/


























































































































































































Текст
КОНВЕЙЕРЫ
СПРАВОЧНИК
Под общей редакцией
jO. А. Пертена
« niaafrf»»”»»»- ” лкнестрвеияя
ББК 39.9я2
К 64
УДК 621.867 (031)
Авторы. Р. Л. Зенков, А. Н. Гнутов, В. К. Дьячков,
Ю. А. Пертен, Р А. Волков)
Рецензенты: В. В. Длоугий и Э. П. Нестеров
Конвейеры: Справочник/P. А. В о л к о в, А. Н, Г н у-
К64 т о в, В. К. Дь я ч ко в и др. Под общ. ред. Ю. А. П е р-
т е н а. Л.: Машиностроение, Ленингр. отд-ние, 1984. 367 с,,
с ил.
В пер.: 2 руб.
В справочнике систематизированы основные сведения по проектированию кон-
вейеров: ленточных, пластинчатых, скребковых, подвесных, вертикальных для штуч-
ных грузов, тележечных, шагающих, роликовых, вибрационных, винтовых и элева-
торов. Рассмотрены свойства грузов, режимы и условия работы, расчетные нагрузки,
общие методы расчета, вопросы надежности. Изложены основы расчета техиико-
экономических показателей, эксплуатации и основные положения техники безопас-
ности.
Справочник предназначен для инженерно-технических работников, занимаю-
щихся проектированием и эксплуатацией конвейерного транспорта.
3601030000-883 ББК 39.9я2
К 038(01)-84 °" 6П5.6(083)
© Издательство «Машиностроение», 1984 г.
ПРЕДИСЛОВИЕ
Основными направлениями развития народного хозяйства СССР предусматри-
вается создание новых высокопроизводительных подъемно-транспортных машин.
Одним из наиболее прогрессивных видов транспорта, обеспечивающих высокую
производительность и технико-экономическую эффективность при больших грузо-
потоках, является конвейер. В современном массовом и крупносерийном производ-
стве конвейеры являются неотъемлемой частью технологического процесса, они ре-
гулируют темп производства, обеспечивают его ритмичность, способствуют повыше-
нию производительности труда и увеличению выпуска продукции, позволяют ре-
шать вопросы комплексной механизации и автоматизации транспортно-технологи-
ческих процессов. Непосредственная связь конвейерных машин с общим техноло-
гическим процессом производства предъявляет к ним особые требования в отношении
прочности и способности работать в автоматических режимах.
Вновь проектируемые конвейеры должны быть достаточно прочными, надеж-
ными, долговечными и экономичными в эксплуатации, а изготовление их следует
осуществлять с наименьшими затратами материалов и труда. Это требует проведения
всесторонних теоретических и экспериментальных исследований и на базе их резуль-
татов — дальнейшего совершенствования методов расчета конвейеров. При решении
практических вопросов, связанных с расчетом, проектированием и эксплуатацией
конвейеров, возникают трудности, обусловленные отсутствием систематизированного
материала по машинам непрерывного транспорта.
Справочник составлен с учетом последних данных о производстве машин не-
прерывного транспорта, серийно выпускаемых или намеченных к серийному выпуску
промышленностью. Кроме того, в справочнике описаны конвейеры, поставляемые
заводами по отдельным заказам, и приведены сведения о прогрессивных конструк-
циях нестандартных конвейеров, разработанных и применяемых в различных от-
раслях народного хозяйства.
Значительная часть типов машин непрерывного транспорта в настоящее время
унифицирована и выпускается рядом заводов по единым чертежам. Это, в первую
очередь, относится к ленточным конвейерам общего назначения, к подвесным грузо-
несущим, тележечным конвейерам для литейных форм и др. Часть машин постав-
ляется заводами-изготовителями отдельными узлами по заказам, составленным
на основе монтажных чертежей установки конвейера, разработанных применительно
к конкретным условиям. Металлическая несущая конструкция, на которой монти-
руются узлы конвейеров, заводами в большинстве случаев не поставляется и изго-
товляется на месте монтажной организацией нли силами заказчика по рабочим черте-
жам, разрабатываемым для каждой конкретной установки. Так поставляются лен-
точные конвейеры общего назначения, многие скребковые, пластинчатые конвейеры,
подвесные грузонесущие и толкающие, тележечные конвейеры для литейных форм,
ряд элеваторов.
Авторы выражают большую признательность директору ЛО ГПКИ «Союзпром-
механизация» В. Н. Маркову, начальнику технического отдела В. Н. Семенову,
инженеру Е. Ф. Ляпуновой за оказанную помощь при работе над справочником.
Справочник написан следующими авторами: гл. 1; гл. 4—8; гл. 10; пп. 3.3—
3.5 — Ю. А. Пертеном; гл. 2; 9 — В. К. Дьячковым; гл. 3 — Р. Л. Зенковым;
пп. 4.4; 6.3 — А. Н. Гнутовым; пп. 2.6; 3.6 — Р. А. Волковым; п. 4.6 —
В. К. Дьячковым и Ю. А. Пертеном.
Все замечания и пожелания просим присылать в адрес издательства: 191065,
Ленинград, ул. Дзержинского, 10, ЛО изд-ва «Машиностроение».
1*
Глава 1
КЛАССИФИКАЦИЯ И ОБЛАСТИ ПРИМЕНЕНИЯ КОНВЕЙЕРОВ
1.1. Классификация конвейеров
Конвейер, транспортер — машина непрерывного действия для перемещения
сыпучих, кусковых или штучных грузов. Конвейеры наиболее целесообразно клас-
сифицировать по принципу действия и конструктивным признакам, типу тягового
и грузонесущего органа, роду перемещаемого груза, назначению и областям при-
менения.
Основной классификационный признак конвейера — тип тягового и грузоне-
сущего органов. Различают конвейеры с ленточным, цепным, канатным и другими
тяговыми органами и конвейеры без тягового органа (винтовые, инерционные, виб-
рационные, роликовые). По типу грузонесущего органа конвейеры могут быть:
ленточные, пластинчатые, скребковые, подвесные грузонесущие, толкающие, теле-
жечные, ковшовые и люлечные, а также винтовые, инерционные, вибрационные,
роликовые.
По принципу действия различают конвейеры, перемещающие груз на непре-
рывно движущейся сплошной ленте или настиле, в непрерывно движущихся ковшах,
подвесках, платформах, тележках; по неподвижному желобу или трубе непрерывно
движущимися скребками.
По назначению различают конвейеры стационарные и передвижные для насып-
ных, штучных грузов и для пассажиров, а по направлению перемещения грузов —
с вертикально замкнутой, горизонтально замкнутой и пространственной трассами.
По областям применения конвейеры подразделяют на машины общего назначения
и специальные (стакеры, элеваторы, эскалаторы, движущиеся тротуары).
Конвейеры являются составной, неотъемлемой частью современного технологи-
ческого процесса, они устанавливают и регулируют темп производства, обеспечивают
его ритмичность, способствуют повышению производительности труда и увеличению
выпуска продукции. Наряду с выполнением транспортно-технологических функций
конвейеры являются основными средствами комплексной механизации и автомати-
зации погрузочно-разгрузочных и складских операций.
На современных предприятиях конвейеры используют в качестве:
вы сокопроизводительных транспортных машин, передающих грузы из одного
пункта в другой на участках внутризаводского и, в ряде случаев, внешнего транс-
порта;
тр анспортных агрегатов мощных перегрузочных устройств (например, мостовых
перегружателей, отвалообразователей и т. п.) и погрузочно-разгрузочных машин;
ма шин для перемещения грузов-изделий по технологическому процессу поточ-
ного производства от одного рабочего места к другому, от одной технологической
операции к другой, устанавливая, организуя и регулируя темп производства и сов-
мещая, в ряде случаев, функции накопителей (подвижных складов) и распреде-
лителей грузов-изделий по отдельным технологическим линиям;
машин и передаточных устройств в технологических автоматических линиях
изготовления и обработки деталей и узлов изделий.
Тесная связь транспортирующих машин с общим технологическим процессом
производства обусловливает высокую ответственность их работы и назначения. Поэ-
тому конвейеры должны быть надежными (безотказными), прочными, удобными в экс-
плуатации и способными работать в автоматических режимах.
Современное развитие всех отраслей промышленности обусловливают следу-
ющие основные направления развития конвейерных машин.
1. Создание машин для бесперегрузочного транспорта грузов от начального до
конечного пунктов по прямолинейной и сложной пространственной трассе большой
протяженности. Этому направлению подчинено создание многоприводных конвейе-
ров различных типов (подвесных, пластинчатых, скребковых, ленточных), мощных
ленточных конвейеров со сверхпрочными лентами, ленточно-канатных и ленточно-
цепных конвейеров с прочным тяговым элементом в виде канатов или цепи, изги-
бающихся скребковых и пластинчатых конвейеров, сложных разветвленных систем
подвесных толкающих конвейеров, трубчатых скребковых конвейеров с простран-
ственной трассой и др.
4
2. Повышение производительности конвейерных установок реализуется путем
выбора наиболее рациональной формы грузонесущего элемента конвейера для уве-
личения количества груза на единице его длины, а также путем повышения скорости
грузонесущих элементов.
3. Повышение надежности машин и упрощение их обслуживания в тяжелых
условиях эксплуатации являются основными предпосылками для перехода к полной
автоматизации управления машинами и комплексами машин.
4. Автоматизация управления машинами и комплексными конвейерными си-
стемами с использованием ЭВМ.
5. Снижение массы и уменьшение габаритных размеров конвейеров за счет
принципиально новых, облегченных конструкций машин и их узлов, широкого при-
менения пластмасс и легких сплавов, гнутых профилей металла вместо прокат-
ных и т. п.
6. Улучшение условий труда обслуживающего персонала и производственных
рабочих, исключение возможности потерь транспортируемого груза, изоляция
от окружающей среды пылевидных, горячих, газирующих и химически агрессивных
грузов.
7. Унификация и нормализация оборудования с одновременным увеличением
количества его типоразмеров.
8. Повышение качества и культуры производства машин за счет широкого при-
менения методов передовой технологии и технической эстетики.
1.2. Характеристика и свойства транспортируемых грузов1
Перемещаемые конвейерами грузы подразделяются на штучные и насыпные.
Их физико-механические свойства имеют решающее значение при выборе и расчете
конвейеров.
Штучные грузы характеризуются формой и размерами, массой одной штуки,
коэффициентом трения о поверхность ленты, настила или лотка и особыми свой-
ствами. Размеры штучных грузов колеблются в широких пределах: от нескольких
сантиметров (почтовые отправления) до нескольких метров (лесоматериалы, прокат),
а масса их — от долей ньютона до десятков килоньютонов. Коэффицинт трения
штучных грузов об опорные поверхности составляет 0,1—0,7. К особым свойствам
штучных грузов относятся: хрупкость (изделия из стекла), склонность к качению
из-за округлости формы (арбузы), загрязненность или склонность к пылению (мешки
с цементом), взрывоопасность и пожароопасность (бочки с горючим), наличие острых
выступов, повреждающих элементы конвейера, и т. п.
Основные параметры характерных тарных штучных грузов стандартизированы
и приводятся в соответствующих стандартах (например, ГОСТ 5959—80 «Ящики
из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие
технические условия», ГОСТ 13502—68 «Пакеты бумажные. Размеры», ГОСТ 2226—75
«Мешки бумажные. Общие технические условия», ГОСТ 14861—74 «Тара производ-
ственная. Типы, основные параметры и размеры» и др.).
Тарно-штучные грузы с массой до 15 кг будем называть легкими (Л), от 15
до 50 кг — средними (С), от 50 до 200 кг — тяжелыми (Т), свыше 200 кг — весьма
тяжелыми (ВТ).
Насыпные грузы характеризуются крупностью кусков (частиц), насыпной плот-
ностью, коэффициентами внутреннего и внешнего трения, влажностью, абразив-
ностью, липкостью, слеживаемостью, смерзаемостью, а также особыми свойствами
(химической активностью, пылением, взрывоопасностью, самовозгораемостью
и т. п.).
Коэффициент внешнего трения груза /0 в движении меньше, чем в
покое на 10—30%, а в некоторых случаях может выходить за эти пределы
(табл. 1.1).
По гранулометрическому составу насыпные грузы подразделяют на рядовые
(amax/afflIn > 2,5) и сортированные (amax/amin 2,5), где amax, ат1п — размеры
максимальных и минимальных кусков соответственно. Насыпные грузы характери-
зуются размером типичного куска а'. У сортированных грузов за типичный кусок
принимают средний по размерам: а' — (атщ+ атах)/2; у рядовых грузов —а' =
1 На писан совместно Р. Л, Зенковым, Ю. А, Пертеном и А. Н, Гнутовым,
5
Таблица 1.1. Физико-механические свойства насыпных грузов
Наименование груза Насыпная плотность р, т/м3 Коэффи- циент внутрен- него трения fp Коэффициент внешнего трения f0 Г руппа абразив- ности
по резине по стали
Апатит порошкообразный 1,6—1,7 0,6—0,7 0,6—0,7 0,5—0,6 с
Гипс 0,8—1,6 0,6—0,8 0,7—0,8 0,6—0,8 в
Глина 1,0—1,8 0,8—1,0 0,8—1,0 0,7—1,0 в
Глинозем порошкообраз- ный 0,9—1,1 0,5—0,6 0,4—0,5 0,4—0,5 с
Гравий 1,5—2,0 0,5—1,0 0,7—1,0. 0,6—1,0 в
Гречиха 0,6—0,7 0,7—0,8 0,4—0,6 0,3—0,5 А
Земля грунтовая 1,1 —1,6 0,5—1,0 0,8—1,0 0,7—1,0 С
Земля формовочная 0,8—1,3 0,5—0,7 0,4—0,6 0,4—0,7 С
Зола 0,4—0,9 0,8—1,2 0,6—0,9 0,6—0,8 D
Известняк 1,2—2,0 0,6—1,3 0,6—1,0 0,5—1,0 В
Камень 1,3—2,0 0,7—0,8 0,6—0,9 0,5—0,8 D
Карбид кальция 1,2—1,6 0,8—0,9 0,4—0,6 0,3—0,5 В
Кокс 0,4—0,5 0,5—1,2 0,5—0,6 0,4—0,5 D
Криолит 0,8—1,0 0,5—1,1 0,6—0,7 0,5—0,6 С
Мука 0,4—0,7 0,6—1,2 0,8—0,9 0,4—0,6 А
Нефелиновый концентрат 1,1 —1,3 0,6—0,9 0,6—0,7 0,3—0,6 В
Опилки древесные 0,2—0,3 0,6—1,5 0,5—0,6 0,3—0,5 А
Песок 1,2—1,9 0,6—0,8 0,4—0,5 0,3—0,8 С '
Подсолнух 0,5—0,7 0,6—1,0 0,6—0,7 0,4—0,5 А
Просо 0,7—0,8 0,4—0,5 0,3—0,4 0,2—0,3 А
Рожь 0,6—0,8 0,5—0,8 0,4—0,5 0,3—0,5 А
Руда 1,7—2,4 0,5—0,9 0,7—0,9 0,6—0,8 D
Сода кальцинированная 0,8—1,3 0,7—1,0 0,4—0,6 0,3—0,5 В
Соль поваренная 1,5—1,8 0,6—1,2 0,6—0,7 0,5—0,6 С
Спек дробленый 1,4—1,5 0,9—1,4 0,6—0,8 0,5—0,7 С
Торф 0,3—0,8 0,6—1,2 0,5—0,7 0,4—0,6 В
Уголь каменный 0,7—0,9 0,5—1,0 0,5—0,7 0,3—0,6 В
Фосфогипс обожженный 0,9—1,0 0,7—0,9 0,7—0,8 0,6—0,7 С
Фтористый алюминий 0,8—0,9 0,5—0,7 0,5—0,6 0,4—0,6 С
Цемент 0,9—1,6 0,5—0,8 0,6—0,7 0,3—0,6 D
Шлак 0,6—1,0 0,6—1,2 0,4—0,6 0,4—0,7 D
Щебень 1,3—2,0 0,6—1,0 0,5—0,7 0,4—0,6 D
Штыб 0,8—0,9 0,7—1,0 0,5—0,7 0,4—0,7 D
Примечание. Обозначение группы абразивности: А •=*» неабразивные,
В—малоабразивные, С — абразивные, D — высокоабразнвиые.
6
-= ошах. Классификация насыпных грузов
по крупности типичных кусков (частиц)
приведена в табл. 1.2.
Насыпная плотность р для различных
насыпных грузов колеблется в очень ши-
роких пределах: от 0,08 до 2,4 т/м3 и более.
Грузы с насыпной плотностью до 0,6 т/м3
(древесные опилки, торф, кокс) называют
легкими (Л), от 0,6 до 1,1 т/м3 (шлак, зер-
но, каменный уголь, цемент) — средними
(С), от 1,1 до 2,0 т/м3 (земля литейная и
грунтовая, песок, гравий, камень) — тя-
желыми (Т), и свыше 2,0 т/м3 (железная и
медная руда, серный колчедан) — весьма
тяжелыми (ВТ).
Таблица 1.2.
Размеры типичных кусков
различных насыпных грузов, мм
Наименование груза йппп а max
Кусковой: особо круп- нокусковой крупнокус- ковой среднекуско- вой мелкокуско- вой Зернистый: крупнозерни- стый мелкозерни- стый Порошкообразный Пылевидный 320 160 60 10 2 0,5 0,05 320 160 60 10 2 0,5 0,05
1.3. Области применения конвейеров
Высокая производительность, непре-
рывность грузопотока н автоматизация
управления обусловили широкое приме-
нение конвейеров в различных отраслях
народного хозяйства. В ряде случаев одна
и та же транспортная операция может
быть выполнена различными конвейерами.
При решении задачи рационального выбора типа конвейера, обеспечивающего
наибольший технический и экономический эффект, необходимо учитывать следующие
факторы: свойства транспортируемых грузов; расположение пунктов загрузки и
разгрузки, а также расстояние между ними; потребную производительность машин;
требуемую степень автоматизации производственного процесса, обслуживаемого
проектируемой транспортной установкой; способ хранения груза в пункте загрузки
Таблица 1.3.
Применение конвейеров
для насыпных грузов
Наименова- ние груза Размер кусков а', мм Рекомендуе- мые типы конвейеров
Кусковой: крупно- кусковой средне- кусковой мелко- кусковой Порошко- образный Пылевид- ный 160—500 60—160 10—60 0,05— 0,5 0,05 Пластинча- тый, ленточ- ный, ленточ- но-цепной, ленточно- канатный Ленточный, двухленточ- ный, элева- тор, скреб- ковый, ковшовый Трубчатый, двухленточ- ный, элева- тор, скреб- ковый
Таблица 1.4.
Применение конвейеров
для штучных грузов
Группа груза Масса т, кг Рекомендуемые типы конвейеров
Легкие До 15 Ленточный, подвесной, вертикальный одно- и двух- цепной
Средние Тяжелые 15—50 50—200 То же Пластинчатый, подвесной, люлечный, тележечный, вертикальный четырехцепной
Весьма тяжелые 200 и более Грузоведущий, тележечный, вертикальный четырехцепной
7
Таблица 1.5. Области применения конвейеров
Тип конвейера Область применения, перемещаемый груз и транспортно-технологические функции
Пластинчатый "|Г,Г ,гчт Машиностроение — горячие поковки, отливки, опоки, остроконечные отходы штамповочного производства; поточные линии сборки, охлажде- ния, промывки, сушки, сортировки, термической обработки Металлургия — крупиокусковая руда, горячий агломерат Химические заводы и предприятия строитель- ных материалов — нерудные крупнокусковые ма- териалы (например, известняк) Тепловые электростанции — крупнокусковой (не- дробленый) уголь Горнорудная и угольная промышленность — крупнокусковые, тяжелые и остроконечные мате- риалы (руда, уголь) Лесная и деревообрабатывающая промышлен- ность — бревна, пиломатериалы Различные отрасли промышленности — пере- мещение пассажиров по горизонтальным и наклон- ным трассам
Скребковый Машиностроение — стружка Металлургия — кокс, измельченная руда, бок- ситы, формовочная земля, пылевидная глина, пе- сок, концентраты и огарки цветных металлов и т. п. Химическая — карбид кальция, известь, коксо- вая и угольная мелочи, гранулированная сажа, кальцинированная сода, удобрения, ядохимикаты и т. п. Пищевая—зерно, крупяные культуры, мука, от- руби, комбикорма и их многочисленные, ингреди- енты. Целлюлозно-бумажная и деревообрабатываю- щая— сера, глинозем, молотая известь, мел, дре- весная щепа, опилки, флотационный серный кол- чедан, колчеданный огарок и т. п. Энергетическая — мелкий уголь, фрезерный торф, каменноугольная и котельная пыль, зола Строительных материалов — сухая глина, мел- кий гравий, известь, мел, цемент, песок, молотый камень и др. Горнорудная — полезные ископаемые в лавах и забоях Сельское хозяйство и скотоводство — картофель, кукуруза в початках, корнеплоды, силос, свекло- вичный жим, навоз; линии приготовления кормов и очистки ферм Железнодорожный и водный транспорт — по- грузка и разгрузка зерновых грузов, удобрений, мелкого угля, песка и т. п.
^llll 1 II II * 1
8
Продолжение табл. 1.5
Тнп конвейера Область применения, перемещаемый груз н транспортио-техиологические функции
Ленточный Машиностроение, приборостроение, металлурги- ческая, химическая и другие отрасли промышлен- ности, строительство и сельское хозяйство — разнородные насыпные и штучные грузы Открытые горные разработки и шахты — ис- копаемые; строительные материалы и грунт при сооружении плотин; массовые грузы (уголь, руда на расстояния в десятки километров); погрузочно- разгрузочные работы с массовыми грузами; транс- портирование ископаемых на обогатительных фаб- риках; сырья на металлургических заводах и топ- лива на тепловых электростанциях и др. объекты
Ковшовый Яу —•—* тЯу LT tst •М*' ° I Химическая — хорошо сыпучие сухие химика- ты. Энергетическая — размельченный уголь. Строительных материалов — песок, цемент, мел- кий гравий, щебень и др.
Люлечный
г * Машиностроение и другие отрасли промышленно- сти — тяжелые и крупногабаритные штучные грузы; технологические установки для гальванопо- крытий, травления, сушки и др.
► х
Подвесной Машиностроение, приборостроение, химическая, легкая, пищевая и другие отрасли с массовым и крупносерийным производством — легкие, средние и тяжелые штучные грузы, требующие перемещения по пространственным трассам Автоматизированные склады и пакгаузы — технологические линии погрузочно-разгрузочных операций
9
Продолжение габл.1.5
Тип конвейера Область применения, перемещаемый груз и траиспортио-технологические функции
Тележечный Машиностроение, строительных материалов, приборостроение — технологические линии дли- тельных процессов сушки, охлаждения, сборки, разливки и т. п.
Грузоведущий м , Ю~ От Д— Машиностроение и другие отрасли промышленно- сти — особо тяжелые штучные грузы, способные передвигаться на колесном ходу,на роликах, по на- правляющим скольжения и на специальных тележ- ках в процессе технологии изготовления или транс- портировки
Элеватор
Химическая, металлургическая, машинострое-
ние, строительных материалов, пищевая, желез-
нодорожный и водный транспорт, склады, магази-
ны — погрузочные, разгрузочные и расфасовоч-
ные работы
Вертикальны четырехцепной двух- и
4-^ 'L=J' 2_ < и Машиностроение, приборостроение, пищевая и другие отрасли, склады, магазины, библиотеки — тарно-штучные грузы (мешки, ящики, кипы, боч- ки, книги и др.); линии, требующие промежуточ- ной загрузки — разгрузки
Т | А
10
Продолжение табл. 1.5
Тип конвейера Область применения, перемещаемый груз и транспортно-технологические функции
Трубчатый, двухленточ- ный 'ф % Машиностроение, металлургическая, химичес- кая и другие отрасли промышленности — мелко- зернистые и пылевидные насыпные грузы
Эскалатор Станции метрополитена, торговые, зрелищные, выставочные и спортивные сооружения, шахты и т. д. — перемещение пассажиров с одного уровня иа другой
Ленточно-цепной Горнорудная, строительная, металлургическая и др. — насыпные грузы
Шагающий , Е^" й А Машиностроение, приборостроение, пищевая — перемещение опок, объектов сборки и упаковки
Штанговый Д * ’1 1 1'1' 1—1 ГТР^ IK К Х Машиностроение, приборостроение — металли- ческая стружка в механических цехах
11
Продолжение табл. 1.5
Тип конвейера Область применения, перемещаемый груз и транспортно-технологические функции
Винтовой Химическая, пищевая и другие отрасли промыш- ленности — хорошо сыпучие сухие пылевидные, мелкозернистые и мелкокусковые грузы
Роликовый ^|| О' Машиностроение, приборостроение, металлурги- ческая, деревообрабатывающая, пищевая и другие отрасли промышленности — перемещение по го-
ризонтали или под небольшим углом наклона штучных грузов, имеющих устойчивую опорную поверхность (продольный прокат, слитки, опоки, трубы, бревна, доски, поддоны, ящики, контейнеры и т. п.)
Инерционный ь- —1 77777777777777777777777ГГ777777777: Химическая, металлургическая, машинострое- ние, приборостроение, горнорудная, пищевая и др. — сыпучие и штучные грузы (горячие, аб-
разивные, химически агрессивные, токсичные и легкоповреждаемые грузы, горелая земля и т. д.)
- На воздушной подушке Горнорудная, металлургическая, химическая,
пищевая и др.—транспортирование насыпных и штучных грузов
(в бункерах, штабелях, на стеллажах и т. п.) и характеристику устройства, прини-
мающего груз (конвейер, бункер, технологическая машина и т. п.); характеристику
места установки транспортного устройства (на открытой местности, в отапливаемом
или неотапливаемом помещении); размеры пространства, отводимого под транспор-
тирующую установку; конфигурацию трассы; особые факторы, вызванные специфи-
кой обслуживаемого установкой производства (недопустимость пыления, шума);
возможность частого изменения трассы транспортирования или системы адресова-
ния; требования техники безопасности и др.
В зависимости от размера кусков груза и его массы по табл. 1.3 и 1.4 может быть
произведен ориентировочный выбор типа конвейера с последующим уточнением его
конструктивного исполнения.
Характерные типы конвейеров в зависимости от применения, перемещаемого
груза и транспортно-технологических функций приведены в табл. 1.5.
12
Глава 2
РЕЖИМЫ, УСЛОВИЯ РАБОТЫ И РАСЧЕТНЫЕ НАГРУЗКИ
2.1. Режимы работы и классы использования
Режимы работы конвейера характеризуются нагрузками и продолжительностью
их действия, обусловливаются классами использования конвейера по времени, про-
изводительности и натяжению тягового элемента, определяют условия расчета эле-
ментов конвейера на прочность и долговечность, а также служат показателями
фактического эксплуатационного использования машин.
Использование конвейера по времени характеризуется коэффициентами относи-
тельного времени плановой работы конвейера за сутки йсут и год йГОд:
^сут = ^сут/^сут’ ^ГОД = ^ГОД'^ГОД’
где IcyTi /год — плановое время работы конвейера за сутки и год соответственно;
^сут> /год — календарное время работы конвейера за сутки и год соответственно.
Основными определителями режима являются классы их использования по
времени (В) и производительности (П), они пригодны для конвейеров с тяговым эле-
ментом и без него.
Распределение классов использования по времени в зависимости от пределов
времени работы конвейера приведено в табл. 2.1.
Таблица 2.1 Классы использования конвейеров по времени
Класс по времени Сутки Год
*сут» 4 ^сут *год’ 4 /ггод
В1 До 5 До 0,20 До 1600 До 0,20
В2 5—7 0,20—0,32 1600—2500 0,20—0,32
ВЗ 7—16 0,32—0,63 2500—4000 0,32—0,50
В4 16—24 0,63—1,00 4000—6300 0,50—0,80
В5 24 1,0 6300—8000 0,80—1,00
По производительности конвейеры характеризуются коэффициентом ka, зна-
чение которого определяется по формуле
kn ~ Qm ср/Qm max = Qz cp/Qz max>
где Qm Cp, Qm max — средняя и максимальная массовые производительности кон-
вейера соответствен но, Jt/ч; Qz Ср> Qamax—средняя и максимальная штучные произ-
водительности конвейера соответственно, шт./ч.
Классы использования конвейера по производительности принимают в зависи-
мости от ku:
kn ............ До 0,25 0,25 — 0,63 0,63 — 1,0
Класс ...................... Ш П2 ПЗ
Классы использования конвейера по грузоподъемности (Н) и по натяжению тя-
гового элемента (Ц) являются дополнительными признаками и учитываются в по-
верочных расчетах и сравнительном анализе эксплуатируемых конвейеров, а также
в расчетах долговечности элементов конвейера.
Использование конвейера по грузоподъемности грузонесущего элемента (те-
лежки, подвески, каретки, настила, платформы и т. п.) при транспортировании штуч-
ных грузов характеризуется коэффициентами максимальной /гщах и эквивалентной /йэкв
загрузки грузонесущего элемента конвейера (табл. 2.2):
^max = ^тах/^ном.
13
Таблица 2.2. Классы
использования конвейеров
по грузоподъемности грузонесущего
элемента
Класс загрузки Коэффициент загрузки
ъ max *экв
Н1 До 0,50 До 0,25
Н2 0,50—0,63 0,25—0,50
НЗ 0,63—1,00 0,50—0,80
Таблица 2.3. Классы
использования конвейеров
по натяжению тягового элемента
Класс натяже- ния Коэффициент натяжения
^тах ^ЭКВ
m До 0,63 До 0,16
Ц2 0,63—0,80 0,16—0,32
ЦЗ 0,80—1,00 0,32—0,63
где /’'щах — максимальная фактическая загрузка одной тележки на рабочей ветви,
кг; Гном — номинальная грузоподъемность или расчетная загрузка тележки, кг;
*зкв = 2 (-г) tl'
1
где Ft—фактическая загрузка тележки на отдельных участках трассы конвейера, кг;
ti — время движения тележки с загрузкой Fi в одном цикле, мин; Тц — время одного
полного цикла работы тележки, т, е. время ее полного кругооборота по всей трассе
конвейера, мин; п — количество участков с различными загрузками Fi.
Классы использования конвейера по натяжению тягового элемента характери-
зуются коэффициентами максимального fe^ax и эквивалентного /г'кв натяжения
(табл, 2.3):
^тах = ^шах/^дош
где Smax, 5доп — натяжения выбранного типоразмера тягового элемента макси-
мальное (фактическое, расчетное) и допускаемое соответственно, Н;
где Sj — натяжение тягового элемента на отдельном участке трассы (по диаграмме
натяжения), Н; (г' — время действия натяжения S;- в одном цикле, мин.
Установленные классы использования регламентируют пять режимов работы
конвейеров (табл. 2.4 и 2.5).
Таблица 2.4. Режимы работы конвейера в зависимости
от класса по времени
Класс по времени Класс использования
по производитель- ности по грузоподъем- ности по натяжению
ш П2 пз Н1 Н2 НЗ Ц1 Ц2 ЦЗ
В1 В2 ВЗ В4 В5 вл л с т т вл л с т ВТ л с т ВТ ВТ ВЛ Л с т т ВЛ л с т ВТ л с т ВТ ВТ ВЛ л с т т Л л с т ВТ с с т ВТ ВТ
Примечая легкий, Л — легкий и е. Обозначение режимов работы С — средний, Т — тяжелый. ВТ — конвейера: ВЛ — весьма весьма тяжелый.
1 4
Таблица 2.5. Режимы работы и примеры использования
конвейеров
Время работы в сутки Класс исполь- зования по вре- мени Режимы работы Пример использования конвейера
Менее одной смены В1 вл Периодически работающие конвейе- ры, например, на отдельных секциях склада; для уборки стружки или просыпи земли
Одна смена В2 л Конвейеры всех видов, непрерывна
Две смены ВЗ с работающие на предприятиях различных
Три смены в< т отраслей промышленности
Круглосуточно В5 ВТ Конвейеры для непрерывных техноло- гических процессов в химической, мё« таллургической и других отраслях про- мышленности (например, конвейер Для подачи шихты в доменную печь)
2.2. Характеристика условий работы
Выбор конструкции конвейера и его элементов, материалов для их изготовле-
ния, расчетных коэффициентов сопротивления движению ходовой части, долговеч-
ности, назначения, вида смазочных материалов обусловливается производственными
и температурными (климатическими) условиями, в которых должен эксплуатиро-
ваться конвейер. Окружающая среда характеризуется: климатическими условиями;
температурой; составом и концентрацией пыли; влажностью воздуха; насыщением
его парами химических веществ (растворов, кислот, солей и т. п.), газами, частицами
краски и другими особенностями производственных условий, вредно действующих
на элементы конвейера; пожаро- и взрывоопасностью.
Существует ряд принятых обозначений исполнения конвейеров для микро-
климатических районов с климатом: умеренным — У, холодным — ХЛ, влажным
тропическим — ТВ, сухим тропическим — ТС, сухим и влажным тропическим — Т,
для всех микроклиматических районов на суше (общеклиматическое исполнение) —О.
Характеристика температурных условий работы конвейеров приведена в табл. 2.6.
Если конвейер устанавливается в нескольких помещениях с различными про-
изводственными и температурными условиями, то в качестве расчетной базы при-
нимается помещение с наихудшими условиями. При установке, например, привода
конвейера в отапливаемом помещении, а остальной части — в неотапливаемом, за
основу принимается группа неотапливаемого помещения и особенно учитывается
возможность образования конденсата из окружающего воздуха.
Пожаро- и взрывоопасные среды регламентируются специальными нормативными
материалами применительно к каждой конкретной отрасли промышленности. Основ-
ные требования на проектирование стационарных и подвижных ленточных конвейе-
ров во взрыво-и пожароопасном исполнении регламентированы РТМ 24.093.02—77.
Для работы в этих средах разрабатываются специально пожаро- и взрывобезопасные
конструкции конвейеров.
Влияние температуры окружающей среды характеризуется температурным
коэффициентом |3, %, показывающим в процентах отношение продолжительности
времени t движения ходовой части конвейера в зоне предельных температур (напри-
мер, в сушильной или охладительной камерах) ко времени цикла Тц полного круго-
оборота ходовой части конвейера;
₽= (//Тц)Ю0.
15
Таблица 2.6. Характеристика температурных условий
работы конвейеров
Характерные примеры производственных установок Климати- ческое испол- нение Температура окружающей среды, °C Харак- терные значения темпера- турного коэффи- циента 3, % Катего- рия поме- щен ия (ГОСТ 15150 — 69)
от ДО
Конвейеры, работающие на от- крытом воздухе и в неотапливаемом помещении ХЛ; О У +40 +40 —60 —45 100 100 1, 2 и 3 1, 2, 3
Конвейеры, работающие в отап- ливаемых помещениях У +35 + 10 100 4
Конвейеры, проходящие через су- шильные и нагревательные камеры — + 120 +350 + 10 + 10 20—50 10—30 4 4
Конвейеры, проходящие через охладительные п морозильные камеры — +35 —20 10—50 4
Температурный коэффициент характеризует циклограмму воздействия темпе-
ратуры окружающей среды на ходовую часть конвейера в каждом цикле ее движения.
При выборе расчетных коэффициентов и анализе эксплуатационных данных
необходимо учитывать режим работы и группу производственных и температурных
условий окружающей среды.
2.3. Статические и динамические нагрузки
Статические нагрузки. В процессе эксплуатации конвейера со сложной трассой,
имеющей подъемы и спуски, возможны следующие варианты загрузки конвейера:
ВН-1—нулевая загрузка (холостой ход); ВН-2— нормальная загрузка, обеспе-
чивающая заданную плановую производительность с той или иной неравномер-
ностью, которая обусловлена неравномерностью подачи груза и наличием некоторого
резерва; ВН-3 — наибольшая загрузка по полной пропускной способности грузо-
несущего элемента или по наибольшей производительности загрузочного устройства;
ВН-4 — максимальная прерывистая загрузка, когда все участки трассы загружены
полностью, а участки спусков не загружены (вариант максимального натяжения
тягового элемента); ВН-5 — минимальная прерывистая загрузка, когда загружены
только участки спусков (наиболее вероятно — один спуск наибольшей высоты),
а вся остальная часть трассы конвейера не загружена (условие возникновения мини-
мального вплоть до нулевого и отрицательного натяжения и самопроизвольного
движения ходовой части под воздействием спускающегося груза).
Для конвейеров с прямолинейной трассой, не имеющих подъемов и спусков,
варианты загрузки ВН-4 и ВН-5 исключаются. Загрузка элементов конвейера по
вариантам ВН-3 и ВН-5 обычно ограничивается при фрикционном приводе запасом
сцепления ленты с барабаном, а при приводе с зацеплением предохранительным
устройством (например, срезным пальцем) и реле максимальной защиты электро-
двигателя.
Сложную трассу с подъемами и спусками могут иметь следующие конвейеры:
ленточные, пластинчатые, подвесные всех видов, тележечные, ковшовые, люлечные,
скребковые (с круглыми и фасонными скребками).
Прямолинейную трассу имеют ковшовые элеваторы, штанговые, шагающие,
вибрационные и другие конвейеры подобного типа.
16
Время действия рассмотренных вариантов загрузки различно: ВН-1, ВН-2 —
большой промежуток времени, состоящий из многих циклов; ВН-3 — предельно
возможный в течение одного-двух циклов; ВН-4, ВН-5 — весьма кратковременные,
составляющие сравнительно малую часть одного цикла, их можно рассматривать
как пиковые нагрузки.
Продолжительность действия варианта ВН-4 или ВН-5 равна
‘ -- I 2 ц>
где Lc, L — длины спуска и всей трассы соответственно, м.
Основным расчетным вариантом загрузки конвейера для определения расчет-
ного натяжения тягового элемента и мощности двигателя принимается вариант
ВН-2 с учетом коэффициента возможной перегрузки, обеспечивающего заданную
плановую производительность при возможной неравномерности подачи груза и
неполного использования рабочего времени.
Расчетная линейная нагрузка от транспортируемого груза на 1 м длины кон-
вейера определяется по следующей формуле:
_ kn gQm ср
Ql’ ~ ktkr 3,6v ’
где ka — коэффициент неравномерности подачи груза на конвейер (обычно fea =
— 1,1-г-1,5); при загрузке конвейера из бункера при помощи питателя принимают
kR = 1; g — ускорение свободного падения, g= 9,81 м/с2; Qm Ср — средняя плано-
вая массовая производительность конвейера по техническому заданию, т/ч; kt —
коэффициент использования конвейера по времени (обычно kt =» 0,804-0,95); fer —
коэффициент готовности конвейера; о — скорость движения грузонесущего эле-
мента, м/с.
Динамические нагрузки. Движение ходовой части конвейера (тягового и грузо-
несущего элементов с грузом) имеет периоды неустановившегося и установившегося
движения. Периоды неустановившегося движения кратковременные, состоят из
периодов пуска конвейера (трогание с места и разгон всех движущихся масс до
номинальной скорости) с определенным ускорением и остановки конвейера с соот-
ветствующим замедлением. Период установившегося движения — длительный пе-
риод движения ходовой части с постоянной скоростью.
Конвейер представляет сложную динамическую систему масс, соединенных
упругими связями (лентой, цепью). При включении двигателя привода упругие связи
деформируются и в системе конвейера возникают колебания, появляются динами-
ческие нагрузки на элементы конвейера.
Основное условие снижения пускового динамического усилия — увеличе-
ние времени пуска и, как следствие этого, снижение пускового ускорения движу-
щихся масс
Приближенно максимальное натяжение Smax тягового элемента при пуске
конвейера можно определить по упрощенной! формуле
•$тах = So + IF+ £г)+?г^г] ('-'-/г,,),
где So — первоначальное натяжение тягового элемента, создаваемое натяжным
устройством, Н; IF — статическое сопротивление движению ходовой части, под-
считанное по пусковому коэффициенту сопротивления w', Н; / — ускорение движе-
ния ходовой части при пуске конвейера (рекомендуется принимать / = 0,14-
0,2 м/с2); q0, qr — линейные нагрузки от силы тяжести ходовой части и транспорти-
руемого груза соответственно, Н/м; Lx, Lr — длины холостой (незагруженной) и
груженой ветвей конвейера соответственно, м; kR — коэффициент учета инерции
вращающихся масс (роликов, барабанов и т. п.), ka = 0,054-0,08.
Коэффициент сопротивления движению ходовой части равен
о)'' = k’w,
где k' = 1,24-1,5 — коэффициент увеличения сопротивления при пуске (при пере-
ходе от состояния покоя к движению) конвейера; меньшее значение принимают при
температуре окружающей среды выше 0°, большее — при температуре ниже 0°,
а также, когда катки или ролики имеют подшипники скольжения; w — коэффициент
• - г ' ' 17
сопротивления при установившемся движении, выбранный в соответствии с производ-
ственными условиями работы конвейера.
Время пуска конвейера, обусловленное электросхемой и пусковой характери-
стикой приводного электродвигателя,
f _________(6Д2)кПНОМ 8
375 (Л1ср_ п — Л4сТ) ky ’
где (GD2)K — маховый момент всех движущихся частей конвейера, приведенный
к валу двигателя, кг-м2; /гном—номинальная частота вращения двигателя, мин \
Л1СТ — момент статических сил сопротивления при установившемся движении кон-
вейера, приведенный к валу электродвигателя, Н-м; Мер. п — средний пусковой
момент электродвигателя, Н-м; fey — коэффициент учета упругого удлинения тяго-
вого элемента, обусловливающий неодновременность приведения в движение масс
конвейера (для резинотросовых лент и цепей fey = 0,9+1,0; для резинотканевых
лент fey = 0,7+0,8).
Для электродвигателя с короткозамкнутым ротором, включаемого непосред-
ственно в сеть без пускового устройства, значение Л4Ср. п принимается по каталогу
электродвигателей. Для электродвигателя с фазным ротором, включаемого в сеть через
пусковое устройство (роторную станцию нли тиристорное устройство), значение
Мср, п выбирается таким образом, чтобы было выдержано условие /п > Gi min>
где tn mln = v/[.
Обычно соответствующим подбором параметров пускового устройства прини-
мают Л1Ср. п = (1,24-1,5) Мет'.
(GD2)K = feK (GL>2)P + Г .
?1ном с 8 -*
где feK = 1,1 + 1,25 — коэффициент приведения вращающихся частей механизма
привода конвейера к ротору двигателя; (GD2)p — маховый момент ротора двигателя
(берется из каталога электродвигателей), кг-м2; mt —масса вращающихся частей
элементов конвейера (роликов, барабанов, звездочек и т. п.), кг; г; = 0,8 + 0,9—
КПД привода.
У конвейеров, тяговым элементом которых служит цепь (одна, две), динамические
нагрузки возникают и при установившемся движении из-за изменения размера ве-
дущего радиуса приводной звездочки в процессе ее вращения (так называемая
«динамика цепного привода»). Значения этих нагрузок зависят главным образом от
числа зубьев приводной звездочки г и скорости движения цепи v. При г = 13+20
и м/с эти нагрузки сравнительно незначительны и учитываются соответству-
ющим коэффициентом при выборе запаса прочности цепи.
2.4. Выбор коэффициентов запаса прочности тяговых элементов
Коэффициентом запаса прочности пп называют отношение разрушающей на-
грузки Кр к допускаемой нагрузке КДОп для данного типа тягового элемента:
— Kp/F ДОП-
Допускаемая нагрузка с учетом коэффициента запаса прочности больше или
равна расчетной нагрузке на тяговый элемент.
Принятый запас прочности должен обеспечить надежную, безопасную и долго-
вечную работу конвейера в реальных конкретных условиях его эксплуатации.
Расчетный коэффициент запаса прочности резинотканевой ленты на разрыв опре-
деляется по формуле
_____^11. ном
fepfepfecTfenP
где Пп. ном — номинальный коэффициент запаса прочности (при расчете по нагруз-
кам установившегося движения пп. ном = 7, при поверочных расчетах по пусковым
нагрузкам нп. ном = 5); fep — коэффициент режима работы конвейера:
Режим работы ........................................ ВЛ Л С ТВ ВТ
*-р .................................................. 1,2 1,1 1,0 0,9 0,8
18
kT — коэффициент конфигурации трассы конвейера [принимается в зависимости от
профиля трассы: для горизонтальной — 1,0; для наклонной прямолинейной — 0,90;
для наклонно-горизонтальной (сложной) — 0,85]; &ст — коэффициент стыкового
соединения концов ленты (принимается в зависимости от типа стыка: для вулкани-
зированного —0,90—0,85; для металлических скоб и шарниров — 0,50; для соеди-
нения заклепками — 0,40—0,30); /гпр — коэффициент неравномерности работы
прокладок; принимается в зависимости от количества прокладок:
Количество прокладок, шт............. 3 4 5 6 7 8
Апр................................... 0,95 0,90 0,88 0.85 0,82 0,80
Выбранная лента по прочности должна удовлетворять условию Тдоп.
Графики расчетного запаса прочности ленты приведены на рис. 2.1.
Пп —
прочности ленты при
&ст = Для Раз"
(I—число прокладок)
Рис. 2.1. Значение коэффициен-
та запаса
/<‘р = 1,0 и
личных kT
5, при поверочных
Пп. ном
А'р^т^о^дин
где п'п ном — номинальный коэффициент запаса
прочности для цепи с термообработанными деталями
(при расчете по нагрузкам установившегося движения ном
расчетах по пусковым нагрузкам п'п ном = 3); k° — коэффициент ослабления рас-
четного сечения деталей цепи (при предельно допускаемом износе /г0 = 0,84-0,9,
для вилчатых цепей скребковых конвейеров k0 = 0,5); —коэффициент дина-
мических нагрузок, принимается в зависимости от скорости:
и, м/с ................................. До о,1 0,1—0,3
*дИВ..................................... >’0 0,9
Коэффициент запаса прочности по выносливости цепи равен
Мд [ct (1 + г) -I- С2 (1 — г)]
"п —----------------------------
Св. 0,3
0,8
2ст ’
где Пу = 2,54-3 — коэффициент запаса прочности по усталости
зависимости от
долговечности,
где пу = 2,54-3 — коэффициент запаса прочности по усталости в
режима работы и производственных условий; /гд — коэффициент
приводящий максимальное действующее напряжение к эквивалентному в соответ-
ствии с фактическим режимом действия напряжения по времени; Cj — коэффициент
соотношения предела выносливости для симметричного цикла а_х к временному
сопротивлению при разрыве ав; ct — a_i/aB = 0,334-0,40; с2 — коэффициент кон-
центрации напряжения,масштабного фактора и состояния поверхности, с2 = 2,04-
2,5; г — коэффициент асимметрии . цикла, характеризующий отношение макси-
мального и минимального напряжений в наиболее напряженной детали цепи в пе-
риоде цикла (например, для подвесных конвейеров г = 0,104-0,25).
Коэффициент долговечности равен
Йд = kynkcpkn. Н>
3
йуд — 1; kcp — 607'срЛ'ц/Nо 1;
19
Рис. 2.2. Диаграмма изменения напряжений в дета-
ли цепи за цикл работы конвейера
где feyn — коэффициент упрочнения материала; fecp — коэффициент срока службы
(при 60ТсрЛ(ц < Л'о принимают fecp = 1); fen. н — коэффициент переменности на-
грузки; Тер — заданный расчетный срок службы цепи; обычно принимают Тер =
= 3-104 ч (около 5 лет работы в три смены); УУЦ — число циклов изменения напря-
жений за один кругооборот цепи по трассе конвейера, мин, УУЦ = 1/7"ц; — базовое
число циклов до разрушения деталей цепи; ог- — напряжение в детали цепи в г-м
промежутке цикла, МПа; отах — максимальное напряжение в детали цепи в цикле
при варианте загрузки ВН-2, МПа; ti — время действия напряжения о/, мин.
При Мо = 106 и Тер—3-10*
имеем fecp — 1,216 уЛ1/Тп. Для
получения значений ог- и ti об-
щий график изменения напря-
жений за цикл, включая и пи-
ковые напряжения, например,
на вертикальных перегибах у
подвесного конвейера, разде-
ляется на отдельные прямо-
угольные ступени с напряжения-
ми (ij, ..., On и временем
действия Л, /£, ..., tn (рис. 2.2).
Количество ступеней зависит от
общей конфигурации диаграммы
напряжений. Для наклонных
участков целесообразно выби-
рать ступени так, чтобы
разница в напряжениях смеж-
ных ступеней не превышала
15 %.
Для конвейеров, расположенных в одной плоскости с прямо пропорциональным
распределением напряжений в деталях цепи, вместо диаграммы напряжений можно
пользоваться диаграммой натяжений цепи и по ней выполнять расчет.
Допускаемое натяжение цепи
по износу 5Д0П, Н, обеспечивающее
долговечную ее работу, определяют
по приближенной формуле
доп — Apkp,
где А — площадь соприкосновения
деталей шарнира, мм , р — допус-
каемое давление.в шарнире цепи,
МПа (табл. 2.7).
Более точный расчет необхо-
димо выполнять по эквивалентно-
му удельному давлению, так как
на замкнутом контуре трассы уси-
Таблица 2.7. Допускаемое давление
в шарнирах термообработаниых цепей, МПа
Условия работы конвейера Скорость движения, м/с
ДО 0,15 0,15 — 0,3 св. 0,3
Хорошие 40 35 30
Средние 35 30 25
Тяжелые 30 25 20
лия в шарнирах изменяются по
величине от некоторого минимума до максимума. Окончательный типоразмер вы-
бирается из сравнения расчетов на прочность, выносливость и износ. Для цепей
без термообработки допускаемое давление значительно понижается.
2.5. Материалы для элементов конвейеров
Выбор материалов для элементов конвейеров должен обеспечить удовлетворение
требованиям прочности, долговечности и минимальной массе изделия. Требование
снижения массы н применение передовой малоотходной технологии в значительной
степени уменьшило использование в современных конструкциях конвейеров чугун-
ного и стального литья, потребовало широкого применения штамповки, ковки, пе-
риодического проката, тонкостенных гнутых профилей. Значительная часть кон-
струкций конвейеров (опорные рамы, станины, барабаны и т. п.) выполняются свар-
ными при помощи электродуговой сварки.
20
Сварные конструкции наряду с большими достоинствами (высокой технологии»
ностью, широкими возможностями автоматизации, отсутствием ослабляющих от-
верстий и т. п.) имеют и серьезные недостатки: повышенную склонность к усталост-
ному разрушению при знакопеременном цикличном нагружении и при низких тем-
пературах окружающей серды; возможность коробления (деформирования) в про-
цессе сварки и возникновения остаточных деформаций. Эти недостатки необходимо
учитывать при проектировании сварных конструкций.
Попытки широкого применения пластических масс не увенчались успехом вслед-
ствие их малой механической прочности, хрупкости и недостаточной надежности,
поэтому в конвейеростроении наибольшее распространение получили стали различ-
ных марок. Примеры применения материалов для характерных деталей и комплек-
тов конструкций конвейеров приведены в табл. 2.8.
Выбор марки материала определяется действующими усилиями и ответствен-
ностью назначения машины. Особую группу составляют резинотехнические изде-
лия: конвейерные ленты, детали уплотнений, упругие элементы вибрационных
конвейеров, прокладки и т. п. Они изготовляются из материалов, указанных
в ГОСТ 20—76 и соответствующих технических условиях, и поставляются готовыми
комплектами.
Таблица 2.8. Материалы для элементов конвейера
Материал Марка Пример применения
Чугунное литье СЧ 15-32; СЧ 18-36; СЧ 28-48 Блоки натяжных устройств, корпуса и крыш- ки редукторов, корпуса подшипников валов, тормозные колодки
Стальное литье 35Л; 45Л; 55Л Корпуса подшипников, рычаги и шкивы тор- мозов, корпуса муфт, зубчатые колеса открытых передач, тормозные шкивы, звездочки, катки ходовой части пластинчатых, тележечных, скребковых конвейеров
Прокатная сталь, уг- леродистая, класс 38/23 ВСтЗсп2; ВСтЗсп4 Станины средней части, подвесные и опорные конструкции, рамы под приводы и натяжные устройства
ВСтЗсп5 Барабаны отклоняющие, оборотные, при- водные; оси роликоопор
ВСтЗкп2; ВСтЗпс2; ВСтЗпсб Вспомогательные элементы конструкций (лест- ницы, перила, настилы, кожухи и т. п.)
15; 20 Корпуса роликов роликоопор, втулки пла- стинчатых втулочных цепей (с последующей термообработкой)
40; 45; 50 Пластины и валики пластинчатых цепей (с тер- мообработкой), валы барабанов, катки кареток и тележек, звездочки
21
Продолжение табл. 2.8
Материал Марка Пример применения
Сталь ле- гированная 20Г; 20Х; 40Х; 40ХВА; 40Г2; 50Г2 Валики пластинчатых цепей (с термообработ- кой), детали разборной цепи (с термообработкой)
40Х; 45Х; 40ХН Зубчатые колеса, валы барабанов и звездочек, редукторов
60С2 Пружины
14Г2 Ходовые (направляющие) пути подвесных конвейеров (особенно на участках вертикаль- ных и горизонтальных поворотов)
50Г; 65Г Катки тяжелонагруженных конвейеров, рель- сы поворотных участков
Для конструкций конвейеров, работающих в условиях низких температур
(до —40 и —65 °C, исполнение ХЛ), необходимо применение низколегированных
сталей классов С44/29 и С46/33, марок 09Г2-12 (ГОСТ 19282—73), 09Г2-15
(ГОСТ 19281—73), 15ХСНД-15 (ГОСТ 19282—73) и другие спокойной плавки с га-
рантированными значениями ударной вязкости и повышенной стойкости в среде
низкой температуры и атмосферной коррозии.
При работе конвейера в условиях жаркого и влажного тропического климата
вредное воздействие на элементы конвейера оказывает также окружающая биоло-
гическая среда (наличие плесени, микроорганизмов, насекомых и т. п.). Эти особен-
ности должны быть обязательно учтены при выборе сорта текстильных, резиновых,
изоляционных и других материалов и покрытий.
2.6. Основные вопросы надежности
Важной задачей современного машиностроения является повышение качества ма-
шин непрерывного транспорта, основным показателем которого является’надежность.
Терминология по надежности установлена в ГОСТ 13377—75, который опре-
деляет надежность как свойство объекта выполнять заданные функции, сохраняя
во времени значения установленных эксплуатационных показателей в заданных'пре-
делах, соответствующих заданным режимам и условиям использования, техниче-
ского обслуживания, ремонтов, хранения и транспортирования.
[Для повышения надежности машин непрерывного транспорта необходимо ре-
шить комплекс различных проблем, включающих создание материалов с необходи-
мыми физико-механическими свойствами, совершенствование технологии изготовле-
ния, сборки, контроля и регулировки машин, совершенствование методов расчета
и проектирования металлоконструкций, приводов и машины в целом, а также
повышение надежности лент, цепей и средств автоматики^
В зависимости от назначения машин можно по-разному оценивать их показа-
тели надежности. Для машин непрерывного транспорта важна безотказность их
работы в течение заданного времени. Таким образом, основным показателем этих
машин является вероятность их безотказной работы Р (t) в течение заданного интер-
вала времени t = Т. Значение Р (/), как всякой вероятности, находится в пределах
0 :^:/-’(/)?< 1 и выбирается в зависимости от класса надежности изделий:
Класс надежности . . 0 1 2 3 4 5
Р (t) ........ <0,9 >0,9 >0,99 >0,999 >0,9999 1,0.
22
При обычных требованиях к надежности задаются ресурсом изделия Тр или
сроком службы Тсл. В этом случае о безотказности изделия судят непосредственно
по значению Р ((), где t= Tv— TC1J. Например, если вероятность безотказной
работы конвейера в течение 1000 ч равняется 0,95, то это значит, что только около
5 % конвейеров этой модели потеряют работоспособность раньше, чем через 1000 ч
работы.
По данным Львовского проектно-конструкторского института конвейерострое-
ния, при испытании в течение 4000 ч серийного образца грузонесущего конвейера
типа ГН-100Р наработка на отказ составила 384 ч, а среднее время ликвидации от-
каза — 1,14 ч.
Безотказность ленточных и цепных конвейеров во многих случаях определяют
сроки службы лент и цепей, зависящие от большого числа факторов.
Долговечность конвейерных лент зависит от длины конвейера и скорости дви-
жения ленты, материала основы ленты, толщины и свойств резины и обкладок, от
транспортируемого груза, погрузочных и разгрузочных устройств, а также от усло-
вий эксплуатации.
Средние сроки службы конвейерных лент в зависимости от условий эксплуата-
ции, вида транспортируемого груза, типа ленты, ее длины и скорости нормирует
ГОСТ 20—76 для лент общего назначения и морозостойких (табл. 2.9). Однако эти
данные носят справочно-рекомендательный характер, так как не учитывают ряда
важных факторов.
Институтом «Гипроникель» на основе обработки большого числа данных раз-
работана формула для определения сроков службы лент Тел, я, при транспортиро-
вании рядовой горной массы;
5
200ВМcos П ,
?сл = ’ (l + af)ph~ kl>
где В — ширина, м; d — толщина рабочей обкладки, мм; Р — угол наклона кон-
вейера, ... °; L — длина конвейера, м; а — средний линейный размер кусков, м;
[ — коэффициент крепости транспортируемой породы по Протодьяконову; р — плот-
ность груза в целике, т/м3; h — высота падения груза на ленту при загрузке; м;
fej — коэффициент конструкции тканевого каркаса ленты (для прокладок из хлоп-
чатобумажного бельтинга—1,2; с нейлоновой основой — 1,4; с тросовой основой —
1,4—1,5); /г2 — коэффициент качества обкладок ленты (с обычным резиновым покры-
тием — 1; с износоустойчивыми обкладками — 1,8—2,0); /е3— коэффициент упру-
гости опор (жесткие — 1; упругие — 1,2—1,25); /г4 — коэффициент места и харак-
тера установки (на поверхности: стационарная— 1, передвижная — 0,6; в шахте:
стационарная — 0,5; передвижная — 0,3); ks — коэффициент, учитывающий пред-
варительную подсыпку мелочи на ленту при транспортировке рядовой руды (при
отсутствии подсыпки — 1; при наличии хорошей подсыпки — 2,0—2,5).
Институтом «Гипроруда» рекомендуется формула для определения сроков
службы ленты Тса, ч, при транспортировании скальных грузов:
г,
„ 800 ОООВ/Z cosfi ГТ ,
Гл = --------Q--------1 Р/.
1=1
где Q — производительность конвейера, т/ч; k±.k6 — коэффициенты для расчета
срока службы ленты (табл. 2.10).
Институтом УкрНИИпроект предложена формула для расчета срока
службы лент, транспортирующих рыхлые вскрышные породы:
Тсл= (ИЗО-230В) VI Шг,
где k± — коэффициент, учитывающий характер установки и типы роликоопор (соот-
ветственно для стационарного и передвижного конвейеров с жестко установленными
роликоопорами — 1,0 и 0,95; с подвесными роликоопорами — 1,35 и 1,30); fe2 —
коэффициент конструкции каркаса ленты (с сердечником из хлопчатобумажной
23
Таблица 2.9. Средние сроки службы (мес) конвейерных лен1
общего назначения и морозостойких
Кате- Характеристика транспортируемого груза Тип ткани тягового каркаса Время одного оборота ленты, с
горня условий эксплу- атации Обозначе- ние ленты V 24—60 61 — 120 121 — 180 О со Л
Очень тяжелые Тяже- лые Средние Легкие Руды черных и цветных металлов, крепкие горные породы кусками размером до 500 мм и Др. Известняк, до- ломит крупностью до 500 мм, руды черных и цветных металлов кусками размером до 350 мм, бревна диаметром до 900 мм и др. Руды черных и цветных металлов, крепкие горные породы кусками размером до 80 мм, уголь рядовой, из- вестняк, доломит, кокс кусками раз- мером до 150 мм, агломерат, шихта, концентрат руд- ный, глины, це- мент, динас, пе- сок, кирпич, мяг- кие вскрышные породы и др. Формовочная земля, уголь дроб- леный, неабразив- ные сыпучие гру- зы и др. 1; 1М 2Р; 2РМ 1; 1М 2Р; 2РМ 2М 2; 2М 2; 2М 3, 4 Нити основы и утка из син- тетического волокна То же Нити основы и утка из син- тетического волокна Нити основы й утка из син- тетического волокна Нити основы и утка из ком- бинации поли- эфирного и хло- пчатобумажно- го волокна Нити основы и утка из ком- бинации поли- эфирного во- локна или из синтетическо- го волокна То же 28 22 36 30 15 22 20 15 30 24 39 33 17 15 25 23 17 32 26 42 36 18 17 28 26 20 34 28 44 38 20 18 30 28 22 26 30 48 40
ткани — 0,9; из химических волокон — 1,0; для резинотросовой ленты — 1,35);
k3 — коэффициент скорости ленты (для скорости ленты ол = 3,0; 4,0; 5,0; 6,0 м/с
соответственно k3— 1,15; 1,0; 0,9; 0,8); kt — коэффициент высоты погрузки (при
высоте погрузки 1,0; 2,0; 3,0 м соответственно kt = 1,1; 0,9; 0,7); k5 — коэффициент,
учитывающий угол установки конвейера (при угле установки конвейера 0, 10, 20я
соответственно k5 = 1,0; 0,95; 0,9).
Для обеспечения гарантированного срока службы цепи, который обычно равен
10 000—15 000 ч, необходимо достигнуть требуемой износостойкости цепи. Теорети-
ческие и экспериментальные исследования показывают, что она пропорциональна
24
Таблица 2.10. Значения коэффициентов для расчета
срока службы леиты в зависимости от транспортируемого материала,
условий работы и конструкции конвейера
Характеристика условий Коэффициент kj Значения коэф- фициента
Кусковатый и абразивный груз крепостью f= 124-16 (по П ротодьяконову) Ширина выпускного отверстия дробилки (в скобках — крупность куска), мм: 25 (45) 50(90) 100 (180) 150 (240) 200 (360) 250 (450) 300 (540) Место установки конвейера и его тип в закрытом помещении на поверхности: станционарный передвижной в шахте: стационарный передвижной Конвейерная лента Материал каркаса: комбинированные нити » » синтетический резинотросовый Качество обкладки: резиновая износоустойчивая Толщина рабочей обкладки ленты, мм: 3 4,5 6,0 8,0 и более Характер загрузки Скорость ленты (в скобках — для крупно- кускового абразивного материала), м/с: 3(2) 4(3) 5(4) 6(5) Подсыпка: с подсыпкой без подсыпки ki kt ^3 = ^З-Ш &з ^3 «3 k4 = k4k”5k4 ki 0,73 0,62 0,48 0,39 0,32 0,24 0,17 1,0 0,8 0,5 0,5 0,3 1,0 1,4 2,1 2,1 1,0 2,0 1,0 1,2 1,4 1,9 1,0 0,75 0,45 0,25 До 2,0 1,0
25
Продолжение табл. 2.10
Характеристика условий Коэффициент к^ Значения коэф- фициента
Амортизирующее устройство в месте за- грузки: имеется не имеется Конструктивные особенности Тнп привода: однобарабанный головной однобарабанный промежуточный двухбарабанный Тип натяжного устройства: грузовое или лебедочное автоматиче- ское винтовое Способ разгрузки: через головной барабан промежуточная разгрузка Отношение диаметра барабана Dq к числу прокладок /, мм: 100 75 50 Тип роликоопор: жесткие подвесные К ^5 £ £ k"' 1,0 0,7 1,0 0,9 0,8 1,0 0,8 1,0 0,8 1,0 0,56 0,25 1,0 1,2
давлению в шарнирах, зависит от скорости движения цепи, числа зубьев звездочки,
условий смазки, транспортируемой среды, равномерности загрузки н некоторых
других факторов. Приблизительные сроки службы различных цепей могут быть
определены по следующим формулам, в которые заложены указанные выше кри-
терии (СТ СЭВ 535—77; 1011—78):
для тяговой пластинчатой цепи
«г 44С*б/cPonj/" z Ъ г-:——
Тсл =-------
для тяговой разборной цепи типа Р1
7456^ р ъ
для тяговой разборной цепи типа Р2
4956^СРОП]/" z ——
/ерг ц
для круглозвенной цепи повышенной прочности
Тсл —
626XMZ г з
—ГТлГ—
где — предельно допустимое увеличение шага цепи, %; kc — коэффициент смазки
и транспортируемой среды (табл. 2.11); Рол — проекция опорной поверхности шар-
26
Таблица 2.11. Коэффициент смазки и транспортируемой среды |8]
Вид смазки и транспортируемой среды Значение kc при скорости цепи, м/с
0,2 0,2 —1,0 >1,0
Капельная смазка (3—6 капель/мин) или масляный резервуар 2,0—3,0 1,2—1,4 1,0
Регулярная смазка кистью или поли- вом 1,5—2,0 1,1—1,3 1,0—1,2
Внутришарнирная смазка 1,5—2,0 1,2 0,8—1,0
Недостаточная смазка 0,6—0,8 0,2—0,4 0,1—0,2
Смазка с абразивом (15—20%) 0,2—0,3 0,1—0,2 0,05—0,1
Чистый гипс, тальк, сырьевая мука, чистый уголь 1,1—1,3 0,8—1,0 0,6—0,8
Уголь с включением до 15—20 % по- 0,7—0,9 0,5—0,7 0,3—0,5
роды Цемент 0,9—1,0 0,8—0,9 0,6—0,7
Щебень и цементная мелочь 0,4—0,5 0,3—0,4 0,2—0,3
Шлак и кварцевый сухой песок 0,3—0,4 0,2—0,3 0,1—0,2
Шлак и кварцевый песок от влажно- го до сырого 0,15—0,2 0,1—0,15 0,05—0,1
нира цепи, мм2; г — число зубьев звездочки; /?р — коэффициент режима работы
(табл. 2.12); Гц — рабочая нагрузка цепи, Н; Гц — длина цепного контура, выра-
женная в шагах; — скорость движения цепи, м/с; <1ц — калибр цепи для кругло-
звенных цепей, мм; кц — коэффициент, учитывающий тип цепи и класс прочности;
ka — коэффициент проекции шарнира.
Различают два вида предельно допустимого увеличения шага цепи: по потере
прочности шарнира 6Ш и по нарушению зацепления цепи со звездочкой 6Ц. Пре-
дельно допустимое увеличение шага цепи 6/ определяют как меньшее значение
из двух 6Ш или 6ц и принимают в качестве расчетного, %;
для шарнирных цепей
6Ш < 25 6Ц = 400Л</(/цг);
для круглозвенных цепей
6Ш = ™ (1 - -^7^) ^25du//u,
где (1ц — калибр цепи, диаметр валика или калибр звена, мм; /ц — шаг цепи, мм;
hf — высота зуба, измеренная от шаговой линии (хордальная), мм; z— число зубьев
Таблица 2.12. Коэффициент режима работы kp
в зависимости от нагрузки и транспортирующего устройства [8 ]
Вид нагрузки Цепные устройства
1,0 Равномерная Стационарные транспортеры для штучных предметов
1,3 Небольшие толчки, средняя пульсация Скребковые конвейеры, транспор- теры для сыпучих материалов, цепные подъемники
1,5 Толчки средней силы, боль- шая пульсация Эскалаторы, подъемники для бре- вен
1,7 Толчки большой силы, сред- ней силы, опережающие удары Ковшовые элеваторы, толкающие конвейеры
27
звездочки; А — геометрическая характеристика зацепления (А = tp/Da, где Dn —
диаметр элемента зацепления цепи (втулки, катка, ролика), мм); Fp — разруша-
ющая нагрузка, Н.
Коэффициент /гц, учитывающий тип и класс прочности, определяется по фор-
муле feu = 0,03 КFp/du.
Коэффициент проекции шарнира равен = 0,3 Кб/ц.
Характеристикой безотказности установки может служить параметр потока
отказов <о — среднее число отказов (наработка на отказ), возникающих за единицу
времени, т. е. отношение суммарной длительности работы изделия к числу отказов,
врзникших за этот период.
Показателем, характеризующим долговечность машины, является коэффициент
технического использования feT. п, который равен отношению времени работы ма-
шины за некоторый период эксплуатации к времени работы машины за этот же
период с учетом продолжительности ремонтов. Коэффициент технического исполь-
зования является безразмерной величиной (0 < kT_ п < 1) и численно равен вероят-
ности того, что в данный, произвольно взятый, момент времени машина работает,
а не ремонтируется.
Основным показателем долговечности изделия следует считать коэффициент
долговечности /гд, который характеризует период полной эксплуатации изделия,
равен коэффициенту feTil5, взятому за период полной эксплуатации, и определяется
по формуле
I ' 1=1 /.
где Т; — продолжительность ремонта t-й детали (сборочной единицы); Tt — срок
службы до отказа i-й детали (сборочной единицы).
Коэффициент зависит от суммы относительных ремонтных потерь, которая
определяется по следующей формуле:
\Ч Т1 _ । т2 I .
Zj 7’/ ~ 7'1 Т2 ’ Тп ’
1=1
где i— 1, 2, ..., п. Например, для системы подвесных конвейеров целесообразно
иметь /гт. и = 0,98=0,96, а для отдельных конвейеров, входящих в систему,—
feT-II ~ 1,0=0,975 и наработку на отказ не менее одной рабочей недели для замены
отказавшей детали в межсменный период.
Экономическим показателем надежности k3 может служить сумма затрат, свя-
занных с изготовлением и эксплуатацией машины, отнесенная к длительности ее
эксплуатации.
Следует стремиться к минимальному значению показателя k3 за счет рациональ-
ного распределения капиталовложений между сферой производства и эксплуатацией.
Однако при прочих равных условиях, чем дешевле изделие, тем больше затрат при-
ходится на его эксплуатацию, поэтому во многих случаях с экономической точки .
зрения выгоднее делать изделие более надежным. При проектировании, кроме того,
очень важно правильно установить соотношение долговечностей отдельных элементов
конвейера на основе технико-экономических соображений и возможностей ремонта.
Так, например, в подвесном конвейере замена ходового пути требует полного де-
монтажа конвейера и его длительной остановки, а замена кареток или тележек
производится в межсменный период без нарушения работы конвейера.
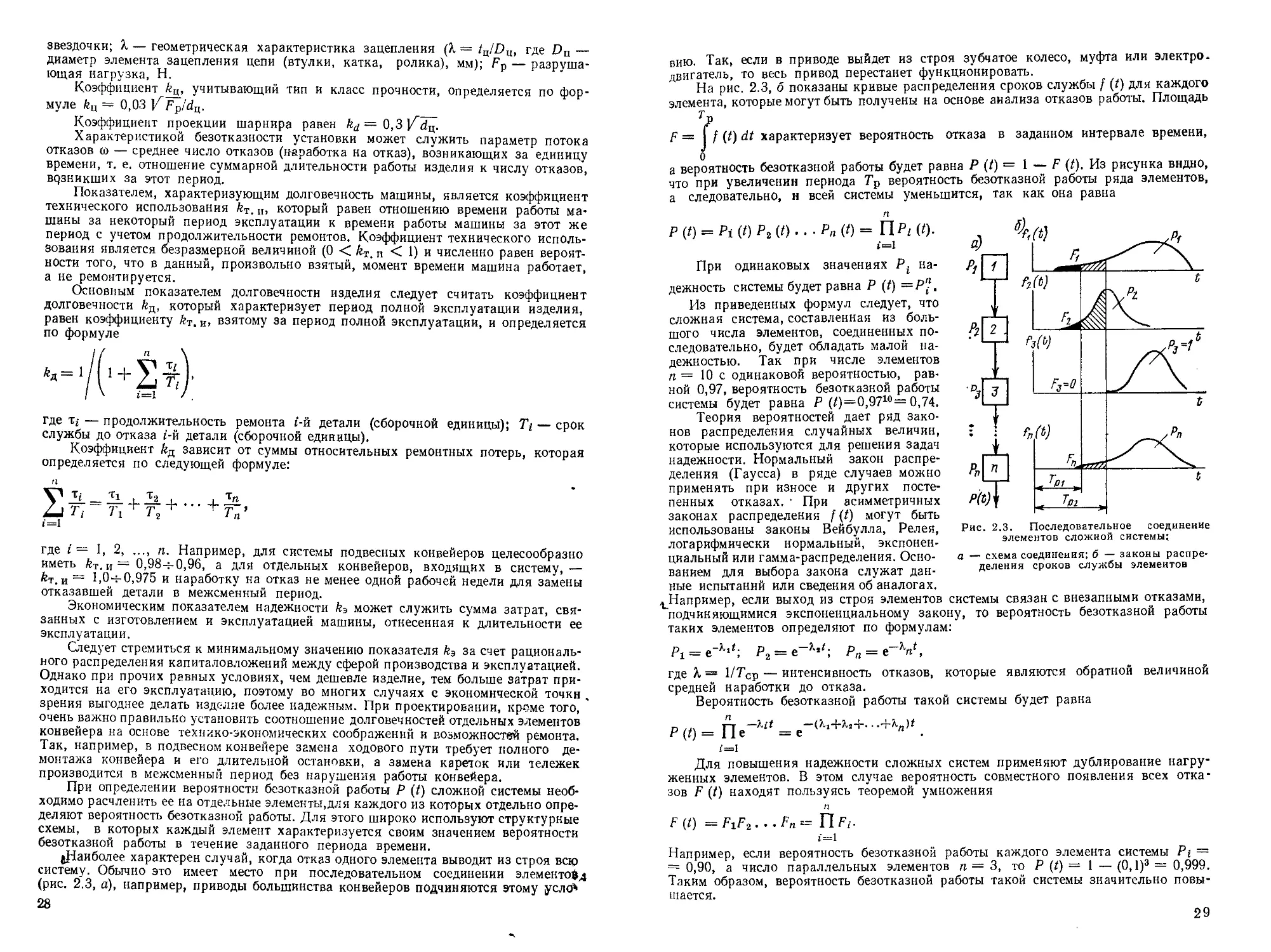
При определении вероятности безотказной работы Р (/) сложной системы необ-
ходимо расчленить ее на отдельные элементы,для каждого из которых отдельно опре-
деляют вероятность безотказной работы. Для этого широко используют структурные
схемы, в которых каждый элемент характеризуется своим значением вероятности
безотказной работы в течение заданного периода времени.
(Наиболее характерен случай, когда отказ одного элемента выводит из строя всю
систему. Обычно это имеет место при последовательном соединении элементов,}
(рис. 2.3, а), например, приводы большинства конвейеров подчиняются этому уело*
28
вию. Так, если в приводе выйдет из строя зубчатое колесо, муфта или электро,
двигатель, то весь привод перестанет функционировать.
На рис. 2.3, б показаны кривые распределения сроков службы f (t) для каждого
элемента, которые могут быть получены на основе анализа отказов работы. Площадь
7
F = I f (/) dt характеризует вероятность отказа в заданном интервале времени,
о
а вероятность безотказной работы будет равна Р (t) = 1 — F (/). Из рисунка видно,
что при увеличении периода Тр вероятность безотказной работы ряда элементов,
а следовательно, и всей системы уменьшится, так как она равна
п
Р (0 = Pitt) P2(t)...Pn (t) = Пр£ (0-
i=l
При одинаковых значениях Р. на-
дежность системы будет равна Р (/) =Р".
Из приведенных формул следует, что
сложная система, составленная из боль-
шого числа элементов, соединенных по-
следовательно, будет обладать малой на-
дежностью. Так при числе элементов
п = 10 с одинаковой вероятностью, рав-
ной 0,97, вероятность безотказной работы
системы будет равна Р (/)=0,9710= 0,74.
Теория вероятностей дает ряд зако-
нов распределения случайных величин,
которые используются для решения задач
надежности. Нормальный закон распре-
деления (Гаусса) в ряде случаев можно
применять при износе и других посте-
пенных отказах. • При асимметричных
законах распределения f (t) могут быть
использованы законы Вейбулла, Релея,
логарифмически нормальный, экспонен-
циальный или гамма-распределения. Осно-
ванием для выбора закона служат дан-
ные испытаний или сведения об аналогах.
Рис. 2.3. Последовательное соединение
элементов сложной системы:
а — схема соединения; б — законы распре-
деления сроков службы элементов
Например, если выход из строя элементов системы связан с внезапными отказами,
подчиняющимися экспоненциальному закону, то вероятность безотказной работы
таких элементов определяют по формулам;
Pi = е P2 = t Рп = ъ
где X = 1/Тср — интенсивность отказов, которые являются обратной величиной
средней наработки до отказа.
Вероятность безотказной работы такой системы будет равна
P(t) = = е-(М+Х2+...+Х„)£ .
i=i
Для повышения надежности сложных систем применяют дублирование нагру-
женных элементов. В этом случае вероятность совместного появления всех отка-
зов F (t) находят пользуясь теоремой умножения
F (0 = ГхГ2 . . . Fn П Fi.
i=l
Например, если вероятность безотказной работы каждого элемента системы Pt ~
= 0,90, а число параллельных элементов п = 3, то Р (I) = 1 — (0,1)3 = 0,999.
Таким образом, вероятность безотказной работы такой системы значительно повы-
шается.
29
Глава 3
ОБЩИЕ ВОПРОСЫ РАСЧЕТА, ПРОЕКТИРОВАНИЯ
И ЭКСПЛУАТАЦИИ КОНВЕЙЕРОВ
3.1. Расчет и проектирование конвейеров
Расчет конвейеров при проектировании проводится в два этапа: предваритель-
ный расчет основных параметров конвейерной установки в соответствии с техниче-
ским заданием иа проектирование и поверочный расчет, определяющий прочность
узлов и деталей и соответствие техническому заданию (в процессе поверочного рас-
чета уточняются значения параметров конвейера, определенные в предварительном
расчете).
Исходные данные для расчета. Техническое задание на проектирование транс-
портирующей установки должно содержать характеристику транспортируемого
груза, максимальную производительность машины, сведения об условиях работы
и схемы трассы транспортирования со всеми необходимыми размерами. В характе-
ристике насыпного груза указывается его наименование, насыпная плотность, род
груза (рядовой, сортированный), максимальный размер типичных кусков а' и наи-
больших кусков Оглах, влажность, коэффициент внутреннего fB и внешнего f трения,
начальное сопротивление сдвигу т0, процентное содержание максимальных кусков
и самых мелких фракций (порошкообразных и пылевидных).
В характеристике штучных грузов указывается их наименование, масса одной
штуки, форма и габаритные размеры груза. Кроме того, приводятся сведения
об особых свойствах грузов (взрывоопасности, абразивности, острокромчатости,
липкости, недопустимости загрязнения, кантования, крошения, ядовитости, вы-
сокой температуре и т. п.).
В условия работы включаются следующие сведения: число часов работы в сутки
и дней работы в год; место установки (отапливаемое или неотапливаемое помещение,
на открытом воздухе и т. п.); пределы колебаний температуры окружающей среды;
наличие повышенной влажности, химически активных газов, запыленность воздуха
и т. п. Условия работы конвейера описаны в гл. 2, для предварительных расчетов
можно использовать табл. 3.1 и 3.2.
При расчете различных конвейеров часть расчетных формул носит общий ха-
рактер, т. е. одни и те же формулы могут применяться для расчетов отдельных пара-
метров всех или нескольких типов конвейеров. К общим расчетам относятся опре-
деление производительности, сопротивлений движению рабочего органа, натяжений
тягового органа, динамических усилий в цепи, тягового усилия конвейера, мощ-
ности привода и др.
Таблица 3.1. Условия работы конвейера
Режим Характеристика
Легкие (Л) Средние (С) Тяжелые (Т) Весьма тя- желые (ВТ) Чистое, сухое, отапливаемое, хорошо освещенное помещение; отсутствует абразивная пыль; конвейер доступен для обслужи- вания, осмотра и ремонта Отапливаемое помещение; небольшое количество абразивной пыли; временами влажный воздух; средние освещенность и до- ступность для обслуживания Работа в неотапливаемом помещении и на открытом воздухе; возможны большое количество абразивной пыли или повышенная влажность воздуха; плохие освещенность и доступность для об- служивания Очень пыльная атмосфера и наличие факторов, вредно влияю- щих на работу конвейера
30
Таблица 3.2. Параметры, определяющие условия работы '
конвейера
Параметр Режим условий работы
Легкие Средние Тяжелые Весьма тяжелые
Время работы в сутки, ч Свойства груза: До 6 6—12 12—18 Св. 18
насыпная плотность, т/м® До 0,6 0,6—1,1 1,1—2,0 Св. 2,0
размер куска, мм До 20 20—60 60—160 Св. 160
абразивность и кор- розионность Нет Слабые Средние Сильные
Влажность воздуха, % До 50 50—65 65—90 Св. 90
Запыленность воздуха, мг/м3 Температура окружаю- щей среды, °C; До 10 10—100 100—150 Св. 150
ОТ +5 0 —20 —40
до +25 +30 +30 +40
Производительность. Различают производительность массовую Qm (т/ч), объем-
ную Qo (м3/ч) и штучную Q2 (шт./ч); эти величины связаны зависимостями:
Qm = QoP; Qm = m/Qz/ЮОО, (3.1)
где р — насыпная плотность, т/м3; т[ — масса штучного груза, кг.
Массовая производительность определяется по формуле
Qm = 3,6<?rt>, (3.2)
где qP — расчетная линейная нагрузка, или масса груза, отнесенная к 1 м длины
груженого участка тягового органа, кг/м; о — скорость движения груза, м/с.
При движении насыпного груза непрерывным потоком постоянного сечения
расчетная линейная нагрузка определяется в п. 2.3 или по выражению qr = 1000 Fp,
где F — площадь сечения потока насыпного груза, м2.
При движении груза отдельными частями расчетная линейная нагрузка равна
qP—ttiiT, где Т — расстояние между последовательными порциями насыпного
груза или штучными грузами, м.
Если отдельная порция груза состоит из i единичных грузов массой m’it то
т. = 1т'{.
Объемная производительность равна
Qd = 3600FO. (3.3)
Штучная производительность равна
Qz= 3600/о/Т. (3.4)
При заданной производительности Q2 (шт./ч), или Qm (т/ч) шаг Т (м) подвесок,
люлек или полок конвейеров для штучных грузов определяется по формуле
Т = 3,6om'.i/Qz. (3-5)
Полученный расчетом шаг Т проверяется на проходимость при огибании
звездочек и на подъемах по условию Т /’min-
31
В горизонтально-замкнутых конвейерах Tmin определяется из условия, чтобы
подвески не задевали друг друга при обходе звездочек (рис. 3.1, а):
Tmla=2Roat-, tg at « , (3.6)
где Rq — радиус начальной окружности звездочки; Ьп — ширина люльки; Amin*-*
минимальный зазор между подвесками.
В вертикально-замкнутых конвейерах ^min определяется из условия, чтобы
люльки не задевали одна за другую при огибании цепью звездочек (рис. 3.1, б);
Тmln = Ьл — Н V~ (2R0/H)— 1 + Roat' H — Amln/2; = л/2 -|- P<, (3.7]
где Лл — высота люльки; угол Р, определяется из условия: sin Р/ = HlR0 — 1
Рис. 3.1. Расположение подвесок и люлек
На наклонных участках трассы конвейеров (рис. 3.1, в) наименьший шаг между
осями подвесок проверяется по условию свободной проходимости:
У mln — Gmax + Amin)/C°s Рк> (3-8)
где Zmax — максимальная длина подвески с грузом; 0К — угол наклона трассы
к горизонтали (fJK 45°).
На вертикальных участках (рис. 3.1, г) Ттш = йп4~ Amin, где ha— макси-
мальная высота подвески.
Если насыпной груз перемещается в ковшах, то расчетная линейная нагрузка
определяется по формуле
<7г = £Рф(/к//'к> (3.9)1
где 7К — вместимость ковша, л; ф — коэффициент использования вместимости
ковша; Тк — шаг между ковшами, м.
При заданной производительности Qm (т/ч) относительная вместимость ковшей
Vq = Ик/Тк (л/м) определяется по формуле
Vq = Qml (З.бофр). (3.10)
32
Производительность пассажирских конвейеров определяется по формуле
== 3600В»гп, (З.П)
где В — ширина ленты или пластинчатого настила, м; о — скорость ленты или
пластинчатого настила, v =0,354-0,95 м/с; zn— количество пассажиров на 1 м2.
Производительность Qm устройств циклического действия определяется по
формуле
Qm = 3,6тп. Г/Тц, (3-12)
где шп.г — масса перемещаемого груза за один цикл, кг; Тц — продолжительность
цикла, с.
Масса груза, перемещаемого одним несущим органом конвейера (например
тележкой), определяется по формуле mn.r = Qt^Q, где QT — грузоподъемность
тележки, кН; ftp — коэффициент использования грузоподъемности, кг/кН. При
перевозке массивных поковок, листового материала и проката kg — 0,8-=-1,0 кг/кН;
при перемещении тонкостенного литья, пластмассовых деталей и т. п. kg = 0,1-ь-
0,2 кг/кН.
Продолжительность цикла Тц, с, вычисляется по формуле
Гц = [Ln (1/оц + 1 /ог) + Тяоп], (3.13)
где Ln — длина пути за один цикл в одну сторону, м; ог, о„ — скорости движения
тележки с грузом и порожняком соответственно, м/с; Удон — дополнительное
время (разгон, торможение тележки, подъем и опускание платформ толкающих
конвейеров, выполнение технологических операций при поточном производстве
и др.).
Для тележек, загружаемых и разгружаемых вручную, дополнительное время
включает время на загрузку и разгрузку
где t — относительное время, затрачиваемое одним рабочим на погрузку 1 кг
груза, t = 9 с/кг; хг, х2 — число рабочих в пунктах загрузки и разгрузки соответ-
ственно; k' — коэффициент простоев, обычно k' = 0,75=0,9.
Если несущие органы (например, тележки) перемещаются составом zT шт.,
то производительность транспортной установки соответственно повышается, т. е.
Qm — 3,6Шп. г^т/Гц.
Производительность загрузочных устройств конвейеров. Производительность
конвейеров зависит от производительности их загрузочных устройств, в качестве
которых используются погрузчики, скреперы и подвесные пути.
Производительность одноковшевых и вилочных погрузчиков определяется
по формуле (3.12), причем для ковшевых погрузчиков
mn.r = Vnfe'p. (3.14)
где k’ — коэффициент наполнения ковша, равный; для влажного песка и гравия
k" = 0,55-1-0,75; для щебня k" = 0,50-1-0,65; для котельного шлака k" — 0,8-=-1,1
(k* — 1,1 при загрузке выше кромок ковша).
Продолжительность цикла работы погрузчика определяется по формуле (3.13),
причем 7доп для ковшевых погрузчиков, с: при задней разгрузке ковша — 25—30;
при боковой разгрузке ковша — 30—40; при передней разгрузке ковша — 50—80.
Для вилочного погрузчика Тдоп = 40-1-50 с.
Для погрузчиков Тдоп в общем случае складывается из времени; захвата груза
рабочим органом (5—10 с), отдачи груза (4—8 с), перемещения рабочего органа
в транспортное положение (5—7 с), подъема рабочего органа до разгрузочного поло-
жения (6—10 с) и суммарного времени на переключение рычагов управления (10—
15 с).
Производительность скреперной установки определяется по формулам (3.12)—
(3.14), причем под понимается вместимость скрепера, а коэффициент наполне-
ния k" принимается равным: при руде крупнокусковой плохосыпучей Л’ = 0,54-0,7
и легкосыпучей k’ — 0,6=0,9; при перемещении угля k” — 0,9= 1,0.
2 П/р Ю. А. Пертена 33
Под Тд0П в формуле (3.13) при расчете скреперных установок понимается время
с учетом пауз, принимаемое равным 10—20 с. Длина скреперования Ln принимается
в среднем равной 2/3 максимальной длины хода скрепера.
Производительность подвесных путей определяется по формуле (3.12), причем
для расчета Тц принимают k’ == 0,4*0,8.
Время Тдоп при расчете продолжительности рейса по формуле (3.13) опреде-
ляется по формуле Тдоц — /14- /2, где ty— 20*30 о — время загрузки тележки!
при разгрузке на конвейер в одном пункте время разгрузки а при раздаче
грузов по нескольким пунктам t2 = 35*60 с.
Расчет пропускной способности загрузочных н выпускных отверстий. Произво-
дительность волочащих конвейеров зависит от пропускной способности их загрузоч-
ных и выпускных отверстий.
Пропускная способность загрузочного отверстия определяется по формуле
Рис. 3.2. Истечение насыпного груза: а — вер-
тикальное; б — наклонное
Q =» ЗбООгсрЛэфр, (3.15)
где vCp — средняя скорость истечения
насыпного груза из отверстия, м/с}
4Эф — эффективная площадь отверс-
тия истечения, м2.
Для легкосыпучих грузов (таких,
как, например, сухой песок) расчет
скорости истечения вертикальной струей
оСр (рис. 3.2) ведется по формуле
вСр = ?.1/3,2gRr, (3.16)
где % — коэффициент истечения; 7?Р —
гидравлический радиус отверстия ис-
течения, Rr — Даф/Lo; /-о — периметр
выпускного отверстия, определяемый с учетом размеров типичных кусков насып-
ного груза, м.
Эффективная площадь отверстия истечения 4 эф определяется с учетом размера
типичных кусков насыпного груза а' по следующим формулам:
для круглого отверстия с диаметром D
4 эф = л (D — а')2/4;
(3.17)
для квадратного отверстия с размером стороны b
Аэф = (Ь — а')2;
для прямоугольного отверстия со сторонами bXbt
Аэф — (b — a’) (bi — а');
для отверстий различной формы гидравлический радиус определяется по сле-
дующим формулам:
для круглого отверстия
/?₽=(£>- а')/4;
для квадратного отверстия
Re = (b - а')/4;
для прямоугольного отверстия
Re — (b — a') (bi — а')/[2 (Ь + Ьг — 2а')];
для щелевого отверстия
Re = (Ь« ~ “')/2,
где Ьщ — ширина щели.
Вид расчетных формул скорости истечения связных насыпных грузов зависит
от гидравлического радиуса отверстия истечения Rr по сравнению с критическим
радиусом RKp, определяемым по формуле 7?кр — т0/в/0,18, где т0 — начальное
34
сопротивление сдвигу; fB — коэффициент внутреннего трения. Если 7?г > /?Кр, то
средняя скорость истечения определяется по формуле
оср = к /2g (1,6/?г-т0/р/в). __________________ (3.18)
Если 7?г < 7?Кр> то oCp = Xj/ 2g ^2,17?—
Коэффициент истечения X равен 0,55—0,65 для легкосыпучих зернистых и по-
рошкообразных грузов, не содержащих пылевидных фракций в большом количе-
стве (например, речной песок и сортированный гравий, промытый и высушенный
сортированный уголь, а также хлебные зерновые грузы — пшеница, овес и т. п.).
Крупнозернистые и кусковые рядовые грузы с кусками неправильной формы в су-
хом состоянии имеют коэффициент истечения X = 0,Зч-0,5, причем меньшие значе-
ния относятся к грузам, содержащим в большом количестве мелкие фракции (по-
рошкообразные и пылевидные), а также к грузам с острокромочными кусками.
Коэффициент истечения равен 0,2—0,25 для пылевидных, а также порошкообразных,
зернистых и мелкокусковых грузов с большим содержанием пылевидных фракций
и влажных порошкообразных грузов. Влажность сортированных кусковых и зер-
нистых грузов снижает коэффициент истечения незначительно.
Если струя груза направлена под углом р к горизонтали (рис. 3.2, б), то ско-
рость истечения определяется по формуле
= аср sin ₽, (3.19)
где оСр — скорость истечения вертикальной струей, определяемая по формулам
(3.16) и (3.18), причем гидравлический радиус 7?г вычисляется для условного отвер-
стия истечения, являющегося проекцией действительного отверстия cd на пло-
скость cf, перпендикулярную к направлению струи.
Для кусковых грузов наименьший размер загрузочных отверстий конвейеров
определяется по формуле
Апш > k"Qa, (3.20)
где k"0 = 4^-5 — для рядовых грузов и ^=5-ь6 — для сортированных грузов-
Для плохосыпучих грузов наименьший размер отверстия вычисляется по фор-
мулам, приведенным в табл. 3.3, где k3 — коэффициент запаса, k3 — l,5-j-2,0;
Ф — угол внутреннего трения.
Для плохосыпучих кусковых грузов также должно удовлетворяться условие
(3.20).
Длина выпускных отверстий волочащих конвейеров вычисляется по формуле
'3'2,>
Таблица 3.3. Формулы для определения наименьшего размера отверстий
для плохосыпучих грузов
Форма отверстия Расчетная формула
Круглое диаметром D и квадратное со сторо- ной b А —Г)— 4(1 + Sin /?3 Т° -L />' 'Чппп и г а
Прямоугольное со сто- ронами Ъ X Ь3 л = 2 (Z>i — д') (1 Н- sin ф) /г3т0 min (bi — а') р — 2 (1 + sin ф) /г3т0
. Щелевое шириной Ьщ _ _ 2 (1 -j-sin ф) #3т0 , 'ЧП‘В Ощ— 1 О
2*
35
где сэ — скорость движения волочащего элемента вдоль конвейера; Ьо — ширина
отверстия, обычно близкая к ширине желоба конвейера; t3 — шаг тягового элемента
(цепи, отверстий в перфорированной ленте); Дх — площадь проекции рабочего эле-
мента, погруженного в транспортируемый материал, на плоскость разгрузочного
отверстия на длине одного шага t3\ h — высота слоя насыпного груза в желобе гори-
зонтальных и пологонаклонных конвейеров нли наименьший размер желоба в свету
вертикальных и крутонаклонных конвейеров.
Рио. 3.3, Расположение груза
на ленте нлн настнле
Формулы поверочного расчета производительности конвейеров. Опыт показы-
вает, что при перемещении насыпного груза лентой или пластинчатым настилом
свободная поверхность груза в поперечном сечении представляет параболу (рис. 3.3)
высотой h:
Рис. 3.4. Поперечное се-
чение конвейера сплош-
ного волочения
ft = frTtgag/4, (3.22)
где &т — ширина сыпучего тела на несущем органе; — угол насыпки материала.
При ориентировочных расчетах принимают а'и =
= где ан — угол естественного откоса насыпного
груза; /г" — коэффициент пропорционал ности, прини-
маемый в пределах 0,5—0,6.
При поверочных расчетах производительности за-
проектированных конвейеров угол определяется по
формуле tg а'п = ka tg а', где ka—поправочный коэффи-
циент по табл. 3.4; а' — угол откоса груза на колеб-
лющейся плоскости [11].
При волочении насыпного груза сплошным потоком
в желобе прямоугольного сечения (рис. 3.4) производительность (т/ч) определя-
ется по формуле
Qm = 3600/?Q^D/?y&^hcOp, (3.23)
где feQ — геометрический коэффициент производительности, учитывающий, что
часть объема желоба занята волочащим органом; kv — скоростной коэффициент про-
изводительности, учитывающий, что средняя скорость движения груза оСр меньше,
чем скорость тягового органа v (feD = Оср/о); ky — коэффициент уплотнения насып-
ного груза, ky == l,08-i-l,28; —ширина желоба, м; hc — высота слоя мате-
риала, м; v — скорость движения тягового органа, м/с.
Геометрический коэффициент производительности kq вычисляется по формуле
kq — 1 — то/(р'6жйс), (3.24)
где т0 — масса 1 м рабочих органов, погруженных в транспортируемый
материал, кг/м; р' — плотность материала рабочего органа, кг/м3.
Наибольшая высота hc слоя груза в желобе волочащего конвейера определяется
предельной высотой насыпки йн (рис. 3.4) груза над волочащим органом (цепью,
лентой), вычисляемой по формуле
= (3.25)
Пб/г
36
Таблица 3.4. Поправочный коэффициент k&
Транспортируемый груз Значение /?а для конвейеров
стационар- ных передвиж- ных
Пылевидный, порошкообразный, зернистый, куско- 0,9 0,8
вой с наличием мелких фракций (рядовой) Кусковой сортированный с кусками неправильной формы Кусковой сортированный с кусками округлой формы 0,8 0,6
0,6 0,5
где с' — коэффициент сцепления груза с волочащим органом; (3 — угол наклона
конвейера к горизонтали (при транспортировании вверх перед tg Р ставится знак
«минус», а при спуске груза — знак «плюс»); — коэффициент бокового давления
груза на стенки желоба [24]; fr—коэффициент трения груза о стенки желоба.
При движении насыпного гру-
за внутри круглой трубы диамет- \
ром D производительность равна
л О2 гл '
Qm = ЗбООф —j— пр, (3.26)
где ф — коэффициент заполнения.
Производительность транспор-
тирующих машин, перемещающих
насыпной груз способом волочения mi У
отдельными порциями (скребковые '
и скребково-ковшовые конвейеры), ’mi
Зависит ОТ размера , тела волоче- рис. 3.5. Наклонный участок скребкового коивей-
ния, перемещаемого с помощью ра- ера
бочего органа.
При волочении насыпного груза по желобу отдельными порциями (рис. 3.5)
масса тела волочения т1 определяется для легкосыпучих грузов по формуле
2«б ((г + sin р) (6;ц + ПбЙт) ’
(3.27)
где йт — высота тела волочения, м.
Для плохосыпучих грузов mt вычисляется по формуле
____________Р6ж ^Ж + Мб)_______________
2^6 (fr “Ь sin р) [^нЛт ~г (hr — ^о)2 ^б] *
где h0 — максимальная высота свободно стоящей вертикальной стенки связного
сыпучего тела [11]. Формула (3.28) действительна при йт > й0; при расчет
проводят по формуле
__________Р^т (\ + пбй0)______________
2«б (/г 4- sin Р) [6жйт — (й0 — йт)2 «б! '
(3.29)
Линейная масса тг при движении груза определяется по следующим фор-
мулам:
для плоской ленты или плоского настила (см. рис. 3.3, а)
2
-j- йтйр; (3.30)
О
37
для желобчатой ленты (см. рис. 3.3, б)
«г= -х- bTh’p; (3.31)
О
для настила с бортами (см. рис. 3.3, в)
тг= Мб + -у bjh^ р = bT (ho + -у h) р, (3.
где йб = фйж; Ф — коэффициент заполнения, ф = 0,654-0,75; —высота желоба.
Высота параболического сегмента h (рис. 3.3) определяется по формуле
h _ fe«&T 1/ (1 — ^) (tg2 «н — tg2 Р) _ . (3.33)
4 Г 14-tg2₽ ’
где — коэффициент по табл. 3.4; Ф — коэффициент, учитывающий вибрации
ленты [11].
Угол естественного откоса
“н = П./2 + У^в/4 + Ч/ 6тР-
При подсчете Ф ускорение / определяется по формуле
/=4М/О2р, (3.34)
где о — скорость полотна; г — радиус эксцентриситета опорных роликов транспор-
тирующего полотна (биение роликов); Dp — диаметр поддерживающих роликов.
Предельное значение ускорения /пр определяется при h = 0. Подставляя в формулу
(3.33) h — 0 и решая это уравнение относительно Ф, получают предельное значение
Фпр = (tg2 «и — tg2 Р)/( 1 + tg2 ан) = sin2 ан — cos2 ан tg2 (3. (3.35)
Предельное значение /пр = 2g фгФпр/(1 + Фпр)- Формула (3.33) действительна
при /'sg/np. Если />/пр. то h—0.
При скольжении груза по прямоугольному желобу (см. рис. 3.3) линейная
масса вычисляется по формуле
Шр =» (3.36)
где kg — геометрический коэффициент производительности (3.24); ky — коэффи-
циент уплотнения, fey= 1,14-1,3.
Наибольшая высота насыпного груза над рабочим элементом в желобе конвейера
с неподвижными бортами определяется по формуле (3.25).
Для конвейеров с погруженными скребками, а также для пластинчатых конвейе-
ров с неподвижными бортами и волнистым глубоким или коробчатым настилом, коэф-
фициент сцепления груза с тяговым органом определяется по формуле
‘-£('-+т5г)’ <3-37’
где ё = 0,64-0,8 — эмпирический коэффициент. При расчете с значением йи задаются
предварительно.
Для пластинчатых конвейеров с неподвижными бортами и плоским настилом
или лентой с = Уг> гДе fr — коэффициент трения груза о настил.
При перемещении груза в ковшах
mt — рУкф. (3.38)
Выбор наивыгоднейшего расположения привода и натяжного устройства. Основ-
ным критерием выбора наивыгоднейшего места привода является достижение мини-
мального значения наибольшего натяжения гибкого органа из всех возможных ва-
риантов установки привода. Уменьшение натяжения гибкого органа экономически
выгодно, так как при этом снижаются капитальные затраты на гибкий орган и по-
воротные устройства, уменьшается износ последних. При сравнении вариантов с оди-
наковым расчетным натяжением цепи предпочтение отдается тому, при котором по-
38
тери на местные сопротивления поворотных устройств минимальны, поскольку
при этом будут минимальны также тяговые усилия конвейера и затраты энергии.
Таким образом, наивыгоднейшее место расположения привода определяется двумя
условиями:
расчетное натяжение -$тах должно быть наименьшим из всех возможных вариан-
тов расположения привода;
суммарные потери тягового усилия на перегибах тягового органа должны быть
минимальными из всех возможных вариантов.
Первое условие выполняется при наличии второго и при натяжении гибкого
органа в точке сбегания с приводного элемента SC6, возможно близком минимально
допустимому Stnin. В идеальном случае Sc6 = Smin. У конвейеров без вертикальных
и крутонаклонных участков это равенство может быть выполнено при размещении
привода в любой точке трассы. У конвейеров, содержащих только горизонтальные
и пологонаклонные участки, оба условия выполняются при расположении привода
в начале груженого участка тягового органа. У конвейеров, содержащих круто-
наклонные и вертикальные участки, место наивыгоднейшего расположения привода
определяется путем расчета по точкам, который выполняют начинай с нижней точки
порожнего крутонаклонного или вертикального участка гибкого органа, где за-
дается минимальное натяжение Smin.
Если конвейер не имеет вертикальных и крутонаклонных участков трассы, то
определение наивыгоднейшего места привода производится путем построения диа-
граммы натяжений гибкого органа.
Натяжное устройство предпочтительно располагать в точке минимального на-
тяжения гибкого органа.
3.2. Общий порядок тягового расчета
Тяговый расчет включает определение сопротивлений на отдельных участках,
натяжения гибкого органа в характерных точках трассы и расчет тягового усилия.
Определение сопротивлений. При расчете сопротивлений конвейера с гибким
тяговым органом исходными являются линейные расчетные нагрузки от транспор-
тируемого груза 9г и тягового органа дт, о-
Сопротивление силы тяжести груза и рабочего органа при высоте Hi рассматри-
ваемого участка трассы конвейера определяется по формуле
т — ± (9г 4* Qt. о) Hi, (3.39)
где знак «4-» берется в случае, если рабочий орган движется вверх, и знак «—» —
вниз.
Сопротивление стационарных роликовых опор вычисляется по формуле
= (9г 4- 9т. о4- 9р) LfW, (3.40)
где 9р — расчетная линейная нагрузка от вращающихся частей роликоопор, даН/м;
9р == Щр//р; Отр — масса вращающихся частей одной роликоопоры, кг; /р — расстоя-
ние между роликоопорами, м; Lr — горизонтальная проекция длины рассматривае-
мого участка конвейера, м; to— коэффициент сопротивления на данном участке
конвейера. При расчете сопротивления роликоопор холостой ветви принимают
9г = 0.
Сопротивление ходовых катков определяется по формуле
— (9г 4~ 9т. о) brto, (3.4Г)
если ходовые катки движутся вместе с рабочим органом.
Коэффициент сопротивления ходовых катков определяется по формулам:
для катков с цилиндрическими или сферическими ободами
Pid4-2£
(3.42)
для конических катков, движущихся по наклонным полкам двутавра или швел-
лера,
(3.43)
39
где pt — коэффициент трения в цапфах; при установившемся режиме и подшипни-
ках скольжения с жидкой смазкой pi = 0,15<-0,2, с консистентной смазкой pi =
= 0,154-0,25; при подшипниках качения = 0,01-5-0,06 взависимости от запы-
ленности помещения; при пусковом режиме принимают значение рх в 1,5 раза больше;
d — диаметр цапфы или втулки цепи, на которых посажены ходовые катки; k —
коэффициент трения качения роликов по направляющим в см (обычно для стальных
катков и направляющих k = 0,05ч-0,2 см); — коэффициент сопротивления в ре-
бордах катков (обычно u>t = 1,1-т-1,4); DK — диаметр ходового ролика (катка), мм;
Q — угол наклона к горизонтали полок двутавра или швеллера, й = 5° 43'; Ьк —
ширина рабочей части катка; рн — коэффициент трения скольжения; для металли-
ческих катков и рельсов рн = 0,25 при хороших условиях работы и цн= 0,45 при
тяжелых условиях.
У конвейеров с подвесками или люльками на кронштейнах (рис. 3.1, г) в зонах
наклонных и вертикальных участков трассы возникают дополнительные сопротивле-
ния под действием моментов сил тяжести
груза, подвески и кронштейнов. Силы дав-
ления катков (рис. 3.6) на направляю-
щие Рк определяются по формуле
Рк = (m3a3 + тка4) g sin ₽ /&3, (3.44)
где т3, тк — массы подвески с грузом и
кронштейна соответственно; а3, а4 — пле-
чи сил; Ь3 — расстояние между катками.
Для вертикальных конвейеров
Рк — (пъ^ + mKa4) g/&3.
Дополнительное сопротивление
^доп e 2Р к to. (3.45)
Сопротивление неподвижных направ-
ляющих в случае скольжения гибкого
органа по неподвижным направляющим
определяется по формуле
1^ = t/ц^-г/ц, (3.46)
где —линейная нагрузка от гибкого органа; L' — длина горизонтальной проекции
участка скольжения; fa — коэффициент трения между гибким органом и направ-
ляющей. При скольжении стальных цепей по стальным направляющим и слабой
смазке или без смазки принимают /ц = 0,25ч-0,35.
В случае движения штучного груза по неподвижным горизонтальным направ-
ляющим сопротивление определяется по формуле
W = gmtwr,
(3.47)
где mt — масса штучного груза; ну. — коэффициент сопротивления движению груза,
зависящий от вида опорных элементов.
Сопротивление перемещению груза и тягового органа горизонтальных и поло-
гонаклонных волочащих конвейеров вычисляется по формуле
№ = (qow + ?гшЯ() 1г, (3.48)
где q0 — линейная масса тягового органа; щ — коэффициент сопротивления опорных
элементов тягового органа; — коэффициент сопротивления желоба.
При движении насыпного груза в горизонтальном или пологонаклонном желобе
коэффициент сопротивления определяется по формуле
= /г (1 -|- n$h/bm), (3.49)
где /г — коэффициент трения насыпного груза о стенки желоба; h, — размеры
сечения материала в желобе (см. рис. 3.4); по — коэффициент бокового давле-
ния [11].
40
Сопротивление неподвижных бортов у конвейера для насыпных грузов вычис-
ляется по формуле
W = /ЛбР§пбЛб, (3.50)
где he — высота слоя груза у бортов; L6 — длина бортов.
У конвейеров для штучных грузов сопротивление бортов определяется по фор-
муле W = weL6, где we —сопротивление бортов (w6 = 0,5-ь 1,5 кН/м).
Сопротивление загрузочных устройств вычисляется по формуле
Г = -Is. + Gaw, (3.51)
где h'3 — коэффициент, имеющий размерность длины; h'3 = 0,5 м при скорости ленты
или настила v sg 1 м/с и й' = 0,65 м при v > 1 м/с; /в — длина загрузочного
отверстия; Ga — сила активного давления груза на рабочие органы; В — ширина
ленты или пластинчатого настила.
Сила давления Ga насыпного груза на ленту (рис. 3,7, а) конвейеров вычисляется
по формулам, приведенным
Сила давления на на-
клонные ленту или настил
(рис. 3.7, б) вычисляется по
формуле Онакл = Са^навл>
где Ga — сила давления на
горизонтальный настил,
определяемая по формулам
табл. 3.5; йнакл — коэффи-
циент наклона, определяе-
мый по формуле йнакл =
=cos2 РН-йцодв sin2 Р, в кото-
рой йцодв—коэффициент под-
вижности насыпного груза
[46].
При расчете сопротивле-
ний конвейеров, перекрывающих отверстия в дне щелевых, колосниковых или
ступенчатых бункеров, сила давления на полотно конвейера вычисляется по фор-
муле Ga = 800йщрЛщ, где Лщ— ширина щели (рис. 3.7, в), для ступенчатых бунке-
ров берется средняя ширина; Ьщ — активная площадь щели (за вычетом колосни-
ков, склизов и т. п.).
При трогании с места конвейера с загруженной воронкой сопротивление загру-
зочного устройства больше, чем в установившемся движении, и расчет следует вести
по формуле
W = 0,7/г>г A+ Ga (1,5^4-/0), (3.52)
В
Рис. 3.7. К расчету сопротивлений в пункте загрузки
Таблица 3.5. Формулы для расчета Ga
Форма отверстия Расчетная формула
Круглое отверстие диаметром D Квадратное отверстие со сторона- ми Л X Л Прямоугольное отверстие со сторо- нами Л X Л] Ga = 1,1йир/Я Ga = 1,4й,рЛ3 _ 2,8/г,,рЛ2Л^ в~ л + л.
Примечание. k0 а» 1,5 для бункеров, опорожняемых полностью; = 1
для бункеров, опорожняемых частично.
41
где Jn — коэффициент трения насыпного груза о леиту или настил в покое; 1,5 —
статический коэффициент пускового режима, учитывающий то, что сопротивление
трения в покое примерно в 1,5 раза превышает сопротивление в установившемся
движении.
Сопротивление плужковых сбрасывателей вычисляется по формуле
w пл = ^гВ’ (3-53)
где wj — коэффициент сопротивления, K'j = 2,7-5-3,6.
Расчет усилий для передвижения плужковых сбрасывателей. Сопротивление
передвижению установленного на тележке плужкового сбрасывателя ленточного
или пластинчатого конвейера достигает максимума, когда сбрасыватель движется
навстречу ленте, н определяется по формуле
1^сб = И7 ил + ^кл, (3.54)
где W'nj, — сопротивление плужкового сбрасывателя по формуле (3.53); Ц7ИЛ —
сопротивление тележки, определяемое по формуле
= g (mr + mo) ит, (3.55)
где Wp — масса груза на тележке; т0 — собственная масса тележки; ш' — коэф-
фициент сопротивления тележки, щ' = 0,0054-0,009.
Сопротивление очистительных устройств конвейеров определяется по формуле
Й7ОЧ = (3.56)
где В — ширина рабочего элемента (ленты, настила, скребков и т. п.), м; вдОч —
сопротивление очистного устройства, отнесенное к единице ширины рабочего органа
для скребков и очистительных плужков, щОч = 300-5-500 кН/м; для барабанных
вращающихся щеток шоч — (20-5-60) кН/м, где ош — окружная скорость
щетки, м/с.
Сопротивление в подшипниках барабанов (звездочек) вычисляется по формуле
Я7п = (5пб + Sc б) sin —ijS-, (3.57)
где SH6, Seo — натяжения набегающей и сбегающей ветвей рабочего элемента в зоне
изгиба; ап — угол перегиба рабочего органа, ... °; ц>б — коэффициент сопротивления
подшипников барабанов, определяемый по формуле
= (3.58)
'-’о
Здесь Do — диаметр цапфы и расчетный диаметр барабана или звездочки.
При ориентировочных подсчетах можно принять при установившемся режиме
для барабанов на подшипниках скольжения = 0,15-5-0,25, а при подшипниках
качения = 0,002-5-0,015.
Если при ориентировочном расчете конвейера сопротивление очистительных
устройств и сопротивление изгибу ленты на барабанах отдельно не учитываются,
то следует в формулу (3.57) ставить повышенное значение шд = 0,03-5-0,05 для под-
шипников качения.
При пусковом режиме принимают значение w6 в 1,5 раза больше указанного.
При точном расчете сопротивление в подшипниках барабанов (звездочек) опреде-
ляется по формуле
= У , (Sh6 + 5гб "Ь ётб) ®б>
где 5нб, Зеб — натяжение набегающей и сбегающей ветвей тягового органа; т6 —
масса барабана.
Сопротивление подшипников отклоняющих барабанов (звездочек) определяется
по формуле
Г0 = 2,155нби>б sin(3.59)
42
В приближенных расчетах сопротивление отклоняющих барабанов, звездочек
или блоков определяют по простой формуле
Wo = шо-$нб> (360)
где w9 — условный коэффициент сопротивления, принимаемый для конвейеров
в пределах 0,03—0,10 в зависимости от угла поворота гибкого органа и условий
работы конвейера.
Сопротивление приводных барабанов, звездочек и блоков определяется по
приближенной формуле
И7пр — w6 (^нб + 5сб)>
где Wf, = 0,034-0,05 — коэффициент сопротивления, учитывающий все потери на
приводном органе (изгиб тягового органа, подшипники, уплотнения, очистительные
устройства и др.).
Сопротивление на криволинейных участках конвейера вычисляется по формулам:
w = 5сб*к; = 1-------------. (3.60
е и
Если известно значение SH6, то сопротивление вычисляется по формуле
W = 5нб (еа'“п - 1). (3.62)
Если произведение 0,1, то расчет можно вести по более простой формуле
W = 5нбшап.
Сопротивления криволинейных вогнутых участков (направленных выпуклостью
вниз) определяются по указанным выше формулам лишь при наличии контршин,
т. е. при малом радиусе перегиба трассы. При отсутствии контршнн (при достаточно
большом радиусе перегиба) сила натяжения гибкого органа не прижимает его к на-
правляющим (опорным) элементам, а наоборот, уменьшает его нажатие на опорные
элементы и поэтому не вызывает дополнительных сопротивлений, а сопротивления
изгибу тягового органа компенсируются уменьшением сопротивлений опорных эле-
ментов Необходимость установки контршин проверяется по формуле
п ‘*>нб
’'i’ poCOS2^ ’
где — фактический радиус изгиба трассы; Р — угол наклона к горизонтали
примыкающего участка трассы.
Сопротивление от перегиба прорезиненной ленты вычисляется приближенно
по формуле
ГС'из = W<’n, (3.63)
где В — ширина ленты, м; 1П — число прокладок; £л — коэффициент, £л=* 20 Н/м
при Do 0,6 м и = 15 Н/м при Do > 0,6 м. Формула (3.63) действительна прн
угле перегиба, равном 90° и больше; при меньших углах перегиба этим сопротив-
лением пренебрегают.
Сопротивление от перегиба цепи на отклоняющем устройстве вычисляется по
приближенной формуле
^из=-’1/гдиг5нб., (3.64)
где f2 — коэффициент трения в шарнирах (табл. 3.6); — диаметр валика цепи;
В» — диаметр начальной окружности звездочки или блока; — натяжение набе-
гающей ветви цепи.
При расчете эскалаторов принимают f2 = 0,3.
Сопротивление от перегиба цепи на приводных звездочках илн шкивах вычис-
ляется по формуле
1ЕИЗ= ^1(5сб + 5нб)1 (365)
Ь'о
43
Сопротивление от изгиба стального каната вычисляется п8 формуле
d2 + 0,3
^ИЗ = ?К — 0,1 —-----тт— , (3.66)
Uq — 1U
где SH6 — натяжение каната в месте перегиба; ек — коэффициент жесткости каната;
dK — диаметр каната, см; Do — диаметр блока, см.
Сопротивление сил инерции частиц груза, поступающего на рабочий орган
конвейера, вычисляется по формуле
где v — скорость рабочего элемента, м/с; v0 — скорость груза при поступлении на
рабочий элемент конвейера, м/с; Q — производительность, т/ч.
Если груз при поступлении на конвейер скользит по поверхности рабочего
элемента (конвейеры с гладкой лентой), то для учета работы трения IFn следует
удвоить. Если о0 > V, то сопротивление сил инерции приравнивают нулю.
Сопротивление сил инерции
Таблица 3.6. Коэффициент трения /2 груза, гибкого рабочего органа
в шарнирах цепи и вращающихся частей конвейе-
ра в период пуска определяется
по формуле
= /п-L (?м + Яо + /гс?вр)>
(3.68)
где /ц — ускорение гибкого
органа в период пуска, м/с2; L —
длина рассматриваемого участка
гибкого органа, м; kc = 0,54-
4-0,9 — коэффициент формы вра-
щающихся частей; ?вр — ли-
нейная нагрузка вращающихся
частей, даН/м.
толкающих и грузотянущих кон-
Условия работы конвейера Значение /2 в зависимости от смазки
Жидкая Конси- стентная Без смазки
Хорошие 0,1—0,15 0,15—0,2 0,25
Средние 0,15—0,2 0,2—0,25 0,35
Тяжелые 0,2—0,25 0,25—0,3 0,45
На грузка от подвесок и тележек подвесных
вейеров включается в q0.
Сопротивление сил инерции отклоняющих и приводных элементов (барабанов,
звездочек, шкивов) в период пуска
й7., =git!kc,m0,
(3.69)
где т0 — масса элемента.
Сопротивления канатных блоков определяются по формуле (3.60), причем бе-
рутся значения ш0 = 0,054-0,06 при огибании каната блоком на угол 90° и wu =
= 0,064-0,08 — на угол 180°.
Натяжение гибкого рабочего органа определяется путем суммирования отдель-
ных сопротивлений, рассмотренных выше, причем широко применяется метод об-
хода по характерным точкам трассы (кратко — «расчет по точкам»), рассматривае-
мый ниже.
Расчет статических усилий. Для определения натяжения гибкого органа St
в любой точке конвейера (рис. 3.8) применяется формула
S/= Si.i + l^i, (3.70)
где — натяжение в точке i — 1; Wi — сопротивление на участке между точ-
ками i — 1 и i.
На рис. 3.8 обозначены Н — высота подъема груза; г — число расчетных уча-
стков.
Наряду с формулой (3.70) для расчета натяжения гибкого органа в конце кри-
волинейного участка трассы применяется формула
= k'St-t, (3,71)
44
где k' > 1 — коэффициент возрастания натяжений на криволинейном участке трассы;
— натяжение гибкого органа в начале рассматриваемого криволинейного
участка.
Для барабанов, звездочек или блоков k’ = 1 + w0, где и>0 — условный коэффи-
циент сопротивления (3.60).
Для отклоняющих шин или роликовых батарей k' = ешап, где w — коэффи-
циент сопротивления; ап — угол перегиба рабочего органа, рад.
Расчет конвейеров с фрикционным приводом начинают обычно с точки сбегания
тягового органа с приводного элемента (точка О на рнс.3.8). Натяжение Sec в этойточ-
ке вычисляется приближен-
но прн проектировочном рас-
чете конвейера.
Расчет конвейеров с цеп-
ным приводом начинают о
точки минимального натя-
жения цепи.
У горизонтальных, а
также наклонных и верти-
кальных конвейеров, привод
которых расположен в верх-
рис. 3.8. К расчету по точкам 1—4, ?
ней точке трассы, максималь-
ное натяжение гибкого органа Smax имеет место в точке его набегания на
приводной барабан (звездочку) и вычисляется по формуле
-S’max = й7! + -SC6i
(3.72)
где "^Wi — сумма сопротивлений конвейера, определяемая без учета сопротив-
лений приводных органов.
Усилие Scg зависит от вида конвейеров н от рода тягового элемента; для кон- вейеров с фрикционным приводом минимальная величина SC6 является функцией Таблица 3.7. Коэффициент трения /0 сопротивлений кои- прорезииеииой ленты Ьри одаобарабанком при.
Вид футеровки Значение /о в зависимости от поверхности барабана воде SC6 = 23 ЙК*/(е/о“г — 1), (3.73) где f0 — коэффициент трения ленты о барабан; а; — угол об- хвата барабана лентой, измеря- емый в радианах. При двухбарабанном при- воде сб efo (Я1+а.) _ 1 ’
Сухая Влажная Очень влажная (мокрая)
Деревянная Резиновая Текстильная Без футеровки 0,35 0,4 0,4 0,3 0,25 0,15—0,3 0,3 0,2 0,15 0,15 0,13 0,07—0,1
где аъ а2 — углы обхвата 1-го и 2-го барабанов.
Значения коэффициентов трения f0 между прорезиненной лентой и барабаном
приведены в табл. 3.7.
Коэффициент трения стальной ленты по чугунному нефутерованному барабану
при влажной атмосфере /0 = 0,15, а при сухой атмосфере f0 = 0,2.
У конвейеров с зубчатым приводом величина SC6 зависит от расположения точки
минимального натяжения цепи Smm, которое обычно принимается в пределах Smm =
= 500-ь 10 000 Н.
У горизонтальных конвейеров точка Smm расположена в месте сбегания цепи
с приводной звездочки; поэтому у таких конвейеров
Smax = £W'i + Smin.
(3-74)
45
У вертикальных конвейеров (элеваторов) точка SmlD расположена внизу у на*
тяжного органа и поэтому
•Smax = V № j SnHn + gqoH, (3.75)
где q9 — расчетная линейная нагрузка рабочего органа; Н — высота конвейера
между центрами приводного и натяжного органов (барабаны, звездочки).
Рис. 3.9. К расчету максимального натяжения гибкого органа
У наклонных конвейеров и комбинированных конвейеров, показанных на
рис. 3.9, а, расположение точки Snnn и величина Smax зависят от расчетной вели-
чины
46
где ?дх — расчетная линейная нагрузка движущихся частей холостой ветви, вклю-
чающая массу вращающихся частей стационарных роликов; Ег — длина конвейера
по горизонтали; w — коэффициент сопротивления холостой ветви.
Если ср' > U то натяжение Smln находится в точке 1 и определяется формулой
(3.74). Если ср' < 1, то натяжение находится в точке 2, и Smax определяется форму-
лой
Smax = + Smln + qoH (1 — Ср'), (3.76)
У комбинированных конвейеров, показанных на рис. 3.9, б, расположение
точки Smin зависит от величины
_ _ 9дх£1^_
qoH •
где Lf — горизонтальное расстояние от привода до начала горизонтального участка
холостой ветви, примыкающего к иатяжиому устройству.
Рис. 3.10. Схема к расчету допустимого минимального натяжения гибкого органа (а)
и схема разбивки трассы на рассветные участки (б)
Если <рН1 > 1, то натяжение Smin находится в точке 1, Smax определяется по
формуле (3.74). Если <pHi < 1, то натяжение 5тщ находится в точке 2, и 5шах опре-
деляется формулой
Smax = 2 -)- Smin -f- qoH (1—фнг)- (3.77)
Минимальное допустимое натяжение гибкого органа зависит от величины допу-
стимой стрелы провеса между опорными элементами и определяется по формуле
„ _ (9„ + 90)ipCOS2₽
° mm доп---------8f~o--------*
где /р — расстояние между поддерживающими роликоопорами (рис. 3.10, а); /доп—
допустимая стрела провеса; fi — угол наклона тягового органа к горизонтали (но-
минальный).
При разбивке криволинейной трассы конвейера на расчетные участки расчет-
ные точки ставятся на стыках характерных участков (рис. 3.10, б), но длины проек-
ций прямолинейных участков L и Н включают в себя части проекций длин примы-
кающих криволинейных участков (например, Е8_9 включает части проекций участ-
ков 7—8 и 9—10).
Выше был изложен аналитический метод расчета конвейера; этот метод приме-
ним в тех случаях, когда можно предварительно определить точку минимального
натяжения. При наличии сложных трасс, при которых точку минимального натя-
жения предварительно определить затруднительно, применяется графоаналитический
метод (рис. 3.11). Строится развернутая трасса (б) тягового органа конвейера (а)
в выбранном масштабе и диаграмма нагрузок (в). Затем вычисляются линейные со-
противления трения W'r по формулам:
(0-3) — Т-О-З^ПОР®; (4-7) = Т-Д-т'Угр®!
г-'1е <7пор> ?гр — расчетные линейные нагрузки порожних и загруженных участков,
соответственно; Е0-з. 7-4-? — горизонтальные длины порожнего и загруженного
участков гибкого органа.
47
Затем строится диаграмма и вычисляются линейные сопротивления силы тя-
жести Ц7В по формулам:
(2-3) = —W<7nop; d-s) ~
где H — высота подъема или опускания трассы на участках (2—5) и (4—5), и строится
следующая диаграмма. Затем линейные сопротивления суммируются, и проводится
линия + Й7В. От нижней точки этой ломаной линии откладывается вниз вели-
чина" минимального на-
тяжения цепи и
строится линия местных
сопротивлений пу-
тем вычисления по фор-
мулам:
для точек справа от
WMt = Si (gf — 1),
где Sj — натяжение лен-
ты в точке t; £/ — коэф-
фициент местного возрас-
тания натяжения ленты;
для точек слева от
^min:
Рио. 3.11. Схемы к определению точки минимального натяже-
ния гибкого элемента
По диаграмме опре-
деляется Smax = S, и тя-
говое усилие Ро = S, —
— So. | вычисляется по
формуле £ = 1 + и>п, где
№0 = 0,034-0,01.
Расчет динамических
усилий. Динамическое
усилие растяжения в це-
пях, возникающее вслед-
ствие неравномерности хода при наличии обыкновенного (не уравнительного)
привода вычисляется по формуле
S ин — . (з уд)
ДИН ^цё
где £ц — длина цепи конвейера, м; Lp — длина груженой ветви цепи, м; v — сред-
няя скорость движения цепи, м/с; г0 — число зубьев приводной звездочки; /ц — шаг
цепи, м; для разборных цепей /ц = 21р; Со — коэффициент, учитывающий затуха-
ние колебаний вдоль цепи, принимаемый в зависимости от длины цепи:
Z. , м . ....................... До 50 50—120 Св. 120
Со ............................. 1,0 0,75 0,5
kM — коэффициент участия массы перемещаемого груза в колебательном про-
цессе; к”' — коэффициент, учитывающий возможное повышение динамических
усилий в результате интерференции упругих волн; обычно принимают k"‘ — 3.
Для скребковых конвейеров kM — 0,34-0,5, для пластинчатых с углом наклона,
близким к максимальному допустимому, /гм = 0,7-$?0.9, а для прочих &м = 1,0.
Расчетное усилие при установившемся неравномерном движении является сум-
мой максимального статического и динамического усилий, т, е.
5расч== Sдах -ф Хдин- (3.80)
48
Расчетное усилие натяжения тягового элемента в точке набегания на приводной
орган в период пуска Spacq. п вычисляется по формуле
Храсч. п. — Рп+^сб> (3.81)
где Рп — тяговое усилие конвейера в период пуска с учетом динамических сил;
Хсб — усилие в точке сбегания гибкого органа с приводного элемента.
Тяговое усилие конвейера в период пуска Ра складывается из статического
усилия Рст. п и динамического усилия, т. е.
Рп = Рст. д+ Оэ/, (3.82)
где G? — приведенная масса груза и движущихся частей конвейера; / — ускорение
рабочего органа конвейера в период пуска.
Статическое усилие РСт. п определяется по формуле
Рст. п = + в^ст (Р — (3.83)
где — линейная нагрузка конвейера; Р — тяговое усилие при установившемся
движении; Н — высота подъема груза; Ц'ст> 1 — коэффициент статических сопро-
тивлений трения; обычно принимают в расчет юст = 1,5.
Приведенная масса груза и движущихся частей конвейера определяется по
формуле
G3 — (mo + йствр + тг)> (3.84)
где k3 — коэффициент, учитывающий упругое удлинение тягового органа; в резуль-
тате этого удлинения не все массы приходят в движение одновременно, что снижает
динамическое усилие; т0 — масса ходовой части конвейера, включающая массу
тележек и подвесок грузотянущих и толкающих подвесных конвейеров; твр —
масса вращающихся частей конвейера; тг — масса груза на конвейере; kg = 0,5-5-
4-0,9 — коэффициент, учитывающий, что окружная скорость различных частей
вращающихся масс меньше чем скорость v тягового органа; большие значения kg‘
берутся для конвейеров со стационарными, а меньшие — с ходовыми роликами.
В качестве ориентировочных значений йэ можно принимать для конвейеров
с тяговым органом в виде цепей или стальных канатов ks = 0,85-5-0,95, а с тяговым
органом в виде прорезиненных лент с текстильным каркасом k3 = 0,54-0,7, причем
более высокие значения принимаются для коротких конвейеров (несколько метров),
а более низкие — для длинных конвейеров (несколько десятков или сотен метров).
Крутящий момент на’ 'валу приводного органа равен
(3.85)
где Do — номинальный диаметр приводного органа; для звездочки Do—Диаметр
делительной окружности; для барабана Do = D6 + В (D6 — диаметр барабана,
В — толщина ленты); для шкива Do — £>ш+ dK (Ош — диаметр шкива по дну ка-
навки, dK — диаметр каната); т]б — КПД приводного органа.
Крутящий момент на входном валу редуктора (передаточного механизма)
где 10 — передаточное число редуктора (механизма); ц0 — КПД редуктора (меха-
низма).
Крутящий момент на валу двигателя
с, (G D?) а
мл = Мр -------> -4 —, (3.87)
где G.D? — маховой момент масс, связанных с валом двигателя, кг-м2; с( — коэф-
фициент, учитывающий остальные (кроме ротора) вращающиеся массы привода;
а — угловое ускорение вала двигателя, рад/с?.
Угловая скорость вала двигателя
(Од = 2щ0/О0,
49
(3.88)
Угловое ускорение
_ da3 2t0 dv 2i0]
dt Do dt Do ‘
Ускорение в период пуска определяется по формуле
2Мд10т|0 — Рст_ п£)0
/ = D,o,oJ+^(<;1O|).0’n0 •
Входящий в эту формулу крутящий момент Мя на валу двигателя при наличии
гидромуфт или других муфт предельного момента принимается равным последнему.
При отсутствии указанных муфт Мл принимается равным максимальному крутя-
щему моменту электродвигателя с короткозамкнутым ротором или наибольшему
моменту, обусловливаемому системой пуска двигателя с фазовым ротором.
Тяговое усилие Ро на приводном барабане (звездочке) конвейера с гибким тяго-
вым органом определяется по формуле
Po=Srb (3-89)
где — сумма сопротивлений конвейера на отдельных участках тягового органа}
знак «+» перед ставится при движении гибкого органа на подъем, а знак «—» —
при движении на спуск; не учитывает сопротивлений приводного барабана
(звездочки).
Тяговое усилие Ро определяется также по формуле
Ро — Знб — $сб» (3.90)
где SH6, Sc6 — усилия в набегающей и сбегающей ветвях гибкого органа, соответ-
ственно.
Если известна мощность N двигателя конвейера (кВт), то тяговое усилие Ро
(кН) конвейера вычисляется по формуле
Ро = WW. (3.91)
где k3 = 1,14-1,35 — коэффициент запаса; v — скорость движения тягового органа,
м/с; т]0 — КПД передаточного механизма с учетом потерь на приводном органе.
При предварительном проектировочном расчете конвейеров с тяговым органом
тяговое усилие на приводном элементе (барабан, звездочка) определяется по приб-
лиженной формуле
^0= (l+*p-^-j [Ч^о.г + №'(?А.г + ^о.г)±9Л], (3.92)
где w, w'— коэффициенты сопротивления; q’o— линейная нагрузка гибкого рабо-
чего органа и вращающихся частей конвейера; дц — линейная нагрузка подвесок и
тележек подвесных толкающих и тянущих конвейеров на 1 м длины; Lo. г — гори-
зонтальная проекция общей длины тягового органа; Ег.г—длина горизонтальной
проекции пути перемещения груза; Н — высота подъема’груза с учетом добавочной
высоты подъема на сбрасывающей двухбарабанной тележке; при наличии проме-
жуточного плужкового разгружателя вместо Н подставляется (Н + 3,6В), где В —
ширина ленты или настила; 2ai — сумма эффективных углов поворота ягового
органа по всей трассе, кроме привода, в градусах, причем учитываются только те
повороты, на которых натяжение гибкого органа прижимает его к опорным или
отклоняющим элементам; например, для ленточного конвейера по схеме рис. 3.12
2“г = «1+ 2а2 + а3 + а4 + аа -j- ае; на поворотах а—b и с—d натяжение ленты
не прижимает ее к ролнкоопорам, и поэтому углы а7 и а8 не входят в сумму 2аК
kp — коэффициент, учитывающий род привода и особенности трассы конвейера.
Для ленточных конвейеров kp = 1,14-1,8, причем меньшие значения берутся
при работе в сухой атмосфере, двухбарабанном приводе, футерованных барабанах
и одинаковом количестве перегибов ленты на нижней и верхней ветвях конвейера,
а большие значения — при работе во влажной атмосфере, однобарабанном приводе,
нефутерованном барабане и в том случае, когда число перегибов на рабочей ветви
50
больше, чем на холостой (например, при наличии двухбарабанной разгрузочной
тележки).
При расчете пластинчатых и тележечных конвейеров принимается Ар = 0,6,
а ковшовых и люлечных — Ар = 0,64-0,8, причем более высокие значения прини-
маются для конвейеров, у которых большая часть перегибов трассы сосредоточена
в верхней части конвейера.
Коэффициент А' — 20004-3000, причем меньшие значения берутся при работе
в тяжелых условиях (пыльная атмосфера, трудность обслуживания, подземные
конвейеры) и для цепей с катками на подшипниках скольжения, а большие — при
хороших условиях (чистая сухая атмосфера, хороший доступ к узлам конвейера для
обслуживания) и для цепей с катками на подшипниках качения.
Найденное по формуле (3.92) тяговое усилие используется для предварительного
определения максимального натяжения и выбора тягового элемента соответствую-
щей прочности, а также для определения установочной мощности.
Тяговое усилие на валу приводного барабана (звездочки), определяется по
формуле
Рв = Ро+Гиз+Гоч+Гп, (3.93)
где Ро — тяговое усилие без учета потерь на приводном барабане (звездочке); 1ГИЗ —
потери от перегиба тягового элемента (3.63); IV7 оч— сопротивление очистительных
устройств (3.56); Wa — сопротивление подшипников вала (3.57).
Тяговое усилие конвейеров циклического действия, как правило, является
переменной величиной: в разные отрезки времени цикла /х, /2. /з- •••> tk оно приоб-
ретает значения Р,, Р2, Рэ, ..., Рд. Выбор двигателей для таких машин ведется
с учетом эквивалентного тягового усилия Рэкв, которое, действуя в течение всего
цикла работы, давало бы такую же нагрузку двигателю, как и действительные тя-
говые усилия, действующие в течение отдельных частей цикла.
Эквивалентное тяговое усилие Рэкв определяется как среднее квадратичное
^экв == S / S tk »
Т А=1 I А=1
где tk — время действия усилия Р^; А = 1,2, 3, ... — индексы интервалов времени
и тяговых усилий.
Определение мощности приводного электродвигателя, выбор редуктора и тормоза.
Мощность на приводном барабане (звездочке) конвейера определяется по формуле
= Р&,
где Ро — тяговое усилие в Н без учета потерь на приводном барабане; v — скорость
движения рабочего элемента, м/с.
Мощность на валу приводного органа 2VB вычисляется по формуле
= РВО, (3.94)
где Рв — тяговое усилие (3.93).
Установочная мощность М приводного двигателя определяется по формуле
= (3.95)
Чи 1) v ’
51
где k3 — коэффициент запаса; т]0 — КПД передаточного механизма от двигателя
к приводному органу с учетом КПД приводного барабана (звездочки); л — КПД
передаточного механизма без учета потерь на приводном барабане (звездочке).
Коэффициент fe3 зависит от типа машины и колеблется от 1,1 до 1,35 и выше.
Средние значения КПД механизмов приведены в табл. 3.8. КПД передаточного
механизма, состоящего из отдельных элементов, определяется по формулам:
2 2
Яо = ЯбПрЯмПдоп: я = ЯрПмПдоп,
где rj6, rjp, — КПД приводного барабана (звездочка, шкив), редуктора (зубча-
той передачи) и муфты, соответственно; г — число муфт в приводе; т]доп— КПД
дополнительных элементов (цепная передача, вал и т. п.).
Таблица 3.8. Средние значения коэффициента
полезного действия
Род передаточного механизма КПД
Редуктор: одноступенчатый двухступенчатый трехступенчатый Зубчатая передача открытая: с фрезерованными зубьями с необработанными зубьями Червячная передача: с трехходовым червяком с двухходовым червяком с одноходовым, несамотормозящая Цепная передача Ременная передача Муфта Вал на подшипниках качения Приводной орган (звездочка, барабан, шкив): без учета жесткости тягового органа с учетом жесткости тягового органа 0,97 0,94 0,92 0,95 0,90 0,85 0,75 0,65 0,92 0,96 0,99 0,98—0,99 0,98 0,92
Если рабочий элемент конвейера совершает вращательное движение, то формула
для расчета мощности имеет вид
= Л1о<о, (3.96)
где Мд— момент усилия сопротивления вращению, Н м; <о — угловая скорость
рабочего элемента, рад/с.
Мощность на валу рабочего органа конвейера (кВт) вычисляется по следующей
приближенной формуле:
Мв = ± = — (ш0Ег ± Н), (3.97)
OU/ О<->/
где Q — производительность, т/ч; Lr — проекция пути перемещения груза на гори-
зонталь, м; к.'о — обобщенный коэффициент сопротивления, Шд = 0,14-4,2, причем
меньшие значения относятся к несущим конвейерам (ленточным, пластинчатым
и т. п.), а большие — к волочащим (скребковым, винтовым и т. п.).
Для конвейеров с гибким тяговым элементом мощность (кВт), более точно вы-
числяется по формуле
йкрК’ср (З.бШоУ 4- QLr) ± fen.c HQ Q„.
N*--------------------, (3.98)
52
где feKp — коэффициент, учитывающий сопротивления па криволинейных участках
гибкого элемента, возникающие под действием его натяжения; kn_c — коэффициент,
учитывающий поперечные смещения гибкого тягового элемента, kn, с— 1,04-1,1;
щ0 — масса движущихся частей конвейера, кг (без транспортируемого груза);
й,’Ср — средний коэффициент сопротивления для данного конвейера (колеблется
от 0,018 до 0,5).
В последних двух формулах знак «+» перед Н ставится при подъеме, а знак
«—» — при опускании груза.
Коэффициенты йкр и &п.с зависят от типа конвейера, количества и расположе-
ния его криволинейных участков, вида опорных элементов рабочих органов. Для
ленточных конвейеров /гкр = 1,054-1,50 и более, причем меньшие значения берутся
для длинных прямолинейных конвейеров с головным приводом и хвостовой натяж-
ной станцией без промежуточных сбрасывающих устройств, а большие значения—
для коротких конвейеров с изгибами трассы, при промежуточных приводных, на-
тяжных и рагрузочных устройствах.
Исходя из установочной мощности N, определяе-
мой по формуле (3.95), производят выбор электродви-
гателя.
По выбранному двигателю подбирается редуктор
в соответствии с расчетным передаточным числом
10 = Юд/собар = Ыд/йзв, где «>д — угловая скорость
вала двигателя, рад/с; собаР — угловая скорость ба-
рабана (шкива), рад/с, <абаР= 2п/(Об + 5) fa —
скорость движения ленты, м/с; Dg — диаметр барабана
(шкива), м; В — толщина ленты (каната), м]; созв —
номинальная (средняя) угловая скорость звездочки,
рад/с, о)зв = 2лп/(г/ц) (г — число зубьев звездочки;
(ц — шаг цепи; v—расчетная скорость цепи).
При указанных значениях йбар и й>зв передаточ-
ное число равно
(0==_m_S)SL_ = ^l. (3.99)
Если требуемое передаточное число больше, чем
имеющееся у нормальных редукторов, производится
расчет передаточного числа дополнительной передачи (цепной, зубчатой, ремен-
ной), соединяющей выходной вал редуктора с валом тягового органа конвейера или
входной вал редуктора с валом двигателя.
Обычно фактическое передаточное число /ф приводного механизма несколько
отличается от расчетного 10; фактическая скор сть Оф рабочего органа определяется
по формуле
г’ф = Иф/«о.
Рис. 3.13. Диаграмма к рас-
чету эквивалентной мощно-
сти
(3.100)
Если рабочий орган конвейера движется не непрерывно, а в заданном цикле
(пульсирующие ленточные и пластинчатые конвейеры, шагающие конвейеры и т. п.),
то установочная мощность двигателя выбирается в соответствии с диаграммой на-
грузки (рис. 3.13), показывающей изменение мощности в течение цикла работа
машины (паузы в расчет не вводятся).
Расчетная формула для определения эквивалентной (среднеквадратичной)
мощности Ne:
/п I п
S tk,
Г *=i / k=i
где Nh — требуемая мощность на валу электродвигателя, k == 1,2, .... n; — время
Действия мощности N/,-
При выборе электродвигателя пусковой момент Л1П (Н-м) следует принимать
равным Л1П = Л'тах/щном, где Nmsx—максимальная требуемая мощность, Вт;
®ном — номинальная угловая скорость вала двигателя.
53
Проверка электродвигателя- по пусковому моменту. В период пуска конвейера
двигателю приходится кроме энергии преодоления статических сопротивлений за-
трачивать энергию на преодоление снл инерции груза и деталей конвейера. Таким
образом, в период пуска конвейера электродвигатель должен развивать момент
А4П = Мс + Мд + М'я, (3.101)
где Л40 — момент преодоления статических сопротивлений конвейера; Л4д — дина-
мический момент для преодоления сил инерции груза, рабочего органа и вращаю-
щихся частей конвейера (без привода); Мд — динамический момент для преодоле-
ния сил инерции деталей привода конвейера.
Для определения Мс сначала находят крутящий момент на приводном барабане
(звездочке) Л4пР = Рст. пМ>/2> где Рст. п — статическое тяговое усилие пускового
периода; £>0 — расчетный диаметр приводного барабана (звездочки).
Тяговое усилие конвейера при пуске выше, чем при установившемся движении
вследствие Того, что сопротивления трения в покое примерно в 1,5 раза превышают
сопротивления трения в движении. Пусковое тяговое усилие определяется по форму-
ле (3.83).
Момент на валу двигателя для преодоления Л4пр
Л4С =/’0Р0/(2»о11о). (3.102)
Ускорение груза, рабочего органа и вращающихся частей конвейера создает,
по принципу Деламбера, дополнительное усилие на механизм
Рд = G^)/t ц,
где G3 — приведенная масса движущихся частей конвейера и груза, определяемая
по формуле (3.84); ta — продолжительность пускового периода.
Момент на валу двигателя (Н-м) для преодоления Рл при v = £>0о>д/(2г„) равен
М' = № =
д 2lWo 4^пг]0 '
Динамический момент для ускорения вращающихся частей привода конвейера
д,» _ ct (Gt°r)2a>a
д 4/п
где Ci — 1,14-1,15 — коэффициент, учитывающий ускорение деталей передаточного
механизма, вращающихся с угловой скоростью меньше <од; (G,D;)2 — маховой мо-
мент на валу двигателя, учитывающий массы ротора, муфт и тормозного шкива,
кг-м2.
У конвейеров, работающих циклически в системе оборудования автоматических
производственных процессов, время пуска обусловливается длительностью цикла
технологических операций. У конвейерных систем, состоящих нз цепей звеньевых
конвейеров с самостоятельными приводами, длительность пуска отдельных конвейе-
ров под нагрузкой заранее устанавливается при составлении режима пуска конвейер-
ной системы. Если длительность пуска отдельного конвейера будет превышать уста-
новленное значение, то его загрузочная воронка будет завалена грузом, поступаю-
щим с предыдущего конвейера.
Опытные исследования показывают, что действительный максимальный пуско-
вой момент Л4таХ больше среднего теоретического ввиду непостоянства ускорения;
приближенно можно принять Мп. тах = 1,ЗЗМП.
Коэффициент перегрузки двигателя в период пуска
^п. д = 34п, тах/44ном>
где Л4НОМ—номинальный момент, рассчитываемый по номинальщй мощности вы-
бранного двигателя Л/ном (Вт); *
34ном = Л'ном/П’д- S (3.105)
Значения допускаемых коэффициентов пусковой перегрузки указываются
в каталожных таблицах двигателей.
54
(3.103)
(3.104)
3.3. Основные элементы конвейеров
Тяговые элементы. В качестве тяговых элементов конвейеров служат ленты,
цепи и канаты.
Наиболее часто применяемые ленты делят на прорезиненные и стальные холод-
нокатаные. Резинотканевая лента (рис. 3.14, а) состоит из нескольких пропитанных
резиной тканевых прокладок. Сверху и снизу лента покрыта обкладками из резины:
рабочей поверхности, обращенной к транспортируемому грузу, и нерабочей поверх-
ности, обращенной к роликоопорам грузовой ветви.
Тканевые прокладки изготовляют из комбинированного (полиэфирного хлопча-
тобумажного) или синтетического волокна, состоящего из полиамидных или поли-
эфирных нитей (ГОСТ 20—76) (табл. 3.9).
Резинотросовые ленты (рис. 3.14, б) состоят из стальных тросов, покрыты
с обеих сторон резиной, в которой завулканизированы тканевые прокладки, обес-
Рис. 3.14. Конвейерные ленты
печивающие прочность ленты в поперечном направлении, стойкость к ударным
нагрузкам (на пробой) и каркасность (т. е. необходимую изгнбную жесткость в по-
перечном направлении).
Стальная холоднокатаная лента имеет толщину 1 мм и ширину до 800 мм; более
широкие ленты собирают из отдельных стальных полос, соединяемых продольными
заклепочными швами.
1 В конвейерах с тяговым органом используют цепи пластинчатые, круглозвен-
ные, разборные, крючковые, вильчатые и др. При легких режимах работы применяют
простые пластинчатые шарнирные (безвтулочные) цепи: штыревые, роликовые и
катковые (рис. 3.15, а—г). Их звенья образуются из пластин, свободно надевае-
мых на концы валиков. Из-за небольшой площади их шарнира возникают высокие
удельные нагрузки в шарнирах и быстрый износ при повышенных скоростях и боль-
ших тяговых усилиях.
При средних и тяжелых режимах работы используют втулочные, втулочно-
роликовые и втулочно-катковые цепи.
Основные параметры и размеры цепей приведены в табл. 3.10, 3.11.
Для конвейеров и элеваторов широко применяются также роликовые длинно-
звенные цепи (ГОСТ 4267—78), состоящие из специальных звеньев с лапками, пред-
назначенными для крепления рабочих органов (ковшей, планок, гребенок и т. д.).
Цепи со специальными звеньями изготавливаются следующих типов: 1 — с двумя
лапками, лежащими в плоскости, параллельной осям шарниров звена (исполнения 1,
2 и 3); 2 — с двумя лапками, лежащими в плоскости, перпендикулярной осям шар-
ниров звена (исполнения 1 и 2); 3 — с. одной лапкой, лежащей в плоскости, парал-
лельной осям шарниров звена; 4 — с одной фигурной лапкой, лежащей в плоскости,
параллельной осям шарниров звена (исполнения 1 и 2).
55
Таблица 3.9. Параметры лент
ww ‘внвдвбвд ojoHtfosHdu dxaw -виЬ1 иганч1гвнинидо 1 1 1 1 1 1 1 1 о о О О ооюо со
ww/H ‘нхэ -ojXduX qirXtfojv 300 1 750 1 1 1 1 1 1 1
MotfBifMOdn oiroHh 3—8 3—8 3—8 3-8 | | 3—8 1 - 3—10 1
NW ччхнэк BHHdHin 100—2000 1100—3000 650—3000 1 800—ЗООо| 1 I 1 о о II Ф со 800—2000
Толщина прокладки, мм . S S И t) О о G. Д е о U $8° s a: t- О га s И § 8 tO S Ю 1,6; 1,3 1,9; 1,6 1 1 1 1 1 1 1
с резиновой прослойкой из син- тетических волокон | сч со ’’ф 1 2,0 1
Резино- тросовые ленты 1 1 1 1 1 1 1 1 РТЛ-1500 РТЛ-2500 РТЛ-3150 РТЛ-5000
Ткань резинотканевых лент, ГОСТ 20 — 76 Полиэфирные нити 1 1 1 ТЛК-200 тлк-зоо млк-зоо МЛК-400/120 1
1 Полиамидные нити 1 ТА-100; ТК-100 TA-150: ТК-150 ТК-200-2 TA-300; ТК-300 А-10-2-ЗТ । К-10-2-ЗТ I МК-300/100 1 ТА-400 ТК-400 МК-400/120 1
я £ 5 з s « Е в s -в о 5 t 2 g S га я s о * В в Ч Ч 5° 2* X Cl С БКНЛ-65 БКНЛ-65-2 Б КН Л-100 БКНЛ-150 1 1 1 1
is хп с© 100 0SI 200 300 400 ©ООО ооюо Ю ю —’ ф — сч сою
56
Основные параметры и размеры цепей приведены в табл. 3.12.
Достоинствами тяговых пластинчатых цепей являются: простота изготовления
на универсальном оборудовании и экономичность в массовом производстве; простота
крепления рабочих органов; высокая точность изготовления, обусловливающая
возможность применения их при больших скоростях движения; высокие прочность
и износостойкость, обеспечиваемые термической обработкой и благоприятным рас-
пределением нагрузки в шарнирах. К недостаткам относятся: потеря подвижности
в закрытых шарнирах (втулочные цепи) при работе в порошкообразных и коррозион-
ных средах, отсутствие пространственной гибкости, сложность обеспечения непод-
вижных соединений деталей шарниров с пластинами.
Рис. 3.15. Тяговые пластинчатые цепи:
] валик; 2 н 3 втулки; 4 н 5 —* катки; 6 и 7 —- пластины
Круглозвенные сварные тяговые цепи (ГОСТ 2319—81) изготовляются калибро-
ванными (СК) и некалиброванными (СН). Основные параметры цепей приведены
в табл. 3.13. Цепи изготовляются из круглой горячекатанной стали по ГОСТ 2590—71
и калиброванной стали по ГОСТ 7417—75. Пример условного обозначения калибро-
ванной цепи d = 16 мм, tn = 44 мм: «Цепь СК 16X44, ГОСТ 2319—81» н некалибро-
ванной цепи d — 6 мм, 7Ц = 19 мм: «Цепь CH 6Х 19, ГОСТ 2319—81».
Высокопрочные сварные круглозвенные цепи предназначены для работы в ка-
честве тяговых органов конвейеров, комбайнов и других машин. Цепи изготовляются
следующих классов прочности: Alt Sj, С и D.
Основные размеры и показатели прочности и усталостной долговечности цепи
соответствуют указанным в табл. 3.14 и 3.15.
Пример условного обозначения цепи с d = 18 мм, /ц = 64 мм, класса проч-
ности С, степени точности 2: «Цепь круглозвенная 18X64 —С2, ГОСТ 9445—70».
57
8___ Таблица 3.10. Основные параметры и размеры пластинчатых цепей, мм
Номер цепи Разрушаю- щая нагруз- ка, кН, не менее Шаг цепи £ц* Ьг Ь, ь. d rfi d2 d, h, не более s
не более
М20 20 40 **—160 35 3,5 15 49 — 6,0 9,0 12,5 25 35 18 2,5
М28 28 50 **—200 40 4,0 17 56 — 7,0 10,0 15,0 30 40 20 3,0
М40 40 63—250 45 4,5 19 63 — 8,5 12,5 18,0 36 45 25 3,5
М56 56 63 **—250 52 5,0 23 72 — 10,0 15,0 21,0 42 55 30 4,0
М80 80 80—315 62 6,0 27 86 — 12,0 18,0 25,0 50 65 35 5,0
М112 112 80 **—400 73 7,0 31 101 — 15,0 21,0 30,0 60 75 40 6,0
Ml 60 160 100 **—500 85 8,5 36 117 — 18,0 25,0 36,0 70 90 45 7,0
М224 224 125 **—630 98 10,0 42 134 — 21,0 30,0 42,0 85 105 56 8,0
М315 315 160 **—630 112 12,0 47 154 — 25,0 36,0 50,0 100 125 60 10,0
М450 450 200—800 135 14,0 55 185 — 30,0 42,0 60,0 120 150 70 12,0
М630 630 250—1000 154 16,0 65 214 — 36,0 50,0 70,0 140 175 85 14,0
М900 900 250 **—1000 180 18.0 76 254 — 44,0 60,0 85,в 170 210 105 16,0
Ml 250 1250 315 **—1000 230 22,0 90 310 — 50,0 71,0 100,0 200 250 120 20,0
Ml 800 1800 400—1000 260 24,0 НО 370 — 60,0 85,0 118,0 236 276 150 22,0
МС28 28 63—160 42 4,5 17 — 8,3 13,0 17,5 22,5 36 45 26 3,0
МС56 56 80—250 48 5,0 23 — 10,3 15,5 21,0 27,0 50 65 36 4,0
MCI 12 112 100—315 67 7,0 31 — 14,3 22,0 29,0 38,0 70 90 51 6,0
MC224 * Illa ** При 224 цепи выбир? менение шаго 160—500 1ется из ряда: 40 в, отмеченных **, 90 50, 63 для ка 10,0 80, 10 тковых 42 0, 125, цепей 160, 20 ie допу 20,3 ), 250, зкается. 31,0 315. 40 41,0 0, 500, 53,0 630, 800, 100 000 мм 125 72 8,0
Таблица 3.11. Масса 1 м пластинчатой цепи
Тип цепи Номер цепи Масса 1 м цепи в кг для шага цепи /ц, мм
40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000
М20 1,26 1,14 1,05 0,96 0,93 0,88 0,85 — — — — —
М28 1,58 1,45 1,34 1,26 1,20 1,15 1,10 — — — — —
М40 2,10 2,05 1,90 1,76 1,70 1,65 1,58 — — — — —
М56 3,34 3,06 2,82 2,62 2,46 2,38 2,30 — — — — —• —
М80 4,80 4,40 3,95 3,80 3,66 3,47 3,30 — — — —— —
Ml 12 ' 7,26 6,00 5,80 5,30 5,05 4,80 4,55 4,40 — — —
М160 9,15 8,20 7,75 7,05 6,64 6,28 5,95 5,75 — — —
М224 12,70 11,40 10,05 9,80 9,28 8,76 8,45 8,00 — —
1 М315 15,90 15,60 13,60 12,60 12,00 11,47 10,89 — —
М450 ... — 21,60 20,00 18,60 17,20 16,80 15,78 1 —
М630 М900 Ml 250 Ml 800 29,50 27,60 25,80 24,60 23,00 22,20 21,50
44,50 41,60 37,65 35,35 33,65 32,00 30,75
— — — — — — — — — 61,20 57,10 74,20 52,90 78,40 50,60 73,10 48,00 68,50 46,00 66,10
МС28 2,26 2,05 1,88 1,74 1,62 — — —- — — — — —
МС56 — 4,19 3,80 3,49 3,22 3,04 2,88 — — — — —
MCI 12 9,09 8,22 7,44 6,89 6,46 6,10 — — —
MC224 — — — — — — 16,92 15,43 14,22 13,23 12,42 11,81
M20 1,42 1,27 1,16 1,04 1,00 0,93 0,80 — — — — —
M28 1,84 1,64 1,50 1,40 1,30 1,22 1,16 —_ — — —• —
2 M40 2,38 2,28 2,10 2,00 1,82 1,75 1,70 — — — — —
M56 3,23 3,45 3,15 2,85 2,65 2,55 3,37 — — — — —
M80 5,40 4,90 4,35 4,10 3,90 3,67 3,46 — — — — —
Ml 12 — — — 8,40 6,40 6,10 5,90 5,46 5,15 4,80 4,65
Продолжение табл. З.М
Т ип цепи Номер цепи Масса 1 м цепи в кг для шага цепи мм
40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000
М160 10,60 9,35 8,70 7,80 7,25 6,75 6,30 6,05
М224 — — — — — 14,30 12,70 11,70 10,60 9,95 9,27 8,86 8,20
М315 — — — — — — — 16,40 15,00 13,70 12,90 12,17 11,53 .
М450 — — — — — — — 24,80 22,40 20,60 18,70 18,00 16,77 15,98
М630 — — — — — — — — 33,30 30,65 28,20 26,40 24,60 23,40 22,50
2 М900 — — — — — — — —- 51,30 46,90 41,90 38,75 36,40 34,00 32,50
Ml 250 Ml 800 69,90 64,00 58,40 55,00 54,40 48,60
2,56 2,29 88,40 86,20 81,00 74,70 71,10
МС28 —— —— 2,07 1,89 1,74
МС56 MCI 12 — — — 4,65 4,18 10,20 3,79 9,11 3,45 2,13 3,23 7,45 3,03 6,90 6,45 — — — — —
МС224 — — — — — — . 18,70 16,85 15,36 14,13 13,13 12,38 • — — —
М20 1,80 1,56 1,37 1,26 1,15 1,05'
М28 — — 2,44 2,22 1,89 1,70 1,55 1,40
М40 — — 3,47 3,14 2,78 2,47 2,25 2,05 1,95 .
М56 —— — — 4,90 4,30 3,80 3,38 3,15 2,85
3 М80 М112 — — — 8,05 7,00 10,00 6,05 9,32 5,38 8,12 4,96 7,24 4,50 6,58 4,10 5,95 5,50 — — — —
М160 — — — — — 13,65 12,00 10,48 9,38 8,45 7,65 7,12
М224 — — — — — — 18,80 16,60 14,50 13,00 11,70 10^62 9,82
М315 — — — — — — — 23,78 20,90 18,40 16,56 15,12 13,88
М450 М630 М900 — — — — — — — 37,15 32,35 28,45 24,90 22,98 20,77 19,18
49,20 43,20 38,10 34,40 29,90 28,40 26,40
67,90 59,35 52,15 47,50 42,80 39,50
Продолжение табл. 3.11
Т нп цепи Номер цепи Масса 1 м цепи в кг для шага цепи мм
40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000
М1250 91,35 80,30 72,45 65,10 59,60
Ml 800 132,00 124,80 НО 97,50 89,30
3 МС28 — 3,99 3,41 2,97 2,61 2,30 — — — — — — — —
МС56 7,99 6,84 5,92 5,12 4,56 4,09 — —— —- — — —
MCI 12 __ 17,35 14,83 12,61 11,02 9,76 8,72 — —— — — —
МС224 — — — — — — 31,39 27,00 23,48 20,57 18,20 16,44
М20 2,04 1,80 1,52 1,38 1,25 1,12 — — — —
М28 — — 2,45 2,35 2,05 1,85 1,65 1,50 — — — — — — —
М40 3,80 3,40 3,00 2,60 2,38 2,18 2,15 — — — — — —
М56 — 8,80 4,68 4,10 3,60 3,30 3,10 — — — — — —
М80 — 7,00 6,50 5,78 5,26 4,75 4,38 — — — —— —
М112 10,80 10,00 8,00 7,55 6,88 6,17 5,70 — — — —
Ml 60 13,80 12,10 10,60 9,45 8,50 7,70 7,15 — — .—
4 М224 19,60 17,10 15,00 13,40 12,00 11,05 10,75 — .—
М315 25,70 22,50 19,70 17,60 16,00 14,50 — —
М450 . 40,40 34,00 30,50 26,60 24,30 21,70 20,00 —
М630 53,30 46,50 40,60 36,40 32,50 29,60 27,45
М900 74,20 63,40 56,00 50,00 44,80 41,00
Ml 250 97,90 85,50 76,60 68,40 62,10
Ml 800 138,60 130,0 114,10 100,70 91,90
MC28 — 4,13 3,53 3,06 2,68 2,35 — — — — — — — —
MC56 — — 8,32 7,11 6,13 5,29 4,69 4,20 — — —— — — —
MCI 12 —- 18,07 15,40 13,05 11,38 10,05 8,95 — — — — —
MC224 — — — — — — 32,66 28,03 24,29 21,21 18,71 16,85
х Т а б л и ц а 3.12. Параметры и размеры роликовых
длиннозвениых цепей
Обозначение цепи Шаг цепи внв. не менее В, не более Раз- руша- ющая нагру- зка, кН Шаг чередования специальных звеньев с лапками
мм
ТРД-38—3000— 1—1— 6 38,00 22,00 80 30,00 2, 4, 6, 8, 10
ТРД-38—4000— 1—1— 6 38,00 20,50 80 40,00 2, 4, 8
ТРД-38—3000—1—1—8 38,00 22,00 80 30,00 2, 4, (4X6), 8, 12
ТРД-38—4000—1—1—8 38,00 20,50 80 40,00 2, 4, (4X6), 8, 12
ТРД-38—3000—1—2—6 38,00 22,00 72 30,00 2, 4, 6, 8, 10
ТРД-38—4000— 1 —2—6 38,00 20,50 72 40,00 2, 4, 8
ТРД-38—3000— 1 —2—8 38,00 22,00 72 30,00 2, 4, (4X6), 8, 12
ТРД-38—4000—1 —2—8 38,00 20,50 72 40,00 2, 4, (4X6), 8, 12
ТРД-38—3000—1—3—6 38,00 22,00 80 30,00 1
ТРД-38—3000—2— 1 —6 38,00 22,00 72 30,00 4, 6, 8, 12
ТРД-38—3000—2—2—6 38,00 22,00 80 30,00 4, 6, 8, 12
ТРД-38—3000—3—6 38,00 22,00 80 30,00 2, 6, 8, 10
ТРД-38—3000—3—10 38,00 22,00 80 30,00 2, 8, (8X2), 10
ТРД-38—4000—3—10 38,00 20,50 80 40,00 2, 8, 10
Т РД-38—3000—4—1 —6 38,00 22,00 72 30,00 4
ТРД-38—3000—4—2—6 38,00 22,00 92 30,00 4
ТРД-31,75—2270—1—1 —6 31,75 9,65 72 22,70 4, 8, 12
ТРД-31,75—2270—1—2—6 31,75 9,65 72 22,70 4, 6, 10
ТР Д • 31,75—2270—2— 1 —6 31,75 9,65 72 22,70 4, 8, 12
ТРД-31,75—2270—2—2—6 31,75 9,65 72 22,70 4, 6, 10
ТРД-31,75—2270—3— 1 —6 31,75 9,65 72 22,70 4. 6, 12
Достоинствами круглозвенных цепей являются: простота конструкции, наивыс-
шая прочность единицы массы (у термообработанных деталей), пространственная
гибкость, наличие открытого самоочищающегося шарнира. К недостаткам относятся:
изготовление на узкоспециализированном дефицитном оборудовании, малая пло-
щадь контакта звеньев и связанный с этим повышенный износ, относительно невы-
сокая точность изготовления, ограничивающая возможность использования при
высоких скоростях движения, сложность крепления рабочих органов, пониженная
прочность и сложность изготовления соединительных звеньев. Несмотря на указан-
ные недостатки, с появлением термически обработанных круглозвенных цепей, изно-
состойкость которых во много раз выше термически необработанных, их применение
в транспортирующих машинах непрерывно расширяется как при относительно лег-
ких, так и при весьма напряженных режимах работы.
Разборные цепи из кованых (горячештампованных) звеньев (табл. 3.16)
получили преимущественное применение в конвейерах с пространственными и искрив-
ленными трассами (подвесные конвейеры, переносные разборные скребковые кон-
вейеры угольных шахт). С ростом потребности в разборных цепях появились кон-
структивные варианты таких цепей с деталями, изготовленными на универсальном
оборудовании: холодноштампованные с фиксированными валиками (рис. 3.16, а)
н с вращающимися валиками. Полузвеньями этих цепей являются обычные холодио-
штампованные пластины, искривленные для увеличения угла поворота в плоскости
шарнира (внутренние полузвенья на рис. 3.16, б).
Достоинствами разборных цепей являются: простота сборки и разборки, под-
вижность в двух взаимно перпендикулярных направлениях, наличие открытого
шарнира, простота крепления рабочих органов. К недостаткам кованых цепей отно-
сятся: сложность технологического процесса, узкое применение специализированного
оборудования, невысокая точность изготовления.
62
Таблица 3.13. Параметры и размеры круглозвенных цепей
Калибр цепи d Шаг цепи Ширина цепи b Пред. ОТКЛ. ДЛИНЫ участка цепи / = для ис- полне- ния 1 Нагрузка, кН, не менее Мас- са 1 м цепи, кг
номии. пред, откл. для ис- полнения 1 номнн. пред. откл. для испол- нения 1 КОМИН. пред. откл. для испол- нения 1
проб- ная раз- руша- ющая
мм
5 ±0,4 18,5 ±0,5 Тип 17 А ±0,5 + 1,5 —0,5 5,0 10,0 0,50
6 18,5 (19) 20 (21) ±0,5 7,0 14,0 0,75
7 22 23 ±0,7 9,0 18,0 1,00
8 24 (23) ±0,6 26 (27) ±0,8 13,0 26,0 1,35
9 ±0,5 27 32 ±0,9 +2,5 -0,8 16,0 32,0 1,80
9,5 27 31 17,0 34,0 1,90
10 28 34 ±1,0 20,0 40,0 2,25
И 31 ±1,0 36 ±1,1 23,0 46,0 2,70
13 36 44 (43) ±1,3 зз',о 66,0 3,80
16 ±0,8 45 (44) 53 (54) ±1,6 +3,8 —1,3 51,0 102,0 5,80
18 50 60 ±1,8 63,0 126,0 7,30
20 56 ±1,5 67 ±2,0 80,0 160,0 9,00
23 ±1,0 64 77 ±2,3 +5,5 -1,8 100,0 200,0 12,0
26 73 4-2,0 87 ±2,6 126,0 252,0 15,0
28 78 — 94 — — 150,0 300,0 17,5
30 84 — 101 — — 170,0 340,0 ' 21,0
63
Продолжение табл. 3.13
Калибр цепи d Шаг цепи /ц Ширина цепи b Пред. ОТКЛ. длины участка цепи 1 = шц для ис- полне- ния 1 Нагрузка, кН, не менее Мас- са 1 м цепи, кг
номин. пред. откл. для ис- полнения 1 номни. пред, откл. для испол- нения 1 номнн. пред, откл. для испол- нения 1 проб- ная раз- руша- ющая
мм
33 ±1,5 92 — 112 — — 200,0 400,0 24,5
36 101 — 112 — — 250,0 500,0 29,0
39 109 — 132 — 280,0 560,0 34,0
42 118 — 142 — — 340,0 680,0 40,0
Тип В
5 20 16,5 ±0,5 5,0 10,0 0,50
6 ±0,4 22 ±0,5 20,0 ±0,6 +1,5 —0,5 7,0 14,0 0,74
8 28 26,5 ±0,8 13,0 26,0 1,30
10 ±0,5 35 ±1,0 34,0 ±1,0 +2,5 —1,0 20,0 40,0 2,05 .
13 45 44,0 ±1,3 33,0 66,0 3,45
16 ±0,8 56 ±1,5 54,0 ±1,6 +4,0 —1,5 51,0 102,0 5,20
18 63 60,0 ±1,8 +5,5 —2,0 63,0 126,0 6,50
20 70 ±2,0 67,0 ±2,0 80,0 160,0 8,20
23 ±1,0 80 77,0 ±2,3 +6,5 —2,0 100,0 200,0 10,8
26 91 87,0 ±2,6 126,0 252,0 14,0
28 98 — 94,0 — — 150,0 300,0 16,5
30 105 — 101,0 — — 170,0 340,0 19,0
33 ±1,5 115 — 112,0 — — 200,0 400,0 22,3
36 126 — 122,0 — — 250,0 500,0 26,3
39 136 — 132,0 — — 280,0 560,0 31,0
42 147 — 142,0 — — 340,0 680,0 36,0
64
Таблица 3.14. Нормы прочности и долговечности цепей
Показатель Класе прочности
В, О D
Напряжение в МПа/мм?, не менее: при разрыве при пробной нагрузке Относительное удлинение, %, не бо- лее: при пробной нагрузке при разрыве Количество циклов до разрушения при испытаниях на усталостную долго- вечность при нагрузке от 5 до 25 МПа/мм?, не менее 70 56 2,0 7 50 000 75 60 2,0 7 50 000 80 64 2,0 7 50 000 95 76 2,5 6 70 000
Крючковые цепи образуют нз литых или холодноштампованных звеньев, имею,
щих форму рамки с открытым крючком, зацепляющимся за противоположную сто-
рбну рамки соседнего звена. Крючок и взаимодействующую с ним часть звена вы-
полняют таким образом, чтобы сборка и разборка цепи были возможны лишь при
строго определенном взаимном положении соседних звеньев (под большим углом
Наклона друг к другу). Благодаря этому исключается саморазборка цепи.
3 П/р Ю. А. Пертена 65
Таблица 3.15. Параметры и раамеры
круглозвениых цепей
Калибр цепи а, мм Разрушающая нагрузка, кН, не менее Внутрен- няя длина (шаг) звена /ц, мм Ширина звена BQ, мм Масса 1 м цепи, кг, не более 1
Класс прочности на- руж- ная вну- трен- няя
Ai с D
14 21 23 25 29 50 48 17 4,1
16 28 30 32 38 64 55 20 5,2
18 35 38 4.1 48 64; 80 60 21 6,9; 6,4
2D 43 47 50 60 80 67 23 8,2
22 53 57 61 — 86 75 26 10,0
23 — — 66 79 86 77 27 11,1
24 63 68 72 86 86 . 79 28 13,3
26 74 80 85 100 92 87 31 15,5
28 86 92 98 117 100 93 33 18,5
32 112 120 128 153 120 103- 37 23,2
Таблица 3.16. Цепи тяговые разборные (-по ГОСТ 589— 74)
Параметры Расчетный шаг звена им
63 80 100 160 250
Шаг зацеп- ления, мм иомин. 126 Г60 200 320 500
пред, откл. ±2,0 ±2,5 ±3,0
Ширина звена, мм, не более 18 30 42 32 37 40 59 59
Расстояние между на- ружными звеньями, мм, не менее 15 21 32 27 27 34 42 42
Длина валика, мм, не более 35 48 73 56 60 73 92 92
Нагрузка, кН, не менее пробная 27 60 174 96 132 174 240 240
разрушаю- щая 45 106 290 169 220 290 400 400
Удлинение общее, % при проб- ной нагрузке, не более 1,8
при разрыве, не менее 4,5
Масса 1 м цепи, кг, не более 1,4 3,2 8,7 3,8 5,2 5,7 9,1 8,0
66
Т а б л и ц а 3.17. Присоединительные размеры цепей
типа Р2, мм
I Обозначение цепей типа Р2
Параметр 63-80 1 80-106 1 80-290 О о о 100-220 | 160-290 I 160-400 250-400
Диаметр налика .номи- 8 12 18 14 16 18 24 24
нальный Ширина звеньев вну- . тренняя, не менее 9 13 19 15 17 19 26 26
Толщина внутреннего звена в.средней части, не более 7 13 20 16 18 20 24 24
Высота головки, ие бо- 9 16 21 17 19 21 33 33
лее
Длина впадины вну- треннего звена, не .менее 30 32 50 40 40 63 63 100
У,гол поворота звеньев 3 г 13
в влоскости осей шарни- ров, ...°, не менее
Достоинствами крючковых цепей являются: простота получения любой формы
литого звена, удобной для крепления рабочих органов, наличие открытого шарнира,
простота изготовления холодноштампованных звеньев. К недостаткам можно от-
нести низкую прочность цепи из-за отгиба крючков и дефектов в отливках и штам-
повках, поэтому цепи этого типа применяют только при небольших нагрузках.
Вильчатые цепи (по ГОСТ 12996—79) предназначены для работы в качестве
тяговых органов скребковых конвейеров с погруженными скребками, питателей и
других подъемно-транспортных машин и механизмов. Цепи (рис. 3.17) изготовляются
нескольких типов: Р* — разборная, с фиксацией пальца проволочным шплинтом;
Р3 — легкоразборная, с фиксацией пальца штифтом-шпонкой; Р3 — разборная,
с фиксацией пальца проволочным шплинтом, реверсивная.
Существует две категории прочности цепи: нормальная (Н) и высокая (В).
Основные параметры и размеры вильчатых цепей приведены в табл. 3.18.
Т аблица 3.18. Размеры вильчатых цепей, мм
1 Шаг цепн Ширина эвена Толщина вилки звена 1 Толщина стержня звена ; Толщина хвостовика звена» не более 1 ~ , Расстояние между внутрен- ними плоскостями внлки Длина вилки звена Диаметр пальца Длина пальца, ие более, для цепн типа Диаметр отверстия под шплинт типа Pt и Р2 Диаметр выступов цепн типа Рз Толщина вилки по выступам типа Р3 Разрушаю- щая нагруз- ка, кН. не менее, для цепи категории Масса 1 м цепи, кг, не более
Р1 Р2 и РЗ н В
100 38 27 8 и 12 30 16 48 30 4 32 47 160 220 4,9
125 42 35 10 15 16 36 20 56 38 4 36 60 240 330 7,6
160 50 43 12 20 22 45 25 70 46 6 42 72 400 550 9,5
200 64 52 15 23 25 56 32 82 56 6 55 90 640 880 15,6
250 80 66 18 30 32 70 40 95 70 6 70 НО 1000 1400 25,5
3*
67
Пример условного обозначения тяговой вильчатой цепи типа Р,- с шагом 100 мм,
нормальной категории прочности: «Цепь Р1—100Н, ГОСТ 12996—79».
В цепях с коваными и холодноштампованными звеньями рабочие органы или
приваривают к звеньям, или крепят на шплинтах
Тип Pf
к специальным выступам с пазами
на звеньях и валиках. В це-
пях с литыми звеньями их
Тип PZ
крепят теми же способами
или отливают за одно целое
со звеньями.
Достоинством вильчатых
цепей является монолитность
звеньев, обусловливающая
их повышенную надежность
при качественном изготовле-
нии. К недостаткам относятся
высокая трудоемкость из-за
большого объема механиче-
ской обработки кованых и
литых звеньев, низкая на-
дежность последних из-за
дефектов отливок, повышен-
ные удельные нагрузки в
шарнирах и связанный с
этим износ.
Цепи выбирают по раз-
рывному усилию
Рр= 5расчпСн t (3J06)
Рис. 3.17. Вильчатые цепи:
1 — звено; 2 — палец; 3 — шплинт; 4 ** шайба; 5 •=*
штифт-шпонка
где 8расч — расчетное уси-
лие, г — число параллельных
рабочих ветвей; сн — коэф-
фициент неравномерности
распределения нагрузки меж-
ду параллельными ветвями,
сн — 1,14-1,25; п — коэффи-
циент запаса прочности; для
пластинчатых цепей п =
= 54-6 и n = 7-5-10 соответ-
ственно для Горизонтальных
и пологонаклонных конвейе-
ров, и конвейеров, имеющих
крутонаклонные участки; для
разборных цепей п= 10-5-14
и п = 10ч-15; для сварных
цепей п = 10ч-15 и п= 15-5-20
соответственно с термообра-
боткой и без нее.
Канаты применяют в
качестве тягового органа
ленточных конвейеров, лента
которых служит только не-
сущим органом; в канатио-
дисковых конвейерах, в желобе которых груз перемещается с помощью дисков,
прикрепленных к канатам; в грузоведущих конвейерах. Достоинством канатов
являются: возможность перемещения груза с высокими скоростями, низкая стои-
мость канатов по сравнению с цепями и лентами. К недостаткам канатов относят-
ся: остаточное удлинение в процессе эксплуатации и необходимость применения
шкивов большого диаметра. Запас прочности канатов 5—7,5.
Опорные и поддерживающие устройства. Опорными устройствами для лент
и реже для пластинчатого настила служат стационарные ролики, обеспечивающие
68
большой срок службы несущего органа и малое сопротивление его передвижению.
При транспортировании штучных грузов и пассажиров ленточные конвейеры иногда
снабжают опорами скольжения в виде неподвижного пастила для обеспечения плав-
ного движения ленты без вертикальных смещений, вызываемых прогибом ленты
в межопорных промежутках под действием массы груза. Ходовые катки служат
опорными элементами пластинчатого настила, скребков, ковшей, ступеней эскала-
торов, несущих цепей, тележек подвесных, тележечных и грузоведущих напольных
конвейеров.
К опорным устройствам принадлежат направляющие и подвесные пути, а также
станины конвейеров. У скребковых конвейеров цепи иногда снабжают вместо ходо-
вых роликов (катков) ползунами, перемещающимися по неподвижным направляю-
щим путям. Опорным элементом цепей конвейеров сплошного волочения является
непосредственно днище желоба. Приводы конвейеров с гибким органом подразде-
ляют на фрикционные и с зубчатым зацеплением. Во фрикционных приводах тяго-
вое усилие передается на гибкий орган силой трения его о приводной барабан или
блок. Фрикционный привод применяют для лент, канатов и реже для цепей. Привод
с зубчатым зацеплением применяют для цепей и реже для канатов с закрепленными
на них муфтами. Различают приводы со звездочками (угловые) и гусеничные. Пер-
вые устанавливают в местах поворота цепи на угол 90—180°, а гусеничные приводы
располагают на прямолинейных участках гибкого органа.
В зависимости от числа приводов на трассе конвейера различают конвейеры
одноприводные и многоприводные. Применение нескольких приводов позволяет,
как правило, снизить максимальное натяжение гибкого органа. При опре-
делении рационального места установки приводов по трассе конвейера основным
критерием служит достижение в этом месте наименьшего натяжения гибкого
органа.
Основными элементами приводов конвейеров являются: двигатели (электри-
ческие, внутреннего сгорания, гидравлические), муфты (упругие, зубчатые), редук-
торы и тормоза. В узлы приводов включаются также стопоры и ограничители кру-
тящего момента.
Передача тягового усилия на гибкий тяговый орган конвейеров осуществляется
приводными органами, к которым относятся барабаны, звездочки и шкивы.
Натяжные устройства. Натяжные устройства служат для создания необходи-
мого минимального натяжения гибкого органа. Эти устройства разделяют на гру-
зовые, механические, гидравлические и пневматические. Минимальное натяжение
гибкого органа обусловливается необходимостью ограничения стрелы прогиба про-
висающих участков, динамическими процессами, тяговой способностью фрикцион-
ного привода и т. п.
По расположению грузовые устройства делят на хвостовые, расположенные
в хвосте конвейера, и промежуточные. Достоинством грузовых натяжных устройств
является автоматическая компенсация удлинения тягового органа и поддержание
постоянного его натяжения в процессе эксплуатации. Недостатками грузовых на-
тяжных устройств являются их громоздкость и неудобство применения в передвиж-
ных машинах из-за большой массы этих устройств. Месторасположение натяжной
звездочки или блока влияет на натяжение цепи, и его выбирают с учетом динами-
ческих усилий.
Механические устройства подразделяют на шпиндельные, шпиндельно-пру-
жинные, реечные и лебедочные. Шпиндельные устройства применяют у ленточных
конвейеров малой длины (до 60 мм).
Шпиндельно-пружинные устройства используют в цепных конвейерах для амор-
тизации случайных пиковых усилий в цепи, которые возникают, например, при
попадании куска груза между цепью и звездочкой. Наличие пружины, на которую
опирается гайка шпинделя, позволяет в таких случаях избежать обрыва цепи.
Реечное устройство подобно шпиндельному, но вместо винта имеет рейку, взаимо-
действующую с шестерней, вращаемой с помощью рукоятки. Лебедочное натяжное
устройство по принципу действия подобно грузовому, но в нем груз заменен авто-
матической лебедкой, поддерживающей постоянство натяжения гибкого органа
конвейера.
Загрузочные и разгрузочные устройства. Насыпные грузы иа ленточные и пла-
стинчатые конвейеры подаются через загрузочные воронки (см. рис. 4.14), подво-
дящие материал к центру рабочего органа и устраняющие просыпь в загрузо ном
69
пункте. Элеваторы, скребковые, ковшовые и винтовые конвейеры принимают насып-
ной груз через загрузочные патрубки.
Пластинчатые конвейеры разгружаются через вал головных звездочек или при
помощи промежуточных плужковых сбрасывателей. Скребковые и винтовые кон-
вейеры принимают транспортируемый груз через загрузочные отверстия в крышке
желоба, а выдают его через выпускные отверстия в днище желоба.
Очистительные устройства. В обеспечении надежной работы конвейеров важ-
ное значение имеют автоматические очистительные устройства: вращающиеся бара-
банные щетки, скребки для очистки лент и цепей от частиц налипшего на них мате-
риала, скребки для очистки поверхности барабанов, плужковые сбрасыватели для
удаления с холостой ветви ленты грязи и посторонних предметов и т. п.
3.4. Автоматизированные системы управления
конвейерными установками
Уровень автоматизации конвейерных установок определяется степенью авто-
матизации функций управления, применяемыми техническими средствами и типом
структуры системы управления.
АСУ конвейерных установок выполняет следующее функции: автоматизацию
пуска и останова групп машин с центрального щита управления; контроль вступ-
ления в работу каждой машины; контроль состояния механизмов всех машии группы;
выполнение отдельных вспомогательных операций при непрерывном движении
грузов (учет, дозирование, регулирование производительности и т. п.); автомати-
зацию операций загрузки, разгрузки и распределения грузов по заданным пунк-
там-адресам с помощью систем автоматического адресования грузов; контроль за-
полнения бункеров и выдачи грузов в зависимости от их заполнения.
По типу структур АСУ конвейерными установками делятся на системы центра-
лизованного и децентрализованного управления, а также системы со смешанной
структурой, причем все три типа структур могут быть одноуровневыми и многоуров-
невыми. Для сложных АСУ конвейерными установками целесообразно рекомендо-
вать к применению децентрализованную многоуровневую АСУ с информационно-
вычислительными машинами и логическими управляющими устройствами.
В структуру АСУ конвейерными установками входит ряд практически авто-
номных подсистем. Обычно выделяют четыре таких подсистемы: технологического
контроля и представления информации; автоматизированного управления; регу-
лирования; технологических защит и блокировок.
Подсистема технологического контроля и представления информации выпол-
няет: контроль (измерение, представление); сигнализацию; регистрацию; расчет
технико-экономических показателей; связь с другими подсистемами АСУ конвейер-
ными установками.
Информация о состоянии конвейерных установок и их исполнительных меха-
низмов поступает отдатчиков, указателей положения, от конечных и путевых выклю-
чателей, блок-контактов пускателей, контакторов и функциональной аппаратуры.
Контроль параметров конвейерных установок, сведения о которых требуются опе-
ративному персоналу постоянно, дублируется индивидуальными измерительными
комплектами непрерывного действия.
Контроль наличия груза на ленте, пластинчатом полотне и т. п. осуществляется
с целью предотвращения перегрузки рабочего органа, а также переполнения пере-
сыпных устройств в точках перегрузки. В качестве датчиков наличия груза в рас-
сматриваемой подсистеме применяются контактные (датчики нажимного типа) и
бесконтактные датчики. В качестве бесконтактных датчиков используются индук-
тивные, радиоактивные, емкостные и фотоэлектрические датчики.
Наличие груза на ленте контролируется при помощи датчиков, замыкающих
электрическую цепь при отклонении импульсного прибора массой перемещаемого
груза. Импульсный элемент в частном случае может быть выполнен в виде лопатки
или ролика. При определенной нагрузке провисающая ветвь движущейся ленты
приводит во вращение ротор датчика, включает сигнализацию и отключает электро-
привод конвейера. При транспортировании штучных грузов, если производится их
перегрузка с одного конвейера на другой, осуществляется контроль минимально
допустимых интервалов между отдельными грузами.
70
Контроль грузопотока на ленте конвейера может быть осуществлен при исполь-
зовании соосно расположенных источников и приемников радиоактивных излу-
чений. Сигнал радиоактивного излучения, уровень которого зависит от толщины
слоя материала на лейте, преобразуется и поступает на устройство индикации,
а затем на сервомотор, управляющий задвижкой бункера. Одновременно сигнал
из преобразователя подается на интегрирующее устройство, которое показывает
количество транспортируемого груза.
Контроль сбега ленты может осуществляться с помощью аппарата АКЛ-1,
принцип действия которого основывается на перекатывании контролирующего ро-
лика по нерабочей стороне леиты. При отсутствии ленты над роликом рычаг под
действием груза поворачивается и отключает пускатель последнего. Для контроля
сбега леиты могут также применяться бесконтактные, например фотоэлектрические
датчики, которые выполняются в виде фотоэлементов с внешним фотоэффектом,
фотосопротивления или фотоэлемента с запирающим слоем.
Контроль пробуксовки и обрыва ленты производится аппаратом, который реа-
гирует также на разрыв ленты, нарушение целости роликоопор и работы двигателей.
Принцип работы аппарата заключается в определении времени оборота рычага,
закрепленного на оси ведомого барабана конвейера. При увеличении времени обо-
рота рычага, что может быть вызвано только пробуксовкой ленты, подается сигнал
на отключение подающего и буксующего конвейеров.
Контроль движения тяговых органов осуществляется с помощью реле скорости,
которые подразделяются на механические {динамические, центробежные, динами-
ческие инерционные, гидравлические) и электрические (индуктивные и тахогене-
раторные). На ленточном конвейере место установки реле скорости можно брать
произвольно, так как скорость ленты по длине конвейера при любом режиме не
меняется (обычно его ставят на валу хвостового барабана).. Место установки реле
скорости на цепных конвейерах существенно влияет на надежность подсистемы
технологического контроля (наиболее опасным является разрыв на приводной звез-
дочке), поэтому реле скорости устанавливается на холостой ветви после привода.
Контроль мест перегрузки осуществляется с помощью сигнализаторов завалов
перегрузочных пунктов, работа которых основывается на отклонении подвижного
элемента, например, до лотка датчика, который отключает двигатель подающего
конвейера.
Контроль степени заполнения бункерных установок осуществляется установ-
кой датчиков верхнего и нижнего уровня материала, что позволяет автоматически
отключать двигатель загрузочиого конвейера при переполнении бункера и двига-
тель конвейера, на который производится разгрузка, при отсутствии материала
в бункере.
Датчики путевой автоматики определяют постоянную связь движущейся цепи,
тележек, подвесок и отдельных механизмов конвейера с подсистемой технологиче-
ского контроля. Движущийся элемент тем или иным способом (чаще всего механи-
ческим'контактом) воздействует на щуп датчика, который передает сигнал непо-
средственно в датчик, например, в контактный или бесконтактный конечный выклю-
чатель.
Датчики путевой автоматики обеспечивают правильную работу передаточных
устройств, контролируют взаимное расположение тележек с подвесками и выпол-
няют другие лодобпые операции при работе конвейера. Например, в современных
толкающих конвейерах используют в основном три унифицированных типа дат-
чиков: тележки, толкателя и свободного толкателя. В датчиках путевой автоматики
современных конструкций собственно датчиком служит индуктивный датчик с бес-
контактным переключателем типа БВК-24М.
Устройства представления информации могут быть в виде традиционных изме-
рительных приборов (показывающих, самопишущих и интегрирующих), а также
с использованием электронио-лучевых трубок ЭЛТ или электронно-лучевых инди-
каторов ЭЛИ. На последних с помощью вызывных устройств могут быть представ-
лены интересующие оператора параметры или фрагменты мнемосхемы конвейер-
ных установок. Срабатывание защит, а также отклонившиеся за заданные пределы
параметры автоматически выводятся на ЭЛИ. При отказе какого-либо управляющего
устройства по ЭЛИ, автоматически высвечивается программа работы данного устрой-
ства с указанием места, в котором произошел отказ, и «совет» оператору по управ-
лению конвейериыми установками. Дистанционный контроль за вступлением в ра-
71
боту каждого конвейера должен отражаться на мнемосхеме, устанавливаемой на
центральном щите управления.
Подсистема технологического контроля и представления информации должна
быть снабжена двусторонней звуковой оперативной и предупредительной сигна-
лизацией, в частности, пуску конвейера должна предшествовать звуковая сигна-
лизация.
Подсистема автоматизированного управления конвейерными установками вы-
полняет следующие функции: последовательный пуск двигателей конвейерной линии
в порядке, обратном направлению грузопотока, с необходимой выдержкой между
включениями; останов всей линии с центрального щита управления и каждого кон-
вейера с места установки; местный пуск каждого конвейера (с отключением блоки-
ровок) в обоих направлениях при наладке, регулировании и опробовании линии;
автоматическое приведение схемы управления в положение «выключено» при от-
сутствии напряжения.
Программное управление следует рассматривать как частный случай автома-
тического управления, при котором на различных программоносителях записы-
вается программа работы конвейерных систем.
Обычно пусковую кнопку ставят на центральном щите управления, а кнопки
«Стоп» располагают в нескольких местах каждого отдельного производственного
помещения, в переходных галереях, у приводных механизмов, на участке загрузки
и разгрузки — для быстрой аварийной остановки конвейера и предотвращения
несчастных случаев. При аварийной остановке одного конвейера в поточной линии
немедленно останавливаются все предыдущие конвейеры.
Автоматическое адресование грузов при использовании конвейерных установок
связано с решением следующих задач: с сортировкой тарно-штучных грузов по опре-
деленным секциям склада, стеллажам, штабелям, подвесным путям, транспортным
средствам; распределением сыпучих грузов по бункерам, силосам или штабелям;
с выдачей сыпучих и штучных грузов в заданной последовательности из штабелей,
стеллажей, бункеров, силосов, аккумулирующих секций различных конвейеров
в определенные точки склада, на конвейер, транспортное средство и т. д.
При автоматическом адресовании тарно-штучных грузов применяются два
способа: децентрализованный, когда адресоносителями являются сами грузы, и
централизованный, когда маршрут следования грузов задается на пульте управ-
ления. Принцип действия систем децентрализованного адресования основывается
на совпадении программы, нанесенной на адресоноситель, и настроенного на эту
программу приемного (считывающего) устройства. В таких системах исполнитель-
ные элементы (приводы стрелочных переводов, сталкиватели роликовых, цепных
конвейеров) получают команды непосредственно от адресуемого объекта. Основными
типами систем децентрализованного адресования штучных грузов являются элек-
тромеханическое с шипами или штырями; фотоэлектрическое; электромеханическое
флажковое; оптическое; электромагнитное.
В то же время системы централизованного адресования грузов можно разделить
на следующие типы: с последовательным накоплением информации; счетно-следя-
щие с шаговыми искателями; синхронно-следящие системы; с магнитной лентой;
с перфолентой; с магнитными дисками; с регистром на магнитных элементах.
Подсистема регулирования выполняет следующие функции: получение информа-
ции о текущем значении регулируемых параметров; сравнение текущих значений
регулируемых параметров с заданными значениями; формирование закона регули-
рования; выдачу регулирующих воздействий; обмен информацией с другими под-
системами. Например, система автоматического регулирования производительности
конвейерной установки организуется на основе информации, получаемой от дат-
чиков, измеряющих скорость движения груза, линейную нагрузку, и воздействует
на положение шибера, на скорость питателей.
Подсистема защит и блокировок определяет минимизацию экономических по-
терь на восстановление работоспособности оборудования конвейерных установок.
Свое назначение подсистема защит и блокировок выполняет путем предотвращения
или устранения ситуаций, приводящих к нарушению технологического процесса
или к повреждению оборудования. Особую роль играет надежное функционирование
блокировок для сложения систем конвейерных установок в период проведения пуско-
остановочных операций. Конвейерные установки оборудуются блокировками, кото-
рые отключают привод конвейера при пробуксовке ленты, поперечном и продольном
72
порыве ленты, сходе ленты в сторону свыше установленных допусков, повышении
температуры барабанов или других механизмов конвейера сверх допустимой вели-
чины, а также при децентрироваиии ленты иа приводном и отклоняющих барабанах,
Технические реализации подсистемы защит и блокировок осуществляются рядом
унифицированных каналов с принятием мероприятий по повышению их надежности.
3.5. Технико-экономические показатели
конвейерного транспорта
Для оценки технико-экономической эффективности и выявления наиболее
экономичной конвейерной установки и конвейерной системы проводится анализ
основных экономических показателей: капитальных затрат и эксплуатационных
расходов, являющихся основным критерием при выборе оптимального варианта;
натуральных показателей — расход электроэнергии, расход металла, число штат-
ных единиц, себестоимость переработки одной тонны груза; срока окупаемости
капитальных затрат.
Капитальные затраты состоят из стоимости узлов оборудования конвейерной
установки, определяемой по прейскурантам заводов-изготовителей; стоимости транс-
портирования и монтажа оборудования; стоимости строительных работ, связанных
с установкой и эксплуатацией оборудования. В табл. 3.19 приведены данные по ка-
питальным затратам для наиболее широко применяемых типов конвейерных уста-
новок.
Годовые эксплуатационные расходы, руб.:
С — С3 "Ь "Ь *Ь <-вм + Спр + 4,
где С3 — годовая заработная плата персонала, обслуживающего конвейерную уста-
новку с учетом начислений; Ср — годовые расходы на текущий ремонт (табл. 3.20);
Сэ — расходы на электроэнергию в год; Сим — годовые затраты на вспомогатель-
ные материалы (табл. 3.21); Сцр — прочие затраты, связанные с особенностями
Таблица 3.19. Капитальные вложения по подвесным
конвейерам толкающего и грузонесущего типов без галерей
Тип кон- вейера Показатель Развернутая линия конвейера, м
100 200 400 1000 1500 2000
Шаг цепи 100 мм
птк Капитальные вложения: на 1 м, руб. на один конвейер, тыс. руб. 85,0 8,5 78 15,6 72,5 29 — — —
ПК Капитальные вложения: на 1 м, руб. на один, конвейер, тыс. руб. 65 6,5 58 11,6 53 21,2 — — —
Шаг ц е пи 160 мм
птк Капитальные вложения: на 1 м, руб. на один конвейер, тыс. руб. 100 10 87,2 17,4 80,7 32,3 73,7 73,7 170,2 110 173 146
ПК Капитальные вложения: на 1 м, руб. иа один конвейер, тыс. руб. 86,2 8,62 73,3 14,7 67,2 26,9 65,2 65,2 65,5 97 64,2 123,4
73
Таблица 3.20. Годовые расходы иа текущий ремонт
(в % от оптовой цены)
Тип конвейера Процент оптовой цены •
Конвейеры цепные подвесные всех типов Конвейеры ленточные длиной 40—100 м и шириной ленты в мм: 400 650 1<000 1400 Магистральные ленточные конвейеры Скребковые конвейеры 8,0 14,8—11,0 10,8—8,2 7,6—5,6 5,5—4,2 6,'0 4,0
местных условий эксплуатации конвейерной установки; А — амортизационные
отчисления (табл. 3:22).
Заработную плату определяют исходя из численности рабочих, Обслуживаю-
щих конвейерную установку в соответствии с действующими нормами, разрядами
и тарифными ставками:
С3 =/гн^пП У, PiCj,
где k„ — коэффициент, учитывающий доплаты к основной заработной плате (за под-
мену в нерабочие дни и др.); ka — коэффициент, учитывающий начисления на зара-
ботную плату; л — количество рабочих смен в году; pi — число штатных единиц
персонала по каждому разряду работы; С/ — сменная заработная плата по каждому
разряду.
Затраты ла средний и текущий ремонты, профилактические осмотры являются
расходами на содержание оборудования в работоспособном состоянии (руб.):
Ср = Ск7’год/7'кап>
где Ск — стоимость содержания конвейерной установки в работоспособном состоя-
нии в течение периода эксплуатации между капитальными ремонтами; Ткап — число
часов работы конвейерной установки между капитальными ремонтами; Тгол —
фактическое число часов работы конвейерной установки в течение года.
Стоимость электроэнергии
Сэ = ( У A'jT’tт)i -|- Тсмп^оГу) Т)обэ>
где Nt — мощность двигателя, кВт; r)j — коэффициент использования мощности
двигателя (т); = 0,6-~0,9); Tt — количество часов работы электродвигателя в год;
Тем. — продолжительность смены, ч; а3— стоимость электроэнергии, руб./кВт;
т)0 — коэффициент потерь в сети (т)0 = 1,15); k0 — удельный расход энергии на осве-
Т а б л и ц а 3.21. Годовые затраты на вспомогательные материалы
при эксплуатации ленточных конвейеров (в руб.)
Ширина ленты, мм Длина конвейера, м Щирина леиты, мм Длина конвейера, м
до 20 20—100 100—200 до 20 20 — 100 100—200
400 8 26 36 1200 12 37 50
500 8 28 38 1400 13 39 34
650 9 29 39 1600 15 40 56
800 11 30 42 1800 16 47 60
1000 11 34 45 2000 18 47 '64
74
Т а б л и ц а 3.22. Нормы амортизационных отчислений
для конвейерного транспорта и вспомогательного оборудования
Нормы амортизационных отчислений в % к балансовой стоимости
Наименование конвейера Всего на полное вос- становле- ние на капи- тальный ремонт
Конвейеры ленточные: сборно-разборные передвижные стационарные иа подземных работах произ- водительностью до 250 т/ч то же более 260 т/ч Конвейеры скребковые: передвижные сборно-р аз борные Конвейеры пластинчатые Конвейеры винтовые, ковшовые и элеваторы Конвейеры ленточные звеньевые Конвейеры для открытых горных выработок Конвейеры формовочные штанговые; приводы конвейеров, рольганги приводные, подъемники, толкатели цепные Конвейеры подвесные цепные (грузоиесущие и толкающие) Конвейеры вибрационные и инерционные Конвейеры дисковые, шариковые Конвейеры стационарные хлебоприемных пред- приятий Конвейеры передвижные хлебоприемных пред- приятий Специализированное технологическое оборудо- вание мукомольно-крупяной и комбикормовой промышленности (Транспортное и др.) Эскалаторы Перегружатели Элеваторы сельскохозяйственные Погрузчики скребковые Погрузчики и разгрузчики многоковшовые не- прерывного действия Бункеры с питателями для ленточных конвейе- ров: общего назначения для агрессивных условий Самоходные ленточные отвалообразователи 2Г,9 24,9 16,3 21,0 10,8 29,4 32,3 27,0 21,8“ ! 16,8 21,9 16,8 16JB ; 16,8 16,8 ; 10,0 14,2 10,8 7,17 38,0 10,0 22,0 22,0 16,0 33,0 10,5 ’ 16,0= 19,2 11,1 18,5 9,8 : 24,7 23„7 18,2 Ю',0 П,1‘ 16,0 ' 11,0 11,0 . 11.,0 11,0 7,4 10,0 7,8 2,0 31,5 7,4 10,0 10,0 16,0 33',О' 6,5 5,9 5,7' i 5Д 2.5 1,0- 4,7 8,6 8^ 11,8 5,2 5,91 5,8 5,8 5,8 5Л 2,6 4,2 3,0 5,17 6,5 2,6 12,0 12,0 4,0
щение (kq — 0,0038 кВт/м2); Fr — площадь» занимаемая конвейерной установ-
кой, ма.
Стоимость вспомогательных (обтирочных, смазочных и др.) материалов
Свм = (0,15 4-0,20) Сэ.
Амортизационные отчисления (руб.)
= асЛс)/100f
75
где Пв, Пе — первоначальная стоимость внедряемых конвейеров и связанных с ними
строительных сооружений; Oq, ас — нормы ежегодных амортизационных отчисле-
ний для По и Пс в процентах (табл. 3.22).
Величина ежегодных амортизационных отчислений зависит от долговечности
конвейерных установок и среднегодовых затрат на их капитальный ремонт.
Стоимость отдельных узлов конвейерной установки
Cf = Пуд/П/,
где Оуд — стоимость 1 т массы конвейера; mi — масса отдельного узла конвейера.
При транспортировании насыпных и штучных грузов для одних и тех же усло-
вий могут быть применены различные типы конвейеров. Основным показателем
экономической эффективности применения новой конвейерной установки при срав-
нении с базовой является минимум приведенных Затрат в расчете на годовой грузо-
оборот
Qv — QkBT смп/^н,
где Q — расчетная производительность конвейерной установки, т/ч; kB — коэффи-
циент использования конвейера по времени (kB = 0,75-^0,95); ka — коэффициент
неравномерности загрузки конвейера (kH = 1-й>1,8).
Приведенные затраты (руб.)
Пэ = С + Ek,
где Е — нормативный коэффициент эффективности капитальных вложений, равный
обратной величине срока окупаемости конвейерной установки; k — капитальные
затраты на строительство конвейерной установки с учетом транспортных расходов
и стоимости монтажа.
3.6. Техника безопасности и основы эксплуатации конвейеров
Общие требования безопасности к конструкции и размещению конвейеров всех
видов и назначений, применяемых в любой отрасли народного хозяйства, устанав-
ливает ГОСТ 12.2.022-80.
Требования к конструкции. Конвейеры, предназначенные для транспортирова-
ния горячих грузов, должны иметь закрытые или защищенные трассы в зоне горя-
чих мест. При этом температура нагретых наружных поверхностей кожухов или
ограждения не должна превышать 45 °C.
Конвейеры, предназначенные для транспортирования пылевидных, пыле-,
паро- и газовыделяющих грузов, должны иметь укрытия, снабженные местными
отсосами для подключения аспирационных устройств или оросительных систем.
Элеваторы, предназначенные для транспортирования мокрых грузов, должны
быть закрыты по всей длине кожухами или щитами, предохраняющими обслуживаю-
щий персонал от брызг пульпы.
Конструкция конвейеров должна предусматривать установку загрузочных и
разгрузочных устройств для равномерной и централизованной подачи груза на кон-
вейер в направлении его движения. Загрузочные и разгрузочные устройства должны
исключать заклинивание и зависание в них груза, образование просыпей (выпаде-
ние штучных грузов) и перегрузку конвейера. В местах передачи транспортируемого
груза с одного конвейера на другой конвейер или машину должны быть предусмо-
трены устройства, исключающие падение грузов с конвейера или машины. Прием-
ная часть конвейеров, загружаемых вручную штучными грузами, должна быть
выполнена так, чтобы обеспечивалась загрузка конвейера горизонтальным пере-
мещением груза или с небольшим уклоном в сторону загрузки и исключался подъем
груза с пола (погрузочной площадки, транспортных средств).
Ходовые пути подвесных грузонесущих конвейеров на участках погрузки и
разгрузки грузов вручную должны быть расположены на такой высоте, чтобы под-
вески типа люльки (платформы) перемещались на расстоянии 0,6—1,2 м от уровня
пола до верхней кромки ящичной люльки (платформы). При транспортировании
грузов в подвесной таре (ящики, тележки) ходовые пути конвейеров на этих участ-
ках должны быть расположены так, чтобы высота, на которую вручную приподни-
мают подвески или тару с грузом при установке их в транспортное положение,
была не более 0,2 м от уровня пола.
76
На наклонных конвейерах (наклонных участках конвейеров) при транспорти-
ровании штучные грузы должны находиться в неподвижном состоянии по отношению
к плоскости грузонесущего элемента конвейера и не менять положение, принятое
при загрузке. В конвейерах, установленных с наклоном, должна быть исключена
возможность самопроизвольного перемещения грузонесущего элемента с грузом при
отключении привода.
Роликовые неприводные конвейеры должны иметь в разгрузочной части огра-
ничительные упоры и приспособления для гашения инерции движущегося груза.
Ленточные конвейеры, предназначенные для транспортирования мокрых и лип-
ких грузов, должны иметь устройства для очистки от налипшего груза с обеих сторон
нижней ветви ленты, приводных, концевых и отклоняющих барабанов. Ленточные
конвейеры должны иметь также устройства для удаления с поверхности нижней
ветви просыпавшихся и упавших грузов.
Ковшевые элеваторы должны иметь устройства для очистки внутренней поверх-
ности элеватора (зона загрузочных и разгрузочных патрубков) от налипшего груза
или люки, обеспечивающие доступ обслуживающего персонала для выполнения
этой операции.
На ленточных конвейерах длиной более 15 м для предотвращения боковых сме-
щений ленты должна быть предусмотрена установка направляющих и центрирующих
устройств. Не допускается буксование ленты на приводном барабане. В случае
возникновения буксование должно быть ликвидировано способами, предусмотрен-
ными конструкцией конвейера (увеличением натяжения ленты, увеличением давле-
ния прижимного ролика и т. п.).
Гравитационные уклонные участки путей толкающих напольных и подвес-
ных конвейеров следует выполнять с уклоном не более 6 %. Для гашения скоро-
сти грузовых тележек на этих участках пути должны Ьбыть установлены тормозные
устройства.
На трассах конвейеров с передвижными загрузочными и разгрузочными устрой-
ствами должны быть установлены конечные выключатели и упоры, ограничивающие
ход загрузочно-разгрузочных устройств.
Тупиковые участки путей подвесных толкающих конвейеров должны быть
снабжены упорами, исключающими возможность падения грузовых тележек. Гру-
зовые натяжные устройства подвесных конвейеров должны иметь концевые упоры
для ограничения хода натяжной тележки и конечные выключатели, отключающие
привод конвейера при достижении натяжной тележкой крайних положений.
Наклонные участки конвейеров, кроме подвесных, должны быть снабжены
ловителями для захвата тягового элемента в случае его обрыва. Возможность уста-
новки конвейера без ловителей проверяют расчетом предельного угла наклона кон-
вейера для каждого конкретного случая. Участки подъема и спуска ходовых путей
с разницей высот более 1,0 м толкающих подвесных конвейеров должны быть обору-
дованы ловителями тягового элемента и устройствами для захвата грузовых теле-
жек, действующими при обрыве тягового элемента или срыве грузовой тележки.
Многоприводные конвейеры должны иметь тормозные устройства на каждом
приводе.
Для подвесных конвейеров скорость движения подвесок при загрузке и раз-
грузке их вручную на ходу конвейера должна быть не более 0,25 м/с.
Скорость движения ленты конвейеров при ручной грузоразборке должна быть
не более: 0,5 м/с — при массе отбираемого груза до 5 кг; 0,3 м/сек — при массе
наибольшего груза, превышающего 5 кг.
Составные части конвейеров массой более 16 кг, имеющие неудобную для стро-
повки конструкцию, должны иметь приспособления или места (отверстия, приливы,
рым-болты и т. п.) для подъема грузоподъемными средствами.
Уровни вибрации на рабочих местах обслуживания конвейеров не должны
превышать значений, установленных санитарными нормами СН 245—71.
Требования к устройству средств защиты. Движущиеся части конвейеров (при-
водные, натяжные и отклоняющие барабаны, натяжные устройства, опорные ро-
лики и ролики нижней ветви ленты в зонах рабочих мест, ременные и другие пере-
дачи, шкивы, муфты и т. п.), к которым возможен доступ обслуживающего пер-
сонала и лиц, работающих вблизи конвейеров, должны быть ограждены.
Защитные ограждения должны быть откидные (на петлях, шарнирах) или съем-
ные, изготовленные из отдельных секций. Для удобства обслуживания защищенных
77
частей конвейеров в ограждениях должны быть предусмотрены дверцы и крышки.
Ограждения, дверцы и крышки должны быть снабжены приспособлениями для
надежного удержания их в закрытом (рабочем) положении и в случае необходимо-
сти быть сблокированы с приводом конвейера для его отключения при снятии (откры-
тии) ограждения. Ограждения приводных, натяжных и отклоняющих барабанов
ленточных конвейеров должны закрывать сверху и с торцов барабаны и участки
ленты, набегающей на барабаны, на длине не менее R + 1 м от линии касания ба-
рабана с лентой (R — радиус барабана, м), чтобы исключать доступ обслуживаю-
щего персонала в эти места для ручной уборки просыпи при работе конвейера.
Ограждения следует изготавливать из металлических листов или сетки с размерами
ячеек не более 20X20 мм. Не допускается изготавливать ограждения из наваренных
на каркас прутков и полос. Для подвесных конвейеров размер ячеек сетки может
быть увеличен в зависимости от транспортируемого груза.
В зоне возможного нахождения людей должны быть ограждены:
канаты и блоки натяжных устройств, груз натяжных устройств на высоту его
перемещения и участок пола под ним;
загрузочные устройства для насыпных грузов, периодически очищаемые обслу-
живающим персоналом;
приемные устройства (бункеры, горловины машин и т. п.), установленные
в местах сброса грузов с конвейеров;
нижние выступающие части конвейеров, пересекающих проходы для людей
(проезды), при помощи устройства навесов, продолженных за габариты конвейе-
ров не менее чем на 1,0 м;
участки трассы конвейеров (кроме подвесных конвейеров), на которых запре-
щен проход людей, при помощи установки вдоль трассы перил высотой не менее
0,9 м от уровня пола.
Передвижные конвейеры, если они не закрыты специальными кожухами, и
конвейеры, установленные в производственных зданиях ниже уровня пола, необ-
ходимо оградить по всей длине перилами высотой не менее 0,9 м от уровня пола.
Перила, ограждающие конвейеры, установленные ниже уровня пола, должны быть
закрыты на высоту не менее 0,15 м от уровня пола.
Ленточные конвейеры, предназначенные для эксплуатации на открытых пло-
щадках, должны быть оборудованы защитными средствами, предотвращающими
возможность сброса ветром ленты или транспортируемого груза.
На конвейерах, входящих в автоматизированные транспортные или техноло-
гические линии, должны быть предусмотрены автоматические устройства для оста-
новки привода при появлении аварийной ситуации.
На технологической линии, состоящей из нескольких последовательно установ-
ленных и одновременно работающих конвейеров или из конвейеров в сочетании
с другими машинами (питателями, дробилками и т. п.), приводы конвейеров и всех
машин необходимо сблокировать так, чтобы в случае внезапной остановки какой-
либо машины или конвейера предыдущие машины или конвейеры автоматически
отключались, а последующие продолжали работать до полного схода с них транспор-
тируемого груза.
.. С мест обслуживания должна быть предусмотрена возможность отключения
каждого' кон вей ер а.
Конвейеры в головной и хвостовой частях должны быть оборудованы аварий-
ными кнопками «Стоп».
Конвейеры с открытой трассой длиной более 30 м должны быть дополнительно
оборудованы включающими устройствами, позволяющими останавливать конвейер
в аварийных ситуациях с любого места по его длине со стороны прохода для обслу-
живания.
На подвесных конвейерах вдоль трассы допускается устанавливать аварийные
кнопки «Стоп» с шагом не более 30 м.
Подвесные конвейеры на участках загрузки и выгрузки должны быть обору-
дованы выключающими устройствами.
В схеме управления конвейерами должны быть предусмотрены блокировка или
установка предупредительной сигнализации, исключающие возможность повтор-
ного включения привода до ликвидации аварийной ситуации.
На участках трассы конвейеров, находящихся вне зоны видимости оператора
с пульта управления, должна быть установлена двухсторонняя предупредительная
78
предпусковая звуковая или световая сигнализация, включающаяся автоматически
перед выключением привода конвейера.
Окраска в сигнальные цвета опасных частей конвейеров, средств обеспечения
безопасности, съемной (навесной) тары и нанесение знаков безопасности произво-
дится по ГОСТ 12.4.026—76.
На рабочих местах должны быть помещены таблички, поясняющие значение
применяемых “средств сигнализации и режим управления конвейером.
Требования к размещению конвейеров в производственных зданиях, галереях,
тоннелях и на эстакадах. Конвейеры, кроме подвесных, необходимо устанавливать
так, чтобы расстояние по вертикали от наиболее выступающих частей конвейера
(транспортируемого груза) до нижних поверхностей выступающих строительных
конструкций (коммуникационных систем) было не менее 0,6 м.
Подвесные конвейеры следует располагать так, чтобы исключалась необходи-
мость перемещения подвесок с грузом над рабочими местами и проходами (проез-
дами), либо в случае производственной необходимости над рабочими местами должны
быть сооружены защитные ограждения на высоте не менее 2,0 м от уровня пола,
способные задержать упавший с подвески груз.
При размещении стационарных конвейеров должна быть предусмотрена воз-
можность применения в доступных местах трассы конвейера механизированной
уборки из-под него просыпавшегося (очищенного) груза без остановки конвейера.
В производственных зданиях, галереях, тоннелях и на эстакадах вдоль трассы
конвейеров при их размещении должны быть предусмотрены проходы по обе стороны
конвейера для безопасного монтажа, обслуживания и ремонта.
Ширину проходов следует определять как расстояние от выступающих строи-
тельных конструкций (коммуникационных систем) до наиболее выступающих частей
конвейера (транспортируемого груза).
Высоту проходов следует определять как расстояние от уровня пола до низа
выступающих строительных конструкций (коммуникационных систем). В наклон-
ных галереях высоту следует измерять по нормали к полу.
Ширина проходов для обслуживания конвейеров должна быть не менее: 0,7 м—
для конвейера, обслуживаемого с одной стороны; 1,0 м — для пластинчатого кон-
вейера, обслуживаемого с двух сторон; 1,0 м — между параллельно установленными
конвейерами (ширина прохода между параллельно установленными конвейерами,
закрытыми по всей трассе жесткими или сетчатыми ограждениями, может быть
уменьшена до 0,7 м); 1,2 м — между параллельно установленными пластинчатыми
конвейерами, обслуживаемыми с двух сторон.
Ширйна проходов для монтажа и ремонта конвейеров должна быть не менее
0,4 м. Высота проходов должна быть не менее: 2,2 м — для конвейеров, установлен-
ных в производственных помещениях; 1,8 м — для конвейеров, установленных
в галереях, тоннелях или на эстакадах.
По ширине прохода вдоль трассы конвейеров, размещенных в галереях, имею-
щих наклон к горизонту 6—12° должны быть установлены настилы с поперечинами,
а при наклоне 12° — лестничные марши.
Через конвейеры длиной свыше 20 м, размещенные на высоте не более 1,2 м
от уровня пола до низа наиболее выступающих частей конвейера, в необходимых
местах трассы конвейера: должны быть сооружены мостики для перехода людей и
обслуживания конвейеров, огражденные поручнями высотой не менее 0,9 м.
Мостики через конвейеры необходимо располагать на расстоянии друг от друга:
30—50 м — в помещениях; не более 100 м — в галереях, на эстакадах; 250 м —
в карьерах.
Мостики должны располагаться так, чтобы расстояние от их настилов до наибо-
лее выступающей части транспортируемого груза было не менее 0,6 м, а до ииза
наиболее выступающих строительных конструкций (коммуникационных систем) —
не менее 2,0 м.
Ширину мостиков следует брать не менее 1,0 м.
Конвейеры, установленные на такой высоте, при которой оси приводных и
натяжных барабанов, шкивов и звездочек находятся выше 1,5 м от уровня пола,
должны иметь площадки для обслуживания, огражденные поручнями высотой не
менее 0,9 м.
Необходимо, чтобы расстояние по вертикали от настила до низа выступающих
строительных конструкций (коммуникационных систем) было не менее 2,0 м,
79
Лестницы мостиков и площадок должны иметь ширину не менее 0,7 м, наклон
к горизонту — не более 45°, поручни высотой не менее 0,9 м. На участках конвейе-
ров, осмотр которых проводят реже одного раза в смену, допускается устанавливать
мостики с вертикальными лестницами шириной не менее 0,6 м. Настилы мостиков
и площадок должны быть сплошными нескользкими.
Контроль выполнения требований безопасности должен проводиться: при про-
верке конструкторской документации на конвейеры и их размещение; после изго-
товления конвейеров, транспортируемых в собранном виде предприятием-изгото-
вителем, при приемочных испытаниях; после окончания монтажа наладки и обкатки
вновь устанавливаемых конвейеров; после аналогичных работ, вызванных перено-
сом на другое место конвейера или расширением конвейерной линии; после капи-
тального ремонта и реконструкции конвейеров.
Контроль должен включать проверку конвейеров как в нерабочем, так и в ра-
бочем состоянии внешним осмотром и замером контролируемых параметров.
Методы определения шумовых характеристик конвейеров приведены
в ГОСТ 8.055—73, изменение вибрации — в ГОСТ 13731—68.
Глава 4
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
4.1. Общее устройство леиточиых конвейеров
Ленточные конвейеры (рис. 4.1) являются наиболее распространенным средством
непрерывного транспортирования различных насыпных и штучных грузов в про-
мышленности, строительстве, сельском хозяйстве и других областях народного хо-
зяйства. Геометрические схемы ленточных конвейеров показаны на рис. 4.2.
Рис. 4.1. Ленточный конвейер:
1 — разгрузочная воронка; 2 — приводной барабан; 3 — рабочая ветвь ленты; 4 —•
передвижное сбрасывающее устройство; 5 — ролнкоопоры рабочей ветви ленты;
6 — загрузочная воронка; 7 •— натяжной барабан; 8 — груз натяжного устройства;
9 — ролнкоопоры холостой ветви ленты; 10 — отклоняющий барабан; 11 —• холо-
стая ветвь ленты
Основой конвейера является бесконечная вертикальнозамкнутая гибкая лента.
В зависимости от типа роликоопор лента может иметь плоскую или желобчатую
форму. Верхняя рабочая и нижняя холостая ветви ленты поддерживаются ролико-
опорами. Поступательное движение ленте конвейера сообщает приводной барабан,
приводимый во вращение электродвигателем через редуктор. Постоянное натяжение
ленте обеспечивается натяжным устройством. Груз поступает на ленту через загру-
еочное устройство, а разгружается через воронку приводного барабана либо в любом
пункте вдоль конвейера, посредством специальных разгрузочных устройств.
Производительность ленточных конвейеров при скорости движения 5—8 м/о
и ширине ленты 2400—3000 мм может быть доведена до 20 000—25 000 т/ч. Длина
отдельных горизонтальных конвейеров о высокопрочными лентами составляет
5—10 км,
80
Стационарные ленточные конвейеры общего назначения делятся на легкий,
нормальный, тяжелый и сверхтяжелый типы.
По типу тягового органа различают конвейеры с резинотканевой и резинотро-
совой, стальной и проволочной лентами, ленточно-канатные и ленточно-цепные.
Рис. 4.2. Схемы ленточных конвейеров: а — горизонтальный с приводнымиг натяжными н
отклоняющими барабанами; б — горизонтальный с промежуточной разгрузкой; в — иаклон-
но’горнзонталъвый с отклоняющими роликами; г — наклонный с концевым и промежуточ-
ным натяжными устройствами; д — наклонно-горизонтальный с промежуточной разгруз-
кой; е — наклонно-горнзонтальиый с промежуточным натяжным устройством; М5 — наклон-
ный с горизонтальными концевыми участками; з — наклонно-горизонтальный о двумя при*
водными барабанами
4.2. Элементы ленточного конвейера
Конвейерная лента. Это основной, наиболее дорогой и наименее долговечный
элемент конвейера, который является одновременно грузонесущим и тяговым ор-
ганом. Лента состоит из каркаса, заключенного между резиновыми обкладками и
предназначенного для поддержания груза и передачи тяговых усилий. Резиновые
обкладки защищают каркас от механических повреждений и воздействия окружаю-
щей среды.
По типу каркаса ленты можно разделить на резинотканевые и резинотросовые
общего назначения и специальные — морозостойкие, огнестойкие, пищевые и т. п.
Каркас лент общего назначения изготовляется из натуральных, искусственных,
синтетических (полиамидных и полиэфирных) или комбинированных волокон.
Обкладки — из натурального и синтетического каучука или из специальных синте-
тических материалов. В качестве синтетических материалов для прокладок к ленте
применяют полиэфирные материалы типа лавсан (терилаи); полиамидные — типа
капрон, анид (нейлон), искусственный шелк.
В целях экономии хлопка вместо лент иа основе бельтинга Б-820 применяются
ленты нарезной конструкции без сквижей с каркасом БКНЛ-65, содержащим 72 %
хлопка и 28 % лавсана (тэбл. 4.1). Ленты по числу тканевых прокладок и ширине
должны соответствовать ГОСТ 20—76.
Ленты с каркасом из комбинированных тканей (лавсан в основе и капрон в утке)
более ударостойкие, чем ленты только из лавсановых волокон. Ткаии из лавсана
имеют меньшее удлинение, чем ткаии из анида и капрона.
Наряду с применением лент с каркасом из синтетических нитей возрастает
необходимость в лентах а тросовой основой, у которых стальные тросы каркаса
81
Таблица 4.1. Характеристика резинотканевых леит
Тип ткани каркаса резино- тканевых лент (СССР) Ширина ленты, мм Прочность прокладки иа разрыв по основе, кН/см Количе- ство про- кладок, шт. Относитель- ное удлине- ние при рабочей на- грузке, % Толщина обкладки# мм
Б КН Л-65 650—1400 0,5 3—10 5,0 1,0—3,0
БКНЛ-100 650—1400 1,0 3—8 3,5 1,0—3,0
БКНЛ-150 650—1400 1,5 3—8 3,5 2,0-4,5
ЛХ-120 650—2000 1,2 3—12 2,0 2,0—4,5
ТА-100 650—1400 1,0 3—8 3,5 2,0—4,5
ТА-150 650—1400 1,5 —8 3,5 2,0—6,0
ТА-300 1200—2000 3,0 4—10 4,0 2,0—6,0
ТЛ-150 800—1400 1,5 3—8 2,0 2,0—6,0
ТЛ-200 800—1400 2,0 3—8 2,0 2,0—6,0
ТЛК-150 800—1400 1,5 3—8 2,0 2,0—6,0
ТЛК-200 800—1400 2,0 3—8 2,0 2,0—6,0
т к-зоо 1200—2000 3.0 4—10 4,0 2,0—6,0
Т К-400 1200—2000 4,0 4—8 5,0 2,0—6,0
МЛ-200 1 000 2,0 1 1,5 3,0—4,0
МЛ-300 1 000 3,0 1 1,5 3,0—4,0
мк-зоо 1 000 3,0 1 3,0 3,0—4,0
МК-600 1 000 6,0 1 3,0 3,0—4,0
завулканизированы в резину. Резинотросовые ленты могут быть выполнены без
тканевых прокладок или с прокладками^ усиливающими тросовый каркас.
В конвейерам небольшой длины, работающих в легком режиме, в основном
используют ленты с тканевыми прокладками прочностью не более 1,5 кН/см ши-
рины прокладки.
Для транспортирования абразивных материалов применяют ленты с проклад-
ками из комбинированных нитей (хлопок и лавсан) типа БКНЛ-100, БКНЛ-150
и со сквижами или ЛХ-120 со сквижами и брекером под рабочей обкладкой.
Для транспортирования среднекусковых абразивных грузов применяются
ленты с прокладками из анида типов ТА-100 и ТА-150, из нитей лавсана типов ТЛ-150
и ТЛ-200, из нитей лавсана по основе и нитей капрона по утку типов ТЛК-150 и
ТЛК-200. Толщина рабочей обкладки этих лент 4,5—6,0 мм.
Для транспортировки крупнокусковых стальных грузов может быть исполь-
зована лента с прокладками типа ТА-300, а для среднекусковых — типов К-10-2-ЗТ;
Т К-300 и Т К-400, имеющие брекер с капроновой основой под рабочей обкладкой.
Резинотросовые ленты прочностью 15—60 кН/см применяются для транспор-
тирования крупнокусковых абразивных грузов (табл. 4.2).
Резинотросовые ленты по сравнению с резинотканевыми имеют меньшее отно-
сительное удлинение (до 0,25%) при одинаковой рабочей нагрузке, большую стой-
кость к ударным нагрузкам, хорошую продольную и поперечную гибкость, моно-
литны по конструкции, более дешевы и просты в изготовлении. Вместе с тем масса
их значительно больше резинотканевых и стыковка, выполняемая только горячей
вулканизацией, является иесьма трудоемкой операцией.
Стыковка резинотканевых леит может быть «механическая» — соединение ско-
бами, петлевыми зажимами и т. п.; горячей или холодной вулканизацией при при-
менении специальных клеев. Стыковое соединение должно быть максимально приб-
лижено к прочности, гибкости, плотности и долговечности цельной ленты. В случаях,
когда вдоль ленты действуют большие усилия, применяют соединение только с по-
мощью вулканизации.
Резинотканевые и резинотросовые ленты изготовляются в обычном, морозостой-
ком, огнестойком (для угольных шахт) исполнении, теплостойкие и пищевые.
Ленты обычного исполнения можно применять при температуре окружающего
воздуха не ниже —26 °C и при температуре транспортируемого груза не выше 4-60 °C,
Морозостойкие ленты сохраняют работоспособность до температуры —45. °C,
82
Таблица 4.2. Характеристика резннотросовых лент
0fl09-irid О О ю Сч О 1о оо см сч 1П in U0 о сч ш 00 СТ)
я
йрокЛадкам OOOS-ITId og 0,25 1 1200— 2000 LO LO 25,5 ’ 10,6 со
X
гкайёйым OOOV-ITld О 0,25 1200- 2000 0,0 23,0 9*01 50,1 S 3
3 и osie-irid СЧ co 0,25 J о §S о — ш ш оооо о о 1П 1П 22,5 8,25 43,2 <и ч «J X X о. S В t
ч
Тип OOSZ-Ifld Ш СЧ ш СЧ о* 1 о 2 ° 2 ° о сч 0,0, in in ш о* сч ш О со 1 «3
X
к я СП ф 0091-Ifld 1П 0,25 800—1200 Л L0 in^UO* 18,0 6,0 ю 8 3 к <и Ч Я
X га X и ф о OOSI-ttld LO 0,25 900—1200 in m in in" 18,0 4,2 о 00 сч га и и сс Я 1 S
OOOI-OITld О 0,25 | 1 1000 q o. 1 3,4 1 о ш сч ф ч Ъй
OOS-OITld Ю 0,25 । 800 1 О О спсч" 1 L‘Z 20,5 £ il ч
Параметр Прочность ленты на разрыв, кН/см ши- рнны Относительное удлинение при рабочей нагрузке, %, не более Ширина ленты, мм Толщина обкладки, мм5 рабочей нерабочей Толщина ленты, мм Диаметр троса, мм Шаг троса, мм Масса 1 м2 ленты т *, кг 1 । | * Линейная нагрузка ленты (?л равна q
83
Некоторые типы лент до настоящего времени в незначительном количестве
ввозят в СССР, например, резинотканевые ленты поставляются Японией, ФРГ,
Великобританией, ГДР, ЧССР, ПНР; резинотросовые — в основном ФРГ, Вели-
кобританией и Францией,
Роликоопоры. По назначению роликоопоры делятся на рядовые (линейные)
и специальные. Рядовые роликоопоры предназначены для поддержания ленты и
придания ей необходимой формы. Специальные роликоопоры, кроме того, выпол-
няют следующие функции: центрирующие — регулирование положения ленты
относительно продольной оси; амортизирующие — смягчение ударов груза о ленту
в местах загрузки; очистительные — очистка ленты от частиц налипшего груза;
переходные — изменение желобчатости ленты перед барабанами.
Роликоопоры выпускаются трех типов: тяжелые, нормальные и легкие. Ось
роликоопоры конструктивно выполняется жесткой на цапфах или гибкой из каната
Рис. 4.3. Универсальная жесткая роликоопора:
1 — ролики; 2 — поворотный кронштейн; 3 — ось кронштейна; 4 •— фиксатор
поворота
и цепи ( подвесные). Наибольшее распространение получили жесткие роликоопоры.
Конструктивное исполнение роликов может быть различным и определяется
в основном типом подшипников, способом их уплотнения и смазкой.
В трехроликовой опоре все ролики располагают в одной плоскости или средний
ролик выдвигают вперед для уменьшения «жевания» ленты и удобства смазки. Угол
наклона боковых роликов трехроликовой опоры для гибких резинотканевых (синте-
тических) и резинотросовых лент может быть увеличен до 30—35° (вместо 15°
для хлопчатобумажных), что позволяет повысить производительность конвейера
при той же ширине ленты и улучшить ее центрирование.
На рис. 4.3 показана универсальная жесткая роликоопора, позволяющая изме-
нять положение среднего и боковых роликов в зависимости от конкретных условий.
Боковые ролики этой опоры смонтированы на поворотных кронштейнах с эксцентри-
ками, а средний ролик на поворотной рамке.
Все роликоопоры монтируются на шарикоподшипниках за исключением роли-
коопор тяжелого типа для лент шириной 800—1400 мм, которые изготовляются
на роликоподшипниках.
Диаметр роликов выбирают в зависимости от ширины ленты, скорости ее дви-
жения, а также характеристики транспортируемого груза (насыпной плотности,
кусковатости и т. п.).
Подвесные роликоопоры (рис. 4.4) применяются при транспортировании круп-
нокусковых грузов. Имеется несколько типов подвесных роликоопор: с дисками,
' укрепленными на гибком вращающемся валу, с дисками, вращающимися на гибкой
оси; с роликами нормального типа, вращающимися на полых надетых на трос осях,
или на осях, соединенных между собой шарнирно.
84
Центрирующие роликоопоры (рис. 4.5) устанавливаются на конвейере для обес-
печения устойчивого направленного движения ленты, особенно при повышенных
скоростях движения, как на рабочей, так и на обратной ветви ленты.
Амортизирующие роликоопоры устанавливаются в местах загрузки, а при
транспортировании крупнокусковых тяжелых грузов с повышенной скоростью
Рис. 4.4. Подвесная шарнирная роликоопора;
1 — опорная рама; 2 амортизатор; 3 » шарнирная подвеска; 4 & захват;
5 -< опорный канат; 6 »• ролики
и на линейной части конвейера. Для придания роликоопоре амортизирующих свойств
ролики футеруются резиной и покрываются упругой секционной оболочкой, запол-
ненной пористым наполнителем или воздухом. Материалом оболочки может быть
Рис, 4.5. Центрирующая роликоопора?
I ** ролики; 2 поворотная траверса; 3 — дефлекторный ролик; 4
башмак; 5 — опорный каток; 6 упорный подшипник
резина, кордовые ткани или материалы, содержащие резину. Кроме того, в каче-
стве роликов применяются автомобильные или авиационные шины, насаженные иа
полую вращающуюся трубу.
Амортизационная подпружиненная роликоопора является одним из вариантов
конструктивного исполнения амортизирующих роликоопор. Наиболее податли-
выми амортизирующими роликоопорами являются роликоопоры, подвешенные
на гибком органе.
Натижиые устройства. Они придают ленте натяжение, достаточное для пере-
дачи на приводе тяговой силы трением при установившемся движении и пуске кои-
85
вейера, ограничивают провисание ленты между роликоопорами, компенсируют
удлинение ленты в результате вытяжки ее в процессе работы и сохраняют некото-
рый запас ленты, необходимый для перестановки ее при повреждениях.
Натяжные устройства (рис. 4.6) разделяют на грузовые, механические, гидрав-
лические и пневматические.
Грузовые устройства по их расположению делят на хвостовые, расположенные
в хвосте конвейера, и промежуточные. Достоинством грузовых натяжных устройств
Рис. 4.6. Натяжные устройства: а, б — хвостовое грузовое; в, г — про-
межуточное грузовое; д — винтовое; е — пружинно-винтовое
является автоматическая компенсация удлинения тягового элемента и поддержа-
ние постоянного его натяжения в процессе эксплуатации. Недостатком грузовых
натяжных устройств является их громоздкость.
Рнс. 4.7. Винтовое натяжное устройство:
/ — натяжной барабан; 2 — гайка; 3 — вннт; 4 — ползун
Механические натяжные устройства подразделяют на винтовые,, пружинно-
винтовые, реечные и лебедочные.
Тип устройства определяется главным образом длиной конвейера и упругими
свойствами конвейерной ленты.
Винтовые натяжные устройства применяются только на стационарных кон-
вейерах небольшой длины и передвижных конвейерах. Винтовое натяжное устрой-
ство (рнс. 4.7), разработанное в «Гипрорудмаше» [351, позволяет значительно умень-
шить длину винтов при том же ходе натяжного барабана. Отличительной особенно-
стью этой конструкции является то, что в направляющих установлены ползуны,
зафиксированные штырями.
Винтовые и пружинно-винтовые натяжные устройства при большой их ком-
пактности, что является достоинством этих устройств, имеют ряд существенных
86
недостатков: они приводятся в действие вручную, обладают небольшим ходом и
требуют периодического регулирования.
Лебедочные натяжные устройства приводятся в действие электрическим или
гидравлическим двигателем и могут обеспечивать большое натяжное усилие и боль-
шой ход, вследствие чего они применяются преимущественно на мощных конвейе-
рах. Они автоматически поддерживают необходимое минимальное натяжение ленты
как при установившемся движении, так и в пусковой период, что исключает сколь-
жение ленты на приводных барабанах.
На конвейерах малой и средней мощности наибольшее распространение полу-
чили грузовые натяжные устройства тележечного и рамного типа, у которых не-
обходимое натяжение ленты создается массой подвешенного груза. Для уменьшения
хода груза его часто подвешивают на полиспасте или применяют устройство с запа-
совкой конца троса полиспаста на барабане лебедки.
Привод ленточного конвейера. Узлами, составляющими привод конвейера,
являются опорная рама специальной конструкции, приводные и обводные барабаны,
редукторы, "тормозные устройства, муфты и "различная аппаратура (пусковая, регу-
лирующая) и т, п. Привод может быть однобарабанный, двухбарабанный и трех-
барабанный (табл. 4.3). Наибольшее распространение получили однобарабанные
и двухбарабанные приводы с обводкой барабанов чистой (нерабочей) стороной ленты.
Трехбарабанные приводы применяются только в конвейерах большой протяжен-
ности (L = 300 м и более).
Компоновка привода может есуществл-яться несколькими вариантами:
вариант I — привод представляет собой единый блок, включающий все пере-
численные выше узлы, а в некоторых случаях и ролнкоопоры, поддерживающие
ленту (если привод двухбарабанный, то оба барабана соединены между собой зуб-
чатой "или цепной передачей и расположены близко друг от друга); такие приводы
отличаются компактностью, простотой конструкции и более низкой стоимостью.
Недостатками их являются: невозможность увеличения мощности при наращивании
конвейера и сложность как ремонта, так и осмотра. Приводы, скомпонованные по
первому варианту для лент шириной 600—1220 мм, распространены за рубежом,
где часто такой привод устанавливают без фундамента [фирмы «Хьювуд» (Велико-
британия), «Демаг» (ФРГ) и др.];
вариант II — привод, собираемый из отдельных унифицированных узлов-
блоков, позволяющих компоновать приводы различной мощности и с жестко свя-
занными приводными барабанами, и независимым приводом каждого барабана,
при двухбарабанном приводе; такие приводы компактны, легко и быстро собира-
ются, но более тяжелые. Такие приводы, состоящие из шести—восьми узлов, имею-
щие мощность до 80 кВт и более для лент шириной 800—1400 мм, выпускает ряд
европейских стран (ФРГ, Великобритания, ПНР, ЧССР и др.);
вариант WI — привод, имеющий общую длинную жесткую раму, на которой
устанавливаются все узлы привода, а также натяжное устройство с достаточно
большим ходом настоящего барабана (при такой компоновке сохраняется центри-
рованное расположение подвижных и неподвижных частей, установленных на раме);
такие приводы применяются для мощных конвейеров (чаще всего полустационар-
ных);
вариант IV — привод, состоящий из нескольких независимых приводных бло-
ков, установленных каждый на своем фундаменте; такой компоновки привод при-
меняется для мощных магистральных конвейеров;
вариант V — привод с применением мотор-барабана (в таком приводе двига-
тель, обычный или планетарный передаточный механизм, системы охлаждения и
электропитания смонтированы внутри барабана); для обеспечения быстрого тормо-
жения ленты конвейера мотор-барабаны оборудуют электромагнитными тормозами,
а охлаждение -может "быть воздушное или масляное. Привод с мотор-барабаном при-
меняется на передвижных, а также стационарных конвейерах небольшой мощности
и протяженностью не более 150 м.
Опытные образцы мотор-барабанов типов МБО, МБО1, МБО2, разработанных
в НИГРИ [35] и испытанных на тахтах Криворожского месторождения, имеют
мощность 4,5—40 кВт при ширине ленты 650—1500 мм.
Присоединительные размеры рамы каждого привода к опорной конструкции
и привязка рамы к оси приводного барабана не зависят от типа, установленного
на приводе редуктора.
87
Т а б л и ц а 4.3. Принципиальные схемы приводов ленточных
конвейеров
Принципиальная схема привода Наименование типа привода Угол об- хвата, С Тяговое уси/не Р
Однобарабан- ный 180 5сб(е*«-1)
Однобарабан- иый с откло- няющим роли- ком 240 5Сб(е^-1)
Однобар абаи- ный с вынос- ным разгрузоч- ным барабаном S06(e*“-l)
Однобар аба и- ный с прижим- ным роликом 270 Sc6(e'‘a-1) + Pilie»ia
Однобарабан- ный с прижим- ной лентой и выносным раз- грузочным барабаном (S06 4~ Sa) (е**а — 1)
Однобарабан- ный с батареей роликов, при- жимаемых кон- вейерной лен- той 240 / ец“ \ | 1 _ 2ре""^й’ X | I . <р епцф — 1 1 ух sin 2 у
—— Двухбарабаи- иый с отклоня- ющим роликом . 360 3Сб [е1* <«>+««>_ 1]
/'_4-_ a^y^_i в ~
88
Продолжение табл. 4.3
Принципиальная схема привода Наименование типа привода Угол об- хвата, о Тяговое усилие Р
Двухбарабан- ный с односто- ронним огиба- нием ленты и выносным раз- грузочным барабаном 420 Sc6 (е* <“*+“«>-1]
-—• . -оА Двухбарабан- ный с односто- ронним огиба- нием ленты. Scefe*
^4^ ———^fcs.*-2 —► Двухбарабан- ный с вынос- ным разгрузоч- ным барабаном 480 Sc6 [е^ <“«+“•>- 1]
ft ж*' %• —- Двухбарабан- ный с привод- ной лентой и выносным раз- грузочным барабаном 320 Sc6(e'1“‘-1) + 4- $сб (ец“‘ — О еиос*
Двухбарабан- ный с отклоня- ющим роликом 380 Seek* <“*+“•>-11
it:—;„.л- Двухбарабан- ный с установ- кой барабанов в головной и хвостовой ча- сти конвейера 360 Sc6 [е>* <“«+“«>-1J
89
Продолжение табл. 4.3
Принципиальная схема привода Наименование типа привода Угол об- хвата, о Тяговое усилие Р
I & —• Трехбарабан- ный с вынос- ным разгрузоч- ным барабаном 520 Sc6[eu 1]
Трехбарабан- ный с установ- кой двух бара- банов в ГОЛОВ-; ной части конвейера 540 5сб[ец 1J
Й г Трехбарабан- ный с установ- кой барабанов в головной ча- сти конвейера See [ew <«*+«»+«»>-1]
В табл. 4.4 и табл. 4.5 приведены краткие характеристики приводов с кониче
скими редукторами.
Барабаны приводные и непривод..ьге обычно изготовляют сваркой с обечайкой
из листовой стали. Барабаны малых диаметров (D s; 500 мм) могут изготовляться
отливкой из чугуна. По форме обода барабаны выполняются с цилиндрической или
выпуклой (бочкообразной) поверхностью. Для широких лент (В > 1000 мм) при-
меняются сварные цилиндрические барабаны.
Тяговые свойства приводного барабана могут быть повышены путем увеличе-
ния натяжения конвейерной ленты или угла обхвата лентой приводного барабана,
(см. табл. 4.3), применения высокофрикционных футеровок; самоочищающихся
барабанов или пневмокатков в качестве приводных барабанов; дополнительного
прижатия ленты к барабану.
В качестве футеровки барабанов применяют эластичную резину. Для мощных
конвейеров резиновую футеровку вьтолняют с продольными или шевровыми реб-
рами, которые, кроме того,' хорошо самоочищаются. Применяются барабаны с обе-
чайкой, имеющей продольные пазы, в которых располагаются прижимные планки,
закрепляющие футеровочную резину, а также барабаны с кольцевыми канавками
на обечайке с запрессованными в них клиновидными ремнями.
Если загрязненная поверхность ленты контактирует с приводным барабаном,
то такой барабан может быть выполнен с обечайкой решетчатой конструкции, обес-
печивающей самоочистку ленты.
Дополнительное прижатие ленты к приводному барабану может осуществляться
механическим путем или специальными способами (вакуум, давление воздуха и т. п.)«
Схема прижима ленты с использованйем вакуума (присоса) изображена на рис. 4.8.
На поверхности вакуум-барабана располагается ряд отверстий, посредством кото-
рых осуществляется присос ленты к барабану. Для прижатия ленты к барабану
сжатым воздухом устанавливается дугообразная камера с отверстиями. Сжатый
воздух из магистрального трубопровода подается к отверстиям и прижимает ленту
к барабану,
90
Рис. 4.8. Схема действия приводного ваку-
ум-барабаяа;
1 — вакуумные каналы барабана; 2 —
обечайка с отверстиями; 3 — штуцер для
соединения камеры с отсасывающим трубо-
проводом вакуум-насоса; 4 — камера кол-
лектора для отсоса воздуха
Для конвейеров с резинотросовой лентой дополнительное прижатие ленты к при-
водному барабану может быть осуществлено с помощью магнитных сил.
Заводы-изготовители отечественной промышленности выпускают приводные и
неприводные барабаны.
Пример обозначения приводного барабана для ленты шириной 50 см, диаметром
40 см, гладкого (нефутерованного), имеющего диаметр шейки вала под подшипник
80 мм: «Барабан приводной 5040Г-80».
Для соединения вала приводного барабана с выходным валом редуктора обычно
применяется зубчатая муфта. Валы двигателя и редуктора соединяются упругой
муфтой’или'пусковыми, муфтами (турбомуфтами и электромагнитными муфтами).
----Нзттгаклонных конвейерах для предотвращения самопроизвольного хода гру-
женой ветви ленты вниз под действием массы груза в передаточный механизм вклю-
чают храповый останов или тормоз, как правило, колодочный. На длинных гори-
зонтальных конвейерах тормоз может
быть установлен для сокращения длины
выбега ленты при внезапном выключе-
нии двигателя.
Опорные металлоконструкции. Кон-
струкции опорных элементов ленточного
конвейера могут быть выполнены жестки-
ми (жесткие ставы) или с применением
гибкого органа (канатные ставы), а также
комбинированные — жесткие и канатные.
Жесткие ставы, состоящие из сталь-
ного проката (уголки, швеллеры и др.)
или труб, изготовляются отдельными сек-
циями длиной 2—5 м, кратной шагу роли-
коопор.В зависимости от условий эксплуа-
тации конвейеров секции жестких ставов
могут быть оснащены съемными кронш-
тейнами, позволяющими устанавливать
ролииоопоры различной длины. На жест-
ких ставах закрепляют иак жесткие, так
и подвесные ролнкоопоры.
Канатные ставы значительно эффективнее жестких при транспортировании круп-
нокусковых тяжелых грузов (скальных пород,, руд и т. и.). На конвейерах с канат-
ными ставами, в сравнении с жесткими, динамические нагрузки на ленту н ролико-
опору значительно ниже, меньше на 40—50 % масса линейной части конвейера,
лучше центрирование ленты, выше желобчатость ленты, что позволяет увеличить
производительность и скорость движения, более удобный монтаж и демонтаж кон-
вейера. На канатных ставах могут быть смонтированы, как жесткие, так и шар-
нирные или гибкие ролнкоопоры.
Конвейеры с комбинированными ставами, в которых для крепления роликоопор
используют опорные элементы-, из проката и канатов, обладают необходимой устой-
чивостью и хорошей податливостью роликоопор.
Опорные металлоконструкции ленточных конвейеров должны быть увязаны
со строительными конструкциями зданий и галерей в части крепления к заклад-
ным элементам и соответствия шага стоек конвейера строительным размерам. Одним
из определяющих параметров опорных металлоконструкций ленточных конвейеров
является высота средней части конвейера — от опорной поверхности до линии обо-
дов барабанов (табл. 4.6).
Опорные металлоконструкции ленточного конвейера подразделяются на сле-
дующие основные узлы: опоры приводных барабанов, секции средней части, секции
средней части загрузочные, стойки средней части, опоры устройств натяжных вин-
товых, опоры устройств натяжных грузовых.
Опоры приводных барабанов, предназначены для крепления приводных бара-
банов, отклоняющих барабанов, головных воронок, очистительных устройств,
а также ограждений. Практически, каждому типоразмеру приводного барабана
соответствует ряд опор, конструкции которых отличаются высотой установки бара-
бана и размером под головную воронку, зависящим от скорости движения ленты,
абразивности и крупности кусков транспортируемого груза. Высоты опор привод-
эд
Таблица 4.4. Размеры приводов с коническими редукторами
Крутящий мо- мент на тихоход- ном валу редуктора, даН* м Редуктор Тип электродви- гателя н н, Н, L Li Bl Масса привода, кг Номер привода
Тип Переда- точное число
25 КЦ1-200 27,5 27,5 19,3 13,6 27,5 19,3 13,6 27,5 27,5 19,3 13,6 4А80В6УЗ 4А80В4УЗ 4A90S443 4A100S443 4A90S443 4A100S443 4A100S443 4А10086УЗ 4А10084УЗ 4А112М4УЗ 4А3254УЗ 435 225 80 80 90 100 90 100 100 100 100 112 132 1225 1225 1255 1270 1255 1270 1300 1300 1270 1357 1385 240 765 765 771 788 771 788 788 788 788 815 834 397 213 217 225 232 225 232 239 239 232 254 275 1К 2К ЗК 4К 5К 6К 7К 8К 9К ЮК НК
30
50
80 КЦ1-250 27,5 27,5 19,3 13,6 27,5 4А112МВ6УЗ 4А112М4УЗ 4А13254УЗ 4А132М4УЗ 4А13256УЗ 515 265 112 112 132 132 132 1628 1628 1656 1706 1760 295 1031 1031 1050 1050 1050 507 459 459 480 496 480 12К 13К 14К 15К 16К
100
I
100 КЦ1-300 27,5 19,3 13,6 27,5 27,5 19,3 13,6 4А13254УЗ 4А132М4УЗ 4А16054УЗ 4А132М6УЗ 4А132М4УЗ 4А160Б4УЗ 4А160М4УЗ 607 315 132 132 160 132 132 160 160 1760 1810 1904 1810 1810 1904 1947 349 1100 1100 1149 1100 1100 1149 1149 610 575 590 633 590 590 633 658 17К 18К 19К 20К 21К 22К 23К
150
210 КЦ1-400 27,5 27,5 19,3 13,6 4А16056УЗ 4А16054УЗ 4А160М4УЗ 4А180М4УЗ 705 320 160 160 160 180 2333 2333 2376 2411 455 1472 1472 1472 1485 715 1153 1153 1178 1213 24К 25К 26К 27К
400 КЦ1-500 27,5 27,5 19,3 13,6 4А180М6УЗ 4А180М4УЗ 4А200М4УЗ 4А225М4УЗ 877 400 180 180 200 225 2795 2795 2883 2933 455 1769 1769 1811 1827 859 1980 1980 2065 2150 28К 29К ЗОК 31К
КЦ2-750 73,0 43,4 28,3 4А132М4УЗ 4А160М4УЗ 4А180М4УЗ 765 335 132 160 180 2419 2556 2591 508 1550 1599 1612 739 1370 1440 1480 32К ЗЗК 34К
760 КЦ1-500 27,5 27,5 19,3 13,6 4А20056УЗ 4А20054УЗ 4А25054УЗ 4А28054УЗ 877 400 200 200 250 280 2923 2923 3008 3263 455 1811 1811 1846 1898 859 2110 2110 2290 2600 35К 36К 37К 38К
1460 КЦ2-1000 73,0 43,4 28,3 4А200М4УЗ 4А225М4УЗ 4А250М4УЗ 956 400 200 225 250 3278 3328 3443 634 2127 2143 2162 960 2985 3070 3200 ЗЭК 40К 41К
2400 КЦ2-1300 73,0 43,4 28,3 4А225М4УЗ 4А28084УЗ 4А280М4УЗ 1272 530 225 280 280 4016 4346 4386 838 2627 2698 2698 1215 5630 6080 6130 42К 43К 44К
4000b 73,0 43,4 4А28054УЗ 4А31584УЗ 280 315 4346 4441 2698 2724 6080 6170 45К 46К
Таблица 4.5. Комплектовка приводов ленточных конвейеров
с коническими редукторами
ленты В, мм Т-нп привод- ного бара- бана Скорость ленты, м/с Номер привода Раэме в, )Ы, мм В,
400 4025-40 0,5 0,63 10 1,25 1К 2К зк 4К 768 1335
4040-60 0,8 .1,0 3,6 2,0 12К 13К 14К 15К 897 1518
5025-40 0,63 1,0 1,25 5К 6К 7К 828 1455
0,8 16К 957 1638
500 5040-60 1,0 1,6 2,0 17К 18К 19К 1023 1741
5050-80 1,0 1,25 2,0 2,5 20К 21К 22 К 23К 1053 1771
94
Продолжение табл. 4.5
Ширина ленты В, им Тип привод- ного бара- бана Скорость ленты, м/с Номер привода Размеры, мм
в2 В,
650 6525-50 0,5 0,63 1,0 1,25 8К 9К ЮК НК 933 1643
6540-60 0,8 16К 1032 1788
1,0 -1,6 2,0 17К 18К 19К 1098 1891
6550-80 1Д) 1,25 2,0 2,5 24 К 25 К 26К 2-7К 1205 2036
6563-80 0,63 1,0 1,6 32К ззк 34К 1222 2065
800 8040-60 0,8 16К 1162 2048
1,0 1,6 2,0 17К 18К 19К 1228 2151
8050-80 1,0 1,25 2,0 2,5 28К 29К зок 31К 1432 2445
806Я00 0,63 1,0 1,6 32К ззк 34К 1440 2463
1000 10050-80 1,0 1,25 2,0 2,5 28К 29К зок 31К 1552 2685
95
Таблица 4.6. Типоразмеры и высоты средней части конвейеров
Ширина ленты, мм Типоразмер конвейере Диаметр привод- ного барабана Высота средней части конвейера
ММ
400 4040-60 400 700
500 5040-60 5050-80 400 500 700 700, 850
650 6540-60 6550-80 6563-80 400 500 630 700 700, 850 700, 850
800 8040-60 8050-80 8063-100 8080-100 80100-140 400 500 630 800 1000 850 850 850, 1000 850, 1000, 1150 1000, 1150
1000 10063-100 10080-100 100100-120 100125-160 630 800 1000 1250 1000, 1150 1000, 1150 1000, 1150, 1300 1300
1200 12063-100 12080-120 120100-140 630 800 1000 1000, 1150 1000, 1150 1000, 1150, 1300.
1400 14080-120 140100-140 140125-160 800 1000 1250 1000, 1150 1000, 1150, 1300 1300
иых барабанов горизонтальных конвейеров должны соответствовать принятой вы-
соте средней части.
Пример конструктивного решения опоры приводного барабана типа 6563Ф-80
ленточного конвейера с шириной ленты 650 мм представлен на рис. 4.9.
Опоры средней части конвейера предназначены для крепления верхних и ниж-
них роликоопор, дифлекторных роликов, ограждений, а на участках загрузки и
промежуточной разгрузки конвейера — загрузочных лотков и сбрасывателей.
Длины секций средней части целесообразно принимать кратными строительному
модулю. Наиболее употребительны секции длиной 6000 мм. Отверстия в секциях
средней части для крепления роликоопор выполняются при изготовлении секций.
Расстояние между роликоопорами (шаг роликоопор) принимается с учетом насып«
ной плотности транспортируемого груза и ширины леиты конвейера в интервалах
от 1000 до 1500 мм. Шаг нижних роликоопор принимается, как правило, равным
3000 мм.
В зонах загрузки конвейера устанавливаются загрузочные секции средней
части, рассчитанные на установку роликоопор с учащенным шагом, Для восприятия
96
дополнительных нагрузок от загрузочных устройств иа участках загрузочных сек-
ций могут предусматриваться дополнительные стойки или раскосы.
На рис. 4.10 и 4.11 представлены конструкции секций средней части и стойки
ленточного конвейера с шириной ленты 800 мм.
Опоры натяжных устройств — предназначены для крепления элементов кон-
струкций натяжного устройства, обеспечения хода натяжного барабана и восприя-
Рио. 4.9. Опора приводного барабана типа 6563Ф-80; ширина ленты конвейера 650 мм
тия нагрузки от массы оборудования и натяжения конвейерной ленты. При расчете
опоры грузового натяжного устройства тележечного следует учитывать динамиче-
ские нагрузки от перемещения тележки до упора при обрыве ленты или каната
грузового устройства.
Одному типоразмеру натяжного винтового или натяжного тележечного устрой-
ства соответствует ряд опор, конструкция которых отличается высотой установки
барабана (для горизонтальных конвейеров) или углом наклона конвейера в зоне
натяжного устройства (для наклонных и наклонно-горизонтальных конвейеров).
На рис. 4.12 и 4.13 представлены примеры конструкций опор натяжных уст-
ройств ленточного конвейера.
Загрузочные и разгрузочные устройства. Как загрузка, так и разгрузка ленточ-
ного конвейера по требованиям технологии может производиться й любом пункте
4 П/р Ю. А. Пертена 97
по длине трассы рабочей ветви ленты. Загрузка, как правило, происходит у заднего
концевого барабана.
Имеются конструктивные разновидности загрузочных устройств для насыпных
грузов трех типов: с самотечным движением груза, с принудительным и со слож-
ным движением груза (рис. 4.14).
Рис. 4.10. Секция средней части ленточного конвейера с шириной ленты 800 мм, длиной-*
6000 мм
шириной
Рис. 4.11. Стойка средней части конвейера с
ленты 800 мм
При выборе типа загрузочного устройства должны быть учтены основные тре-
бования, предъявляемые к нему при загрузке ленты; центрирование и равномерное
расположение груза по длине ленты; скорость подачи груза на ленту по величине и
направлению, близкая ско-
рости движения ленты; фор-
мирования грузопотока в за-
грузочном устройстве, а не
на ленте; исключение по
возможности вредного воз-
действия на ленту и ролико-
опоры поступающего грузо-
потока (удары, нарушение
поверхности ленты и т. п.);
отсутствие завалов, скопле-
ний и рассыпания груза в
стороны; возможность регу-
лирования скорости подачи
груза при изменении его
физикомеханических свойств;
надежность и стойкость к
износу при наличии ударных
нагрузок, а также простота
и компактность конструкции
разгрузочного устройства.
В загрузочных устройст-
вах с самотечным движением
груз перемещается только под действием сил тяжести. К ним относятся воронки
с затворами и без затворов, направляющие лотки прямолинейного и криволиней-
ного профиля (рис. 4.14, д, е). Устройства с самотечным движением груза не имеют
приводных механизмов, просты по конструкции.
Лотки криволинейного профиля более предпочтительны, так как днище их, вы-
полняемое по параболе, эллипсу или окружности, расположенных касательно клеите,
98
рассчитывается таким образом, чтобы груз на выходе из лотка имел скорость, равную
скорости ленты по величине и направлению. Применяются лотки криволинейного
профиля для конвейеров со скоростью ленты не более 3 м/с, что обусловливается ог-
раниченностью скорости подачи груза на ленту.
В загрузочных устройствах с принудительным движением груз перемещается
под воздействием приводных устройств, к которым относятся питатели: вибрацион-
ный, ленточный, пластинчатый, барабанный, дисковый, скребковый. Скорость по-
дачи груза на ленту не более 1,5 м/с. С питателя груз свободно падает на ленту и по-
тому для формирования грузопотока необходима установка вспомогательных уст-
ройств или направляющих
бортов. Такие загрузочные
устройства имеют значитель-
ные габаритные размеры и
требуют массивных фунда-
ментов.
В загрузочных устройст-
вах со сложным движением
груз перемещается самотечно
и принудительно. Имеются
устройства трех разновиднос-
тей по движению груза: сту-
пенчатое движение — преж-
де самотечное, затем при-
нудительное или наоборот
(например, лоток —дисковый
питатель); совмещенное дви-
жение — груз одновременно
двигается самотечно и при-
нудительно (например, виб-
ролотки с большим углом на-
клона, которые путем не-
сложной регулировки могут
применяться для загрузки
материалов с различными фи-
зико-механическими свойст-
вами); комбинированное дви-
жение — груз совершает как
ступенчатое, так и совмещен-
ное движение, (например,
вибрационный питатель с на-
правляющим вибролотком,
где груз сначала движется
принудительно, а затем од-
новременно самотечно и при-
нудительно).
Все имеющиеся кон-
Рис. 4.12. Опора винтового натяжного устройства типа
6540-60-80; ширина ленты 650 мм
струкции загрузочных устройств со сложным движением груза имеют большие
габаритные размеры и конструктивно относительно сложны. Для загрузки лен-
точных конвейеров применяются питатели различных типов (см. рис. 4.14).
Усовершенствование загрузочных устройств происходит главным образом
в части приближения скорости грузопотока, поступающего на конвейер, к скорости
движения ленты, а также в части создания устройств, разделяющих грузопоток по
фракциям для создания предварительной подсыпки, играющей роль защитной по-
душки.
На рис. 4.15 приведено загрузочное устройство колосникового типа без привода,
разработанное ИГД Минчермет СССР (Свердловск).
В ИГД им. А. А. Скочинского (Люберцы) разработаны вибрационные питатели-
грохоты ВПГ-1 и СВГ-1; для передвижных погрузочных пунктов —ПВГ-2; для
перегрузки с конвейера на конвейер — КВГ-1, позволяющий уменьшить высоту
перегрузки до 0,7 м. Для загрузки кусковых (сухих и влажных) углей разработаны
питатели шнекового типа ГПШ-500 и ГПШ-350.
4*
99
Для перегрузки с большим перепадом высот скальных пород применяются также
валковые грохоты-питатели, обладающие высокой прочностью.
Разгрузка ленты через головной барабан происходит по траектории свободного
падения струи груза, которая зависит от скорости движения леиты и от диаметра
приводного барабана.
Для правильной установки приемных устройств необходимо построение кривой
для конкретных условий разгрузки или перегрузки груза на иные транспортные
средства.
Рис. 4.13. Опора грузового натяжного устройства тележечного типа 6540Т-60;
ширина ленты 650 мм
Для промежуточной разгрузки ленточных конвейеров применяются сбрасыва-
тели различной конструкции. При транспортировании как насыпных, так и штучных
грузов широко применяются плужковые сбрасыватели. Они выполняются в виде
жестких неподвижных заслонок или движущихся ленточных, имеющих приводной
механизм. Сбрасывающий плужок может быть установлен стационарно в пункте раз-
грузки и откидывается в сторону, когда в нем отпадает необходимость или он устанав-
ливается на подвижной тележке.
Двухбарабанный сбрасыватель является наиболее универсальным устройством
для промежуточной разгрузки.
Устройства для очистки леиты и барабанов. Для обеспечения нормальной ра-
боты конвейера и повышения срока службы ленты необходима очистка поверхности
леиты и барабанов от налипших частиц транспортируемого груза. Применяемые очи-
стительные устройства должны обеспечивать достаточно полную очистку при макси-
мальной сохранности очищаемой поверхности, конструкция их должна быть простой
и надежной в работе. Наибольшие затруднения доставляет очистка сильно налипаю-
щих влажных грузов (мел, глииа и т. п.) и намерзающих иа ленту при пониженных
температурах.
В ленточных конвейерах применяются следующие очистительные устройства:
скребковые, щеточные, роликовые, вибрационные, гидравлические, пневматические
100
101
и комбинированные. В качестве профилактических мер против загрязнения ленты
применяются гидрофобные покрытия, растворы, обогрев и переворачивание ленты на
обратной ветви.
Скребковые очистители широко применяются для слабоналипающих сыпучих
грузов (уголь, руда). Они наиболее просты, долговечны и легко могут быть заменены
Рис. 4.15. Загрузочное устройство колосникового типа без привода:
/ — колосник; 2 — отбойная плита; 3 =— шарнир; 4 — пружина
при износе. Скребки выполняются из металла, пластмассы и эластичных материалов,
например протекторной резины.
Простейшие скребковые очистители для ленты и барабанов дают лучшие резуль-
таты при небольших скоростях движения ленты (до 2,5 м/с) и равномерном распре-
делении нагрузки на ра-
бочую кромку скребка.
Широкое распростра-
нение получило скребко-
вое устройство клавиш-
ного типа, где отдельные
скребки (лопатки) распо-
лагаются по ширине ленты
в одну линию или в шах-
матном порядке и прижи-
маются к ленте общей
пружинной подвеской, а
также за счет упругости
стержней каждой лопатки.
Устройство струнного
типа создает более высо-
кое удельное давление на
слой налипшего груза,
сдвигая и срезая его при
рис 4.16. Скребковое очистительное устройство конвейер-
ного типа:
/ — скребок; 2 — цепь
движении ленты.
Все рассмотренные скребковые очистители дают хорошие результаты лишь при
скоростях движения ленты, не превышающих 2,5 м/с. Скребковое устройство кон-
вейерного типа (рис. 4.16), применяемое для очистки сильно налипающих грузов при
скоростях движения ленты более 3,0 м/е, состоит из ряда резиновых скребков, за-
крепленных на цепях, приводимых в движение обычно от вала приводного
барабана.
102
Щеточные очистители применяются для очистки сыпучих слабо налипающих
грузов. Для обеспечения более качественной очистки их применяют в комбинации со
скребками грубой очистки. Наибольшее распространение имеют цилиндрические
щетки, выполненные из резиновых полос, из капроновых или других эластичных
синтетических нитей, собираемых в пучки диаметром 1—7 мм и длиной до 100 мм.
Длина щетки обычно равна 0,85 ширины ленты.
Роликовые очистители могут быть выполнены в виде обычной прямой ролико-
опоры с металлическими или резиновыми дисками, устанавливаемой на порожней
(нижней) ветви ленты. Разработан роликовый очиститель, где две дисковые ролико-
опоры установлены под углом к оси ленты, вследствие чего направление вращения
дисков не совпадает с направлениями движения ленты. Диски, проскальзывая по
ленте, очищают ее. Диски могут выполняться из упругого материала или пневмати-
ческими, что способствует самоочистке роликов, так как после выхода дисков из
контакта с лентой они упруго восстанавливают свою форму и стряхивают налипший
на них груз.
Для отвода очищенного груза из зоны очистки ролики выполняют со спиральной
ребристой поверхностью. Шаг и диаметр спиралей подбирают в соответствии со свой-
ствами транспортируемых грузов. Регулировку режима очистки можно осуществить
пневматическими роликами шнекового типа.
Для очистки лент от сильно налипающих грузов в зимнее время применяются
лопастные роликовые очистители, при этом варианты расположения лопастей могут
быть различными.
Вибрационные очистители без вибратора и с вибратором применяются для
очистки ленты от сыпучих материалов, легко отделяющихся от ленты при встряхи-
вании (сухой песок, уголь и т. п.).
Гидравлические и пневматические очистители основаны на смывании или сдува-
нии частиц, налипших на ленту. Они устанавливаются на нерабочей ветви ленты
вблизи приводного барабана и применяются главным образом в комбинации со скреб-
ковыми, щеточными и роликовыми устройствами, образуя комбинированный метод
очистки ленты.
4.3. Типовые узлы и характеристики ленточных конвейеров
Технические характеристики ленточных конвейеров с шириной ленты 500,
650 , 800 , 900, 1000 и 1200 мм приведены в табл. 4.7—4.10.
Выпускаются конвейеры для транспортирования угля в шахтах, опасных но
газу и пыли, которые комплектуются электрооборудованием в исполнении РВ и
Таблица 4.7. Техническая характеристика ленточных
конвейеров с шириной ленты 500 мм
103
Продолжение табл. 4.7
Тип конвейера
Показатель OS-OSOS 5040-60 5025-40 5025-4вЛ 5016-ЗОЛ ТК-1Б ТК-2Б С1002А ** С-980А **
Длина конвейера, м Определяется проектом 80 40 10 15
Скорость дви- жения транс- портной ленты, м/с 1,25 1,0 0,6 0,25- -0,6 1,6 1,6 1,6 1,6
Диаметр при- водного бара- бана, мм 500 400 250 250 160 400 400 — —
Редуктор: тип передаточное число Ц2У ил ЦУ- 200 и 160 31,1 Ц2У-160 P4J 16; 2 ил> Л100 0; 31,5 40 2ЦУ -125 Мо бар; МО1 рбДУ тор- чав, гор- ктор
Электро- двигатель: мощность, кВт частота вра- щения, мин-1 5,5; или 1500 7,5 11 1500 5,5; 2,2; 3,0 или 7,5 1500 1,1; или 1500 1,5 2,2 1500 7,5 1 5,5 1 2,2 1 4
Диаметр роликов, мм 102 76
Габаритные размеры, мм: длина ширина высота 81 | 41 1,55 10,57 1,5 1,6 15,35 2,0 1,6
Масса, кг: с лентой без леиты — 2800 2050 1600 1250 900 800 1200 1050
Изготовитель Гороховецкий завод подъемно- транспортного оборудования Орский завод строитель- ных машин
* При транспортировании штучных грузов в шинной промышленности. ** Конвейеры передвижные, габаритные размеры даны r транспортном поло- жении.
104
Таблица 4.8. Краткая техническая характеристика конвейеров,
выпускаемых Орским заводом «Строймаш»
Показатель Тип конвейера
ленточный 10МС-1002А (TK-UA) передвижной 15МС-980А (ТК-12А) звеньевой звеньевой строительный Б-650
40М-2Б (Т-46Б) 80М-ТК-1Б (Т-46Б)
Производительность, т/ч 90 90 70 70 270
Расстояние между центра- ми барабанов, м Высота разгрузки, м: 10 15 40 80 20; 40; 60; 80
наибольшая 3,8 5,5 15 7 —
наименьшая 1,8 2,2 — — ——
Ширина ленты, м 500 500 500 500 650
Скорость движения ленты» м/с 1,6 1,6 1,6 1,6 1,5
Мощность привода, кВт 2,2 4,0 5,5 7,5 —
Таблица 4.9. Краткая техническая характеристика
ленточных конвейеров, выпускаемых Гребенковским
еипным заводом «Сакпроммеханизация» (МПП УССР)
Показатель Тип конвейера
стационарный переносной передвожной
универ- сальный разво- ротный
клс-к1 * К.ЛП-4М клп-бм УТ-1М КПР-65М
Транспортируемый ма- териал Сыпучие или штуч- ные грузы Мешки с сыпучими грузами
Производительность, т/ч (мешки/ч) 90 90 (1800) (800) 90 (1800)
Расстояние между ося- ми барабанов, мм Высота подъема, м: 5-200 4 6 6 4
наибольшая — — — 2,25 1,1
наименьшая 1,4 0,6
Ширина ленты, мм 500; 650; 800; 1000; 1200 500 500 500 650
Скорость движения лен- ты, м/с Угол поворота конвейе- ра, ...° Габаритные размеры, м: 0,8—1,0; 1,2—2,0 0,65 0,65 0,5 0,65
— — 180
длина — 4,24 6,24 6,24 4,14
ширина — 0,70 0,70 1,00 1,07
высота 0,32 0,32 1,40 0,94
Масса, кг * Выпускается с плоек ой или желобч 234 атой верхь 314 ей опорам 365 в. 531
105
Таблица 4.10. Краткая техническая характеристика
ленточных конвейеров, выпускаемых Краснолучским
машиностроительным заводом
Показатель Тип конвейера
КЛА250П 1Л100К 1ЛБ100 ! 2ЛУ100 I 1 2ЛЛ100 * 1ЛУ100 1Л100
Производи- тельность, т/ч 100—380 100—490 100—550 300—680 150—550 150—545 125-550
Угол установки, ...° 0—18 3—18 3—16 6—18 6—18 6—18 —Зч-+6
Ширина ленты, мм 900 1000 1000 1 000 1000 1000 1000
Скорость дви- жения ленты, м/с 1,8 1,6 1,6 2,0 1,6 1,6 1,6
Разрывное уси- лие ленты, кН Номинальные диаметры при- водных бараба- нов, мм Мощность привода, кВт Габаритные размеры, м: — 1 600 1 200 1800 2 500 1 500 1200
600 800 630 800 800 800 630
75 120 100 2X250 500 200 200
длина 100—700 200— 1 100 400— 1600 500— 1600 500— 1 500 300- 1300 500— 2 000
ширина 3,5 3,5 4,1 8,8 8,8 4,95 3,0
высота 2,4 2,1 1,85 2,65 2,64 2,44 1,85
Масса конвейе- ров максималь- ной длины, кг * Для пере 69 300 мещения Г] 94 660 узов и ли 166 200 идей. 204 000 274 070 160 250 206 550
Таблица 4.11. Краткая техническая характеристика
ленточных конвейеров с шириной ленты 800 мм
Показатель Тип конвейера
1Л80 1Л80Т * 2Л80 2Л80Т * 1ЛБ80 2ЛБ80
Скорость движе- ния ленты, м/с Максимальная 1,6; 2,0 1,6; 2,0 1,6; 2,0 1,6; 2,0 1,6; 2,0 1,6; 2,0
производитель- ность, т/ч:
при скорости ленты 1,6 м/с 330 330 300 330 320 320
при скорости ленты 2,0 м/с 420 420 420 420 400 400
106
Продолжение табл. 4.1!
Показатель Тип конвейера
1Л80 1Л80Т* 2Л80 2Л80Т* 1ЛБ80 2ЛБ80
Угол установки, О —3-+4-5 —3+-+5 —3-++5 —3+-+5 —16+-—3 —3-^+6
Разрывное уси- 314 314 470 470 470 470
лие ленты, кН Номинальные 400 400 500 500 500 500
диаметры привод- ных барабанов, мм Максимальная 500 500 1 000 1000 1 000
длина поставки, м Масса конвейера 25 000 39 100 55 000 67 700 51 000 60 000
максимальной дли- ны поставки (без ленты), кг Габаритные раз- меры, м: длина 500 500 1000 1000 1000
ширина 2,15 2,15 2,91 2,91 2,91 —
высота 2,43 2,43 2,24 2,24 2,24
* Телескопичиость без выброса ленты (величина сокращения) не менее 45 м.
Таблица 4.12. Краткая техническая характеристика ленточных
конвейеров с шириной ленты 1200 мм
Показатель Тип конвейера
1ЛУ120 2ЛУ120А 2ЛУ120Б 2ЛУ120В
Скорость движения ленты, м/с Максимальная производительность, т/ч Мощность привода, кВт Разрывное усилие ленты, кН Номинальный диаметр приводного ба- рабана, мм Масса конвейера длиной 1000 м без ленты (не более), кг Максимальная длина конвейера при горизонтальной установке, м 2,50 1 200 500 1 760 800 185 000 2 300 3,15 1 500 1 000 2 840 1 250 280 000 2 600 3,15 1 500 1 500 3 620 1 250 300 000 2 900 3,15 1 500 1 000 2 840 1 250 280 000 2 600
Примечание. Угол установки от —3 до +18°.
107
Таблица 4.13. Краткая техническая характеристика стационарных ленточных конвейеров,
выпускаемых Сызранским турбостроительным заводом
РВН, а также негорючими (огнестой-
кими) лентами. Краткие техни-
ческие характеристики этих кон-
вейеров приведены в табл. 4.11 и
4.12.
Стационарные ленточные конвейе-
ры тяжелого типа (табл. 4.13) с ши-
риной ленты 1600 и 2000 мм предна-
значены для транспортирования в
горизонтальном и наклонном направ-
лениях сыпучих и кусковых материа-
лов с насыпной плотностью 1,6—
3,2 т/м3 в производствах категории
«Д» по СНИП. Конвейеры изготов-
ляются в климатическом исполнении
«У» категории размещения «4» по
ГОСТ 15150—69. Максимальный раз-
мер кусков транспортируемого матер на-
ла 400 мм, причем куски крупностью
320—400 мм не должны составлять бо-
лее 10%. При наличии барабанной
разгрузочной тележки максимальный
размер кусков до 350 мм. Температура
транспортируемого материала не долж-
на превышать +60 °C. Трасса кон-
вейера должна по возможности выби-
раться прямолинейной в вертикаль-
ной плоскости.
Шаг роликоопор следует прини-
мать одинаковым по всей длине кон-
вейера, кроме перегибов выпуклостью
вверх и мест загрузки. В последних
должны устанавливаться амортизирую-
щие роликоопоры с минимальным ша-
гом. Рекомендуемый шаг роликоопор
на рабочей ветви — 1м, на холостой
ветви — 2—3 м.
Центрирующие устройства ленты
должны устанавливаться не менее 30 м
друг от друга. На таком же расстоя-
нии должны устанавливаться регули-
руемые роликоопоры в промежутках
между центрирующими устройст-
вами. При применении барабанных
тележек центрирующие устройст-
ва на конвейере не устанавли-
ваются.
Реле схода ленты должны уста-
навливаться в соответствии с требо-
ваниями соответствующих «Правил бе-
зопасности». При отсутствии таких тре-
бований в правилах их следует
устанавливать ие чаще чем через
30 м.
Узлы ленточных конвейеров об-
щего назначения унифицированы и
выпускаются заводами по единым
чертежам. Параметры унифицирован-
ных узлов приводятся в табл.
4.14—4.27.
108
Таблица 4.14. Параметры и размеры роликов
Номер Размеры, ММ Mac*
Тип роликоопоры чертежа ролика Li Ег D d J, dt d, h H C ca, кг
Ж-40 Ж-50 Ж-65 40П (40) 50П (50) 65П (65) 1Е4-753 1Е4-754 1Е4-774 1Е4-895 1Е4-887 1Е4-879 160 195 245 500 600 750 184 219 269 524 624 774 102 22 40 17 15 4 9 12 4.2 4,7 5,0 6,9 9,1 12,5
Ж-4030Л Ж-5030Л Ж6530Л П40-Л (Н40) П50-0 (Н50-Л) П65-Л (Н65-Л) 1Е4-2560 1Е4-2564 1Е4-2468 1Е4-2433 1Е4-2450 1Е 4-2444 160 195 245 500 600 750 180 215 265 520 620 770 83 18 35 15 14 3 8 11 1,5 1,8 2,2 4,2 5,0 6,15
Таблица 4.15. Параметры и размеры желобчатых роликоопор
Ширина ленты В, мм Тип роли- коопоры Угол накло- на, ...° Размеры, мм Условное обозначение подшипника | Масса* кр
D к L А Е С м п
400 Ж-40 160 620 660 465 235 16,5
500 650 Ж-50 Ж-65 20 102 190 195 245 720 870 760 910 580 730 260 278 6 203 18,5 20,0
109
Таблица 4.16. Параметры и размеры прямых верхних роликоопор
20
ffO
Ши- рина леиты В, кг Тип ролико- опоры Название ролнко- опоры Размеры, мм Условное обозначе- ние под- шипника Мас- са, кг
D М L А £ н н, м
400 40-П1 Прямая 102 500 524 620 660 155 205 104 154 100 110 203 9,2 9,4
500 50-П1 Верхняя 600 624 720 760 155 205 104 154 100 НО 10,6 10,7
650 65- П1 Высокая 750 774 870 910 155 205 104 154 100 ПО Кб
Таблица 4.17. Параметры и размеры нижних роликоопор
Ширина леиты В, мм Тип ролн- коопо- ры Размеры, мм Условное обозначе- ние подшип- ника Мас- са, кг
D L А Е н h
400 40 500 524 620 600 8,8
500 50 102 600 624 720 760 157 106 203 10,3
650 65 750 774 870 910 14,0
110
Таблица 4.18. Параметры и размеры приводных барабанов
Ш
Таблица 4.19. Параметры и размеры неприводных барабанов
Тнп Размеры, мм Мас- са. кг Номер подшип- ника Номер чертежа
конвей- ера барабана В D L А С н н, п т Т 3 V db
6540-60 6550-80 6525-40 650 250 750 970 1020 65 190 160 210 65 6 19 24 16 103 208 1Е4—848
6563-80 6532-50 320 1020 65 220 160 210 60 6 19 24 16 86 310 1Е4—849
Продолжение табл. 4.19
Тнп Размеры» мм Масса, кг Номер подшип- ника Номер чертежа
конвейера барабана В D L А С н н, п т Т S di V db
6550-80 6532-60 650 320 750 970 1020 75 235 210 280 75 6 23 30 20 157 312 1Е4—1375
6563-80 6540-60 400 1040 90 290 250 320 73 8 28 34 24 103 312 1Е4—854
6550-80
6563-80 6550-80 500 1040 90 340 250 320 78 8 28 34 24 1.57 316 1Е4—855
5040-60 5050-80 5025-40 250 850 65 190 160 210 73 6 19 24 16 38,3 208 1Е4—845
5050-80 5032-50 500 320 600 800 850 65 225 160 245 80 6 19 24 16 67 310 1Е4—853
5050-80 5040-60 400 870 90 290 250 330 96 8 28 34 24 96 312 1Е4—851
4040-60 4025-30 400 250 500 680 730 65 190 160 245 80 6 19 24 16 39 306 1Е4—842
Таблица 4.20. Параметры и размеры натяжных винтовых устройств
Тип Размеры, мм Мас- са. кг
конвейера натяжки В D L А Б Г М Е Ni Н, и К
4025-40 4020-40-32 400 200 500 320 690 794 770 850 80 170 230 96 72
86 175 100
4040-60 4032-50-32 320
5025-40 4032-50-50 500 904 950 830 80 170 105
Продолжение табл. 4.20
Тип Размеры, мм Масса, кг
конвейера натяжки В D L А Б / м Е Н, И К
5025-40 5020-40-32 500 200 600 320 800 904 770 850 80 170 230 96 76
5040-60 5032-50-50 320 500 950 1030 86 182 109
5050-80 5040-60-50 400 — 1000 1080 — — 275 — 166
5040-60-80 800 930 1310 1390 112 237 280 116 188
6525-50 6520-40-32 650 200 750 320 970 1074 770 850 80 170 230 96 83
6540-60 6532-50-50 320 500 950 1030 86 182 230 96 124
6550-80 6540-60-50 400 1100 1000 1080 112 237 275 116 176
6540-60-80 800 1310 1390 280 190
6563-80 6550-80-50 500 500 1000 1080 275 217
6550-80-80 800 1310 1390 280 231
Таблица 4.22. Параметры и размеры тележечных натяжек с грузовым устройством
Тнп натяжки Размеры» мм Масса, кг Номер подшипника
В D L А С п г Б К Ж р h
5040Т-60 500 400 600 800 730 300 1054 910 900 485 125 137,5 190 312
6540Т-60 650 400 750 970 900 300 1234 1080 1090 485 125 137,5 255 312
6550Т-80 650 500 750 970 900 350 1234 1080 1090 576 160 155 296 316
Таблица 4.23. Параметры и размеры очистителей приводных барабанов
Болт условно не показан
Т
1
Тип приводного барабана Ширина ; ленты В, мм Размеры, мм Масса, кг
D А А, L н Я, Ь 1 db
4025-40 4040-60 400 250 400 730 200 280 500 125 75 115 14 20 12 3,5
5040-60 5050-80 500 250 400 850 200 280 600 125 165 75 115 14 20 12 4,0 4,3
6525-50 6540-60 6550-80 6563-80 6563Ф-80 650 250 400 500 630 670 1000 210 290 270 340 360 750 165 115 14 20 12 5,0
118
Ч
Т а б л и ц а 4.24. Параметры и размеры очистителей концевых барабанов
119
Продолжение табл. 4.24
Тнп концевого барабана Размеры, мм а. Масса, кг
В D L А At к Kt и н, Н, db
5040-60 500 400 600 800 640 320 220 320 45 15
6540-60 650 500 750 800 790 320 220 105 160 320 12 45 20
6550-80 650 500 750 970 790 370 270 400 40 19
5032-50 500 320 750 866 520 420 254 40 30 194 10 45 12
6532-50 650 40 14
5040-60-50 500 400 600 670 605 515 320 60 160 320 10 45 16,5
5040-60-80 40 18,3
6540-60-50 400
6540-60-80 650 400 750 840 775 565 370 60 200 400 10 45 21
6550-80-50 500
6550-80-80 500
Т аблица 4.25. Параметры и размеры очистителей барабанов
Таблица 4.26. Параметры и размеры очистных плужковых устройств
2k
Вид Е С-С
подернуто подернуто
Ширина ленты В, мм Размеры, мм а,..с Мас- са, кг
А Д, д? к. К, «2 «з Н h 1
400 620 676 540 150 403 190 10,0
500 720 776 640 60 100 205 490 190 35 120 60 11,5
650 870 940 790 265 613 200 13,6
122
Таблица 4.27. Параметры н размеры скребков для очистки ленты
4?/7
Размеры, мм
Ширина ленты В, мм А, ие менее м N р / £ Масса, кг
500 600 500 580 484 580 210 19
400 720 600 700 584 680 240 20
650 910 750 890 684 830 300 21
123
4.4. Новый единый унифицированный параметрический
и типоразмерный ряд оборудования
стационарных ленточных конвейеров общего назначения
ГПКИ «Союзпроммеханизация» разработал новый единый унифицированный
параметрический и типоразмерный ряд оборудования стационарных ленточных кон*
вейеров общего назначения, который полностью соответствует новым государствен-
ным стандартам и стандартам СЭВ на ленточные конвейеры общего назначения.
Внедрение оборудования по этому новому типоразмерному ряду в серийное произ-
водство предполагается в течение одиннадцатой пятилетки.
Параметры конвейеров по новому ряду строго соответствуют ГОСТ 22644—77
«Конвейеры ленточные. Основные параметры и размеры» и стандарту СЭВ
(табл. 4.28). Характеристики конвейеров с различной шириной ленты приведены
в табл. 4.29.
На основе параметрических рядов по табл. 4.28 и 4.29 разработаны типоразмер-
ные ряды основного оборудования ленточных конвейеров.
Таблица 4.28. Ряды значений параметров ленточных конвейеров
в соответствии с ГОСТ 22644—77 и стандартом СЭВ
Параметр Принятый ряд значений
Ширина ленты В, мм Скорость движения лен- ты v, м/с Тип ленты Максимальные удельные разрывные усилия в лен- тах Ор, даН/см Число прокладок в рези- нотканевых лентах 1, шт Диаметр, мм: барабана Об ролика dp Мощность на приводных барабанах кВт 400, 500, 650, 800, 1000, 1200, 1400, 1600, 2000, (2250), 2500, (2750), 3000 0,4; 0,5; 0,63; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0, (5,0; 6,3) Резинотканевая, резинотросовая 50, 100, 150, 200, 250 , 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000 1, 2, 3, 4, 5, 6, 8 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 63, 89, 108, 133, 159, 194 , 219 , 245 От 0,37 до 2120
Новое оборудование полностью соответствует новому перспективному параме-
трическому ряду конвейерных лент. Стационарные ленточные конвейеры общего
назначения могут иметь различную длину, форму трассы, производительность, ско-
рость, транспортировать различные материалы и т. д. и должны в каждом конкрет-
ном случае проектироваться индивидуально. При проектировании составные части
конвейера выбираются из типоразмерных рядов однотипных узлов механического
оборудования, которые являются основой стандартных ленточных конвейеров об-
щего назначения.
Типоразмерный ряд роликов утвержден Министерством в качестве унифициро-
ванного ряда для всех конвейеров, который содержит всего девять основных
типов роликов, указанных в табл. 4.30.
Конструктивно новые ролики представлены на рис. 4.17 и имеют цельнометал-
лический корпус с цапфами на концах, который устанавливается на два специальных
подшипника серии 260 000 (230 000). Эти специальные подшипники с одной стороны
имеют глухую крышку и резинометаллическое уплотнение, а с другой — такое же
резинометаллическое и лабиринтное уплотнения. Подшипники — шариковые, од-
норядные, радиальные. На наружном кольце их имеется прорезь для установки
в кронштейн ролнкоопоры. Каждый тип ролика в зависимости от ширины ленты и
124
Таблица 4.29. Характеристика конвейеров с различной
шириной ленты
Ши- рина леиты В, мм Скорость движения ленты о, м/с Лента Диаметр барабанов Dq, мм Диаметр роликов 4р, мм Мощность на бараба- не Nq, кВт
Разрыв- ная проч- ность по ширине ленты k2, да Н/см Разрыв- ная проч- ность по ширине проклад- ки ал, даН/см Число прокла- док i при- вод- ных непри- вод- ных
400 0,40; 0,50; 0,63; 0,80 50—200 50—100 1—4 160 200 250 315 160 200 250 315 63; 89; 108 0,4—16
1—2 400 500 400 500
500 1,00; 1,25; 1,60; 2,00 50—315 1—5 160 200 160 200 0,4—25
1—з 250 250
650 0,50; 0,63; 0,80; 1,00; 1,25; 1,60; 2,00; 2,50 50—400 1—3 315 400 315 400 0,63—50
3; 4 500 630 500 630
800 0,63; 0,80; 1,00; 1,25; 1,60; 2,00; 2,50; 3,15; 4,00 100—1250 50; 100; 150; 200; 300 2—5 200 160 108; 133; 159 1,0—315
4; 5 250 315 400 200 250 315
4 500 400
4; 5 630 800 500 630
4 1000 800; 1000
1000 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0 100—1600 50; 100; 150; 200; 300 2—5 200 250 200 250 108; 133; 159 315—500
4; 5 315 400 315 400
4 500 500
4—6 630 800 630 800
5 1000 1250 1000 1250
125
Продолжение табл. 4.29
Ши- рина ленты В, мм Скорость движения ленты V, м/с Лента Диаметр барабанов Dg, мм Диаметр роликов dp, мм Мощность на бараба- не N§, кВт
Разрыв- ная проч- ность по ширине ленты k2, даН/см Разрыв- ная проч- ность по ширине проклад- ки ° л, ДаН/см Число прокла- док i при- вод- ных непри- вод- ных
1200 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0 100—2500 50; 100; 200; 300; 400 2—6 200 250 315 200 250 315 108; 133; 159 3,5— 1000
5 400 400
4—6 500 500
5; 6 630 800 630 800
6 1000 1250 1600 1000 1250 1600
1400 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0 100—3150 50; 100; 200; 300; 400; 500 2—6 250 315 250 315 159; 194 6,3— 1400
5; 6 400 400
5; 6 500 630 500 630
5 800 1000 800 1000
5; 6 1250 1600 2000 1250 1600 2000
1600 1,25; 1,6; 2,0; 2,5; 3,15; 4,0 200—4000 4-6 400 500 315 400 5,6— 2000
5; 6 630 800 1000 500 630 800
2000 1,6; 2,0; 2,5; 3,15; 4,0 5; 6 1250 1000 1250 194 6,3— 2200
6; 8 1600 2000 1600 2000
(2250) 1,6; 2,0; 2,5; 3,15; 4,0 200—4000 50; 100; 200; 300; 400; 500 4—6 400 500 315 400 194 9,0— 2200
2500 5; 6 630 800 500; 630 800 219 1,0— 2500
(2750)
5; 6 1000 1250 1000 1250 12,0— 3000
3000 6; 8 1600 2000 1600 2000 12,0— 3000
126
типа роликоопоры будет выпускаться нескольких типоразмеров разной длины.
На базе девяти основных типов получаются все необходимые исполнения роликов:
футерованные, дисковые, амортизирующие.
Из табл. 4.31 следует, что основной желобчатой роликоопорой является трех-
роликовая с углом наклона боковых роликов в 30° для ширины ленты до 1200 мм
включительно и в 35° — для ширины ленты больше 1200 мм.
Ряд приводных барабанов разработан применительно к ряду резинотканевых
конвейерных лент. Необходимый диаметр барабана (мм) определяется в зависимости
от жесткости ленты по эмпирической формуле Dg > krk2i, где k± — коэффициент,
учитывающий тип тканевой прокладки (табл. 4.32); k2 — коэффициент, учитываю-
щий усилие в ленте и угол обхвата ею барабана (табл. 4.33); i — число прокладок
в ленте, шт.
Рис. 4.17. Конструкция унифицированного ролика
Расчетные диаметры барабанов округляются до стандартных.
Необходимые диаметры валов определялись из расчета на прочность и выносли-
вость по максимальным усилиям, допустимым в каждой ленте. Однако часто диа-
метры валов определяются не из расчета на прочность, а внутренним диаметром при-
нятых подшипников. Для нового ряда барабанов принят ряд подшипников, приве-
денный в табл. 4.34. При этом подшипники для каждого барабана подбирались с уче-
том скорости движения ленты таким образом, чтобы обеспечить срок эксплуатации
не менее 32 000 ч.
Таким образом, для каждой ленты в зависимости от ее жесткости подбирается
необходимый диаметр обечайки. В зависимости от усилия в ленте выбирается вал.
Далее выбирается необходимый подшипник. Если диаметры вала и подшипника не
совпадают, то принимается больший диаметр.
Таблица 4.30. Типоразмерный ряд роликов
Диаметр роли- ка rfp, мм 63 89 108 133 159 194 194 219 219
Диаметр оси d0, мм 15 17 18 20 25 30 40 45 50
Номер подшип- ника 202 260803 260803 260804 260805 260806 7308 7309 7310
Тип ролика 0 1 11 III IV V VI VII VIII
127
Т аблица 4.31. Рекомендуемые типы роликоопор
Тип роликоопоры Испол- нение ролика Ширина ленты В, мм
о о о о ю о ю СО о о 00 1000 1200 1400 1600 2000 (2250) 2500 (2750) 3000
Прямая Верхняя Рядовая г + + + + + + + + + — — — —
ф —
Специаль- ная Центрирующая г
ф
Амортизирующая А
Нижняя Рядовая Г +
ф —-
Специаль- ная Центрирующая г
ф
Дисковая д +
Желобчатая трех- роликовая с ро- ликами равной длины и углом наклона боковых роликов а = = 30° 4- 35° Рядовая 30° г + + + + + + — —• — — — — —
ф —
35° г — — — — — + + + + + + +
ф
П/р Ю. А. Пертена
Продолжение табл. 4.31
Тип роликоопоры Исполне- ние ролика Ширина ленты В, мм
О о о о ю о ю со о о со о о о о о о о о о со 2000 (2250) 2500 (2750) 3000
Желобчатая трехроликовая с Роликами равной длины и углом наклона боковых роликов а— 30°4- 4- 35° Специаль- ная Центрирующая 30° г — + + + + + —
ф
35° г — — — — — + + + + + + +
ф
Амортизирую- щая 30° А + + + + +
35° — — — — .— + + 4- + + + +
Желобчатая пя- тироликовая с углом наклона боковых роликов а, = 60° и а, = = 30° Рядовая Г — + + + +
Ф
Специаль- ная Центрирующая Г
Ф
Амортизирующая А
Дисковая двух- роликовая ниж- няя Рядовая Г — — — — + + + + + + + + +
Ф
Специаль- ная Центрирующая Г
Ф
Дисковая Д
Примечание. Типоразмер комплектации роликоопор: Г — гладкими роликами; Ф — футерованными; А» амортизирую-
щими; Ддисковыми. (-}-) н (—) соответственно рекомендуется и ие рекомендуется к установке.
Т а б л и ц а 4.32. Значения коэффициента типа тканевой прокладки
Прочность тканевых прокладок, даН/см ши- рины 50 100 150
Возможный тип ткани БКНЛ-65 БКНЛ-100 БКНЛ-150
Коэффициент кл 1,25 1,4—1,6 1,6—1,8
Прочность тканевых прокладок, даН/см ши- рины 200 300 400 500
Возможный тип ткаии ТЛК-200 ТК-300 ТК-400 ТК-500
Коэффициент kt 1,8—2,0 2,0—2,5 2,5 2,7
На приводной барабан действуют крутящий мсмент и радиальное усилие, при-
чем эти силовые факторы связаны между собой таким образом, что при максималь-
ном крутящем моменте радиальное усилие минимально и наоборот. Поэтому в ха-
рактеристике приводного барабана указаны минимальный передаваемый крутящий
момент и соответствующее ему радиальное усилие, а также максимальный крутящий
момент н соответствующее ему усилие. Получившийся ряд приводных барабанов
представлен в табл. 4.35. Обозначение барабанов сохранено таким же, какое было
принято в старом типоразмерном ряду барабанов,
ГПКИ «Союзпроммеханизация» разработал методику выбора барабана при про-
ектировании, основанную на определении действующих иа барабан силовых факто-
ров и сравнении их с допустимыми для данного барабана.
Ряд неприводных барабанов аналогичен ряду приводных. Разница заключается -
лишь в том, что крутящим моментом, действующим иа неприводной барабан, можно
пренебречь. Можно считать, что на неприводиой барабан действует только радиаль-
ная нагрузка, равная сумме (геометрической) усилий в ветвях ленты в месте уста-
новки неприводного барабана (см. табл. 4.35). Разработана также методика выбора
неприводных барабанов из типоразмерного ряда при проектирований конвейера,
основанная на сравнении действующих усилий в месте установки барабана и допу-
стимых усилий.
Для нового оборудования предусматриваются следующие типы натяжных уст-
ройств: винтовые, тележечные и вертикальные рамные. Распределение основных
типов натяжных устройств по ширине ленты представлено в табл. 4.36.
Таблица 4.33. Значения коэффициента
Угол обхвата барабана лентой, ...° Коэффициент при усилии в ленте в месте установки барабана ($л) в % от макси- мального усилия (SfHax) Угол обхвата барабана лентой, ...? Коэффициент kt при усилии в ленте в месте установки барабана (£л) в % от макси- мального усилия (Smav\ у ПшЛ/
100 75 50 25 100 75 50 25
180—240 100 80 63 50 15—30 63 50 40 32
70—110 — 63 50 40 Менее 15 50 40 32 25
130
Таблица 4.34. Подшипники валов приводных барабанов
400 3680
360 3572
320 3564
280 3656,
260 | 3652
220 3644
100 3640
180 3636
160 3632
140 3628
120 3624
100 3620
80 3616
09 3612
0S 3610
О 3608
30 3606 1
Внутренний диаметр под- 1 WW ‘пр вяинпнш 1 Условное обозначение 1 вяинннпигоп I
Усилие на неприводном барабане Р& даН о о о _ _ — — 10 о о ° ° о со со — — О сч 1 1 1JS 1 ОООО—О 10 10 ф ф rt- rt- со оо <0 о о о о о о сч сч сч сч со со тютоО'Ф’^ — — — сч -tf 5 1 1 11 1 OOOOOOtj. сч ю 10 сч сч сч ^F b- Ь- 10 10 СО — — сч 420—750 750—1 520 1 520 1 520—2 320 2 320
| Техническая характеристика приводных барабанов | Мощность иа барабане Л\ 1 кВт о о^о^о^о^о СЧ СО 10 СО О 1 1 1 1 1 1 ют о о io о о" o' ~ сч" о о о о °. °. ф М"' rF Сч" СО ^F СО — СЧ СЧ 1 1 1 1 1 1 1 0 О О 10 О О о ф" — — — сч" TF О 0*0^0^ сч" ^F о" со" 1 1 1 1 1 Ю <О (0 ОЛО~ о" сч" сч" сч"
Усилие на барабане | Рб, ДаН О о О со со ю J <0 <0 ф — — — II 1 1 1 1 OOOOOQ Г- О tF — 00 СЧ СЧ rt- ю оо о О О О О О GO GO <0 Г- Г- go-to ь-со- Г- Г-. -и — — СЧ СЧ 1 1 1 1 1 1 1 о О О О О О О --О —СОФЮО со TF 10 ь. Ь- СЧ <0 310—570 490—850 I 890—1 130 890—1 270 1 320—1 700
Крутящий момент Мкр, даН-м 1Л О О § § S <м со <о — — — 1 1 1 1 1 1 о о о о О О О СЧ О со со ’Ф ь- — сч со 1 1 1 1 1 1 1 00 о сч о о о о СЧ СЧ XF 10 о СО — о of i i i i i cosooo 4F 10 СТ>
Скорость конвейера V, м/с <0^00 о СЧ о О О Ф —" — — СЧ 1 1 III 1 «<F rt <<f «г ю о" о" о" о" о о" О 00 О сч <0^ СЭ о" o' ~ ~ сч" сч" 1 1 1 1 1 1 1 •4F '’F •'F •'F TF 1О <О сГ о" о" о" о" о" о" о а> <о сч^о о" о" -Г — — 1 1 1 1 1 тююют о" о" о" о" о"
Внутренний диаметр подшипника dn, мм _____ о о о о о TF тМО С0 Ф 1 1 1 IS 1 о о о о о СО СО rF rF 10 S S S 3 So S 1 1 1 1 1 IS о о о о о о со ^F ^F 10 <0 С0 30—40 40—50 50 50—60 60
Тнп бараба- i на ФСЮ-нОО — сч сч оо ю о о о о о о TF rF «ф rF tF «у. С0 О 10 — о о СО — СЧ СЧ СО TF 10 О О О О О О О О LQ 10 10 10 10 10 10 С0 О 10 — ф — СЧ СЧ со TF 10 10 10 10 10 С0 <0 СО <0 С0
Ширина ленты В, мм 400 500 650
5*
131
Продолжение табл. 4.35
Ширина ленты В, мм Тип бараба- на Внутренний диаметр подшипника ^п, мм Техническая характеристика приводных барабанов Усилие на неприводиом барабане Pg, даН
Скорость конвейера v, м/с Крутящий момент Л1кр, даН-м Усилие на барабане Рб. ДаН Мощность на барабане М, кВт
6 550 60—80 0,5—2,0 110—380 1 320—3 080 2,0—30,0 4 430
650 6 563 80—100 0,6—2,5 210—630 1 970—4 100 4,0—52,0 4 430—7 200
8 020 40—60 0,6—0,8 13—51 390—1 040 1—4 520—1 620
8 025 50—80 0,6—1,0 35—85 810—1 390 2—7 1 050—3 180
800 8 031 60—80 0,6—1,2 60—120 1 080—1 560 2—10 1 620—3 180
8 040 80 0,6—1,6 110—200 1 620—2 080 4—17 3 180
8 050 80—100 0,6—2,0 140—420 1 620—3 470 4—35 3 180—5 340
8 063 100—120 0,6—2,5 330—1 160 3 080—7 570 7—95 5 340—10 630
8 080 120—160 0,8—3,1 840—2 460 6 150—12 620 17—200 14 820—19 300
80 100 140—160 1,0—4,0 1 350—3 960 7 880—15 150 30—305 19 300
10 020 60—80 0,8 38—70 1 110—1 420 3—6 1 530—3 010
10 025 60—80 0,8—1,0 50—110 1 110—1 740 3—9 1 530—3 010
1000 10 031 80 0,8—1,2 80—150 1 520—1 950 4—12 990
10 040 80—100 0,8—1,6 100—250 1 520—2 600 4—20 3 010—5 080
10 050 100—120 0,8—2,0 230—620 2 700—4 340 8—50 5 080—10 120
10 063 100—140 0,8—2,5 330—1 460 3 080—9 470 9—120 5 080—14 160
10 080 120—160 0,8—3,5 680—2 460 4 920—12 620 14—200 10 120—14 160
100 100 160—200 1,0—4,0 1 690—4 620 9 840—18 940 35—380 18 500—39 770
100 125 180—200 1,2—4,0 2 640—7 220 12 300—23 670 54—475 39 770
12 020 80 0,8 40—80 1 230—1 580 4—7 2 670
12 025 80 0,8—1,0 60—130 1 620—2 080 5—10 2 670
12 031 80—100 0,8—1,2 90—180 1 620—2 330 5—15 2 670—4 560
1200 12 040 80—100 0,8—1,6 120—300 1 820—3 130 5—25 2 670—4 560
12 050 100—120 0,8—2,0 210—510 2 440—4 170 7—42 4 560—9 ПО
12 063 100—140 0,8—2,5 350—1 450 3 250—9 470 9—120 4 560—12 820
Продолжение табл. 4.35
Ширина леиты В, мм Тип бараба- на Внутренний диаметр подшипника мм Техническая характеристика приводили барабанов Усилие иа неприводном барабане Pg, даН
Скорость конвейера и, м/с Крутящий момент Л1кр, даН-м Усилие на барабане Р6. ДаН Мощность на барабане N, кВт
1200 12 080 120 100 120 125 120 160 120—180 180—200 200—220 220—320 0,8—3,1 1,0—4,0 1,2—4,0 1,6—4,0 680—2 960 2 020—5 540 4 220—10 3?0 6 080—17 730 4 920—15 150 11 810—22 720 19 690—34 090 22 150—45 480 14—240 42—455 87—685 125—915 9 110—21 900 21 900—36 530 44 380 60 910
1400 14 025 14 031 14 040 14 050 14 063 14 080 140 100 140 125 140 160 140 200 80 80—100 100 100—120 120 120—160 160—220 200—280 260—320 320—360 1,0 1,0—1,2 1,0—1,6 1,0—2,0 1,0—2,5 1,0—3,1 1,0—4,0 1,2—4,0 1,6—4,0 2,0—4,0 80—150 105—215 195—355 245—950 615—1 120 675—2 585 1 690—8 080 4 220—13 470 10 630—21 550 14 770—32 320 1 895—2 430 1 895—2 730 2 840—3 650 2 840—4 860 5 685—7 290 4 920—13 260 9 845—33 140 19 690—44 190 34 450—55 230 43 060—66 280 7—20 7—17 10—31 10—50 20—92 17—210 35—667 87—890 219—1110 305—1335 2 670 2 670—4 560 4 560 4 560—9 ПО 9 НО 9 110—16 880 16 880—44 380 14 380—71 660 71 660
2000 20 040 20 050 20 063 20 080 200 100 200 125 200 160 200 200 80—120 120—140 140—160 140—200 180—260 260—360 320—400 400 1,6 1,6—2,0 1,6—2,5 1,6—3,1 1,6—4,0 1,6—4,0 1,6—4,0 2,0—4,0 85—510 350—845 585—1 600 930—3 695 2 110—9 235 5 275—23 090 12'150—36 940 28 060—51 180 1 230—5 210 4 060—6 950 5 420—10 420 ' 6 770—18 940 12 300—37 870 24 610—75 750 44 290—94 680 81 820—105 000 7—42 23—70 31—130 38—300 70—760 140—1525 250—1905 465—2115 2 160—7 500 7 500—10 670 10 670—14 220 10 670—31 ПО 18 550—52 600 38 040—62 140 147 940 147 940
2250 22 540 22 550 22 563 22 580 225 100 80—120 120—140 140—160 140—200 180—280 1,6 1,6—2,0 1,6—2,5 1,6—3,1 1,6—4,0 105—570 420—950 660—1800 1 045—4 155 2 375—10 390 1 540—5 870 4 920—7 810 6 090—11 730 7 615—21 300 13 850—42 610 9—47 28—79 35—145 43—340 78—860 2 160—7 500 7 500—10 660 10 660—14 220 10 660—31 ПО 18 550—62 140
Продолжение табл. 4.35
Усилие иа неприводиом барабане р'$, даН 52 600—62 140 147 940 о о о о о ФФСЧ’-'*^ О Ф СЧ -ч — 111111^1 О О О Ф о ф й фофсч-чо,- — Ю ф СЧ -ч Ф СЧ Ь- О -ч сч --сою 2 160—10 660 7 500—10 660 10 660—18 550 14 220—31 НО 31 110—62 140 52 600—147 940 147 940 2 160—10 660 10 660—14 220 14 220—18 550 14 220—38 040 31 110—62 140 62 140—147 940
Техническая характеристика приводных барабанов | Мощность на барабане N, кВт 157—1715 235—2145 580—2115 ю о о © © © Ф оо сч СЧЬ-ФЬ-ФФСО^ч ФОО-чСОФ-чСЧСЧ 1 1 1 1 11 11 ФСЛСООООЮЬ-О СЧ со -ч |Ч. © Cg ф ф ф ф О Ф Ф Ф ь- сч 0ОФ0О — ФФОО — Ю СЛ —иу^-мСЧСЧСЧ 1 1 1 1 1 1 1 1 — СЧСЧСОФФФФ — СО^Ф — ©0000 —. —. сч ф ф ф ф ф Ф Ф Ф 4J* со Ф сч сооою-<мф — ©—Ч — ТГ -Ч сч сч сч 1 111 1 1 1 1 —<ФФЬ.ФФФФ — СО^ФФСЧ-чОО «-Ч сч со Ф
Усилие на барабане Pg, даН 27 700—85 210 41 530—105 520 81 820—104 940 ф ф Ф О Ф Ф Ф Tt< ФФСЧЬ-ФООСОФ — СОФФСОФ 10 со СО ь- 3- '-ч о ф0О-С4^СП—- ОФфФФФФО ^Ь-ФФООФ-чСЧ ЮФГч*Ф№№О -ФФСО0ФС)*- — со rt- 00 ф ф ф ФФФФОФ ФФСЧ^'Ь-’-ч — Ф Ф’ФСОФФ_Ы—.^4, — LO Ф ТГФСЧФСОФ Г-О—СЧФ — — -ч 1 1 1 1 1 1 1 1 фффффффф Г'Ч.ОО’ФФООСОФФ ОФ’ГСОФСО^СО — ФГ-СЛСЛСОФ^ч -ч со Ф оо ф ф ф Ф о Ф Ф СЧ Ф ф-мСЧфт-иФЬ-ТГ -чфф^со ю ОДФФСОФ-СОФ Ь- — - СЧЮ-- -ч 1 1 1 1 1 1 1 1 фффффффф ЬшФСЧФФФ^Ф СЛФ-Ч-^^<Г^СО-Ч ^-ФООФООООФСЧ -Ч — со Ф оо
Крутящий момент МКр, даН-м 5 940—25 970 11 390—41 560 28 060—51 180 ф ф ф ф о О Ф Ф Ь* 00 ФФСЧФОО-ч-ч ОфФ^чоо^^ Ф-чСЧт^’-чСЧ’ФФ 11 1 1 1 1 f 1 фффффффф Ь.ФСОФЬ>ОФФ ь- —« со Ю СЧ Ф —ч СО © СО GO сч © © © ф Ф Ф Ф ф ф О _©ФООЬ-Г-Г-СЧ О-^счФ^^—^ ф — счф — софф II II 1 III фффффффф СООрФЬ-Ь-фСЧФ ч-’фООСЧСОСЧО’-ч -ч со ь. СО 00 — СЧ ф ОФФ Ф Ф Ф Ф со _чЬ.ф’^00Фт^’^ З^^^со^-- Ь-СЧФ~-СОФФ 1 1 1 1 1 1 1 1 фффффффф СОСЧЬ-ОФФООО -чЩООСО^СО-ч^ч -чСОООФОО — СЧ
Скорость конвейера о, м/с 1,6—4,0 1,6—4,0 2,0—4,0 © © Ф~ Ф. О Ф~ , _ Сч” сч со rF tF -ЩАШ —. —• ~ч — ч-СЧ © Ю -ч ф ф © Ф rffflin У5<0<оФСОФО —Т — -ч* сч” ф Ф^ —ч^ © О Ф Ф^ , _ СЧ сч” со” ТГ М*” тг ? —* -ч* сч”
Внутренний диаметр подшипника rfn, мм 260—360 280—400 400 о © Ф Ф Ф Ф о II II 1 1 || —« —«сч сч со ф ффф ф ф ф чф чф 00 Ф оо Ф Ф —« — сч сч — III 1 III® фффффффф оо сч тг © © © сч т-ч — — СЧ сч СО Ф Ф Ф ф ф ф ф чф © оо сч оо ф © -^-^а-чСЧСЧх?^-, II 1 1 1 1 || ФФОФФФФ^ 00 Ф Ф оо сч --Ч — — сч сч со
Тип барабана 225 125 225 160 225 200 ФФСОФФФФФ ^ФФООФСЧФФ ©©©©—ч—ч — СЧ фффффффф счсчсчсчфффф сч сч сч сч ФФСОФФФФФ ^•ФФООФСЧФФ ФФФФч-ч-м—чСЧ Ь.Ъ*Ь*Ь.ФФФФ СЧСЧСЧСЧЬ-Г-Ь-Ь- сч сч сч сч ФФСОФФФФФ ^ФФСОФСЧФ© ФФФФ — — — сч фффффффф СОСОСОСООООО со со со со
Ширина ленты В, мм 2250 2500 1 2750 3000
134
Таблица 4.36. Типы натяжных устройств,
соответствующих лентам различной ширины
Ширина ленты В, мм Допустимое усилие на барабане S6, ДаН Диаметр барабана D&, мм Вид натяжного устройства
Винтовое Гру тележечное зовое рамное
400 800 800 1 610 1 610 1 610 160 200 250 315 400 + *- —
500 1 520 1 520 1 520 2 320 4 430 4 430 160 200 250 315 400 500 + — —-
650 750 1 520 1 520 2 320 160 200 250 315 + —
2 320 4 430 400 500 +
800 570 1 620 3 180 160 200 250 + — —
3 180 3 180 315 400 +
5 340 10 630 500 630 —
1000 3 010 3 010 200 250 + — —
990 5 080 315 400 + +
10 120 14 160 500 630 —
14 160 800 —
1200 2 670 2 670 4 560 200 250 315 + — —-
135
Продолжение табл. 4.36
Ширина ленты В, мм Допустимое усилие на барабане S6, даН Диаметр барабана D^t мм Вид натяжного устройства
Винтовое Грус тележечное овое рамное
1200 4 560 400 + + +
9 110 12 820 21 900 500 630 800 —
36 530 1000 —
1400 2 670 4 560 4 560 250 315 400 + — —
9 110 9 110 16 880 44 380 71 660 500 630 800 1000 1250 — + +
1600 2 860 8 180 315 400 + — —
8 180 11 570 19 980 56 180 66 250 500 630 800 1000 1250 — +
83 200 1600 —
2000 3 570 315 + — —
7 500 10 670 14 220 31 110 52 600 400 500 630 800 1000 — +
62 140 147 940 1250 1600 —
2250 4 020 315 + — —
7 500 10 660 14 220 31 ПО 62 140 400 500 630 800 1000 — + +
136
Продолжение табл. 4.36
Ширина ленты В, мм Допустимое усилие иа барабан S6, даН Диаметр барабана Dg мм Вид натяжного устройства
Винтовое Грузовое
тележечное рамное
2250 62 140 147 940 1250 1600 — + +
4 910 315 + — —
2750 10 660 10 660 18 550 31 ПО 400 500 630 800 + +
62 140 147 940 147 940 1000 1250 1600 —-
5 360 315 + —
3000 10 660 14 220 18 550 38 040 400 500 630 800 + +
62 140 147 940 156 000 1000 1250 1600 —
Примечание. (-}-) и (—) соответственно рекомендуется и не рекомен
дуется к применению.
4.5. Проектирование и расчет ленточного конвейера
Определение режима работы и нагружения конвейера. Режимы работы и нагру-
жения конвейера определяются классами использования его по времени и произво-
дительности (см. гл. 2). Классы использования конвейера по времени приведены
в табл. 2.1, где первый класс В1 соответствует конвейерам периодического действия,
остальные классы регламентируют: одно-, двух-, трехсменную и круглосуточную
работу конвейера соответственно. Классы использования конвейера по производи-
тельности приведены в табл. 2.2 и 2.4.
На основании классов использования конвейеров по времени и производитель-
ности выбирают по табл. 2.5, 3.1 и 3.2 режим работы конвейера.
Определение условий работы конвейера. Условия работы конвейера характери-
зуются производственными условиями окружающей среды, воздействующими на кон-
вейер. Принято четыре группы производственных условий: легкие (Л), средние (С),
тяжелые (Т) и весьма тяжелые (ВТ), характеристика которых приведена в табл. 3.1
и 3.2.
Выбор проектной схемы конвейера. Проектная схема конвейера должна быть
максимально простой, прямолинейной и без излишних перегибов. На рис, 4.18
137
приведены характерные геометрические схемы конвейеров. Наиболее предпочти-
тельными являются схемы 1 и 2,
Привод конвейера по возможности принимается однобарабаниый. При необхо-
димости применения двухбарабанного привода наиболее надежной будет обводка пер-
вого и второго приводных барабанов внутренней («чистой») стороной ленты по схе-
мам 8, 9 и 11,
Рис. 4,18. Схемы ленточных конвейеров
При проектировании конвейерной линии следует применять отдельные конвейеры
максимальной длины и минимальным количеством перегрузочных пунктов.
Однобарабанный привод, как правило, располагается на переднем барабане;
расположение двухбарабанного и трехбарабанного приводов показано на рис. 4.18
и в табл. 4,3.
Выбор угла наклона конвейера и скорости движения ленты. В табл. 4.37 приве-
дены максимальные углы наклона стационарных ленточных конвейеров для ряда
материалов. При равномерной непрерывной загрузке конвейера указанные в
табл. 4.37 углы наклона леиты можно увеличить на 1—2°. Для передвижных и пере»
носных конвейеров допустимые углы наклона ленты уменьшаются на 5—10 %»
138
Таблица 4.37. Характеристика насыпных грузов
(средние значения)
Транспортируемый груз Плотность, V» т/м* Группа абразив- ности Угол ес- тествен- ного откоса груза в покое, <р , ...° *о’ *’• Угол сво- бодного располо- жения груза в попереч- ном сече- нии леи- ты <р, ...° Наиболь- ший допу- скаемый угол на- клона конвейера
Агломерат: железной руды 1,6—2,0 д 45 15 18
свинцовой руды 2,0—3,5 д 40—50 15 18
Антрацит рядовой 0,8—1,0 с 45 10 17
Аммофос 0,9—1,1 — 33—42 10
Апатитовый концентрат 1,8—1,7 с 30—40 15 16
Асбест: < сорт I—V 0,3—0,6 в 50 17
сорт VI—VII 0,4—0,8 в 45 15
Брикеты из бурого уг- 0,7—1,0 в, с 35—40 15 14
ля, плоские Боксит дробленый 1,3—1,5 в 40—50 15 18
Гранит (крупность 1,5 д 45 18 18
0—80 мм) Галька круглая, сухая 1,5-1,8 в 30 12 10
Гипс порошкообраз- 1,2—1,4 в 40 14 22
ный, воздушио-сухой Глниа: кусковая, сухая 1,6—1,8 в 40 15 16
кусковая, влажная 1,9—2,1 в 50 20 24
пылевидная 0,4—1,2 в 20 12 22
Глинозем порошкооб- 0,9—1,8 с 35 15 —
разный, сухой Гравий: рядовой, сухой 1,5—1,8 в 30—45 15 18
влажный, мытый Доломит иеобожжен- 1,8—1,9 в 40—50 18 20
1,7—1,9 с 35—40 15 18
ный, 50—80 мм Земля: грунтовая, влаж- 1,6—2,0 с 35—45 20 22
ная грунтовая, сухая 1,1—1,6 с 30—40 15 19
формовочная, го- 1,6 с 40—45 20 24
товая формовочная, вы- 1,2—1,3 с 30—45 15 22
битая Зола сухая 0,6—0,9 д 45—50 15 18
Зерно (рожь, пшеница) сухое Известняк мелкий и 0,7—0,8 А 22 10 16
1,4—1,7 в 36—40 15 18
среднекусковой Известь: порошкообразная, 0,5—0,9 в 50 15 23
воздушно-сухая хлорная, воздуш- 0,6—0,8 в 45—50 15 20
но-сухая Калий хлористый 0,9 46 15
Камень мелко- и сред- 1,3—1,5 д 37—40 15 18
некусковой, рядовой
139
Продолжение табл. 4.37
Транспортируемый груз Плотность, V, т/м8 Группа абразив- ности Угол ес- тествен- ного откоса груза в покое, Ф , ...° Угол сво- бодного располо- жения груза в попереч- ном сече- нии лей- сты ф, ...° Наиболь- ший допу- скаемый угол на- клона конвейера
Кокс рядовой 0,4—0,5 д 30 15 15
Кокси к с мелочью Колчедан: 0,6—0,9 д 50 15 18
серный, рядовой 2,0 с 45 15 17
флотационный 1,6 с 38—40 12 17
Картофель (клубни) 0,6—0,8 А 28 10 12
Кукуруза в зернах 0,7—0,8 А 35 10 15
Концентрат железных руд, влажный Мел мелкокусковой Мука: 3,2—5,0 Д 25—50 15 22
1,4- -1,6 В 40 14 15
ржаная, отруби 0,5—0,6 А 55 16 15
фосфоритная для удобрений 1,1—1,8 В 37—45 13 12
Окатыши железноруд- ные 1,8—2,2 С 35—40 10 12
Опилки древесные, воз- душно-сухие 0,2—0,3 А 40 15 27
Огарок колчеданный 1,4—1,8 С 35 12 18
Окалина Песок: 2,0—2,2 С 30—35 10 —
карьерный, рядо- вой, воздушно- сухой 1,4- -1,6 С 35—40 15 20
чистый, формовоч- ный, сухой 1,3—1,5 С 30—35 10 15
Песчано-гравийная смесь, воздушно-сухая Порода грунтовая (вскрыша) 1,6—1,8 с 40—45 15 22
1,6—1,7 с 45—50 15 20
Пыль колошниковая Руда: 1,1—2,0 в — — —
крупностью 0— 25 мм и 0—120 мм, ря- довая 2,0—2,4 д 30—50 15 18
крупностью 0— 350 мм, рядовая Сера: 2,8—3,6 д 45 15 15
гранулированная 1,4 — 45 15 18
двууглекислая, порошкообразная Соль: 1,0 — 44 15 18
поваренная, зерни- стая 1,0—1,2 с 46 15 18
калийная 1,1 с 46 15 18
каменная, куско- вая 0,8—1,8 с 30—50 15 18
140
Продолжение табл. 4.37
Транспортируемый груз Плотность, у, т/м8 Группа абразив- ности Угол ес- тествен- ного откоса груза в покое, <р0. -° Угол сво- бодного располо- жения груза в попереч- ном сече- нии лен- ты ф, ...° Наиболь- ший допу- скаемый угол на- клона конвейера ₽, ...’
Суперфосфат из а пати- 1,0 с 45 14 20
та, гранулированный Стружки древесные, 0,2—0,5 А 50 20 27
свежие Торф фрезерный, воз- 0,3—0,5 В 32—45 12 18
душно-сухой Уголь: бурый, сухой 0,5—0,6 В 35—50 12 16
бурый, влажный 0,6—0,8 в 40—50 12 18
каменный, рядовой 0,6—0,8 в 30—45 12 18
Угольная пыль с мело- 0,5—0,7 в 15—20 7 10
ЧЬЮ Удобрения минераль- 1,0—2,0 с 35—40 10 15
ные Цемент воздушно-су- 1,0—1,5 д 30—40 10 20
хой Шлак каменноуголь- 0,6—0,9 Д 35—40 15 20
ный Штыб сухой 0,9 С 30-45 15 20
Щебень сухой 1,5—1,8 д 35—45 15 18
При уменьшении скорости движения ленты допустимый угол наклона ее может быть
увеличен. Для лент, имеющих выступы на рабочей поверхности, углы наклона при-
нимаются на 10—15° меньше, чем угол естественного откоса насыпного груза.
Для лент с шероховатой рабочей поверхностью углы наклона принимаются
на 3—5 % больше, чем для гладкой ленты.
Принятый максимальный угол наклона |Зшах проверяется при насыпных грузах
по формуле Ршах ^зф, где ka — коэффициент запаса; для грузов легкой подвиж-
ности ka = 0,35, средней — ka = 0,40, малой — ka= 0,55; <р — угол естественного
откоса транспортируемого груза в покое, ...°.
При транспортировании штучных грузов углы наклона ленты выбираются по
табл. 4.38 и проверяются по формуле ртах р — Др, где р — угол трения груза по
поверхности ленты в покое, ...°; Др = 10-4-15° — запас устойчивости груза. Для
штучных грузов, имеющих высоту больше размера его опорной поверхности по оси
конвейера, угол наклона проверяется по формуле
tg Ртах 2/г/(ЗЙг),
где 1Р — длина опорной поверхности груза вдоль ленты конвейера, м; hr — расстоя-
ние от центра тяжести груза до его опорной поверхности на ленте, м.
Выбор скорости леиты производится с учетом условий эксплуатации конвейера,
характеристики транспортируемого груза, ширины ленты, назначения и местополо-
жения конвейера, способа загрузки и разгрузки его и т. д. Выбранная скорость
ленты должна соответствовать ГОСТ 22644—77, обеспечивать сохранность груза,
т. е. минимальное его дробление, просыпь, распыление и т. п. наибольшую долговеч-
ность ленты и роликоопор конвейера.
В таблице 4.39 приведены наибольшие скорости ленты в зависимости от характера
транспортируемого груза и ширины ленты. Для ориентировочных расчетов значение
141
Таблица 4.38. Наибольшие допускаемые углы наклона
конвейера с прорезиненной лентой при транспортировании
штучных грузов
Груз Наибольший допустимый угол Ртах наклона конвейера с лентой, ...°
гладкой рифленой
Ящики:
деревянные 15—17 25
металлические 12—15 —
Коробки картонные Мешки: 15 25
льняные н джутовые 18—20 30—32
бумажные 15—17 30
наибольшей скорости ленты при разгрузке через головной барабан н зависимости от
транспортируемого груза выбирается:
°шах‘
Легкосыпучне сухие порошкообразные и пылевидные (цемент, апатит,-
нефелин, пылеуголь, пылеглина и т. п.)................................. 1,6—2,0
Хрупкие, крошение которых понижает качество груза (коке, уголь дре-
весный и т. п.) ...................................................... До 3,15
Овощи, фрукты (картофель, свекла, морковь,- яблоки и т. п.) .... » 1.0
Зернистые и мелкокусковые (песок, грунтовая земля и др.):
для конвейеров, установленных в карьерах открытых разработок » 6.3
для конвейеров отвалообразователей, установленных на открытых
разработках ............................................... 8—•!(>
Крупиокусковые ................................................... 2,0—3,15
Скорости движения ленты для временнйх установок, работающих короткое
время, могут быть более высокими, чем для стационарных конвейеров, работающих
длительное время.
Стационарные конвейеры, установленные на открытой местности, допускают?
более Высокие скорости, чем конвейеры, расположенные в закрытых производствен- i
ных зданиях.
Для наклонных конвейеров скорости должны быть снижены по сравнению с го-.
рнзонтальными примерно на 20 %, если конвейер имеет максимальный угол наклона.
Скорости ленты при транспортировании штучных грузов выбираются в за-
висимости от массы и формы единицы груза, способа подачн груза на ленту и снятия
с нее, а при выполнении на ленте технологического процесса — в зависимости от его
режима. В табл. 4.40 приведены допустимые скорости ленты для некоторых штучных
грузов.
Производительность конвейера. Расчетная массовая производительность для
определения относительных нагрузок на ленту н тягового усилия привода
= (4Л>
где Q’m — заданная в техническом задании максимальная массовая производитель-
ность конвейера, т/ч; йн — коэффициент неравномерности загрузки конвейера за-
висит от способа и характера загрузки. Точные величины ka указываются в тех-
ническом задании на конвейер в зависимости от специфики технологии производства
того предприятия, где будет использоваться конвейер.
В случае отсутствия точных данных величины kK можно приближенно принять
для расчета ширины ленты по неравномерности минутного грузопотока йн =
= 1,25-4-2,0; для расчета линейных нагрузок на ленту по неравномерности сменного
грузопотока kn = 1,14-1,5.
При непрерывной загрузке конвейера с помощью питателя и промежуточного
загрузочного бункера принимаются меньшие значения feH; при периодической за-
грузке без загрузочного бункера — большие. Коэффициент использования конвейера
142
Таблица 4.39. Максимально допустимая скорость ленты при разгрузке через головной барабан, м/с
143
Таблица 4.40. Рекомендуемые скорости движения ленты
для транспортирования штучных грузов
Характеристика груза Скорость леиты, м/с
рекомендуе- мая максималь- ная
Тканевые мешки с мукой, зерном, бумажные мешки 0,5—1,0 1,6
с цементом, мелом 0,8—1,0 1,6
Почтовые посылки в мягкой упаковке, пачки газет
Рулон бумаги массой до 200 кг 0,3—0,5 1,0
Ящики, бочки массой более 50 кг, чемоданы 0,3—0,5 1,0
по времени kt вычисляется по формуле (2.1) или (2.2), обычно принимают kt = 0,80-й
0,95; kF — общий коэффициент готовности конвейерной системы, если груз транспор-
тируется на нескольких последовательно расположенных конвейерах, вычисляется
по формуле
k? = &Г1^Г2»
где kn и йГ2 — коэффициенты готовности отдельных конвейеров; для одного конвейера
обычно принимают kr = 0,96.
Расчетная производительность прн транспортировании штучных грузов и
объемная производительность определяются по формулам: (3.1)—(3.5).
Выбор ленты конвейера. Для транспортировки насыпных н штучных грузов
применяются конвейерные ленты общего назначения илн специальные двух видон:
резинотканевые с тяговым каркасом из различного количества тканевых прокладок
и резинотросовые (типоразмеры таких лент регламентированы ГОСТ 20—76, а также
возможен их выпуск предприятиями резинотехнических изделий по отдельным тех-
ническим условиям).
При выборе типа ленты учитываются условия окружающей среды, характери-
стика транспортируемого груза и необходимая прочность. В ГОСТ 20—76 даны об-j
щие рекомендации по выбору типа ленты. Прн транспортировании большинства гру-(
зов, в том числе пищевых (капуста, свекла, картофель, зерно, мука и т. п.) приме-
няются ленты общего назначения.
Для горячих грузов (с температурой выше 60 °C, но не более 200 °C) или грузов,
транспортируемых в среде с повышенной температурой, применяются теплостойкие
ленты. При более высокой температуре ленты серийного производства не пригодны.
Для пищевых продуктов, не подвергающихся перед употреблением очистке или
термической обработке (например, сливочное масло, творог и т. п.) и при транспор-
тировании непосредственно соприкасающихся с лентой (без упаковки и тары), должны
применяться пищевые ленты.
При транспортировании грузов в среде с температурой ниже—45 °C до—60 °C
должны применяться морозостойкие ленты. Для более низких температур (ниже
—60 °C) применение прорезиненных лент не допускается.
При выборе вида ленты по типу тягового каркаса необходимо учитывать достоин-
ства и недостатки того и другого вида. Достоинствами резинотканевых лент является
возможность выбора их в большом диапазоне прочностных параметров (65, 100, 200,
300, 400 Н/мм); универсальность выполнения стыкового соединения (механическое,
вулканизацией и т. д.); повышенная стойкость к продольным порывам; высокая амор-.
тизирующая способность при динамических нагрузках. К недостаткам резиноткане-
вых лент относится значительное удлинение (до 4 %) при рабочих нагрузках, повы-
шенные размеры диаметра барабанов при большом количестве прокладок.
Резинотросовые ленты имеют высокую прочность, небольшое удлинение при
рабочих нагрузках (до 0,25 %), повышенную долговечность. Недостатками являются*
большая масса, сложность изготовления стыкового соединения (только вулканиза-
цией) с большой затратой времени; меньшая (по сравнению с резинотканевыми лен-
тами) стойкость продольным порывам и перегибам в вертикальной плоскости; уве-
личенные радиусы перегибов,
144
Выбор ширины ленты. При транспортировании насыпных грузов необходимая
ширина ленты определяется по расчетной производительности с учетом условия пол-
ного отсутствия или минимального просыпания груза с ленты в процессе движения
b — 0,9В — 0,05, где В — полная ширина ленты, м; Ь — рабочая ширина ленты, м
(риа. 4.19, а). Угол прн основании слоя груза принимают ф = (0,35-1-0,5) <р0,
где фо — угол естественного откоса груза в покое. Угол наклона боковых роликов
следует принимать: на двухролнковой опоре (рис. 4.19, б) аж= 15 и 20°; на трех-
ролнковой опоре (рнс. 4.19, в) для лент с хлопчатобумажными прокладками аж=
= 20°, для синтетических и резинотросовых лент, как более гибких, прн ширине В —
= 800—1300 мм рекомендуются аж= 30° и для В > 1400 мм аж = 36°; для особо
широких синтетических и резннотросовых лент с шириной В > 2000 мм применяются
четырех- и пятироликовые (рис. 4.19, а) и подвесные (рис. 4.19, д) опоры с а^ =
=18°, аж1=54°. Для приближенного выбора ширины ленты по заданной пронзводи-
Рис. 4.19. Рабочая ширина ленты при различных типах роликоопор
тельности можно использовать данные, приведенные в табл. 4.41, полученные по
теоретической объемной производительности горизонтального конвейера о прямыми
и желобчатыми роликоопорамн при транспортировании насыпных грузов со скоро-
стью v = 1 м/с. Производительность при других значениях скорости и углах наклона
конвейера может быть получена путем умножения табличных данных на соответст-
вующее значение коэффициента /гр и скорости.
Исходя из расчетной производительности конвейера Qm= 3600F0vp т/ч, опа
ределяют необходимую полную ширину ленты по формуле
В = 1,1 + 0,05) , (4.2)
\r kuvp /’
гдейп — коэффициент типа роликоопор (табл. 4.42); />р— коэффициент угла наклона
конвейера.
Для горизонтальных конвейеров йр = 1; для наклонных — значение /гр выби-
рается по табл. 4.43. Для грузов, содержащих крупные куски, полученная ширина
ленты проверяется по размерам кусков груза
Вш1п Ч* 200, (4.3)
где а' — размер наибольших кусков груза, мм; Х] — коэффициент, зависящий от
типа груза, = 2 — для рядового груза и х, = 3,3 — для сортированного груза.
Максимальные размеры кусков груза, допустимые для каждой ширины ленты,
приведены в табл. 4.44.
Полученная по производительности и кусковатости груза ширина ленты округ-
ляется до ближайшего большего размера, предусмотренного ГОСТ 20—76. Для лент,
145
Таблица 4.41. Производительность горизонтального
ленточного конвейера при скорости v = 1 м/с
I Ширина ленты, мм Угол откоса груза в движении ф., ...° Объемная производи- тельность м*/ч при роликоопорах: Ширина лента, мм Угол откоса груза в дви- жении ф, ...з Объемная производи- тельность м*/ч при роликоопорах:
прямая желобчатая, трехроликовая прямая желобчатая, трехроликовая
Уг< эл желобчатости аж» Уг эл желобчатости аж# р
0 20 30 45 60 0 20 30 45 60
400 10 15 20 16 23 32 33 45 53 46 53 60 55 60 68 56 59 63 1400 10 15 20 280 350 480 580 690 810 700 810 910 — —
10 25 63 77 92 93
500 15 20 38 52 75 88 88 100 100 ПО 99 106 1600 10 15 310 470 760 910 930 1060
650 10 15 45 70 95 115 135 160 139 160 181 167 184 200 168 180 192 20 640 1070 1210
20 10 490 1200 1470
800 10 15 20 70 НО 150 175 210 250 215 245 280 260 285 810 261 279 298 2000 15 20 740 1000 1440 1690 1690 1920 — —
770 1120 1590
1000 10 15 20 115 175 240 285 840 400 350 400 450 415 455 500 418 446 476 2500 10 15 20 — — — —
1200 10 15 20 170 255 850 420 500 580 510 580 660 — — 3000 10 15 20 1120 1690 2300 — — — —
Таблица 4.42. Коэффициент kn
Роликоопора при расчетном 1 угле откоса иасып- : иого груза иа лейте ф, ...° Роликоопора kn прн расчетном угле откоса насып- ного груза иа лейте Ф. ...°
15 20 25 15 20 25
Однороликовая Двухроликовая: аж= 15° 250 500 330 580 420 660 аж — 36° «ж = 45° Пятироликовая: 590 635 660 690 730 750
«ж = 20° Трехроликовая: 570 615 660 аж = 54° 565 635 705
«ж = 20° аж = 30° 470 550 550 625 640 700 Однороликовая с гибкой осью 520 570 640
146
Таблица 4.43. Коэффициент для транспортирования
насыпных грузов различной подвижности на ленте
с резиновой гладкой рабочей поверхностью
Группа подвижности частиц груза Угол наклона конвейера, ...°
1 — 5 6—10 11 — 15 16 — 20 21—24
Легкая 0,95 0,90 0,85 0,80
Средняя 1,00 0,97 0,95 0,90 0,85
Малая 1,00 0,98 0,97 0,95 0,90
транспортирующих штучные грузы, ширина ленты выбирается в зависимости от га-
баритных размеров и массы груза. При этом необходимо, чтобы на ленте с обеих сто-
рон оставались свободные от груза поля не менее 50—100 мм.
Расчет прочности ленты. Потребное количество прокладок (шт.) тягового кар-
каса в резинотканевой ленте исходя из условия прочности ее на разрыв определяется
по формуле
‘— ,5тахлп/((Гр5), (4-4)
где Smax — наибольшее натяжение ленты определяемое тяговым расчетом, Н; ор —
предел прочности на разрыв 1 см ширины одной прокладки, даН/см (выбирается по
табл. 4.1); В—ширина ленты, см; пп— коэффициент запаса прочности ленты
(см. п. 2.4).
Для приближенных расчетов значение па выбирается по табл. 4.45. Выбранная
лента должна удовлетворять условию прочности (по п. 2.4).
Если число прокладок, полученное расчетом, больше, чем рекомендуется
в табл. 4.46 для принятого типа н ширины ленты, то следует принять ленту с более
высоким пределом прочности, или резинотросовую ленту соответствующей прочности.
Если при расчете число прокладок получается меньше минимального количества,
рекомендуемого ГОСТ 20—76, то надо принять ближайшее большее число прокладок
или выбрать ленту с прокладками меньшей прочности.
Резинотросовые ленты необходимой прочности тягового каркаса выбираются
по ее сопротивлению разрыву
стр Smax^'/S, (4.5)
где Ор — допускаемое максимальное натяжение 1 см ширины ленты, даН/см (см.
табл. 3.9); Smax — максимальное натяжение ленты, получаемое тяговым расчетом,
даН; п’ — расчетный коэффициент запаса прочности, п' — 7-4-9.
Таблица 4.44. Максимально допустимые размеры крупных кусков, мм
Ширина ленты, мм Содержание крупных кусков в транспортируемом грузе, %
5 10 20 50 80 90 100
400 150 130 100 90 80 70 60
500 200 160 150 120 100 90 90
650 270 220 200 160 140 130 120
800 350 300 250 220 200 170 160
1000 450 360 350 300 250 220 200
1200 500 450 400 350 300 280 250
1400 600 500 450 400 350 330 300
1600 650 550 500 450 400 350 320
1800 700 600 550 500 450 400 350
2000 750 650 600 550 500 450 400
147
Таблица 4.45. Рекомендуемый коэффициент запаса
прочности конвейерных лент
Назначение конвейера Тип ленты Число тяговых прокла- док i, шт. Значение при угле наклона конвейера
<10° >10°
Транспортиро- вание груза Резинотканевая, общего назна- чения, морозостойкая и негорючая для угольных шахт Теплостойкая Повышенной теплостойкости Тканевая ПВХ Резинотросовая До 5 Более 5 Любое з До 5 Более 5 8 9 10 20 8,5 9,0 7,0 9 10 10 20 9,0 10 8,5
Перевозка людей Тканевая ПВХ Резинотросовая Любое 9,5 8,0 10 9,5
В табл. 4.46 указано максимально и минимально допустимое число прокладок
исходя из способности ленты вписываться в геометрическую форму роликоопоры и
сохранять лотковость при прохождении между роликоопорами и при движении
без груза.
Толщины наружных обкладок на рабочей 6f и опорной 62 сторонах ленты выби-
раются в зависимости от кусковатости и абразивности транспортируемого груза,
способа его погрузки на ленту и частоты прохождения ленты через пункт загрузки.
Коэффициент частоты прохождения ленты через пункт загрузки определяется
по формуле
k4 = 2L/v, (4.6)
где L — длина конвейера между концевыми барабанами, м; v — скорость движения
ленты, м/с.
В табл. 4.47 указаны стандартные толщины обкладок. Там же в скобках даны
увеличенные толщины обкладок ленты для транспортировки особо тяжелых крупно-
кусковых грузов. Эти нестандартные толщины обкладок необходимо согласовывать
с заводом-изготовителем при заказе такой ленты.
Линейная нагрузка от ленты qn даН/м может быть выбрана по табл. 4.48 и 4,2
или определена по формулам:
для резинотканевой ленты
<7л — Ы (6о<о + 61 + 62) Bg, (4.7)
где 61 и 62 — толщины резиновых обкладок на верхней и нижней сторонах ленты
(см. табл. 4.47), мм; 60 — толщина прокладки (табл. 4.49), мм; i0—количество
прокладок тягового каркаса, шт.; В — ширина ленты, м;
для резинотросовой ленты
<7Л = 1, 1g (В6Л - 0,001 л<\/4) + qTiT, (4.8)
где 6П — полная толщина ленты (см. табл. 4.2), мм; dT — диаметр троса, мм; »т —
количество тросов в поперечном сечении ленты; 7т — линейная нагрузка от троса,
даН/м.
Выбор типа опоры для ленты конвейера. Лента между концевыми барабанами
конвейера может опираться на ролики, сплошной настил из листовой стали, гладких
деревянных досок, пластмассовых пластин и настил из других материалов, а также
иа комбинированные опоры, состоящие из чередующихся роликоопор и настила.
148
Таблица 4.46. Минимальное и максимальное число
тяговых тканевых прокладок
Ширина ленты, мм Число тяговых тканевых прокладок различной номинальной прочности, ширины прокладок для леит различных типов, даН/см
1 2Р
400 300 200 400 300 200 150
800 1000 1200 1400 1600 1800 3—6 4—7 4—8 4—8 3-6 3-6 4—6 4—6 5—6 3—6 4—6 4—6 4—6 3-5 4—6 4—8 5—8 5—8 2—5 *; 3—5 2—6 *; 3—6 3—8 *; 3—6 4—8 5—8 5—8 3—6 3—6 4—7 5—8 3—6 3-8 4—8 5—8 5—8 5-8
2000 2500 3000 — — — 4—6 4—8 — —
Ширина ленты, мм Число тяговых тканевых прокладок различной номинальной прочности, ширина прокладок для леит различных типов, даН/см
2 3
200 150 100 55 100 55
650 800 1000 1200 1400 1600 1800 3—6 3—6 4—7 5—8 3—4 3—6 3—8 4—8 5-8 5—8 5-8 UO ОО ОО ОО ОО ОО ОО II 1 II 1 1 СО OQ СО СО Tt* , 3—6 3—8 3—8 3—8 4—8 4—8 4—8 3—4 3-5 3-6 3-6 3—6 3—8 3—8 3—8 4—8 4—8 4—8
2000 2500 3000 * ч 1сло прокла 4—6 док из осн 4—6 овных ткан 4—8 ей типа К-10- 2-ЗТ или А-10 -2-ЗТ
Кроме того, лента может поддерживаться воздушной подушкой. Сплошной и комби-
нированный настилы применяются для транспортирования штучных грузов и для
насыпных легких сильно пылящих и ядовитых грузов, требующих перемещения
в закрытом желобе.
Для транспортирования насыпных и штучных грузов (мешков, тюков, кип н
т. п.) применяются роликоопоры, как правило, желобчатой формы. В табл. 4.14—
4.17 показаны роликоопоры, применяемые на грузовой и обратной ветвях конвейе-
ров. В зависимости от назначения роликоопор их конструктивное исполнение может
быть следующее: для рабочей ветви — рядовые, переходные (выполаживающие),
амортизирующие, центрирующие, регулирующие; для холостой ветви — рядовые,
очистительные, регулирующие и центрирующие.
При транспортировании насыпных грузов плоская (прямая) ролнкоопора на
рабочей ветви горизонтальных или наклонных ф 10°) конвейеров применяется
на участках разгрузки груза плужковыми разгружателями и в случаях, когда это
требуется по технологии. На холостой (обратной) ветви ленты, как правило, приме-
няются прямые роликоопоры н иногда слабо желобчатые.
На рис. 4.3 изображены подвесные роликоопоры, способствующие увеличению
срока службы ленты.
149
Таблица 4.47. Толщины наружных обкладок
резинотканевых и резинотросовых лент
S X Л ины об- -76 Толщина верхней (рабочей) обкладки 6t в мм при ОрИОЙ)
режиме работы конвейера
Транспортируе- мый груз и его размеры кусков груз )чности рез 1 ГОСТ 20- весьма легком легком среднем тяжелом весьма тяжелом нижней (оп б2, мм
3 и коэффициенте k4 аз Ж Ж Ж
Размер Класс кладоь любом любом «5 100 >1 00 о о V/ 1 >100 , о V/ >100 Толщи обклад
Неабразивные и малоабразивные (группы абразив- ности А и В) грузы хорошей транспор- табельности, дре- весная стружка, древесный уголь, круглая галька, мягкий мел и т, п. 0—60 с, г 3 3 3 3 3 3 3 3 1
Среднеабразив- ные (группа С), средней транспор- табельности, песок, цемент, каменный уголь, антрацит, щебень 0—60 61— 300 в Б 3 3 3 3 4; 5 4; 5 3 3 4; 5 6,0 3 4,5 4; 5 8 3 6 1; 2 2
Сильноабразив- ные (группа Д) пло- хой н очень плохой транспортабельно- сти, руда, гранит, камень и т. п. 0—60 61— 300 >300 Б, А Б, А А 3 4; 5 6 4; 5 4; 5 6 4; 5 6 8 4; 5 6 8 6 8 8 4; 5 6 8(Ю) 6 8 8 4; 5 8 8 2 2 2
В мягкой таре: мешки, кули, тюки, пакеты — С 2 2 2 2 2 2 3 3 1
В жесткой таре: ящики, бочки, кор- зинки — В 2 2 2 3 3 3 3 3 2
Бестарные с жест- кими кромками, отливки, механиче- ские детали — Б 2 2 3 3 3 4; 5 4; 5 4; 5 2
150
Т а б л и ц а 4.48. Расчетная масса 1 м2 конвейерных лент (кг)
в зависимости от числа прокладок
Тнп ткани ТЯГОВОГО каркаса Толщи- на ** на- ружных обкладок, мм Число тканевых прокладок 1, шт.
3 5 6 7 8 9 10
БКНЛ-65, БКНЛ-65-2 3,0/1,0 7,3 8,2 9,1 10,0 10,9 11,8 — —
БКНЛ-100 3,0/1,0 4,5/2,0 7,9 10,8 9,0 11,9 10,1 13,0 11,2 14,1 12,3 15,2 13,4 16,3 — —
БКНЛ-150 3,0/1,0 4,5/2,0 8,5 Н,4 10,8 12,7 11,1 14,0 12,4 15,3 13,7 16,6 15,0 17,9 — —
ТА-100, ТК-100 4,5/2,0 6,0/2,0 11,1 12,8 12,3 14,0 13,5 15,2 14,7 16,4 15,9 17,6 17,1 18,8 — —
ТА-300, тк-зоо. 4,5/2,0 6,0/2,0 12,0 13,7 13,5 15,2 15,0 16,7 16,5 18,2 18,0 19,7 19,5 21,2 — —
ТА-400, ТК-400, ТЛК/200 4,5/2,0 6,0/2,0 12,3 14,0 13,9 15,6 15,5 17,2 17,1 18,8 18,7 20,4 20,3 22,0 21,9* 23,6* 23,5 25,5*
К-Ю-2-ЗТ, А-10-2-ЗТ, ТК-200, ТК-150 4,5/2,0 6,0/2,0 Н,7 13;4 13,1 14,8 14,5 16,2 15,9 17,6 17,3 19,0 18,7 20,4 — —
ТЛ К-300 * Только ** В числ! поверхности, а 4,5/2,0 6,0/2,0 для тканей ателе прнве в знамена 12,6 14,3 ТА-400 дена ио геле — 14,3 16,0 ТК-40 минальг ерабоче 16,0 17,7 0. ая тол1 й повер 17,7 19,4 дина ре хности 19,4 21,1 зиново! ленты. 21,1 22,8 обкла; ;кн раб очей
Таблица 4.49. Расчетная толщина тканевой прокладки
тягового каркаса ленты, мм
Номиналь- ная проч- ность про- кладки по основе, даН/см Расчетная толщина ткане- вой прокладки, мм Номиналь- ная проч- ность про- кладки по । основе, даН/см Расчетная толщина ткане- вой прокладки, мм
с резиновой прослойкой нз синтетиче- ского волок- на в основе без резино- вой прослой- ки из комби- нированных нитей с резиновой прослойкой из синтетиче- ского волок- на в основе без резино- вой прослой- ки из комби- нированных нитей
400 2,0 150 1,8 1,6
300 1,9 — 100 1,2 1,8
200 1,4 — 55 — 1,15
151
Таблица 4.50. Выбор типа роликоопоры в зависимости от ее назначения
н характеристики транспортируемого груза
Транспортируемый груз Роликоопоры для ветви ленты
верхней (рабочей) нижней (обратной)
Тип и обозначение по ГОСТ 22645 — 77 Тип и обозначение по ГОСТ 22645 — 77
Насыпные грузы; ма- ло- и среднеабразивные (группы абразивности А, В, С), неналипаю- щие. Штучные грузы всех видов. Верхняя прямая П; верхняя желобчатая Ж; верхняя желобчатая, центрирующая ЖЦ; верхняя желобчатая, амортизирующая ЖА Нижняя прямая Н; НЛ; нижняя желобчатая НЖ; НЖД; нижняя прямая, центрирующая НЦ; НЦЛ
Насыпные грузы групп абразивности А, В и С, налипающие Нижняя прямая, диско- вая НД; НДЛ; нижняя желобчатая, дисковая НЖД НЖДЛ
Насыпные грузы силь- но абразивные (группа Д), агрессивные, нали- пающие Верхняя прямая, фу- терованная ПФ; верх- няя желобчатая, футе- рованная ЖФ; желоб- чатая, футерованная, центрирующая ЖФЦ Нижняя прямая, футеро- ванная, дисковая НФ; НФЛ НДЛ; нижняя желобчатая, футерованная, дисковая НЖФ; НЖФЛ; НЖДЛ; нижняя прямая, футерован- ная, центрирующая НЦФ; НЦФЛ
Тип роликоопоры выбирается по табл. 4.50, а диаметр роликов выбирается
по табл. 4.51. Для специальных роликоопор (амортизирующих,^футерованных, дис-
ковых и т. п.) диаметры роликов могут отличаться от указанных в табл. 4.51.
Наибольшее распространение имеют ролики на сквозной невращающейся оси
с лабиринтным уплотнением и долговременной смазкой. Длина ролика /р выбирается
в зависимости от ширины ленты и типа роликоопоры.
Для подземных конвейеров и на угольных шахтах в зависимости от ширины
ленты В применяют ролики следующих Диаметров dp, мм:
В ................................ 650 — 800 1000 1200 — 1600 1800 —2000
<1р.................................. 89 133 159 159; 194
Для конвейеров, работающих на карьерах и горнообогатительных комбинатах,
в связи с более тяжелыми условиями работы конвейеров в зависимости от ширины
ленты применяют следующие диаметры роликов, мм;
в
dp
650 800
108 133
(159)
1000 1200
133 159
(159)
1400 1600
159 159
(194) (194)
1800 2000
159 194
(194)
2500 3000
194 194
Примечание. В скобках указаны диаметры роликов для конвейеров,
транспортирующих руду и скальные породы. Для особо крупных кусковых грузов
с размерами кусков а' > 400 мм при ширине ленты 2000 мм рекомендуется применять
ролики диаметром 219 мм.
С целью ограничения угловой скорости ролика диаметр его должен соответ-
ствовать скорости движения ленты:
и, м/с . . ......................... 2,0 2,5 3,2 4,0 6,3
£>п , мм ................................. 89 108 133 159 194
РшШ
152
Таблица 4.51. Выбор диаметра ролика, прямой
н желобчатой роликоопор
Диаметр ролнка Рр,- мм Диапазон ширины ленты В, мм Плотность транс- портируемого груза р, т/м3, не более Наибольшая ско- рость движения ленты v, м/с
63; 89 400—650 400—800 1,6 1,6 2,0 1,6
102; 108 400—650 800—1200 2,0 1,6 2,5 '2,5
127; 133 800—1200 -•2,0 2,5
152; 159 800—1200 1600—2000 3,5 3,5 4,0 3,2
194; 219; 245 800—1400 1600—2000 3,5 4,0 4,0 6,3
Типы роликов унифицированного ряда, соответствующего ГОСТ 22646—77,
предназначенных для различных условий работы, приведены в табл. 4.52.
Расположение роликоопор по длине конвейера. На различных участках длины
конвейера роликоопоры устанавливаются на различном расстоянии друг от друга.
На рабочей ветви конвейеров общего назначения расстояние между рядовыми ролико-
опорами /р можно выбирать по табл. 4.53.
Между амортизирующими роликоопорами в зоне загрузки средне- и крупно-
кусковых грузов, а также мелкокусковых с р > 2,5 т/м3
Zp. а ~ 7)р, а + 200, (4.9)
где £>р. а — диаметр ролика амортизирующей роликоопоры.
При транспортировании пылевидных, порошкообразных, зернистых и мелко-
кусковых грузов в зоне загрузки устанавливаются обычные рядовые роликоопоры
с расстоянием /р, 3 ~ 0,5 /р. На криволинейных участках рабочей ветви выпуклостью
вверх (роликовые батареи) устанавливается не менее трех роликоопор с расстоянием
Zp. б= 0,5 Zp. На незагруженной ветви лента отклоняется на криволинейных участ-
ках при помощи нескольких отклоняющих барабанов или прямых роликоопор, рас-
полагаемых по радиусу, как и на рабочей ветви, на расстоянии 0,5 /р. При транс-
портировании крупнокусковых грузов расстояние между рядовыми роликоопорами
принимают: для а^ах < 500 мм I' ~ 0.9Z , для а'тах > 500 мм Гр ==» 0,8/ . На не-
Таблица 4.52. Типы роликов унифицированного ряда ГПКИ
«Союзпроммеханнзация»
Тнп ролика 1 ш * II Ш IV V * V VI
Диаметр, мм: ролика 89 89 108 133 159 159 194 194
оси 17 20 17 20 25 30 30 40
Номер подшипника 503 304 503 304 7305 7306 7306 7308
* Для подземных конвейеров.
153
Таблица 4.53. Расстояние между роликоопорамн
на средней части рабочей ветви конвейера при транспортировании
насыпных грузов
Ширина ленты, мм Расстояние между роликоопорамн /р, м, при насыпной плотности груза, т/м8
0,5 0,5-0,8 0,81-1,2 1,2-1,6 1,61-2,0 2,1—2,5 Св. 2,5
400 1,5 1,5 1,5 1,4 1,4 1,3 1,2
500 1,5 1,5 1,4 1,4 1,4 1,3 1,2
650 1,5 1,4 1,3. 1,3 1,3 1,2 1,2
800 1,5 1,4 1,3— L3 1,3 1,2 1,1
1000 1,3 1,3 1,3 1,2 1,1 1,1
1200 1,3 1,3 1,2 1,2 1,1 1,1
1400 1,2 1,3 1,2 1,2 1,2 1,1 1,1
1600 1,3 1,3 1,2' 1,2 1,2 1,1 1,1
2000 1,3 1,3 1,2 1,2 1,0 1,0 1,0
загруженной ветви рядовые ролнкоопоры устанавливаются на расстоянии /р ««
« (2-5-3) /р, но не более 2,5—3,5 м.
В зоце перехода резинотканевой леиты из прямого положения в желобчатое
на рабочей ветви у головного и хвостового барабанов устанавливаются две-три пере-
ходные ролнкоопоры с различным углом наклона боковых роликов аш иа расстояний'
друг от друга, равном Zp,
Первая переходная роликоопора устанавливается на расстоянии 1р = 0,80
> 800 мм, где D — диаметр барабана, мм. Конструктивно переходные участки реко-
мендуется выполнять в соответст-
вии с каталогом ГПКИ «Союз-
проммеханизация» или завода-из-
готовителя.
Центрирующие н регулирую-
щие роликропорычередуются мёЖ^
ду собой н устанавливаются йа ра-_
бочей ветви через/каждые 10 рядо-_
вых роликоопор. На холостой ветвя,
центрирующие и регулирующие ро-_
ликоопоры, чередуясь, устанавли-_
ваются на расстоянии 20—25 и
друг от друга, т. е. через 7—1(Г
рядовых роликоодрр.
Для мощных конвейеров с ши-
риной ленты 2000—2500 мм и ско-
ростью движения v :> 5 м/с рас-
Таблица 4.54. Расстояние между
роликоопорамн 1Р на средней части рабочей
ветви конвейера при транспортировании
легких штучных грузов
Ширина ленты, мм Наибольшая масса отдельных грузов, кг Расстояние между ролико- опорами /р, м
400 12 1,4
500 15 1,2
650 20 1,0
стояние между ролнкоопорами должно определяться исходя из допустимой нагруз-
ки на одну роликоопору. При транспортировании штучных грузов массой до 20 кг
на рабочей ветви размер Zp выбирается по табл. 4.54.
Для штучных грузов массой более 20 кг Zp принимается равным половине наи-
большего габаритного размера груза (ящика, мешка, тюка и т. п.) и округляются до
ближайшего целого числа. Расстояние между ролнкоопорами в зоне загрузки и дру-
гих местах рабочей и холостой ветвей конвейера для штучных грузов принимается
таким же, как для насыпных грузов.
Для конвейеров, имеющих криволинейный выпуклый участок, минимальный
радиус дуги определяется по формуле
Z?mln > (4.10)
где — коэффициент типа ленты и действующего . натяжения, выбираемый по
табл. 4.55.
154
Таблица 4.55. Значение коэффициента
в зависимости от действующего натяжения ленты
Тип тягового каркаса ленты Удлине- ние леи- ты, % Угол желобча- тостн Коэффициент kt при действующем натяжении в % от допускаемого
До 50 60 70 80
МЛК-300/100 Резине 2,0 тканевые 20 ленты с л 12 рокладкам 15 и 20 30
МЛК-400/120 2,0 30 15 20 30 45
К-Ю-2-ЗТ 3,0 20 10 12 15 20
А-10-2-ЗТ 3,0 30 12 15 20 30
ТА-Ю0,-150 3,5 20 10 12 12 20
ТК-150,-200 3,5 30 12 15 20 25
ТК-300; ТА-300 4,0 20 10 12 12 20
ТК-400; ТА-400 4,0 30 12 15 20 25
РТЛ 0,25 Резинат) 20 уосовые лен 90 ты НО 160 225
30 125 160 225 320
Геометрические размеры выпуклого криволинейного участка с радиусом дуги
Ri = Юм приведены в табл. 4.56. Для других значений радиуса дуги необходимо
размеры, указанные в табл. 4.56, умножить на 0,17?;. Например, при Rt — 15 м
умножают на 1,5.
Нагрузка на одну ролико-
опору на криволинейном участ-
ке (рис. 4.20) проверяется по
условию:
Рр = /р [(<?л + <?г) cos Pi 4-
4~Sk/^i] Рдоп, (4.Н)
где /р — расстояние между ро-
ликоопорами, м; q„ и q? — ли-
нейная нагрузка от ленты и
груза [(п. 2.3 и табл. 4.48)],
даН/м; Р1=Р/(пр—1) угол между
смежными ролнкоопорами, ...°;
Яр — количество роликоопор на
криволинейном участке; $к —
максимальное натяжение ленты
в верхней точке кривой, даН;
РДОп — допускаемая нагрузка
на роликоопору, приводимая в
каталогах, даН. Радиус вогну-
того криволинейного участка
конвейера (рис. 4.21) опреде-
ляется по формуле
Ri > $кМ<7л cos2 Р), (4.12)
где SK — натяжение леиты в
наивысшей точке А перегиба
при полностью загруженном го-
ризонтальном участке и неза-
груженных криволинейном и
Т а б л и ц а 4.56. Геометрические размеры
выпуклого участка трассы конвейера,
очерченного по дуге радиуса 7? = 10 м
(рис. 4.20)
Угол накло- на конвейе- ра, ...° Длина ДУГИ Длина хорды 1, Высота h Длина 1
мм
6 1,05 1,045 0,055 0,525
7 1,225 1,219 0,074 0,612
8 1,40 1,392 0,097 0,699
9 1,575 1,564 0,128 0,787
10 1,75 1,736 0,152 0,875
11 1,925 1,908 0,184 0,968
12 2,10 2,080 0,218 1,051
13 2,275 2,249 0,256 1,139
14 2,450 2,419 0,297 1,228
15 2,625 2,588 0,341 1,316
16 2,80 2,756 0,387 1,405
17 2,975 2,924 0,437 1,494
18 3,150 3,090 0,489 1,584
19 3,325 3,256 0,545 1,673
20 3,50 3,420 0,603 1,763
21 3,675 3,584 0,664 1,858
22 3,850 3,746 0,728 1,944
155
наклонном участках; дл — линейная нагрузка от ленты, даН/м; Р — угол накло-
на конвейера, ...°; Z>2 — коэффициент запаса и типа натяжного устройства (выбирает-
ся из табл. 4.57).
Расположение на конвейере переднего н заднего барабанов и определение их
размеров. Барабаны конвейеров, работающих в среднем, тяжелом и весьма тяжелом
Рис. 4.20. Схема выпуклого участка трассы
режимах, устанавливаются так, чтобы образующая барабана находилась выше об-
разующей среднего ролика рядовой желобчатой роликоопоры на величину Лр
(табл. 4.58), которая принимается по каталогам ГПКИ «Союзпрессмеханнзация»
и завода-изготовителя в зависимости от типоразмера ленты и роликоопоры.
Рис. 4.21. Схема вогнутого участка трассы
На конвейерах, работающих в весьма легком н легком режимах, величины Лп
может не быть, т. е. образующая барабана находится на одном уровне с образующей
среднего ролика рядовой желобчатой роликоопоры.
Размеры барабанов. Для резинотканевых лент диаметр приводных барабанов
определяется по формуле
D6 = k'k"i, (4.13)
156
где i — число прокладок в ленте; k' — коэффициент, учитывающий тип прокладок
(табл. 4.59).
Меньшие значения k' принимаются для лент меньшей ширины каждой прочности.
Коэффициент назначения барабана k" выбирается по табл. 4.60. При ориентировоч-
ных расчетах можно принять: диаметры концевых и натяжных барабанов Ок. б~
к; 0,8£>6, диаметр отклоняющих барабанов Оо. о ~ 0,65Об, где D6 — диаметр при-
водного барабана. Полученный диаметр барабана округляется до ближайшего раз-
мера из нормального ряда в соответствии с ГОСТ 22644—77, табл. 4.61. Для резино-
тросовых лент диаметр приводных барабанов выбирают по табл. 4.62 в зависимости
от предела прочности ленты на разрыв <гл (см. табл. 4.2). Для подземных конвейеров
(угольные и сланцевые шахты) с резинотканевой лентой принимаются минимальные
размеры диаметров приводных и неприводных барабанов, указанных в табл. 4.61.
Принятый диаметр приводного бара-
бана проверяется по среднему давлению
ленты на барабан
Таблнца 4.57. Коэффициент fe2
в зависимости от типа ленты
рср~~ ОбВотц(5нб~5сб):СрДоП’ (4,14)
где SHg и 3Сб— натяжение набегающей и
обегающей с барабана ветвей ленты, даН;
а — угол обхвата лентой барабана, ...°;
Рдоп — допускаемое среднее давление
ленты на барабан.
Для конвейеров, работающих в тяже-
лых режимах, и для лент меньшей проч-
ности принимаются меньшие значения
Рдоп- Графики зависимости среднего дав-
ления от соотношения Знб/В для различ-
ных диаметров даны на рис. 4.22.
Тяговая способность барабана зави-
Тнп ленты Коэффициент kt
Натяжное устройство
гру- зовое винтовое, пружин- ное, лебе- дочное
Резинотканевая 1,4 1,7
Резинотросовая 1,5 1,8
сит от материала рабочей поверхности барабана и влажности атмосферы. Значе-
ния тягового фактора барабана ена приведены на стр. 303.
Диаметр футерованного барабана должен быть увеличен на размер двойной тол-
щины футеровки. Длина барабанов принимается для лент В < 800 мм L6 = В +
+ 50 мм; для лент В > 800 мм Lq — В + (60-ь80) мм; для очень длинных и мощных
конвейеров с В > 2000 мм £б = В + (Ю0-ь150) мм.
Стрела центрирующей выпуклости барабана принимается в зависимости от раз-
мера
Lq, мм ... 500 600 750 950 1150 1400 1600 1800 2100 2300
Стрела выпук-
лости 6g, мм ... 1,5 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,5 6,0
Выбор типоразмеров приводного барабана и редуктора производится по табл. 4.4,
4.5 в соответствии с нагрузкой на подшипник и расчетным крутящим моментом, оп-
ределяемым по формуле
Мцр = ksP Dq/2,
157
Таблица 4.58. Значение йР в зависимости
от угла подхода ленты 0', мм
Условное обозначение конвейера Дна- метр бара- бана, мм Угол ₽' ...°.
0 2 4 6 8 10 12 14 16 18
С-160125У4 1290 45 45 50 55 60 70 70 70 70 75
С-160160У4 1640 125 145 150 150 150 120 135 145 145 70
С-200160У4 1640 50 55 60 70 80 80 80 80 80 80
С-200200У4 2040 45 45 60 70 80 80 80 85 90 90
Таблица 4.59. Значение коэффициента k'
Прочность прокладки, даН/см ширины 55 100 150 200 300 400
k' 125—140 150—160 160—170 170—180 180—190 190—200
Таблица 4.60. Коэффициент k” для выбора диаметра барабана
Назначение барабана Разрывная прочность тканевой прокладки, даН/см
100 120 — 200 250 — 300 350 — 400
Приводной: наземный подземный Натяжной концевой Отклоняющий 150—160 80—90 120—130 100—110 170—180 100—110 135—145 120—125 180—190 110—120 145—150 125—135 190—200 120—125 150—160 135—140
Таблица 4.61. Размеры барабанов для конвейеров общего
назначения, мм
Ширина ленты Длина обечайки барабана Нормальный ряд наружных диаметров барабанов
400 500 160 200 250 315 400 500 630
500 600 160 200 250 315 400 500 630 800
650 750 200 250 315 400 500 630 800 1000
800 950 200 250 335 400 500 630 700 1000
1000 1150 250 315 400 500 630 800 1000 1250 :
1200 1400 400 500 630 800 1000 1250 1600
1400 1600 400 500 630 800 1000 1250 1600 1600
1600 1800 400 500 630 800 1000 1250 1600
1800 2000 400 500 630 800 1000 1250 1600 2000
2000 2200 500 630 800 1000 1250 1600 2000 2500
2500 2800 630 800 1000 1250 1600 2000 2500 —
158
где Р — окружное усилие иа барабане, даН; Du0 — диаметр приводного барабана,
см; &з = 1,1-ь 1>2 — коэффициент запаса; 7ИКр — крутящий момент на валу привод-
ного барабана, даН-см.
Выбор типа натяжного устройства, его основных параметров н места установки
на конвейере. Схемы различных типов натяжных устройств (НУ) показаны на
рис. 4.6. Натяжное устройство устанавливается, как правило, вблизи приводного
барабана на холостой ветви, где лента имеет минимальное натяжение (Sm)n), или
на хвостовом барабане перед выходом ленты на рабочую ветвь. Выбор типа натяж-
ного устройства производится в зависимости от типа ленты и ее натяжения, длины,
угла наклона и схемы трассы конвейера.
Винтовое натяжное устройство конструктивно простое и компактное может быть
установлено на горизонтальных и наклонных конвейерах лишь небольшой длины
(L < 75 м.) Это устройство создает ограниченное и непостоянное натяжение ленты и
требует периодического подтягивания ее, допускает ход натяжного барабана не бо-
лее 1,5—2,0 % от общей длины конвейера.
Рис. 4.23. К определению хода натяжных устройств:
а ~ при концевом натяжном устройстве; б при промежуточном
Наиболее широкое распространение получили грузовые натяжные устройства
без полиспаста и с полиспастом. Общий ход натяжного устройства состоит из двух
частей (рис. 4.23) и определяется по формуле LK = LH1 -f- LH2, где LH1 — монтаж-
ный ход (м) компенсирует изменение длины ленты при ее ремонте и перестыковке;
7-на — рабочий ход натяжного устройства (м).
Т а б л и ц а 4.62. Рекомендуемые наименьшие диаметры барабанов
Предел прочности иа разрыв ленты, даН/см Диаметр троса dT Минималь- ная толщина леиты 6 Диаметр барабана
привод- ного конце- вого натяж- ного откло- няющего
ширины ММ
1000 4,1 12 625 500 500 300
1500 5,1 16 1000 800 625 500
2000 6,0 18 1000 800 625 500
2500 6,9 19 1250 1000 800 500
3000 7,7 20 1250 1000 800 500
4000 8,9 22 1250 1000 1000 500
5000 8,9 24 1250 1000 1000 625
6000 10,2 26 1250 1000 1000 800
159
В зависимости от конструкции стыкового соединения может быть принята
LH1 = (0,3—2,0) В для стыков ленты, выполненных механическим способом (скобы,
шарниры и т. п.), и для винтовых натяжных устройств принимают
LH1 = (0,3-0,5) В, (4.15)
вулканизированных стыков ленты и НУ любых конструкций, кроме винтового
LHi=(l-2)B. (4.16)
Рабочий ход натяжного устройства компенсирует вытяжку и удлинение леиты
при ее установившемся движении и при пуске конвейера. Рабочий ход определяется
по формуле Лн2 > ka L, где L— длина конвейера между центрами концевых бара-
банов, м; kn — коэффициент удлинения ленты при рабочей нагрузке, выбираемый
по табл. 4.63; В — ширина ленты, м.
Более точный расчет рабочего хода производится по формуле
Внъ k^kji^L, (4-17)
где в — относительное удлинение принятого типа ленты; для резинотканевых лент
8 = 0,015; для резинотросовых 8 = 0,0025; fcg—
Таблица 4.63. Рекомендуемые значения fen
Длина конвейера, м Лента
синтетиче- ская резинотро- совая
До 300 0,020 0,0020
301—500 0,020 0,0020
501—1000 0,015 0,0017
Более 1000 0,010 0,0015
коэффициент угла наклона конвейе-
ра; при Psgj 10° 0,85; прн
Р > 10° ftp = 0,65; k„ — коэф-
фициент использования выбран-
ного типоразмера ленты по на»
тяжению, принимаемый в зави-
симости от класса использования
ее;
Класс использования Т1 Т2 ТЗ
Коэффициент 1гл . . . 0,63 0,8 1,0
не-
Для резинотросовых лент
обходимо соблюдать условие
LH2 :> 500 мм.
Натяжное усилие Рн> необходимое для перемещения тележки натяжного устрой-,
ства с барабаном, определяют по формуле i
Рн — (^нб + 5сб) + ^п. (4.18)
где SH6 и Зсб— натяжения набегающей на натяжной барабан и сбегающей с него ветви,
ленты (определяется тяговыг, расчетом); kH — коэффициент повышения натяжения}!
при пуске />н = 1,2—1,5; при установившемся движении = 1,0; Рп—усилив
перемещения тележки натяжного устройства. I
Усилие перемещения тележки определяется по формуле (
рп = mT (sin р 4-wT cos Р) g,
где /пт — масса натяжной тележки с барабаном и отрезком ленты; Р — угол наклони,'
конвейера; wT — коэффициент сопротивления движению тележки; для катков те«’;
лежки на подшипниках качения wT — 0,05; на подшипниках скольжения = 0,1.^
Для грузового НУ рамного типа (см. рис. 4.5) натяжное усилие рамы опреде-
ляется по формуле
Рн. р — ‘$нб + 5сб — gmv + gmpwp> (4-19)|
где /Пр — масса натяжной рамы с барабаном и отрезком ленты, кг; — коэффи4
циент сопротивления перемещению натяжной рамы, о>р = 0,1. s
Масса натяжного груза тележечного натяжного устройства определяется по?
формуле
mH.r= Ph/Wh),
где Т] — общий КПД полиспаста и обводных блоков,
ч = Пп
160
(4.20)^
п’
r]j — КПД одного обводного блока, r]i = 0,95; т]п— КПД полиспаста; /о — коли-
чество обводных блоков; in — кратность полиспаста, если нет полиспаста in — 1.
Масса натяжного груза рамного НУ тн. г » Рн. р.
Выбор загрузочного устройства конвейера и определение его параметров.
Насыпные грузы загружаются на ленту конвейера из бункера или с технологических
транспортных и погрузоч-
ных машин. Штучные
грузы из бункера не за-
гружают. При загрузке
груз должен ложиться
равномерно по длине и
центрально по ширине
ленты. Равномерную по-
дачу насыпного груза из
бункера обеспечивают пи-
татели, а для формирова-
ния и направления струи
на ленту груза приме-
няются загрузочные во-
ронки и лоткн. Схема за-
грузки конвейера показа-
на на рис. 4.24.
Днище лотка, воспри-
нимающего удары струи
загружаемого груза н
направляющего его на
ленту, .устанавливается,
наклонно к ленте под
углом..ав, иа. 8—10е боль-
ше у гл а. трения тру за. о.
поверхность лотка. Вдоль
ленты лоток продолжает-
ся наклонными направ-
ляющими бортами, опи-
рающимися на ленту через
вертикально расположенное к ленте уплотнение из мягкой износостойкой резины.
Длина бортов направляющего лотка 1„ в зависимости от ширины ленты и скорости
ее движения выбирается по табл. 4.64 или определяется по формуле
'л = («2-О/(2гА),
(4.21)
где v — скорость ленты, м/с; рпр — проекция вектора скорости поступления
груза в воронку на направление движения ленты, м/с; g — ускорение свобод-
ного падения, м/с2; — коэф-
фициент трения груза о ленту.
Минимальную высоту на-
правляющих бортов лотка вы-
бирают по табл. 4.64 или опре-
деляют исходя из производитель-
ности и размеров выпускного
отверстия лотка по формуле
(4.22)
Таблица 4.64. Значения минимальных длин
и высот направляющих лотка
в зависимости от ширины ленты
Ширина леиты, м Высота лотка, м, не меиее Длина лотка, м, прн скоро- сти движения ленты, м/с
До 1,6 1,6—2,5 Св. 2,5
400 0,2 1,0 1,2 1,6
500 0,2 1,2 1,6 2,0
650 0,3 1,2 2,0 2,5
800 0,3 1,6 2,5 2,5
1000 0,4 ' 2,0 2,5 2,5
1200 0,4 2,0 2,5 2,5
1400 0,4 2,0 2,5 2,5
1600 0,5 2,2 2,5 3,0
2000 0,5 2,5 3,0 3,5
6 П/р Ю. А. Пертеиа
Лл Q/(3,64ponp).
Ширину направляющих бортов
принимают В1 = 0,5В;
= (0,6-;-0,7) В (рис. 4.24).
Выбор типа разгрузки кон-
вейера и параметров разгрузоч-
ного устройства. Разгрузка кон-
вейера может производиться о
концевого (приводного) барабана
или в промежуточных пунктах
ва =
161
при помощи различных разгрузочных устройств, установленных по длине трассы
конвейера. Для разгрузки конвейера с концевого барабана или перегрузки груза
с одного конвейера на другой необходимо определить место установки экрана,
воспринимающего удары частиц падающего груза (рис. 4.25); для этого произ-
водится построение траектории свободного полета насыпного груза.
с
Рис. 4.25. Схема разгрузки через головной барабан:
а, б *- к определению траектории полета груза; в, г, д — полюсное
расстояние
Уравнение траектории параболы в косоугольных координатах ху. х — vt;
У — g/2/2 или у — gx2/(2v2). Характер кривой падения груза зависит от радиуса ба-
рабана г, м, а также скорости движения груза V, м/с, и определяется полюсным рас-
Рнс. 4.26. График для
определения полюсного
расстояния
и заднего барабанов.
можно выбирать по табл. 4.66 в зависимости
стоянием, которое может быть вычислено по формуле h =
= r2glv2 или выбрано по графику (рис. 4.26). При уста-
новке разгрузочной воронки необходимо предусмотреть
защитные средства от быстрого износа стенки воронки,
воспринимающей удары падающих частиц груза. Реко-
мендуется покрывать их листами износостойкой резины,
слоем груза, размещенным в специальных отсеках (кар-
манах) и т. п.
Для разгрузки конвейера в промежуточных пунктах
трассы применяются барабанные разгрузочные тележки
(стационарные и передвижные), плужковые сбрасыватели
(одно- и двусторонние с жесткими разгрузочными щита-
ми) и односторонние разгружатели с подвижной лентой.
Области применения разгрузочных устройств про-
межуточной разгрузки приведены в табл. 4.65. На на-
клонных участках конвейера плужковые сбрасыватели не
устанавливаются. Двусторонние плужковые сбрасыватели
способствуют лучшему центрированию ленты и поэтому
их применение более рационально.
Выбор устройства для очистки ленты. На каждом
конвейере, транспортирующем насыпные грузы, устанав-
ливаются очистительные устройства для очистки рабочей
н внутренней поверхности ленты, поверхности переднего
Тип устройства для очистки рабочей стороны леиты
от характера транспортируемого
Груза.
Применение переворота обратной ветви ленты возможно только при длине кон-
вейера, большей, чем минимальная длина участков поворота ленты Lmln >
162
Таблица 4.65. Области применения устройств
для промежуточной разгрузки
Параметр Барабанные разгружателн с механическим передвижением Плужковые разгружателн с жесткими щитами Плужковые разгружате- ли с подвиж- ной лентой, односторон- ние
стационар- ные с передвижением
ручным механи- ческим
Ширина лен- ты конвейера, мм 500-2000 Односторонние 500—1000 | 500—8001500—1000 650—800
Дв 500—1400 усторонни 500—1000 е 650—1600 Нет
Скорость, м/с 2,0 1,0—1,6 1,0—1,6 1,0—1,6 1,0
Управление разгружателем Автоматизи- рованное и ди- станционное Ручное, местное, автомати- зированное Ручное, местное Автома- тизиро- ванное Ручное, местное
Транспорти- руемые грузы Насыпные грузы — зер- нистые, по- рошкообраз- ные, мелко- и среднекуско- вые, нелипкие Пылевидные, порошкообраз- ные, зернистые, и мелкокуско- вые групп абразивности А, в, с Штучные массой до 20 кг
где 1гл — коэффициент допустимой длины поворота ленты, йл = 15 — для резино-
тканевых лент; кл = 25 — для резинотросовых лент.
Устройство для очистки рабочей поверхности леиты устанавливается после раз-
грузочного (переднего) барабана, а для очистки внутренней поверхности ленты —
перед задним концевым барабаном на расстоянии около 0,8—1,0 м от оси бара-
бана.
Для очистки внутренней поверхности ленты применяются одно- или двусторон-
ние скребки плужкового типа с выводом очищаемых частиц вне ленты конвейера.
Для очистки поверхности барабанов и, если требуется, роликоопор конвейера
применяются стальные скребки. На барабанах с фасонной резиновой футеровкой очи-
стители не устанавливаются. Схема очистительного устройства показана на рис. 4.16.
Конструктивное исполнение очистителей должно соответствовать требованиям ТУ
эксплуатации конвейера. Параметры очистителей приведены в табл. 4.23—4.27.
Выбор типа привода. Выбор типа привода (табл. 4.67) обусловлен протяжен-
ностью и профилем трассы конвейера, возможным значением коэффициента треиия
между лентой и поверхностью барабана, коэффициентом использования прочности
ленты. Окончательный выбор может быть сделан только после сравнительных тех-
нико-экономических расчетов возможных вариантов. Наиболее надежным и конст-
руктивно простым является однобарабанный привод (см. табл. 4.3).
Трехбарабанный привод недостаточно надежен; в нем многократно перегибается
лента; конструкция сложная и громоздкая, а потому применение его не рекомендуется
без особых на то причин.
6* 163
Таблица 4.66. Рекомендуемые устройства
для очистки наружной (грузонесущей) стороны ленты конвейера
Транспортируемый груз Рекомендуемые очистные устройства
Скребок Механический । вращающийся : очиститель Дисковые ро- ; ликоопоры иа обратной ветви 1 Переворот об- 1 ратной ветки 1 ленты
Состояние и свойства Влаж- ность, % Характерные примеры Оди- нар- ный Двой- ной
Сухой, не- липкий Влажный: 30 Песок чистый, зер- но, кокс, все виды тарных штучных грузов ♦ — — —
нелнпкнй 65 Земля, уголь, гра- вий, щебень — ♦ — — —
а липкими частицами 65 Песок с частицами глины, формовочная земля, руда * — ♦ ♦ —-
липкий 80 Глина, бетон * — ♦ ♦
» 100 Руда, глина, вск- рыш ка ♦ — — *
Примечания: 1. Рекомендуемые типы очистных устройств отмечены
знаком *. 2. При нескольких отметках * применяется весь комплекс устройств.
3. Возможно применение пневматической или гидравлической очистки (обмыва)
ленты в отапливаемом помещении при условии последующей просушки леиты и
централизованного удаления воды.
Таблица 4.67. Рекомендации по выбору типа привода конвейера
Тип привода Преимущественные признаки Характерное положение Тип электродвигателя
Профиль и характе- ристика трассы Диа- пазои И
Однобарабан- Любого Про- 0,1— На переднем Асинхронный,
ный с одним дви- гателем фили и любой протяженности 0,5 (головном) барабане короткозамкну- тый до мощности 100 кВт; с фазным ротором при мощ- ности более 100 кВт
Однобарабан- ный е двумя дви- гателями То же, при от- сутствии редук- торов с большим моментом и по производствен- ным условиям 0,1- 0,5 То же То же
164
Продолжение табл. 4.67
Тнп привода Преимуществен признаки Профиль и характе- ристика трассы ые Диа- пазои Ц Характерное положение Тип электродвигателя
Двухбарабаи- ный привод без жесткой связи между барабана- ми и без уравни- тельного меха- низма с близким друг к другу («сомкнутым») расположением барабанов (см. табл. 4.3) Двухбарабан- ный привод с раздельным рас- положением ба- рабанов на пе- реднем и заднем концах конвейера Горизонталь- ная и горизон- тально-наклон- ная большой про- тяженности Горизонталь- ная большой про- тяженности; пре- имущественно при одновремен- ном транспорти- ровании груза на верхней и ниж- ней ветвях ленты 0,1— 0,4 0,1— 0,4 На нижней (обратной) вет- ви вблизи от концевого, разгрузочного барабана или при совмеще- нии с передним барабаном На переднем (головном) и заднем (хво- стовом) бара- банах С фазным рото- ром н повышен- ным скольжением до 6 %; с корот- козамкнутым ротором и гидро- муфтой С фазным рото- ром и повышен- ным скольжением до 6 %
Коэффициент использования прочности ленты определяется для приводов:
однобарабанного
Х1 = (ен« _ !)/еи<х;
двухбарабанного
х2 _ e(Hiai+n2a2)_|/е(ц1а1+Ц2а2))
(4.23)
(4.24)
где е = 2,72 — основание натуральных логарифмов; |т, р2 — коэффициенты тре-
ния ленты о поверхность приводных барабанов (см. табл, 3.7); a, cq, а.2 — углы об-
хвата лентой приводных бараба-
нов, рад. Значения коэффициен-
тов xt и х2 приведены в
табл. 4.68. Коэффициент распре-
деления нагрузок между при-
водными барабанами в двухба-
рабанном приводе вычисляется
по формуле
kx = Рг/Р2, (4.25)
где Pi и Р2— окружные усилия
на первом и втором барабанах,
кН.
При значении коэффициента
трения р > 0,3 целесообразнее
применять однобарабанный при-
вод как более надежный и прос-
той, так как при |х > 0,3 коэф-
Таблица 4.68. Значения коэффициента
полезного использования прочности ленты х
при различных типах фрикционных приводов
Коэффи- циент трения Цо Привод
Одио- бара- баи- ный Двухбарабаииый при коэффициенте распределения нагрузки между барабанами k
1,0 1,5 2,0 3,0
о,1 0,34 0,51 0,57 0,50 0,45
0,2 0,57 0,73 0,77 0,82 0,76
0,3 0,72 0,84 0,87 0,89 0,92
0,4 0,82 0,90 0,92 0,93 0,94
0,5 0,80 0,94 0,94 0,95 0,96
165
фициенты использования прочности ленты у одно- и двухбарабанного приводов
близки по значению.
В наклонных и наклонно-горизонтальных конвейерах также целесообразно при-
менение однобарабанного привода.
Тяговый расчет. Тяговый расчет ленточных конвейеров следует выполнять
в двух вариантах: при установившемся движении и в момент трогания с места при
полной нагрузке конвейера (см. гл. 3). Для тягового расчета необходимо определить
сопротивление движению на отдельных участках трассы конвейера. С этой целью за-
данную схему трассы конвейера разбивают на участки: прямолинейные горизонталь-
ные и наклонные, криволинейные, загрузки, разгрузки и т. п.
Точки сопряжений соседних участков трассы нумеруются последовательно, в на-
правлении движения ленты, начиная от точки сбегания ленты с приводного барабана
до точки набегания ее на приводной барабан.
Максимальное расчетное натяжение ленты Smax при установившемся движении
равно натяжению ленты, набегающей на приводной барабан 5нб> и вычисляется по
формулам:
при однобарабанном приводе
SH6 = — К (4.26)
при двухбарабанном приводе
е(Ц1а1+ц2аг)
Sh6 = Pk3’ (4'27)
где еца — фактор оцепления (тяговый фактор); Р — окружное усилие на приводном
барабане; k3 = 1,2 — коэффициент запаса.
Натяжение ленты на всех участках трассы конвейера должно иметь положитель-
ное значение. При выполнении тягового расчета необходимо проверить значения ми-
нимального натяжения ленты Smin. У горизонтальных и слабонаклонных (с углом
Р ==: 5°) конвейеров с однобарабанным приводом минимальное натяжение находится
в точке сбегания ленты с приводного барабана, т. е. Smin — Sco; при двухбарабанном
приводе — после второго приводного барабана по ходу ленты; у наклонных конвейе-
ров с углом наклона р > 5° — в самой нижней точке наклонного участка. У конвейе-
ров со сложной трассой, где имеются участки спусков и подъемов, точку наименьшего
натяжения определяют путем последовательных расчетов при различных режимах
загрузки участков трассы конвейера.
Подсчет натяжений против направления движения ленты производится по фор-
муле St_i — St — Wt, где Wt — сопротивление на участке между точками i — 1 и I.
Тяговое усилие при установившемся движении конвейера
Л>= (4.28)
статическое тяговое усилие при пуске конвейера
<4-29)
2^п—суммы сопротивлений движению на всем контуре трассы конвейера
при установившемся движении и при пуске конвейера соответственно.Тяговое усилие
установившегося движения ориентировочно для предварительных расчетов можно
определить по формуле
Ро — Е [ Е ^г- в 4* Е в] + Е н 4" Е ^н. н, (4.30)
где .в» 2Ж.В — суммы сопротивлений движению на горизонтальных верхнем
и нижнем участках, соответственно; У, Ц7Н. в, У. й^н.н — то же на наклонных верхнем
и иижнем участках (табл. 4.69); Сд — коэффициент, учитывающий сопротивление
в местах загрузки, очистки и т. д., выбираемый по рис. 4.27.
Согласно теории фрикционного привода условие отсутствия скольжения ленты по
барабану определяется выражением
5нб*£$сбе'"х- (4.31)
166
Тяговая сила на приводном барабане
рна — 1
Po = SH6-S06 = SH6-^-^ = Sc6(e““-l). (4-32)
Если движение груза на конвейере осуществляется по наклону вниз и конвейер
является самодействующим, а на приводе происходит притормаживание ленты, то
условие отсутствия скольжения ленты по барабану равно
Scossw11"; (4-33)
окружная притормаживающая сила
еи“ - 1
(4.34)
еи“
Для увеличения тягового усилия на барабане можно увеличивать натяжение
ленты, что нежелательно, так как приводит к ее удорожанию, и потому рекомендуется
увеличивать коэффициент трения между барабанами и
лентой путем применения футерованных барабанов или
угол обхвата лентой барабана а с помощью специальных
устройств или двух-, трехбарабанного привода.
В соответствии со схемой конвейера, принятыми
типами загрузки, разгрузки, очистительных устройств
выполняют расчет сопротивлений движению для устано-
ся
3,5
4, о
6,0
500 600 700 SOO 300 более 0
2,0
1,8
1,6
1,6
1,2
io
10 30 too 150 200
ООО
ООО
600 L
Рис. 4.27. График зависимости коэффициента Сд от длины Zs
вившегося движения или пускового периода. Формулы для расчета сопротивлений
даны в табл. 4.69, а подробные пояснения к ним приводятся в гл. 3.
При расчете сопротивлений на отдельных участках выбирают коэффициенты со-
противления движению на рабочей w и нерабочей w' ветвях конвейера.
Для установившегося движения, скорости ленты от 0,8 до 3,15 м/с и температуры
окружающей среды от +40 до —10 °C значения w и w' выбираются по табл. 4.70—
4.72.
При скоростном движении ленты v > 3,15 м/с коэффициенты сопротивления дви-
жению определяются по формуле
wv = w + cD (v — 3,15), (4.35)
где w — коэффициент сопротивления, выбираемый из табл. 4.70; с0 — коэффициент
скорости; v — скорость ленты, м/с.
При температуре окружающей среды ниже минус 10 °C и применении низкотем-
пературных смазочных материалов
wt « wct, (4.36)
где ct = 1,2 при t = до —20 °C; Cf — 1,5 при / = —40 °C и ниже.
Для конвейеров с гирляндными подвесными ролнкоопорами
ttir « к,сг> (4.37)
где сг = 1,15 — для конвейеров с шириной ленты В ед 1000 мм; ср = 1,3 — для кон-
вейеров с шириной ленты В > 1200 мм.
167
Таблица 4.69. Сопротивления движению в ленточных конвейерах
Сопротивление Эскиз Расчетная формула
Роликоопор на горизон- тальных пря- молинейных участках — На загруженной ветви ленты ^г. в = (<7г + <7л + <7р. в) wLt На незагруженной ветви лен- ты Й7Г. н = (<7л + ?р. н) wLt
На наклонных прямолиней- ных участках •t На загруженной ветви ленты й^н. в = (<7г + <7л + <7р. в) w^i ± ± (Яг + Ял) Нi На незагруженной ветви лен- ты й^н. н = (Ял + Яр. и) wLt±. Ял^1
л
При движении ленты по без- роликовому сплошному на- стилу н воз- душной подушке Р-S—> - ~ Li На наклонном участке кон- вейера Й7и.в = (<7г + ?л) {<='Ч±Н) На горизонтальном участке конвейера ^г. в = (*г + ’л)в £<
Роликоопор на участках с выпуклостью вверх 'V Y \ ^кр = [*5/ + + (Яг + ?р. в + Яп) #2] ак0У илн Гкр = Sj (А — 1) и Sf+i == S(*A
От перегиба ленты й^л — ^л^1 Для резинотканевой ленты = 2,0 даН/м при 0,6 м; kn = 1,5 даН/м при Dg > 0,6 м; при <Хб < 90° Ц7Л = 0 Для резннотросовой ленты ^ = 0,ф2+0,3)/(0б-10)
168
Продолжение табл. 4.69
Сопротивление
Эскиз
Расчетная формула
Подшипников
отклоняющих
и натяжных
барабанов
Гп. б = 2,155^6 sin
W6 = 0,01 4- 0,015 для подшип-
ников качения;
wq = 0,15 4- 0,25 для подшип-
ников скольжения;
= 1,5^б при пуске
Загрузочных
устройств при
установив-
шемся движе-
нии ленты
Трения частиц
груза о не-
подвижные
борта направ-
ляющее лотка
Трения уплот-
нительных по-
лос загрузоч-
ного лотка
о леиту
йэ = 0,5 м при v 1 м/с;
йэ — 0,65 м при v > 1 м/о
U73 = Д73ф у -|- Ц73< т -р U7g< и
Для насыпных грузов
ws. т«
для штучных грузов
^э. т ?б^л!
q§ — 1,0 4- 1,5 даН/м
й^з. у <7nG’>
qa = 3 4- 5 даН/м
при В 1000 мм;
qa - - 6 4- 10 даН/м
при В > 1000 мм
Сил инерции
груза, посту-
пающего
на ленту
W3. и = <7г
Загрузочных
устройств
прн пуске кон-
вейера
U73.n = 0,7Mr-5-+G(’.5-H)>
где G — сила тяжести груза,
действующая на ленту, даН
169
Продолжение табл. 4.69
Сопротивление Эскиз Расчетная формула
Сил инерции груза, ленты, вращающнхси роликоопор при пуске конвейера V* 0 р q <•>« *— >1 к = jnLi (тг -|- тд -|_ ^G^p)> kG = 0,5 <- 0,9
Сил инерции отклоняющих и приводных элементов (ба- рабанов, шки- вов) прн пуске конвейера Й7И. д = jakctrig
От разгрузки ленты плуж- ковым разгру- жателем с не- подвижным щитом ITp « kfqrB\ kp = 3,6 для мелкокусковых грузов; fep = 2,7 для зернистых и пыле- видных грузов
От разгрузки штучных гру- зов подвиж- ным разгру- жателем (дви- жущаяся лента) f2 = °-5 - °-7
Очистительных щеток с соб- ственным при- водом J Гщ = 0,2с/щВ; <7Щ = 20 -=- 25 даН/м для сухих и влажных грузов; <7щ=25-;- 35 даН/м для влажных и липких грузов
170
Продолжение табл. 4.69
Сопротивление Эскиз Расчетная формула
Очистительных плужков д у —!— Го. в = ?оч^; <?оч = 30ч-50 даН/м
Очистительных скребков Го. с = Qo4^» q04 = 304-50 даН/м
Комплексное сопротивление при установив- шемся движе- нии (воронка, два барабана, скребок, очи- стительный плужок) ..—г/. Гк. з = 2S;te>6 + q'B -f- frlf, <?' — 100 ДаН/м; 11 as 1 м
Разгрузки ленты разгру- зочной тележ- кой : ZZ/Z^/ZZZZZZZ/Z^ZZZ й^р. т — = [2ГП. б+ Й7Н. в] k-\- Й7Щ; k= 1,14-1,2
Комплексное сопротивление головного узла (два барабана, щетка, очисти- тельный плу- жок) Гк. г = 2Sft»6 + tf = 120 даН/м
171
Таблица 4.70. Значения коэффициента сопротивления w
в зависимости от условий работы
Условия работы Характеристика условий работы W
Легкие Чистое, сухое, отапливаемое, беспыльное, хорошо освещенное помещение; удобный доступ для обслужи- вания 0,02
Средние Отапливаемое помещение, но пыльное или сырое; средняя освещенность и удобный доступ для обслужи- вания 0,022
Тяжелые Работа в неотапливаемом помещении и на открытом воздухе; плохая освещенность и удобный доступ для обслуживания Наличие всех указанных выше факторов, вредно влияющих иа работу конвейера 0,03—0,04
Весьма тяжелые 0,04—0,06
Таблица 4.71. Значения коэффициентов сопротивления
движению ленты на отклоняющих барабанах §
и роликовых батареях конвейера 1
Условия работы конвейера Коэффициент сопротивления
1 1 ь
Угол обхвата или отклонения. ...°
30-90 90—140 141 — 180 5—15 16 — 25
Легкие 1,02 1,02 1,03 1,02 1,03
Средние 1,02 1,03 1,04 1,03 1,04
Тяжелые 1,03 1,04 1,05 1,05 1,05
Весьма тяжелые 1,04 1,05 1,06 1,05 1,06
Таблица 4.72. Значения коэффициентов сопротивления
движения для подземных работ
Тнп, состояние конвейера, условия работы Коэффициент сопротивления
грузовой ветви w порожняковой ветви w' общий
Мощный магистральный конвейер, стационарный для наклонных стволов и капитальных уклонов; очень хо- рошее состояние конвейера, работа без загрязнений 0,021—0,025 0,025—0,035 0,025
Магистральный стационарный кон- вейер; хорошее есетояние конвейера, небольшие аагрязиения ленты или абразивная пыль 0,025—0,030 0,030—0,040 0,030
Учавтковый полустацнонарный конвейер; хорошее состояние кон- вейера, сильное вагрявнение леиты 0,030—0,035 0,035—0,045 0,035
Учавтковый передвижной конвей- ер; удовлетворительное еостояиие кон- зейера, сильное вагрязнение и запы- ление атмосферы 0,035—0,045 0,040—0,050 0,040
172
При пуске конвейера
wa= wcn, (4.38)
где сп — 1>2 — при температуре окружающей среды выше О °C, сп= 1,5 — при тем-
пературе ниже О °C.
В тяговом расчете сопротивление от перегиба ленты учитывается лишь при
наличии в схеме трассы конвейера большого числа перегибов, так как сопротивле-
ние для одного перегиба ленты получается незначительное.
Минимальное натяжение ленты, полученное расчетом, проверяется исходя из
допустимой стрелы провеса ленты между ролнкоопорами на рабочей и холостой вет-
вях конвейера (см. гл. 3).
Если значение З’т!п, полученное в тяговом расчете, не удовлетворяет условию
допустимого провеса ленты, то необходимо принять по формуле (3.78) и сделать
соответствующий перерасчет натяжений ленты по всему контуру трассы или умень-
шить 1р и 1; в зоне Smltl.
По расчетному тяговому (окружному) усилию вычисляется мощность приводного
электродвигателя по формуле
N = k3Pov /(102-п), (4.39)
где k3 = 1,10-*-1,2 — коэффициент запаса; т] — общий КПД привода; т] = ЛрЛмЛо;
v — скорость леиты, м/с; Ро — расчетное тяговое усилие.
Коэффициенты полезного действия приводного барабана других составляющих
привода приведены в гл. 3.
В соответствии с полученной расчетом номинальной мощностью выбирают элек-
тродвигатель, который затем проверяют по пусковому моменту. Если в приводе при-
менены гидравлические муфты со скольжением (5—6 %), то можно использовать ко-
роткозамкнутый электродвигатель переменного тока мощностью до 100 кВт.
При наличии в приводе жестких муфт с передачей постоянного крутящего мо-
мента следует использовать асинхронные электродвигатели с фазовым ротором.
При уточненном тяговом расчете выполняется подробный расчет сопротивле-
ний на отдельных участках трассы (прямолинейные горизонтальные и наклонные,
криволинейные, загрузки, разгрузки и т. п.) по формулам табл. 4.69.
Натяжение в точках сопряжений отдельных участков вычисляется по формулам
гл. 3.
Суммируя последовательно сопротивления на всех участках контура трассы кон-
вейера, определяют натяжение леиты, набегающей на приводной барабан SH6, по
формуле
«нб = «сб+ £Wt. (4.40)
Из уравнений (4.33) и (4.40) получаем формулу для вычисления значений SC6
Y\Wi 1
= г» <4-4»
где ke = 1,1-*-1,2 — коэффициент запаса тяговой способности привода.
Расчетное натяжение ленты, набегающей на приводной барабан, вычисляется
по формуле
еца
$нб = «сбец“ = k5P0 . (4.42)
еиа—1
По расчетному натяжению определяется прочность ленты конвейера по формулам
(4.4) или (4.5). В соответствии с тяговым (окружным) усилием, вычисленным по фор-
муле Ро = (5нб — Scs)/k3= 2 ^i> определяют мощность приводного электро-
двигателя.
Значения выражений еи“, 1/(еи“— 1) и еиа7(еиа— 1) приведены в табл. 4.73.
При однобарабанном приводе по расчетной мощности выбирается по каталогам
электродвигатель ближайшей мощности, т. е. Л/ди N- Рекомендации по выбору
типа электродвигателя приведены в формуле (4.39) и табл. 4.67.
173
Т а б л и на 4.73. Значения тягового фактора Т = е^®
и коэффициенты Г = (ец“ — 1)*"*1 и Ж = еи“/(ец“ — 1)
Коэффици- ент сцепле- ния Величина Угол обхвата лентой барабана а (рад)
180 (3,14) 190 (3,22) 200 (3,50) 210 (3,67) 240 (4,19) 300 (5,24) 330 (5,76) 360 (6,28) 400 (6.98) иэ фОО 480 (8,38)
т 1,37 1,39 1,42 1,44 1,52 1,69 1,76 1,88 2,01 2,19 2,32
0,10 г 2,70 2,54 2,39 2,26- 1,92 1,45 1,28 1,14 0,99 0,84 0,76
ж 3,70 3,54 3,39 3,25 2,92 2,45 2,28 2,14 1,99 1,84 1,76
т 1,60 1,65 1,69 1,73 1,88 2,20 2,38 2,57 2,85 3,25 3,51
0,15 г 1,66 1,55 1,45 1,60 1,14 0,84 0,73 0,f4 0,54 0,44 0,40
ж 2,66 2,55 2,45 2,60 2,14 1,84 1,73 1,64 1,54 1,44 1,40
т 1,88 1,94 2,01 2,08 2,31 2,85 3,17 3,52 4,05 4,84 5,24
0,20 г 1,14 1,06 0,99 0,92 0,76 0,54 0,46 0,40 0,33 0,26 0,23
ж 2,14 2,06 1,99 1,92 1,76 1,54 1,46 1,40 1,33 1,26 1,23
т 2,20 2,29 2,40 2,50 2,85 3,71 4,23 4,82 5,74 7,05 8,17
0,25 г 0,84 0,77 0,72 0,67 0,54 0,37 0,31 0,26 0,21 0,16 0,14
ж 1,84 1,77 1,72 1,67 1,54 1,37 1,31 1,26 1,21 1,16 1,14
т 2,57 2,71 2,85 3,01 3,52 4,82 5,64 6,60 8,14 10,5 12,35
0,30 г 0,64 0,59 0,54 0,50 0,40 0,26 0,22 0,18 0,14 0,10 0,09
ж 1,64 1,59 1,54 1,50 1,40 1,26 1,22 1,18 1,14 1,10 1,09
т 3,01 3,20 3,40 3,61 4,34 6,27 7,53 9,05 11,55 15,6 18,78
0,35 г 0,50 0,46 0,42 0,88 0,80 0,19 0,17 0,13 0,08 0,07 0,06
ж 1,50 1,46 1,42 1,88 1,30 1,19 1,17 1,13 1,08 1,07 1,06
т 3,52 3,78 4,05 4,34 5,35 8,14 10,04 12,39 16,38 28,00 28,56
0,40 0,40 0,36 0,33 0,30 0,23 0,14 0,10 0,09 0,07 0,05 0,03
ж 1,40 1,36 1,33 1,30 1,23 1,14 1,10 1,09 1,07 1,05 1,03
Мощность двигателя двухбарабанного привода определяется по формулам:
N = Л’1 4* N2; (4.43)
Mi = Nkxl(kx -f- 1) Ni дв; (4.44)
M2 = M/(fex+l)==gM2aB> (4.45)
где N — общая расчетная мощность, вычисленная по формуле (4.39), кВт; Л\ и Л'2 —
мощности двигателя на первом и втором барабанах, соответственно кВт; /VlnB и Л'2дВ—
мощности принятых по каталогу электродвигателей на первом и втором барабанах,
соответственно, кВт; kx — коэффициент распределения нагрузки между приводными
барабанами [см. формулу (4.25)]. Обычно принимают kx = 1ч-3 в зависимости от
коэффициента использования прочности ленты х, приведенного в табл. 4.74.
При установке на первом барабане двух двигателей мощность каждого вычис-
ляется с учетом поправки по формуле Л'1П = Nln = k'N/2, Nln, Л\л — мощности
правого и левого двигателей, соответственно, кВт; N — общая расчетная мощ-
ность привода, определенная по формуле (4.39), кВт; k' = 1,1 — поправочный коэф-
фициент, учитывающий неравномерности распределения нагрузок.
174
Окружные усилия на приводных барабанах вычисляются по формулам:
Р = Pt + Р2; (4.46)
Pi = Pkx/(kx + 1); (4.47)
Р2 = P/(fex + 1). (4-48)
где Р — общее окружное усилие, полученное тяговым расчетом; Р±, Р2 — окружные
усилия на первом и втором барабанах, соответственно.
Натяжение леиты, сбегаю-
щей со второго барабана, опре-
деляется по формуле
5сб2 = Р^1/(еИ2“2-1), (4.49)
где k2 — 1,14-1,2— коэффициент
запаса сцепления. Значения
е*1'* и 1/(еИ2“2— 1) выбираются
по табл. 4.74 или из рис. 4.28 и
4.29.
Натяжение ленты, набегаю-
щей на второй барабан и сбегаю-
щей с первого барабана, равно
8нб 2==‘8сб 1 — “8сб ге^2™2 (4.50)
Натяжение ветви ленты,
набегающей на первый барабан,
8нб 1 — Зеб 1 + k3Pi —
= Зсб?еИ2“2 + М’1. (4.51)
Таблица 4.74. Значения коэффициента
полезного использования прочности ленты х
прн различных типах фрикционных приводов
Коэффи- циент трения Привод
одно- бара- баи- иый двухбарабанный
коэффициент распределения нагрузки между бараба- нами
1,0 1,5 2,0 3,0
о,1 0,34 0,51 0,57 0,50 0,45
0,2 0,57 0,73 0,77 0,82 0,76
0,3 0,72 0,84 0,87 0,89 0,92
0,4 0,82 0,90 0,92 0,93 0,94
0,5 0,80 0,94 0,94 0,95 0,96
на первом приводном барабане
Потребный тяговый фактор
ем,,“* > SH6 1/(Зсб 2е^“2). (4.52)
Расчет ленты производится по максимальному натяжению Smax=SH6j.
При двухбарабанном приводе, если
Di = Ь2, двигатели должны иметь одина-
ковую мощность и работать совместно с
одинаковыми окружными усилиями. Каж-
Рис. 4.28. График для опреде-
ления e**a
еца_ 1
дый приводной барабан на сбегающей ветви должен иметь натяжное устройство
грузо-лебедочного типа с регулируемым усилием натяжения.
Тяговое усилие при разгоне двигателя можно определить по формуле
Рц. д = Рп + Рдин> (4.53)
175
где Ра — статическое тяговое усилие при пуске, рассчитанное по сопротивлению дви-
жения в пусковой период 2 Wn с учетом сопротивления загрузочного устройства при
пуске п; Рдин — динамическая составляющая тягового усилия.
Динамическая составляющая тягового усилия определяется по формуле
2 (44тах — 44ет, п) ip (6Р2)кт]п .
(СР2)(Рб + 6л)
(4.54)
Мст. п — Рц (D& + 6л)/(2|рТ]п), (4.55)
где 44тах — максимальный момент на валу двигателя; А4СТ. п — статический пуско-
вой момент, приведенный к валу двигателя; Dq — диаметр барабана, м; 6Л — тол-
щина ленты, м; ip — передаточное число передаточного механизма; т]п — пусковой
КПД; т)п = 1 — (1 — т]) fencT; т] — общий КПД см. стр. 52; kn= 1,5 — коэффи-
циент кратности статических сопротивлений трения при пуске; ст = 0,55-$-0,6—
коэффициент возможного уменьшения сопротивлений конвейера; (GD2) — общий ма-
ховый момент.
Общий маховый момент равен
(GD2) = fe(Gfo2) + (G,.^)K,
(4.56)
где k= 1,05-г-1,15 — коэффициент, учитывающий массы деталей привода, вращаю-
щиеся медленнее, чем вал двигателя; (G,49?) — суммарный маховый момент ротора
и муфты на валу двигателя (берется из каталогов на муфты и электродвигатели);
(0,4)? )к — маховый момент конвейера.
Маховый момент конвейера определяется по формуле
(G4)2)K = °в-^6 + бл)2 ; (4.57)
Пп’р
Gk = [(тг + 2шл) L 4* &дОвр]> (4.58)
где GK — приведенная масса движущихся частей конвейера и лежащего иа них груза;
kg — коэффициент, учитывающий упругое удлинение ленты, в результате которого
не все массы конвейера приходят в движение одновременно, kK = 0,5-$-0,7 — для
резинотканевых лент; = 0,85-$-0,95— для резинотросовых лент; йд = 0,7-$-
0,9 — коэффициент, учитывающий, что окружная скорость части вращающихся
масс меньше скорости ленты; 0Вр — суммарная масса вращающихся частей конвейера
(роликоопоры верхней и нижней ветвей, барабаны) (табл. 4.75); L — общая длина
конвейера, м; ip — потребное передаточное число передаточного механизма.
Передаточное число передаточного механизма равно
4р = 1Рб 4" ®л) Ц>дв]/(2и),
где содв — угловая скорость двигателя, рад/с; 6Л — толщина ленты, м.
Необходимое натяжение ленты в точке сбегания ее с приводного барабана при
пуске находят по формуле 5Сб. п = Рп. д/(еи“— 1). Это натяжение ленты должно быть
обеспечено натяжным устройством с целью устранения пробуксовывания ленты в пе-
риод пуска.
Максимальное натяжение ленты, набегающей на приводной барабан при пуске
конвейера, определяется по формуле
^нб. п = ₽п. д 4- *%б. п- (4.59)
Проверка электродвигателя по пусковым нагрузкам. Выбранный электродви-
гатель по расчетной мощности должен удовлетворять условию 44п. д^-'^п, где 44п.д—
момент на валу двигателя при пусковой нагрузке, который определяется по формуле
44п, д = (Знб. п — Зеб. п) ОбЛ/(2|р)- (4.60)
Пусковой момент электродвигателя 44п
44ц — 44циыЛд.
176
Таблица 4.75. Масса вращающихся частей роликоопор
Ширина леиты В, мм Ролнкоопора
желобчатая прямая
Нормальное исполнение Тяжелое исполиеиие Dp, мм Масса, кг
Dp, мм Масса, кг Dp, мм Масса, кг
500 102 10,0 102 6,0
650 102 12,5 — — 102 10,5
800 89 8,5 — — 89 7,7
800 127 22,0 159 31,8 127 19,0
1 000 127 25,0 159 39,3 127 21,5
1 200 127 29,0 159 57,0 127 26,5
1 400 159 49,8 194 78,3 159 41,9
1 600 159 54,9 194 84,9 159 46,7
1 800 159 62,0 194 —— 159 50,0
2 000 194 98,1 194 106,8 159 50,0
Примечание. Dp — диаметр ролика.
Номинальный момент электродвигателя
Л4Н = 975Л/ ном/пном> (4-61)
где кд — коэффициент перегрузочной способности электродвигателя, приводимый
в каталогах (обычно для асинхронных двигателей Хд = 1,34-2,0); Л/10М— номиналь-
ная мощность принятого электродвигателя (берется из каталога), кВт; лНом — номи-
нальное число оборотов двигателя при мощности jVhom, об/мин.
Проверка времени пуска конвейера. Во избежание сброса груза с ленты в период
пуска конвейера необходимо соблюдать условие / < /тах, где / — принятые ускоре-
ния движения ленты при пуске конвейера, м/с2 (обычно принимают/ = 0,14-0,2 м/с3);
/max — максимально возможные ускорения, при которых обеспечивается надежное
положение груза на ленте при пуске конвейера, м/с2; они определяются по формуле
'max l<6g (fl cos 0 — Sin 0), (4.62)
где ks= 0,6-~-0,8— коэффициент безопасности; fa— коэффициент трения между
грузом и лентой, а для легко подвижных грузов — коэффициент внутреннего тре-
ния частиц груза; 0 — угол наклона конвейера.
Полученное расчетом время пуска конвейера /nmin должно быть согласовано с вре-
менем пуска электродвигателя /п. д (см. гл. 2).
Момент статических сил сопротивления при установившемся движении, приве-
денный к валу электродвигателя, рассчитывается по формуле
Мст = РОб/(«рП). (4.63)
Максимальное натяжение ленты, которое может развить принятый электродви-
гатель при пуске, определяется по формуле
__ 102ММ е»а
Од max - v еца _ j •
После проверки электродвигателя и расчета максимального натяжения ленты при
пуске 5нб. п производят проверку прочности ленты по натяжению Знб. и-
Расчет тормозного момента. В конвейерах, имеющих трассу с наклонными
участками в приводном механизме, необходимо установить тормоз с целью предотвра-
щения самопроизвольного обратного движения ленты с грузом при выключенном
электродвигателе.
177
На ответственных конвейерах, работающих в тяжелом и весьма тяжелом режи-
мах, кроме тормоза устанавливается и механический останов (храповой, роликовый
и т. п.). Условие, при котором установка тормоза необходима:
*7г max// У (4.65)
Где <7гтах#— сила тяжести на наклонных участках конвейера при максимальной их
загрузке; 2 Wt — полное сопротивление движению иа всех участках трассы.
Тормозной момент на валу электродвигателя, препятствующий самопроизволь-
ному движению ленты под действием веса груза, определяется по формуле
Л4Т = [<?гтах^ — Ст (Ро — ?гД)] лЛ- ГЬ (4.66)
Zip
где <?гтах, ?Г — линейная расчетная нагрузка на ленту от массы транспортируемого
груза при максимальной и нормальной загрузках ленты конвейера, соответственно
даН/м; Н — суммарная высота подъема груза на трассе конвейера, м; Ст — коэффи-
циент возможного уменьшения сопротивлений на трассе конвейера, Ст = 0,5-г-0,6;
Ро — тяговое усилие на приводном барабане при установившемся движении; Dq —
диаметр приводного барабана, м; т) — общий КПД всех механизмов привода.
Замедление конвейера должно происходить плавно, замедление движения ленты
должно удовлетворять условию (4.62).
Время торможения до полной остановки конвейера
(г га (GD2)k ин/[375§ (Л4т. т -|- Л4ст)]> (4-67)
где (GD2)K — маховой момент всех движущихся частей конвейера, приведенный к валу
двигателя кН/м2; пн — номинальное число оборотов двигателя, об/мин; Л4Т.Т —
момент на валу двигателя, создаваемый тормозом; Мст— момент статических сил
сопротивления при установившемся движении, приведенный к валу двигателя.
Время свободного выбега ленты конвейера при отсутствии торможения
/св ==“ (GD2)K nn/(375gMCT). (4.68)
Автоматизированная система проектирования ленточных конвейеров. Проекти-
рование ленточных конвейеров является весьма трудоемким процессом, включающим
в себя тяговые, конструктивные и геометрические расчеты, подбор комплектующих
изделий, разработку чертежей приводов и нестандартизированных металлоконструк-
ций (стоек, секций, опор, лотков, воронок и т. д.). В разработку проекта также вхо-
дит составление спецификаций, сводки металлов и метизов, разработка сборочного
чертежа и пр.
С целью улучшения качества работы и повышения производительности труда
проектировщика в институте «Гипросантехпром» разработана н внедрена в промыш-
ленную эксплуатацию автоматизированная система проектирования ленточных кон-
вейеров (АСП ЛК).
Основными компонентами АСП ЛК являются: программное обеспечение, вклю-
чающее постановку задачи и алгоритм; информационное обеспечение, т. е. альбом
чертежей, переработанных в специальные таблицы; методическое обеспечение системы,
включающее набор инструкций по использованию системы; альбом форм входных вы-
ходных документов.
При использовании АСП ЛК ручные операции проектирования сводятся к под-
готовке исходных данных для ЭВМ и оформлению сборочного чертежа конвейера,
выполняемого на основании машинного расчета. Все остальные операции проектиро-
вания конвейера выполняются ЭВМ.
В результате использования АСП ЛК более чем в пять раз повышается произво-
дительность труда проектировщика, появляется возможность многовариантной про-
работки проектируемых проектов, улучшается качество выпускаемой документации,
снижается расходметалла за счет применения наимеиеематериалоемких конструкций.
На схеме 4.1 представлена структура автоматизированного процесса проектиро-
вания ленточного конвейера.
Проектировщик заполняет только задание на расчет. Далее весь расчет и всю
выборку делает машина. В конце работы проектировщик чертит общий вид.
178
Программы АСП ЛК выполнены на языке «Аналитик» для различных ЭВМ,
выпускаемых отечественной промышленностью. В результате расчета ленточного
конвейера с помощью АСП ЛК определяют параметры привода, размеры стоек,
конструктивные параметры конвейера, спецификацию и сводку материалов, а
именно: перечни документации с обозначением чертежей, сборочных единиц, про-
чих изделий, стандартных изделий и ведомости крепежных изделий и материалов
Схема 4.1
1 Норматив-
но справоч-
ная
инфомация
по
приводам
НСИ-2
НСЙ
по постоян-
ным геоме-
трическим
размерам
НСИ-3
г-чп ней по
I \ комплек-
| \ тации
_]_Р ЛК
. п—< ней по
~*n 11 мотериа-
11 лам крепеж-
и ным изде-
Ц-1 лиям
J4.6. Специальные ленточные конвейеры
Ленточно-канатные конвейеры предназначены для транспортирования насыпных
грузов на большие расстояния: для магистрального внешнего транспорта, по гори-
зонтальным выработкам и наклонным стволам шахт; на рудниках и угольных карьерах,
на строительстве гидроэлектростанций и т. п. Особенностью конструкции ленточно-
канатных конвейеров является распределение тяговых и несущих функций между
канатом и лентой. По количеству тяговых канатов различают одноканатные, двух-
канатные и многоканатные конвейеры. Наиболее распространенной конструкцией
является ленточно-канатный конвейер (рис. 4.30) со свободнолежащей лентой на
двух тяговых канатах. Несущая лента снабжена поперечными стальными стержнями
и имеет по краям утолщение с канавками, посредством которых она опирается на
канаты. Канаты, в свою очередь, опираются на блоки, расположенные с шагом 5—8м.
Лента конвейера хорошо сопротивляется ударам; желобчатость ленты в процессе
транспортирования увеличивается вместе с нагрузкой. Технические характеристики
ленточно-канатных конвейеров, выпускаемых в СССР, приведены в табл. 4.76.
За рубежом ленточно-канатные конвейеры получили применение главным обра-
зом в Англии, ФРГ, США, ЧССР. Крупнейшей фирмой, разрабатывающей данный тип
179
конвейера, является фирма «Кейбл Белт Лимитед» (Великобритания). По лицензии
этой фирмы в ЧССР выпускают леиточно-канатные конвейеры производительностью
от 115 до 10 000 т/ч, длиной от 700 до 6000 м, со скоростью движения 1—3 м/с.
К достоинствам ленточно-канатных конвейеров следует отнести длительный срок
службы ленты, сравнительно небольшую металлоемкость опорных конструкций,
возможность передачи канатами значительной тяговой силы и благодаря этому до-
стижения большой длины на один привод (до 10 км и более).
Производительность ленточно-канатных конвейеров на 10 % выше, а мощность
привода на 15 % меньше, чем у обычных ленточных конвейеров при одинаковой ши-
рине и скорости ленты.
К недостаткам можно отнести: сложность и громоздкость конструкций приводных
н натяжных устройств, интенсивный износ канатов, ограниченные скорость и угол
наклона конвейера. Технико-эконо-
мический анализ показывает, что
ленточно-канатные конвейеры конку-
рентоспособны с обычными ленточ-
ными конвейерами при больших дли-
нах транспортирования и производи-
тельности 300—3000 т/ч (табл. 4.76).
Опыт эксплуатации этих конвейе-
ров показал, что капитальные затраты
на их изготовление на 30—35 % ниже,
чем ленточных с такой же производи-
тельностью. Эксплуатационные расхо-
ды при длине конвейеров около 4000 м
на 25 % меньше, чем ленточных кон-
вейеров. Общая масса ленточно-ка-
натных конвейеров составляет 50—
60 % массы ленточных конвейеров прн одинаковой длине и производительности.
Срок службы ленты, по данным практики, составляет 8—10 лет.
Составные элементы ленточно-канатных конвейеров:
специальная лента шириной 750—1600 мм с несколькими тканевыми проклад-
ками, между которыми для придания поперечной жесткости с определенным шагом
по осн ленты расположены стальные полосы толщиной 4—8 мм и шириной 10—16 мм
(по краям лента имеет трапециевидные продольные выступы для тяговых канатов);
Т а б л и ц а 4.76. Основные параметры ленточно-канатных конвейеров
S S 3 и ° а й-н о я - м & Условная длина, м, конвейера при плотности груза, т/м® Тяговый орган (канат стальной)
Модель Ширина лент Расчетная ск< движения лет j Часовая прои тельность, м®, 0,85 2,5 с S к я ж X § s w 5 О. CL СО t. н- Си я « • р. ® § | дя S 5 о * S Г? «5 ° ° 2 £ ж н 3 я * к к и £ <• 23 я я о я о < S Е 5 U В
ЛК-80 лк-100 (КЛКУ-350) ЛК-120 клк-з КЛК-4 КЛ К-1000/1500 КЛК-1000/15С0 800 1000 1200 900 900 1200 900 1,6 2 2 2,1 2,1 2,2 2,3 350— 310 650— 580 950— 850 765 870 1100 1000 2800— 500 3800— 600 4500— 700 1500— 180 1900— 220 2300— 260 3048 3862 1200 1500 ТЛК-0 ТЛК-0 ТЛК-0 ТЛК-0 ТЛК-0 тлк-о ТЛК-0 260 469 736 736 736 200 320 500 200 250 165
180
тяговые канаты диаметром 25—50 мм с односторонней свивкой;
опорные конструкции, которые представляют собой ряд стоек с установленными
на них опорнонаправляющими роликами и шкивами диаметром 200—350 мм и ша-
гом 5—8 м;
привод конвейера, который должен обеспечивать синхронизацию движения тя-
говых канатов, что достигается использованием дифференциалов или электрически»
методов синхронизации;
натяжные устройства, раздельные для ленты и канатов, грузового или лебедоч-
ного типа с автоматическим регулированием натяжения.
Расчет ленточно-канатных конвейеров. Скорость движения несущего полотна
принимается в пределах 1,2—3,0 м/с. Рекомендуется применять в соответствии с пред-
почтительными числами следующие скорости движения несущего полотна, м/с>
при ширине ленты 800 мм — 1,25; 1,6; 2,0; при ширине 1000 и 1200 мм — 1,6; 2,0
и 2,5.
Расчетная производительность, т/ч, ленточно-канатного конвейера равна
Qm = йпВ2ор, (4.69)
где kn — коэффициент, учитывающий форму образуемого лентой желоба для мелко-
кускового и крупиокускового насыпного груза, соответственно, kn = 2604-300; В—
ширина ленты между геометрическими осями канавок для канатов. Для конвейеров,
установленных под углом наклон^, рекомендуется вводить коэффициент /гр, который
учитывает уменьшение поперечного сечения груза и принимается в зависимости от
угла наклона:
₽,...’.........................0—8 10 — 12 14 16 18 20
ftp .......................... 1,0 0,98 — 0,96 0,94 0,92 0,9 0,88
Тяговыми и грузонесущими элементами конвейера являются соответственно
стальные канаты и специальные ленты, у которых в средней части завулканизироваиы
поперечные рессоры. Лента должна иметь одну-две прокладки и резиновые обкладки
толщиной 2—3 мм для зернистых и мелкокусковых и 3—6 мм для крупиокусковых
абразивных грузов. Канаты следует применять односторонней свивки линейного ка-
сания с пределом прочности 160—180 даН/мм.
Диаметр каната выбирается с учетом максимального тягового усилия
Spas = $тахп> (4.70)
где п — коэффициент запаса прочности каната; п — 4,5.
По разрывному усилию Sna3 подбирают диаметр каната. Рекомендуется приме-
нять канаты диаметром 30—42 мм.
Диаметры приводных, натяжных шкивов и опорных блоков (роликов) зависят
в основном от их отношения к диаметру каната d-к. С учетом долговечности каната
и опыта проектирования следует принимать диаметры приводных шкивов не менее
80dK; натяжных и отклоняющих — не менее 60dK; роликов, поддерживающих рабо-
чую ветвь каната, — не менее 1(ИН и роликов, поддерживающих холостую ветвь, —
не менее 8dK-
Расстояние между линейными опорами выбирается в зависнмостн от натяжения
канатов и провеса ленты, который на грузовой ветви должен быть не более 0,01—
0,015, а на порожней ветви 0,02—0,03 от длины пролета. Для грузовой ветви
ЬГ / । . « 1*г. / 1J
(8,5-12,5) (‘?г + ‘?л +<?к)
где SCT — статическое натяжение каната в рассматриваемой точке. Из опыта проек-
тирования рекомендуется принимать /г = 54-8 м и /ПОр= 104-16 м.
Тяговые усилия определяются исходя из сопротивлений на груженой и по-
рожней Wn ветвях конвейера;
"7г = [(?г + <7Л +2<7к) (tt'cosft±sinp4--1'^fe g)+?pa>j L; (4.72)
= [(<7Л + 2<7к) (“>cos ? ± sin ₽ 4- 1 а) + q?w J L, (4.73)
181
где qr, <7л, qK — линейные нагрузки 1 м груза, ленты и каната, соответственно даН/м);
9р, <?р — линейные нагрузки поддерживающих роликов на 1 м длины конвейера на
грузовой и порожней ветвях, соответственно даН/м; ш — коэффициент сопротивления
перемещению канатов по поддерживающим блокам (роликам), w = 0,0154-0,02;
а — ускорение пуска конвейера, а = 0,24-0,3 м/с?; k — коэффициент, учитывающий
инерцию вращающихся масс, k = 0,054-0,08.
Максимальная длина ленточно-канатного конвейера определяется по формуле
L ______________2Spa3(e^-l)/n^a , (474)
(2?к + ?л) 2w cos i3 + COS₽ ± <7r sin ₽ + (9р + 9р) ’
где k3 — 1,2 — коэффициент запаса тяговой способности привода.
Таблица 4.77. Основные параметры ленточно-цепных конвейеров
Модель Ширина несущего по- лотна, мм Расчетная максималь- ная пропускная спо- собность, м3/ч Тяговый орган Максимальная сум- марная мощность дви- гателей одного приво- да, кВт Назначение
Тип 1 Разрывная нагруз- ка одной цепи или каната, даН Количество цепей или канатов, шт.
ЛЦ80 800 250 Кругло- звенная цепь, гоф- рированная лента 33 000 1 80 Для транспор- тирования угля по горизон- тальным участ- ковым выработ- кам
лцюо 1000 350 То же 33 000 1 80 Для транспор- тирования угля по горизон- тальным капи- тальным выра- боткам
1ЛЦН100 1000 350 Кругло- звенная цепь, глад- кая лента 50 000 2 150 Для транспор- тирования угля по капиталь- ным уклонам с углом накло- на до 16°
2ЛЦН100 1000 225 То же 50 000 2 150 Для транспор- тирования угля по капиталь- ным уклонам с углом наклона от 1S до 35°
1ЛЦН120 1200 500— 320 » 50 000 2 150 Для транспор- тирования угля по капиталь- ным уклонам с углом накло- на от 16 до 35°
Прим е ч а н и е. Условная ориентировочная длина конвейера 1500 м при
плотности груза 0,85 т/м*: расчетная скорость движения несущего полотна 1,2о м/с.
182
Результаты расчетов показывают, что ленточно-канатные конвейеры могут иметь
длину от 500 до 10 000 м на один привод. '
Особенностью тягового расчета ленточно-канатных конвейеров является то, что
на отдельных участках трассы лента отделяется от тяговых канатов, опираясь на
ролнкоопоры. В этом случае сопротивление движению ленты по роликоопорам сум-
мируется с сопротивлением канатов по опорным блокам. Тяговый расчет производят
для установившегося движения и для периода пуска. Общее сопротивление JF0 =
= Гг + Гп.
Мощность привода ленточно-канатного конвейера определяется по формуле
„ Wovk3
102n ’
Из условия отсутствия скольжения тягового каната на канатоведущем шкиве
проверяется натяжение на сбегающей и набегающей ветвях
Sc6>lFoM(e^“- 1);
(4.75)
(4.76)
«нб^5Сбеца,
где k3 — коэффициент запаса тяговой силы, k3 = 1,24-1,3; р. — коэффициент сцеп-
ления каната со шкивом, р = 0,12-=-0,18; а — суммарный угол обхвата приводного
шкива канатом, а яз 2л.
Рис. 4.3 1. Ленточно-цепной конвейер
Выбор типа привода проводится с учетом обеспечения синхронизации движения
обоих тяговых канатов. Для этой цели применяют дифференциальные редукторы, на
тихоходных валах которых монтируют приводные шкивы или устанавливают раздель-
ные электродвигатели для каждого шкива.
Натяжные устройства, как правило, располагают у привода сбегающей ветви,
предотвращая пробуксовку каната на канатоведущем шкиве.
V Ленточно-цепные конвейеры (табл. 4.77) предназначены для транспортирования
грузов на значительные расстояния как по прямой, так и по сложной пространствен-
ной трассе. У этих конвейеров лента служит только грузонесущим элементом, а тя-
говые функции выполняет одна или две пластинчатые или кругозвенпые цепи
(см. гл. 3). Применение промежуточных приводов и высокопрочных цепей обусловли-
вает возможность значительного увеличения длины бесперегрузочного перемещения
груза при использовании дешевой стандартной ленты с малым числом прокладок.
Различают конвейеры с лентой жесткоприкрепленной к цепи и свободнолежащей на
тяговом элементе (рис. 4.31).
За рубежом имеется сравнительно большой опыт эксплуатации подобных кон-
вейеров. Они выпускаются западно-германскими фирмами «Герлах», «Штюббе»
и другими с шириной лент 800 и 1000 мм, производительностью 300—600 м3/ч при ско-
рости 1 м/с, длиной 200—1200 м.
К достоинствам ленточно-цепных конвейеров следует отнести: возможности бес-
перегрузочного процесса транспортирования на большую длину при использовании
183
дешевой ленты с двумя-тремя прокладками и транспортирования насыпных грузов по
криволинейной трассе с радиусом поворота в горизонтальной плоскости 60 м и меиее;
меньшая, чем у пластинчатых конвейеров, металлоемкость; малая энергоемкость.
Недостатком ленточно-цепных конвейеров является ограниченная скорость дви-
жения грузонесущего полотна до 1,5—2 м/с и связанная с этим ограничением произ-
водительность до 600—700 т/ч.
Передвижные ленточные конвейеры (табл. 4.78) являются автономными полностью
собранными агрегатами, которые могут перемещаться целиком в рабочем состоянии
в пределах обслуживаемого ими рабочего участка или с одного места работы на дру-
Таблица 4.78. Основные параметры и размеры передвижных
ленточных конвейеров общего назначения (ГОСТ 2103—78)
Параметр Нормы по типоразмерам
КЛП-400 КЛП-500 КЛП-650
Ширина ленты, мм 400 500 650
Расстояние между центрами барабанов Lj, м Наибольшая высота разгруз- ки Н, м, не меиее: К и 10 5 10 15 10 15
для конвейеров с гладкой лентой 2,1 3,8 2,1 3,8 5,5 3,8 5,5
для конвейеров с ребри- стой лентой 3,3 6,2 3,3 6,2 9,0 6,2 9,0
Наименьшая высота разгруз- ки Hlt м, не более Габаритные размеры, м, не более: 1,5 1,8 1,5 1,8 2,2 1,8 2,2
общая длина конвейера L (без разгрузочного ус- тройства) 6,0 11,0 6,0 11,0 16,0 11,0 16,0
ширина конвейера Масса конвейера (без транс- портерной ленты), кг, не более: 1,6 1,6 1,6 1,6 2,2 1,6 2,2
с гладкой ленгой 450 600 550 850 1150 1100 1500
с рифленой лентой 500 650 600 900 1250 1200 1600
Примечание. Скорость движения леиты равна 0,5—3,2 м/с; диаметр
ролика верхней роликоопоры — 76 1300 мм; угол наклона боковых ро менее: приводного — 270, ведомо мм; шаг расстановки верхних опор — не более
ликов — не более 30°; го — 200. диаметры барабана, мм, не
гое. Передвижные конвейеры применяются для насыпных и легких штучных грузов
в качестве вспомогательных при погрузке в железнодорожные вагоны, автомашины,
при подаче груза в бункер, а также при выполнении погрузочно-разгрузочных работ
на складах и т. д.
На рис. 4.32 приведен типовой передвижной ленточный конвейер, смонтирован-
ный на легкой ферме. Несущая ферма может быть выполнена сварной из труб, угло-
вого проката, из специального фасонного проката или из единой трубы. Ферма опи-
рается хвостовой частью непосредственно на почву, а средней — на двухколесную
тележку, имеющую колеса на пневмошинах или с жесткими бандажами В неко-
торых случаях колеса устанавливают на поворотных полуосях, что позволяет пере-
катывать конвейер в продольном и поперечном направлениях. Для изменения угла
наклона ферма оборудуется гидроподъемником, ручной лебедкой или иным приспо-
соблением.
Передвижной конвейер кроме опорной конструкции (фермы) имеет тяговый
элемент (ленту), приводной и натяжной барабаны, роликоопоры или сплошной иа-
184
стил. На передвижных конвейерах для перемещения штучных грузов устанавливают
Прямые роликоопоры, для перемещения насыпных грузов — двухроликовые (реже
трехроликовые) опоры.
Леиты применяются в соответствии с ГОСТ 20—76 или специального типа, до-
пускающие повышенные углы наклона.
Привод — от мотор-барабана или от электродвигателя со встроенным редуктором.
Натяжное устройство — винтового типа. Длина типовых передвижных ленточных кон-
вейеров в соответствии с ГОСТ 2103—68 от 5 до 20 м. Индивидуальные конструкции
могут иметь значительно большую длину.
При расчете передвижных ленточных конвейеров следует использовать порядок
расчета ленточных конвейеров общего назначения: в расчете опорной металлокон-
струкции (фермы) учитывается ее наклонное консольное расположение. Дополни-
тельным в расчете является расчет колесного хода конвейера и механизма изменения
угла наклона фермы.
Катучие конвейеры — это ленточные конвейеры, опорная металлическая кон-
струкция которых установлена на колесных тележках, передвигающихся вдоль своей
оси по рельсам. По характеру работы катучие конвейеры делятся на откатные и чел-
ночные, а по направлению движения ленты — на реверсивные и нереверсивные.
Откатные конвейеры передвигаются периодически и используются для распре-
деления грузов по приемным пунктам при фиксированном положении конвейера.
Челночные конвейеры совершают возвратно-поступательное движение и работают
в непрерывном (челночном) режиме. Переключение конвейеров на обратный ход
автоматическое. Устройство катучих ленточных конвейеров аналогично ленточным
конвейерам общего назначения.
На конвейере имеется два вида привода: для передвижения ленты и перемеще-
ния самого конвейера. Натяжное устройство может быть винтовое или пружинно-
лебедочное. Винтовое натяжное устройство должно предусматривать установку его
между двумя промежуточными секциями средней части.
Для конвейеров тяжелого типа (В—1200-;-1400 мм) разработано автоматиче-
ское полиспастное лебедочное натяжное устройство с пружинным компенсатором.
Роликоопоры применяются прямые, желобчатые, амортизирующие, центрирую-
щие и очистительные. Амортизирующие роликоопоры устанавливаются иа откат-
ных конвейерах в местах загрузки, а на челночных конвейерах при транспортирова-
нии тяжелых крупнокусковых грузов — по всей длине трассы.
185
В зависимости от назначения и типа конвейера, а также количества мест за-
грузки принимается следующее расстояние между желобчатыми роликоопорами!
у откатного — 400 мм на участке загрузки и 1000 мм по всей длине; у челночных —
везде 600 мм.
Став конвейера набирается из типовых секций. Каждая секция имеет две опоры:
с одной стороны, через шарнир на предыдущую секцию, а с другой, на опорный скат.
На секции устанавливаются верхние и нижние роликоопоры. Управление конвейера
предусматривается как местное, так и дистанционное. Режим работы конвейера
выбирается таким, чтобы слой материала на ленте не превышал предельно допустимый
для данной ленты.
Линейная нагрузка qr от транспортируемого груза определяется по формуле
<7г = QBPg/3,6 (»л ± Рк).
(4.77)
где Qv —производительность конвейера, м3/ч; пл, г'к— скорости ленты и передвиже-
ния конвейера, м/с.
Для челночных конвейеров реверс ленты под потоком груза недопустим, так как
приводит к перегрузке леиты (во избежание этого необходима установка параллель-
ного конвейера для переключения потока груза с одного конвейера на другой).
В челночном режиме при непрерывной подаче груза на ленту следует применять
конвейеры с односторонним движением ленты (в этом случае во избежание перегрузок
ленты при переключении конвейера на обратный ход, скорость ленты должна быть
примерно 1,6 м/с или более).
Ленточные конвейеры для кормов (ГОСТ 23975—80) применяются в животновод-
стве и кормопроизводстве для транспортирования различных видов кормов (комби-
корма, силоса, зеленого корма, измельченных и неизмельченных грубых кормов
и др.). Основные параметры ленточных и ленточно-скребковых конвейеров приведены
в табл. 4.79.
Производительность конвейеров при насыпной плотности транспортируемых
кормов 35—640 кг/м8 в зависимости от скорости и ширины ленты изменяется от 60
до 800 м8/ч.
Ленточные конвейеры для штучных грузов широко применяются в радиотехни-
ческой, приборостроительной и легкой промышленности для транспортирования
деталей и узлов на технологических (сборочных) линиях поточного производства,
а также для перемещения посылок и других штучных грузов на предприятиях мини-
стерства связи СССР (табл. 4.80).
Особенностью этих конвейеров является наличие: привода с переменной ско-
ростью ленты, изменяющейся в зависимости от ритма технологического процесса;
неподвижных бортов и полей для укладки обрабатываемых изделий с обеих сторон
ленты; винтовых подъемных устройств, позволяющих изменить уровень ленты и угол
наклона конвейера. Иногда станину конвейера делают сборно-разборной или теле-
скопической, что позволяет устанавливать требуемую длину конвейера.
Конвейеры этого типа выпускают стационарными, переносными или катучими
на роликах.
Таблица 4.79. Основные параметры ленточных конвейеров
для кормов
Ширина ленты, мм Диаметр нефутерован- ного бараба- на, ММ Длина обечайки барабана, мм Диаметр ролика, мм Скорость движения, м/с Размеры скребка, мм
высота ширина
650 315; 400 750 63 0,4; 0,3; 1,25 —
500 800 400; 500 600 950 63 1,6 1,25; 1,6 — —
650 400 — 63 2,0 50 600
186
Таблица 4.80. Техническая характеристика ленточных конвейеров
для транспортирования штучных грузов
Параметр Тип конвейера
тле ТЛСП-300 тве лто лтв
Ширина ленты, мм 400, 650, 300 650 500 500
Скорость движения лен- 800, 1000 0,3—1,3 0,6 0,4; 0,6 0,6 0,6
ТЫ, м/с Высота бортового огра- 40, 200 25, 165 40 —
ждения, мм Угол наклона конвейе- 0—30 0—12 0—12
ра, ...° Мощность привода, кВт 0,4—3 0,6—2,8 1,1—3,0 0,6 0,6
Длина конвейера, м 3—30 5—30 5-12 1—2 1—3
Примечание. Диаметры барабана, мм: приводного — 320, натяжного —
240; диаметр роликов — 60 мм.
Конвейеры с магнитной системой привода используют электромагнитные силы
в конвейерных установках и являются весьма перспективными. По характеру воздей-
ствия магнитных полей на груз конвейеры с магнитным приводом подразделяют на
две группы: с непосредственным и косвенным воздействием. В первой группе воздей-
ствие полей на груз происходит без промежуточных звеньев; во второй — через
ферромагнитные или токопроводящие элементы конвейера. Магнитные поля, созда-
ваемые электрическими или постоянными магнитами в конвейерных установках,
могут быть стационарными и движущимися. В зависимости от этого все установки
подразделяют на кондукционные, индукционные, соленоидные и многополюсные
конвейеры.
В кондукционных конвейерных установках проводником с током (кондуктором)
является сам перемещаемый груз. В индукционных — процесс транспортирования
происходит за счет взаимодействия полей груза и индуктора, приводящих к возникно-
вению движущей силы. Принцип непосредственного воздействия магнитных полей
на груз целесообразно использовать в комбинированных конвейерных системах,
сочетающих обычные методы перемещения с магнитными. В соленоидном конвейере
на груз действуют два рода движущих сил: чисто магнитные и пондеромоторные. Этот
конвейер используется для перемещения штучных неферромагнитных грузов, но
имеющих высокую электрическую проводимость. Для создания магнитного много-
полюсного конвейера могут быть использованы электромагниты с сердечниками.
Соленоидный и магнитный многополюсный конвейеры относятся к транспортным
установкам без движущихся частей. При создании конвейеров большой длины и
возможности передачи значительных тяговых усилий находят применение магнито-
фрикционные приводы.
В ленточных конвейерах с неферромагнитной лентой магнитно-фрикционные
приводы находят применение только при транспортировании ферромагнитных грузов.
Для транспортирования неферромагнитных материалов грузонесущая лента должна
обладать ферромагнитными свойствами. Для этой цели может быть использована
стандартная резииотросовая лента или специальная лента с магнитомягкой обклад-
кой. В качестве рабочих элементов промежуточных приводов цепных конвейеров
используются системы из постоянных магнитов, обладающих большим запасом ма-
гнитной энергии.
Применение магнитофрикционного привода позволяет осуществлять безперегру-
зочное транспортирование на большое расстояние, использовать более дешевые тяго-
вые элементы, расширить эксплуатационные возможности и сократить отказы в ра-
боте конвейеров.
187
В конвейерах с цепным тяговым элементом и конвейерных поездах применяются
системы индукционных приводов (рис. 4.33). Индукционные промежуточные приводы
позволяют сравнительно простыми средствами регулировать скорость движения
груронесущего полотна конвейера.
Конвейеры на воздушной подушке (рис. 4.34) применяются для транспортирования
как насыпных, так и штучных грузов. Особенностью конструктивного исполнения
конвейера на воздушной подушке является создание воздушной подушки между
опорной поверхностью и грузонесущей лентой, применение которой в ленточных
конвейерах позволяет уменьшить силы сопротивления движению ленты, снизить
требования к прочности ленты и сократить ее стоимость, исключить измельчение
груза в процессе транспортирования и уменьшить металлоемкость конвейера.
По конструкции опорные поверхности для грузонесущего элемента выполняются
камерного, секционного и щелевого типов с нагнетательной, вакуумной или комбини-
рованной схемами создания воздушной подушки. Эти конвейеры нашли применение
для транспортирования зерна и муки
иа предприятиях пищевой промышлен-
ности. В конвейерах с нагнетатель-
ной схемой создания подушки воздух
подается под избыточным давлением
5—8 кПа.
Рис. 4.33. Магиитно-фрикциониый при-
вод ленточного конвейера с неферро-
магнитной лентой и система линейного
индукционного привода конвейерного
поезда:
1 — Т-образный магиитопровод; 2 —
несущая секция; 3 рама конвейера;
4 — роторные листы; 5 — индуктор
Рис. 4.34. Принципиальная схе-
ма создания воздушной подушки:
/ — эмиттер; 2 — лента; 3 —
воздуховод; 4 - вентилятор
Расчет конвейера на воздушной подушке сводится к определению необходимого
давления воздуха в различных точках поперечного и продольного сечений взаимо-
действия ленты с опорной поверхностью: Р = kpllkx, где k — коэффициент пропор-
циональности; Дх— зазор на расстоянии I от эмиттера (рис. 4.34); р—давление
иа выходе эмиттера.
Допустимое минимальное значение
[р] = <7г ± ?п,
где qr — удельная нагрузка от массы ленты и груза; qn — распределенная реакция
упругонатянутой ленты при прогибании.
В первом приближении для лент с малым числом прокладок величиной qa можно
пренебречь.
Мощность воздуходувной машины NB, кВт, определяется по формуле
ц В£фЛ'уД^з
В Пв ’
где В — ширина ленты, мм; L —длина конвейера, м; ф— коэффициент заполнения;
грузом площади ленты, ф-sg 1; Nya—удельная мощность, Муд = 0,54-2 кВт/м?;'
k3 — коэффициент запаса; т]в — КПД воздуходувной машины.
Многоприводным ленточным конвейером является конвейер, имеющий единый
контур грузонесущей ленты на всем протяжении заданной трассы, приводимый
в движение несколькими приводами, размещенными в различных местах трассы
конвейера.
188
Многоприводный конвейер предназначается для высокопроизводительного транс-
портирования грузов по трассе большой протяженности (5—20 км по горизонтали
и 1—2 км по наклону) в одном ставе без перегрузок, как правило, взамен каскада
нескольких отдельных последовательно расположенных конвейеров с перегрузками
груза с конвейера на конвейер.
Многоприводные конвейеры применяются для межцехового и магистрального
транспортирования массовых насыпных грузов в карьерах открытых разработок
полезных ископаемых (в том числе и для наклонного конвейерного подъема груза
с глубины карьеров и шахт), на строительствах гидростанций и во многих других
условиях ближнего межзаводского транспорта протяженностью до 100 км.
Основное свойство многоприводного конвейера — рассредоточенное вдоль
трассы приложение тягового усилия, разделение общей потребной мощности привода
на несколько отдельных приводов при
обеспечении бесперегрузочного транспор-
та груза на большое расстояние. Это зна-
чительно снижает расчетное иатяжеиие
ленты и обеспечивает возможность при-
менения для конвейеров широкого ассор-
тимента стандартных лент и серийного
механического и электрического оборудо-
вания и аппаратуры.
1
-1
(увеличено)
Рис. 4.35. Схема многоприводного ленточного конвейера с прямолинейны-
ми приводами и диаграмма сопротивлений движению IVj, Wn на
отдельных его участках; IFj — общее сопротивление движению при одном
головном приводе без прямолинейных приводов
По конструкции промежуточных фрикционных приводов известны многопривод-
ные ленточные конвейеры: с прямолинейными приводами-конвейерами, встроенными
в контур грузонесущей ленты (рис. 4.35); с приводными роликами средней части
желобчатой ролнкоопоры; с приводными прижимными колесами. Приводные ролики
имеют малую тяговую способность из-за отсутствия узла обхвата лентой ролика и
малой сцепной массы на ленте над роликом (для обеспечения необходимого тягового
усилия на конвейере приходится устанавливать много приводных роликов).
Привод с прижимными колесами требует сложного приводного механизма, обес-
печивающего необходимый прижим колес к ленте, уменьшает рабочую ширину ленты,
снижая производительность конвейера, требует применения специальной ленты
с неравномерным распределением тягового каркаса. Поэтому наибольшие преиму-
щества и распространение имеют конвейеры с прямолинейными фрикционными про-
межуточными приводами (рис. 4.35).
Многоприводный ленточный конвейер с прямолинейными фрикционными при-
водами имеет один общий непрерывный контур грузонесущей ленты и несколько
расположенных внутри ее контура прямолинейных приводов в виде коротких ленточ-
ных конвейеров /71, 772, ..., Пп. Промежуточный привод может располагаться под
верхней (рабочей) /73, /72 или над нижней (обратной) 771 ветвями грузонесущей
ленты. В первом случае грузонесущая лента 7 на участке промежуточного привода П
лежит на приводной ленте 2 и силами трения сцепления между лентами в их желобча-
том сечении приводится в движение приводной лентой. Во втором случае приводная
лента лежит на обратной ветви грузонесущей ленты и также силой трения приводит
189
ее в движение. Приводная лента получает движение от барабанного привода обычной
конструкции. Грузонесущая и приводная ленты, как и иа обычном конвейере, опира-
ются на роликоопоры 4 и 5 стандартного типа, расстояния между которыми выбира-
ются по тем же правилам, что и для одноприводного ленточного конвейера. Проме-
жуточный привод имеет натяжное устройство 6 — винтовое, грузовое или лебедочное
обычной конструкции в соответствии с длиной приводного конвейера и типом его
ленты.
Промежуточный прямолинейный привод может быть без дополнительных побу-
дителей сцепления между приводной и грузонесущей лентами и с дополнительными
побудителями. В первой конструкции сила сцепления между приводной и грузонесу-
щей лентами обеспечивается только силами тяжести грузонесущей ленты и находя-
щегося на ней груза (для верхнего расположения привода) или силой тяжести при-
водной ленты (для нижнего расположения привода). В конструкциях второго вида
в качестве дополнительных побудителей сцепления, обеспечивающих увеличение
тяговой способности привода и способствующих уменьшению его длины, использу-
ются: сила давления воздуха вследствие вакуумного присоса лент друг к другу; силы
электромагнитного притяжения (в этой конструкции должны использоваться спе-
циальные магнитоактивные ленты), силы механического воздействия (для нижнего
расположения привода) и ряд других побудителей.
Приводная и грузонесущая ленты могут быть с гладкой резиновой поверхностью
или с ворсом, или выступами на рабочей поверхности для увеличения сцепления
лент, однако последние не получили практического распространения.
Наиболее простым по конструкции и надежным в работе является многопривод-
ный ленточный конвейер с прямолинейными фрикционными промежуточными при-
водами без дополнительных побудителей сцепления в комплексе с барабанным при-
водом. Эта конструкция позволяет эффективно использовать типовое серийное
оборудование и стандартные ленты средней прочности.
Многоприводный конвейер может иметь такую же трассу, как и обычный ленточ-
ный конвейер (горизонтальную, наклонную и комбинированную). Как прямолиней-
ные промежуточные, так и используемые вместе с ними головные барабанные приводы
конвейера должны иметь совершенно одинаковые приводные барабаны (по диаметру
и футеровке), муфты, редукторы и электродвигатели, обеспечивающие одинаковую
расчетную скорость грузонесущей ленте.
Прямолинейные промежуточные приводы многоприводного конвейера могут
быть управляемые (регулируемые) и неуправляемые. Электродвигатель управляемого
привода специальной электросхемой связан с блоком управления системой приводов,
который через специальные датчики, установленные на грузонесущей ленте, обеспе-
чивает сохранение единой средней скорости движения всего контура грузонесущей
ленты независимо от степени загрузки отдельных приводных участков трассы кон-
вейера.
Управляемые приводы рекомендуется применять только при большом количестве
приводов (например, более восьми приводов), когда производственными условиями
предполагается большая неравномерность загрузки отдельных приводов. Как пра-
вило, в большинстве случаев применяют неуправляемые (нерегулируемые) приводы
вследствие их значительной конструктивной простоты и удовлетворительной надеж-
ности работы.
В многоприводном ленточном конвейере с неуправляемыми промежуточными
приводами совместная (синхронная) работа нескольких электродвигателей общего
приведения в движение грузонесущей ленты в нескольких местах ее замкнутого
контура обеспечивается самой грузонесущей лентой. Согласованность работы основы-
вается на свойстве асинхронных электродвигателей со смягченными механическими
характеристиками автоматически следовать за нагрузкой, понижая частоту вращения
при повышении нагрузки и увеличивая ее при уменьшении. На этом свойстве асин-
хронных электродвигателей основано уравнивание нагрузок отдельных приводов и
установление единого окружного усилия на приводных барабанах всех приводов
независимо от загрузки отдельных участков конвейера и единого крутящего момента
на валах всех приводных электродвигателей конвейера.
Для обеспечения надежной работы многоприводного конвейера электродвига-
тели всех его приводов должны быть одинаковыми по типоразмеру, мощности и
частоте вращения; их механические характеристики (частота вращения — крутящий
момент) должны быть одинаковыми с предельно минимальными отклонениями до-
190
пусков по государственным стандартам. Тип двигателей — асинхронные, трехфазные
с фазовым ротором и смягченными механическими характеристиками при помощи
включения в цепь роторов постоянного стабильного сопротивления. Электрическое
скольжение роторов двигателей составляет 5—10 %. Включаемое в цепь ротора каж-
дого электродвигателя сопротивление должно обладать постоянством омического
сопротивления для всех условий и режимов работы конвейера.
Применение короткозамкнутых электродвигателей малого скольжения в при-
водах многоприводного конвейера возможно только при их соединении с редукторами
при помощи гидромуфт, которые обеспечивают достаточное скольжение. Пуск всех
электродвигателей приводов многоприводного конвейера последовательный (один
за другим), начиная с головного до хвостового с интервалом времени 0,1—0,2 с.
Конвейер должен иметь надежную электроблокировку и сигнализацию по всей
трассе, f ак и на обычном ленточном конвейере большой протяженности, с одновре-
менным выключением всех приводов при аварийном положении. На трассе конвейера
Рис. 4.36. Многоприводный ленточный конвейер: а — с головным и прямолинейным
приводами; б — с прямолинейными приводами
должны быть расставлены датчики, характеризующие положение лент конвейера
(при чрезмерном сбеге ленты на сторону или провисании, или же вспучивании ленты
все двигатели приводов должны немедленно останавливаться).
Для проектирования и расчета многоприводного ленточного конвейера должны
быть заданы такие же исходные данные, как и для обычного ленточного конвейера.
Общие проектные параметры многоприводного ленточного конвейера [ширина ленты,
скорость, тип роликоопор, угол желобчатости (не менее 30°), расстояние между
ними и т. п. ] выбираются по общей методике, как и для одноприводных ленточных
конвейеров. Как правило, приводную и грузонесущую ленты выбирают одинаковой
ширины.
Выбор необходимого количества приводов для конвейера заданной трассы воз-
можен в нескольких вариантах: можно использовать более прочные ленты и при-
менять меньшее количество приводов и наоборот — большее количество приводов
при лентах меньшей прочности. Оптимальным будет решение, дающее наилучшие
технические и технико-экономические результаты. Количество приводов конвейера
определяется по прочности приводной ленты, поскольку она имеет повышенное перво-
начальное натяжение, необходимое для создания сцепления между лентой и привод-
ным барабаном промежуточного привода, и нагружается усилиями сопротивления
перемещению на всей длине промежуточного привода с его ведомым н тяговым
(приводным) участками.
Многоприводный конвейер может быть разработан в двух вариантах сочетаний
типов приводов. В первом варианте конвейер имеет барабанный привод на головном
(переднем) барабане (в длинных горизонтальных конвейерах возможно также и на
заднем — хвостовом барабане) и несколько промежуточных прямолинейных приво-
дов, размещенных вдоль трассы конвейера (рис. 4.36, а). Во втором варианте (рис.
4.36, б) головной (передний) и хвостовой (задний) барабаны не имеют приводны»
191
механизмов и используются только как оборотные барабаны, а конвейер приводится
в движение только от необходимого количества прямолинейных промежуточных
приводов, размещенных вдоль трассы конвейера.
Достоинства первого варианта: сокращение длины приводной ленты и барабанов
промежуточного привода на один комплект, возможность холостого хода конвейера
только от одного головного привода, сокращение длины каждого промежуточного
привода вследствие исключения необходимости ее определения из условий холостого
хода и прерывистой загрузки ленты. Недостатки: повышение расчетного натяжения
(и следовательно — прочности) грузонесущей ленты, так как на участке работы
головного барабанного привода грузонесущая лента работает с таким же натяжением,
как и приводная лента промежуточного привода с соответствующим первоначальным
натяжением (т. е. приводная и грузонесущая ленты должны иметь одинаковую проч-
ность); некоторое усложнение синхронной работы барабанного и прямолинейных
приводов.
Достоинства второго варианта: значительное снижение расчетного натяжения
грузонесущей ленты и ее меньшая прочность, чем приводной; стабильные условия
синхронизации совместной работы всех приводов конвейера вследствие их однотип-
ности. Недостатки: увеличенная длина промежуточных приводов.
Выбор того или иного варианта определяется технико-экономическим расчетом.
Первый вариант наиболее целесообразен для конвейеров меньшей протяженности и
при наклонной трассе.
Необходимое количество приводов л при их равномерном распределении по
трассе конвейера определяется по формуле
#» _ . “ пр
~ Spa
еца—1/
(4-78)
где /гн — коэффициент возможной неравномерности распределения натяжений на
промежуточных приводах; для управляемых приводов kH = 1,10; для неуправляемых
приводов при га 4 принимают /гн = 1,15; при 4 < га 8, соответственно, /гн ~
— 1,2-5-1,5; гапр — запас прочности ленты; — общее сопротивление движению
грузонесущей ленты на всей трассе конвейера, Н; SP3 — усилие на разрыв принятого
типоразмера приводной ленты, Н (определяется из стандартов и принятой ширины
ленты); — коэффициент дополнительных сопротивлений движению приводной
ленты на приводном участке, £ яз 1,10; р — коэффициент трения приводной ленты
по приводному барабану; а — угол обхвата барабана приводной лентой,
Полученное по формуле значение га округляется до ближайшего большего целого
числа.
Общее сопротивление движению грузонесущей ленты на всей трассе прямолиней-
ного конвейера при полной нормальной загрузке его рабочей ветви (вариант ВН2)|
= V (29л + 9Г) cos & + (?р. в + 9р. н) ш + 9Г sin ₽], (4-79)
где йд — коэффициент местных сопротивлений на трассе, £д = 1,1; L — общая длина
конвейера между осями концевых барабанов вдоль трассы, м; дл, qr, д$,в, <7р. н — ли-
нейные нагрузки от грузонесущей ленты, груза и вращающихся частей роликоопор
на верхней и нижней ветвях, соответственно, Н/м; (J — угол наклона конвейера в гра-
дусах; для горизонтального конвейера (3=0; w — коэффициент сопротивления
движению ленты по роликоопорам (см. табл. 4.70, 4.72).
Общая мощность (кВт) электродвигателей всех приводов конвейера
fe3(^ + ^n)p
2 1000т)
(4.80)
где й3 — коэффициент запаса, й3 = 1,14-1,2; IV7 п— сопротивление движению при-
водной ленты, Н; v—скорость движения ленты, м/с; г]—КПД привода, г] =
= 0,85-5-0,90.
Мощность двигателя одного привода
= N^/n. (4.81)
192
Промежуточные фрикционные приводы размещаются на трассе конвейера таким
образом, чтобы тяговое усилие каждого привода было одинаковым при нормаль-
ном варианте загрузки конвейера
= WJn.
1
В соответствии с этим условием определяются длины приводных участков. Разделение
общей развернутой длины ленты конвейера 2L с рабочей Lr и обратной Лх ветвями на
отдельные участки промежуточных приво-
дов It наглядно представлено на рис. 4.37:
общее сопротивление, отложенное по
вертикали делится на п одинаковых час-
тей; соответственно этим частям на го-
ризонтали получаем длины приводных
участков If, 1%, ..., 1п- Если на обратной
ветви не устанавливается промежуточный
привод, то усилие, необходимое для пе-
ремещения обратной ветви, должен раз-
вивать первый привод рабочей ветви и
его местоположение должно быть прибли-
жено к концевому барабану. Участок
промежуточного привода имеет длину
I = 1В 4- ZT, состоящую из двух частей:
ведомой длины 1В и тяговой (приводной) ZT.
Длина тяговой части ZT, т. е. длина при-
водного конвейера, определяется его тяго-
вой способностью Т, которая с некоторым
запасом должна превышать силу сопро-
тивления перемещению и силу инер-
ции трогания с места Ра ветви конвейера на
при различных вариантах загрузки лен-
(4.82)
Рис. 4.37. График распределения длин
участков прямолинейных приводов
полной длине промежуточного привода
'ы ' конвейера
Г — cos |j ~[_ ра —
= *пГ1г,
(4.83)
Таблица 4.81. Расчетные значения между
приводной и грузонесущей лентами
Условия загрузки конвейера Вид ленты Угол наклона боковых роликов ролико- опор, ...° Значения ц0 в зависимо- сти от усло- вий работы конвейера
сред- ние тяже- лые
Без загруз- ки (холо- стой ход) Плоская 0 0,30 0,25
Желоб- чатая 20 30 0,35 0,45 0,30 0,40
Полная загрузка 20 30 0,45 0,50 0,40 0,45
где qi — расчетная нагрузка^та
грузонесущую ленту на длине
приводной части при различных
вариантах загрузки конвейера,
Н/м; р0 — коэффициент сцепле-
ния между грузонесущей и при-
водной лентами (табл. 4.81);
kn — коэффициент увеличения
сопротивлений при пуске кон-
вейера, kn = 1,2.
Длина тяговой части пря-
молинейного промежуточного
привода равна
knW 1г
9;p0cosp
(4.84)
и определяется для варианта загрузки ВН 1 (холостой ход) при qt = qB и
= Flx, где Wlx — сопротивление движению ленты на одном приводном
участке при холостом ходе конвейера, и для варианта ВН 2 при ?г = ?г+?лИ
И7Гг = Принимается наибольшее числовое значение длины из этих двух
расчетов. Для конвейера с головным приводом расчета по холостому ходу не тре-
буется. При нижнем расположении промежуточного привода на нижней (обратной)
ветви и отсутствии побудителей сцепления qi = ?л. п, где <?л.п — линейная нагрузка
от силы тяжести приводной ленты.
7 П/р Ю. А. Пертена 193
При установке на промежуточном приводе нижней ветви прижимных роликоопор
(рис. 4.38)
Т = Но
а
дл. п/т cosр 4- У, (Р 4-6 cos р)
1
- Цо £ (P + Gcos[3)
1
Ро^л. п cos [3
(4.85)
(4.86)
где Р — сила прижима роликоопоры к ленте, действующая перпендикулярно к по-
верхности лепты в зоне их контакта, Н; 6 — сила тяжести прижимной роликоопоры
и тяг, Н; а — количество прижимных устройств, установленных на приводной ленте.
Рнс. 4.38. Схема прямолинейного привода с контактом нижней ветви ленты и прижимными
роликоопорами:
/ — приводная лента; 2 — грузонесущая лента; 3 — прижимная роликоопора; 4 — тяга;
5 — опорный ролик; 6—8 — прижимное устройство
При установке на конвейере прямолинейных промежуточных приводов без
головного барабанного привода необходимо проверить возможность работы приводов
при прерывистой загрузке, когда весь конвейер не загружен, а один или два ведомых
участка длиной /в загружены, т. е. должно быть выдержано условие
(4-87)
где п — количество приводов; Тх — тяговая способность привода без груза на ленте,
Н; W?'x, U7' в — сопротивления движению на незагруженных участках и загруженной
ведомой части приводного участка, Н, соответственно; х — количество одновременно
загруженных ведомых частей приводного участка; обычно принимают х = 1-Г-2.
Расчетное натяжение приводной ленты
Sn- л ~ + Гп) *н- (4.88)
Расчетное натяжение грузонесущей ленты при комбинированной установке
прямолинейных и головного барабанного приводов
(17 на
(4-89>
при установке только прямолинейных промежуточных приводовз
Sr. л *=« [ ,S ( 1в + "р-ПГТ—'j + So] ^н> (4.90)
[ \ с г т с п / J
где £г, £п — агрегатные условные модули упругости грузонесущей и приводной
лент, соответственно, Н/см; So — первоначальное натяжение, So « 0,3 кН.
\\ Криволинейные ленточные конвейеры, имеющие повороты трассы в горизонтальной
плот: кости, предназначены для высокопроизводительного бесперегрузочного транс-
портирования грузов по сложной, извилистой пространственной трассе на открыты»
разработках полезных ископаемых, в криволинейных штреках угольных шахт, на
строительстве гидроэлектростанций и других производственных системах взамен
194
каскада отдельных прямолинейных конвейеров, расположенных по контуру ломаной
линии сторон многоугольника.
Применение криволинейного конвейера позволяет ликвидировать перегрузки
груза с конвейера на конвейер и резко повысить общую надежность, экономическую
и эксплуатационную эффективность конвейерной системы.
На криволинейном ленточном конвейере конструкции ВНИИПТмаш (рис, 4.39)
применяется стандартная прорезиненная лента и типовое механическое оборудование
серийного производства. На прямолинейных горизонтальных и наклонных участках
конвейер имеет обычное устройство. На криволинейном участке поворот ленты по
дуге заданного радиуса обеспечивается при помощи соответствующего наклонного и
вертикального расположения роликоопор без принудительного воздействия на
кромки ленты. Это обеспечивает сохранность и высокую долговечность ленты.
Радиус поворота ленты в горизонтальной плоскости определяется двумя усло-
виями: I) суммарное удлинение и напряжение в наружной кромке ленты от растяже-
ния и изгиба не должно превышать допускаемых пределов, а во внутренней кромке —
должно быть положительным; 2) отсутствие сдвига и отрыва ленты от роликоопор
под воздействием поперечной (радиальной) составляющей натяжения ленты при самых
неблагоприятных условиях, когда участок поворота не загружен (сила трения —
минимальная), а остальные участки конвейера имеют полную загрузку (натяжение
ленты — наибольшее). Расчетное значение выбранного радиуса должно удовлет-
ворять обоим условиям.
Радиус поворота ленты по первому условию
2 + "(1 У , (4.91)
2ь (1 — ks)
где е — допускаемое относительное удлинение ленты при допускаемой нагрузке
(принимается по ГОСТ 20—76); ks = S/Sn — коэффициент соотношения натяжения
ленты S в конце поворотного участка при полной загрузке всего конвейера к допу-
скаемому натяжению 5Д выбранного типоразмера ленты, отдельно — для верхней
и нижней ветвей ленты.
Резинотросовые ленты, обладающие малым удлинением е = 0,0025 (рис. 4.40),
могут изгибаться только по очень большим радиусам поворота, а резинотканевые
ленты е= 0,02-7-0,04 могут иметь значительно меньшие радиусы поворота; поэтому
для криволинейных конвейеров преимущественное распространение могут иметь
резинотканевые ленты. В зоне малого натяжения (ks = 0,3) возможны небольшие
радиусы поворота; с увеличением натяжения радиус возрастает. Поэтому целесо-
образно криволинейный участок трассы располагать в зоне малого натяжения.
Радиус поворота верхней ветви ленты по второму условию
«2>5гГ/9л, (4.92)
где Sr — наибольшее натяжение ленты в конце участка поворота при полной загрузке
всего конвейера, кроме участков поворота, Н; — линейная нагрузка от силы
7* 195
тяжести леиты, Н/м; Г = А/Б — соотношение коэффициентов А и Б (рис. 4.41);
А — коэффициент геометрии расположения роликов ролнкоопоры; Б — коэффициент
распределения нагрузки на ролики ролнкоопоры.
Для желобчатой трехроликовой ролнкоопоры, расположенной под углом к гори-
зонтальной плоскости, при отсутствии нагрузки на ленту:
А = cos ₽ — sin (0 4- р) sin 0 — р sin (0 -f- ₽) cos 0 — р sin Р;
Б — ki [cos (0 — Р) sin 0 — cos 0 sin (0 — P) + p cos (0 — P) cos 0] +
+ k2 [cos0sin (0+ P) — cos (0 + P) sin0 + p cos0cos (0 + £)] + k3 (sinp -J- p cosp),
где 0 — угол желобчатости ролнкоопоры; Р — угол наклона обоймы ролнкоопоры
(принимают р ж 64-8°); р — коэффициент трения ленты по роликам (табл. 4.82);
Рнс. 4.41. Графики определения ве-
личины Г
kf, k2, k3— коэффициенты распределения общей нагрузки на всю трехроликовую опору
между отдельными роликами опоры (в среднем при симметричном расположении
ленты на роликоопоре принимают fej = k2 = 0,3; k3 = 0,4).
Для устойчивого положения ленты и препятствия ее сдвигу внутрь поворота
обойма каждой желобчатой ролнкоопоры верхней ветви на поворотном участке уста-
навливается шарнирно и опирается на пружину или рессору так, чтобы она могла
поворачиваться на угол Р = 64-8° в вертикальной плоскости. При отсутствии груза
на ленте под воздействием упругих сил пружины обойма ролнкоопоры поднимается
в верхнее положение и создает упор поперечной силе сдвига ленты к центру кривизны.
При полной загрузке ленты обойма опускается и принимает почти горизонтальное
положение, исключая возможность просыпи груза. У загруженной ленты сила трения
по роликам в 5—10 раз больше, чем при отсутствии груза, поперечного сдвига ленты
опасаться не приходится и в наклоне ролнкоопоры нет необходимости.
В результате расчетов в проекте принимается наибольший радиус из значений
и /?2> обычно для резинотканевой ленты радиус принимается в пределах 100—
700 м, а для резинотросовых — 1000—2000 м. Радиус поворота нижней (обратной)
ветви ленты конвейера принимается одинаковым с радиусом поворота верхней ветви
и проверяется по двум дополнительным условиям: отсутствие сдвига ленты вниз под
196
действием составляющей силы ее тяжести и сдвига к центру кривизны под действием
поперечной (радиальной) составляющей натяжения ленты. Эти условия, противопо-
ложные друг другу, выполняются соответствующей установкой роликоопор обратной
ветви. В общем случае положение роликов роликоопор обратной ветви должно быть
выбрано так, чтобы в статическом состоянии при заданном первоначальном натяже-
нии лента под действием силы тяжести не сдвигалась вниз, а при работе конвейера
с наибольшим натяжением — не сдвигалась внутрь кривизны.
Для оптимального выполнения первого и второго условий возможны два способа
расположения роликоопор: вертикальное с одним роликом или комбинированное
с двумя, тремя роликами, расположенными под углом друг к другу (аг = 15ч-20°,
а2 = 30ч-35°), вершина которого направлена в сторону внешней части поворота.
Вертикальное расположение однороликовой ролнкоопоры наиболее целесообразно,
когда необходимы малые радиусы поворота (50—100 м, например, в криволинейных
выработках угольных шахт) и небольшая ширина лент (например, до 1000 мм).
При малых натяжениях и
больших радиусах поворота, Таблица 4.82. Расчетные зиачеиия
когда поперечная сила прижима коэффициента трения
ленты к ролику небольшая, воз-
никает опасность сдвига ленты
вниз под действием силы тя-
жести. В этих случаях для ис-
ключения сдвига ленты вниз
устанавливают дополнительное
устройство для прижима ленты
к роликоопоре.
На конвейерах с широкими
лентами (более 1000 мм) и боль-
шими радиусами поворота (более
100 м) для снижения высоты
средней части конвейера целе-
сообразно в зоне поворотного
участка опирать обратную ветвь
ленты на два ролика, располо-
Поверхность роликов ролнкоопоры Значения коэффициента ц при производственных условиях
средних (небольшое количество пыли) тяжелых (сыро и грязно)
сухо сыро
Стальная без футе- ровки С резиновой футе- ровкой 0,35 0,45 0,25 0,35 0,20 0,30
женные под разными углами к
горизонтали (в этом способе один ролик способствует лучшему выполнению пер-
вого, а другой — второго условий положения ленты).
Длина дуги поворота верхней ветви по оси ленты (рис. 4.42) определяется по
формуле
£д = 2л/?ф/360 = 0,0174/?ф, (4.93)
где Л — радиус поворота по оси ленты, м; ср — угол поворота ленты в горизонтальной
плоскости, обычно <р йт 40°.
Конвейеры с металлической лентой по виду ленты разделяются на конвейеры
с цельнопрокатной стальной и проволочно-сетчатой лентами. По общем устройству,
составным элементам и трассе они подобны конвейерам с прорезиненной лентой, но
из-за разных свойств лент резко отличаются от них параметрами, областями примене-
ния, и конструкцией элементов. Лента является основным элементом конвейера и
предопределяет конструкцию всех остальных элементов конвейера.
V Конвейеры со стальной цельнопрокатной лентой (рис. 4.43) применяются для
транспортирования насыпных и штучных грузов по горизонтальной, наклонной
и комбинированной трассам: при повышенной температуре окружающей среды и
транспортируемых грузов (подвижной под конвейерных печей в кондитерской и
хлебопекарной промышленности, на сахарных заводах, на уборке горячих отходов);
при требовании гигиеничности и отсутствия запаха (пищевая промышленность, мясо—
жирокомбинаты); для транспорта липких и тестообразных материалов (в том числе
прокат мягких кровельных материалов, формование бетонных строительных плит —
панелей и т. п.); для сушильных, охладительных и моечных установок; для транс-
порта химически агрессивных и острокромчатых грузов (витой стружки в эмульсии,
обрезков металла и т. п.); для транспорта пассажиров в аэропортах и вокзалах иа
Ленте с обрезиненной поверхностью.
197
Основные и отличительные особенности стальной цельнопрокатной ленты —
жесткость в продольном и поперечном направлениях и твердость, гладкая поверх-
ность, легкая повреждаемость при ударах. Стальные конвейерные ленты изготов-
ляются из углеродистой (марок 65Г, 85) и коррозионно-стойкой (например, марки
1Х18Н9) сталей. В СССР лента стальная конвейерная изготовляется по
ТУ 14-1-525—73 (табл. 4.83).
Продольным стыкованием друг с другом цельнопрокатных лент можно получить
ленту общей шириной до 3600 мм. Продольная стыковка лент производится при по-
мощи специальной сварки в среде защитного газа или заклепками со специальными
накладками, установленньши на рабо-
чей (наружной) стороне ленты. Попе-
речное соединение концов стальной
ленты выполняется при помощи кле-
панного стыка внахлестку.
Рис. 4.43. Сечение конвейера со стальной
лентой иа роликоопорах
Допускаемое натяжение сплошной цельнопрокатной ленты по прочности стыко-
вого соединения
5Д « (В - id3) б ~ 0,8Вб > Smax, (4.94)
“пр «пр
где I — количество заклепок в поперечном стыке ленты; d3 — диаметр заклепки, мм;
обычно id3 = 0,2В; б — толщина ленты, мм; ов — временное сопротивление на раз-
рыв, МПа; п,гр — запас прочности с учетом прочности заклепочного шва стыка ленты
и напряжений изгиба ленты на роликоопорах и барабанах; пар = 20-?-25; 5шах —
максимальное натяжение ленты, Н.
Напряжение изгиба в ленте при огибании барабана
£б £6
оизг=ь...(...:__ « (4.95)
где Е — модуль упругости ленты, МПа; ия — коэффициент поперечной деформации,
Цд = 0,3; Dq — диаметр барабана, мм.
198
Суммарное напряжение в наружных волокнах ленты от изгиба и растяжения
должно удовлетворять условию
° = °р + °изг=^+о^^-Ь (4.96)
где o_t — предел выносливости, МПа.
Стальные ленты выпускаются со сплошной поверхностью (основное исполне-
ние — для транспортных конвейеров), с круглыми и щелевидными отверстиями (для
сушильных, моечных, обезво-
живающих установок), с обре-
зиненной поверхностью (для
пассажирских конвейеров). Для
повышения сцепления с привод-
ным барабаном изготовляются
цельнокатаные стальные ленты
с привулканизированными к ее
внутренней поверхности клино-
видными резиновыми направ-
ляющими по типу широко из-
вестных клиновидных ремней.
Эти клиновидные направляющие
обеспечивают точное центриро-
ванное движение ленты и по-
зволяют тяжелые приводные
барабаны заменить легкими шки-
вами — блоками с ободом кли-
Т а б л и ц а 4.83. Сортамент стальной
конвейерной ленты по ТУ 14-1-525—73
Ширина ленты, мм Толщина ленты, мм Масса 1 м, кг Прочность на разрыв по целому сечению, кН
400 0,8 1,0 2,5 3,1 288 360
500 0,8 1,0 3,1 3,9 360 450
600 1,0 4,7 540
новидного профиля.
При транспортировании горячих грузов необходимо обеспечить равномерное
распределение теплоты по всей длине и ширине стальной ленты во избежание ее
коробления. Температура-----------
отдельных грузов может доходить до 100 °C.
Повышенная жесткость стальной ленты допускает
применение только прямых роликоопор в виде отдель-
ных узких шкивов (ширина 60 мм, диаметр 200—
210 мм), укрепленных на общей осн. Плавный желоб-
чатый профиль стальной ленты можно получить на
пружинных роликоопорах, однако они применяются
редко. Опорой плоской ленты может служить
сплошной или комбинированный деревянный или
стальной настил (рис. 4.44).
Привод — обычный редукторный приводной
механизм. Обод приводного барабана делается ци-
линдро-коническим, ширина барабана на 20 % меньше
ширины ленты для предохранения кромок ленты от
перенапряжения. Диаметр приводного барабана, как
и натяжного, принимается равным (800—1200) 6, где
6 — толщина ленты в зависимости от длины конвейера
н скорости движения ленты.
рис. 4.44. Сечения конвейе- Долговечность стальной ленты и ее стыка зависит
ра со стальной цельнопро- ~ *
катной лентой на сплош- от количества перегибов за один цикл ее кругообо-
ном настиле рота, поэтому для обеспечения необходимого срока
службы стыка ленты (обычно 100 000—150 000 пере-
гибов на барабане) на конвейерах малой длины и высокой скорости принимают
диаметр барабана равным Dq = 12006; при большой длине (более 100 м) и малой
скорости (менее 1 м/с) принимают Dq = 8006. Приводные барабаны, как правило,
не имеют футеровки.
Натяжное устройство — пружинно-винтовое (для конвейеров с дли-
ной до 50 м при постоянных равномерных температурных условиях), гидравлическое
или грузовое (обязательно для конвейеров с переменными температурными усло-
виями). Ход натяжного устройства обычно не превышает 500 мм из-за малой вытяжки
ленты. Вертикальное натяжное устройство с двумя отклоняющими барабанами на
конвейерах со стальной лентой не применяется.
199
Скорость движения стальной леиты обычно не превышает 1,25 м/с, а в технологи-
ческих установках — определяется условиями технологического процесса и ограни-
чивается пределами 0,1—0,5 м/с. Длина конвейера обычно не превышает 150—200 м.
Коэффициент трения ленты по стальному нефутерованному барабану для средних
производственных условий a 0,15, что обусловливает повышенное первоначальное
натяжение ленты. Производительность конвейера определяется также, как и для
плоской ленты на прямых роликоопорах. Тяговый расчет — обычными методами.
Конвейеры с проволочно-сетчатыми лентами применяются для транспортирования
штучных грузов — изделий в закалочных, отпускных печах, в печах для выпечки
хлебобулочных и кондитерских изделий, в моечных, сушильных, охладительных и
тому подобных технологических установках.
Проволочная лента выгодно отличается от стальной цельнопрокатной ленты
большей гибкостью и разнообразием материалов; ее можно изготовлять не только из
стальной, но и из проволоки любого другого материала в зависимости от эксплуата-
ционных условий ее работы. Большая гибкость проволочной ленты позволяет при-
менять ее на конвейерах с барабанами такого же диаметра, что и для прорезиненной
ленты.
Ленты проволочные по способу изготовления бывают плетеные и шарнирно-
звеньевые. Плетеные ленты изготовляются путем плетения всего полотна. Их до-
стоинства: простота конструкции, малая масса, небольшая теплоемкость. Недостатки:
малая прочность, значительное удлинение (до 30 %) и поперечное сужение при
растяжении (до 20 %), сложность ремонта и исправления повреждений, так как обрыв
одной проволоки нарушает все плетение. Поэтому на конвейерах повсеместное приме-
нение получила шарнирно-звеньевая проволочная лента, лишенная недостатков
плетеной ленты.
Шарнирно-звеньевая лента (рис. 4.45, б. в) собирается из отдельных плоских про-
волочных спиралей (звеньев) попеременно правой 1 и левой 2 навивки, соединяемых
друг с другом при помощи стержней. Для работы при температуре груза и среды до
300 °C спирали изготовляются из проволоки диаметром 2—5 мм из конструкционной
стали марок 15, 20 или 25. Стержни изготовляются из стали марок 25, 30 или 40, их
диаметр 3—8 мм принимается в 1,5 раза больше диаметра проволоки спирали. Для
лент, работающих в условиях высоких температур (выше 300 °C), стержни и спирали
изготовляются из жаростойких сталей, например, марок ЗОХНЗ, 25ХН4, 18ХН8,
200
Таблица 4.84. Рекомендуемый сортамент
и техническая характеристика шарнирно-звеньевых лент
из углеродистых сталей марок Ст2(? (спираль) и СгЗО (стержень)
Ширина ленты, мм Тип плотности навивки спирали Диаметр проволоки, мм Шаг, мм Допуска- емое на- тяжение, кН Масса 1 м, кг Рекомен- дуемый диаметр бараба- на, мм
спи- рали стер- жня спи- рали стер- жня
ЛАЛ 1 2 3,5 8 25 7,5 5 400
2 2 3,5 6 25 10 6,2 400
ЕЛА 1 2 3,5 8 25 9,5 6,2 400
2 2,5 4,0 6 25 20 12,4 500
ДЕА 1 2 3,5 8 32 12,5 7,3 500
2 2,5 4,0 6 32 25 13,6 500
QAA 1 2,5 4,0 10 40 20 10,7 650
oUU 2 2,5 4,0 6 40 32 16,4 800
1 AAA 1 3 5,0 12 40 29 17,5 800
1UUU 2 3 5,0 8 40 43,5 26,5 800
35ХН8, а также из сплавов нихром, фехраль и т. п. Сортамент шарнирно-звеньевых
лент приведен в табл. 4.84.
Допускаемое натяжение ленты по прочности проволоки спирали на разрыв при
стержне диаметром dCT = 1,5dn определяется по формуле
5д=1564^> (4-97)
где dn — диаметр проволоки спирали, мм; R? — допускаемое напряжение на разрыв
(для стали марок Ст 15 и Ст 20 рекомендуется принимать Rz = 50 МПа); k — коэффи-
циент учета напряжения изгиба в криволинейных частях спирали, k = 2-ь2,5;
t—шаг витков спирали, мм.
Опоры — прямые роликоопоры или сплошной настил. Применение желобчатых
роликоопор для шарнирно-звеньевой ленты не допускается из-за жесткости стержней.
Привод и натяжное устройство — обычного типа. Минимальный диаметр
барабана D пип > 12/Ст, где /Ст — шаг стержней, мм.
Скорость движения — не выше 1,25 м/с; длина конвейера — до 100 м; коэффи-
циент трения ленты по приводному барабану без футеровки — 0,15—0,20, с резино-
вой футеровкой в сухой среде — 0,35; коэффициент сопротивления движению ленты
по роликам на подшипниках качения 0,020—0,035 в зависимости от условий работы
конвейера. Производительность и тяговый расчет определяются обычными методами.
Пример расчета ленточного конвейера
Исходные данные для расчета и проектирования. Конвейер предназначен для
транспортирования среднекускового камня в приемный бункер. Транспортируемый
груз — камень крупностью 0—150 мм, плотность 1,5 т/м3, влажность до 4 %, груза
с кусками атах= 150 мм не более 30 % общего количества. Конвейер установлен
в отапливаемом помещении с температурой окружающей среды от 4-12 до +25 °C.
Максимальная влажность воздуха в помещении до 50 %, абразивной пыли в воздухе
нет. Конвейер работает три смены по 7 ч в смену, 21 ч в сутки и 305 дней в году.
Плановая средняя массовая производительность конвейера Qm = 200 т/ч или
Qv = 133,3 м3/ч; плановая максимальная производительность по загрузочному
оборудованию: массовая — Qm = 350 т/ч; объемная Qs = 233,3 м3/ч. Коэффициент
201
готовности конвейера ftr — 0,96; расчетный коэффициент рабочего использования
конвейера по времени kt = 0,9.
Проектирование и расчет конвейера. Коэффициенты использования конвейера
по времени по формулам из гл. 2:
в сутки
, 21
^сут = ^сут/^сут 24 = 0’88’
в год
. . ... _ 305,21
вгод ~ 1од'год 365,24 ’“'J’''3-
По табл. 2.1 определяем, что эти значения коэффициентов соответствуют классу В4
использования конвейера по времени.
Определяем коэффициент средней нагрузки на ленту (производительности) по
формуле
kn = Qm CTp/Qm max = ' gg/j" = 0,57.
По табл. 2.2 это соответствует классу Н2 использования конвейера по производитель-
ности. По табл. 2.4 устанавливаем, что конвейер будет работать в тяжелом режиме
(Т) и в средних производственных условиях (С). Устанавливаем, что транспортируе-
мый груз — среднекусковой камень — соответствует группам среднекускового груза,
средней плотности и средней подвижности. Допускаемый угол наклона конвейера
Ртах = 18°; группа абразивности D.
На основании принятого угла наклона наклонной части конвейера составляется
проектная схема конвейера.
Расчетная объемная производительность конвейера по формуле
Qvp — Qv тах^н/(^/^г) = 233,3-1,2/(0,9- 0,96) = 324 м3/ч.
Принято в соответствии с заданием расчетный коэффициент рабочего использования
конвейера по времени kt = 0,9; общий коэффициент готовности ftr = 0,96; коэффи-
циент неравномерности загрузки kH = 1,2.
На основании данных табл. 4.41 и расчетной объемной производительности
предполагаем, что лента должна иметь ширину в пределах 800=1000 мм. Тогда по
табл. 4.39 принимаем скорость движения ленты и — 2,0= 2,5 м/с. Принимаем желоб-
чатый профиль сечения рабочей ветви ленты, опирающейся на трехроликовую желоб-
чатую роликоопору с углом желобчатости аж = 30°. По кусковатости груза, в соот-
ветствии с табл. 4.44, ширина ленты должна быть не менее 650 мм.
По формуле (4.2) ширина ленты
«- 1J (/ «/+ + Н-«.« «
Принято из табл. 4.42 для аж = 30° и груза средней подвижности с ср = 15° и ka =
= 550. По табл. 4.43 для груза средней подвижности и Р = 18° ftp = 0,9.
Принимаем ширину ленты В = 800 мм. По табл. 4.41 при скорости v= 1 м/с
и ftp = 1 имеем производительность Qa = 245 м3/ч. Для наших условий при v =
— 2 м/с и ftp = 0,9 имеем Qv = 245-0,9-2 = 441 м3/ч, следовательно выбранные
параметры обеспечивают заданную производительность.
Устанавливаем па конвейере резинотканевую ленту общего назначения, типа 2Р
по ГОСТ 20—76. По табл. 4.50 и 4.51 выбираем роликоопоры с роликами диаметром
133 мм специального исполнения. Диаметр оси и подшипник выбираем из табл. 4.52.
По табл. 4.53 выбираем расстояния между роликоопорами /р. в= 1,3 м, /р.н = (2=
2,5) и 1р. в = 2,6 м. Расположение роликоопор по трассе конвейера принимаем по
рис. 4.20. В зоне загрузки устанавливаем четыре амортизирующие роликоопоры на
расстоянии 350 мм друг от друга. Линейные нагрузки принимаем: дл = 80 Н/м;
<7р. в = 192 Н/м; <7р.н = 70 Н/м.
202
Линейная нагрузка от массы транспортируемого груза определяется по средней
производительности с коэффициентом неравномерности kH = 1,4
Qp —
QcK
7’+’г
200 1,4
0,9-0,96
= 324 т/ч;
I0Qp
10-324
3,6-2
= 450 Н/м.
По формуле (4.30) определяем общее усилие сопротивления движению ленты на
горизонтальных и наклонном участках трассы конвейера (см. табл. 4.69)
г. и = Р = сяЬ (<?г + ?р. в + 9р. п + 2?л) w' + ЯгН =
= 1,45-200 (450+ 192 + 70+ 2-80) 0,022+ 450-24 = 16 370 Н.
По табл. 4.70 принят коэффициент сопротивления для средних производственных
условий w = 0,022; по рис. 4.27 коэффициент сд = 1,45.
По формуле (4.39) определяем мощность приводного электродвигателя
У =
k3Pv
1020т]
1,15-16370-2
1020-0,89
= 41,48 кВт.
Принято: k3 — 1,15 и т] = 0,89.
Принимаем: короткозамкнутый электродвйгатель типа А02-82-4, мощность 45 кВт;
1460 об/мин. На конвейере устанавливаем однобарабанный привод с углом обхвата
барабана лентой а — 200°; барабан футерован прорезиненной лентой без обкладки;
коэффициент трения ленты по барабану при средних производственных и сухих
атмосферных условиях р = 0,35. В соответствии с этим по табл. 4.73 имеет место
фактор сцепления ец“ = 3,4 и член е1Х“/(е1Х“— 1) = 1,42.
Отсюда расчетное натяжение ленты
Sh6 = —±------Pk3 = 1,42-16370-1,15 = 26740 Н.
Выбираем по ГОСТ 20—76 резинотканевую ленту с прокладками из ткани ТА-100
с пределом прочности на разрыв одной прокладки 5Р = 100 Н/мм.
Количество прокладок равно
kSH(, 10,7-26740
l~ SPB ~ 100-800 ’
Расчетный коэффициент запаса прочности ленты
<, ______ко________ ________?________— Ю 7
3 бпрбстМр 0,9-0,9-0,85-0,9
Принято kg = 7, fenp~ 0,9; kCT~ 0,9 (для вулканизированного стыка); kT = 0,85
и kp = 0,9. Принимаем ленту с пятью прокладками. Проверка по формулам гл. 2
при Sn = 11 по ГОСТ 20—76: Sp/k Sx, т. е. 100/10,7 = 9,35 <11. Условие выпол-
нено. Время прохождения ленты через пункт загрузки по формуле (4.6)
где L = 205 м — общая длина ленты между осями концевых барабанов по контуру
трассы.
Для грузов группы абразивности В, при тяжелом режиме работы и частоте
прохождения ленты через пункт загрузки k4 = 205 с учетом кусковатости груза
принимаем толщины обкладок — верхней — 6 мм, нижней — 2 мм из резины класса
А по ГОСТ 20—76.
Окончательно принята лента 2Р-800-5-ТА100-6-2А, ГОСТ 20—76. Принятая
лепта имеет массу 11,2 кг/м (см. ГОСТ 20—76) и = 120 Н/м.
Диаметр приводного барабана
D6 = k'k"i = 150-1 -5 = 750 мм;
203
принимаем £>б — 800 мм. Принятой' = 150 и й" == 1,0.
Диаметр натяжного барабана
DB = 150-0,8-5 = 600 мм,
принимаем DB = 800 мм; диаметры отклоняющих барабанов Do = 500 мм.
Расчетный крутящий момент на валу приводного барабана
Мкр = k3P = 1,15-16 370—= 753 020 Н-см.
Принимаем по нормали ГПКИ «Союзпроммеханизация» Е1-119—72 приводной
барабан £>б = 800 мм типа 80100Ф-140У с допускаемым крутящим моментом
МКр.д = 1 851 000 Н-см.
Рис. 4.46. Расчетная схема конвейера
Удельное давление на поверхности приводного барабана
_ 3605„б е^+1 360-26 740 3,4 4-1
ouiBD6 еН« ~ 200-3,14-800-800 3,4 ~0,0 ’
что допустимо, так как Рл = 0,031 < [Рл.д= 0,2]. Этим заканчивается первая
стадия расчета и проектирования конвейера.
Подробный тяговый расчет конвейера. Всю трассу конвейера (рис. 4.46) разде-
лим по точкам 1, 2, 3, 9, 10, 11, 12, 13 на отдельные однородные участки сопротив-
лений движению, начиная с точки 1, сбега ленты с приводного барабана. Погонные
нагрузки и коэффициенты сопротивления принимаем по первой стадии расчета с уточ-
нением нагрузки от массы ленты дл — 120 Н/м. Натяжения ленты в отдельных точках
трассы по схеме на рис. 4.46:
Si = 5сб1
— Si w (<?л -|- я) Zi_2 = Si -|" 0,022 (120 4" 70)2 = Si 4" 8,4;
S9 = l,02S2 = l,02Si4- 8,6;
S4 = S3 4- w fa 4- qp „Изи = l,02Si 4- 8,6 4- 0,022 (120 4- 70) 120 =
= l,02Si4-501,6;
S6= l,02S4 = l,04Sj 4- 511,6;
S» = -S6 4* w (9 a + <?p. н) /5-е — ?л= l,04Si 4-511,6 4- 0,022 (120 4" 70) 76 —
— 120-23,4 = l,04St — 1978,7;
S, = l,02Se = l,06Si — 2018,3;
s9 = S, 4- W fa 4- qP. H) /,.8 - = 1.06S1 - 2018,3 4- 0,022 (120 4- 70) X
x 2— 120-0,6= l,06Si — 2081,9;
S9 = l,04Ss = l.lOSi — 2165,2.
204
Сопротивление в узле загрузки
№з = W3. у + И'з. т + W'b. и = 180 + 1944 + 100 = 2224;
Ц7а у = 0,19гДО« = 0,1-450-4= 180;
^з. «• = МбТ^л = °-9 (0,8-0,3)2 15000-2,5 = 1944;
№зи = £пл1л = 40-2,5= 100.
Размеры лотка приняты по табл. 4.64: h„ ~ 0,3; (л = 2,5; = 0,9.
Sio = 5в + w (</л + 7р. в + 7г) ^о_1о + (7л + 7г) ^9-10 =
= 1,lOSj — 2165,2 + 0,022(120 + 192 + 450) 2 + (120 + 450) 0,6 = l.lOSt — 1789,6;
Sit = Sio + W (<?л + 7p. в + 7г) llo-Ii + (7л + 7г) Hio-ii = l,10Si — 1789,6 +
+ 0,022 (120+ 192 + 450) 76 + (120 + 450)23,4 = 1,10Si + 12822,5;
S12 = 1,045ц = 1.14SJ+ 13335,4;
Sia = Sia + w (7л + 7P. в+ 7г) 112-13 = l,14Si + 13335,4 + 0,022 (12Q + 192+
+ 450) 122= l,145i + 15 380,6.
Из теории фрикционного привода с учетом коэффициента запаса сцепления k3
имеем Si = 5пб^з/еца> отсюда без учета сопротивлений в узле загрузки ец“51 =
— ^3 ^13-
При подстановке k3 = 1,15 и ец“ = 3,4 имеем
3,451= 1,15 (1,14Хг+ 15380,6)= 1.31S1 + 17687,7,
отсюда
Si = Sc6 = 17687,7/2,09 = 8463.
Расчетное натяжение ленты при установившемся движении с учетом коэффи-
циента запаса сцепления иа приводном барабане fe3 = 1,15
5нб = 3,4-8463 = 28774,2.
При обобщенном предварительном расчете было получено 5Нб = 26 740 Н;
расхождение составляет 7,6 %, следовательно необходимо сделать проверку выбран-
ного оборудования.
Необходимое значение минимального натяжения ленты иа горизонтальном
участке верхней ветви
5в min = 8 (7л + 7г) 1р. в cos Р = 8 (570-1,3.0,95) = 5634 Н.
Минимальное натяжение будет в точке 9
5в= 1,1051 — 2165,2 = 1,10-8463 —2165,2 = 7144 > [SBmin = 5638].
Минимальное натяжение ленты на наклонном участке нижней ветви
SH min — 87л1р.н cos р = 8-120-2,6-0,95 = 2371 Н.
Минимальное натяжение будет в точке 6
5в = 1,0451 — 1978,7 = 6822,8 > [5Я ш1п = 2371].
Следовательно, условия минимальных натяжений выдержаны. Проверка выбора
количества прокладок в ленте
Й5нб 10,7-28774,2 _
5РВ - 100-800 -б’в4У’
т. е. принятое г = 5 удовлетворяет этому условию. Окружное усилие на приводном
барабане
Р = (5Н6 - Sc6) = T-U- (28774,2 — 8463) = 17662 Н.
г?3 1^10
205
Потребная мощность двигателя без учета сопротивлений в узле загрузки
, Pv 17 662-2 „
N~ka 1020т) ~ 1,15 1020-0,89 ~ 44,748 кВт'
Оставляем принятый двигатель мощностью 45 кВт.
Проверку удельного давления на поверхности и крутящего момента на валу
приводного барабана не производим в связи с полученными большими запасами.
Тормозной момент на валу приводного барабана
Л4Т = [?г max^Z — &тр (Р — QrH)] —2— ~
= [730-24 —0,5(17 662 —450-24)]-^-0,89 = 5016 Н-м,
где
lOQpp 10-350-1,5 _.п
= - 3,6* = —та— = 730 н/м
определяется по расчетной массовой производительности Qp = Qmp = 350-1,5 =
= 525 т/ч. На барабане устанавливаем грузовое тележечное натяжное устройство
(НУ). Значения рабочего хода НУ по формуле
Z.H2 = knyk$eL = 0,65-0,76-0,015-205 = 1,52 м,
где &ну = 0,65 для Р > 10°;
ь S|'6 -5нб 28 774,2
ks ~ -8'даг “ SBi ~ 11-800-5 -°165’
е = 0,015 для ленты ТА-100.
Значение монтажного хода НУ по формуле
Z-Hi ~ кмВ - 1,0-0,8 — 0,8 м.
Общий ход НУ
£н = /-на + Ь„1 = 1,52 + 0,8 = 2,32 м.
Усилие натяжения по формуле
Рн. т = (Se + $7) kn. с + GT (sin Р + GT cos P) = (1,04-8463 — 1978,7 + 1,06-8463 —
— 2018,3)-1,2+ 5000 (0,309+ 0,05-0,95)= 18 312,9 H. -
Принимается натяжное устройство типа 8080-100 с допускаемым натяжным уси-
лием Рн.т.д — 32 000 Н.
На приводном барабане конвейера после зоны разгрузки устанавливаем одинар-
ный очистной скребок для очистки грузонесущей поверхности ленты./Радиус выпук-
лого участка трассы конвейера в точках 11—12 по формуле
Ri min = kiB = 25-0,8 = 20 м, /
где = 25 по табл. 4.55 для ленты ТА-100 се = 0,035.
Радиус вогнутого участка трассы конвейера в точке 10 по формуле
Rz Ш1П = S10k2/(qn cos2 Р) = 71^-7Го’4 = 97,5 м,
где SJ() = l.lOSj — 1789,6 = 7519,7 H « Sx; k2 = 1,4 по табл. 4.57.
Принимаем = 100 м. .
Поскольку приводной двигатель имеет сравнительно небольшую мощность
(45 кВт), то пусковые процессы можно не рассчитывать.
С целью сокращения времени и трудоемкости расчета и проектирования ленточ-
ных конвейеров применяют систему автоматизированного проектирования, схема
которой приведена на с. 178—179.
206
Глава 5
КРУТОНАКЛОННЫЕ И ВЕРТИКАЛЬНЫЕ КОНВЕЙЕРЫ
5.1. Классификация, основные узлы и элементы
Крутонаклонные конвейеры предназначены для транспортирования насыпных и
штучных грузов под углами, превышающими максимальные (критические) углы, при
которых груз, находящийся на гладком грузонесущем полотне, еще не имеет грави-
тационного перемещения.
Крутонаклонные и вертикальные конвейеры классифицируют по конструктивным
и функциональным признакам устройств, удерживающих груз на грузонесущем
элементе.
Груз удерживается на грузонесущем элементе путем повышения коэффициента
сцепления груза с поверхностью полотна, увеличения давления груза на грузонесу-
щее полотно и создания подпора груза на грузонесущем полотне.
Тяговые элементы крутонаклонных и вертикальных конвейеров должны обладать
высокой прочностью, гибкостью, небольшой собственной массой, износостойкостью
и долговечностью, удобством крепления несущих и ходовых деталей. В качестве
тяговых элементов применяются ленты, цепи и канаты. Выбор тягового элемента
обусловливается конструкцией крутонаклонного или вертикального конвейера,
условиями его работы и действующими нагрузками.
Учитывая, что ленты с выступами и перегородками на рабочей поверхности
имеют повышенную стоимость изготовления, правильный выбор конструкции и раз-
меров лент для крутонаклонных конвейеров приобретает особое значение.
Тяговые цепи получили широкое применение в крутонаклонных конвейерах
с гофрированной лентой, ленточно-цепных, а также вертикальных конвейерах для
штучных грузов.
Опорные устройства для лент крутонаклонных и вертикальных конвейеров вы-
полняются в виде роликоопор, траверс, внутренней поверхности трубы, воздушной
подушки, настила из листовой стали и пластмасс. Наибольшее распространение в
качестве опорных устройств получили роликоопоры.
Диаметр роликов принимается в зависимости от ширины ленты от 83 до 108 мм.
Расстояние между роликами зависит от ширины ленты и объемной массы транспорти-
руемого груза. В связи с тем, что в крутонаклонных конвейерах провисание ленты
между роликоопорами значительно уменьшается, расстояние между роликоопорами
в некоторых случаях может быть принято большим по сравнению с горизонтальными
и пологонаклонными конвейерами.
Применение для крутонаклонных конвейеров лент с бортами и перегородками
потребовало создания специальных роликоопор — для холостой ветви. Большое
разнообразие конструктивных исполнений опорных устройств связано также с раз-
работкой принципиально новых систем двухленточных, трубчатых, подвесных и
ленточно-цепных крутонаклонных конвейеров.
В приводах крутонаклонных конвейеров устанавливаются стопорные устройства,
остановы или тормоза, служащие для предотвращения самопроизвольного хода гру-
женой ветви конвейера вниз под действием массы груза. Особенности конструкций
двухленточных, ленточно-цепных, четырехцепных крутонаклонных и вертикальных
конвейеров потребовали создания специальных приводных устройств. В зависимости
от длины крутонаклонных и вертикальных конвейеров применяются винтовые, пру-
жинно-винтовые и грузовые натяжные устройства.
5.2. Крутонаклонные конвейеры со специальными лентами
Сила сцепления транспортируемого материала с поверхностью ленты может
быть увеличена путем создания более шероховатой поверхности [30].
Кроме способов, связанных с нанесением на поверхность или введением в состав
резиновой смеси различных твердых материалов, используются также способы полу-
чения шероховатой поверхности специальной обработкой ленты при ее изготовлении.
Так, например, применение рифленых плит у вулканизационных прессов при изго-
товлении ленты позволяет получить на ее рабочей поверхности различного профиля
207
впадины и выступы. Размеры выступов и расстояние между ними выбираются в соот-
ветствии с физико-механической характеристикой транспортируемого груза.
Все рифленые леиты предназначаются для транспортирования штучных и
реже — насыпных грузов в пределах угла естественного откоса (30—35°).
Применение таких лент для транспортирования штучных грузов повышает
допустимый угол наклона конвейера примерно на 10—20 % по сравнению с обычными
лентами, имеющими гладкую рабочую поверхность. Грузы в жесткой упаковке
(пакеты, ящики, коробки и т. д.) могут транспортироваться рифлеными лентами под
углом 45°.
Изготовление лент с выступами производится с помощью специальных пресс-
форм. Выступы формируются и вулканизируются одновременно с рабочей обкладкой
ленты. Такой способ изготовления делает
всю конвейерную ленту максимально од-
нородной и прочной. На конвейерах не-
большой длины рекомендуется произво-
дить крепление выступов холодным спо-
собом вулканизации.
В настоящее время во ВНИИПТмаше
разработаны конструкции ленте выступа-
ми (рис. 5.1) шириной 400; 500; 650; 800;
1000 и 1200 мм. Конструктивную основу
представляет обычная стандартная лента
(ГОСТ 20—76), на рабочей поверхности
которой методом горячей вулканизации в
пресс-форме сделаны выступы высотой
8—10 мм.
Лента с выступами шириной 400 мм
изготовляется серийно нашей промышлен-
ностью для оборудования передвижных
ленточных конвейеров. Основные пара-
метры передвижных и переносных круто-
. „„„ . ' наклонных ленточных конвейеров уста-
Рис. 5.1. Конвейерные ленты с выступами г-гм-т ото -то .
новлены по ГОСТ 2103—78 (см.
табл. 4.78).
Днепропетровский завод строительных машин серийно выпускает передвижной
конвейер модели С-382Б, предназначенный для перемещения насыпных, кусковых и
мелких штучных грузов. Конвейер оборудован лентой с выступами на рабочей по-
верхности и позволяет перемещать различные грузы под углом наклона до 35°.
Производительность конвейера составляет 60 т/ч, расстояние между бараба-
нами — 5000 мм, высота разгрузки — 3300 мм, ширина ленты — 400 мм, скорость
движения 1 м/с. Мощность двигателя конвейера составляет 1,5 кВт, масса — 390 кг.
Для погрузки и разгрузки штучных грузов, почты и пассажирского багажа
применяется автотранспортер АТ-4, оборудованный лентой шириной 600 мм с высту-
пами на рабочей поверхности. Максимальная высота подъема груза составляет 4 м,
скорость ленты 0,8 м/с, допустимая масса одного груза 200 кг.
Ленты с выступами нашли широкое применение за рубежом (табл. 5.1). Высота
выступа колеблется в пределах 5—25 мм, ширина лент — 400—1400 мм.
Фирма «Континенталь» (ФРГ) выпускает девять модификаций лент, у которых
выступы выполняются в виде насечки по всей рабочей поверхности ленты (семь
типов) и в виде отдельных V-образных выступов. Эти ленты обеспечивают транспорти-
рование насыпных грузов под углом от 30 до 33° и штучных грузов — под углом
до 40°. Фирма «Данлоп» (Великобритания) выпускает ленты шириной 600—750 мм
с V-образными выступами, высота которых 25 мм. Эти ленты предназначены для
транспортирования зернистых грузов с включением отдельных кусков различных!
размеров. Максимальный угол наклона PmaJt конвейера с такими лентами зависит от
размеров кусков отах груза (табл. 5.2).
Ленты фирмы «БТР индустри, Лтд» (Великобритания) шириной 1200 мм имеют
V-образные выступы в виде отдельных цилиндриков диаметром 15—25 мм н высотой
25—50 мм. Лента свободно располагается на желобчатых роликоопорах на рабочей
ветви и предназначается для транспортирования насыпных и штучных грузов под
углом до 45°. Фирма «Фоурвейс инжинирс» (Великобритания) выпускает леиты шири-
208
Таблица 5.1. Технические характеристики специальных
зарубежных лент
Фирма-изготовитель Ширина ленты, мм Высота планок, мм Расстояние ме- жду планками, мм Предельный угол наклона, Максимальный размер куска транспортируе- мого материала, мм Тип роликоопоры
«Континенталь» (ФРГ) 400—800 15 200—400 30 50—150 Трехроли- ковая с уг- лом наклона боковых ро- ликов 20°; двухроли- ковая с уг- лом накло- на 45°
«Данлоп» (Вели- кобритания) 600—700 25 200 25 225 Трех- и двух- роликовая
«Жако, Берже- но Ко» (Франция) 400—800 10 250 30 10
«Бридж естон Тайр Ко» (Япон- ский филиал) 400—450; 300—400; 500—900 3,2; 3,5; 4,8 200—490 22—24 40
«Фредештайн» (Голландия) 500—600 10 300 45—50 250
ной 300, 400 и 500 мм со сплошными дугообразными выступами для передвижных
конвейеров, транспортирующих насыпные и штучные грузы. Рабочая ветвь ленты
опирается на прямые и двухроликовые желобчатые роликоопоры.
Развитие производства лент с выступами в СССР и за рубежом и разнообразие
их конструкций объясняются большой потребностью в крутонаклонных конвейерах
и высокой эффективностью их применения. Основными достоинствами этих конвейеров
являются использование стандартного серийного оборудования, простота и надеж-
ность конструктивных решений, высокая производительность, увеличение угла
подъема на 10—12° по сравнению с гладкой лентой. Недостатком конвейера с рифле-
ными лентами является то, что максимальный угол наклона не превышает 35—40°
при транспортировании пыле-
видных, порошкообразных, зер-
нистых и штучных грузов.
В результате промышленных
испытаний и теоретических ис-
следований конвейеров, имею-
щих ленту с выступами, было
установлено, что применение
лент с выступами в крутонаклон-
ных конвейерах весьма эффектив-
но для транспортирования мелко-
кусковых насыпных грузов. До-
пустимые углы наклона этих
конвейеров для наиболее харак-
Таблица 5.2. Зависимость угла наклона
конвейера от атах
Тип груза "max- мм В ° 1 max’ ••
Мелкокусковой <25 40
Зернистый свключенп- 50 37
ем отдельных кусков 75—100 35
100—150 30
150-225 25
209
тарных насыпных грузов приведены в табл. 5.3. Для других материалов допу-
стимые углы наклона конвейера могут быть приняты по аналогии с приведенными
данными в соответствии с их физико-механической характеристикой; Для транспор-
тирования насыпных грузов под углом наклона до 35—38° рациональными следует
считать конструкции лент с угловыми выступами, имеющими вертикальные прорези
для перегиба ленты на желобчатых роликоопорах, и со смещенными относительно
друг друга выступами; для транспортирования насыпных грузов под углом наклона
до 25—28° могут быть рекомендованы простые по технологии изготовления ленты
с поперечными выступами. Длина таких выступов составляет 1/3—1/2 ширины ленты;
оптимальное расстояние между выступами 300—600 мм; наиболее целесообразная
высота выступов на ленте для транспортирования песка, гравийно-песчаной смеси,
мелкого угля и известняка мелкого дробления 6—10 мм, для рядового насыпного
груза — 10—16 мм и для крупнокускового — 16—25 мм. Для эффективной очистки
Таблица 5.3. Допустимые углы наклона конвейера
Транспортируемый груз Допустимый угол накло- на, ...° Транспортируемый груз Допустимый
угол на, накло- 0
Обыч- ная лента Риф- леная лента Обыч- ная лента Риф- леная лента
Зернистые и мелкокусковые материалы Среднекусковые
Земля формовочная горелая (влажность 3 %) Уголь каменный АОШ (влажность 4,5 %) 24 22 34 33 и крупнокусковые Mat Каменный уголь ря- довой (с круглыми ку- сками) nepuasd 18 1 25
Опилки древесные (влажность 1,9 %) 27 34 Кирпич битый (круп- ность кусков 10—160 мм) 18 24
Песок грунтовый су- хой (влажность 2 %) 15—18 26 Кокс рядовой (круп- ность кусков 10—160 мм) 18 25
Песок грунтовый влажный (влажность 6 %) 17—27 35 Шлак каменноуголь- ный с округлыми куска- ми 22 26
Песок формовочный (влажность 5 %) 17—27 35 Уголь каменный рядо- вой 19 34
Черный колчедан (влажность 3 %) 16 26 Известняк крупного дробления 17 30
Щебень (крупность кусков 0,5—30 мм) 18 32 Щебень из гранита Битумный уголь: 18 32
Песок и гравий 18 27 несортированный 18 27
Песок сухой мелкий 20 30 крупнокусковой 15 27
Песок мокрый мел- кий Песок сухой кремне- вый 28 15 35 23 среднекусковой с размером кусков 25—50 мм Кокс: 18 18 30 27
Зола мелкая 22 30 крупнокусковой 20 28
Шлак гранулирован- ный 18 27 сортированный дробленый 18 18 30 30
Удобрения азотно- кислые Грунт рыхлый 20 22 30 30 Камень с размером кусков 25 мм 20 30
Уголь каменный мел- 21 36 Штучные материалы
КИЙ Известняк мелкого 20 35 Кирпич целый (при 20 32
дробления Гравийно-песчаиая смесь 22 34 укладке плашмя) Мешки бумажные с сы- пучим материалом 20 33
210
рифленых лент от налипших частиц при транспортировании грузов средней влажности
необходимо применять виброочистные устройства или вращающиеся щетки с капроно-
выми нитями. В случае транспортирования влажных и липких грузов следует при-
менять гидравлический метод очистки. Технико-экономический анализ показывает,
что применение специальных лент с выступами способствует сокращению расхода
конвейерной ленты на 16—20 % за счет уменьшения длины установки и уменьшения
общей стоимости конвейера на 10—15 % и его массы на 12—16 %. При установке
конвейера в галерее длина и стоимость последней снижается на 16—20 %.
Для увеличения угла подъема конвейера до 60—70° применяются конвейерные
ленты с перегородками — поперечными выступами самых разнообразных конструк-
ций. В отличие от установок с рифленой лентой конвейеры, имеющие ленту с пере-
городками высотой 50—300 мм, могут работать под углом наклона, превышающим
угол естественного откоса транспортируемых насыпных грузов. Ленты с перегород-
ками подразделяются па плоские, угловые и лотковые.
Рис. 5.2. Крутонаклонные конвейеры, оснащенные лентами с тремя (а) и с четырьмя (б) пе-
регородками
Плоская лента в зависимости от ее ширины может быть изготовлена с одной
двумя и тремя поперечными перегородками. Шаг перегородок по длине ленты прини-
мается равным 200—600 мм. При прохождении ленты по дисковым роликам холостой
ветви между перегородками оставляются дорожки. При помощи плоских лепт с пере-
городками можно транспортировать насыпные грузы с размером кусков до 30 мм под
углом наклона до 60°.
В конвейере с лентой угловой формы роликовая опора состоит из двух наклонно
расположенных роликов, поддерживающих рабочую ветвь ленты; холостая ветвь
поддерживается тремя узкими роликами или другими способами.
Ленты (рис. 5.2) предназначены для конвейеров с особо крутыми подъемами
(45—60°). Так, например, для подачи кокса на колошниковую площадку при вагранке
на заводе г. Дортмунда (ФРГ) установлен конвейер с лентой шириной 1200 мм под
углом 53°. На ленте через 1 м расположено по четыре перегородки высотой 320 мм.
При прохождении ленты по роликоопорам верхней ветви эти перегородки, смы-
каясь вверху, образуют сплошную перегородку. Нижняя ветвь ленты движется по
двум или трем опорным роликам, расположенным между перегородками, и по двум
боковым роликам (см. рис. 5.2, б).
В ФРГ изготовляют ленты ячейковой конструкции нескольких типоразмеров
в зависимости от высоты перегородки, числа продольных планок и ширины ленты.
Они предназначены главным образом для конвейеров, транспортирующих сыпучие
материалы, в частности сортированный уголь на обогатительных фабриках. Техниче-
ская характеристика этих лент приведена в табл. 5.4.
Обкладка специальных лент и поперечные перегородки изготовляются из высоко-
качественной, исключительно прочной резины и большим сопротивлением износу.
211
Таблица 5.4. Техническая характеристика леит
ячейкового типа
Тип ленты Общая ширина Полезная ширина ленты Высота попереч- ных пере- городок Высота продоль- ных пере- городок Макси- мальный угол наклона, о Макси- мальный размер кусков транспор- тируемого материа-
мм ла, мм
КЛ-40 310—1040 40 50 50 80
КЛ-60 400-1200 280—980 62 70 50 120
КЛ-90 270—990 90 93 60 180
Формовка и вулканизация перегородок обычно производится одновременно с изготов-
лением ленты.
Для увеличения угла наклона конвейеров, оборудованных серийно выпускае-
мыми лентами, широкое применение получили съемные перегородки.
Фирма «Континенталь» (ФРГ) выпускает ленты четырех типоразмеров шириной
500; 600; 800 и 1000 мм с двумя треугольными перегородками и ленты трех типоразме-
ров шириной 1000; 1200 и 1400 мм с тремя перегородками. Эти ленты в зависимости от
придаваемой им формы желобчатости способны транспортировать насыпные грузы при
углах наклона конвейера до 70°.
В СССР разработано и изготовлено несколько типоразмеров (табл. 5.5) круто-
наклонных конвейеров, оснащенных лентами с перегородками для транспортирова-
ния массовых насыпных грузов в различных отраслях промышленности.
Ленты с выступами и перегородками находят широкое применение в землеройных
н погрузочных машинах. Крутонаклонные конвейеры со специальными лентами
используются в сельскохозяйственных машинах: зернопогрузочных, картофелеубо-
рочных комбайнах и т. д.
Передвижные и переносные конвейеры, выпускаемые в ГДР (табл. 5.6) объедине-
нием «Ландмашиненбау Фалькензее», применяются в сельском хозяйстве, иа строи-
тельстве и в торговле, а также во всех отраслях промышленности при транспортиро-
вании насыпных и штучных грузов. Эти конвейеры выпускаются в виде универсаль-
ных погрузчиков легкого (Т-258, Т-259 и Т-260), среднего (Т-391) и тяжелого (Т-215)
типов.
К конвейерной ленте привулканизированы перегородки высотой 60—100 мм,
изготовленные из поливинилхлорида, который имеет высокую устойчивость к кли-
матическим и химическим воздействиям. При транспортировании штучных грузов
лента из желобчатой формы легко переоборудуется в плоскую. Небольшая ширина
позволяет устанавливать погрузчики в пакгаузах и складах, а их передвижение
осуществляется с использованием буксирного приспособления. Подъем и опускание
рамы для изменения угла наклона конвейера осуществляется с помощью гидропри-
вода. С целью механизации трудоемких работ загрузки универсальных погрузчиков
Таблица 5.5. Техническая характеристика крутонаклонных
конвейеров со специальными лентами
Тип ленты Производи- тельность, т/ч Ширина ленты, мм Угол наклона, Скорость леиты, м/с Мощность двигате- ля, кВт Длина конвей- ера, м
ЛП-16 1200 1600 45 2,5 26,0 28
ЛП-10 400 1000 30 1,5 15,0 20
ЛП-8 200 800 27 1,7 10,0 23
ЛП-6 50 600 25 0,3 5,0 15
ЛП-5 50 500 40 1,0 2,8 6
212
Таблица 5.6. Технические характеристики крутопаклонных
конвейеров со специальной лентой, выпускаемых в ГДР
Тип конвейера Произ- води- тель- иость, т/ч Длина, ленты Ширина ленты Максималь- ная высота подъема Мощность привода* кВт Макси- мальный угол на- клона, ...°
мм
Т-391 50 6 000 500 4 000 1,5 51
Т-258 Т-259 Т-260 40 3 000 4 500 6 000 400 2 400 3 600 4 800 0,7 30
Т-215 60 13 000 650 3 300 4,1 51
Т-176 6 100 3 500 1,5
Т-221 Т-222 Т-223 Т-224 40 7 500 10 000 12 000 15 000 6 000 8 000 10 000 12 000 2,2
насыпным грузом широко применяются специальные скреперные лебедки, которые
монтируются на раме погрузчика. Скреперная лебедка типа Т-131 имеет тяговое уси-
лие 3800 Н, скорость движения каната 0,62 м/с, мощность двигателя 1,5 кВт.
Имея различное конструктивное исполнение, поперечные перегородки на ленте
в основном служат одной пели — препятствовать проскальзыванию и скатыванию
транспортируемых грузов по поверхности ленты при углах наклона конвейера, пре-
вышающих угол трения груза о ленту.
Основными недостатками таких лент являются сложная технология их изготов-
ления, высокая себестоимость, сложность очистки от прилипших частиц транспорти-
руемого материала, возможность использования только на конвейерах с однобарабан-
ным приводом, сложность конструкций опорных роликов для обратной ветви ленты,
трудность транспортирования ленты к месту монтажа, невозможность замены не-
съемных перегородок при их повреждении и нарушение целостности ленты механи-
ческим креплением перегородок. Кроме того, в отдельных конструкциях перегородки
создают дополнительные напряжения в ленте, вызываемые увеличением поперечной
жесткости, и препятствуют созданию желобчатости.
Опыт эксплуатации крутонаклонных конвейеров со специальными лентами
позволяет сделать следующие выводы. Ленточные конвейеры этой группы целесо-
образно применять при транспортировании насыпных грузов под углом наклона
30—60° на небольшие расстояния (10—50 м). Для стационарных установок наиболее
рациональной конструкцией следует считать конвейер с тремя перегородками на
ленте. Для транспортирования сортированных насыпных грузов на дробильно-сорти-
ровочных и обогатительных фабриках можно рекомендовать ленты с поперечными
планками и ленты ячейкового типа. Для удаления с ленты прилипших частиц мате-
риала рекомендуются вибрационный, гидравлический и пневматический способы
очистки ленты.
Применение конвейеров с лентами, оснащенными бортами и перегородками,
позволяет увеличить угол подъема и производительность конвейера за счет увеличе-
ния сечения транспортируемого материала.
На строительных работах применяется ленточный конвейер, обеспечивающий
подачу гравия, песка и цемента в бетономешалку с подъемом под углом 70°. Конвейер
имеет ленту с перегородками и гофрированными бортами. Расстояние между осями
барабанов 16 м, скорость ленты 1,5 м/с. Приводной барабан диаметром 320 мм приво-
дится во вращение двигателем мощностью 3,5 кВт. Рама конвейера сварная, натяжной
механизм винтового типа. Ролики диаметром 70 мм установлены с шагом 900 мм.
Высота выступов составляет 80 мм.
213
Производительность ленточного конвейера, оборудованного лентой с гофриро-
ванными бортами шириной 750 мм, при скорости движения 1 м/с и угле наклона 35°
составляет 130 м3/ч.
Максимально допустимая скорость (м/с) перемещения груза этой лентой:
Для крупного, угля, руды, известняка, песка ............. 4
» мелкого угля н хрупких материалов .................... 2,5
» штучных грузов (мешков, пакетов и др.)................ 1,5
Французской фирмой «Унэкуип» была изготовлена гладкая лента с гофрирован-
ными вертикальными бортами. Такая лента перемещается на плоских роликоопорах
и увеличивает производительность конвейера на 50 % по сравнению с конвейером,
имеющим обычную гладкую ленту такой же ширины. Кроме того, гофрированные
борта обжимают транспортируемый материал и позволяют увеличить угол наклона
конвейера до 22—25°.
Для транспортирования насыпного груза под углом наклона 30—70° применяют
специальную ленту с бортами и фигурными перегородками.
В отечественной промышленности широко применяется передвижной конвейер
ПКС-80, предназначенный для транспортирования минеральных удобрений и сельско-
хозяйственных грузов. На железнодорожных складах конвейер может работать сов-
местно с вагоноразгрузочной машиной МВС-4. Производительность конвейера состав-
ляет 80—125 т/ч, высота разгрузки 3,5 м, мощность электродвигателя 2,2 кВт. Приме-
нение в конвейере ПКС-80 ленты шириной 400 мм, оснащенной бортами и выступами
на рабочей поверхности, позволяет получать высокую производительность при углах
наклона конвейера от 20 до 35°. Компактность привода достигается применением
мотор-барабана, а электрооборудование имеет защитное устройство и гарантирует
безопасную работу установки. Конвейер смонтирован на тележке с самоустанавли-
вающимися колесами, что позволяет ему передвигаться по неровной поверхности
склада.
Ведущими зарубежными фирмами, выпускающими ленты с бортами, являются
«Континенталь» (ФРГ), «Бандабор» (Франция) и «Тегу» (ФРГ).
Фирма «Континенталь» выпускает ленты шириной от 400 до 1400 мм с волнистыми
бортами; высота борта составляет 45 и 80 мм. Для лент с волнистыми бортами и по-
перечными перегородками, которые имеют высоту, большую, чем борта, фирма реко-
мендует оригинальное поддерживающее устройство для нижней ветви конвейера
в виде отдельных вспомогательных конвейеров, приводимых в движение основной
лентой. Фирма «Континенталь» выпускает также ячейковые ленты с прямыми сплош-
ными и секционными бортами и поперечными перегородками для конвейеров с крутым
углом подъема груза.
Фирма «Бандабор» изготовляет ленты с волнистыми бортами различных типо-
размеров с поперечными перегородками и без них, Высота бортов составляет 60—
80 мм. Фирма «Тегу» выпускает ленту с двумя и тремя рядами волнистых бортов с пе-
регородками. В серийном изготовлении борта выпускаются высотой 40—200 мм;
для отдельных заказов высота бортов может быть увеличена до 300 мм. Увеличение
высоты бортов очень характерно для современного развития конструкций лент
с бортами. Ленты с высокими бортами особенно необходимы для транспортирования
легких грузов: чайного листа, хлопка, готового чая, древесных опилок и т. д.
В ГДР разработан стандарт на конвейерные ленты с волнистыми бортами: высота
борта 60 мм, диапазон ширины ленты 1200—1300 мм.
В Советском Союзе освоено производство лент с волнистыми бортами. Лента
шириной 800 мм с бортами высотой 200 мм и перегородками изготовляется для под-
вижных шлюзов драги. Лента шириной 400 мм с бортами высотой 50 мм и рифленой
рабочей поверхностью применяется в передвижных ленточных конвейерах. Основание
ленты с рифленой рабочей поверхностью изготовляется в специальной пресс-форме.
Борт для этой ленты выполняется отдельно в пресс-форме и приклеивается к ленте
клеем СВ-5. ВНИИПТмаш разработал конструкции лент шириной 400; 500; 650; 800
и 1000 мм с волнистыми бортами высотой 80 и 100 мм. Конвейерная лента с волни-
стыми (гофрированными) бортами представляет собой основание из стандартной ленты
по ГОСТ 20—76, к боковым зонам которого приклеены или привулканизированы
резиновые борта. Борта имеют волнистую форму для обеспечения необходимой дефор-
мации при огибании концевых барабанов. Высота борта выбрана в соответствии с тре-
бованиями повышения производительности конвейера в 2—2,5 раза, обеспечения
214
Таблица 5.7. Техническая характеристика лент с бортами
и перегородками
Ширина ленты Высота бортов Производительность конвейера,
мд/ч, при скорости 1 М/С
Лента с бортами на роликоопорах Лента без бортов на желоб- чатых ролнкоопо-
мм прямых желобчатых рах
400 60 84 107 51
500 60 120 164 80
650 80 216 288 135
800 100 332 443 205
1000 100 468 656 320
1200 100 630 915 460
необходимой жесткости и устойчивости при воздействии на борт давления от транс-
портируемого сыпучего груза, технологии изготовления и удобства эксплуатации.
Принятая высота бортов не является предельной для легких грузов (например, для
сухого чая) и может быть увеличена до 200—300 мм.
Тип и количество прокладок в ленте выбираются по максимальному натяжению
ленты. Толщина обкладок ленты, как обычно, выбирается в зависимости от характе-
ристики транспортируемого груза. Лепта обладает достаточной гибкостью и свободно
укладывается на стандартные трехроликовые желобчатые ролнкоопоры. Конвейеры,
оснащенные лентой с бортами, имеют типовое серийное оборудование: ролнкоопоры,
барабаны, приводы и т. п., выпускаемые отечественными заводами. Максимальный
угол наклона конвейера зависит от характеристики транспортируемого груза.
Техническая характеристика конвейеров повышенной производительности
конструкции ВНИИПТмаша приведена в табл. 5.7, а рекомендуемые области
применения — в табл. 5.8. Данные табл. 5.7 показывают, что ленты с бортами имеют
в два раза большую производительность по сравнению с лентами без бортов.
Таким образом, при использовании существующего серийного оборудования
ленточных конвейеров только путем замены обычной ленты на ленту с бортами можно
при тех же самых габаритных размерах получить увеличение производительности
не менее чем в два раза. Общая стоимость конвейера возрастает примерно на 20 %,
а стоимость транспортирования 1 т груза уменьшается в 1,6 раза. Это свидетельствует
о большой экономической эффективности внедрения конвейеров, оснащенных лентой
с бортами.
Особые условия эксплуатации конвейеров требуют наличия вертикальных и
горизонтальных участков тоассы перемещения грузов. Полностью удовлетворить
этим условиям могут конвейеры с гофрированной лентой (рис. 5.3), опытные образцы
которых изготовлены отечественной промышленностью.
Таблица 5.8. Облает применения лент с бортами
и перегородками
Отрасль промышленности Транспортируемый груз
Машиностроительная Химическая Строительных материалов Пищевая Металлургическая Формовочная земля, сухой песок, уголь, кокс Апатит, суперфосфат, серый колчедан, сода, тальк, удобрения и т. п. Песок, гравий, гипс, мел, известь, цемент, ще- бень, керамзит и т. п. Зерно, крупа, комбикорма, соль Шамот, глинозем, кварцит, кокс, доломит и т. п.
215
Тяговым органом конвейера является круглозвенная цепь диаметром 18 мм
и шагом 80 мм с разрывным усилием 330 000 Н, соединенная с лентой через специаль-
ные соединительные звенья.
Нагрузка на 1 м ленты при ширине 900 мм составляет 200 кг. Максимальный
размер отдельных кусков транспортируемого материала может достигать 500 мм,
а масса 100 кг, скорость движения ленты 2,5 м/с, радиус изгиба 3,5 м.
Английские фирмы выпускают конвейеры с гофрированной лентой, используемые
для транспортирования насыпных и штучных грузов под углом наклона до 35°.
Рнс. 5.3. Конвейер с гофрированной лентой
Лента конвейера состоит из резиновых и металлических элементов и имеет по-
перечные складки, вследствие чего может изгибаться в любом направлении с радиусом
до 3 м.
В ФРГ выпускается несколько типов конвейеров с гофрированной лентой.
У конвейера тяжелого типа лента крепится к специальным тележкам, которые
приводятся в движение центрально расположенной тяговой цепью. При скорости
движения 1,4 м/с производительность конвейера достигает 300 м3/ч. У конвейера
легкого типа лента имеет профилированный направляющий выступ, при помощи
которого она опирается на стационарные поддерживающие ролики. Скорость гофри-
рованной ленты у такого конвейера может достигать 2 м/с.
Отличительным элементом в конвейере западно-германского завода «Штюббе»
является его лента. Поперечные складки делают возможным преодоление поворотов,
крутонаклонное транспортирование и подъем груза по спирали. Отдельные отрезки
грузонесущего полотна состоят из резиновой ленты с поперечной складкой и привул-
каниэированных к ней снизу жестких траверс, которые придают ленте требуемую
216
прочность и желобчатую форму. Отдельные участки цепи соединены друг с другом
специальными замками. Перемещение цепи и прикрепленной к ней ленты осуществля-
ется при помощи кареток.
Физические свойства резины для гофрированной ленты выбираются так, что
непрерывные смены изгибов, которые необходимы при огибании барабанов до пол-
ного растяжения складок, не вызывают усталости материала и, несмотря на это,
имеют большое сопротивление истиранию.
При транспортировании насыпных грузов ширина ленты зависит от требуемой
производительности конвейерной установки и размеров кусков перемещаемого груза.
Ниже приводится необходимая ширина гофрированной ленты В (мм) в зависимости от
размеров кусков (мм) транспортируемого груза атах:
а ........ 100 150 200 300 400
В ... . .......... 400 500 650 800 1000
При необходимости конвейеры с гофрированной лентой снабжаются промежу-
точными боковыми разгрузочными станциями, длина которых при ширине ленты 500
и 650 мм составляет 5500 мм, а при ширине 800 и 1000 мм — 6150 мм. Включение
поворотных станций происходит автоматически.
Растяжение складок ленты на головных барабанах конвейера позволяет про-
изводить эффективную очистку гофрированной ленты.
Конвейеры с гофрированной лентой успешно работают на объединенных австрий-
ских сталелитейных заводах в г. Линце. Благодаря применению этих конвейеров и
16 телеуправляемых поворотных станций кокс транспортируется непрерывным пото-
ком без перегрузки до автоматически включенной поворотной станции.
Выпускаемые в настоящее время конвейеры с гофрированной лентой находят
широкое применение во многих отраслях промышленности. При использовании этих
конвейеров достигается экономия мощности, расходуемой на перемещение груза,
уменьшается количество обслуживающего персонала, сокращается путь транспорти-
рования и устраняются потери материала в процессе его перемещения.
В конвейерах типа системы «Мицубиси» (Япония) применяется также гофриро-
ванная лента, позволяющая транспортировать груз на установках стандартного типа
под углом наклона до 35° и на установках специального типа до 75—80°. В табл. 5.9
Таблица 5.9. Техническая характеристика
крутонаклоиных конвейеров с гофрированной лентой
Тип конвейера Длниа конвей- ера, м 3 д <D KJ X X Q. X « al Скорость грузо- несущего по- лотна, м/с Угол наклона, о Радиус изгиба, м Мощность при- вода, кВт Производитель- ность, т/ч Транспортируе- мый груз Размер частиц, груза, мм Насыпная плот- ность, т/м®
КГЛ-20 21 500 1,0 32 3 2,6 20 Лигнит 40 0,7
КГЛ-40 259 650 0,6 26 3,5 11,2 40 Руда 70 1,9
КГЛ-55 138 650 1,0 35 3 9,5 55 Известняк и кокс 130 1,4
КГЛ-60 92 650 0,8 25 3 7,5 60 Сахар- 60 0,7
КГЛ-100 148 500 1,0 20 3,5 7,4 100 Руда 80 2,0
КГ Л-101 18 650 1,3 30 3 6,4 100 Калийная соль 70 1.0
КГЛ-135 40 500 1,3 28 3 3,0 135 Пирит 40 1,6
КГЛ-150 64 800 1,0 30 4,5 22,0 150 Негашеная известь 50 1.8
КГЛ-20 102 650 1,3 40 4,5 23,0 200 Пирит и песок 60 1,7
КГЛ-220 247 650 1,4 20 7,5 20,4 220 Щебень 50 1.4
217
приведены технические данные по конвейерам с гофрированной лентой, выпускаемым
и эксплуатируемым в Японии. Конвейеры работают при минимальном радиусе изгиба
доЗ м. Лента позволяет переворачиваться на 180° для обеспечения возможности транс-
портирования груза на нижней ветви. Скорость транспортирования достигает 2 м/с,
ширина лент от 500 до 1400 мм, масса 1 м движущихся частей составляет 40—65 кг.
В связи с тем, что гофрированная конвейерная лента не воспринимает тяговых
усилий, способ стыковки может быть значительно упрощен по сравнению со стыков-
кой плоских тканевых прорезиненных лент.
5.3. Ленточно-цепные конвейеры
В ленточно-цепных конвейерах вместо дорогой многослойной ленты применяется
сравнительно дешевая бельтинговая с двумя-тремя прокладками, используются
промежуточные приводы, а груз транспортируется по сложной пространственной
трассе.
По количеству цепей различают одно- и двухцепные крутонаклонные ленточно-
цепные конвейеры; по способу соединения ленты с цепью — конвейеры с фрикционной
и жесткой связью; по типу ходовых элементов — конвейеры с ходовыми и стационар-
ными роликами; по относительному расположению контуров ленты и цепи — с вну-
тренним и внешним расположением.
В качестве тягового элемента в ленточно-цепных крутонаклонных конвейерах
находят применение как стандартные пластинчатые, сварные, роликовые, так и
специальные цепи.
Наиболее простыми являются одноцепные крутонаклонные конвейеры. В кон-
вейерах (рис. 5.4) перегородки 4, попарно смонтированные на цепи 3, охватывают
ленту 2 по ее продольной оси. В дополнение к основному конвейеру эта конструкция
предусматривает приводную звездочку 5, натяжную звездочку 1 и цепь с перегород-
ками, синхронно движущимися с лентой.
С целью повышения угла наклона конвейера, освобождения ленты от тяговых
функций, частичной герметизации транспортируемого груза и исключения роликовых
опор разработана конструктивная схема конвейера с шарнирными траверсами и пере-
городками на ленте (рис. 5.5), обжимающими и удерживающими перемещаемый
насыпной груз (А. с. 218394, СССР).
Для равномерной и непрерывной подачи насыпного груза влажностью от 14
до 20 % с максимальным размером кусков 75 мм при производстве изделий строитель-
ной керамики применяется ленточно-цепной крутонаклонный конвейер производи-
тельностью 70 т/ч, углом наклона 60°, скоростью грузонесущего полотна 0,3 м/с,
218
мощностью двигателя 13 кВт. Длина конвейера составляет 21 м, ширина ленты —
800 мм.
В конструкции конвейера КЛЦ-250 (рис. 5.6) максимально использованы стан-
дартные узлы и детали существующих конвейеров (табл. 5.10).
Принцип действия крутонаклонного ленточно-цепного конвейера заключается
в следующем. Лента 7 и лежащая на ее рабочей поверхности цепь 2 с перегородками I
Рис. 5.5. Ленточно-цепной крутонаклоиный конвейер с герметизацией пере-
мещаемого груза:
1 — натяжная звездочка; 2 — цепь; 3 — приводная звездочка; 4 — бара-
бан; 5 — лента с бортами
движутся с одинаковой скоростью. Перегородки, закрепленные на цепи с определен-
ным шагом прн помощи соединительных звеньев, опираются на ленту и служат для
удержания груза на ленте, предотвращая его проскальзывание или скатывание.
Перегородки могут изготовляться из различных материалов и иметь форму,* соответ-
ствующую сечению материала на желобчатой ленте.
Таблица 5.10, Технические характеристики ленточно-цепных
крутонаклонных конвейеров
Тип конвейера Производитель- ность, т/ч Угол наклона конвейера, ...° Скорость, м/с Длина, м Ширина ленты, мм Мощность при- вода, кВт Количество тя- говых цепей, шт. Расстоя- ние меж- ду пере- городка- ми Высота перего- родок
м
КЛЦ-40 50 45 0,9 12 500 2,8 1 380 120
КЛЦ-80 80 45 1,0 8 400 2,8 1 300 100
клц-юо 100 25—60 1,0 10 900 6,0 2 400 150
КЛЦ-200 220 40 1,0 87 800 20,0 2 600 200
КЛЦ-250 250 35 1,1 140 900 90,0 2 700 220
219
Натяжные барабаны, ленты и цепи имеют раздельные натяжные устройства,
что позволяет создавать необходимое натяжение как ленты, так и цепи. Движение
цепи и ленты (или только одной цепи) передается от электродвигателя 6 через редук-
тор 5, приводные звездочки 4 и приводные барабаны 3. Лента при своем движении
опирается на обычные стандартные ролнкоопоры; нижняя ветвь цепи движется по
металлическим направляющим. Транспортируемый материал, попадая иа ленту
конвейера и располагаясь между перегородками, перемещается к месту разгрузки,
Рнс. 5.6. Ленточно-цепной крутоиаклонный конвейер
Рис. 5.7. Привод ленточно-цепного конвейера
где между барабаном и приводными звездочками установлено специальное разгрузоч-
ное приспособление.
В ленточно-цепных крутонаклонных конвейерах важно обеспечить синхрон-
ность движения цепей и ленты. Наиболее просто решается эта проблема при передаче
окружных усилий от привода толь-
ко на один тяговый элемент кон-
вейера: цепь или леиту. В этом
случае второй элемент полностью
повторяет процесс движения пер-
вого, выполняющего тяговые функ-
ции. Угол наклона такого конвейе-
ра ограничивается фрикционной
связью между лентой, цепью и на-
сыпным грузом.
При передаче тяговых функций
одновременно на цепь и ленту от
приводных звездочек и барабана
возникает необходимость синхрони-
зации их движения. Используемые
для этой цели обычные и специаль-
ные многоступенчатые редукторы,
имеющие фиксированное передаточное число и жесткую связь между барабаном и
звездочкой, не позволяют полностью учитывать возникающие в процессе работы
конвейера несоответствия линейных скоростей и тяговых усилий рабочих эле-
ментов вследствие вытяжки и износа ленты, цепи и т. п.
Применение планетарных передач для синхронизации движения рабочих эле-
ментов крутонаклонных конвейеров позволяет решить эту проблему с одновременным
уменьшением массы и габаритных размеров привода при повышении чувствитель-
ности и надежности его работы.
Планетарные механизмы дают возможность найти более рациональную ком-
поновку привода конвейера как в случае параллельно расположенных приводных:
валов барабана и звездочек, так и при соосном их расположении.
220
На рис. 5.7 показана кинематическая схема привода крутонаклоиного конвейера
с соосиым расположением барабана 3 и звездочки 2. С целью обеспечения равномер-
ного распределения нагрузок между приводными валами барабана и звездочки,
их валы соединены с водилами планетарных передач (/, 4), связанными посредством
сателлитов с центральными колесами. Эти колеса соединены между собой проме-
жуточным колесом, свободно насаженным на оси.
Независимый привод параллельно расположенных барабанов и звездочки воз-
можен как от двух двигателей, так и от одного двигателя при дифференциальной
связи между приводами.
5.4. Двухленточиые конвейеры
Увеличение угла наклона ленточного конвейера обычной конструкции может
быть достигнуто при помощи второй лент-ы, которая проходя параллельно несущей
ветви рабочей ленты, создает необходимое давление иа груз, увеличивая его сцепле-
ние с лентой (рис. 5.8).
Рис. 5.8. Двухленточные конвейеры
Существуют самые различные конструкции таких конвейеров. В зависимости от
устройства лент и прижимных приспособлений эти конвейеры способны транспорти-
ровать грузы с одного уровня на другой с большим углом наклона.
К достоинствам двухленточиых конвейеров следует отнести возможность транс-
портирования материала под углом до 90°, высокую скорость движения, достига-
ющую 6 м/с, независимость производительности от угла наклона и возможность
герметичного транспортирования насыпных грузов, что имеет особое значение при
перемещении пылящих и ядовитых материалов. Недостатками двухленточных кон-
вейеров являются их значительная конструктивная сложность, повышенный износ
лент, большой расход энергии.
Искусственное увеличение нормального давления груза на рабочее полотно
достигается применением прижимных элементов. В качестве прижимных элементов
может быть использована либо специальная лента, собранная из кольцевых цепей
(рис. 5.8, а), либо обычная прорезиненная, прижимаемая батареями подвижно
укрепленных пневматических роликов (рис. 5.8, б, г), расположенных на некотором
расстоянии друг от друга, а также с помощью пневматических (рис. 5.8, в) н магиит-
221
ных устройств. Первый тип прижимных лент более приемлем для грузов, включа-
ющих крупные куски, а второй — для однородных мелкокусковых грузов, ложа-
щихся на ленту относительно ровным слоем.
В ковейерах, применяемых в СССР и выпускаемых фирмами «Крупп» (ФРГ)
и «Биртлей» (США), вместо цепной сетки используется прижимная прорезиненная
лента. Над основным конвейером установлен дополнительный конвейер, нижняя
ветвь ленты которого прижимается к транспортируемому грузу посредством рези-
новых пневматических шин.
Каждая прижимная шина имеет шарнирный рычаг и ось вращения и может
устанавливаться самостоятельно в зависимости от расположения слоя груза на
ленте. Шарнирные рычаги с шинами прижимаются посредством индивидуальных
пружин. Прижимная лента имеет самостоятельный привод и движется с такой же
скоростью, как и основная.
В СССР и за рубежом применяется несколько разновидностей конструкций кон-
вейеров с прижимными лентами, имеющими на рабочей поверхности укрепленный
(привулканизированный) слой легко сжимаемого материала (губки, пенопласта и т. п.)
Этот слой для большей эластичности и лучшего фиксирования транспортируемого
груза может иметь выступы и впадины в виде «вафли».
Крутонаклонные и вертикальные двухленточные конвейеры, оснащенные поро-
лоновыми обкладками, широко применяют при транспортировании хрупких мало-
габаритных грузов (изделия из стекла, хрусталя, яйца и т. п.).
В последнее время предложены конвейеры, у которых увеличение нормального
давления на груз рсуществляется путем искривления трассы [30]. Это позволяет
несколько упростить конструкцию двухленточных конвейеров.
Для повышения производительности конвейера, улучшения центрирования лент
и предотвращения высыпания материала грузовая и прижимная ленты с нерабочей
стороны по краям имеют продольные клинообразные выступы, входящие в канавки,
выполненные в катках (рис. 5.8, д, е).
В отечественной промышленности крутонаклонные двухленточные конвейеры
применяются для транспортирования строительных материалов, угля и других на-
сыпных грузов под углом наклона до 60° на высоту до 20 м (табл. 5.11). Двухленточ-
ный конвейер КВ-2 (рис. 5.8, г), применяемый на предприятиях угольной промышлен-
ности, загружается на полого наклонном участке основного конвейера.
Таблица 5.11. Технические характеристики
двухлеиточиых конвейеров
Тип конвейера Производи- тельность, Т/Ч Угол наклона, о Длина конвей- ера, м Скорость леиты, м/с Ширина леиты, мм Мощность привода, кВт
КДК-1 100 56 20 1,6 800 15
КДК-2 250—600 30—45 20—80 1,6—2,5 1200 30—200
кдк-з 50 20—45 12,5 2,8 500 5
КД К-4 300 32 30 2,0 900 60
КДК-5 50 45 15 1,6 650 7,5
Крутонаклонные конвейеры с прижимной лентой успешно эксплуатируются на
предприятиях связи и торговли для транспортирования посылок, пакетов, ящиков,
коробок и т. п. Эти конвйеры выполнены на базе типовых узлов серийно выпускае-
мых стационарных ленточных транспортеров. Их производительность составляет
свыше 200 единиц грузов в час, а угол наклона — 40—90°.
5.5. Трубчатые и подвесные ленточные конвейеры
Применение в конвейерах трубчатой ленты позволяет значительно увеличить
угол подъема по сравнению с конвейерами, имеющими желобчатую ленту. Принцип
работы трубчатых конвейеров, основанный на увеличении давления между грузами
и лентой, заключается в том, что непрерывно подаваемый на плоскую часть ленты
насыпной груз увлекается ею и обжимается при сворачивании ленты в трубу. До-
222
стоинствами конвейеров с трубчатой лентой являются герметичность перемещения
груза, простота конструкции и высокие скорости транспортирования. Эти достоин-
ства обусловили появление большого количества разнообразных конструкций кон-
вейеров с трубчатой лентой. Существуют самые различные конструкции соединения
краев лент в трубу: клиновые, типа застежки «молния», магнитные, а также ролики
и обжимные оболочки.
В ряде производств химической, металлургической, строительной н других
отраслей промышленности необходимо транспортировать пылящие, ядовитые,
коррозийные и тому подобные грузы. При перемещении таких грузов в процессе
их технологической обработки, а также при транспортировании на склады, в отвалы
и т. д. требуется изолировать их от окружающей среды. Соблюдение этого требо-
вания необходимо для создания нормальных санитарных условий труда для обслу-
живающего персонала и защиты оборудования от вредного воздействия на него транс-
портируемого груза.
Применение герметизирован-
ных конвейеров трубчатого ти-
па позволяет значительно улуч-
шить условия труда, сохран-
ность материала и снизить
затраты, связанные с транспор-
тированием пылевидных грузов
в химической, огнеупорной и
других отраслях промышлен-
ности.
На рис. 5.9 показано попе-
речное сечение рабочей ветви
трубчатого конвейера, имеющего
специальную ленту с продоль-
ными выступами, взаимодейст-
вующими с роликами при ее
смыкании в трубу. „
Для уменьшения сопротив- Рис- 5-9- Трубчатый конвейер
ления движению ленты предло-
жены схемы конвейеров, у которых поддерживающим элементом для участка ленты,
заключенного в трубу, служит воздушная прослойка. В некоторых конструктив-
ных схемах крутонаклонных конвейеров трубчатая форма придается ленте под-
вижными роликоопорами, обеспечивающими обжатие ленты и надежную работу
конвейера при его переменной загрузке.
Анализ конструктивных схем трубчатых ленточных конвейеров показывает,
что они отличаются многообразием, различной степенью сложности изготовления
и предназначены для определенных условий работы. Наиболее простые конвейеры
с лентами, заключенными в трубу, могут быть использованы в качестве коротких
перегружателей при углах наклона, на 10—20 % превышающих допустимые для
конвейеров с глубокой желобчатостью. Конвейеры с замкнутой лентой, переме-
щающейся в трубе, опираясь на воздушную прослойку или роликоопоры, могут транс-
портировать насыпные грузы по вертикальным трассам. Конвейеры, лента которых
является только грузонесущим органом, а тяговые функции выполняют связанные
с ней канаты или цепи, могут применяться в сложных трассах, имеющих горизон-
тальные и крутонаклонные (вертикальные) участки большой протяженности, напри-
мер, при транспортировании угля в шахтах.
Для крутонаклонного транспортирования насыпных грузов применяются под-
весные ленточные конвейеры, грузонесущий орган которых выполнен в виде беско-
нечной желобчатой или трубчатой ленты.
Существует большое количество конструктивных схем подвесных ленточных
конвейеров, разработанных в Советском Союзе и за рубежом.
Анализ этих схем показывает, что данные установки обладают рядом преиму-
ществ по сравнению с обычными ленточными конвейерами. Подвесные ленточные
конвейеры способны транспортировать насыпные грузы при больших углах наклона
по криволинейным трассам, что позволяет осуществить бесперегрузочное транспор-
тирование насыпных грузов и тем самым сохранить их качество и исключить пыле-
образование, возникающее в местах перегрузки с конвейера на конвейер в много-
223
звеиных поточно-транспортных системах. Значительному уменьшению пылеобразо-
вания, а в некоторых случаях и полному его исключению, способствуют такие кон-
структивные особенности некоторых видов подвесных ленточных конвейеров, нали-
чие которых позволяет транспортировать насыпной гру-э в полузакрытом или закры-
том состоянии. Благодаря глубокой форме желоба грузонесущей ленты нагрузка
у подвесных ленточных конвейеров больше, чем у обычных ленточных конвейеров,
следовательно, при одних и тех же скоростях движения производительность их бу-
дет выше. Большинство конструкций подвесных ленточных конвейеров обладает
меньшими по сравнению с обычными ленточными конвейерами сопротивлениями
движению грузонесущего органа, следовательно, является менее энергоемкими.
'* В последнее время были созданы конструкции подвесных ленточных конвейе-
ров, в которых отсутствуют ходовые тележки с подвесками, на которых распола-
гается грузонесущая лента, а вместо этих элементов в конструкциях применяются
ходовые ролики, которые непосредственно закреплены на краях ленты [30].
Рис. 5.10. Подвесной трубчатый конвейер
На рис. 5.10 представлена конструкция подвесного ленточного конвейера с хо-
довыми роликами.
Опыт эксплуатации подобных конвейеров показывает, что производительность
их при транспортировании насыпных грузов достигает 200 т/ч при скорости движения
грузонесущего органа до 1,5 м/с.
В конструкциях подвесных ленточных конвейеров с трубчатой лентой нашли
применение замковые элементы типа застежка «молния». В конвейере фирмы «Штер»
(ФРГ) замок, предусмотренный для закрытия кромок ленты, расположен на одной
из ее боковых сторон.
5.6. Основные принципы расчета
Расчет конвейеров со специальными лентами. Для конвейеров с рифленой лен-
той номинальный угол наклона при транспортировании штучных грузов прини-
мается 30—35°. Для конвейеров с выступами на ленте допустимый угол наклона
при транспортировании насыпных грузов принимается из табл. 5.3. Ленты с попе-
речными перегородками на рабочей поверхности поднимают насыпной и штучный
грузы под углом наклона 45—60°.
Расчетная производительность (т/ч) крутонаклонных и вертикальных конвейеров
при транспортировании насыпных грузов определяется по формуле
Q = 3600kykrkvFvp,
где ky, kr, kn — коэффициенты производительности, учитывающие угол наклона,
геометрическую форму и конструктивные особенности грузонесущего полотна
224
[30]; F — площадь поперечного сечения насыпного груза (табл. 5.13); v — ско-
рость перемещения груза.
При транспортировании штучного груза илн насыпного отдельными порциями
производительность (т/ч) определяется по формуле
Q = 3,6vm/tr,
где т — масса штучного (порция) насыпного груза, кг; /г — шаг расположения
груза, м.
Скорость ленты для насыпных грузов рекомендуется принимать от 0,5 до 5 м/с.
При больших углах наклона принимается меньшее значение скорости. Для штучных
Грузов скорость ленты определяется заданной производительностью конвейера и
выбирается в пределах от 0,1 до 1 м/с. На транспортно-технологических конвейерах
скорость ленты выбирается в зависимости от заданного ритма.
При транспортировании насыпных грузов ширина ленты В (м) крутонаклонного
конвейера определяется по формуле
В = V Q/kvp,
где Q — производительность конвейера, т/ч; k — коэффициент, учитывающий угол
наклона конвейера и форму поперечного сечения ленты; v — скорость ленты, м/с;
р — насыпная плотность груза,
т/м3.
Значения коэффициента k
для конвейера с углом на-
клона боковых роликов к го-
ризонтали 30° даны в
табл. 5.12.
Полученная расчетная ши-
рина ленты округляется до
ближайшего большего размера
из следующего ряда: 400; 500;
650; 800; 1000; 1200 мм.
Опыт изготовления и экс-
плуатации рифленых лент пока-
зывает, что ее масса на 5 %
выше массы обычной конвейер-
ной ленты с гладкой рабочей
Таблица 5.12. Коэффициент
производительности конвейера
Угол наклона конвейе- pa ₽. ...° Угол естественного откоса груза в покое р, ...°
30 35 40 45
20 230 250 270 300
30 225 240 260 280
40 215 230 245 270
50 205 215 230 255
60 190 200 210 240
поверхностью, а линейная нагрузка от ленты может быть принята по данным
завода-изготовителя или определена по формуле
<7л = 1150блВ§,
где бл — толщина ленты, м.
Для определения линейной нагрузки от конвейерной леиты с выступами на
рабочей поверхности рекомендуется следующая формула:
<7л= 1,1 [В (Supl+ б'+ б’)+ 26&/sina]g,
где i—количество прокладок; бпр— толщина одной прокладки, мм (бпр = 14-
1,8 мм); б', б" — толщина верхней и нижней обкладок, мм (б' = 1,04-3,0 мм;
б’ = 1 мм); б — высота выступа, мм; b — ширина выступа, мм.
Линейная нагрузка от ленты с перегородками может быть вычислена по формуле
?л — 1,1В (бл 4* 0,8/in6n//n) g>
гце hn — высота перегородки, мм; бп — толщина перегородки, мм; tn — расстояние
между перегородками, мм.
Линейная нагрузка от ленты с бортами и перегородками определяется по фор-
муле
9л = 1,1 ]В (бл + 0,8hпб п/1и) + Лббб]81
где йд — высота борта, мм; бб — толщина борта, мм.
Линейная нагрузка от транспортируемого груза при перемещении крупно-
наклонным конвейером с рифленой лентой
?р = В2 (0,15йу tg 0,35р' + 0,05) p/erg,
8 П/р Ю. А. Пертена 225
Таблица 5.13. К определению площади сечения груза
Форма поперечного сечения насыпного груза Формула площади сечения
В F = Bh = рВ2
, 0,8 В г 8 F = 0,16 tg р'В*
* , 0,68 . В Г сч £F = Л + Г2 = 0,16 tg р'В2 4-рВ2
^в \ 0,8 В / \ В / £ Е F = (0,16 tg р' + 0,12 tg а) В2
ф? 1. £F = 0,533pi + 0,12 tga; pl = h-jB\ 2. £F = 0,423р2 +0,12 tga; ра = ha/B; 3. SF = 0,213 tgp'B2 +0,12 tga; /ij =s 0,4B tgp'
F S2. “ /_л_ \ 2 u ’ / 2 \ 1 j / 1 — S2 cos21 at 1 0,8D F O’ *25 tg p g2 / л \ 2 / ~2~ \ 1 J У1 — h2 cos21 dt 1 \o /
CaL- , 0,8В , _ в г
226
Продолжение табл. 5.13
Форма поперечного
сечения насыпного груза
Формула площади сечеиия
F = 0,785В2
£ F = 0,07 tgp'B2 + 0,1В2;
£ F = 0,16 tg р'В2 + 0,2502
где ky — коэффициент, учитывающий уменьшение площади поперечного сечения
груза при увеличении угла наклона конвейера; р' — угол естественного откоса на-
сыпного груза; /гг — геометрический коэффициент производительности (Аг =
= 0,95-5-0,98).
Линейная нагрузка при движении на желобчатой ленте может быть также опре-
делена по формуле
qr = 2bh'p/3g,
а при движении на ленте с бортами и перегородками
qr = b (h.§ + 2/г/З) pg.
При перемещении насыпного груза на крутонаклонном конвейере отдельными
порциями или при транспортировании штучного груза
?Г = mi/trg,
где mi — масса отдельной порции насыпного груза или масса штучного груза, кг;
/г — расстояние между соседними порциями или штучными грузами, м.
Масса отдельной порции насыпного груза при транспортировании крутонаклон-
ным конвейером, имеющим ленту с перегородками, определяется: для порции насып-
ного груза, имеющей продольное сечение в виде треугольника, mt = ctg (р — р(,) рр;
для порции насыпного груза между перегородками, имеющей в продольном сечении
форму трапеции [30],
a+b ctga
m, = 2р J F dx.
о
Расстояние между ролнкоопорами для крутоиаклонных конвейеров со специаль-
ными лентами необходимо определять в зависимости от типа ленты и ее ширины,
рода груза (насыпного, штучного), его массы и размеров и угла наклона трассы
конвейера.
Расстояние между ролнкоопорами рабочей ветви конвейера принимается в пре-
делах от 1 до 2 м; холостой — от 2 до 4 м, причем меньшее значение берется для более
широких лент.
Линейная нагрузка от вращающихся частей роликоопор конвейера принимается
по данным завода-изготовителя или определяется по приближенной формуле
?Р= (10В + 4) /pg,
8* 2 27
где А — коэффициент, учитывающий тип роликоопор (А = 7 — для желобчатая
роликоопор, А = 3 — для плоских).
Сумма сопротивлений на груженой и холостой ветвях крутонаклонного кон-
вейера с достаточной точностью может быть определена по формуле
+ ^х = (?» + Чт + ?р + Яр) Lrw' ± ,„Я,
где LP — горизонтальная проекция длины конвейера, м; Н — высота подъема
груза, м.
Экспериментальным путем установлено, что коэффициент w' уменьшается с уве-
личением угла наклона конвейера. С учетом этого необходимо и выбирать значе-
ние w' при расчете конвейеров со специальными лентами в пределах w' = 0,016-j»
0,030.
Тяговое усилие на головном валу конвейера определяется по уравнению
P = kc(Wr+Wx),
где kc — коэффициент сопротивления приводного барабана (fee = 1,06).
Мощность двигателя крутонаклонного конвейера, имеющего специальную ленту,
определяется по формуле (3.97).
Учитывая, что все крутонаклонные конвейеры, оборудованные специальными
лентами (за исключением конвейеров с гофрированными лентами) имеют простую
Таблица 5.14. Расчет сопротивлений
движению ленточно-цепочного конвейера
Тип конвейера Формулы для расчета силы сопротивления движению леиты и цепи
С привод- ными цепью и лентой 1ГЛ х = — qn L sin ₽ + (<?л 4- ?’) L COS pay'; Wn.t>=‘L [(?/cos P + Я Sin P) 4- (q 4- q„ + <7U + qp) COS pa»']; ^Л. O = L cos ₽ 4- (q 4-2дл 4- яа 4- ?' 4- ?₽) и»']; 1ГЦ. х = q4L (— sin p 4- cos P®"); 1Гц. t = qL (sin p — f cos P) 4- qnL sin P; 1ГЦ. о = qL (sin P — f cos P) 4- q^L cos Pa»*
С привод- ной цепью «’’л. x = L [-9л sin ₽ + (?л 4- 9p) w cos p]; 'Гд. г = L [9asin ₽ 4- (<? 4- <?ц 4- <7Л 4- ?p) ®'cos P]; ^л. 0 = Гл. г + Гл. X = (?4-?ц4- 2?л 4- qp 4- q"p) w L cos P; 1ГЦ x = qnL (of cos p — sin p); W'n. P = L [{q 4- qa) sin P + (q 4- -I- 2Qj] 4- Qp 4- q') w cos P]; wa. o = 1 f?sin H [(? + ?„ + 2qJ] 4- <?' 4- qp) w' 4- qu«>"] cos P]
Примечание. В табл. 5.14 приняты следующие обозначения: 1ГЛ х; х— сопротивления движению холостой ветви соответственно леиты и цепи; 1^л г: uz р— сопротивления движению грузовой ветви соответственно ленты и цепи; W * — л. о ц. о общее сопротивление движению соответственно ленты и цепи; <?л; q^-, q^— ли- нейные нагрузки соответственно от груза, ленты, цепи роликоопор, грузовой и холо- стой ветви: и»* ни»" — коэффициенты сопротивления движению грузовой н холостой ветвей.
228
конфигурацию трассы, для них не требуется расчет натяжений ленты методом об-
хода по контуру. Определенные вышеизложенным способом тяговое усилие и мощ-
ность двигателя дают достаточно точные результаты для проектирования крутона-
клонных конвейерных установок.
Расчет ленточно-цепных крутонаклоиных конвейеров. По конструктивному
исполнению крутонаклонные ленточно-цепные конвейеры подразделяются на кон-
вейеры с двумя приводными тяговыми органами (лентой и цепью) и конвейеры с тя-
говой цепью, лежащей на ленте и приводимой в движение благодаря фрикционной
V, м/с
Рис. 5.11. Номограмма производительности крутонаклонных конвейеров
связи с тяговым органом и транспортируемым грузом. В зависимости от типа кон-
вейера расчет сопротивлений движению ленты и цепи производится по формулам,
приведенным в табл. 5.14.
Скорость движения грузонесущего элемента принимается в пределах 0,1—
1,2 м/с.
Расстояние между параллельными ветвями цепи (м):
а = 0,5В (cos а + 0,8).
Высота перегородки цепи
hn = 0,25В [sin а+ tg р' (cos а 4- 0,8)],
где а — угол наклона боковых роликов; р' — угол откоса насыпного груза.
Расстояние между перегородками
/ц = 0,16В сtg (Р — р') [sin а + tg р' (cos а + 0,8) ].
В зависимости от скорости, угла наклона конвейера и физико-механических
свойств насыпного груза производительность крутонаклонного ленточно-цепного
конвейера может быть определена по номограмме (рис. 5.11).
229
Максимальное натяжение ленты и цепей, по которому производится их выбор,
подсчитывается методом отхода по точкам. Натяжение ленты проверяется по вели-
чине стрелы ее провисания в точке наименьшего натяжения на грузовой ветви:
Дс=(‘7 + ‘7ц + ‘?л) Zp cos 2₽/8Smln-
Общее тяговое усилие конвейера
Р0 ~ Рл.о 4~ Рп. о>
где Рл. о, Рц. о — окружное тяговое усилие на приводном барабане и звездочке.
Установочная мощность двигателя конвейера (в случае общего привода) опреде-
ляется по выражению
N = 102(h).
Расчет крутонаклонных двухленточиых конвейеров. Ширина ленты крутона-
клонного двухленточного конвейера определяется по формуле
В = £?/2800йроф,
где Q — производительность конвейера, т/ч; й — средняя толщина слоя насыпного
груза, м; р — насыпная плотность, т/м3; v — скорость ленты, м/с; ф — коэффи-
циент заполнения (ф = 0,8ч-0,9).
Если неизвестна высота слоя h, то ширину ленты определяют по формуле
В= 1,2J/Q/^P.
где йп — коэффициент производительности двухлеиточных конвейеров.
Зависимость коэффициента производительности йп от угла наклона боковых
роликов грузонесущей ленты а (... °) выражается следующим образом:
а.............. 20 25 30 35 40 45
fen.......... 300 310 320 330 340 350
Линейные нагрузки от груза, ленты и роликов определяются по формулам,
приведенным в гл. 4. Расстояние между роликоопорами принимается для грузовой
ветви 1р = 0,4ч-1,0 м, для холостой I" = 2,0ч-4 м. Коэффициент сопротивления
движению а> для двухленточных конвейеров принимается в пределах от 0,03 до 0,05.
При определении сопротивлений несущей и прижимной лент (табл. 5.15) иа
крутоиаклонном участке конвейера линейные нагрузки от груза необходимо под-
разделять на две составляющие q' и значения которых зависят от соотношения
сил треиия груза о прижимную и грузонесущую ленты:
— (Р + <?п. лСОЗ р) q/{p (1 -|- + [qfi/fi + ?п. л) (1 + fi/f'i] CoS Р};
<?" — [р + (? + <7п. л) cos Р] q/{p + (1 + [<? + ?п.л (1 + f'ilf'2)] cos р).
Усилие на 1 м конвейера р от действия прижимных устройств определяется по
допустимой высоте слоя груза й' и й" соответственно из условий внешней и внутрен-
ней устойчивости груза по выражениям:
h <h' = р (/' + Г)! [р (Й1 sin Р — kJ" cos Р) ];
й <h" = [т0 + р (/' + f) ]/ [р (fcj sin р — kJ" cos р) ],
где й — высота слоя насыпного груза; р — давление прижимной ленты [30];
f, f — соответственно коэффициенты трения насыпного груза о поверхности грузо-
несущей и прижимной лент; р — угол наклона конвейера; То — начальное сопротив-
ление сдвигу; Й1, k2 — коэффициенты, зависящие от угла наклона конвейера.
Расчет усилий прижатия груза в двухленточных конвейерах может быть произ-
веден также по выражениям, представленным в табл. 5.16.
Опыт работы двухленточиых конвейеров показывает, что в зависимости от угла
наклона, физико-механических свойств транспортируемых грузов и конструктивных
параметров конвейера р = 100ч-400 Н/см.
Решая уравнение SHo 5сбеи“ совместно с выражениями в табл. 5.15, опре-
деляем5Сб и 5Иб Для несущей и прижимной лент. Далее известным способом опре-
деляется тяговое усилие и мощность электродвигателя двухленточного крутонаклон-
ного конвейера,
230
Таблица 5.15. Расчет натяжения лент и сопротивлений
в крутонаклонном двухленточном конвейере
г.2 1
/
/
Точка Натяжения грузонесущей Сопротивления движению
контура и прижимной лент
1 *$Н1 = 5сб —
2 Sh2 = ShI + 1-2 W1-2 = L I (?в. л + %) w COS ₽ - ?н. asin ₽]
3 $НЗ — 5ц2^1 A-i = 1,04
4 *$Н4 — '-'’ИЗ + Я7 3-4 ^3-4 = 1 [(<?». Л + %) w cos а - 9И. л81п а]
5 ‘Sus = 5114^2 k2 = 1,06
6 Sue = Sus + ^5-6 Ч- W3 ^5-6 = 1 [(<? + 9И. л + 9р) w cos а + + (Я + Яя. л) Sin а]
7 SH7 = ~р + ^6-/ + И7пр. л iTe_7 = (? + Яя. л) sin2
8 -$Н8 = Sh; + Ч7 7-8 ^7-8 =• L {Ц^ + ’в. л + %. л + %) X X cos ₽ + р] W 4- (я + ?н. л) sin р)
1 SU1 = 5п. сб —
2 5П2 = Sni + 'Гх-.г ^1-2 = /- [(?п. л + ?") U>cos Р-9П flsin ₽]
3 5пЗ ~ ^П2^1 kt = 1,04
4 SiM ” ^ПЗ^З /г2 = 1,06
5 Sn5 = Sni + ^4-Б ^4-6 = L (<?п. л sin ₽ + pw)
Примечание. В табл. 5.15 приняты следующие обозначения: SH1 — SHg;
^nl ~~ 5ПВ усилия натяжения соответственно грузонесущей и прижимной лент
в разли1 ных точках контура конвейера; q„ ♦ q — линейные нагрузки соответствен-
но от грузонесущей и прижимной лент.
231
Таблица б.1в. Расчет усилив прижатия груза
в двухленточных конвейерах
Тип конвейера Формулы для расчета давления прижимной леиты
С приводной прижимной лентой С фрикционной прижим- ной лентой С прижимной цепной лен- той С прижимными роликами Л енточно-маг иитный _ /sin В — tg' COS 6 <7пл Рц>8 ( 8f\f! ) ₽F Р №sin ₽ — <?/' 4- qnf 4- <?лГ) cos p]
Ширина лент вертикального двухленточного конвейера определяется с учетом
радиуса переходного криволинейного участка и коэффициента заполнения попереч-
ного сечения между лентами по формуле
В = 1,5К Q/knptnp.
Сопротивление движению грузонесущей ленты вертикального конвейера на ниж-
нем криволинейном участке определяется по формуле
^н. к = w IR (?р + <7г + <?н. л + <7п.л) 4" — 1)] 4" R (<7и. л 4* <?г)>
где w — коэффициент сопротивления (w = 0,05); R — радиус криволинейного
участка; Pt — нагрузка на роликоопору; nt — число роликоопор иа участке.
На верхнем криволинейном участке
к = w 1(Р 1 4* Рз) (Я1 — 1) + R (<?р 4* qr + ?и.л 4* <?п.л)] 4" R (?н. л 4* <?г)>
где Ра — нагрузка на ролики прижимного устройства.
На вертикальном участке
(FB = wPi (/ij — 1) 4* Н (qtl. л 4* ?г)>
где Н — высота участка.
Сопротивление движению прижимной ленты иа нижнем криволинейном участке
П.к = w 1Рзпз + Рз (п2 - !) + *qp. п] + л,
где па — число прижимных устройств на участке; п3 — количество роликов в при-
жимном устройстве; q$, п — линейная нагрузка от вращающихся частей роликов
прижимного устройства; Р2 — нагрузка на ролик прижимного устройства на вер-
тикальном участке.
На верхнем криволинейном участке
№в. к = ®lPsrts (лз — 1) 4* Р<?р. п] 4* РЯп.лг
на вертикальном участке
WB = w(n2 — 1) Рз 4* И (qa,n 4* <?р).
Определение натяжения лент методом обхода по точкам, тягового усилия и мощ-
ности электродвигателя производится аналогично крутонаклонному двухленточ-
ному конвейеру.
232
Глава в
НАПОЛЬНЫЕ ЦЕПНЫЕ КОНВЕЙЕРЫ
6.1. Пластинчатые конвейеры
Классификация н области применения. Пластинчатые конвейеры (рис. 6.1)
применяют для транспортирования в горизонтальном и наклонном направлениях
различных насыпных и штучных грузов в машиностроительной, металлургической,
химической, горнорудной, энергетической и других отраслях промышленности.
Такими конвейерами перемещают крупнокусковые, абразивные и прочие материалы,
а также тяжелые штучные грузы.
Одновременно с транспортированием, грузы-изделия могут подвергаться тех-
нологическим операциям: закалке, отпуску, охлаждению, мойке, окраске, сушке,
контролю и т. п.
Рис. 6.1. Общий вид пластинчатого конвейера:
1 — электродвигатель; 2 — рама привода; 3 — раз-
грузочная воронка; 4 — приводная звездочка;
5 —верхний ограждающий борт; 6 — грузоиесущее
полотно; 7 — рама конвейера; 8 — нижний ограж-
дающий борт; 9 — переходная секция; 10 — ограж-
дение натяжного устройства; 11 — иатяжиое уст-
ройство; 12 — ограждение
К достоинствам пластинчатых конвейеров следует отнести использование ме-
таллического настила необходимой прочности, допускающего транспортирование
крупнокусковых тяжелых материалов, отливок, поковок, остроугольных обрезков
и отходов штамповочного производства и других подобных грузов; применение
высокопрочных тяговых цепей позволяет выполнять конвейеры со значительными
тяговыми усилиями, необходимыми при большой длине (до 2 км) и высоте подъема,
а также для обеспечения высокой производительности; транспортирование грузов то
разнообразным трассам с наклонами к горизонту до 70° и малыми радиусами пере-
ходов; обеспечение непосредственной загрузки лотков настила из бункеров без
применения питателей. Недостатками пластинчатых конвейеров являются значи-
тельная металлоемкость и высокая стоимость изготовления.
Пластинчатые конвейеры классифицируют по конструкции настила, конфигу-
рации трассы (рис. 6.2) и назначению.
Основные параметры стационарных пластинчатых конвейеров общего- назначе-
ния установлены ГОСТом 22281—76.
Многообразие выполняемых транспортно-технологических функций обусловило
создание различных конструктивных исполнений пластинчатых конвейеров как
общего, так и специального назначения.
233
Типы пластинчатых стационарных конвейеров в зависимости от конструкции
настила ходовой части устанавливаются в соответствии с табл. 6.1.
Основные параметры и размеры пластинчатых конвейеров должны соответство-
вать ГОСТу 22281—76 и выбираться из следующих рядов:
Ширина иастнла ходовой части, мм 400; 500; 650; 800; 1000; 1200; 1400; 1600
Высота борта (внутренний размер),
мм......................................80; 100; 125; 160; 200; 250; 315; 355; 400; 450; 500
Шаг тяговой цепи, мм...............80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800
Число зубьев звездочек ...................... 6; 7; 8; 9; 10; 11; 12; 13
Скорость движения ходовой части,
м/с.....................................0,010; 0,016; 0,025; 0,040; 0,050; 0,063; 0,080;
0,100; 0,125; 0,160; 0,200; 0,250; 0,315; 0,400;
0,500; 0,630; 0,800; 1,000
Номинальная производительность
по насыпному грузу, м3/ч................10; 16; 25; 32; 40; 63; 80; 100; 125; 160; 200; 250;
320; 400; 500; 630; 800; 1000; 1250; 1600;
2000
Рис. 6.2. Трассы пластинчатых конвейеров; а, г — горизонтальная и
наклонная трассы; б, д — горизонтально-наклонные трассы; в, е, м —
сложная трасса
Пример условного обозначения стационарного пластинчатого конвейера общего
назначения типа БВ, исполнения 1 с шириной настила ходовой части В = 800 мм —
конвейер пластинчатый БВ-1-80 (ГОСТ 22281—76).
Конструкции настилов позволяют транспортировать насыпные грузы с темпе-
ратурой до 120° С, а бортовых усиленных и швеллерных — поковок и отливок с тем-
пературой до 400 °C.
Такие конвейеры могут эксплуатироваться как в помещениях, так и на откры-
том воздухе с температурой окружающей среды от —40 до -[-45 °C.
Составные элементы и основные параметры. В стандартных пластинчатых кон-
вейерах общего назначения тяговым элементом служат, как правило, пластинчатые
тяговые цепи (ГОСТ 588—81) следующих типов; ПВ — пластинчатые втулочные;
ПВР — пластинчатые втулочно-роликовые; ПВК — пластинчатые втулочно-катко-
вые с гладкими катками; ПВКГ — пластинчатые втулочно-катковые с гребнями
на катках и ПВКП — пластинчатые втулочно-катковые с подшипниками качения
у катков. Большинство конвейеров имеет две тяговые цепи и только легкие конвейеры
шириной до 400 мм имеют одну цепь.
Шаг пластинчатых цепей принимается в пределах 80—800 мм. Для тихоходных
конвейеров применяют и более простые — безвтулочные цепи; для быстроходных —
круглозвенные цепи.
У пластинчатых втулочно-катковых цепей, которые получили наибольшее рас-
пространение, ходовые катки являются опорными элементами, передающими на-
грузку [_от настила и транспортируемого груза на направляющие пути конвейера^
На конвейерах тяжелых типов применяют катки на подшипниках качения.
В конвейерах с втулочными и втулочно-роликовыми цепями и гладким настилом
опорными элементами служат стационарные роликовые опоры, закрепленные на
станине конвейера. Рабочая ветвь цепи движется гранями своих звеньев по этим
234
Таблица 6.1. Пластинчатые стационарные конвейеры
общего назначения
роликам, а обратная ветвь поддерживается настилом, который опирается на ролики
подобно ленте ленточного конвейера. В специальных конвейерах легкого типа для
транспортирования штучных легких грузов с шириной настила 80—200 мм цепь
могут объединять с настилом, скользящим по направляющим металлическим или
пластмассовым путям.
Грузонесущим элементом пластинчатых конвейеров являются различного рода
настилы (см. табл. 6.1). Плоские настилы выполняют с разомкнутыми или сомкну-
тыми пластинами с бортами или без бортов (рис. 6.3). В ряде случаев для фиксации
положения транспортируемых грузов, например цилиндрической формы, настил
235
снабжают упорами, или гнездами. Плоские настилы применяют для транспортире*
вания различных штучных и реже — сыпучих грузов, Настилы изготавливают из
стальных пластин, пластмассовых или деревянных планок.
Волнистые настилы выполняют с бортами и без бортов (рис. 6.4). Волнистая
форма способствует надежному перекрытию соседних пластин не только на прямо-
линейных участках, но и на поворотах вокруг звездочек, а также увеличивает же-
сткость и прочность настила и повышает сцепление грузов с полотнами. Это обеспе-
чивает перемещение грузов под большими углами наклона и уменьшает просыпание
материалов между пластинами. Основные размеры волнистого настила приведены
в табл. 6.2.
Коробчатые настилы (рис. 6.5) выполняют ковшеобразной формы, что Обеспе-
чивает транспортирование сыпучих грузов под большими углами наклона (45—
60°). Настилы изготавливают методом штамповки и сварки из стальных листов.
Рис. 6.3. Плоский настил: а •*- разомкнутый; б — сомк-
нутый
Швеллерные настилы (рис. 6.6) применяют для транспортирования крупных
горячих отливок и штамповок. Такая форма пластин повышает жесткость и проч-
ность настила и облегчает его очистку. Основные параметры конвейеров с различ-
ными настилами приведены в табл. 6.3.
На пластинчатых конвейерах применяют винтовые или пружинно-винтовые
натяжные устройства (рис. 6.7), которые устанавливают на концевых звездочках.
Наибольшее распространение получили жесткие винтовые устройства. Пружинно-
винтовые натяжные устройства находят применение в тяжело нагруженных кон-
вейерах большой длины при скоростях транспортирования свыше 0,25 м/с для ком-
пенсации изменения натяжения и длины тяговых цепей, возникающих при эксплуа-
Таблица 6.2. Размеры (мм) волнистого настила (см. рис. 6.4)
Ширина на- стила В, мм А Ввн С D Е Н Н, L а п ht t Масса, кг
500 600 47 428 110 850 279 211 558 682 25 160 60 315 68
650 750 578 708 832 73
800 930 65 720 150 1050 361 271 884 1024 36 200 85 400 169
1000 ИЗО 920 1084 1224 178
1200 1330 1120 1284 1424 192
236
тации конвейеров. Ход натяжного устройства устанавливается в пределах 320—
2000 мм в зависимости от шага тяговой цепи.
На пластинчатых конвейерах применяют угловые и гусеничные приводы. Основ-
ными являются угловые приводы, которые устанавливают в головной части кон-
£
t
вейера. В конвейерах большой длины устанавливают дополнительные промежуточ-
ные приводы гусеничного типа. Число приводов зависит от мощности и длины
конвейера.
На рис. 6.8 представлен привод стационарного пластинчатого конвейера.
Привод состоит из приводной звездочки 1, открытой зубчатой передачи 2,
редуктора 3 и электродвигателя 4. Краткие технические данные приводов для кон-
вейеров различной мощности приведены в табл. 6.4 и 6.5. В конвейерах с наклонной
или комбинированной трассой, где возможно самопроизвольное движение ходовой
237
части при случайном отключении электродвигателя или нарушении кинематической
связи, в передаточном механизме устанавливают электромагнитные тормоза или
стопорные устройства храпового или роликового типа. При необходимости плавного
регулирования скорости в приводе устанавливают вариатор. Приводные и натяжные
звездочки для стандартных конвейеров выполняют по ГОСТ 592—75, а число зубьев
в соответствии с ГОСТ 22281—76 принимают 6—13. В наклонных конвейерах пред-
почтительно нечетное число зубьев для разновременного возникновения нагрузок
в набегающих и сбегающих ветвях. Для синхронизации работы на одном конвейере
нескольких приводных устройств при малых скоростях применяют электродвига-
тели с большим скольжением, а при скоростях свыше 0,5 м/с применяют специаль-
ные гидромуфты.
Пластинчатые конвейеры выпускаются серийно рядом заводов нашей страны.
Краткие технические характеристики конвейеров приведены в табл. 6.6—6.8.
Расчет. Пластинчатые конвейеры обычно рассчитываются в два этапа: первый
этап — предварительное (ориентировочное) определение основных параметров кон-
вейера и его ходовой части; второй — поверочный расчет. Исходными данными для
238
расчета являются заданная производительность конвейера; схема трассы; физико-
механические свойства транспортируемого груза; скорость движения полотна кон-
вейера и режим его работы.
1028
Направление
движения
0 150
Вид А
600, 1000; 1200
320; 1120; 1320
юзо; 1290; 1430_________
пз4;1?34; 1534
1230; 1430; 1630
Рис. 6.6. Швеллерный настил
В соответствии с ГОСТ 22281—76 (см. табл. 6.1) выбирается тип конвейера для
транспортирования груза с заданными свойствами, а также тип настила. Настил,
применяется трех типов: легкий — при насыпной плотности транспортируемого
груза р < 1 т/м3; средний — при р = 14-2 т/м3 и тяжелый — при р > 2 т/м8.
Для насыпных грузов высота бортов h выбирается из нормального ряда или
из табл. 6.9, для штучных грузов принимают h = 100-ё- 160 мм.
239
Наибольший угол наклона конвейера Р (. . .°) в зависимости от типа настила
и угла трения Р' груза о настил приведен ниже:
9
5
Гладкий настил без бортов . .........................
Волнистый настил без бортов .........................
Коробчатый настнл без бортов
Гладкий настил с бортами.............................
Волнистый настнл с бортами
Коробчатый настил с бортами ..... ...................
fl- -
₽' -
35
Р- - 6
₽' - 3
35
2боо;1460;1660
720;920, 1200_______, \270
Вид А
Рис. 6.7. Пружинно-винтовое натяжное устройство
Выбранный угол наклона должен удовлетворять условию
РСФ'- (7-5-10°),
где ф' — угол естественного относа груза в движении (ф' « 0,7ф).
Радиусы перегиба конвейера принимаются из условия R — 5-5-8 м. Скорость
движения полотна в зависимости от ширины настила и назначения конвейера вы-
бирается по ГОСТ 22281—76 в пределах от 0,01 до 1,00 м/с.
240
Наиболее употребительные скорости стационарных пластинчатых конвейеров
общего назначения 0,1—0,4 м/с. При повышении скорости увеличивается произво-
дительность, уменьшается вес и стоимость конвейера, что является положительными
факторами, однако, наряду с этим возрастает неравномерность движения ходовой
части и динамическая нагрузка на цепи, нежелательные при работе конвейера.
Поэтому при длиннозвеиных цепях с шагом 250—400 мм и малом числе зубьев
звездочек (г = 6) скорости конвейера не превышают 0,3 м/с. При больших скоростях
следует увеличивать число зубьев звездочек. Величина скорости в большой мере
также зависит от конструкции ходовой части. Так, при катках на втулках сколь-
жения обычно v^0,4 м/с; при короткозвенных цепях с подшипниками качения
скорость достигает 1,25 м/с. Высокие скорости применяют для конвейеров, рабо-
тающих в угольной промышленности на подземной доставке.
241
to
to
Таблица 6.3. Основные параметры стационарных пластинчатых конвейеров общего назначения
Ширина настила В, мм Максимальная производительность (ма/ч) при различной скорости ходовой части, м/с Допустимый крутящий момент иа приводном валу, кН.м Допустимое усилие иа приводном валу, кН Допусти- мое уси- лие иа на- тяжной оси, кН Макси- мальный угол на- клона конвейе- ров, ...° Шаг тяговой цепи, мм Допусти- мое тяго- вое уси- лие, кН
0,01 0,025 0,04 0,2 0,25 0,315 0,4
Конвейер с бортовым волнистым настилом
500 — — — 49,5 62 78 99 3,15—16 25—88 20 30 315 32,6
650 — — — 65 81 102 130 3,15—16 23,7—86,2 20 30 315 32,6
800 — — — 98 122 154 196 8—50 48,2—205,0 50 30 400 76,1
1000 — — — 122 153 193 245 8—50 44,9—200,0 50 30 400 76,1
1200 — — — 147 183 231 294 8—50 42,1—196,5 50 30 400 76,1
Конвейер с бортовым усиленным настилом
800 3,93 9,82 15,7 79 98 123 157 8—50 51,8—215,2 50 30 400 76,1
1000 4,90 12,30 19,6 98 123 155 196 8—50 48,3—212,3 50 30 400 76,1
1200 5,90 14,60 24,6 118 146 185 246 8—50 48—209,6 50 30 400 76,1
Конвейер со швеллерным настилом
800 12,3 31,0 49,5 — — — — 8—50 53—218,0 50 30 400 76,1
1000 14,8 37,3 59,4 — — — — 8—50 53—217,0 50 30 400 76,1
1200 17,4 43,5 69,3 — — — — 8—50 52—216,0 50 30 400 76,1
Конвейер с коробчатым настилом
500 — — — 50 62 78 99 8—40 85—240,0 50 45 400 76,1
650 — — — 65 81 101 129 8—40 80,3—233,0 50 45 400 76,1
800 — — — 80 100 125 159 8—40 71,2—229,0 50 45 400 76,1
Таблица 6.4. Характеристика одноредукторного привода
Крутя- щий мо- мент на привод- ном валу, даН» м Частота вращения приводного вала, об/мин Передаточ- ное число привода i Переда- точное число от- крытой зубчатой передачи Редуктор Электродвигатель
Тип Переда- точное число Тип Мощ- ность, кВт Частота враще- ния, об/мин Масса, кг
250 5,68 7,10 250 200 5 Ц2УН-160-50 Ц2УН-160-40 50 40 4A100S4 3,0 1420 317
9,21 11,60 157,5 125 Ц2УН-160-31,5 Ц2УН-160-25 31,5 25 4А112М4 5,5 1450 347
315 5,68 250 Ц2УН-200-50 50 4A100S4 3,0 1420 374
7,25 9,21 200 157,5 Ц2УН-200-40 Ц2 УН-200-31,5 40 31,5 4А112М4 5,5 397 422
11,60 125 Ц2УН-200-25 23 4A132S4 7,5 437
400 7,25 11,60 200 125 Ц2УН-200-40 Ц2УН-200-25 40 25 4А112М4 4A132S4 5,5 7,5 1450 650 675
500 5,80 250 Ц2УН-200-50 50 4А112М4 5,5 650
7,25 200 Ц2УН-200-40 40 4A132S4 7,5 675
9,21 157,5 Ц2УН-200-31,5 31,5 4А132М4 11 690
11,60 125 Ц2УН-200-25 25
630 4,80 200 Ц2УН-250-40 40 4А132М4 5,5 960 785
7,25 31,5 4A132S6 7,5 1450 800
9,21 157,5 Ц2УН-250-31.5 4A132S4 11
800 4,80 200 Ц2УН-250-40 40 4А132М6 7,5 960 800
5,80 250 Ц2УН-250-50 50 4A132S4 1450 785
7,25 200 Ц2УН-250-40 40 4А132М4 И 800
9,27 157,5 Ц2УН-250-31,5 31,5 4A160S4 15 1460 840
11,68 125 Ц2УН-250-25 25
Таблица 6.5. Техническая характеристика двухредукторного привода
I Электродвигатель 1 Частота вращения об/мин 1400 ! 1400 ОО МЛ ОО счиэ 1400 1450
Мощ- ность. кВт 1О со 1,5 1© сою* 3 5,5 1,5
Тип ' 1 40А80В4 4A100S4 4А80В4 | 4A100S4 4А112М4 4A100S4 4А112М4 4А80В4 | 4А112М4 4A132S4
I Редуктор 2-й Пере- даточ- ное число 50 40 50 40 о ю О 1 03 40 О о U0 ТГ 0S 40
Тип Ц2УН-125-50 Ц2УН-125-40 1 Ц2УН-125-50 Ц2УН-125-40 о ю iA сч X >> сч X Ц2УН-125-40 Ц2УН-450-50 | Ц2УН-160-40 Ц2УН-200-50 Ц2УН-200-40 Ц2УН-200-50 | Ц2УН-200-40
| Редуктор 1-й Переда- точное число О ю 31,5 о ю 31,5 1 05 1 31,5 50 | 31,5
Тип Ц2У-315Н-50 Ц2У-315Н-31.5 Ц2У-400Н-50 Ц2У-400Н-31.5 | Ц2Н-450-31.5 Ц2Н-450-50 Ц2Н-450-31.5 Ц2Н-450-50 1© СО о LO X сч X Ц2Н-500-31.5 Ц2Н-500-50 s‘is-oos-hsTi
Переда- точное число цепной передачи 2,5 з 1 1,25 | I 2,50 | О ю с© счж | 1,60 | | 2,50 | 1 1,60 | 1,25 | 2,50 | ою О^СЧ^ О ш С© СЧ" 2,50 О ш О"СЧ
Переда- точное число привода i 6250 О сч ш сч 1575 6250 о ш сч ь- ш ю сч — 2520 6250 2520 1575 | 6250 о ю сч ь- ш ш сч — о ю счь- ю ш сч — 6250 2520 1575
Частота вращения приводного вала, об/мин 0,224 О ш Ш о* | 0,889 0,224 со о Ю 00 Ш 00 0*0* 0,556 | 0,224 0,563 | 0,902 0,224 | 0,563 0,903 СО СО о о in о 0*0* 0,224 | Ю со Г- о ш о 0*0*
1 800 1250 1600 2000 2500 3150 4000
244
Скорость конвейеров,
связанных с технологически-
ми операциями (сортировка,
сушка и т. п.), выбирают с
учетом требований производ-
ства. Например, скорость
конвейеров, предназначенных
для охлаждения отливок,
принимают в пределах 0,01—
0,1 м/с, а конвейеров, яв-
ляющихся одновременно пи-
тателями — в пределах
0,05—0,2 м/с (меньшие зна-
чения берут для крупнокус-
ковых абразивных насыпных
грузов).
В конвейерах общего
назначения в качестве тяго-
вых элементов применяются
преимущественно пластин-
чатые цепи по ГОСТу 588—81
втулочные, втулочно-роли-
ковые, втулочно-катковые
с гладкими катками
(ГОСТ 589—74) н с катками,
имеющими реборды. Наи-
большее распространение по-
лучили втулочно-катковые
цепи с ребордами.
Предварительный расчет
пластинчатого конвейера при-
водится ниже.
По заданной производи-
тельности конвейера опреде-
ляют необходимую ширину
настила. Для насыпных гру-
зов ширина настила вычис-
ляется по формулам:
при настиле без бортов
В= ]/__________5;
Т 648ор/гр tg (0,4<р)
при настиле с бортами
В=1/-----------2________|-
V ЭООир/гр tg (0,4ф) ~
। ( 2/1бф \2 _
~Г \ *0 tg (0,4<р) /
2/1б'Ф
~ k(i tg (0,4Ф) ’
где Q — производительность
конвейера, т/ч; v — скорость
полотна, м/с; ф — угол ес-
тественного откоса груза в
покое, . . .°; feg — коэффи-
циент угла наклона конвейе-
ра (табл. 6.10); h — высота
245
Таблица 6.7. Техническая характеристика пластинчатых конвейеров
Мощность привода, кВт | 1 3—22
Длина, м 1 15—110 30—100 4—60
« £? § s Д к й ф S 400 320 400
Максималь- ная темпера- тура транс- портируемо- го материа- ла, °C 150—300 150 120 *; 300—400 **
Скорасть движения полотна, м/с 0,173— 0,20 0,092— 2 с0-о.сТ О о" о" 0,315; o’
Ширина полотна, м 400—1200 400—1200 800; 1000
Угол наклона, о До 45 До 45 До 30
Произво- i дитель- иость, т/ч 16—180 15—100 До 245 а о со о Jg
Транспорти- руемый ма- териал Мелкокус- новой мате- риал То же 1 Насыпной 1 материал, мелкое литье, 1 поковки 1 о с к к л ч к ч
Технические условия или ГОСТ ТУ-22-3779—76 ТУ-22-3779—76 ГОСТ 2228—76 насыпного груза. **
Тип конвейера К-1825 К-443М Конвейер общего назначения | * Для
борта, м; ф — коэффициент исполь-
зования высоты борта (ф = 0,65-м
4-0,8).
Для кусковых грузов необхо-
дима проверка ширины настила по
условию:
при содержании крупных кус-
ков в грузе до 10 %
В > (1,7а' + 200),
где а' — наибольший размер круп-
ных кусков.
При содержании крупных кус-
ков до 100 %
В > (2,7а' + 200).
При транспортировании штуч-
ных грузов ширина иастила прини-
мается из условия
В b 4~ Ь',
где b — наибольшая ширина опор-
ной поверхности груза, мм; Ь' —
запас ширины настила (для безбор-
тового настила Ь' = 504-100 мм;
для бортового Ь' — 1004-150 мм).
Полученные размеры ширины
настила и высоты бортов округляют
до ближайших больших размеров
(ГОСТ 22281—76).
Максимальное натяжение цепей
определяют по приближенной фор-
муле
Smax ~ 1>1 {So + w [(</г + <?в) -|-
+ + (<7г + <7о) Н},
где So — начальное натяжение це-
пей, даН (So = 1004-200 даН);
LB — горизонтальная проекция пол-
ной длины загруженной ветви кон-
вейера м; LH — то же для неза-
груженной ветви, м; q0 — линейная
нагрузка от ходовой части конвейе-
ра, Н/м; qr — линейная нагрузка
от насыпного груза, Н/м; w—коэф-
фициент сопротивления движению
ходовой части на прямолинейных
участках.
Для металлического настила
МОЖНО ПРИНЯТЬ |
<70=6013 4-4, :
где А — эмпирический коэффи-
циент (табл. 6.11).
Для деревянного настила
Чо — -2?ц 4-
где </ц — линейная нагрузка от це-
пи, Н/м; — то же от насти-
ла, Н/м.
246
Таблица 6.8. Технические характеристики конвейеров
для шахт и карьеров
1 ип конвейера Произво- дитель- ность, т/ч Скорость движения полотна, м/с Ширина полотна, мм Макси- мальная длина, м Тяговая цепь
П-50 250 1,00 500 Кольцевая
П-65 350 1,06 650 1200 »
П-80 750 1,20 800 1100 »
ПН-65 250 1,14 650 1000 »
КФР-1 500 0,55 800 60 »
КПР 520 0,17 660 42 Пластинчатая
К-1730 750 0,43 — 150 Пластинчатая, втулоч- но-роликовая
П-80Д 2000 1,25 800 300 Кольцевая
П-80Е 200 1,25 800 300 »
П-100 3000 3,00 1000 1200 »
П-140 8000 3,00 1400 1200 »
П КС-140 5000 2,50 1400 1500 »
Таблица 6.9. Высота бортов пластинчатого конвейера
Ширина на- стила В, мм Высота бор- тов h, мм Производительность (мъ/ч) при скоростях ходовой части, м/с Ширина на- стила В, мм Высота бор- тов hy мм Производительность (м*/ч) при скоростях ходовой части, м/с
0,125 ЭГО СМ © 0,25 0,315 © 0,125 ЭГО е-) © 0,25 sie'o ©
400 100 16 20 25 30 40 50 800 200 65 80 100 125 160 200
500 125 25 30 40 50 65 80 1000 250 100 125 160 200 250 320
650 160 40 50 65 80 100 125 1200 320 160 200 250 320 400 500
Угол наклона конвейера, ...° Тип настила
без бортов с бортами
<10 1,00 1,00
10—20 0,90 0,95
>20 0,85 0,90
Таблица 6.10. Таблица 6.11.
Значение коэффициента ftp Значения коэффициента А
Тип настила Ширина настила В, м
0,4 —0,5 0,65-0,8 0.8
Легкий 40 50 70
Средний 60 70 100
Тяжелый 80 НО 150
Линейная нагрузка от настнла
<?н = Bt)pg,
где 6 — толщина деревянных планок настила, мм (6= 20-4-40 мм).
Коэффициент w принимается в зависимости от конструкции ходовой части и
условий работы конвейера. Для катков на втулках скольжения w = 0,08-5-0,11,
на подшипниках качения ш = 0,025-5-0,040.
Линейная нагрузка от насыпного груза
9г = gQ/(3,6«);
247
от штучного груза —
?Г = gm/a,
где т — масса единицы груза, кг; а — расстояние между соседними грузами, м.
Расстояние между соседними грузами определяем по формуле
а= /г+ (1004-150),
где /г — длина опорной поверхности груза, расположенного на настиле, измеренная
вдоль оси конвейера, м.
При известных производительности Q и скорости о
а = 3,6mv/Q.
При одной тяговой цепи Smax = 5расч- При двух цепях усилие на одну цепь
с учетом неравномерности распределения нагрузок определяется по формуле Храсч =
= l,5Smax'2.
По величине SpaC4 выбирают тяговую цепь по табл. 3.10—3.17. Поверочный
расчет производится после выбора цепи на основе предварительного расчета основ-
ных элементов ходовой части конвейера. В поверочном расчете выполняют подроб-
ные вычисления сил сопротивления движению на всех участках трассы по следующим
формулам.
Сопротивление иа прямолинейных горизонтальных участках:
для загруженной ветви
й^г. в = (<7г + <7о) LRw,
для незагруженной ветви
Wr. н = qoLaw.
Сопротивление на прямолинейных наклонных участках:
для загруженной ветви
Гн. в = (<?г + <?о) И)',
для незагруженной ветви
^Н. Н = ?Ч (LHW ± И).
Сопротивление движению на криволинейных участках (направляющих шииах):
для загруженной ветви
Я7ц. в = ^п-! (А — 1) + (с/г + ?о) ± Н );
для незагруженной ветви
Й7К. н = 8п—1 (А — 1) 4* <?о (wLa ± Н ),
где А — коэффициент сопротивления при огибании тяговой цепью криволинейной
направляющей шины (рельса); Sn_[ и — натяжения в точке набегания цепи
на звездочку соответственно на загруженной и незагруженной ветвях трассы, Н;
и L's — длина горизонтальных проекций криволинейного участка соответственно
на загруженной и незагруженной ветвях, м; Н' — длина вертикальной проекции
криволинейного участка, м.
Значения qR и qR выбираются и табл. 3.10—3.17 в соответствии с принятыми
цепями и настилом.
Коэффициент сопротивления при огибании тяговой цепью криволинейной на-
правляющей шины равен
А = е°’а, ,•
где а — центральный угол криволинейной направляющей, рад; w — коэффициент
сопротивления движению.
Средние значения А приведены в табл. 6.12.
Сопротивление на звездочках определяют по формуле
Г8в=$вв (6-1),
248
Таблица 6.12. Значения
коэффициента сопротивления X
W Коэффициент X при углах поворота а, ...°
До 30 30-60 60-90
0,03* 1,02 1,04 1,05
0,10** 1,05 1,10 1,16
* Для подшипников качения.
** Для подшипников скольжения.
Таблица 6.13.
Значение коэффициентов f и k
Условия работы конвейера f k
Катки на втул- ке (трение скольжения) Катки на под- шипниках качения Катки кокиль- ного литья Катки с обре- занным ободом
Хорошие 0,15 0,025 0,07 0,05
Средние 0,20 0,040 0,09 0,06
Тяжелые 0,25 0,060 0,12 0,08
где З3в — натяжение в точке набегания цепи на звездочку, Н; g — коэффициент
сопротивления на звездочках, для звездочек на подшипниках качения g = 1,03-=-1,04;
на подшипниках скольжения g == 1,054-1,07 (большее значение для тяжелых усло-
вий работы).
В конвейерах с неподвижными бортами еще имеют место сопротивления от
трения груза о неподвижные борта, определяемые по приближенной формуле
W'o » lOOOphV'Lg,
где h — высота неподвижных бортов, м; L — длина бортов, м; f — коэффициент
трения груза о борта.
Коэффициент сопротивления движению рассчитывается по формуле
w— с (fdai 4* 2fe)/DB,
гдес= 1,14-1,2— коэффициент, учитывающий трение реборд катков и другие
сопротивления от трения элементов, удерживающих ходовую часть от бокового пере-
мещения; dBT — наружный диаметр втулки или валика, на которых вращается
каток или ролик, см; DK — диаметр катка или ролика, см; / — коэффициент трения
в ступице катка; k — коэффициент трения качения (табл. 6.13).
После расчета всех перечисленных сопротивлений при последовательном сум-
мировании их по ходу движения получают величину тягового усилия
Рст = 2 — ^г.в + н -1- W н. в -1- Й7 н. н IP'k. в+^к. н+^зв+^б
и значение наибольшего статического натяжения тяговых цепей
Sct = (So+ £ И7) 1,05,
где Хет — статическое натяжение тяговых цепей, даН; So — начальное натяжение
цепей, даН (So = 1004-300 даН); 2^ — сумма сопротивлений движению цепей, даН.
В тяговых цепях конвейеров, получающих движение от звездочек, вследствие
неравномерного движения цепей возникают динамические нагрузки, которые при-
ближенно можно определить по формуле
^дин == 3/ шах (<jr -J- 9ofen) L/g,
где /max — ускорение движущихся масс ходовой части и груза, возникающее вслед-
ствие неравномерности движения цепей, м/с2, /шах = 2я2о2/(г2/ц); qr н q0 — линей-
ные нагрузки от груза н ходовой части конвейера, Н/м; г — число зубьев звез-
дочки; 1ц — шаг тяговой цепи; о — скорость движения ходовой части, м/с; fen —
коэффициент уменьшения приведенной массы ходовой части, принимаемый в за-
висимости от длины конвейера (при L < 60 м ka — 1,5; при L > 60 м ka == 1,0).
Максимальное натяжение тяговых цепей
•^шах = Sct + ^дин-
249
При скоростях оС- 0,16 м/с и при звездочках с числом зубьев z > 6 динами-
ческой слагаемой можно пренебречь ввиду малой ее величины. Расчетное усилие
одной цепи 5расч = Smax- Двух цепей
5расч = l>5Smax/2-
По величине расчетного усилия 5расч> полученного поверочным расчетом, про-
веряют принятые цепи по условию
$разр Spacu^i
где 5разр — разрушающая нагрузка одной цепи (см. табл. 3.10—3.17); k — коэффи-
циент запаса прочности цепи (для горизонтальных конвейеров k — 64-8; для наклон-
ных — k = 84-10).
При определении натяжений цепи в различных точках трассы конвейера необ-
ходимо иметь в виду, что в конвейерах, имеющих наклонный участок, минимальное
натяжение (Smin =14-2 кН) находится в точке набегания цепей на криволинейный
участок после спуска с наклонного участка (см. рис. 6.2) и потому обход по кон-
туру должен производиться начиная с этой точки.
В горизонтальных конвейерах Smin находится в точке сбегания цепи с привод-
ной звездочки (см. рис. 6.2, а). Проверка цепей производится по натяжению в пе-
риод пуска Sn^ l,5Spa3p/fe.
Мощность привода конвейера определяется по формуле (3.97).
Окружное усилие на звездочке
Р = 2 Г = SCT-So,
где SCt — наибольшее статическое усилие в тяговых цепях в точке набегания на
приводные звездочки, полученное расчетом обхода по контуру, даН; So — натя-
жение цепей в точке сбегания с приводной звездочки (для горизонтальных конвейе-
ров So = 14-2 кН). *
По вычисленной мощности выбирают электродвигатель по каталогу (ближайшей
большей мощности), определяют передаточное число i передаточного механизма
и по каталогу выбирают редуктор. Затем определяют фактическую скорость движе-
ния ходовой части конвейера /
»ф = г/цЛдв/(6О0,
где z — число зубьев звездочки. * /
Фактическое передаточное число передаточного механизма
I = Идв/И п. 3’
где ип.з— частота вращения вала приводной звездочки.
По фактической скорости движения Оф уточняют производительность конвейера
по формулам:
для насыпных грузов
0тф = ЗбООВЛерофф;
для штучных грузов
Стф = З.бООфф'/а или (^ф = ЗбООофф'/а,
где Стф — фактическая массовая производительность конвейера, т/ч; <2гф — фак-
тическая штучная производительность, шт./ч; В и hg — ширина настила и высота
бортов, м; а — расстояние между осями соседних грузов по формуле, м; ф —
коэффициент заполнения для насыпных грузов (при равномерной загрузке ф =
= 0,854-0,90; при неравномерной загрузке ф = 0,754-0,80); ф' — то же для штуч-
ных грузов (в зависимости от условий работы ф' = 0,44-0,8).
Для наклонных конвейеров определяем статический тормозной момент при
самопроизвольном обратном ходе ходовой части при выключенном электродвигателе:
Мт. с = кг# — ст (Р — <7г#)] т)»
где Р — окружное усилие, Н; Н — высота наклонного участка, м; D3B — диаметр
начальной окружности звездочки, м; ст—коэффициент возможного уменьшения
сопротивлений движению (ст = 0,604-0,75); г] — КПД привода.
250
Таблица 6.14. Технические характеристики тоннельных эскалаторов
Параметры Тип эскалатора
ЭТ-2 эт-з ЭТ-4 ЭТ-5
Высота подъема, ш
наименьшая 45,2 30,2 15,2 12,2
наибольшая 63 45 30 15
Угол наклона, ...° го 30
Ширина лестничного полотна, мм 1 003 — 1 003
Номинальная скорость движения лестнич- 0,94 — 0,94
кого полотна, м/с
Провозная способность, чел./ч:
теоретическая 17 000 —— 17 000
с учетом коэффициента заполнения 0,75 13 000 —— 13 000
Мощность электродвигателя главного при- 200 132 90 40
вода, кВт
Масса (наибольшая), т 101 1 77 50 26
Пробег между капитальными ремонтами, 150 000 — 150 000
км
Уровень звука на эскалаторе, не более, 80 — 80
ДБ
Расчетный тормозной момент определяется по формуле
Л/т. р == ^тЛ/т. с>
где feT — коэффициент запаса торможения (feT — 1,504-1,75).
В пластинчатых конвейерах применяются натяжные устройства винтового и
пружинно-винтового типов. Ход натяжного устройства определяют по формуле
/н.у= (1,64-20) /ц, или принимают в пределах /н.у = 3204-1000 мм.
При поверочном расчете производятся уточненный тяговый расчет методом об-
хода по контуру; проверка выбранной тяговой цепи по уточненному максималь-
ному натяжению и по натяжению в период пуска; определение мощности привода;
выбор по каталогам двигателя и передаточного механизма; уточнение скорости дви-
жения ходовой части; определение фактической производительности; определение
тормозного момента; выбор тормозного устройства и типа натяжного устройства.
Разновидностью пластинчатых конвейеров являются эскалаторы (рис. 6.9), пред-
ставляющие собой наклонные цепные конвейеры с движущимися ступенями, которые при-
водятся в движение двумя параллельными тяговыми цепями. Неподвижные части эска«
латора в зоне движения пассажиров закрыты декоративной балюстрадой.
Таблица 6.15. Технические характеристики поэтажных эскалаторов
Параметр Тнп эскалатора
ЭП-11 ЭП-21 ЭП-12
Наибольшая высота подъема, м 3-6 3-6 3-8
Ширина лестничного полотна, мм Расстояние по осям поручней, мм Размеры ступени, мм: 1 003 1 003 603
1 360 1 360 —
ширина 1 003 1 003 603
высота 200 230
глубина 396 396 —.
база бегунков 340 340
Угол наклона лестничного полотна, ...° 30 35 30
Скорость лестничного полотна, м/с 0,55 0,55 0,55
Высота приводной и натяжной станций, мм 1 100 1 100 —
Высота наклонной части, мм 966 988
Шаг настила ступени, мм 10 10 10
Уровень шума, дБ 75 75 75
Масса эскалатора, т 10,800 10—15 12,2
Провозная способность, чел.-ч 9 000 9 000 4 500
251
Тоннельные эскалаторы (табл. 6.14) предназначены для массовых непрерывных пе-
ремещеннй пассажиров с одного уровня на другой; применяются в наклонных тоннелях
станций метрополитенов и других специальных строительных сооружениях: в шахтах, на
косогорах и т. п.
Поэтажные эскалаторы (табл. 6.15) предназначены для перемещения пассажиров
в торговых, зрелищных, выставочных, спортивных и других зданиях.
Электропривод эскалатора асинхронный с релейно-контакторной аппаратурой управ-
ления. Эскалаторы состоят нз натяжного устройства, ходового лестничного полотна, на-
правляющих, входных площадок н перекрытий, поручиевого устройства, балюстрады,ме-
таллоконструкций, предохранительных, смазочных и вспомогательных устройств, огра-
ждения, анкерных связей, запасных частей и приспособлений. Эскалаторы оснащены ав-
томатическими предохранительными устройствами, обеспечивающими максимальную без-
опасность пассажиров н обслуживающего персонала.
Основные параметры и размеры эскалаторов должны соответствовать ГОСТ 17723—81.
Рис. 6.9. Общий вид эскалатора
6.2. Скребковые конвейеры
Классификация, конструктивные схемы и области применения. Скребковые
конвейеры охватывают группу транспортирующих машин, в которых груз пере-
мещается при помощи движущихся скребков по неподвижному желобу или трубе.
Скребковые конвейеры подразделяются по форме скребков — со сплошными н кон-
турными скребками, а также по высоте скребков — с высокими и низкими скре-
бками.
Отдельную разновидность представляют трубчатые скребковые конвейеры, кото-
рые позволяют иметь пространственные трассы различной конфигурации. Скребко-
вые конвейеры с высокими скребками применяют для горизонтального и наклонного
перемещения груза (рис. 6.10). Такой конвейер имеет стационарный открытый
желоб, одну или две вертикально замкнутые цепи, связанные с приводными и на-
тяжными звездочками. Скребки, закрепленные на цепях, обеспечивают перемещение
грузов.
Длина таких конвейеров обычно не превышает 60 м, угол подъема — 40°.
Подача груза в желоб конвейера может осуществляться в любом месте по его длине,
разгрузка производится через отверстия в дне желоба, перекрываемые шиберными
задвижками. Транспортирование груза может осуществляться по нижней, верхней
или одновременно по нижней и верхней ветвям в разные стороны. Основные пара-
метры нормализованных скребковых конвейеров с прямоугольными скребками
по типажу, разработанному ВНИИПТмашем, приведены в табл. 6.16.
Конвейеры со скребками шириной 200—320 мм имеют скорости 0,1—1,0 м/с;
со скребками шириной 400—1200 мм — скорости 0,5—0,63 м/с. Конвейеры с вы-
сокими скребками применяют прн транспортировании насыпных грузов, не под-
верженных крошению, нлн таких, крошение которых не снижает их качества: ка-
менный уголь, торф, зола, песок, древесные отходы и т. д.
252
Скребковые конвейеры с низкими скребками применяют для горизонтального
и наклонного перемещения груза (рис. 6.11). Перемещение груза в желобе конвейера
цепью и скребками происходит сплошным слоем, высота которого в 2—6 раз выше
высоты скребков. Это осуществляется за счет большего трения частиц груза между
цепью и скребками, чем стенками и дном желоба. Конвейеры с низкими скребками
имеют вертикально замкнутое расположение тяговой цепи. Тяговая цепь со скреб-
ками проходит внутри каркаса и огибает концевые звездочки. Нижняя ветвь цепи
обычно перемещает транспортируемый груз. Обратная ветвь цепи располагается
в верхней части каркаса и движется по направляющим путям или роликам.
В ряде случаев конвейер может иметь два герметичных желоба, в которых про-
исходит раздельное перемещение груза в разных направлениях. Конвейеры с низ-
Рис. 6.10. Скребковый конвейер с высокими сплошными
скребками с двумя рабочими ветвями
кими скребками имеют более крутые углы наклона — до 60°, длину — до 100 м,
производительность — до 700 т/ч. Они применяются для транспортирования самых
разнообразных хорошо сыпучих, пылевидных, зернистых и мелкокусковых материа-
лов при нормальных и повышенных (до 700 °C) температурах. Конвейеры с низкими
Таблица 6.16. Основные параметры нормализованных скребковых конвейеров
с высокими сплошными скребками
Размер скребка, мм Шаг скребка, мм Тип скребка Шаг звена це- пи, мм Количество тя- говых цепей, мм , Производитель- ность (м3/ч) при горизонтальном транспортирова- нии со скоро- стью 0,5 м/с Наибольшие размеры кус- ков груза, мм
Ши- рина Вы- сота рядово- го сортиро- ванного
200 100 320 Консольный 160 1 30 50 30
250 125 320 2 160 1 50 60 40
320 160 500 2 250 1 60 80 50
400 200 500 Консольный и сим- метричный 250 2 100 180 120
500 200 640 Ящичный 320 2 125 220 150
650 250 640 2 320 2 200 300 200
800 250 640 2 320 2 250 350 220
1000 320 800 2 400 2 400 350 300
1200 400 800 2 400 2 630 400 350
253
скребками имеют ширину желоба от 125 до 1000 мм н скорость транспортирования
от 0,1 до 0,4 м/с. Для таких конвейеров ВНИИПТмашем разработан типаж на ряд
типоразмеров, приведенных в табл. 6.17.
К достоинствам этих конвейеров можно отнести герметичность процесса транс-
портирования, сложность трассы, широкий диапазон производительности, возмож-
ность транспортирования горячих грузов и незначительное измельчение грузов
с малой прочностью, к недостаткам — изнашивание цепей, скребков и дннща же-
лоба, а также возможность всплывания цепи над транспортируемым грузом.
Трубчатые скребковые конвейеры могут иметь разнообразные пространственные
трассы. Конвейер содержит бесконечную цепь с прикрепленными к ней плоскими
или контурными скребками, которая движется внутри герметичной трубы н обеспе-
чивает перемещение груза непрерывным потоком. Приводной механизм с помощью
приводной звездочки приводит цепь в движение. Загрузка и разгрузка конвейера
производится на горизонтальных участках.
Трубчатые конвейеры предназначены для транспортирования разнообразных
пылевидных, порошкообразных, зернистых и мелкокусковых грузов. Благодаря
герметичности трубчатых конвейеров их можно использовать для транспортирования
токсичных, пахучих и горячих насыпных грузов. Трубчатыми конвейерами нельзя
транспортировать мелкие и быстро слеживающиеся грузы, а также грузы с кусками
высокой прочности. Такие куски могут застопорить конвейер, попадая между скреб-
ками и трубой. Горячие грузы, подлежащие охлаждению в процессе транспортиро-
вания, перемещают в трубах с рубашками водяного охлаждения.
Трубчатые конвейеры пелесообразно применять при производительности от 4
до 35 м3/ч и скорости транспортирования 0,16—0,32 м/с, длине прямолинейных уча-
стков до 60 м и высоте подъема до 20 м, общей протяженности трассы до 80 м. Пара-
Таблица 6.17. Основные параметры конвейеров
с низкими сплошными скребками
Тип конвейера Желоб, мм Производитель- ность для зернис- тых грузов, ма/ч
Ширина Рабочая высота
Горизонтальный Горизонтальный, пологонаклонный Горизонтальный, наклонный Вертикальный, петлеобразный 125 200 320 500 650 125; 200 320 90 125 200 320 400 90; 125 200 3,4—13,8 7,5—30,0 19,0—76,0 48,0—192,0 76,0—300,0 2,4—9,2; 6—24 4,5—58,0
254
метры трубчатых конвейеров, рекомендованные ВНИИПТмашем, приведены
в табл. 6.18.
К достоинствам трубчатых конвейеров следует отнести простоту конструкции,
которая достигается за счет использования стандартных труб и цепей рабочего сече-
ния трубы с высоким коэффициентом заполнения, а также большое разнообразие
пространственных трасс для перемещения груза; к недостаткам — быстрое изнаши-
вание трубы и скребков, особенно на криволинейных участках.
Применение контурных скребков позволяет создавать конвейеры с разнообраз-
ными трассами (рис. 6.12). Внешнее очертание контурного скребка повторяет с не-
которым зазором рабочий контур
желоба конвейера, поэтому контур-
ный скребок может более эффек-
тивно, чем низкий сплошной скре-
бок, перемещать насыпной груз.
Такие конвейеры применяют для
перемещения не только по горизон-
тали, но и по крутому наклону и
по вертикали. Конвейеры с контур-
рис. 6.12. Горизонтально-вертикальный конвейер с контурными скребками
ными скребками выполняются с вертикально замкнутым и горизонтально замкнутым
расположением ходовой части.
Горизонтально замкнутые конвейеры обычно имеют трассы прямоугольного
очертания в горизонтальной плоскости и часто используются как распределительные.
Конвейеры с вертикально замкнутым расположением снабжены закрытым же-
лобом, разделенным на две части, внутри которых движутся рабочая и обратная
ветви цепи. Такие конвейеры применяют для транспортирования мелкосыпучих
Таблица 6.18. Рекомендуемые параметры трубчатых
скребковых конвейеров
Размеры трубы (ГОСТ 8732 — 78). мм Размеры ходовой части, мм Масса 1 м ходо- вой части **г кг Расчетная производи- тельность при скорости 0,16 м/с, м’/ч
Диаметр скребка Шаг скребка *
Наруж- ный Диаметр Толщина стенки Тип трассы
Горизон- тальная Комбини- рованная
108 159 219 4 4,5 6 94 142 198 320—400 320—400 480—600 160—200 160—200 320—400 8,7 11,6 17,6 4 9 16
* Кратный шагу цепи 80—100 мм. ** Для разборной тяговой цепи типа Р2-100-220 при шаге стальных скребков 200—400 мм для комбиннроваииой трассы.
255
пылевидных, зернистых и сортированных мелкокусковых грузов с кусками малой
прочности без твердых включений при сравнительно небольшой производительности
(до 60 т/ч) и небольших длинах транспортирования — до 50 м при высоте подъема
до 15—20 м.
Для транспортирования конвейерами с контурными скребками не рекомендуется
применять насыпные грузы, имеющие повышенную влажность, липкость к металлу,
а также приводящие к коррозии и абразивному износу деталей конвейера. Наличиб
твердых кусков в грузах может привести к заклиниванию их между скребками и
желобами.
Конвейеры с контурными скребками имеют скорости движения скребков —
0,1—0,25 м/с. Меньшне скорости применяют для транспортирования пылевидных-
грузов. В типаже вертикально замкнутых конвейеров с контурными скребками
предусмотрены конвейеры с желобом следующих габаритных размеров: 125X90;
200Х 125; 320X200 мм, которые при скорости движения скребков 0,16 м/с по комби-
нированной трассе обеспечивают производительность при транспортировании насып-
ных грузов от 4 до 22 м3/ч и пылевидных — от 2,6 до 14 м3/ч.
К достоинствам конвейеров с контурными скребками можно отнести герметич-
ность трассы, возможность промежуточной 'загрузки на горизонтальных и наклон-
ных участках, разнообразие трасс перемещения грузов в одной плоскости, саморе-
гулирование загрузки без применения питателей; к недостаткам — интенсивное изна-
шивание цепи, скребков и желоба, невозможность транспортирования липких грузов
и грузов с твердыми включениями.
Составные элементы и основные параметры. Основными элементами скребковых
конвейеров являются цепн, скребки, приводы, натяжные устройства н желоба.
Некоторые типы скребковых конвейеров оборудуются сбрасывателями груза для пол-
ной очистки конвейера, ограничителями производительности, устройствами для
очистки цепей и т. п.
Тяговым элементом большинства скребковых конвейеров являются пластинча-
тые тяговые цепи (ГОСТ 588—81), тяговые разборные цепи (ГОСТ 589—74), цепи
сварные тяговые (ГОСТ 2319—70) (табл. 3.10—3.17), специальные вильчатые цепи
(ГОСТ 12996—79) н цепи, изготовленные заодно со скребками.
В конвейерах с высокими скребками применяют обычно одну или две пластин-
чатые втулочно-катковые цепи типа 3—4 по ГОСТ 588—81 с« шагом 160; 200; 250;
315 и 400 мм. В коротких тихоходных конвейерах применяют разборные тяговые
цепи по ГОСТ 589—74 с шагом от 80 мм и сварные тяговые цепн по ГОСТ 2319—70.
В конвейерах со сплошными низкими скребками тяговым элементом служит
пластинчатая втулочная или втулочно-роликовая цепь (ГОСТ 588—81) нли вильча-
тая цепь (ГОСТ 12996—79) с шагом 160—200 мм. Обычно при ширине скребков
до 500 мм применяют одну цепь, свыше 500 м — две цепи.
В специальных конвейерах для подземного транспортирования угля применяют
усиленные разборные тяговые цепи (ГОСТ 589—74) с шагом 80 мм или круглозвен-
ные сварные цепи (ОСТ 12.44.013—75) с шагом цепи 64 мм. На этих конвейерах
применяется от одной до трех цепей. В конвейерах с контурными скребками
применяют вильчатые цепи (ГОСТ 12996—79), пластинчатые втулочные цепи
(ГОСТ 588—81) и специальные вильчатые цепи, изготовленные совместно со скреб-
ками.
Высокие скребки конвейеров имеют прямоугольную, трапецеидальную или по-
лукруглую форму. Нормализованные прямоугольные скребки предусматривают кон-
сольное и симметричное крепление к тяговым цепям. Консольные скребки шириной
200—320 мм и высотой 100—160 мм закрепляют на одной цепи, консольные и сим-
метричные скребки шириной 400 мм и высотой 200 мм закрепляют на двух
цепях.
Ящичные скребки имеют ширину 500—1200 мм и высоту 200—400 мм. Высокие
скребки изготавливают из стальных листов толщиной 3—8 мм илн из пластмассы;
скребки трубчатых конвейеров — из стали, чугуна, пластмассы или резины толщи-
ной 10—20 мм и диаметром 94—198 мм; низкие скребки — из стержней, профильной
и полосовой стали.
Применение скребков из пластмассы илн алюминиевых сплавов позволяет
значительно снизить вес, повысить долговечность желоба и исключить возмож-
ность появления искр при ударах скребков на стыках секций, что важно при транс-
портировании взрывоопасных и легковоспламеняющихся грузов.
256
Крепление скребков с цепями осуществляется с помощью сварки или крепежных
деталей. Как и высокие скребки, они могут располагаться симметрично и несим-
метрично относительно горизонтальной оси поперечного сечения цепи.
Контурные скребки изготавливают совместно со звеньями цепи илн отдельно
и прикрепляют к вильчатым или пластинчатым цепям. Известно применение скреб-
ков из пластмасс.
Желоб конвейера с высокими скребками изготавливают по форме скребка прямо-
угольного, трапецеидального или полукруглого сечения. Для обеспечения доступа
в конвейер желоб изготавливают из секций длиной 3—6 м, а в ряде случаев в крыш-
ках предусматривают смотровые люки. Толщину стенок желоба принимают 3—6 мм.
Желоба для транспортирования абразивных материалов футеруют износостой-
ким покрытием. Желоб трубчатых конвейеров изготавливают из труб с толщиной
стенки 4—6 мм. Желоб конвейера с низкими скребками выполняют в виде единого
сварного каркаса из листовой стали, подкрепленным профильным прокатом.
Наиболее изнашиваемые части желоба — дно и криволинейные направляющие
перехода трассы конвейера выполняют из сменных полос легированных сталей,
подвергнутых термической обработке. Там, где это затруднено, применяют повы-
шенную толщину стенок (8—12 мм) или футеровку.
Приводы скребковых конвейеров выполняют обычно электрическими. Для
взрывоопасных условий эксплуатации, например подземного транспортирования
угля, применяют и пневматические приводы.
Электродвигатель с редукторами соединяют втулочно-пальцевой муфтой, гидро-
муфтой или клиноременной передачей. Редуктор с приводной звездочкой связывают
при помощи муфты или цепной передачи. Для повышения мощности конвейера могут
устанавливаться два, три или четыре привода в соответствии с принятой схемой
сборки. Приводной механизм должен иметь предохранительное устройство, исклю-
чающее поломку конвейера в случае его перегрузки и при заклинивании цепи. Для
этого устанавливают муфту предельного момента, предохранительные пальцы или
штифты.
Натяжные устройства в скребковых конвейерах обеспечивают устойчивое по-
ложение скребков для предотвращения их опрокидывания при консольном прило-
жении нагрузки. Это достигается за счет увеличенного натяжения цепей.
Натяжные устройства скребковых конвейеров, как и пластинчатых, — винто-
вые и пружинно-винтовые. Ход натяжного устройства принимается не менее 1,6 шага
цепи.
Скребковые конвейеры выпускаются серийно рядом заводов нашей страны.
Краткие технические характеристики конвейеров приведены в табл. 6.19—6.26.
В табл. 6.26 приведены основные параметры и размеры одноцепных скребковых кон-
вейеров с закрытым и полузакрытым рабочим желобом прямоугольного сечения
(ГОСТ 12924—78), предназначенные для перемещения семян и зерна в сельскохо-
зяйственных машинах.
Основные параметры и размеры на стационарные скребковые конвейеры, приме-
няемые в животноводстве и кормопроизводсте для транспортирования различных
видов кормов (комбикорм, измельченные грубые корма, силос, зеленый корм, сочный
корм, кормовые смеси влажностью до 75 % и др.), приведены в табл. 6.27.
Производительность скребковых конвейеров при насыпной плотности транспор-
тируемых кормов 75—1000 кг/м3 в зависимости от скорости цепи и ширины желоба
изменяется в пределах от 20 до 125 м3/ч.
Расчет. Конвейеры с высокими сплошными скребками рассчитываются следую-
щим образом. По заданной массовой Qm (т/ч) илн объемной (?0(м3/ч) производитель-
ности определяют минимальные ширину &ж и высоту йж желоба, которые затем
округляют в большую сторону в соответствии с нормализованными параметрами
скребковых конвейеров с высокими сплошными скребками.
Схема расположения груза перед скребками показана на рис. 6.13. Расчетная
площадь сечення груза в желобе
F = с = kh2 с
где Вж и йж — рабочая ширина и высота желоба, м; k — коэффициент соотношения
ширины и высоты желоба (fe = Вж/йж = 2,4ч-4); си—коэффициент использова-
ния объема желоба, определяемый по табл. 6.28.
П/р Ю. А. Пертена 257
Таблица 6.19. Краткая техническая характеристика
скребковых конвейеров типов СР и СП
Тип кон- вейера Груз Q, т/ч V , 11 м/с кВт Габаритные размеры, м
Конвейер Головка концевая Секция переходная
С-53М С-53М * Уголь 180 210 0,8 1,0 32 45 120Х X 1,49x0,6 150Х XI,6x0,6 0,72х0,85х Х0.36 2,5хО,бЗх Х0,27
СР-70А 360 0,94 32x2 150Х X 2,04x0,64 1,2X1,ОХ Х0.43 1,55x0,73х Х0.28
СР-70М СР-70М * 450 500 1,0 1,4 45X2 45x4 150х X 2,0x0,73 220 X Х2,Зх0,73 1,2X1,ОХ Х0,41 1,54хО,71Х Х0.38
СП-80 К Калий- ная соль 300 0,77 55x4 160Х X 2,3X0,82 2.0Х1.3Х Х0,46 1,42х0,80х Х0.23
* Поставляются по особому заказу.
Производительность скребкового конвейера
Qm = 3600Fpv = 3600Вж/1жсирс = 3600Л2жАсир«,
где р — насыпная плотность груза, т/м3.
Рнс. 6.13. Схема расположения насып-
ного груза перед высокими сплошными
скребками: при транспортировании
легкосыпучего зернистого и пылевид-
ного груза (а); плохосыпучего кусково-
го груза (б) и на наклонном конвейере
W
Шаг скребков /с (мм) обычно
Скорость перемещения скребков для раз-
личных насыпных грузов приведена ниже.
Кокс ............................... 0,50
Рядовой уголь, камень, порода.........0,65
Зола, известь, цемент.................0,75
Песок, гравий ........................0,90
Угольная мелочь ..................... 1,00
Из вышеприведенной формулы опреде-
ляем рабочую высоту желоба
Qm_____
3600vpfecH
Ширина желоба
ВцС = khfK.
/с — (2-5- 4) hc,
Высота скребка he обычно больше
на 25—50 мм. Полученную ширину желоба
Вп1 округляют по типовым размерам ширины
скребка Ьс (см. табл. 6.19—6.21) с учетом
зазора между желобами и скребком на каж-
дую сторону по 5—15 мм.
принимают равным двум шагам цепи или
где hc — высота скребка.
Принятые размеры шага скребков н ширины желоба для кусковых грузов про-
веряются по гранулометрическому составу транспортируемого груза. Рекомендуется
258
Таблица 6.20. Краткая техническая характеристика
скребковых конвейеров для угольной и цементной промышленности
11,11 конвейера Груз Q. г/ч а , м/с ц Шири нз скребка, мм Кин вейер Длина, м j Масса, т
КСГС-и КСГС-8 КСГС-10 Уголь, порода 200—250 240—310 390—490 0,5; 0,63 650 600 1000 До 59,2 » 59,2 » 50 До 40 » 50 » 60
СМЦ-127 Клинкер 150 0,2—0,4 550 5,6—52 —
Таблица 6.21. Краткая техническая характеристика
скребковых конвейеров типа КС
Тип кон- вейера Q. У ч м/с Высо- та подъ- ема, м Габаритные размеры, м
при угле наклона, ...° Дл ина Ширина
0 15 30 между звез- доч- ками прямых секций кон- вейе- ра же- лоба
КС-4 00 5—7,5 3,5—5,5 2,5— 3,5 0,11 До 10 До 70 0,4; 0,6; 0,8; 1,0; 2,0; 3,0; 4,0; 5,0 1,35 0,464
КС-600 10—11,5 7,5—11,5 5,0— 7,0 0,16 До 60 1,45 0,664
Таблица 6.22. Краткая техническая характеристика
скребковых конвейеров и перегружателей
Скопинского машиностроительного завода для транспортирования угля
Тпп конвейе- ра и перегру- жателя Q, т/ч Цель Рештачный став, мм -V, кВт К ол и - чест- во при- водов Конвейер
Рр, кН V , м/с Ц Вы- сота Ши- рина Дл ина в постав- ке, м Мас- са, т
СП-63-1 130 290 0,52 181 600 32 1 80 13
СР-52 140 250 0,8 168 — 22 2 100; 150 12; 18
СПМ-46 120 250 0,8 145 484 22 3 120; 170 16; 23
ПТК-1 340 410 0,93; 1,17 183 638 55 2 55 12
КСП-2 420 410 1,12 189 638 45 2 65 22
принимать В1К хса', /с1,5а', где а'— наибольший типичный размер куска
груза.
Значение хс выбирается в пределах хс = 34-7 — для сортированного и хс =
= 24-3,5 — для рядового груза.
При транспортировании плохосыпучих грузов ширину желоба проверяют
по условию
“ ВА„
9*
259
Таблица 6.23. Краткая техническая характеристика
скребковых конвейеров типов СК и СП
Тип конвейера Q, т/ч Цепь Рештачный став, мм кВт Коли- чест- во при- водов Конвейер
кН °ц’ м/с Вы- сота Ши- рина Длина в пос- тавке, м Мас- са, 1
СК-38 (разбор- ный) 120 380 0,64 104 430 22 1 100; 150 10,4; 15,8
СП-63 Т/С2* (передвижной) 260 410 — 183 638 55; 45 3; 4; 2; 3 100; 150 57,3; 70,8; 34,4
СП-190X 500 (СП-202) 480; 535 480 1,12; 1,25 190 642 55 3; 4 150; 175; 2/0 73,4; 97,2; 122
СП-190x500 (СП-63М) 300; 415 410 0,8; 1,1 183 638 45 2; 3; 4 150; 200; 220 59,1; 79; 83,3; 117,2
СП-190x500 (КМ-81-025М) 400 480 1,12 230 1352 45 3 300; 120 69,5
СПИ 90X500 (СП-87П) * Поставляет 465; 515; 600 ся без 480 1ривода. 1,12; 1,25; 1,40 214 1228 ПО; 55 2; 4 « 200; 170 140; 109; 112; 135
Таблица 6.24. Краткая техническая характеристика конвейеров
с погруженными скребками
Тип конвейера Q, ма/ч Оц, м/с Ширина желоба, мм Максималь- ная длина, конвейера, м
при температуре груза, °C
35 200 400
КПС (Ш)-200 20 — — 0,25 200 42
КПС (М)-200Т 21 7 0,16; 0,20; 0,25; 0,315; 0,4 60
КПС (М)-320Т КПС (М)-500Т КПС (М)-650Т — 45 80 ПО 12 28 36 320 500 650 100 70 60
260
Таблица 6.25. Краткая техническая характеристика
скребковых конвейеров для транспортирования стружки
Q, т/ч Ши- рина полот- на, мм а, м/с N, кВт tn, кг Н, м Угол подъ- ема. Габаритные размеры, м
10 600 0,167 2,2 7,5 7 483 23 240 7,40 14,00 75 90 6,8X3,9X7,9 4,3X2,4X14,75
2,7 3,0 11 290 9,00 75 18,75x1,65x10,25
4,8 1000 0,235 4,0 9 820 2,57 11,3X3,9X3,87
Таблица 6.26. Основные параметры и размеры
скребковых конвейеров (ГОСТ 12924—78)
Минимальное рабочее сечение кожуха, мм Габаритные размеры скребка, мм Фрасч1 кг/с и, м/с, не более <ц> ММ Шаг чере- дования скребков Число зубьев звездоч- ки, не менее
130X80 120X71 До 6 1,8 31, 75 4; 6; 8 7
150X80 160X85 140X71 150X75 До 6 6-8 38,00
170X100 160X90 8—12 2,0
210Х 140 200Х 100 12—20
220X 115 10
ЗООХ 125 260X100 20—32 2,2
261
Таблица 6.27. Основные параметры скребковых конвейеров
для кормов (ГОСТ 23977—80)
Схема поперечного сечения Скр Высота Н, мм ебок Ширина Ьс, мм Ширина желоба В , мм Шаг чередо- вания скребков, мм Скорость движения цепи, м/с
50 63 63 75 280 380 580 150 300 410 610 180 380 0,5 0,4 0,5 0,3; 0,5
.. м
,
80 80 380 390 410 0,3; 0,6 1,0
где А — ширина горловины загрузочного устройства, принимаемая обычно равной
ширине желоба,
А = [2 (1 + sin <р') 6'т0 + а' ]/р,
Где <р' — угол внутреннего трения насыпного груза; k’ — коэффициент запаса
(k' = 1,5-4-2); т0 — начальное сопротивление сдвигу; а' — максимальный размер
типичных кусков.
Если величина А, полученная по вышеприведенной формуле, больше Вт, то
произойдет зависание груза в горловине загрузочной воронки, что недопустимо.
В этом случае необходимо увеличить Вж, соответственно снизив скорость дви-
жения цепи. Для рядовых насыпных грузов шаг скребков tc вычисляют по формуле
... Г_____________0,5Вж____________।______0,67___I
° " ° LA’s (/' + sin Р) (Вж + keh) "Г tg (<хн + Р) J ’
где ан — угол естественного откоса насыпного груза; fef, — коэффициент бокового
давления; BiK — ширина желоба, м; h — высота тела волочения, измеренная пер-
пендикулярно к дну желоба, м (см. рис. 6.13); /' — коэффициент трения насыпного
груза о дно и стенки желоба; р — угол наклона конвейера.
После выполненных расчетов размер шага скребков округляется до ближайшей
большей величины, кратной шагу цепи. Масса порции груза т (см. рис. 6.13) перед
вертикальным сплошным скребком:
для легкосыпучих грузов
т=________________
2&б 0' + sin Р) (Вж A’g/i) ’
Таблица 6.28. Коэффициент Си
Транспортируемый груз Угол наклона конвейера, ...°
0 10 20 30 35 40
Легкосыпучий Плохосыпучий 0,5—0,6 0,7—0,8 0,42— 0,51 0,69— 0,75 0,32— 0,39 0,59— 0,68 0,25— 0,3 0,52— 0,6 0,42— 0,48 0,35— 0,4
262
для плохосыпучих грузов при т0 > О следует определить высоту вертикального
откоса
Ло = (1 + 2<р') то/(0,62р),
а залем сравнить ее в высотой тела волочения 1г.
Если h > й0, то
т - 2ЙО (/' + sin Р) [Bh + (h- h0)2k5] ’
если 1г h0, то
pB2h (h
m = 2/гб (/' + sin ₽) [Вж — (h0 — /г) &б] ’
Фактическая производительность конвейера определяется по формуле
Qm = 3,6/?гот/Д,
Рис. G.14. Расчетные схемы скреб-
ковых конвейеров
где kr — коэффициент, учитывающий гранулометрический состав груза (Д = 0,8 —
для пылевидных грузов; /гг = 0,9 — для кусковых и зернистых грузов); т — масса
порции груза перед скребком, кг; tc — шаг скребков, м. Тяговый расчет произ-
водится общеизвестным методом обхода по контуру, причем начинают расчет с точки
минимального натяжения цепи Smin (рис. 6.14).
Обычно принимают Smin = 100-4-500 даН в зависимости от длины и произво-
дительности конвейеров. У горизонтальных конвейеров (см. рис. 6.14, a) Smin рас-
положена в точке сбегания цепи с приводной звездочки. У наклонных и комбини-
рованных конвейеров с наклонной хвостовой частью (см. рис. 6.14,6 и в) S,mn
может быть в точках 1 и 2, в зависимости от соотношения Lr, w и Н, где ш —
коэффициент сопротивления движению опорных элементов тяговой цепи.
Для цепей с ходовыми катками w = 0,10-4-0,13; для цепей без катков w = 0,25.
Если Егаэ> //, то Smin находится в точке 1, если Lrw<.H, то — в точке 2.
При LTw = Н, натяжения в точках 1 и 2 равны (без учета потерь на перегиб
трассы).
Для комбинированных конвейеров с горизонтальным хвостовым участком трассы
(рис. 6.14, гид) точка 5тщ зависит от соотношения величин L'w и И, где L' —
проекция длины от привода до начала горизонтального участка.
Если L'w > И, то Smin находится в точке 1, если L'w < Н, то Smin — в точке 2
Для случая верхнего крепления скребков к цепи Slnln определяют по формуле
min = лДс/фц tg бе),
где т — масса порции груза перед скребком; адк — коэффициент сопротивления
движению груза в желобе; /гс — высота скребка; — шаг цепи; 5С — допустимый
Угол отклонения скребка, принимаемый в пределах 2—3°.
Коэффициент сопротивления движению груза в желобе определяется по формуле
^ж = /' [1 -ф (&б + ^ср)/Вж].
263
где Лер — средняя высота тела волочения,
вине высоты бортов желоба.
Значения коэффициента сопротивления
ном желобе можно принять следующие:
которую можно принять равной поло-
при движении ряда грузов в сталь-
Каменный уголь .... 0,57—0,66
Угольная пыль .... 0,60—0,79
Цемент ................ 0,93
Глина.................. 0,6—0,7
Зерновые грузы .... 0,3—0,4
Гашеная известь .... 0,65
Песок ......... 0,68
Влажная зола......... 0,68
Опилкн 0,60
Кальцинированная сода 0,65
Крахмал.............. 0,78
Гранулированный сахар . 0,67
Максимальное натяжение цепи
^шах ~9г (w*Lr + Н) + Smin 4- SX.B,
где = 0,84-2,0 для катковых цепей; w'x = 1,04-4,5 для скользящих цепей;
Зх. в — натяжение от веса холостой ветви,
в — 9о (.Н — Lrw)',
w — коэффициент сопротивления опорных элементов тяговой цепи; </0— линейная
нагрузка от скребковой цепи, определяемая при ориентировочных расчетах по фор-
муле
9о « Л</7г-
Здесь kq — эмпирический коэффициент (kq = 0,54-0,6 — для одноцепных конвейе-
ров и kq= 0,64-0,8 — для двухцепных конвейеров).
Линейная нагрузка от транспортируемого груза вычисляется по формуле
9г = gQ/(3,6t^r).
Коэффициент kr выбирается в зависимости от транспортируемого груза. Для
кусковых, зернистых и порошкообразных грузов kr = 0,9, для пылевидных гру-
зов kr = 0,8.
По Smax с учетом динамических нагрузок проверяется тяговая цепь на проч-
ность.
Расчет сопротивлений движению производится следующим образом.
Сопротивление трения на прямолинейных участках трассы
W пр = (9г^ж + q<iw) Lr, “
где £г — длина горизонтальной проекции конвейера.
Сопротивление силы тяжести груза и тяговой цепи
1Гт = ± (9г Н- 9о) Н
Сопротивление трения на криволинейных участках, если силы натяжения цепи
прижимают ее к направляющим, можно вычислить по формуле
1ГК = SK (е°’008Р _ 1),
где SK — натяжение цепи при входе на криволинейный участок.
Сопротивление очистительных устройств
оч = 9оч^оч5ж'
где </оч — линейная нагрузка от очистительных устройств (q04 = 3004-500 Н/м);
?оч — число очистительных устройств иа конвейере, шт.
Сопротивление загрузочного устройства
Wa = 0,79rZ3,
где /3 —длина загрузки.
Сопротивление от перегиба цепи на отклоняющем устройстве вычисляется по
формуле
Wa3 = 2-llxdS'a6/D0,
264
е р, _ коэффициент треиия в шарнирах цепи без смазки (р = 0,45); Знб — натя-
жение цепи при набегании иа отклоняющее устройство; d — диаметр валика цепи;
Р ___диаметр начальной окружности звездочки.
Сопротивление от перегиба цепи на приводной звездочке определяют по фор-
муле
п = (^нб + S°6) pd/Oo.
где Знб и SC6 — натяжение цепи в точке набегания и сбегания с приводной звез-
дочки соответственно.
Сопротивление подшипников приводных звездочек
Ctii
й^п. п = (Знб + 5сб) wn sin 2 ’
где Wn — коэффициент сопротивления подшипников качения с уплотняющими
устройствами (шп = 0,104-0,015); а п —угол перегиба цепи.
Сопротивление подшипников отклоняющих звездочек получим из выражения
Гн. о = 2,13нбшп sin-y1 •
Полное сопротивление движению
Г = гпр + Гт Г3 Гиз -|- ГИз, п Гп. п й^п. о Гоч<
Мощность двигателя определяют по формуле (3.95).
Для расчета скребковых конвейеров со сплошными низкими скребками исходя
из заданной производительности конвейера определяют ширину желоба
Вт = Qm/(3600ypif>cn/i),
где ф— коэффициент, учитывающий объем, занимаемый цепью со скребками (ф =
= 0,804-0,85); сп—поправочный коэффициент для горизонтальных и пологона-
клонных конвейеров (сп = 0,9—0,8); v — скорость транспортирования (о=0,14-<
4-0,8); h — высота слоя груза.
Для горизонтальных и пологонаклонных конвейеров значения h обусловливаются
свойствами транспортируемого груза и могут быть выбраны по экспериментальным
данным или приближенно по формуле h = (0,34-0,6) Вс, но не меньше высоты
скребка hc (меньшая величина для пылевидных грузов, большая — для зернистых).
Для конвейеров с крутонаклонными участками h = hc', ширина скребка Вс ~
~ Вж — (54-15) мм; высота скребка hc для крутонаклонных конвейеров ((3=354-60°)
принимается равной или меньшей высоты цепи hc кз 504-30 мм. Для горизонтальных
и пологонаклонных конвейеров (Р < 204-30°) hc= 604-130 мм. Тяговый расчет
конвейера выполняется методом обхода по контуру.
Трубчатые скребковые конвейеры рассчитываются в следующей последователь-
ности. По заданной расчетной производительности определяют внутренний диаметр
трубы конвейера и округляют до ближайшего большего стандартного размера
D ~ V(2т/2826роф,
где ф — коэффициент заполнения сечения трубы.
С учетом объема, занимаемого цепью и скребками (ф= 0,84-0,9), v — скорость
движения скребков (и = 0,104-0,40 м/с).
Шаг скребков 1С принимают в зависимости от шага цепи и диаметра трубы D
из соотношения
4 « Ау/ц да k.,D,
где kv и k2 — конструктивные коэффициенты.
Для горизонтальных и наклонных конвейеров с прямолинейной трассой kf =
~ 2-^-6; k.2 = 24-3; для конвейеров с комбинированной трассой, имеющей верти-
кальные участки, kr = 24-4, k2 = 1.
При любой трассе шаг скребков должен быть кратным двум шагам цепи. Диа-
метр скребка Dc принимают равным D — (104-15) мм.
265
Теговый расчет выполняется методом обхода по контуру. При этом принимают
коэффициент сопротивления движению ходовой части ш = f, где/'— коэффи-
циент трения скребка по трубе. Для стальной трубы и стального или пластмассового
скребка а:' = /' = 0,34-0,5; для обрезиненного скребка ш' = /' = 0,54-0,6. Коэф-
фициент сопротивления перемещению груза по трубе с учетом давления груза на
стенки трубы принимают для горизонтальных участков ш' = 0,64-0,7, для верти-
кальных участков = 2,54-3,0.
Первоначальное натяжение цепи So для конвейеров с прямолинейной трассой
принимают Sj = 504-100 даН; для конвейеров с закруглениями на криволинейных
участках трассы принимают So = 1504-20 ) даН. Увеличение So в этом случае вы-
звано тем, чтобы исключить возможность чрезмерного (более чем па 24-3°) поворота
скребка.
Таблица 6.29. Рекомендуемые
скорости движения цепей конвейеров
с погруженными скребками общего
назначения
Абразииная способность транспорти- руемого груза Скорость движения цепи, м/с
оптимальная макси- маль- ная
Высокая 0,160—0,200 0,315
Средняя 0,200—0,315 0,400
Низкая 0,315—0,400 0,500
Неабразивный 0,400—0,500 0,630
Таблица 6.30. Значения
поправочного коэффициента
Груз Конвейеры
горизон- тальные и полого- наклон- ные верти- кальные и круто- наклон- ные
Мелкокусковой 0,9 0,80
Зернистый 0,9 0,60
Пылевидный 0,8 0,45
Расчет конвейеров с погруженными скребками осуществляется следующим
образом. Исходя из заданной производительности конвейера определяют размеры
желоба.
Ширина желоба (м)
3600/гоПр ’
где kn — коэффициент соотношения ширины и высоты желоба; и — скорость дви-
жения скребковой цепи, м/с (табл. 6.29); kg — поправочный коэффициент (табл. 6.30).
Коэффициент kn вычисляем по формуле
Дп =
где йж — высота рабочей части желоба.
В соответствии с типоразмером выбирают ширину желоба Вж, ближайшую боль-
шую по отношению к полученной расчетом, и высоту желоба /г;к. При транспорти-
ровании кусковых грузов выбранный размер Вж проверяют по гранулометрическому
составу: для рядовых грузов В}к (3,34-3,6) а'; для сортированных грузов В.,,. Д
> (64-7,4) а', где а' — наибольший размер типичных кусков груза.
Для илохосыпучих грузов (т0/> 0) ширину желоба проверяют по формуле
д (3-H4)(14-sincp1)T0
Вж >-----------------------1- а ,
Г
где фг — угол внутреннего трения груза; т0 — начальное сопротивление сдвигу.
Если указанное условие не выполнено, то груз будет образовывать свод над
загрузочным отверстием желоба.
В зависимости от ширины желоба выбирают геометрические размеры скребка.
Толщина контурного скребка для пылевидных, порошкообразных и легкосыпучих
грузов 6 0,15ВЖ; для кусковых и плохосыпучих грузов 6 ж 0,1Вж.
266
Шаг скребков /с выбирается кратным шагу тяговых цепей /ц в диапазоне
от 100 ДО 600 мм. Большее значение принимается для малых величин коэффициента
подвижности насыпных грузов.
Максимальная расчетная производительность конвейера (т/ч)
q,-, 3G00Bxhnivpkyknkc,
тч Ад. — коэффициент уплотнения груза при перемещении его внутри желоба
(/; = 1,14-1,2); /гп — геометрический коэффициент, учитывающий потери полез-
| 0го объема желоба из-за размещения в нем скребковой цепи (kn = 0,97); kc —
[..е^ффиниент сдвига, учитывающий возможность отставания транспортируемого
гоеза от движущейся цепи (kc = с'Г'0ц).
Основными факторами, влияющими на величину kc. являются конфигурация
тгассы и свойства транспортируемого груза (размер частица', угол внутреннего
тгсчия и др.). Значения kc для различных типов конвейеров и транспортируемых
I i \ зог приведены ниже.
Горизонтальные и пологонаклонпые с Р <20° ................... 0,80 — 0,95
Dep шкальные и ирутонаклонные конвейеры
для мелкокусковых и зернистых грузов................ , , 0.60 — 0,80
для пылевидных грузов................................. , 0.40 — 0,60
Для конвейеров с комбинированной горизонтально-вертикальной или горизон-
тыю-крутонаклонной трассой также, как и для горизонтальных, принимают /?с =
- 0,84-0,95, так как подпор, создаваемый на горизонтальном участке, обеспечивает
гдоную скорость перемещения груза по всей трассе конвейера. Указанные значения
L действительны только при непрерывной полной загрузке конвейера.
Тяговое усилие в скребковой цепи характеризуется величиной ее натяжения,
«обходимого для преодоления сопротивления перемещению транспортируемого
I руза и движению самой цепи внутри желоба конвейера. Сопротивления движению
и" за и цепи на прямолинейных и криволинейных участках трассы действуют по
гсей длине каждого участка, т. е. являются распределенными сопротивлениями IVp.
Помимо IV-р имеют место еще местные сопротивления IVM, например, в местах оги-
бания целью звездочек и блоков, загрузки и разгрузки конвейера, установки очист-
ных или иных вспомогательных устройств.
Сумма местных сопротивлений обычно не превышает 0,1 IVp. Общее сопротив-
л-ние можно выразить уравнением
II о == IVр -ф- IVм 1, HVp.
Сопротивление IVр определяют как сумму сопротивлений движений груза и цепи
на различных участках трассы:
'!'Д = £ ^г + £ IVU,
где У IVг — сопротивление движению груза внутри желоба от давления его на
боковые стенки и дно желоба н сопротивление подъему груза,
£ Fr = IV! + IV 2 + IV3.
Здесь IVj — сопротивление движению груза от его давления на дно желоба;
1Г2 — сопротивление движению груза от его давления на стенки желоба; IV3 — со-
противление, затрачиваемое на подъем груза. Для горизонтальных и наклонных
участков трассы
)) 1 — Qi-fpL ,
где fr — коэффициент трения груза о желоб; L — горизонтальная проекция длины
конвейера по осям приводного вала и натяжного блока, м.
Линейная нагрузка от транспортируемого груза
Pr = 1000Bj!;hrpfeyferg,
где hr — фактическая высота груза рабочей части желоба.
Независимо от фактической производительности конвейера для вертикальной
и комбинированной его трассы принимают /гг = h, где h— полная высота рабочей
части желоба, м.
267
Для горизонтальных и пологонаклоиных конвейеров h определяется исходя
из фактической производительности конвейера.
Для конвейеров с горизонтальной и пологонаклонной трассой
для крутонаклонной и вертикальной трассы
= qTfrL + 2(ВЖ + h) pfTH,
где ke — коэффициент бокового давления; р — давление на стенки желоба при
перемещении по крутонаклонным и вертикальным участкам трассы; Н — высота
подъема груза.
Коэффициент бокового давления вычисляется по формуле
= (1.2 + у) fcgmin.
где v — скорость движения груза, м/с; nmtn — минимальный коэффициент бокового
давления,
=1+/2 - - /о
При fr » fo или h > /о
fcemln = 1/(1 + sin <р'),
где /о — коэффициент внутреннего трения груза.
Давление на стенки желоба для конвейеров со скребками с замкнутым контуром
определяем из уравнения
р — 1О3В'й'рйц/(/п/о);
для конвейеров со скребками с открытым контуром — из уравнения
_ 103В'й'р£ц
Р lufo-b'h ’
где В' и h' — соответственно ширина и высота слоя груза, ограниченная внутрен»
ним контуром скребка, м; Zn — периметр или часть периметра сечения грузового
слоя, ограниченная внутренним контуром скребка и не соприкасающаяся со стен»
ками желоба, м; Ь' — расстояние между концами скребка при скребках с откры-
тым контуром, м.
Принимая наиболее распространенные в практике соотношения отдадьных
элементов конвейеров, например, й=0,6В; В' = 0,65Вж; h' = 0.65Я и q>j =
= 36° 40', получим формулы для приближенного расчета сопротивления движению
груза от его давления на стенки желоба:
для конвейеров с горизонтальной и пологонаклонной трассой
1Г2 = 0,36^г/[Л;
для конвейеров с крутонаклонной и вертикальной трассой
Й72= 0,36?r/r (L+ 2,5Я);
^3= <7гД.
Распределенные сопротивления движению скребковой цепи складываются
из сопротивлений, возникающих в результате трения рабочей и холостой ветвей
цепи о желоб на прямолинейных и на криволинейных участках, и сопротивления
подъему цепи
U Wn = Й7р. ц + «7П. ц + П7Х. ц + ГПов. ц.
Сопротивление движению рабочей ветви скребковой цепи в результате ее тре-
ния о желоб на прямолинейных горизонтальном и наклонном участках трассы
И^р. ц = цВ,
268
Таблица 6.31. Значения
коэффициента к ж
Тип цепи Ширина желоба, м
© о V/ ч S Л ч
Скребковая вилочная 46 60
Пластинчатая 48 62
цепи, Н; £j — расстояние от оси натяжной
участка, м.
Величина ?ц определяется в соответствии с принятым типоразмером конвейера
как сумма массы самой цепи и массы скребков, установленных на 1 м скребковой
цепи, умноженных на g. Приближенное значение qlt можно получить по формуле
„ = kmBcg,
с — коэффициент формы скребков (для горизонтальных и пологонаклонных
конвейеров с плоскими скребками с= 1, для крутонаклонных и вертикальных
конвейеров с контурными скребками с= 1,35); — коэффициент, учитываю-
щий размеры желоба (табл. 6.31); ft.— коэффициент трения цепи о желоб.
При движении стальной цепи по
стальному желобу /ц = 0,5-ь0,4.
Усилие, затрачиваемое на подъем
рабочей ветви скребковой цепи,
11’ п. и ~ ЯцН-
Сопротивление движению холостой
ветви скребковой цепи
1Ех. и = ?ц/ц^- ± •
Если холостая ветвь движется на
подъем, указанная формула пишется со
знаком плюс, со знаком минус — при
движении цепи вниз.
Сопротивление движению рабочей
ветви скребковой цепи на криволинейном
участке трассы, где цепь изменяет направление своего движения, опираясь на не-
подвижную плоскость желоба,
'Епов. ц - SK (е'цр - 1) = SK (е°’017'ц₽ - 1),
где SK — натяжение цепи при входе на криволинейный участок, Н; р — угол
наклона трассы к горизонту, ...°.
Натяжение цепи в точке набегания на криволинейный участок трассы с учетом
сопротивлений от давления груза на стенки желоба
= 1,15х.ц ^-1 (?ц^ц Н- J >36^г/г),
где 5Х.Ц — натяжение холостой ветви
звездочки до начала криволинейного
При Н < 0,5£н и /ц — 0,5
Sx. ц —So-]- + ?ц/ц£н — ЧцН,
где So — предварительное натяжение
тальной проекции наклонного участка трассы с высотой подъема груза И, м.
В данной формуле при Н 0,5£н и )ц= 0,5 выражение <?ц/ц£п — ЧцН не
учитывается.
Для обеспечения условий нормального сбега звеньев цепи с зубьев ведущей
звездочки принимают So = 5</ц.
Местные сопротивления движению скребковой цепи
1ЕМ = 4Y7 Ог —J— Ч’ заг разг + оч-
Сопротивление движению скребковой цепи при огибании ею приводной звез-
дочки натяжного или отклоняющего блока
и- /1^ V (5цб + Sc6 + G) + f'idu (SH6 + 5сб)
11 or =-----------------------------------------
скребковой цепи, Н; £н — длина горизон-
Du. о
где d — диаметр вала звездочки, мм; 5нб — натяжение набегающей ветви цепи, Н;
Du. о — диаметр начальной окружности звездочки, или диаметр окружности, на
которой лежат оси пальцев цепи, огибающей блок, мм; G — усилие, передаваемое от
массы вала со звездочками (блоками), Н; dn — диаметр пальцев скребковой
269
цепи, мм; j\ — коэффициент сопротивления подшипников и уплотнений (для под-
шипников трения скольжения Ц = 0,2, для подшипников трения качения Ц = 0,1);
/2 — коэффициент трения в шарнирах скребковой цепи (/2 = 0,5).
Для ведущей звездочки
SH6 = 1, Hlzp + Scg;
для натяжной —
5нб — Sx. ir
для отклоняющего блока
где №р — сопротивление движению на участке конвейера от точки сбегания цепи
с ведущей звездочки до точки набегания ее на отклоняющий блок, Н‘ Scs — натя-
жение сбегающей ветви цепи, Н [для ведущей звездочки SC6 = 5<?ц, или 5Сб =
= ?ц (Н — /ц£н), если трасса конвейера отвечает условию Н > 0,5LH + 5; для
натяжного и отклоняющего блоков Scg 1,15нб].
Сопротивление движению скребковой цепи в местах установки загрузочных
устройств для каждой точки загрузки определяется по эмпирической формуле:
Ц73 = 330O3pSH6 = 260B2pg',
где й3 — длина прямоугольного загрузочного отверстия, м; Ья— ширина загрузоч-
ного отверстия, обычно равная ширине желоба (&3 = м; D—диаметр круглого
загрузочного отверстия, м; р — насыпная плотность груза, т/м3.
Сопротивление движению скребковой цепи в местах расположения разгрузоч-
ных устройств
1Граз = Ю0В2жР£,
где В;К — ширина желоба, м.
Сопротивление одиночного очистного устройства для звездочек блоков и скреб-
ковой цепи можно принимать равным
Гоч = 2Со^;к>
где Хп — эмпирический коэффициент (Xo = 100 для очистного устройства скребко-
вой цепи; А'о = 50 для очистного устройства звездочек и блоков).
Максимальное натяжение скребковой цепи Smax определяют исходя из рас-
считанного тягового усилия
‘Smax = И'иЧ- Scg, *
где SC6 — натяжение скребковой цепи, сбегающей с ведущей звездочки [(SC6 =
= 5<?ц — для горизонтальных и пологонаклонных конвейеров; Sc6 = <?ц (Я — fuLH)—
для конвейеров с крутонаклонными и вертикальными участками трассы].
Принятая скребковая цепь должна удовлетворять условию: Saon > Smax.
При несоблюдении условия необходимо снизить производительность конвейера,
или уменьшить его длину, если это возможно, или принять цепь с большим шагом,
и при этом тяговый расчет произвести заново. Установочная мощность привода кон-
вейера определяется по формуле (3.97).
6.3. Тележечные конвейеры
Классификация, основные параметры и области применения. Тележечные кон-
вейеры для литейных форм (далее — литейные конвейеры) предназначены для транс-
портирования опок в процессе производства отливок. В отдельных случаях конвейеры
применяются для транспортирования других грузов, например бухт проволоки.
По способу восприятия тягового усилия привода литейные конвейеры делятся
на цепные — с бесконечным замкнутым тяговым органом (цепью) и бесценные,
передача тягового усилия у которых происходит через элементы тележек.
Цепные литейные конвейеры, в свою очередь, делятся на горизонтально замкну-
тые, пространственные и вертикально замкнутые; бесценные литейные конвейеры,
как правило, выполняются горизонтально замкнутыми и пространственными.
270
Основные параметры и размеры цепных литейных конвейеров горизонтально
замкнутых (тип Г) и пространственных (тип П), предусмотренные ГОСТ 5938—73,
приведены в табл. 6.32.
h Основное отличие цепных литейных конвейеров — горизонтально замкнутых
и пространственных — состоит в конструкции тяговой цепи; у пространственных
конвейеров она имеет дополнительный шарнир для возможности изгиба в вертикаль-
ной плоскости.
Преимущество цепных литейных конвейеров пространственных перед гори-
зонтально замкнутыми состоит в возможности образования пространственной трассы
и использования для охлаждения отливок непроизводственных площадей (подвалов,
свободных междуэтажных объемов). Значения скорости движения цепных литейных
конвейеров — горизонтально замкнутых и пространственных — приведены в табл.
6.33.
Рис. 6.15. Тележечный конвейер для литейных форм
Составные элементы. Ходовая часть цепных литейных конвейеров — горизон-
тально замкнутых и пространственных (рис. 6.15) — состоит из специальной пла-
стинчатой тяговой цепи, осей с ходовыми и опорными катками, несущей платформы
и защитной плиты.
Оси ходовой части у горизонтально замкнутых конвейеров крепятся в специаль-
ных кронштейнах, устанавливаемых на пластины тяговой цепи; у пространственных
конвейеров оси крепятся в отверстиях вертикальных шарниров.
Несущая платформа поддерживается опорными катками, установленными на
осях вслед за ходовыми катками. Платформа с обратной стороны имеет два специаль-
ных углубления: одно — овальное, другое — круглое. В эти углубления входят
специальные штыри тяговой цепи, осуществляющие ведение платформы. Овальное
углубление служит для компенсации уменьшения расстояния между оеями на кри-
вых участках трассы. Размер платформы определяется размерами опок или другого
груза, транспортируемого конвейером. Расстояния между соседними платформами
перекрываются защитными плитами, препятствующими просыпям на ходовые пути
формовочной земли и попаданию брызг металла.
Значения шагов тяговых цепей, применяемых для горизонтально замкнутых
и пространственных конвейеров, приведены в табл. 6.33. Пластины цепей в местах
расположения осей горизонтальных шарниров имеют овальные отверстия для ком-
пенсации различных погрешностей, возникающих при изготовлении и монтаже кон-
вейеров, а также для возможности сокращения избыточной длины конвейеров,
возникающей из-за изнашивания шарниров.
Тяговая цепь имеет горизонтальные катки на конических роликовых подшип-
никах; упираясь в направляющие шины опорной металлоконструкции, катки пре-
пятствуют боковому смещению ходовой части.
Ходовые катки секции ходовой части выполняются стальными с поверхностной
термообработкой; эти катки изготовляются также на конических подшипниках.
Передача тягового усилия на ходовую часть конвейера -производится гусеничным
271
Таблица 6.32. Основные параметры и размеры
тележечных конвейеров
Ширина платфор- мы, мм Полезная Длина платфор- мы, мм Шаг платфор- мы, мм Номиналь- ная грузо- подъемность одной плат- формы, даН Наименьшие радиусы поворотов, мм Масса ХОДОВОЙ части, кг, ие более
в горизон- тальной плоскости в вертикаль- ной плоско- сти
500 650 800 500 1250 5000 220
800 1000 200
1000 1250 180
650 650 800 1600 260
800 1000 1000 225
1000 1250 500 320
210
1000 290
1250 1600 250
800 800 1000 2000 340
1000 1250 320
2000 380
1250 1600 1000 280
2000 340
1600 2000 8000 320
1000 1000 1250 2500 430
1250 1600 4000 370
780
1600 2000 2000 350
4000 690
2000 2500 590
1200 1250 1600 3150 860
1600 2000 780
8000 980
2000 2500 4000 680
8000 880
2500 3150 2500 790
272
Таблица 6.33. Скорость и грузоподъемность цепных конвейеров
Тип конвейера Размеры платформы, мм Шаг тяговой цепи, мм Номинальная грузоподъем- ность одной платформы, кН Скорость движения ходовой части, м/мнн
Ширина Полезная длина
Горизонтально-замкнутые
Г50-100-0,5 500 800 500 5
Г65-100-0,5 650 800 500 5
Г65-126-1 650 1000 630 10
Г80-126-1 800 1000 630 10
Г80-160-2 800 1250 800 20 1,0—12,0
Г100-160-2 1000 1250 800 20
Г100-200-4 1000 1600 1000 40
Г120-326-8 1200 2500 1000; 630 80
Пространственные
П50-100-0,5 500 800 500 5
П65-100-0,5 650 800 500 5
П65-126-1 650 800 500 10
П80-126-1 800 1000 630 10 1,0—12,0
П80-160-2 800 1250 800 20
П100-160-2 1000 1250 800 20
приводом, состоящим из бесконечной вертикально замкнутой пластинчатой цепи
с укрепленными на ней кулаками, которые, упираясь в катки тяговой цепи, приводят
ее в движение. Вращение приводной звездочки осуществляется электродвигателем
через редуктор и цилиндрическую зубчатую передачу. Натяжение гусеничной цепи
осуществляется винтовым натяжным устройством.
Шаг кулаков гусеничной цепи принимается кратным шагу тяговой цепи. Для
надежного взаимодействия кулаков с катками шаг первых делают на 2—5 мм больше
или меньше расстояния между катками. При меньшем шаге кулаков включение каж-
дого последующего кулака осуществляется до выхода из зацепления предыдущего
кулака; во втором случае последующий кулак входит в зацепление с катком по
мере выхода из зацепления предыдущего кулака. Оба способа обеспечивают доста-
точно плавное, без рывков, движение ходовой части.
Количество гусеничных приводов на одном конвейере теоретически может быть
любым, практически же на конвейере устанавливается один или два привода. При
двухприводной схеме конвейера синхронизатором работы приводов является тяго-
вая цепь. В некоторых случаях у конвейеров большой длины, если позволяет трасса,
применяется один общий привод удвоенной мощности с двумя гусеничными цепями
вместо двух отдельно стоящих. Такой привод сообщает тяговое усилие двум парал-
лельным ветвям конвейера.
Привод располагается, как правило, на наиболее загруженном участке конвейера
в месте максимального натяжения тяговой цепи. Чаще всего привод литейного кон-
вейера устанавливается в конце зоны охлаждения.
Натяжные устройства предназначены для натяжения тяговой цепи, компен-
сации ее длины при износе шарниров и для производства различных монтажных
операций. Наиболее распространенные натяжные устройства — винтовые.
Ход натяжного устройства принимается в зависимости от шага тяговой цепи
конвейера и его развернутой длины и составляет практически 500—600 мм.
Поддерживающие металлоконструкции состоят из прямолинейных и криволи-
нейных участков трассы, участков натяжения и рамы привода. Ходовые пути кон-
вейеров выполняются из железнодорожных рельсов, опирающихся на специальные
273
шпзлы из швеллеров. Направляющие шины, препятствующие поперечному смеще-
нию ходовой части конвейера, выполняются на прямых участках и вертикальных
поворотах из угольников, на горизонтальных поворотах — из полосы.
Металлоконструкция гусе::’ того привода представляет собой раму, сваренную
из швеллеров, в зависимости от грузоподъемности конвейера подвешиваемую или
устанавливаемую на строительной части. Радиусы поворотов ходовых путей кон-
вейеров приведены в табл. 6.32.
В качестве литейных применяются также цепные вертикально замкнутые кон-
вейеры с неопрокидывающимися тележками. Они отличаются тем, что при прохож-
дении ходовой частью вертикальных поворотов тележка остается параллельной гори-
зонтальной плоскости, что дает возможность использовать для транспортирования
грузов обе ветви. Недостатком указанных конвейеров, ограничивающим их приме-
нение, является сложность конструктивного исполнения.
Цепной вертикально замкнутый конвейер состоит из тяговых цепей, прикреп-
ленных к ним тележек, привода, натяжного устройства и опорной металлоконструк-
ции. Несущая тележка выполняется на четырех ходовых катках, сидящих на двух
осях. Тяговые цепи крепятся к одной оси, другая ось остается свободной для воз-
можности параллельного перемещения тележки на вертикальном повороте. Боко-
вому смещению ходовой части препятствуют реборды катков.
Ходовая часть бесцепного конвейера, как горизонтально замкнутого, так и
пространственного, состоит из швеллерных тележек, имеющих настил и опирающихся
каждая на четыре ребордных катка. Восприятие усилия привода осуществляется
специальным устройством на тележке; тяговое усилие от тележки к тележке пере-
дается через упоры.
Бесценные конвейеры могут иметь гидравлический или цепной привод; пере-
мещение тележек в пространстве осуществляется специальными подъемниками.
Расчет горизонтально замкнутых и пространственных цепных конвейеров.
Габаритные размеры платформы литейного конвейера выбираются в зависимости
от размеров опоки с увеличением, как правило, на 150—200 мм.
Производительность (т/ч) конвейера непрерывного действия определяется по
формуле
Q = 3,6итц/(60/£р),
где т—масса одного груза, кг; п — число грузов на одной платформе, шт.; t— шаг
платформ, м; v — скорость движения ходовой части, м/мин; /гр — коэффициент не-
равномерности загрузки конвейера, принимаемый при ручной загрузке 1,20—1,25,
при автоматической 1,15—1,20.
Производительность конвейера циклического действия (т/ч) определяется по
формуле
Qm = 3,6п/пц/д/(б0/£р/ц),
где — время полного цикла работы, мин; /ц— время движения ходовой части
в период одного цикла, мин.
Штучная производительность (шт./ч) конвейера определяется по формулам!
при непрерывном действии
Qz = 60W(/£p);
при циклическом действии
, eovn ta
Распределенная нагрузка конвейера состоит из нагрузки ходовой части q0 и
транспортируемого груза <?г и определяется по формуле
Я = <7о + ?г-
Линейная нагрузка ходовой части состоит из нагрузки цепи и несущего устрой-
ства Gn и определяется по формуле
Я = <7ц+ Galt-
274
Линейная нагрузка транспортируемого груза
Натяжение в ходовой части на прямолинейных участках трассы определяется
по форм}ле
Sn = 5;,_i -J- W = Sn_i 4- wql,
где S,; — натяжение в конце рассматриваемого участка, Н; Sn_4—натяжение
г начале рассматриваемого участка, Н; 117 — сопротивление движению (IF = wql), Н;
I _ длина участка, м; w — коэффициент сопротивления движению.
Сопротивление движению на наклонных участках определяется по формуле
1г j - q Uh^-1 ± ^)>
где /ф — длина наклонного участка, м; Я — высота подъема груза, м (знак плюс
относится к ветви конвейера, движущейся на подъем, знак минус — к ветви, дви-
жущейся па спуск).
Сопротивления движению на криволинейных участках трассы вычисляются
по формуле
1?ф = IV2+ U73+ UM- IF6,
где И7» — сопротивление от трения в тяговой цепи, Н; IF3 — сопротивление от тре-
ния в ходовых катках, Н; К''4 — сопротивление от трения ходового катка о рельс
при переходе с прямого участка на кривой, Н; 1Ф5 — сопротивление от трения в опор-
ном катке ходовой части, Н.
Сопротивление от трения в тяговой цепи определяем по формуле
Иг — Sn_i
где /?i — коэффициент сопротивления движению на повороте,
/д = еюа - 1.
Здесь а — угол перегиба ходовой части на рассматриваемом участке, рад. Сопро-
тивление от трения в ходовых катках
IV3 = wql,
где I — развернутая длина криволинейного участка, м.
Сопротивление от трения ходового катка о рельс при переходе с прямого участка
на кривой
и/ + Za/4)]
4 21 ’
где R — радиус поворота трассы, см; t— шаг звена тяговой цепи, см; ii3— коэф-
фициент трения скольжения ходового катка по рельсу (р3 = 0,4 — для тяжелых
условий, р3 = 0,3 — для средних; р3 = 0,2 — для леших условий).
Сопротивление от трения в опорном катке ходовой части
IF5 = qwlt
где гсд — коэффициент сопротивления вращению опорного ролика (3.50).
Полный тяговый расчет конвейера представляет собой суммирование сопро-
тивлений движению ходовой части на всех участках трассы.
При расчете гусеничного привода рис. 6.16, помимо приведенных выше зна-
чений сопротивлений, определяется сопротивление движению ведущего кулака
по формуле
ll7 = 2Sraax61/62,
где 6, и Ь2 — плечи кулака; Sn]ax — максимальное натяжение гусеничной цепи
У привода.
Основные расчеты для вертикально замкнутых конвейеров проводят по тем же
формулам и данным, с тем отличием, что ввиду наличия двух цепей и возможности
275
неравномерного распределения нагрузок в них величину натяжения в одной ветви
цепи определяют по формуле
5Ц = &н50б/2,
где S06 — общее расчетное натяжение, Н; kH—коэффициент неравномерности
(*в = 1,15).
Для цепных горизонтально замкнутых и пространственных литейных конвейе-
ров весьма важно соблюдение центрального расположения тяговой цепи, смещение
которой вызывает однобокое расположение ходовой части на трассе и приводит
к преждевременному выходу из строя направляющих шин и кулаков приводной
гусеничной цепи. Очень важна также правильная установка направляющих
шин.
Устойчивая работа конвейера во многом зависит от качества монтажа гусенич-
ного привода. Для качественного зацепления кулака приводной цепи с катком хо-
довой части гусеничная цепь должна быть
смонтирована точно в створе конвейера. Это
достигается, с одной стороны, правильностью
установки рамы привода на строительной
части и, с другой — точностью установки
приводной и натяжной звездочек. Кроме
того, правильность зацепления кулака за-
висит от расположения на раме привода
путей и контршин гусеничной цепи, поло-
жение которых должно регулироваться по
Рис. 6.16. Ведущий кулак гусеничного высоте.
привода В процессе монтажа привода необходи-
мо тщательно выверять правильность за-
цепления зубчатой передачи, в основном определяющей плавность работы кон-
вейера. По окончании монтажа проводится пробный пуск конвейера вхолостую и
под нагрузкой с целью определения правильности взаимодействия его частей.
На двухприводных конвейерах особое внимание следует обращать на подбор
асинхронных двигателей с одинаковыми характеристиками. При эксплуатации
конвейера необходимо регулярное смазывание трущихся частей.
6.4. Грузоведущие конвейеры
Классификация, конструктивные схемы и области применения. Грузоведущие
конвейеры предназначены для транспортирования тележек с грузами или переме-
щения автомобилей, тракторов, вагонов в процессе сборки на собственном колес-
ном ходу при помощи тягового элемента, снабженного захватами (толкателями)
или тягами для присоединения перемещаемого объекта.
По расположению гибкого тягового элемента грузоведущие конвейеры могут быть
вертикально замкнутые, горизонтально замкнутые и пространственные (рис. 6.17).
По виду трассы грузоведущие конвейеры разделяют на прямолинейные, гори-
зонтальные и наклонные, комбинированные и пространственные, имеющие изгибы
трассы в вертикальной плоскости и повороты в горизонтальной. В последних исполь-
зуют разборную штампованную или двухшарнирную цепи, допускающие изгибы
в двух плоскостях.
Грузоведущие конвейеры применяются для перемещения крупных и тяжелых
штучных грузов — изделий на сборочных, отделочных, ремонтных и других транс-
портно-технологических линиях механосборочных и ремонтных цехов, а также для
транспортирования тарно-штучных грузов на складах различных отраслей промыш-
ленности. Тяговые пути горизонтально замкнутых и пространственных грузоведу-
щих конвейеров могут иметь различные ответвления (см. рис. 6.17). Взаимодей-
ствие адресоносителя тележки со считывающими устройствами, расположенными
на трассе конвейера перед стрелками тяговых путей, обеспечивает автоматическое
распределение тележек по заданным адресам. Тележки могут иметь неуправляемый
или управляемый ведущий стержень, поднимая и опуская который можно при по-
мощи останова (копира) останавливать тележку с грузом в любом месте трассы кон-
вейера.
276
Грузоведущие напольные тележечные конвейеры (рис. 6.18) выполняются с рас-
положением тяговой цепи: ниже уровня пола, на уровне пола под тележкой, на
иповне пола сбоку тележки и выше уровня пола (ГОСТ 15517—77).
Тип тяговой цепи по ГОСТ 589—74 принимается с шагом 80; 100 и 160 мм, гру-
зоподъемность тележки 50; 125; 250; 500; 1000; 2000 и 3200 кг.
Скорость движения тележек следует выбирать из ряда: 0,300; 0,375; 0,475;
0 600; 0,750; 0,950; 1,180; 1,500; 1,900; 2,360; 3,000; 3,750; 4,750; 6,000; 7,500;
9*500; 11,800; 15,000; 19,000; 23,600 м/мин.
Рис. 6.17. Схемы грузоведущего конвейера;
] грузовая тележка; 2 •— ходовой путь; 3 — тяговая цепь; 4 — поворотное устройство;
5 « привод; 6 натяжное устройство; 7 — передающее устройство; 8 •— стрелочный пе-
ревод
Радиусы поворотных устройств должны соответствовать: 400; 500; 630; 1000;
1250; 1400; 1600; 1800; 2000; 2240; 2500 мм. Радиусы поворотов ходового пути в вер-
тикальной плоскости следует выбирать из ряда: 1000; 1250; 1600; 2000; 2500; 3150;
4000; 5000; 6300; 8000; 10 000 мм.
Угол наклона вертикальных перегибов трассы для грузоведущих конвейеров
не должен превышать 10°.
Достоинствами грузоведущих конвейеров являются компактность и простота
конструкции, надежность в эксплуатации. К недостаткам их можно отнести: потреб-
ность возврата пустых тележек к месту их загрузки (для конвейеров с тележками)
и необходимость сооружения под полом цеха специального канала.
Составные элементы и области применения. Тяговым элементом грузоведущих
конвейеров являются цепи или канаты, у вертикально замкнутых наибольшее рас-
пространение получили цепи пластинчатые безвтулочные и втулочные с шагом 80—
200 мм (ГОСТ 588—74), а также канаты диаметром 15—25 мм (ГОСТ 3062—80).
Для горизонтально замкнутых грузоведущих конвейеров используют разборную
цепь с шагом 80—160 мм (табл. 6.34) по ГОСТ 589—74 или двухшарнирную цепь
с шагом 160—200 мм.
Ведущие кулаки жестко или шарнирно прикрепляются непосредственно
к звеньям цепи или кареткам на расстоянии шага транспортируемых грузов. Направ-
277
ляющими путями для ходовой части служат швеллеры, уголки, прокатный профиль
или узкоколейные рельсы. На участках горизонтальных поворотов и вертикальных
перегибов устанавливаются роликовые батареи, звездочки и контршины. Привод,
как правило, редукторный; иногда дополнительно к редуктору используют цеп-
ную передачу. Для горизонтально замкнутых конвейеров применяют как конце-
вые, так и гусеничные приводы. Широкое применение в этих конвейерах получили
многоприводные системы. Для канатных конвейеров приводом служит обычно бара-
банная лебедка реверсивного действия. Натяжное устройство — винтовое пли пру-
жинно-винтовое обычного типа.
Грузоведущие конвейеры целесообразно использовать для внутрицехового,
внутрискладского и межцехового транспортирования грузов, а также для связи
складов с цехами в различных отраслях промышленности. Конструкция обеспечи-
вает складирование тележек, их остановку или движение с ручным или автомати-
ческим управлением.
Рис. 6.18. Грузоведущий напольный тележечный конвейер:
1 — тяговая цепь: 2 — холостая каретка; 3 — грузовая тележка; 4 —
рабочая каретка; 5 — ходовой путь
В грузоведущем конвейере ГВК-100 (см. табл. 6.34) ходовой путь выполнен
подвесным, а оригинальная конструкция толкателя обеспечивает остановку наполь-
ной тележки при верхнем расположении останова, смонтированного на ходовом
пути. Из оборудования конвейера в соответствии с конкретными проектными реше-
Таблица 6.34. Основные технические данные
грузоведущих конвейеров
Тип конвейера Грузоподъем- ность тележки. кг Допустимая скорость, м/мин Тип цепи Шаг звена це- ! пи, мм Тяговое уси- лие, Н Радиус гори- зонтального поворота, мм Расположение тяговой цепи Мощность при- вода, кВт
ГВК-100 250 Тяговая разбор- ная (ГОСТ 589—74) 100 1250 Верхнее 0,75— 7,5
Ш.К-450 НК-32 250 50 25 Двухшарнирная (ТУ-24-9-931—75) То же 200 160 4500 4000 1000 Ннжнее подполь- ное То же 0,75— 3,0 0,75— 4,5
278
пнями комплектуются грузоведущие конвейеры, предназначенные для условий
эксплуатации, соответствующих группе СЗ (ГОСТ 15150—69).
Пример компоновки трассы показан на рис. 6.19. Общий вид конвейера ГВК-100
представлен на рис. 6.20. Конвейер имеет подвесной путь 1, по которому движутся
каретки 3, соединенные тяговой цепью 2, и устройства для перемещения тележек 7
Рис. G.19. Трасса грузоведущего конвейера:
1 — устройство натяжное; 2 — останов; 3 — ремонтный учас-
ток; 4 — поворот роликовый на угол 45°; 5 — поворот ролико-
вый на 60°; б — поворот роликовый иа угол 180°; 7 — пульт
управления
по полу производственного помещения. Имеется два исполнения тележек: со штан-
гой или с накидным крюком. Тележки со штангой 8 соединяются с тяговым органом
захватом 4, а тележки с накидным крюком — при помощи крюков или колец на
Рис. 6.20. Общий внд конвейера ГВК-100
каретках. Транспортируются грузы на платформах тележек. Путь цепи конвейера
выполнен из двутавра № 14. Трасса конвейера комплектуется из оборудования цеп-
ного подвесного конвейера ЦПК-Ю0Р требуемой конфигурации.
Каретка с крюком и каретка с кольцом предназначены для соединения тележки
с тяговым органом при транспортировании с помощью накидного крюка с цепью.
В транспортных системах, предусматривающих складирование, применяются
только тележки, оборудованные подъемно-опускной штангой. Такая тележка имеет
279
механизм управления 6, который при наезде на буфер 5 впереди стоящей тележки
расцепляет штангу с захватом 4 цепи 2. Наличие в передней части тележки катков
«рояльного типа» обеспечивает прохождение горизонтальных изгибов пути и позво-
ляет удобно манипулировать при разворотах на обслуживаемых площадках (при
работе вручную). Для расцепления тележек с захватом и остановки их в фиксиро-
ванном положении в комплект оборудования входит узел останова на прямолиней-
ных участках трассы, определяемых проектным решением системы. Узел крепится
сваркой к пути цепи.
Электросхема управления работой останова обеспечивает дистанционное откры-
тие и закрытие стопорной пластины останова нажатием соответствующих кнопок
поста управления. В тележке в передней части имеется цепь с накидным крюком,
которым (вручную) тележка вводится в зацепление или выводится из зацепления.
Конвейер снабжен аварийными выключателями и сигнализацией.
Напольный тележечный щелевой (рис. 6.21) конвейер (см. табл. 6.34) пред-
назначен для внутрицехового, внутрискладского и межцехового транспортирования
грузов на тележках по сложной горизонтальной замкнутой трассе. Он может быть
использован также для связи складов с цехами, мобильного (подвижного) хранения
грузов. Конвейер целесообразно применять для механизации транспортно-техноло-
гических процессов на предприятиях массового и крупносерийного производства,
в транспортных потоках с автоматическим управлением, сортировки и доставки гру-
зов по заданному маршруту.
В комплект оборудования входят прямые и радиальные секции путей, грузовые
тележки, тяговая двухшарнирная цепь с толкателями, натяжные устройства, стре-
лочные переводы, гусеничные и угловые приводы, остановы, ремонтный участок,
датчики системы путевой автоматики и устройства адресования, система электро-
оборудования.
280
Щелевые конвейеры применяются на предприятиях легкой, электротехнической,
приборостроительной промышленности, а также на заводах машиностроения, тор-
говых базах и складах.
Выбор проектных параметров и тяговый расчет. Минимальное расстояние между
тележками с грузами определяется проходимостью тележек с грузами наибольших
габаритных размеров на горизонтальных поворотах и стрелочных переводах:
/mln 'max Н" Л>
где /щах — наибольшая габаритная длина груза и тележки в плоскости движения
конвейера, м (1п1ах = 1,0-=-2,0 м); Д — минимальный зазор между грузами, исклю-
чающий возможность их столкновения, м. •
Выбранный расчетный шаг тележек должен быть кратным двум шагам звеньев
пластинчатой или разборной цепи.
Скорость конвейера определяется его назначением, видом транспортируемого
груза, способом загрузки и разгрузки конвейера. Для конвейеров, выполняющих
чисто транспортные функции, скорость выбирается в пределах 0,1—0,5 м/с и должна
соответствовать нормальному ряду скоростей типового оборудования по
ГОСТ 5946—79. Скорость транспортно-технологических конвейеров с заданным
ритмом равна
v = 60М/(оЛр).
где t— шаг тележки, м; /г3 = l,2-s-l,3 — коэффициент запаса; а — количество гру-
зов на одной тележке; Д-р — ритм выпуска продукции, т. е. количество времени,
затрачиваемого на выполнение производственной операции для одного груза-изде-
лия, мин.
Для технологических конвейеров с определенной длиной и ритмом работы
о = LJt0,
где Lo — общая длина участка выполнения технологической операции (сборки,
сушки, охлаждения и т. п.), м; t0 — время, необходимое для выполнения техноло-
гической операции для одного груза или его комплектов на одной тележке, с.
Для сборочных конвейеров скорость определяется ритмом сборки и шагом
рабочих мест и обычно составляет 0,005—0,01 м/с — при непрерывном и 0,1—0,3
при пульсирующем режиме.
Расчетная производительность конвейера (шт./ч) определяется по формуле
Qz ~ Hk-p' B/(kBkp) — ЗбООяоД,
где П — плановая программа выпуска грузов-изделий, шт./ч; йр,3 — коэффициент,
учитывающий неравномерность загрузки конвейера (/гР. 3 = 1,24-1,3); kB—коэф-
фициент использования конвейера по времени (kB — 0,75ч-0,85); kr — коэффициент
готовности конвейера (kr = 0,95).
При расчетной производительности устанавливают окончательно шаг тележек
и скорость их движения:
t — 3600ai|/Q2P;
о = Q?p//(3600a).
Массовая расчетная производительность Qp (т/ч) рассчитывается по формуле
Qp = 3,6mrav/t,
rjifi тг — масса одного груза, кг.
Линейные нагрузки (Н/м):
на незагруженной ветви без тележки
?о == gtnK/tK <?ц,
где тк — масса каретки, кг;
с учетом движения незагруженных тележек
?о == ?о +
где тт — масса тележки, кг;
281
на груженой ветви
qv = q'o + gm[/t,
где тг — масса груза, кг.
Подробный тяговый расчет грузоведущего конвейера путем последователь-
ного суммирования сопротивлений на отдельных участках трассы конвейера
выполняется (см. гл. 9)
Глава 7
КОВШОВЫЕ КОНВЕЙЕРЫ И ЭЛЕВАТОРЫ
7.1. Ковшовые конвейеры
Составные элементы и области применения. Ковшовые конвейеры применяются
для транспортирования пылевидных, зернистых и кусковых насыпных грузов иа
предприятиях химической и угольной промышленности, на топливоподачах элек-
тростанций, коксогазовых, цементных и других заводах, а также для подъема угля
из шахт. Производительность ковшовых конвейеров измеряется в пределах 5—500 т/ч.
Рис. 7.1. Схема ковшового конвейера:
1 — опорные конструкции; 2 — натяжные звездочки; 3 —
тяговая цепь; 4 — ковш; 5 — приводные звездочки; 6 — раз-
грузочное устройство; 7 — поворотные звездочки; 8 — раз-
грузочное устройство
Ковшовый конвейер (рис. 7.1) состоит из металлической опорной конструкции
с горизонтальными и вертикальными участками, на которой укреплены направ-
ляющие пути и звездочки — приводные, натяжные и поворотные. Две вертикально
замкнутые пластинчатые втулочно-катковые цепи с шарнирно подвешенными ков-
шами огибают звездочки и движутся опорными катками по направляющим путям.
Насыпной груз загружается в ковши в любом месте нижнего горизонтального
участка и перемещается в них как на горизонтальных, так и на вертикальных участ-
ках конвейера без перегрузок (см. рис. 7.1). Подвешивание на шарнирах ковшей
к тяговым цепям обеспечивает первым движение параллельно самим себе как иа го-
ризонтальных, так и на вертикальных участках. Ковши разгружаются в любом месте
верхней ветви конвейера при помощи подвижных разгрузочных устройств.
К достоинствам ковшовых конвейеров относятся возможность бесперегрузоч-
ного транспортирования грузов по горизонтальному, вертикальному и наклонному
направлениям, что позволяет зачастую одним ковшовым конвейером заменить два-
282
три отдельных конвейера, например пластинчатый и элеватор; возможность раз-
грузки в любом месте горизонтального участка трассы; отсутствие истирания и
прошения груза при транспортировании; возможность транспортирования горя-
чих грузов.
Недостатками их являются некоторая сложность конструкции как в изготов-
лении, так и при эксплуатации из-за большого количества шарниров и катков, тре-
бующих регулярного смазывания, а отсюда и повышение стоимости; большой соб-
ственный вес ходовой части и опорных металлоконструкций; возможность раска-
чивания и ударов ковшей друг о друга при повышенной скорости.
Основные параметры ковшовых конвейеров конструкции ГПКИ Союзпром-
механизации приведены ниже.
Размеры ковша, мм:
ширина В ........ 400
длина I........... 470
Шаг ковшей мм ....... 500
Объем ковша V л.......... 30
Шаг тяговой цепи мм.......... 500
Масса 1 м ходовой части, кг » . . 120
Объемная производительность кон-
вейеров при v = 0,315 м/с и ф = 0,85 мя/ч 55
Наибольшие размеры кусков груза,
мм:
рядового .................. 160
сортированного ............ 100
500 650 800 800 1000 1000
595 595 595 740 740 920
630 630 630 800 800 1000
60 72,5 96 149 232 288
630 630 630 800 800 1000
150 180 194 220 270 300
90 110 150 180 225 250
200 220 220 250 250 320
125 160 160 200 200 250
.Тяговым элементом ковшовых конвейеров обычно служат две пластинчатые
втулочно-катковые цепи с гребнями (ребордами) на катках (тип ПВКГ) по
ГОСТ 588—81 с шагами 320; 400; 500; 630; 800 и 1000 мм.
Ковши (рис. 7.2), обычно сварные из листовой стали толщиной 2—6 мм, при-
крепляются шарнирно к пластинам тяговой цепи. Ось подвешивания ковша всегда
располагается выше его центра тяжести, чем достигается устойчивое положение
ковшей во время движения и автоматический возврат их в исходное положение после
опрокидывания.
Основные параметры ковша: ширина В (250—1000 мм), длина I (200—920 мм),
высота h = 0,5/ и объем (10—300 л). Различают ходовую часть с сомкнутыми и рас-
ставленными ковшами. В первом случае, получившем наибольшее распространение,
ковши располагаются почти вплотную друг к другу и зазор между ними перекры-
вается боковыми планками-козырьками. Это позволяет загружать ковши при непре-
рывной подаче насыпного груза. Во втором случае ковши располагаются иа неко-
тором расстоянии друг от друга и для их загрузки требуются специальные питаю-
щие устройства.
Расставленные ковши применяются обычно тогда, когда по гранулометриче-
скому составу груза требуются большие ковши, а по требуемой производительности
нет необходимости в уменьшении их шага. Загрузка ковшей сомкнутого расположе-
ния производится непосредственно из любого другого конвейера или питателя.
Расставленные ковши загружаются при помощи специальных загрузочных устройств,
обеспечивающих порционную подачу груза в ковши.
Ковши того и другого типов разгружаются на верхнем горизонтальном участке
конвейера опрокидыванием при помощи разгрузочных шии, установленных иа те-
лежке, передвигаемой вручную или от механического привода по всему фронту
разгрузки (см. рис. 7.1). Для опрокидывания ковши снабжаются криволинейными
упорами или консольными роликами.
В ковшовых конвейерах применяется редукторный привод с автоматическим
тормозным устройством, препятствующим самоходному движению ходовой части
в обратную сторону. Натяжное устройство используется винтового, пружииио-
виитового или грузового типа с ходом натяжки, равным одному-двум шагам цепи.
Расчет. Ковшовые конвейеры рассчитываются в два этапа: 1) предварительное
определение основных параметров конвейера и его ходовой части по данным тех-
нического задания на проектирование; 2) поверочный расчет конвейера с параме«
трами, определенными в первом этапе расчета.
Производительность определяют по формуле
Qm = 3,6 Коефр//к,
283
где Vo — объем ковша, л; tK — шаг ковшей, м; v — скорость движения ходовой
части, м/с; ф — коэффициент заполнения ковшей (для сомкнутых ковшей ф= 0,74-
ч-0,9; для расставленных ф = 0,75).
Коэффициент ф зависит от способа загрузки ковшей и от характеристики транс-
портируемого материала: большие значения принимают для мелкозернистых одно-
родных грузов, меньшие — для кусковых рядовых.
При выборе ковша его размеры проверяют по наибольшим размерам кусков
транспортируемого груза. Просвет ковша, измеренный по направлению его
движения, должен быть в 2—2,5 раза больше максимального размера куска при
Рис. 7.2. Ходовая часть ковшового конвейера с сомкнутыми ков-
шами:
/ <— ролик для переориентировки ковшей; 2 — скоба-упор для
разгрузки ковшей
содержании в грузе таких кусков в количестве 25—50 % и в 4—4,5 раза больше
максимального размера куска при содержании в грузе таких кусков в коли-
честве более 50 %.
Для предварительного определения натяжения в тяговых цепях ковшового
конвейера рекомендуется приближенная формула
Smax {So -f- w [(уг + <7о) 7-г + <7(Лх] + (?г 4" ?о) Л} (1 -f- 0,1 у),
где So — начальное натяжение тяговых цепей конвейера, зависящее от длины кон-
вейера (So = 200-=-300 даН); LT — длина всех загруженных горизонтальных участ-
ков конвейера, м; — длина всех порожних горизонтальных участков конвейера,
м; Н — высота подъема груза, м; у — общее количество поворотных устройств иа
трассе конвейера (включая и натяжное устройство).
Расчетное усилие, приходящееся иа одну цепь, о учетом некоторой неравно-
мерности распределения нагрузок по двум цепям
Spac4 = l,15Smax/2,
284
По расчетному усилию выбирают тяговую цепь, а также уточняют все основ-
ные элементы ходовой части, в том числе распределенные нагрузки на порожней и
груженой ветвях конвейера q0 и qr + q0.
Приводное устройство должно располагаться непосредственно после участков
с большим сопротивлением, т. е. после длинных загруженных горизонтальных
участков и участков с большими подъемами. Натяжное устройство должно распо-
лагаться в зоне участка с наименьшим натяжением тяговых цепей, т. е. после наи-
большего по высоте спуска холостой ветки конвейера.
Поверочный тяговый расчет конвейера заключается в определении и последо-
вательном суммировании сопротивлений при обходе трассы: а) начиная с точки
наименьшего натяжения по направлению движения ходовой части до приводного
устройства; б) от точки наименьшего натяжения против движения ходовой части
до приводного устройства.
Сопротивление движению ходовой части на прямолинейных горизонтальных
участках определяют по формулам:
для груженой ветви
№г = (<7г + ?о)
для холостой ветви
= VoLx®;
на поворотных и натяжных устройствах
Ч'зв — Sn-i (ё — 1)1
где Srt_j — натяжение в ходовой части конвейера перед поворотным устройством, Н;
£ — коэффициент сопротивления движению ходовой части конвейера иа поворот-
ных и иатяжиых устройствах, зависящий от конструкции поворотных устройств
и от угла поворота трассы конвейера.
Сопротивление на разгрузчиках
р ~ 1>2 (гпкё + Wk).
где тк — масса порожнего ковша, кг; tK — шаг ковша, м.
Значения коэффициентов f, k в зависимости от конструкции ходовой части и
поворотных устройств и от условий, в которых работает конвейер, приведены
в табл. 6.13.
В результате суммирования сопротивлений определяют максимальное натя-
жение в ветви ходовой части конвейера, набегающей на приводные звездочки 5тах =
= SHg и сбегающей с приводных звездочек Scg.
Кроме указанных усилий в тяговых цепях вследствие неравномерности движе-
ния цепей на звездочках возникают дополнительные динамические усилия, опре-
деляемые по приближенной формуле
$дин ~ Зт/тах ~ ™Х 1(?г+ ?о) Lr + cm?o^xL
Максимальное ускорение цепи
/'max = 2nV/(z2/u),
где Lr и Lx — суммарные длины соответственно груженых и холостых участков
конвейера, м; см — коэффициент уменьшения приведенной массы движущейся хо-
довой части конвейера (при общей длине конвейера L= Lr + Lx до 60 м см — 0,5;
при L > 60 м см = 0); г — число зубьев приводных звездочек, шт.; /ц — шаг тя-
говых цепей, м.
Уточненное расчетное усилие, приходящееся на одну цепь,
^расч =1,15 (Smax + 5дин)/2.
Коэффициент запаса прочности тяговых цепей
& ~ Spasp/Spacq-
Окружное усилие на приводных звездочках определяют по формуле
Ро — 5нб — Sc6.
285
Таблица 7.1. Примерный порядок поверочного
тягового расчета
Номер точки трассы (рис. 7.3) Формулы для определения натяжения, даН Формулы для определения сопрел пвлення
Расчет по направлению '(иисьия ходоссй чиегг.и
0 S. = Smln = 200 -у S00 —
1 Si = So ~г iV'o.i До_1 =
2 S2 = Si + 1Г1_2 1-2 — {Q\ 'Г ^1-2
3 S3 = IV'2_S = S2 (g — 1,' ~ + ?о) ~ГГ S
4 $4 = Д. + 0 + %) WS-4 U 4-5 — S’ (j — И ‘T (<?г +
5 S5 = IV'.U6 5-6 ~ (Vr ^-^5—6
6 SG= s5+ iv5_c+ IV'p П7р ™ J о (/л’Н1ё’ ^6;)
7 S7 — -j-“ U'g-7 ~ G-; — Ч’"^^6-7
Расчет против направления движения ходовой части
Я S8 = So + IV'o-e IVZO_8 == <70-^ — So (1 — -L-)
9 S9 — Sr Н" </()//r_9 = Sc6 —
Потребный крутящий момент на приводном валу
Мпр= W(2nnp),
где £>„—диаметр начальной окружности приводных звездочек, см;
т)пр = 1'» — КПД приводного вала, равный обратном)' значению коэффициента
сопротивлений на звездочках (см. табл. 3.8).
Потребная мощность электродви-
гателя привода конвейера определяется
по формуле (3.95).
Тормозной момент на приводном
валу конвейера, необходимый для
расчета стопорных или тормозных
устройств, составит
ЛТГ = (9гД — с,г £ №) 1] прт] =
= [qvH — ст(Р — qrH)] rinpT],
Рис. 7.3. Расчетная схема ковшового конвейера
где ст — коэффициент возможного
уменьшения вредных сопротивлений
на трассе конвейера (ст = 0,5);
сумма всех сопротивлений движению
ходовой части конвейера, даН (кроме усилия, необходимого для подъема груза).
Примерный порядок поверочного тягового расчета для одной из наиболее ха-
рактерных схем трассы (рис. 7.3) приведен в табл. 7.1. Расчет ведут начиная с точки О,
в которой следует ожидать наименьшего натяжения,
286
7.2. Ковшовые элеваторы
Классификация, конструктивные схемы и области применения. Ковшовые эле-
В;;и>ры предназначены для транспортирования пылевидных, зернистых и мелко-
исковых грузов (например, цемента, песка, химикатов, зерна, муки, угля, торфа,
шсстняка и т. п.) на предприятиях химической, металлургической, машинострои-
тельной, пищевой промышленности, в производстве строительных материалов,
углеобогатительных фабриках, в зернохранилищах и т. п.
По виду тягового элемента ковшовые элеваторы бывают ленточные (рис. 7.4)
и цепные (рис. 7.5). В зависимости от количества цепей, к которым крепятся ковши,
различают одноцепные и двухцепные
элеваторы. По расположению трассы эле-
ваторы подразделяют на вертикальные и
наклонные. Последние могут быть со сво-
бодно провисающей или опирающейся
холостой ветвью.
По скорости движения различают
тихоходные и быстроходные элеваторы.
Загрузка ковшей осуществляется либо
зачерпыванием труза из нижней части ко-
жуха элеватора, либо засыпанием груза
в ковши.
Разгрузка ковшей бывает центробеж-
ной, самотечной свободной и самотечной
направленной. При центробежной раз-
грузке скорость движения ковшей элева-
торов принимают обычно 1—5 м/с. Сво-
бодная самотечная и направленная раз-
Рнс. 7.4. Лсчичный ковшовый элеватор
грузка применяется у тихоходных элеваторов при скорости движения ковшей
0,4—0,8 м/с.
По расположению ковшей различают элеваторы с расставленными и сомкну-
тыми ковшами (табл. 7.2).
Составные элементы и основные параметры. Тяговым органом ленточных эле-
ваторов является резинотканевая миогопрокладочная лента, реже — проволочно-
сетчатая лента. В цепных элеваторах используют пластинчатые и круглозвенные
сварные цепи. Ковши элеваторов бывают с цилиндрическим, остроугольным или
с полукруглым днищем с бортами на торцовой стенке и жалюзные. Ковши с цилиндри-
ческим днищем различают глубокие и мелкие (табл. 7.3—7.4). Глубокие ковши
применяют для подъема сухих хорошо сыпучих грузов (песок, зерно и т. п.), а мел-
кие ковши—для влажных плохосыпучих грузов. Остроугольные и трапецеидаль-
ные ковши используют для тяжелых кусковых абразивных грузов.
Привод ковшового элеватора состоит из электродвигателя, редуктора, быстро-
ходной (упругой) и тихоходной (зубчатой) муфт. Приводные барабаны и звездочки
расположены в верхней секции кожуха. Диаметры приводных барабанов выбираются
в пределах 250—1250 мм. Число зубьев звездочек выбирают из следующего ряда!
6; 8; 10; 12;-13; 14; 16; 20. Натяжные устройства в ковшовых элетоварах — виито-
287
вне и пружинно-винтовые. В ленточных ковшовых элеваторах применяют также
рычажно-грузовые натяжные устройства, обеспечивающие автоматическое регу-
лирование натяжения леиты.
Направляющие шины крепят к кожуху наклонных и вертикальных элеваторов;
Они служат для ограничения поперечного раскачивания лент или цепей с ковшами.
Загрузочные патрубки ковшовых элеваторов закреплены в нижней части ко»
жуха. В зависимости от физико-механических свойств насыпного груза днище па-
трубка располагается под углом 45 или 60°.
Рис. 7.5. Цепной ковшовый элеватор
Разгрузочные патрубки элеватора прикреплены к верхней части кожуха и
снабжены боковыми люками для осмотра и очистки. В табл. 7.5—7.7 приведены :
основные технические данные некоторых ленточных и цепных элеваторов, серийно
выпускаемых отечественной промышленностью.
Выбор проектных параметров и расчет. Заданная производительность (т/ч)
ковшового элеватора определяется по формуле иа с. 283.
В зависимости от характеристики транспортируемого груза и типа ковша коэф-
фициент заполнения принимают (табл. 7.8) ф = 0,44-0,9.
Скорость v для тихоходных элеваторов принимают равной 0,32—0,80 м/с; для
быстроходных — 1,0—5,0 м/с.
В быстроходных элеваторах, в которых разгрузка ковшей происходит под дей-
ствием центробежной силы, скорость v и диаметр барабана (звездочки, блока) Da
связаны между собой, а именно: увеличение скорости приводит к необходимости/
увеличения диаметра барабана (звездочки). /
Характер разгрузки ковшей определяется соотношением между полюсным
расстоянием / и радиусом барабана (звездочки) г^. Полюсное расстояние опреде-
ляется по формуле
I = gr2/Oo = 895/п2,
288
Т а б л и ц а 7.2. Классификация элеваторов
ЛГ ;ЛМ;ЦГ;ЦМ ПЗ;И,0 ЦС ПГТ
Элеватор Типы тягового органа Тип ковша Способ крепле- ния ков- ша к тя- говому органу Располо- жение ковшей на тяго- вом орга- не Способ разгруз- ки ковша
Ленточный быстроходный с расставленными глубокими ковшами (ЛГ) Лента или ре- мень г Задней стеикой Расстав- лены Центро- бежный
Ленточный быстроходный с расставленными мелкими ков- шами (ЛМ) м
Ленточный тихоходный с сом- кнутыми остроугольными ков- шами (ЛО) О Сом- кнуты Гравита- ционный
Цепной быстроходный с рас- ставленными глубокими ков- шами (ЦГ) Цепь г Расстав- лены Центро- бежный
Цепной быстроходный с рас- ставленными мелкими ковша- ми (ЦМ) м
Цепной тихоходный с сом- кнутыми остроугольными ков- шами (ЦО) О Сом- кнуты Гравита- ционный
Цепной тихоходный с сом- кнутыми скругленными ковша- ми (ЦС) с Боковы- ми стен- ками
Цепной тихоходный с рас- ставленными специальными ковшами (ЦГТ) — Расстав- лены
Примечание. Для элеваторов типа ЦГТ ковши не устанавливаются.
10 П/р Ю. А. Пертена
289
Таблица 7.3. Типоразмеры и основные параметры элеваторов
Тип элеватора Ши- рина ков- ша В Шаг ков- шей *к- Ширина ленты илн ремня, мм Диаметр привод- ного ба- рабана, мм Скорость движения ковшей, м/с Произ- водитель- ность, м’/ч, не менее Расчет- ная высо- та элева- тора Я, мм
мм 1-й ряд 2-й ряд
ЛГ-100 100 200 125 — 250 1,00— 2,00 3,2 12 000
ЛГ-125 125 320 160 150 320 4,0
ЛГ-160 160 200 — 400 5,0 30 000
ЛГ-200 200 400 250 — 10,0
ЛГ-250 250 300 315 500 16,0
ЛГ-320 320 500 370 400 1,25— 2,50 25,0
ЛГ-400 400 450 500 630 40,0
ЛГ-500 ЛГ-650 500 650 630 550 700 600 63,0 100,0 35 000
ЛМ-100 100 200 125 — 250 1,00— 2,00 1,6 15 000
ЛМ-125 125 320 160 150 320 2,0
ЛМ-160 160 200 —- 400 3,2 35 ООО '
ЛМ-200 200 400 250 — 5,0
ЛМ-250 250 300 315 500 10,0
ЛМ-320 320 500 370 400 1,25— 2,50 16,0
ЛМ-400 400 450 500 630 25,0
ЛМ-500 500 630 550 600 40,0 40 000
ЛМ-650 650 700 — 63,0
ЛО-160 160 160 200 — 400 0,40— 0,63 6,3 25 000
Л 0-200 200 200 250 — 10,0
ЛО-250 250 300 315 500 16,0
ЛО-320 320 250 370 400 25,0
ЛО-400 400 320 450 500 630 40,0
290
Продолжение табл. 7.3
Тип элеватора Ширина ковша В Шаг ков - ша Кол ичество цепей, шт. Скорость движения ковшей, м/с Произво- дитель- ность, мя/ч, не менее Расчет- ная высо- та элева- тора Н, мм
мм Т яговые пластин- чатые Тяговые сварные кругло- звенные
ЦГ-100 100 200 1 — 1,00— 2,00 3,2 15 000
ЦГ-125 125 320 4,0
ЦГ-160 160 2 5,0 25 000
ЦГ-200 ЦГ-250 200 250 400 10,0 16,0
ЦГ-320 ЦГ-400 320 400 500 1,25— 2,50 25,0 40,0
ЦГ-500 ЦГ-650 500 650 630 — 63,0 100,0
ЦМ-100 100 200 1 1,00— 2,00 1,6 15 000
ЦМ-125 125 320 2,0
ЦМ-160 160 3,2 25 000
ЦМ-200 ЦМ-250 200 250 400 5,0 10,0
ЦМ-320 ЦМ-400 320 400 500 1,25— 2,50 16,0 25,0 30 000
ЦМ-500 ЦМ-650 500 650 630 40,0 63,0
ЦО-160 160 160 1 — 0,40— 0,63 6,3 20 000
ЦО-200 200 200 10,0
ЦО-250 250 16,0 30 000
ЦО-320 ЦО-400 320 400 250 320 25,0 40,0
ЦС-320 ЦС-400 ЦС-500 ЦС-650 320 400 500 650 250 320 400 500 2 40,0 63,0 100,0 160,0
10*
291
Продолжение табл. 7.3
Тип элеватора Ширина ковша В Шаг ков- ша /к Количество цепей, шт. Скорость движения ковшей, м/с Произво- дитель- ность, м8/ч, ие менее Расчет- ная высо- та элева- тора Н, мм
мм Тяговые пластин- чатые Тяговые сварные кругло- звенные
ЦС-800 ЦС-1000 800 1000 630 2 — 0,40— 0,63 250,0 320,0 30 000
ЦГТ-200 ЦГТ-250 200 250 400 — 25 000
ЦГТ-320 ЦГТ-400 320 400 500 2 35 000
ЦГТ-500 ЦГТ-650 500 650 630
—
ЦГТ-800 ЦГТ-1000 800 1000 800
Таблица 7.4. Параметры и размеры ковшей элеваторов
Обо- значе- ние Эскизы Внутренние размеры ковшей, мм Объем ков- шей по оси XX, л
в L н R.
100 75 80 25 0,20
L _ В5° _ в 125 90 95 30 0,40
160 105 110 35 0,60
v Л’ — - 1 200 12b 135 40 1,30
г -я 1 250 140 150 45 2,00
/ 320 175 190 55 4,00
400 195 210 60 6,30
1 1 а 500 235 255 75 12,00
650 250 265 85 16,8
100 50 65 25 0,10
_ L _ 45 ° . В 125 65 85 30 0,20
160 75 100 35 0,35
200 95 130 40 0J5
м 20" & 1 1 250 120 160 55 1,40
320 145 190 70 2,70
1 1 „о 400 170 220 85 4,20
Зг}’ -4^ 500 195 250 100 6,80
650 225 285 115 11,50
292
Продолжение табл. 7.4
Обо- зйаче- иие Эскизы Внутренне размеры ковшей, мм Объем ковшей по осн XX» л
В L R
О . L в 160 200 250 320 400 105 125 140 165 225 155 1 1 1 1 1 1 i 0,65 1,30 2,00 4,00 7,80
195
X
245 310
с L' 90° . 8 г 320 400 500 650 800 1000 165 215 270 340 435 435 235 305 385 485 615 615 60 80 100 125 160 160 6,40 14,00 28,00 60,00 118,00 148,00
/А
W я ' 1 1
где v0 — скорость движения центра тяжести груза в ковше, м/с; г — радиус вра-
щения, т. е. расстояние от центра тяжести массы груза в ковше до центра барабана
(звездочки), м; п — частота вращения барабана (звездочки), об/мин.
Соотношение между полюсным расстоянием и радиусом барабана (звездочки)
5 = — == = SLL
гб v$r6 v2
Таблица 7.5. Основные технические данные элеваторов
типов ЦС и ЦО
Тип эле- ватора Произ- водитель- ность, ма/ч Скорость движения ходовой части, м/с Цепь тяговая пластинчатая (ГОСТ 588-81) Р. т/ма Высота элеватора Н, м Шаг ков- ша, мм Объем ков- ша< л
ЦС-320 45 0,47 М224-1-125-2 0,8 1,0 1,3 1,6 2,0 30,6 28,5 26,0 23,0 20,0 250 6,4
ЦС-400 75 0,5 М315-2-160-2 0,8 1,0 1,3 1,6 2,0 38,5 35,5 32,5 28,5 20 320 14
ЦО-250 23,2 0,52 М224-2-200-2 0,8 1,0 1,3 1,6 2,0 36 33 31 28 24 200 3,3
'293
Таблица 7.6. Основные технические данные элеваторов типа ЦГТ-С
Тип элеватора Произ- водитель- ность, М3/ч Скорость движения кодовой части, м/с Цепь кругло- звенная износо- стойкая, мм Р. т/м’ Высота элевато- ра Н, м Шаг ковша,- мм Объем ковша# л
ЦГТ-500С 50 0,5 18X64 0,8 1.0 1,2 1,6 50,0 44,3 39,8 32,8 640 18
ЦГТ-650С 80 23X86 0,8 1,0 1,2 1,6 51,1 45,8 39,9 32,4 688 36
ЦГТ-800С 125 26X92 0,8 1,0 1,2 1,6 51,3 44,7 40,3 32,9 736 50
ЦГТ-1000С 200 ЗОХ 108 0,8 1,0 1,2 1,6 50 45 40 35 648 80
Таблица 7.7. Техническая характеристика
ленточных и цепных ковшовых элеваторов
Карагандинского завода угольного машиностроения им. Пархоменко
Модель Тип Qm, т/ч Ши- рина ков- ша вк Шаг ковша ‘к Vi м/с Объем ков- ша Vo, л Элеватор
ленточный цеп- ной
Ши- рина ленты Длина бара- бана Число цепей, шт.
м м м м
Глубокие ковши
ЛГ-160 ЦГ-160 8—13 160 300 1,1 200 250
Л Г-200 ЦГ-200 14—23 200 300 0,8—1,6 2,0 250 300 1
ЛГ-250 ЦГ-250 17—28 250 400 3,2 300 350
ЛГ-320 ЦГ-320 34—41 320 500 1,0—2,0 4 0 400 450
ЛГ-400 ЦГ-400 52—70 400 6,3 2
Мелкие ковши
ЛМ-160 ЦМ-160 3—5 160 300 0,8—1,6 0,65 200 250
ЛМ-250 ЦМ-250 9—15 250 400 1,4 300 350 1
ЛМ-320 ЦМ-320 20—32 320 500 1,0—2,0 2,7 400 450
ЛМ-400 ЦМ-400 36—50 400 4,2 500 550 Z
294
Таблица 7.8. Зависимость коэффициента ф от вида транспортируемого груза
Тип раз- грузки са о X а X X О Хн X и X о
0,85 0,80 0,60 i 0,70 0,80 0,80 । 1 0,6—0,68 0,6—0,70 0,6—0,80 0,60
7s цепи 0,6—0,8 1 0,8—2,0 1 1,0—1,6 0,4—0,63 0,4—0,63 0,8—1,60 0,4—0,63 0,4—0,63
Скорое 4) ч 1 1,25—1,8 1—2 3,9—4 1,25—2 о o' 1 1 1 0,4—0,63
Тип я 3 со о X £ £ E-i о, с О, с г о, с О
Типичные грузы Угольная пыль Цемент Земля, песок (влажные) Пищевое зерно Древесные опилки, глина сухая, каменный уголь, торф Гравии, руда, шлак Каменный уголь Торф Щебень, руда, шлак Древесный уголь, кокс
Груз Пылевидный п Легкосыпучии Пылевидный и зернистый пло- хосыпучий Зернистый и мелкокусковой 1 Малоабразивный Сильно абразивный Средне- и крупнокусковой ма- лоабразнвный Сильно абразивный Обесценивающийся при кро- иинэгп
Примечание. Г — глубокий ковш; М — мелкий; О — с бортовыми направляющими остроугольный; С — с бортовыми на-
правляющими сомкнутый; Ж — жалюзный; Ц — центробежная разгрузка; СН — самотечная направленная; СВ *— самотечная свобод-
ная.
295
ковшей с внутренней
Рис. 7.6. Расчетная схема
ковшового элеватора
В зависимости от Б диаметр барабана принимают:
высокоскоростного элеватора с центробежной разгрузкой (Б sg 1)
D = 25tr/g sg 0,204v2;
быстроходного — с центробежной и самотечной (смешанной) разгрузкой (Б =
= 1,0-Ь 1,4)
D = 2<1’°.t Ь4) р2_ = (0,205 0,286) р8,
среднескоростного — с центробежной и самотечной (смешанной) разгрузкой
кн (Б = 1,5-гЗ,0)
D = (0,306-^0,612) vi;
тихоходного — с самотечной разгрузкой (Б 3)
D > 0,би?.
Объем ковша Ио и его геометрические размеры
выбираются по ГОСТ 2036—77 (табл. 7.4) или по
каталогам заводов-изготовителей. Шаг ковшей tK вы-
бирается в зависимости от типа ковшей и расположе-
ния их на тяговом элементе: для глубоких и мелких
ковшей, располагаемых с интервалом (расставленных),
1К = (2,54-3,0) й; для ковшей с бортовыми направ-
ляющими, располагаемых непрерывно, /к яа й (й—
высота ковша, м).
Тип элеватора и форму ковшей выбирают в за-
висимости от характеристики транспортируемого гру-
за (см. табл. 7.2). При транспортировании кусковых
грузов выбранные ковши проверяют по наибольшему
размеру типичных кусков атах согласно условию
Л хатах, где А — высота ковша; х — коэффициент,
зависящий от типа груза; для рядовых грузов х =
= 2-=-2,5, для сортированных х = 4 4- 5.
Схема тягового расчета вертикального элеватора показана иа рнс. 7.6. Наиболь-
шее тяговое усилие в набегающей на приводной барабан или звездочку ветви без
учета динамики тягового элемента
SH0 = Sb + (qo -f- qr) Н.
Усилие в сбегающей с нижнего барабана (звездочки, блока) ветви
SH = Smln + £
В ленточном элеваторе расчетное усилие Smax == в цепном элеваторе учи-
тывается динамическое усилие в цепи
^тах = *$нб 4” ^дин = SH + (<7о + 4г) Н “Ь ^дин>
для двухцепного элеватора усилие в одной цепи
^шах = (5нб + 5дин)/2,
где Н — расчетная высота элеватора, м; kH — коэффициент неравномерности рас-
пределения усилий в цепях двухцепного элеватора (£а = 1,15).
Минимальное натяжение цепи (ленты) в предварительных расчетах принимают
Smin — 504-200 даН или для ленточных и цепных с гладкими блоками верти-
кальных элеваторов
с _ (9о + <7г) Н — qoHe^ -{-
ОщЮ -----------------------
ец“ — 1
но не менее 1000 Н;
296
для наклонных ленточных и цепных с гладкими блоками элеваторов
с (?о+<7г) (H+L—w) — qB (Н— Lw) еца +2^
еца_ , ’
где pi — коэффициент трения тягового элемента о барабан (блок); а — угол обхвата
барабана (блока) тяговым элементом, рад; L — горизонтальная проекция элева-
тора, м.
Для цепных элеваторов со звездочками Smlns;;5<7r, но ие менее 500 Н.
Динамическое усилие в цепи элеваторов с пластинчатой цепью определяют
по формуле
5дпн = 3Su2/(z2/ug),
где S — нагрузка от неравномерно движущейся ходовой части и груза, Н, S —
= (2qB 4- qr) Н; г — число зубьев звездочки, шт.; /ц—шаг цепи, м.
Сопротивление движению ходовой части
£ = П + Гзач.
Сопротивление иа нижнем барабане (звездочке) от трения в подшипниках оси,
в шарнирах цепи или от изгиба ленты
W'h — Smlnw'i
где w’ — коэффициент сопротивления движению иа приводном блоке.
При огибании цепью звездочки или блока
при огибании лентой барабана
, 9 (с । 1>23бл\
+-0Пз")’
где fi — коэффициент трения в шарнирах цепи; — коэффициент трения сколь-
жения или качения; dB — диаметр валика цепи, мм; dn — диаметр подшипника, мм;
D — диаметр барабана (блока) или делительной окружности звездочки, мм; 6Л —
толщина ленты, мм; а — угол обхвата цепью звездочки (блока), ... °.
Для предварительных расчетов значение а>’ выбирается в соответствии с фор-
мулой (3.60).
Сопротивление зачерпыванию определяют как работу, затрачиваемую на ва
черпывание:
^зач = k3qr,
где k3— коэффициент зачерпывания, Н-м/Н.
При скорости ковшей v = 14-1,25 м/с принимают: для порошкообразных и мел-
кокусковых грузов k3 = 1,254-2,5, для среднекусковых грузов k3 = 2,04-4,0 Н-м/Н.
Натяжение тягового элемента в точке сбегания с приводного барабана, звездочки
или блока
Sc6 — -Smin + ЧоН-
Тяговое усилие на приводном валу
Р = (^тах — 5сб) (1 + W).
По тяговому усилию определяется мощность электродвигателя. Проверка тя-
гового элемента на прочность производится по величине максимального натяжения.
297
Глава 8
вертикальные конвейеры для штучных грузов
8.1. Полочные и люлечные элеваторы
Полочные и люлечные элеваторы (конвейеры) предназначены для вертикального
транспортирования штучных грузов (ящиков, кип, тюков, бочек и т. п.).
Полочные элеваторы (рис. 8.1) состоят из цепей, к которым на определенном
расстоянии друг от друга жестко прикреплены полки (захваты). В верхней части
Рис. 8.1. Схемы полочных конвейеров для круглых и прямоугольных гру-
зов
элеватора расположен привод, а в нижней — натяжное устройство. По виду трассы
полочные элеваторы делятся на вертикальные и наклонные. Полки-захваты выпол-
няются в виде кронштейнов с изогнутой или плоской формой опорной части в за-
висимости от конфигурации груза.
Кронштейны опираются на подкосы, шарнирно прикрепленные к цепям. Такое
крепление позволяет цепям беспрепятственно огибать звездочки. Загрузка и раз-
грузка полок элеватора производятся автоматически или вручную. Для автомати-
зации загрузки и разгрузки применяют гребенчатые полки и колосниковые столы.
Наряду с обычной разгрузкой в верхней точке нисходящей ветви применяют раз-
грузку груза иа восходящей ветви при помощи отклоняющих звездочек (рис. 8.1)
Иногда для автоматической разгрузки груза захваты-полки снабжают специальным
поворотным приспособлением, взаимодействующим с упорами или шинами.
Люлечные элеваторы (рис. 8.2) состоят из вертикально замкнутых цепей, оги-
бающих верхние и нижние звездочки. К цепям на определенном расстоянии друг
от друга шарнирно прикреплены люльки. Такая конструкция элеватора позволяет
производить автоматическую загрузку люлек на восходящей ветви и разгрузку
в любом месте нисходящей ветви.
298
По числу тяговых цепей люлечные элеваторы подразделяются иа двухцепные и
одноцепиые. У последних люльки расположены консольно. Для устраиеиия раска-
чивания грузонесущего элемента цепи и люльки снабжены ходовыми роликами,
взаимодействующими с направляющими шинайи. Для автоматической загрузки и
разгрузки люлек применяются выдвижные и поворотные колосниковые и роли-
ковые столы.
Технические характеристики люлечных элеваторов приведены в табл. 8.1.
Тяговым элементом полочных и люлечных конвейеров служат пластинчатые
втулочные и втулочио-катковые цепи (ГОСТ 588—81) (см. табл. 3.10—3.12) с ша-
гом 80—400 мм.
Несущими элементами служат полки (рнс. 8.3, а) и
люльки (рис. 8.3, б), конструкции которых весьма разно-
образны и зависят от формы, размеров и массы транспор-
тируемых грузов и способа их загрузки и разгрузки.
Привод, применяемый в полочных и люлечных конвейе-
рах, как правило, редукторный с автоматическим тормоз-
ным устройством или остановом, препятствующим движе-
нию ходовой части в обратную сторону. Натяжное устрой-
ство выполняется винтового или пружинио-виитового типа.
Расчет элеватора выполняется по производительно-
сти (штучной и массовой), определяемой по формулам:
Qzp = ^Qz3 ИДИ £?mp = kQmV’
где k — коэффициент неравномерности подачи груза (k =
= 1,254-1,50); <2гР и Qmp — расчетная штучная и массовая
производительность соответственно, шт./ч и т/ч; Q23
и <2тз — заданная штучная и массовая производитель-
ность соответственно, шт./ч, т/ч.
Скорость движения определяют из формулы
v = Qmp^/3,6m,
где т — масса единицы штучного груза, кг; t — шаг люлек или полок, см.
Величина шага выбирается такой, чтобы между соседними грузами, располо-
женными иа полках или люльках, оставался зазор 200—300 мм. При этом величина
шага должна быть кратной двойному шагу цепи, т. е. отношение //2/ц — целое
число. Полученная из формулы величина скорости не должна превышать 0,3—
0,5 м/с.
Для тяжело нагруженных элеваторов с трассой большой протяженности при-
меняются пластинчатые (втулочно-катковые) цепи с шагом /ц = 1004-250 мм
(ГОСТ 588—81). Для мал онагр уженных люлечных элеваторов могут быть приняты
роликовые длиинозвеииые облегченные цепи с шагом /ц = 38,04-76,2 мм.
В люлечном элеваторе грузоиесущие элементы (люльки) щарнирио подвеши-
ваются к тяговым цепям, в полочном элеваторе к тяговым цепям жестко прикреп-
ляются консольные захваты-полки.
Наиболее распространенные конструкции люлек и полок приведены на рис. 8.3.
Таблица 8.1. Технические характеристики
вертикальных люлечных конвейеров
Тип элеватора Грузоподъ- емность люльки, кг Скорость движе- ния, м/с Размер груза Шаг цепи Шаг люльки Мощность электро- двигате- ля, кВт
мм
ВЛК-1 10 0,25 300X 500 100 1600 1,7
ВЛК-2 10 0,60 450X670 25 1250 0,4
влк-з 10 0,30 100X500 160 640 1,7
В ЛК-4 50 0,50 300X500 35 2700 1,0
ВЛК-5 100 0,16 500X700 100 3300 1,5
299
Диаметр делительной окружности приводных и неприводных звездочек опре<
деляется по формуле
n , , • 180
Do = /ц/sin —,
где —шаг цепи, мм; г — число зубьев звездочки, шт, (г = 54-16).
Для двухцепных люлечных элеваторов необходимо соблюдать условие
Do Dq min,
где Do min — минимальный диаметр, мм, обеспечивающий свободное движение лю-
лек восходящей и нисходящей ветвей элеватора (рис. 8.4), определяемый по фор-
муле
Do mln = Ьл 4- (75 4- 125).
Здесь Ьл — ширина люльки, мм.
Рис. 8.3. Конструкция полки (а) и люльки (б)
Длина одной цепи определяется по формуле
Lu = г1а + 2Н,
где La — длина цепи, м; Н — протяженность прямолинейного участка трассы эле-
ватора, м.
Полученную длину цепи округляют до ближайшего размера, кратного шагу
люлек (полок), т, е. L^jh — целое число.
Это достигается изменением длины прямолинейных участков трассы за счет
размера или h' (см. рис. 8.4).
Тяговый расчет выполняется методом обхода по контуру трассы элеватора.
За исходную точку принимают натяжение цепи в точке набегания иа натяжные звез-
дочки. Обычно 5шщ = 10004-2000 Н.
Натяжение цепей в точке сбегания в натяжных звездочек
Sj = Sa + ^зв —
где kf — коэффициент, учитывающий сопротивление движению на натяжных звез-
дочках (fej = 1,074-1,10).
300
Максимальное натяжение цепи испытывают в точке набегания на приводные
звездочки
Smax — S* = Знб = Ss + kzWp + Ч7доб>
где IFдоп — дополнительное сопротивление движению, Н; ^ — коэффициент, учи-
тывающий увеличение сопротивления ходовой части; IFr — сопротивление движе-
нию ходовой части на груженой (восходящей) ветви элеватора,
Гг = (<7цп + 9')йц-9(я' + л');
Рнс. 8.4. К расчету полочных н люлечиых
конвейеров
?ц — линейная нагрузка цепи, Н/м; п — количество тяговых цепей элеватора, шт;
q' = Git — линейная нагрузка от люлек (полок), Н/м; q0 = q^n ~h q' — линейная
нагрузка ходовой части незагруженной ветви, Н/м; q — линейная нагрузка
ходовой части загруженной ветви, Н/м.
В двухцепных элеваторах k2 = 1,05, так как эксцентричное приложение
нагрузки вызывает дополнительное сопротивление в вертикальных направляю-
щих шииах; в одноцепных k, = 1,0.
У полочных и у одиоцепных люлеч-
ных элеваторов за счет консольного
расположения грузонесущей плоскости
полок (люлек) возникают дополни-
тельные сопротивления.
Величина дополнительного сопро-
тивления на каждой загруженной
полке (люльке) элеватора вычисляется
по формулам:
для двухцепного
й^доп 2 — 2б/щ/йп;
для одиоцепного
IFдоп 1 = Glwlhft.
Дополнительное сопротивление на
каждой незагруженной люльке (пол-
ке) элеватора:
для двухцепного
И^доп 2 — 2G lw[hpG
для одиоцепного
IF доп 1 = Glwjhjt,
где IF доп 2, И^доп1, П^доп2, П^доп!—до-
полнительное сопротивление иа загру-
женной и незагруженной ветвях элеватора, даН; G — нагрузка от одной люльки
(полки) с грузом, даН; йл, йп — расстояние между точками крепления люльки или
полки к цепи или элементами люльки (полки), воспринимающими момент, см;
I — расстояние от центра тяжести груза до цепи или элементов люльки (полки),
воспринимающих момент, см; w — коэффициент сопротивления движению цепи
по направляющим (ш = f = 0,154-0,20 для цепей без катков; w = c(/d + 2kK)/DK
для цепей с катками). Здесь с — коэффициент, учитывающий трение реборд о нап-
равляющие; f — коэффициент трения в центрах катков (при треиии скольжения
/= 0,104-0,15; при трении качения f = 0,034-0,06); d— диаметр цапф, см; DK—
диаметр катков, см; kK — коэффициент трения качения катков по направля-
ющим, см (kK = 0,05 4- 0,08 см).
При ориентировочных расчетах для цепей с катками можно принять w = 0,03-4-
4-0,05. Дополнительное сопротивление можно выразить как дополнительную на-
грузку ветви элеватора, определяемую по формулам:
на загруженной и незагруженной ветвях двухцепного элеватора
<7доп 2 = IFдоп i/h И </доп 2 = IFдоп 2/Й;
301
то же для одноцепного элеватора
<7доп 1 = 1'г'доп 1/А И <?доп 1 = И^доп 1/й,
где ?доп2 и <?доп2—дополнительная нагрузка, соответственно, на загруженной и
незагруженной ветвях двухцепного полочного элеватора, Н/м; <?доп1 и <?доп1—до-
полнительная нагрузка, соответственно, на загруженной и незагруженной ветвях
одноцепного люлечного элеватора, Н/м; h—шаг люльки (полки).
Натяжение цепей в точке набегания на приводные звездочки определяется
по формулам:
для двухцепного люлечного элеватора
<$нб = S4 = Smax = S3 -|- q»hA -|- [q (H‘ -)- h') kg;
для двухцепного полочного элеватора
SH6 = Sg = Smax = S3 -|- qt>h\ -|- [<?max (H — h.{)] kg,
где <7шах “ 2<7ц + ?n + <7P + <7дОП2—суммарная линейная нагрузка загруженной
ветви элеватора, Н/м;
для одноцепного люлечного элеватора (см. рис, 8,4)
<SH6 = S4 = *5max = S3 4" qoh\ + 7max (H — h{),
где ‘/max = “/ц + 9Л + ?г ?доп 1—суммарная нагрузка загруженной ветви эле-
ватора, Н/м.
Натяжение цепи в точке сбегания с приводных звездочек определяется по фор-
мулам:
для двухцепного люлечного элеватора
Sc6 = Sj = S-2 <?о (Я — h') -J- (q0 4. qr) h1;
для двухцепного полочного элеватора
<$сб = Sj = S2 4- (2<?ц 4- ?n — <7доп 2) H;
для одноцепного люлечного
S06 = Si = S2 4- (<?ц + qn — <?доп 1) (h\ 4- Н ) 4- ('’п 4* 7л 4- 7г — 9доп 1) h •
Определение расчетного натяжения цепи производится по формулам:
для одноцепного люлечного элеватора
5расч = т Smax>
для двухцепного
^расч ~ т 1,25(Smax/2),
где Spacq — усилие в одной цепи, Н; т — коэффициент, учитывающий динамиче-
скую нагрузку на цепи при мгновенном приложении нагрузки. При автоматической
загрузке люлек (полок) т — 1,54-2,5.
Проверка цепи на прочность производится в соответствии с формулой
Л = Spaap/Spacq [л],
где 5разр — разрушающая нагрузка цепи, Н; п — фактический запас прочности;
[и]—допускаемый запас прочности ([п] =64-10).
Окружное усилие (Н) на приводных звездочках и мощность привода соответ-
ственно определяются по формулам:
Р» — Sc6 4“ 4“ npi N — Рov/( 102т|),
где W up = (0,034-0,05) (5Нб 4- Scg)—сопротивление на приводных звездочках, Н;
N — потребная мощность привода, кВт; v — скорость движения, м/с; t] — общий
КПД привода (т) = 0,754-0,85).
По потребной мощности выбирается электродвигатель с ближайшей большей
мощностью и с возможно меньшей частотой вращения, что позволяет умень-
302
шить общее передаточное число приводного механизма, определяемого по фор-
муле
'общ — "дв/пзв>
где пдв — частота вращения вала электродвигателя, об/мин; пзВ— частота враще-
ния звездочек, об/мин.
Частота вращения звездочек определяется по формуле
пзв = 60 о/(г/ц).
Обычно передаточный механизм привода элеватора состоит из редуктора и
дополнительной передачи. По ГОСТ 20758—75 выбирается редуктор, после чего
определяют передаточное число дополнительной передачи
'доп = 'общ/'ред>
где 'доп— необходимое передаточное число дополнительной передачи; /общ — об-
щее передаточное число передаточного механизма; 1ред—передаточное число вы-
бранного редуктора.
По формуле лзв = п60/(г/ц) определяют фактическую скорость движения и,
если она отличается от ранее принятой скорости не более чем на ±5 %, то переда-
точный механизм не требует пересчета.
Расчет тормозного момента и выбор тормозного устройства производится сле-
дующим образом. Для предохранения от самопроизвольного обратного движения
загруженной ветви при остановке элеватора в приводном механизме устанавливается
тормозное устройство, которое выбирается по расчетному тормозному моменту,
определяемому по формуле
л*т = *Хт,
где Мт — расчетный тормозной момент, Н-м; kT — коэффициент запаса торможе-
ния (kT = 1,75); A1JT — статический тормозной момент, Н-м,
^т = 9ДП0п/(2'-общ),
где q — q0 + q? — линейная нагрузка ходовой части и груза на 1 м длины трассы,
Н/м; Н — полная высота элеватора, м; Do — диаметр делительной окружности
приводных звездочек, м; т; — общий КПД привода (т| = 0,75-4-0,85); 1общ — общее
передаточное число передаточною механизма.
В элеваторах легкого типа обычно в качестве тормоза применяют храповой
останов, устанавливаемый на валу приводных звездочек. Для элеваторов тяжелого
типа или большой высоты применяют колодочные тормоза, выбираемые в соответ-
ствии с расчетным тормозным моментом.
Натяжные устройства винтового и пружинно-винтового типов рассчитываются
следующим образом. Ход натяжного устройства (мм) принимают
/= (1,6-4-2) /ц.
Усилие в натяжном устройстве определяют по формуле
Рн — 5нб 4- 5сб
где Рн — усилие в натяжном устройстве, Н; 5нб и Зеб — натяжение пепей соот-
ветственно в точках набегания и сбегания с натяжных звездочек, Н; 1FH — сопро-
тивление в натяжном устройстве.
Для винтового натяжного устройства принимают 1ГЦ = 150^-200 Н. Усилие,
приходящееся на один винт, определяется по формуле
Рн= 1,15Рв/2.
8.2. Четырехцепиые вертикальные конвейеры
Современные автоматизированные поточно-транспортиые системы в связи G ши-
роким использованием многоэтажных производственных корпусов требуют созда-
ния и внедрения высокопроизводительных машин для транспортирования грузов
303
по вертикали. Наиболее перспективным решением этой проблемы является четырех-
цепной вертикальный конвейер (рис. 8.5). Этот конвейер может применяться для
транспортирования тарно-штучных грузов в любой отрасли промышленности, на-
чиная от сельского хозяйства и кончая тяжелым машиностроением.
Конструкция конвейера и несложная система автоматизированной загрузки и
разгрузки позволяют легко сочетать его с горизонтальными средствами перемеще-
ния грузов и тем самым создавать протяженные транспортные линии с любой кон-
фигурацией трассы (рис. 8.6). В зависимости от технологических задач и характера
транспортируемого груза кон-
вейер может быть реверсивным,
иметь один или несколько по-
грузочно-разгрузочных участ-
ков, ту или иную конструкцию
грузонесущей платформы. Кон-
вейер высокопроизводителен,
компактен, имеет внешний вид,
отвечающий требованиям техни-
ческой эстетики.
Конвейер работает следую-
щим образом. В момент огибания
Рис. 8.6. Схемы четырехцепных вертикальных конвей-
еров
Рис 8.5. Четырехцепной верти-
кальный конвейер
платформой барабана загрузочного участка срабатывает устройство автоматич.еской
подачи груза, пропуская один ящик и фиксируя следующий. Ящик подается на
платформу, которая перемещает его по горизонтальному участку. При подходе оче-
редной платформы цикл повторяется. Далее цепи, огибая четыре нижние направ-
ляющие звездочки, выводят платформу на вертикальный участок трассы. Пройдя
вертикальный участок, платформа с помощью верхних направляющих звездочек
выходит на горизонтальный разгрузочный участок, в конце которого'.груз скаты-
вается с платформы на приемный рольганг. Благодаря оригинальности конструк-
ции конвейера платформы на протяжении всего рабочего участка находятся в го-
ризонтальном положении. После разгрузки платформа по холостому участку кон-
вейера перемещается к загрузочному устройству.
Конвейер состоит из рамы, изготавливаемой из профильного проката, швел-
леров, уголков. Для удобства монтажа раму изготавливают из отдельных секций.
На раме смонтированы приводная станция, натяжное устройство пружинно-
винтового типа и необходимое количество приводных и отклоняющих звездочек,
расположенных в соответствии с конфигурацией трассы. Звездочки охвачены двумя
парами бесконечно замкнутых тяговых цепей, к которым шарнирно прикреплены
грузоиесущие платформы. Грузоиесущая платформа (рис. 8.7) является одной из
основных частей конвейера. Наиболее часто применяются платформы, выполненные
304
из гнутых или горячекатаных швеллеров, шарнирно связанных между собой. Плат-
формы такой конструкции имеют большую грузоподъемность. Имеются и другие
типы платформ, например в виде решетки, состоящей из стержней круглого сече-
ния, закрепленных на цепях, или в виде прикрепленных к брезентовым ремням
реек прямоугольного сечения.
Основными принципами конструирования платформ являются обеспечение
горизонтального положения и достаточной жесткости в нагруженном состоянии и
способность легко преодолевать поворотные пункты.
Наиболее распространены платформы с односторонней гибкостью. Имеются
также платформы с двусторонней гибкостью, применяемые в конвейерах с много-
позиционной разгрузкой (рис. 8.8).
Технические характеристики вертикальных четырехцепных конвейеров, при-
меняемых в отечественной промышленности, приводятся в табл. 8.2.
Инженерные расчеты четырехцепного конвейера включают в себя тяговый
расчет, определение мощности привода, выбор электродвигателя и редуктора, рас-
чет тормозного момента н выбор тормозного устройства, а также прочностные рас-
305
четы. Прочностные расчеты сводятся к определению геометрических параметров
ответственных деталей и узлов. Выбор швеллера для грузонесущей платформы можно
осуществить, руководствуясь следующей формулой:
.. 0,15 mnb ... .
Мс >-------г-;----= ММ,
1
где Мс — необходимый момент сопротивления швеллера; т — масса единицы транс«
портируемого груза, кг; п — количество грузов на платформе при максимальной за«
грузке, шт.; Ь — ширина платформы, м; [о„] — допускаемое напряжение при изгибе
для материала швеллера; [Л4С ]—допус-
каемый момент сопротивления швеллера.
Тяговый расчет производится методом
«обхода по точкам», т. е. путем последо-
вательного суммирования сопротивлений
движению на отдельных участках трассы,
определяемых по формуле
S;’+l = Si -|- W 1 —(1-J-l)],
где S(+1 и S; — натяжения цепи в двух
соседних точках, Н; й7[(-_((-+1)]—сопроти^
вление движению на участках между этн«’;
ми точками, Н; i — номер точки.
Расчет ведется отдельно для внутреи-,
ней и внешней цепи, так как их трассы
имеют различные конфигурации (табл. 8.3):
1 ! / . So \
= 1 + sm -g- йцЦв + ^вНи ),
, . 2 / . 180° . . . \
ф2 — 1 + -jy ^sln —2~ ^вЦв + с?вРц ) ,
<Р1
Рне. 8.8. Схема конвейера с многопозицнон- _
ной разгрузкой где D — диаметр делительной окружности
звездочки, мм; рв — коэффициент тре-
ния в подшипнике качения (цв — 0,03ч-0,06); dB — диаметр валика тяговой цепи, мм;
цц — коэффициент трения в шарнире цепи (рц = 0,15ч-0,25).
Таблица 8.2. Техническая характеристика вертикальных
четырехцепиых конвейеров для транспортирования тарно-штучных грузов
Тип кон- вейера Грузо- подъем- ность одной платфор- мы, кг Высота подъема, м Скорость транс- портиро- вания, м/мин Размеры грузоне- сущей платфор- мы N Шаг тяговой цепи м Разрыв- ное уси- лие, Н Мощ- ность привода, кВт
ВК-75 75 5,0 20 600X800 25 5- 104 2,2
ВК-Ю1 ВК-Ю2 100 4,2 6,2 16—30 780X900 35
вк-юз ВК-Ю4 7,2 10,0 2,8
ВК-750 750 4,2 10—40 1100Х XI200 50 12-104
вк-юоо 1000 6,2—20 4,5—10
ВК-1500 1500 6,2—30 10—40 1100Х Х1200 100 15-104 7—15
306
Таблица 8.3. Расчет натяжения цепей вертикального
четырехцепного конвейера
Внешний контур
Подъем | Опускание
Внутренний кон гур
Опускание
Подч>ем
2
Sj = So So = So S± — Sq Ss — So
S2 — q>jS, S5 = 4>iSe Si = cpiSi S6 ~ tpiSg
S3 = S2 + <7o^2-s^’ S4 = Sg 4" W 7r^4-5 S3=S24-^>4^?ol2_3I£,, S4 = s6 4- qvlt_sw'
S4 = <paS3 S3 = <raS4 S4 — ф2^3 S3 <paS4
s5 = s4 + </г;4_6ш' S2 — S3 4- + ?о1з-2йу/ s5 = S4 -l-qTl^5w' *^2 = S3 4- <7o^3-2^z
Se = <PiS5 Sj = <PiS2 Sg = фА Si — <P1S2
S7 = Se 4- qrfto~; Sio = Si 4- <f«/iio-i S, = So 4- S8 = Sj 4-
So = <PiS7 S7 = Se 4- ?rfto_7 Sg = Sj 4" Qr^l~8 S7 = Sg4-<7Pte-7
Sfl = S8 s = _L s Ti —~
Sjo = Sj 4- s9 — se — —
Pn — Ф1 (59 ~ 5io) Л) ~ Ф1 (^10 S9) Pn — (S7 Ssy <p2 Po — (Se — $7) Ф2
Примечание. В таблице обозначены: So — начальное натяжение цепи;
Sa, — коэффициенты сопротивления соответственно на поворотных 90”
и 180° и горизонтальных участках; — соответственно длины пря-
молинейных горизонтальных и вертикальных участков.
Линейная нагрузка холостой ветви
<?о = ?ц + £н<3ил/(4*п)>
где qv — линейная нагрузка цепи, даН/м; feH — коэффициент неравномерности на-
грузки (feH = 1.2); Gn.n — линейная нагрузка от платформы, даН/м; fn— шаг плат-
форм конвейера, м.
Линейная нагрузка груженой ветви
<7г = + AGn/(4/ д),
где О — линейная нагрузка штучного груза; п — число штучных грузов иа плат-
форме, шт.
307
При ориентировочном расчете в зависимости от условий работы можно прини-
мать следующие значения коэффициентов фх = 1,03-=- 1,05 и ф2 = 1,05-е- 1,07. Коэф-
фициент Шх при хороших, средних и тяжелых условиях работы конвейера равен
соответственно 0,03; 0,04; 0,05. В качестве грузонесущих для вертикальных цеп-
ных конвейеров используются пластинчатые цепи.
Выбор цепи осуществляется по разрушающей нагрузке Spa3P, которую опре-
деляют по формуле
Зразр = ^з^тах,
где п3 — коэффициент запаса прочности (п3= 84-10); Smax— максимальное рас-
четное натяжение цепи, определяемое тяговым расчетом.
Как видно из тягового расчета, для точного определения Smax необходимо знать
линейную нагрузку от 1 м цепи, так как эта величина присутствует в расчетных
формулах. С другой стороны, для выбора цепи, тип и параметры которой
определяют величину qw нужно знать
Smax-
Проводя тяговый расчет, кон-
структор выбирает цепь, руковод-
ствуясь опытом и интуицией, затем
подставляет найденное значение </ц
в формулы расчета, определяет
Smax, умножает его на коэффициент
запаса п3 и сравнивает полученную
величину с табличной разрывной
нагрузкой выбранной цепи. Если
расчетная величина будет меньше
табличной, то расчет придется по-
вторять. В случае значительного
превышения расчетной величи-
ны над табличной произойдет без-
основательное утяжеление конст-
рукции.
Для решения этой проблемы
составим в общем виде выражение
Таблица 8.4. Значение коэффициента Йц
для различных типов цепи
Высота подъема, м Тнп цепи
1 2 3
5 1,04 1,03 1,02
10 1,08 1,07 1,05
15 1,12 1,10 1,08
20 1,16 1,14 1,11
25 1,20 1,17 1,14
30 1,24 1,21 1,17
для определения максимального
натяжения внешней цепи Smax = S8, используя метод «обхода по точкам» и под-
ставляя выражение натяжения цепи в предыдущей точке в выражение в последую-
щей точке.
После проведения преобразований получаем
С _ С I ф2^2_3^&пл+/4_5Ь (Gn + ©пл) , k (Gn + бпл) ,
'-’max == с>оф1ф2 4--------------------------- ф|ВУ 4--------------Фх'в-7 +
+ (фз^г-з + lt-ъ) + ф1^в-7?ц-
Полученное выражение можно переписать в виде Smax = Snp+ 5ДОП, где 5доц—
сумма слагаемых, включающих в себя неизвестную величину <?ц; Snp — сумма осталь-
ных слагаемых:
с с „з„ । Фг/г-зОпл+^-в (6 + ^пл) , G + 0пл ,
г>пр = е>оф1фг 4-------------------- kq-fW 4---— А’фКв-т-
Величину 5ДОп можно учесть, введя поправочный коэффициент fen, после чего
выражение примет вид Smax = fcnSnp.
Путем многочисленных расчетов конвейеров с разнообразными техническими
характеристиками было установлено, что значение коэффициента /ги зависит глав-
ным образом от высоты подъема и типа тяговой цепи. Значения коэффициента све-
дены в табл. 8.4.
308
Глава 9
ПОДВЕСНЫЕ КОНВЕЙЕРЫ
9.1. Классификация и области применения
Подвесным называют конвейер, у которого транспортируемые грузы находятся
на подвесках и движутся вместе с ходовой частью по подвесному направляющему
пути сложного замкнутого контура.
По профилю трассы подвесные конвейеры бывают одиоплоскостные горизон-
тально замкнутые, контур трассы которых располагается в одной горизонтальной
плоскости, и пространственные, имеющие повороты в горизонтальной и вертикаль-
ной плоскостях, располагаемых на разных уровнях в пространстве. Повороты в го-
ризонтальной плоскости осуществляются при помощи поворотных устройств, а в вер-
тикальной — при помощи поворотов подвесного пути.
По способу соединения тягового элемента с транспортируемым грузом и ха-
рактеру перемещения грузов подвесные конвейеры разделяются на грузонесущие,
грузотолкающие, несуще-толкающие, грузоведущие и несуще-грузоведущие. По
количеству приводов, одновременно приводящих в движение общий замкнутый
контур тягового элемента, бывают конвейеры одноприводные (с однодвигательным
приводом) и многоприводные (с многодвигательным приводом). Выбор того или дру-
гого типа привода зависит от длины конвейера и массы транспортируемого груза.
Длина одиоприводных конвейеров составляет в среднем до 500 м; при большей
длине — до нескольких километров — применяются многоприводные конвейеры.
Несмотря на обилие разновидностей подвесных конвейеров, все они имеют
много общего в конструкциях отдельных элементов. Одинаковые конструкции (в пре-
делах одного и того же типоразмера) содержат тяговый элемент, привод, поворотные
и натяжные устройства. Существенное отличие имеют ходовые пути, тележки и ряд
специфических сборочных единиц и элементов.
Подвесные конвейеры применяются для непрерывного (редко — пульсиру-
ющего) внутрицехового и межцехового перемещения разнообразных штучных гру-
зов (иногда — сыпучих грузов в таре) по транспортному или технологическому
процессу в различных отраслях промышленности.
Ниже приведены характерные общие параметры подвесных конвейеров:
Производительность, шт./ч.............................
Скорость транспортирования, м/с .......................
Длина транспортирования, м ............................
Мощность электродвигателя, кВт........................'
Масса груза, кг........................................
Длина груза наибольшая, м...............................
100—6000
0,01—0,70
5-500
1-18
1 — 8000
12
В отдельных случаях
возможны отклонения от указанных значений параметров.
9.2. Грузонесущие конвейеры
Устройство. Подвесной грузонесущий конвейер (рис. 9.1) состоит из тягового
элемента 3, замкнутого по контуру трассы, с постоянно прикрепленными к нему
каретками 2, к которым шарнирно подвешены подвески 4 с транспортируемыми
грузами 5. Тяговый элемент с каретками и подвесками движется при помощи при-
вода 8 по замкнутому пути /, подвешенному к элементам здания или опорным кон-
струкциям, поворачивается на поворотных устройствах 6 и натягивается натяжным
устройством 7.
Техническая характеристика наиболее распространенных типоразмеров конвей-
еров приведена в табл. 9.1.
Элементы оборудования конвейера. Для конвейеров, расположенных в одной
горизонтальной плоскости, тяговым элементом может быть любая цепь или канат.
Для конвейеров с пространственной трассой применяются специальные цепи
(рис. 9.2), которые имеют возможность поворачиваться не только в горизонтальной,
но и в вертикальной плоскости, а также иногда — стальной или капроновый канат.
В ГОСТ 589—74 предусмотрен выпуск разборных цепей типа Р1 с вращающи-
мися валиками и холодноштампованными звеньями (рис. 9.2, а) и типа Р2 с фикси-
рованными валиками и горячештампованными звеньями (рис. 9.2, б). Оба типа
309’
Таблица 9.1. Техническая характеристика подвесных
грузонесутих конвейеров советских и зарубежных конструкций
Фирма или ГОСТ Тип конвейера Наиболь- шая на- грузка на каретку на гори- зонталь- ном пути, кН Тяговая цепь Пределы скорости движения цепн, м/с
Тип цепн Шаг звена, мм Раз- рыв- ное уси- лие, кН
СССР ГН-12 0,2 Двухшар- 200 20 0,012—0,66
ПО «Кон- ГН-200Д-50 нирная
0,5 То же 200 40 0,012—0,51
вейер» ЦПК-80Р 2,5 Разборная 80 106 0,007—0,40
(ГОСТ ЦПК-ЮОР 5,0 » 100 220 0,010—0,37
5946—79) ЦПК-160Р 8,0 » 160 400 0,010—0,37
ЕКК-200 0,2 Двухшар- 160 20
«Баутцен» ЕКК-320 нириая 0,01—0,42
(ГДР) 0,5 То же 200 32
ЕКС-160 . 5,0 Разборная 100 160
«Транспорт» (ЧССР) — 2,5—5,0 4,0—8,0 6,3—12,5 Разборная 80 100 125 100 160 250 0,016—0,27
ВК-63-Д152 0,25 Двухшар- 152,4 16 0,10—0,27
«Интранс- ВК-125-Д200 нирная
маш» 1,0 То же 203,2 32 0,03—0,42
(НРБ) ВК-250-Р80 2,0 Разборная 80,0 80 0,03—0,42
ВК-500-Р100 4,0 » 100,0 160 0,03—0,42
«Техма- — 1,0 Двухшар- 200,0 45 0,01—0,16
транс» (ПНР) — 2,5 нирная Разборная 76,2 100 0,01—0,20
— 5,0 » 100,0 200 0,01—0,20.
ВЕББ (США) 2" 0,5 * 50,3 27
КФК (Франция) 3" 4" 6" 0,9 1,8 5,5 Разборная 76,2 101,6 152,4 109 220 385 0,01—0,50
ФАТА 1,5 Разборная 100,0 100
(Италия) — 2,5 Специаль- ная 101,6 250 0,05—0,40
«Тсуба- 0,2 Пластин- 76,2 20 0,09
кимото» чата я
(Япония) секционная
— 0,5 Двухшар- 200,0 50 0,17
иирная
3,0 Разборная 101,6 215 0,20
5,0 » 152,4 385 0,20
* Для конвейеров с пространственно# трассой.
310
имеют одинаковые размеры, указанные в табл 9.2. Угол поворота звеньев в пло-
скости продольных осей шарниров цепи составляет не менее <pmin>3° и доходит
до 12°.
Разборные цепи с шагом звена 80—160 мм имеют наибольшее распространение
(табл. 9.2).
Наибольшее распространение имеют цепи типа Р2. Разборные холодноштам-
пованные цепи типа Р1 применяются на конвейерах с простой трассой, работающих
в легком режиме. Нормальный ряд шагов звеньев разборных цепей (РС-577—66):
63, 80, 100, 125, 160, 200 и 250 мм.
В зарубежной практике разборные цепи называют цепями Кейстона. В марки-
ровке американских и английских цепей первая цифра обозначает шаг звена цепи
в дюймах, а вторая — диаметр валика в восьмых (третья цифра) частях дюйма,
например, цепь Х-458 имеет шаг 4" и валик диаметром 5/8".
Детали разборной цепи изготовляют из стали марок 40Х, 40ХФА, 50Г2, 40Г2,
50 и 45 и подвергают закалке и отпуску. Твердость после термообработки должна
быть для внутренних и наружных звеньев 27—32 HRC, для валиков — 32—38 HRC.
Секционная цепь (см. рис. 9.2, в) имеет шарнирное соединение обычной цепи
с кареткой при помощи специальных звеньев с дополнительным шарниром, ось кото-
рого расположена перпендикулярно к оси шарниров цепи и допускает поворот одной
секции цепи в промежутке между каретками по отношению к другой на угол 15—
50°. Соединение секции цепи с кареткой может иметь один или два шарнира, послед-
нее более предпочтительно.
Достоинство секционной цепи — возможность применения вертикальных пере-
гибов с малыми радиусами (1—2 м) при использовании обычных одношарнирных
цепей, недостатки — усложнение конструкции ходовой части и звездочек, дополни-
тельные нагрузки на каретку на вертикальном перегибе, усложнение привода.
Шаг кареток 400—800 мм.
Двухшарнирные цепи (см. рис. 9.2, г, д) имеют вертикальные и горизонталь-
ные шарниры в каждом звене. Оси шарниров могут быть расположены в одной пло-
скости (см. рис. 9.2, г) или раздвинуты по смежным звеньям (см. рис. 9.2, д).
'Цепь с сомкнутыми шарнирами (табл. 9.3) имеет одинаковые шаги и радиусы пово-
ротов в горизонтальной и вертикальной плоскостях, широкую унификацию деталей,
311
большую универсальность применения и малые радиусы поворотов (0,6—1,0 м).
Повороты в горизонтальной и вертикальной плоскостях выполняются по направля-
ющим ходовым путям без каких-либо дополнительных устройств — звездочек,
Рис. 9.2. Тяговые цепи: а — разборная холодноштампованная; б — раз-
борная горячештампованная; в — секционная; г — двухшарннрная с сомк-
нутыми шарнирами; д — двухшарнирная с разомкнутыми шарнирами; е —
круглозвенная; ж — стержневая
I — стержень; 2 — каток; 3 — шарнир
блоков и роликовых батарей. Двухшарнирные цепи получили широкое распростра- .
нение в подвесных конвейерах легкого типа для транспортирования грузов с массой
до 50—100 кг. Катки цепи часто делают из шарикоподшипника с пластмассовой
обечайкой.
312
Таблица 9.2. Технические характеристики советских
и зарубежных разборных цепей
Фирма, стандарт Тип цепи Шаг звена Два- метр вали- ка Ши- рина звена Шаг зацеп- ления 13рушаю- ая нагруз- 1, кН асса 1 м пи, кг
мм в. S3
ГОСТ 589—74 Р2-80-106 80 12 30 160 106 3,2
Р2-100-220 100 16 37 200 220 5,2
(СССР) Р2-160-400 160 24 59 320 400 9,1
Х-228 50,8 6,35 17,5 101,6 27 1,5
Х-348 76,2 12,7 27,0 152,4 109 3,4
ВЕББ (США) Х-458 101,6 15,9 35,7 203,2 220 4,7
Х-658 152,4 15,9 35,7 304,8 220 4,1
Х-678 152,4 22,2 50,8 304,8 385 9,0
80 16 30 160 100 3,6
№ 260404 — 100 20 37 200 160 5,2
(ЧССР) 125 25 46 250 250 7,4
160 32 59 320 400 12,8
Круглозвенные цепи (ГОСТ 2319—70) из круглой стали диаметром 6—18 мм
применяются на конвейерах легкого типа с полезной нагрузкой на каретку до 500 Н
(см. рис. 9.2, ё). Значительные недостатки круглозвенной цепи — ускоренное из-
нашивание, сложность привода — резко ограничивают возможность ее применения.
Стержневые цепи (см. рис. 9.2, ж) подобны секционным цепям с той лишь
разницей, что вместо каретки они имеют шарнирный узел с сомкнутыми шарнирами;
применяются на конвейерах легкого типа. Шаг шарнирных узлов — 400—800 мм.
Цепь одной и той же конструкции может иметь разные шаги звеньев. Оптимальный
выбор шага цепи должен быть тщательно обоснован конструктивным и расчетным
анализом всей машины в целом. С увеличением шага (при условии одинаковой проч-
ности цепи) уменьшается количество шарниров на заданной длине, упрощается
эксплуатация цепи (меньше объектов смазки и изнашивания), снижается масса
и стоимость цепи, однако одновременно увеличиваются радиусы вертикальных пере-
гибов и горизонтальных поворотов, возрастают радиусы звездочек (при одинаковом
числе зубцов), крутящий момент и типоразмер редуктора. Поэтому в подвесных
Таблица 9.3. Параметры двухшарнирных цепей
с сомкнутыми шарнирами
Фирма Шаг звена, мм Размеры пластины, мм Диаметр катка, мм 1 Полезная нагрузка на подвеску, Н К Я я S « я х >» л а СО ь. н> я re X Си х X Масса 1 м, кг
Ши- рина Тол- щина
ПО «Конвейер» 200 15 3 31 120 25 2,5
ТУ-24-9-391—75 (СССР) 200 30 6 50 500 50 9,1
«Телефлекс» (Франция) 203 31,8 3,2 45 680 34 6,0
305 44,5 4,8 67 1000 68 13,5
313
конвейерах наибольшее распространение получили цепи с шагом от 80 до 200 мй
включительно.
Типоразмер цепи выбирается по максимальному расчетному натяжению из,
условий прочности, выносливости и износа по рекомендациям, приведенным в гл. 2.
Поскольку в стандартах и нормалях задается разрушающая нагрузка, то выбор
типоразмера цепи должен удовлетворять условию
<Sp3 >> Smaxnn, (9.1)
где SP3 — разрушающая нагрузка цепи, кН; Smax — максимальное расчетное на-
тяжение, кН; па — коэффициент запаса прочности на растяжение цепи (см. п. 2.4).
Допускаемое натяжение цепи по условию прочности
5д. п = 5рзЛ,н Smax-
Таблица 9.4. Допускаемые натяжения по долговечности
термически обработанных горячештампованных разборных цепей
(ГОСТ 589—74) для среднего режима работы конвейера
Условия работы конвейера Скорость цепн, м/с Допускаемое натяжение (кН) цепи с шагом звена, мм
80 100 160
Конфигурация трассы
пр. СЛ. пр. СЛ. пр. СЛ.
Хорошие <0,15 0,16—0,30 >0,30 10 9 8 9 8 7 15 13 12 13 12 И 35 32 28 32 30 26
Средние <0,15 0,16—0,30 >0,30 9 8 7 8 7 6 13 12 10 12 11 9 32 28 23 30 26 21
Тяжелые <0,15 0,16—0,30 >0,30 8 7 6 7 6 5 12 10 9 11 9 8 27 23 20 25 21 18
Примечание. Конфигурация трассы: пр. — простая с общим количеством
поворотов в горизонтальной и вертикальной плоскостях не более 20: сл. — сложная,
с более 20 поворотами.
Допускаемое натяжение горячештампованных термически обработанных раз-
борных цепей (ГОСТ 589—74) по долговечности на основе рекомендованных значе-
ний давлений в шарнире цепи (см. табл. 2.7) дано в табл. 9.4 для среднего режима
работы конвейера. Для других режимов работы надо величины, указанные
в табл. 9.4, умножить на коэффициент режима работы, например для легкого ре-
жима на 1,1, для тяжелого на 0,9. Более точные данные можно определить по экви-
валентному удельному давлению или удельному износу с учетом конфигурации
трассы конвейера.
Для цепей без термообработки допускаемые натяжения по долговечности при-
мерно в два раза ниже значений, указанных в табл. 9.4.
Минимальная прочность цепи ограничивается разрушающей нагрузкой не
более 400 кН (допускаемое натяжение до 40 кН), так как с увеличением натяжения
значительно возрастает размер и масса ходовой части, путей и поддерживающих
конструкций. При натяжении цепи более 40 кН целесообразно применение много-
приводного конвейера.
Каретки бывают грузовые (одинарные и траверзные) и опорные (поддержива-
ющие). Грузовая каретка предназначается для крепления подвески с грузом и пере-
314
мешения ее по подвесным путям. Опарная каретка устанавливается между грузовыми
и служит для поддержки цепи и уменьшения ее провеса.
Каретки могут иметь жесткое (рис. 9.3) или шарнирное (у секционной цепи)
крепления к тяговой цепи. По количеству катков каретки бывают однокатковые
(редко, когда путь из полосы или специального рельса), двухкатковые (рис. 9.3)
и четырехкатковые (для наиболее тяжелых грузов).
Каретки классифицируются по расчетной нагрузке (предельной грузоподъем-
ности на горизонтальном пути), профилю ходового пути и назначению (табл. 9.5).
На конвейерах с двухшарнирными цепями каретки не применяются, подвески для
груза крепятся к звеньям цепи или оси шарнирного узла.
На каретках современных конвейеров применяются катки — подшипники со
сфероконическим ободом; детали катка одновременно служат деталями шарикопод-
шипника.
Рнс. 9.3. Каретки; а — грузовая; б — опорная; в — узел катка-подшипника
Стандартные катки-подшипники пригодны для работы в среде с температурой
от —20 °C до ~Ь 150 °C с соответствующим подбором смазочных материалов. Для ра-
боты в среде с температурой выше 150 °C (например, в сушильных камерах) при-
меняются катки с цилиндрическими или коническими роликоподшипниками.
Расстояние между каретками (шаг кареток) на тяговой цепи (рис. 9.4) опре-
деляется шагами цепи и подвесок с грузами и величиной радиуса вертикальных
поворотов пути конвейера, если они имеются на его трассе (с уменьшением шага ка-
реток — радиус уменьшается).
Для конвейеров с пространственной трассой шаг кареток обычно принимается
не более 800—960 мм (6—10 шагов звена цепи). Если шаг подвесок больше этих
значений, то между грузовыми каретками устанавливают опорные каретки в таком
количестве, чтобы не превысить наибольшие допускаемые расстояния. В этом случае
шаги кареток могут быть одинаковыми или неодинаковыми, но для разборных и
круглозвенных цепей всегда должны быть кратными двум шагам звеньев цепи.
Таблица 9.5. Основные параметры кареток конвейеров
с разборной цепью (ГОСТ 5946—79)
и ходовым путем из двутавровой балки (ГОСТ 8239—72)
Тип Предельная грузоподъ- Номер катка под- шипника Масса каретки» кг Номер профиля пути Ок н В
конвейера емкость каретки, кН мм
ЦПК-80Р 2,5 260703 3,о 10 62 75 125
ЦПК-Ю0Р 5,0 260805 5,5 14 83 105 155
ЦПК-160Р 8,0 260905 13,0 16 125 125 200
315
Для конвейеров с одноплоскостной трассой максимальный шаг кареток ограни^
чивается лишь необходимостью ликвидации чрезмерного провисания цепи и може$
доходить до 1200—1600 мм.
Нормальный шаг кареток (мм) по ГОСТ 5946—79:
Для цепи с шагом звена /ц = 80 160* 320 480 640 800
» » » > > /ц = 100 ............ 200 * 400 600 800 1000
» » » » » (ц = 160 .............. 320* 640 960 1000 1280
Значения, отмеченные звездочкой, применяются только для траверзных кареток.
Рис. 9.4. Схема расстановки кареток на тяговой цепи
На горизонтальном прямолинейном участке пути на грузовую каретку действует
нагрузка Рг (Н):
Pr = Gr + Gn + <?ц^к = g (тг тп тц/к), (9.2)
Рнс. 9.6. Схема нагружения кареток на вертикальном повороте пути конвейера
где Сг и 0п — сила тяжести, соответственно, груза и подвески, Н; q^ — линейная
нагрузка от 1 м цепи, Н/м; тц — масса 1 м цепи, кг; tK — шаг кареток, м; т,
и та — массы груза и подвески, соответственно, кг; g = 9,81 м/с2.
Если на конвейере транспортируются грузы разной массы и шаги кареток раз-
личные, то максимальное значение Prmax будет при наибольших значениях те и /к-
316
При отсутствии груза на каретку будут действовать только силы тяжести подвески
и цепи.
Нагрузка иа опорную каретку на горизонтальном прямолинейном участке пути
Рои = ?ц/к-
------80 мм;
100 мм;
160 мм
На горизонтальном повороте пути возникает центростремительное ускорение,
и на груз, перемещаемый на подвеске, действует центробежная сила, стремящаяся
отклонить груз от центра поворота. Возникает момент, перераспределяющий на-
грузки на катки каретки. Однако при скоростях до 0,5 м/с эти нагрузки небольшие
и обычно не учитываются. На вертикальном
повороте (рис. 9.5) на каретку действуют нор-
мальная составляющая от сил тяжести груза,
подвески и цепи и дополнительные нагрузки Ра
или Pg от натяжения тяговой цепи, направлен-
ные по радиусу дуги перегиба. На дуге 1а с
выпуклостью вниз Ра направлена вверх и вы-
читается из составляющих сил тяжести, а на
дуге 1g с выпуклостью вверх Рв направлена
вниз и складывается с ними;
Ра = — Sa^k/Pa — ^k^a’i
Рв = Sb^k/Rb = kKSB,
где и Sb — соответственно натяжение цепи
в конце дуг 1а и Ib, Н; Ra и Rb — радиусы
изгиба цепи, м; tK — шаг кареток, м; kK —
= tK/R — коэффициент соотношения шага ка-
ретки и радиуса поворота.
Графики значений Р в зависимости от шага
кареток и радиуса поворота цепи даны на
рис. 9.6.
При расположении кареток с разными ша-
гами, в том числе и при траверзном подвеши-
вании груза (см. рис. 9.4),
Рв. т = S sin ,
где — = arcsin^- и -Ь
/К1 — шаги кареток, м.
Нагрузка на грузовую
ном участке вертикального
Рн = Pr cos Р,
(9.3)
= arcsin ; tK и
каретку на наклон-
поворота
где Р — угол наклона участка путей конвейера между нижней и верхней дугами
закруглений.
На конвейере с одноплоскостной трассой максимальная нагрузка на грузовую
каретку определяется по формуле (9.2) при небольших значениях ее членов:
Рг шах = (тг max 4" та шах 4" тц(к шах) 8-
На конвейере с пространственной трассой максимальная нагрузка иа каретку
будет на верхней дуге вертикального поворота с наибольшим натяжением цепи Зщах
и соответствующим ему радиусом поворота R:
Р шах = Рг шах COS ак 4" Рв max = Рг max COS ак 4" 'Smax^K шах//?ш1п> (9-4)
/к
2R
где
ак/2 — arcsin
В каждом кругообороте цепи по пространственной трассе (в цикле работы кон-
вейера)- нагрузка на каретку изменяется в определенных пределах от минимума
до максимума с соответствующим временем действия (рис. 9.7).
317
Элементы каретки — кронштейны, катки и их оси — рассчитываются по макси-
мальным нагрузкам; подшипники качения — по эквивалентным нагрузкам в соот-,
ветствии с графиком нагружения по рис. 9.7.
При проектировании конвейеров используют типовые или стандартные каретки
с заданной статической расчетной нагрузкой Рр, равной предельной грузоподъем-
ности (см. табл. 9.5). По расчетной нагрузке определяют возможно допускаемую
Рис. 9.7, График нагрузки на каретку за один цикл работы конвейера:
а — диаграмма контура трассы; б диаграмма нагрузки в зависимости от времени
цикла
полезную нагрузку Рд от массы груза для конкретного проектируемого конвейера
с учетом его скорости, температурных условий и режима работы:
Рд — Ppkjiikp, (9.5)
где klt k2, kp — соответственно коэффициенты скорости, температуры окружающей
среды и режима работы.
Значения коэффициента kx в зависимости от скорости цепи конвейера приведены
ниже:
Скорость цепи конвейера, м/с . . . 0,05 0,10 0,15 0,20 0,25 0,30 0,40
Коэффициент ................... 0,80 0,70 0,60 0,55 0,50 0,45 0.42
Значения коэффициента /г2 в зависимости от температуры окружающей среды
следующие:
Температура окружающей среды, °C........................ До 125 125 150 175
Коэффициент &2 ........................................ 1.0 0,95 0,91 0,87
Масса полезного груза (кг), подвешенного к одной каретке (включая и массу
подвески):
318
для одноплоскостного конвейера
Мг = (9*6)
где Рд — допускаемая нагрузка иа каретку для конкретного проектируемого кон-
вейера, определяемая по формуле (9.5), Н;
для пространственного конвейера
171 п ~ (^5д — Рmax)/S- (9-7)
EcjIh заданная масса груза превышает значения масс, определяемых по форму-
лам (9.6) и (9.7), то груз подвешивают на траверзе, прикрепляемой к двум или че-
тырем кареткам (см. рис. 9.4).
Масса груза, подвешиваемого на траверзе,
/пт (Рд — Рв. т
Рнс. 9.8. Горизонтальные повороты трассы конвейера
при помощи:
а, б, б — блоков или звездочек; г, д — роликовых ба-
тарей; е — направляющих путей; — нескольких ба-
тарей, блоков и звездочек (для длинных траверз н сцепов
толкающих конвейеров)
где kjP—коэффициент неравномерности распределения нагрузки на каретки (для
конвейеров с одноплоскостной трассой £тр = 0,9; с пространственной трассой /гтр =
= 0,75); пк — количество ка-
реток, на которые подвеши-
вается траверза (обычно
п =2-i-4 шт.); Рв. т щах
дополнительная нагрузка по
формуле (9.3), Н (для одно
плоскостной трассы Рв.ттах--
= 0).
Для изменения направ-
ления движения тягового
элемента на горизонтальных
поворотах служат поворот-
ные устройства (рис. 9.8—
9.9), выбор типа которых
зависит от конструкции тя-
гового элемента, его натяже-
ния, радиуса и угла поворота
(табл. 9.6).
Основные размеры поворотных устройств со звездочкой и блоком даны
в табл. 9.7. Нормальный ряд радиусов роликовых поворотных устройств приведен
в ГОСТ 5946—79. Наиболее простым и долговечным является устройство с поворот-
ным блоком, оно рекомендуется для широкого применения.
Поворотные устройства устанавливаются на стойках с консолями, на кронштей-
нах, тягах и конструкциях, подвешиваемых к перекрытию здания.
Направляющим или ходовым называют путь конвейера, по которому движутся
каретки, поддерживающие цепь и подвески с грузами. Конфигурация направляющего
пути определяется трассой конвейера. Пути изготовляются из балок двутаврового
сечения (ГОСТ 8239—72), фасонных гнутых профилей или, редко, уголкового про-
ката из стали марок СтЗ или 14Г2. Балки пути подвешиваются к конструкциям
здания или к отдельным поддерживающим стойкам. Отдельные участки пути (обычно
длиной 3—6 м) соединяются друг с другом при помощи стыков — неподвижных
и раздвижных.
Неподвижные стыки выполняют сварными, болтовыми или комбинированными
(сварно-болтовыми). Раздвижные стыки применяют на участках путей, примыка-
ющих к натяжному устройству, и в качестве температурных стыков на конвейерах,
проходящих через сушильные или холодильные камеры, а также в зоне температур-
ных стыков конструкций зданий и в местах примыкания галерей к зданию. Стыки
располагаются не далее чем на 1—1,5 м от крепления путей.
Радиус поворотного устройства определяется графически в зависимости от
габаритов и шага транспортируемых грузов с соблюдением необходимых зазоров.
Для длинномерных грузов (длиной 3—12 м) применяются специальные поворотные
устройства, обеспечивающие плоскопараллельное движение грузов на повороте.
На вогнутых кривых вертикальных поворотов путей ставятся направляющие
контршииы*(рис. 9.10, а) для устранения чрезмерного подъема кареток.
319
Минимальный радиус ftmin поворота разборной цепи в вертикальной плоскостям
^mln max / ^2 Sin-ту- ф
где /к max — наибольший шаг кареток,
тикальной плоскости продольных осей
м; ф — угол поворота звеньев цепи в вер-
шарниров, ...°.
Л - 4 (каретка не показана)
Рис. 9.9. Поворотное устройство со звездочкой (а), блоками (б) н роликовой бата-
реей (в)
Рекомендуемые значения радиусов вертикальных поворотов двутаврового пути
конвейера со стандартными разборными цепями в зависимости от величины натя-
жения в зоне поворота даны в табл. 9.8.
Минимальный радиус 7?с min поворота секционной и стержневой цепей или ка-
ната для пути из двутавра
mln > max / 2 Sin -2^- ,
где <р0 — наибольший угол взаимного поворота секций цепи из условия обеспечения
зазора не менее 25—50 мм от деталей цепи до нижней кромки балки пути; обычно
Фо = 2О4-ЗО0.
320
Таблица 9.6. Рекомендации по выбору типа
поворотного устройства
Поворотное устройство Тяговый элемент Диапазон радиусов поворота, м Область применения
Звездочка Цепи — пла- стинчатая, раз- борная, секцион- ная 0,20—0,85 Повороты иа угол до 180° с по- вышенным натяжением цепи (более 60 % от допускаемого предела)
Блоки с гладким ободом и с выемкой Цепи — пла- стинчатая, раз- борная, кругло- звенная; канат 0,18—0,80 Повороты на угол до 180° с по- ниженным натяжением цепи (до 60 % от допускаемого предела натяжения при отсутствии выем- ки и до 80 % — при наличии вы- емки в ободе блока для среднего звена разборной цепи)
Роликовые батареи Цепи — пла- стинчатая, раз- борная, кругло- звенная, секци- онная 0,63—2,50 Повороты иа 15, 30, 45, 90 и 180° с большим радиусом при по- ниженном натяжении (до 50 % от допускаемого)
Направля- ющие пути Цепи — двух- шариирная, стержневая 0,5—2,0 Повороты на угол до 180° в пре- делах допускаемой нагрузки на катки цепи
б)
Рнс, 9,10. Схемы для расчета геометрических размеров балок пу-
ти на вертикальных поворотах (а и б) и при сочетании верти-
кального н горизонтального поворотов (в)
11 П/р Ю. А. Пертена
321
Таблица 9.7. Основные размеры поворотных устройств
на звездочках и блоках подвесных конвейеров
с разборной цепью (ГОСТ 5946—79)
Тнп конвейера Шаг звена цепи, -мм Число зубьев звездочки, шт. Диаметр де- лительной окружности звездочки Диаметр блока Радиус горизонталь- ного поворота
мм
8 413,5 377 203
10 514,9 479 254
ЦПК-80Р 80 13 667,7 633 331
16 820,6 787 408
20 1022,0 989 509
6 390,7 189
8 516,9 — 253
цпк-юор 100 10 13 643,6 834,6 600 792 318 414
16 1025,7 984 510
20 1277,5 1238 637
6 625,7 302
8 827,1 — 406
ЦПК-160Р 160 10 1029,8 965 509
13 1335,4 1273 663
16 1641,2 1581 817
Рекомендуется принимать Rc = 1,25ч-2,5 м при шаге кареток 0,6—1,0 м.
Для двухшарнирных цепей 7? > 0,63ч-1,25 м.
Геометрические размеры балок пути на вертикальном повороте (см. рис. 9.10, б)
подсчитывают по следующим формулам при заданных значениях Rlt R2, Р и h:
аг = Rx sin fj; л, = [h — (1 — cos P) (Ri+R2)) ctg P; Og = R2 sin Pl L = <4 +
+ a2 + a3; Zi == 0.0175RJP; Z2 = a2/cos P; l3 = 0,0175R2p.
Обозначения величин даны на рис. 9.10, б. Обычно принимают для унификации
и упрощения изготовления путей Rj = R2 = R.
Таблица 9.8. Рекомендуемые значения радиусов вертикальных
поворотов по оси двутаврового пути конвейеров
с разборными цепями (ГОСТ 589—74)
Шаг цепи, мм Натяжение цепи на повороте, % от допускаемого
до 50 75 100
при отношении шага кареток к шагу звена цепи *к//ц
4 6 8 4 6 8 4 е 8
80 100 160 1,6 2,5 4,0 2,00 3,15 5,00 2,50 3,15 6,30 2,0 2,5 5,0 2,50 3,15 5,00 3,15 4,00 6,30 2,50 3,15 5,00 3,15 4,00 6,30 4,0 5,0 8,0
322
Во избежание перегиба звеньев цепи в двух направлениях длина прямого уча-
стка 1а между криволинейными участками должна быть не менее шага кареток,
т. е. должны быть выдержаны условия:
/а щах» (R1 + Rs) Р Н“ cos Р.
При подсчете все размеры берутся по линии центра тяжести путевой балки.
Минимальная длина горизонтальной проекции Lmm длины перегиба в зависи-
мости от требуемой высоты Л при радиусах Rx = Ra = R и /2 > tK определится
по формуле
Lmin = 2R sin Р + [h — 27? (1 — cos Р) 1 ctg р.
При сочетании горизонтального поворота с вертикальным (см. рис. 9.10, в)
необходимо между начальными и конечными точками того и другого оставлять пря-
мые участки длиной
Ai = Аа 1,5/к max»
При заданном номере профиля пути конвейера типовой конструкции проек-
танту ^необходимо определить максимальные допускаемые расстояния между кре-
плениями различных участков пути конвейера.
Пролет балки пути определяют из расчета на прочность от поперечного и ме-
стного изгиба (допускаемое напряжение для стали СтЗ ан = 120 МПа, для стали
14Г2 ои = 140 МПа), деформации (прогиб не более 1/500 длины пролета) и устойчи-
вости (коэффициент запаса пу 5» 2). Расчетные нагрузки — силы тяжести груза,
подвесок, ходовой части и балки пути в самом опасном расположении — в пролете.
По характеру изменения скорости движения тягового элемента различают
приводы с постоянной, плавно изменяемой и ступенчато изменяемой скоростями.
Плавное изменение’скорости достигается при помощи применения вариатора ско-
рости, раздвижного’шкива клиноременной передачи с переменным диаметром, гидро-
мотора или электродвигателя постоянного тока. Ступенчатое изменение скорости
возможно при помощи набора сменных передач редуктора или многоскоростного
электродвигателя.
По способу передачи тягового усилия различают приводы с передачей усилия
зацеплением (для всех типов тяговых цепей) при помощи зуба звездочки или толка-
теля приводной цепи и фрикционные (для каната и круглозвенной цепи). Приводы,
передающие тяговое усилие зацеплением, бывают угловые — со звездочкой
(рис. 9.11, a—г) и прямолинейные (рис. 9.11, д) — со специальной приводной цепью
с толкателями («гусеничные»). Первые устанавливаются на повороте трассы на не-
который угол, а вторые — на прямолинейных участках трассы конвейера. По коли-
честву приводных элементов приводы бывают одинарные — с одной приводной
звездочкой или приводной цепью (см. рис. 9.11, а—д) и объединенные — с одной
общей трансмиссией на две-три приводные звездочки (см. рис. 9.11, е, ж) или при-
водные цепи. По количеству приводных двигателей приводы разделяют на одно-
двигательные и многодвигательные (см. рис. 9.11, ж).
Угловой редукторный привод с постоянной скоростью (рис. 9.12) состоит из
приводной звездочки 2, укрепленной на вертикальном валу / редуктора 3, входной
вал которого упругой муфтой 4 или клиноременной передачей соединен с электро-
двигателем 5. На приводах с переменной скоростью между электродвигателем и ре-
дуктором устанавливают вариатор скорости или коробку скоростей. Характеристика
приводов дана в табл. 9.9. Приводная звездочка имеет 8—20 зубьев (см. табл. 9.7);
профиль зуба звездочки принимают по ГОСТ 593—75.
Угловой привод-натяжка (см. рис. 9.11, в) устанавливается на подвижной раме-
тележке, соединенной с натяжным механизмом, и применяется на конвейерах с малым
тяговым усилием (до 5 кН). Для предохранения механизма привода и ходовой части
от поломок при внезапном аварийном превышении тягового усилия на приводной
.звездочке устанавливают предохранительный штифт, который срезается при пре-
вышении расчетного крутящего момента в 1,5—2 раза и при помощи конечного
выключателя останавливает конвейер. Штифт рассчитывают на срез и изготовляют
из серого чугуна СЧ 12-28; СЧ 15-32 или из стали марок 40, 45. Приводные звездочки
изготовляют из стали; зубья звездочки подвергают термообработке до твердости
45—50 HRC.
11* 323
Рис. 9.И. Приводы: а—г — угловые с различными углами поворота; д —
прямолинейный; — объединенный; м — многодвигательный;
ПМ •* приводной механизм; Д — электродвигатель, НУ — натяжное уст-
ройство
324
Таблица 9.9. Характеристика редукторных приводов
конструкции ГПКИ Союзпроммехаиизация
Параметр Тнп редуктора
кдв-160 КДВ-200М2 КДВ-250М2 КДВ-350М2
Максимальный крутящий момент на валу приводной звездочки, кН-м 0,8 1,6 4,0 10,0
Диапазон скоростей дви- жения цепи конвейера, м/с 0,12—0,4 0,1—0,4 0,1—0,37 0,1—0,37
Максимальная консоль- ная нагрузка на тихоход- ном валу редуктора, кН 5 9 14 32
Общая масса редуктора, кг 145 250 360 1250
Общий расчетный КПД 0,9 0,9 0,9 0,9
Тип конвейера ЦПК-80Р; ГН-12 ЦПК-80Р; ЦПК-Ю0Р; ГН-200Д-50 ЦПК-Ю0Р; ЦПК-160Р ЦПК-160Р
Прямолинейный привод (рис. 9.13) состоит из приводной 1 и натяжной 4 звездо-
чек, на которые надета приводная цепь 5 с толкателями 6, упорного направляющего
рельса 8 и роликовой батареи 7. Приводная звездочка вращается от редуктора 2,
соединенного с электродвигателем 3. Натяжная звездочка (обычно с винтовым на-
тяжным механизмом) натягивает приводную цепь и компенсирует изменение ее длины
при износе.
Толкатели приводной цепи на участке между направляющим рельсом и ролико-
вой батареей входят в зацепление со звеньями тяговой цепи и приводят ее в движе-
ние. Прямолинейные приводы применяются на конвейере с разборными, двухшар-
нирными и стержневыми цепями.
У современного прямолинейного привода (см. рис. 9.13) механизмы разме-
щаются на подвижной раме 9, снабженной опорными 10 и направляющими И кат-
ками и пружинным упором 12. Подвижная рама может перемещаться на этих катках
внутри неподвижной рамы 13. Ход рамы соответствует тяговому усилию, уравнове-
шиваемому силой упругости пружин. При превышении допускаемого усилия рама,
передвигаясь, действует на конечный выключатель и конвейер останавли-
вается.
Прямолинейный привод по сравнению с угловым имеет следующие преимуще-
ства: меньший диаметр приводной звездочки (так как его размер не определяется
проходимостью грузов), а следовательно, — меньшие величины крутящего мо-
мента, передаточного отношения и размеров механизмов при одном и том же тяговом
усилии и скорости конвейера; возможность установки на любом горизонтальном
прямолинейном участке трассы конвейера; повышенную долговечность и простоту
ремонта. Недостатками его являются некоторая сложность и повышенная стоимость
из-за наличия дополнительной звездочки и приводной цепи.
В современных конвейерах наиболее широкое распространение имеет прямо-
линейный привод. От месторасположения привода на общем контуре трассы конвей-
ера зависят величины тягового усилия и натяжения цепи и общая надежность работы
конвейера. Чтобы получить оптимальные величины тягового усилия и натяжения
цепи, привод должен быть расположен непосредственно после длинных тяжело-
загруженных горизонтальных участков или больших подъемов груза (как правило,
в наивысшей точке загруженной части конвейера) так, чтобы на участках конвейера,
имеющих большое число поворотов и других пунктов местных сопротивлений, тяго-
вый элемент имел малые натяжения, чтобы абсолютные величины сил сопротивле-
ния, прямо пропорциональные коэффициентам сопротивлений, были минималь-
325
ными. Более точное наивыгоднейшее положение привода определяется графически
или несколькими вариантами расчета.
Для создания первоначального натяжения тяговой цепи (обычно в пределах
0,5—2 кН), компенсации ее вытяжки вследствие износа и температурных изменений
длины служат натяжные устройства, устанавливаемые, как правило, на повороте
трассы конвейера на 180°. Натяжные устройства бывают винтовые, пружинно-вин-
товые, пневматические, гидравлические и грузовые (рычажные и блочно-полиспаст-
ные). Для конвейера, установленного в среде переменных температурных условий,
обязательно применение грузового натяжного устройства, так как только оно обес-
печивает автоматическую компенсацию изменения длины тягового элемента.
Полный ход натяжной тележки (ход натяжки) обычно равен 250—600 мм для
цепей (не менее двух шагов звена цепи) и 500—800 мм для каната.
Усилие, необходимое для передвижения натяжной тележки,
/’н = $п Sn+i 4* W't. н,
где Sn и Sn+i — натяжение тягового элемента, сбегающей и набегающей ветвей
натяжной звездочки или блока, Н; WT. н — сопротивление передвижению натяжной
тележки, Н.
Масса натяжного груза (кг)
тя ~
где т)б — КПД одного отклоняющего блока (т)б « 0,95); а — количество отклони
ющих блоков, шт.
Натяжное устройство устанавливают в зоне малых натяжений, на повороте
непосредственно после привода или после спуска, расположенного за приводом по
ходу конвейера.
Транспортируемый груз подвешивают или укладывают на подвеску, являющуюся
грузонесущим элементом конвейера. Подвеска должна быть прочной, простой,
экономичной, удобной для загрузки и разгрузки, надежной и безопасной для пере-
мещения грузов на горизонтальных и наклонных участках трассы конвейера. Под-
вески конвейера можно загружать и разгружать вручную (легкими грузами, массой
до 5—8 кг), полуавтоматически и автоматически при помощи различных механизмов
и устройств.
При полуавтоматической загрузке и разгрузке подвесок основные трудоемкие
операции выполняются самим конвейером в процессе его движения, а человек от-
цепляет, зацепляет или направляет груз, контролирует его захват и т. п. Для
полуавтоматической загрузки и разгрузки часто используют спуски и подъемы
трассы.
Автоматическая загрузка подвесок в общем виде слагается из следующих опе-
раций: грузы, в заданном порядке, подаются к месту загрузки конвейера; проходя-
щие подвески устройством автоматического адресования включают погрузочное при-
способление (исполнительный механизм), которое автоматически подготовляет
груз к захвату его подвеской или непосредственно навешивает его на проходящую
подвеску конвейера.
При автоматической разгрузке подвесок операции производятся в следующей
последовательности: при загрузке подвески грузом системой автоматического адресо-
вания задается пункт — адрес его разгрузки; перед прибытием к месту разгрузки
подвеска на ходу конвейера элементом автоматического адресования (например,
адресоносителем) включает необходимый исполнительный механизм — приспособле-
ние для разгрузки, при помощи которого подвеска или ее опорная часть накло-
няется, поворачивается, опрокидывается и освобождается от груза или же груз
передается на какое-либо стационарное или подвижное устройство вне конвейера.
Имеются также автоматические конвейерные перегружатели грузов с одного кон-
вейера на другой. Автоматическое адресование подвесок с грузами задает маршрут
автоматического перемещения груза от погрузки до разгрузки в пределах общего
контура трассы конвейера. По способу управления известны системы автоматического
адресования с децентрализованным (местным), централизованным (с общего пульта)
и комбинированным управлением.
Система децентрализованного управления адресованием (рис. 9.14) включает
в себя комплект адресоносителей АН с набором элементов адресования, считывате-
327
326
лей адреса Cl — СЗ, «читающих» адрес, устройств для приведения элементов адресо-
вания в нейтральное «безадресное» положение СА (сбрасывателя адреса) и адресова-
теля А (настройщика адреса на адресоносителе) блока управления БУ и исполни-
тельных механизмов ИМ. В отдельных случаях при маршрутном (программном)
адресоносителе и установке адреса вручную автоматические сбрасыватели адреса
и адресователи на трассе не устанавливают.
Количество возможных адресов при одностороннем считывании элементов
адресования, расположенных с одной (правой или левой) стороны пути конвейера,
определяют по формуле
А — rm ~ п(п~ i) (п — 2) (п — 3) .... [п — (т—1)]
где С™ — знак сочетания числа элементов т из общего их количества п; п — общее
количество элементов адресования, расположенных на адресоносителе, шт.; т —
число одновременно действующих при установке адреса элементов адресования, шт.
Рис. 9.14. Децентрализованное управление адресованием: а — контактное счи»
тывание адреса; б — схема расстановки аппаратуры
Количество адресов при двустороннем считывании
л _ Гмп _ п(п— 1) (п — 2)(п-3) ... [п —(«- 1)]
~ 2 1,2,3 .. т
Случайные перегрузки привода и ходовой части конвейера контролируются
установленными в приводе срезными штифтами и упорными пружинами.
Положения тележки и грузов натяжного устройства контролируются конеч-
ными выключателями, установленными на раме устройства. Износ цепи, выража-
ющийся в увеличении шага ее звена, проверяют вручную щупом (что очень трудо-
емко) или же автоматическим устройством, которое на ходу конвейера автоматически
дает сигнал при возникновении предельного износа цепи.
Для предохранения от аварии при случайном обрыве цепи на конвейере уста- -
навливают специальные ловители, захватывающие цепь или каретки при обрыве
цепи. На конвейере особо ответственного назначения параллельно цепи размещают
в свободном, не натянутом состоянии стальной канат, прочно прикрепленный к ка-
реткам. Канат не передает тягового усилия, а лишь страхует цепь. При случайном
обрыве или разъединении цепи канат принимает на себя нагрузку и аварии не проис-
ходит.
Конвейер (или система подвесных конвейеров) должен иметь центральный пульт
управления, на котором расположены пусковое и сигнальное устройства, лампы
световой сигнализации, телефон и мнемоническая схема трассы с указанием пунктов
загрузки и разгрузки конвейера. На пульте фиксируется положение всех конечных
выключателей, размещенных на трассе конвейера, устанавливаются счетчики гру-
зов. На пульте сложной системы конвейеров большой протяженности предусматри-
вается телевизионная установка.
328
9.3. Толкающие и несуще-толкающие конвейеры
Устройство и параметры толкающего конвейера. Основное отличие толкающего
конвейера от грузонесущего состоит в том, что подвеска с грузом подвешивается
у толкающего конвейера к тележке, движущейся по отдельному подвесному грузо-
вому пути, при помощи толкателя, прикрепленного к звену цепи или каретке. Те-
лежка к тяговой цепи не прикрепляется. Каретки и толкатели, соединенные общим
контуром тяговой цепи, движутся по отдельному тяговому пути, расположенному
параллельно грузовому. Тяговая цепь имеет одноплоскостный или пространственный
контур и перемещается при помощи углового или прямолинейного привода. Пово-
роты путей в горизонтальной плоскости осуществляются при помощи поворотных
устройств, а в вертикальной плоскости — изгибом тягового и грузового путей, как
и у грузонесущего конвейера.
Рис. 9.15. Подвесной толкающий конвейер:
/ — основной контур трассы; 2 — подвесной склад; 3 — встречная стрелка; 4 —
попутная стрелка
Первоначальное натяжение цепи задается натяжным устройством. Тяговая
цепь, привод, поворотные и натяжное устройства у грузонесущего и толкающего
подвесных конвейеров имеют принципиально одинаковые конструкцию и параметры
(рис. 9.15). Отсутствие крепления тяговой цепн к тележке и наличие двух раздельных
путей — тягового для кареток с цепью и грузового для тележек с грузом — позво-
ляют свободно включать и отключать тележки от контура действия тяговой цепи,
переводить их на ответвления путей при помощи автоматически управляемых пере-
даточных устройств и останавливать на ходу конвейера в заданных местах трассы
при помощи специальных остановов или автостопов.
Грузовые пути конвейера в комплекте с передаточными устройствами и пере-
водными стрелками могут иметь ответвления от основного приводного контура
трассы в любую сторону в горизонтальной плоскости для вывода тележек на привод-
ной контур другого конвейера. Передача тележек с одного уровня высоты на другой
возможна по вертикальному повороту к наклонным участкам тяговых и приводных
путей или же при помощи подъемной секции грузового пути.
Характерные конструкции толкающих конвейеров представлены на рис. 9.16.
По взаимному расположению тягового и грузового путей различают толкающие
конвейеры вертикального (рис. 9.16, а) и горизонтального (рис. 9.16,6) строения.
По характеру расположения толкателей известны конвейеры с соосным и боковыми
(при малой грузоподъемности тележки — до 125 кг) толкателями. Грузовые тележки
могут двигаться внутри или снаружи грузовых путей. Последние имеют увели-
ченную высоту поперечного сечения и целесообразны для тележек большой грузо-
подъемности (1250 кг и больше).
Конвейеры с передвижением тележки внутри профиля грузового пути бывают
двухпутные (см. рис. 9.16, а, б) и однопутные (см. рис. 9.16, в). У однопутного кон-
329
вейера тяговые и грузовые пути размещаются на одних н тех же путевых балках —
двух швеллерах или коробчатых гнутых профилях. По наружным поверхностям
верхних полок швеллеров движется цепь с каретками, а по внутренним поверхностям
нижних полок перемещается грузовая каретка. Это позволяет уменьшить массу
ходовой части и путей, сократить их габаритные размеры по высоте и снизить сто-
имость.
а)
Рис. 9.16. Ходовая часть толкающих коивейеров: а — вертикального; б — горизонталь-
ного строения, двухпутных; в — однопутных
Однопутные толкающие конвейеры впервые созданы в Советском Союзе и целесо-
образны для тележек грузоподъемностью 50—500 кг. Толкающий конвейер может
объединить в одну полностью автоматизированную систему отдельные различные по
ритму транспортные н технологические линии. К основной, распределительной
грузовой, трассе могут примыкать ответвления, объединяемые несколькими тяго-
выми трассами вспомогательных конвейеров. Автоматическая передача тележек
с грузами с путей основного конвейера на пути вспомогательных конвейеров —
ответвлений и обратно выполняется при помощи передаточных устройств (передач)
со стрелочными переводами (при угловых передачах) и без стрелок — при прямых
передачах.
330
Вывод тележек с одного конвейера на другой при помощи той или иной пере-
дачи дает возможность выполнять без перегрузок груза в общей транспортной си-
стеме различные по ритму технологические операции; разделять и комплектовать
различные грузы в заданном технологическом порядке; организовывать одноярус-
ные и многоярусные подвижные промежуточные склады грузов на подвесках, авто-
матически снабжающие в заданном порядке сборочные линии грузами необходимой
номенклатуры; изменять шаги и скорости движения подвесок при сохранении еди-
ного ритма выпуска продукции.
Наряду с этими большими достоинствами толкающий конвейер по сравнению
с грузонесущим имеет следующие основные недостатки: сложность конструкции
и управления, повышенные стоимость, массу путей и ходовой части на единицу
длины транспортирования (в 1,5—2,5 раза для одного и того же типоразмера), уве-
личенные габаритные размеры сечения конвейера по высоте, повышенный расход
энергии. Поэтому применение толкающих конвейеров целесообразно только тогда,
когда поставленные в задании задачи не может решить более простой по конструкции
грузонесущий конвейер с автоматическим адресованием.
Применение толкающего конвейера экономически наиболее целесообразно
на транспортно-технологических линиях для одновременного транспорти-
рования, выполнения технологических операций и складирования самых раз-
личных штучных грузов-изделий в автомобильной, тракторной, авиационной,
электротехнической, радиоэлектронной и многих других отраслях промышлен-
ности.
Основные параметры толкающих конвейеров советских и зарубежных двух-
путных конструкций даны в табл. 9.10 и 9.11. Их оборудование унифицировано
с грузонесущими конвейерами. Главный параметр конвейера — грузоподъемность
тележки. Масса груза, транспортируемая на единичной тележке, доходит до 1250 кг,
а при траверзном подвешивании груза на сцепе с четырьмя и более тележками —•
до 5—7 т. Общая протяженность толкающих конвейеров на современных автомо-
бильных заводах составляет 100 км; соотношение длин грузонесущих и толкающих
конвейеров 1 : 1 и 2 : 1.
Элементы оборудования толкающего конвейера. Для проталкивания (ведения)
грузовой тележки служит толкатель, который укрепляется на звене тяговой цепи
(обычно между двумя каретками) или непосредственно на основании кронштейна
каретки и, соприкасаясь с упором тележки, передвигает ее по грузовым путям.
Толкатель может иметь жесткое (рис. 9.17, а) или шарнирное крепление к звену
цепи или каретке. Жесткий толкатель требует наличия на тележке двух шарнирных
упоров; переднего, ведущего, отклоняемого только против движения цепи, и зад-
него — удерживающего, отклоняемого только в сторону движения цепи.Толкатель,
подходя к тележке, свободно отклоняет задний упор, располагается между упорами
(с общим зазором в 15—20 мм) и, упираясь в ведущий упор, двигает тележку. Шар-
нирный толкатель (их всегда два — ведущий и предохранительный, рис. 9.17,6)
взаимодействует с жестким упором тележки и применяется сравнительно редко,
главным образом, в качестве управляемого толкателя. Ширина рабочей части толка-
теля и ведущего упора тележки выбирается таким образом, чтобы обеспечить воз-
можно далекое выталкивание тележки на ответвлениях грузового пути от зоны дей-
ствия толкателя конвейера основной трассы в зону действия толкателя конвейера
отводного пути и наоборот. Такая передача тележки с толкателя на толкатель наи-
более рациональна для тележек с грузом массой не более 300—500 кг, когда экс-
центричное приложение усилия толкания тележки создает сравнительно небольшой
момент перекоса тележки. С увеличением момента возникает опасность заклинива-
ния тележки на ответвлении.
Для выполнения производственных операций, складирования или накопления
требуется остановить одну или несколько тележек на ходу конвейера, т. е. отсоеди-
нить тележку от движущейся цепи. Известно несколько конструктивных решений
этой задачи, но практическое распространение получили два способа — останов
тележки при помощи управляемого толкателя или выдвижного ведущего упора
тележки с механизмом автостопа (рис. 9.18).
Толкатель рассчитывается на изгиб по максимальному усилию толкания (И),
определяемому по формуле
Рт. к шах = (sin Pmax “Ь С COS Ртах)>
331
где k3 — коэффициент запаса, учитывающий дополнительные сопротивления при
трогании тележки с места и от ее возможного перекоса (k3 = 1,25-5-1,6); Рт = GT+
+ Ga + Gr— наибольшая общая нагрузка на тележку от тележки GT, подвески 6Ц
и транспортируемого груза Gr> Н; fJmax — наибольший угол наклона грузового
пути на трассе конвейера; С — наибольший коэффициент сопротивления движению
тележки.
Рис. 9.17. Толкатели: а, б — неуправляемые с жестким упором; в —
неуправляемый с упругим упором; г, д — управляемые поворотные;
е — управляемые выдвижные; м — жесткий симметричный; з — же-
сткий несимметричный (неуправляемые);
РП — рабочее положение; НП — нерабочее положение; КШ —
контр-шииа
Звено цепи с толкателем рассчитывают на растяжение от суммарного воздей-
ствия натяжения цепи и усилия толкания и на изгиб от момента, вызванного при-
ложением усилия толкания.
Тележка служит для перемещения прикрепленной к ней подвески с грузом по
грузовым путям. Наибольшее распространение получили тележки с четырьмя без-
ребордными катками, с жестким креплением осей и центральным введением (см.
рис. 9.18).
Катки тележки изготовляются из стали с термообработкой (твердость обода
40—45 HRC) и монтируются на шарикоподшипниках. В современных конструкциях
332
Таблица 9.10. Основные параметры советских конструкций
подвесных толкающих конвейеров,
изготовляемых ПО «Конвейер»
Модель конвейера
Параметр ТПВ-200Д ТПВ-100 ТП-80 О о £ КТ-160
Максимальная грузоподъ- емность на горизонтальном участке пути, кг: одиночной тележки двухтележечного сце- па (траверзы) Максимальный угол на- клона путей, ...° Тип цепи Шаг звена цепи, мм Расчетное тяговое усилие цепи при среднем режиме ра- боты, кН Максимальная скорость движения цепи, м/с Номер двутавра Номер швеллера Масса, кг: головной тележки концевой тележки Секции путей прямолиней- ной длиной 6 м 50 70 60 Двух- шарнир- ная 200 4,5 0,66 4,4 2,4 88 150 280 30 Разбор- ная (ГОСТ 589—74) 100 12,5 0,5 10 10 23 21 221 250 350 45 Разбор- ная 80 8,0 0,46 8 8 10 7 158 500 800 30 Разбор- ная PC-100 100 12,5 0,3 10 10 21 14 205 1250 2000 . 30 Специ- альная PC-160 160 30,0 0,3 10 15 43 35 345
Примечание. Тяговый и грузовой пути для конвейеров ТПВ-200Д — ко-
робчатый гнутый профиль, КТ-100 н КТ-160 — специальный прокат.
тележек применяют катки-подшипники тех же конструкций и типоразмеров, что
и для кареток грузонесущих конвейеров.
Диаметры катков тележек в диапазоне грузоподъемностей от 50 до 1250 кг
выбираются в пределах от 50 до 125 мм, база тележки — 100—180 мм.
На прямолинейном горизонтальном участке трассы на катки тележки действует
нагрузка
Рт ~ Gt -j- -|- Gr — g (тг? tfin "t* Tip),
где GT, Gn и Gr — соответственно силы тяжести тележки, подвески и груза, Н; тт,
та и тг — массы тележки, подвески, груза соответственно, кг.
Поскольку точки приложения усилия толкания тележки толкателем и точки
подвеса груза расположены на некотором расстоянии друг от друга, то при движении
тележки возникает момент, стремящийся повернуть тележку относительно оси
передних катков. Так как иа прямолинейных горизонтальных участках усилие
толкания тележки сравнительно невелико (менее 5 % от Рт), зтим моментом можно-
пренебречь и считать, что катки тележки нагружены равномерно. Тогда масса по-
лезного груза (кг) для конвейера с одноплоскостной трассой составит
тг = Ря. T/g,
333.
где Рд. т — допускаемая нагрузка на тележку в зависимости от конкретных условий
работы конвейера, определяемая по формуле (9.5) на основе номинальной расчетной
нагрузки на тележку Рр, заданной конструктором оборудования конвейера.
На наклонном участке вертикального поворота грузового пути конвейера с про-
странственной трассой усилие толкания тележки значительно возрастает и соответ-
ственно увеличивается момент опрокидывания тележки.Величина момента зависит
от соотношения размеров базы тележки а\ и расстояния b от точки толкания до оси
шарнира крепления к ней подвески с грузом (рис. 9.19). Составив уравнение момен-
Рис. 9.18. Двухтележечный сцеп с механизмом автостопа
тов относительно осей А и В, после некоторых преобразований и упрощений полу-
чим формулы для определения нагрузок Йд — на заднюю и — на переднюю
пары катков тележки:
Ra ~ Рт (0.5 cos Р — k sin Р) = йдРт.
Rb = Рт’(0,5 cos Р 4- A’sin Р) = кдРт>
Таблица 9.11. Основные параметры подвесных толкающих конвейеров
фирм ВЕББ (США), КФК (Франция) и «Пионелли — Траверза» (Италия)
унифицированных конструкций
Параметр Модель конвейера
3" 374" 4" б"
Номинальная грузоподъемность од- ной тележки, кг Шаг звена разборной цепи, мм Масса головной тележки с автосто- пом, кг Высота двутавра (тяговый путь), мм Высота двух швеллеров (грузовой путь), мм Диапазон скорости движения цепи, м/с 150,0 76,2 6,7 76,2 76,2 150,0 101,6 12,0 101,6 76,2 0,01 500,0 101,6 21,0 101,6 101,6 -0,35 1200,0 152,4 43,0 101,6 152,4
334
где k — коэффициент отношения высоты подвешивания груза b к базе тележки
oj (k = &/at); и kg — коэффициенты распределения нагрузки на катки тележки
(k^ = 0,5 cos Р — k sin Р; kg = 0,5 cos p + k sin p).
Анализ вышеприведенных формул показывает следующее: 1) с увеличением
угла наклона путей участка подъема груза давление на переднюю пару катков воз-
растает, а на заднюю уменьшается до нуля, затем меняет направление и возрастает
(для участков спуска будет то же самое, но катки А будут передними, а катки В —
Рис. 9.19, Схемы нагрузок иа катки тележки (а и б) и изменение коэф-
фициентов Ад (е) и (г) в зависимости от угла наклона пути конвейера
задними); 2) давление на катки резко возрастает с увеличением коэффициента k.
Конструктивный коэффициент k является важным параметром величины нагрузок
на катки и их распределения между катками. При проектировании тележки надо
стремиться к снижению коэффициента k. В существующих отечественных и зару-
бежных конструкциях /г = 0,53-5-1,30.
Масса полезного груза (кг) для конвейера с пространственной трассой:
'Пп^4~Рд-т2£л7'
где kH — коэффициент возможной неравномерности распределения нагрузок ме-
жду катками тележки (кя = 1,1-^1,2).
335
Подшипники катков тележки рассчитывают на эквивалентную нагрузку в соот-
ветствии с графиком изменения нагрузок за цикл работы конвейера (рис. 9.20).
Грузы, имеющие большие габаритные размеры и массу, транспортируют на
нескольких тележках, соединенных друг с другом одной или двумя траверзами
Рис. 9.20. Схемы нагрузок за цикл работы конвейера: линейных на трассе конвейера (а, б);
в, г — на передние и задние катки тележек при нагружении по рис. 9.19, а; д, е — то же,
прн нагружении по рис. 9.19, б
(сцепами). Такие тележки, называются траверзными. Сцепы бывают двухтележеч-,
ные (рис. 9.18 и 9.21) и трехтележечные и состоят из головной, концевой (возможно
и промежуточных) тележек и траверзы-спарника. Головная тележка, как обычно,
имеет управляемый ведущий'
Рис. 9.21. Двухтележечный сцеп для параллельного ве-
дения и складирования:
1 — тележка головная; 2 — тележка концевая; 3 —
стрелка встречная; 4 — стрелка попутная; 5 — пути;
6 — цепь
и предохранительный упоры
и механизм автостопа для
выключения ведущего упора.,
Известны конструкции
сцепов с управляемыми тол-
кателями. Концевая тележка,
имеет выключатель и веду-
щий упор, если требуется
перемещение сцепа на пере-
даче с доталкиванием. Длина
сцепа (обычно 400—1000 мм)
ограничивается пределом его
свободной проходимости на
поворотах и передачах, поэ-
тому длинный сцеп целесо-
образно комплектовать из
нескольких коротких тяг-
спарников. Применение сце-
пов обусловливает опреде-
ленную систему складирова-
ния грузов (определяет шаг
складирования) и позволяет
не только последовательное,
но и параллельное расположение длинномерных грузов (рис. 9.21). Параллельное
ведение сцепов позволяет увеличить емкость складов и значительно сократить
длину сушильных, окрасочных и других камер, через которые конвейер проводит
грузы.
При применении сцепа масса полезного груза не повышается прямо пропор-
ционально увеличению количества тележек, что является большим недостатком
сцепов. Грузоподъемность сцепа ограничивается тяговой способностью толкателя
336
и дополнительными нагрузками на катки на наклонных участках вертикальных
поворотов пути.
Поскольку прочность толкателя и звена цепи в месте его крепления, обусло-
вливающая его тяговую способность, — величина постоянная для каждого типо-
размера цепи, то чем больше угол наклона путей конвейера, тем меньше допуска-
емая масса груза. Кроме того, при движении сцепов по горизонтальным и вертикаль-
ным поворотам возникают заметные динамические нагрузки.
Эффективность применения сцепов для конвейеров с пространственной трассой
резко снижается с увеличением угла наклона путей и зависит не от количества те-
лежек, а главным образом от допускаемой нагрузки на толкатель.
Для конвейеров с тележками грузоподъемностью до 125 кг включительно ходо-
вые пути целесообразно изготовлять из фасонных гнутых профилей из листовой
стали толщиной 2,5—4 мм.
Для конвейеров среднего и тяжелого пути изготовляются из прокатных балок
двутаврового и швеллерного профилей из стали ЗОГ. Пути собираются из отдельных
секций длиной 3—6 м, соединяемых друг с другом болтами на смежных концевых
хомутах. Балки путей рассчитывают на поперечный изгиб, местный изгиб полок под
катками тележек и кареток и изгибное кручение от эксцентричного расположения
катков тележек относительно вертикальной оси сечения профиля, проходящей
через его центр изгиба. Допускаемая деформация путей — не более 1/500 про-
лета.
Для перемещения тележки или сцепа тележек с одного конвейера системы на
другой применяются передаточные устройства (передачи), состоящие из пеоедаточ-
ного механизма, поворотного устройства и стрелочного перевода (стрелки), по кото-
рому тележка переходит с одного грузового пути на другой. При непосредственной
передаче тележек с толкателя одного конвейера на толкатель другого передаточный
механизм отсутствует и вместо него используется тяговая цепь одного из конвей-
еров.
По направлению перемещения тележки с одного конвейера на другой различают
передачи угловые (правые и левые) и прямые. Когда тележка перемещается на-
встречу острию стрелки, передачу называют встречной; когда тележка движется
навстречу шарниру крепления стрелки, — попутной.
Приводом встречной стрелки могут быть один или два электромагнита, пневмо-
цилиндр или линейный асинхронный двигатель. Последний обеспечивает повышен-
ный ресурс включений (до 10 млн). Привод стрелки включается по импульсу считы-
вателя от элементов информации адресоносителя системы автоматического адресова-
ния тележек. Попутная стрелка не имеет привода и перо стрелки переводится напра-
вляющим роликом тележки.
Остановом называют механизм для остановки тележки в заданном месте грузо-
вого пути конвейера. Остановы подразделяются на одиночные и групповые (много-
позиционные): групповые — устанавливаются на участках складирования и нако-
пления подвесок и состоят из головного, промежуточного и концевого остановов,
работающих последовательно один за другим, и применяются только для тележек,
не имеющих механизма автостопа; одиночные — используются на конвейерах с те-
лежками, имеющими механизм автостопа, останавливают первую тележку, которая
последовательное накопление следующих тележек обеспечивает механизмами авто-
стопа. Выдача тележек с участка их накопления производится после выключения
останова. Приводами останова служит электромагнит или пневмоцилиндр.
Грузоподъемной (опускной) секцией называют механизм для вертикального
(рис. 9.22, а) или горизонтально-вертикального (передвижная секция, рис. ’9.22, б)
перемещения отрезка грузового пути с тележкой или со сцепом тележек с одного
уровня высоты трассы на другой или же для подачи груза непосредственно на рабо-
чее место. Ввод и вывод тележки на опускной участок пути производится тяговой
цепью конвейера или специального механизма, установленного на этом участке.
Тележки на опускной секции фиксируются остановами и блокировочными устрой-
ствами, обеспечивающими безопасное положение и перемещение тележек.
Основными параметрами опускной секции являются грузоподъемность, опре-
деляемая массой груза (обычно 200—500 кг); высота подъема (1—5 м); длина опу-
скного участка пути, определяемая размером груза и длиной сцепа (обычно 0,6—
2,0 м); скорость подъема — транспортная (0,16—0,32 м/с) и посадочная (0 10—
0,12 м/с).
12 П/р Ю. А. Пертена 337
Передвижная секция (см. рис. 9.22, б) предназначается для перемещения груза
на одном и том же уровне высоты в горизонтальной плоскости к рабочему месту
или на ремонтный участок. Она состоит из тележки с двумя отрезками грузового
пути. Тележка перемещается по направляющим балкам при помощи цепного привода.
На толкающем конвейере применяются те же предохранительные устройства,
что и на грузонесущих конвейерах. Кроме того, на подъемах и спусках устанавли-
ваются ловители тележек, случайно отсоединившихся от толкателей.
Для обеспечения контроля, взаимной согласованности и очередности работы
отдельных устройств (останова, привода стрелки, механизма передачи) и исключе-
ния возможности возникновения аварийных положений на конвейере в зоне передач
Рнс. 9.22. Схемы опускных секций различных исполнений
и ответвлений устанавливаются ^датчики путевой автоматики. Датчик в общем виде
состоит из рычага — щупа и бесконтактного (иногда — контактного) устройства
(собственно датчика), включенного в электросхему управления конвейером. При
воздействии движущейся цепи, толкателя, тележки или подвески на щуп датчик
передает этот сигнал на пульт управления и обусловливает определенную блоки-
ровку положения и движения тележки на]передаче ее с одного конвейера на другой.
Бесконтактным электрическим устройством служит обычно индуктивный дат-
чик с бесконтактным переключателем типа БВК-24М (нормально закрытого илн
нормально открытого исполнений) в комплекте с реле МКУ-48. Различают в основ-
ном три унифицированных типа датчиков путевой автоматики: датчик тележки, дат-
чик толкателя и датчик свободного толкателя. Каждый из них имеет аналогичные
конструкции, приспособленные для взаимодействия с соответствующим элементом
конвейера.
Основные положения автоматического адресования рассмотрены в п. 3.4. В тол-
кающих конвейерах помимо обеспечения автоматической загрузки и разгрузки
подвесок автоматическое адресование служит для распределения тележек по ответ-
влениям (заданному маршруту следования), количественного и номенклатурного
учета транспортируемых грузов, контроля их движения и включения некоторых
технологических устройств. Выбор системы автоматического адресования и ее пара-
метров обусловливается назначением конвейера и необходимым количеством адре-
сов, т. е. транспортно-технологическим маршрутом, по которому должны следовать
тележки с грузами-изделиями согласно заданному производственному процессу.
Наиболее перспективными следует считать бесконтактные, например, магнитные
системы адресования.
Устройство несуще-толкающего конвейера. Подвесной несуще-толкающий
конвейер (рис. 9.23) представляет собой сочетание грузонесущего и толкающего
338
конвейеров. На транспортных участках трассы он имеет только тяговый путь, как
у грузонесущего конвейера, а на технологических участках складирования, нако-
пления, распределения и остановки — два пути: тяговый и грузовой. Подвеска
с грузом подвешивается к тележке, каретка имеет фасонный крюк-толкатель, который
может передавать тележку по грузовым путям, как обычный толкатель, или транс-
портировать ее в подвешенном состоянии при отсутствии грузовых путей, как на
грузонесущем конвейере. Переход от грузонесущего состояния к толкающему проис-
ходит автоматически на ходу конвейера. Разделение трассы на несущую и толка-
ющую зависит от назначения конвейера. Несуще-толкающий конвейер впервые был
разработан и внедрен в СССР.
Несуще-толкающие конвейеры рекомендуется применять
для транспортирования грузов массой от 50 до 500 кг при
скорости движения цепи до 0,2 м/с в тех случаях, когда
конвейер в значительной части предназначен для транспорт-
ных целей (например, при межцеховом транспорте), а участ-
ки с проталкиванием груза технологического назначения
имеют сравнительно малую протяженность (например, ме-
нее 40 % длины общей трассы конвейера), а также при ре-
конструкции существующих грузонесущих конвейеров.
Рис. 9.23. Ходовая
часть иесуще-толкаю-
щего конвейера
9.4. Грузоведущие и несуще-грузоведущие
тележечные конвейеры
Подвесной грузоведущий тележечный конвейер (рис. 9.24)
состоит из тележки 1, на которую укладываются транспор-
тируемые грузы, штыря или штанги 2, при помощи которого
тележка соединяется с тяговой цепью 3, движущейся на ка-
ретках 4 по подвесному пути 5. Тележки на четырех (иногда
трех или шести) катках движутся по полу производственного
помещения. Передние катки тележки имеют поворотную ось
(«рояльного» типа), а задние — жестко прикрепленные обой-
мы. Это обеспечивает хорошую проходимость тележек на по-
воротах трассы.
Соединение тележки с тяговой цепью может быть по-
стоянное, сомкнутое (рис. 9.24, а) и разомкнутое (рис. 9.24, б). При сомкнутом
соединении штанга тележки постоянно сцеплена тягой или крюком 2 с карет-
кой тяговой цепи. Вывод тележки из постоянного контура трассы возможен только
при помощи расцепления крюка 2 с тяговой цепью и дальнейшее движение
тележки возможно только от какого-либо другого механического агрегата или
вручную.
При разомкнутом соединении тележка не имеет постоянного соединения с тяго-
вой цепью и приводится в движение при помощи штыря-толкателя 6, так же, как
у подвесного толкающего конвейера, тележка движется по полу, а у толкающего —
по подвесным путям. При разомкнутом соединении с цепью тележка по переводным
стрелкам может отводиться с трассы основного контура цепи на различные ответ-
вления и передаваться на контур тяговой цепи другого конвейера при помощи си-
стемы автоматического адресования, подобно подвесным толкающим конвейерам.
Грузоведущие тележечные конвейеры любого типа легко взаимодействуют со
средствами напольного периодического транспорта — авто- и электротележками
и автопогрузчиками различных типов, автомашинами и кранами — штабелерами.
Все погрузочно-разгрузочные операции с грузами могут выполняться этими ма-
шинами в едином транспортно-производственном цикле. Имеется широкая возмож-
ность комплексного транспортирования пакетированных грузов на поддонах. На
грузоведущих конвейерах, как правило, применяются те ежки стандартных типов,
они могут быть снабжены подъемной платформой или специальными погрузочно-
разгрузочными устройствами.
Расположение грузов на устойчивой тележке, движущейся по полу, позволяет
грузоведущему конвейеру иметь скорость до 0,7 м/с и транспортировать грузы мас-
сой до 1000 кг. Увеличение грузоподъемности ограничивается опрокидывающим
моментом, возникающим из-за верхнего приложения тягового усилия. Длина кон-
вейера достигает 1 км и более.
12* 339
Грузоведущие конвейеры имеют оборудование, пути и системы автоматического
адресования и управления такие же, как и у грузонесущих конвейеров. Горизон-
тальные повороты трассы выполняются на роликовых батареях по радиусу 5—6 м;
на подъемах и спусках в вертикальной плоскости тележки движутся по наклонному
полу с углом наклона до 6—8°.
Грузоведущие конвейеры применяются на транспортно-технологических опе-
рациях в цехах предприятий различных отраслей промышленности, на механизиро-
Рие. 9.24. Подвесной грузоведущий конвейер
ванных складах, железнодорожных платформах вокзалов, в аэропортах и многих
других предприятиях с массовым перемещением штучных грузов и контейнеров
на большой площади.
Основные параметры грузоведущих конвейеров приведены в табл. 9.12.
Подвесные грузоведущие конвейеры изготовляются с широкой унификацией
оборудования грузонесущих подвесных конвейеров.
Подвесной несуще-грузоведущий тележечный конвейер представляет собой
комбинированную конструкцию грузонесущего и грузоведущего конвейера. У кон-
340
Таблица 9.12. Техническая характеристика подвесных
грузоведущих конвейеров советских и зарубежных конструкций
Фирма Модель Грузоподъ- емность тележки, кг Тип цепи Шаг звена цепи, мм Макси- мальная скорость, м/с
ПО «Конвейер» (СССР) ГВК-100 250—500 Разбор- 100,0 0,40
ВЕББ (США) 4" 250—500 ная 101,6 0,61
КФК (Франция) 4" 100—500 101,6 0,70
вейера этого типа (рис. 9.25) напольная тележка соединяется с ведущей кареткой
при помощи крюка-толкателя. На горизонтальных участках трассы крюк везет те-
лежку по полу помещения, а на вертикальных поворотах подвесного пути крюк
Рис. 9.25. Несуще-грузоведущнй конвейер: а — легкого типа с рычажным подъ-
емом тележки; б — среднего типа; в — узел тележки с толкателем;
1 — крюк тележки; 2 — обойма толкателя; 3 — стержень для ведения и подвешива-
ния тележки
подхватывает тележку и транспортирует ее как подвеску грузонесущего конвейера.
Основное назначение несуще-грузоведущего конвейера — бесперегрузочный поэтаж-
ный и междуэтажный транспорт штучных грузов с крутыми участками подъемов
и спусков.
Рекомендуемые параметры; грузоподъемность тележки до 500 кг (в отдельных
случаях — до 1000 кг), скорость движения — до 0,2 м/с; углы наклона на подъемах
и спусках — до 30°. Несуще-грузоведущий конвейер комплектуется из оборудова-
ния подвесных грузонесущих конвейеров.
9.5. Выбор проектных параметров
Минимальное расстояние между подвесками с грузами (шаг подвесок) /п11п опре-
деляется проходимостью груза наибольших габаритных размеров на наклонных
и вертикальных участках трассы конвейера, горизонтальных поворотах и стрелоч-
ных переводах (рис. 9.26):
(min> (1/cos Ртах) ((’max + А); (mln ^тах + А, (9.8)
где Ьтах — наибольшая габаритная длина груза и подвески в плоскости движения
конвейера, м; Ртах — наибольший угол наклона пути конвейера, ...°; (imax — наи-
большая габаритная высота груза с подвеской, м; Л — минимальный зазор между
грузами, исключающий возможность их столкновения, м.
Для грузонесущих конвейеров принимают А > 0,15-4-0,20 м; для толкающих
конвейеров А 0,2-ь0,3 м. С увеличением скорости и высоты подвески зазоры уве-
личиваются.
341
Проходимость грузов на горизонтальных поворотах и стрелочных передачах
проверяется графически с соблюдением заданных зазоров.
При транспортировании грузов на сцепах должно быть выдержано условие
^mln > Lc + Д',
где Lc — длина сцепа, м; Д' — необходимый зазор (Д' = 0,84-1,0 м).
Выбранный расчетный шаг подвесок должен быть кратным двум шагам звеньев
разборной цепи, т. е. удовлетворять условию
/ = 2;/ц >• /пип,
где i — любое целое число; /ц — шаг звена цепи, м.
Для двухшарннрной и стержневой цепи вышеуказанное условие необязательно.
У грузонесущего и грузоведущего конвейеров при транспортировании ком-
плекта грузов с различными габаритными размерами возможны разные шаги под-
весок внутри общего шага комплектов. У толкающего и грузоведущего конвейеров
Рис. 9.26. Схема расположения подвесок: а — на горизонтальном повороте; б —•
на наклонном участке; а — на вертикальном участке
шаг толкателей и тележек принимается равным расчетному шагу подвесок и одина-
ковым на всем контуре тяговой цепи, длина которого должна быть кратной шагу
толкателей.
Скорость конвейера определяется назначением конвейера, характером и массой
транспортируемого груза, способом загрузки и разгрузки конвейера.
Скорость движения технологических конвейеров (м/с) с заданным ритмом вы-
пуска продукции
V — 60йРз</(аЛр),
где / — шаг подвески, м; fep3— коэффициент резерва (fep3 = 1,14-1,2); а — коли-
чество грузов на одной подвеске, шт.; Др — ритм выпуска продукции, т. е. коли-
чество времени, затрачиваемого на выполнение производственной операции для
одного груза-изделня, мин.
Для конвейеров, проходящих через охладительные, сушильные или испыта-
тельные установки,
v = Lolto,
где Lo — общая длина участка выполнения технологической операции (сушки,
охлаждения и т. п.), м; t0 — время, необходимое для выполнения технологической
операции для одного груза или его комплектов на одной подвеске, с.
Для транспортных подвесных конвейеров скорость выбирается конструктором
обычно в пределах 0,0625—0,4000 м/с'в зависимости от массы груза, способа загрузки
и разгрузки подвесок н заданной производительности (табл. 9.13). Максимально
допустимая скорость транспортирования грузов при самых благоприятных усло-
виях на грузонесущих и толкающих конвейерах обычно не превышает 0,5 м/с, а на
грузоведущих конвейерах —0,75 м/с. Превышение этих пределов возможно только
на конвейерах специальных исполнений и повышенной точности изготовления с уче-
том мероприятий по снижению динамических нагрузок, шума и обеспечению дей-
342
Таблица 9.13. Скорости движения подвесок грузонесущих
и толкающих конвейеров по опыту действующих установок
Назначение конвейера н наименование характерных грузов Масса грузов, кг Способ загрузки н разгрузки Примеры характерной скорости, м/с
Внутрицеховой или меж- цеховой транспорт отливок, поковок или отдельных уз- лов машин 500—1000 Грузоподъемными средствами 0,050— 0,0625
10—12 Вручную 0,16
1—5 0,20
50—100 Автоматически 0,30
Транспорт деталей машин- заготовок между станками 100—500 Грузоподъемными средствами 0,16
5—15 Вручную 0,10
Транспорт литейных стержней на сборку форм 10 0,06—0,10
Межоперационный транспорт резиновых изде- лий и заготовок 100—200 Грузоподъемными средствами 0,16
Автоматически 0,20
10—12 Вручную
Автоматически 0,30
Транспорт тюков, связок, [пачек на складах н почто- вых экспедициях 5—10 Вручную 0,25
20—100 Автоматически 0,25—0,40
ствия датчиков путевой автоматики и адресования при транспортировании грузов
массой до 100 кг. Принятая скорость должна соответствовать нормальному ряду
скоростей типового оборудования по ГОСТ 5946—79.
Производительность может быть штучной или массовой. Штучная расчетная
производительность, т. е. количество отдельных грузов, подаваемых конвейером
в 1 ч (шт./ч):
Qzp = 77fep3/(feB^r) — 3600ор/7, (9.9)
где /7 — плановая программа выпуска грузов-изделий, шт./ч; йРз — коэффициент
резерва и неравномерности загрузки конвейера (обычно &Рз = 1,14-1,2 в зависимости
от стабильности организации производственного процесса и его особенностей); kK —
коэффициент использования конвейера по времени (йв = 0,854-0,90); fer — коэф-
фициент готовности конвейера (kr = 0,96).
По вычисленной расчетной производительности окончательно устанавливают
шаг подвесок и скорость их движения:
1= 3600at>/Q2p; v = Q2pl/(3600a),
(9.10)
343
Таблица 9.14. Производительность конвейера
при различных шагах подвесок
t, м Значения i при t, мм Произво- дитель- ность конвейе- ра, шт./ч t, М Значения f мм при Произво- дитель- ность конвейе- ра, шт./ч
80 100 160 80 100 160
0,32 4 . 1125,0 1,60 20 16 10 225,0
0,48 6 — — 750,0 1,76 22 — — 204,5
0,60 — 6 — 600,0 1,80 — 18 — 200,0
0,64 8 — 4 562,5 1,92 24 — 12 187,5
0,80 10 8 -— 450,0 2,00 — 20 — 180,0
0,96 12 — 6 375,0 2,40 30 24 -— 150,0
1,00 — 10 — 360,0 2,56 32 — 16 140,6
1,12 14 — — 321,4 3,20 40 32 20 112,5
1,20 — 12 -— 300,0 3,36 42 — — 107,1
1,28 16 — 8 281,2 3,40 — 34 — 105,9
1,40 — 14 — 257,1 3,52 44 — 22 102,3
1,44 18 — — 250,0
В табл. 9.14 даны возможные шаги подвесок и штучная производительность
при скорости v = 0,1 м/с и количестве грузов на подвеске а = 1.
Массовая расчетная производительность (т/ч):
Qmp ~ Qzpmr/Ю00 —
где тг — масса одного груза, кг.
9.6. Тяговый расчет
В техническом задании на проектирование и расчет конвейера должны быть
представлены следующие данные: план и вертикальный профиль трассы конвейера
с указанием высот его участков от единой отметки горизонтального уровня поме-
щения; характеристика производственных условий работы конвейера (см. п. 2.2);
режим работы конвейера по табл. 2.4—2.5; масса, габаритные размеры и характер-
ные особенности каждого из транспортируемых грузов; производительность кон-
вейера и возможные пределы ее изменения; особые данные, например, о выполнении
технологических операций и т. п.
Тяговый расчет конвейера выполняется в следующей последовательности:
1) выбор порядка размещения и количества транспортируемых грузов на под-
веске;
2) предварительный выбор типоразмера цепи, кареток и тележек для подвесок
с грузами;
3) определение минимально возможного шага подвесок;
4) определение расчетной производительности конвейера;
5) выбор скорости и шага подвесок по расчетной производительности;
6) расстановка кареток, тележек, подвесок и определение линейных нагрузок;
7) приближенное определение максимального натяжения тяговой цепи на основе
подсчитанных линейных нагрузок и принятых по таблицам расчетных коэффициентов
сопротивления с целью первой проверки правильности выбора типоразмера ходовой
части; в случае необходимости — корректирование выбора цепи и кареток;
8) определение местоположения пункта минимального натяжения тяговой цепи
на трассе конвейера и установление ее величины;
9) разбивка трассы на отдельные расчетные участки (прямолинейные, повороты,
подъемы, спуски и другие пункты сопротивлений) по точкам и их нумерация, начи-
ная с точки минимального натяжения;
10) выбор наивыгоднейшего расположения привода;
11) определение натяжения тяговой цепи по всему контуру трассы путем после-
довательного суммирования сопротивлений движению на отдельных участках трассы
344
конвейера, начиная с точки минимального натяжения до привода, при нормальном
и наиболее неблагоприятном вариантах загрузки трассы конвейера в соответствии
с рекомендациями гл. 2;
12) окончательная проверка правильности выбора типоразмера цепи и кареток
по полученным натяжениям и нагрузкам;
13) определение мощности приводного двигателя.
На всем контуре трассы конвейера тяговая цепь должна быть натянута (т. е.
нагружена усилием растяжения, так как цепь на сжатие не может работать) и мини-
мальное натяжение Smin не должно быть ниже заданных пределов:
для грузонесущего конвейера
Smm > 500-^-1000 Н;
для толкающих и грузоведущих конвейеров
ST min > k6PT. к > 1500 4-3000 Н,
где STmin — наименьшее натяжение цепи в начале загруженного подъема или в конце
спуска на трассе конвейера, Н; kt-, — коэффициент безопасности (Лб = 1,254-2,0);
Рг. к — наибольшее усилие передвижения тележки с грузом на наклонном участке
конвейера, Н.
У конвейеров со сложной пространственной трассой пункты минимального
натяжения должны определяться не только для варианта нормальной загрузки
конвейера, но также и для вариантов прерывистой загрузки с загруженными спу-
сками и подъемами. При всех вариантах заданные пределы минимального натяжения
должны быть выдержаны.
Грузоиесущий конвейер. Линейные нагрузки (Н/м):
на холостой (обратной) ветви без учета пропуска неразгруженных подвесок
?х=^(«пД + дакЛк + «гц); (9.Н)
то же, с учетом пропуска на обратную ветвь неразгруженных подвесок
?х = <7х + '?нр^отгД1
на груженой ветви
q = ?х + <7г = qx. + gmrlt, (9.12)
где тп, тк, тг — соответственно массы подвески, каретки и груза, кг; tK — шаг
каретки, м; t — шаг подвесок, м; Шц — масса 1 м цепи, кг; &нр—коэффициент
пропуска неразгруженных подвесок на обратную ветвь (&Нр = 0,084-0,12); <7г—
линейная нагрузка от силы тяжести транспортируемого груза, Н/м.
Приближенное значение максимального натяжения цепи (Н):
Smax ~ Sq^m + c(qLr + <7х^-х) (1 + ^к^м) + q<4< (9-13)
где So — первоначальное натяжение цепи, обычно So = Smin = 5004-1000 Н;
&м = q/t,'7/.0 — суммарный коэффициент местных сопротивлений; с, ср, £, X — соот-
ветственно коэффициенты сопротивления движению кареток на прямолинейном
участке, вертикальном повороте, горизонтальном повороте на звездочке или блоке,
на роликовой батарее (табл. 9.15 и 9.16); х, у, 9 — количество вертикальных пово-
ротов х, горизонтальных поворотов на звездочке или блоке у и на роликовой бата-
рее 9; Lr и /,х — горизонтальные проекции длины загруженной /,г и холостой Lx
ветвей, м; qx и q — линейные нагрузки, определяемые по формулам (9.11)—(9.12),
Н/м; kK = 0,34-0,5 — коэффициент концентрации местных сопротивлений; меньшее
значение принимается для конвейеров, имеющих более пяти поворотов; Н — общая
высота подъема груза на трассе конвейера, м.
Подробный тяговый расчет конвейера выполняют путем последовательного сум-
мирования сопротивлений на отдельных участках трассы конвейера, определяемых
по формулам:
горизонтальный прямолинейный участок —
Sn = Sn+1 -)- cq' I;
поворотная звездочка (блок) —
Sn = §Sn_lJ
345
Таблица 9.15. Коэффициенты сопротивления движению кареток
на катках с шарикоподшипниками
на прямолинейных участках трассы подвесных конвейеров
с разборными цепями и ходовым путем из двутавра
Условия работы конвейера Значения расчетного коэффициента с при массе груза, подвешенного на каретке, кг
До 50 51—70 71 — 100 более 100
Работа в отапливаемых помещениях при температуре выше 0
Хорошие 0,020 0,018 0,014 0,012
Средние 0,026 0,024 0,020 0,016
Тяжелые 0,032 0,028 0,025 0,020
Работа в неотапливаемых помещениях зимой при температуре до —20 °C; сма-
зочный материал подшипников специальный, низкотемпературный
(ЦИАТИМ-201, ЦИАТИМ-203); при любой массе груза
Средние 0,038
Тяжелые 0,045
роликовая батарея —
Sn = X.Sn_i;
вертикальный поворот —
Sn = <р (ф5п_1 dsz q
(9.14)
где Sn и Sn_i — соответственно натяжения в конце и в начале рассматриваемого
участка, Н; q' — линейная нагрузка, Н/м; для груженой ветви q' = <7; для холо-
стой — q' = qT.
Таблица 9.16. Коэффициенты сопротивления
движению иа поворотных устройствах
и вертикальных поворотах подвесных конвейеров
Условия работы конвейера £ поворотных звездочек и блоков иа подшипни- ках качения Л роликовых батарей Ф вертикальных поворотов
при углах поворота, ...°
90 180 До 30 45 60 90 180 до 20 35 45
Работа Хорошие Средние Тяжелые Работа в 1 нуля; смаз Средние Тяжелые в отап 1,020 1,025 1,035 1еотапл очный 1,040 1,055 ливаем! 1,030 1,035 1,050 иваемы матери; 1,050 1,065 ях пом 1,020 1,025 1,030 х поме! 1л поди 1,035 1,040 ещения 1,025 1,030 1,040 цениях 1ИПНИКС 1,040 1,050 х при 1,030 1,040 1,045 зимой ЭВ — сг 1,045 1,055 темпер; 1,040 1,050 1,060 при те ециаль 1,065 1,070 пуре в 1,07 1,09 1.Ю м пер ат ный ни 1,10 1,15 оздуха 1,010 1,012 1,015 уре до зкотем! 1,025 1,030 выше 1,015 1,020 1,025 20 °C н тератур 1,035 1,040 0 1,025 1,030 1,035 иже ный 1,045 1,050
346
В формуле (9.14) перед членом q'h знак плюс берется при подъеме, знак минус —
при спуске. Коэффициенты сопротивления с, £, X и <р принимаются по табл. 9.15
и 9.16.
Тяговое усилие на приводной звездоче (Н)
Р = (Знб — Sc6) + (SH6 + ^сб) (5 — 1)> (9.15)
где Знб и Sc6— натяжение ветви цепи набегающей и сбегающей с приводной зве-
здочки, Н.
Мощность приводного электродвигателя (кВт) определяют по формуле (3.95).
Пример расчета подвесного грузонесущего конвейера
Задание. Конвейер (рис. 9.27) предназначен для транспортирования кон-
тейнеров с деталями сельскохозяйственных машин в секции автоматизированного
склада. Масса одного контейнера с деталями тг = 56 кг, наибольшие размеры кон-
Рис. 9.27. Схема трассы конвейера
тейнера 0,5 X 0,3 X 0,3 м, загрузка подвесок — автоматическая с гребенчатых
роликовых конвейеров на участке подъема пути (точки 6—7 трассы), разгрузка —
полуавтоматическая при помощи управляемых подъемных столов (точки 13—14
трассы). Плановая производительность конвейера Qn — 565 шт./ч. Конвейер работает
две смены по 16 ч/сут в средних производственных условиях. Режим работы —
средний.
В качестве ходовой части конвейера принимаем предварительно тяговую раз-
борную горячештампованную цепь типа Р2-100—220 ГОСТ 589—74 с шагом звена
100 мм, масса 1 м цепи тц = 5,2 кг; разрушающая нагрузка SP3 = 220 кН. Исходя
из габаритных размеров груза при его транспортировании длинной стороной вдоль
пути конвейера минимальный шаг подвесок при наибольшем угле наклона путей
Ртах — 35° по формуле (9.8):
^т1п> 0 819 (0’5 4" 0" 15) = 0,794 м.
Принимаем Т = 1 м. Графическая проверка прохождения грузов на поворот-
ных звездочках = 834,6 мм и блоках D = 792 мм показывает наличие достаточ-
ных зазоров. Принимаем шаг кареток = 0,6 м и /К2 = 0,4 м; t = + /ка =
= 0,6 + 0,4 = 1 м.
Расчетная производительность конвейера по формуле (9.9) при /гРз = 1,1, kB —
= 0,9 и fer = 0,96 равна
Q2p = 565-1,1/(0,9-0,96) « 720 шт./ч.
Скорость конвейера при укладке одного контейнера на подвеску (а— 1) по фор-
муле (9.10):
v = 720-1/(3600-1) = 0,2 м/с,
что соответствует нормальному ряду скоростей по ГОСТ 5946— 79.
347
Принято: массы — подвески тп = 14 кг, каретки тк — 5,5 кг, 1 м цепи
Иц = 5,2 кг.
Тогда линейная нагрузка на обратной ветви по формуле (9.11)
/14 2.55 \
= 9,81 + -+’0,6 + 5,2) = 300 Н/м;
на груженой ветви по формуле (9.12) получим
<7 = 300+ (9,81-56/1)= 850 Н/м.
При So = 1000 Н; с = 0,024; /.г = 205 м; Z.x = 140 м; kR = 0,3; Н = 6 м;
&м = &'io+so(p’: = 1.0254-1,035-1,026 = 1,28 максимальное натяжение цепи по обоб-
щенной формуле (9.13) равно
Smax = 1000-1,28+ 0,024 (850-205+ 300-140) (1 + 0,3-1,28) + 550-6 = 11 760 Н.
Полученная величина наибольшего натяжения 5max = 11 760 Н показывает,
что цепь выбрана правильно, так как для принятой цепи допускаемое натяжение по
долговечности (см. табл. 9.4) при скорости 0,2 м/с, средних условиях и среднем
режиме работы составляет 5Д. д = 12 000 > Smax — 11 760 Н.
Запас прочности по формуле (9.1) равен пц = 220 000/11 760 = 18,7, что вполне
достаточно.
Привод конвейера располагаем в конце загруженной ветви в наивысшей точке
на звездочке 14—15 (см. рис. 9.27), минимальное натяжение следует ожидать в точке
1 после спуска 16—1, с нее начинаем тяговый расчет по движению цепи конвейера,
принимаем 5т1п = 1000 Н.
Натяжение цепи в точках трассы: 54 = 1000 Н; 52=5!+ с<7х/1_2 = Ю00 +
+ 0,024-300-12 =1086 ; 58 = g180S2 = 1,035-1086 = 1124; S4 = S3 + cq*l2 4 =
= 1124 + 0,024-300-6 = 1167; 56 = g90S4 = 1,025-1167 = 1196; Se = S’6 +
+ c?x/4-e = H96 + 0,024-300-8 = 1254; S, = <p (<pSe + cqle , + qhe 7) =
= 1,02 (1,02-1254+ 0,024-850-6+ 850-2) = 3160; 58 = 5, + cql- 8 = 3160 +
+ 0,024-850-35 = 3877; S9 = b0S8 = 1,025-3877 = 3974; S10 = S9 + cqls_10 =
= 3974+ 0,024-850-6 = 4100; 5U = <p (<pS10 + cql10 u + qh10 n) = 1,020 (1.020X
X 4100 + 0,024-850-10 + 850-4) = 7940; SI2 = Sn + cql1± 12 = 7940 + 0,024 X
X 850-100 = 9980; Sls = U$i2 = 1,025-9980 = 10 230; S14 = Smax = S13 +
+ cqlw_u = 10 230+ 0,024-850-50 = 11250 H.
По обобщенной формуле получено Smax = 11 760 Н, расхождение +4,5%.
Таким образом, подробный расчет подтвердил правильность выбора типоразмера
тяговой цепи.
Для определения натяжений цепи в точках 16 и 15 необходимо вести расчет
против хода конвейера в обратном порядке, начиная с точки Г.
Sie = Sx - + q^h^ = 1000 -0,024-300-12 +
+ 300-6) = 2640;
S16 = S16 — cqxlle_16 = 2640 — 0,024-300-100 = 1920 H.
Тяговое усилие на приводной звездочке вычисляем по формуле:
Р = (Su — Si5) + (S14+ S15) (1,025 — 1) = 11 250 — 1920 + (11 250.+ 1920) X
X (1,025 — 1) = 10 660 Н;
мощность приводного электродвигателя —
N = 1,1-10 660-0,2/(1000-0,9) = 2,61 кВт.
Устанавливаем на привод закрытый обдуваемый асинхронный электродвига-
тель типа 4А-112МА-6-УЗ мощностью 3,0 кВт, частотой вращения — 955 об/мин.
348
Натяжное устройство принимаем грузовое и устанавливаем на звездочке 2—3.
При Ц7Т.Н = 0,05GT = 0,05-3800 = 190 Н усилие, необходимое для передвижения
натяжной тележки, равно
Рн = S2 + S3 + Wт .н = Ю86 + 1124 4- 190 = 2400 Н.
Масса натяжного груза равна
2400
---------— = 270 кг.
9,81-0,952
"‘И — оГ
Этб
Толкающий конвейер. Определяем линейные нагрузки (Н/м) на тяговой ветви
/ I . #1т к \
q't g (1Г + "7ц+ ~г)’
(9.16)
где тт. к — масса комплекта толкателя;
на холостой грузовой ветви
<7х= [£(тт + отп)]/Л
(9-17)
где /пт— масса тележки или комплекта тележек с траверзой сцепа, кг. С учетом пропуска на обрат- ную ветвь неразгруженных под- Таблица 9.17. Коэффициенты весок сопротивления движению тележек с катками , на шарикоподшипниках по прямолинейным путям = <7х + \ётг/ч *нр; (918) из дВуХ швеллеров в отапливаемом помещении
на загруженной грузовой ветви q= qx + gfnr/t. (9.19) Приближенное значение максимального натяжения цепи (Н): -Smax SgkM 4- [cq-rL 4- 4" с' (q^r 4- 9х^-х)] (1 4” Условия работы конвейера Значения коэффициента с' при массе груза, подвешенного на тележке, кг
до 50 51-70 71- 100 более 100
Хорошие Средние Тяжелые 0,027 0,035 0,045 0,025 0,032 0,040 0,022 0,028 0,036 0,020 0,025 0,032
4" kaku) ф-7/, (9.20)
где L — общая длина тягового контура конвейера, м; с' — коэффициент сопроти-
вления движению тележек (табл. 9.17).
Сопротивления движению на отдельных участках трассы конвейера опреде-
ляются по нижеследующим формулам.
Натяжение тяговой цепи в конце горизонтального прямолинейного участка
длиной I:
тяговой и загруженной грузовой ветвей конвейера
8п — Sn_i 4* (с?т 4- с ?) /;
(9.21)
то же, незагруженной ветви
8п = $п_1 4- (с</т 4~ с Чх) (9.22)
тяговой ветви без грузовых путей
Sn = Sn_i 4- с<7т^- (9.23)
Формулы (9.21)—(9.23) справедливы для конвейеров с соосным расположением
толкателя и тележки, когда оси толкателя и поперечного сечения тележки нахо-
дятся в одной вертикальной плоскости. При боковом толкании тележки к сопроти-
влению, определяемому по формулам (9.21) и (9.22), надо добавить дополнительное
сопротивление на горизонтальных роликах от переноса тележки.
349
Натяжение ветви цепи, сбегающей с поворотной звездочки, или блока при на-
личии тягового и грузового путей
Sn = gSn.1+U7K+ FT,
где g — коэффициент сопротивления движению на звездочке
(см. табл. 9.16); Sn_i
Таблица 9.18. Коэффициенты
сопротивления движению одиночной тележки
на горизонтальном повороте
Угол поворота, ...° Коэффициент Фт при условиях работы конвейера
хороших средних тяжелых
90 0,05 0,06 0,07
180 0,08 0,10 0,12
или блоке
— натяжение цепи перед поворотом, Н; Wk и П7т — сопро-
тивление движению кареток и те-
лежек на повороте, Н:
WK l,lcqT2nRMa/360,
где /?м — радиус поворота пути, м;
Ф— угол поворота, ...°,
где Фт — обобщенный коэффициент
сопротивления движению тележки
на повороте (табл. 9.18); i — коли-
чество тележек, размещаемых на
повороте, шт.; Р* — нагрузка на
тележку, Н.
+ тг); для незагруженной ветви
Для загруженной ветви Рт = g (m-, + mn
р'т = g(m?+mn).
Натяжение на горизонтальных поворотах роликовых батарей
Sn = X Sn_i + Wк ~h 1Ст
Таблица 9.19. Коэффициенты
Значение коэффициента X
принимают по табл. 9.16.
При движении тележечного
сцепа значения коэффициентов Фт
и X, увеличиваются на 20—30 %.
Натяжение на вертикальных
поворотах
Sn = <р [<pSn_i (Гфт~Ьс Q ) I ±
± (qT + q') h], (9.24)
где ф — коэффициент сопротив-
ления на одной дуге вертикаль-
ного поворота (берется из табл.
9.16); q’—линейная нагрузка
на грузовом пути,. Н/м; для
загруженной ветви q' = q, для
незагруженной ветви q' = </х; I
и h — горизонтальная и вер-
тикальная (высота) проекции
длины пути на повороте, м.
В формуле (9.24) знак плюс
у последнего члена принимают
при подъеме, знак минус — при
спуске. Подробный тяговый
расчет толкающего конвейера
выполняется так же, как и гру-
сопротивлеиия движению напольных тележек
с катками на подшипниках качения
для средних производственных условий
Тип дорожного покрытия Коэффициент сопротивления для тележек с катками
на рези- новых грузовых шинах иа пнев- матиче- ских ; шинах
Асфальт 0,033 0,025
Бетонные плиты 0,028 0,020
Деревянный настил 0,030 0,024
Сухой грунт — 0,080
» песок — 0,150
Примечание. Для хороших усло-
вий значения с' уменьшаются на 10 %, для
тяжелых — увеличиваются на 50 %.
зонесущего, при помощи последовательного суммирования сопротивлений на отдель-
ных участках трассы. Тяговое усилие и мощность двигателя определяются по фор
мулам (9.15) и (3.95).
Тяговый расчет грузоведущего конвейера выполняется следующим образом.
Линейные нагрузки определяются по формулам (9.11) и (9.12), максимальное натя-
। жение цепи — по формуле (9.20). Коэффициенты сопротивления движению кареток
выбираются по табл. 9.15, коэффициент сопротивления движению тележек — по
табл. 9.19. Тяговое усилие двигателя определяется по формуле (9.14).
350
• На тяговой ветви без тележек
Sn = XSn_i*
Сопротивления на вертикальных поворотах определяются по формуле (9.24).
Натяжение тяговой цепи на прямолинейных участках определяется по форму-
лам (9.21)—(9.23). Натяжение ветви цепи, сбегающей с роликовой батареи или
направляющих путей:
на грузовой загруженной ветви
Sn = Л. ( Sn_i + 2л/?м --- kgc'q\ ;
\ oOU /
на грузовой незагруженной ветви
Sn — X / *$n_i + 2л/?м k6c'qx ,
У оОи /
где kq — коэффициент дополнительных сопротивлений в поворотных катках тележки
(k6 = 1,054-1,08).
В современных подвесных конвейерах со сложной трассой тяговые расчеты
выполняются на ЕС ЭВМ.
Алгоритмом машинного тягового расчета служат расчетные формулы последо-
вательного определения натяжения тяговой цепи конвейера на отдельных участках
его трассы.
Глава 10
КОНВЕЙЕРЫ БЕЗ ТЯГОВОГО ЭЛЕМЕНТА
10.1. Винтовые конвейеры
Винтовые конвейеры могут быть с горизонтальной, наклонной и вертикальной
трассами. Наклонные винтовые конвейеры делятся на пологонаклоиные и круто-
наклонные. К пологонаклоиным относятся конвейеры, угол наклона которых не
превышает угол естественного откоса транспортируемого груза. Конвейеры кру-
тонаклонные имеют угол наклона больше угла откоса транспортируемого груза.
Высота подъема грузов винтовыми конвейерами доходит до 15 м, производи-
тельность — до 50 т/ч.
Винтовые конвейеры применяют преимущественно для транспортирования сы-
пучих грузов. Они малопригодны для перемещения крупнокусковых, липких
и влажных грузов. Основным достоинством этих конвейеров является закрытый
транспортный тракт, компактность по сравнению с другими транспортирующими
устройствами (ленточными и пластинчатыми конвейерами) равной производитель-
ности, безопасность в работе и обслуживании, пригодность для транспортирования
горячих, пылящих и токсичных материалов.
Конструктивная схема винтового конвейера дана на рис. 10.1. Он состоит из
неподвижного желоба, нижняя часть которого имеет форму полуцилиндра, закры-
того сверху крышкой, приводного вала с укрепленными на нем витками транспорти-
рующего винта, концевых опор и промежуточной опоры, привода, загрузочного
и разгрузочного устройств.
Перемещение груза по желобу обеспечивается витками вращающегося винта.
Витки винта, изготовленные из стального листа толщиной 4—8 мм, приварены
к валу. Оии могут быть сплошные, ленточные и фасонные. Сплошные — применяют
при транспортировании сухих, порошкообразных и мелкозернистых грузов, лен-
точные — для крупнокусковых и липких грузов, фасонные — для перемещения
слеживающихся грузов, или для совмещения транспортных и технологических
351
Рнс. 10.1. Винтовой конвейер
352
операций (смешивания, дробления и т. п.). Винты могут быть одно-, двух- и трех-
заходные. Желоб винтового конвейера обычно выполняют из листовой стали тол-
щиной 2—8 мм или из дерева с внутренней обшивкой листовой сталью.
Исходными данными для проектирования являются характеристика транспор-
тируемого груза, высота и расстояние его транспортирования, а также производи-
тельность конвейера. На основании исходных данных разрабатывается схема кон-
вейера и его элементы конструкции. Определяется угол наклона, количество про-
межуточных подвесных опор, которые устанавливают через 2—4 м. В качестве
промежуточных опор применяют подшипники скольжения и качения с хорошим
уплотнением малого диаметра и длины. Концевые опоры выполняются в виде
подшипников качения. При этом опора на разгрузочном конце винта снабжается
упорным подшипником, так чтобы винт работал на растяжение.
Привод конвейера — редукторный. У горизонтальных конвейеров он состоит
из электродвигателя, редуктора и двух муфт. Привод наклонного конвейера должен
выполняться с конической передачей, для обеспечения горизонтального расположе-
ния редуктора. Это необходимо для правильного функционирования системы смазки.
Диаметры винтов DB горизонтальных и наклонных конвейеров (с углом наклона
до 20°) тестированы (ГОСТ 2037—75). Величина выбираемого DB зависит от размера
кусков перемещаемого груза. Он должен быть в 12 и более раз больше размера ку-
сков при транспортировании однородного по хрупкости кусков груза и в 4 раза
и более больше максимального размера кусков при транспортировании несортиро-
ванного груза. Ряды диаметра винтов следующие: 100; 125; 150; 200; 250; 300;
400; 500; 600. Диаметр вала винта принимается dB яз 0,35—0,10£>в, где DB —
диаметр винта, мм. Шаг винта принимается tB = DB для горизонтальных конвей-
еров и tB = 0,8£)в — Для наклонных. Частота вращения винта зависит от вида
транспортируемого груза и диаметра винта. Максимальная частота вращения винта
определяется по приближенным соотношениям: для легких неабразивных мате-
риалов п = 60lDB, для тяжелых неабразивиых материалов п = 45/£>в и для тяжелых
абразивных материалов п = З0/Ов.
Принятые на практике частоты вращения винта горизонтальных и полого-
наклонных конвейеров общего назначения приведены в табл. 10.1.
Таблица 10.1. Частота вращения и коэффициент
сопротивления винта
Насыпной груз Коэффи- циент сопро- тивления Частота в р а ще - имя ва- ла винта об/мин Насыпной груз Коэффи- циент сопро- тивления W Частота враще- ния ва- ла винта «в- об/мии
Гипс 4,0 50—120 Песок
Глина сухой 3,2—4 40—100
сухая 4,0 — сырой 4,0 40—71
сырая — 20—60 Сахар 4,0 —-
Гравий 3,2 50—100 Сера 4,0 —
Земля: Соль
грунтовая 2,5 — каменная 2,5 63—100
формовочная 4,0 — поваренная 4,0 63—100
Зола 4,0 40—120 мелкозерни-
Известь 4,0 50—120 стая
Кокс 4,0 50—120 Бурый уголь 2,5—4,0 63—100
Мел — — орешковый
Овес 1,2 •— Угольная пыль 4,0 50—120
Пшеница 1,2 — Цемент 4,0 40—120
Семена хлопка 1,5 80—140 Гранулирован- — 50—100
(очищенные) ный шлак
Древесные опил- 1,3 50—120
ки
353
Частоты вращения (об/мин), принимаемые для вертикальных и крутонаклонных
винтовых конвейеров, как правило, больше, чем у пологонаклонных и рекомендуется
определять в зависимости от диаметра винта (мм):
ов........................ 150 250 400 500
пв........................ 210 170 140 80
Предварительное определение диаметра винта (м) производится по формуле
DB = 0,28 1/,
где Q — заданная массовая производительность, т/ч; £— эмпирический коэффи-
циент (£ = tB/DB); tB — шаг винта; р — насыпная плотность транспортируемого
груза, т/м3; ф — коэффициент заполнения поперечного сечения винта, который
рекомендуется принимать в зависимости от рода груза (ф = 0,125 — для тяже-
лых абразивных грузов; ф = 0,25 — для тяжелых малоабразивных грузов;
ф = 0,32 — для легких малоабразивных грузов; ф = 0,4 — для легких неабразив-
ных грузов).
Указанные значения коэффициента ф могут быть увеличены в 1,5—2,0 раза
для коротких винтовых конвейеров, не имеющих промежуточных подвесных под-
шипников.
Для пылевидных легкосыпучих грузов приведенные значения ф рекомен-
дуется снижать на 10—15 %. Коэффициент ср зависит от угла наклона 0, ...° кон-
вейера к горизонту:
₽ .............. 0 5 10 15 20
Ср................ 1,0 0,9 0,8 0,7 0,65
Частота вращения винта принимается по табл. 10.1 в зависимости от характера
груза.
Диаметр винта уточняется в соответствии с диаметрами, предусмотренными
ГОСТ 2037—75. При этом диаметр винта следует принимать ближайший больший.
Принятый диаметр проверяется по крупности кусков транспортируемого груза.
Расчетная массовая производительность (т/ч) определяется по формуле
Qp = QvP,
где Qv — объемная производительность, м3/ч,
Qv = 47О^пвфСр.
При транспортировании сыпучих грузов производительность конвейера с лен-
точной спиралью примерно иа 20—30 % меньше производительности конвейера
со сплошной спиралью, а потребная мощность электродвигателя меньше примерно
Потребная мощность на валу винта NB определяется по формуле
#в =-^-(ш ± sin Р),
где L — длина конвейера, м; w — коэффициент сопротивления, величина которого
для разных грузов выбирается по табл. 10.1.
Знак минус принимается для конвейеров, работающих при спуске груза 6.
Производительность вертикального конвейера определяется по формуле
Qp. в — 3,6?t>,
где v — скорость транспортируемого груза вдоль оси желоба;
<7^ (°в —ав)лР/4-
Скорость транспортируемого груза
о = uB/(ctg ав + ctg фв),
где ив — окружная скорость винта; ав — угол подъема винта; фв — угол подъема
винтовой траектории груза, который зависит от ав и определяется из соотношения
tg Фв — [1^Ьв/(2Гв Ев) — Ев — 1] tg ав,
354
где Ев и Гв — безразмерные функции [Ев = UBfB tg aB/(g£>B); Fb = 1 + tg®aB/(/n+
+ tgaB)tgaBJ; fB и /л — соответственно коэффициенты трения груза о стенки
желоба и лопасти винта.
Мощность привода вертикальных конвейеров определяется
№
ДВ
367т]0
(шв + *),
где k3 — коэффициент запаса (k3 = 1,1-5- 1,2 при перемещении легких неабразивных
мелкозернистых грузов; k3 — 1,2-5-1,4 при перемещении неабразивных грузов сред-
них и тяжелых и k3 = 1,8-5-2,0 при абразивных грузах); — коэффициент сопро-
тивления (wB = 5,54-7,5 для зерна; а>в = 6,54-8,3 для соли).
При сравнении винтового и ленточного конвейеров производительностью 30 т/ч
установлено, что при длине 10 м общая величина эксплуатационных расходов в 1 ч
приблизительно одинакова, а при^длине 100 м расходы на винтовой конвейер увели-
чиваются вдвое по сравнению с расходами на ленточный конвейер.
Расчет винта на прочность производится с учетом действия сил растяжения
(сжатия), крутящего момента, сил собственного веса.
Крутящий момент на валу винта определяется:
Мв — 975МДЕт]о/п.
Действующая на винт продольная сила
р = 2МВ
(tg ®ср + ф) г kiDB (tg aCp + ф) ’
где г = (0,74-0,8) £>в/2 = £jDB/2 — радиус, на котором приложена сила Рв, аСр—
средний угол подъема винтовой линии; ф — угол трения насыпного груза о мате-
риал винта.
10.2. Вибрационные конвейеры
Вибрационный конвейер относится к классу качающихся и представляет собой
подвешенный на пружине или установленный на упругих опорах желоб, соверша-
Рио. 10.2. Вибрационный'конвейер: а — общий вид; б — поперечное сече-
ние желоба
ющий колебания с малой амплитудой (Л = 0,54-15 мм) и большой частотой (v =
= 450-5-3000 колебаний в минуту).
При этих колебаниях желоб обеспечивает вертикальную составляющую ускоре-
ния больше величины ускорения свободного падения груза. Частицы груза отры-
ваются от желоба и их движение происходит в виде непрерывно следующих один
за другим микрополетов (рис. 10.2). Возбудителями колебаний являются инерцион-
ные, электромагнитные, эксцентриковые и поршневые (гидравлические и пневма-
тические) вибраторы.
355
Таблица 10.2. Основные параметры инерционных конвейеров
Характер движения груза Скольжение по желобу и свободный полет груза (подбрасы- вание) L Скольжение по желобу без подбра- сывания
Привод (вибратор) Эксцентри- ковый ; i центробеж- ный само- балансиый; электромаг- нитный Электро- магнитный; центро- бежный 1 I Эксцентри- ковый (криво- шипно- шатуниый)
Ампли- туда ко- лебаний .4, мм 0,5—15 0,5—2,0 50—150 10—20
Частота колебаний об/мин 1 450—3000 1 1 40—85 1
кол/мии 1 300—400
£ 2 По 2 • о з 03 £; с* rfs я * 12—15 06 12—15
1 Скорость груза, м/с 0,5 *; 6,02 **
1 Я Г) 1 5 3 й 3 £ * Я Я S Ф га Ч о С О s ss&s* 400 о CS 400
Макси- мальная длина L, м (Х> о So со О 6—12 О ю
Тип конвейера и его схема Вибрационный с опорами из пластин (рессор). Вибра- ционный подвесной Вибрационный вертикаль- ный с винтовым желобом, имеющим угол подъема вин- товой линии 4—8° Качающийся 1 с постоянным давлени- ем груза иа желоб с переменным давле- нием груза
Для кусковых грузов. ** Для пылевидных грузов.
356
Таблица 10.3. Техническая характеристика вибрационных
конвейеров унифицированной конструкции
Марка конвейера
>.
Типоразмер - § см С1 со О
н со й й
и CQ CQ CQ
& н!-
Производительность по песку, м3/ч 10 20 60 120
Условный диаметр труб, мм 160 200 320 400
Амплитуда колебаний, мм 3 5 6 6
Частота колебаний, мин 850 680 650 700
Угол вибраций, ...° 30 30 30 30
Мощность, потребляемая одной сек- 0,2 0,3 0,6 1,0
цией, кВт Максимальная длина конвейера на 20 30 50 50
один привод, м Максимальная температура транспор- 500 500 500 500
тируемого материала, °C Длина секций, м 3 3 4 4
Габаритные размеры, мм: ширина 650 730 900 1050
» по приводу 1100 ИЗО 1456 1570
высота по трубам 820 950 1160 1360
» » концевой загрузке 900 1050 1330 1560
» » промежуточной загрузке 1140 1320 1710 2050
Вибрационные конвейеры применяются в химической и металлургической про-
мышленности, промышленности строительных материалов, машино- и приборострое-
нии и других отраслях народного хозяйства (табл. 10.2 и 10.3).
Достоинствами вибрационных конвейеров являются возможность транспорти-
рования груза в условиях полной изоляции от окружающей среды в герметически
закрытых трубах; возможность совмещения технологических операций (сушка, охла-
ждение, смешивание и т. п.) с транспортными; малый износ несущего элемента
(трубы, желоба); сравнительная простота конструкций конвейера; возможность
промежуточной загрузки и разгрузки; малый расход энергии.
Недостатками вибрационных конвейеров являются снижение производитель-
ности при транспортировании на подъем и увеличение — при наклоне вниз (на 3—
5%) на 1° подъема или спуска.
Производительность вибрационных конвейеров достигает 200 т/ч, длина транс-
портирования — до 80 м, угол подъема до 20° (пылевидных — до 5°).
Расчет вибрационного конвейера включает в себя три взаимно связанные задачи:
расчет колебательной системы конвейера — определение амплитуды и частоты
колебаний; определение средней скорости перемещения груза и производительности
конвейера; определение мощности привода конвейера для преодоления инерционных
усилий, сопротивлений перемещений груза и потерь в упругих связях колебатель-
ной системы.
Частота и амплитуда колебаний конвейера определяются рекомендуемой вели-
чиной коэффициента режима работы конвейера
Г = Лео2 sin p/(g cos а),
где А—амплитуда колебаний грузонесущего элемента, м; со— угловая частота
колебаний, с-1; р — угол направления колебаний, составляемый вектором ско-
рости броска и осью трубы (желоба), ...°; а — угол наклона грузонесущего элемента
(трубы), ...°.
357
Таблица 10.4. Рекомендуемые коэффициенты режима работы
вибрационных конвейеров
Конструкция конвейера Тип привода Коэффициент Г для транспортирования грузов
пылевидных и порошко- образных кусковых
Однотрубные (одножелобные) легкого и среднего типов (при Q 50 т/ч) под- весной и опорной конструкций Центробеж- ный или электромаг- нитный 3,0—3,3 2,8—3,0
То же, тяжелого типа (при Q /> 50 т/ч) 2,0—2,5 1,8—2,3
Двухтрубные и однотрубные уравно- вешенные, легкого и среднего типов (при Q 50 т/ч и L )> 20 м) Эксцентри- ковый 1,6—2,8 1,5—2,5
То же, тяжелого типа (при Q )> 50 т/ч и L > 20 м) 1,3—2,5 1,2—2,0
Рекомендуемая величина коэффициента режима работы конвейеров в зависи-
мости от принятой конструкции и конвейера, типа привода и характера груза вы-
бирается из табл. 10.4. Рекомендуемые величины амплитуды и частоты выбираются
в зависимости от типа привода, а характеристики груза — по табл. 10.5.
По выбранной частоте и амплитуде колебаний из дифференциального уравнения
системы определяют характеристику упругих связей конвейера, а также параметры
привода и действующего усилия.
Угол направления колебаний Р принимают в зависимости от угловой частоты со:
р = 20-=-25 при со 1000 мин-1; Р = 30-1-35 при со < 1000 мин-1.
Скорость перемещения груза (м/с) может быть подсчитана по формуле В. А. Ба-
умана
v = (ki =р ki sin a) Aw cos Р 1 — ,
где и fe2 — коэффициенты, зависящие от физико-механических свойств транспор-
тируемого груза, которые даны в табл. 10.6.
Таблица 10.5. Рекомендуемые величины амплитуды
и частоты колебаний вибрационных конвейеров
Т нп привода-вибропобудителя Частота колебаний v, кол/мин Амплитуда колебаний, мм, для грузов
пылевидных и порошкообраз- ных кусковых
Электромагнитный Электромеханические: 3000 0,75—1,20 0,75—1,00
центробежный 2800 0,8—1,2 0,8—1,0
дебалансный 1500 2—3 1,5—2,5
центробежный направленно- 1500—1000 2—4 2—3
го действия эксцентриковый 800—450 5—15 4—8
358
Таблица 10.6. Средние значения опытных
коэффициентов к1 и fc2
Транспортируемый груз Размер ха- рактерных частиц, мм Влажность, %
Кусковой Зернистый Порошкообразный Пылевидный 5—200 0,5—5,0 0,1—0,5 0,1 0,5—10,0 0,5—5,0 0,5—5,0 0,9—1,1 0,8—1,0 0,4—0,5 0,2—0,5 1,5—2,0 1,6—2,5 1,8—3,0 2—5
В вышеприведенной формуле знак минус принимается для конвейеров, работа-
ющих на подъем, знак плюс — на спуск.
Производительность вибрационного конвейера определяют
Q = 3600Г0офр,
где р — насыпная плотность груза, т/м3; Fo — площадь поперечного сечения трубы
(желоба), м2; ф — коэффициент заполнения трубы (желоба), для открытых желобов
ф = 0,64-0,9; для прямоугольных труб ф = 0,64-0,8; для круглых труб ф = 0,54-
4-0,6.
По заданной производительности определяется Fo. Поперечные размеры трубы
(желоба) проверяют по размеру частиц грузов с учетом амплитуды подбрасывания.
Приводной двигатель в вибрационных конвейерах должен иметь повышенный
пусковой момент. Мощность его определяют по формулам:
для коротких конвейеров (L 10 м)
N ~ TW + 0167) ’
для длинных (L > 10 м)
"“-дат + +о7яг] •
где г] = 0,954-0,97 — КПД механизмов привода; k3 и k} — коэффициенты затрат
мощности при транспортировании 1 т груза на 1 м (табл. 10.7); с — коэффициент
Таблица 10.7. Средние значения коэффициентов к3
и ki (Вт/т-м)
Конструкция конвейера Расчетная произ- водительность конвейера, т/ч
Подвесной одномассовый с центро- бежным приводом 5—50; Св. 50 с упругими шату 6—7; 5-5,5 —
Опорный одномассовый с направ- ляющими наклонными стойками-рес- сорами с центробежным приводом 7—10; 5-6 5-6; 3,5—4
Двухтрубный и однотрубный (двух- массовый) уравновешенные с эксцен- триковым приводом * —- с жесткими шатунами. ** — 10—12 * 8—10 *
4,5—5,0 **; 4—5 нами. 3,5—4,0 **; 3,0—3,5
359
Разгрузка
Рис. 10.3. Вертикальный вибрацион-
ный конвейер
транспортабельности груза (с— 1 —для зернистых и кусковых грузов; с = 1,54-
4-2,0 — для порошкообразных и пылевидных грузов).
Для транспортирования пылевидных грузов применяют трубы прямоугольного
сечения, для транспортирования зернистых и кусковых — круглые трубы или же-
лоба. Для транспортирования абразивных грузов применяют износостойкую лис-
товую сталь толщиной 3—5 мм. Длина загрузочных и разгрузочных отверстий для
труб не менее 1,50, а для прямоугольных желобов не менэе 1,5 В (ширины).
В качестве опор применяют плоские единичные рессоры и пакеты (набор пла-
стин) из стали марок 55С2 и 60С2. Толщина листов рессорной стали б = 2-=-6 мм.
Плоские рессоры рассчитывают на жесткость
и прочность по напряжениям изгиба:
r2EJ , J Ебу к ,
с — р «зад, °и — —— «зад 1аиJ,
Где Е — модуль упругости; J — момент
инерции поперечного сечения рессоры;
&зад — коэффициент заделки рессоры (при
б = 4—6 мм &зад= 0,54-0,7; при б =24-3 мм
^зад = 0,84-0,9); / — длина рессоры, мм; у —
наибольший прогиб рессоры, мм; [<ти] — до-
пускаемые напряжения рессорных сталей.
В качестве упругих связей (опор, подве-
сок) могут быть использованы цилиндриче-
ские и плоские пружины.
Для вертикальной транспортировки гру-
зов применяются вибрационные конвейеры-
элеваторы (рис. 10.3).
В вертикальных вибрационных конвейе-
рах перемещение груза осуществляется по
желобу, идущему по винтовой линии с
углом подъема 5—15°. Высота подъема ви-
брационных вертикальных конвейеров до
12 м, производительность 20 т/ч и скорость
транспортирования грузов 0,1—0,3 м/с.
Вибрационные конвейеры в 3—4 раза
экономичнее и легче винтовых. При транс-
портировании на большие расстояния (50 м
и более) вибрационные конвейеры уступают
ленточным как по массе, так и по расходу
энергии.
Инерционные конвейеры, как и вибрационные, относятся к классу качающихся.
Желоба инерционных конвейеров качаются с большей амплитудой (Л — 104-150 мм),
меньшей частотой (v = 404-400 кол/мин), чем желоба вибрационных, и не вызывают
подбрасывания груза.
Различают инерционные конвейеры с постоянным и переменном давлением груза
на желоб, в которых груз под действием силы инерции скользит по желобу. Инер-
ционный конвейер с постоянным давлением груза на желоб состоит из желоба, опор-
ных катков и специального двухкривошипного привода (или привода с качающейся
кулисой). Инерционный конвейер с переменным давлением груза на желоб состоит
из желоба, упругих стоек, жестко прикрепленных к желобу и опорной раме под
некоторым углом р = 204-30° к вертикали, кривошипного привода и опорной рамы.
Средняя скорость движения груза по желобу у этих конвейеров составляет
с'Ср = 0,154-0,20 м/с и она значительно уменьшается с увеличением угла подъема
желоба а, поэтому 15°.
Производительность конвейера определяется
Q = 3600FvCpPp,
где пСр — средняя скорость движения груза, м/с; F — площадь сечения груза
в желобе, м2; рр — насыпная плотность груза, т/м3 (в разрыхленном состоянии при-
нимается равной 0,88).
360
Загрузка
Коэффициент заполнения желоба принимают равным 0,5—0,6.
Мощность приводного двигателя конвейера с постоянным давлением груза
на желоб (кВт) приближенно определяется по формуле:
N « 0,0014 (GK + Gr),
где GK — сила тяжести движущихся частей конвейера, включая 2/3 веса шатуна
и 1/.) веса опорных катков, Н; Gr = qL — сила тяжести груза, находящегося на
конвейере, даН; L — длина конвейера, м; q — линейная нагрузка от груза, даН/м.
Для конвейеров с постоянным давлением груза на желоб, обычно принимают
амплитуду колебаний, равную радиусу ведущего кривошипа, А = гКр= 504-
4-150 мм, частоту вращения ведущего вала п = 404-85 об/мин, ширину желоба
В — 2004-1200, длину желоба до 504-100 мм.
Мощность приводного двигателя горизонтального конвейера с переменным
давлением груза на дно желоба можно приближенно определить по формуле
"~41°,Т(б-'°-‘—+).
n tg р \ Нж /
где т] — КПД привода (т) = 0,804-0,85); р — угол наклона рессорных стоек, ...°;
— коэффициент трения груза о дно желоба; А — амплитуда колебаний желоба,
мм, равная радиусу ведущего кривошипа, который для этого типа конвейеров при-
нимается равным 10—15 мм; п — частота вращения (п = 3004-400 об/мин).
Область применения инерционных конвейеров такая же, как и вибрационных. ч
Однако вследствие повышенного износа желоба, высоких динамических нагрузок
и неуравновешенности машины они являются менее распространенными.
10.3. Роликовые конвейеры
Роликовые конвейеры служат для перемещения штучных грузов; слитков,
плит, опок, профильного проката, бревен, досок, контейнеров, ящиков и т. п.
Конвейеры могут быть с цилиндрическими и дисковыми роликами, а также
шариковые. Расстояние между роликами принимается равным не более 1/3 длины
груза.
Роликовые конвейеры (рис. 10.4)могут
быть приводные и неприводные (гравита-
ционные).
Стационарные неприводные ролико-
вые конвейеры (рольганги) общего на-
значения (ГОСТ 8324—71) имеют следую-
щие основные параметры и размеры:
длину ролика — от 160 до 1200 мм; диа-
метр ролика от 40 до 155 мм.
Шаги роликов выбираются в преде-
лах от 50 до 630 мм. Радиусы поворотных
(криволинейных) секций — от 400 до
4000 мм.
Неприводные дисковые переносные
конвейеры (ГОСТ 12846—67) имеют ши-
рину ходовой части конвейера: 160; 250;
шаг установки: 40; 80; 160. В приводных
щение приводом; в неприводных — силой трения между роликами и лежащим
на них грузом, которому сообщается поступательное движение. В неприводных ро-
ликовых конвейерах грузы перемещаются под действием непосредственно приложен-
ной к ним силы и, накатываясь на ролики силой трения между роликами и грузом,
приводят их во вращение. В этом случае в конвейерах с углом наклона вниз движу-
щей силой является составляющая веса груза.
Общее усилие сопротивления F передвижению груза по неприводному ролико-
вому конвейеру определяется по формуле
Г? СОЧ ГТ GnV„/
F — Ft + F2 4- Fз = —р— (fd 2 j.i) -|- ф —cos а 4- Gpr,
400; 650 мм; диаметры дисков 40 и 60;
конвейерах ролики приводятся во вра-
361
где Fj = (G cosa-}- GpiJ / —--сопротивление трения в цапфах роликов, приве-
денное к наружному диаметру D ролика, м, при силе тяжести груза G, лежащем
на «х роликах, даН; F2 — сопротивление качения груза по роликам, Н; р — коэф-
фициент трения качения, м; F3 — сопротивление, возникающее вследствие сколь-
жения груза по роликам и сообщения роликам кинетической энергии, даН; f —
коэффициент трения в подшипниках ролика; Gp — сила тяжести вращающихся
частей одного ролика, Н; d — диаметр цапфы оси ролика, м; a — угол наклона
конвейера, ...°; рн — номинальная окружная скорость роликов (равная скорости
перемещения груза), м/с; ф — коэффициент, учитывающий, что не вся масса ролика
расположена на окружности с диаметром ОДф= 0,84-0,9); ij — число роликов на
длине конвейера, шт,; L —длина конвейера, м.
Определим угол наклона конвейера, при котором будет обеспечиваться спуск
груза под действием собственной массы.
При установившемся движении груза по конвейеру момент движущей силы
„ . D
usina-g- равняется моменту силы сопротивления F
Gsina-g- = F-^-,
отсюда
tg a = F/(G cos a).
Приняв cos a = 1 вследствие малости угла a, после преобразования получим
выражение для определения угла наклона конвейера, при котором груз будет спу-
скаться под действием собственной массы:
1 G / d \
tga = -р (/d + 2fi) + -□Цф —f + f — i,) .
В случае, когда грузы по конвейеру следуют непрерывно один за другим и нет
необходимости затрачивать энергию на изменение (увеличение) частоты вращения
роликов, необходимый угол наклона а для спуска груза может быть определен из
соотношения
Обычно угол а равен 2—7°, но при транспортировании неровных кип мягкого
материала он может достигать 12—14°. При спуске груза с большой высоты с целью
экономии места применяют спиральные роликовые гравитационные конвейеры.
При этом ролики ставятся с наклоном оси по спирали или делают их коническими.
В приводных роликовых конвейерах ролики приводятся во вращение обычно
от группового привода. Мощность привода роликового конвейера (кВт) опре-
деляется
»_/ QL . iGpC'v\ 1
\ 367 + 102 ) г]м ’
где Q — производительность конвейера, т/ч; L — длина конвейера, м; Gp — сила
тяжести вращающейся части ролика, даН; i — количество роликов на конвейере,
шт.; v — скорость движения груза, м/с; г|м — КПД приводного механизма; с — коэф-
фициент сопротивления передвижения грузов, лежащих на конвейере (с = (fd +
+ 2р)/О); с' — коэффициент сопротивления вращения роликов (с' = fd/D)-, f — коэф-
фициент трения подшипника; d — диаметр цапфы, мм; Ц — коэффициент трения
качения.
Наряду с обычными роликовыми конвейерами на заводах ряда отраслей про-
мышленности получили широкое распространение ролико-цепные конвейеры, у ко-
торых роликовая дорожка имеет в передней части разрез, а перемещение тарно-
штучного груза осуществляется движущейся под роликами тяговой цепью с захва-
тами. В этом случае можно легко осуществить автоматическое адресование грузов,
362
на поперечные или расположенные под углом конвейеры, а также непосредственно
к рабочим местам.
Представляет интерес применяемый в промышленности ролико-дисковый кон-
вейер, вдоль оси которого смонтирована узкая бесконечная лента, занимающая
20—30 % его ширины. По обеим сторонам ленты заподлицо с ее несущей поверх-
ностью установлены дисковые ролики.
Транспортируемый груз опирается одновременно на ленту и иа ролики. Груз
сцепляется с лентой силой трения и перемещается ею по роликам или тормозится
при движении под уклон. Рама, на которой смонтирована лента, является подъемно-
опускной относительно рамы роликового конвейера, вследствие чего можно повышать
или понижать давление груза на ленту и изменять силу его сцепления с лентой.
Давление регулируется автоматически в зависимости от развиваемого лентой тяго-
вого усилия или создается пружинами.
Конвейер состоит из нескольких секций, сопрягаемых между собой приводной
цепью. Лента выполнена плоской сверху и с продольным клинообразным выступом
на нижней поверхности. Выступ сцепляется с боковыми стенками клинообразной
кольцевой выточки в средней части цилиндрической поверхности барабана. Вместо
дисковых роликов по обеим сторонам ленты могут быть установлены опорные на-
правляющие из антифрикционного материала. Рамой можно управлять при помощи
электромагнитов.
10.4. Шагающие конвейеры
Принципиально новым типом транспорта пульсирующего действия является
шагающий конвейер (см. табл. 1.5).
Принцип работы шагающего конвейера заключается в следующем. Объект
сборки (например, станина станка или литейная форма) устанавливается на первую
рабочую позицию неподвижной рамы; подвижная рама в это время находится в опу-
щенном положении.
Для передачи объекта сборки на следующую рабочую позицию подвижная рама
поднимается подъемниками на 10—15 мм выше уровня неподвижной рамы и под-
хватывает объект сборки, при этом включает привод, и подвижная рама двигается
вперед на один шаг, т. е. на расстояние между рабочими позициями. Затем по-
движная рама опускается и устанавливает объект сборки на неподвижную раму
в исходное положение.
При полностью заполненном конвейере подвижная рама перемещает объекты
сборки на всех рабочих позициях на один шаг вперед через равные промежутки вре-
мени, соответствующие ритму сборки.
Таким образом, весь цикл работы шагающего конвейера осуществляется автома-
тически за четыре'последовательных хода подвижной рамы: подъем, рабочий ход,
опускание и обратный ход.
Остановимся на расчете приводов подъема и перемещения.
Привод подъема рассчитывается следующим образом. Максимальная нагрузка
на ролики, поддерживающие подвижную раму конвейера с грузами, составляет
Ртах = (6гп + Gp)S>
где Gr— вес одного груза, кг; п — количество грузов на конвейере, шт.; Gp —
вес подвижной рамы, кг.
1 Для гидродомкратов с вертикальным ходом нагрузка (усилие) на один домкрат
составит
Рд — Ртах/пд>
где пд — количество домкратов на конвейере, шт.
Необходимое давление масла в цилиндре домкрата
р = Рд/[(лД2/4) т)],
где D — диаметр цилиндра; т| — КПД (г| » 0,9).
Для пневмоприводов (гидроприводов) с эксцентриковыми подъемниками усилие
в горизонтально установленном пневмоцилиндре (гидроцилиндре)
Рц~ РтахеКР COS ос),
363
где е — эксцентриситет эксцентрика; R — радиус кривошипа (рычага) привода, мм;
а — угол кривошипа к вертикали в момент создания наибольшего усилия в экс-
центрике, ...°.
Если каждый эксцентрик оборудован индивидуальным пневмоцилиндром,
а всего этих цилиндров (н эксцентриков) на конвейере пц, то усилие в цилиндре
Рц = PmaXe/(nu/?cosa).
Отсюда легко определить необходимое давление в цилиндре или, исходя из
заданного давления, определить остальные параметры привода подъема.
Расчет элементов привода подъема с рычажным устройством производят по
уравнению рычажных систем и в основном аналогично описанному выше.
Затем рассчитываем привод перемещения. Усилие, необходимое для передвиже-
ния подвижной рамы с грузами,
P = (Grn +GP) ( k’S<
1*де Dp — диаметр роликов, поддерживающих раму, мм; k — коэффициент трения
качения; f — коэффициент трения в цапфах (подшипниках) роликов; k’ — коэффи-
циент, учитывающий дополнительное сопротивление от боковых направляющих
роликов.
Если привод перемещения пневматический (или гидравлический), то по усилию
Р производят определение диаметра цилиндра (либо выбор необходимого давления).
Для механического привода необходимо определить мощность электродвигателя
по формуле (3.95), для привода с зубчатой рейкой v — ndmnm, где —диаметр
шестерни, мм; пш — частота вращения шестерни, об/мин.
Расчет остальных элементов шагающего конвейера — опорных роликов, их
подшипников, балок рамы — не имеет специфических особенностей и производится
так же, как для остальных типов конвейера.
Силы инерции в расчете не учитываются вследствие незначительных скоростей
подъема и передвижения (1—10 м/мин).
СПИСОК ЛИТЕРАТУРЫ
1. Александров М. П. Тормоза подъемно-транспортных машин. М.: Машиностроение,
1976. 383 с.
2. Андреев В. А., Дьяков В. А., Шешко Е. Е. Транспортные машины н комплексы
подземных разработок. М.: Недра, 1975. 464 с.
3. Анурьев В. И. Справочник конструктора-машиностроителя. Т. 1 — 3. М.: Ма-
шиностроение, 1979. 1846 с.
4. Вайсон А. А. Подъемно-транспортные машины. М.: Машиностроение, 1975.
431 с.
5. Вольдемаров О. Н. Быстроходные пассажирские конвейеры за рубежом. М.:
ЦНИИТЭИтяжмаш, 1979. 40 с.
6. Вольдемаров О. Н. Пластинчатые конвейеры с пространственной трассой.
М.: НИИинформтяжмаш, 1976. 50 с.
7. Вольдемаров О. Н., Люблин Н. Г. Современные конструкции эскалаторов за ру-
бежом. М.: ЦНИИТЭИтяжмаш, 1979. 40 с.
8. Готовцев А, А., Котенок И. П. Проектирование цепных передач: Справочник,
2-е изд., перераб. и доп. М.: Машиностроение, 1982. 336 с.
9. Дьячков В. К. Подвесные конвейеры. М.: Машиностроение, 1976. 320 с.
10. Дьячков В. К. Современные конструкции узлов ленточных конвейеров: Обзор.
М.: НИИинформтяжмаш, 1978. 48 с.
11. Зенков Р. Л. Механика насыпных грунтов. М.: Машиностроение, 1964. 280 с.
12. Зенков Р. Л., Гриневич Г. П., Исаев В. С. Бункерные устройства. М.: Машино-
строение, 1977. 222 с.
13. Зенков Р. Л., Ивашков И. И., Колобов Л. Н. Машины непрерывного транспо-
рта. М., Машиностроение., 1980. 304 с.
14. Зенков Р. Л., Петров М. М. Конвейеры большой мощности. М. Машинострое-
ние, 1964. 428 с.
15. Израйлевич М. Л. Зарубежные конструкции конвейеров с погруженными скреб-
ками и вибрационных. М.: НИИинформтяжмаш, 1974. 30 с.
16. Израйлевич М. Л., Гиндин Б. Я. Конвейеры с погруженными скребками. М.:
Машиностроение, 1970. 144 с.
17. Козловский А. А., Эйдерман Б. А. Пневмопривод конвейеров и вспомогательные
механизмов. М.: Машиностроение, 1971. 168 с.
18. Конвейеры на воздушной подушке: Обзор. М.: ЦНИЭуголь, 1976. 29 с.
19. Конвейеры с погруженными скребками. М.: НИИинформтяжмаш, 1977.
30 с.
20. Конвейерные поезда в горной промышленностн/Авт.: Б. Н. Т а р т а н о в с к и й,
Б. 3. Палей, Л. М. С о л о д о в к и и. Киев: Наукова думка, 1974. 207 с.
21. Кукушкин Н. А. Конвейеры для транспортировки крупнокусковых грузов: Об-
зор. М.: ЦНИИТЭИтяжмаш, 1979. 49 с.
22. Лазукин Н. Я., Травкин Е. К., Гливанский А. А. Автоматизация конвейерного
транспорта на угольных шахтах. М.: ЦНИЭуголь, 1975. 56 с.
23. Лейкехмахер Б. Я. Подвесные толкающие конвейеры грузоподъемностью до 1000 кг.
М.: НИИннформтяжмаш. 1974. 48 с.
24. Маховер Ю. М., Онохов П. П. Ленточные конвейеры с воздушной подушкой. —
В кн.: Подъемно-транспортное оборудование. М.: НИИннформтяжмаш, 1975. с. 1 — 39.
25. Машины непрерывного транспорта/Под ред. В. И. Плавннского. М.:
Машиностроение, 1969. 719 с.
26. Машины непрерывного транспорта: Номенклатурный справочник. М.: НИИ-
информтяжмаш, 1970. 56 с.
27. Меклер А. Г. Электрооборудование машин непрерывного транспорта. М.: Маши-
ностроение, 1973. 296 с.
28. Науйокайтис 3. И. Машинный расчет подвесного конвейера. — Механизация и
автоматизация производства, 1980, № 1, с. 23.
29. Оленик А. И., Поминов И. Н. Эскалаторы. М.: Машиностроение, 1973.
254 с.
30. Пертен Ю. А. Крутоиаклонные конвейеры. Л.: Машиностроение, 1977. 216 с.
31. Пертен Ю. А. Зарубежные конструкции вертикальных конвейеров для штучных
грузов. М.: НИИинформтяжмаш, 1974. 54 с.
32. Пертен Ю. А., Мисаилов В. К., Янтовский Л. И. Теоретические основы кон-
вейеров с тяговыми элементами. Изд-во ЛГУ, 1981. 276 с.
33. Полунин В. Т., Гуленко Г. Н. Конвейеры для горных предприятий. М.: Недра,
1978. 312 с.
34. Проников А. С. Надежность машин. М.: Машиностроение, 1978. 592 с.
35. Раковщик А. Н., Цоглин А. Н. Подвесные конвейеры Франции. М.: НИИнн"
формтяжмаш, 1972. 47 с.
36. Расчет н конструирование горных транспортных машин н комплексов/Под ред.
И. Г. Штокмана. М.: Недра, 1975. 464 с.
37. Ратнер И. Я. Несущие конструкции подвесных грузонесущих конвейеров. М.:
НИИинформтяжмаш, 1971. 43 с.
38. Ратнер И. Я. Проектирование подвесных толкающих конвейеров. М.: Машино-
строение, 1969. 142 с.
365
39. Рождественская Л. А. Ленточные конвейеры повышенной производительности!
Обзор. M.S НИИинформтяжмаш, 1978. 50 о.
40. РТМ 24.093.04—80. Руководящий технический материал по расчету и проектиро-
ванию ленточных конвейеров. М.: ВНИИПТмаш, 1980.
41. Соболев В. М., Пелипенко И. А. Машины непрерывного транспорта производствен-
ных цехов. Челябинск: ЧПИ, 1977. 72 с.
42. Спиваковский А. О., Дьячков В. К. Транспортирующие машины. М.: Машино-
строение, 1983. 503 с.
43. Справочник проектировщика промышленных жилых и гражданских зданий и соору-
жений: Промышленный транспорт. Т. 1/Под ред. А. С. Гельмана. М.: Стройнздат,
1972. 231 с.
44. Тормозные электромагниты: Каталог 10.02.02—77. М.: Информэлектро, 1977.
37 с.
45. Узлы и оборудование подвесных конвейеров: Каталог конструкций, внедренных
в производство устройств н средств механизации. М.: НИИинформтяжмаш, 1975. 143 с.
46. Усов К. А. Машины для вертикального транспортирования сыпучих грузов.
М.: НИИинформтяжмаш, 1977. 31 с.
47. Шахмейстер Л. Г., Дмитриев В. Г. Теория н расчет ленточных конвейеров.
М.: Машиностроение, 1978. 392 с.
48. Шмулевич М. И. АСУ промышленного транспорта. М.: Транспорт, 1976. 265 с.
49. Штокман И. Г. Основы создания магнитных транспортных установок. М.: Недра,
ОГЛАВЛЕНИЕ
Предисловие .................................................................. 3
Г л а в а 1. Классификация и области применения конвейеров....................... 4
1.1. Классификация конвейеров.......................................... —
1.2. Характеристика и свойства транспортируемых грузов................. 5
1.3. Области применения конвейеров .................................... 7
Г л а в а 2. Режимы, условия работы и расчетные нагрузки ....................... 13
2.1. Режимы работы и классы использования.............................. —
2.2. Характеристика условий работы ................................... 15
2.3. Статические и динамические нагрузки.............................. 16
2.4. Выбор коэффициентов запаса прочности тяговых элементов ... 18
2.5. Материалы для элементов конвейеров .............................. 20
2.6. Основные вопросы надежности ..................................... 22
Г л а в а 3. Общие вопросы расчета, проектирования и эксплуатации конвейеров 30
3.1. Расчет и проектирование конвейеров ............................... —
3.2. Общий порядок тягового расчета.,................................. 39
3.3. Основные элементы конвейеров .................................... 55
3.4. Автоматизированные системы управления конвейерными установ-
ками ................................................................. 70
3.5. Технико-экономические показатели конвейерного транспорта ... 73
3.6. Техника безопасности н основы эксплуатации конвейеров............ 76
Глава 4. Ленточные конвейеры .............................................. 80
4.1. Общее устройство ленточных конвейеров ...................... —•
4.2. Элементы ленточного конвейера............................... 81
4.3. Типовые узлы н характеристики ленточных конвейеров.......... 103
4.4. Новый единый унифицированный параметрический и типоразмерный
ряд оборудования стационарных ленточных конвейеров общего
назначения........................................................ 124 ?
4.5. Проектирование и расчет ленточного конвейера................ 137^
4.6. Специальные ленточные конвейеры ............................ 179
Г л а в а 5. Крутонаклонные и вертикальные конвейеры........................ 207
5.1. Классификация, основные узлы и элементы....................... —
5.2. Крутонаклонные конвейеры со специальными лентами............... —
5.3. Ленточно-цепные конвейеры.................................... 218
5.4. Двухленточные конвейеры ..................................... 221
5.5. Трубчатые и подвесные ленточные конвейеры.................... 222
5.6. Основные принципы расчета ................................... 224
Г л а в а 6. Напольные цепные конвейеры ..................................... 233
6.1. Пластинчатые конвейеры.......................................... —
6.2. Скребковые конвейеры ......................................... 252
6.3. Тележечные конвейеры ......................................... 270
6.4. Грузоведущие конвейеры ....................................... 276
Г л а в а 7. Ковшовые конвейеры н элеваторы........................-.-'f . . 282
7.1. Ковшовые конвейеры............................................. —
7.2. Ковшовые элеваторы............................................ 287
Г л а в а 8. Вертикальные конвейеры для штучных грузов....................... 298
8.1. Полочные и люлечные элеваторы................................... —
8.2. Четырехцепные вертикальные конвейеры.......................... 303
Г л а в а 9. Подвесные конвейеры............................................. 309
9.1. Классификация и области применения.............................. —
9.2. Грузонесущие конвейеры ......................................... —
9.3. Толкающие н несуще-толкающие конвейеры....................... 329
9.4. Грузоведущне и несуще-грузоведущне тележечные конвейеры . . . 339
9.5. Выбор проектных параметров................................... 341
9.6. Тяговый расчет .............................................. 344
Г л а в а 10. Конвейеры без тягового элемента............................... 351
10.1. Винтовые конвейеры........................................... —
10.2. Вибрационные конвейеры..................................... 355
10.3. Роликовые конвейеры........................................ 361
10.4. Шагающие воивейеры......................................... 363
Список литературы........................................................... 365
ИБ № 2598
Ричард Алексеевич ВОЛКОВ, Анатолий Николаевич ГНУТОВ,
Владимир Константинович ДЬЯЧКОВ, Ростислав Леонидович ЗЕНКОВ,
Юрий Александрович ПЕРТЕН
КОНВЕЙЕРЫ
Редакторы: Е. Г. Лукин, Н. С. Аникиева
Художественный редактор С. С. Венедиктов
Технический редактор Т. Н. Витошинская
Корректоры: Т. Н. Гринчук, А. И. Лавриненко
Переплет художника В. В. Костырева
Сдано в набор 03,06.83. Подписано в печать 16.02.84. М-34077. Формат 60X901/ie-
Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Усл. печ. л. 23,0. Усл. кр.-отт. 23,0. Уч.-изд. л. 31,08. Тираж 30 000 экз.
Заказ № 141. Цена 2 р.
Ленинградское отделение ордена Трудового Красного Знамени
издательства «Машиностроение»
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения сТехннческая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, Ленинград, ул. Моисеенко, 10