





























































Автор: Вереина Л.И.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства механика справочник обработка металлов станки станочные конструкции издательство машиностроение
ISBN: 5-217-03138-7
Год: 2002




Л.И.Вереина
ОБРАБОТКА
НА СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ
СТАНКАХ
Справочник
Современные технологии -
f современному производству
Редакционный совет
Ю.С. Степанов
Председатель редакционного совета
В.Ф. Безъязычный
Главный редактор
Члены совета:
А.М. Дальский, И.Н. Жесткова,
Ю.М. Зубарев, Ю.Г. Кабалдин,
А.В. Киричек, А.И. Кондаков
(зам. Главного редактора),
А.Г. Суслов, В.М. Смелянский,
А.Г. Схиртладзе (зам. Председателя
редакционного совета),
Г.А. Харламов
Д.Е. Аликулов (Узбекистан),
М.М. Жасимов (Казахстан),
А.Н. Михайлов (Украина),
М.Л. Хейфец (Беларусь)
Библиотека Технолога
Л.И. Вереина
ОБРАБОТКА
НА СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ
СТАНКАХ
Справочник
Scan by
BQOTlOg
Москва “Машиностроение” 2002
УДК 621.911
ББК 34.635
В31
Рецензенты: канд. техн, наук С. Н. Калашников; инж. С. В. Меркулов
Вереина Л. И.
ВЗ1 Обработка на строгальных и долбежных станках: Справочник.
Библиотека технолога. - М.: Машиностроение, 2002. - 304 с.: ил.
Даны сведения об устройстве и эксплуатации поперечно-строгальных и
продольно-строгальных, долбежных и комбинированных станков отече-
ственных и зарубежных моделей, а также их технические характеристики
и кинематические схемы; изложены основы теории резания металлов,
сведения о режущем инструменте и режимы резания, особенности техно-
логических операций; рассмотрены типовые механизмы строгальных и
долбежных станков, этапы автоматизации и перспективы развития стро-
гальных и долбежных станков и методы обработки на них.
Для инженерно-технических работников, а также может быть исполь-
зован в качестве пособия в вузах, техникумах и при профессиональном
обучении рабочих на производстве.
ISBN 5-217-03138-7
© Издательство «Машиностроение», 2002
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ................................................... 8
ГЛАВА 1. Основные сведения о строгальных и долбежных стан-
ках ................................................. 10
1.1. Классификация строгальных и долбежных станков ... 10
1.2. Виды работ, выполняемых на строгальных и долбеж-
ных станках.................................... 12
1.3. Основные модели продольно-строгальных, поперечно-
строгальных и долбежных станков.................... 17
1.4. Общие сведения о наладке и эксплуатации строгальных
и долбежных станков................................ 32
1.5. Организация рабочего места и требования безопасно-
сти труда.......................................... 41
ГЛАВА 2. Основы резания и режущий инструмент строгальных
и долбежных станков.................................. 57
2.1. Основы теории резания металлов................... 57
2.2. Общие сведения о режущем инструменте............. 65
2.3. Выбор смазочно-охлаждающих жидкостей............. 76
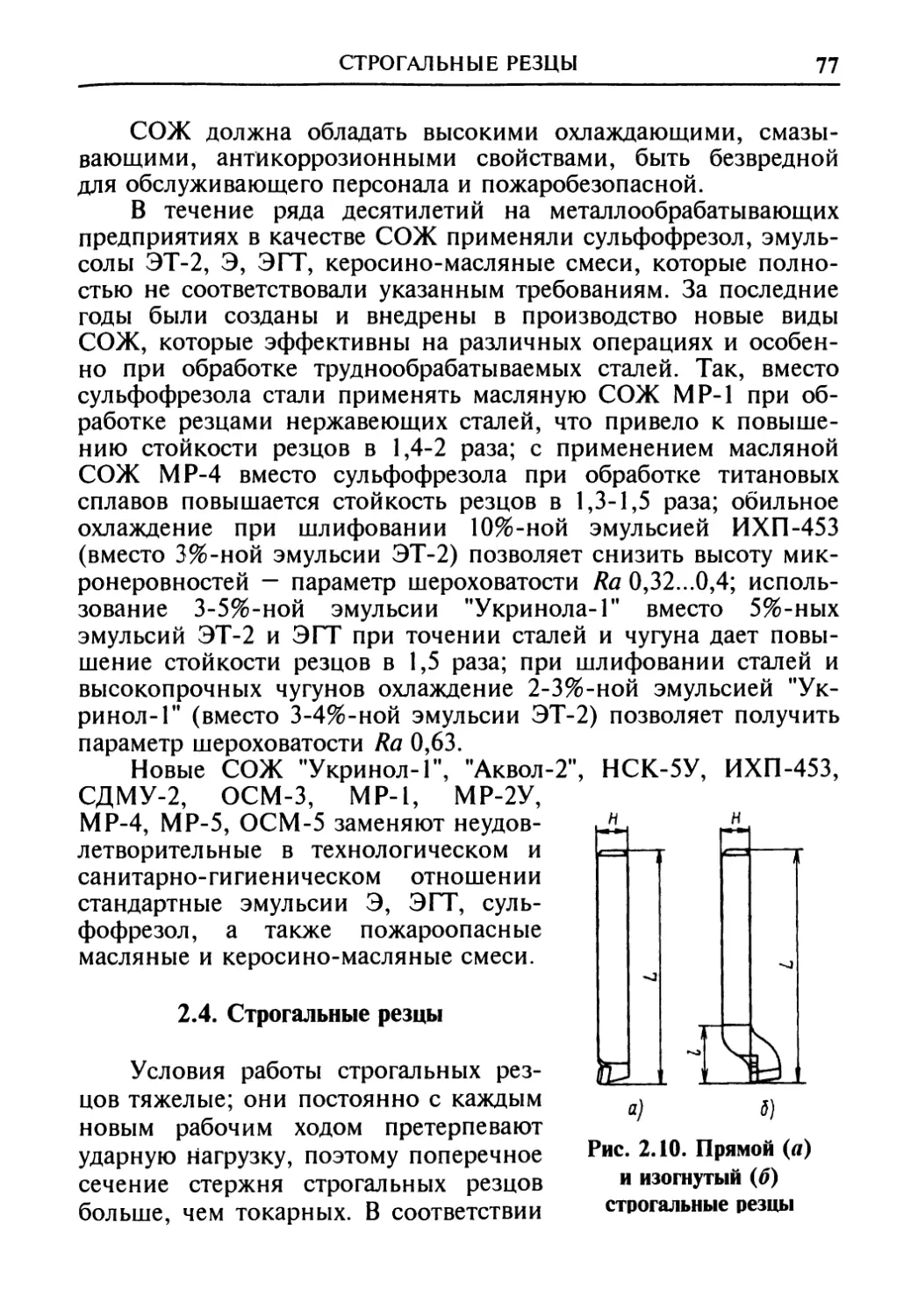
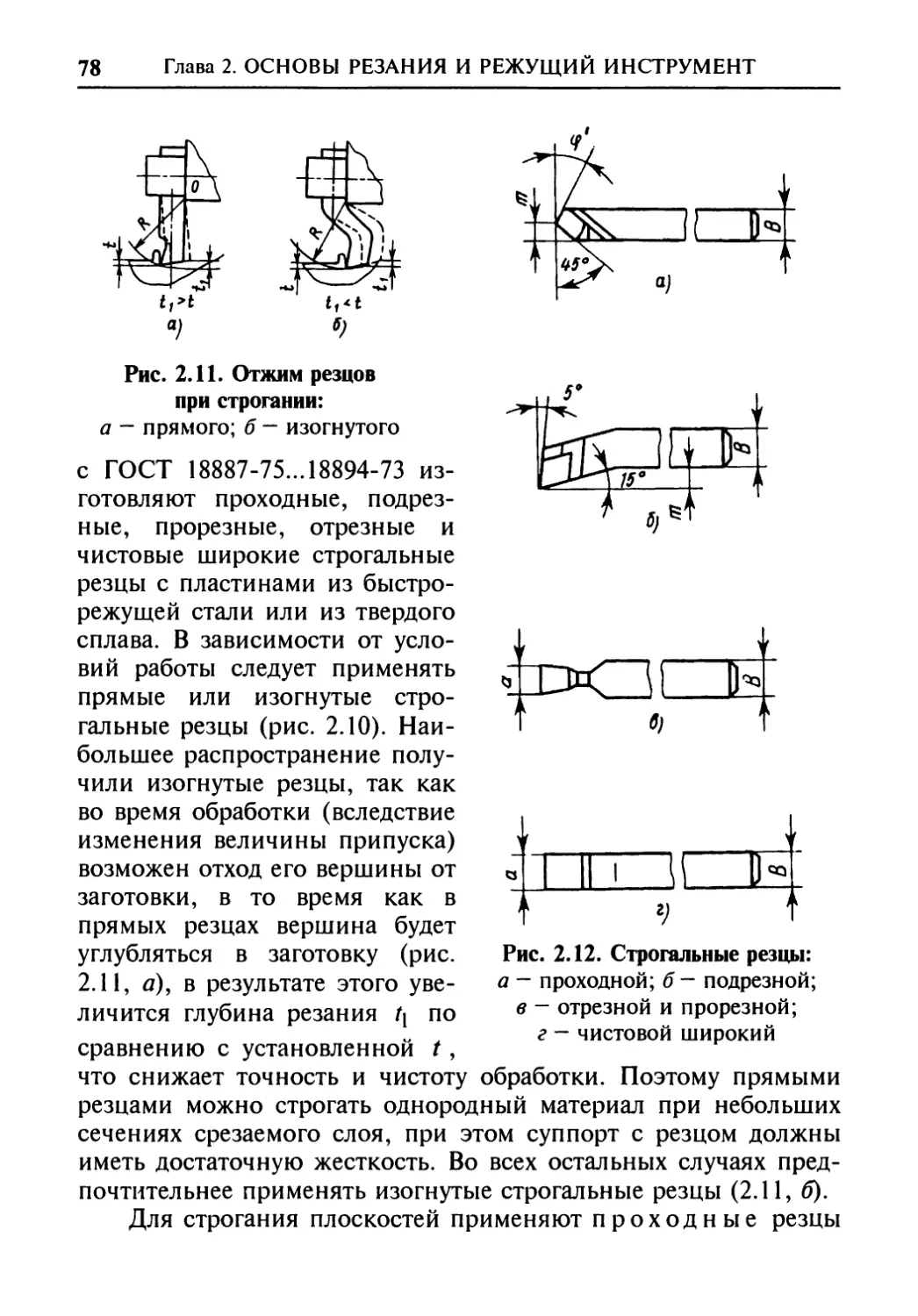
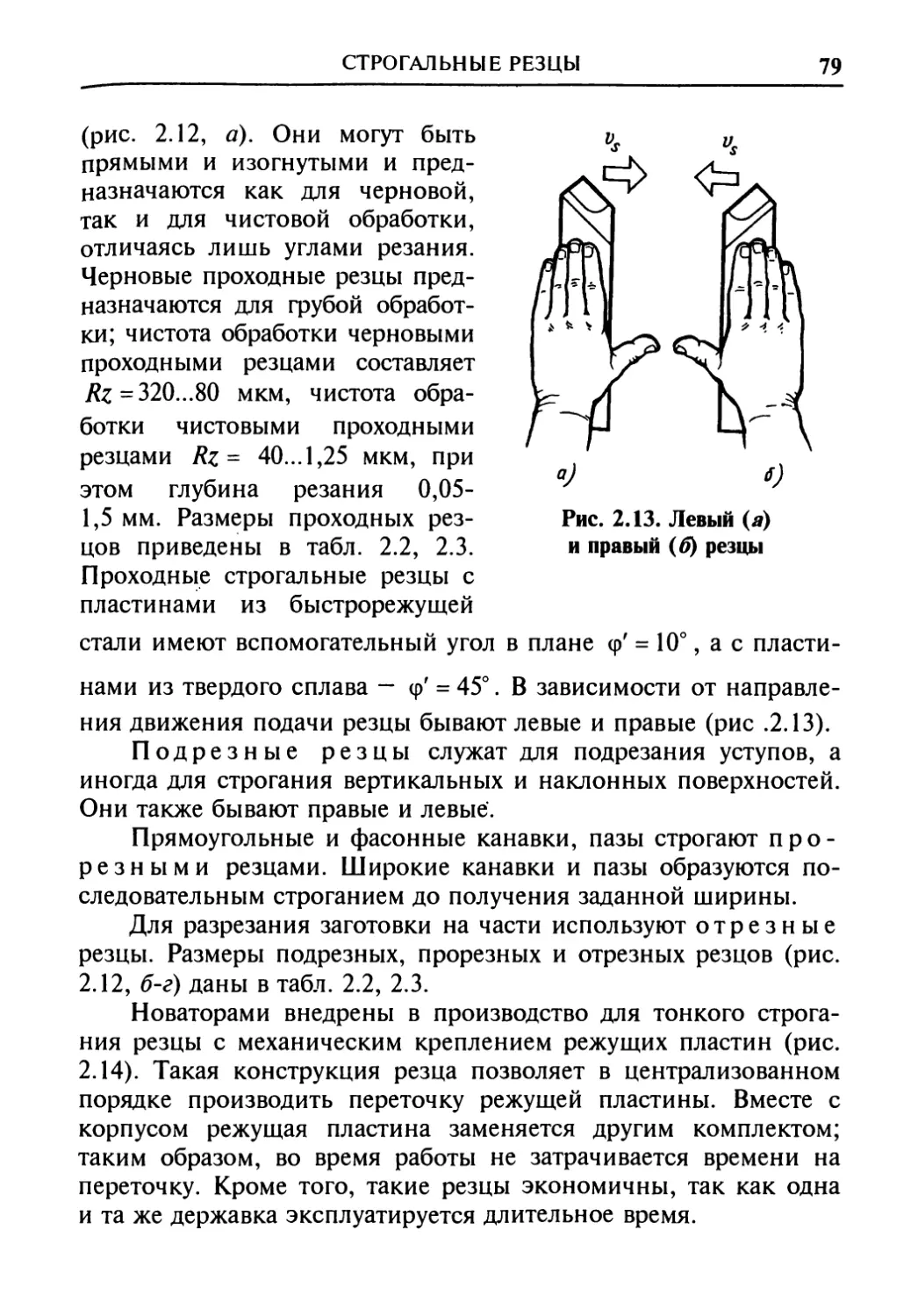
2.4. Строгальные резцы................................ 77
2.5. Долбежные резцы.................................. 82
2.6. Инструментальные материалы для изготовления стро-
гальных и долбежных резцов......................... 86
ГЛАВА 3. Технологические процессы обработки на строгальных
станках.............................................. 88
3.1. Термины и определения............................ 88
3.2. Особенности типовых операций обработки на стро-
гальных станках.................................... 90
3.3. Режимы резания и приспособления.................. 96
3.4. Контроль качества обработки.................... 111
ГЛАВА 4. Технологические процессы обработки на долбежных
станках............................................. 114
6
ОГЛАВЛЕНИЕ
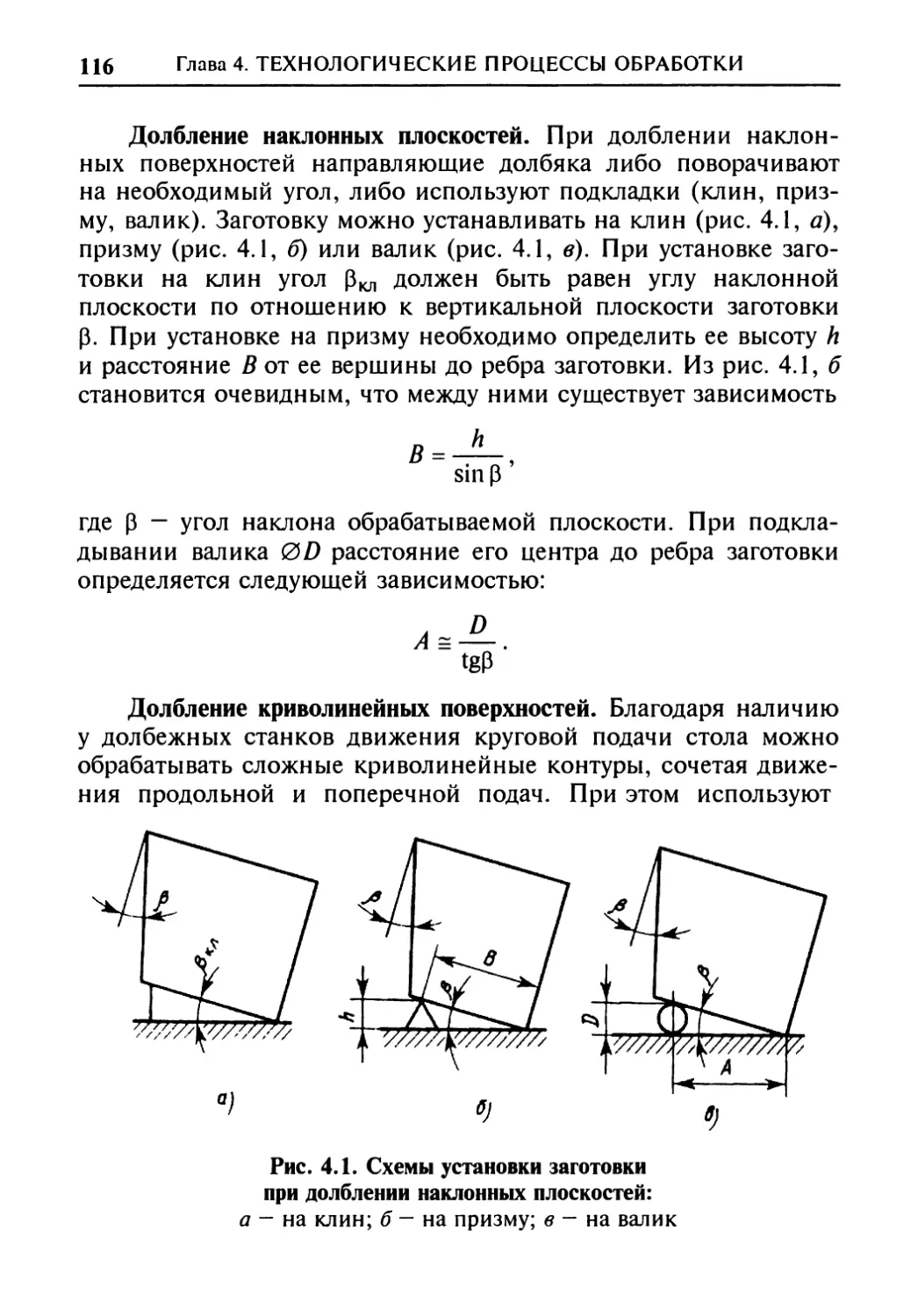
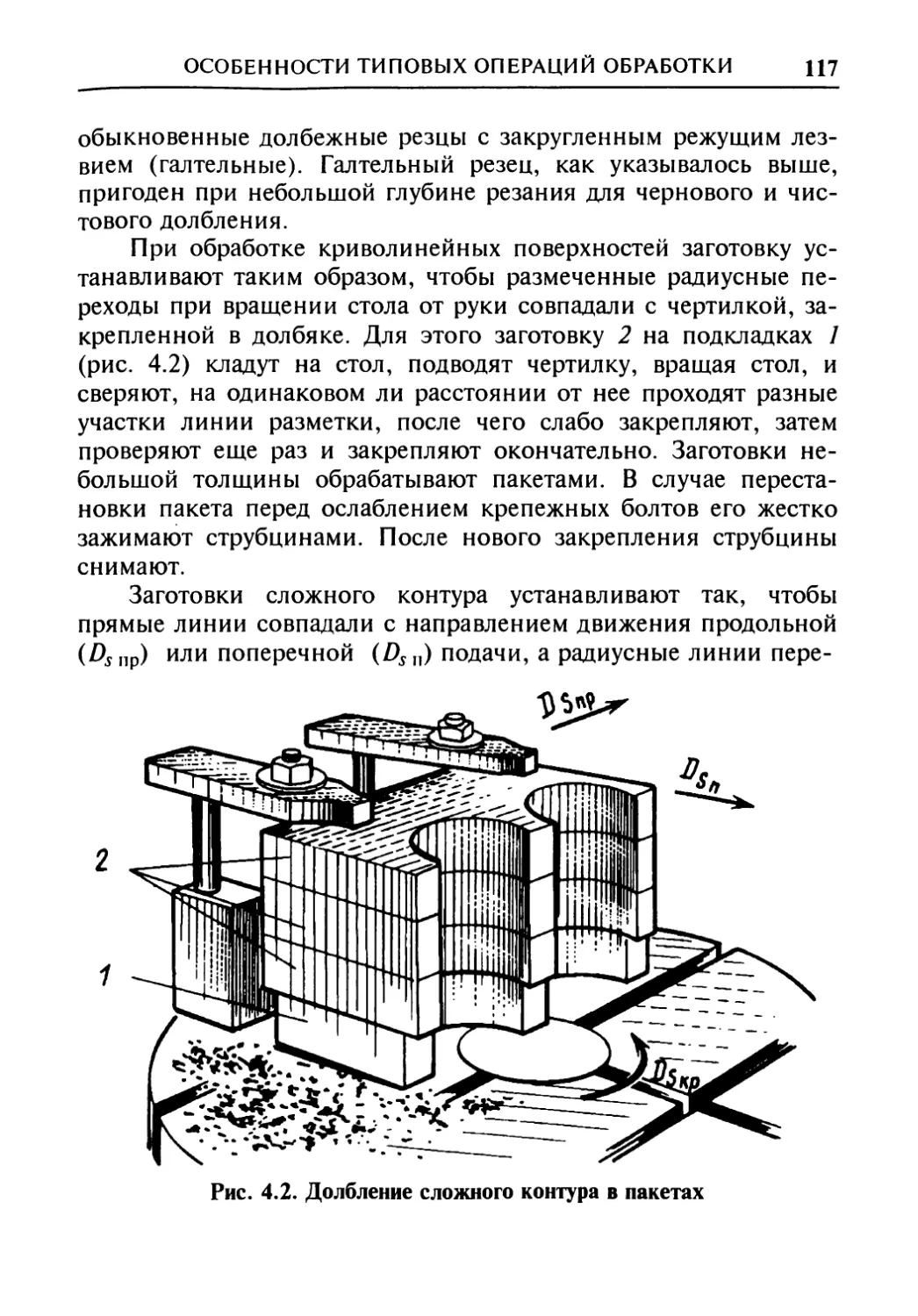
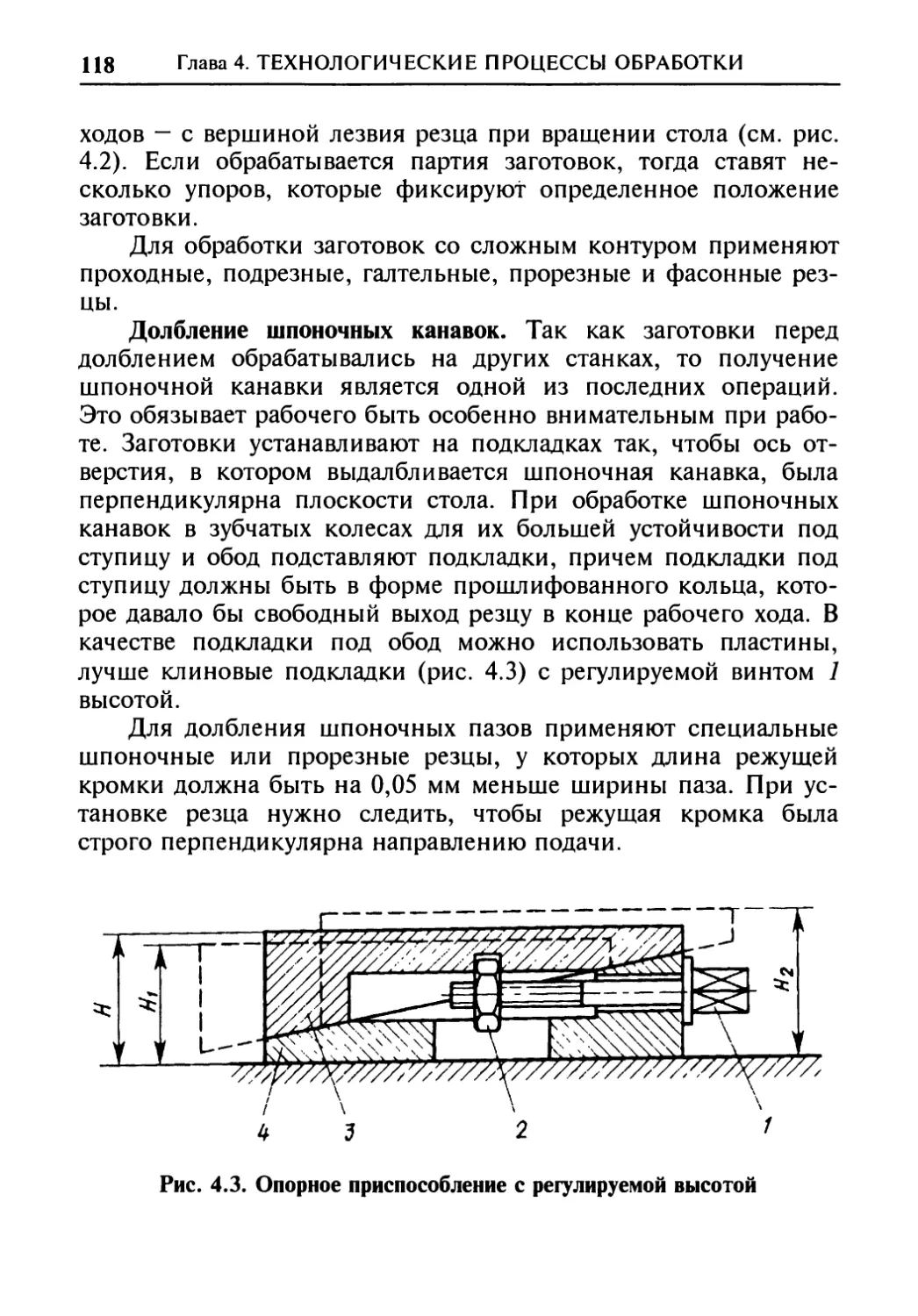
4.1. Особенности типовых операций обработки на долбеж-
ных станках...................................... 114
4.2. Режимы резания и приспособления............... 119
4.3. Контроль качества обработки..................... 128
ГЛАВА 5. Типовые механизмы строгальных и долбежных стан-
ков .................................................. 128
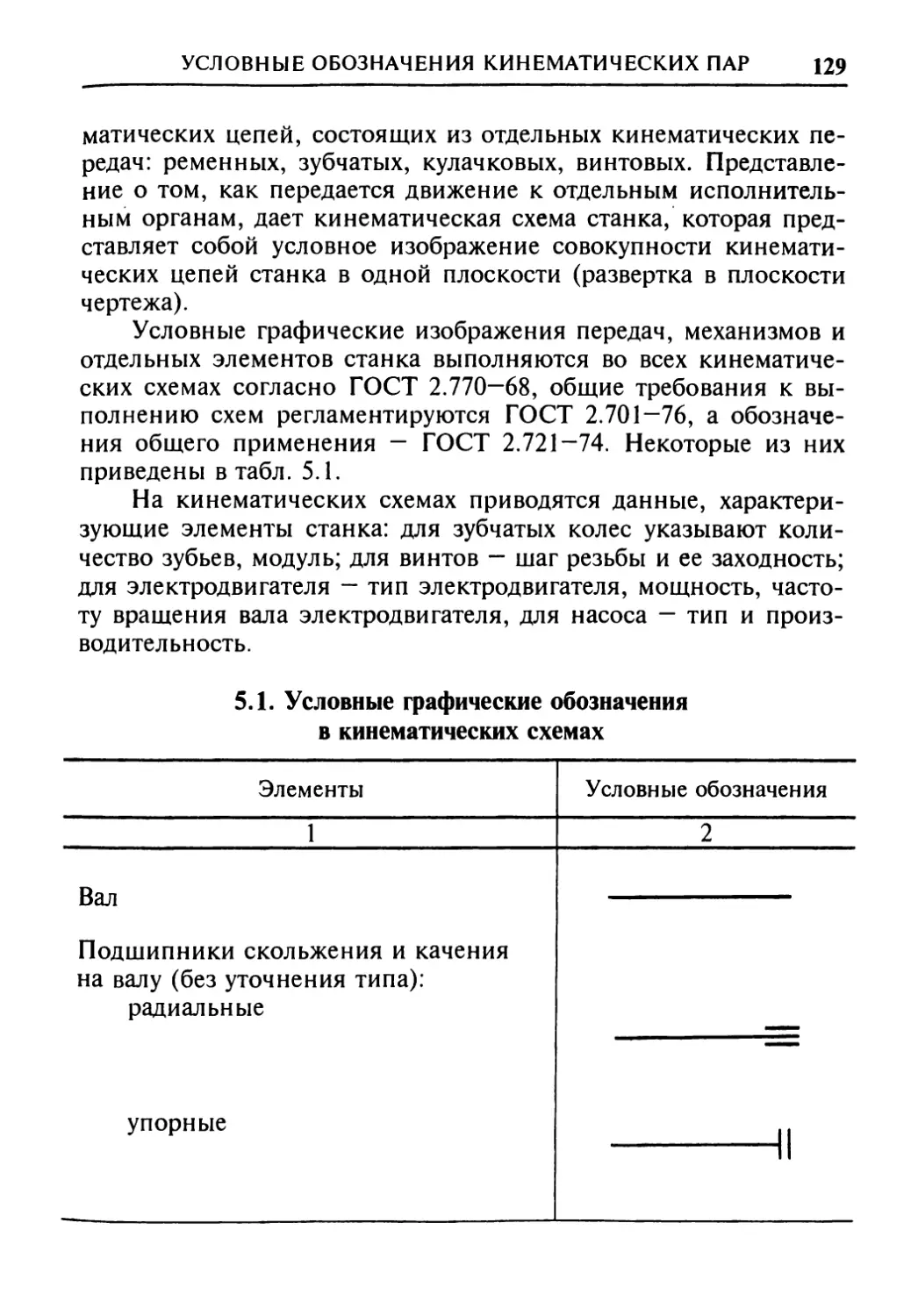
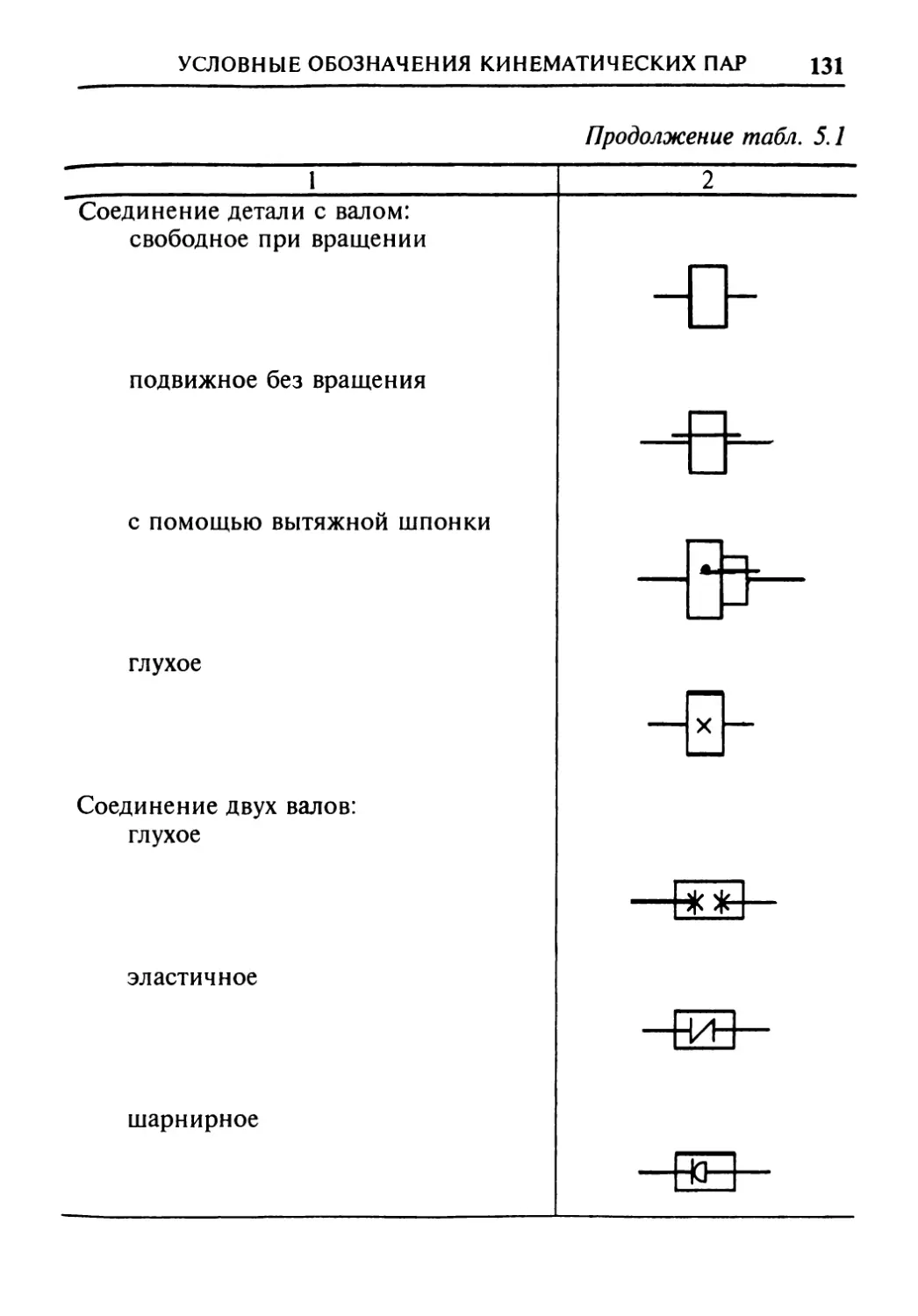
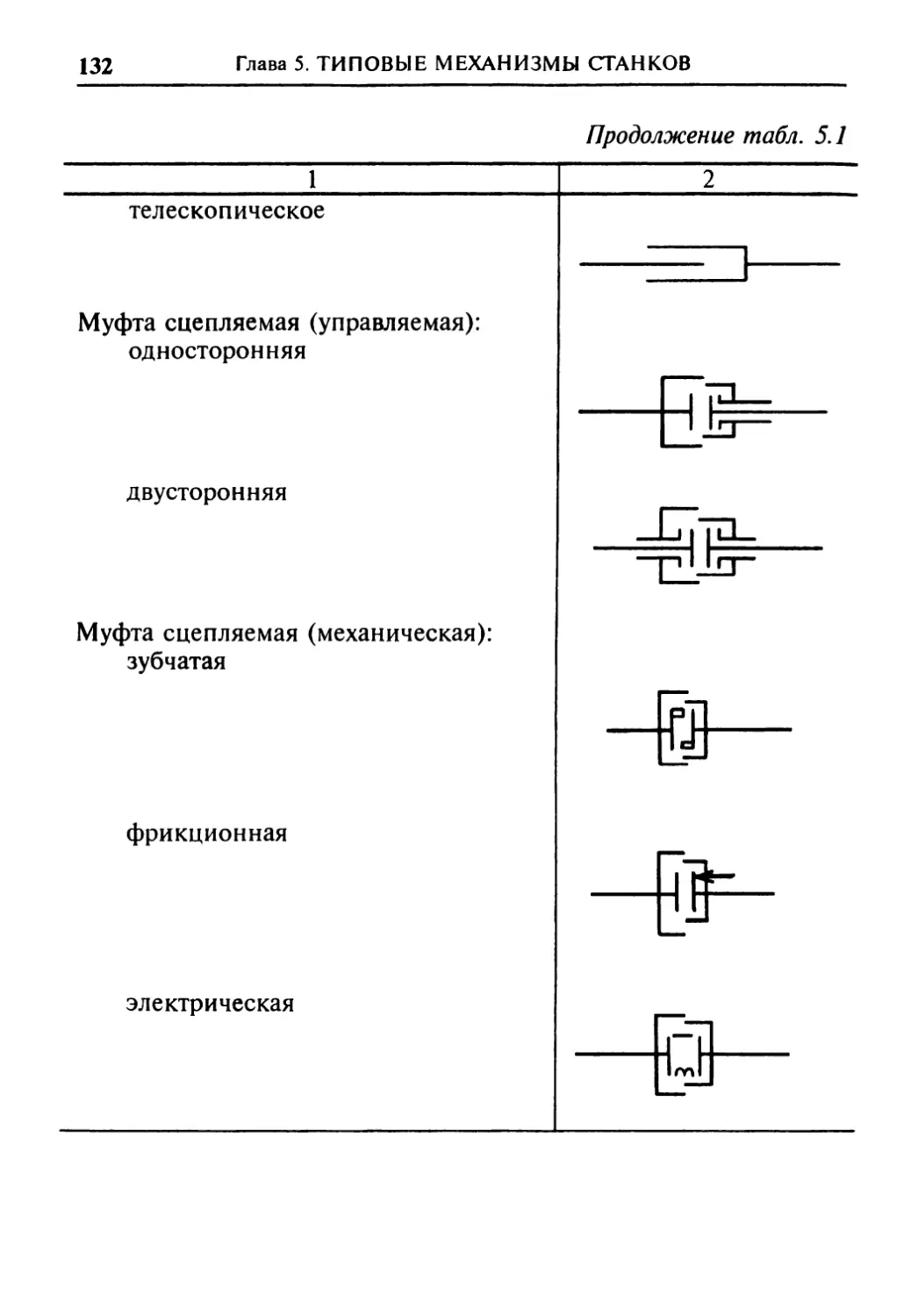
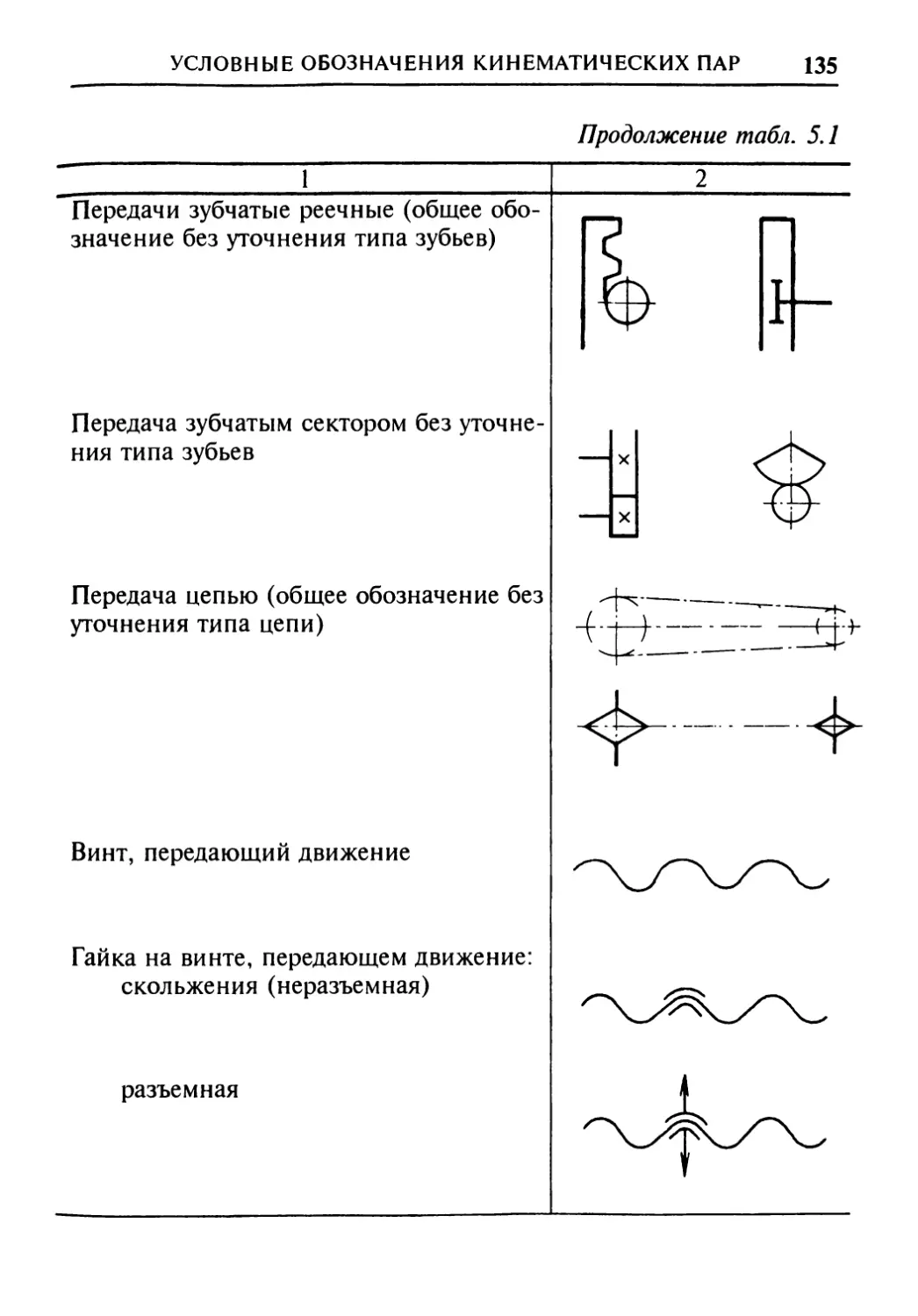
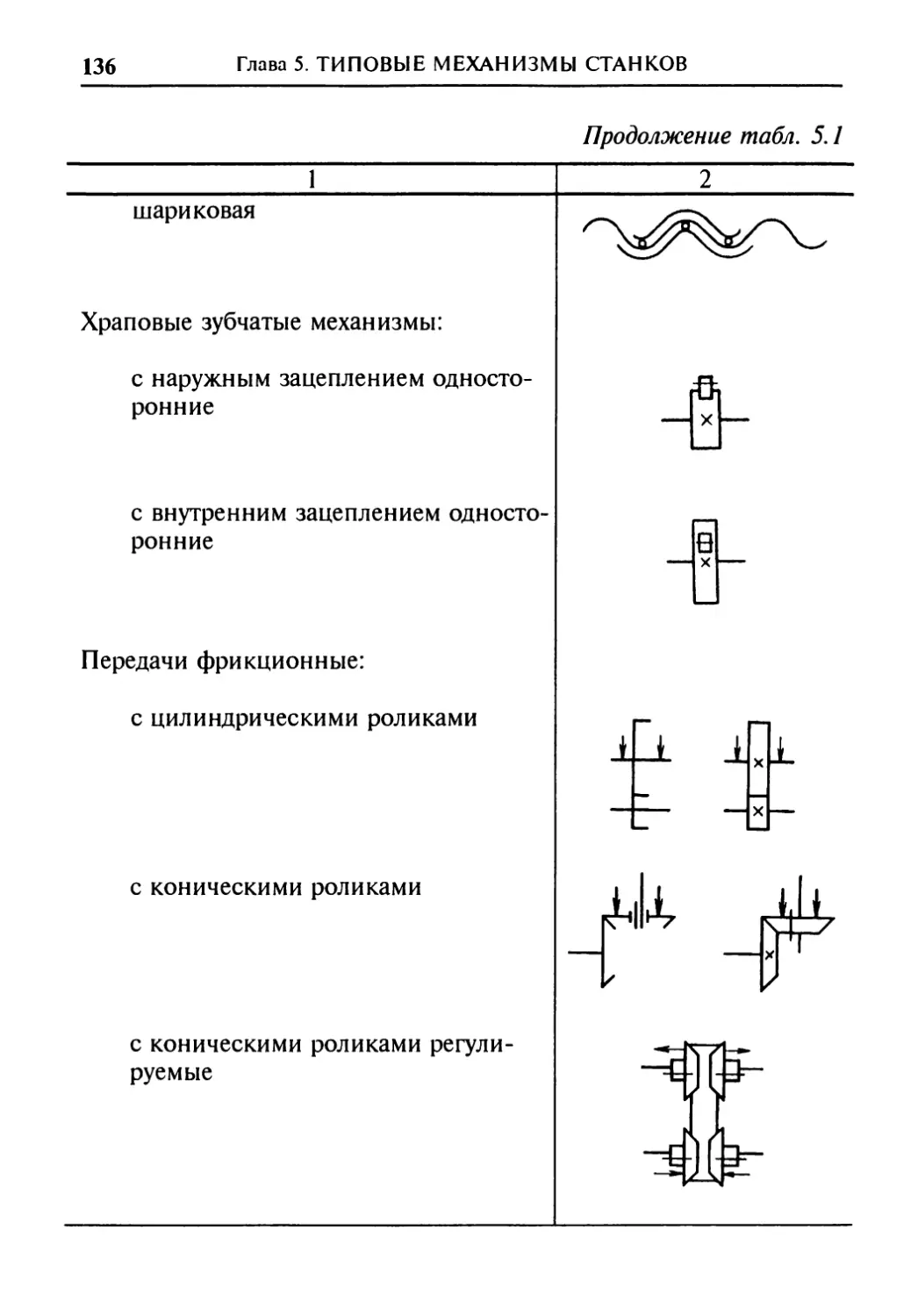
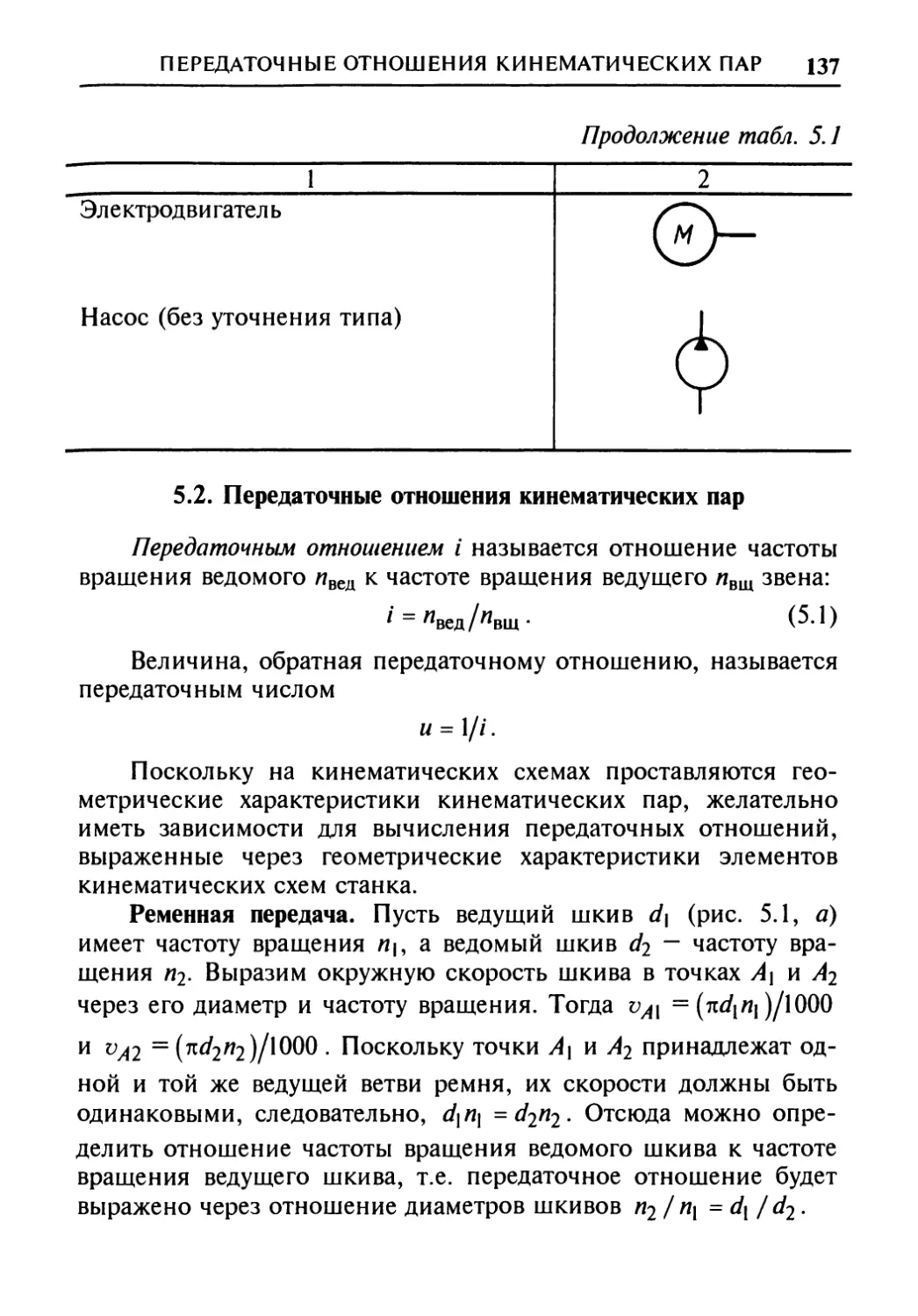
5.1. Условные обозначения кинематических пар в схемах
станков............................................. 128
5.2. Передаточные отношения кинематических пар..... 137
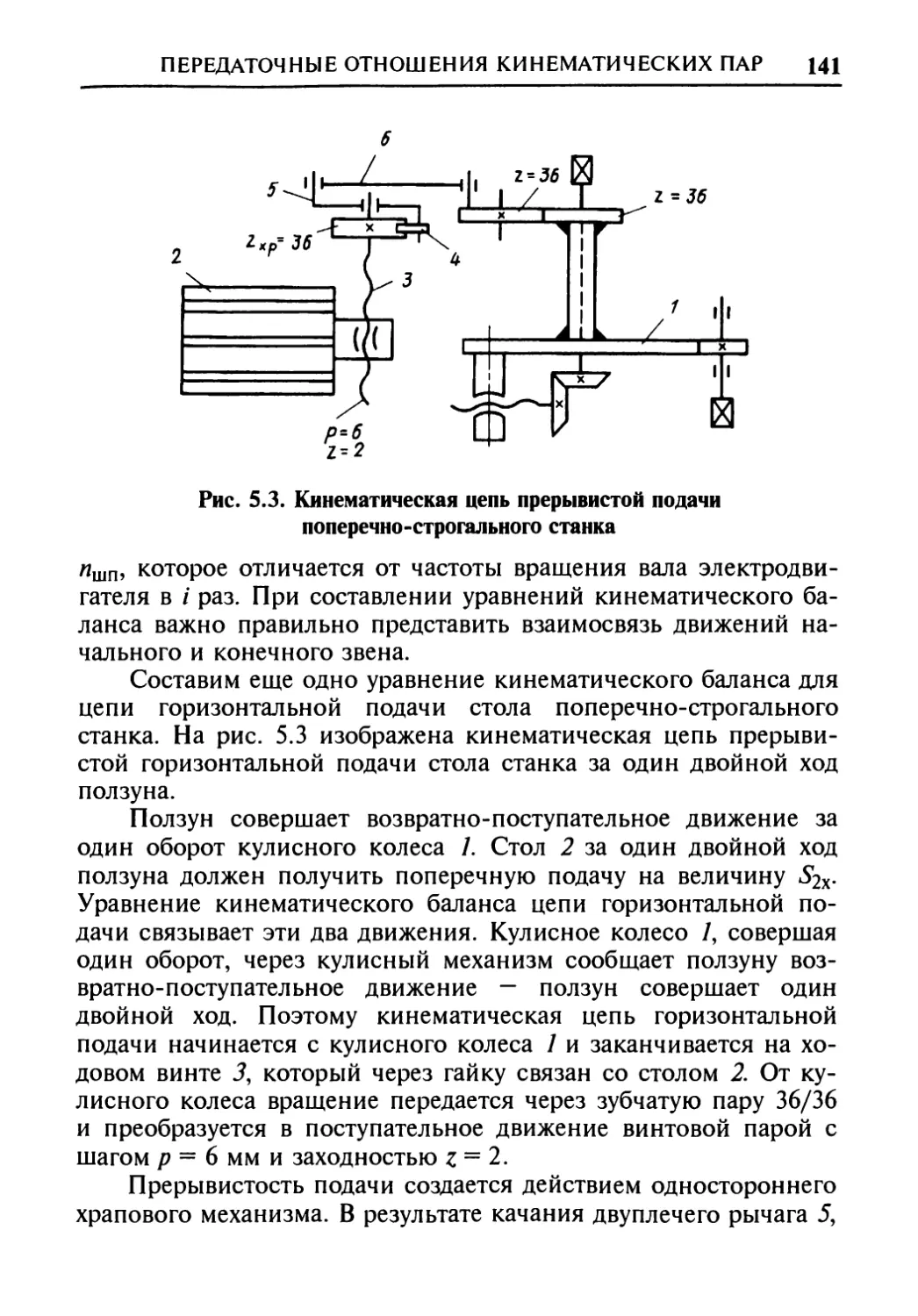
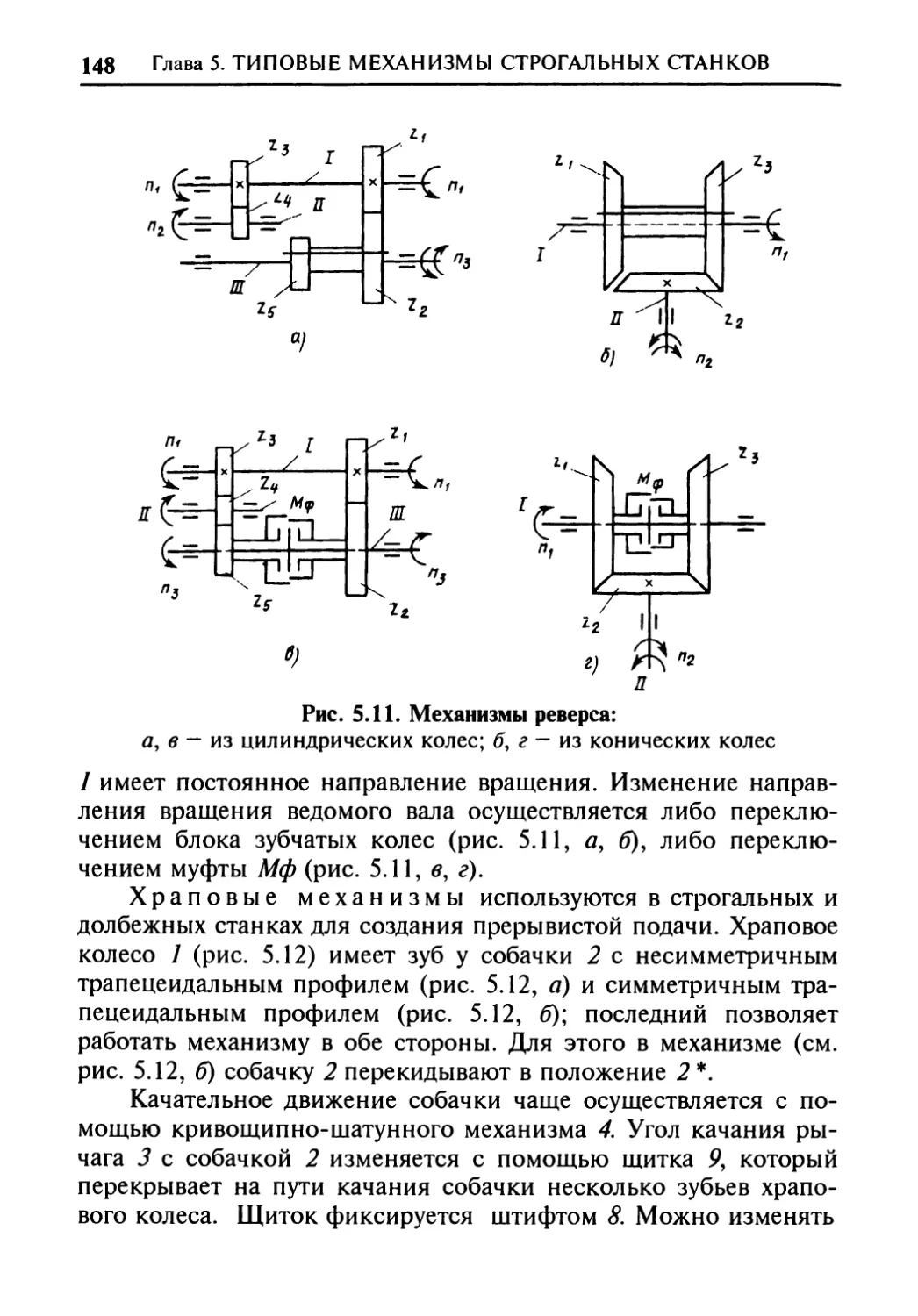
5.3. Механизмы строгальных и долбежных станков..... 142
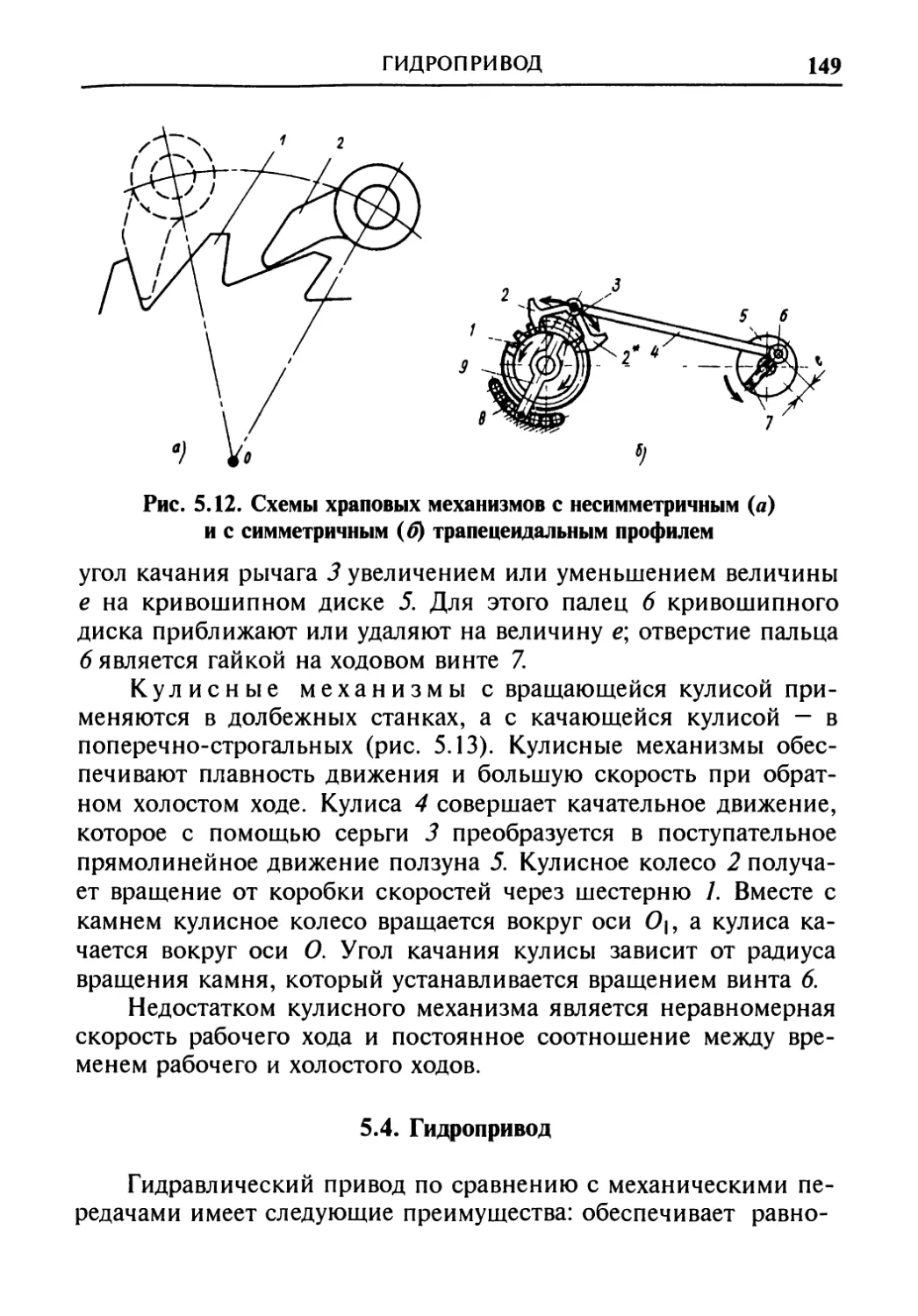
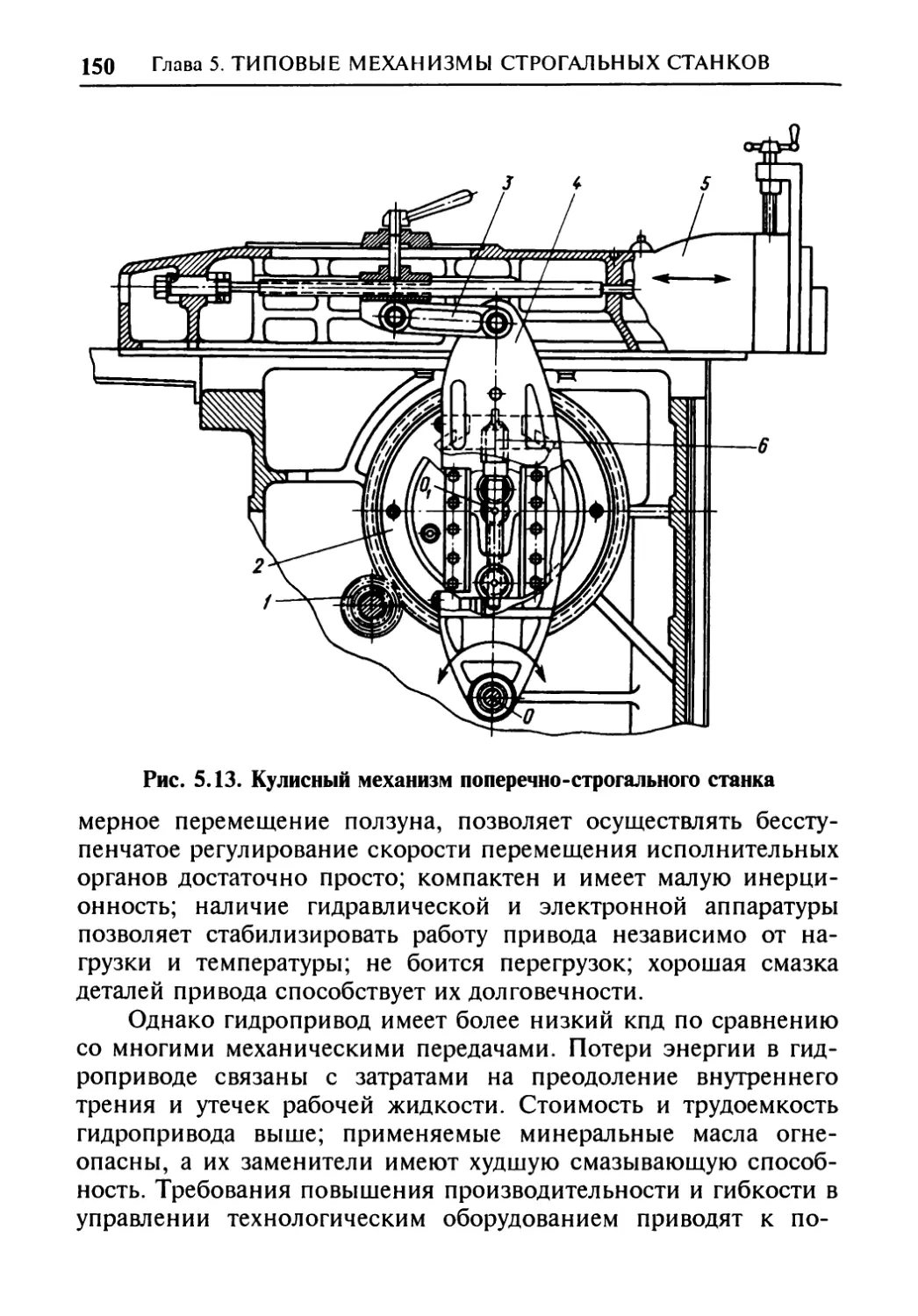
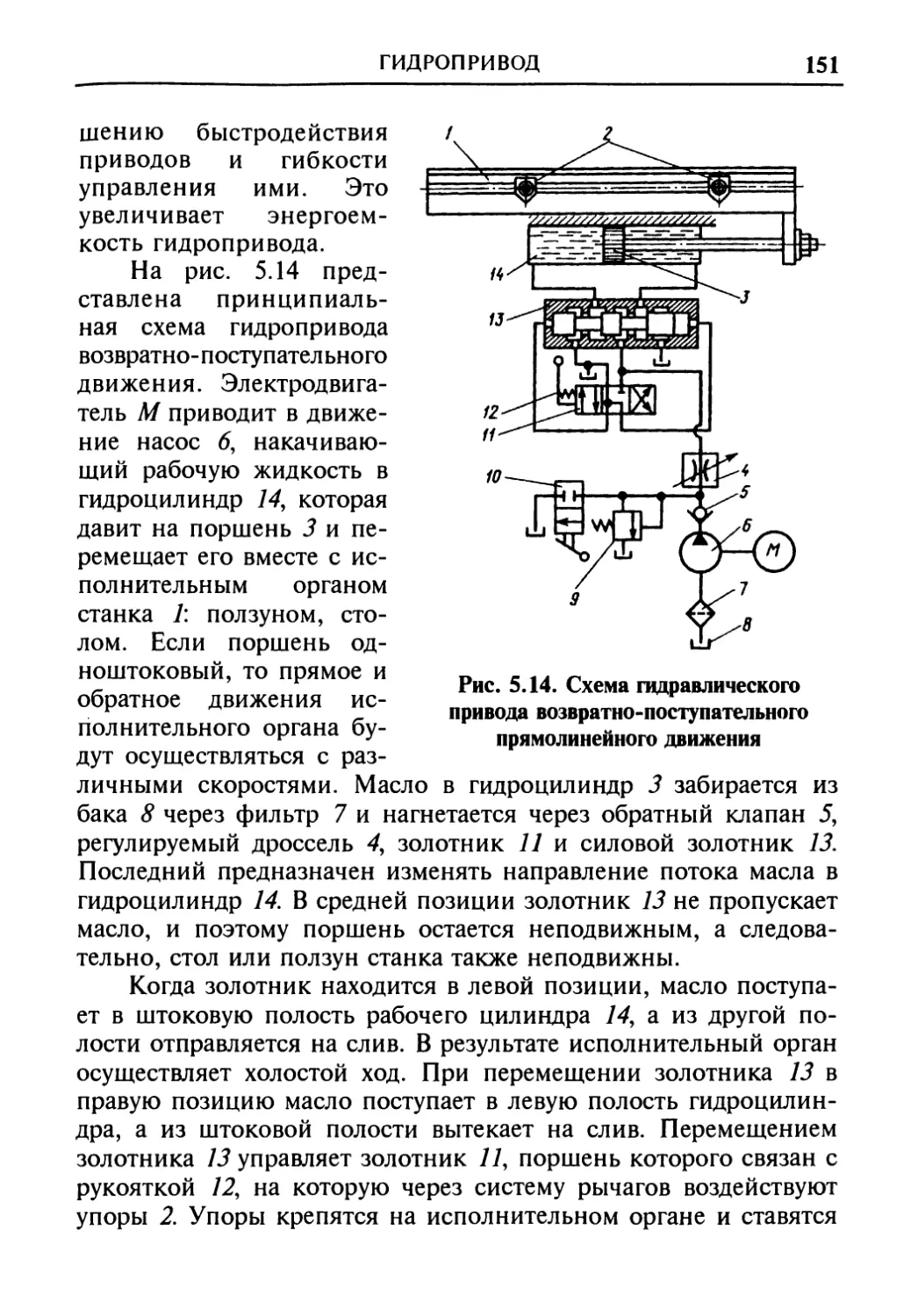
5.4. Гидропривод..................................... 149
ГЛАВА 6. Устройство и эксплуатация поперечно-строгальных
станков............................................... 154
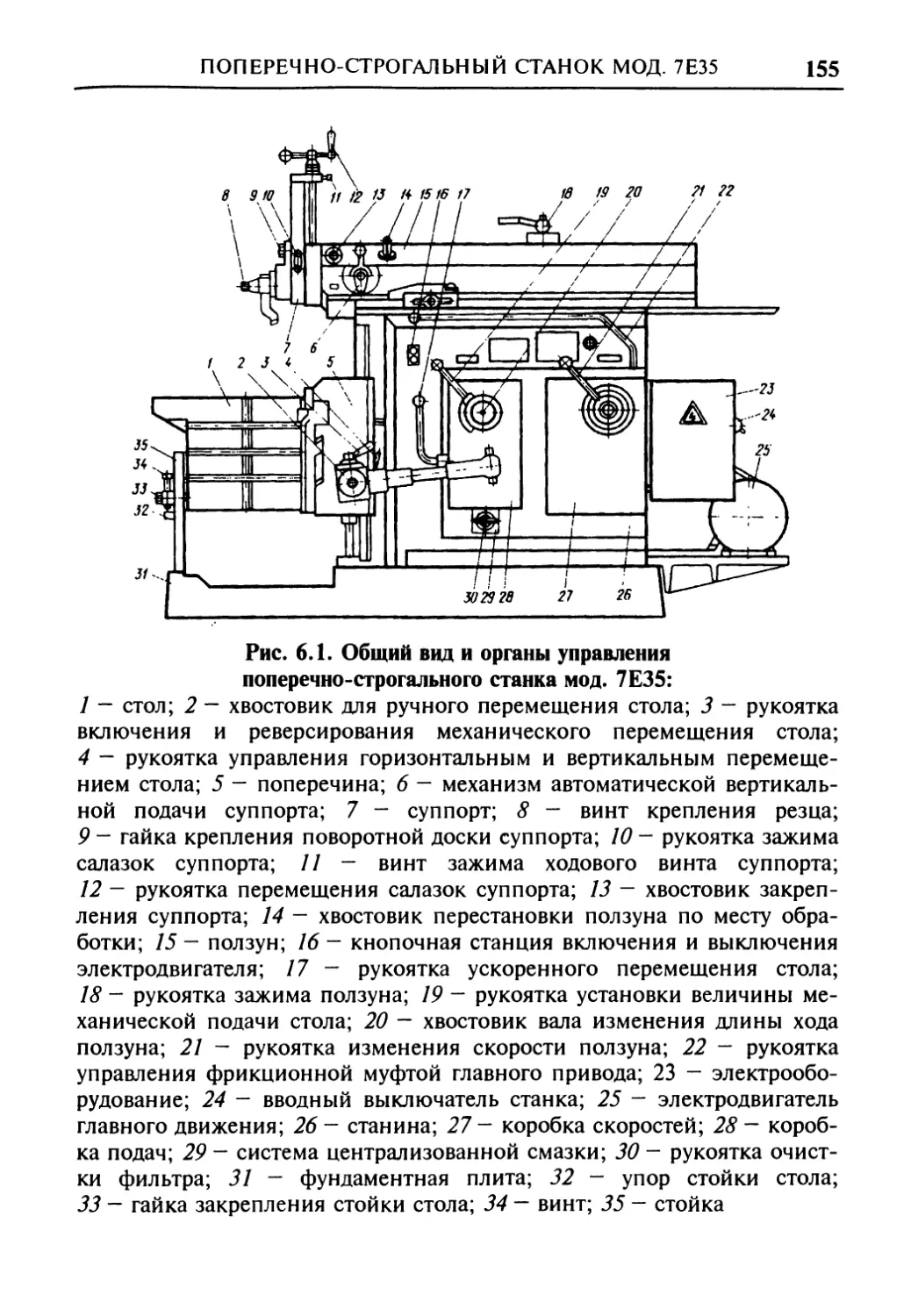
6.1. Поперечно-строгальный станок мод. 7Е35.......... 154
Характеристика станка............................ 154
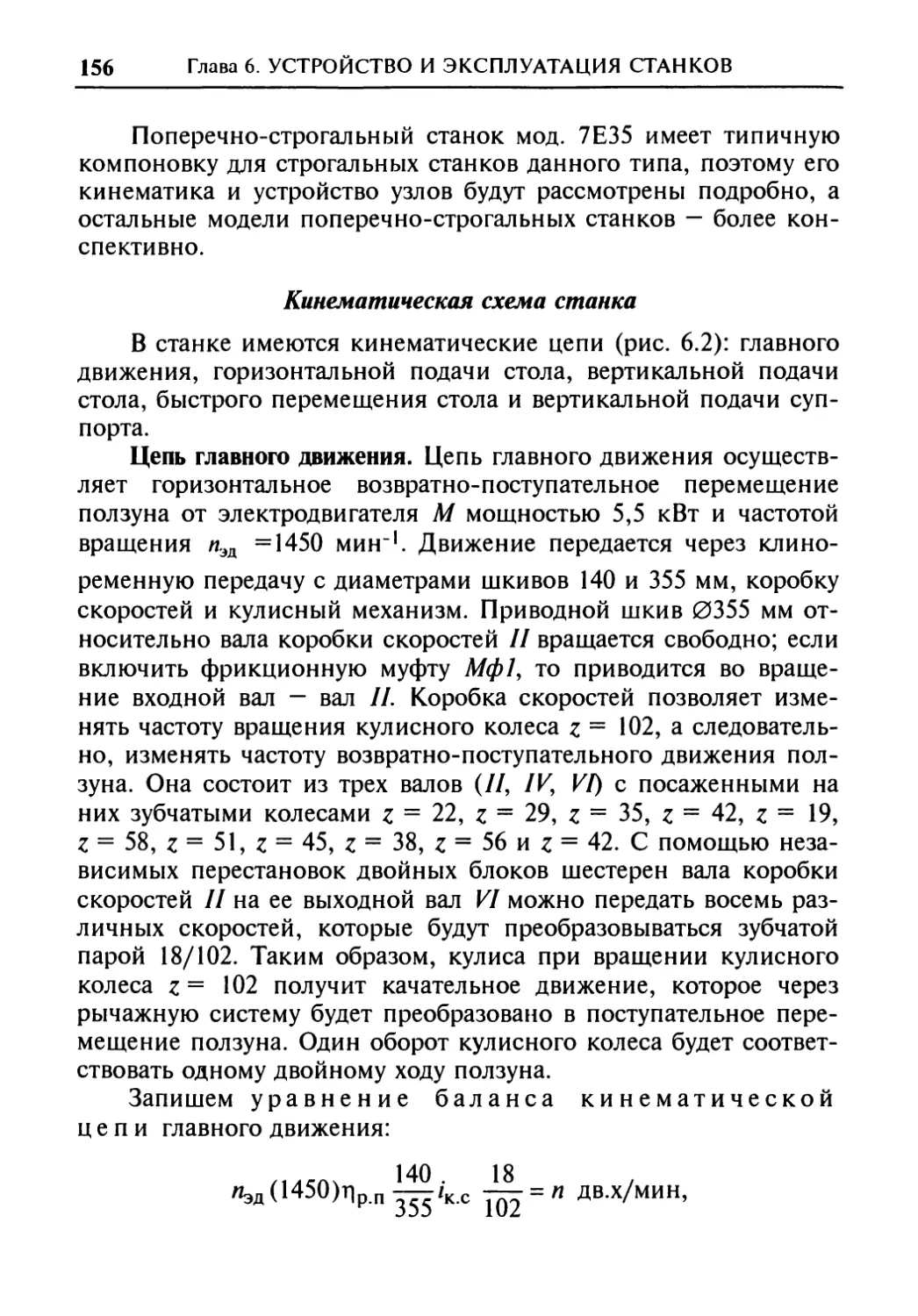
Кинематическая схема станка...................... 156
Основные узлы станка............................. 161
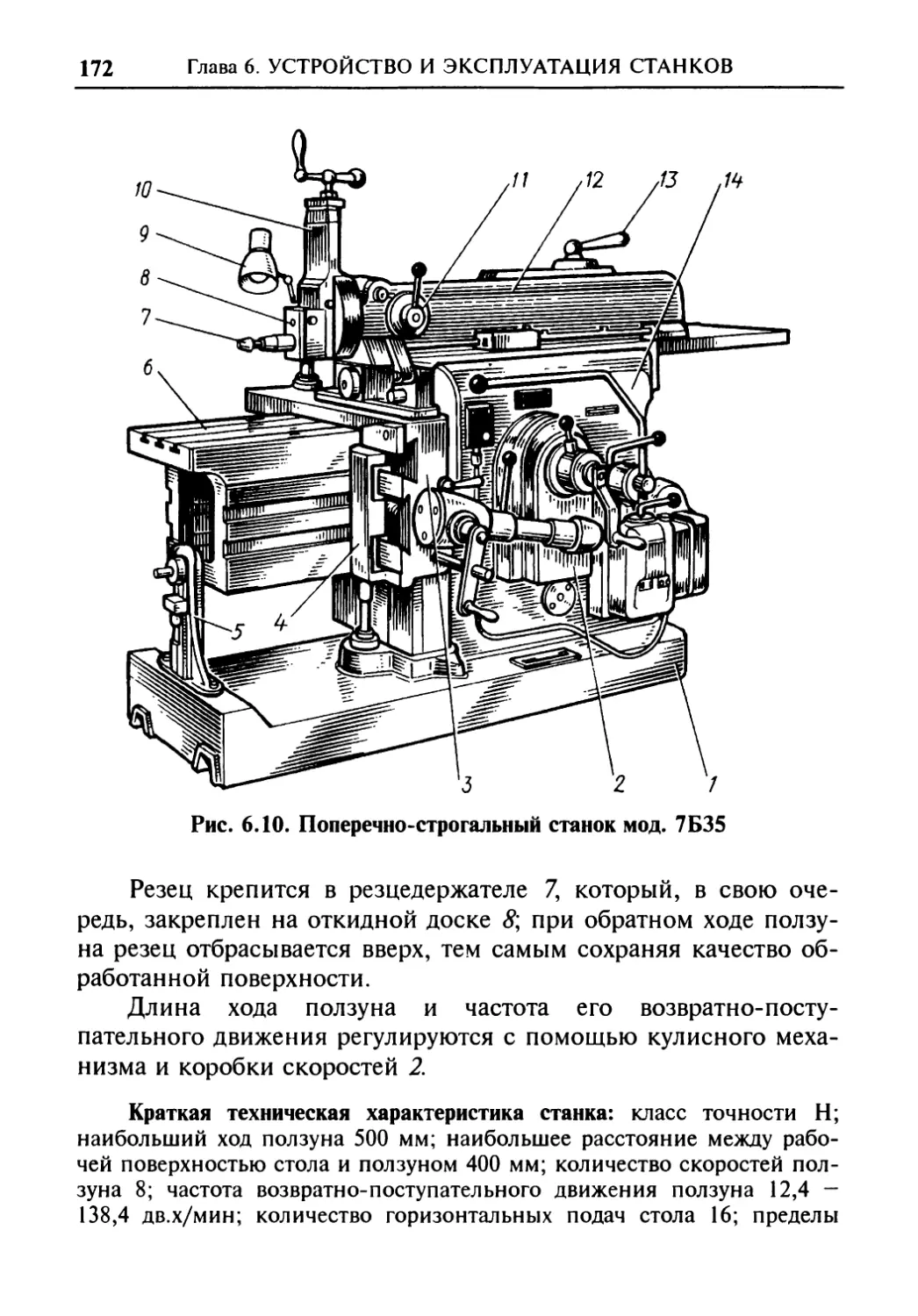
6.2. Поперечно-строгальный станок мод. 7Б35.......... 171
Характеристика станка............................ 171
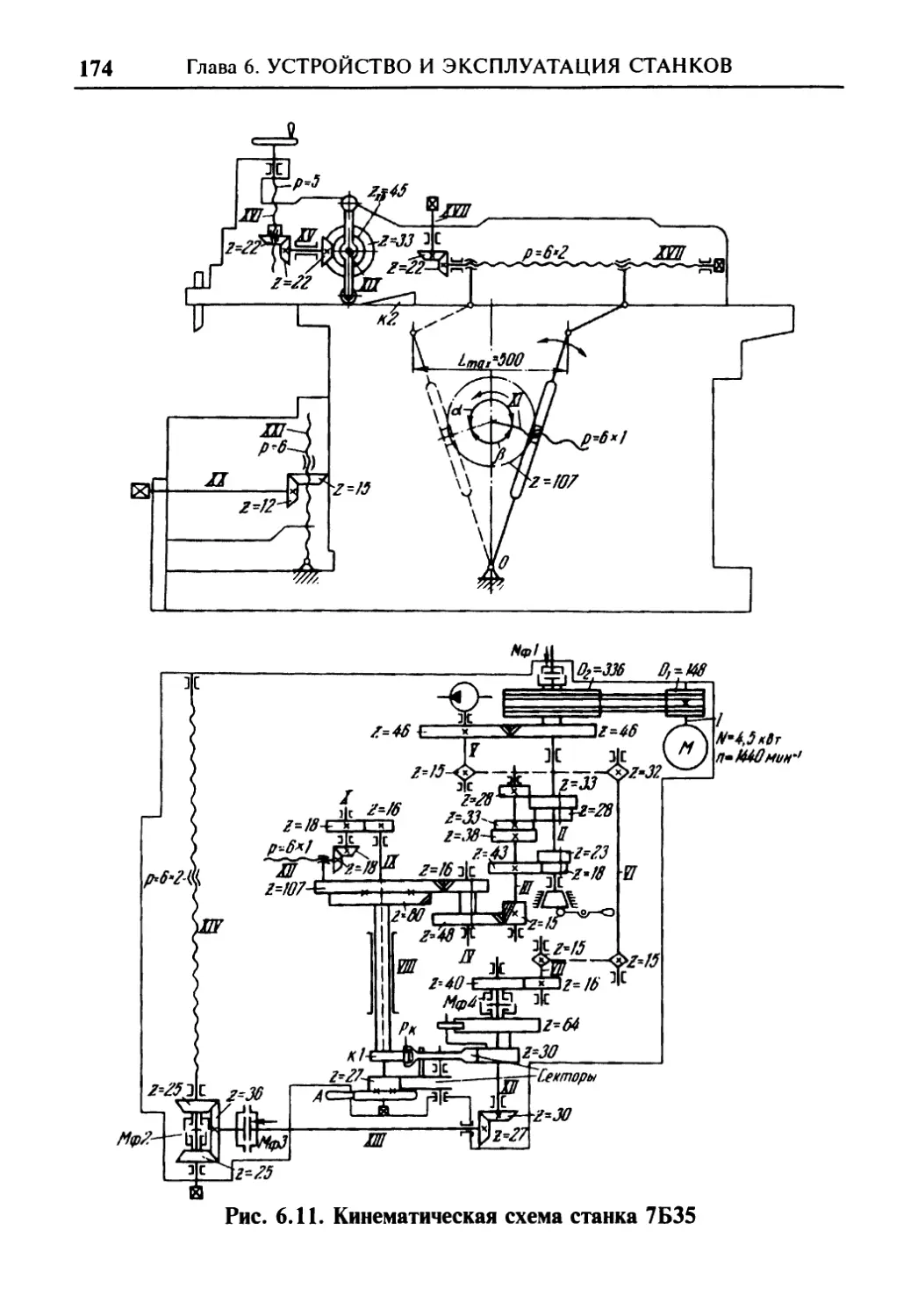
Кинематическая схема станка...................... 173
6.3. Поперечно-строгальный станок мод. 736 .......... 177
Характеристика станка............................ 177
Кинематическая схема станка...................... 180
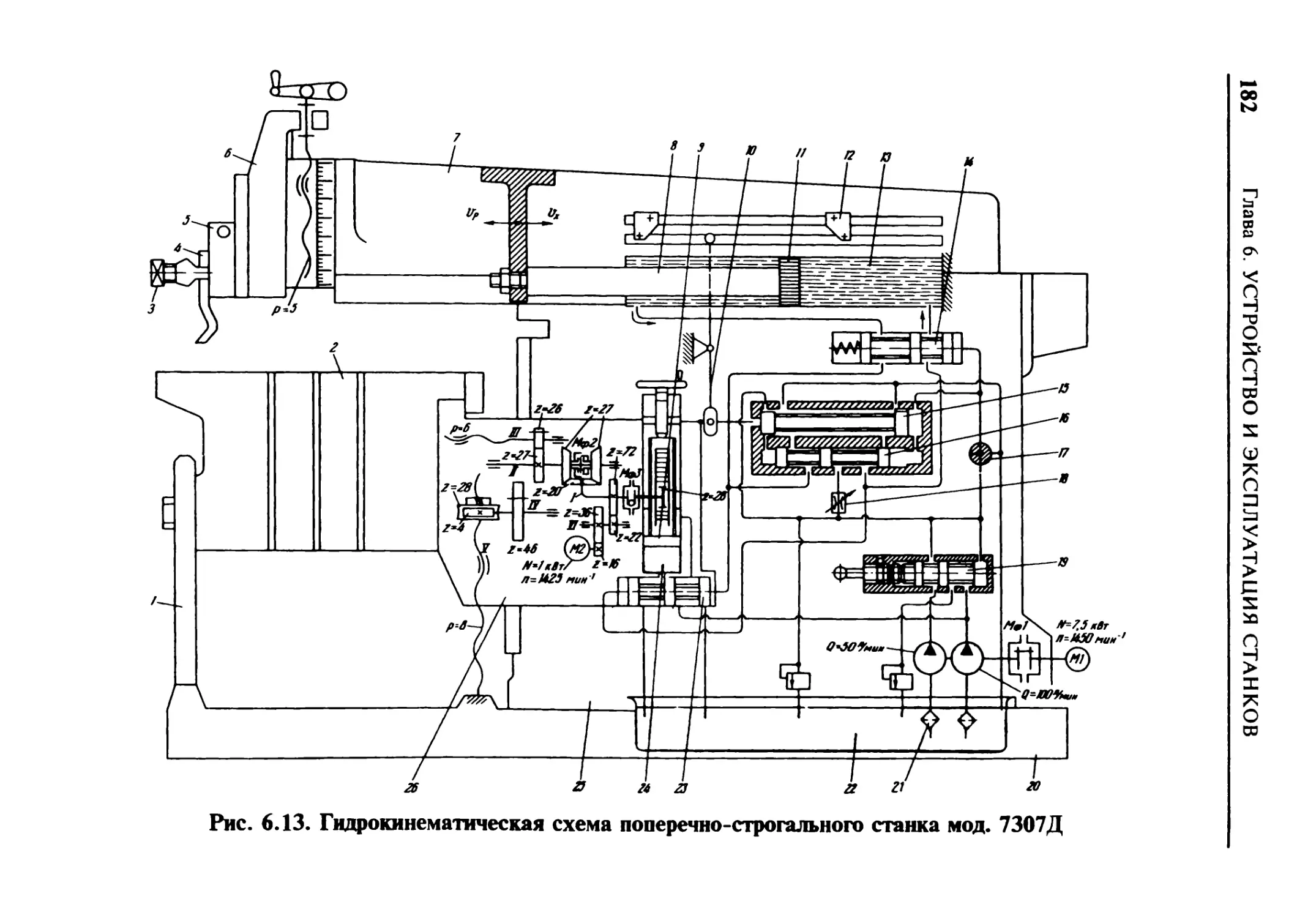
6.4. Поперечно-строгальный станок с гидравлическим при-
водом мод. 7307Д.................................... 181
Характеристика станка............................ 181
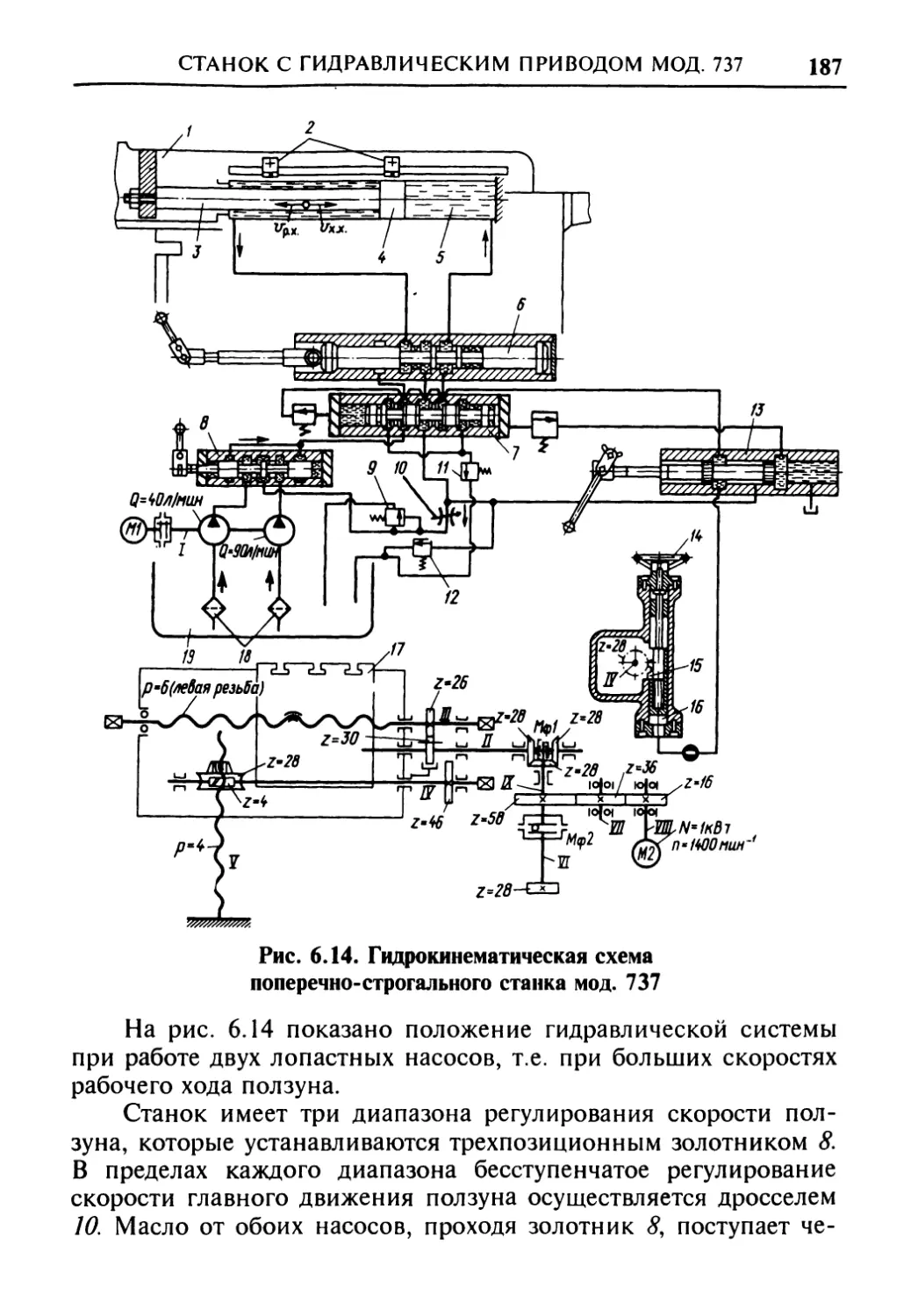
Гидрокинематическая схема станка................. 184
6.5. Поперечно-строгальный станок с гидравлическим при-
водом мод. 737 ..................................... 186
Характеристика станка............................ 186
Гидрокинематическая схема станка................. 188
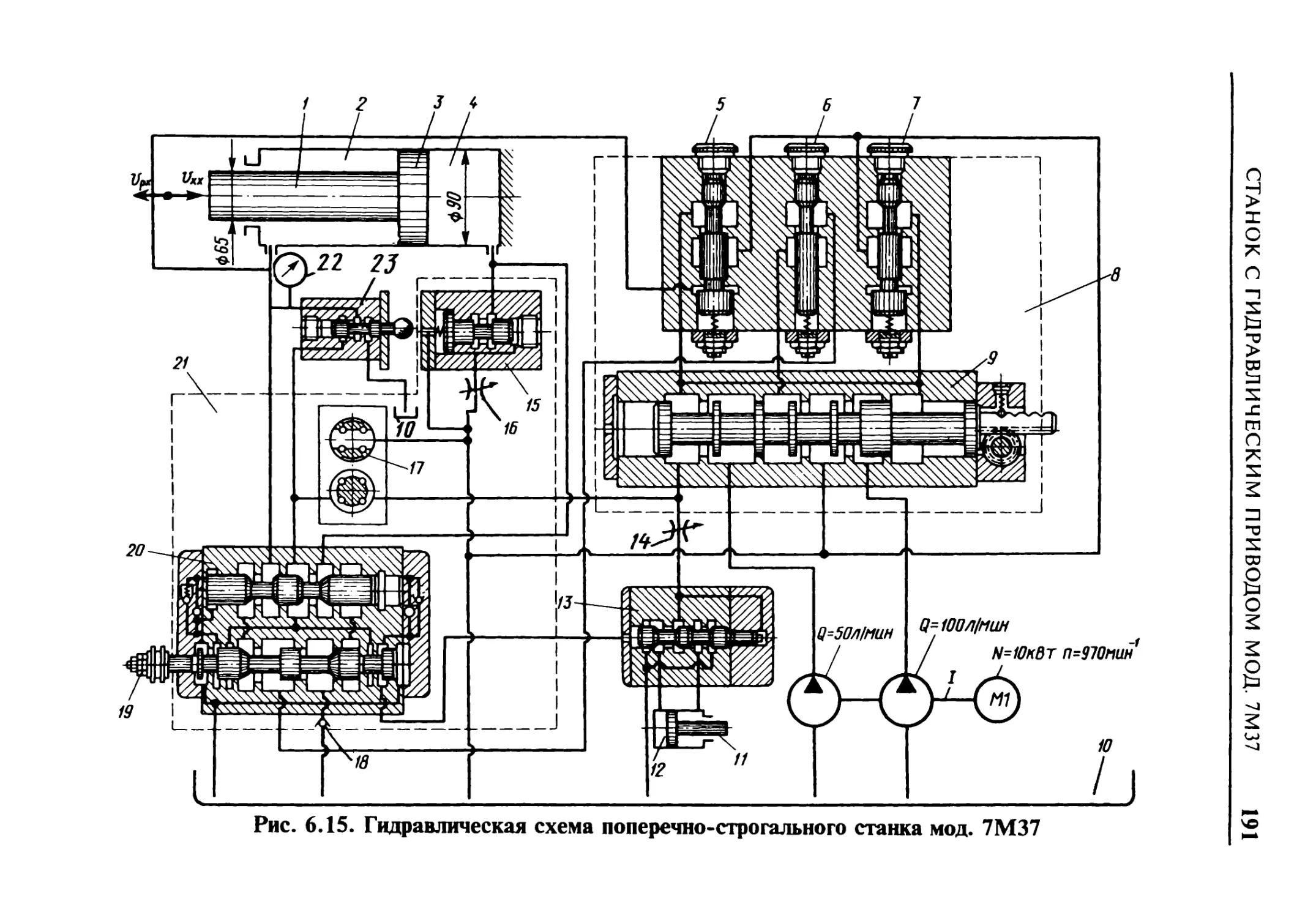
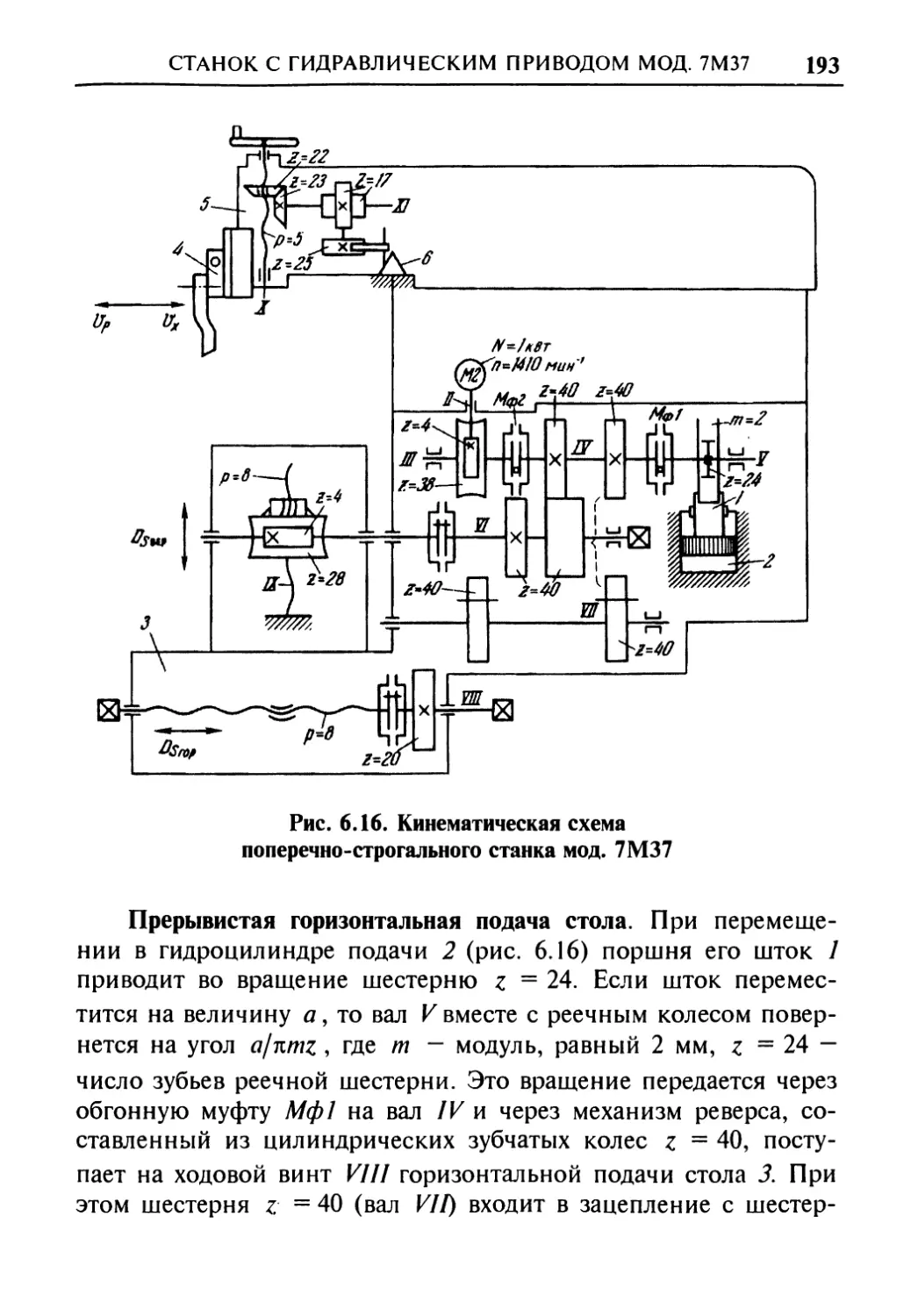
6.6. Поперечно-строгальный станок с гидравлическим при-
водом мод. 7М37..................................... 190
Характеристика станка............................ 190
Гидрокинематическая схема станка................. 190
6.7. Поперечно-строгальные станки зарубежных фирм .... 195
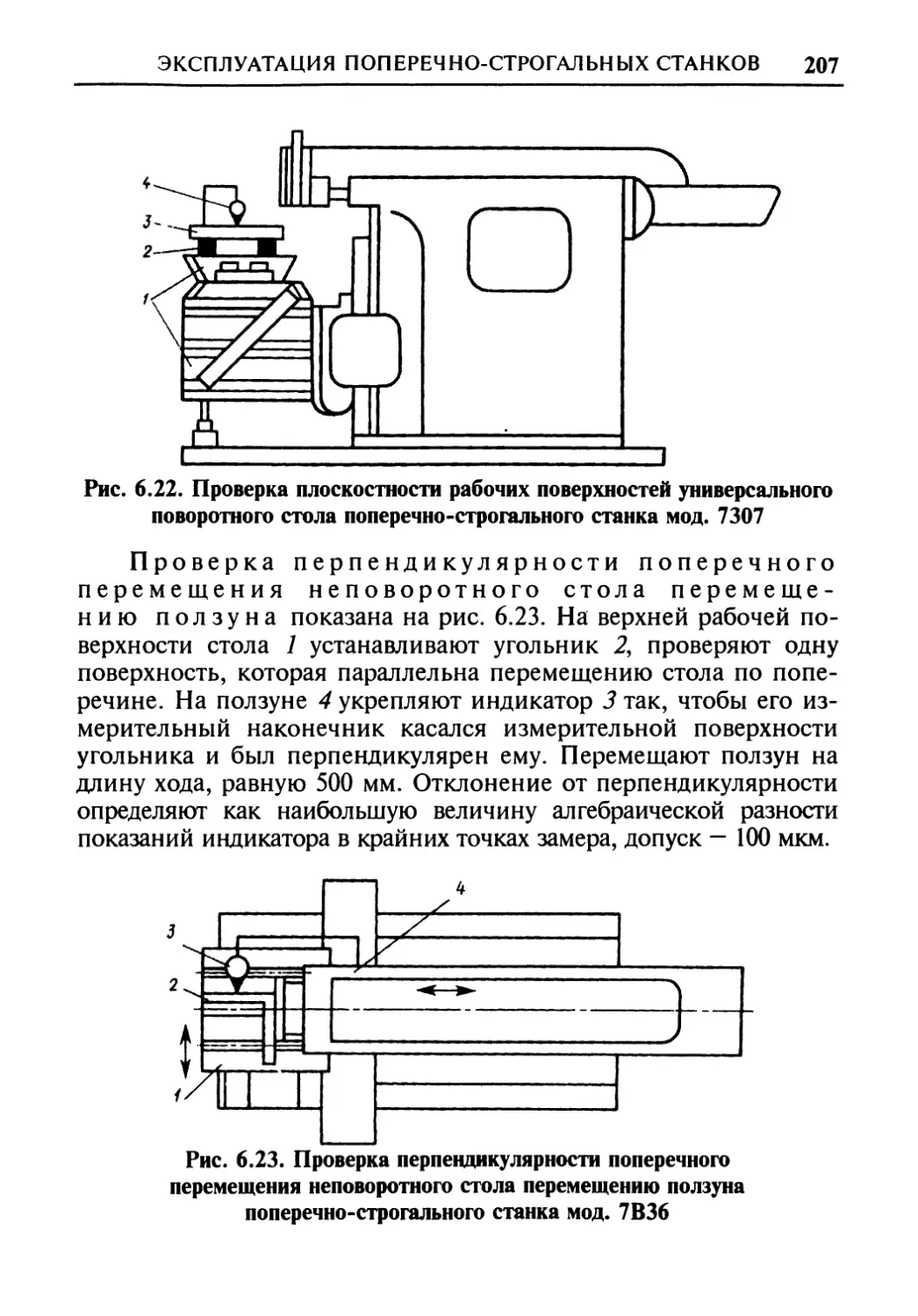
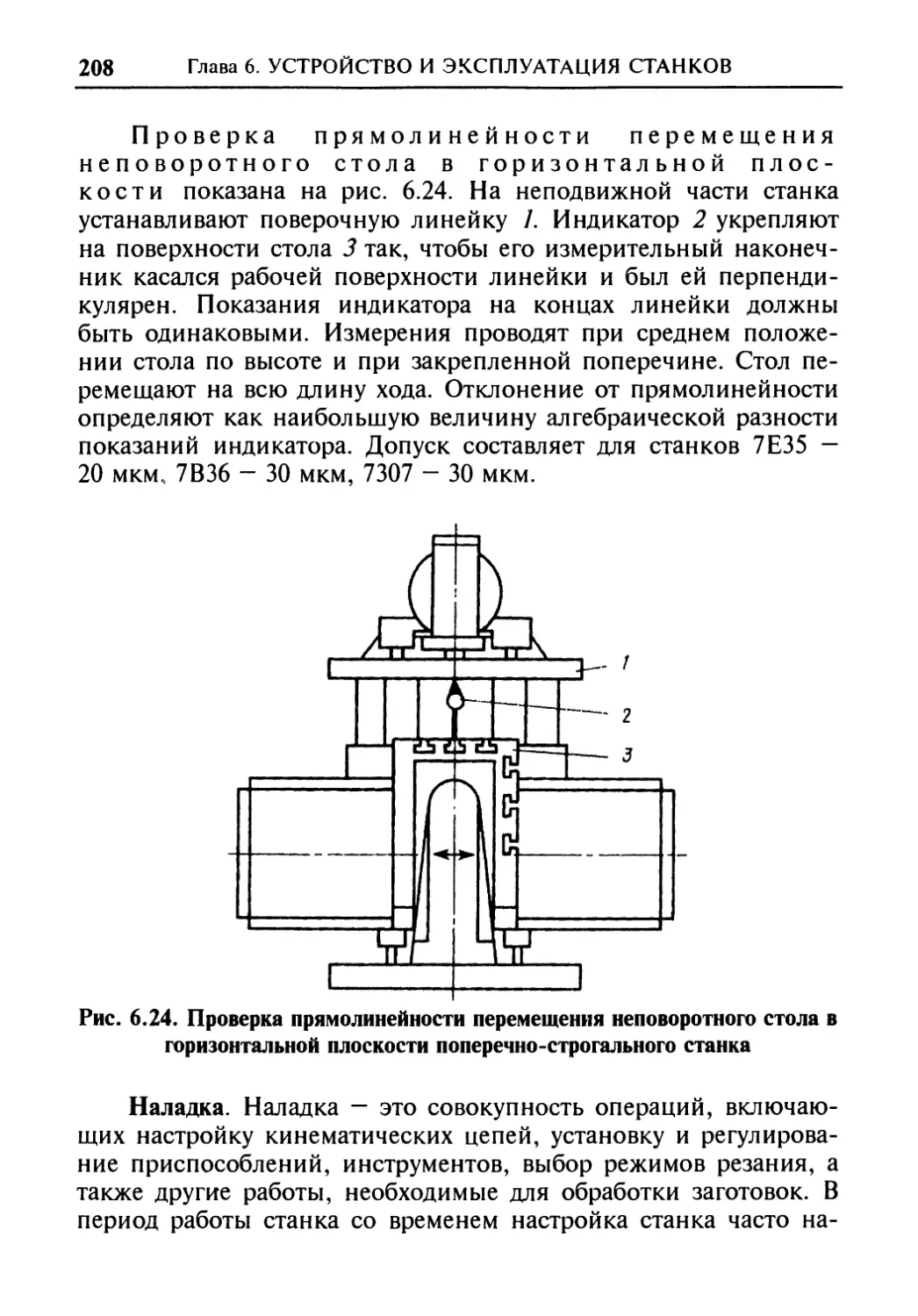
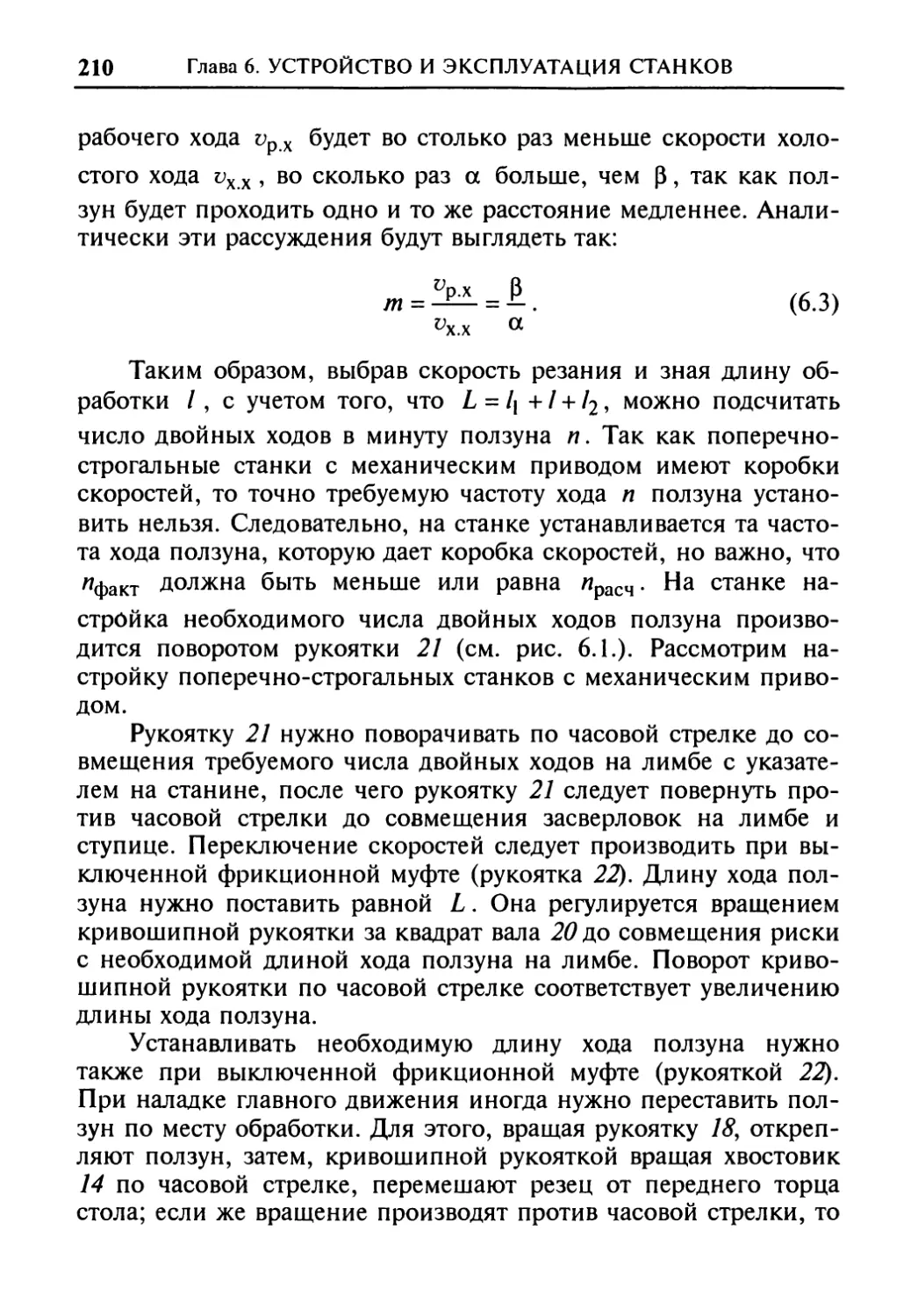
6.8. Эксплуатация поперечно-строгальных станков..... 203
ГЛАВА 7. Устройство и эксплуатация продольно-строгальных
станков............................................... 216
ОГЛАВЛЕНИЕ
7
7.1. Конструктивные особенности тяжелых и уникальных
продольно-строгальных станков...................... 216
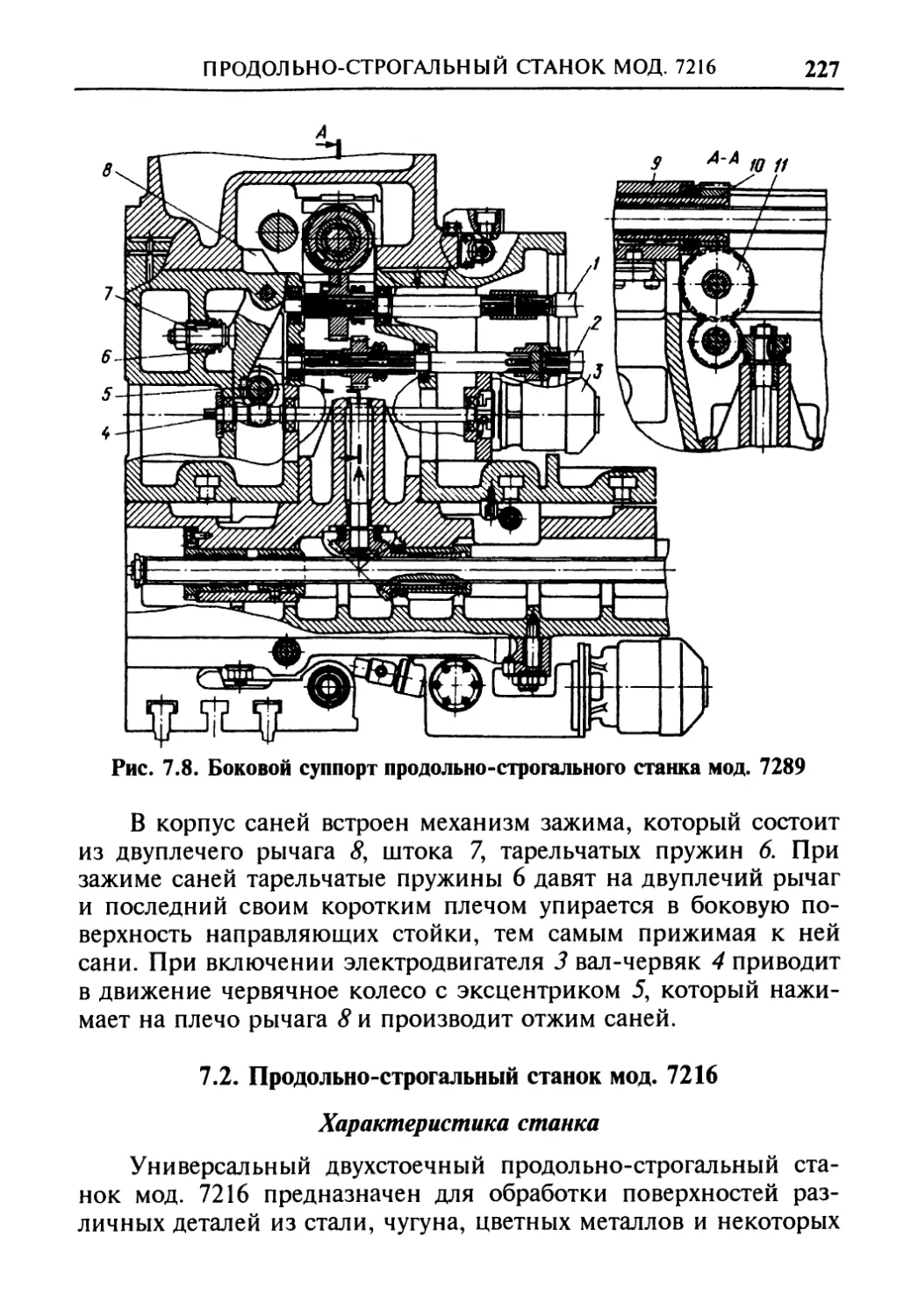
7.2. Продольно-строгальный станок мод. 7216 ........ 227
Характеристика станка........................... 227
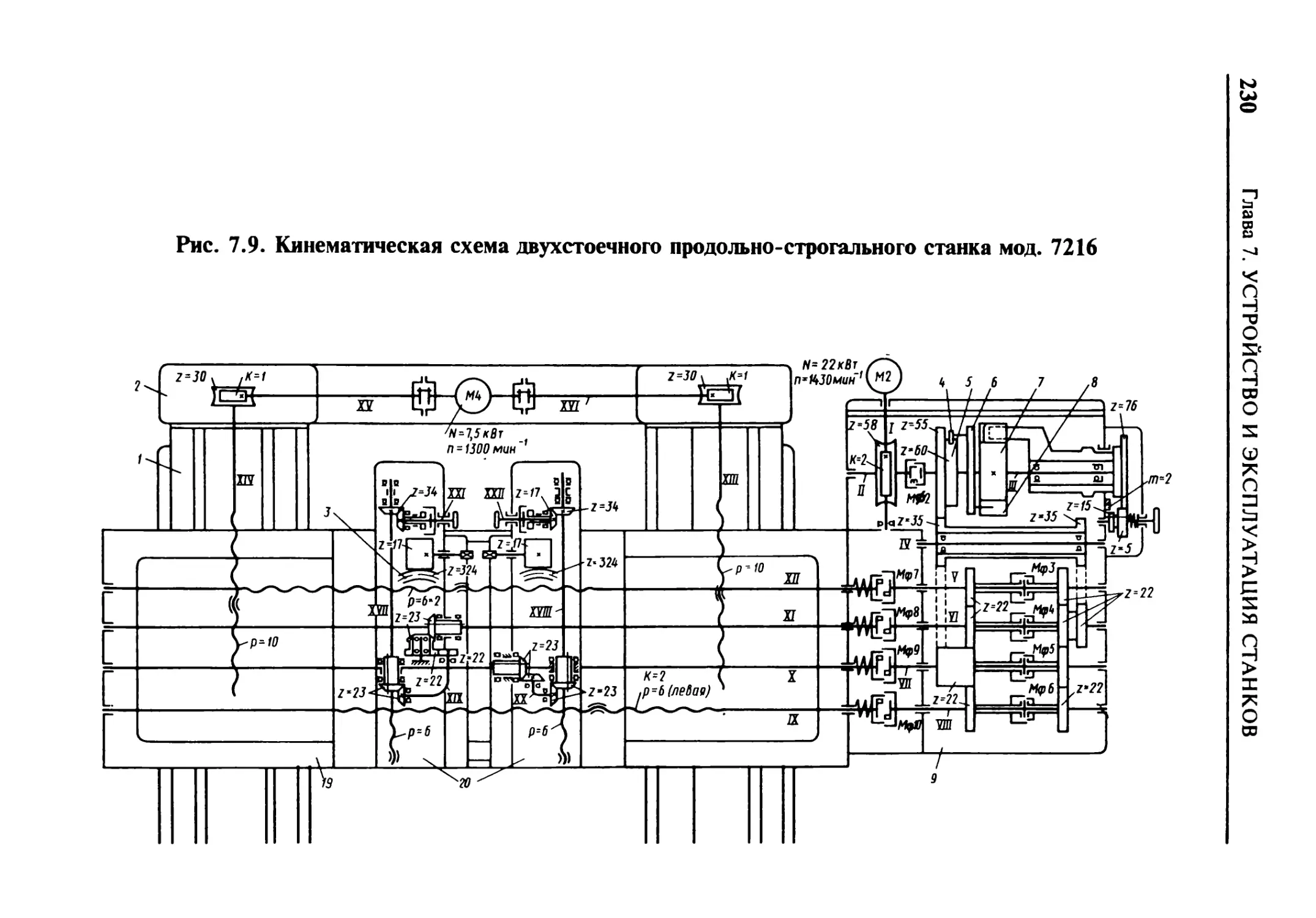
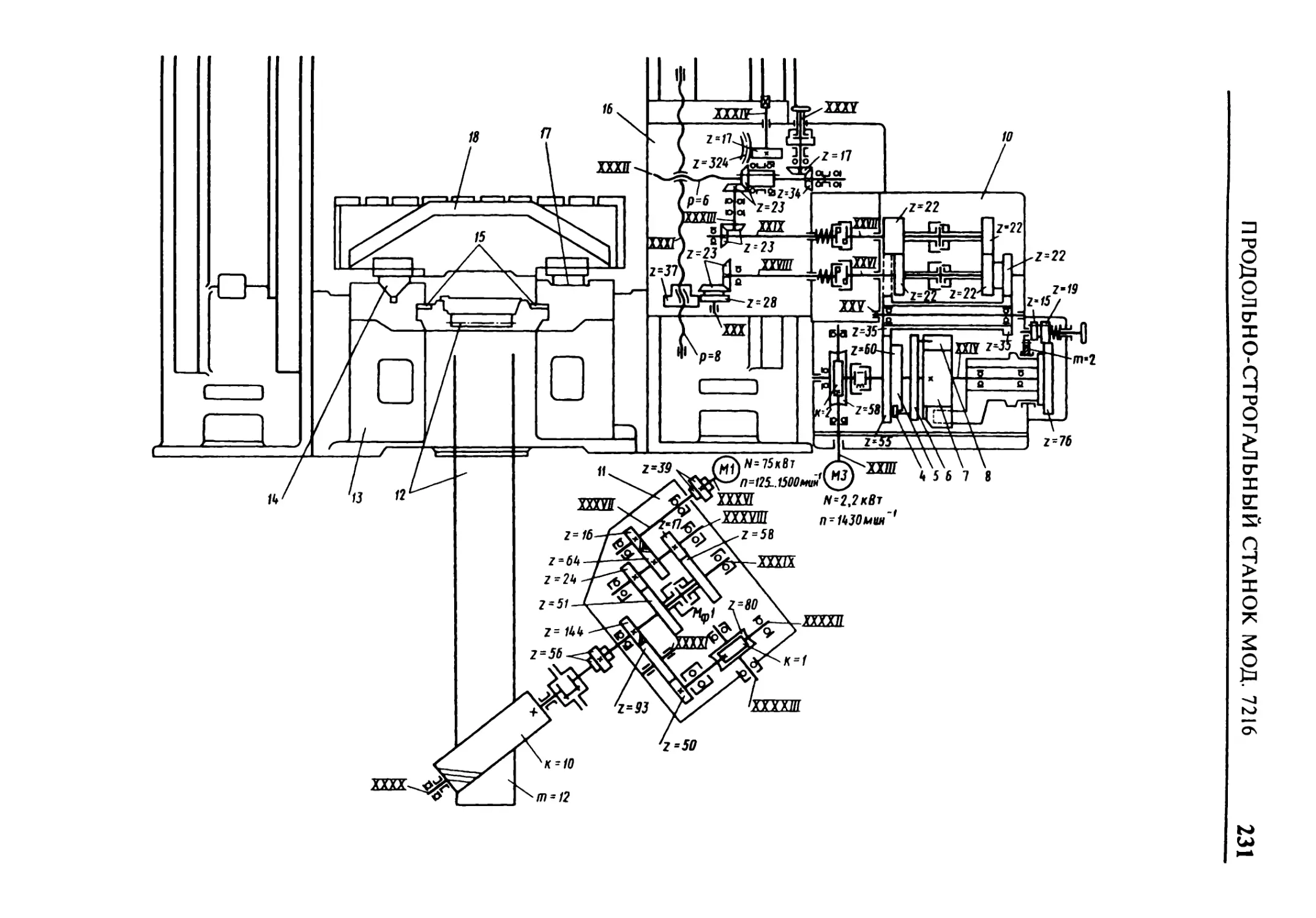
Кинематическая схема станка..................... 232
7.3. Продольно-строгальный станок мод. 7142А........ 233
Характеристика станка........................... 233
Кинематическая схема станка..................... 234
7.4. Специализированные продольно-строгальные станки . 235
7.5. Продольно-строгальные станки зарубежных фирм .... 241
7.6. Эксплуатация продольно-строгальных станков..... 243
ГЛАВА 8. Устройство и эксплуатация долбежных станков.... 251
8.1. Долбежный станок мод. 7А420 ................... 251
Характеристика станка........................... 251
Кинематическая схема станка..................... 251
Основные узлы станка............................ 253
8.2. Долбежные станки с гидравлическим приводом..... 254
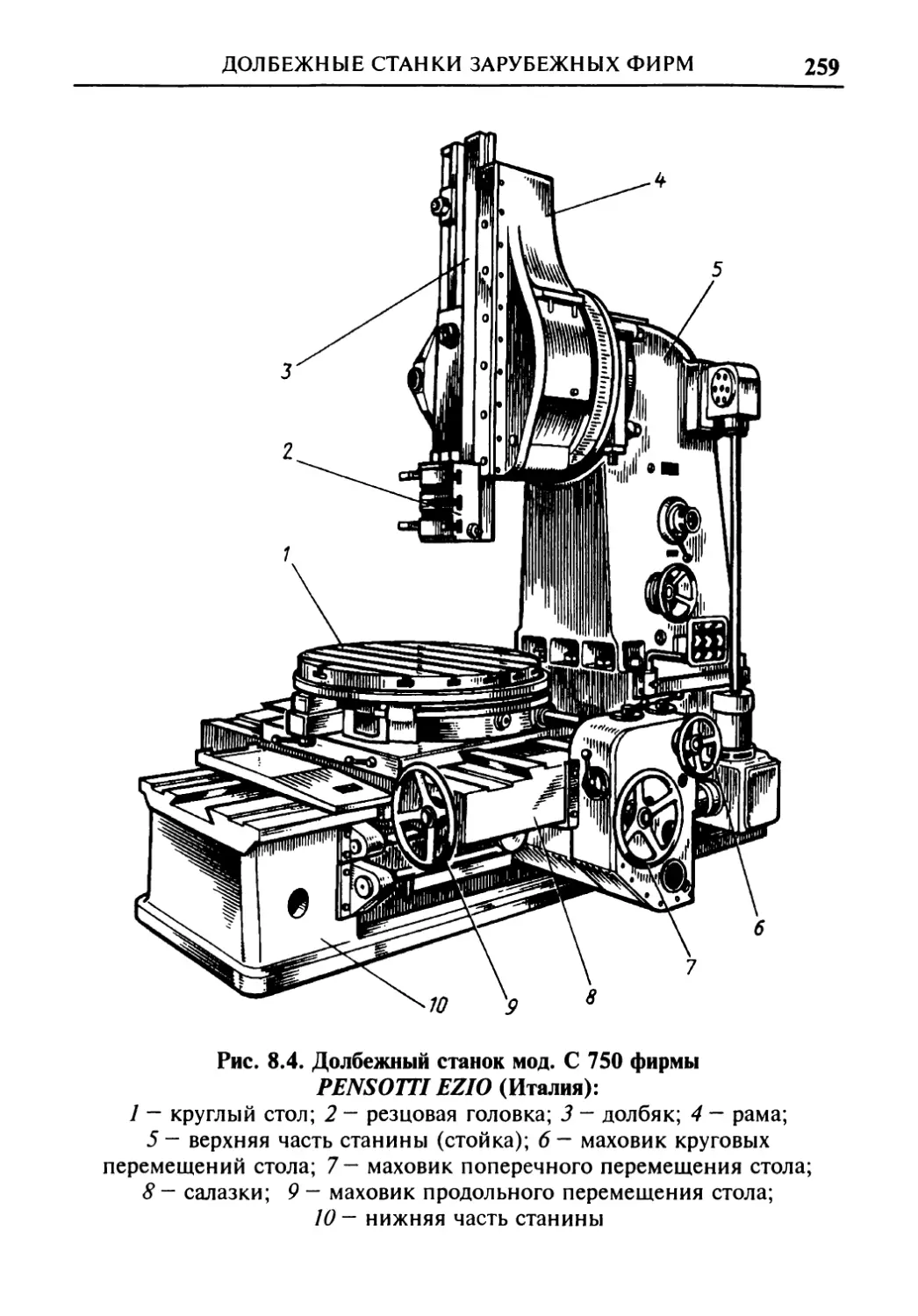
8.3. Долбежные станки зарубежных фирм............... 255
8.4. Эксплуатация долбежных станков................. 261
ГЛАВА 9. Комбинированные строгальные и долбежные станки . 263
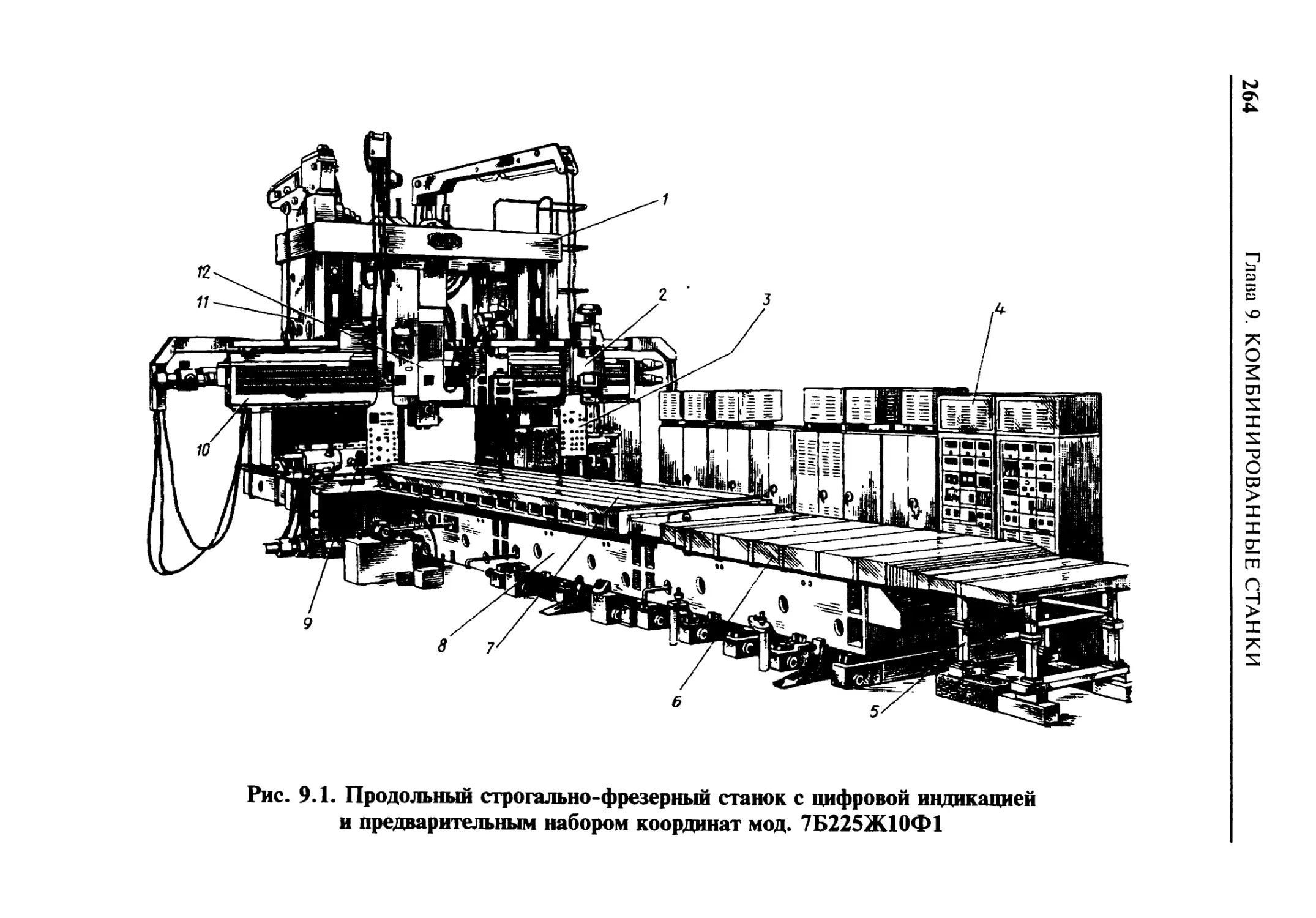
9.1. Продольные строгально-фрезерные станки......... 263
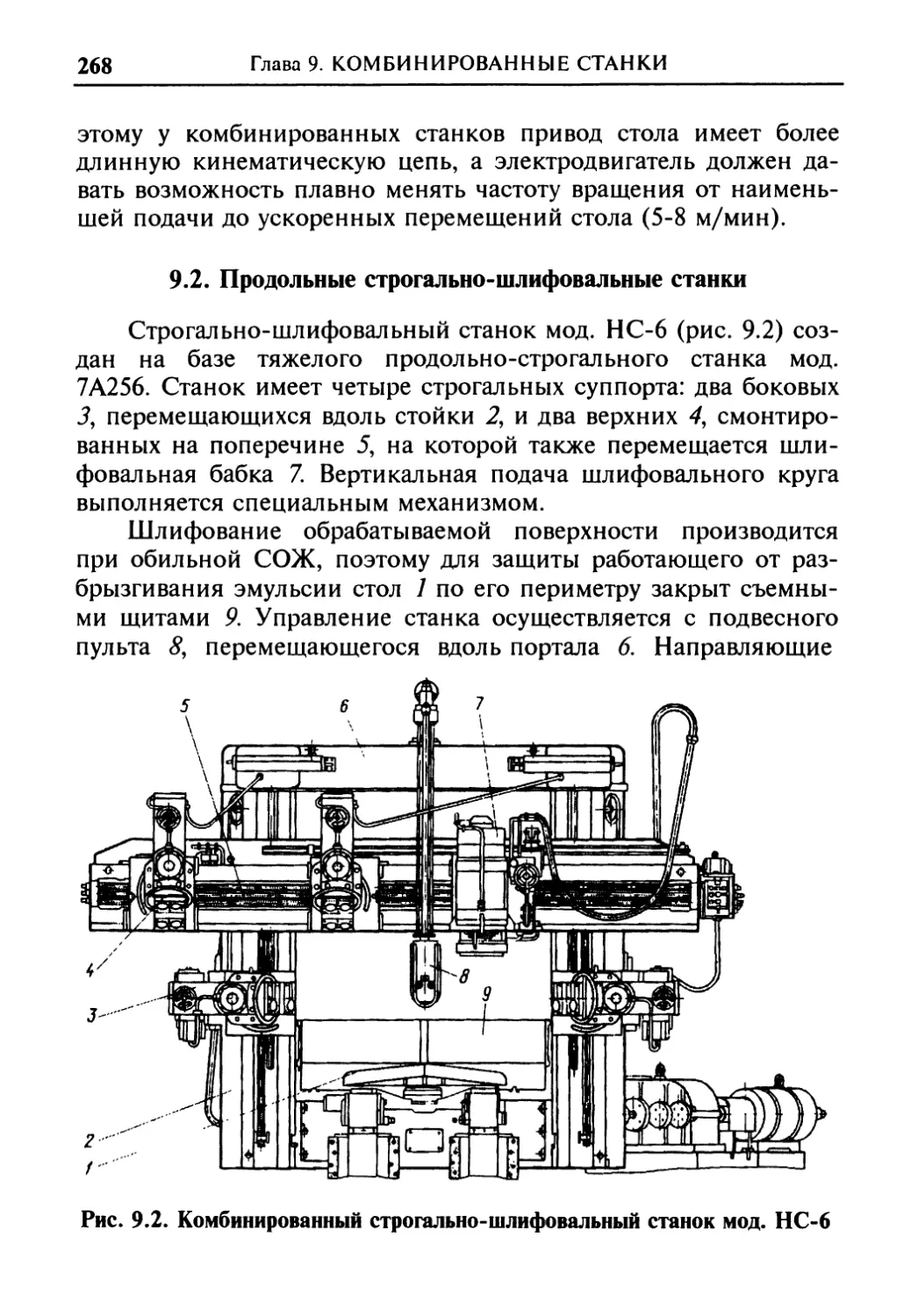
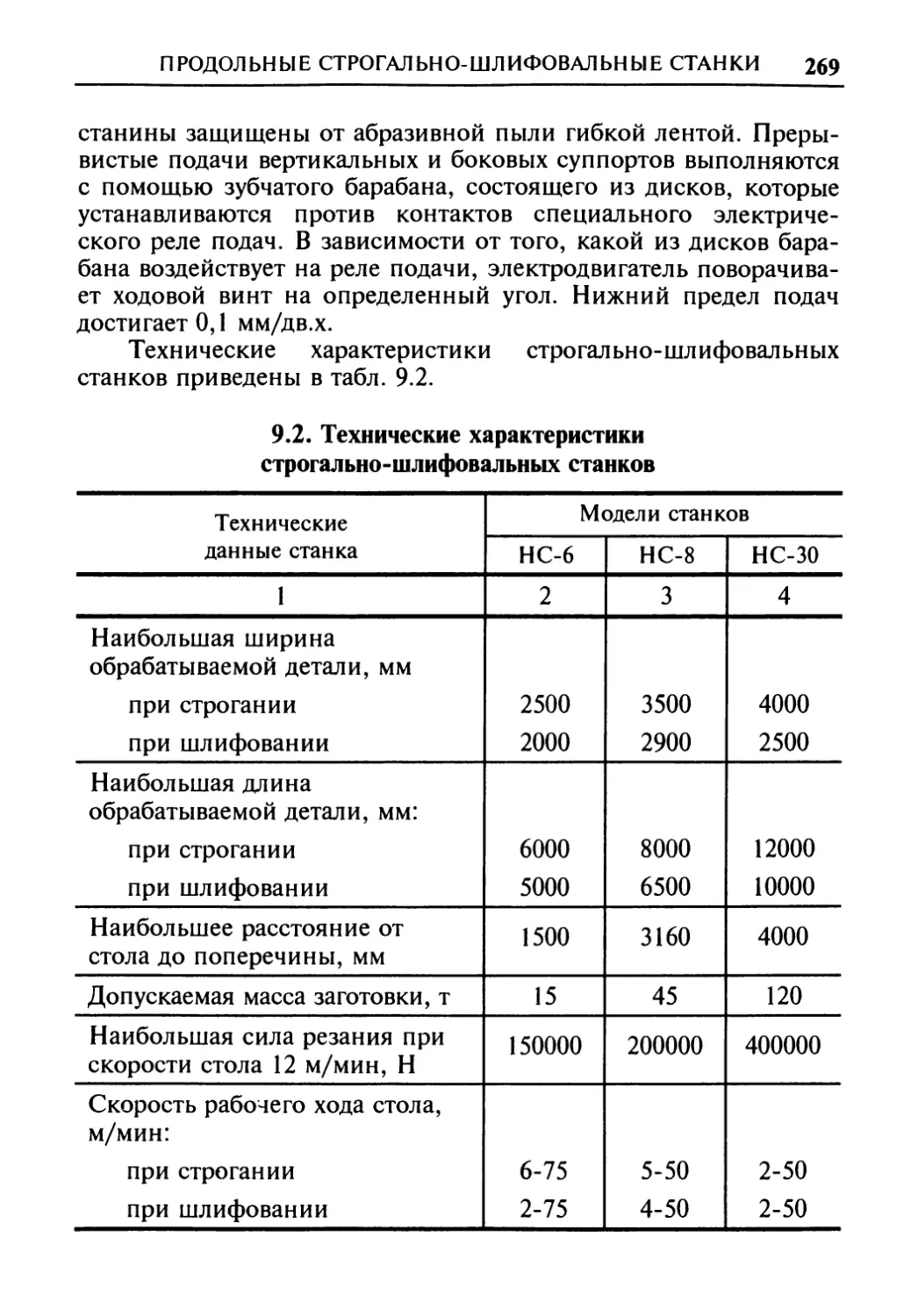
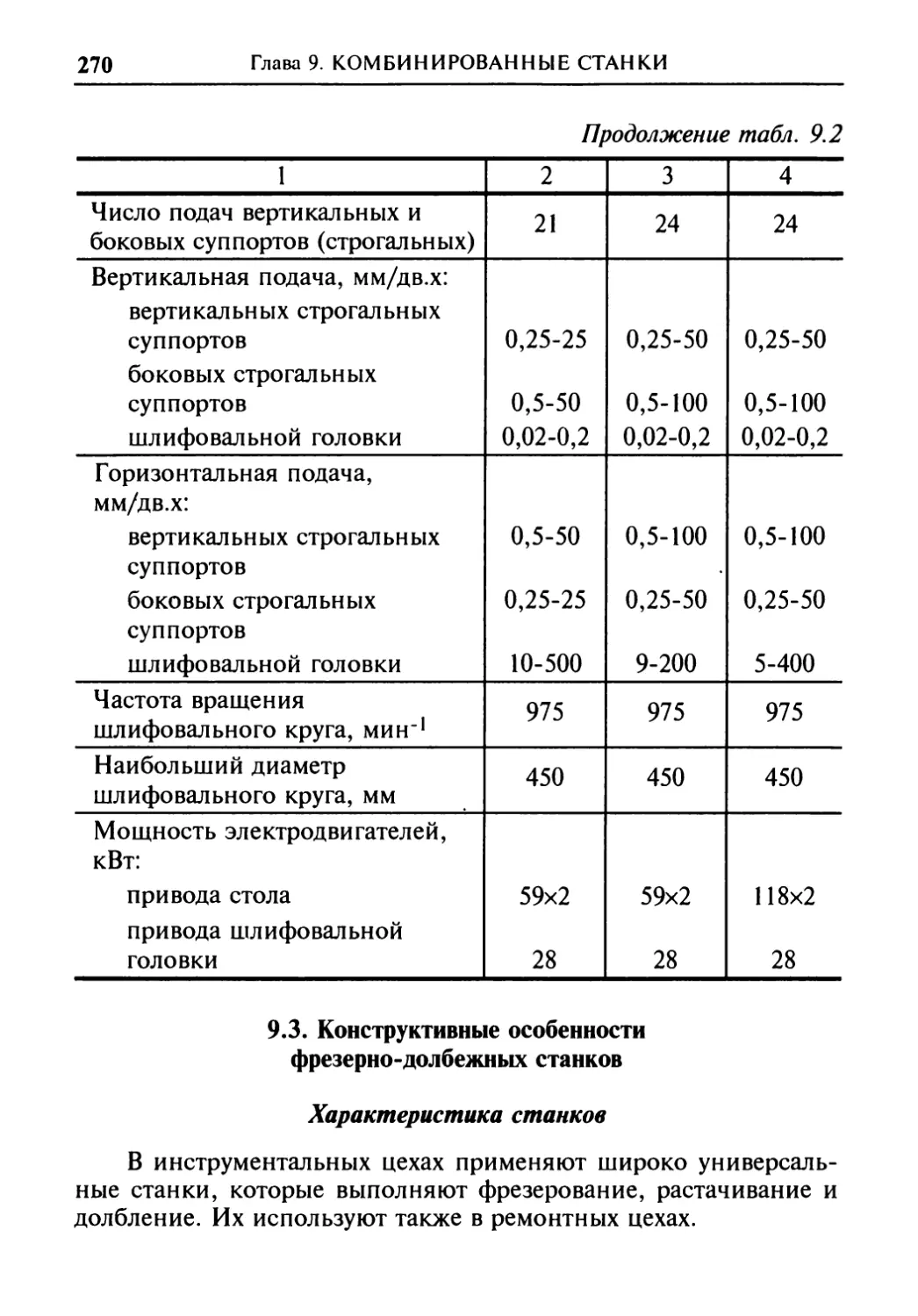
9.2. Продольные строгально-шлифовальные станки...... 268
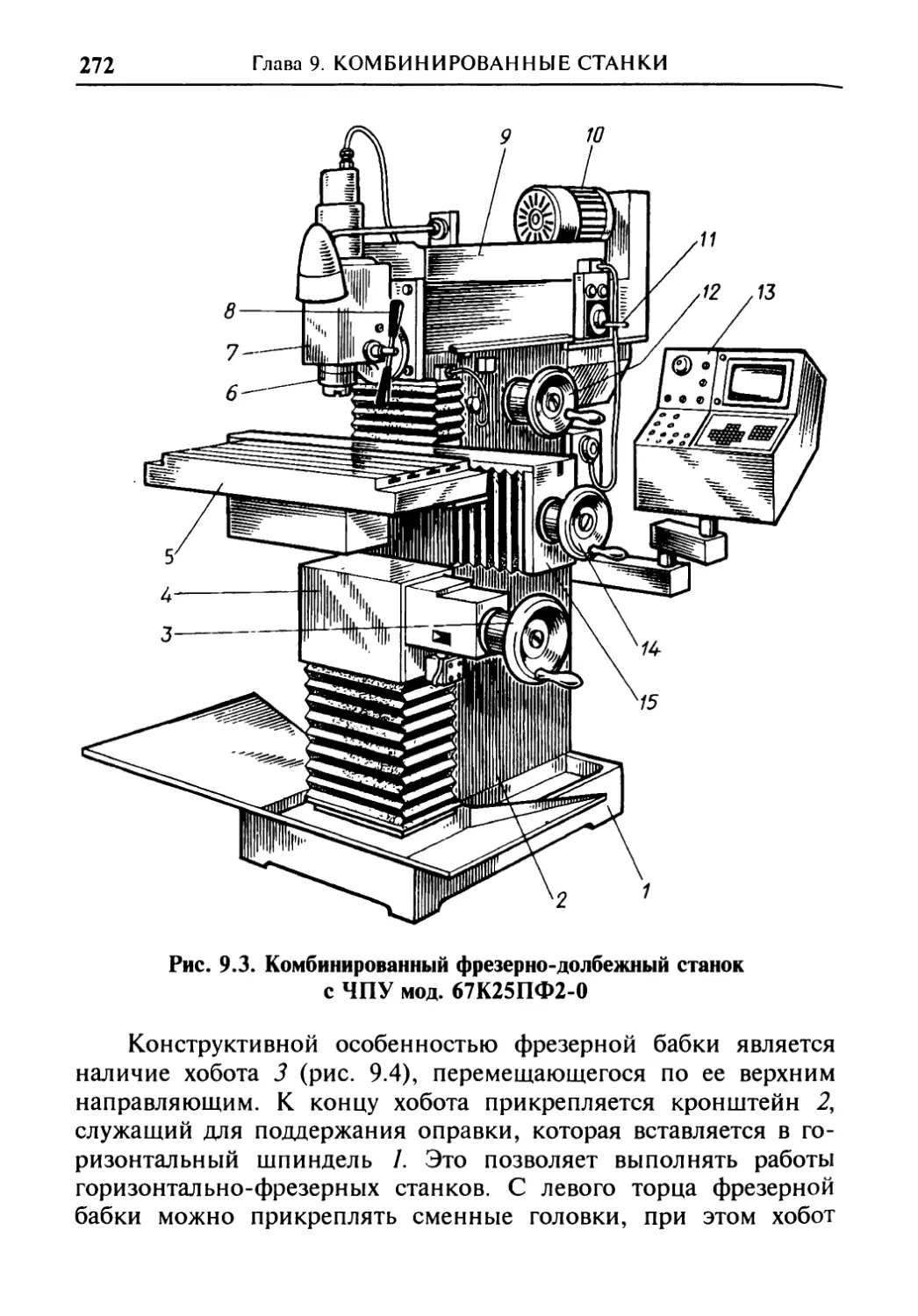
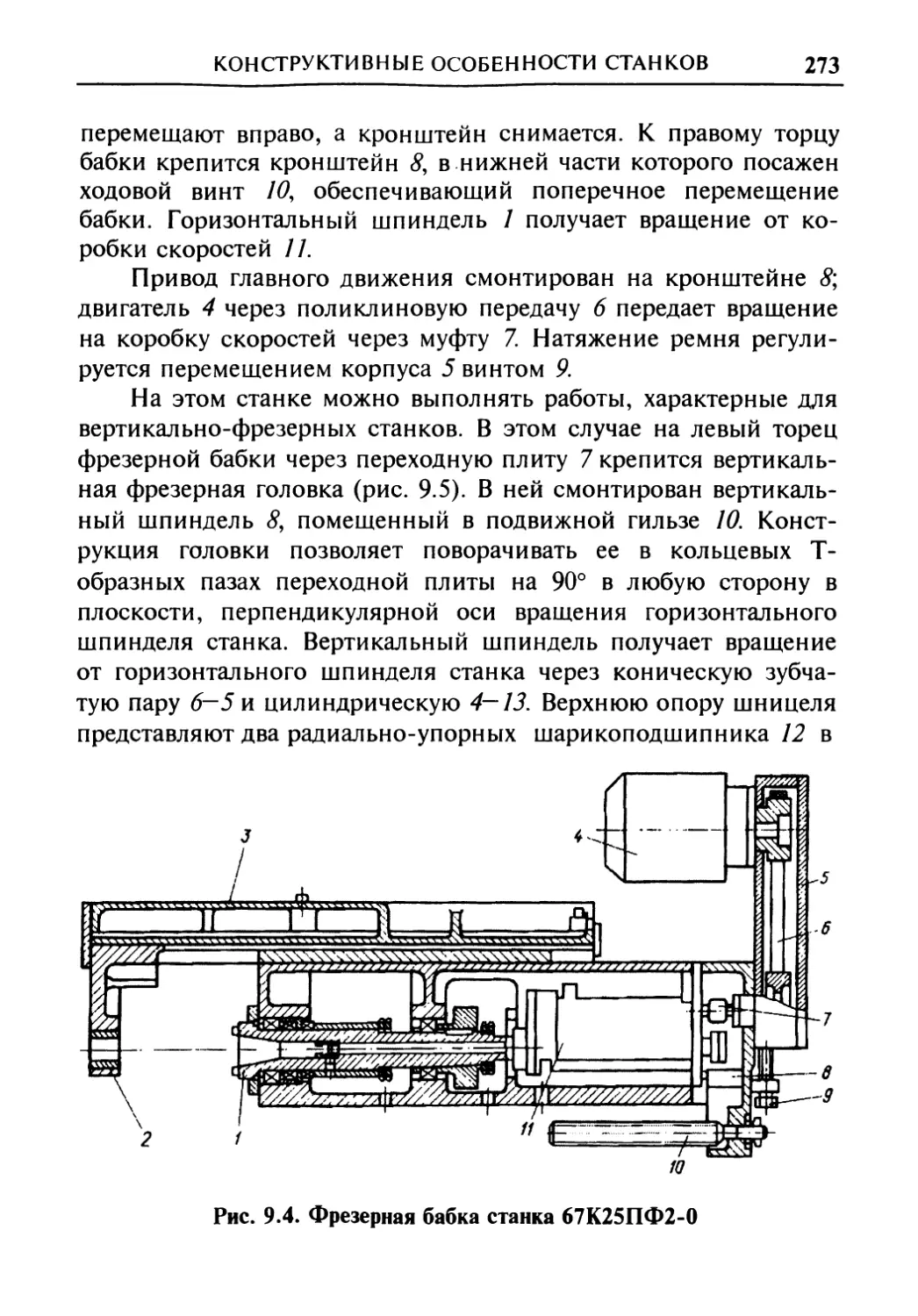
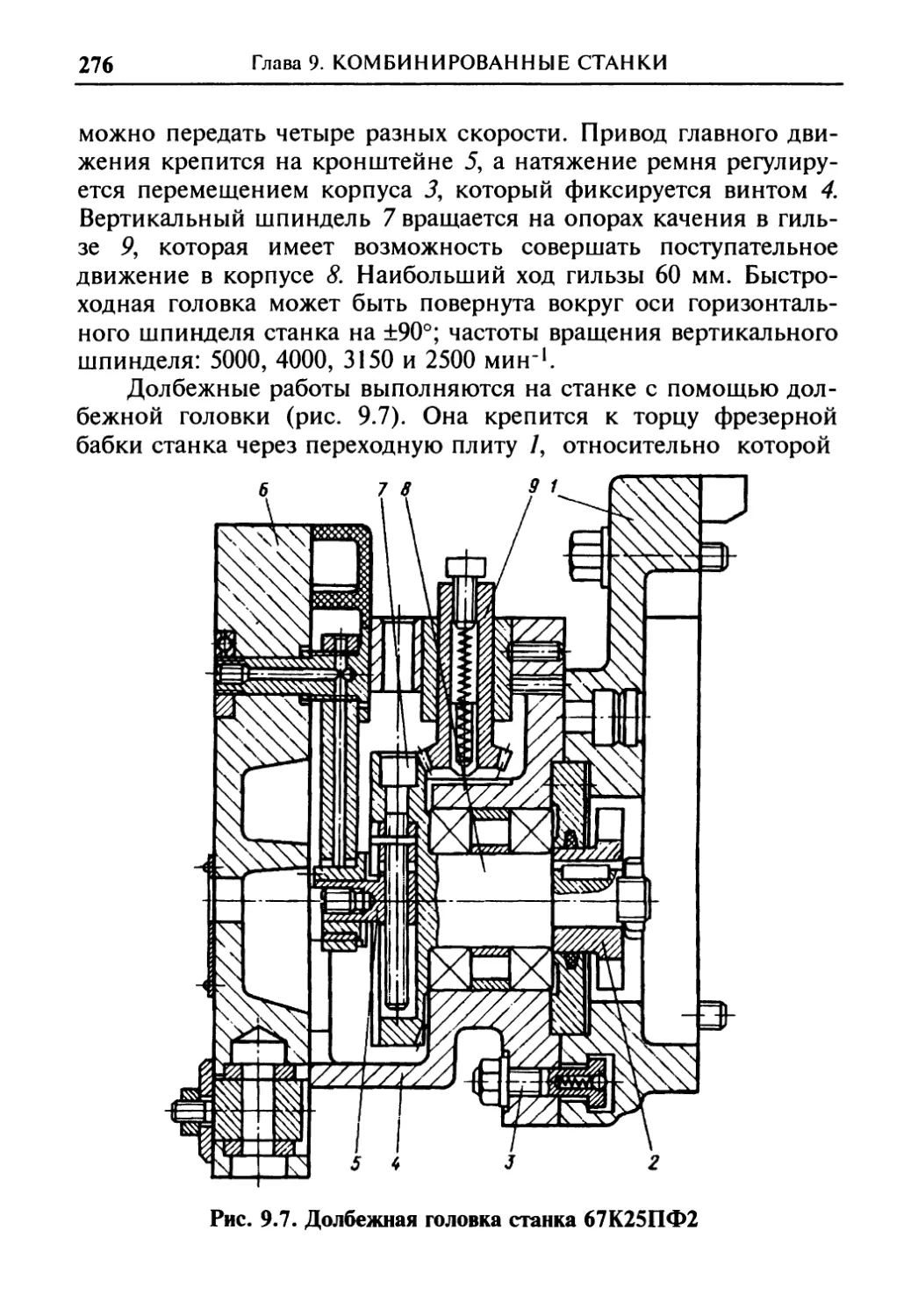
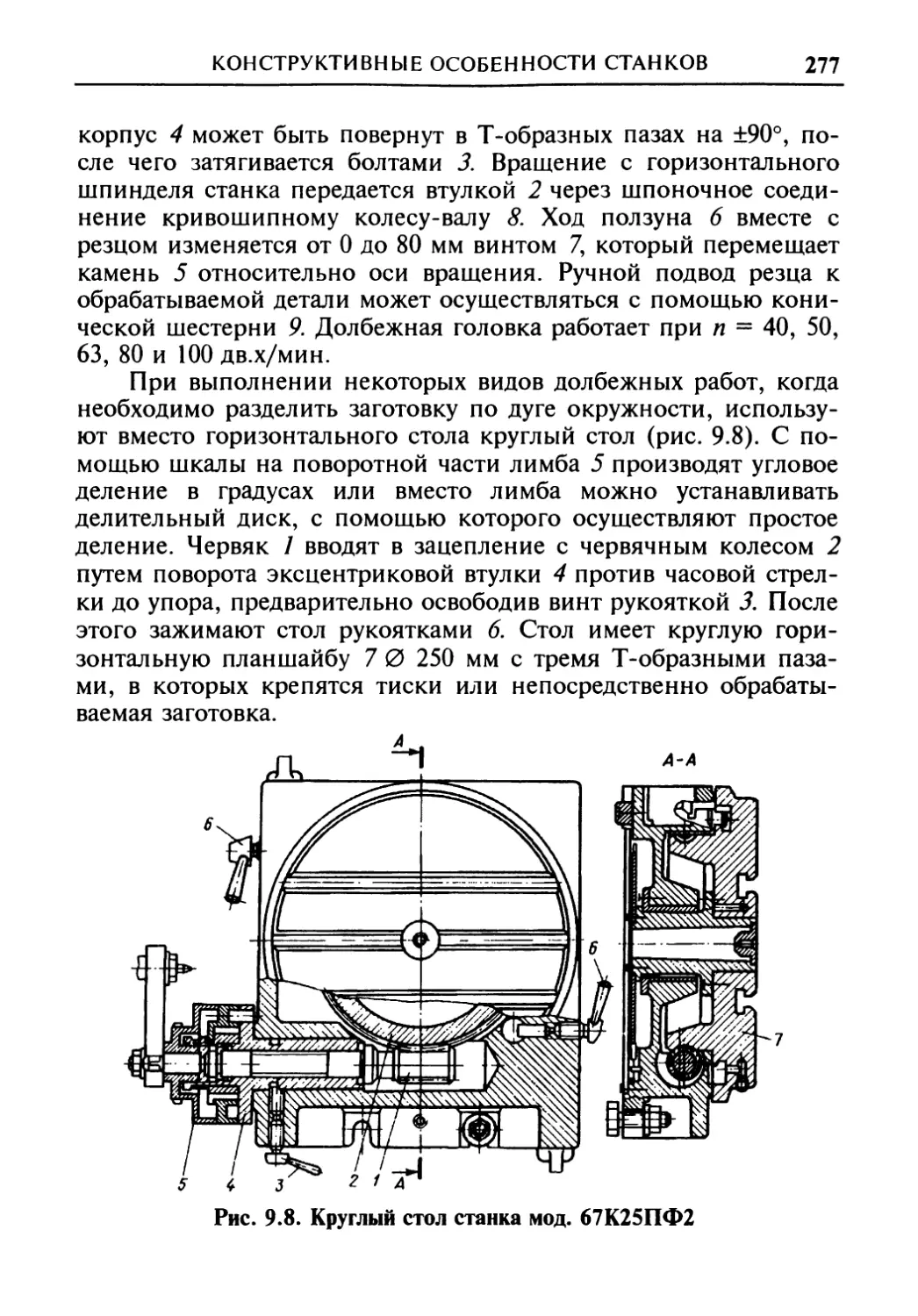
9.3. Конструктивные особенности фрезерно-долбежных
станков............................................ 270
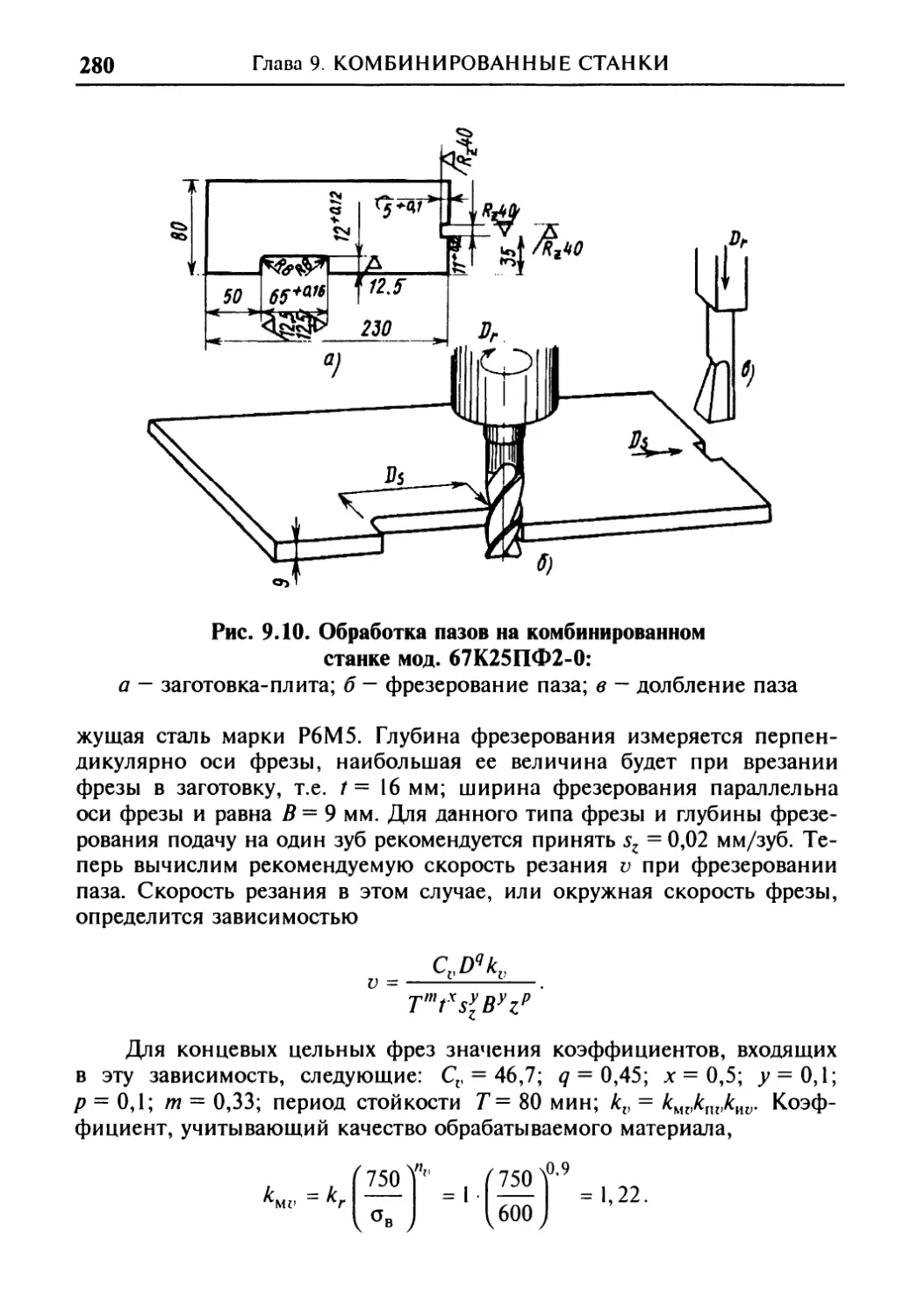
Характеристика станков.......................... 270
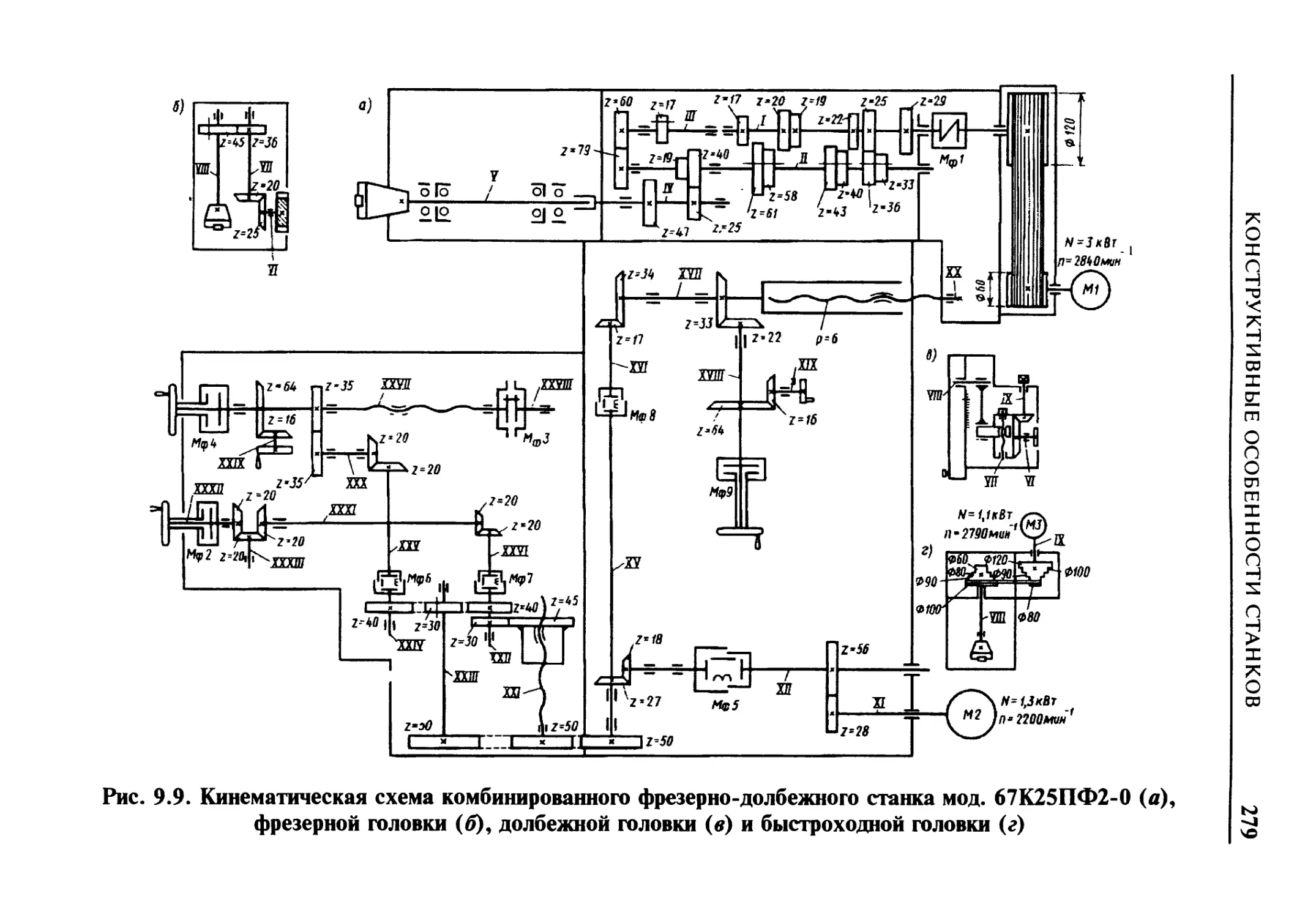
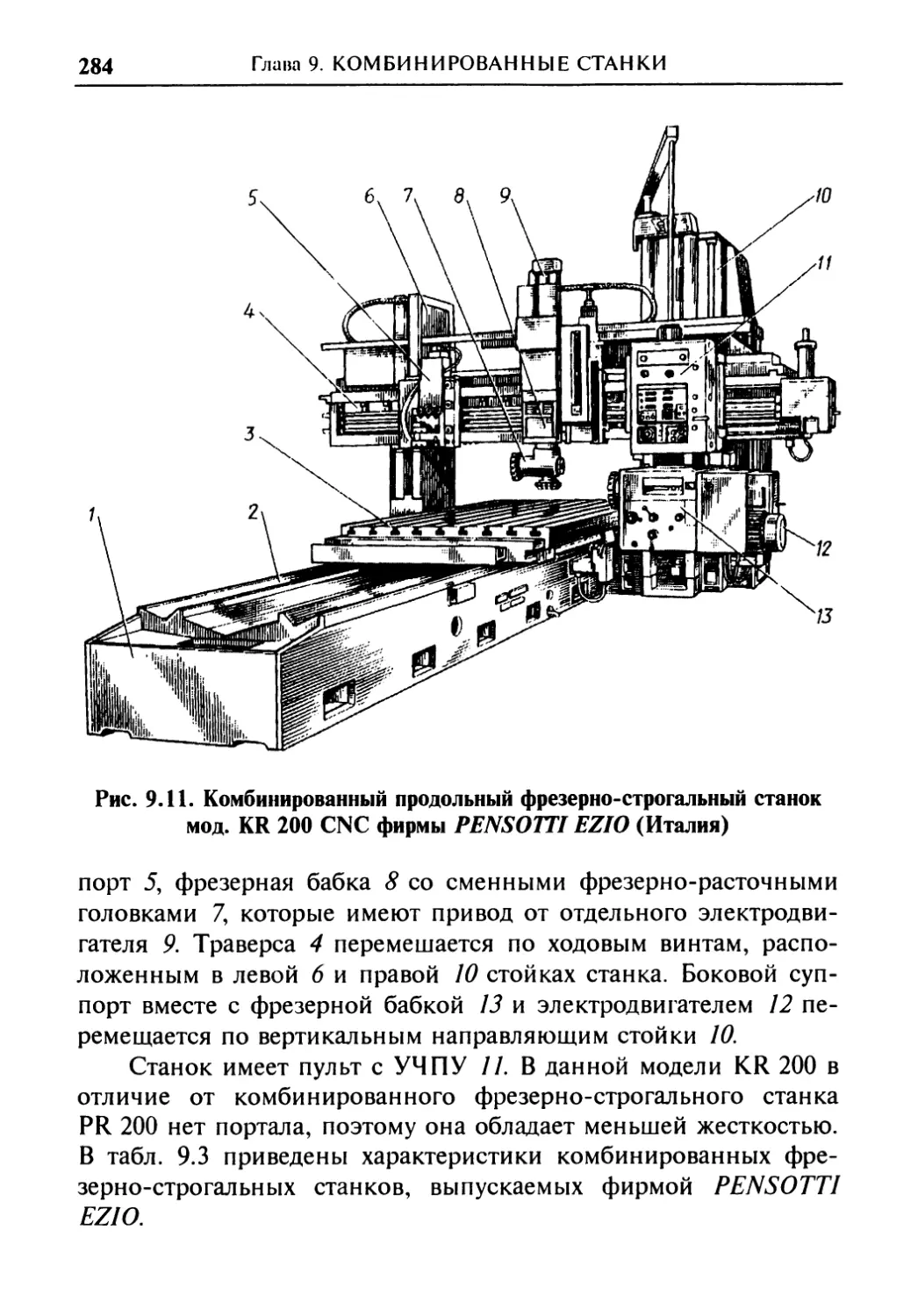
Кинематическая схема станка..................... 278
9.4. Комбинированные строгальные станки зарубежных
фирм............................................... 282
ГЛАВА 10. Сведения по автоматизации и механизации произ-
водственных процессов................................ 286
10.1. Основные понятия и определения................ 286
10.2. Этапы автоматизации в машиностроении.......... 287
10.3. Полная автоматизация - новый этап автоматизации в
машиностроении..................................... 290
ГЛАВА 11. Перспективы развития строгальных и долбежных
станков и методов обработки на них................... 296
ЛИТЕРАТУРА.............................................. 302
ВВЕДЕНИЕ
Станкостроение — это сердцевина машиностроения, оно
определяет возможность и темпы технического перевооружения
всего народного хозяйства. Поэтому с каждым годом возрастает
выпуск металлорежущих станков, в том числе с числовым про-
граммным управлением и тяжелых станков. Осваивается много
новых современных моделей станков строгальной группы: это
поперечно- и продольно-строгальные станки с ЧПУ (модели
7310Т, 7Б110Ф11, 7Б112Ф11, 7Б116Ф11, 7Б210Ф11), долбежные
станки мод. 7Б410, комбинированные строгально-фрезерные с
числовым программным управлением мод. 7Б225Ж10Ф1. По
заказу выпускаются продольно-строгальные станки моделей
7А110, 7А210, 7Б110, 7Б210, 7А112, 7А212 и другие с предвари-
тельным набором координат и цифровой индикацией; продоль-
но-строгальные специализированные станки для обработки де-
талей стрелочных переводов моделей НС-43 12, НС-43 8 с ЧПУ;
поперечно-строгальный станок для строгания пуансонов мод.
0Д14ФЗ с контурной системой числового программного управ-
ления; продольно-строгальные станки моделей 7Б220-6 и 7Б220
с плазменной головкой; долбежные станки моделей SE 300
CNC, SE 500 CNC и другие.
За последние годы создано большое разнообразие новых
конструкций строгальных, долбежных и комбинированных
станков. Учитывая отсутствие изданий по данной станочной
группе в течение последних 35 лет, данная книга имеет целью
восполнить этот пробел.
Много интересных конструкций создано зарубежными
фирмами: поперечно-строгальные копировальные станки, дол-
бежные с числовым программным управлением. В книге пред-
ставлены особенности наладки таких станков, методы обработ-
ки, рассмотрены некоторые конструкции их узлов, что пред-
ставляет интерес для инженерно-технических работников.
ВВЕДЕНИЕ
9
Сведения, изложенные во втором разделе по заточке резцов
на точильно-шлифовальном и универсальном заточном станках,
будут полезны также строгальщикам и долбежникам. Они долж-
ны разбираться не только в геометрии режущих инструментов,
но и в правилах эксплуатации этих инструментов. И строгаль-
щик, и долбежник должны изучить конструкции узлов и меха-
низмов станка, им необходимы также знания технологических
процессов обработки деталей. Неправильная наладка станков,
нерациональное их использование могут привести к снижению
производительности обработки, преждевременному износу и
получению некачественной продукции.
Одновременно с теоретической подготовкой строгальщик-
долбежник в процессе обучения должен приобрести практиче-
ские навыки работы на современном оборудовании: уметь осу-
ществить настройку кинематических цепей, установку длины
хода ползуна или стола, наладку станка на строгание горизон-
тальных или вертикальных плоскостей, долбление пазов.
Для технолога представляют интерес данные о режущем ин-
струменте и режимах резания на строгальных и долбежных
станках. Приведенные в книге сведения о моделях оборудова-
ния, их технических характеристиках и кинематических схемах,
приспособлениях и мерительном инструменте будут полезны
при разработке технологических процессов и выборе обрудова-
ния.
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ
О СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ
1.1. Классификация строгальных и долбежных станков
Строгальные и долбежные станки предназначены для обра-
ботки резцами плоскостей и фасонных линейчатых поверхно-
стей, канавок, пазов в условиях единичного и мелкосерийного
производства. Станки этой группы характеризуются главным
возвратно-поступательным движением, которое может сооб-
щаться заготовке или режущему инструменту.
Строгальные станки подразделяются на продольно-
строгальные и поперечно-строгальные.
Продольно-строгальные станки предназначены для обра-
ботки крупных заготовок. По конструкции продольно-строгаль-
ные станки бывают одно- и двухстоечные. Основными парамет-
рами продольно-строгальных станков являются наибольшая
длина (ход стола) и ширина строгания, максимальная высота
подъема поперечины. В современных станках наибольшая длина
строгания — 2 ... 25 м, наибольшая ширина строгания — 0,6 ...
5 м, наибольшая высота подъема поперечины — 0,55 ... 4,5 м.
Движение резания в продольно-строгальных станках сообщается
заготовке, закрепленной на столе станка.
Поперечно-строгальные станки служат для обработки мел-
ких и средних деталей. Основным параметром этих станков яв-
ляется наибольшая длина хода ползуна — 200... 1000 мм. Главное
движение сообщается инструменту.
Долбежные станки в основном применяют для обработки
сложных внутренних контуров. Их параметрами являются: наи-
больший ход долбяка — 100... 1600 мм, диаметр стола — 240...
1600 мм.
В соответствии с современной классификацией металлоре-
жущих станков строгальные и долбежные станки относятся к
7-й группе, в которую входят следующие типы:
КЛАССИФИКАЦИЯ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ Ц
1 — продольно-строгальные одностоечные,
2 — продольно-строгальные двухстоечные,
3 — поперечно-строгальные,
4 - долбежные,
5 и 7 — протяжные,
9 — разные строгальные.
Условное обозначение модели станка состоит из трех-четырех
цифр. Первая цифра указывает группу, вторая — тип, третья и
четвертая — основной параметр станка: у продольно-
строгальных — максимальную ширину изделия, у поперечно-
строгальных и долбежных — наибольший ход ползуна. Итак,
мод. 7110, 7116, 7112 — это одностоечные продольно-
строгальные станки; 7212, 7216, 7228, 7289 — это двухстоечные
продольно-строгальные станки; 7303, 737, 739, 7307 — попереч-
но-строгальные станки; 7410, 7414, 7432 — долбежные станки.
Если в нумерации модели после первой или второй цифры
вписана буква, то это означает, что базовая модель модернизи-
рована, в ней используют новые узлы. В поперечно-строгальных
станках часто при модернизации применяют гидропривод, на-
пример, в станках мод. 736 и 7М36. Модификацию базовой мо-
дели обозначают какой-либо буквой в конце шифра, например,
мод. 7307 и 7307Д.
Шифр специальных или специализированных станков образует-
ся путем добавления к шифру завода порядкового номера моде-
ли. Так, комбинированные продольно-обрабатывающие станки
с ручным управлением получили шифр НС-6, НС-8, НС-30;
они предназначены для строгания и шлифования.
Если станки имеют программное управление, то к их шиф-
ру в конце добавляются индексы: Ц — цикловое программное
управление, Т — оперативная система, Ф1 — цифровая индика-
ция и предварительный набор координат, Ф2 — позиционная
система числового программного управления (ЧПУ), ФЗ — кон-
турная система ЧПУ, Ф4 — универсальная система ЧПУ с пози-
ционной и контурной обработкой. Например, станок мод.
7А216Ф1 имеет цифровую индикацию и предварительный набор
координат; поперечно-строгальный станок 7Д36Ц оснащен цик-
ловым программным управлением.
12
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
1.2. Виды работ,
выполняемых на строгальных и долбежных станках
Строганием называется технологический метод обработки
плоских поверхностей заготовок строгальными резцами, харак-
теризуемый прямолинейным движением резания и прямоли-
нейным прерывистым движением подачи. Заготовки обрабаты-
вают строганием на поперечно- и продольно-строгальных стан-
ках.
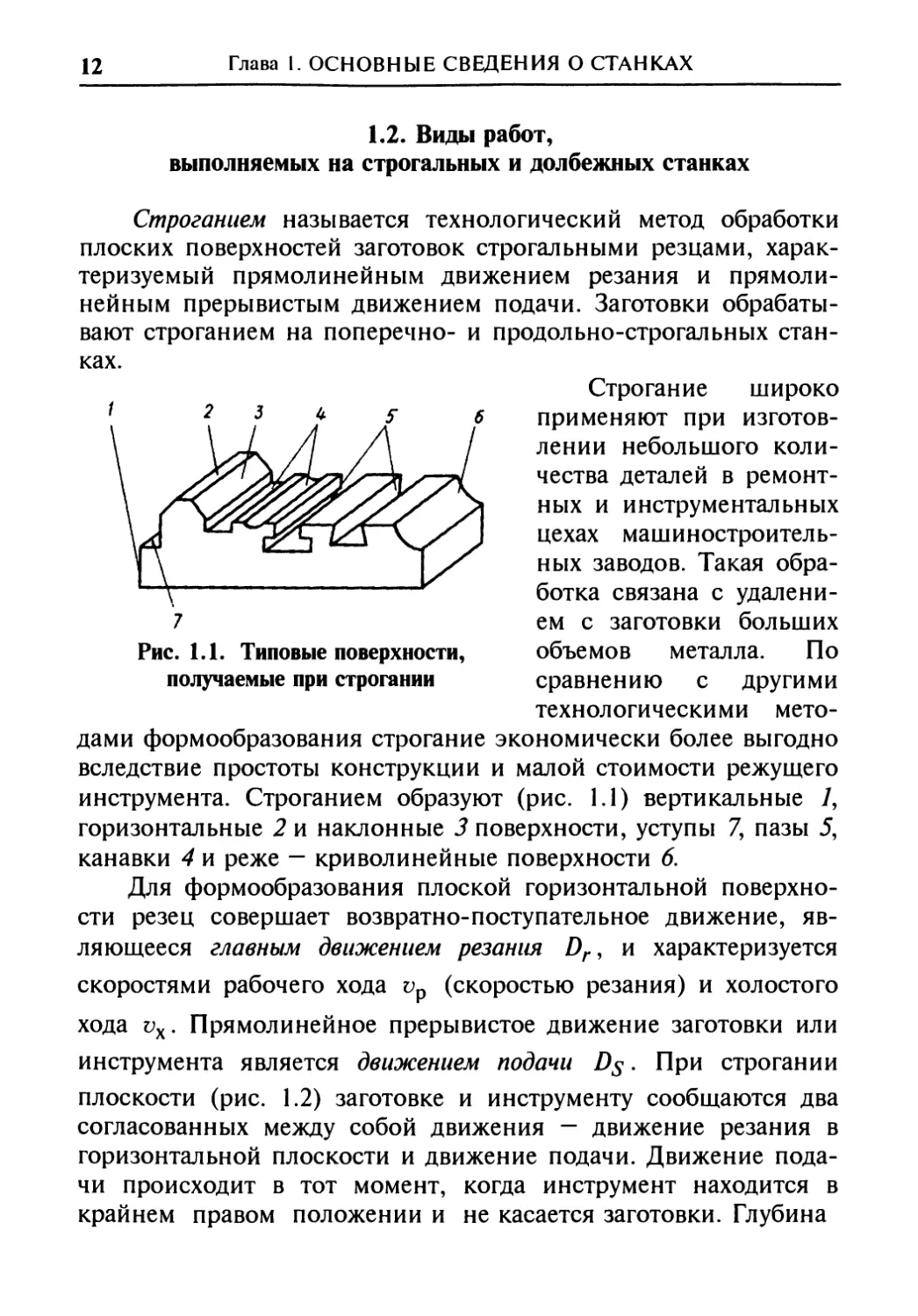
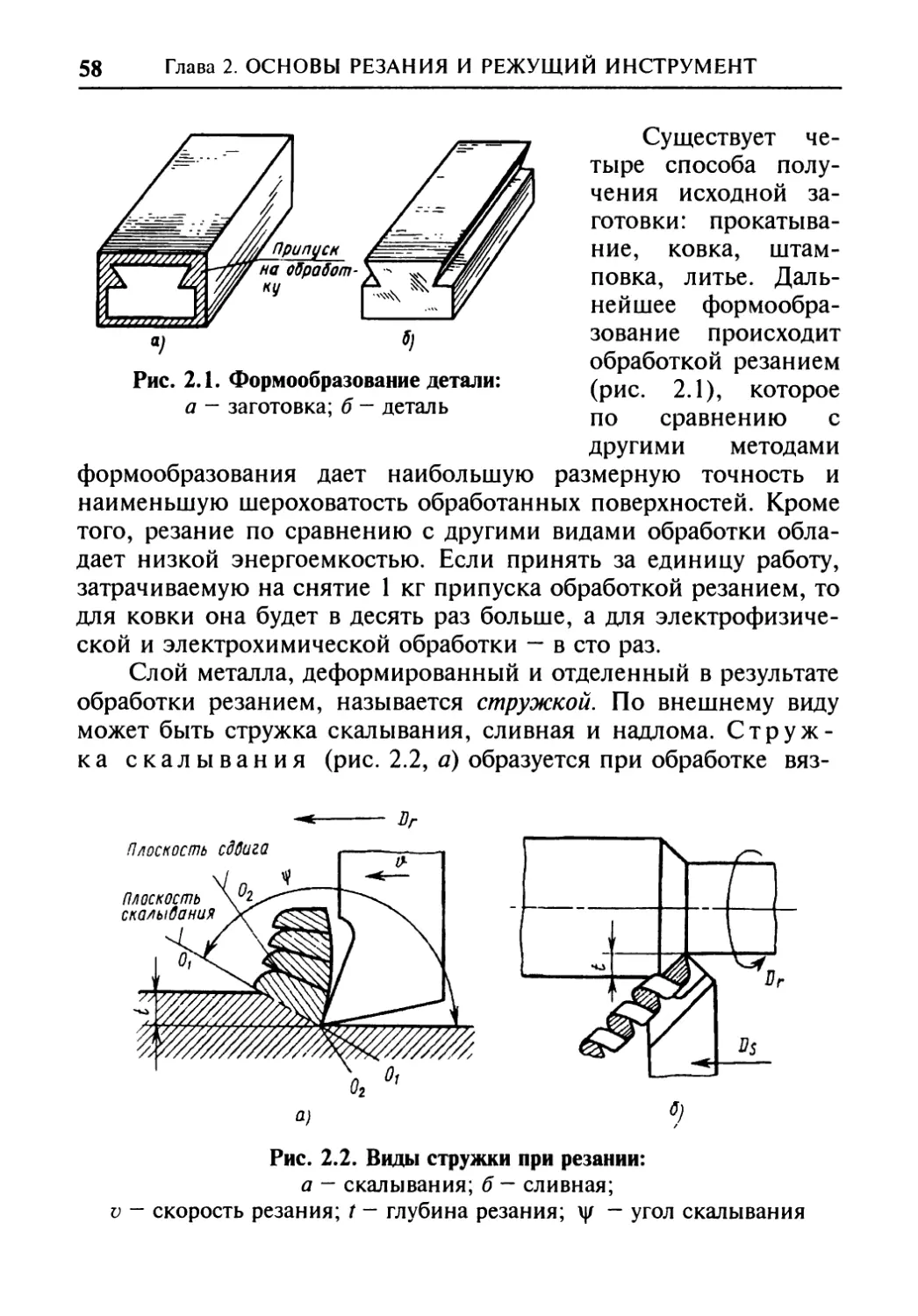
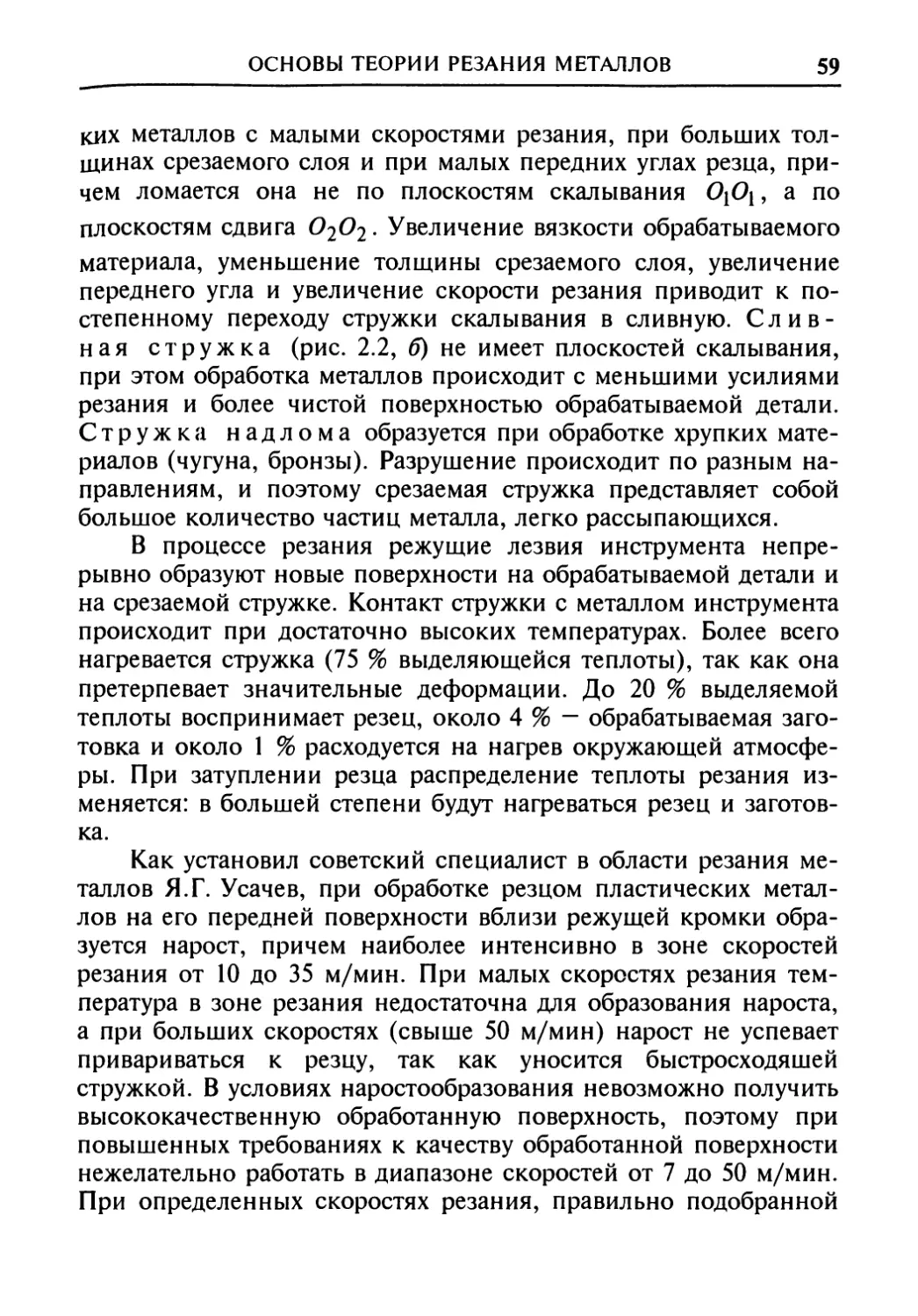
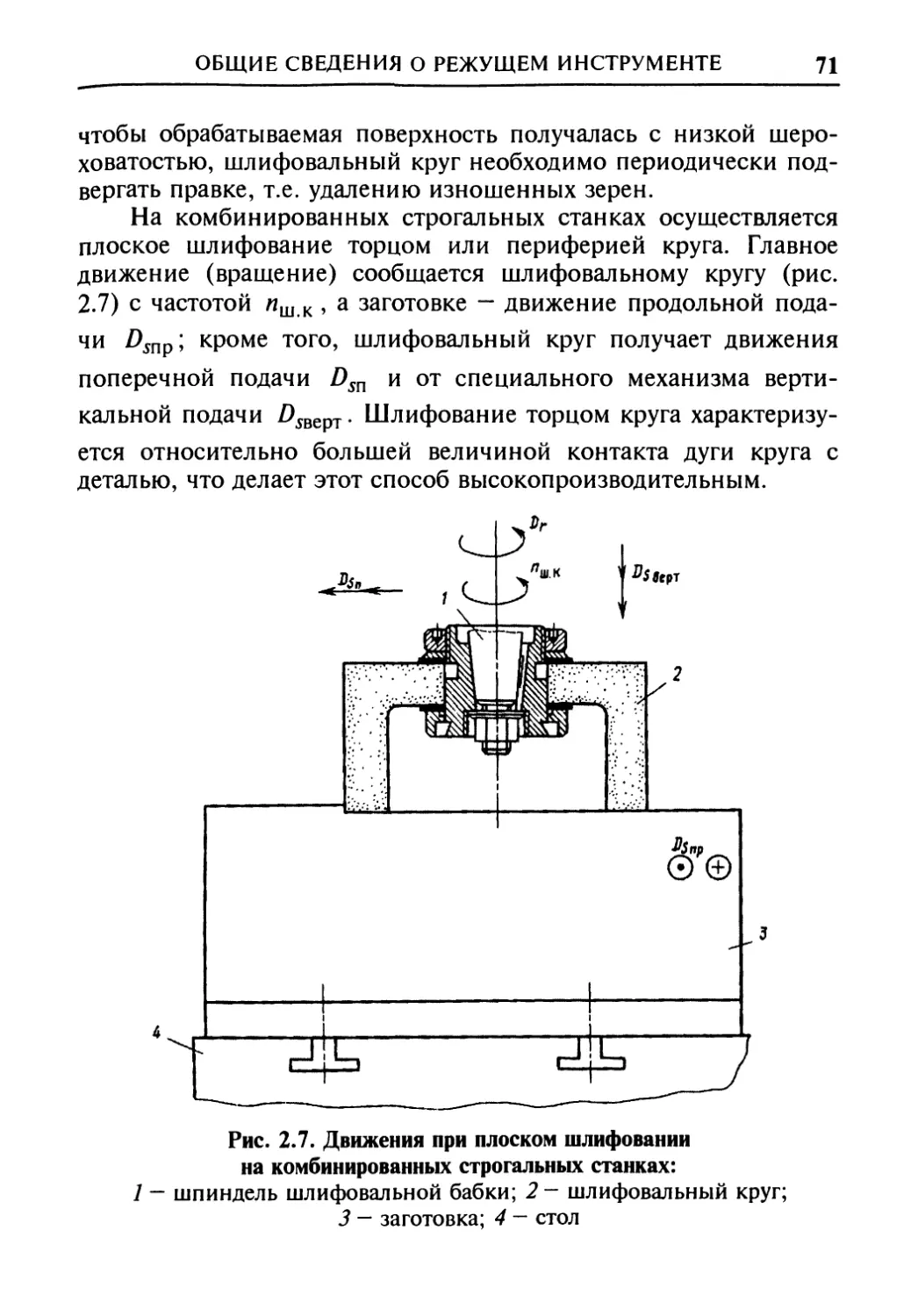
Рис. 1.1. Типовые поверхности,
получаемые при строгании
Строгание широко
применяют при изготов-
лении небольшого коли-
чества деталей в ремонт-
ных и инструментальных
цехах машиностроитель-
ных заводов. Такая обра-
ботка связана с удалени-
ем с заготовки больших
объемов металла. По
сравнению с другими
технологическими мето-
дами формообразования строгание экономически более выгодно
вследствие простоты конструкции и малой стоимости режущего
инструмента. Строганием образуют (рис. 1.1) вертикальные 7,
горизонтальные 2 и наклонные 3 поверхности, уступы 7, пазы 5,
канавки 4 и реже — криволинейные поверхности 6.
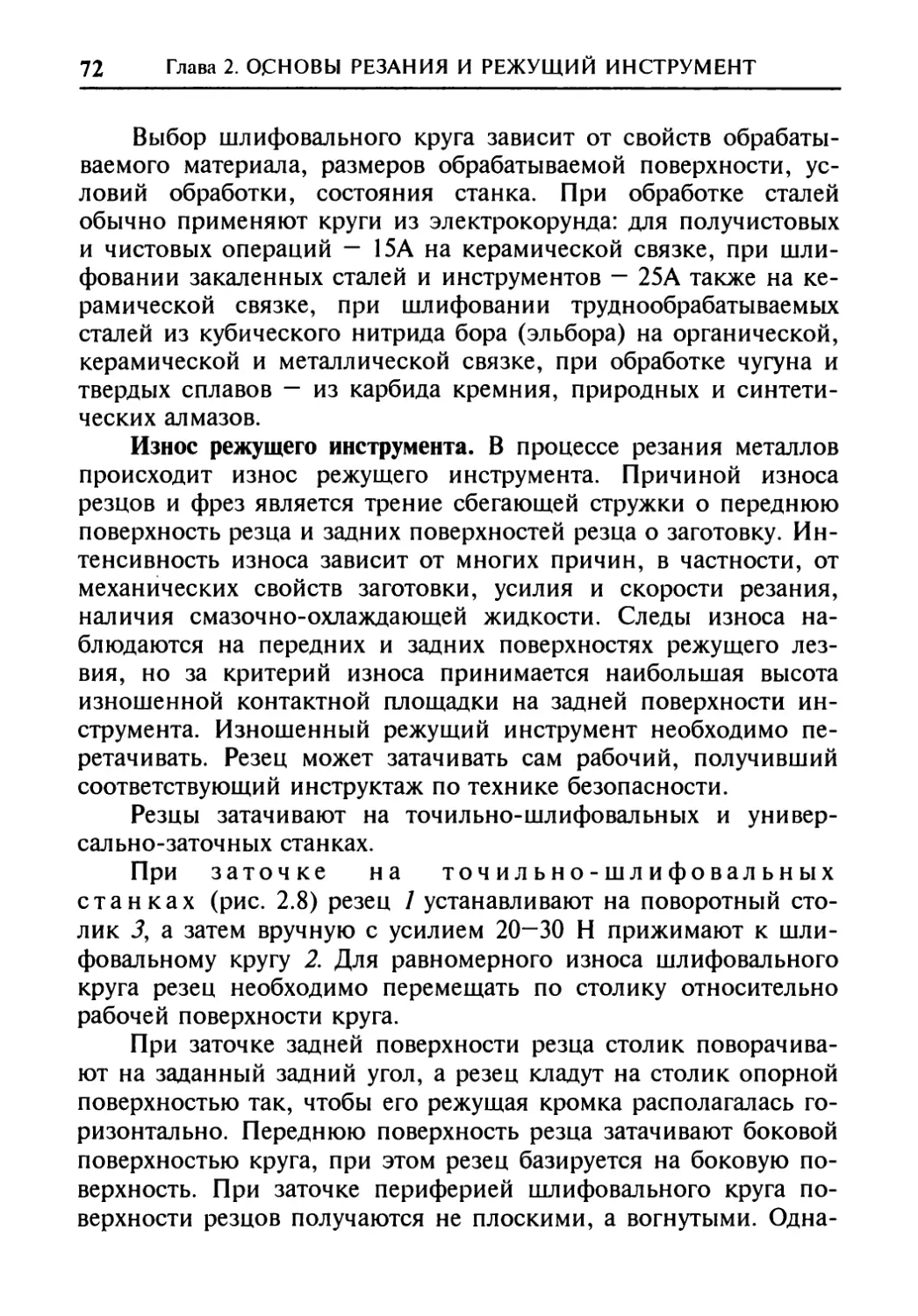
Для формообразования плоской горизонтальной поверхно-
сти резец совершает возвратно-поступательное движение, яв-
ляющееся главным движением резания Dr, и характеризуется
скоростями рабочего хода <ур (скоростью резания) и холостого
хода vx. Прямолинейное прерывистое движение заготовки или
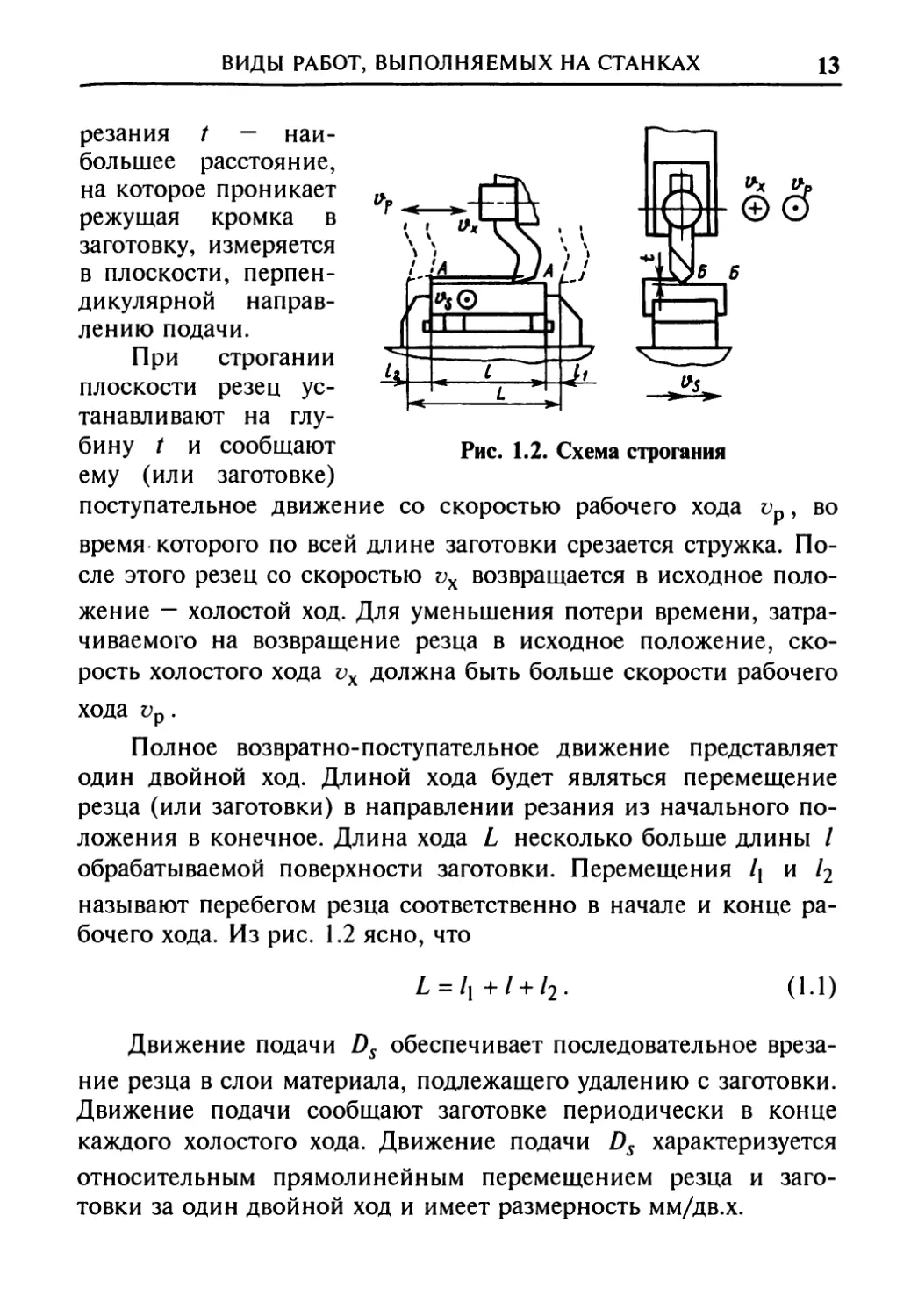
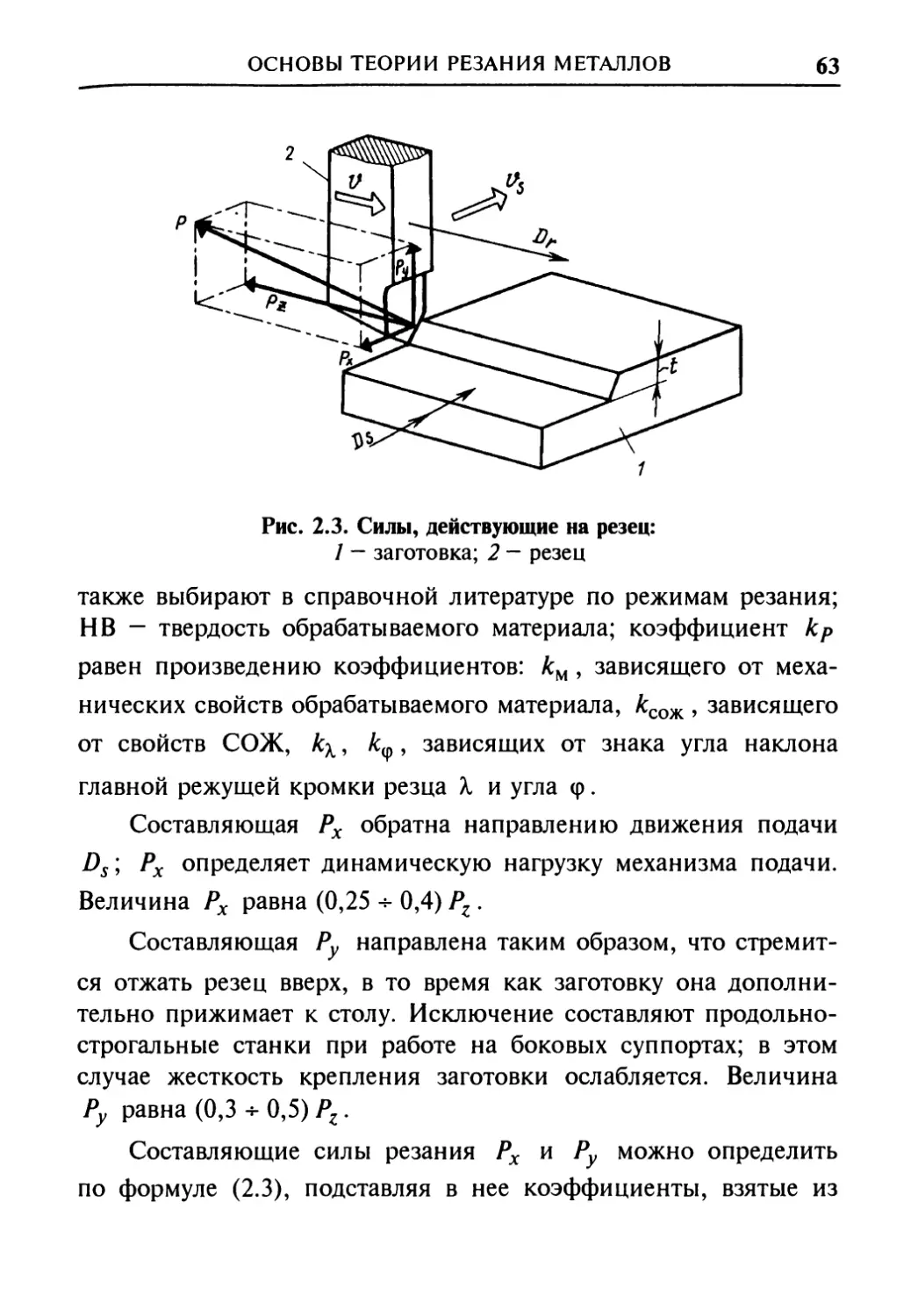
инструмента является движением подачи D$. При строгании
плоскости (рис. 1.2) заготовке и инструменту сообщаются два
согласованных между собой движения — движение резания в
горизонтальной плоскости и движение подачи. Движение пода-
чи происходит в тот момент, когда инструмент находится в
крайнем правом положении и не касается заготовки. Глубина
ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫХ НА СТАНКАХ
13
резания t — наи-
бол ь шее расстоя н и е,
на которое проникает
режущая кромка в
заготовку, измеряется
в плоскости, перпен-
дикулярной направ-
лению подачи.
При строгании
плоскости резец ус-
танавливают на глу-
бину t и сообщают
ему (или заготовке)
Рис. 1.2. Схема строгания
поступательное движение со скоростью рабочего хода vp, во
время которого по всей длине заготовки срезается стружка. По-
сле этого резец со скоростью vx возвращается в исходное поло-
жение — холостой ход. Для уменьшения потери времени, затра-
чиваемого на возвращение резца в исходное положение, ско-
рость холостого хода vx должна быть больше скорости рабочего
хода ?7р.
Полное возвратно-поступательное движение представляет
один двойной ход. Длиной хода будет являться перемещение
резца (или заготовки) в направлении резания из начального по-
ложения в конечное. Длина хода L несколько больше длины Z
обрабатываемой поверхности заготовки. Перемещения Zj и 12
называют перебегом резца соответственно в начале и конце ра-
бочего хода. Из рис. 1.2 ясно, что
Ь = 1{ + 1 + 12. (1.1)
Движение подачи Ds обеспечивает последовательное вреза-
ние резца в слои материала, подлежащего удалению с заготовки.
Движение подачи сообщают заготовке периодически в конце
каждого холостого хода. Движение подачи Ds характеризуется
относительным прямолинейным перемещением резца и заго-
товки за один двойной ход и имеет размерность мм/дв.х.
14
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
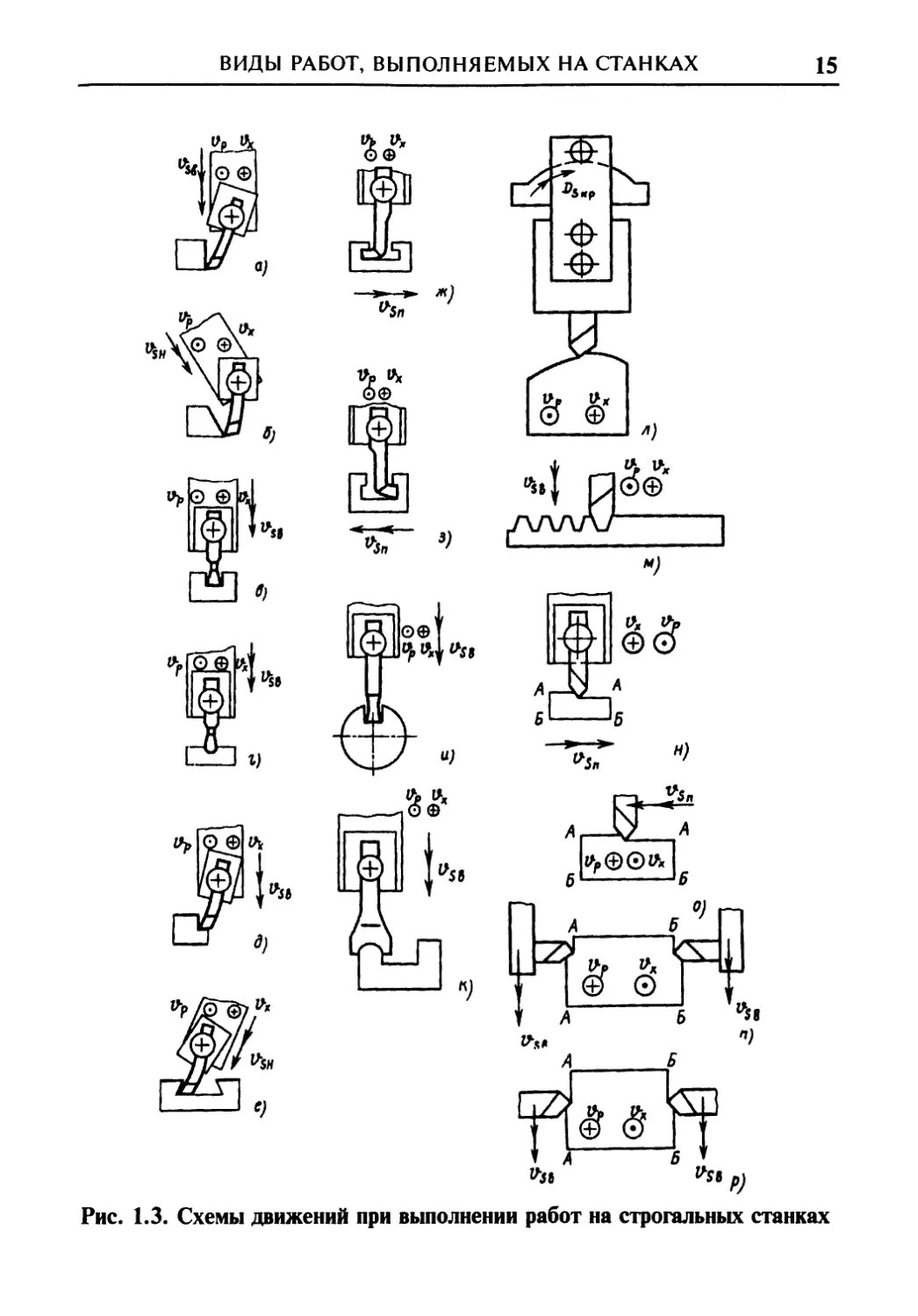
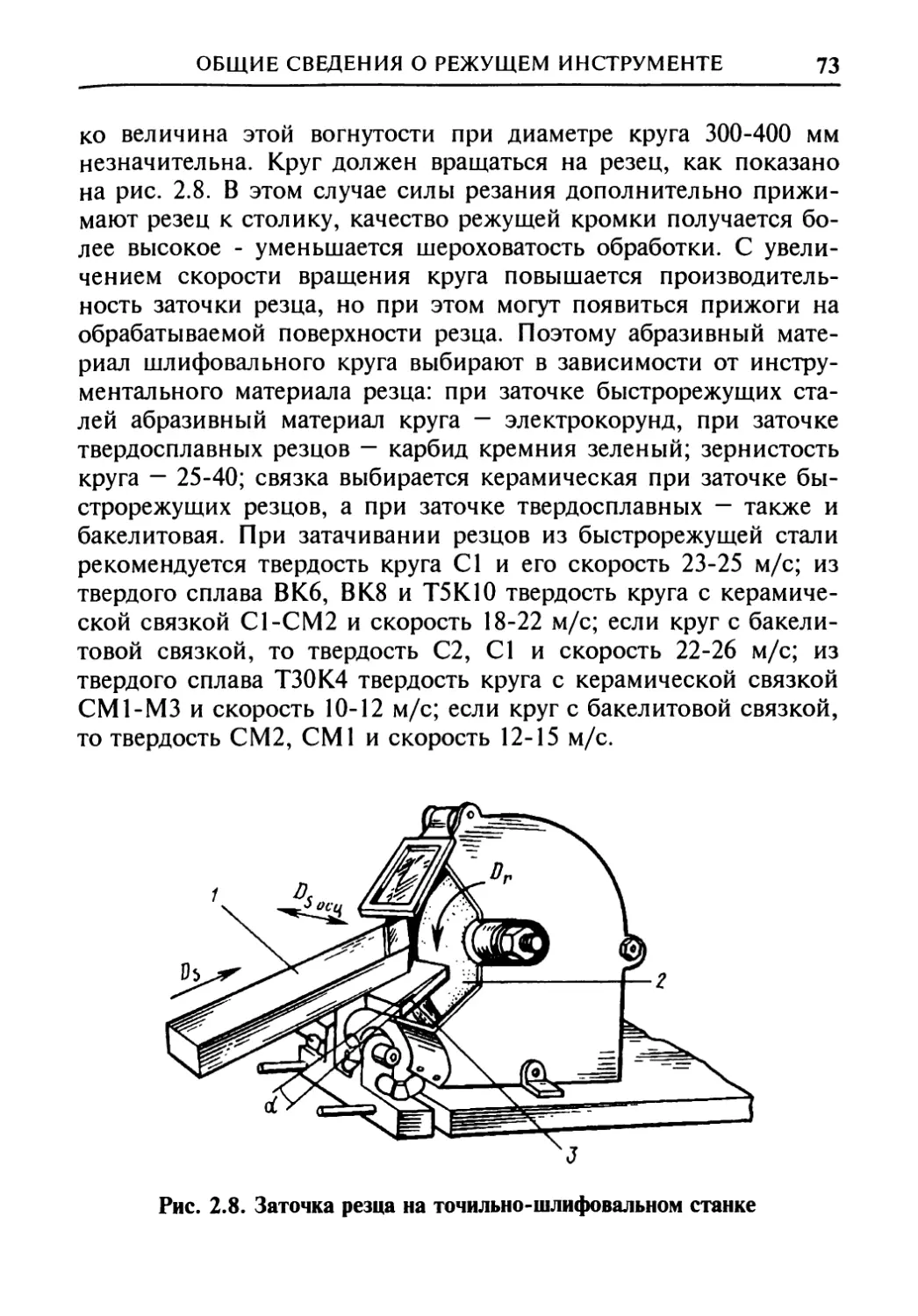
При строгании линия А-А (см. рис. 1.2) является следом
вершины строгального резца, совершающего возвратно-
поступательное движение; линия Б-Б может воспроизводиться
по-разному: 1) прямолинейным прерывистым движением заго-
товки в поперечном направлении, 2) прямолинейным прерыви-
стым движением строгального резца в вертикальном (рис. 1.3, а,
в, д) или наклонном направлениях (рис. 1.3, б, е), 3) режущей
кромкой резца (рис. 1.3, г).
Горизонтальные плоскости строгают проходными резцами
со скоростью поперечной подачи г?5П (см. рис. 1.2). При стро-
гании вертикальной и наклонной плоскостей (рис. 1.3, а, 6) ре-
зец движется со скоростью резания и одновременно с верти-
кальной г?5в или наклонной г?5Н скоростью подачи. Прямо-
угольные пазы и фасонные канавки строгают прорезными (рис.
1.3, в) и фасонными (рис. 1.3, г) резцами со скоростью верти-
кальной подачи г?5в. Уступы строгают подрезными резцами со
скоростью вертикальной подачи (рис. 1.3, д). Строгание паза
«ласточкин хвост» осуществляют в три приема. Сначала строга-
ют прямоугольный паз (рис. 1.3, в), а затем последовательно —
боковые стороны паза (рис. 1.3, е) подрезными резцами со ско-
ростью подачи г?5Н . Строгание паза на поперечно-строгальном и
продольно-строгальном станках производится однотипно. На
рис. 1.3, ж, з приведены схемы выполнения Т-образного паза.
Сначала строгают среднюю часть паза, затем левую часть (рис.
1.3, ж), и, наконец, правую (рис. 1.3, з). Движение подачи на
поперечно-строгальных станках сообщается заготовке, а на про-
дольно-строгальных — резцу. На рис. 1.3, и показано строгание
шпоночных канавок обычными пазовыми резцами нужной ши-
рины. На строгальных станках чаще выполняют наружные шпо-
ночные канавки. Для обработки фасонных поверхностей ис-
пользуют фасонные резцы (на поперечно-строгальных станках)
(рис. 1.3, к), на продольно-строгальных станках — поворотные
приспособления и копировальные устройства.
На строгальных станках можно выполнять разнообразные
по форме поверхности, например, изготовить зубчатую рейку
(рис. 1.3, м): впадины зубцов последовательно строгают при
вертикальной подаче суппорта, после чего осуществляют про-
ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫХ НА СТАНКАХ
15
1
ъ» р)
Рис. 1.3. Схемы движений при выполнении работ на строгальных станках
16
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
цесс деления и строгают следующую впадину. При использова-
нии делительных головок можно обработать зубчатое колесо,
кулачки и другие фасонные поверхности.
При обработке параллельных горизонтальных поверхностей
АА и ББ как на поперечно-строгальных (рис. 1.3, н), так и на
продольно-строгальных (рис. 1.3, 6) станках сначала строгают
поверхность АА , затем заготовку перевертывают и строгают по-
верхность ББ. Для повышения производительности продольно-
строгальных станков при обработке параллельных вертикальных
плоскостей можно про-
водить строгание одно-
временно двух плоско-
стей АА и ББ двумя рез-
цами, установленными
либо в верхних суппортах
(рис 1.3, п), либо в боко-
вых суппортах (рис. 1.3,
р). В обоих случаях резцы
получают скорость вер-
тикальной подачи . В
зависимости от размеров
заготовки возможно со-
четание различных вари-
антов обработки на осно-
ве этих двух схем.
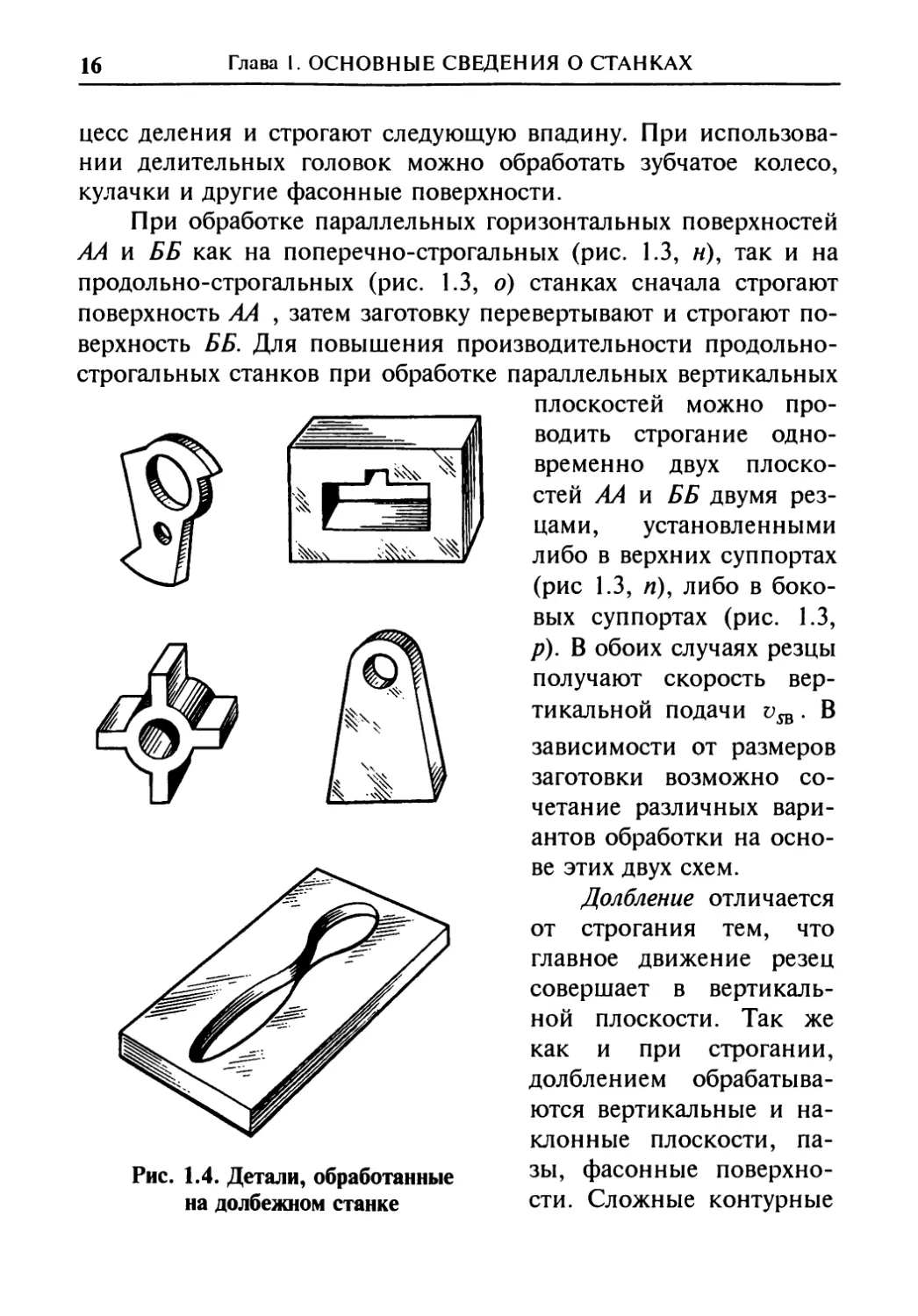
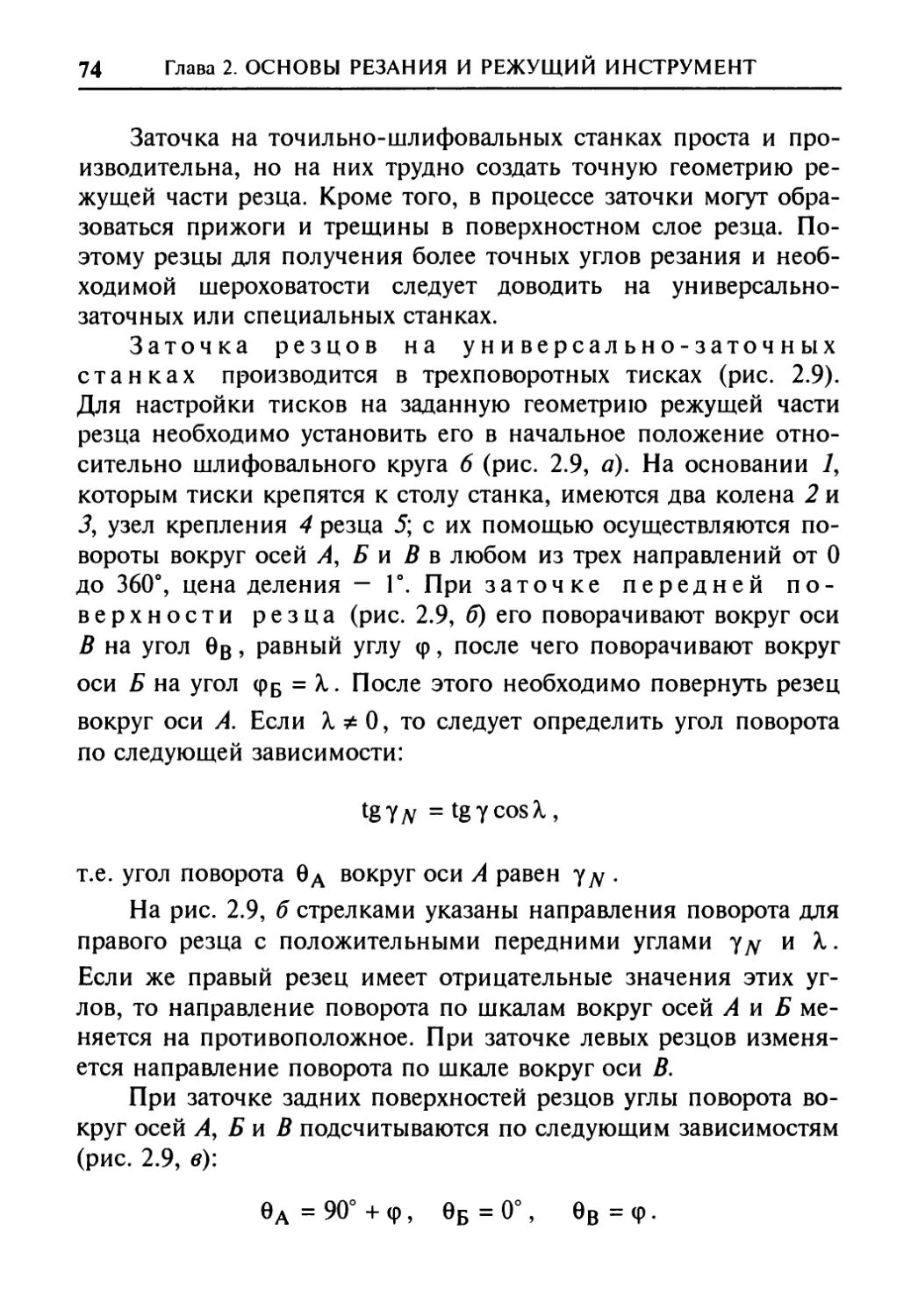
Долбление отличается
от строгания тем, что
главное движение резец
совершает в вертикаль-
ной плоскости. Так же
как и при строгании,
долблением обрабатыва-
ются вертикальные и на-
клонные плоскости, па-
зы, фасонные поверхно-
сти. Сложные контурные
Рис. 1.4. Детали, обработанные
на долбежном станке
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
17
поверхности, шпоночные пазы и другие криволинейные конту-
ры в цилиндрических и конических отверстиях предпочтитель-
нее выполнять на долбежных станках, так как это технологиче-
ски проще. На рис. 1.4 показаны детали, обработанные на дол-
бежных станках без применения сложных приспособлений.
Долбежный станок имеет продольную, поперечную и кру-
говую подачу стола. Это позволяет обрабатывать с одной уста-
новки несколько простых и сложных поверхностей заготовки
при последовательном включении то одной, то другой подачи
стола. На долбежном станке можно одновременно обрабатывать
несколько заготовок, собранных в пакет, при этом можно на-
кладывать на верх пакета обработанную заготовку, которая слу-
жит шаблоном при обработке последующих. При установке за-
готовки обработанные ранее поверхности следует использовать
при долблении как установочные и измерительные базы.
1.3. Основные модели
продольно-строгальных, поперечно-строгальных и
долбежных станков
Строгальные и долбежные станки по степени универсаль-
ности можно разделить на универсальные и специализирован-
ные.
На универсальных станках выполняют все виды строгальных
операций. К ним относятся продольно-строгальные, поперечно-
строгальные и долбежные станки. Основные модели строгаль-
ных и долбежных станков и их некоторые технические характе-
ристики приведены в табл. 1.1 — 1.5.
В последние годы наша промышленность выпускает комби-
нированные строгальные станки', строгально-фрезерные, стро-
гально-шлифовальные, что придало им еще большую универ-
сальность. Так, комбинированные продольно-строгальные стан-
ки мод. 7225 и 7220 имеют три строгальных и два фрезерных
суппорта.
Специализированные станки предназначены для обработки
изделий одного наименования и разных размеров. На них вы-
полняется ограниченное число строгальных операций. К спе-
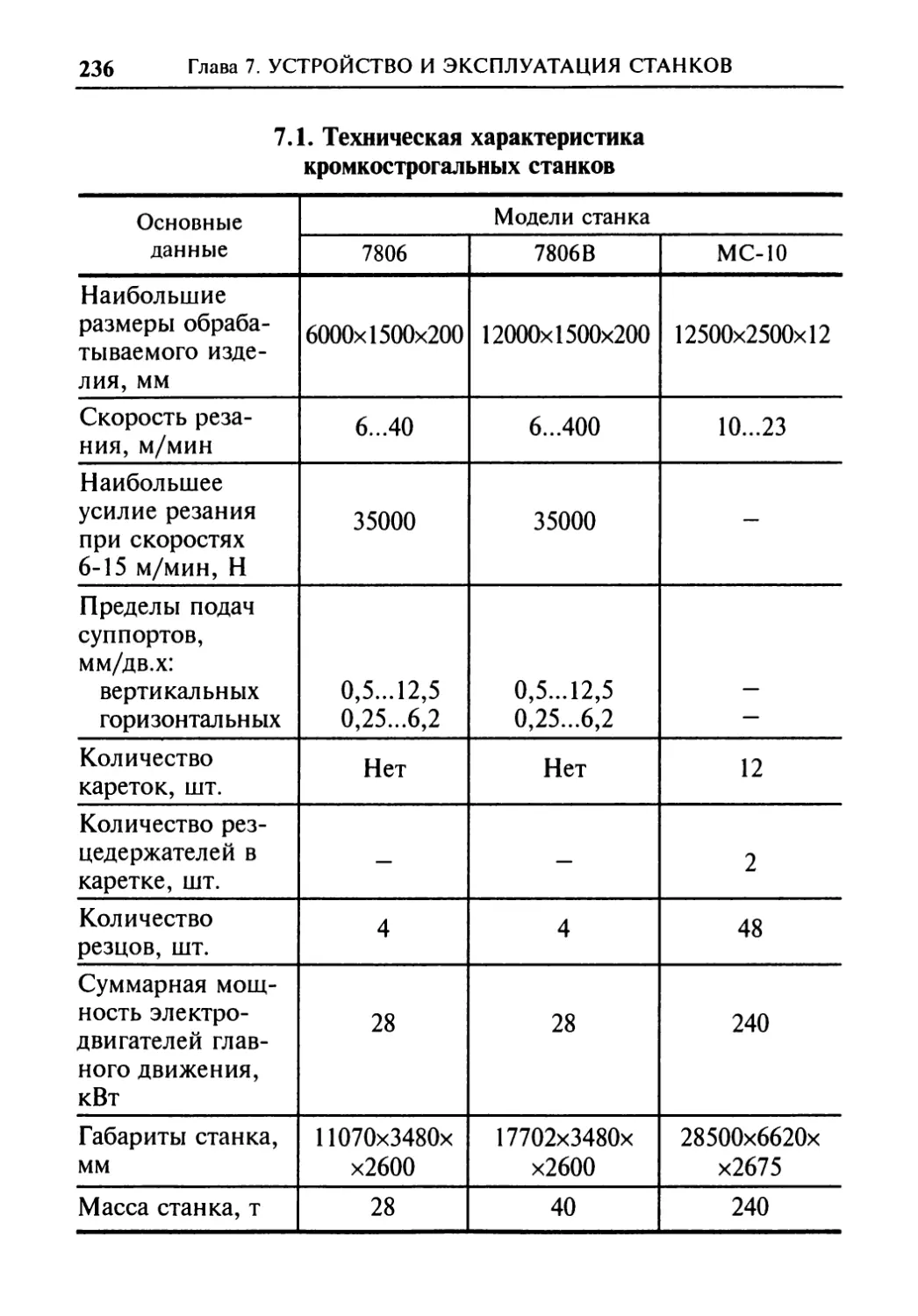
циализированным станкам относятся: кромкб^^гЭТБнтаедая -
1.1. Технические характеристики продольно-строгальных одностоечных станков
Модель станка Наибольшая ширина заготовки, мм Длина рабочей поверхности стола, мм Скорость стола при рабочем ходе, м/мин Допускаемая масса заготовки, т Мощность эл ектродви гател я, кВт Масса станка, т Примечание
7106 630 1000 6 - 60* 11 5,8
7110 1000 3000 4-90 4,5 40 27,5 Имеет два верхних и один боковой суппорты
7 АПО 1000 3000 2 - 80* 4,5 71 25,5 По заказу выпускается с предварительным набором координат и цифровой индикацией
7Б110 4,7
7112 1250 4000 4-80* 8 55 35 Имеет два верхних и один боковой суппорты
7А112 7Б112 1250 4000 2-80 8,75 132 32,8 По заказу выпускается с предварительным набором координат и цифровой индикацией
7116 1600 6000 4-80 12 75 50 Имеет два верхних и один боковой суппорты
7А116 7Б116 1600 6000 2-80 8,75 132 46,5 По заказу выпускается с предварительным набором координат и цифровой индикацией
7142А 1250 6000 6-60 10 16,2 40
Примечание. Параметры скорости стола, отмеченные звездочкой (*), имеют размерность
двойных ходов в минуту (дв.х/мин).
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
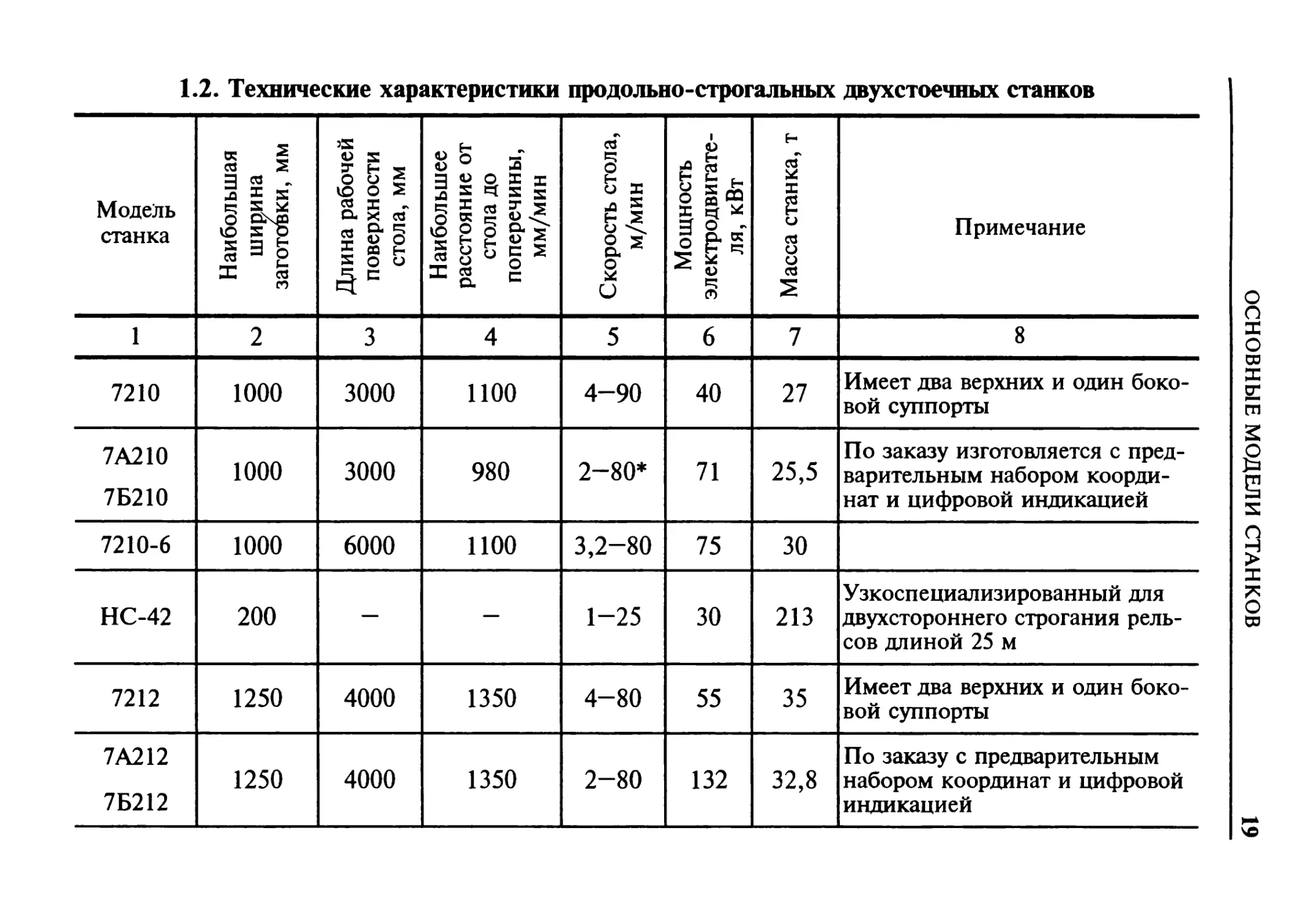
1.2. Технические характеристики продольно-строгальных двухстоечных станков
Модель станка Наибольшая ширина заготовки, мм Длина рабочей поверхности стола, мм Наибольшее расстояние от стола до поперечины, мм/мин Скорость стола, м/мин Мощность электродвигате- ля, кВт Масса станка, т Примечание
1 2 3 4 5 6 7 8
7210 1000 3000 1100 4-90 40 27 Имеет два верхних и один боко- вой суппорты
7А210 7Б210 1000 3000 980 2-80* 71 25,5 По заказу изготовляется с пред- варительным набором коорди- нат и цифровой индикацией
7210-6 1000 6000 1100 3,2-80 75 30
НС-42 200 — — 1-25 30 213 Узкоспециализированный для двухстороннего строгания рель- сов длиной 25 м
7212 1250 4000 1350 4-80 55 35 Имеет два верхних и один боко- вой суппорты
7А212 7Б212 1250 4000 1350 2-80 132 32,8 По заказу с предварительным набором координат и цифровой индикацией
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
NJ
О
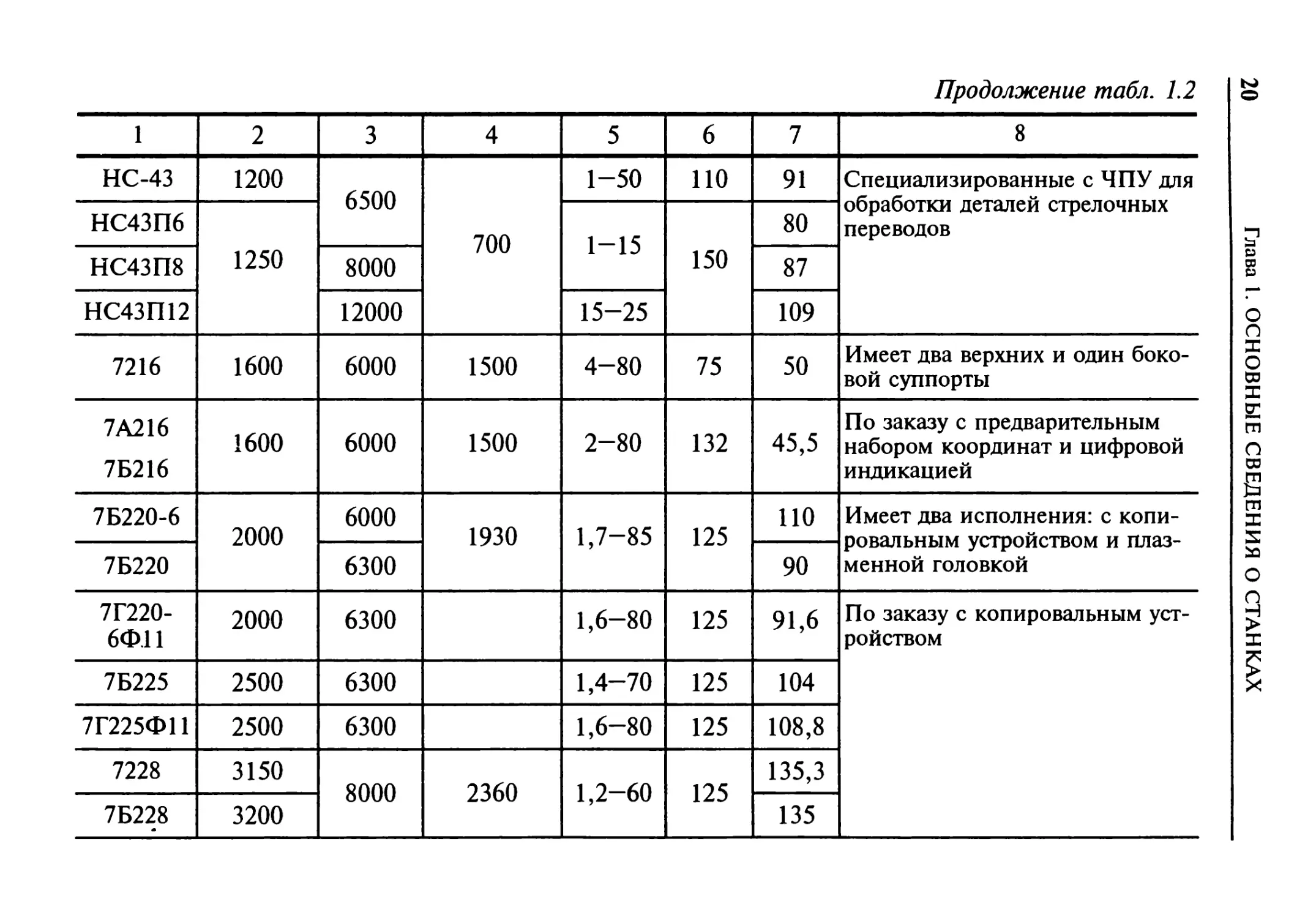
Продолжение табл. 1.2
1 2 3 4 5 6 7 8
НС-43 1200 6500 700 1-50 ПО 91 Специализированные с ЧПУ для обработки деталей стрелочных переводов
НС43П6 1250 1-15 150 80
НС43П8 8000 87
НС43П12 12000 15-25 109
7216 1600 6000 1500 4-80 75 50 Имеет два верхних и один боко- вой суппорты
7А216 7Б216 1600 6000 1500 2-80 132 45,5 По заказу с предварительным набором координат и цифровой индикацией
7Б220-6 2000 6000 1930 1,7-85 125 110 Имеет два исполнения: с копи- ровальным устройством и плаз- менной головкой
7Б220 6300 90
7Г220- 6Ф.11 2000 6300 1,6-80 125 91,6 По заказу с копировальным уст- ройством
7Б225 2500 6300 1,4-70 125 104
7Г225Ф11 2500 6300 1,6-80 125 108,8
7228 3150 8000 2360 1,2-60 125 135,3
7Б228 3200 135
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Продолжение табл. 1.2
1 2 3 4 5 6 7 8
7Г228Ф11 3150 8000 2360 1,25-63 125 129,2
7242А 1500 6000 1250 6-60 40
7А256 2000 6000 1800 1,5-75 59x2 65
7А278 2800Z 8000 2500 1-50 59x2 112,5
7А288 4000 12000 4000 2-50 118x2 305
7289 5000 15000 4000 2-50 118x2 366
7А289 5000 15000 4000 2-50 180 371
7808 2000 8000 4-40 25 51 Кромкострогальные специали- зированные станки
7814 2000 14000
7А814 2000 14000
7Б808Ф11 2000 8000
7Б814Ф11 2000 14000
Примечание. Параметры скорости стола, отмеченные звездочкой (*), имеют размерность
двойных ходов в минуту (дв.х/мин).
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
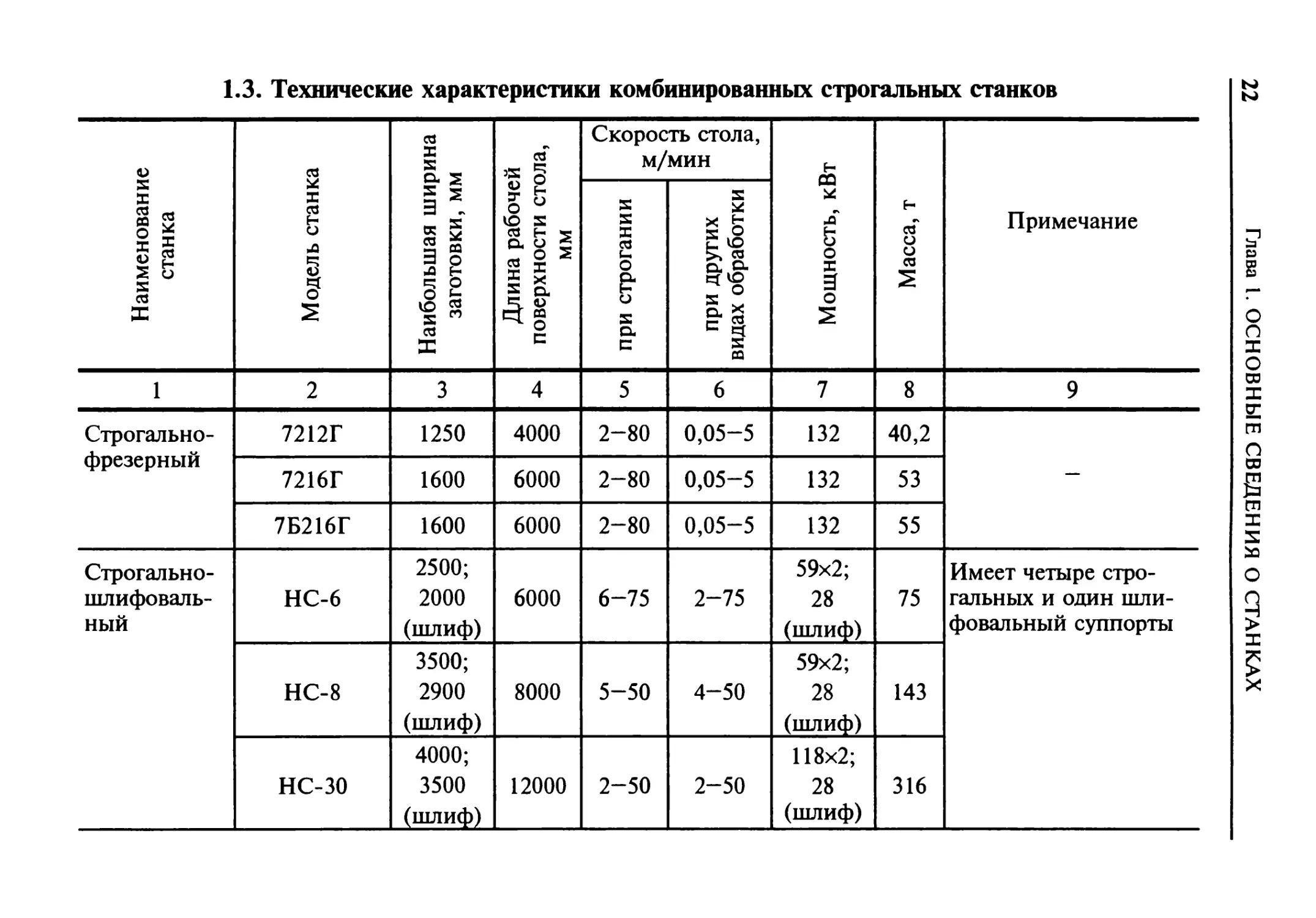
1.3. Технические характеристики комбинированных строгальных станков
Наименование станка Модель станка Наибольшая ширина заготовки, мм Длина рабочей поверхности стола, мм Скорость стола, м/мин Мощность, кВт Масса, т Примечание
при строгании при других видах обработки
1 2 3 4 5 6 7 8 9
Строгально- фрезерный 7212Г 1250 4000 2-80 0,05-5 132 40,2 —
7216Г 1600 6000 2-80 0,05-5 132 53
7Б216Г 1600 6000 2-80 0,05-5 132 55
Строгально- шлифоваль- ный НС-6 2500; 2000 (шлиф) 6000 6-75 2-75 59x2; 28 (шлиф) 75 Имеет четыре стро- гальных и один шли- фовальный суппорты
НС-8 3500; 2900 (шлиф) 8000 5-50 4-50 59x2; 28 (шлиф) 143
НС-30 4000; 3500 (шлиф) 12000 2-50 2-50 118x2; 28 (шлиф) 316
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
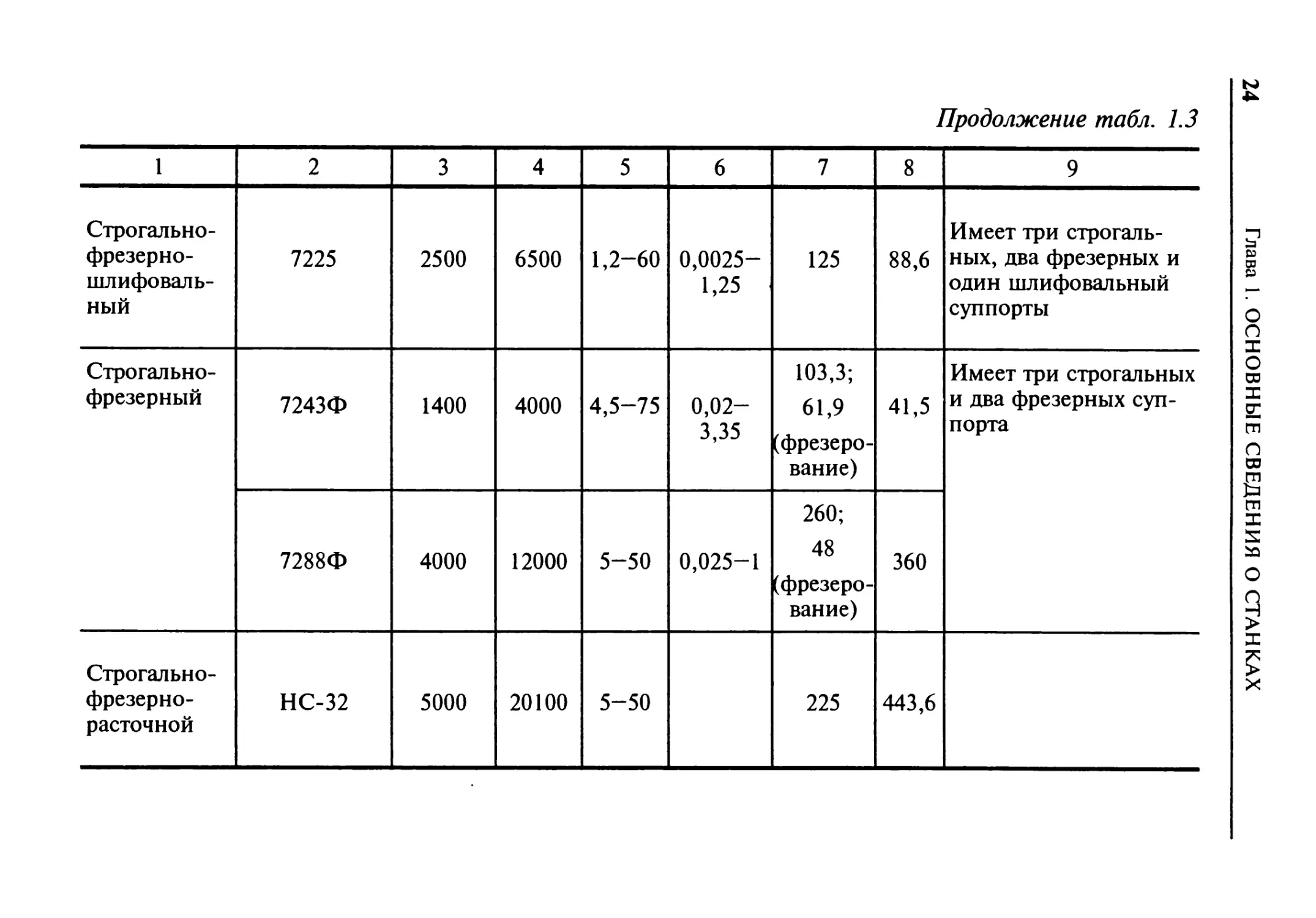
Продолжение табл. 1.3
1 2 3 4 5 6 7 8 9
Строгально- фрезерный с предвари- тельным на- бором коор- динат и цифровой индикацией 7Б220М6Ф1 2000 6300 1,7-85 0,003- 1,2 125; 30 (фрезе- рование) 116 Имеет один фрезерно- расточной и три стро- гальных суппорта
7Г220Ж6Ф11 2000 6300 1,6-80 0,003- 1,2 125; 45 (фрезе- рование) 103,2 Имеет один фрезерно- расточной и четыре строгальных суппорта, фрезерные головки
7Б225МФ1 2500 6300 1,4-70 0,003— 1,2 125; 30 (фрезе- рование) 102,7 Имеет один фрезерно- расточной и три стро- гальных суппорта
7228МФ1 3150 8000 1,2-60 0,003- 1,2 125; 30 (фрезеро- вание) 142 Имеет один фрезерно- расточной и три стро- гальных суппорта, фрезерные головки
7Г228ЖФ11 3150 10000 1,6-80 0,003- 1,2 125; 45 (фрезеро- вание) 142 Имеет один фрезерно- расточной и четыре строгальных суппорта
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
си
Продолжение табл. 1.3
1 2 3 4 5 6 7 8 9
Строгально- фрезерно- шлифоваль- ный 7225 2500 6500 1,2-60 0,0025- 1,25 125 88,6 Имеет три строгаль- ных, два фрезерных и один шлифовальный суппорты
Строгально- фрезерный 7243Ф 1400 4000 4,5-75 0,02- 3,35 103,3; 61,9 (фрезеро- вание) 41,5 Имеет три строгальных и два фрезерных суп- порта
7288Ф 4000 12000 5-50 0,025-1 260; 48 (фрезеро- вание) 360
Строгально- фрезерно- расточной НС-32 5000 20100 5-50 225 443,6
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
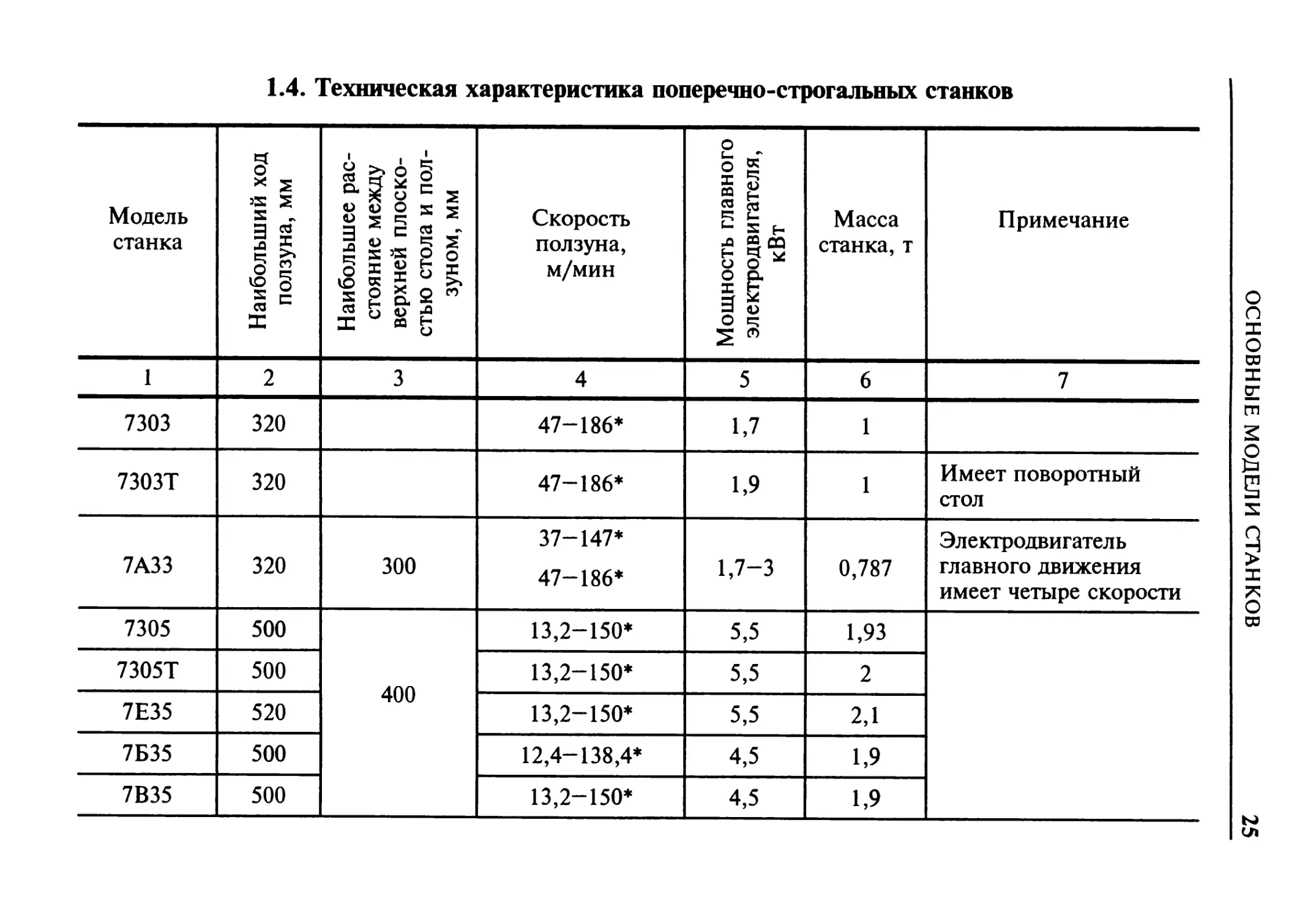
1.4. Техническая характеристика поперечно-строгальных станков
Модель станка Наибольший ход ползуна, мм Наибольшее рас- стояние между верхней плоско- стью стола и пол- зуном, мм Скорость ползуна, м/мин Мощность главного электродвигателя, кВт Масса станка, т Примечание
1 2 3 4 5 6 7
7303 320 47-186* 1,7 1
7303Т 320 47-186* 1,9 1 Имеет поворотный стол
7АЗЗ 320 300 37-147* 47-186* 1,7-3 0,787 Электродвигатель главного движения имеет четыре скорости
7305 500 400 13,2-150* 5,5 1,93
7305Т 500 13,2-150* 5,5 2
7Е35 520 13,2-150* 5,5 2,1
7Б35 500 12,4-138,4* 4,5 1,9
7В35 500 13,2-150* 4,5 1,9
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
СП
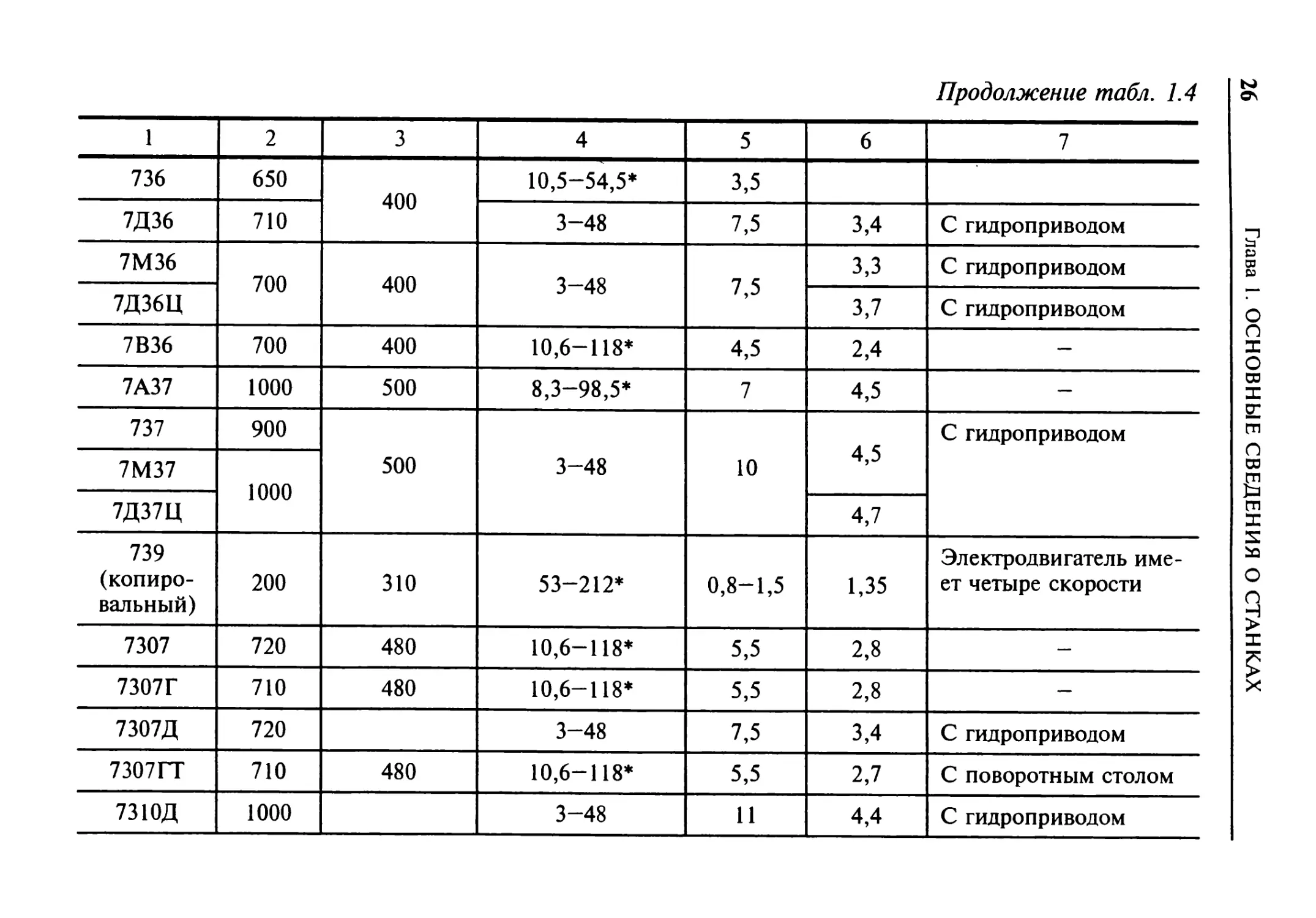
Продолжение табл. 1.4
1 2 3 4 5 6 7
736 650 400 10,5-54,5* 3,5
7Д36 710 3-48 7,5 3,4 С гидроприводом
7М36 700 400 3-48 7,5 3,3 С гидроприводом
7Д36Ц 3,7 С гидроприводом
7В36 700 400 10,6-118* 4,5 2,4 —
7А37 1000 500 8,3-98,5* 7 4,5 —
737 900 500 3-48 10 4,5 С гидроприводом
7М37 1000
7Д37Ц 4,7
739 (копиро- вальный) 200 310 53-212* 0,8-1,5 1,35 Электродвигатель име- ет четыре скорости
7307 720 480 10,6-118* 5,5 2,8 —
7307Г 710 480 10,6-118* 5,5 2,8 —
7307Д 720 3-48 7,5 3,4 С гидроприводом
7307ГТ 710 480 10,6-118* 5,5 2,7 С поворотным столом
7310Д 1000 3-48 11 4,4 С гидроприводом
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
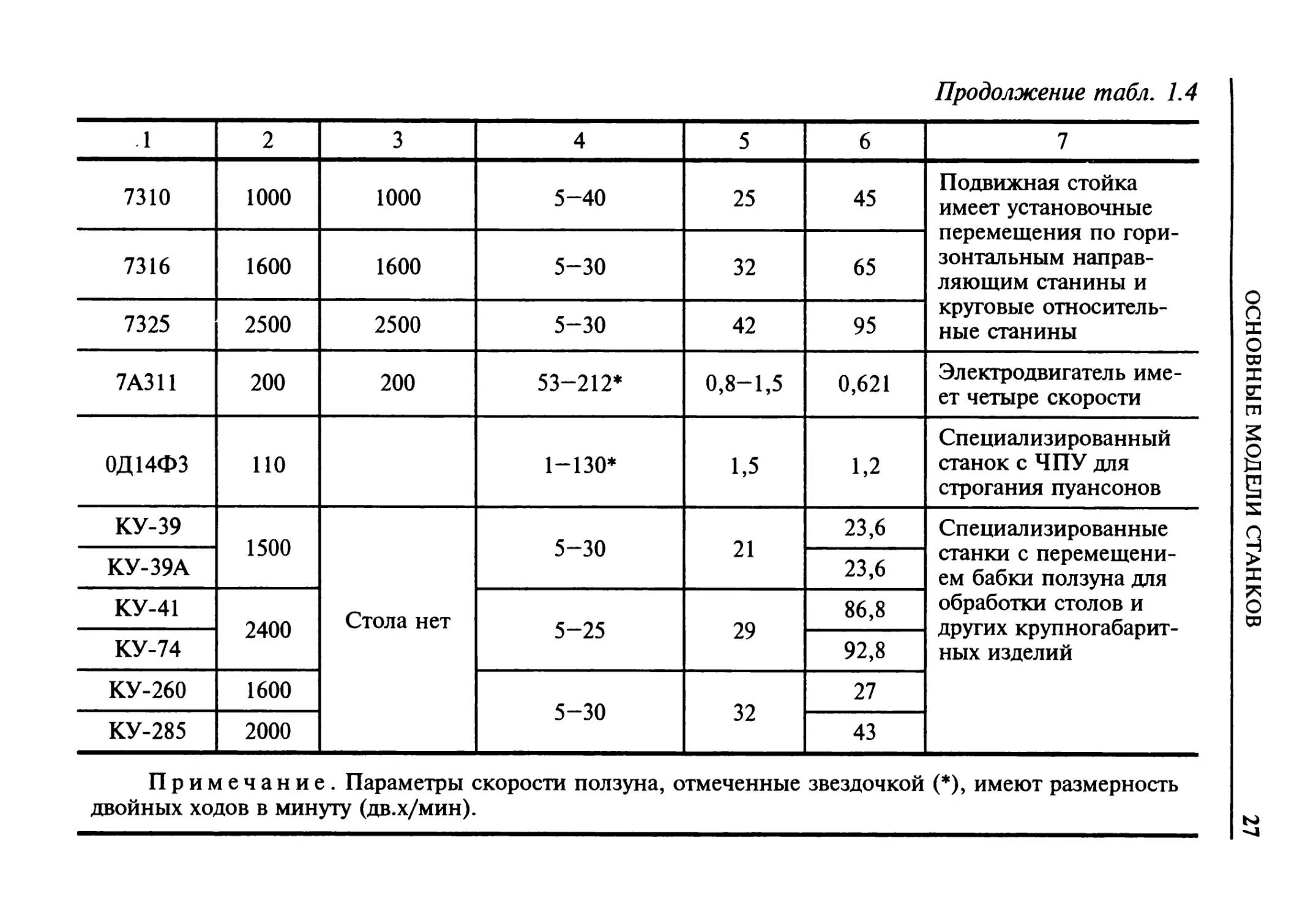
Продолжение табл. 1.4
1 2 3 4 5 6 7
7310 1000 1000 5-40 25 45 Подвижная стойка имеет установочные перемещения по гори- зонтальным направ- ляющим станины и круговые относитель- ные станины
7316 1600 1600 5-30 32 65
7325 2500 2500 5-30 42 95
7А311 200 200 53-212* 0,8-1,5 0,621 Электродвигатель име- ет четыре скорости
0Д14ФЗ ПО 1-130* 1,5 1,2 Специализированный станок с ЧПУ для строгания пуансонов
КУ-39 1500 Стола нет 5-30 21 23,6 Специализированные станки с перемещени- ем бабки ползуна для обработки столов и других крупногабарит- ных изделий
КУ-39А 23,6
КУ-41 2400 5-25 29 86,8
КУ-74 92,8
КУ-260 1600 5-30 32 27
КУ-285 2000 43
П римечание. Параметры скорости ползуна, отмеченные звездочкой (*), имеют размерность
двойных ходов в минуту (дв.х/мин).
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
28
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
обработки листового материала (мод. 7808, 7814, 7А814,
7Б814Ф11, 7Б808Ф11); копировально-строгальные, предназна-
ченные для обработки фасонных поверхностей по копиру;
строгальные для резки грата с деталей (мод. ГД-106, ГД-107);
внутристрогальные для остовов тяговых двигателей (мод. ГД-
134, ГД-161); станки с ЧПУ для строгания пуансонов (мод. ОД
14ФЗ); двухстоечный продольно-строгальный с ЧПУ для обра-
ботки стрелочных переводов (мод. НС-43) и др.
Все станки строгальной группы в зависимости от усилий,
возникающих при обработке изделий и действующих на узлы
станка и его механизмы, можно разбить на четыре типо-
вые компоновки.
Компоновка поперечно-строгальных стан-
ков простая и компактная, при которой обрабатываемая заго-
товка неподвижна в процессе резания, а резец, закрепленный в
ползуне, совершает возвратно-поступательное движение. Общий
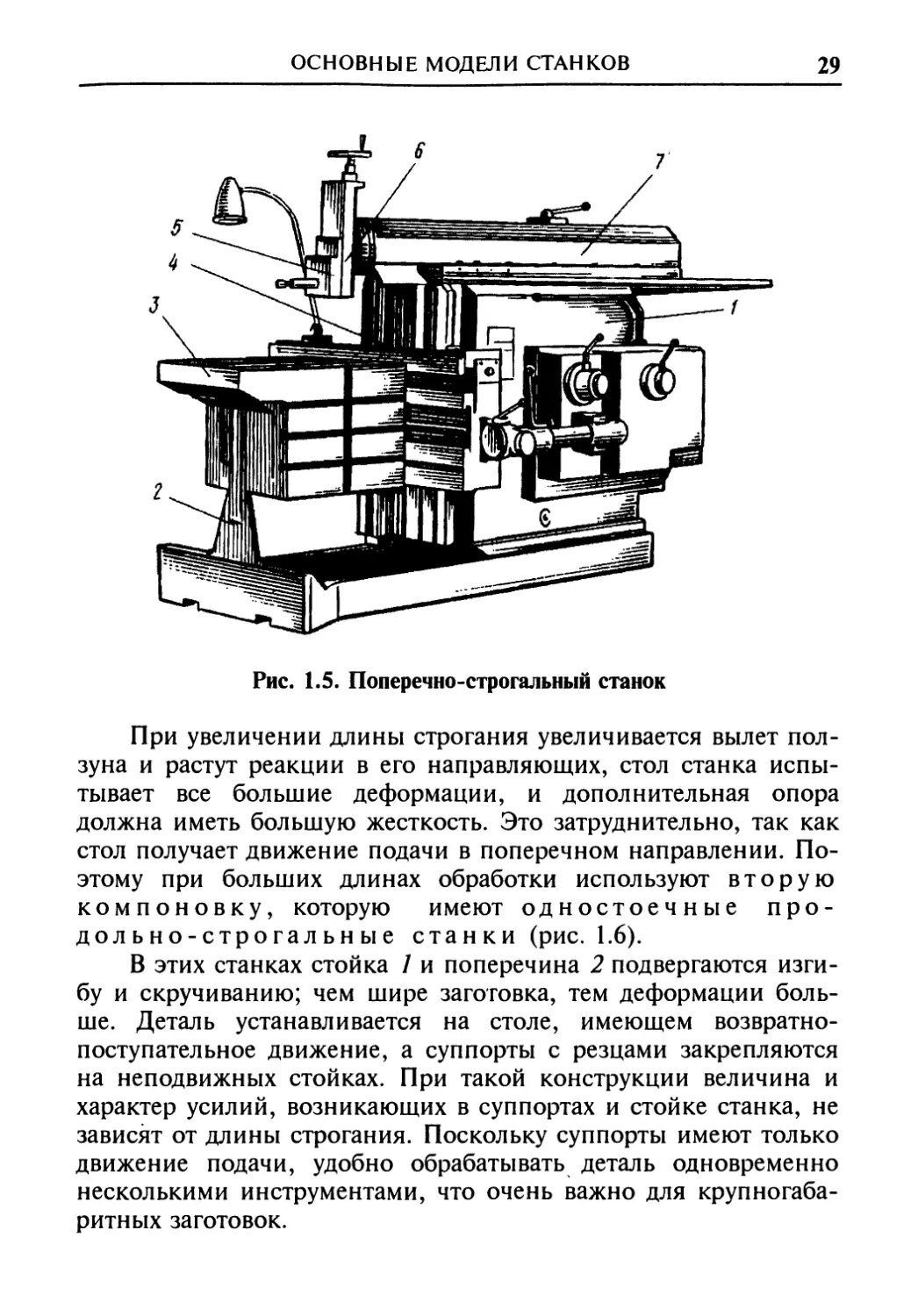
вид поперечно-строгального станка показан на рис. 1.5. На ста-
нине 1 установлены и закреплены все узлы станка. По горизон-
тальным направляющим станины перемещается ползун 7, со-
вершающий возвратно-поступательное движение с помощью
кулисного механизма или от гидроцилиндра. На левом конце
ползуна закреплен суппорт 6, состоящий из поворотного круга,
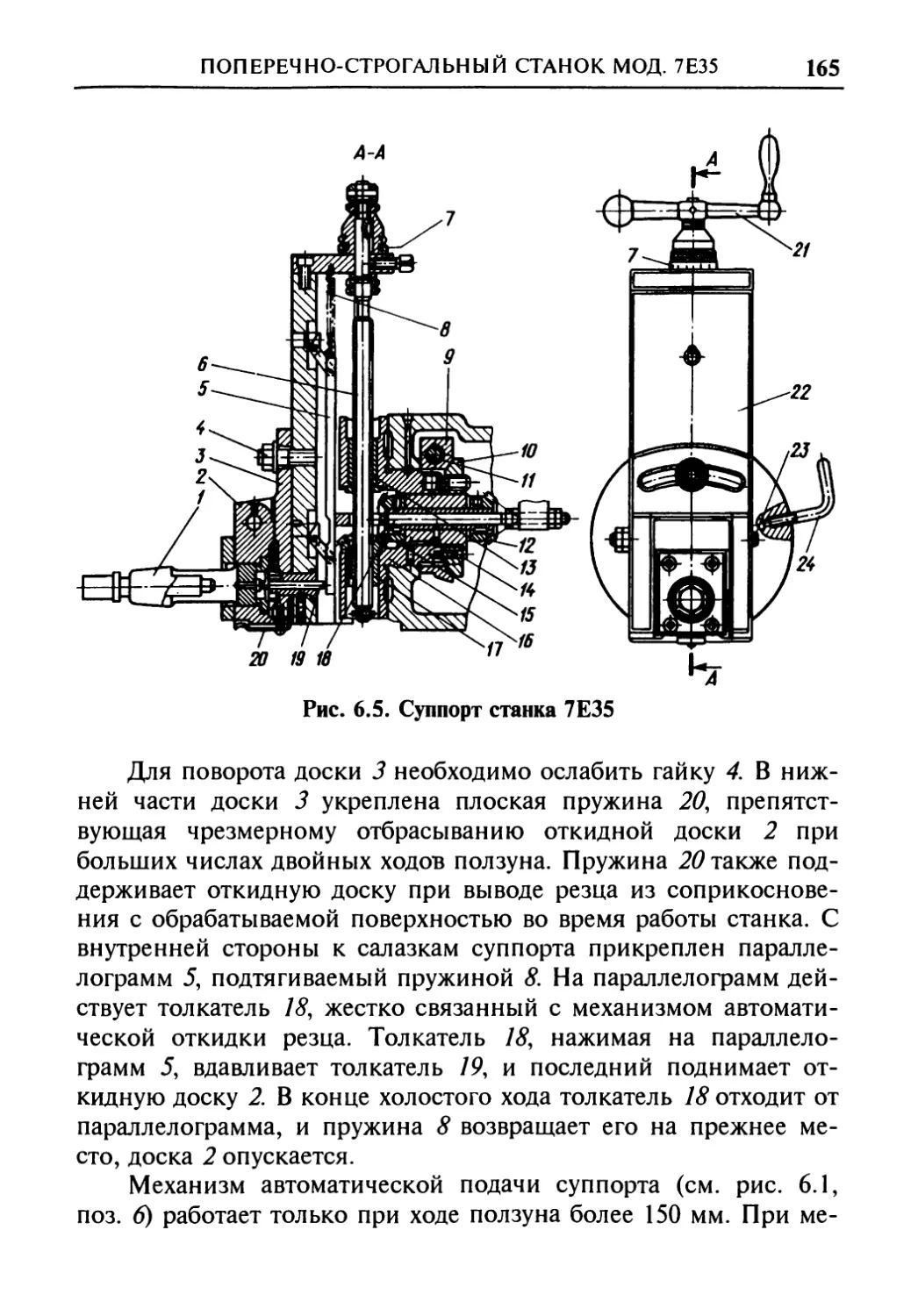
салазок, поворотной и откидной доски 5 с резцедержателем.
Суппорт вместе с резцом может перемещаться в вертикальном
или наклонном направлении.
Наклонное перемещение обеспечивается поворотом суп-
порта относительно горизонтальной оси. Резцедержатель может
откидываться под воздействием шарнира, тем самым обеспечи-
вается свободное скольжение резца по заготовке при холостом
ходе ползуна. Траверса 4 со столом 3 устанавливается на верти-
кальных направляющих станины в соответствии с высотой заго-
товки. Стол служит для установки на нем обрабатываемой заго-
товки; он перемешается по траверсе в горизонтальной плоско-
сти и сообщает заготовке поперечную подачу. Для большей же-
сткости стол дополнительно закрепляется в стойке 2.
Первая компоновка — компоновка поперечно-стро-
гального станка — целесообразна лишь при обработке сравни-
тельно небольших изделий.
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
29
Рис. 1.5. Поперечно-строгальный станок
При увеличении длины строгания увеличивается вылет пол-
зуна и растут реакции в его направляющих, стол станка испы-
тывает все большие деформации, и дополнительная опора
должна иметь большую жесткость. Это затруднительно, так как
стол получает движение подачи в поперечном направлении. По-
этому при больших длинах обработки используют вторую
компоновку, которую имеют одностоечные про-
дольно-строгальные станки (рис. 1.6).
В этих станках стойка 1 и поперечина 2 подвергаются изги-
бу и скручиванию; чем шире заготовка, тем деформации боль-
ше. Деталь устанавливается на столе, имеющем возвратно-
поступательное движение, а суппорты с резцами закрепляются
на неподвижных стойках. При такой конструкции величина и
характер усилий, возникающих в суппортах и стойке станка, не
зависят от длины строгания. Поскольку суппорты имеют только
движение подачи, удобно обрабатывать деталь одновременно
несколькими инструментами, что очень важно для крупногаба-
ритных заготовок.
30
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Рис. 1.6. Одностоечный продольно-строгальный станок мод. 7112
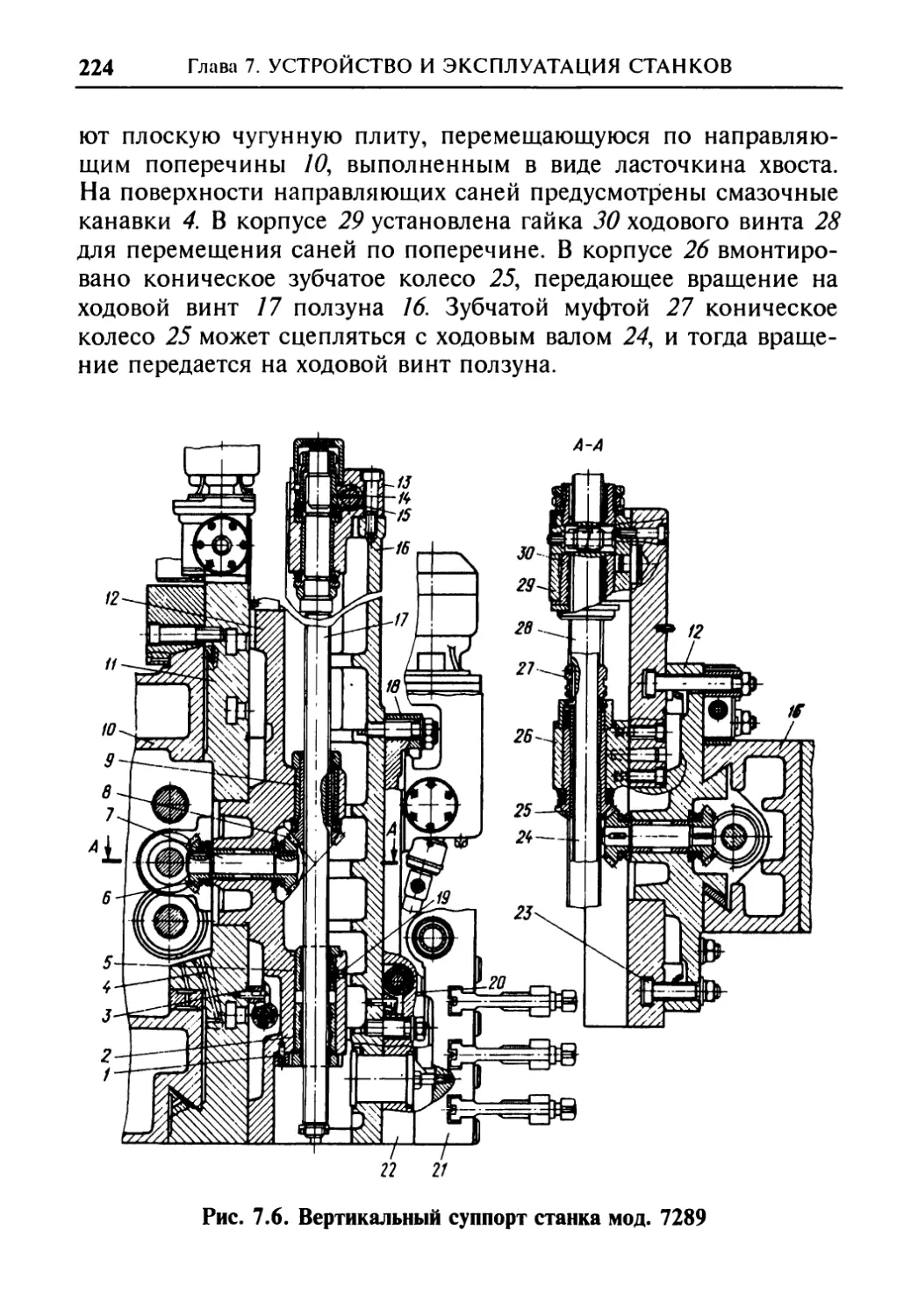
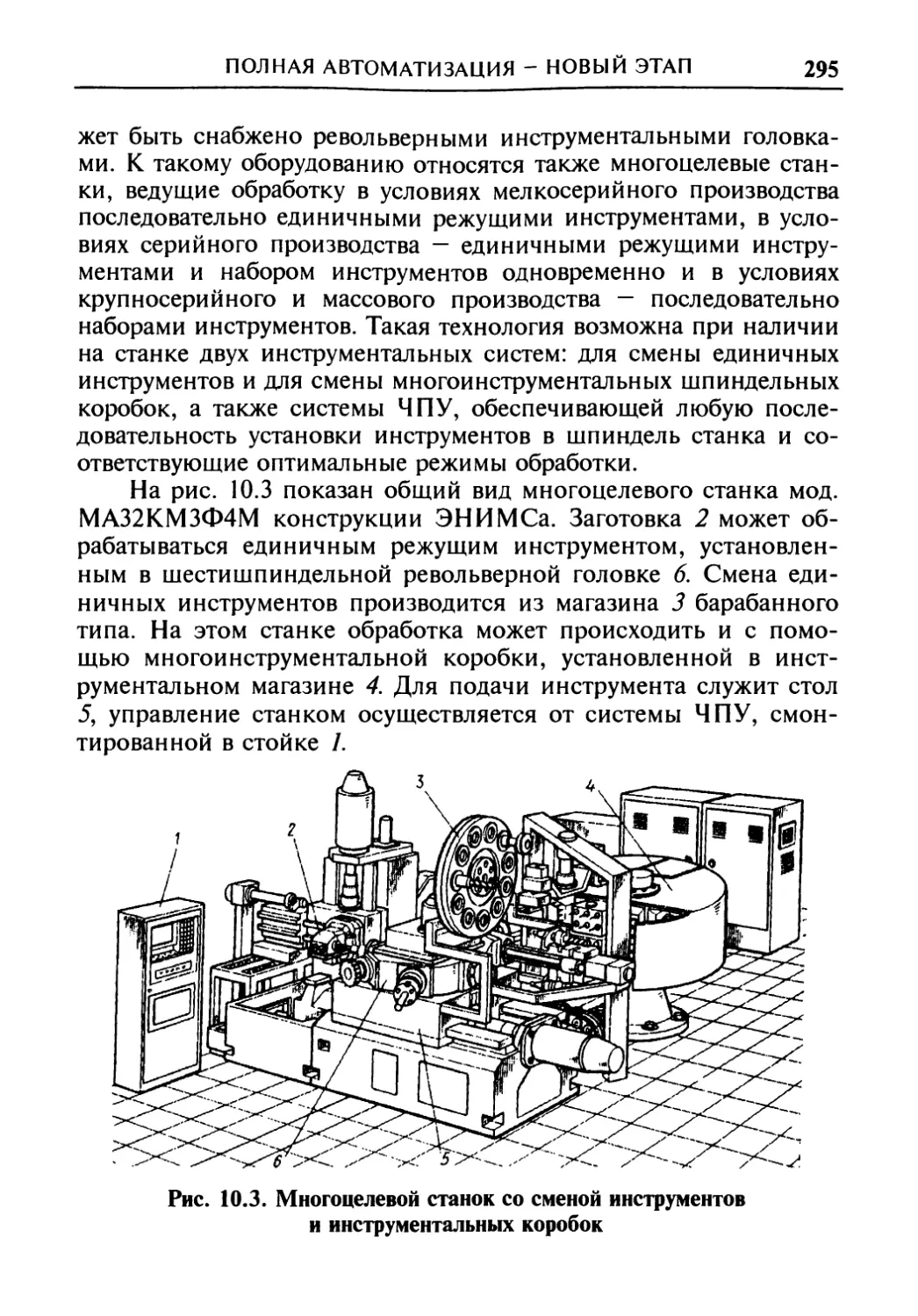
Рис. 1.7. Двухстоечный продольно-строгальный станок мод. 7212:
1 — станина; 2 — стойка; 3 — поперечина; 4 — перекладина;
5- верхний суппорт; 6— подвесной пульт управления;
7— боковой суппорт; 8- стол; 9— направляющие
ОСНОВНЫЕ МОДЕЛИ СТАНКОВ
31
Третий тип компоновки — портальный — полу-
чил большое распространение при обработке крупногабаритных
деталей. Такую компоновку имеют двухстоечные про-
дольно-строгальные станки (рис. 1.7). Для изменения
скоростей главного движения и движения подач служат коробка
скоростей и коробки подач со своими пультами управления.
Движение резания на этих станках получает заготовка, за-
крепляемая на столе. Стол совершает возвратно-поступательное
движение относительно резцов. Стружка снимается только при
рабочем ходе стола. Движение подачи резца происходит за каж-
дый двойной ход стола в момент реверсирования стола с обрат-
ного хода на рабочий.
Для обработки очень больших изделий или длинномерных
(таких, как рельсы) для сокращения габаритных размеров станка
и упрощения его конструкции целесообразно обрабатываемое
изделие устанавливать на неподвижной плите, а возвратно-
поступательное движение сообщать порталу с закрепленными на
нем суппортами. В этом случае, хотя заготовка неподвижна,
усилия, действующие на основные узлы станка, не зависят от
длины строгания, а обрабатываемое изделие закреплено доста-
точно крепко.
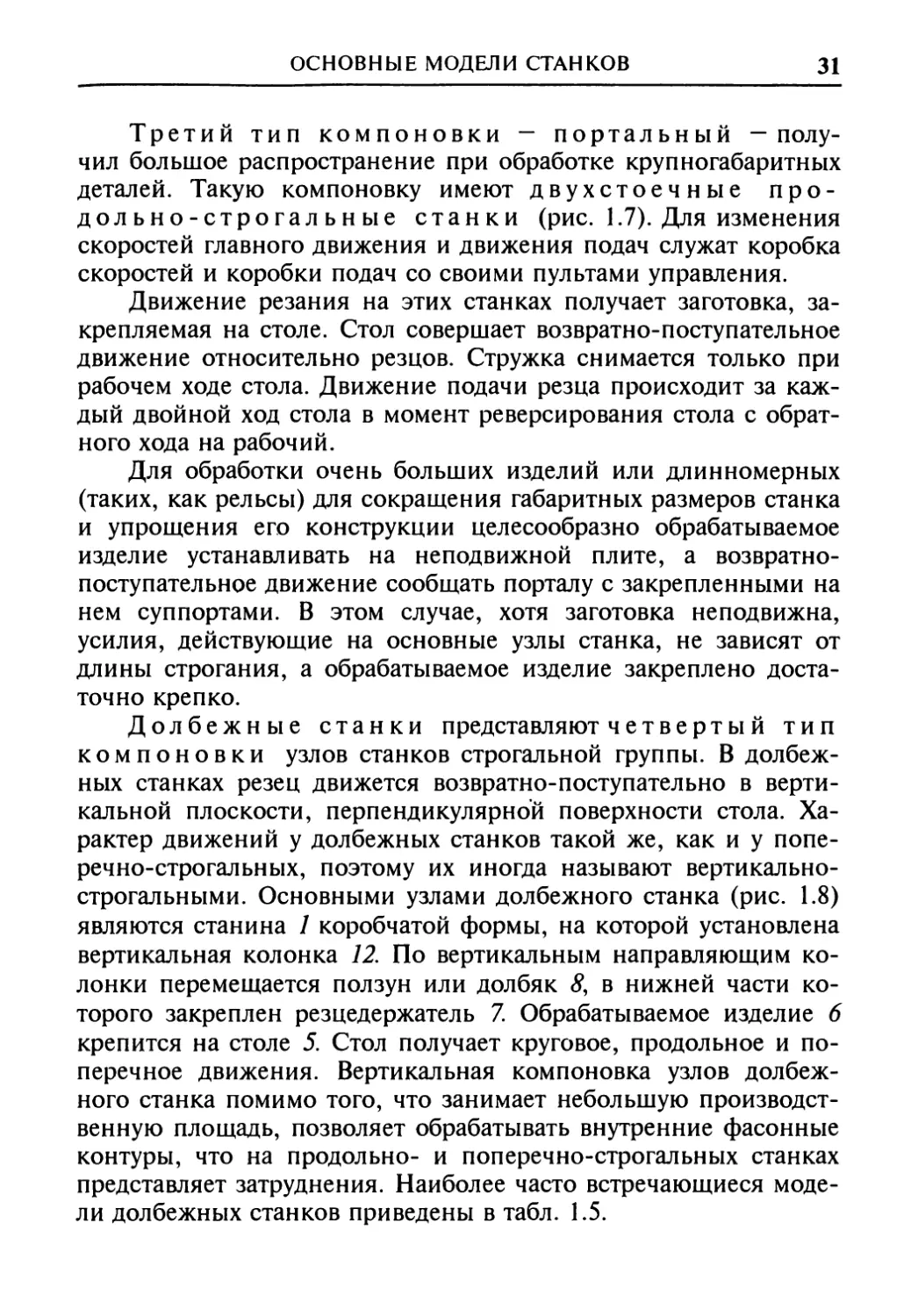
Долбежные станки представляют четвертый тип
компоновки узлов станков строгальной группы. В долбеж-
ных станках резец движется возвратно-поступательно в верти-
кальной плоскости, перпендикулярной поверхности стола. Ха-
рактер движений у долбежных станков такой же, как и у попе-
речно-строгальных, поэтому их иногда называют вертикально-
строгальными. Основными узлами долбежного станка (рис. 1.8)
являются станина 1 коробчатой формы, на которой установлена
вертикальная колонка 12. По вертикальным направляющим ко-
лонки перемещается ползун или долбяк 8, в нижней части ко-
торого закреплен резцедержатель 7. Обрабатываемое изделие 6
крепится на столе 5. Стол получает круговое, продольное и по-
перечное движения. Вертикальная компоновка узлов долбеж-
ного станка помимо того, что занимает небольшую производст-
венную площадь, позволяет обрабатывать внутренние фасонные
контуры, что на продольно- и поперечно-строгальных станках
представляет затруднения. Наиболее часто встречающиеся моде-
ли долбежных станков приведены в табл. 1.5.
32
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Рис. 1.8. Долбежный станок мод. 7А420
1.4. Общие сведения о наладке и эксплуатации
строгальных и долбежных станков
Уход за станком и его смазка. Для поддержания станка в ра-
ботоспособном состоянии станочник, приступая к работе, обя-
зан осмотреть все его механизмы, подтянуть ослабленные за-
тяжные клинья стола, суппорта, поперечины, смазать узлы
станка, проверить состояние ремней. Обнаруженные неисправ-
ности следует устранить; при невозможности сделать это самому
ОБЩИЕ СВЕДЕНИЯ О НАЛАДКЕ И ЭКСПЛУАТАЦИИ СТАНКОВ 33
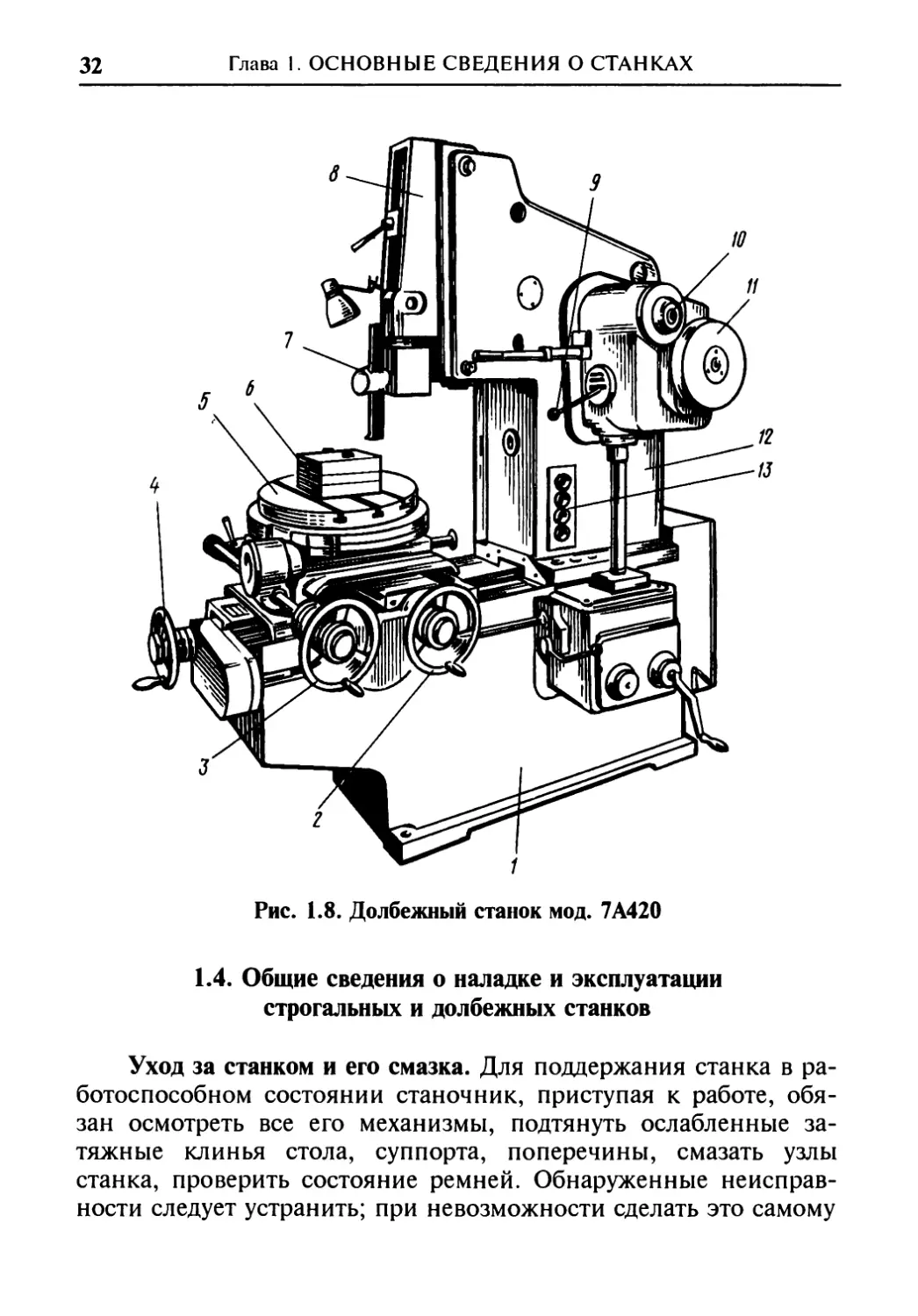
1.5. Технические характеристики долбежных станков
Модель станка Наибольший ход долбяка, мм Диаметр рабочей поверхности стола, мм Скорость хода долбяка, м/мин Наибольшее усилие резания, Н Мощность электродвигателя, кВт Масса, т Примечание
7A4I2 100 360 52-210* 6000 0,8-1,5 1,1 —
7401 100 360 41-253* 6000 0,9-2,1 1,1
7А420 200 500 40-163* 15 000 3 2,07
7402 200 500 28-160* 15 000 1,8-3,6 2
7Д430 320 630 3-38 35 000 II 5,6 С гидро- приводом
7403 320 630 3-38 35 000 11 5,66
7Д450 500 800 3-38 35 000 11 8,16
7405 500 800 3-38 35 000 11 8,16
7410 1200 1400 2-35* 65 000 45 29
7А410 1000 1400 2-35* 65 000 45 29
7414 1400 1800 2-30* 50 38
7М430 320 630 5-36 24 000 7 5,2 С гидро- приводом
7432 320 630 16-81* 15 000 4,5 3,45
749 100 250 31,5-125* 2000 0,6-1,3 0,9 Специали- зирован- ный для обработки пуансонов
7М450 500 800 5-34 33 000 10 7,75 С гидро- приводом
Примечание. Параметры скорости хода долбяка, отмечен-
ные звездочкой (*), имеют размерность двойных ходов в минуту
(дв.х/мин).
34
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
нужно обратиться к мастеру. На первый взгляд, небольшой де-
фект может стать причиной поломки станка. Долговечность
станка зависит от условий его эксплуатации и своевременного
ремонта. Бережное отношение к станку, правильный уход по-
зволяют продлить его работоспособность, т.е. станок продолжа-
ет функционировать, сохраняя точность обработки, качество
обработанной поверхности, производительность станка и другие
его параметры.
Чистота трущихся частей и их смазка — основа длительной
и точной работы станка. Перед смазкой станка необходимо про-
верить чистоту смазочных материалов и смазываемых поверхно-
стей. Загрязненные трущиеся поверхности промывают кероси-
ном, протирают сухими чистыми обтирочными концами и толь-
ко после этого можно приступать к смазке станка. Долбежник
или строгальщик обязан знать схему смазки станка, если эта
работа поручается ему. Иногда смазку станков производит смаз-
чик, в этом случае станочник обязан проследить за этой рабо-
той, схема смазки эксплуатируемого станка обычно показана в
«Руководстве по эксплуатации станка», где указываются элемен-
ты, подвергающиеся смазке, точки смазки, периодичность смаз-
ки и смазочный материал.
Смазка станка обеспечивается различными системами: цир-
куляционной, фитильной, периодической.
Циркуляционная система служит для смазки ме-
ханизмов коробки скоростей, коробки подач, переключения
скоростей, направляющих ползуна и стола, кулисного механиз-
ма. Насос приводится в действие через зубчатые передачи от
главного привода станка. Подаваемое насосом масло, пройдя
через фильтр, поступает по трубопроводам в дроссель, которым
регулируется давление и количество масла, подаваемого в сис-
тему смазки. Пройдя через смазываемые части станка, масло
попадает в резервуар. Подача масла контролируется маномет-
ром. При нормальной подаче масла к смазываемым частям
станка давление на манометре может быть в пределах 0,1 ...
0,25 МПа. Уровень масла в резервуаре проверяется с помощью
маслоуказателя.
Для тяжелых продольно-строгальных и комбинированных
станков циркуляционная система смазки должна обеспечивать
жидкостное трение при больших силах резания и скоростях
ОБЩИЕ СВЕДЕНИЯ О НАЛАДКЕ И ЭКСПЛУАТАЦИИ СТАНКОВ 35
движения стола до 75 м/мин. Если давление масла недостаточ-
но, то толщина масляной пленки будет слишком малой и тре-
ние в направляющих может оказаться полусухим. Это приведет
к увеличению силы трения и износу направляющих, а следова-
тельно, к потере точности станка. Если давление масла выше
нормы, то это вызовет «всплытие» стола, траектория обрабаты-
ваемой детали не будет прямолинейной и, следовательно, не-
посредственно скажется на точности обработки.
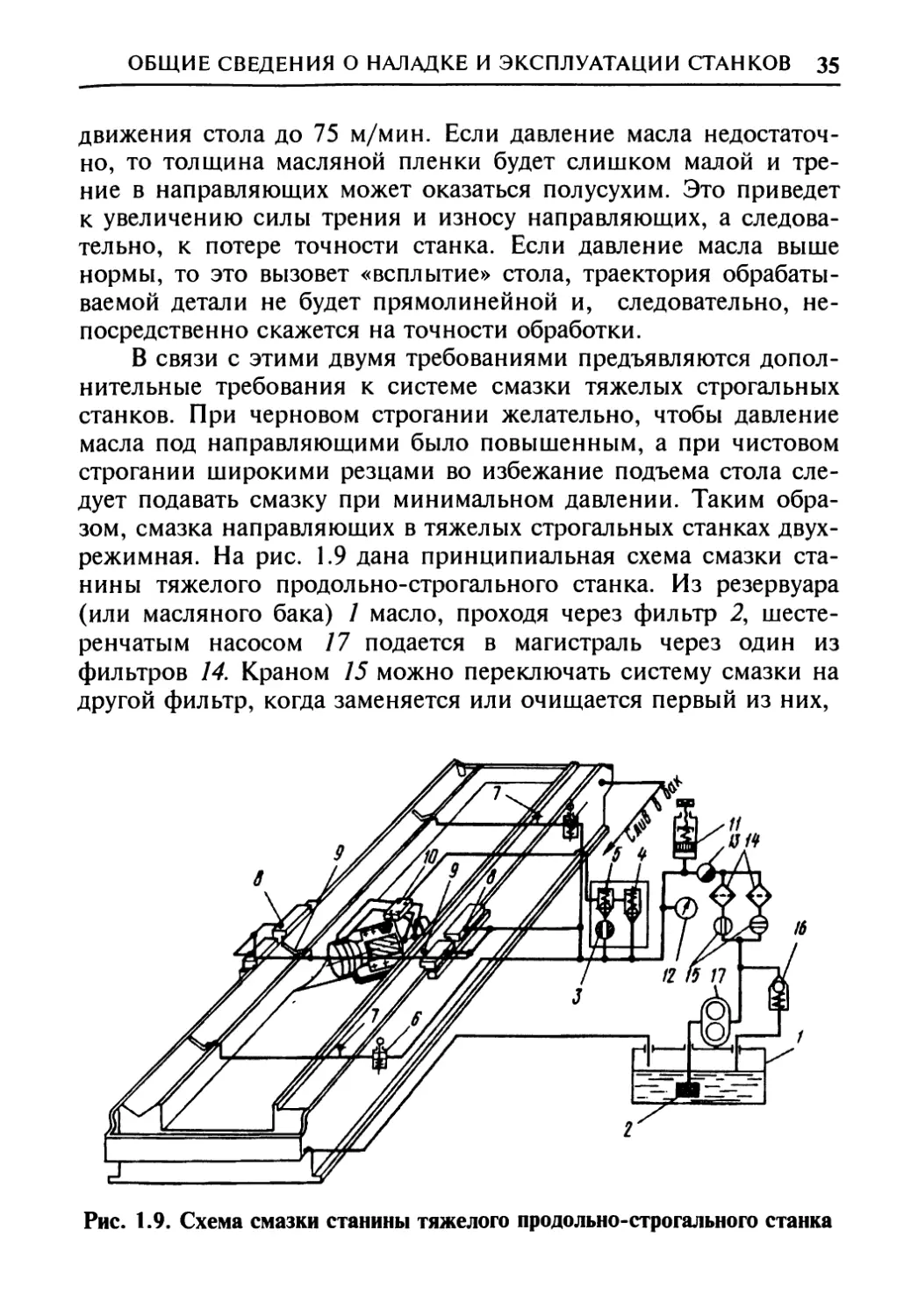
В связи с этими двумя требованиями предъявляются допол-
нительные требования к системе смазки тяжелых строгальных
станков. При черновом строгании желательно, чтобы давление
масла под направляющими было повышенным, а при чистовом
строгании широкими резцами во избежание подъема стола сле-
дует подавать смазку при минимальном давлении. Таким обра-
зом, смазка направляющих в тяжелых строгальных станках двух-
режимная. На рис. 1.9 дана принципиальная схема смазки ста-
нины тяжелого продольно-строгального станка. Из резервуара
(или масляного бака) / масло, проходя через фильтр 2, шесте-
ренчатым насосом 17 подается в магистраль через один из
фильтров 14. Краном 15 можно переключать систему смазки на
другой фильтр, когда заменяется или очищается первый из них,
Рис. 1.9. Схема смазки станины тяжелого продольно-строгального станка
36
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
не останавливая станка. Дросселем 13 регулируется давление и
количество масла, подаваемого в систему, при этом избыток
масла сбрасывается через предохранительный клапан 16. Для
настройки наибольшего давления, подаваемого к точкам 8 и 9
направляющих, служит клапан 4. Он настраивается по маномет-
ру 12 на давление 0,2 ... 0,25 МПа при закрытом кране 3. Наи-
меньшее давление настраивается клапаном 5 на давление
0,015 ... 0,03 МПа при открытом кране 3. В этом случае избыток
масла сбрасывается на смазку червяка и его подшипников через
распределитель 10. Давление в системе контролируется с помо-
щью реле давления 11.
На самых больших станках или станках с удлиненными
столами делают дополнительные подводы масла к направляю-
щим в точках 7. Когда эти точки не перекрыты столом, они за-
крываются клапанами 6. При наезде стола на эти точки клапаны
6 автоматически с помощью упоров открываются и подается до-
полнительное количество масла на удаленные участки направ-
ляющих.
Фитильная система предназначена для смазки гори-
зонтальных направляющих поперечины поперечно-строгальных
станков, салазок, иногда направляющих суппортов. Масло зали-
вается в масляную ванну, откуда по фитилям поступает к точ-
кам смазки.
Периодическая система смазки осуществляется
с помощью пресс-масленок, заполняемых шприцем, или масле-
нок через раззенкованные отверстия. Периодичность смазки
указывается в «Руководстве по эксплуатации станка», например,
опора штанги механического отбрасывателя резца поперечно-
строгального станка, шестерни его коробки подач смазываются
два раза в смену, оси конической шестерни привода подач суп-
порта продольно-строгального станка смазываются три раза в
неделю, подшипники и кулачковые муфты ходовых винтов и
валов — один раз в 6 месяцев (через 2000 ч работы) солидолом Л
со стороны снятых крышек и фланцев.
Смазочными материалами на строгальных и долбежных
станках в основном являются масла индустриальные марок:
И-30А; И-40А (ГОСТ 20799—88). Аналогами смазочных мате-
риалов, изготовляемых в других странах, являются: Shell
ОБЩИЕ СВЕДЕНИЯ О НАЛАДКЕ И ЭКСПЛУАТАЦИИ СТАНКОВ 37
Vitrea Oil 29, Shell Vitrea Oil 31; R-32 TGL 11871; T-30 MHSZ
527747-63.
Перед пуском станка необходимо проверять наличие масла
в масляном баке по маслоуказателю. Первый раз смену масла в
баке следует произвести через месяц работы станка, второй
раз — через три месяца, а в последующем — один раз в 6 мес.
После пуска станка через 1-2 мин масло должно поступать во
все смазываемые точки; поступление масла необходимо прове-
рить. Если масло не подается, работать на станке запрещается.
В этом случае необходимо осмотреть насос, фильтр, дроссель,
трубопроводы и места их соединения и устранить причину, ме-
шающую нормальному поступлению масла.
Фильтры грубой очистки масла осматривают ежедневно и
очищают по мере необходимости. Фильтры пластинчатые очи-
щают не реже одного раза в месяц поворотом рукоятки на 1-3
оборота. В новом станке фильтры очищают ежедневно.
Помните, что уход за станком заключается в содержании его
в исправном состоянии и чистоте, своевременной смазке.
Настройка и наладка станка. Настройку станка можно начи-
нать только после ознакомления с его «Руководством по экс-
плуатации станка», где описано назначение всех рукояток, ры-
чагов, маховиков и кнопок. В соответствии с операционно-
технологической картой обработки необходимо выбрать резец и
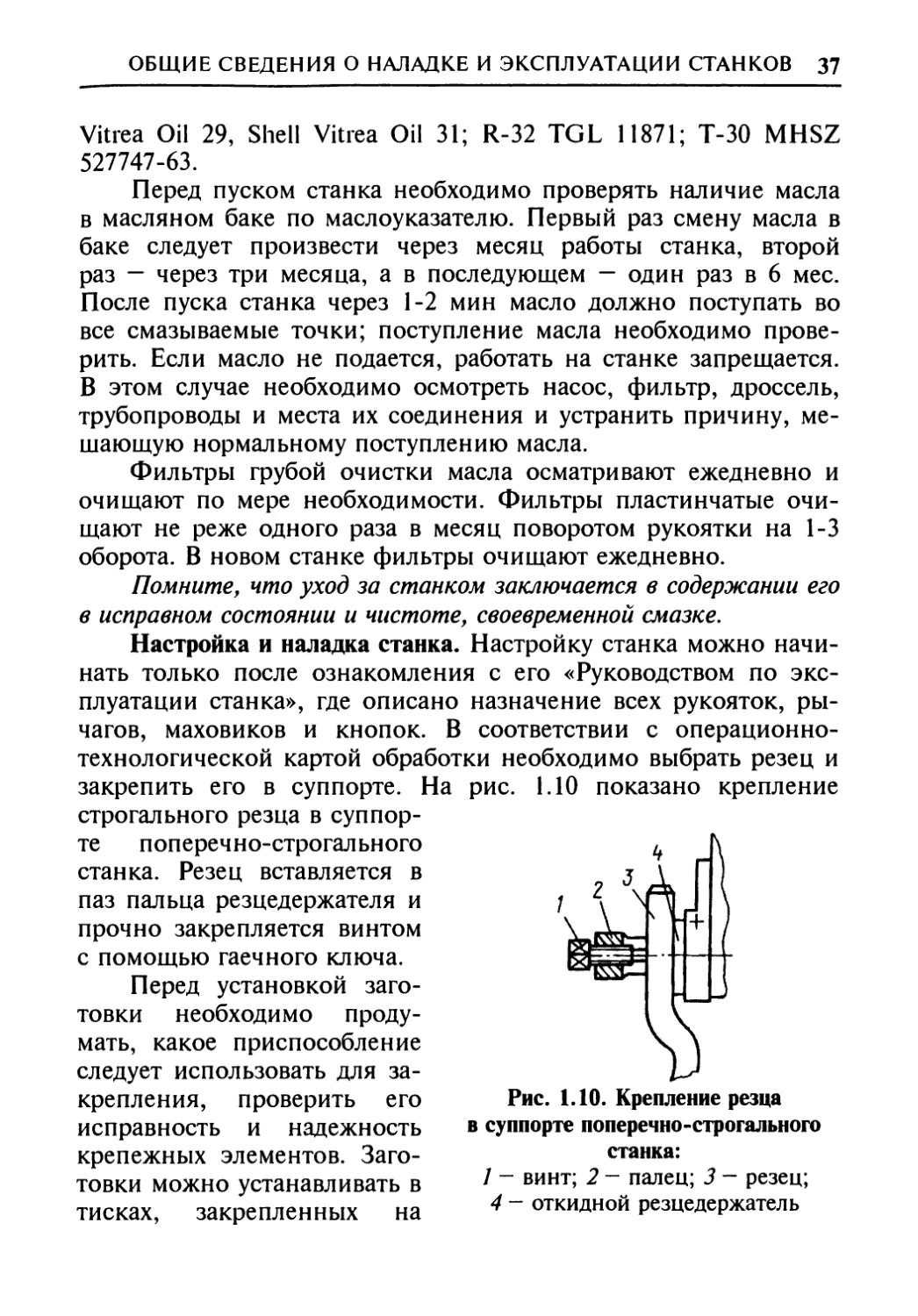
закрепить его в суппорте. На рис. 1.10 показано крепление
строгального резца в суппор-
те поперечно-строгального
станка. Резец вставляется в
паз пальца резцедержателя и
прочно закрепляется винтом
с помощью гаечного ключа.
Перед установкой заго-
товки необходимо проду-
мать, какое приспособление
следует использовать для за-
крепления, проверить его
исправность и надежность
крепежных элементов. Заго-
товки можно устанавливать в
тисках, закрепленных на
Рис. 1.10. Крепление резца
в суппорте поперечно-строгального
станка:
7 - винт; 2 - палец; 3 — резец;
4 - откидной резцедержатель
38
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
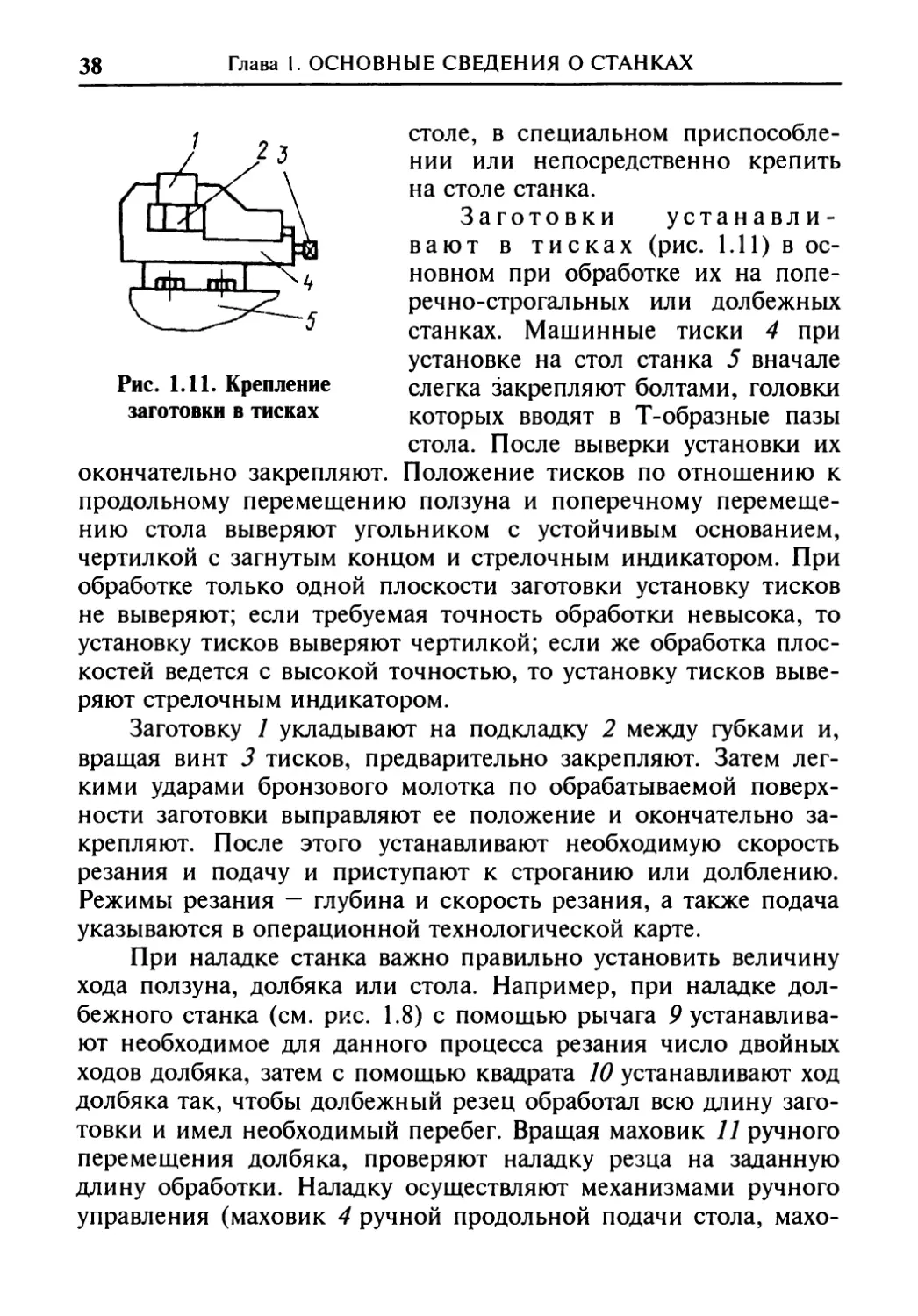
Рис. 1.11. Крепление
заготовки в тисках
столе, в специальном приспособле-
нии или непосредственно крепить
на столе станка.
Заготовки устанавли-
вают в тисках (рис. 1.11) в ос-
новном при обработке их на попе-
речно-строгальных или долбежных
станках. Машинные тиски 4 при
установке на стол станка 5 вначале
слегка закрепляют болтами, головки
которых вводят в Т-образные пазы
стола. После выверки установки их
окончательно закрепляют. Положение тисков по отношению к
продольному перемещению ползуна и поперечному перемеще-
нию стола выверяют угольником с устойчивым основанием,
чертилкой с загнутым концом и стрелочным индикатором. При
обработке только одной плоскости заготовки установку тисков
не выверяют; если требуемая точность обработки невысока, то
установку тисков выверяют чертилкой; если же обработка плос-
костей ведется с высокой точностью, то установку тисков выве-
ряют стрелочным индикатором.
Заготовку / укладывают на подкладку 2 между губками и,
вращая винт 3 тисков, предварительно закрепляют. Затем лег-
кими ударами бронзового молотка по обрабатываемой поверх-
ности заготовки выправляют ее положение и окончательно за-
крепляют. После этого устанавливают необходимую скорость
резания и подачу и приступают к строганию или долблению.
Режимы резания — глубина и скорость резания, а также подача
указываются в операционной технологической карте.
При наладке станка важно правильно установить величину
хода ползуна, долбяка или стола. Например, при наладке дол-
бежного станка (см. рис. 1.8) с помощью рычага 9 устанавлива-
ют необходимое для данного процесса резания число двойных
ходов долбяка, затем с помощью квадрата 10 устанавливают ход
долбяка так, чтобы долбежный резец обработал всю длину заго-
товки и имел необходимый перебег. Вращая маховик 11 ручного
перемещения долбяка, проверяют наладку резца на заданную
длину обработки. Наладку осуществляют механизмами ручного
управления (маховик 4 ручной продольной подачи стола, махо-
ОБЩИЕ СВЕДЕНИЯ О НАЛАДКЕ И ЭКСПЛУАТАЦИИ СТАНКОВ 39
вик 3 ручного управления круговой подачей стола, маховик 2
управления поперечной подачей стола). По окончании наладки
станка следует тщательно проверить его, после чего можно до-
вести резец до легкого касания с заготовкой, отвести заготовку
от резца и затем установить глубину резания. Убедившись в
правильной наладке станка, нажимают на кнопочной станции
13 кнопку «Пуск». Для остановки двигателя главного движения
используют кнопку «Стоп». На кнопочной станции 13 имеются
кнопка включения местного освещения и кнопка быстрого пе-
ремещения стола.
Заготовку устанавливают непосредственно
на столе, когда она имеет большие размеры или из-за слож-
ной формы ее невозможно установить в тиски (при отсутствии
специальных приспособлений в условиях ремонтных работ). Для
крепления заготовок на столе применяют прихваты, болты, упо-
ры, распорки. Если заготовка имеет выступы или впадины, то ее
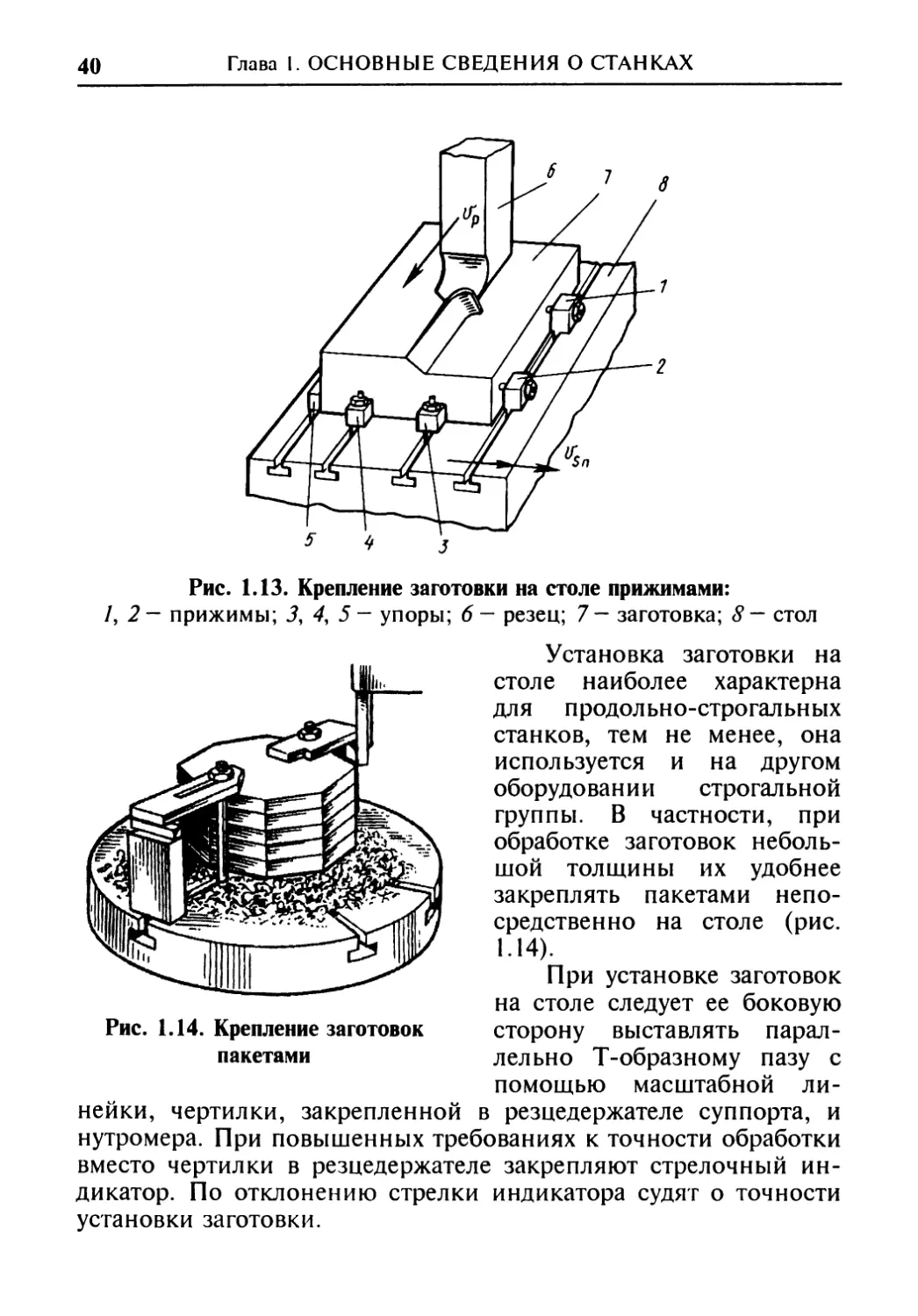
крепят прихватами с подставками (рис. 1.12). Если же у заготов-
ки нет выступов, то ее закрепляют прижимами (рис. 1.13) с
применением упоров. Упоры ставят таким образом, чтобы они
оказывали сопротивление движению резца, который срезает
стружку с заготовки, поэтому упоры 3 и 4 воспринимают наи-
большие усилия, а упоры 5 — меньшие. Прижимы следует ста-
вить с той стороны, в направлении которой резец не оказывает
давления на заготовку, т.е. навстречу скорости поперечной по-
дачи г?5П.
Рис. 1.12. Крепление заготовки на столе прихватом (а)
и виды прижимов (б):
1 — стол; 2 — подставка; 3 — прихват; 4 — крепежный болт;
5 — заготовка
40
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Рис. 1.13. Крепление заготовки на столе прижимами:
/, 2— прижимы; 5, 4, 5 — упоры; 6— резец; 7— заготовка; 8— стол
Рис. 1.14. Крепление заготовок
Установка заготовки на
столе наиболее характерна
для продольно-строгальных
станков, тем не менее, она
используется и на другом
оборудовании строгальной
группы. В частности, при
обработке заготовок неболь-
шой толщины их удобнее
закреплять пакетами непо-
средственно на столе (рис.
1.14).
При установке заготовок
на столе следует ее боковую
сторону выставлять парал-
пакетами лельно Т-образному пазу с
помощью масштабной ли-
нейки, чертилки, закрепленной в резцедержателе суппорта, и
нутромера. При повышенных требованиях к точности обработки
вместо чертилки в резцедержателе закрепляют стрелочный ин-
дикатор. По отклонению стрелки индикатора судят о точности
установки заготовки.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 41
Перед включением станка необходимо убедиться, что элемен-
ты крепления заготовки не выступают за обрабатываемую по-
верхность!
В серийном и массовом производстве, когда на данном тех-
нологическом оборудовании обрабатывается не одна, а несколь-
ко деталей, причем серия деталей повторяется, для закреп-
ления заготовки изготовляют специальные при-
способления. Преимуществом такого метода закрепления
заготовок является то, что при их обработке не требуется раз-
метки и проверки установки относительно базовых элементов
станка.
Обычно в специальных приспособлениях заготовка базиру-
ется таким образом, чтобы обрабатываемая поверхность была
выставлена параллельно скорости рабочего хода г?р или направ-
лению движения подачи. Установку самого специального при-
способления проверяют с закрепленной в нем первой обрабаты-
ваемой заготовкой, и при обработке последующих заготовок
проверку установки уже не делают.
Обработка заготовок в приспособлении намного сокращает
время на наладку станка, а, следовательно, увеличивает его про-
изводительность. Однако при малых партиях обрабатываемых
изделий изготовлять приспособление (а ведь его нужно еще и
спроектировать) неэкономично.
В изложенном материале даны элементарные сведения о строгаль-
ных и долбежных станках, об уходе и смазке, наладке и настройке
станков. При более подробном изучении каждой модели станка вопро-
сы наладки и эксплуатации будут вновь рассмотрены, но более кон-
кретно, применительно к рассматриваемым моделям строгальных или
долбежных станков, с учетом особенностей их конструкций, кинемати-
ки и управления.
1.5. Организация рабочего места и
требования безопасности труда
Организация рабочего места. Участок площади цеха, осна-
щенный необходимым оборудованием, приспособлениями и ин-
струментами для выполнения соответствующей работы, называ-
ется рабочим местом станочника. Схема рабочего места стро-
гальщика, обслуживающего поперечно-строгальный станок,
представлена на рис. 1.15.
42
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
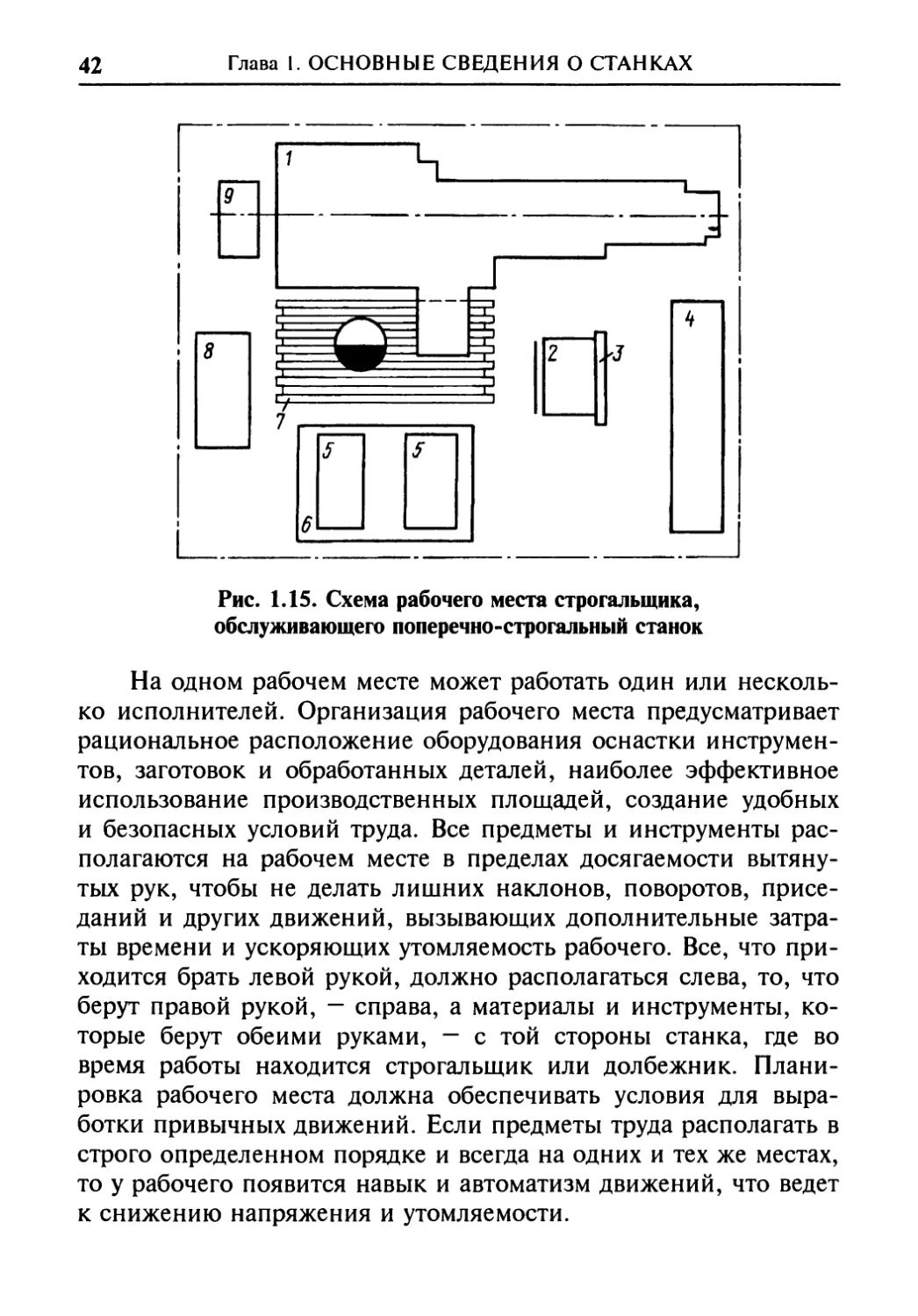
Рис. 1.15. Схема рабочего места строгальщика,
обслуживающего поперечно-строгальный станок
На одном рабочем месте может работать один или несколь-
ко исполнителей. Организация рабочего места предусматривает
рациональное расположение оборудования оснастки инструмен-
тов, заготовок и обработанных деталей, наиболее эффективное
использование производственных площадей, создание удобных
и безопасных условий труда. Все предметы и инструменты рас-
полагаются на рабочем месте в пределах досягаемости вытяну-
тых рук, чтобы не делать лишних наклонов, поворотов, присе-
даний и других движений, вызывающих дополнительные затра-
ты времени и ускоряющих утомляемость рабочего. Все, что при-
ходится брать левой рукой, должно располагаться слева, то, что
берут правой рукой, — справа, а материалы и инструменты, ко-
торые берут обеими руками, — с той стороны станка, где во
время работы находится строгальщик или долбежник. Плани-
ровка рабочего места должна обеспечивать условия для выра-
ботки привычных движений. Если предметы труда располагать в
строго определенном порядке и всегда на одних и тех же местах,
то у рабочего появится навык и автоматизм движений, что ведет
к снижению напряжения и утомляемости.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 43
Рабочее место оснащено станком 1 (см. рис. 1.15), инстру-
ментальной тумбочкой 2, которая имеет выдвижные ящики,
оборудованные ложементами под режущий и измерительный
инструменты. На задней стенке тумбочки закреплен планшет 3 с
технологической документацией. Под ноги строгальщика уло-
жена не регулируемая по высоте деревянная решетка 7. Тарные
ящики 5 с заготовками и обработанными деталями устанавли-
вают на стеллаж-подставку 6. С левой стороны от строгальщика
расположен передвижной приемный столик 8. На верхней
крышке столика размещают приспособления и инструменты,
необходимые для данной работы, а в выдвижных ящиках — об-
тирочный материал, масленку, крючок и другие предметы ухода
за рабочим местом.
Для сбора стружки предусмотрен металлический ящик 9. На
рабочем месте строгальщика должны быть шкафы для инстру-
ментов 4 и стеллажи для приспособлений. Количество резцов,
хранимых в инструментальном шкафу рабочего, может достигать
нескольких десятков. Поэтому они должны быть разложены в
таком порядке, чтобы можно было без поисков быстро взять
нужный резец. При этом ходовые резцы должны находиться на
самом близком месте, а на головки резцов с доведенными ре-
жущими лезвиями должны быть надеты латунные футляры. В
инструментальном шкафу не должно быть ненужных режущих
инструментов, их следует сдать в инструментальную кладовую.
В инструментальном шкафу также хранят измерительные
инструменты для повседневного использования, причем они
должны находиться отдельно от режущих инструментов.
Приспособления для установки и закрепления заготовок
хранят на нижних полках инструментального шкафа, а еще
лучше — в отдельном шкафу. Загромождать место, отведенное
для хранения приспособлений, необходимых для данной техно-
логической операции, не следует. Все громоздкие и ненужные
для текущей работы приспособления следует сдавать в кладо-
вую. Однако площадь рабочего места бывает не настолько вели-
ка, чтобы иметь на рабочем месте инструментальные шкафы,
тогда ограничиваются инструментальной тумбочкой. При одно-
сменной работе на рабочем месте устанавливается тумбочка с
одним отделением, при двухсменной — с двумя отделениями,
при трехсменной — две инструментальные тумбочки: одна с
44
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Рис. 1.16. Тумбочка
инструментальная с поворотными
полками
двумя отделениями, другая
с одним. На рис. 1.16 пока-
зана типовая инструмен-
тальная тумбочка с пово-
ротными полками.
Планировка рабочего
места в зависимости от ти-
па производства может от-
личаться. Так, при единич-
ном и мелкосерийном про-
изводстве обычно обраба-
тывается очень большая
номенклатура изделий, и
поэтому набор инструмен-
тов на каждом рабочем
месте будет большой, при
серийном производстве
номенклатура изделий бо-
лее стабильна и поэтому
рабочий имеет гораздо
меньший постоянный на-
бор режущих и мерительных инструментов.
Следует отметить особенности рабочего места у продольно-
строгальных станков. Здесь приемный стол отсутствует, так как
крупногабаритные заготовки и обработанные детали устанавли-
ваются на полу цеха, при этом используют консольные пово-
ротные краны, которые располагают так, чтобы каждый кран
обслуживал два станка и более; для некоторых тяжелых станков,
где обрабатываются заготовки массой 100—200 т, рабочее место
должно быть организовано на участке, который обслуживается
портальным краном.
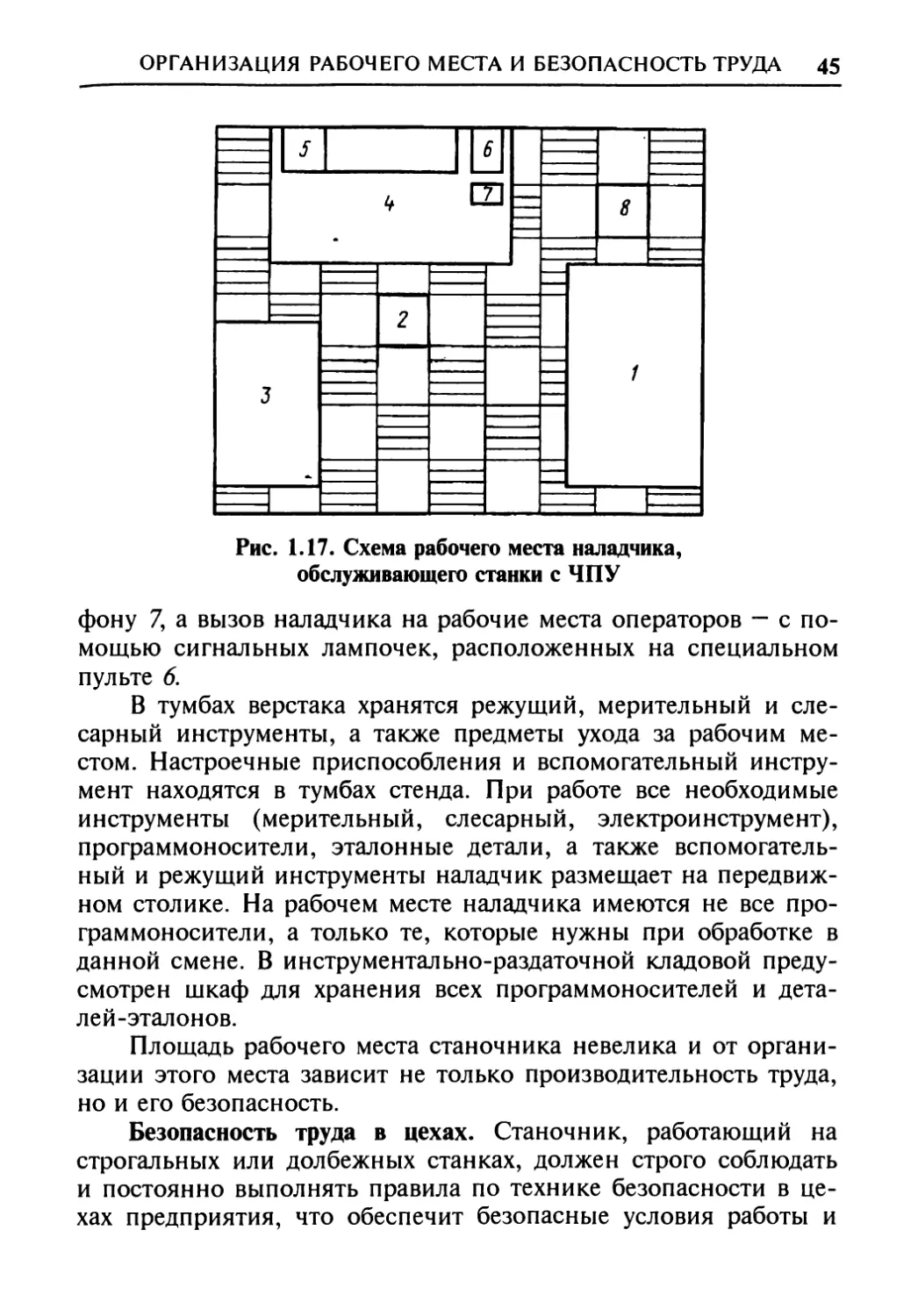
Свою специфику имеет рабочее место наладчика строгаль-
ных и долбежных станков с ЧПУ. Рабочее место наладчика (рис.
1.17) оснащено слесарным верстаком 7, контрольно-
проверочным и комплектовочным стендом 4, передвижным сто-
ликом 5, регулируемым по высоте стулом 2, урной для мусора 8.
На стенде имеется стеллаж 5, где размещаются кассеты для хра-
нения программоносителей — магнитных лент и перфолент.
Связь рабочего места со службами цеха осуществляется по теле-
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 45
фону 7, а вызов наладчика на рабочие места операторов — с по-
мощью сигнальных лампочек, расположенных на специальном
пульте 6.
В тумбах верстака хранятся режущий, мерительный и сле-
сарный инструменты, а также предметы ухода за рабочим ме-
стом. Настроечные приспособления и вспомогательный инстру-
мент находятся в тумбах стенда. При работе все необходимые
инструменты (мерительный, слесарный, электроинструмент),
программоносители, эталонные детали, а также вспомогатель-
ный и режущий инструменты наладчик размещает на передвиж-
ном столике. На рабочем месте наладчика имеются не все про-
граммоносители, а только те, которые нужны при обработке в
данной смене. В инструментально-раздаточной кладовой преду-
смотрен шкаф для хранения всех программоносителей и дета-
лей-эталонов.
Площадь рабочего места станочника невелика и от органи-
зации этого места зависит не только производительность труда,
но и его безопасность.
Безопасность труда в цехах. Станочник, работающий на
строгальных или долбежных станках, должен строго соблюдать
и постоянно выполнять правила по технике безопасности в це-
хах предприятия, что обеспечит безопасные условия работы и
46
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
позволит с наибольшей эффективностью использовать вверен-
ное ему технологическое оборудование.
В помещении цеха строгальные станки должны быть раз-
мещены относительно строительных конструкций и оргоснастки
так, чтобы при максимальном вылете стола продольно-
строгального станка или ползуна поперечно-строгального станка
оставались свободные проходы для безопасного обслуживания
станка. С обоих концов стола продольно-строгального станка и
с задней стороны ползуна поперечно-строгального станка долж-
ны быть установлены барьеры, препятствующие попаданию об-
служивающего персонала в опасную зону во время работы стан-
ка. Барьеры должны быть окрашены в соответствии с ГОСТ
Р 12.4.026—2001 «ССБТ. Цвета сигнальные, знаки безопасности
и разметка сигнальная».
Для поперечно-строгальных станков вместо барьера может
быть установлен маслосборник, прикрепляемый к станине сзади
под ползуном; длина маслосборника должна быть несколько
больше максимального выхода ползуна за пределы направляю-
щих станины. Наружные кромки маслосборника должны иметь
окраску в соответствии с ГОСТ Р 12.4.026—2001. Для предот-
вращения опасных последствий выброса стола в случае выхода
его из зацепления с приводным элементом продольно-строгаль-
ные станки оснащают тормозными и упругоограничивающими
устройствами. Для исключения самопроизвольного опускания
долбяка после остановки привода долбежного станка в его кон-
струкции должно быть предусмотрено специальное устройство.
Так как на станках строгальной группы нередко обрабаты-
ваются крупногабаритные детали, то для установки, снятия их
со станка, транспортирования по цеху используют ручные и
электрические тележки, поворотные краны на колоннах, кон-
сольные и мостовые краны, подвесные монорельсы с электриче-
скими талями, механические и гидравлические подъемники,
электропогрузчики. Грузы массой более 20 кг перемешают толь-
ко с помощью подъемно-транспортных устройств или средств
механизации, а любые грузы на расстояние свыше 25 м должны
обязательно транспортироваться с помощью механизированных
устройств. Для станочников-мужчин, обслуживающих универ-
сальные станки, масса устанавливаемых вручную заготовок не
должна превышать 16 кг.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 47
Для женщин старше 18 лет рекомендованы следующие пре-
дельные нормы переноски и передвижения тяжестей: при подъ-
еме и перемещении в случае чередования с другой работой —
15 кг, при подъеме на высоту более 1 1/2 м — 10 кг, при подъе-
ме и перемещении в течение смены — 10 кг, причем суммарная
масса перемещаемого груза в течение смены должна быть не
более 7000 кг, включая массу тары и упаковки.
Молодые рабочие в возрасте от 16 до 18 лет не должны на-
значаться на работы, связанные исключительно с переноской
тяжестей свыше 4 кг. Переноска и передвижение тяжестей в
пределах установленных норм допускается лишь в тех случаях,
если они непосредственно связаны с выполнением постоянной
профессиональной работы и занимают не более трети всего ра-
бочего времени. В целях безопасности работающего каждое
подъемное устройство оснащают тормозом, позволяющим оста-
навливать его в любом положении даже при неожиданном пре-
кращении подачи к ним электроэнергии, масла или воздуха.
Для установки на станок заготовок массой более 250 кг исполь-
зуют мостовые краны.
К работе с подъемными устройствами допускают лиц не
моложе 18 лет, которые прошли специальное обучение, регу-
лярно инструктируются и имеют удостоверение о допуске к
этим работам.
Рабочий может быть допущен к станку, если оборудование
находится в полной исправности и надежно установлено на
фундаменте. Необходим постоянный контроль за состоянием
основного и вспомогательного оборудования, приспособлений и
инструмента. Рабочее место нужно содержать в чистоте. Рабо-
тать следует в специальной одежде, исключающей возможность
захвата ее движущимися частями станка.
Для создания нормальных условиях труда в цехе помимо
общего имеется местное освещение рабочего места. Лампа ме-
стного освещения располагается на шарнирной стойке, что по-
зволяет легко изменять ее положение. Все лампы местного ос-
вещения имеют арматуру, защищающую глаза рабочего от непо-
средственного воздействия света. Местное освещение обычно
питается от электросети напряжением не более 36 Вт. Его мощ-
ность должна быть такой, чтобы рабочий мог без напряжения
наблюдать за процессом резания и состоянием режущих инет-
48
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
рументов и обрабатываемых поверхностей. При наладке метал-
лорежущих станков наладчик может пользоваться переносной
лампой, подключенной к пульту управления или шкафу с элек-
трооборудованием.
Серьезное внимание должно уделяться созданию полной
электробезопасности металлорежущих станков. Каждый станок,
его электродвигатели, пусковые приборы и другие элементы
электрооборудования надежно заземляются. Вся электропровод-
ка закрывается и прокладывается в металлических шлангах и
трубках. При выходе из строя электрической части станка рабо-
чему категорически запрещается самому исправлять неполадки.
Станок необходимо отключить от электросети и поставить в из-
вестность о неисправности мастера или дежурного электрика.
Особое внимание должно быть обращено на соблюдение
правил по электробезопасности при работе на станках с ЧПУ,
так как они сложны и насыщены большим количеством элек-
трооборудования, пускорегулируюшей аппаратуры, электронных
устройств. При наладке электрооборудования различают четыре
вида работ: при полном снятии напряжения; с частичным сня-
тием напряжения; без снятия напряжения вдали от токопрово-
дящих частей; без снятия напряжения вблизи от токопроводя-
щих частей.
К наладочным работам, выполняемым при полном снятии
напряжения, относят проверку надежности и исправности кре-
пежных и контактных соединений, замер изоляции, осмотр, чи-
стку, ремонт аппаратуры и др. При этом необходимо помнить,
что для снятия напряжения с электрооборудования станка и
устройства ЧПУ (УЧПУ) необходимо либо отключить вводной
коммутационный аппарат, либо снять предохранители и выве-
сить плакат «Не включать! Работают люди».
Работы с частичным снятием напряжения и без снятия на-
пряжения вдали от токопроводящих частей проводят на отклю-
ченных частях оборудования в то время, когда другие устройства
находятся под напряжением. К этому виду наладочных работ
относится, например, наладка отключенного привода главного
движения при включенных приводах подач.
Наладочные работы без снятия напряжения вблизи токо-
проводящих частей могут выполняться в том случае, если при-
няты специальные технические и организационные меры по
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 49
защите людей от электропоражения. Одежда, обувь и руки на-
ладчика должны быть сухими; инструмент должен быть изоли-
рован. Необходимо пользоваться изоляционными помостами и
диэлектрическими ковриками. Измерительная аппаратура долж-
на также размещаться на изолированных подставках. Выводные
концы приборов должны иметь надежную изоляцию и быть ос-
нащены специальными наконечниками, исключающими слу-
чайное касание неизолированных частей выводов.
Работу по наладке электрооборудования станков и уст-
ройств с ЧПУ должны выполнять не менее двух человек, стар-
ший из которых должен иметь квалификационную группу не
ниже третьей, а другой — не ниже второй. Наладочные работы
производят по устному или письменному распоряжению руко-
водителя работ, который проверяет наличие удостоверения на
право допуска к наладочным работам на электрооборудовании
станка и устройств с ЧПУ, дает задание на наладку и обеспечи-
вает меры электробезопасности. При подаче напряжения на от-
дельные узлы должны быть созданы условия безопасности на-
ладчиков. С этой целью необходимо вывесить плакат на уча-
сток, куда подано напряжение: «Стой, опасно для жизни».
Рабочее помещение цеха оборудуется устройствами для уда-
ления загрязненного и притока чистого воздуха. Температура в
цехе должна составлять 15-18 °C, а пол на рабочем месте должен
быть ровным и без подтеков масла и смазочно-охлаждающей
жидкости.
Одним из непременных условий, обеспечивающих безопас-
ность труда на станках с ЧПУ, является хорошая освещенность
рабочих поверхностей и помещения. Освещенность рабочих по-
верхностей станков классов Н и П должна быть не ниже 2000 лк
при освещении люминесцентными лампами и 1500 лк при ос-
вещении лампами накаливания. Общее искусственное освеще-
ние помещений со станками с ЧПУ должно быть 200 лк при
люминесцентных лампах и 150 лк при лампах накаливания. Ис-
кусственное электрическое освещение в помещениях на рабочих
поверхностях станков классов точности В и А должно быть 2500
лк при освещении люминесцентными лампами и 2000 лк при
освещении лампами накаливания. При этом необходимо уде-
лить внимание правильной цветовой отделке помещений. По-
крытие стен должно быть матовым, без бликов, верхние участки
50
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
стен и потолок следует окрашивать в белый цвет, так как этот
цвет обладает наибольшей отражающей способностью и тем са-
мым увеличивает освещенность помещения.
Немаловажное значение для нормальных и безопасных ус-
ловий работы в цехе наряду с выполнением указанных правил
по технике безопасности имеет создание благоприятного мик-
роклимата, снижение производственного шума.
Безопасность труда при работе на строгальных и долбежных
станках. Для безопасной работы и обслуживания строгальных и
долбежных станков каждый наладчик, а также строгальщик и
долбежник должны хорошо знать и постоянно выполнять пра-
вила по технике безопасности и производственной санитарии,
которые изложены в «Правилах техники безопасности и произ-
водственной санитарии при холодной обработке металлов в ма-
шиностроительной промышленности» и в инструкциях «О ме-
роприятиях при работе с охлаждающими маслами и жидкостя-
ми».
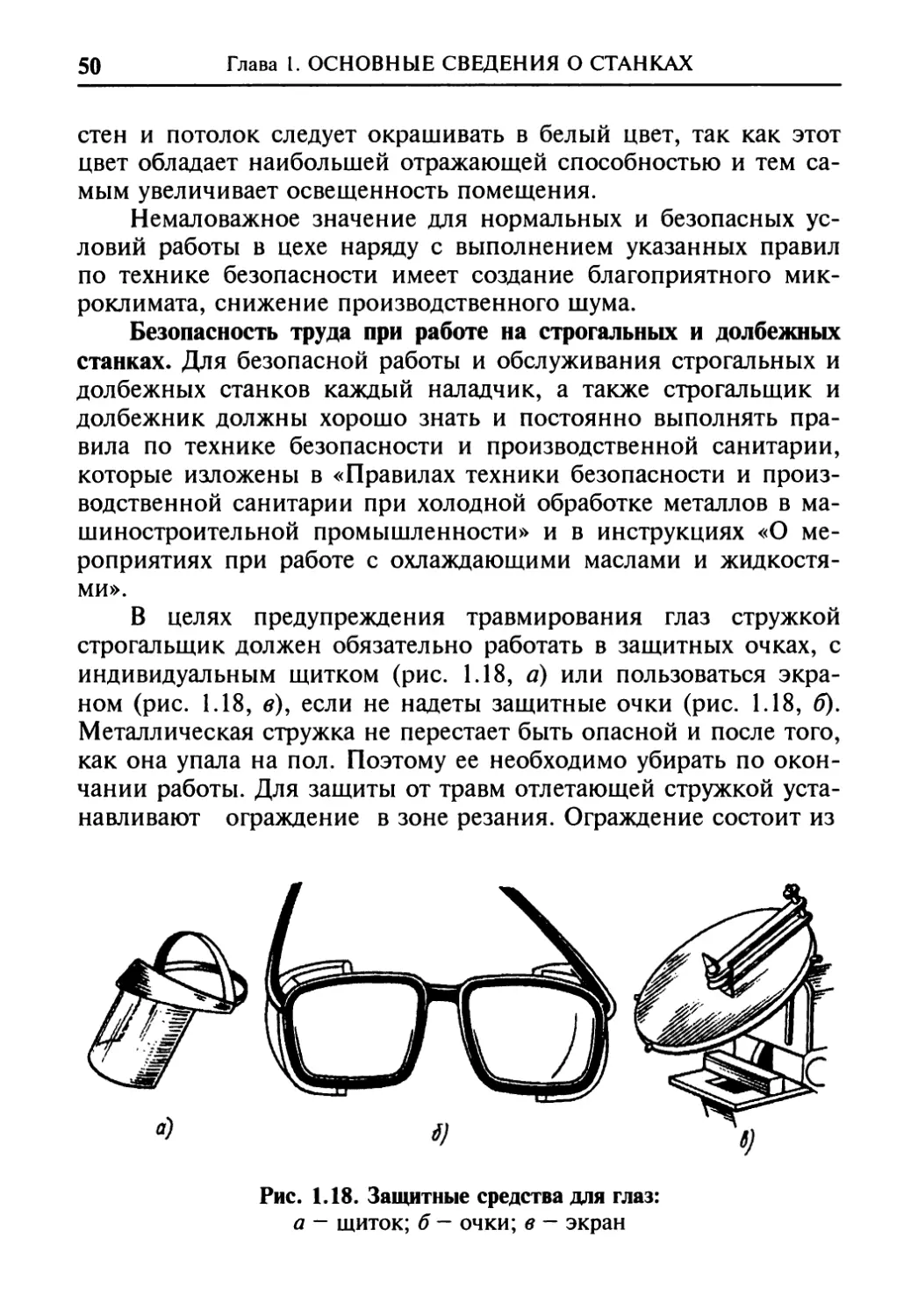
В целях предупреждения травмирования глаз стружкой
строгальщик должен обязательно работать в защитных очках, с
индивидуальным щитком (рис. 1.18, а) или пользоваться экра-
ном (рис. 1.18, в), если не надеты защитные очки (рис. 1.18, б).
Металлическая стружка не перестает быть опасной и после того,
как она упала на пол. Поэтому ее необходимо убирать по окон-
чании работы. Для защиты от травм отлетающей стружкой уста-
навливают ограждение в зоне резания. Ограждение состоит из
Рис. 1.18. Защитные средства для глаз:
а - щиток; б — очки; в - экран
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 51
прозрачного экрана полукольцевой формы, закрепленного на
трех стойках. Нижняя часть экрана имеет металлическую на-
клонную часть, предназначенную для направления схода струж-
ки в стружкосборник.
Перед началом работы необходимо:
привести в порядок свою рабочую одежду, застегнуть все
пуговицы, плотно завязать обшлага рукавов, надеть головной
убор, тщательно убрав под него волосы (рабочая одежда должна
иметь опрятный вид, своевременно ремонтироваться, стираться,
обезжириваться); проверить исправность защитных очков и
щитков; подготовить рабочее место, освободив его от деталей,
инструментов, приспособлений, не нужных при данной наладке
станка; осмотреть и подготовить к работе приспособления, ре-
жущий и мерительный инструмент; подготовить тару для дета-
лей и заготовок; проверить исправность подножной деревянной
решетки; проследить, чтобы пол вблизи станка был чистым;
проверить наличие ограждений ременных и цепных пере-
дач, предохранительных щитков и барьеров; исправность предо-
хранительных устройств (особенно это касается долбежных
станков);
при работе на продольно-строгальных тяжелых станках сле-
дует применять прочные и устойчивые подставки и лестницы,
если невозможно обслуживать станок и наблюдать за его рабо-
той с пола цеха;
барьеры, ограждающие зоны выхода стола за габаритные
размеры станка у продольно-строгальных станков и заднюю зо-
ну максимального выхода ползуна из станины у поперечно-
строгального станка, должны быть исправными и надежно за-
креплены;
осмотреть заземляющий провод, светильник местного ос-
вещения (он не должен ослеплять глаза);
проверить исправность узлов станка, натяжение ремней и
цепей, работу системы смазки и охлаждения, кнопок «Пуск» и
«Стоп», органов управления, тормоза;
проверить работу станка на холостом ходу в течение не-
скольких минут.
Приступить к наладке и работе на станке можно только в
случае его полной исправности.
52
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
Во время наладки станка и перед его пус-
ком в работу необходимо:
произвести установку приспособлений, ограждений и барь-
еров, режущих инструментов и заготовки только при выклю-
ченном станке;
пользоваться только исправными приспособлениями и ин-
струментами; устанавливать и закреплять режущие инструменты
и приспособления надежно, гайки затягивать соответствующими
ключами;
перед установкой заготовки на стол станка тщательно очи-
стить пазы и удалить со стола все посторонние предметы;
при наладке подачи охлаждающей жидкости не подводить
трубопровод близко к движущимся частям станка или заготовке;
при установке приспособлений и заготовки отвести ползун
или стол как можно дальше от суппорта; правильность установ-
ки контролировать путем перемещения стола или ползуна вруч-
ную, на крупных станках — с помощью масштабной линейки;
при наладке операции долбления в упор закреплять заготовку
так, чтобы оставался достаточный выход для резца и стружки;
регулировку и крепление кулачков ограничителя хода произво-
дить только после прекращения движения его узлов;
не применять при наладке в качестве подставок под ноги
случайных предметов (например, ящиков);
проверять правильность наладки режущих инструментов и
приспособлений сначала визуально, затем при перемещении
стола или ползуна вручную, при работе станка вхолостую и
только после этого при обработке пробных заготовок;
при наладке комбинированных строгальных станков на ре-
жимах шлифования проверять наличие ограждения привода
шлифовального круга, работу пылеприемника и пылесборника;
после наладки строгальных и долбежных станков снять все
вспомогательные рукоятки, приспособления и инструменты;
производить пуск станка в работу после наладки только по-
сле установки и закрепления всех ограждений и защитных уст-
ройств.
Во время работы станка следует:
перед включением станка убедиться в том, что пуск его ни-
кому не мешает;
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 53
прочно закреплять обрабатываемые заготовки непосредст-
венно на столе станка, используя при этом упорные и прижим-
ные колодки, прихваты, планки, распорные винты, крепежные
болты и шпильки, а также домкраты, мерные подкладки и под-
ставки; для закрепления заготовок небольших размеров приме-
нять машинные тиски, призмы и угольники со струбцинами;
при установке и съеме заготовок массой более 20 кг пользовать-
ся подъемными устройствами, освобождаясь от подвески только
после установки заготовки и надежного ее закрепления;
удалять стружку специальными щетками и крючками;
при всякой, даже непродолжительной остановке полностью
отключать станок (при смене режущего инструмента, измерении
детали и т.д.);
не производить смазку, обтирку и чистку станка при обра-
ботке заготовки;
закрывать зону резания защитными ограждениями; на стан-
ке, не оснащенном защитными устройствами, работать в защит-
ных очках или пользоваться индивидуальным защитным щит-
ком;
работать на режимах резания, указанных в операционной
карте;
перед тем как остановить станок, выключить автоматиче-
скую подачу и отвести стол от инструмента;
не работать на станке в перчатках или рукавицах; при нали-
чии забинтованных пальцев надевать на них резиновые на-
пальчники, вытирать руки чистой ветошью, так как обтирочным
материалом, который использовался для вытирания станка,
можно поранить руки мелкой стружкой;
работать исправным инструментом, при установке инстру-
мента проверять, нет ли забоин, сколов или выкрашиваний на
режущих кромках, трещин в твердосплавных пластинах;
проверять надежность механического крепления пластины;
при затачивании резцов не подводить инструмент к торцу шли-
фовального круга, не допускать большого зазора между подруч-
ником и кругом, не прижимать инструмент с большим усилием
к кругу, пользоваться защитным экраном;
отключить станок при перерыве в подаче электроэнергии,
при ощущении удара тока, при обнаружении утечки масла; о
замеченных неисправностях сообщить мастеру или дежурному
54
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
слесарю и электромонтеру; до устранения неисправностей к ра-
боте не приступать;
не снимать и не открывать ограждения, защитные кожухи,
защитные футляры с электрооборудования, не открывать двери
электрошкафов, не прикасаться к зажимам;
поддерживать чистоту рабочего места, не загромождать его
заготовками, деталями, не класть на станок заготовки, инстру-
менты, обтирочный материал и изготовленные изделия, не соз-
давать опасности падания, не облокачиваться на станок, сле-
дить, чтобы охлаждающая жидкость или масло не попадали на
подножную решетку и на пол в зоне работы строгальщика. По-
рядок на рабочем месте — залог безопасной работы.
Следует сказать о некоторых особенностях безопасного тру-
да и обслуживания станков строгальной группы с ЧПУ. Как
правило, станки с ЧПУ обслуживают оператор и наладчик. Опе-
ратор должен соблюдать все правила безопасности работы на
строгальных и долбежных станках, изложенные выше; перед
началом работы он должен проверить работоспособность станка
с помощью тест-программы, проконтролировать работу уст-
ройств с ЧПУ, убедиться в подаче смазки, наличии масла в гид-
росистеме, проверить работу ограничивающих упоров. Очень
важно установить, соответствует ли требованиям технологиче-
ского процесса заготовка, не превышают ли отклонения от нор-
мы точности настройки нуля станка, отклонение от каждой из
координат, а также биение инструмента. Перед началом работы
необходимо включить автомат «Сеть», установить заготовку, за-
крепить ее, заправить программоноситель (перфо- или магнит-
ную ленту) в считывающее устройство, нажать кнопку «Пуск» и
обработать деталь по программе. После этого можно запускать
станок на обработку серии заготовок, контролируя при этом его
работу. В функции наладчика станков с ЧПУ входят осмотр
оборудования, подготовка инструмента, приспособлений к на-
ладке, программоносителя к работе, наладка, переналадка и
контроль технологического оборудования, инструктаж рабочего-
оператора. При наладке вновь установленного оборудования
изготовляют пробные детали для проверки и регулировки не
только механизмов, но и синхронности их работы. Переналадка
станка на другую деталь включает работы по установке оснаст-
ки, регулировке и контролю работы оборудования по отработке
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И БЕЗОПАСНОСТЬ ТРУДА 55
программы в соответствии с новым программоносителем. Таким
образом, наладчик также обязан строго выполнять все изложен-
ные выше правила безопасной работы строгальщика и долбеж-
ника.
В процессе эксплуатации станка с ЧПУ необходимо произ-
водить его подналадку: устранять неполадки, которые связаны с
износом или поломкой инструмента, износом технологической
оснастки, нарушением синхронности работы отдельных меха-
низмов. При этом и наладчик, и оператор не должны забывать
правил безопасной работы на станках. Для станков с ЧПУ
обычно оговаривается допускаемая масса обрабатываемой заго-
товки, это требование следует выполнять неукоснительно.
Мастера участков должны следить за тем, чтобы операторы
выполняли ежедневные работы по техническому обслуживанию
станков и устройств с ЧПУ, своевременно осуществляли смазку,
уборку станков, соблюдали установленный порядок передачи
станка из смены в смену, не допускали перегрузок станка или
его неправильного применения.
При использовании промышленного робота (ПР) для авто-
матизации загрузки-выгрузки станка следует также помнить о
создании условий безопасной работы на станке с ЧПУ. Если в
промышленных роботах в качестве силового привода использу-
ется пневматический, должна быть исключена возможность от-
брасывания отработанным воздухом стружки в направлении ра-
бочего; пневмосистема должна быть оснащена глушителем шу-
ма. Такие роботы малой и средней грузоподъемности просты в
управлении, высоконадежны, пожаробезопасны.
Роботы большой грузоподъемности и с высокими рабочими
скоростями должны иметь защитное ограждение, которое рас-
полагают на расстоянии, соответствующем максимальному вы-
лету механизма захвата (руки). Ограждение должно быть осна-
щено блокировкой, приостанавливающей как работу станка, так
и работу робота в случае нахождения оператора в опасной зоне.
В качестве датчиков систем блокировки могут быть использова-
ны микровыключатели, фотоэлементы, ультразвуковые преобра-
зователи. Наиболее надежной системой блокировки, позволяю-
щей оператору безопасно обслуживать станок с ЧПУ, а налад-
чику производить его настройку, является система, чувствитель-
ная к давлению на пол. При появлении человека в опасной зоне
56
Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О СТАНКАХ
датчики выдают управляющий сигнал на включение блокиров-
ки.
Промышленные роботы малой грузоподъемности, как пра-
вило, осуществляют рабочие движения в быстром темпе, поэто-
му у обслуживающих их операторов возникают неприятные
ощущения. Для устранения их следует зону действия робота за-
крывать непрозрачным экраном, чтобы оператор визуально кон-
тролировал только исходное и конечное положения механизма
захвата.
По окончании работы необходимо:
выключить электродвигатель станка, отключить станок от
электросети, убрать стружку, протереть станок, смазать его на-
правляющие;
привести в порядок рабочее место, аккуратно сложить заго-
товки и обработанные изделия, убрать режущий и мерительные
инструменты.
Безопасность труда на территории предприятия. На совре-
менном машиностроительном предприятии его территория ис-
пользуется для транспортирования изделий из одного цеха в
другой на автотранспорте. Готовая продукция вывозится на за-
воды-потребители железнодорожным транспортом. Движущийся
по территории автомобильный и железнодорожный транспорт
представляет опасность для жизни. В связи с этим на террито-
рии предприятия необходимо выполнять следующие правила:
ходить только по пешеходным дорожкам и тротуарам; не
переходить железнодорожные пути вблизи приближающегося
поезда;
не пролезать под вагонами, не проходить между близко
стоящими расцепленными вагонами;
при переходе проезжей части дороги подчиняться указани-
ям дорожных знаков и сигнальных устройств.
Территория предприятия должна содержаться в чистоте,
ямы и другие технические углубления должны быть прочно и
плотно закрыты или ограждены.
Ширина дорог и проходов должна соответствовать интен-
сивности пешеходного и транспортного движения с учетом
встречных перевозок. Проезжая часть дороги и тротуары (не
менее 1,5 м) должны иметь твердые покрытия. В местах пересе-
чения рельсовых путей с дорогами и тротуарами следует устраи-
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВ
57
вать переезды и переходы, оборудованные сигнализацией, обес-
печивающей безопасность движения, в местах особо интенсив-
ного железнодорожного движения - тоннели или мосты-
переходы.
Движение людей и транспорта на территории предприятия
регулируется дорожными знаками и сигнальными устройствами.
Контрольные вопросы
1. К какой группе относятся строгальные и долбежные станки?
2. Чем отличается продольно-строгальный станок от поперечно-
строгального?
3. Какие виды работ можно выполнять на комбинированных
строгальных станках?
4. Назовите примеры специализированных строгальных станков.
5. Как закрепляются заготовки при обработке на продольно-
строгальных и поперечно-строгальных станках?
6. Назовите основные узлы долбежного станка.
7. Для чего необходимо смазывать станок?
8. Какие операции запрещается выполнять наладчику, строгаль-
щику и долбежнику во время работы станка?
9. Какие правила безопасного труда необходимо соблюдать при
наладке строгальных и долбежных станков?
10. Каковы правила поведения на территории предприятия и це-
хов?
11. Как должно быть организовано рабочее место станочника?
Глава 2
ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ
2.1. Основы теории резания металлов
Резание металлов - это такой вид формообразования, при
котором поверхности детали формируются методом удаления с
заготовки припуска путем пластического деформирования и по-
следующего срезания его в результате относительных движений
режущей кромки инструмента и заготовки.
58
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Рис. 2.1. Формообразование детали:
а - заготовка; б - деталь
формообразования дает наибольшую
Существует че-
тыре способа полу-
чения исходной за-
готовки: прокатыва-
ние, ковка, штам-
повка, литье. Даль-
нейшее формообра-
зование происходит
обработкой резанием
(рис. 2.1), которое
по сравнению с
другими методами
размерную точность и
наименьшую шероховатость обработанных поверхностей. Кроме
того, резание по сравнению с другими видами обработки обла-
дает низкой энергоемкостью. Если принять за единицу работу,
затрачиваемую на снятие 1 кг припуска обработкой резанием, то
для ковки она будет в десять раз больше, а для электрофизиче-
ской и электрохимической обработки — в сто раз.
Слой металла, деформированный и отделенный в результате
обработки резанием, называется стружкой. По внешнему виду
может быть стружка скалывания, сливная и надлома. Струж-
ка скалывания (рис. 2.2, а) образуется при обработке вяз-
Dr
Рис. 2.2. Виды стружки при резании:
а - скалывания; б — сливная;
v - скорость резания; t - глубина резания; у - угол скалывания
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВ
59
ких металлов с малыми скоростями резания, при больших тол-
щинах срезаемого слоя и при малых передних углах резца, при-
чем ломается она не по плоскостям скалывания , а по
плоскостям сдвига O2O2. Увеличение вязкости обрабатываемого
материала, уменьшение толщины срезаемого слоя, увеличение
переднего угла и увеличение скорости резания приводит к по-
степенному переходу стружки скалывания в сливную. Слив-
ная стружка (рис. 2.2, б) не имеет плоскостей скалывания,
при этом обработка металлов происходит с меньшими усилиями
резания и более чистой поверхностью обрабатываемой детали.
Стружка надлома образуется при обработке хрупких мате-
риалов (чугуна, бронзы). Разрушение происходит по разным на-
правлениям, и поэтому срезаемая стружка представляет собой
большое количество частиц металла, легко рассыпающихся.
В процессе резания режущие лезвия инструмента непре-
рывно образуют новые поверхности на обрабатываемой детали и
на срезаемой стружке. Контакт стружки с металлом инструмента
происходит при достаточно высоких температурах. Более всего
нагревается стружка (75 % выделяющейся теплоты), так как она
претерпевает значительные деформации. До 20 % выделяемой
теплоты воспринимает резец, около 4 % — обрабатываемая заго-
товка и около 1 % расходуется на нагрев окружающей атмосфе-
ры. При затуплении резца распределение теплоты резания из-
меняется: в большей степени будут нагреваться резец и заготов-
ка.
Как установил советский специалист в области резания ме-
таллов Я.Г. Усачев, при обработке резцом пластических метал-
лов на его передней поверхности вблизи режущей кромки обра-
зуется нарост, причем наиболее интенсивно в зоне скоростей
резания от 10 до 35 м/мин. При малых скоростях резания тем-
пература в зоне резания недостаточна для образования нароста,
а при больших скоростях (свыше 50 м/мин) нарост не успевает
привариваться к резцу, так как уносится быстросходяшей
стружкой. В условиях наростообразования невозможно получить
высококачественную обработанную поверхность, поэтому при
повышенных требованиях к качеству обработанной поверхности
нежелательно работать в диапазоне скоростей от 7 до 50 м/мин.
При определенных скоростях резания, правильно подобранной
60
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
смазочно-охлаждающей жидкости (СОЖ) и полировании перед-
ней поверхности режущего инструмента можно устранить обра-
зование нароста и тем самым получить обрабатываемую поверх-
ность с меньшей шероховатостью.
На металлорежущих станках можно обрабатывать поверхно-
сти различной конфигурации. Это достигается согласованием
движения инструмента и заготовки, т.е. сочетанием главного
движения и движения подачи.
Главное движение резания Dr обеспечивает в про-
цессе резания отделение стружки с заготовки с наибольшей
скоростью. В поперечно-строгальных и долбежных станках
главным движением является прямолинейное перемещение пол-
зуна с резцом, в продольно-строгальных станках — движение
стола с заготовкой; в комбинированных станках при выполне-
нии фрезерования главным движением является вращение фре-
зы, при шлифовании — вращение шлифовального круга.
Движение подачи Ds позволяет подвести под режу-
щую кромку режущего инструмента новые участки заготовки,
тем самым обеспечить снятие стружки со всей обрабатываемой
поверхности. Так же как и главное движение, движение подачи
может быть прямолинейным поступательным или вращатель-
ным режущего инструмента или заготовки, но скорость этого
движения меньше скорости главного движения резания.
Подачей s называется отношение расстояния, пройденного
рассматриваемой точкой режущей кромки или заготовки вдоль
траектории этой точки в движении подачи, к соответствующему
числу циклов или долей цикла другого движения во время реза-
ния. Под циклом движения понимается полный оборот, двойной
ход режущего инструмента или заготовки, а под долей цикла —
например, угловой поворот на один зуб. В связи с этим сущест-
вуют понятия: подача на оборот so, подача на зуб sz, подача на
двойной ход $2х •
В строгальных и долбежных станках движение подачи пре-
рывистое и его получает режущий инструмент в направлении,
перпендикулярном главному движению. При фрезеровании или
шлифовании на комбинированных строгальных и долбежных
станках движение поперечной подачи получает сам режущий
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВ
61
инструмент, перемещающийся на направляющих поперечины, а
продольную подачу получает заготовка (вместе со столом).
Различают скорость главного движения резания v и ско-
рость движения подачи vs. Скорость рассматриваемой точки
заготовки или режущей кромки инструмента в главном движе-
нии называется скоростью главного движения резания или скоро-
стью резания, а скорость рассматриваемой точки режущей
кромки в движении подачи — скоростью подачи.
При обработке резанием необходимо правильно подобрать
скорость резания, которая оказывает наибольшее влияние на
износ режущего инструмента, т.е. на его стойкость (машин-
ное время работы инструмента до переточки). С ростом скоро-
сти резания уменьшается стойкость режущего инструмента и
возникает необходимость частой смены инструмента для пере-
точки, возрастает себестоимость изготовления, так как увеличи-
вается расход инструментального материала, электроэнергии,
абразивов. Стремятся работать с экономической скоро-
стью резания, чтобы стоимость изготовляемых деталей бы-
ла минимальной (табл. 2.1). В этом случае стойкость инструмен-
та будет называться экономической стойкостью. Например, эко-
номическая стойкость быстрорежущих проходных резцов со-
ставляет 30-60 мин, твердосплавных проходных резцов —
60-90 мин.
2.1. Средние значения экономической скорости резания
Инструмент Обрабатываемый материал Скорость резания, м/мин
Быстрорежущий резец Сталь 15-50
Твердосплавные резцы:
Т15К6 Сталь 100-350
ВК8 Чугун серый 50-200
Алмазный резец Бронза 500-800
62
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
На основании экспериментов выведена формула для расче-
та скорости резания, при которой инструмент имеет экономиче-
скую стойкость:
v = Cv kvkva, (2.1)
Tmtxsy v Уд ’ v ’
где Cv — коэффициент, зависящий от вида обработки и обраба-
тываемого материала; Т — заданная стойкость инструмента; t —
глубина резания; 5 — подача; kv — общий поправочный коэф-
фициент, учитывающий смазочно-охлаждающую жидкость, ме-
ханические свойства обрабатываемого материала и материала
инструмента, состояние поверхности заготовки; Луд — коэффи-
циент, учитывающий ударную нагрузку при поперечном строга-
нии (Луд = 0,8) и при долблении (Луд = 0,6). Значения коэффи-
циентов и показатели степени берут из справочной литературы
по выбору режимов резания.
В процессе резания резец преодолевает силу сцепления час-
тиц металла. Врезаясь в металл, резец испытывает со стороны
заготовки давление и, в свою очередь, сам с такой же силой
воздействует на нее. Эту силу резания Р принято раскладывать
по трем осям на составляющие (рис. 2.3): Рх, Ру и Pz. Сила
Pz направлена в сторону, противоположную скорости резания
v, она является основной и по ней определяется эффективная
мощность резания (кВт):
= 1020 60 ’ (2’2)
где v — скорость резания, м/мин; а составляющая Pz (Н) опре-
деляется по формуле
Pz =\QCPtxsyY{bnkp, (2.3)
где Ср — коэффициент, зависящий от обрабатываемого мате-
риала; выбирается по таблицам справочников по режимам реза-
ния. Глубина резания t (мм) для прорезных резцов берется рав-
ной ширине прорезаемого паза. Показатели степени п, х и у
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВ
63
Рис. 2.3. Силы, действующие на резец:
1 - заготовка; 2 - резец
также выбирают в справочной литературе по режимам резания;
НВ — твердость обрабатываемого материала; коэффициент кр
равен произведению коэффициентов: км, зависящего от меха-
нических свойств обрабатываемого материала, £сож , зависящего
от свойств СОЖ, к\, к^, зависящих от знака угла наклона
главной режущей кромки резца X и угла ф.
Составляющая Рх обратна направлению движения подачи
Ds ; Рх определяет динамическую нагрузку механизма подачи.
Величина Рх равна (0,25 + 0,4) Pz .
Составляющая Ру направлена таким образом, что стремит-
ся отжать резец вверх, в то время как заготовку она дополни-
тельно прижимает к столу. Исключение составляют продольно-
строгальные станки при работе на боковых суппортах; в этом
случае жесткость крепления заготовки ослабляется. Величина
Ру равна (0,3 + 0,5) Pz.
Составляющие силы резания Рх и Ру можно определить
по формуле (2.3), подставляя в нее коэффициенты, взятые из
64
Глава 2. OQHOBbl РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
справочной литературы*, но применительно для этих состав-
ляющих силы резания.
Равнодействующая Р составляющих Рх, Ру и Pz незначи-
тельно больше силы Pz и равна Р = Рх + Ру + Pz . Практиче-
ски определять полную силу резания Р затруднительно, поэтому
с помощью динамометров определяют ее составляющие Рх , Ру
и Pz. Работа динамометров основана на измерении упругой де-
формации их рабочих элементов. Основным недостатком пру-
жинных и гидравлических динамометров является относительно
большое линейное и угловое перемещение инструментов. Для
измерения сил при резании с малой глубиной резания наилуч-
шие результаты достигаются при применении электрических
динамометров с индуктивным преобразователем перемещений.
Для нормальной работы электрических динамометров достаточ-
ны упругие перемещения рабочих элементов в пределах не-
скольких микрометров.
Прежде чем выполнять какие-либо работы на строгальном
или долбежном станке, необходимо вычислить потребную мощ-
ность электродвигателя. От электродвигателя через кинематиче-
ские передачи: ременную, цепную, зубчатые — мощность пере-
дается к рабочим органам станка. Потеря мощности происходит
в зубчатых зацеплениях при проскальзывании ремня, в под-
шипниках. Доля мощности, расходуемой на процесс резания,
определяется кпд привода станка т|пр :
Ппр=^- (2-4)
Кпд определяется экспериментально, так как он изменяется
при различных режимах работы станка. При предварительном
определении потребной мощности электродвигателя т|пр может
быть подсчитан ориентировочно как произведение кпд отдель-
ных пар, входящих в кинематическую цепь от электродвигателя
до исполнительного органа станка
См.: Справочник технолога-машиностроителя / Под ред.
А.М. Далъского, А.Г. Косиловой и Р.К. Мещерякова. — М.: Машинострое-
ние, 2001.
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
65
Лпр ~ Лр.п Лз.п Лтр > (2-5)
где Лр.п — потеря мощности в ременной передаче; т|3 п — поте-
ря мощности в зубчатых передачах; т)тр — потеря мощности на
трение в подшипниках. Ниже приводятся значения кпд наибо-
лее часто встречающихся кинематических пар:
Ременная передача без натяжного ролика.......0,98
Ременная передача с натяжным роликом......... 0,97
Клиноременная передачи ......................0,96
Зубчатая передача цилиндрическая ............0,98
Зубчатая передача коническая................. 0,97
Червячная передача........................... 0,7—0,9
Цепная передача роликовой цепью..............0,96
Цепная передача зубчатой цепью...............0,97
Подшипники скольжения .......................0,98
Подшипники качения......................... 0,995
Кулиса и ползун в поперечно-строгальных и дол-
бежных станках................................0,9
В новых станках кпд привода с вращательным движением
обычно составляет 0,75—0,85, а в станках с возвратно-
поступательным главным движением т|пр = 0,6 -г- 0,75.
Итак, зная эффективную мощность резания (2.2) и кпд
привода (2.5), можно вычислить потребную мощность электро-
двигателя (2.4); она должна быть меньше мощности электро-
двигателя, который поставлен на данном станке, в противном
случае данную работу на станке выполнить невозможно.
2.2. Общие сведения о режущем инструменте
Стружку срезают режущими инструментами: резцом, фре-
зой, шлифовальным кругом и др. При строгании, долблении,
растачивании применяется резец, при обработке заготовки на
комбинированных строгальных и долбежных станках в качестве
режущего инструмента используют фрезу или шлифовальный
круг.
66
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Резец. Резец состоит из головки 7 и стержня 5 (тела) (рис.
2.4). Головка — это режущая (рабочая) часть резца, стержень
предназначен для крепления резца. Головка резца имеет пе-
реднюю поверхность 4 лезвия — Ау, по которой сходит
стружка, главную заднюю поверхность 7 лезвия —
Аа, обращенную к обрабатываемой заготовке, режущие
кромки 2 и 3, образованные пересечением передней и задней
поверхностями, опорную (установочную) поверхность 6 и вер-
шину лезвия 8. Режущие кромки подразделяются на главные и
вспомогательные.
Главная режущая кромка 3 формирует большую сторону се-
чения срезаемого слоя. Вспомогательная режущая кромка 2
формирует меньшую сторону сечения срезаемого слоя. Задняя
поверхность лезвия, примыкающая к главной режущей кромке,
называется главной задней поверхностью 7, а примыкающая к
вспомогательной режущей кромке — вспомогательной задней по-
верхностью 9 лезвия — Аа. Для изучения геометрии резца вво-
дятся следующие условные плоскости. Основная плоскость Pv —
это координатная плоскость, проведенная через рассматривае-
мую точку режущей кромки перпендикулярно направлению
скорости главного движения резания в этой точке.
В инструментальной системе координат направление скоро-
сти главного движения резца принимается: у строгального —
перпендикулярно конструкторской установочной базе резца, у
долбежного — параллельно базе.
Плоскость резания Рп — координатная плоскость, касатель-
ная к режущей кромке в рассматриваемой точке и перпендику-
лярная основной плоскости.
Главная секущая плоскость Рх — координатная плоскость,
перпендикулярная линии пересечения основной плоскости и
плоскости резания (рис. 2.5).
На процесс резания существенное влияние оказывают углы
режущего лезвия: передний угол у, задний угол а и угол заост-
рения р. По ГОСТ 25762—83 «Обработка резанием. Термины,
определения и обозначения общих понятий» передним углом лез-
вия у называется угол в секущей плоскости между передней по-
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
67
Рис. 2.4. Элементы резца
Рис. 2.5. Координатные плоскости
и углы резца
верхностью лезвия и основной плоскостью, а главным передним
углом будет угол в главной секущей плоскости. От величины пе-
реднего угла зависит сход стружки. При увеличении переднего
угла сход стружки облегчается, однако ослабляется режущая
кромка. Если передняя поверхность резца направлена вниз от
режущей кромки, то передний угол считается положительным,
как это показано на рис. 2.5, если же вверх, то отрицательным.
Резцы с отрицательными передними углами применяются при
обдирочных работах по стали, при наличии ударной нагрузки,
при неравномерном припуске; обычно они оснащены твердо-
сплавными пластинками.
Величина переднего угла зависит от многих факторов: фор-
мы передней поверхности резца, обрабатываемого материала и
режущего инструмента. При обработке стали проходным быст-
рорежущим резцом с плоской передней гранью с подачей s2x
до 0,2 мм/дв.х его угол у принимают равным 25—12°, а с пода-
чей более 0,2 мм/дв.х — 25—8°, причем максимальные значения
соответствуют обрабатываемым сталям с ов до 500 МПа, а ми-
нимальные — сталям с ов = 1000+ 1200 МПа. При обработке
чугуна такими же резцами угол у принимается равным:
20 ° (при твердости обрабатываемого материала до 150 НВ),
68
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
12° (150 ... 200 НВ) и 8° (200 ... 250 НВ). При обработке чугуна
твердосплавными резцами с плоской передней гранью с подачей
до 0,2 мм/дв.х угол у = 12° ... (-5°), причем отрицательный угол
выполняют при обработке чугуна с НВ более 400. При строга-
нии плоскостей проходными резцами, у которых плоская пе-
редняя поверхность имеет фаску, передний угол увеличивают;
например, при обработке стали быстрорежущими резцами этот
угол может изменяться в зависимости от ее механических
свойств в пределах от 30 до 20° (при s2x > 0,2 мм/дв.х). В каж-
дом конкретном случае обработки эти данные следует уточнять
по справочной литературе.
Задним углом а называется угол в секущей плоскости между
задней поверхностью лезвия и плоскостью резания, а в главной
секущей плоскости этот угол будет называться главным задним
углом а. При малом главном заднем угле возможно трение
главной задней поверхности о поверхность резания. При боль-
шом угле а ослабляется режущая кромка. Величина главного
заднего угла а при долблении и строгании берется в пределах
от 6 (при подаче 52х < 0,2 мм/дв.х) до 8° (при s2x > 0,2 мм/дв.х).
Главным углом заострения р называется угол в главной се-
кущей плоскости между передней и задней поверхностями.
Углом наклона кромки X называется угол в плоскости реза-
ния между режущей кромкой и основной плоскостью. Угол X
считается положительным, когда вершина лезвия является наи-
низшей точкой режущей кромки, отрицательным, когда верши-
на является наивысшей точкой (как показано на рис. 2.5), и ра-
вен нулю, если режущая кромка параллельна основной плоско-
сти. Для строгальных резцов угол X в зависимости от формы
передней поверхности принимается равным 0 (криволинейная с
фаской) и +10 ° (плоская с фаской).
Главный угол в плане <р определяется как угол между проек-
цией главной режущей кромки на ее основную плоскость и на-
правлением скорости подачи, а вспомогательный угол в плане
<р — между проекцией вспомогательной режущей кромки на
основную плоскость и направлением, противоположным векто-
ру скорости подачи. Главный угол в плане <р проходных стро-
гальных и долбежных резцов составляет 45°.
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
69
Углом при вершине в плане е называется угол между проек-
циями режущих кромок на основную плоскость.
Фреза. Многолезвийный инструмент, у которого зубья рас-
положены на поверхности тела вращения или на торце, называ-
ется фрезой. Фрезой выполняются различные формы поверхно-
сти. В зависимости от назначения применяют различные типы
фрез: цилиндрические (рис. 2.6, а) для обработки поверхностей,
дисковые (рис. 2.6, б) для изготовления пазов и уступов, конце-
вые (рис. 2.6, в, г) для обработки пазов, уступов и фасонных по-
верхностей, торцовые (рис. 2.6, д, е) и фасонные (рис. 2.6, ж)
для обработки поверхностей с большим и неравномерным при-
пуском на станках с повышенной жесткостью.
По конструкции фрезы могут быть цельными (рис. 2.6, в,
г), насадными (рис. 2.6, д), со вставными ножами, оснащенны-
ми пластинками из твердого сплава (рис. 2.6, е). Чтобы полу-
чить фрезерованием на детали требуемую поверхность, необхо-
димо сообщить фрезе главное вращательное движение с часто-
той вращения «фр и заготовке (или фрезе) движение подачи
Ds-
Различают два метода фрезерования: встречное (рис. 2.6, а,
г) и попутное (рис. 2.6, б, ж). При встречном фрезеровании ка-
ждый зуб фрезы находится в невыгодных условиях в начальный
момент резания. Зуб фрезы, практически имея радиус скругле-
ния 40 — 120 мкм, в начальный момент не режет, а давит на об-
рабатываемую поверхность. В результате этого происходит на-
гартовка обрабатываемой поверхности и под воздействием тре-
ния происходит интенсивный износ фрезы и большое тепловы-
деление. Эти явления не наблюдаются при попутном фрезеро-
вании, поэтому стойкость фрез увеличивается. Однако попутное
фрезерование можно применять в таких станках, где в приводе
подач используются безлюфтовые механизмы.
Шлифовальный круг. Шлифовальный круг изготовляют из
абразивных материалов (зерен), удерживаемых связкой. Абра-
зивные зерна отличаются непостоянством своей формы и поло-
жения относительно обрабатываемой поверхности. Поэтому они
в процессе шлифования подвергаются различному воздействию
сил резания, неравномерно изнашиваются и выкрашиваются.
Поскольку шлифование является отделочной операцией, то,
70
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
2.6. Основные типы фрез и обрабатываемые ими поверхности (а-ж)
£
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
71
чтобы обрабатываемая поверхность получалась с низкой шеро-
ховатостью, шлифовальный круг необходимо периодически под-
вергать правке, т.е. удалению изношенных зерен.
На комбинированных строгальных станках осуществляется
плоское шлифование торцом или периферией круга. Главное
движение (вращение) сообщается шлифовальному кругу (рис.
2.7) с частотой лш к , а заготовке — движение продольной пода-
чи Dsnp; кроме того, шлифовальный круг получает движения
поперечной подачи Dsn и от специального механизма верти-
кальной подачи /)5верт. Шлифование торцом круга характеризу-
ется относительно большей величиной контакта дуги круга с
деталью, что делает этот способ высокопроизводительным.
Рис. 2.7. Движения при плоском шлифовании
на комбинированных строгальных станках:
1 — шпиндель шлифовальной бабки; 2 - шлифовальный круг;
3 - заготовка; 4 — стол
72
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Выбор шлифовального круга зависит от свойств обрабаты-
ваемого материала, размеров обрабатываемой поверхности, ус-
ловий обработки, состояния станка. При обработке сталей
обычно применяют круги из электрокорунда: для получистовых
и чистовых операций — 15А на керамической связке, при шли-
фовании закаленных сталей и инструментов — 25А также на ке-
рамической связке, при шлифовании труднообрабатываемых
сталей из кубического нитрида бора (эльбора) на органической,
керамической и металлической связке, при обработке чугуна и
твердых сплавов — из карбида кремния, природных и синтети-
ческих алмазов.
Износ режущего инструмента. В процессе резания металлов
происходит износ режущего инструмента. Причиной износа
резцов и фрез является трение сбегающей стружки о переднюю
поверхность резца и задних поверхностей резца о заготовку. Ин-
тенсивность износа зависит от многих причин, в частности, от
механических свойств заготовки, усилия и скорости резания,
наличия смазочно-охлаждающей жидкости. Следы износа на-
блюдаются на передних и задних поверхностях режущего лез-
вия, но за критерий износа принимается наибольшая высота
изношенной контактной площадки на задней поверхности ин-
струмента. Изношенный режущий инструмент необходимо пе-
ретачивать. Резец может затачивать сам рабочий, получивший
соответствующий инструктаж по технике безопасности.
Резцы затачивают на точильно-шлифовальных и универ-
сально-заточных станках.
При заточке на точильно-шлифовальных
станках (рис. 2.8) резец 1 устанавливают на поворотный сто-
лик 3, а затем вручную с усилием 20-30 Н прижимают к шли-
фовальному кругу 2. Для равномерного износа шлифовального
круга резец необходимо перемещать по столику относительно
рабочей поверхности круга.
При заточке задней поверхности резца столик поворачива-
ют на заданный задний угол, а резец кладут на столик опорной
поверхностью так, чтобы его режущая кромка располагалась го-
ризонтально. Переднюю поверхность резца затачивают боковой
поверхностью круга, при этом резец базируется на боковую по-
верхность. При заточке периферией шлифовального круга по-
верхности резцов получаются не плоскими, а вогнутыми. Одна-
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
73
ко величина этой вогнутости при диаметре круга 300-400 мм
незначительна. Круг должен вращаться на резец, как показано
на рис. 2.8. В этом случае силы резания дополнительно прижи-
мают резец к столику, качество режущей кромки получается бо-
лее высокое - уменьшается шероховатость обработки. С увели-
чением скорости вращения круга повышается производитель-
ность заточки резца, но при этом могут появиться прижоги на
обрабатываемой поверхности резца. Поэтому абразивный мате-
риал шлифовального круга выбирают в зависимости от инстру-
ментального материала резца: при заточке быстрорежущих ста-
лей абразивный материал круга — электрокорунд, при заточке
твердосплавных резцов — карбид кремния зеленый; зернистость
круга — 25-40; связка выбирается керамическая при заточке бы-
строрежущих резцов, а при заточке твердосплавных — также и
бакелитовая. При затачивании резцов из быстрорежущей стали
рекомендуется твердость круга С1 и его скорость 23-25 м/с; из
твердого сплава ВК6, ВК8 и Т5К10 твердость круга с керамиче-
ской связкой С1-СМ2 и скорость 18-22 м/с; если круг с бакели-
товой связкой, то твердость С2, С1 и скорость 22-26 м/с; из
твердого сплава Т30К4 твердость круга с керамической связкой
СМ1-МЗ и скорость 10-12 м/с; если круг с бакелитовой связкой,
то твердость СМ2, СМ1 и скорость 12-15 м/с.
Рис. 2.8. Заточка резца на точильно-шлифовальном станке
74
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Заточка на точильно-шлифовальных станках проста и про-
изводительна, но на них трудно создать точную геометрию ре-
жущей части резца. Кроме того, в процессе заточки могут обра-
зоваться прижоги и трещины в поверхностном слое резца. По-
этому резцы для получения более точных углов резания и необ-
ходимой шероховатости следует доводить на универсально-
заточных или специальных станках.
Заточка резцов на универсально-заточных
станках производится в трехповоротных тисках (рис. 2.9).
Для настройки тисков на заданную геометрию режущей части
резца необходимо установить его в начальное положение отно-
сительно шлифовального круга 6 (рис. 2.9, а). На основании 1,
которым тиски крепятся к столу станка, имеются два колена 2 и
3, узел крепления 4 резца 5; с их помощью осуществляются по-
вороты вокруг осей А, Б и В в любом из трех направлений от О
до 360°, цена деления — Г. При заточке передней по-
верхности резца (рис. 2.9, б) его поворачивают вокруг оси
В на угол 0В, равный углу <р, после чего поворачивают вокруг
оси Б на угол фВ = А,. После этого необходимо повернуть резец
вокруг оси А. Если А. * 0, то следует определить угол поворота
по следующей зависимости:
tg у/у = tgycosA.,
т.е. угол поворота 0д вокруг оси А равен у.
На рис. 2.9, б стрелками указаны направления поворота для
правого резца с положительными передними углами удг и А,.
Если же правый резец имеет отрицательные значения этих уг-
лов, то направление поворота по шкалам вокруг осей А и Б ме-
няется на противоположное. При заточке левых резцов изменя-
ется направление поворота по шкале вокруг оси В.
При заточке задних поверхностей резцов углы поворота во-
круг осей А, Б и В подсчитываются по следующим зависимостям
(рис. 2.9, в):
0А = 90° + <р, 0Б = 0°, 0В = ф •
ОБЩИЕ СВЕДЕНИЯ О РЕЖУЩЕМ ИНСТРУМЕНТЕ
75
Рис. 2.9. Заточка резца на универсально-заточном станке:
а - первоначальное положение;
б — при заточке передней поверхности резца;
в — при заточке задней поверхности резца
Пример. Необходимо заточить проходной правый резец со сле-
дующими геометрическими параметрами режущей части: а = 8°,
у = 12°, X = 4-10°, ф = 45° и ф = 15°, oq = 8°. Рассчитаем углы по-
ворота тисков при затачивании передней поверхности резца:
0А = arctg(tgl2 • coslO) = 11°49'; 0Б = 10°; 0В = 45°.
Углы поворота при заточке главной задней поверхности резца:
0А = 90° + 8° = 98°; 0Б = 0°; 0В = 45°.
При заточке вспомогательной поверхности резца углы поворота
тисков:
0А =90° +8° =98°, 0Б =0°, 0В =15°.
Для чистовой автоматизированной заточки твердосплавных
напайных строгальных резцов по задним поверхностям исполь-
зуют заточной полуавтомат мод. ЗЕ624 повышенной точности.
Наибольшая высота сечения затачиваемого резца 50 мм. Привод
главного движения осуществляется от электродвигателя мощно-
стью 2,2 кВт; круг 0 200 мм имеет две скорости 20 и 28 м/с.
Контроль углов заточки, ширины фаски, плоскостности пе-
редней и задней граней, шероховатости, отсутствия трещин и
выкрашивания производится: угломерами измеряют углы а, у,
76
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Ф,Х; шаблонами - радиусы резцов; инструментальными микро-
скопами - параметры прецизионных резцов; профилографами,
профилометрами, двойными микроскопами и сравнением с об-
разцами — чистоту поверхности; с помощью цветной дефекто-
скопии — наличие трещин.
Фрезы перетачивают на специальных заточных станках.
Изношенный шлифовальный круг правят алмазно-металли-
ческими карандашами, твердосплавными дисками, абразивными
кругами, металлическими звездочками. При правке алмазно-
металлическими карандашами размерный износ круга будет
наименьшим.
Критерием износа шлифовального круга является
снижение его режущей способности, при шлифовании трудно-
обрабатываемых материалов - налипание металла на вершины
зерен с последующим разрушением рабочей поверхности круга,
появление прижогов на обрабатываемой поверхности.
Износ абразивных зерен шлифовального круга происходит
неравномерно на протяжении всей обработки. В начальный мо-
мент наблюдается повышенный износ, после чего наступает пе-
риод нормального износа. При повышенных режимах происхо-
дит самозатачивание: от зерен откалываются частицы; занижен-
ные режимы приводят к затуплению шлифовального круга.
2.3. Выбор смазочно-охлаждающих жидкостей
Смазочно-охлаждающие жидкости (СОЖ) способствуют
эффективной эксплуатации режущего инструмента станка:
уменьшаются износ режущего инструмента, наростообразова-
ние, повышается качество обработанной поверхности, улучша-
ются условия для удаления стружи и абразивных частиц из зоны
резания.
Выбор СОЖ зависит от вида обработки (черновая или чис-
товая), обрабатываемого материала (сталь, чугун, цветные ме-
таллы), технологической операции (строгание, фрезерование,
шлифование), требований к качеству обрабатываемой поверхно-
сти. Наименьший эффект дает применение СОЖ при обработке
чугуна и других хрупких материалов. При обработке твердо-
сплавными инструментами на высоких скоростях резания реко-
мендуется обильная и непрерывная подача СОЖ, так как при
прерывистом охлаждении в пластинах твердого сплава могут
образовываться трещины.
СТРОГАЛЬНЫЕ РЕЗЦЫ
77
СОЖ должна обладать высокими охлаждающими, смазы-
вающими, антикоррозионными свойствами, быть безвредной
для обслуживающего персонала и пожаробезопасной.
В течение ряда десятилетий на металлообрабатывающих
предприятиях в качестве СОЖ применяли сульфофрезол, эмуль-
солы ЭТ-2, Э, ЭГТ, керосино-масляные смеси, которые полно-
стью не соответствовали указанным требованиям. За последние
годы были созданы и внедрены в производство новые виды
СОЖ, которые эффективны на различных операциях и особен-
но при обработке труднообрабатываемых сталей. Так, вместо
сульфофрезола стали применять масляную СОЖ МР-1 при об-
работке резцами нержавеющих сталей, что привело к повыше-
нию стойкости резцов в 1,4-2 раза; с применением масляной
СОЖ МР-4 вместо сульфофрезола при обработке титановых
сплавов повышается стойкость резцов в 1,3-1,5 раза; обильное
охлаждение при шлифовании 10%-ной эмульсией ИХП-453
(вместо 3%-ной эмульсии ЭТ-2) позволяет снизить высоту мик-
ронеровностей — параметр шероховатости Ra 0,32...0,4; исполь-
зование 3-5%-ной эмульсии "Укринола-Г вместо 5%-ных
эмульсий ЭТ-2 и ЭГТ при точении сталей и чугуна дает повы-
шение стойкости резцов в 1,5 раза; при шлифовании сталей и
высокопрочных чугунов охлаждение 2-3%-ной эмульсией "Ук-
ринол-Г (вместо 3-4%-ной эмульсии ЭТ-2) позволяет получить
параметр шероховатости Ra 0,63.
Новые СОЖ "Укринол-Г, "Аквол-2", НСК-5У, ИХП-453,
СДМУ-2, ОСМ-3, МР-1, МР-2У,
МР-4, МР-5, ОСМ-5 заменяют неудов-
летворительные в технологическом и
санитарно-гигиеническом отношении
стандартные эмульсии Э, ЭГТ, суль-
фофрезол, а также пожароопасные
масляные и керосино-масляные смеси.
н
2.4. Строгальные резцы
Условия работы строгальных рез-
цов тяжелые; они постоянно с каждым
новым рабочим ходом претерпевают
ударную нагрузку, поэтому поперечное
сечение стержня строгальных резцов
больше, чем токарных. В соответствии
«)
Рис. 2.10. Прямой (а)
и изогнутый (б)
строгальные резцы
78
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Рис. 2.11. Отжим резцов
при строгании:
а — прямого; б — изогнутого
с ГОСТ 18887-75...18894-73 из-
готовляют проходные, подрез-
ные, прорезные, отрезные и
чистовые широкие строгальные
резцы с пластинами из быстро-
режущей стали или из твердого
сплава. В зависимости от усло-
вий работы следует применять
прямые или изогнутые стро-
гальные резцы (рис. 2.10). Наи-
большее распространение полу-
чили изогнутые резцы, так как
во время обработки (вследствие
изменения величины припуска)
возможен отход его вершины от
заготовки, в то время как в
прямых резцах вершина будет
углубляться в заготовку (рис.
2.11, а), в результате этого уве-
личится глубина резания по
Рис. 2.12. Строгальные резцы:
а — проходной; б — подрезной;
в - отрезной и прорезной;
г — чистовой широкий
сравнению с установленной t,
что снижает точность и чистоту обработки. Поэтому прямыми
резцами можно строгать однородный материал при небольших
сечениях срезаемого слоя, при этом суппорт с резцом должны
иметь достаточную жесткость. Во всех остальных случаях пред-
почтительнее применять изогнутые строгальные резцы (2.11, 6).
Для строгания плоскостей применяют проходные резцы
СТРОГАЛЬНЫЕ РЕЗЦЫ
79
(рис. 2.12, а). Они могут быть
прямыми и изогнутыми и пред-
назначаются как для черновой,
так и для чистовой обработки,
отличаясь лишь углами резания.
Черновые проходные резцы пред-
назначаются для грубой обработ-
ки; чистота обработки черновыми
проходными резцами составляет
Rz =320...80 мкм, чистота обра-
ботки чистовыми проходными
резцами Rz = 40...1,25 мкм, при
этом глубина резания 0,05-
1,5 мм. Размеры проходных рез-
цов приведены в табл. 2.2, 2.3.
Проходные строгальные резцы с
пластинами из быстрорежущей
стали имеют вспомогательный угол
Рис. 2.13. Левый (я)
и правый (б) резцы
в плане <р' = 10°, ас пласти-
нами из твердого сплава — <р' = 45°. В зависимости от направле-
ния движения подачи резцы бывают левые и правые (рис .2.13).
Подрезные резцы служат для подрезания уступов, а
иногда для строгания вертикальных и наклонных поверхностей.
Они также бывают правые и левые.
Прямоугольные и фасонные канавки, пазы строгают про-
резными резцами. Широкие канавки и пазы образуются по-
следовательным строганием до получения заданной ширины.
Для разрезания заготовки на части используют отрезные
резцы. Размеры подрезных, прорезных и отрезных резцов (рис.
2.12, б-г) даны в табл. 2.2, 2.3.
Новаторами внедрены в производство для тонкого строга-
ния резцы с механическим креплением режущих пластин (рис.
2.14). Такая конструкция резца позволяет в централизованном
порядке производить переточку режущей пластины. Вместе с
корпусом режущая пластина заменяется другим комплектом;
таким образом, во время работы не затрачивается времени на
переточку. Кроме того, такие резцы экономичны, так как одна
и та же державка эксплуатируется длительное время.
80
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
2.2. Размеры строгальных резцов с пластинами из быстрорежущей стали
Сечение стержня НхВ, мм Размеры резцов, мм (см. рис. 2.10 и 2.12)
подрезных изогнутых
прямых изогнутых проходных и чистовых широких отрезных и прорезных
L т L / т L / т а L / а
20x12 170 6 190 40 6 190 40 7 12 190 40 5
25x16 200 8 220 50 8 220 50 9 16 220 50 6 8
32x20 250 10 280 63 10 280 63 12 20 280 63 8 10
40x25 300 12,5 340 80 12,5 340 80 14 25 340 80 8 12
50x32 350 16 400 100 16 400 100 16 32 400 100 12 15
63x40 450 20 500 125 20 500 125 22 40
2.3. Размеры строгальных резцов
с пластинами из твердого сплава
Сечение стержня НхВ, мм Размеры резцов, мм (см. рис. 2.10 и 2.12)
проходных подрезных
прямых изогнутых прямых изогнутых
L т L / т L т L / т
20x16 170 9 190 40 9 170 8 190 40 8
25x20 200 12 220 50 12 200 10 220 50 10
32x25 250 14 280 63 14 250 12,5 280 63 12,5
40x32 300 18 340 80 18 300 15 340 80 15
50x40 350 23 400 100 23 350 20 400 100 20
63x50 450 30 500 125 30 450 25 500 125 25
СТРОГАЛЬНЫЕ РЕЗЦЫ
81
Продолжение табл. 2.3
Сечение стержня НхВ, мм Размеры резцов, мм (см. рис. 2.10 и 2.12)
отрезных и прорезных изогнутых чистовых изогнутых
L / а L / а
20x12 190 40 5 190 40 12
25x16 220 50 6 220 50 14
8
32x20 280 63 8 280 63 18
10
40x25 340 80 8 340 80 22
10
12
50x32 400 100 12 400 100 25
16
63x40 500 125 20 500 125 35
25
Рис. 2.14. Резец для тонкого строгания
с механическим креплением режущей пластинки:
1 - корпус; 2 — режущая пластинка; 3 — винты; 4 — шайба;
5 - державка; 6 - шпонка
82
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
2.5. Долбежные резцы
По характеру работы долбежные резцы мало отличаются от
строгальных. По существу долбление является вертикальным
строганием.
В соответствии с ГОСТ 10046—72 резцы долбежные с пла-
стинами из быстрорежущей стали делятся на три типа: проход-
ные двусторонние, прорезные и для выполнения шпоночных
пазов.
Проходными долбежными резцами (рис. 2.15) обрабатывают
вертикальные и криволинейные поверхности; их размеры при-
ведены в табл. 2.4.
Прорезными резцами (рис. 2.16) выполняют пазы, канавки,
выемки, плоскости с уступами и разрезание; их размеры приве-
дены в табл. 2.5.
Долбежные резцы для шпоночных пазов (рис. 2.17) имеют
три исполнения; их размеры указаны в табл. 2.6.
Передняя и задняя поверхности у долбежного резца по
сравнению со строгальными расположены иначе. По передней
поверхности долбежного резца сходит стружка; задняя поверх-
ность обращена к обработанной плоскости. Пересечение перед-
ней и главной задней поверхности образуют главную режущую
кромку. Эти поверхности необходимо ясно представлять, чтобы
при заточке правильно выдерживать рекомендуемые значения
передних и задних углов.
Рис. 2.15. Проходной двусторонний долбежный резец
с пластинами из быстрорежущей стали
ДОЛБЕЖНЫЕ РЕЗЦЫ
83
2.4. Размеры проходных
двусторонних долбежных резцов
с пластинами из быстрорежущей стали
Размеры, мм (см. рис. 2.15)
н В L / т
20 12 250 35 11
25 16 300 40 14
32 20 350 45 17
40 25 450 55 20
50 32 500 60 24
1)
Рис. 2.16. Прорезные долбежные резцы
с пластинами из быстрорежущей стали:
а, б — первое и второе исполнения
84
Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Рис. 2.17. Долбежные резцы для шпоночных пазов
с пластинами из быстрорежущей стали:
а, б, в — соответственно первого, второго и третьего исполнения
ДОЛБЕЖНЫЕ РЕЗЦЫ
85
2.5. Размеры прорезных долбежных резцов
с пластинами из быстрорежущей стали
Испол- нение Размеры, мм (см. рис. 2.16)
Н В а L / А т
1 16 10 4 5 4 150 40 — —
20 12 6 4,5 250 60
2 8 6,5 30 6
25 16 10 8,5 300 80 35 7
12 10,5
32 20 14 12 350 100 40 8
16 14
40 25 18 16 400 120 50 11
50 32 20 18 500 150
24 22 180
63 40 28 25 600 250 60 13
2.6. Размеры долбежных резцов для прорезания
шпоночных пазов с пластинами из быстрорежущей стали
Испол- нение Размеры, мм (см. рис. 2.17)
НхВ D L / А а т h ИЛИ А £>нм
1 2 3 4 5 6 7 8 9 10 11
1 — 6 90 — 40 3 2 5,5 4,5 7
— 8 100 — 50 4 3 7,6 6,5 10
— 12 НО — 5 4 11,5 10 14
86 Глава 2. ОСНОВЫ РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
Продолжение табл. 2.6
1 2 3 4 5 6 7 8 9 10 11
2 20x20 16 280 90 — 6 5 15,4 14 18
25x25 22 300 100 — 8 6 21,2 18,2 24
25 350 130 — 10 7 24 21 28
25 400 150 — 12 23,7 20,7 28
32x32 28 160 — 14 8 25,7 21,7 30
3 20x20 18 300 130 30 10 12 12 30 45 35
25x25 22 350 150 40 14 14 36 55 42
160 16
32x32 28 350 160 50 18 17 45 70 53
400 200 20
40x40 35 450 250 65 20 25 60 90 70
Примечание:
1. Днм — наименьший диаметр отверстия, в котором дан-
ным резцом можно прорезать паз.
2. Для исполнений 1 и 2 дан размер Л|, а для исполнения
3 — размер /2.
2.6. Инструментальные материалы
для изготовления строгальных и долбежных резцов
Материалом для строгальных и долбежных резцов являются
инструментальные стали, быстрорежущие стали и твердые спла-
вы. При выборе того или иного материала нужно руководство-
ваться следующими соображениями. Инструментальные мате-
риалы должны обладать твердостью, превышающей твер-
дость обрабатываемого материала, достаточной прочностью,
чтобы не сломаться под действием сил резания и быть вязки -
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛ. РЕЗЦОВ 87
м и , так как режущая кромка строгальных и долбежных резцов
постоянно подвергается ударным нагрузкам, и при этом она не
должна выкрашиваться. При трении передней и задней поверх-
ностей о стружку и обрабатываемую поверхность происходят
износ и нагрев резца до высокой температуры, поэтому инстру-
ментальные материалы должны быть красностойкими.
Углеродистая инструментальная сталь (марки
У10А, У12) применяется для изготовления строгальных и дол-
бежных резцов, обрабатывающих сталь с прочностью, не пре-
вышающей 750 МПа; после термической обработки этих резцов
твердость должна быть в пределах HRC3 58-64. Применяют и
легированные инструментальные стали марок X и ХВГ; они об-
ладают повышенной вязкостью, износостойкостью по сравне-
нию с углеродистыми инструментальными сталями, но их ис-
пользуют для работы на низких скоростях резания.
Быстрорежущая сталь благодаря наличию в ней
вольфрама обладает высокой красностойкостью (до 650°), имеет
высокую твердость 65HRC3, способна восстанавливать свои ре-
жущие свойства после охлаждения на воздухе, может использо-
ваться со скоростями резания, в четыре раза большими по срав-
нению с резцами из углеродистой стали. Рабочую часть резцов в
виде пластин или стержней сваривают с крепежной, изготов-
ляемой из конструкционных сталей 45, 50, 40Х. Для обработки
конструкционных материалов применяют быстрорежущие стали
Р9, Р6М5, Р6М5ФЗ, для обработки высокопрочных, коррозион-
но-стойких и жаропрочных сталей и сплавов в условиях повы-
шенного нагрева режущей кромки — стали Р9М4К8, Р6М5К5,
Р10К5Ф5 для обработки сталей и сплавов повышенной твердо-
сти и вязкости в условиях работы с ударом — стали Р9К5 и
Р9К10.
При строгании и долблении используют резцы с твердо-
сплавными пластинами, соединенными с крепежной частью
пайкой.
Марки твердых сплавов и их рекомендуемые об-
ласти применения: п р и черновом строгании и долб-
лении — T15K.I2B, ВК8, ВК15 (обработка углеродистых и ле-
гированных сталей); Т5К12 (обработка труднообрабатываемых
материалов); Т15К12, ВК8, ВК15 (строгание и долбление корро-
зионно-стойких сталей аустенитного класса); ВК8, ВК8В (чугун
88
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
240 НВ); ВК8 и ВК8В (цветные металлы и сплавы); ВК4, ВК6,
ВК8 (неметаллические материалы); при чистовом долб-
лении и строгании, а также получистовая обработка —
Т5К10, Т5К12В, ВК8, ВК8В (углеродистые и легированные ста-
ли); ТТ7К12 (труднообрабатываемые материалы); Т5К12 (корро-
зионно-стойкие стали аустенитного класса); ВК4 (чугун НВ
240); ВК4 и ВК6 (цветные металлы и их сплавы); ВК4 и ВК6
(неметаллические материалы).
Контрольные вопросы
1. Назовите основные элементы резца.
2. Для чего необходим резцу задний угол?
3. Почему образуется нарост на передней поверхности резца?
4. Что является критерием износа у резца?
5. Какие режущие инструменты применяют на комбинированных
строгальных станках?
6. Как классифицируются строгальные и долбежные резцы?
7. Нарисуйте долбежный резец и в соответствии с определениями
покажите передний и задний углы.
8. Когда применяют изогнутые строгальные резцы и когда — пря-
мые?
Глава 3
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
НА СТРОГАЛЬНЫХ СТАНКАХ
3.1. Термины и определения
Технологический процесс — это часть производственного про-
цесса, содержащая действия по изменению состояния заготовки
или изделия. Законченная часть технологического процесса,
выполняемая на одном рабочем месте, называется технологиче-
ской операцией. Если рабочим местом является строгальный ста-
нок, то операция называется строгальной, если верстак, то сле-
сарной. Заготовки и изделия относятся к предметам труда. Со-
четание поверхностей, ось или точка, используемые для опреде-
ления положения предмета труда в процессе изготовления, на-
зывается технологической базой.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
89
Различают единичные и типовые технологические процес-
сы. Технологический процесс изготовления изделия одного на-
именования независимо от типа производства называется еди-
ничным, а изготовления группы изделий с общими конструктив-
ными и технологическими признаками — типовым технологиче-
ским процессом.
При строгании и долблении может осуществляться черно-
вая и чистовая обработка (действие, направленное на измене-
ние свойств предмета труда при выполнении технологического
процесса). Обработка, в результате которой снимается основная
часть припуска, называется черновой, а в результате которой
достигаются заданные точность размера и шероховатость обра-
батываемых поверхностей, называется чистовой.
Совокупность значений параметров технологического про-
цесса в определенном интервале времени называется технологи-
ческим режимом или, сокращенно, режимом. К параметрам тех-
нологического процесса относятся: скорость резания, подача,
глубина резания, температура нагрева или охлаждения.
Слой материала, удаляемый с поверхности заготовки в це-
лях достижения заданных свойств обрабатываемых поверхно-
стей (размеров, формы, твердости, шероховатости), называется
припуском. Различают операционный припуск (удаляемый
при выполнении одной технологической операции) и проме-
жуточный (удаляемый при выполнении одного технологиче-
ского перехода). Припуск имеет допуск - разность между наи-
большим и наименьшим значениями размера припуска.
В соответствии с ГОСТ 3.1109—82 «ЕСТД. Термины и опре-
деления основных понятий» технологическая операция имеет
следующие элементы: переход, установ, позицию, базирование,
рабочий и вспомогательный ход, прием, наладку и подналадку.
Технологический переход — это законченная часть технологиче-
ской операции, выполняемая одними и теми же средствами
технологического оснащения при постоянных технологических
режимах и установке. К средствам технологического оснащения
относятся станки и технологическая оснастка (приспособления,
инструмент). Часть технологической операции, выполняемая
при неизменном закреплении обрабатываемых заготовок или
собираемой сборочной единицы, называется установом. Закон-
ченная совокупность действий человека, применяемых при вы-
90
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
полнении перехода или его части и объединенных одним целе-
вым назначением, называется приемом.
Более подробно о других элементах технологических опера-
ций можно познакомиться в ГОСТ 3.1109—82.
К предметам труда относятся материал (исходный предмет
труда), полуфабрикат (подлежит дальнейшей обработке на
предприятии-потребителе), заготовка, исходная заготовка, изде-
лие.
Заготовка — это предмет труда, из которого изменением
формы, размеров, свойств поверхности или материала изготов-
ляют деталь. Заготовка перед первой технологической операци-
ей называется исходной заготовкой.
3.2. Особенности типовых операций обработки
на строгальных станках
Строгание горизонтальных поверхностей. Различают черно-
вое, получистовое и чистовое строгание. При черновом
строгании после установки и закрепления заготовки в суп-
порт устанавливают обдирочный проходной резец. Предпочти-
тельно работать левым резцом, так как легче вести наблюдение
за обработкой (обработанная поверхность остается со стороны
рабочего). Сечение стержня резца выбирают в зависимости от
размеров отверстия резцедержателя строгального суппорта.
При работе на поперечно-строгальных станках перед уста-
новкой резца поворотную часть суппорта ставят на ноль граду-
сов, а откидную доску — в среднее положение (см. рис. 1.2).
Суппорт поднимают вверх на такую высоту, чтобы салазки сни-
зу выступали на 5-10 мм, после чего вставляют резец с мини-
мально возможным вылетом, чтобы обеспечить наибольшую
жесткость. После установки резца поднимают стол, оставив ме-
жду резцом и заготовкой 5-10 мм. По окончании установки рез-
ца включают станок на холостой ход и регулируют ползун отно-
сительно заготовки; величина перебега /| и /2 должна состав-
лять 25-30 мм. Далее устанавливают требуемую подачу, скорость
резания и глубину резания, перемещая суппорт вращением ру-
коятки ходового винта в направлении, перпендикулярном обра-
батываемой поверхности. Число делений лимба и шаг винта на
разных станках различны, поэтому следует обращать особое
ОСОБЕННОСТИ ТИПОВЫХ ОПЕРАЦИЙ ОБРАБОТКИ
91
внимание на указанную на лимбе цену деления. Например, если
нужно установить глубину резания, равную 4 мм, а цена деле-
ния на лимбе указана 0,05, то резец следует опустить, повернув
рукоятку на 4:0,05 = 80 делений. Отсчет делений следует про-
изводить после того, как резец, подведенный на холостом ходу
к заготовке при малых скоростях ползуна, коснется ее обраба-
тываемой поверхности. Станок выключают, устанавливают глу-
бину резания и после этого приступают к строганию.
При строгании горизонтальных плоскостей на продольно-
строгальных станках главным образом используют верхние суп-
порты, которые снабжены механизмами, позволяющими осуще-
ствлять вертикальную подачу резца для установки его на глуби-
ну резания. Будучи жестко закрепленными, верхние суппорты
обеспечивают снятие стружки сечением до 50 мм2. Однако
можно строгать горизонтальные плоскости, используя и боко-
вые суппорты.
По длине стола можно устанавливать несколько заготовок,
причем возможно ближе одна к другой. Если же обрабатывае-
мая плоскость в дальнейшем для данной детали будет базовой,
каждую заготовку обрабатывают отдельно независимо от ее раз-
меров. При установке длины хода стола выбирают величину пе-
ребега: если длина обрабатываемой поверхности / < 2000 мм, то
перебег стола для станков, не имеющих торможения, составит
/| =200 мм и для станков, имеющих торможение /* =150 мм;
если / =2000...4000 мм, то /| =200...325 и /f = 150...245 мм; если
/ =4000...6000 мм, то /| =330...375 и Zf =250...280 мм; если
/=6000... 10000 мм, то /, =390...475 и /f = 300...375 мм.
Если заготовка не имеет выступов, то применяют прямой
резец, устанавливая его на минимальный вылет, равный высоте
стержня резца.
Обычно припуск на черновую обработку снимается за один
проход при большой подаче. Если же припуск оказывается
слишком большим, то для увеличения производительности в
резцедержатель устанавливают два резца.
При строгании параллельных горизонтальных плоскостей
после обработки первой плоскости (см. рис. 1.3, н, о) приступа-
ют к строганию второй плоскости, которая должна быть обра-
92
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ботана с большей точностью и высокой чистотой поверхности.
При обработке второй стороны срезается оставшаяся часть об-
щего для двух сторон припуска. Необходимо после снятия
пробной стружки произвести контрольные замеры.
Чистовое, как и получистовое, строгание горизонтальных
поверхностей производят с малыми подачами проходных резцов
с закругленной вершиной. Для чистового строгания одной
плоскости не требуется высокой точности установки глубины
резания, ее устанавливают с помощью лимба, как и при черно-
вой обработке. Точная установка глубины резания при чистовой
обработке необходима при обработке параллельных плоскостей;
при этом нужно помнить, что при установке резца по разметке
припуск считается снятым правильно тогда, когда на торцах об-
работанной поверхности остается половина лунки от керна.
В последнее время некоторые виды шабрения стали заме-
нять тонким строганием, перед которым заготовка после черно-
вой обработки подвергается старению, получистовому строга-
нию и только после этого чистовому строганию. Тонкое строга-
ние является окончательной операцией и полученная поверх-
ность дополнительной обработке не подвергается.
Чистовое строгание может выполняться с припуском (при
использовании продольно-строгальных станков) до 2 мм, а тон-
кое — до 0,4 мм, причем припуск 0,4 мм при тонком строгании
срезается в два прохода: при первом глубина резания составляет
0,15...0,3 мм, при втором — 0,05...0,1 мм. При строгании чисто-
вым проходным резцом необходимо оставить припуск под по-
следующее шлифование или шабрение. Тонкое строгание осу-
ществляется только чистовыми широкими резцами, режущая
кромка которых подвергается доводке.
При тонком строгании на продольно-строгальных станках
глубину резания определяют по блоку мерных плиток, установ-
ленных на столе. Резец опускают до соприкосновения режущей
кромки к положенному на блок листочку папиросной бумаги;
после этого делают несколько двойных ходов, сострагивая с го-
ризонтальной поверхности заготовки полоску шириной 2-3 мм,
и проверяют высоту заготовки индикатором. Если глубина реза-
ния взята резцом правильно, то показания индикатора будут
одинаковыми как при замере заготовки, так и установленного
рядом эталона. Так как крупные заготовки при тонком строга-
ОСОБЕННОСТИ ТИПОВЫХ ОПЕРАЦИЙ ОБРАБОТКИ
93
нии устанавливают на стол, то строгальщик должен следить за
тем, чтобы траверса была строго параллельна горизонтальной
поверхности стола; особые требования предъявляются к жестко-
сти продольно-строгального станка при выполнении тонкого
строгания.
При работе широким чистовым резцом режущее лезвие
должно быть установлено строго параллельно обработанной по-
верхности заготовки. Поэтому резец вначале слегка закрепляют,
подводят к шлифованной плитке, положенной на поверхность
заготовки, и подсвечивают со стороны задней поверхности. При
окончательной установке резца свет лампы не должен прохо-
дить между режущей кромкой резца и плиткой. Чтобы режущая
кромка не затупилась до конца обработки, на необработанных
торцах заготовки делают фаски шириной 0,4 мм под углом 30°,
которые исключают соприкосновение кромки с необработанной
поверхностью, имеющей повышенную твердость.
В некоторых случаях, когда невозможно обработать гори-
зонтальные плоскости заготовки с верхних суппортов (напри-
мер, бобышки), их обрабатывают на продольно-строгальных
станках боковыми суппортами, ставя их на ноль, а откидную
доску поворачивают до отказа так, чтобы подрезной резец был
повернут к обрабатываемой плоскости.
Строгание вертикальных поверхностей. Вертикальные плос-
кости обрабатывают чаще на продольно-строгальных станках,
на которых имеются для этого специально боковые суппорты, и
реже на поперечно-строгальных. При обработке на продольно-
строгальных станках заготовки на столе устанавливают так, что-
бы обрабатываемая вертикальная плоскость выступала за край
стола. Заготовки на поперечно-строгальных станках устанавли-
вают так, чтобы вертикальная поверхность располагалась над
пазом стола для выхода резца или на подкладках, в приспособ-
лениях, обеспечивающих свободный выход резца; причем перед
началом строгания суппорт ставят в нулевое положение, салазки
поднимают вверх до отказа, а затем опускают на 5-10 мм; от-
кидную доску поворачивают до отказа в сторону обрабатывае-
мой поверхности (см. рис. 1.3, а)\ устанавливают подрезной ре-
зец с необходимым вылетом (при снятии малого припуска) или
проходной резец (при снятии больших припусков); главный
угол в плане при установке должен составлять 30-90°.
94
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
На продольно-строгальных станках, как правило, верти-
кальную плоскость строгают одновременно с горизонтальной;
правильность установки заготовки проверяют чертилкой, закре-
пленной в боковом суппорте; при правильной установке рас-
стояние от обрабатываемой плоскости до острия чертилки
должно быть одинаковым. На продольно-строгальных станках
можно обрабатывать одновременно две вертикальные плоско-
сти, но при этом глубина резания и подача должны быть в
1,5-2 раза меньше в зависимости от того, насколько удалена
вертикальная плоскость от бокового суппорта. При строгании
двумя боковыми суппортами двух вертикальных плоскостей (см.
рис. 1.3, р) достигается параллельность в пределах геометриче-
ской точности станка. Возможна одновременная обработка двух
вертикальных и одной горизонтальной плоскостей, что обеспе-
чивает их перпендикулярность.
На продольно-строгальных станках вертикальные плоскости
можно строгать и верхними суппортами, но жесткость их зани-
жена, так как они откреплены для осуществления вертикальной
подачи. Перед строганием верхним суппортом его ставят так
же, как в поперечно-строгальном станке, на ноль градусов, а
откидную доску поворачивают до отказа в сторону, противопо-
ложную обрабатываемой плоскости. Работу ведут теми же рез-
цами, что и при строгании вертикальных плоскостей на попе-
речно-строгальных станках. Кроме того, применяют проходные
резцы, закрепленные в специальных державках (см. рис. 1.3, п).
Строгание наклонных плоскостей. На поперечно-стро-
гальном станке при возможности наклонную плоскость следует
обрабатывать как горизонтальную, используя для этого пово-
ротные тиски или другие приспособления. При отсутствии этих
приспособлений заготовку закрепляют на столе, суппорт пово-
рачивают на нужный угол по шкале поворотного круга и осуще-
ствляют движение подачи после каждого двойного хода
ползуна (см. рис. 1.3, б).
На продольно-строгальном станке наклонные плоскости
строгают как верхними, так и боковыми суппортами, чаще всего
подрезными резцами. Заготовку выверяют по базовой плоско-
сти, с которой сопряжена наклонная плоскость. Если обработку
ведут с бокового суппорта, то заготовку устанавливают ближе к
нему. Траверсу 2 опускают в крайнее нижнее положение, до-
ОСОБЕННОСТИ ТИПОВЫХ ОПЕРАЦИЙ ОБРАБОТКИ
95
пускаемое габаритными
размерами заготовки 4.
Суппорт 1 поворачивают
на угол а, равный углу
наклона обрабатываемой
плоскости (рис. 3.1). От-
кидную доску 3 удаляют в
крайнее положение от об-
рабатываемой плоскости.
Если наклонные плоско-
сти размечены, то уста-
новку суппорта проверяют
по разметочным линиям,
закрепив чертилку в суп-
порте. Неправильную ус-
тановку исправляют, по-
сле чего поворотную часть
Рис. 3.1. Положение верхнего суппорта
продольно-строгального станка при
обработке наклонной плоскости
суппорта закрепляют на-
глухо и проверяют еще
раз. После проверки уста-
новки суппорта закрепля-
ют на стойках станка траверсу 2, а на ней и сам суппорт /. На-
ладка бокового суппорта аналогична. Строгание наклонных
плоскостей менее производительно, чем строгание горизонталь-
ных, поэтому нужно стремиться обрабатывать эту плоскость как
горизонтальную, закрепляя под углом заготовку.
Строгание пазов, канавок и отрезание. Для строгания пазов и
канавок используют прорезные резцы: глубиной резания счита-
ется ширина режущего лезвия резца. Строгание осуществляется
с вертикальной подачей, когда суппорт ослаблен, поэтому ее
значение невелико. Для строгания глухого паза в его крайних
точках сверлят отверстия диаметром больше его ширины и глу-
биной, равной его глубине. Длину хода ползуна устанавливают
так, чтобы резец не врезался в стенки высверленного отверстия.
Отрезание на строгальных станках производится в исклю-
чительных случаях, так как в конце отделяемая часть заготовки
может быть захвачена резцом и сброшена со станка. Если есть
необходимость в выполнении этой операции, необходимо, когда
толщина неотрезанной части приближается к 2 мм, выключить
96
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
механическую подачу и выполнять ее вручную; если отрезаемая
часть не закреплена, то следует выключить станок и остаток
толщиной 1-2 мм отпилить ножовкой или после снятия заго-
товки разломить вручную.
3.3. Режимы резания и приспособления
Глубина резания. При черновом строгании и при любой
мощности станка и жесткости системы СПИД (станок—приспо-
собление—инструмент—деталь) глубина резания принимается
равной припуску на обработку; при чистовом строгании при-
пуск срезается за два прохода, причем на последующем проходе
глубина резания назначается меньше, чем на первом. При ше-
роховатости Ra = 3,2 мкм включительно глубина резания
t = 0,5...2 мм, при Ra = 0,8 мкм t = 0,1 ...0,4 мм.
Подача. При черновом строгании подачу выбирают по
максимально допустимой мощности станка, жесткости системы
СПИД, прочности режущей пластины и державки резца; значе-
ния рекомендуемых подач приведены в табл. 3.1. При выборе
сечения резца необходимо обеспечить его прочность. Ниже
приведены ориентировочные размеры поперечного сечения рез-
ца НхВ в зависимости от сечения срезаемой стружки /,
причем
f=ts: (3.1)
/, мм2 НхВ, мм
1,5-2,5 20x12
4 25x16
6 32x20
9 40x25
12 50x32
14-24 63x40
25 60x60
При чистовом строгании подачи выбирают в зависимо-
сти от обрабатываемого материала и требуемой шероховатости.
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
97
3.1. Подача при черновом строгании
горизонтальных плоскостей
Обрабаты- ваемый материал Сечение резца НхВ, мм Подача $2х » мм/дв.х, при
t <3 / = 3 / = 5 / = 8 t = 12 t = 20
мм
Сталь 25x16 0,5-0,9 1-1,2 0,5-0,7 0,3-0,4 — —
32x20 0,6-1,2 1,3-1,6 0,8-1,2 0,5-0,7 — —
40x25 — 1,7-2 1,2-1,6 0,9-1,2 0,5-0,8 —
50x32 — — 1,7-2 1,4-1,9 0,9-1,3 0,5-0,7
63x40 — — — 2,5-3,5 1,6-2,2 0,8-1,4
Чугун и медные сплавы 25x16 0,6-1 1,2-1,4 0,9-1,2 0,6-1 — —
32x20 0,8-1,4 1,6-1,8 1,3-1,6 1-1,4 — —
40x25 — 1,7-2 1,6-1,9 1,6-2 1,1-1,5 —
50x32 — — 1,8-2,1 2,5-3,2 1,7-2,5 0,9-1,5
63x40 — — — 3,5-4 2,5-3 1,8-2,4
Примечание. Значения подач следует уменьшить в
1,5...2 раза: при обработке вертикальных и наклонных поверх-
ностей на поперечно-строгальных станках; при обработке гори-
зонтальных плоскостей с бокового суппорта и вертикальных с
верхнего суппорта на продольно-строгальных станках.
При чистовом строгании горизонтальных поверхностей проход-
ными резцами, находящимися на верхнем суппорте продольно-
строгального станка, подачу устанавливают в пределах 1,5-
4 мм/дв.х; при тонком строгании широкими резцами с у = 0° и
ср' = 2...6° — $2х = 10 -20 мм/дв.х для предварительных проходов
98
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
и 12-16 мм/дв.х для окончательных (табл. 3.2). При чистовом
строгании с верхних суппортов вертикальных плоскостей, а
также с боковых суппортов горизонтальных плоскостей салазки
суппортов ослабляются, следовательно уменьшается их жест-
кость, поэтому режимы резания (глубина резания и подача) бе-
рутся в 1,5-2 раза меньше.
3.2. Режимы резания при чистовом строгании
горизонтальных плоскостей на чугунных деталях
широкими резцами с пластинами из твердого сплава ВК8
на продольно-строгальных станках
Характер обработки Площадь обрабаты- ваемой поверхно- сти, м2 Число проходов Глубина резания, t, мм Подача мм/дв.х Скорость резания V, м/мин
Получистовая Rz = 40...10 мкм 1 До 2 10...20 14... 18
Чистовая Rz - = 2,5...1,25 мкм: предваритель- ный проход окончатель- ный проход — 1-2 0,15...0,3 10...20 5...15
6 1-2 0,05...0,1 12...16 15
8 11
12 7
17 5,5
22 4
Примечание. Обрабатываемую поверхность смачивать
керосином.
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
99
При работе на поперечно-строгальных станках подачу при
чистовом строгании горизонтальных поверхностей устанавлива-
ют в пределах 0,25... 1,2 мм/дв.х (табл. 3.3).
3.3. Подача при чистовом строгании горизонтальных плоскостей
на поперечно-строгальных станках
Шерохо- ватость, мкм Обраба- тываемый материал Вспомо- гатель- ный угол в плане <р', град Подача $2х> мм/дв.х, для радиуса или переходной кромки при вершине резца, мм
1 2 3
Rz 40 Сталь 3-4 0,9-1 1,2-1,5
Чугун, медные сплавы 5-10 0,7-0,8 1- 1,2
№20 Сталь 2-3 0,25-0,4 0,5-0,7 0,7-0,9
Чугун, медные сплавы 0,35-0,5 0,6-0,8 0,9-1,2
При строгании пазов из стали подача составляет
s2x= 0,12...0,22 мм/дв.х, а из чугуна и медных сплавов —
$2х= 0,22...0,4 мм/дв.х (меньшие значения относятся к ширине
лезвия а = 5мм, большие — к а = 12 мм).
Скорость резания. Выбрав глубину резания t и подачу ,
назначают скорость резания v. Она определяется зависимостью
(2,1), в которой значения коэффициентов и показателей степе-
ней определяются из справочной литературы. Например’, при
обработке проходными резцами конструкционной углеродистой
стали с ов= 750 МПа (материал режущей части резца Т15К6),
при работе без охлаждения с подачей 0,7 мм/дв.х значения ко-
эффициентов следующие: С„ = 340, х = 0,15, у = 0,45, т = 0,2,
kv = 1. На основе формулы (2.1) в справочной литературе выбор
* См.: Справочник технолога-машиностроителя / Под ред. А.М. Доль-
ского, А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение, 2001.
100
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
3.4. Значение корректирующего коэффициента при выборе скорости резания режимов резания при стро- гании зависит от различных условий обработки. Период стойкости Т для строгаль- ных резцов устанавливается в пределах 60-360 мин; большие значения относятся
Стой- кость Корректирующий коэффициент при обработке на станке
резца у продольно- к обработке крупногабарит-
мин поперечно- строгальном ных заготовок, например станин с длиной направ- ляющих 10... 15 м и более. В зависимости от назначенной
строгальном
60 1,09 1,15
180 0,95 0,92
стойкости работы резца без
240 0,91 0,87 переточек скорость резания,
360 0,87 0,80 указанную в справочниках, нужно умножить на коррек-
ти ру ющий коэффи циент,
который выбирается по табл. 3.4.
В табл. 3.5-3.10 приведены режимы резания при работе на
поперечно- и продольно-строгальных станках (строгание гори-
зонтальных плоскостей и пазов в заготовках из стали и чугуна).
Скорости резания при тонком строгании на продольно-
строгальных станках указаны в табл. 3.2.
Приспособления. При работе на строгальных станках приме-
няют большое количество приспособлений, которые служат для
установки и закрепления заготовок и режущего инструмента, а
также расширения технологических возможностей строгальных
станков. Универсальные крепежные приспособления - это раз-
личного рода прихваты, подставки, угловые плиты, призмы, ма-
шинные тиски, поворотные столы и делительные приспособле-
ния, механизирующие и автоматизирующие закрепление загото-
вок и тем самым сокращающие вспомогательное время.
Прихваты (см. рис. 1.12) используют для закрепления
заготовок 5 или каких-либо приспособлений непосредственно
на столе 1 станка с помощью болтов 4. Болты для крепления
заготовок от обычных отличаются квадратной головкой, хорошо
пригнанной к Т-образному пазу стола. Резьба болта должна
быть полной, гайка должна хорошо навинчиваться; набор бол-
тов по длине зависит от типа обрабатываемых заготовок. Неред-
ко один из концов прихвата 3 опирается на подставку 2. Если
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
101
заготовка не имеет выступов и выемок, то для закрепления за-
готовки на столе используют прижимы и упоры (см. рис.
1.13). У заготовки, закрепленной прижимами, вся верхняя плос-
кость свободна для строгания. Нельзя крепить заготовки при-
хватами и прижимами без упоров, так как в этом случае заго-
товки будут смещаться в направлении главного движения. При
обработке плоскостей, которые должны быть расположены под
углом, применяют угловые плиты (рис. 3.2). Обычные уг-
ловые плиты имеют ребра жесткости 1 (рис. 3.2, а); заготовка
крепится прихватами и крепежными болтами к плите 2. Пово-
ротная угловая плита (рис. 3.2, б) отличается от обычной тем,
что заготовка может быть установлена под различным углом
при повороте вокруг горизонтальной оси 4, при этом угол пово-
рота отмечается по шкале 3. Универсальная угловая плита (рис.
3.2, в) позволяет повернуть заготовку не только вокруг горизон-
тальной оси 4, но и по шкале 3 устанавливать угол поворота
вокруг вертикальной оси.
3.5. Скорости резания при строгании горизонтальных плоскостей
(серый чугун НВ 190) на поперечно-строгальных станках
Глубина резания Г, мм Подача Скорость резания, м/мин, при <р' = 5 -10°,
X = 0° , у : = 10° и обработке инструментом из
мм/дв.х быстрорежущей стали твердого сплава
Ф = 45° Ф = 90° Ф = 45° Ф = 90°
1 2 3 4 5 6
0,4 30 22 118 86
0,7 0,55 26 19 112 82
0,75 23 17 92 67
1 20 15 84 62
0,4 26 19 65 47
0,55 23 17 57 42
1,5 0,75 20 15 51 37
1 18 13,5 45,5 33
1,4 16 12 40 29
102
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Продолжение табл. 3.5
1 2 3 4 5 6
0,28 26 19 62 45
0,4 23 16,8 56 41
0,55 20 14,7 51 37
4 0,75 18 13,5 45,5 33
1,0 16 11,7 40 29
1,4 14 10,6 34 25
0,28 23 17 56 41
0,4 20 15 51 37
0,55 18 14 44 32
9,5 0,75 16 12 40 29
1,0 14,5 11 35 26
1,4 12,5 9 30 22
Примечания:
1. При работе по литейной корке скорость резания умно-
жить на 0,8...0,85, а по загрязненной литейной корке — на
0,5...0,6.
2. Величина износа по задней грани допускается
h = 0,9 мм.
3. При обработке материалов твердостью 170 НВ быстроре-
жущими резцами скорость резания увеличивается в 1,18, твер-
досплавными — в 1,13, а при твердости обрабатываемого мате-
риала 230 НВ — в 0,72 и 0,79 соответственно.
Рис. 3.2. Угловые плиты:
а - обычная; б - поворотная угловая; в — универсальная угловая
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
103
3.6. Скорости резания при строгании горизонтальных плоскостей
(сталь с временным сопротивлением разрыву ов = 650 МПа)
быстрорежущими резцами на поперечно-строгальных станках
Глубина резания /, мм Подача •^2x5 мм/дв.х Скорость резания, м/мин, при ср' = 5 - 10°, X = 0°, у = 10° и обработке
конструкционной, углеродистой, хроми- стой и хромоникеле- вой стали стального литья
Ф = 45° Ф = 90° Ф = 45° Ф = 90°
1 2 3 4 5 6
0,4 50 34,1 45 30,7
0,5 43 28,6 38,7 25,7
0,6 37,5 25,5 33,7 22,9
1 0,75 32,8 21,8 29,5 19,6
0,9 29,3 19,5 26,5 17,6
1,1 25,5 17 23 15,3
0,4 39,6 26,4 35,6 23,8
0,5 34,2 22,8 30,8 20,6
2,5 0,6 30,5 19,8 27,4 17,8
0,75 26,2 17,4 23,6 15,7
0,9 23,2 15,3 20,8 13,8
1,1 20,4 13,6 18,4 12,2
0,3 41,3 26,4 37,1 23,8
0,4 34 22,6 30,6 20,3
4,5 0,5 29,4 19,6 26,5 17,6
0,6 26 17,4 23,4 15,7
0,75 22,3 15 20 13,5
0,9 20 13,4 18 12,1
104
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Продолжение табл. 3.6
1 2 3 4 5 6
0,3 36,2 22,8 32,5 20,5
0,4 29,8 19,6 26,8 17,6
о 0,5 25,6 17,1 23 15,4
о 0,6 22,6 15,2 20,3 13,7
0,75 19,5 14,6 17,5 13,1
0,9 17,4 11,5 15,6 10,4
Примечания:
1. Величина износа по задней грани допускается до 0,9 мм.
2. Скорость резания при строгании сталей с ов = 450 МПа
умножают на коэффициент км = 1,8, с 550 МПа — на 1,37, с 750
МПа — на 0,78 и с 850 МПа — на 0,62.
3.7. Скорости резания при строгании горизонтальных плоскостей
(серый чугун НВ 190) быстрорежущими резцами
на продольно-строгальных станках
Глубина резания /, мм Подача •^2x1 мм/дв.х Скорость резания, м/мин, при
<р = 1О...ЗО0; <р' = 10° <р = 45°; Ф' = 15° Ф = 60°; Ф' = 15° Ф = 90°; Ф' = 10°
1 2 3 4 5 6
0,25 50,8 41,1 36,2 30
0,35 44,5 35,9 31,6 27
0,55 37 29,9 26,3 22,5
1 0,76 32,5 26,3 23,2 19,8
1,1 28,1 22,7 20 17,1
1,5 24,8 20 17,6 15
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
105
Продолжение табл. 3.7
1 2 3 4 5 6
0,35 38,7 31,3 27,5 23,6
0,55 32,3 26,1 23 19,7
2,5 0,76 28,3 22,9 20,2 17,2
1,1 24,5 19,8 17,4 14,9
1,5 21,5 17,4 15,3 13,1
2,1 18,8 15,2 13,4 11,4
0,55 28,8 23,3 20,6 17,5
0,76 25,4 20,5 18,1 15,4
6,5 1,1 21,9 17,7 15,6 13,3
1,5 19,3 15,6 13,7 11,7
2,1 16,8 13,6 12 10,2
2,9 14,9 12 10,6 9
0,25 33,5 27 24 20,5
0,35 29,5 23,5 20,5 17,7
0,55 24,5 19,8 17,4 14,9
16 0,76 21,5 17,4 15,3 13,1
1,1 18,5 15 13,2 11,3
1,5 16,4 13,2 11,6 9,9
0,25 31,5 24,5 21,5 18,5
0,35 27 21,5 18,9 16,2
30 0,55 22,5 18 15,8 13,5
0,76 19,6 15,8 13,9 11,9
1,1 16,8 13,7 12,1 10,3
1,5 14,9 12,2 10,7 9
106
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
3.8. Скорости резания при строгании горизонтальных плоскостей
(серый чугун НВ 190) резцами с пластинками ВК8
на продольно-строгальных станках
Глубина Подача Скорость резания, м/мин, при
резания /, мм *2х> мм/дв.х <р = 10...300; ф' = 10° Ф = 45°; Ф' = 15° Ф = 60°; ф' = 15° Ф = 90°; Ф' = 10°
0,4 101 82 72 61,5
0,55 89 72 63,7 54,4
0,75 79 64 56 47,9
1,5 1 70 57 50 42,7
1,4 61 49,5 43,7 37,4
1,8 56 45 39,6 33,8
0,75 70 57 50 42,7
1 60 49 43,2 36,9
4 1,4 53 43 37,8 32,4
1,8 47,5 38,5 34,1 29
2,5 42 34 30 25,6
3,3 37,5 30,5 26,8 22,9
0,4 78 63 55,5 47,2
0,55 68 55 48,5 41,5
0,75 60 49 43,2 36,9
9 1 54 43,5 38,3 32,6
1,4 45,5 37 32,6 27,8
1,8 42,5 34,5 30,4 25,8
0,4 68,8 55,7 49 41,8
0,55 60,5 49 43,2 36,9
0,75 53,5 43,3 38,2 32,6
20 1 47,7 38,6 34 29
1,4 41,7 33,7 29,7 25,4
1,8 37,8 30,5 36,9 22,9
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
107
Продолжение табл. 3.8
Примечания:
1. См. пункты 1 и 2 примечаний в табл. 3.5.
2. При обработке чугунов другой твердости скорость резания
умножить на коэффициент £м: 170 НВ — fcM = l,13, 230 НВ —
км = 0,79.
3.9. Скорости резания при строгании горизонтальных плоскостей
(сталь ав = 650 МПа) быстрорежущими резцами
на продольно-строгальных станках
Глубина резания t, мм Подача s2xi мм/дв.х Скорость резания, м/мин, при обработке
конструкционной, углеродистой, хроми- стой и хромоникеле- вой стали стального литья
Ф = 45°; <р' = 15° <р = 90°; <р' = 10° Ф = 45°; ф' = 15° Ф = 90°; Ф' = 1О°
1 2 3 4 5 6
0,4 61,2 42,6 56,1 38,4
0,5 52,7 35,8 47,5 32,2
0,6 46,8 31,9 42,1 28,7
1 0,75 40,1 27,2 36 24,5
0,9 35,8 24,4 32,2 22,0
1,1 31,3 21,3 28,2 19,2
0,4 48,5 33 43,7 29,7
0,5 41,9 28,5 37,7 25,7
0,6 37,2 24,8 33,5 22,3
2,5 0,75 32,1 21,8 28,9 19,6
0,9 28,4 19,3 25,6 17,4
1,1 24,9 17 22,4 15,3
108
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Продолжение табл. 3.9
1 2 3 4 5 6
0,5 36 24,5 32,4 22,1
0,6 31,9 21,8 28,8 19,6
4,5 0,75 27,5 18,8 25,3 16,9
0,9 24,4 16,7 22,2 15
U 21,3 14,7 19,2 13
0,5 31,4 21,4 28,3 19,3
0,6 27,8 19 25,1 18,1
8 0,75 23,9 18,3 21,6 16,5
0,9 21,2 14,4 19,1 13
1,1 18,6 12,7 16,8 11,5
1,4 15,9 10,8 14,3 9,7
0,4 31,6 21,5 28,5 19,4
0,5 27,3 18,6 23,6 16,7
14 0,6 24,2 16,5 21,8 14,8
0,75 20,9 14,3 18,8 12,9
0,9 18,5 12,6 16,7 н,з
0,4 28,9 20,4 26 18,3
0,5 25 17 22,5 15,3
20 0,6 22,1 15,1 20 13,6
0,75 19 12,8 17,1 11,5
0,9 16,9 11,8 15,2 10,6
Примечание. Скорость резания при строгании сталей с
ав = 450 МПа умножают на коэффициент км = 1,8, с 550 МПа —
на 1,37, с 750 МПа — на 0,78 и с 850 МПа — на 0,62.
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
109
3.10. Скорости резания при строгании пазов и отрезке
Подача s2x, мм/дв.х Скорость резания, м/мин
на продольно-строгальных станках на поперечно-строгальных станках
резцами из быстрорежущей стали при обработке стали конструкцион- ной, углероди- стой, хромистой и стального литья оп = 650 МПа при обработ- ке серого чугуна 190 НВ резцами резцами из быстрорежущей стали при обра- ботке стали конструкцион- ной, углероди- стой, хромистой и стального литья ов = 650 МПа при обра- ботке серого чугуна 190 НВ резцами
поковка, прокат отливка из быстро- режущей стали из ВК8 поковка, прокат отливка из быстро- режущей стали из ВК8
0,12 24,8 22,3 22,2 34,3 19,8 17,8 17,8 27,5
0,18 18,9 17 19,2 29,7 15,1 13,6 15,3 23,5
0,25 15,2 13,9 16,6 25,6 12,5 11,4 13,3 20,5
0,3 13,6 12,2 15,4 23,9 10,9 10,1 12,3 19,1
0,45 10,5 9,5 12,9 20 8,4 7,7 10,3 16
0,6 8,6 7,7 11,8 18,2 6,9 6,2 9,4 14,4
0,75 7,4 6,7 10,4 16,3 6,1 5,3 8,4 13,3
0,9 6,4 6 9,9 15,3 5,3 4,7 7,9 12,3
Для закрепления заготовок небольших размеров применяют
машинные тиски. Они могут быть простыми неповорот-
ными (рис. 3.3, а), поворотными (вокруг вертикальной оси —
рис. 3.3, б), универсальными (с поворотом вокруг двух осей —
рис. 3.3, в) и специальными, например, для закрепления валов
(рис. 3.3, г) с ручным, пневматическим, гидравлическим или
пневмогидравлическим приводом. Гидравлические самоцентри-
по
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
рующие поворотные тиски (рис. 3.4) состоят из основания 7,
поворотной части 2 и губок 3. В основании смонтированы гид-
роцилиндр 11 и поршень 10, при перемещении которого вниз
поворачиваются двуплечие рычаги 8 и 9. Последние, поворачи-
вая винты 4 и 5, сдвигают губки 3 и зажимают заготовку. При
подаче масла в нижнюю полость гидроцилиндра тиски разжи-
маются. Настройка губок осуществляется вручную поворотом за
квадрат 6. Угол поворота тисков устанавливается по шкале 7.
a; S) 0) г)
Рис. 3.3. Машинные тиски:
а — простые неповоротные; б - поворотные;
в — универсальные; г - специальные
Рис. 3.4. Гидравлические поворотные тиски
КОНТРОЛЬ КАЧЕСТВА ОБРАБОТКИ
111
Рис. 3.5. Поворотный стол
Для обработки пазов, требующих деления заготовки по ок-
ружности, служат поворотные столы (рис. 3.5). Поворот
стола 2 осуществляют вручную штурвалом / через червячную
пару, вмонтированную в основание 4. Для зажима и разжима
заготовки применяют пневмопривод, для управления — пневмо-
кран 3. Наиболее часто поворотные столы устанавливают на
поперечно-строгальных станках, на продольно-строгальных
станках поворотные столы используют реже.
3.4. Контроль качества обработки
Размеры обработанных строганием поверхностей контроли-
руют после черновой обработки измерением масштабной ли-
нейкой, а при обработке небольших заготовок — штангенцирку-
лем с точностью измерения до 0,1 мм. Кроме линейных разме-
ров проверяют прямолинейность плоскости, накладывая линей-
ку в продольном и поперечном направлениях.
При черновой обработке прямолинейность считается удов-
летворительной, если между линейкой и плоскостью не обнару-
живается просвета. После чистовой обработки проверка плоско-
стности должна быть строже. Плоскость на прямолинейность
проверяют лекальной линейкой, прикладывая ее к плоскости и
медленно поворачивая. Обнаруженные просветы измеряют щу-
пом. Еще более точный контроль применяют при тонком стро-
гании. Широкую плоскость контрольной линейки покрывают
112
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
тонким слоем краски (раствор берлинской лазури в керосине) и
проводят по обработанной поверхности. Если есть выступы на
этой поверхности, то на них остаются частицы краски.
Вертикальные и смежные плоскости контролируют линей-
ками и угольниками, проверяя перпендикулярность обработан-
ной поверхности столу, а также перпендикулярность смежных
плоскостей. Наклон обработанной поверхности определяют
шаблоном или угломером.
Для более точных измерений при контроле отклонения от
прямолинейности деталей массой до 8 кг и длиной до 150 мм
используют прибор БВ-6065, где в качестве образцовой прямой
является траектория перемещения каретки аэростатического
столика, движущейся относительно направляющих на воздуш-
ной подушке. Диапазон измерения по отсчетному устройству с
ценой деления 0,2 мкм в зависимости от используемого щупа
составляет 20 или 10 мкм. Для контроля отклонения от прямо-
линейности вертикальных поверхностей и их отклонения от
перпендикулярности относительно базовой плоскости предна-
значен прибор Б В-6129. Диапазон измерения по высоте 90-
540 мм. Предел допускаемой погрешности прибора с головкой
1ИГ для измерения отклонения от перпендикулярности 50 мкм,
а отклонения от прямолинейности 2,5 мкм.
Точность двугранных углов проверяют шаблонами или уг-
ломерами, а направляющих типа «ласточкин хвост» — глубино-
мером (расстояние между горизонтальными плоскостями) и уг-
ломером или шаблоном (углы).
Для измерения малых углов на плоскостях большой протя-
женности применяют автоколлиматоры АК-0,25, АК-0,5, АК-1
и АК-30, цена деления у которых в секундах указана в обозна-
чении типа. При измерении в одной плоскости погрешность
измерения превышает цену деления на 1/100<р, где ф — изме-
ряемый угол, а при измерении в двух плоскостях — на 1/50ф.
Для измерения углов наклона плоских поверхностей ис-
пользуют оптические уровни и квадранты. При измерении оп-
тическими квадрантами высокой точности (КО-10) наибольшая
погрешность между любыми отсчетами составляет ±10". Ис-
пользуют также индуктивные уровни, которые дают погреш-
ность отсчета +2".
КОНТРОЛЬ КАЧЕСТВА ОБРАБОТКИ
113
Параметры шероховатости поверхности контролируют либо
сравнением с образцами, либо определением значений этих па-
раметров с помощью специальных приборов (табл. 3.11).
3.11. Характеристики приборов
для измерения параметров шероховатости поверхности
Тип прибора Параметры шерохова- тости Пределы измерения, мкм Базовые длины, мм
1 2 3 4 5
Профи- лограф- профило- метр мод. 201 Профилометр Ra 8,0...0,02 0,08;2,5
Профилограф Ra 2,0...0,008 Весь ряд
Rz; Атах 100...0,025
S; Sm 12,5...0,003*
fp 90...10%
Профи- лограф- профило- метр мод. 252 (с цифровым отсчетом) Профилометр Ra 100...0,02 2,5; 0,8; 0,25; 0,08
Amax 200...0,1
Sm 12,5...0,003*
(p 1OO...O%
Профилограф Rz; Rmax 250...0,02 Весь ряд
Ra 60...0,05
S; Sm 12,5...0,003*
fp 100...0%
Профилометр мод. 253 Ra 2,5...0,04 0,25; 0,8; 2,5
Профилометр мод. 283 Ra 10...0,02 0,25; 0,8
Приборы светового сече- ния ПСС-2 Rz; Rmax 40...0,8 2,5...0,01
S; Sm 2,5...0,002*
ОРИМ-1 Rz; Rmax 40...0,4 2,5...0,01
S; Sm 2,5...0,002*
114
Глава 3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Продолжение табл. 3.11
! L 2 3 4 5
ПТС-1 Rz; /frnax 320...40 8; 2,5;
S; Sm 6,3—0,02* 0,8; 0,25
ТПС-4М Rz; /frnax 1600...63 8; 2,5
S; Sm 6,3-0,1*
Примечание. Звездочкой (*) обозначены пределы изме-
рения, данные в миллиметрах.
Для количественной оценки и нормирования шероховато-
сти поверхности установлено шесть параметров, которые изме-
ряются в пределах базовой длины — три высотных (Ra, Rz,
Яшах), два шаговых (5, Sm) и параметр относительной опорной
длины профиля (/р): Ra — среднее арифметическое отклонение
профиля микронеровностей поверхности; Rz ~~ высота микроне-
ровностей профиля по десяти точкам, которая вычисляется как
сумма средних абсолютных значений пяти наибольших высту-
пов профиля и глубин пяти наибольших впадин профиля;
Яшах — наибольшая высота неровностей, т.е. расстояние между
наибольшим выступом профиля и глубиной его наибольшей
впадины; S — средний шаг местных выступов профиля, изме-
ренный по его вершинам; Sm — средний шаг неровностей про-
филя, измеренный по его средней линии; tp — отношение опор-
ной длины профиля к базовой длине на заданном уровне сече-
ния р профилей.
Контрольные вопросы
1. Что такое припуск и допуск припуска на обработку?
2. Чем отличается заготовка от исходной заготовки?
3. Какими резцами строгают горизонтальные и вертикальные
плоскости?
4. Как осуществляется наладка станка при строгании наклонных
плоскостей?
5. Какие приспособления используют при строгании?
6. Можно ли одновременно строгать две вертикальные и одну го-
ризонтальную плоскости и на каких станках?
7. Какие измерительные средства используют при контроле каче-
ства обработанной поверхности?
ОСОБЕННОСТИ ТИПОВЫХ ОПЕРАЦИЙ ОБРАБОТКИ
115
Глава 4
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
НА ДОЛБЕЖНЫХ СТАНКАХ
4.1. Особенности типовых операций обработки
на долбежных станках
На долбежных станках обрабатывают наклонные и верти-
кальные плоскости черновым, получистовым и чистовым долб-
лением.
Черновое долбление обычно выполняется за один
проход резцом, вертикально закрепленным в долбяке. Иногда
долбежный резец крепят горизонтально с помощью державки: в
этом случае долбяк имеет возможность опускаться ниже осно-
вания заготовки (при обработке наружных плоскостей). При
обработке внутренних плоскостей вылет державки долж,ен быть
больше высоты заготовки, чтобы резец мог осуществить необхо-
димый перебег в конце рабочего хода, а долбяк в это время не
коснулся заготовки или крепежных деталей.
При черновом долблении для срезания небольшого припус-
ка удобно применять закругленные резцы, которые позволяют
без их перестановки работать с продольной и поперечной пода-
чами. При работе с большой глубиной резания лучше приме-
нять резец с прямолинейной режущей кромкой и главным уг-
лом в плане <р = 45°. Долбление плоскостей, расположенных под
прямым углом, можно осуществлять сначала с поперечной по-
дачей, а затем с продольной, перемещая заготовку на долбяк;
обработку можно производить и с одной подачей, но с поворо-
том стола на 90°.
Чистовое долбление выполняют с малым припуском
круглым, закругленным или широким чистовым резцом. При
работе круглым или закругленным резцом направление подачи
должно быть на режущую кромку, а при долблении широким
резцом — вдоль нее. Припуск на чистовое долбление при работе
широким резцом не должен превышать 0,2-0,3 мм, величина
подачи при этом может быть равной 0,75 от ширины режущей
кромки резца.
116
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Долбление наклонных плоскостей. При долблении наклон-
ных поверхностей направляющие долбяка либо поворачивают
на необходимый угол, либо используют подкладки (клин, приз-
му, валик). Заготовку можно устанавливать на клин (рис. 4.1, а),
призму (рис. 4.1, б) или валик (рис. 4.1, в). При установке заго-
товки на клин угол должен быть равен углу наклонной
плоскости по отношению к вертикальной плоскости заготовки
р. При установке на призму необходимо определить ее высоту h
и расстояние В от ее вершины до ребра заготовки. Из рис. 4.1, б
становится очевидным, что между ними существует зависимость
Д = —,
sin р
где р — угол наклона обрабатываемой плоскости. При подкла-
дывании валика 0D расстояние его центра до ребра заготовки
определяется следующей зависимостью:
л = —.
tgp
Долбление криволинейных поверхностей. Благодаря наличию
у долбежных станков движения круговой подачи стола можно
обрабатывать сложные криволинейные контуры, сочетая движе-
ния продольной и поперечной подач. При этом используют
Рис. 4.1. Схемы установки заготовки
при долблении наклонных плоскостей:
а - на клин; б - на призму; в - на валик
ОСОБЕННОСТИ ТИПОВЫХ ОПЕРАЦИЙ ОБРАБОТКИ
117
обыкновенные долбежные резцы с закругленным режущим лез-
вием (галтельные). Галтельный резец, как указывалось выше,
пригоден при небольшой глубине резания для чернового и чис-
тового долбления.
При обработке криволинейных поверхностей заготовку ус-
танавливают таким образом, чтобы размеченные радиусные пе-
реходы при вращении стола от руки совпадали с чертилкой, за-
крепленной в долбяке. Для этого заготовку 2 на подкладках 1
(рис. 4.2) кладут на стол, подводят чертилку, вращая стол, и
сверяют, на одинаковом ли расстоянии от нее проходят разные
участки линии разметки, после чего слабо закрепляют, затем
проверяют еще раз и закрепляют окончательно. Заготовки не-
большой толщины обрабатывают пакетами. В случае переста-
новки пакета перед ослаблением крепежных болтов его жестко
зажимают струбцинами. После нового закрепления струбцины
снимают.
Заготовки сложного контура устанавливают так, чтобы
прямые линии совпадали с направлением движения продольной
(Дувр) или поперечной (Р511) подачи, а радиусные линии пере-
Рис. 4.2. Долбление сложного контура в пакетах
118
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
ходов — с вершиной лезвия резца при вращении стола (см. рис.
4.2). Если обрабатывается партия заготовок, тогда ставят не-
сколько упоров, которые фиксируют определенное положение
заготовки.
Для обработки заготовок со сложным контуром применяют
проходные, подрезные, галтельные, прорезные и фасонные рез-
цы.
Долбление шпоночных канавок. Так как заготовки перед
долблением обрабатывались на других станках, то получение
шпоночной канавки является одной из последних операций.
Это обязывает рабочего быть особенно внимательным при рабо-
те. Заготовки устанавливают на подкладках так, чтобы ось от-
верстия, в котором выдалбливается шпоночная канавка, была
перпендикулярна плоскости стола. При обработке шпоночных
канавок в зубчатых колесах для их большей устойчивости под
ступицу и обод подставляют подкладки, причем подкладки под
ступицу должны быть в форме прошлифованного кольца, кото-
рое давало бы свободный выход резцу в конце рабочего хода. В
качестве подкладки под обод можно использовать пластины,
лучше клиновые подкладки (рис. 4.3) с регулируемой винтом 1
высотой.
Для долбления шпоночных пазов применяют специальные
шпоночные или прорезные резцы, у которых длина режущей
кромки должна быть на 0,05 мм меньше ширины паза. При ус-
тановке резца нужно следить, чтобы режущая кромка была
строго перпендикулярна направлению подачи.
Рис. 4.3. Опорное приспособление с регулируемой высотой
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
119
Отрезание. Отрезание на долбежных станках производят в
исключительных случаях с помощью отрезных резцов. Заготовку
закрепляют так, чтобы отрезанная часть свободно падала на
пол, не причиняя вреда рабочему. Иногда отрезными резцами
пользуются при разрезании заготовки на части. В этом случае
заготовку на подкладке закрепляют в нескольких местах так,
чтобы все разделяемые части в конце операции не сдвигались. В
противном случае резец врежется в заготовку, сломается, испор-
тит заготовку, а иногда и может травмировать рабочего. Длина
оттянутой части головки отрезного резца должна быть больше
толщины разрезаемой заготовки на величину перебегов резца.
Долбление криволинейных контуров в отверстиях. Заготовку
устанавливают на мерных подкладках, которые бы обеспечивали
не только выход резца, но и удаление крючком стружки. Уста-
новку заготовки проверяют по разметочным линиям, при этом
прямолинейные участки должны совпадать с Ds нр и DSII, а кри-
волинейные — с направлением круговой подачи Ds кр. В заго-
товке должно быть подготовлено отверстие под дальнейшее
долбление. Иногда при обработке контуров с прямоугольными
и острыми углами в трех углах контура высверливают по отвер-
стию для входа резца и ведут обработку прорезным резцом. Та-
кой метод малопроизводителен и его применяют только тогда,
когда внутренний контур очень большой и вырезанный таким
способом кусок металла можно использовать для изготовления
другой детали.
4.2. Режимы резания и приспособления
Глубину резания выбирают так же, как при строгании
(см. 3.3).
Подача при черновой обработке принимается, как и
при строгании, с максимально допустимой жесткостуо системы
СПИД и прочностью резца. При чистовой обработке подача
зависит от требуемой чистоты обработанной поверхности и от
обрабатываемого материала. В табл. 4.1 приведены рекомендуе-
мые значения подач для основных видов работ при долблении.
Скорость резания зависит от материала режущего
инструмента, обрабатываемого материала, глубины резания, по-
дачи, стойкости резца и некоторых других факторов. В табл.
120
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
4.2-4.4 приведены режимы резания при работе на долбежных
станках (долбление плоскостей и пазов в заготовках из стали и
чугуна) резцами из быстрорежущей стали.
Порядок пользования этими таблицами следующий. Зная
твердость материала НВ (или временное сопротивление разрыву
ов) и допускаемую резцом предельную подачу, выбирают ско-
рость резания в зависимости от вида заготовки и предельной
глубины резания.
4.1. Подачи при долблении
а) Черновая обработка плоскостей
Обрабаты- ваемый ма- териал Сечение резца Их В, мм Подача S2X, мм/дв.х, при глубине резания t
до 3 мм до 5 мм ДО 6 мм
Сталь 25x16 1,2-1,0 0,7-0,5 0,4-0,3
30x20 1,6-1,3 1,2-0,8 0,7-0,5
45x30 2,0-1,7 1,6-1,2 1,2-0,9
Чугун 25x16 1,4-1,2 1,2-0,8 1,0-0,6
30x20 1,8-1,6 1,6-1,3 1,4-1,0
45x30 2,0-1,7 2,0-1,7 1,6-1,3
б) Чистовая обработка плоскостей
Обраба- тывае- мый материал Шеро- хова- тость, мкм Вспомога- тельный угол резца в плане ф', ° Подача S2X, мм/дв.х, если радиус при вершине лезвия г равен
1 мм 2 мм 3 мм
Сталь и чугун Rz = 40 3...4 5...10 0,9...1,0 0,7...0,8 1,2...1,5 1,0...1,2 —
№ = 20 2...3 0,25...0,4 0,35...0,5 0,5...0,7 0,6...0,8 0,7...0,9 0,9...1,0
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
121
Продолжение табл. 4.1
в) Обработка пазов
Обрабаты- ваемый материал Наи- большая длина паза, мм Подача S2X, мм/дв.х, при ширине паза
до 5 мм до 8 мм до 10 мм до 12 мм и более
Сталь 100 0,10-0,12 0,11-0,13 0,12-0,15 0,14-0,18
200 0,07-0,10 0,09-0,11 0,10-0,12 0,10-0,13
Св. 200 0,05-0,07 0,06-0,09 0,07-0,08 0,08-0,11
Чугун 100 0,18-0,22 0,20-0,24 0,22-0,27 0,25-0,30
200 0,13-0,15 0,16-0,18 0,18-0,21 0,20-0,24
Св. 200 0,10-0,12 0,12-0,14 0,14-0,17 0,16-0,20
Пример 1. Нужно обработать долблением наружную поверхность с
глубиной резания t = 2,8 мм у стальной отливки без корки; предел
прочности этого материала пв = 550 МПа, допускаемая резцом пре-
дельная подача S2X = 0,22 мм/дв.х На основании исходных данных по
табл. 4.2 определяем необходимую скорость резания v = 62 м/мин.
Пример 2. Необходимо долбить паз резцом из быстрорежущей ста-
ли в чугунной отливке с твердостью НВ 220. В соответствии с табл. 4.4
для предельной подачи S2X — 0,33 мм/дв.х рекомендуется скорость ре-
зания V = 6 м/мин.
При работе на долбежных станках применяют приспособ-
ления, аналогичные используемым на строгальных станках (см.
рис. 1.12, 1.13, 3.1-3.3). Помимо этих приспособлений для за-
крепления заготовок непосредственно на столе используют
клиновую подкладку, регулируемую по высоте (рис. 4.3) с по-
мощью винта /. Вращая винт, перемещают гайку 2, а вместе с
ней верхний клин 3. Клин 5, скользя по наклонной плоскости
нижнего клина 4, меняет общую высоту подкладки Н.
4.2. Скорости резания при долблении наружных поверхностей заготовок
из стали конструкционной углеродистой, хромистой, хромоникелевой
и стального литья резцами из быстрорежущей стали
Обрабатываемый материал Предельная подача S2X, мм/дв.х
Твердость НВ Времен- ное со- против- ление разрыву oR, МПа
131-140 460-490 0,27 0,34 0,4 0,5 0,61 0,75 0,92 1,1 — — — —
141-152 500-530 0,22 0,27 0,34 0,4 0,5 0,61 0,75 0,92 1,1 — — —
153-163 540-570 0,18Х 0,22 0,27 0,34 0,4 0,5 0,61 0,75 0,92 1,1 — —
164-174 580-610 — 0,18 0,22 0,27 0,34 0,4 0,5 0,61 0,75 0,92 1,1 —
175-189 620-660 — — 0,18 0,22 0,27 0,34 0,4 0,5 0,61 0,75 0,92 1,1
190-205 670-720 — — — 0,18 0,22 0,27 0,34 0,4 0,5 0,61 0,75 0,92
206-224 730-780 — — — — 0,18 0,22 0,27 0,34 0,4 0,5 0,61 0,75
225-240 790-840 — — — — — 0,18 0,22 0,27 0,34 0,4 0,5 0,61
241-260 850-910 — — — — — — 0,18 0,22 0,27 0,34 0,4 0,5
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
Продолжение табл. 4.2
Вид заготовки Пре- дельная глубина резания г, мм Скорость резания и, м/мин
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Прокат, поковка без кор- ки 1,6 2,8 4,7 8 70 68 60 70 68 60 52 68 60 52 46 60 52 46 40 52 46 40 35 46 40 35 31 40 35 31 27 35 31 27 24 31 27 24 21 27 24 21 18 24 21 18 15,8 21 18 15,8 13,8
Отливка без кор- 1,6 2,8 70 . 70 —¥ 62 62 55 55 48 48 42 42 37 37 32 32 28 28 26 26 22 22 18,9 18,9 16,2
ки 4,7 8 62 55 55 48 48 42 42 37 37 32 32 28 28 26 26 22 22 18,9 18,9 16,2 16,2 14,2 14,2 12,4
Прокат с кор- кой 1,6 2,8 4,7 8 70 62 55 70 62 55 48 62 55 48 42 55 48 42 37 48 42 37 32 42 37 32 28 37 32 28 25 32 28 25 22 28 25 22 18,9 25 22 18,9 16,2 22 18,9 16,2 14,2 18,9 16,2 14,2 12,4
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
см
Продолжение табл. 4.2
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Отливка 1,6 70 62 55 48 42 37 32 28 25 22 18,9 16,5
или прокат с 2,8 62 55 48 42 37 32 28 25 22 18,9 16,5 14,4
коркой 4,7 55 48 42 37 32 28 25 22 18,9 16,5 14,4 12,6
8 48 42 37 32 28 25 22 18,9 16,5 14,4 12,6 11
Примечание. В зависимости от заданной стойкости резца Т скорость резания v ум-
ножить на поправочный коэффициент kf.
Т, мин 60 120 180 240 360
кт 1,2 1,09 1,04 1,0 0,96
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
РЕЖИМЫ РЕЗАНИЯ И ПРИСПОСОБЛЕНИЯ
125
4.3. Скорости резания при долблении
наружных поверхностей заготовок из серого чугуна
резцами из быстрорежущей стали
Твердость чугуна НВ Предельная подача s2x, мм/дв.х
157-168 169-182 183-197 198-213 214-230 231-250 0,28 - 3,39 3,28 - 3,55 3,39 3,28 - 3,76 3,55 1 3,39 । 3,28 । - 1 1,1 3,76 3,55 । 3,39 । 3,28 1 - 1 1,5 1,1 0,76 0,55 । 0,39 । 0,28 1 1,5 1,1 0,76 0,55 । 0,39 । 1,5 1,1 0,76 0,55 । 1,5 1,1 0,76 1,5 1,1 1,5
Обрабаты- ваемая поверхность t, мм Скорость резания v, м/мин
без корки 1,1 2,7 6,7 16 38 34 29 26 34 29 26 22 29 26 22 19,7 26 22 19,7 17,3 22 19,7 17,3 15,1 19,7 17,3 15,1 13,2 17,3 15,1 13,2 11,6 15,1 13,2 11,6 10,1 13,2 11,6 10,1 8,9 11,6 10,1 8,9 7,8 10,1 8,9 7,8 6,8
с коркой 1,1 2,7 6,7 16 29 25 22 19,1 25 22 19,1 16,7 22 19,1 16,7 14,6 19,1 16,7 14,6 12,8 16,7 14,6 12,8 11,3 14,6 12,8 11,3 9,8 12,8 н,з 9,8 8,6 11,3 9,8 8,6 7,5 9,8 8,6 7,5 6,6 8,6 7,5 6,6 5,8 7,5 6,6 5,8 5,1
Примечание. В зависимости от заданной стойкости
резца Т скорость резания v умножить на поправочный коэффи-
циент kf.
Т, мин 60 120 180 240 360
кт 1,15 1,07 1,03 1,0 0,96
4.4. Скорости резания при долблении пазов резцами из быстрорежущей стали
а) обрабатываемый материал — конструкционная, углеродистая, хромистая сталь,
хромоникелевое стальное литье
Параметры обраба- тываемого материала Предельная подача $2х> мм/дв.х
Твердость НВ Времен- ное со- против- ление разрыву oR, МПа
131-140 141-152 153-163 164-174 175-189 192-205 206-224 225-240 241-260 450-490 500-530 540-570 1 580-610L 620-660 670-720 730-780 790-840 850-910 0,10 0,08 0,07 0,15 0,12 0,10 0,07 0,23 0,18 0,15 0,12 0,10 0,08 0,07 0,28 0,23 0,18 0,15 0,12 0,10 0,08 0,07 0,34 0,28 0,23 0,18 0,15 0,12 0,10 0,08 0,07 0,34 0,28 0,23 0,18 0,15 0,12 0,10 0,34 0,28 0,23 0,18 0,15 0,34 0,28 0,23 0,34 0,28
Вид заготовки , Скорость резания и, м/мин
Прокат, | поковка! 24.5 J182 14,4 12,6 11 8,5 6,4 5 4,3
Отливка 22 17 13 11,5 10 7,7 5,9 4,5 3,9
Глава 4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ
б) обрабатываемый материал - серый чугун
Твердость НВ Предельная подача s2x, мм/дв.х
157-168 169-182 183-197 198-213 214-230} 0,12 0,08 0,17 0,12 0,08 0,24 0,17 0,12 0,08 0,33 0,24 0,17 0,12 0,08 0,33 0,24 0,17 0,12 0,33 0,24 0,17 0,33 0,24 0,33 0,33
231-250 — — — — 0,08 0,12 0,17 0,24 /
Вид заготовки Скорость резания v, м/мин J
I Отливка! 15,3 13,4 11,7. 10,2 9 _ 7,8._„ ...J£ 5,3
Примечание. В зависимости от заданной стойкости резца Т скорость резания v ум-
ножить на поправочный коэффициент kf.
Стойкость резца, мин Поправочный коэффициент при обработке
стали чугуна
60 1,41 1,23
90 1,28 1,17
120 1,19 1,11
150 1,07 1,04
240 1,0 1,0
360 0,9 0,95
КОНТРОЛЬ КАЧЕСТВА ОБРАБОТКИ
128
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
4.3. Контроль качества обработки
Качество обработанных поверхностей долблением в основ-
ном контролируется такими же средствами измерения, как при
строгании. После чернового долбления линейные размеры про-
веряют масштабной линейкой, а после чистового — штанген-
циркулем с точностью измерения до 0,1 мм. Плоскостность и
прямолинейность определяют с помощью контрольной линейки
на просвет. Перпендикулярность обработанной поверхности ба-
зовой опорной поверхности проверяют угольником. Углы изме-
ряют угловыми шаблонами с допуском ±3 мин, угломерами с
ценой деления до 2 мин, оптической делительной головкой с
ценой деления 1 мин. Чистоту поверхности контролируют путем
сличения с образцом, а для более ответственных обработанных
деталей — профилометрами и профилографами в соответствии с
табл. 3.11.
Контрольные вопросы
1. Как устанавливается заготовка при долблении наклонных по-
верхностей?
2. При какой подаче осуществляется долбление шпоночных канавок?
3. Какие приспособления используют при долблении?
4. Какие резцы применяют при долблении криволинейного контура?
5. Как выбирают режимы резания при долблении?
6. В чем состоят особенности операции отрезания на долбежных
станках?
7. Как контролируется качество обработанных поверхностей при
долблении?
Глава 5
ТИПОВЫЕ МЕХАНИЗМЫ СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ СТАНКОВ
5.1. Условные обозначения кинематических пар
в схемах станков
Движения заготовки и инструмента совершаются рабочими
(исполнительными) органами станка. Движение от электродви-
гателя к исполнительным органам передается с помощью кине-
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КИНЕМАТИЧЕСКИХ ПАР
129
матических цепей, состоящих из отдельных кинематических пе-
редач: ременных, зубчатых, кулачковых, винтовых. Представле-
ние о том, как передается движение к отдельным исполнитель-
ным органам, дает кинематическая схема станка, которая пред-
ставляет собой условное изображение совокупности кинемати-
ческих цепей станка в одной плоскости (развертка в плоскости
чертежа).
Условные графические изображения передач, механизмов и
отдельных элементов станка выполняются во всех кинематиче-
ских схемах согласно ГОСТ 2.770—68, общие требования к вы-
полнению схем регламентируются ГОСТ 2.701-76, а обозначе-
ния общего применения — ГОСТ 2.721-74. Некоторые из них
приведены в табл. 5.1.
На кинематических схемах приводятся данные, характери-
зующие элементы станка: для зубчатых колес указывают коли-
чество зубьев, модуль; для винтов — шаг резьбы и ее заходность;
для электродвигателя — тип электродвигателя, мощность, часто-
ту вращения вала электродвигателя, для насоса — тип и произ-
водительность.
5.1. Условные графические обозначения
в кинематических схемах
Элементы Условные обозначения
1 2
Вал Подшипники скольжения и качения на валу (без уточнения типа); радиальные упорные II
130
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Продолжение табл. 5.1
1 2
Подшипники скольжения:
радиальные 1—1
радиально-упорные односторонние 1 гп
радиально-упорные двусторонние | L—J |
упорные односторонние L_
упорные двусторонние JIL “1 Г
Подшипники качения:
радиальные О_ О
радиально-упорные односторонние £
радиально-упорные двусторонние
32 l2j
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КИНЕМАТИЧЕСКИХ ПАР
131
132
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КИНЕМАТИЧЕСКИХ ПАР
133
134
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Продолжение табл. 5.1
1 2
Передачи зубчатые (цилиндрические): внешнее зацепление (общее на- значение без уточнения типа зубь- ев) то же, с прямыми, косыми и шев- ронными зубьями । !ц| | । ^ф-)- lb X.J I 1 1 1 1 X | X 1 1 у * 111 | 1
внутреннее зацепление
Передача зубчатая с пересекающимися
валами (коническая), общее назначение
без уточнения типа зубьев
Передачи червячные с цилиндрическим
червяком
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КИНЕМАТИЧЕСКИХ ПАР
135
Продолжение табл. 5.1
Передачи зубчатые реечные (общее обо-
значение без уточнения типа зубьев)
Передача зубчатым сектором без уточне-
ния типа зубьев
Передача цепью (общее обозначение без
уточнения типа цепи)
Винт, передающий движение
Гайка на винте, передающем движение:
скольжения (неразъемная)
разъемная
136
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Продолжение табл. 5.1
шариковая
Храповые зубчатые механизмы:
с наружным зацеплением односто-
ронние
с внутренним зацеплением односто-
ронние
Передачи фрикционные:
с цилиндрическими роликами
с коническими роликами
с коническими роликами регули-
руемые
ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ КИНЕМАТИЧЕСКИХ ПАР 137
5.2. Передаточные отношения кинематических пар
Передаточным отношением i называется отношение частоты
вращения ведомого ивед к частоте вращения ведущего лвщ звена:
* = ^вед/^вщ • (^. 1)
Величина, обратная передаточному отношению, называется
передаточным числом
и = 1/z.
Поскольку на кинематических схемах проставляются гео-
метрические характеристики кинематических пар, желательно
иметь зависимости для вычисления передаточных отношений,
выраженные через геометрические характеристики элементов
кинематических схем станка.
Ременная передача. Пусть ведущий шкив d\ (рис. 5.1, а)
имеет частоту вращения п\, а ведомый шкив ~ частоту вра-
щения «2- Выразим окружную скорость шкива в точках А\ и Ai
через его диаметр и частоту вращения. Тогда v^i = (тЦл| )/1000
и VA2 = fafyizj/WOO . Поскольку точки А\ и А^ принадлежат од-
ной и той же ведущей ветви ремня, их скорости должны быть
одинаковыми, следовательно, е/|Л| = 4/2л2 • Отсюда можно опре-
делить отношение частоты вращения ведомого шкива к частоте
вращения ведущего шкива, т.е. передаточное отношение будет
выражено через отношение диаметров шкивов л2 / п1 = /4г •
138
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Рис. 5.1. Преобразование движения:
а — ременной передачей; б - зубчатой парой; в - цепью;
г - червячной передачей; д - реечной передачей;
е - передачей червяк-рейка; ж — винтовой парой
Таким образом, передаточное отношение ременной передачи
будет равно отношению диаметра ведущего шкива к диаметру
ведомого шкива / = ^Вщ/^вед- Эта зависимость получена из
предположения, что ремень и шкив в точках А\ и Ai имеют
одинаковые скорости. С учетом проскальзывания ремня переда-
точное отношение / = п^Вщ/^вед , где г| — кпд ременной переда-
чи, равный 0,98-0,99.
Зубчатая и цепная передачи. Поскольку в зубчатой и цепной
передачах нет проскальзывания, передаточное отношение будет
равно / =niln\ =d\/d2 (рис. 5.1, б, в), где и dj “ диаметры
делительной окружности ведущего зубчатого колеса (ведущей
звездочки) и ведомого зубчатого колеса (ведомой звездочки)
ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ КИНЕМАТИЧЕСКИХ ПАР 139
соответственно. Известно, что диаметр делительной окружности
зубчатого колеса равен произведению его модуля на число зубь-
ев, т.е. d\ = m\Z\, ъ d2 = m2Z2 • А так как эти два колеса находят-
ся в зацеплении, то их модули должны быть равны, следова-
тельно,
. mzi Zi
d2 mz2 Z2
Итак, передаточное отношение зубчатой или цепной передачи
равно отношению числа зубьев ведущего звена к числу зубьев ведо-
мого.
Червячная пара. Червяк (ведущее звено) имеет заходность к
и вращается с частотой И|. Червячное колесо (ведомое звено) с
числом зубьев z вращается с частотой «2 (рис. 5.1, г). Тогда пе-
редаточное отношение будет равно
/ = =*.
«I z'
Передаточное отношение червячной пары равно отношению
заходности червяка к числу зубьев червячного колеса.
Реечная передача. Вращательное движение реечного колеса
с числом зубьев z и модулем т преобразуется в прямолинейное
поступательное перемещение рейки (рис. 5.1, д). За один оборот
реечного колеса рейка перемещается на величину Н - nmz, а за
п оборотов реечного колеса рейка переместится на
L = mtmz = nzt, где г — шаг рейки, равный пт.
Передача червяк—рейка. Передача червяк—рейка (рис. 5.1, е)
также преобразует вращение в прямолинейное движение, при-
чем за п оборотов червяка, имеющего модуль т и заходность к,
рейка переместится на величину L = пкпт = nkt.
Винтовая пара. Винтовая пара (рис. 5.1, ж) состоит из винта
с шагом р, имеющим заходность к, и гайки, которая перемеща-
ется поступательно. За один оборот винта гайка перемещается
на Н = кр, а за п оборотов — на величину L = пкр .
Кинематическая цепь. Поскольку кинематическая цепь —
это сочетание целого комплекса кинематических пар, обеспечи-
вающих движение от одного конечного звена к другому (от
140
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Рис. 5.2. Кинематическая цепь, состоящая из цилиндрических,
конической и червячной пар
электродвигателя к шпинделю или столу станка), необходимо
знать передаточное отношение всей кинематической цепи. В
соответствии с определением передаточного отношения (5.1)
определим его значение для кинематической цепи, представ-
ленной на рис. 5.2:
у _ яшп _ £з к
^эд ^2 %4 ^5 ^7
где лшп и лэд — частота вращения шпинделя и электродвигателя,
т.е. передаточное отношение кинематической цепи равно произве-
дению передаточных отношений кинематических пар, входящих в
данную кинематическую цепь.
Определив передаточное отношение кинематической цепи,
можно составить уравнение кинематического ба-
ланса этой цепи, связав начальное и конечное перемещения
ее звеньев. Например, для кинематической цепи, рассмотрен-
ной выше, уравнение баланса кинематической цепи будет иметь
вид лэд/ = лшп . Эта зависимость показывает, что если электро-
двигатель сделает л оборотов, то шпиндель станка будет иметь
ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ КИНЕМАТИЧЕСКИХ ПАР 141
6
Рис. 5.3. Кинематическая цепь прерывистой подачи
поперечно-строгального станка
лшп, которое отличается от частоты вращения вала электродви-
гателя в / раз. При составлении уравнений кинематического ба-
ланса важно правильно представить взаимосвязь движений на-
чального и конечного звена.
Составим еще одно уравнение кинематического баланса для
цепи горизонтальной подачи стола поперечно-строгального
станка. На рис. 5.3 изображена кинематическая цепь прерыви-
стой горизонтальной подачи стола станка за один двойной ход
ползуна.
Ползун совершает возвратно-поступательное движение за
один оборот кулисного колеса 7. Стол 2 за один двойной ход
ползуна должен получить поперечную подачу на величину S^.
Уравнение кинематического баланса цепи горизонтальной по-
дачи связывает эти два движения. Кулисное колесо 7, совершая
один оборот, через кулисный механизм сообщает ползуну воз-
вратно-поступательное движение — ползун совершает один
двойной ход. Поэтому кинематическая цепь горизонтальной
подачи начинается с кулисного колеса 1 и заканчивается на хо-
довом винте 5, который через гайку связан со столом 2. От ку-
лисного колеса вращение передается через зубчатую пару 36/36
и преобразуется в поступательное движение винтовой парой с
шагом р = 6 мм и заходностью z = 2.
Прерывистость подачи создается действием одностороннего
храпового механизма. В результате качания двуплечего рычага 5,
142
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
получающего движение от шатуна 6, собачка 4 поворачивает
храповое колесо только в одном направлении, а вместе с ним и
ходовой винт 3 горизонтальной подачи стола 2. При качании
шатуна 6 в противоположном направлении собачка 4 проскаль-
зывает, и стол остается неподвижным.
Итак, запишем уравнение кинематического ба-
ланса этой цепи: 1дв.х.полз. 36/36 • а/36 • 6 • 2 = s2x • Из этого
уравнения выводится формула настройки данной кинематиче-
ской цепи: а = 3s2x • В ней элементом, настройки является а —
число зубьев, на которое поворачивается храповое колесо со-
бачкой 4, чтобы станок работал с заданной подачей. Например,
для обработки необходима подача s2x =0,4 мм/дв.х. По форму-
ле настройки вычисляем: а = 3-0,4 = 1,2. Поскольку а не может
быть дробным числом, необходимо принять а = 1. В этом слу-
чае реальная подача на станке будет $2хфакт = 1/3 = 0,33 мм/дв.х.
5.3. Механизмы строгальных и долбежных станков
Ременная передача используется для передачи дви-
жения между удаленными друг от друга валами (рис. 5.4). Она
о/ S)
Рис. 5.4. Плоскоременная
(а) и клиноременная (^)
передачи
осуществляется с помощью шкивов
2, закрепленных на валах, и надетых
на эти шкивы одного плоского рем-
ня 7 или нескольких клиновых рем-
ней 3. Ременная передача гасит виб-
рации, предохраняет от значитель-
ных перегрузок путем проскальзыва-
ния, обеспечивает плавность хода и
бесшумность работы. Недостатками
ременной передачи являются: боль-
шие габаритные размеры, непосто-
янство передаточного отношения,
большое давление на валы и под-
шипники.
Плоские ремни изготовляют из
кожи, хлопчатобумажных и прорези-
ненных тканей; для создания замк-
МЕХАНИЗМЫ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ 143
нугой гибкой связи их сшивают. Клиновые ремни изготовляют
цельными определенной длины. Передача усилий создается
только при нормально натянутых ремнях. Плоские ремни пе-
риодически перешивают, но чаще всего в станке имеются спе-
циальные устройства для регулирования натяжения ремней.
Зубчатая передача широко используется в строгаль-
ных и долбежных станках. В зависимости от назначения и усло-
вий работы применяют цилиндрические или конические зубча-
тые колеса (рис. 5.5). Прямозубые, косозубые и шевронные ци-
линдрические колеса служат для передач между параллельными
валами, с которыми колеса соединены шпонкой. Винтовые зуб-
чатые колеса предназначены для передачи движения на скре-
щивающиеся валы; для передач с пересекающимися валами ис-
пользуют конические зубчатые колеса.
Рис. 5.5. Зубчатые цилиндрические колеса:
а — прямозубое; б — шевронное; в — косозубые;
г - винтовые; д — конические прямозубые
144
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
Зубчатая передача имеет постоянное передаточное отноше-
ние, позволяет передавать значительные крутящие моменты.
Цепная передача (рис. 5.6), как и ременная, приме-
няется, когда нужно передать движение на достаточном рас-
стоянии, но при этом сохранять постоянным передаточное от-
ношение. Зубья звездочки 1 входят в звенья цепи 2, исключая
2
Рис. 5.6. Цепная передача
Рис. 5.7. Червячная передача:
/ - червяк; 2- червячное колесо
проскальзывание, поэтому могут
передавать большие крутящие
моменты. В станках применяют
цепи двух типов: втулочно-
роликовые и зубчатые (бесшум-
ные).
Червячная передача
состоит из червяка 1 и червяч-
ного колеса 2 (рис. 5.7). Ось чер-
вяка перпендикулярна оси чер-
вячного колеса. Червячная пере-
дача применяется для уменьше-
ния частоты вращения ведущего
звена, например, передаточное
отношение может быть получено
равным 1/400; компактна, обес-
печивает плавную и бесшумную
работу. Недостатком является
малый кпд.
МЕХАНИЗМЫ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ
145
Рис. 5.8. Реечные передачи:
а — реечное колесо / и рейка 2; б — червячная рейка 3 и червяк 4
Реечная передача (рис. 5.8) применяется для преоб-
разования вращательного движения в поступательное. Если дви-
жение передается от рейки на реечное колесо, тогда прямолиней-
ное поступательное движение будет преобразовываться во враща-
тельное. В продольно-строгальных станках, когда нужно преодоле-
вать большие усилия, применяют передачи червяк-рейка.
Винтовая передача также преобразует вращение в
прямолинейное перемещение исполнительного органа. Винто-
вые передачи применяют тогда, когда нужно получить прямо-
линейное движение с малыми скоростями. Вращение сообщает-
ся винту, а гайка и связанные с нею стол или салазки переме-
щаются прямолинейно-поступательно. В станках с ручным
управлением используют треугольные, прямоугольные и трапе-
цеидальные профили резьб (рис. 5.9, а, б, в). Треугольную резь-
бу применяют для очень малых и точных перемещений, напри-
мер, в микрометрических винтах, прямоугольную и трапецеи-
дальную резьбы — для ходовых винтов.
В станках с числовым программным управлением в приво-
дах подач устанавливают шариковинтовую пару (винт—гайку
качения) с полукруглым (рис. 5.9, г) профилем. Шариковинто-
вая пара обладает высокой жесткостью и беззазорностью соеди-
нения винт—гайка, что значительно снижает вибрации, умень-
шает изнашивание и поломки режущего инструмента, повышает
точность и чистоту обработки; возможностью передачи больших
усилий; низкими потерями на трение, кпд этих механизмов
составляет 0,9-0,95; малыми крутящими моментами на хо- до-
вом винте при холостом ходе; весьма малым трением покоя,
146
Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
У
Рис. 5.9. Профили резьб, применяемых для винтовых передач:
а — треугольные; б - прямоугольные;
в — трапецеидальные; г — полукруглые
что способствует обеспечению устойчивости (равномерности)
движения; высокой точностью (за счет создания предваритель-
ного натяга); высокой чувствительностью к малым перемеще-
ниям; малой изнашиваемостью, а следовательно, длительным
сохранением точности; малым тепловыделением, снижающим
температурные деформации винта и повышающим точность об-
работки.
К недостаткам можно отнести отсутствие самоторможения,
сложность изготовления, высокую стоимость, сравнительно
низкое демпфирование, необходимость надежной защиты от
стружки и пыли. Минимальный диаметр шариковых ходовых
винтов 6 мм, максимальный — 150 мм, длина достигает 10-12 м,
статическая грузоподъемная сила более 1000 кН.
Шариковинтовая пара состоит из винта 7, двух полугаек 3,
комплекта шариков 2, расположенных в винтовых канавках
винта и гайки, канала возврата 4 шариков. Канал возврата со-
единяет первый и последний витки гайки, обеспечивая возмож-
ность непрерывной циркуляции шариков. Шариковинтовой ме-
ханизм рассчитан на продолжительность работы около 10000 ч.
Гидростатическую передачу червяк—рейка
применяют в крупных продольно-строгальных и продольных
строгально-фрезерных станках в качестве привода главного
МЕХАНИЗМЫ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ 147
Рис. 5.10. Гидростатическая передача червяк—рейка:
7 — червяк; 2 — гидрораспределитель; 3 — рейка; 4, 5 — гидронасосы
движения. Масло под давлением от гидронасосов 4 и 5 (рис.
5.10) подается через гидрораспределитель 2 и червяк 7. На боко-
вых поверхностях витков червяка выполнены карманы. Рейка 3
имеет армированные пластмассой зубья. Смазочный материал
может подаваться под давлением в карманы через каналы в
корпусе рейки. В этом случае карманы выполняют на боковых
поверхностях зубьев рейки.
Гидростатические передачи имеют большие преимущества:
простота технологии изготовления по сравнению с парами ка-
чения; отсутствие изнашивания; безлюфтовость конструкции,
так как зазор между зубьями заполнен маслом, жесткость кото-
рого при определенных условиях весьма значительна; высокий
кпд — до 0,99; хорошее демпфирование; большая редукция;
возможность работы при ударных нагрузках.
К недостаткам гидростатической передачи следует отнести
сложность системы смазывания, отсутствие самоторможения,
необходимость стабилизации температуры масла для снижения
температурных деформаций винта.
Механизмы реверса используются для изменения
направления перемещения исполнительного органа станка. Су-
ществуют шестеренчатые механизмы реверса, гидравлические и
выполненные в виде составного зубчатого колеса. В строгаль-
ных и долбежных станках с механическим приводом применяют
механизмы реверса, составленные из цилиндрических (рис. 5.11,
а, б) и конических (рис. 5.11, в, г) зубчатых колес. Ведущий вал
148 Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТРОГАЛЬНЫХ СТАНКОВ
Рис. 5.11. Механизмы реверса:
а, в — из цилиндрических колес; б, г - из конических колес
/ имеет постоянное направление вращения. Изменение направ-
ления вращения ведомого вала осуществляется либо переклю-
чением блока зубчатых колес (рис. 5.11, а, б), либо переклю-
чением муфты Мф (рис. 5.11, в, г).
Храповые механизмы используются в строгальных и
долбежных станках для создания прерывистой подачи. Храповое
колесо 1 (рис. 5.12) имеет зуб у собачки 2 с несимметричным
трапецеидальным профилем (рис. 5.12, а) и симметричным тра-
пецеидальным профилем (рис. 5.12, б); последний позволяет
работать механизму в обе стороны. Для этого в механизме (см.
рис. 5.12, б) собачку 2 перекидывают в положение 2 *.
Качательное движение собачки чаще осуществляется с по-
мощью кривощипно-шатунного механизма 4. Угол качания ры-
чага 3 с собачкой 2 изменяется с помощью щитка 9, который
перекрывает на пути качания собачки несколько зубьев храпо-
вого колеса. Щиток фиксируется штифтом 8. Можно изменять
ГИДРОПРИВОД
149
Рис. 5.12. Схемы храповых механизмов с несимметричным (а)
и с симметричным (б) трапецеидальным профилем
угол качания рычага 3 увеличением или уменьшением величины
е на кривошипном диске 5. Для этого палец 6 кривошипного
диска приближают или удаляют на величину е; отверстие пальца
6 является гайкой на ходовом винте 7.
Кулисные механизмы с вращающейся кулисой при-
меняются в долбежных станках, а с качающейся кулисой — в
поперечно-строгальных (рис. 5.13). Кулисные механизмы обес-
печивают плавность движения и большую скорость при обрат-
ном холостом ходе. Кулиса 4 совершает качательное движение,
которое с помощью серьги 3 преобразуется в поступательное
прямолинейное движение ползуна 5. Кулисное колесо 2 получа-
ет вращение от коробки скоростей через шестерню /. Вместе с
камнем кулисное колесо вращается вокруг оси а кулиса ка-
чается вокруг оси О. Угол качания кулисы зависит от радиуса
вращения камня, который устанавливается вращением винта 6.
Недостатком кулисного механизма является неравномерная
скорость рабочего хода и постоянное соотношение между вре-
менем рабочего и холостого ходов.
5.4. Гидропривод
Гидравлический привод по сравнению с механическими пе-
редачами имеет следующие преимущества: обеспечивает равно-
150 Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТРОГАЛЬНЫХ СТАНКОВ
Рис. 5.13. Кулисный механизм поперечно-строгального станка
мерное перемещение ползуна, позволяет осуществлять бессту-
пенчатое регулирование скорости перемещения исполнительных
органов достаточно просто; компактен и имеет малую инерци-
онность; наличие гидравлической и электронной аппаратуры
позволяет стабилизировать работу привода независимо от на-
грузки и температуры; не боится перегрузок; хорошая смазка
деталей привода способствует их долговечности.
Однако гидропривод имеет более низкий кпд по сравнению
со многими механическими передачами. Потери энергии в гид-
роприводе связаны с затратами на преодоление внутреннего
трения и утечек рабочей жидкости. Стоимость и трудоемкость
гидропривода выше; применяемые минеральные масла огне-
опасны, а их заменители имеют худшую смазывающую способ-
ность. Требования повышения производительности и гибкости в
управлении технологическим оборудованием приводят к по-
ГИДРОПРИВОД
151
Рис. 5.14. Схема гидравлического
привода возвратно-поступательного
прямолинейного движения
в гидроцилиндр 3 забирается из
шению быстродействия
приводов и гибкости
управления ими. Это
увеличивает энергоем-
кость гидропривода.
На рис. 5.14 пред-
ставлена принципиаль-
ная схема гидропривода
возвратно-поступательного
движения. Электродвига-
тель М приводит в движе-
ние насос 6, накачиваю-
щий рабочую жидкость в
гидроцилиндр 14, которая
давит на поршень 3 и пе-
ремещает его вместе с ис-
полнительным органом
станка 7: ползуном, сто-
лом. Если поршень од-
ноштоковый, то прямое и
обратное движения ис-
полнительного органа бу-
дут осуществляться с раз-
личными скоростями. Ма
бака 8 через фильтр 7 и нагнетается через обратный клапан 5,
регулируемый дроссель 4, золотник 77 и силовой золотник 13.
Последний предназначен изменять направление потока масла в
гидроцилиндр 14. В средней позиции золотник 13 не пропускает
масло, и поэтому поршень остается неподвижным, а следова-
тельно, стол или ползун станка также неподвижны.
Когда золотник находится в левой позиции, масло поступа-
ет в штоковую полость рабочего цилиндра 14, а из другой по-
лости отправляется на слив. В результате исполнительный орган
осуществляет холостой ход. При перемещении золотника 13 в
правую позицию масло поступает в левую полость гидроцилин-
дра, а из штоковой полости вытекает на слив. Перемещением
золотника 13 управляет золотник 77, поршень которого связан с
рукояткой 12, на которую через систему рычагов воздействуют
упоры 2. Упоры крепятся на исполнительном органе и ставятся
152 Глава 5. ТИПОВЫЕ МЕХАНИЗМЫ СТРОГАЛЬНЫХ СТАНКОВ
на расстоянии, равном ходу стола или ползуна. Пуск и останов
осуществляются двухпозиционным золотником 10. Для поддер-
жания в гидравлической системы необходимого давления пре-
дусматривается предохранительный клапан 9, который при
превышении давления в гидросистеме открывает сливное от-
верстие в бак.
Гидронасосы, применяемые в гидравлических систе-
мах, по конструкции весьма разнообразны. Наибольшее распро-
странение получили в строгальных и долбежных станках лопа-
стные насосы (для перемещения исполнительных органов стан-
ка) и шестеренные насосы (для смазки станков — насосы низ-
кого давления и в гидроприводах — среднего и высокого давле-
ния). Получили также распространение пластинчатые и порш-
невые насосы, которые в гидроприводах строгальных станков
встречаются значительно реже.
Аппаратура управления гидравлическим приводом
служит для регулирования давлением жидкости и направлением
ее потоков. К первой группе относятся предохранительные кла-
паны, которые поддерживают в гидравлической системе посто-
янное давление и предохраняют ее от перегрузок. В аппаратуру
управления и регулирования величиной и направлением потока
рабочей жидкости входят также обратные клапаны, дроссели.
Обратные клапаны без управления пропускают жидкость только
в одном направлении, а с управлением — по команде в прямом
и обратном направлениях.
Дроссели дозируют подачу жидкости; их принцип действия
основан на изменении гидравлического сопротивления. Управ-
ление дросселем может быть ручным, механическим, электриче-
ским и электронным. При изменении поперечного сечения от-
верстия, через которое проходит масло, изменяется расход мас-
ла, подаваемого в гидросистему. Дроссели применяют в гидрав-
лических системах, в которых нагнетается рабочая жидкость не-
регулируемым насосом. По конструкциям различают дроссели
диафрагменные, игольчатые и щелевые.
Скорость перемещения исполнительного органа регулирует-
ся посредством изменения количества поступающей жидкости в
полость гидроцилиндра в единицу времени. Существует объ-
емное, дроссельное, ступенчатое и комбинированное регули-
рование.
ГИДРОПРИВОД
153
Объемное регулирование скорости исполнитель-
ных органов станка осуществляется посредством изменения
объема рабочих камер насоса. В строгальных и долбежных стан-
ках насосы с регулируемой производительностью почти не
встречаются, за исключением крупных продольно-строгальных
станков, имеющих большие массы узлов. Объемное регулирова-
ние имеют поршневые насосы с изменяемым ходом поршней.
Дроссельное регулирование скорости движения
происходит в результате изменения сопротивления. При дрос-
сельном регулировании мощность, потребляемая насосом, оста-
ется постоянной, а скорость силового исполнительного органа
станка меняется в зависимости от сопротивления дросселя. При
регулировании на входе дроссель ставят на подводящей магист-
рали перед исполнительным органом, на выходе — после него
на сливной магистрали. Установка дросселя на выходе применя-
ется в том случае, когда исполнительный орган перемещается с
малыми скоростями. Однако при установке дросселя на выходе
требуются большие затраты мощности на преодоление противо-
давления всей системы.
При ступенчатом регулировании скорости ис-
пользуется несколько насосов постоянной производительности,
которые работают одновременно или раздельно.
Комбинированное регулирование скорости ис-
полнительного органа станка предполагает сочетание ступенча-
того и дроссельного регулирования, таким образом, в целом
станок имеет бесступенчатое изменение скоростей.
Контрольные вопросы
1. Как определяется передаточное отношение ременной и цепной
передач?
2. Как получаются формулы настройки кинематических цепей?
3. Для чего служит храповой механизм?
4. Чем отличается реечная передача от передачи червяк — рейка?
5. Какие механизмы реверса имеют строгальные и долбежные
станки?
6. Для чего в строгальных и долбежных станках используют ку-
лисный механизм?
7. Как регулируется скорость стола или ползуна в строгальных и
долбежных станках с гидроприводом?
154
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Глава 6
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ
ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ
6.1. Поперечно-строгальный станок мод. 7Е35
Характеристика станка
Станок мод. 7Е35 предназначен для обработки резцом гори-
зонтальных, вертикальных, наклонных плоских и фасонных по-
верхностей с наибольшей длиной обработки 500 мм, а также для
прорезания прямоугольных пазов и канавок; применяется для
работы в механических цехах машиностроительных заводов, в
инструментальных и ремонтных цехах других отраслей промыш-
ленности. Общий вид станка представлен на рис. 6.1. Станок
основного исполнения имеет прямоугольный неповоротный
стол, по особому заказу изготовляются станки с универсальным
поворотным столом.
Краткая техническая характеристика станка: класс точности Н; ход
ползуна 20 — 520 мм; наибольшее расстояние от опорной поверхности
резца до станины (вылет) 670 мм; наибольшая перестановка ползуна
310 мм; наибольшее расстояние между рабочей поверхностью стола и
ползуном 400 мм; длина х ширина рабочей поверхности неповоротного
500 х 350 мм, универсального 320 х 280 мм стола; количество
Т-образных пазов на рабочей поверхности стола 3; расстояние между
этими пазами 100 мм; ширина Т-образного паза стола 18 мм; наиболь-
шее перемещение стола: горизонтальное — .530 мм; вертикальное —
310 мм; наибольшее вертикальное перемещение салазок суппорта
170 мм; наибольший угол поворота суппорта ±60 °; наибольший угол
поворота основной доски резцедержателя ±15 °; наибольшее сечение
резца: высота 32 мм, ширина 20 мм; количество скоростей ползуна 8;
частота перемещения ползуна 13,2 - 150 дв.х/мин; количество горизон-
тальных подач стола 20; пределы горизонтальных подач стола 0,2 —
4 мм/дв.х; количество вертикальных подач суппорта 6; пределы верти-
кальных подач суппорта 0,16 — 1 мм/дв.х; скорость ускоренного пере-
мещения стола: в горизонтальном направлении 3 и вертикальном
0,6 м/мин; масса станка 2100 кг; габаритные размеры станка (длина х ши-
рину х высота) 2350 х 1250 х 1550 мм; уровень шума не более 80 дБА;
мощность электродвигателя главного движения 5,5 кВт; частота враще-
ния выходного вала электродвигателя 1450 мин1; марка масла для
смазки - индустриальное И-30А; производительность насоса 8 л/мин;
номинальное давление перед распределителем 0,1 — 0,25 МПа.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
155
Рис. 6.1. Общий вид и органы управления
поперечно-строгального станка мод. 7Е35:
1 — стол; 2 — хвостовик для ручного перемещения стола; 3 - рукоятка
включения и реверсирования механического перемещения стола;
4 — рукоятка управления горизонтальным и вертикальным перемеще-
нием стола; 5 - поперечина; 6 - механизм автоматической вертикаль-
ной подачи суппорта; 7 - суппорт; 8 - винт крепления резца;
9 - гайка крепления поворотной доски суппорта; 10 - рукоятка зажима
салазок суппорта; 77 — винт зажима ходового винта суппорта;
12 - рукоятка перемещения салазок суппорта; 13 - хвостовик закреп-
ления суппорта; 14 — хвостовик перестановки ползуна по месту обра-
ботки; 75 - ползун; 16 - кнопочная станция включения и выключения
электродвигателя; 17 — рукоятка ускоренного перемещения стола;
18 — рукоятка зажима ползуна; 19 — рукоятка установки величины ме-
ханической подачи стола; 20 — хвостовик вала изменения длины хода
ползуна; 21 - рукоятка изменения скорости ползуна; 22 - рукоятка
управления фрикционной муфтой главного привода; 23 - электрообо-
рудование; 24 - вводный выключатель станка; 25 - электродвигатель
главного движения; 26- станина; 27 - коробка скоростей; 28 — короб-
ка подач; 29 — система централизованной смазки; 30 — рукоятка очист-
ки фильтра; 31 - фундаментная плита; 32 - упор стойки стола;
33 - гайка закрепления стойки стола; 34 — винт; 35 - стойка
156
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Поперечно-строгальный станок мод. 7Е35 имеет типичную
компоновку для строгальных станков данного типа, поэтому его
кинематика и устройство узлов будут рассмотрены подробно, а
остальные модели поперечно-строгальных станков — более кон-
спективно.
Кинематическая схема станка
В станке имеются кинематические цепи (рис. 6.2): главного
движения, горизонтальной подачи стола, вертикальной подачи
стола, быстрого перемещения стола и вертикальной подачи суп-
порта.
Цепь главного движения. Цепь главного движения осуществ-
ляет горизонтальное возвратно-поступательное перемещение
ползуна от электродвигателя М мощностью 5,5 кВт и частотой
вращения =1450 мин-1. Движение передается через клино-
ременную передачу с диаметрами шкивов 140 и 355 мм, коробку
скоростей и кулисный механизм. Приводной шкив 0355 мм от-
носительно вала коробки скоростей // вращается свободно; если
включить фрикционную муфту Мф1, то приводится во враще-
ние входной вал — вал II. Коробка скоростей позволяет изме-
нять частоту вращения кулисного колеса z = 102, а следователь-
но, изменять частоту возвратно-поступательного движения пол-
зуна. Она состоит из трех валов (//, /И, Р7) с посаженными на
них зубчатыми колесами z = 22, z = 29, z = 35, z = 42, z = 19,
Z = 58, z = 51, z = 45, z = 38, z = 56 и z = 42. С помощью неза-
висимых перестановок двойных блоков шестерен вала коробки
скоростей // на ее выходной вал И/ можно передать восемь раз-
личных скоростей, которые будут преобразовываться зубчатой
парой 18/102. Таким образом, кулиса при вращении кулисного
колеса z= 102 получит качательное движение, которое через
рычажную систему будет преобразовано в поступательное пере-
мещение ползуна. Один оборот кулисного колеса будет соответ-
ствовать одному двойному ходу ползуна.
Запишем уравнение баланса кинематической
цепи главного движения:
/1/1СПЧ 140. 18 .
ИэД(1450)т]р.п—/к.с = n дв.х/мин,
fcJ fcZ *✓ X vZ Xr
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
157
Рис. 6.2. Кинематическая схема
поперечно-строгального станка 7Е35
где Лр.п “ кпд ременной передачи; /кс — передаточное отно-
шение коробки скоростей, которое может принимать следую-
щие значения:
158
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
. _22 ]9 . _ 22 58 . = 29 ]9 . = 29 58 . = 35 19
" 58 56’ '2 " 58 42’ '3 " 51 56’ '4 " 51 42’ '5 " 45 56’
. _35 58 . _ 42 19 . _ 42 58
'6 "45 42’ '7 " 38 56’ '8 "38 42 ‘
Можно подсчитать, какое минимальное число двойных ходов в
минуту будет совершать ползун:
«полз, min =1450 -^ 0,98 -/,-^ = 100 /| =13,2 дв.х/мин.
Цепь горизонтальной подачи стола. Кинематическую цепь
подачи стола можно разделить на две части. Первая часть осу-
ществляет прерывистую подачу стола при обратном ходе ползу-
на, вторая часть — быстрое перемещение стола в исходное по-
ложение.
Прерывистая горизонтальная подача стола производится
следующим образом. Укрепленный на выступающем конце ку-
лисного вала кулачок к! через ролик Рк поворачивает зубчатый
сектор z = 60 и колесо z — 30 (вал XI), которое через поводок
и находящуюся на нем собачку поворачивает храповое колесо
z = 96. Если двусторонняя муфта Мф2 сцеплена с храповым
колесом, то движение будет передаваться валу XI и далее через
конические колеса 30/27 и 36/25 валу XIV. Затем через цилин-
дрические зубчатые колеса 30/30 движение передается ходовому
винту XV, который преобразует вращение в поступательное пе-
ремещение стола.
Запишем уравнение баланса кинематической
цепи горизонтальной подачи стола:
. а 30 36 30 _ , ,
1 дв.х-------------2-6 = Sixrnn мм/дв.х,
96 27 25 30 2хгор '
где а — число зубьев, захватываемое собачкой. В данной кине-
матической цепи а является элементом настройки. В зависимо-
сти от того, сколько собачка будет захватывать зубьев у храпо-
вого колеса, подача за один двойной ход ползуна будет различ-
ной. При а = 1
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
159
1 30 36 30 э , п э .
'2>гор,,, = Т1 25 55• 2• 6 = 0,2 мм/дв.х.
Величину горизонтальной подачи стола находят умножени-
ем минимальной подачи стола на число зубьев, захватываемых
собачкой. Так как s2xmin =0,2 мм/дв.х, то при а = 2 подача
будет в 2 раза больше, т.е. $2хгор(2) =0,4 мм/дв.х, а при а = 20
s2xгорних = 4 мм/дв.х. В данной конструкции храпового меха-
низма собачка может захватывать максимально 20 зубьев, по-
этому стол имеет 20 различных горизонтальных прерывистых
подач.
Цепь быстрых перемещений. На приводном шкиве 0355 мм
закреплено зубчатое колесо z = 56, которое передает враща-
тельное движение зубчатому колесу z — 24, свободно сидящему
на валу IV. Далее через зубчатую пару 24/56 вращение переда-
ется валу V, на конце которого закреплена звездочка z = 19, а
она по цепи передает движение через звездочку z = 28 следую-
щему валу XII. Для сообщения ускоренного перемещения столу
необходимо переключить муфту Мф2. В этом случае зубчатая
передача 16/40 будет вращать вал XI и через конические колеса
30/27 и 36/25 передаст вращение валу XIV. На ходовой винт XV
горизонтального перемещения стола движение можно передать,
если колесо z - 30 ввести в зацепление с колесом z = 30 (как
показано на схеме).
Уравнение баланса кинематической цепи ус-
коренной подачи стола в горизонтальном на-
правлении будет иметь вид
140 56 24 19 16 30 36 30
"эд (145V)T]p.n • 355 • 24'56 • 28 • 40 • 27 ’ 25'30 V’rop ycK ‘
Так как в данной кинематической цепи нет элементов на-
стройки, то стол имеет только одну скорость ускоренного гори-
зонтального перемещения У5ГОр.уск = 3 м/мин.
160
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
При зацеплении шестерни z = 30 (вал XIV) с z = 42
(вал JP7) стол получает ускоренное перемещение в вертикаль-
ном направлении.
Уравнение баланса кинематической цепи
ускоренной вертикальной подачи стола будет иметь
вид
140 56 24 19 16 30 36 30 18 4
иЭд (145U)nP.n ' 355'24'56'28 ’ 40'27'25 ’ 42'32 верт’ уск '
Произведя вычисления, получим $2хверт. уск =600 мм/мин.
Ускоренное перемещение стола может осуществляться и
при выключенной коробке скоростей, т.е. при неподвижном
ползуне. В этом случае фрикционная муфта Мф1 сцепляет шкив
0355 мм с валом //.
Цепь вертикальной подачи суппорта. При механической по-
даче суппорта резец перемешается только вниз, при этом подача
осуществляется при холостом ходе ползуна, когда рычаг своим
роликом находит на кулачок к2. Собачка захватывает установ-
ленное число зубьев храпового колеса и поворачивает его на
некоторый угол, равный а/45, где а — число зубьев, захваты-
ваемых собачкой на храповом колесе с z =45. Вместе с храпо-
вым колесом повернется коническое колесо z = 39 (вал XVIII),
которое, в свою очередь, приведет во вращение блок кониче-
ских колес на валу XIX. На конце этого вала находится в зацеп-
лении коническое колесо z = 26 с другим коническим колесом
с таким же числом зубьев, но сидящем на ходовом винте XX
вертикальной подачи суппорта. У последнего конического коле-
са внутреннее отверстие представляет собой гайку, навернутую
на винт XX, поэтому при ее вращении винт совершает верти-
кальное перемещение, осуществляя подачу резца.
Запишем уравнение баланса кинематической
цепи вертикальной подачи суппорта:
а 39 26 . _
двх-45’26'26 2хвертсуп’
Минимальная вертикальная подача суппорта будет при за-
хвате собачкой одного зуба храпового колеса z =45, численно
она составит: S2xcynmin ~ 0,167 мм/дв.х. Так как конструкция
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
161
позволяет максимально захватывать шесть зубьев храпового ко-
леса, то максимальная подача суппорта будет равна
0,167 • 6 = 1 мм/дв.х.
Основные узлы станка
Все узлы станка смонтированы на чугунной станине 26
(см. рис. 6.1), представляющей собой крупную литую корпусную
деталь, укрепленную на фундаментной плите 31, которая кре-
пится болтами к фундаменту. Внутренние ребра станины повы-
шают ее жесткость. Направляющие станины, по которым пере-
мещается ползун /5, имеют форму ласточкина хвоста, они вы-
полнены отдельно и крепятся к станине винтами. Вертикальное
перемещение стола / вместе с поперечиной 5 осуществляется по
плоским направляющим станины, выполненным заодно с ней.
Изменение скорости перемещения ползуна осуществляется
в коробке скоростей 27. Она имеет три вала //, IV и VI
(см. рис. 6.2), которые смонтированы в корпусе станины на
подшипниках качения. Особенностью коробки скоростей явля-
ется то, что вращение от приводного шкива на валы коробки
скоростей передается через фрикционную муфту, что характер-
но для коробок скоростей поперечно-строгальных станков.
На рис. 6.3 представлена развертка коробки скоростей, где
хорошо видно устройство фрикционной муфты. Эта муфта со-
стоит: из корпуса 6 (рис. 6.3), посаженного на шлицах на вход-
ном валу // коробки скоростей; шайбы 5; регулировочного
кольца 5; стального диска 11, жестко связанного со шкивом /;
двух пластин ферродо 2, приклепанных к стальному диску, и
пружины 10. Муфта управляется рукояткой, выведенной наружу
(см. рис. 6.1, поз. 22). На ось 16 (см. рис. 6.3) этой рукоятки по-
сажена вилка 17, которая при повороте рукоятки перемещает по
валу // муфту 18, соединенную штифтом 19 с тягой 20. Тяга
проходит внутри приводного вала. На конце тяги имеется гайка
8 с шарнирными рычагами 4 и 7.
При включении фрикциона рукоятку поворачивают на себя,
тогда корпус муфты 6 и шайба 3 своими торцами будут сжимать
диск 11, тем самым передавая вращение валу //. При повороте
рукоятки от себя рычаги отходят от шайбы 3, пружина 10 выво-
дит из контакта торцы муфты со стальным диском 11. Чтобы
162
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
6 7 в
Рис. 6.3. Коробка скоростей поперечно-строгального станка мод. 7Е35
приводной вал не вращался по инерции, срабатывает тормозное
устройство: тяга, соединенная с конусной муфтой 18, заводит ее
в конусную втулку 21, которая неподвижно соединена с корпу-
сом коробки скоростей. Сила сцепления дисков фрикционной
муфты регулируется регулировочным кольцом 5, навинченным
на корпус муфты 6. Положение кольца фиксируется штифтом 9.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
163
Приводной шкив независимо от того, работает ли коробка
скоростей или нет, т.е. включена фрикционная муфта или вы-
ключена, всегда передает движение на насос централизованной
смазки станка. Как только начинает работать электродвигатель
на валу /, вращение от шкива 12 через клиноременную передачу
передается приводному шкиву 1 и жестко связанной с ним бол-
тами 24 шестерне 25. Это вращение через шестерни 26 и 23 пе-
редается на шестеренный насос, а через шестерни 26 и 22 — на
вал И От вала V через звездочку 13, цепь, звездочку 14 движе-
ние передается на вал XII, а затем через зубчатое колесо 15 со-
общается через механизм подач ускоренное перемещение столу.
Другим основным узлом станка является ползун (см. рис.
6.1, поз. 15). Корпус / ползуна (рис. 6.4) представляет собой
пустотелую чугунную отливку, снабженную внутри ребрами же-
сткости. Прямолинейное возвратно-поступательное движение
ползуна совершается кулисой, соединенной с ползуном посред-
ством серьги 9, пальца 8, гайки 7, ходового винта 5 и шпильки
4. К передней части ползуна крепится суппорт. В боковом гнез-
де ползуна монтируется механизм автоматической вертикальной
подачи суппорта. Помимо установки ползуна на нужную длину
хода требуется также установить вылет ползуна, чтобы обеспе-
чить обработку заготовки в требуемом месте. Для этого нужно
поставить ползун в крайнее переднее положение; если вылет
окажется недостаточным, следует отвернуть рукоятку 3, а затем
за квадрат 10 (или 6) вращать до установки необходимого выле-
та. При этом конические зубчатые колеса 2 и // приводят
во вращение ходовой винт 5. Ползун /, перемещаясь от гайки 7
Рис. 6.4. Ползун станка мод. 7Е35
164
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
устанавливается в нужное положение относительно обрабаты-
ваемого изделия. После установки необходимого вылета гайку 7
закрепляют рукояткой 3.
Суппорт 7 (см. рис. 6.1) служит для закрепления резца,
придания ему определенного положения по отношению к обра-
батываемой детали и сообщения ему относительного вертикаль-
ного перемещения при подаче на заданную глубину резания. От
жесткости суппорта в значительной мере зависит качество обра-
батываемой поверхности. Поэтому суппорт должен быть прочно
закреплен на несущем его ползуне. Своим поворотным кругом
16 (рис. 6.5) суппорт центрируется в ползуне и прикрепляется к
нему хомутом 9, обжимающим конусное кольцо 10, которое
фиксируется винтами 14. Хомут стягивается валиком 11 с по-
мощью кривошипной рукоятки, надеваемой на выступающий
квадратный конец валика (см. рис. 6.1, поз. 13). Спереди на по-
воротном круге нанесены деления от 30 до 90°. Поворотный
круг имеет направляющие в форме «ласточкина хвоста», по ко-
торым перемещаются салазки суппорта 22 (см. рис. 6.5).
Суппорт может перемещаться вручную или автоматически.
Ручная подача осуществляется рукояткой 21 с помощью винта 6
и гайки 13, неподвижно закрепленной на поворотном круге.
Для отсчета величины перемещения суппорта его ходовой винт
снабжен лимбом 7 с ценой деления 0,05 мм. Полный оборот
ходового винта соответствует перемещению суппорта на 5 мм.
При работе без подачи суппорт зажимается установленным сбо-
ку винтом с рукояткой 24 (на общем виде станка рис. 6.1, поз.
10). К салазкам суппорта прикреплена поворотная доска 3, до-
пускающая поворот на ±15°. К ней шарнирно на оси 23 крепит-
ся откидная доска 2 с резцедержателем 1, которая позволяет от-
кидывать резец и свободно скользить ему по обработанной по-
верхности при обратном ходе ползуна.
При строгании горизонтальных плоскостей поворотный
круг устанавливается на 90°, поворотная доска находится в
среднем положении. При строгании вертикальных плоскостей
поворотный круг остается на 0°, а поворотная доска поворачи-
вается верхним концом в сторону от обрабатываемой поверхно-
сти для того, чтобы при холостом ходе резец мог свободно
скользить по обрабатываемой заготовке.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
165
Рис. 6.5. Суппорт станка 7Е35
Для поворота доски 3 необходимо ослабить гайку 4. В ниж-
ней части доски 3 укреплена плоская пружина 20, препятст-
вующая чрезмерному отбрасыванию откидной доски 2 при
больших числах двойных ходов ползуна. Пружина 20 также под-
держивает откидную доску при выводе резца из соприкоснове-
ния с обрабатываемой поверхностью во время работы станка. С
внутренней стороны к салазкам суппорта прикреплен паралле-
лограмм 5, подтягиваемый пружиной 8. На параллелограмм дей-
ствует толкатель 18, жестко связанный с механизмом автомати-
ческой откидки резца. Толкатель 18, нажимая на параллело-
грамм 5, вдавливает толкатель 19, и последний поднимает от-
кидную доску 2. В конце холостого хода толкатель 18 отходит от
параллелограмма, и пружина 8 возвращает его на прежнее ме-
сто, доска 2 опускается.
Механизм автоматической подачи суппорта (см. рис. 6.1,
поз. <5) работает только при ходе ползуна более 150 мм. При ме-
166
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
ханической подаче суппорт движется только вниз. Движение
механической подачи осуществляется при холостом ходе ползу-
на, когда рычаг 9 (рис. 6.6) своим роликом 10 находит на кула-
чок 77, который привернут винтами 12 к боковой стороне кли-
новой планки станины. Кулачок в зависимости от хода и вылета
ползуна может переставляться вдоль клиновой планки. При
набегании ролика 10 на кулачок // рычаг 9, закрепленный на
валике 7, поворачивает этот валик по часовой стрелке, а вместе
с ними и рычаг 14.
Собачка 18 и планка 17 соединены между собой неподвиж-
но двумя штифтами. Храповое колесо 1 жестко связано со сту-
пицей конического зубчатого колеса 75. Планка 77 опирается на
кольцо 2. Сцепление собачки 18 с храповым колесом 7 обеспе-
чивается опорой 19, сидящей в гнезде рычага 14. Кольцо 2 и
труба 8 поворачиваются рукояткой 3. На наружной поверхности
кольца 2 сфрезерован скос.
Зацепление собачки с храповым колесом происходит в мо-
мент, когда планка 77 своим опорньдм зубом сходит с поверхно-
сти кольца 2 и попадает на срезанный его участок. Это движе-
ние передается суппорту через зубчатые колеса 12, 15 и 17 (см.
рис. 6.5). При рабочем ходе ползуна под действием спиральной
пружины 13 (см. рис. 6.6) происходит поворот рычага 14 и вали-
ка 7 в обратном направлении (против часовой стрелки). Рычаг 9
возвращается в исходное положение.
Вместе с рычагом 14 собачка 18 проскальзывает по зубьям
храпового колеса, и планка 77своим опорным зубом выходит на
наружную поверхность кольца 2. В результате этого подача пре-
кращается.
Изменение величины подачи осуществляется поворотом
сектора 6, а вместе с ним и кольца 2. Этим изменяется число
захватываемых зубьев. Положение выбранной подачи фиксиру-
ется защелкой 5, западающей под действием пружины в торцо-
вые канавки сектора 6.
Выключение механизма автоматической подачи суппорта
производится путем поворота сектора 6 в положение «О». При
этом кольцо 2 поворачивается так, что зуб планки 77 не заска-
кивает в заниженную часть кольца 2 и собачка 18 не зацепляется
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
167
Рис. 6.6. Механизм автоматической подачи суппорта станка 7Е35
168
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
с храповым колесом. Для предохранения механизма от поломки
на случай, когда рычаг 9 перескочит кулачок 11 при обратном
ходе ползуна, в корпусе 4 установлен фиксатор 16, который за-
падает в отверстие рычага 14 и фиксирует его в таком положе-
нии.
Кулисный механизм преобразует вращательное дви-
жение кулисного зубчатого колеса в возвратно-поступательное
прямолинейное перемещение ползуна. Кулисный механизм
монтируется внутри станины и получает движение от коробки
скоростей при зацеплении зубчатого колеса 1 (рис. 6.7) с зубча-
тым колесом z = 18 (см. рис. 6.2, вал Р7). Зубчатое колесо I
привернуто к корпусу 2 (рис. 6.7) кулисного барабана и передает
ему вращение. На торце корпуса кулисного барабана в призма-
тических направляющих установлен палец 7 кулисы, на котором
насажен камень 8 кулисы 13. При вращении корпуса 2 кулис-
ный палец 7 увлекает за собой камень кулисы, который
перемешается в направляющих и заставляет ее качаться вокруг
Рис. 6.7. Кулисный механизм станка 7Е35
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Е35
169
оси 6. Верхний конец кулисы шарнирно связан серьгой, надетой
на палец 14, с ползуном. Длина хода ползуна регулируется пе-
ремещением пальца 7 кулисы относительно центра корпуса.
Длину хода ползуна изменяют поворотом кривошипной ру-
коятки, надеваемой на выступающий квадрат 5 вала 3 (на рис.
6.1, поз. 20). На левом конце вала 3 выполнено цилиндрическое
колесо, которое зацепляется с цилиндрическим колесом 9, си-
дящим на одной оси с коническим колесом 10. Поэтому враще-
ние от квадрата 5 передается через цилиндрические и кониче-
ские колеса 10 и 11 валу 12, который входит своим резьбовым
концом в гайку кулисного пальца. Тем самым можно менять
расстояние пальца кулисы от центра вращения кулисного коле-
са. Вращением вала 3 за квадрат 5 через винтовую зубчатую пару
16 и /7 и цилиндрическое зубчатое колесо 75 осуществляется
поворот лимба 4. Кинематика этих движений более понятна на
рис. 6.2, где видно, что один оборот кулисного вала VII будет
соответствовать (1/15) х (18/63) оборота лимба, на котором отме-
чается длина хода ползуна.
Коробка подач (см. рис. 6.1, поз. 28) осуществляет ра-
бочие горизонтальные и холостые горизонтальные и вертикаль-
ные подачи стола. Коробка подач установлена на боковой стен-
ке станины со стороны выступающего конца кулисного корпуса.
Станок основного исполнения имеет неповоротный
стол (см. рис. 6.1, поз. 7); он служит для установки и закреп-
ления обрабатываемых изделий. Изделия крепятся к столу бол-
тами с квадратными головками, входящими в Т-образные пазы
7 (рис. 6.8). Мелкие детали закрепляются в тисках, устанавли-
ваемых на столе.
Стол имеет горизонтальные и вертикальные перемещения:
от руки (см. рис. 6.1, поз. 2)\ механическое прерывистое —
включается рукояткой 3, а рукояткой 4 включается либо гори-
зонтальное, либо вертикальное перемещение. Горизонтальные
салазки 4 (рис. 6.8) должны перемещаться по направляющим
поперечины 2 легко, но с плотным к ним прилеганием, что ре-
гулируется подтягиванием клина 3. Передний край стола под-
держивается подставкой (стойкой) 5, которая закрепляется
гайкой 7. На стойке имеется упор 6, который устанавливается в
170
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 6.8. Стол поперечно-строгального станка 7Е35
Рис. 6.9. Предохранительная муфта стола
станка 7Е35:
ХПЦ XIV— валы, соответствующие рис. 6.2
отверстия стола. Перед
опусканием стола упор
снимается, стойка от-
крепляется. После пере-
становки стола в верти-
кальном направлении
точный подпор стола
осуществляется с помо-
щью винта 8.
При перегрузках
стола срабатывает пре-
дохранительная муфта МфЗ (см. рис. 6.2, вал ХП1)\ ее устрой-
ство показано на рис. 6.9. При отжиме пружины 1 муфта 2
проскальзывает по скошенным зубьях на торце конического
колеса 4, не передавая дальше движения на стол. Рукоятка 3
служит для реверсирования механического перемещения сто-
ла, а в среднем положении возможно перемещение стола
вручную. На кинематической схеме (рис. 6.2) муфта Мф4
управляется этой рукояткой.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Б35
171
Стол справа имеет также рабочую поверхность с
Т-образными пазами, что дает возможность строгать торцы раз-
личных валов.
Для нормальной работы станка необходимо регулярно сма-
зывать все трущиеся поверхности.
6.2. Поперечно-строгальный станок мод. 7Б35
Характеристика станка
Станок предназначен для работы в механических цехах ма-
шиностроительных заводов, а также в инструментальных и ре-
монтных цехах других отраслей промышленности; на нем обра-
батываются плоские и фасонные поверхности с наибольшей
длиной обработки 480 мм. Общий вид станка представлен на
рис. 6.10.
К фундаментной плите 1 крепится станина 14, изготовлен-
ная из чугуна, коробчатой формы с ребрами жесткости. По вер-
тикальным направляющим станины перемещается поперечина
3, по которой осуществляется горизонтальное перемещение са-
лазок 4 с закрепленным на них столом 6.
Конструкция стола позволяет обрабатывать не только кор-
пусные детали, но и торцы валов, в связи с этим на его правой
вертикальной стенке выполнены Т-образные пазы, в которые
крепятся заготовки. Для увеличения жесткости консоль стола
опирается на стойку 5.
Для освещения рабочего места служит светильник 9, смон-
тированный на поперечине 3. Сверху на станине имеются гори-
зонтальные направляющие, по которым перемещается ползун
12. Ползун представляет собой длинную пустотелую чугунную
отливку с внутренними ребрами жесткости. Снизу ползун имеет
две призматические направляющие, которыми он скользит по
направляющим станины. На боковой стороне ползуна располо-
жен механизм автоматической вертикальной подачи 11 суппорта
10. Ползун может быть установлен относительно стола в разных
положениях в зависимости от обрабатываемой заготовки, после
чего его необходимо закрепить рукояткой 13.
172
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 6.10. Поперечно-строгальный станок мод. 7Б35
Резец крепится в резцедержателе 7, который, в свою оче-
редь, закреплен на откидной доске <?; при обратном ходе ползу-
на резец отбрасывается вверх, тем самым сохраняя качество об-
работанной поверхности.
Длина хода ползуна и частота его возвратно-посту-
пательного движения регулируются с помощью кулисного меха-
низма и коробки скоростей 2.
Краткая техническая характеристика станка: класс точности Н;
наибольший ход ползуна 500 мм; наибольшее расстояние между рабо-
чей поверхностью стола и ползуном 400 мм; количество скоростей пол-
зуна 8; частота возвратно-поступательного движения ползуна 12,4 —
138,4 дв.х/мин; количество горизонтальных подач стола 16; пределы
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Б35
173
горизонтальных подач стола 0,3 — 4,8 мм/дв.х; количество вертикаль-
ных подач суппорта 6; пределы вертикальных подач суппорта
0,167 — 1 мм/дв.х; скорость ускоренного перемещения стола в горизон-
тальном направлении 2,2 м/мин; масса станка 1900 кг; уровень шума
не более 80 дБА; мощность электродвигателя главного движения
4,5 кВт; частота вращения выходного вала электродвигателя
1440 мин'1.
Кинематическая схема станка
От электродвигателя М (рис. 6.11) мощностью 4,5 кВт и
частотой вращения вала 1440 мин-1 вращательное движение пе-
редается через клиноременную передачу приводному шкиву
Z>2 = 336 мм (вал II) станка. Приводной шкив сидит свободно
на этом валу и может приводить его во вращение с помощью
дисковой фрикционной муфты Мф1. Вал // является первым
валом коробки скоростей.
Цепь главного движения. Через коробку скоростей станка
осуществляется возвратно-поступательное движение ползуна.
Один оборот кулисного колеса г = 107 будет соответствовать
одному двойному ходу ползуна. Частота возвратно-поступатель-
ного движения ползуна меняется восемь раз, так как с вала // на
вал VIII можно передавать вращательное движение, меняя во-
семь раз передаточные отношения, а именно:
• -Ji 15 16 • _23 15 16 . 28 15 16 . = 33 15 16
'* ” 43 ’ 48 ’ 107 ’ '2 ~ 38 ’ 48'107 ’ '3 ” 33 ’ 48 ’ 107 ’ '4 " 28 ’ 48'107 ’
• 15 48 • _ 23 15 48 . _ 28 15 48 . = 33 L5 48
15 " 43 ’ 48 80 ’ >6 ~ 38 ’ 48 ’ 80 ’ '7 ~ 33 48 ’ 80 ’ '8 ~ 28 48 80'
Запишем уравнение кинематического баланса
цепи главного движения:
148
лэд(1440) — т]р.п 'к.с =« дв.х/мин,
ЗЗо
где /кс — передаточное отношение коробки скоростей, которое
может принимать 8 различных значений.
174
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 6.11. Кинематическая схема станка 7Б35
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7Б35
175
Цепь горизонтальной подачи стола. Цепь горизонтальной по-
дачи стола можно разделить на две ветви. Первая осуществляет
автоматическую подачу в процессе строгания, а вторая — бы-
строе перемещение стола в исходное положение. Рабочая подача
стола — прерывистая и производится при обратном ходе ползу-
на, когда кулачок к1 через ролик Рк поворачивает зубчатый сек-
тор, сцепляющийся с колесом z = 30. Последнее через поводок
и находящуюся на нем собачку поворачивает храповое колесо
Z = 64 (вал XII). Если включена муфта Мф4, то через кониче-
ские колеса 30/27 движение передается на вал XIII. Сцеплением
двусторонней муфты Мф2 с одним из конических колес z = 25
достигается реверс ходового винта XIVс шагом р =6x2.
Ходовой винт в паре с гайкой, закрепленной на столе, пре-
образует вращательное движение в поступательное. Величина
подачи стола за один ход ползуна зависит от числа зубьев, за-
хватываемых собачкой; она устанавливается рукояткой А.
Уравнение баланса кинематической цепи
прерывистой горизонтальной подачи стола за-
пишется так:
. а 30 36 .
1 ДВ.х.полз• — • — • — />хв =s2xrop мм/дв.х,
где а — число зубьев, захватываемых собачкой; z ~ заходность
ходового винта, z = 2; рх в — шаг ходового винта горизон-
тальной подачи стола, рхв =6 мм. При а = 1 — $2хгор =
= 0,3 мм/дв.х, при о = 2 — $2х.гор = 0,6 мм/дв.х, а максималь-
ная горизонтальная подача стола будет 4,8 мм/дв.х, так как хра-
повой механизм в этом станке позволяет максимально захваты-
вать 16 зубьев.
Кинематическая цепь быстрых горизонтальных перемещений
стола. Данная кинематическая цепь может работать как при от-
ключенной коробке скоростей, так и при движении ползуна. В
ней нет элементов настройки, поэтому стол имеет только одну
скорость ускоренного горизонтального перемещения, при этом
муфта Мф4 должна быть расцеплена с храповым колесом z = 64
и соединена с z = 40 (вал XII), а муфта Мф2 — с одним из ко-
нических колес с z = 25.
176
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Уравнение кинематического баланса цепи
ускоренной горизонтальной подачи стола будет
иметь вид
148 46
Лэд 440 336^р п 46
15 15 16 30 36
32 15 40 27 25 * ^х в - ^rop ycK ’
Подставляя z =2 и рхв=6мм, получим ^$Гор.уск =
= 22 м/мин.
Ускоренного вертикального перемещения стола в станке
нет, так как отсутствует механическая вертикальная подача сто-
ла. Она осуществляется вручную. Подъем стола происходит при
вращении рукояткой за квадрат вала XX.
Кинематическая цепь автоматической вертикальной подачи
суппорта. Данная кинематическая цепь обеспечивает движение
резца только вниз при обратном ходе ползуна, когда ролик по-
водка, качающего собачку, набегает на кулачок к2, привернутый
к боковой стороне клиновой планки станины. Собачка захваты-
вает установленное число зубьев храпового колеса и поворачи-
вает его на угол, равный л/гхр . Так будет повторяться с каждым
новым двойным ходом ползуна. Вместе с храповым колесом
Z = 45 повернется и коническое колесо z = 33, находящееся с
ним на одном валу, от которого придет во вращение коническое
колесо z = 22 и вал XV. На другом конце вала XV коническое
колесо z = 22 находится в зацеплении с другим коническим
колесом z = 22, являющимся по отношению к винту с шагом
р = 5 мм (вал XVI) гайкой, что позволяет осуществлять верти-
кальную подачу суппорта.
Уравнение кинематического баланса цепи
вертикальной подачи суппорта запишется так:
f 67 33 22 _ ,
1 ДВ.Х.ПОЛЗ • — • — • — 5 = 52х верт.суп мм/дв.х.
Минимальная вертикальная подача суппорта будет при
а = 1 и составит 0,167 мм/дв.х. Поскольку в станке мод. 7Б35
максимально возможное число зубьев, захватываемых собачкой,
равно шести, то и максимальная вертикальная подача будет
0,167-6 = 1 мм/дв.х.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 736
177
6.3. Поперечно-строгальный станок мод. 736
Характеристика станка
Станок предназначен для обработки резцом плоских и фа-
сонных поверхностей, пазов, канавок с наибольшей длиной об-
работки 630 мм в ремонтных, инструментальных и механиче-
ских цехах.
Краткая техническая характеристика станка: класс точности Н;
наибольший ход ползуна 650 мм; наибольшее перемещение стола: вер-
тикальное 300 мм; горизонтальное 600 мм; наибольшее вертикальное
перемещение суппорта 175 мм; наибольший угол поворота суппорта
±25°; количество скоростей ползуна 6; частота возвратно-
поступательного движения ползуна 10,5 - 54,5 дв.х/мин; количество
горизонтальных подач стола 10; минимальная горизонтальная подача
стола 0,33 мм/дв.х; минимальная вертикальная подача суппорта
0,066 мм/дв.х.
Станок состоит из следующих узлов: станины 11 (рис. 6.12),
ползуна 10, стола 5, поддерживаемого стойкой 4. Литая чугунная
станина имеет верхние горизонтальные направляющие, по кото-
рым перемещается ползун, и боковые вертикальные направ-
ляющие, по которым перемещается поперечина станка вместе
со столом. На передней части ползуна крепится суппорт 8, он
служит для перемещения резца в вертикальном или наклонном
направлении. Суппорт имеет поворотный диск, откидную доску
7 и резцедержатель 6. Ползун может быть установлен относи-
тельно стола в различных положениях в зависимости от габа-
ритных размеров заготовки, при этом необходимо открепить
рукояткой гайку, сидящую на винте XI', затем, вращая за квадрат
конические зубчатые колеса z = 18 и z = 40, перемещают пол-
зун в нужное положение, после чего гайку закрепляют.
Внутри станины расположена коробка скоростей (валы //,
III и IV), которая позволяет устанавливать различные скорости
резания. Вращательное движение с помощью кривошипно-
кулисного механизма преобразуется в поступательное переме-
щение ползуна. Из коробки скоростей движение через зубчатую
пару 25/100 передается кулисному колесу 2, которое с помощью
пальца 19 качает кулису 3, сообщающую ползуну прямоли-
нейное возвратно-поступательное движение. Палец 19, проходя
Рис. 6.12. Кинематическая схема поперечно-строгального станка модели 736 (а) и его кулисного механизма (б)
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 736
179
по окружности, переводит кулису 3 из правого крайнего поло-
жения в левое, в результате чего ползун с резцом совершает ра-
бочий ход, а затем возвращается в исходное положение, совер-
шая холостой ход. Таким образом, за один оборот зубчатого ку-
лисного колеса 2 ползун 10 совершает один двойной ход. Вели-
чину рабочего хода изменяют, вращая вал VII за квадрат 18\ при
этом палец 19, отверстие в котором выполняет функцию гайки
на ходовом вале VIII, меняет радиус вращения относительно
вала VII. Этим достигается изменение угла качания кулисы 3, а
следовательно, и длины хода ползуна 10.
Прерывистая поперечная подача стола в горизонтальном
направлении осуществляется следующим образом. Вращение
кулисного колеса 2 через пустотелый вал V (рис. 6.12, б) и зуб-
чатую передачу 36/36 передается на кривошип 17 кривошипно-
шатунного механизма. При вращении кривошипа 17 шатун 14
сообщает качательное движение двуплечему рычагу 13 храпового
механизма, собачка 16 которого, западая во впадины зубьев хра-
пового колеса 75, поворачивает колесо и связанный с ним винт
12 горизонтальной подачи стола 5. При обратном качании ры-
чага конструкция собачки обеспечивает проскальзывание ее по
зубьям храпового колеса и винт IX не вращается, тем самым стол
не получает горизонтальной подачи. Угол поворота храпового ко-
леса определяется числом зубьев а, захватываемых собачкой.
Глубину резания устанавливают по лимбу, вращая махови-
чок, сидящий на винте XIII.
Если обрабатываются вертикальные плоскости, то можно на
станке включить механизм автоматической вертикальной подачи
суппорта, состоящий из кулачка 9, храпового механизма
(Z = 75), от которого через конические зубчатые колеса z = 22
передается вращение валу XII и далее через конические колеса
22/22 — винту вертикальной подачи суппорта XIII. За один
двойной ход ползуна осуществляется прерывистая вертикальная
подача, величина которой зависит от числа захватываемых со-
бачкой зубьев храповика z =75.
Стол 5 в зависимости от высоты обрабатываемой заготовки
может устанавливаться на различную высоту вращением рукоят-
ки, которая через коническую пару зубчатых колес 22/40 враща-
ет винт Х‘, его гайка — это резьбовое отверстие стакана, непод-
вижно закрепленного в фундаментной плите 1.
180
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Кинематическая схема станка
Кинематическая схема станка (см. рис. 6.12) обеспечивает
главное движение, горизонтальную подачу стола, вертикальную
подачу суппорта. Все остальные перемещения осуществляются
вручную.
Цепь главного движения. Данная кинематическая цепь осу-
ществляет возвратно-поступательное движение ползуна вместе с
резцом от электродвигателя М мощностью N = 3,5 кВт и час-
тотой вращения 960 мин1 вала /.
Уравнение кинематического баланса цепи
главного движения
5 25
"эд(960) — /кс —= л дв.х/мин,
где /кс — передаточное отношение коробки скоростей, которое
может принимать следующие значения:
. = 30 40 . _ 25 40 . _ 20 40 . = 30 23
" 30'28 ’ '2 " 35 ’ 28 ’ '3 " 40 ’ 28 ’ '4 " 30 ’ 45 ’
. _ 25 23 . _ 20 23
‘5 ~ 35 45’*6 ~ 40 45
Вычислим максимальную частоту возвратно-поступатель-
ного движения ползуна:
пгп 5 30 40 25 _
«тях = 960-------------= 54,5 дв.х/мин.
тах 29 30 28 100 ’ '
Цепь горизонтальной подачи стола. Данная кинематическая
цепь осуществляет прерывистую подачу стола за один двойной
ход ползуна.
Уравнение кинематического баланса цепи го-
ризонтальной подачи стола запишется так:
• 36 а .
1 дв.х.полз - ----^ /, = 52хгор мм/дв.х,
36 zXp
где а — число зубьев, захватываемых собачкой; гхр ~ число
зубьев храпового колеса; z ~ заходность ходового винта гори-
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 7307Д
181
зонтальной подачи стола, z = 2; р — шаг винта, р = 6 мм.
При а = 1 станок работает с минимальной горизонтальной по-
дачей стола, равной 0,33 мм/дв.х.
Цепь вертикальной подачи суппорта. От кулачка 9 за каждый
двойной ход ползуна резец получает механическую подачу толь-
ко вниз.
Уравнение кинематического баланса цепи
вертикальной подачи суппорта будет иметь вид
1 дв.х. полз
а 22 22 .
75 22 22 $ ~ ^хверт.суп мм/дв.х.
Минимальная механическая подача суппорта в вертикаль-
ной плоскости будет при а = 1 равна 0,066 мм/дв.х.
6.4. Поперечно-строгальный станок
с гидравлическим приводом мод. 7307Д
Характеристика станка
Поперечно-строгальные станки с гидравлическим приводом
имеют большое преимущество перед станками с кулисным ме-
ханизмом. У станков с кулисным механизмом скорость ползуна
изменяется от нуля до максимальной величины на первой поло-
вине пути ползуна и далее подает снова до нуля.
Коробка скоростей имеет ступенчатое регулирование частот
двойных ходов в минуту с большими перепадами.
У станков с гидроприводом скорость движения ползуна на
всей длине хода постоянна, а число двойных ходов в минуту из-
меняется бесступенчато, что позволяет выбирать оптимальные
режимы резания. Длина хода у гидрофицированных станков
может быть значительно увеличена из-за отсутствия кулисы.
На рис. 6.13 представлена гидрокинематическая схема по-
перечно-строгального станка мод. 7307Д с гидравлическим при-
водом. Станок предназначен для строгания горизонтальных,
вертикальных, наклонных плоских и фасонных поверхностей,
прорезания пазов, канавок с наибольшей длиной обработки
700 мм. Станок эксплуатируется в механических цехах машино-
строительных заводов и в ремонтных цехах других отраслей
промышленности.
Рис. 6.13. Гидрокинематическая схема поперечно-строгального станка мод. 7307Д
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 7307Д
183
Краткая техническая характеристика станка: класс точности Н; ход
ползуна 20 - 720 мм; размеры рабочей поверхности стола (длина х ши-
рина) 740 х 450 мм; наибольшее перемещение стола: горизонтальное
850 мм, вертикальное 320 мм; скорость ползуна 3 — 48 м/мин; пределы
горизонтальных подач стола (регулирование бесступенчатое) 0,2 —
— 5 мм/дв.х; скорость ускоренного перемещения стола: в горизонталь-
ном направлении 0,87 м/мин, в вертикальном направлении 0,97 м/мин;
мощность электродвигателя главного движения 7,5 кВт; частота враще-
ния вала электродвигателя 1450 мин1; габаритные размеры станка
(длина х ширина х высота) 3280 х 1710 х 1740 мм; масса станка 3400 кг.
Станок имеет следующие основные узлы: стойку /, стол 2,
поперечину 26, станину 25, фундаментную плиту 20, ползун 7,
суппорт 6, на котором крепится откидная доска 5 с резцедержа-
телем 3 и резцом 4.
Поступательное движение ползуна осуществляется гидрав-
лическим приводом, состоящим из масляного бака 22, фильт-
ров 21, трубопроводов, двух лопастных насосов с производи-
тельностью 50 и 100 л/мин, приводимых в действие электро-
двигателем Ml, гидрораспределителей, золотников, дросселей,
гидроцилиндров с одноштоковыми поршнями.
Станок имеет два лопастных насоса постоянной производи-
тельности, которые с помощью гидрораспределителя 19 вручную
настраиваются на три диапазона скоростей ползуна последова-
тельным или параллельным включением в магистраль насосов.
При малых скоростях рабочего хода ползуна работает один на-
сос низкой производительности, а из другого масло сливается в
бак; при больших скоростях работают два насоса. Таким обра-
зом обеспечивается скорость ползуна в соответствии с техниче-
ской характеристикой станка.
От насосов масло поступает к гидрораспределителю 19, за-
тем к управляющему 15 и реверсивному 16 золотникам; далее
через гидрораспределитель 14 масло поступает в гидроцилиндр
13. В проделах каждого диапазона скоростей бесступенчатое
регулирование осуществляется дросселем 18. Длина хода ползу-
на 7 регулируется переставными упорами 12. С их же помощью
ползун переставляется по месту обработки. Установленные на
ползуне упоры 12 через систему рычагов 10 приводят в действие
управляющий золотник 15, который реверсирует поток масла в
гидроцилиндр 13, тем самым меняя направление движения пол-
зуна с резцом.
184
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Гидрокинематическая схема станка
Гидрокинематическая схема станка (см. рис. 6.13) обеспе-
чивает главное движение ползуна, прерывистую горизонтальную
и вертикальную подачи стола, ускоренные перемещения стола в
горизонтальном и вертикальном направлениях. Вертикальное
перемещение суппорта осуществляется вручную.
Главное движение. Прямолинейное возвратно-посту-
пательное движение ползуна с резцом является главным и осу-
ществляется от гидроцилиндра 13. Поршень 11с помощью што-
ка 8 крепится к ползуну 7 и вместе с ним совершает рабочий и
холостой ход, причем скорость рабочего хода ^рх в 2 раза
меньше скорости обратного хода х ползуна. Это объясняется
тем, что поршень 11 имеет слева шток, следовательно, площадь,
на которую действует жидкость, меньше. Существует зависи-
мость, связывающая производительность насоса Q, площадь
поперечного сечения F поршня и скорость его перемещения v:
(6.1)
из которой и следует, что если F\ > F2, то vt < V2. Движение
ползуна останавливается краном 17.
Движение горизонтальной подачи стола. Прерывистое движе-
ние горизонтальной подачи стола осуществляется в момент из-
менения направления движения ползуна с обратного хода на
рабочий. Масло от насоса производительностью Q = 100 л/мин
через золотник 23 поступает в гидроцилиндр подач 24. На штоке
поршня 9 выполнена рейка, которая зацепляется с шестерней
z = 28. При ходе поршня 9 реечная шестерня z = 28 через об-
гонную муфту МфЗ передает вращение валу /, а через кониче-
ский механизм реверса 20/27 — на вал //, с которого вращение
передается на ходовой винт /// горизонтальной подачи стола
через передачу 27/26.
Уравнение кинематического баланса этой це-
пи запишется так:
1 дв.х-----
360°
20 27 ,
-------6
27 26
J2xrop мм/дв.х.
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 7307Д
185
При обратном ходе поршня-рейки 9 зубчатое колесо z = 28
вращается в обратную сторону, но обгонная муфта МфЗ, пере-
дающая вращение только в одну сторону, обратного вращения
ходовому винту /// не будет передавать, так как в это время она
проскальзывает. Переключение потоков масла в поршневую или
штоковую полость гидроцилиндра 24 синхронно с ходом ползу-
на осуществляется золотником 23, управляемым реверсивным
золотником 16. Подача зависит от длины хода поршня 9 гидро-
цилиндра 24\ чем больше ход поршня, тем больше угол поворо-
та а реечной шестерни z = 28.
Вертикальная подача стола. Прерывистая вертикальная по-
дача стола осуществляется в момент изменения направления
движения ползуна с обратного хода на рабочий. При этом шес-
терня z = 46 на валу /И должна быть зацеплена с z — 27
(вал II), а зубчатое колесо z = 26 на валу ///, наоборот, разъе-
динено. Запишем уравнение кинематического ба-
ланса вертикальной подачи стола:
1 дв.х
а 20 27 4
360° 27 46 28
^2хверт Мм/дв.Х.
Цепь ускоренных перемещений стола. Данная кинематиче-
ская цепь обеспечивает быстрые холостые ходы стола. От элек-
тродвигателя М2 мощностью N = 1 кВт и частотой вращения
1425 мин'1 движение передается через зубчатые колеса 16/36 и
22/72 на конический механизм реверса с муфтой Мф2 и далее
на ходовые винты горизонтальной (вал III) или вертикальной
(вал /Г) подачи.
Уравнения баланса кинематических цепей
ускоренных перемещений имеют следующий вид:
горизонтальное перемещение
16 22 20 27 , ,
пэа (1425) — • — • — • — • 6 = vs гор.уск мм/мин;
вертикальное перемещение
16 22 20 27 4
"эд ( ' 36'72 ’ 27'46'28
8 — Vsверт.уск ММ/МИН.
186
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Произведя вычисления, получим г\ГОр.уск = 870 мм/мин, а
^верт.уск = 965 мм/мин.
Изменение направления ускоренных перемещений осуще-
ствляется переключением муфты Мф2 в коническом механизме
реверса.
6.5. Поперечно-строгальный станок
с гидравлическим приводом мод. 737
Характеристика станка
Станок предназначен для строгания поверхностей с наи-
большей длиной обработки 850 мм.
Краткая техническая характеристика станка: класс точности Н; ход
ползуна (наибольший) 900 мм; наибольшее расстояние между верхней
плоскостью стола и ползуном 500 мм; наибольшее перемещение стола:
горизонтальное 850 мм; вертикальное 320 мм; размеры рабочей по-
верхности стола: длина 900 мм, ширина 450 мм; скорость ползуна 3 —
48 м/мин; горизонтальная подача стола 0,25 - 5 мм/дв.х; скорость ус-
коренных перемещении стола: в горизонтальном направлении
2,68 м/мин, в вертикальном направлении 0,144 м/мин; мощность элек-
тродвигателя главного движения 10 кВт; масса станка 4500 кг.
Электродвигатель Ml приводит в действие два лопастных
насоса с постоянной производительностью Q = 40 и 90 л/мин,
которые работают одновременно или раздельно. При малых
скоростях рабочего хода работает один насос с Q = 40 л/мин, а
из другого масло сливается в бак 19 (рис. 6.14). При больших
скоростях работают два насоса. Масло, поступающее из бака 19,
проходит через фильтры 18.
Установленные на ползуне 1 переставные упоры 2 позволя-
ют регулировать длину хода ползуна и место обработки. Через
систему рычагов в конце хода ползуна упоры 2 приводят в дей-
ствие золотник управления 7, который переключает реверсив-
ный золотник 6, меняя тем самым направление движения
ползуна.
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 737
187
Рис. 6.14. Гидрокинематическая схема
поперечно-строгального станка мод. 737
На рис. 6.14 показано положение гидравлической системы
при работе двух лопастных насосов, т.е. при больших скоростях
рабочего хода ползуна.
Станок имеет три диапазона регулирования скорости пол-
зуна, которые устанавливаются трехпозиционным золотником 8.
В пределах каждого диапазона бесступенчатое регулирование
скорости главного движения ползуна осуществляется дросселем
10. Масло от обоих насосов, проходя золотник <?, поступает че-
188
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
рез редукционный клапан 9, дроссель 10, золотники 7 и 6 в пра-
вую полость рабочего цилиндра 5. Жидкость давит на поршень
4, и ползун перемещается влево со скоростью рабочего хода
Vp X. При обратном ходе жидкость поступает в левую часть гид-
роцилиндра 5, и ползун перемещается вправо со скоростью
vx х , которая больше скорости рабочего хода, так как площадь,
на которую давит жидкость слева, меньше площади поршня
справа (за вычетом площади штока 3).
На основании формулы (6.1) скорость холостого хода будет
во столько раз больше скорости рабочего хода, во сколько пло-
щадь поршня справа больше площади, на которую давит жид-
кость слева. Обратный трубопровод рабочего хода ползуна имеет
подпорный регулируемый шариковый клапан //, обеспечиваю-
щий давление 0,2 - 0,4 МПа. Реле давления 12 служит для вы-
ключения гидросистемы при резком повышении давления масла.
Гидрокинематическая схема станка
Горизонтальная подача стола. Гидроцилиндр подач 16 при-
водит в движение стол 17. Поршень этого цилиндра является
одновременно и рейкой 15, которая при своем перемещении
вращает зубчатое колесо z = 28, сидящее на валу ИА Далее
движение на конический механизм реверса передается через
обгонную муфту Мф2, которая может передавать вращение
только в одном направлении. Поэтому при обратном ходе
поршня-рейки 15 вал IX не получает вращения, а следовательно,
остается неподвижным и ходовой винт /// горизонтальной пода-
чи стола. Таким образом, горизонтальная подача стола стано-
вится прерывистой.
Уравнение кинематического баланса гори-
зонтальной подачи будет иметь вид
1 дв.х.полз
а
360°
28 30
™ ^'6 = 52хгор ММ/ДВ.Х,
28 26 и
где а — угол поворота шестерни z = 28 (вал ИТ). Как видно из
уравнения кинематического баланса, величина подачи за один
двойной ход ползуна зависит от угла поворота реечной шестер-
ни z — 28, а следовательно, от хода поршня 75. Длину хода
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 737
189
поршня устанавливают вращением маховика 14 винтового упора
в торце гидроцилиндра 16. Направление горизонтальной подачи
стола может изменяться при переключении муфты Мф1.
Вертикальная подача стола. Вертикальная подача стола 17
осуществляется от гидроцилиндра подач 16. Шестерня z = 30
на валу // должна быть переключена в зацепление с z — 46 на
валу IV. Уравнение кинематического баланса
вертикальной подачи стола запишется так:
, а 28 30 4 . .
|Д“'Х^ 28 46 28 4 ">г>“'” ММ/ДВ Х'
Переключение потоков масла в поршневую и штоковую по-
лости гидроцилиндра 16 осуществляется золотником 13, управ-
ляемым золотником 7.
Ускоренные перемещения стола. В горизонтальном и верти-
кальном направлениях ускоренные перемещения стола осущест-
вляются от отдельного электродвигателя М2 мощностью 1 кВт и
частотой вращения 1400 мин’1. От электродвигателя М2 движе-
ние передается на вал IX через зубчатые колеса 16/36 • 36/58,
при этом обгонная муфта Мф2 отключает реечную шестерню
Z = 28 гидроцилиндра подач 16 от цепи ускоренного хода.
Уравнения баланса кинематических цепей
ускоренных перемещений имеют вид:
горизонтальное перемещение
/1лллч 16 36 28 30 , .
«эд (1400) • — • — • — • — • 6 = vs горуск мм/мин;
JO Do Zo ZO
вертикальное перемещение
...... 16 36 28 30 4 . .
«эд (1400) • — • — — • — • — • 4 = VS верт.уск ММ/МИН.
Произведя вычисления, получим а5Гор.уск = 2680 мм/мин, а
^верт.уск= 144 мм/мин.
190
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
6.6. Поперечно-строгальный станок
с гидравлическим приводом мод. 7М37
Характеристика станка
Станок предназначен для строгания плоских и фасонных
поверхностей с наибольшей длиной обработки 950 мм.
Краткая техническая характеристика станка: ход ползуна: наиболь-
ший 1000 мм; наименьший 150 мм; наибольшее расстояние между
верхней рабочей поверхностью стола и ползуном 500 мм; размеры ра-
бочей поверхности стола (длина х ширина) 1000 х 560 мм; наибольшее
перемещение стола: горизонтальное 800 мм, вертикальное 420 мм; наи-
большее перемещение суппорта 200 мм; цена деления лимба верти-
кального перемещения салазок суппорта 0,005 мм; наибольший угол
поворота резцовых салазок ±60°; наибольший угол поворота салазок
суппорта при входе в станину ±8°; цена деления лимба (мм) перемеще-
ния стола: горизонтального 0,1, вертикального 0,05; скорость ползуна
3-48 м/мин; пределы поперечных подач стола 0,25 - 5 мм/дв.х; ско-
рость быстрого перемещения стола: в горизонтальном направлении
2,38 м/мин, в вертикальном направлении 0,168 м/мин; наибольшее
усилие на ползуне 28000 Н; габаритные размеры станка, мм: 3600 х
х 1860 х 1945; мощность электродвигателя главного движения 10 кВт;
мощность электродвигателя подач 1 кВт; масса станка 4500 кг.
Гидрокинематическая схема станка
Главное движение. Прямолинейное возвратно-поступа-
тельное движение является главным. Ползун получает постоян-
ную скорость рабочего и холостого хода в течение всего цикла
работы резца от гидропривода. Гидравлическая схема станка
(рис. 6.15) составлена на принципе комбинированного регули-
рования скоростей, чем достигаются незначительные потери
мощности на дросселирование масла во всем диапазоне скоростей.
В состав гидропривода (см. рис. 6.15) входят два лопастных
насоса постоянной производительности с Q = 50 и 100 л/мин.
Насосы включаются четырехпозиционным золотником 9 на од-
ну из четырех скоростей; для бесступенчатого регулирования
скоростей ползуна служит дроссель 16. Гидропанель 21 обеспе-
чивает возвратно-поступательное движение ползуна, жестко за-
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 7М37
191
Рис. 6.15. Гидравлическая схема поперечно-строгального станка мод. 7М37
192
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
крепленного с одноштоковым поршнем 3 (шток / механически
крепится к ползуну). Управление происходит от гидропанели 8,
на которой размещены: клапан реверса 5, столовый золотник 6,
предохранительный клапан 7 и четырехпозиционный золотник
переключения 9. В гидропанель 21 входят: демпфер 75, дроссель
плавного регулирования 16 скорости ползуна; золотник ревер-
сирования 20, который подает масло то в рабочую полость 4, то
в штоковуто полость 2 гидроцилиндра ползуна, заставляя ползун
совершать то рабочий, то обратный ход; золотник управления
19, связанный с упорами, закрепленными на ползуне, которые
определяют его длину хода и место обработки; золотник 20,
служащий для управления золотником 79; кран пуска 17; предо-
хранительный клапан 18.
Гидравлическая схема обеспечивает также поперечную и
вертикальную подачу стола, пуск и останов станка в любом по-
ложении.
Цилиндр подач 12 стола управляется золотником 13 и дрос-
селем 14 подачи, расположенными на гидропанели 21. Подача
стола происходит в момент реверса с обратного хода ползуна на
рабочий. Для пуска и останова станка служит рукоятка крана 17.
При повороте рукоятки крана в положение «Стоп» масло из на-
сосов сливается в бак 10.
В момент реверсирования с обратного хода на рабочий по-
дается команда на золотник 13 подачи. Масло по проточкам зо-
лотника управления 19 и трубе попадает под торец золотника 13
и отжимает его в крайнее положение, при котором масло от на-
соса через дроссель 14 по проточкам золотника 13 попадает в
рабочую полость 12 цилиндра подачи, а из штоковой его полос-
ти по другим проточкам этого золотника попадает на слив в бак
10. В этот момент происходит подача стола.
Дроссель подачи 14 обеспечивает безударную работу меха-
низма подачи и плавное реверсирование ползуна. В момент ре-
версирования давление в системе возрастает (22 - манометр, 23 -
золотник манометра), и происходит разгрузка насосов на слив.
На штоке 77 поршня гидроцилиндра подачи выполнена
рейка, которая при ходе поршня приводит во вращение реечную
шестерню z = 24 на валу V (см. рис. 6.16), позволяющую осу-
ществить механический привод стола.
СТАНОК С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ МОД. 7М37
193
Рис. 6.16. Кинематическая схема
поперечно-строгального станка мод. 7М37
Прерывистая горизонтальная подача стола. При перемеще-
нии в гидроцилиндре подачи 2 (рис. 6.16) поршня его шток 7
приводит во вращение шестерню z = 24. Если шток перемес-
тится на величину а, то вал V вместе с реечным колесом повер-
нется на угол a/Timz , где т — модуль, равный 2 мм, z = 24 —
число зубьев реечной шестерни. Это вращение передается через
обгонную муфту Мф1 на вал IV и через механизм реверса, со-
ставленный из цилиндрических зубчатых колес z — 40, посту-
пает на ходовой винт VIII горизонтальной подачи стола 3. При
этом шестерня z: = 40 (вал VII) входит в зацепление с шестер-
194
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
ней z = 20 (вал VIII). Реверсирование горизонтальной подачи
производится механизмом реверса через широкую шестерню
z =40.
При обратном ходе поршня-рейки вал IV не получает вра-
щения, так как обгонная муфта Мф! может передавать враще-
ние только в одном направлении. Следовательно, стол остается
неподвижным. Величина подачи за один двойной ход ползуна
регулируется вращением маховика винтового упора, располо-
женного в торце гидроцилиндра 2, который позволяет изменять
величину перемещения а.
Уравнение кинематического баланса гори-
зонтальной подачи стол а запишется так:
, а 40 40
' ЛВ'Х , 2"24 40 20 " =
где р — шаг ходового винта горизонтального перемещения сто-
ла, р = 8 мм.
Прерывистая вертикальная подача стола. Вертикальная пода-
ча стола осуществляется при зацеплении шестерни z = 40 (вал
VII) с z = 40 (вал VI).
Уравнение кинематического баланса верти-
кальной подачи стола:
. а 40 40 4
а’"2""" мм/яв'х'
где р — шаг ходового винта вертикального перемещения стола,
р = 8 мм.
Ускоренные перемещения стола. Ускоренные перемещения
стола в горизонтальном и вертикальном направлениях произво-
дятся от электродвигателя мощностью 1 кВт и частотой враще-
ния 1410 мин"1. Движение от электродвигателя проходит через
червячную пару 4/38, обгонную муфту Мф2 и далее по кинема-
тическим цепям прерывистых подач стола. Реверсирование ус-
коренных ходов стола производится через широкую шестерню
Z = 40 (вал VI). Ускоренные перемещения стола можно вклю-
чать, не останавливая гидропривод, так как обгонная муфта
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ 195
Мф1 отключает реечную шестерню z = 24 от цепи ускоренных
перемещений.
Уравнения баланса кинематических цепей
ускоренных перемещений имеют вид:
горизонтальное перемещение стола
4 40 40
лэд(14Ю) —• —• —-8 = у5ГОруск мм/мин;
вертикальное перемещение стола
4 40 40 4
лэд(14Ю) —• — • — • —-8 = и^рт.уск мм/мин.
Произведя вычисления, получим г'5ГОр.уСк = 2380 мм/мин, а
Чуверт.уск = 168 мм/мин.
Вертикальная подача резца. Механическая вертикальная по-
дача резца осуществляется от упоров 6 (см. рис. 6.16), которые с
помощью собачки поворачивают храповое колесо z = 25 на
угол, равный а/25, где а — число зубьев, захватываемых со-
бачкой.
Уравнение кинематического баланса этой це-
пи имеет вид
1 а 17 23 < /
ДВ’Х 25'17 ’ 22 ’5 = 52 х верт суп мм/дв'х>
Минимальная механическая подача суппорта 5 в вертикаль-
ной плоскости будет при а = 1 и численно равна 0,21 мм/дв.х.
При обратном ходе ползуна откидная доска 4 с помощью
электромагнитного устройства откидывает резец вверх.
6.7. Поперечно-строгальные станки
зарубежных фирм
Наиболее известными фирмами, которые выпускают попе-
речно-строгальные станки, являются KLOPP (Германия),
SCHLENKER (Германия), GERNETTI (Италия), Ajax Machine
Tool Со Ltd (Англия), Gate Machinery Co Ltd (Англия) и Anderle
(Австрия).
196
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
На поперечно-строгальных станках, выпускаемых этими
фирмами, обрабатываются резцом горизонтальные, вертикаль-
ные, наклонные плоские и фасонные поверхности с наиболь-
шей длиной обработки 200 — 1200 мм. Фирма KLOPP
(Германия) изготовляет поперечно-строгальные станки с гид-
равлическим приводом, у некоторых моделей длина хода ползу-
на 1200 мм. Фирма Ajax Machine Tool Со Ltd (Англия) предлагает
станки с максимальным ходом ползуна до 200 мм. Исключая
фирму Anderle (Австрия), все другие фирмы производят попе-
речно-строгальные станки с ручным управлением, с типичной
для них компоновкой узлов.
Наибольший интерес представляет поперечно-строгальный
станок мод. 4407 STEYR фирмы Anderle. Он предназначен для
обработки строганием фасонных изделий (рис. 6.17) по копиру с
наибольшей длиной обработки 300 мм. Прецизионный станок
оборудован специальным приспособлением для обработки глу-
хих фасонных пазов с выходом резца по дуге в конце рабочего
хода (см. рис. 6.17, а—д).
Станок имеет гидропривод вертикального перемещения
стола при поперечном копировании, роликовые направляющие
стола, позволяющие получать высокую точность базирования.
Цикл обработки автоматизирован с помощью системы «Пресет
Индексер» фирмы «Ленц». Электронное управление связано с
гидравлической системой копирования.
Краткая техническая характеристика станка: длина резания 0 -
300 мм; размеры рабочей поверхности стола 360 х 300 мм; расстояние
между центрами 0 - 330 мм; высота центров 104 мм; наибольшее рас-
стояние между рабочей поверхностью стола и резцом 240 мм; наи-
большее перемещение стола: горизонтальное 250 мм, вертикальное
150 мм; частота перемещения ползуна 30 - 180 дв.х/мин; скорость об-
работки по дуге 0 - 60°/мин; наибольшее вертикальное перемещение
резца 90 мм; максимальное сечение резца 16 х 20 мм; поперечная по-
дача 0 - 0,6 мм/дв.х; мощность двухскоростного электродвигателя
главного движения 1,2/1,5 кВт; мощность электродвигателя насоса
0,6 кВт; габаритные размеры станка 2150 х 1300 х 1850 мм; масса стан-
ка 1200 кг.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ 197
Рис. 6.17. Детали, обрабатываемые на копировально-строгальном станке
мод. 4407 фирмы Anderle (а - ж)
Копировально-строгальный станок Anderle Steyr (рис. 6.18)
отличается от других поперечно-строгальных станков конструк-
цией стола, средствами крепления заготовки, гидравлическим
управлением копировальным устройством и наличием делитель-
ной головки 5. По роликовым направляющим станины 19 пере-
мещается стол 8, конструкция которого допускает строгание по
дуге, а также поперечное строгание (при горизонтальной попе-
речной подаче). Копир 3 крепится на переднем конце шпинделя
4. Копир 3 и обрабатываемое изделие 10 торцовым поводком 6
вращаются синхронно. Заготовка крепится в патроне 9.
Для обработки изделия, имеющего базовую поверхность в
виде тела вращения, используют самоцентрирующий трехкулач-
ковый патрон или четырехкулачковый патрон в случае, если ось
198
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 6.18. Копировально-строгальный станок
мод. 4407 STEYR фирмы Anderle
вращения обрабатываемой поверхности не совпадает с осью ба-
зовой поверхности. С применением самоцентрирующего патро-
на ускоряется замена обрабатываемых изделий. Станок имеет
дополнительные приспособления для крепления заготовок. Так,
при обработке плоских заготовок большой ширины применяет-
ся специальный патрон, который устанавливается вместо трех-
кулачкового патрона. Обрабатываемое изделие в этом патроне
крепится с помощью болтов. Задняя бабка 17 со стола снимается,
так как нет необходимости в закреплении заготовки в центрах.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ 199
При обработке тел вращения небольших размеров приме-
няют специальный самоцентрирующий патрон со сменными
кулачками, позволяющими обеспечить их точное базирование.
При поперечном строгании плоских поверхностей с углом
наклона более 80° по отношению к горизонтали в бабке изделия
7 крепится поворотный стол. Поворотный стол и копир должны
быть установлены строго под одним и тем же углом по отноше-
нию к столу 8 станка и заготовке. При таких видах обработки
задняя бабка /7также снимается со стола 8.
При строгании длинных заготовок обработка производится
при поджатии задним центром, укрепленным в задней бабке 17.
Высота центра задней бабки регулируемая. Бабка изделия 7 и
задняя бабка 17 могут перемещаться по Т-образным пазам стола
8 в зависимости от длины обрабатываемого изделия.
При обточном строгании заготовка и копир вращаются
синхронно с одновременной обкатной и поперечной подачами.
При этом положение стола в вертикальной плоскости определя-
ется датчиком 2, касающимся копира 3. От управляющей голов-
ки 1 через гидропривод осуществляется вертикальная подача
стола 8.
Гидропривод станка состоит из насоса высокого давления,
приводимого в действие от электродвигателя, бака для масла,
очистительного фильтра, редукционного клапана, устанавли-
вающего давление в гидравлической системе 1,8 МПа, домкрат-
ного подъемника и устройства управления.
Устройство управления — это самый главный узел станка.
Оно находится на прочной консоли 20. Высота чувствительного
элемента (датчика) 2 регулируется кривошипной рукояткой 21, а
поперечное положение - маховиком 16. Устройство управления
обеспечивает осторожный подвод чувствительного элемента к
копиру, что дает возможность получить большую точность ко-
пирования. Копир практически не изнашивается, так как уси-
лие нажима чувствительного элемента на него небольшое (4 Н).
Чувствительный элемент управляющей головки 1 сменный, его
диаметр 1 — 3 мм.
При выполнении на станке горизонтального строгания
плоскостей гидравлическая система управления вертикальным
положением стола 8 выключается.
200
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Узел ползуна 14 копировально-строгального станка 4407
STEYR типичен для всех поперечно-строгальных станков. Он
имеет суппорт 12, в котором крепится на откидной доске II ре-
зец. Глубина строгания устанавливается вручную кривошипной
рукояткой 13. При наладке станка после установки ползуна 14
по месту обработки его положение фиксируется рукояткой 15.
При строгании заготовок сложного профиля поперечного
сечения на первых оборотах заготовки обрабатываются части,
расположенные вблизи оси вращения, так как в этих местах
наибольшая величина припуска. Большую часть дуги окружно-
сти заготовки резец проходит над необработанной поверхно-
стью, сохраняя одну и ту же скорость перемещения относитель-
но поперечного сечения заготовки. Автоматический подвод ин-
струмента, управляемый магнитным выключателем, позволяет
сократить холостые ходы.
Перед началом работы при наладке станка на обработку
конкретного изделия магнитный выключатель устанавливают
таким образом, чтобы быстроходный двигатель включался в мо-
мент, когда резец отходит от обрабатываемой детали, т.е. убыст-
ряя вращение заготовки, и отключался тогда, когда вершина
резца опять дотронется до поверхности обрабатываемого изде-
лия. Количество изменений этих скоростей по ходу обработки
будет уменьшаться и прекратится, когда резец начнет снимать
стружку по всему периметру поперечного профиля заготовки.
Тогда будет действовать только автоматический подвод инстру-
мента на один оборот изделия, т.е. подача на глубину резания.
При этом автоматически управляемый подвод инструмента
программируется до начала обработки и осуществляется шаго-
вым электродвигателем с электронным управлением.
Станок мод. 4407 может работать как обычный поперечно-
строгальный станок, обрабатывая заготовки с перебегом резца
(см. рис. 6.17, е, ж). В то же время он обрабатывает детали с
глухими пазами (см. рис. 6.17, а-д), завершая ход резца по дуге.
Последний способ формирования основания детали увеличивает
ее прочность, допускает большие нагрузки, увеличивает срок
службы этой детали.
Приспособление 12 (рис. 6.19) для выполнения перебега
резца 14 по дуге обеспечивает ему в конце рабочего хода ползу-
на круговую траекторию. Это приспособление крепится сбоку
Рис. 6.19. Выполнение перебега резца по дуге на поперечно-строгальном станке мод. 4407:
1 — станина; 2 — стол; 3 — копир; 4 — датчик; 5 — управляющая головка; 6 — шпиндель;
7— делительная головка; 8 - оптический глазок; 9 — бабка изделия; 10 — патрон с фланцевым
креплением; 11 — обрабатываемое изделие; 12 — приспособление, обеспечивающее перебег резца по
дуге; 13 — резцедержатель; 14 — резец; 15 — ползун; 16— направляющие ползуна; 17— задняя бабка
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ 20
202
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
резцедержателя 13 на ползуне 15. Поскольку суппорт станка
снят, то установка резца на глубину резания вручную исключа-
ется, и такой тип обработки изделий может выполняться только
при включенной гидравлической системе управления верти-
кальной подачей стола 2.
Для точной установки вершины резца по отношению к оси
чувствительного элемента 4 управляющей головки 5 на станке
устанавливается оптический глазок <?, который обеспечивает вы-
сокоточную настройку вершины резца 14 по отношению к кре-
сту, находящемуся на оптической оси глазка 8. После настройки
резца глазок переворачивают на 180° и устанавливают середину
чувствительного элемента (датчика) 4 по отношению к кресту.
Оптика дает увеличение в 30 раз.
На станке можно обрабатывать торцовые профили. Для
этого станок снабжен специальным приспособлением 5 (рис.
6.20), смонтированным на рабочем столе 4. Приспособление 5
соединяется с механизмом, сообщающим одинаковую угловую
скорость вращения копиру 3 и обрабатываемому изделию 6. Ко-
пир 3 выполнен из листового материала; он навивается на спе-
циальный патрон и крепится болтами. Угловая скорость враще-
ния копира и заготовки синхронизирована с рабочей скоростью
Рис. 6.20. Строгание торцовых фасонных поверхностей
на станке мод. 4407
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 203
резца 7. Вертикальной подачей стола 4 управляет гидропривод
станка, который получает сигналы от датчика 2 через управ-
ляющую головку /. Максимальный диаметр обрабатываемых
изделий 340 мм.
Высокая точность обработки достигается также прецизион-
ной наладкой станка при наличии на нем делительной головки
5 (см. рис. 6.18). Все подвижные механизмы, сообщающие пол-
зуну 14 возвратно-поступательное движение, расположены внут-
ри станины коробчатой формы, которая крепится к фундамент-
ной плите 18 станка.
Станок имеет централизованно смазку всех подвижных
элементов от насоса мощностью 0,6 кВт.
6.8. Эксплуатация поперечно-строгальных станков
Эксплуатация станков осуществляется системой мероприя-
тий, включающей транспортирование и монтаж, настройку и
наладку, контроль геометрической точности, уход и обслужива-
ние.
Транспортирование. Транспортирование поперечно-стро-
гальных станков проводится в соответствии с инструкцией, ука-
занной в руководстве по эксплуатации. При распаковке станка
сначала снимается верхний щит упаковочного ящика, а затем
боковые щиты. Распакованный станок перемешать по цеху
можно только волоком на листе или на специальной тележке.
Для подъема станка в станине имеется четыре отверстия, в ко-
торые вставляются штанги. При подъеме станка необходимо
следить, чтобы тросом не были повреждены детали и узлы стан-
ка. При транспортировании к месту установки и при опускании
на фундамент станок не должен подвергаться сильным толчкам.
Перед установкой станок необходимо очистить от антикор-
розионных покрытий, нанесенных на открытые, а также закры-
тые кожухами обработанные поверхности станка, после чего по-
крыть тонким слоем масла Индустриальное 30. Для очистки
сначала применяют деревянную лопаточку, а затем ветошь, смо-
ченную в бензине.
Монтаж. Монтаж поперечно-строгальных станков произво-
дят на общем бетонном полотне цеха, поскольку они относятся
к легким и средним станкам нормальной точности. Глубина за-
204
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
легания фундамента зависит от грунта, но должна быть не менее
500 мм. Станок крепят к фундаменту фундаментными болтами.
При установке на фундамент станок тщательно выверяют по
уровню, который ставят на направляющие станины под ползу-
ном у передней и задней стенок станины. Горизонтальность по-
ложения станка проверяют с точностью 0,025 мм на длине 1 м в
поперечном и 0,04 мм на длине 1 м в продольном направлениях.
При установке станка под его фундаментную плиту у фун-
даментных болтов укладывают регулируемые установочные кли-
нья. При этом стол должен находиться в среднем положении по
отношению к оси вертикальных направляющих станины. Толь-
ко после этого фундаментные болты заливают цементным рас-
твором. Когда раствор затвердеет, затягивают болты, следя за
уровнями в поперечном и продольном направлениях. При за-
тяжке болтов следят также за параллельностью хода ползуна бо-
ковой поверхности стола с помощью индикатора. Отклонение
не должно превышать величины, указанной в свидетельстве о
приемке станка.
После закрепления станка необходимо дополнительно вы-
верить опорную поверхность стойки стола на параллельность
ходу стола. Допускаемые отклонения не должны превышать 0,04
мм на всей длине хода стола.
Параллельность достигается деформацией плиты фунда-
ментными болтами, расположенными по обе стороны от стола.
Если параллельность не будет получена, то необходимо приме-
нять шабровку базовых поверхностей.
Первоначальный пуск станка. Вначале необходимо подклю-
чить заземление станка к общей цеховой системе заземления.
Затем подключают станок к электросети, причем напряжение
сети должно соответствовать напряжению электрооборудования
станка. Ознакомившись с назначением рукояток управления,
проверяют вручную работу всех механизмов. Должны быть вы-
полнены все указания, изложенные в руководстве по эксплуата-
ции конкретного поперечно-строгального станка, относящиеся
к пуску в разделах «Система смазки» и «Электрооборудование».
При отсутствии давления в системе и отсутствии масла в кон-
трольных отверстиях работа на станке недопустима.
После подключения станка к сети проверяют работу элек-
тродвигателя без подключения рабочих органов станка, смазоч-
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 205
ную систему по манометру. Только после этого можно опробо-
вать работу всех механизмов станка на холостом ходу.
После пуска станка можно провести испытание станка на
соответствие нормам точности.
Проверка геометрической точности. Перед проверкой геомет-
рической точности станок необходимо прогреть. Для этого его
включают в работу на третьей или четвертой скорости на 30 мин
до получения установившейся температуры. Нормы точности
поперечно-строгальных станков с прямоугольным неповорот-
ным столом и в исполнении с универсальным столом различ-
ные. В руководстве по эксплуатации станка конкретной модели
они указаны, и поэтому фактические замеры следует сравнивать
с допустимыми.
У поперечно-строгальных станков проверяют плоскостность
верхней и боковых поверхностей стола, прямолинейность пере-
мещения стола в вертикальной и горизонтальной плоскостях,
параллельность верхней рабочей поверхности стола направле-
нию его горизонтального перемещения, перпендикулярность
боковой рабочей поверхности стола направлению его горизон-
тального перемещения, прямолинейность перемещения ползуна
в вертикальной и горизонтальной плоскостях, параллельность
рабочей поверхности стола направлению перемещения ползуна,
перпендикулярность поперечного перемещения стола переме-
щению ползуна, перпендикулярность верхней рабочей поверх-
ности стола направлению его вертикального перемещения, па-
раллельность боковых сторон средних пазов стола направлению
перемещения ползуна.
Кроме того, по нормам точности существует проверка стан-
ка на жесткость и в работе, когда определяется точность станка
по обработанному на нем образцу. У обработанного образца из-
меряется параллельность обработанной поверхности основанию,
параллельность обработанных боковых поверхностей между со-
бой и плоскостность обработанных поверхностей. Образец мо-
жет быть изготовлен из чугуна или стали; размеры его указыва-
ются в руководстве по эксплуатации данного станка. Рассмот-
рим на некоторых моделях поперечно-строгальных станков, как
проводятся проверки на геометрическую точность.
Проверка параллельности рабочей поверх-
ности неповоротно го стола направлению пе-
ремещения ползуна показана на рис. 6.21. На ползуне 3
укрепляют индикатор 2 так, чтобы его измерительный наконеч-
206
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 6.21. Проверка параллельности рабочей поверхности неповоротного
стола поперечно-строгального станка мод. 7Е35
направлению перемещения ползуна
ник касался верхней рабочей поверхности стола 1 и был пер-
пендикулярен ей. Ползун перемещают на всю длину хода. Стол
устанавливают по оси ползуна. Не допускается наклона стола в
сторону станины. Параллельность поверхности стола измеряют
в средней его части при среднем и двух крайних положениях его
по высоте, поперечина 4 должна быть закреплена. Отклонение
от параллельности определяют как наибольшую величину алгеб-
раической разности показаний индикатора на длине стола; до-
пуск - 25 мкм.
Проверка плоскостности рабочих поверх-
ностей универсального стола показана на рис. 6.22.
Рассмотрим методику проверки с помощью индикатора. На
каждой рабочей поверхности стола / на двух плоскопараллель-
ных концевых мерах длины 2 устанавливают поверочную ли-
нейку 3 до получения одинаковых показаний индикатора 4 на
концах линейки. Индикатор располагают на рабочей поверхно-
сти стола так, чтобы его измерительный наконечник касался
рабочей поверхности и был перпендикулярен ей. Индикатор
перемещают вдоль линейки и определяют правильность формы
профиля поверхности. Выпуклость не допускается. При длине
линейки свыше 500 мм опоры 2 располагают так, чтобы они
были удалены от концов на 2/9 длины линейки. Допуск на
плоскостность 40 мкм.
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 207
Рис. 6.22. Проверка плоскостности рабочих поверхностей универсального
поворотного стола поперечно-строгального станка мод. 7307
Проверка перпендикулярности поперечного
перемещения неповоротного стола перемеще-
нию ползуна показана на рис. 6.23. На верхней рабочей по-
верхности стола 1 устанавливают угольник 2, проверяют одну
поверхность, которая параллельна перемещению стола по попе-
речине. На ползуне 4 укрепляют индикатор 3 так, чтобы его из-
мерительный наконечник касался измерительной поверхности
угольника и был перпендикулярен ему. Перемещают ползун на
длину хода, равную 500 мм. Отклонение от перпендикулярности
определяют как наибольшую величину алгебраической разности
показаний индикатора в крайних точках замера, допуск — 100 мкм.
Рис. 6.23. Проверка перпендикулярности поперечного
перемещения неповоротного стола перемещению ползуна
поперечно-строгального станка мод. 7В36
208
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Проверка прямолинейности перемещения
неповоротного стола в горизонтальной плос-
кости показана на рис. 6.24. На неподвижной части станка
устанавливают поверочную линейку /. Индикатор 2 укрепляют
на поверхности стола 3 так, чтобы его измерительный наконеч-
ник касался рабочей поверхности линейки и был ей перпенди-
кулярен. Показания индикатора на концах линейки должны
быть одинаковыми. Измерения проводят при среднем положе-
нии стола по высоте и при закрепленной поперечине. Стол пе-
ремещают на всю длину хода. Отклонение от прямолинейности
определяют как наибольшую величину алгебраической разности
показаний индикатора. Допуск составляет для станков 7Е35 —
20 мкм, 7В36 - 30 мкм, 7307 — 30 мкм.
Рис. 6.24. Проверка прямолинейности перемещения неповоротного стола в
горизонтальной плоскости поперечно-строгального станка
Наладка. Наладка — это совокупность операций, включаю-
щих настройку кинематических цепей, установку и регулирова-
ние приспособлений, инструментов, выбор режимов резания, а
также другие работы, необходимые для обработки заготовок. В
период работы станка со временем настройка станка часто на-
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 209
рушается, поэтому периодически требуется ее восстанавливать,
т.е. необходима подналадка.
Настройку станка нужно начинать с настройки кинематиче-
ских цепей. Для этого необходимо выбрать режимы резания:
глубину резания, подачу и скорость резания.
Глубина резания t может быть равна припуску на
обработку А, если при черновом строгании достаточна мощ-
ность станка и позволяет прочность державки. Если же обра-
ботка производится черновым, чистовым и тонким строганием,
то припуск на обработку А = А[ + А2 + A3, где А[, А2 и A3 — при-
пуски соответственно на черновое, чистовое и тонкое строгание.
Глубины резания для чистового и отделочного строгания берут
равными припускам, оставляемым для этих видов обработки, а
глубина резания для чернового строгания в случае, если не по-
зволяет мощность станка, будет меньше припуска. Тогда черно-
вое строгание выполняют в несколько проходов.
Подача s выбирается в зависимости от глубины резания,
обрабатываемого материала, сечения резца и чернового, чисто-
вого или тонкого строгания.
Скорость резания v выбирается в зависимости от
глубины резания, обрабатываемого материала, состояния обра-
батываемой поверхности.
Если режимы резания выбраны, то можно приступать к ки-
нематической настройке станка.
Настройка цепи главного движения начинает-
ся с установки требуемого для обработки числа двойных ходов в
минуту ползуна. Известно, что скорость резания (м/мин) при
работе на поперечно-строгальном станке связана с частотой хо-
да ползуна п следующей зависимостью:
^ох = 777X7rO + w)> (6.2)
р 1000
где L — длина хода ползуна, мм; т — отношение скорости ра-
бочего хода к скорости холостого хода. Это отношение обычно
колеблется от 0,4 до 0,7 в зависимости от конструкции криво-
шипно-кулисного механизма. В каждом конкретном случае его
можно определить. На рис. 6.11 угол а соответствует рабочему
ходу ползуна, а угол Р — холостому. Следовательно, скорость
210
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
рабочего хода vp х будет во столько раз меньше скорости холо-
стого хода vK х, во сколько раз а больше, чем р, так как пол-
зун будет проходить одно и то же расстояние медленнее. Анали-
тически эти рассуждения будут выглядеть так:
ур.х Р /к
т = . (6.3)
»х.х «
Таким образом, выбрав скорость резания и зная длину об-
работки I, с учетом того, что L = l\ +1 + /2, можно подсчитать
число двойных ходов в минуту ползуна п. Так как поперечно-
строгальные станки с механическим приводом имеют коробки
скоростей, то точно требуемую частоту хода п ползуна устано-
вить нельзя. Следовательно, на станке устанавливается та часто-
та хода ползуна, которую дает коробка скоростей, но важно, что
«факт должна быть меньше или равна прасч. На станке на-
стройка необходимого числа двойных ходов ползуна произво-
дится поворотом рукоятки 21 (см. рис. 6.1.). Рассмотрим на-
стройку поперечно-строгальных станков с механическим приво-
дом.
Рукоятку 21 нужно поворачивать по часовой стрелке до со-
вмещения требуемого числа двойных ходов на лимбе с указате-
лем на станине, после чего рукоятку 21 следует повернуть про-
тив часовой стрелки до совмещения засверловок на лимбе и
ступице. Переключение скоростей следует производить при вы-
ключенной фрикционной муфте (рукоятка 22). Длину хода пол-
зуна нужно поставить равной L. Она регулируется вращением
кривошипной рукоятки за квадрат вала 20 до совмещения риски
с необходимой длиной хода ползуна на лимбе. Поворот криво-
шипной рукоятки по часовой стрелке соответствует увеличению
длины хода ползуна.
Устанавливать необходимую длину хода ползуна нужно
также при выключенной фрикционной муфте (рукояткой 22).
При наладке главного движения иногда нужно переставить пол-
зун по месту обработки. Для этого, вращая рукоятку 18, откреп-
ляют ползун, затем, кривошипной рукояткой вращая хвостовик
14 по часовой стрелке, перемешают резец от переднего торца
стола; если же вращение производят против часовой стрелки, то
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 211
ползун (резец) перемещается к переднему торцу стола. После
перестановки ползун обязательно следует закрепить рукояткой 18.
При настройке цепи горизонтальной поперечной подачи
стола фактическая подача, которую можно настроить на попе-
речно-строгальном станке, должна быть не больше расчетной,
так как увеличение подачи отрицательно скажется на шерохова-
тости обрабатываемой поверхности. Величину подачи на станке
(см. рис. 6.1) устанавливают с помощью рукоятки 19. Рукоятка
19 имеет определенное число фиксированных положений. При
установке на 0 — подача выключена. Цена деления шкалы —
0,2 мм/дв.х.
При отключенной автоматической подаче стола можно,
вращая за хвостовик 2 вала, перемещать стол вручную. При
вращении хвостовика 2 по часовой стрелке стол перемещается
от рабочего, при вращении против часовой стрелки стол пере-
мещается к рабочему. На лимбе указаны два ряда величин:
верхний с ценой деления 0,1 мм — для горизонтальных переме-
щений стола и нижний с ценой деления 0,02 мм — для верти-
кального перемещения стола.
Настройка автоматической подачи суппор-
та заключается в установке требуемой вертикальной подачи.
Поворотом хвостовика вала 13 против часовой стрелки освобож-
дают салазки суппорта от зажима, рукояткой механизма 6 уста-
навливают требуемую величину подачи, после чего перемещают
на ползуне кулачок в зависимости от длины обработки. Меха-
низм вертикальной подачи суппорта работает в определенных
пределах хода ползуна. Так, для поперечно-строгального станка
7Е35 механическую подачу суппорта можно осуществлять толь-
ко при ходе ползуна более 150 мм.
Пример. На поперечно-строгальном станке мод. 7Е35 необходимо
произвести черновую обработку горизонтальной плоскости длиной
150 мм; материал заготовки - чугун НВ 170. Припуск на обработку
h = 4,5 мм. Произведем расчет настройки станка 7Е35 (7УЭД = 5,5 кВт),
предположив, что мощность привода главного движения достаточна
для снятия припуска в один проход.
Итак, глубина резания принята равной припуску t = h = 4,5 мм.
Теперь необходимо выбрать тип резца, его материал и размеры попе-
речного сечения державки. На с. 96 даны рекомендации по выбору по-
перечного сечения срезаемой стружки/
212
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
По табл. 2.2 выбираем строгальный резец проходной изогнутый с
пластиной из быстрорежущей стали с сечением державки 32 х 20 мм.
Такой размер державки можно установить в отверстии резцедержателя
суппорта станка (см. техническую характеристику станка 7Е35).
При поперечном сечении державки резца Н х В = 32 х 20 мм
можно снимать стружку сечением/= 6 мм2. Исходя из (3.1), определя-
ем величину допустимой подачи:
52х = у = -^ = 1,33 мм/дв.х.
По табл. 3.1 проверяем рекомендуемые подачи при черновом
строгании. При глубине резания Г = 5 мм и сечении державки резца
32 x 20 мм рекомендуются подачи в пределах от 1,3 до 1,6 мм/дв.х.
Итак, принимаем горизонтальную подачу стола s2x=l,33 мм/дв.х.
После выбора подачи необходимо назначить скорость резания v. Ее
можно подсчитать по формуле (2.1) или воспользоваться табл. 3.5.
Будем обрабатывать горизонтальную плоскость проходным резцом
со следующей геометрией режущего лезвия: у = 10°, ф = 45°, <р'= 10°,
X = 0°. Для принятых режимов резания t и 52х в табл. 3.5 дана
итабл=14 м/мин, а с учетом твердости обрабатываемого материала
скорость резания ирасч = итабл &мат =14-1,18 = 16,5 м/мин. Такая ско-
рость резания рассчитана на стойкость резца Т= 120 мин.
После выбора режимов резания необходимо проверить возмож-
ность обработки заготовки на данном станке. Для этого нужно опреде-
лить эффективную мощность резания и сравнить ее с мощностью элек-
тродвигателя главного движения.
На основе (2.2) и (2.3) вычисляем эффективную мощность резания
Cp t sy HB кр 6,35 4,5 • 1,40,75 • 1700,55 • 16,5 , _
jV3,b = —------------------ = —-----1--------------------— 1 = 1,7 кВт.
ф 102 60 102 60
Показатели х = 1, у = 0,75, п = 0,55 и Ср = 6,35 взяты из справоч-
ника*.
Для определения потребной мощности электродвигателя необхо-
димо знать кпд привода станка. На основе (2.5) подсчитаем т|пр :
Лпр = Лр.п ’ Лз.п ’ Лгюдш ’ Л кулисы =0,98-0,98 0,995 0,9 = 0,79.
См.: Справочник машиностроителя. Т. 5. - М.: ГНТИМЛ, 1956.
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 213
Требуемая мощность электродвигателя /Уэд =—— = —-— =
Ппр °-79
= 2,15 кВт, что значительно меньше, чем мощность электродвигателя,
установленного на станке 7Е35.
Следует отметить, что в различных справочниках существуют от-
личные друг от друга формулы для расчета сил резания, однако резуль-
таты расчета по ним дают одинаковые результаты. Дело в том, что по-
казатели х, у и п, а также Ср следует брать в тех справочниках, из ко-
торых выписывается расчетная формула для соответствующих сил реза-
ния, скорости резания или эффективной мощности.
Назначив режимы резания, необходимо произвести настройку, ки-
нематических цепей главного движения и движения горизонтальной
подачи.
Из уравнения кинематического баланса цепи главного движения
следует, что станок 7Е35 (см. стр. 158) может работать на следующих
частотах ’ возвратно-поступательного движения ползуна, дв.х/мин:
П\ = «min = 100 • /j = 13,2; л2 = 100*6 =53; «3=Ю0/3=19; «4=100/4 =
= 7,5; «5 =100 /5 = 26,5; «6 = 100 /6 = 106; «7 = 100 /7 = 37,5; «8 =
= 100 /8 =150.
Подсчитаем, какая частота возвратно-поступательного движения
необходима, чтобы сообщить резцу назначенную скорость резания
^расч —16,5
м/мин. Из (6.2) определяем
1000 г;
(1 4-m)L ’
Подставим в эту
зависимость все входящие величины:
из (1.1) вычислим длину хода
ползуна L = /] + / + /2 = 20 +
4-150 + 20 = 190 мм;
из (6.3) определим отношение скорости рабочего хода к скорости
холостого хода т = р/а = 166°/194° = 0,8 .
Итак,
1000 16,5 .
------------------— = 50 дв.х/мин.
расч (14-0,8) 190 '
Устанавливаем на станке близкое к расчетному числу двойных хо-
дов ползуна «2 =53 дв.х/мин.
Из уравнения кинематического баланса цепи горизонтальной по-
дачи стола (см. стр. 158) получим формулу настройки этой цепи:
a = Si*lQ,2. Чтобы настроить станок на подачу $2х(расч) =
214
Глава 6. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
= 1,33 мм/дв.х, необходимо определить, сколько зубьев а должна за-
хватывать собачка храповика:
•^хфасч) 1,33 г г-
U J .
расч 0,2 0,2
На станке можно установить а = 6 или а = 7 , т.е. целое число,
следовательно, горизонтальная подача стола будет 1,2 или 1,4 мм/дв.х.
Так как производится черновое строгание поверхности, то устанавли-
вают предельное значение подачи, допускаемое резцом. Таким обра-
зом, принимаем для настройки станка $2х(факт) = 1Л мм/дв.х.
При строгании наклонных поверхностей
суппорт нужно повернуть на соответствующий угол. Для этого,
вращая кривошипной рукояткой за квадрат валика 13 (см. рис.
6.1), ослабить крепление суппорта, установить по риске, нане-
сенной по торцу ползуна, соответствующий угол поворота суп-
порта и закрепить его. При работе с поворотом суппорт должен
оставаться вне корпуса станины в течение всего рабочего цикла
на заданном в «Руководстве по эксплуатации станка» расстоянии.
Подналадка. Если с течением времени уменьшается усилие
резания, необходимо проверить натяжение ремней клиноремен-
ной передачи от двигателя главного движения к первому валу
коробки скоростей. Натяжение ремней производится перемеще-
нием электродвигателя вдоль оси подмоторной плиты. Износ
направляющих ползуна компенсируется подтяжкой клиновой
планки, направляющих суппорта — клином, подшипников во
всех сборочных единицах — подтягиванием регулировочных га-
ек; при регулировке зазора в подшипниках необходимо обеспе-
чить легкое вращение валов от руки.
Особенности наладки поперечно-строгальных станков с гид-
роприводом. Отличительная особенность поперечно-стро-
гальных станков с гидроприводом заключается в том, что они
могут работать с заданной скоростью резания, так как имеют
бесступенчатое регулирование частоты возвратно-поступа-
тельного движения ползуна. Обычно с помощью гидрораспреде-
лителя устанавливается один из диапазонов скоростей, который
потом с помощью дросселя регулируется бесступенчато.
Величины подач, как и в поперечно-строгальных станках с
механическим приводом, имеют дискретные значения, хотя
привод подач осуществляется от гидропривода. Дело в том, что
ЭКСПЛУАТАЦИЯ ПОПЕРЕЧНО-СТРОГАЛЬНЫХ СТАНКОВ 215
от гидравлического привода движение к ходовому винту стола
по кинематической цепи передается через храповой механизм,
в результате подачи стола имеют ступенчатое регулирование.
Величина подачи зависит от длины хода поршня гидроцилиндра
подач, она устанавливается вращением маховичка винтового
упора в торце этого гидроцилиндра.
Уход и обслуживание поперечно-строгальных станков. В обя-
занности обслуживающего персонала входит чистка и смазыва-
ние, осмотр и контроль состояния механизмов и деталей, уход
за гидросистемой, системами смазки и подачи СОЖ, регулиров-
ка и устранение мелких неисправностей. Температура масла в
гидросистеме не должна превышать 50° С. Первую замену масла
в гидросистеме, как правило, производят через 0,5 - 1 мес рабо-
ты, чтобы удалить продукты притирки механизмов. В дальней-
шем замену масла производят через 4-6 мес. Необходимо сис-
тематически поддерживать уровень масла, следить за состояни-
ем трубопроводов, чтобы не было утечек и не попадал воздух в
гидросистему, регулярно проводить чистку фильтров.
Уход за электрооборудованием включает ежемесячную очи-
стку аппаратов от пыли и грязи, подтягивание винтовых соеди-
нений, контроль плавности перемещений и надежность возврата
подвижных частей электроаппаратов в исходное положение. Пе-
риодически смазывают приводы аппаратов тонким слоем сма-
зочного материала, не допуская попадания его на контакты.
Один раз в 6 мес меняют полярность рабочих контактов у кно-
пок и выключателей, работающих в цепях постоянного тока,
проверяют состояние контактов. При появлении пригара или
капелек металла на поверхности контактов их слегка зачищают
бархатным надфилем. Зачистка абразивными материалами не-
допустима.
Особенности эксплуатации конкретных моделей поперечно-
строгальных станков указывают в руководстве по эксплуатации.
Соблюдение инструкций по эксплуатации станка обеспечит
длительную и бесперебойную его работу.
Контрольные вопросы
1. Назовите модели поперечно-строгальных станков.
2. Какие основные узлы имеет поперечно-строгальный станок?
3. Какой узел поперечно-строгального станка преобразует враща-
тельное движение в возвратно-поступательное?
216
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
4. В чем особенности суппорта поперечно-строгального станка?
5. Для чего в конструкции суппорта поперечно-строгального
станка имеется откидная доска?
6. Какой узел поперечно-строгального станка преобразует враща-
тельное движение в прямолинейное прерывистое перемещение стола?
7. На каком узле поперечно-строгального станка устанавливают и
закрепляют заготовку?
8. Какая кинематическая цепь обеспечивает прерывистое движе-
ние стола поперечно-строгального станка в горизонтальном направле-
нии?
9. Назовите основные узлы гидропривода поперечно-строгального
станка?
10. Каким образом на поперечно-строгальных станках с гидро-
приводом получается прерывистая горизонтальная подача стола?
11. Как осуществляется прерывистая вертикальная подача резца
на поперечно-строгальном станке?
12. Каковы конструктивные особенности копировально-строгаль-
ного станка фирмы Anderle?
13. Как производится наладка поперечно-строгальных станков с
механическим приводом?
14. В чем особенность наладки поперечно-строгальных станков с
гидравлическим приводом?
15. Как осуществляется настройка кинематических цепей попе-
речно-строгального станка с механическим приводом?
Глава 7
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ
ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ
7.1. Конструктивные особенности тяжелых
и уникальных продольно-строгальных станков
Тяжелые продольно-строгальные станки бывают двухстоеч-
ные портального типа (см. рис. 1.7) и одностоечные консоль-
ного типа (см. рис. 1.6). Наибольшее распространение получили
двухстоечные станки портального типа массой более 100 т. В
этих станках портал образуют две стойки, связанные переклади-
ной, а снизу станиной.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
217
Поперечина, подвешенная на ходовых винтах, предназначенных
для ее вертикального перемещения, фиксируется при обработке
заготовок на стойках системой зажимов и создает порталу до-
полнительную жесткость. Суппорты, расположенные на попере-
чине, как на двухопорной балке с защемленными концами,
имеют более высокую виброустойчивость, чем при расположе-
нии суппортов на консоли одностоечного станка.
На обеих стойках портала устанавливаются боковые суппор-
ты, позволяющие вести обработку либо одной детали с двух сто-
рон, либо двух деталей одновременно, что повышает производи-
тельность станка и расширяет его технологические возможно-
сти. Недостатком портальной компоновки является ограничение
ширины обрабатываемой детали расстоянием между его
стойками.
Одностоечный продольно-строгальный станок этого недос-
татка лишен. Иногда при обработке на одностоечных станках
очень широких заготовок применяют специальные поддержи-
вающие тележки на роликах, которые перемещаются вместе со
столом. На одностоечных станках устанавливается только один
боковой суппорт, в результате чего по производительности они
уступают двухстоечным. Кроме того, стойку приходится выпол-
нять по сечению, близкому к квадратному, чтобы она могла
воспринимать как крутящий, так и изгибающий моменты от сил
резания; это увеличивает ее вес. Суппорт, работающий на кон-
соли поперечины, получает большие вибрации, чем при строга-
нии поверхностей вблизи стойки, что отражается на качестве
обработки. Поэтому при чистовом строгании широким резцом
обработку нужно производить на двухстоечном станке. Если же
применяют одностоечный станок, то для устранения вибраций
используют дополнительную переносную стойку. Из-за указан-
ных недостатков одностоечные продольно-строгальные станки с
шириной стола более 3000 мм не изготовляют.
У наиболее тяжелых (уникальных) продольно-строгальных
станков стол приводится в движение двумя параллельно распо-
ложенными червяками через две рейки, причем червяки распо-
лагаются к ним под углом «елочкой» (рис. 7.1). Их приводные
редукторы устанавливаются симметрично по обе стороны ста-
218
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 7.1. Главный привод
продольно-строгального станка
с двумя червяками, расположенными
«елочкой»
нины сзади станка, т.е. выне-
сены из зоны его обслужива-
ния. Такая компоновка позво-
ляет соединять приводные
червяки с редукторами валами
одинаковой длины, а следова-
тельно, и одинаковой жестко-
сти, что способствует более
равномерному перемещению
стола.
Компоновка суппортов
продольно-строгальных стан-
ков для всех моделей одно-
типная: на поперечине разме-
щаются два вертикальных, а
на стойках — по одному боко-
вому суппорту.
Станина тяжелого про-
дольно-строгального станка
должна:
иметь высокую геометри-
ческую точность по форме и
пря мол и ней ности образую-
щих;
чистоту поверхности на-
правляющих не ниже 1,25 —
0,63 мкм;
сохранять точность под действием переменных сил резания
и массы обрабатываемой детали;
сохранять геометрическую точность во времени;
иметь высокую поверхностную твердость (устойчивость
против задиров и износа) в сочетании с хорошей обрабатывае-
мостью строганием и шабрением;
по толщине сечение станины должно быть не менее 50 мм,
тем самым представляется возможность удалять следы износа,
сохраняя длительное время работоспособность станка;
быть удобной для выверки и периодичности восстановления
точности установки станины на фундаменте в процессе эксплуа-
тации.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
219
Обычно станина имеет коробчатую форму с системой ребер.
Средняя часть станины несколько выше крайних участков. На
концах станина имеет углубление для сбора масла, сгоняемого
столом вдоль направляющих.
У станков с шириной строгания 2 - 3 м станины имеют од-
ну V-образную и одну плоскую направляющие; при ширине
строгания 4 — 5 м — одну среднюю V-образную и две плоские
направляющие. Угол V-образной направляющей при вершине
равен 110°. Через направляющие подается масло, которое скап-
ливается в желобе, находящемся при вершине V-образной на-
правляющей.
У плоских направляющих станины имеются бурты, которые
не позволяют смазочному материалу переливаться за борт ста-
нины на фундамент. Направляющие станины и стола наиболее
подвержены износу. Для сохранения точности станка направ-
ляющие должны обладать высокой износостойкостью. Направ-
ляющие станины делают более твердыми, чем направляющие
стола. Для направляющих тяжелых станков рекомендуется иметь
твердость в узком диапазоне в пределах 190...220 НВ, что ухуд-
шает условия механической обработки и значительно затрудняет
шабрение направляющих при ремонте.
Иногда в качестве направляющих применяют специальные
каленые шлифованные стальные пластины (рис. 7.2). При этом
обеспечивается не только долговечность станка, но и снижаются
требования к твердости и внешним дефектам чугунных поверх-
ностей, на которые укладываются накладные направляющие.
Рис. 7.2. Конструкция
накладных направляющих:
/ - распорная планка;
2- антифрикционная
накладка; 3 — горизон-
тальная каленая планка;
4 - боковая каленая
планка; 5- антифрикци-
онная накладка на столе;
6— станина; 7- замко-
вая планка; 8~ стол
220
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Стол продольно-строгального станка работает в более
сложных условиях, чем станина. Непостоянные вес и место за-
крепления заготовки, меняющаяся точка приложения сил реза-
ния, неопределенный характер деформаций, возникающих при
закреплении обрабатываемой детали, — все это влияет на раз-
брос ее размеров обрабатываемых деталей. Поэтому стол должен
быть очень жестким, что может быть достигнуто увеличением
его высоты. Однако с увеличением веса стола возрастают мощ-
ность и размеры привода. Поэтому для станков с шириной сто-
ла 2 — 5 м и длиной 6 — 20 м принято отношение его высоты к
ширине 0,1—0,18, а отношение высоты стола к расстоянию
между крайними направляющими — 0,2 — 0,3.
Столы уникальных станков с шириной строгания 4 — 5 м,
а также специальных удлиненных строгальных станков делают
составными из 2 — 4 частей. Наружная рабочая поверхность
стола обрабатывается и имеет ряд продольных Т-образных па-
зов. Средний паз обрабатывается точнее остальных с допуском
по ширине ЯП, так как служит базой для установки приспо-
соблений и заготовки.
В последнее время для устранения задиров направляющие
столов покрывают пластинами из цветного сплава, бронзы или
текстолита толщиной 5—10 мм. Применение текстолита на
стекловолокнистой основе недопустимо. Антифрикционные
пластины приклеивают и дополнительно притягивают бронзо-
выми или латунными винтами.
Поперечина имеет также существенное значение в
формировании точности обработки. По передним продольным
направляющим 4 (рис. 7.3) перемещаются суппорты. Сзади по-
перечины по ее краям слева и справа имеются вертикальные
направляющие 13 для ее движения вдоль стойки. Большое рас-
стояние между направляющими создает более устойчивое и же-
сткое расположение суппортов и поперечины. Однако чрезмер-
ный разнос направляющих приводит к увеличению высоты
станка. Средняя часть корпуса поперечины имеет ужесточенную
коробчатую форму, что обеспечивает жесткость и точность
станка.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
221
:. 7.3. Поперечина станка мод. 7А288
Ill
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
В углублении между передними направляющими размеща-
ются ходовые винты 3, предназначенные для перемещения са-
ней суппортов, и приводной вал 2 для перемещения ползунов.
Здесь же располагаются тяги 7 зажимного механизма и рычаги
1, воздействующие на конечные выключатели, которые автома-
тически останавливают электродвигатели зажима. Левые опоры
ходовых винтов и приводного вала плавающие, так как невоз-
можно точно расточить отверстия под опоры с обеих сторон по-
перечины.
Зажим поперечины может осуществляться электро-
механической или гидравлической системой. На рис. 7.3 можно
проследить работу электромеханической системы зажима попе-
речины. В приливах на корпусе поперечины вставлены шпильки
9, на которые с зазором надеты зажимные рычаги 10. Через
промежуточную серьгу 8 рычаг 12 связан штангой 11 с рычагом
10. Электродвигатель 5 через редуктор 6 вращает тягу 7, прохо-
дящую через всю длину поперечины. Через рычажную систему с
кулачком тяга 7 воздействует на серьгу 8 и толкает штангу 11.
При этом рычаг 10 прижимает зубом поперечину к вертикаль-
ному выступу на внутренней стороне стойки и притягивает ее к
направляющим стоек. Одновременно рычаг 12 прижимает попе-
речину к направляющим стоек. Сила зажима регулируется реле,
которое отключает электродвигатель 5 по достижении заданной
величины.
Отжим поперечины контролируется конечными выключате-
лями. Поскольку электродвигатель не сразу развивает необхо-
димый крутящий момент, в червячном редукторе (рис. 7.4) чер-
вячное колесо 1 на валу 3 посажено свободно. Перед включени-
ем электродвигателя, передающего движение на червяк через
муфту 2, за его квадрат 4 от руки проворачивают червячную па-
ру, отводя штифт 5 от штифта 6. Когда включают электродвига-
тель, то в начальном периоде он разгоняется вхолостую, пока
червячное колесо не сделает полный оборот; после этого штиф-
ты 5 и 6 придут в соприкосновение и вал 3 приведет в движение
тягу 7 (см. рис. 7.3) и произойдет отжим поперечины.
Гидравлические зажимы траверсы (рис. 7.5) применяют на
тяжелых станках, где остальные механизмы гидрофицированы и
предусмотрен комплекс гидравлического оборудования. Конст-
рукция гидравлического зажима может устанавливаться незави-
симо от кинематических цепей там, где создается наибольший
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
223
Рис. 7.4. Червячный редуктор механизма зажима поперечины
прижим к порталу. Для таких за-
жимов не требуется применения
длинных тяг, проходящих по всей
длине поперечины, они менее гро-
моздки и более удобны в монтаже.
Гидроцилиндр 3 поршня 2 может
через шток / осуществлять зажим и
разжим, имея при этом возмож-
ность поворачиваться вокруг оси 4.
Важное преимущество гидравличе-
ского зажима состоит в том, что он
поперечины
в меньшей степени дефор-
мирует корпус поперечины, а, кроме того, для его установки не
требуется делать большие окна, следовательно, поперечина бу-
дет иметь большую жесткость.
Вертикальные суппорты продольно-строгальных
станков (рис. 7.6) позволяют обрабатывать не только горизон-
тальные поверхности, но вертикальные и наклонные в пределах
хода их ползунов. Сани 11 вертикального суппорта представля-
224
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
ют плоскую чугунную плиту, перемещающуюся по направляю-
щим поперечины 10, выполненным в виде ласточкина хвоста.
На поверхности направляющих саней предусмотрены смазочные
канавки 4. В корпусе 29 установлена гайка 30 ходового винта 28
для перемещения саней по поперечине. В корпусе 26 вмонтиро-
вано коническое зубчатое колесо 25, передающее вращение на
ходовой винт 17 ползуна 16. Зубчатой муфтой 27 коническое
колесо 25 может сцепляться с ходовым валом 24, и тогда враще-
ние передается на ходовой винт ползуна.
Рис. 7.6. Вертикальный суппорт станка мод. 7289
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
225
На внешней стороне саней установлена поворотная часть —
лира 12. по которой может перемещаться ползун 16. Ползун
представляет собой чугунную отливку, имеющую с внутренней
стороны продольные и поперечные ребра для увеличения жест-
кости. Вал 7 с помощью конических колес 6 и 8 связывает ходо-
вой вал 24 с ходовым винтом 17 через коническое колесо 9. си-
дящее на шпонке на этом винте. В нижнем приливе лиры смон-
тированы две гайки 2 и 5, образующие безлюфтовую передачу.
Верхняя гайка зафиксирована от поворота шпонкой 19. а ниж-
няя имеет зубчатый венец, который с помощью переставного
зубчатого сектора 1 устанавливается в положении, соответст-
вующем минимальному осевому зазору в винтовой паре. В
кронштейне 13 расположена опора скольжения ходового винта
17. Осевые силы воспринимаются шариковыми упорными под-
шипниками. Ходовой винт саней можно вращать вручную через
несамотормозящуюся червячную пару 14 и 15. Винты 23 фикси-
руют лиру на санях в заданном положении. Для поворота лиры
вручную используют зубчатый сектор 3 с червяком.
Резцовая головка 21 крепится на лицевой стороне
ползуна на поворотной плите 22. При строгании поверхностей,
чтобы избежать трения задней поверхности резца об обрабаты-
ваемую плоскость, его поворачивают на некоторый угол. Для
этого с помощью червяка, сцепленного с сектором 20. дополни-
тельно наклоняют поворотную доску вместе с резцовой голов-
кой. У станков мод. 7А256 и 7А278 наибольший угол наклона
поворотной доски ±30°, а у станков мод. 7А288 и 7189 — ±10°.
Поворотная доска закрепляется сегментной планкой 18 и
винтами. Ось резцовой головки 21 выполняется в виде конуса,
что позволяет регулировать зазор. Резцовая головка 21 при реза-
нии должна плотно прилегать опорными выступами к соответ-
ствующим платикам поворотной плиты 22.
На некоторых станках резцовая головка поднимается с по-
мощью электромагнита, установленного на передней стенке
ползуна. Однако резец поднимается всего на 10 — 15 мм, что не
позволяет строгать глубокие пазы, осуществлять подачу саней во
время обратного хода стола, поэтому перед врезанием резца стол
останавливается на время подачи. Этот недостаток устраняется
применением специального механизма высокого подъема резцо-
226
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
вой головки, который работает от цеховой сети сжатого воздуха.
Такой механизм при строгании глубоких пазов монтируется на
ползуне суппорта.
При выполнении некоторых операций на продольно-
строгальных станках подача резца осуществляется санями, при
этом ползуны должны быть зажаты.
Механизм зажима ползуна (рис. 7.7) крепится на лире 2
болтами 7. Ползун 3 зажимается при повороте болта 6, который,
притягивая клин 5 к планке 7, давит на него через сухарь 4. В
других станках ползун зажимается непосредственно винтом, но
этот способ зажима ползунов менее надежен и может привести
к смещению выставленной режущей кромки, особенно широ-
кого резца.
Боковые суппорты продольно-строгального станка по кон-
струкции аналогичны вертикальным. В основном они отличают-
ся устройством саней, к которым непосредственно крепится ко-
робка передач, поэтому сани имеют большие размеры и имеют
коробчатую форму. Для перемещения саней от коробки подач
вращение передается через вал 1 (рис. 7.8), винтовые колеса 10
и 77 на гайку 9. Для перемещения ползуна вращение передается
через вал 2.
Рис. 7.7. Зажим ползуна станков мод. 7А288 и 7289
ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7216
227
Рис. 7.8. Боковой суппорт продольно-строгального станка мод. 7289
В корпус саней встроен механизм зажима, который состоит
из двуплечего рычага 8, штока 7, тарельчатых пружин 6. При
зажиме саней тарельчатые пружины 6 давят на двуплечий рычаг
и последний своим коротким плечом упирается в боковую по-
верхность направляющих стойки, тем самым прижимая к ней
сани. При включении электродвигателя 3 вал-червяк 4 приводит
в движение червячное колесо с эксцентриком 5, который нажи-
мает на плечо рычага 8 и производит отжим саней.
7.2. Продольно-строгальный станок мод. 7216
Характеристика станка
Универсальный двухстоечный продольно-строгальный ста-
нок мод. 7216 предназначен для обработки поверхностей раз-
личных деталей из стали, чугуна, цветных металлов и некоторых
228
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
видов пластмасс. На станке могут быть обработаны горизон-
тальные, вертикальные и наклонные плоскости с наибольшей
шириной 1600 мм, высотой 1400 мм и длиной 6200 мм, а также
продольные пазы различного профиля. Станок может использо-
ваться в условиях единичного и серийного производства, а так-
же в ремонтных цехах.
Конструкция станка позволяет вести обработку резцами из
твердых сплавов на повышенных скоростях резания, а также
методом чистового строгания широкими резцами с высокой
точностью и чистотой обработанной поверхности. Для достиже-
ния высокой производительности при работе резцами из твер-
дых сплавов и предохранения инструмента от поломок возврат-
но-поступательное движение стола может осуществляться по
следующему автоматическому циклу: медленное врезание резца
в обрабатываемое изделие; разгон (резец в металле) до установ-
ленной скорости резания; строгание с установленной скоростью
рабочего хода; замедление скорости движения стола перед вы-
ходом резца из металла; быстрый возврат стола с установленной
скоростью обратного хода; подача суппорта с резцом.
Краткая техническая характеристика станка: Расстояние между по-
верхностью стола и поперечиной (наибольшее) 1500 мм; расстояние
между стойками 1800 мм; размеры рабочей поверхности стола (длина х
х ширина) 6000 х 1400 мм; длина хода стола: наибольшая 6200 мм,
наименьшая 1200 мм; наибольшая допустимая масса обрабатываемого
изделия на 1 м длины стола 2000 кг; масса стола 10000 кг; количество
суппортов на поперечине 2; количество боковых суппортов 1; наи-
большая длина горизонтального перемещения суппорта по поперечине
2280 мм; наибольшая длина вертикального перемещения бокового суп-
порта 1400 мм; наибольшая допускаемая длина перемещения ползуна
300 мм; перемещение на один оборот маховичка: горизонтального суп-
порта поперечины 12 мм, вертикального бокового суппорта и ползунов
6 мм; цена деления лимба на рукоятке: горизонтального перемещения
суппорта поперечины 0,25 мм, вертикального перемещения бокового
суппорта и ползунов 0,125 мм; наибольший угол поворота ±60°; цена
деления шкалы поворота 1°; наибольшее перемещение поперечины
1400 мм; время автоматического зажима поперечины 10 - 15 с; преде-
лы скоростей рабочего хода стола: на I диапазоне 6,5 - 80 м/мин, на 11
диапазоне 4 — 50 м/мин; пределы скоростей обратного хода стола: на 1
диапазоне 20 - 80 м/мин, на II диапазоне 12-50 м/мин; регулирова-
ние скоростей - бесступенчатое; пределы подач суппортов поперечи-
ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7216
229
ны: горизонтальных 0,5 - 25 мм/дв.х, вертикальных 0,25 - 12,5 мм/дв.х;
пределы подач бокового суппорта: горизонтальных 0,25 — 12,5 мм/дв.х.,
вертикальных 0,25- 12,5 мм/дв.х; регулирование подачи - ступенча-
тое; скорость установочного перемещения суппортов поперечины: го-
ризонтального 1,47 м/мин; вертикального 0,735 м/мин; скорость верти-
кального и горизонтального установочного перемещения бокового суп-
порта 0,735 м/мин; скорость установочного перемещения поперечины
0,434 м/мин; габаритные размеры станка (длина х ширина х высота)
14000 х 4800 х 4350 мм; масса станка 50 т.
Продольно-строгальный станок мод. 7216 имеет типичную
компоновку для двухстоечных станков (см. рис. 1.7). К станине
13 станка (рис. 7.9) жестко крепятся болтами правая и левая
стойки /, соединенные между собой наверху перекладиной 2.
Они ориентируются относительно друг друга контрольными
штифтами. Таким образом, образуется жесткая рамная конст-
рукция, или портал. На перекладине 2 смонтирован механизм
подъема поперечины 19: от электродвигателя М4 вращение пе-
редается на валы XV и XVI, далее через червячную пару 1/30 на
ходовые винты XIII и XIV.
На поперечине установлены правый и левый вертикальные
суппорты 20, которые перемещаются по направляющим попере-
чины. На правом торце поперечины расположена коробка подач
9 суппортов поперечины; сзади поперечины расположен меха-
низм зажима. По направляющим правой стойки перемещается
правая боковая каретка, на которой смонтированы боковой суп-
порт 16 и его коробка подач.
Станина 13 станка представляет чугунную отливку коробча-
того сечения; она имеет две основные направляющие: плоскую
17 и V-образную 14. С внутренней стороны основных направ-
ляющих (в нише) размещены дополнительные направляющие
для поджимных планок 15, расположенных на концах стола 18.
Стол представляет чугунную отливку жесткой коробчатой
формы с продольными и поперечными ребрами. Направляющие
стола снабжены пластмассовыми накладками; поджимные план-
ки предотвращают подъем стола от действия боковых усилий и
распорного усилия между червяком и рейкой 12. Рейка 12 кре-
пится на нижней части стола. На станке имеется специальное
приспособление, которое предотвращает сход стола со станины
в случае несрабатывания электроаппаратов реверса и аварийного
230
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7216
231
W3
232
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
останова стола. Это тормозное устройство состоит из блоков
резцов, установленных на концах станины, и упоров, прикреп-
ленных к столу. На переднем конце стола имеется щиток, пре-
дохраняющий направляющие станины от попадания стружки
при резании, а направляющие стола защищены скребками.
Привод стола осуществляется от реверсивного электродви-
гателя Ml постоянного тока, регулируемого по системе генера-
тор — двигатель, через двухдиапазонную коробку скоростей 11.
Вал XXXXI1I коробки скоростей связан с механизмом установки
длины хода, обеспечивающим минимальную величину перебега
стола на всем диапазоне скоростей его движения.
Конструкция вертикальных и боковых суппортов одинако-
вая, они имеют механическое и ручное перемещение по гори-
зонтали и по вертикали и ручной поворот на угол ±60° (через
передачу 17/324); вращая шестерню z = 17 за квадрат, можно
повернуть суппорт шестерней z = 324 (поз. 3) на заданный
угол.
Коробка подач 9 верхних суппортов и коробка подач 10 бо-
кового суппорта по конструкции и принципу работы аналогич-
ны, но последняя имеет только два выходных вала для переме-
щения бокового суппорта по салазкам и по стойке.
Кинематическая схема станка
Кинематика станка (см. рис. 7.9) обеспечивает главное дви-
жение, движения подач и установочные перемещения.
Главное движение. Возвратно-поступательное перемещение
стола является главным движением и осуществляется от регули-
руемого электродвигателя постоянного тока Ml, частота враще-
ния которого изменяется бесступенчато от 125 до 1500 мин-1.
Главный привод работает в двух диапазонах: скоростном и си-
ловом. В скоростном диапазоне производится чистовое строга-
ние, в силовом — черновое.
При работе на скоростном диапазоне движение с вала
XXXVII коробки скоростей 11 через косозубые колеса 16/64 пе-
редается косозубой передаче 17/58 (зубчатая муфта Мф1 вклю-
чена вправо) - червяку с заходностью к = 10, от которого рейка
12, жестко соединенная со столом 18, приводит его в прямоли-
нейное движение.
ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК МОД. 7142А
233
При работе на силовом диапазоне муфта Мф1 включена
влево и вращение с вала ХХХУ1П передается через косозубую
пару 24/51 на вал ХХХХ, а следовательно, червяку и рейке.
Движение подачи. Движение подачи верхних суппортов
осуществляется от реверсивного электродвигателя М2, от кото-
рого вращение передается червячной парой 2/58 на вал // ко-
робки подач 9, который через муфту Мф2 соединен с валом III.
На этом валу на шпонке смонтирован диск 7, на котором уста-
новлен фрикцион 8, связанный пальцем с диском 6, несущим
собачку 4 храпового колеса 5. Собачка вращает храповое колесо
и связанное с ним зубчатое колесо z = 55. От него вращение
передается на вал IV и далее через передачи 35/22 (в зависимо-
сти от того, какие муфты включены) на валы IX-XII. Ходовые
винты XII и IX служат для горизонтального перемещения суп-
портов, а валы X и XI - для вертикального перемещения.
В момент реверсирования стола с обратного хода на рабо-
чий подается команда электродвигателю М2, и вращение проис-
ходит до тех пор, пока планка фрикциона 8 не упрется в непод-
вижный упор и не разожмет фрикциона. После этого подача
прекратится. Электродвигатель М2 остановится лишь через не-
которое время при нажатии кулачка на конечник реверса стола.
Коробка подач бокового суппорта устроена аналогичным обра-
зом.
7.3. Продольно-строгальный станок мод. 7142А
Характеристика станка
Одностоечные продольно-строгальные станки по принципу
работы не отличаются от двухстоечных; имеют аналогичные ко-
робки скоростей, но для различных моделей могут быть разли-
чия в связи с неодинаковыми тяговыми усилиями, скоростями
хода стола и диапазоном регулирования частоты вращения вала
электродвигателя привода стола. От двухстоечных станков они
отличаются механизмами подъема и зажима поперечины: меха-
низм подъема поперечины расположен в стойке, а механизм
зажима поперечины одностоечных станков — на консоли.
Принципы работы этих механизмов аналогичны двухстоечным,
и отличие состоит лишь в длине рычагов.
234
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
При разработке кинематических схем придерживаются того
же принципа: кинематические цепи отдельных механизмов или
узлов должны быть простыми и короткими. Поэтому здесь, так
же как и в двухстоечных продольно-строгальных станках, на
каждый механизм имеется отдельный привод.
Продольно-строгальный станок мод. 7142А представляет
собой универсальный одностоечный станок и предназначен для
обработки резцом плоскостей из стали, чугуна, цветных метал-
лов и пластмасс. Станок может использоваться в условиях еди-
ничного и серийного производства, а также в ремонтных цехах.
На станке обрабатываются горизонтальные, вертикальные и на-
клонные плоскости с наибольшей шириной 1250 мм, высотой
1250 мм и длиной 6000 мм, а также продольные пазы.
Краткая техническая характеристика станка: длина хода стола 300-
6200 мм; наибольшая масса обрабатываемого изделия 10 т; наибольшее
вертикальное перемещение бокового суппорта 1300 мм; наибольшее го-
ризонтальное перемещение вертикальных суппортов 1300 мм; наиболь-
ший угол поворота суппорта: вертикального ±60°, бокового ±45°; скорость
рабочего хода стола 6-60 м/мин; регулирование скоростей - бесступенча-
тое; скорость обратного хода стола 15-60 м/мин; подача суппортов попе-
речины: горизонтальных 0,5-25 мм/дв.х, вертикальных 0,125-62 мм/дв.х;
вертикальная подача бокового суппорта 0,25-12,5 мм/дв.х; ускоренное
перемещение суппортов: вертикального 2,33 м/мин, бокового 1,07 м/мин;
ускоренное перемещение поперечины 0,65 м/мин; габаритные размеры
станка (длина х ширина х высота) 13390 х 4010 х 3600 мм; масса стан-
ка 40 т.
Кинематическая схема станка
Главное движение. Главным движением является возвратно-
поступательное перемещение стола и осуществляется от регули-
руемого электродвигателя постоянного тока мощностью 16,2 кВт,
частота вращения которого меняется бесступенчато от 140 до
1400 мин'1. Вращение на вал // передается через редуктор и да-
лее через червяк с заходностью к= 10 на рейку с модулем
т = 12 мм, которая жестко скреплена со столом станка. Ревер-
сирование вращения электродвигателя создает возвратно-
поступательное перемещение стола.
Горизонтальная подача вертикальных суппортов. Горизон-
тальная подача осуществляется от реверсивного электродвигате-
СПЕЦИАЛИЗИРОВАННЫЕ СТАНКИ
235
ля мощностью 1,7 кВт и частотой вращения п = 1500 мин1.
Реверсирование вращения этого электродвигателя происходит от
механизма переключения, установленного на столе (кулачки
переключения). Периодическая подача осуществляется поворо-
том рычага фрикциона подачи, регулируемой лимбом. Через
червячную пару вращение передается на ходовой винт горизон-
тальной подачи с шагом р = 10 мм.
Вертикальная подача вертикальных суппортов. Вертикальная
подача осуществляется также от электродвигателя.
Боковой суппорт имеет вертикальную подачу от отдельного
электродвигателя мощностью 1,7 кВт и частотой вращения
п = 1500 мин1. Поперечине сообщается установочное переме-
щение также от отдельного электродвигателя W=4,5 кВт и
п = 1500 мин"1 через червячную пару на ходовой винт с шагом
10 мм.
Для управления циклом движения стола служит пульт, ко-
торый расположен на коробке скоростей. Он состоит из меха-
низма установки длины хода стола, устройства из набора сопро-
тивлений для изменения скорости рабочего и обратного хода
стола, пусковых кнопок, переключателей подъема резцедержа-
телей суппортов и сигнальных ламп. Кроме того, на станке име-
ется подвесная кнопочная станция для дистанционного управ-
ления станком.
7.4. Специализированные
продольно-строгальные станки
Кромкострогальные станки. Станки этого вида предназначе-
ны для обработки кромок листов и для снятия фасок под раз-
личными углами (табл. 7.1/
Станки для снятия грата. Станки для снятия грата (наплыва
и утолщения) сварного шва имеют два исполнения — правое
(основное) и левое. Грат с металлических полос снимается
строганием одновременно сверху и снизу после сварки их кон-
цов, выполненной контактным способом или способом наплав-
ки. На станке обрабатываются полосы из углеродистых, нержа-
веющих и жаропрочных сталей и всевозможных сплавов. Гра-
тосниматели подобного типа применяются в металлургической
промышленности при производстве холоднокатаной листовой
236
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
7.1. Техническая характеристика
кромкострогальных станков
Основные данные Модели станка
7806 7806 В МС-10
Наибольшие размеры обраба- тываемого изде- лия, мм 6000x1500x200 12000x1500x200 12500x2500x12
Скорость реза- ния, м/мин 6...40 6...400 10...23
Наибольшее усилие резания при скоростях 6-15 м/мин, Н 35000 35000 —
Пределы подач суппортов, мм/дв.х: вертикальных горизонтальных 0,5...12,5 0,25...6,2 0,5...12,5 0,25...6,2 —
Количество кареток, шт. Нет Нет 12
Количество рез- цедержателей в каретке, шт. — — 2
Количество резцов, шт. 4 4 48
Суммарная мощ- ность электро- двигателей глав- ного движения, кВт 28 28 240
Габариты станка, мм 11070х3480х х2600 17702х3480х х2600 28500х6620х х2675
Масса станка, т 28 40 240
СПЕЦИАЛИЗИРОВАННЫЕ СТАНКИ
237
стали, электросварных труб и металлопроката. Они встраивают-
ся в технологические линии и работают в автоматическом или
полуавтоматическом режиме. Станки высоко механизированы и
автоматизированы, начиная с поиска грата и зажима полосы и
кончая отжимом полосы и подачей команды на дальнейшее пе-
ремещение полосы согласно технологическому процессу.
Станок для снятия грата мод. ГФ-888С2 (рис. 7.10) имеет
две каретки: верхнюю 4 и нижнюю 3. Верхняя каретка получает
вертикальное перемещение от гидропривода 5 (четыре гидроци-
линдра), а нижняя - перемещение вдоль полосы от гидроци-
линдра. Вертикальное перемещение каретки необходимо для
зажима обрабатываемой полосы. Ширина режущей кромки
строгальных резцов 40 мм (выполнение правое и левое); резцы
крепятся в верхнем и нижнем резцедержателях по 5 шт. (по
особому заказу — по 12 шт.). Штоссели (верхний 2 и нижний 7)
совершают возвратно-поступательное главное движение от элек-
тродвигателя 6 мощностью 67 кВт. Настройка резцов осуществ-
ляется вне станка в специальном приспособлении. Стружка по-
сле строгания убирается шнековым транспортером. Перед сня-
тием грата и на выходе с гратоснимателя обрабатываемая полоса
обдувается сжатым воздухом; нижние зажимные губки очища-
ются также с помощью пневмообдува.
Краткая техническая характеристика станка: ширина обрабатывае-
мых полос 600-1850 мм; длина зажимных губок 2000 мм; зазор между
горизонтальными поводковыми роликами 50 мм; расстояние между
зажимными губками 46 мм; толщина обрабатываемых полос: 1,5-6 мм
из углеродистой стали (стыковая сварка), шов холодный; 1,5-10 мм из
углеродистой стали (стыковая сварка), шов горячий (500-800 °C);
2-4 мм из нержавеющих и жаропрочных сталей (стыковая сварка), шов
холодный; 2-6 мм из нержавеющей и жаропрочной сталей, шов горя-
чий (500-800 °C); 2-6 мм из нержавеющей и жаропрочной сталей (сварка
наплавкой), шов холодный и горячий; скорость строгания: первый
диапазон (бесступенчатое регулирование) 8...40 мм/мин, второй диапа-
зон (4 ступени) 45...60 мм/мин; скорость врезания 5...40 мм/мин; наи-
большее перемещение нижней каретки вдоль полосы 200 мм; скорость
быстрого перемещения нижней каретки 4...5 м/мин; скорость медлен-
ного перемещения нижней каретки 0,6...1,7 м/мин; перемещение верх-
ней каретки (вверх-вниз) 140 мм; скорость перемещения верхней ка-
ретки: вниз (зажим полосы) 4 м/мин, вверх (отжим полосы) 1,7 м/мин;
усилие зажима полосы (при давлении в гидросистеме 7,8 МПа)
Рис. 7.10. Специализированный продольно-строгальный станок для снятия грата мод. ГФ-888С2
238 Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
СПЕЦИАЛИЗИРОВАННЫЕ СТАНКИ
239
1000000 Н; мощность электродвигателя постоянного тока главного
движения (привод штосселей) 67 кВт; габаритные размеры станка без
пульта управления и гидропанели (длина х ширина х высота)
8345x3310x3445 мм; масса станка около 58 т.
Станки для обработки деталей стрелочных переводов. Станки
для обработки деталей стрелочных переводов (рис. 7.11): остря-
ков, усовиков, рамных рельсов, цельнолитных крестовин имеют
два исполнения: с правым (П) и левым (Л) расположением при-
вода стола. Станки оснащены мощными электроприводами по-
дач. В сочетании с большой жесткостью кинематических цепей
позволяют вести высокопроизводительную групповую строжку
рельсовых деталей четырьмя инструментами, при этом каждый
резец может снимать стружку сечением до 40 мм2. Каждый суп-
порт (верхний 2 и боковой 3) имеет независимые приводы по-
дач саней и ползунов, тем самым значительно расширяются
технологические возможности этих станков.
Рис. 7.11. Специализированный продольно-строгальный станок
для обработки деталей стрелочных переводов мод. НС43Л6
240
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
7.2. Технические характеристики
специальных продольно-строгальных станков
для обработки деталей стрелочных переводов
Основные данные Модели станков
НС43П6, НС43ЛС НС43П8, НС43Л8 НС43П12, НС43Л12
Рабочая поверхность стола, мм 1200x6500 1200x8000 1200x12000
Наибольший размер об- рабатываемой по- верхности, мм 6500x1250х х650 8000x1250х х650 12000х1250х х650
Наибольшая масса обрабатываемого изделия, т 10 10 10
Расстояние между стой- ками, мм 1350 1350 1350
Наибольшее усилие ре- зания, кН: при скорости рабо- чего хода стола 15 м/мин при скорости рабо- чего хода стола 25 м/мин 400 220. 400 220 400 220
Угол поворота, град: боковых ползунов резцовых головок +10 ±14 ±10 ±14 ±10 ±14
Скорость перемещения стола (бесступенчатое регулирование), м/мин 1...15; 15...25
Пределы подач суппортов, ползунов, мм/дв.х 0,05...5
Дискретность подач, мкм 50
Мощность электродвига- теля, кВт 150
Масса, т 80 87 109
СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
241
На санях боковых суппортов предусмотрены механизмы по-
ворота ползуна относительно горизонтальной плоскости на угол
±10°. Плиты с резцедержателями могут поворачиваться на угол
±14° относительно ползуна. Конструкции станины 5, стола 4 и
траверсы 1 достаточно жесткие из-за наличия ребер. Направ-
ляющие станины имеют V-образную форму, что позволяет хо-
рошо удерживать смазку.
Благодаря большой свободе перемещения инструмента на
станках можно обрабатывать поверхности, расположенные под
разными углами, выполнять строгание в упор, вести подстрожку
уклонов, используя одновременно движения стола и резца; уда-
лять местные неровности, делать технологические подрезы.
В приводе стола расположены датчики дистационной уста-
новки величины продольного хода. С их помощью можно
управлять движением стола с приращениями на двойной ход.
Этот режим необходим для снятия металла с укосов, что сокра-
щает холостые перебеги инструмента.
Станки работают в полуавтоматическом режиме и выпол-
няют полный объем обработки каждого вида деталей рельсового
перевода. В системе управления заложены типовые циклы,
благодаря этому оператор может выбрать оптимальную техно-
логию для каждого вида обработки: строгание с подачами
0,05-5 мм/дв.х, строгание с предварительным набором обраба-
тываемых размеров, строгание наклонных поверхностей при од-
новременной подаче санями и ползуном, отвод механизмов на
заданную величину по предварительному набору координат, об-
работка усовика с отводом ползуна перед обратным ходом без
подъема резцедержавки, строгание носка остряка с подстрож-
кой, косое строгание с приращением перемещения стола на ка-
ждый двойной ход.
Основные технические характеристики этих станков приве-
дены в табл. 7.2.
7.5. Продольно-строгальные станки
зарубежных фирм
Одностоечные продольно-строгальные станки выпускаются
в основном тремя странами: Германией, Италией и Великобри-
танией. В Германии фирма REICHLE and KNODLER изготовля-
ет одностоечные станки с шириной обработки 1000 и 2200 мм;
242
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
фирма WACHTBERGER — с габаритными размерами обработки:
длина 1500 и 5000 мм, ширина 1250 мм и высота 700-1250 мм;
фирма WALDRICH COBURG - с габаритными размерами обра-
ботки 5000x750x600 мм и 12000x3000x2600 мм. В Италии одно-
стоечные продольно-строгальные станки выпускает фирма
PENSOTT1 EZIO модели 90, 105, 125, 150, 175, 200, 250, 300 - с
ручным управлением и мод. KL 90/CNC — с числовым про-
граммным управлением. Английская станкостроительная фирма
Noble and Lund PLC производит одностоечные продольно-
строгальные станки двух типоразмеров с шириной стола от 750
до 1200 мм и более 1200 мм.
Двухстоечные продольно-строгальные станки экспортируют
Германия, Италия, Великобритания и США. В Германии фирма
WACHTBERGER изготовляет двухстоечные продольно-
строгальные станки с габаритными размерами обработки: длина
1500 и 5000 мм, ширина 2500 мм и высота от 700 до 1250 мм;
фирма WALDR1CH COBURG — с габаритными размерами обра-
ботки 8000x1500x1500 мм и 12000x3200x3500 мм. В Италии две
фирмы BOLDRINI и PENSOTTI EZIO производят двухстоечные
продольно-строгальные станки с шириной стола 800 и 2500 мм,
а в Англии фирма Noble and Lund PLC — такие же станки с ши-
риной стола от 750 до 1200 мм и другое исполнение с шириной
стола более 1200 мм. Фирма Builder — ONS RUD Machine
CORPORATION (США) выпускает двухстоечные продольно-
строгальные станки с ходом стола 60-192 дюйма.
Специализированные кромкострогальные станки изготовля-
ет фирма KLOPP (Германия) и АМТ(В7ш/и) Limited (Велико-
британия). Ведущее положение в выпуске специализированных
продольно-строгальных станков для обработки железнодорож-
ных рельсов и остряков стрелочного перевода рельсов занимает
фирма WALDRICH COBURG (Германия). Особенностью специа-
лизированных станков этой фирмы является высокая произво-
дительность, обеспечиваемая наличием специальных зажимных
устройств и системы ЧПУ. Станок имеет большую жесткость за
счет конструкций неподвижной поперечины и гидравлического
привода стола, короткое время реверсирования, многоинстру-
ментальный суппорт, вертикальный подъем строгальных резцов,
бесступенчатое регулирование подачи по всем осям. Ширина
стола 500-3000 мм, высота строгания 500-3500 мм, длина строга-
ния 1500-15000 мм, тяговое усилие 20000-400000 Н. Специали-
ЭКСПЛУАТАЦИЯ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ 243
зированные двухстоечные продольно-строгальные станки такого
же назначения выпускают фирмы CARNACHI MARIO и
PENSOTT1 EZ10 (Италия) и Noble and Lund PLC (Англия).
7.6. Эксплуатация
продольно-строгальных станков
Продольно-строгальные станки в основном относятся к
группе тяжелых, поэтому их эксплуатация имеет определенную
специфику, начиная с транспортировки и кончая подналадкой.
Транспортирование. Продольно-строгальные станки транс-
портируют в разобранном виде: узлами и группами узлов, упа-
кованными в отдельные ящики. Все неокрашенные места по-
крывают специальной антикоррозионной смазкой, масло из
масляных ванн должно быть слито. Чалку и транспортировку
узлов станка в распакованном виде следует производить соглас-
но указаниям и эскизам, прилагаемым к "Руководству по экс-
плуатации" конкретного станка, не допускать повреждений вы-
ступающих частей. Натянутые тросы или цепи не должны ка-
саться рукояток и поверхностей станка; во избежание этого
применяют мягкие подкладки.
Поскольку вес отдельных узлов очень большой (например,
у станка мод. 7216 вес станины 85000 Н, приставки станины пе-
редняя и задняя - 50000 Н каждая, поперечина - 29600 Н,
стол — 100000 Н), размеры стержней, тросов и канатов должны
строго соответствовать весу поднимаемых грузов. Антикоррози-
онные покрытия, нанесенные на поверхности станка, необхо-
димо удалять бензином, керосином, скипидаром или тяжелым
бензином (уйат-спиритом). Очищенные поверхности насухо вы-
тирают и слегка смазывают чистым машинным маслом.
Монтаж. Монтаж продольно-строгальных станков осущест-
вляется на специальном бетонном фундаменте. Глубина кладки
его зависит от качества грунта, материала фундамента и должна
быть под станиной и стойками не менее 1300 мм, под плитой
привода стола не менее 700 мм. Общий вес фундамента должен
быть в 2-3 раза больше веса станка с обрабатываемым изделием.
Фундамент должен иметь надежную гидроизоляцию, просачива-
ние грунтовых вод недопустимо.
244
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
При закладке фундамента необходимо предусмотреть за-
кладку в нем труб для монтажа электропроводки, места вывода
труб и их сечения указываются в «Руководствах по эксплуата-
ции». Трех- и двухмашинный агрегаты, станция управления по-
ставляются со станком без присоединительных проводов и про-
кладочных труб. Поэтому расположение выносного электрообо-
рудования, обозначения труб и маркировка проводов указаны в
«Руководстве по эксплуатации» в монтажной схеме электропри-
вода.
У торцов станины необходимо установить прочные ограж-
дения — механические или бетонные столбы с поручнем для
предотвращения возможных несчастных случаев при выходе
стола из зацепления с приводным червяком и несрабатывании
специального тормозного устройства.
Двухмашинный агрегат и шкаф станции управления крепят
непосредственно к полу цеха анкерными болтами. Трехмашин-
ный агрегат устанавливают на бетонной плите высотой не менее
300 мм. Опорные плиты трехмашинного агрегата должны быть
на одном уровне. Расстояние от анкерных болтов до края плиты
должно быть не менее 200 мм. После затяжки анкерных винтов
подошву плиты агрегата заливают бетонным раствором.
При монтаже двухстоечных станков сначала устанавливают
и выверяют станину, затем стойки, боковой суппорт и боковую
коробку подач, поперечину в сборе с находящимися на ней уз-
лами, перекладину с механизмом перемещения поперечины,
траверсные суппорты, противовес бокового суппорта, промежу-
точный вал привода стола и коробку скоростей с электродвига-
телем и пультом управления: после этого устанавливают элек-
трооборудование и проверяют работу узлов, выверяют станок по
нормам точности, монтируют стол и снова проверяют станок по
нормам точности. Для одностоечных станков обычно после ус-
тановки бокового суппорта монтируют его противовес, а далее
последовательность монтажа аналогична приведенной.
Первоначальный пуск станка и его проверка. Подключают за-
земление станка к общей цеховой системе заземления, после
чего можно подключить станок к электросети, проверив соот-
ветствие напряжения сети и электрооборудования станка. Изу-
чив последовательность включения всех узлов станка, готовят
его к первоначальному пуску.
ЭКСПЛУАТАЦИЯ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ 245
Наполняют все резервуары смазкой. Смазка направляющих
станины, приводного червяка стола, а также подшипников
скольжения этого червяка производится автоматически от цен-
тральной смазочной станции. Маслобаком служат несколько
секций самой станины.
В системе смазки с помощью дросселей создается давление
0,2-0,3 МПа. С направляющих станины масло стекает в корыта,
расположенные на концах станины, откуда, проходя через сет-
чатые фильтры, самотеком сливается по трубам обратно в мас-
лобак. При отсутствии в трубопроводе давления масла или при
давлении ниже 0,1 МПа, реле, воздействуя на конечный выклю-
чатель, прекращает движение стола или делает невозможным
его включение. Максимальное давление ограничивается предо-
хранительным клапаном, регулируемым на 0,5 МПа. Для на-
блюдения за величиной давления масла в сети установлен ма-
нометр. Из плунжерных насосов подается масло, которым сма-
зываются шестерни и подшипники коробок подач.
Привод плунжерных насосов осуществляется от кулачка,
установленного на валу червячного колеса коробки подач.
Шестерни и подшипники коробки скоростей главного приво-
да, редукторы перемещения и механизма зажима поперечины
смазываются разбрызгиванием масла, заливаемого в корпусы
этих узлов до уровня, контролируемого по маслоуказателю. Для
смазки горизонтальных направляющих поперечины, направ-
ляющих стойки, ходовых винтов, а также элементов передач во
время перемещения кареток применяют специальные дозаторы.
Заполнив резервуары маслом, необходимо проверить вруч-
ную, перемещаются ли суппорты по поперечине и стойке, затем
попробовать работу электродвигателя без подключения рабочих
органов станка, обратив внимание на исправность смазочной
системы. Только после этого можно приступить к проверке ра-
боты всех механизмов на холостом ходу. Следует обратить вни-
мание на одновременное включение вентилятора привода стола
и двух- и трехмашинного агрегатов, при этом загораются сиг-
нальные табло. Далее необходимо проверить правильность на-
стройки механизма установки длины хода стола. Перемещать
стол можно только в установочном режиме. И наконец, прове-
рить правильность положения аварийного выключателя.
246
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
После проверки работы станка на холостом ходу можно
приступать к проверке работы станка в наладочном режиме и
автоматическом цикле.
По окончании работ по первоначальному пуску станка не-
обходимо произвести дополнительную проверку его на геомет-
рическую точность по тем пунктам акта приемки, по которым
не производилась проверка во время монтажа. Станок должен
соответствовать ГОСТ 35-85Е «Станки продольно-строгальные.
Нормы точности и жесткости".
Рекомендуется прострогать стол на рабочем ходу при сле-
дующих режимах: глубина резания 0,05-0,1 мм, подача
12 мм/дв.х, скорость рабочего хода стола порядка 8 м/мин, а
обратного около 30 м/мин широким чистовым резцом с шири-
ной лезвия не менее 25 мм.
Настройка. Настройку станка начинают с установки длины
и скоростей хода стола, величины подачи суппортов, направле-
ния их перемещения, установки глубины резания.
Рассмотрим особенности настройки продольно-строгальных
станков. При установке длины хода стола нужно примерно оп-
ределить, против каких делений на линейке стола находятся
края обрабатываемой поверхности (начало и конец). После
этого подвижные секторы подводятся своими рисками к соот-
ветствующим делениям лимба пульта. На установочном режиме
проверяют длину хода стола и при необходимости корректиру-
ют; при правильной настройке пульта перебег стола перед нача-
лом рабочего хода всегда будет равен 150 мм, а в конце рабочего
хода - 50 мм. При необходимости можно изменить величину
перебегов путем перестановки секторов пульта относительно
делений лимба, соответствующих длине изделия и его месту по-
ложения на столе.
Скорости рабочего и обратного хода устанавливают на
пульте управления. При черновой обработке рекомендуется ра-
ботать в пределах силового диапазона скоростей, а при чисто-
вой — на скоростном диапазоне. Скорость движения стола при
обратном ходе рекомендуется устанавливать в 2-3 раза больше
скорости рабочего хода для получения наименьшего времени
цикла одного двойного хода стола. Большую разницу не стоит
реализовывать, так как это не дает выигрыша во времени при
законченном цикле движения стола, но зато приводит к пере-
грузке и перегреву электродвигателя и снижению тягового уси-
ЭКСПЛУАТАЦИЯ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ 247
лия, особенно это касается обрабатываемых изделий средних и
малых длин.
Рекомендации при работе на станке. При ручном перемеще-
нии суппортов необходимо ставить в нейтральное положение
рукоятки управления подачами. При работе суппортов попере-
чины с горизонтальной подачей или бокового суппорта с верти-
кальной подачей ползун должен быть зажат. При вертикальной
подаче суппортов поперечины или при горизонтальной подаче
бокового суппорта рекомендуется зажать их каретки (или сани).
После перемещения поперечины вниз ее необходимо при-
поднять вверх для выборки зазоров в паре винт — гайка меха-
низма подъема поперечины с целью сохранения ее параллель-
ности плоскости стола. В процессе эксплуатации станка винто-
вые пары подъема поперечины изнашиваются неравномерно,
поэтому периодически следует выравнивать ее положение с по-
мощью регулировочной муфты (рис. 7.12). При вращении квад-
рата 3 червяка муфты поворачивается червячное колесо 1 и свя-
занный с ним с помощью шпонки вал 2, передающий вращение
на один из ходовых винтов подъема поперечины. Таким образом,
поднимая или опуская ходовым винтом одну сторону поперечи-
ны, выравнивают ее положение на станках мод. 7А288 и 7289.
Рис. 7.12. Муфта для выравнивания поперечины
248
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
На станках мод. 7А256 и 7А278 можно регулировать поло-
жение поперечины непосредственно поворотом ходового винта.
Обе конструкции неудобны тем, что одному человеку выровнять
поперечины невозможно; нужно, чтобы один человек находился
на поперечине и вращал регулировочные винты, а другой кон-
тролировал ее положение по уровню. В некоторых современных
конструкциях тяжелых станков применяют механизмы с дис-
танционным выравниванием поперечины и с контролем по
прибору ее положения. Однако этот метод применяют редко,
так как выравнивать поперечину приходится не часто, а автома-
тика в данном случае усложняется.
При установке резца в резцедержателе необходимо следить,
чтобы опорная поверхность его была плоской и обработанной с
чистотой не ниже Rz = 40 мкм. Вылет резца должен быть мини-
мальным.
При выборе режимов резания по справочникам необходимо
проверять возможность осуществления на реальной конструк-
ции станка расчетной составляющей силы резания Pz при за-
данной скорости рабочего хода стола. Допускаемое приводом
станка усилие должно быть не меньше или равно расчетной со-
ставляющей Рграсч усилия резания или суммарной в случае об-
работки детали двумя или более резцами. Допустимое станком
усилие резания определяется по следующей формуле:
р = бт - Qx.x /7 1 \
rz доп - ’ V •1 /
где QT — тяговое усилие станка, приложенное со стороны при-
вода стола в направлении рабочего хода и параллельно движе-
нию стола; Qxx — часть тягового усилия станка, теряемого на
преодоление сил трения в направляющих под воздействием веса
стола С7ст, приведенного в паспорте станка, и обрабатываемого
изделия <7ИЗД:
Qx.x = /тр (^ст + ^изд) J (7-2)
к — коэффициент, учитывающий действие других составляющих
сил резания Ру и Рх, которые влияют на возникновение дополни-
тельных сил трения в направляющих. При общепринятом соот-
ЭКСПЛУАТАЦИЯ ПРОДОЛБИ О-СТРОГАЛЬНЫХ СТАНКОВ 249
ношении составляющих сил резания Pz : Ру : Рх = 1 : 0,5 : 0,3 ко-
эффициент к = 1,07 (для острозаточенных резцов); — коэф-
фициент трения в направляющих, принятый для текстолита по
чугуну равным 0,15-0,18.
Тяговое усилие непостоянно на различных скоростях дви-
жения стола, его наибольшее значение определяется по графику
2Т = f (^), прилагаемому в каждом «Руководстве по эксплуата-
ции».
Пример проверки правильности выбора режимов резания. На про-
дольно-строгальном станке мод. 7216 (вес стола 100 000 Н) будет обра-
батываться изделие из стали с ов = 550 МПа весом (7НЗД = 45000 Н рез-
цом с пластиной из стали Р9, (р = 45°, <р'= 15°. Назначаем период
стойкости Т= 120 мин. Обработка будет производиться одновременно
тремя резцами с глубиной резания t = 8 мм и подачей s2x = 1,1 мм/дв.х.
Из табл. 3.9 выбираем рекомендуемую скорость резания
^табл = 18,6 м/мин. С учетом поправочного коэффициента на материал
скорость резания v = £мат итабл = 18,6 1,37 = 25,4 м/мин. По формуле
(2.3) вычисляем силу резания Pz на один резец; она составляет 18000 Н,
а следовательно, суммарная сила резания при работе тремя резцами
Р^расч ~ 18000 3 = 54000 Н. Для другой геометрии резцов можно вос-
пользоваться «Справочником строгальщика»*, в котором, кроме того,
для различных скоростей резания, подач и глубин резания приводятся
рассчитанные значения сил резания Pz и эффективной мощности реза-
ния 7УЭф. По формуле (7.2) находим
(?хх =0,18 (100000+ 45000) = 26100 Н.
Из (7.1) определяем расчетное тяговое усилие, обеспечивающее привод
стола для преодоления заданной силы резания Рграсч :
От расч = расч + Охх- (7-3)
Подставив в (7.3) исходные данные, получаем
От расч = Ь°7 • 54000 + 26100 = 83880 Н.
* См.: Крюк В.А., Радьков В.Л. Справочник строгальщика. - Минск:
Беларусь, 1973.
250
Глава 7. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 7.13. График
зависимости тягового усилия
от скорости рабочего хода
стола станка
Из графика (рис. 7.13) находим, что
при скорости стола 25,4 м/мин тяговое
усилие на Н диапазоне скоростей состав-
ляет 115000 Н. Мы видим, что тяговое
усилие станка при выбранных режимах
больше расчетных на не очень большую
величину. Следует иметь в виду, что в
реальных условиях фактическая сила
резания, а следовательно, и (2тфакт будет
отличаться в сторону увеличения из-за
несоответствия геометрии резца вследст-
вие затупления, неравномерности твер-
дости обрабатываемого материала и
других причин. Поэтому необходимо
контролировать показания амперметра,
сила тока не должна превышать величи-
ны, заданной на графике /дВ=/(арх),
который прилагается в каждом
«Руководстве по эксплуатации» продоль-
но-строгального станка.
Уход за станком. Уход за стан-
ком, его регулировка, своевременная
смазка увеличивают долговечность его работы и обеспечивают
его надежность. Очень важно регулярно производить профилак-
тический осмотр для выявления неполадок и неточностей его
работы. При нормальных эксплуатационных условиях работы не
реже одного раза в квартал следует проверять станок на геомет-
рическую точность, при работе станка на финишных операциях —
не реже одного раза в месяц.
Контрольные вопросы
1. Каковы особенности возвратно-поступательного движения стола
продольно-строгального станка?
2. Назовите специализированные продольно-строгальные станки.
3. Для чего направляющие стола выполняют из антифрикционных
'пластмасс?
4. Почему необходимо проверять правильность выбора режимов
'резания применительно к конкретной модели продольно-строгального
станка?
5. В чем состоят особенности эксплуатации продольно-строгаль-
ных станков?
ДОЛБЕЖНЫЙ СТАНОК МОД. 7А420
251
Глава 8
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ
ДОЛБЕЖНЫХ СТАНКОВ
8.1. Долбежный станок мод. 7А420
Характеристика станка
Станок предназначен для обработки плоских и фасонных
поверхностей в единичном, мелкосерийном и крупносерийном
производстве, а также наклонных плоскостей с поворотом рамы
долбяка до 5°. Станок имеет типичную компоновку узлов, пока-
занную на рис. 1.8.
Краткая техническая характеристика станка: длина хода долбяка
20-200 мм; диаметр рабочей поверхности стола 500 мм; наибольшее
перемещение стола: продольное 500 мм, поперечное 400 мм; наиболь-
шее усилие резания 15000 Н; число двойных ходов долбяка в мин: 40,
64, 102, 163; габаритные размеры станка 2300x1270x2175 мм, масса
станка 2000 кг.
Кинематическая схема станка
Главное движение. Возвратно-поступательное перемещение
долбяка с резцом — главное движение — передается от электро-
двигателя Ml (рис. 8.1), через клиноременную передачу со шки-
фами 0112 и 372 мм, коробку скоростей (валы II и ИГ) на кулис-
ное колесо z = 78 (вал /Й). За один оборот кулисного колеса через
вращающуюся кулису 2долбяк 1 совершает один двойной ход.
Движение подачи. Движение подачи осуществляется за один
оборот кулисного колеса, т.е. за один оборот вала IV. Через ко-
робку подач (78/19, затем с вала III передачами 19/39, 20/20 и
18/36) движение поступает на вал IX, где эксцентриковый меха-
низм 3 позволяет собачке захватывать от одного до двенадцати
зубьев храпового колеса z = 48 (вал XI). При а = 1, т.е. при за-
хвате собачкой одного зуба храпового колеса, величина про-
дольной и поперечной подач будет наименьшая и равна 0,1
мм/дв.х, а стол повернется на 0,066°. От храпового колеса дви-
жение передается через конический механизм реверса 32/32 на
вал XII, с которого поступает в стол станка.
252
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 8.1. Кинематическая схема долбежного станка мод. 7А420
Продольная подача далее осуществляется по кинема-
тической цепи: через винтовые зубчатые колеса 20/20, цилинд-
рическую пару 27/35 и 35/27 на ходовой винт XX с шагом резь-
бы р = 6 мм. Цена деления лимба при продольном перемеще-
нии стола вручную — 0,05 мм.
ДОЛБЕЖНЫЙ СТАНОК МОД. 7А420
253
Поперечная подача с вала XII осуществляется по ки-
нематической цепи: через цилиндрические зубчатые колеса
30/44, 44/48, 48/30 на ходовой винт XIX поперечной подачи с
шагом р = 6 мм; цена деления лимба при поперечном переме-
щении стола вручную — 0,05 мм.
Круговая подача стола ведется с вала XII по следую-
щей кинематической цепи: через винтовую цилиндрическую
пару 20/20 на вал XIII, после которого через зубчатые цилинд-
рические передачи 27/39 и 39/27 движение передается валу XV,
затем через винтовую зубчатую передачу 20/20 вращение с вала
XVI передается цилиндрическими зубчатыми колесами 20/20 на
вал XVII. Последней кинематической парой в этой цепи являет-
ся червячная пара 1:90 с модулем т = 3 мм. Цена деления лимба
при вращении стола вручную составляет 2'.
Ускоренное перемещение стола осуществляется от
электродвигателя М2; скорость ускоренного перемещения стола
при продольном и поперечном перемещениях составляет 1,77
м/мйн, а при вращении — 5 м/мин на крайней точке стола.
Основные узлы станка
Основные узлы станка (см. рис. 1.8) типичны для долбеж-
ных станков: станина, состоящая из верхней и нижней частей,
соединенных болтами; стол, расположенный на горизонтальных
направляющих станины, салазки; кулисный механизм; коробка
скоростей; коробка подач и долбяк.
Долбяк в долбежных станках выполняет ту же роль, что и
ползун в поперечно-строгальных, поэтому его нередко называют
ползуном. Долбяк (рис. 8.2) имеет корпус I коробчатой формы,
который перемещается по направляющим рамы 2. Долбяк мож-
но устанавливать на разной высоте относительно стола в зави-
симости от высоты обрабатываемой детали. Для этого вращают
ходовой винт VI через коническую пару 15/20 (см. рис. 8.1), по-
сле чего затягивают гайку 10 рукояткой 9 (см. рис. 8.2). В ниж-
ней части долбяка установлена резцовая головка 6, которая по-
ворачивается на 90° в обе стороны; головка затягивается кону-
сом 7 с помощью болта 8.
254
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Рис. 8.2. Долбяк станка
мод. 7А420
При долблении наклон-
ных поверхностей можно
переместить раму 2 в преде-
лах 5°, поворачивая гайку 5,
после чего закрепляют упор
4. Серьгой 3 долбяк соеди-
нен с кулисой (поз. 2 на
рис. 8.1).
8.2. Долбежные станки
с гидравлическим приводом
Отечественные станко-
строительные заводы выпус-
кают долбежные станки с
гидравлическим приводом
(см. табл. 1.4); наибольшая
длина хода долбяка 320-1000
мм, стол 0 630 или 800 мм,
масса 5-29 т, усилие резания
до 35000 Н, мощность элек-
тродвигателя 10-11 кВт.
Долбежные станки с
гидроприводом имеют такую
же компоновку узлов, как и станки с механическим приводом.
Они отличаются от последних тем, что главное движение долбя-
ка с резцом осуществляется от гидроцилиндра, вмонтированного
в полость долбяка. В рабочий цилиндр масло поступает по тру-
бопроводам от гидронасосов лопастного типа, которые приво-
дятся в действие от электродвигателя через клиноременную пе-
редачу. Шток и поршень всегда остаются неподвижными, а дол-
бяк совершает возвратно-поступательное перемещение в верти-
кальной плоскости вместе с гидроцилиндром; пределы скоро-
стей рабочего хода 3-38 м/мин.
Для долбления с поднутрением долбяк может наклоняться
под углом до 10°. Реверсирование главного движения в гидро-
фицированных долбежных станках осуществляется от золотни-
ка, на который воздействует система рычагов от переставных
упоров. В долбяке смонтирован специальный механизм автома-
ДОЛБЕЖНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
255
тического отвода резца при обратном ходе, чтобы сохранять
чистоту обработанной поверхности.
Подачей стола управляет другой гидроцилиндр-рейка так
же, как в поперечно-строгальных станках с гидроприводом, на-
пример, в станке мод. 7М37 (см. 6.16).
Ускоренные перемещения стола обычно осуществляет элек-
тромеханический привод.
Итак, гидравлическая система долбежных станков обеспе-
чивает следующие элементы рабочего цикла: возвратно-
поступательное движение долбяка; продольную, поперечную и
круговую подачи стола; пуск и останов станка при любом поло-
жении долбяка. Панель гидроуправления контролирует и регу-
лирует работу всех частей гидросистемы. Имеется специальный
запорный золотник с обратным клапаном на уровне верхней
плоскости стола, который уравновешивает долбяк, удерживая
его от падения при остановке станка.
8.3. Долбежные станки зарубежных фирм
Несмотря на то что долбление в настоящее время в боль-
шинстве случаев заменяется другими технологическими опера-
циями, для определенных видов обработки оно является самым
эффективным. Поэтому за рубежом, так же как и в России, из-
готовляют долбежные станки как с механическим, так и с гид-
равлическим приводом. В Германии фирма WALDRICH
COBURG выпускает долбежные станки с гидравлическим приво-
дом (табл. 8.1), с бесступенчатым регулированием скорости дол-
бяка, автоматической подачей и ускоренным перемещением
стола. Подъем резца осуществляется автоматически при обрат-
ном ходе долбяка. Гидравлический привод главного движения
станка фирмы WALDRICH COBURG показан на рис. 8.3. Дол-
бежные станки, выпускаемые этой фирмой, могут быть оснаще-
ны копировальным устройством. Фирма изготовляет как уни-
версальные, так и специальные долбежные станки.
Фирма RAVENSBURG (Германия) выпускает долбежные
станки универсальные (мод. S 100, S 300, S 500, SL 750), специ-
альные для обработки корпусных деталей дизеля (мод. S 200), а
также долбежные станки с ЧПУ (мод. SE 300 CNC,
256
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
8.1. Технические характеристики долбежных станков
фирмы WALDRICH COBURG (Германия)
Технические данные станка Модели станков
3V 2022 5V 1422 5V2125 8V 2832 8V 3436
1 2 3 4 5 6
Максимальное усилие резания, Н 30000 50000 50000 75000 75000
Максимальный ход долбяка, мм:
при наружном долблении 1000 700 1050 1400 1700
при внутреннем долблении 800 650 8000 1000 1200
Вертикальное пере- мещение долбяка при перестановке по месту обработ- ки, мм — 500 750 950 1150
Диаметр стола, мм 1100 1100 1250 1600 1800
Максимальное продольное пере- мещение стола, мм 830 1000 1300 1820 1820
Максимальное по- перечное переме- щение стола, мм 750 780 1000 1200 1200
Максимальный поворот стола, град 360 360 360 360 360
Максимальный вес обрабатываемого изделия, Н 25000 60000 60000 160000 160000
Скорость долбяка (регулирование бесступенчатое), м/мин рабочий ход обратный ход 6-28 6-40 6-30 6-45 6-30 6-45 6-30 6-45 6-30 6-45
ДОЛБЕЖНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
257
Продолжение табл. 8.1.
1 2 3 4 5 6
Устройство для наклона долбяка, град вперед назад 15 3 10 10 10 10
SE 500 CNC, SE 1000 CNC, SE 1500 CNC) с диаметром стола
540-1500 мм, ходом долбяка до 1500 мм, поперечным перемеще-
нием стола 300-750 мм и продольным перемещением стола 550-
1500 мм. Специфичность конструкции стола в некоторых моде-
лях долбежных станков с ручным управлением — наличие лимба
для точного поворота круглого стола на требуемый угол, у пря-
моугольного стола - наличие делительной головки с ЧПУ.
Рис. 8.3. Гидравлический привод главного движения долбежного станка
фирмы WALDRICH COBURG
1 - заготовка; 2 - поршень; 3 - гидроцилиндр; 4 — гидропривод;
5 - шток; 6 - долбяк
258
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Фирма KLOPP (Германия) выпускает долбежные станки с
ходом долбяка 260 и 700 мм (с гидроприводом).
Фирма SACHMAN (Италия) изготовляет долбежные станки
с ходом долбяка 250 мм и фирма PENSOTTl EZIO (Италия) вы-
пускает шесть различных типоразмеров долбежных станков с
механическим приводом долбяка, максимальный ход которого
составляет 330-800 мм. В табл. 8.2 приведены технические ха-
рактеристики некоторых долбежных станков фирмы PENSOTTl
EZIO, а на рис. 8.4 представлена модель одного из этих станков.
Английские фирмы Ajax Machine Tool Со Ltd и Gate Machin-
ery Co LTD выпускают долбежные станки: первая с ходом дол-
бяка до 200 мм, вторая — 200-400 мм.
В США долбежные станки с ходом долбяка 12-30 дюймов
изготовляет фирма Morey Machinery.
8.2. Технические характеристики долбежных станков
фирмы PENSOTTl EZIO (Италия)
Технические данные станка Модели станков
SG 330 SG 550 SG 750
Ход долбяка, мм 330 550 750
Переустановка долбяка по верти- кали, мм 320 460 600
Расстояние между центром стола и долбяком, мм 330 460 600
Максимальное расстояние между центром стола и стойкой, мм 787 1232 1625
Диаметр стола, мм 550 900 1105
Продольное перемещение стола, мм 464 724 1000
Поперечное перемещение стола, мм 438 698 900
Поворот рамы в обоих направле- ниях, град 40 30 30
Количество скоростей долбяка 6 9 9
Частота движения долбяка при ра- бочем ходе, дв.х/мин 20-110 10-60 7-43
Мощность электродвигателя, кВт 4 9,2 18,5
ДОЛБЕЖНЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
259
Рис. 8.4. Долбежный станок мод. С 750 фирмы
PENSOTH EZIO (Италия):
1 - круглый стол; 2 - резцовая головка; 3 - долбяк; 4 — рама;
5- верхняя часть станины (стойка); 6— маховик круговых
перемещений стола; 7- маховик поперечного перемещения стола;
8 - салазки; 9 - маховик продольного перемещения стола;
10— нижняя часть станины
260
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
Представляет интерес долбежный станок мод. HOV-63
(Чехия). Станок отличается оригинальной компоновкой меха-
низма вращающейся кулисы. От привода станка (рис. 8.5) коле-
со 3 передает вращение колесу 1 с внутренним зацеплением, на
котором смонтирована тяга 2 долбяка 4.
Рис. 8.5. Механизм вращающейся кулисы
на долбежном станке HOV-63 (Чехия)
Краткая техническая характеристика: ход долбяка 630 мм, диаметр
стола 1100 мм, поперечное перемещение стола 800 мм, продольное пе-
ремещение стола 1000 мм, возможность перестановки долбяка 470 мм,
поворот ползуна (долбяка) 10°, количество скоростей долбяка 9, мак-
симальная средняя скорость резания 40 м/мин, число двойных ходов
долбяка в минуту 7-45, максимальное усилие на долбяке 3000 Н, масса
станка 9,1 т.
ЭКСПЛУАТАЦИЯ ДОЛБЕЖНЫХ СТАНКОВ
261
8.4. Эксплуатация долбежных станков
Долбежные станки иногда называют вертикальными попе-
речно-строгальными станками, поэтому их эксплуатация не
имеет своей специфики. Транспортирование и монтаж, перво-
начальный пуск, уход и обслуживание следует выполнять в со-
ответствии с «Руководством по эксплуатации» конкретной мо-
дели долбежного станка.
Контроль геометрической точности. Геометрическая точность
долбежного станка осуществляется в соответствии с ГОСТ 26—75*
«Станки долбежные. Нормы точности и жесткости». Проверяют
плоскостность рабочей поверхности стола, прямолинейность в
горизонтальной плоскости перемещения стола в продольном и
поперечном направлениях, параллельность рабочей поверхности
стола его продольному и поперечному перемещениям, радиаль-
ное биение центрирующего отверстия стола, всего девять прове-
рок. Кроме того, контролируют точность обработанного образца
(три проверки) и жесткость станка (одна проверка).
Наладка. При наладке долбежных станков с механическим
приводом необходимо в соответствии с рекомендуемой скоро-
стью резания (см. табл. 4.2—4.4) или справочной литературой по
режимам резания** определить п — число двойных ходов в мину-
ту долбяка. Средняя скорость рабочего хода долбяка (м/мин)
будет равна
2Ln
Vp ~ 1000’
(8.1)
откуда и определяется расчетная величина числа двойных ходов
в минуту долбяка:
_ 1 000 • глгабл
"расч - 2£
(8.2)
где г)табЛ - скорость резания (по справочным таблицам для об-
работки конкретной заготовки с заданной глубиной резания t и
подачей $2х); Ь “ ход долбяка, который определяется зависимо-
стью (1.1).
См.: Справочник технолога-машиностроителя / Под ред.
А.М. Дольского, А.Г. Косиловой и Р.К Мещерякова. — М.: Машинострое-
ние. 2001; Крюк В.А. Книга молодого строгальщика. - Минск: Бела-
русь, 1973.
262
Глава 8. УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СТАНКОВ
На коробке скоростей имеются таблицы с указанием фак-
тического числа двойных ходов в минуту и соответствующее по-
ложение рукоятки. Важно помнить, что ИфаКт должно быть
меньше или равно ирасч, в противном случае скорость долбяка
превысит рекомендуемую скорость резания.
Установив рукояткой число двойных ходов в минуту долбя-
ка, производят наладку его хода. Длина хода долбяка регулиру-
ется перемещением пальца / кривошипа (рис. 8.6) по пазу ку-
лисного колеса 2, что осуществляется вращением с помощью
рукоятки через коническую пару 3 и винт 4. Отсчет поворота
рукоятки ведется по лимбу.
Чтобы установить долбяк по месту обработки, открепляют
рукоятку 9 (см. рис. 8.2) и вращают ходовой винт VI конической
парой z = 15 и z= 20 (см. рис. 8.1), после чего винт вновь за-
крепляют этой же рукояткой 9 (см. рис. 8.2).
Особенность наладки долбежных станков с гидроприводом
заключается в том, что органы управления долбяка обеспечива-
ют необходимые скорость резания. Положение долбяка и его
длину хода устанавливают с помощью двух упоров, перестав-
ляемых на станине.
л
Рис. 8.6. Кулисное зубчатое колесо долбежного станка мод. 7А420
ПРОДОЛЬНЫЕ СТРОГАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
263
Контрольные вопросы
1. Какие подачи имеет долбежный станок?
2. Чем отличается механический привод долбяка от гидравличе-
ского?
3. Как устанавливается скорость резания на долбежных станках с
механическим приводом и гидроприводом?
4. Можно ли регулировать длину вылета долбяка?
Глава 9
КОМБИНИРОВАННЫЕ СТРОГАЛЬНЫЕ
И ДОЛБЕЖНЫЕ СТАНКИ
9.1. Продольные строгально-фрезерные станки
Первый отечественный тяжелый комбинированный стро-
гально-фрезерный станок был создан на Новосибирском заводе
«Тяжстанкогидропресс». Этот станок имел размеры стола 3,6x12 м
и был спроектирован на базе продольно-строгального станка
мод. 7228. Он был оснащен тремя строгальными суппортами и
двумя фрезерными бабками, из которых одна помещалась на
поперечине, а другая — на левой стойке. Строгальный привод
стола был дополнен фрезерным с отдельным электродвигателем
постоянного тока.
Современная гамма комбинированных продольно-
обрабатывающих станков 7Б220МФ1, 7Б225Ж10Ф1, 7228МФ1
предназначена для нескольких видов механической обработки
тяжелых заготовок массой до 70000 кг: строгания, фрезерования
и растачивания. Они созданы на базе продольно-строгальных
станков моделей 7Б220, 7Б225 и 7Б228. Эти станки имеют еди-
ное компоновочное решение: используется двухстоечный портал
1 (рис. 9.1) с подвижной, вертикально перемещающейся попе-
речиной 10. Многие узлы и детали станка унифицированы.
Большая жесткость станины 8 и всех кинематических цепей
дает возможность проводить устойчивое, без вибраций, резание
на всех режимах, а также финишное строгание (например, при
обработке направляющих станин и столов) широкими резцами.
Рис. 9.1. Продольный строгально-фрезерный станок с цифровой индикацией
и предварительным набором координат мод. 7Б225Ж10Ф1
264 Глава 9. КОМ БИ Н И РОВАН Н Ы Е СТАН КИ
ПРОДОЛЬНЫЕ СТРОГАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
265
На этих станках можно выполнять черновую и чистовую
обработку корпусных деталей как на режимах строгания, так и
на режимах фрезерования плоскостей и растачивания отверстий.
Работу можно вести одновременно четырьмя строгальными суп-
портами: двумя вертикальными 2, смонтированными на попере-
чине, и двумя боковыми 9, расположенными на стойках 11. По-
воротная часть суппортов может наклоняться в обе стороны на
60° для вертикальных и на 45° для боковых, что дает возмож-
ность обрабатывать наклонные поверхности.
Суппорты имеют раздельные приводы подач салазок и пол-
зунов от электродвигателей постоянного тока, что позволяет ос-
нащать станки электрокопировальными устройствами. Для кре-
пления салазок на суппортах установлены гидромеханические
зажимы.
В станках применена бесконтактная система управления ре-
версами стола 7 от УЧ ПУ 4. Система управления позволяет за-
давать координаты перемещений непосредственно с подвесного
пульта 3 без перестановки ограничительных упоров.
Наряду со строгальными суппортами комбинированные
станки имеют фрезерно-расточные бабки /2, а по специальному
заказу могут быть укомплектованы фрезерными и расточными
головками, которые значительно расширяют технологические
возможности этих станков.
Салазки и ползун фрезерно-расточной бабки снабжены ав-
томатическим зажимом, надежно фиксирующим их при обра-
ботке заготовок. Зажим оправок режущего инструмента механи-
зирован. Направляющие стола 7 закрыты телескопическими за-
щитными щитками 6. Для их размещения при крайних положе-
ниях стола предусмотрены стойки 5. Это позволяет не увеличи-
вать длину станины, поскольку у тяжелых станков она и так со-
ставляет 12-20 м.
С помощью цифровой индикации в любой момент можно
объективно проконтролировать обработку заготовок. В системе
управления используется предварительный набор координат.
В табл. 9.1 приводятся основные технические характеристи-
ки продольно-обрабатывающих строгально-фрезерных станков.
На тяжелых комбинированных станках расположение и со-
четание суппортов и головок (фрезерных и расточных) может
быть различным в зависимости от характера обрабатываемых
266
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
9.1. Технические характеристики
комбинированных строгально-фрезерных станков
Технические данные станка Модели станка
7Б220М6Ф1 7Б225Ж10Ф1 7228МФ1
1 2 3 4
Рабочая поверхность стола, мм 1800x6300 2250x6300 2800x8000
Наибольшие размеры обрабатываемой поверх- ности, мм:
длина (строгание/ фрезерование) 6300/6160 6300/9800 8000/8000
ширина 2000 2500 3200
Наибольшая масса обра- батываемой заготовки, кг 20000 40000 70000
Пределы скоростей перемещения стола, м/мин 1,7...85 1,4-70 1,2-60
Пределы частот враще- ния шпинделя фрезер- ной бабки, мин-1 1,6-800 1,6-800 1,6-800
Подача при строгании вертикальных суппортов, мм/дв.х:
горизонтальная 0,2...50 0,2-50 0,2-50
вертикальная 0,1...25 0,1-25 0,1-25
Подача при строгании боковых суппортов, мм/дв.х:
горизонтальная 0,1...25 0,1-25 0,1-25
вертикальная 0,2-50 0,2-50 0,2-50
ПРОДОЛЬНЫЕ СТРОГАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
267
Продолжение табл. 9.1
1 2 3 4
Подача при фрезерова- нии, мм/мин: стола салазок фрезерной бабки ползуна фрезерной бабки 3...1200 1,25...2500 0,62... 1250 3...1200 1,25...2500 0,62...1250 3...1200 1,25...25ОО 0,62.„1250
Мощность электродвига- телей, кВт, привода фре- зерной бабки/привода стола 25/125 25/125 25/125
Масса станка, кг 121000 155000 147000
деталей и особенностей технологического процесса. Фрезерные
и фрезерно-расточные бабки оснащают съемными навесными
поворотными головками, позволяющими обрабатывать поверх-
ности с пяти сторон, под различными углами без перестановки
обрабатываемой детали. Значительно усложняется и система
управления, так как для каждого вида обработки требуются от-
дельные приводы с системой автоматического регулирования.
Особенности конструкции поперечины комбинированных
строгально-фрезерных станков состоят в том, что по ее направ-
ляющим перемещаются строгальные суппорты и фрезерно-
расточные бабки. Так как строгальные суппорты меньше по
размеру и массе по сравнению с фрезерными бабками, то рас-
стояние между направляющими для саней различны. Поэтому
вместо двух направляющих сделаны три. Строгальные суппорты
базируются на нижней и средней направляющих, а фрезерные и
фрезерно-расточные бабки — на нижней и верхней.
Особенность привода стола комбинированного станка за-
ключается в том, что условия работы одного и того же стола для
строгания и фрезерования различны. Если для строгания на тя-
желых станках скорость стола обычно равна 1-2 м/мин, то ниж-
ний предел скорости при фрезеровании — около 5 мм/мин. По-
268
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
этому у комбинированных станков привод стола имеет более
длинную кинематическую цепь, а электродвигатель должен да-
вать возможность плавно менять частоту вращения от наимень-
шей подачи до ускоренных перемещений стола (5-8 м/мин).
9.2. Продольные строгально-шлифовальные станки
Строгально-шлифовальный станок мод. НС-6 (рис. 9.2) соз-
дан на базе тяжелого продольно-строгального станка мод.
7А256. Станок имеет четыре строгальных суппорта: два боковых
5, перемещающихся вдоль стойки 2, и два верхних 4. смонтиро-
ванных на поперечине 5, на которой также перемещается шли-
фовальная бабка 7. Вертикальная подача шлифовального круга
выполняется специальным механизмом.
Шлифование обрабатываемой поверхности производится
при обильной СОЖ, поэтому для защиты работающего от раз-
брызгивания эмульсии стол 7 по его периметру закрыт съемны-
ми щитами 9. Управление станка осуществляется с подвесного
пульта 8, перемещающегося вдоль портала 6. Направляющие
Рис. 9.2. Комбинированный строгально-шлифовальный станок мод. НС-6
ПРОДОЛЬНЫЕ СТРОГАЛЬНО-ШЛИФОВАЛЬНЫЕ СТАНКИ 269
станины защищены от абразивной пыли гибкой лентой. Преры-
вистые подачи вертикальных и боковых суппортов выполняются
с помощью зубчатого барабана, состоящего из дисков, которые
устанавливаются против контактов специального электриче-
ского реле подач. В зависимости от того, какой из дисков бара-
бана воздействует на реле подачи, электродвигатель поворачива-
ет ходовой винт на определенный угол. Нижний предел подач
достигаетО,! мм/дв.х.
Технические характеристики строгально-шлифовальных
станков приведены в табл. 9.2.
9.2. Технические характеристики
строгально-шлифовальных станков
Технические данные станка Модели станков
НС-6 НС-8 НС-30
1 2 3 4
Наибольшая ширина обрабатываемой детали, мм при строгании при шлифовании 2500 2000 3500 2900 4000 2500
Наибольшая длина обрабатываемой детали, мм: при строгании при шлифовании 6000 5000 8000 6500 12000 10000
Наибольшее расстояние от стола до поперечины, мм 1500 3160 4000
Допускаемая масса заготовки, т 15 45 120
Наибольшая сила резания при скорости стола 12 м/мин, Н 150000 200000 400000
Скорость рабочего хода стола, м/мин: при строгании при шлифовании 6-75 2-75 5-50 4-50 2-50 2-50
270
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
Продолжение табл. 9.2
1 2 3 4
Число подач вертикальных и боковых суппортов (строгальных) 21 24 24
Вертикальная подача, мм/дв.х:
вертикальных строгальных суппортов боковых строгальных 0,25-25 0,25-50 0,25-50
суппортов 0,5-50 0,5-100 0,5-100
шлифовальной головки 0,02-0,2 0,02-0,2 0,02-0,2
Горизонтальная подача, мм/дв.х:
вертикальных строгальных суппортов 0,5-50 0,5-100 0,5-100
боковых строгальных суппортов 0,25-25 0,25-50 0,25-50
шлифовальной головки 10-500 9-200 5-400
Частота вращения шлифовального круга, мин-1 975 975 975
Наибольший диаметр шлифовального круга, мм 450 450 450
Мощность электродвигателей, кВт:
привода стола привода шлифовальной 59x2 59x2 118x2
головки 28 28 28
9.3. Конструктивные особенности
фрезерно-долбежных станков
Характеристика станков
В инструментальных цехах применяют широко универсаль-
ные станки, которые выполняют фрезерование, растачивание и
долбление. Их используют также в ремонтных цехах.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
271
Гамма комбинированных фрезерно-долбежных станков мо-
делей 67К25П, 67К25В, 67К25ПФ1, 67К25ВФ1, 67К25ПФ2-0
имеют единое компоновочное решение. Станки 67К25П и
67К25В соответственно повышенного и высокого класса точно-
сти оснащены ручным управлением и оптической системой от-
счета по двум координатам.
В состав станков 67К25ПФ1 и 67К25ВФ1 входит цифровая
индикация с предварительным набором координат. Станок
67К25ПФ2-0 предназначен для обработки деталей по программе
в системе прямоугольных координат горизонтальным и верти-
кальным шпинделем. В условиях мелкосерийного производства
указанные выше комбинированные станки с успехом могут быть
применены в основных цехах машиностроительных предпри-
ятий.
На рис. 9.3 представлен комбинированный фрезерно-
долбежный станок мод. 67К25ПФ2-0, на чугунном основании
1 которого закреплена стойка 2. На стойке 2 монтируются все
узлы: суппорт 4 перемещается по вертикальным направляю-
щим стойки, салазки 15 — по горизонтальным направляющим
суппорта. Привод главного движения осуществляется от элек-
тродвигателя 10\ двигатель подач крепится на нижней части
стойки.
Для расширения технологических возможностей станка к
нему прилагаются: сменные головки 7 (вертикальная фрезерная
с вертикальным шпинделем 6, долбежная и быстроходная), стол
5 (угловой горизонтальный, угловой универсальный, круглый),
делительная головка. На станке можно перемещать исполни-
тельные органы при его настройке вручную с помощью махови-
ков 3 (вертикальное перемещение суппорта), 14 (продольное
перемещение салазок), 12 (поперечное перемещение бабки 9) и
рукояткой 8 (перемещение гильзы). Переключение скоростей
осуществляется рукояткой //. Программное управление работой
станка осуществляется вводом программы с клавиатуры пульта.
УЧПУ 13 оснащено дисплеем, общее число управляемых коор-
динат — 3, одновременно управляемых — 1. Система ЧПУ полу-
чает сигналы от трех линейных фотоэлектрических измеритель-
ных преобразователей (датчиков).
272
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
Рис. 9.3. Комбинированный фрезерно-долбежный станок
с ЧПУ мод. 67К25ПФ2-0
Конструктивной особенностью фрезерной бабки является
наличие хобота 3 (рис. 9.4), перемещающегося по ее верхним
направляющим. К концу хобота прикрепляется кронштейн 2,
служащий для поддержания оправки, которая вставляется в го-
ризонтальный шпиндель /. Это позволяет выполнять работы
горизонтально-фрезерных станков. С левого торца фрезерной
бабки можно прикреплять сменные головки, при этом хобот
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
273
перемещают вправо, а кронштейн снимается. К правому торцу
бабки крепится кронштейн <?, в нижней части которого посажен
ходовой винт 10, обеспечивающий поперечное перемещение
бабки. Горизонтальный шпиндель 1 получает вращение от ко-
робки скоростей //.
Привод главного движения смонтирован на кронштейне <?;
двигатель 4 через поликлиновую передачу 6 передает вращение
на коробку скоростей через муфту 7. Натяжение ремня регули-
руется перемещением корпуса 5 винтом 9.
На этом станке можно выполнять работы, характерные для
вертикально-фрезерных станков. В этом случае на левый торец
фрезерной бабки через переходную плиту 7 крепится вертикаль-
ная фрезерная головка (рис. 9.5). В ней смонтирован вертикаль-
ный шпиндель 8, помещенный в подвижной гильзе 10. Конст-
рукция головки позволяет поворачивать ее в кольцевых Т-
образных пазах переходной плиты на 90° в любую сторону в
плоскости, перпендикулярной оси вращения горизонтального
шпинделя станка. Вертикальный шпиндель получает вращение
от горизонтального шпинделя станка через коническую зубча-
тую пару 6— 5 и цилиндрическую 4—13. Верхнюю опору шницеля
представляют два радиально-упорных шарикоподшипника 12 в
Рис. 9.4. Фрезерная бабка станка 67К25ПФ2-0
274
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
сочетании с упорным шариковым подшипником //, а нижнюю
опору - двухрядный роликовый подшипник 9 с коническим по-
садочным отверстием.
Зажим и разжим режущего инструмента механизирован.
Шомпол 5, перемещаясь, зажимает режущий инструмент с по-
мощью тарельчатых пружин 2, а отжим осуществляется гидрав-
лическим поршнем /. Управление зажимом и отжимом инстру-
мента — на пульте УЧ ПУ.
Рис. 9.5. Вертикальная фрезерная головка
фрезерно-долбежного станка мод. 67К25ПФ2-0
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
275
Для обработки цветных металлов и сверления отверстий не-
большого диаметра монтируется к торцу фрезерной головки че-
рез переходную плиту 6 быстроходная головка (рис. 9.6).
Быстроходная головка имеет отдельный привод от электро-
двигателя 1 мощностью 1,1 кВт и частотой вращения 2810 мин-1.
От ведущего шкива 2 на ведомый 10 перекидыванием ремня 11
Рис. 9.6. Быстроходная головка станка мод. 67К25ПФ2-0
276
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
можно передать четыре разных скорости. Привод главного дви-
жения крепится на кронштейне 5, а натяжение ремня регулиру-
ется перемещением корпуса 3, который фиксируется винтом 4.
Вертикальный шпиндель 7 вращается на опорах качения в гиль-
зе 9, которая имеет возможность совершать поступательное
движение в корпусе 8. Наибольший ход гильзы 60 мм. Быстро-
ходная головка может быть повернута вокруг оси горизонталь-
ного шпинделя станка на ±90°; частоты вращения вертикального
шпинделя: 5000, 4000, 3150 и 2500 мин-1.
Долбежные работы выполняются на станке с помощью дол-
бежной головки (рис. 9.7). Она крепится к торцу фрезерной
бабки станка через переходную плиту 7, относительно которой
Рис. 9.7. Долбежная головка станка 67К25ПФ2
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
277
корпус 4 может быть повернут в Т-образных пазах на ±90°, по-
сле чего затягивается болтами 3. Вращение с горизонтального
шпинделя станка передается втулкой 2 через шпоночное соеди-
нение кривошипному колесу-валу 8. Ход ползуна 6 вместе с
резцом изменяется от 0 до 80 мм винтом 7, который перемещает
камень 5 относительно оси вращения. Ручной подвод резца к
обрабатываемой детали может осуществляться с помощью кони-
ческой шестерни 9. Долбежная головка работает при п = 40, 50,
63, 80 и 100 дв.х/мин.
При выполнении некоторых видов долбежных работ, когда
необходимо разделить заготовку по дуге окружности, использу-
ют вместо горизонтального стола круглый стол (рис. 9.8). С по-
мощью шкалы на поворотной части лимба 5 производят угловое
деление в градусах или вместо лимба можно устанавливать
делительный диск, с помощью которого осуществляют простое
деление. Червяк / вводят в зацепление с червячным колесом 2
путем поворота эксцентриковой втулки 4 против часовой стрел-
ки до упора, предварительно освободив винт рукояткой 3. После
этого зажимают стол рукоятками 6. Стол имеет круглую гори-
зонтальную планшайбу 7 0 250 мм с тремя Т-образными паза-
ми, в которых крепятся тиски или непосредственно обрабаты-
ваемая заготовка.
Рис. 9.8. Круглый стол станка мод. 67К25ПФ2
278
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
Кинематическая схема станка
Кинематическая схема станка представлена на рис. 9.9.
Главное движение. Главное движение - вращение фрезы
или возвратно-поступательное вертикальное перемещение дол-
бяка с резцом — осуществляется от электродвигателя Ml мощ-
ностью 3 кВт и частотой вращения 2840 мин-1 (рис. 9.9, а). Че-
рез поликлиновую передачу и муфту Мф1 вращение передается
на коробку скоростей (валы /, //, ///, IV). которая сообщает го-
ризонтальному шпинделю (вал V) 18 различных частот враще-
ния в пределах от 40 до 2000 об/мин. На вертикальный шпин-
дель (вал VIII. рис. 9.9, б) движение передается через кониче-
скую зубчатую пару 25/20 и цилиндрическую пару 36/45.
Движения подачи. Подача стола происходит в вертикальном
и продольном направлениях, фрезерной бабки - в поперечном
направлении. Эти подачи осуществляются вручную, механиче-
ски в рабочем режиме и ускоренно. От отдельного электродви-
гателя М2 (см. рис. 9.9, а) мощностью 1,3 кВт и частотой вра-
щения 2200 мин-1 вращение передается через зубчатую пару
28/56, муфту Мф5 и коническую пару 18/27 на вал XV. с кото-
рого по кинематическим цепям — ходовому винту XXVII про-
дольной подачи стола, ходовому винту XXI вертикальной подачи
стола и при включенной электромагнитной муфте Мф8 —
ходовому винту XX поперечной подачи фрезерной бабки. Регу-
лирование подач бесступенчатое.
Пример. На комбинированном станке мод. 67К25ПФ2-0 обрабаты-
вается плита (рис. 9.10, а), выполненная из конструкционной стали с
ов = 600 МПа. Заготовка крепится на столе с обязательным использо-
ванием подкладки, так как режущий инструмент - концевая фреза
(рис. 9.10, б) и прорезной долбежный резец (рис. 9.10, в) — должны
иметь выход за пределы обрабатываемой поверхности. Рассчитаем ре-
жимы резания* на черновую обработку, так как для указанной на чер-
теже шероховатости пазов не требуется чистовых проходов.
1-й переход - фрезерование паза (рис. 9.10, б). Паз имеет радиус
закругления 8 мм, поэтому выбираем концевую фрезу по ГОСТ 17026—71
0 16 мм с числом зубьев z = 4, материал режущей части - быстроре-
Режимы резания взяты из кн.: Справочник технолога-
машиностроителя / Под ред. А.М. Дольского, А.Г. Косиловой и
Р.К. Мещерякова. — М.: Машиностроение, 2001.
Рис. 9.9. Кинематическая схема комбинированного фрезерно-долбежного станка мод. 67К25ПФ2-0 (а),
фрезерной головки (б), долбежной головки (в) и быстроходной головки (г)
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
280
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
Рис. 9.10. Обработка пазов на комбинированном
станке мод. 67К25ПФ2-0:
а — заготовка-плита; б — фрезерование паза; в — долбление паза
жущая сталь марки Р6М5. Глубина фрезерования измеряется перпен-
дикулярно оси фрезы, наибольшая ее величина будет при врезании
фрезы в заготовку, т.е. /= 16 мм; ширина фрезерования параллельна
оси фрезы и равна В = 9 мм. Для данного типа фрезы и глубины фрезе-
рования подачу на один зуб рекомендуется принять sz = 0,02 мм/зуб. Те-
перь вычислим рекомендуемую скорость резания v при фрезеровании
паза. Скорость резания в этом случае, или окружная скорость фрезы,
определится зависимостью
CVD4V
V = ----------.
T"’txsyByzp
Для концевых цельных фрез значения коэффициентов, входящих
в эту зависимость, следующие: Cv = 46,7; q = 0,45; х = 0,5; у = 0,1;
р = 0,1; т = 0,33; период стойкости Т= 80 мин; kv = kMvknvknv. Коэф-
фициент, учитывающий качество обрабатываемого материала,
, . f750Y" , (750 f9
Км„ = *r -- = 1 ---
<4 1600 J
= 1,22.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ
281
Коэффициент, учитывающий состояние поверхности заготовки,
klw = 0,9 (прокат). Коэффициент, учитывающий материал инструмента,
£иг, = I (Р6М5 при работе по стали). Итак, kv = 1,22 0,9 1 = 1,1. Теперь
подсчитаем скорость резания
46,7 • 160,45 • 1,1 .
fpac4=—тт;--------------iH—П—пТ= 0,8 м/мин-
8О0,33 • 160’5 0,02 ’ -90, • 40,
Зная, что окружная скорость фрезы v = я/)фрл/1000, определим
необходимую частоту вращения фрезы, которая будет сообщать необ-
ходимую скорость резания
^фр.расч
1000
кМ|>р
1000 10,8
я • 16
= 214,8 мин'1.
На станке мод. 67К25ПФ2-0 вертикальный шпиндель фрезерной
головки будет иметь частоты вращения, не совпадающие с расчетным
числом Лфр,рг1СЧ. Наиболее близкое значение к расчетному вертикальный
шпиндель будет иметь тогда, когда горизонтальный шпиндель получит
лШп = 315 мин"1. В этом случае /?фрфакт = 315— — = 201,6 мин'1.
На такой частоте вращения и будем обрабатывать паз (рис. 9.10, б), при
этом рукоятку на коробке скоростей необходимо поставить на п = 315.
Продольная и поперечная скорости подач на станке изменяются в пре-
делах от 10 до 1000 мм/мин. Вычислим необходимую скорость подачи
vs, которая должна обеспечивать подачу на зуб sz = 0,02 мм:
vs =^£Лфрфакт = 0,02 • 4 201,6 = 16,1 мм/мин.
Подсчитаем эффективную мощность резания при фрезеровании
на основе (2.2):
уу _ ?zv _ Ю С? SZ & ^^мР^факт _
эф 1020 60 1020 -60 £>’ и1*’
68,2 160-86 0,02° 72 91 4 0,935 10 п „
= —------------!----——— --------------= 0,223 кВт,
102 60 160’86 и0
что значительно меньше мощности электродвигателя главного движе-
ния (УУЭД = 3 кВт).
2-й переход — долбление паза (рис. 9.10, в). Глубина резания при
долблении паза равна его ширине, т.е. t = 11 мм. По табл. 2.5 выбира-
ем прорезной резец с пластиной быстрорежущей стали Р6М5, испол-
нение 1, размер поперечного сечения державки НхВ = 16x10 мм, так
282
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
как в данном станке гнездо под резец имеет максимальные размеры
16x16 мм. Заданная точность паза и шероховатость его обработанной
поверхности не требуют чистовой обработки, поэтому выбираем режи-
мы для чернового долбления. По табл. 4.1 назначаем предельную пода-
чу = мм/дв.х. Из табл. 4.4 для обрабатываемого материала с
ов = 600 МПа и подачи s2x = 0J5 выбираем скорость резания
^табл = 12,6 м/мин, стойкость резца при этом будет Т= 240 мин. По
формуле (8.2) подсчитаем число двойных ходов в минуту долбяка
_ 1000 V
Ирасч ~ 2 £
1000 12,6
2 • (20 + 9 + 20)
= 128,5 дв.х/мин.
На станке имеется пять различных частот возвратно-
поступательного движения долбяка: 40, 50, 63, 80, 100 дв.х/мин. При-
нимаем Ифакт = ЮО дв.х/мин. Чтобы установить такую частоту движе-
ния долбяка, необходимо рукояткой коробки скоростей установить час-
тоту вращения горизонтального шпинделя фрезерной бабки на
п = 100 мин'1, тогда долбяк (см. кинематическую схему на рис. 9.9)
будет иметь лД0Лб = «гор.шп = 100 дв.х/мин. Подача s2x = 0,15 мм/дв.х
будет осуществляться вручную, так как на данном станке механическая
подача непрерывная, а при долблении должна быть прерывистая на
каждый двойной ход долбяка.
Проверим, достаточна ли мощность электродвигателя для выпол-
нения второго перехода:
_ ?Z вфакт _ ^Р 1 ^НВ £>факт _
эф ~ 102 60 ” 102 60 -
34,42 II1 0,151 1700’35 - 9,8 п „ „
= 0,55 кВт.
102 60
Показатели х= 1, у= 1, п = 0,35 и СР = 34,42 взяты из Справоч-
ника* (с. 311, табл. 21). На данном станке электродвигатель главного
движения имеет мощность /Уэд = 3 кВт, что значительно больше мощ-
ности, требуемой для долбления паза.
9.4. Комбинированные строгальные станки
зарубежных фирм
Развитие конструкций тяжелых станков как в нашей стране,
так и за рубежом идет по пути комбинирования, т.е. сочетания
различных видов обработки, которое позволяет без лишних пе-
*См.: Справочник машиностроителя. Т.5, ГНТИМЛ, М., 1956.
КОМБИНИРОВАННЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
283
реустановок выполнять различные технологические операции:
строгание, фрезерование, шлифование плоскостей, растачива-
ние и сверление отверстий.
Комбинированный продольно-обрабатывающий станок по
жесткости и прочности должен обеспечивать равные возможно-
сти как на строгальных, так и на фрезерных режимах, т.е. мощ-
ность, приходящаяся на один строгальный суппорт, должна
быть близка по величине мощности, приходящейся на один
фрезерный суппорт. Комбинированные строгально-фрезерные
станки проектируют на базе продольно-строгальных станков,
поэтому для подачи стола при фрезеровании добавляют к суще-
ствующему строгальному приводу кинематическую цепь, сни-
жающую скорость, работающую от отдельного электродвигателя
меньшей мощности.
Продольно-фрезерные станки нельзя брать за базовый ва-
риант для. комбинированных строгальных станков, так как при-
вод стола у продольно-фрезерных станков маломощный.
Комбинированные строгально-фрезерные станки выпуска-
ют в Германии фирмы WACHTBERGER, WALDRICH COBURG и
REICHLE and KNODLER', последняя поставляет комбинирован-
ные продольно-обрабатывающие станки, на которых можно
производить помимо строгания фрезерование, растачивание и
шлифование с шириной обрабатываемого изделия 630 и 2800 мм.
Все фирмы выпускают одно- и двухстоечные станки.
В Англии фирма Noble and Lund PLC выпускает одно- и
двухстоечные строгально-фрезерные станки двух типов: один с
шириной стола от 750 до 1200 мм и второй с шириной стола
более 1200 мм.
Наиболее разнообразную гамму продольных строгально-
фрезерных станков изготовляет фирма PENSOTTI EZIO
(Италия). Она выпускает одностоечные, двухстоечные порталь-
ные и открытые (без портала) комбинированные продольно-
обрабатывающие станки с ручным и программным управлением.
Станки снабжены одной или двумя (рис. 9.11) фрезерными го-
ловками, а также шлифовальной головкой и гидрокопироваль-
ным устройством.
Станина / станка имеет V-образные направляющие 2, по
которым совершает возвратно-поступательное прямолинейное
движение стол 3. По траверсе 4 перемещается строгальный суп-
284
Глава 9. КОМБИНИРОВАННЫЕ СТАНКИ
Рис. 9.11. Комбинированный продольный фрезерно-строгальный станок
мод. KR 200 CNC фирмы PENSOTTI EZIO (Италия)
порт 5, фрезерная бабка 8 со сменными фрезерно-расточными
головками 7, которые имеют привод от отдельного электродви-
гателя 9. Траверса 4 перемешается по ходовым винтам, распо-
ложенным в левой 6 и правой 10 стойках станка. Боковой суп-
порт вместе с фрезерной бабкой 13 и электродвигателем 12 пе-
ремещается по вертикальным направляющим стойки 10.
Станок имеет пульт с УЧ ПУ //. В данной модели KR 200 в
отличие от комбинированного фрезерно-строгального станка
PR 200 нет портала, поэтому она обладает меньшей жесткостью.
В табл. 9.3 приведены характеристики комбинированных фре-
зерно-строгальных станков, выпускаемых фирмой PENSOTTI
EZIO.
КОМБИНИРОВАННЫЕ СТАНКИ ЗАРУБЕЖНЫХ ФИРМ
285
9.3. Модели продольных
комбинированных строгальных станков
фирмы PENSOTTI EZIO (Италия)
Модели станков Технические характеристики
Ширина стола, мм Высота строгания, мм Фрезерная головка Мощность эл е ктродви гател я, кВт
^шп> МИН’1 количество скоростей Стро- гание Фрезе- рование
КМ 105 900 900 50-830 12 30/40 15
РМ 105
KR НО 950 1000 30-800 18 45/30 20
РМ 125 50-830 12 30/40 15
KR 125 1100 1000 30-800 18 50/60 20
PR 125
KR 150 1300 1100 30-800 18 60/70 20
PR 150 1190
KR 175 1500 1300 30-800 18 70/90 30
PR 175 1400
KR 200 1700 1500 30-800 18 90/110 30
PR 200 1600
ZL 250 2250 2160 30-800 18 140/180 30-50
ZL 300 2720 2160 30-800 18 140/180 30-50
286 Глава 10. СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
Контрольные вопросы
1. Какие узлы и режущий инструмент имеют продольные стро-
гально-фрезерные станки?
2. Каковы конструктивные особенности фрезерно-долбежных
станков?
3. Каково устройство комбинированного строгального станка мод.
KR 200 CNC фирмы PENSOTTl EZIO?
Глава 10
СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
10.1 Основные понятия и определения
Механизацией называется замена ручных средств труда ма-
шинами и механизмами. Механизация может быть частичной
(малой) и полной (комплексной).
Частичная механизация - это механизация части движений,
которые необходимы для осуществления производственного
процесса, например, зажим заготовки с помощью гидравличе-
ского патрона, ускоренный подвод суппорта.
Полная (комплексная) механизация - это механизация всех
основных, вспомогательных, установочных и транспортных
движений, которые выполняются по ходу производственного
процесса. При полной механизации обслуживающий персонал
осуществляет только оперативное управление производственны-
ми процессами: включение и выключение механизмов, управле-
ние режимом и характером работы. Комплексная механизация
создает предпосылки для автоматизации производства.
Автоматизация производственных процессов — это ком-
плекс мероприятий по разработке новых прогрессивных техно-
логических процессов и созданию на их основе новых высоко-
производительных машин, выполняющих весь производствен-
ный процесс без непосредственного участия человека. Автома-
тизация может быть частичной и комплексной.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
287
Частичная автоматизация есть автоматизация час-
ти операций по управлению производственным процессом при
условии, что другая часть всех операций управления выполняет-
ся рабочим, например, обработка фасонной детали с помощью
гидрокопировального устройства.
Комплексная автоматизация характеризуется ав-
томатическим выполнением всех функций управления произ-
водственным процессом без непосредственного вмешательства
чловека в работу автоматической системы управления. В обя-
занности человека в этих условиях входит лишь настройка ма-
шины или группы машин и системы управления, включая и
контроль.
Комплексная механизация и автоматизация облегчают и
коренным образом меняют характер труда, повышают его про-
изводительность, создают условия для сокращения продолжи-
тельности рабочего дня и для ликвидации различия между умст-
венным и физическим трудом.
Механизированное и автоматизированное производство
должно базироваться на прогрессивных технологических про-
цессах.
10.2. Этапы автоматизации
в машиностроении
В развитии автоматизации производства в машиностроении
и металлообработке можно выделить три этапа.
Первый этап — автоматизация рабочего цикла машин;
создание машин-автоматов и полуавтоматов. Автоматом назы-
вается самоуправляющая рабочая машина, которая при осущест-
влении технологического процесса производит все рабочие и
холостые ходы цикла обработки, кроме наладки и регулирова-
ния. Механизмы рабочих и холостых ходов, выполняющие эле-
менты рабочего цикла, называются целевыми механизмами.
Если в комплексе целевых механизмов автомата отсутствует
хотя бы один элемент рабочего цикла и этот элемент выполня-
ют вручную, то такую машину называют полуавтоматом. Наи-
более часто в машине отсутствует механизм питания, что связа-
но с большими трудностями создания надежных механизмов
загрузки и выгрузки заготовок, особенно это касается продоль-
288 Глава 10. СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
но-строгальных станков, на которых обрабатываются крупно-
габаритные детали сложной формы.
Таким образом, полуавтоматом называется машина, рабо-
тающая с автоматическим рабочим циклом, для повторения ко-
торого требуется вмешательство рабочего. Станки с ЧПУ явля-
ются примером полуавтоматических машин, на которых рабочие
и холостые ходы совершаются автоматически, а загрузка и вы-
грузка — вручную, а в случае, когда заготовки крупногабарит-
ные, то используют тельферы, краны и другие подъемные меха-
низмы.
Высшей формой организации производства на первом этапе
автоматизации являлись поточные линии из полуавтоматов и
автоматов. Был автоматизирован только технологический про-
цесс обработки на станке, другие процессы производства: меж-
станочное транспортирование, межоперационный контроль,
уборка стружки - в пределах поточной линии выполнялись
вручную, так же как и внутрицеховое транспортирование, скла-
дирование и др.
Автоматизация технологических процессов на первом этапе
охватывает лишь отдельные, как правило черновые и получис-
товые, операции обработки, а финишная обработка, сборка,
контроль и упаковка продукции производятся вручную с при-
менением средств механизации. При таком уровне автоматиза-
ции оборудование и инструмент в условиях мелкосерийного и
среднесерийного производства используются во времени только
на 8-10%, в условиях поточного крупносерийного производства -
на 20-25%, при этом занятость рабочего достаточно высока —
70-90%.
На втором этапе автоматизации появляются системы
машин - автоматические линии. Автоматической линией назы-
вается автоматически действующая система машин, располо-
женных в технологической последовательности и объединенных
общими средствами транспортировки, управления, накопления
заделов, удаления отходов и других автоматически выполняемых
операций, кроме наладки. Автоматическая линия представляет
более высокую степень развития исполнительных механизмов.
Автоматы, встроенные в автоматическую линию, выполняют
технологические функции: обработку, контроль, сборку, упа-
ковку — и транспортные: межстаночное транспортирование, на-
копление заделов.
ЭТАПЫ АВТОМАТИЗАЦИИ В МАШИНОСТРОЕНИИ
289
Изменяются структура и технические средства системы
управления. Если в автоматах система управления базировалась
на использовании распределительного вала, то на втором этапе
автоматизации появились гидравлические, электрические и
электронные системы. Повышается уровень автоматизации кон-
трольных операций в результате применения приборов актив-
ного контроля и контрольных автоматов, позволяющих органи-
зовать многостаночное обслуживание. На финишных операциях
вводятся приборы автоматического контроля, в том числе ак-
тивного, позволяющего корректировать цикл работы станочного
оборудования.
Третьим этапом автоматизации производства является
комплексная автоматизация — создание систем автоматических
линий, автоматических цехов, заводов.
В условиях комплексной автоматизации отдельные автома-
тические линии, выполняющие различные виды обработки, а
также вспомогательные и некоторые сборочные операции, объе-
динены общей автоматической транспортной системой.
Удельный вес неметаллорежущего технологического обору-
дования постоянно возрастает, а его стоимость доходит до 20-35%
общей стоимости автоматической линии. К такому оборудова-
нию относятся: моечные машины, автоматы для размерного,
весового, магнитоскопического и других видов контроля, сбо-
рочные автоматы, машины для правки заготовок, термические
агрегаты, сварочные машины и др. Это оборудование распола-
гают по ходу технологического процесса, что позволяет сокра-
тить численность обслуживающего персонала, межоперацион-
ный задел заготовок и полуфабрикатов, транспортные расходы,
связанные с межцеховыми перевозками. Вместе с тем использо-
вание неметаллорежущего оборудования в условиях комплекс-
ной автоматической линии создает трудности в эксплуатации:
наличие прессового оборудования, термического и другого по-
добного оборудования вызывает дополнительные вибрации, ко-
лебания температуры окружающей среды.
Автоматический цех или завод характеризуется тем, что про-
цессы основного (массового) производства осуществляются на
автоматическом оборудовании, а все другие процессы лишь ме-
ханизированы. В автоматических цехах решены также вопросы
межцехового транспортирования, складирования, уборки и пе-
290 Глава 10. СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
реработки стружки, диспетчерского контроля и управления
производством.
Комплексная автоматизация не касается единичного, мел-
ко- и среднесерийного производства. Технические средства ав-
томатизации в большинстве случаев специальные и использо-
вать их для других изделий невозможно. В результате при такой
структуре комплексной автоматизации производства освоение
новой продукции, инструментальное производство, главный
сборочный конвейер, упаковка, изготовление запасных частей
отстают от высокоавтоматизированной части основного произ-
водства. При переходе на выпуск новой продукции автоматиче-
ское оборудование, не обладая гибкостью, начинает тормозить.
Возникает парадокс: высокоавтоматизированное оборудование
становится тормозом производства.
10.3. Полная автоматизация —
новый этап автоматизации в машиностроении
В конце шестидесятых годов прогресс вычислительной тех-
ники достиг такого уровня, что в промышленно развитых стра-
нах был поставлен вопрос о новом подходе к автоматизации на
основе ЭВМ. Начали развиваться системы АСУ (автомати-
зированные системы управления), САПР (системы автоматизи-
рованного проектирования и расчетов), АСУ ТП (автомати-
зированные системы управления технологическим производст-
вом), ПР (промышленные роботы), технологическое оборудова-
ние с управлением от ЭВМ. Все эти автоматизированные систе-
мы вначале развивались достаточно автономно и поэтому не
могли дать существенного эффекта. Например, применение ПР
в обслуживании неприспособленных для этого станков в ряде
случаев приводило только к повышению стоимости и снижению
производительности. Поэтому в начале восьмидесятых годов
были начаты комплексные работы по интеграции сфер автома-
тизации, которые можно назвать четвертым этапом авто-
матизации — полной автоматизацией.
Под полной автоматизацией понимают автоматизацию, ох-
ватывающую комплексно все этапы производства нового изде-
лия. (машины), начиная с проектирования, изготовления и
сборки на каждом этапе технологического процесса с использо-
ПОЛНАЯ АВТОМАТИЗАЦИЯ - НОВЫЙ ЭТАП
291
ванием производственной информации с целью обеспечить
многономенклатурную продукцию, кончая транспортированием,
складированием и учетом распределения продукции заказчикам.
Принципиальное отличие этапа полной автоматизации от
предыдущих этапов состоит в том, что в создании новой маши-
ны появляется сквозной автоматизированный цикл: проектиро-
вание — изготовление. В условиях полной автоматизации суще-
ственно меняются процессы управления, которые должны быть
основаны на широком применении средств вычислительной
техники на всех уровнях, и процессы производства, которые ис-
пользуют интегрированное гибкое оборудование с числовым
программным управлением, работающее в условиях безлюдной
и малолюдной технологии.
Производство с широким применением средств вычисли-
тельной техники и его новой организацией на основе полной
автоматизации в литературе называют «компьютерное интегри-
рованное производство» — CIM (Computer Integrated Manufactur-
ing). Оно включает следующие автоматизированные системы:
проектирование (CAD)*, управление производством (САМ),
планирование (САР), обеспечение качества (CAQ), управление
оборудованием (CNC), диагностика (CAT).
Для этапа полной автоматизации является характерным:
интеграция производства (объединение технологического обору-
дования, складских и транспортных систем, участков комплек-
тования в единый комплекс, координируемый системой управ-
ления от ЭВМ); обеспечение гибкости и безлюдного функциони-
рования. Важным элементом в интегрированных системах явля-
ется транспортно-загрузочная система с введением в нее про-
мышленных роботов. Применение ПР способствует повышению
производительности труда обслуживающего персонала, замене
человека на опасных и монотонных физически тяжелых работах,
увеличению гибкости производства и созданию безлюдной тех-
нологии.
На рис. 10.1 представлен станочный модуль, который об-
служивают два ПР портального типа. Заготовки 1 в кассетах
доставляются транспортными средствами и устанавливаются в
В отечественной литературе наиболее распространена аббревиа-
тура САПР.
292 Глава 10. СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
Рис. 10.1. Роботизированный станочный модуль
специальный накопитель 2. В условиях безлюдной технологии
таким транспортным средством может быть робокара. Промыш-
ленный робот 3 загружает заготовку в патрон 8 станка 7, а перед
этим другой промышленный робот 4 выгрузил из него обрабо-
танную деталь. Промышленные роботы 3 и 4 в соответствии с
программой обработки заготовки забирают режущий инструмент
из инструментального магазина 5 станка 7 и устанавливают его
в револьверную головку 6.
Высокий уровень автоматизации позволяет использовать
станочный модуль в условиях мелко-, средне- и крупносерий-
ного производства. Применение ПР упрощает конструкции на-
копителей заготовок и инструментов. В связи с тем что ПР ре-
шают широкий круг задач, их использование в промышленно-
сти с каждым годом возрастает. Промышленные роботы полу-
чили распространение в автомобильной, металлообрабатываю-
щей, электротехнической, легкой и других отраслях промыш-
ленности. Перспективы расширения применения ПР связаны
прежде всего с сокращением их стоимости. Так, в Японии зна-
чительно сократилось отношение заработной платы рабочего за
время окупаемости ПР к стоимости робота: в 1971 г. оно состав-
ляло 10:1, а в 1984 г. — 3:1.
В настоящее время основной задачей автоматизации явля-
ется не только устранение низкоквалифицированного физиче-
ского труда, но и сравнительно простых видов умственного тру-
да, например, таких как контроль качества обработки, регистра-
ПОЛНАЯ АВТОМАТИЗАЦИЯ - НОВЫЙ ЭТАП
293
ция и обработка результатов исследований и диагностирование
элементов автоматических систем. Использование ПР позволяет
организовать единый автоматически действующий комплекс из
разнородных машин и управлять их работой, эффективно при-
менять оборудование в течение трех смен, что позволяет подой-
ти к решению задачи создания полностью автоматизированных
участков, цехов, заводов, работающих по принципу «безлюдной
технологии» в условиях периодической смены объекта произ-
водства.
Безлюдная технология предполагает, что в течение опреде-
ленного интервала времени человек должен быть максимально
освобожден от подготовки, планирования и управления произ-
водством, от загрузочно-разгрузочных операций, от транспорти-
рования заготовок, от функций наблюдения, обслуживания,
управления и контроля за работой оборудования между перена-
ладками на обработку новой партии деталей. С переходом к
безлюдной технологии возможна частичная автоматизация пе-
реналадки станков.
Важным шагом на пути создания безлюдных или малолюд-
ных производств являются адаптивные системы, которые позво-
ляют не только автоматизировать наладку и подналадку станков
и транспортных устройств, но и защитить оборудование от воз-
никновения аварийных ситуаций.
Практика показывает, что переход на обработку другого ти-
поразмера обрабатываемой детали связан с дополнительной
подналадкой станка. На действующем оборудовании, в том чис-
ле с ЧПУ, в настоящее время эти операции выполняет опера-
тор; управляющую программу составляют на основе среднеста-
тистического состояния системы станок — приспособление —
инструмент — заготовка без учета колебания жесткости, темпе-
ратурных деформаций, степени износа режущего инструмента и
др. Адаптивные системы управления осуществляют необходи-
мую наладку станков методами автоматической коррекции
управляющей программы.
На рис. 10.2 показана принципиальная схема металлорежу-
щего станка, оснащенного системой первичных преобразовате-
лей для оценки его функционирования. Станок снабжен изме-
рительной головкой ИГ и блоком коррекции БК. расположен-
ным в системе управления. От первичных преобразователей ПП
в БК поступают сигналы о температуре шпинделя ГШ11, крутя-
294 Глава 10. СВЕДЕНИЯ ПО АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
Рис. 10.2. Принципиальная схема металлорежущего станка,
оснащенного адаптивной системой управления
щем моменте Л/кр и частоте вращения шпинделя лШГ1, амплитуде
вибрации узлов /4В, температуре заготовки Гзаг и погрешностях
ее размеров — 5^ длины и диаметра, а также о температуре в
стыках Гст и рассогласовании в приводах А.
Процедура адаптации состоит в том, что сначала обрабаты-
вают первую деталь, а затем измеряют обработанную поверх-
ность, определяют необходимые параметры, таким образом по-
лучают недостающую информацию, необходимую для коррек-
ции программы. Адаптивная система позволяет также управлять
режимами резания. Это способствует не только выполнению
технологической наладки, но и защите станка от поломок. Пер-
вичные преобразователи ПП2, ППЗ и другие передают в систему
управления информацию о фактическом протекании процесса
резания. Система управления в соответствии с выбранными
критериями назначает или уточняет режимы обработки.
Использование общих принципов автоматизации в мелко-
серийном, серийном и массовом производствах привело к появ-
лению принципиально нового оборудования с ЧПУ, которое мо-
ПОЛНАЯ АВТОМАТИЗАЦИЯ - НОВЫЙ ЭТАП
295
жет быть снабжено револьверными инструментальными головка-
ми. К такому оборудованию относятся также многоцелевые стан-
ки, ведущие обработку в условиях мелкосерийного производства
последовательно единичными режущими инструментами, в усло-
виях серийного производства — единичными режущими инстру-
ментами и набором инструментов одновременно и в условиях
крупносерийного и массового производства — последовательно
наборами инструментов. Такая технология возможна при наличии
на станке двух инструментальных систем: для смены единичных
инструментов и для смены многоинструментальных шпиндельных
коробок, а также системы ЧПУ, обеспечивающей любую после-
довательность установки инструментов в шпиндель станка и со-
ответствующие оптимальные режимы обработки.
На рис. 10.3 показан общий вид многоцелевого станка мод.
МА32КМЗФ4М конструкции ЭНИМСа. Заготовка 2 может об-
рабатываться единичным режущим инструментом, установлен-
ным в шестишпиндельной револьверной головке 6. Смена еди-
ничных инструментов производится из магазина 3 барабанного
типа. На этом станке обработка может происходить и с помо-
щью многоинструментальной коробки, установленной в инст-
рументальном магазине 4. Для подачи инструмента служит стол
5, управление станком осуществляется от системы ЧПУ, смон-
тированной в стойке /.
Рис. 10.3. Многоцелевой станок со сменой инструментов
и инструментальных коробок
296
Глава 11. ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
Итак, развитие электроники и вычислительной техники
создало принципиально новые возможности для комплексной
автоматизации производства.
Контрольные вопросы
1. Расскажите об основных этапах автоматизации производства в
машиностроении.
2. Чем отличается механизация от автоматизации производствен-
ных процессов?
3. Чем автомат отличается от полуавтомата?
4. Что означает полная автоматизация производства?
5. Что такое САПР?
6. Какому типу производства соответствует комплексная автомати-
зация?
7. Что такое «безлюдная технология»?
8. Какие функции выполняет промышленный робот в автоматизи-
рованном производстве?
Глава 11
ПЕРСПЕКТИВЫ РАЗВИТИЯ СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ СТАНКОВ
И МЕТОДОВ ОБРАБОТКИ НА НИХ
Несмотря на широкое применение фрезерования и шлифо-
вания, обработка деталей строганием и долблением не может
быть ими вытеснена. Простота и дешевизна резца по сравнению
с торцовой и цилиндрической фрезой делает процесс строгания
и долбления весьма экономичным, особенно когда ведется об-
работка одного-двух изделий. Большими преимуществами обла-
дают строгальные станки перед фрезерными на обдирочных
операциях при снятии литейной корки, когда происходит бы-
строе затупление и износ режущего инструмента.
На многих металлургических заводах, например, обработку
слябов производят в основном на тяжелых продольно-
строгальных станках при интенсивных режимах резания и снятии
больших припусков. Обработка различных пазов, особенно глу-
боких и узких, невозможна без применения долбежных и стро-
гальных станков; обработку Т-образных пазов на большой длине
трудно заменить другим видом обработки вместо строгания.
ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
297
Методы обработки на долбежных и строгальных станках
постоянно совершенствуются. Например, при обработке длин-
ных узких планок применяют многоместные державки на про-
дольно-строгальных станках, позволяющих увеличить произво-
дительность при сохранении высокой жесткости станка.
Особое место занимает чистовое строгание деталей широ-
кими резцами. Этот способ обеспечивает высокий квалитет точ-
ности по прямолинейности и плоскостности, дает минимальную
шероховатость обработанной поверхности. Наиболее эффектив-
но чистовое строгание широкими резцами применяют на заво-
дах тяжелого станкостроения при обработке направляющих ста-
нин, столов, саней и других крупногабаритных деталей. Чтобы
достичь требуемой шероховатости на чугунных заготовках,
строгание широкими резцами выполняют при поливе обрабаты-
ваемой поверхности керосином в зоне резания. Этот вид обра-
ботки может быть приравнен к плоскому шлифованию чугун-
ных, бронзовых и текстолитовых деталей, при этом шерохова-
тость достигается до 1,25 мкм.
Вследствие высокого квалитета точности и малой шерохова-
тости обрабатываемой поверхности строгание широкими резца-
ми вытесняет малопроизводительный процесс шабрения. Этот
метод является весьма производительным, так как ширина ре-
жущей кромки резца может быть 25-100 мм и более при скоро-
сти строгания до 20 м/мин. Так как керосин в качестве СОЖ
является пожароопасной жидкостью, то в промышленности на-
чинают применять замороженные СОЖ в виде брусков (Аквол-
10М), при этом расход СОЖ снижается в 100-150 раз по сравне-
нию с жидкими веществами, кроме того, нет необходимости
устанавливать ограждение для защиты рабочего от разбрызгива-
ния СОЖ.
Долбление и строгание по сравнению с фрезерованием
имеют свои преимущества и недостатки. Поэтому в дальнейшем
развитии и эти способы обработки будут не вытеснять, а взаим-
но дополнять друг друга.
Развитие конструкций долбежных, поперечно-строгальных,
продольно-строгальных и особенно тяжелых продольно-
строгальных станков в настоящее время идет по пути комбини-
рования, т.е. применения на одном станке процессов долбле-
ния, фрезерования и растачивания (мод. 67К25П, 67К25В,
67К25ПФ1, 67К25ПФ2); создания поперечно-строгальных стан-
298
Глава 11. ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
ков с гидрокопировальным устройством и программным управ-
лением, позволяющими обрабатывать сложные фасонные кон-
туры (мод. 4407 STEYR фирмы Anderle)', применения на про-
дольно-обрабатывающих станках процессов строгания, фрезеро-
вания, шлифования и растачивания (мод. 7212Г, 7Б216Г,
7Б216ГФ10, НС-6, НС-8, НС-30, 7Б220М6Ф1, 7228МФ1,
WALDRICH COBURG, Noble and Lund PLC, PENSOTTI EZIO).
В легких и средних станках строгальной группы все чаше
стали использовать гидравлический привод главного возвратно-
поступательного движения. Гидравлический привод по сравне-
нию с механическим работает с постоянной скоростью резания
на всей длине хода и имеет бесступенчатое регулирование, его
компоновка в станке в меньшей степени ослабляет станину и
обеспечивает высокую плавность перемещения стола (ползуна),
что очень важно для чистовой обработки.
Однако для тяжелых продольно-строгальных станков гид-
ропривод не получил распространения. При большом ходе стола
(15-20 м) гидравлический цилиндр и шток поршня оказываются
чрезмерно длинными и поэтому конструктивно трудно выпол-
нимы. Тенденция в разработке привода главного движения тя-
желых продольно-строгальных станков состоит в применении
многозаходного эвольвентного червяка для передачи движения
на червячную рейку, причем приводные червяки располагаются
не параллельно, а под некоторым углом в горизонтальной плос-
кости «елочкой». В этом случае приводные редукторы установ-
лены симметрично по обе стороны станины и вынесены из зо-
ны обслуживания станка. Такая компоновка позволяет соеди-
нять приводные червяки с редукторами с помощью валов оди-
наковой длины, а следовательно, и одинаковой жесткости, что
способствует равномерному перемещению стола.
На тяжелых станках в качестве конечных звеньев привода
применяют цилиндрические зубчатые колеса. Они получают
вращение через редуктор, встроенный в корпус станины. Так
как при этом приходится делать специальное углубление в ста-
нине с отверстиями под опоры валов и осей, то она оказывается
ослабленной в зоне наибольшего нагружения. Поэтому при про-
ектировании необходимо для повышения жесткости применять
двойные боковые стенки, редуктор нужно выносить из межсто-
ечного пространства вперед к лицевой стороне станка. Это дает
ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
299
возможность расположить ребра жесткости в зоне наибольшего
воздействия сил резания.
Для компенсации недостаточной жесткости станины при
встроенном в ней редукторе на фирме Wdldrich Siegen крепят
среднюю часть станины и стойки портала продольно-
строгального станка к точно обработанной плите, которая при-
дает всему контуру «станина — портал» высокую жесткость. Од-
нако эта конструктивная мера, являясь эффективной, усложняет
изготовление станка и увеличивает его вес. Поэтому более пер-
спективным для конечного звена является применение эволь-
вентного многозаходного червяка с вынесенным за пределы
станины редуктором и двигателем. При такой компоновке ста-
нина не ослабляется углублением для редуктора, как было опи-
сано выше.
Обработка крупногабаритных деталей массой до 200 т на
тяжелых уникальных станках обладает тем недостатком, что на
перестановку обрабатываемой детали со станка на станок, на
многократную выверку и закрепление требуется много времени
— до 40%; сокращение его является основным резервом повы-
шения производительности обработки крупногабаритных дета-
лей. Это обстоятельство приводит к необходимости комбиниро-
вать различные виды обработки на одном станке, дополняя
один вид обработки другим.
Кроме того, с сокращением числа переустановок достигает-
ся ббльшая точность обработки. Поэтому перспективным на-
правлением развития строгальных и долбежных станков являет-
ся создание комбинированных станков, которые позволяют без
излишних перестановок выполнять различные операции: стро-
гание (или долбление), фрезерование, растачивание, шлифова-
ние плоскостей, сверление отверстий.
Однако здесь возникают некоторые противоречивые требо-
вания различных методов обработки к конструкции, кинемати-
ке, смазке. Например, для строгания на тяжелых станках наи-
меньшая скорость стола 1-2 м/мин, а при фрезеровании — ме-
нее 5 мм/мин, таким образом, диапазон регулирования подач
становится очень большим (порядка 400), что удлиняет кинема-
тические цепи привода стола. Различные требования предъяв-
ляются к смазке стола при строгании и фрезеровании. Строга-
ние происходит при небольшом давлении и слабой смазке, осо-
бенно на чистовых режимах. При фрезеровании и растачивании
300
Глава 11. ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
требуется подавать масло под большим давлением, так как при
малых подачах тяжелый стол вместе с крупногабаритной дета-
лью начинает перемещаться неравномерно, со скачками. Для
устранения этого явления необходимо применять гидроразгруз-
ку направляющих.
Применение гидроразгрузки осложняется следующими осо-
бенностями:
при переходе со строгального режима на фрезерный давле-
ние масла необходимо менять с меньшего на большее;
при строгании масло подводится к направляющим стола из
станины; при этом против смазочного отверстия оказываются
непрерывно разные участки движущегося стола, что не вызывает
существенных деформаций, так как давление масла невелико
(0,05-0,2 МПа);
при фрезерных подачах масло подают под давлением до
0,5МПа, чтобы создать гидроразгрузку направляющих; такое
давление выгибает участок направляющих, находящийся против
смазочного отверстия, что снижает точность обработки детали.
При высоком давлении масла, подаваемого из станины, стол
при перемещении непрерывно «извивается». Поэтому более
перспективным решением является подача масла через стол, что
более сложно, так как стол перемещается в продольно-
строгальных станках с большим ходом.
Совершенствование конструкций строгальных и долбежных
станков направлено на улучшение их работоспособности. Ос-
новными направлениями развития конструкций строгальных,
долбежных и комбинированных станков являются следующие:
1) повышение геометрической и кинематической точности —
увеличение точности взаимного расположения узлов, формы
деталей, входящих в них, уменьшение числа кинематических
пар в кинематических цепях станков;
2) увеличение жесткости узлов — применение цельных гаек
на ходовых винтах, проектирование широко расположенных на-
правляющих, применение портала и дополнительных плит;
3) снижение вибраций на станке — применение раздельных
приводов, гидравлических демпферов, передача движения от
электродвигателя на шлифовальный шпиндель комбинирован-
ных станков через ременную передачу, применение антискачко-
вых масел, использование гидростатических и гидродинамиче-
ских опор;
ПЕРСПЕКТИВЫ РАЗВИТИЯ СТАНКОВ
301
4) повышение износостойкости — применение износостой-
ких планок на направляющих, термообработка чугунных на-
правляющих перед шлифованием, использование винтовой па-
ры качения, применение гидростатики в направляющих и гид-
роразгрузки;
5) увеличение производительности — применение цепей ус-
коренных подач (скоростей) при обратном ходе, автоматизация
процесса резания с использованием гидрокопировальных уст-
ройств, использование обратного хода стола для резания на
строгальных станках, обработка резцовыми блоками; строгание
на многоместных приспособлениях, долбление заготовок паке-
тами; создание комбинированных строгальных и долбежных
станков; создание поперечно-строгальных, долбежных и комби-
нированных продольных станков с числовым программным
управлением.
Дальнейшее развитие металлорежущих станков прогнозиру-
ется в следующих направлениях:
оснащение станков большим количеством первичных пре-
образователей, измерительных и диагностических устройств для
автоматического контроля процесса обработки и состояния уз-
лов и периферийных устройств, а также установления причин и
компенсации погрешностей обработки, предотвращения полом-
ки и быстрого устранения неисправностей;
развитие вычислительной техники — создание вычисли-
тельных устройств для автоматического расчета и оптимизации
технологических параметров, учета статических, динамических и
тепловых характеристик станков;
внедрение новейших материалов, улучшающих технические
показатели отдельных узлов и станка в целом;
оснащение станков типовыми периферийными устройствами
для автоматизации операций, смены инструментов, смены шпин-
дельных узлов, смены и зажима деталей, транспортирования.
Контрольные вопросы
1. Какие методы обработки возможны на современных строгаль-
ных и долбежных станках?
2. В чем преимущества комбинированных строгальных и долбеж-
ных станков?
3. Назовите перспективные направления развития металлорежу-
щих станков.
302
ЛИТЕРАТУРА
ЛИТЕРАТУРА
Жевелев Г.И., Рубикович Б.Х., Тув. А.М. Тяжелые горизонтально-
расточные и продольно-строгальные станки. - М.: Машиностроение,
1969.
Крюк В.А. Книга молодого строгальщика. — Минск: Беларусь,
1973.
Крюк В.А., Радьков В.Л. Справочник строгальщика. - Минск: Бе-
ларусь, 1966.
Попов С.А. Шлифовальные работы. — М.: Высшая школа, 1987.
Сидоров В.Н. Безопасность труда на металлообрабатывающих
станках. — Л.: Лениздат, 1985.
Справочник технолога-машиностроителя / Под ред. А.М. Дальского,
А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 2001.
Черпаков Б.И. Опыт и перспективы автоматизации производст-
венных процессов в машиностроении. - М.: Машиностроение, 1988.
Яковцев А.Д. Работа на строгальных и долбежных станках. — М.:
Высшая школа, 1966.
СПРАВОЧНОЕ ИЗДАНИЕ
Вереина Людмила Ивановна
ОБРАБОТКА НА СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ
СТАНКАХ
Редакторы: П. Е. Клейзер, А. Г. Ганженко
Художественный редактор: Т. И. Погорелова
Инженер по компьютерному макетированию: О. В. Мочалина
Лицензия ИД № 05672 от 22.08.2001 г.
Сдано в набор 12.05.02 г. Подписано в печать 16.07.02 г. Формат 60x88 1/16.
Бумага офсетная. Гарнитура Times New Roman. Печать офсетная.
Усл. печ. л. 18,62. Уч. изд. л. 19,0. Тираж 2000 экз. Заказ 6590
ФГУП «Издательство «Машиностроение»
107076, Москва, Стромынский пер., 4
Оригинал-макет изготовлен в ИПЦ Тамбовского государственного
технического университета
Отпечатано в ГУП ППП «Типография «Наука» РАН,
121099, Москва, Шубинский пер., 6
Л. И. Bepeuua
ОБРАБОТКА
НА СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ
СТАНКАХ