабочих операций.
Примерная схема принципиальной
компоновки отдельных элементов обо-
рудования системы подвесных толкаю-
щих конвейеров (основного — распреде-
Рис. 8.32. Ходовая часть и пути конвейера:
а. б — однопутного; е — двухпутно!о с горизонтальным расположением путей; г — е — двухпутного с вертикальным расположением путей; /—грузовой
путь; 2 — тяговый путь; 3 - хомут; 4 — тяговая цепь; 5 - толкатель; 6 - упор тележки
264 Подвесные конвейеры
лительного К1 и вспомогательных Я2
и /<'3) представлена на рис. 8.33.
Автоматическая передача тележек
с грузами с путей конвейера К1 на пути
вспомогательных конвейеров К2 и КЗ
и обратно выполняется при помощи
передаточных устройств (передач) со
стрелочными переводами (при угловых
передачах) и без них — при прямых
передачах. Вывод тележек с одного кон-
вейера на другой при помощи той или
иной передачи дает возможность вы-
полнять в общей транспортной системе
различные по ритму технологические
операции; разделять и комплектовать
различные грузы в заданном технологи-
ческом порядке необходимых сбо-
рочных операций; организовать одно-
ярусные и многоярусные подвижные
промежуточные склады грузов на под-
весках, автоматически снабжающие
в заданном порядке сборочные линии
грузами необходимой номенклатуры;
изменять шаги и скорости движения
подвесок при сохранении единого ритма
выпуска продукции.
Распределение грузов по отдельным
ответвлениям и управление передачами
производятся при помощи устройств ав-
томатического адресования грузов: на
тележке устанавливают адресоноситель,
настроенный на заданный адрес, а перед
передачами на трассе конвейера распо-
лагают считыватели Cl, С2, СЗ ... с со-
ответствующей настройкой.
В системе толкающих конвейеров воз-
можна автоматическая передача теле-
жек с грузами на различные уровни по
высоте при помощи стационарных (ОС
иа рис. 8.33 и 8.34, а, б) и передвижных
(на краи-балках, рис. 8.34, в) опускных
секций грузового пути. Этим достигает-
ся механизация погрузки, разгрузки
и перегрузки грузов, установки изделий
на рабочие места в процессе сборки, вы-
полнения технологических операций (на-
пример, опускания в ванну) и передачи
подвесок с грузами с конвейера на кон-
Рис. 8.33. Примерная компоновка трассы системы подвесных толкающих конвейеров:
KJ, К2, КЗ, К4 — конвейеры системы; С7, С2 — считыватели адреса; ПН — привод — натяжное устрой-
ство; ГП — гусеничный привод; ВС — выдвижная секция; ОС — опускная секция; РМ — ремонтный
путь; НУ — натяжное устройство; П — подъем; С —спуск; У ВЛ — угловая встречная левая передача;
НЛП — прямая попутная правая передача; СП - сквозная правая передача; ПВП — прямая встречная
правая передача
Подвесные толкающие конвейеры 265
Рис. 8.34. Схемы вертикальных и горизонтальных перемещений тележек толкающего конвейера па
секциях:
а, б —опускной стационарной; в — опускной передвижной (на кран-балке}; г — выдвижной в горизон-
тальной плоскости; 7 — привод; 2 и 4 — отрезки грузового пути конвейера; 3— тележка: 5 — пути
перемещения тележки; К — конвейер; РМ — ремонтный путь
вейер, установленные на разных уровнях
и в одной плоскости (рис. 8.34, г).
В процессе перемещения грузов воз-
можны автоматическое их взвешивание
на конвейере при помощи встроенных
в грузовой путь весовых секций с ви-
зуальным наблюдением по шкале или
записью результатов на регистрирую-
щем приборе, а также автоматический
учет количества грузов, перемещаемых
конвейером, при помощи импульсных
счетчиков, осветителей и фотоэлементов
или системы автоматического адресова-
ния.
Современный толкающий конвейер
с автоматическим адресованием — ма-
шина повышенного класса точности
и сложности. Помимо общей механиче-
ской и путевой частей, он включает
большой и сложный комплекс взаимно
связанных вспомогательных механиз-
мов, блокировочных устройств и авто-
матических приборов.
Подвесной толкающий конвейер зна-
чительно сложнее и дороже (в 1,5 —2,5
раза) подвесного грузонесущего конвей-
ера. Толкающий конвейер имеет боль-
шую высоту путей и значительно более
266 Подвесные конвейеры
высокую (в 1,5 —2,5 раза) массу, отнесен-
ную к ..единице длины транспортирова-
ния, чем грузонесущий конвейер. Это
объясняется наличием двух путей (тяго-
вого и грузового), кареток и тележек.
Несмотря на указанные особенности,
подвесные толкающие конвейеры при
рациональном применении обеспечи-
вают высокую эффективность и оку-
паются в сравнительно небольшие сро-
ки. Их используют в самых различных
отраслях промышленности. Применение
толкающего конвейера экономически.
наиболее целесообразно на транспорт-
но-технологических линиях для совмест-
ного и одновременного транспортиро-
вания, выполнения технологических опе-
раций и складирования самых разно-
образных штучных грузов-изделий. Тол-
кающие конвейеры необходимы для
объединения в одну автоматизирован-
ную систему отдельных, различных по
времени транспортных и технологиче-
ских операций с автоматической переда-
чей грузов без перегрузки с одной ли-
нии на другую и автоматического (по
заданной программе) питания сбо-
j рочных линий комплектующими изде-
лиями.
Подвесные толкающие конвейеры
экономически нецелесообразно приме-
нять на производственных линиях толь-
ко с транспортными и распредели-
тельными операциями единого ритма,
которые можно экономично выполнить
на подвесном грузонесущем конвейере
с автоматической загрузкой и разгруз-
кой.
При проектировании транспортно-
технологических систем важно обеспе-
чить независимое взаимодействие от-
дельных частей комплекса. Тогда при
любом случайном выходе из строя от-
дельной части системы основная линия
может продолжать работу. Такая ком-
поновка системы обеспечивает повы-
шенную надежность ее работы. После-
довательное насыщение системы взаи-
мосвязанными механизмами, кроме ус-
ложнения, значительно понижает об-
s.8. Основные параметры подвесных толкающих конвейеров, изготовляемых на Львовском производ-
ственном объединении «Конвейер»
Параметры Модель конвейера
ТПВ-200Д ТПВ-100 ТП-80 КТ-100 КТ-160
Максимальная грузоподъемность на горизонтальном участке пути, кг:
одиночной тележки 50 150 250 500 1250
двухтележечного сцепа (траверсы) 70 280 350 800 2000
Максимальный угол наклона путей, градус 60 30 45 30 30
Тип цепи Двухшар- нирная Разборная Г( 589-74 ЭСТ Разборная сп РС100 ециальная PC-L60
Шаг звена, мм Расчетное тяговое усилие цепи при 200 100 80 100 160
среднем режиме работы, кН Максимальная скорость движения 4,5 12,5 8 12,5 30
цепи, м/мин 40 30 27 18 18
Тяговый путь, двутавр № 10 8 10* 10*
Грузовой путь, два швеллера Хе Масса, кг: — 10 8 10* 15*
головной тележки 4,4 23 10 21 43
концевой тележки 2,4 21 7 14 35
прямолинейной секции путей длиной б м 88 221 158 205 345
* Из специального проката.
Примечание. Для конвейера ТПВ-200Д
в качестве тягового и
грузового
пути исполь-
зуются балки коробчатого гнутого профиля.
Подвесные толкающие конвейеры 267
щую надежность системы, потому что
при выходе из строя одного механизма
останавливается вся система.
Основные параметры подвесных тол-
кающих конвейеров отечественных кон-
струкций приведены в табл. 8.8.
Главный параметр конвейера — грузо-
подъемность тележки, которая в отли-
чие от грузоподъемности каретки грузо-
несущего конвейера определяется толь-
ко массой транспортируемого груза
и подвески. Грузоподъемность тележки
достигает 1250 кг, а при траверсной
подвеске груза на сцепе с четырьмя те-
лежками масса транспортируемого гру-
за может составлять 6.8 т. Скорость
движения тяговой цеди и тележек — от
нескольких десятых метра в минуту до
30 м/мин. Общая протяженность от-
дельных автоматизированных систем
толкающих конвейеров с несколькими
приводными контурами достигает 8 км.
Общая протяженность толкающих кон-
вейеров на современных автомобильных
заводах составляет около 100 км, соот-
ношение длин грузонесущих и толкаю-
щих конвейеров 1:1 и 2:1.
У правление системой толкающих
конвейеров должно включать весь необ-
ходимый комплекс аппаратуры, исполь-
зуемый при управлении автоматизиро-
ванными грузонесущими конвейерами;
сложные современные системы толкаю-
щих конвейеров управляются при помо-
щи ЭВМ.
8.3.2. Элементы оборудования
В подвесных толкающих конвейерах
используют тяговые цепи, каретки, по-
воротные, натяжные и предохрани-
тельные устройства и приводы такие же,
как и в подвесных грузонесущих конвей-
ерах. Ниже рассматриваются элементы
оборудования, специфичные для тол-
кающих конвейеров.
Толкатели.' Толкатель служит для
перемещения тележек по грузовым пу-
тям. Он может иметь жесткое
(рис. 8.35, п) или одностороннее шарнир-
ное (рис. 8.35,6) крепление к тяговой це-
пи или к каретке конвейера. При шар-
нирном креплении на цепи для каждой
тележки устанавливают два толкателя:
ведущий (задний) и предохранительный
или удерживающий (передний по ходу
цепи). Ведущий толкатель передвигает
тележку на горизонтальных участках
и подъемах трассы конвейера. Предох-
ранительный толкатель удерживает те-
рме. 8.35. Схемы толкателей:
а. б — неуправляемых; в — ж — управляемых (г, д — поворотные; е, ж — выдвижные): РП — рабочее
положение: МП — нерабочее положение; КШ — контршина
268 Подвесные конвейеры
лежку от самопроизвольного движения
на спусках. Односторонний шарнир по-
зволяет толкателю отклоняться только
в одну сторону: ведущему — в сторону
движения цепи, а предохранительно-
му — против движения цепи. При жест-
ком креплении толкателя к цепи тележ-
ка имеет два захвата, каждый из ко-
торых имеет одностороннее шарнирное
крепление к корпусу тележки. В этом
случае один захват тележки — ведущий,
а другой — удерживающий. Обе кон-
струкции позволяют легко ввести те-
лежку под действие толкателя, но не до-
пускают ее самопроизвольного выхода.
В ряде случаев для выполнения тех
или иных производственных операций
или складирования необходима оста-
новка тележки с грузом (т. е. отключе-
ние ее от движущейся цепи) в опреде-
ленных местах горизонтальных участ-
ков трассы конвейера. Для этого служат
толкатели и захваты тележки различных
конструкций, которые при взаимодей-
ствии с остановом отключают тележку
от цепи.
Различают управляемые и неупра-
вляемые толкатели. Управляемые тол-
катели бывают поворотные (в плоско-
сти движения цепи) (рис. 8.35, в, г, 6),
отклоняемые (в плоскости, перпендику-
лярной к плоскости движения цепи)
и выдвижные (в вертикальной плоско-
сти) (рис. 8.35, е, ж). Управляемые толка-
тели можно при помощи направляющей
шины вводить или выводить из зацепле-
ния с тележкой без подъема тяговой це-
пи и без ее остановки. К неупра-
вляемым относятся толкатели жесткие
(рис. 8.35, а) и шарнирные с постоянным
односторонним упором (рис. 8.35,6), по-
ложение которых на цепи неизменно
и их вывод из зацепления с тележкой
возможен только при подъеме участка
цепи с толкателем или отклонении шар-
нирного захвата тележки. Имеются
также шарнирные подпружиненные ве-
дущие толкатели с упругим односторон-
ним упором в виде пружины
(рис. 8.35, в, г), однако их применяют
редко.
Выбор конструкции толкателя зави-
сит от назначения и конструкции кон-
вейера. Толкатели любой конструкции
должны быть прочными, легко под-
вижными (без заедания в шарнирах),
надежно обеспечивающими свое рабо-
чее положение. Толкатели и звено, к ко-
торому они крепятся, рассчитывают на
изгиб от момента, равного произведе-
нию максимального усилия толкания
тележки с грузом наибольшей массы
(которое будет на наиболее крутом
участке подъема вертикального переги-
ба) на плечо приложения усилия.
Автостоп. Автостоп — механизм, раз-
мещаемый на тележке и служащий для
отцепления ее от толкателя движущейся
цепи. Управлять расцеплением движу-
щейся цепи с тележкой конвейера мож-
но при помощи одиночных или груп-
повых остановов.
Одиночный останов может остано-
вить только одну тележку; следующие
за ней тележки останавливаются только
в том случае, если на каждой из них
имеется механизм саморасцепления ее
с движущейся цепью — автостоп. При
необходимости остановки группы дви-
жущихся на конвейере подвесок
(рис. 8.36, а), например для накопления
перед контролем, включается останов О,
который останавливает первую тележку
1, цепь движется и подводит тележку 2
к остановленной тележке 7, механизм
расцепления МР тележки 2 встречается
с выключателем В тележки 7, взаимо-
действует с ним и отключает тележку
2 от цепи, останавливая ее рядом с те-
лежкой 1. Затем таким же образом про-
исходит остановка подводимых цепью
тележек 3, 4 и т. д. (рис. 8.36,6).
Механизм автостопа может работать
при помощи управляемого толкателя
цепи или управляемого упора тележки.
Различают автостопы с нижним (под
грузовыми путями), верхним (над гру-
зовыми путями) и внутренним (внутри
грузовых путей) расположением меха-
низма отцепления тележки от цепи.
Принцип действия автостопа с нижним
расположением механизма (рнс. 8.37)
очень прост: выступ 7 движущейся те-
лежки встречается с уступом 2 остано-
Подвесные толкающие конвейеры 269
Рнс. 8.36. Расположение под-
весок с автостопами:
а — при движении; б — при
складировании
Рнс. 8.37. Тележка с авто-
стопом конвейера конструкции
ВНИИПТМАШа
вленной тележки и через систему рыча-
гов опускает вниз упор тележки, рас-
цепляя ее с толкателем движущейся
цепи.
В конструкции автостопа с верхним
расположением механизма расцепление
возможно с отклонением управляемого
толкателя или отклонением упора те-
лежки. Основными требованиями к кон-
струкции автостопа являются обеспече-
ние стабильного расположения тележки
и подвески с грузом после отцепления
от цепи, минимальный обратный ход
(отскок), малое раскачивание подвески
270 Подвесные конвейеры
с грузом и отсутствие саморасцепления
механизма при обратном ходе тележки.
Тележки. Единичные тележки. Тележ-
ка служит для перемещения прикреплен-
ной к ней подвески с грузом по гру-
зовым путям. Тележки бывают с двумя,
четырьмя (см. рис. 8.31) и шестью катка-
ми. Наибольшее распространение полу-
чили тележки с четырьмя катками.
Четырехкатковая тележка состоит из
корпуса 5 (см. рис. 8.31), к которому
шарнирно прикреплена подвеска 14
с грузом, четырех катков 12 на двух
осях, упоров 6 и 11 и направляющих ро-
ликов 4. Последние необходимы для
обеспечения центрированного движения
тележки по прямолинейным путям и иа
закруглениях, а также для перевода пера
попутной стрелки. Оси катков и напра-
вляющих роликов могут иметь жесткое
(см. рис. 8.31) и шарнирное крепление
к корпусу тележки.
Тележки с жестким креплением осей
катков имеют более простую конструк-
цию, меньшую массу, устойчивое и цен-
трированное движение на прямоли-
нейных участках, но и более высокие
потери на трение и больший радиус го-
ризонтальных поворотов. В мировой
практике находят применение тележки
тех и других типов, но наибольшее рас-
пространение получили тележки с жест-
ким креплением осей катков. У тележек
этого типа радиус горизонтальных по-
воротов зависит от базы катков (т. е. от
расстояния между осями катков в про-
дольном направлении) — чем меньше
база, тем меньшим может быть радиус
поворота.
Катки тележки — безребордиые; изго-
товляют их из стали с термообработкой
(твердость обода HRC 40 — 45) и монти-
руют на подшипниках качения, как пра-
вило, на катках-подшипниках тех же
конструкций и типоразмеров, что и для
кареток грузонесущих конвейеров (см.
рис. 8.5). Катки тележек в диапазоне
грузоподъемностей от 50 до 1250 кг
имеют диаметр от 50 до 125 мм, база
тележки 100—180 мм.
Точки приложения усилия толкания
одиночной тележки и подвеса к ней гру-
за расположены на некотором расстоя-
нии друг от друга, поэтому при движе-
нии тележки возникает момент, стремя-
щийся повернуть ее относительно оси
переднего катка. На горизонтальных
участках грузового пути усилие толка-
ния тележки невелико, поэтому этот мо-
мент мал и не имеет существенного
значения.
На наклонном участке вертикального
перегиба грузового пути усилие толка-
ния тележки значительно возрастает,
и соответственно увеличивается момент.
Последний зависит от конструктивного
коэффициента к, равного отношению
расстояния b от точки приложения уси-
лия толкания тележки до оси шарнира
крепления к ней подвески с грузом к ба-
зе тележки сц. Сила, действующая от
катков тележки на пути и контршину,
складывается из нормальной соста-
вляющей от силы тяжести груза и до-
полнительных усилий от действия мо-
мента пары сил.
На горизонтальных участках давле-
ния на передние и задние катки одина-
ковы. С увеличением угла наклона пу-
тей давление на переднюю пару катков
возрастает, а на заднюю — уменьшается
до нуля, затем изменяет направление
н возрастает. Давление на катки резко
возрастает с увеличением коэффициента
к. Конструктивный параметр к = Ь/а^
является важным фактором, влияющим
на величину и распределение нагрузок
между катками; при проектировании те-
лежки необходимо стремиться его
уменьшить/ В существующих конструк-
циях к = 0.526 -? 1,3. На закруглениях
вертикальных перегибов на тележку не
действуют дополнительные усилия от
натяжения цепи, так как 'цепь $ ней не
прикреплена. Подшипники катков рас-
считывают по эквивалентной нагрузке
(см. п. 8.2).
Нагрузки на катки тележки при по-
стоянной общей нагрузке на тележку
определяются конструкцией тележки
(коэффициентом к, который имеет по-
стоянное значение для каждой конструк-
ции) и при постоянном угле наклона
участков подъема и спуска путей
Подвесные толкающие конвейеры 271
Рис. 8.38. Сцепы конвейера конструкции ВНИИПТМАШа:
а, б — двухтележечные; в, г — трехтелсжечные; д — грузовая траверса
являются строго определенными для ка-
ждого наклонного участка при заданной
нагрузке на тележку независимо от
длины конвейера и натяжения цепи, т. е.
являются величинами конструктивно
стабильными. Поэтому грузоподъем-
ность одной и той же тележки может
быть различной для конвейеров с одно-
цлоскостиой и пространственной трас-
сами. Нагрузка на каретку, в отличие от
нагрузки на тележку, зависит от натяже-
ния цепи, которое является переменным
и на одном и том же конвейере имеет
различные значения в зависимости от
расположения перегиба. Нагрузки па ка-
ретку являются своего рода индиви-
дуальным параметром для каждого
конкретного конвейера.
Многотележечные сцепы (траверсные
тележки). Грузы больших габаритных
размеров и массы транспортируют на
нескольких тележках, соединенных друг
с другом одной или двумя траверсами.
Такое соединение нескольких тележек
для транспортирования одного изделия
называют сцепом. Сцепы бывают двух-
тележечные (рис. 8.38, а, б) и трехтеле-
жечные (рис. 8.38.6,/) и состоят из го-
ловной 2, концевой 5 и промежуточной
8 тележек и сдвоенных траверс
7 (рис. 8.38,6). Головная тележка имеет
управляемый ведущий 3 и предохрани-
тельный 4 упоры и механизм включения
упора 1 (возможны конструкции сцепов
с управляемыми толкателями). Конце-
вая тележка 5 имеет хвостовик-выклю-
чатель 6. Концевые и промежуточные
тележки бывают двух- и четырехкат-
ковые, в зависимости от нагрузки на
сцеп. Промежуточные тележки устана-
вливают на трехтележечных сцепах при
больших габаритных размерах грузов
и большом шаге их складирования, не
позволяющем применять двухтеле-
жечные сцепы. В соответствии с этим
траверсы разделяют на грузовые С Г
и промежуточные СХ (рис. 8.38). Гру-
зовые траверсы прикрепляют к тележке
по их оси симметрии, симметрично рас-
положению опорных катков тележки,
чтобы исключить возможность возник-
новения момента и перекоса катков. Дли-
на сцепа (обычно 400—1000 мм) огра-
ничивается определенным пределом
свободной проходимости сцепа на пово-
роте и передачах. Поэтому целесообраз-
272 Подвесные конвейеры
но длинный сцеп комплектовать из не-
скольких. коротких сдвоенных траверс.
Допускаемые нагрузки на одиночную
тележку и сцепы зависят от профиля
трассы и угла наклона путей.
Анализ допускаемых нагрузок на еди-
ничную тележку и многотележечные
сцепы показывает, что при применении
сцепов допускаемая нагрузка не повы-
шается прямо пропорционально увели-
чению числа тележек, это является ос-
новным недостатком применения сце-
пов. Грузоподъемность сцепа ограничи-
вается тяговой способностью толкателя
Т и дополнительными нагрузками на
вертикальных перегибах.
На наклонных участках пути (распо-
ложенных под углом Р) на толкатель
действует продольная составляющая
силы тяжести груза тгд:
F — дтт (sin Р + w cos р) Т.
Эта сила воспринимается только пер-
вой ведущей тележкой, независимо от
общего числа тележек сцепа. Поскольку
прочность толкателя и звена цепи в ме-
сте его крепления, обусловливающая тя-
говую способность толкателя Т,— ве-
личина постоянная, то чем больше угол
подъема груза Р, тем меньше допусти-
мая масса груза. Следовательно, эффек-
тивность применения сцепов для кон-
вейера с пространственной трассой ре-
зко уменьшается с увеличением угла
наклона путей и зависит не от числа те-
лежек, а главным образом от допускае-
мой нагрузки на толкатель и цепь.
Ходовые пути. Для конвейеров легко-
го д среднего типов с тележками грузо-
подъемностью до 125 кг наиболее перс-
пективно применение фасонных профи-
лей (рис. 8.32, а), гнутых из листовой
стали толщиной 2,5—4 мм. Использова-
ние гнутых профилей обеспечивает
большую экономию металла, снижает
массу путей и позволяет применять
передовую технологию изготовления
горизонтальных и вертикальных участ-
ков штамповкой. Изготовлять пути из
четырех — шести отдельных прокатных
уголков нецелесообразно из-за необхо-
димости тщательной подгонки и рих-
товки отдельных уголков.
Для конвейеров среднего и тяжелого
типов с тележками грузоподъемностью
125 кг и более наибольшее распростра-
нение получили пути из прокатных про-
филей — тяговый путь из двутавровой
балки № 8—10, грузовой путь из двух
швеллеров № 8—16 (см. рис. 8.31).
У конвейеров с горизонтальным строе-
нием ходовых путей и боковым толка-
нием в качестве путей легкого типа при-
меняют трубы с продольным вырезом;
средних типов — коробчатые гнутые
профили; тяжелых типов — двутавровые
балки.
Для повышения срока службы пути
изготовляют из стали 09Г2. На наибо-
лее изнашиваемых участках верти-
кальных перегибов и горизонтальных
поворотах целесообразно применять
термообработку рабочих поверхностей
путей.
Трасса конвейера имеет прямоли-
нейные участки, горизонтальные пово-
роты и вертикальные перегибы, состоя-
щие из входной и выходной криволи-
нейных частей и наклонных прямоли-
нейных участков. Радиусы поворотов
и перегибов выбирают в соответствии
с типом цепи и шагом кареток по реко-
мендациям, указанным в п. 8.2.
Тяговый и грузовой пути, отдельные
балки грузового пути, а также контр-
шины соединяют друг с другом при по-
мощи хомутов 16 (см. рис. 8.31), ко-
торые устанавливают вдоль путей на
расстоянии 1 — 1,2 м друг от друга и на
стыковых соединениях. Применение хо-
мутов способствует сохранению необхо-
димых расстояний между путями по вы-
соте и колее и обеспечивает необходи-
мую жесткость и устойчивость путей.
На конвейере с грузовыми путями
закрытого профиля, внутри которых
движутся грузовые тележки (например,
внутри двух швеллеров или внутри ко-
робчатых гнутых профилей), необходи-
мо предусматривать в балках пути смо-
тровые отверстия — окна иа отдельных
доступных для осмотра участках, а так-
же ремонтные участки с открытыми или
Подвесные толкающие конвейеры 273
поворотными путями для профилакти-
ческого осмотра тележек.
Стыки отдельных участков путей вы-
полняют на смежных концевых хомутах
при помощи болтов или, очень редко,
сваркой. Раздвижные стыки путей у на-
тяжного устройства и для компенсации
тепловых расширений выполняются так
же, как и у грузонесущих конвейеров.
Пути крепят за хомуты к строи-
тельным элементам здания (фермам,
балкам перекрытия или к колоннам)
или к специально установленным под-
держивающим конструкциям при помо-
щи тяг или жестких раскосных крепле-
ний таким же способом, что и для
грузонесущих конвейеров.
Система тяговых и грузовых путей
при движении тележек с грузами под-
вергается общему поперечному изгибу,
местному изгибу полок под катками те-
лежек и стесненному (изгибному) круче-
нию от эксцентричного расположения
катков тележек относительно вертикаль-
ной оси сечения профиля, проходящей
через его центр изгиба. Балки путей рас-
считывают на изгиб и прогиб, который
не должен превышать 1/500 пролета.
При большом прогибе могут возник-
нуть чрезмерные поперечные колебания
путей и выход толкателя из зацепления
с тележкой, особенно при пуске конвейе-
ра. Чрезмерный прогиб также повышает
усилие перемещения тележки с грузом.
Общее максимальное напряжение сече-
ния балок складывается из отдельных
составляющих напряжений и для стали
СтЗ не должно превышать 140 МПа,
а для стали 09Г2—160 МПа.
Хомут рассчитывают как жесткую ра-
му на изгиб и растяжение от вертикаль-
ной н горизонтальной (распорной) на-
грузок. '
Передаточные устройства. Передаточ-
ное устройство предназначается для
перемещения тележки или сцепа тележек
с одного конвейера системы на другой,
например с распределительного конвей-
ера на вспомогательный и наоборот
Конструкции передаточных устройств
весьма разнообразны. Передаточное
устройство состоит из передаточного
механизма, поворотного устройства
и стрелочного перевода (стрелки) грузо-
вого пути, по которому тележка перехо-
дит с одного пути на другой. Использо-
вание непосредственной передачи теле-
жек с толкателя одного конвейера на
толкатель другого конвейера значитель-
но упростило конструкцию передаточ-
ного устройства и исключило необходи-
мость применения специального переда-
точного механизма (вместо него исполь-
зуется тяговая цепь одного из конвейе-
ров).
В зависимости от направления пере-
мещения тележки с одного конвейера па
другой различают угловые и прямые
передаточные устройства. Правое и ле-
вое угловые устройства применяют при
расположении трасс передающего
и принимающего конвейеров в зоне
передачи под некоторым углом (обычно
90 или 60°). Прямое передаточное
устройство используют при прямоли-
нейной трассе конвейера, когда подвеска
не изменяет своего направления и дви-
жется по прямолинейному пути, напри-
мер, сквозное правое СП передаточное
устройство, прямое встречное правое
ПВП и прямое попутное правое ППП
(см. рис. 8.33). Передаточное устройство,
направляющее тележки с попутным от-
клонением стрелки (два, три потока
объединяются в один), называют по-
путным (например, передаточное
устройство угловое попутное левое
УПЛ на рис. 8.33). Правое и левое пере-
даточные устройства определяют распо-
ложение передающего и принимающего
путей относительно прямолинейного
участка по ходу движения тележки.
Встречное передаточное устройство кон-
струкции ВНИИПТМАШа с перемеще-
нием тележки непосредственно толкате-
лями передающего РК и принимающе-
го ОК конвейеров (рис. 8.39, а) состоит
из участков основного 4 и примыкаю-
щего / путей, роликовой батареи 7 для
отклонения тяговой цепи примыкающе-
го (отводного) конвейера и стрелочного
перевода 3. Встречная стрелка имеет от-
резки путей 4 и /, перо 6, ось 2. закре-
пленную в корпусе, и привод 5. Ось
274 Подвесные конвейеры
стрелки может свободно вращаться
в опорных шарикоподшипниках, закре-
пленных в корпусе стрелки, и поворачи-
вать жестко насаженное на ось перо
в прямое (показано штриховой линией)
или боковое (показано сплошной ли-
нией) положение. Перо стрелки повора-
чивается при помощи привода 5. Приво-
дом стрелки могут служить один или
два электромагнита, пневмоцилиндр
или кольцевой линейный асинхронный
электродвигатель. Последний наиболее
перспективен; он обеспечивает повы-
шенное число включений (до 10 млн.).
Привод стрелки включается по импуль-
су считывателя системы автоматическо-
го адресования движения тележек.
Попутная стрелка (рис. 8.39,6) не
имеет привода, и ее перо переводится
направляющим роликом 8 движущейся
тележки. Ролик на тележке должен рас-
полагаться таким . образом, чтобы он
поворачивал перо раньше, чем на него
наедет каток движущейся тележки.
Перемещение тележки на передаточном
устройстве непосредственно толкателя-
ми цепи без промежуточных переда-
точных механизмов (принцип передачи
«с толкателя на толкатель») наглядно
показано на схеме рис. 8.39, в. В зоне
А толкатель 12 перемещает тележку 11
и выводит ее на поворотный участок пу-
тей. Дальнейшее перемещение тележки
в зоне Б и на всей трассе отводного
(принимающего) конвейера производит
толкатель 9 цепи этого конвейера. Для
исключения возможности наезда сбоку
толкателя 9 принимающего конвейера
на корпус тележки, ведомой толкателем
12 по закруглению, в конце зоны
Рис. 8.39. Схемы передаточных устройств:
а — встречного левого; б — попутного правого; в —с толкателя на толкатель
Подвесные толкающие конвейеры 275
А (перед зоной Б) устанавливают напра-
вляющую шииу 10, которая опускает
вниз на 16 мм ведущий упор тележки (в
системе управляемого толкателя опу-
скается ведущий толкатель), что позво-
ляет находящемуся в этой зоне и набе-
гающему сбоку толкателю цепи прини-
мающего конвейера проходить над упо-
рами тележки. После прохода опасной
по заклиниванию зоны упор тележки
выходит из соприкосновения с шиной,
и тележка захватывается набегающим
сзади толкателем цепи принимающего
конвейера. В соответствии с этим тя-
говый путь передающего конвейера
в зоне передаточного устройства при-
ближается к грузовому пути (опускает-
ся) на 14 мм и располагается ниже пути
принимающего конвейера, что позво-
ляет ведущему толкателю передающего
конвейера соответственно опуститься
и глубже войти в зацепление с ведущим
упором тележки.
Перемещение сцепа из нескольких те-
лежек на поворотных участках возмож-
но непосредственно за ведущий упор го-
ловки тележки без доталкивания и
с доталкиванием за упор концевой те-
лежки. Первый способ наиболее перс-
пективен и выполняется при увеличен-
ной ширине толкателя и упора голов-
ной тележки. К его недостатку отно-
сится большое боковое усилие, дейст-
вующее на коицевую тележку при пе-
редвижении длинных сцепов на гори-
зонтальных поворотных участках
трассы.
Остановы. Остановом (групповым
или одиночным) называют механизм
для остановки тележки в заданном ме-
сте грузового пути конвейера.
Групповые остановы устанавливают-
ся на складских путях и состоят из го-
ловного, промежуточных и концевого
остановов, работающих последователь-
но один за другим* Их применяют па
конвейерах, у которых тележки не
имеют механизма автостопа. Оди-
ночные остановы используют на кон-
вейерах с тележками, имеющими авто-
стоп, обеспечивающий остановку
группы тележек (см. рис. 8.36).
Рис. 8.40. Останов конструкции ВНИИПТМАШа
’Одиночный останов конструкции
ВНИИПТМАШа для тележек с широ-
ким ведущим упором (рис. 8.40) имеет
коромысло 2, шарнирно подвешенное
на оси 3, закрепленной в каркасе 4. На
одном копне коромысла установлена
стопорная планка 7, встречающаяся
с упором тележки, а на другом — проти-
вовес 5. Под действием противовеса ко-
ромысло останова всегда находится
в рабочем положении, и упор движу-
щейся тележки, встречаясь со стопорной
планкой, опускается ею, выходит из за-
цепления с толкателем, и тележка оста-
навливается. Включается останов
с пульта управления или с рабочего ме-
ста при помощи электромагнита 6, ко-
торый воздействует на противовес 5
и выводит коромысло из зоны зацепле-
ния с упором тележки. В некоторых
конструкциях вместо электромагнита
применяют пневмоцилиндр.
Предохранительные устройства, В си-
стеме толкающих конвейеров приме-
няют те же предохранительные устрой-
ства, что и для грузонесущих конвейе-
ров (см. п. 8.2), с той лишь разницей, что
вместо ловителей цепи на подъемах
и спусках устанавливают ловители теле-
жек. Принцип действия и порядок раз-
мещения ловителей тележек такие же,
как и ловителей цепи.
Опускные и выдвижные секции. Опуск-
ной секцией называют механизм для
вертикального (стационарная секция, см.
рис. 8.34, й, б) и горизонтально-верти-
кального (передвижная секция, см.
276 Подвесные конвейеры
рис. 8.34, в) перемещения отрезка грузо-
вого пути с тележкой или со сцепом те-
лежек с одного уровня трассы конвейе-
ра на другой.
Опускная секция служит для подачи
груза непосредственно на рабочее место
или технологическую операцию (см.
рис. 8.34, а) или для передачи тележ-
ки с грузовых путей одного конвейера
на пути другого конвейера, располо-
женные на разных уровнях в одной вер-
тикальной к плоскости (один под — или
над другим) или в двух вертикальных
плоскостях, находящихся на некотором
расстоянии друг от друга. Установка те-
лежки на опускной участок пути про-
изводится тяговой цепью конвейера или
специального механизма; последний
также передает тележку на пути другого
конвейера.
Типы и конструкции опускных секций
разнообразны. Обычно опускная секция
имеет подвижную часть, перемещаю-
щуюся свободно или в жестких напра-
вляющих балках, и привод, устано-
вленный на неподвижной раме, подве-
шенной к конструкции здания. Подвиж-
ная часть секции состоит из отрезка
грузового пути конвейера с механизмом
перемещения (если он применяется)
и жестким каркасом для соединения
с грузоподъемным элементом. Послед-
ним могут быть два или четыре каната
(стальных) или две цепи. Привод со-
стоит из электродвигателя кранового
типа (обычно двухскоростного), тормо-
за, редуктора и барабанов для канатов
или звездочек — для цепного подъемно-
го элемента.
Основные параметры опускной сек-
ции — грузоподъемность (обычно
0,2-0,5 т); высота подъема (1—5 м);
длина опускного участка пути (обычно
0,6 — 2 м), определяемая габаритными
размерами груза и длиной сцепа; транс-
портная (10 — 20 м/мин) и посадочная
(5 — 8 м/мин) скорость подъема.
Выдвижная секция (см. рис. 8.33, пози-
ция ВС и рис. 8.34, г) предназначается
для перемещения груза на одном и том
же уровне в горизонтальной плоскости
к рабочему месту или для вывода те-
лежки-сцепа от основной трассы конвей-
ера К на ремонтный участок РМ грузо-
вого пути.
Элементы иутевой автоматики. Для
надежной самоуправляемой работы
толкающего конвейера на различных
участках его трассы устанавливаются
специальные приборы — датчики путе-
вой автоматики. Оии обеспечивают кон-
троль, согласованность и очередность
работы отдельных устройств конвейера
и исключают возможность возникнове-
ния аварийных положений. Движущаяся
цепь с толкателем, тележка, подвеска
тем или иным способом (чаще всего ме-
ханическим контактом) воздействуют на
щуп датчика, который передает этот
сигнал непосредственно в датчик (на-
пример, в контактный или бескон-
тактный конечный выключатель), вклю-
ченный в схему управления конвейером.
Датчик передает сигнал на пульт, отку-
да поступает команда управления тем
или иным механизмом конвейера. Пере-
дача сигнала и импульса на вспомога-
тельный механизм может быть электри-
ческая, пневматическая (для взрыво-
опасных сред), гидравлическая и комби-
нированная. Датчики обеспечивают
ввод тележек на свободное место и их
вывод, исключают возможность их
столкновения, контролируют взаимное
расположение тележек с подвесками
и выполняют ряд других операций ра-
боты конвейера.
Несмотря на большое разнообразие
назначений датчиков путевой автомати-
ки, в современных толкающих конвейе-
рах используют три унифицированных
типа: датчик тележки, датчик толкателя
и датчик свободного толкателя.
В современных конструкциях путевой
автоматики основным является индук-
тивный датчик с бесконтактным пере-
ключателем в комплекте с соответ-
ствующим реле. Он имеет два исполне-
ния: нормально открытое и нормально
закрытое, отличающихся формой экра-
на для управления переключателем.
Датчик толкателя (рис. 8.41) состоит
из рычага — щупа 1, индуктивного дат-
чика 3 с валиком 2 и штепсельным
Подвесные толкающие конвейеры 277
разъемом 4, кронштейна 5 и зажима 6;
датчик прикрепляется к тяговому пути
и взаимодействует с толкателем Т цепи
конвейера. Толкатель движущейся ка-
ретки встречается с щупом датчика
и отклоняет его на 30—50°. Щуп пово-
рачивает валик 2, перемещает находя-
щийся в нем экран, вводя в действие
датчик, и посылает в схему управления
необходимый сигнал.
Принципиальные схемы расположе-
ния датчиков на попутном и встречном
угловых передаточных устройствах кон-
струкции ВНИИПТМАШа показаны на
рис. 8.41,6 и в. Подготовленная к пере-
мещению на конвейер К1 тележка кон-
вейера К2 останавливается на останове
О (позиция ожидания) и дожидается под-
хода свободного толкателя на конвейе-
ре К1. При встрече свободного толкате-
ля с его датчиком ДСТ, последний дает
сигнал, останов О выключается и выпу-
скает тележку на попутную стрелку;
подошедший свободный толкатель за-
хватывает тележку и ведет ее по трассе
конвейера К1. Датчики тележек ДТ1
и ДТ2 блокируют безопасный выход
одной и подход следующей тележек.
При подходе к встречному передаточно-
му устройству (рис. 8.41, в), адресоноси-
тель движущейся тележки взаимодей-
ствует со считывателем СУ, который
при совпадении адреса дает сигнал на
перевод стрелки для входа тележки на
конвейер К2 и одновременно включает
останов на положение «стоп», исклю-
чающее возможность прохода следую-
щей тележки до безопасного вывода
первой тележки. Датчики тележек ДТ1
и ДТ2 выключают останов после прохо-
да тележки по стрелке, обеспечивая воз-
можность прохода следующей тележке,
датчик ДТ2 включает привод стрелки
и возвращает ее перо в исходное поло-
жение прямого направления пути.
Система автоматического адресования.
Общие основы автоматического адресо-
вания были рассмотрены в п. 8.2.
В толкающих конвейерах кроме авто-
матической загрузки и разгрузки подве-
сок устройства автоматического адресо-
вания должны обеспечивать автомати-
ческое движение тележек по заданному
маршруту в общей системе путей кон-
вейера и распределение тележек гю от-
ветвлениям — пунктам назначения, за-
данным адресам следования.
Выбор системы автоматического
адресования и ее параметров обусло-
вливается трапспортно-технологическим
маршрутом, по которому должны сле-
довать тележки с грузами-изделиями со-
гласно заданному производственному
процессу. Распределение адресатов
(стрелок и пунктов загрузки и разгруз-
ки) на трассе системы конвейеров может
быть последовательным и парал-
лельным. При первом способе, который
используется при малом числе (10 — 20)
адресов, последние последовательно
один за другим располагают на трассе
конвейера, и их число равно числу адре-
сов, заложенных в адресовосителе си-
стемы. При втором способе применяют
групповой метод адресования, позво-
ляющий при малой емкости адресоно-
сителя иметь большое число воз-
можных адресатов.
В современных подвесных толкающих
конвейерах применяют децентрализо-
ванную магнитную систему автоматиче-
ского адресования без механического
контакта элементов информации
в считывателе. Известны, также системы
адресования с электронной моделью на
центральном пульте без носителя ин-
формации на тележках конвейера и ряд
других.
8.3.3. Расчет конвейеров
Для расчета толкающе! о конвейера
используют те же исходные данные, что
и для расчета подвесного грузопесутцег о
конвейера. Минимальный ша! толкате-
лей (а следова тельно, и тележек с i руза-
ми) определяют, как и для грузонесуще-
го конвейера, по формуле (8.11) из
условия свободного прохода груза мак-
симальных габаритных размеров на
самых крутых наклонных участках
трассы, но для обеспечения более сво- --
бодных зазоров принимают А =
= 0,2 -г 0,3 м. Кроме того, должно быть
278 Подвесные конвейеры
Рис. 8.41. Датчик толкателя конструкции ВНИИПТМАШа:
л — конструкция; б — схема расположения на трассе конвейера
выполнено условие беспрепятственного
вывода груза через стрелку на отводной
путь.
Шаг кареток обусловливается радиу-
сом вертикального перегиба (см.
табл.1 8.2) и шагом толкателей и соста-
вляет четыре - шесть шагов цепи.
Скорость цепи конвейера основной
трассы принимают обычно в пределах
0,3 — 24 м/мин (см. табл. 8.4); скорость
вспомогательных конвейеров на от-
водных линиях и скорость переда-
точных механизмов стрелок может
быть выше этих значений (но не более
25 м/мин), чтобы обеспечивался бы-
стрый вывод тележки с основной
трассы. Тяговый расчет толкающего
конвейера выполняют так же, как любо-
го конвейера с тяговым элементом (см.
гл. 3 и п. 8.2). Первоначальное натяже-
ние сбегающей ветви цепи принимают
повышенным (So = 1500 д 3000 Н),
чтобы исключить возможность чрезмер-
ного отклонения толкателя в плоскости
толкания и его саморасцепления с те-
лежкой.
Расчетные линейные нагрузки (Н/м)
определяют раздельно для тяговой qo
и грузовой незагруженной gi и загру-
женной q ветвей;
<70 ~ <7ц + Я 4 тт.к/«п); (8.19)
Я! = д (тг + т^/ап; (8.20)
4 = <71+№/ап, (8.21)
где кроме указанных ранее (см. п. 8.2) и
тт — массы соответственно толкателей и те-
лежки, кг.
Максимальное натяжение цепи кон-
вейера рассчитывают по обобщенной
формуле
^max SqKm 4 £1V£Jq.L4
4- Wi (qLT 4 c/jLjJ (1 4 £3<м) + qfi, (8.22)
где w и — коэффициенты сопротивления
движению кареток и тележек соответственно
(см. табл. 8.5 и 8.9).
Подвесные толкающие конвейеры 279
8.9. Коэффициенты сопротивления движению тележек
и>! на катках-подшипниках при работе конвейера
в отапливаемых помещениях
Условия работы конвейера Масса груза, подвешенною на тележке, кг
До 50 100 150 200 и более
Хорошие 0,025 0,020 0,016 0,015
Средние 0.032 0,027 0,022 0,020
Тяжелые 0,045 0,036 0,027 0,022
Подробный расчет конвейера выпол-
няют путем последовательного сумми-
рования сопротивлений на отдельных
участках трассы конвейера, опреде-
ляемых по формулам:
для горизонтального прямолинейного
участка
$„ = $„_[ + (wqQ + (8.23)
для горизонтального поворота на
звездочке или роликовой батарее
S„ — c,Sn _ i + ФхРт', (8.24)
для вертикального перегиба
- ф[<pSn_ 1 + (wq0 + wiq)I + (go + д')h,
(8.25)
где д'—линейная нагрузка грузовой ветви,
Н/м (для загруженной ветви д' = д, для неза-
груженной g' = gj; Ф — обобщенный коэффи-
циент сопротивления движению одиночной
тележки на горизонтальном повороте;
i - число тележек на повороте; Рт — нагрузка
на тележку с учетом силы тяжести тележки
и подвески, Н.
Коэффициенты сопротивления движе-
нию £ и (р даны в табл. 8.6. Коэффи-
циент Ф сопротивления движению теле-
жек с жесткой базой на горизонтальном
повороте составляет при угле поворота
90° — 0,05; 0,06; 0,07, при угле поворота
180= —0,08; 0,10; 0,12 соответственно для
хороших, средних и тяжелых условий
работы конвейера.
При движении миоготележечного сце-
па по круговому участку пути любого
поворотного устройства возникают до-
полнительные сопротивления из-за рас-
положения сцепа по хорде дуги поворо-
та.
8.4. Подвесные несуще-толкающие
конвейеры
Подвесной несуще-тол кающий кон-
вейер впервые создан в Советском Со-
юзе. Он представляет собой сочетание
грузонесущего и толкающего конвейе-
ров; на транспортных участках трассы
работает как грузонесущий конвейер,
а на участках складирования, распреде-
ления, остановок груза и т. п. техноло-
гических операций, которые невозможно
выполнить на непрерывно движущемся
грузонесущем конвейере, — как толкаю-
щий конвейер.
Подвесной иесуще-толкающий кон-
вейер с тележками грузоподъемностью
500 кг имеет тяговый путь /, каретки 2,
цепь 3 (рис. 8.42, а), привод, поворотные
и натяжные устройства грузонесущего
конвейера.
К каретке шарнирно прикреплен
крюк-толкатель 5 с упорными роликами
6. На транспортных участках трассы
конвейера грузовая тележка 8 с захват-
ной скобой 7 и подвеской для груза ви-
сит на крюке каретки и перемещается
по тяговому пути в подвешенном со-
стоянии как на грузонесущем конвейере.
На участках с технологическими опера-
циями устанавливают грузовые пути 9
с направляющими 4(для упорного роли-
ка-крюка толкателя. При подходе к тех-
нологическому участку грузовая тележ-
ка входит в направляющий раструб
грузового пути, приподнимается, выхо-
дит из зацепления с зевом крюка карет-
ки и проталкивается верхней частью
крюка-толкателя, как на толкающем
конвейере.
Участок конвейера с грузовыми путя-
ми может иметь любые ответвления со
стрелками, передаточными устройства-
ми и опускными секциями, как на тол-
кающем конвейере. Распределение теле-
жек на то или иное ответвление грузо-
вого пути выполняется при помощи
системы автоматического адресования.
В конце участка грузового пути каретка
с крюком-толкателем поднимается по
вертикальному перегибу тягового пути.
Крюк, приподнимаясь, входит в зев за-
Рис. 8.42. Несуще-толкающий конвейер:
а — среднего типа; б — легкого типа
Подвесные толкающие конвейеры 281
Рис. 8.43. Подвесной грузов едущий конвейер с автоматическим адресованием
хватной скобы тележки, подхватывает
ее, и катки тележки выходят из сопри-
косновения с грузовыми путями, ко-
торые на этом месте заканчиваются.
Далее тележка перемещается в подве-
шенном состоянии как на подвесном
грузонесущем конвейере. Переход те-
лежки от грузонесущего конвейера
к толкающему происходит автоматиче-
ски на ходу конвейера.
Несуще-толкающий конвейер легкого
типа (рис. 8.42, б) имеет тележку 1 грузо-
подъемностью 50 кг с Т-образным
стержнем 2 и каретки 3 с валико-
образным захватом 4. Захват каретки
всегда находится под боковыми полка-
ми стержня, что исключает возмож-
ность расцепления каретки с тележкой.
Это значительно повышает надежность
работы конвейера, поскольку падение
тележки (отрыв от каретки) невозможно.
На участках толкающего типа тележка
перемещается шарнирным толкателем
5, который может быть отключен от нее
при помощи шины 6 останова.
Несуще-толкающие конвейеры реко-
мендуется применять для транспортиро-
вания грузов массой от 50 до 500 кг при
сравнительно невысоких скоростях дви-
жения цепи (примерно до 12 м/мин)
в тех случаях, когда конвейер предназ-
начен в основном для транспортирова-
ния и участки технологического назна-
чения имеют сравнительно малую про-
тяженность (например, менее 40% об-
щей трассы конвейера), и на межце-
ховых линиях.
8.5. Подвесные грузоведущие
конвейеры
У подвесного гр уз о ведущего конвейе-
ра транспортируемый груз располагает-
ся на напольной тележке, перемещаемой
по полу производственного помещения
при помощи захвата (см. рис. 8.1, в) или
толкателя (рис. 8.43), укрепленного на
каретке, которая движется по подвесно-
му пути.
На ведущей стойке напольной тележ-
ки можно установить адресоноситель
любой системы автоматического адре-
сования. Это позволяет автоматически
распределять тележки с грузами при по-
мощи стрелок, располагаемых на напра-
вляющих путях для роликов стойки те-
282 Подвесные конвейеры
лежки. На отводных путях тележки
передвигаются при помощи дополни-
тельных подвесных конвейеров; воз-
можно также взаимодействие с на-
польными тележечными конвейерами.
При использовании остановов возмож-
но отключение тележки от движущейся
цепи на любом участке трассы.
К преимуществам грузоведущих кон-
вейеров относятся свободный ввод
и вывод пустых и загруженных тележек
из сферы действия движущейся цепи
при непрерывном транспортировании
грузов по всей трассе конвейера; воз-
можность транспортирования тяжелых
грузов (массой до 2,5 т и более), так как
сила тяжести груза передается на пол,
а не на подвесной путь; широкие воз-
можности применения автоматизации
и взаимодействия с напольными авто-
и электротележками и погрузчиками
при использовании поддонов; отсут-
ствие заглублений и щелей в полу поме-
щения, свободный осмотр всего механи-
ческого и электрического оборудования,
простота изменения трассы конвейера.
Недостатком является верхнее приложе-
ние тягового усилия, обусловливающее
в отдельных случаях возможность опро-
кидывания тележки на наклонных участ-
ках трассы и при большой массе груза.
Грузоведущие конвейеры имеют та-
кие же параметры, как и грузонесущие,
но допускают более высокую скорость
(до 45 м/мин), так как нет опасности
раскачивания грузов; кроме того, оии
имеют увеличенные радиусы горизон-
тальных поворотов (3 — 5 м) и плавные
подъемы и спуски (с уклоном до
10—15%). Горизонтальные повороты
выполняют иа роликовых батареях.
Грузоведущие конвейеры применяют
на складах, в багажных отделениях
и других местах, где необходимо сорти-
рование и распределение штучных гру-
зов на большой площади.
Расчет грузоведущих конвейеров вы-
полняют подобно расчету толкающих
конвейеров. Коэффициент сопротивле-
ния движению напольных тележек зави-
сит от типа покрытия пола и шии кат-
ков тележек (табл. 8.10).
8.Ю. Коэффициент сопротивлении движению наполь-
ных тележек с катками на подшипниках качения
при средних произволе!венных условиях
Тип дорожного покрытия Шины тележки
резино- вые пневма- тические
Асфальт 0,033 0,025
Бетонное покрытие 0,028 0,020
Деревянный настил 0,030 0,024
Утрамбованный грунт —’ 0,080
Сухой песок — 0,150
8.6. Подвесные несуще-ведущие
конвейеры
Необходимость бесперегрузочного
транспортирования грузов по несколь-
ким этажам здания и обеспечения кру-
тонаклонного подъема и спуска тележек
с грузами на коротком отрезке трассы
обусловила создание комбинированного
подвесного грузонесущего и грузоведу-
щего конвейера, который на подъемах
и спусках работает как грузонесущий,
а на горизонтальных участьях — как
грузоведущий. В самой простой кон-
струкции конвейера для легких грузов
(до 50 кг) тележка крепится к каретке
при помощи рычажного захвата
(рис: 8.44): при повороте рукоятки захва-
та тележка приподнимается, подвеши-
вается к каретке и транспортируется как
подвеска на грузонесущем конвейере
с крутыми подъемами и спусками. В ие-
Рнс. 8.44. Несуще-ведущий конвейер легкого
с рычажным подъемом тележки
Задачи научных исследований 283
Рис. 8.45. Несуще-ведущий конвейер конструкции
Жиордани (Италия):
а — тележка; б — участок подвешивания тележки к
кареткам; в — участок толкания тележки; г — от-
ключение крюка тележки от цепи конвейера
обходимом месте рукоятка поворачи-
вается, подвеска-тележка опускается на
пол помещения и перемещается по по-
лу, как на грузоведущем конвейере.
В несуще-ведущем конвейере кон-
струкции Жиордани тележка
(рис. 8.45, а) имеет крюк 3, который вхо-
дит в зацепление с расположенным
в раструбе 2 штырем 1, прикрепленным
к кареткам конвейера. На наклонном
участке конвейера (рис. 8.45,6) тележка
при помощи крюка 3 висит на штыре
1 и транспортируется в подвешенном
состоянии. При переходе от спуска
трассы к горизонтальному расположе-
нию тележка опускается конвейером на
пол и перемещается по полу помеще-
ния. В этом случае штырь 7 (рис. 8.45, в)
работает как толкатель, упирающийся
в вертикальную стенку крюка 3, и кон-
вейер становится грузоведущим. Крюк
3 имеет упор 4, который препятствует
повороту крюка на оси 5 (рис. 8.45, г).
При опускании упора 4 от нажима на
педаль крюк отклоняется, и тележка
останавливается, отсоединяясь от запе-
пления с каретками движущейся цепи
конвейера. Несуще-ведущий конвейер
Жиордани применяется для транспорти-
рования грузов массой ог 125 до 1000 кг
и имеет такие же элементы оборудова-
ния, как и грузонесущий конвейер, и та-
кие же параметры, как грузоведущий
конвейер, но более низкую скорость
перемещения (обычно не более 16 м/мин)
для обеспечения безопасности сцепле-
ния и расцепления крюка на участках
подъема и спуска.
8.7. Задачи научных
исследований
К задачам научных исследований под-
весных конвейеров относятся;
1) исследование и разработка методи-
ки расчета напряжений в деталях раз-
борной цепи при повороте звеньев
в плоскости оси шарнира на верз и-
кальных перегибах при различных ша-
гах кареток;
2) определение удельной интенсивно-
сти изнашивания деталей пени в раз-
личных условиях эксплуатации в зависи-
мости от давления в шарнирах;
3) расчет на прочность и деформацию
различных участков комплекса тягового
и грузового путей двухпутного толкаю-
щего конвейера;
4) исследования распределения гори-
зонтальных нагрузок от натяжения цепи
в общем жестком контуре подвесных
путей и передачи их на узлы крепления
путей;
5) выбор оптимального соотношения
твердостей контактной пары каток —
путь при изготовлении путей из стан-
дартных прокатных и гнутых профилей,
обеспечивающего высокие сроки
службы катков и путей.
6) выбор оптимального размещения
приводов в замкнутом контуре сложной
трассы многоприводгюго конвейера с
учетом всех возможных вариантов его
загрузки;
7) выбор оптимальной системы регу-
лируемых (управляемых) приводов (де-
сяти и более) конвейера, обеспечиваю-
щей единую скорость движения всего
контура цепи при различных нагрузках
на приводы.
ТЕЛЕЖЕЧНЫЕ
ГРУЗОНЕСУЩИЕ
КОНВЕЙЕРЫ
9,1. Основные типы и области применения
284
9.2. Вертикально замкнутые конвейеры 285
9.3. Цепенесугцие конвейеры 291
9.4. Горизонтально замкнутые напольные
тележечные конвейеры для
транспортирования литейных форм 293
9.5. Распределительные настольные
тележечные конвейеры с автоматическим
адресованием 304
9.6. Задачи научных исследований 308
9.1. Основные типы н области
применения
Тележечный грузонесущий конвейер
состоит из замкнутого контура тяговой
цепи с постоянно прикрепленными к ней
тележками (платформами), движущими-
ся по направляющим путям; на тележ-
ках располагаются транспортируемые
грузы-изделия; тележки и направляю-
щие пути являются непосредственными
составными частями конвейера. В этом
состоит принципиальное отличие грузо-
несущих тележечных конвейеров от на-
польных грузоведущих конвейеров, рас-
сматриваемых в гл. 10.
Тележечные грузонесущие конвейеры
предназначены для перемещения грузов
по отдельным технологическим опера-
циям поточного производственного
процесса. Их применяют для транспор-
тирования изделий от одного рабочего
места к другому в процессе сборки, для
перемещения литейных форм в процессе
сборки, заливки, охлаждения, выбивки,
возврата пустых опок в литейном цехе,
для межоперационной передачи изделий
от одного рабочего места к другому
в процессе изготовления, а также для
выполнения ряда других операций по-
добного назначения. Широкое разно-
образие использования тележечных кон-
вейеров обусловило большое число их
конструктивных разновидностей.
Основными признаками классифика-
ции тележечных конвейеров являются
расположение тягового элемента и на-
правляющих путей и положение тележек
на ветвях конвейера. По первому при-
знаку различают конвейеры вертикаль-
но замкнутые и горизонтально замк-
нутые; последние могут быть располо-
жены как в одной горизонтальной пло-
скости, так и в пространстве. По поло-
жению тележек на обратной ветви раз-
личают вертикально замкнутые конвей-
еры с опрокидывающимися и неопро-
кидывающимися тележками. Горизон-
тально замкнутые конвейеры бывают
с напольным и настольным (на уровне
высоты.столов рабочих мест) перемеще-
нием тележек. По характеру перемеще-
ния изделий известны конвейеры с не-
прерывным (с постоянной и регулируе-
мой скоростью) и пульсирующим дви-
жением тележек.
Выбор того или иного типа конвейера
зависит от характера технологического
процесса, обслуживаемого конвейером,
характеристики перемещаемого груза
и планировки производственного поме-
щения.
Вертикально замкнутые конвейеры
наиболее компактны, так как у них
Вертикально замкнутые конвейеры 285
обратная ветвь помещается под рабочей
ветвью, однако при опрокидывающихся
тележках может быть полезно использо-
вана только верхняя ветвь; для исполь-
зования обеих ветвей (при неопрокиды-
вающихся тележках) конструкция кон-
вейера усложняется. При значительной
продолжительности производственного
процесса, обслуживаемого конвейером,
длина вертикально замкнутого конвейе-
ра становится большой; это усложняет
планировку производственного помеще-
ния.
В горизонтально замкнутых конвей-
ерах для работы используются обе ве-
тви, но для их размещения требуется
большая производственная площадь. На
конвейерах этого типа грузы могут со-
вершать круговые движения без съема
с тележек, что позволяет рационально
использовать конвейер при сравнитель-
но меньшей длине помещения для дли-
тельных производственных процессов
(например, при охлаждении или сушке
изделий на конвейере), а также как под-
вижный склад.
Выбор типа конвейера зависит также
от характеристики груза. Для перемеще-
ния в процессе сборки сравнительно тя-
желых и громоздких изделий (например,
автомашин, тракторов, моторов и т. п.
и их узлов) применяют, как правило,
вертикально замкнутые, а для легких
малогабаритных — горизонтально замк-
нутые конвейеры. Технологические кон-
вейеры с длительными и различными по
времени операциями (например, ли-
тейные конвейеры, конвейеры испыта-
тельных станций и т. п.) делают, как
правило, горизонтально замкнутыми
с одно плоскости ой и пространственной
трассами.
Основные параметры тележечного
конвейера — грузоподъемность и раз-
меры тележки-платформы конвейера.
Они определяются габаритными разме-
рами и массой транспортируемого гру-
за. Грузы, как правило, рекомендуется
располагать длинной стороной вдоль
продольной оси конвейера и в соответ-
ствии с этим выбирать длину тележки
(размер вдоль продольной оси конвейе-
ра) I. больше ее ширины В. Обычно
принимают 1/В — 1,25 -г 2, и только в от-
дельных случаях I = В. Рекомендованное
соотношение размеров позволяет при-
менять более экономичные длинно-
звенные тяговые цепи и обусловливает
большие удобства для выполнения тех-
нологических операций. В отдельных
случаях, для узких длинных изделий
применяют поперечную укладку, часто
на двух раздельных тележках двух -
цепных конвейеров. Номинальный ряд
ширины тележек: 200. 320, 400, 500, 650,
800, 1200 мм. Грузоподъемность теле-
жек 10 — 8000 кг.
К вертикально замкнутым теле-
жечным конвейерам можно с некоторой
условностью отнести также цепе несу-
щие конвейеры, у которых переме-
щаемый груз (например, шассн автомо-
биля или трактора) устанавливается на
специальные опоры (гнезда), жестко
прикрепленные к пластинам тяговых це-
пей, или же непосредственно на уши-
ренные пластины цепей. Роль тележки
при этом выполняют непосредственно
тяговые цепи с ходовыми катками.
Особую группу современных теле-
жечных конвейеров представляют рас-
пределительные настольные тележечные
конвейеры с автоматической разгрузкой
тележек по заданным рабочим местам
при помощи системы автоматического
адресования. Эти конвейеры бывают
вертикально и горизонтально замк-
нутые и в отдельных случаях с про-
странственной трассой.
9,2. Вертикально замкнутые
конвейеры
9.2.1. Общее устройство
Вертикально замкнутый тележечный
конвейер с опрокидывающимися тележ-
ками (рис. 9.1 и 9.2) состоит из тягового
элемента 2 (см. рис. 9.1) с прикре-
пленными к нему тележками 3, движу-
щимися во направляющим путям опор-
ной конструкции конвейера 4, привода
1 и натяжного устройства 5. У сбо-
рочных конвейеров тележки обычно
286 Тележечные грузонесущие конвейеры
Рис. 9.1. Вертикально замкнутый тележечный конвейер с опрокидывающимися тележками для сборки
автомобильных двигателей:
а — схема конвейера; б — схема нагрузок на тележки
Рис. 9.2. Поперечные сечения конвейеров с опрокидывающимися тележками:
а - для сборки автомобильных двигателей (к рис. 9.I.); б — для сборки автомобиля
Вертикально замкнутые конвейеры 287
снабжают установочными кондуктора-
ми 1 (рис. 9.2), поворотными приспосо-
блениями 2 и другими устройствами
для облегчения процесса сборки. Метал-
локонструкция с боковых сторон закры-
вается съемным предохранительным
ограждением 4 из стальных листов или
сетки, а верхняя ветвь отделяется от
нижней сплошным перекрытием 3. Вы-
полненное в виде короба из стальных
листов перекрытие предохраняет рабо-
чих-сборщиков от несчастных случаев,
препятствует попаданию инструмента,
крепежных деталей и других посторон-
них предметов на нижнюю ветвь кон-
вейера и служит маслосборником.
Тележки конвейеров жестко крепятся
к одному из звеньев цепи. Эти конвей-
еры выполняют одноцепными или двух-
цепными, в зависимости от колеи
и базы тележки и тягового усилия. При-
близительно можно считать, что при
размере колеи тележки А 4 шагов це-
пи для устойчивого положения тележки
достаточно применять одну цепь, а при
А > 4 шагов целесообразно использо-
вать две тяговые цепи. Для направления
движения тележек во время их опро-
кидывания на участке приводной звез-
дочки устанавливают неподвижные на-
правляющие контршины, по которым
движутся катки тележки при опрокиды-
вании, а на валу натяжной звездочки
размещают два опорных диска (рис. 9.3),
передвигаемых вместе с валом и звез-
дочкой при натягивании цепи. Диаметр
дисков выбирают таким, чтобы рама те-
лежки на повороте прижималась к ним
под действием натяжения цепи.
Конвейеры с иеопрокидывающимися
тележками (рис. 9.4) имеют две тяговые
цепи, располагаемые с двух сторон вне
габарита тележки по ширине. Каждая
тележка конвейера имеет две оси. Веду-
щая (ВЩ) ось тележки шарнирно при-
креплена к тяговым цепям, а ведомая
(ВМ) остается свободной. Чтобы тележ-
ки свободно проходили между цепями
у приводных и натяжных звездочек, по-
следние устанавливают на консольных
осях так, чтобы между ними по середи-
не конвейера оставался свободный про-
Рис. 9.3. Узел натяжной звездочки с направляющи-
ми дисками:
1— тележка; 2 — гяговая цепь: 3— диск; 7 —
звездочка
межуток, достаточный для прохода те-
лежек. На поворотных участках тележки
могут перемещаться с небольшим на-
клоном в сторону (рис. 9.4. и) или со-
вершать плоскопараллельное движение,
оставаясь в горизонтальном положении
на всем протяжении поворота
(рис. 9.4,6). Такой характер перемещения
тележки (как при первом, так и при вто-
ром способах) достигается при помощи
установки па поворотных участках си-
стемы специальных механизмов и на-
правляющих путей.
Конвейеры с иеопрокидывающимися
тележками могут иметь только прямо-
линейную горизонтальную трассу. Кон-
сольное крепление звездочек, усложнен-
ное крепление тележек к цепям и нали-
чие дополнительных механизмов и на-
правляющих на участках поворота ус-
ложняют и удорожают конструкцию
конвейеров этого тина, поэтому они
сравнительно мало распространены. Их
преимуществом является возможность
перемещения грузов как на верхней, так
и на нижней ветвях конвейера. Это пре-
имущество используется в литейных це-
хах: на верхней ветви конвейера про-
изводят сборку и заливку горячим ме-
таллом заформованных опок, а па ниж-
ней ветви — охлаждение залитых опок
288 Тележечные грузонесущие конвейеры
Рис. 9.4. Схема вертикально замкнутого тележечного конвейера с неопрокидываюшимися тележками,
перемещающимися с ветви на ветвь:
« — наклонно; б — плоскопараллельно; / — привод; 2 — устройство для передачи тележек с ветви на
ветвь; 3 — тележка: 4 — цепь; 5 — путь
и подачу их на выбивку. Поэтому кон-
вейеры такого типа применяют в ли-
тейных цехах при сравнительно неболь-
шой массе литейных форм (примерно
до 300 кг), а также в других случаях,
когда в условиях ограниченной про-
изводственной площади (особенно по
длине помещения) по производственно-
му процессу необходим конвейер увели-
ченной длины для выполнения техноло-
гических операций различных ритмов
(например, сборка, заливка, охлаждение
и сборка, окраска, сушка и т. п.).
9.2.2. Элементы конвейеров
Тяговым элементом вертикально' за-
мкнутых тележечных конвейеров служат
одна или две цепи: пластинчатые, вту-
лочные и роликовые с шагом 80 —
320 мм по ГОСТ 588 — 81 (наиболее
частый случай), разборные с шагом 100
и 160 мм по ГОСТ 589 — 74, пластин-
чатые комбинированные и иногда (при
малых нагрузках) пластинчатые безвту-
л очные.
Опорные устройства и тележкн дол-
жны обеспечивать удобную, надежную
и простую установку и съем грузов и их
устойчивое положение на всей длине
конвейера, т. е. на всех его рабочих ме-
стах в процессе сборки изделия. В слу-
чае необходимости, на опорном устрой-
стве должны быть предусмотрены кре-
пления, фиксаторы, зажимы, а также
приспособления для наклона, поворота
или подъема изделия, необходимые
в процессе сборки. Центр тяжести изде-
лия-груза должен находиться внутри
опорного контура тележки иа всех пози-
циях сборки. Если же по условиям сбор-
ки необходимо иметь консольное распо-
ложение изделия на тележке (например,
при сборке крыла самолета или заднего
моста автомобиля), то для обеспечения
устойчивости его положения конвейер
снабжают дополнительными контрши-
нами или упорами. Для громоздких тя-
желых или длинных изделий применяют
двухцепные конвейеры с раздельными
небольшими тележками, прикрепленны-
ми отдельно к каждой тяговой цепи
о
Спиваковский
О
Рис. 9.5. Схема двухценного конвейера с раздельными тележками для длинномерных грузов (ГДР):
1 - натяжное устройство; 2~ тележка; Г — тяговая цепь; 4— привод
290 Тележечные грузонесущие конвейеры
(рнс. 9.5). Катки тележки, как правило,
устанавливаю-! на подшипниках каче-
ния.
Привод — обычного типа, размещает-
ся на месте расположения поворотной
звездочки, как правило, с единым редук-
тором или с одной дополнительной цеп-
ной или зубчатой передачей (см.
рис. 9.1). Первую применяют при уста-
новке привода в приямке под полом,
чтобы не загромождать производствен-
ного помещения и обеспечить удобный
съем грузов в конце конвейера, а вто-
рую в приводе конвейера с неопрокнды-
вающимнся тележками при консольном
расположении приводных звездочек.
Конвейер с непрерывным движением,
как правило, имеет в приводе вариатор
для плавного изменения скорости дви-
жения тележки. Для предохранения кон-
вейера от поломок при случайных пере-
грузках или случайном застопорении
цепи на приводной звездочке или на
передаче устанавливают предохрани-
тельный срезной штифт, который при
увеличении тягового усилия сверх допу-
скаемого (см. п. 2) срезается, и конвейер
останавливается. Кроме того, конвей-
еры с опрокидывающимися тележками
снабжают обычно предохранительным
устройством в виде конечного выключа-
теля КВ (рис. 9.1, а), сблокированного
с электродвигателем, которое остана-
вливает конвейер, если тележка с не-
снятым грузом подходит к поворотной
звездочке.
Натяжное устройство — винтовое или
пружинно-винтовое обычного типа; по-
следнее предпочтительнее на конвейерах
большой длины. В натяжных устрой-
ствах для двухцепных конвейеров одна
звездочка закрепляется на оси шпонкой,
а другая свободно вращается на оси для
обеспечения самоустановкн относитель-
но расположения зубьев звездочек
при разнице в длинах двух цепей из-за
возможного неравенства шагов их
звеньев.
Ход натяжного устройства обычно
400 — 500 мм. При чрезмерном износе
цепи заменяют полным комплектом для
обеспечения постоянства шага тележек.
9.2.3. Расчет конвейеров
Основные параметры выбирают по
рекомендациям, указанным в п. 9.1,
а также в гл. 3. Грузоподъемность тележ-
ки определяют по наибольшей массе
перемещаемого груза на последней тех-
нологической операции, включая массу
устанавливаемых на тележку приспосо-
блений, а шаг тележек — по их длине,
зависящей от продольного размера
транспортируемого груза.
Темп или ритм выпуска, т. е. время
(мни), за которое одно готовое изделие
сходит с конвейера,
tB = 60ТктКвКэ/2ет, (9.1)
где Тк — количество рабочих часов в смене;
т - число рабочих смен в сутки; Кв —
коэффициент использования конвейера по
времени, учитывающий возможные простои
(обычно Ка = 0,9 = 0,95); — коэффициент
загрузки тележек на конвейере (обычно
К, =0,85 ч- 0,9); ZCT — количество изделий,
выпускаемых в сутки (суточная про-
изводительность) на конвейерной линии,
шт/сутки.
Время выполнения операции на рабо-
чем месте при непрерывном движении
конвейера
tp = (9-2)
При пульсирующем движении конвей-
ера, когда технологическая операция
выполняется во время его остановки,
fp — 1в 1пр, (9-3)
где £пр— время, необходимое для передвиже-
ния конвейера на одну позицию.
Скорость непрерывного движения
конвейера
v = «йт/tp, (9.4)
где и — число изделий на одной тележке;
аТ— шаг тележек.
Обычно сборочные конвейеры имеют
скорость 0,6 — 6 м/мин, а при пульси-
рующем движении 6—8 м/мин.
Если общая трудоемкость сборки из-
Цепенесущие конвейеры 291
делия Тг и рабочие операции распреде-
лены по времени равномерно, то число
рабочих мест на конвейере (с учетом ре-
зерва по загрузке и времени)
1= T,/fB (9.5)
и общая длина технологической линии
конвейера
Ly. = aTi. (9.6)
Если на конвейере происходит охла-
ждение (сушка или испытание) изделия
и на этот процесс необходимо время ц
(мнн), то при принятой скорости
непрерывного движения конвейера
v (м/мин) длина охладительного (испы-
тательного или сушильного) участка
конвейера
^ОХЛ — (9-7)
Тяговый расчет вертикально замк-
нутых тележечных конвейеров выпол-
няют обычным методом, путем после-
довательного обхода трассы конвейера
по характерным пунктам (см. гл. 3).
Линейные нагрузки определяют по
графику загрузки тележек в соответ-
ствии с производственным процессом,
поскольку масса груза тг в процессе
сборки увеличивается периодически (см.
рис. 9.1,6).
Для предварительных подсчетов
и проверки выбора типоразмеров ходо-
вой части максимальное натяжение цепи
конвейера Smax можно рассчитать по
обобщенной формуле
+ (9.8)
где — коэффициент учета местных потерь
на поворотных звездочках (выбирают в зави-
симости от условий работы конвейера); обы-
чно £, = 1,08 э- 1,12; 50— первоначальное на-
тяжение цепи (обычно принимают = 1 н-
-ь 2 кН); w - коэффициент сопротивления
движению ходовой части конвейера (см. гл. 3);
^—линейная нагрузка иа различных участ-
ках и ветвях трассы конвейера, Н/м (масса
тележек принимается приближенно по про-
ектным данным и аналогии с действующими
установками); I, — длины отдельных участков
конвейера с различными линейными нагруз-
ками, м.
10*
9.3. Цепенесущие конвейеры
Цспенесущий конвейер имеет две вер-
тикально замкнутые тяговые цепи (обы-
чно пластинчатые катковые), па пласти-
нах которых через определенный шаг
укреплены упоры — гнезда. На упоры
(или на торцы уширенных пластин цени)
укладывают транспортируемый груз.
Цепи движутся па катках по направляю-
щим путям.
Цепенесущие конвейеры имеют гори-
зонтальную прямолинейную или комби-
нированную трассу (рис. 9.6). При ком-
бинированной трассе начальный или
конечный (или тог и другой) участок де-
лают наклонным для размещения на-
тяжного устройства и привода в приям-
ке, под полом, в целях удобства уста-
новки и съема изделий с конвейера
и предупреждения загромождения пола
производственного помещения.
По конструкции цепенесущие конвей-
еры значительно проще обычных теле-
жечных, однако их можно использовать
только для изделий с удобными
опорными поверхностями.
Цепенесущие конвейеры применяют
для перемещения автомобилей, тракто-
ров и других подобных изделий на ли-
ниях главной сборки, для межопера-
пнонного транспортирования крупных
деталей, для транспортирования горя-
чих изделий в процессе нх охлаждения,
а также в качестве подвижного пода на-
гревательных печей. На конвейере для
сборки автомобилей (см. рис. 9.6) в про-
цессе сборки изделие проходит через по-
красочную н сушильную камеры, обслу-
живаемые отдельным самостоятельным
участком II конвейера. Разделение кон-
вейера на три участка сделано для того,
чтобы не допустить загрязнения кра-
ской всего конвейера. Конвейер приво-
дится в движение от одного общего
привода. Отдельные участки соединены
друг с другом цепными передачами, ко-
торые на участках I — III являются
передаточными устройствами для пере-
мещения изделия с одного участка на
другой.
Для транспортирования бутылок, кон-
Рис. 9.6. Схема цеп снесу щего конвейера для сборки грузовых автомобилей:
1 — натяжное устройство; 2 — тяговые цепи; 3 - направляющие пути; 4 — передаточное устройство; 5 — покрасочная и сушильные камеры; б — плас-
тинчатые конвейеры; 7 — привод
Горизонтально замкнутые напольные тележечные конвейеры 293
Рис. 9.7. Схема многорядного цепенесушего кон-
вейера с пространственной вильчатой цепью:
а — схема трассы одного ряда цепи; б — средняя
часть конвейера с разветвлениями
сервных банок и других однородных
грузов-изделий применяют однорядные
и многорядиые цепенесущне конвейеры
с вильчатой цепью (рис. 9.7). Вильчатая
цепь (см. рис. 2.16, в) — стальная (литая
или штампованная) или пластмассовая
характеризуется увеличенными зазора-
ми в шарнире, благодаря чему конвей-
еры с такой цепью могут иметь про-
странственную трассу. Цепь распола-
гается в узком желобе и скользит по его
дну; боковые стенки желоба служат на-
правляющими на горизонтальных пово-
ротах трассы. Изделия устанавливаются
непосредственно на звенья цепи и дви-
жутся внутри желоба.
Цепенесущне конвейеры с простран-
ственной вильчатой цепью получили
широкое распространение на участках
наполнения, мойки, упаковки, сортиро-
вания бутылок и банок и других транс-
портно-технологических линиях.
Основные параметры конвейеров: ско-
рость движения цепи 0,3 —0,5 м/с; ли-
нейная нагрузка 50— 1000 Н/м; коэффи-
циенты трения скольжения стальной
цепи по стали без смазывания f—
— 0,40 ч- 0,45, при смазывании маслом
или водой с мылом/=0,15 ч-0,2; коэф-
фициент сопротивления на горизон-
тальных поворотах £,= 1,1 при угле по-
ворота 15" и £,= 1,5 при повороте иа
90".
При повышенных нагрузках цепь
снабжают катками.
Выбор параметров н тяговый расчет
цепенееущих конвейеров выполняют так
же, как и вертикально замкнутых теле-
жечных (см. п. 9.2) или подвесных про-
странственных (см. гл. 8) конвейеров.
9.4. Горизонтально замкнутые
напольные тележечные
конвейеры
для транспортирования
литейных форм
9.4.1. Общее устройство
Наибольшее распространение имеют
тележечные конвейеры трех типов для
перемещения лнтейиых форм: конвей-
еры с раздельными тележками-платфор-
мами для транспортирования форм по
горизонтально замкнутой однопло-
скостной (тип Г, рис. 9.8) и простран-
ственной (тип П, рис. 9.9) трассам и кон-
вейеры с перекрывающими платформа-
ми (со сплошным настилом) с однопло-
скостной трассой (тип ГС). Основные
параметры этих конвейеров регламенти-
рованы в ГОСТ 5938 — 73.
Горизонтально замкнутый напольный
тележечный конвейер типа Г (рис. 9.8)
состоит из центрально расположенной
тяговой цепи 3 (оси шарниров которой
располагаются вертикально) с прикреп-
ленными к ней тележками-платформа-
ми 2, движущимися, по двум направляю-
щим путям 4; привода 5 и натяжного
устройства /. Ходовая часть конвейера
(рис. 9.10) состоит из пластинчатой кат-
ковой цепи 2, одноосных тележек 3,
жестко прикрепленных к пластинам це-
пи, платформ 5, на которые устанавли-
вают транспортируемые опоки, и щит-
Рис. 9.8. Горизонтально замкнутый одноплоскостной тележечный конвейер типа Г для литейных форм (Со юзпром мех а низания)
Рис. 9.9. Схема пространственного тележечного конвейера типа П для литейных форм (Союзнроммеханизацня)
Рис. 9.10. Ходовая часть конвейера типа Г для транспортирования литейных форм:
а — общий вид; б—схема сборки цепи с одинаковым шагом; в—схема сборки цепи с разным шагом; г — узел шарнира тяговой цепи между
платформами; д — узел шарнира тяговой цепи под платформой
Горизонтаяьно замкнутые напольные гележечпыс конвейеры 297
Рис. 9.11. Схема трассы го-
ризонтально замкнутых теле-
жечных конвейеров типов Г
и ГС конструкции Союз-
проммеханизаиии:
П — привод; НУ — натяжное
устройство
ков 4, предохраняющих цепь от загряз-
нения землей и брызгами металла.
Каждая платформа опирается на две те-
лежки и соединяется с ними прн помо-
щи штырей, причем на одной тележке
(ведущей) отверстие для штыря выпол-
няют круглым, а на другой — овальным
для компенсации сокращения расстоя-
ния между тележками на криволи-
нейных поворотных участках трассы.
На втулках тяговой цепи устанавли-
вают катки 1, снабженные шарикопод-
шипниками или коническими ролико-
подшипниками (см. рис. 2.7); катки
движутся между направляющими шина-
ми н исключают возможность бокового
сдвига тележек с рельсовых путей.
Секцию тяговой цепи, приходящуюся
на одну платформу, составляют из двух
или четырех звеньев, причем в четырех-
звенной секции шаг звеньев цепи может
быть различным (например, 250
и 400 мм) в зависимости от шага плат-
форм (рис. 9.10, б и в). В каждой секции
в звене между платформами один шар-
нир делают подвижным, для чего отвер-
стия во внутренних пластинах с одной
стороны выполняют удлиненными
(рис. 9.10, г). Подвижные шарниры допу-
скают некоторое сокращение длины це-
пн при действии усилий сжатия и позво-
ляют в отдельных случаях устанавли-
вать конвейеры этого типа без на-
тяжных устройств, компенсируя воз-
можное несоответствие в длинах цепи
и контура направляющих путей.
Наличие отдельных одноосных теле-
жек с безребордными катками, прикреп-
ленных к пластинам катковой цепи,
и шарнирное крепление платформ к те-
лежкам обеспечивают возможность по-
ворота ходовой части конвейера в лю-
бую сторону в горизонтальной плоско-
сти по сравнительно небольшим радиу-
сам. Благодаря этому качеству ходовой
части конвейеры могут иметь трассы
самого разнообразного очертания
(рис. 9.11).
Общая длина трассы конвейера опре-
деляется как сумма длин отдельных его
участков по обслуживаемым технологи-
ческим зонам литейного процесса
(рис. 9.11). Участок формовки и сборки
составляет обычно около 30 — 50 м, за-
ливки 10—15 м, охлаждения 40 — 60 м,
выбивки 3 — 10 м.
Основными преимуществами конвейе-
ров этого типа являются легкая приспо-
собляемость трассы к производ-
ственным условиям, возможность ис-
пользования всей длины конвейера, вы-
сокая надежность и возможность широ-
кой механизации загрузки и разгрузки.
Конвейер с раздельными тележками
и пространственной трассой типа П (см.
рис. 9.9) имеет в принципе такую же
конструкцию, как и конвейер типа Г,
с той лишь разницей, что у него тяговая
цепь снабжена дополнительным шарни-
ром с горизонтальным валиком
1 (рис. 9.12) для обеспечения поворота
ходовой части в вертикальной плоско-
сти. Основными преимуществами кон-
вейеров с пространственной трассой
являются рациональное использование
производственной площади, улучшение
Рис. 9.12. Ходовая часть комвейера типа П конструкции Союзпроммеханизацни
Рис. 9.13. Горизонтально,замкнутый тележечный конвейер тина ГС конструкции Союзпроммеханизации;
и — общий вид; б — ходовая часть
300 Тележечные грузонесущие конвейеры
санитарных условий работы в литейном
цехе, когда участки формовки и заливки
размещаются на первом этаже, а участ-
ки охлаждения и выбивки — в изолиро-
ванном подвале. Радиусы поворота хо-
довой части в вертикальной плоскости
5 —8 м, наибольший угол подъема 6°.
У тележечных конвейеров типа ГС
конструкции Союзпроммеханизацни со
сплошным настилом (рис. 9.13) для
транспортирования литейных форм
платформы имеют полукруглое (выпу-
клое с одной и вогнутое — с другой сто-
роны) очертание торцовых сторон. Та-
кое расположение платформ образует
сплошной настил на прямолинейных
и поворотных участках конвейера и на-
дежно защищает его ходовую часть
и пути от загрязнения и заплесков ме-
талла. Конвейер не имеет тяговой цепи;
функции грузонесущего и тягового эле-
ментов выполняют платформы с тележ-
ками.
Секция ходовой части конвейера
(рис. 9.13,6) состоит из тележки 8, плат-
формы 2, продольной балки 3 и соеди-
нительных звеньев 1. Тележка имеет го-
ризонтальную ось Ис ходовыми катка-
ми 12 и роликами 10 и 9 для опоры
платформ, вертикальную ось 7, которая
является шарниром для соединения про-
дольных балок 3 смежных секций, и ко-
ромысло 4 с горизонтальными катками
5. Ролики 10, расположенные ближе
к продольной оси платформы, служат
для опоры платформы своей секции,
а ролики 9 — для опоры платформы
смежной секции. Наличие опорных ро-
ликов уменьшает потери на трение при
поворотах платформ. Коромысло с кат-
ками 5 обеспечивает направленное дви-
жение тележки на поворотных участках
путей. Конвейер имеет гусеничный при-
вод и пружинио-виитовое иатяжное
устройство. В середине балки 3 закре-
плен ролик 6, при помощи которого
9.1. Основные параметры тележечных конвейеров конструкции Союзпроммеханизацни для транспор-
тирования литейных форм по ГОСТ 5938 — 73 (см. рис. 9.8, 9.9)
Размер плат- форм, мм Шаг плат- Примерная масса 1 м хо- довой части Грузо- подъем- Максимальный радиус пово- рота ходовой Коэффициент сопротивления движению Рекомендуе- мые средние скорости движения те- лежек, м/мин
Ширина В Длина 1 форм аТ1 мм при платформе с плоской плитой, кг/м платфор- мы, г части /?г в го- ризонтальной плоскости, м тележек на прямолинейных участках w
500 650 800 1000 800 1000 1250 220 200 180 0,5 1,25 0,025 3; 4,8; 7,5
650 650 800 1000 1250 800 1000 1250 1600 260 225-320 210-290 250 0,5 0,5-1 0,5-1 1 1,6 0,020 1,9; 3; 4,8; 7,5
800 800 1000 1250 1600 1000 1250 1600 2000 340 320-380 280-340 320 1 1 —2 1 —2 2 1 1-2 1-2 2 0,020 1,9; 3; 4,8; 7,5
1000 1000 1250 1600 2000 1250 ' 1600 2000 2500 430 370-780 350-690 590 2 2-4 2-4 4 2,5 0,015 1,2: 1,9; 3
1200 1250 1600 2000 2500 1600 2000 2500 3150 860 780-980 680-880 790 4 4-8 4-8 8 3,15 3,15 3,15 2,5 0,015 1,2; 1,9
i op’,nоктально замкнутые напольные тележечные конвейеры 301
толкатель гусеничного привода п&реме-
гцает ходовую часть конвейера.
Основные параметры тележечных кон-
вейеров для транспортирования ли-
тейных форм даны в табл. 9.1; наиболь-
шее рабочее натяжение тяговой цепи
30 — 50 кН; наибольшая скорость —
12 м/мин.
9.4.2. Элементы конвейеров
Тяговым элементом горизонтально за-
мкнутых тележечных конвейеров для
литейных форм служит одна пластинча-
тая катковая цепь по ГОСТ 588 — 81
с увеличенной подвижностью некоторых
шарниров (см. рис. 9,10, г).
Тяговым элементом простран-
ственных конвейеров (см. рис. 9.9)
является двухшарнирная цепь, которая
имеет вертикальные и горизонтальные
шарниры, позволяющие звеньям цепи
свободно отклоняться в любую сторо-
ну, или обычная пластинчатая цепь
с креплением к тележкам при помощи
шарнира, ось которого перпендикулярна
осям шарниров цепи. Тележки-плат-
формы у пространственных конвейеров
имеют упоры, предохраняющие сполза-
ние грузов на наклонных участках.
Платформы конвейеров для транспор-
тирования литейных форм имеют три
исполнения (рис. 9.14): с плоской пли-
той, с роликовым настилом и с пово-
ротными плитами. Плоские плиты изго-
товляют из чугуна; с нижней стороны
их укрепляют ребрами для жесткости
и предохранения от коробления, а с на-
ружной — выполняют канавки для сво-
бодного выхода газов из нижней опоки.
Платформы с плоскими плитами при-
меняют главным образом для тяжелых
форм при загрузке и разгрузке конвейе-
ра краном или электроталью или для
весьма легких форм при загрузке и раз-
грузке вручную. Платформы с роли-
ковым настилом применяют для форм
массой до 2000 кг при загрузке с роли-
ковых конвейеров и разгрузке при по-
мощи толкателя. Роликовый настил вы-
полняют в виде двух секций, прикре-
пленных шарнирно к раме платформы
Рис. 9.14. Платформы тележечных конвейеров для
транспортирования литейных форм:
а — с плоской плитой (для конвейеров типов Г.
ГС и II); о —с роликовым настилом (для кон-
вейеров типа Г); в —с поворотными плитами
(для конвейеров типа Г)
и отклоняемых в сторону для удобства
удаления из-под роликов просыпавшей-
ся земли.
Платформы с поворотными плитами
изготовляют шириной до 650 мм и при-
меняют для транспортирования без-
опочного литья. Разгрузка такой плат-
формы производится автоматически
при помощи наклона плиты на криволи-
нейной шине. На шину при движении
конвейера накатывается ролик, укреп-
ленный сбоку плиты, отчего плита
принимает наклонное положение (см.
рис. 9.4, в), и форма сползает с нее на
выбивную решетку. Катки тележек кон-
вейера делают из чугуна СЧ 15 с отлив-
кой в кокиль или, чаще, из стали 45
с поверхностной закалкой обода токами
высокой частоты и снабжают подшип-
никами качения (шариковыми или кони-
ческими роликовыми) для уменьшения
тягового усилия. Из-за весьма тяжелы^
условий работы в литейных цехах узел
302 Тележечные грузонесущие конвейеры
Рис. 9.15. Схема гусеничного
привода тележечного кон-
вейера :
I — приводная звездочка;
2 — толкатель гусеничной
цепи; 3 — направляющие ши-
ны; 4 — тяговая цепь кон-
вейера; 5 —платформа; б —
натяжная.звездочка; 7 — при-
водная (гусеничная) цепь
Рис. 9.16. Приводная цепь с
толкателями
подшипников должен иметь надежное
лабиринтное уплотнение для предохра-
нения их от засорения.
Привод — гусеничный (см. рис. 9.8
и 9.15), состоит из вертикально замкну-
той приводной цепи 9 (см. рис. 9.8) с ку-
лаками 70, приводной 7 и натяжной 77
звездочек, зубчатой передачи 6, редукто-
ра 5, вариатора 75, клиноремениых
передач 74, электродвигателя 13 и ме-
таллоконструкции 72. Толкатели при-
водной цепи (рис, 9.16) упираются в кат-
ки тяговой цепи конвейера и приводят
ее в движение. Для выхода толкателя из
зацепления с катком шаг толкателей иа
приводной цепи должен быть на 3 —
5 мм меньше шага катков цепи конвейе-
ра. Вследствие этого последующий тол-
катель включается в работу раньше
выхода из зацепления предыдущего,
благодаря чему обеспечивается не-
прерывная, без рывков передача усилия
с приводной цепи на тяговую цепь кон-
вейера.
Для предохранения механизмов при-
вода от поломки при внезапной пере-
грузке зубчатое колесо приводного вала
снабжают предохранительным срезным
штифтом (см. гл. 2). Привод, как прави-
ло, устанавливают после наиболее за-
груженного участка, например после ос-
новной части охладительного участка,
перед участком выбивки форм,
Типовые приводы Союзпроммехани-
IГоризонтально замкнутые напольные тележечные конвейеры 303
Рис. 9.17. Натяжное устройство горизонтально замкнутого тележечного конвейера
зации имеют расстояния между звездоч-
ками 2010 — 2675 мм и электродвигатели
мощностью 1,5 — 15 кВт.
Натяжное устройство (рис. 9,17) уста-
навливают на повороте конвейера на
180°. Оно представляет собой прочную
раму 4, на которой крепят криволи-
нейные участки рельсов 2 и направляю-
щих путей 1. Рама опирается на опоры
3 и перемещается по ним при помощи
натяжного винта 5. Ход натяжного
устройства обычно составляет 500 —
600 мм. Концы рельсовых и направляю-
щих путей натяжного устройства сопря-
гаются с неподвижными их частями при
помощи раздвижных стыков.
Натяжное устройство необходимо
обязательно устанавливать на конвейе-
рах со сложной горизонтальной и
пространственной трассой (см.
рис. 9.11,6 — г, е и ж), а также на кон-
вейерах большой длины (более 50 м).
На тихоходных (г < 4 м/мия) конвейерах
с простой трассой (см. рис. 9.11, а) при
небольшой длине (до 50 м) натяжные
устройства можно не применять при ус-
ловии обеспечения повышенной точно-
сти изготовления и монтажа конвейера.
На конвейерах с прямоугольной трассой
(см. рис. 9.11,6) натяжные устройства
также не устанавливают, так как они
получаются громоздкими и сложными,
304 Тележечные грузонесущие конвейеры
Ходовые пути состоят из опорных
и направляющих частей. Опорные пути
выполняют из железнодорожных рель-
сов типа Р11, Р24 и РЗЗ, последние -
для наиболее тяжелых конвейеров. На-
правляющие, между которыми движут-
ся катки тяговой цепи, изготовляют из
уголков (обычно 60 х 60 х 6 или 75 х
х 60 х 6 мм). Пути крепят болтами
к сварным или литым опорным башма-
кам.
9.4.3. Расчет конвейеров
Размеры платформы выбирают по га-
баритным размерам и массе переме-
щаемых грузов и принимают обычно на
100—150 мм больше габаритных разме-
ров опок. По размерам тележек-плат-
форм выбирают их шаг, кратный длине
секции цепи. Среднюю расчетную ско-
рость конвейеров для сборочных работ
определяют по ритму технологических
операций и по заданной производитель-
ности с учетом коэффициентов загрузки,
и использования конвейера по времени.
По принятой скорости (обычно в преде-
лах 1,2 —7,5 м/мин; см. табл. 9.1) прове-
ряют и корректируют длины различных
технологических участков и время нахо-
ждения грузов на них в соответствии
с формулой (9.7).
Тяговый расчет конвейера выполняют
обычным порядком по точкам, путем
последовательного определения и сум-
мирования сопротивлений иа отдельных
участках трассы конвейера. Массу ходо-
вой части конвейера выбирают по
табл. 9.1. Первоначальное натяжение
принимают равным 1 — 1,5 кН. Сопроти-
вления на участках трассы конвейера
определяют по рекомендациям гл. 3.
Теоретические коэффициенты сопро-
тивления движению тележек на прямо-
линейных участках конвейеров для
транспортирования литейных форм кон-
струкции Союзпроммеханйзации с кат-
ками иа конических роликоподшипни-
ках приведены в табл. 9.1.
Сопротивления на криволинейных
участках определяют в зависимости от
конструкции тележек и поворотного
устройства конвейера раздельно — для
тележек и цепи. Сопротивления движе-
нию на вертикальных перегибах конвей-
еров с пространственной трассой вычис-
ляют так же, как и для подвесных
конвейеров (см. гл. 8).
Горизонтально замкнутые напольные
тележечные конвейеры применяют не
только для транспортирования ли-
тейных форм, но и для перемещения
других разнообразных грузов-изделий
(например, газовых плит, холодильни-
ков и т. п.) в различных технологических
процессах (на сборке, мойке, окраске
и т. п.). Их конструкции разнообразны,
но значительно проще и легче, чем кон-
струкции литейных конвейеров. Их вы-
полняют с центральным и боковым рас-
положением тяговой цепи (с консольны-
ми тележками), двухрельсовыми и одно-
рельсовыми с приводом от поворотной
звездочки или гусеничной цепи. Из-
вестны безцепные горизонтально замк-
нутые тележечные конвейеры с приво-
дом от вращающейся трубы, стационар-
но установленной вдоль трассы переме-
щения тележек. Тележка имеет пово-
ротный ведущий диск, который сопри-
касается с приводной трубой. Силы
трения между диском и трубой обеспе-
чивают перемещение тележки; поворот
диска по отношению к оси трубы обус-
ловливает скорость движения тележки.
Когда диск располагается перпендику-
лярно к продольной оси трубы, тележка
не движется. Управление движением те-
лежек осуществляется при помощи на-
правляющих шин, воздействующих на
положение ведущего диска тележки.
9.5. Распределительные
настольные
тележечные конвейеры
с автоматическим адресованием
9.5.1. Общее устройство
На распределительном настольном
тележечном конвейере (рис. 9.18, а, б) те-
лежки прикреплены к тяговой цепи
и движутся по направляющим путям
опорной металлоконструкции на уровне
Распределительные настольные тележечные конвейеры 305
Рис. 9.18. Настольный тележечный конвейер:
а — вертикально замкнутый: б — горизонтально замкнутый: / — пульт управления: 2 — тележка; 3~
адресоноситель автоматического адресования; 4 — короб для изделий (контейнер); 5 —толкатель для
автоматической подачи короба на тележку
рабочих мест (обычно на высоте
700 — 800 мм). Транспортируемые
грузы — швейные или обувные изделия,
детали приборов, радиоприемников, те-
левизоров, мелкие детали машин и т. п,
укладывают на тележку непосредствен-
но или в специальной производственной
таре — открытом коробе — контейнере.
Загрузка может быть ручная или авто-
матическая. При автоматической загруз-
ке тара с грузом перемещается со стола
рабочего места на тележку автоматиче-
ски управляемым пневматическим или
механическим толкателем. Масса еди-
ницы изделия и тары обычно составляет
0,1-25 кг.
Тележки конвейера (иногда контей-
неры — открытые короба для грузов)
306 Тележечные грузонесущие конвейеры
имеют адресоносители для автоматиче-
ского адресования грузов по рабочим
местам автоматической разгрузки, На
рабочих местах, которые расположены
вдоль конвейера, в пунктах разгрузки
устанавливают считыватели и площадки
приема грузов. Опорные плиты тележки
делают поворотными или наклонными
с управляемыми упорами; последние не-
обходимы только для грузов, транспор-
тируемых в коробах-контейнерах. При
совпадении адреса адресоносителя те-
лежки с адресом считывателя, устано-
вленного у рабочего места, поворотная
плита тележки наклоняется при помощи
включенной управляемой направляю-
щей шины и транспортируемый груз-из-
делие соскальзывает на рабочее место.
Эта же операция выполняется при на-
клонной плите, когда по сигналу считы-
вающего устройства упор опускается
и тара с грузом под действием силы тя-
жести соскальзывает с тележки на при-
емный стол рабочего места.
Конвейеры могут иметь централизо-
ванное управление адресованием грузов
с центрального пульта по установлен-
ной программе или местное, с рабочего
места. В последнем случае, рабочий, вы-
полнив свою операцию и положив изде-
лие на свободную тележку, сам назна-
чает адрес дальнейшего, следования из-
делия. Тележки конвейера могут иметь
непрерывное (обычно со скоростью
0,5 — 6 м/мин) или пульсирующее (со
скоростью 8—10 м/мин) движение, упра-
вляемое с центрального пульта.
По конфигурации трассы и располо-
жению тяговой цепи распределительные
конвейеры бывают вертикально зам-
кнутыми с неопрокидывающимися и
опрокидывающимися тележками, го-
ризонтально замкнутыми (рис. 9,18, б)
и пространственными.
Конструкции распределительных теле-
жечных конвейеров разнообразны в за-
висимости от технологических особен-
ностей обслуживаемых ими производ-
ственных процессов (рис, 9,19).
Распределительные тележечные кон-
вейеры предназначаются для межонера-
ционного транспортирования грузов-из-
делий между рабочими местами при
поточном массовом и серийном про-
изводстве в легкой (швейной, обувной),
радиоэлектронной, приборо- и машино-
строительной промышленности, Благо-
даря широким возможностям автомати-
Рис. 9.19. Поперечное сечение
полуавтоматического горизон-
тально замкнутого настоль-
ного тележечного конвейера
для транспортирования по-
луфабрикатов обуви:
7 — тяговая цепь; 2 — тележ-
ка; 5 — катки тележки; 4 —
пути; 5 — контейнер с
обувью; 6 — защелка для
удержания контейнера на
тележке конвейера
Распределительные настольные тележечные конвейеры 307
ческого адресования изделий и кон-
структивным особенностям распредели-
тельных конвейеров их применяют даже
при отсутствии строгой последователь-
ности в расстановке технологического
оборудования по производственному
процессу, а также для одновременного
обслуживания нескольких производ-
ственных бригад, выполняющих опера-
ции с различным ритмом. Последнее
возможно потому, что производ-
ственные операции в данном случае вы-
полняются не непосредственно на те-
лежках конвейера (как на сборочных
конвейерах), а на рабочих местах рядом
с конвейером, и распределение грузов-
изделий производится самим рабочим
или диспетчером по заранее обуслов-
ленной программе, Поэтому тележки
с изделиями могут циркулировать по
трассе конвейера и подавать изделия
(разгружаться) на любое заданное рабо-
чее место.
Основные параметры распредели-
тельных тележечных конвейеров: грузо-
подъемность тележки 10, 25, 50 кг; ши-
рина платформ 250 — 300 мм, длина
соответственно 400-800 мм. Применяе-
мая производственная тара — стандарт-
ная,
Распределительно-сортир овочный те-
лежечный конвейер фирмы Телефлекс
(Франция) с пространственной трассой
(рис. 9.20) имеет тележки 3, прикреп-
ленные к пластинам двухшарнирной
цепи 5. Грузонесущая часть тележки со-
стоит из двух полок 1, которые могут
поворачиваться вокруг оси 2 при воз-
действии на направляющий каток 4. Те-
лежки движутся по путям б, а цепь — по
путям 7 из гнутых тонкостенных профи-
лей. В местах загрузки или разгрузки
каток 4 встречается с направляющей
шиной и наклоняет полку / для приема
груза или его скольжения в приемное
устройство. Управление погрузочно-раз-
грузочными пунктами автоматизирова-
но. Загрузка конвейера производится
при помощи автоматически упра-
вляемых роторных загрузочных
устройств.
Рис. 9.20. Поперечное сечение тележечного кон-
вейера фирмы Телефлекс (Франция) с автомати-
ческой загрузкой и разгрузкой
Конвейер предназначен для перемеще-
ния и сортирования посылок, кип, меш-
ков, свертков и других массовых
штучных грузов.
Параметры конвейеров: грузоподъем-
ность тележки — 10, 30 н 70 кг при дли-
не соответственно 600, 900 и 1200 мм.
Благодаря широкому применению
пластмасс в деталях цепи и тележки
скорость тележек достигает 150 м/мин.
Цепь имеет шаг 203 мм, радиус поворо-
та пути 0,6 —1,8 м; привод — угловой
или гусеничный, гиговое усилие 8 —
15 кН.
9.5.2. Элементы конвейеров
Тяговым элементом распредели-
тельных конвейеров основных типов
служит, как правило, одна тяговая
цепь — пластинчатая роликовая с шагом
80— 100 мм по ГОСТ 588 — 81; двухшар-
нирная с шагом 160 — 200 мм, иногда
приводная пластинчатая цепь с шагом
25,4 — 38,1 мм; известно также примене-
ние круглозвенных цепей, В вертикально
замкнутых конвейерах с неопрокиды-
308 Тележечные грузонесущие конвейеры
Бающимися тележками исполь'зуют две
стандартные тяговые пластинчатые це-
пи по ГОСТ 588 — 81. Двухшарнирные
цепи применяют для горизонтально за-
мкнутых конвейеров со сложной трас-
сой, а также главным образом для про-
странственных конвейеров.
Тележки выполняют с гладкой гори-
зонтальной или наклонной плитой или
с роликовым настилом. Каркас тележки
жестко прикреплен к звену цепи и иног-
да снабжен дополнительным напра-
вляющим катком (см. рис. 9.19). При
применении двухщарнирной цепи тележ-
ка собственных катков может ие иметь.
Натяжное устройство — винтовое или
пружинно-винтовое.
Привод, как правило, редукторный,
такой же конструкции, как и угловой
привод подвесных конвейеров, с верх-
ним расположением приводного вала
и размещением приводной звездочки
над редуктором. У конвейеров с пульси-
рующим движением в приводе устана-
вливают колодочный тормоз для ликви-
дации свободного выбега ходовой части
и точной фиксации остановки тележек.
Металлоконструкцию средней части
выполняют из прокатных профилей
и труб, с боковых сторон закрывают
щитами для обеспечения требований
техники безопасности. Часто ее осна-
щают регулируемыми по высоте си-
деньями для рабочих, ступеньками и по-
грузочно-разгрузочными столами на
уровне рабочих мест.
Системы автоматического адресования
в распределительных конвейерах служат
для распределения грузов по заданным
пунктам разгрузки — адресам, а также
для количественного и номенклатурного
учета транспортируемых изделий. Кон-
струкции применяемых систем адресо-
вания разнообразны, но наиболее часто
используют бесконтактную систему
с местным управлением.
Тележка разгружается при наклоне
поворотной плиты, на которой находит-
ся груз, или при перемещении запорно-
го штифта, препятствующего сдвигу
тары с грузом.
При движении после разгрузки тележ-
ка специальным рычагом снова уста-
навливает исполнительный механизм
в рабочее положение. Конвейер имеет
автоматическую систему блокирования,
исключающую возможность разгрузки
тележки на занятое рабочее место. Если
заданный адрес занят, то тележка не
разгрузится и пойдет к следующему ра-
бочему месту с этим адресом или же
сделает полный кругооборот по трассе
конвейера.
Расчет распределительных конвейеров
выполняют так же, как и расчет других
тележечных конвейеров (см. пп. 9.2, 9.4
и гл. 3).
9.6. Задачи научных
исследовании
В задачи научных исследований кон-
вейеров входят:
1) экспериментальное определение ко-
эффициентов сопротивления движе-
нию ходовой части конвейера на всех
участках трассы сложного профиля
в реальных условиях эксплуатации;
2) определение динамических нагрузок
на цепь при пуске конвейера с простран-
ственной трассой;
3) выбор оптимального расположения
привода на конвейере для литейных
форм со сложной пространственной
трассой;
4) определение сопротивления движе-
нию ходовой части на горизонтальных
поворотах тележечного конвейера для
литейных форм;
5) определение спектра нагрузок на
катки тележек конвейера для литейных
форм со сложной пространственной
трассой за один цикл движения цепи
по контуру трассы;
6) оптимальная организация работы
распределительного конвейера при раз-
личном ритме выполнения рабочих опе-
раций;
7) организация работы распредели-
тельного конвейера в качества транс-
портного и склада — накопителя.
10.1. Основные тины 309
10.2. Грузоведущис вертикально
замкнутые конвейеры 311
10.3. Штанговые конвейеры 314
10.4. Горизонтально замкнутые и простран-
ственные грузоведущие тележечные
конвейеры с автоматическим
адресованием 316
10.5. Шагающие конвейеры 323
10.6. Задачи научных исследований 328
10.1. Основные гипы
Грузоведущим называется конвейер,
на котором под действием тягового эле-
мента штучные грузы транспортируют-
ся на собственном колесном ходу
(рис. 10.1), на тележках, движущихся по
полу или по уложенным на нем на-
правляющим путям, скольжением по
настилу, а также качением по стацио-
нарным неприводным роликам. У гру-
зоведущего конвейера тележка не при-
креплена к тяговому элементу и переме-
щается им при помощи толкателя или
захва!а. В этом основное отличие грузо-
ведущих конвейеров от грузонесущих
тележечных конвейеров, рассмотренных
в гл. 9.
Тяговым элементом грузоведущего
конвейера служат одна или, реже, две
цепи, канат, комбинация цепи с одной-
двумя жесткими штангами, жесткие од-
на или две штанги. Конвейеры с тя-
говым элементом в виде жесткой балки-
штаиги или сочетания штанги с цепью
(канатом, тягой) называют штанговыми.
Особые группы штанговых конвейеров
составляют скребково-штанговые кон-
вейеры для насыпных грузов и спе-
циальные штанговые для транспортиро-
вания витой металлической стружки (см.
гл. 6). Однако по характеру перемеще-
ния грузов их нельзя назвать грузоведу-
щими, поэтому в данной главе они не
рассматриваются.
По расположению тяговой цепи гру-
зоведущие тележечные конвейеры могут
быть вертикально или горизонтально
замкнутые или пространственные. Тяго-
вая цепь может располагаться на полу
помещения, под ним или же вверху на
подвесном пути. Соответственно этому
различают грузоведущие тележечные
конвейеры с напольным, подпольным
и подвесным расположением тяговой
цени. Последние были рассмотрены
в п. 8.5.
Преимуществами грузоведущих кон-
вейеров являются простота конструкции
и невысокая стоимость, малые габа-
ритные размеры, отсутствие загромо-
ждения производственной площади (ис-
ключение составляют конвейеры с на-
польным расположением цепи, но они
имеют ограниченное распространение),
широкие возможности автоматизации.
Конвейеры с пространственной трассой
и с автоматическим адресованием теле-
жек обеспечивают бесперегрузочное
транспортирование грузов по сложной
трассе на разных этажах здания. Грузо-
ведущие тележечные конвейеры легко
взаимодействуют со средствами наполь-
ного периодического транспортирова-
ния: авто- и электротележками, автопо-
грузчиками, автомашинами и кранами-
ейэиэянол чпэи be ojg иохвнхвЕ э edoiMBdj. HMdogo Birtf (Ьиэяноч игшьэжэи-эхЕэд HHlnAti'agotAdj шчаЛняшее ончгвмш^эд j-qi smj
Грузоведущие вертикально замкнутые конвейеры 311
штабелерами. Все погрузочно-разгру-
зочные операции с грузами могут вы-
полняться этими машинами в едином
транспортно-производственном цикле.
К недостаткам грузоведущих конвейе-
ров относятся сложность обслуживания
при подпольном расположении тяговой
цепи, путей и оборудования, необходи-
мость возврата пустых тележек у верти-
кально замкнутых конвейеров.
Грузоведущие конвейеры применяют
для перемещения штучных грузов при
поточном производстве на сборочных,
отделочных, ремонтных, распредели-
тельных и других подобных транспорт-
но-технологических линиях механосбо-
рочных цехов, ремонтных баз и механи-
зированных складов. Подобные области
использования характерны для шагаю-
щих конвейеров, которые не имеют те-
лежек и перемещают грузы на продоль-
ной раме, движущейся возвратно-посту-
пательно.
Конвейеры для сборочных и других
технологических операций имеют не-
прерывное или пульсирующее движение,
их скорость определяется ритмом тех-
нологической операции и шагом рабо-
чих мест (см. гл. 9).
10.2. Грузоведущие
вертикально замкнутые
конвейеры
10.2.1. Общее устройство
Грузоведущий вертикально замк-
нутый конвейер без тележек (см.
рис. 10.1) или с тележками (рис. 10.2) со-
стоит из тяговой цепи (поз. 3 на рис.
10.1 и поз. 4 на рис. 10.2), огибающей
приводную (поз. 1 на рис. 10.1 и поз.
2 на рис. 10.2) и натяжную (поз. 8 на
рис. 10.1 и иоз. 5 на рис. 10.2) звездочки
и движущейся но направляющим путям
7 скольжением (см. рис. 10.1, 10.2) или
качением на ходовых катках 2 (рис. 10.3),
опорной металлоконструкции 6 (см.
рис. 10.1), привода (поз. 2 на рис. 10.1
и поз. / на рис. 10.2), натяжного устрой-
ства 9 (см. рис. 10.1) и поворотных
устройств 4.
Транспортируемый груз (трактор, ва-
гон, автомобиль, самолет и т. и.) пе-
ремещается своим ходом или на тележ-
ке 3 (см. рис. 10.2) по специальным
путям 10 (см. рис. 10.1), уложенным не-
посредственно па полу, вне металлокон-
струкции конвейера, что позволяет зна-
чительно упростить и облегчить ее. При
перемещении на собственном ходу груз
соединяется с тяговой цепью крючками
или тягами 5 (см. рис. 10.1), которые ав-
томатически или вручную отсоединяют-
ся от груза в конце конвейера. При
транспортировании груза на тележке (а
также при скольжении его по пастилу
или качении по роликам) на тяговой це-
пи устанавливают толкатели (поз. 6 на
рис. 10.2 и поз. 1 на рис. 10.3). которые
упираются в захваты (поз. 2 на рис. 10.2
и поз. 3 на рис. 10.3) тележек или непо-
средственно в упоры грузов и переме-
щают их по путям. Захват имеет одно-
стороннее шарнирное крепление к раме
тележки с упором в сторону движения,
что позволяет свободно подкатывать
тележки к толкателю цепи.
Привод и натяжное устройство кон-
вейера располагают в приямках под по-
лом, чтобы обеспечить свободный под-
ход для установки и съема грузов
и отвода тележки. Установка и съем
груза на конвейере производятся грузо-
подъемными средствами, илн же груз
(например, трактор) съезжает с послед-
ней позиции собственным ходом. За по-
следней позицией на конвейере обычно
устанавливают конечный выключатель,
останавливающий конвейер, если груз
с него не снят.
Вертикально замкнутые конвейеры
широко применяют при сборке и ремон-
те вагонов и платформ и их отдельных
частей — тележек, рам. кузовов. Отдель-
ную конструктивную 1 руину предста-
вляют вертикально замкнутые грузове-
дущие конвейеры для перемещения гру-
зов по роликовому (рис. 10.4) или
сплошному настилу. Эти конвейеры (их
называют также цепными толкателями)
применяют для перемещения литейных
форм, пустых опок в литейных цехах,
для проталкивания слитков в печах
и т. п.
Объект сборки
Рис. 10.2. Схема вертикально замкнутого
грузоведущего тележечного конвейера с го-
ризонтальной трассой движения тележек
Рис. 10.3. Ходовая часть грузоведущего
тележечного конвейера:
а — конструкция; б — расчетная схема
Грузо ведущие вертикально замкнутые конвейеры ЗзЗ
10.2.2. Элементы конвейеров
Тяговый элемент — одна цепь любого
типа, чаще всего — пластинчатая безвту-
лочная или втулочная с шагом
80 — 200 мм по Г ОСТ 588 — 81, иногда
стальной канат диаметром 15 — 22 мм.
Ведущие толкатели шарнирно или жест-
ко присоединяют к звеньям цепи на рас-
стоянии шага транспортируемых грузов.
На тяговом канате прикрепляют крюки-
захваты, за которые зацепляются тяги
для ведения груза на собственном ходу.
Направлнющими путнмн для ходовой
части служат швеллеры (см. рис. 10.1),
уголки или узкоколейные рельсы (см.
рис. 10.3). Для грузов, перемещаемых на
своих колесах или на тележках с безре-
бордными катками, направляющий путь
состоит из швеллера, уложенного широ-
кой полкой на пол (с одной стороны),
и гладкой широкой полосы (с другой
стороны) (см. рнс. 10.1), чтобы исклю-
чить возможность заклинивания колес
груза или тележки. Для перемещения
вагонов путями служат железнодо-
рожные рельсы.
Привод — редукторный, иногда с до-
полнительной ценной или зубчатой
передачей. При необходимости плавно-
го изменения скорости применяют ва-
риатор. Для предохранения конвейера
от поломок на одном из элементов при-
вода устанавливают предохранительный
штифт.
Для канатных конвейеров приводом
служит барабанная лебедка реверсивно-
го действия.
Натяжное устройство — винтовое или
пружинно-винтовое и грузовое — для ка-
натных конвейеров.
10.2.3. Расчет конвейеров
Основные параметры грузоведущих
транспортных конвейеров определяют
по формулам, приведенным в гл. 3; пара-
метры технологических конвейеров на-
ходят по формулам гл. 9. Обычно длина
конвейера достигает 300 м; скорость
при непрерывном движении 0,1 —
6 м/мин, при пульсирующем 6 —
12 м/мин.
Рис. 10.4. Вертикально замкнутый грузоведущий
конвейер дли перемещения грузов но стационар-
ным роликам:
7 — натяжная звездочка; 2 — толкатель; 3 - тя-
говая цепь; 4 — приводная звездочка г 5 — направ-
ляющий путь
Тяговый расчет выполняют путем по-
следовательного определения сопроти-
влений на отдельных участках трассы.
Поскольку груз перемещается на своих
колесах, на тележке или по роликовому
настилу, а цепь с толкателями — на соб-
ственных катках или волоком, то общее
сопротивление на рабочей ветви вычис-
ляют как сумму отдельных сопротивле-
ний перемещению груза и цепи. Кроме
того, необходимо учитывать дополни-
тельное сопротивление от усилия, воз-
никающего из-за консольного или на-
клонного приложения силы тяги по
отношению к продольной оси цепи. Эта
сила зависит от способа соединения тя-
гового элемента с перемещаемым гру-
зом или его тележкой. При транспорти-
ровании тележки с грузом при помощи
закрепленных на цепи консольных тол-
кателей (см. рис. 10.3,6) дополнительное
сопротивление
Жд = Жгкд = H/r(2b/h)wu, (10.1)
где Wr — сила сопротивления перемещению
груза, Н; = (2b/h)wn - коэффициент допол-
нительного сопротивления; b и h — расстоя-
ние между катками и вылет толкателя (см.
314 Грузоведущие и шагающие конвейеры
рис. 10.3, б); - коэффициент сопротивле-
ния движению цепи.
При скольжении цепи по направляю-
щему пути коэффициент сопротивления
движению цепи равен коэффициенту
трения стали по смазанной стали
и можно принять wu = 0,25 4- 0,35. При
передвижении цепи и тележек на катках
коэффициент сопротивления опреде-
ляется по формуле (3.23). При переме-
щении груза на своих колесах целесо-
образно коэффициент сопротивления
определять экспериментально, замерив
динамометром усилие передвижения
груза, а если это невозможно, то нахо-
дить его приближенно по формуле
(3.23).
При качении груза по роликам коэф-
фициент сопротивления вычисляют по
формуле (3.23).
10.3. Штанговые конвейеры
10.3.1. Общее устройство
Грузоведущий штанговый конвейер
(рис. 10.5) состоит из одного или двух
вертикально замкнутых комбиниро-
ванных тяговых элементов с толкателя-
ми, привода и натяжного устройства.
Тяговый элемент движется возвратно-
поступательно и перемещает груз
с одной позиции на другую на своем хо-
ду или же на одной или двух опорных
тележках.
Комбинированный цепештанговый
элемент на рабочей ветви состоит из не-
скольких соединенных между собой ба-
лок — штанг 3 с закрепленными на их
концах отрезками цепи (или каната) 2,
огибающими приводную 1 и натяжную
10 звездочки (барабан, блоки). Длина
отрезков цепи на 2 — 3 м превышает
длину рабочего хода конвейера. На
обратной ветви тяговым элементом слу-
жит тяга 7 из круглого стального прута
или стального каната диаметром
6 — 8 мм. Штанги 3 имеют опорные кат-
ки 5 и ведущие толкатели б, при помо-
щи которых груз перемещается на своих
колесах или на тележках 4 по рель-
совым путям 9.
При включении электродвигателя
привода 8 отрезки цепи со штангами
приводятся в движение, и толкатели
штанг передвигают грузы вперед на
один шаг. Затем, при воздействии авто-
матического переключателя изменяется
направление вращения электродвигате-
ля, и штанги без грузов возвращаются
в исходное положение.
Благодаря замене дорогостоящей це-
пи штангами с толкателями на основ-
ной части рабочей ветви и простыми тя-
гами на обратной ветви штанговые
конвейеры по сравнению с обычными
цепными вертикально замкнутыми гру-
зоведущими конвейерами имеют мень-
шую стоимость, проще в изготовлении
и эксплуатации, особенно при большой
длине и значительных нагрузках.
Штанговые конвейеры выполняют
одноштанговыми с одним рядом штанг
и двухштанговыми (рис. 10.5) с двумя
независимыми друг от друга парал-
лельными рядами штанг, приводимых
в движение от одного общего привода.
Последние применяют для транспорти-
рования особо тяжелых и широких гру-
зов при колее тележки более 3 м.
Особую конструктивную разновид-
ность представляют штанговые конвей-
еры с реечным приводом, у которых ве-
дущим (тяговым) элементом, служат
одна или две жесткие штанги, располо-
женные вдоль всего конвейера, а гибкий
элемент отсутствует.
Штанговые конвейеры применяют для
перемещения в процессе сборки, изгото-
вления или ремонта тяжелых и гро-
моздких изделий и г]эузюв (например,
железнодорожных вагонов, платформ,
самолетов, железобетонных изделий
и т. п.).
Скорость движения штанг составляет
6 — 15 м/мин; масса перемещаемого из-
делия 0,5 — 50 т и более; длина конвейе-
ра 50 — 300 м; расстояние между штан-
гами двухштанговых конвейеров 3 —8 м;
рабочий ход штанги 5 — 30 м.
Обратный ход достигается реверси-
рованием двигателя. Особое внимание
уделяется согласованному положению
толкателей на обеих штангах.
Б-S
Рис. 10.5. Схема грузоведу шего двухштангового конвейера
316 Грузоведущие и шагающие конвейеры
10.3.2. Элементы конвейеров
Штанга конвейера (см. рис, 10.5) пред-
ставляет собой балку из отдельных от-
резков двутавра, сдвоенных швеллеров
или призматических стержней. К штанге
прикреплены опорные катки и толкате-
ли. При помощи катков штанга движет-
ся по направляющим путям металло-
конструкции конвейера, а толкателями
перемещает грузы. Толкатели закре-
пляют жестко или шарнирно с упором
в сторону рабочего движения на опреде-
ленном расстоянии друг от друга, со-
ответствующем шагу рабочих позиций
на конвейере. Для уменьшения тягового
усилия при пуске конвейера иногда при-
меняют переменный шаг , толкателей.
Это позволяет при пуске перемещать не
сразу все грузы, а по отдельным груп-
пам или поочередно — один за другим,
что значительно уменьшает инер-
ционные силы.
Гибкий тяговый элемент — цепь любо-
го типа, или канат. Последний приме-
няют только для одноштангового кон-
вейера, так как при двух штангах
канаты из-за различной вытяжки не мо-
гут обеспечить их согласованное движе-
ние.
Привод и натяжное устройство обыч-
ного типа (см. п. 10.2).
10.3.3. Расчет конвейеров
Усилие перемещения штанги (Н) при
рабочем ходе
И'ш.р да [w т (£ тг + птТ) + w штш +
+ (Ю.2)
при обратном ходе
1тш0 ^д (Ю.З)
где = 1,05 — коэффициент сопротивления
движению цепи на оборотных звездочках; и,т
и и’ш— коэффициенты сопротивления движе-
нию соответственно тележки и штанги;
V/«r—общая масса всех транспортируемых
на конвейере грузов, кг; « — число тележек
на конвейере; тт и тш — массы соответствен-
но тележки и штанги (или двух штанг для
двухштангового конвейера) с катками и тол-
кателями, кг; ро =0,25 — коэффициент трения
скольжения цепи и тягового элемента по на-
правляющим путям; тэ— общая масса гиб-
кого тягового элемента (цепи и тяги), кг.
Типоразмер тяговой цепи и мощность
приводного двигателя определяют по
усилию ТТ'ш.р, сечение тяги обратного
хода — по усилию
10.4. Горизонтально замкнутые
и пространственные
грузоведущие тележечные
конвейеры
с автоматическим адресованием
10.4.1. Общее устройство
Горизонтально замкнутый и прост-
ранственный грузоведущий напольный
тележечный конвейер (рис. 10.6) имеет
одну тяговую цепь 1, огибающую при-
водную 5 и. натяжную 4 звездочки,
и поворотные устройства 2 и 3, рас-
полагаемые в одной или нескольких
горизонтальных плоскостях на различ-
ных уровнях. Вертикальные перегибы
цепи выполняют при помощи направ-
ляющих путей 6 так же, как в подвесных
конвейерах (см. гл. 8).
Тяговая цепь конвейера может распо-
лагаться над полом (рис. 10.6 и 10.7,а)
или ниже пола в узком продольном
приямке (рис. 10.7,6). Связь тяговой це-
пи с грузовой тележкой осуществляется
так же, как в подвесном толкающем
конвейере (см. гл. 8). К звену цепи при-
крепляют толкатель 11 жестко (см.
рис. 10.6) или с односторонним шарни-
ром. На тележке 7, транспортирующей
груз, в первом случае выполняют одно-
сторонний шарнирный упор 8 или пере-
мещающийся по вертикали стержень
(рис. 10.7,6).
Тяговая цепь движется по направляю-
щим тяговым путям 9 (рис. 10.6), под-
держиваемая опорными планками 12
(часто непосредственно торцами звень-
ев) или каретками с катками (рис. 10.7).
Тележки перемещаются по направляю-
щим грузовым путям Ю (рис. 10.6) или,
наиболее часто, непосредственно по по-
лу производственного помещения.
Рис. 10.6. Схема и узлы пространственного грузоведущего тележечного конвейера с надпольным расположением цепи для отделки кабины автомобиля
318 Грузоведущие и шагающие конвейеры
Грузоведущие тележечные конвейеры
с надпольным расположением путей
и цепи (рис. 10.6 и 10.7, а) применяют
главным образом на транспортно-тех-
нологических линиях (на сборке, окра-
ске, сушке, мойке и т. п.) с простой го-
ризонтально-замкнутой трассой, распо-
ложенных на межэтажных перекрытиях.
Основным недостатком этих конвейеров
является загромождение пола напра-
вляющими путями; к преимуществам
относятся отсутствие углубления в полу
(сохранение поверхности пола), легкая
доступность к пути и цепи для осмотра
Грузоведущие тележечные конвейеры
с подпольным расположением путей
<и цепи (рис. 10.7,6) имеют сложную го-
ризонтально-замкнутую или простран-
ственную трассу с механическими пере-
дачами тележек при помощи системы
автоматического адресования с одного
конвейерного контура на другой
(рис. 10.8 и 10.9, а). При помощи автома-
тически управляемых стрелок тележки
направляются на ответвления, на ко-
торых захватываются толкателями
вспомогательной цепи, и перемещаются
в заданном направлении. Тележки снаб-
и ремонта. жают адресе носителем системы автома-
Рис. 10.7. Грузоведущий тележечный конвейер с расположением тяговой цепи:
а - над полом; б — под полом: 1 — тележка; 2 — ведущий стержень; 3 - выключатель; 4 — тяговая
цепь
Грузоведущие тележечные конвейеры с автоматическим адресованием 319
Рис. 10.8. Схема горизонтально замкнутого гележечпого конвейера с подпольным расположением цепи
для механизации транспортирования на железнодорожном складе
тического адресования. Взаимодействие
адресоносителя со считывающими
устройствами, расставленными по трас-
се конвейера перед стрелками тяговых
путей, обеспечивает автоматическое рас-
пределение тележек по заданным адре-
сам . Т ележки имеют неу правд яемый
или управляемый ведущий стержень,
поднимая и опуская который вручную
или при помощи механического оста-
нова, можно останавливать тележку
с грузом в любом месте трассы конвей-
ера.
К преимуществам тележечных конвей-
еров с подпольным расположением тя-
говой цепи относятся беспрепятственное
передвижение по полу (так как цепь рас-
положена под ним) в пределах трассы
конвейера любых других видов наполь-
ного транспорта и возможность созда-
ния сложных транспортно-технологиче-
ских систем с автоматическим адресова-
нием грузов. Недостатками являются
сложность осмотра, обслуживания,
очистки и ремонта тяговой цепи и меха-
низмов, расположенных под полом,
и наличие щели в полу, в которую мо-
гут попадать пыль, грязь и посторонние
предметы; ограничение возможности
расположения путей на межэтажных
перекры тиях. В некоторых конструкциях
конвейеров предусматривается перекры-
тие щели резиновыми полосами, ко-
торые обеспечивают свободное прохо-
ждение ведущего стержня тележки
и затем, благодаря упругости резины,
надежно перекрывают щель в полу (см.
рис. 10.5).
Несмотря на недостатки, конвейеры
с подпольным расположением цепи по-
лучили наибольшее распространение
в промышленности.
Характерный пример механизации
транспортирования и распределения
штучных грузов на железнодорожном
складе при помощи разветвленной си-
стемы грузоведущих тележечных кон-
вейеров с подпольным расположением
цепи показан на рис. 10.8. Грузы прибы-
вают в железнодорожных вагонах и рас-
пределяются по складу или подаются
непосредственно на погрузочную пло-
щадку к автотранспорту. Погрузочно-
разгрузочные операции на площадках
выполняются автопогрузчиками, а шта-
белирование грузов па складе — крапа-
ми-штабелерами, а также специальными
штабелирующими машинами.
320 Грузоведущие и шагающие конвейеры
Рис. 10.9. Грузоведущий конвейер с подпольным расположением цепи:
а — схема пространственной трассы конвейера; б — ходовая часть и пути с разборной цепью
(фирмы Вебб, США); в — то же, с пластинчатой цепью (фирма Фромме, ФРГ)
Основные параметры грузоведущих
напольных тележечных конвейеров
с расположением цепи над полом и под
полом регламентированы ГОСТ
15517-77, в котором предусмотрено
применение на конвейерах стандартных
тележек номинальной грузоподъем-
ностью 50, 125, 250, 500, 1000, 2000
и 3200 кг.
В качестве тягового элемента исполь-
зуют разборные цепи по ГОСТ 589 —74
с шагом 80, 100 и 160 мм; кон-
вейеры имеют непрерывное движение
с номинальной скоростью тележек
0,3 — 47,5 м/мин; углубление в полу для
цепи не более 250 мм от уровня пола
(рис. 10,9).
В зарубежной практике известны кон-
вейеры с тележками грузоподъемностью
до 20 т. Наибольший угол наклона пу-
тей обычно не превышает 15°. Длина
одноприводных конвейеров 50 — 500 м,
миогоприводиых до 3 км.
Тележечный напольный конвейер
Львовского конвейеростроительного за-
вода имеет тележку грузоподъемностью
250 кг, двухшариирную цепь с шагом
200 мм и тяговым усилием до 4,5 кН;
скорость до 25 м/мин, адресование —
бесконтактное; количество адресов — 15.
Грузоведущие тележечные конвейеры с автоматическим адресованием 321
10-4.2. Элементы конвейеров
Элементы оборудования, управления
и автоматического адресования грузове-
дущих напольных тележечных конвейе-
ров в значительной части унифициро-
ваны с элементами подвесных конвейе-
ров, рассмотренными в гл. 8.
Тяговая цепь — разборная с шагом 80,
100 и 160 мм по ГОСТ 589 — 74
(рис. 10.9,6), двухшарнирная с шагом
160 и 200 мм или специальная пластин-
чатая без втулок (рис. 10.9, в).
Каретки и шарнирные упоры
(рис. 10.9, б) такой же конструкции, как
и тележки в подвесных толкающих кон-
вейерах.
Грузовые тележки — на четырех или
шести катках. У четырехколесной те-
лежки передние катки поворотные
(рояльного типа), задние — с жестким
креплением оси. У шестиколесной те-
лежки два передних и два задних катка
поворотные, а два средних катка жестко
прикреплены к общей оси. Такая тележ-
ка имеет хорошую проходимость
и малое сопротивление движению на
поворотных участках конвейера.
Катки со стальным ободом приме-
няют редко, потому что они создают
большое сопротивление при качении по
негладкому засоренному полу и вызы-
вают большой износ его покрытия.
Стальные катки наиболее удобны при
перемещении по полу из стальной
плиты, по металлическим направляю-
щим путям (см, рис. 10.6), по полу, за-
грязненному маслом, металлической
стружкой или химикатами. Катки
с пневматическими шинами хорошо
приспособлены к любому покрытию по-
ла, но они сжимаются под нагрузкой,
при этом изменяется уровень ведущего
стержня тележки, что может вызвать
повреждение стержня или ведущей ка-
ретки. Наиболее универсальными
являются катки с ободом из жесткой ре-
зины (грузовой шины). Они успешно
применяются при любом покрытии
пола.
В передней части тележки устанавли-
вают шарнирное предохранительное
11 А. О. Спиваковский
устройство, которое автоматически рас-
цепляет ведущий стержень с тяговой
цепью при столкновении тележки с ка-
ким-либо препятствием или же с другой
тележкой.
Ходовые пути выполняют из про-
катных или гнутых профилей коробча-
того сечения но секциям длиной 3 - 6 м.
На трассе конвейера через каждые
100 — 200 м размещают специальные
смотровые (ремонтные) секции, которые
не заливаются бетоном и обеспечивают
доступ к ходовой части для ее осмотра,
смазывания, очистки и ремонта.
Привод — редукторный, такого же ти-
па, как и у подвесных конвейеров, но
с верхним расположением приводной
звездочки. Используют как угловые, так
и, чаще всего, прямолинейные (гусе-
ничные) приводы; широкое распростра-
нение получили многоприводные кон-
вейеры.
Натяжное устройство может быть вин-
товым, пружинно-винтовым или гидра-
влическим.
Поворотными устройствами являются
роликовые батареи, звездочки и блоки.
Для уменьшения сопротивления переме-
щению цепи и увеличения срока ее
службы применяют поворотное устрой-
ство в виде подвижного горизонтально
замкнутого контура катковой цепи. Тя-
говая цепь прижимается к каткам цепи
поворотного устройства и увлекает их
за собой. Катки обкатываются по цепи
и направляющей полосе. Катковая цепь
поворачивается на оборотных звездоч-
ках.
Система автоматического адресования
и управления — централизованная или
децентрализованная, каждая имеет свои
оптимальные области применения в за-
висимости от конкретных условий. Сле-
дует иметь в виду, что для грузоведу-
щих тележечных конвейеров конструк-
тивное исполнение систем автоматиче-
ского адресования существенно отли-
чается от исполнения систем адресова-
ния подвесных конвейеров из-за разного
расположения элементов адресования
на тележках и у стрелочных переводов
(на полу и под полом).
322 Грузоведущие и шагающие конвейеры
Из централизованных систем в наибо-
лее простой запись адресов производит-
ся на магнитном барабане, объем памя-
ти которого соответствует количеству
адресных операций конвейера. Маг-
нитный барабан вращается синхронно
с приводом конвейера, но со значитель-
но меньшей скоростью, как бы модели-
руя движение цепи конвейера по всей
его трассе.
Более сложная централизованная си-
стема адресования состоит из набора
регистров сдвига, которыми моделиру-
ется движение тележек по трассе. Рас-
стояние между пунктом отправления
и получателем груза соответствует
определенному количеству импульсов,
поступающих от специального датчика,,
механически связанного с цепью конвей-
ера. Логическая часть электрической
схемы адресования построена на ти-
повых феррит-траизисторных модулях,
обеспечивающих большую компакт-
ность и надежность работы сис-
темы.
Операции адресования выполняются
следующим образом. После загрузки
тележки, введенной на трассу конвейера,
отправитель груза нажимает на пульте
управления кнопку, соответствующую
адресу грузополучателя. По прибытии
тележки с грузом к месту назначения
выдается сигнал, - у получателя вклю-
чается сигнальная лампа, и выводиая
стрелка переводится на прием для пере-
мещения тележки с грузом к получа-
телю.
Основными преимуществами центра-
лизованной системы являются отсут-
ствие ад ресо носителя иа тележках
и считывающего устройства перед пере-
водными стрелками мест назначения;
нахождение всех основных адресующих
элементов не на трассе конвейера, а
в шкафах пульта управления, что обес-
печивает лучшую их сохранность; удоб-
ство обслуживания. К недостаткам от-
носятся сложность устройства и комму-
тации, высокая стоимость.
Децентрализованная система адресо-
вания является более простой (особенно
при малом количестве адресов) и имеет
много различных конструктивных кон-
тактных и бесконтактных исполнений,
которые можно оптимально приспосо-
бить к конкретным условиям. Наиболее
простую конструкцию имеет штифтовая
система, при которой оператор вручную
вставляет один или два вертикальных
штифта в адресную пластину — адресо-
носитель, размещенную на передней
стенке тележки. Штифты взаимодей-
ствуют с элементами считывающих
устройств, расставленных на трассе кон-
вейера перед стрелочными переводами.
Известны контактные и бесконтакт-
ные — фотоэлектрические, магнитные
и радиочастотные способы считывания
адресов.
У контактной системы адресования
с управляемым (направляющим) клином
(рис. 10.10) в передней части тележки
6 устанавливают двустороннюю пово-
ротную планку — карту 5 ад ресоносите-
ля с отверстиями (обычно до 10 отвер-
стий с каждой стороны). В отверстия
в различных, комбинациях сочетаний но-
меров вставляют адресующие штифты
4. Установка двух штифтов (один спра-
ва, другой слева) в различных комбина-
циях обеспечивает назначение до 100
адресов. При необходимости иметь до
20 адресов достаточно применить толь-
ко один адресующий штифт, установив
его в правую или левую часть карты.
Второй штифт закрепляют в одном из
отверстий. На трассе конвейера перед
каждым ответвлением со стрелочной
передачей размещают считыватель, со-
стоящий из двух адресующих упоров 7,
установленных в различных комбина-
циях поперек пути в. зоне прохода
штифтов, и отклоняющего упора 8. Ка-
ждая тележка проходит через считыва-
тель (рис. 10.10, а). Если расположение
адресующих упоров 7 и штифтов 4 со-
впадает, они соприкасаются, отклоняя
планку 5 (рис. 10.10,6) и отводят в сто-
рону защелку 1. Направляющий клин
9 с роликом 10 опускается вниз по веду-
щему стержню 3 с рукояткой 2. Продол-
жая движение, тележка подводит напра-
вляющий клии 9 к отклоняющему упору
8, последний направляет ролик. 10 в про-
Шагающие конвейеры 323
Рис. 10.10. Контактная систе-
ма автоматического адресова-
ния тележек (фирма Вебб,
США)
Рис. 10.11. Бесконтактная
магнитная система автомати-
ческого адресования тележек
(фирма Вебб, США)
резь ответвления пути, и тележка пере-
ходит на отводной путь (рис. 10.10. в).
Клин выполнен двусторонним для обес-
печения вывода тележки иа правое или
левое ответвление, смотря по назначе-
нию. Направляющий клин возвращается
в исходное положение вручную или ав-
томатически.
В бесконтактной магнитной системе
адресования (рис. 1.0.11, а) тележка имеет
двусторонний адресоноситель 1 с паза-
ми, в которые в соответствующей ком-
бинации оператор вставляет один или
два штифта 2, с прикрепленным на
конце магнитом 3. В считывателе 4, на-
ходящемся под полом, в соответствую-
щем порядке расположены малогаба-
ритные датчики 5. При совпадении
расположения штифтов с магнитами
и датчиков считывателем подается ко-
манда иа включение стрелки отводного
пути. Известны и другие конструкции
бесконтактных систем адресования.
Расчет грузоведущих тележечных кон-
вейеров выполняют так же, как под-
весных толкающих и грузоведущих те-
лежечных конвейеров с верхним распо-
ложением пути (см. гл. 8).
11*
10.5. Шагающие конвейеры
10.5.1. Общее устройство
Шагающий конвейер служит дчя пе-
риодического перемещения штучных
грузов по отдельным операциям техно-
логического процесса в механических,
сборочных, термических и других цехах
различных отраслей промышленности,
а также на заводах железобетонных из-
делий. Перемещение грузов происходит
при помощи возвратно-поступательных
горизонтальных и вертикальных («ша-
гающих») движений подвижной рамы
(рис. 10.12), на которую укладываются
грузы.
Впервые шагающий конвейер был
разработан в Советском Союзе инсти-
тутом «Гипростанок» для поточных ли-
ний сборки станков; затем было создано
несколько разновидностей конструкций
конвейеров для сборки электродвигате-
лей и других изделий.
Шагающий конвейер (рис. 10.12) со-
стоит из неподвижной рамы 1 с напра-
вляющими роликами 2, подвижной
рамы 3, расположенной внутри рамы Л
324 Грузоведущие и шагающие конвейеры
нескольких подъемников 4 с опорными
катками 5, на которых лежит подвижная
рама, и привода 6 для перемещения
последней.
Конвейер работает следующим обра-
зом. Транспортируемый груз устанавли-
вается на первую позицию неподвижной
рамы, подвижная рама в это время на-
ходится в опущенном положении. Для
передачи груза на следующую рабочую
позицию подвижная рама поднимается
подъемниками приблизительно на
20 мм выше уровня неподвижной рамы
и подхватывает груз; включается при-
вод, и подвижная рама перемещается
вперед на один шаг, т. е. на расстояние
между рабочими позициями. Затем под-
вижная' рама опускается и устанавли-
вает груз на неподвижную раму, после
чего под действием привода возвра-
щается в исходное положение.
При полностью заполненном конвейе-
ре подвижная рама перемещает грузы
на всех рабочих позициях на один шаг
вперед через равные промежутки време-
ни, соответствующие ритму технологи-
ческих операций. Таким образом весь
цикл работы шагающего конвейера осу-
ществляется автоматически за четыре
последовательных хода подвижной
рамы: подъем, рабочий ход (ход впе-
ред), опускание и обратный ход
(рис. 10.12,6).
Шагающий конвейер конструкции
УЗПИ (Украинского заочного политех-
нического института) с пневматически-
ми приводами для грузов массой до 200
кг (рис. 10.13) имеет пневмоцилиидр
подъема 1 с подшипниками 2 и рычага-
ми подъема 3 и 11, пневмоцилиидр при-
вода перемещения 4, тяг 5, подвижной
рамы 6 и неподвижной рамы 7, транс-
портируемые грузы 8, направляющие
9 и опорные 10 ролики.
Конвейер работает по описанному ра-
нее принципу (см. рис. 10.12,6).
Общая грузоподъемность конвейера
12 т; ход рамы (шаг грузов) 500 мм; ра-
бочее давление Воздуха в пневмосистеме
0,49 МПа; обшая масса конвейера 3,6 т.
К преимуществам шагающих конвей-
еров относятся легкая доступность
Рис. 10.12. Шагающий конвейер:
а — схемы положений рамы конвейера за один цикл перемещения груза; б — схема перемещения
рамы конвейера
59 * 500 = 29500
30000
Рис. 10.13. Шагающий конвейер с пневмоприводом конструкции УЗПИ
326 Грузоведушие и шагающие конвейеры
к грузу, стабильность его положения на
неподвижной раме, сравнительная про-
стота конструкции из-за малого числа
вращающихся и трущихся пар. Недо-
статками являются ограниченность кон-
фигурации трассы (конвейер может
быть только прямолинейным), невоз-
можность непрерывного движения, не-
обходимость устройства приямков для
рамы, подъемников и привода, если
перемещение грузов происходит на
уровне пола (см. рис. 10.12), постоянно
повторяющиеся динамические нагруже-
ния привода и несущих конструкций из-
за частых пусков, остановок и торможе-
ний.
В транспортных системах шагающие
конвейеры легко взаимодействуют
с подвесными, люлечными и роликовы-
ми конвейерами и с автопогрузчиками,
обеспечивая автоматическую перегрузку
грузов с одной машины на другую.
Для увеличения количества грузов на
конвейере при сохранении его общей
длины применяют двухэтажный шагаю-
щий конвейер (рис. 10.14), представляю-
щий собой систему вертикально замк-
нутых конвейеров. Он состоит из двух
обычных шагающих конвейеров, распо-
ложенных один над другим, и двух гид-
равлических подъемников для передачи
груза с одного конвейера на другой. На
верхнем шагающем конвейере происхо-
дят, например, сборка и заливка ли-
тейных форм, иа иижнем — их охлажде-
ние. Первый подъемник опускает за-
литые формы с верхнего конвейера на
нижиий, а второй поднимает остывшие
формы.
Система работает следующим обра-
зом. При пуске поднимаются под-
вижные рамы верхнего и иижнего кон-
вейеров с формами и опускаются оба
подъемника (первый с формой, вто-
рой — без формы) до их нижиего поло-
жения. Затем подвижная рама верхнего
конвейера перемещается с формами на
шаг влево, а рама нижнего конвейе-
ра — вправо, захватывая при этом зали-
тую форму с первого подъемника
и передавая остывшую форму на вто-
рой подъемник. Достигнув крайнего по-
ложения, подвижные рамы опускаются,
и одновременно поднимаются оба подъ-
емника (первый без формы, второй — с
формой). В верхнем положении подъем-
ники переключают приводы подвижных
рам и при их обратном ходе возвра-
щают рамы в исходное положение. При
этом на первом подъемнике находится
залитая форма, а со второго подъемни-
ка остывшая форма снимается краном
и передается на выбивную решетку.
Цикл работы двухэтажного конвейера
выполняется за четыре последова-
тельных хода механизмов. Все операции
механизмов сблокированы и осущест-
вляются автоматически.
Двухэтажный шагающий конвейер
дает значительную экономию производ-
ственной площади и улучшает условия
труда в литейных цехах, поскольку ох-
лаждение форм с неизбежным выделе-
нием тепла и газов происходит в от-
дельном закрытом подвале. Этот кон-
вейер можно применять не только для
транспортирования литейных форм, но
также и в других производствах при
подобных условиях, например при сбор-
ке, окраске и сушке изделий.
Для увеличения количества грузов на
шагающем конвейере при ограниченной
длине производственного помещения
его можно выполнять в виде горизон-
тально замкнутой системы, составляя из
нескольких последовательно располо-
женных в горизонтальной плоскости
под прямым углом друг к другу еди-
ничных шагающих конвейеров. Грузы
с одного конвейера на другой передают-
ся при помощи приводных роликовых
конвейеров, цепных или пневматических
толкателей. Однако такие системы по-
лучаются многозвенными; наличие
передаточных устройств снижает надеж-
ность их работы. Поэтому в подобных
случаях предпочтение следует отдать
единому горизонтально замкнутому те-
лежечному конвейеру. При отсутствии
перегрузочных пунктов он будет более
надежным, чем система отдельных ша-
гающих конвейеров.
Основные параметры шагающих кон-
вейеров: длина 3 — 150 м; общая грузо-
Рис. 10.14. Вертикально замкнутый двухэтажный шагающий конвейер длн транспортирования литейных форм
328 Ковшовые, полочные и люлечные элеваторы
подъемность 4 — 900 т; масса транспор-
тируемого груза 0,1 — 15 т; число рабо-
чих позиций 4 — 70; скорость перемеще-
ния рамы 1—25 м/мин; продолжитель-
ность одного цикла движений 12 с —
8 мин; линейная масса конвейера
200—700 кг/м; ширина конвейера на не-
подвижной раме 0,4 —3,5 м; ритм опера-
ций 20—120 мин и более.
10.5.2. Элементы конвейеров
Рамы — прочные и жесткие металло-
конструкции из стальных прокатных
профилей (швеллеров, двутавров); соби-
рают их из отдельных секций длиной
3 —6 м. Направление движения подвиж-
ной рамы строго фиксируется горизон-
тальными и вертикальными направляю-
щими роликами. Верхняя ее поверх-
ность покрывается рифленой листовой
сталью.
Привод может быть электромеханиче-
ским (реечным, кривошипно-шатунным,
винтовым), пневматическим или гидра-
влическим с давлением в сети до
6,5 мПа. При механическом приводе не-
обходима установка тормоза для точ-
ной фиксации положения рамы.
Подъемники — пневматические (при
транспортировании грузов массой до
1,5 т), эксцентриковые и гидравлические
(при транспортировании грузов массой
1,5 т и выше).
10.6. Задачи научных
исследований
К задачам научных исследований от-
носятся:
1) исследование динамики пуска
и торможения штанговых и шагающих
конвейеров, а также сборочных и теле-
жечных конвейеров с пульсирующим
движением ходовой части;
2) исследование сопротивления движе-
нию рамы шагающего конвейера.
КОВШОВЫЕ,
ПОЛОЧНЫЕ И ЛЮЛЕЧНЫЕ
ЭЛЕВАТОРЫ
11.1. Основные типы и области применения
328
11.2. Ковшовые элеваторы 329
11.3. Ковшовые элеваторы специального
типа 346
11.4. Полочные элеваторы 346
11.5. Люлечные элеваторы 349
11.6. Задачи научных исследований 350
11Д. Основные типы и области
применения
Элеваторы служат для транспортиро-
вания насыпных или штучных грузов по
вертикальному или крутонаклонному
(60 — 82° к горизонтали) направлению
и соответственно разделяются на верти-
кальные и наклонные. По роду грузоие-
сущего элемента элеваторы бывают
ковшовые, полочные и люлечные.
Ковшовые элеваторы применяют для
перемещения насыпных грузов — пыле-
видных, зернистых и кусковых (напри-
мер, цемента, химикатов, песка, зерна,
муки, угля, торфа и т. п.) на предприя-
тиях химической, металлургической
и машиностроительной (в литейных це-
Ковшовые элеваторы 329
хах) промышленности, в производстве
строительных материалов и огнеупоров,
на углеобогатительных фабриках, в зер-
нохранилищах, пищевых комбинатах
и т. п. Их используют только для подъ-
ема грузов от начального до конечного
пункта без промежуточной загрузки
и разгрузки.
Ковшовые элеваторы разделяют на
стали он арные и передвижные (послед-
ние устанавливают на погрузочных
машинах), транспортные и технологиче-
ские, например обезвоживающие, у ко-
торых груз в процессе транспортирова-
ния освобождается от воды. Особую
конструкцию имеет элеватор с цен-
тральной загрузкой и разгрузкой и фа-
сонными ковшами.
Люлечные и полочные элеваторы слу-
жат для транспортирования штучных
грузов — мешков, *кип, ящиков, бочек,
а также отдельных деталей на складах,
базах, магазинах и предприятиях раз-
личных отраслей промышленности. Лю-
лечные и некоторые полочные элева-
торы могут поднимать и опускать
грузы (например, с одного этажа на
другой) с промежуточной загрузкой
и разгрузкой.
Особую группу представляют спе-
циальные вертикальные люлечные эле-
ваторы (конвейеры) для междуэтажного
транспортирования книг с автоматиче-
ской разгрузкой по этажам в крупных
библиотеках.
Для вертикального и крутонаклонно-
го транспортирования некоторых насы-
пных и мелких штучных грузов приме-
няют .двухленточные конвейеры-элева-
торы, у которых транспортируемый
груз зажимается между двумя лентами
(см. гл. 4), а также четырехцепные кон-
вейеры-элеваторы (см. гл. 7).
11.2. Ковшовые элеваторы
11.2.1. Общее устройство
и разновидности
Ковшовый элеватор (рис. 11.1) имеет
вертикально замкнутый тяговый эле-
мент 1 с жестко прикрепленными к нему
грузонесущими элементами - ковшами
2; тяговый элемент огибает верхний
приводной 5 и нижний натяжной 9 бара-
баны (или звездочки). Ходовая часть
и поворотные устройства элеватора по-
мещаются в закрытом металлическом
кожухе, состоящем из верхней части
(«головки») 6, средних секций 4 и ниж-
ней части («башмака») 10. Тяговый эле-
мент с ковшами приводится в движение
от привода 12, а первоначальное натя-
жение создается натяжным устройством
8. Насыпной груз подается в загру-
зочный патрубок (носок) нижней части
элеватора, загружается в ковши, подни-
мается в них и разгружается на верхнем
барабане (звездочке) в патрубок верхней
части элеватора. Привод снабжен оста-
новом 11 для предохранения от обрат-
ного движения ходовой части. Кожух
элеватора имеет направляющие устрой-
ства 7.
К преимуществам ковшовых элевато-
ров относятся малые габаритные раз-
меры в поперечном сечении, возмож-
ность подачи груза на значительную
высоту (до 60—75 м) и большой диапа-
зон производительности (5 — 500 м3/ч
и выше). Недостатками являются воз-
можность отрыва ковшей при перегруз-
ке и необходимость равномерной пода-
чи груза.
По типу тягового элемента разли-
чают ленточные и цепные с одной или
двумя цепями (известны конструкции
с четырьмя параллельными цепями) эле-
ваторы, а по направлению перемеще-
ния — вертикальные (рис. 11.1) и на-
клонные (рис. 11.2). Последние имеют
обратную ветвь, свободно свисающую
(рис. 11.2, а и б) или поддерживаемую
(рис. 11.2, в).
У наклонных ленточных элеваторов
рабочая ветвь движется по опорным ро-
ликам 1, у цепных элеваторов — по на-
правляющим путям 2 (рис. 11.2, в), по
которым перемещаются звенья цепи
или их катки (наиболее распростра-
ненный случай); имеются конструкции
цепных элеваторов, у которых рабочая
ветвь движется по опорным роликам
(рис. 11.2,6).
330 Ковшовые, полочные и люлечные элеваторы
Рис. 11.1. Вертикальный ковшовый ленточный элеватор
332 Ковшовые, полочные и люлечные элеваторы
11.1. Типы ковшовых вертикальных элеваторов для транспортирования насыпных 1рузов (ГОСТ 2036 — 77)
Тип эле- ватора Наименование Способ разгрузки ковшей Производитель- ность, м3/ч
ЛГ Ленточный быстроходный с расставленными глубокими ковшами типа Г Центробежный 3,2- 100
ЛМ Ленточный быстроходный с расставленными мелкими ковшами типа М » 1,6-63
ЛО Ленточный тихоходный с сомкнутыми остро- угольными ковшами типа О Гравитационный 6,3-40
ЦГ Цепной быстроходный с расставленными глу- бокими ковшами типа Г Центробежный 3,2-100
цм Цепной быстроходный с расставленными мел- кими ковшами типа М 1.6-63
цо Цепной тихоходный с сомкнутыми остроуголь- ными ковшами типа О Г равитационный 6,3-40
цс Цепной тихоходный с сомкнутыми скругленными ковшами типа С » 40 - 32'0
По способу загрузки и разгрузки ков-
шей элеваторы разделяют на быстро-
ходные с разгрузкой главным образом
под действием центробежной силы и ти-
хоходные с разгрузкой ковшей в основ-
ном под действием силы тяжести груза
(см. ниже). Разгрузочный патрубок
элеватора может иметь боковое
(рис. 11.3, а, б и в) и центральное
(рис. 11.3, г) расположение; последнее
возможно только у двухцепных элевато-
ров (применяется редко).
По расположению ковшей на тяговом
элементе различают элеваторы с расста-
вленными ковшами (рис. 11.3, а), т. е.
расположенными на некотором расстоя-
нии друг от друга, и с сомкнутыми ков-
шами (рис. 11.3,6), т. е. расположенными
вплотную друг к другу. К ленте ковш
всегда прилегает и крепится задней
стенкой. Выбор того или иного способа
расположения ковшей обусловливается
главным образом характеристикой
транспортируемых грузов и предопреде-
ляет способ загрузки и разгрузки ков-
шей.
Основные параметры стационарных
вертикальных ковшовых элеваторов об-
щего назначения установлены ГОСТ
2036 — 77 (табл. 11.1), а наклонных ГОСТ
12864 — 69; диапазон скоростей движе-
ния ковшей 0,4 —2,5 м/с.
Специальные ковшовые элеваторы
(нории) для вертикального транспорти-
рования зерна и муки на мукомольных
и комбикормовых предприятиях и зер-
нохранилищах имеют специфические
конструктивные особенности; их пара-
метры обусловлены ГОСТ 10190 — 70
(максимальная скорость до 4 м/с, про-
изводительность 5 — 500 т/ч зерна, высо-
та до 60 м).
11.2.2. Способы наполнения
н разгрузки ковшей
Наполнение (загрузка) ковшей про-
изводится либо зачерпыванием груза из
нижней части кожуха элеватора (см.
рис. 11.3, а), либо засыпанием груза
в ковши (см. рис. 11.3,6). Практически
ковши наполняют тем и другим спосо-
бом одновременно при преимуществен-
ном преобладании одного из них: На-
полнение ковшей зачерпыванием приме-
няется в ленточных и цепных элевато-
рах с расставленными ковшами при
транспортировании сухих хорошо сыпу-
чих, пылевидных и мелкокусковых насы-
пных грузов (например, угольной пыли,
фрезерного торфа, зерна, цемента, зе-
мли, песка, опилок, дробленого угля,
фосфоритной муки и т. п.), черпание ко-
торых не создает значительных сопро-
тивлений и может происходить при по-
вышенной скорости движения ковшей
(0,8 — 4 м/с).
Крупнокусковые и абразивные грузы
(гравий, руда, кусковой уголь и т. п.)
черпать ковшом со дна кожуха затруд-
нительно, так как вследствие больших
сопротивлений возможен отрыв ковшей
и даже обрыв тягового элемента. На-
полнение ковшей крупиокусковыми
и абразивными грузами производится
непосредственно засыпанием их в ков-
ши. Применение этого способа возмож-
но только при непрерывном, сомкнутом
расположении ковшей (что не позволяет
грузу просыпаться между ковшами)
и при пониженных скоростях движения
(не более .1 м/с), так как при повышен-
ной скорости ковши плохо заполняются
и отбрасывают груз:
Разгрузка ковшей бывает центробеж-
ная (см. рис. 11,3, а), самотечная свобод-
ная (см. рис, 11.3, в и г) и самотечная на-
правленная (см. рис. 11.3,6). При центро-
бежной разгрузке ковши разгружаются
главным - образом под действием цен-
тробежной силы, возникающей во время
прохождения ковшей через барабан (или
звездочку). Транспортируемый груз вы-
падает непосредственно в разгрузочный
патрубок кожуха элеватора. Для соблю-
дения условия центробежной разгрузки
и исключения просыпания груза необхо-
димо правильно выбрать частоту вра-
щения приводного барабана и располо-
жение разгрузочного патрубка элевато-
ра в верхней части кожуха.
Центробежную разгрузку применяют
для быстроходных (преимущественно
ленточных, реже — цепных) элеваторов
с расставленными ковшами при транс-
портировании легкосыпучих пыле-
видных, зернистых и мелкокусковых на-
сыпных грузов. Скорость движения ков-
шей элеваторов принимают обычно
1 —4 м/с. Расстояние между ковшами
в быстроходных элеваторах выбирают
таким, чтобы выброшенные из ковша
частицы груза не попадали на впереди
идущий ковш.
Свободная самотечная разгрузка (см.
рис, 11.3, в) характеризуется дополни-
тельным отклонением ковша, обеспечи-
вающим свободное высыпание груза
под действием силы тяжести. Этот вид
разгрузки применяют для плохосыпучих
влажных, хлопьеобразных и мокрых
грузов (например, угольной пыли, мела,
Ковшовые элеваторы 333
различных химикатов, мокрой золы,
опилок и т. п.).
В вертикальных элеваторах свободная
самотечная разгрузка обеспечивается
путем отклонения обратной ветви на
дополнительных направляющих звез-
дочках, роликовых батареях (редко) или
направляющих шинах, устанавливаемых
в двухцепных элеваторах с боковым
креплением цепей к расставленным
и сомкнутым ковшам. В одноцепных
элеваторах такое отклонение обратной
ветви возможно только для специально-
го исполнения при двухрядном консоль-
ном креплении ковшей (параллельными
рядами справа и слева от цепи) боковы-
ми стеиками к звеньям центрально рас-
положенной цепи, свободной для заце-
пления (и отклонения) с наружной
и внутренней сторон.
В наклонных элеваторах свободная
самотечная разгрузка обеспечивается
наклонным положением самого элева-
тора, поэтому иногда для отклонения
ковшей вертикальные элеваторы делают
с наклонной верхней частью. Однако
это приводит к значительным дополни-
тельным сопротивлениям и ускоренно-
му изнашиванию цепи и направляющих
шин.
Свободную самотечную разгрузку
имеют специальные двухцепные элева-
торы с центральной внутренней разгруз-
кой ковшей (см. рис. 11.3, г). Разгрузка
производится при пониженной скорости
движения ковшей (0,6 —0,8 м/с).
Самотечная направленная разгрузка
(см. рис. 11.3,6) характерна для верти-
кальных и наклонных элеваторов (лен-
точных и цепных) с непрерывным сомк-
нутым (чешуйчатым) расположением
ковшей. При огибании верхнего бараба-
на груз высыпается из ковша под дей-
ствием силы тяжести на заднюю стенку
предыдущего ковша и направляется ею
и боковыми бортами ковша в разгру-
зочный патрубок элеватора. Этот спо-
соб разгрузки применяют в тихоходных
элеваторах при скорости движения ков-
ша 0,4 —0,8 м/с для транспортирования
кусковых, тяжелых, абразивных и мало-
абразивных грузов (гравий, руда, шлак,
334 Ковшовые, полочные и люлечные
крупнокусковой уголь и т. п.), а также
хрупких грузов (торф, древесный уголь,
кокс и т. п.), измельчение которых пони-
жает их качество.
Центральную загрузку и разгрузку
ковшей применяют в элеваторах фирмы
Шенк (ФРГ).
Основные критерии характера разгруз-
ки ковшей. На восходящей ветви верти-
кального элеватора до подхода к верх-
нему барабану ковш движется прямоли-
нейно и равномерно, и имеющийся
в нем груз находится только под дей-
ствием силы тяжести Р = тд (рис.
11.4, а). Когда ковш с тяговым элемен-
том, подойдя к барабану, поворачивает-
ся вокруг его оси, начинает действовать
центробежная сила
F = mv&r, (11.1)
где m — масса груза в ковше, кг;
г0— скорость движения центра тяжести груза
в ковше, м/с; г — радиус вращения, т. е. рас-
стояние от центра тяжести А груза в ковше
до центра барабана О, м.
Равнодействующая R сил Р и F при
вращении ковша изменяется по величи-
не и направлению. Однако, если про-
длить вектор равнодействующей до
пересечения с вертикалью, проходящей
через центр барабана, то при любом по-
ложении ковша вектор R будет пересе-
кать вертикаль в одной и той же точке
элеваторы
В, называемой полюсом. Расстояние hn
от точки В до центра барабана О назы-
вается полюсным расстоянием.
Из подобия треугольников АВО и Abe
имеем
hn/r = Р/F = mg/(mv%/r),
откуда полюсное расстояние
hn = gr2/v2. (11.2)
Подставив значение г0 = лгп/30, полу-
чим
hn - Я?2 ‘ 302/(л2г2н2) — 895/п2, (11.3)
где п — частота вращения барабана, об/мин.
Следовательно, полюсное расстояние
/1П зависит только от частоты вращения
барабана. С ее увеличением полюсное
расстояние уменьшается, и центробеж-
ная сила возрастает по сравнению с си-
лой тяжести. Такой же вывод был полу-
чен при анализе разгрузки груза
с барабана ленточного конвейера (см.
гл. 4).
При уменьшении частоты вращения
барабана влияние силы тяжести на про-
цесс разгрузки возрастает, и величина /1п
увеличивается. П. С. Козьмин в своих
исследованиях показал, что при йп г§,
т. е. когда полюс находится внутри
окружности барабана (рис. 11.4,6
и 11.5, а), величина центробежной силы
Рис. 11.4. Схемы для определения полюсного расстояния
Ковшовые элеваторы 335
Рис. 11.5. Силы, действующие при разгрузке ковша
a — центробежной; б — самотечной; в — смешанной
значительно больше силы тяжести; все
частицы груза движутся в ковше к его
наружной стене и происходит центро-
бежная разгрузка ковшей. При йп >
т. е. когда полюс располагается вне
окружности, проходящей через на-
ружные кромки ковшей (рис. 11.4, в
и 11.5,6), сила тяжести велика по сравне-
нию с центробежной силой, и происхо-
дит самотечная (гравитационная) раз-
грузка ковшей через заднюю (ближнюю
к барабану) кромку. При га
имеет место смешанный (центробежный
и самотечный) способ разгрузки ковшей
(рис. 11.5, в).
Следовательно, характер разгрузки
ковшей определяется соотношением ме-
жду полюсным расстоянием и радиусом
барабана: .
E = hn/re. (11.4)
Из формулы (11.2) имеем
Б = hu/re = gfr2/(i?or6) = gr5/v2, (11.5)
где v — окружная скорость барабана элевато-
ра, м/с.
Таким образом, характер разгрузки
ковшей элеватора определяется не абсо-
лютным значением скорости их движе-
ния, а соотношением между этой ско-
ростью и диаметром барабана. Можно
при сравнительно небольшой скорости
и малом диаметре барабана обеспечить
центробежную разгрузку ковшей, и, на-
оборот, при большой скорости и увели-
ченном диаметре барабана разгрузка
будет самотечной.
Н. К. Фадеев рекомендует следующие
соотношения между диаметром бараба-
на (или начальной окружностью звез-
дочки) £>б (в м) и скоростью тягового
элемента v (в м/с) для различных спосо-
бов разгрузки:
для высокоскоростного элеватора с цен-
тробежной разгрузкой
5^1; D5 = 2Ev2/g^ 0,204г2; (11.6)
для быстроходного элеватора с центро-
бежной и самотечной (смешанной) раз-
грузкой
5=1-1,4; -(0,205 - 0,286)г2;
(11.7)
для среднескоростного элеватора с цен-
тробежной и самотечной (смешанной)
разгрузкой ковшей с внутренней стенки
Б = 1,5 ч- 3; D6 - (0,306 - 0,612) v2;
(И.8)
для тихоходного элеватора с самотеч-
ной разгрузкой
5>3; D6>0,6t?. (11.9)
Траектория выбрасывания груза из
ковша. При вращении ковша с грузом
на верхнем барабане на частицу груза,
перемещающуюся в ковше, действуют
сила тяжести, центробежная сила и сила
инерции, вызванная ускорением Корио-
лиса и относительным ускорением
336 Ковшовые, полочные и люлечные элеваторы
скольжения частицы по кромке ковша.
Решение уравнения движения частицы
груза позволяет определить ее путь
и скорость скольжения ис. Абсолютная
скорость частицы груза va определяется
в виде геометрической суммы окружной
скорости v = юга и скорости скольжения
vc (см. рис. 11.6, я). Выброшенная из ков-
ша частица будет двигаться по парабо-
ле. Начало ее выброса зависит от спосо-
ба разгрузки. При центробежной раз-
грузке (рис. 11.6,6) перемещение груза
в ковше начинается при повороте по-
следнего на угол Ро=15ч-30°. При-
мерные траектории движения частиц
груза при центробежной и самотечной
разгрузке ковшей показаны на рис. 11.6.
В соответствии с траекториями дви-
жения груза проектируется очертание
верхней части кожуха (головки) элевато-
ра. Конфигурация кожуха должна спо-
собствовать тому, чтобы все выбро-
шенные частицы направлялись в разгру-
зочный патрубок, исключались бы их
удары о стенки кожуха, излишнее кро-
шение и пыление. Положение разгрузоч-
ного патрубка определяется углом раз-
грузки р. Для элеватора с центробежной
и центробежно-самотечной разгрузкой
принимают Р = 30 4- 45°. Положение
разгрузочного патрубка должно исклю-
чать возможность просыпания груза на
обратную ветвь элеватора.
11.2.3. Элементы элеваторов
Ковши. Основные параметры ков-
ша - геометрические размеры (ширина
В, вылет L и высота Н) и объем. Кон-
струкция (тип) ковша определяется
свойствами транспортируемого груза
и способами загрузки и разгрузки ков-
шей. ГОСТ 2036—77 для вертикальных
элеваторов предусмотрены четыре типа
ковшей: глубокие (рис. 11.7,п), мелкие
(рис. 17.7,6) со скругленным (цилиндри-
ческим) днищем и ковши с бортовыми
направляющими с остроугольным
(рис. 11.7, в) и скругленным (рис. 11.7, г)
днищем. Известно также 'применение
трапецеидальных ковшей увеличенного
объема и других ковшей специальных
конструкций. В наклонных элеваторах
преимущественное распространение на-
шли ковши с бортовыми направляющи-
ми с остроугольным и закругленным
днищем, а также трапецеидальные ков-
ши увеличенного объема.
Глубокие ковши (рис. 11.7, я) имеют
пологий обрез передней кромки и повы-
шенную глубину; применяют их для су-
хих, легкосыпучих .пылевидных, зер-
нистых и мелкокусковых насыпных гру-
зов (например, зерна, песка, земли,
мелкого угля и т. п,). При креплении
глубоких ковшей боковыми стенками
к двум цепям (рис. 11.7, я, вариант 3)
и при свободной самотечной разгрузке
Рис. 11.6. Схемы для определения траектории выбрасывания груза из ковшей:
а — схема составляющих скорости частиц груза; б — траектория частиц при центробежной разгрузке
для последовательного положения ковшей (7 — отгибающая кривая; 2 — профиль кожуха головки
элеватора); в — то же, при самотечной разгрузке
Ковшовые элеваторы 337
Рис. 11.7. Схемы ковшей вертикальных ковшовых элеваторов и их креплений к тяговому элементу;
7 —4 —варианты крепления глубокого ковша к ленте или цепям
с отклонением обратной ветви в глубо-
ких ковшах можно транспортировать
и некоторые насыпные грузы плохой
сыпучести (например, сажу, шламовую
известь и т. п.).
Мелкие ковши (рис. 11.7,6) имеют
крутой обрез передней кромки и малую
глубину, что способствует лучшему опо-
рожнению при разгрузке, поэтому их
применяют для транспортирования
влажных и слеживающихся плохосыпу-
чих пылевидных, зернистых и мелкоку-
сковых насыпных грузов.
Наличие цилиндрического днища
у глубоких и мелких ковшей также спо-
собствует их лучшему опорожнению
и уменьшает возможность прилипания
частиц груза к днищу.
Известен опыт применения попере-
менно по секциям расставленных ков-
шей с дном и без дна для обеспечения
лучшей разгрузки ковшей при транспор-*
тировании плохосыпучих грузов. В сек-
ции два-три ковша не имеют сомкнуто-
го дна, затем идет стандартный ковш со
сплошным дном и т. д. На вертикали
338 Ковшовые, полочные и люлечные элеваторы
11.2. Основные параметры ковшей по ГОСТ 2036 — 77 (см. рис. 11.8)
Ширина ковша В, мм Ширина лен- ты Вп (для ленточных элеваторов), мм Шаг рас- ставлен- ных ков- шей Д, ММ Ковши глу- бокие, типа Г Ковши мел- кие, типа М Шаг сом- кнутых ковшей, мм Ковши с бортовыми направляющими
?0, л »0 л/м <0. л »0 С л/м Остроуголь- ные, типа О Скруглен- ные, типа С
пер- вый ряд вто- рой ряд 'О. л ip Ек л/м ’0. л io л/м
100 125 200 0,2 1 0,1 0,5 — —
125 160 150 320 0,4 1,3 0,2 0,66 — — — — —
160 200 320 0,6 2 0,35 1,17 160 0,65 4,06 — —
200 250 — 400 1,3 3,24 0,75 1,87 200 1,3 6,5
250 300 315 400 2,0 5 1,4 3,5 200 2 10
320 370 400 500 4,0 8 2,7 5,4 250 4 ' 16 6,4 25,6
Е_400 450 500 500 6,3 12,6j 4,2 8,4 320 7,8 24,4 14 43,7
500 550 600 630 12 19 6,8 10,8 400 28 70
650 700 — 630 16,8 26,6 11,5 18,2 500 — — 60 120
800 — — — — — — — 630 118 187
1000 — — — — — — — 630 148 235
в ковше без дна груз удерживается си-
лами внутреннего сцепления своих ча-
стиц и страхуется ковшом со сплошным
дном, а на разгрузке - полностью вы-
гружается.
Глубокие и мелкие ковши применяют
только на элеваторах с расставленными
ковшами: Изготовляют их из листовой
стали толщиной 1—6' мм сваркой или
штамповкой, иногда отливают из ков-
кого чугуна; известно также изготовле-
ние ковшей из пластмассы (волокнита,
стекловолокна) и из резины. Для пре-
дохранения от быстрого изнашивания
на передней (черпающей) стенке ковша
приваривают или прикрепляют заклеп-
ками накладки из твердой стали.
Ковши с бортовыми направляющими
и остроугольным-’днищем (рис. 11.7, в)
применяют на тихоходных цепных эле-
ваторах для транспортирования самых
различных насыпных грузов - пыле-
видных, зернистых и кусковых. Для ков-
шей с бортовыми направляющими лю-
бого типа характерно только сомкнутое
расположение на цепи или ленте.
У обезвоживающих элеваторов ковши
имеют отверстия для стока воды.
Основные параметры ковшей по
ГОСТ 2036-77 даны в табл. 11.2.
В зарубежной практике известно при-
менение ковшей шириной до 1600 мм.
Тяговый элемент. Тяговым элементом
ковшовых элеваторов служит леита или
цепь (одна или две). Применяют ленты
конвейерные резинотканевые (ГОСТ
20 — 76) и резинотросовые такого же ти-
па, как для ленточных конвейеров (см.
гл. 4). Ковши крепят к ленте болтами
со специальной головкой (рис. 11.8, а);
чтобы головки болтов не мешали про-
хождению ленты на барабанах, в задней
стенке ковша делают соответствующие
углубления. Чтобы исключить скопле-
ние частиц груза между задней стенкой
ковша и лентой, применяют резиновые
прокладки (рис. 11.9, а) или накладки,
привулканнзированные к ковшу
(рис. 11.9,6) или ленте (рис. 11.9,в).
Ширина ленты должна быть на
25—150 мм больше ширины ковша; чис-
ло прокладок в ленте определяют из тя-
гового расчета, исходя из прочности
ленты. Ленты рассчитывают так же, как
и ленты ленточных конвейеров (см. гл. 4),
но с учетом их ослабления отверстиями
для болтов крепления ковшей.
Если для соединения ленты исполь-
зуют металлические элементы (коэффи-
циент прочности стыка KCJ = 0,4 — 0,5,
см. гл. 4), то такой стык получается рав-
нопрочным по сечению, ослабленному
креплением ковшей, и тогда дополни-
тельного учета ослабления не требуется.
Для надежного крепления ковшей
лента должна иметь не менее четырех
Ковшовые элеваторы 339
Рнс. 11.8. Крепление ковшей:
а — к ленте; б — к одной це-
пи; в — к двум цепям
Рнс. 11.9. Крепление ковшей
фирмы Беумер (ФРГ)
прокладок. Резинотросовые ленты при-
меняют на элеваторах большой высоты
с широкими ковшами. Известно также
использование проволочных шарнирно-
звеньевых лент, главным образом для
элеваторов, транспортирующих горячие
грузы.
Чаще всего применяют пластинчатые,
втулочные, роликовые и катковые (по-
следние преимущественно для на-
клонных элеваторов с поддерживаемой
ветвью) цепи по ГОСТ 588-81 с шагом
100—630 мм и сварные круглозвенные
из круглой стали диаметром 16 — 28 мм
по ГОСТ 2319 — 70 с термической обра-
боткой звеньев. Выбор типа цепи (пла-
стинчатой или круглозвенной) обусло-
вливается главным образом характери-
стикой груза. При транспортировании
пылевидных и зернистых абразивных
грузов, а также грузов химической про-
мышленности, вызывающих коррозию
металла, в стандартных пластинчатых
цепях возможны засорение шарниров
и потеря их подвижности. Для исключе-
ния этого увеличивают зазоры между
валиком и втулкой цепи до 0,4 —0,6 мм,
подвергают их нитроцементации, дово-
дя поверхностную твердость до HRC
58-62.
Круглозвенные цепи имеют открытый
шарнир, и наличие указанных грузов не
препятствует подвижности шарниров
(частицы груза не удерживаются в них),
но вызывает их заметный износ. Для
уменьшения износа применяют поверх-
ностную термообработку звеньев на
глубину 2 мм до твердости HRC 55 — 60.
340 Ковшовые, полочные и люлечные элеваторы
Элеваторы с термически обработанны-
ми круглозвенными цепями с центро-
бежной и центробежно-самотечной раз-
грузкой нашли широкое применение для
транспортирования пылевидных грузов.
Цепи к ковшам крепят при помощи
уголков или фасонных звеньев на бол-
тах или заклепках. При ширине ковшей
до 250 мм применяют одну тяговую
цепь с центральным креплением к за-
дней стенке ковша (рис. 11.8, б), а при
ширине 320 мм и выше — две тяговые
цепи, присоединяемые к задней или
к боковым (рис. 11.8, в) стенкам ковшей.
Выбор ленты или цепи для элеватора
обусловливается его производитель-
ностью, высотой подъема и характери-
стикой груза. Резинотканевая лента по
сравнению с цепью имеет большую ско-
рость и меньше изнашивается при
транспортировании абразивных грузов,
однако для иее характерны меньшие тя-
говое усилие и прочность крепления
ковшей. П оэтому ленты применяют
преимущественно в быстроходных эле-
ваторах для транспортирования пыле-
видных, порошкообразных и мелкоку-
сковых насыпных грузов малой и сред-
ней плотности, которые ие оказывают
большого сопротивления при загрузке
зачерпыванием. Цепи применяют пре-
имущественно при большой производи-
тельности, значительной высоте подъе-
ма, для перемещения тяжелых кусковых,
а также горячих грузов, транспортиро-
вание которых на резинотканевой ленте
недопустимо из-за вредного их воздей-
ствия.
Для перемещения абразивных грузов
используют, по возможности, лен-
точные элеваторы, поскольку цепи
в среде абразивных грузов быстро изна-
шиваются. Применение резииотросовой
леиты позволяет значительно увеличить
тяговое усилие и высоту элеватора. Как
ленточные, так и цепные элеваторы де-
лают с расставленными и сомкнутыми
ковшами.
Привод. Привод элеваторов редук-
торный, размещается в верхней части
элеватора. При малой мощности (до
10 кВт) применяют мотор-редукторы.
Для цепных элеваторов большой вы-
соты перспективно применение прямо-
линейных промежуточных приводов.
Для ленточных элеваторов диаметр
приводного барабана £>б определяют
в зависимости от способа разгрузки
ковшей [см. формулы (11.6) —(11.9)],
проверяют по числу прокладок i в ленте
[обычно Dq = (125 ч- 150)1, мм] и в со-
ответствии с ГОСТ 2036 — 77 при-
нимают из следующего ряда размеров:
250, 320, 400, 500, 630, 800 и 1000 мм. Ба-
рабаны, как правило, имеют фрикцион-
ную футеровку. Для элеваторов с пла-
стинчатыми цепями согласно ГОСТ
2036 — 77 приводные звездочки должны
иметь 5 — 20 зубьев. Для элеваторов
с круглозвенными цепями применяют
фрикционный привод и приводные бло-
ки с ободом, имеющим гладкую фасон-
ную выемку, или же звездочки со
вставными зубцами; их диаметр выби-
рают из ряда нормальных диаметров
барабанов и звездочек. Валы приводно-
го барабана или звездочки вращаются
в самоустанавливающихся подшипниках
качения. Для предохранения от само-
произвольного обратного движения тя-
гового элемента с ковшами при оста-
новке элеватора приводы снабжают сто-
порными устройствами (остановами).
В качестве последних применяют бес-
шумные храповые и роликовые оста-
новы, устанавливаемые на валу привод-
ного барабана (звездочки) или разме-
щаемые в упругой муфте между элек-
тродвигателем и входным валом редук-
тора. В зарубежных конструкциях ме-
жду двигателем и редуктором устана-
вливают гидромуфту. У элеваторов тя-
желого типа в качестве останова ис-
пользуют также электромагнитный тор-
моз. В кожухе головки элеватора вы-
полняют люки с герметичными дверца-
ми для осмотра и ремонта.
Натяжное устройство. Применяют
винтовое (рис. 11.10), пружинно-винто-
вое или грузовое натяжные устройства;
последнее может быть с непосред-
ственным воздействием груза на вал на-
тяжного барабана или звездочки
(рис. 11.11) или рычажное. Выбор типа
Ковшовые элеваторы 341
Рис; 11.10. Нижняя часть кожуха и винтовое натяжное устройство вертикального ковшового
ленточного элеватора
натяжного устройства зависит от типа
тягового элемента и привода и высоты
элеватора. Элеваторы с круглозвенными
цепями снабжают грузовыми устрой-
ствами.
Натяжное устройство размещают на
валу нижнего барабана (или звездочки)
и крепят к боковым стенкам башмака
элеватора. Ход натяжного устройства
составляет 200 500 мм. Для ленточных
элеваторов натяжной барабан выпол-
няют с решетчатым ободом для устра-
нения налипания иа него груза. Натяж-
ной барабан (или звездочки) имеет
обычно такой же диаметр, как и при-
водной.
Кожух. Нижняя часть кожуха («баш-
мак») элеватора может быть с высоким
и низким расположением загрузочного
носка (см. рис. 11.10). Высокий носок
с днищем под углом 60° к горизонту
применяют при транспортировании
влажных ллохосыпучих грузов, а низкий
(с днищем под углом 45°) — для сухих
хорошо сыпучих грузов. Для обслужи-
вания и ремонта «башмак» имеет в бо-
ковых стенках люки с герметичными
дверцами. Средние секции кожуха элева-
тора изготовляют из листовой стали
толщиной 2 — 4 мм и для жесткости
окантовывают уголками в продольном
направлении и по торцовым сечениям.
Высота секций 2 — 2,5 м; соединяют
секции друг с другом болтами, для гер-
метичности стыков применяют про-
кладки.
342 Ковшовые, полочные и люлечные элеваторы
Рис. 11.11. Нижняя часть кожуха и грузовое натяжное устройство вертикального ковшового цепного
элеватора
Известны элеваторы с бетонным ко-
жухом.
Кожух является силовым каркасом
элеватора, воспринимающим статиче-
ские и динамические нагрузки. Для на-
правления движения ходовой части
в средних секциях кожуха элеватора
устанавливают направляющие устрой-
ства (см. рис. 11.1).
Предохранительные устройства. Для
предохранения ходовой части элеватора
от падения при случайном обрыве цепи
или ленты применяют специальные
предохранительные устройства: на
цепных элеваторах — ловители цепи, на
ленточных — соединение ковшей по бо-
ковым стенкам стальными канатами,
которые без натяжения свободно распо-
лагаются вдоль ленты; при обрыве
ленты канаты исключают возможность
падения ходовой части. Кроме того, на
натяжных барабанах (или звездочках)
элеватора устанавливают реле скорости,
которое при обрыве тягового элемента
выключает электродвигатель привода
элеватора.
11.2.4. Расчет элеваторов
Определение параметров. Тип элевато-
ра и форму ковшей выбирают в зависи-
мости от характеристики транспорти-
руемого груза (табл. 11.3) и заданной
производительности Q. Производитель-
11.3. Рекомендации по выбору типа ковшовых элеваторов
Насыпные грузы Примеры харак- терных грузов Тип элеватора Тип ков- шей Средний коэффи- циент за- полнения ковшей ф Скорость, м/с
ленты цепи
Пылевидные сухие Угольная пыль Тихоходный со сво- бодной самотечной разгрузкой г 0,85 - 0,6-0,8
Цемент, мука фос- форитная Быстроходный с цент- робежной разгрузкой г 0,8 1,25-2,0 -
Пищевые продукты помола зерна (мука, комбикорм) Быстроходный с цент- робежно-самотечной разгрузкой м 0,85 1-1,6 -
Пылевидные и зернистые, влаж- ные плохосыпучие Земля, песок, мел в порошке; химикаты Быстроходный с цент- робежной разгрузкой м 0,6 1 —2 0,8-2,0
Зернистые и мел- кокусковые, ма- лоабразивные Пищевое зерно Быстроходный с цент- робежной разгрузкой г 0,75 2,0-3,2 -
Древесные опилки, щепа, сухая глина в комках; торф фре- : зерный, мелкий уголь То же г 0,8 1,25-2,0 1,0-1,6
Шламовая известь, сажа Тихоходный с само- течной разгрузкой г °,8 - 0,4-1,0
Зернистые и мел- кокусковые, сильно абразив- ные Гравий, руда, шла- ки Тихоходный с само- течной направленной разгрузкой о с 0,8 0,4—0,8 0,4-0.63
Песок, зола, земля, порода Быстроходный с цент- робежной разгрузкой г 0,8 1-2 -
Средне-кусковые (а - - 60 мм), ма- лоабразивные Каменный уголь Тихоходный с само- течной направленной разгрузкой о с 0,7 - 0,4-0,63
Кусковой торф Быстроходный с цент- робежной разгрузкой г 0,65 - 0,8 -1,6
Средне-кусковые, сильно абразив- ные Камень, руда, шла- ки Тихоходный с само- течной направленной разгрузкой о с 0,7 - 0,4-0,63
Кусковые хруп- кие, не допускаю- щие крошения Древесный уголь Тихоходный с само- течной направленной разгрузкой о с 0,6 0,4-0,63 0,4-0,63
Примечание. Типы ковшей: Г —глубокий; М — мелкий; О — остроугольный с бортовыми
направляющими; С — со скругленным дном, с бортовыми направляющими.
344 Ковшовые, полочные и люлечные элеваторы
ность ковшового элеватора определяют
по линейному объему ковшей (л/м):
io/Ik = С/(3,6г рф), (11.10)
где io — геометрический полезный объем ков-
ша, выбираемый по ГОСТ 2036-77 (см.
табл. 11.1) или каталогам заводов-изготови-
телей, л; tK-шаг ковшей, м [для глубоких
и мелких ковшей, располагаемых с интерва-
лом (расставленных), гк = (2,5 л- 3,0) Я; для
ковшей с бортовыми направляющими, рас-
полагаемых непрерывно, tK ss Я (здесь
Я — высота ковша, м)]; v — скорость движе-
ния ленты или цепи, м/с (см. табл. 11.3);
р — плотность груза, т/мэ; ф — коэффициент
заполнения ковша (см. табл. 11.3).
Для цепных элеваторов шаг ковшей
должен быть кратным шагу или двум
шагам цепи.
Из зависимости линейного объема
стандартных ковшей от их ширины
(рис. 11.12) следует, что элеваторы с со-
мкнутыми ковшами, даже при понижен-
Рис. 11.12. Зависимость отношения от шири-
ны ковша В (типы ковшей: М — мелкий; Г — глу-
бокий; О — остроугольный; С — со скругленным
днищем)
Г
ной скорости, могут обеспечить высо-
кую производительность вследствие
большого отношения io/tx-
При транспортировании кусковых
грузов выбранные ковши проверяют по
наибольшему размеру типичных кусков
а согласно условию
L^aXK, (11.11)
где L— вылет ковша; Хк - коэффициент (для
рядовых грузов А"к = 2 — 2,5, для сортиро-
ванных Хк = 4 5).
Тяговый расчет. Тяговый расчет эле-
ватора выполняют путем последова-
тельного суммирования сопротивлений
на отдельных участках контура трассы.
Отличительной особенностью его
является учет сопротивлений зачерпыва-
нию груза расставленными ковшами
в нижней загрузочной части кожуха эле-
ватора. Это сопротивление определяет-
ся опытным путем и зависит от харак-
теристики перемещаемого груза, скоро-
сти движения ковшей, их типа и рас-
стояния между ними, от зазоров между
ковшами и стенками нижней части ко-
жуха, степени наполнения кожуха гру-
зом и характера подачи груза в ковши.
Сопротивление зачерпыванию при-
ближенно можно определить по фор-
муле
^зач ~ K33r4qr, (11.12)
где Кэач — коэффициент зачерпывания, выра-
жающий удельную работу, затрачиваемую
на зачерпывание груза, Нм/Н; qr =
== <?б/(3,6и) — линейная сила тяжести груза,
Н/м.
При скорости ковшей 1 — 1,25 м/с
принимают по рекомендации Ганфш-
тенгеля для порошкообразных и мелко-
кусковых насыпных грузов Кзаг =
= 1,25 -г 2,5 Н м/Н; для среднекусковых
грузов Кзач = 2 т 4 Н • м/Н. Массы
ленты, цепей и ковшей выбирают по
нормалям заводов-изготовителей или
по соответствующим стандартам.
Для элеваторов с фрикционным при-
водом наибольшее натяжение Smax = SHg
Ковшовые элеваторы 345
должно быть проверено по сцеплению
ленты с приводным барабаном согласно
общей теории фрикционного привода.
ПО полученному наибольшему рас-
четному натяжению рассчитывают цепь
и ленту на прочность (см. гл. 2 и 4).
Мощность двигателя элеватора опреде-
ляют по формуле (3.45).
Пример. Рассчитать вертикальный ков-
шовый элеватор (рис. 11.13, а), предназна-
ченный для транспортирования отработан-
ной формовочной земли литейного цеха за-
вода.
Исходные данные. Расчетная производи-
тельность элеватора 6=30 т/ч; высота
подъема Н = 22 м; плотность земли р = 1,5
т/мэ.
Расчет. Основные параметры
элеватора. По табл. 11.3 для транспорти-
рования сухой формовочной земли прини-
маем ленточный элеватор с расставленными
глубокими ковшами и скоростью движения
ленты v= 1,6 м/с. Выбираем ленту с четырь-
мя прокладками; тогда диаметр приводного
барабана £>б = 125-4 = 500 мм и радиус бара-
бана гб = 0,25 м. Частота вращения барабана
при v = 1,6 м/с
и = 60у/(тгОб) = 60-1,6/(3,14 0,5) = 61 об/мин.
Полюсное расстояние по формуле (11.3)
hB = 895/и2 = 895/612 = 0,24 м.
Так как hn < rg, обеспечивается центробеж-
ная разгрузка ковшей.
По формуле (11.13) при ф = 0,8
iQ/tK = 6/(3,бгрф) = 30/(3,6-1,6 1,5-0,8) =
= 4,34 л/м.
По табл. 11.2 для i0/tK = 5 выбираем глубо-
кий ковш шириной В = 250 мм и объемом
2 л; тогда ширина ленты Вл = 300 мм и шаг
ковшей гк = 0,4 м.
При принятых параметрах ковшей и ско-
рости движения леиты 1,6 м/с заданная про-
изводительность 30 т/ч обеспечивается при
коэффициенте заполнения ковшей
ф = (к6/(3,6ир10) = 0,4 - 30/(3,6 • 1,6 • 1,5 2) = 0,7.
Можно было бы уменьшить скорость до
1,4 м/с, однако она является нестандартной
и не обеспечивает центробежную разгрузку.
Линейные нагрузки. Линейная мас-
са ленты типа 2 по ГОСТ 20-76 с четырьмя
Рис. 11.13. Схема для расчета элеватора:
а — схема элеватора; б — диаграмма натяжения
ленты
прокладками из ткани БКНЛ-65 составляет
тл =-2,55 кг/м. Тогда
<?л = 4":л = 9,81 -2,55 ss 25 Н/м.
По данным Союзпроммеханизации масса
глубокого ковша (В = 250 мм) тк = 3,38 кг;
тогда
4о = 4л + 4ткЛк = 25 + 9,81 3,38/0,4 =
= 108 Н/м.
Полезная нагрузка
4г = 46/(3,60 = 9,81 • 30/(3,6 1,6) = 52 Н/м.
Линейная нагрузка на загруженной ветви
4 = 4о + 4г = Ю8 + 52 = 160 Н/м.
Тяговый расчет. В соответствии
с расчетной схемой (рис. 11.13,6) наименьшее
натяжение ленты следует ожидать в точке 1.
Расчет ведем в общем виде, поскольку не-
известно натяжение S4 сбегающей ветви
с приводного барабана, необходимое для
обеспечения потребного тягового усилия.
Принимаем Si = Sq. Натяжение в точке 2
с учетом сопротивления на оборотном бара-
бане и зачерпывания груза определяем по
формуле (11.15) для тяжелых условий работы
при £ = 1,08 и Кзач = 2:
8? — = l,08So + Кзач4г =
= l,O8So +2-52 = l,O8So +104;
346 Ковшовые, полочные и люлечные элеваторы
S3 = Sh6 = S2 + qH= l,O8So + 104+ 160'22 =
= 1,08Sq+ 3630.
При подсчете против движения ленты
S4 = Scg = S । + = So + 108 22 = Sq + 2380.
Из теории фрикционного привода имеем
5цб 5сбе1*
или, для рассматриваемого случая,
S3 S4eua.
Для стального барабана при большой
влажности (элеватор установлен на откры-
той площадке) коэффициент треиия ц = 0,1,
и при ос =180° получаем е^—1,37. Отсюда
S3 1,37S4
или, для рассматриваемого случая,
l,08S0 + 3630 1,37 (So + 2380).
Из решения этого уравнения получаем
So > 290 Н. Для обеспечения запаса по сце-
плению принимаем So = 500 Н; тогда
S3 = £нб = 1,37S4 = 1,37-2880 я 4000 Н.
S4 = Sc6 = So + 2380 = 2880 Н.
Необходимое число прокладок в лейте на-
ходим (см. гл. 4) при Кр = 55 Н/мм и запасе
прочности К = 10:
i = KSmax/BKp = 10-4000/(300-55) = 2,43.
Учитывая ослабление ленты болтами и не-
обходимость прочного закрепления ковшей
на ленте, оставляем принятую ленту с четы-
рьмя прокладками.
Окружное усилие на приводном барабане
с учетом потерь на нем
H-’=(S3 -S4K = (4000 -2880) 1,08= 1210 Н.
Мощность приводного двигателя прн .
КПД приводного механизма ц = 0,85 и коэф-
фициенте запаса К3 = 1,25
Дг = К3Ит/(1000ц) =
= 1,25 1210-1,6/(1000-0,85) = 2,8 кВт.
Принимаем электродвигатель мощностью
3 кВт с частотой вращения 980 об/мин.
11.3. Ковшовые элеваторы
специального типа
Для транспортирования абразивных
(руда), легкоразрушающихся (окатыши,
брикеты) и горячих (клинкер, агломерат
с температурой до 900 °C) грузов фирмы
Шенк и Беумер (ФРГ) применяют элева-
торы с фасонными («карманными») ков-
шами с центральной гравитационной
загрузкой и разгрузкой (рис. 11.14). Ков-
ши 1 (рис. 11.14, а) изготовляют из ре-
зины, пластмассы или стали (для горя-
чих грузов) и крепят вплотную друг
к другу к двум узким лентам 2 или кру-
глозвенным цепям.
Преимуществом этих элеваторов
является загрузка без черпания груза не-
посредственно в ковши, что уменьшает
сопротивление при загрузке и способ-
ствует сохранности груза. К недостатку
относится усложнение конструкции, осо-
бенно при наличии двух параллельных
лент.
Основные параметры: ширина ковшей
200—1600 мм, вылет 400 — 710 мм, шаг
ковшей (сомкнутое расположение)
250 — 710 мм; высота подъема до 55 м,
производительность 5—1000 м3/ч при
скорости 0,3 —0,4 м/с.
11.4. Полочные элеваторы
Полочные элеваторы выполняют вер-
тикальными (рис. 11.15, а, в) и наклонны-
ми (рис. 11.15,6). Они предназначаются
для подъема различных штучных грузов
(бочек, ящиков, кип, тюков, частей ма-
шин и т. п.).
Полочный элеватор (рис. 11.15, а) со-
стоит из двух вертикально замкнутых
цепей, огибающих верхние и нижние
звездочки. К цепям на определенном
расстоянии друг от друга жестко при-
креплены консольные захваты-полки,
форма которых зависит от рода переме-
щаемых грузов (рис. 11.16).
Загрузка и разгрузка полок элеватора
производятся автоматически или вруч-
ную. Наибольшие удобства для автома-
тизации загрузки и разгрузки предста-
вляют грузы цилиндрической формы,
Полочные элеваторы 347
Рис. 11.14. Элеватор фирмы
Шенк (ФРГ):
а — ходовая часть; б — схема
трассы
Рис. 11.15. Схемы полочных
элеваторов:
а — вертикальный; б — нак-
лонный; в — вертикальный с
отклонением захвата на ра-
бочей ветви; г — расчетная
схема
которые можно перекатывать по на-
клонному настилу и легко перегружать
с гребенчатого (колосникового) стола на
гребенчатую полку и с полки на стол.
Кроме применяемой обычно разгрузки
в верхней точке нисходящей ветви, воз-
можна также разгрузка грузов на восхо-
дящей ветви путем отклонения полки
при помощи дополнительных откло-
няющих звездочек (см. рис. 11.15,в).
Захваты-полки выполняют в виде
кронштейнов с изогнутой или плоской
348 Ковшовые, полочные и люлечные элеваторы
формой опорной части (рис. 11.16, а)
в зависимости от конфигурации груза.
Иногда захваты снабжают специаль-
ным поворотным приспособлением
(рис. 11.16,6), позволяющим разгружать
груз в любом месте на восходящей ве-
тви элеватора и управляемым при по-
мощи упоров или направляющих шин,
выдвигаемых в местах разгрузки. Пово-
ротные части захвата возвращаются
в исходное положение, как правило, при
помощи пружин или направляющих
шин.
Тяговым элементом полочных элева-
торов служат пластинчатые втулочные
и катковые цепи. Полочные элеваторы
имеют малые скорости движения (не бо-
лее 0,2 —0,3 м/с).
Тяговый расчет полочных элеваторов
выполняют обычным порядком (см. гл.
3). Дополнительным является сопроти-
вление движению упорных катков полок
по неподвижным направляющим, возни-
кающее вследствие консольного распо-
ложения груза по отношению к цепи
(рис. 11.15,г). Если т — масса груза на
полке, I — расстояние от места крепле-
ния консоли до центра тяжести ее с гру-
зом и b — расстояние между точками
крепления захвата к цепи, то сила да-
вления на направляющие в местах кре-
пления захвата (без учета собственного
веса полки и влияния натяжения цепи)
Na = gml/b (11.13)
и дополнительное сопротивление
1УД0П « 2N^w = 2gmlw/b, (11.14)
где w — коэффициент сопротивления движе-
нию катков цепи по направляющим.
Полное усилие, необходимое для вер-
тикального подъема полки с грузом,
Рв = + И-доп = gm (1 + 2lw/b).
(11.15)
Рис. 11.16. Схемы захватов-полок полочных элеваторов различных типов
Люлечные элеваторы 349
Рис. 11.17. Схема л ю печного элеватора:
а — двухцепиого; б — одноцепного;
I — привод;
2 — приводные звездочки; 3 — тяговые цепи;
4 — люльки; 5 — натяжные звездочки
Если тяговые цепи элеватора имеют
ходовые катки, то w = 0,03-е-0,05; если
цепь без катков и скользит по напра-
вляющим, то w — f .= 0,25 —0,35; f —
коэффициент трения цепи по напра-
вляющим в зависимости от условий ра-
боты элеватора.
11.5. Люлечные элеваторы
Люлечные элеваторы (рис. 11.17)
предназначены для вертикального
транспортирования различных штучных
грузов. В отличие от полочных, их гру-
зонесущим элементом являются шар-
нирно подвешенные к цепям полки (так
называемые люльки). Наличие таких
люлек позволяет производить разгрузку
элеватора в любом месте нисходящей
ветви.
Люлечные элеваторы устроены так
же, как и люлечные конвейеры (см. гл. 7),
и отличаются от них лишь коифшура-
цией трассы; элеваторы перемещают
грузы только по вертикали, а конвей-
еры — последовательно в горизонталь-
ном и вертикальном направлениях.
Обычно люлечные элеваторы двух-
цепные (рис. 11.17,а). Для транспортиро-
вания легких грузов (например, книг)
применяют одноцепные элеваторы
(рис. 11.17,6) с консольными люльками.
Такой элеватор (рис. 11 18) имеет на ка-
ждом этаже автоматически действую-
щие загрузочные и разгрузочные
устройства. При нажиме кнопки упра-
350 Ковшовые, полочные и люлечные элеваторы
Рнс. 11.18. Люлечный одяоцепнон элеватор для транспортирования книг:
а — общий вид; б — узел загрузочных и разгрузочных устройств; в — узел консольной люльки; 1 —
люлька; 2 — роликовый конвейер; 3 — разгрузочный стол; 4 — привод; 5 — тяговая цепь; 6 — натяжное
устройство; 7 — загрузочный колосниковый стол
вления колосниковый стол загрузочного
устройства вместе с грузом вдвигается
внутрь шахты, н люлька с колосни-
ковым основанием, поднимаясь по во-
сходящей ветви, снимает груз со стола.
После снятия груза стол автоматически
возвращается в исходное прложение.
В месте разгрузки поворотный стол под
действием сигнала управления повора-
чивается внутрь шахты, и спускающаяся
люлька оставляет на столе груз. Снятый
груз по наклонному столу соскальзы-
вает на роликовый конвейер и подается
по нему к месту назначения, после чего
поворотный стол возвращается в исход-
ное положение.
Расчет люлечных элеваторов произво
дится обычным порядком (см. гл. 3), так
же, как и люлечных конвейеров (см.
гл. 7).
11.6, Задачи научных
исследований
К задачам научных исследований ков-
шовых, полочных и люлечных элевато-
ров относятся:
1) экспериментальное определение
удельного расхода энергии иа загрузку
ковшей элеваторов различных типов,
особенно при транспортировании ку-
сковых грузов;
2) разработка мероприятий, обеспечи-
вающих очистку ковшей от остатков
груза и ликвидацию просыпи груза на
обратной ветви.
12
ВИНТОВЫЕ
КОНВЕЙЕРЫ
12.1. Виды и области применения 351
12.2. Горизонтальные конвейеры 351
12.3. Вертикальные конвейеры 355
12.4. Транспортирующие трубы 358
12.1. Виды н области
применения
Винтовые конвейеры выполняют го-
ризонтальными или пологоиаклонными
под углом до 20° (основной тип) и вер-
тикальными или крутоиаклониыми.
К ним можно также отнести винтовые
транспортирующие трубы. Эти три вида
винтовых конвейеров имеют как
сходные, так и отличительные конструк-
тивные характеристики, но особенно от-
личаются друг от друга по принципу
действия, рассматриваемому ниже.
Винтовые конвейеры применяют для
транспортирования пылевидных, " по-
рошкообразных и реже — мелкокуско-
вых насыпных грузов иа сравнительно
небольшое расстояние (обычно до 40 м
по горизонтали и до 30 м — по верти-
кали) при производительности обычно
до 100 т/ч в химической и мукомольной
промышленности и на предприятиях
строительных материалов.
Винтовыми конвейерами нецелесо-
образно транспортировать липкие и
сильно уплотняющиеся, а также высо-
коабразивные грузы.
К преимуществам винтовых конвейе-
ров относятся простота устройства
и несложность технического обслужива-
ния, небольшие габаритные размеры,
удобство промежуточной разгрузки,
герметичность, что особенно важно при
перемещении пылящих, горячих
и остропахнущих грузов. Недостатками
винтовых конвейеров являются свя-
занный со способом перемещения высо-
кий удельный расход энергии, значи-
тельное истирание и измельчение груза,
повышенный износ винта и желоба,
а также чувствительность к перегруз-
кам, ведущая к образованию внутри же-
лоба (особенно у промежуточных под-
шипников) скопления грузов.
12.2. Горизонтальные
конвейеры
Горизонтальный (или пологона-
клоиный) винтовой конвейер (рис. 12.1)
состоит из винта в виде расположенно-
го в подшипниках продольного вала
с укрепленными на нем винтовыми вит-
ками, желоба с полуцилиндрическим
днищем, в котором винт размещен со-
осно, и привода (электродвигатель и ре-
дуктор), вращающего винт. Насыпной
груз подается в желоб через одно или
несколько отверстий в его крышке
и при вращении винта скользит вдоль
желоба, подобно тому, как движется по
винту гайка, удерживаемая от совмест-
ного с иим вращения. Совместному вра-
щению груза с виитом препятствует си-
ла тяжести груза и трение его о желоб.
Разгрузка желоба производится через
одно или несколько отверстий в днище,
снабженных затворами.
Рис. 12.1. Винтовом конвейер:
/ — электродвигатель; 2. 4 — соединительные муфты; 3 — редуктор; 5—головной подшипник; 6 — смотровой люк; 7—желоб; <3 — промежуточный
подшипник; 9 - загрузочный патрубок; 70 — задний подшипник; II - вал с винтом; 12 — промежуточный разгрузочный патрубок; 13 - передний раз-
грузочный патрубок
Горизонтальные конвейеры 353
Рис. 12.2. Винты конвейеров:
а — полностенный (со сплошной винтовой поверхностью); б — ленточный; в — лопастный; г — фасонный
Винт конвейера выполняют с правым
или левым направлением спирали,
одно-, двух- или трехзаходным. По-
верхность винта может быть сплошной,
ленточной или прерывистой в виде от-
дельных лопастей фасонной формы
(рис. 12.2), Винт со сплошной поверх-
ностью применяют преимущественно
при перемещении сухого мелкозерни-
стого и порошкового насыпного груза,
не склонного к слеживанию; с ленточ-
ной, лопастной и фасонной — при пере-
мещении слеживающихся грузов. Кроме
того, лопастный и фасонный винты ис-
пользуют в тех случаях, когда при пере-
мещении груза должен быть выполнен
еще и определенный технологический
процесс, например интенсивное переме-
шивание.
Витки полностенного и ленточного
винта изготовляют штамповкой из
стального листа или полосы, а затем
приваривают к валу. Спираль ленточно-
го и лопасти лопастного виита укре-
пляют на стерженьках, пропускаемых
через просверленные в валу отверстия.
Вал винта, состоящий для удобства
сборки из отдельных секций, может
быть сплошным или трубчатым. Труб-
чатые валы имеют меньшую массу, и их
более удобно скреплять между собой
с помощью вставляемых по концам ко-
ротких соединительных валиков. Вал
винта лежит в промежуточных и кон-
цевых подшипниках. Промежуточные
подшипники подвешиваются сверху на
укрепленных на желобе поперечных
12 А. О. Спиваковский
планках. Они должны иметь по возмож-
ности малые диаметр и длину (так как
витки винта на эту длину приходится
прерывать), а также надежное уплотне-
ние во избежание загрязнения частица-
ми груза. Нередко это подшипники
скольжения, в которых вращаются со-
единительные валики. Смазка к под-
шипникам подводится по трубкам от
пресс-масленок, расположенных сверху
иа планках. Концевые подшипники
укрепляют в торцовых стенках желоба.
Один из них делают упорным и устана-
вливают обычно со стороны, в которую
перемещается груз, для восприятия дей-
ствующей вдоль вала осевой растяги-
вающей силы.
На рис. 12.3 показан пример примене-
ния винтового конвейера для распреде-
ления по бункерам просушенной формо-
вочной земли, подаваемой из сушильно-
го отделения литейного цеха пневмо-
транспортом в циклон, из которого
земля через затвор-дозатор ссыпается
в желоб конвейера.
Производительность винтового кон-"!
вейера (Q - в т/ч, V — в мэ/ч) зависит от
диаметра D (м), шага t (м), частоты вра-
щения п (об/мин) винта и коэффициента
наполнения поперечного сечения вин-
та ф:
л£>2 , ,
Q — Vp — 60—-—гчфрС — 47£>2щфрС,
(12.1)
где р — плотность груза, т/м3; С - попра-
вочный коэффициент, зависящий от угла
354 Винтовые конвейеры
Рис. 12.3. Установка винтового конвейера над бункерами землеприготовительного отделения литейного
цеха
Р наклона конвейера:
Р, град • • 0 5 10 15 20
С ... . 1 0.9 0.8 0J 0,6
Скорость транспортирования (м/с)
а = ш/60. (12.2)
Коэффициент наполнения ф во избе-
жание скопления груза у промежу-
точных подшипников принимают отно-
сительно небольшим; он зависит от
свойств насыпных грузов (табл. 12.1).
На наклонных . винтовых конвейерах
с движением груза вверх производи-
тельность уменьшается с возрастанием
угла наклона, особенно при наличии
промежуточных подшипников.
Шаг винта для сравнительно легко
перемещаемых грузов принимают t — D,
для трудно перемещаемых грузов его
уменьшают до t = 0,8Р или применяют
двух-, трехзаходные винты.
Частоту вращения винта п выбирают
в зависимости от рода перемещаемого
12.1. Значения расчетных коэффициентов ф, А и iv
Грузы Расчетные коэффициенты
Ф А И'
Легкие и неабразивные (зерновые продукты, мука, древесные опил- ки) 0.4 65 1,2
Легкие и малоабразивные (мел, угольная пыль, асбест, торф, сода) 0,32 50 1,6
Тяжелые и малоабразивные (соль, кусковой уголь, глина сухая) 0,25 45 2,5
Тяжелые н абразивные (цемент, зола, песок, глина сырая, дроб- леная руда, шлак) 0,125 30 4,0
груза и диаметра винта; она должна
обеспечивать спокойное, без пересыпа-
ния через вал продвижение груза; часто-
та вращения уменьшается с увеличе-
нием диаметра винта, плотности
Вертикальные конвейеры 355
и абразивности груза. Наибольшую до-
пускаемую частоту вращения (об/мин)
винта можно определить по эмпириче-
ской формуле
ншах = (12.3)
где А — коэффициент (см, табл, 12,1); D — в
м.
Значение D в уравнении (12.3) выби-
рают ориентировочно и проверяют по
уравнению (12.1). Окончательно его на-
значают с учетом ряда диаметров по
ГОСТ 2037-75; 0,1; 0,125; 0,16; 0,2;
0,25; 0,32; 0,4; 0,5; 0,63 и 0,8 м.
Рассчитывая диаметр виита для пере-
мещения кусковых грузов, необходимо
учитывать крупность кусков:
Р^(10- 12)я; Р>(4-6)ягаах, (12.4)
где а — размер кусков сортированного (одно-
родного по крупности) насыпного груза;
йтах ~ размер наибольших кусков в рядовом
(неоднородном по крупности) насыпном гру-
зе.
Общее сопротивление движению гру-
за на винтовом конвейере складывается
из сил трения груза о желоб и о поверх-
ность винта, сопротивления в промежу-
точных и концевых подшипниках (вклю-
чая и упорный подшипник), а также
сопротивления подъему при перемеще-
нии вверх по наклону. Если известны
коэффициенты трения, то эти сопроти-
вления можно рассчитать. Однако, кро-
ме того, на винтовом конвейере дей-
ствуют добавочные, трудно учиты-
ваемые сопротивления, возникающие
из-за скоплений груза у промежуточных
подшипников, трения иа кромке винта
о частицы, затягиваемые в зазор между
винтом и желобом, и перемешивания
груза. Поэтому при определении мощ-
ности двигателя наиболее удобно поль-
зоваться полученным опытным путем
общим коэффициентом сопротивления
w, зависящим главным образом от
свойств перемещаемого груза (см.
табл. 12.1). Подставив значения w в фор-
мулу (3.18), находят мощность на валу
двигателя N (кВт).
Крутящий момент (Н • м) на валу
винта
мо = 1000- 60Nv\/(2m), (12.5)
где N — в кВт; ц — КПД механизма
привода; п - в об/мин.
Наибольшая действующая на винт
продольная сила (Н)
rtg(oc + ср) kD tg (ос + ср) ’
где г — радиус, на котором действует сила Р,
м; [ориентировочно принимают г = kD/2 =
= (0,7 ч- 0,8) D/2]; а — угол подъема винто-
вой Линии винта на радиусе г; ср — угол тре-
ния груза о поверхность винта; tg ср =J\ (где
J\ — коэффициент трения груза о поверх-
ность винта).
Вал виита, который можно рассма-
тривать как многоопорный разрезной
вал с расстоянием между опорами (под-
шипниками) /, рассчитывают на сложное
сопротивление скручиванию под дей-
ствием момента Мо, продольное сжатие
или растяжение силой Р, изгиб под дей-
ствием момента Рг, а также изгиб на
длине I от собственной силы тяжести.
Винт проверяют также на деформацию
изгиба, причем прогиб не должен суще-
ственно изменять зазор между кромкой
винта и желобом,
12.3. Вертикальные конвейеры
Вертикальные винтовые конвейеры
относятся к конвейерам специального
типа (рис. 12.4, я и б). Конвейер состоит
из подвешенного на упорном подшип-
нике вала со сплошными винтовыми
витками, вращающегося в цилиндриче-
ском кожухе (трубе); короткого гори-
зонтального винта-питателя, тоже вра-
щающегося в трубе, и одного
(рис. 12.4, я) или двух раздельных
(рис. 12.4, б) приводов для обоих винтов.
Разгрузка конвейера производится через
патрубок вверху кожуха. Нижний уча-
сток вертикального винта, в который
подается груз, делают либо переменно-
го, уменьшающегося кверху диаметра,
12*
356 Винтовые конвейеры
либо с уменьшенным шагом. При боль-
шой высоте конвейера во избежание
биения вала иногда устанавливают
промежуточные подшипники.
На рис. 12.4, в показан крутона-
клониый перегрузочный винтовой кон-
вейер с фланцевым электродвигате-
лем.
Движение насыпного груза вверх
вдоль вертикального вннта происходит
следующим образом. Груз, подаваемый
горизонтальным, регулирующим про-
изводительность винтом к вертикально-
му винту, приводится последним во вра-
щение. При этом груз под действием
центробежной силы прижимается к по-
верхности цилиндрического кожуха
и под действием силы трения о нее
и силы тяжести несколько отстает
в движении от винтовой поверхности,
т. е. вращается с меньшей угловой ско-
ростью, чем угловая скорость винта;
следовательно, подобно гайке, которая
притормаживается на вращающемся
винте, груз получает относительное дви-
жение вдоль оси винта, совершая абсо-
лютное движение по винтовой траекто-
рии, но с меньшей осевой скоростью,
чем скорость перемещаемой по этому
винту невращающейся гайки.
Рис. 12.4. Винтовые конвейеры:
а, б — вертикальные; в — круто наклонные
Вертикальные конвейеры 357
Для создания необходимой центро-
бежной силы винт должен иметь доста-
точно большую частоту вращения, т. е.
в противоположность горизонтальным
винтам, для которых ограничивается
максимальная частота вращения, на
вертикальных винтах ограничивается ее
минимальное допустимое (критическое)
значение, необходимое для транспорти-
рования груза вверх по винту. Рассмо-
трим, как определяется эта частота вра-
щения. На частицу силой тяжести G по
винтовой поверхности действуют две
силы: одна направлена по винтовой по-
верхности вниз и равна G sin ос, дру-
гая — сила трения частицы о винтовую
поверхность Gf3 cos а, где /в " коэф-
фициент трения (рис. 12.5).
При* вращении частицы иа окружно-
сти винта со скоростью v возникает цен-
тробежная сила. mv2/R (здесь т — масса
частицы), и, следовательно, действую-
щая в горизонтальной плоскости сила
трения частицы о стенку цилиндриче-
ского кожуха равна mfKv2/R (рис. 12.5,6),
где /к — коэффициент трения частицы
о кожух. Составляющая этой силы, дей-
ствующая на винтовую поверхность,
равна mv2fK sin &./R (рис. 12.5, в), а сила
трения о винтовую поверхность
тг2/к/в sin &./R.
Наибольшая скорость на окружности
винта, при которой частица не имеет
осевого движения и вращается вместе
с винтом, т. е. критическая скорость икр
находится из уравнения
mg sin а + mg cos а/в + пи’кр/к/в sin —
— чп’кр/к cos a/R =0, (12.7)
откуда
/ gR sin а + /в cos а _
Ukp / fK cos а — fB sin а
= /*-tg(a + pB), (12.8)
I Jk
где pB = arctg/B.
Учитывая, что укр = 2тг7?нкр = rcDnKp,
получим критическую частоту вращения
Рис. 12.5. Схемы для расчета вертикального вин-
тового конвейера
винта
ttKp —
= — ]Л^(« + Рв)- (12-9)
7Г £>/к
При частоте вращения п > нкр частица
движется вверх по винтовой поверхно-
сти.
Из выражения (12.9) видно, что для
движения частицы насыпного груза
вверх по оси винта частота ее вращения
должна быть тем больше, чем больше
угол подъема винта и меньше его ра-
диус, меньше коэффициент трения ча-
стицы о винт и больше коэффициент
трения о стенку кожуха.
Вертикальные винтовые конвейеры
применяют для подъема груза иа высо-
*ту обычно до 15 м и не больше 30 м
при транспортировании порошко-
образных, зернистых и мелкосыпучих
материалов прн ограниченной произво-
дительности. Их преимущества и недо-
статки примерно те же, что и горизон-
тальных винтовых конвейеров. По срав-
нению с ковшовыми элеваторами они
имеют меньшие габаритные размеры
и большее удобство разгрузки в любую
сторону, но значительно более энер-
гоемки.
Особым случаем использования вер-
тикальных винтовых конвейеров (при
весьма малом диаметре винта и малой
производительности) является примене-
ние их в качестве установок для бурейия
вертикальных скважин и шпуров. Транс-
358 Винтовые конвейеры
Рнс. 12.6. Буровая штата с транспортирующим
винтом
портирующий винтовой орган совме-
щен на них с рабочим органом буровой
машины — быстро вращающейся штан-
гой с буровой коронкой на конце (рис.
12.6). Кожухом в этих условиях1 служит
цилиндрическая стенка скважины нли
обсадная труба. Образовавшаяся под ко-
ронкой буровая мелочь создает в ниж-
ней части скважины подпор, забирается
и транспортируется укрепленной на
штанге винтовой лопастью. Скорость
транспортирования и производитель-
ность возрастает с повышением частоты
вращения штанги (рис. 12.7).
12.4. Транспортирующие трубы
Винтовая транспортирующая труба
(рис, 12.8) вращается на установленных
на некотором расстоянии друг от друга
парных роликах. Внутри трубы на ее
стенке укреплены винтовые витки. При
вращении трубы насыпной груз, по-
данный к ней с одного конца, постепен-
но пересыпаясь под действием силы тя-
жести по образуемому витками винто-
вому желобу, продвигается вдоль осн
трубы и высыпается с другого конца.
В местах опирания на ролики на трубу
насажены охватывающие ее стальные
кольца (бандажи), которыми труба пере-
катывается по роликам. Кроме опорных
роликов, иа тех же станинах прикрепле-
но по два упорных ролика, располо-
женных по обе стороны от колец
и удерживающих трубу от осевого сме-
щения. Вращение передается трубе от
привода с зубчатыми колесами, причем
колесо последней зубчатой пары надето,
подобно кольцу, на корпус трубы. Для
удобства подачи насыпного груза
внутрь трубы при небольшом ее диаме-
тре со стороны загрузки (справа на
рнс. 12.8, а) укреплена коническая винто-
вая секция. Разгрузка с противополож-
ной стороны трубы происходит ссыпа-
нием через ее кромку.
Винтовые транспортирующие трубы
устанавливают горизонтально или с не-
большим наклоном. Разновидностью
устройств этого типа являются транс-
портирующие трубы без винтовых вит-
ков внутри, т. е. с гладкой цилиндриче-
ской поверхностью. Для обеспечения
осевого движения груза их устанавли-
вают всегда с наклоном в сторону дви-
жения груза; такие трубы являются тех-
нологическими агрегатами, служащими
для выполнения тех или иных техноло-
гических процессов, например обжига,
сушки, агломерирования, смешивания
и т. п. Перемещение по винтовым тру-
бам тоже обычно совмещается с техно-
логическими процессами, причем длина
труб, достигающая 200 — 250 м, нередко
определяется периодом времени, в тече-
ние которого груз должен находиться
в трубе для завершения технологиче-
ской операции.
К преимуществам винтовых транс-
портирующих труб относится сравни-
тельная простота конструкции и надеж-
ность, изоляция по всей длине от
внешней среды, широкий диапазон про-
изводительности и длины; к недостат-
кам — большая масса, значительные га-
баритные размеры, высокий расход
энергии (хотя и меныпнй, чем на вин-
товых конвейерах).
Транспортирующие трубы 359
Рис. 12.7. Зависимость скоро-
сти транспортирования от ча-
стоты вращения штанги
Производительность винтовой транс-
портирующей трубы определяют по
формуле (12.1), а скорость v транспорти-
рования по формуле (12.2). Если по тех-
нологическим условиям груз должен
оставаться в трубе в течение времени tB,
то потребная длина трубы
L=vta. (12.10)
Шаг винта обычно принимают t =
= 0,50, а коэффициент заполнения
трубы ф = 0,2 : 0,3.
Чтобы груз мог перемещаться по тру-
бе, частота ее вращения не должна пре-
вышать некоторого критического числа
икр, прн котором груз под действием
центробежной силы С не отрывается от
трубы, а вращается вместе с нею. Для
определения икр рассмотрим условие
равновесия частицы силой тяжести G,
поднятой при вращении трубы с часто-
той п на угол а. ,
Скольжение этой частицы по стенке
трубы начинается в момент, когда сила
трения F ее о стенку трубы становится
меньше составляющей силы тяжести ча-
стицы, направленной по касательной
(рис. 12.9, а). Подставляя в равенство
Рис. 12.8. Винтовая транспор-
тирующая труба:
а — общий вид; б — опорная
рама с роликами; / — опор-
но-упорные ролики; 2 — при-
вод; 3 — труба; 4 — опорный
ролик; 5 — упорный ролик;
б — рама
G sin а = (С + G cos а)/=
G D 2 \
----cd + G cos а 1 /
.9 2 J
(12.11)
(где коэффициент трения частицы
о стенку трубы f — tg ср) со = ли/30, нахо-
дим
п = 42,3
sin (а — ср)
D sin ср
(12.12)
Частоту вращения нкр = итах получим,
подставив ос = 90° + <р:
икр = 42,3/1/(0 sin ср). (12.13)
Условие равенства центробежной
силы С н силы тяжести груза в верхней
точке трубы имеет место при а =180°.
Тогда
П1 — 42,3//О > нкр. (12.14)
Практически для предельной частоты
вращения принимают
п — (0,50 -г 0,65) л р
Энергия, затрачиваемая на вращение
трубы, расходуется на преодоление со-
360 Качающиеся конвейеры
Рис. 12.9. Схемы для расчета транспортирующей
трубы
противления на опорных роликах и на
работу подъема пересыпающегося вну-
три трубы груза. Считая приближенно
давление на опорные ролики одина-
ковым с обеих сторон, находим силу да-
вления на ролики
2P = (G + G0)/cosa0, (12.15)
где G и Go— сила тяжести груза в трубе
и сила тяжести трубы; <х0—половина цен-
трального угла расположения опорных роли-
ков (рис. 12.9,6).
Если а — расстояние от центра массы
слоя груза до вертикали, проходящей
через ось трубы (а % 0,25£>),
DK— диаметр колец, которыми труба ка-
тится по опорным роликам, Dp
nd - диаметры роликов и цапф роли-
ков,/ и к — коэффициенты трения сколь-
жения в цапфах и качения колец по ро-
ликам, то момент на оси трубы
2к +fd DK
M=Ga + 2P~------------- (12.16)
Dp 2
и мощность двигателя (кВт)
А = Мсо/1000ц = Мяи/30- 1000ц =
= Мн/9586тр (12.17)
где М — в Н• м; ю — в 1/с; и — в об/мии;
Г| — КПД передаточного механизма
привода.
КАЧАЮЩИЕСЯ
КОНВЕЙЕРЫ
13.1. Основные типы и области применения 13.3. Инерционные конвейеры 364
360
13.2. Динамические режимы работы
качающихся конвейеров 362
13.1. Основные типы и области
применения
Качающийся (колебательный) конвей-
ер в общем виде представляет собой от-
крытый или закрытый герметичный же-
лоб или трубу, подвешенную или опер-
тую на опорную конструкцию. Желобу
(нли трубе) при помощи возбудителя
13.4. Вибрационные конвейеры 366
13.5. Задачи научных исследований 387
колебания сообщается возвратно-посту-
пательное (колебательное) движение,
в результате которого груз, находящий-
ся в желобе, совершает следуемые друг
за другом короткие перемещения вперед
с определенной скоростью. Характер
перемещения груза зависит от режима
движения желоба, определяемого кон-
струкцией и характеристикой работы
привода и типа опорных устройств.
Основные типы и области применения 361
Строгая и полная классификация ка-
чающихся конвейеров весьма затрудни-
тельна как нз-за'обилия конструктивных
типов, так и из-за тесной их взаимосвя-
зи. Качающиеся конвейеры по режиму
движения желоба и груза разделяют на
инерционные (с постоянным н пере-
менным давлением груза на дно жело-
ба) и вибрационные. На инерционном
конвейере груз скользит по желобу под
действием силы ннерцин (вертикальная
составляющая' ускорения желоба мень-
ше ускорения свободного падения); на
вибрационном конвейере груз отрывает-
ся от желоба («подскакивает») н движет-
ся мнкрсбросками (вертикальная соста-
вляющая ускорения желоба больше
ускорения свободного падения). Это
принципиальное различие в движении
груза обусловливает различие в харак-
тере изнашивания стенок желоба кон-
вейера и участия массы транспортируе-
мого груза в колебательном движении.
Качающиеся инерционные конвейеры
широко применяли для подземного
транспортирования угля в шахтах, одна-
ко в настоящее время из-за присущих
им недостатков в шахтах их не исполь-
зуют. Наибольшее распространение по-
лучили вибрационные конвейеры.
По профилю трассы качающиеся кон-
вейеры разделяют на прямолинейные
горизонтальные, пол ого наклонные (с
подъемом вверх и уклоном вниз под
углом до 15°) и вертикальные — с пере-
мещением груза вверх в желобе, распо-
ложенном по винтовой поверхности
(пространственной спирали).
Преимуществами качающихся конвей-
еров являются сравнительная простота
конструкции; возможность полной гер-
метизации при транспортировании пы-
лящих, ядовитых и горячих грузов; воз-
можность выполнения различных техно-
логических операций (грохочения, суш-
ки, охлаждения) одновременно с транс-
портированием; малый износ желоба
вибрационных конвейеров даже при
перемещении абразивных грузов и срав-
нительно небольшой расход энергии
при установившемся движении.
К недостаткам конвейеров относятся
значительное снижение производитель-
ности при транспортировании груза по
наклонной вверх; невозможность пере-
мещения липких грузов; уменьшение
скорости и производительности при
транспортировании пылевидных мел ко-
дисперсионных грузов; передача вибра-
ционных нагрузок на опорные конструк-
ции, что не позволяет неуравнове-
шенные конструкции конвейера устана-
вливать на междуэтажные перекрытия
зданий и без фундамента; сравнительно
невысокий срок службы упругих элемен-
тов и подшипников привода. Кроме то-
го, у инерционных конвейеров наблю-
дается интенсивное изнашивание жело-
ба при транспортировании абразивных
грузов.
Качающиеся конвейеры применяют
для транспортирования насыпных и, ре-
же, штучных грузов в горизонтальном
и пологонаклонном направлениях при
j сравнительно небольших расстояниях
перемещения (до 50 м, редко — до
100 м) н производительности примерно
до 400 мэ/ч. Вертикальные качающиеся
конвейеры транспортируют грузы по
винтовой поверхности вверх на высоту
до 12 м при производительности до
20 м3/ч.
Наиболее оптимальной областью
применения качающихся (и особенно —
вибрационных) конвейеров следует счи-
тать герметичное транспортирование
пылящих, горячих, газирующих, ядо-
витых, химически агрессивных насы-
пных грузов в условиях полной изоля-
ции от окружающей среды на предприя-
тиях химической и металлургической
промышленности, при производстве
строительных материалов и т. п.
Горизонтальные качающиеся конвей-
еры используют для транспортирования
чугунной и витой стальной стружки
в механических цехах, а также горячей
выбитой земли, литников и мелкого
литья в цехах машиностроительных за-
водов, горячих изделий с температурой
до 600 °C в цехах металлургических за-
водов и др. Вертикальные качающиеся
конвейеры специальной конструкции ис-
пользуют также в виде бункеров-нако-
362 Качающиеся конвейеры
пителей и загрузочных устройств при
транспортировании мелких деталей ма-
шин (винтов, заклепок, деталей прибо-
ров) на линиях механической обработки
и сборки на машиностроительных
и приборостроительных заводах, в авто-
матических линиях. Такие конвейеры на-
зывают также вибро бункерам и, хотя
онн, как правило, работают в режимах
инерционных конвейеров, т. е. с переме-
щением грузов без отрыва от желоба.
Качающиеся конвейеры всех типов не
могут транспортировать липкие грузы
(иайример, влажную глину) и очень пло-
хо транспортируют тонкодиспер-
сионные пылевидные грузы (например,
цемент).
Качающиеся (в том числе и вибра-
ционные) конвейеры нецелесообразно
применять для транспортирования пе-
ска, гравия, щебня, угля, камня, зерна
и тому подобных насыпных грузов в их
обычном состоянии, так как эти грузы
можно более эффективно, надежно
и экономично транспортировать лен-
точными конвейерами.
13.2. Динамические режимы
работы качающихся конвейеров
Если плоскость, наклоненная под
углом а к горизонту, получит от внеш-
него источника энергии колебательное
Рис. 13.1. Схема для расчета силы давления груза
на желоб
движение с ускорением ;ж, направленное
под углом Р (рис. 13.1), то частица груза,
лежащая на плоскости, будет переме-
щаться вдоль нее. Нормальное давление
N частицы груза на плоскость (т. е. на
дно желоба или трубы конвейера)
складывается из нормальных соста-
вляющих силы тяжести частицы и силы
инерции:
N = m^cos а + mjy, (13.1)
где т — масса частицы груза; д — ускорение
свободного падения; jy— составляющая уско-
рения /ж по оси У
Оси координат X и У направим па-
раллельно и перпендикулярно пло-
скости, а их центр поместим в центре
тяжести частицы груза. Тогда соста-
вляющая ускорения плоскости по оси У
jy= -)ж5ш[3= - дсо2 sin tpsin Р (13.2)
н сила давления груза на плоскость
N = m{gcos<x — aco2sin(psin Р), (13.3)
где а — амплитуда колебаний плоскости;
со — угловая скорость возбудителя колеба-
ний; ср = at — фазовый угол колебаний (здесь
t — время).
Соотношение между величинами пра-
вой части уравнения (13.3), находящими-
ся в скобках, характеризует направление
силы давления груза на плоскость: при
д cos ot > дев2 sin <р sin р она направлена
вниз (будем считать ее положительной),
и груз постоянно находится на дне же-
лоба; при д cos а < аю2 sin <р sin Р сила
давления направлена вверх, и груз стре-
мится оторваться от плоскости. Угол
<р изменяется от 0 до 360°, и sin <р имеет
максимальное значение (равное единице)
при гр = л/2 = 90°.
Отношение максимальной нормаль-
ной составляющей ускорения желоба
;утах = асо2 sin(n/2)sin Р = лсо2 sin р к со-
ставляющей ускорения силы тяжести
r/cosa называют коэффициентом Г ре-
жима работы качающегося (колебатель-
ного) конвейера:
Г - асо2 sin P/(g cos а). (13.4)
Динамические режимы работы качающихся конвейеров 363
Рис. 13.2. Схема движения
частиц груза на вибрационном
конвейере:
ПГ — направление перемеще-
ния груза; КЖ — направле-
ние колебаний желоба
Для горизонтального конвейера
cos а = cosO° — 1; отсюда коэффициент
режима
Г г — аса1 sin $/д. (13.5)
Коэффициент Г характеризует дина-
мический режим работы качающегося
конвейера (динамические нагрузки на
привод и другие элементы конвейера)
и характер движения частиц груза: при
Г < 1 груз лежит на колеблющейся пло-
скости н перемещается, не отрываясь от
нее (режим инерционных конвейеров);
прн Г > 1 груз отрывается от колеб-
лющейся плоскости и перемещается
преимущественно микробросками (ре-
жим вибрационных конвейеров, рис. 13.2);
при Г — 1 имеют место граничные
условия. Установление оптимальных
значений коэффициента режима работы
конвейера, особенно при Г > 1, под-
чинено оптимальному решению основ-
ных задач — организации наиболее вы-
сокоскоростного движения частиц груза,
рационально согласованного с движе-
нием колеблющейся плоскости (желоба
конвейера), при минимальных динами-
ческих нагрузках иа привод и элементы
конвейера.
Если плоскость совершает гармониче-
ские колебания с коэффициентом режи-
ма Г = 1, то траектория движения ча-
стицы груза в вертикальной плоскости
совпадает с направлением движения
плоскости (рис. 13.3). Прн 1 < Г 3,3
движение частицы груза состоит из не-
скольких этапов, выполняемых в раз-
личные промежутки времени одного пе-
риода колебаний плоскости. Некоторое
время tr частица груза движется вместе
с желооом, затем, по мере увеличения
фазового угла <р и достижения этапа с
Г > 1, груз отрывается от колеблющей-
ся плоскости и совершает свободный
полет (микробросок) в промежутке
времени 1П ~ 12 — ti; затем он опять па-
дает на плоскость н движется совместно
с ней в промежутке времени 1з — 12- По-
сле этого цикл движения груза повто-
ряется.
Задача обеспечения наиболее эффек-
тивного движения частиц груза на ви-
брационном конвейере (прн Г>1) со-
стоит в выборе времени 12 (время
встречи груза с желобом) таким, чтобы
груз попал на плоскость желоба в мо-
мент его переднего хода н движение
груза совместно с желобом было бы
минимально необходимым для подго-
товки следующего полета без скольже-
ния, перемешивания, обратного движе-
ния и тому подобных перемещений,
препятствующих рациональному движе-
нию частиц. С точки зрения оптималь-
ного перемещения груза наиболее ра-
циональными (идеальными) режимами
работы конвейера следует считать та-
Рис. 13.3. Диаграмма движения частиц груза на
вибрационном конвейере при различных коэффициен-
тах режима работы Г
364 Качающиеся конвейеры
кие, прн которых движение частиц про-
исходит при непрерывном подбрасыва-
нии и время их микрополета tn равно
или кратно целому периоду колебания
конвейера Т, т. е.
t-n=pT, (13.6)
где р - лгрбое целое число.
Исследованиями установлено, что
движение с непрерывным подбрасыва-
нием частиц груза происходит при
Г = ]/^р+\. (13.7)
Прн р= 1, когда время мнкробро-
ска частицы груза равно одному полно-
му периоду колебания конвейера, коэф-
фициент режима Г — 3,3; при р = 2,
когда Гп = 2 Г, имеем Г = 6,36 (см.
рис. 13.3) и т. д.
В результате исследований получено,
что при р> 1 и Г > 3,3 имеются опреде-
ленные зоны снижения скорости переме-
щения груза, т. е. не происходит про-
порционального ее увеличения. Кроме
того, при Г > 3,3 конвейер работает со
значительными ускорениями (например,
большими 6,6д при р = 30°), обусловли-
вающими большие динамические на-
грузки на привод, подшипники и другие
элементы. Следовательно, для вибра-
ционного конвейера коэффициент режи-
ма работы должен находиться в теоре-
тических пределах 1 < Г < 3,3. Реко-
мендуемые практические значения ко-
эффициента Г (по исследованиям
В. К. Дьячкова во ВНИИПТМАШе)
с учетом как оптимального перемещения
различных грузов, так и динамических
нагрузок приведены в табл. 13.1.
13.3. Инерционные конвейеры
В инерционных конвейерах груз пере-
мещается под действием силы инерции.
По характеру движения грузонесущего
желоба и груза и давления груза на дно
желоба различают два основных типа
качающихся инерционных конвейеров:
с постоянным (система Маркуса, Эйкго-
фа и др., ФРГ) и с переменным (система
Крейса) давлением груза на дно желоба.
Конвейер Маркуса состоит из желоба,
опирающегося на стационарные катки,
и двухкрнвошипного привода. Желоб
совершает прямолинейное возвратно-
поступательное движение в горизон-
тальной плоскости с различными ско-
ростью и ускорением при прямом (в
направлении вперед) и обратном ходах.
На значительной части прямого хода
скорость желоба плавно возрастает, по-
том резко снижается, доходя до нуля,
и затем меняет направление. При обрат-
ном ходе скорость желоба в первой ча-
сти хода резко возрастает, затем плавно
снижается. Ускорение желоба тоже
плавно возрастает, затем резко умень-
шается, изменяет свое направление, до-
ходя до наибольшего отрицательного
значения, и опять резко увеличивается.
Такой характер движения желоба обес-
печивается’ двухкривошипным приводом
или же приводом с качающейся кули-
сой.
13.1. Рекомендуемые значения коэффициента режима работы Г вибрационных конвейеров
Конструкция конвейера Тип вибрацион- ного привода Коэффициент Г для тран- спортирования грузов
пылевидных и порошко- образных кусковых
Однотрубные (одножелобные) легкого и среднего Центробежный или 3-3,3 2,8-3
типов (при Q < 50 т/ч) подвесной и опорной конструкции То же, тяжелого типа (при Q > 50 т/ч) электромагнитный То же 2-2,5 1,8-2,3
Двухтрубные и однотрубные уравновешенные, лег- Эксцентриковый 1,6-2,8 1,5-2,5
кого и среднего типов (при Q < 50 т/ч и L < 30 м) То же, тяжелого типа (при Q > 50 т/ч и L > 30 м) 1,3-2,5 1,2-2
Инерционные конвейеры 365
В некоторый период времени прямого
хода желоба груз движется вместе
с ним без скольжения, накапливая кине-
тическую энергию. Когда скорость же-
лоба резко, изменяется и ускорение до-
стигает некоторого предельного значе-
ния, груз по инерции продолжает пере-
мещаться вперед с некоторым замедле-
нием, скользя вперед и при обратном
ходе желоба. Желоб как бы выскальзы-
вает из-под груза. В некотором проме-
жутке времени обратного хода скольже-
ние груза прекращается, и он вместе
с желобом движется вперед. Таким
образом груз перемещается вперед
с переменной скоростью в течение наи-
большей части прямого и обратного хо-
да желоба и только небольшой проме-
жуток времени общего цикла колебаний
(т. е. каждого оборота кривошипа) дви-
жется назад вместе с желобом при его
обратном ходе. Режим работы конвейе-
ра выбирают таким, чтобы обратный
ход груза был минимальным. Сила да-
вления груза на дно желоба в каждый
цикл колебаний будет всегда одинако-
вой, равной силе тяжести груза; по-
стоянной будет также сила трения груза
по дну желоба. Груз всегда будет ле-
жать на дне желоба, не отрываясь от не-
го. Постоянное трение груза по желобу
вызывает его изнашивание.
Основные параметры конвейеров
Маркуса: амплитуда колебаний желоба,
определяемая радиусом ведущего кри-
вошипа, 50—150 мм; частота колебаний
(частота вращения ведущего вала)
40 — 85 1/мин; ширина желоба
200— 1200 мм; длина до 50 м (иногда до
100 м); скорость перемещения груза на
горизонтальном конвейере обычно не
превышает 0,2 м/с.
Конвейер Крейса имеет желоб,
опертый на упругие стойки, жестко при-
крепленные к нему и опорной раме
и установленные под углом 20 — 30°
к вертикали. Колебательное движение
желоб получает от обычного кривошип-
ного привода. Кривошип вращается
с постоянной угловой скоростью и со-
общает желобу возвратно-поступатель-
ное движение одинакового характера
как для прямого, так и для обратного
ходов в направлении, перпендикулярном
к опорным стойкам. Так как стойки
установлены под углом, то при движе-
нии вперед желоб немного приподни-
мается вверх, а прн движении вниз —
опускается. Упругие стойки-рессоры, из-
готовляемые из рессорно-пружинной
стали марок 60С2 или 55С2, являются
своего рода аккумулятором энергии:
при прямом ходе желоба они изгибают-
ся, запасая кинетическую энергию н пре-
образовывая ее в потенциальную энер-
гию упругих сил, а при обратном ходе
вследствие своей упругости возвращают
желобу накопленную энергию.
Скорость и ускорение желоба напра-
влены перпендикулярно направлению
опорных стоек. При движении желоба
вперед вертикальная составляющая ско-
рости (и ускорения) направлена вверх,
перпендикулярно дну желоба, а при хо-
де желоба назад — вниз. Когда желоб
движется вперед, приподнимаясь, на ча-
стицу груза, лежащего на дне желоба,
действуют по вертикали сила тяжести
и вертикальная составляющая силы
инерции, направленные вниз, а по гори-
зонтали сила трения и горизонтальная
составляющая силы инерции. Сила да-
вления на дно желоба равна сумме сил
тяжести и вертикальной составляющей
силы инерции.
Для движения частицы груза вперед
при прямом ходе желоба необходимо,
чтобы сила трения груза о дно желоба
была больше, чем горизонтальная со-
ставляющая силы инерции груза. При
обратном ходе, когда желоб движется
назад (опускаясь), вертикальная соста-
вляющая силы инерции груза направле-
на вверх, а сила тяжести — вниз, и сила
давления груза на дно желоба, равная
их разности, и сила трения груза умень-
шаются. Для движения груза вперед при
перемещении желоба назад необходимо,
чтобы горизонтальная составляющая
силы инерции была больше силы тре-
ния. Это вполне возможно, так как сила
давления груза на желоб и сила трення
уменьшились. Таким образом, силы
давления груза на дно желоба при пря-
366 Качающиеся конвейеры
мом и обратном его хбдах получаются
различными по значению, что обеспечи-
вает возможность непрерывного пере-
мещения груза по желобу.
Для обеспечения движения груза впе-
ред при прямом и обратном ходах же-
лоба необходимо, чтобы груз не отры-
вался от него и сила инерции груза
в период замедления желоба при пря-
мом ходе была больше силы трения
груза о желоб и обеспечивала бы грузу
движение вперед и при обратном ходе
желоба. Для выполнения первого усло-
вия необходимо, чтобы вертикальная
составляющая ускорения желоба была
меньше ускорения силы тяжести. Поэто-
му для качающихся конвейеров Крейса
с переменным давлением груза на же-
лоб принимают коэффициент режима
Г < 1. В результате груз никогда не от-
рывается от желоба и скользит по его
дну с некоторой переменной скоростью.
Выполнение второго условия опреде-
ляется соответствующим выбором уско-
рения желоба
= п2п/90 >/g/(cos |3 —/sin |3), (13.8)
где п — частота вращения вала кривошипа;
а — амплитуда колебания, равная радиусу
кривошипа; / — коэффициент трения груза
о дно желоба; р — угол наклона опорных
стоек к вертикали.
Основные параметры конвейеров
Крейса: амплитуда колебаний, опреде-
ляемая радиусом кривошипа, 10 — 20 мм;
частота колебаний 300 — 400 1/мин;
ширина желоба 200 —1000 мм; сред-
няя скорость движения груза иа го-
ризонтальном конвейере 0,15 — 0,2 м/с;
на наклонном конвейере с подачей груза
вверх на подъем скорость движения гру-
за значительно уменьшается с увеличе-
нием угла наклона, который обычно не
превышает 10—15°.
Конвейер Крейса является первой сту-
пенью перехода от инерционных к ви-
брационным конвейерам. Вследствие
указанных ранее недостатков инер-
ционные конвейеры в настоящее время
имеют малое распространение (в основ-
ном применяются в технологических
машинах).
13.4. Вибрационные конвейеры
13.4.1. Основные типы
Существует много конструктивных
типов вибрационных конвейеров, ко-
торые можно классифицировать по раз-
личным признакам.
По направлению перемещения груза
вибрационные конвейеры разделяют на
горизонтальные, пологонаклонные и
вертикальные.
По способу крепления грузонесущего
элемента (желоба, трубы) различают ви-
броконвейеры на свободных упругих
подвесках-амортизаторах (подвесная,
свободноколеблющаяся конструкция)
и на наклонных направляющих стойках
(опорная конструкция с наклонными на-
правляющими упругими элементами).
В опорной конструкции наклонные
упругие стойки служат не только опора-
,ми грузонесущего элемента, но и обус-
ловливают направление его колебаний
(желоб получает направленные колеба-
ния).
По числу одновременно колеблющих-
ся масс в колебательной системе кон-
вейера различают конвейеры одномас-
сные, двухмассные и многомассные.
По характеру динамической уравнове-
шенности виброконвейеры разделяют
на уравновешенные и неуравнове-
шенные.
По числу грузонесушнх элементов
различают внброконвейеры одноэле-
ментные (т. е. одножелобные нли одно-
трубные) и двухэлементные (двухже-
лобные, двухтрубные). Одноэлементные
конвейеры могут иметь одинарный или
сдвоенный грузонесущий элемент; в по-
следнем случае грузонесущие элементы,
например две параллельные трубы,
жестко соединенные друг с другом, ко-
леблются как единое целое. Такую кон-
струкцию- применяют, например, для
одновременного транспортирования
различных грузов.
По производственному назначению
бывают вибрационные конвейеры, пита-
тели и дозаторы, предназначенные для
транспортирования груза; конвейеры-
Вибрационные конвейеры 367
Рис. 13.4. Диаграммы параметрон желоба вибрационного конвейера при гармонических колебаниях:
а — перемещения; б — скорости; в — ускорения
грохоты для одновременного транспор-
тирования и распределения частиц груза
по их крупности или отделения, напри-
мер, литников или литья от земли, ви-
брогрохоты для грохочения груза. %
По характеристике и настройке упру-
гих опорных элементов (колеблющейся
системы) различают виброконвейеры
с резонансной, дорезонансной и зарезо-
нансной настройкой упругой системы.
При резонансной настройке частота
возмущающейся силы вибровозбудите-
ля и и основная частота собственных
колебаний упругой системы конвейера
и0 одинаковы или приблизительно
равны (практически для устойчивой ра-
боты принимают 0,85 < ю/и0 < 1,1). При
дорезонансной настройке частота воз-
мущающей силы вибровозбудителя зна-
чительно меньше частоты собственных
колебаний конвейера (со ю0). При
зарезонансной настройке частота возму-
щающей силы значительно выше ча-
стоты собственных колебаний конвейера
(ю » <о0).
Резонансная настройка упругой си-
стемы конвейера обеспечивает малый
расход энергии при установившейся ра-
боте конвейера, возможность создания
конвейера высокой производительности,
но требует значительных пусковых уси-
лий из-за большой жесткости упругой
системы. Резонансная настройка упру-
гой системы получила преимуществен-
ное распространение на конвейерах
среднего и тяжелого типов.
При зарезонансной настройке упругой
системы ее жесткость невысокая, пу-
сковые усилия снижаются, но повы-
шается расход энергии при установив-
шейся работе конвейера; возможна дли-
тельная устойчивая работа машины
при различных изменениях нагрузки.
Основной недостаток зарезонансной на-
стройки — возможность значительного
увеличения напряжений в упругих эле-
ментах из-за кратковременного увеличе-
ния амплитуды колебаний при проходе
через область резонанса при пуске
и главным образом при остановке кон-
вейера (в периоды нарастания и сниже-
ния частоты возмущающей силы и ее
совпадения с частотой собственных ко-
лебаний системы). Для ликвидации это-
го недостатка разработан ряд спе-
циальных устройств. Кроме того, малая
жесткость упругих элементов вызывает
их значительные деформации (осадку)
под действием силы тяжести, поэтому
зарезонансную настройку применяют
главным образом для подвесных
и опорных конвейеров сравнительно
легкого типа. Дорезонансная настройка
имеет малое распространение.
Грузонесущий элемент горизонталь-
ного вибрационного конвейера, как пра-
вило, совершает прямолинейные (в от-
дельных конвейерах круговые нли эллип-
тические) симметричные гармонические
колебательные движения (рис. 13.4) с си-
нусоидальным изменением возмущаю-
щей силы. Известны конвейеры и с дру-
гими законами периодического измене-
ния возмущающей силы; используют
также двухчастотные (бигармонические)
колебательные движения, однако такие
конвейеры большого распространения
не получили. Вертикальные вибра-
ционные конвейеры совершают двойное
гармоническое колебательное движение:
прямолинейное вдоль вертикальной оси
и вращательное вокруг вертикальной
368 Качающиеся конвейеры
оси (т. е. продольные и крутильные
колебания).
Вибровозбудители колебаний грузоне-
сущего элемента могут быть центро-
бежными, эксцентриковыми (кривошип-
но-шатунными), электромагнитными,
гидравлическими и пневматическими.
Наибольшее распространение получили
электромагнитные и эксцентриковые ви-
бровозбудители, гидравлические и пнев-
матические применяют редко и главным
образом для работы во взрывоопасных
условиях. Вибрационные конвейеры
имеют сравнительно малые амплиту-
ды колебаний (обычно 1 15 мм) и
большие частоты колебаний (3000 —
400 1/мин соответственно значениям
амплитуд).
К современным конструкциям вибра-
ционных конвейеров предъявляют сле-
дующие основные требования: 1) мини-
мальная передача динамических нагру-
зок на опорные конструкции и возмож-
ность установки опорной рамы конвейе-
ра не только на фундамент, но и на
междуэтажные перекрытия; 2) полная
герметичность при транспортировании,
в том числе и в местах концевой и про-
межуточных загрузок и разгрузок; 3)
возможность промежуточной загрузки
и разгрузки конвейера и автоматическо-
го управления этими операциями; 4) на-
именьшая общая масса и масса коле-
блющихся частей на единицу произво-
дительности конвейера; 5) возможность
бесперегруз очного транспортирования
на наибольшее расстояние, т. е. наи-
большая оптимальная длина на один
привод; 6) малые габариты по высоте;
7) высокая надежность упругих элемен-
тов и привода — коэффициент готовно-
сти не менее 0,98, ресурс до первого ка-
питального ремонта не менее 8000 ч; 8)
малый уровень шума при работе кон-
вейера—80-85 дБ. Технические требо-
вания на горизонтальные и пологона-
клонные виброконвейеры регламентиро-
ваны ГОСТ 11732-78.
13.4.2. Влияние свойств
насыпных грузов
на эффективность работы
вибрационных конвейеров 1
В отличие от конвейеров других ти-
пов эффективность работы вибра-
ционных конвейеров (производитель-
ность, скорость транспортирования, вы-
сота слоя и т. п.) в значительной
степени зависит от свойств (главным
образом от гранулометрического соста-
ва — крупности частиц) транспортируе-
мого груза.
При одинаковых параметрах вибра-
ции на одном и том же конвейере раз-
ные насыпные грузы движутся с раз-
личными скоростями и высотами слоя,
обеспечивая различную производитель-
ность (рис. 13.5). Это важное свойство
1 По исследованиям В. К. Дьячкова во
ВНИИПТМАШе.
Рис. 13.5. Сравнительная диаграмма отно-
шения скорости рассматриваемого груза
к скорости движения песка гп при транс-
портировании на горизонтальном (а = 0) и
наклонном (а = 10°)вибрационных конвейерах
(амплитуда колебаний а = 3,5 мм и частота
1000 1/мин):
] — песок; 2 мелкокусковая руда; 3 —
мелкокусковой шлак; 4 — кусковой уголь;
5 — фосфоритная мука; б — апатит; 7 — по-
рошкообразный доломит; 8 — порошкооб-
разный шамот; 9 — цемент (по исследо-
ваниям во ВНИИПТМАШе)
Вибрационные конвейеры 369
вибрационных конвейеров надо обяза-
тельно учитывать при их применении.
Наибольший эффект достигается при
транспортировании сухих однородных
порошкообразных, зернистых и мелко-
кусковых насыпных грузов (песка, шла-
ка, угля й т. п.); скорость горизонталь-
ного транспортирования доходит до
0,3 м/с и в отдельных случаях до 0,6 м/с
при наиболее оптимальных режимах ви-
брации. Менее эффективно использо-
вать вибрационные конвейеры для
транспортирования неоднородных на-
сыпных грузов с большой примесью
пылевидных частиц — скорость их пере-
мещения в 2—3 раза меньше. Неэффек-
тивно транспортируются пылевидные
грузы с размером частиц менее 0,05 мм
(например, цемент). Скорость их гори-
зонтального перемещения обычно со-
ставляет 0,1 — 0,15 м/с при высоте слоя
50 — 60 мм, даже при наибольшей ам-
плитуде колебаний.
В процессе вибрационного транспор-
тирования пылевидных грузов, при под-
брасывании их частиц возникают воз-
душные прослойки и создается повы-
шенное сопротивление воздуха их ми-
крополету. Этим обусловливается малая
эффективность транспортирования пы-
левидных тонко дисперсных грузов ме-
тодом вибрации. Важнейшей проблемой
является выбор оптимального режима
вибрации и конструкции вибрационного
конвейера, которые бы обеспечили эф-
фективное транспортирование пыле-
видных грузов. С увеличением ампли-
туды колебаний эффективность транс-
портирования пылевидных грузов уве-
личивается, поэтому для их перемеще-
ния используют вибрационные конвей-
еры с эксцентриковым приводом (ам-
плитуда колебаний 12—15 мм, часто-
та 500—400 1/мин). На конвейерах
с электромагнитным вибровозбудите-
лем, имеющим малую амплитуду
(0,5 -1,2 мм) и большую частоту (3000
1 /мин) колебаний^ транспортировки ие
пылевидных грузов практически неэф-
фективно. У наклонных конвейеров
с подачей груза вверх скорость переме-
щения и производительность Q пони-
Рнс. 13.6. Экспериментальная зависимость произ-
водительности Q двухтрубного вибрационного кон-
вейера (диаметр трубы 310 мм, амплитуда коле-
баний 12,5 мм, частота 600 1/мин, коэффициент
режима Г = 2,52) от угла наклона конвейера а
при транспортировании:
/ — шлака доменных печей (размер кусков
0 — 35 мм); 2 — песка естественной влажности;
3 — сланцевого кокса (размер кусков 0 — 30 .мм);
^/ — сухого клинкера (размер кусков 0—10 мм);
5 — дробленого щебня (размер 0 — 30 мм); 6-
сухого цемента
жаются примерно на 3-5% на каждый
градус подъема (рис. 13.6), поэтому, как
правило, вибрационные конвейеры не
выполняют с углом подъема более 10".
Для пылевидных грузов, например це-
мента, а также несортированных грузов
с большим количеством (более 60 %)
пылевидных частиц, угол наклона кон-
вейера при транспортировании вверх на
подъем обычно не превышает 5°, так
как при больших углах транспортирова-
ние практически прекращается.
При подаче по уклону вниз, на спуск
(практически под углом не более 10°)
значительно лучше транспортируются
все виды грузов. Поэтому пылевидные
грузы целесообразно по возможности
370 Качающиеся конвейеры
транспортировать при уклоне вниз под
углом 10-5°.
Незначительная влажность (приблизи-
тельно до 10%) грузов, не обладающих
липкостью и вязкостью (например,
чистый песок, древесные опилки), не
препятствует их перемещению и даже
в отдельных случаях способствует уве-
личению скорости; однако при некото-
ром повышении влажности эффектив-
ность транспортирования резко сни-
жается. Липкие влажные связные грузы,
например глина, транспортируются
очень плохо. Известны попытки футеро-
вать желоб конвейера изнутри раз-
личными пластмассами и резиной для
повышения эффективности транспорти-
рования грузов, склонных к налипанию,
однако заметных успехов не достигнуто
Сортированные крупно- и среднеку-
сковые грузы при отсутствии мелких ча-
стиц хорошо перемещаются виброкон-
вейером, однако при движении они
издают шум от ударов о дно желоба
и вызывают изнашивание желоба; воз-
можно крошение кусков. Для повыше-
ния износостойкости стенки желоба фу-
теруют резиной.
Разнородные, несортированные грузы
имеют пониженную скорость транспор-
тирования, однако полного разделения
частиц груза по фракциям в общем слое
не наблюдается, хотя на поверхности
слоя замечается некоторое уведичение
скорости движения более крупных ку-
сков груза по более мелким частицам.
В вибрационных конвейерах-грохотах,
имеющих дно желоба с отверстиями
для просева мелких частиц груза, ско-
рость транспортирования на 10 — 20 %
меньше, чем при движении груза по
гладкому дну без отверстий при прочих
равных условиях. Плотность транспор-
тируемого груза заметного влияния на
скорость перемещения не оказывает; на-
пример, древесные опилки и железная
руда имеют, при равных условиях, при-
близительно одинаковые скорости
транспортирования, несмотря на боль-
шую разницу в плотности. Комбиниро-
ванный груз из слоев песка, мела и дро-
бленого кирпича одинаковой крупности
транспортируется единой массой без
разделения.
Скорость транспортирования одно-
родных кусковых грузов почти не зави-
сит от высоты слоя и практически
остается постоянной при коэффициенте
заполнения желоба 0,2 —0,8. Легкопо-
движные пылевидные и сухие зернистые
грузы при тонком слое перемещаются
с наибольшей скоростью. С повыше-
нием высоты слоя скорость транспорти-
рования заметно уменьшается, поэтому
такие грузы транспортируют при малой
высоте слоя (50—100 мм).
Таким образом, при применении ви-
брационных конвейеров необходимо
особо тщательно учитывать свойства
транспортируемых грузов.
13.4.3. Горизонтальные
и пологонаклоиные
вибрационные конвейеры
Подвесные конвейеры. Вибрационный
конвейер подвесной конструкции со
свободно колеблющейся одномассной
системой (рис. 13.7, а) состоит из грузо-
несущего элемента (трубы или желоба)
1, свободно подвешенного (или оперто-
го, рис. 13.7, б) на упругих связах — амор-
тизаторах 3 к неподвижным опорным
конструкциям и получающего напра-
вленные колебания от центробежного
привода 4 направленного действия,
и предохранительного пояса 5. Послед-
ний необходим на случай аварийного
обрыва упругих подвесок.
Приводом служат центробежный
(инерционный, дебалансный) вибровоз-
будитель — маятниковый, сдвоенный
или два синхронизированных электро-
двигателя-вибратора (рис. 13.7,б). При-
вод может иметь нижнее (рис. 13.7,0, по-
казано сплошными линиями) или верх-
нее (показано штриховыми линиями)
расположение по отношению к грузоне-
сущему элементу. Синхронизированные
мотор-вибраторы могут иметь также
центральное боковое расположение
(рис. 13.7, в).
Для обеспечения перемещения груза
в заданном направлении привод устава-
Вибрационные конвейеры 371
вливают таким образом, чтобы линия
действия направленной возмущающей
силы' развиваемой им, составляла угол
Р' = 20 ч- 30° с продольной осью конвей-
ера, называемый углом направления ко-
лебания. Поскольку в процессе колеба-
ния частицы груза совершают микропо-
леты (микроброски), груз транспорти-
руется в направлении, совпадающем
с линией действия возмущающей силы
над продольной осью конвейера (или
над верхним уровнем слоя груза в тру-
бе), как это показано на рис. 13.7.
Для обеспечения строго напра-
вленных прямолинейных колебаний гру-
зонесущего элемента привод конвейера
должен располагаться так, чтобы линия
действия возмущающей силы (или рав-
нодействующая двух сил от двух мо-
тор-вибраторов) проходила через центр
инерции (ЦП) всей колебательной си-
стемы.
Для рассматриваемых случаев при
полной симметричности системы в по-
перечной плоскости центр инерции со-
впадает с центром тяжести системы,
координаты которого в пространствен-
ной системе определяются по обще-
известным законам теоретической меха-
ники. Если это условие не соблюдено
и линия действия возмущающей силы,
вызывающей колебания системы, не
проходит через центр инерции (тяжести)
системы, то образуется момент, и систе-
ма получает не только прямолинейные,
но и дополнительные крутильные коле-
бания, неблагоприятно воздействующие
на процесс перемещения груза.
Для стабильности распространения
колебаний важно также обеспечить вы-
сокую жесткость узла крепления кронш-
тейна привода к грузонесущему эле-
менту конвейера. При малой жесткости
крепления возникают местные колеба-
ния стенок трубы или желоба, которые
неблагоприятно воздействуют на про-
цесс перемещения груза и могут вы-
звать разрушения как стенок трубы, так
и крепления привода.
При использовании клиноременной
передачи от электродвигателя к валу
центробежного привода направленного
действия ось клиноременной передачи
(рис. 13.7,6) должна располагаться пер-
пендикулярно линии направления коле-
баний. Только в этом случае колебания
конвейера не будут вредно воздейство-
вать на передачу, и она не будет ограни-
чивать размах колебания трубы конвей-
ера. Упругие подвески (или опоры) кон-
вейера имеют малую жесткость и слу-
жат лишь амортизаторами; частота соб-
ственных колебаний системы на таких
подвесках значительно ниже частоты
возмущающей силы. Поэтому конвей-
еры свободноколеблющейся системы
работают в зарезонансном режиме, что
позволяет почти полностью исключить
передачу вибрационных нагрузок от
конвейера иа опорные конструкции.
Загрузочные и разгрузочные патрубки
колеблющейся трубы конвейера соеди-
няют с неподвижными конструкциями,
например бункерами или пересыпными
воронками, при помощи гибких гофри-
рованных патрубков 2 (рис. 13.7, п) из
прочной ткани, резины или пластмассы.
Эти патрубки, обеспечивая герметич-
ность соединения, не препятствуют ко-
лебательному движению трубы или же-
лоба.
При установке конвейера непосред-
ственно под выпускным отверстием
бункера вертикальное давление столба
насыпного груза, находящегося в бунке-
ре, не должно передаваться на конвейер;
оно должно восприниматься стенками
неподвижной направляющей воронки,
при помощи которой загружается кон-
вейер. При невозможности размещения
такой доронки между бункером и кон-
вейером необходимо установить спе-
циальный питатель. Эти рекомендации
относятся к виброконвейерам любого
типа. Амплитуду колебаний грузонесу-
щего элемента свободно колеблющегося
конвейера при жесткости упругих связей
к и внутреннем сопротивлении в них
ц определяют из решения дифферен-
циального уравнения вынужденных ко-
лебаний центра инерции системы
(рис. 13.7, с):
(т 4- т0)х + ц/сх + кх = m0r0co2 sin cot.
372 Качающиеся конвейеры
(13.9)
Если пренебречь сопротивлениями
в упругих подвесках (ц = 0) и ввести не-
которые другие упрощения, что для за-
резонансной настройки вполне допусти-
мо, то амплитуду колебания конвейера
а (в см) можно определить по формуле
moro
а х, ---
т
где tnQ — общая масса дебалансов центробеж-
ного возбудителя; г0 — эксцентриситет распо-
ложения массы дебалансов, т. е. расстояние
от центра тяжести дебаланса до оси враще-
ния; т — общая масса колеблющихся частей
конвейера с учетом присоединенной массы
транспортируемого груза;
т — тг + тп + Xmr, (13.10)
здесь тт - масса трубы (или желоба) конвей-
ера со всеми прикрепленными к ней деталя-
ми; тп—масса вибровозбудителя, прикре-
пленного к трубе; X — эмпирический коэффи-
циент учета массы транспортируемого груза,
зависящий от коэффициента Г режима ра-
боты конвейера (рис. 13.8); тг— масса транс-
портируемого груза, находящегося в трубе
при расчетном коэффициенте ее заполнения.
Длина конвейера подвесной конструк-
ции зависит от прочности и жесткости
грузонесущего элемента и обычно не
превышает 6 м, так как увеличение
размера грузонесущего элемента повы-
шает его собственную массу и умень-
шает амплитуду колебаний.
Если трубу (или желоб) усилить про-
дольным ребром 4 (рис. 13.9, а), то
максимальную длину конвейера можно
довести до 8 м.
Рис. 13.7. Схемы одномассных свободноколеблю-
ьцнхся вибрационных конвейеров с центробежным
внбровозбудителем:
а, б, в — конструктивные; г — расчетная
Рис. 13.8. Экспериментальная зависимость коэф-
фициента X от коэффициента режима работы кон-
вейера Г (по исследованиям В. К. Дьячкова во
ВНИИПТМАШе)
Вибрационные конвейеры 373
Рис. 13.9. Схемы подвесных вибрационных конвейеров с электромагнитным приводом:
а — двухмассного; б — многомассного
К преимуществам подвесных вибра-
ционных конвейеров относятся просто-
та, сравнительно небольшая масса, воз-
можность устройства промежуточной
разгрузки и загрузки, малые динамиче-
ские нагрузки на опоры. Их недостатка-
ми являются малая длина перемещения
и амплитуда колебаний, некоторое
уменьшение амплитуды колебания при
увеличении загрузки. Несмотря на эти
недостатки, подвесные конвейеры
имеют большое распространение. Их
параметры: диаметры трубы 160, 200,
320 и 400 мм, производительность 6 —
50 м3/ч и длина 4 —6 м.
Подвесной вибрационный конвейер
с электромагнитным возбудителем ко-
лебаний представляет собой двух-
массиую - колеблющуюся систему
(рис. 13.9, а): первой массой является
грузонесущий элемент (труба или же-
лоб) 1 с прикрепленной к нему активной
частью электромагнитного вибровозбу-
дителя 3, вторая масса — реактивная
часть вибровозбудителя 2. Все
остальные узлы — такие же, как и у под-
весного виброконвейера с центро-
бежным приводом.
На подвесных конвейерах применяют
однотактные и двухтактные электромаг-
нитные вибровозбудители. Известны
также многоприводные (многомассные)
подвесные вибрационные конвейеры
с несколькими (обычно не более двух,
четырех) электромагнитными вибровоз-
будителями, укрепленными на одном
грузонесущем элементе (рис. 13.9, б).
При установке нескольких вибровозбу-
дителей на одну трубу (или желоб) кон-
вейера трудно достичь строгой синфаз-
ности их работы. Поэтому многопри-
водные вибрационные конвейеры как
подвесной, так и опорной (см. ниже)
конструкции имеют сравнительно малое
распространение.
Опорные виброконвенеры. Опорный
вибрационный конвейер с наклонными
направляющими упругими стойками
(рис. 13,10, а) состоит из грузонесущего
элемента 4, опорных упругих элементов
3, наклоненных под углом направления
колебаний Р к вертикальной оси, вибра-
ционного привода 2, опорной рамы 1,
которая может устанавливаться непо-
средственно на фундамент или на упру-
гие амортизаторы 5 (рис. 13.10,6). Ви-
бр ©возбудитель может быть центро-
бежным или электромагнитным (одно-
тактным), а также эксцентриковым.
Центробежные и электромагнитные ви-
374 Качающиеся конвейеры
Рнс. 13.10. Схемы опорных вибрационных конвейеров:
а — одномассного; б — двухмассного с центробежным (нли электромагнитным) приводом: я-
двухмассного с тяжелой опорной рамой и эксцентриковым приводом; г — двухмассного сдвоенного
с эксцентриковым приводом; д — многомассного с дополнительными дебалансами
бровозбудители’ могут иметь как ниж-
нее, так и верхнее расположение. Возму-
щающая сила привода любого типа
должна быть направлена под углом на-
правления колебаний Р, и ее линия дей-
ствия должна проходить через центр
инерции колебательной системы. Для
увеличения амплитуды колебаний грузо-
Вибрационные конвейеры 375
Рис. 13.11. Конвейер типа КВЖГ конструкции ВНИИПТМАШа:
а - общий вид; б — узел упругой резиновой опоры; в — поперечное сечение конвейера у привода
несущего элемента в некоторых кон-
струкциях двухмассных опорных кон-
вейеров центробежный привод распола-
гают на тяжелой опорной раме. По-
скольку в замкнутой колебательной си-
стеме амплитуды колебаний обратно
пропорциональны колеблющимся мас-
сам, то при малых амплитудах колеба-
ний тяжелой рамы более легкий грузо-
несущий элемент будет иметь увеличен-
ную амплитуду колебаний.
Все конструктивные рекомендации,
указанные для подвесных виброкоивейе-
ров, относятся также и к опорным ви-
броконвейерам.
Опорные конвейеры с центробежны-
ми приводами имеют зарезонансную,
а с электромагнитным и эксцентри-
ковым приводом чаще всего резонанс-
ную настройку упругой системы.
Техническая характеристика опорных
желобчатых вибрационных конвейе-
ров типа КВЖГ конструкции
ВНИИПТМАШа с эксцентриковым при-
водом и резиновой упругой системой
(рис. 13.11) приведена в табл. 13.2. Кон-
вейеры имеют амплитуду колебаний
желоба 6 мм; частоту 680 1/мин; угол
направления колебаний 22е; температуру
транспортируемого груза не более 100 °C.
Основным и весьма существенным не-
достатком конвейеров опорной кон-
струкции является их неуравновешен-
ность и передача вибрационных нагру-
зок (в основном в виде реакций
опорных упругих элементов) на
опорные конструкции, и, как следствие
этого, необходимость устройства фунда-
ментов для установки конвейера. Для
уменьшения этих нагрузок конвейер
снабжают тяжелой рамой (в том числе
и с металлическим каркасом, залитым
бетоном), масса которой в 3 — 5 раз
больше .массы грузонесущего элемента,
и устанавливают ее на упругие аморти-
заторы (рис. 13.10, в), однако это значи-
тельно утяжеляет конвейер.
Для уравновешивания продольных
усилий опорные конвейеры с эксцентри-
ковым приводом^ выполняют из двух
одинаковых секций (рис. 13.10,г), между
которыми установлен привод. Шатуны
привода соединены с каждой секцией со
сдвигом фаз на 180°, что позволяет
уравновесить горизонтальные соста-
вляющие действующих сил; верти-
376 Качающиеся конвейеры
13.2. Техническая характеристика конвейеров типа КВЖГ конструкции ВНИИПТМАШа (см.
рис. 13.11, в)
Параметры КВЖГ-200 КВЖГ-320 КВЖГ-500
Размеры желоба, мм: ширина В 200 320 500
высота h 125 160 250
наибольшая длина 24 000 30000 38 000
Производительность при транспортировании песка на го- 10 32 64
ризонтальной установке, м3/ч Мощность электродвигателя, кВт 2,2/3,0 5,5/7,5 7,5/10,0
Масса 1 м, кг/м 80/96 130/150 210/240
Размеры, мм: А 870 1050 1500
Н 390 470 655
L 448 632 882
Примечание. В числителе даны значения
менателе — с герметичным желобом.
кальные составляющие остаются не-
уравновешенными, следовательно для
установки конвейеров необходим фун-
дамент.
Опорный конвейер фирмы Уде (ФРГ)
имеет груз ©несущую трубу (или желоб)
4 (см. рис. 13.10,6), установленную на
упругих опорах 3, центробежный привод
2 из двух самосинхронизирующихся мо-
тор-вибратор ов с дебалансами, опор-
ную раму 1 и дополнительные уравно-
вешивающие массы 6, укрепленные на
упругих кронштейнах под углом напра-
вления колебаний fl Совместные коле-
бания дополнительных масс обеспечи-
вают направленность перемещения
трубы и транспортируемого груза и не-
которую уравновешенность общей си-
стемы.
Основные параметры конвейеров
этого типа; диаметр трубы 152 — 610 мм,
длина 12 — 27 м; масса 1 м 36 —
156 кг/м; мощность каждого двигателя
1-7,5 кВт.
Амплитуда колебаний конвейеров
опорной конструкции с зарезонансной
упругой системой, центробежным
приводом и опорной рамой, жестко
укрепленной на фундаменте (см.
рис. 13.10, и), определяется по формуле
(13.9). Для конвейера, изображенного на
рнс. 13.10,6, эта формула дает прибли-
женное решение. У конвейеров с эксцен-
триковым приводом амплитуда колеба-
ний а задается радиусом эксцентрика
для исполнения конвейера с открытым, а в зна-
Привода и распределяется между рамой
и грузонесущим элементом обратно
пропорционально их массам (см. рис.
13.12,и = г/2); если рама жестко закре-
плена на фундаменте, то амплитуда гру-
зонесущего элемента равна радиусу экс-
центрика (а = г), При применении приво-
да с упругим шатуном (см. ниже)
амплитуда колебаний меньше радиуса
эксцентрика (рис. 13.12, г).
Двухтрубный (двухжелобчатый) урав-
новешенный вибрационный конвейер
опорной конструкции (рис. 13.12 и 13.13)
состоит из параллельно расположенных
грузонесущих элементов — труб 7 и
3 (или желобов), соединенных друг
с другом шарнирными коромыслами
(рычагами-качалками) 6 и упругими свя-
зями — пластинчатыми рессорами
5 (рис. 13.12, а) или резинометаллически-
ми пакетами 9 (рис. 13.12,6), и эксцен-
трикового привода 8, закрепленного не-
посредственно на трубах — над или ме-
жду ними. Коромысла 6 шарнирно, при
помощи резинометаллических втулок,
крепятся к трубам и к опорным осям 4,
которые опираются на стойки 2, соеди-
ненные с неподвижной рамой 1. Ко-
ромысла и рессоры устанавливают под
углом направления колебаний р к вер-
тикали. Шатуны привода в крайнем по-
ложении размещают перпендикулярно
к продольным осям рессор и коромысел
и располагают в плоскости, проходящей
через центр инерции системы (ЦИ).
Вибрационные конвейеры 377
Рис. 13.12. Двухтрубный уравновешенный вибра-
ционный конвейер:
а — с рессорной упругой системой и жестким ша-
туном, б — с резинометаллической упругой систе-
мой и упругим шатуном; в, г — расчетные схемы
конвейера с жестким шатуном и с упругим шату-
ном для одной из колеблющихся масс; а — ам-
плитуда колебаний; г — радиус эксцентрика
Рис. 13.13. Двухтрубный вибрационный конвейер
фирмы Биндер (Австрия)
Двухтрубный конвейер представляет
собой уравновешенную двухмассную
колебательную систему, колеблющими-
ся массами которой являются верхняя
и нижняя грузонесущие трубы (или же-
лоба). При помощи эксцентрикового
привода верхняя и нижняя трубы дви-
жутся возвратно-поступательно, парал-
лельно друг другу со сдвигом фаз на
180°, т. е. когда одна труба движется
вперед, другая на эту величину откло-
няется назад, поскольку корпус подшип-
ников приводного вала прикреплен
к одной трубе, а головки шатуна — к
другой. Этим обеспечивается уравнове-
шивание движущихся масс конвейера.
Так как массы труб одинаковы, ампли-
туды их колебаний также одинаковы
(см. рис. 13.12,в).
Транспортируемый груз перемещает-
ся по верхней и нижней трубам в одном
направлении, обусловленном наклоном
направляющих коромысел. Груз будет
транспортироваться в ту сторону, в ка-
кую отклонена продольная ось коромы-
сла по отношению к перпендикуляру,
опущенному из центра верхнего шарни-
ра коромысла на продольную ось кон-
вейера.
Для уравновешивания системы необ-
378 Качающиеся конвейеры
ходимо, чтобы были одинаковыми
массы верхнего и нижнего грузонесуще-
го элементов и длины верхних и нижних
плеч всех коромысел, а продольная ось
центров опорных осей всех коромысел
находилась в плоскости продольной оси
симметрии расположения грузонесущих
элементов, проходящей через центр
инерции всей системы. Некоторая не-
уравновешенность будет при разной за-
грузке труб.
Основные параметры двухтрубных
вибрационных конвейеров фирмы Бин-
дер (Австрия) с резинометаллической
упругой системой (рис. 13.13) приведены
в табл. 13.3. Производительность кон-
вейеров 15—150 м3/ч при транспортиро-
вании песка.
Фирма выпускает также конвейеры
с трубами прямоугольного сечения и
с желобами. Для транспортирования го-
рячих грузов применяются конвейеры
со стальными рессорами.
Двухтрубные виброконвейеры с тру-
бами диаметром 160, 220, 320 и 400 мм
производительностью 10 — 70 м3/ч для
транспортирования грузов температу-
рой 500—850°C разработаны ВНИИ-
цветметом.
Двухмассную систему конвейера при
полной симметрии и равенстве масс
верхних и нижних труб и перемещений
можно приближенно рассматривать как
одномассную систему какой-либо одной
ее половины с одной степенью свободы
(см. рис. 13.12,ff). Тогда дифференциаль-
13.3. Техническая характеристика двухтрубных виб-
роконвейеров фирмы Биндер (Австрия)
Параметр
Тип конвейера
R10 R16 R22 R31 R39 R48
Размеры трубы:
внутренний
диаметр D, мм
наибольшая
длина, м
Габаритные раз-
меры поперечного
сечения конаейе-
154
15
220 310 390 470
25 60 35 30
ра, мм:
А 250 390
Н 370 480
700 750 900 1000
680 1100 1452 1680
ное уравнение движения полусистемы
с жестким шатуном будет иметь вид
тх + (ку + к2 + /с3) х + R — Ро sin cut,
(13.11)
где m — масса одного грузонесущего элемен-
та конвейера со всеми закрепленными на
нем деталями и присоединенной массой
транспортируемого груза [см. формулу
(13.10)]; х — перемещение центра инерции си-
стемы по оси У; кг, к2 и к3 — коэффициенты
жесткости рессор или резинометаллических
пакетов (&i) и резинометаллических шарни-
ров (к2, к3), взятые для одной массы, R =
= iy0S — обобщенная сила сопротивления
(здесь / — ]/ — 1 — мнимая единица;
у0— обобщенный коэффициент сопротивле-
ний; S — усилие деформаций упругих связей);
Ро — максимальное значение возмущающей
силы привода конвейера (по максимальной
амплитуде перемещения одного грузонесу-
щего элемента); ш — круговая частота возму-
щающей силы.
Жесткости упругих связей выбирают
для резонансной настройки по условию
0,85 < со/оэ0 < 1,1, (13.12)
где соо = |/ (ki + к2 + /<3)/т — круговая частота
собственных колебаний системы.
Двухтрубные конвейеры могут иметь
устройства промежуточной загрузки
и разгрузки с затворами барабанного
или клапанного типа. Загрузка и раз-
грузка должны быть равномерными для
обеих труб.
Преимуществами двухтрубных кон-
вейеров являются уравновешенность ко-
леблющихся масс; удвоенная произво-
дительность по сравнению с одно-
трубными конвейерами; наибольшая
длина транспортирования, доходящая
до 60 и даже до 100 м в одном агрегате
с одним приводом; постоянство ампли-
туды колебаний из-за применения экс-
центрикового привода; малый расход
энергии в связи с резонансной настрой-
кой упругой системы. К недостаткам
конвейеров относятся некоторая услож-
ненность их конструкции и узлов проме-
жуточной загрузки и разгрузки, боль-
шие габаритные размеры.
Вибрационные конвейеры 379
Рис. 13.14. Однотактный электромагнитный вибро воз будите ль:
а — принципиальная схема; б — конструкция
Уравновешенную двухмассную систе-
му имеет также конвейер, у которого
нижний грузонесущий элемент заменен
уравновешивающей балкой равной
массы (противомассой). Такой одно-
трубный (одножелобный) конвейер
с уравновешивающей балкой удобен
при непрерывной загрузке по всей длине
конвейера, при транспортировании
и одновременном грохочении и т. п.
Элементы конвейеров
Грузонесущий элемент. Грузонесущие
элементы выполняют в виде труб кру-
глого, квадратного илн прямоугольного
сечения или желобов различного очер-
тания, закрытых и открытых. Для
транспортирования пылевидных грузов
малым слоем предпочтительно приме-
нение закрытых желобов прямоугольно-
го сечения.
Трубы и желоба изготовляют из ли-
стовой высококачественной малоуглеро-
дистой или специальной стали толщи-
ной 3 — 5 мм по секциям длиной 4 —6 м,
соединяемым болтами с надежными
замками против самоотвертывания. Для
повышения износостойкости трубы
и желоба изнутри покрывают резиной,
полиуретаном, пластмассой и другими
подобными материалами. При транс-
портировании горячих грузов приме-
няют воздушное охлаждение.
Приводы. В общем понятии вибра-
ционным приводом называется совокуп-
ность устройств для возбуждения меха-
нических колебаний, их преобразования
и передачи рабочему элементу машины.
Приводом вибрационного конвейера
служит комплект вибровозбудителя
и электродвигателя с соответствующей
связью между ними или без нее.
Возможно также применение пневма-
тического или гидравлического дви-
гателя.
В электромагнитном приводе-возбу-
дителе электродвигатель отсутствует.
Эксцентриковый привод представляет
собой разновидность шатунно-криво-
шипного привода, в котором кривошип
малого радиуса заменен диском, эксцен-
трично расположенным на приводном
валу.
В вибрационных конвейерах наиболь-
шее распространение получили электро-
магнитные, центробежные и эксцентри-
ковые приводы.
Электромагнитные вибровозбудители
бывают однотактные и двухтактные.
Однотактный электромагнитный вибро-
возбудитель (рис. 13.14) состоит нз ста-
тора — электромагнита 1 с обмотками
2, присоединенными через выпрямитель
3 к сети электрического переменного то-
ка, якоря 4, поперечины 5, упругих свя-
зей — пружин 6, набора регулировочных
грузов 7 и кожуха 8. Поперечины и пру-
380 Качающиеся конвейеры
жины соединяют между собой статор
и якорь электромагнита. Упругая связь
в виде цилиндрических пружин или ре-
зиновых элементов определяет взаим-
ное расположение статора и якоря, за-
зор между ними, кинематику прямоли-
нейного возвратно-поступательного их
движения н, вместе с регулировочными
грузами, — настройку (как правило, резо-
нансную) колебательной системы кон-
вейера.
Колебательное движение статора
и якоря электромагнита возникает под
действием пульсирующей силы магнит-
ного притяжения в статоре электромаг-
нита при питании его катущек одно-
фазным переменным током. Сила при-
тяжения электромагнита прямо про-
порциональна силе тока в обмотке
катушки. При синусоидальном измене-
нии силы тока максимальная сила при-
тяжения магнита за один период изме-
нения силы тока возникает дважды;
следовательно, дважды за один период
якорь притянется к статору и под дей-
ствием реактивной силы пружин от-
толкнется от статора. В этом случае при
питании катушки переменным током
с частотой 50 Гц частота притяжения
якоря в статоре будет равна 100 Гц. Та-
кую высокую частоту нельзя использо-
вать для вибрационных конвейеров,
и поэтому непосредственное включение
катушек в сеть переменного тока не
применяется. Для уменьшения частоты
колебания вибратора питание катушки
электромагнита статора осуществляется
через однополупериодный выпрямитель
(селеновый, ламповый и т. п.), что по-
зволяет ликвидировать (или уменьшить)
одну из полуволн синусоидального то-
ка. В результате этого в каждый период
изменения силы тока происходит толь-
ко одно притяжение якоря к статору,
и частота колебаний вибровозбудителя
(а следовательно, и конвейера) равна ча-
стоте тока — 50 Гц (3000 колебаний
в минуту).
Основные преимущества однотактных
вибровозбудителей — малые габаритные
размеры и масса; их недостаток — ма-
лая мощность (обычно не более 1 кВт),
поэтому их применяют для конвейеров
и питателей с малой производитель-
ностью (приблизительно до 20 м3/ч).
Двухтактный электромагнитный ви-
бровозбудитель МЕХАНОБРа (Все-
союзный научно-исследовательский
и проектный институт механической
обработки полезных ископаемых)
(рис. 13.15, я) состоит из статора 1 Н-
образной формы, двух якорей 2, жестко
связанных между собой при помощи
скобы, обмоток переменного тока 3
и постоянного тока 4, и упругих связей
5, выполненных в виде пакета пластин-
чатых рессор (рис. 13.15,6). Под воздей-
ствием переменного и постоянного то-
ков в статоре возбуждаются постоянные
и переменные магнитные потоки, ко-
торые вызывают возвратно-поступа-
тельное движение якорей. При этом ког-
да верхний якорь притягивается к стато-
ру, нижний отталкивается, и наоборот.
Двухтактные вибровозб удите ли при-
меняют для двухмассных питателей
и конвейеров тяжелого типа подвесной
конструкции; их существенный недоста-
ток — большие габаритные размеры
и масса (до 20 кг на 1 т/ч производи-
тельности).
Питатели и конвейеры с электромаг-
нитным приводом конструкции МЕХА-
НОБРа имеют производительность
50 — 650 т/ч при мощности вибраторов
0,5 — 8,0 кВт, амплитуде колебаний
0,625 —1,25 мм и частоте колебаний 3000
1/мин.
Электр омагнитные вибров озбудител и
снабжают аппаратурой управления, ко-
торая позволяет плавно изменять силу
тока в обмотках электромагнитов и ам-
плитуду колебаний, а следовательно,
и производительность конвейера.
Преимуществами электромагнитных
вибровозбудителей являются отсутствие
трущихся и вращающихся частей, воз-
можность плавного регулирования про-
изводительности, простота эксплуата-
ции. К их недостаткам относятся значи-
тельное снижение производительности
при падении напряжения в питающей
сети источника тока и большая масса
двухтактных вибровозбудителей. По-
Вибрационные конвейеры 381
Рис. 13.15. Двухтактный электромагнитный вибро воз бу дитель МЕХАНОБРа:
а — принципиальная схема; б — конструкция
стоянство частоты (3000 1/мин) и малые
амплитуды (0,5 — 2 мм) ограничивают
возможность применения электромаг-
нитных вибровозбудителей для транс-
портирования пылевидных насыпных
грузов. Их используют для питателей
и конвейеров малой длины (до 2,5 — 6 м).
Приводы с центробежными вибро-
возбудителями бывают одинарные де-
балансные [с упругошарнирным
(рис. 13.16, а) и жестким креплением,
с направленным действием возмущаю-
щей силы], объединенные (рис. 13.16,6)
илн раздельные в виде двух деба-
лансных мотор-внбраторов с самосинх-
ронизацией (см. рис. 13.7, в). Последние
в настоящее время получают наиболь-
шее распространение.
Дебалансный одинарный центро-
бежный привод-вибровозбудитель
(рис. 13.16, а) представляет собой элек-
тродвигатель 1, на валу 3 которого на
некотором расстоянии от оси вращения
закреплен груз — дебаланс 2. При вра-
щении последнего возникает центробеж-
ная сила
Р = m0r0(B2, (13.13)
где тс, — масса дебаланса; г0 — эксцентри-
ситет массы дебаланса; св — угловая ско-
рость вала.
Проекции центробежной силы
Рх = Р cos ср; Ру — Р sin ср.
Статический момент массы дебаланса
MK = moro. (13.14)
Чтобы сообщить трубе конвейера
прямолинейные направленные колеба-
ния, одинарный дебалансный привод
(рис. 13.16, а) снабжают опорной плитой
4 с упругим шарниром 5. Плита через
шарнир передает конвейеру только про-
дольные составляющие центробежной
силы Ру> а поперечные составляющие Рх
воспринимаются упругим шарниром
(поэтому привод называют маятни-
ковым) и на конвейер не передаются.
В сдвоенном центробежном приводе
(рис. 13.16,6) на двух сцепленных друг
с другом зубчатых колесах 6 (или на
двух валах 3) укреплены одинаковые де-
балансы 2. При вращении .колес возни-
кают центробежные силы Р, про-
дольные составляющие которых Ру
складываются (так как оии направлены
382 Качающиеся конвейеры
Рис. 13.16. Схемы приводов вибрационных кон-
вейеров:
а, б — центробежных; в, г — эксцентриковых
в одну сторону), а поперечные соста-
вляющие Рх — уравновешиваются (так
как они направлены в разные стороны).
Максимальная направленная (продоль-
ная) центробежная сила
2Ру = 2moro(D2. (13.15)
Центробежные приводы применяют
для подвесных и опорных конвейеров
и питателей.
Преимуществами центробежного при-
вода являются сравнительная простота
конструкции, малый шум при работе,
возможность надежной герметизации
и получения большого диапазона частот
(2800—750 об/мин) и возмущающих сил
(до 100 кН). К недостаткам относится
небольшой срок службы опорных под-
шипников (до одного года).
Эксцентриковые (кривошипно-ша-
тунные) приводы с жестким (рис.
13.16, в), полужестким и упругим (рис.
13.16,г и 13.17) шатунами применяют на
однотрубных и главным образом на
уравновешенных двухтрубных конвейе-
рах с резонансной настройкой упругой
системы. Их преимуществами являются
возможность получения большого диа-
пазона амплитуд (до 15 мм) и частот
колебаний (от 400 до 800 в минуту);
к недостатку относится ускоренное из-
нашивание опорных подшипников.
У вибрационных конвейеров с резо-
нансной настройкой жесткость упругой
системы очень высокая, так как она
должна при прямом ходе аккумулиро-
вать большое количество кинетической
энергии колеблющейся трубы (или же-
лоба) с грузом, а при обратном ходе
возвращать ее обратно. Первоначальное
деформирование такой жесткой упругой
системы при пуске конвейера требует
больших пусковых усилий. При устано-
вившемся движении требуется подвод
небольшой энергии, необходимой толь-
ко для преодоления сопротивлений
в упругой системе и перемещения
груза.
Для преодоления больших усилий при
пуске конвейера используют следующие
способы: 1) в приводе устанавливают
один двигатель большой мощности по
Вибрационные конвейеры 383
Рис. 13.17. Эксцентриковый привод с упругим шатуном двухтрубного вибрационного конвейера
пусковым усилиям или же специального
исполнения с высоким (например, в 10
раз большим номинального) пусковым
моментом; 2) в приводе устанавливают
два двигателя обычного исполнения, ко-
торые используются оба одновременно
при пуске конвейера, а при установив-
шемся движении один из двигателей от-
ключается; 3) в механизм привода вво-
дят упругий элемент, который позво-
ляет постепенно раскачивать упругую
систему от малых перемещений до по-
лной рабочей амплитуды. В совре-
менных конструкциях наибольшее рас-
пространение получил третий способ,
как наиболее экономичный и эффек-
тивный. Упругими элементами служат
полужесткий и упругий шатун, упругий
(резиновый) эксцентрик, шатун с мас-
ляным демпфером и др.
При наличии в приводе упругого эле-
мента амплитуда колебаний трубы или
желоба конвейера близка по значению,
но не равна радиусу эксцентрика, так
как в общей работе колебательной си-
стемы участвуют не только основная,
но и приводная упругие связи (см.
рис. 13.12, г).
Полужесткий и упругий шатуны кре-
пят к грузонесущему элементу через
упругую связь — цилиндрическую пру-
жину или резинометаллические пакеты
(см. рис. 13.17). В полужестком шатуне
упругая связь имеет предварительное
поджатие или соответственно подобран-
ную жесткость, при которой во время
пуска конвейера шатун работает как
упругий, а при установившемся движе-
нии — как жесткий.
Упругие свизи основной колебатель-
ной системы выполняют из стальных
листовых рессор (рис. 13.18, а), цилин-
дрических спиральных пружин или рези-
нометаллических пакетов (рис. 13.18, в).
К упругим элементам относятся также
резинометаллические шарниры (втулки,
рис. 13.18, б), устанавливаемые в шарнир-
ных узлах опорных коромысел. Рессоры
и пружины изготовляют из высококаче-
ственной термически обработанной пру-
жинной стали 55С2, 60С2 и 60С2Н2А;
рессоры рассчитывают на изгиб с пони-
женным допускаемым напряжением для
стали до 100—120 МПа для обеспечения
повышенного срока службы.
Преимуществами рессор являются
простота и экономичность конструкции,
а недостатками — высокие напряжения
при больших амплитудах колебания
и сравнительно небольшой срок службы
(1—2 года) из-за высокочастотных зна-
копеременных нагрузок. Известно также
применение рессор из древеснослоистых
пластиков и стеклопластиков. Значи-
тельные перспективы имеют пневмати-
ческие упругие связи, однако они не
получили распространения из-за слож-
ности.
Резинометаллические пакеты (рис.
13.18, в) работают на сдвиг и обеспечи-
вают большие амплитуды колебания
и высокий срок службы, поэтому их
применение наиболее перспективно; од-
нако они не могут работать при новы-
384 Качающиеся конвейеры
Рис. 13.18. Упругие элементы конвейера:
а — пластинчатые рессоры; б — резинометаллическая втулка (шарнир); в — резинометаллический элемент
шенных температурах (более 100 °C).
В упругих шатунах, как правило, приме-
няют резинометаллические пакеты.
Расчет конвейеров
Теория и расчет вибрационного кон-
вейера включает три взаимосвязанные
задачи; 1) расчет колебательной си-
стемы конвейера; 2) определение разме-
ров сечения грузонесущего элемента на
основе расчета средней' скорости пере-
мещения груза н производительности
и 3) определение мощности привода
конвейера для преодоления инер-
ционных усилий, сопротивлений переме-
щению груза и потерь в упругих связях
колебательной системы.
При решении первой задачи опреде-
ляют амплитуду и частоту колебаний,
усилия в приводе и упругих связях и их
настройку. При этом используют ос-
новные положения теории механических
колебаний и динамики колебательной
системы с линейными и нелинейными
упругими связями, составляют и ре-
шают дифференциальные уравнения
движения системы. Наиболее простые
уравнения системы и их решения были
даны при рассмотрении отдельных кон-
струкций конвейеров.
Частота и амплитуда колебаний кон-
вейера определяются рекомендуемым
коэффициентом режима работы (см.
табл. 13.1) и выбираются из табл. 13.4
в зависимости от типа привода и харак-
теристики транспортируемого груза. По
выбранным частоте и амплитуде коле-
баний из дифференциального уравнения
движения системы находят характери-
стику упругих связей конвейера, а также
параметры привода и действующие на
него усилия.
Вид настройки упругих связей си-
стемы (зарезонансная или резонансная),
определяемой конструктивным типом
конвейера, был указан ранее, при рас-
Вибрационные конвейеры 385
смотрении отдельных конструкций кон-
вейеров.
13.4. Рекомендуемые значении амплитуды а н ча-
стоты колебаний го вибрационных конвейеров
Тип привода го, 1/мин а (мм) для грузов
пыле- видных и поро- шкооб- разных куско- вых
Электромагнитный 3000 1,2—2 0,75-1
Центробежный оди- нарный 2800- 1500 1,2-3 0,8-2,5
Центробежный сдвоенный 1500-1000 2-4 2-3
Экс центри ко вый 800-450 5-15 4-8
Угол направления колебаний [) при-
нимают в зависимости от частоты коле-
баний со: при со 1000 1/мин р =
= 20 4 25°; при о) < 1000 1/мин р =
= 30 -г 35°; в среднем р = 30°.
Скорость транспортирования v (м/с)
зависит от свойств транспортируемых
грузов и угла наклона конвейера:
р да (К t + К2 sin а) асо cos р ]/1 — 1/Г2,
(13.16)
Кг и К2— эмпирические коэффициенты, за-
висящие от физико-механических свойств
транспортируемого груза (табл. 13.5); а—
угол наклона конвейера; а — амплитуда ко-
лебаний; Г — коэффициент режима работы
конвейера (см. табл. 13.1).
В формуле (13.16) з нак «минус»
в скобках принимается для конвейеров,
работающих иа подъем (при подаче гру-
за по наклону вверх), а знак «плюс» —
для конвейеров, работающих на спуск
(при подаче груза по наклону вниз).
Для горизонтальных конвейеров
K2sina = 0 и скорость
г = K^cocosр(/1 - 1/Г2. (13.16')
Меньшие значения коэффициентов
и большие К2 относятся к более мел-
ким грузам, так как чем мельче частица
груза, тем меньше скорость его транс-
портирования (см. табл. 13.5).
Производительность вибрационного
конвейера определяют по формуле (3.8)
при коэффициенте заполнения: для от-
крытых желобов ф — 0,6 -т- 0,9, прямо-
угольных труб ф = 0,6 ч- 0,8 и для
круглых труб ф = 0,5 ч- 0,6; меньшие
значения принимают для грузов мелких
фракций. Ширину желоба и диаметр
трубы проверяют по кусковатости гру-
зов. Максимальный размер куска рядо-
вого груза не должен превышать 1/4,
а сортированного — 1/3 диаметра трубы
или ширины желоба конвейера.
Мощность А (кВт) приводного элек-
тродвигателя с повышенным пусковым
моментом (типа АОП) определяют по
эмпирическим формулам, предло-
женным В. К. Дьячковым: для коротких
конвейеров длиной 10 м
съо н \
Ада—K3L+—— ; (13.17)
103ц \ 3 0,36 J v 7
для конвейеров длиной Г>_10 м
Ада
СВО
103т|
ЮХ3 + (L-
U,3o
(13.18)
где Св — коэффициент транспортабельности
груза; для зернистых и кусковых грузов,
обладающих хорошей транспортабель-
ностью (песок, уголь, шлак, зерно), Св = 1;
для порошкообразных и пылевидных насы-
пных грузов, обладающих пониженной
транспортабельностью (цемент, огарки, апа-
тит), соответственно Св = 1,5 ч- 2; Q — ра-
счетная производительность конвейера, т/ч;
К3 и К4 — коэффициенты удельной затраты
13.5. Средние обобщенные значения опытных коэф-
фициентов Х'1 и К2 (по исследованиям В. К. Дьяч-
кова во ВНИИПТМАШе)
Транспорти- руемый груз Размер харак- терных частиц, мм Влаж- ность, 0/ /о *1 К2
Кусковой 5-200 — 0,9-1,1 1,5-2
Зернистый 0,5-5 0,5-10 0,8-1,0 1,6-2,5
Порошкооб- разный 0,1-0,5 0,5-5 0,4-0,5 1,8-3
Пылевидный Менее 0,1 0,5-5 0,2 -0,5 2-5
13 А. О. Спиваковский
386 Качающиеся конвейеры
13.6. Средние значения коэффициентов и Л'д
Вибрационный конвейер Расчетная производи- тельность конвейера, т/ч Кз К*
Подвесной одномассный с центробежным приводом 5-50 Более 50 6-7 5 —5,5 -
Опорный одномассный с направляющими наклонными стой- ками-рессорами с центробежным приводом 5-50 Более 50 7-10 5-6 5-6 3,5-4
Двухтрубный и однотрубный двухмассный, уравновешенный с эксцентриковым приводом 5-50 С жесткими шатунами 10-12 8-10
5-50 Более 50 С упругими шатунами 4,5-5 3,5-4 4-5 3-3,5
мощности (табл. 13.6); L— горизонтальная
проекция длины транспортирования груза,
м; Н - высота подъема груза (при наклон-
ном транспортировании), м; ц =
= 0,95 4- 0,97 — КПД механизмов привода.
13.4.4. Вертикальные вибрационные
конвейеры
Вертикальный вибрационный конвей-
ер-элеватор (рис. 13.19, а) имеет жесткий
цилиндрический каркас (трубу) 1; с на-
ружной (иногда с внутренней) стороны
его по спирали прикреплен открытый
желоб (или герметичная труба) 2, по ко-
торому снизу вверх перемещается груз.
Вверху или внизу каркаса конвейера
устанавливается привод-вибровозбуди-
тель 3, сообщающий каркасу напра-
вленные колебания вдоль и вокруг вер-
тикальной оси (т. е. продольные
и крутильные колебания), которые обес-
печивают движение частиц транспорти-
руемого груза вверх по спирали.
В свободно подвешенной конструкции
каркас конвейера прикрепляют
к опорным частям здания или фунда-
менту сверху и снизу при помощи амор-
тизирующих пружин 4 или резиновых
амортизаторов малой жесткости, благо-
даря которым исключается передача ви-
брационных нагрузок на опорные кон-
струкции (зарезонансная настройка
упругих связей).
Возбудителем колебаний вертикаль-
ного конвейера могут быть два электро-
магнитных вибровозбудителя или деба-
лансных мотор-вибратора, прикре-
пленных под углом направления колеба-
ний к основанию каркаса конвейера;
один двухвальный центробежный ви-
бровозбудитель направленного действия
или эксцентриковый привод.
Двухвальпый вибровозбудитель
(рис. 13.19,6) состоит из прочного карка-
са .5, внутри которого размещены два
параллельных вала 6; иа концах валов
имеются диски с одинаковыми дебалан-
сами 7, установленными попарно под
определенным углом друг к другу.
Валы, соединенные друг с другом при
помощи цилиндрических зубчатых пере-
дач 8, получают строго синхронное
и синфазное вращение от электродвига-
теля. При вращении дебалансов возни-
кают центробежные силы Р; верти-
кальные составляющие Рг этих сил
вызывают колебания конвейера вдоль
его вертикальной оси; горизонтальные
составляющие Рх, направленные в раз-
ные стороны, образуют момент, вызы-
вающий крутильные колебания конвейе-
ра. Сочетание этих колебаний при опре-
деленной частоте и амплитуде обеспечи-
вает транспортирование груза вверх по
спирали.
Вертикальные конвейеры с электро-
магнитными вибровозбудителями
имеют частоту колебаний 3000 1/мин,
Задачи научных исследований 387
Рис. 13.19. Вертикальный
вибрационный конвейер:
а — конструктивная схема;
б — схема двухвального
центробежного вибровозбу-
дителя; в — составляющие
амплитуды колебания
с центробежными 1000—1500 1/мин,
с эксцентриковыми 600—700 1/мин, сум-
марные (направленные) амплитуды ко-
лебаний (рис. 13.18, я) соответственно
а = 0,5 -г 8 мм.
Если задана амплитуда колебаний
а (см), то масса т$ (кг) одного из четы-
рех дебалансов двухвального вибровоз-
будителя
ат 1 // bR \2 , ,
ш/ =---- / —т- cos е + sm е,
4г Д \ Ри /
(13.19)
где т - общая масса колеблющихся частей
конвейера с присоединенной массой груза,
кг; b и R — размеры (см.) по рис. 13.18;
с = 45е - угол установки дебалансов;
г0 — эксцентриситет массы дебаланса, см;
ри—радиус инерции конвейера, см.
Производительность конвейера опре-
деляют по формуле (3.8); скорость
транспортирования можно найти по вы-
ражению (13.16), подставив вместо угла
наклона конвейера а угол подъема спи-
рали Q = 4 4- 8е. Наружный диаметр
каркаса конвейера DK > /7/10, где
Н — высота подъема. В существующих
установках DK = 300 4- 900 мм, ширина
желоба 100 — 400 мм, производитель-
ность до 20 м3/ч, высота подъема 6 — 12 м.
13*
Вертикальный виброконвейер кон-
струкции ВНИИПТМАШа имеет экс-
центриковый привод, одномассную си-
стему с резонансной настройкой. Харак-
теристика конвейера: наибольшая про-
изводительность при транспортирова-
нии песка 10 м3/ч; наружный диаметр
кожуха конвейера 800 мм; ширина же-
лоба 200 мм; шаг спирали 200 мм; наи-
большая высота конвейера 9,7 м; ам-
плитуда колебаний 6,5 мм; частота
600—700 1/мин; наибольшая скорость
транспортирования песка 0,15 м/с; угол
установки упругих элементов 45' ; мощ-
ность электродвигателей при наиболь-
шей высоте 2x4 кВт; линейная масса
грузонесущей секции 120 кг/м.
13.5. Задачи научных
исследований
К задачам исследований по совершен-
ствованию качающихся конвейеров от-
носятся :
1) разработка оптимальных конструк-
ций и режимов колебаний конвейера
для высокопроизводительного транс-
портирования пылевидных грузов;
2) увеличение длины бесперегрузочно-
го транспортирования грузов на одном
конвейере.
14
РОЛИКОВЫЕ
КОНВЕЙЕРЫ
14.1. Основные типы 388
14.2. Неприводные роликовые конвейеры 388
14.3. Приводные роликовые конвейеры 394
14.1. Основные типы
конвейеров
Роликовые конвейеры служат для
перемещения по горизонтали или под
небольшим углом наклона штучных
грузов (слитков, плит, опок, профильно-
го проката, труб, досок, поддонов, кон-
тейнеров, ящиков и т. п.), которые могут
перекатываться по роликам, имеют пло-
скую опорную поверхность или прямые
продольные опорные ребра, цилиндри-
ческую форму и пр. При транспортиро-
вании на конвейере грузы катятся по
стационарным роликам, оси которых
укреплены на раме конвейера.
По способу действия роликовые кон-
вейеры разделяют на приводные и не-
приводные. На приводных конвейерах
ролики приводятся во вращение двига-
телем и сообщают движение лежащим
на них грузам. На неприводных конвей-
ерах грузы перемещаются под дей-
ствием непосредственно приложенной
к ним движущей силы и, накатываясь
на ролики, приводят их во вращение.
Наиболее часто неприводные роли-
ковые конвейеры устанавливают с не-
большим наклоном в сторону движе-
ния; силой, движущей грузы, служит
продольная составляющая их силы тя-
жести. Такие конвейеры, называемые
гравитационными, представляют по су-
ществу наклонную плоскость, на кото-
рой сплошной настил заменен роликами
для уменьшения сопротивления движе-
нию и угла наклона. Для перемещения
грузов на неприводном роликовом кон-
вейере по горизонтали илн по наклону
вверх к грузам прикладывается внешняя
сила, передаваемая, например, цепным
захватом, толкающей штангой и т. п.
В простейших случаях нетяжелые грузы
на незначительную длину перемещают
вручную.
Расстояние между осями роликов
должно быть таким, чтобы груз всегда
лежал не менее чем иа двух роликах;
практически, для достижения спокойно-
го хода груза это расстояние прини-
мается не больше 1/3 длины груза, а при
длинномерных грузах, которые могут
изгибаться в пролетах между роликами,
еще меньше.
По типу роликов различают конвей-
еры с цилиндрическими и дисковыми
роликами.
14.2. Неприводные роликовые
конвейеры
14.2.1. Типы и конструкции
Роликовые конвейеры разделяют на
стационарные или переносные
(рис. 14.1, а) и передвижные, монти-
руемые на колесах (рис. 14.1,6). Конвей-
ер собирают из секций, состоящих из
опирающейся на стойки рамы и укре-
пленных иа ней роликов. Для регулиро-
Неприводные роликовые конвейеры 389
вания угла наклона конвейера стойки
выполняют выдвижными (рис. 14.1, а).
Ролики имеют, как правило, цилин-
дрическую форму и вращаются на ша-
рикоподшипниках на неподвижных осях.
При транспортировании грузов цилин-
дрической формы, например труб, кру-
глой стали и т. п., применяют конои-
дальные либо парные наклонные роли-
ки. Парные ролики устанавливают так-
же в тех случаях, когда грузы передви-
гаются цепью с захватами; цепь распо-
лагается вдоль конвейера в просвете
между роликами. Обечайки роликов
обычно изготовляют из стальной
трубы. При нетяжелых условиях работы
применяют ролики из синтетических ма-
териалов. Они имеют меиыиую массу,
повышенную кислотоупорность и кор-
роз ионностойкость, обладают некото-
рой эластичностью и бесшумны при
движении по ним грузов.
Во многих случаях вместо цилиндри-
ческих применяют дисковые ролики,
устанавливаемые иа специальных шари-
коподшипниках на неподвижных осях.
Такие ролики бывают разной конструк-
ции, например с наружными и внутрен-
ними кольцами из пластмассы, с одно-
рядным или двухрядным подшипником,
стальными ступицей и закладными
кольцами (рис. 14.2) и др. Дисковые ро-
лики имеют преимущества перед цилин-
дрическими; например, на криволи-
нейных в плане конвейерах, при прохо-
ждении грузов диски на радиально
расположенных осях вращаются с не-
одинаковой угловой скоростью (ско-
рость с внешней стороны больше, чем
с внутренней), и скольжение по ним гру-
зов практически отсутствует. При гру-
зах небольших размеров оси дисковых
роликов, расположенных в шахматном
порядке, могут устанавливаться ближе
друг к другу, что обеспечивает более
спокойный ход грузов.
Неприводные роликовые конвейеры
допускают пересечения и разветвления,
на которых специальные переходные
секции можно переставлять подобно
стрелке рельсовых путей. На пересече-
ниях специальная секция конвейера мон-
тируется иа поворотном круге и может
располагаться продольной осью по
длине одного или другого конвейера
(рис. 14.3, а, 6). Применяют также ди-
сковые ролики, смонтированные на по-
воротных головках и самоустанавли-
Рис. 14.1. Секции неприводных роликовых конвейеров
390 Роликовые конвейеры
вающиеся по ходу грузов, и шаровые
опоры, допускающие движение грузов
в любую сторону (рис. 14.3, в, узел I).
Для уменьшения сопротивления сколь-
жению на криволинейных участках с ци-
линдрическими роликами устанавли-
вают по два раздельных ролика на
каждой оси или конические ролики.
На рис. 14.4 показан продольный рас-
пределительный роликовый конвейер
с четырьмя примыкающими к нему бо-
ковыми приемными конвейерными сек-
циями, на которые движущиеся грузы
передаются с помощью автоматически
или вручную включаемых ленточных
разгружателей. С боковых секций грузы
попадают па эдектротележки.
Пример устройств автоматического
адресования находящихся в спе-
циальных контейнерах грузов на ответ-
вленные роликовые конвейеры показан
на рис. 14.5, а. В днище каждого контей-
нера заделаны несколько металлических
пластинок по числу ответвлений от
главного конвейера. На одной из пла-
стинок устанавливается с помощью
электромагнитной головки кодиро-
ванный адрес конвейера. Перед каждым
ответвлением ниже роликов крепится
считывающее устройство. Если кодовая
комбинация на контейнере совпадает
с комбинацией данного считывающего
устройства, то посылается команда на
отклоняющее устройство в виде пово-
ротного рычага, переводящего контей-
нер на боковой конвейер; при. несовпа-
дении кодовых комбинаций контейнер
беспрепятственно проходит данное от-
ветвление н продолжает движение по
главному конвейеру до соответствую-
щего ответвления.
На сходящихся под острым углом
конвейерах во избежание столкновения
грузов устанавливают блокирующие ме-
ханические или электрические устрой-
ства. Механическое устройство в виде
колонки с поворотным двуплечим рыча-
гом показано на рис. 14.5, б. Проходя-
щий по одному конвейеру груз не до-
пускает на время , своего прохода
движение по второму конвейеру. При
электрическом способе блокирования
(рис. 14.5, в) на конвейерах монтируют
электрические выключатели и соеди-
ненный с ними, установленный на со-'
пряженном конвейере стопор. При про-
Рис. 14.2. Конвейер с дисковыми роликами с трассой:
а — прямой: о — изогнутой
Рис. 14,3, Неприводные ро-
ликовые конвейеры:
а — конвейеры с криволиней-
ными секциями; б — стрелка;
в — узел пересечения на по-
воротном круге, на шариках
Рис. 14,4, Непрнводной рас-
пределительный роликовый
конвейер с четырьмя при-
емными секциями:
/’ Р>ЛСК KLI ; Л
7 — приемные секции; 3 —
управление экранами; 6 —
распределительный конвейер
392 Роликовые конвейеры
Рис. 14.5. Схемы автоматических устройств на стрелках:
я — передача груза на ответвленный конвейер; б и « — блокирующие устройства; / —контейнер; 2 —
считывающий датчик; J — ответвленный конвейер; 4 — переводной рычаг; 5 — считывающее устройство;
6 — колонка с двуплечим рычагом; 7 — электрические выключатели; 8 — стопор
хождении грузов по одному из сопря-
женных конвейеров на втором с по-
мощью выключателей выдвигается сто-
пор.
Параметры изготовляемых с обечай-
ками из стальных бесшовных или элек-
тросварных труб цилиндрических роли-
ков неприводных роликовых конвейеров
нормированы по ГОСТ 8324 - 71. Им
устанавливаются диаметры ролика
и конца его оси, длина ролика, расчет-
ная нагрузка на него и масса. Кроме то-
го, нормируется биение наружной рабо-
чей поверхности роликов, которое для
обработанных роликов может соста-
влять 0,2 —0,5 мм в зависимости от диа-
метра, и предельное отклонение от пло-
скости, которое не должно превышать
0,4—1,2 мм в зависимости от диаметра
ролика. Длина цилиндрических роликов
принимается из размерного ряда чисел
160, 200, 250, 320, 400, 500, 650, 800, 1000,
1200 мм, шаг роликов из размерного
ряда 50, 60, 80, 100, 125, 160, 200, 250,
315, 400, 500, 630 мм.
Расчетная нагрузка на ролик Р при-
нимается приближенно в зависимости
от отношения /гр//р длины груза к шагу
роликов; она уменьшается с возраста-
нием этой величины^ так как повышает-
ся вероятность распределения силы тя-
жести груза Grp на большее количество
роликов. При 2/р < /гр < 3/р принимают
P = 0,5G; при 3/р</гр<4р P-0.33G;
при 4/р < /гр < 5/р Р = 0,25G.
14.2.2. Расчет иеприводиых конвейеров
Передвижение грузов по стацио-
нарным роликам конвейера предста-
вляет собой по существу рассмотренный
в п. 3.2 способ «перемещения на коле-
сах», при котором имеет место трение
качения грузов по роликам и трение
скольжения или качения в подшипниках
роликов. В общем случае коэффициент
сопротивления при движении грузов по
роликам может быть определен по фор-
муле (3.23).
Определим силу W, необходимую для
перемещения груза по горизонтальному
неприводному конвейеру, и необхо-
димый угол наклона р гравитационного
конвейера для движения груза со ско-
ростью V (м/с).
Неприводные роликовые конвейеры 393
Ролики конвейера, как указывалось,
вращаются накатывающимися на них
грузами. После прохождения груза (если
непосредственно за ним не следует
новый груз) ролики под действием сил
трения в подшипниках вращаются с за-
медлением и перед накатыванием сле-
дующего груза могут полностью оста-
новиться.
Диаграмма скорости по окружности
ролика, а следовательно, и его угловой
скорости, приведена для этого случая на
рис. 14.6, а. В начальный период t(, пока
скорость на окружности ролика не ста-
новится равной скорости поступатель-
ного движения груза v, которую можно
считать постоянной, груз по ролику
одновременно скользит и катится. Ско-
рость ролика, находящегося под дей-
ствием постоянной силы трения сколь-
жения от накатывающегося груза, воз-
растает по закону прямой (ОА на
рис. 14.6, а). Затем ролик вращается гру-
зом с постоянной окружной скоростью
v (прямая АВ). Далее освобожденный от
груза ролик вращается замедленно (пря-
мая ВС) и затем остается в покое (пря-
мая CD) до накатывания следующего
груза. После этого цикл возобновляется.
При перемещении z грузов в час, время
(с) одного полного цикла ti = 3600/z.
Если G1 - сила давления груза на ро-
лик и ц0 — коэффициент трения скольже-
ния в движении, то сила трения между
ними в период ускорения ролика равна
G'p0, и путь, на котором она действует,
vt{ (на рис. 14.6, а — площадь OEAF);
следовательно, работа груза равна
G'mvtj. Путь любой точки по окружно-
сти ролика в этот же период равен vt)/2
(площадь OAF); отсюда путь скольжения
тоже равен vt'J2 (площадь ОЕА). Таким
образом, половина всей работы груза
в период вращения ролика с ускорением
превращается в работу трения, а вторая
половина — в кинетическую энергию ро-
лика. Иначе говоря, работа груза равна
удвоенной кинетической энергии ролика
2А, где для вращающихся частей ролика
с силой тяжести Р
А = KPv2/(2g),
Рнс. 14.6. Диаграмма скорости ролика на неприиодиом
роликовом конвейере
где К < 1 — коэффициент, учитывающий, что
не вся масса вращающейся части ролика рас-
положена на его окружности; практически
можно считать К = 0,8 ч- 0,9; д — ускорение
свободного падения, м/с2.
Таким образом, полная сила сопроти-
вления движению груза с силой тяжести
G по роликовому конвейеру складывает-
ся из следующих составляющих.
1. Сопротивление качению груза по
роликам
= G2k/D, (14.1)
где к — коэффициент трения качения груза
по роликам.
2. Сопротивление вследствие трения
в цапфах роликов; если груз лежит на zf
роликах,
W2=(G + Pz')iul/D, (14.2)
где ц — коэффициент трения в шейке ролика;
d — диаметр шейки ролика.
3. Сопротивление вследствие скольже-
ния груза по роликам и сообщения им
кинетической энергии. Для одного роли-
ка соответственная работа равна 2А,
а для всех z роликов на конвейере 2Az;
следовательно, составляющая сопроти-
394 Роликовые конвейеры
влеиия при длине конвейера L (м) (пути
перемещения груза)
1+з = 2Az/L = KPzv2/(gL). (14.3)
Полная сила сопротивления движе-
нию груза нли сила, необходимая для
передвижения груза по горизонтально-
му неприводпому роликовому конвейе-
ру,
+ w2+w3 =
= G2k/D + (G + Pz')\ul/D + KPzv2/(gfy
(14,4)
Отсюда находится коэффициент сопро-
тивления движению груза w' н равный
ему тангенс угла [3 наклона гравита-
ционного конвейера, на котором груз
движется с постоянной скоростью V.
. и7
Ст
2к ( Pz'\ pd KPzv2
=----+1-1-----------+-------
D \ G J D gLG
(14.5)
Если, как показано на диаграмме
рис. 14.6.6, интервал времени между
грузами G меньше периода вращения
ролика под грузом Г"(гг <t'[\ 'то ролик
не останавливается, и сообщаемая ему
кинетическая энергия меньше, чем
в предыдущем случае, так что и сила со-
противления, и потребный угол наклона
конвейера получаются меньшими. Если
интервал времени tr равен периоду рав-
номерного вращения роликов FH, то
сила сопротивления и потребный угол
наклона достигают минимума:
2/< Л
VV,nin " 1g Pmi.i — ~ + ( 1 +
2к + pd Pz' p.d
'~Ь + ~G~ ~D
)ld
(14.59
Независимо от режима подачи грузов
на роликовый конвейер угол его накло-
на может быть тем меньше, чем меньше
сила тяжести вращающихся частей ро-
ликов и больше вес грузов, т. е. меньше
отношение P[G. Поэтому на конвейерах
14.L. Наклон роликовых конвейеров
Груз Масса. груза, кг Наклон конвей- ера, %
Листовая сталь:
рихтованная 30 1.0- 1,5
нсрихтованная 30 2-3
рифленая 30 2
Литье гладкое обработанное 30 0,5-1,5
Чугун в чушках 30 3,5-4,0
Заформованныс опоки 10-50 1,5-2,5
Деревянные брусья Доски: 100-400 0,5- 1,5
пиленые 30 3-4
15 4
строганые 15 2.5
Контейнеры из листового .ме- 10-30 2-3
галла 30-150 2,0-2,5
150-500 1,5-2,0
500 - 1000 1.0-1.5
Ящики из строганых досок, 10-25 2,0-2,5
деревянные поддоны 25-125 1,5-2,0
,500- 1200 0,5-1,5
Картонные коробки 1,5-3,0 6-7
3-8 5-6
8 — 25 4-5
с роликами, имеющими одинаковые ха-
рактеристики, с уменьшением силы тя-
жести грузов приходится увеличивать
угол наклона конвейера. Немалое значе-
ние имеет также состояние опорной по-
верхности груза и определяемый ею
коэффициент трения качения к, к также
тип и состояние подшипников и диа-
метр роликов D. В качестве средних ве-
личин наклона на основании данных
практики можно принять данные
табл. 14.1. На криволинейных участках
конвейера наклон увеличивается на
0,5-1%.
14.3. Приводные роликовые
конвейеры
14.3.1. Типы и общее устройство
В приводных роликовых конвейерах
вращение передается от двигателя на
все рабочие ролики. Эти конвейеры ши-
роко используют в прокатных цехах для
транспортирования металла к про-
катным станам, к ножницам, пилам,
правильным и охлаждающим устрой-
ствам, а также на склад готовой продук-
Приводные роликовые конвейеры 395
ции. Большое распространение имеют
приводные роликовые конвейеры на за-
водах, производящих резку и раскрой
листового и профильного металла, на
лесопильных и деревообделочных пред-
приятиях при передаче бревен и досок
от станка к станку и пр.
Роликовые конвейеры прокатных це-
хов разделяют на рабочие (маневровые)
и транспортные. Первые устанавли-
ваются непосредственно у прокатных
станов н служат для подачи и отвода от
них металла, вторые — для транспорти-
рования по цеху.
По способу передачи на ролики дви-
жущей силы различают роликовые кон-
вейеры с групповым и индивидуальным
приводом. При групповом приводе дви-
жущая сила передается на ролики про-
дольным валом, приводными цепями,
клиновым ремнем или лентой (рис. 14.7).
На рис. 14.7, а показана схема привода
с помощью продольного вала и кониче-
ских передач, установленных на кон-
сольных концах валов роликов. Валы
вращаются во внешних подшипниках.
Конвейеры этого типа, приспосо-
бленные для тяжелых условий работы,
нередко выполняются реверсивными;
реверс осуществляется переключени-
ем двигателя или передаточного меха-
низма.
На рис. 14.7,6 показана схема привода
с помощью коротких приводных цепей,
соединяющих каждая по два ролика,
для чего на- концах роликов насажены
по две цепные звездочки.
На рис. 14.7, в изображен ролик, при-
водимый во вращение одной протяну-
той по длине конвейера (или по части
длины) приводной цепью; от соскакива-
ния со звездочек цепь удерживается рас-
положенным сверху щитком. Обратная
ветвь цепи движется скольжением по
продольному желобку. Разные схемы
цепных передач, применяемых, как пра-
вило, при нетяжелых условиях работы
и небольших скоростях движения гру-
зов, показаны отдельно на рнс. 14.8.
На рис. 14.7, г изображена схема при-
вода роликового конвейера с помощью
ленты. Лента расположена под рабочи-
ми роликами и прижимается к ним до-
бавочными роликами. Такне же ролнкн
служат для поддержания обратной ве-
тви ленты. Конвейер этого типа харак-
теризуется плавным и бесшумным дей-
ствием и может успешно применяться
в нетяжелых условиях работы при тре-
бующейся большой скорости движения
грузов. В некоторых случаях в процессе
перемещения на роликовом конвейере
штучных грузов необходимо их повора-
чивать. Для этого можно применять ро-
лики конической формы, на которых
грузу сообщается с одной стороны
большая линейная скорость, чем с дру-
гой. Однако длина участка поворота гга
таких роликах получается значительной.
Поворот на небольшой длине или даже
в одной точке конвейера вокруг верти-
кальной осн можно осуществить при ис-
пользовании разрезных роликов, состоя-
щих из двух роликов на одной оси,
вращаемых с помощью планетарной
или цепной передачи в разные стороны.
Два типа роликов для тяжелых усло-
вий работы — на металлургических кон-
вейерах представлены на рис. 14.9. На
рис. 14.10 показан общий вид такого
конвейера со снятым настилом. При
крупносерийном производстве электро-
двигателей упрощенной конструкции
привод этого типа, имеющий свои экс-
плуатационные преимущества, в ряде
случаев предпочтительнее по сравнению
с групповым приводом.
14.3.2. Расчет приводных конвейеров
Транспортный конвейер. На включен-
ном транспортном конвейере все роли-
ки- вращаются двигателем непрерывно,
независимо от того, лежат ли в каждый
данный момент проходящие по конвейе-
ру грузы на всех роликах конвейера или
на части их. При расчетной производи-
тельности конвейера Q (т/ч) (с учетом
неравномерности поступления грузов),
его длине Д(м) и длине горизонтальной
проекции Д (м), высоте подъема Н (м),
при количестве роликов на конвейере z,
силе тяжести вращающейся части ка-
ждого ролика Р (Н) и скорости движе-
Рис. 14.7. Схемы привода роликового конвейера:
« — продольным валом и коническими зубчатыми передачами; б —приводными цепями от ролика
к ролику; в — одной приводной цепью; г — лентой
Приводные роликовые конвейеры 397
ния груза v (м/с) потребная мощность
двигателя (кВт)
/ QH QLrW' zPw{v\ 1
Г361Г+ 360 + 1000 / тР
(14.6)
где w' — коэффициент сопротивления переме-
щению лежащих на конвейере грузов [см.
уравнение (3.23)]; — коэффициент сопро-
тивления вращению роликов, получаемый из
уравнения (3.23) при к—0 (Wy=iid/Dyt
Г] — КПД приводного механизма.
Для горизонтального конвейера Н = 0
и Ц -L. следовательно, мощность (кВт)
N_( QLw'
360
zPw\ v
1000"
(14-7)
+
Если заданы сила тяжести грузов
G (Н) и количество их в час Z [см. урав-
нение (3.15)], то предыдущее выражение
получает вид
N = ( GZLW' (14.7)
I 3600 • 1000 1000 / и
С увеличением производительности Z
и количества роликов z мощность дви-
гателя возрастает. Коэффициент полез-
ного действия принимают равным
0,8-0,85.
Интервал времени (с) между прохо-
ждением грузов при равномерном по-
ступлении нх на конвейер
г-3600/Z, (14.8)
продолжительность (с) движения их по
конвейеру
Т = L/v (14.9)
и количество грузов, одновременно на-
ходящихся на конвейере,
Zo - T/t = ZL/(3600^ (14.10)
Тогда потребная мощность двигателя
(кВт)
(ZnGw' + zPw/) v
N = (14.11)
lOOOri 1
При подаче малого количества грузов
в час может оказаться Zo < 1, т. е. пе-
риодически груз на конвейере отсут-
Рис. 14.8. Схемы цепных передач на приводном роликовом конвейере;
а — короткими передачами от ролика к ролику; б — секциями на группы роликов; в — секциями
с нажимными роликами для образования на роликах углов обхвата; г —с цепью, охватывающей
звездочки под углом около 180°
398 Роликовые конвейеры
Рие. 14.9. Ролики металлургическо-
го конвейера с приводом:
<z — групповым; б — индивидуаль-
ным
Рис. 14.10. Роликовый конвейер с
индивидуальным приводом роликов
ствует. В этом случае в уравнении
(14.11) следует принимать Zo — I.
Наибольший крутящий момент (Н м).
передаваемый па один ролик, если груз
одновременно лежит на i роликах и си-
ла тяжести его распределяется на них
с коэффициентом неравномерности
> I,
f K,Gw' \D
ЛГ =—--------+ Pw; —. (14.12)
\ г /2
Если груз удерживается стопором,
а ролики продолжают вращаться, то
крутящий момент (Н м)
м,
гк.с/ \ id
------h (-----h Р W1
1 \ 1 / J 2 '
где/- коэффициент трения груза о поверх-
ность ролика.
При этом мощность (кВт) двигателя
конвейера, определяемая по уравнению
(14.7) (с учетом того, что сила трения
скольжения роликов увеличивается,
а сила трения качения уменьшается),
возрастает на
G(f—2/с/£>)г/(1000т|) «в G/r/(1000r|).
(14.13)
Рабочий конвейер. Для рабочих (мане-
вровых) конвейеров у прокатных станов
с частыми и быстрыми изменениями на-
правления движения необходимо учиты-
вать действующие в периоды ускорен-
ного движения добавочные силы. Будем
считать, что частота вращения роликов
в такие периоды возрастает по прямо-
линейному закону, и, следовательно,
угловое и линейное ускорения на окруж-
ности роликов постоянны. При этом
в зависимости от ускорения, определяе-
мого мощностью, пусковой характери-
стикой двигателя и силой сопротивле-
ния, возможны два случая.
I. Сила трения, с которой груз массой
т увлекается в движение роликами, рав-
на или больше силы инерции груза, т, е.
mgf()^mj() или jQ < gf 0, (14.14)
Приводные роликовые конвейеры 399
где /0 — коэффициент трения покоя груза от-
носительно поверхности роликов;
у0 - линейное ускорение груза.
В этом случае груз катится по роли-
кам без скольжения, т. е. движется с ли-
нейной скоростью, равной окружной
скорости роликов.
2. Сила трения груза о ролики мень-
ше силы инерции груза, вследствие чего
в период ускорения груз катится и одно-
временно скользит по роликам. Ускоре-
ние груза
J"9f, (М.15)
При групповом приводе конвейера
все z роликов сразу приводятся во вра-
щение. Статический момент на валу ро-
ликов в период ускорения:
D
1) Mct = (Gh'' + tPh/)—=
/ 2k + щ/ nd \ D
= G------—- + =
у D D J 2
= (Gk + G + (14.18)
2) Мст = Gk + (G + zP)^+ Gf^-,
где /—коэффициент трения скольжения гру-
за относительно поверхности роликов.
В этом случае груз в период ускоре-
ния движется отдельно от роликов, так
что его масса не оказывает влияния на
действующие на конвейер динамические
силы, но между грузом и роликами дей-
ствует постоянная по величине сила тре-
ния Gf.
Угловое ускорение роликов соответ-
ственно для первого и второго случаев:
1) &o = 2jQ/D^2fog/D-, (14.16)
2) £ = 2j/D = 2fg/D. (14.16')
При индивидуальном приводе, если
двигатели установлены на осях роликов,
находим наибольший крутящий мо-
мент на валу двигателя [см. уравнение
(14.12)]:
1) М — + Мдин =
— М' + I Jp + /ив +
K'G D2 \
‘ ~Л~ / °’
и? 4 у
' (14.17)
2) М — Л/ст 4" Л^дин —
K'Gf D f
~ + (-7р + Ав) е,
(14.17')
где Jp и 2дв~ моменты инерции ролика и ро-
тора двигателя; К'~ коэффициент, учиты-
вающий, какая часть силы тяжести груза
передается на ролик; есчи шаг роликов
больше длины груза, то К' = 1, если меньше,
то К' < 1.
(14.18')
где k — коэффициент трения качения.
Динамический момент на валу роли-
ков:
/ GD2\
1) ^4дип — I “7р- + . — )с0’ (14.19)
\ 4д J
2) МДИ1[ = Jpze. (14.19')
Если Кп — передаточное отношение
между валом двигателя и валами роли-
ков и т| — КПД передаточного механиз-
ма, то полный момент в период ускоре-
ния на валу двигателя
М ДВ = (Мст + 1МдИИ) — + J двеДВ^,
КпП
(14.20)
где £дв - угловое ускорение вала двигателя, в
Кп раз больше ускорения вала роликов,
С - коэффициент, которым учитывается мо-
мент инерции вращающихся масс переда точ-
ного механизма (ориентировочно С =
= 1,1 1,2).
Наибольшая мощность двигателя
в период ускорения имеет место в ко-
нечный момент, когда частота вращения
двигателя достигает верхнего предела.
При выборе мощности электродвигате-
ля следует учитывать его перегрузочные
способности. Обычно пусковой момент
двигателя в 1,8 — 2 раза выше его но-
минального момента при установив-
шемся движении.
15
УСТАНОВКИ
ГИДРАВЛИЧЕСКОГО
И ПНЕВМАТИЧЕСКОГО
ТРАНСПОРТА
15.1. Установки гидравлического
транспорта 400
15.2. Установки пневматического транспорта
410
15.3. Расчет гидро- и пневмотранспортных
установок 423
15Л. Установки
гидравлического транспорта
15.1.1 . Общее устройство
На установках гидравлического
транспорта насыпной груз перемещает-
ся по трубам или желобам в струе жид-
кости, как правило, — воды. Смесь его
с водой называется гидросмесью, или
пульпой. Консистенцию пульпы опреде-
ляет соотношение количества соста-
вляющих ее твердого и жидкого компо-
нентов.
Пульпа перемещается по желобам
(каналам) самотеком, поэтому желоб
должен быть наклонен в сторону движе-
ния.
По трубопроводам пульпа транспор-
тируется как самотеком, так и под напо-
ром, создаваемым насосом. В послед-
нем случае груз может перемещаться не
только вниз, но и по горизонтали или
вверх.
Гидравлическое транспортирование
насыпных грузов нашло широкое при-
менение. В котельных тепловых элек-
тростанций гидравлическим способом
производят уборку золы и шлаков, на
металлургических заводах — уборку от
печей гранулированных шлаков, на
предприятиях горной промышленно-
сти — транспортирование и подъем на
поверхность угля, руд и других по-
лезных ископаемых, а также транспор-
тирование материалов для закладки вы-
работанных пространств, на строитель-
стве — перемещение размытого струей
воды грунта.
К преимуществам гидравлического
транспорта относятся высокая произво-
дительность и большая длина транспор-
тирования без перегрузок по сложной
трассе с подъемами под любым углом
и по вертикали; отсутствие механиче-
ского оборудования на трассе трубопро-
вода (за исключением сосредоточенных
в отдельных пунктах машинных отделе-
ний) и, следовательно, несложное техни-
ческое обслуживание; возможность со-
вмещения транспортирования с неко-
торыми технологическими процессами
(«мокрым» обогащением полезных ис-
копаемых, гашением и гранулированием
шлаков, сортированием по крупности
и т. п.); возможность полной автомати-
зации и, следовательно, невысокая тру-
доемкость, и пр. Все это определяет во
многих случаях более высокие экономи-
ческие показатели гидротранспорта по
сравнению с механическим транспор-
том — конвейерным, автомобильным,
рельсовым.
Недостатками гидравлического транс-
порта, сужающими область его приме-
нения, являются ограничения по роду
и характеристикам перемещаемых гру-
зов, в частности по их крупности, что
Установки гидравлического транспорта 401
вызывает нередко необходимость пред-
варительного дробления груза; повы-
шенный износ трубопровода и входя-
щих в соприкосновение с гидросмесью
механических частей при перемещении
абразивных грузов; увеличенный расход
энергии; потребность в больших коли-
чествах воды; опасность замерзания
в зимних условиях; повышение влажно-
сти в закрытых помещениях и пр.
15.1.2 . Схемы установок
Напорные гидротранспортные уста-
новки наиболее удобно классифициро-
вать по способу ввода перемещаемого
груза в трубопровод, который опреде-
ляет и применяемое механическое обо-
рудование. Основные схемы установок
показаны на рис. 15.1, а и б. В схеме,
изображенной на рис, 15.1,а, пульпона-
сос из резервуара забирает пульпу и на-
гнетает ее в трубопровод. В схеме, пока-
занной на рис. 15.1,6, водяной насос
забирает воду из резервуара и нагнетает
ее в трубопровод, а перемещаемый груз
вводится в трубопровод специальным
устройством, в данном случае предста-
вляющим собой камеру с герметичным
вращающимся барабанным питателем.
Преимуществом первой схемы является
отсутствие довольно сложного питаю-
щего устройства, а второй — упрощение
основного механического агрегата — во-
дяного насоса, работающего на чистой
воде, и, главное, уменьшение его износа
и повреждений твердыми частицами
груза.
В конечном пункте установки пульпа
может выбрасываться из трубопровода
непосредственно в приемный резервуар
(как показано на рис. 15.1,6) или при-
ниматься на водоотделяющий грохот.
При необходимости осветленная вода
из приемного резервуара отдельным на-
сосом перекачивается в резервуар для
пульпы и снова поступает в трубопро-
вод, совершая замкнутый цикл.
В отдельных случаях, если напор мо-
жет быть создан разностью уровней (на-
пример, при спуске в шахту по трубо-
проводу закладочного материала и по-
следующем транспортировании его под
землей до выработанного простран-
ства), насыпной груз и вода подаются
в приемную смесительную воронку
(рис. 15.1, в).
Схема гидротранспортной установки
для шлако- и золоудаления из котель-
ной показана на рис. 15.2, а. Водяной на-
сос 5 нагнетает воду под высоким да-
влением в водовод 6, имеющий ответ-
вления к шлаковым и зольным сборни-
кам 1, из которых шлаки' и зола
смываются с помощью эжекторов и по
сборному пульпопроводу 2 переме-
щаются в отвал либо, как показано на
рис. 15.2, а, передаются в резервуары 4,
Рнс. 15.1. Схемы гидротранспортиых установок:
а —с пульп о насос ом; б —с водяным насосом и питателем; в — самотечная; / — водопровод; 2~
пульпоНасос; 3 — пульпопровод; 4 — насос для осветленной воды; 5 — водоотделительный грохот;
6 — резервуар для пульпы; 7 — водяной насос; 8 — бункер для породы с питателем; 9 — резервуар
для воды; 10 — резервуар для пульпы; 11 — бункер для породы; 12 — смесительная воронка
402 Установки гидравлического и пневматического транспорта
Рис, 15,2. Гидротранспортная установка для шлако- и золоудаления из котельной:
а — схема; 6 — эжекторное устройство
а затем грейфером 3 грузятся в вагоны.
Эжекторное устройство (струйный
аппарат) установки показано на
рис. 15.2,6. Струя воды под давлением
с большой скоростью выходит из кони-
ческого сопла и, образуя вокруг себя
разреженное пространство, засасывает
шлак и золу из воронок. Смешение во-
ды и груза и образование пульпы про-
исходит в сменном патрубке, примы-
кающем к конической трубе — диффузо-
ре, в котором кинетическая энергия
струи снова превращается в потенциаль-
ную энергию давления, служащую для
дальнейшего транспортирования пуль-
пы по пульпопроводу.
На рис. 15.3 показана схема установки
для спуска в шахту и транспортирова-
ния к забоям материала (шлака, дробле-
ной породы и пр.), служащего для за-
кладки выработанного пространства.
Установка работает по принципу ис-
пользования естественного напора,
образующегося в расположенном в вер-
тикальном стволе трубопроводе. Она
включает ленточный конвейер 1, подаю-
щий закладочную породу; неподвижный
грохот для породы 5, на который свер-
Установки гидравлического транспорта 403
Рис. 15.3, Схема гид рот ран спорт ной установки для спуска в шахту закладочного материала
ху подается вода из трубопровода 2;
валковую дробилку 4, дробящую
крупные, не прошедшие сквозь грохот
куски породы; установленную под гро-
хотом приемную смесительную воронку
10 и расположенный внутри водяной ка-
меры трубопровод 9. В нижней части
трубопровод 9 имеет продольные про-
резы, через которые зыходит воздух
и дополнительно поступает из камеры
вода, регулирующая уровень пульпы
в трубопроводе. На трубопроводах
установлены измерительные приборы,
регистрирующие расход воды и пульпы
(5 и 7) и измеряющие давление в пуль-
попроводе (S).
15.1.3 . Механическое оборудование
установок
Питатели или загрузочные устройства
и насосы представляют собой главное
механическое оборудование гидротранс-
портных установок.
Загрузочные устройства, служащие для
ввода насыпного груза в находящийся
под высоким давлением трубопровод,
не должны при работе пропускать воду
из трубопровода. Это достигается од-
ним из двух основных способов загруз-
ки трубопровода; I) питатель, работаю-
щий под открытым бункером или во-
ронкой, преодолевая давление воды,
404 Установки гидравлического и пневматического транспорта
механически вводит груз в полость тру-
бопровода высокого давления; 2) насып-
ной груз перепускается («шлюзуется»)
через одну или две последовательно
расположенные камеры с попеременно
открывающимися и закрывающимися
отверстиями в верхней и нижней части.
Питатели, работающие по второму спо-
собу, называются камерными.
Бескамерные питатели характери-
зуются непрерывностью действия, а ка-
мерные — цикличностью, причем цикл
их работы складывается из времени на-
полнения камеры, ее опорожнения и ма-
неврирования поочередно закрывающи-
мися и открывающимися затворами.
Для достижения непрерывного или по-
чти непрерывного действия камерные
питатели устраивают обычно из двух
рядом стоящих секций, и управление за-
творами осуществляется на них таким
образом, что в период, когда выпускная
камера одной секции заполняется гру-
зом, вторая разгружается в трубопро-
вод.
Бескамерный винтовой питатель не-
прерывного действия (рис. 15.4) состоит
из трех узлов: привода 3 (двигатель,
турбомуфта и редуктор), винта 2 в ци-
линдрическом кожухе, входящего
с одной стороны в приемную воронку,
и трубопровода 1, примыкающего
к свободному от винта цилиндрическо-
му патрубку и образующего в этом ме-
сте смесительную камеру. Трубопровод
снабжен задвижками, которые могут
перекрывать его или перепускать воду
для промывки в обход смесительной
камеры.
Насыпной груз, в данном случае
уголь, подается ленточным конвейером
в воронку и из нее перемещается вин-
том к цилиндрическому патрубку и да-
лее — к смесительной камере, в которой
образуется гидросмесь, перемещаемая
по рабочему трубопроводу. Создающее-
ся .в цилиндрическом патрубке уплотне-
ние угля (для чего винтовой питатель
выполняют иногда с уменьшающимся
к выходному отверстию шагом винта)
препятствует проникновению воды че-
рез винт в воронку. Однако надежная
герметизация достигается только при
условии, что скорость подачи угля в па-
трубок превышает скорость фильтрации
воды через толщу находящегося в нем
уплотненного угля. Поэтому винтовые
питатели не применяют при транспор-
тировании грузов, состоящих из
твердых, несминающихся кусочков, так
как вода под давлением быстро прони-
кает через промежутки между кусками.
Нецелесообразно использовать питате-
ли этого типа и при перемещении абра-
зивных грузов, вызывающих повы-
шенный износ винта, кожуха и пат-
рубка.
Расход энергии и износ в винтовых
питателях высок. Если считать полезной
работу ввода в трубопровод груза и вы-
Рнс. 15.4. Винтовой питатель гидротранспортной установки
Установки гидравлического транспорта 405
Рис. 15.5. Схема двухкамерного питателя гидротранспортом установки
теснения воды под давлением (пропор-
циональную произведению объема гру-
за в единицу времени на давление воды
в трубопроводе), то КПД винтового пи-
тателя, подсчитанный по установленной
мощности двигателя, не превышает
20-30%.
Преимуществом винтового питателя
являются непрерывность его действия
и относительно небольшие размеры.
Однако из-за трудности достижения
герметичности и высокой производи-
тельности на стационарных установках
более широкое применение находят ка-
мерные питатели, производящие «шлю-
зование» насыпного груза из внешнего
пространства в трубопровод высокого
давления.
Схема такого питателя, состоящего из
двух секций с двумя соединенными ме-
жду собой камерами в каждой, изобра-
жена на рис. 15.5.
Верхняя перепускная (шлюзующая)
камера каждой секции снабжена кла-
406 Установки гидравлического и пневматического транспорта
панными затворами вверху и внизу.
Нижняя выпускная смесительная камера
внизу затвора не имеет. Перемещаемый
насыпной груз (уголь, порода круп-
ностью до 70 мм) с конвейера передает-
ся на двухсекторный опрокидываемый
дозатор 1, объем каждой секции которо-
го равен полезному объему перепускной
камеры 3. При подаче груза в эту каме-
ру через короб 2 нижний затвор между
нею и смесительной камерой остается
закрытым, а верхний открыт. После за-
грузки перепускной камеры верхний за-
твор автоматически закрывается, и в нее
для выравнивания давления в обеих ка-
мерах подается вода под напором, за-
тем открывается нижний затвор, и груз
поступает в смесительную камеру 4 и из
нее в пульпопровод 5.
Во второй секции в это время анало-
гичным образом происходит наполне-
ние верхней перепускной камеры, так
что работа обеих секций смещена во
времени одна относительно другой на
половину продолжительности цикла.
Автоматическое управление дозатором
и клапанами осуществляется с по-
мощью гидравлических цилиндров.
В последнее время в установках для
транспортирования рядовых и куско-
ватых грузов под высоким напором все
более широкое применение находят ка-
мерные трубчатые питатели, характери-
зующиеся относительной простотой
конструкции, автоматичностью дей-
ствия и приспособленностью для ра-
боты с кусковатыми грузами.
Схема трубчатого питателя, состоя-
щего из двух камер-труб 4 с соответ-
ственной арматурой, показана на
рис. 15.6. Концы труб соединяются
с одной стороны с подающим пульпу
трубопроводом 1 и подающим воду
трубопроводом 2, а с другой — с транс-
портным магистральным трубопрово-
дом 5. Ввод в камеры-трубы пульпы
и вымывание ее водой в магистральный
трубопровод регулируются четырьмя
автоматически управляемыми обратны-
ми клапанами 3, а подвод и слив воды
производятся по программе при помо-
щи задвижек 8 и б, управляемых с пуль-
та 7. Таким образом, процессы попере-
менного заполнения одной камеры
пульпой и подачи пульпы в маги-
стральный трубопровод из другой ка-
меры происходят одновременно и почти
непрерывно.
Пульпонасосы, применяемые в уста-
новках, как правило, центробежные и,
в редких случаях, при перемещении
неабразивных грузов из мелких
фракций — поршневые. Недостатками
поршневых пульпонасосов являются по-
вышенный износ, большие габаритные
размеры, а также пульсирующее дей-
ствие, в результате которого из пульпы
в трубопроводе могут выпадать ча-
стицы твердых фракций. К их преиму-
ществу относится возможность созда-
ния высоких давлений.
По конструкции и принципу действия
центробежные насосы для пульпы мало
отличаются от насосов для воды. В за-
Рнс. 15.6, Схема камерно-трубчатого питателя
Установки гидравлического транспорта 407
Рис. 15,7. Гуммированный песково-химический насос ЧПХ-4Р
висимости от числа рабочих колес
в одном кожухе различают одно-, двух-
ил и многоступенчатые насосы. Для
пульпы обычно применяют одноступен-
чатые насосы, в редких случаях, для по-
лучения более высокого давления —
двухступенчатые. Однако двухступен-
чатые насосы имеют недостатки —
сложность конструкции и большой из-
нос, а при перемещении таких грузов,
как уголь — сильное его измельчение.
Специфическими требованиями,
предъявляемыми к пульпоиасосам,
являются обеспечение транспортирова-
ния достаточно крупных кусков (практи-
чески до 100 мм), возможно большая
износостойкость частей и удобство ре-
монта и замены наиболее быстро изна-
шивающихся элементов, особенно
уплотнений, а также не сильное измель-
чение частиц груза от ударов при входе
пульпы на колесо и при дальнейшем
движении внутри насоса. Для повыше-
ния срока службы колеса и других под-
верженных изнашиванию деталей при-
меняют специальные стали и высоко-
хромистый чугун, производят наплавле-
ние слоя металла высокой твердости
или армирование навулканизированной
резиной.
На рис. 15.7 показан продольный раз-
рез гуммированного песково-химическо-
го насоса, предназначенного для пере-
качки особо агрессивных гидросмесей.
Корпус насоса и подшипники вала кре-
пятся на общей станине 7 с крышкой 1,
несушей центральный входной патру-
бок. Вертикальный напорный патрубок
3 расположен на периферии корпуса. Ра-
бочее колесо 2 насажено на коисоли ва-
ла, имеющего мягкое уплотнение со
штуцером 5, через который при засоре-
нии уплотнения может быть подведена
промывочная жидкость. Корпус, крыш-
ка и рабочее колесо покрыты слоем, из-
носоустойчивой резины 4. Вращение ва-
лу передается клиноременной передачей
6 от электродвигателя, установленного
под насосом или рядом с ним. Насосы
данного типа выпускаются для относи-
408 Установки гидравлического и пневматического транспорта
тельно небольшого расхода пульпы (до
300 — 400 м3/ч) и давления (до 0,5 МПа).
Наибольший расход и давление имеют
грунтовые насосы: до 4000 м3/ч и
0,66 МПа, а по специальному заказу
до 7000 м3/ч и 0,71 МПа.
Для увеличения напора одноступен-
чатые насосы иногда монтируют по два
в одной установке и соединяют между
собой последовательно. На длинных
трубопроводах или при большой высоте
подъема трубопровод делят на участки
с промежуточными перекачными насо-
сами. Это осуществляют одним из двух
способов: либо трубопровод предыду-
щего участка соединяют непосредствен-
но с всасывающим патрубком после-
дующего участка, либо в местах сопря-
жения участков устанавливают проме-
жуточные резервуары (зумпфы), из ко-
торых иасосом засасывается пульпа.
Первый способ связан с меньшими ги-
дравлическими потерями, но требует
более согласованной работы всех нахо-
дящихся на значительном расстоянии
друг от друга насосов.
15.1.4 . Способы
автоматического регулирования
гидротранспортных установок
Основной задачей автоматического
регулирования гидротранспортных уста-
новок является поддержание наиболее
благоприятного (оптимального) режима
работы. В общем случае оптимальный
режим достигается при работе с такой
консистенцией и скоростью движения
пульпы по трубопроводу, при которых
расход жидкости для перемещения на-
сыпного груза не превышает расход, не-
обходимый для достижения требуемой
производительности по твердой фрак-
ции, при обеспечении устойчивой и на-
дежной работы установки. При опти-
мальном режиме, как правило, умень-
шается расход энергии на транспорти-
рование пульпы, а также на перекачку
воды для последующего ее использова-
ния.
Для одной и той же установки расход
энергии зависит от потери напора на
единицу длины трубопровода. В гори-
зонтальном трубопроводе потеря напо-
ра обусловлена только сопротивления-
ми при движении пульпы.
Как видно из полученной эксперимен-
тальным путем диаграммы (рис. 15.8),
потери напора растут с увеличением
консистенции пульпы, однако общий
объем перекачиваемой пульпы и воды
с увеличением консистенции уменьшает-
ся значительно быстрее, поэтому в об-
щем случае рациональной является ра-
бота с гидросмесью, имеющей высокую
(до известного предела) консистенцию.
Что же касается влияния скорости дви-
жения пульпы, то, как можно видеть из
той же диаграммы, потери напора для
воды растут почти пропорционально
скорости, а для пульпы сначала умень-
шаются (до значения, при котором ча-
стицы груза в основном начинают дви-
гаться в пульпе во взвешенном состоя-
нии), а затем возрастают тоже почти
пропорционально скорости. Таким
образом, устойчивый экономический ре-
жим работы достигается при скоростях
пульпы, несколько превышающих на-
именьшие ее значения, т. е. примерно по
пересекающей прямой на рис. 15.8.
Допускаемая концентрация гидросме-
си зависит главным образом от свойств
перемещаемого насыпного груза. Для
Рис. 15.8. Зависимость потерь напора от концентра-
ции пульпы (%) и скорости ее движения
Установки гидравлического транспорта 409
Рис. 15.9. Схемы гидро-
транспорт пых установок с
пульпонасосом с автоматиче-
ским регулированием про-
извол ите льност и :
а — с применением гидро-
муфты; б —с применением
регулируемого электродвига-
теля
нетяжелых и легко перемещаемых гру-
зов (например, торфа, мелкого угля) она
может быть выше, чем для трудно пере-
мещаемых (например, руды). Нередко
свойства груза не остаются неизменны-
ми; в этом случае изменяются потери
напора и потому следует соответствен-
но регулировать и концентрацию ги-
дросмеси.
Рассмотрим автоматическое измене-
ние концентрации пульпы в зависимо-
сти от действительной потери напора
в горизонтальном трубопроводе, а сле-
довательно, и сопротивления в нем на
примере установки с естественным на-
пором в вертикальном (или наклонном)
трубопроводе (см. рис. 15.1,в).
Давление на выходе из трубопровода
близко к атмосферному, следовательно,
в начале горизонтального трубопровода
скоростной напор выходящей струи
приблизительно равен сопротивлению
по всей его длине. Установленный
в этом месте дистанционный манометр
может служить датчиком, регистрирую-
щим- сопротивление, и через соответ-
ственную аппаратуру по кабелю переда-
вать импульс вверх к погрузочной стан-
ции. Последняя состоит из бункера,
питателя под бункером, смесительной
воронки и трубопровода.
При постоянном количестве подавае-
мой в систему воды автоматическое ре-
гулирование концентрации пульпы мо-
жет производиться изменением количе-
ства загружаемого в воронку груза, что
достигается перестановкой над питате-
лем заслонки или изменением режима
работы питателя (наиболее просто это
осуществляется на питателе вибрацион-
ного типа). При увеличении сопротивле-
ния в трубопроводе сверх определенно-
го предела питатель должен уменьшать
количество загружаемого в воронку гру-
за, а при уменьшении сопротивле-
ния - увеличивать.
Еще одна задача регулирования ги-
дротранспортной установки состоит
в обеспечении нормального режима при
неравномерном по техническим при-
чинам поступлении твердой фракции
и пульпы, например при подаче от кот-
лов гидросмеси со шлаками. Наиболее
просто это выполняется на установке
с пульпонасосом регулированием ча-
стоты вращения его рабочего колеса.
Две схемы таких установок с автомати-
чески регулируемой производитель-
ностью в зависимости от указателя
уровня пульпы в резервуаре 1, из кото-
рого она засасывается пульпонасосом,
показаны на рис. 15.9. На установке, по-
казанной на рис. 15.9, а, частота враще-
ния рабочего колеса пульпонасоса 8 из-
меняется регулированием гидромуфты
3, соединяющей вал колеса с коротко-
замкнутым асинхронным двигателем 4;
на установке, изображенной на
рис. 15.9,6,— регулированием частоты
вращения электродвигателя 4 с фазным
ротором. В обоих случаях импульс для
регулирования передается от указателя
уровня 1 пульпы в резервуаре 2, сигнал
от указателя уровня воспринимается
контрольным аппаратом 7. В установке,
изображенной на рис. 15.9, а, кон-
трольный аппарат посылает соответ-
ствующий импульс на исполнительный
410 Установки гидравлического и пневматического транспорта
механизм, изменяющий с помощью сер-
вомотора 6 положение рычага регулято-
ра 5 скорости ведомого вала гидравли-
ческой муфты 3.
В установке, показанной на рис. 15.9, б,
контрольный аппарат 2 передает им-
пульс на барабанный контролер 3, ре-
гулирующий частоту вращения двига-
теля 4 с фазовым ротором.
Для плавного регулирования частоты
вращения рабочего колеса пульпонасоса
в широком пределе можно использо-
вать имеющую высокий КПД объем-
ную гидропередачу. Для этой цели при-
меняют гидротрансформаторы и уста-
новки с выпрямителем и двигателем
постоянного тока.
На некоторых установках автомати-
ческим регулированием соотношения
твердого и жидкого компонентов под-
держивается определенная консистенция
пульпы. На установках с камерным пи-
тателем может регулироваться степень
заполнения или продолжительность ци-
кла работы питателя, а также количе-
ство нагнетаемой в трубопровод воды.
Датчиками в обоих этих случаях могут
служить специальные приборы для ав-
томатического определения консистен-
ции пульпы — консистомеры. Из них на-
иболее перспективны радиометрические
датчики, производящие просвечивание
трубопровода гамма-лучами. Действие
одного из таких приборов основано на
том, что при. прохождении через пуль-
попровод гамма-лучей происходит их
ослабление в зависимости от насыщен-
ности гидросмеси твердым компонен-
том. В ионизационной камере, располо-
женной по диаметру с противополож-
ной стороны трубопровода, возникает
ионизационный ток, сила которого про-
порциональна интенсивности проник-
ших в камеру гамма-лучей. Ток усили-
вается в усилителе и передает сигнал иа
измерительный прибор, шкала которого
градуирована в процентах содержания
твердого компонента в гидросмеси. От
такого прибора могут получать им-
пульсы устройства, подающие груз в
гидротранспортную систему и регули-
ровать ее заполнение грузом.
15.2. Установки
пневматического транспорта
15.2.1. Общее устройство
н характеристики
Подобно тому как в гидротранс-
портных установках насыпной груз
перемещается по трубопроводу в струе
воды, на пневмотранспортных установ-
ках он перемещается в струе воздуха.
Движение воздуха по трубопроводу
происходит вследствие разности давле-
ний в начале и конце его, создаваемой
нагнетательными или вакуумными насо-
сами. Движущаяся по трубопроводу
с большой скоростью струя воздуха
образует с порошковым и легким мел-
кокусковым грузом более или менее
однородную аэросмесь, заполняющую
сечение трубопровода. При этом куски
обычно перемещаются скачкообразно
во взвешенном состоянии и частично
скольжением по нижней стенке трубы.
/' В качестве воздуходувного оборудо-
; вания, служащего для образования
} в трубопроводе перепада давления,
I в нагнетательных системах применяют
компрессоры, воздуходувки и вентиля-
- торы, а в вакуумных (всасывающих) —
вакуум-насосы и вентиляторы.
Пневматический транспорт находит
широкое применение в разных отраслях
промышленности, в строительстве, сель-
ском хозяйстве и всякого рода перегру-
зочных работах па железнодорожном
и водном транспорте. Основными вида-
ми грузов, перемещаемых пневматиче-
ским способом, являются цемент, пыле-
видный или мелко- и среднекусковый
уголь, колошниковая пыль, измельчен-
ная порода, зерно, апатитовый концен-
трат, соль, фрезерный торф, зола и шла-
ки,- хлопок, древесные опилки и стружки,
фосфоритная руда и всякого рода сухие
порошкообразные и мелкокусковые хи-
микаты и пр.
Производительность пневмоустано-
вок — несколько десятков тонн, ре-
же — 100 т/ч и более, расстояния транс-
портирования — десятки метров, иногда
Установки пневматического транспорта 411
несколько сотен метров, в отдельных
случаях — до 2 км и более.
К преимуществам пневматического
транспорта, способствующим расшире-
нию области его применения, относятся
(как и для гидравлического транспорта)
герметичность системы; отсутствие по-
терь перемещаемых грузов, а следова-
тельно, и предохранение их от влияния
внешней среды; возможность перемеще-
ния грузов по сложной трассе; удобство
сопряжения горизонтальных, верти-
кальных и наклонных участков; сосре-
доточенность машинного оборудования
в одном месте и отсутствие необходи-
мости в сложном техническом обслужи-
вании по всей трассе; возможность пу-
тем применения разветвленных трубо-
проводов перемещать грузы из несколь-
ких мест в одно или, наоборот, из
одного места в несколько; возможность
сочетания транспортирования с неко-
торыми технологическими процессами,
например охлаждением и сушкой, и пр.
При перемещении многих вредных для
здоровья химических продуктов, горя-
чих и остропахнущих материалов пнев-
матический транспорт, создает наиболее
гигиеническиё и безопасные условия для
обслуживающего персонала и находя-
щихся поблизости людей.
К главным недостаткам пневматиче-
ского транспорта относятся высокий
удельный расход энергии и интенсивное
изнашивание трубопроводов (особенно
на поворотных участках) и других ча-
стей установки, входящих в соприкосно-
вение с потоком груза. Эффективность
применения пневматического транспор-
та ограничивается не только круп-
ностью кусков груза (обычно 30—4Q мм
и до 80 мм), но и такими его свойства-
ми, как влажность, способность прили-
пать к стенкам трубопровода, резервуа-
ров, питателей и других составных
частей установки. При перемещении по-
рошкообразных и особенно тонкодис-
персиых грузов с частицами размером
меньше 10 мкм усложняется их отделе-
ние в конечном пункте от выпускаемого
из трубопровода воздуха.
Помимо пневмотранспортных устано-
вок, в которых насыпные грузы переме-
щаются по трубопроводу в смеси с воз-
духом, имеются установки, служащие
для перемещения мелких предметов
и отдельных небольших количеств на-
сыпных грузов в специальных контейне-
рах-патронах, - обычно цилиндрической
формы, перекрывающих подобно порш-
ням сечение трубопровода. В противо-
положность основному рассмотренному
выше способу пневматического транс-
портирования, груз в установках данно-
го типа перемещается под действием
статического давления воздуха на тор-
цовую поверхность патронов.
Еще одна разновидность пневмо-
транспортных устройств — пневможело-
ба с перфорированным дном, в которых
происходит аэрирование (насыщение
воздухом) порошкообразных грузов, по-
лучающих при этом большую подвиж-
ность и перемещающихся по желобу
при незначительном его наклоне. По
принципу аэрирования тонкодисперсных
грузов и перемещения их с высокой кон-
центрацией работают также и трубо-
проводные пневмоустановки (см. ниже).
15.2.2. Схемы
пневмотранспортных установок
По способу создания в трубопроводе
разности давлений пневмотранспортные
установки можно разделить на три су-
щественно отличающиеся группы:
всасывающие (или вакуумные), нагне-
тательные (напорные) и комбиниро-
ванные — всасывающе-нагнетательные
(рис. 15.10). В установках всасывающего
типа грузы перемещаются под дей-
ствием разреженного воздуха; в уста-
новках нагнетательного' типа — в струе
сжатого воздуха; в установках
всасывающе-нагнетательного типа —
часть пути под действием разреженно-
го, а часть — под действием сжатого
воздуха.
Для всасывающих установок типичен
ввод груза в транспортный трубопровод
через всасывающее сопло, для нагнета-
тельных - с помощью питателей, шлю-
зующих груз из внешнего пространства
412 Установки гидравлического и пневматического транспорта
Рнс. 15.10. Схемы л невмотранспортных установок:
а — всасывающей; 6 и в — нагнетательных высокого давления; г — всасывающе-нагнетательной
в находящийся под давлением трубо-
провод. В системе всасывания груз в ко-
нечном пункте шлюзуется из камеры
с разреженным воздухом во внешнее
пространство.
В трубопроводах нагнетательных
установок плотность сжатого воздуха
больше, чем атмосферного, перепад да-
вления и скорость струи могут быть
больше, чем в вакуумных системах,
а следовательно, и «переносная способ-
ность» воздушной струи в них выше.
Поэтому нагнетательные установки
применяют преимущественно для труд-
но перемещаемых грузов и при транс-
портировании на большие расстояния
и на подъем. Напротив, при транспор-
тировании легко перемещаемых грузов,
например зерна, большее распространён
ние имеют' не требующие питателей
всасывающие установки.
На всасывающих установках машин-
ная часть (воздушный насос и отдели-
тельные устройства) сосредоточена
с той стороны трубопровода, в которую
происходит транспортирование. Напро-
тив, на нагнетательных установках воз-
духодувная машина, а также устройства,
служащие для ввода груза в трубопро-
вод высокого давления, находятся в той
части трубопровода, от которой проис-
ходит транспортирование. В всасываю-
ще-нагнетательных установках машин-
ная часть находится в промежуточной
точке трубопровода. Как отмечалось,
одним из существенных преимуществ
пневмотранспорта является возмож-
ность создавать разветвленные системы
трубопровода, т. е. забирать груз из не-
скольких пунктов и транспортировать
его в несколько пунктов. В этом отно-
шение всасывающие установки предста-
вляют наибольшие удобства разветвле-
ния трубопровода со стороны начально-
го пункта транспортирования, нагнета-
тельные — со стороны конечного пункта
и всасывающе-нагнетательные — с обеих
сторон.
Во всасывающей установке
(рис. 15.10, а) груз, в данном случае зер-
но из баржи, забирается через всасы-
Установки пневматического транспорта 413
Рис. 15.11. Схема всасывающей пяевмотранспортной установки для пылевидного груза
вающий насадок (сопло) 1. По трубо-
проводу 2 он транспортируется до
приемного резервуара-отделителя 3,
в котором выпадает из струи воздуха
благодаря тому, что струя здесь резко
теряет скорость. Далее воздух отсасы-
вается во второй резервуар меньшего
объема — пылеуловительный циклон
4 и, пройдя воздуходувную машину 6,
через выхлопную трубу выбрасывается
в атмосферу, а груз через шлюзовые за-
творы 5 (в виде вращающихся бараба-
нов с ячейками) выгружается отдельно
из отделителя и пылеуловителя. На та-
ких установках обычно применяют два-
четыре трубопровода с гибкими шлан-
гами и насадками.
В нагнетательных установках высоко-
го давления (0,3-0,4 МПа и более)
сжатый воздух от компрессора посту-
пает по. трубопроводу в закрытый
резервуар — камерный питатель 7
(рис. 15.10,6), из которого груз за-
хватывается струей воздуха, транспор-
тируется по трубопроводу 8 и с по-
мющью переключателя 9 направляется
в один из бункеров 11. Из бункеров,
служащих одновременно отделителями,
воздух через фильтр 10 выходит в ат-
мосферу.
В нагнетательной установке среднего
давления (0,2 —0,3 МПа) груз вводится
в трубопровод со сжатым воздухом ба-
рабанным ячеечным питателем 12
(рис. 15.10, в) и по трубопроводу 13
транспортируется в отделитель 14. Как
и в предыдущем случае, трубопровод
может иметь разветвления со стороны,
в которую происходит транспортирова-
ние. В всасывающе-нагнетательной уста-
новке (рис. 15.10, г) груз засасывается че-
рез сопло 15 в трубопровод 16 и, прой-
дя в промежуточном пункте отделитель
17, передается через шлюзовой затвор
18 в нагнетательный трубопровод. Рас-
положенная в промежуточном пункте
воздуходувка 20 одновременно всасы-
вает воздух из трубопровода 16 и нагне-
тает в трубопровод 19. Такая схема до-
пускает разветвление транспортного
трубопровода по обе стороны машин-
ной части установки.
На рис. 15.11 показано механическое
оборудование всасывающей пневмати-
414 Установки гидравлического и пневматического транспорта
Рис. 15.12. Нагнетательная пневмо транспортная установка для перегрузки в бункера
ческой транспортной установки для
перемещения пылевидных или содер-
жащих пыль грузов, на которой тре-
буется тщательная очистка воздуха
перед выпуском в атмосферу. По трубо-
проводам 1 аэросмесь транспортируется
к отделителю 2, затем проходит после-
довательно два пылеотделителя-цикло-
на 3, мокрый фильтр 4, влагоотделитель
5, и очищенный таким способом воздух
попадает в воздуходувную машину 6
и затем выходит в атмосферу. Груз из
отделителя и обоих циклонов через
шлюзовые затворы подается на винто-
вой конвейер 7 и перемещается им
к расположенным ниже бункерам,
а шлам от мокрого фильтра отводится
в сторону.
Нагнетательная установка, служащая
для подачи грузов из приемного бунке-
ра, расположенного на уровне земли,
в высокие бункера, показана на
рис. 15.12. Груз вводится в нагнета-
тельный трубопровод винтовым питате-
лем, поднимается в струе воздуха вверх
и по разветвленному трубопроводу
сгружается в сообщающиеся между со-
бой бункера, а воздух через фильтр вы-
пускается в атмосферу. Из бункера груз
через затворы с помощью аэрационного
желоба подается в транспортные емко-
сти.
Пневматическая всасывающе-нагнета-
тельная установка для уборки и транс-
портирования золы из крупной котель-
ной установки показана на рис. 15.13.
Из сборников 1 через затворы 2 зола
транспортируется разреженной струей
воздуха по трубопроводам 3 к отдели-
телю и питателю нагнетательной си-
стемы 4, а от него по нагнетательному
трубопроводу 5 в собирательные бунке-
ра 6 большого объема. Из этих бунке-
ров с помощью скребковых питателей
7 зола подается в баржу 8, вагон или
бункер-накопитель.
Установки пневматического транспорта 415
Рис. 15.13. Всасывающе-нагиётательная н невмотранспортная установка для уборкн золы из котельной
На рис. 3 5.14 показана схема установ-
ки пневматического подъема угля из
шахты иа поверхность. Из бункера 11
питателем 10 уголь подается на грохот
9. Прошедшие через грохот мелкие
фракции поступают непосредственно на
ленточный конвейер 7, а неотсеянные
более крупные куски угля измельчаются
416 Установки гидравлического и пневматического транспорта
Рис. 15.14. Нагнетательная пневмотранспортная
установка для подъема мелкого угля из шахты
на поверхность
в дробилке 8 и затем поступают на тот
же ленточный конвейер. С конвейера
мелкий уголь сгружается в воронку пи-
тателя 6, вводящего поток угля в рабо-
чий трубопровод 3, в который снизу
воздуходувкой нагнетается сжатый воз-
дух. В нижней части трубопровод снаб-
жен перекидным клапаном 4 (пока-
занным на рисунке отдельно), с по-
мощью которого при аварии находя-
щийся в трубопроводе уголь напра-
вляется в приемный бункер 5. Поднятый
на поверхность уголь выводится из воз-
душной струи в отделителе 1, а неотде-
лившийся пылевидный уголь улавли-
вается дополнительно в фильтре 2 и из
него тоже выдается во внешнее про-
странство.
Три схемы пневмотранспортных ус-
тановок легкого типа показаны на
рис. 15.15: всасывающая пиевмоустанов-
ка для уборки стружек и опилок в дере-
воотделочной мастерской (рис. 15.15, а),
нагнетательная пневмоустановка для
транспортирования бетонной смеси
и строительных растворов на строи-
тельстве (рис. 15.15, б) и передвижная (на
колесах) перегрузочная всасываю ще-н аг -
нетательная для перегрузки зерна и дру-
гих непылевидных материалов, снабжен-
ная всасывающим и нагнетательным
гибкими шлангами, отделителем с бара-
банным ячеечным затвором и вентиля-
тором, создающим воздушную струю
(рис. 15.15, в).
15.2.3. Механическое
оборудование
пневмотранспортных установок
Основное оборудование пневмотранс-
портных установок состоит из трубо-
проводов с арматурой, воздуходувных
машин, питателей, всасывающих насад-
ков, струйных аппаратов, сопл, отдели-
телей и фильтров.
Питатели. Питатели, служащие для
ввода насыпных грузов в нагнета-
тельный трубопровод, можно, как и
в системах гидротранспорта, разделить
на камерные, шлюзующие груз, и беска-
мерные с механическим вводом груза
в трубопровод. Кроме того, для захвата
груза в установках применяют струйные
аппараты-сопла.
В качестве примера двухкамерных ав-
томатических питателей можно приве-
сти питатели (закладочные машины),
применяемые в горном делс~в установ-
ках пневматической закладки. Такая
машина (рис. 15.16, д) состоит из прием-
ной воронки и двух расположенных од-
на под другой камер с поочередно сра-
батывающими перепускными клапана-
ми. Внизу нижней камеры вращается
лопастное колесо, подгребающее груз
к приемному отверстию рабочего тру-
бопровода. Сжатый воздух подается
в нижнюю камеру, а также в верхнюю
камеру для уравновешивания давления
перед открытием нижнего клапана.
Проходя из нижней камеры в рабочий
трубопровод, сжатый воздух увлекает за
собой насыпной груз.
Показанный на рис. 15.16,6 передвиж-
ной питатель этого же типа удобно при-
менять при перемене мест работы уста-
новки.
Установки пневматического транспорта 417
Рис. 15.15. Пневмотраиспортныс установки
легкого типа:
а — всасывающая; б — нагнетательная;
в — всасы вающе-нагнета тельная передвиж-
ная; /—транспортный трубопровод; 2 —
отделитель; 3 — вентилятор; 4 — циклон;
5 — нагнетательный трубопровод; б — зат-
вор; 7 — сосуд для бетонной смеси; 8 —
бетоносмеситель; 9 — воздухосборник; 10 —
передвижной компрессор; 11 — всасываю-
щий трубопровод; 12 — циклон; 13 — венти-
лятор; 14 — затвор отделителя; 15 — нагне-
тательный трубопровод
Рис. 15.16. Камерные питатели пневмоза-
кладочной установки:
а — стационарная машина; б — передвиж-
ная машина яа^колесах; 1 — подача насып-
ного груза; 2 — подвод сжатого воздуха
Винтовые питатели двух видов для
горизонтального и вертикального при-
соединения рабочего трубопровода по-
казаны па рис. 15.17. Винты имеют пере-
менный, постепенно уменьшающийся
шаг. При этом груз, двигаясь вдоль
винта, уплотняется и не пропускает
сжатый воздух через цилиндрический
кожух. В связи с быстрым изнашива-
нием винта и кожуха головную часть
14 А. О. Спиваковский
винта и цилиндрический вкладыш, вста-
вляемый в кожух, делают сменными.
В питателе, изображенном на
рис. 15.17, а, выталкиваемый винтом
груз падает на дно камеры и, если он
спрессовался, то разбивается и под-
хватывается струей сжатого воздуха,
выходящей из расположенного в задней
стенке камеры сопла. Выходя из кожуха
винта, груз приподнимает укрепленный
418 Установки гидравлического и пневматического транспорта
шарнирно над ним клапан. Прн отсут-
ствии груза клапан захлопывается
и препятствует проникновению воздуха
через винт.
В питателе, показанном на
рис. 15.17, б, подводящее воздух сопло
расположено вертикально, и воздух под-
хватывает груз в вертикальном патруб-
ке. Предохранительный клапан отсут-
ствует, но впускное отверстие для груза
дополнительно перекрыто барабанным
ячеечным питателем, регулирующим
количество поступающего к винту гру-
за.
Отделители. Отделители насыпного
груза от перемещаемой аэросмеси, рас-
положенные в конечном, а во всасываю-
ще-нагнетательных системах — н в про-
межуточном пунктах установки, пред-
ставляют собой резервуар, в котором
скорость струи воздуха в смесн с гру-
зом резко уменьшается, так что груз
выпадает из струи и собирается на дне
резервуара, а затем выпускается через
затвор. Для повышения эффективности
отделения частиц груза внутри резер-
вуара устанавливают направляющие по-
верхности из листовой стали, обтекая
Рис. 15.17. Винтовые питатели пневмотранспортных установок дли пылевидных и мелкокусковых грузов:
2 - подача насыпного груза, 2 — подвод сжатого воздуха
Установки пневматического транспорта 419
или ударяясь о которые, струя аэросмеси
изменяет свое направление, что способ-
ствует выпадению из нее частиц груза.
Пример такого отделителя показан на
рис. 15.18, а. Основная масса частиц гру-
за собирается на дне резервуара, а более
легкие частицы выпадают внутри кону-
са, через который струя движется к вы-
ходному отверстию вверху. —
В отделителях, применяемых при
перемещении пылевидных (или содержа-
щих пыль) грузов, используется центро-
бежная сила, возникающая в отделите-
ле-циклоне при вращательном движении
струи по его кольцевой полости
(рис. 15.18,6). Смесь воздуха с частица-
ми груза впускается в циклон по каса-
тельной и получает вращательное дви-
жение, прижимаясь под действием цен-
тробежной силы к внешней стенке ци-
линдра. Благодаря возникающим силам
треиия скорость частиц груза интенсив-
но уменьшается. Очищенный от частиц
груза воздух отсасывается в верхний па-
трубок, а груз выпускается через нижнее
отверстие.
Воздуходувные машины. В зависимо-
сти от требующейся производительно-
сти, давления и условий работы приме-
няют центробежные или поршневые
воздуходувные машины. И те и другие
имеют много разновидностей. Центро-
бежные машины разделяют на вентиля-
торы и турбомашины разных типов,
' а поршневые — иа ротационные, т. е.
с вращательным движением рабочего
органа (коловратные), и с возвратно-по-
ступательным движением поршня.
На рис. 15.19, а показан разрез турбо-
воздуходувной центробежной машины,
применяемой, например, на всасываю-
щих установках с высоким разрежением.
На валу машины насажены четыре ра-
бочих колеса, последовательно обте-
каемых воздушной струей. Вал вращает-
ся с весьма высокой частотой
(5000 — 7000 об/мин).
Схема водокольцевого ротационного
насоса показана на рис. 15.19, в. При
вращении эксцентрично насаженного по
отношению к цилиндрическому кожуху
вала с радиальными лопастями во вра-
Рнс. 15.18. Отделители груза:
й— с внутренними направляющими поверхностя-
ми; б — циклонного типа
щение увлекается находящаяся в цилин-
дрическом кожухе вода, образующая
у стенки кожуха водяное кольцо практи-
чески равной толщины. Между внутрен-
ней поверхностью кольца и валом с ло-
пастями образуется с обеих сторон
и снизу не занятое водой серповидное
пространство, разделенное лопастями;
с одной стороны (на рис. 15.19, в справа)
это пространство увеличивается по
объему в каждой ячейке, а с другой —
уменьшается. Через соответственно раз-
мещенные в этих местах отверстия
в торцовых стенках кожуха воздух
с одной стороны (справа) засасывается
в эти ячейки, а с другой вытесняется.
Преимуществами водокольцевого на-
соса являются простота конструкции
и возможность притоком свежей воды
регулировать температуру (чтобы избе-
жать перегрева насоса), а также очи-
щать воду от попадающих в нее из воз-
духа частиц. К недостатку насоса отно-
сятся большие потери на трение воды
о стенки кожуха, обусловливающие низ-
кий КПД (0,4 — 0,45).
Устройство ротационного насоса
с выдвижными пластинками показано
на рис. 15.19,6. В ступице эксцентрично
расположенного вала в радиальные или,
14*
420 Установки гидравлического и пневматического транспорта
как показано на рисунке, косые прорези
свободно входят стальные или пласт-
массовые пластинки, при вращении вала
выдвигающиеся и скользящие внешней
гранью по направляющим кольцам.
При этом, как и в предыдущем случае,
с одной стороны происходит засасыва-
ние воздуха в серповидную полость, а
с другой — нагнетание.
Двухроторная ротационная воздухо-
дувная машина (рис. 15.19, г) имеет два
вращающихся навстречу друг другу ра-
бочих элемента, напоминающих по фор-
ме восьмерку; с одной стороны (сверху)
они засасывают в кожух воздух, а с дру-
гой вытесняют его. Сжатие воздуха про-
исходит в боковых пространствах ме-'
жду кожухом и поршнем (показано
штриховой линией). Недостатком возду-
ходувной машины этого типа является
проникновение сжатого воздуха через
зазоры между поверхностью рабочих
элементов и кожухом, а также между
рабочими элементами, возрастающее с
увеличением давления и износа.
Таким образом, из четырех опи-
санных типов воздуходувных машин
действие первой основано на центро-
бежном принципе, при котором кинети-
ческая энергия струи воздуха превра-
щается в потенциальную энергию да-
вления, а действие трех других основано
иа принципе вытеснения объема воздуха
рабочими элементами.
Ряс. 15.19. Воздуходувные машины:
д _ турбовоздуходувная машина с четырьмя рабочими колесами; б — ротационный пневмонасос (компрес-
сор) с выдвижными пластинками; в — водокольцевой пневмонасос; г — двухроторная коловратная
воздуходувная машина
Установки пневматического транспорта 421
15.2.4. Способы
автоматического регулироиаиия
ппевмотраиспортных установок
Автоматическое регулирование пнев-
мотранспортных установок, как н ги-
дротранспорта ых, должно обеспечивать
поддержание определенных режимов ра-
боты. Для этого применяют аппаратуру,
контролирующую такие параметры, как
давление воздуха в трубопроводах, ско-
рость струи воздуха, количество пода-
ваемого в трубопровод груза (регулиро-
ванием работы питателя) и воздуха (в
том числе регулированием частоты вра-
щения воздуходувной машины). Кроме
того, на установках используют автома-
тическую блокировку отдельных эле-
ментов — переключателей, затворов, пи-
тателей, а также контроль уровня груза
в бункерах и пр.
Для примера приведем конструкцию
пневматического регулятора прямого
действия, предназначенного для регули-
рования давления в рабочем трубопро-
воде (рис. 15.20). Функции измерения ре-
гулируемого параметра и перемещения
регулируемого клапана выполняются
двумя мембранами: измерительной
мембраной регулируемого параметра
(давления в трубопроводе) и силовой
мембраной, служащей непосредственно
приводом регулируемого клапана. Если
давление отклоняется от заданного зна-
чения, то мембрана 6 (иа которую дей-
ствует с одной стороны воздух под да-
влением, а с другой пружина 5)
и связанный с ней золотник 7 переме-
щаются, вследствие чего изменяется да-
вление в пространстве 3 под мембра-
ной-приводом 2. Это приводит к изме-
нению действующих на мембрану-при-
вод сил и перемещению регулируемого
клапана 1 до тех пор, пока изменяющее-
ся давление воздуха в трубопроводе
перед клапаном не будет равно давле-
нию в пространстве под этой мембра-
ной. Для настройки регулятора приме-
няют демпфирующее устройство 8,
а также соответствующим образом под-
бирают жесткость пружины 5 и регули-
руют ее винтом 4.
Рис. 15.20. Пневматический регулятор давления
прямого. действия
15.2.5. Специальные
пиевмотраиспортные установки
К специальным относятся пневмо-
транспортные установки для перемеще-
ния по трубопроводам порошко-
образных грузов их аэрированием,
а также установки для транспортирова-
ния отдельных небольших предметов
или отдельных небольших количеств на-
сыпного груза в патронах.
Пневмотранспортпые аэрационные
установки. При насыщении воздухом
(аэрировании) некоторых порошко-
образных (тонкодисперсных) грузов (на-
пример, цемента, сухого молотого угля,
муки и т. п.) коэффициент внутреннего
трения в них резко уменьшается и они
приобретают свойства текучести, близ-
кие к свойствам жидкости. Аэриро-
ванные грузы могут перемещаться как
по желобу, при незначительном его на-
клоне (2,5 — 3°), так и по нагнетательно-
му трубопроводу, заполняя его сечение.
При этом достигается высокая концен-
трация смеси, значительное снижение
расхода воздуха и уменьшение диаме-
тра трубопровода по сравнению с обы-
чным способом пневмотранспортирова-
ния.
На рис. 15.21 показана схема пневмо-
желоба. Он состоит из двух закрытых
422 Установки гидравлического и пневматического транспорта
отделений, расположенных одно над
другим и разделенных пористой перего-
родкой.
В верхнее отделение подается груз,
в нижнее — сжатый воздух вентилято-
ром, создающим давление, незначитель-
но превышающее атмосферное. Груз
выгружается из желоба на конце его,
а воздух выходит через матерчатые
фильтры в крышке верхнего отделения.
Перегородка, изготовляемая из по-
ристых керамических плит или из не-
скольких слоев специальной прочной
брезентовой, бельтинговой или другой
ткани, должна равномерно по всей пло-
щади пропускать воздух очень тонкими
струйками.
Примером установки для транспорти-
рования аэрированного груза по трубо-
проводу является перегрузочная уста-
новка для цемента, применяемая на
строительстве. Цемент подвозится авто-
цементовозом (рис. 15.22, а), предста-
вляющим собой цистерну 2, на дне ко-
торой расположен желоб из двух на-
клонных пористых плит 4. Установлен-
ная на шасси автоцементовоза неболь-
шая воздуходувная машина 1 подает
воздух в пространство под желобом,
и цемент по патрубку 3 выгружается из
цистерны.
Принимающая цемент установка
(рис. 15.22,6) состоит из вертикального
цилиндрического резервуара 7, в верх-
нюю часть которого цемент подается из
цистерны по трубопроводу 6. Воздух
выходит из резервуара через фильтр 5.
Цемент подается из резервуара по на-
гнетательному трубопроводу 9
в мерный бункер 8, а из него в бетоно-
мешалку 10. Чтобы поддерживать аэра-
ционные свойства порошкообразного
груза при перемещении его по трубо-
проводу, в нижней части трубопровода
на некотором расстоянии друг от друга
укладывают закрытые пробками трубки
из эластичной перфорированной мате-
рии, к которым подводится сжатый воз-
дух, при этом достигается высокая кон-
центрация смеси. Намечается распро-
странение способа пневматического
транспортирования с высокими концен-
трациями смеси не только на порош-
кообразные, но и на мелкозернистые
и даже крупнозернистые и гранулиро-
ванные насыпные грузы.
Установки для яневмотранспортирова-
ння в патронах. Установки для пневмо-
транспортирования грузов в патронах
отличаются от рассмотренных видов
пневмотранспорта как по конструкции,
так и по принципу действия. Грузы
в виде всякого рода мелких предметов,
книг, пакетов, бланков, а также от-
дельные небольшие количества насы-
пных грузов, закладываются в закры-
вающиеся патроны цилиндрической (ре-
же — эллиптической или прямоуголь-
Рис. 15.21. Схема пневможелоба:
/ — вентилятор; 2 — верхнее отделение для груза, 3 — пористая решетка; 4 — нижнее отделение для
воздуха
Расчет гидро- и пневмотранспортных установок 423
Рнс. 15.22. Перегрузочная ус-
тановка для цемента
Рнс. 15.23. Патрон дли пнев-
мотранспортнон установки
ной) формы, которые затем переме-
щаются по трубам под действием да-
вления воздуха.
Пневмотранспортирование в патро-
нах применяют как в пределах одного
предприятия нли здания, так и при пере-
мещении грузов на значительные рас-
стояния (например, пневматическая по-
чта ряда больших городов за рубежом).
В последнее время достигнуты поло-
жительные результаты на опытно-про-
мышленных установках при перемеще-
нии насыпных грузов в контейнерах
по трубопроводу большого диаметра.
Внешний вид и сечение по патрону
цилиндрической формы показаны на
рис. 15.23. Обычно корпус патрона изго-
товляют из легкого материала, напри-
мер дуралюмииия, пластмассы и пр.,
а укрепленные по концам манжеты — из
эластичных материалов: резины, спе-
циальной пластмассы и пр. Груз за-
кладывают в патроны через боковую
или торцовую крышку.
15.3. Расчет гидро- и
пневмотранспортных установок
15.3.1. Общие положения
Расчет гидро- и пневмотранспортных
установок состоит в том, что по за-
данным объемной или массовой про-
изводительности, характеристике груза
(его плотности, гранулометрическому
составу и др.), длине и конфигурации
трубопровода определяют необходи-
мую для обеспечения транспортного
процесса скорость движения несущей
среды (воды, воздуха); потребное коли-
чество воды или воздуха; диаметр тру-
бопровода; сопротивления движению
смеси на различных участках трубопро-
вода и потребный напор или давление
для их преодоления; мощность двигате-
ля насосного или воздуходувного агре-
гата. При этом обычно для определения
характеристик потока, обеспечивающих
устойчивый режим транспортирования
424 Установки гидравлического и пневматического транспорта
грузов в зависимости от их крупности,
плотности, формы частиц, пользуются
накопленными опытными данными. По-
этому часть из приводимых в литера-
турных источниках расчетных формул
н рекомендаций имеет эмпирический
или полуэмпирический характер. В свя-
зи с громоздкостью этих материалов
ниже приведены только метод прибли-
женного расчета и некоторые спра-
вочные данные.
При определении скорости, напора
или давления несущей среды первосте-
пенное значение имеют крупность ча-
стиц и плотность перемещаемого груза.
По крупности насыпные грузы разде-
ляют на три основные группы: 1) ку-
сковые — с размерами кусков больше
40 мм, крупнозернистые — 6 — 40 мм
и мелкозернистые — 2 — 6 мм; 2) грубо-
дисперсные (песчаные частицы) с разме-
рами частиц 0,15 — 2 мм; 3) тонкодис-
персные (пылевые) с размерами частиц
меньше 0,15 мм. Для этих групп харак-
терны различные гидромеханические
процессы при перемещении в потоке не-
сущей среды.
Нередко насыпные грузы предста-
влены смесью из двух или нескольких
групп крупности, например кусковой
или крупнозернистой и грубо- или тон-
кодисперсной. В этом случае наличие
в потоке мелких частиц улучшает про-
цесс перемещения более крупных. В го-
ризонтальном трубопроводе мелкие ча-
стицы движутся обычно во взвешенном
состоянии, средние и крупные совер-
шают скачкообразные движения частич-
но во взвешенном состоянии и частично
соприкасаясь с нижней стенкой трубо-
провода, а наиболее крупные прн гидро-
транспортироваиии иногда переме-
щаются только скольжением по нижней
части трубопровода. Пылевидные насы-
пные грузы при пневмотранспортирова-
нии могут перемещаться с высокими
концентрациями — сплошными аэриро-
ванными потоками.
Перемещение по горизонтальному
трубопроводу во взвешенном или ча-
стично взвешенном состоянии происхо-
дит благодаря турбулентному движе-
нию потока с градиентом скоростей
(т. е. при изменении скоростей в попе-
речном сечении от минимальных значе-
ний у стенок до максимальных ближе
к оси). Силы, поддерживающие частицы
при турбулентном движении, являются
функцией продольной скорости пото-
ка и возрастают с ее увеличением.
Поэтому скорость потока гидро- и аэ-
росмеси в трубах в общем случае дол-
жна быть не меньше некоторого опреде-
ленного значения, и тем большей, чем
больше размеры и плотность частиц
груза.
Критерием для установления скоро-
сти потока служит критическая скорость
«Кр, т. е. наименьшая скорость, при ко-
торой груз не скапливается в трубопро-
воде. При пневмотранспортировании
аэрированными потоками таким крите-
рием является эффективная скорость
«эф, при которой достигается надлежа-
щее насыщение груза воздухом. Кроме
того, для наклонных трубопроводов ис-
ходной величиной при назначении ско-
рости может служить: для гидротранс-
порта — скорбеть осаждения частиц или
кусков в воде (так называемая гидра-
влическая крупность), а для пневмо-
транспорта — скорость витания в восхо-
дящей по вертикальному трубопроводу
струе воздуха. Гидравлическая круп-
ность определяется обычно временем,
при котором равномерно движущаяся
под действием силы тяжести частица
в сосуде с водой проходит опреде-
ленный отрезок пути. Скорость витания
частицы в воздушном потоке равна ско-
рости воздуха в вертикальной трубе,
при которой частица поддерживается
струей н сохраняет свое положение
(практически совершает колебательные
движения возле определенной точки).
Для обеспечения нормального режи-
ма транспортирования скорость потока
должна быть «>(1,1 4- 1>2)«кр для мак-
симального по размеру куска, Вместе
с тем она не должна быть излишне
большой во избежание непроизводи-
тельного увеличения расхода энергии,
повышенного износа трубопровода
н измельчения перемещаемого груза.
Расчет гидро- и пневмотранспортных установок 425
Кроме того, нормальный режим
транспортирования зависит от относи-
тельного количества воды или воздуха,
определяющего концентрацию смеси,
которую обычно выбирают по имею-
щимся опытным данным.
Различают объемную и массовую
концентрации смеси. Первой обычно
пользуются при расчетах установок ги-
дротранспорта, а второй — пневмо-
транспорта.
Под объемной концентрацией гидро-
смеси понимают отношение объемной
производительности установки V (м3/ч)
к расходу гидросмеси Иг (м3/ч) за тот
же период времени:
5=и/иг=и/(и+и,) =
= (рг - р>)/(р - Р») < >. (15.1)
где рг, рв, р — плотность транспортируемого
груза, воды и гидросмеси соответственно,
т/м3, Ув—расход воды, м3/ч.
Плотность груза
Рг = (Ир+Гврв)/(Г+Ув). (15.2)
Под массовой концентрацией гидро-
смеси понимают отношение массовой
производительности установки Q (т/ч)
к массовому расходу воды за тот же пе-
риод, т. е. к Кврв (т/ч):
Р=(ЖвРв). (15.3)
Установив, согласно опытным
данным, концентрацию смеси и диаметр
трубопровода, определяют скорость
смеси икр. Затем проверяют выполнение
условия и «кр по расходу гидро- или
аэросмеси.
Зная характеристики потока смеси
(скорость, концентрацию) и диаметр
трубопровода, определяют сопротивле-
ние движению. Оно состоит из сопроти-
вления подъему иа вертикальных или
наклонных участках трубопровода и ги-
дравлических потерь вдоль всего трубо-
провода и на отдельных участках (пово-
ротах, разветвлениях и пр.). Местные
«сосредоточенные» сопротивления при-
равнивают к линейным сопротивлениям
15 А. О. Спиваковский
на эквивалентной длине трубопровода
и таким образом получают общую рас-
четную (приведенную) длину Lnp трубо-
провода (для пневмотранспорта) или
учитывают местные сопротивления вве-
дением коэффициента 1,05 — 1,1 при
определении общего напора (для гидро-
транспорта).
По значению потребного напора
и производительности установки выби-
рают водяной насос или воздуходувную
машину; затем рассчитывают мощность
двигателя силовых агрегатов.
Рассмотрим схемы расчета отдельно
для гидравлического (напорного и само-
течного) и пневматического транспорта
с учетом их особенностей.
15.3,2. Схема расчета
установок
напорного гидротраиснорта
В зависимости от заданной крупности
частиц насыпного груза расчет для го-
ризонтальных трубопроводов выпол-
няется различно для тонкоднсперсных,
грубодисперсных и кусковых грузов или
их смесей.
1. При расчете установок для гидро-
транспортирования тонкоднсперсных
грузов (с частицами размером меньше
0,2 мм) турбулентными потоками кри-
тическая скорость (м/с) пропорциональ-
на диаметру трубы D и плотности ча-
стиц ps в степени 0,5:
«кр = и VagD, (15.4)
где и = 1 4- 1,5 — опытный коэффициент,
учитывающий влияние степени перемешива-
ния смеси; а = (ps — рв)/рв — соотношение
плотностей частиц груза и несущей среды.
Тонкоднсперсиые грузы транспорти-
руются при высоких концентрациях,
обычно не менее s = 0,2 4- 0,25 и до 0,5.
Для выбранного диаметра трубы про-
веряют выполнение условия
и = 47г/(3600д£>2) > икр, (15.5)
где Гг-расход гидросмеси, м3/ч; D — в м;
и — в м/с.
426 Установки гидравлического и пневматического транспорта
Удельные потери напора (м/м) при
движении смеси
Я'= £^0(1 -bos), (15.6)
где kY = 1,1 ч- 1,15 — коэффициент, учитываю-
щий степень перемешивания смеси;
Но - удельные потери напора при движении
чистой воды со скоростью, равной скорости
гидросмеси, м/м;
= ty2/(Dg)- (15.7)
здесь £ — коэффициент гидравлических со-
противлений, определяемый обычно для
гладких труб (см. курс «Гидравлика»).
Если трубопровод имеет также верти-
кальные участки высотой Lr, то по-
требный иапор для него больше на ве-
личину статического напора при подъ-
еме Нв. При движении смеси вниз он иа
столько же меньше; следовательно,
Нп = ±£п- (15.8)
Кроме этих распределенных потерь,
в трубопроводе могут иметь место до-
полнительные местные потери Ям, ко-
торые принимаются равными около 5%
от общих потерь на прямолинейных
участках.
2. Прн расчете установок для гидро-
транспортирования кусковых грузов
с поперечным размером больше 2 мм
критическую скорость определяют по
формуле
Икр = с, tffagsD, (15.9)
где С: = 8,5 4- 9,5 — коэффициент, полу-
ченный опытным путем; /—обобщенный
коэффициент трення груза о нижнюю стенку
трубы, который зависит от вида груза
(табл. 15.1),
15.1. Значения обобщенного коэффициента трения
Груз Куски с кромками
острыми округленны ми
Каменный уголь 0,3-0,2 0,25-0,15
Антрацит 0,15 0,1
Песчаник 0,55-0,5 0,5-0,45
Известняк 0,45-0,4 0,4-0,35
Сланец 0,4-0,35 0,35-0,3
Гравий — 0,4-0,35
Руда 0,65-0,75 о/
Данные о критической скорости ги-
дросмеси для некоторых групп транс-
портируемого груза в зависимости от
диаметра трубопровода приведены
в табл. 15.2.
15.2. Критическая скорость (м/с) гидросмеси
О Груз
С 1О ? о. S нистыми ми нистыми ами с >ю тли- , ;50%) и : иеболь- зержани- линистых щебень рядовой
5s g ч Eg S 5 3 * й о - « Ч Я В" S j, О Я 2 я -• L. S о Р 5 л М Я “ S в н и о 2 н о и S н 5; q L-
EtS as s* as и ex д й * Ft о ЙГ о св с U 3, w з-
200 1,6 1,9 2,4 3,0 2,0
300 1,8 2,1 2,9 3,6 2,5
400 2,2 2,4 3,4 4,3 з,о
500 2,5 3,0 3,8 4.8 3.3
600 2,7 3,2 4,1 5,3 3.6
Удельные потери напора при движе-
нии гидросмеси представляют сумму
потерь при движении чистой воды и до-
полнительных потерь, вызванных при-
сутствием частиц и кусков, т. е.
H' = H0+/as. (15.10)
Для надежного транспортирования
кускового груза без скопления его
в трубопроводе необходимо, чтобы мак-
симальный размер кусков не превышал
1/3 диаметра трубы, а максимальные
значения концентрации не были больше
s = 0,2 4- 0,25.
Расчет установок для гидротранспор-
тирования грубодисперсных насыпных
грузов и их смесей выполняется по ана-
логичной методике.
По полному расчетному напору (м)
Яр = Яп + Ям (15.11)
и производительности установки V
(м3/ч) подбирают насосный агрегат
и определяют потребную мощность
двигателя (кВт):
N = ^НрУрг/(367г|), (15.12)
где к3 = 1,1 4- 1,2 — коэффициент запаса; ц =
== 0,7 4- 0,9 — КПД насосного агрегата.
Расчет гидро- и пневмотранспортных установок 427
15.3.3. Схема расчета
безнапорного гидротранспорта
При расчете установок, в которых
груз перемещается самотеком по пуль-
попроводу, открытому желобу, лоткам,
каналам, исходя из требующейся про-
изводительности по плотному (иеразры-
хленному) массиву груза, рода переме-
щаемого груза, его кусковатости, как
и для трубопроводного транспорта,
определяют параметры" потока (относи-
тельное количество воды, скорость), не-
обходимый уклон и поперечные раз-
меры желоба.
Основная формула, которой прн этом
пользуются (формула Шези), связывает
скорость струи v (м/с), гидравлический
радиус R (м) и уклон желоба i:
v = C]/Ri (15.13)
или
i=v2/(C2R), (15.13')
где коэффициент Шези С зависит от
степени шероховатости поверхности,
а также от гидравлического радиуса R.
Гидравлический радиус R, или отноше-
ние площади сечения струи к смоченно-
му периметру, определяется формой от-
крытого желоба и соотношением его
размеров. Так, для заполненного гид-
росмесью сечения в виде полукруга
диаметром D гидравлический радиус
TtD2 nD D
n _•___________
4*2*2 4 ’
(15-14)
Для открытого желоба прямоуголь-
ного сечения шириной В при глубине
потока h гидравлический радиус
R = Bh/(B + 2й). (15.15)
При рекомендуемом соотношении
B/h = 3 — 4
R = (0,6 -г 0,66) h.
Аналогичным образом находят значе-
ние R для трапецеидального сечения.
Для определения коэффициента С
в зависимости от относительной шеро-
ховатости А. поверхности открытого же-
лоба и гидравлического радиуса R мож-
но пользоваться табл. 15.3.
15.3. Значения коэффициента С в зависимости от
гидравлического радиуса R и относительной шерохо-
ватости А
А. R, м
0,1 0,2 0,3 0,4 0,5
0,010 70 75 80 90 95
0.012 60 65 70 75 78
0,015 45 50 55 58 60
0,020 30 35 38 40 43
Ниже даны значения относительной
шероховатости X в зависимости от типа
поверхности открытого пульпопровода
(желоба, канала).
Тщательно обструганные, хорошо при-
гнанные доски; штукатурка из чи-
стого цемента...................... 0,010
Неструганные, хорошо пригнанные дос-
ки; весьма чистые водосточные тру-
бы; гладкий бетон ................. 0,012
Кирпичная кладка; облицовка из теса-
ного камня в средних условиях . . . 0,015
Бутовая кладка; каналы в плотном
гравии, лёссе, в плотной земле, затя-
нутые илистой пленкой.............. 0,020
В табл. 15.4 приведены ориентиро-
вочные значения минимальных уклонов
пульпопровода в зависимости от вида
транспортируемых пород.
15.4. Ориентировочные значения минимальных ук-
лонов для открытого пульпопровода
Транспортируемый груз Лотки и бето- нированные каналы Земляные каналы
Глина 0,015-0,0625 0,02-0,03
Песок:
мелкий 0,025-0,030 0,03-0-,04
средний 0,030-0,035 0,04-0,05
крупный 0,035-0,050 0,05-0,06
Гравий 0,050-0,10 —
Порядок расчета параметров при
транспортировании по лоткам и кана-
лам рекомендуется следующий: по за-
данному объему перемещаемого груза
V (м3/ч) и коэффициенту разрыхления
15*
428 Установки гидравлического и пневматического транспорта
в насыпке Ар(Ар> 1) определяют рас-
четный объем V = V'/kt\ в соответствии
с приведенными выше указаниями при-
нимают концентрацию гидросмеси з
н находят производительность по ги-
дросмеси Уг (м3/ч), затем выбирают
скорость гидросмеси v, равную или не-
сколько большую критической; приняв
форму и соотношение размеров откры-
того желоба, по величинам VT и v опре-
деляют геометрические размеры его се-
чения и находят гидравлический ради-
ус R.
Выбрав в зависимости от местных ус-
ловий тот или иной вид облицовки по-
верхности пульпопровода и установив
для него относительную шероховатость,
в зависимости от значений R и Л нахо-
дят* С — коэффициент Шези; по формуле
(15.13') определяют необходимый уклон
i желоба. Полученное значение уклона
проверяют по данным табл. 15.4.
Во многих ' практических случаях
уклон желоба определяется рельефом
местности. Прн избыточном уклоне це-
лесообразно применять желоба с повы-
шенной относительной шерохова-
тостью, а в обратном случае — с пони-
женной.
15.3.4. Схема расчета
установок пневмотранспорта
Исходными данными прн расчете
пневматических транспортных устано-
вок, как н гидравлических, являются
производительность (2, т/ч или V, м3/ч),
длина и конфигурация трубопровода
и ф из ико-механические свойства насып-
ного груза, от которых во многом зави-
сят используемые в расчете коэффи-
циенты.
Пневматическое транспортирование
осуществляется в различных системах
с разными массовыми концентрациями
аэросмесн.
В аспирационных (вентиляционных)
системах массовая концентрация аэро-
смеси не превышает обычно ц = 1 н прн
повышенном вакууме достигает ц = 5.
В системах пневмотранспорта различно-
го давления массовая концентрация
принимается в зависимости от условий
в пределах ц = 8 ~ 25, а при пневмо-
транспортнроваиии аэрированными по-
токами ц = 60 -i- 150.
На выбор величины Ц влияют степень
сыпучести н слеживаемости груза,
склонность к комкованию, наличие влд-
гн (глинистых примесей), характеристи-
ка трассы трубопровода (количество по-
воротов, подъемов и др.), склонность
груза к аэрированию и др. В то же вре-
мя следует учитывать, что энергоем-
кость пневмотранспорта повышается
с уменьшением концентрации аэросме-
си. Поэтому принимать очень понижен-
ную концентрацию нецелесообразно.
Оиа должна быть необходимой и доста^
точной. Крупность частиц имеет значе-
ние в основном при выборе диаметра
труб, прн котором в наибольшей сте-
пени обеспечивается предупреждение за-
валов (D > За, где а — размер типичной
частицы груза). В связи с этим приво-
димые ниже формулы пригодны для
приближенного расчета для широкого
диапазона насыпных грузов по крупно-
сти (но не для крупнокусковых).
Скорость воздуха в трубопроводе по
его длине не остается постоянной: как
в системе всасывания, так н в системе
нагнетания оиа возрастает от начально-
го пункта траиспортнровання к конеч-
ному. Действительно, в системе всасы-
вания в направлении транспортирова-
ния возрастает разрежение, а в системе
нагнетания уменьшается давление до
атмосферного, т. е. н в том и в другом
случае уменьшается плотность воздуха,
а следовательно, при одинаковом его
расходе возрастает объем. При этом
способность потока перемещать ча-
стицы груза возрастает прямо пропор-
ционально скорости во второй степени
и обратно пропорционально плотности
среды, а следовательно, возрастает от
начального к конечному пункту трубо-
провода. Поэтому как в системе всасы-
вания, так и в системе нагнетания рас-
чет ведется по начальному участку тру-
бопровода.
Критическая скорость (м/с) пропор-
циональна произведению массовой кон-
Расчет гидро- и пневмотранспортных установок 429
центрации, плотности груза и диаметра
трубопровода в степени 0,5.
икр= С2 ]/pagD, (15.16)
где С2 — опытная константа; ц — массовая
концентрация аэросмеси [см. формулу
(15-2)].
Для пылевидных легко аэрируемых
грузов рекомендуется принимать С2 =
= 0,1, а в зависимости от склонности
к слеживанию (комкованию), наличия
влаги н сложности трассы — до 0,25;
для зернистых грузов в зависимости от
условий принимают С2 до 0,3, для ку-
сковых — до 0,35 (при содержании влаги
ДО 4%).
Как и при расчете гидротранспорта,
для предварительно назначенного диа-
метра трубы проверяют выполнение ус-
ловия и > икр-
Сопротивление движению аэросмеси
по трубопроводу, а следовательно, и да-
вление (МПа) в -начале нагнетательного
трубопровода тем выше, чем больше
приведенная длина трубопровода Lnp,
концентрация и сопротивление движе-
нию чистого воздуха:
рн = 0,1р0(1 + C^agD/u2), (15.17)
где Сз— опытная константа; Су = 0,1 4-0,075
(для грузов большой плотности принимают
меньшие значения).
Потери давления (МПа) при изотер-
мическом движении чистого воздуха
_ п 1 ( / р2 _ ч \
Ро / /г20р.ю8 + Ю2 /
(15.18)
где бв- расход воздуха, кг/с; R =
= 29,3 — универсальная газовая постоянная;
7- абсолютная температура окружающей
среды, °C; X - коэффициент сопротивления
(для труб можно принимать для D = 150; 175
и 200 мм соответственно X = 0,016 4-0,02;
0,015 4- 0,018 и 0,014 + 0,016); Lnp -
приведенная длина трубопровода с уче-
том эквивалентных отрезков вместо закруг-
лений для ц 10 (табл. 15.5); F — площадь
поперечного сечения трубопровода, м2; рк =
= 0,105 МПа — давление на конце трубопро-
вода.
15.5. Длины (м) эквивалентных отрезков
Груз Угол поворота, закругления радиусом 0,7 — 1 м, градус
8-12 15 20 30 45 90
Пылевидный — — 2 4 6 10
Зернистый — — 3 5 8 15
Кусковой 8 10 12 15 25 45
Дл^ условий изохорического течения
(Др = const) р0 рассчитывают по форму-
ле (15.7).
Потери давления в трубопроводе
имеют место вследствие сопротивления
движению аэросмеси по горизон-
тальным участкам, к которым добав-
ляются потери на закруглениях пово-
ротных участков, инерционные потери,
связанные с сообщением перемещаемо-
му грузу рабочей скорости, а также от-
дельно определяемые потери при подъе-
ме на вертикальных (наклонных) участ-
ках рп.
Инерционные потери давления (МПа)
w2
Рд = ~^~Ро(1 + ₽н) 10-5, (15.19)
где р = 0,35 4- 0,85 - показатель относитель-
ной скорости движения частиц; для пыле-
видных грузов р = 0,6 4- 0,85.
Потери давления (МПа) в поднимаю-
щихся коротких участках трубопровода
высотой Нп (м)
Рп = 10’3 (1 + ц) родН^. (15.20)
Полное потребное давление (МПа)
в транспортной системе
Р = Рн + Рд + Рп + Рм, (15.21)
где рм — потери давления в загрузочном
устройстве.
Расход воздуха (м3/с) на выходе из
воздуходувной машины для одной уста-
новки,
Vi = kVo, (15.22)
430 Вспомогательные устройства
где к = 1,1 4- 1,15 - коэффициент, учитываю-
щий потери воздуха через неплотности
в воздухопроводе, питателе и др.;
Ро- расход воздуха, необходимый на транс-
портирование.
Потребная мощность (кВт) двигателя
воздуходувной машины
^м = ^ЬмМ100°П), (15.23)
где 1м — теоретическая работа воздуходув-
ной машины, отнесенная к 1 м3 засасываемо-
го воздуха при изотермическом сжатии,
Н • м/мэ,
£м = 2303рки(Рн/Рк), (15.24)
здесь рн и рК— начальное и конечное давле-
ние сжатия; р = 0,65 4- 0,85 — КПД воздухо-
дувной машины.
16
В СПОМОГАТЕЛЬНЫЕ
УСТРОЙСТВА
16.1. Гравитационные устройства 430
16.2. Бункера> 433
16.3. Бункерные затворы 439
16.4. Питатели и дозаторы 442
16.5. Метательные машины 449
16.6. Автоматические весы 452
16.7. Погрузочные машины непрерывного
действия 455
16.1. Гравитационные
устройства
16.1.1. Желоба н трубы
На гравитационных устройствах на-
сыпные н штучные грузы движутся вниз
по наклону или вертикали под дей-
ствием силы тяжести.
Если груз массой т скользит с коэф-
фициентом трения f по наклонной пло-
скости под углом Р на длине I, разность
уровней в начальной н конечной точках
h = I sin р и скорость в этих точках гн и
цк> то работа силы тяжести груза, затра-
чиваемая на работу трения н прираще-
ние кинетической энергии,
mgh = mgfl cos р + m(vl — Гн)/2. (16.1)
Если заданы скорости в начальной vB
и конечной vK точках н разность уров-
ней между ними h, то угол р, под ко7
торым должна быть расположена на-
клонная плоскость, находится из равен-
ства
tgp = 2ghf/(2gh + I’h - ^к). (16.2)
Если известна начальная скорость
и задан угол наклона Р, то конечная
скорость
= 1/^(1 -/ctgP) + 4 (16.3)
При «к = 1>н, т. е. при движении с по-
стоянной скоростью, tg Ро ==f. Для уско-
ренного движения (рк > Ун) р > Ро, для
замедленного движения (ик < ун) р < Ро.
Если груз движется по желобу пря-
моугольной нли скругленной формы, то
под коэффициентом трения скольжения
понимается приведенный коэффициент,
который учитывает сопротивление тре-
Гравитационные устройства 431
нню как по дну, так и по боковым стен-
кам желоба.
Скорость движения насыпного груза
по желобу принимают обычно до
2,5 м/с, коэффициент наполнения жело-
ба ф = 0,5 -г 0,7. Площадь сечения жело-
ба Fo находится по уравнению (3.7) или
(3.8).
На конвейерных установках короткие
желоба (лотки) служат в качестве вспо-
могательных устройств для направле-
ния груза на погрузочных, разгрузочных
и перегрузочных пунктах. Иногда, на-
пример при транспортировании горячих
или пылящих грузов, их делают закры-
тыми в виде трубы прямоугольного,
круглого или фасонного сечения. При
подаче в несколько точек желоба
и трубы выполняют разветвленными
или поворотными. Схемы двух пово-
ротных труб — для подачи по окружно-
сти и по кольцевой площадке показаны
соответственно иа рнс. 16.1, а и б. В кон-
струкции, приведенной на рис. 16.1,6,
труба сделана составной из двух поло-
вин, и груз подается по кольцевой пло-
щадке с наименьшим и наибольшим ра-
диусами, равными соответственно раз-
ности и сумме радиусов нижней
и верхней трубы. Прн равенстве этих
радиусов кольцевая площадка превра-
щается в круг. Иногда поворот трубы
осуществляется механизмом с двигате-
лем, управляемым дистанционно.
Если требуется при перегрузках на-
править поток насыпного груза не по
прямой линии, а под углом, то желобу
придается изогнутая форма. При этом
весьма важно, чтобы форма желоба
обеспечивала наименьшее сопротивле-
ние движению груза и чтобы при на-
сыпных грузах поток не терял сплошно-
сти.
Иногда требуется два грузопотока
соединить в один и направить его
в нужную сторону, а иногда, наоборот,
один грузопоток разделить на два.
Предназначенные для этого желоба со-
бирают из нескольких фасонных частей
(рис. 16.2).
При транспортировании абразивных
грузов для увеличения срока службы
желоба и труб их нередко изготовляют
или армируют износостойкими мате-
риалами — плитами из хромоникелевого
чугуна, марганцовистой стали, плавле-
ного базальта и др.
16.1.2. Ступенчатые н спиральные
спуски
Груз перемещается в трубе верти-
кально вниз под действием силы тяже-
сти в некоторых случаях свободным па-
дением (например, спуск в шахту мате-
риалов для закладки выработанного
пространства, спуск на небольшую глу-
бину деревянных стоек и др.). В от-
Рис. 16.1. Поворотные спуски —трубы
432 Вспомогательные устройства
Рис. 16.2. Фасонные желоба для соединения и разделения грузопотока
дельных случаях одинаковые по разме-
рам грузы в твердой таре (ящиках)
спускаются по закрытой снизу верти-
кальной трубе, имеющей в сечении на-
ружное очертание тары. При этом под
грузом образуется воздушная подушка,
и сжатый воздух, вытесняемый через за-
зоры, уменьшает скорость его падения.
Чтобы избежать большой скорости
падения насыпных грузов, применяют
ступенчатые (каскадные) илн спи-
ральные спуски. На ступенчатом спуске
(рис. 16.3, а) внутри трубы прямоуголь-
ного сечения укреплены с обеих сторон
в шахматном порядке полки, по ко-
торым груз, пересыпаясь, постепенно
с полки иа полку, падает с замедленной
скоростью. Остающийся на полках не-
большой слой груза предохраняет нх от
быстрого изнашивания.
Для насыпных грузов, деградирую-
щих при крошении, а также для
штучных грузов в твердой (в ящиках)
и мягкой (в мешках) таре применяют
спуски со спиральным желобом
(рнс. 16.3,6), по которому груз скользит.
Форма желоба в сечении — прямоуголь-
ная, косоугольная нли, наиболее часто,
скругленная. Винтовая образующая же-
лоба имеет минимальный угол подъема
на периферии и максимальный у центра.
Этим определяется характерное свой-
ство спирального спуска — саморегули-
рование в известных пределах скорости
движения груза. Действительно, прн
возрастании скорости груза по отноше-
нию к некоторому среднему значению
(например, вследствие уменьшения
коэффициента трения) увеличивается
действующая на него центробежная си-
ла, груз перемещается ближе к перифе-
рии и прижимается к борту желоба.
При этом угол наклона винтовой линии,
по которой он движется, уменьшается,
а сила трення н ее путь возрастают,
вследствие чего груз замедляет движе-
ние. Прн уменьшении скорости центро-
бежная сила уменьшается, и груз пере-
ходит на винтовую линию меньшего
радиуса, а следовательно, с большим
углом подъема, вследствие чего ско-
рость возрастает. На спусках с устано-
вившимся движением практически ско-
рость колеблется в некоторых пределах
около среднего значения.
Преимуществами спиральных спус-
ков являются простота конструкции,
возможность достижения высокой про-
изводительности и отсутствие движу-
щихся частей; к недостаткам относятся
истирание груза и желоба и возмож-
ность, образования заторов прн резко
изменившихся условиях транспортиро-
вания (например, при повышении влаж-
ности груза). Для ликвидации заторов
по всей длине заключенных в трубу спи-
Бункера 433
ральных спусков устраивают смотровые
люки.
При закрытом внизу выпускном от-
верстии спиральный спуск может слу-
жить промежуточным накопителем гру-
за. Скорость движения груза обычно
составляет 2,5 —3,0 м/с, угол подъема на
периферии — порядка 45°. Как н прямые
желоба, секции спирали армируют изно-
состойкими материалами.
Рассмотрим приближенно, как опре-
деляются угол подъема и шаг винтовой
линии, прн которых груз движется по
винтовому спуску с заданной скоростью
V. При движении в плоскости винта на
частицу груза массой т действуют со-
ставляющие сил тяжести и трения о дно
и внешний борт желоба, к которому
груз прижимается под действием цен-
тробежной силы:
nujsina — mgf cos а = m(rcosa)2//K0,
(16.4)
где а — угол подъема винтовой линии на ра-
диусе 2?0; f — коэффициент трения груза по
желобу; /?0— радиус винтовой линии, по ко-
торой движется частица,
Отсюда, задавшись скоростью
и определив а, находят шаг винтовой
линии t = 2nRotga.
16.2. Бункера
16.2.1. Общее устройство н типы
Бункера представляют собой проме-
жуточные груз охранил ища в виде сосу-
дов большого объема, устанавливаемых
в общей цепи транспортного и техноло-
гического оборудования, и предназна-
чаются для временного накапливания
в них некоторых количеств насыпных
грузов и затем — для дальнейшей от-
грузки их на транспортное и технологи-
ческое оборудование. Бункера загру-
жают через открытый верх или загру-
зочные отверстия и разгружают, как
правило, через отверстия в днище
или внизу боковых стеиок. Продвиже-
ние груза по бункеру и истечение через
отверстия происходят под действием
его силы тяжести.
Рнс. 16.3- Спуски;
а — ступенчатый; 6 — спиральный
При наличии промежуточных емко-
стей в виде бункеров в общей цепи
транспортных и технологических машин
последние работают независимо Друг от
друга, что позволяет устанавливать для
них наиболее целесообразные режимы.
Если сопряженные транспортные и тех-
нологические машины работают в раз-
ных режимах по времени (например, од-
ни периодически, а другие непрерывно),
то применение бункеров становится не-
обходимым. Режим времени работы со-
пряженных машин наряду с их произво-
дительностью определяет потребный
объем бункеров. Чем больше несовпаде-
ние режимов, от которого зависит вре-
мя накапливания груза, н больше про-
изводительность машин, тем больше
должны быть объемы промежуточных
бункеров. При этом следует различать
геометрический объем бункера Vo и по-
лезный Vn> связанные соотношением
Еп/Ро = гДе — коэффициент запол-
нения бункера, зависящий от его
формы, размера и способа заполнения.
Определять полезный объем бункера
наиболее удобно построением графика
его загрузки н разгрузки в течение за-
вершенного цикла операций, например
в течение смены, суток и пр. Отклады-
вая по осн абсцисс время цикла, а по
оси ординат — поступление грузов
434 Вспомогательные устройства
в бункер и выход из него (в м3), по
наибольшей ординате между полу-
ченными кривыми находят наибольшее
объемное количество груза, которое
должно скапливаться в бункере, а следо-
вательно, и его полезный объем.,
Форма бункера, помимо строи-
тельных требований, должна удовлетво-
рять условиям возможно полного за-
полнения и полной разгрузки, без обра-
зования «мертвых зон», в которых при
опорожнении бункера груз задерживает-
ся и не сходит под действием силы тя-
жести к разгрузочным отверстиям. По-
следнее имеет место главным образом
при недостаточном наклоне стенок, на-
правляющих груз к разгрузочным от-
верстиям. Кроме того, форма бункеров
должна предупреждать возможность
возникновения сводообразования («за-
висания») груза над отверстиями, нару-
шающего режим истечения из бункера.
Несколько типичных геометрических
форм бункеров показано на рис. 16.4.
Обычно бункера состоят из двух частей:
верхней — призматической или цилин-
дрической и нижней — суживающейся
книзу (к выпускным отверстиям), в виде
пирамиды, конуса илн сферы. При не-
большой глубине бункер может не
иметь верхней призматической или ци-
линдрической части. Для удобства за-
грузки и размещения двух или несколь-
ких выпускных отверстий бункера боль-
ших объемов делают удлиненной
формы. Иногда их разделяют перего- *
родками на ячейки или устанавливают
параллельно в два или более рядов.
Бункера бывают металлические^ бе-
тонные, железобетонные и деревянные.
Наибольшее распространение имеют
бункера со стенками из листовой стали
и каркасом из профильной стали, свар-
ной или клепаной конструкции. Обычно
их монтируют на колоннах или на пере-
крытиях зданий. Для облегчения движе-
ния груза стенки бункеров изнутри вы-
полняют гладкими; для перемещения
абразивных грузов их облицовывают
съемными стальными плитами, спе-
циальным износостойким стеклом. При
транспортировании влажных смерзаю-
щихся грузов используют утепленные
н отапливаемые бункера.
Отверстия для разгрузки бункера (лю-
ки) можно располагать по центру дни-
ща и сборку по одну или по обе ctoj
роны. Бункер с центральным и боковы-
ми люками (рис. 16.5, а) имеет параболи-
ческую форму, при которой стеики
испытывают главным образом напряже-
ние растяжения, а ие изгиба, благодаря
чему масса такого бункера получается
меньше, чем масса бункера с плоскими
стенками. Корпус бункера подвешивает-
ся сверху за края на несущей конструк-
ции.
Для обеспечения перегрузки из желез-
нодорожных вагонов на конвейер без
строительства тяжелых железнодо-
рожных эстакад бункера делают заглуб-
ленными (рис. 16.5,6). Характерной их
особенностью является наличие вместо
отдельных отверстий двух продольных
щелей, перекрытых снизу полками, пре-
пятствующими самопроизвольному
ссыпанию груза. Груз подается на два
ленточных конвейера с помощью спе-
циальных лопастных сгребающих или
сталкивающих питателей, передвигаю-
щихся вдоль разгрузочного фронта (см.
рис. 16.14). Такие бункера, называемые
Рис. 16.4. Типичные формы бункеров
Бункера 435
Рис. 16.5. Бункера для перегрузки:
а — с конвейера на средство железнодорожного транспорта; б — со средства железнодорожного транспорта
на конвейер; ] и 2 — центральное и боковое выпускные отверстия; 3 — отапливаемое подбункерное
помещение; -/—надбункерная галерея; 5 — разгрузочная тележка ленточного конвейера
щелевыми, имеют преимущества при
большой длине, высокой требующейся
производительности и при переработке
грузов, имеющих склонность к сводо-
образованию.
На рис. 16.6 показан бункер, состоя-
щий нз шести ячеек: двух (левых) — для
крупнокускового груза и четырех — для
мелкокускового. В надбункерном поме-
щении установлены два грохота и дро-
билка. Груз подается наклонным кон-
вейером н сгружается на первый грохот.
Отделенный на грохоте мелкокусковой
'Груз попадает на распределительный
конвейер, расположенный над четырьмя
(правыми) ячейками. Крупные куски
с этого грохота направляются либо на
дробилку и затем, после дробления, на
распределительный конвейер, либо на
второй грохот. На втором грохоте груз
рассеивается на два класса по крупно-
сти: более крупный груз попадает в од-
ну ячейку (левую), а отсеянный — в дру-
гую. В обеих ячейках подвешены вин-
товые спуски, служащие для уменьше-
ния крошеиня груза и предохранения
затворов от ударов кусками, падающими
с большой высоты. Внизу при погрузке
более крупных кусков груза на авто-
транспорт тоже производится отсев ме-
лочи.
На рис. 16.7 показаны шахтные бунке-
ра цилиндрической формы для накопле-
ния угля для передачи его в вагонетки
или на конвейеры. В первом случае спи-
ральный спуск укреплен на стенках бун-
кера, а во втором подвешен около оси
бункера. Диаметр таких бункеров соста-
вляет 3,5—10 м, объем до 3000 м3.
436 Вспомогательные устройства
Рис. 16.6. Бункер с шестью ячейками
Рис. 16.7. Шахтные перегрузочные и аккумули-
рующие бункера с винтовыми спусками
16.2.2. Процессы истечения
и сводообразования
в бункерах
Процесс истечения насыпного груза
через выпускное отверстие в дне бунке-
ра происходит примерно так, как пока-
зано на рис. 16.8, а и б, при симметрич-
ном н боковом расположении отвер-
стия. В обоих случаях в движение
приходит вертикальный столб груза над
отверстием, вследствие чего на поверх-
ности груза образуется воронка, по ко-
торой по мере истечения ссыпаются ча-
стицы. При расположении выпускного
отверстия вблизи вертикальной стенки
бункера насыпной груз скользит вдоль
последней, и образующаяся воронка
имеет несимметричную форму.
Бункера 437
Рис. 16.8. Схемы процессов:
а, 6, « — истечения насыпного груза из бункера; г — сводообразования
По опытным данным истечение груза
через симметрично расположенное от-
верстие бункера происходит в следую-
щем порядке (рис. 16.8,в): сначала высы-
пается часть 1, имеющая в зависимости
от формы отверстия форму конуса или
клина, затем расположенная над нею
часть 2, имеющая форму эллипсоида,
затем сдвигаются части 3 и далее части
4, так что к моменту окончания процес-
са в нижней части бункера образуется
воронка нз частей 5, заполняющих
«мертвое» пространство. Наименьший
угол наклона стенок в нижней части
бункера, при котором «мертвое» про-
странство не образуется и груз высы-
пается без остатка, зависит от коэффи-
циента трения груза о стенку, возрастая
с его увеличением. Так, для сортирован-
ного угля этот угол составляет 45 — 50°,
для мелкого угля 60°, для руды не менее
65°. При высьшаиии над выпускным от-
верстием нередко образуется свод груза
в виде купола или арки. Это характерно
для грузов, содержащих крупные куски
(рис. 16.8, г), однако может иметь место
н при некрупнокусковых грузах, особен-
но влажных и слеживающихся, в связи
с поперечным распором под действием
силы тяжести вышележащих слоев гру-
за, причем образующийся купол или ар-
ка опирается, как и в предыдущем слу-
чае, на наклонные стенки суживающейся
части бункера, а при небольших попе-
речных размерах бункера — иногда и на
вертикальные стенки.
Для ликвидации сводообразования
применяют различные ручные и механи-
ческие средства. В простейшем случае
свод разрушают вручную через спе-
циальные отверстия в стенках бункеров,
устроенные с таким перекрытием, что
груз через них не высыпается. Механи-
ческие разрушающие устройства имеют
вид груза, подвешенного на цепи сверху,
или лопастного вращающегося колеса.
В некоторых случаях используют ук-
репленные на стальных стенках бункера
вибраторы, активизирующие процесс
высыпания груза. Вибраторы включают
только при открытом выпускном отвер-
стии и работающем питателе, в против-
ном случае вибрация может вызвать
обратный эффект — слеживание н уплот-
нение груза в бункере. Применяют так-
же толчкообразное вдувание сильной
струи сжатого воздуха через фурмы,
расположенные ниже мест возможного
опирания свода на стенкн. При порош-
кообразном грузе вдувание в бункер
воздуха служит для его аэрирования
и повышения внутренней подвижности
частиц. Средство для борьбы со сводо-
образованием в каждом отдельном слу-
чае выбирают главным образом в зави-
симости от свойств груза.
438 Вспомогательные устройства
16.2.3. Давление иа стенки
бункера и затворы
Как известно, гидростатическое дав-
ление жидкости (нли «идеально сыпуче-
го» материала) на стенки сосуда иа глу-
бине h от уровня жидкости
Р = pgh,
где р — плотность жидкости.
Для реального сыпучего груза вслед-
ствие трения частиц между собой (вну-
треннего трения) и о стенки сосуда дав-
ление на стенки получается меньше:
Р = РУ^к. (16.5)
где к — коэффициент подвижности насыпно-
го груза;
к = (1 — sin ф)/(1 + sin ф) < 1, (16.6)
здесь ср — угол внутреннего трения, прибли-
зительно равный углу естественного откоса
груза в покое.
Формулы (16.5) и (16.6) дают прибли-
женные значения давления груза на
стенки бункеров при небольшой их глу-
бине. К неглубоким условно относят
бункера, глубина которых не превышает
их поперечного размера. Для более глу-
боких бункеров эта закономерность на-
рушается главным образов вследствие
возрастания сил трения груза о стенки,
влияющих тем сильнее, чем больше
коэффициент треиия груза о стенки
и чем меньше отношение поперечного
сечения бункера F к его периметру L,
т. е. чем меньше гидравлический радиус
поперечного сечения бункера (R = F/I).
После определенного предела глу-
бины бункера максимальное горизон-
тальное давление на стенки не возра-
стает и практически стабилизируется.
Давление прямо пропорционально
плотности груза и гидравлическому ра-
диусу R и обратно пропорционально
коэффициенту трения груза о стенки
бункера /:
Ртах = PgR/f- (16.7)
Максимальное вертикальное давление
больше горизонтального:
<?max = PgRKkf), (16.8)
В связи с тем, что значения к и f из-
меняются примерно обратно пропор-
ционально друг другу (с уменьшением
угла ср величина к возрастает, a f убы-
вает), для практических расчетов при-
нимают
kfяь const st 0,2.
Тогда давление (Па)
<?max « const « 5pRg, (16.9)
Размер выпускных отверстий (люков)
бункеров должен быть достаточным для
обеспечения требуемой пропускной спо-
собности. Вместе с тем, во избежание
опасности резкого обрушения через от-
верстия больших масс груза, а также
утяжеления затворов и усложнения ма-
неврирования ими, выпускные отверстия
не должны быть излишне большими.
При кусковых насыпных грузах с ти-
пичной крупностью кусков а наимень-
ший размер выпускного отверстия пря-
моугольной формы должен быть;
для донных отверстий
b >(4,0 -5,5) а;
для боковых отверстий с наклонным
днищем
b > (4,5 : 6,0) а.
Кроме того, необходимо учитывать
количество наибольших кусков, свой-
ства груза и степень его сыпучести. При
мелкокусковых грузах размеры вы-
пускных отверстий принимают в зависи-
мости от требующейся пропускной спо-
собности, но не меньше 300—400 мм.
16.2.4. Автоматизация
обслуживания бункеров
Автоматизация обслуживания бунке-
ров состоит в основном в контроле
степени их заполнения и управления ме-
ханическими устройствами, служащими
Бункерные затворы 439
для подачи насыпного груза и его вы-
грузки.
Контроль заполнения бункеров осу-
ществляется указателями (датчиками)
уровня груза, основанными иа механи-
ческом воздействии на них груза и на
действии фотоэлектрических и радиоак-
тивных элементов.
К указателям уровня, основанным на
механическом воздействии, относится
опущенный в бункер близ его стенки
маятник (поплавок), представляющий
собой шарнирный стержень с укреп-
ленным на его конце полым шаром
(рис, 16.9, д), Указатель этого типа при-
меняют преимущественно для контроля
уровня в бункере при его заполнении до
наивысшего допустимого уровня. При
этом груз нажимает на шар и отводит
его в сторону к стейке, вследствие чего
происходит замыкание ртутного контак-
та в защитном колпаке над точкой под-
веса маятника, вызывающее замыкание
или размыкание электрической сигналь-
ной цепи и подачу сигнала- При полной
автоматизации импульс передается иа
подающее груз транспортное устрой-
ство, и последнее либо прекращает по-
дачу груза, либо переключается иа дру-
гую ячейку бункера.
Указатель уровня второго типа, осно-
ванный тоже на механическом воздей-
ствии груза, - мембранный или ло-
паточный прибор, укрепляемый на раз-
ных уровнях изнутри на стенках бункера
(рис, 16,9,6), Когда груз достигает в бун-
кере того уровня, на котором располо-
жен указатель, под его давлением де-
формируется мембрана или отклоняется
лопатка, и, как и в предыдущем случае,
замыканием контакта передается сигнал
или команда.
Механическое сигнальное устройство
третьего типа (рис, 16.9, в) представляет
собой крыльчатку, опущенную в бункер
на вертикальном валу или пропущен-
ную через боковую стенку бункера
и вращаемую электродвигателем не-
большой мощности (~ 5 Вт). Статор
двигателя удерживается от вращения
пружиной. Когда уровень насыпного
груза доходит до крыльчатки, ее враще-
ние затормаживается. При этом возра-
стает электромагнитное взаимодействие
между ротором и статором двигателя,
и статор, преодолевая сопротивление
пружины, поворачивается на некоторый
угол, включая сигнальное устройство
или систему автоматического управле-
ния конвейерами, подающими груз
к бункеру.
Более надежными следует считать
указатели уровня, не требующие непо-
средственного механического воздей-
ствия иа них груза, — ультразвуковые
и радиоактивные (последние — в виде
гамма-излучателей и гамма-индикато-
ров). Схема их установки для фиксиро-
вания верхнего, нижнего и среднего
уровней в бункере показана на рис.
16,9, г.
С помощью указателей уровня можно
достичь полной автоматизации работы
бункерных установок и связанных с ни-
ми транспортных средств. Так, при за-
полнении ячейки бункера загружающе-
му транспортному устройству (конвейе-
ру) может передаваться импульс на
переключение подачи груза в другую
ячейку, а при полной разгрузке ячейки
может автоматически выключаться рас-
положенный под ней питатель и вклю-
чаться питатель другой (заполненной)
ячейки.
16.3. Бункерные затворы
Бункерные затворы служат для за-
крывания и открывания выпускных от-
верстий бункеров, а в некоторых слу-
чаях также для регулирования выходя-
щего через них потока насыпного груза.
Точность регулирования потока откры-
ванием выпускного отверстия дости-
гается только при хорошо сыпучих ма-
териалах.
Бункерные затворы должны удовле-
творять следующим требованиям: удоб-
ство маневрирования и быстрота дей-
ствия, плотность закрывания, возмож-
ность регулирования потока груза. Кро-
ме того, они должны иметь мини-
мальные возможные габаритные раз-
меры, простую и прочную конструкцию,
440 Вспомогательные устройства
Рис. 16.9. Указатели уровня груза и бункере:
а — маятниковый; б — лопаточный; в — крыльчатой; г — основанный на действии гамма-лучей; / —
ртутный контакт; 2 — гамма-излучатель; 3 — гамма-индикатор
а в некоторых случаях должны быть
приспособлены к применению дистан-
ционного и автоматического управле-
ния.
По роду привода затворы разделяют
на ручные и механические. Последние
бывают электрическими, пневматически-
ми и гидравлическими. Все виды затво-
ров с механическим приводом могут
быть с дистанционным управлением.
Электрические приводы состоят из
электродвигателя и редуктора, присое-
Бункерные затворы 441
Рис. 16.10. Схемы бункерных затворов:
а, б —задвижки; в — ленточный гусеничный затвор; а — лотковый затвор; д — односекторный затвор;
е — двухсекторный (челюстной) затвор; ж, з — наклонный секторный затвор с открыванием вверх и
вниз; н — сдвоенный секторный затвор; к — пальцевый затвор
диняемого с помощью муфты предель-
ного момента, необходимой для пре-
дупреждения поломок.
По характеру рабочего движения за-
твора (кратковременное включение, ко-
роткий быстрый ход, возможность воз-
никновения внезапных сопротивлений
при застревании крупных кусков) наи-
большие преимущества имеют приводы
прямого действия — пневматические
и гидравлические. Рабочим органом
в иих служит пневмо- или гидроци-
линдр с поршнем. Особенно целесо-
образны пневматические приводы при
наличии сети трубопроводов со сжатым
воздухом. К недостатку их при работе
в зимнее время под открытым небом
нли в неотапливаемом помещении отно-
сится замерзание на выходе содержа-
щейся в сжатом воздухе воды. В ука-
занных условиях гидравлический привод
с маслом в качестве рабочей жидкости
характеризуется большей надежностью.
По способу действия затворы разде-
ляют на две группы: отсекающие поток
груза и создающие подпор. К первой,
более многочисленной группе относятся
затворы в виде плоской задвижки и сек-
торные, ко второй группе — лотковые.
Затворы в виде плоской задвижки
(рис. 16.10, а и б), устанавливаемые
в днище или боковой стенке бункера,
характеризуются наибольшей компакт-
ностью, но имеют недостаток — значи-
тельное сопротивление в пазах при от-
крывании и закрывании; поэтому их
применяют только при небольшом от-
верстии и незначительном давлении на
затвор.
Разновидностью плоского затвора
является ленточный гусеничный затвор
(рис. 16,10, в), состоящий из бесконечной
конвейерной ленты, неподвижно укре-
пленной с одной стороны у кромки вы-
пускного отверстия (точка А), и подвиж-
ной рамы с двумя барабанами малого
диаметра и опорными роликами. При
передвижении рамы в ту или другую
сторону отверстие закрывается илн от-
крывается, причем лента перекатывается
по роликам, но скольжение ее по грузу
отсутствует.
442 Вспомогательные устройства
Секторные затворы (рис. 16.10, д — и)
имеют цилиндрическую поверхность
и при закрывании или открывании по-
ворачиваются вокруг горизонтальной
оси, так что трение их по пазам отсут-
ствует, а следовательно, сопротивление
маневрированию значительно меньше,
чем сопротивление плоской задвижки.
На вертикальном выпускном патрубке
главным образом в зависимости от его
длины устанавливают одно- или двух-
секторные (челюстные) затворы
с движением сектора вверх или вниз
(рис. 16.10, ж и з).
Затвор с движением при открывании
вверх над наклонной плоскостью, по ко-
торой скользит груз, дает возможность
при неполном открытии регулировать
поток груза, но имеет тот недостаток,
что при его закрывании возможно заще-
мление кусков груз>а между кромкой
сектора и плоскостью скольжения. За-
твор с движением вниз этого недостатка
не имеет, но из-за наличия порога при
неполном открытии значительно хуже
регулирует поток груза.
Для крупнокусковых грузов приме-
няют сдвоенный секторный затвор
(рис. 16.10, и), имеющий преимущества
затворов указанных двух типов. При его
открывании опускается полностью
меньший, нижний сектор, и поток груза
регулируется положением верхнего
большего сектора; при закрывании сна-
чала опускается (но не доводится до
плоскости скольжения) верхний сектор,
а затем поднимается иижний, пре-
пятствующий дальнейшему истечению
груза.
Разновидностью секторного затвора
является пальцевый затвор (рис. 16.10, к),
состоящий из отдельных тяжелых, под-
вешенных каждый на своей цепи, изог-
нутых и заостренных на конце рычагов
(пальцев). Пальцы при опускании легко
проникают в толщу груза, а попав на
крупный кусок, зажимают его на пло-
скости лотка, закрывая выпускное от-
верстие. При открывании затвора
пальцы поднимаются цепями от одного
привода: сначала те, которые опусти-
лись ниже, а затем все вместе.
Схема затвора второй группы, обра-
зующего подпор поворотом шарнирно-
го лотка, показана на рис, 16.10, г. За-
творы этого типа при закрывании не
защемляют кусков груза и допускают
регулирование потока груза изменением
угла наклона лотка. Однако они харак-
теризуются большими габаритными
размерами.
Установка затворов в виде плоской
задвижки, односекторного и двухсектор-
ного (челюстного) с пневматическим
приводом показана на рис. 16.11.
Давление насыпного груза на затворы
может определяться подобно давлению
на стенки бункера. Если F — площадь
поперечного сечения выпускного люка,
то сила давления на затвор Р — Fp, где
р — давление насыпного груза.
Выпуск насыпного груза через затвор
равен произведению площади выпускно-
го люка иа скорость истечения. Ско-
рость истечения насыпного груза по срав-
нению со скоростью истечения жидко-
сти уменьшается тем больше, чем боль-
ше коэффициент внутреннего трения
груза. Это учитывается введением
в формулу скорости истечения жидкости
(см. курс «Гидравлика») коэффициента
Ли:
» = К ]/2рб/р. (16.10)
По некоторым данным равен для
сухого песка 0,65; для зерна 0,55; для
угля (с мелочью) 0,4; для рядовой руды
0,3; для влажного песка и опилок 0,2.
16.4. Питатели и дозаторы
Питатели представляют собой меха-
нические, снабженные двигателями,
устройства, монтируемые у выпускных
отверстий бункеров или воронок и слу-
жащие для обеспечения равномерного
и регулируемого потока груза при исте-
чении его из бункера или воронки. В не-
которых случаях, например при погруз-
ке на конвейер, питатели служат для
сообщения потоку груза направленной
скорости требуемого значения. Про-
Питатели и дозаторы 443
Рис. 16.11. Установка бункерных затворов с пневматическим приводом:
а — с плоской задвижкой; б — односекторного; в — двухсекторного (челюстного)
изводительность питателя регулируется
изменением величины выпускного от-
верстия бункера или рабочих параме-
тров питателя.
Большинство типов питателей не тре-
бует отдельно бункерных затворов, так
как при остановке питателя он подпо-
ром удерживает груз от самопроизволь-
ного высыпаний через отверстие. Вместе
с тем выгрузка насыпного груза из бун-
кера с помощью питателей характери-
зуется активным воздействием их рабо-
чих элементов на груз, что особенно
важно в случае плохосыпучих грузов,
истечение которых через отверстие
только под действием силы тяжести бы-
вает затруднено.
Питатели характеризуются большим
разнообразием типов, выбираемых в ка-
ждом отдельном случае в зависимости
от рода и свойств груза, требующейся
производительности и местных условий.
Большая группа питателей предста-
вляет собой разновидности конвейе-
ров — ленточных, пластинчатых, скреб-
ковых, винтовых, качающихся, вибра-
ционных (рис. 16.12, а — ё). Питатели
отличаются от одноименных конвейе-
ров меньшей длиной, относительно по-
вышенной мощностью двигателя и про-
чностью, так как они могут испытывать
давление груза под отверстием бункера
или воронки, перемещают груз более
толстым слоем и преодолевают боль-
шие сопротивления при рабочем движе-
нии. Питатели этой группы иногда слу-
жат одновременно и конвейерами, пере-
мещая груз на некоторое расстояние от
отверстия бункера.
Другая группа питателей — бара-
банные, дисковые, цепные и лопастные
(рис. 16.12, ж - и) не имеют прототипов
среди конвейеров и могут служить толь-
ко для выдачи груза непосредственно
у отверстия бункера.
Ленточные питатели (рис. 16.12,а)
могут быть горизонтальными или на-
клонными с движением вверх или вниз.
От ленточных конвейеров они отли-
чаются расположенными на близком
расстоянии друг от друга роликоопора-
ми, при небольшой длине отсутствием
роликоопор на обратной ветви, нали-
чием, как правило, неподвижных бортов
и, за исключением ускорительных пита-
телей, малой скоростью ленты
(0,1 — 1 м/с). Ленточные питатели приме-
няют главным образом при перемеще-
444 Вспомогательные устройства
Рнс. 16.12. Схемы питателей;
а — ленточного; б — винтового; в — пластинчатого; г — скребкового; д — качающегося; е — вибрационно-
го; ж — барабанного; з — дискового; и — цепного
Питатели и дозаторы 445
нии зернистых, мелко- и среднекусковых
грузов. Регулирование производитель-
ности достигается с помощью перестав-
ной задвижки или изменением скорости
ленты. Иногда питатель снабжают ве-
совым устройством, по показателю ко-
торого автоматически регулируется ско-
рость леиты, обеспечивающая заданный
расход. К преимуществам ленточных
питателей относятся надежность, не-
большая масса и широкий диапазон
производител ьн ости.
Пластинчатые питатели (рис.
16.12, в), как и ленточные, могут
быть горизонтальными и наклонными,
с углом наклона большим, чем угол на-
клона ленточных питателей. Они бы-
вают на ходовых или стационарных ро-
ликоопорах, с подвижными и непо-
движными бортами. Скорость движения
рабочего полотна пластинчатого пита-
теля обычно составляет 0,05 — 0,25 м/с.
Пластинчатые питатели характери-
зуются высокой прочностью и могут
применяться при перемещении тяжелых,
крупнокусковых и абразивных грузов,
например рядовой и крупнокусковой
руды, камня и пр. При плохосыпучих
грузах они могут служить дном бункера
(как показано на рис. 16.12, в), восприни-
мая удары при погрузке в бункер и да-
вление столба груза. Недостаток пла-
стинчатых питателей — большая масса
и высокая стоимость.
На рис. 16.13 показан отдельно пла-
стинчатый питатель тяжелого типа.
Пластинчатое полотно движется на ра-
бочей ветви по батарее стационарных
роликов, смонтированных на устано-
вленных на раме поперечных балках.
Скребковые питатели (рив. 16.12, г)
в зависимости от ширины рабочего по-
лотна выполняют с тремя-шестью тя-
говыми кольцевыми цепями и с распо-
ложенными в шахматном порядке дву-
мя-пятью рядами скребков. Подобно
пластинчатым, скребковые питатели мо-
гут применяться для наиболее тяжелых
условий работы, но по сравнению с ни-
ми они имеют более простую конструк-
цию, а также меньшую высоту. К их не-
достаткам относятся некоторое изнаши-
вание опорных плит и возможность
затягивания кусков груза под цепи на
звездочки. Производительность и по-
требную мощность двигателя ленточ-
ных, пластинчатых и скребковых питате-
лей определяют как для однотипных
конвейеров, но с учетом специфических
условий их работы.
Винтовые питатели (рис. 16.12,6)
имеют полностенный винт, смонтиро-
ванный на двух подшипниках и вра-
щающийся в закрытом желобе или тру-
бе. Для облегчения движения груза винт
выполняют с малым шагом, а иног-
да — двухзаходным. Коэффициент за-
полнения желоба (трубы) принимают
высоким — ф = 0,8 4- 0,9. Винтовые пита-
тели используют для транспортирова-
ния пылевидных, зернистых, а также
мелкокусковых насыпных грузов.
446 Вспомогательные устройства
Качающиеся питатели (рис, 16.12, д)
представляют собой горизонтальный
или наклонный (с наклоном вниз) лоток
с подвижными или неподвижными бор-
тами, опирающийся на стационарные
роликовые или катковые опоры, либо
подвешенный на тягах и совершающий
от кривошипно-шатунного механизма
возвратно-поступательное движение.
При прямом ходе лотка лежащий на
нем слой груза увлекается в сторону
движения трением. При этом из бункера
в образовавшееся под отверстием сво-
бодное пространство поступает некото-
рое количество груза, заполняя его. При
обратном ходе, вследствие подпора,
образуемого задней неподвижной стен-
кой отверстия бункера, груз не движется
назад и поэтому частично ссыпается че-
рез переднюю грань лотка. Если V!
(м3) — объем ссыпающегося при каждом
ходе груза, пропорциональный высоте
слоя, ширине лотка и ходу, и п — число
ходов в минуту (обычно п = 20 -г 60
ход/мии), то производительность (м3/ч)
питателя
V =60 Гн. (16'. II)
Производительность качающихся пи-
тателей регулируется перестановкой за-
движки и изменением хода лотка. Ка-
чающиеся питатели применяют для
транспортирования рядовых и сортиро-
ванных грузов с кусками малых, сред-
них и больших размеров и при широ-
ком диапазоне производительности, од-
нако их нельзя использовать для нали-
пающих грузов, К преимуществам пита-
телей относится простота и прочность
конструкции.
Вибрационные питатели (рис, 16.12, е)
работают по принципу вибрационных
конвейеров и оснащаются такими же,
как у вибрационных конвейеров, цент-
робежными (дебалансными) и электро-
магнитными вибраторами, опорами и
упругими элементами. Производитель-
ность вибрационных питателей обычно
несколько десятков тонн в час, а наиболее
мощных—до 2000 т/ч. Вибрационные пи-
татели могут одновременно служить гро-
хотами, что используется, например, при
подаче груза на ленточные конвейеры для
отсева мелких фракций. Одним из пре-
имуществ вибрационных питателей, как
и качающихся, является возможность
при подаче груза на ленту расположить
переднюю грань лотка на незначитель-
ной высоте над поверхностью ленты,
при этом последняя предохраняется от
повреждений падающими на нее куска-
ми груза.
Производительность вибрационных
питателей регулируется автоматически
изменением амплитуды и частоты коле-
баний лотка.
Барабанные питатели (рис. 16.12, ж)
имеют наиболее простую конструкцию.
Их применяют с гладкой поверхностью
барабана для хорошо сыпучих зер-
нистых и мелкокусковых грузов и с ре-
бристой поверхностью барабана — для
крупнокусковых грузов. Производитель-
ность питателей пропорциональна сече-
нию слоя груза и скорости на окружно-
сти барабана.
Дисковые или тарельчатые питатели
(рис, 16.12) состоят нз вращающегося
вокруг вертикальной оси круглого сто-
ла-диска, над которым укреплен не до-
ходящий до его поверхности телескопи-
ческий цилиндрический патрубок, распо-
ложенный под круглым выпускным от-
верстием бункера, и неподвижного косо-
го скребка, сбрасывающего часть лежа-
щего на диске груза. Производитель-
ность питателя регулируют перестанов-
кой патрубка и скребка. Питатели этого
типа применяют при перемещении пы-
левидных, зернистых и мелкокусковых
хорошосыпучих грузов.
Частоту вращения стола выбирают
такой, при которой частицы не сбрасы-
ваются по окружности под действием
центробежной силы, т. е. при массе ча-
стицы груза т, радиусе стола г, частоте
вращения стола п и коэффициенте тре-
ния частицы по столу f должно соблю-
даться условие
mgf > тг(2ли)2,
Питатели и дозаторы 447
Рнс. 16.14. Дисковый питатель-выгружатель из щелевых бункеров
откуда
(16.12)
Цепные питатели (рис. 16.12, и) со-
стоят из ряда подвешенных иа привод-
ном барабане тяжелыхкольцевых цепей,
соединенных между собой поперечными
кольцевыми звеньями. Образующийся
«цепной занавес» перекрывает выпуск-
ное отверстие бункера и лежит в нижней
части иа слое груза, расположенном на
спускном лотке, удерживая груз от
самопроизвольного ссыпания. При вра-
щении барабана цепи прижимают слои
груза к лотку н регулируют скорость
его скольжения. Массу и длину свисаю-
щих цепей выбирают в зависимости от
крупности и массы кусков груза.
Цепные питатели предназначаются
для крупнокусковых более или менее
однородных по размерам грузов. При
наличии в грузе мелких частиц, послед-
ние могут проходить сквозь «занавес»,
а отдельные очень крупные куски могут
приподнимать заиавес и двигаться с по-
вышенной скоростью. Производитель-
ность питателя при определенной массе
цепей зависит от скорости иа окружно-
сти барабана.
Особую группу питателей предста-
вляют питатели-выгружатели для ще-
левых бункеров (см. рис. 16.5,6). Переме-
щаясь по фронту вдоль края полки
бункера, они захватывают и сгружают
груз с полки лопастями или сталкивают
его с полки, двигаясь с противополож
ной стороны полки. Выгружатель друго-
го типа показан на рис. 16.14. На мотор-
ной тележке установлены на наклонных
осях два диска, входящих с задней сто-
роны в щель бункера. При движении те-
лежки диски перекатываются по слою
груза, сбрасывая его с полки на про-
дольно установленный конвейер. Выгру-
жатели такого типа могут работать
с плохосыпучими и крупнокусковыми
грузами.
Во многих случаях требуются питате-
ли, которые могут автоматически под-
держивать заданный грузопоток. По
способу действия их разделяют на два
типа: 1) прямого действия с весовым
элементом, воздействующим с по-
мощью механической (кинематической)
связи на орган, регулирующий грузопо-
ток (рис. 16.15, а); 2) непрямого дей-
ствия, тоже снабженные весовым эле-
ментом, но в которых воздействие на
орган, регулирующий грузопоток, про-
изводится посторонним источником
энергии (рис. 16.15,6).
Питатель первого типа смонтирован
на одном плече укрепленной рамы (ко-
ромысла), на другом плече которой по-
мещен передвигаемый противовес. С ра-
мой соединен рычажный механизм за-
слонки, открывающей отверстие тем
больше, чем на большем плече устано-
влен противовес. При этом увеличивает-
ся толщина слоя, а следовательно,
и масса лежащего на ленте груза, урав-
448 Вспомогательные устройства
Рис. 16.15, Схемы питателей с автоматическим регулированием грузопотока:
а — питатель прямого действия; б — питатель непрямого действия; 1 — противовес; 2 —бункер; 3 —
заслоика; 4 — лента; 5 — шарнирная опора; 6 — рама; 7 — вибрационный питатель; 8 — вибрационный
электромагнитный элемент; 9 — ленточный весовой конвейер; 10 — регулирующее устройство; 11 —
упругомагнитный датчик
Рис. 16.16. Дозатор.с дозированием по объему:
а — общий вид; 6 — положения опрокидного сосуда при загрузке (У), повороте (II) и выгрузке (III)
новешивающего систему, благодаря че-
му соответственно возрастает произво-
дительность питателя.
В питателе второго типа (рис. 16.15,6)
рама короткого ленточного весового
конвейера с одной стороны укреплена
шарнирно, а с другой опирается на ве-
совой упругомагнитный датчик. Груз на
весовой конвейер подается регули-
руемым электромагнитным вибра-
ционным питателем. Сигнал от датчика
передается на устройство, регулирую-
щее силу тока, который питает электро-
магнит вибрационного питателя, вслед-
ствие чего соответственно изменяется
его производительность.
Метательные машины 449
Рис. 16.17. Схемы метатель-
ных машин:
а — ленточной с прямой
лентой; 6, в — ле кто чн о-бара-
банных; г, д - лопастных (ро-
торных?; е — дисковой
Дозаторами называются устройства
цикличного действия, производящие при
каждом цикле выдачу из бункера опре-
деленного количества (дозы) насыпного
груза. Дозирование может производить-
ся по объему или по массе. Дозирова-
ние по объему осуществляется с по-
мощью мерного сосуда (рис. 16.16),
плунжера илн ячеечного барабана.
Мерный сосуд поворачивается пневмо-
цилиндром, при этом его цилиндри-
ческая спинка закрывает отверстие
бункера.
Автоматическое дозирование по массе
производится с помощью сосуда, уста-
новленного на весах, которые обусло-
вливают автоматическое воздействие на
бункерный затвор или питатель в мо-
мент, когда масса насыпного груза в со-
суде достигает заданного значения. Ав-
томатически производится также откры-
вание и закрывание выпускного отвер-,
стия сосуда, а затем следующее откры-
вание затвора бункера или включение
питателя.
Применяются также способы автома-
тического отмеривания определенной
массы груза с помощью конвейерных
весов, по показанию которых произво-
дится выключение конвейера нли пита-
теля после пропуска ими этой массы
груза.
16.5. Метательные машины
Метательными называются машины,
с помощью которых насыпному грузу
сообщается кинетическая энергия, необ-
ходимая для направленного его полета
на некоторое заданное расстояние (обы-
чно в пределах 20—30 м). Метательные
машины применяют в различных обла-
стях народного хозяйства, причем ис-
пользование их особенно эффективно
при подаче груза в труднодоступные
места. В горном деле метательные ма-
шины применяют в шахтах для заклад-
ки породой выработанных пространств
(закладочные машины) н на открытых
работах для отсыпки отвалов; в метал-
лургии — для загрузки шихты в печн; на
дорожно-строительных н земляных ра-
ботах — при сооружении земляного по-
лотна дороги, насыпке дамб и пр. (грун-
тометатели); на железнодорожном
и водном транспорте для заполнения
трюмов судов (штивующие машины);
на складах угля и некоторых других
грузов — для укладки нх в штабеля; на
погрузочно-разгрузочных и сортиро-
вочных работах складов для зерна ам-
барного типа (зернометатели) н пр.
По принципу действия различают ма-
шины, сообщающие струе груза ско-
рость вылета трением о рабочий орган,
захватом-толканием и двумя’этими спо-
собами, т. е. частично тем и другим. По
роду рабочего элемента машины не-
прерывного действия разделяют на три
типа: ленточные, допастные н дисковые.
Ленточные метательные машины мо-
гут быть с прямой и с изогнутой
лентой. Машина с прямой лентой
(рис. 16.17, а) представляет собой на-
450 Вспомогательные устройства
клонный конвейер с лентой, движущейся
с высокой скоростью, обычно
15 —20 м/с, Однако, чтобы груз двигал-
ся с такой скоростью, длина машины
должна быть большой, при этом умень-
шается мобильность машины. Для
уменьшения длины машины на ленте
иногда устанавливаются ребра, но от
этого ухудшается кучность выходящей
струи груза.
Более компактны машины с изогну-
той лентой — ленточно-барабанные
(рис, 16,17,6 и в), в которых сила трения
груза о ленту значительно возрастает
вследствие действия центробежной
силы. Лента огибает барабан, состоя-
щий нз двух дисков, в просвет между
которыми ссыпается на ленту груз,
В зависимости от места вылета груза
различают машины с нижним
(рис. 16.17,0) и верхним (рис, 16,17, в) вы-
летом, Преимуществом последних
является возможность достижения боль-
шего угла обхвата барабана, а недостат-
ком — усложненность подвода к ленте
груза, который производится с той же
стороны, что и вылет. В машинах
с нижним вылетом подаваемая с неко-
торой высоты струя груза, скользя по
стенке приемной воронки, приобретает
при входе на криволинейную часть
ленты значительную направленную ско-
рость. На криволинейной части ленты
эта скорость возрастает, струя груза
проходит по дуге н получает нужное
направление.
Две схемы лопастных (роторных) ма-
шин показаны на рис. 16.17,г и Э. В пер-'
вой конструкции машины с расположе-
нием лопастного барабана на горизон-
тальном валу струя груза подводится
по периферии барабана и может иметь
значительную начальную скорость. Не-
достатком машин этого типа при транс-
портировании кусковых грузов является
возможность защемления кусков между
кромкой лопасти и стенкой кожуха. Во
второй конструкции машины, в которой
барабан может быть расположен на го-
ризонтальной нли вертикальной оси,
груз подводится через центральное от-
верстие в кожухе с незначительной ско-
ростью; последняя увеличивается при
движении груза по лопастям от центра
к периферии. Лопастные машины, как
и ленточные, допускают изменение на-
правления выходящей струи; в первом
случае выдвижением на кожухе щитка,
во втором — поворотом всего корпуса
кожуха.
Третий тип метательной машины не-
прерывного действия — дисковая маши-
на (рис. 16.17, е) — отличается от гори-
зонтальной лопастной тем, что вместо
неподвижного круглого днища кожуха
она имеет плоский или конусный вра-
щающийся диск с гладкой поверх-
ностью или с радиальными лопастями,
захватывающими груз и выбрасываю-
щими его, как н в лопастной машине,
через патрубок в цилиндрической части
кожуха или, при отсутствии кожуха, раз-
брасывающей груз радиально во все
стороны (например, при заполнении
бункера илн трюма судна из центрально
расположенной точки).
На рис, 16.18 показаны четыре кон-
структивных типа метательных машин.
Ленточно-барабанная метательная за-
кладочная машина (рис. 16,18, а) по мере
выполнения закладочных работ пере-
двигается по почве выработки на опор-
ной плите. Два огибаемых лентой, наса-
женных на одн ом валу с барабаном
диска 3 приводятся во вращение от-
дельными электродвигателями через
встроенную внутри их зубчатую переда-
чу. Насыпной груз поступает через во-
ронку 1 и подхватывается лентой 4.
Угол вылета регулируется поворотом
головного барабана 2 с помощью рыча-
гов 6. Барабан 5 является натяжным.
При ширине ленты между дисками
325 мм и ее скорости 15 м/с производи-
тельность машины 80 м3/ч. Мощность
двигателей — по 5,5 кВт. Размер наи-
больших кусков закладочного материа-
ла 100 мм.
На рис. 16.18, 0 показана ленточно-ба-
рабанная машина с дополнительным
лопастным валом. Лента 7 приводится
в движение электробарабаном 8. Шири-
на ленты 500 мм, скорость 17 м/с, мощ-
Рис. 16.18. Конструктивные типы метательных машин:
а, б — ленто ч но-барабанные закладочные; в — лопастная трюмная; г — лопастная для заправки мартеновских печей
Метательные машины
сл
452 Вспомогательные устройства
ность электробарабана 8 кВт. Масса ма-
шины 95 кг. Размер наибольшего куска
груза 100 мм.
Высокопроизводительная лопастная
метательная машина, служащая для за-
полнения трюмов судов (рис, 16,18, в),
вместе с приемной воронкой 9 устана-
вливается на вертикальном валу и мо-
жет вокруг него поворачиваться. Ло-
пастный барабан 10 снабжен сменными
лопастями с резиновыми накладками.
Для регулирования угла выброса путем
перестановки щитка служит отдельный
электродвигатель 11. Производитель-
ность машины по тяжелому зерну
200 т/ч. Управление ею осуществляется
дистанционно.
Еще одна лопастная машина, в отли-
чие от предыдущих имеющая подачу
груза через центральное отверстие, по-
казана на рис, 16,18,г, Она предназначе-
на для заправки мартеновских печей.
Характерной особенностью машины
является расположение лопастей с на-
клоном к радиусам 12—15°. На рисунке
виден путь движения частицы от вну-
тренней к внешней грани лопастей. Ско-
рость выброса груза 13,5 м/с, произво-
дительность 36 — 42 т/ч.
Независимо от типа метательных ма-
шин общий недостаток их состоит в бы-
стром изнашивании соприкасающихся
с грузом частей, особенно при работе
с кусковым н абразивным грузом. Для
продления срока службы лент, изнаши-
вающихся не только от соприкоснове-
ния с грузом, но и вследствие большого
количества перегибов по барабанам
малых диаметров, число прокладок
в ленте не должно превышать двух-трех,
но с рабочей стороны лента должна
иметь утолщенную обкладку. В ло-
пастных машинах для облицовки лопа-
стей и кожухов с внутренней стороны
необходимо применять износостойкие
материалы. Во многих случаях прихо-
дится также считаться с разрушением
грузов вследствие ударов и истирания.
В этом отношении ленточные машины
следует предпочесть лопастным.
Рис. 16.19. Весовое устройство прерывного
действия (в виде вращающегося барабана)
16.6. Автоматические весы
Автоматическое взвешивание транс-
портируемого насыпного груза произво-
дится непосредственно на конвейере или
на отдельно установленных весовых
агрегатах.
По режиму взвешивания автоматиче-
ские весы разделяют на устройства пре-
рывного и непрерывного действия, по
способу взвешивания и типу устрой-
ства — на механические и электронные
(электрические). Кроме того, начинают
находить применение снабженные ра-
диоактивными и ультразвуковыми эле-
ментами устройства, контролирующие
количество перемещаемого на конвейе-
ре насыпного груза по объему.
Механические весы прерывного дей-
ствия в виде вращающегося барабана
с двумя отделениями, предназначаю-
щиеся для взвешивания сухих легкосы-
пучих грузов, показаны на рис, 16.19.
Груз в данном случае подается скреб-
ковым конвейером с погруженными
скребками и сгружается (в промежу-
точный сосуд с секторным затвором.
При вращении барабана по часовой
стрелке выступом на его окружности
Автоматические весы 453
Рнс. 16.20. Конвейерные весы непрерывного действия
отводится затвор, и содержимое сосуда
ссыпается в верхнее (в данный момент)
отделение барабана. При дальнейшем
вращении барабана затвор промежуточ-
ного сосуда освобождается и закрывает-
ся, а из ннжйего, ранее загруженного от-
деления барабана груз высыпается.
В этот момент весы, на которых висит
барабан, производят взвешивание нахо-
дящегося в верхнем отделении количе-
ства груза, и показания весов автомати-
чески суммируются стоящим рядом
счетным механизмом ~ сумматором.
Для взвешивания насыпного груза не-
посредственно на ленточном конвейере
служат конвейерные весы (рис. 16.20),
устанавливаемые на горизонтальном
или наклонном участке конвейера. Они
состоят из трех основных узлов: 1)
платформы 1 с двумя роликоопорами,
опирающейся с одной стороны на при-
змы, а с другой подвешенной на тягах
весового устройства; 2) весового и реги-
стрирующего устройства 3, заключенно-
го в закрытую коробку и установленно-
го на стойке; 3) приводного устройства
2, состоящего из барабана, вращаемого
огибающей его ннжней ветвью ленты.
Весовое устройство фиксирует массу ле-
жащего на ленте груза каждый раз, ког-
да лента перемещается на расстояние,
соответствующее двум расположенным
на весовой платформе опорам, а счет-
чик, кинематически связанный с вра-
щаемым лентой барабаном, регистри-
рует и суммирует произведение распре-
деленной нагрузки от массы ленты на
скорость ее движения, т. е. массовую
производительность.
Точность показания весов при работе
конвейера с нагрузкой в пределах от по-
лной до половинной составляет + 1 %,
однако они характеризуются конструк-
тивной сложностью, большой длиной
и высотой.
В последнее время широкое распро-
странение находят более простые it ком-
пактные электронные весы, производя-
щие операции по мгновенному взвеши-
ванию груза на ленте и интегрированию
показаний массы по времени. При изме-
рении распределенной нагрузки на ленте
весовая роликоопора воспринимает да-
вление на нее груза и передает опорным
элементам, напряжение и упругая де-
формация которых фиксируется датчи-
ком, производящим соответственные из-
менения в электрической системе. По их
величине устанавливается масса груза
на длине 1 м в момент измерения.
454 Вспомогательные устройства
Рнс. 16.21. Схема электронного взвешивающего
устройства:
I — весовая роликоопора; 2 — плоские пружины;
3 — стальной сердечник; 4 — катушки; 5 — измери-
тельный прибор
Одновременно с помощью прижатого
к ленте н вращаемого ею без про-
скальзывания барабана или ролика
определяется скорость ленты и массо-
вая производительность конвейера.
Наибольшее применение имеют дат-
чики трех типов: индукционные, магни-
тоупорные и тензометрические.
В индукционном датчике под дей-
ствием силы тяжести груза при дефор-
мировании опорного элемента переме-
щается соединенный с последним сталь-
ной сердечник относительно двух входя-
щих в электрическую систему катушек
(рис. 16.21). Вследствие этого меняются
индуктивное сопротивление катушек
и сила тока в системе, регистрируемая
измерительным прибором.
Действие магнитоупругих датчиков из1
ферромагнитных материалов основано,
на том, что напряжение при их сжатии
или растяжении влечет изменение в них
магнитной проницаемости, что вызы-
вает изменение электрического сопроти-
вления системы.
Наиболее распространенные тензоме-
трические датчики представляют собой
элементы из весьма тонкой проволоки,
уложенной в виде петель. Такие датчики
наклеивают на воспринимающие силу
тяжести груза детали таким образом,
что при их деформации сжимаются или
растягиваются прямолинейные участки
петель датчика, вследствие чего изме-
няется общее электрическое сопротивле-
ние системы. Для увеличения изменений
параметров системы обычно включают
в электрическую цепь усилитель.
. Для определения количества переме-
щаемого на ленте нерудного насыпного
груза по объему может служить гамма-
электронное устройство. От источника
радиоактивного излучения 1 пучок ра-
диолучей направлен на конвейерную
ленту 3 с лежащим на ней насыпным
грузом 2. Ниже ленты расположен при-
емник излучения 4. Вырабатываемый
приемником электрический сигнал функ-
ционально зависит от количества нахо-
дящегося на ленте насыпного груза; при
фиксировании скорости ленты можно
найти производительность конвейера.
Схема радиоактивной установки для
определения производительности кон-
вейера показана на рис. 16.22,6. Она
имеет две горизонтальные трубы 5 н 6,
между которыми расположена конвей-
ерная лента 3 с лежащим на ней насы-
пным грузом 2. В одной трубе находят-
ся элементы с радиоактивным веще-
ством, а в другой, служащей приемни-
ком излучения, — элементы, преобразую-
щие импульсы излучения в электриче-
ский сигнал. Как и в предыдущем
случае, интенсивность потока излучения,
улавливаемого элементами приемного
устройства, зависит от толщины лежа-
щего на ленте слоя насыпного груза.
Импульсы от приемного устройства,
пройдя через усилитель __ 7, восприни-
маются регистрирующим устройством
10, к которому подается также сигнал
от тахометра 9, регистрирующего ча-
стоту вращения прижимаемого снизу
к ленте ролика 8. Счетчик И фиксирует
общее количество перемещенного на
конвейере груза.
С помощью конвейерных весов раз-
ных типов можно не только определять
производительность конвейера в точке
установки весов и количество переме-
щенного груза за тот или иной проме-
жуток времени, но и по показаниям ве-
сов регулировать производительность
конвейера, для чего служит специальная
автоматическая аппаратура, воздей-
ствующая, например, на питатель.
Погрузочные машины непрерывного действия 455
Рис. 16.22. Схема радиоактивной
установки для измерения произ-
водительности ленточного кон-
вейера
16.7. Погрузочные машины
непрерывного действия
Погрузочные машины (погрузчики'
служат для механизации погрузочно-
разгрузочных работ с насыпными груза-
ми на складах, строительстве, перегру-
зочных пунктах железнодорожного
и других видов транспорта, при погруз-
ке горной массы в шахтах и карьерах
н пр. В отличие от передвижных конвей-
еров, на которые груз необходимо по-
дать, погрузочные машины сами за-
хватывают груз из штабеля (навала)
специальными погрузочными (зачерпы-
вающими, нагребающими) органами.
Для достижения маневренности погру-
зочные машины выполняют самоходны-
ми. Их основными частями в общем
случае являются захватывающий орган,
транспортирующий передаточный орган
и самоходное ходовое устройство. В не-
которых случаях груз захватывается из
штабеля и транспортируется к месту
разгрузки машины одним и тем же ра-
бочим органом.
По способу действия погрузочные ма-
шины разделяют на действующие не-
прерывно и периодически. Захватываю-
щими груз органами на машинах перио-
дического действия являются ковш,
скрепер н скребок. На машинах не-
прерывного действия эти органы харак-
теризуются значительно большим раз-
нообразием типов (см. ниже).
По роду питающей машину энергии
различают машины с питанием от
внешнего источника энергии (основной
тнп) и машины с автономным (незави-
симым) питанием. К первым относятся
машины с электрическим приводом, ко
вторым — с двигателем внутреннего
сгорания. Погрузочные машины второ-
го типа применяют редко, только при
отсутствии вблизи от места работы ис-
точника электрической энергии и прн
требующемся широком фронте работ,
когда наличие электрического кабеля за-
трудняет передвижение машины на
большое расстояние.
Для приведения в действие основных
узлов машины — механизмов захвата
груза из штабеля, перемещения его
(один или два конвейера) и передвиже-
ния машины может служить групповой
или индивидуальный привод. В совре-
менных погрузочных машинах от слож-
ного по конструкции и управлению
группового привода переходят на инди-
видуальный, хотя последний н имеет не-
достатки — большую установочную]
мощность и усложненную электриче-
скую схему.
В ряде новых конструкций машин
применяют электрогидравлическнй при-
вод с передачей гидравлической энергии
от приводимого электродвигателем на-
соса высокого давления к гидродвигате-
лям и гидроцилнндрам рабочих органов
машины. Одним нз преимуществ элект-
рогидропривода является удобство
управления с помощью гндроцилиндров
вспомогательными движениями погру-
зочной машины — подъемом и поворо-
том как захватывающего органа, так
н разгрузочного конвейера.
По способу захвата груза из штабеля
машины непрерывного действия можно
456 Вспомогательные устройства
разделить на три основные группы:
с захватом снизу, сверху и с боков.
В табл. 16.1 указаны основные типы за-
хватывающих органов непрерывного
действия, а на рис. 16.23 даны нх схемы.
16.1. Основные типы захватывающих органов не-
прерывного действии
Способ Захватывающий орган
захвата груза Тип . Схема по рис. 16.23
Снизу Многоковшовый цепной или ленточный Вибрационный или качающийся Многоковшовый роторный Зубчатый вал а б в г
Сверху Гребковый роторный д
С боков Парные нагребающие лапы Консольные скребки на парных бесконечных цепях («барах») Одно- или двухдисковый е ж 3
В отдельных случаях, помимо основ-
ного захватывающего груз органа (пи-
тателя) применяют вспомогательный
(например, подгребающие шнекн на
многоковшовом погрузчике илн вибра-
ционный носок на машине с парными
нагребающими лапами).
Захватывающий (погрузочный) орган
является основным в машине, опреде-
ляющим ее тип. Его выбирают в зави-
симости от свойств груза — крупности,
абразивности и пр. и требующейся про-
изводительности машины, однако стро-
гое разграничение типов захватываю-
щих органов по роду перемещаемого
груза и производительности отсут-
ствует, Только в отдельных случаях
можно определить область применения
того нлн иного захватывающего органа
по роду груза. Например, машины
с многоковшовым цепным или лен-
точным органом предназначаются
главным образом для перегрузки лег-
косыпучих н некрупнокусковых грузов
прн относительно невысокой произво-
дительности, зубчатый вал и гребковый
роторный орган могут работать с круп-
нокусковымн грузами. Однако в ряде
случаев область применения захваты-
вающего органа и производительность
машины зависят не только от типа, но
и от конструкции захватывающего орга-
на, а также от размеров машины.
В качестве передаточных применяют
ленточные, скребковые и пластинчатые
конвейеры. Обычно на машине устана-
вливают последовательно одни или два
конвейера, в редких случаях — три. При
использовании двух конвейеров, из ко-
торых первый — приемный связан не-
посредственно с захватывающим орга-
ном н имеет с ним общий привод,
а второй, укрепленный консольно,
является разгрузочным, их в большин-
стве случаев соединяют между собой
шарнирно. Разгрузочный конвейер обы-
чно выполняют поворотным и подъ-
емным; иногда поворотным (или пово-
ротным и подъемным) делают н при-
емный конвейер, благодаря чему увели-
чивается ширина погрузочного фронта
машины с одной позиции.
Рис. 16.23. Схемы погрузочных органов погрузочных машин
Погрузочные машины непрерывного действия 457
Рнс. 16.24. М ног оков шов ан погрузочная машина
Передаточные конвейеры, имеющие
небольшую длину, должны иметь и не-
большую высоту, для чего диаметры
барабанов и звездочек принимают воз-
можно малыми. Привод консольных
конвейеров устанавливают обычно
в хвостовой части; на ленточных кон-
вейерах, при применении электробара-
банов, привод делают иногда головным.
Для возможности расположения при-
емных конвейеров под большим углом
наклона на лентах и пластинах укре-
пляют невысокие перегородки.
Ходовая часть машины бывает трех
типов: гусеничный ход, пневмоколесный
и колесно-рельсовый.
Прн гусеничном ходе масса машины
распределяется на значительную опор-
ную площадь. Он имеет преимущества
прн работе машины в тяжелых условиях
по состоянию почвы и благодаря высо-
кому коэффициенту сцепления гусениц
может обеспечить значительное напор-
ное усилие машины на штабель, а также
возможность движения и работы ее при
больших уклонах местности. Коэффи-
циент сцепления гусениц принимают
равным 0,4 —0,5 при работе на песчаной
почве; 0,5-0,6 —с крепкими породами
16 А. О. Спиваковский
и до 1 — на грунтовой глинистой доро-
ге. Однако гусеничный механизм пере-
движения характеризуется сложностью
н большой массой.
При пневмоколесном ходе машина
может быстро перемещаться с одного
места работы на другое, благодаря чему
повышается ее маневренность, однако
последняя несколько меньше, чем у гу-
сеничных машин. Коэффициент сцепле-
ния шин с почвой высокий и изменяется
в некоторых пределах не только в зави-
симости от характеристики почвы, но
и от давления в шинах. Так, для шин
низкого давления (0,15 — 0,5 МПа) и сла-
бо уплотненного, плотного н очень
плотного грунта коэффициент сцепле-
ния составляет 0,87 — 0,90, а для шин вы-
сокого давления (0,5 —0,7 МПа) в тех же
условиях он равен 0,75 — 0,80. На почве,
покрытой слоем мелочи, коэффициент
сцепления шин снижается.
Погрузочные машины на колесно-
рельсовом ходу применяют обычно
в тех случаях, когда погрузка произво-
дится в вагонетки, движущиеся по той
же колее. Машины на колесно-рельсо-
boy ходу характеризуются простой кон-
струкцией и могут быстро перемещать-
458 Вспомогательные устройства
Рнс. 16.25. Погрузочная машина с нагребающими лапами
Погрузочные машины непрерывного действия 459
Рие. 16.26. Роторные погрузочные машины
ся с одного рабочего места на другое.
К их недостаткам относятся ограни-
ченный фронт погрузки и относительно
низкий коэффициент сцепления с рельса-
ми, вследствие чего для достижения не-
обходимого напорного усилия иногда
увеличивают массу машины. Коэффи-
циент сцепления колес для сухих рельс
с чистой поверхностью можно прини-
мать равным 0,25 и для смоченных 0,18.
Для рельс, покрытых мелким углем, он
повышается соответственно до 0,31
и 0,27, для рельс, покрытых кварцевым
песком,—до 0,46 и 0,47.
Приведем несколько примеров погру-
зочных машин разных типов. На
рис. 16.24 представлена погрузочная
16*
машина с многоковшовым погру-
зочным органом в виде цепного ковшо-
вого элеватора. Зачерпываемый ковша-
ми и поднимаемый ими иа некоторую
высоту груз через центрально располо-
женную воронку передается на консоль-
но укрепленный разгрузочный лен-
точный конвейер. Для увеличения фрон-
та работ как ковшовый элеватор, так
и ленточный конвейер могут поворачи-
ваться относительно друг друга вокруг
центральной оси, на которой располо-
жена воронка.
Погрузочные машины этого типа
предназначаются для работы с насы-
пными неслеживающимнся грузами, та-
кими как песок, гравий, щебень, торф,
460 Вспомогательные устройства
уголь и др. Их производительность
около 50 м3/ч.
На рис. 16.25}а показана погрузочная
машина типа ПНБ-ЗМ с парными на-
гребающими лапами. Машина предназ-
начается для погрузки трудно зачерпы-
ваемых, содержащих крупные куски гру-
зов, таких как взорванная горная масса.
Она смонтирована на гусеничном ходу.
Оба конвейера машины пластинчатые.
Привод машины электрический, общая
мощность установленных двигателей
108 кВт, привод гусеничного хода элект-
рогидравлический. Производительность
машины при работе с рудой 3 м3/мин
и с углем 12 т/мин. Масса машины 20 т.
Машиностроительным заводом им.
С. М. Кирова (г. Копейск) выпускается
машина ПНБ-4, производительность
которой по руде и скальным поро-
дам составляет 6 м-'мин. наибольший
размер куска 800 мм, общая мощность
установленных двигателей 240 кВт, мас-
са 34 т.
На некоторых машинах с нагребаю-
щими лапами каждая лапа представляет
собой кулисный или четырехзвенный
шарнирный механизм. Для эффективной1
работы лап большое значение имеет
их форма и кинематика движения.
Траектория передних кромок лап дол-
жна быть такой, чтобы в начале цикла
лапы внедрялись в штабель, затем на-
гребали груз по расположенной под ни-
ми наклонной плите к оси машины,
перемещали его по плите до приемного
конвейера, а затем совершали обратное
движение, выходя из лежащего на плите
груза и не увлекая его за собой. На
рис. 16.25,6 показана траектория пере-
дних кромок лап, удовлетворяющая
указанным требованиям.
Все большее распространение на скла-
дах насыпных грузов, и особенно угля,
находят погрузочные машины с ковшо-
во-роторным экскавационным и за-
черпывающим органом. Производи-
тельность таких машин может изме-
няться в широком диапазоне — от не-
скольких десятков до нескольких тысяч
кубических метров в час. Две машины
этого типа — экскавационно-погрузоч-
ная машина небольших размеров
и мощная высокопроизводительная
машина, механизирующая перегру-
зочные операции на складе угля, пока-
заны на рис. 16.26, а и 6. Продольные
штабеля на складе угля расположены по
одну или по обе стороны от стационар-
ного ленточного конвейера, разгружае-
мого двух барабанной разгрузочной те-
лежкой. Над лентой движется портал,
несущий полноповоротную и подъем-
ную консоль с ленточным конвейером
и ковшовым ротором на конце, уравно-
вешенную противовесом. При подаче на
склад уголь с ленты продольного ста-
ционарного конвейера сгружается на
ленту машины, которой и распределяет-
ся по штабелям (при этом ротор остает-
ся невключенным). Подается уголь со
склада ротором и тем же консольным
конвейером (который для этого реверси-
руется) на стационарный ленточный
конвейер. При таком оборудовании до-
стигается большая вместимость склада,
высокая производительность и полная
механизация операций по подаче угля
или другого груза на склад и со склада.
К конструкциям современных погру-
зочных машин предъявляются следую-
щие требования; высокая надежность
работы при всех возможных состояниях
перегружаемого груза (при наличии от-
дельных крупных кусков, смерзшихся и
слежавшихся кусков и т. п.), удобство
эксплуатации, хорошая обзорность опе-
ратора, комфортность кабины, высокая
ремонтопригодность с узловой комплек-
тацией основных агрегатов, мобильность
передвижения в стесненных условиях
склада, минимальное количество обслу-
живающего персонала при погрузочных
операциях.
17
КОНВЕЙЕРНЫЕ
ПОЕЗДА
17.1. Общее устройство 461
17.2. Элементы конвейерных поездов 462
17.3. Расчет конвейерных поездов 464
17.4. Задачи научных исследований 465
17.1. Общее устройство
Конвейерный поезд представляет со-
бой секцию ходовой части (состав поез-
да) 7, передвигаемую по рельсовым пу-
тям 2 при помощи стационарных приво-
дов 3, расставленных вдоль трассы
движения секции (рис. 17.1, а). Расстоя-
ние между приводами /д меньше, чем
длина секции 1С- На одном участке пути
привод тянет, а на другом — толкает
секцию. В соответствии с требуемым тя-
говым усилием для движения поезда на
наклонных участках пути приводы рас-
полагаются более часто, чем на гори-
зонтальных. Они включаются и рабо-
тают периодически, по мере подхода
секции. Известны конструкции поездов,
у которых привод располагается непо-
средственно иа секции, но они имеют
малое распространение.
Движение секций может быть попере-
менно возвратным («челночным» — туда
с грузом, обратно — без груза), по тем
же самым разомкнутым путям
(рис. 17.1, а), и непрерывным — по коль-
цевым горизонтально- (рис. 17.1,6) или
вертикально замкнутым (рис. 17.1, в) или
же сложным пространственным
(рис. 17.1, г) трассам. При замкнутой
кольцевой системе имеются отдельные
пути для загруженных и пустых секций;
пути могут быть одноярусными, двухъя-
русными (один над другим) и комбини-
рованными. Пути содержат различные
ответвления и отводы при помощи
стрелочных переводов С. Загрузка
и разгрузка секции поезда производятся
при ее движении при помощи спе-
циальных загрузочных ЗУ и разгру-
зочных РУ устройств, конструкция и па-
раметры которых определяются типом
секции и характеристикой транспорти-
руемых грузов.
Движение секций может иметь мест-
ное или централизованное управление
с автоматическим распределением по
отдельным путям.
Система конвейерных поездов харак-
теризуется цикличным транспортирова-
нием грузов. В этом коренное отличие
конвейерного поезда от конвейера,
характеризуемого непрерывным транс-
портированием. груза. Цикличность дей-
ствия конвейерного поезда определяется
как его принципиальным устройством,
так и необходимым снижением скорости
на участках загрузки и разгрузки секции.
Поэтому производительность поезда
всегда меньше производительности не-
прерывнодействующего конвейера при
всех прочих равных условиях. Конструк-
ции конвейерных поездов разнообразны,
несмотря на общий принцип действия.
Основные параметры конвейерных
поездов по промышленным установкам:
производительность 500 — 1500 т/ч;
дальность транспортирования 4 — 23 км;
максимальный угол подъема 22°; наи-
большая высота подъема 500 м; ско-
462 Конвейерные поезда
рость движения поезда на загрузке
и разгрузке — не более 2 м/с, на участке
транспортирования — до 7 м/с; длина
поезда 330 м; количество поездов в си-
стеме 8 — 22; масса транспортируемого
груза на 1 м секции поезда 140 кг/м; ра-
диусы поворота в горизонтальной пло-
скости 100 м, в вертикальной 20 м;
транспортируемый груз — куски горной
массы размером 0—350 мм; место уста-
новки — рудный карьер.
К преимуществам конвейерных поез-
дов относятся возможность широкой
разветвленности путей, позволяющая
в одной транспортной системе переме-
щать разные грузы в различные пункты
разгрузки; универсальность системы
и широкий ассортимент транспорти-
руемых грузов, включая и крупноку-
сковые грузы при соответствующей кон-
струкции ходовой части; большие допу-
скаемые углы подъема трассы (до 30°);
возможность транспортирования грузов
по сложной извилистой трассе с поворо-
тами в горизонтальной и подъема-
Рис. 17.1. Принципиальные схемы трассы движения
конвейерных поездов:
а — разомкнутая; б — кольцевая горизонтально-
замкнутая; в — кольцевая вертикально замкнутая;
г—сложная пространственная
ми — в вертикальной плоскостях; неко-
торая аккумулирующая способность.
Недостатками являются сложность
конструкции и большая протяженность
участков боковой разгрузки секций; не-
обходимость установки большого коли-
чества приводов на трассе, общая мощ-
ность которых значительно больше,
а надежность работы ниже, чем у кон-
вейеров непрерывного действия; повы-
шенные сопротивления движению и рас-
ход энергии в периоды толкания секций;
пониженная производительность из-за
цикличного процесса перемещения гру-
за, сложность конструкции и недоста-
точная надежность существующих ти-
пов приводов.
Применение конвейерных поездов
проектируется в карьерах открытых раз-
работок полезных ископаемых и
в угольных шахтах. В Советском Союзе
разработано несколько опытных ори-
гинальных конструкций конвейерных
поездов, однако широкого промышлен-
ного распространения они не получили
вследствие незаконченных поисков оп-
тимальной технологической схемы их
использования.
17.2. Элементы
конвейерных поездов
Ходовая часть секции поезда, как пра-
вило, представляет собой состав из
шарнирно-соединенных друг с другом
одноосных тележек (рис. 17.2, а), на
рамы которых устанавливается грузоне-
сущий элемент. Шарнирное соединение
тележек имеет пространственную под-
вижность, что позволяет секции пере-
двигаться по пространственной трассе
с наклонными участками и поворотами
в горизонтальной и вертикальной пло-
скостях.
В качестве грузонесущего элемента
применяют гофрированную конвейер-
ную ленту пространственных пластин-
чатых конвейеров (см. рис. 17.4), сталь-
ной желобчатый настил (рис. 17.2, а),
короба от вагонеток с торцовыми стен-
ками и без них и другие емкости для на-
Элементы конвейерных поездов 463
Рчс. 17.2. Конвейерный поезд типа «СЕККАМ» (Франция) с одноярусным расположением путей:
а — ходовая часть; б — фрикционный привод с горизонтальным расположением ведущих колес; 7 — ось
тележки; 2 — шаровой шарнир; 3 — каркас тележки; 4 — продольные балки тележки; 5 — каток; 6 и
8 — приводные колеса; 7 — грузонесущий короб; 9 — приводной механизм с электродвигателем
Рис. 17.3. Конвейерный поезд с комбинированным расположением путей:
а — разгрузочное (РУ) и загрузочное (ЗУ) устройства; П — гусеничный привод; б — ходовая часть
сыпных грузов, соединенные друг с дру-
гом эластичными элементами (напри-
мер, прорезиненной лентой) для исклю-
чения просыпи груза при непрерывной
загрузке секции.
Тяговым элементом секции служат
продольные балки (лонжероны) каркаса
рам тележек, круглозвенная цепь, канат
и т. п.
Привод — гусеничный с зацеплением
за ходовую" Часть (рисГ 17.3); фрик-
ционный с ведущими колесами на пнев-
матических шинах с горизонтальным
(см. рис. 17.2) й вертикальным располо-
464 Конвейерные поезда
жением колес; фрикционный с ведущи-
ми продольными прорезиненными ре-
мнями и прижимными роликами; гусе-
ничный магнитно-фрикционный, индук-
ционный от линейного асинхронного
двигателя (рис. 17.4) и др. Значительное
разнообразие конструкций приводов ха-
рактеризует еще незаконченные поиски
наиболее оптимальных решений этой
сложной задачи.
Наиболее перспективным следует счи-
тать привод с линейным асинхронным
двигателем.
Загрузочное устройство, как правило,
состоит из бункера и питателя, подаю-
щего груз на непрерывно (или прерыви-
сто) движущуюся секцию. Скорость дви-
жения секции в зоне загрузки и разгруз-
ки обычно составляет 0,5 — 2 м/с.
Разгрузочное устройство — наиболее
простое — торцовое, как у обычных пла-
стинчатых конвейеров (см. рис. 17.3); бо-
ковое с наклоном или опрокидыванием
коробов секции вокруг продольной оси
путей. При боковой разгрузке необходи-
мо соответствующим изгибом по спира-
ли опорных и направляющих путей под-
нять, опрокинуть короба секции для
выгрузки и затем возвратить их в ис-
ходное положение. Протяженность
участка такой разгрузки составляет
30 — 60 м; на перегибах путей возникают
значительные силы сопротивления дви-
жению секции, вызывающие интенсив-
ное изнашивание путей и ходовой части
секции.
17.3. Расчет конвейерных
поездов
Производительность (т/ч) одного кон-
вейерного поезда
Qi = 0,36^^ КВКГ), (17.1)
где 4Г— линейная сила тяжести транспорти-
руемого груза на грузонесущем элементе
секции, Н/м; /с — длина секции — состава по-
езда, м; Кн, Кв, Кг— коэффициенты соответ-
ственно неравномерности работы (Хи = 1,2),
использования по времени (Кв = 0,8 -г 0,9),
готовности системы (Кг = 0,90 -? 0,95);
7/ — продолжительность полного цикла дви-
жения. одного поезда, с.
Продолжительность цикла движения
поезда
__ -^т - Ga + /р) , Ьо , /3 , /р
J 1 — . i т- -г ,
UpKj
(17.2)
где Lf, Lo, /3 и /р— длины соответственно
участка доставки груза, обратной ветви
и участков загрузки и разгрузки, м; гГ; г0, г3
и гр— скорости движения поезда соответ-
ственно на грузовой, обратной ветвях трассы
и на участках загрузки и разгрузки, м/с; =
Рис. 17.4. Конвейерный поезд с одноярусным расположением путей:
а — ходовая часть; б — поперечное сечение на участке установки привода с линейным асинхронным
двигателем; / —вторичная часть двигателя (развернутый «ротор»); 2 — грузонесущая гофрированная
лента; 3 — первичная часть двигателя («статор»)
Общее понятие о системах комплексной механизации и автоматизации 465
= 0,8 — 0,9 — коэффициент учета торможения
и разгона поезда при снижении скорости на
участках загрузки и разгрузки.
17.4. Задачи научных
исследований
К задачам научных исследований
в области создания конвейерных поез-
дов относятся:
1) определение оптимальных обла-
стей применения по технологическим
процессам;
2) исследование и разработка опти-
мальных конструкций и параметров
привода.
18.4. Механизация транспортирования
в цехе топливоподачи тепловой
электростанции 475
18.5. Механизация транспортирования
на щебеночном заводе 478
18,6. Конвейерная система для подачи
шихты в колошник доменной печи 480
18.1. Общее понятие о системах
комплексной механизации и
автоматизации 465
18.2. Механизация транспортирования
в литейном цехе машиностроительного
завода 466
18.3. Механизация транспортирования
и складирования в стержневом
отделении литейного цеха 473
18.1. Общее понятие
о системах комплексной
механизации и автоматизации
На современном предприятии для
механизации транспортных и погрузоч-
но-разгрузочных работ применяют си-
стемы из нескольких транспортирую-
щих машин и устройств, работающих
совместно с технологическим оборудо-
ванием. Такие системы наиболее эффек-
тивны экономически и наиболее совер-
шенны по техническому уровню тогда,
когда они содержат полный комплекс
машин и устройств, обеспечивающих
механизированное перемещение грузов
на всем протяжении грузопотока от
первой до последней технологической
операции, как на основных, так и на
вспомогательных участках производ-
ства. Прт^ этом труд рабочих сводится
к управлению машинами и контролю их
работы, выполнению отдельных техно-
логических операций и проведению пла-
ново-предупредительного ремонта обо-
рудования. Такая наиболее совершенная
форма механизации называется ком-
плексной. Отсутствие механизации даже
на одной какой-нибудь вспомогатель-
ной операции резко снижает общую эф-
фективность работы всего комплекса
машин.
Высшей ступенью комплексной меха-
низации является комплексная автома-
тизация как отдельных технологических
участков, так и всего процесса в целом.
При комплексной автоматизации рабо-
та всего комплекса транспортных и тех-
нологических машин на всем протяже-
нии технологического процесса происхо-
466 Примеры применения транспортирующих машин в комплексных системах
дит автоматически, при помощи раз-
личных приборов и устройств автомати-
ческого управления, контроля и регули-
рования, включая в отдельных сложных
производствах и управляющие элек-
тронные вычислительные машины. При
этом участие человека проявляется
лишь в установлении программы ра-
боты комплекса машин, в настройке ма-
шин и приборов управления, в контроле
их работы, в проведении планово-преду-
предительного ремонта оборудования
и приборов.
Комплексная механизация и автома-
тизация находит широкое применение;
на современных отечественных и зару-
бежных предприятиях различных отра-
слей промышленности. Известна, напри-
мер, успешная работа хлебозаводов-ав-
томатов, автоматизированных заводов
по приготовлению бетона, по изгото-
влению поршней и поршневых колец,
автоматических производственных ли-
ний самого различного профиля.
В настоящее время при широком раз-
витии механизации транспортирования
каждое современное предприятие любой
отрасли промышленности оснащено
транспортирующими машинами. Ниже
рассмотрены характерные примеры со-
четания транспортирующих машин
и вспомогательных устройств в ком-
плексных системах механизации транс-
портирования и технологических про-
цессов. Более подробно подобные си-
стемы рассматриваются в специальных
учебных курсах.
18.2. Механизация
транспортирования
в литейном цехе
машиностроительного завода
Литейное производство характерно
большими грузопотоками различных
грузов: на шихтовом дворе и в плавиль-
ном отделении надо транспортировать
и перегружать металл, флюсы и топли-
во; в формовочном — формовочную зе-
млю, стержни, пустые опоки и формы;
в стержневом — формовочную смесь,
крепители и готовые стержни; в земле-
приготовительном - отработанную зе-
млю, песок, уголь и глину; в землесу-
шильном - песок, уголь и глину;
в обрубном - литье и отходы. Для вы-
пуска 1 т годного литья внутри литей-
ного цеха надо транспортировать в за-
висимости от объема производства от
65 до 200 т различных грузов, что соста-
вляет общий грузооборот цеха в сред-
нем около 120 — 600 т/ч. Схема располо-
жения основных транспортирующих ма-
шин в одном из механизированных
литейных цехов массового производства
мелкого и среднего литья из серого чу-
гуна для машиностроительного завода
показана на рис. 18.1. Рассмотрим поря-
док транспортирования основных гру-
зов.
Готовая формовочная земля подается
из бункеров-отстойников 1 (рис. 18.2)
дисковым (тарельчатым) питателем 2
с тарелью диаметром 1,5 м на лен-
точный конвейер 3 с лентой шириной
650 мм, движущейся со скоростью 1 м/с,
откуда перегружается иа конвейер 4 (см.
рис. 18.1), проходит через разрыхлитель
(аэратор) 5 и в разрыхленном состоянии
конвейером 6 (см. рис. 18.3) распреде-
ляется по эстакадам бункеров над фор-
мовочными машинами. В бункера на
эстакаде 7 земля при помощи попере-
менно автоматически включаемых ста-
ционарных плужковых разгружателей
подается непосредственно с конвейера 6.
Для подачи на другие эстакады земля
с конвейера 6 плужковым разгружате-
лем 8 (см. рис. 18.1 и рис. 18.4) пере-
гружается на ленточный конвейер 9
(рис. 18.5), который может подавать ее
при помощи другого плужкового раз-
гр ужателя на конвейер 10 эстакады бун-
керов 11 над формовочными машинами
или с концевого барабана на конвейер
12 (см. рис. 18.1) бункерной эстакады 13
над формовочными машинами тяжело-
го типа.
Распределение земли по бункерам
производится также при помощи плуж-
ковых разгружателей (см. рис. 18.4),
включаемых автоматически в зависимо-
сти от уровня земли в бункерах. Им-
Рис. 18.1. Схема расположения транспортирующих машин в землеприготовительном, формовочном, заливочном и выбивном отделениях литейного цеха
468 Примеры применения транспортирующих машин в комплексных системах
Рис. 18.2. Узел установки бун-
керов-отстойников для гото-
вой формовочной земли (раз-
рез А —А на рис. 18.1)
Рнс. 18.3. Поперечный разрез по эстакаде бункеров
над формовочными машинами (разрез В—В на
рис. 18.1)
пульс на включение (опускание на лен-
ту) сбрасывателя дает автоматический
указатель нижнего уровня земли в бун-
кере. Выключение (подъем) сбрасывате-
ля происходит от указателя верхнего
уровня земли в бункере при его запол-
нении.
Указатели состоят нз стержней (элек-
тродов) 54 (см. рис. 18.4) и 55, соеди-
ненных с датчиками 56 и реле управле-
ния 57 с электромагнитным воздушным
клапаном 58 и пневматической диафраг-
менной камерой 59, которая совместно
с пружинным механизмом 60 поднимает
и опускает щиты разгружателя 61.
Известно несколько систем автомати-
ческого управления очередностью вклю-
чения плужковых разгружателей, уста-
новленных на конвейере для загрузки
группы бункеров. Все бункера снабжены
челюстными затворами, управляемыми
пневматическими цилиндрами. Зафор-
мованные полуопоки при помощи пнев-
матических подъемников, перемещаю-
щихся по подвесным путям, собираются
в готовые формы на роликовых конвей-
ерах и передаются по ним на соответ-
ствующие тележечные конвейеры 14, 15
и 16 (см. рис. 18.1).
Литейные стержни, устанавливаемые
в формы, подаются из стержневого от-
деления к линиям формовочных машин
подвесным конвейером 17. Г отовые
формы транспортируются тележечными
конвейерами в заливочное отделение.
Горячий чугун подается из вагранок
Механизация транспортирования в литейном цехе завода 469
Рис. 18.4. Плужковын раз-
гружатель с автоматическим
управлением для загрузки
бункера формовочной землей:
ВУ — верхний уровень в бун-
кере; НУ — нижний уровень
земли в бункере
Рис. 18.5. Раздаточный лен-
точный конвейер и эстакада
бункеров над формовичными
машинами (разрез Г —Г на
рнс. 18.1)
в разливочные ковши с поворотными
механизмами, - подвешенные к электри-
ческим тележкам. Тележки с разли-
вочными ковшами передвигаются по
подвесным двухрельсовым путям 18
к конвейерам для транспортирования
литейных форм. На участке заливки
форм у каждого конвейера установлена
подвижная заливочная площадка 19,
представляющая собой пластинчатый
конвейер с плоским металлическим на-
стилом шириной 650 мм и длиной 30 м
и движущаяся с той же скоростью, что
и конвейер для транспортирования ли-
тейных форм. Рабочие, стоя на этой
подвижной площадке, заливают из раз-
ливочного ковша формы, движущиеся
на тележках конвейера.
Залитые формы транспортируются
конвейером через охладительные участ-
ки (где формы охлаждаются) к вы-
бивным решеткам 20, 21 и 22. С конвей-
еров 14 и 15 залитые формы сталки-
ваются пневматическими толкателями
23 и 24 на выбивные решетки 20 и 21,
где происходит разборка формы. На
участке конвейера 14 выбитая из формы
земля просыпается через решетку и по-
падает на подземный ленточный кон-
вейер 25 с теплостойкой прорезиненной
470 Примеры применения транспортирующих машин в комплексных системах
Рис. 18.6. Узел подачи выбитой земли из-под выбивных решеток (разрез Д—Д на рис. 18.1)
лентой. Горячее литье по стальному
спуску подается в подвал на пластин-
чатый конвейер 26 с чешуйчатым метал-
лическим настилом шириной 800 мм
и бортами, движущийся со скоростью
0,16 м/с.
Пустые полуопоки ставятся на плат-
формы литейного конвейера (или на ро-
ликовый конвейер с механическим тол-
кателем) и возвращаются к формо-
вочным машинам. Известны установки,
на которых весь комплекс тяжелых
и трудоемких операций по выбивке
форм и литья выполняется автоматиче-
ски.
Горячее литье пластинчатым конвей-
ером 26 поднимается из подвала, пере-
гружается полуавтоматически (возмож-
на автоматическая перегрузка) на меж-
цеховой охладительный подвесной кон-
вейер 21 и транспортируется им
в обрубной цех, охлаждаясь в процессе
транспортирования. Аналогичные опе-
рации производятся конвейером /5 при
помощи ленточного 28 и пластинчатого
29 конвейеров. С.конвейера 29 горячее
литье перегружается также на подвес-
ной конвейер 21 для транспортирования
в обрубной цех.
На участке выбивки литейного кон-
вейера 16 перегрузка форм с конвейера
на решетку 22 производится при помо-
щи пневматических подъемников (или
электроталей), перемещающихся по под-
весным путям 30 и 31. Пустые опоки по
роликовому конвейеру возвращаются
к линии формовочных машин, горячее
литье подвешивается на подвески меж-
цехового охладительного конвейера 32
для транспортирования в обрубной цех.
Выбитая из форм земля попадает на
пластинчатые питатели 33 (рис. 18.6)
с чешуйчатым стальным настилом ши-
риной 650 мм с бортами (скорость
0,16 м/с), установленные под решетками
22; с питателей 33 земля подается на
подземный ленточный конвейер 34.
С продольных ленточных конвейеров
25, 28 и 34 (см. рис. 18.1) выбитая земля
передается на поперечный подземный
ленточный конвейер 35, который пере-
гружает ее на ленточный конвейер 36.
В целях сохранения земли и ликвидации
засорения цеха вдоль каждой линии
формовочных машин устанавливают
подземные ленточные конвейеры 31, 38
и 39 для просыпавшейся земли с разда-
точных конвейеров 6, 10 и 12 после за-
Механизация транспортирования в литейном цехе завода 471
полнения бункеров. Выбитая и просы-
павшаяся земля ленточным конвейером
36 подается в землеприготовительное
отделение к ковшовому ленточному эле-
ватору 40 с глубокими расставленными
ковшами шириной 320 мм, укрепленны-
ми на ленте шириной 400 мм, движу-
щейся со скоростью 1,25 м/с. Узел пере-
грузки устроен таким образом, что
с приводного барабана конвейера 36 зе-
мля при помощи перегрузочной ворон-
ки с поворотным клапаном может пода-
ваться в загрузочный носок элеватора
40 для подачи на переработку или на
ленточный конвейер 41 для подачи в от-
вал (на вывоз).
Приводной барабан конвейера 36
является магнитным, поэтому одновре-
менно с перегрузкой при помощи воз-
действия магнитов, расположенных
в барабане, происходит отбор из земли
металлических частиц.
Ковшовым элеватором 40 земля под-
нимается на эстакаду бункеров над сме-
шивающими бегунами и перегружается
в цилиндрическое сито 42, а из него на
распределительный ленточный конвейер
43, который при помощи стационарных
плужковых разгружателей распределяет
землю по бункерам 44 для выбитой зе-
мли. Над каждыми бегунами устано-
влены бункера: для выбитой (старой) зе-
мли 44 (объемом 15 м3), пылевидной
глины 46 (объемом 3 м3) и пылевидного
угля 47 (объемом 2 м3).
Свежий песок подается из землесу-
шилки ленточным конвейером 48 и рас-
пределяется по бункерам при помощи
плужковых разгружателей. Пылевидные
глина и уголь транспортируются из зе-
млесушилки пневматическим транспор-
том и распределяются по бункерам вин-
товыми конвейерами 49 и 50 диаметром
200 мм с герметичным кожухом. Из
бункеров старая земля, свежий песок,
глина и уголь при помощи дозаторов
подаются в необходимых количествах
в смешивающие бегуны, где увлажняют-
ся и перемешиваются в автоматическом
режиме. Из бегунов готовая формовоч-
ная смесь поступает на ленточный кон-
вейер 51 (см. рис. 18.2) и транспорти-
руется им в бункера-отстойники 1 объ-
емом по 30 м3, откуда снова поступает
в формовочное отделение.
Избыточная выбитая земля с конвей-
ера 36 (см. рис. 18.1) при переключении
перекидного клапана перегрузочной во-
Е-Е
Рнс. 18.7. Узел установки элеватора для подачи отходов земли в бункер над железнодорожным
путем (разрез Е—Е на рнс. 18.1)
Механизация транспортирования и складирования в стержневом отделении 473
ронки подается на подземный лен-
точный конвейер 41 (рис. 18.7), транс-
портирующий ее в ковшовый лен-
точный элеватор 52 с расставленными
глубокими ковшами. Из элеватора 52
избыточная земля поступает в бункер 53
(объемом 70 м3), установленный над же-
лезнодорожными путями. Разгрузка
бункера производится периодически, по
мере подачи железнодорожного состава.
Вся система конвейеров управляется
и контролируется с центрального пуль-
та управления.
Выше описаны только наиболее ха-
рактерные грузопотоки в основных от-
делениях литейного цеха. Кроме этого,
в литейном цехе значительное количе-
ство транспортирующих машин и уста-
новок работает в отделении приготовле-
ния стержней (подвесные, люлечные
и ленточные конвейеры), в землесушил-
ке (ленточные конвейеры, ковшовые
ленточные элеваторы, тарельчатые пи-
татели, установки пневматического
транспорта), на шихтовом дворе (лен-
точные конвейеры для подачи известня-
ка и кокса, роликовые конвейеры для
подачи бадей с шихтой и др.) и в обруб-
ном отделении (подвесные, пластин-
чатые, роликовые конвейеры и др.).
Работа современного литейного цеха
серийного и массового производства
практически невозможна без примене-
ния комплекса транспортирующих ма-
шин.
18.3. Механизация
транспортирования
и складирования в стержневом
отделении
литейного цеха
Стержневое отделение литейного це-
ха автомобильного завода располагает-
ся в трехэтажиом корпусе: на третьем
этаже производится формовка, сушка
и складирование стержней для раз-
личных деталей; на втором этаже —
сборка в необходимые комплекты; на
первом этаже — установка в литейные
формы и их заливка. Все транспортные
операции и складирование выполняются
системой из трех взаимно связанных
подвесных толкающих конвейеров К1,
К2 и КЗ (рис. 18.8) одинаковой кон-
струкции с тележкой грузоподъем-
ностью 320 кг. За смену конвейерная си-
стема транспортирует 30 тыс. стержней
различных размеров.
Подвески представляют собой
трехъярусные этажерки с полками раз-
мером 1200 х 900 мм; шаг подвесок на
осцовных линиях конвейеров <>К1
и К2 — 2,4 м, на складских вспомога-
тельных конвейерах — 1,2 м, на конвейе-
ре КЗ — 1,8 м. Тележки конвейеров
снабжены клавишным адресоносителем
электромеханической системы автома-
тического адресования на 16 адресов.
Тяговым элементом конвейеров являет-
ся разборная цепь с шагом 100 мм; шаг
кареток 600 мм, длина конвейеров 400
и 500 м. Скорость движения цепи на
конвейерах К1 и К2 — 8,4 м/мин, а на
конвейере КЗ — 12 м/мин.
Конвейер К1 (рис. 18.8) транспорти-
рует стержни от линии формовочных
машин ФМ1 к сушильной печи СП1У ко-
торая обслуживается вспомогательным
конвейером ВК1, и на склад С/, где
стержни распределяются по отдельным
типам на вспомогательных ответвле-
ниях путей и охлаждаются. Склад со-
здает необходимый запас' (резерв) для
независимой работы линий сборки
стержней и укомплектования литейных
форм. Емкость склада — до 600 подве-
сок. Адрес стрелки отводных путей
склада задается рабочим на линии фор-
мовочных машин. Подвески переме-
щаются по путям при помощи вспомо-
гательных конвейеров.
Со складских путей тележкн с необ-
ходимыми стержнями по команде дис-
петчера через выходные стрелки снова
подаются на трассу конвейера К1 и опу-
скаются им на второй этаж к ответвле-
ниям у рабочих мест сборки стержней
РМС1. После прохода ответвлений
РМС1 незагруженная ветвь конвейера
К1 возвращается на третий этаж. Под-
вески с собранными и укомплекто-
ванными стержнями через выходную
474 Примеры применения транспортирующих машин в комплексных системах
Рис. 18.8. Схема подвесного толкающего конвейера К1 для транспортирования стержней:
а — третий этаж; б — второй этаж; в — схема ходовой части с подвесками
Рис. 18.9. Схема подвесного толкающего конвейера К2 для транспортирования стержней:
а — третий этаж; б — второй этаж
Механизация транспортирования топливоподачи тепловой электростанции 475
стрелку с адресами, заданными рабочим
на РМС1, передаются на линию кон-
вейера КЗ и транспортируются им на
первый этаж к местам установки в ли-
тейные формы. С конвейера КЗ тележки
с пустыми подвесками по отрезку пути
7777/ передаются на конвейер К1.
Конвейер К2 (рис. 18.9) выполняет те
же транспортные операции, что и кон-
вейер К1, но со стержнями других раз-
меров. Он транспортирует стержни от
линии формовочных машин ФМ2 к су-
шильной печи СП 2, на склад С2 и отту-
да на второй этаж к рабочим местам
сборки РМС2 и возвращается на третий
этаж. Из отделения РМС2 подвески
с собранными стержнями передаются на
конвейер КЗ и транспортируются нм на
первый этаж к рабочим местам установ-
ки стержней в готовые литейные
формы. Пустые подвески через отрезок
путей ПП2 передаются на конвейер К2
и возвращаются им на линию ФМ2.
18.4. Механизация
транспортирования в цехе
топливоподачи тепловой
электростанции
Грузопотоки топлива на электростан-
циях достигают 500 т/ч и выше. Осу-
ществление их практически возможно
только при полной комплексной меха-
низации транспортирования и погрузоч-
но-разгрузочных работ, начиная от по-
ступления топлива на территорию элек-
тростанции до подачи его в бункера
и топки котельной. Непрерывная работа
электростанции требует надежной бес-
перебойной круглосуточной работы
транспортирующих машин и технологи-
ческих агрегатов. Для обеспечения та-
кой работы в цехе топливоподач элек-
тростанций основные транспортные ли-
нии обычно дублируются и включаются
в работу попеременно: одна находится
в работе, другая — в резерве.
Схема расположения машин для по-
дачи топлива на районной теплостанцни
производительностью около 400 т/ч
угля показана на рис. 18.10 и 18.11.
На территорию станции уголь по-
дается в железнодорожных составах, со-
стоящих из саморазгружающихся ваго-
нов типа гондолы; состав может по-
даваться непосредственно на пути
7 приемного устройства топливоподачи
или на пути 2 резервного склада топ-
лива, с которого станция получает то-
пливо в промежутках между подачами
составов. Поданный на пути 1 железно-
дорожный состав разгружается в ще-
левые бункера 3, расположенные под
железнодорожными путями с обеих сто-
рон от них вдоль всего фронта разгруз-
ки состава. Под щелевыми бункерами
установлены передвижные лопастные
выгружатели 4 и 4а, перегружающие
уголь на ленточные конвейеры 5 нли 5а
(один рабочий, другой — резервный).
Перегрузочные лотки устроены так, что
с конвейера по одной линии уголь мож-
но перегружать на последующий кон-
вейер как той же, так и смежной линии.
С конвейера 5 уголь перегружается на
горизонтально-наклонный ленточный
конвейер 6, транспортирующий уголь
в дробильное отделение. Перед пере-
грузкой в дробилки на конвейере 5 под-
весным или барабанным электромаг-
нитными сепараторами выбираются из
угля случайно попавшие металлические
частицы.
Дробленый уголь из системы дроби-
лок выгружается на горизонтально-на-
клонный ленточный конвейер 7, на ко-
тором установлены автоматические
весы 8 для непрерывного взвешивания
подаваемого угля, а в узле последую-
щей перегрузки смонтирован щепоуло-
витель 9 для отбора из угля деревянных
включений. С конвейера 7 уголь пере-
гружается на распределительный лен-
точный конвейер 10, установленный над
бункерами 11 котельной.
Вдоль конвейера 10 по всему фронту
бункеров перемещается автоматический
барабанный разгружатель 12, пересы-
пающий уголь с конвейера 10 в бункера
котельной. Из бункеров 11 уголь прн
помощи специальных устройств подает-
ся в топки котлов.
476 Примеры применения транспортирующих машин в комплексных системах
Рис. 18.10. Схема расположения транспортирующих машин на топливоподаче электростанции
Механизация транспортирования топливоподачи тепловой электростанции 477
Рис. 18.11. Схематические разрезы по транспортирующим машинам топливоподачи (к рис. 18.10; размеры приведены в метрах)
478 Примеры применения транспортирующих машин в комплексных системах
При заполнении бункеров приемного
устройства железнодорожный состав
с углем подается на путь 2, располо-
женный на открытой эстакаде с двумя
продольными траншеями вдоль путей.
Уголь, высыпавшийся из саморазгру-
жающихся вагонов в траншеи, забирает-
ся грейфером /3 (см, рис, 18,11) пере-
движного мостового перегружателя 14
и укладывается в штабель открытого
склада, объем которого обычно соста-
вляет трехмесячный запас угля.
При подаче топлива со склада в ко-
тельную уголь из штабеля захватывает-
ся тем же грейфером 13 и подается
в бункер 15, смонтированный на опоре
перегружателя. Под бункером 15 кон-
сольно установлен пластинчатый пита-
тель 16, который перегружает уголь че-
рез люки в крыше галереи на лен-
точный конвейер 17, расположенный
вдоль всего склада угля. Конвейер 17
подает уголь на конвейер 6 основной
линии топливоподачи. Все ленточные
конвейеры топливоподачи оборудованы
прорезиненной лентой шириной
1000 мм, движущейся со скоростью
1,6 м/с и опирающейся на желобчатые
роликоопоры.
Система конвейеров управляется
с центрального пульта, обеспечивающе-
го автоматический последовательный
пуск и остановку конвейеров и контроль
их работы. На пульте управления
имеется мнемоническая схема системы
конвейеров с указанием датчиков кон-
троля. При неисправности, по сигналу
того или иного датчика система остана-
вливается, что фиксируется на пульте
управления,
18.5. Механизация
транспортирования
на щебеночном заводе
Широкое развитие строительных
и дорожных работ требует производ-
ства большого количества щебня на
мощных механизированных заводах.
Щебеночный завод оборудован ком-
плексной конвейерной системой про-
изводительностью 1000 т/ч, (рис. 18.12).
Из забоя, разрабатываемого экскавато-
рами, камень подается на завод лен-
точным конвейером 1 длиной 500 м
с лентой шириной 1200 мм, движущейся
со скоростью 2 м/с, В конвейер
1 встроены конвейерные весы 2, ко-
торые автоматически фиксируют коли-
чество камня, подаваемого на завод,
С конвейера 1 камень поступает в пер-
вичную дробилку 3. Из нее раздроб-
ленный камень крупностью менее 180 мм
перемещается в бункер 4 объемом
50 м3, откуда выдается вибрационным
питателем 5 на наклонный ленточный
конвейер 6 длиной 80 м (ширина ленты
1400 мм, скорость 1,6 м/с) и перегру-
жается им на реверсивный подвижный
(«челночный») конвейер 7, распределяю-
щий груз в штабель 8 объемом
50000 м3. Штабель служит буферным
складом, обеспечивающим непрерыв-
ную работу завода даже при перебоях
подачи камня из забоя, а также при ра-
боте во вторую смену при односменной
работе забоя.
Под штабелем проложен тоннель
с тремя загрузочными бункерами, под
которыми расположены попеременно
работающие вибрационные питатели
производительностью 1000 т/ч, перегру-
жающие камень на ленточный конвейер
9 длиной 105 м, который поднимает его
в дробильно-сортировочную установку
10, где камень сортируется и подвер-
гается . дополнительному дроблению.
Камень размером 0—100 мм подается
на ленточный конвейер 11 (шириной
1000 мм, длиной 45 м), а размером
0 — 80 мм — на конвейер’ 12 (шириной
1000 мм). С конвейера 12 камень пода-
ется на повторное сортирование и дро-
бление на установку 13 и оттуда лен-
точным конвейером 14 (шириной
1000 мм) направляется на дополнитель-
ную сортировочную установку 15.
Камень, поданный конвейером 11,
также дробится и сортируется,
и крупный щебень размером 25 — 50 мм
конвейером 16 (ширина 650 мм, ско-
рость 1,6 м/с) транспортируется в шта-
бель 17 объемом 900 м3, а мелкий ще-
бень крупностью до 25 мм перегружает-
Механизация транспортирования на щебеночном заводе 479
Рис. 18.12. Схема расположения транспортирующих машин на щебеночном т а иоде
ся на конвейер 14. Под штабелем 17
имеется тоннель с загрузочным бунке-
ром, из которого вибрационным питате-
лем камень подается на ленточный кон-
вейер 19 (длиной 22 м, шириной 650 мм;
скорость движения 1,6 м/с) и транспор-
тируется им в загрузочный бункер 20
для погрузки камня в автосамосвалы
и для подачи потребителю.
На грохотах сортировочной установ-
ки 15 получают три сорта щебня с ку-
сками размером 0 — 20; 20—30
и 30—50 мм, из которых последние по-
ступают в два загрузочных бункера 21
объемом по 200 м3 каждый, а щебень
размером 0 — 20 мм подается на лен-
точный конвейер 22. Из бункеров 21 ще-
бень перегружается в автосамосвалы
для подачи потребителю. При заполне-
нии бункеров 21 камень из установки 15
подается на ленточные конвейеры 23
и 24 (длиной 50 м, шириной 650 мм;
скорость движения 1,6 м/с), которые
транспортируют его в штабеля 25 и 26.
Куски с размерами более 50 мм из
установки 15 конвейером 18 возвра-
щаются на повторное дробление. Кон-
вейером 22 камень транспортируется
в дробильно-сортировочную установку
27, в которой получают три сорта Щеб-
ня: с кусками размеров 0—12; 12—16
и 16 — 20 мм. Последние два сорта щеб-
ня поступают в два разгрузочных бунке-
ра 28 для загрузки самосвалов. При за-
грузке бункеров 28 щебень этих двух
сортов конвейерами 29 и 30 подается
соответственно в штабеля 31 и 32. Ще-
бень размером 0—12 мм ленточным
конвейером 33 направляется для окон-
чательного сортирования в установке 34
на два сорта крупностью 0 — 6 и
6—12 мм. Эти copiа щебня поступают в
два погрузочных бункера 35 объемом по
20 м3 каждый, а при их загрузке пода-
ются ленточными конвейерами 36 и 37
(шириной 650 мм; скорость движения
1,6 м/с) в штабеля 38 и 39. Все штабеля
изолированы друг от друга бетонными
стенками; таким образом, каждый сорт
щебня имеет отдельное самостоятель-
ное место хранения. Конвейеры 23, 24,
29, 30, 36, 37 включаются автоматически
по сигналу верхних показателей уровня
загрузки бункеров 21, 28 и 35.
Под штабелями 25, 26, 31, 32, 38, 39
устроены тоннель, в котором проходит
ленточный конвейер 40 (длиной 350 м,
шириной 1400 мм), и разгрузочные бун-
кера — воронки с вибропитателями (по
два на каждый штабель), подающими
щебень на конвейер 40 попеременно из
каждого штабеля. На конвейере 40 уста-
480 Примеры применения транспортирующих машин в Комплексных системах
новлены весы, контролирующие выдачу
готовой продукции.
С конвейера 40 щебень перегружается
на наклонный ленточный конвейер 41
(длиной 80 м, шириной 1400 мм)
и транспортируется им иа подвижный
(«челночный») реверсивный конвейер 42
(шириной 1400 мм), установленный на
отгрузочной бункерной эстакаде 43. По-
следняя включает шесть (по количеству
сортов щебия) бункеров объемом по
200 м3. Подвижный конвейер 42 передви-
гается по эстакаде и обеспечивает за-
грузку каждого бункера.
Конвейерная линия 40 — 41 —42 управ-
ляется автоматически от сигнала верх-
него указателя уровня заполняемого
бункера эстакады 43. При заполнении
бункера выключаются вибропитатели
разгружаемого штабеля, затем, после
некоторого промежутка времени, оста-
навливается конвейер 40, потом конвей-
еры 41 и 42. После остановки конвейер
42 перемещается в положение загрузки
следующего бункера, и вся транспорт-
ная линия включается в таком порядке:
конвейеры 42 — 41—40 и затем вибропи-
татели другого штабеля. Возможен ва-
риант загрузки бункеров эстакады толь-
ко одним или двумя сортами щебия,
в. зависимости от потребности.
Из бункеров отгрузочной эстакады
щебень перегружается в железнодо-
рожные саморазгружающиеся вагоны
типа гондолы. Таким образом, выдача
готовой продукции возможна одновре-
менно как автомобильным (из бункеров
21, 28 и 35), так и железнодорожным (из
бункерной эстакады 43) транспортом.
Управление и контроль за работой
всей конвейерной системы производятся
с центрального пульта управления.
18.6. Конвейерная система
для подачи шихты
в колошник доменной печи
На современных мощных доменных
печах объемом 4000—5000 мэ и выше
шихту в колошник печи подают высоко-
производительным ленточным конвейе-
ром. Широко известная подача шихты
при помощи циклически действующего
скипового подъемника не обеспечивает
для печей такого объема необходимую
подачу 1500 — 2000 м3/ч. Значительное
повышение объема ковша скипа и ско-
рости его движения становится неэконо-
мичным вследствие чрезмерного увели-
чения его размеров и массы, и поэтому
вместо скипового подъемника приме-
няют конвейеры.
Конвейерная подача шихты кроме
обеспечения высокой производительно-
сти создает также целый ряд технологи-
ческих преимуществ в планировке и ав-
томатизированной эксплуатации домен-
ного цеха.
Система (рис. 18.13, а) состоит из кон-
вейеров К1 и К2, которые подают со-
ставные части шихты с агломерацион-
ной фабрики и перегружают на под-
вижный конвейер КЗ. Последний рас-
пределяет грузы по бункерам 1. Грузы
из бункеров поступают на грохоты
и после отсева мелочи ссыпаются в до-
зирующие воронки объемом по 25 м3,
установленные на весовых устройствах.
Из воронок грузы при помощи вибра-
ционных питателей поступают на кон-
вейеры К4 и К5, которые перемещают
их на наклонный конвейер Кб для
транспортирования в колошник домен-
ной печи 2.
Состав шихты доменной печи дан
в табл. 18.1; рудные грузы могут шщтть
температуру до 100 °C.
Конвейер Кб загружается порционно
различными компонентами шихты: две
порции кокса и две порции рудно-флю-
совых грузов объемом до 25 м3 каждая.
Интервалы между подачами порций
18.1, Характеристика грузов, транспортируемых
конвейером Кб.
Наименование Плот- ность, т/м3 Кускова- тость, мм
Агломерат 1,4-1,6 5-50
Окатыши рудные 2,1 25
Добавки (флюсы — извесз- 1,6-2,8 10-150
няк, доломит и Др.)
Кокс 0,43 25-80
Конвейерная система для подачи шихты в колошник доменной печи 481
Рис, 18.13. Конвейеры для подачи шихты в колошник доменной печи:
а — схема системы конвейеров; б — схема конвейера Кб; в — узел натяжного устройства; г — привод
конвейера Кб
17 с. Из конвейера Кб порции шихты
поступают в специальный загрузочный
аппарат колошника доменной печи.
Загрузка конвейера Кб и разгрузка
аппарата производятся автоматической
системой управления доменного цеха.
Конвейер Кб (рис. 18.13,6) имеет гру-
золебедочное натяжное устройство НУ
(рис. 18.13, в) и двухбарабанный привод
П (рис. 18.13,а).
Угол наклона конвейера выбран из
условия надежного транспортирования
шаровидных рудных окатышей (шари-
ков диаметром 25 мм).
Кроме основного рабочего привода
конвейер имеет микропривод для кон-
трольных операций, обеспечивающий
движение ленты со скоростью 0,36 м/с.
На конвейере установлены колодочные
тормоза, храповые остановы и датчики:
контроля скорости движения ленты,
схода ленты, целости тросов в ленте,
продольных порывов ленты, автомати-
ческого регулирования и контроля ра-
боты системы циркуляционной смазки
редукторов.
Конвейер Кб работает непрерывно,
круглосуточно, без остановок. Пла-
новые остановки конвейера Кб воз-
можны только в общие годовые пе-
риоды ремонтов печи. Внеплановые ре-
монты печи и конвейера не должны
превышать 30 мин. Остановка конвейе-
ра на более продолжительный срок не-
допустима в связи с непрерывным про-
изводственным процессом плавки ме-
талла в доменной печи.
Техническая характеристика конвейера Кб
Расчетная производительность,
м^/ч............................... 2000
Резинотросо-
Лента: вая теплостой-
тип..........................кая РТЛ-4000
ширина, мм......................... 2000
линейная масса, кг/м................ 86
скорость, м/с...................... 2,04
Привод:
тип...............................Двухбара-
банный
диаметр приводного барабана,
мм................................. 1640
мощность электродвигателя,
кВт:
на первом барабане .... 800
на втором барабане .... 500
частота вращения электродвига-
. теля, об/мин........................ 985
Натяжное устройство:
тип...............................Грузолебе-
дочное
усилие натяжения кН................... 300
482 Примеры применения транспортирующих машии в комплексных системах
общий ход, м....................... 8
рабочий ход, м..................... 3
масса натяжного груза, т . . . 8,4
Масса, т:
механического оборудова-
ния ............................. 376
металлоконструкций ............... 71
ленты............................. 93
конвейера.......................... 540
По производственным условиям кон-
вейер Кб не имеет дублера, но снабжен
двумя комплектами одинаковых при-
водных механизмов (основным и ре-
зервным), расположенных с правой и
левой сторон приводных барабанов
(рис. 18.13, г). Переключение барабанов
с одного приводного механизма на дру-
гой производится в течение нескольких
минут при помощи переключения муфт.
В помещении для приводов имеется
запасной рулон полного комплекта
ленты, хранимый в инертной среде,
исключающей возможность старения
резины. Этими мероприятиями, высо-
ким качеством изготовления и монтажа
оборудования и эксплуатации обеспечи-
вается безотказная (коэффициент готов-
ности Ks = 0,99), безостановочная не-
прерывная работа конвейера в течение
длительного межремонтного (до 120 су-
ток) промежутка времени.
Список литературы
1. Алимов О. Д-, Манжосов В. К., Ма-
масаидов М. Т. Теория вертикальных шнеко-
вых механизмов. Фрунзе: ИЛИМ, 1978. 159 с.
2. Васильев И. В., Волотковский В. С.,
Кармаев Г. Д. Конвейеры большой протя-
женности иа открытых работах. М.: Недра,
1977, 248 с.
3. Вейсман В. Ф. Шагающие конвейеры,—
2-е изд. М.-: Машиностроение, 1976. 141 с.
4. ВНИИПТМАШ. Отраслевая инструкция
по определению экономической эффективнос-
ти новой техники, изобретений и рациона-
лизаторских предложений в подъемно-
транспортном машиностроении, М.: ОТИ
ВНИИПТМАШа, 1979. 56 с.
5. Глазков В. С. Машины непрерывного
транспортирования для прокатных станов.
М.; Металлургия, 1979. 248 с.
6. Григорьев А. М. Винтовые конвейеры,
М.; Машиностроение, 1972. 184 с.
7. Дьячков В. К. Основные вопросы на-
дежности и долговечности конвейеров и
конвейерных систем. Труды ВНИИПТМАШа.
Выл. 4 (91), 1969, с. 74 — 96.
8. Дьячков В. К. Подвесные конвейеры.—
3-е изд. М.: Машиностроение, 1976. 320 с.
9. Дьячков В. К. Расчет криволинейного
конвейера, — Механизация и автоматизация
производства, 1980, № 4, с. 26 — 28.
10. Зенков Р. Л., Гриневич Г. П,,
Исаев В. С. Бункерные устройства. М.:
Машиностроение, 1977. 224 с.
11, Зенков Р. Л., Ивашков И. И., Ко-
лобов Л. Н. Машины непрерывного
транспорта. М.: Машиностроение, 1980. 301 с.
12. Ивановский К. Е., Раковщик -А. Н.,
Цоглив А. Н. Роликовые и дисковые кон-
вейеры и устройства. М.: Машиностроение,
1973. 216 с.
13. Конвейерные поезда в горной промыш-
ленности/Б. Н. Тартаковский, Б. 3. Палей,
Л. М. Солодовник и др. Киев.: Паукова
Думка, 1974. 208 с.
14. Курников Ю. А., Сливной В. Н. Ис-
следование опоры ленточного конвейера на
магнитной подушке,—В кн.: Шахтный и
карьерный транспорт. Вып. 4. М.: Недра.
1978. с. 97-107.
15. Маховер Ю. М., Онохов П. П. Лен-
точные конвейеры с воздушной подушкой,
Мд НИ И ИН ФОРМ ТЯЖ МАШ, вып.
6.74,40, 1974, с. 1-30.
16. Олейник А. М., Поминов И. Н.
Эскалаторы. М.: Машиностроение, 1973.
2’54 с.
17. Пертен Ю. А. Крутонаклонные кон-
вейеры. Л.: Машиностроение, 1977, 216 с.
18. Потураев В. Н., Франчу к В. П., Чер-
воненко А. Г. Вибрационные транспорти-
рующие машины. М.: Машиностроение,
1964. 272 с.
19. Смолдырев А. Е., Гидро- и пневмо-
транспорт. — 2-е изд. М.: Металлургия, 1975,
366 с.
20. Спиваковский А. О., Потапов М. Г.,
Присед скин Г. В. Карьерный конвейерный
транспорт, — 2-е изд. М.: Недра, 1979. 264 с.
21. Шахмейстер Л. Г,, Дмитриев В. Г.
Теория и расчет ленточных конвейеров. М.:
Машиностроение, 1978. 392 с.
22. Штокман И. Г. Основы создания
магнитных транспортных установок. М.:
Недра, 1972. 192 с.
предметный указатель
А
Автоматическое адресование грузов, адресо-
носитель 250
— — — децентрализованное 249
— — — количество адресов 252
— — — считыватель 250
— — — централизованное 249
— — — элементы адресования 250
Автостоп 268
Адресоноситель 250
Б
Бункера, автоматизация обслуживания 438
— давление на стенки и затворы 438
— затворы 439
— объем 433
— процессы истечения грузов 436
— размеры выпускных отверстий 438
— сводообразование 437
— типы 433
— форма 434
В
Весы автоматические, конструкция 453
— — типы 452
Вибрационные конвейеры, влияние свойств
насыпных грузов 368
— — настройка упругой системы дорезо-
нансная 367
- ---- зарезонансная 367
— — — — - резонансная 367
— — типы 366
— — центр инерции системы 376
Вибрационные конвейеры вертикальные,
конструкция 453
— — — типы 452
— — горизонтальные опорные, двухтруб-
ные 376
— — - - конструкция 373
— — — — однотрубные 376
— — — — параметры 378
— — — — привод центробежный 38 L
— — — — — эксцентриковый 382
— — — — — электромагнитный 379
— — — — расчет 385
— — - - упругие связи 383
— — — подвесные, вибровозбудители 373
— — — — конструкция 370
— — — — параметры 373
— — — - расчет 371
Винтовые конвейеры вертикальные, кон-
струкция 355
— — — расчет 357
— — горизонтальные, винт, витки 353
— — — — диаметр 355
— — — — тип 353
— — — — шаг 354
— — — — частота вращения 354
— — — привод -351
— — — расчет 353
Г
Грузоведущие конвейеры, типы 309
— — вертикально замкнутые, конструкция
311
_____ расчет 313
— — — — элементы 313
Груз транспортируемый насыпной, абразив-
ность 32
— — — гранулометрический состав 30
— — — влажность 31
— — — крепкость 33
— — — липкость 33
— — — плотность 31
— — — подвижность 32
— — — слеживаемость 33
— — — угол естественного откоса 32
— — штучный 34 .
Группы условий абразивности груза 33
— — кусковатости груза 30
— — подвижности груза 32
— — климатических 26
— — производственных 25
— — температурных 26
Д
Дозаторы, конструкция 449
— способы дозирования 449
3
Затворы бункеров 439
Звездочки, диаметры 53
— материалы 53
— профиль зуба 52
— число зубьев 53
484 Предметный указатель
И
Инерционные конвейеры Крейса 365
— — Маркуса 364
К
Канаты 36, 53, 158, 259
Качающиеся конвейеры, классификация 361
Конвейеры, варианты загрузки 24
— классификация 13, 14
— классы использования 21
— расположение в системе комбинирован-
ное 29
— — — — параллельное 29
— — — — последовательное 29
— ресурс 28
— свободный выбег 97
— Дональта, конструкция 220
— — параметры 222
— элеваторы, конструкция 222
— — параметры 223
Ковшовые конвейеры, ковши, загрузка 217
— — — разгрузка 217
— — — конструкция 216
— — конструкция 215
— - параметры 216
— — привод 218
— — расчет 218
— — тяговый элемент 216
Коэффициент готовности машины 28
- — системы машин 29
— использования конвейера по времени 22
— — - — нагружению 23
— — — — производительности 22
— температурный 24
Л
Лента проволочная 164
— резинотканевая, запас прочности 103
— — количество прокладок 103
- — ткани прокладок 103
— — стыки 104
— резинотросовая, запас прочности 105
— рифленая 150
— с бортами 148
— с перегородками 150
— стальная цельнопрокатная 161
— ширина, нормальный ряд размеров 103, 131
— — по производительности 129
— — по размерам груза 130, 131
Ленточные конвейеры, барабаны, диаметры
117
— — вертикальные 153
— — канатные 158
— — криволинейные 153
— — круговые 156
— — для крупнокусковых грузов 144
— — передвижные 141
— — переносные 141
— — повышенной производительности 147
— — поточного производства 142
— — распределительные 156
— — на ходовых опорах 161
— — расчет 132
— — роликоопоры 106
— — с бесконтактной опорой л'енты 145
— — с повышенным углом наклона 149, 152
— — с проволочной лентой 164
— — со стальной лентой 161
— — привод однобарабанный 112
— — — двух бара банный 114
— — — мотор-барабан 112
— — — мощность 116
— — — прямолинейный 117
— — — тяговый фактор 114
— — пуск, время 135
— — — ускорение 135
— - — усилие 134
— — телескопические 143
— — тормозной момент 136
— — угол наклона 101
— — устройство загрузочное 118
— — — разгрузочное 119
— — — натяжное 122
— — — отклоняющее 125
— — — очистное 126
— — — предохранительное 128
— — цепные 159
Люлечные конвейеры, конструкция 219
— — люльки 220
— — параметры 219
— — тяговый элемент 219
М
Механизация комплексная 465
Машины метательные, типы 449
— — параметры 450
Машины погрузочные непрерывного дейст-
вия, типы 456
— — — — параметры 459, 460
— — периодического действия 455
— разливочные 181
Механизация транспортирования в литейном
цехе 466
— — в стержневом отделении 473
— — на тепловой электростанции 475
— — на щебеночном заводе 478
— — шихты в доменную печь 480
Н
Надежность 27
Накопитель 29
Предметный указатель 485
О
Определитель режима работы 23
Пассажирские конвейеры, конструкция 185
— — параметры 186
Питатели барабанные 446
— вибрационные 446
— выгружатели 447
— качающиеся 446
— ленточные 443
— пластинчатые 445
— цепные 447
Пластинчатые конвейеры изгибающиеся,
конструкция 178
— — — параметры 179
— — прямолинейные, конструкция 167
— — — настил 169
— — — параметры 173
— — — привод 172
— — — расчет 175
— — — типы 166
— — — тяговый элемент 169
— — — угол наклона 171
— — — устройство натяжное 172
Подвесные конвейеры, типы 224
— — характерные особенности 226
— — грузоведущие, конструкция 281
— — — параметры 282
— — грузонесущие, каретки, катки 229
— — — конструкция 227
— — — — нагрузки 230
— — — — подшипники 230
— — — — шаг 234
— — — конструкция 226
— — — ловители 253 ,
— — — миогоприводные 244
— — — параметры 226
— — — подвески, адресование 249
— — — — загрузка 247
— — — — конструкция 247
— ~ _ разгрузка 248
— — — — шаг расстановки 254
— — — привод гусеничный 243
— — — — объединенный 243
— — — — угловой 241
— — — путь, вертикальные перегибы 239
— — — — горизонтальные повороты 238
— — — — конструкция 237
— — — — расчет 240
— — — — стыки 238
— — — расчет 254
— — — тяговый элемент 227
— — — устройство натяжное 245
— ~ — — поворотное 235
— — — — предохранительное 253
— — несуще-ведущие, конструкция 282
— — — — параметры 283
— — несуще-толкающие, конструкция 279
— — — — параметры 281
— — толкающие, автоматическое адресо-
вание 277
— — — автоматика путевая 276
— — — датчик тележки 277
— — — — толкателя 276
- — — конструкция 260
— — — параметры 267
— — — остановы 275
— — — пути, конструкция 272
— — — — расчет 273
— — — — хомут 272
— — — расчет 277
— — — секции опускные 275
— — — — выдвижные 276
— — — сцепы многотележечные 271
— — — тележки, катки 270
— — — — конструкция 270
— — — — нагрузки 271
— — — толкатели, конструкция 267
— — — — нагрузки 272
— — — устройство передаточное 273
— — — — предохранительное 275
Поезд конвейерный, конструкция 461
— — параметры 461
— — ходовая часть 462
Привод, классификация 59
— расположение на конвейере 78
— с линейным электродвигателем 63
— синхронизация 86
Производительность массовая 66
— объемная 66
— техническая 65
— эксплуатационная 66
— штучная 67
Р
Расстояние полюсное 334
Режим работы конвейера динамический 363
— — — обозначение 23
— — — характеристика 24
Ритм выпуска груза-изделия 290
Роликовые конвейеры, типы 388
— — иеприводные, конструкция 389
- — — параметры 392
— — — расчет 393
— — приводные, конструкция 394
— — — привод 395
— — - расчет 395
С
Скребковые конвейеры, типы 187
— — с контурными скребками, конструкция
206
— — — — расчет 209
— — — — элементы 209
486 Предметный указатель
— — со сплошными высокими скребками,
желоб 192
— — — — — конструкция 189
— — — — — параметры 190
— — — — — привод 192
— — — — — расчет 193
— — — — — скребки 191
— —— — — тяговый элемент 191
— — — — — устройство натяжное 192
— — с низкими скребками, желоб 203
— ———— конструкция 200
— — — — — привод 203
— — — — — расчет 203
— — — —— скребки 203
— — — — — тяговый элемент 203
— — — — — для горячих грузов 204
— — — — — подземные для угля 205
— — трубчатые, конструкция 195
— — — параметры 197
— — — привод 198
— — — расчет 199
— — — скребки 198
— — — тяговый элемент 198
— — — устройство натяжное 198
— — — устройство очистное 198
— — — — поворотное 198
— — штанговые, конструкция 210
— — — параметры 211
Скребково-ковшовые конвейеры, конструкция
212
— — — параметры 213
— — — расчет 214
Сопротивления на участках криволинейных 71
— — — поворотных 75
— — — прямолинейных 69
Считыватель адреса 250
Т
Тележечные конвейеры грузоведущие, авто-
матическое адресование 321
— — — каретки 321
— — — параметры 320
— — — пути 321
— — — тележки 5
— — — типы 316
— — — тяговая цель 321
— — грузонесущие, типы 284
— — — вертикально замкнутые, конструк-
ция 285
— — — — параметры 285
— — — — расчет 290
— — — горизонтально замкнутые, конструк-
ция 293
— — — — — параметры 300
— — — — — платформы 301
— — — — — привод 302
— — — — — пути 304
- ’— — — — расчет 304
— — — — — тележки 301
— — — — — тяговый элемент 301
— ———— ходовая часть 300
— — распределительные, автоматическое
адресование 308
— — — конструкция 304
— — — параметры 306
— — — элементы 307
Техника безопасности 34
Транспорт внешний 10
— внутренний (внутрицеховой) 11
— промышленный 10
Транспортирующие машины, автоматизация
17
— — безотказность 28
— — выбор типа 15
— — долговечность 28
— — история развития 19
— — климатические исполнения 23
— — надежность 27, 28
— — основные виды 12
— — перспективы развития 20
— — применение ЭВМ 26
— — процесс управления 18
— — ремонтопригодность 28
— — роль и значение 9
— — составные части 34
Транспортирующие трубы, конструкция 358
— — расчет 359
У
Условия окружающей среды взрывоопас-
ные 24
— — — климатические 26
— — — производственные 25
— — — температурные 26
Установки гидравлического транспорта,
автоматическое регулирование 408
— — — гидросмесь (пульпа) 400, 425
— — — конструкции 401
— — — лульпонасосы 406
— — — расчет 423, 425, 427
— — — устройство загрузочное 403
Устройства гравитационные 430
Установки пневматического транспорта,
автоматическое регулирование 421
— — — аэрационные 421
— — — в патронах 422
— — — воздуходувные машины 419
— — — конструкции 411
— — — отделители 418
— — — питатели 416
— — — расчет 428
Предметный указатель 487
Ф
Факторы выбора машины, технические 16
— — — экономические 17
Фактор тяговой способности привода 115
Ц
Центр инерции 376
Цепенссушие конвейеры, конструкция 291
— — параметры 293
Цепи вильчатые 45
— двухшарнирные 44
— допускаемое давление в шарнире 51
— — нагрузка в шарнире 49
— запас прочности 49
— комбинированные 37
— круглозвенные 36
— литые 37
— оптимальные параметры, шаг 47
— - — нагрузка 48
Цепи пластинчатые, материалы 41
— — параметры 39, 40
— — с открытым шарниром 42
— — с закрытым шарниром 39
— — типы 37
— преимущества и недостатки 35
— разборные горячештампованные 42
— — холодноштампованные 44
— — —’параметры 44
— расчет на износ 50
— сравнительные показатели 48
— смазывание шарниров 46
— сроки службы 52
— стержневые 45
— ускорение 92
Ш
Шагающие конвейеры, конструкция 323
— — параметры 328
— — подъемники 328
— — привод 328
— — рамы 328
штанговые конвейеры, конструкция 314
— — параметры 314
— — расчет 316
— — тяговый элемент 316
— — штанга 316
Штифт предохранительный 62
Э
Экономическая эффективность 17
Элемент тяговый комбинированный 53
— — основные требования 35
Электродвигатель линейный, конструкция 63
— — применение 64
— — составные части 64
Элеваторы, типы 328
— ковшовые, ковши, загрузка 332
— — — разгрузка 334
— — — крепление 339
— — — размеры 338
— — — типы 336
— — — шаги расстановки 338
— — кожух 341
— — конструкция 329
— — привод 340
— — расчет 342
— — специальные типы 329, 332, 343
— — тяговый элемент, выбор типа 340
— — — — ленты 338
— — — — цепи 339
— — устройство натяжное 340
— — — предохранительное 342
— люлечные, конструкция 349
— — параметры 349
— полочные, конструкция 346
— — параметры 348
Эскалаторы, конструкция 181
— настил 182
— параметры 181
— привод 184
— расчет 185
— тяговый элемент 182
— устройство натяжное 185
— — поручневое 185
ИБ № 3188
Александр Онисимовнч Спиваковский
Владимир Константинович Дьячков
ТРАНСПОРТИРУЮЩИЕ
МАШИНЫ
Третье издание,
переработанное
Редактор И. Н. Якунина
Художественный редактор Ю, Г. Ворончихин
Технический редактор Л. П. Гордеева
Корректор В. А. Воробьева
Оформление художника Ю. Г. Ворончихина
Сдано в набор 17.08.82.
Подписано в печать 10.05.83. Т-09139.
Формат 70 х 100V16' Бумага офсетная № 2.
Гарнитура Таймс. Печать офсетная. Усл.
печ. л. 39,35. Усл. кр.-отт. 79,02. Уч. изд. л.
44,14. Тираж 54000 экз. Заказ № 563. Цена
1 р. 90 к.
Ордена Трудового Красного Знамени изда-
тельство «Машиностроение», 107076, Моск-
ва, Б-76, Стромынский пер., 4
Ордена Октябрьской Революции, ордена
Трудового Красного Знамени Ленинградское
производственно-техническое объединение
«Печатный Двор» имени А. М. Горького
Союзполиграфпрома при Государственном
комитете СССР по делам издательств, по-
лиграфии и книжной торговли. 197136, Ле-
нинград,. П-136, Чкаловский пр., 15.
Вводные сведения
Составные части
конвейеров с гибким тяговым элементом
Общая теория транспортирующих машин
Ленточные конвейеры
Пластинчатые конвейеры
Скребковые конвейеры
7 Скребково-ковшовые,
ковшовые н люлечные конвейеры
Подвесные конвейеры
Тележечные грузоиесущие конвейеры
10
Грузоведущие и шагающие конвейеры
П Ковшовые,
полочные и люлечные элеваторы
12
Винтовые конвейеры
13
Качающиеся конвейеры
14
Роликовые конвейеры
I С Установки гидравлического
-LwJ и пневматического транспорта
Вспомогательные устройства
17
Конвейерные поезда
Примеры
применения транспортирующих машин
в комплексных системах
1 р. 90 к.
«МАШИНОСТРОЕНИЕ »