



























































































































































































































































































































Автор: Прейс Г.А. Сологуб Н.А. Рожнецкий И.А.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология основы промышленного производства машиностроение металловедение
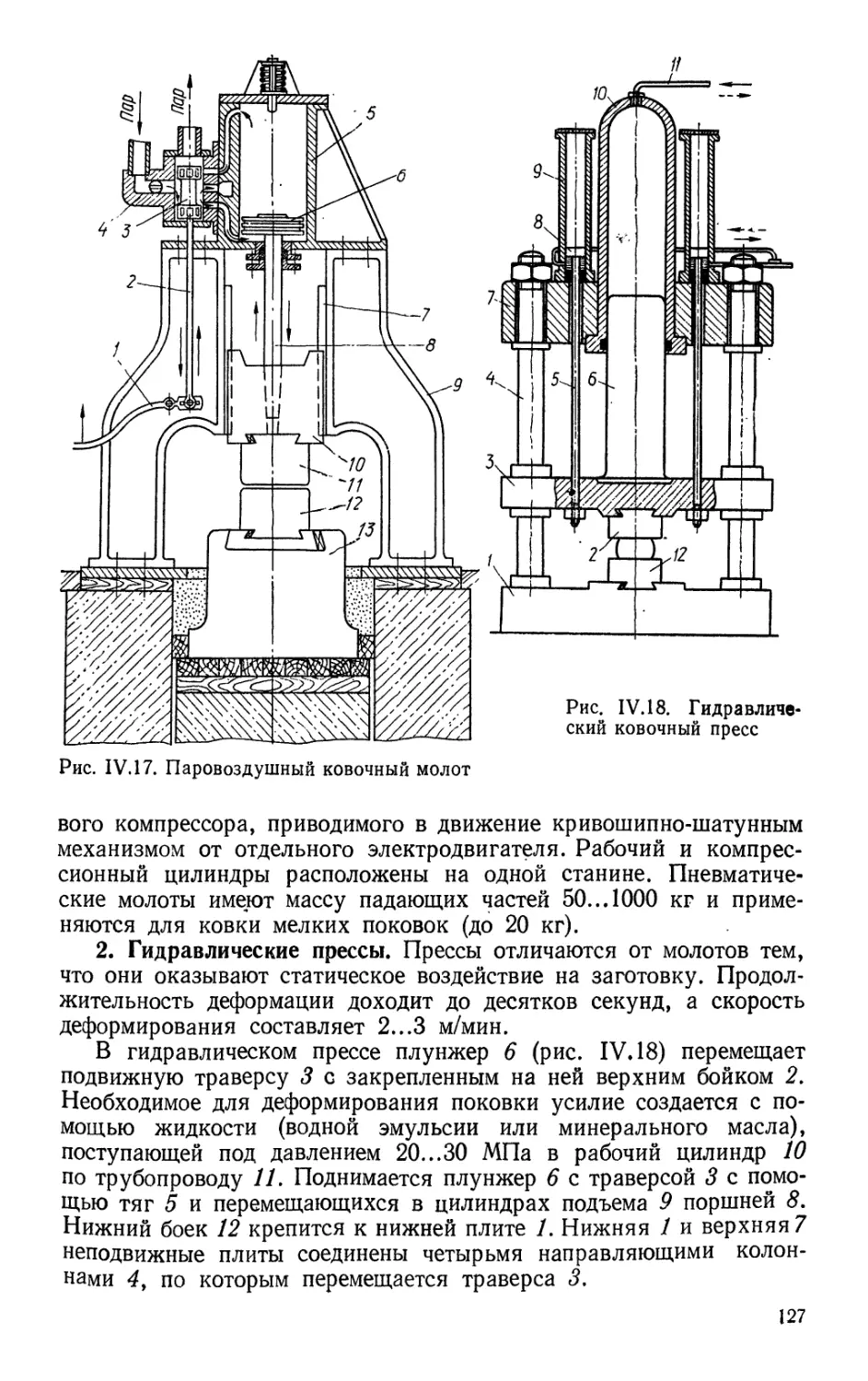
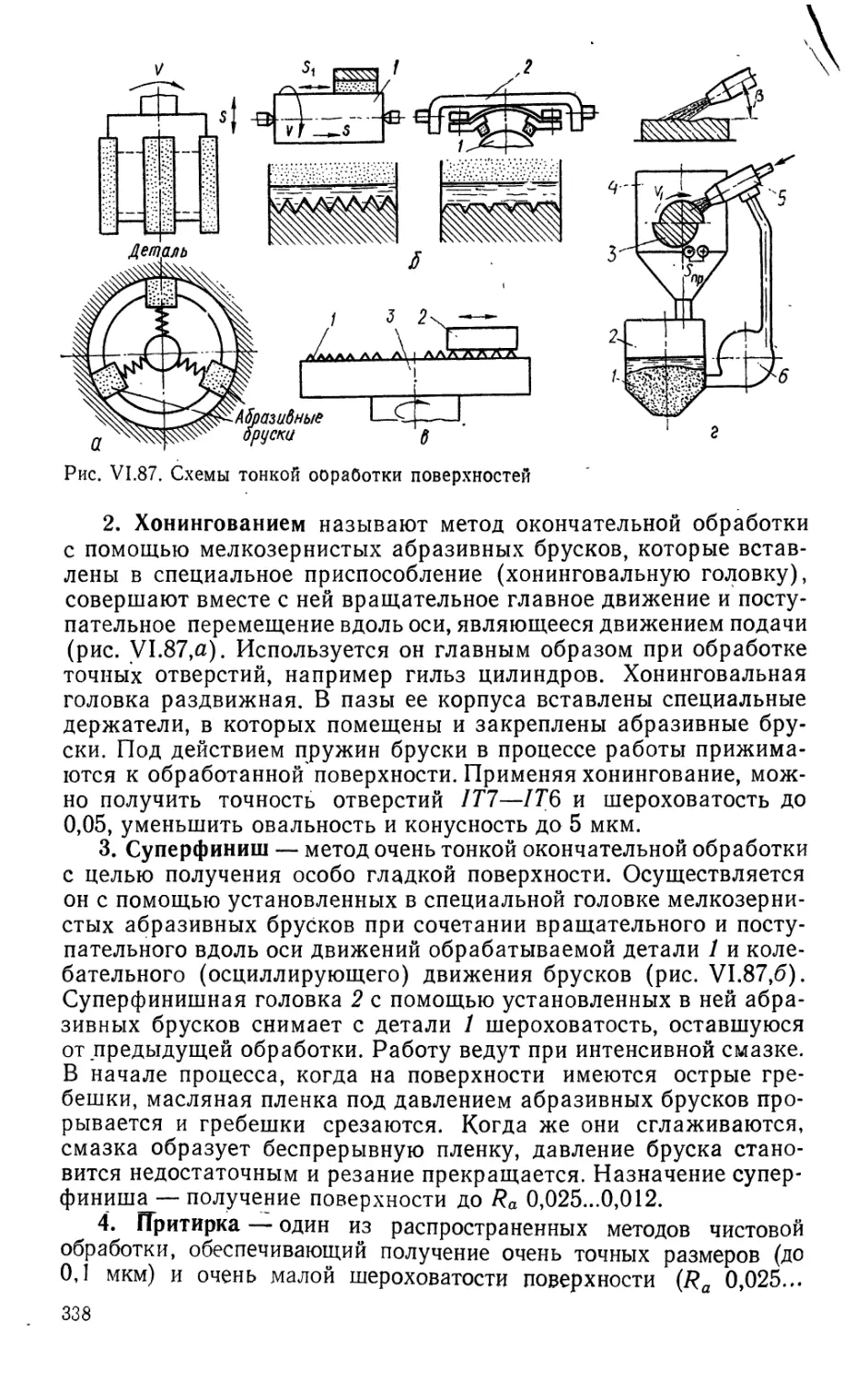
ISBN: 5-11-003594-6
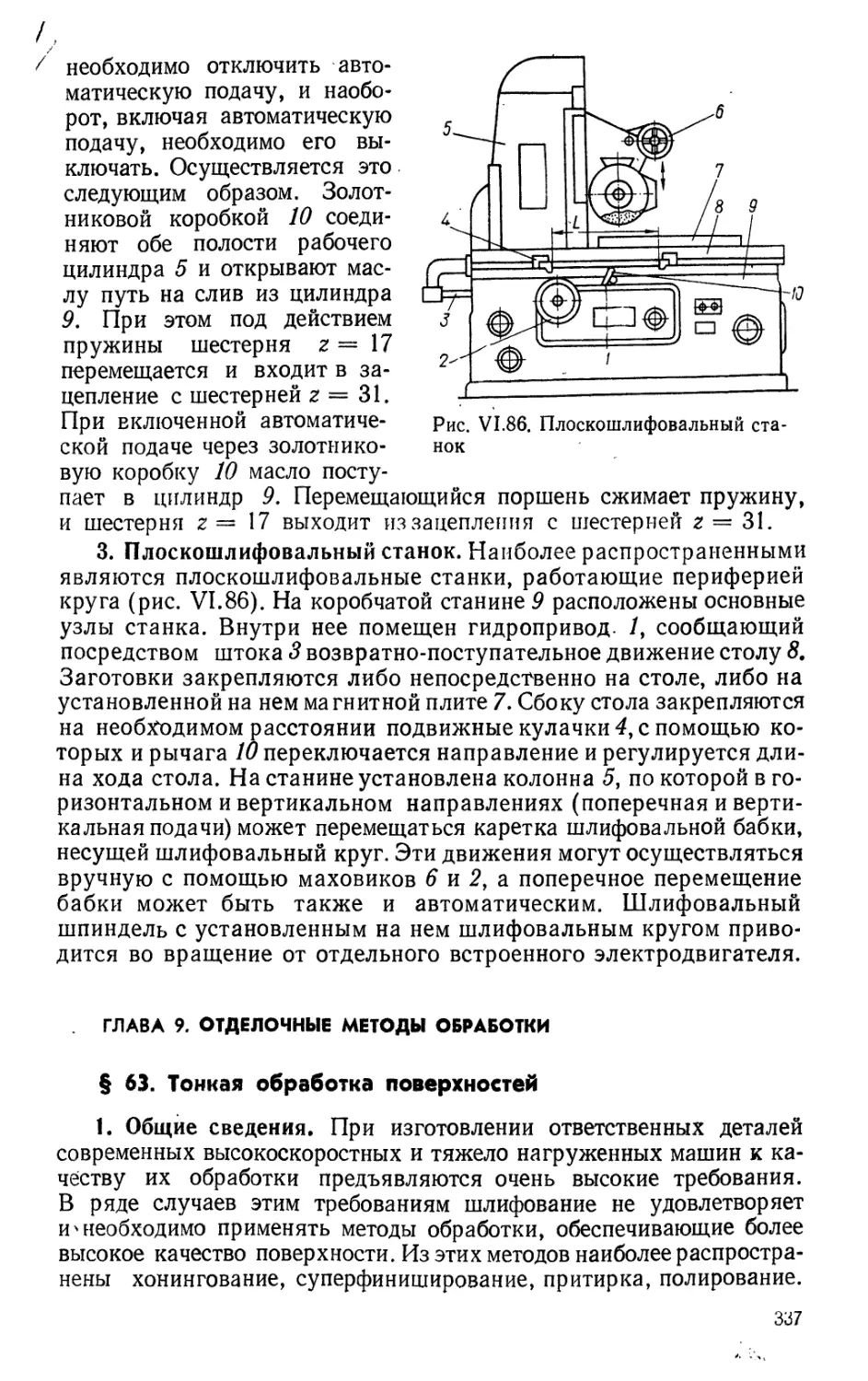
Год: 1991




ТЕХНОЛОГИЯ
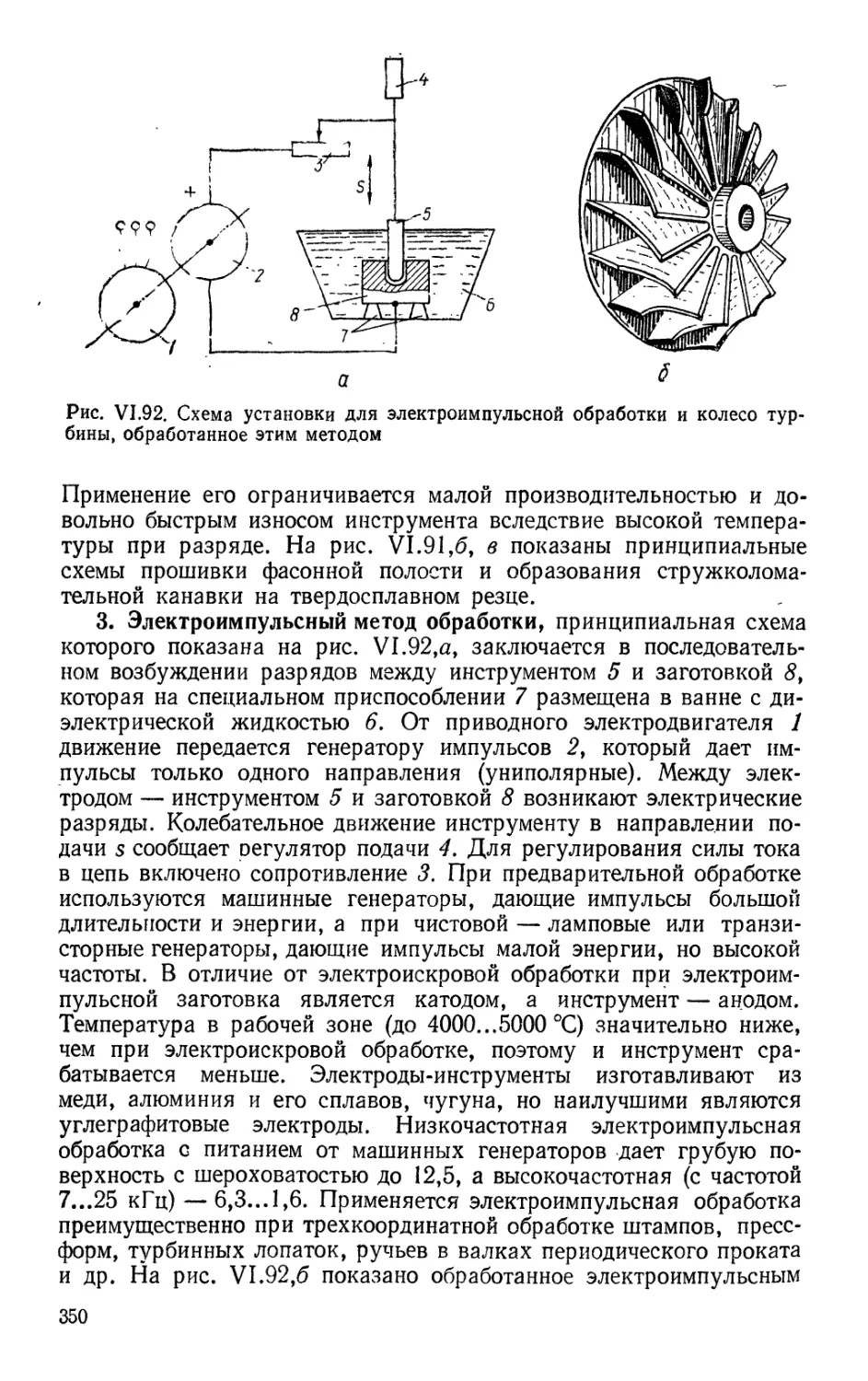
юнжшюннш
ним
Под редакцией
доктора технических наук,
профессора Г. А. Прейса
Допущено Министерством
высшего и среднего специального
образования УССР в качестве
учебника для студентов
механических специальностей вузов
2-е издание,
переработанное и дополненное
КИЕВ
«8ЫЩА ШКОЛА»
1991
ББК 30.61я73
Т38
УДК 621.7+621.9(075.8)
Авторы: Г. А. Прейс (разд. VI); Н. А. Сологуб (разд. I, II, VII);
И. А. Рожнецкий (разд. III); А. И. Некоз (разд. IV); Н. А. Горпенюк
(разд. V).
Рецензент д-р техн.,наук, проф. Евдокимов В. Д. (Одесский техно-
логический мништу i шЙДевой промышленности)
Библих>теха 1
,Реда1да£Я^^11У]Т&0по машиностроению
Реда^ярА^т?
Технология конструкционных материалов: Учебник/
Т38 Г. А. Прейс, Н. А. Сологуб, И. А. Рожнецкий и др.— 2-е
изд., перераб. и доп.— К. : Выща шк., 1991.—391 с.: ил.
ISBN 5-11-003594-6
Изложены основные сведения о технологии получения и обработки
металлов и неметаллических конструкционных материалов. Кратко рас-
смотрены общие свойства металлов и металлургические процессы по-
лучения черных и цветных металлов. Описаны литейное производ-
ство, получение заготовок обработкой давлением, сварка, обработка
резанием. Освещены современные методы электрофизической и электро-
химической обработок металлов, вопросы автоматизации процессов ме-
ханической обработки.
Во втором издании (1-е изд.— 1984 г.) внесены дополнения в раздел
«Обработка металлов давлением», более широко представлены станки
с числовым программным управлением.
Для студентов механических специальностей вузов.
2704000000—198
1 М211(04)-91 113~91
1SBN 5-11-003594-6
ББК 30.61Я73
© Издательское объединение
«Выща школа», 1984
© Прейс Г. А., Сологуб Н. А.,
Рожнецкий И. А., Некоз А. И.,
Горпенюк Н. А., 1991,
с изменениями
РАЗДЕЛ I. СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛОВ
И СПЛАВОВ
ГЛАВА 1.
ОБЩИЕ СВЕДЕНИЯ О СТРОЕНИИ МЕТАЛЛОВ
И СПЛАВОВ
§ 1. Кристаллическое строение металлов
Все металлы в твердом состоянии имеют кристаллическое стро-
ение, их атомы располагаются в пространстве с определенной зако-
номерностью, образуя кристаллическую решетку.
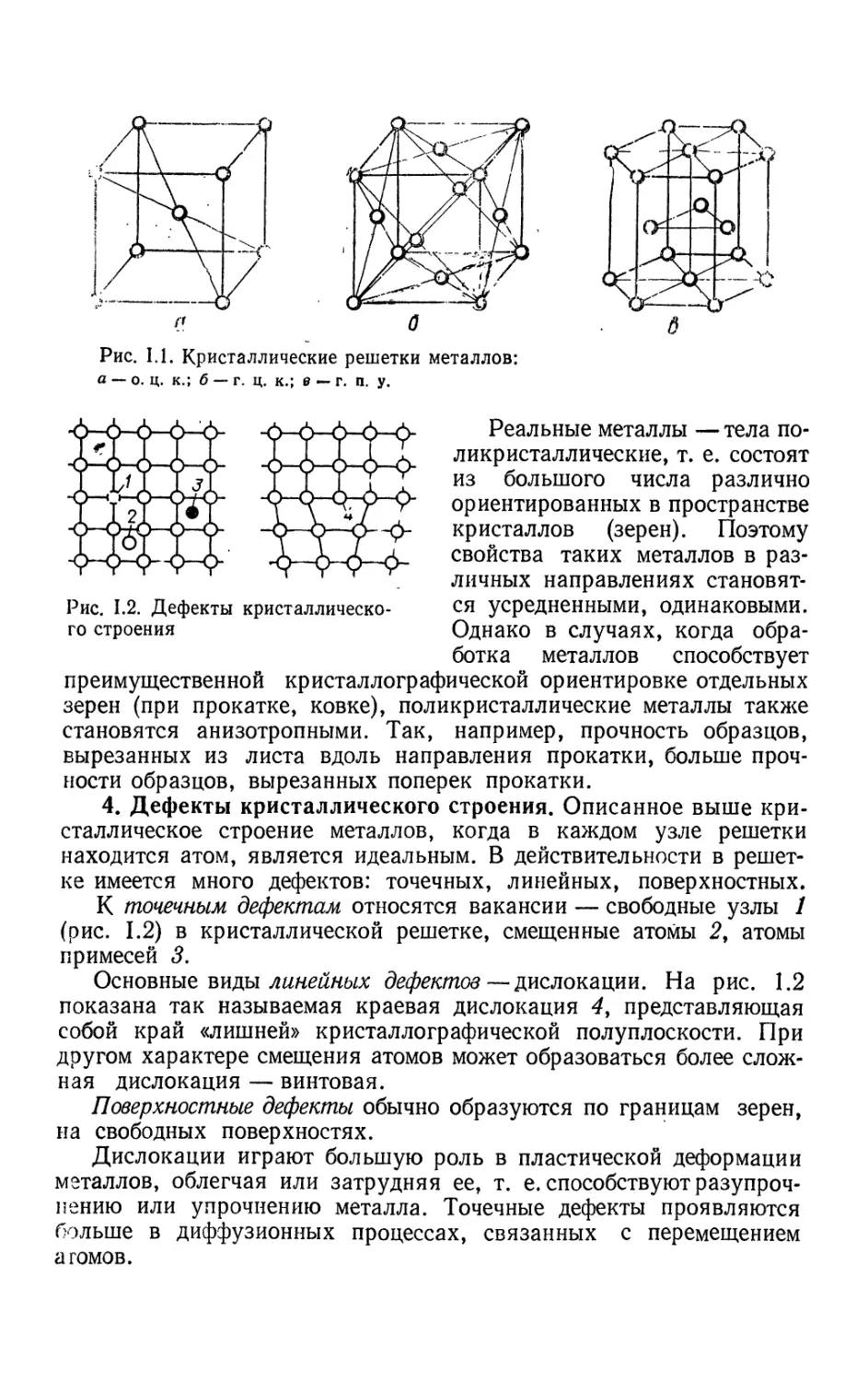
1. Кристаллические решетки металлов. Наиболее характерными
для металлов являются три типа решеток (рис. 1.1): объемно цен-
трированная кубическая (о.ц.к.), гранецентрированная кубическая
(г.ц.к.) и гексагональная плотноупакованная (гльу.). В. системе
о.ц.к. кристаллизуются, например, Cr, Mo, W, V; в системе, г.ц.к.—
Ni, Al, Си, Pb; в системе г.п.у.— Be, Cd, Zn, Mg и др.-
2. Полиморфизм металлов. У некоторых металлов при нагреве
происходят изменения в строении кристаллической решетки. Су-
ществование одного и того же металла в различных кристаллических
формах (модификациях) называется полиморфизмом, а переход из
одной модификации в другую — полиморфным превращением.
Отдельные модификации металлов обозначают буквами гре-
ческого алфавита: а, р, у, б и т. д. Например, железо при комнатной
температуре обладает о.ц.к. решеткой; эту модификацию называют
a-железом. При нагреве до 768 °C a-железо теряет магнитные свой-
ства, кристаллическая решетка при этом не меняется. При 911а°С
о.ц.к. решетка в железе превращается в г.ц.к.; железо с такой
решеткой называют у-железом. При 1392 °C у-железо превращается
в б-железо с о.ц.к. решеткой, существующее до температуры плав-
ления 1539 °C.
При полиморфных превращениях наряду с изменением строения
кристаллической решетки в значительной степени изменяются
и свойства металлов (объем, пластичность, твердость и т. п.). По-
этому наличие полиморфных превращений во многом определяет
поведение и свойства металла при механической и термической
обработке, легировании, при работе в условиях низких и высоких
температур.
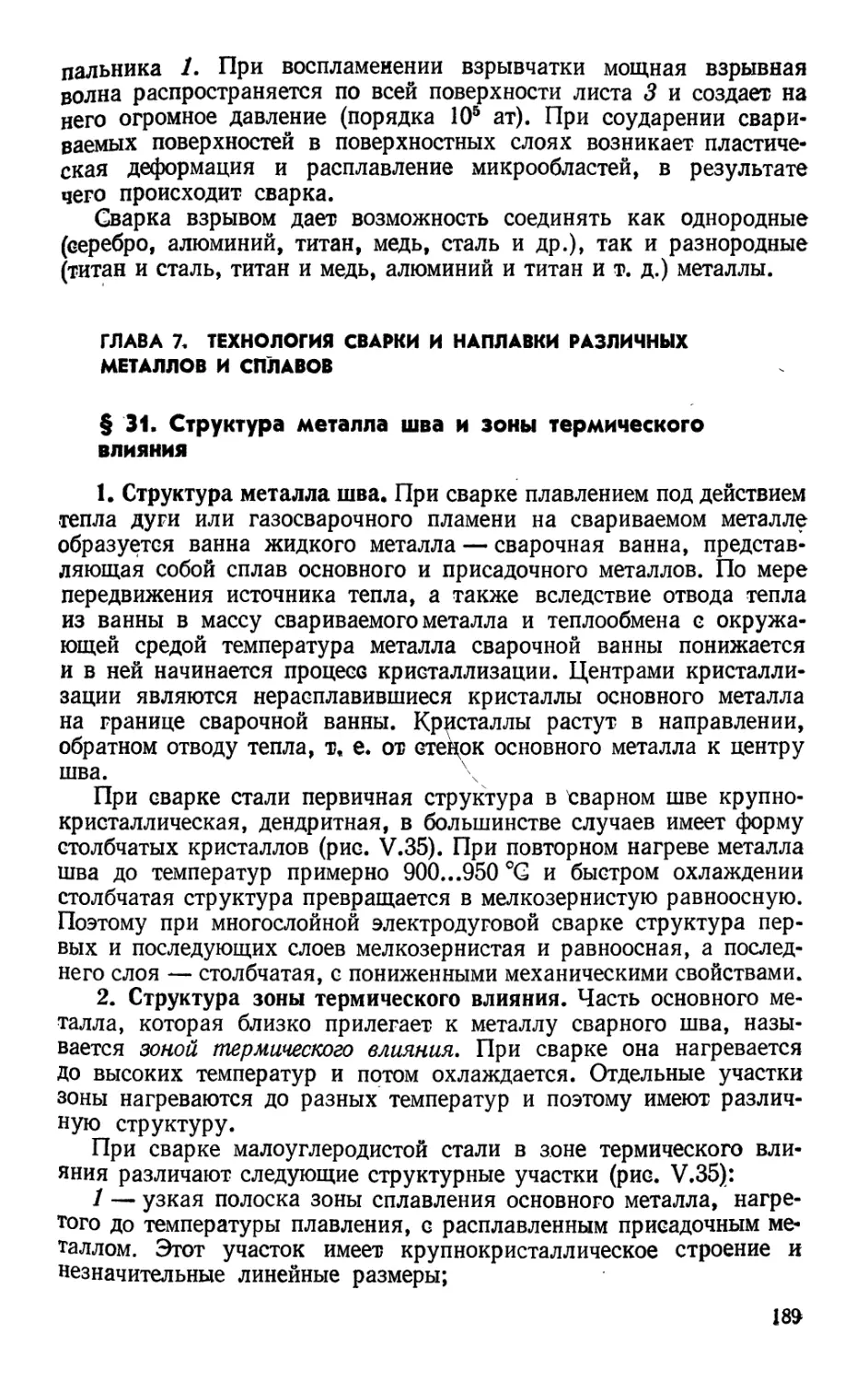
3. Анизотропия металлов. Как видно из рис. 1.1, в различных
плоскостях кристаллической решетки число атомов и расстояния
между ними неодинаковы. В связи с этим свойства отдельных кри-
сталлов (монокристаллов) в различных направлениях оказываются
неодинаковыми. Такое явление называется анизотропией.
3
Рис. 1.1. Кристаллические решетки металлов:
а — о. ц. к.; б — г. ц. к.; в — г. п. у.
Рис. 1.2. Дефекты кристаллическо-
го строения
Реальные металлы — тела по-
ликристаллические, т. е. состоят
из большого числа различно
ориентированных в пространстве
кристаллов (зерен). Поэтому
свойства таких металлов в раз-
личных направлениях становят-
ся усредненными, одинаковыми.
Однако в случаях, когда обра-
ботка металлов способствует
преимущественной кристаллографической ориентировке отдельных
зерен (при прокатке, ковке), поликристаллические металлы также
становятся анизотропными. Так, например, прочность образцов,
вырезанных из листа вдоль направления прокатки, больше проч-
ности образцов, вырезанных поперек прокатки.
4. Дефекты кристаллического строения. Описанное выше кри-
сталлическое строение металлов, когда в каждом узле решетки
находится атом, является идеальным. В действительности в решет-
ке имеется много дефектов: точечных, линейных, поверхностных.
К точечным дефектам относятся вакансии — свободные узлы 1
(рис. 1.2) в кристаллической решетке, смещенные атомы 2, атомы
примесей 5.
Основные виды линейных дефектов—дислокации. На рис. 1.2
показана так называемая краевая дислокация 4, представляющая
собой край «лишней» кристаллографической полуплоскости. При
другом характере смещения атомов может образоваться более слож-
ная дислокация — винтовая.
Поверхностные дефекты обычно образуются по границам зерен,
на свободных поверхностях.
Дислокации играют большую роль в пластической деформации
металлов, облегчая или затрудняя ее, т. е. способствуют разупроч-
нению или упрочнению металла. Точечные дефекты проявляются
больше в диффузионных процессах, связанных с перемещением
агомов.
§ 2. Кристаллизация металлов
Кристаллизацией называется процесс перехода металлов из
жидкого состояния в твердое, когда в металле формируется кри-
сталлическая решетка.
1. Процесс затвердевания металлов. В 1878 г. русский ученый
металлург Д. К. Чернов установил, что затвердевание металлов
начинается с образования центров (зародышей) кристаллизации.
От них растут первичные (главные) оси будущих кристаллов, затем
перпендикулярно к ним — оси высших порядков (рис. 1.3,а).
Такие первичные кристаллы, напоминающие внешним видом дере-
во, получили название дендритов (от греч. дендрон — дерево).
Дальнейший рост дендритов и формирование кристаллов происхо-
дят за счет жидкого металла, заполняющего межосевое простран-
ство. При росте кристаллы в определенный момент сталкиваются,
препятствуют росту один другого в различных направлениях,
в результате чего приобретают случайную внешнюю форму
(рис. 1.3,6). Такие кристаллы называют зернами. Размер и коли-
чество зерен к концу кристаллизации зависят от скорости зарожде-
ния (количества центров) и роста кристаллов, которые, в свою
очередь, определяются скоростью охлаждения затвердевающего
металла. С повышением скорости охлаждения число зародышей
увеличивается в большей степени, чем скорость их роста, поэтому
размер зерен в металле уменьшается.
2. Строение слитка. Рассмотренная схема кристаллизации по-
зволяет объяснить структурную неоднородность металлического
слитка. В общем случае в его структуре можно выделить три зоны
(рис. 1.4).
Внешняя зона 1 слитка состоит из мелких неориентированных
зерен, формирующихся в начальный момент затвердевания, когда
Рис. 1.3. Схемы дендрита (а) и затвердевания жид-
кого металла (б)
5
Рис. L4. Схема строе-
ния металлического
слитка
металл, соприкасаясь с холодными стенками
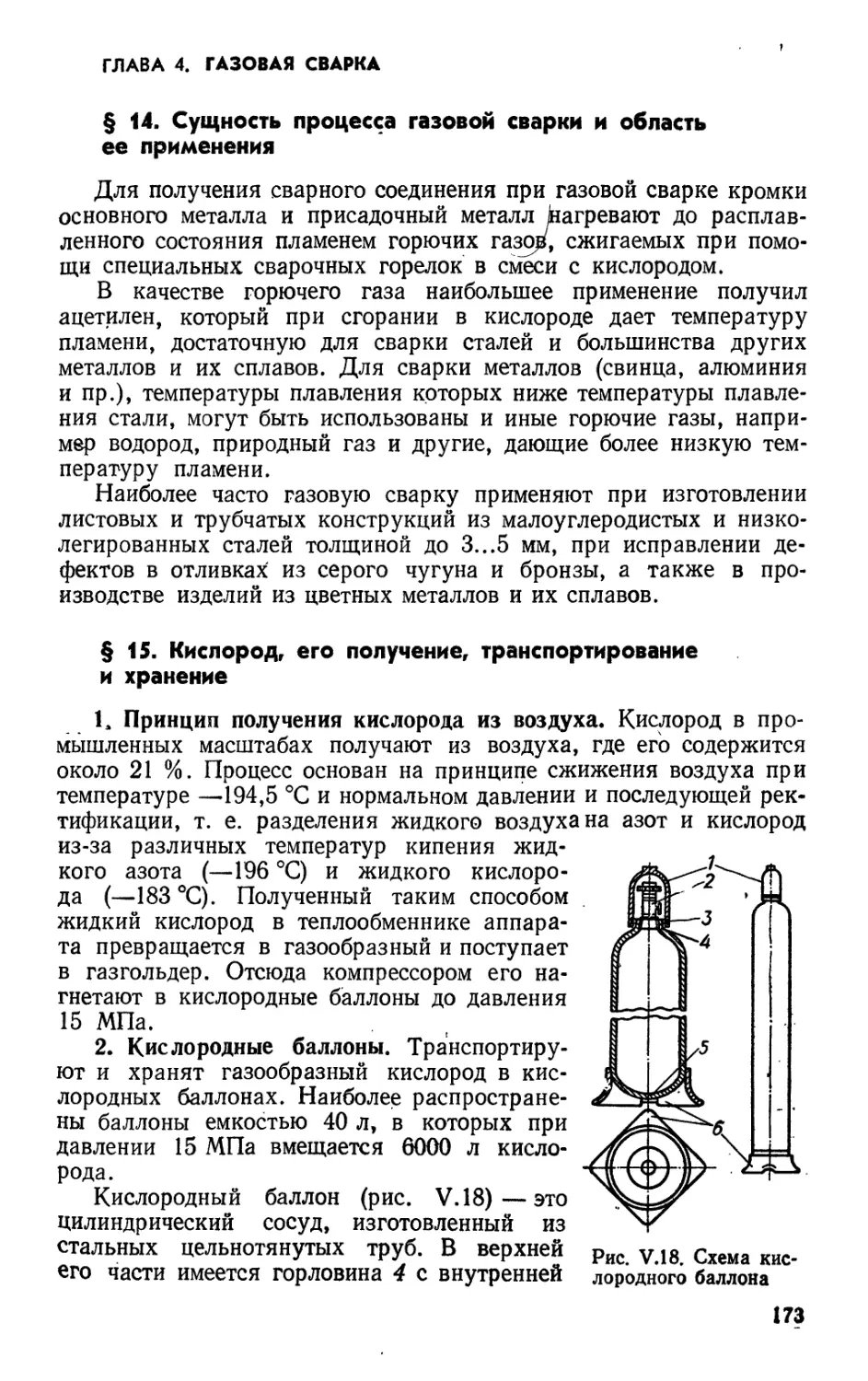
формы, охлаждается в тонком слое с весь-
ма большой скоростью.
После образования внешней мелкозернис-
той зоны условия затвердевания металла ме-
няются, скорость охлаждения уменьшается,
отвод тепла становится направленным (пер-
пендикулярно к стенкам формы), поэтому зер-
на приобретают столбчатый вид 2.
. Внутренняя зона слитка 3 (зона равноос-
ных зерен) формируется в условиях равно-
мерного охлаждения жидкого металла. Здесь
зерна зарождаются и растут без определен-
ного направления (см. рис. 1.3,6).
В процессе затвердевания объем жидкого
металла уменьшается, поэтому в слитке об-
разуется усадочная раковина 4 (рис. 1.4).
§ 3. Общие сведения о строении сплавов
Металлическими сплавами называют сложные вещества на ос-
нове металлов, сохраняющие высокую электро- и теплопроводность,
ковкость и другие свойства. Сплавы могут состоять из несколь-
ких металлов или металлов и неметаллов. В технике металлы и их
сплавы обычно относят к одной группе материалов — к металлам.
В жидком состоянии большинство сплавов однородны и в фи-
зико-химическом понимании представляют одну'фазу*. После за-
твердевания в сплаве может образоваться несколько фаз. Количе-
ство фаз и их природа определяются характером взаимодействия
компонентов сплава при затвердевании.
Если компоненты сплава растворяются один в другом, то обра-
зуются так называемые твердые растворы. При этом атомы рас-
творимого компонента либо замещают атомы растворителя в его
кристаллической решетке, либо внедряются в нее. Такие сплавы
являются однофазными и состоят из зерен твердого раствора с кри-
сталлической решеткой компонента-растворителя. В случае огра-
ниченной растворимости компонентов образуется двухфазный сплав,
в котором второй фазой может быть чистый компонент или его хи-
мическое (металлическое) соединение с другим компонентом.
Если при затвердевании компоненты сплава не взаимодействуют
между собой, то образуется механическая смесь зерен каждого из
компонентов. Механическая смесь сплава может состоять из двух
и большего числа фаз. При этом каждая из фаз сохраняет свой тип
кристаллической решетки. I
Ряд компонентов при затвердевании могут вступать в химическое
взаимодействие и образовывать химические соединения как металлов
* Фазами называют однородные по составу и строению части сплава, отде-
ленные от других частей границей раздела, при переходе через которую
свойства изменяются скачком.
6
неметаллами (например, карбид железа FcyC), так и металлов
• металлами (например, СиА12); последние обычно называют метал-
шческими соединениями.
Таким образом, фазами в сплавах могут быть: чистые ксмпонен-
Ъ1 твердые растворы или химические (металлические) соединения,
(омбинации этих фаз образуют структурные составляющие сплавов,
< тракторизующиеся однородным строением.
§ 4. Диаграммы состояния сплавов
Зависимость агрегатного или фазового состояния сплавов от
IX состава и температуры определяют экспериментально нахожде-
нием критических точек превращений в сплавах по кривым нагрева
охлаждения). По полученным данным строят диаграммы состояния,
>сражающие связь между состоянием сплавов, их составом и тем-
щратурой, а также фазовые превращения, происходящие в сплавах
щи нагреве и охлаждении.
1. Диаграмма состояния сплавовтвердых растворов. На
)ис. 1.5 приведена диаграмма состояния сплавов, компоненты ко-
торых А и В обладают неограниченной растворимостью одного
ч другом. По вертикали располагают шкалу температур, по гори-
зонтали — ось концентраций компонентов. При таком построении
диаграмма отражает состояние сплава ^юсой концентрации при
любой температуре.
Диаграмма состояния сплавов — твердых растворов состоит
аз двух линий: верхней — ликвидус (от лат. liquidus— жидкий)
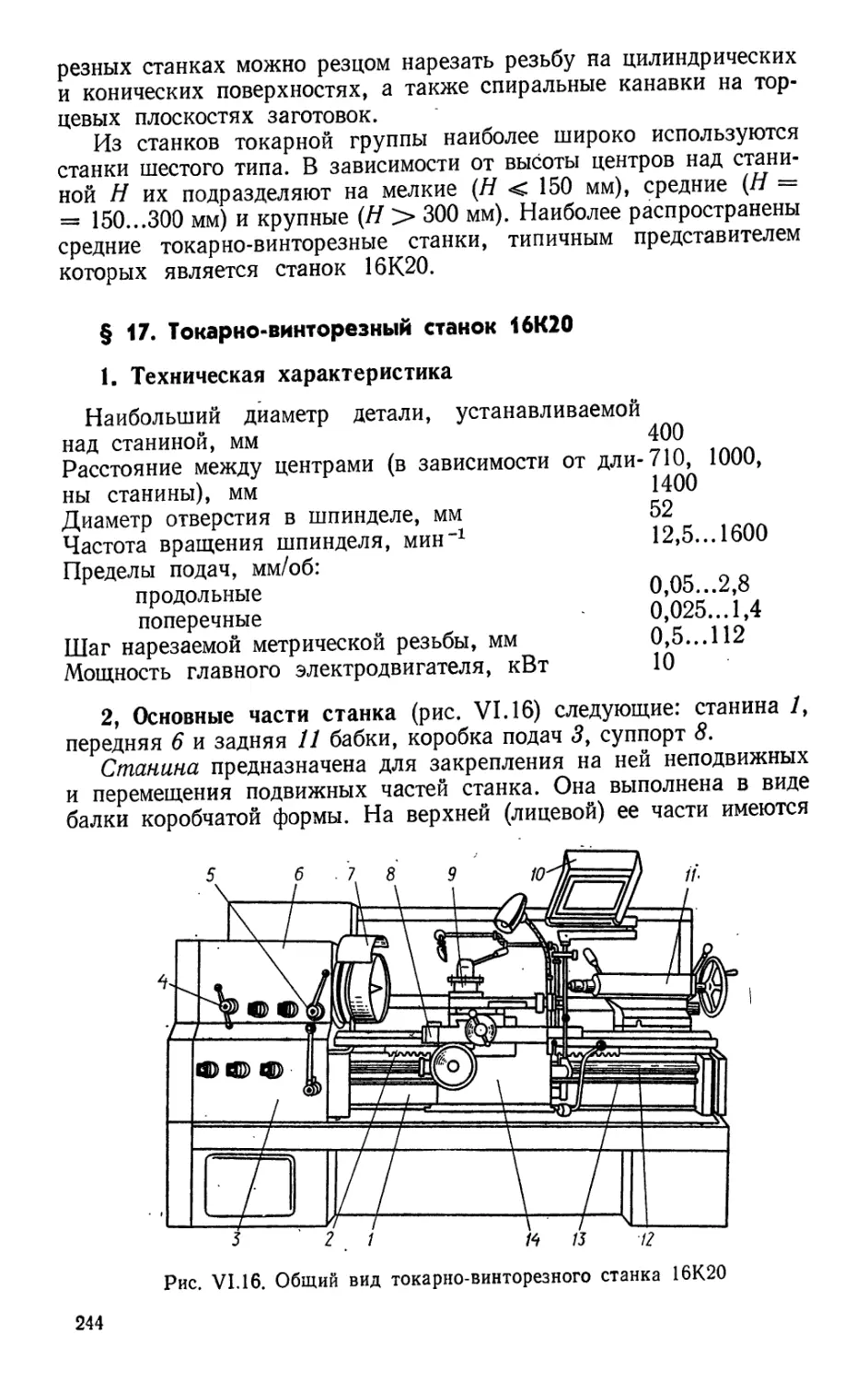
л нижней — солидус (solidus — твердый). Выше линии ликвидхс
..плавы находятся в однофазно.м жидкОхМ состоянии, между лини-
ями ликвидус и солидус — в двухфазном состоянии (кристаллы
твердого раствора и жидкость) и ниже линии солидус — в одно-
рниом твердом состоянии: состоят из зерен твердого раствора
компонентов А и В. Как видно из диаграммы, сплавы—твердые
а ц'гворы в отличие от чистых компонентов затвердевают и плавятся
(ч интервале температур между линиями ликвидус и солидус. В слу-
о.ю ограниченной растворимости компонентов на диаграмме со-
стояния ниже линии солидус будет еще одна линия, отражающая
ту растворимость.
2. Диаграмма состояния сплавов-смесей. Сплавы-смеси также
агвердевают и плавятся в интервале температур между линиями
ликвидус АСВ (рис. 1.6) и солидус DCF. И только сплав //, соот-
веюгвующий концентрации точки С, плавится, как и чистые ком-
поненты, при постоянной температуре. После затвердения этот
силан состоит из смеси мелких зерен обоих компонентов А и В.
I акая смесь называется эвтектикой (Э), сплав с такой структурой—
атактическим, а точка С — эвтектической точкой. Соответственно
'Нл<шы, расположенные левее точки С, называются доэвтектиче-
ни, правее — заэвтектическими.
Затвердевание доэвтектического сглаваЗ/ начинается в точке 1
№ линии ликвидус АС выпадением кристаллов избыточного компо-
7
т
Жидкость
Рис. 1.5. Диаграмма состояния сплавов —
твердых растворов
пента А. Поэтому в интервале между точками 1 и 2 жидкая фаза
сплава обедняется компонентом А и соответственно обогащается
компонентом В. При температуре точки 2 сплав состоит из кристал-
лов компонента А и жидкой фазы, концентрация которой достигла
эвтектического состава, и поэтому затвердевает с образованием
эвтектики (рис. 1.6).
Процесс затвердевания заэвтектического сплава /// отличается
от рассмотренного тем, что в нем на линии ликвидус СВ в точке 3
начинают выделяться кристаллы компонента В. Поэтому после
Рис. I 7. Связь диаграмм состояния
сплавов с их свойствами
затвердевания (точка 4) струк-
тура такого сплава состоит
из кристаллов В и эвтектики
(рис. 1.6).
При нагревании сплавов рас-
смотренные процессы происхо-
дят в обратном порядке.
3. Связь диаграмм состояния
сплавов с их свойствами. Прак-
тическая ценность диаграмм со-
стояния еще и в том, что, отра-
жая агрегатное и фазовое со-
стояние сплавов, они отражают
также изменение их свойств.
Впервые эту связь установил
и изучил Н. С. Курнаков и пред-
ставил ее в виде диаграмм «со-
став — свойства» (рис. 1.7). Например, если компоненты сплава
образуют механические смеси, то свойства этих сплавов (твер-
дость, электропроводность и др.) изменяются по закону прямой
линии (рис. 1.7,а). В сплавах — твердых растворах эти свойства
изменяются по кривой с максимумом или минимумом (рис. 1.7,6).
Установлено также, что твердые растворы обладают повышенной
пластичностью, поэтому сплавы с такой структурой хорошо обра-
батываются давлением. Наличие эвтектики в сплавах, наоборот,
делает их более хрупкими, но улучшает литейные свойства.
§ 5. Диаграмма состояния железоуглеродистых сплавов
1. Общая характеристика железоуглеродистых сплавов. Упро-
щенная диаграмма состояния сплавов железа с углеродом приве-
дена на рис. 1.8. Она построена в интервале концентраций углерода
от 0 до 6,67 %, т. е. до образования химического соединения кар-
бида железа Fe3C, который ведет себя как самостоятельный компо-
нент. Поэтому компонентами железоуглеродистых сплавов можно
считать железо и карбид железа.
Железо — металл сравнительно мягкий, пластичный. Прочность
железа составляет 250 МПа, твердость НВ 60...80, пластичность
й — 45 %. Существующее при комнатной температуре а-железо
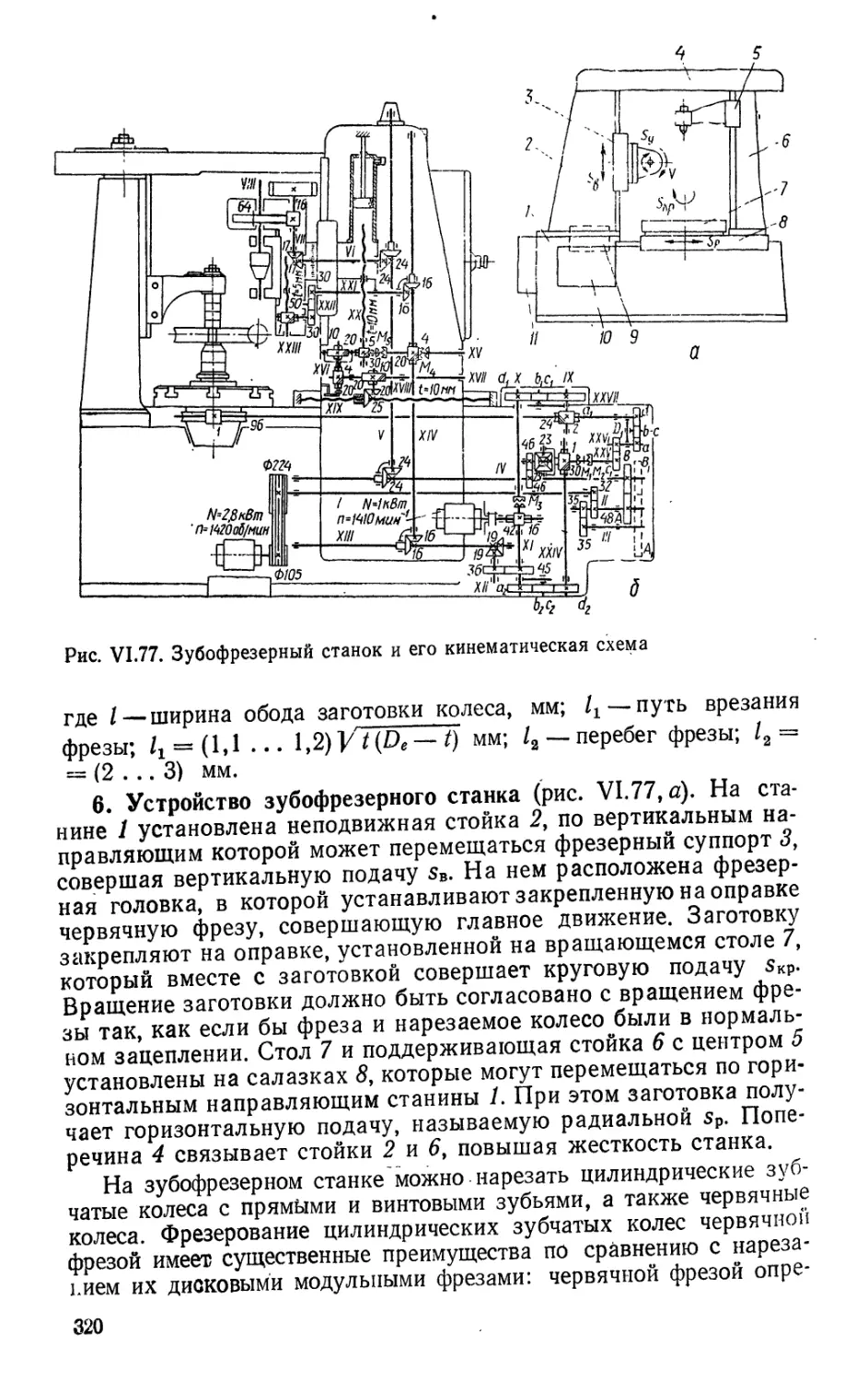
растворяет до 0,005 % С. Твердый раствор углерода в а-железе
1н Дн.нрамма состояния сплавов железа с углеродом
9
Рис. 1.9. Схемы микроструктур углеродистых ста-
лей
называют ферритом (Ф). По своим свойствам феррит практически
не отличается от технически чистого железа.
Карбид железа Fe3C, наоборот, очень тверд (НВ ж 800), но
хрупок. Его называют цементитом (//). С увеличением содержания
углерода образуется больше цементита, поэтому сплав становится
тверже и хрупче.
2. Диаграмма состояния Ее— Fe3C. Линией ликвидус на диа-
грамме является линия ACD, солидус — AECF. Линии GC, SE
и PSK отражают превращения в сплавах после затвердевания.
Точка Е, соответствующая концентрации 2,14 % С, делит же-
лезоуглеродистые сплавы по структуре на две группы. Слева от
этой точки расположены сплавы, которые затвердевают с образова-
нием твердого раствора углерода в у-железе, называемого аустени-
том (Л). Эти сплавы достаточно пластичны, способны обрабаты-
ваться давлением, их называют сталями.
Сплавы, расположенные правее точки Е, с содержанием угле-
рода свыше 2,14 %, затвердевают с образованием эвтектики, умень-
шающей пластичность, но улучшающей литейные их свойства. Эти
сплавы называются чугунами.
3. Структура сталей. Аустенит в стали с 0,8 % С при охлажде-
нии до 727 °C (точка S, рис. 1.8) распадается на дисперсную смесь,
состоящую из феррита и цементита (рис. 1.9,а). Смесь, образующуюся
при распаде твердого раствора, называют эвтектоидом. Точку S,
а также сталь со структурой эвтектоида называют соответственно
эвтектоидными. Эвтектоид в железоуглеродистых сплавах полу-
чил название перлита (77).
Стали, расположенные левее точки S, называют доэвтектоидни-
ми и правее—заэвтектоидными.
В доэвтектоидных сталях превращения при охлаждении начи-
наются на линии GS выделением феррита. Поэтому концентрация
углерода в аустените повышается и при 727 °C (линия PSK) дости-
гает эвтектоидной — 0,8 %. В этих условиях аустенит превращает-
ся в перлит. Таким образом, в доэвтектоидной стали после заверше-
ния всех превращений образуется структура, состоящая из феррита
и перлита (рис. 1.9,6).
Превращения в заэвтектоидной стали начинаются на линии SE,
отражающей предельную растворимость углерода в аустените.
При температурах ниже линии SE из аустенита выделяется цемен-
10
i1T. При этом аустенит обедняется углеродом и, дос ми нув эвтек-
оидной концентрации (727 °C), превращается в перлит. В резуль-
г.гге превращений в заэвтектоидной стали формируется структура,
:остоящая из перлита и цементита (рис. 1.9,в).
4. Структура чугунов. В правой части диаграммы точка С яв-
1яется эвтектической. Эвтектика в чугуне после затвердевания
•остопт из аустенита и цементита, ее называют ледебуритом (Л).
']ри 727 °C аустенит превращается в перлит, поэтому при нормаль-
юй температуре ледебурит состоит из перлита и цементита. Соот-
ветственно доэвтектические чугуны состоят после затвердевания из
1устенита и ледебурита, а заэвтектические — из ледебурита и це-
1’ентита. Ниже 727 °C аустенит в них также превращается в перлит.
Таким образом, структура чугунов, отражаемых диаграммой
остояния «железо — цементит», состоит из двух фаз — феррита
i цементита, т. е. углерод в них находится в связанном состоянии —
; виде цементита. Такие чугуны имеют в изломе белый оттенок и на-
;ываются белыми. В связи с большим количеством цементита они
сличаются высокой твердостью, затрудняющей обработку реза-
1ием. Их применяют преимущественно для передела в сталь.
В применяемых на практике чугунах часть углерода находится
; свободном состоянии — в виде графита. Такие чугуны по серому
• гтенку в изломе получили название серых.
Диаграмма «железо — цементит» отражает состояние и структу-
)у основных конструкционных материалов — сталей, поэтому имеет
ie только большое научное значение, но и находит практическое
[рименение. Она позволяет устанавливать температуры плавления
I заливки сталей, интервал оптимальных температур нагрева ста-
гей для обработки давлением, режимы термической обработки.
§ 6. Свойства металлов
Различают механические, физические, химические, технологи-
еские, эксплуатационные свойства металлов.
I. Механические свойства характеризуют состояние металлов
ри воздействии внешней нагрузки. Внешняя нагрузка создает
металле напряжения, равные отношению нагрузки к площади
ечеиия испытуемого образца.
Напряжения вызывают деформацию металлического образца —
пругую, исчезающую после снятия нагрузки, или пластическую,
стдющуюся после снятия нагрузки. При чрезмерной пластической
еформации происходит разрушение металла. Способность металла
сопротивляться деформации и разрушению характеризует его
рочность.
Прочность металлов определяют на специальных образцах
х растяжением, сжатием, изгибом, кручением. Чаще прочность
ет^лла характеризуют пределом прочности при растяжении времен-
ам сопротивлением ов, Па:
11
где PQ—максимальная нагрузка, которую выдержал образец
перед разрушением, Н; F()— начальное сечение образца, м2 3.
Одновременно с прочноегыо при растяжении определяют и пла-
стичность — способность металла получать остаточное изменение
формы и размеров без разрушения. Пластичность обычно оцени-
вают относительным удлинением б:
- Zo
6 = 100 %,
*0
где /к — длина образца после разрыва, мм; /0—первоначальная
длина образца, мм.
Прочность при ударных нагрузках определяют разрушением
образцов ударом массивного маятника и характеризуют ударной
вязкостью КСU — отношением затраченной на излом образца
работы Л, МДж, к площади сечения образца F, м2, в месте излома:
Важной характеристикой металлов является твердость — спо-
собность сопротивляться внедрению в них другого более твердого те-
ла. Существует ряд методов определения твердости металлов, отли-
чающихся размером и формой внедряемого наконечника, нагрузкой
и т. д. Чаще для определения твердости применяют метод Бринелля.
По этому методу в испытуемый металл вдавливают стальной зака-
ленный шарик при заданной нагрузке и определяют числа твердости
НВ из отношения приложенной нагрузки Р, Н, к поверхности по-
лученного отпечатка FQ1, м2:
НВ^р.
г
от
2. Физические и химические свойства. Физические свойства
характеризуют температуру плавления металлов, их плотность,
коэффициент теплового расширения, тепло- и электропроводность,
магнитную проницаемость и т. п.
Химические свойства металлов определяются их химической
активностью, способностью к химическому воздействию с газовы-
ми и жидкими агрессивными средами, расплавленными металлами,
коррозионной стойкостью.
3. Технологические свойства характеризуют способность метал-
лов образовывать отливки, свариваться, подвергаться обработке
давлением, резанием и др.
Литейные свойства металлов определяются жидкотекучестью —
способностью заполнять литейную форму, усадкой — сокращением
размеров и объема отливки при затвердевании, склонностью к лик-
вации — неоднородности химического состава по сечению отливки,
вызванной условиями затвердевания.
Способность металлов обрабатываться давлением характеризует-
ся ковкостью. Ковкость в значительной степени определяется элас-
тичностью, зависит от температуры обработки и структуры металла.
12
Свариваемость характеризуется способностью металлов обра-
зовывать качественные неразъемные соединения (швы).
Обрабатываемость резанием — способность металлов подвер-
гаться обработке режущими инструментами с целью получения
деталей определенной формы, размеров и шероховатости поверх-
ности.
4. Технологические свойства определяют по технологическим
пробам, позволяющим получить качественную оценку пригодности
металлов к различным видам обработки (например, глубокой штам-
повке-вытяжке и т. п.).
5. Эксплуатационные свойства характеризуют способность ме-
талла работать в условиях низких или высоких температур, высокой
радиации, определяют антифрикционные или фрикционные пока-
затели и т. п.
ГЛАВА 2. ПРОМЫШЛЕННЫЕ МЕТАЛЛЫ
§ 7. Углеродистые стали
Применяемые в практике стали содержат кроме углерода до
0,4 % Si, 0,5...0,8 % Мп и по 0,02...0,06 % S и Р. Кремний и мар-
ганец являются полезными примесями; растворяясь в феррите,
они упрочняют сталь. Сера образует соединение FeS и вызывает
красноломкость. а фосфор, наоборот, растворяясь в феррите, вызы-
вает v гадноломкость стали.
Основном компонентом стали, оказывающим решающее вли-
яние на ее структуру и свойства, остается углерод. С увеличением
-одержания углерода твердость
а плл<личность и ударная вяз-
кость значительно снижаются
«рнс. I 10)
По на шачсник) углеродистые
стали подразделяют на конструк-
ционные (С <0,8 %) и инстру-
ментальные (С> 0,8 %).
1. Конструкционные стали
бывают обыкновенного качества
н качественные.
Классификация сталей по
качеству производится прежде
всего в зависимости от содержа-
ния в них вредных примесей —
серы и фосфора.
К сталям обыкновенного ка-
чества (ГОСТ 380-88) относят ста-
ли с содержанием до 0,04...0,06%
ссры и фосфора. По степени рас-
кисления они могут быть кипя-
и прочность стали повышаются,
Рис. 1.10. Влияние содержания угле-
рода па механические свойства стали
13
(ними (кн), нолуспокойными (нс) или спокойными (си). Их обо-
значают буквами Ст и цифрой — номером стали, например: Ст 1,
СгЗ. В марке указывается также степень раскисления стали—
Ст2кп, Ст4сп.
Качественные конструкционные стали (ГОСТ 1050—74) отлича-
ются меньшим содержанием серы и фосфора (<0,04 %), в них
сIроже регламентируется содержание других элементов, неметал-
лических примесей. Эти стали маркируют числами 08, 10, 15, 20...
85, указывающими среднее содержание углерода в сотых долях
процента. По степени раскисления они могут быть также кипящими,
полуспокойными или спокойными.
Из конструкционных сталей выделяются так называемые авто-
матные стали с повышенной обрабатываемостью резанием, приме-
няемые в основном для изготовления из них деталей на станках-
автоматах. Такие стали характеризуются повышенным содержанием
серы (0,08...0,30 %) и фосфора (до 0,15 %). Сера образует в стали
сульфид MnS, оказывающий смазывающее действие па инструмент,
а фосфор способствует образованию ломкой стружки и получению
чистой блестящей поверхности при резании. Автоматные стали мар-
кируют буквой А и числом, указывающим содержание углерода
в сотых долях процента: А12, А20, АЗО.
2. Инструментальные стали (ГОСТ 1435—74) подразделяют на
качественные: У7, У8...У12, У13 и высококачественные: У7А.
У8А...У12А, У13А. Числа в марке указывают содержание угле-
рода в десятых долях процента, буква А в конце марки обозначает
высококачественную сталь.
§ 8. Легированные стали
Легированными называют стали, в которых содержатся спе-
циально введенные (легирующие) элементы, изменяющие их свой-
ства. К таким элементам относятся: Cr, Ni, Mo, V, Ti и др. Марга-
нец в количестве свыше 1 % и кремний свыше 0,5 % также явля-
ются легирующими.
Легирующие элементы в марках стали обозначают буквами:
В — вольфрам, Г — марганец, К — кобальт, М — молибден, Н —
никель, С — кремний, Т — титан, Ф — ванадий, X — хром, Ю —
алюминий.
Число в начале марки конструкционной стали указывает на
содержание углерода в сотых долях процента, цифры после букв —
среднее содержание обозначенного этими буквами элемента в про-
центах. Например, марка 18Х2Н4В обозначает сталь со средним
содержанием 0,18 % С, 2 % Сг, 4 % Ni и около 1 % W.
При маркировке инструментальных и некоторых специальных
сталей иногда отходят от этого правила. Например, марка Х12М
обозначает сталь с содержанием около 1,5 % С, 12 % Сг и 0,5 % Мо.
Некоторые легированные стали выделены в отдельные группы:
III — шарикоподшипниковые; Р — быстрорежущие; Е — магнит-
ные и др.
14
Стали, находящиеся в стадии исследования, обозначают буквами
>И и условным номером (ЭИ943), пробные буквами ЭП и услов-
ьем номером (ЭП54).
Легированные стали подразделяют на конструкционные, иистру-
ентальные и со специальными физическими свойствами.
К конструкционным легированным сталям относятся стали,
□вменяемые для изготовления цементуемых и улучшаемых тер-
ообработкой деталей машин, рессор и пружин, шарико- и роли-
оподшипников, жаропрочные, износо- и коррозионно-стойкие
тали. Эти стали легируют разнообразными элементами —Мп,
Ii, Si, Cr, Mo, Ti, Al и др.
’l< инструментальным относятся стали для режущего, штампо-
ко, измерительного инструмента. Эти стали должны обладать
ысокой твердостью и износостойкостью, поэтому их легируют
основном карбидообразующими элементами — Cr, W, V, Мо
др.
К сталям и сплавам со специальными физическими свойствами
сносятся магнитные материалы с высоким электросопротивлением,'
заданным коэффициентом линейного расширения, с особыми упру-
1ми свойствами. Большинство из них отличаются высоким содер-
анием никеля, хрома, кобальта и других элементов.
§ 9. Серые чугуны
Как и углеродистые стали, серые чугуны содержат постоянные
эимеси, но в больших количествах (3...3,5 % С; 1,5...3 % Si,
соло 0,5 % Мп, до 0,12 % S и 0,3...0,8 % Р).
Графит в сером чугуне выделяется в виде пластинок, хлопьев
ш шариков; основа чугуна может быть ферритной, феррито-пер-
[тной или перлитной (рис. 1.11).
1. Чугуны с пластинчатым графитом называют обычными серыми
• ис. Т.Н,л). Наличие пластинчатых включений графита, представ-
мощих по существу пустоты с острыми надрезами, обусловливает
1зкие механические свойства серого чугуна. Предел его прочности
ш растяжении 100...450 МПа, относительное удлинение 6 =
0,2...0,8 %, ударная вязкость не превышает 0,1 МДж/м2.
Механические свойства чугунов обусловливаются их структурой,
!ределяемой не только химическим составом, но и условиями за-
ердевания. Поэтому стандарты регламентируют не химический
Рис. 1.11, Схемы микроструктур серых чугунов
15
состав чугунов, а их свойства, которые и указываются в марках.
Например, марка серого чугуна СЧ15 обозначает обычный серый
чугун (СЧ) с пределом прочности при растяжении 150 МПа.
2. Ковкие чугуны (рис. 1.11,6) получают из белых. Для этого
отливки из белого чугуна подвергают длительному отжигу, в ре-
зультате чего цементит распадается с выделением графита в виде
хлопьев. Такие включения меньше разобщают основу, поэтому
ковкий чугун прочнее и пластичнее обычного серого, имеет большую
ударную вязкость. Предел прочности его составляет 300...630 МПа,
относительное удлинение 6 = 2... 12 %, что позволяет применять
ковкий чугун для изготовления деталей, работающих при умерен-
ных ударных нагрузках. Обозначают ковкие чугуны буквами КЧ,
первое число в марке указывает предел прочности при растяжении,
второе — относительное удлинение, например КЧ 33-8.
3. Высокопрочные чугуны (рис. 1.11,в) получают при модифи-
цировании серого чугуна магнием или церием. При этом образуется
'рафит шаровидной формы, исключающий острые надрезы в метал-
лической основе. Механические свойства такого чугуна значительно
ювышаются: предел прочности при растяжении достигает 1200 МПа,
этносительное удлинение составляет 2... 17 %, а ударная вязкость —
),2...0,6 МДж/м2. Такой чугун в ряде случаев является полноцен-
1ым заменителем стали. Обозначают его буквами ВЧ и числом —
пределом прочности при растяжении, например ВЧ 80.
§ 10. Медь и ее сплавы
Медь — металл красного цвета с плотностью 8,9 г/см3 и тем-
юратурой плавления 1083 °C. В отожженном состоянии медь обла-
цает прочностью сгв 250 МПа, твердостью НВ 45, большой
ыастичностыо (6 — 50 %), тепло- и электропроводностью, хоро-
ней коррозионной стойкостью.
Сплавы на основе меди подразделяют на латуни и бронзы.
1 . Латунями называют сплавы меди с цинком. Цинк в количе-
тве до 39 % образует с медью твердый раствор а — так называемую
:-латунь. При большем содержании цинка в сплавах образуется
торая фаза — P-твердый раствор. Двухфазные латуни называют
z 4- Р)-латунями. Наличие в структуре более прочной и твердой
-фазы способствует повышению прочности латуни, однако резко
нижает ее пластичность. Поэтому сх-латуни используют для
Сталей, обрабатываемых давлением (прокаткой, штамповкой), а
+ Р)-латуни—деталей, получаемых литьём и обработкой
Юзанием.
Для повышения прочности и коррозионной стойкости, улучше-
4Я некоторых технологических свойств в состав латуней вводят
Ч, Pb, Sn, Si и другие элементы. Такие латуни называют сложными.
( Латуни обозначают буквой Л и числом, указывающим содер-
ание меди в сплаве (остальное — Zn). Например, латунь Л85
Ьстоит из 85 % Си и 15 % Zn. В марке сложных латуней легиру-
нцие элементы обозначают начальными буквами их названий
__ алюминий, К -- кремний, О — олово и т. д.), а цифрами —
удержание. Например, ЛАН59-1-1 обозначает латунь, содер-
ашУ’° 59 % Си, 1 % Al, 1 % Ni, остальное — Zn.
2 Бронзами называют сплавы меди с оловом, алюминием, бе-
1лл*ием и некоторыми другими элементами.
Бронзы, как и латуни, бывают простыми (БрА5, БрБ2) и слож-
и. В сложных бронзах, кроме основных, есть легирующие эле-
мггы (Ni, Fe, Мп и др.). Например, бронза БрАНЖбНб содержит
ответственно И % А1, 6 % Fe, 6 % Ni, остальное — Си.
Бронзы бывают однофазными, состоящими из одной фазы —
юрдого раствора, и двухфазными, в которых второй фазой обычно
шляется химическое (металлическое) соединение.
Однофазные бронзы хорошо обрабатываются давлением, их
ктавляют в виде листов, прутков, труб; двухфазные обладают
фошими литейными свойствами.
§ 11. Алюминий и его сплавы
Алюминий — серебристо-белый металл с плотностью 2,7 г/см’'
температурой плавления 660 °C. В отожженном состоянии он
Задает прочностью ов=80...10в МПа, большой пластичностью
“ 45 %), невысокой твердостью (НВ 25...30), хорошей тепло-
электропроводностью и коррозионной стойкостью.
Для легирования алюминия применяют Си, Si, Mg, Мп, Zn,
же — Ni, Ti, Сг и некоторые другие элементы. Большинство из
lx в определенных количествах растворяются в алюминии, а затем
ip.uyior хрупкую эвтектику. Поэтому алюминиевые сплавы под-
паляются на деформируемые (обрабатываемые давлением) и ли-
чные.
i Деформируемые алюминиевые сплавы, в свою очередь, под-
мдглиюг на неупрочняемые и упрочняемые термообработкой.
** игх прочнясмым 1ермообработкой сплавам относятся сплавы
‘•V:, ». одгржшцне до 1,5 % Мн и АМг, содержащие 1...7 % Mg,
> б.к % \\п, и добавки Ti, V, lie. Эти сплавы обладают высокой
|<!сгичносгьи), хорошо свариваются. Из них изготовляют сварные
цел и я (грубы, баки и т. и.).
Алюминиевые сплавы, упрочняемые термообработкой, получили
икание дуралюминов, Они содержат 3...5 % Си и примерно по
° ° Mg, Мп, Fe, Si. Их обозначают буквой Д и цифрой — услов-
,1М номером сплава (Д1, Д16 и др.). После термообработки эти
лавы обладают прочностью 450...650 МПа, что позволяет приме-
шь их для изготовления деталей, работающих при значительных
грузках.
К сплавам типа дуралюминов относятся также сплавы, предна-
аченпые для обработки ковкой и штамповкой — АК2, АК4,
А6 и др. От дуралюминов они отличаются несколько меньшим
Держанием меди и добавкой Ni, Сг, Ti.
Литейные алюминиевые сплавы соде^бйод повышенное коли-
ство Mg, Си, Si или Zn. Наиболее широкое применение из них
17
получили силумины —сплавы алюминия с 8... 14 % кремния. В ка-
честве литейных используют также алюминпево-медные (4...11 %
Си), алюминпево-магииевые (8... 11 % Mg), алюмипиево-иинковые
(10...14 % Zu) сплавы. Их обозначают буквами АЛ и условным но-
мером, например АЛ2, АЛ-1.
§ 12. Магний и его сплавы
Магний — серебристо-белый металл с температурой плавления
651 °C и наименьшей среди конструкционных материалов плотно-
стью — 1,74 г/см3. В связи с небольшой прочностью ов = 100 МПа,
пластичностью (6 = 8%) и малой коррозионной стойкостью техни-
чески чистый магний в качестве конструкционного материала не
применяется. В технике используют сплавы магния с А1, Мп,
Zn, Zr и другими элементами.
1. Деформируемые магниевые сплавы применяют для изготов-
ления поковок и штамповок. К этой группе сплавов, обозначаемых
буквами МА и условным номером (МА1, ЛАА8), относятся сплавы
магния, содержащие до 9 % А1, 2,5 % Мп, 1,5 % Zn. Они обладают
прочностью в пределах 200...350 МПа.
2. Литейные магниевые сплавы содержат до 10 % А1, 6 % Zn,
3 % Nd (МЛ4, МЛ6 и др.). Они обладают хорошей жидкотекуче-
стью и применяются для получения литых кронштейнов, корпусов
приборов и других деталей, которые должны иметь небольшую мас-
су. Предел прочности этих сплавов — 200...250 /МПа.
§ 13. Титан и его сплавы
Титан — стального цвета металл с температурой плавления
1665 °C и плотностью 4,5 г/см3, обладает прочностью ов = 250 МПа
относительным удлинением 6 = 20...30 %, твердостью НВ = 100..,
140, высокой коррозионной стойкостью.
Улучшение механических свойств титана достигается легирова-
нием некоторыми элементами: Al, Cr, Mo, Nb, V, Zr, Sn и др. Леги-
рование и термическая обработка позволяют получать сплавы на
основе титана с пределом прочности при растяжении до 1300...
1600 МПа.
Благодаря малой плотности, высокой прочности и коррозионной
стойкости титан и его сплавы находят широкое применение в авиа-
ционной технике, судостроении и химической промышленности.
ГЛАВА 3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
§ 14. Сущность термической обработки
Свойства металлов и сплавов определяются их внутренним строе-
нием — структурой. Одним из эффективных способов, позволя-
ющих в значительной степени изменять структуру металлов и спла-
18
bob является термическая обработка. Она заключается в нагреве
металла (изделия) до определенной температуры, выдержке и по-
следующем охлаждении с различной скоростью. Такой обработке
подвергают как черные, так и цветные металлы и их сплавы. Воз-
можность применения термообработки и ее эффективность определя-
ются характером превращений в металле в твердом состоянии (по-
лиморфном, эвтектоидном, переменной растворимостью компонентов
и фаз и т.д.).
§15. Виды термической обработки
Различают следующие основные виды термической обраоотки:
отжиг I рода, отжиг II рода, закалку и отпуск.
1. Отжиг I рода не обусловлен фазовыми превращениями, по-
этому может быть применен для любых металлов и сплавов. Ско-
рость нагрева и охлаждения для такого вида отжига не имеет
принципиального значения.
Различают следующие разновидности отжига I рода.
Диффузионный отжиг устраняет химическую неоднородность
в слитках и отливках. Для ускорения диффузионных процессов
этот отжиг производится при температуре 0,8...0,9 Тпл сплава.
Рекристаллизационный отжиг устраняет наклеп — упрочне-
ние и увеличение хрупкости металла, которые возникают при хо-
лодной обработке давлением. Эту операцию производят при темпе-
ратуре 0,2...0,6 7\л металла.
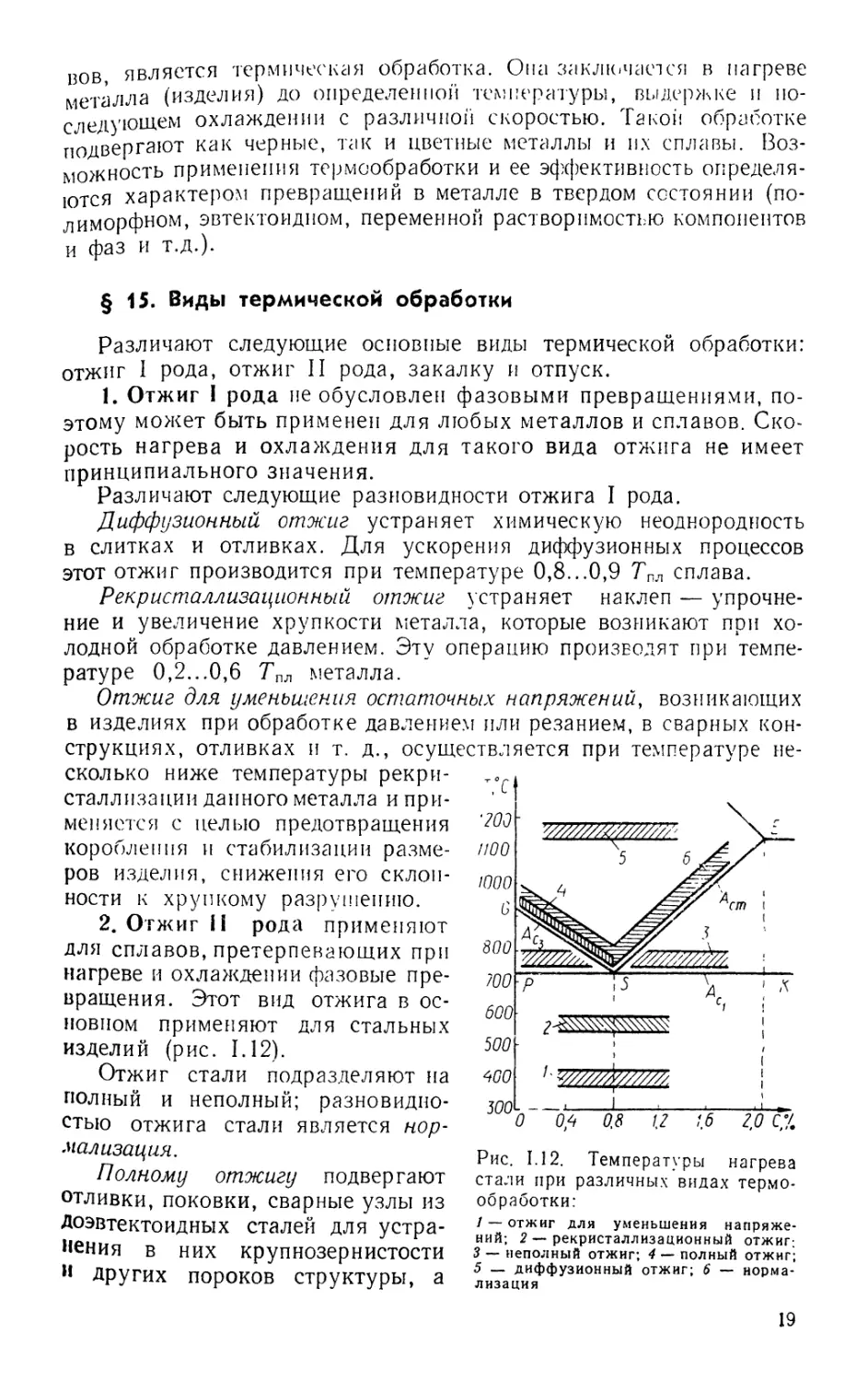
Отжиг для уменьшения остаточных напряжений, возникающих
в изделиях при обработке давлением или резанием, в сварных кон-
струкциях, отливках и т. д., осуществляется при температуре не-
сколько ниже температуры рекри-
сталлизации данного металла и при-
меняется с целью предотвращения
коробления и стабилизации разме-
ров изделия, снижения его склон-
ности к хрупкому разрушению.
2. Отжиг II рода применяют
для сплавов, претерпевающих при
нагреве и охлаждении фазовые пре-
вращения. Этот вид отжига в ос-
новном применяют для стальных
изделий (рис. 1.12).
Отжиг стали подразделяют на
полный и неполный; разновидно-
стью отжига стали является нор-
мализация.
Полному отжигу подвергают
отливки, поковки, сварные узлы из
Доэвтектоидных сталей для устра-
нения в них крупнозернистости
н других пороков структуры, а
Рис. 1.12. Температуры нагрева
стали при различных видах термо-
обработки:
1 — отжиг для уменьшения напряже-
ний; 2 — рекристаллизационный отжиг;
3 — неполный отжиг; 4 — полный отжиг;
5 — диффузионный отжиг; 6 — норма-
лизация
19
также для уменьшения твердости и остаточных напряжений. Для
такого отжига сталь нагревают на 30...50 °C выше критической
точки Ас. (линии GS), выдерживают при этой температуре в тече-
ние времени, необходимого для завершения фазовых превраще-
ний, и затем медленно (обычно вместе с печью) охлаждают.
Неполный отжиг способствует улучшению обрабатываемости
стали резанием. Для этого сталь нагревают до температуры АС1 +
+ (30...50) °C, т. е. несколько выше линии PSK.
Нормализация заключается в нагреве стали на 30...50 °C выше
точек АСз или Аст (линии GSE), выдержке при этой температуре
и последующем охлаждении на воздухе. Ускоренное по сравнению
с отжигом охлаждение обусловливает образование в стали перлита
более тонкого строения и тем самым некоторое повышение ее проч-
ности и твердости.
3. Закалка, как и отжиг II рода, применяется для сплавов, пре-
терпевающих при нагреве и охлаждении фазовые превращения.
Принципиальным различием между ними является большая ско-
рость охлаждения при закалке, достаточная для предотвращения
обратных фазовых превращений в сплаве при охлаждении. Закалке
в основном подвергают сплавы железа — стали, чугуны. Наряду
с ними закаливают и сплавы на основе цветных металлов: алюминия,
меди, титана, никеля и др.
Углеродистую сталь нагревают для закалки: доэвтектоидную
до температуры на 30...50 °C выше точки АСя (линии GS), а заэв-
тектоидную — на 30...50 °C выше точки ДГ1 (линии SK). Темпера-
тура нагрева для закалки легированных сталей несколько отли-
чается от указанных и определяется в зависимости от состава и
структуры стали.
Для обеспечения необходимой скорости охлаждения стали (опре-
деляемой ее составом) применяют различные охлаждающие среды:
воду, минеральное масло и др.
В результате закалки в стали образуется так называемая мар-
тенситная структура, обладающая наибольшей прочностью и твер-
достью (НВ & 600), но низкой ударной вязкостью.
4. Отпуску подвергают закаленную сталь с целью повышения
ее ударной вязкости и пластичности, уменьшения твердости и внут-
ренних напряжений. Для отпуска сталь нагревают до температуры
ниже точки ACi (линии PSK) и затем охлаждают обычно на воздухе.
Различают три вида отпуска:
Низкий отпуск (150...250 °C) применяют для изделий, которые
должны обладать высокой твердостью (НВ 600), например режу-
щие инструменты, не подвергающиеся ударным нагрузкам (на-
пильники, плашки, метчики и т. д.). Этот отпуск предназначен
главным образом для уменьшения внутренних напряжений в изде-
лиях.
Среднему отпуску (350...400 °C) подвергают изделия, которые
должны обладать высокой упругостью и прочностью при достаточ-
ной вязкости, например пружины, рессоры. Твердость при этом
снижается до НВ ж 450.
20
ысокай отпуск, (450...650 °C) обеспечивает получение наиболее
ой структуры, обладающей достаточно высокой прочностью
ардостыо (НВ ж 350). Такому отпуску подвергают обычно де-
машин: валы, шестерни и т. д.
связи с тем что структурные составляющие и фазы закаленной
рованной стали обладают большей устойчивостью, темпера-
отпуска для них назначают более высокую, чем для углеро-
э1Х.
РАЗДЕЛ П. ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ
МЕТАЛЛОВ
ГЛАВА 1. СУЩНОСТЬ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
§ 1. Общие сведения
Применяемые в технике металлы принято делить на черные
и цветные. К черным относят железо и его сплавы; к цветным —
все остальные металлы.
Вначале железо получали непосредственно из руды восстановле-
нием в горнах. С увеличением высоты горнов железо насыщалось
углеродом, получался сплав хрупкий, но с хорошими литейными
свойствами. Этот сплав был назван чугуном. С XIII в. чугун начали
перерабатывать в сталь — сплав с меньшим, чем в чугуне, содер-
жанием углерода, кремния, марганца и некоторых других элемен-
тов, обладающий высокой пластичностью и прочностью. Двухста-
дийная схема производства стали — выплавка чугуна в доменной
печи и передел его в сталь — является и в настоящее время ос-
новная.
Продукция черной металлургии: чугуны (передельный и литей-
ный), ферросплавы (сплавы железа с повышенным содержанием мар-
ганца, кремния или других элементов) и стальные слитки для про-
изводства сортового проката и поковок крупных деталей машин.
Производство цветных металлов отличается большим разно-
образием технологических процессов выплавки и определяется
особенностями состава их руд.
Продукцией цветной металлургии являются как чистые металлы,
так и их сплавы, а также слитки для производства сортового про-
ката.
§ 2. Материалы для производства металлов
Для производства металлов используют руды, флюсы, топливо,
огнеупорные материалы.
1. Рудой называют горные породы, содержащие металлы в коли-
чествах, обеспечивающих экономную их переработку. Так, на-
пример, железные руды содержат 30...60 % металла. Содержание
цветных металлов в рудах в лучшем случае составляет 2...5 %,
а многих — даже доли процента (молибдена, например, до 0,02 %).
Руда состоит из минералов, содержащих металл в виде оксидов,
сульфидов, карбонатов и пустой породы (в основном, кремнезема
22
SiO2, глинозема A12O3), в составе которой находятся также примеси
серы, фосфора, мышьяка и др.
2. Флюсом называют материалы, образующие при плавке шлак--
легкоплавкое соединение с пустой породой руды, золой топлива
и другими неметаллическими включениями. Обычно шлак обладает
меньшей плотностью, че?л выплавляемый металл, поэтому он рас-
полагается над ним и может быть слит в процессе плавки.
При выплавке черных и некоторых цветных металлов в каче-
стве флюсов используют кварцевый песок, состоящий в основном из
SiO2, известняк СаСО3, и другие соединения кальция или магния.
3. Топливом в металлургических процессах служит кокс,
природный, доменный пли коксовый газ, мазут.
Кокс получают сухой перегонкой коксующихся каменных углей
без доступа воздуха при температуре 1000... 1100 °C. При такой
обработке из угля извлекаются и ценные побочные продукты:
бензол, фенолы, а также улавливается коксовый газ.
Природный газ состоит в основном из метана СН4.
Доменный газ — побочный продукт при выплавке чугуна в до-
менной печи, содержит значительное количество горючих состав-
ляющих (до 32 % СО, до 4 % Н2).
Мазут — тяжелый остаток перегонки нефти, содержит до
88 % С, 10... 12 % Н2 и небольшое количество кислорода и серы.
4. Огнеупорные материалы применяют для внутренней обли-
цовки (футеровки) плавильных печей и другого оборудования,
находящегося под действием высоких температур и расплавленных
металлов и шлаков. По химическому составу огнеупорные материалы
подразделяют на кислые, основные и нейтральные.
К кислым относятся динасовый кирпич, кварцевый порошок
и другие материалы с высоким содержанием кремнезема SiO2;
к основным — доломитовые, магнезитовые и другие материалы
с большим содержанием основных оксидов MgO, СаО; к нейтраль-
ным — материалы, состоящие из оксидов А12О3, Сг2О3, MgO и т. д.
(шамот, хромомагнезит), а также углеродистый кирпич.
§ 3. Способы получения металлов из руд
Для получения металлов применяют следующие основные спо-
собы.
1. Пирометаллургический — один из самых древних способов
получения металлов, основанный на том, что необходимое для
осуществления процесса выплавки металла тепло обеспечивается
сжиганием топлива. Этот способ является пока основным для полу-
чения железа и его сплавов, меди и других металлов.
2. Электрометаллургический способ получения металлов осу-
ществляется в дуговых, индукционных и других электрических
Печах или электролизом из расплавов и водных растворов химиче-
ских соединений (например, получение алюминия из глинозема
Д12О3).
23
3. Гидрометаллургический способ заключается в выщелачи-
вании металлов из руд различными растворителями и в последу-
ющем выделении их из раствора. Выщелачивание может осущест-
вляться как на поверхности земли, так и под землей с помощью
системы скважин. Этот способ широко применяется для получе-
ния, например, меди, а в последнее время — урана и некоторых
других металлов.
4. Химико-металлургический способ объединяет химические
и пирометаллургические процессы, например титан получают вос-
становлением тетрахлорида TiCl4 магнием и последующей плавкой
в электродуговых печах.
ГЛАВА 2. ПРОИЗВОДСТВО ЧУГУНА
§ 4. Материалы, применяемые для производства чугуна
Чугун выплавляют из железных руд пирометаллургическим
способом в доменных печах, используя для этого твердое топливо —
кокс и флюсы.
1. Железные руды содержат железо в виде оксидов, гидратов
оксидов, карбонатов. Пустой породой в железных рудах обычно
является кварцит или песчаник, глинистые вещества.
К основным железным рудам относятся:
магнитный железняк — содержит до 65 % железа в виде оксида
Fe3O4 (Соколовское и Сарбайское месторождения, КМА — Кур-
ская магнитная аномалия и др.);
, красный железняк — содержит до 60 % железа в виде оксида
Fe2O3 (Криворожское и Атасуйское месторождения, КМА и др.);
бурый железняк — содержит до 55 % железа в виде гидратов
оксидов nFe2O3- mH20 (Керченское, Лисаковское, Аятское и дру-
гие месторождения);
шпатовый железняк — содержит до 40 % железа в виде угле-
кислой соли FeCO3 (Бакальское, Криворожское месторождения).
Более 48 % разведанных мировых запасов железных руд на-
ходятся в Советском Союзе.
2. Топливо в процессе выплавки чугуна выполняет роль не
только горючего, но и восстановителя железа из руды. Этим требо-
ваниям удовлетворяет твердое топливо — кокс.
3. Флюсами при выплавке чугуна в доменной печи служат из-
вестняк СаСО3 или доломитизированный известняк, состоящий
из СаСО3 и MgCO3. Их назначение — перевод пустой породы (в ос-
новном SiO2 и А12О3) в шлак, а также связывание и удаление нахо-
дящейся в топливе и руде серы.
§ 5. Подготовка руд к плавке
Перед плавкой железные руды подвергают специальной обра-
ботке с целью увеличения содержания железа в шихте, повышения
ее однородности по крупности кусков и химическому составу.
24
1. Обогащение руды. Увеличение содержания железа в руде
достигается различными способами обогащения. Например, про-
мывка руды водой позволяет отделить часть песчано-глинистой по-
роды. Этой же цели достигают гравитацией (отсадкой), основанной
за отделении руды от легкой пустой породы при пропускании под
напором воды через дно вибрирующего сита, на котором слоем ле-
жит руда. Магнетитовые руды обогащают способом магнитной
сепарации, основанной на различии магнитных свойств железосо-
держащих минералов и частиц пустой породы.
Для улучшения процесса плавки обогащенную руду (концен-
трат) перерабатывают в кусковые материалы агломерацией или
скатыванием.
2. Агломерация заключается в спекании руды (40...50 %),
известняка (15...20 %), возврата мелкого агломерата и кокса при
температуре 1300... 1500 °C в специальных агломерационных ма-
ринах. При этом из руды удаляется часть примесей, разлагаются
карбонаты и образуется пористый офлюсованный материал — агло-
мерат. Применение офлюсованного агломерата позволяет повысить
Производительность доменных печей на 10...25 % и уменьшить
расход кокса на 10...20 %.
3. Окатывание заключается в окусковании тонко измельченных
концентратов. Для этого концентрат, флюсы и топливо увлажняют
цй загружают во вращающуюся наклонную чашу (гранулятор)
или в пустотелый барабан, где и образуются окатыши-шарики диа-
|ме,гром 25...30 мм. Готовые окатыши высушивают и обжигают при
1230... 1350 °C. Использование окатышей, как и агломерата, улуч-
шает доменную плавку, повышает производительность доменной
ni-чи, уменьшает расход топлива.
§ 6. Выплавка чугуна
Чугун выплавляют в доменных шахтных печах, выложенных из
огнеупорного кирпича и заключенных в кожух из листовой стали
толщиной до 35 мм. Современная доменная печь высотой до 35 м
с полезным объемом до 5000 м3 вместе с вспомогательным оборудо-
ванием представляет сложнейшее инженерное сооружение.
! 1. Устройство и работа доменной печи. Для выплавки чугуна
в5, домну загружают шихту — смесь определенного соотношения
р ты, топлива и флюсов. Отдельные порции шихты называются
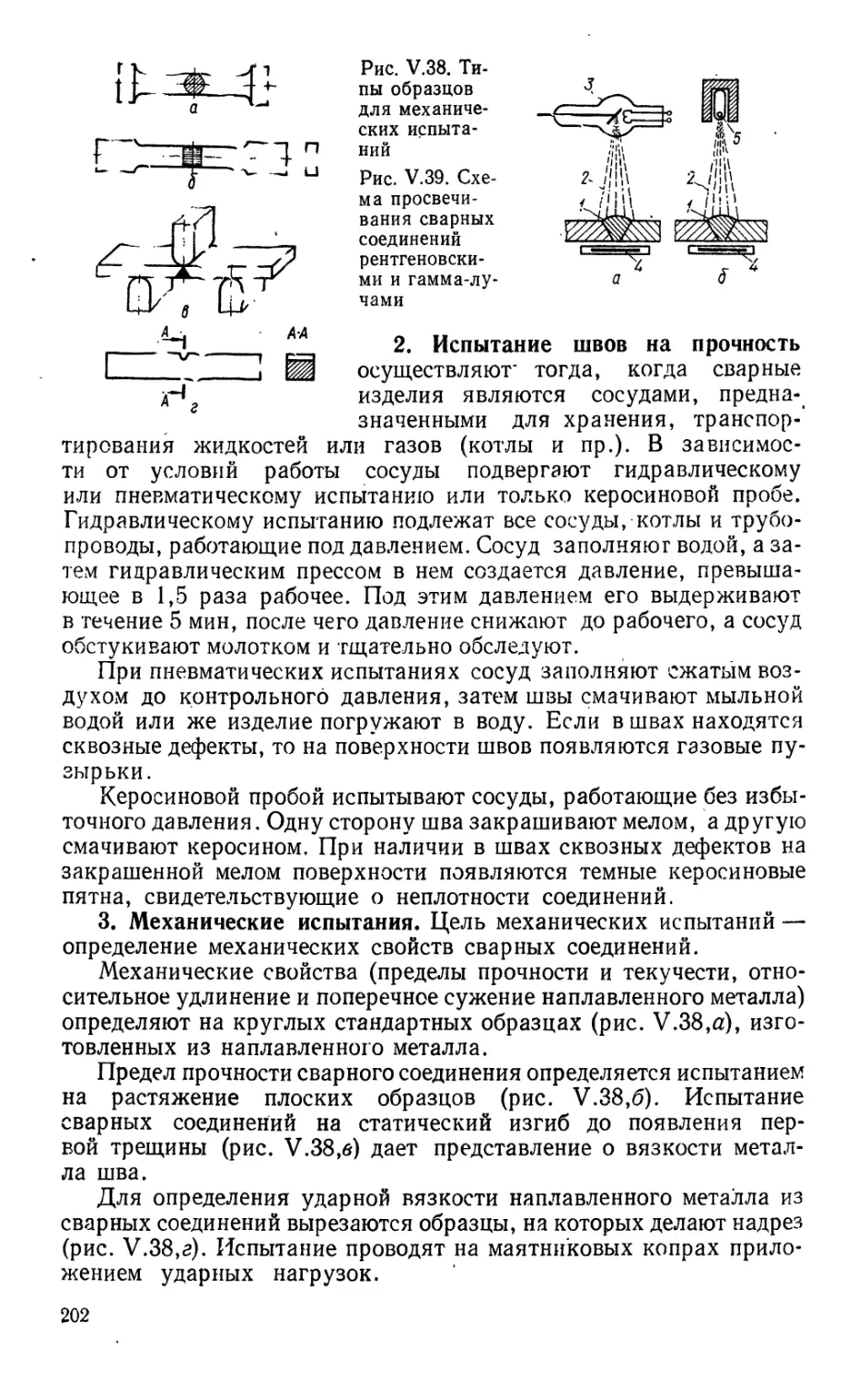
юлошами. Колоши из бункера 1 (рис. II. 1) подаются вагонет-
ок ми 2 по скиповому подъемнику 8 (на вновь строящихся печах —
п« конвейеру) в приемную воронку 9 засыпного аппарата. При
ускании малого конуса 10 шихта попадает в чашу 11 и при опу-
шки большого конуса 12 — в колошник 13 и дальше —в шахту
печи. Поочередное открытие конусов предотвращает выход
о
с
, / ___________г__________г_.._ ..г_г_________________
I Pi job из печи в атмосферу. Шихта загружается в домну периоди-
| Ч ;ки по мере сгорания топлива и выпуска чугуна и шлака.
। lafOM 7. Ниже его находятся суживающиеся заплечики 6 и горн
Самая широкая цилиндрическая часть домны называется рас-
25
Рис. II.1. Схема работы доменного цеха
4, ограниченный лещадью 19. В нижней части горна расположены
летки для выпуска чугуна 3 и шлака 18.
Для поддержания горения топлива в доменную печь через
ряд расположенных по окружности фурм 5 вдувается под давле-
нием до 0,25 МПа воздух. Расход воздуха на выплавку 1т чугуна
в современных доменных печах составляет около 3000 м3/мин и до-
стигает на крупных печах 7000 м3/мин.
Для интенсификации процесса плавки и более экономного рас-
хода топлива вдуваемый воздух предварительно нагревают до
1000... 1200 °C в воздухонагревателях регенеративного типа. Возду-
хонагреватель представляет собой футерованный кирпичом сталь-
ной цилиндр диаметром 6...8 и высотой 30...40 м, имеющий внутри
камеру сгорания 15 и насадку 20 из огнеупорного кирпича. При
каждой домне обычно имеется 3...4 воздухонагревателя, которые
работают попеременно следующим образом.
В воздухонагреватель Б подается через отверстие 17 очищенный
колошниковый газ и через отверстие 16 — необходимый для сгора-
ния газа воздух. Продукты горения газа из камеры 15 проходят по
вертикальным каналам насадки 20, нагревают ее и уходят через
отверстие 21 в дымовую трубу 22. Когда насадка воздухонагрева-
теля Б достигнет определенной температуры, подачу газа в него
прекращают и в обратном направлении подают воздух, который, про-
ходя через насадку, нагревается и затем вдувается в доменную печь.
Пока один из воздухонагревателей нагревается, работает другой
предварительно нагретый воздухонагреватель.
Крупным усовершенствованием доменного процесса является
(Обогащение воздушного дутья кислородом (до 30 %), а также ис-
пользование в качестве топлива природного газа.
26
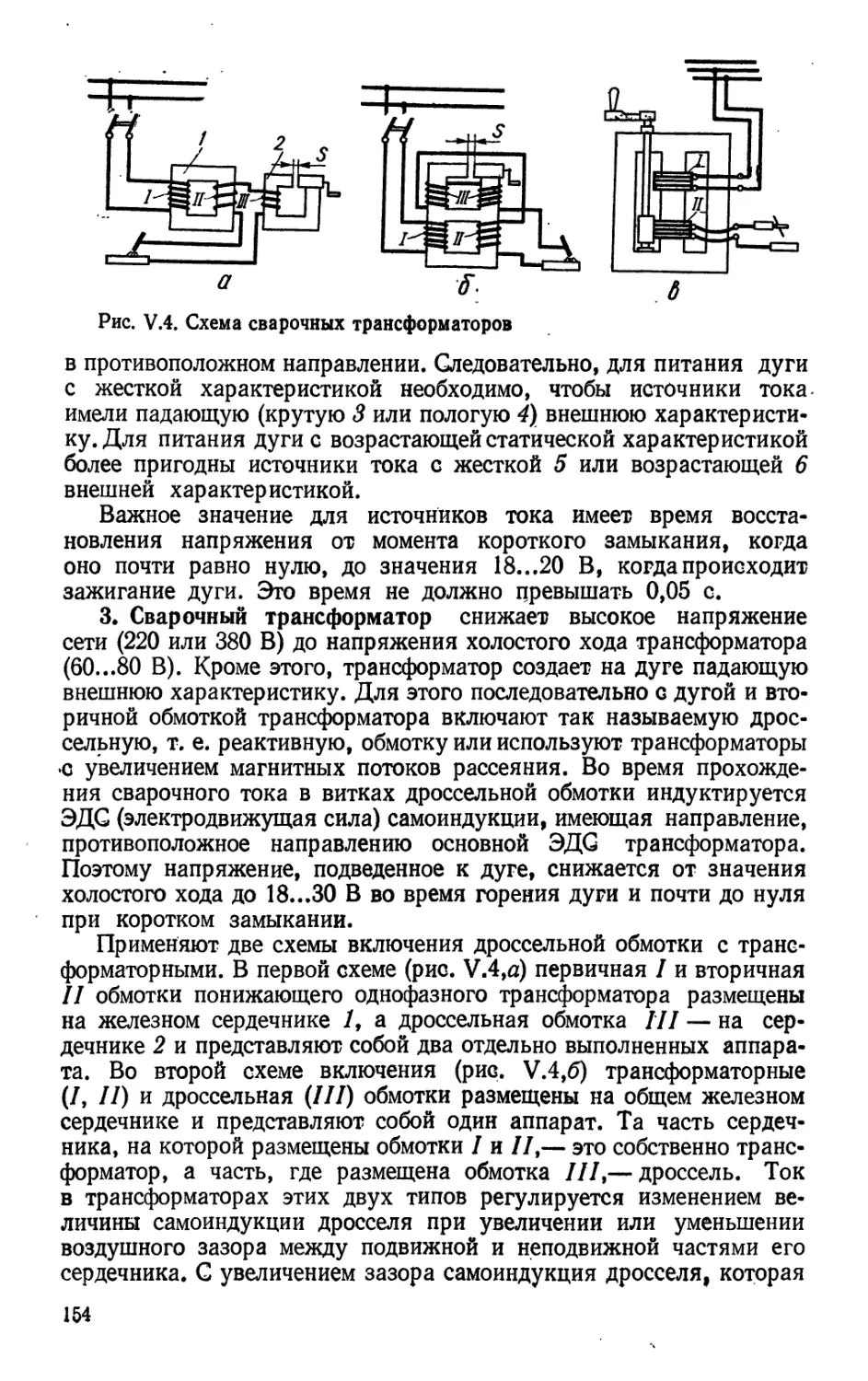
2. Доменный процесс. Доменная печь работает по принципу
противотока: шихтовые материалы движутся сверху вниз, а на-
встречу им поднимается поток горячих газов — продуктов сгора-
ния топлива. При этом протекают следующие процессы: горение
топлива, восстановление и науглероживание железа, восстановле-
ние других элементов, образование шлака.
В районе воздушных фурм углерод кокса, взаимодействуя
с кислородом дутья, сгорает, в результате чего температура в этой
зоне печи достигает 1800...2000 °C. В таких условиях углекислый
газ СО2 взаимодействует с углеродом кокса и образуется оксид
углерода СО — главный восстановитель железа. Несколько выше,
в зоне печи с температурой 700...450 °C часть оксида углерода
разлагается с образованием сажистого углерода.
Шихтовые материалы, опускаясь навстречу потоку раскаленных
газов, нагреваются, из них испаряется влага, выделяются летучие
вещества. При достижении температуры 750...900 °C в шихте вос-
станавливается железо:
3Fe2O3+ СО = 2Fe3O4+ СО2; Fe3O4-F СО = 3FeO 4- СО2;
FeO + СО = Fe + СО2.
Часть закиси железа опускается до распара и заплечиков и восста-
навливается углеродом кокса.
В восстановлении железа участвуют также сажистый углерод
и водород.
В результате этих реакций образуется твердое губчатое железо.
При 1000...1100 °C губчатое железо науглероживается:
3Fe + 2СО = Fe3C + СО2; 3Fe + С = Fe3C.
Углерод понижает температуру плавления железоуглероди-
стого сплава, поэтому, опускаясь в нижнюю часть шахты, сплав
начинает плавиться, дополнительно насыщается углеродом и дру-
гими элементами, восстанавливаемыми из руды,— марганцем, крем-
нием, фосфором, серой.
Марганец содержится в руде в виде оксидов, легко восстанавли-
ваемых до оксида МпО, который затем частично восстанавливается
твердым углеродом.
Кремний содержится в пустой породе руды в виде кремнезема
SiO2, также восстанавливается твердым углеродом. Невосстанов-
ленные оксиды марганца и кремния переходят в шлак.
Фосфор находится в руде главным образом в виде соединения
Р2О5- ЗСаО, восстанавливается оксидом углерода и твердым угле-
родом и почти полностью переходит в сплав.
Сера вносится в доменную печь в составе руды и кокса в виде
соединений FeS2, FeS, CaSO2, CaS. Значительная часть серы уда-
ляется в виде летучих соединений (SO2, H2S и др.), другая перёхо-
дит в сплав (FeS) или шлак (CaS).
Таким образом, в результате восстановления железа, марганца,
кремния, фосфора и серы и их растворения в железе в горне печи
образуется чугун.
27
Одновременно с чугуном в нижней части печи собирается шлак —
сплав пустой породы, флюсов, золы топлива, а также часть невос-
становившихся оксидов.
По мере образования и накопления чугун и шлак выпускают
йз печи: чугун через 3...4 ч по летке 3 (рис. II. 1), а шлак—через
1...1.5 ч по летке 18.
3. Продукты доменного производства. Основным продуктом
доменного производства является чугун, побочными — шлак и
колошниковый газ.
В зависимости от химического состава и назначения получаемые
в доменной печи чугуны подразделяют на следующие виды:
передельный чугун — основной вид чугуна, предназначен для
передела в сталь. Обычный его состав: 4...4,5 % С; 0,6...0,8 % Si;
0.25...1 % Мп; до 0,3 % Р и 0,07 % S;
литейный чугун — предназначен для переплава и получения
фасонных отливок, отличается повышенным содержанием кремния
(2,75...3,25 %);
ферросплавы — сплавы железа с повышенным содержанием
других элементов, например ферросилиций (9... 13 % Si), ферро-
марганец (70...75 % Мп), предназначенные для раскисления и ле-
гирования стали.
Шлак используется для производства шлаковаты, шлакоблоков,
цемента.
Образующиеся в печи газы (СО, СО2, Н2, СН4, N2 и др.) под-
нимаются вверх и в зоне колошника отводятся по трубам из печи, i
Эти газы, называемые колошниковыми, используют в качестве топ-
лива для нагрева воздухонагревателей.
4. Технико-экономические показатели работы доменной печи:
а) коэффициент использования полезного объема печи
КИПО = ,
где V — полезный объем печи, м3; Р — средняя суточная произво-
дительность печи, т. Для отечественных доменных печей КИПО
составляет 0,5...0,7;
б) удельный расход кокса К =
где А — расход кокса за сутки, т; С — средняя суточная произво-
дительность печи, т.
Удельный расход кокса является важным показателем работы
доменной печи, так как стоимость кокса составляет около 50 %
стоимости чугуна. В нашей стране этот показатель равен 0,5...0,6.
Улучшение технико-экономических показателей работы до-
менных печей достигается усовершенствованием их конструкции,
лучшей подготовкой шихтовых материалов, интенсификацией про-
цесса плавки обогащением воздушного дутья кислородом.
Большой экономический эффект дает строительство и эксплуата-
ции крупных доменных печей. Поэтому сейчас эксплуатируются
28
в основном печи объемом 2300 и 2700 м3. На Криворожском метал-
лургическом заводе введена в строй крупнейшая в мире печь объе-
мом 5000 м3, а на Череповецком — объемом 5600 м3. Печи такого
объема выплавляют в сутки более 10 тыс. т чугуна. Производитель-
ность труда при выплавке чугуна в таких печах почти на 30 % вы-
ше, а капиталоемкость печей на 12 % ниже, чем в печах объемом
2700, м3.
Наряду с укрупнением доменных печей большое значение имеет
совершенствование систем механизации и автоматического управ-
ления процессом выплавки чугуна, включая АСУП. Увеличению
выплавки чугуна и уменьшению расхода кокса способствуют повы-
шение эффективности обогащения руд, применение офлюсованного
агломерата и окатышей.
ГЛАВА 3. ПРОИЗВОДСТВО СТАЛИ
§ 7. Сущность процесса
Сталь отличается от чугуна меньшим содержанием углерода,
кремния, марганца, примесей серы и фосфора. Исходные материалы
для получения стали — передельный чугун и стальной лом (скрап).
Следовательно, сущностью передела чугуна в сталь является умень-
шение содержания углерода и других элементов и перевода их
в шлак или газы.
В настоящее время сталь получают в кислородных конвертерах,
мартеновских и электрических печах.]
§ 8. Производство стали в кислородных конвертерах
Кислородно-конвертерный процесс заключается в продувке
жидкого чугуна кислородом.
Кислородный конвертер (рис. II.2) представляет собой сосуд 1
грушевидной формы из стального листа, футерованный внутри
основным кирпичом 2. Рабочее положение конвертера вертикальное.
Кислород подается в него под давлением 0,8... 1 МПа с помощью
водоохлаждаемой фурмы 5, вводимой в конвертер через горловину 4
и располагаемой над уровнем жидкого металла на расстоянии
0,3...0,8 м.
Конвертеры изготовляют емкостью 100...350т жидкого чугуна.
Общий расход технического кислорода на получение 1 т стали
составляет 50...60 м3.
.Материалами для получения стали в кислородном конвертере
служат жидкий передельный чугун и стальной лом. Для наводки
шлака в конвертер добавляют железную руду и известь, а для его
разжижения — боксит и плавиковый шпат?/
Перед началом работы конвертер поворачивают на цапфах 5
вокруг горизонтальной оси и с помощью завалочной машины загру-
жают до 30 % металлолома, затем заливают жидкий чугун при тем-
29
Рис. 11.2. Схема устройства кисло-
родного конвертера
Рис. П.З. Изменение состава ме-
талла в конвертере при продувке
кислородом
пературе 1250... 1400 °C, возвращают конвертер в исходное верти-
кальное положение, вводят кислородную фурму, подают кислород
и добавляют шлакообразующие материалы.
Изменение металла по ходу плавки показано на рис. П.З. При
продувке происходит окисление углерода и других примесей как
непосредственно кислородом дутья, так и оксидом железа FeO.
Одновременно образуется активный шлак с необходимым содержа-
нием СаО, благодаря чему происходит удаление серы и фосфора
с образованием устойчивых соединений Р2О5- ЗСаО и CaS в шлаке.
В момент, когда содержание углерода достигает заданного для
выплавляемой марки стали, подачу кислорода прекращают, кон-
вертер поворачивают и выливают вначале сталь, а затем — шлак.
Для уменьшения содержания кислорода сталь при выпуске
из конвертера раскисляют, т. е. вводят в нее элементы с большим,
чем у железа, сродством к кислороду (Si, Мп, А1). Взаимодействуя
с оксидом железа FeO, они образуют нерастворимые оксиды МпО,
SiO2, А12О3, переходящие в шлак. .
Производительность кислородного конвертера емкостью 300 т
достигает 400...500 т/ч, в то время как производительность мар-
теновских и электропечей не превышает 80 т/ч. Благодаря высокой
производительности и малой металлоемкости кислородно-конвер-
терный способ становится основным способом производства стали.
§ 9. Производство стали в мартеновских печах
1. Мартеновская печь (рис. II.4) представляет собой регенера-
тивную пламенную печь, высокая температура в которой (1750...
1800 °C) достигается за счет сгорания газа в плавильном простран-
стве. Газ и воздух подогреваются в регенераторах. Слева от пла-
вильного пространства 7 находятся каналы для газа 3 и воздуха 4,
30
Рис. II.4. Схема устройства мартеновской печи
соединенные с регенераторами 1 и 2. Такие же каналы для газа 9
и воздуха 8 имеются справа от плавильного пространства 7; они
соответственно соединены с регенераторами 10 и 11. Каждый из ре-
генераторов имеет насадку из выложенного в клетку огнеупорного
кирпича. Шихта загружается через окна 5.
Подаваемые в печь газ и воздух проходят через предварительно
нагретые до температуры 1200... 1250 °C регенераторы 10 и 11,
нагреваются в них и поступают в плавильное пространство печи.
Здесь газ и воздух смешиваются и сгорают, образуя пламя высокой
температуры. Продукты сгорания по каналам 3 и 4 поступают в ре-
генераторы 1 и 2, нагревают их, охлаждаясь до 500...600 °C, и ухо-
дят в дымовую трубу 13. По мере охлаждения регенераторов 10
и 11 направление газа и воздуха в печи меняют на обратное пере-
ключением клапанов 12 и 14. Тогда газ и воздух поступают в пла-
вильное пространство по каналам 3 и 4, пройдя нагретые регенера-
торы 1 и 2, а продукты сгорания выходят по каналам 8 и 9, нагре-
вают насадку регенераторов 10 и 11 и уходят в трубу 13. Таким об-
разом, газ и воздух при работе печи проходят через попеременно
нагреваемые то левые, то правые регенераторы.
Мартеновские печи, работающие на мазуте, имеют с каждой
стороны по одному регенератору для нагрева только воздуха.
В нашей стране эксплуатируются мартеновские печи емкостью
от 20 до 900 т жидкой стали. Важной характеристикой этих печей
является также площадь пода 6. Для печи емкостью 900 т она со-
ставляет около 120 м2.
2. Мартеновский процесс. Материалами для выплавки стали
в мартеновской печи могут быть: стальной лом (скрап), жидкий
31
и твердый чугуны, железная руда. В зависимости от их соотноше-
ния в шихте различают:
1) скрап-рудный процесс на шихте из жидкого чугуна с добав-
кой 25...30 % стального скрапа и железной руды;
2) скрап-процесс на шихте из стального лома и 25...45 % чуш-
кового передельного чугуна.
Флюсом в обоих процессах обычно служит известняк СаСО3
(8... 12 % от массы металла).
Более широкое применение в металлургии получил скрап-
рудный процесс выплавки стали в основной мартеновской печи.
Вначале в печь загружают и прогревают железную руду и известняк,
затем добавляют стальной скрап и заливают жидкий чугун. В про-
цессе плавки примеси в чугуне окисляются за счет оксида железа
руды и скрапа:
3Si + 2Fe2O3= 3SiO2+ 4Fe; ЗМп + Fe2O3- ЗМпО + 2Fe;
6P + 5Fe2O3- 3P2O5+ lOFe; 3C + Fe2O3= 3CO + 2Fe.
Сера удаляется в результате взаимодействия сернистого железа
с известью: FeS + СаО = FeO + CaS. ’
Оксиды SiO2, МпО, Р2О5, СаО, а также сульфид CaS образуют
шлак, периодически выпускаемый из печи в шлаковые чаши.
Для интенсификации процесса плавления и окисления примесей
ванну продувают кислородом, подаваемым через водоохлаждаемые
фурмы. Продувка кислородом позволяет в 2...3 раза сократить
длительность процесса, уменьшить расход топлива и железной
РУДЫ.
После плавления шихты начинается период кипения ванны.
В это время интенсивно окисляется углерод в металле. В момент,
когда содержание его достигает заданного, а количество серы и фос-
фора уменьшается до минимума, кипение прекращают и начинают
раскисление стали в ванне печи ферромарганцем, ферросилицием
и алюминием. Окончательно сталь раскисляют алюминием и ферро-
силицием в сталеразливочном ковше при выпуске стали из печи.
Скрап-процесс применяют на машиностроительных заводах, не
располагающих жидким чугуном. От скрап-рудного процесса он
несколько отличается завалкой и плавлением шихты.
Основной скрап-процесс применяется для выплавки углероди-
стых и легированных сталей.
Показатели работы мартеновских печей: съем стали с 1 м2 пода
печи в сутки и расход топлива на тонну выплавленной стали. На
отечественных заводах съем стали составляет около 10 т/м2 в сутки,
а расход топлива при скрап-рудном процессе— 120... 180 и при
скрап-процессе — 170...250 кг/т.
Интенсификация мартеновского производства достигается ис-
пользованием печей большей емкости, хорошей подготовки шихто-
вых материалов, автоматизации процесса плавки. Повышению
производительности печей и экономии топлива способствует при- j
менение кислородного дутья. ?
32
§10. Производство стали в электропечах
По сравнению с другими плавильными агрегатами электропечи
обладают рядом преимуществ: способностью быстрого нагрева и
поддержания заданной температуры в пределах до 2000 °C, воз-
можностью создания окислительной, восстановительной или ней-
тральной атмосферы, а также вакуума. Это позволяет выплавлять
в электрических печах стали и другие сплавы с минимальным коли-
чеством вредных примесей, с оптимальным содержанием компонен-
тов, отличающиеся высоким качеством и обладающие специальными
свойствами.
Металлургические печи подразделяют на дуговые и индук-
ционные.
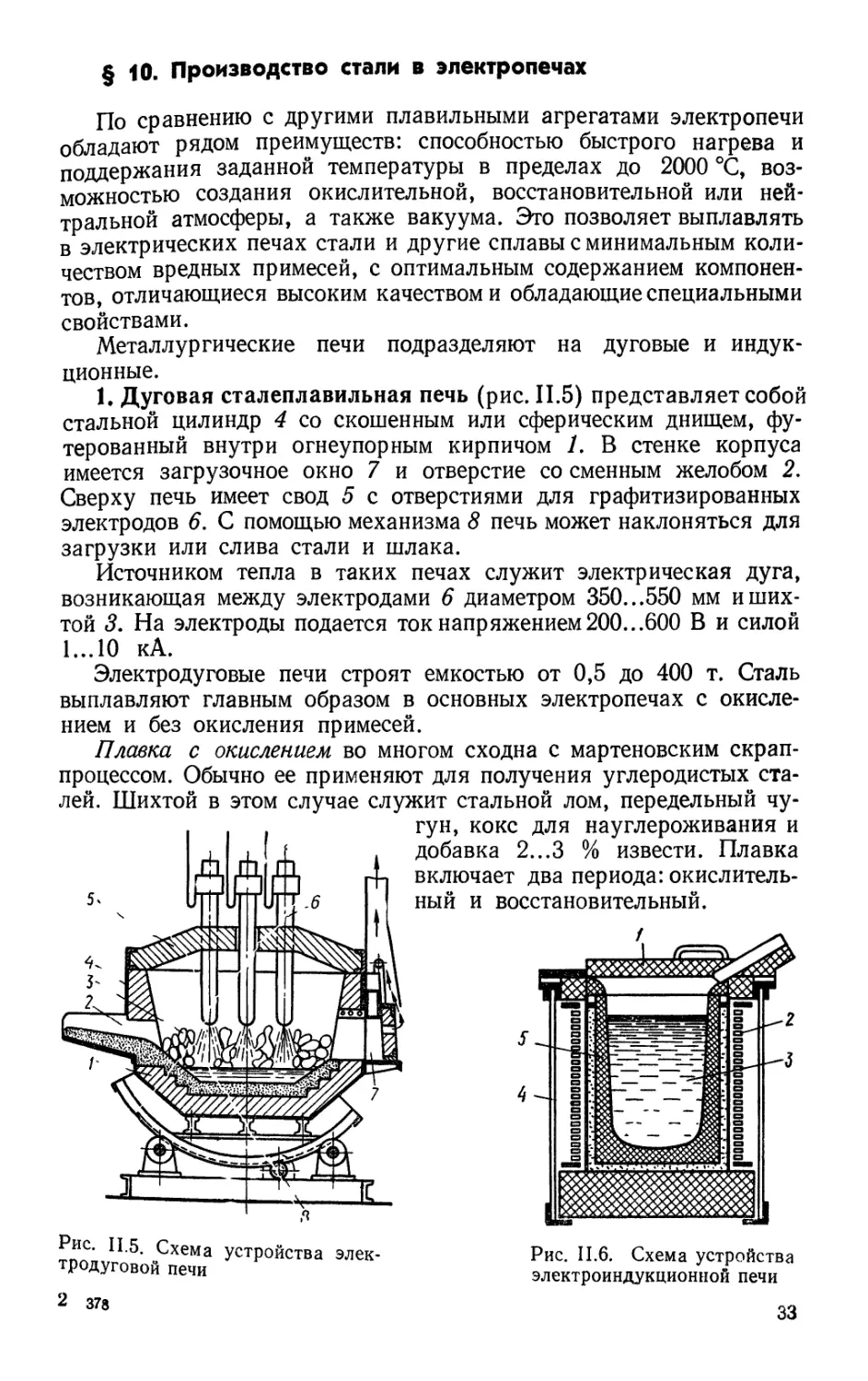
1. Дуговая сталеплавильная печь (рис. II.5) представляет собой
стальной цилиндр 4 со скошенным или сферическим днищем, фу-
терованный внутри огнеупорным кирпичом /. В стенке корпуса
имеется загрузочное окно 7 и отверстие со сменным желобом 2.
Сверху печь имеет свод 5 с отверстиями для графитизированных
электродов 6. С помощью механизма 8 печь может наклоняться для
загрузки или слива стали и шлака.
Источником тепла в таких печах служит электрическая дуга,
возникающая между электродами 6 диаметром 350...550 мм и ших-
той 3. На электроды подается ток напряжением200...600 В и силой
1...10 кА.
Электродуговые печи строят емкостью от 0,5 до 400 т. Сталь
выплавляют главным образом в основных электропечах с окисле-
нием и без окисления примесей.
Плавка с окислением во многом сходна с мартеновским скрап-
процессом. Обычно ее применяют для получения углеродистых ста-
лей. Шихтой в этом случае служит стальной лом, передельный чу-
гун, кокс для науглероживания и
добавка 2...3 % извести. Плавка
включает два периода: окислитель-
ный и восстановительный.
Рис. II.5. Схема
тР°ДУговой печи
устройства элек-
2 378
S
4
Рис. II.6. Схема устройства
электроиндукционной печи
33
Во время окислительного периода кремний, марганец, углерод,
железо окисляются кислородом, поступающим из воздуха, оксидов
шихты и окалины. Полученные оксиды вместе с известью образуют
шлак. Благодаря наличию оксида кальция шлак связывает и уда-
ляет фосфор.
Восстановительный период включает раскисление стали, уда-
ление серы и доведение содержания всех компонентов до заданного.
Для этого в печь подают флюс, состоящий из извести, плавикового
шпата CaF2, молотого кокса и ферросилиция. Кокс и ферросилиций,
медленно проникая через слой шлака, восстанавливают оксид
железа:
FeO + С = Fe + СО; 2FeO + Si - Fe + SiO2.
При этом содержание оксида-железа в шлаке уменьшается, и он
начинает диффундировать из металла в шлак, где сразу же восста-
навливается. Восстановление происходит в шлаке и на границе
шлак — металл. Поэтому металл не загрязняется неметаллическими
примесями (SiO2, МпО, А12О3), что происходит при обычном раскис-
лении.
Благодаря высокому содержанию в шлаке оксида СаО интенсив-
но удаляется из металла и сера. В рядовых плавках электростали
содержание серы не превышает 0,015 %, в то время^как в мар-
теновской стали содержание 0,020 % S считается весьма
низким.
В конце восстановительного периода, если это необходимо, сталь
окончательно раскисляют ферросилицием и алюминием.
Плавка без окисления применяется для получения легированной
стали из скрапа и отходов соответствующего состава. По сути в этом
случае производство стали сводится к переплаву шихты, хотя в про-
цессе плавки не исключено и окисление некоторых примесей, а так-
же введение при необходимости некоторых компонентов.
2. Электроиндукционная печь (рис. II.6) состоит из тигля 5
с крышкой (сводом) 1 и водоохлаждаемого индуктора 2, заключен-
ных в корпусе 4, При прохождении через индуктор переменного тока
частотой 500...2000 кГц образуется магнитный поток, который
наводит в металлической шихте 3 мощные вихревые токи, нагрева-
ющие ее до расплавления.
Индукционные печи строят емкостью от десятков килограммов
до 5 т , в отдельных случаях емкость их достигает 25...30 т.
Индукционные печи по сравнению с дуговыми обладают рядом
преимуществ:
а) отсутствие дуги позволяет выплавлять металлы с малым со-
держанием углерода и газов;
б) возникающие электродинамические силы перемешивают жид-
кий металл, способствуя выравниванию химического состава и
всплыванию неметаллических включений;
в) индукционные печи отличаются небольшими размерами,
что позволяет помещать их в специальные камеры и создавать лю-
бую атмосферу или вакуум.
34
В индукционных печах плавку обычно проводят методом пере-
плава отходов легированных сталей или чистого по сере и фосфору
углеродистого скрапа и ферросплавов.
После расплавления шихты на поверхность металла подают
шлак: в основных печах — известь и плавиковый шпат, в кислых
бой стекла и другие материалы, богатые кремнеземом SiO2. Шлак
защищает металл от окисления и насыщения газами атмосферы,
уменьшает потери тепла и угар легирующих элементов.
Плавка в вакууме позволяет получать сплавы с минимальным
содержанием газов и неметаллических включений, легировать спла-
вы любыми элементами.
Продолжительность плавки в индукционной печи емкостью 1 т
составляет около 45 мин, расход электроэнергии на 1 т стали —
600...700 кВт • ч.
§ 11. Разливка стали
Выплавленную в плавильной печи сталь выпускают в стале-
разливочный ковш (рис. II.7) и мостовым краном переносят к месту
разливки в слитки. Емкость ковша обычно определяется емкостью
плавильной печи и составляет 5...250 т. Для крупных плавильных
печей применяют ковши емкостью до 450 т (диаметром и высотой
до 6 м).
Сталь разливают в изложницы или кристаллизаторы установок
для непрерывной разливки..
1. Изложницы представляют собой чугунные формы для полу-
чения слитков различного сечения. Масса слитков для прокатки
обычно составляет 10...12 т (реже — до 25 т), а для поковокдости-
гает 250...300 т. Легированные стали иногда разливают в слитки
массой в несколько сотен килограммов.
Применяют два способа разливки стали в изложницы: сверху
и сифоном.
При разливке сверху (рис. II.8,а) сталь заливают из ковша 2
в каждую изложницу 1 отдельно. При
слитков вследствие попадания брызг
жидкого металла на стенки изложни-
цы может быть загрязненной плен-
ками оксидов.
При сифонной разливке (рис. 11.8,6)
сталью заполняют одновременно от 2
до 60 установленных на поддоне 5 из-
ложниц через центровой литник 3
и каналы в поддоне. В этом случае
сталь поступает в изложницы снизу,
что обеспечивает плавное, без раз-
брызгивания их заполнение, поверх-
ность слитка получается чистой, со-
кращается время разливки. Сталь
в надставке 4 сохраняется в жидкохМ
такой разливке поверхность
Рис. II.7. Сталеразливочный
ковш:
1 — стакан для выпуска стали;
2 — рычажный механизм сто-»
пора; 3 — стопор; 4 — цапфа
для подъема ковша
о
Рис. 11.9. Схема уста-
новки для непрерыв-
ной разливки стали
Рис, 11.8. Разливка стали в изложницы
состоянии, благодаря чему уменьшаются раковина и отходы слитка
при обрезке.
Разливку сверху обычно применяют для углеродистых, а раз-
ливку сифоном — для легированных сталей.
2. Непрерывная разливка стали производится на специальных
установках — УНРС (рис. II.9). Жидкую сталь из ковша 6 через
промежуточное устройство 5 непрерывно заливают сверху вводоох-
лаждаемую изложницу без дна — кристаллизатор 4, а из нижней
его части вытягивают со скоростью 1...2,5 м/мин с помощью валков
3 затвердевающий слиток. На выходе из кристаллизатора слиток
охлаждается водой, окончательно затвердевает и попадает в зону
резки, где его разрезают газовым резаком 2 на слитки определен-
ной длины. Полученные слитки с помощью кантователя 1 опускают-
ся на роликовый конвейер и подаются на прокатные станы.
На УНРС получают слитки прямоугольного сечения размерами
от 150 X 500 до 300 X 200 мм, квадратного со стороной от 150 до
400 мм, а также круглые в виде толстостенных труб.
Благодаря непрерывному питанию и направленному затверде-
ванию в слитках, полученных на УНРС, отсутствуют усадочные ра-
ковины. Поэтому выход годных заготовок может достигать 96...
98 % массы разливаемой стали, поверхность получаемых слитков
отличается хорошим качеством, а металл слитка — плотным и одно-
родным строением.
§12. Затвердевание и строение стальных слитков
Процесс затвердевания стального слитка и образование кристал-
лической структуры в нем был рассмотрен выше. Необходимо доба-
вить, что строение слитка определяется не только условиями охла-
ждения, но и степенью раскисления. По этому признаку стали
делятся на кипящие, спокойные и полуспокойные.
1. Кипящей называют сталь, не полностью раскисленную в печи.
Ее раскисление продолжается в изложнице за счет взаимодействия
оксида железа FeO с углеродом. Образующийся при этом оксид
углерода СО выделяется из ста-
ли, способствуя удалению и дру-
гих газов (азота, водорода), что
создает впечатление «кипения»
жидкого металла. Выделение га-
зов происходит и при затверде-
вании слитка, поэтому в нем
образуется не концентрирован-
ная усадочная раковина, а боль-
шое количество рассредоточен-
ных газовых пузырей (рис.
П.10,й). Они устраняются при
последующей горячей прокатке.
Кипящая сталь наиболее деше-
вая, она практически не со-
Рис. 11.10. Схемы строения стальных
слитков
37
держит неметаллических примесей, обладает высокой пластич-
ностью.
2. Спокойную сталь получают при полном раскислении металла
в печи и ковше (рис. II. 10,6). Такая сталь затвердевает без выделе-
ния газов, в слитке образуется плотная структура, а усадочная
раковина концентрируется в верхней части, что значительно
уменьшает выход годного металла.
3. Полуспокойная сталь получается при раскислении ферро-
марганцем и недостаточным количеством ферросилиция или алю-
миния. В этом случае слиток не имеет концентрированной усадоч-
ной раковины, в нижней части он обычно имеет строение спокойной,
а в верхней — кипящей стали (рис. II. 10,в). Такая сталь по качеству
и стоимости является промежуточной между кипящей и спокойной.
§ 13. Способы повышения качества стали
Выплавленные в кислородных конвертерах, мартеновских и элек-
трических печах стали не всегда удовлетворяют по своим свойствам
требованиям современной техники. Для повышения их качества
разработаны специальные технологические процессы внепечного
рафинирования и рафинирующих переплавов.
Из методов внепечного рафинирования стали наиболее широкое
применение получила обработка в вакууме и жидкими синтетиче-
скими шлаками.
1. Вакуумную обработку применяют для уменьшения содер-
жания в стали растворенных газов и неметаллических включений.
С этой целью выплавленную в мартеновских или электрических
печах сталь выдерживают в течение 10... 15 мин в специальных ка-
мерах с остаточным давлением 265...665 Па в ковше или при заливке
в изложницу. При понижении давления растворимость газов в стали
(азота, водорода) уменьшается и они в виде пузырьков всплывают
на поверхность, захватывая с собой и неметаллические включения.
Вакуумная обработка позволяет уменьшить в 3...5 раз содер-
жание газов и в 2...3 раза неметаллических включений в стали, что
способствует повышению ее прочности и пластичности.
2. Обработка стали синтетическим шлаком заключается в сле-
дующем. В разливочный ковш перед выпуском стали из плавильного
агрегата наливают 3...5 % по отношению к массе стали жидкого
шлака, содержащего 55 % СаО, 42 % А12О3, до 3 % SiO2 и 1 %
FeO. Затем в ковш по возможности с большей высоты мощной
струей выпускают выплавленную сталь. В результате интенсивного
перемешивания стали и шлака поверхность их взаимодействия уве-
личивается в сотни раз по сравнению с той, которая имеется в печи.
Поэтому процессы рафинирования резко ускоряются и для их про-
текания требуется уже не 1,5...2 ч, как обычно в печи, а примерно
столько, сколько уходит на выпуск плавки.
Рафинированная синтетическим шлаком сталь отличается низ-
ким содержанием кислорода, серы и неметаллических включений,
что обеспечивает ей высокую пластичность и ударную вязкость.
38
Рис. 11.11. Схема электро-
шлакового переплава
Рис. 11.12. Схема ваку-
умно-дугового переплава
К числу рафинирующих переплавов относятся: электрошлако-
вый, вакуумно-дуговой, плазменно-дуговой, электронно-лучевой
и др.
3. Электрошлаковый переплав (ЭШП) заключается в следующем.
Переплавляемая сталь подается в установку в виде расходуемого
(переплавляемого) электрода 1 (рис. 11.11). Расплавленный шлак 2
(смесь 60...65 % CaF2, 25...30 % Д12О3, СаО и другие добавки)
обладает большим электросопротивлением и при прохождении
электрического тока в нем генерируется тепло, достаточное для
расплавления электрода. Капли металла проходят слой шлака,
собираются в ванне 3 и затвердевают в водоохлажденной изложнице
4, образуя слиток 5. При этом кристаллизация металла происхо-
дит последовательно и направлена снизу вверх, что способствует
удалению неметаллических включений и пузырьков газа и тем
самым образованию плотной и однородной структуры слитка.
В конце переплава поддон 6 опускают и затвердевший слиток извле-
кают из изложницы.
Современные установки ЭШП позволяют получать слитки раз-
личного сечения массой до 40 т.
4. Вакуумно-дуговой переплав (ВДП) осуществляется в ва-
куумных дуговых печах с расходуемым электродом 2 (рис. 11.12),
при этом слиток 4 образуется, каки при ЭШП, в водоохлаждаемой
изложнице 5. В корпусе 1 печи поддерживается вакуум около
1,5 Па, что способствует хорошей очистке металла от газов, а на-
правленная кристаллизация обеспечивает удаление неметалличе-
ских включений, получение плотной структуры и исключает обра-
зование усадочной раковины. Емкость печей для ВДП достигает
50 т.
5. Плазменно-дуговой переплав (ПДП) применяется для полу-
чения стали и сплавов особо высокой чистоты. Источником тепла
в установке служит плазменная дуга с температурой 10 000...
15 000 °C (рис. 11.13). Исходным материалом для получения слитков
служит стружка или другие дробленные отходы металлообрабатыва-
ющей промышленности. Металл плавится и затвердевает в воло-
39
Рис. 11.13. Схема плазменно-дуго-
вого переплава:
1 — дробленная стружка;?—плазмо-
трон; 3 — плавильная камера; 4 —
плазменная дуга; 5 — кристаллиза-
тор; 6 — слиток
Рис. 11.14. Схема электронно-луче-
вого переплава:
охлаждаемом кристаллизаторе, а
образующийся слиток вытягива-
ется вниз. Благодаря высокой тем-
пературе из металла интенсивно
/ — камера печи; 2 — электронная пуш-
ка; 3 — переплавляемая заготовка; 4—
кристаллизатор; 5 — слиток
испаряются сера и фосфор, а также удаляются неметаллические
включения.
6. Электронно-лучевой переплав (ЭЛП) осуществляется за счет
тепла, образующегося в результате облучения переплавляемого
металла потоком электронов. Переплав ведется в вакуумных уста-
новках при остаточном давлении 0,001 Па, а затвердевание слит-
ка— в водоохлаждаемом кристаллизаторе (рис. 11.14). Глубокий
вакуум и благоприятные условия затвердевания обеспечивают по-
лучение особо чистого металла. Поэтому ЭЛП применяют для по-
лучения сталей особо высокой чистоты, сплавов со специальными
свойствами, а также чистых тугоплавких металлов (W, Mo, Nb и др.).
§ 14. Перспективы развития сталеплавильного производства
Современные способы получения стали (конвертерный, мартенов-
ский и электроплавильный) основаны на двухстадийной переработ-
ке железных руд: сначала из них выплавляют чугун, а затем из
чугуна получают сталь. Такой способ сложен, требует больших
затрат труда, времени, тепловых и материальных ресурсов. При
этом необходимо учитывать и то, что сталеплавильное производство
является одним из самых интенсивных загрязнителей атмосферы.
Под влиянием этих факторов (экономика и экология) в начале пяти-
десятых годов нашего столетия во многих странах начали успешно
40
Рис. 11.15. Схема процесса бездоменного получения стали
работать над совершенствованием технологии прямого получения
железа из руды и передела его в сталь в электродуговых печах.
В настоящее время производство железа непосредственно из
руды по различным технологическим схемам осуществлено в про-
мышленных масштабах в ряде стран.
В Советском Союзе на базе Курской магнитной аномалии по-
строен Старооскольский электрометаллургический комбинат, рас-
считанный на выпуск более 4 млн т высококачественной стали в год,
который работает на железе, полученном прямым восстановлением
из руды.
Технологическая схема процесса бездоменного получения стали
приведена на рис. 11.15. По этой схеме сырьем для получения желе-
за служит концентрат с 70 % Fe, поступающий из Лебединского
обогатительного комбината 1 в виде пульпы (смеси с водой) по тру-
бопроводу 2 длиной 27 км. После отстоя пульпы образующийся
осадок концентрата обезвоживается на дисковых вакуум-фильтрах
5, смешивается в барабанных смесителях 4 со связкой — бетони-
том — и окомковывается в барабанном окомкователе 5. Получен-
ные окатыши обжигают в печи 6 и подают по конвейеру в установку
прямого восстановления железа — в шахтную печь <?. Снизу в печь
поступает газ-восстановитель с температурой 760 °C под давлением
0,15 МПа, образующийся в реформере 7 при взаимодействии при-
родного и колошникового газов. В результате реакции восстанов-
ления содержание железа в окатышах повышается до 90...95 %.
Дальше окатыши поступают в электропечь 9 емкостью 150 т, рас-
плавляются, металл очищается от примесей, к нему добавляют не-
обходимые компоненты и получают легированную сталь, которая
затем разливается на УНРС 10. Полученные слитки подогреваются
в печи 11 и прокатываются на валках 12.
ГЛАВА 4. ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
§ 15. Производство меди
Медные руды содержат 1...5 % меди. Медь в них находится
в виде сернистых соединений CuS, Cu2S, CuFeS2, оксидов CuO,
Cu2O, карбонатов. Наряду с медью эти руды часто содержат ни-
кель, цинк, свинец, золото, серебро и другие металлы.
41
Рис. 11.16. Схема печи для
обжига концентрата в кипя-
щем слое
Рис. 11.17, Схема конвертера для по-
лучения черновой меди
Медь получают в основном пирометаллургическим способом из
сульфидных руд. Процесс выплавки включает обогащение и обжиг
руды, выплавку полупродукта — штейна, из которого затем полу-
чают черновую медь. Для очистки от примесей черновую медь ра-
финируют.
1. Обогащают медные руды обычно методом флотации, основан-
ным на различном смачивании водой соединений меди и пустой по-
роды. В флотационной машине измельченная руда, вода и флота-
ционные реагенты (например, пихтовое масло) образуют пульпу.
Флотационные реагенты адсорбируются на частицах руды в виде
пленок, не смачиваемых водой. При продувке пульпы пузырьки
воздуха концентрируются на поверхности этих частиц и увлекают
их вверх, образуя слой пены, а смачиваемая водой пустая порода
оседает на дно ванны. Собранную пену фильтруют, сушат и полу-
чают концентрат, содержащий 15...35 % меди.
2. Обжигают концентрат при 750...850 °C в воздушной атмо-
сфере с целью окисления сульфидов и уменьшения содержания
серы.
Прогрессивным Является обжиг в кипящем слое. Измельчен-
ный концентрат загружается в печь через окно 3 (рис. 11.16). Снизу
в печь по каналу 2 и отверстия в поддоне 1 подается воздух. Давле-
ние воздуха устанавливается таким, чтобы частицы концентрата
находились во взвешенном («кипящем») состоянии. Обожженный
концентрат «переливается» через порог 5 печи в виде огарка. Отхо-
дящие сернистые газы очищаются в циклонах 4 и направляются
в сернокислотное производство.
42
3. Штейн выплавляют из концентрата в отражательных печах.
Такие печи строят длиной до 40 м и емкостью до 100 т и более пере-
плавляемой шихты. Отапливают печь мазутом, угольной пылью или
газом. Максимальная температура в головной части печи составляет
1550 °C и постепенно снижается к хвостовой части до 1250...
1300 °C. Шихту загружают вагонеткой через отверстия в своде печи.
В процессе плавки протекают реакции:
2CuaS + 2CuO = 6Cu + SO2; 2Cu + FeS — Cu2S + Fe; Cu2O +
+ FeS = Cu2S + FeO.
В результате этих реакций на поддоне печи скапливается рас-
плавленный медный штейн — сплав сульфидов Cu2S и FeS, содер-
жащий 20...60 % Си, 10...60 % Fe и до 25 % S. Образующиеся при
плавке силикаты железа растворяют другие оксиды и всплывают
в виде шлака.
4. Черновую медь получают при продувке расплавленного
штейна воздухом в конвертере (рис. 11.17) — горизонтально рас-
положенном цилиндрическом сосуде из листовой стали длиной
5...10 и диаметром 3...4 м, футерованном магнезитовым кирпичом 2.
Воздушное дутье подводится по трубам 3 и подается внутрь конвер-
тера через 40...50 фурм 4, расположенных по его образующей.
Для заливки штейна в горловину 1 и выливки продуктов плавки
конвертер поворачивают на роликах 5.
Конвертирование протекает в два периода. В первом периоде
(5...25 ч) окисляются сульфиды железа и меди:
2FeS + ЗО2= 2FeO + 2SO2, 2Cu2S + ЗО2= 2Cu2O + 2SO2.
Образующийся при этом оксид железа FeO связывается флюсом-
кремнеземом S1O2 и удаляется в шлак (2FeO2- SiO2).
Во втором периоде (2...3 ч) окисляются сульфиды меди и восста-
навливается медь:
2Cu2S + ЗО2= 2Cu2O + 2SO2, Cu2S + 2Cu2O = 6Cu + SO2.
Полученную медь называют черновой, так как она содержит
до 1,5 % примесей. Для очистки от примесей черновую медь под-
вергают огневому и электролитическому рафинированию.
Огневое рафинирование заключается в окислении примесей
в отражательных печах при продувке черновой меди воздухом;
при этом кислород воздуха соединяется с медью и образует оксид
Си2О, который затем реагирует с примесями металлов (Me) по реакции
Me + Cu2O = МеО 4- 2Cu.
Одновременно окисляется и сера:
Cu2S + 2Cu2O = 6Cu + SO2.
После этого приступают к раскислению меди — восстановлению
Си2О. Для этого медь перемешивают деревянными жердями. Бурное
43
выделение паров воды и углеводородов способствует удалению газов
и восстановлению меди:
4Си2О + СН4= 8Сп + 2Н2О + СО2.
После огневого рафинирования чистота меди достигает 99...99,5 %.
Электролитическое рафинирование применяют для получения
меди чистотой до 99,95 %. Электролиз проводят в специальных
ваннах. Анодами служат пластины из черновой меди размером
1 X 1 м и толщиной 50 мм, катодами — листы толщиной 0,5 мм
из чистой меди, электролитом — водный раствор серной кислоты
и сернокислой меди.
При прохождении тока напряжением 2...3 В и плотностью
100...400 А/м2 анод растворяется, медь переходит в раствор в виде
катионов, которые затем разряжаются на катодах и откладываются
слоем чистой меди. При этом примеси осаждаются на дно ванны
в виде шлама. Иногда в шламе содержатся до 35 % Ag, 6 % Se,
3 % Fe, 1 % Au и другие ценные элементы. Поэтому шламы обычно
перерабатывают с целью извлечения этих элементов.
§ 16. Производство алюминия
Алюминиевыми рудами служат бокситы, нефелины, апатиты,
алуниты. Алюминий входит в них в виде глинозема А12О3 или гид-
роксидов AI (ОН)3 и А1О (ОН).
Производство алюминия состоит из двух процессов: выделения
глинозема из руды и его электролиза.
Глинозем чаще получают щелочным способом. Для этого из-
мельченный боксит подвергают выщелачиванию — химическому
разложению концентрированным раствором щелочи NaOH:
А1О (ОН) + NaOH - NaAlO2+ Н2О,
Al (ОН)3+ NaOH - NaAlO2+ 2Н2О_.
При этом хорошо растворяющийся алюминат натрия NaAlO2
переходит в раствор, а примеси (оксиды железа, титана и др.)
выпадают в осадок.
Затем алюминат натрия NaAlO2 разлагают, получая гидроксид
алюминия А1( ОН)3. .
При прокаливании гидроксида образуется глинозем:
2А1 (ОН)3= А12О3+ ЗН2О.
Электролиз глинозема. Полученный глинозем растворяют в кри-
олите — фториде алюминия и натрия Na3AlF6 и подвергают элек-
тролизу. Его осуществляют в электролизерах, состоящих из кор-
пуса 4 (рис. 11.18), футерованного внутри угольными блоками,
в подовую часть которого подведены катодные шины 5. Над ванной
на шинах 2 подвешены угольные аноды 1.
В рабочем состоянии нижняя часть анодов 1 находится в элек-
тролите. При прохождении тока (4...4,5 В, 75... 150 кА) электролит
44
нагревается до температуры
950 °C. При этом часть электро-
лита настывает на стенках элек-
тролизера и вокруг анодов, об-
разуя твердую корку 3, на кото-
рую сверху насыпают очередную
порцию глинозема.
Диссоциация криолита и гли-
нозема протекает по реакциям
Na3AlFe6 = 3Na+ + AlFel-,
2А12О3 = Al3+ 4- ЗА1ОГ,
Рис. 11.18. Схема электролизера для
получения алюминия
ЗА1О7 = Als+ + 2О2”.
Катион А13+ разряжается на катоде (дно ванны), и образуется
жидкий алюминий, а анион О2-— на аноде, окисляя углерод анода
до СО и СО2. Жидкий алюминий через 1...2 сут сливают.
На получение 1т алюминия электролизом расходуется примерно
16 тыс. кВт • ч электроэнергии и до 0,6 т угольных анодов.
Полученный алюминий содержит примеси железа, кремния, ме-
ди, глинозема. Поэтому его подвергают рафинированию.
Рафинирование алюминия заключается в продувке жидкого
металла хлором в течение 10... 15 мин. Образующийся при этом паро-
образный хлористый алюминий А1С13 адсорбируется на поверхности
неметаллических примесей, и они всплывают в виде шлака. Хлор
способствует также удалению растворенных газов (кислорода, ок-
сида углерода).
После рафинирования и отстаивания в течение 30...45 мин чис-
тота алюминия достигает 99,5...99,85 %. Если к алюминию предъ-
являются более высокие требования по чистоте, его подвергают и
электролитическому рафинированию. Такой алюминий обладает
чистотой до 99,99 %.
§ 17. Производство магния
Магниевыми рудами служат карналлит MgCl2 • КС1 • 6Н2О,
магнезит MgCO3, доломит MgCO3 • СаСО3, бишофит MgCl2 • 6Н2О.
Наиболее распространенный способ получения магния — элек-
тролитический, состоящий из двух процессов — получения хло-
ристого магния MgCl2 и его электролиза.
1. Основное сырье для получения магния в нашей стране —
карналлит. С целью обогащения измельченный карналлит обраба-
тывают горячей водой. При этом хлориды MgCl2 и КС1 переходят
в раствор, охлаждая котовый получают кристаллы искусственного
карналлита. Для удаления влаги его вначале обжигают в печах
с «кипящим» слоем, а затем плавят в электропечах.
В случае использования в качестве сыоья магнезита и доломита
их вначале обжигают, а затем подвергают хлорированию в присут-
ствии углерода, получая хлористый магний MgCl2.
45
2. Электролиз хлористого магния
осуществляют в футерованных шамотом
электролизерах, состоящих из ряда
ячеек, включающих угольный анод 4
(рис. 11.19) и два катода в виде стальных
пластин 2. В верхней герметизирован-
ной части ячейки анодное пространство
отделено от катодного шамотной перего-
родкой 1 для сбора и отвода выделяюще-
Рис 11.19. Схема электроли- Г0СЯ Хлора.
зера ДЛЯ получения магния Электролитом для получения магния
служит расплав солей MgCl2, СаС12,
NaCl, КС1 с добавкой NaF и KF. Электролиз ведут при темпе-
ратуре 720 °C, напряжении тока около 3 В и силе 30...50 кА. Рас-
ход электроэнергии на получение 1 т магния составляет 15... 17
тыс. кВт • ч.
Образующиеся в результате электролиза ионы магния разря-
жаются на катодных пластинах 2, собираются в капли и всплывают
на поверхность электролита. Жидкий магний периодически уда-
ляют вакуум-ковшом. Ионы хлора разряжаются на аноде и выходят
на поверхность под перегородку 7, откуда откачиваются насосом.
На дне ванны образуется шлам 3.
3. Рафинирование магния. Черновой магний содержит до 2...
5 % различных примесей. Поэтому обычно его подвергают рафини-
рованию — переплавке с флюсами, содержащими хлориды магния,
бария, калия, натрия и др. Переплавка осуществляется в электро-
печах при температуре 720 °C в течение 0,5... 1 ч. Перемешивание
расплава способствует растворению примесей в флюсе, всплыванию
их и переходу в шлак. Чистота рафинированного магния достигает
99,9 %.
Более глубокую очистку магния можно осуществить его субли-
мацией (возгонкой) в вакууме.
§ 18. Производство титана
Титановыми рудами служат в основном ильменит TiO2- FeO
и рутил ТЮ2. Важный источник ильменита — титаномагнетит
FeTiO2- Fe3O4.
Получение титана. Известны несколько способов получения
титана из руд. Одна из часто применяемых схем его получения
приведена на рис. 11.20.
Основным материалом для производства титана является иль-
менитовая руда. Полученный после обогащения руды электромаг-
нитным или гравитационным способом концентрат подвергают вос-
становительной плавке в электродуговой печи с целью удаления
оксидов железа. Для этого концентрат смеси с коксом плавят и выдер-
живают в печи при 1700 °C. Железо восстанавливается, науглеро-
живается и образует побочный продукт—чугун, а оксид титана
TiO2 переходит в шлак. Полученный шлак, состоящий из 65...85 %
46
TiO2, кремнезема и некоторых
других примесей (А12О3, FeO,
СаО), брикетируют с коксом
и подвергают хлорированию в
специальных шахтных печах
электросопротивления (рис. 11.21)
при температуре 600 °C. В при-
сутствии угля титан из диокси-
да переходит в тетрахлорид:
TiO2+ 2С12+ С = TiCl4+ СО2.
Тетрахлорид титана плавит-
ся при температуре 23 °C и ки-
пит при 136 °C. Поэтому в ус-
ловиях печи он интенсивно ис-
паряется и, увлекая за собой
летучие хлориды примесей (SiCl4,
MgCl2, FeCl3 и др.), направля-
ется в конденсационную уста-
новку. Наличие в установке
ряда секций с различным пере-
падом температур позволяет раз-
делить хлориды и таким обра-
зом выделить четыреххлористый
[Ильменитовая руда |
В отдал
| Шлак | на производство
• f стали
'\Хлорирование\
Г t тг
Электролитическое
получение магния
,.ГЕ________
Очистка и
ректисрикация\Л
\ Хлористый _
магний г
Титановая
гудка
Переплавка
губки. Н
кобкий Ц
титан
I
Х/747р|
Рис. 11.20, Схема получения тита-
на из ильменитовой руды
титан, который дальше подвергают очистке методом ректификации.
Малолетучие хлориды магния, кальция и других металлов обра-
зуют жидкость, из которой электролизом получаются магний
и хлор.
Четыреххлористый титан TiCl4 восстанавливают в стальных
ретортах диаметром до 1,5 м и высотой до 3 м. Реторта устанавли-
вается в электропечь сопротивления, из нее откачивается воздух
и вместо него подается аргон. Затем печь нагревают до 750...800 °C
и в реторту заливают жидкий тетрахлорид
титана и магний.
Титан восстанавливается по реакции
TiCl4+ 2Mg = Ti + 2MgCl2.
Частицы восстановленного титана спе-
каются в пористую массу — губку, отклады-
вающуюся на стенках реторты, а жидкий
хлористый магний MgCl2 сливают из реак-
тора и направляют на электролиз для полу-
чения магния и хлора.
Рис. 11.21. Схема электропечи для хлорирования
титана:
1 — корпус с шамотной футеровкой; 2 — графитовые
электроды; 3 — загрузочное устройство; 4 — патрубок для
отвода парогазовой смеси; 5 — брикеты шихты; 6—уголь-
ная набивка (электросопротивление); 7 — патрубок для
псдачи хлора
47
Титановая губка содержит в порах до 35...45 % магния и хло-
ристого магния, а также некоторых других примесей. Поэтому ее
подвергают очистке методом вакуумной дистилляции — выдержке
в течение нескольких десятков часов в вакууме с остаточным давле-
нием около 0,1 Па при температуре 900 °C. При этом часть примесей
удаляется в виде расплава, другие испаряются и затем конденси-
руются.
Плавку титановой губки осуществляют в вакуумных электро-
дуговых печах с медным водоохлаждаемым тиглем. Одним из элек-
тродов служит стержень из прессованной титановой губки, дру-
гим — расплавленный металл. При горении дуги стержень оплав-
ляется, капли титана стекают в тигель и затвердевают в слиток. Ва-
куум предохраняет металл от окисления и способствует его очистке
от растворенных газов.
Чистота титана, полученного переплавкой губки, составляет
99,6...99,7 %. Титан с меньшим содержанием примесей получают
методом йодидной очистки, основанной на термической диссоциации
четырехйодистого титана TiJ4 на поверхности титановой проволоки,
нагретой пропусканием электрического тока до 1300... 1400 °C.
Выделяющийся при этом титан осаждается на проволоке, постепен-
но превращая ее в пруток. Такой способ очистки весьма эффективен,
но обладает малой производительностью. Поэтому йодидный титан
отличается высокой стоимостью.
РАЗДЕЛ III. ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ГЛАВА 1. ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНОГО
ПРОИЗВОДСТВА
§ 1. Место, значение и перспективы развития
литейного производства в машиностроении
Место и значение литейного производства. Из различных
видов производств, используемых для получения заготовок де-
талей, в машиностроении важнейшая роль принадлежит литей-
ному производству. Это объясняется тем, что литьем можно
получить детали массой от_ишскольких_„граммов до сотен тонн
с толщиной стенктГОГЭТТбОО мм и более, с размерами от нескольких
миллиметров^о^дес^ сложной формы, которую
нельзя получить другими методами и изГразличных сплавов ^пла-
стичныхили хрупкйхуГЛйтьем можно получить заготовку, макси-
мально приближенную по форме к готовой детали, что значительно
сокращает расход металла и объем механической обработки. Не-
смотря на большую массу литых деталей по сравнению, например,
со сварными, их изготовление во многих случаях обходится дешевле
и обеспечивает высокое качество.
Перспективы развития литейного производства. Перед народным
хозяйством страны стоит задача: экономно использовать ресурсы
во всех отраслях, применять высокопроизводительные материало-
сберегающие малоотходные и безотходные технологии, что нераз-
рывно связано с дальнейшим развитием литейного производства.
Перспектива развития литейного производства вызвана широким
использованием в авиации, судостроении, приборостроении, радио-
электронике, ракетостроении и атомной энергетике отливок из ту-
гоплавких сплавов. Большой спрос на литье наблюдается в связи
с развитием химического машиностроения, где широко используются
труднообрабатываемые жаропрочные и коррозионно-стойкие спла-
вы. В настоящее время в^токелом машиностроении начинает широко
внедряться новая, практачески безотходная, технология — элек-
^слплаковое^ литье, которая позволяет получать детали, часто не
^еёуювд обработки, с высоким качеством металла,
плотной структурой Т'ВЬК^^
Дальнейшее совершенствование технологии литейного произ-
водства, механизация и автоматизация всех процессов, освоение
и внедрение прогрессивных способов сократят механическую об-
работку отливок, снизят их стоимость и расширят область приме-
нения литейного производства в промышленности.
49
§ 2. Общая технологическая схема изготовления
отливки
— Суть литейного производства состоит в том, что фасонные детали
(заготовки) получают заливкой жидкого металла в литейную форму,
полость которой соответствует их размерам и форме. После крис-
таллизации металла литую деталь (заготовку), называемую отлив-
кой, удаляют из литейной формы и в случае необходимости от-
правляют в механический цех для последующей обработки.
— Общая схема технологического процесса изготовления отливки
дана на рис. III. 1. Технология изготовления отливки начинается
с разработки ее чертежа и рабочих чертежей модельного комплекта
(модели и стержневого ящика).
В состав литейного цеха входят отделения: модельное, земле-
приготовительное, стержневое, формовочное, плавильное, выбивное,
обрубное, очистное. В модельном отделении по рабочим чертежам
изготавливают модельный комплект; в землеприготовительном —
формовочную и стержневую смеси; в формовочном — литейную
форму, а в стержневом — стержни; в плавильном получают жидкий
металл. Готовую литейную форму заливают жидким металлом и по-
сле его затвердевания в выбивном отделении удаляют из формы
отливку; обрубывают литниковую систему и очищают отливку от
пригара в очистном отделении. Заключительной операцией является
контроль качества отливки.
Рис. III. 1. Схема технологического процесса изготовления отливки
50
ГЛАВА 2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА ОТЛИВОК
§ 3. Литейные свойства сплавов
Для получения отливок в машиностроении наиболее широко
применяются следующие сплавы: серые, ковкие и высокопрочные
чугуны; углеродистые и легированные стали; сплавы цветных ме-
таллов на основе алюминия, меди, магния, титана, молибдена и дру-
гих тугоплавких металлов.
Для получения качественной отливки наряду с механическими,
физическими и химическими свойствами литейные сплавы должны
обладать определенными технологическими свойствами, основными
из которых являются жидкотекучесть, усадка, склонность к лик-
вации и газопоглощению.
1. Жидкотекучесть—способность жидкого металла полностью
заполнять щелевидные полости литейной формы и четко воспроиз-
водить очертания отливки. При хорошей жидкотекучести металл
заполняет всю полость формы, какой бы сложной она ни была,
а при недостаточной — частично, образуя недоливы в узких сече-
ниях отливки. Жидкотекучесть зависит от химического состава
и температуры заливаемого в форму сплава. Фосфор, кремний и уг-
лерод улучшают ее, а сера ухудшает. Серый чугун содержит угле-
рода больше, чем сталь, и поэтому обладает лучшей жидкотеку-
честью. Повышение температуры жидкого металла улучшает жид-
котекучесть, и чем выше его перегрев, тем более тонкостенную
отливку можно получить, так как жидкотекучий металл заполняет
очень узкие полости формы. Минимально возможная толщина стен-
ки отливки для различных литейных сплавов (ввиду их разной
жидкотекучести) неодинакова и составляет для отливок из серого
чугуна: мелких 3...4 мм, средних 8... 10 мм, крупных 12... 15 мм;
для отливок из стали — соответственно 5...7, 10... 12 и 15...20 мм.
Жидкотекучесть металла определяют технологической пробой
в виде спирали, длину которой принимают за меру жидкотекуче-
сти металла. Заливая металл при различных температурах пере-
грева, находят оптимальную температуру заливки формы для дан-
ного сплава.
2. Усадка — уменьшение объема металла и линейных размеров
отливки в процессе ее кристаллизации и охлаждения в твердом
состоянии. Различают объемную и линейную усадки.
Объемная усадка сопровождается уменьшением объема металла
при кристаллизации, и поэтому в массивном сечении отливки может
образоваться усадочная рыхлота (пористость), или концентриро-
ванная усадочная раковина 1 (рис. III.2), так как массивное се-
чение кристаллизуется последним и в этом сечении не хватит ме-
талла. Устраняют усадочную раковину установкой прибыли 2
или холодильников 3 в массивном сечении. Прибыль, имея большее
сечение, кристаллизуется медленнее отливки и поэтому будет пи-
тать ее жидким металлом при кристаллизации, а усадочная рако-
вина перемещается в прибыль, которую отрезают.
51
Рис. II 1.2, Схема установки при-
былей и холодильников
Линейная усадка сопровож-
дается уменьшением линейных
размеров при охлаждении за-
твердевшей отливки. Стержни
и формовочная смесь оказывают
сопротивление линейной усадке
металла. В результате в отлив-
ке возникают внутренние напря-
жения, которые могут привести
к короблению и даже к образо-
ванию горячих окисленных тре-
щин. Для уменьшения сопротивления линейной усадке формо-
вочные и стержневые. смеси делают податливыми (см. § 7).
Линейная усадка литейных сплавов различна и равна: для
серого чугуна 1 %, для углеродистой стали 2 %, для цветных
сплавов—1,3...1,8 %. Линейную усадку учитывают при изготов-
лении модели, увеличивая ее размеры по сравнению с отливкой на
линейную усадку соответствующего сплава.
3. Ликвация — неоднородность химического состава сплава
по сечению отливки. Различают зональную и дендритную ликвации.
Зональная ликвация создает химическую неоднородность в объеме
всей отливки; дендритная — в пределах одного зерна (дендрита).
Неоднородность химического состава и структуры по сечению при-
водит к неоднородности механических свойств отливки. Для умень-
шения ликвации увеличивают скорость охлаждения отливки.
4. Газопоглощение — способность литейных сплавов в жидком
состоянии растворять кислород, азот и водород, причем их раство-
римость растет с перегревом расплава. В литейной форме газонасы-
щенный расплав охлаждается, понижается растворимость газов,
и они, выделяясь из металла, могут образовать в отливке газовые
раковины. Поэтому формовочная и стержневая смеси должны иметь
хорошую газопроницаемость.
Итак, технологичные литейные сплавы должны обладать хоро-
шей жидкотекучестью, малой усадкой и не ликвировать.
§ 4. Технологические требования к конструкции
отливки
1. Общие понятия о технологичности отливок. Брак в литей-
ных цехах в большинстве случаев вызван нарушениями литейной
технологии и нетехнологичностью конструкции отливки.
При разработке технологии отливки необходимо учитывать
литейные свойства сплава, технологию изготовления модельного
комплекта, формы и стержня, технологию обрубки и очистки отли-
вок. Исходя из условий работы, себестоимости и количества отли-
вок для конструируемой литой детали выбирают вид производства
(единичное, серийное, массовое), способ литья (в разовые формы,
в кокили и др.), способ формовки (ручная, машинная). При массо-
вом производстве учитываются возможность максимальной меха-
52
Рис. Ш.З. Формовочные уклоны и сопряжения стенок отливки
низации и автоматизации технологических процессов, наличие в ли-
тейном цехе оборудования и возможность использования наиболее
прогрессивной технологии. Выбор способа литья определяется не
только стоимостью отливок, но и требованиями к их качеству. На-
пример, более высокая стоимость оболочкового литья по сравнению
с обычным литьем в песчаные формы компенсируется меньшими при-
пусками на обработку и лучшим качеством поверхности отливки.
Правильно разработанная технология уменьшает брак литья и спо-
собствует быстрому его освоению в производстве.
2. Требования к конструкции отливок. При конструировании
отливки должны быть соблюдены такие основные требования: рав-
ностенность отливки; отсутствие поднутрений и большого скопле-
ния металла в отдельных ее частях; наличие формовочных уклонов
на вертикальных стенках (перпендикулярных к плоскости разъема
формы) плавные переходы при сопряжении стенок; наличие гал-
телей и др.
Технологичная конструкция отливки при максимальной проч-
ности должна быть дешевой и дать возможность применить самые
прогрессивные технологические методы, обеспечить высокую про-
изводительность, снизить количество брака, повысить качество
и точность отливок, что сокращает объем механической обработки
и экономит металл. Форма отливки должна быть простой для облег-
чения изготовления модельного комплекта и литейной формы. Пря-
молинейные очертания отливки предпочтительнее криволинейных,
а при необходимости криволинейных поверхностей их выполняют
цилиндрическими или коническими, что упрощает и удешевляет
изготовление моделей и стержневых ящиков, облегчает удаление
моделей из формы и дает возможность избежать криволинейных
разъемов, усложняющих формовку.
Формовочные уклоны «облегчают удаление модели из готовой
формы без ее разрушения. На рис. Ш.З, а, б показаны формовочные
уклоны (закрашены) при горизонтальном и вертикальном положе-
53
ниях отливки в форме. Если внутренняя полость отливки закрыта,
то в ее конструкции предусматривают технологические отверстия
для выбивки стержней и их каркасов, которые затем закрывают
заглушками.
Сопряжение стенок в отливке сильно влияет на качество литой
детали. Охлаждение отливки в форме сопровождается возникнове-
нием внутренних напряжений. Напряжения, образование раковин
и пористости зависят от правильного сопряжения стенок и офор-
мления углов отливки. Недопустимое сопряжение двух стенок
различной толщины показано на рис. III.3,в. Выполняют либо
закругления определенного радиуса (а), либо для деталей, подвер-
гающихся ударным нагрузкам, сопрягают стенки плавным клино-
вым переходом (д). Неудачным сопряжением ребер жесткости (е)
считают крестоподобное (образующее местное скопление металла),
которое заменяют Т-образным вразбежку (ж). Сопряжение стенок
под острым углом (з), ослабляющее отливку в этом месте, заменяют
углом с закруглением (и),
ГЛАВА 3. СПОСОБЫ ИЗГОТОВЛЕНИЯ ОТЛИВОК
§ 5. Классификация способов получения отливок
и разновидности литейных форм
1. Классификация способов получения отливок. Современное
литейное производство располагает следующими способами изго-
товления отливок: 1) в песчано-глинистых формах с ручной и ма-
шинной формовкой; 2) в металлических формах; 3) под давлением;
4) по выплавляемым моделям; 5) в оболочковых формах; 6) центро-
бежным литьем; 7) электрошлаковым литьем; 8) под низким давле-
нием; 9) вакуумным всасыванием; 10) выжиманием; 11) жидкой
штамповкой.
- Область применения этих способов определяется многими фак-
торами: типом производства (единичное, серийное, массовое); массой
отливок (мелкие — до 100 кг, средние — до 1000 кг, крупные —
более 1000 кг); точностью и чистотой поверхности отливок; литей-
ными свойствами сплавов; экономической целесообразностью ис-
пользования того или иного способа.
2. Разновидности литейных форм. Для получения отливок ис-
пользуют различные литейные формы, отличающиеся: сроком служ-
бы (разовые, многократные); состоянием перед заливкой (сухие,
подсушенные, сырые, химически твердеющие, самотвердеющие)
и технологией изготовления (вручную, на машинах, по выплавля-
емым моделям и др.).
Разовые формы изготавливают из песчано-глинистых, песчано-
смоляных формовочных смесей, и служат они для получения только
одной отливки. По толщине стенок разовые формы могут быть тол-
стостенные (30...250 мм и более), тонкостенные (10...20 мм) и обо-
лочковые (до 10 мм). Разовую форму изготавливают разъемной,
54
состоящей из нижней и верхней полуформ. К разовым формам отно-
сят также неразъемные формы, изготовленные по выплавляемым мо-
делям (см. § 17). После заливки разовую форму разрушают для
освобождения затвердевшей отливки.
Многократные разъемные формы изготавливают из шамота,
асбеста, алебастра, цемента и других огнеупорных материалов.
Такие формы выдерживают несколько десятков и сотен заливок.
После заливки многократную форму раскрывают, не разрушая ее,
извлекают готовую отливку и снова собирают для очередной за-
ливки.
Многократные формы (кокали) изготавливают металлическими:
из чугуна, стали и иногда из медных и алюминиевых сплавов. От
температуры плавления сплава, из которого получают отливку,
зависит срок службы кокиля. Так, в одном кокиле можно изгото-
вить до нескольких сотен отливок из стали, до нескольких тысяч
отливок из чугуна и до сотен тысяч отливок из сплавов цветных ме-
таллов. Из-за высокой стоимости кокили используют только в се-
рийном и массовом производстве отливок. Отливка извлекается из
кокиля специальными толкателями, которые при раскрытии поло-
вин кокиля выходят из своих гнезд и выталкивают отливку.
§ 6. Изготовление отливок в разовых формах
1. Общее понятие о разовой форме. В настоящее время около
90 % отливок изготавливают в разовых песчано-глинистых формах.
На рис. Ш.4,я приведен чертеж отливки втулки, а на рис. II 1.4,6 —•
разовая литейная форма для нее. Литейная форма состоит из двух
полуформ /, образующих полость 2, имеющую конфигурацию от-
ливки, ограниченную стенками полуформ и стержнем 5, установлен-
ным на стержневые знаки в форме. Для заливки жидкого металла
в форме изготавливают вертикальные 4 и 5 и горизонтальные 6
• и 7 каналы, называемые литниковой системой.
2. Инструменты и оснастка, используемые при изготовлении ра-
зовой формы, показаны на рис. III.5. Уплотняют формовочную
смесь пневматическими (я) или ручными (б) трамбовками. Для отвода
газов из формы делают наколы душником (в). Удаляют модель из
формы подъемниками (а)4, которые забивают в деревянные или
Рис. п 1.4. Отливка втулки и форма для ее изготовления
55
ввинчивают в металлические модели. Исправляют готовую форму
отделочным инструментом: гладилками (д), торцевыми гладилками
(е), ложками (ж), крючками (з), ланцетами (ц). Формовку осущест-
вляют в металлических рамках — опоках (к). Верхняя опока 1 соеди-
няется с нижней 4 штырями 2, которые пропускают в проушины 3.
Для удержания смеси в опоках делают буртики 5.
§ 7. Модельные комплекты для ручной
и машинной формовки
1. Состав и назначение модельного комплекта. В модельный
комплект входят: 1) модель будущей отливки; 2) один или несколько
стержневых ящиков (если отливка имеет полости или отверстия);
3) модели литниковой системы; 4) подмодельная доска (при ручной
формовке) или модельная плита (при машинной формовке).
С помощью модели в литейной форме получают отпечаток наруж-
ной конфигурации отливки. В ^тержневых ящиках изготавливают
песчаные стержни,/обеспечивающие получение внутренней полости
бт^вки/ТТри^формовке на пбдмодельную доску устанавливают мо-
дель^ л и полумодель.
Модельный комплект должен: отвечать форме и размерам отлив-
ки с учетом линейной усадки металла и припусков на механическую
обработку; быть достаточно прочным; не изменять размеры при хра-
нении и многократном использовании; его конструкция не должна
затруднять набивку формы и удаление из нее модели или стержня
из стержневого ящика; быть легким и недорогим.
2. Модельный комплект для ручной формовки изготавливают
для серийного производства из твердых пород древесины (клен,
56
Рис. 111.6. Модельный комплект
бук, береза), а в единичном — из ели и сосны. Неразъемные модели
используют для отливок несложной конфигурации, которые могут
быть заформованы в одной полуформе. Для сложных отливок мо-
дель изготавливают разъемной, что позволяет удалять ее из формы
без разрушения последней. С этой же целью вертикальные стенки
модели, перпендикулярные к плоскости разъема формы, делают
с уклоном 0,5...3° (нижний предел для высоких моделей, верхний —
для низких). Размеры модели по сравнению с размерами детали
увеличивают на величину линейной усадки металла, из которого
изготавливают отливку, и на величину припусков на механическую
обработку, предусмотренных Государственными стандартами и нор-
мативами.
На рис. II 1.6 дан чертеж отливки (а), рисунок разъемной модели
(б) и стержневого ящика со стержнем (в) для нее. В отличие от от-
ливки модель вместо отверстия имеет выступающие части /, назы-
ваемые стержневыми знаками. Знаки образуют в форме отпечатки,
на которые устанавливают изготовленный в стержневом ящике
стержень 3. Стержневой ящик состоит из двух половин, которые,
как и полумодели, в процессе формовки соединяются с помощью
центровочных шипов 2.
3. Литниковая система (рис. III.7,а) состоит из литниковой
чаши /, стояка 2, шлакоуловителя 3 и питателей 4. Литниковая
чаша уменьшает динамический напор струи металла и частично
отделяет шлак. Стояк, соединяющий литниковую чашу со шлако-
уловителем, делают конусным. Шлакоуловитель трапецеидального
сечения размещают в верхней половине формы в плоскости разъема.
Он должен задержать шлаковые и земляные включения, не допус-
тив их в полость формы. Это достигают понижением скорости ме-
талла в шлакоуловителе, изменяя направление его движения. При
торможении металла шлаковые включения всплывают и задержи-
ваются в шлакоуловителе. Хорошо очищает металл шлакоуловитель
гребенчатого типа (рис. III.7,б). При машинной формовке исполь-
зуют фильтровальную огнеупорную сетку 5, которую устанавли-
57
Рис. III.8. Модельные плиты для машинной формовки
вают в воронку (рис. III.7,в), или в шлакоуловитель (рис. III. 7,а).
Питатели подводят металл непосредственно в полость формы. Раз-
мещают их в нижней полуформе в плоскости разъема.
Литниковая система во время заливки должна быть заполнена
жидким металлом, так как разрыв струи приводит к всасыванию
воздуха и шлака в полость формы, а также к образованию окислен-
ных плен в месте разрыва. Поэтому между элементами литниковой
системы выдерживают определенное соотношение: суммарная пло-
щадь сечения всех питателей Fn должна быть меньше площади
сечения шлакоуловителя который в свою очередь имеет сечение
меньшее, чем стояк Fc, например: Fn: Fw: Fc= 1,0 : 1,2 : 1,4.
К литниковой системе относится также выпор — вертикальный
канал 4 (см. рис. III.4), располагаемый в самой верхней точке от-
ливки. Он служит для выхода воздуха из полости формы при ее
заливке, а также для сбора всплывающей грязи и контроля запол-
нения формы металлом.
4. Модельный комплект при машинной формовке изготавливают
из сплавов легких металлов. Металлические полумодели закрепля-
ют винтами на металлических плитах. На этой же плите монтируют
модели литниковой системы. Такие плиты называют модельными.
Так как при машинной формовке две полуформы изготавливают
отдельно на разных машинах, то полумодели закрепляют на коор-
динатных модельных плитах, чтобы обеспечить совпадение двух
полуформ при их сборке.
На рис. III.8 показаны верхняя 2 и нижняя 1 модельные плиты
с опоками 9. Полумодели верхняя 4 и нижняя 3 зафиксированы
контрольными штифтами 5 и закреплены винтами 6. Таким же
образом закреплены модели шлакоуловителя 7 и питателя 8.
Металлический модельный комплект может выдержать десятки
и сотни тысяч формовок и к тому же обеспечивает более высокую
точность получаемых отливок, чем деревянный.
§ 8. Формовочные и стержневые смеси
1. Требования, предъявляемые к формовочным и стержневым
смесям, вытекают из условий их работы. Смеси должны обладать
следующими свойствами: огнеупорностью, пластичностью, проч-
ностью, газопроницаемостью, податливостью и непригораемостью.
Огнеупорность — способность смеси не размягчаясь выдержи-
вать высокие температуры заливаемого в форму жидкого металла.
От огнеупорности будет зависеть чистота поверхности отливки.
Пластичность — способность смеси давать четкий отпечаток
модели (при изготовлении формы) или стержневого ящика (при из-
готовлении стержня).
Прочность — способность уплотненной смеси сохранять форму
без разрушения при транспортировке готовой формы и заливке ее
металлом.
Газопроницаемость — способность формовочной и особенно стер-
жневой смеси пропускать через стенки формы и стержень выделя-
ющиеся газы из охлаждающегося металла. При недостаточной газо-
проницаемости возможно образование газовых раковин в отливке.
Податливость — способность смеси не препятствовать линей-
ной усадке закристаллизовавшегося металла отливки. Охлаждение
затвердевшего металла сопровождается уменьшением размеров
отливки (линейная усадка), в результате чего металл прочно сжи-
мает стержень и выступающие части формы. Это вызывает напря-
жения в отливке, а так как усадка происходит при высокой темпе-
ратуре, когда еще металл недостаточно прочен, то при плохой подат-
ливости смеси могут образоваться трещины.
Непригораемость — способность смеси не образовывать пригар
песка на поверхности отливки, затрудняющий ее механическую
обработку.
Кроме того, формовочные и стержневые смеси должны быть
негигроскопичными, долговечными и дешевыми.
2. Состав формовочных и стержневых смесей. Наиболее полно
указанным свойствам отвечают смеси, приготовленные из кварце-
вого песка и глины. Кварцевый песок играет роль наполнителя,
а глина—связующего материала. Глина улучшает такие свойства
смеси, как огнеупорность, прочность и пластичность, но ухудшает
59
газопроницаемость и податливость. Поэтому глины в смеси вводят
не более 8... 12 % по объему, остальноекварцевый песок, который
обеспечивает хорошую огнеупорность и газопроницаемость. Круп-
нозернистый песок обеспечивает высокую газопроницаемость, но
дает шероховатую поверхность отливки и повышает пригар песка,
так как жидкий металл заходит в поры между зернами и охватывает
их. Мелкий песок дает гладкую поверхность отливки, но резко сни-
жает газопроницаемость смеси. Поэтому при производстве крупных
отливок, где требуется отвод большого количества выделяющихся
газов, применяют крупнозернистый песок, а при получении мелкого
литья, где чистота поверхности является главным требованием,
используют мелкозернистый песок.
Предупреждают пригар вводом в смесь противопригарных доба-
вок, таких как каменноугольная пыль, тальк, графит, которые
в виде припыла наносят на поверхность форм для чугунных отли-
вок. Из маршалита, магнезита, циркона изготавливают противо-
пригарные краски, которыми красят стержни и полость форм для
стальных отливок.
Стержни работают в наиболее тяжелых условиях, так как они
окружены жидким металлом со всех сторон (за исключением зна-
ковых частей). Поэтому стержневая смесь должна обладать более
высокой прочностью, газопроницаемостью и податливостью. Глина
как связующая добавка в стержневой смеси применяется только для
крупных стержней простой формы. Для тонких и сложных стержней
в качестве связующей добавки в стержневой смеси используют ок-
соль, жидкое стекло, смолы, декстрин, патоку и др. Для повышения
газопроницаемости и податливости в стержневую смесь вводят дре-
весные опилки или торф (2...3 %), которые в процессе сушки стерж-
ня выгорают, образуя поры, что повышает газопроницаемость и по-
датливость.
3. Виды формовочных смесей и их применение. Наиболее ши-
роко используют облицовочные, наполнительные и единые формо-
вочные смеси.
Облицовочные смеси применяют при ручной формовке для обра-
зования рабочей поверхности литейной формы, которая контакти-
рует с жидким металлом. При формовке ее наносят на модель слоем
толщиной 15...20 мм. Она обладает лучшими свойствами и приго-
тавливают ее из свежих песка и глины с добавкой противопригар-
ных материалов.
Наполнительную смесь насыпают поверх облицовочной, запол-
няя остальную часть литейной формы. Эту смесь приготавливают из
оборотной, переработанной после выбивки опок смеси с добавкой
5.. 10 % свежих песка и глины.
Единые смеси применяют в массовом производстве при машинной
формовке для набивки всего объема литейной формы. Приготавли-
вают ее из оборотной смеси с добавкой до 50% свежих песка и глины.
По состоянию формы перед заливкой металла различают смеси
для изготовления форм: сырых, подсушенных, сухих, химически
твердеющих и самотвердеющих.
60
Сырые формы (наиболее экономичные) изготавливают из боль-
шого количества оборотной смеси и широко применяют для не-
ответственных отливок из чугуна, стали и цветных сплавов массой
до 3000 кг.
Подсушенные (полусухие) формы изготавливают из облицовоч-
ной смеси, содержащей 2...4 % быстротвердеющих связующих кре-
пителей. Такие формы применяют для получения ответственных
отливок из чугуна и стали с поверхностями большой протяженности
(станины, столы станков и др.).
Сухие формы изготавливают из смесей с повышенным содержа-
нием глины и меньшим количеством оборотной смеси, т. е. Солее
прочных и менее газопроницаемых и податливых. Чтобы облегчить
выход газов и повысить податливость, в смеси для сухих форм ввс^
дят добавки, выгорающие при сушке (опилки, торф). Сухие формы
применяют только для ответственных и крупных (более 1000 кг)
отливок из различных сплавов.
Химически твердеющие формы применяют в единичном и мелко-
серийном производстве средних и крупных отливок. Изготавливают
их из смеси, содержащей жидкое стекло, которое быстро твердеет
при пятиминутной продувке углекислым газом. Такие смеси повы-
шают производительность при формовке в 3...5 раз, сокращают про-
должительность сушки в 10...30 раз и экономят топливо, необходи-
мое для сушки.
Самотвердеющие формы и стержни изготавливают из жидких
самотвердеющих смесей (ЖСС). Опоки и стержневые ящики зали-
вают смесью, в которую вводят химические реагенты, переводящие
смесь в жидкотекучее состояние. ЖСС хорошо заполняет все
извилины формы (стержневого ящика). Отпадает необходимость
в уплотнении смеси. Стержни и формы из ЖСС затвердевают по
всему объему при нормальной температуре за 30...40 мин. ЖСС
дают возможность механизировать и автоматизировать формовку не
только в массовом, но и даже в единичном производстве; повысить
точность отливок; совместить смесеприготовительное, формовочное
и стержневое отделения в одном; улучшить условия труда, избавив
литейный цех от шума, пыли и вибраций.
4. Приготовление формовочных и стержневых смесей начинают
с подготовки исходных материалов. Кварцевый песок сушат, про-
сеивают и распределяют по бункерам над смесителями. Глину и ка-
менный уголь дробят, сушат и затем тонко измельчают. Отработан-
ную смесь регенерируют: спекшиеся куски дробят и пропускают
через магнитный сепаратор для отделения металлических вклю-
чений. После подготовки все исходные компоненты смешивают
в нужных пропорциях в бегунах. Увлажненная формовочная смесь
ленточным конвейером направляется в бункер-отстойник для вы-
держки в течение 3...4 ч для выравнивания влажности по всему
объему. Окончательно готовую формовочную и стержневую смеси
конвейером подают к месту формовки.
61
§ 9. Технология ручной формовки
1. Общие сведения. При изготовлении крупных отливок (ста-
нины металлорежущих станков, прокатных станов, изложницы
и др.), а также в единичном и мелкосерийном производстве мелких
и средних отливок широко используют ручную формовку.
Характерной особенностью ручной формовки является большее
разнообразие методов изготовления формы: в двух опоках (по не-
разъемной и разъемной моделям, по модели с отъемными частями,
с перекидным «болваном», с подрезкой); по шаблонам; по скелетной
модели; в трех или более опоках; в стержнях; в почве и др. Формов-
ка по модели с отъемными частями, по шаблонам, по скелетной
модели (ниже будет рассмотрена), в стержнях, в трех и более опо-
ках, с перекидным «болваном» (здесь не рассматриваются) может
быть выполнена только вручную.
Технологический процесс ручной формовки состоит из следу-
ющих основных элементов: набивка нижней опоки; набивка верхней
опоки; удаление модели из формы; отделка формы; сборка и нагру-
жение формы.
2. Формовка в двух опоках по разъемной модели (рис. II 1.9)
самый распространенный метод получения разовых форм, так как
подавляющее большинство отливок имеют сложную конфигурацию,
требующую разъема модели. Процесс формовки ведут в такой после’
довательности:
1) для изготовления нижней полуформы на подмодельную доску
3 устанавливают нижнюю половину модели 2 и накрывают нижней
опокой 1 (рис. II 1.9,а).
2) на модель наносят слой облицовочной и затем наполнитель-
ной смеси, трамбовкой уплотняют ее, излишки срезают линейкой
Рис. Ш.9. Формовка в двух опоках по разъемной модели
62
на уровне верхней кромки опоки и накалывают душником венти-
ляционные каналы 4 (рис. II 1.9,6).
3) готовую нижнюю полуформу переворачивают на 180°, уста-
навливают верхнюю полумодель <?, модели шлакоуловителя 9,
стояка 6, выпора 5 и верхнюю опоку 7, соединив ее с нижней шты-
рями 10 (рис. II 1.9, в).
4) при набивке верхней полуформы повторяют в той же после-
довательности проделанное с нижней полуформой, а затем вырезают
литниковую чашу 11, удаляют из формы модели стояка 6 и выпора
5 (рис. Ш.9,г).
5) для удаления полумоделей из полуформ верхнюю полуформу
12 снимают с нижней 13 и переворачивают ее на 180°; формовочную
смесь вокруг полумоделей смачивают водой; в полумодели забивают
подъемники 14, легкими ударами по подъемнику полумодели рас-
талкивают в стороны и затем вертикально вверх удаляют из полу-
форм; таким же образом удаляют из формы модель шлакоуловителя
9 (рис. III.9,д).
6) разрушенные участки полуформ исправляют; прорезают
питатели 17 в нижней полуформе; устанавливают на стержневые
знаки стержень 15; нижнюю полуформу накрывают верхней и на-
гружают грузами 16 (рис. Ш.9,е).
7) после заливки формы металлом и его кристаллизации форму
разрушают и освобождают готовую отливку вместе с литниковой
системой (рис. III.9,ж).
3. Формовку по модели с отъемными частями применяют в том
случае, если отливка имеет выступающие части, мешающие удале-
нию модели из формы без разрушения последней. Формовку такой
отливки можно было бы осуществить с помощью дополнительного разъ-
ема модели или применяя дополнительный стержень. Если же вы-
ступающие части на модели сделать отъемными, то можно избежать
дополнительных разъемов модели и дополнительных стержневых
ящиков, что усложняет и удорожает формовку.
Процесс формовки по модели с отъемными частями приведен
на рис. III. 10. Отъемные части 1 и 2 (рис. III. 10,а) закрепляют на
модели шпильками 3 и 4. Последовательность формовки такая же,
как и рассмотренная выше: сначала набивают нижнюю полуформу
(рис. III. 10,6), затем ее переворачивают (рис. III. 10,в) и вынимают
шпильки 3 с отъемных частей /. При набивке верхней полуформы
формовочную смесь под отъемными частями 2 уплотняют осторожно,
вынимают из них шпильки 4 (отъемные части 2 теперь удерживаются
формовочной смесью) и заканчивают набивку (рис. III. 10,г). Рас-
крывают форму, удаляют модель, а затем и отъемные части: с ниж-
ней полуформы — части 1, а с верхней — полукольца 2 в стороны,
в позиции рис. III.10,6 показана форма в сборе.
4. Формовку по шаблонам используют в единичном и мелкосе-
рийном производстве крупных отливок, имеющих форму тела
вРащения (котлы, чаши, маховики и др.). Процесс получения
литейной формы осуществляется без модели путем выгребания про-
филя отливки в уплотненной формовочной смеси шаблоном.
63
Рис. ШЛО. Формовка по модели с отъемными частями
Рис. III.И. Формовка вращающимися шаблонами
Шаблон — профилированная доска с вырезанным наружным
или внутренним профилем отливки. Изготовление шаблона значи-
тельно проще, чем модели, не требует большого расхода древесины
и трудоемких работ.
Формовку можно осуществлять с помощью вертикальных, гори-
зонтальных и протяжных шаблонов. На рис. III. 11 дана схема
формовки чаши (рис. 111.11,6?) по шаблону, вращающемуся вокруг
вертикального шпинделя. В почве копают яму, на дно ее устанав-
ливают подпятник 3 для шпинделя 2. На шпиндель надет рукав /,
к которому крепят шаблон. Для улучшения газопроницаемости бу-
дущей формы на дно ямы засыпают кокс 4 и затем уплотняют фор-
мовочную смесь 5. Литейную форму изготавливают с помощью двух
64
Рис. Ш.12. Формовка по скелетной модели
шаблонов: № 1 с наружным профилем чаши и № 2 — с внутренним.
При вращении шаблона № 1 срезают уплотненную смесь и получают
наружную конфигурацию чаши (рис. III. 11,6). Затем шаблон № 1
снимают со шпинделя, плоскость разъема накрывают бумагой, ставят
опоку 6, фиксируя ее положение колышками 7 (рис. III. 11,в).
Полученный песчаный «болван» служит моделью для набивки верх-
ней полуформы. Набитую верхнюю полуформу (с отпечатком на-
ружной конфигурации чащи) снимают; на шпиндель надевают рукав
с шаблоном № 2, при вращении которого образуют внутреннюю
конфигурацию чаши (рис. III. 11,г). Шаблон № 2 вместе со шпин-
делем вынимают из подпятника, который остается на дне ямы, от-
верстие от шпинделя забивают формовочной смесью и снова накры-
вают верхней полуформой (рис. III. 11,6).
5. Формовку по скелетной модели применяют для получения
особо крупных отливок с меняющимся по длине сечением (например,
спиральный кожух турбины). Скелетную модель изготавливают из
отдельных продольных и поперечных ребер в виде решетки. На-
ружная поверхность этой решетки отвечает наружной конфигурации
отливки, а внутренняя — внутренней. Толщина ребер соответствует
толщине стенки отливки. Скелетная модель исключает изготовление
сложной сплошной модели и стержневого ящика.
На рис. Ш.12 показана отливка части корпуса турбинной
спирали (а) и ее скелетная модель (б), разъемная по оси симметрии.
Формовку в почве по скелетной модели выполняют в такой после-
довательности: 1) в подготовленную в почве постель из формовочной
3 378 65
Рис. III.13. Формовка стержней шаблонами
смеси вдавливают ниж-
нюю скелетную полумо-
дель; выступйвшую че-
рез окна смесь выгре-
бают и выглаживают по
внутренней поверхности
модели, уплотняя смесь
в окнах (в); 2) внутрен-
нюю поверхность формы
закрывают бумагой; ста-
вят верхнюю половину
скелетной модели на ниж-
нюю и через окна наби-
вают стержневой смесью
стержень, при этом ок-
на тоже забивают этой
смесью и выглаживают
по наружной поверхнос-
ти модели (г); 3) на-
ружную поверхность так-
же закрывают бумагой; набитую стержневой смесью модель накры-
вают опокой, устанавливают модели литниковой системы и набивают
верхнюю полуформу формовочной смесью (д); 4) готовую верхнюю
полуформу снимают и исправляют; из окон верхней полумодели
скребком выгребают стержневую смесь на глубину толщины ребер
(е); 5) верхнюю полумодель убирают из формы; вынимают для ис-
правления и сушки готовый стержень; из окон нижней полумодели
скребком выгребают формовочную смесь на толщину ребер (ж);
6) нижнюю модель убирают из формы; ставят высушенный стержень
в форму и накрывают верхней полуформой (з).
6. Стержни вручную изготавливают в стержневых ящиках или
по шаблонам. Стержневой ящик (см. рис. III.6,в) состоит из двух
половин, которые перед формовкой соединяют струбцинами и наби-
вают стержневой смесью. В стержень вставляют каркас из прово-
локи и прокалывают сквозные вентиляционные каналы. Затем стер-
жневой ящик осторожно раскрывают и готовый стержень отправ-
ляют в сушку.
Большие стержни, имеющие форму тела вращения или постоян-
ное по длине сечение, можно изготовить с помощью шаблонов
(рис. III. 13). На металлический патрон 1 (рис. III. 13,а) с большим
количеством отверстий (для газопроницаемости) наматывают слой
соломенного жгута 2 (для податливости стержня). Затем на-
носят слой глины 3 и патрон устанавливают на опоры. Вращая
патрон за рукоятку 4 шаблоном 5, срезают излишки глины, «вы-
тачивая» стержень, представляющий собой тело вращения нужной
формы.
Стержень с постоянным по длине сечением можно изготовить
с помощью протяжных шаблонов (рис. III. 13,6). На сушильную
плиту 6 кладут рамку 7, насыпают стержневую смесь 9 и уплотняют
06
ее, предварительно заложив каркас стержня. Затем, перемещая
шаблон 8, срезают лишнюю смесь и полученную половину стержня
сушат на плите 6. Таким же способом изготавливают вторую по-
ловину стержня. После сушки обе половины склеивают.
§ 10. Технология машинной формовки
1. Преимущества и область применения машинной формовки.
Машинную формовку применяют в массовом и серийном производ-
стве мелких и средних отливок. Она имеет ряд преимуществ перед
ручной формовкой: облегчает труд формовщика; повышает про-
изводительность труда и точность отливок, что экономит 10... 15 %
металла за счет уменьшения припусков на обработку; уменьшает
брак; обеспечивает получение взаимозаменяемых деталей.
При машинной формовке механизируют следующие операции:
наполнение опок формовочной смесью; уплотнение формовочной
смеси; удаление . моделей из формы; сборка и транспортировка
форм к месту заливки. Для наполнения опок единая формовочная
смесь подается транспортером в бункер, расположенный над формо-
вочной машиной, и дозатор выдает определенною порцию смеси
в опоку.
Формовочные машины классифицируют по двум признакам:
по методу уплотнения смеси в опоке; по способу извлечения модели
из формы. По методу уплотнения смеси применяют формовочные
машины прессовые, встряхивающие и пескометы, а по способу извле-
чения модели из формы — со штифтовым съемом, с поворотной пли-
той и перекидным столом (здесь не рассматривается).
2. Прессовые машины наиболее производительны, так как уплот-
нение смеси с их помощью занимает лишь 4...5 с. Прессовые ма-
шины используют с верхним и нижним прессованием.
В машинах с верхним прессованием смеси (рис. III. 14,а) опоку 4
с наполнительной рамкой 3 заполняют формовочной смесью из
° S
Рис, III.14, Схема прессовой машины с верхним прессованием
3*
67
прессовой ма-
Рис. III.15. Схема
шины с нижним прессованием
бункера. Модельная плита 5 ус-
тановлена на стол 6, который
заканчивается поршнем 7. При
подаче сжатого воздуха 9 в ци-
линдр 8 поршень перемещается
вверх и неподвижная прессовая
колодка 2, закрепленная на тра-
версе 1, впрессовывает формо-
вочную смесь из наполнитель-
ной рамки в опоку. После вы-
пуска сжатого воздуха поршень
с готовой полуформой опуска-
ется, траверса с колодкой отводится в сторону, а из полуформы
съемниками 10 извлекают модель (рис. III.14,б).
При верхнем прессовании получается неравномерное уплотне-
ние формовочной смеси по высоте опоки: наибольшее — вверху
(под прессовой колодкой), наименьшее — у модели. Такая нерав-
номерность уплотнения смеси может привести к искажению от-
ливки за счет размыва формы при заливке.
Нижнее прессование (рис. III.15) обеспечивает наибольшее
уплотнение смеси у модели. При подаче сжатого воздуха в ци-
линдр 3 поршень 5 поднимается вверх и впрессовывает модельную
плиту 4 в опоку 2, прижатую траверсой 1. Эта машина применя-
ется для опок высотой не более 200...250 мм. Преимущественное
распространение получили машины с верхним прессованием как
более простые и долговечные.
3. Встряхивающие машины используют для уплотнения фор-
мовочной смеси в полуформах массой от 100 кг до 40 т.
При подаче сжатого воздуха в патрубок 10 (рис. III.16, а)
прессовый поршень 9 перемещается вверх до упора в крышку
прессового цилиндра 12 (рис. 111.16,6). Сжатый воздух попадает
через перепускной канал 13 и 11 во встряхивающий цилиндр 14
под встряхивающий поршень 7, заканчивающийся встряхиваю-
щим столом 5. Встряхивающий стол вместе с поворотной пли-
той 2, модельной плитой 3 и опокой 4 (наполненной формовочной
смесью /) поднимается на высоту 30... 100 мм, а когда открыва-
ется выхлопное отверстие 8, под встряхивающим поршнем резко ,
падает давление, и все подвижные части свободно падают вниз
под собственным весом. Стол ударяется о встряхивающий ци-
линдр, и формовочная смесь в опоке уплотняется под действием
сил инерции частичек смеси. В нижнем положении встряхивающий
поршень перекрывает выхлопное отверстие, давление под поршнем
снова резко возрастает, и цикл повторяется. Для набивки одной
полуформы стол должен совершить от 10 до 30...50 ударов.
На встряхивающих машинах уплотнение смеси по высоте опо-
ки также неравномерное: большее — у модели, меньшее — в верх-
ней части опоки. Чтобы лучше уплотнить верхние слои смеси,
на встряхивающих машинах применяют подпрессовку ко-
лодкой 15 (рис. III. 16,в). После этого плита 2 поворачи-
68
вается на 180° и форма опускается на подопечный щиток 16 и роль-
ганг 6.
4. Пескометами, которые обладают высокой производительно-
стью, набивают крупные и средние формы и стержни. При ручной
формовке часовая производительность формовщика составляет
0,5...0,6 м8 уплотненной смеси, на формовочных прессовых и встря-
хивающих машинах — 8..Л0 м8, а на пескомете достигает 60 м8.
Пескометы выполняют одновременно две операции: наполняют
опоки формовочной смесью и уплотняют ее. По конструкции песко-
меты могут быть стационарными, используемыми в крупносерий-
ом и массовом производствах, и передвижными консольными —
единичном и мелкосерийном производствах (здесь не рассматри-
69
Рис. III. 17. Схема стационарного пескомета
На рис. III. 17,а показана схема стационарного пескомета и его
метательной головки (рис. III. 17,6). Метательную головку 7 монти-
руют на малом рукаве S, который крепится шарнирно к большому
рукаву Р, соединенному также шарнирно с тумбой 10. Большой
рукав электродвигателем 1 поворачивается вокруг тумбы, а ма-
лый — относительно большого рукава, что дает возможность за
ручку 6 перемещать головку над всей площадью набиваемой опоки
14 с моделью 13. При работе формовочная или стержневая смесь из
бункера 2 непрерывно подается большим ленточным конвейером 3
на малый ленточный конвейер 5 и затем в метательную головку,
в которой смонтирована лопатка 11 с частотой вращения 1500 мин"1
от электродвигателя 4. При вращенйи лопатка захватывает отдель-
ные порции смеси 12, центробежной силой бросает ее в опоку и уплот-
няет. Пескомет обеспечивает по всей высоте опоки равномерное
уплотнение смеси.
5. По способу извлечения модели из готовой формы формовочные
машины выпускают со штифтовым съемом готовой полуформы и с по-
воротной плитой. При ручной формовке точность отливки снижается
оттого, что перед извлечением из формы модель расталкивают
в стороны. При машинной формовкё точность отливки выше, так
как извлечение модели из формы механизировано и не требует рас-
талкивания модели.
Из верхней полуформы с низкой опокой модель извлекают
штифтовым съемом (см. рис. III. 14,6). После уплотнения смеси
траверса 1 с колодкой 2 поворачивается в сторону, поршень 7
с моделью 5 опускается вниз, а набитая опока 4 задерживается
выдвигающимися вверх четырьмя штифтами 10 и в рабочем поло-
жении (разъемом вниз) направляется к месту сборки.
Из нижних полуформ удобно извлекать модели на формовочных
машинах с поворотной плитой (см. рис. Ш.16,в). Закончив встря-
хивание, траверсу 15 убирают, а поворотную плиту 2 с закреплен-
ной на ней опокой 4 поворачивают на 180°. Когда встряхивающий
70
Рис. III.18. Схемы машин для формовки стержней
стол 5 находится в нижнем положении, на него ставят подопочный
щиток 16 и поднимают вверх до соприкосновения с готовой полу-
формой. Опоку открепляют от поворотной плиты, стол с полуфор-
мой движется вниз, а модельная плита 3 остается на поворотной
плите. Нижнюю полуформу по рольгангу 6 транспортируют к месту
сборки в рабочем положении (разъемом вверх).
6. Машинную формовку стержней, обеспечивающую более вы-
сокую производительность труда и точность, чем при ручной фор-
мовке, применяют в серийном и массовом производствах. Исполь-
зуют прессовые и встряхивающие машины, а также пескометы, ра-
бота которых ничем не отличается от работы машин, используемых
при изготовлении форм. Кроме указанных, для изготовления стерж-
ней применяют также мундштучные, пескодувные и пескострельные
машины.
Мундштучные машины (рис. III. 18,а) применяют для изготов-
ления стержней простой формы с постоянным поперечным сече-
71
нием по длине. Стержневая смесь вытесняется поршнем 2 через
мундштук /, и полученный стержень разрезается на части необ-
ходимой длины. Вентиляционный канал образуют с помощью
иглы 5. Недостаток способа — невозможность применения кар-
касов. Поэтому на этих машинах изготовляют стержни диамет-
ром не более 50 мм.
На пескодувных машинах (рис. III. 18,6) могут быть изготов-
лены стержни любой сложности. В пескодувный резервуар 10
стержневая смесь поступает из бункера 11 через отверстие 12 в
шибере. Чтобы смесь в резервуаре не слеживалась, сюда подается
сжатый воздух по трубе 14 через сетку 13\ здесь же вращается
разрыхлитель 9. Стержневая смесь, транспортируемая сжатым
воздухом через отверстия 8 дутьевой плиты 6, заполняет стержне-
вой ящик 5 и одновременно уплотняется. Воздух из ящика выходит
через отверстия (венты) 7. К дутьевой плите ящик прижимается пнев-
мостолом 4. Производительность машины240...360стержней в час.
Более широко применяют пескострелъные машины (рис.
III.18,в). Они отличаются от пескодувных более быстрым впу-
ском сжатого воздуха в пескострельный резервуар 15, имеющий
форму конического патрона с множеством узких щелей 16, Че-
рез клапан 17 и сквозь щели воздух попадает в патрон и с силой
выбрасывает (подобно выстрелу) смесь в стержневой ящик 19,
прижатый к плите 18 пневмостолом 20,
Пескодувные и пескострельные машины можно применять
также при набивке опок.
ГЛАВА 4. ЗАЛИВКА, ВЫБИВКА ФОРМ И СТЕРЖНЕЙ,
ОЧИСТКА И ОБРУБКА ОТЛИВОК
§ 11. Заливка форм и разливочные ковши
1. Общие сведения. При заливке формы струя жидкого металла
может: размыть поверхность формы, в результате чего в отливке
образуются земляные раковины; сдвинуть или поднять стержень,
что приведет к искажению конфигурации отливки; гидростатиче-
ским давлением раздать плохо уплотненную смесь, что увеличит
размеры и массу отливки; образовать газовые раковины в отливке
за счет быстрого скопления газов и паров в форме при испарении
влаги и сгорании органических добавок в смеси.
На качество отливки оказывают влияние температура перегрева
заливаемого металла, длительность заливки, степень заполнения
литниковой системы расплавом, высота струи. Так, например, не-
достаточно перегретый расплав плохо заполняет щелевидные по-
лости формы, вызывая брак Отливки в виде недоливов. Слишком
перегретый металл приводит к образованию усадочных и газовых
раковин и увеличивает пригар формовочной и стержневой смеси.
Оптимальная температура заливки в форму расплава составляет
для литья: стального 1390...1550 °C, чугунного 1220... 1400 °C,
72
Рис. III.19. Разливочные ковши
бронзового 1050... 1200 °C и силуминов 690...730 °C (нижний предел
для крупных толстостенных отливок, верхний — для мелких тон-
костенных).
2. Литейные разливочные ковши представляют собой стальные
сосуды, футерованные внутри огнеупором. По емкости ковши де-
лят на ручные и крановые. Ручные ковши емкостью 6... 16 кг назы-
ваются ковшами-ложками (рис. III. 19,а) и имеют рукоятку, а ем-
костью 25...60 кг (рис. III. 19,6) снабжены носилками. Крановыми
чайниковыми ковшами емкостью 250...800 кг (рис. III. 19,в) разли-
вают чугун и цветные сплавы. Вертикальная огнеупорная перего-
родка 1 задерживает шлак 2, препятствуя его попаданию в полость
формы. Слой шлака защищает поверхность металла от окисления
и снижает его теплоотдачу.
Сталь заливают в форму стопорными ковшами (рис. III. 19,г)
через отверстие в керамическом стакане 8. Отверстие перекрывается
стопором 3 с помощью рычажного механизма 4. На металлическую
штангу.6 насаживают керамические трубки 5 и керамическую проб-
ку 7. Стопорные ковши емкостью 1...6 т снабжаются одним стопором,
а емкостью 8... 10 т— двумя.
§ 12. Выбивка отливок из форм и стержней
из отливок
1. Выбивка отливок. Мелкие и средние отливки выбивают из
форм на выбивных решетках. По роду привода выбивные решетки
подразделяют на эксцентриковые (рис. Ш.20,а) с приводом от ша-
тунно-кривошипного механизма 4 и инерционные (рис. III.20,б)
с приводом от вала 4 с неуравновешенным грузом 5, вращающимся
на валу. Форму 1 ставят на выбивную решетку 2, установленную на
опорные пружины 3. При вращении привода 4 (или неуравновешен-
ного груза 5) выбивная решетка колеблется, форма 1 подбрасывает-
ся и соударяется с решеткой, набивка формы разрушается. Смесь 6
проходит сквозь решетку и попадает на конвейер 7, а опока с отлив-
кои остается на решетке.
Для выбивки крупных форм часто используют вибрационное
коромысло (рис. III.20,в). Форму 1 подвешивают краном на коромыс-
73
Рис. III.20. Устройства для выбивки форм и стержней
ле 8 и с помощью вибраторов 9 подвергают вибрации. Смесь из
опок проходит через неподвижную решетку 2 и попадает на кон-
вейер 7, а отливка остается на решетке.
2. Выбивка стержней. Стержни из отливок выбивают на пневма-
тических вибрационных машинах (рис. III.20,а). Отливку 10 прижи-
мают к упору 11 вибратором 12 под действием плунжера 13. При
вибрации стержень разрушается и высыпается из отливки.
Крупные стержни вымывают из отливки мощной струей воды,
используя гидравлические установки. Образующуюся пульпу сли-
вают в отстойник, где песок оседает и после сушки снова исполь-
зуется для изготовления стержневой смеси. При гидравлическом
удалении стержней в 8 раз повышается производительность труда,
нет пыли и снижается стоимость выбивки.
§ 13. Обрубка и очистка отливок
1. Обрубка отливок. Отливки, освобожденные из формы и от
стержней, поступают в обрубное отделение цеха, где удаляют лит-
никовую систему и прибыли. В отливках из чугуна литниковая
система и прибыли легко отбиваются молотком, и поэтому эта опе-
рация выполняется обычно еще во время выбивки отливок. Литни-
ковые системы и прибыли отливок из стали и цветных сплавов уда-
ляют в обрубном отделении эксцентриковыми прессами-кусачками,
ленточными или дисковыми пилами, а также газокислородной рез-
кой. Заливы или неровности на отливке обрубывают пневматиче-
ским зубилом или зачищают абразивным кругом.
74
2. Очистка отливок. После обрубки литниковой системы и при-
былей поверхность отливки очищают от пригоревшей формовочной
смеси. В индивидуальном производстве очистку производят вручную
стальными щетками или пневматическим зубилом; в серийном и мас-
совом производствах - во вращающихся барабанах, дробеструй-
ными, дробеметными машинами или напором струи сжатого воздуха
с песком.
Мелкие отливки загружают вместе со звездочками из белого
чугуна во вращающийся барабан и при взаимном трении одна о дру-
гую, а также о звездочки отливки очищаются от пригоревшей фор-
мовочной смеси. При пневматической пескоструйной и дробеструй-
ной очистке литья струя сжатого воздуха сильно раздувает пыль.
Поэтому в настоящее время дробеструйная и особенно пескоструй-
ная пневматическая очистки применяются редко. Чаще используют
механическую дробеметную очистку потоком стальной или чугун-
ной Дроби, выбрасываемой быстровращающимся лопаточным ко-
лесом.
§ 14. Виды брака и контроль качества отливок
1. Основные виды брака. Брак отливок делят на исправимый
и неисправимый. Отливки с неисправимым браком направляют на
переплавку, а исправимый брак устраняют. Высокий процент ли-
тейного брака повышает себестоимость продукции и отражается
на работе всего завода. Особенно опасен брак, который образуется
внутри сечения отливки и обнаруживается только при механиче-
ской обработке. В этом случае оказывается напрасной работа не
только литейного, но и механического цехов.
Причинами брака отливок могут быть свойства исходных мате-
риалов, а также нарушения технологии изготовления форм и стер-
жней, приготовления жидкого металла и заливки форм. Основными
видами брака отливок являются:
1. Газовые раковины — пузыри воздуха или газов в теле отлив-
ки, имеющие чистую гладкую поверхность округленной формы.
Образуются при недостаточной газопроницаемости, повышенной
влажности формовочных и стержневых смесей или чрезмерно плот-
ной набивке формы.
2. Песчаные и шлаковые раковины — открытые или закрытые
полости в теле отливки, заполненные формовочной смесью или шла-
ком. Причиной может быть слабая набивка формы и неправильная
конструкция литниковой системы (плохо задерживает шлак шла-
коуловитель).
3. Усадочные раковины 1 (см. рис. III.2), рыхлоты и порис-
тость — открытые или закрытые пустоты в теле отливки, имеющие
шероховатую поверхность. Образуются' в утолщенных местах от-
ливки, а также при неправильном подводе металла в форму или
з-за слишком высокой температуры заливаемого металла (сильный
регрев увеличивает объемную усадку).
75
4. Холодные трещины — разрывы тела отливки значительной
длины. Образуются при охлаждении отливки в области невысоких
температур и поэтому имеют светлую поверхность. Причины:
внутренние напряжения из-за неодинаковой скорости охлаждения
различных сечений отливки; повреждения при выбивке, обрубке
и очистке отливок.
5. Горячие трещины — разрывы тела отливки небольшой про-
тяженности. Возникают при высоких температурах и поэтому имеют
темную окисленную поверхность. Причины: недостаточная подат-
ливость стержней и формы; недостаточная выдержка отливок в фор-
ме перед выбивкой.
6. Заливы — тонкие, не предусмотренные чертежом, выступы на
отливке вдоль разъема формы. Образуются при недостаточной на-
грузке формы.
7. Недолив — неполная отливка. Причины: плохая жидкотеку-
честь металла; низкая температура заливки; малое сечение пита-
телей; утечка расплава из формы.
2. Исправление брака. Брак отливок исправляют наплавкой,
заваркой, заделкой замазками или мастиками, пропиткой.
Наплавка и заварка применяются для исправления дефектов
в отливках, предназначенных для больших нагрузок. Применяют
газовую и электрическую наплавку и заварку. Во избежание обра-
зования трещин отливку предварительно нагревают до 350...
600 °C, а после заварки медленно охлаждают.
Заделка дефектов замазками или мастиками является декора-
тивным исправлениём и допускается на неответственных отливках.
После заполнения дефектов мастикой это место заглаживают, высу-
шивают и затирают пемзой, графитом или коксом. В последнее
время применяют замазку из стиракрила, смешанного с чугунной
стружкой с добавкой эфира. Такая замазка затвердевает при нор -
мальной температуре за 3...4 ч.
Пропиткой устраняют пористость отливок, подвергающихся
гидравлическому испытанию. Отливки погружают на 8... 12 ч в вод-
ный раствор нашатыря. Проникая между зернами металла, раствор
образует окислы, заполняющие поры отливки. Применяют про-
питку под давлением раствором медного купороса, жидкого стекла
или бакелитовым лаком (для цветного литья).
ГЛАВА 5. СПЕЦИАЛЬНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ОТЛИВОК
Повышенные требования к качеству выпускаемых машин,
стремление к облегчению конструкций с целью экономии металла
за последние годы заметно изменили вид отливок: вместо простых
по конфигурации, толстостенных заготовок. производят сложные
тонкостенные, более легкие отливки, прочность которых обеспечи-
вает коробчатое сечение, ребра жесткости и другие конструктивные
элементы. Изготовление отливок в разовых песчано-глинистых
формах при машинной и особенно при ручной формовке имеет ряд
существенных недостатков: невысокая точность и недостаточная
76
чистота поверхности отливок; необходимость оставлять значитель-
ные припуски на механическую обработку; образование крупно-
зернистой литой структуры и др. Повышение точности и чистоты
поверхности отливок достигают, используя специальные методы
литья, к которым относят: кокильное, под давлением, под низким
давлением, по выплавляемым (выжигаемым) моделям, в оболочковые
формы, центробежное, электрошлаковое и некоторые другие, здесь
не рассматриваемые методы получения отливок (вакуумным вса-
сыванием, выжиманием, жидкой штамповкой).
§ 15. Изготовление отливок в металлических формах
1. Сущность метода и область применения. Сущность заклю-
чается в том, что вместо разовой песчано-глинистой используют
металлическую форму, называемую кокилем. Обладая по срав-
нению с песчано-глинистыми формами приблизительно в 60 раз
более высокой теплопроводностью, кокили обеспечивают мелко-
зернистую структуру отливок, что повышает их прочность. При
кокильном литье отпадает необходимость в модельно-опочной
оснастке, в формовочных и стержневых смесях, что не только
дает большую экономию, но и снижает количество пыли и улуч-
шает санитарные условия труда; повышается точность и чистота
поверхности отливки; обслуживание кокилей не требует рабочих
высокой квалификации; значительно повышается производи-
тельность и уменьшаются необходимые производственные пло-
щади. Технологический процесс кокильного литья можно легко
механизировать. Механизированные кокили имеют устройство,
позволяющее закрывать и раскрывать их от пневматического или
гидравлического привода. При массовом производстве несколько
кокильных машин устанавливают на вращающиеся карусели, по-
ворачивающиеся на необходимый угол через определенное вре-
мя, за которое производится заливка кокиля.
Наряду с преимуществами у кокильного литья есть и недо-
статки: высокая стоимость кокилей позволяет использовать их
только в серийном и массовом производствах; опасность образо-
вания трещин в отливках из-за неподатливости металлического
кокиля; чугунные отливки в кокиле получают отбеленными и тре-
буют длительного отжига, что удорожает их производство.
Кокильное литье применяют в условиях крупносерийного и
массового производства при изготовлении несложных по конфи-
гурации отливок с толщиной стенок 3...100 мм из чугуна, стали
и цветных металлов.
2. Конструкция кокиля. По конструкции различают кокили
неразъемные вытряхные(рис. Ш.21,а) и разъемные с горизонталь-
ным (рис. Ш.21, б) и вертикальным (рис. Ш.21, в) разъемами. Разъ-
емные кокили состоят из двух половин 6, центрирующихся направ-
ляющими штырями 10. Чтобы избежать коробления, кокиль снаб-
жают ребрами жесткости 5 либо делают коробчатой формы. На
наружной стенке кокиля для его ускоренного охлаждения иногда
77
Рис. Ш.21. Металлические формы, (кокили)
отливают пальцы 8. Отверстие или внутреннюю полость в отливке
образует песчаный стержень 1 либо металлический 9. Металл зали-
вают в литниковую чашу 3, и по стояку 4 и питателям 7 он запол-
няет полость формы 2. Поскольку металлические стержни непо-
датливы, то во избежание образования в отливке трещин их уда-
ляют из формы до начала усадки металла. Рели внутренняя кон-
фигурация отливки очень «ложна, то металлические стержни де-
лают из нескольких^ частей или заменяют песчаными. Литниковая
система размещается в плоскости разъема кокиля. Для выхода воз-
духа из формы во время ее заливки кроме выпоров 11 в плоскости
разъема по всей высоте кокиля прорезают щели глубиной 0,3...
0,5 мм (на рисунке не показаны).
Изготавливают кокили из серого чугуна, стали, а также из
цветных сплавов литьем с последующей механической обработкой.
3. Особенности технологии изготовления отливок в кокилях.
Изготовление отливок в кокиле состоит из таких операций: очистка
кокиля от старой облицовки; нанесение огнеупорного защитного
покрытия или покраска рабочей поверхности кокиля; сборка
формы с установкой стержней; заливка кокиля; выдержка отливки
в форме; раскрытие кокиля и удаление из него отливки.
Во избежание отбеливания чугунных отливок подбирают хими-
ческий состав чугуна, обеспечивающий графитизацию в условиях
повышенной скорости охлаждения. С этой же целью перед заливкой
чугуна кокиль нагревают до 250...300 °C и время выдержки отливок
в кокиле сокращают до минимума.
Если в кокиле получают отливки из силумина (сплав алюминия
с кремнием), то отпадает необходимость вводить натрий в сплав
перед заливкой формы для измельчения структуры, так как быстрое
охлаждение измельчает кремний в образующейся эвтектике.
При получении в кокиле отливок из сплавов на медной основе
полость формы покрывают жирными красками. Между расплавом
и кокилем образуется газовая прослойка, которая устраняет обра-
зование пригара на поверхности отливки.
78
§ 16. Изготовление отливок литьем под давлением
1. Сущность метода и область применения. Сущность состоит
в том, что жидким металлом принудительно заполняют металли-
ческую пресс-форму под давлением, которое поддерживают до
полной кристаллизации отливки. Давление обеспечивает быстрое
и хорошее заполнение формы, высокую точность и малую шерохо-
ватость поверхности отливки. Принудительное питание отливки
жидким металлом исключает возможность образования усадочных
раковин, пористости и не требует установки прибылей. Ускоренная
кристаллизация металла в металлической пресс-форме под давле-
нием обусловливает образование мелкозернистой структуры. Бла-
годаря внешнему давлению растворенные в металле газы остаются
в твердом растворе, что снижает газовую пористость металла. От-
ливки, полученные этим методом, как правило, не имеют припусков
на механическую обработку и после удаления из формы являются
готовыми деталями. Литьем под давлением можно получать отлив-
ки с толщиной стенки до 0,5 мм, сложной конфигурации и с отвер-
стиями диаметром до 1 мм.
Высокая стоимость пресс-форм, имеющих сложную конфигура-
цию и требующих высокой точности изготовления, обусловливает
целесообразность применения литья под давлением только в круп-
носерийном и массовом производствах тонкостенных отливок доста-
точно сложной конфигурации из сплавов цветных металлов массой
до 50 кг.
2. Оборудование и технология литья под давлением. Литье под
давлением осуществляют на компрессорных и поршневых машинах
высокой производительности, дающих 200...400 отливок в час.
Поршневые машины выпускают с горячей или холодной камерой
сжатия, расположенной горизонтально или вертикально. Машины
с горячей камерой сжатия, в которых камера находится непосред-
ственно в расплаве, применяют для получения отливок из сплавов
с низкой температурой плавления на основе цинка, олова и свинца.
Машины с холодной камерой сжатия, в которых камера вынесена
за пределы расплава, используют для получения отливок из более
тугоплавких цветных сплавов на основе меди, алюминия и магния.
На машинах с вертикальной холодной камерой сжатия (рис. III.
22,а) расплав 4 заливают в камеру сжатия 5 (положение 7). Верх-
ний поршень 7, опускаясь, давит на расплав и на нижний поршень
Ю, который при движении вниз открывает литниковый канал 3.
Металл заполняет полость 2 пресс-формы, состоящей из двух поло-
вин 6 и 7 (положение 77). Объем жидкого металла должен быть
больше объема полости формы, чтобы между верхним и нижним
поршнем оставался избыток металла. Давление верхнего поршня
поддерживают до полной кристаллизации отливки, после чего
пресс-форму раскрывают и отливку 9 вместе с литником 12 вытал-
кивают из формы толкателями 8. Нижний поршень выталкивает
наружу избыток металла 77 (положение 777), и его отправляют
в переплав.
79
На рис. Ш.22,б показана работа машины с горизонтальной
холодной камерой сжатия. Все операции на ней выполняются
в той же последовательности.
На рис. Ш.22,е приведена схема работы поршневой машины
с горячей камерой сжатия. Чугунный тигель 13 с жидким металлом
все время подогревают снизу газом через форсунку 21. Перед за-
ливкой пресс-форму 19 закрывают и мундштук 18 соединяется с ка-
налом 17. При верхнем положении поршня 16 через отверстие 14
сплав заполняет камеру сжатия 15 и канал. При движении вниз
поршень впрессовывает жидкий металл в полость формы. После
затвердевания металла давление снимают, поршень движется вверх,
форму раскрывают и отливку выталкивают толкателями 20. Ма-
шины с горячей камерой сжатия более производительны и расхо-
дуют меньше жидкого металла, однако их нельзя применять для
литья сплавов с температурой плавления более 500 °G из-за быстро-
го изнашивания поршня.
В машинах с холодной камерой сжатия поршень контактирует
с расплавом в течение короткого промежутка времени и поэтому
60
мало изнашивается. Здесь можно значительно повысить давление,
что гарантирует высокую плотность и прочность отливок. Если в ма-
шинах с горячей камерой сжатия давление достигает 20 МПа,
то в машинах с холодной камерой сжатия при литье алюминиевых
и медных сплавов давление может достигать 100...300 МПа.
Компрессорные машины, работающие на сжатом воздухе, при-
меняются редко и поэтому здесь не рассматриваются.
§ 17. Изготовление отливок литьем по выплавляемым
моделям
1. Сущность метода и область применения. Сущность состоит
в том, что по неразъемной легкоплавкой модели изготавливают не-
разъемную разовую форму. Модели из этой формы выплавляют,
а образовавшуюся полость заливают жидким металлом. При этом
способе получаемые отливки настолько точны, что объем механиче-
ской обработки уменьшается на 80... 100% ив 1,5...2 раза сокращается
расход жидкого металла. Высокая точность и чистота поверхности
отливки обеспечиваются: применением неразъемных моделей (мо-
дели выплавляют, и не требуется их расталкивать); отсутствием
формовочных уклонов; изготовлением стержней в процессе фор-
мовки, а не отдельно в стержневых разъемных ящиках; использова-
нием маршалита (кварцевая мука) в качестве наполнителя в формо-
вочной смеси, что обеспечивает получение гладкой поверхности
отливки.
Литье по выплавляемым моделям применяют при производстве
отливок очень сложной конфигурации из любых литейных сплавов,
в том числе из высоколегированных сталей, имеющих высокую тем-
пературу плавления и трудно поддающихся механической обработ-
ке и ковке. Этим способом можно получать отливки массой 0,02...
100 кг, с толщиной стенок до 0,5 мм и отверстиями диаметром
до 2 мм.
2. Технология получения отливок литьем по выплавляемым
моделям включает следующие этапы: а) изготовление разъемных
пресс-форм; б) получение неразъемных легкоплавких моделей
в пресс-формах; в) изготовление неразъемной разовой формы по
легкоплавким моделям; г) выплавление моделей из формы; д) обжиг
формы; е) заливка формы металлом и выбивка готовых отливок.
Разъемные пресс-формы изготовляют из стали или алюминиевых
сплавов. Полость пресс-формы точно повторяет конфигурацию
и размеры будущей детали с учетом усадки модельного состава.
Неразъемные легкоплавкие модели получают запрессовкой
в пресс-форму модельного состава, нагретого до тестообразного
состояния. Для его изготовления широко используют легкоплавкие
материалы: парафин, стеарин, воск, церезин, канифоль и др. Лег-
коплавкая модель в отличие от обычной является точной копией
изготовляемой детали: она неразъемна, имеет все внутренние по-
сети, отверстия, резьбу и не имеет стержневых знаков.
81
Рис. 111.23. Литье по выплавляемым моделям
На рис. II 1.23 приведен чертеж отливаемой детали 1 и неразъ-
емной модели, отличающейся от нее наличием питателя 2. Модели
питателями «припаивают» к общему легкоплавкому стояку 5,
и в результате получают блок моделей. Чтобы изготовить литейную
форму, готовый блок моделей окунают в огнеупорную смесь, пред-
ставляющую собой суспензию маршалита (60...70 %) в гидроли-
зованном этилсиликате (30...40 %). После окунания на моделях,
питателях и стояке остается тонкая огнеупорная пленка смеси У.
Эта же смесь заполняет все полости и отверстия в моделях, образуя
стержни. Для упрочнения огнеупорной пленки блок моделей посы-
пают мелким сухим кварцевым песком 5. Прилипая к сырой плен-
ке, песок образует огнеупорный слой, который сушат либо на воз-
духе, либо помещая блок моделей в аммиачную камеру для уско-
ренной химической сушки. Когда слой высыхает, операции окуна-
ния, посыпания песком и сушки повторяют от 3 до 5 раз. После
сушки последнего огнеупорного слоя получают форму в виде много-
слойной оболочки с заформованными легкоплавкими моделями.
Форму помещают в сушильный шкаф и выдерживают при темпера-
туре более 100 °C или погружают в горячую воду. Модели и эле-
менты литниковой системы (стояк и питатели) плавятся и вытекают
из формы. Для выжигания остатков модельного состава из полости,
а также для упрочнения оболочки полученную литейную форму
в металлическом ящике 6 засыпают металлической дробью и поме-
щают в термическую печь, где обжигают при температуре 800...
900 °C. Заливку металла производят в горячую форму, что дает
возможность получать тонкостенные сложной конфигурации отлив-
ки. Выбивку отливок и отделение литников осуществляют на вибро-
установках.
Кроме выплавляемых моделей в литейном производстве исполь-
зуют выжигаемые модели при изготовлении ответственных отливок
массой до 3,5 т из чугуна, стали и цветных сплавов в единичном
производстве. Для изготовления выжигаемых моделей используют
пенополистирол, который в 50... 100 раз легче древесины, легко
режется горячей проволокой и легко склеивается. Склеиванием
82
Рис. III.24. Литье по выжигаемым моделям
можно получить полистироловые выжигаемые модели самой слож-
ной конфигурации. Этот метод отличается большой точностью и эко-
номией металла из-за отсутствия формовочных уклонов.
На рис. III.24 приведен чертеж отливки 1 и выжигаемой пено-
полистироловой модели 3 с приклеенными к ней пенополистироло-
выми элементами литниковой системы 2. Модель с литниковой
системой заформовывают песчано-глинистой смесью 4 в металли-
ческом ящике 6. Во время заливки модель с литниковой системой
остается в форме и жидкий металл 5 выжигает их и одновременно
заполняет полость формы.'
§ 18. Изготовление отливок литьем в оболочковые
формы
1. Сущность метода и область применения. Сущность заклю-
чается в том, что разовую литейную форму изготовляют в виде
оболочки, используя для формовочной смеси в качестве связующего
материала фенольные термореактивные смолы, прочно цементиру-
ющие мелкий кварцевый песок, являющийся наполнителем. Изго-
товление оболочковой формы исключает потребность в опоках,
резко снижает расход формовочной смеси, легко механизируется
и автоматизируется. Использование формовочной смеси, состоящей
из 92...95 % мелкого кварцевого, магнезитового или циркониевого
песка и 4...6 % термореактивной фенолформальдегидной смолы,
обеспечивает малую шероховатость поверхности и более высокую
точность отливок (5...8 класса), чем изготовленных в песчано-
глинистых формах, так как оболочка твердеет на модели и сохра-
няет ее размеры.
Литье в оболочковые формы применяют в крупносерийном и мас-
совом производствах при получении ответственных фасонных
мелких и средних отливок из различных сплавов.
2. Технология изготовления оболочковой формы (рис. II 1.25)
начинается с нанесения пульверизатором на металлическую мо-
дельную плиту разделительного состава, облегчающего снятие обо-
лочки. Затем модельную плиту нагревают в электрической печи до
температуры 200...220 °C (рис. 1П.25,а), устанавливают над бунке-
ром и закрепляют моделью вниз (рис. 111.25,6). Бункер перевора-
ивают на 180°, и формовочная смесь падает на нагретую модельную
83
Рис. 111.25. Схема изготовления оболочковых форм
12 3' 6 2
Рис. III.26. Модельная плита с оболочковой полуформой и собранная форма
плиту (рис. Ш.25,в). При выдержке в течение 20...30 с смола пла-
вится и, обволакивая тонкой плёнкой мелкие зерна песка, образует
оболочку толщиной 6...8 мм. Бункер возвращают в исходное поло-
жение, и непрореагировавшая формовочная смесь падает на его
дно (рис. II 1.25,г). Снятую с бункера модельную плиту с непрочной
оболочкой отправляют в электрическую печь с температурой около
350 °C (рис. Ш.25,д). Здесь смола в течение 90...180 с полимери-
зуется и необратимо твердеет, образуя прочную оболочковую полу-
форму. По такой же технологии изготавливают другую полуформу.
Для снятия готовой оболочковой полуформы (рис. III.26) мо-
дельная плита 1 с закрепленной полумоделью 3 снабжена толкате-
лями 4, находящимися на уровне плиты, и толкателями 2, которые
выступают из нее и образуют в полуформе углубления. На другой
модельной плите (здесь не показано) толкатели расположены на
несколько миллиметров ниже плоскости разъема, чтобы образовать
выступы на второй полуформе против углублений на перврй. С по-
мощью этих выступов и углублений фиксируют, положение полу-
форм при сборке оболочковой формы. При нажатии на плиту 6
толкатели снимают полуформу 5 о модельной плиты. В одной из
полуформ на стержневые знаки устанавливают стержень, закры-
вают другой полуформой, скрепляют их скобами, струбцинами или
И
склеивают по плоскости разъема. Собранную оболочковую форму 7
помещают в металлический ящик 8, засыпают крупным песком или
чугунной дробью 9 и заливают металлом. К моменту полной кри-
сталлизации металла, отливки смола из смеси выгорает, форма и
стержни разупрочняются и легко разрушаются, освобождая отлив-
ку при выбивке.
§ 19. Изготовление отливок центробежным литьем
1. Сущность метода и область применения. Сущность состоит
в том, что жидкий металл заливают во вращающуюся с определен-
ной скоростью литейную форму. Она вращается в течение всего вре-
мени кристаллизации металла отливки. При этом металл центро-
бежной силой прижимается к стенкам формы, что обеспечивает,
получение плотных, с повышенной прочностью отливок, так как
газы и шлак, обладающие меньшей плотностью в результате сепара-
ции, вытесняются во внутренние полости отливки и затем их уда-
ляют механической обработкой.
Ось вращения формы может быть горизонтальной, вертикальной
и наклонной. Если диаметр отливки значительно меньше ее длины
(трубы, гильзы, втулки), то ось вращения формы размещают гори-
зонтально (рис. III.27,а). Если же диаметр отливки больше, чем ее
высота (колеса, шкивы, шестерни), то ось вращения располагают
вертикально (рис. Ш.27,б). В обоих случаях ось отливки совпадает
с осью вращения формы и внутренняя полость получается без стер-
жней, а толщина стенки отливки определяется количеством зали-
ваемого металла. Этот способ используют при изготовлении отли-
вок, имеющих форму тела вращения. При изготовлении мелких фа-
Рис. Ш.27. Схемы центробежного литья
85
сонных отливок ось вращения формы может не совпадать с осью от-
ливки. В этом случае внутренние полости образуют с помощью
стержней, а металл заливают в центральный общий литник,
из которого по радиально расположенным питателям он попадает
в полость формы (рис. 111.27,в). Такой способ называется центрифу-
гированием.
Использование высокопроизводительных центробежных уста-
новок, отсутствие стержней и работ, связанных с их производством,
намного повышает производительность труда, а отсутствие литни-
ковой системы и прибылей значительно экономит металл.
Центробежное литье применяют в массовом, серийном и единич-
ном производстве отливок из различных сплавов в металлических
и песчаных формах. Этим способом отливают трубы, цилиндровые
втулки, гильзы автотракторных двигателей, заготовки для поршне-
вых колец, шестерни, шкивы, орудийные стволы, а также получают
двухслойные (биметаллические) отливки, поочередно заливая фор-
му различными сплавами.
2. Центробежный способ получения литых чугунных труб яв-
ляется самым распространенным. На рис. Ш.27,г приведена схема
центробежной машины. Металлическая форма 3 вращается элек-
тродвигателем 1 и охлаждается водой. Форма установлена на
рельсовой тележке с уклоном 2...5°. Жидкий чугун из ковша 5
по неподвижному желобу 4 попадает в форму. Форма, помимо вра-
щения, по мере заполнения металлом перемещается влево. В край-
нем левом положении форма продолжает вращаться до полной
кристаллизации металла. Затем форма возвращается в исходное
положение вправо, а труба вместе со стержнем 2 (образующим рас-
труб трубы) удаляется из формы клещами влево.
В труболитейных цехах успешно эксплуатируют линии центро-
бежного литья чугунных труб диаметром 80...125, 100...150 и
200...300 мм с автоматическими установками для изготовления
стержней раструба. Поверхность труб при этом получается отбе-
ленной, и возникают значительные внутренние напряжения. По-
этому после удаления из формы трубы отжигают при температуре
850...920 °C.
§ 20. Изготовление отливок электрошлаковым
литьем
1. Сущность электрошлакового литья (ЭШЛ) и область при-
менения. Сущность заключается в использовании технологии элек-
трошлакового переплава, при котором получают металл самого
высокого качества. При ЭШЛ расплавление металла, заполнение
им литейной формы и затвердевание отливки происходит^ непрерыв-
но и одновременно. В обычной литейной технологии эти операции
разобщены, что ухудшает качество металла отливки: плавление
и заливка загрязняют металл газами, огнеупорами ковша и фор-
мовочной смесью, а при кристаллизации больших масс металла
развивается ликвация, образуются усадочные и газовые раковины.
86
Рис. 111,28. Схема изготовления прокатного валка электрошлаковым
литьем
Если в мелких и средних отливках эти дефекты себя сильно не
проявляют, то в крупных отливках (массой в несколько десятков
тонн), чтобы их избежать, приходится создавать громоздкие литни-
ковые системы, ставить прибыли, которые увеличивают расход
металла й усложняют технологию. Иногда для получения каче-
ственной крупной детали взамен дешевой литой применяют доро-
гую кованую. ЭШЛ помогает заменить поковки более экономичными
литыми, без ухудшения качества.
При ЭШЛ литейная форма выполняет две функции: служит
плавильным агрегатом и формирует отливку. Процесс происходит
под слоем жидкого шлака, который служит источником тепла,
очищает металл от серы и фосфора, защищает его от кислорода и
азота воздуха, является тепловой надставкой кристаллизующемуся
металлу, что устраняет усадочные раковины и необходимость в при-
былях и образует на поверхности отливки пленку, обеспечивающую
чистую поверхность. Кристаллизация отливки происходит снизу
вверх с участием малых объемов жидкого металла, что исключает
ликвацию и осевую рыхлоту в отливке.
Преимущества ЭШЛ: высокое качество крупной отливки; не
требуются плавильные агрегаты, разливочные ковши, формовочные
смеси, литниковые системы и прибыли; экономится металл (на
каждой тонне готовых изделий экономия металла составляет
2,3 т).
ЭШЛ находит применение в энергетическом машиностроении
(задвижки паропроводов сверхвысоких давлений, парогенераторы,
корпуса атомных реакторов, литые трубы из труднообрабатываемой
аУстенитной стали в атомной энергетике); в судостроении (коленча-
тьге валы мощных дизелей); в металлургии (прокатные валки,
87
калибры трубопрокатных станов, кузнечные штампы, кокили для
литья труб центробежным способом и др.).
На рис. III.28 дана схема получения литого прокатного валка
методом электрошлакового литья. Тележки/, 2, 5и 4 осуществляют
встречное движение электрода 5 и поочередно кристаллизаторов
6, 7 и 8. В нижнем кристаллизаторе 6 формируется левая шейка
9 валка; в среднем кристаллизаторе 7 формируется бочка 10 валка,
а в верхнем 8 — правая шейка 11. Кристаллизация идет под слоем
жидкого шлака 12.
ГЛАВА 6. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
§ 21. Характеристика литейных сплавов
В литейном производстве основными конструкционными мате-
риалами являются сплавы, обладающие рядом преимуществ перед
чистыми металлами: более прочны; могут изменять свойства с изме-
нением химического состава; имеют более низкую температуру
плавления, более высокую жидкотекучесть и меньшую объемную
и линейную усадку. Наиболее высокой жидкотекучестью обладают
силумины, бронзы, кремнистая латунь, серый чугун, цинковые и
оловянные сплавы; средней — углеродистые и низколегированные
стали, белый чугун, латуни (кроме кремнистой), дуралюмины;
более низкой — магниевые сплавы, высоколегированные стали.
Наибольшей линейной усадкой обладают легированные стали
(более 2,5 %), алюминиевые бронзы (1,7...2,5 %), углеродистые
стали (около 2 %), деформируемые латуни (1,5...2,0 %); средней —
литейные латуни (1,5... 1,8 %), оловянные бронзы (1,4..!.,6 %),
белые чугуны (около 1,5 %), наименьшей — серые чугуны (около
1 %). Все литейные сплавы делят на черные и цветные. К черным
относятся чугуны и стали, а к цветным — сплавы на основе меди
(бронзы, латуни), алюминия (силумины, дуралюмины), магния,
титана, вольфрама, молибдена, ниобия и др.
Выбирая сплав для отливки, необходимо учитывать его свой-
ства и стоимость. Если принять стоимость отливки из серого чугуна
за 100J&, то стоимость отливки из ковкого чугуна составит 130,
из стали — 150, из цветных сплавов — 300...600 %. Поэтому в ма-
шиностроении изготавливают 74 % отливок из серого чугуна,
21 — из стали, 3 — из ковкого чугуна и 2 %— из цветных сплавов.
§ 22. Изготовление отливок из чугуна
1. Изготовление отливок из серого обыкновенного чугуна. Из
всех литейных сплавов наилучшими литейными свойствами обла-
дает серый обыкновенный чугун, содержащий 2,7...3,5 % С; 0,5...
4,0 % Si; 0,3...1,5 % Мп; до 0,2 % Р и менее 0,15 % S. Хорошая
жидкотекучесть, минимальная линейная усадка, сравнительно
68
невысокая температура плавления, незначительное газовыделение,
небольшая склонность к ликвации и невысокая стоимость обеспе-
чили серому чугуну широкое применение в литейном производстве.
Основным фактором, влияющим на структуру, чугуна, является
химический состав. Углерод обеспечивает хорошую его жидкоте-
кучесть. Кристаллизация серого чугуна в форме сопровождается
выделением графита (чем больше углерода в чугуне и чем медленнее
он охлаждается, тем большее количество выделяется). Выделение
графита сопровождается увеличением объема отливки, что способ-
ствует заполнению формы и уменьшению усадки. Нижний предел
содержания углерода (2,7 %) принимают для толстостенных отли-
вок, а верхний (3,5 %) — для тонкостенных. Кремний повышает
жидкотекучесть, способствует процессу графитизации, уменьшая
тем самым усадку чугуна и, следовательно, является одним из глав-
ных элементов в чугуне, улучшающих его литейные свойства. Мар-
ганец отбеливает чугун, увеличивает усадку, не оказывая влияния
на жидкотекучесть. Однако марганец нейтрализует вредное вли-
яние серы и несколько повышает механические свойства отливок.
Фосфор при содержании более 0,3...0,4 % образует фосфидную лег-
коплавкую эвтектику, повышающую жидкотекучесть чугуна, пре-
красно заполняющего тончайшие извилины формы. Поэтому в чугу-
нах для художественного литья содержание фосфора доводят до
1...1.5 %. Ввиду хрупкости и твердости фосфидной эвтектики со-
держание фосфора в отливках, подвергаемых ударным нагрузкам,
допускается не более 0,2...0,3 %. Сера сильно ухудшает литейные
свойства чугуна, понижая жидкотекучесть, увеличивая усадку,
способствуя образованию газовых раковин и трещин в отливках.
Допустимое содержание серы в чугуне не более 0,10...0,12 %. Чтобы
нейтрализовать вредное влияние серы, в чугуне должно быть
в 5...7 раз большее количество марганца.
При изготовлении литейных форм для отливок из серого чугуна
особое внимание нужно уделить литниковой системе. Жидкий ме-
талл подводят к тонкому сечению отливки для его прогрева и одно-
временного затвердевания с более массивными частями. Для полу-
чения сложных крупных отливок металл подводят несколькими
питателями для равномерного запрлнения всей полости. Прибыли
устанавливают только в массивных крупных отливках из серого
чугуна.
2. Изготовление отливок из ковкого чугуна требует применения
исходного чугуна такого химического состава: 2,5...3,2 % С; 0,9...
1,2 % Si; 0,3...0,7 % Мп; до 0,2 % Р и до 0,12 % S. Такой чугун
обеспечит получение отливок со структурой белого чугуна, под-
вергаемых длительному отжигу, при котором твердый труднообра-
батываемый белый чугун превращается в достаточно прочный, легко
обрабатываемый резанием ковкий чугун. По механическим свой-
ствам он занимает среднее положение между серым обыкновенным
чугуном и углеродистой сталью. Существуют два вида ковкого
чугуна: ферритный (черносердечный) и перлитный (белосердечный).
Ферритный ковкий чугун получают отжигом белого чугуна в ней-
89
тральной среде, и он имеет черный бархатистый излом. Отливки из
ферритного ковкого чугуна применяют в автомобиле- и тракторо-
строении для деталей, подвергающихся динамическим нагрузкам.
Перлитный ковкий чугун получают отжигом белого чугуна в окис-
лительной среде, и он отличается серебристым изломом. Отливки
из перлитного ковкого чугуна, обладающие хорошими антифрик-
ционными свойствами, используют для замены дорогостоящих
сплавов цветных металлов.
Белый чугун по сравнению с серым имеет плохую жидкотеку-
честь, в 1,5 раза большую усадку и повышенную склонность к обра-
зованию горячих и холодных трещин. Но так как он является ис-
ходным материалом для получения отливок из ковкого чугуна, то
для повышения его жидкотекучести необходимо перед заливкой
формы перегреть металл до 1400... 1450 °C. В свою очередь перегрев
чугуна требует применения формовочных и стержневых смесей с по-
вышенной огнеупорностью. Значительная объемная усадка белого
чугуна (5 %) вынуждает устанавливать прибыли или холодильники
возле местных утолщений отливки, а увеличенная линейная усад-
ка — применять податливые смеси. Во избежание образования
усадочных раковин при получении отливок из белого чугуна металл
подводят к массивному ее сечению.
3. Изготовление отливок из высокопрочного чугуна. Технология
изготовления отливок из стали и ковкого чугуна более сложна и ме-
нее экономична, чем получение отливок из серого чугуна. Однако
механические свойства серого чугуна не всегда удовлетворяют тре-
бованиям быстро развивающегося машиностроения.
Если в перегретый до 1500 °C жидкий серый чугун перед за-
ливкой в литейную форму добавить менее 1 % (по массе расплава)
смеси магния с ферросилицием или церий, то после кристаллиза-
ции получается структура высокопрочного чугуна с включениями
графита шаровидной формы. Предел прочности на разрыв высоко-
прочного чугуна близок к пределу прочности углеродистой стали
и значительно превышает предел прочности серого и ковкого чугу-
нов. Пластичность его в 5...15 раз выше пластичности серого чугуна
и равна пластичности ковкого, а ударная вязкость выше ударной
вязкости серого и ковкого чугунов. Высокопрочным чугуном во
многих случаях заменяют углеродистую сталь, ковкий чугун и цвет-
ные сплавы. Отливки из высокопрочного чугуна на 25...30 % дешев-
ле стальных и в 3...4 раза дешевле отливок из цветных сплавов.
Даже такие ответственные детали, как коленчатые валы, в дизеле-,
авто- и тракторостроении изготавливают литьем из высокопрочного
чугуна. Технология изготовления форм для отливок из высоко-
прочного чугуна ничем не отличается от технологии формовки для
получения отливок из серого чугуна.
4. Плавка чугуна в цехах чугунного литья осуществляется в та-
ких плавильных агрегатах, как вагранки, мартеновские печи,
конвертеры и электрические печи. В качестве исходных материалов
для плавки чугун'а используют: 30...40 % доменного литейного
чугуна; 60...40 % возврата собственного производства (литниковые
90
Рис. IIL29. Вагранка с копильником
системы, прибыли, брак литья) и чугунного лома; 0...20 % сталь-
ного лома и 0...10 % ферросплавов. Флюсами служат известняк,
доломит и основной мартеновский шлак. Флюсы переводят в шлак
не только золу топлива, но и формовочную смесь, пригоревшую
к возврату.
Вагранка (рис. II 1.29) является самым распространенным пла-
вильным агрегатом для плавки чугуна в литейных цехах. Это объ-
ясняется простотой конструкции и обслуживания, а также небольшим
расходом топлива, в качестве которого используют кокс и природ-
ный газ. Стальной кожух вагранки 6 внутри футерован шамотным
кирпичом 7. Вагранка опирается на опорную плиту 2, закреп-
ленную на четырех колоннах 1. Через окно 5, которое пр^и работе
вагранки замуровывают, под вагранки набивают стержневой смесью.
91
Рис. Ш.ЗО. Плавильные агрегаты для плавки черных и цветных сплавов
Вверху вагранка заканчивается трубой 10 и размещенным над ней
искрогасителем 11. Загружают шихту через окно 9, на уровне ко-
торого, укладывают чугунные плиты 8. Жидкий чугун и шлак
через отверстие 12 стекают в копильник 13. Отсюда по мере необ-
ходимости чугун выпускают через чугунную летку 15, а шлак —
через шлаковую летку 14. Воздух для горения топлива подают
в -вагранку из кольцевого воздухопровода 5 через фурмы 4.
Перед очередной плавкой чугуна вагранку очищают, ремонти-
руют огнеупорную кладку и набивают под. На под загружают
дрова и засыпают слой холостой колоши кокса высотой выше фурм
на 700...800 мм. На холостую колошу кокса загружают металли-
ческую часть шихты, затем рабочую колошу кокса и, наконец,
слой флюса. Послойно (в указанной последовательности) вагранку
загружают до уровня завалочного окна. По ходу плавки шихтовые
материалы постепенно опускаются, а через завалочное окно ваг-
ранку непрерывно догружают. Расплавление чугуна начинается
сразу над холостой колошей кокса. Жидкий чугун на пути в ко-
пильник, встречая раскаленный кокс, насыщается углеродом и се-
рой. Уменьшить содержание углерода в жидком чугуне можно
увеличением количества стального лома в шихте, а уменьшить
92
содержание серы — применением более основных шлаков.Чтобы
компенсировать потерю марганца’и кремния, частично выгора-'
ющих при плавке, вводят в шихту зеркальный чугун и ферроси-
лиций. Для художественного и тонкостенного неответственного
литья содержание фосфора в чугуне можно повысить присадкой
феррофосфора непосредственно в разливочный ковш. Для интенси-
фикации плавки вдуваемый в вагранку воздух подогревают и обо-
гащают кислородом. Это дает возможность повысить производи-
тельность вагранки, температуру жидкого чугуна и уменьшить
расход кокса на 25...30 %.
При производстве отливок из ковкого. чугуна плавку бело-
го чугуна осуществляют дуплеск-процессом: сначала металл рас-
плавляют в вагранке, но так как в ней очень трудно получить
чугун с содержанием углерода менее 3 %, то жидкий чугун пере-
ливают в дуговую электропечь, где нагревают до более высоких
температур и доводят до необходимого химического состава.
На ряде предприятий с целью повышения качества металла
плавку чугуна осуществляют в электрических индукционных печах
промышленной низкой частоты (рис. II 1.30,а). При работе, этой
печи к катушке первичной обмотки с сердечником 2 подводят ток
промышленной частоты (50 Гц). В вертикальный канал 3 заливают
жидкий металл, выполняющий роль вторичного витка, в котором
индуцируется ток большой силы. Металл витка разогревается
и передает тепло твердой шихте, загруженной в шахту 1.
§ 23. Изготовление отливок из стали
1. Общая характеристика. Литые изделия из стали имеют
ряд преимуществ перед чугунными: обладают значительной проч-
ностью, что дает возможность уменьшить сечение отливки и массу
конструкции; хорошо свариваются, что позволяет получать слож-
ные крупные отливки из нескольких литых свариваемых частей
и легко исправлять литейные дефекты.
По химическому составу стальное литье делят на отливки из
углеродистой, легированной и высоколегированной стали со спе-
циальными свойствами. Углерод повышает предел прочности и пре-
дел текучести стали, но уменьшает пластичность и ударную вяз-
кость. С повышением содержания углерода литейные свойства стали
улучшаются:' повышается жидкотекучесть; понижается темпера-
тура плавления; увеличивается температурный интервал затверде-
вания, что позволяет меньше перегревать сталь перед заливкой
и делать выдержку в ковше, способствующую дегазации металла
и всплыванию неметаллических включений, а следовательно,
уменьшению газовых и неметаллических раковин в отливке. Но
повышение количества углерода увеличивает усадку, стали, что
требует перерасхода металла на прибыли, понижает теплопровод-
ность стали и, замедляя кристаллизацию, увеличивает зональную
ликвацию в массивных отливках. Марганец и кремний в количе-
ствах соответственно 0,5...0,8 и 0,15...0,30 % не оказывают вли-
93
яния на литейные свойства стали. Фосфор является вредной при-
месью, так как вызывает хрупкость и образование трещин в отлив-
ках при кристаллизации, и вредное влияние фосфора возрастает
с увеличением содержания в стали углерода и легирующих доба-
вок. Сера в фасонных стальных отливках образует горячие трещи-
ны, особенно в массивных отливках, в которых развивается зна-
чительная ликвация при кристаллизации. Поэтому для массивных,
а также тонкостенных отливок сложной конфигурации допустимо
содержание серы не более 0,03 %.
2. Технология изготовления форм для фасонного стального
литья является наиболее сложной и трудоемкой из-за плохих
литейных свойств стали: низкой жидкотекучести, высокой темпера-
туры плавления, большой усадки и значительной ликвации
Высокая температура плавления требует применения более
огнеупорных формовочных и стержневых смесей и плотной набивки
форм во избежание пригара. Для повышения огнеупорности в сме-
си вводят порошок хромистого железняка и магнезита, а готовые
формы и стержни красят огнеупорной краской на основе марша-
лита. Перед заливкой формы сушат.
Малая жидкотекучесть требует перегрева металла и большего
сечения каналов литниковой сйстемы, чем для отливок из серого
чугуна. В тонкостенных ртливках питатели подводят разветвленно
к тонким сечениям, а & толстостенных — к массивным частям,
чтобы они кристаллизовались в последнюю очередь.
Большая линейная и объемная усадка стали требует: изготов-
ления податливых форм и стержней; конструирования отливок
с ребрами жесткости во избежание появления усадочных трещин;
применения холодильников для выравнивания скорости кристалли-
зации отдельных участков отливки; установки прибылей (см.
рис. Ш.2). В стальном литье расход металла на прибыли состав-
ляет 30...50 %, а в некоторых случаях может доходить до 100 %
массы отливки.
3. Термическая обработка стальных отливок. Тонкостенные
стальные отливки затвердевают быстро, и структура их получается
мелкозернистой без развития ликвации и с небольшими внутрен-
ними напряжениями. Такие отливки применяют без термической
обработки. Однако крупные, толстостенные стальные отливки
кристаллизуются медленно с образованием грубой крупнозерни-
стой структуры, неравномерным химическим составом по сечению
и значительными внутренними напряжениями. Их необходимо под-
вергнуть термической обработке с тем, чтобы уменьшить внутрен-
ние напряжения, ликвацию и измельчить литую грубую струк-
туру.
Дополнительный расход металла на прибыли, сложная тех-
нология изготовления формы, отжиг отливок, трудоемкая обрубка
и очистка отливок, отрезка прибылей повышают стоимость сталь-
ного литья и продолжительность производственного цикла. По-
этому фасонное стальное литье используют тогда, когда требуются
повышенная прочность и пластичность детали и когда сложность
94
и размер конструкции не позволяют изготовить ее ковкой или
штамповкой.
4. Плавку стали в литейных цехах осуществляют в мартенов-
ских, электрических дуговых, индукционных высокочастотных
печах и в малых бессемеровских конвертерах. Мартеновские и элек-
трические дуговые печи литейных цехов отличаются от соответ-
ствующих печей, применяемых в металлургии, меньшей емкостью.
Плавку в мартеновских печах литейных цехов ведут скрап-про-
цессом, так как машиностроительные заводы располагают доста-
точным количеством скрапа.
В малых бессемеровских конвертерах (рис. II 1.30,б) сталь
плавят небольшими порциями (1,5...2,5 т). Предварительно рас-
плавленный в вагранке чугун заливают в малый конвертер и про-
дувают воздухом или кислородом через боковую фурму 5. При вы-
горании углерода чугун превращается в сталь, а оксид углерода,
сжигаемый боковым дутьем, обеспечивает высокую температуру
жидкой стали. Поскольку футеровка 4 конвертера кислая, то
вредные примеси (сера и фосфор) переходят полностью в сталь.
Поэтому должен использоваться ваграночный чугун с низким со-
держанием этих примесей. Качество конвертерной стали ниже,
чем выплавленной в мартеновской или^ электрической печи, но
простота устройства и высокая производительность выгодно отли-
чают конвертер от других сталеплавильных агрегатов.
§ 24. Изготовление отливок из сплавов
цветных металлов
1. Отливки из сплавов алюминия, содержащие 5... 13 % кремния
(силумины), полученные литьем в разовые и особенно в металличе-
ские формы, отличаются высокими механическими свойствами.
Присадка меди и магния позволяет упрочнять силумины не только
измельчением структуры при вводе натрия перед заливкой, но и тер-
мической обработкой. Эти сплавы применяют для литья высокона-
груженных деталей двигателей. Силумин, содержащий 6...8 %
кремния и 10... 14 % цинка, также обладает хорошими литейными
и механическими свойствами, высокой коррозионной и жаростой-
костью. Применяют его для деталей автотракторных двигателей.
В силумины перед заливкой формы для измельчения структуры
вводят хлористые и фтористые соли натрия и калия в количестве
до 2 % массы сплава, выдерживают около 15 мин в ковше и быстро
разливают по формам.
Алюминиевые сплавы с добавкой меди (дуралюмины) обладают
высокими механическими, но низкими литейными свойствами
(низкая жидкотекучесть, склонность к появлению горячих тре-
щин). Добавка до 0,7 % кремния, до 1,5 % магния, до 2 % никеля
с одновременным доведением меди до 10 % повышают литейные свой-
ства и жаропрочность дуралюмина, что позволяет отливать из него
детали, работающие при высоких температурах (поршни, головки
двигателей и др.).
95
Все литейные сплавы на алюминиевой основе имеют небольшую
плотность (2,55...2,95 г/см3), невысокие температуры плавления
(610...670 °C) и заливки (640...780 °C).
Формовочные и стержневые смеси для отливок из алюминиевых
сплавов, имеющих повышенную усадку, должны обладать доста-
точной податливостью. Поскольку алюминиевые сплавы имеют вы-
сокую теплопроводность, при изготовлении форм следует применять
разветвленную литниковую систему, подводя металл для тонко-
стенных отливок через несколько питателей. Учитывая силь-
ную окисляемость алюминиевых сплавов, форму следует зали-
вать непрерывной струей во избежание образования оксидных
плен.
Плавку алюминиевых сплавов производят в газовых или элек-
трических тигельных печах, в пламенных отражательных и индук-
ционных печах емкостью от 50 кг до 5...10 т. В тигельных печах
с различными способами нагрева плавят небольшое количество
металла для мелких и средних отливок. На рис. Ш.30,<? дана схема
газовой тигельной печи, футерованной огнеупорной кладкой 6.
Природный газ и воздух подают в горелку 7. Металл плавится
в металлическом тигле <£. При плавке в металлических тиглях су-
ществует опасность загрязнения алюминиевых сплавов железом.
Поэтому стенки их перед плавкой покрывают защитными красками.
Более качественный металл получают при плавке в индукционных
печах, так как процесс 4щет быстро, металл хорошо перемешивает-
ся и меньше насыщается газами.
2. Отливки из сплавов магния. Сплавы на магниевой основе
небольшой плотности (1,75... 1,90 г/см8) являются ценным кон-
струкционным материалом. Они в 4,5 раза легче сплавов черных
металлов и в 1,5 раза — алюминиевых. По удельной прочности
сплавы на магниевой основе превосходят некоторые стали, чугуны
и алюминиевые сплавы. Замена алюминиевых сплавов магниевы-
ми уменьшает массу деталей на 25...30 % при сохранении их проч-
ности, что особо важно в самолетостроении. Недостатком этих
сплавов является легкая окисляемость как при производстве отли-
вок, так и при их обработке и эксплуатации.
Литейные свойства магниевых сплавов ниже, чем алюминиевых.
Литейные сплавы на магниевой основе можно разделить на три
группы: с кремнием. (1... 1,5 %); с марганцем (1...2 %); с алюминием
(2... 10 %) и цинком (0.2...3 %). Сплавы первых двух групп обла-
дают низкими литейными свойствами и поэтому применяются для
неответственных отливок простой формы. Сплавы третьей груп-
пы, содержащие 2...7 % алюминия и 1,5...3 % цинка, имеют удов-
летворительные, а содержащие 8... 10 % алюминия и 0,2... 1,5 %
цинка — хорошие литейные свойства. Отливки из этих сплавов
применяют в авиационной, автомобильной и приборостроительной
промышленности. В последнее время используют новые магниевые
сплавы, легированные Церием, неодимом, торием и другими редко-
земельными элементами, которые улучшают их литейные свойства
и свариваемость.
96
Формовочные и стержневые смеси для магниевых сплавов го-
товят с добавкой 0,5...1 % борной кислоты и 0,25...3 % серы во
избежание взрыва при реакции магния с влагой. Под действием
температуры жидкого металла сера горит, образуя защитный газ,
а борная кислота на поверхности формы и стержней образует гла-
зурь, препятствующую контакту металла с влагой смеси.
В крупносерийном и массовом производстве отливок сплавы
на магниевой основе лучше заливать в металлические формы и лишь
в единичном производстве возможно применение разовых форм. Во
избежание воспламенения магниевого сплава при соприкосновении
с воздухом в процессе заливки струю опыляют порошком серы,
образующим защитный сернистый газ.
Плавка магниевых сплавов имеет свои особенности, обуслов-
ленные способностью магния в жидком состоянии легко взаимодей-
ствовать с кислородом, влагой и азотом. При температурах более
800 °C магний с поверхности возгорается, так как его рыхлая
оксидная пленка (в отличие от плотной оксидной пленки алюминия)
не защищает металл от проникновения кислорода. Поэтому вести
плавку на воздухе невозможно, а лишь в нейтральной атмосфере
или под слоем флюса. В литейных цехах большее распространение
получил второй способ плавки. Флюсы готовят на основе хлоридов и
фторидов щелочных металлов. При плавке в тиглях сначала расплав-
ляют флюс, азатем металлическую шихту погружают в жидкий флюс
для предотвращения возгорания магния. Если готовый жидкий сплав
сильно газонасыщен, то дегазацию осуществляют продувкой инерт-
ного газа (аргона) или хлора. Перед заливкой в формы в магни-
евые сплавы вводят углеродсодержащие вещества (графит, мел,
мрамор, магнезит) для предотвращения крупнозернистой струк-
туры.
3. Отливки из сплавов меди. Сплавы на медной основе обладают
хорошими литейными и достаточно высокими механическими и ан-
тифрикционными свойствами, но имеют высокую плотность (8,9...
...9,2 г/см3).
По химическому составу медные сплавы делят на бронзы и ла-
туни. Оловянные бронзы содержат 2... 14 % олова, 4...15 % цинка,
4...30 % свинца. Олово повышает механические и антифрикцион-
ные, цинк — литейные и свинец — антифрикционные свойства.
Алюминиевые бронзы, получившие применение в промышленности,
содержат 8... 10 % алюминия. Присадка к ним железа измельчает
структуру, задерживая фазовую перекристаллизацию, которая
приводит к образованию крупнозернистой хрупкой фазы. Алю-
миниевые бронзы имеют большую усадку, чем оловянные, что уве-
личивает опасность образования трещин в отливках. Эти бронзы
стойки в пресной и морской воде, стойки против кавитации и по-
этому их используют для литья гребных винтов крупных судов.
Простые латуни, содержащие только цинк, в литейном производ-
стве не применяются из-за низких литейных свойств и сильного
испарения цинка, ухудшающего условия труда. Специальные ли-
тейные латуни содержат меньше цинка, но имеют добавки других
4 378
97
элементов (кремний, марганец, алюминий и др.), которые повышают
литейные и механические свойства латуни. Кремнистая латунь
в ряде случаев успешно заменяет дорогие оловянные бронзы
благодаря своим прекрасным литейным свойствам (особенно высо-
кой жидкотекучести). Свинцовистая латунь является хорошим
литейным сплавом для получения отливок методом литья под давле-
нием и центробежным способом.
Формовочные и стержневые смеси для получения гладкой по-
верхности отливок из медных сплавов готовят из мелкозернистого
кварцевого песка. При производстве мелких бронзовых и латунных
деталей в одной форме располагают несколько отливок с общими
литниковой системой и стояком. Отливки из алюминиевых бронз
имеют большую усадку, поэтому для их получения надо устанавли-
вать прибыли и подводить металл к массивным сечениям отливки.
Плавку медных сплавов можно осуществлять в плавильных
агрегатах, развивающих температуру до 1300 °C. Чаще всего ис-
пользуют электродуговые лечи (рис. III.30,а) емкостью 100...
...1000 кг. Дуга горит между горизонтально расположенными элек-
тродами Р, расстояние между которыми поддерживается автомати-
чески механизмом 10, Во время плавки печь покачивают с помощью
механизма поворота печи 11. что перемешивает металл и ускоряет
его прогрев благодаря соприкосновению с раскаленными стенками.
При плавке бронз угар металла сравнительно невелик (1...2 %);
латуни имеют повышенный угар (3...6 %) из-за испарения цинка.
Поэтому плавить в этих печах латуни с содержанием цинка более
20 % экономически невыгодно. Латуни плавят в индукционных
низкочастотных и тигельных печах, которые обеспечивают быструю
плавку и меньшее испарение цинка. В литейных цехах медные
сплавы плавят под слоем предварительно прокаленного древес-
ного угля, который защищает металл от окисления, создавая вос-
становительную атмосферу. Дегазацию готового расплава осу-
ществляют продувкой осушенным азотом через графитные трубки.
Расплав, обработанный азотом, содержит меньше водорода и ок-
сидов, что повышает плотность отливок.
§ 25. Отливки из тугоплавких сплавов
К тугоплавким относят сплавы с температурой плавления
выше, чем у железа. Наибольшее значение и перспективу исполь-
зования в технике имеют следующие тугоплавкие металлы: титан
с температурой плавления 1665 °C, молибден — 2625, вольфрам —
3410, ниобий — 2415 °C. Интерес к тугоплавким металлам и спла-
вам возрос в связи с развитием ракетостроения, строительством
атомных реакторов и энергетических установок, узлы которых
работают при высоких температурах (1550...2000 °C).
1. Отливки из сплавов титана обладают такими ценными свой-
ствами, как малая плотность (около 4,5 г/см3); высокая удельная
прочность; достаточно высокая пластичность при нормальной, по-
вышенной и отрицательной температурах; высокая коррозионная
98
стойкость; хорошая свариваемость; немагнитность; малый коэффи-
циент линейного расширения. Коррозионная стойкость титановых
сплавов в атмосфере, в пресной и морской воде выше, чем у нержа-
веющей стали, что объясняется образованием плотной оксидной
пленки. Свойства сплавов титана могут быть улучшены добавкой
алюминия, хрома, молибдена и олова. Алюминий повышает сопро-
тивление титановых сплавов окислению при повышенных до 700 °C
температурах. Добавка хрома, молибдена и других тугоплавких
металлов повышает прочность титановых сплавов за счет упрочне-
ния при термообработке.
Промышленность выпускает много марок титановых сплавов,
но для получения фасонных отливок применяют следующие: ВТЗ
(с 5 % алюминия и 2,5 % хрома); ВТЗ-1 (с 5 % алюминия, 2 %
хрома и 2 % молибдена); ВТ5 (с 5 % алюминия); ВТ5-1 (с 5 %
алюминия и 2,5 % олова); ВТ8 (с 6...7 % алюминия и 3 % молиб-
дена). При получении отливок из титановых сплавов в них может
растворяться азот и водород, которые образуют с титаном твердые
растворы внедрения, ухудшающие пластичность и ударную вязкость.
Допускается в металле отливок не более 0,05 % азота и 0,015 %
водорода.
Формовочные и стержневые смеси для отливок из титановых спла-
вов нельзя изготавливать из традиционных формовочных матери-
алов, так как титан активно взаимодействует с SiO2, А12О3, MgO
и ZrO2. В результате этого поверхностный слой отливок получается
пористым, с большим количеством газовых раковин. Огнеупорным
материалом при изготовлении форм для отливок из титановых спла-
вов служит графит. Графитовые формы обеспечивают получение
плотного металла и чистой поверхности отливок, но они неподат-
ливы, что увеличивает опасность образования горячих трещин и ис-
ключает возможность изготовления сложных фасонных отливок.
Отливки сложной конфигурации получают в прессованных графи-
товых формах с использованием фенолформальдегидных смол
в качестве связующего. Смолы не только связывают зерна графита,
но и придают пластичность и податливость формовочной массе.
Хорошие результаты также получены при изготовлении отливок
из титановых сплавов в формах из белого электрокорунда на жид-
ком стекле, а также методом литья по выплавляемым моделям
(огнеупорная оболочка на основе графита).
Плавка титановых сплавов осуществляется в индукционных
печах с графитовыми тиглями (рис. III.31,а), имеющих вакуумную
камеру 7, соединенную с форвакуумным насосом (на рис. не по-
казан), в которой установлена литейная форма S. Плавильная
камера выполнена из кварцевой трубы 4, в которой помещен ти-
гель 5 на вертикальном подвижном штоке 6. Воздух и газы отка-
чивают через патрубок /. Кварцевая труба закрыта съемной крыш-
кой 3 с мешалкой 2. Индуктор 10 имеет витки из медных водоох-
лаждаемых трубок. Готовый расплав с тиглем опускается вниз,
и заливочная камера 9, поворачивая тигель, заполняет литейную
форму.
4*
99
Отливки из титановых сплавов применяют в авиации (диски
и лопатки компрессоров), в ракетной технике (корпуса двигателей
второй и третьей ступени, сопла), в судостроении (гребные винты),
в криогенной технике, что объясняется высокой пластичностью
титановых сплавов при низких температурах, и во многих других
отраслях народного хозяйства.
2. Отливки из сплавов молибдена и ниобия. Молибден и его
сплавы тугоплавки, жаропрочны и весьма чувствительны к различ-
ным примесям. Так, например, при содержании кислорода всего
около 0,03 % молибден становится хрупким даже при нормальной
температуре.
Легирование молибденовых сплавов направлено на устранение
влияния охрупчивающих примесей. Добавка кобальта, никеля,
алюминия, титана, циркония, ванадия увеличивает пластичность
молибденовых сплавов, действуя как сильные комплексные рас-
кислители. Незначительное содержание углерода (0,007...0,01 %)
и бора (0,05 %) измельчает структуру молибденового сплава.
Отливки из молибденовых сплавов некоторых марок применяются
для работы при температурах 500...1500 °C.
Ниобий — весьма дефицитный тугоплавкий металл. Отливки
из его сплавов применяют в тех случаях, когда требуется обеспе-
чить долговечность и работоспособность детали в условиях высо-
ких температур и больших знакопеременных нагрузок. Ниобиевые
сплавы обладают хорошими литейными свойствами и хорошо сва-
риваются.
100
Плавку молибденовых и ниобиевых сплавов осуществляют в ва-
куумных дуговых и электронно-лучевых печах. При электронно-
лучевой плавке происходит эффективная очистка сплавов от га-
зов и примесей. Так, содержание кислорода в ниобиевых сплавах
снижается в 20...40 раз, азота — в 6...10 раз. Для очистки этих
сплавов от примесей вводят раскислители. Раскисление ниобиевых
сплавов ведут цирконием или церием.
Схема электронно-лучевой плавильно-заливочной установки
е поворотным тиглем дана на рис. 111.31,6. Металл 6 плавится
в тигле 5 пучком электронов, испускаемых катодом 3. Плавка
происходит в вакуум-камере 2 с диффузионным насосом 7. Катод
разогревается от трансформатора 1. Готовый металл поворотом
тигля заливают в литейную форму 4.
§ 26. Техника безопасности в литейных цехах
Укажем некоторые правила техники безопасности и промыш-
ленной санитарии, которые надо соблюдать при работе в литейном
цехе: при переноске краном ковша с расплавом не находиться
под ковшом; не заглядывать в шахту работающей вагранки с за-
грузочной площадки; не брать отливку в руки, не проверив пред-
варительно, остыла ли она; не курить на складе моделей.
Для обеспечения нормальных условий труда необходимо:
для борьбы с пылью, газами и во избежание повышения темпера-
туры воздуха во всех помещениях литейного цеха устанавливать
приточно-вытяжную вентиляцию; рабочих снабжать подсоленной
газированной водой, так как рабочие горячих цехов за смену
теряют около 5 л воды и 30 г соли; плавильщиков и заливщиков
обеспечивать брезентовой спецодеждой, пропитанной огнестойкими
составами; обеспечивать достаточное освещение рабочих мест
в дневное и вечернее время.
РАЗДЕЛ IV. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ
§ 1. Сущность обработки металлов давлением
1. Пластическая деформация. Обработка металлов давлением
основана на использовании одного из основных свойств металлов —
пластичности. Она проявляется в необратимом изменении формы
и размеров тела под действием внешних сил без нарушения его
целостности, которое сопровождается изменением структуры и ме-
ханических свойств металла.
Пластическая деформация заключается в перемещении атомов
относительно друг друга на расстояния больше межатомных из
одних равновесных положений в новые. При перемещении атомов
в одной кристаллографической плоскости без изменения рассто-
яний между этими плоскостями силовое взаимодействие атомов
не исчезает и деформация протекает без нарушения сплошности
тела. При перемещении атомов по определенным плоскостям кри-
сталлической решетки происходит скольжение (сдвиг) одной части
кристалла относительно другой (рис. IV. 1,а). Однако этот сдвиг
происходит не при одновременном смещении атомов, а постепенным
перемещением микроскачками вдоль плоскости скольжения не-
совершенств (дефектов) кристаллического строения. При одновре-
менном сдвиге одной части кристалла относительно другой потре-
бовались бы напряжения, в сотни и тысячи раз превышающие
наблюдаемые при деформации реальных металлов.
При пластической деформации в отличие от упругой нет линей-
ной зависимости между напряжениями и деформациями.
2. Особенности и область применения обработки давлением.
Получение заготовок деталей, а в некоторых случаях и самих
деталей требуемых размеров и форм при обработке давлением
достигается пластическим перемещением (сдвигом) частиц металла.
В этом основное отличие и преимущество обработки давлением по
сравнению с обработкой резанием, при которой форма изделия
получается удалением части заготовки. Поэтому обработка давле-
нием характеризуется малыми отходами металла. Вместе с тем
она является высокопроизводительным процессом, так как изме-
нение размеров и формы заготовки достигается однократным при-
ложением внешнего усилия. Указанные особенности обусловливают
102
Плоскости скольжения
Граница зерен
Рис. IV. 1. Схема скольжения (а) и изменения микрострукту-
ры -металла при его деформировании (б, в, г)
непрерывное возрастание роли обработки давлением в машинострое-
нии. Обработке давлением подвергают около 90 % всей выплавля-
емой стали и свыше 50 % цветных металлов.
§ 2. Факторы, влияющие на пластичность металла
1. Влияние состава. Наибольшей пластичностью обладают
чистые металлы. Сплавы — твердые растворы обычно более плас-
тичны, чем сплавы, образующие химические соединения. Компо-
ненты сплава также влияют на его пластичность. С повышением
содержания углерода в стали пластичность уменьшается. При
содержании углерода свыше 1,5 % сталь с трудом поддается ковке.
Кремний понижает пластичность стали. Поэтому кипящая мало-
углеродистая сталь (08 кп, Юкп) с малым содержанием кремния
применяется при изготовлении деталей холодной штамповкой глу-
бокой вытяжкой. В легированных сталях хром и вольфрам умень-
шают, а никель и ванадий повышают пластичность стали. Сера,
соединяясь с железом, образует сульфид железа FeS, который
в виде эвтектики располагается по границам зерен и при нагревании
до 1000 °C расплавляется. В результате связь между зернами на-
рушается и сталь становится хрупкой. Такое явление называется
красноломкостью. Марганец, образуя тугоплавкое соединение
MnS, нейтрализует вредное действие серы. Фосфор увеличивае
пределы прочности и текучести, но уменьшает, особенно при низких
температурах, пластичность и вязкость стали, вызывая ее хладно-
ломкость.
2. Влияние температуры. По мере повышения температуры
нагрева пластичность металлов обычно возрастает, а прочность
уменьшается. Однако в углеродистых сталях при температурах
100...400 °C пластичность уменьшается, а прочность возрастает.
Этот интервал температур называют зоной хрупкости или сине-
103
ломкости стали, наличие которой объясняется выпадением мель-
чайших частиц карбидов по плоскостям скольжения при дефор-
мации.
3. Скорость деформации — изменение степени деформации е
в единицу времени de/dt. (От скорости деформации следует отли-
чать скорость деформирования — скорость движения деформиру-
ющего инструмента). ,:
Обычно механические свойства металлов определяются при
скоростях деформирования до 10 мм/с. Обработка давлением на
прессах и ковочных машинах производится при скоростях движе-
ния рабочих органов 0,1...0,5 м/с, на молотах скорость деформиро-
вания в момент удара 5... 10 м/с. Еще большие скорости возникают
при штамповке на высокоскоростных молотах (20 ...30 м/с), штам-
повке взрывом, электромагнитной штамповке.
В общем случае с увеличением скорости деформации предел
текучести возрастает, а пластичность падает. Особенно резко
уменьшается пластичность некоторых высоколегированных сталей,
магниевых и медных сплавов. При обработке давлением нагрето-
го металла это можно объяснить влиянием двух противополож-
ных процессов: упрочнения при деформации и разупрочнения
вследствие рекристаллизации. При больших скоростях деформа-
ции разупрочнение может отставать от упрочнения. Кроме того,
следует учитывать тепловой эффект пластической деформации,
который выражается в том, что энергия, расходуемая на пла-
стическую деформацию, превращается в основном в тепло.
4. Напряженное состояние в элементарно малом объеме ха-
рактеризуют- схемой главных напряжений. Главные напряже-
ния— это нормальные напряжения, действующие в трех вза-
имно перпендикулярных площадках, на которых касательные
напряжения равны нулю. На рис. IV.2,a, б, в, г представлены
схемы главных напряжений, наиболее часто встречающиеся при
обработке давлением.
Деформированное состояние характеризуется схемой главных
деформаций, т. е. деформаций в направлении трех осей, перпен-
дикулярных к площадкам, в которых касательные напряжения от-
сутствуют (рис. 1У.2Де,ж). Совокупность схем главных напряже-
ний и главных деформаций позволяет судить о характере главных
д е w
Рис. 1V.2. Схемы главных напряжений и деформаций
104
напряжений и деформаций при различных видах обработки давле-
нием и пластичности металла: чем больше сжимающие напряжения
и меньше напряжения и деформации растяжения, тем выше плас-
тичность обрабатываемого металла. Повысить сжимающие напря-
жения при обработке давлением можно, например, оказывая боковое
давление на металл жесткими стенками инструмента.
§ 3. Холодная и горячая обработка металлов
давлением
1. Наклеп и рекристаллизация металлов. При деформировании
металлов повышается плотность дефектов кристаллического стро-
ения и возрастает сопротивление их перемещению. С увеличением
степени деформации пределы прочности и текучести, а также твер-
дость увеличиваются, а пластичность и вязкость снижаются;
возрастают остаточные напряжения. Упрочнение металлов при
пластической деформации называется наклепом. В результате
упрочнения пластические свойства металлов могут снизиться на-
столько, что дальнейшая деформация вызывает разрушение.
При наклепе металл переходит в термодинамически неустойчи-
вое состояние с повышенным запасом внутренней энергии, поэтому
он стремится самопроизвольно перейти в более равновесное со-
стояние. При нагреве наклепанного металла до температур,
составляющих 0,2...0,3 от температуры плавления Тт (возврате),
частично уменьшаются искажения кристаллической решетки и внут-
ренние напряжения без изменения микроструктуры и свойств
деформированного металла.
При нагреве деформированных металлов выше 0,4 ТПл обра-
зуются новые равноосные зерна и свойства металла возвращаются
к их исходным значениям до деформации. Процесс образования
новых центров кристаллизации и новых равноосных зерен в де-
формированном металле при нагреве, сопровождающийся уменьше-
нием прочности, увеличением пластичности и восстановлением
других свойств, называется рекристаллизацией. Наименьшая тем-
пература, при которой начинается процесс рекристаллизации и раз-
упрочнения металла, называется температурой рекристаллизации.
Размер зерна после рекристаллизации зависит от степени и ско-
рости деформации, а также температуры и длительности нагрева.
2. Холодная и горячая деформация. В зависимости от темпе-
ратурно-скоростных условий при деформировании могут происхо-
дить два противоположных процесса: упрочнение, вызываемое де-
формацией, и разупрочнение, обусловленное рекристаллизацией.
В соответствии с этим различают холодную и горячую деформацию.
Холодное деформирование производится при температурах ниже
температуры рекристаллизации и сопровождается наклепом метал-
ла. Горячее деформирование протекает при температурах выше
температуры рекристаллизации. При горячей деформации также
происходит упрочнение металла (горячий наклеп), но оно полностью
105
снимается в процессе рекристаллизации. При ней пластичность
металла выше, а сопротивление деформации примерно в 10 раз
меньше, чем при холодной деформации. Деформация, после кото-
рой происходит только частичное разупрочнение, называется не-
полной горячей деформацией.
§ 4. Влияние обработки давлением на структуру
и механические свойства металлов и сплавов
1. Изменение структуры литого металла при деформации.
Структура слитков, которые обычно являются исходными заго-
товками при обработке давлением, неоднородна (см. рис. IV.1,6).
Основу ее составляют зерна первичной кристаллизации (дендри-
ты) различных размеров и формы, на границах которых скапли-
ваются примеси и неметаллические включения. В структуре
слитка имеются также поры, газовые пузыри. Высокая степень
деформации при высокой температуре вызывает дробление зерна,
а также частичное заваривание пор.
2. Полосчатость. Зерна и межкристаллические прослойки с по-
вышенным содержанием неметаллических включений вытягивают-
ся в направлении наибольшей деформации. В результате структура
металла приобретает полосчатое (волокнистое) строение (см.
рис. IV.l.e). Волокнистость оказывает влияние на механические
характеристики, вызывает их анизотропию. В поперечном на-
правлении ударная вязкость на 50...70 %, относительное суже-
ние— на 40 %, относительное удлинение — на 20 % меньше, чем
вдоль волокон. Наличие полосчатой микроструктуры и анизотро-
пии свойств в деформированном металле необходимо учитывать
при проектировании и изготовлении деталей. Надо стремиться
получить в них такое расположение волокон, чтобы наибольшие
растягивающие напряжения действовали вдоль, а перерезываю-
щие усилия — поперек волокон, а также, чтобы они не перереза-
лись при обработке резанием. При необходимости повысить плас-
тичность металла в поперечном направлении следует произвести
обжатие заготовки в направлении, перпендикулярном прежнему,
т. е. вдоль волокон. Желательно, чтобы у поверхности детали во-
локна повторяли ее очертания (см. рис. IV.l.a). В этом случае
повышаются прочность и другие служебные свойства детали.
§ 5. Основные виды обработки металлов давлением
Основными видами обработки давлением являются прокатка,
прессование, волочение, ковка, объемная штамповка, листовая
штамповка.
Прокаткой называют обжатие металла вращающимися вал-
ками (рис. IV.3,a). Ею получают изделия с постоянным по длине
поперечным сечением (прутки, рельсы, листы, трубы, балки) или
с периодически изменяющейся по длине формой. При прокатке
106
Рис. IV.3. Схемы основных видов обработки металлов давлением
схема главных напряжений соответствует объемному сжатию (см.
рис. IV.2,а) с максимальным напряжением в направлении давле-
ния валков, а схема главных деформаций может быть с двумя
деформациями растяжения (см. рис. IV.2,e) или двухосная схема
деформации (см. рис. IV.2,ж) при прокатке с натяжением.
Прессование заключается в продавливании нагретого металла,
находящегося в замкнутом объеме, через отверстие в матрице
(рис. IV.3,6). Форма и размеры поперечного сечения выдавлива-
емых прутков соответствуют форме и размерам этого отверстия.
При прессовании напряженное состояние характеризуется схемой
объемного сжатия (см. рис. IV.2,a) и схемой деформаций, пред-
ставленной на рис. IV.2,d.
Волочение представляет собой протягивание заготовки через
отверстие в волочильной матрице (волоке) (рис. IV.3,e). Волоче-
нием получают тонкие сорта проволоки, калиброванные прутки,
тонкостенные трубы. Схема напряжений и деформации при воло-
чении представлена на рис. IV.2,e, д.
Ковка — процесс деформирования нагретой заготовки между
бойками молота или пресса (рис. IV.3,г). Изменение формы и раз-
меров заготовки достигается последовательным воздействием бойков
или инструмента на различные участки заготовки.
Объемная штамповка заключается в одновременном деформи-
ровании всей заготовки в специализированном инструменте —
штампе на молотах, прессах или горизонтально-ковочных машинах
(рис. IV.3,d). Форма и размеры внутренней полости штампа опре-
деляют форму и размеры заготовки.
Схемы напряжений и деформаций при ковке и объемной штам-
повке аналогичны таковым при прокатке (см. рис. IV.2,a, е).
Листовая штамповка предназначена для получения плоских
и объемных полых деталей из листа или полосы с помощью штам-
пов на холодноштамповочных прессах (рис. IV.3,е). Напряженное
состояние при холодной штамповке может характеризоваться схе-
мами, представленными на рис. IV,2,б; в; г, а схема деформаций
в некоторых случаях двухосная (см. рис. IV.2,ж).
107
ГЛАВА 2. НАГРЕВ МЕТАЛЛОВ ПЕРЕД ОБРАБОТКОЙ
ДАВЛЕНИЕМ
§ 6. Температурный интервал и режим нагрева
_ Для повышения пластичности и уменьшения сопротивления
деформированию металлы и сплавы перед обработкой давлением
нагревают до определенной температуры. Для каждого металла
существует такой температурный интервал (диапазон температур
начала и окончания обработки), в котором обеспечиваются опти-
мальные условия горячей обработки давлением. Нагрев металла
сопровождается рядом явлений, которые необходимо учитывать при
выборе температуры и режима нагрева.
1. Окисление металлов. При нагревании стали выше 700 °C
происходит интенсивное окисление поверхностного слоя с обра-
зованием окалины, состоящей из оксидов железа F2O3, F3O4,
FeO. С повышением температуры до 1330...1350 °C окалина пла-
вится и железо горит с образованием снопа ярко-голубых искр.
Потери металла на окалину (угар) при однократном нагреве в пла-
менной печи составляют 1,5...2,5 %, при электронагреве—0,4...
0,7 %. Кроме безвозвратных потерь металла, образование ока-
лины в 1,5...2 раза повышает интенсивность изнашивания дефор-
мирующего инструмента, так как твердость ее выше твердости
деформируемого металла.
При высоких температурах наряду с окислением железа про-
исходит также обезуглероживание поверхностного слоя стали вслед-
ствие выгорания углерода. Толщина обезуглероженного слоя со-
ставляет обычно 0,2...0,5 мм, достигая иногда 1,5...2,0 мм.
Для уменьшения окисления металла применяют электронагрев,
а также нагрев заготовок в защитной атмосфере.
2. Перегрев и пережог. При высоких температурах нагрева
интенсивно растет зерно. Это явление называется перегревом.
Перегретая сталь характеризуется более низкими механическими
свойствами — уменьшение относительного удлинения и ударной
вязкости составляет около 25 %. Структуру перегретой стали
в большинстве случаев можно исправить отжигом.
При нагреве стали до температуры, близкой к температуре
плавления, происходит интенсивная диффузия в нее кислорода,
образование оксидов по границам зерен и расплавление легкоплав-
ких межзеренных прослоек, что приводит к появлению трещин и по-
тере пластичности. Такое явление называется пережогом. Оно не
устраняется термической обработкой, и пережженный металл
приходится отправлять на переплавку.
3. Температурный интервал горячей обработки давлением.
Для максимального повышения пластичности металла температура
начала обработки должна быть возможно более высокой, но не вызы-
вающей перегрева и пережога. Температура окончания обработ-
ки должна быть выше температуры рекристаллизации и фазовых
превращений.
108
Температурный интервал горячей обработки давлением угле-
родистых сталей с 0,2...0,7 % углерода — 1280...800 °C; с 0,8...
1,3 % углерода— 1100...760 °C. Медные сплавы обрабатывают
в интервале температур 900...700 °C; дуралюмин — 470...400 °C;
титановые сплавы — 1100...900 °C.
4. Режим нагрева. Нагрев заготовок обычно происходит нерав-
номерно. Вначале нагреваются наружные слои, а затем за счет теп-
лопроводности — сердцевина. При большой разности температур
поверхности и сердцевины возникают температурные напряжения
(снаружи — сжимающие, внутри — растягивающие), которые мо-
гут привести к образованию трещин. Опасность их появления боль-
ше у легированных и литых сталей, у которых теплопроводность
меньше, и она возрастает с увеличением сечения заготовки. По-
этому заготовки из легированных сталей и заготовки диаметром
больше 150 мм нагревают постепенно (методически), в два этапа:
медленный нагрев и выдержка при 700...800 °C, а затем нагрев до
необходимой температуры с максимально возможной скоростью.
§ 7. Основные типы нагревательных устройств
1. Виды нагревательных устройств. Устройства для нагрева
заготовок перед обработкой давлением разделяют на нагреватель-
ные печи и электронагреватели. Первые чаще используют для на-
грева слитков, крупных и иногда средних заготовок. Электронагре-
вательные устройства наряду с печами применяют для нагрева
мелких и средних заготовок.
В печах передача тепла от стенок нагревательной камеры к
заготовкам осуществляется излучением и частично конвекцией.
В электронагревательных устройствах теплота выделяется в са-
мом металле, который нагревается под воздействием электромаг-
нитного поля (индукционный нагрев) или тока (электроконтактный
нагрев).
2. Типы печей. В зависимости от источника энергии нагрева-
тельные печи бывают пламенные, получившие наибольшее рас-
пространение, и электрические. В пламенных печах тепло обра-
зуется при сгорании жидкого (мазута) или газообразного топлива.
В электрических печах тепло образуется при прохождении тока
через металлические или карборундовые сопротивления, вмонти-
рованные в стенках нагревательной камеры. Они используются
преимущественно для нагрева цветных сплавов.
По принципу действия различают печи камерные и мето-
дические.
3. Камерные печи бывают переносными (для нагрева загото-
вок диаметром до 150 мм) и стационарными.
Рабочее пространство печи 3 (нагревательная камера) (рис. IV.4),
выложенное огнеупорным кирпичом, нагревается при сжигании
топлива с помощью двух форсунок 2 (или горелок) и имеет одина-
ковую температуру. Заготовки 1, устанавливаемые на под печи,
загружаются и выгружаются через окно 5. Продукты сгорания
юз
3
Рис. IV.4. Пламенные печи для нагрева заготовок
отводятся через дымоход 4 и используются для нагрева до 200...
300 °C поступающего в печь воздуха, что повышает КПД печи.
Печи для нагрева крупных заготовок оборудуют различными
устройствами, облегчающими загрузку и выгрузку. Используют
печи с толкателями, карусельные, конвейерные, с выдвижным
подом.
Разновидностью камерных печей являются нагревательные
колодцы, которые применяют для нагрева крупных слитков при
прокатке и ковке. В них заготовки располагаются вертикально
и загружаются сверху краном.
4. Методические печи предназначены для нагрева крупных за-
готовок под прокатку и в крупносерийном производстве. Печи
характеризуются большой протяженностью (8...22 м) и наличием
трех зон с различной температурой. Заготовки 1 (рис. IV.4), пере-
мещаясь навстречу горячим газам вдоль печи, проходят зоны подо-
грева / (600...800 °C), максимального нагрева II (1350 °C), где
происходит основное сгорание топлива с помощью форсунок или
горелок 2, и зону выдержки Ill (1200...1300 °C), в которой вырав-
нивается температура по сечению заготовки. Продукты сгорания
с температурой 700 °C направляются в рекуператоры для подо-
грева воздуха. Заготовки с помощью толкателя 6 проталкиваются
через печь по охлаждаемым водой направляющим трубам 7 и вы-
гружаются через окно 8.
Печи для нагрева заготовок диаметром до 120 мм имеют две зоны
нагрева (600...700 °C и 1250... 1300 °C) и называются полуметоди-
ческими.
5. Электрические нагревательные устройства. Индукционный
нагрев основан на возникновении в заготовке, помещенной в пере-
пи
менное электромагнитное поле, вихревых токов. Вследствие по-
верхностного эффекта (скин-эффекта) с ростом частоты тока толщи-
на поверхностного слоя, в котором индуцируются вихревые токи
и который нагревается, уменьшается. Поэтому при нагреве загото-
вок диаметром до 150 мм используется частота 500...8000 Гц,
а для больших заготовок — 50 Гц. Индуктор в виде многовиткового
соленоида по диаметру заготовки выполняют из медной трубки,
охлаждаемой водой.
Элекпгроконтактный нагрев, основанный на выделении тепла
при прохождении тока через заготовку (по закону Джоуля—
Ленца), применяют при нагревании стальных заготовок диаметром
до 75 мм. Используемое напряжение — 5...15 В, сила тока —
до 5000 А. Концы заготовок, зажатые между медными токоподво-
дящими контактами, нагреваются на 200...300 °C ниже средней ее
части. Поэтому данный метод рационально использовать для на-
грева стальных заготовок постоянного сечения и значительной
длины.
Скорость электронагрева в 8... 10 раз выше, а интенсивность
образования окалины в 4...5 раз меньше, чем при нагреве в печах.
Достоинствами его также являются улучшение санитарных условий
труда и возможность автоматизации процесса. Ограничивающие
факторы: высокая стоимость высокочастотного генератора и не-
обходимость замены индуктора с изменением размеров и формы за-
готовки при индукционном нагреве; низкая стойкость (до 1000 цик-
лов) токоподводящих контактов при электроконтактном нагреве.
ГЛАВА 3. ПРОКАТНОЕ ПРОИЗВОДСТВО
§ 8. Сущность процесса прокатки
1. Характеристика процесса. Прокатка — вид обработки дав-
лением, при котором заготовка обжимается двумя вращающимися
валками прокатного стана.
Деформация металла при прокатке происходит на небольшом
участке АВВ^ (рис. IV.5,a), который называется зоной дефор-
Рис. IV.5. Основные виды прокатки
III
мации. По мере вращения валков, и перемещения заготовки вперед
она передвигается по прокатываемому металлу. Дуга АВ называет-
ся дугой захвата, а центральный угол а, отвечающий этой дуге,
углом захвата.
При прокатке увеличиваются длина и ширина заготовки и умень-
шается ее толщина. Относительное уменьшение толщины заготовки
в процессе прокатки ь == называется относительным об-
жатием или степенью деформации (в %). Максимальное значение
относительного обжатия в зависимости от типа изделия составляет
0,2...0,5. Уширение заготовки в процессе прокатки составляет
5,,.10 % от обжатия.
Отношение длины заготовки после прокатки Ц к исходной 10,
равное, если пренебречь уширением, отношению площадей попе-
речного сечения первоначального Fo к полученному Fit называ-
ется коэффициентом вытяжки у,:
у. — — Pq/^1'
Это одна из основных характеристик процесса прокатки. Зна-
чение у за один проход заготовки составляет обычно а
иногда достигает 2...2,5.
2. Условия захвата заготовки валками. При прокатке металл
втягивается в зазор между валками силами трения между заго-
товкой и валками. В точках А и At действуют силы давления вал-
ков на металл JV и силы трения Т, проекции которых на ось х
соответственно NX = N sin а, Тх—Т cos а (рис. IV.5, а). Валки за-
хватят металл тогда, когда втягивающее усилие будет больше,
чем выталкивающее: TX>NX.
Учитывая, что сила трения T=fN, где f — коэффициент тре-
ния, который зависит от состояния поверхности валков и заго-
товки и уменьшается с ростом температуры, условие захвата за-
готовки примет вид sin a<f cos а, или tg a<if.
Угол, тангенс которого равен коэффициенту трения, назы-
вается углом трения. Таким образом, условие захвата соблю-
дается, если угол захвата меньше угла трения.
При горячей прокатке на гладких валках угол захвата со-
ставляет 15...240, а на валках с вырезами (ручьями) — 32...330.
При холодной прокатке листов а=3...10°.
При прокатке скорость выхода металла из валков больше,
а скорость металла на входе меньше скорости вращения валков.
Это необходимо учитывать при установлении скорости последова-
тельной прокатки на нескольких валках, чтобы избежать петлеобра-
зования и чрезмерного натяжения заготовки между парами валков.
3. Основные виды прокатки. Различают три основных вида
прокатки: продольную, поперечную и поперечно-винтовую.
При продольной прокатке (рис. IV.5,a) заготовка перемеща-
ется перпендикулярно к осям валков, которые вращаются в про-
тивоположных направлениях. До 90 % всего проката изготов-
ляют продольной прокаткой (листы, полосы, прутки). -
112
Рис. IV.6. Основные профили проката
При поперечной прокатке (рис. IV.5,6) валки с параллельными
осями вращаются в одном направлении и вращают заготовку, ко-
торая деформируется, перемещаясь вдоль оси валков.
Поперечно-винтовая прокатка (рис. IV.5,e) осуществляется вра-
щающимися в одном направлении и расположенными под углом
один к другому валками. Такое расположение валков обеспечивает
возникновение осевого усилия, перемещающего заготовку.
Поперечная и поперечно-винтовая прокатки применяются при
изготовлении изделий с переменным по длине сечением. Принцип
поперечно-винтовой прокатки используется также при прошивке
трубных заготовок.
4. Сортамент проката определяется совокупностью профилей
и размеров прокатанного металла. Профилем прокатанного изделия
называется форма его поперечного сечения.
По сортаменту продукцию прокатного производства можно
разделить на следующие группы: I) сортовой прокат; 2) листовой
прокат; 3) трубы; 4) специальный и периодический прокат.
Сортовая сталь делится на профили общего назначения — круг-
лая, полосовая, квадратная, угловая, швеллеры, двутавровые
балки и др. (рис. IV.6,a) и профили специального назначения—
рельсы и профили для автотракторостроения, судостроения, транс-
портного машиностроения и других отраслей промышленности
(рис. IV.6,6).
Листовая сталь делится на тонколистовую (толщиной менее
4 мм) и толстолистовую. Некоторые сорта листовой стали предна-
значены для определенных отраслей промышленности, среди них
выделяют сталь: котельную, автотракторную, электротехническую
и др.
Трубы разделяют на две группы: бесшовные и сварные. Кроме
того, выпускают трубы фасонные и переменного сечения.
К специальным видам проката относятся вагонные колеса
(рис. IV.6,e), зубчатые колеса, шары, периодический прокат
(рис. IV.6,a), а также гнутый профиль (рис. IV.6,d).
Заготовками для сортового проката являются блюмы (сечением
от 150 х 150 до 450 X 450 мм), а для листового проката — слябы
(толстые плиты толщиной до 350 мм).
8 378
113
§ 9. Прокатные валки и станы
1. Прокатные валки —основной рабочий инструмент для про-
катки. Они могут быть гладкими (рис. IV.7,a), калиброванными
(ручьевыми) (рис. IV.7,6) и специальными.
Гладкие валки применяют при прокатке листов, полос и т. п.
На калиброванных валках прокатывают все виды сортового про-
ката.
На рабочей поверхности калиброванных валков имеются ка-
навки — ручьи. Совокупность ручьев пары валков называется
калибром. На каждой паре валков размещается несколько калиб-
ров. Калибры могут быть открытыми (рис. IV.7,e) и закрытыми
(рис. IV.7,2).
Валки имеют рабочую часть (бочку) 1 (рис. IV.7,a), две шейки 2
для установки в подшипниках и крестообразные концы 3 (трефы)
для соединения валка с приводом.
2. Калибровка валков — это разработка схемы прокатки
и размещения калибров, обеспечивающая получение заданного
профиля проката при минимальном числе проходов. Одна из основ-
ных задач калибровки — расчет режима обжатия при прокатке.
По назначению калибры прокатных станов разделяют на обжим-
ные (или вытяжные), черновые (или подготовительные) и чистовые
(или отделочные).
Обжимные калибры предназначены только для уменьшения
сечения прокатываемого металла. Чаще всего они имеют прямо-
угольную, квадратную, ромбическую и овальную формы.
В черновых калибрах уменьшается площадь, изменяется форма
поперечного сечения прокатываемого металла с постепенным при-
ближением к готовому изделию. Чистовые калибры отличаются от
прокатываемого профиля тем, что в них учтены коэффициент ли-
нейного расширения и допуски на размеры профиля.
Для прокатки одного и того же профиля, исходя из технико-
экономических показателей, можно применить различные схемы
калибровки. Например, при прокатке квадратного и круглого
профиля наиболее часто используют системы калибров: ромб —
квадрат, овал — квадрат или овал — круг (рис. IV.7,d). При пере-
даче заготовки из ручья в ручей для улучшения обжатия ее кантуют
на 90°.
Рис. IV.7. Прокатные валки и схемы калибровки
114
Рис. IV.8. Схема прокатного стана, расположения валков и рабочих клетей
3. Устройство прокатного стана. Прокатный стан состоит из
одной или нескольких рабочих клетей и привода, включающего
электродвигатель и передаточный механизм.
Рабочая клеть состоит из станины 1 (рис. IV.8,a) с установ-
ленными в ней в подшипниках валками 2. Для изменения зазора
между ними верхний валок вместе с подшипниками перемеща-
ется в пазах станины с помощью нажимного устройства 3. Дви-
жение от электродвигателя 8 к валкам передается через редук-
тор 7, шестеренную клеть 6 и трефовые шпиндели 5, которые со-
единены с валками трефовыми муфтами 4,
4. Классификация прокатных станов. Прокатные станы клас-
сифицируют по трем признакам: назначению, числу и расположе-
нию валков в клетях, числу и взаимному расположению клетей.
По назначению прокатные станы делят на станы для прокатки
полупродукта (блюминги, слябинги и заготовочные станы) и ста-
ны для прокатки готовых изделий (сортовые, листопрокатные,
рельсобалочные, трубопрокатные, для специального проката).
По числу и размещению валков в клетях станы бывают: с гори-
зонтальными валками; универсальные с горизонтальными и вер-
тикальными валками; с косо расположенными валками. Станы
с горизонтальными валками по числу их в рабочей клети подразде-
ляют на двух-, трех- и многовалковые. Двухвалковые станы (дуо)
могут быть нереверсивные и реверсивные (рис. IV.8,б). На трех-
валковых (трио) станах (рис. IV.8,6) заготовка в одну сторону
идет между нижним и средним, а в обратном направлении — меж-
ду средним и верхним валками. Двух- и трехвалковые станы при-
меняют при производстве всех видов сортового проката и листов.
Многовалковые станы (рис. IV.8,г) имеют два рабочих валка
малого диаметра, а остальные валки большего диаметра являются
опорными. Они предотвращают прогиб тонких рабочих валков,
115
благодаря чему повышается точность изделий. Такие станы
применяют для горячей и холодной прокатки тонких листов и
полос.
Универсальные станы (рис. IV.8,d) используют при прокатке
слябов, толстых листов и широкополочных двутавровых балок.
Станы с косо расположенными валками (рис. IV.5,e) приме-
няют при поперечно-винтовой прокатке бесшовных труб, периоди-
ческого проката, шаров.
В зависимости от числа взаимного расположения клетей прокат-
ные станы могут быть одноклетьевыми и многоклетьевыми с ли-
нейным и последовательным расположением клетей.
У линейных станов клети 10 (рис. IV.8,e) расположены в одну
линию и имеется один привод 9. Они характеризуются невысокими
скоростями прокатки (до 4 м/с) и производительностью. Последова-
тельное расположение валков используется в непрерывных станах
(рис. IV.8,»c). Для них характерны высокая скорость прокатки
(до 45 м/с) и производительность (1...4 млн т проката в год). Не-
прерывные станы—основное оборудование современных прокатных
цехов.
§ 10. Производство основных видов проката
1. Прокатка блюмов, слябов, сортового и листового проката.
Для прокатки блюмов и слябов исходной заготовкой служат слит,
ки, размеры и форма которых зависят от марки сплава, вида полу-
фабриката и схемы прокатки. Полупродукт для получения сорто.
вого проката (блюмы) получают на крупных обжимных дуоста.
нах — блюмингах. Перед прокаткой на сортовых станах блюмы
предварительно могут прокатываться на заготовочных станах.
Заготовки для листового проката (слябы) получают на крупном
обжимном универсальном стане — слябинге или на блюминге.
Схема производства сортового и листового проката приведена на
рис. IV.9.
При холодной прокатке тонколистовой стали для снятия накле-
па применяют промежуточный отжиг. Листы, предназначенные для
холодной листовой штамповки, после отжига дополнительно про-
катывают с обжатием 0.5...3 %. Наклепанные при этом и травлен-
ные для снятия окалины листы называют декапированными.
2. Прокатка бесшовных труб. Заготовками для бесшовных труб
являются слитки и катаные заготовки круглого сечения диаметром
120...320 мм. Производство бесшовных труб состоит из трех опера-
ций: прошивка отверстия в заготовке и получение толстостенной
гильзы; прокатка трубы из гильзы; обкатка для улучшения наруж-
ной и внутренней поверхностей, исключения овальности и разно-
стенности трубы.
Толстостенную гильзу из заготовки получают на прошивоч-
ных станах поперечно-винтовой прокатки с бочкообразными
(рис. IV. 10,а) валками, оси которых расположены под углом
4...14° одна к другой. Рабочие валки 1 и поддерживающие ро-
116
---------1 Охлаждение проката]-----------
Р Отделка и приёмка готового проката^]
Рис. IV.9. Схема технологического процесса производства сортового и листо-
вого проката
Рис. IV. 10. Прокатка бесшовных труб
лики 2 вращаются в одном направлении, при этом заготовка 3
получает винтообразное движение. Одной из основных особенно-
стей поперечно-винтовой прокатки является разрушение сердце-
вины сплошной заготовки. В центре ее под действием сжимающих
сил возникает сложное напряженное состояние со значительными
растягивающими напряжениями в направлении, перпендикулярном
действию сил. Радиальные растягивающие напряжения вызывают
течение металла от центра и облегчают образование отверстия оп-
равкой 4. После прошивки и нагрева гильза поступает на авто-
матические или пилигримовые (периодические) раскатные станы.
На автоматическом стане гильза 5 (рис. IV. 10,6) раскаты-
вается между двумя валками 1 на оправке 4. Зазор между оправ-
кой и калибром валка определяет толщину стенки трубы. Прока-
117
тывают трубу за два прохода с поворотом на 90°, возвращая ее
после каждого прохода роликами 6 обратной подачи. На автомати-
ческом стане прокатывают трубы диаметром свыше 57 мм. Умень-
шение их диаметра осуществляют в непрерывных редукционных
станах, в которых прокатку труб ведут без оправки, а затем на
станах холодного волочения или прокатки.
Рабочие валки пилигримового стана 1 (рис. IV. 10,в) имеют
калибр переменного сечения и вращаются в разные стороны с оди-
наковой скоростью. Прокатываемая заготовка 5 вместе с оправкой
4 совершает прямую и обратную подачу с поворотом на 90°.
Обкатку, при которой диаметр труб увеличивается за счет
расширения их на оправке, производят на обкатном стане по кон-
струкции, аналогичной прошивочному. После обкатки для полу-
чения окончательных размеров трубы подвергают калибровке.
3. Производство сварных труб. Сварные трубы, диаметр ко-
торых достигает 2500 мм, значительно дешевле бесшовных, но
менее прочны. Заготовкой сварных труб служит лента (штрипс)
или листы шириной, равной длине окружности трубы.
Технологический процесс изготовления сварных труб состоит
из следующих операций: I) формовка плоской заготовки в трубу;
2) сварка трубы; 3) отделка и правка.
Формовку труб малого диаметра производят в ручьях валков
непрерывного стана, а диаметром более 300 мм — на прессах или
листогибочных валковых станах. После формовки применяют свар-
ку следующих видов: непрерывную печную встык, контактную
электрическую, электрбдуговую под слоем флюса и другие.
Непрерывная печная сварка — высокопроизводительный способ
получения дешевых труб диаметром 10... 114 мм с толщиной стенки
1,8...5 мм (в основном водогазопроводных). Поступающая в рулоне
полоса (штрипс) разматывается, правится, обрезается, сваривается
электросваркой с задним концом предыдущего рулона и поступает
в нагревательную туннельную печь, где нагревается до 1300...
1350 °C. Потом заготовка последовательно проходит через 6...
12 клетей непрерывного стана, где происходит формовка и свар-
ка прижатых в калибре одна к другой встык кромок трубы
(рис. IV. 11,а). Выходящая из стана труба разрезается пилой на
куски 4... 12 м и калибруется на калибровочном стане.
При контактной электросварке труб диаметром 6...600 мм
с толщиной стенок 0,4...5 мм (для изготовления элементов кон-
струкций и нефтегазопроводов) заготовка формуется аналогично
трубам печной сварки, но без нагрева. Затем заготовка посту-
пает в трубоэлектросварочный стан, в котором кромки трубы 4
(рис. IV. 11,6) разогреваются при подаче с помощью щеток 2 тока
напряжением 5... 10 В через вращающиеся сварочные ролики 3
с контактными медными кольцами и стык сваривается под давле-
нием нажимных роликов /. Ролики 5 перемещают трубу.
Электродуговой сваркой под слоем флюса изготовляют трубы
диаметром 400... 1800 мм с толщиной стенок 6... 15 мм с прямым и
спиральным швом (рис, IV.11,в).
118
Рис. IV.11. Схемы получения сварных труб
4. Многослойные трубы. Принципиально новая технология
получения труб диаметром до 1420 мм для газопроводов высокого
давления (до 12 МПа) разработана Институтом электросварки
им. Е. О. Патона АН УССР. Исходной заготовкой служит стальная
горячекатаная полоса шириной 1700 мм. После отрезки из рулона
мерных полос трубные заготовки (обечайки) получают намоткой
их на барабане, диаметр которого соответствует внутреннему диа-
метру трубы. Для предотвращения раскрутки обечайки концы
полосы привариваются в нескольких точках с торцов. При любой
толщине станок трубы толщина полосы одна и та же — 4...4,5 мм,
изменяется только число слоев (5...7 для давления 12 МПа). Чтобы
устранить зазоры между слоями, обечайку растягивают на спе-
циальной разжимной оправке. После сварки и контроля наруж-
ного и внутреннего продольных швов на металлорежущем станке
обрабатывают торцы обечаек. Для получения двенадцатиметровой
трубы на сборочном устройстве стыкуют 7 обечаек, торцы которых
затем сваривают внутренним и наружным швами.
Себестоимость многослойных труб на 20 % дешевле труб равной
толщины со сплошной стенкой.
§ 11. Производство специальных видов проката
1. Прокатка деталей типа колес, бандажей и колец. Заготов-
кой для изготовления таких деталей служат слитки или круглый
прокат. Технологический процесс их изготовления может включать
операции ковки и прокатки. Например, на прессе производят осад-
ку и прошивку заготовки, а формовку ступицы, диска и контура
обода железнодорожных колес — на специальном колесопрокатном
стане (рис. IV. 12,а).
2. Прокатка периодических профилей и деталей как один из
самых экономичных методов формообразования заготовок деталей
имеет особое значение. Периодические профили используют как
заготовки для последующей штамповки или механической обработ-
119
Рис. IV.12. Схемы получения некоторых специальных видов проката
ки, что обеспечивает экономию 20...30 % металла по сравнению
со штамповкой из обычного проката.
Периодические профили изготовляют преимущественно попе-
речной и поперечно-винтовой (см. рис. IV. 5,в) прокаткой. Попереч-
ная прокатка осуществляется на двух- и трехвалковых станах
(рис. IV. 12,6). Поперечно-винтовая прокатка деталей с вин-
товой поверхностью (червяков, ходовых винтов, червячных фрез
и т. п.) в 30...80 раз производительнее, чем нарезание резьбы на
токарно-винторезном станке, и обеспечивает экономию 10...30%
металла.
На машиностроительных предприятиях для получения за-
готовок типа ступенчатых валиков, втулок, осей, пальцев с малыми
припусками все большее применение находят деталепрокатные
станы. Чаще всего в них используется принцип поперечно-клиновой
прокатки, при которой заготовка прокатывается между двумя
плитами с ручьями требуемой формы.
3. Производство гнутых профилей. Во многих случаях детали
машин и конструкций из фасонных горячекатаных профилей имеют
слишком большой запас прочности и оказываются чрезмерно мате-
риалоемкими, так как минимальная толщина стенок этих профилей
2...3 мм. Легкие тонкостенные с высокой жесткостью так называ-
емые гнутые профили различной формы получают гибкой тонкой
полосы на специальных профилегибочных станах.
Изготовление гнутых профилей аналогично формированию за-
готовок сварных труб. При профилировании площадь поперечного
сечения полосы остается неизменной, а меняется только его форма.
При этом в результате холодной пластической деформации проис-
ходит упрочнение металла.
Получают гнутые профили открытого типа, иногда весьма
сложной формы (полузакрытого и закрытого типа) (см. рис. IV.6,d).
Применение гнутых профилей обеспечивает уменьшение массы
конструкций по сравнению с изготовлением их из горячекатаных
фасонных профилей на 25...30 %.
120
ГЛАВА 4. ПРЕССОВАНИЕ И ВОЛОЧЕНИЕ
§ 12. Прессование
1. Характеристика процесса. Прессование заключается в вы-
давливании металла из замкнутого объема через отверстие в мат-
рице. Профиль прессованного изделия соответствует сечению этого
отверстия. Прессование — высокопроизводительный и экономич-
ный способ обработки металлов и сплавов, которым можно полу-
чать сплошные и полые профили (рис. IV. 13,а). Прессованные
изделия более точны, чем катаные.
Прессование металла происходит в условиях всестороннего
неравномерного сжатия (см. рис. IV.2,a); При такой схеме дефор-
мирования металл наиболее пластичен. Поэтому прессованием
можно обрабатывать как пластичные, так и малопластичные спла-
вы: медные, алюминиевые, магниевые, титановые, углеродистые
и легированные стали и др. Недостатки процесса —значительные
.(иногда до 40 % от массы заготовки) отходы металла и интенсив-
ный износ инструмента, особенно при прессовании сталей и других
труднодеформируемых сплавов.
Прессованием получают прутки диаметром 5...250 мм, прово-
локу диаметром 5... 10 мм, трубы с наружным диаметром 20...
400 мм и толщиной стенки 1,5...12 мм и другие изделия. Благо-
даря гибкости, легкости переналадки на изготовление другого про-
филя прессованием, по сравнению с прокатыванием, выгоднее
изготовлять малые серии профилей.
2. Методы прессования. Исходной заготовкой для прессования
является слиток или круглый прокат. Различают прямое и обрат-
ное прессование.
При прямом прессовании (рис. IV. 13,6) направление выхода
металла через отверстие матрицы 5 совпадает с направлением дви-
жения пуансона /, давление которого на заготовку 3 передается
через пресс-шайбу 2. Часть заготовки, которая остается в контей-
нере 4, называют пресс-остатком. Масса его составляет обычно
8... 12 % от массы слитка.
121
При прессовании труб заготовка сначала прошивается иглой 6
(рис. IV. 13,в), проходящей через полный пуансон /. При даль-
нейшем перемещении пуансона и пресс-шайбы 2 металл выдавли-
вается в виде трубы 3 через кольцевой зазор между стенками
отверстия в матрице 5 и иглой.
При обратном прессовании (рис. IV. 13,г) матрица 5 устанав-
ливается в конце полого пуансона 1 и металл вытекает в направ-
лении, обратном перемещению пуансона. Этот метод характери-
зуется меньшими отходами (масса пресс-остатка составляет 6...
10 % от массы заготовки) и меньшим усилием прессования, но
из-за сложности оборудования он находит ограниченное приме-
нение.
Оборудованием для прессования служат горизонтальные и вер-
тикальные гидравлические прессы с усилием 3...250 МН с рабочим
давлением жидкости до 40 МПа. В последнее время все большее
применение (особенно при производстве изделий из трудноде-
формируемых сплавов) находит гидропрессование — прессование
металлов под непосредственным воздействием давления жидкости
до 2000 МПа и выше.
§13. Волочение
1. Характеристика процесса. Волочение заключается в протя-
гивании (чаще всего в холодном состоянии) прокатанных или
прессованных заготовок через отверстие в матрице (волоке), по-
перечное сечение которого меньше поперечного сечения заготовки
(рис. IV. 14). При протягивании прутка через отверстие с силой Р
возникают силы реакции N, которые обжимают заготовку.
Степень обжатия q —(Fq—FJ/Fq, где и F2—площади попереч-
ного сечения соответственно до и после волочения, допускаемая за
один проход, зависит от обрабатываемого материала и составляет
для сталей 10...19 %, для цветных металлов—до 36 %. Чтобы
не было обрывов, напряжение при волочении не должно превышать
0,6 предела прочности материала заготовки. Для получения про-
филей необходимых размеров производят волочение за несколько
Рис, IV. 14. Примеры профилей (а), получаемые волочением, и схе-
мы волочения прутков (б) и труб (в, г)
122
Рис. IV. 15. Волочильные станы
проходов через ряд постепенно уменьшающихся отверстий. В ре-
зультате холодной пластической деформации происходит упрочне-
ние (наклеп) металла. Для снятия наклепа и повышения пластич-
ности производят промежуточный рекристаллизационный отжиг.
Из различных сортов стали и цветных металлов волочением из-
готовляют проволоку диаметром 0,002...10 мм, разнообразные про-
фили (рис. IV.14,a), калиброванные прутки диаметром 3...150 мм,
холоднотянутые трубы диаметром до 500 мм и с толщиной стенки
0,1... 10 мм достаточно высокой точности с блестящей, гладкой
поверхностью. Благодаря наклепу волочением можно повысить
прочность и твердость металла.
2. Инструмент и оборудование для волочения. Инструментом для
волочения служит волочильная матрица (волока). Волоки могут
быть цельными, составными и роликовыми. Цельная волока имеет
отверстие (очко), состоящее из четырех зон: смазочной воронки /
(рис. IV. 14,6), рабочего конуса 2, калибрующего пояска 3 и вы-
ходного конуса 4. Угол рабочего конуса зависит от деформируемого
материала и составляет 6... 12°. Ширина калибрующего пояска
обычно 2...10 мм. Рабочая часть матрицы изготавливается из ин-
струментальных сталей, твердых сплавов и технических алмазов.
Волочение производят на волочильных станах, в которых за-
готовки с помощью тянущего устройства протягиваются через
отверстие матрицы. Различают волочильные станы периодического
действия с прямолинейным движением тянущего устройства (чаще
всего цепные) и станы непрерывного действия (барабанные).
Цепные станы предназначены для волочения прутков и труб.
Конец заготовки 6 (рис. IV. 15) пропускается через отверстие
в матрице 7 и захватывается клещами 5, которые закреплены на
каретке 4, перемещающейся по станине 1 с помощью пластинча-
123
той цепи 8 и крюка 2. Когда изделие выходит из матрицы, натя-
жение между крюком и цепью уменьшается и противовес 3 подни-
мает крюк и отсоединяет его от цепи.
Барабанные станы с непрерывной подачей заготовки предна-
значены для волочения проволоки и небольших труб. Они делятся
на станы однократного и многократного волочения, в которых за-
готовка последовательно проходит через несколько (до 20) воло-
чильных матриц. Заготовка 9 после прохождения через отверстия
каждой матрицы 11 наматывается на промежуточные тянущие ба-
рабаны 10, а затем на приемный барабан 12. Скорость вращения
каждого последующего барабана возрастает пропорционально
удлинению проволоки. Скорость волочения достигает 10 м/с,
а для тонкой проволоки — 40 м/с.
3. Волочение прутков, проволоки и труб. Основу технологиче-
ского процесса составляет маршрут волочения, который показы-
вает последовательное изменение размеров заготовки по прохо-
дам. Степень обжатия для каждого прохода берется одинаковой,
и по ней определяются их количество и диаметры калибрующих
поясков отверстий волок. Например, при изготовлении стальной
проволоки диаметром 0,5 мм из прутка диаметром 5 мм надо сде-
лать 20 проходов и не меньше трех промежуточных рекристаллиза-
ционных отжигов. Для удаления образующейся при отжиге про-
волоки окалины ее травят в растворе серной кислоты, затем промы-
вают и сушат горячим воздухом.
Волочение труб производят двумя способами: 1) для умень-
шения только диаметра трубы — без оправки (см. рис. IV. 14,в);
2) для одновременного уменьшения диаметра и стенки трубы, а так-
же для получения фасонных труб — с применением оправки (см.
рис. IV. 14,г).
Для уменьшения усилия волочения, износа инструмента
и улучшения поверхности изделий применяют смазки: твердые,
пластичные и жидкие. Некоторые изделия, от которых требуется
высокая точность и качество поверхности, подвергают калибро-
ванию при малой степени обжатия.
ГЛАВА 5. КОВКА
§ 14. Сущность процесса и технологические
операции ковки
1. Характеристика процесса. Ковка — процесс деформиро-
вания нагретой заготовки между верхним и нижним бойками мо-
лота или пресса с помощью универсального инструмента (см.
рис. IV.3,г). Ковка может быть машинной на молотах и прессах
и ручной. Ручная ковка применяется в основном в ремонтном
деле для мелких работ. Кованые заготовки для последующей обра-
ботки называются поковками. Ковкой получают поковки массой от
0,1 кг до 300 т. Крупные поковки (массой выше 1,5 т) получают из
124
Рис. IV, 16. Основные технологические операции ковки
слитков только ковкой. Меньшие поковки можно получать также
штамповкой. Но штамповка из-за сложности инструмента приме-
няется только в массовом и крупносерийном производствах. Для
получения мелких и средних поковок (до 150 кг) повышенной точ-
ности на ковочных молотах и прессах в серийном производстве
(при партиях 50...250 шт.) часто используют подкладные штампы.
Мелкие и средние поковки куют из сортового проката или блюмов.
2. Виды операций ковки и инструмент. Самую сложную по-
ковку можно получить, выполняя в определенной последователь-
ности основные операции ковки: протяжку, осадку, прошивку,
гибку, закручивание, рубку.
Протяжку (вытяжку) применяют для увеличения длины за-
готовки и уменьшения ее поперечного сечения (рис. IV. 16,а).
Протяжку можно выполнять плоскими и фигурными бойками. Ков-
ка в фигурных бойках (рис. IV. 16,6) позволяет избежать ковочных
трещин при ковке низкопластичных сталей и сплавов и получить
более точные поковки. Степень деформации характеризуется от-
ношением поперечного сечения исходной заготовки к конечному
поперечному сечению, называемому уковкой. Чем больше уковка,
тем лучше структура металла и выше его механические свойства.
Разновидности протяжки: разгонка (расширение части заготовки);
протяжка полого цилиндра на оправке, применяемая при ковке
барабанов, труб, цилиндров; раскатка (раздача) колец на цилин-
дрической оправке для увеличения диаметра (рис. IV. 16,в).
Осадка — увеличение поперечного сечения исходной заготовки
за счет уменьшения ее высоты. Для правильной осадки высота
исходной цилиндрической заготовки не должна превышать трех
диаметров, торцы ее должны быть ровными и параллельными.
Местное утолщение заготовки называется высадкой (рис. IV. 16,г).
Прошивка — получение в заготовке сквозного отверстия или
углубления. Для выполнения этой операции применяют сплошные и
пустотелые (для диаметров 400...900 мм) прошивни 1 (рис. IV. 16,6).
Прошивку сквозных отверстий в тонких поковках 2 производят
125
с подкладными кольцами 3. В более высоких поковках сначала
прошивают отверстие с одной стороны (примерно на 3/4 глубины),
а затем этим же прошивнем заканчивают прошивку с другой
стороны.
Гибка применяется для изготовления крюков, коленвалов,
скоб и т. п. При выборе исходной заготовки надо учитывать иска-
жение формы и уменьшение площади поперечного сечения (утяж-
ку) в зоне изгиба. При гибке могут использоваться подкладки
и специальные приспособления (рис. lV.16,e).
Закручивание — поворот одной части заготовки относительно
другой на заданный угол — применяется при изготовлении колен-
валов, сверл и т. п. При закручивании используют ключи, воротки,
лебедки (рис. IV. 16,ас).
Рубка применяется для разделения заготовки на части, отде-
ления излишка металла и с целью образования в поковке уступов,
заплечиков (надрубка). Инструментом для рубки служат прямые
и фигурные топоры и зубила 4 (рис. IV.16,3).
§ 15. Оборудование для ковки
1. Ковочные молоты. Молоты создают динамическое (ударное)
воздействие инструмента (верхнего бойка) на заготовку. Продол-
жительность деформации при ковке на молотах 10-3с, а скорость
деформирования — 6...6,5 м/с. Наибольшее применение получили
паровоздушные и приводные молоты.
В паровоздушном молоте (рис. IV. 17) подъем и опускание бабы
10 с закрепленным на ней верхним бойком //по направляющим 7
производится при подаче пара или сжатого воздуха давлением
0,7...0,9 МПа в рабочий цилиндр 5. Подача пара регулируется
с помощью золотникового устройства 4. При перемещении золот-
ника 3 с помощью рычага / и тяги 2 вверх или вниз пар поступает
в верхнюю или нижнюю полость цилиндра 5 и перемещает поршень
6, соединенный штоком 8 с бабой 10. При падении бабы давление
пара на верхнюю часть поршня создает дополнительное усилие.
Нижний боек 12 неподвижно закреплен на массивной стальной фун-
даментной плите — шаботе 13, лежащей на дубовой подушке на
отдельном фундаменте. Чем больше масса шабота, тем большая
часть кинетической энергии падающих частей превращается в энер-
гию деформации заготовки. Обычно она в 15 раз больше массы па-
дающих частей.
Установка станины 9 и шабота 13 на отдельных фундаментах
обеспечивает свободный доступ к бойкам, оберегает конструкцию
молота от сотрясений, но не гарантирует параллельности бойков.
Паровоздушные молоты строят с массой падающих частей 1...8 т.
Из приводных молотов наибольшее применение получили пневма-
тические. В них подъем и опускание поршня, шток которого одно-
временно является бабой молота и к которому крепится верхний
боек, совершается с помощью сжатого воздуха давлением 0,2...
0,3 МПа. Сжатый воздух поступает в рабочий цилиндр от поршне-
126
Рис. IV. 17. Паровоздушный ковочный молот
вого компрессора, приводимого в движение кривошипно-шатунным
механизмом от отдельного электродвигателя. Рабочий и компрес-
сионный цилиндры расположены на одной станине. Пневматиче-
ские молоты имеют массу падающих частей 50... 1000 кг и приме-
няются для ковки мелких поковок (до 20 кг).
2. Гидравлические прессы. Прессы отличаются от молотов тем,
что они оказывают статическое воздействие на заготовку. Продол-
жительность деформации доходит до десятков секунд, а скорость
деформирования составляет 2...3 м/мин.
В гидравлическом прессе плунжер 6 (рис. IV. 18) перемещает
подвижную траверсу 3 с закрепленным на ней верхним бойком 2.
Необходимое для деформирования поковки усилие создается с по-
мощью жидкости (водной эмульсии или минерального масла),
поступающей под давлением 20...30 МПа в рабочий цилиндр 10
по трубопроводу 11. Поднимается плунжер 6 с траверсой 3 с помо-
щью тяг 5 и перемещающихся в цилиндрах подъема 9 поршней 8.
Нижний боек 12 крепится к нижней плите 1. Нижняя 1 и верхняя/
неподвижные плиты соединены четырьмя направляющими колон-
нами 4, по которым перемещается траверса 3.
127
В состав гидропрессовой установки, кроме самого пресса, входят
также насосная станция, сливной резервуар, аккумулятор жидко-
сти высокого давления (грузовой или воздушный) и гидрораспре-
делители.
Гидравлические прессы изготовляют с максимальным усилием
5... 150 МН. Они чаще используются для получения крупных по-
ковок, а также при ковке малопластичных высоколегированных
сталей и сплавав цветных металлов. Имеются также прессы, в ко-
торых вместо приводной насосной станции используется паровой
насос (мультипликатор), создающий давление жидкости 30...
60 МПа.
§16. Разработка технологического процесса ковки
1. Чертеж поковки составляется на основании чертежа готовой
детали с учетом допусков на поковку, припусков на механическую
обработку и напусков (рис. IV. 19,а). Для деталей сложной формы
(с фланцами, уступами, выемками), когда длина или диаметр уступа
малы по сравнению с размерами смежных участков, форма поковки
упрощается. Увеличенный в таком случае припуск называется
напуском.
При составлении чертежа поковки необходимо обеспечить ее
технологичность. Форма поковки должна быть простой (цилиндри-
ческой или плоской), следует избегать конических и клиновых по-
верхностей, ребер, бобышек, выступов. При ковке надо обеспечить
правильное направление волокон; они не должны пересекаться.
Размеры исходной заготовки для поковки рассчитывают с уче-
том отходов на угар, прибыли, обрубки и необходимой степени
уковки.
2. Выбор и последовательность операций ковки зависит от формы
поковки и технических требований на нее. Для сплошных деталей
Рис. IV. 19. Чертеж поковки шестерни и схема технологического процесса ковки
рычага с вилкой
128
круглого и прямоугольного сечения (осей, валов, колонн, брусков,
пластин и т. п.) общими, операциями ковки являются: протяжка,
комбинация протяжки с осадкой, прошивкой, рубкой, надрубкой
уступов. Для одноколенных и многоколенных валов, крюков,
кроме этих операций, необходимы закручивание и гибка. Для
полых деталей малой высоты (бандажи, диски, кольца) применяют
осадку, комбинацию осадки с протяжкой, прошивкой, рубкой, рас-
каткой на оправке; для протяженных полых деталей (цилиндры,
барабаны, валы) — протяжку, комбинацию протяжки с осадкой,
прошивкой, раскаткой на оправке.
. На рис. IV. 19 показана схема технологического процесса ковки
рычага с вилкой (рис. IV. 19,6), включающая операции протяжки
(рис. IV. 19, а, 6, а, з), надрубки (рис. IV. 19, з, а, ж) и гибки
(рис. IV. 19,яс).
ГЛАВА 6. ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
§ 17. Сущность процесса и виды штамповки
1. Характеристика процесса. Объемная штамповка — процесс
изготовления поковок в штампах, при котором течение металла
в стороны во время деформирования ограничено поверхностями
отдельных частей штампа. Рабочая полость штампа при замыкании
его составных частей в конце штамповки — ручей — соответствует
форме поковки.
По сравнению со свободной ковкой объемная штамповка имеет
такие преимущества: 1) в 50... 100 раз большая производительность
(десятки и сотни поковок в час); 2) большая однородность и точ-
ность поковок (припуски и допуски на поковку в 3...4 раза меньше,
чем при ковке), благодаря чему значительно уменьшается расход
металла в стружку; 3) возможность получения поковок сложной
формы без напусков; 4) высокое качество поверхности. На одном
штампе в зависимости от сложности, материала и массы заго-
товки и способа штамповки можно изготовить от 10 до 25 тыс. по-
ковок.
Недостатки объемной штамповки: сложность и дороговизна
инструмента-штампа (иногда нескольких), ограниченность массы
поковок (0,3...100 кг, в отдельных случаях до 3 т), так как усилия
Деформирования при штамповке гораздо выше, чем при ковке.
Наиболее эффективна объемная штамповка в крупносерийном
и массовом производствах.
2. Виды штампов и способы штамповки. Различают объемную
штамповку в открытых и закрытых штампах.
В открытых штампах (рис. IV.20,a) между подвижной и непод-
вижной частями штампа имеется зазор — заусеночная (или облой-
иая) канавка, в которую вытекает избыточный объем металла за-
готовки. Образующийся при этом заусенец (облой) затем обре-
зается.
129
I
Рис. IV;20. Схемы горячей объемной штамповки и заготовительных ручьев
В закрытых штампах (рис. IV.20,6) деформирование металла
протекает в закрытой полости. Штамповка происходит без обра-
зования заусенца, и в этом случае расход металла меньше, но
предъявляются повышенные требования к точности объема заго-
товки. Микроструктура металла поковок при штамповке в закрытых
штампах более благоприятна, так как волокна металла нигде не
пересекаются. Штамповка в закрытых штампах позволяет полу-
чить большую степень деформации и штамповать малопластичные
сплавы. Закрытые штампы могут быть с одной и с двумя плоскостя-
ми разъема (рис. IV.20,e). Близкой к схеме штамповки в закрытых
штампах является штамповка выдавливанием (рис. IV.20,г).
Поковки простой формы штампуют в бдноручьевых штампах —
с одной полостью. Сложные поковки с резкими изменениями се-
чения по длине изготовляют в многоручьевых штампах с последова-
тельным деформированием заготовки в нескольких ручьях с посте-
пенным приближением ее к окончательной форме поковки.
3. Ручьи штампов в многоручьевых штампах разделяют на за-
готовительные и штамповочные.
Заготовительные ручьи предназначены для получения фасонной
заготовки, и в них металл перераспределяется для подготовки
к окончательной штамповке. В заготовительных ручьях произво-
дят: осадку (обычно на плоской площадке штампа); протяжку —
удлинение части заготовки 3 (рис. IV.20,д); подкатку — местное
увеличение сечения заготовки за счет утонения соседних участков
(рис. IV.20,e); пережим — уширение заготовки поперек ее оси;
формовку — для придания заготовке формы, приближающейся
к форме поковки в плоскости разъема (рис. IV.20,ж); гибку
(рис. IV.20,3); а также отрубку заготовок при штамповке из прутка.
Штамповрчные ручьи бывают черновые (предварительные) и чи-
стовые (окончательные). Черновой ручей не имеет облойной канавки.
Его назначение — предохранить чистовой ручей от изнашивания.
Форма чернового ручья такая же, как у чистового, но радиусы за-
круглений и штамповочные уклоны несколько больше. Чистовой
130
ручей — точное отображение поковки, но с размерами, большими
на величину усадки при остывании (около 1,5 %). По периметру
чистового ручья располагается канавка для облоя. Она состоит из
узкого мостика 1 (рис. IV.20,a) и магазина 2. Назначение мостика —
затруднить выход металла из ручья, чтобы создать в полости штампа
высокое давление, и облегчить обрезку облоя.
§18. Оборудование для горячей объемной
штамповки
Горячую объемную штамповку выполняют на штамповочных
молотах, прессах, горизонтально-ковочных машинах и специализи-
рованных машинах узкого назначения.
1. Штамповочные молоты предназначены для штамповки по-
ковок разнообразной формы, преимущественно в многоручьевых
открытых штампах.
Основным типом штамповочных молотов являются паровоздуш-
ные штамповочные молоты с массой падающих частей 630...
25 000 кг. По принципу действия они подобны паровоздушным
ковочным молотам, но имеют
конструктивные отличия, обус-
ловленные повышенными требо-
ваниями к точности перемеще-
ния частей штампов. Станина 4
(рис. IV.21) и шабот 2 имеют об-
щий фундамент 1. Стойки ста-
нины 4 установлены непосред-
ственно на шаботе'и соединены
с ним с помощью болтов с пру-
жинами. Масса шабота в 20...30
раз больше массы падающих час-
тей. Баба 5 с прикрепленной
к ней верхней частью штампа
перемещается по установленным
на стойках направляющим 3, ко-
торые имеют устройство для ре-
гулирования зазора. Штампо-
вочные молоты имеют педально-
автоматизированное управление.
Если педаль 9 не нажата, то баба
совершает возвратно-поступа-
тельные перемещения, выдержи-
вая зазор между частями штам-
па 200...300 мм. Эта холостая
Работа молота обеспечивается
саблеподобным рычагом 8, пово-
рот которого определяется по-
ложением бабы и который управ-
ляет через золотниковое устрой-
Рис. IV.21. Паровоздушный штам-
повочный молот
5*
131
ство 7 подачей пара в силовой цилиндр 6. При нажатии на
педаль 9 увеличивается размах колебаний бабы и верхняя половина
штампа ударяет по заготовке.
Применяются также молоты гидравлические, фрикционные с дос-
кой и бесшаботные паровоздушные. У последних вместо шабота
установлена нижняя подвижная баба, соединенная с верхней бабой
механической или гидравлической связью. Они предназначены пре-
имущественно для штамповки крупных поковок в одноручьевых
штампах.
Штамповка поковок на молоте происходит обычно за 3...5 уда-
ров. При последнем ударе обе части штампа смыкаются по плоскости
разъема. Средняя масса поковок при массе падающих частей
1000 кг составляет 0,5...2 кг, при 10 000 кг — 40...100 кг.
2. Штамповочные прессы. Для объемной штамповки применяют
винтовые, фрикционные, гидравлические и кривошипные горяче-
штамповочные прессы.
Винтовые фрикционные прессы усилием до 6,3 МН применяют
для штамповки в открытых и закрытых штампах мелких поковок
(до 20 кг). Они малопроизводительны и используются в основном
в мелкосерийном производстве.
Гидравлические прессы для штамповки аналогичны ковочным
гидравлическим прессам, но имеют более жесткую конструкцию,
большую скорость перемещения подвижной поперечины и выталки-
ватели для удаления из штампа поковок. Эти прессы с усилием до
750 МН применяют для штамповки крупных поковок в открытых
и закрытых штампах с одной и двумя плоскостями разъема.
Штамповка на кривошипных горячештамповочных прессах —
наиболее прогрессивный метод .объемной штамповки. Такие прессы
с усилием 6,3... 100 МН используют для получения поковок раз-
личной формы из сортового или периодического проката в открытых
и закрытых штампах, в том числе выдавливанием. На рис. IV.22
представлена схема кривошипного горячештамповочного пресса.
От электродвигателя 1 через клиноременную передачу движение
сообщается большому зубчатому колесу 2, свободно вращающемуся
на коленчатом валу 4. С помощью фрикционной дисковой муфты 3
зубчатое колесо 2 может быть соединено с валом 4, передающим дви-
жение шатуну 5, который сообщает возвратно-поступательное дви-
жение ползуну 7. Для остановки коленчатого вала в верхнем поло-
жении после выключения муфты служит тормоз 6. К ползуну 7 и
столу 14 пресса крепятся соответственно верхняя 10 и нижняя 13
плиты штампа с ручьевыми вставками 11 и 12. Совмещение верхней
и нижней частей штампа обеспечивается направляющими колон-
ками 9. Когда ползун пресса поднимается вверх, выталкиватели 8
выталкивают поковку из чистового ручья.
На кривошипных прессах деформирование металла в каждом
ручье происходит за один ход ползуна. Большое число ходов в ми-
нуту (35...90) обеспечивает высокую производительность. Постоян-
ство хода ползуна и применение штампов с направляющими колон-
ками даёт возможность достичь более высокой точности поковок
132
Рис. IV.22. Схема кривошипного
горячештамповочного пресса
Рис. IV.23. Штамповка поковок на го-
ризонтально-ковочной машине
по сравнению со штамповкой на молотах. Наличие выталкивателей
позволяет уменьшить штамповочные уклоны. К недостаткам штам-
повки на кривошипных прессах относятся: необходимость точного
определения массы заготовок; заготовки не должны иметь окалины;
нельзя применять протяжный и подкатный ручьи; стоимость прес-
сов в 3...4 раза выше, чем молотов.
3. Горизонтально-ковочные машины (ГКМ) предназначены для
штамповки высадкой деталей, которые не требуют штамповки по
всей длине (рис. IV.23,a), а также для прошивки (рис. IV.23,б).
ДГгамповка на ГКМ осуществляется в штампах с двумя
плоскостями разъема, состоящих из трех частей: неподвижной 6
(рис. IV.23,e) и подвижной 7 матриц и пуансона 4. Двойной разъем
Штампов дает возможность штамповать большинство поковок без
штамповочных уклонов и облоя. Заготовку (пруток) устанавли-
вают в неподвижную матрицу до упора 5. Главный ползун 3 с пуан-
соном 4 приводится в движение от кривошипно-шатунного меха-
низма. Прежде чем пуансон 4 соприкоснется с торцом заготовки,
133
подвижная матрица 7 прижимает ее к неподвижной матрице 6,
а упор 5 отходит в сторону. Зажимной ползун 8 с подвижной матри-
цей 7 перемещается от бокового ползуна 9, который в свою очередь
приводится в движение от кулачков 1, сидящих на главном валу 2.
По производительности ГКМ не уступают кривошипным горя-
чештамповочным прессам, но стоимость их в 1,5 раза выше и они
менее универсальны, чем молоты и прессы. ГКМ изготовляют с уси-
лием на главном ползуне 5...31,5 МН; на них можно обрабатывать
прутки диаметром до 270 мм.
§19. Разработка технологического процесса
объемной штамповки
Технологическая подготовка производства штампованных по-
ковок включает составление чертежа поковки, разработку техно-
логического процесса, конструирование и изготовление штампа.
Технологический процесс объемной штамповки состоит из следу-
ющих операций: 1) получение исходных заготовок; 2) нагрев за-
готовок; 3) штамповка поковок; 4) обрезка облоя; 5) отделка
поковок.
1. Конструирование поковки. Форму и размеры поковки
(рис. IV.24) определяют по чертежу детали с учетом припусков на
механическую обработку, допусков на штамповку и напусков.
При конструировании поковок, штампуемых на молотах, не-
обходимо обеспечить свободное извлечение поковки из ручья штам-
па. Поэтому плоскость разъема открытых штампов выбирают так,
чтобы глубина полости была минимальной. Вертикальные стенки
поковки должны иметь штамповочные уклоны (3...70 для наруж-
ных стенок, 5...10° — для внутренних). Переходы от одной плос-
кости к другой должны иметь закругления. Радиусы закругления
(обычно 1...6 мм) для внутренних поверхностей больше, чем для
наружных. Плоскость разъема закрытых штампов выбирают по
наибольшей торцовой поверхности детали. Поскольку при штам-
повке на молотах ручей в верхнем штампе заполняется выдавлива-
нием легче, чем в нижнем, то труднозаполняемые части поковки
(ребра, бобышки и т. п.) следует формовать в верхней части штампа.
Штамповкой в открытых штампах нельзя прошить сквозные
отверстия, а производят только наметку отверстия с внутренним
облоем-перемычкой (рис. IV.24,e). Окончательную прошивку
(удаление перемычки) выполняют в специальных штампах.
Рис. IV.24. Чертежи детали (а) и локовки для нее (б, в)
134
2 3 4
Рис. IV.25. Штамповка шатуна в многоручьевом штампе на молоте
2. Получение исходной заготовки. Объем и массу исходной за-
готовки определяют по чертежу поковки с учетом наружного и внут-
реннего облоя, клещевины (для захвата заготовки клещами при
штамповке) и угара (2 % на нагрев в пламенных печах и 1 % на
каждый подогрев). Поковки простой формы получают из круглого
или квадратного сортового проката. Режут прокат на мерные за-
готовки чаще всего на кривошипных пресс-ножницах (в холодном
или подогретом до 450...650° состоянии), дисковыми пилами и га-
зовой резкой.
При штамповке сложных поковок надо применять фасонные за-
готовки, по форме приближенные к поковке. Их получают ковкой
на молотах и ковочных вальцах, но наиболее эффективно исполь-
зование периодического проката, позволяющего сэкономить 15 %
металла и на 30 % уменьшить трудоемкость изготовления поковок.
Перед штамповкой заготовки нагревают до заданной температуры
в камерных или методических печах.
3. Выбор оборудования и метода штамповки осуществляют в за-
висимости от формы и размеров поковки, свойств материала, коли-
чества деталей и других факторов.
Необходимую массу падающих частей G (кг) штамповочных
паровоздушных молотов определяют в зависимости от площади
проекции поковки в плане F (см2). Принимают G = 5F.
Усилие пресса или ГКМ для штамповки Р также определяют
(по площади проекции поковки на плоскость разъема штампа F
мм2): Р = kF<J (Н), где k = 6,4...7,3 для пресса и k = 1,5...4 для
ГКМ; о— предел прочности металла при температуре штамповки,
МПа.
В зависимости от характера деформирования, формы главной
оси, положения плоскости разъема, поперечных сечений и других
факторов поковки делятся на группы. Для каждой группы реко-
мендуется свой метод штамповки и выбор переходов.
Одноручьевую штамповку применяют для получения крупных
поковок на молотах и прессах за один нагрев. Многоручьевую штам-
повку осуществляют чаще всего на молотах также за один нагрев.
На рис. IV.25 показаны общий вид нижней половины штампа
и схема штамповки шатуна автомобиля 9 на молоте. Исходная за-
готовка 5 квадратного сечения на две поковки после нагрева протя-
135
J
Рис. IV.26. Последовательность переходов при штамповке на прессе
гивается в ручье 4. Затем за несколько ударов (с кантовкой на 90°
после каждого удара) ее подкатывают в подкатном ручье 1 и при-
дают приближенную к готовой поковке форму 6. Штамповку фа-
сонной заготовки, полученной в протяжном и подкатном ручьях,
осуществляют последовательно в черновом 3 и чистовом 2 штампо-
вочных ручьях, в которых получается поковка с облоем 7. Затем
в такой же последовательности штампуют другую поковку 8. На
специальном обрезном штампе, проталкивая поковку через отвер-
стие матрицы, обрезают облой. Штамповка двух шатунов происхо-
дит за 40 ударов молота общей длительностью 25...30 с.
На рис. IV.26 показана последовательность переходов при
штамповке на прессе коленчатого вала и поворотного кулака авто-
мобиля. Коленвал штампуется из круглого проката 1 в двухручье-
вом штампе. В первом ручье выполняется гибка заготовки 2, а во
втором — чистовая штамповка 3. Штамповка выдавливанием по-
воротного кулака из цилиндрической заготовки 4 выполняется
за три перехода 5, 6, 7.
4. Отделка поковок включает правку, термообработку, очистку
от окалины и калибровку.
Правку производят для устранения искривления оси и иска-
жения поперечных сечений поковок. Она производится в нагретом
или холодном состоянии в чистовых ручьях штампов или в правоч-
ных штампах.
Целью термообработки поковок (чаще всего отжига и нормали-
зации) является снятие остаточных напряжений после штамповки
и улучшение обрабатываемости резанием.
Очистку от окалины производят во вращающихся галтовочных
барабанах, на дробеметных установках и травлением в 15... 18 %-м
растворе серной кислоты, нагретом до 60 °C.
Калибровка применяется для повышения точности поковок
и выполняется в холодном или нагретом состоянии. Различают
плоскостную и объемную калибровки. Плоскостная калибровка
(рис. IV.27,a) сопровождается свободным течением металла в гори-
зонтальном направлении и обеспечивает получение точных верти-
кальных размеров. Плоскостная калибровка выполняется на спе-
циальных калибровочных кривошипно-коленных прессах (рив. IV.
27,6), на которых обеспечивается большое усилие на ползуне 1 при
малой скорости перемещения его в конце рабочего хода. Для точ-
136
ного регулирования зазора между
верхней и нижней частями штам-
па опорная призма 2 перемеща-
ется с помощью клина 3. Криво-
шипно-коленные прессы изготов-
ляют с усилием на ползуне0,63...
31,5 МН.
При объемной калибровке (рис.
IV.27,e) боковые стенки ручья за-
трудняют течение металла в гори-
зонтальном направлении. При этом
возможно образование заусенца.
Горячая объемная калибровка
(с подогревом до 850...900 °C) по
существу является доштамповкой
поковки до нужных точных разме-
Рис. IV.27. Схемы калибровки и
кривошипно-коленного пресса
ров и осуществляется на кривошипных горячештамповочных прес-
сах в одноручьевом штампе с последующей обрезкой облоя.
ГЛАВА 7. ХОЛОДНАЯ ШТАМПОВКА
§ 20. Сущность процесса и виды холодной
штамповки
1. Характеристика основных видов холодной штамповки. Хо-
лодной называют штамповку без нагрева заготовок. Ее разделяют на
объемную и листовую.
Холодная объемная штамповка позволяет почти полностью
исключить обработку резанием и обеспечивает по сравнению с по-
следней уменьшение трудоемкости изготовления деталей на 30...
80 % и повышение коэффициента использования материала до 50 %.
При холодной высадке коэффициент использования материала до-
стигает 95 %, а производительность — 800 шт./мин.
Основные виды холодной объемной штамповки: выдавливание,
высадка, объемная формовка и калибровка (чеканка). Холодные
объемные формовка, высадка и калибровка аналогичны соответ-
ствующим процессам горячей объемной штамповки,, а холодное
выдавливание — прессованию. Но они обеспечивают достижение
большей точности и более качественной поверхности деталей. На-
пример, обычная точность после калибровки составляет ± 0,01...
0,25 мм, а повышенная — ±0,05...0,15 мм.
Листовой штамповкой называют процесс изготовления деталей
из листа, полосы или рулонного материала. Толщина деталей не-
значительно отличается от толщины листового материала и не пре?
вышает 10 мм.
Достоинства этого вида штамповки следующие: высокая про-
изводительность (до 40 тыс. деталей в смену); высокая точность
Штамповок, не требующих дальнейшей механической обработки;
137
возможность автоматизации процесса; эко-
номическая целесообразность при массо-
вом и серийном производствах.
В автомобилестроении штамповкой из
листового материала получают около 60 %
деталей, в точном машиностроении и при-
боростроении — до 75 %, а в производстве
товаров широкого потребления — до 98 %.
2. Оборудование для холодной штам-
повки. Холодное выдавливание выполняется
на кривошипных или гидравлических прес-
сах. Процесс холодной объемной формовки
сходен с объемной калибровкой, и эти
операции выполняются обычно на криво-
шипно-коленных прессах.
Рис. IV.28. Схема криво- Холодная высадка производится на хо-
действияПРеССа двоиного лодновысадочных автоматах, подобных го-
ризонтально-ковочным машинам. Они обес-
печивают автоматическую подачу заготовки, перемещение ее из
ручья в ручей штампа и отрезку изделий от прутка.
Листовую штамповку чаще всего выполняют на кривошипных
и реже (крупногабаритных деталей) — на гидравлических прес-
сах. Применяют кривошипные прессы простого и двойного дейст-
вия. Устройство и работа кривошипного пресса простого действия
и горячештамповочного пресса (см. рис. IV,22) аналогичны.
Пресс двойного действия имеет два ползуна •— внутренний и
наружный. Внутренний ползун / (рис. IV.28) приводится в движе-
ние от кривошипно-шатунного механизма, а наружный 2 — от ку-
лачков 3, закрепленных на коленвалу. При движении вниз наруж-
ный ползун обгоняет внутренний, прижимает складкодержателем
5 заготовку 6 к матрице 7 и остается неподвижным при деформи-
ровании заготовки пуансоном 4, прикрепленным к внутреннему
ползуну. По окончании штамповки оба ползуна поднимаются.
§ 21. Получение изделий холодной объемной
штамповкой
1. Холодное выдавливание — процесс получения штамповок
при пластическом течении металла в полости штампа; При холод-
ном выдавливании в отличие от прессования заготовкой является
не слиток, а штучная прутковая заготовка. При этом получается
не протяженный профиль, а чаще всего готовая деталь, требующая
незначительной обработки резанием. Пластическое деформирова-
ние выдавливанием происходит в условиях неравномерного всесто-
роннего сжатия и обеспечивает высокую степень деформации. Для
мягких, пластичных металлов (алюминия) степень деформации,
определяемая отношением площадей поперечного сечения заготов-
ки и детали, может быть больше 10000 %. Но выдавливание тре-
бует высоких давлений: для алюминия до 0,7 ГПа, для сталей до
138
Рис. IV.29. Виды холодной объемной штамповкн
3 ГПа. Различают прямое, обратное и комбинированное выдавли-
вание.
При прямом выдавливании (рис. IV.29,a) металл вытекает через
отверстие в неподвижной матрице 2 в направлении движения пуан-
сона 1. Удаляется деталь 3 с помощью выталкивателя 4. Таким ме-
тодом получают детали типа стержней с утолщениями и труб с флан-
цами (болты, клапаны и т. п.). При обратном выдавливании на-
правление течения металла противоположно движению пуансона 1
(рис. IV.29,6). Удаляется деталь 3 с помощью съемника 5. Таким
методом получают полые детали с дном (корпусы труб, стаканы
и т. п.). Штамповка деталей методом комбинированного выдавлива-
ния сопровождается течением металла в разных направлениях
(рис. IV.29,e).
2. Холодную высадку применяют при изготовлении широкого
ассортимента деталей в массовом производстве: болтов, гаек, шпи-
лек, винтов, шурупов, заклепок, гвоздей, спиц и др. Исходной
заготовкой служат проволока или прутки диаметром 0,5...38 мм.
Холодная высадка деталей производится за 1, 2, 3 и более перехо-
дов (ударов) в зависимости от формы высаживаемой части и ее раз-
меров. Отношение длины высаживаемой части заготовки к ее
диаметру не должно превышать 2,5 при высадке за 1 удар, 8 — при
высадке за 3 удара.
Схема высадки заклепки на холодновысадочном автомате пока-
зана на рис, IV.29,a. Автомат имеет механизмы подачи, отрезки
и переноса заготовки с линии подачи на линию высадки, а также ме-
ханизмы высадки и выталкивания. Пруток или проволока роли-
ками 6 подается через матрицу 7 до упора 8. Матрица перемещается
на линию высадки, отрезая при этом заготовку от прутка. Высадка
заклепки 10 осуществляется пуансоном 9, а удаляется она из
матрицы выталкивателем 11.
139
Рис. IV.30. Детали, получаемые холодной формовкой
3. Холодную формовку применяют для изготовления сложных
по форме деталей с площадью горизонтальной проекции до 5000 мм3
и высотой до 25 мм (рис. IV.30). Ее производят в открытых и за-
крытых штампах. Исходной заготовкой обычно является штучная
заготовка из сортового или листового проката, полученная горячей
штамповкой либо точным литьем. Иногда (чаще при штамповке
в закрытых штампах) заготовкой служит полоса или пруток, но
при этом расход материала по сравнению со штучной заготовкой
возрастает на 10...30 %.
Технологический процесс изготовления деталей холодной фор-
мовкой включает обычно следующие операции: резку заготовок,
формовку (иногда предварительную и окончательную), обрезку
заусенца (при открытой штамповке), калибровку (или зачистку).
При холодной формовке применяют следующие основные фор-
моизменяющие операции: осадку плоскопараллельными бойками
(см. рис. IV.29,d); открытую осадку с выдавливанием в одну или
две стороны для образования бобышек, выступов (см. рис. IV.29,e),
закрытую осадку с истечением металла в одну или две полости
штампа для формовки частичных утолщений с одновременным
формообразованием требуемого контура (см. рис. IV.29,»c). Хо-
лодную формовку в закрытых штампах применяют в основном для
изготовления деталей из сплавов цветных металлов.
При формовке за несколько переходов для повышения пластич-
ности производят промежуточный отжиг. Холодную формовку,
как и холодное выдавливание, производят со смазкой.
§ 22. Технологические операции листовой штамповки
и применяемые штампы
Технологические операции листовой штамповки можно разде-
лить на две группы: разделительные (отрезка, вырубка, пробивка,
надрезка, отрезка) и формоизменяющие (гибка, вытяжка, обжим,
формовка и др.).
1. Отрезку используют для получения полос и листовых загото-
вок. Отрезку производят ножами на приводных параллельных,
гильотинных или дисковых ножницах, а также на прессах с помощью
штампов.
140
Рис. IV.31. Разделительные операции листовой штамповки
Ножницы с параллельным расположением режущих кромок
ножей применяются только для резки тонкого материала. В гильо-
тинных ножницах режущие кромки ножей 2 и 5 (рис. IV.31,a)
с целью уменьшения усилия резания наклонены один к другому
под углом створа. Необходимая ширина заготовки 3 устанавли-
вается по упору 4. Перед началом отрезки разрезаемый лист
закрепляется прижимом 1.
На дисковых ножницах листовой материал подается и разре-
зается на части вращающимися дисковыми ножами (рис. IV.31,6).
Рез может быть прямолинейным и криволинейным.
Для получения качественной поверхности среза зазор между
режущими кромками ножей должен составлять 3...5 % от тол-
щины разрезаемого материала.
2. Вырубка (вырезка) и пробивка представляют собой реза-
ние по замкнутому контуру и отличаются только назначением.
При вырубке деталь 9 (рис. IV.31,e) отделяется от заготовки 8,
а при пробивке в детали 9 (рис. IV.31,a) образуется сквозное от-
верстие с удалением части материала 10 в отход. При этом пуан-
сон 7 и матрица 6 работают как ножи замкнутой формы. Для полу-
чения чистой поверхности среза рабочие кромки пуансона и матри-
цы должны быть острыми, а также необходимо выдержать опре-
деленный зазор между пуансоном и отверстием матрицы. Вели-
чина зазора зависит от свойств штампуемого материала, толщины
листа и требований, предъявляемых к поверхности среза. Усилия
вырубки и пробивки прямо пропорциональны периметру среза,
толщине листа и пределу прочности штампуемого материала.
Разновидностями пробивки являются падрезка с целью обра-
зования в штампованных деталях язычков, лапок и т. п. (рис. IV.
31 ,д), а также обрезка неровных краев у полых деталей после вытяж-
ки, отбортовки.
3. Штампы для вырубки и пробивки могут быть простого дей-
ствия, на которых выполняют только одну операцию, и многоопера-
ционные.
На рис. IV.32 показан многооперационный штамп последова-
тельного действия для изготовления шайб из полосы. В нем за один
ход ползуна выполняются две операции: пробивка отверстия одной
141
Рис. IV.32. Штамп последовательного действия для пробивки и вырубки
детали и вырубка контура другой. Нижняя плита штампа 8 бол-
тами крепится к столу, а верхняя плита 1 с помощью хвостовика
2 — к ползуну пресса. На нижней плите в матрице-держателе 9
установлены матрицы 11, а на них—две направляющие линейки
14 и съемник 3. На верхней плите с помощью пуансонодержателя
4 закреплены пуансоны 5 и 6. Точное направление рабочих деталей
штампа обеспечивается направляющими колонками 13, закреплен-
ными в нижней плите, и направляющими втулками 12. Процесс
штамповки осуществляется следующим образом: полоса 7 подается
в зазор под съемник. Когда верхняя часть штампа опускается, вы-
рубной 5 и пробивной 6 пуансоны одновременно входят в соответ-
ствующие матрицы 11 и выполняют сразу обе операции: вырубку
и пробивку. При этом полоса плотно садится на пуансоны и при
подъеме их съемником 3 сбрасывается с них. Перед последующим
ударом полоса подается вперед до упора 10. В многооперационных
штампах наряду с пробивкой и вырубкой выполняют также опера-
ции гибки, вытяжки, отбортовку, обрезку.
В мелкосерийном производстве широко применяются универ-
сальные переналаживаемые штампы со сменными пуансонами и мат-
рицами, изменяя наладку которых можно изготовлять разные
детали.
4. Гибка — одна из наиболее распространенных формоизменя-
ющих операций холодной штамповки. Она характеризуется узким
участком деформации в месте контакта с пуансоном, на котором
расположенные внутри угла гибки волокна сжимаются, а наруж-
ные — растягиваются. Поэтому длина заготовки для деталей, по-
лучаемых гибкой, рассчитывается по средней линии.
При гибке деталь пружинит (частично восстанавливает форму
после снятия нагрузки), что требует корректировки размеров
штампа или последующей калибровки. Угол пружинения зависит
от свойств материала, его толщины и отношения радиуса гибки
к толщине листа и для разных сталей находится в пределах 1...80.
142
Рис. IV.33. Детали, получаемые гибкой, и схема гибки втулки
Минимальный внутренний радиус гибки — 0,1...2 толщины листо-
вого материала.
Гибочные работы отличаются большим разнообразием
(рис. IV.33,a) при большом разнообразии конструкций штампов.
На рис. IV.33,6 показана схема гибки втулок. Сначала происходит
предварительная гибка заготовки между матрицей 1 и оправкой
2. Затем подвижная полуматрица 3 формует левую, а неподвижная
полуматрица 4 — правую полки заготовки. При нижнем положе-
нии ползуна пресса втулка окончательно обжимается, полуматри-
цами на оправке.
5. Вытяжка — получение полой детали замкнутого контура
из плоской листовой заготовки. Вытяжкой можно получать детали
из листа толщиной 0,02...30 мм и с размерами от десятых долей
миллиметра до нескольких метров: кузова легковых автомобилей,
посуду, гильзы, колпачки, коробчатые детали и т. п. (рис. IV.34,a).
При отношении высоты детали к диаметру hid (для цилиндрических
деталей) менее 0,6 возможна вытяжка за один проход, при больших
значениях hid число проходов также возрастает (при hid = 12 их
надо 6). Отношение внешнего диаметра детали 5 (рис. IV.34,6)
к диаметру заготовки 1 называется коэффициентом вытяжки. Для
первого прохода его принимают 0,5...0,6, а для последующих
0,7...0,8. При изготовлении деталей типа тел вращения заготовка
имеет форму круга. Диаметр заготовки рассчитывается, исходя из
равенства поверхностей: D = 1,13 где SM — сумма элемен-
тарных поверхностей Aflt Л42, ..., составляющих вытягиваемую
деталь.
Различают вытяжку без утонения стенок и с утонением.
143
Рис. IV.34. Детали, получаемые вытяжкой, и ее виды
Вытяжкой без утонения стенок получают полую деталь из
листа без изменения его толщины. Она может быть прямая и обрат-
ная. При прямой вытяжке из плоской заготовки 1 (рис. IV.34,в)
цилиндрической полой детали пуансон 3 при рабочем ходе протал-
кивает заготовку 1 в матрицу 2, превращая ее в полый колпачок.
Заготовка прижимается к матрице 2 прижимным кольцом (складко-
держателем) 4, которое предотвращает образование складок и мо-
жет работать от пружины, резины, пневмо- или гидросистемы. Дав-
ление прижима составляет 1...3 МПа. При обратном ходе пуансона
нижний край матрицы действует как съемник. В месте А все-таки
происходит утонение стенки, величина которого находится в пре-
делах 10...25 %. Зазор между пуансоном и матрицей составляет
обычно 1,2... 1,3, а для окончательного перехода— 1,1 от толщины
листа.
Обратная вытяжка применяется для получения деталей с двой-
ной стенкой при объединении двух вытяжных операций в одну.
На рис. IV.34,a приведена схема обратной вытяжки для получения
деталей с двойной стенкой и высоких деталей. Заготовка устанав-
ливается на матрице 2 и прижимается складкодержателем 4. В на-
чале рабочего хода ползуна пуансон-матрица 6 вытягивает в мат-
рице 2 колпачок большого диаметра,азатем пуансон 7 превращает
его в деталь. В зависимости от длины хода пуансон-матрицы Смо-
жет быть получена деталь с одной или с двойной стенкой.
Вытяжка с утонением применяется как дополнительная опе-
рация для увеличения длины вытянутой детали за счет утонения
боковых стенок. Это достигается тем, что зазор между пуансоном
и .матрицей выбирается меньшим толщины стенки исходной за-
готовки, а рабочее отверстие матрицы — коническое, При ра-
144
Рис. IV.35. Формовка деталей из листа
бэчем ходе ползуна пуансон 8 (рис. IV.34,d) проталкивает заготовку
в виде колпачка через одну или две матрицы 2. Непосредственно за
матрицей установлен съемник 9 с подвижными кулачками, которые
охватывают пуансон. При обратном ходе пуансона деталь упирает-
ся в съемник и снимается с пуансона. Допустимое уменьшение тол-
щины стенок за один переход составляет 40...60 %.
6. Формовка — общее название операций, характеризуемых
местным изменением формы заготовки. К ним относятся: обжим,
рельефная формовка, разбортовка и другие.
Обжим — местное уменьшение поперечного сечения полых де-
талей или труб. Штамп для обжима состоит из подвижной или не-
подвижной матрицы 1 (рис. IV.35,a) и втулки 2. Обжим за один
переход составляет 20...30 %.
Рельефная формовка осуществляется местным растяжением ма-
териала и применяется для придания жесткости детали, выдавли-
вания выступов, упоров, фиксаторов, гофрирования мембран
(рис. IV.35,6).
Формовка растяжением (выпучивание) — процесс получения
полых деталей типа фасонных колпачков, сильфонов растяжением
трубчатых заготовок в штампах с раздвигаемыми жидкостными или
резиновыми пуансонами 3 (рис. IV.35,e) и разъемными матрицами 4.
Разбортовка — образование борта в заготовке с отверстием
(рис. IV.35,a). Она может производиться с утонением и без утонения
стенок. При разбортовке мелких отверстий стремятся совмещать
ее с пробивкой.
§ 23. Особые способы листовой штамповки
В мелкосерийном производстве применение сложных по кон-
струкции штампов неэкономично, поэтому здесь широко применяют
упрощенные способы получения полых деталей: взрывной волной,
электрогидравлическую, магнитно-импульсную штамповку, штам-
повку резиной, жидкостью, ротационное выдавливание на специ-
альных давильных или универсальных токарных станках.
1. Штамповка взрывом применяется при изготовлении крупно-
габаритных деталей сложной формы из труднодеформируемых спла-
вов. Энергия взрыва передается заготовке преимущественно через
145
Рис. IV.36. Особые методы листовой штамповки
жидкую фазу (воду). Штамповку производят в железобетонном
бассейне. Штамп, состоящий из матрицы 1 (рис. IV.36,a), разме-
щается на дне или около стенки бассейна. Заготовка 3 зажимается
между прижимом 4 и матрицей. Зона между матрицей и заготовкой
вакуумируется через систему 2. При взрыве заряда взрывчатых
веществ 5 в воде возникает ударная волна, которая вызывает де-
формацию заготовки. Скорости деформирования при взрывной
штамповке составляют 3...30 м/с, но местные скорости деформации
достигают 300 м/с. При производстве единичных деталей матрицу
можно изготавливать из чугуна, бетона, дерева, гипса, картона и льда.
2. Электрогидравлическая штамповка подобна штамповке взры-
вом, но ударная волна возникает при электрическом разряде в жид-
кости. Известны два метода превращения электрической энергии
в механическую в жидкой среде: 1) разряд конденсатора через зазор
в жидкости при напряжении 10...30 кВ; 2) разряд конденсатора
через алюминиевую проволочку-. Второй метод обеспечивает лучшее
управление процессом и требует меньших напряжений.
Установка для электрогидравлической штамповки, кроме мат-
рицы 3 (рис. IV.36,6) и вакуумной системы 2, как и при штамповке
взрывом, имеет зарядное устройство 6, разрядник 8, обеспечива-
ющий подачу накопленной в конденсаторе 7 энергии на рабочий
разрядник 9.
Электрогидравлическая штамповка успешно используется для раз-
вальцовки труб в трубных решетках аппаратов высокого давления.
3. Электромагнитная (магнитно-импульсная) штамповка осно-
вана на прямом деформировании металла импульсными электро-
магнитными полями.
Установка (рис. IV.36,в) содержит зарядное устройство (на
схеме не показано),- емкостный накопитель энергии (батарею-кон-
денсатор) 7, коммутирующее устройство 8 и индуктор 10. Индуктор
в виде соленоида или плоской спирали делается обычно из медной
трубки, залитой в пластмассу. При прохождении импульса элек-
трического тока большой силы (до 150 000 А) через индуктор между
ним и заготовкой создается магнитное поле высокой интенсивности,
которое наводит в заготовке 3 вихревые токи. Взаимодействие элек-
трического поля и наведенных токов создает силы отталкивания,
которые деформируют заготовку по пуансону или матрице 1. Возни-
кающие при этом давления действуют в течение нескольких мик-
росекунд и достигают значений около 350 МПа.
146
Электромагнитная штамповка применяется
для обжатия и раздачи трубчатых заготовок,
штамповки плоских листовых заготовок из
электропроводных металлов (алюминий, медь,
латунь, малоуглеродистая сталь), а также
для сборочных операций (запрессовки в тру-
бах колец, соединения концов труб,.изго-
товления баллонов и др.).
4. Ротационное выдавливание позволяет
получать, как и при вытяжке, полые дета-
ли типа тел вращения (крышки, колпаки,
/ 2
Рис. IV.37. Схема
ротационного
выдавливания
рефлекторы и др.) из листа на универсальных токарно-винторезных
или карусельных станках. При этом вместо сложного штампа ис-
пользуется оправка-матрица 1 (рис. IV.37), устанавливаемая на
вращающемся шпинделе станка. Листовая заготовка 2 прижимом 3
прижимается к оправке. Под действием давильника 4 (жесткого
с шаровой головкой или роликового) заготовка постепенно обжимает
поверхность оправки, приобретая ее форму.
§ 24. Краткие сведения о технике безопасности
Штамповка и ковка сопровождаются перемещением со значи-
тельными скоростями подвижных деталей оборудования и инстру-
ментов, ударными воздействиями, часто производятся при высоких
температурах и вызывают необходимость соблюдения особых тре-
бований по технике безопасности.
Приборы управления не должны допускать случайного или само-
произвольного включения оборудования. Педальные устройства
управления должны иметь ограждения для предотвращения слу-
чайного воздействия на них.
Молоты, ножницы и прессы обеспечиваются защитными и бло-
кировочными устройствами, исключающими попадание рук в зону
перемещения бойков, ножей, штампов. Прессы и молоты снабжа-
ются устройствами, предотвращающими самопроизвольное опуска-
ние бабы, ползуна или подвижной траверсы при ремонтах и нала-
дочных работах.
Работа на гидравлических прессах требует выполнения особых
условий, связанных с применением жидкости высокого давления.
Прессы для горячей обработки, действующие на масле, должны
быть снабжены средствами противопожарной защиты. При горячей
штамповке необходимо предусматривать меры для защиты рабо-
тающего от попадания осколков и окалины.
Электронагревательные устройства снабжаются ограждениями,
механической или электрической блокировкой, не допускающими
прикосновения работающего к токоведущим частям.
Эффективными мероприятиями, повышающими безопасность ра-
боты при штамповке, являются ограждения опасных зон штампов,
применение закрытых штампов, механизация подачи заготовок
и удаления отходов и деталей из опасной зоны.
РАЗДЕЛ V. ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ
§ 1. Физическая сущность и классификация
способов сварки
1. Физическая сущность сварки. Сваркой металлов называется
процесс получения неразъемных соединений металлических изде-
лий, осуществляемый за счет использования межмолекулярных
и межатомных сил сцепления. Для приведения этих сил в дейст-
вие необходимо сблизить атомы соединяемых металлов на рас-
стояния порядка 10~8 см, т. е. на такие, которые примерно равны
параметрам кристаллических решеток этих металлов. Указанному
процессу сближения атомов и молекул способствует нагрев сва-
риваемых поверхностей до расплавленного или пластического
состояния и приложение механического усилия сжатия.
Сварку широко применяют для соединения однородных и раз-
нородных металлов и их сплавов, металлов с некоторыми неме-
таллическими материалами (керамикой, графитом, стеклом и пр.),
а также при изготовлении изделий из пластмасс, некоторых горных
пород, смол и пр. Однако наиболее важное значение имеет сварка
металлов, которая, как и другие способы обработки металлов, ши-
роко применяется в современном машиностроении ив строительстве.
2. Классификация способов сварки. Современные способы свар-
ки классифицируют по двум основным признакам: по состоянию
металла в процессе сварки и по виду энергии, используемой для
нагрева свариваемых частей. По первому признаку различают
сварку плавлением и сварку давлением.
При сварке плавлением кромки соединяемых деталей, или так
называемый основной металл, и в большинстве случаев дополни-
тельный, или так называемый присадочный, металл нагревают до
расплавленного состояния, образуя общую сварочную ванну. После
удаления источника нагрева металл ванны охлаждается и затвер-
девает, образуя наплавленный металл или сварной шов, соединя-
ющий свариваемые поверхности в одно целое.
При сварке давлением сварное соединение образуется нагревом
свариваемых поверхностей до пластического состояния или до на-
чала плавления и дополнительным приложением механических
усилий сжатия. Такие весьма пластические металлы, как свинец,
алюминий, медь, никель и др., можно сваривать и в холодном
состоянии за счет только давления.
148
По виду энергии, используемой для нагрева металла, все спо-
собы сварки можно разделить на основные группы: электрические,
химические, механические и лучевые.
Наиболее важной является группа электрических способов,
при которых для нагрева металла используется электрический
ток. В зависимости от принципа превращения электрической энер-
гии в тепловую, используемую в процессе сварки, различают сле-
дующие основные виды электрической сварки: дуговую, контакт-
ную, электрошлаковую, индукционную, плазменную.
К группе химических способов сварки принадлежат газовая и тер-
митная. Нагрев металла при этих способах сварки осуществляется
за счет тепла экзотермических реакций окисления различных ве-
ществ, находящихся в газообразном или твердом состоянии.
К механическим способам сварки относятся: горновая или
кузнечная, холодная давлением, трением, взрывом и ультразву-
ком. При этих методах сварки для соединения металлов исполь-
зуют соответствующие виды механической энергии. Группа луче-
вых способов сварки объединяет: электронно-лучевую, лазерным
лучом, гелиосварку (сварку солнечными лучами).
Из перечисленных способов сварки наиболее важное значение
имеют электрическая дуговая, контактная и газовая.
3. Значение сварки металлов для машиностроения и перспекти-
вы ее развития. В настоящее время сварка металлов, как и обра-
ботка металлов давлением, резанием или литье, является основ-
ным технологическим процессом изготовления различных метал-
лических конструкций и изделий. Она находит широкое примене-
ние при строительстве новых заводов и предприятий, в транспорт-
ном машиностроении при изготовлении цельносварных железно-
дорожных вагонов и цистерн, в судостроении, котлотурбостроении,
при монтаже доменных и мартеновских печей, прокладке нефте- и
газопроводов, в мостостроении, восстановлении изношенных и по-
ломанных деталей механизмов и машин и т. п. Особенно большой
экономический эффект дает применение сварки при изготовлении
тяжелых сварно-литых и сварно-кованых конструкций, использо-
вании износостойкой наплавки в производстве валков прокатных
станов, упрочнении рабочих поверхностей землеройных и строи-
тельно-дорожных машин, кузнечно-прессового и дробильно-раз-
мольного оборудования, металлорежущего инструмента и пр.
Широкое внедрение в различные отрасли промышленности
современных методов сварки и наплавки дает нашей стране
ежегодно сотни миллионов рублей экономии.
ГЛАВА 2. ЭЛЕКТРИЧЕСКАЯ ДУГОВАЯ СВАРКА
§ 2. Основные виды дуговой сварки
1. Классификация способов дуговой свайки. Электрическая
дуговая сварка впервые была применена в России. В 1882 г. рус-
ский изобретатель Н. Н. Бенардос использовал дугу, которую
149
Рис. V.l. Схемы основных видов дуговой сварки
в 1802 г. открыл В. В. Петров, для сварки металлов угольным
электродом, а в 1888 г. Н. Г. Славянов предложил способ дуговой
сварки металлическим электродом. В зависимости от способа вклю-
чения в сварочную цепь основного и присадочного металла и ха-
рактера воздействия на них сварочной дуги различают следующие
основные виды дуговой сварки: неплавящимся угольным электро-
дом, или способ Бенардоса, плавящимся металлическим электро-
дом, или способ Славянова, и плавящимися металлическими элек-
тродами с использованием трехфазной дуги. '
2. По способу Бенардоса (рис. V. 1 ,а) дуга постоянного тока при
прямой полярности (минус на электроде, плюс — на изделии)
горит между, угольным или графитовым электродом 3 и свариваемым
изделием 1. Присадочный металл 2 в сварочную цепь не включен,
и поэтому дуга прямое действие оказывает на основной металл и ко-
свенное — на присадочный. При обратной полярности, когда элек-
трод становится анодом (плюс на электроде), а изделие — катодом
(минус на изделии), угольная дуга становится неустойчивой, и про-
исходит науглероживание металла. Сварка по способу Бенардоса
применяется преимущественно при исправлении пороков в чугунных
и бронзовых отливках и при наплавке порошкообразными твердыми
сплавами быстроизнашивающихся деталей.
3. По способу Славянова (рис. V.1,6) дуга постоянного (при
прямой или обратной полярности) или переменного тока горит
между плавящимся металлическим электродом 2 и свариваемым
изделием 1, которые включены в сварочную цепь и на которые она
оказывает прямое действие. Электрод, включенный в сварочную
цепь, значительно интенсивнее нагревается и быстрее плавится,
так как поверхность его торца непосредственно бомбардируют элек-
трически заряженные частицы. Расплавляясь дугой, электрод
одновременно является и присадочным металлом, который постоян-
но пополняет сварочную ванну.
По объему промышленного применения дуговая сварка по спо-
собу Славянова занимает одно из первых мест.
4. При сварке трехфазной дугой (рис. V.l.e) к разным фазам трех-
фазного тока в сварочную цепь включены два изолированных один
от другого электрода 2 и свариваемое изделие 1. Дуга возбуждается
между каждым электродом и изделием и между электродами, сле-
довательно, одновременно возникают три дуги. При этом на каждый
150
из электродов и на основной металл две дуги оказывают прямое
действие, а одна дуга — косвенное.
Сварка трехфазной дугой по производительности в 2...3 раза
превышает дуговую сварку по способу Славянова. Этот метод
преимущественно используют при автоматической сварке металла
большой толщины.
§ 3. Сварочная дуга и ее свойства
1. Физическая сущность дуги. Сварочная дуга представляет
собой мощный электрический разряд в газах, сопровождаемый вы-
делением значительного количества тепла и света. С физической
точки зрения — это сложный ионный и электронный процесс пере-
носа электрических зарядов через ионизированный воздушный
промежуток. Ионизация газового промежутка при дуговой сварке
в основном обусловлена электронной эмиссией с горячего катода.
Для разогрева катода между ним и анодом, подключенными
к источнику сварочного тока, производят кратковременное корот-
кое замыкание. После отрыва электрода от изделия с разогретого
катода, каким при сварке постоянным током может быть и элек-
трод и изделие (при переменном токе полярность постоянно изме-
няется), под воздействием электрического поля начинается элек-
тронная эмиссия. Электроны, вылетевшие с поверхности катода,
направляются к аноду и, сталкиваясь на своем пути с молеку-
лами и атомами воздуха, ионизируют их. Образуемые в воздуш-
ном промежутке отрицательные ионы и электроны перемещаются
к аноду, а положительные ионы —к катоду. На поверхности
катода и анода осуществляется нейтрализация заряженных ча-
стиц и преобразование электрической энергии в тепловую.
2. Электрические свойства дуги. К основным параметрам,
характеризующим свойства дуги, относятся напряжение, ток и дли-
на дуги. Зависимость между напряжением и током при установив-
шемся стационарном состоянии дуги выражается статической вольт-
амперной характеристикой ее (рис. V.2,a). Как видно, она может
быть падающей /, жесткой II и возрастающей III. Самое широкое
применение имеет дуга с жесткой характеристикой, при которой
а д
Рис. V.2. Статическая вольт-амперная характеристика
и строение сварочной дуги
151
напряжение на дуге не зависит от силы сварочного тока.Дугу
с возрастающей характеристикой применяют при автоматической
сварке под флюсом на повышенных плотностях тока и при сварке
в защитных газах плавящимся электродом. Дуга с падающей ха-
рактеристикой малоустойчива и имеет ограниченное применение.
Зависимость между напряжением и длиной дуги, имеющей жесткую
характеристику, выражается следующей эмпирической формулой:
== a “J”
где [/д—напряжение на дуге, В; /д—длина дуги, мм; а и b —
коэффициенты, зависящие от рода материала электрода, состава
газовой среды и т. п.
При сварке стальными электродами в атмосфере воздуха а =
== 10 В, а b = 2 В/мм.
3. Строение дуги и ее тепловые свойства. Сварочная дуга
(рис. V.2,6) состоит из трех частей: катодной, анодной и столба дуги.
Почти все пространство занимает столб дуги /, в котором происходят
процессы ионизации и перемещения заряженных частиц к катоду
и аноду. Температура столба дуги достигает 6000...7000 °C. Он ок-
ружен ореолом 2, который представляет собой раскаленную смесь
паров электродного и свариваемого металлов и продуктов реакции
этих паров с окружающей газовой средой.
Тепловая мощность дуги определяется по формуле
q = ^д/свДж/с(0,247<(7д/св кал/с),
где К — коэффициент несинусоидальности напряжения и тока;
(7Д—напряжение дуги, В; /Св—сварочный ток, А.
Для постоянного тока К = 1, а при переменном токе изменяется
от 0,7 до 0,97.
Не все тепло дуги расходуется на плавление присадочного
и основного металлов: примерно 50 % идет на нагрев изделия;
около 30 — на нагрев электрода и почти 20 % составляют потери
тепла в окружающее пространство. При питании дуги постоянным
током большее количество тепла, примерно 42...43 %, выделяется
на аноде, около 36...38 — на катоде и приблизительно 20...21 % —
в столбе дуги. Поэтому температура анода несколько выше темпе-
ратуры катода.
§ 4. Источники тока для дуговой сварки
1. Общие сведения. Для дуговой сварки применяют как по-
стоянный, так и переменный ток. Источниками постоянного тока
являются сварочные генераторы постоянного тока и сварочные
выпрямители — селеновые, германиевые и кремниевые. Генераторы
постоянного тока изготовляют стационарными и передвижными
с приводом от электродвигателя и от двигателя внутреннего сго-
рания.
При сварке переменным током используют преимущественно
сварочные трансформаторы, которые применяются значительно
152
чаще, чем источники постоянно-
го тока. Сварочные трансформа-
торы более просты в изготовле-
нии и эксплуатации, имеют не-
большую массу и меньшую стои-
мость, а также обладают более
высоким КПД и более долго-
Рис. V.3. Соотношения характери-
стик источника сварочного тока и
сварочной дуги и виды внешних
характеристик источников свароч-
ного тока
вечны.
Источники постоянного тока
для дуговой сварки изготовляют
однопостовыми и многопостовы-
ми, а источники переменного
тока —только однопостовыми.
2. Основные требования, предъявляемые к источникам свароч-
ного тока. Источники сварочного тока должны обеспечить легкое
зажигание и устойчивое горение дуги, ограничивать ток короткого
замыкания и быть безопасными в работе. В связи с тем что в момент
зажигания дуги, когда электрод, свариваемое изделие и воздушный
промежуток между ними еще недостаточно нагреты, для ионизации
воздушного промежутка требуется большая кинетическая энергия
электронов, а следовательно, и более высокое напряжение, чем
при горении дуги. Величина напряжения, необходимого для зажи-
гания дуги, называемого напряжением холостого хода источника
сварочного тока должна быть не ниже 30...35 В для источников по-
стоянного тока и не менее 50...55 В для источников переменного
тока. Из соображений безопасности оно не должно превышать 80 В.
Наиболее часто напряжение источников постоянного и переменного
тока находится в пределах 60...80 В. Для устойчивого горения
открытой дуги в большинстве случаев достаточно напряжения
18...30 В.
Во время коротких замыканий электрода с изделием, происхо-
дящих в моменты зажигания дуги и переноса электродных капель
через дуговой промежуток (до 30...40 замыканий/с) при сварке
плавящимся электродом, сопротивление сварочной цепи падает
почти до нуля, а сварочный ток даже при незначительном напря-
жении сильно возрастает. Для ограничения тока короткого замы-
кания необходимо, чтобы с увеличением тока нагрузки напряжение
на зажимах источника тока снижалось. Иначе говоря, нужно, чтобы
источники тока имели так называемую падающую внешнюю харак-
теристику / (рис. V.3). Внешней характеристикой ''называется за-
висимость между напряжением на зажимах источника тока и током
нагрузки, выраженная графически. Падающая внешняя характе-
ристика обеспечивает устойчивый режим горения дуги. Он опре-
деляется точкой С пересечения падающей внешней характеристики 1
источника сварочного тока и жесткой статической характеристики 2
дуги. При случайном увеличении тока против значения /Св напря-
жение источника тока уменьшится (кривая /), а это приведет к умень-
шению тока до первоначального значения /св. С уменьшением тока
против значения 7СВ параметры тока и напряжения изменяются
153
Рис. V.4. Схема сварочных трансформаторов
в противоположном направлении. Следовательно, для питания дуги
с жесткой характеристикой необходимо, чтобы источники тока
имели падающую (крутую 3 или пологую 4) внешнюю характеристи-
ку. Для питания дуги с возрастающей статической характеристикой
более пригодны источники тока с жесткой 5 или возрастающей 6
внешней характеристикой.
Важное значение для источников тока имеет время восста-
новления напряжения от момента короткого замыкания, когда
оно почти равно нулю, до значения 18...20 В, когда происходит
зажигание дуги. Эго время не должно превышать 0,05 с.
3. Сварочный трансформатор снижает высокое напряжение
сети (220 или 380 В) до напряжения холостого хода трансформатора
(60...80 В). Кроме этого, трансформатор создает на дуге падающую
внешнюю характеристику. Для этого последовательно с дугой и вто-
ричной обмоткой трансформатора включают так называемую дрос-
сельную, т. е. реактивную, обмотку или используют трансформаторы
с увеличением магнитных потоков рассеяния. Во время прохожде-
ния сварочного тока в витках дроссельной обмотки индуктируется
ЭДС (электродвижущая сила) самоиндукции, имеющая направление,
противоположное направлению основной ЭДС трансформатора.
Поэтому напряжение, подведенное к дуге, снижается от значения
холостого хода до 18...30 В во время горения дуги и почти до нуля
при коротком замыкании.
Применяют две схемы включения дроссельной обмотки с транс-
форматорными. В первой схеме (рис. V.4,a) первичная 7 и вторичная
II обмотки понижающего однофазного трансформатора размещены
на железном сердечнике 1, а дроссельная обмотка III — на сер-
дечнике 2 и представляют собой два отдельно выполненных аппара-
та. Во второй схеме включения (рис. V.4,6) трансформаторные
(7, II) и дроссельная (III) обмотки размещены на общем железном
сердечнике и представляют собой один аппарат. Та часть сердеч-
ника, на которой размещены обмотки I и II,— это собственно транс-
форматор, а часть, где размещена обмотка III,— дроссель. Ток
в трансформаторах этих двух типов регулируется изменением ве-
личины самоиндукции дросселя при увеличении или уменьшении
воздушного зазора между подвижной и неподвижной частями его
сердечника. С увеличением зазора самоиндукция дросселя, которая
154
Рис. V.5. Схемы сварочных генераторов постоянного тока
зависит от магнитного потока сердечника, уменьшается, а напряже-
ние на дуге и, следовательно, сварочный ток увеличиваются.
Уменьшение зазора обусловливает обратное явление.
В трансформаторах-^ с увеличенным магнитным рассеянием ис-
пользуется свойство магнитных потоков, которые замыкаются через
воздух, индуктировать в соответствующих обмотках ЭДС самоин-
дукции, которая, как и в трансформаторах первых двух типов, на-
правлена против основной ЭДС трансформатора. Для этого пер-
вичную и вторичную обмотки помещают на разных стержнях сер-
дечника трансформатора или на одном сердечнике (рис.У.4,в),
но с некоторым расстоянием между ними. При этом магнитные си-
ловые линии рассеиваются и замыкаются через воздух только вокруг
одной обмотки, не затрагивая другую. Ток в трансформаторах
этого типа регулируют изменением расстояния между первичной 1
и вторичной II (рис. V.4,e) обмотками при перемещении катушек
вторичной обмотки. С увеличением расстояния между ними потоки
рассеяния увеличиваются, а ток уменьшается, и наоборот. Для уве-
личения потоков рассеяния, а также для регулирования силы сва-
рочного тока в некоторых конструкциях трансформаторов этого
типа на пути потоков рассеяния устанавливают стальные шунты.
Изменением их положения регулируют силу сварочного тока.
Для сварки трехфазной дугой используют специальные свароч-
ные трансформаторы трехфазного тока.
4. Однопостовые сварочные генераторы постоянного тока имеют
падающую внешнюю характеристику, которая создается непосред-
ственно в самом генераторе. Эго достигается размагничиванием
основного потока генератора магнитным потоком последовательной
обмотки возбуждения или магнитным потоком обмоток якоря (ре-
акцией якоря).
Принципиальная электрическая схема однопостового генера-
тора, работающего по принципу намагничивающего действия па-
раллельной и размагничивающего действия последовательной об-
моток возбуждения, представлена на рис. V.5,a. Генератор имеет
обмотку 3, подключенную к главной щетке b и вспомогательной
щетке с, и обмотку 1, которая подключается к главным щеткам
а и Ь. Напряжение между щетками b и с при холостом ходе и всех
155
режимах нагрузки остается постоянным. Поэтому постоянным яв-
ляется и магнитный поток Фп, создаваемый обмоткой 3, подключен-
ной к этим щеткам (генератор с самовозбуждением). Во время хо-
лостого хода ЭДС генератора, а следовательно, и напряжение на
главных щетках а, b и на дуге будут зависеть только от потока па-
раллельной обмотки. При горении дуги сварочный ток проходит
через последовательную (сериесную) обмотку 1, включенную так,
что ее магнитный поток Фс направлен против магнитного потока Фп.
Поэтому ЭДС генератора, индуктируемая в обмотке якоря генера-
тора результирующим магнитным потоком, также снизится, и это
вызовет снижение напряжения на дуге. При коротком замыкании
поток Фа будет почти равен потоку Фп. Поэтому результирующий
магнитный поток, а следовательно, и напряжение на главных щет-
ках а, b и на дуге также понизятся почти до нуля.
Сварочный ток в генераторах этого типа регулируется измене-
нием тока возбуждения параллельной обмотки с помощью реостата
2 или изменением числа витков параллельной и сериесной об-
моток.
5. Многопостовые сварочные генераторы постоянного тока
(рис. V.5,6) имеют последовательную 1 и параллельную 3 обмотки
возбуждения, создающие магнитные потоки соответственно Фо
и Фп одного направления. Поэтому внешняя характеристика у этих
генераторов не падающая, а жесткая. Для создания падающей ха-
рактеристики на дуге на каждом рабочем посту последовательно
с дугой включают балластные реостаты 4. При замыкании свароч-
ной цепи часть напряжения генератора теряется в балластном реос-
тате согласно уравнению
UP^ IR,
где ир—потеря напряжения в реостате, В; R — сопротивление
реостата, Ом.
При коротком замыкании потеря напряжения в балластном
реостате почти равна напряжению на зажимах генератора, и по-
этому напряжение на дуге падает почти до нуля. Балластным реоста-
том пользуются также для регулирования сварочного тока, а реос-
тат 2 изменяет напряжение холостого хода генератора.
6. Сварочные выпрямители состоят из полупроводниковых эле-
ментов-вентилей. Полупроводниковый вентиль хорошо проводит
ток только в одном направлении. Для сварочных выпрямителей
в основном используют селеновые вентили на алюминиевой основе.
В настоящее время разработаны и выпускаются германиевые и крем-
ниевые выпрямители, которые лучше селеновых по техническим
данным.
Выпрямительные установки состоят из трансформатора и полу-
проводникового выпрямителя. Все выпрямители имеют высокий
КПД, небольшие размеры, легки и сравнительно дешевы; дают
возможность плавно регулировать ток и обеспечивают устойчивое
горение дуги. Подобно сварочным генераторам они могут быть
однопостовыми и многопостовыми и иметь падающую, пологую
156
или жесткую внешнюю характеристики. Для создания падающей
характеристики используются сварочные трансформаторы с уве-
личенным магнитным рассеянием или для этой цели служит дрос-
сель. Для ручной сварки применяют выпрямители с падающей внеш-
ней характеристикой, для полуавтоматической в углекислом газе —
выпрямители с жесткой или пологопадающей характеристикой.
§ 5. Ручная дуговая сварка
1. Электроды для ручной дуговой сварки. Ручную дуговую свар-
ку выполняют штучными электродами, которые сварщик подает
к свариваемому изделию и перемещает в нужном направлении. При
сварке по методу Бенардоса применяют угольные или графитовые
электроды диаметром 6...30 мм, длиной 200...300 мм. Для сварки
по методу Славянова используют металлические электроды, име-
ющие диаметр 1,6... 12 мм и длину 150...450 мм. Сварку в инерт-
ных газах осуществляют вольфрамовыми электродами диаметром
1...6 мм.
Для сварки сталей электроды изготавливают из стальной сва-
рочной проволоки по ГОСТ 2246—70, которым предусмотрено 77
ее марок. Из них шесть изготавливают из низкоуглеродистой,
30 — из легированной и 39 — из высоколегированной сталей. Все
они имеют ограниченное содержание углерода, серы и фосфора.
Дуговая сварка стержнями из стальной проволоки (голыми
электродами) не применяется вследствие плохой устойчивости
дуги. Для повышения устойчивости горения дуги на электродные
стержни наносят так называемые тонкие, или стабилизирующие,
покрытия. В их состав входят соединения щелочных (калия, натрия)
или щелочноземельных (кальция) металлов, которые в дуге легче
ионизируются, чем кислород и азот воздуха, и этим улучшают ус-
тойчивость горения дуги. Однако электроды с тонкими покрытиями
не обеспечивают высоких механических свойств металла шва, ко-
торый сильно насыщается азотом и кислородом воздуха. Для защиты
расплавленного металла от взаимодействия с воздухом на элек-
тродные стержни 5 наносят толстые, или качественные, покрытия 4
(рис. V.6). Их составляющими, кроме стабилизирующих и клеящих
(жидкое стекло), являются шлако- и газообразующие вещества
и раскислители. Для получения наплавленного металла специаль-
ного состава и свойств в них вводят также различные легирующие
элементы. -
Шлакообразующими вещест-
вами являются оксиды (TiO2,
SiO2, МпО), карбонаты (СаСО3,
MgCO3) и другие соединения
(CaF2), вносимые в покрытия
в виде минералов (кремнезема,
мрамора) и руд (титановой, мар-
ганцевой). При плавлении по-
крытия они образуют шлаки,
Направление Марки
Рис. V.6. Схема плавления элек-
трода с толстым покрытием
157
которые покрывают капли 3 электродного металла и металл 1
шва и этим защищают расплавленный металл от азота и кис-
лорода воздуха. После остывания металла шва и шлака шлаковая
корка 2 легко удаляется с поверхности шва.
В качестве газообразующих веществ используют различные
органические соединения, например, электродную целлюлозу, дре-
весную муку и пр. При их сгорании вокруг дуги образуются защит-
ные газы в виде оксидов углерода, водорода и пр., которые предо-
храняют расплавленный металл от взаимодействия с воздухом.
Для раскисления применяют элементы, которые обладают
большим сродством с кислородом, чем железо (марганец, титан,
кремний, алюминий). Находясь в сварочной ванне, они отбирают
кислород от оксидов железа, образуя нерастворимые в железе
оксиды соответствующих элементов, которые затем всплывают
в шлак.
Легирующими элементами являются хром, молибден, ванадий
и др. В покрытия их вводят тогда, когда электроды предназначены
для сварки легированных сталей, получения износостойких на-
плавок и пр.
Для изготовления покрытых электродов все кусковые материа-
лы шихты покрытия дробят, размалывают, просеивают и смешива-
ют с жидким стеклом. Полученную массу наносят на электродные
стержни. Затем электроды просушивают и прокаливают.
По назначению выделяют четыре группы покрытых электродов
для сварки сталей: углеродистых (У), легированных (Л), теплоустой-
чивых (Т) и высоколегированных (В). Пятую группу составляют
электроды для наплавки с целью создания поверхностных слоев
с особыми свойствами (Н). В зависимости от механических и дру-
гих свойств наплавленного металла эти группы электродов под-
разделяются на типы. Каждому типу может соответствовать одна
или несколько марок электродов.
2. Виды сварных соединений. Основными видами соединений,
применяемых при ручной, автоматической и полуавтоматической
дуговой сварке, являются стыковые, угловые, тавровые и внахлест-
ку. Конструктивные элементы основных соединений, используемых
при ручной дуговой сварке (ГОСТ 5264—80), приведены на рис. V.7.
Стыковые соединения в зависимости от толщины свариваемых
листов выполняют с отбортовкой (С1)1, без скоса кромок (С2, С4),
с односторонним (С15) и двусторонним (С21) симметричным или
несимметричным скосом кромок одного или обоих листов. Двусто-
ронний симметричный скос кромок обоих листов криволинейной
формы (С22) применяют для листов толщиной 30... 100 мм. Чтобы
обеспечить провар по всему сечению свариваемых листов, между
кромками оставляют зазор 0...4 мм в зависимости от толщины ме-
талла. Во избежание прожига острые кромки листов притупляют
на 1...3 мм. Общий угол раскрытия кромок 54 6°.
1 Буквы и цифры на рисунке означают тип соединения: С1 —стыковые 1;
У1 —угловые I; Т1 —тавровые 1; В2 — внахлестку2 и т, п.
158
Ыро6ые\
79
I 12-60
Внахлестку
В2
Рис. V.7. Основные виды сварных соединений
Угловые и тавровые соединения, так же как и стыковые, в
зависимости от толщины листов выполняют без скоса кромок
(рис. V.7, У1, У4, Т1), а также с односторонним (Уб, Тб) идвусто-
ронним (У8, У9, T9) скосами кромок одного или обоих листов. При
скосе одной кромки угол раскрытия составляет 50 ± 5°, а при скосе
двух кромок — 54 ± 6°. Соединения внахлестку (В2) применяют
для листов толщиной 2...60 мм. Сваривают их с одной или двух сто-
рон сплошным или прерывистым швом.
3. Выбор режима сварки. Основными параметрами режима руч-
ной дуговой сварки являются диаметр электрода и сила свароч-
ного тока. Скорость сварки и напряжение дуги при ручной сварке,
как правило, не регламентируются. Их подбирает сварщик в зави-
симости от марки электрода и положения шва в пространстве.
Диаметр электрода выбирают в зависимости от толщины свари-
ваемого металла, слоя (первого или последующих) шва и положения
швов в пространстве.
Сила сварочного тока в основном зависит от диаметра электро-
да. Для диаметров 3...6 мм ее определяют по формуле
I — did,
где I — сила сварочного тока, A; d — диаметр электрода, мм; k —
коэффициент, А/мм, равный 40...60 для электродов со стержнем из
низкоуглеродистой стали и 35...40 — для электродов со стержнем из
высоколегированной стали.
4. Техника выполнения сварных швов зависит от положения
швов в пространстве и вида сварного соединения.
По положению в пространстве швы делят на нижние (рис. V.8,a),
вертикальные (рис. V.8,6), горизонтальные (рис. V.8,s) и потолочные
(рис. V.8,a). Наиболее удобно сваривать нижние швы, так как
расплавленный металл не вытекает из кратера. Сложнее сваривать
вертикальные и горизонтальные швы. Их выполняют очень короткой
159
Рис. V.8. Пространственное расположение швов
дугой и электродами диаметром не более 5 мм. Но наиболее трудно
сваривать потолочные швы, у которых кратер расположен дном
кверху. Потолочные швы сваривают самой короткой дугой и элек-
тродами диаметром не более 4 мм, что облегчает переход капли
с электрода на изделие. Если конструкция изделия позволяет, то
его поворачивают так, чтобы все швы можно было выполнять в ниж-
нем положении, а угловые и тавровые соединения сваривать «в ло-
дочку» (рис. V.8,d).
§ 6. Автоматическая и полуавтоматическая
дуговая сварка
1* Устройство и принцип работы сварочных автоматов. При
автоматической дуговой сварке все основные операции процесса
(зажигание дуги, подача сварочной проволоки к изделию, поддер-
жание постоянной длины дуги и перемещение дуги по направлению
сварки) механизированы.
Схема устройства сварочного автомата представлена на
рис. V.9,a. Электродвигатель 6 е помощью механического редуктора
5 передает вращение роликам 2, подающим проволоку к изделию.
Сварочную проволоку 3 подающие ролики сматывают с мотка или
бухты, помещенной на барабане или в кассете 4, и направляют через
токоподводящий мундштук 1 в зону сварки.
В зависимости от принципа поддержания постоянства длины
дуги, изменяющейся в процессе сварки в связи с неровностями по-
верхности свариваемого металла, нестабильностью напряжения
в сети, пробуксовыванием проволоки в подающих роликах и т. п.,
сварочные автоматы делят на два типа: с автоматическим регулиро-
ванием и с саморегулированием длины дуги. В автоматах первого
Рис. V.9. Схемы устройства сварочного автомата и пресса саморегулирования
длины дуги
160
типа скорость подачи проволоки пропорциональна напряжению
дуги. При внезапном изменении длины дуги изменяется скорость
подачи проволоки и нарушенное равновесие восстанавливается.
Практически это осуществляется так. Одну из обмоток возбуждения
электродвигателя, подающего сварочную проволоку, питает напря-
жение дуги, поэтому, если длина дуги почему-либо увеличится,
напряжение на дуге возрастет и электродвигатель начнет быстрее
вращаться и с большей скоростью подавать проволоку к изделию,
укорачивая длину дуги. G уменьшением длины дуги параметры
изменяются в обратном направлении. Следовательно, автоматы
этого типа имеют переменную скорость подачи проволоки при свар-
ке. В связи с тем что эти автоматы имеют относительно сложную
электрическую схему, применение их ограничено. Более простыми
и широко применяющимися являются автоматы, построенные по
принципу саморегулирования длины дуги, с постоянной скоростью
подачи проволоки.
Саморегулирование длины дуги основано на использовании
зависимости изменения скорости плавления проволоки от изменения
длины дуги. При постоянной скорости подачи проволоки, равной
скорости ее плавления, и при случайном увеличении длины дуги
от 1Х до /2 (рис. V.9,6) согласно внешней характеристике источника
сварочного тока (рис. V.9,e) уменьшится ток в дуге от Д до /2 и поч-
ти пропорционально току уменьшится скорость плавления прово-
локи. Поэтому скорость подачи проволоки окажется больше ско-
рости ее плавления, и длина дуги снова достигнет величины 1г
(рис. V.9,s). При уменьшении длины дуги происходит обратное явле-
ние: ток и скорость плавления возрастают и длина дуги увеличи-
вается. На саморегулирование большое влияние оказывают форма
внешней характеристики источника сварочного тока и плотность
тока. Наиболее интенсивно оно протекает при использовании ис-
точников тока с падающей или возрастающей внешней характери-
стиками и плотностях тока, превышающих 50... 100 А/мм2. При плот-
ностях тока ниже этого предела саморегулирование затрудняется,
и в этом случае необходимо применить только автоматическое регу-
лирование постоянства длины дуги.
2- Сущность способа сварки под флюсом. При автоматической
дуговой сварке защита расплавленного .металла от атмосферного
воздуха в зоне сварки осуществляется с помощью порошкообраз-
ного вещества, называемого флюсом, или с помощью защитных га-
зов. При сварке под флюсом к свариваемому изделию 9 (рис. V.10)
подается голая проволока 1 и отдельно флюс 3. Сварочная дуга 2
горит под слоем флюса между концом сварочной проволоки и изде-
лием в газовом пузыре 4, образующемся вокруг столба дуги из
паров присадочного и основного металлов и продуктов диссоциации
составляющих флюса. Расплавленная часть флюса 5 окружает га-
зовый пузырь и покрывает сварочную ванну 6 тонким слоем шлака,
препятствуя этим соприкосновению расплавленного присадочного
и основного металла с кислородом и азотом воздуха. После осты-
вания металла и шлака последний в виде корки 7 легко отделяется
6 378
161
направление сварка
Рис. V.10. Схема сварки под слоем
флюса
от наплавленного металла 8.
Неиспользованная часть флю-
са отсасывается с изделия об-
ратно в бункер флюсоотсасы-
вающими устройствами.
При автоматической дуго-
вой сварке под флюсом по
сравнению с ручной до
10...20 раз повышается про-
изводительность из-за исполь-
зования больших токов, до-
стигается однородность и по-
вышается качество металла
шва, экономится сварочная
проволока вследствие отсутствия огарков, меньших потерь на угар
и разбрызгивание.
3. Флюсы для автоматической сварки так же, как и электродные
покрытия, должны обеспечивать устойчивое горение дуги, необ-
ходимый химический состав и механические свойства наплавленно-
го металла, хорошее формирование сварного шва и легкое отде-
ление шлаковой корки с наплавленного металла. По способу
изготовления флюсы делятся на плавленые и неплавленые, или
керамические.
Плавленые флюсы изготовляют сплавлением шихты в пламенных
или электрических печах с последующей грануляцией. В состав
этих флюсов входят только шлакообразующие компоненты (SiO2,
MnO, CaF8 и др.).
Неплавленые, или керамические, флюсы кроме шлакообра-
зующих компонентов содержат также раскислители и различные
легирующие элементы. Технология изготовления этих флюсов
сходна с изготовлением электродной обмазочной массы. Из полу-
ченной таким же способом массы густого замеса изготовляют грану-
лированный флюс, который затем просушивают и прокаливают. Не-
плавленые, или керамические, флюсы применяются преимущественно
при сварке некоторых марок легированных и высоколегированных
сталей и для получения твердых наплавок.
4. Характеристика основных типов сварочных автоматов. В на-
стоящее время в промышленности применяют сварочные автоматы
различных систем, типов и конструкций. Наибольшее применение
имеют переносные сварочные автоматы типов: ТС (трактор свароч-
ный) конструкции Института электросварки им. Е. О. Патона;
АДС (автомат дуговой сварочный) конструкции ленинградского за-
вода «Электрик» и УТ (универсальный трактор) конструкции
ЦНИИТмаш.
Автоматы ТС и УТ работают по принципу саморегулирования
длины дуги, а автомат АДС имеет автоматическое ее регулирование.
Особенно широко применяют сварочный автомат ТС-17М-У
конструкции Института электросварки им. Е. О. Патона (рис. V.l 1).
Автомат (трактор) имеет постоянную скорость подачи проволоки
162
при заданном режиме
сварки и предназначен
для сварки любых швов
в нижнем положении
при силе тока до 1200 А.
Основными узлами трак-
тора являются электро-
двигатель 1 мощностью
0,2 кВт, тележка с веду-
щими 2 и ведомыми 3 бе-
гунками, бункер 5 для
флюса, кассета 7 для
проволоки и кнопочный
пульт управления 8.
Кроме этого, трактбр
снабжается источником
сварочного тока, магнит-
ным пускателем и элек-
троизмерительными при-
борами 6. Электродвига-
Рис. V.11. Сварочный автомат ТС-17м-У
тель трактора соединен с механизмом подачи проволоки и меха-
низмом передвижения.
Механизм подачи проволоки состоит из редуктора, приводного
и прижимного роликов, а механизм передвижения — из редуктора
и ведущих бегунков 2. Подбором сменных шестерен в редукторах
изменяют скорость подачи проволоки в пределах 52...403 м/с,
а скорость передвижения автомата, т. е. скорость сварки,— в пре-
делах 16... 126 м/с. После установки трактора в исходное положение
и нажатия кнопки «ВНИЗ» на пульте управления 8 сварочная про-
волока из кассеты 7 подается до соприкосновения с изделием. Затем
из бункера 5 к месту сварки подается флюс и нажатием кнопки
«ПУСК» включают автомат.
Чтобы остановить сварочный трактор, вначале останавливают
электродвигатель и при естественном обрыве дуги в конце шва зава-
ривают кратер. После этого выключают источник сварочного тока.
Для направления автомата вдоль линии шва используют разные
приспособления. В отдельных случаях трактор направляют вруч-
ную с помощью рукоятки 4, укрепленной на бункере 5.
5. Устройство и назначение шлангового полуавтомата. При полу-
автоматической дуговой сварке проволока к свариваемому изделию
подается автоматически, а дуга перемещается вручную. Сварочная
проволока диаметром 0,8...2 мм подается к изделию по шлангу спе-
циальной конструкции, вследствие чего сварочные полуавтоматы
называются шланговыми. В промышленности широко используют
шланговые полуавтоматы ПШ-5 и ПШ-54 конструкции Института
электросварки им. Е. О. Патона и полуавтомат ПДШ-500 конструк-
ции завода «Электрик».
В шланговом полуавтомате ПШ-5 (рис. V.12) сварочная прово-
лока из кассеты 6 с помощью механизма подачи 5 подается по гиб-
6*
163
6-
7
кому шлангу 4 к держателю 2, на котором находятся пусковая
кнопка 3 и воронка / для флюса. Механизму подачи, состоящему
из редуктора и подающих роликов, сообщает движение электро-
двигатель 7 мощностью 0,1 кВт. Сменой шестерен в редукторе изме-
няют скорость подачи проволоки в пределах 79...600 м/ч. В полу-
автомате ПШ-54 для этого предназначена коробка скоростей.
Для пропускания сварочной проволоки внутри шланга вмон-
тирована стальная проволочная спираль S, изолированная от то-
коподводящего медного гибкого провода 11 слоем изоляции 9.
В медный провод вставлены два проводника 10, соединяющие пу-
сковую кнопку на держателе с магнитным пускателем. Последний
(в виде отдельного аппаратного ящика) предназначен для однов-
ременного включения электродвигателя и источника сварочного
тока. Снаружи токоподводящий медный провод защищен хлопчато-
бумажной 12 и резиновой 13 изоляцией (трубкой).
Полуавтоматическая сварка под флюсом осуществляется сле-
дующим образом. Замкнув на изделие сварочную проволоку, свар-
щик открывает на воронке заслонку и подает на место сварки флюс.
Затем нажатием на пусковую кнопку включает электродвигатель
на подачу проволоки к изделию и источник сварочного тока, вслед-
ствие чего под флюсом зажигается дуга. Для устойчивой сварки не-
обходимо поддерживать постоянство вылета проволоки из мундшту-
ка держателя в пределах ,15. ..25 мм. Для этого насадка держателя
опирается на свариваемый металл. Сварку рекомендуется вести
«на себя» или справа налево. Прекращают ее нажатием на пусковую
кнопку в обратном направлении (снизу вверх).
В шланговых полуавтоматах ПДШ-500 флюс к изделию подается
по шланговому проводу пневматически. Шланговую полуавтомати-
164
ческую сварку применяют для стыковых, угловых и тавровых со-
единений при получении коротких, прерывистых и криволинейных
швов, которые невозможно выполнять автоматическим способом.
При полуавтоматической сварке под флюсом используют большие
плотности тока (100...200 А/мм2), что обеспечивает высокую произ-
водительность сварки.
§ 7. Электрошлаковая сварка
При электрошлаковой сварке основной и присадочный металлы
расплавляются теплом, выделяющимся при прохождении электри-
ческого тока через расплавленный шлак.
В пространство между кромками вертикально установленных
деталей 7 (рис. V.13), приставной стальной или медной планкой 1
и шлакоудерживающими медными ползунами 4 подается флюс 10
и одна или несколько сварочных проволок 6 диаметром 2...3 мм.
Сварка начинается с возбуждения дуги под слоем флюса между
электродными проволоками и приставной планкой. При расплавле-
нии флюса и образовании шлаковой ванны 5 сварочные проволоки
погружаются в расплавленный шлак, и горение дуги прекращает-
ся. Однако ток продолжает течь через расплавленный шлак и тепло,
выделяющееся в нем, расходуется на дальнейшее плавление флюса,
кромок свариваемых изделий и присадочного металла. При сварке
по изогнутым токоподводящим мундштукам 8 с помощью системы
роликов 9 непрерывно подается проволока в жидкий шлак. Авто-
мат с помощью колес или специальных электромагнитов переме-
щается по вертикальной плоскости вместе с ползунами. Последние,
охлаждаясь проточной водой, способствуют принудительному фор-
мированию сварного шва 2, образуемого, из ванны расплавленного
металла 3. По трубе, установленной не-
сколько выше мундштуков 8, в зону свар-
ки подается флюс. За один проход автома-
та одной проволокой при силе тока 600...
900 А сваривают металл толщиной до
60 мм. Большие толщины сваривают с по-
перечным движением проволоки или с
одновременной подачей в сварочную ван-
ну нескольких проволок. Для этой же це-
ли используют и специальной формы при-
садочный металл.
В качестве источников сварочного
тока при электрошлаковой сварке при-
меняют сварочные трансформаторы с же-
сткой внешней характеристикой. Этот
метод сварки находит широкое примене-
ние в тяжелом машиностроении при изго-
товлении сварно-литых и сварно-кованых
конструкций, в производстве толстостен-
ных котлов высокого давления и пр.
Рис. V.13. Схема электро-
шлаковой сварки
165
$ 8. Дуговая сварка в защитных газах
1. Сущность способа сварки в защитных газах состоит в том,
что для защиты расплавленного металла от вредного действия кис-
лорода и азота воздуха в зону дуги, горящей между свариваемым
изделием и плавящимся или неплавящимся электродом, через
сопло горелки непрерывно подается струя защитного газа, оттес-
няющего воздух от места сварки. В некоторых случаях сварка вы-
полняется в герметических камерах, заполненных защитным (инерт-
ным) газом.
В качестве защитных газов используют одноатомные, или инерт-
ные, газы (аргон и гелий), которые не взаимодействуют с расплав-
ленным металлом, и активные газы (углекислый газ, водород, азот,
пары воды), а также их смеси (аргон с кислородом, аргон с азотом
или с углекислым газом, углекислый газ с кислородом и др.),
взаимодействующие в некоторой степени с расплавленным метал-
лом. Наибольшее применение получили аргон и углекислый газ.
2. Аргонодуговая сварка. Для этого вида сварки используют
аргон, который получают из воздуха, где его по объему содержится
около 1 %. Транспортируют и хранят его в стальных баллонах
емкостью 40 л под давлением 15 МПа.
Аргонодуговую сварку осуществляют неплавящимся (преиму-
щественно вольфрамовым) и плавящимся электродами. Неплавящи-
еся электроды предназначены только для возбуждения и поддер-
жания горения дуги; для заполнения же места раскрытия между
кромками свариваемых изделий в зону сварки подается присадоч-
ной металл в виде прутков или проволоки. Плавящиеся электроды
применяют в виде сварочной проволоки, которая по химическому
составу близка к составу основного металла.
Сварку неплавящимся электродом осуществляют на постоянном
и переменном токах ручным, полуавтоматическим и автоматиче-
ским способами. Постоянным током, обычно прямой полярности,
получаемым от источников с падающей внешней характеристикой,
сваривают нержавеющие и жаропрочные стали, никель и его сплавы,
титан, цирконий, молибден и другие металлы толщиной 0,1...
6 мм.
Переменным током сваривают алюминий, магний и их сплавы.
Причем в те полупериоды, когда катодом является изделие, его
поверхность бомбардируется тяжелыми положительными ионами
аргона, и происходит так называемое катодное распыление туго-
плавких оксидных пленок алюминия или магния. Поэтому нет не-
обходимости применять флюсы для их удаления.
Сварку плавящимся электродом осуществляют только автома-
тическим и полуавтоматическим методами. При полуавтоматиче-
ской сварке используют специальные шланговые полуавтоматы,
в которых сварочную проволоку в зоне сварки подают не через
шланг, а через протягивающие ролики, находящиеся в держателе.
Плавящимся электродом сваривают алюминий, магний и их сплавы,
а также нержавеющие стали. Для этого наиболее часто применяют
166
постоянный ток обратной полярности, получаемый от источников
е жесткой или возрастающей внешней характеристикой.
3. Сварка в углекислом газе характеризуется высокой произво-
дительностью и низкой стоимостью, вследствие чего этот способ
находит все большей применение для сварки малоуглеродистых,
низколегированных и некоторых высоколегированных сталей. Угле-
кислый газ для сварки добывают из отходящих газов химических
производств. Поставляют его в сжиженном состоянии в стальных
баллонах емкостью 40 л, в которых под давлением 7,5 МПа содер-
жится 25 л жидкой углекислоты. При испарении ее образуется
12750 л газообразного продукта.
Углекислый газ при высокой температуре дуги диссоциирует
на оксид углерода и атомарный кислород, который интенсивно окис-
ляет металл. Для нейтрализации окислительного действия угле-
кислого газа при сварке углеродистых и низколегированных сталей
используют сварочную проволоку с повышенным содержанием мар-
ганца и кремния (Св-08ГСА, Св-08Г2СА).
Сварку в углекислом газе производят плавящимся электро-
дом автоматическим или полуавтоматическим способом. Питание
сварочной дуги осуществляется от источников постоянного тока
с жесткой или возрастающей внешней характеристикой при обрат-
ной полярности.
ГЛАВА 3. ЭЛЕКТРИЧЕСКАЯ КОНТАКТНАЯ СВАРКА
§ 9. Сущность процесса и основные виды
контактной сварки
1. Сущность процесса. Контактная сварка (сварка сопротивле-
нием) основана на разогреве свариваемых изделий джоулевым теп-
лом и механическом сжатии разогретых изделий.
Согласно закону Джоуля—Ленца количество тепла, выделя-
ющегося при прохождении электрического тока в свариваемых
деталях и переходных контактах,
Q = TO Дж(0,24/1 2/?/ кал),
где I — сварочный ток, A; R — сопротивление, Ом'; t — время
сварки, с. <
Сила сварочного тока при контактной сварке достигает десят-
ков и даже сотен тысяч ампер. Такие токи получают в понижающих
однофазных сварочных трансформаторах, имеющих во вторичной
обмотке чаще всего один виток. Для регулирования сварочного
тока первичную обмотку трансформатора делят на несколько сек-
ций, от которых к переключателю ступеней регулирования сделано
от 4 до 16 отводов. Величина вторичного напряжения составляет
1...12 В. Увеличивая или уменьшая количество витков первичной
обмотки, включенных в сеть, изменяют вторичное напряжение,
а вместе с ним и сварочный ток. Чем меньше включено в сеть витков
167
первичной обмотки, тем больше вторичное напряжение, первичный
и вторичный (сварочный) токи.
Сопротивление места сварки зависит от чистоты и состояния
поверхности свариваемого материала, сопротивления самого мате-
риала, величины давления, прикладываемого к свариваемым изде-
лиям, и от других факторов. Наибольшее сопротивление имеет место
контакта свариваемых изделий/где и выделяется наибольшее коли-
чество тепла. Время сварки в зависимости от толщины и рода сва-
риваемого материала изменяется от сотых и даже тысячных долей
секунды до нескольких минут. Когда детали нагреваются до пла-
стического состояния или до оплавления, к ним прикладывается
усилие осадки и детали свариваются.
2. Основные виды контактной сварки. Существует много видов
и разновидностей электрической контактной сварки. Однако основ-
ных ^способов три: стыковая, точечная и шовная. Отдельную группу
составляет сварка аккумулированной энергией. Из этой группы
наибольшее применение имеет конденсаторная сварка.
§10. Стыковая сварка
л е н и е м детали
1. Схема стыковой сварки. При стыковой сварке (рис. V.14)
свариваемые детали 1 (стержни, полосы, рельсы, трубы) закрепляют
в медных зажимах машины. Зажим 6 установлен на подвижной
плите, перемещающейся по направляющим станины, а зажим 2
укреплен на неподвижной плите. Вторичный виток 3 сварочного
трансформатора соединен с плитами медными гибкими шинами.
Первичную обмотку трансформатора включают в сеть переменного
тока через выключающее устройство 5. Для регулирования мощно-
сти трансформатора и изменения силы сварочного тока предназна-
чен переключатель ступеней 4. Перемещение подвижной плиты и
сжатие свариваемых изделий силой Р осуществляется механизмом
сжатия.
2. Основные виды стыковой сварки — сварка методом сопро-
тивления и методом оплавления. При сварке сопротив-
с тщательно подготовленными торцами под не-
большим давлением приводят в соприкоснове-
ние. После этого в сеть включают трансфор-
матор. Как только детали нагреваются до
пластического состояния, одновременно с вы-
ключением тока механизмом сжатия произво-
дят их осадку и сварку. Сварку сопротивле-
нием применяют для соединения изделий из
малоуглеродистых сталей и цветных метал-
лов сечением до 300 мм2. При большем сече-
нии не достигается равномерный нагрев по
всему сечению стыка и качество соединения
ухудшается.
Сварку оплавлением применяют при изго-
товлении изделий большего сечения. Разли-
Рис. V.14. Схема
стыковой сварки
168
чают сварку прерывистым и непрерывным оплавлением. Если
сваривают прерывистым оплавлением, то детали, зажатые
в машине при включенном напряжении холостого хода вто-
ричной цепи, приводят в кратковременное соприкосновение
и опять разводят на небольшое расстояние. Во время разведения
деталей сварочная цепь разрывается при силе тока в тысячи и де-
сятки тысяч ампер, вследствие чего между торцами свариваемых
изделий происходит сильное искрообразование и разбрызгивание
расплавленного металла. Чередуя одно за другим замыкание с раз-
мыканием, осуществляют равномерное оплавление всего сечения
стыка. После приложения к месту сварки усилия осадки наружу
стыка выдавливаются расплавленный металл и оксиды и образуется
прочное сварное соединение. Ток выключают в конце осадки.
Сварку непрерывным оплавлением выполняют на машинах
с непрерывной подачей деталей только в сторону их сближения.
Зажатые в машине детали включаются под напряжение вторичной
цепи, а затем их сближают до соприкосновения. Соприкосновение
свариваемых поверхностей сначала происходит в отдельных местах,
где имеются микровыступы. В образующихся элементарных кон-
тактах возникают большие плотности тока и металл здесь быстро
нагревается до расплавления и испарения. Когда вся поверхность
свариваемых торцов оплавится и покроется слоем жидкого метал-
ла, к изделиям прикладывают усилия осадки с одновременным
выключением тока. Детали соединяются в одно целое так же, как
и при сварке прерывистым оплавлением.
- Стыковую сварку оплавлением применяют для углеродистых
и легированных сталей с поперечным сечением до. 4 • 104...6 X
X 104 мм2, цветных и разнородных металлов. Наиболее широко
ее используют для соединения железнодорожных рельсов, состав-
ного режущего инструмента, магистральных газо- и нефтепроводов
и пр.
Машины для стыковой сварки изготовляют мощностью 0,75...
1000 кВт и больше.
§ 11. Точечная сварка
1. Схема точечной сварки. Точечную сварку применяют для
соединения листовых конструкций, в которых необходимо^обеспе-
чить нужную прочность, а обеспечение плотности не является обя-
зательным. Суммарная толщина листов обычно не превышает
10... 12 мм. При точечной сварке сложенные внахлестку детали 1
(рис. V.15,a) зажимают с некоторым усилием между медными элек-
тродами 2, к которым через электрододержатели 3 подводится ток
от сварочного трансформатора 4. Нижний электрод устанавливают
неподвижно, а верхний вместе с электрододержателем перемещается
с помощью механизма сжатия, который создает между электродами
необходимое давление Р. Зажав изделие, включают трансформатор,
и место контакта между изделиями нагревается до образования
ядра из расплавленного металла. Последующим приложением уси-
169
Рис. V.15. Основные схемы точечной контактной сварки
лая осадки осуществляется сварка металлов, которая заканчивает-
ся снятием давления и выключением тока. Ядро сварной точки
имеет столбчатую дендрйтную структуру. Места контактов между
электродами и изделиями нагреваются до более низкой температуры,
так как выделяющееся здесь тепло активно отводится медными
электродами, обычно охлаждаемыми водой.
На точечных машинах сваривают углеродистые, легированные,
высоколегированные стали и цветные металлы. Различают так на-
зываемые мягкие и жесткие режимы. Мягкие режимы характери-
зуются относительно большей выдержкой сварной точки под током
и небольшой плотностью тока. Их применяют при сварке углеро-
дистых, низколегированных и другого типа сталей, склонных
к закалке. Для мягких режимов время вздержки сварной точки под
током составляет 0,2... 3 с, плотность тока — 80... 160 А/мм2 и дав-
ление на электроды 15...40 МПа.
Жесткие режимы характеризуются меньшей выдержкой сварной
точки под током, большей плотностью тока и большим давлением.
Поэтому они обеспечивают более высокую производительность
сварки. Такие режимы используют для сварки низкоуглеродистых
и высоколегированных сталей, не склонных к закалке. Их также
применяют для сварки цветных металлов (меди, алюминия), име-
ющих большую электро- и теплопроводность. Время выдержки на
жёстких режимах составляет 0,001...0,1 с, плотность тока— 150...
350 А/мм2 и давление на электроды — 40... 100 МПа.
2. Виды точечной сварки. Кроме рассмотренной выше основной
схемы точечной сварки, в промышленности применяют односторон-
нюю точечную сварку, которая бывает одноточечной (рис. V.15,6),
двухточечной (рис. V.15,e) и многоточечной (рис. V. 15,г).-При одно-
сторонней сварке электроды 2 располагают с одной стороны свари-
ваемых изделий 1, а с другой подкладывают медные или бронзовые
шины 5. Пои сварке ток проходит через электроды 2, свариваемые
изделия 1 и медные шины 5.
170
Разновидностью многоточечной сварки является рельефная
сварка (рис. V.15,d), при которой в одной из свариваемых деталей?
в местах соединений предварительно производится холодная вы-
садка выступов. Рельефную сварку осуществляют на специальных
сварочных прессах между медными плитами 2, которые являются
электродами машины. После предварительного сжатия и включения
тока происходит одновременный нагрев всех выступов, а после
приложения усилия сжатия — их сварка.
3. Типы машин для точечной сварки. Серийные машины, исполь-
зуемые для точечной сварки, выпускают мощностью 0,5...1000 кВт
и больше с ножным (педальным) приводом и произвольной выдерж-
кой; с приводом от электродвигателя; с электромагнитным, пневма-
тическим и пневмогидравлическим приводом управления и с элек-
тронным регулированием времени сварки.
§ 12. Шовная сварка
1. Схема и разновидности шовной сварки. Шовную, или роли-
ковую, сварку применяют для получения прочных и плотных швов
при изготовлении тонкостенных сосудов, предназначенных для
хранения и транспортирования жидкостей, газов и других продук-
тов, а также в производстве тонкостенных труб.
При шовной сварке (рис. V.16) листы 1 толщиной 0,3... 3 мм
собирают внахлестку и затем зажимают усилием Р между двумя
медными роликами 2, к которым подводят электрический ток от
сварочного трансформатора 3. Одному или обоим роликам сообщает
принудительное вращение специальный привод. При включении
тока и одновременном вращении роликов происходит перемещение
и нагрев до расплавления контактных поверхностей свариваемых
изделий, которые под действием сжимающих усилий сварива-
ются.
Различают два основных способа шовной сварки: непрерывную
и прерывистую. При непрерывной сварке подача тока на ролики
и вращение роликов непрерывны. Такой вид сварки применяют при
изготовлении изделий из низкоуглеродистых сталей толщиной до
1 мм. Для больших толщин непрерывная подача, тока на ролики не,
дает качественного сварного соединения. Такие толщины сваривают
прерывистым методом, при котором ролики вращаются непрерыв-
но, а ток подается прерывисто. Вследствие этого в месте сварного
соединения образуется ряд непрерывных точек, из которых
каждая предыдущая перекрывается
последующей. Прерывистым методом
изготовляют сварные соединения вы-
сокого качества как из углеродис-
тых сталей, так и из нержавеющих,
а также из алюминиевых и медных
сплавов.
Для прерывистой подачи тока на
ролики шовные машины имеют игнит-
Рис. V.16. Схема шовной
сварки
171
Рис. V.17. Схема точечной
конденсаторной сварки
ровные прерыватели. Продолжитель-
ность включения тока при преры-
вистой сварке составляет 0,02...0,12 с,
а время перерывов. (пауз) между
включениями — 0,02...0,35 с.
Серийные шовные машины выпус-
кают мощностью 25...200 кВт с пе-
дальным или пневматическим при-
водом.
§ 13. Сварка аккумулированной энергией
1. Сущность процесса. При этом способе сварки энергия на-
капливается в соответствующем приемнике, который непрерывно
заряжается и периодически разряжается на свариваемое изделие.
Различают четыре способа сварки аккумулированной энергией:
электростатическую или конденсаторную, электромагнитную,
инерционную и аккумуляторную. Промышленное применение
имеет только первая.
2. Конденсаторная сварка. При этом способе энергия от пита-
ющей сети накапливается в батареях конденсаторов. Энергия раз-
рядки их расходуется на сварку. Конденсаторы могут разряжать-
ся непосредственно на изделие или на первичную обмотку свароч-
ного трансформатора. Более распространен второй способ. Таким
методом осуществляется точечная, стыковая и шовная конденса-
торная сварка.
На рис, V.17 приведена схема точечной конденсаторной сварки.
Ток из сети через небольшой повышающий трансформатор 2 и вы-
прямитель 1 поступает на зарядку конденсаторов 3. Переключате-
лем 4 конденсаторы включаются на зарядку или разряжаются на
первичную обмотку сварочного трансформатора 5 и свариваемые
изделия 6.
Конденсаторную сварку используют для соединения металли-
ческих изделий малых толщин в пределах 0,005...2 мм. Тонкий
металл (толщиной 0,2...0,3 мм) можно приваривать к металлу тол-
1циной 10... 15 мм.
Преимущества конденсаторной сварки: незначительная потреб-
ляемая мощность, равномерная нагрузка на сеть, которая не испы-
тывает пиковых значений тока в момент разрядки конденсаторов;
высокое качество сварных соединений. В большинстве случаев
мощность точечных конденсаторных машин составляет 0,1...
0,2 кВт, а стыковых и шовных не превышает 2...3 кВт.
172
ГЛАВА 4. ГАЗОВАЯ СВАРКА
§ 14. Сущность процесса газовой сварки и область
ее применения
Для получения сварного соединения при газовой сварке кромки
основного металла и присадочный металл (нагревают до расплав-
ленного состояния пламенем горючих газоц, сжигаемых при помо-
щи специальных сварочных горелок в смеси с кислородом.
В качестве горючего газа наибольшее применение получил
ацетилен, который при сгорании в кислороде дает температуру
пламени, достаточную для сварки сталей и большинства других
металлов и их сплавов. Для сварки металлов (свинца, алюминия
и пр.), температуры плавления которых ниже температуры плавле-
ния стали, могут быть использованы и иные горючие газы, напри-
мер водород, природный газ и другие, дающие более низкую тем-
пературу пламени.
Наиболее часто газовую сварку применяют при изготовлении
листовых и трубчатых конструкций из малоуглеродистых и низко-
легированных сталей толщиной до 3...5 мм, при исправлении де-
фектов в отливках из серого чугуна и бронзы, а также в про-
изводстве изделий из цветных металлов и их сплавов.
§15. Кислород, его получение, транспортирование
и хранение
1Д Принцип получения кислорода из воздуха. Кислород в про-
мышленных масштабах получают из воздуха, где его содержится
около 21 %. Процесс основан на принципе сжижения воздуха при
температуре —194,5 °C и нормальном давлении и последующей рек-
тификации, т. е. разделения жидкого воздуха на азот и кислород
из-за различных температур кипения жид-
кого азота (—196 °C) и жидкого кислоро-
да (—183 °C). Полученный таким способом
жидкий кислород в теплообменнике аппара-
та превращается в газообразный и поступает
в газгольдер. Отсюда компрессором его на-
гнетают в кислородные баллоны до давления
15 МПа.
2. Кислородные баллоны. Транспортиру-
ют и хранят газообразный кислород в кис-
лородных баллонах. Наиболее распростране-
ны баллоны емкостью 40 л, в которых при
давлении 15 МПа вмещается 6000 л кисло-
рода.
Кислородный баллон (рис. V.18)—это
цилиндрический сосуд, изготовленный из
стальных цельнотянутых труб. В верхней
его части имеется горловина 4 с внутренней
1
2
3
4
Рис. V.18. Схема кис-
лородного баллона
173
Рис. V.19. Схема кислородного редуктора
конической резьбой, куда ввинчивается запорный латунный вен-
тиль 2. На горловину насаживают кольцо 3 для навинчивания
предохранительного колпака 1. На выпуклое днище 5 насажен
башмак 6, придающий устойчивость баллону. Окрашивают балло-
ны в голубой или синий цвет.
3. Кислородные редукторы (рис. V.19) предназначены для сни-
жения высокого давления кислорода, находящегося в баллоне или
трубопроводе до рабочего 0,2...0,4 МПа при сварке и до 1,2...
1,4 МПа при резке, а также для поддержания его постоянного зна-
чения независимо от расхода кислорода из баллона или трубопрово-
да и понижения в них давления.
Принцип работы кислородного редуктора основан на поддер-
жания подвижного равновесия между силой сжатия главной пру-
жины 2, стремящейся открыть клапан 6, и силой сжатия обратной
пружины 8 и давления кислорода, передаваемых на мембрану 4
и стремящихся закрыть клапан. Итак, Рабочее давление в ка-
мере 5 низкого давления зависит от положения установочного вин-
та 1, изменяющего силу сжатия главной пружины 2. После того
как редуктор присоединен к баллону и открыт вентиль, кислород
через штуцер 7 проходит к клапану 6, который в начальный момент
прижат к седлу клапана пружиной 8. Чтобы открыть клапан и про-
пустить кислород в камеру 5, пользуются регулировочным винтом
1. Ввертывая его в корпус 3, нажимают через главную пружину 2
и мембрану 4 на штифт 11, который и открывает клапан 6. Как толь-
ко давление кислорода в камере 5 преодолеет усилие главной пру-
жины 2, мембрана снова переместится в начальное положение и пру-
жина 8 опять закроет клапан. При отборе газа из редуктора через
вентиль /Сдавление кислорода в камере 5 понизится и под действием
174
главной пружины 2 клапан 6 снова откроется. Так происходит само-
регулирование редуктора. Кислородные редукторы имеют маномет-
ры высокого и низкого давления и предохранительный клапан 9,
защищающий мембрану 4 от разрыва, если давление кислорода
в камере будет выше допустимого.
§ 16. Свойства ацетилена и его получение
1. Свойства ацетилена. Химически чистый ацетилен С2Н2
бесцветный и имеет слабоэфирный запах. Технический ацетилен
загрязнен различными примесями — сероводородом, аммиаком и
пр., придающими ему резкий и неприятный запах. При давлении,
превышающем 0,175 МПа, и одновременном нагреве выше 500 °C
происходит взрывчатый распад ацетилена по уравнению
СаН2-> 2С + Н2.
Если нагреть ацетилен до температуры, превышающей 150...
180 °C, то происходит процесс его полимеризации, заключающийся
в образовании новых соединений — бензола СвНв, стирола С8Н8
и др. Это сопровождается выделением значительного количества
тепла, которое при недостаточном его отводе может также привести
к взрыву ацетилена.
При содержании ацетилена в воздухе 2,2...88 % или в смеси
с кислородом (ацетилена 2,3...93 %) образуются смеси, взрывающи-
еся от искры или пламени.
Ацетилен хорошо растворяется в ацетоне. В одном объеме
ацетона при давлении 0,1 МПа растворяется 23 объема ацетилена.
С повышением давления растворимость ацетилена пропорционально
возрастает. В растворенном состоянии ацетилен не взрывается при
давлении 1,6 МПа, а при наличии пористой массы — и при более
высоком давлении. Этим свойством пользуются, заполняя ацетиле-
новые баллоны до давления 1,6 МПа. Ацетиленовые баллоны пред-
варительно заполняют пористыми материалами — древесным углем,
пемзой (инфузорной землей) иг пр.
2. Получение ацетилена. Основным способом получения ацети-
лена является разложение карбида кальция водой по уравнению
СаС2+ 2Н9О == С2Н2+ Са (ОН)2.
При разложении 1 кг химически чистого карбида кальция выде-
ляется около 340 л ацетилена и 1675 кДж тепла. Из технического
карбида кальция в зависимости от его сорта и грануляции образует-
ся 230...300 л/кг ацетилена.
Карбид кальция получают в электроцуговых печах сплавлением
кокса или антрацита е обожженным известняком:
СаО + ЗС = СаС2+ СО.
Расплавленный карбид выливают из печи в чугунные изложницы
и после остывания дробят на куски размером 2... 120 мм. Транспор-
тируют и хранят карбид кальция в герметически закрытых желез-
ных барабанах.
175
§17. Аппаратура дня газовой сварки
1. Ацетиленовые генераторы. Аппараты, в которых получают
технический ацетилен, называются ацетиленовыми генераторами.
В зависимости от принципа взаимодействия карбида кальция с во-
дой различают следующие системы генераторов: «карбид в воду»,
«вода на карбид», а также контактного действия «погружением»
и «вытеснением».
В генераторах системы «карбид в воду» (рис. V.20,a) карбид
кальция из загрузочного бункера 2 периодически подается в резер-
вуар 1 с водой с помощью автоматических устройств в зависимости
от расхода и давления ацетилена. Генераторы этой системы наи-
более производительны. Они обеспечивают наиболее полное разло-
жение карбида кальция и получение чистого и охлажденного аце-
тилена. Такие генераторы наименее взрывоопасны.
В генераторах системы «вода на карбид» (рис. V.20,6) карбидом
кальция загружают одну или две реторты 3, в которые из отдельно-
го резервуара 5 по трубе 4 подается вода. Ацетилен, образующийся
при разложении карбида кальция, из реторты 3 по трубе 8 поступает
в нижнюю часть генератора, где собирается под перегородкой 6.
Находящаяся здесь вода давлением ацетилена вытесняется
по циркуляционной трубе 7 в верхнюю часть корпуса генератора.
Отводится ацетилен из генератора трубой 9. Генераторы этой систе-
мы имеют небольшую производительность, низкое давление и в боль-
шинстве случаев переносные.
Генераторы контактной системы «погружением» (рис. V.20,e)
или «вытеснением» (рис. V.20,s) характеризуются тем, что в них
в зависимости от давления контакт карбида кальция с водой осу-
ществляется периодически. В первом случае (рис. V.20,e) при уве-
личении давления выше предельного газгольдер 10 поднимается
и извлекает из воды корзину с карбидом кальция. В другом случае
(рис. V.20,e) избыток давления ацетилена служит причиной вытес-
нения воды в сообщающийся сосуд, и разложение карбида кальция
также прекращается. Если давление снижается, происходит обрат-
ный процесс.
Генераторы контактной системы «вытеснения» иногда строят
в соединении с генераторами системы «вода на карбид» и изготавли-
Рис. V.20. Схемы основных систем ацетиленовых генераторов
176
Рис. V.21. Схе-
ма водяного за-
твора защитно-
го типа
вают как переносные генераторы небольшой про-
изводительности.
По величине давления ацетиленовые генерато-
ры делят натри типа: низкого — 0,001...0,01 АШа,
среднего — 0,01...0,5 МПа и высокого — выше
0,15 МПа. В зависимости от производительности
и рода установки генераторы бывают стационар-
ными и переносными.
2. Предохранительные затворы предназначены
для предохранения ацетиленовых генераторов от
взрыва при обратных ударах пламени, которые
возникают при нагреве мундштука сварочной го-
релки выше 500 °C, засорении сопла, или цент-
рального отверстия, инжектора горелки и njk,
когда скорость истечения горючего газа стано-
вится меньше скорости его горения. Наибо-
лее распространены водяные затворы. Они в
зависимости от давления ацетилена в генера-
торах бывают открытого и закрытого типа. Затворы откры-
того типа устанавливают на генераторах низкого давления,
а закрытого — на генераторах среднего и высокого давления. За-
творы закрытого типа изготавливают мембранными и безмембран-
ными. Безмембранные обеспечивают непрерывность работы и исклю-
чают выброс пламени в помещения, где они установлены. Однако
в промышленности наиболее распространены затворы мембранного
типа. В таком затворе (рис. V.21) при нормальной работе газ по
трубе 6, приподняв обрезиненный шариковый клапан 7, попадает
в корпус 5 затвора. Отсюда по штуцеру 3 он направляется в горел-
ку. При обратном ударе давление взрывной волны передается на
воду и клапан 7 закрывается. В этот же момент разрывается тонкая
алюминиевая или оловянная прокладка (мембрана) 4 и взрывчатая
смесь выбрасывается в атмосферу.
Для контроля уровня воды в затворе предназначен кран 2,
а для слива воды из затвора кран 1. Водяной затвор устанавливают
на генераторе, а при питании ацетиленом нескольких постов и на
каждом рабочем посту.
3. Сварочные горелки являются основным инструментом газо-
сварщика. Они предназначены для смешивания в нужных пропор-
циях горючего газа и кислорода для образования сварочного пла-
мени необходимой мощности, размеров и формы. По способу подачи
горючего газа в камеру смешения различают горелки инжекторные
(низкого давления) и безынжекторные (равного давления). В про-
мышленности используют преимущественно горелки инжекторные,
пригодные для использования ацетилена низкого и среднего дав-
ления. Принцип работы этой горелки основан на подсосе ацетилена
струей кислорода. Подсос, называемый инжекцией,осуществляется
следующим образом. Кислород под давлением 0,2...0,4 МПа подает-
ся через ниппель 7 (рис. У.22)и регулировочный вентиль 6 в инжек-
тор 4. Тот имеет узкое центральное отверстие (сопло) и продоль-
177
Рис. V.22. Схема сварочной горелки
ные пазы. Выходя из от-
верстия сопла с большой
скоростью, кислород со-
здает в камере смешения
3 сильное разрежение.
Вследствие этого ацетилен,
имеющий более низкое дав-
ление, засасывается через
ниппель 8, регулировочный вентиль 9 для ацетилена, внутренний
канал 5 рукоятки и продольные пазы инжектора 4 в камеру смеше-
ния 3. Здесь кислород и ацетилен образуют горючую смесь, которая
по трубе 2 поступает в мундштук 1. На выходе из последнего при
зажигании этой смеси образуется сварочнЬе пламя. Необходимое
соотношение газов в горелке регулируется кислородным 6 и аце-
тиленовым 9 вентилями.
Горелка инжекторного типа имеет семь сменных наконечников,
дающих возможность сваривать металл толщиной 0,5...30 мм.
§ 18. Технология газовой сварки
1. Виды и состав ацетиленокислородного пламени. В зависи-
мости от соотношения кислорода и ацетилена, поступающих из
горелки, различают три основных вида ацетиленокислородного
пламени: нормальное, или восстановительное; с избытком кисло-
рода, или окислительное; с избытком ацетилена, или науглерожи-
вающее. В большинстве случаев при газовой сварке применяют
нормальное пламя, при котором на одну объемную часть ацетилена
приходится на 10...20 % больше кислорода.
Ацетиленокислородное пламя состоит из трех зон (рис. V.23):
ярко очерченного ядра I (температура около 1000 °C), сварочной II
(температура 3050...3150°C) и факела III (температура около
1200 °C).
В первой зоне происходит экзотермический распад ацетилена на
составные элементы:
2С2Н2+ 2О2= 4С + 2Н2+ 2О2.
Раскалившиеся частицы угле-
рода придают этой зоне яркое
свечение.
Во второй зоне происходит не-
полное сгорание углерода по ре-
акции
4С + 2Н2+ 2О2= 4СО + 2Н2.
Вследствие образования окси-
да углерода и водорода эта зона
имеет восстановительный характер.
Наиболее высокая температура
пламени в этой зоне находится на
Рис. V.23. Схема ацетилено-
кислородного пламени
178
расстоянии 2...4 мм от конца ядра. Этой частью пламени и про-
изводят сварку.
В третьей зоне за счет кислорода воздуха происходит сгорание
оксида углерода и водорода по уравнению
4СО + 2Н2+ ЗО2= 4СО2+ 2Н2О.
2. Способы газовой сварки. Различают два основных способа
газовой сварки: левый и правый. При левом способе (рис. V.24,n)
пламя горелки перемещается справа налево и направлено на еще
несваренпые кромки, а при правом (рис. V.24,6) — слева направо
и направлено в сторону уже готового шва. Левый способ применяют
при сварке стальных изделий толщиной до 5 мм и легкоплавких
металлов, для которых не требуется накапливание большого коли-
чества тепла в месте сварки. Правый способ обеспечивает более
глубокий провар, поэтому его применяют при сварке металла тол-
щиной более 5 мм.
3. Выбор режима сварки. Режим газовой сварки определяется
выбранным диаметром присадочного металла и мощностью газо-
сварочного пламени. Диаметр присадочной проволоки (до 6...8 мм)
зависит от способа сварки и толщины свариваемого металла.
Необходимую тепловую мощность пламени подбирают в за-
висимости от толщины свариваемого металла и способа сварки по
эмпирической формуле
Уа==£6л/ч,
где k — коэффициент пропорциональности, который для малоугле-
родистой стали составляет 100... 120 при левом способе и 120...
150 при правом способе сварки; 6 — толщина металла, мм.
По выбранной мощности пламени подбирают соответствующий
номер наконечника сварочной горелки.
§ 19. Газопрессовая сварка
1. Сущность процесса. При газопрессовой сварке торцы или
кромки свариваемых изделий нагревают пламенем многопламен-
ных горелок до пластического состояния или до оплавления. После
этого к свариваемым изделиям прикладывают усилия сжатия.
179
Рис. V.25. Схемы основных способов газопрессовой сварки
Газспрессовую сварку применяют для соединения стальных
труб, составного режущего инструмента и пр. Для сварки труб
или стержней небольшого диаметра применяют контурные горелки
2 (рис. V.25,a, б), пламя которых направлено на кромки свари-
ваемых изделий 1 по всему контуру. При сварке больших сплош-
ных сечений применяют горелку с торцовым нагревом (рис. V.25,e),
при котором пламя горелки направлено перпендикулярно к тор-
цовым поверхностям свариваемых изделий.
Газопрессовая сварка из-за низкой производительности и слож-
ности оборудования большого распространения|не получила.
ГЛАВА 5. ТЕРМИТНАЯ СВАРКА И ПАЙКА МЕТАЛЛОВ
§ 20. Термитная сварка
1. Сущность процесса и разновидности термитной сварки. Тер-
митами называются порошкообразные горючие смеси, состоящие
из металлов (алюминия, магния или кремния) и оксидов металлов
(железа, марганца, никеля, меди и пр.). При сгорании таких сме-
сей выделяется значительное количество тепла и развивается высо-
кая температура. Наиболее распространенными являются термиты
алюминиевый и магниевый.
2. Сварка Алюминиевым термитом. Алюминиевый термит —
порошкообразная механическая смесь металлического алюминия
(23 % по массе) и железной окалины (77 %). При нагреве смеси
до 1150... 1200°C с помощью специальных зажигательных смесей
или термитных спичек термит воспламеняется. Реакция за не-
сколько секунд распространяется на весь объем смеси и происходит
по уравнению
3Fe3O4-b 8А1 = 9Fe + 4А12О3;
Из 1 кг термита образуется 550 г железа и 450 г оксида алюминия
и выделяется около 3000 кДж тепла. Температура реакции
достигает 3000 °C.
Сварку алюминиевым термитом выполняют тремя способами:
плавлением, давлением и комбинированным методом. При сварке
плавлением (рис. У.26,й) на торцы свариваемых деталей 1 устанав-
ливают огнеупорную форму 2. Между торцами оставляют некото-
рый зазор, который зависит от размера сечений свариваемых дета-
лей. Затем из плавильного тигля 3 через отверстие в днище зазор
180
заполняют расплавленными про-
дуктами реакции. Термитный
шлак 4, обладая меньшей плот-
ностью, собирается в верхней
части формы, а расплавленное
термитное железо 5 заполняет
зазор и нижнюю часть формы.
Поскольку железо сильно пере-
грето, то оно оплавляет поверх-
ности торцов свариваемых дета-
Рис. V.26. Схема сварки по методу
плавления и методом давления
лей и после остывания обра-
зует с ними одно целое. Для повышения механических свойств
термитного железа к термитной смеси добавляют некоторые
легирующие элементы: марганец, хром, кремний и др. Термитную
сварку плавлением применяют при ремонте поломанных литых де-
талей, наварке отломанных зубьев зубчатых колес и пр.
При сварке давлением (рис. V.26,6) используют не только про-
дукты термитной реакции для разогрева деталей до пластического
состояния, но и механические усилия сжатия.
Комбинированный способ в настоящее время применяют только
при сварке рельсов, преимущественно трамвайных. В этом случае
головку рельсов сваривают методом давления, а остальное — ме-
тодом плавления.
3. Сварка магниевым термитом. Магниевый термит — порошко-
образная смесь металлического магния и железной окалины. Сгора-
ние смеси происходит по реакции
Fe3O4+ 4Mg = 3Fe + 4MgO.
Характерным для сварки магниевым термитом является то,
что вследствие высокой температуры плавления оксида магния
(2800°C), превышающей температуру реакции (2500°C), оксид
магния образуется не в жидком, а в твердом состоянии. Магни-
евый термит применяют в основном для сварки стальных телеграф-
ных и телефонных проводов воздушных линий связи. Для этого
из термитной смеси, смоченной бакелитовым лаком, прессуют ци-
линдрические шашки 3 (рис. V.27) с осевым каналом для пропуска
проводов и с выемкой на торце шашки для вкладывания запала 5.
При зажигании запала термитной спичкой 4 происходит реакция,
при которой из оксида магния образуется пористая спекшаяся
рыхлая масса, пропитанная расплавленными железом и его окси-
дами. Специальными сварочными клещами 1 нагретые концы про-
водов 2 сжимают осевым усилием, и на этом заканчивается их
сварка. Образовавшийся после реакции муфель удаляют с прово-
дов легкими ударами.
$ 21. Пайка металлов
1. Сущность процесса и разновидности пайки. При пайке ме-
таллов до плавления доводят только легкоплавкий присадочный
металл, называемый припоем. Соединяются изделия за счет диф-
181
Рис. V.27. Схема сварки магниевым термитом
фузии расплавленного припоя, проникающего в нагретые до тем-
пературы его плавления поверхностные слои основного металла.
В зависимости от температуры плавления припоя различают пайку
мягкими и твердыми припоями.
2. Пайка мягкими припоями. К мягким припоям относятся
такие, температура плавления которых не превышает 400 °C. Для
соединения почти всех металлов применяют оловянно-свинцовые
припои марок ПОС-90, ПОС-40 и ПОС-ЗО, содержащие соответствен-
но 90, 40 и 30 % олова (остальное — свинец «и примеси). Темпера-
тура плавления их составляет 180.. .260 °C. Мягкие припои обеспе-
чивают прочность соединения до 50...70 МПа.
Для защиты нагретого основного металла и расплавленного
припоя от окисления, а также для растворения образующихся окси-
дов и растекания жидкого припоя по поверхности места спая при-'
меняют такие флюсу, как канифоль, хлористый цинк или смесь
хлористого цинка'с хлористым аммонием и др. Мягкие припои вы-
пускают в виде прутков, проволоки, порошка или пасты, состоящей
из порошка припоя и флюса.
Нагревают изделие и расплавляют припой обычно паяльниками,
рабочая часть которых изготовляется из меди и имеет клиновидную
форму. Паяльники нагревают в горнах, паяльными лампами или га-
зовыми горелками, однако наиболее часто для этой цели применяют
электронагрев. Пайка мягкими припоями возможна й при погру-
жении изделий в ванну с расплавленным припоем. Для получения
качественных соединений поверхность изделий в месте спая не-
обходимо тщательно очистить механическим или химическим спо-
собом; зазор не должен превышать 0,1 мм.
3. Пайка твердыми припоями. Твердые припои имеют темпера-
туру плавления 500... 1083°C. К ним относятся чистая медь и спла-
вы меди с цинком и серебром. Наиболее часто применяют медно-
цинковые припои марок ПМЦ-42, ПМЦ-47 и ПМЦ-52. Они имеют
соответственно 42, 47 и 52 % меди и температуру плавления 840,
860 и 885 °C.
182
. Для пайки изделий особенно ответственного назначения часто
применяют такие медно-серебряные припои, как ПСр-25, ПСр-45,
которые содержат 10...70 % серебра (остальное — медь и цинк).
Серебряные припои имеют температуру плавления 780...830 °C.
При пайке твердыми припоями предел прочности соединений
достигает 400...500 МПа. В качестве флюсов используют буру, бор-
ную кислоту или их смеси, хлористый цинк и пр. Изделия нагрева-
ют сварочными горелками, в соляных ваннах, в нагревательных
печах с нейтральной, восстановительной или защитной атмосферой,
на контактных электрических машинах и высокочастотных уста-
новках. Зазор в соединении не должен превышать 0,05...0,08 мм.
Хорошо поддаются пайке все углеродистые и легированные ста-
ли, в том числе нержавеющие и инструментальные, твердые сплавы,
серые и ковкие чугуны, большинство цветных металлов и их сплавов.
ГЛАВА 6. НОВЫЕ СПОСОБЫ СВАРКИ
§ 22. Индукционная сварка
Индукционную сварку осуществляют нагревом металла до пла-
стического состояния или до оплавления с помощью индукцион-
ных токов средней (2...10 кГц) или высокой (70...500 кГц) частоты
с последующим его сжатием. Наиболее часто этот способ применяют
для изготовления сварных труб с продольным прямым или спи-
ральным швом и при армировании твердыми сплавами режущего
инструмента. При сварке труб свернутая заготовка 1 (рис. V.28)
перемещается между обжимными роликами- (показаны стрелками 3)
и нагревается кольцевым индуктором 2 из одного или нескольких
витков. При прохождении через индуктор тока в трубной заготовке
индуктируются вторичные токи 4, которые стремятся замкнуться
по кольцевому участку трубы в плоскости расположения индук-
тора. Однако, встречая на своем пути открытую щель, они откло-
няются к месту расположения обжимных роликов, где сходятся
между собой кромки. Вследствие большой плотности тока металл
на этом участке очень быстро нагревается до температуры плавле-
ния. Последующим обжатием трубной заготовки обжимными роли-
ками образуется сварное соединение с выдавливанием наружу
стыка расплавленного на небольшую глубину металла.
Индукционными токами высокой частоты сваривают трубы раз-
личных диаметров, начиная от
1600 мм при толщине стенок
0,1... 16мм. Достоинством этого
метода является возможность
сваривать трубы из горячеката-
ной, не очищенной от окалины
заготовки, что невозможно при
контактной сварке или контакт-
ным подводом токов высокой
нескольких миллиметров и до
Рис. V.28. Схема индукционной
сварки
183
частоты. Преимуществом этого способа, в особенности при исполь-
зовании токов радиочастоты (350...500 кГц), является также вы-
сокая производительность.
§ 23. Диффузионная сварка в вакууме
Диффузионная сварка основана на взаимной диффузии атомов
в поверхностных слоях контактирующих материалов, находящихся
в вакууме при 133 • 10~3...133 • 16"® Па или в атмосфере инертных
защитных газов, нагретых до 400... 1300 °C и сжатых до 10...20 МПа.
Нагреваются изделия индукционными токами высокой частоты,
электронным лучом, контактным и другими способами.
Диффузионной сваркой соединяют однородные и разнородные
металлы и их сплавы и металлокерамические изделия с металлами.
Основное преимущество этого способа получение равнопрочного
соединения без заметных изменений физико-механических свойств
свариваемых соединений в зоне сварки.
§ 24. Сварка ультразвуком
Для этой сварки используют ультразвуковые механические
колебания и небольшие сжимающие усилия. Колебания получают
с помощью магнитострикционного эффекта, заключающегося в спо-
собности некоторых металлов и их сплавов преобразовывать элек-
тромагнитные колебания ультразвуковой частоты (15... 100 кГц)
в механические колебания той же частоты. Магнитострикционным
эффектом обладают сплавы никеля с железом (пермалой), кобальта
с железом (пермендюр) и др. Из них изготовляют магнитострикцион-
ные преобразователи. Высокочастотные механические колебания
и статические усилия сжатия вызывают в месте контакта разруше-
ние оксидных пленок и появление в поверхностных слоях больших
пластических деформаций. В результате между свариваемыми
поверхностями достигается прочное соединение. Процесс сопро-
вождается повышением температуры в месте соединения. В зави-
симости от того, какой металл сваривается и какой используют
режим, температура нагрева составляет 200... 1200°C.
На ультразвуковых сварочных установках выполняют внахлест-
ку точечные и шовные соединения из различных однородных и раз-
нородных металлов и их сплавов толщиной 0,001...1 мм. На этих
установках можно также приваривать тонкие листы и фольгу к за-
готовкам неограниченной толщины. Хорошо свариваются этим
методом медь, алюминий и его сплавы, титан, цирконий, тантал,
никель и много других высокопластичных металлов и их сплавов;
хуже свариваются малоуглеродистые, жаропрочные и инструмен-
тальные стали, а также магниевые сплавы.
Ультразвуком успешно сваривают не только металлы, но и раз-
личные неметаллические материалы, например, хлорвинил, поли-
этилен, капрон, нейлон, органическое стекло и т. п.
184
Схема установки, используе-
мой для точечной сварки ультра-
звуком, представлена на рис.
V.29. При включении обмотки
2 к источнику тока высокой
частоты в магнитострикционном
преобразователе 1 образуются
упругие механические колеба-
ния, которые по волноводу 3
передаются через нижний элек-
трод 7 к свариваемым изделиям
6. Усилие, сдавливающее дета-
ли, передается на верхний элек-
трод 5 механизмом сжатия 4.
Рис. V.29. Схема установки для точеч-
ной сварки ультразвуком
Обмотка 2, нагревающаяся то-
ками высокой частоты, охлаждается проточной водой, которая
подается в кожух преобразователя.
При точечной сварке ультразвуком потребляется примерно
в 10... 15 раз меньше энергии, чем при точечной контактной сварке.
§ 25. Сварка электронным лучом в вакууме
При электронно-лучевой сварке металл нагревают сфокусиро-
ванным пучком электронов, ускоряемых электрическим полем
высокого напряжения. При падении этого пучка на изделие около
99 % кинетической энергии электронов превращается в тепловую.
Температура металла в месте нагрева фокусным пятном превышает
6000 °C.
Сварку выполняют в герметических камерах / (рис. V.30),
в которых поддерживают высокий вакуум порядка 133 • 10 —
133- 10 _в Па или создают в них среду проточного инертного газа.
Источником излучения электронов служит накаливаемый катод
в виде вольфрамовой спирали 2, питаемый от низковольтного транс-
форматора 3. Для ускорения движения электронов от накалива-
емого катода к аноду, которым является свариваемое изделие 7,
подводится высокое напряжение (10...35 кВ), получаемое в спе-
циальных трансформаторах с выпрямительным устройством. При
нагреве катода до температуры порядка 2400 °C и под действием
ускоряющего электрического поля с поверхности горячего катода
излучается мощный поток электронов 4. На пути к аноду он про-
Рис. V.30. Схема сварки электрон-
йым лучом
ходит через фокусирующую элек-
тронную линзу, представляющую
собой электромагнитную катушку
5. Фокусировкой и изменением
силы тока электронный луч мо-
жет быть сфокусирован на площа-
ди 0,1...20 мм2. Отклоняющей си-
стемой, представляющей собой не-
сколько электромагнитных кату-
шек 6, фокусное пятно можно пере-
185
мещать по поверхности в различных направлениях. Ему можно
придавать также колебательные движения вдоль или поперек оси
шва. Для перемещения луча по линии сварки передвигают свари-
ваемое изделие внутри камеры с помощью электропривода 8, рас-
положенного вне камеры. Наблюдают за сваркой через смотровое
окно 9. Электронным лучом успешно сваривают низко- и высоко-
легированные стали, тугоплавкие (вольфрам, молибден, тантал
и др.), активные (уран, цирконий, бериллий) и разнородные (алю-
миний с медью и пр.) металлы, а также различные сплавы. За один
проход можно сваривать металл толщиной от 0,01 до 100 мм и более.
Сварные соединения получаются высокого качества с зеркально
гладкой поверхностью. z
§ 26. Холодная сварка давлением
Холодная сварка давлением осуществляется без нагрева, лишь
за счет больших усилий сжатия. Этим методом сваривают такие
высокопластичные металлы, как свинец, алюминий, медь, кадмий,
серебро, никель и др. Для получения прочного соединения необ-
ходимо перед сваркой тщательно очищать соединяемые поверхно-
сти от оксидов и загрязнений, а также прикладывать большие
усилия сжатия, от чего между ними проявляются межатомные
силы сцепления. При холодной сварке необходима интенсивная
пластическая деформация, заставляющая металл течь вдоль по-
верхности раздела и удаляющая адсорбированные газы из поверх-
ностного слоя. Оголенные ювенильные поверхности под действием
высокого давления соединяются в одно целое.
В настоящее время холодную сварку давлением применяют пре-
имущественно при соединении встык или внахлестку некоторых
алюминиевых и медных проводов, шин и ряда других деталей.
Давление при сварке-этих металлов составляет 150...1000 МПа.
Для стыковой холодной сварки выпускают специализированные ус-
тановки типа МХСА-50, МСХС-60, МСХС-30 и др.
§ 27. Сварка трением
Для сварки трением используют преобразование механической
энергии в тепловую, осуществляемое при взаимном перемещении
свариваемых поверхностей. Работа сил трения, превращающаяся
в теплоту, интенсивно нагревает трущиеся поверхности. Сварива-
емые детали нагреваются до пластического состояния, после чего
их сжимают осевыми усилиями. Так в большинстве случаев свари-
вают встык детали круглого сечения, например трубы, стержни,
некоторые режущие инструменты (сверла, метчики, развертки,
концевые фрезы и пр.), изготовляемые из однородных и разнород-
ных металлов, а также из различных пластмасс.
Для сварки трением используют переоборудованные токарные,
сверлильные и прочие металлорежущие станки, а также специали-
зированные сварочные машины типа МСТ-23, МСТ-35 и МСТ-41
186
мощностью 10, 20 и 40 кВт. Тре- n t М
ние поверхностей осуществляют
.вращением или возвратно-посту-
пательным перемещением свари-
ваемых деталей по одной из
схем, приведенных на рис. V.31.
Давление осадки не превышает
25 МПа при сварке легких и
пластичных металлов и 250 /МПа
при сварке наиболее твердых
металлов.
По производительности сварка трением не уступает контактной
сварке оплавлением, а экономически она даже выгоднее ее, так
как в этом случае потребляемая мощность в 5... 10 раз меньше, чем
при контактной сварке. Способ сварки трением прост, легко подда-
ется автоматизации и программному управлению.
Рис. V.31. Основные схемы сварки
трением
§ 28. Лазерная сварка
При лазерной сварке источником тепловой энергии служит
мощный сконцентрированный световой луч, получаемый в специ-
альных установках, называемых лазерами. В настоящее время
основное применение имеют рубиновые лазеры с искусственным
рубином, содержащим оксид алюминия (А12О3) и небольшую до-
бавку оксида хрома (Сг2О3). Такой лазер состоит из цилиндриче-'
ского рубинового стержня 1 (рис. V.32), ксеноновой лампы 2,
линзы 4 и охлаждающей системы 3. Торцы стержня отполированы
и посеребрены. Один, служащий для выхода наружу светового луча,
частично прозрачен. При вспышке ксеноновой лампы, питаемой
разрядным током конденсаторов, атомы хрома рубинового кристал-
ла переходят из нормального в возбужденное состояние. Однако
через несколько миллисекунд они снова возвращаются в исходное
состояние, беспорядочно излучая фотоны красного света. Поток
их вдоль оси стержня вызывает излучение новых фотонов, которые
попеременно отражаются от зеркальных торцовых граней, увеличи-
вая этим интенсивность общего излучения. При
накоплении определенного уровня фотонов они
в виде потока красного света прорываются через
полупрозрачный торец стержня наружу. Пройдя
через линзу 4, сфокусированный пучок 5 попа-
дает на изделие 6. Продолжительность импульса
излучения лазерного пучка равна тысячным и
миллионным долям секунды.
Лазерной сваркой можно сваривать различные
металлы толщиной до 0,5 мм. Его применяют
также для получения отверстий в твердых спла-
вах, тугоплавких металлах, алмазах, рубинах
и др.
Р'ис. V.32. Схе-
ма лазерной
сварки
187
§ 29. Плазменно-дуговая сварка
Электронной плазмой называют сильно ионизированный газ,
состоящий из нейтральных атомов и молекул, ионов и электронов.
Для получения плазменной дуги соосно столбу дуги, горящей меж-
ду катодом и анодом, в узком канале водоохлаждаемого медного
сопла 3 специальной плазменной горелки (рис. V.33) пропускают
поток газа. При увеличении тока столб дуги в ограниченном стен-
ками канала сопле горелки расширяться не может, поэтому за счет
его сжатия, а также сжатия газовым потоком температура столба
дуги и степень ионизации газа резко повышаются. Практически
почти весь газ, проходящий сквозь столб сжатой дуги, ионизирует-
ся и превращается в плазму.
Различают плазменную дугу прямого и косвенного действия.
Дуга 4 прямого действия (рис. V.33,a) горит между вольфрамовым
электродом 1 (катодом) и изделием 5 (анодом). Температура такой
дуги достигает 20 000...30 000 °C.
Дуга косвенного действия (рис. V.33,6) горит между вольфра-
мовым электродом 1 и медным соплом 3 горелки. Давлением потока
газа ионизированный газовый поток выдувается из сопла горелки
в виде яркого концентрированного пламени 4. Его температура до-
стигает 15 000 °G и выше. Ток к вольфрамовому электроду подводят
через мундштук 2, а к корпусу горелки — вблизи сопла. В каче-
стве плазмообразующего газа для сварки используют главным об-
разом аргон. Плазменной дугой сваривают углеродистые и нержа-
веющие стали, тугоплавкие и цветные металлы, а также неметалли-
ческие материалы толщиной от нескольких десятков микрометров
и больше.
§ 30. Сварка взрывом
При сварке взрывом (рис. V.34) лист 3, привариваемый по всей
плоскости к листу 4, устанавливают на расстоянии 2...3 мм и под
углом а к нему. На поверхность листа 3 укладывают взрывчатое
вещество 2 (порох, гексоген и др.), которое воспламеняется от за-
Рис. V.33. Схемы горелок для
плазменной наплавки
188
пальника 1. При воспламенении взрывчатки мощная взрывная
волна распространяется по всей поверхности листа 3 и создает на
него огромное давление (порядка 105 ат). При соударении свари-
ваемых поверхностей в поверхностных слоях возникает пластиче-
ская деформация и расплавление микрообластей, в результате
чего происходит сварка.
Сварка взрывом дает возможность соединять как однородные
(серебро, алюминий, титан, медь, сталь и др.), так и разнородные
(титан и сталь, титан и медь, алюминий и титан и т. д.) металлы.
ГЛАВА 7. ТЕХНОЛОГИЯ СВАРКИ И НАПЛАВКИ РАЗЛИЧНЫХ
МЕТАЛЛОВ И СПЛАВОВ
§ 31. Структура металла шва и зоны термического
влияния
1. Структура металла шва. При сварке плавлением под действием
тепла дуги или газосварочного пламени на свариваемом металле
образуется ванна жидкого металла — сварочная ванна, представ-
ляющая собой сплав основного и присадочного металлов. По мере
передвижения источника тепла, а также вследствие отвода тепла
из ванны в массу свариваемого металла и теплообмена с окружа-
ющей средой температура металла сварочной ванны понижается
и в ней начинается процесс кристаллизации. Центрами кристалли-
зации являются нерасплавившиеся кристаллы основного металла
на границе сварочной ванны. Кристаллы растут в направлении,
обратном отводу тепла, т. е. от стенок основного металла к центру
шва. \
При сварке стали первичная структура в сварном шве крупно-
кристаллическая, дендритная, в большинстве случаев имеет форму
столбчатых кристаллов (рис. V.35). При повторном нагреве металла
шва до температур примерно 900...950 °C и быстром охлаждении
столбчатая структура превращается в мелкозернистую равноосную.
Поэтому при многослойной электродуговой сварке структура пер-
вых и последующих слоев мелкозернистая и равноосная, а послед-
него слоя — столбчатая, с пониженными механическими свойствами.
2. Структура зоны термического влияния. Часть основного ме-
талла, которая близко прилегает к металлу сварного шва, назы-
вается зоной термического влияния. При сварке она нагревается
До высоких температур и потом охлаждается. Отдельные участки
зоны нагреваются до разных температур и поэтому имеют различ-
ную структуру.
При сварке малоуглеродистой стали в зоне термического вли-
яния различают следующие структурные участки (рис. V.35):
1 — узкая полоска зоны сплавления основного металла, нагре-
того до температуры плавления, с расплавленным присадочным ме-
таллом. Этот участок имеет крупнокристаллическое строение и
незначительные линейные размеры;
18»
Рис. V.35. Схема строения сварного шва и
зоны термического влияния
2 — зона перегрева. Тем-
пература нагрева металла
в ней составляет 1100...
1500 °C. Зона характери-
зуется крупнокристалли-
ческой и даже так назы-
ваемой Видманштеттовой,
или зернистоигольчатой,
структурой с пониженными
механическими свойствами;
3 —зона нормализации.
Металл в ней нагревается
примерно до 9ОО...11ОО°С
и имеет мелкокристалли-
ческое строение и повышен-
ные механические свойства;
4 — зона неполной перекристаллизации. Для малоуглеродистой
стали это соответствует нагреву до температур 727...911 °C. В этом
интервале происходит только частичная перекристаллизация основ-
ного металла, характеризуемая тем, что наряду с более крупными
зернами, не прошедшими перекристаллизацию, образуются новые,
более мелкие зерна, прошедшие ее. Механические свойства металла,
имеющего такую структуру, несколько понижены;
5 — (450...727 °C) — зона рекристаллизации. В этом интервале
температур укрупняются раздробленные зерна, образовавшиеся под
действием предварительной пластической деформации;
6 — зона синеломкости. Здесь металл нагревается до темпера-
туры 200...450 °C и по своей структуре'не отличается от основного
металла, но по сравнению с ним имеет более низкие пластические
свойства.
Зона термического влияния такая же, как и структурные изме-
нения на отдельных ее участках. Она зависит от способов и режимов
сварки и от рода свариваемого материала. При дуговой сварке
малоуглеродистых сталей зона не превышает 6... 10 мм, при газо-
вой сварке ее линейные размеры увеличиваются до 25...28 мм. Если
сваривают малоуглеродистые стали, то структурные изменения в
зоне термического влияния почти не оказывают действия на меха-
нические свойства сварных соединений. При сварке сталей, име-
ющих повышенное содержание углерода или легирующих примесей,
в зоне влияния образуются закалочные структуры, а иногда и зака-
лочные трещины. Поэтому, чтобы иметь оптимальные свойства зоны
термического влияния таких сталей, строго соблюдают заданный
режим сварки, а иногда применяют предварительный подогрев
или последующую термическую обработку. Последняя устраняет
закалочные структуры и превращает дендритную структуру в
металле шва и Видманштеттовую структуру в зоне термического
влияния в зернистую структуру. Благодаря этому пластические
свойства сварных соединений значительно улучшаются.
190
§ 32. Напряжения и деформации при сварке
1, Значение напряжений и деформаций в сварных конструкциях.
Появление в деталях и конструкциях сварочных, или внутренних
напряжений опасно, так как они складываются с напряжениями,
возникающими от приложения внешних усилий, и могут превышать
допустимые. Тогда в сварных швах или околошовных участках
могут возникнуть трещины, которые иногда приводят к разрушению
сварной детали или конструкции.
Деформации или коробление, большие допустимых^ требуют
последующей правки или механической обработки, что значитель-
но усложняет изготовление сварных конструкций и снижает эко-
номичность лрименения сварки.
2. Причины возникновения напряжений и деформаций следу-
ющие: неравномерный нагрев основного металла; литейная усадка
сварного шва и изменения объема металла в зоне термического
влияния при структурных превращениях.
Неравномерный нагрев основного металла вызван нагревом
до высоких температур только той его части, которая граничит
со сварным швом. Свободному изменению ее объема препятствуют
соседние, более холодные участки, вследствие чего в нагреваемых
участках возникают напряжения сжатия, а в холодных — напря-
жения растяжения. Достигнув предела текучести, что, как правило,
и происходит при сварке, нагретые участки подвергаются пласти-
ческим деформациям. При охлаждении металла в этих зонах возни-
кают остаточные или внутренние напряжения растяжения, которые
способствуют появлению в сварных изделиях деформаций или ко-
роблений.
Литейная усадка металла шва может быть продольной и попе-
речной. Примером продольной может служить усадка, возни-
кающая при сварке встык двух листов большой длины. При
сварке вследствие продольной усадки уменьшается зазор между
кромками листов. Когда они сходятся впритык, то при неболь-
шой толщине листов начинают наползать один на другой (рис.
V.36,a).
Примером поперечной усадки может быть сварка встык листов
с V-образным раскрытием кромок. Поскольку объем наплавленного
металла с щирокой стороны шва больший, то и усадка здесь будет
большей. Поэтому листы после сварки деформируются так, как
это показано на рис. V.36,6.
Изменение объема металла из-за структурных превращений
происходит в зоне термического влияния главным образом при
сварке металлов, склонных к закалке. Напряжения, возникающие
При этом, могут быть столь значительными, что часто именно они
являются причиной образования трещин при сварке деталей из
этих металлов.
3. Способы уменьшения напряжений и деформаций — предва-
рительный подогрев детали, а после сварки — отжиг или норма-
лизация. Есть и другие способы.
191
Непрерывный шов Обратно-ступенчатый шов
ч )
Рис. V.36. Виды деформаций сварных изделий и некоторые способы их сни-
жения
Предварительный подогрев уменьшает разность температур
между ненагретым и нагретым до высоких температур основным
и расплавленным присадочным металлом и снижает внутренние
напряжения. Температура подогрева определяется свойствами
металла. Так, при сварке различных сталей она составляет 100...
600 °C, сварке чугуна — 400...650 °C, алюминия — 250...270 °C,
бронзы — 300...400 °C. Подогрев может быть общим и местным:
Отжиг после сварки снимает внутренние напряжения и повы-
шает пластичность сварных швов. Стали, склонные к закалке,
иногда отпускают после сварки при температурах 200...300 °C.
Этим снимают напряжения от структурных превращений.
Для уменьшения деформаций применяют такие методы: обрат-
ных деформаций, уравновешивания и равномерного распределе-
ния деформаций, жесткого закрепления и другие.
Метод обратных деформаций состоит в том, что детали перед
сваркой устанавливают с учетом последующей деформации (рис.
V. 36, в) или деформируют в обратном направлении (рис. V. 36,г)
на величину деформации, которую создает сварка.
Уравновешивание деформаций применяют при сварке Х-образ-
ных (рис. V.36.5) или тавровых (рис. V.36,e) соединений, а также
при сварке труб, наплавке валов (рис. У.36,ак) и других деталей.
При указанном (цифрами) на рисунках чередовании наложений
последующие швы создают деформации, обратные тем, которые
возникли в предыдущих. В результате такой метод сварки значи-
тельно уменьшает деформации.
Равномерное распределение деформаций достигают делением
длинных швов на отдельные короткие участки, которые сваривают
обратноступенчатым методом (рис. У.36,з). В этом случае деформа-
ция, образующаяся при непрерывной сварке (рис. У.36,н), равно-
192
мерно распределяется по всей длине шва и становится незначитель*
ной (рис. V.36,k).
Жесткое закрепление обычно используют, сваривая сложные
детали. Тогда применяют специальные приспособления.
Жесткое закрепление препятствует короблению деталей тогда,
когда усилия, возникающие при сварке, вызывают пластическую
деформацию нагретого металла. По окончании сварки, несмотря на
большие внутренние напряжения, деформация не может сильно
возрасти, так как вся система становится достаточно жесткой.
Для снятия внутренних напряжений применяют отжиг.
§ 33. Сварка сталей
1. Сварка углеродистых сталей. Стали с содержанием углеро-
да до 0,25 % относятся к низкоуглеродистым. Они хорошо свари-
ваются всеми способами. Стали, содержащие углерода 0,26...
0,45 %, относятся к среднеуглеродистым. В большинстве случаев
их сваривают с предварительным подогревом, а иногда и с после-
дующей термической обработкой — нормализацией или отжигом.
Стали, которые содержат углерода 0,46...0,75 %, относятся
к высокоуглеродистым. Они плохо свариваются, поэтому их не
применяют для изготовления сварных конструкций.
2. Сварка низколегированных сталей. Стали с суммарным со-
держанием легирующих элементов до 2,5 % относятся к низколе-
гированным. Сваривают их различными способами. Однако по-
добно сталям с повышенным содержанием углерода они имеют по-
вышенную склонность к закалке и образованию закалочных трещин
в зоне термического влияния. Поэтому большинство низколеги-
рованных сталей толщиной более 10 мм сваривают с предваритель-
ным подогревом до температуры 150...350 °C, а после сварки
подвергают термической обработке — нормализации или высоко-
температурному отпуску.
3. Сварка высоколегированных сталей. К высоколегированным
относят стали, содержащие более 8...10 % легирующих элементов.
Из этой группы наибольшее применение имеют коррозионно-стой-
кие, жаростойкие и жаропрочные стали, основными легирующими
элементами которых являются хром и никель.
Согласно ГОСТ 5632—72 высокохромистые стали содержат
8...30 % хрома, 0,07...0,45 % углерода и небольшие количества
Других элементов. Эти стали во избежание образования трещин при
сварке в большинстве случаев сваривают с предварительным подо-
гревом при 150...400 °C и последующим отпуском при 680...780 °C.
Присадочным металлом служит хромоникелевая проволока, содер-
жащая до 25 % хрома и до 18 % никеля.
Хромоникелевые стали содержат 10...27 % хрома, 8...29 %
никеля, 0,03...0,6 % углерода и ряд других элементов. Эти стали
свариваются всеми способами и значительно лучше хромистых.
Однако при сварке хромоникелевых сталей при температуре 500...
800 °C образуется и выпадает по границам зерен карбид хрома,
7 378 193
что значительно ухудшает антикоррозийные свойства сварных соеди-
нений. Чтобы не допустить этого явления, хромоникелевые стали
сваривают при минимальном разогреве и больших скоростях охла-
ждения. Для полного восстановления первоначальной структуры
детали после сварки рекомендуется закаливать от температуры
1050... 1100 °C с последующим быстрым охлаждением в воде.
§ 34. Сварка чугуна
1. Особенности сварки чугуна. Чугун сваривают при исправле-
нии брака чугунных отливок, при ремонтных работах, например
заварка трещин в блоках цилиндров двигателей, в станинах станков
и прессов, а также при изготовлении сварно-литых конструкций из
высокопрочных чугунов. Основные трудности таких работ связаны
с образованием в сварном соединении зоны отбеливания (структуры
цементита), возникающей при быстром охлаждении расплавленного
чугуна, и появлением в зоне термического влияния структур закал-
ки, возникающих при быстром охлаждении чугуна, нагретого выше
727 °C. Чугун с такими структурами имеет высокую твердость
и очень хрупок, его трудно обрабатывать обычным инструментом.
Поэтому основной задачей при сварке чугуна является получение
сварного соединения с одинаковой твердостью металла шва и пе-
реходных зон без трещин, которое можно было бы механически
обрабатывать.
В практике применяют много способов и приемов сварки чугуна,
которые можно разделить на три.группы: горячая, полугорячая
и холодная сварки.
2. Горячую сварку осуществляют о предварительным и сопут-
ствующим подогревом всего изделия до 400...650 °C в горнах,
печах и других устройствах, отапливаемых древесным углем,
коксом, и т. п. Наиболее часто сварку осуществляют ацетилено-
кислородным пламенем. Присадочным металлом служат чугунные
стержни диаметром 5... 15 мм, которые содержат-3...3,5 % углерода
и З...4,6 % кремния.
При исправлении литейных дефектов в тяжелых толстостенных
чугунных отливках или при ремонте деталей, требующих наплав-
ки значительных объемов металла, применяют также ручную или
полуавтоматическую дуговую и электрошлаковую сварки. Ручную
сварку используют, применяя чугунные электроды с покрытием,
содержащим графит, ферросилиций и другие компоненты. Полуав-
томатическую сварку производят самозащитной порошковой про-
волокой или с защитой в углекислом газе. Для электрошлаковой
сварки используют пластинчатые электроды из серого чугуна.
После сварки деталь медленно охлаждают вместе с печью или за-
сыпают сухим песком или шлаком. Горячая сварка чугуна обеспе-
чивает наилучшее качество сварных соединений без зон отбелива-
ния и трещин. Наплавленный металл легко обрабатывается. Этот
способ применяют при сварке наиболее ответственных деталей или
деталей, имеющих сложную форму (блоки цилиндров, станины и пр.).
194
3. Полугорячая сварка. При ней деталь нагревают до темпера-
туры 250...450 °C (преимущественно в местах сварки). Такой метод
применяют для деталей небольшой толщины и при небольшом объеме
наплавляемого металла. Сваривают ацетиленокислородным пла-
менем и реже — электродуговым способом угольными электродами.
Сваренные детали так же, как и при горячем способе, засыпают су-
хим песком или шлаком для медленного охлаждения.
4. Холодную сварку чугуна производят без предварительного
подогрева изделия. Для этого чаще всего используют дуговую свар-
ку стальными электродами, электродами из цветных металлов (мед-
ными, медно-железными, медно-никелевыми), порошковой прово-
локой.
Сварку стальными электродами применяют при ремонте неот-
ветственных изделий, которые после этого не требуют механиче-
ской обработки. Более сложные и ответственные детали (станины
и рамы мощных дизелей, цилиндры газовоздуходувных машин,
станины станков, корпусы электродвигателей большой мощности
и т. п.) ремонтируют с постановкой по кромкам деталей стальных
шпилек на резьбе. Сначала кольцеобразно обваривают шпильки,
затем короткими валиками наплавляют всю поверхность кромок и,
наконец, заполняют весь объем разделки шва. Сваривают электро-
дами небольшого диаметра при малой силе тока так, чтобы основной
металл не успевал разогреваться.
Сварку электродами из монель-металла (70 % никеля, 30 %
меди) применяют, когда необходимо иметь мягкий металл шва,
легко поддающийся механической обработке. Медными, медно-же-
лезными и железно-никелевыми электродами сваривают сложные
отливки из высокопрочного чугуна в основном тогда, когда после
сварки требуется механическая обработка.
§ 35. Сварка цветных металлов
1. Сварка меди. Теплопроводность меди почти в шесть раз выше
теплопроводности стали, медь интенсивно поглощает и растворяет
различные газы, образуя с кислородом закись Си2О и оксид СиО
меди. Закись меди с медью создает эвтектику, температура плавле-
ния которой (1064 °C) ниже температуры плавления меди (1083 °C).
При затвердевании жидкой меди эта эвтектика располагается по
границам зерен, делает медь хрупкой и склонной к образованию
трещин. Поэтому основной задачей при сварке меди является пре-
дохранение ее от окисления и активное раскисление сварочной
ванны.
Наиболее распространена газовая сварка меди ацетиленокисло-
рэдным пламенем горелками, мощность которых в 1,5...2 раза боль-
ше мощности горелок, используемых при сварке сталей. Присадоч-
ным металлом служат медные прутки, содержащие в качестве рас-
кислителей фосфор и кремний.
Если толщина изделий больше 5...6 мм, их вначале подогревают
До температуры 250...300 °C; флюсами при сварке служат прока-
7* - 195
ленная бура или смесь, состоящая из 70 % буры и 30 % борной
кислоты. Чтобы повысить механические свойства и улучшить
структуру наплавленного металла, медь после сварки проковывают
при температуре около 200...300 °C. Затем ее вновь нагревают до
500...550 °C и охлаждают в воде.
Медь сваривают также электродуговым способом угольными или
металлическими электродами, в струе защитных газов, под слоем
флюса, на конденсаторных машинах, способом трения.
2. Сварка латуни. Ее, как и медь, в большинстве случаев сва-
ривают ацетиленокислородным окислительным пламенем, которое
на поверхности ванны образует пленку тугоплавкого оксида цинка,
уменьшающую дальнейшее выгорание и испарение цинка. Приса-
дочным металлом служит латунная проволока с присадкой до
0,5 % кремния. Флюсы используют те же, что и при сварке меди.
Латунь успешно сваривают также в защитных газах и на контактных
машинах.
3. Сварка бронзы. При нагреве ее выше температуры 500 °C она
теряет вязкость и становится хрупкой. Для предупреждения сва-
рочных трещин применяют предварительный подогрев до 300... 450 °C.
Все сорта бронз удовлетворительно свариваются. Бронзы, со-
держащие олово, чаще всего сваривают ацетиленокислородным
пламенем с применением тех же флюсов, что и при сварке меди.
Присадочным металлом является фосфористая бронза или латунь.
Алюминиевые или алюминиево-железистые бронзы лучше сварива-
ются электродуговым способом угольными или металлическими
электродами. Присадочный металл — прутки того же состава, что
и основной металл, а флюсами или электродными покрытиями слу-
жат хлористые и фтористые соединения калия и натрия.
4. Сварка алюминия. Основными факторами, затрудняющими
его сварку, являются низкая температура плавления (658 °C),
большая теплопроводность (приблизительно в три раза выше тепло-
проводности стали), образование тугоплавких оксидов алюминия
А12О3, имеющих температуру плавления 2050 °C и плотность
3,9 г/см3, что значительно превышает плотность алюминия (2,7 г/см3).
Кроме того, эти оксиды слабо реагируют как с кислыми, так и с ос-
новными флюсами, поэтому плохо удаляются со шва.
Наиболее часто используют газовую сварку алюминия ацети-
ленокислородным пламенем. В последние годы широкое применение
получила автоматическая дуговая сварка металлическими элек-
тродами под флюсом и в среде аргона. При всех способах сварки,
за исключением аргонодуговой, применяют флюсы или электрод-
ные покрытия, в состав которых входят фтористые и хлористые
соединения лития, калия, натрия и других элементов. Под действием
флюсов А12О3 переходит в летучий А1С13, имеющий малую плотность
(2,4 г/см3) и самовозгоняющийся при температуре 183 °C. Приса-
дочным металлом всех способов сварки служит проволока или
стержни того же состава, что и основной металл.
Алюминий хорошо сваривается электронным лучом в вакууме,
на контактных машинах, электрошлаковым способом и др.
196
§ 36. Наплавка твердых сплавов
1. Сущность процесса и способы наплавки. Наплавка — нане-
сение слоя сплава необходимого состава и свойств на рабочую по-
верхность детали. Наплавку широко применяют при изготовлении
новых и восстановлении изношенных поверхностей, для получения
поверхностного слоя, обладающего высокой твердостью и износо-
стойкостью, необходимой жаропрочностью и кислотостойкостью
и т. п.
Существует много различных способов наплавки, однако наи-
более распространены следующие: ручная дуговая, автоматиче-
ская и полуавтоматическая дуговая, газовым пламенем, виброду-
говая, токами высокой частоты, электрошлаковая.
2. Ручная дуговая наплавка универсальна и широко применяет-
ся при наплавке штампов, режущего инструмента, рельсовых кон-
цов и крестовин, зубьев щек камнедробилок и экскаваторов, бил
размольных мельниц и т. п. Для этого чаще всего используют ме-
таллические электроды, выпускаемые промышленностью в соответ-
ствии с ГОСТ 10051—75. Для получения наплавленного металла
необходимого состава и свойств в шихту электродных покрытий
вводят различные легирующие элементы в виде феррохрома, ферро-
марганца, ферросилиция, ферромолибдена, графита и другие, ко-
торые позволяют получать наплавленный металл различной твер-
дости (HRC325—65) и высокой износостойкости.
Ручную наплавку можно вести и угольным электродом По спо-
собу Бенардоса. При этом используют порошкообразные смеси:
сталинит (8 % С; 13 % Мп; 3,0 % Si, 18 % Сг и др.); ВОКАР
(9,5 %С;85 % W и др.); ВИСХОМ-9 (6 % С; 15 % Мп; 5 % Сг, ос-
тальное чугунная стружка). Эти сплавы применяют для получения
наплавок высокой твердости (HRC360...62) и высокой износостой-
кости.
3. Автоматическую и полуавтоматическую дуговую наплавку
производят под флюсом, в защитных газах и открытой дугой, ис-
пользуя при этом сварочную или специальную наплавочную прово-
локи, стальную или чугунную ленты, а также порошковые прово-
локи и ленты.
Автоматическую и полуавтоматическую наплавки широко ис-
пользуют при наплавке коленчатых валов автомобильных и трак-
торных двигателей, валков прокатных станов, конусов засыпных
аппаратов доменных печей, крупного металлорежущего инстру-
мента, ножей землеройных и дорожных машин.
4. Наплавка газовым пламенем менее производительна, чем
Дуговая, однако и она широко применяется в производстве и при
восстановлении мелких деталей из чугуна, стали, меди, латуни,
бронзы, алюминия.
При газовой наплавке стальных деталей, требующих большой
твердости, часто применяют литые твердые сплавы: сормайт
(2.5 % С; 2,8 % Si; 25 % Сг; 3,5 % Ni), «Смена» (3,8 % С; 28 % Сг;
30 % Ni; 18 % Со и др.), изготовленные в виде прутков.
197
5. Вибродуговая наплавка. Сущность этого способа состоит
в том, что к вращающейся детали через вибрирующий мундштук
под током подается стальная электродная проволока. Вибрация
проволоки осуществляется электромагнитным или механическим
вибратором с частотой 50 Гц и амплитудой 1,5...2,5 мм. От вибрации
проволока периодически замыкается с изделием, а при отрыве от
него частично расплавляется дугой, которая возникает на конце
проволоки в момент разрыва сварочной цепи. При плавлении про-
волоки на поверхности детали образуется слой металла толщиной
1...2 мм. Для увеличения твердости наплавленного слоя его зака-
ливают охлаждающей жидкостью, поступающей из вибрирующего
мундштука. Этот способ наплавки применяют при восстановлении
изношенных цилиндрических деталей автомобилей, тракторов и пр.
6. Наплавка токами высокой частоты. На деталь наносят слой
порошкообразной легирующей шихты и флюса или легирующей
пасты. После этого деталь помещают в магнитное поле индуктора,
питаемого от источника тока высокой частоты.
Возникающие индукционные токи нагревают до плавления по-
верхностный слой детали и легирующую шихту, которая обра-
зует на детали ровную поверхность. Способ характеризуется
незначительной глубиной проплавления основного металла и
высокой производительностью; чтобы наплавить 200 см2 поверх-
ности, требуется 2...2,5 мин. Наплавку токами высокой частоты
применяют для получения износостойкого слоя на деталях, под-
вергающихся быстрому износу (ножи дорожных машин, детали
землеройного оборудования и т. п.). Недостатком способа явля-
ется высокая стоимость генераторов высокой частоты.
7. Электрошлаковую наплавку применяют тогда, когда необ-
ходимо получить наплавленный слой толщиной не менее 10... 12 мм.
Этот метод наплавки высокопроизводителен и обеспечивает хоро-
шее качество наплавленного слоя.
8. Наплавка плазменной дугой осуществляется с использова-
нием. в качестве присадочных материалов сварочных проволок,
лент и порошков. При использовании- порошковых материалов на-
плавка производится по слою крупнозернистого порошка, с подачей
порошка в сварочную ванну и с вдуванием его в плазменную струю.
Во всех случаях применяется дуга прямого действия. Этим ме-
тодом наплавляют клапаны парораспределительных устройств,
режущий инструмент и пр.
ГЛАВА 8. РЕЗКА МЕТАЛЛОВ
§ 37. Газокислородная резка
1. Сущность процесса и устройство газовых резаков. Газокис-
лородная резка основана на способности металла, подогретого
газокислородным пламенем до температуры воспламенения, сгорать
в струе чистого, так называемого режущего, кислорода.
:€8
Для кислородной резки
необходимо, чтобы металл
удовлетворял следующим
основным требованиям:* 1)
температура воспламенения
металла должна быть ниже
температуры его плавле-
ния; 2) температура плав-
ления оксидов металла
должна быть ниже темпе-
ратуры плавления самого
металла; 3) при горении
Рис. V.37. Схема ацетилено-кислородно-
го резака
металла должно выделяться до-
статочное количество тепла, необходимого для нагрева ниже
лежащих слоев до температуры воспламенения; 4) теплопро-
водность металла не должна быть слишком высокой; 5) оксиды ме-
талла, образующиеся при резке, должны быть достаточно жидко-
текучими и легко выдуваться из полости реза. Этим требованиям
наиболее полно удовлетворяют только углеродистые и низколеги-
рованные стали, содержащие до 0,7 % углерода.
Стали с большим содержанием углерода, а также высоколеги-
рованные стали, чугуны, цветные металлы и их сплавы не удовле-
творяют перечисленным требованиям и не поддаются кислородной
резке обычным способом. Поэтому применяют кислородно-флюсовую
резку некоторых металлов, при которой в зону резки вместе с режу-
щим кислородом подается порошкообразный флюс. Им в большин-
стве случаев является железный порошок, который при сгорании
вызывает дополнительное выделение тепла и разжижает тугоплав-
кие оксиды. *
Обычную газокислородную резку производят ручным, полу-
автоматическим и автоматическим способами.
Ручной ацетиленокислородный резак (рис. V.37) состоит из
сварочной горелки 4 с отдельной трубкой 3, предназначенной для
подачи режущей струи кислорода. Наконечник резака имеет два
наружных 2 и пять внутренних 1 сменных мундштуков. Горючая
газокислородная смесь подается по наружному мундштуку 2 и на
выходе образует подогревательное пламя кольцеобразной формы.
Режущий кислород поступает по внутреннему мундштуку 1.
Газокислородная резка происходит следующим образом. После
того как разрезаемый металл нагреется подогревательным пламенем
до температуры воспламенения (на что в зависимости от толщины его
затрачивается 5...40 а), подается струя кислорода и металл зажи-
гается. При горении выделяется значительное количество тепла,
которое распространяется в глубь металла и подогревает нижележа-
пще слои до температуры воспламенения. Жидкие оксиды, образу-
ющиеся при резке, выдуваются из полости реза режущим кисло-
родом.
Ручными резаками можно разрезать сталь толщиной 6...300 мм
со скоростью 550...800 мм/мин. Специальными .резаками разрезают
сталь толщиной до 3 м и больше.
199
Механизированную кислородную резку производят с помощью
специальных переносных и стационарных газорезательных ма-
шин.
При газокислородной резке используют не только ацетилен,
и другие горючие газы, например природный и нефтяной газы, во-
дород, а также горючие жидкости — керосин и бензин.
Газокислородная резка по качеству и производительности пре-
восходит многие другие способы резки и поэтому широко применя-
ется в практике.
§ 38. Дуговая резка
1. Резка угольными и металлическими электродами основана на
расплавлении металла дугой и удалении его из полости реза под
действием силы тяжести металла и давления газов дуги.
Скорость и глубина расплавления металла в основном зависят
от силы тока. Поэтому при дуговой резке используют большие токи:
300...600 А — при резке металлическими электродами и 400...
1500 А — при резке угольными электродами. Оба способа применя-
ют преимущественно в монтажных работах при разборке старых
металлоконструкций, прожигании отверстий, разрезке чугунных
изделий и изделий из высоколегированных сталей.
2. Воздушно-дуговая резка является усовершенствованной ду-
говой, при которой металл, расплавленный дугой, выдувается из
полости реза струей сжатого воздуха. При этом способе использу-
ют преимущественно графитовые электроды, вдоль оси которых
подается струя сжатого (около 0,4 МПа) воздуха. Резку производят
постоянным током обратной полярности при силе тока 150...400 А.
Такой способ применяют для удаления дефектных мест под завар-
ку, а также при резке листов из нержавеющих сталей толщиной до
20 мм. '
3. Кислородно-дуговая резка. При этом способе металл подогре-
вается до температуры воспламенения теплом дуги, горящей между
металлическим электродом и изделием. Сжигание металла в кисло-
роде и удаление оксидов из плоскости реза происходит за счет струи
кислорода, подаваемой в зону резки через специальное сопло, рас-
положенное на держателе. Применяют кислородно-дуговую резку
при монтажно-сборочных работах.
4. Резку плазменной дугой прямого действия используют для
разрезания толстых листов алюминия и его сплавов (до 100...
120 мм), нержавеющих сталей и медных сплавов. Плазменную дугу
косвенного действия применяют для резки тонких стальных листов,
алюминиевых и медных сплавов, жаропрочных сплавов и некото-
рых неметаллических материалов (керамики и пр.).
Плазменную резку производят специальным резаком — плазмо-
троном, который в отличие от плазменной горелки имеет несколько
большие размеры и мощность. В качестве плазмообразующего газа
при резке применяют аргон, его смесь с водородом, очищенный
азот и сжатый воздух. Воздушно-плазменная резка металла не-
200
большой толщины с использованием циркониевых электродов
обеспечивает высокое качество резки, а скорость ее в 2...5 раз выше
скорости газокислородной резки.
ГЛАВА 9. КОНТРОЛЬ КАЧЕСТВА СВАРКИ
§ 39. Дефекты сварных соединений и причины
их образования
1* Виды дефектов. Дефекты сварных соединений бывают наруж-
ными и внутренними. К наружным при дуговой и газовой сварке
относятся: неравномерность поперечного сечения по длине швов,
незаплавленные кратеры, подрезы основного металла, наружные
трещины, открытые поры и пр. Внутренние — непровар кромки или
несплавление отдельных слоев при многослойной сварке, внутрен-
ние поры и трещины, шлаковые включения и т. п.
Контактная точечная и шовная сварки могут давать большие
вмятины в основном металле, ослабляющие места сварки, встреча-
ются также прожоги и выплески металла, а внутри сварных соеди-
нений — трещины, поры и другие дефекты.
2. Причины образования дефектов. Дефекты в сварных соеди-
нениях образуются по разным причинам. При дуговой и газовой
сварках сечение швов будет неравномерным, если нарушен режим
сварки. Причины подрезов в большинстве случаев — больший ток
и мощность сварочной горелки.
Основной причиной образования пор в сварных швах является
насыщенность их водородом, азотом и другими газами, проника-
ющими в шов при сварке электродами с отсыревшими покрытиями,
при наличии оксидов или других загрязнений на кромках сварива-
емого металла.
Трещины и непровары — наиболее опасные дефекты сварных
соединений. Трещины образуются при сварке сталей с повышенным
содержанием углерода или легирующих примесей, завышенном со-
держании серы или фосфора в металле шва и пр.
Причинами непроваров может быть малый ток или недостаточная
мощность горелки, плохая зачистка кромок основного металла или
слоев при многослойной сварке, низкая квалификация сварщика,
неправильная технология сборки и сварки.
§ 40. Методы контроля качества сварных соединений
и техника безопасности при сварке
1. Основные виды контроля качества сварных соединений: испы-
тание сварных швов на плотность, механические испытания металла
Шва и сварных соединений, металлографические исследования
н просвечивание швов рентгеновскими и гамма-лучами; ультразву-
ковой и магнитный методы контроля.
201
Рис. V.38. Ти-
пы образцов
для механиче-
ских испыта-
ний
Рис. V.39. Схе-
ма просвечи-
вания сварных
соединений
рентгеновски-
ми и гамма-лу-
чами
____________ 2. Испытание швов на прочность
I ! Я осуществляют' тогда, когда сварные
д-1 г изделия являются сосудами, предна-
значенными для хранения, транспор-’
тирования жидкостей или газов (котлы и пр.). В зависимос-
ти от условий работы сосуды подвергают гидравлическому
или пневматическому испытанию или только керосиновой пробе.
Гидравлическому испытанию подлежат все сосуды, котлы и трубо-
проводы, работающие под давлением. Сосуд заполняют водой, а за-
тем гидравлическим прессом в нем создается давление, превыша-
ющее в 1,5 раза рабочее. Под этим давлением его выдерживают
в течение 5 мин, после чего давление снижают до рабочего, а сосуд
обстукивают молотком и тщательно обследуют.
При пневматических испытаниях сосуд заполняют сжатым воз-
духом до контрольного давления, затем швы смачивают мыльной
водой или же изделие погружают в воду. Если в швах находятся
сквозные дефекты, то на поверхности швов появляются газовые пу-
зырьки.
Керосиновой пробой испытывают сосуды, работающие без избы-
точного давления. Одну сторону шва закрашивают мелом, а другую
смачивают керосином. При наличии в швах сквозных дефектов на
закрашенной мелом поверхности появляются темные керосиновые
пятна, свидетельствующие о неплотности соединений.
3. Механические испытания. Цель механических испытаний —
определение механических свойств сварных соединений.
Механические свойства (пределы прочности и текучести, отно-
сительное удлинение и поперечное сужение наплавленного металла)
определяют на круглых стандартных образцах (рис. V.38,a), изго-
товленных из наплавленного металла.
Предел прочности сварного соединения определяется испытанием
на растяжение плоских образцов (рис. V.38,6). Испытание
сварных соединений на статический изгиб до появления пер-
вой трещины (рис. V.38,e) дает представление о вязкости метал-
ла шва.
Для определения ударной вязкости наплавленного металла из
сварных соединений вырезаются образцы, на которых делают надрез
(рис. V.38,a). Испытание проводят на маятниковых копрах прило-
жением ударных нагрузок.
202
4. Металлографические исследования заключаются в проведе-
нии макро- и микроанализа сварных швов. Макроанализом выяв-
ляют в металле шва поры, трещины, шлаковые включения, непро-
вары и другие дефекты. Микроструктурным анализом — структуру
и структурные составляющие, наличие микротрещин, включение
оксидов, нитридов и пр.
5. Рентгеновское просвечивание. Рентгеновским контролем вы-
являют в сварных соединениях из стали толщиной 10...200 мм..алю-
миния до 300 мм, меди до 25 мм без их разрушения, поры, трещины,
непровары и шлаковые включения. Рентгеновский контроль свар-
ных швов 1 (рис. V.39,a) основан на способности рентгеновских лу-
чей 2, излучаемых рентгеновской трубкой 3, интенсивнее проникать
через дефектные места и сильнее засвечивать рентгеновскую плен-
ку 4, приложенную с обратной стороны шва. Электронно-оптиче-
ский преобразователь невидимые рентгеновские лучи преобразовы-
вает в видимые световые и рентгеновское просвечивание сварных
швов наблюдают визуально.
6. Просвечивание гамма-лучами. Рентгеновское просвечивание
требует сложной дорогостоящей установки. Для выявления внут-
ренних дефектов сварных швов магистральных газовых и нефте-
проводов метод рентгеновского контроля мало пригоден. Поэтому
используют более простой метод — просвечивание гамма-лучами,
испускаемыми различными радиоактивными элементами: радием,
мезоторием, эманацией радия и искусственными изотопами ко-
бальта, цезия, иридия, европия и пр. Обычно используют изотопы
кобальта.
Радиоактивный элемент 5 (рис. V.39,6) помещают в специальную
ампулу, которая сохраняется в свинцовом футляре,предназначен-
ном для защиты обслуживающего персонала от вредного влияния
гамма-лучей на организм человека. Фиксируют дефекты в сварных
швах 1 при просвечивании гамма-лучами 2 так же, как и при рент-
геновском просвечивании с помощью рентгеновской пленки 4.
7. Ультразвуковой метод контроля применяют для выявления
дефектов в металле толщиной 5...3600 мм. Сущность метода заклю-
чается в способности ультразвуковых колебаний, возбуждаемых
в кварцевых пластинках переменным напряжением высокой ча-
стоты (выше 20 кГц), проникать в металл на большую глубину и от-
ражаться от трещин, непроваров, шлаковых включений и прочих
дефектов, лежащих на их пути. Отраженные колебания улавлива-
ются на поверхности металла специальными электронными устрой-
ствами и преобразуются в световые сигналы, которые передаются на
экран дефектоскопа. В местах дефектов появляется пик сигнала.
8. Магнитные методы контроля. Методы магнитной дефектоско-
пии основываются на принципе магнитного рассеяния (замыкания
магнитных потоков через воздух), возникающего в местах дефектов
(рис. У.40,я) во время намагничивания испытываемого образца.
Дефекты, создающие потоки рассеяния, выявляются магнитным
порошком или индукционным методом. Выявляя дефекты первым
способом, используют свойство магнитного порошка втягиваться
203
Цеуект Поток рассеяния
Рис. V.40. Распределение
, магнитного потока в шве
а
в поток рассеяния и скапливаться над дефектом. Если же дефекта
нет, магнитный поток не отклоняется и не изменяет своего направ-
ления (рис. V.40,6). Порошок изготовляют обычно из железной ока-
лины. Магнитные потоки рассеяния наблюдают визуально или
фиксируют на ферромагнитной пленке с последующим воспроизве-
дением «записанных» дефектов на светящемся экране электронного
осциллографа. По величине и форме отклонения луча на его экране
судят о характере дефекта. Такой метод контроля называется маг-
нитографическим.
Индукционный метод контроля основан на использовании ЭДС,
индуктируемой в специальной катушке потоком магнитного рас-
сеяния, который возникает в местах дефектов. Наведенная в катуш-
ке ЭДС усиливается и передается на специальный магнитоэлектри-
ческий прибор, в котором дефект определяют по усилению звука,
зажиганию сигнальной лампы или отклонению стрелки.
Магнитные методы контроля применяют для выявления в свар-
ных швах трещин, непроваров и других дефектов.
9. Техника безопасности при сварке. Для обеспечения безопас-
ных условий различных видов сварочных работ необходимо соблю-
дать следующие основные правила.
Для защиты сварщиков от поражения током все провода и токо-
ведущие части сварочных установок должны иметь хорошую изоля-
цию, а их корпуса, а также сварочные столы, кожухи рубильников
и прочее должны быть надежно заземлены.
Для предохранения глаз, а также кожи лица и рук сварщика от
поражения лучами дуги и брызгами расплавленного металла служат
щитки или шлемы с защитными стеклами, а для рук — брезентовые
рукавицы. При газовой сварке и резке для защиты глаз предназна-
чены защитные очки. Тело электро- и газосварщиков и газорезчи-
ков от брызг металла защищает спецодежда и спецобувь. Для за-
щиты окружающих от действия сварочной дуги рабочее место
сварщика ограждается ширмами или сварка производится в спе-
циальных кабинах.
Для защиты органов дыхания от вредных газов и паров, выделя-
ющихся при сварке и резке, должны применяться приточно-вытяж-
ная вентиляция и местные вытяжные устройства.
Особые меры предосторожности необходимо соблюдать при экс-
плуатации ацетиленовых генераторов, кислородных баллонов и
другой газосварочной аппаратуры. Не допускается утечка газов из
генераторов, трубопроводов, баллонов, бросание баллонов и пр.
Невыполнение строгих правил безопасности при этих работах может
привести к взрывам баллонов и к человеческим жертвам.
204
РАЗДЕЛ VI. ОБРАБОТКА КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ РЕЗАНИЕМ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ
§ 1. Назначение обработки конструкционных
материалов резанием
1. Суть и назначение обработки конструкционных материалов
резанием. Обработкой конструкционных материалов резанием на-
зывается процесс отделения режущими инструментами слоя мате-
риала с заготовки для получения детали нужной формы, заданных
размеров и шероховатости поверхностей.
В последнее время широко используют экономичные методы по
лучения заготовок, что приводит к значительному уменьшению
объема работ, связанных со снятием стружки (точное литье, точная
штамповка, холодная высадка и др.). Но в настоящее время боль-
шинство деталей машин получает окончательную форму и размеры
обработкой резанием на металлорежущих станках. Только эта
обработка удовлетворяет возрастающие требования к точности раз-
меров и тщательности отделки поверхностей.
Обработка резанием определяет качество изготовляемых машин,
их точность, долговечность, а также надежность и стоимость. Не-
смотря на то что методы получения заготовок и обработки их на
металлорежущих станках беспрерывно совершенствуются, трудоем-
кость станочных работ в машиностроении составляет наибольшую
часть, достигая 30...50 % общей трудоемкости изготовления
машин.
2. Виды заготовок и припуски на обработку. На металлорежущих
станках из заготовок получают окончательно готовые детали. В за-
висимости от материала, формы и размеров обрабатываемой на стан-
ке детали, а также характера производства основные типы металли-
ческих заготовок следующие: отливки из чугуна, стали и'цветных
сплавов; поковки и штамповки из стали и цветных сплавов; сорто-
вой прокат из стали и цветных сплавов, который поступает в виде
прутков и разрезается на отдельные заготовки.
Припуском называется слой металла, удаляемый с заготовки при
обработке. На рис. VI. 1 показаны ступенчатый валик и его цилин-
Рис. VI. 1. Эскиз детали с припуска-
ми на обработку
205
дрическая заготовка (штриховая линия) с припуском на обработку
(заштрихован). От правильности выбора припусков зависят ра-
циональный расход металла и экономичность обработки.
§ 2. Рабочие, установочные и вспомогательные движения
в металлорежущих станках
1. Виды движений в металлорежущих станках. Для обработки
резанием (точения, сверления, фрезерования и др.) заготовка и ре-
жущий инструмент должны совершать определенные движения .Они
подразделяются на рабочие, или движения резания, установочные
(настроечные) и вспомогательные. Рабочие движения предназначе-
ны для снятия сгружки, а установочные и вспомогательные — для
подготовки к этому процессу.
Установочные — движения рабочих органов станка, с помощью
которых инструмент по отношению к заготовке занимает положе-
ние, позволяющее снимать с нее определенный слой материала.
Вспомогательные — движения рабочих органов станка, не име-
ющие прямого отношения к резанию. Примерами служат: быстрые
перемещения рабочих органов станка, транспортирование загото-
вок и др.
2. Главное движение и движение подачи. Рабочие движения под-
разделяются на главное движение и движение подачи. С помощью
главного движения осуществляется снятие стружки, а движение
подачи дает возможность начатое резание распространить на не-
обработанные участки поверхности заготовки. Например, при свер-
лении вращение сверла является главным движением, позволя-
ющим начать резание при соприкосновении сверла с заготовкой,
а перемещение сверла вдоль оси является движением подачи, да-
ющим возможность распространить процесс на последующие объемы
металла и, таким образом, просверлить необходимое отверстие.
3. Виды главного движения и движения подачи. В металлоре-
жущих станках главное движение' чаще всего бывает вращатель-
ным (токарные, сверлильные, фрезерные, шлифовальные станки)
или прямолинейным (возвратно-поступательным — строгальные и
долбежные станки). Главное движение может сообщаться заготов-
ке (станки токарной группы, продольно-строгальные станки) или
режущему инструменту (фрезерные, сверлильные, поперечно-стро-
гальные станки).
В станках с главным вращательным движением подача непре-
рывна и резание также непрерывно. В станках с возвратно-посту-
пательным движением рабочий ход чередуется с холостым, движе-
ние подачи осуществляется перед началом каждого рабочего хода
и, следовательно, резание прерывисто.
§ 3. Основные, методы обработки резанием
1. Точение (рис. VI.2,а}. Главное движение со скоростью и в этом
случае вращение заготовки 2 вокруг оси, а движение подачи —
поступательное перемещение инструмента 1 относительно заготов-
206
Рис. VI.2. Схемы основных методов обработки резанием
ки (вдоль ее оси, перпендикулярно или под углом к ней). Точе-
нием обрабатывают преимущественно поверхности вращения на
токарных, карусельных, револьверных, расточных станках, токар-
ных автоматах и полуавтоматах. Оно применяется для обработки
цилиндрических, конических и фасонных внешних и внутренних
поверхностей, торцовых поверхностей, а также для нарезания
резьб.
2. Сверление (рис. VI.2,б). При обработке отверстий на свер-
лильных станках главным движением является вращение инстру-
мента 1, а движением подачи — перемещение инструмента вдоль
своей оси. Так обрабатывают отверстия в сплошном материале 2
или увеличивают размеры имеющихся отверстий. Сверлить можно
также на токарных, револьверных, расточных, фрезерных станках,
токарных автоматах и др. При сверлении отверстий на станках
токарной группы главным движением является вращение заготов-
ки, а движением подачи — перемещение сверла вдоль оси. Чтобы
получить более точные отверстия, после сверления их необходимо
зенкеровать, растачивать или развертывать.
3. Фрезерование (рис. VI.2,в). При фрезеровании главным движе-
нием является вращение инструмента 1, а движением подачи — по-
ступательное перемещение заготовки 2 или фрезы. Применяя раз-
личные фрезы и фрезерные станки, можно обрабатывать разные
поверхносги и их комбинации: плоскости, криволинейные поверх-
ности, уступы, пазы и др.
4. Строгание (рис. VI.2,г). Главное движение при строгании .
возвратно-поступательное перемещение резца 1 у поперечно-стро-
гальных станков или заготовки 2 в продольно-строгальных. Дви-
жением подачи является периодическое перемещение заготовки '
или резца. Чаще всего строгание используют для обработки' плос-
костей.
5. Протягивание (рис. VI.2,д) осуществляют с помощью спе-
циального инструмента — протяжки 1, имеющей на рабочей части
зубья, высота которых равномерно увеличивается вдоль протяжки.
207
Главное движение — продольное перемещение инструмента, дви-
жение подачи отсутствует. Протягивание — производительный ме-
тод обработки, обеспечивающий высокую точность и малую шеро-
ховатость обработанной поверхности заготовки 2.
6. Шлифование (рис. VI.2,е, ж). При шлифовании главным дви-
жением является вращение шлифовального круга 1. Движение по-
дачи обычно комбинированное и слагается из нескольких движе-
ний. Например, при круглом внешнем шлифовании — это вращение
заготовки 2, продольное перемещение ее относительно шлифоваль-
ного круга и периодическое перемещение шлифовального круга
относительно заготовки.
Шлифование производится для окончательной обработки по-
верхностей деталей. Чаще всего применяют следующие его методы:
1) круглое внешнее шлифование (рис. VI.2,e) для обработки внеш-
них поверхностей вращения; б) круглое внутреннее шлифование —
для обработки отверстий: в) плоское шлифование (рис. VI.2,ж) —
для обработки плоскостей.
§ 4. Основные части и элементы резца,
его геометрические параметры
1. Основные части и элементы резца. Резец (рис. V 1.3) состоит
из рабочей части или головки А и стержня или тела Б, предназна-
ченного для закрепления резца в резцедержателе. На рабочей
части его, срезающей стружку, заточкой образуют такие поверх-
ности: а) переднюю 4, по которой сходит стружка; б) задние 1 и 6,
обращенные к обрабатываемой заготовке. Пересечения передней
и задних поверхностей образуют режущие кромки резца. Режущую
кромку 5, выполняющую основную работу резания, называют глав-
ной, а режущую кромку 3 — вспомогательной. Сопряжение глав-
ной и вспомогательной режущих кромок образует вершину резца 2.
В некоторых случаях резпы могут иметь переходную режущую
кромку 7 и примыкающую к ней переходную заднюю поверхность S.
Заднюю поверхность 6, проходящую через главную режущую
кромку, называют главной задней поверхностью, а поверхность
2, проходящую через вспомогательную режущую кромку,— вспо-
могательной задней поверхностью.
2. Поверхности на обрабатываемой заготовке, координатные
и секущие плоскости. При станочной обработке заготовки на ней
различают такие поверхности
Рис. VI.3. Основные части и эле-
менты резца
(рис. VI.4,я): обрабатываемую 2;
обработанную 4\ резания 5, обра-
зующуюся при резании непосред-
ственно режущей кромкой 4У яв-
ляющуюся переходной от обраба-
тываемой поверхности к обрабо-
танной.
Для определения углов резпа
установлены следующие коорди-
натные и секущие плоскости: реза-
208
Рис. VL4. Поверхности на обрабатываемой заготовке, координатные плоскости
и геометрические параметры резца
ния 1 и основная 5 (рис. VI.4,а), главная и вспомогательная секу-
щая плоскости (рис. VI.4,б).
Плоскостью резания называют плоскость, касательную к по-
верхности резания и проходящую через главную режущую кромку
резца.
Основной плоскостью называют плоскость, параллельную на-
правлению продольной и поперечной подач.
Главной секущей плоскостью называют плоскость, перпенди-
кулярную к проекции главной режущей кромки на основную плос-
кость.
Вспомогательной секущей плоскостью называют плоскость, пер-
пендикулярную к проекции вспомогательной режущей кромки на
основную плоскость.
3. Геометрические параметры режущей части резца. На рис.
VI.4,б, где изображен вид резца сверху, показаны следы плос-
кости резания А—Л, главной секущей плоскости N—N, вспомога-
тельной секущей плоскости и сечения резца этими плоско-
стями. Углы резца, измеренные в главной секущей плоскости, на-
зываются главными, а измеренные во вспомогательной секущей
плоскости —вспомогательными.
К главным углам резца относятся* главный задний угол, угол
заострения, передний угол и угол резания.
Главный задний угол а — угол между главной задней поверхно-
стью резца и плоскостью резания.
Угол заострения р—угол между передней и главной задней
поверхностями резца.
209
Передний угол у — угол между передней поверхностью резца
и плоскостью, перпендикулярной к плоскости резания. В зависи-
мости от положения передней поверхности резца передний угол
может быть различным. Если след передней поверхности в глав-
ной секущей плоскости лежит ниже линии ab, перпендикулярной
к плоскости резания (рис. VI.4,е), то передний угол считается поло-
жительным. Если след передней поверхности лежит выше линии ab,
которая в этом случае идет в тело резца, то передний угол считается
отрицательным. Если же след передней поверхности совпадает с ли-
нией ab, то у = 0.
Угол резания 6 — угол между передней поверхностью резца
и плоскостью резания.
Между главными углами резца существуют такие соотношения
(рис. VI.4,6): а + 0 + у = 90°, а 4-р = 6 и, следовательно,
б 4- у = 90°.
Углы в плане измеряются в основной плоскости (рис. VI-4,6).
Главный угол . в плане гр — угол между проекцией главной
режущей кромки на основную плоскость и направлением по-
дачи.
Вспомогательный угол в плане qh— угол между проекцией вспо-
могательной режущей кромки на основную плоскость и направле-
нием, обратным направлению подачи.
Углом наклона главной режущей кромки X называют угол между
главной режущей кромкой и линией, проведенной через вершину
резца параллельно основной плоскости (рис. VI.4,s). Он измеряется
в плоскости, проходящей через главную режущую кромку перпен-
дикулярно к основной плоскости. Угол X считают положительным,
если вершина резца является наиболее низкой точкой главной режу-
щей кромки, и отрицательным, если вершина резца занимает наи-
более высокое положение на режущей кромке, и равным нулю,
если главная режущая кромка параллельна основной плоскости.
От угла X зависит направление отвода стружки.
4. Влияние углов резца на резание. Углы режущей части резца,
определяющие его геометрическую форму, сильно влияют на ре-
зание.
Главный задний угол а предназначен для уменьшения трения
задней поверхности резца о поверхность резания. Но чрезмерное
увеличение заднего угла может привести к снижению прочности
наиболее нагруженной части резца и быстрому его разрушению.
В практике угол а обычно выбирают в пределах 6... 12°.
Передний угол у играет важную роль при резании и в значитель-
ной степени определяет стойкость резца. С его увеличением облег-
чается врезание резца в обрабатываемый материал, уменьшаются
деформация срезаемого слоя, силы резания и затрата мощности.
Но увеличение переднего угла (уменьшение угла резания 6) умень-
шает угол заострения р и, следовательно, ослабляет режущую часть
резца, ухудшает отвод тепла. При обработке твердых и хрупких
материалов применяют резцы с небольшими и даже отрицательными
передними углами, а обрабатывая мягкие и пластичные материалы,
210
__резцы с большими передними углами. В практике чаще всего ис-
пользуют резцы с передними углами от —10 до +20°.
Главный угол в плане ф существенно влияет на стойкость резца
и шероховатость обработанной поверхности. С уменьшением в опре-
деленных пределах угла ф стойкость резца возрастает, шерохова-
тость обработанной поверхности уменьшается. Чаще всего его вы-
бирают в пределах 30...90°.
Оптимальные значения углов резцов и другого режущего ин-
струмента для обработки различных материалов в зависимости от
его характера, материала инструмента, размеров и формы детали
определяют по нормативам, составленным на основании многочис-
ленных опытов.
§ 5. Элементы режима резания и сечение
срезаемого слоя
1. Элементы режима резания. Основные элементы режима ре-
зания, глубина резания, скорость резания и подача.
Глубиной резания t, мм, называют толщину слоя металла,
снимаемого за один проход. Она определяется расстоянием между
обрабатываемой и обработанной поверхностями, измеренным пер-
пендикулярно к последней. При продольном точении цилиндриче-
ской поверхности (рис. VI.5)
, D-d
где D — диаметр заготовки, мм; d — диаметр обработанной поверх-
ности, мм.
Скоростью резания v называют скорость главного движения.
Она представляет собой путь точки, расположенной на обрабаты-
ваемой поверхности заготовки относительно режущей кромки ин-
струмента в единицу времени. Ее измеряют в м/мин при всех вида х
обработки, кроме случаев, когда она особенно-велика, например пр и
шлифовании ее измеряют в м/с.
Рис. VI.5. Элементы сечения срезаемого слоя
211
При главном вращательном движении (точение, сверление,
фрезерование) nDn
v = Тооо ’
где D — диаметр заготовки, мм; п — частота вращения заготовки
или инструмента, мин-1.
Подача s — перемещение режущей кромки инструмента отно-
сительно заготовки (рис. VI.5) в направлении подачи за один оборот
или двойной ход заготовки или инструмента с соответствующими
размерностями мм/об или мм/дв. ход. В зависимости от направления
движения подачи она может быть продольной, поперечной, наклон-
ной, вертикальной, тангенциальной, круговой и др.
2. Сечение срезаемого слоя. На рис. VI.5,а сплошной линией
показано исходное положение резца, штрихпунктирной — поло-
жение его после перемещения на величину s за время, пока заготов-
ка сделает один оборот, а на рис. VI.5,б — поперечное сечение сре-
заемого слоя.
Шириной срезаемого слоя Ь называют расстояние между обраба-
тываемой и обработанной поверхностями, измеренное по поверх-
ности резания \Ь — j.
Толщиной срезаемого слоя а называют расстояние между двумя
последовательными положениями главной режущей кромки за
время одного полного оборота заготовки, измеренное в направлении,
нормальном ширине срезаемого слоя (a — s sin <р).
Номинальная площадь поперечного сечения срезаемого слоя,
мм2, определяется произведением подачи на глубину резания или
толщины срезаемого слоя на его ширину:
f = st — ab.
3. Действительное сечение срезаемого слоя и шероховатость
поверхности. Как видно из схемы последовательных положений
резца, за время одного оборота заготовки (рис. VI.5,е) действитель-
ное сечение срезаемого слоя BCDE отличается от номинального
/н= ABCD и на обработанной поверхности остаются - неровности,
так называемые остаточные гребешки с площадью сечения f0—
= fa — fa. Таким образом, обработанная поверхность будет иметь
большие или меньшие шероховатости в зависимости от геометриче-
ской формы резца, подачи и ряда других факторов. Шероховатость
поверхности оказывает большое влияние на эксплуатационные свой-
ства деталей: износостойкость, усталостную прочность, коррозион-
ную стойкость и другие, следовательно, она в значительной степени
определяет надежность работы и долговечность деталей машин.
§ 6. Процесс стружкообразования при резании металла
и сопутствующие ему явления
1. Схема процесса резания. Срезание слоя металла впервые
исследовано основоположником учения о резании металлов И. А. Ти-
ме, который разработал показанную на рис. VI.6 схему этого
212
Рис. VI.6. Схема процесса резания и виды стружек
процесса. Резец под действием силы Р вдавливается в обрабатыва
емый материал, сжимая расположенный перед ним слой (рис. VI.6,а),
вследствие чего в срезаемом слое образуются значительные напря-
жения, вызывающие упругие и пластические деформации. В момент,
когда возникающие напряжения превосходят прочность обрабаты-
ваемого материала, происходит сдвиг (скалывание) элемента струж-
ки по плоскости АВ (рис. VI.6,б), которая названа плоскостью сдви-
га. С обработанной поверхностью она образует угол рг, называ-
емый углом сдвига, не зависящий от геометрических параметров
режущего инструмента и свойств обрабатываемого материала и рав-
ный обычно — 30°.
Перемещаясь дальше, резец передней поверхностью последова-
тельно сжимает и сдвигает последующий объем срезаемого слоя,
что приводит к образованию элементов стружки 1,2...9 и т. д.
(рис. VI.6,в), которые также будут отделены под углом р2 от основ-
ного металла. Из таких отдельных элементов образуется стружка
(рис. VL6,a).
Следовательно, этот процесс можно себе представить как бес-
прерывный сдвиг отдельных элементов стружки (рис. VI.6,г). Даль-
нейшими исследованиями Я. Г. Усачев, В. А. Кривоухов, С. Ф. Гле-
бов и другие ученые развили и уточнили представления И. А. Тиме
0 резании металлов.
2. Типы стружек. Исследуя резание различных металлов,
И. А. Тиме обнаружил, что в зависимости от обрабатываемого мате-
213
Рис. VI.7. Схемы упругонапряженного состояния (а) и деформаций (б) ме-
талла в зоне резания
риала, условий резания, геометрической формы режущей части рез-
ца характер стружки изменяется. Он установил три типа стружек,
которые назвал так: сливная, скалывания, надлома.
Сливная стружка (рис. VI.6,д)—сплошная лента, завива-
ющаяся в спираль. Сливная стружка образуется при обработке
пластичных металлов (мягкой стали, латуни, алюминия и др.)
со значительными скоростями скольжения и небольшими подачами
инструмента с оптимальными передними углами.
Стружка скалывания (рис. VI.6,е) состоит из отдельных свя-
занных между собой элементов. На ней хорошо видны отдельные
элементы. Стружка скалывания образуется при обработке металлов
средней твердости с невысокими скоростями резания и значитель-
ными подачами резнов, имеющих небольшие передние углы.
Стружка надлома (рис. VI.6,ж) состоит из отдельных, не свя-
занных или слабо связанных между собой, кусочков металла не-
правильной формы. Образуется при обработке хрупких металлов
(чугуна, бронзы, некоторых сплавов алюминия). Обработанная
поверхность имеет значительные неровности.
Изменяя условия, влияющие на процесс образования стружки,
можно при обработке одного и того же материала получить раз-
личные типы стружек. В ряде случаев стремятся вместо сливной
получать стружку надлома, которую удобно удалять из зоны реза-
ния и транспортировать. Для этого придают соответствующую гео-
метрическую форму режущей части резца либо применяют на нем
специальные стружколомательные устройства.
3. Упругое и пластическое деформирование срезаемого слоя.
Когда резец под действием силы Р вдавливается в металл
(рис. VI.7,а), в срезаемом слое возникают упругие деформации,
переходящие при дальнейшем перемещении резца у. пластические.
Проанализируем сложнее упругонапряженное состояние мате-
риала заготовки вблизи резца, где возникают касательные тх
и нормальные напряжения 6У. Наибольшими тангенциальные
214
Рис. VI.8. Пластическое деформирование
и усадка стружки
напряжения бывают у верши-
ны резца А, уменьшаясь до
нуля по мере удаления от нее.
Нормальные напряжения
0у у вершины резца — рас-
тягивающие (+ Су) и у точ-
ки А имеют наибольшее зна-
чение. В определенных усло-
виях это вызывает надрыв ме-
талла в зоне резания, т. е.
появление опережающей тре-
щины. Удаляясь от вершины,
0У уменьшается и, пройдя через нуль, превращается в напряжение
сжатия (—Оу).
Под действием нормальных и касательных напряжений сре-
заемый слой пластически деформируется. Максимальная пластиче-
ская деформация происходит в зоне стружкообразования АВС, и
следствием ее являются сдвиговые деформации в срезаемом слое.
Они вызывают скольжение отдельных частей зерен по кристалло-
графическим плоскостям и вытягивание зерен.
Кружками обозначим недеформированные зерна обрабатыва-
емого металла (рис. VI.7,б). Зерна в зоне резания деформируются
резцом и принимают вытянутую форму (Б). К моменту разрушения
эти зерна трением о переднюю поверхность резца дополнительно
деформируются, зерна вытягиваются еще больше (В). Следователь-
но, резание может быть представлено как процесс последователь-
ного упругого и пластического деформирования срезаемого слоя
металла, а затем его разрушения, в котором важнейшую роль при
обработке пластичных материалов играет пластическое деформиро-
вание.
4. Усадка стружки. На приведенной схеме образования стружки
видно, что под действием режущего инструмента происходит упругое
и пластическое деформирование срезаемого слоя. Поверхностный
слой, прилегающий к обрабатываемой поверхности, также подвер-
гается упругому и пластическому деформированию. Схема распро-
странения пластической деформации при резании показана на
рис. VI.8,a (деформированная зона заштрихована). Эксперимен-
тально установлено, что стружка пластически деформируется по
всему сечению, а распространение пластической деформации вглубь
обрабатываемой детали зависит от свойств обрабатываемого ме-
талла, геометрических параметров инструмента, условий резания.
Внешне пластическое деформирование срезаемого слоя проявляется
в том, что длина стружки L короче пути Lo, пройденного резцом по
обработанной поверхности, а толщина стружки больше толщины
срезаемого слоя (рис. VI.8,6). Уменьшение длины и увеличение
толщины стружки по сравнению с длиной и толщиной срезаемого
слоя называется усадкой стружки. Она характеризуется коэффи-
циентом усадки, представляющим собой отношение пути резца по
обработанной поверхности к длине стружки: К = LJL.
. 215
'Нарост
Рис. VI.9. Нарост на резце и схема его образования и разрушения
Коэффициент усадки стружки позволяет приблизительно оце-
нить степень пластического деформирования поверхностного слоя
обрабатываемой детали при резании. Усадка зависит от свойств
обрабатываемого материала, режима резания, геометрических пара-
метров инструмента и др. Значения К всегда больше единицы и воз-
растают с увеличением пластичности обрабатываемого материала*
Для хрупких материалов он близок к единице, для пластичных —
К = 5...7. Использование смазочно-охлаждающих жидкостей усад-
ку стружки уменьшает.
5. Образование нароста. При резании пластичных материалов,
таких как сталь, латунь, происходит явление, получившее назва-
ние наростообразования, когда на передней поверхности у режу-
щей кромки резца образуется плотное скопление частиц металла
(рис. VI.9,a), прочно укрепляющееся на передней поверхности рез-
ца. Я. Г. Усачев впервые тщательно изучил это явление и устано-
вил, что нарост — это застой металла на передней поверхности рез-
ца, т. е. достаточно значительная частичка металла, отделившегося
от стружки и закрепившегося на резце.
А. И. Исаев, исследуя наростообразование, пришел к заключе-
нию, что нарост образуется из-за торможения нижних слоев струж-
ки при ее скольжении по передней поверхности резца, высоком дав-
лении и значительной температуре на контакте стружки с резцом.
Большое трение стружки о резец, удаление оксидных пленок и мо-
лекулярное взаимодействие между ними помогают нижнему слою
стружки затормаживаться, т. е. скорость его становится меньшей,
чем скорость движения всей стружки* Этот слой задерживается на
передней поверхности резца, отделяется от стружки, и под действием
высокого давления и высокой температуры образуется нарост.
Металл нароста деформирован, и твердость его значительно
(иногда в 2...3 раза) превосходит твердость обрабатываемого ме-
талла. Нарост образуется в зоне отделения стружки и участвует
в резании. Он периодически разрушается, уносится сходящей
стружкой и деталью, образуется вновь (рис. VI.9,б).
Угол резания на наросте (6нар) меньше угла резания на резце
(д), вследствие этого несколько уменьшается затрата мошности на
резание. Нарост защищает вершину резца и режушую кромку от
преждевременного изнашивания, улучшает теплоотвод от режу-
щего инструмента. Точность и качество обработки поверхностей
при наросте ухудшаются, так как форма его неправильна и непо-
216
стоянна, а также ввиду возникающих вибраций "инструмента и за-
готовки. Поэтому при черновой обработке, где качество поверхно-
сти не имеет особого значения, нарост благоприятно влияет на реза-
ние, а при чистовой обработке, когда качество обработанной по-
верхности особенно важно, образование нароста вредно и его сле-
дует избегать.
Нарост образуется в определенном диапазоне скоростей реза-
ния, разном при обработке различных материалов. Считают, что
при малых скоростях резания (до 10 м/мин) нарост весьма незна-
чителен. При средних скоростях (15...40 м/с) наростообразование
особенно интенсивно и нарост достигает максимума. Дальнейшее
увеличение скорости резания приводит к уменьшению нароста и его
исчезновению, а следовательно, к уменьшению высоты неровностей
на обработанной поверхности. Поэтому чистовую обработку вы-
полняют на повышенных скоростях резания. Применение смазочно-
охлаждающих жидкостей и тщательно доведенных резцов со зна-
чительными передними углами уменьшает наростообразование.
6. Упрочнение при обработке металлов резанием. При резании
металлов поверхностный слой обработанной детали пластически
деформируется (см. рис. VI.8,а) на глубину от нескольких сотых до
целого миллиметра и более в зависимости от различных факторов.
Пластическое деформирование поверхностного слоя изменяет его
структуру и свойства, вызывая упрочнение или наклеп. Следствием
его является повышение твердости, прочности и снижение пластич-
ности поверхностного слоя. Твердость металла вблизи обработанной
поверхности может в 2...3 раза превышать твердость исходного ме-
талла. Упрочнение поверхностного слоя детали и стружкй совмест-
но с ее усадкой характеризуют интенсивность пластической дефор-
мации при резании.
На степень упрочнения при резании металлов влияют те же
факторы, что и на степень пластического деформирования: свой-
ства обрабатываемого материала, геометрические параметры рабо-
чей части режущего инструмента и его затупление, режим резания,
наличие смазочно-охлаждающей жидкости и др. Чем пластичнее
обрабатываемый материал, тем интенсивнее он упрочняется.
Упрочнение поверхностного слоя может повышать износо-
стойкость, усталостную прочность и другие эксплуатационные
свойства обработанной детали. Но это может оказаться вредным
при ее обработке. Упрочнение при черновой обработке отрицатель-
но влияет на резание при чистовой обработке (срезаются тонкие
стружки), вызывает быстрое затупление инструмента, увеличивает
шероховатость поверхности.
§ 7. Силы резания и мощность, затрачиваемая
на резание при точении
1. Силы резания при точении. Срезая стружку, резец преодо-
левает сопротивление обрабатываемого материала резанию и силы
трения стружки о переднюю поверхность резца и задних его по-
217
Рис. VI.10. Схема сил ре-
зания при точении
верхностей об обрабатываемую заготовку.
Равнодействующую сил, действующих на
резец, называют равнодействующей силой
резания Р. Ее величина и направление
в пространстве под влиянием ряда факто-
ров (неоднородной структуры и твердости
заготовки, непостоянства сечения срезае-
мого слоя и др.) переменны. Поэтому обыч-
но используют ее составляющие Рх, РУу
Pz, полученные разложением силы R по
трем взаимно перпендикулярным осям (рис.
VI.10).
Сила Рг, действующая в плоскости реза-
ния в направлении главного движения, на-
зывается касательной или вертикальной составляющей силы резания.
Сила Ру, действующая перпендикулярно к оси обрабатываемой
заготовки, называется радиальной составляющей силы резания.
Сила Рх, действующая вдоль оси заготовки параллельно на-
правлению продольной подачи, называется осевой составляющей
силы резания или силой подачи.
Равнодействующая R по величине и направлению может быть
определена как диагональ параллелепипеда, построенного на со-
ставляющих силах, и найдена из выражения
По силе Рг определяют крутящий момент на шпинделе станка,
мощность, расходуемую на резание, производят динамический рас-
чет коробки скоростей. Поэтому иногда ее называют главной состав-
ляющей силы резания или просто силой резания.
Крутящий момент на шпинделе станка
дд ____?г ' ^заг гт
^кр 2000 М'
где D3ar — диаметр обрабатываемой заготовки, мм.
Силу Р2 при точении определяют по эмпирической формуле
P2 = C₽2W₽Kp2H,
где СРг — коэффициент, зависящий от свойств обрабатываемого
материала;, t — глубина резания, мм; s — подача, мм/об; КРг —
обобщенный поправочный коэффициент на измененные условия
обработки в сравнении с теми, для которых дано значение Срг.
Значения Cpz, Ррг, хР, ур для различных материалов и кон-
кретных условий обработки приведены в справочниках.
Сила Ру стремится оттолкнуть резец от заготовки и деформиро-
вать ее. Эго уменьшает точность обработки, может изменить форму
детали. Силу Ру нужно знать для расчета на прочность станины и
суппорта, а силу Рх—для расчета механизма подачи станка.
218
Значения Рх и Ру могут быть найдены из эмпирических фор-
мул подобно тому, как это делалось для определения Pz. Но в
практике величины Рх и Ру обычно берут в частях от Pz. Соот-
ношения сил Px/Pz и Ру)Рг не постоянны, а изменяются в. зави-
симости от геометрических параметров резца, элементов режима
резания и износа резца. При точении острым резцом с геомет-
рическими параметрами у = 15°; ф — 45°; % = 0° соотношение сил
таково: Ру & 0,3 ... 0,5 Рг; Рхт (0,15 ... 0,3) Pz. С увеличением
угла Ф сила Ру уменьшается, поэтому легко деформируемые
длинные и тонкие детали обрабатывают резцами с большими
углами в плане, вплоть до ф = 90°, при котором сила Ру мини-
мальна.
С увеличением подачи отношение Рх)Рг увеличивается.
2. Мощность, затрачиваемая на резание при продольном точе-
нии, называется эффективной мощностью
N -_Р*_ + -^РКВТ
е 60 • 103 60 • 106 ’
где п — частота вращения заготовки, мин"1.
Мощность от силы Рх составляет 1 ... 2 % от всей мощно-
сти. Поэтому ею пренебрегают и мощность Ne определяют по
формуле
дг __ PzV квт
/Ve ” 60 • Ю3 кьт*
Мощность, расходуемая электродвигателем, N3 == ~ , где л —
КПД станка, равный 0,7 ... 0,8.
§ 8. Тепловые явления при резании металлов
1. Источники выделяющейся теплоты и тепловой баланс. При
резании практически вся затрачиваемая механическая энергия
превращается в тепловую*. Образующееся в зоне резания тепло
порождает тепловые потоки, быстро распространяющиеся в струж-
ку, заготовку, инструмент и окружающую среду. Тепло, образу-
ющееся в зоне резания, слагается из таких' составляющих:
Qi — образующегося в результате упругопластических дефор-
маций и разрушения при срезании стружки и формировании поверх-
ностного слоя (рис. VI. 11);
Qn— образующегося от трения стружки о переднюю поверхность
инструмента;
Qin — образующегося от трения задних поверхностей инстру-
мента о поверхность резания и обработанную поверхность заго-
товки.
Тепловой баланс процесса резания выражается уравнением
Qi + Qu + Qin = щ + g2 + Чз + ?4>
* По данным П. А. Ребиндера и Г. И. Епифанова не менее 99,5 %.
219
Рис. VI.И. Схема распространения
тепловых потоков в зоне резания
Так, при обработке пластичных
и 200 м/мин составляет соотв
где qu q29 q3> ^—количество
тепла, уходящего соответствен-
но в стружку, в заготовку, в ре-
жущий инструмент и в окру-
жающую среду.
Значения членов уравнения
и их соотношения не постоян-
ны и изменяются в зависимости
от физико-механических свойств
обрабатываемого материала, ре-
жима резания, геометрических
параметров и материала инстру-
мента, условий обработки и др.
металлов со скоростью резания 50
гственно 75 и 25 % от общего ко-
личества теплоты резания.
По данным многих исследований, количество теплоты, уходя-
щей в стружку, составляет 25...85 % всей выделившейся теплоты,
в заготовку— 10...50, в режущий инструмент — 2...8 %. С увели-
чением скорости резания отводимая стружкой теплота увеличивает-
ся, а заготовкой и инструментом — уменьшается.
2. Нагрев режущих инструментов. Теплота, переходящая во
время резания в инструмент, нагревает его. Температура нагрева
инструмента может быть очень высокой, так как режущее лезвие
постоянно находится в зоне наибольшего тепловыделения, а тепло-
проводность инструментальных материалов сравнительно невели-
ка. Температура зависит от сопротивления деформированию,
теплопроводности и теплоемкости обрабатываемого материала и ма-
териала режущего инструмента. Например, при обработке резанием
жаропрочных и титановых сплавов, имеющих малую теплопровод-
ность, температура в зоне резания, а следовательно, и температура
рабочей части инструмента превышает в 2...3 раза температуру при
обработке в тех же условиях углеродистых сталей.
С увеличением прочности и твердости обрабатываемого мате-
риала возрастает затрачиваемая на резание работа, увеличивается
количество выделенного тепла и повышается температура инстру-
мента. В поверхностном слое инструмента, находящемся в
контакте • со стружкой, температура может даже достичь точ-
ки плавления обрабатываемого материала. Это уменьшает уси-
лия резания; но снижает твердость и стойкость режущих инстру-
ментов.
На температуру режущего инструмента из элементов режима
резания сильнее всего влияет скорость, меньше — подача и еще
меньше — глубина резания. Обработка должна производиться без
перегрева режущего инструмента. В нормальных условиях % работы
инструментом из углеродистой стали температура не должна пре-
вышать 200...250 °C, из быстрорежущей стали — 550...600 °C; ин-
струментом, оснащенным твердыми сплавами,— 8ОО...1ООО°С, а ми-
нералокерамикой — 1000... 1200 °C.
220
3. Влияние тепловых процессов при резании на качество обра-
ботки. В связи с тем что нагрев инструмента во время обработки
изменяет его геометрические размеры, возникают погрешности
размеров и геометрической формы обработанных поверхнсстей.
Размеры заготовки изменяются и от нагрева самой заготовки, ко-
торая при жестком закреплении на станке может также деформи-
роваться. Таким образом, тепловые процессы при резании металлов
могут вызвать снижение точности и нарушение правильности геомет-
рической формы обработанных поверхностей.
При напряженных режимах резания нагрев поверхностного
слоя обработанной металлической поверхности может быть таким,
что в нем происходят фазовые превращения, существенно изменя-
ющие его свойства.
§ 9. Изнашивание и стойкость режущего инструмента
1. Виды изнашивания. Под изнашиванием режущего инструмен
та понимают разрушение его контактных поверхностей в резуль-
тате трения стружки о переднюю поверхность инструмента и зад-
них поверхностей его о заготовку. Значительное влияние на изна-
шивание оказывает температура нагрева режущего лезвия. Физи-
ческие процессы, протекающие при изнашивании инструмента,
аналогичны трению и изнашиванию трущихся пар, но они происхо-
дят обычно при очень большом давлении, больших скоростях и вы-
сокой температуре. Трущиеся поверхности при этом беспрерывно
обновляются.
Многочисленными исследованиями установлено, что в зависи-
мости от условий резания интенсивность изнашивания инструмента
обусловлена различными по своей природе процессами, хотя в ре-
альных условиях некоторые из них действуют одновременно. Ин-
тенсивное разрушение контактных поверхностей инструмента часто
происходит из-за наличия в обрабатываемом материале достаточно
твердых составляющих (карбидов, оксидов, поверхностной корки),
сохраняющих значительную твердость и при нагревании. Они
действуют как абразивы, царапая поверхности трения. Изнашива-
ние тем больше, чем меньше твердость режущей части инструмента
при резании и выше твердость составляющих обрабатываемого ма-
териала.
Высокие давление и температура резания вызывают адгезионные
процессы на контактных поверхностях — схватывание материала
инструмента с материалом заготовки под действием атомарных сил.
При этом частички инструментального материала беспрерывно
вырываются и уносятся сходящей стружкой и обрабатываемой
заготовкой. При невысоких скоростях резания изнашивание инстру-
ментов из твердых сплавов вызвано именно адгезионными процес-
сами. Более прочная быстрорежущая сталь разрушается от их дей-
ствия значительно меньше.
При больших скоростях резания, когда в зоне его развивается
очень высокая температура, твердосплавный инструмент интенсив-
221
Рис. VI.12. Основные виды и кривая изнашивания в зоне резания
но изнашивается под действием диффузии. Происходит взаимное
проникновение и растворение структурных составляющих инстру-
ментального и обрабатываемого материалов. Интенсивной диффузии
благоприятствует то, что в контакт с инструментом беспрерывно
вступают все новые участки обрабатываемого материала и стружки.
Переменные напряжения, действующие на рабочие поверхности
инструмента при некоторых видах обработки резанием, могут при-
вести к разрушению режущей кромки от усталости. При некоторых
условиях резания изнашивание инструмента из быстрорежущей
стали сопровождается изменением и образованием новой менее
прочной структуры уменьшенной твердости, что ускоряет изнаши-
вание. При работе инструментами, оснащенными металлокерами-
ческими сплавами, а в особенности минералокерамическими мате-
риалами, иногда частички материала откалываются и режущие
кромки теряют свою режущую способность.
В зависимости от свойств обрабатываемого и инструментального
материалов, а также условий резания различают по внешним при-
знакам такие виды изнашивания режущего инструмента:
1. Изнашивание происходит, главным образом, по задней по-
верхности. Износ определяют высотой стертой фаски h3, задний
угол которой близок к нулю (рис. VI. 12,а). Такой вид износа ха-
рактерен для обработки хрупких материалов, например чугуна,
а также пластичных, если толщина срезаемого слоя а <0,1 мм
(при работе некоторых типов фрез, протяжек, разверток, резьбо-
нарезных и зуборезных инструментов).
2. Изнашивание происходит преимущественно по передней по-
верхности. Износ определяется глубиной hn и шириной лунки,
образующейся на передней поверхности от трения сходящей струж-
кой (рис. VI. 12,6). Так изнашиваются резцы при обработке сталей
с высокими скоростями резания без охлаждения с толщиной сре-
заемого слоя а > 0,5 мм.
3. Изнашивание происходит по передней и задней поверхностям
одновременно (рис. VI. 12,в). Этот вид наиболее распространен и ха-
рактерен для режущего инструмента при обработке с толщиной
срезаемого слоя а >0,1 мм и средними для данного инструмен-
тального материала скоростями резания. Он наблюдается при об-
работке прочных и пластичных материалов, например . сталей. Так
изнашиваются торцевые и дисковые фрезы, сверла, зенкеры, резцы
из быстрорежущей стали и оснащенные твердыми сплавами.
222
2. Критерий затупления. Предельно допустимый износ, при ко-
тором инструмент теряет нормальную работоспособность, назы-
вается критерием затупления. С увеличением износа задней по-
верхности инструмента возрастают силы резания, увеличивается
работа трения, повышается температура, увеличивается шерохо-
ватость обработанной поверхности. Поэтому критерием затупления
обычно выбирают определенную величину износа задней поверхно-
сти инструмента.
Допустимый износ Л3 зависит от обрабатываемого и инстру-
ментального материалов, вида режущего инструмента, режима ре-
зания, точности и шероховатости обработанной поверхности. Так,
для токарных резцов, оснащенных пластинками твердых сплавов,
при черновом точении стали h3= 0,8... 1 мм, а при точении чугуна
й3= 1,4...1,7 мм. У фрез в зависимости от их типа и характера обра-
ботки h3 изменяется в пределах 0,15...2 мм.
При чистовой обработке резцами, фрезами, развертками, про-
тяжками и другими устанавливается технологический критерий
затупления, т. е. такая величина износа задней поверхности, пре-
вышение которой приводит к тому, что точность и шероховатость
обработанной поверхности перестают удовлетворять техническим
условиям.
На рис. VI. 12,з приведена кривая износа резца по задней по-
верхности h3 в зависимости от времени работы Т. На ней можно вы-
делить три участка: участок ОА — начального изнашивания, АВ —
нормального изнашивания и BG — катастрофического изнашивания.
В точке С износ отвечает такому состоянию инструмента, при кото-
ром продолжать процесс резания невозможно. Работу, очевидно,
надо прекратить в точке В, где износ отвечает установленному кри-
терию затупления. В других условиях резания кривые износа
могут иметь иной характер.
3. Стойкостью инструмента называют время его работы между
переточками при определенном режиме резания. На стойкость
влияют: обрабатываемый материал и материал режущего инстру-
мента, режим резания и другие условия обработки. Стойкость
оказывает большое влияние на производительность и стоимость
обработки; ее выбирают такой, чтобы стоимость выполняемой опе-
рации была минимальной. Сложные дорогие инструменты, устанав-
ливаемые на станках со сложной наладкой, должны иметь больший
период стойкости.
Значения стойкости различных инструментов приведены в спра-
вочниках по режимам резания. Например, стойкость токарных рез-
цов из быстрорежущих сталей составляет 30...60 мин, твердосплав-
ных резцов 45...90 мин, фрез цилиндрических — 180...240 мин и т. п.
§ 10. Охлаждение и смазка при обработке резанием
1. Смазочно-охлаждающие вещества оказывают большое вли-
яние на резание и качество обработанной поверхности. В качестве
смазочно-охлаждающих веществ используют, главным образом,
223
Рис. VI. 13. Способы подведения смазочно-охлаждающих жидко-
стей в зону резания
жидкости — СОЖ, в которые иногда добавляют твердые вещества
(порошки мыла и парафина, битум, воск, графит, дисульфид молиб-
дена, соду и др.). Значительно реже для этой цели используют газы.
Многочисленные исследования показали, что СОЖ оказывает такое
влияние на процесс резания:
попадая в зону резания, смазывает трущиеся поверхности и
уменьшает трение;
проникая в микротрещины деформируемого слоя материала,
снижает работу деформации;
охлаждает режущий инструмент, деформируемый слой и обра-
ботанную поверхность заготовки;
смазывая рабочие части инструмента, препятствует образованию
на них схватывания инструмента со стружкой, наростов, что влечет
за собой уменьшение шероховатости обработанной поверхности.
При использовании СОЖ стойкость режущего инструмента
значительно возрастает, а следовательно, увеличивается допусти-
мая скорость резания; обработанные поверхности имеют большую
точность и меньшую шероховатость; уменьшается на 10... 15 % эф-
фективная мощность резания.
2. Подвод охлаждающей среды в зону резания. Эффективность
действия СОЖ в значительной мере определяется способом подвода
ее в зону резания. Наиболее распространен благодаря своей про-
стоте подвод СОЖ сверху на срезаемый слой металла поливом
(рис. VI. 13,я) под давлением 0,05...0,2 МПа, но он обладает суще-
ственными недостатками: мала скорость струи, велик расход жидко-
сти (8... 12 л/мин), СОЖ разбрызгивается.
Более эффективно струйное или высоконапорное охлаждение,
при котором тонкая струя жидкости под давлением до 3 МПа по-
дается в зону резания со стороны задней поверхности (рис. VI. 13,6).
Расход жидкости 0,6...4 л/мин. Струйное охлаждение значительно
повышает стойкость режущего инструмента, особенно при резаний
труднообрабатываемых материалов (жаропрочных и титановых спла-
вов), но требует применения специальных насосов и защитных уст-
ройств от разбрызгивания СОЖ.
224
Применяют также охлаждение распыленной жидкостью, на-
правленной к режущей кромке со стороны задней поверхности ин-
струмента (рис. VI.13^). Жидкость распыляется в инжекторной
установке, откуда частицы жидкости сжатым воздухом выбрасыва-
ются под давлением 0,2...0,3 МПа в зону резания. Распыление
значительно уменьшает расход СОЖ, повышает стойкость инстру-
мента, улучшает качество обработки. Метод требует тщательного
соблюдения правил техники безопасности, использования специ-
альных отсасывающих устройств.
В некоторых случаях, например при точении или сверлении
хрупких материалов, инструмент или зону резания охлаждают
прокачиванием охлаждающей жидкости по внутренним каналам
в инструменте (резец, сверло — рис. VI.36,в,а). В некоторых слу-
чаях, например при глубоком сверлении, подаваемая под давлением
2...2,5 МПа СОЖ не только охлаждает зону резания, но и вымы-
вает стружку.
Для охлаждения хрупких материалов, когда образуется струж-
ка скалывания, довольно часто используют газы (азот, сжатый
воздух, углекислоту), подаваемые под давлением в зону резания.
Стружка газовой струей удаляется в специальные сборники.
§ 11. Материалы для изготовления режущих инструментов
1. Основные инструментальные материалы. Режущий инструмент
при снятии стружки находится под действием высоких давлений
и температур. Поэтому к материалам, из которых изготавливается
режущая часть инструмента, предъявляются очень высокие тре-
бования. Они должны обладать такими свойствами: твердостью,
превышающей твердость обрабатываемого материала; высокой из-
носостойкостью; высокой теплостойкостью; значительной механи-
ческой прочностью и достаточной вязкостью. Основные инструмен-
тальные материалы: углеродистые инструментальные стали; леги-
рованные инструментальные стали; твердые сплавы; минералоке-
рамические материалы.
2. Углеродистые инструментальные стали, используемые для
изготовления режущих инструментов, содержат 0,9... 1,3 % С
(У 10, У11, У12, У13). Увеличение его содержания в стали повышает
ее твердость и хрупкость. Твердость закаленной и отпущенной угле-
родистой инструментальной стали достигает HRC3 60...63. Так как
эта сталь обладает низкой теплостойкостью и теряет твердость при
нагревании до 200...250 °C, то ее применение ограничено. Из угле-
родистой стали изготавливают инструменты, работающие со ско-
ростями резания, не превышающими 15...18 м/мин: метчики, плаш-
ки, ручные развертки, напильники, шаберы, ножовочные полотна
и Др.
3. Легированные инструментальные стали. Ввод в инструмен-
тальную сталь легирующих добавок (Сг, V, Mo, W и др.) повышает
ее прочность, прокаливаемость, вязкость, стойкость против износа,
теплостойкость. Изготовленные из легированных сталей инструмен-
8 378 225
ты обладают более высокими режущими свойствами, менее,склонны
к деформациям и появлению трещин при закалке. Но в связи с тем
что теплостойкость легированных инструментальных сталей обычно
не превышает 300 °C, изготовленные из них инструменты можно
использовать лишь для работы при умеренных скоростях резания
(15...25 м/мин). Из них изготавливают сверла, развертки, метчики,
плашки, протяжки и др.
4. Быстрорежущие стали — легированные инструментальные
стали, содержащие значительное количество вольфрама (8,5...
19 %), хрома —X (3,8...4,4 %), молибден —М, ванадий — ф,
кобальт — К, а также некоторые другие примеси, намного превосхо-
дят по теплостойкости другие инструментальные стали. После за-
калки и отпуска твердость быстрорежущей стали достигает HRCS
62...65 и ее режущие способности сохраняются до температуры
600...650°С, т. е. она обладает красностойкостью (сохранением
твердости при нагреве до темно-красного каления). Поэтому ин-
струменты, изготовленные из этих сталей, обладают значительно
более высокими режущими свойствами. Они могут работать со
скоростями резания в 3...4 раза большими, чем инструменты из
углеродистых сталей.
Из вольфрамовых быстрорежущих сталей Р9 изготавливают
инструменты сравнительно простой формы: резцы, зенкеры, фрезы.
При изготовлении сложных инструментов, которые должны обла-
дать более высокой стойкостью (фасонные резцы, зубообрабатыва-
ющие инструменты и др.), используют сталь Р18.
Для изготовления инструментов, работающих в более тяжелых
условиях (прерывистое резание, вибрации, обработка труднообра-
батываемых нержавеющих и жаропрочных сталей), применяют
кобальтовые быстрорежущие стали (Р9К5, Р9К10, Р18К5Ф2).
Для инструментов, используемых при чистовой обработке
(протяжки, развертки, шеверы), используют ванадиевые (Р9Ф5,
Р14Ф4), а для инструментов для черновой обработки — вольфрамо-
молибденовые быстрорежущие стали (Р9М4, Р6МЗ).
Для экономии дорогих быстрорежущих сталей режущий инстру-
мент делают составным. Режущая часть выполняется из быстроре-
жущей стали, а тело или хвостовик — из конструкционной угле-
родистой или малолегированной.
5. Металлокерамические твердые сплавы. Режущую часть высо-
копроизводительных режущих инструментов оснащают металлоке-
рамическими твердыми сплавами. Их высокая твердость, износо-
стойкость, прочность, теплостойкость, достигающая 900... 1000°C,
позволяют, производить твердосплавными инструментами высоко-
производительную обработку различных металлических и неметал-
лических материалов. По своим режущим способностям инструмен-
ты, оснащенные твердыми сплавами, намного превосходят инстру-
менты из различных инструментальных сталей и допускают обра-
ботку со скоростями резания, достигающими 800 м7мин.
Металлокерамические твердые сплавы изготавливают из мел-
козернистых исходных порошков. Для получения тех или иных
226
«ярок сплавов используют порошки весьма твердых и тугоплав-
ких карбидов вольфрама (WC), титана (TiC), тантала (ТаС), сме-
шанных в различных пропорциях с порошком кобальта, который
служит связкой. Из полученной смеси прессуют стандартизованные
пластинки, которые спекают при температуре 1500... 1900°C. Их
припаивают к державкам или корпусам инструментов либо закреп-
ляют на них механическим способом.
Выпускаемые в СССР твердые сплавы подразделяют на три груп-
пы: вольфрамовые (ВК), титановольфрамовые (ТК) и титанотанта-
ловольфрамовые (ТТК). Сплавы группы ВК состоят из зерен кар-
бида вольфрама, сцементированных кобальтом (ВК2, ВКЗ, ВК4,
ВК6, ВК8 и др.). Цифра после буквы К обозначает процентное
содержание кобальта, остальное — карбид вольфрама. В связи с
тем что свойства сплава определяются не только составом, но и раз-
мером зерен порошка, из которого он изготовлен, выпускаются
сплавы, у которых размер зерен строго регламентирован. Для
крупнозернистых твердых сплавов с величиной зерен исходного
порошка 3...5 мкм к обозначению марки прибавляется буква В,
например ВК6В, а у мелкозернистых с величиной зерен 0,5...
1,5 мкм — буква М (например, ВК6М).
Сплавы группы ТК состоят из карбидов вольфрама и титана,
сцементированных кобальтом (Т5К10, Т5К12В, Т14К8, Т15К6,
Т30К4 и др.). Цифра после буквы Т обозначает процентное содер-
жание карбида титана, а после К — процентное.содержание ко-
бальта, остальное — карбид вольфрама.
В сплавах группы ТТК (ТТ7К12, ТТ7К15) цифра после второй
буквы Т обозначает процентное содержание карбидов титана и тан-
тала в сумме, после К — содержание кобальта, остальное — карбид
вольфрама.
С увеличением содержания кобальта в сплаве прочность и вяз-
кость его повышаются, а твердость и износостойкость снижаются.
Поэтому сплавы с большим содержанием кобальта применяют для
инструментов, работающих в тяжелых условиях, при больших и не-
равномерных нагрузках. Сплавы с малым содержанием кобальта
используют для инструментов, работающих при сравнительно
небольшой и равномерной нагрузке, но с высокой скоростью ре-
зания.
Из сплавов группы ВК изготовляют инструменты, предназначен-
ные для обработки чугуна, цветных сплавов, пластмасс, а из спла-
вов группы ТК — для обработки сталей и других вязких материа-
алов. Сплавы ТТК по своим свойствам занимают промежуточное
место между сплавом Т5К10 и быстрорежущей сталью и предназна-
чены для черновой обработки сталей с загрязненной коркой. Стой-
кость резца с пластинкой из сплава ТТК в 3,5 раза превышает стой-
кость резца из быстрорежущей стали Р18. Некоторые сплавы груп-
пы ТТК особенно хороши при обработке труднообрабатываемых
Жаропрочных сталей.
Сложные по форме инструменты небольших размеров (сверла
небольших размеров, прорезные фрезы, коронки концевых фрез
8* 227
и др.) часто изготавливают из пластифицированных твердых спла-
вов, получаемых спеканием порошка карбида титана с металличе-
скими сплавами. Заготовки из них перед спеканием могут прессо-
ваться, обрабатываться резанием, продавливаться через фильеры.
После придания инструменту необходимой формы и размеров его
спекают, обрабатывают начисто и затачивают.
Описанные твердые сплавы содержат в значительном количе-
стве дефицитный вольфрам. В последнее время ведется интенсивный
поиск инструментальных материалов, не содержащих вольфрама
и обладающих высокими режущими свойствами. Начат промыш-
ленный выпуск безвольфрамовых твердых сплавов (БТТС) на основе
карбидов и карбидонитридов титана с никель-молибденовой связ-
кой (КНТ16, ТН20, ТН50). В Институте проблем материаловеде-
ния УССР разработан гексанит-Р, являющийся монокристальным
нитридом бора, получаемым ударным сжатием с помощью взрыва.
Гексанит-Р изготавливают в виде вставок к проходным, расточным,
подрезным резцам и торцевым фрезам. Отличительная особенность
этого материала — способность работать в условиях сильных
ударных нагрузок при обработке закаленных сталей, чугунов, спла-
вов высокой твердости.
В последнее время все более широко применяются износостойкие
покрытия режущих лезвий инструментов. Хорошие результаты дает
ионно-плазменное напыление карбонитридом титана с помощью
установок «ПУСК» и «БУЛАТ», используемое на многих машино-
строительных предприятиях.
6. Минералокерамические материалы. Стремление получить
инструментальные материалы, обладающие возможно более высо-
кими режущими способностями, более высокой твердостью, тепло-
стойкостью и износостойкостью, привело к созданию совершенно
новых неметаллических инструментальных материалов, получив-
ших название минералокерамических. Основой их является оксид
алюминия А12О3, из порошка которого прессованием с последующим
спеканием изготовляют пластинки нужных размеров и формы, ко-
торые затем закрепляют на державках режущего инструмента.
Основным преимуществом минералокерамики является высокая
теплостойкость (1200 °C), дающая возможность обрабатывать ма-
териалы со значительно большими скоростями, чем при пользова-
нии инструментами из твердых сплавов. В то же время для минера-
локерамики характерны высокая хрупкость и малое сопротивление
изгибающим нагрузкам, что существенно ограничивает возможно-
сти ее использования. Минералокерамику используют для инстру-
ментов, работающих при чистовой обработке без ударов. Для повы-
шения прочности пластин в минералокерамику добавляют вольфрам,
молибден, бор, титан и др. Такие материалы называют керметами
и используют их при обработке труднообрабатываемых матери-
алов.
7. Абразивные материалы. Для изготовления абразивного ин-
струмента используют искусственные материалы, преимущественно
электрокорунд (кристаллический оксид алюминия А12О3), карбо-
228
пинд (карбид кремния SiC) и некоторые весьма твердые материалы:
синтетический алмаз, эльбор и др.
Электрокорунд получают из глинозема плавкой в электропечах.
В зависимости от содержания в нем чистого оксида алюминия элек-
трокорунд делится на несколько сортов. Ввиду того что он обладает
некоторой вязкостью, инструмент из него используется главным
образом для обработки закаленной и термически необработанной
стали, ковкого чугуна, бронзы и др.
Карбид кремния получают в электропечах из смеси, где основ-
ными элементами являются антрацит и кварцевый песок. По сравне-
нию с электрокорундом карбид кремния обладает более высокой
твердостью и меньшей вязкостью. Поэтому его используют для из-
готовления инструмента, предназначенного для шлифования более
хрупких материалов, а также некоторых цветных сплавов. Черный
карбид кремния, имеющий в составе не менее 95 % SiC, применяют
при шлифовании чугуна, латуни, бронзы, алюминиевых сплавов.
Зеленый карбид кремния, содержащий не менее 97 % SiC и име-
ющий еще большую твердость, используется для обработки инстру-
ментов из металлокерамических твердых сплавов.
Для различных разновидностей электрокорунда и карбида
кремния введена специальная маркировка, а именно: электроко-
рунд нормальный—12А, 13А, 14А, 15А, 16А; белый электроко-
рунд — 22А, 23А, 25А; хромистый электрокорунд — 37А; моно-
корунд — 43А, 44А, 45А; черный карбид кремния — 53С, 54С,
55С; зеленый карбид кремния — 63С, 64С.
После выплавки в электропечах электрокорунд и карбид крем-
ния дробят, просеивают и получают шлифпорошки, шлифзерна
и микропорошки, используемые для дальнейшего изготовления аб-
разивного инструмента. Все более широко используются синтетиче-
ские особо твердые абразивные материалы: синтетический алмаз,
эльбор и др.
Синтетические алмазы получают из графита при температурах
порядка 2500 °C и давлениях свыше 104 МПа. Их дробят, сортируют
на отдельные фракции и используют для изготовления различного
алмазного инструмента: кругов, брусков, надфилей, напильников
и др. Применяются они для окончательного шлифования (доводки)
твердосплавного инструмента, а также для особо тонкой чистовой
обработки. Для доводочных работ используют также порошки и пас-
ты из синтетических алмазов.
Эльбор представляет собой кубический нитрид бора, получаемый
при давлении свыше 10® МПа и температуре, близкой к 1700 °C.
Твердость его приближается к твердости алмаза, но по некоторым
свойствам эльбор превосходит последний. Если алмаз сгорает при
температуре порядка 870 °C, то эльбор сохраняет свою прочность
пРи температуре до 930 °C. Стальные детали гораздо лучше шлифу-
йся абразивными инструментами из эльбора, чем из алмаза, так
как нитрид бора не обладает химическим сродством с железом и теп-
лостойкость его выше. Институтом проблем материаловедения АН
уССР на основе вюрцитоподобногр нитрида бора разработан мате-
229
риал гексанит-А, предназначенный для изготовления заточных кру-
гов, шлифующих без охлаждения инструменты из быстрорежущей
стали. >
§ 12. Влияние различных факторов на скорость резания,
допускаемую режущим инструментом
1. Основные факторы, влияющие на скорость резания, допус-
каемую режущим инструментом, следующие:
а) стойкость инструмента;
б) физико-механические свойства обрабатываемого материала
и материала режущей части инструмента;
в) величина подачи и глубины резания;
г) геометрические параметры режущей части инструмента;
д) наличие и метод охлаждения.
2. Влияние стойкости на скорость резания. Если независимой
переменн.ой считать скорость резания, то зависимость стойкости от
нее Т =» f (о) имеет экстремальный характер, т. е. выражается кри-
вой с минимумами и максимумами. Сложный характер этой зависи-
мости объясняется изменениями свойств обрабатываемого и инстру-
ментального материалов при нагреве, переходом от одного вида изно-
са к другому, характером и интенсивностью преобладающего вида
изнашивания. Если кривую Т = f (о) построить в логарифмических
координатах, то в интервале наиболее часто используемых в прак-
тике скоростей резания зависимость Т — v приближенно изобра-
жается прямой линией и может быть представлена степенной функ-
цией
V1K = v2T? = ....= vnT™ = const = A,
где A — постоянная, зависящая от свойств обрабатываемого мате-
риала и условий резания; иг — показатель относительной стойкости,
который при точении колеблется в пределах 0,i...0,4.
Если принять стойкость аргументом, то ее влияние на ско-
рость резания будет выражена следующим образом: v = .
Зная скорость резания V] и отвечающую ей стойкость 7\,
можно определить скорость резания v2 для заданного периода
('р \tn
Яг) .
J 2'
Так как пг — дробное число, намного меньшее единицы, то
значительное изменение стойкости приводит к небольшому изме-
нению скорости резания, и наоборот, небольшое изменение скоро-
сти резания обусловливает значительное изменение стойкости. На-
пример, при ш — 0,2с уменьшением стойкости вЗ раза скорость
резания увеличивается всего на ~25%.
3. Влияние на скорость резания свойств обрабатываемого ме-
талла и материала режущего инструмента. С повышением содержа-
ния в стали углерода, марганца, хрома, вольфрама и некоторых дрУ'
гих составляющих увеличиваются ее прочность и твердость, сни-
230
жается теплопроводность. Это повышает температуру в зоне реза-
ния и ускоряет изнашивание режущего инструмента. Более проч-
ные и твердые материалы обрабатываются при меньших скоростях
0езания. Нержавеющие, жаропрочные, быстрорежущие стали вслед-
ствие низкой теплопроводности обрабатываются при скоростях ре-
зания значительно более низких, чем углеродистые.
Серый чугун обрабатывают при меньших скоростях резания,
чем конструкционную углеродистую сталь, так как он менее тепло-
проводен и сильнее истирает режущий инструмент.
Алюминий и его сплавы обрабатывают со скоростями реза-
ния в 4...6 раз большими, чем конструкционную углеродистую
сталь.
На скорость резания оказывает влияние состояние поверхност-
ного слоя заготовки. Твердая загрязненная корка заставляет сни-
жать скорость резания на 10...30 %.
В зависимости от износостойкости, теплостойкости, прочности
и теплопроводности материала режущей части инструменты при
одинаковом периоде стойкости могут работать с разными скоростя-
ми резания. Так, если скорость резания, допускаемую резцом, осна-
щенным сплавом Т15К6, принять за 1, то скорость резания, до-
пускаемая резцами из быстрорежущих сталей Р18 и Р9, соста-
вит — 0,25.
4. Влияние на скорость резания глубины резания и подачи.
На основании многочисленных исследований установлено, что за-
висимость скорости резания от глубины резания t и подачи s может
быть выражена формулой
txvsyv '
где Св—коэффициент, зависящий от обрабатываемого и инстру-
ментального материалов и условий резания; х0, уи — показатели
степеней, которые зависят от тех же факторов, что и Са-
Значения показателей приводятся в нормативных таблицах.
Например, при точении углеродистой конструкционной стали твер-
досплавными резцами с подачей s>0,3 мм/об и прямых срезах
стружки (у > 1) эта зависимость имеет вид
u z0,18s0,35 •
Из формулы видно, что с увеличением глубины резания и по-
Дачи скорость резания уменьшается, но это уменьшение происходит
значительно медленнее, чем увеличение t и s. Глубина влияет на
скорость резания значительно меньше, чем подача, так как показа-
тель при t меньше показателя при s.
5. Влияние на скорость резания геометрических параметров
Режущего инструмента. Форма режущей части инструмента, опреде-
ляемая ее геометрическими параметрами, очень влияет на его изна-
231
шивание, а следовательно, на скорость резания, которую он может
допустить.
С увеличением переднего угла уменьшаются деформации, силы
резания и количество выделяющегося тепла, снижается температу.
ра в зоне резания. В результате возрастает стойкость инструмента
или при той же стойкости — скорость резания. Но одновременно
с увеличением переднего угла уменьшается прочность режущей
части и ухудшаются условия теплоотвода. Поэтому для каждого
обрабатываемого материала и материала режущего инструмента
есть оптимальное значение переднего угла, при котором стойкость
режущего инструмента будет наибольшей. Чем прочнее и тверже
обрабатываемый материал, тем меньшим надо выбирать передний
угол; обрабатывая мягкие и вязкие материалы, следует выбирать
большие передние углы.
С увеличением заднего угла уменьшаются работа сил трения
и количество выделяющегося тепла, а следовательно, и износ
режущего инструмента, но вместе с тем уменьшаются прочность
режущей части и теплоотвод. Для каждого обрабатываемого и ин-
струментального материала экспериментально определяют опти-
мальные значения заднего угла, которые приводятся в справоч-
никах.
Главный угол в плане <р сильно влияет на стойкость инструмен-
. та, а следовательно, и допускаемую ею скорость резания. С умень-
шением <р увеличивается ширина срезаемого слоя и уменьшается
его толщина, что улучшает условия теплоотвода и уменьшает
нагрузку на единицу длины рабочей части режущей кромки. В ре-
зультате скорость резания, допускаемая режущим инструментом,
возрастает. Но при малых значениях ф резко увеличивается отжи-
мание инструмента от заготовки, возникают вибрации, увеличи-
вается износ.
Вспомогательный угол в плане мало влияет на скорость ре-
зания.
§ 13. Производительность обработки резанием
1. Выбор режима резания в значительной мере определяет про-
изводительность обработки. Назначение элементов режима реза-
ния осуществляют следующим образом. Ранее выбирают глубину
резания t, стремясь весь припуск снять за один проход. Наиболь-
шую допустимую подачу s выбирают, исходя из требований к точ-
ности и шероховатости обработанной поверхности. При этом не-
обходимо учитывать режущие свойства материала инструмента,
мощность станка, жесткость детали и всей системы (станок, приспо-
собление, инструмент, деталь). После этого определяют скорость
резания, допускаемую стойкость инструмента. При точении она,
например, определяется по формуле
232
где К — общий поправочный коэффициент, учитывающий изменен-
ные условия резания в сравнении с теми, для которых даны значе-
ния Со, Уф обозначения С„, т, х0, у0 пояснены ранее.
Значения С„, xv, у0 и К берут из нормативных справочных
таблиц.
Определив скорость резания, находят частоту вращения
шпинделя станка, соответствующую этой скорости резания, мин-1:
1000-р
П — ---гГ~ ,
nD ’
где D—диаметр заготовки.
Если станок такой частоты вращения не имеет, то выбирают
ближайшую меньшую.
2. Производительность обработки определяется нормой выра-
ботки Q — количеством деталей, обрабатываемых за определенное
время Т (смена, ч)
« = й •
где Th—время обработки детали. Так, если определяют норму
выработки в час, то Q = шт./ч
7ft = Тшт 4" Т„. з,
где Тшт — штучное время, затрачиваемое на каждую деталь;
Т„,3 — подготовительно-заключительное время, отнесенное к од-
ной детали „ Т
!/„. з = ——, где Т„. з — подготовительно-заключн-
ппар
тельное время на обрабатываемую партию деталей, п — число
деталей в партии j .
7,шт = 7’о + 7,в + 7’об4-7,п>
где То — основное (технологическое) время, затраченное на реза-
ние; Тв—вспомогательное время, необходимое для установки
и снятия детали, измерения ее при обработке, управления станком
и ДР-', Тоб — время обслуживания станка и рабочего места, отне-
сенное к одной детали; Тп — время перерывов на отдых и естествен-
ные надобности, отнесенное также к одной детали.
Главными составляющими штучного времени являются То
и Тв.
Основное время, мин, для обработки на станках с главным вра-
щательным движением определяют по формуле
L .
I о = — G
ns 9
где L — расчетная длина обработки; п — частота вращения заготов-
ки или инструмента, мин -1; s — подача, мм/об; I — число проходов.
Остальные составляющие Тк определяют по нормативным таб-
лицам.
233
§ 14. Классификация и условные обозначения
металлорежущих станков
1. Классификация металлорежущих станков. По уровню спе-
циализации станки подразделяют на универсальные, специализи-
рованные и специальные.
Универсальные, называемые также станками общего назначе-
ния, предназначены для обработки небольших партий деталей ши-
рокой номенклатуры в условиях единичного и серийного произ-
водства.
Специализированные используются для обработки однотипных
деталей узкой номенклатуры В условиях крупносерийного произ-
водства (токарные станки для обработки коленчатых валов
и др.).
Специальные предназначены для обработки одной определенной
или нескольких почти одинаковых деталей в условиях массового,
иногда крупносерийного производства.
По принятой в СССР условной классификации станков по тех-
нологическому признаку в зависимости от характера обработки
всё металлорежущие станки делятся на 9 групп (табл. VI. 1). Каж-
дая из групп станков в свою очередь делится на 9 типов по таким
основным признакам:
технологическое назначение (круглошлифовальный,. плоско-
шлифовальный);
конструктивные особенности (универсально-фрезерные, про-
дольно-фрезерные);
расположение рабочих органов в пространстве (вертикально-
сверлильные, горизонтально-сверлильные);
количество рабочих органов станка (одношпиндельные, много-
шпиндельные);
степень автоматизации (с ручным управлением, полуавтоматы,
автоматы).
2. Обозначения металлорежущих станков. В соответствии с при-
нятой классификацией (табл. VI. 1) каждому станку присваивается
определенный шифр, состоящий из трех или четырех цифр. Первая
цифра указывает номер группы станка, вторая — тип станка в этой
группе. Третья или третья и четвертая цифры характеризуют основ-
ной параметр станка. Для токарных станков они указывают высоту
центров; для револьверных станков и автоматов — наибольший
диаметр обрабатываемого прутка; для сверлильных — наиболь-
ший диаметр отверстия, которое может быть просверлено на этом
станке в стали средней твердости. Иногда это обозначение допол-
няется буквами, дополнительно характеризующими станок. Буква
между цифрами указывает на модернизацию базовой модели стан-
ка, а буква после всех цифр — ее модификацию (видоизменение)
или технологические особенности станка (например его точность).
Станки по точности условно подразделяют на пять классов:
нормальной, повышенной, высокой, особо высокой точности и особо
точные, обозначаемые соответственно буквами Н, П, В, А, С.
234
Обозначение станка 16К20П расшифровывается следующим
образом:
токарно-винторезный станок (первые две цифры) с высотой цен-
гров 200 мм, очередной модификации (К), повышенной точности
(П). При обозначении станков с числовым программным управ-
лением шифр дополняют буквами и цифрами, например 16К20ПФЗ,
где ФЗ обозначает числовое управление тремя координатными дви-
жениями.
§ 15. Приводы, передачи и элементарные
механизмы станков
1. Приводом называют совокупность устройств, передающих
движение от источника движения (электродвигателя) к рабочим
органам станка. Приводы станков используют со ступенчатым
и бесступенчатым изменением частоты вращения шпинделя или по-
дачи. Бесступенчатое изменение позволяет получить любую частоту
вращения и подачу в установленных границах, а ступенчатое регу-
лирование — определенные их значения, дающие ступенчатый
перепад. Бесступенчатый метод регулирования обеспечивает выбор
наивыгоднейшей скорости резания и подачи, в то время как при
ступенчатом регулировании приходится выбирать их значения,
отличные от наивыгоднейших из-за отсутствия на станке нужной
частоты вращения и подачи.
У металлорежущих станков со ступенчатым регулированием
частоты вращения и подачи их ряд изменяется по геометрической
прогрессии с показателем <р:
«min = П1! п2 = «3 = «1<р2 ••• Птах = Пг = П1фг-’,
где z — количество ступеней
2. Перепадом скорости А называют ее изменение при переходе
от одной частоты вращения к следующей:
А — v*~_ «1Ф~”1 _ Ф~ 1
Va П2 ф
Перепад А обычно определяют в процентах:
A = • 100 %.
ф
В СССР знаменатели геометрического ряда и соответствующие
им перепады стандартизированы.
<р 1,06 1,12 1,26 1,41 1,58 1,78 2
А, % 5 10 20 30 40 45 50
Ступенчатое регулирование частоты вращения и подач в метал-
лорежущих станках производят коробками передач, сменными
зубчатыми колесами, электродвигателями с несколькими часто-
тами вращения.
235
VI. I. Классификация металлорежущих станков
Группа станков Шифр группы Тип станка
1 2 3 4 5 6 7 8 9
Токарные 1 Автоматы авто одношпин- дельные и полу- маты многошпин- дельные Револьвер- ные Сверлильно- отрезные Карусель- ные Токарные и лобовые Многорез- цовые Специали- зированные
. Сверлили- 2 Вертикаль- Полу- Полу- Координатно- Радиально- Горизон- Алмазно- Горизон- й группы
ные и рас- точные но-свер- лильные автоматы одношпин- дельные авюматы многошпин- дельные. расточные сверлиль- ные тально-рас- точные расточные та л ьно- сверлиль- ные
Шлифоваль- ные, поли- ровальные и доводоч- ные 3 Кругло- шлифоваль- ные Внутри- шлифоваль- ные Обдирочно- шлифоваль- ные Специализиро- ванные шли- фовальные То же Заточные Плоско- шлифоваль- ные Притироч- ные и по- лировочные Разные станки это
Для элект- рофизичес- кой и элек- трохимиче- ской обра- ботки 4 Универ- сальные Полу- автоматы Автоматы Электрохими- ческие Электро- искровые То же Электро- эрозионные, ультразву- ковые / Анодно- механиче- ские /
Зубо- и 5 Зубостро- Зуборезные Зубофрезер-
резьбообра- гальные для кони- ные для
батывающие для цилинд- ческих ко- цилиндри-
рических лес ческих ко-
колес лес и шли-
цевых ва-
ликов
Фрезерные 6 Вертикаль- Непрерыв- То же
ные кон- ного дей-
сольные
ствия
Строгаль- 7 Продольно- Продольно- Поперечно-
ные; дол- строгаль- строгаль- строгаль-
бежные, ные одно- ные двух- ные
протяжные стоечные стоечные
Разрезные
8 Отрезные токарным Работающие абразивным Работающи фрикцион-
резцом кругом ным диско
Разные
9 Муфто- и и трубооб- рабатываю- Пилонасе- кательные Правильно- и бесцентро- вообдироч-
щие ные
Зубофрезерные
для червячных
колес
Для обра-
ботки тор-
цов зубьев
колес
Резьбо-
фрезерные
Зубоотде-
лочные
Зубо- и
резьбошли-
фовальные
Копироваль- ные и грави- ровальные Вертикаль- ный бескон- сольные Продоль- ные
Долбежные Протяжные горизон- тальные То же
Широко-
универсаль-
ные кон-
сольные
Горизон-
тальные
консольные
Протяжные
вертикаль-
ные
Правильно-
отрезные
Разрезные,
ленточными
пилами
Работающие
дисковыми
пилами
— Для испы- Делитель- Балансиро- —.
тания ин- ные маши- вочные
струмента ны
Бесступенчатое регулирование выполняют гидравлическим при-
водом, электрическим регулированием и механическими бесступен-
чатыми вариаторами.
3. Кинематическая схема станка представляет собой совокуп-
ность условных обозначений передач и механизмов, которые осу-
ществляют движение элементов станка. Схема позволяет опреде-
лить отдельные кинематические цепи и получить полное представ-
ление о работе отдельных элементов и станка в целом. Зная частоту
вращения ведущего вала и пользуясь кинематической цепью, можно
определить частоту вращения любого вала этой цепи. При расчетах
движений конечных звеньев кинематической цепи перемещение
одного из них принимают за исходное. Перемещение другого конеч-
ного звена будет при этом вполне определенным. Уравнение рас-
четных перемещений конечных звеньев кинематической цепи назы-
вается уравнением кинематической цепи или уравнением кинема-
тического баланса.
В металлорежущих станках различают такие основные кинема-
тические цепи: главного движения, движения подачи, вспомога-
тельных движений.
Основные условные обозначения, регламентированные гостом
в кинематических схемах, показаны в табл. VI.2.
4. Передачи, используемые в металлорежущих станках. Пере-
дачей называют механизм, передающий движение от одного эле-
мента к другому или преобразующий один вид движения в другой
(вращательное в поступательное). Наиболее ’ распространенные пе-
редачи в металлорежущих станках: ременная, цепная, зубчатая,
червячная, реечная, винтовая и др. Элемент, передающий движение,
называют ведущим, а получающий движение — ведомым. Каждая
передача характеризуется передаточным отношением, которое на-
зывают отношением частоты вращения ведомого элемента к частоте
вращения ведущего:
i = = h.
Л1 d2 z2 ’
где пъ dlt Zi—соответственно частота вращения, мин"1, диа-
метр и число зубьев ведущего элемента механизма; n2, d2, z2—
то же для ведомого элемента механизма. Если в состав кинематиче-
ской цепи входит несколько передач, то передаточное отношение
всей цепи
I — h ’Ч * * М*
Ременная передача осуществляется плоскими, клиновыми, ино-
гда и круглыми ремнями через закрепленные на ведущем и 'Ведомом
валах шкивы. Клиноременная передача характеризуется плавно-
стью движения. Ее можно использовать при малых расстояниях
между валами. Ременная передача чаще всего используется для
передачу движения от двигателя к приемному валу коробки скоро-
стей (рис. VI. 14,а). Передаточное отношение ременной передачи
d* п9
1
238
yf,2. Основные условные обозначения в кинематических схемах
Наименование | Обозначение Наименование I
Обозначение
Вал
Соединение двух ва-
лов:
глухое
шарнирное
телескопическое
Подшипники радиаль-
ные:
без уточнения типа
Передача клиновид-
ным ремнем
скольжения
Подшипники качения:
радиальный (об-
щее обозначение)
радиальный роли-
ковый
радиально-упор-
ный (общее обо-
значение)
односторонний
двусторонний
радиально-упор-
ный роликовый
односторонний
двусторонний
Соединение детали
с валом:
свободное при
вращении
подвижное без
вращения
с помощью вы-
тяжной шпонки
червячная
Передача цепная
Передачи зубчатые:
цилиндрическими
колесами
коническими ко-
лесами
винтовыми коле-
сами
глухое
Муфты кулачковые
односторонняя
двусторонняя
Муфты фрикционные:
дисковая одно-
сторонняя
дисковая двусто-
ронняя
конусная одно-
сторонняя
Передача плоским
ремнем
реечная
Гайка на винте, пере-
дающем движение:
неразъемная
разъемная
Концы шпинделей
станков:
токарных
сверлильных
фрезерных
шлифовальных
Рукоятка
Маховичок
Электродвигатели:
на лапках
фланцевые
239
Рис. VI.14. Передачи в металлорежущих стайках
где т)р — коэффициент проскальзывания ремня, принимаемый в пре-
делах 0,96...0,99.
Цепная передача (рис. VI. 14,6) осуществляется с помощью
закрепленных на валах звездочек и цепи. Передаточное отношение
цепной передачи
i = Ш
га я,*
Зубчатую передачу можно осуществить цилиндрическими или
коническими зубчатыми колесами (рис. VI.14,e). Зубчатая пере-
дача позволяет передавать значительные мощности, обеспечивает
постоянное передаточное отношение и широко используется в ме-
таллорежущих станках.
Передаточное отношение этой передачи
• i = Zi/za = пЦпг.
Число оборотов ведомого колеса
«2 = п1г1/г2 — П1-1
Червячная передача (рис. VI. 14,г) состоит из червяка и червяч-
ного колеса и используется для резкого снижения частоты враще-
ния ведомого вала, на который насажено червячное колесо.
Червяк — это однозаходный или многозаходный винт с трапеце-
идальным профилем резьбы. Если червяк однозаходный, то за один
его оборот червячное колесо повернется на один зуб, если двухза-
ходный — на два зуба и т. д.
Передаточное отношение червячной передачи
i = k/z — njn-t,
где k и — число заходов и частота вращения червяка; i и п2—
число зубьев и частота вращения червячного колеса.
Реечную передачу (рис. VI.I4,e) осуществляют для преоб-
разования вращательного движения реечного зубчатого колеса
или, значительно реже,— червяка в поступательное движение
зубчатой рейки. Путь, пройденный рейкой, мм,
s = ппгт,
где т — модуль реечного колеса и рейки; z и п — число зубьев и ча-
стота вращения реечного колеса.
240
Рис. VI. 15. Элементарные механизмы станков
Винтовая передача (рис. VI. 14,е), состоящая из винта и гайки,
предназначена для преобразования вращательного движения винта
в поступательное перемещение гайки. Путь, пройденный гайкой за
п оборотов винта с шагом /, мм, и числом заходов k, мм,
s = ntk.
5. Элементарные механизмы станков. Для ступенчатого изме-
нения частоты вращения шпинделя станка или подачи широко
используют коробки с зубчатыми передачами — коробки скоростей
и коробки подач.
Сменные зубчатые колеса (рис. VI. 15,а) дают возможность пере-
давать движение от вала / к валу //. При замене колес или взаимной
перемене их мест вал // получает движение с различной частотой
вращения.
Каждая пара сменных колес может иметь два различных пере-
даточных отношения:
i = — или i = -.
г2 гг
241
При передаче движения с помощью двух пар сменных колес
(рис. VI. 15,6)
1 г1 гз
г2 ?4 •
Для введения в зацепление разных сменных колес палец 1 пере-
мещают в пазу 2 гитары 3 и закрепляют в нужном положении.
Гитара 3 может поворачиваться вокруг оси вала II.
Передвижные блоки зубчатых колес (рис. VI.15,«). Вдоль оси
вала I по шпонке или шлицам могут перемещаться двойной и трой-
ной блоки зубчатых колес с числом зубьев zlt г3 и z5, z7, z9 и входить
в зацепление соответственно с зубчатыми колесами z2, z4, ze, za и
z10, неподвижно закрепленными на валу П. При использовании этих
двух блоков вал II получает пять значений частоты вращения с пе-
редаточными отношениями:
. Z-f • Zo . 2- . Z* • Zg
ii = — ; ; 1я = —; i4 = —;
z2 ’ 2 Z4 г« г8 гЮ
Передача с помощью кулачковых и фрикционных муфт (рис.
VI. 15,г). На валу / закрепляют зубчатые колеса zr и г2, на‘
ходящиеся в постоянном зацеплении со свободно надетыми на вал II
зубчатыми колесами г2 и z4. При включении кулачковой или фрик-
ционной муфты вправо или влево вал II получает две разные ско-
рости вращения. Фрикционные муфты можно переключать на ходу.
Конус зубчатых колес с накидным зубчатым колесом (рис.
VI. 15,0). Зубчатые колеса zx—z7закреплены на валу II с помощью
шпонки. Вдоль вала I вместе с рычагом 1 и зубчатыми колесами
гн и г9 может перемещаться на скользящей шпонке зубчатое колесо
г8. Накидное колесо zH может соединяться с любым из зубчатых
колес Zi— г7 поворотом рычага 1 вокруг оси вала I и перемещением
его вдоль этой оси. При этом может быть получено семь различных
частот вращения вала / вследствие изменения передаточного отно-
шения зубчатых передач:
i _ ZJ . i ~ £1 . ,• _ 2з . ; £1 . _ z5 . ! _ гв . : _ г7
1 “ Ъ ’ ‘2 ~ г8 ’ l9~^' l*~ za' za’ ~ “ г, '
Передача с вытяжной скользящей шпонкой показана на рис.
VI.15,e. Сидящие на ведущем валу I зубчатые колеса гх —г7
соединены с ним шпонкой. Они находятся в зацеплении с зубчатыми
колесами z2—г8, свободно сидящими на ведомом валу II. Каждое
из зубчатых колес г2— г8 может быть соединено с валом // выдвиж-
ной скользящей шпонкой, перемещающейся в шпоночном пазу вала
II. Промежуточные кольца исключают возможность соединения
с валом // одновременно двух зубчатых колес.
Механизм перебора (рис. VI.I5,m) работает следующим образом.
Колесо гх, получающее вращение от колеса г6, может передать его
шпинделю через перебор с передаточным отношением — -£• и непо-
га г4
средственно, если переместить колесо z4 влево, введя в зацепление
торцевые кулачки полумуфт.
242
Предназначен перебор для резкого уменьшения частоты враще-
ния шпинделя и увеличения крутящего момента.
Реверсивные механизмы предназначены для изменения направле-
ния движения. На рис. VI. 15,ж показан реверсивный механизм
с цилиндрическими зубчатыми колесами и. муфтой. В зависимости
от того, включена муфта вправо или влево, движение с вала / и на
вал II передается через зубчатые колеса — или — и направление
вращения вала II изменяется.^
На рис. VI. 15,з показан реверсивный механизм с коническими
зубчатыми колесами. Колеса и г2, свободно сидящие на валу II,
находятся в постоянном зацеплении с колесом г3, также свободно
надетым на вал /. В зависимости от включения муфты вправо или
влево изменяется направление вращения вала II при неизменном
направлении вращения ведущего вала /.
ГЛАВА 2. ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ
ТОКАРНОЙ ГРУППЫ
§ 16. Классификация станков токарной группы
и их назначение
1. Типы станков токарной группы. Все токарные станки
принадлежат к первой группе и подразделяются на такие типы:
1 — полуавтоматы и автоматы одношпиндельные; 2 — полуавтома-
ты и автоматы многошпиндельные; 3 — револьверные; 4 — свер-
лильно-отрезные; 5 — карусельные; 6 — токарные и лобовые; 7 —
многорезцовые; 8 — специализированные; 9 — разные.
По степени универсальности станки этой группы подразделяют-
ся на универсальные, специализированные и специальные. На уни-
версальных станках выполняются различные операции при обра-
ботке деталей разной формы и размеров. Они используются на
заводах индивидуального и мелкосерийного производств, в ремонт-
ных мастерских. Универсальные станки подразделяются на токар-
ные и токарно-винторезные.
Специализированные станки предназначены для обработки одно-
типных деталей, сходных по форме, но различных по размерам,
например ступенчатых валиков, муфт, труб и др. Применяют их
преимущественно в серийном производстве.
На специальных станках обрабатывают одну определенную
деталь, например деталь автомобиля, трактора или другой машины.
Применяются такие станки на заводах массового и крупносерий-
ного производств.
2. Применение токарных станков. На станках токарной группы
обрабатывают цилиндрические, конические, фасонные наружные
и внутренние поверхности тел вращения, а также плоскости
перпендикулярные к оси вращения заготовки. На токарно-винто-
243
резных станках можно резцом нарезать резьбу на цилиндрических
и конических поверхностях, а также спиральные канавки на тор-
цевых плоскостях заготовок.
Из станков токарной группы наиболее широко используются
станки шестого типа. В зависимости от высоты центров над стани-
ной Н их подразделяют на мелкие (И < 150 мм), средние (Н —
— 150...300 мм) и крупные (Н > 300 мм). Наиболее распространены
средние токарно-винторезные станки, типичным представителем
которых является станок 16К20.
§ 17. Токарно-винторезный станок 16К20
1. Техническая характеристика
Наибольший диаметр детали, устанавливаемой
над станиной, мм 400
Расстояние между центрами (в зависимости от дли-710, 1000,
ны станины), мм 1400
Диаметр отверстия в шпинделе, мм 52
Частота вращения шпинделя, мин-1 Пределы подач, мм/об: 12,5... 1600
продольные 0,05...2,8
поперечные 0,025... 1,4
Шаг нарезаемой метрической резьбы, мм 0,5...112
Мощность главного электродвигателя, кВт 10
2, Основные части станка (рис. VI. 16) следующие: станина 1,
передняя 6 и задняя 11 бабки, коробка подач 5, суппорт 8.
Станина предназначена для закрепления на ней неподвижных
и перемещения подвижных частей станка. Она выполнена в виде
балки коробчатой формы. На верхней (лицевой) ее части имеются
Рис. VI.16. Общий вид токарно-винторезного станка 16К20
244
/4
Рис. VI.17. Задняя бабка станка 16К20
направляющие — наиболее ответственная часть станины, по ко-
торым перемещаются суппорт и задняя бабка. На левой стороне
станины закреплены передняя бабка и коробка подач.
Передняя бабка передает заготовке вращательное движение.
В передней бабке размещены главный вал — шпиндель, вращаю-
щий заготовку, и коробка скоростей, от которой шпиндель полу-
чает движение с необходимой частотой вращения. Шпиндель
имеет сквозное отверстие 0 52 мм, сквозь которое можно про-
пускать прутковую заготовку. Отверстие в передней части шпин-
деля коническое — для установки переднего центра, который
поддерживает левый конец заготовки.
Коробка скоростей дает 22 различных варианта частот вра-
щения шпинделя в пределах 12,5...16ОО мин-1. Нужное положе-
ние рукояток 4, 5, отвечающее необходимой частоте вращения
шпинделя, определяют по таблице, укрепленной на передней
стенке корпуса передней бабки.
Задняя бабка (рис. VI. 17) предназначена для поддержания с
помощью центра / правого конца заготовки, а также для закрепле-
ния в коническом отверстии пиноли 3 сверла, зенкера или разверт-
ки соответственно при сверлении, зенкеровании или развертывании
отверстий в заготовке. Плита 10 имеет пазы направления по на-
правляющим станины, и, таким образом, задняя бабка может вруч-
ную перемещаться вдоль станины и закрепляться в нужном поло-
жении рукояткой/ с помощью эксцентрика 9, тяги 11 и башмака 14.
Степень ее закрепления регулируется винтами 12 и 15. Пиноль 3
с помощью маховика 8, винта 5 и запрессованной в нее гайки 6
245
Рис. VI. 18. Схема суппорта станка 16К20 (а) и держатель центрового инстру-
мента (б)
может перемещаться в отверстии корпуса 2. Необходимый вылет
пиноли с центром 1 фиксирует рукоятка 4. Корпус задней бабки
можно смещать относительно плиты 10 в поперечном направлении
винтовой парой 13, что бывает необходимо при настройке станка на
обтачивание длинных конических поверхностей (см. рис. VL25).
Коробка подач (см. рис. VI. 16) является составной частью меха-
низма подач. С ее помощью -быстро настраивают станок на нужную
величину продольной или поперечной подачи или определенный
шаг при нарезании резьбы. Механизм коробки подач получает дви-
жение от шпинделя через гитару сменных зубчатых колес и пере-
дает его ходовому винту 12 или ходовому валу 13, от которых через
механизмы фартука оно передается суппорту 8. По рейке 2 суппорт
перемещается вручную.
Суппорт (рис. VI. 18,а) служит для закрепления в установлен-
ном на нем резцедержателе 4 инструментов и ручного или автома-
тического их перемещения относительно заготовки. Он состоит из
продольных 1 и поперечных 2 салазок, поворотного круга 6, вы-
полненного. вместе с направляющими, по которым перемещается
резцовая каретка (верхняя каретка) 5, и четырехгранного резце-
держателя 4.
Продольные салазки, а следовательно, и весь суппорт могут
перемещаться автоматически или вручную по направляющим ста-
нины. Поперечные салазки перемещаются по поперечным направ-
ляющим продольных салазок при вращении винта поперечной по-
дачи, на конец которого насажена рукоятка 7. Винт может вращать-
ся вручную с помощью рукоятки 7 или автоматически. Резцовые
салазки можно перемещать по направляющим только вручную.
Поворотный круг 6 вместе с резцовыми салазками можно повора-
чивать вокруг вертикальной оси на любой угол в пределах zt 90°
и закреплять в этом положении, что бывает необходимо при обра-
ботке конических поверхностей. На поперечных салазках может
246
быть установлен задний резцедержатель 3, который используют
для прорезания канавок.
Станок снабжен держателем центрового инструмента (рис.
VI. 18,6): сверл, зенкеров, разверток и др. Он устанавливается соот-
ветствующим образом в резцедержателе, и помещенный в нем ин-
струмент может быть использован при обработке отверстий с меха-
нической и ручной подачами.
К продольным салазкам суппорта с резцедержателем 9 прикреп-
лен фартук 14 (см. рис. VI. 16); в котором размещены механизмы
преобразования вращательного движения ходового винта и ходо-
вого вала в продольное перемещение суппорта, а также вращатель-
ного движения ходового вала в поперечное перемещение попереч-
ных салазок.
Для обеспечения безопасности работающего станок снабжен ко-
жухом ограждения патрона 7 и защитным откидным экраном 10,
защищающим от разлетающейся стружки.
§ 18. Кинематика токарно-винторезного станка 16К20
1. Осуществление главного движения. Шпиндель получает вра-
щательное движение (рис. VI. 19) от электродвигателя с частотой
вращения 1460 мин-1 через клиноременную передачу 140/268 и ко-
робку скоростей. Включается, выключается и изменяется направ-
ление вращения шпинделя двусторонней фрикционной муфтой Мь
сидящей на приемном валу 1. Для получения прямого вращения
шпинделя, смещая муфту Мх влево, соединяют ее g блоком г = 51
и z = 56. Тогда движение может передаваться без перебора сле-
дующим образом: или вал II; или gg либо gg, вал III;
jg или gg, шпиндель VI. Всего без перебора могут быть осуще-
ствлены 12 вариантов частот вращения. От вала III движение
на шпиндель можно передать через перебор следующим образом:
йё или , вал IV; , вал V и передвинув блок В4 на шпинделе
вправо Ц. Таким образом, с перебором также может быть осу-
ществлено 12 вариантов частот вращения. Но фактически шпин-
дель может получить не 24 варианта частот вращения, а 22,
так как значения п = 500 и 630 мин-1 повторяются без перебо-
ра и с перебором.
Передвинув муфту М4 по валу / вправо и соединив ее с зубчатым
колесом 50, производят реверсирование вращения шпинделя. Тогда
вращение с вала I на вал II передается через зубчатые колеса
||, и он получает обратное вращение, которое рассмотренным выше
путем передается на шпиндель. Всего может быть 12 вариантов ча-
стот обратного вращения шпинделя.
247
Рис. VL19. Кинематическая схема станка 16К20
2. Частота вращения шпинделя пшп определяется из уравнения
кинематического баланса, выражающего связь между частотой вра-
щения начального и конечного звеньев рассматриваемой кинемати-
ческой цепи:
«шп = «Л. мин’1,
где пе—частота вращения электродвигателя; ip.n — передаточное
отношение ременной передачи; г] — коэффициент проскальзывания
ременной передачи; i2, i3, iit i3 — передаточные отношения зуб-
чатых колес, через которые передается движение шпинделю.
Наибольшую частоту вращения шпиндель получает, если пере-
даваемое ему движение осуществляется без перебора, при включе-
нии в зацепление зубчатых колес с наибольшими передаточными
отношениям:
1 ЛСЛ 140 Л ЛОЕ 56 38 60 1 ОЛЛ -1
«ШП. макс = 1460 26g ♦ 0,985 • 34 зд 48 « 1600 мин
Наименьшую частоту вращения шпиндель получает при переда-
че движения через перебор, при включении зубчатых колес с наи-
меньшими передаточными отношениями:
1лсл140 л Лое 51 21 15 18 30 1О _
пшп. найм — 1460 268 • 0,985 • ggggpo ^2бо — 12,5 мин .
3. Привод подач состоит из звена увеличения шага, механизма
реверса, гитары сменных колес, коробки подач и механизма пере-
дач фартука. На валу VIII коробки скоростей расположен подвиж-
ный блок Бв. При зацеплении зубчатого колеса 60 этого блока с зуб-
чатым колесом 60, закрепленным на шпинделе, вал VIII будет иметь
такую же частоту вращения, что и шпиндель. В этом случае звено
увеличения шага не включено и такая передача используется при
продольном и поперечном точении, а также при нарезании резьбы
с шагом до 12 мм.
Передвинув блок Б8 по валу VIII так, что его зубчатое колесо
45 войдет в зацепление с зубчатым колесом 45, сидящим на валу III,
включают звено увеличения шага. Частота вращения вала III при
включенном переборе в 8 или в 32 раза больше частоты вращения
шпинделя, и величина подач суппорта увеличится во столько же
раз в сравнении с подачами, осуществляемыми при передаче дви-
жения валу VIII от закрепленного на шпинделе VI колеса 60.
Движение вала VIII передается валу X через реверсивный
механизм, служащий для изменения направления движения суп-
гт „ 30 25 v
порта. При передаче 2545 вал X вращается в том же направле-
30
нии, что и вал VIII, а при передаче — в противоположном.
С вала X через сменные колеса движение передается на прием-
ный вал коробки подач XII. Можно осуществить две комбинации
„ К L 4086 КМ 60 86 п
сменных колес: дГ 86 64 и Г IT = 7336’ ^еРвыи комплект ис-
пользуют при обточке, нарезании метрических и дюймовых резьб,
249
а второй — при нарезании модульных и питчевых резьб. При на-
стройке станка на рабочую подачу и для нарезания метрических
и дюймовых резьб муфта М3 включена влево, а М4 вправо и
движение на ходовой вал осуществляется следующим образом.
60
От шпинделя на вал VIII движение передается через пару
(звено увеличения шага выключено), далее через реверс и смен-
ные колеса на вал XII, а с него через зубчатые колеса — на
вал XIII. С этого вала зубчатой передачей || ^или Ц, или|^,
или ggl движение передается на вал XIV, а при включенной
муфте М4 на вал XV и далее на множительный механизм с ва-
лами XV, XVI, XVII. С вала XV на вал XVII движение можно
л 18 15 28 15 18 35 28 35
передать через зубчатые колеса 3548» 4528- 3528 и при
23 24
выключенной муфте М6 далее через передачи ^55, муфту обгона
Мв, зубчатые колеса Ц на ходовой вал XXII. При включенной
муфте М5 движение с вала XVIII будет передано на ходовой
винт.
При нарезании модульных и питчевых резьб муфта М3 вклю-
чена вправо, а М4 — влево. Движение с вала XII на вал XIV
передается через зубчатые колеса ЦЦ, далее через блоки 28...
... 35 и 25 ... 30 на вал XIII, с которого через зубчатые колеса
30
32 на вал XV и далее через множительный механизм на ходовой
винт (муфта М5 включена).
При точении заготовки автоматическая подача передается суп-
порту через ходовой вал, а при нарезании резьбы — через ходовой
винт. Во втором случае обеспечивается более равномерное и точное
перемещение суппорта, а следовательно, и более высокая точность
шага нарезаемой резьбы. На станке 16К20 можно нарезать резьбу
обычной и повышенной точности. Резьбу обычной точности нареза-
ют, используя коробку подач, а повышенной точности — при вы-
ключенной коробке подач. Движение ходовому винту XXI пере-
дается напрямую через сменные колеса и валы XII, XVII при
включенных муфтах М2 и М5. Требуемый шаг получают подбором
сменных зубчатых колес гитары.
При нарезании резьбы уравнения кинематических цепей состав-
ляют исходя из условия, что за один оборот шпинделя суппорт
с установленным в нем резцом переместится на величину шага наре-
заемой резьбы tB. р. При нарезании метрических резьб это урав-
, , 60 30 40 86 28 30 . 28
нение имеет вид: 1 оборот шпинделя или те, или
иО 4о оо Ь4 zo 2d оо
42 28 18 28 15 35 ,о . ,г
или gg 45’ или 354Q’ или 12 = /н>р. Уравнение кинематической
250
цепи для нарезания резьбы повышенной точности может быть
1 60 30 К М . о к
записано так- 1 оборот шпинделя 12 = /н>р, откуда у- X
V ;= fjL_P
Х W 8 •
При нарезании резьб большого шага включают звено увеличения
шага в коробке скоростей.
Продольное перемещение суппорта при нарезании резьбы осу-
ществляют ходовым винтом и раздвижной (маточной) гайкой, со-
стоящей из двух половин, каждая из которых может перемещаться
в поперечном направлении в направляющих фартука с помощью
установленной на его передней стенке рукоятки. Поворачивая ру-
коятку, обе половины гайки сближают, пока выступы резьбы ее не
войдут во впадины резьбы ходового винта. После этого при вра-
щении ходового винта раздвижная гайка, а с ней и суппорт будут
перемещаться вдоль его оси.
При точении продольное и поперечное перемещение суппорт
30
получает от ходового вала XXII. Через зубчатые колеса х
32 32 4
X „ ™, предохранительную муфту М„ и червячную пару кт при-
<5^ ои ^*1
водится в движение зубчатое колесо z = 36. Для осуществления
продольной подачи движение передается на реечную шестерню
z= 10. При включенной муфте М8 и через передачу осу-
ществляется правая подача, а при включенной муфте М7 через
36 41 17 п
передачу 47 47 §§ — левая. Для получения поперечной подачи дви-
жение передается от вала червячного колеса через зубчатое коле-
со z = 36 на два других колеса z = 36. Правый ход поперечной
подачи получают включением муфты М9 и осуществляют такую
36 34 55 29 п
цепь передач к винту поперечной подачи: 55 §9 * Для осу‘
ществления левого хода включается муфта М1о и движение
. 36 36 34 55 29
ходовому винту передается через зубчатые колеса 55 §9 Тб’
Для быстрых установочных перемещений суппорта ходовому
валу XVII сообщается быстрое движение от электродвигателя М2
127
через клиноременную передачу -gg.
• Q4
Рукояткой и парой зубчатых колес можно вручную пере-
мещать верхнюю каретку суппорта. Станок может быть оснащен
механическим приводом каретки. В этом случае движение от хо-
дового вала XXII передается ходовому винту каретки через ме-
29 20
ханизм фартука, колеса jg, коническим колесам цилиндри-
ческим колесам 20, 23, 30, 28, 36 и второй паре конических
20
колес х;;.
251
§ 19. Токарные резцы и их применение
1. Классификация токарных резцов. Для обработки заготовок
на токарных станках применяют разнообразные резцы, которые
классифицируют по различным признакам.
По материалу режущей части различают резцы стальные, твер-
досплавные и минералокерамические.
По конструкции резцы подразделяют на цельные и составные.
Цельный резец изготавливают из одного куска инструментальной
стали. У составного резца режущая часть представляет собой пла-
стину из твердого сплава или другого высококачественного мате-
риала, которая соединена механически, свариванием или припаива-
нием с державкой, выполненной из конструкционной углеродистой
или легированной стали. Используют пластинки различной формы
в зависимости от назначения резца.
По расположению главной режущей кромки резцы подразделя-
ют на правые и левые. Правым называют резец 2 (рис. VI.20), у ко-
торого главная режущая кромка расположена со стороны боль-
шого пальца правой руки, наложенной ладонью на резец так, чтобы
пальцы .были направлены к вершине резца. При точении такими
резцами 9, 11 стружка срезается с заготовки при перемещении суп-
порта справа налево. Левым называют резец 1, у которого главная
режущая кромка расположена со стороны большого пальца левой
руки, наложенной на резец так, чтобы пальцы были направлены
к вершине резца. Левые резцы 1 и 4 работают при подаче слева на-
право.
По расположению оси головки резца в плане относительно оси
его тела различают резцы прямые 1...8, 10, 11, 15 и отогнутые 9,
12...14.
252
По характеру обработки, для которой они предназначены, раз-
личают резцы черновые и чистовые.
По назначению (виду обработки) различают такие основные типы
токарных резцов: проходные, подрезное, отрезные, расточные, резь-
бовые, канавочные, фасонные.-
2. Применение резцов различных типов. Проходные резцы
предназначены для обтачивания внешних поверхностей. Проходные
прямые или упорные с главным углом в плане <р = 90° (рис. VI.20)
применяют для обработки наружных или торцовых поверхностей.
Их часто применяют при обработке ступенчатых валиков или дру-
гих деталей, у' которых обработка наружной поверхности должна
быть закончена подрезкой небольшого уступа. Проходной отогну-
тый резец 9 более универсален. Этим резцом при неизменном его
положении можно обрабатывать, например, цилиндрическую по-
верхность и подрезать торец (см. рис. VI.24).
Для чистовой обработки применяют резцы двух типов: резцы
7 с закругленной вершиной и широкие чистовые резцы 8 с прямо-
линейной главной режущей кромкой. Первые применяют для
сравнительно небольших, а вторые — для больших поверхностей
заготовок.
Подрезные резцы предназначены для обработки торнов. Так,
на рис. VI.24,в показана подрезка торца вблизи центра задней бабки;
чтобы подрезать торец полностью, центр делают срезанным.
Отрезные резцы 3 (рис. VI.20) применяют для отрезания заго-
товки. Длина головки этих резцов должна быть несколько большей
радиуса разрезаемой заготовки. Толщина головки уменьшается по
направлению к телу резца, чтобы уменьшить трение между вспомо-
гательными режущими кромками и торцовыми плоскостями, обра-
зующимися при отрезании заготовки.
Расточные резцы предназначены для растачивания сквозных
и глухих отверстий. Для растачивания сквозных отверстий приме-
няют резцы 12 с углом <р — 60°, а для растачивания глухих от-
верстий — резцы 13 с углом <р — 95°.
Резьбовые резцы 10 и 14 применяют для нарезания соответствен-
но наружных и внутренних резьб. Форма режущей части резца
должна отвечать профилю нарезаемой, резьбы. Например, главные
режущие кромки резцов 10, 14 для нарезания метрической резьбы
затачивают под углом 60°.
Канавочные резцы применяют для прорезания канавок различ-
ного профиля (рис. VI.20): прямоугольных (резец 5), трапецеидаль-
ных (резец б) и др.
Фасонными резцами 15 обрабатывают фасонные поверхности.
Профиль режущей кромки фасонного резца (рис. VI.20) должен
отвечать профилю обрабатываемой поверхности. Фасонные резцы
затачивают только по передней поверхности, поэтому профиль
режущей кромки после затачивания остается неизменным.
В практике широко используются резцы с многогранными не-
перетачиваемыми пластинками твердого сплава 16. Пластинка на-
саживается с зазором на штифт, запрессованный в корпус резца.
253
Крепится пластинка клином и винтом и дополнительно прижимает-
ся к опорной поверхности корпуса усилием резания. При затупле-
ний лезвия пластинка освобождается, поворачивается так, чтобы
в рабочее положение становилась следующая грань, и закрепляет-
ся. На переточку резец поступает тогда, когда будут затуплены все
грани.
§ 20. Нормальные приспособления для закрепления
заготовок на токарных станках
Для закрепления заготовок на токарных станках и сообщения
им вращательного движения применяют различные приспособле-
ния. Чаще всего используют кулачковые патроны, центры, план-
шайбы, люнеты. Прибывают они вместе со станком, поэтому их на-
зывают принадлежностями станка.
1. Патроны и планшайбы. Наиболее распространены трехку-
лачковые самоцентрирующие патроны и четырехкулачковые патро-
ны с индивидуально перемещающимися кулачками (несамоцентри-
рующие).
Трехкулачковый самоцентрирующий патрон (рис. VI.21,а) имеет
пустотелый корпус 1, внутри которого размещен диск 2. На одной
стороне диска нарезаны зубья конического зубчатого колеса, а на
другой — плоская спираль Архимеда с канавками прямоугольного
сечения. С коническим зубчатым-колесом диска 2 находятся в по-
стоянном зацеплении три небольших конических колеса 5. Каждое
Рис. VI.21. Трехкулачковый (а), четырехкулачковый (б) патроны
и планшайба (в)
254
из этих колес можно поворачивать с помощью торцового ключа,
который вставляют в квадратное углубление, имеющееся в хвосто-
вике колеса. В корпусе патрона прорезаны три радиальных паза,
в которых размещены кулачки. На каждом кулачке нарезана спи-
ральная рейка, выступы которой входят в канавки диска 2. Если
вращать одно из колес 5, вращается диск 2 и размещенная на его
торце спираль в зависимости от направления ее вращения переме-
щает все три кулачка к оси патрона или от нее. При этом происхо-
дит одновременное центрирование и закрепление заготовки. В кор-
пусе патрона могут быть установлены прямые 6 или обратные 4
кулачки. Прямые кулачки используют для закрепления заготовок
за внешние или внутренние цилиндрические или многогранные по-
верхности с количеством граней, кратным трем. Обратные кулачки
применяют преимущественно для закрепления за внешнюю цилин-
дрическую или многогранную поверхность деталей типа дисков,
у которых толщина значительно меньше диаметра.
Четырехкулачковый несамоцентрирующий патрон (рис. VI.21,б)
состоит из массивного корпуса 1 с четырьмя радиальными пазами,
в которых установлены кулачки 2. Каждый из кулачков с помощью
резьбового соединения можно перемещать независимо от других
в радиальном направлении, поэтому в таком патроне можно закреп-
лять заготовки любой формы.
Планшайба (рис. VI.21,в) — массивный диск /, устанавли-
ваемый на шпинделе станка. В диске прорезаны сквозные пазы,
сквозь которые можно пропускать болты для закрепления загото-
вок или специальных приспособлений. На рис. VI.21, в показана
планшайба с установленным на ней приспособлением — угольни-
ком 2, на котором закреплена заготовка подшипника 3. Для урав-
новешивания планшайбы с приспособлением и заготовкой на ней
закрепляют противовес 4.
2. Центры применяют для установки, длинных заготовок, на-
пример валов (рис. VI.22,а). Передний центр 7 устанавливают
в коническом отверстии шпинделя, а задний 5 — в коническом
отверстии пиноли задней бабки. В торцах заготовки предвари-
тельно сверлят центровые углубления, угол опорного конуса
которых такой же как у опорной части центра и обычно равен 60 0
(рис. VI.22,б).
В зависимости от выполняемой работы применяют различные
центры: обычные (рис. VI.22,б) — для обработки наружных поверх-
ностей заготовок; срезанные (рис. VI.22,в)—для подрезки торцо-
вых плоскостей; шариковые (рис. VI.22,г)—для обработки кони-
ческих поверхностей методом смещения задней бабки (см. рис.
/ VI.25,в); обратные (рис. VI.22,д) —для обработки заготовок столь
малого диаметра,- что в них нельзя сделать центровые гнезда (в
’ Этом случае конические углубления выполняют в центрах, а концы
'Заготовок делают коническими); вращающиеся (рис. VI.22,e) —
Для обработки заготовок с большой частотой вращения.
Передний центр 7 (рис. VI.22,а) вращается вместе с заготовкой
£ и изнашивается медленно, а неподвижный задний центр изнашивает-
255
Рис. VI.22. Поводковый патрон и центры
е
ся достаточно быстро. Для уменьшения интенсивности изнашивания
заднего центра его рабочую часть иногда армируют твердым спла-
вом или делают его вращающимся. Вращающийся центр 1 (рис.
VI.22,e) опирается на подшипники качения 2, смонтированные
в корпусе 3.
Для передачи вращения установленной в центрах заготовке
на переднем (левом) ее конце с помощью болта 6 закрепляют хому-
тик 4. На шпинделе станка устанавливают поводковый патрон 1,
в диске которого закреплен палец 2. Для обеспечения безопасности
работы поводковый патрон имеет предохранительный кожух 3.
При вращении поводкового патрона вместе со шпинделем палец 2
упирается в хомутик 4 и передает через него вращение заготовке.
3. Люнеты — дополнительные опоры, применяемые для умень-
шения прогиба и возникающих при обработке длинных заготовок
вибраций под действием сил резания и собственной массы. Длинны-
ми считают заготовки, у которых длина превосходит диаметр более
чем в 12 раз. Люнеты бывают подвижные и неподвижные.
Подвижный люнет 4 (рис. VI.23,а) крепят двумя болтами /
и 5 к суппорту 2, поэтому во время обработки заготовки он переме-
щается вместе с ним. Подвижный люнет имеет два кулачка 6 и 8,
которые с помощью винтов 5 и 7 можно перемещать в радиальном на-
правлении до касания торцовой поверхности каждого кулачка с об-
рабатываемой заготовкой 9. Резец в резцедержателе закрепляют
так, чтобы его вершина находилась впереди кулачков с тем, чтобы
они скользили по обработанной поверхности.
Неподвижный люнет (рис. VI.23,б) крепят к станине с помощью
планки, болта и гайки 1. Он имеет три кулачка 3, 6, 10, каждый из
которых с помощью винтов 2, 7, 11 можно перемещать в радиальном
256
7
направлении. Верхний кулачок вместе с крышкой 5 люнета можно
откидывать вокруг горизонтальной оси 4 на 180° для установки за-
готовки 8 на станке. После установки заготовки крышку люнета
возвращают в рабочее положение и скрепляют с корпусом люнета
с помощью болта и гайки 9. Поверхность заготовки S, по которой
скользят кулачки неподвижного люнета, должна быть предвари-
тельно обработана.
§ 21. Основные работы, выполняемые на токарно-
винторезных станках
1. Обработка цилиндрических поверхностей, плоскостей, про-
резание канавок, отрезка. Для обработки цилиндрических поверх-
ностей нужно применять продольное перемещение суппорта или
резцовых салазок. Внешние цилиндрические поверхности обраба-
тывают обычно проходными резцами (см. рис. VI.20), внутренние —
расточными. Если отверстие должно быть получено в сплошном
Материале, его предварительно просверливают. Сверление, зенке-
рование и развертывание отверстий производят соответствующими
Инструментами, установленными в пиноли задней бабки или в дер-
жателе центрового инструмента, закрепленном в резцедержателе.
Р астачивают сквозные цилиндрические отверстия резцами 12 на
рис. VI.20), а глухие—резцом 13. В зависимости от формы и разме-
нов заготовок для их закрепления используют различные устройства
|Нтроны, центры,оправки и др.). Заготовки валов в зависимости от
^ношения длины к диаметру обычно закрепляют так: при-^-<4—в
Жатроне; при 4 < ~ <-12 — в центрах; при > 12 — в центрах и
Монете.
^378 - 257
Рис. VI.24. Обработка плоскостей и отрезка на токарном станке
а
Рис. VI.25. Обработка конических поверхностей на токарном станке
Плоскости обрабатывают проходными прямыми и отогнутыми,
а также подрезными резцами с поперечной подачей (рис. VI.24 А
б, в). Прорезают канавки и отрезают заготовки также с поперечной
подачей канавочными (см. рис. VI.20) и отрезными (рис. VI.24,г, д)
резцами. При отрезании делали резцами с наклонным лезвием
(рис. VI.24,0) торец получается чистым и не требуется последующая
его подрезка.
2. Конические поверхности обрабатывают следующими метода-
ми: резцом с соответственно размещенной главной режущей кром-
кой; поворотом верхней каретки суппорта; смещением задней бабки;
с помощью копировальной конусной линейки.
Резцом с соответственно размещенной главной режущей кромкой
(рис. VI.25,я) обрабатывают конические поверхности неболыв°й
длины. При обработке конических поверхностей с помощью пово-
258
рота верхней каретки суппорта (рис. VI.25,6) направляющие рез*
цовых салазок устанавливают, пользуясь градусной шкалой пово-
ротного круга под углом <р к оси вращения заготовки, равным поло-
вине угла при вершине обрабатываемого конуса., Подачу резца
осуществляют вручную, а глубину резания устанавливают винтом
поперечной подачи. Так можно обрабатывать внешние и внутренние
конические поверхности, длина которых не превышает длины рез-
цовых салазок.
Используя метод смещения задней бабки, заготовку устанавли-
вают в шариковых центрах, а заднюю бабку смещают в поперечном
направлении (рис. VI.25,e) на величину h — L sin <р мм, где L —
длина конуса, а <р — половина его угла при вершине. Обработку
ведут с автоматической продольной подачей, так как образующая
конуса параллельна направляющим станины. Этим методом обра-
батывают только внешние конические поверхности значительной
длины с углом при вершине, конуса не больше 10...12°.
Метод обработки конусов с помощью копировальной конусной
линейки точнее и производительнее других. Рассмотрим устройство
конусной линейки. На кронштейн 5 (рис. VI.25,a), прикрепленный
к суппорту, установлено основание 7 линейки, которая может сколь-
зить по специальным направляющим на кронштейне. В основании
линейки закреплен стержень 8, другой конец которого входит в от-
верстие кронштейна 10 и закрепляется в нем болтом 9. Этот крон-
штейн закреплен на станине болтами 11. Линейка 1 с пазом 6 уста-
новлена на основании 7. К ползунку 2, который скользит в пазу 6,
болтом 4 присоединена тяга 3, другой конец которой соединен с по-
перечными салазками суппорта. Наладка станка заключается в сле-
дующем: поперечные салазки отключают от винта поперечной по-
дачи, конусную линейку поворачивают по шкале на угол <р, равный
половине угла при вершине конуса, и закрепляют. При автоматиче-
ской или ручной продольной подаче суппорта ползунок 2 и резец
двигаются параллельно образующей обрабатываемого конуса.
3. Фасонные поверхности 2 небольшой длины обрабатывают фа-
сонными резцами 1 с поперечной подачей (рис. VI.26,а). При обра-
ботке фасонных поверхностей значительной длины часто исполь-
зуют копиры. В копире 6 (рис. VI.26.6),установленном на кронштей-
не 7, который укреплен на станине, сделан криволинейный паз,
отвечающий по форме образующей обрабатываемой поверхности 2.
С поперечными салазками суппорта соединена тяга 4, на которой
^закреплена ось 5 со свободно насаженным роликом 8, который вхо-
дит в криволинейный паз. Винт поперечной подачи отсоединяют от
. Поперечного суппорта. При сообщении суппорту продольной подачи
ролик катится по криволинейному пазу, а соединенные с тягой
поперечные салазки перемещаются на нужную величину в попереч-
ном направлении и вершина резца 1 перемещается эквидистантно
криволинейной образующей обрабатываемой поверхности 2 заго-
ловки 3.
4. Нарезание резьбы. На токарном станке внешнюю резьбу
Можно нарезать резцом или плашкой, а_внутреннюю — резцом или
9* 259
метчиком. Для нарезания резьбы резцом станок надо наладить
так, чтобы за каждый оборот заготовки (шпинделя) резец переме-
щался на шаг нарезаемой резьбы, т. е.
1ов. ШП ' i • ^х. в ^н. р>
где I — передаточное отношение всех пар зубчатых колес, пере-
дающих движение от шпинделя к ходовому винту; tx. в— шаг.
ходового винта, мм; tB. р — шаг нарезаемой резьбы, мм. Отсюда
С целью ускорения наладки для нарезания резьбы на коробке
подач укреплена таблица, показывающая, в какие положения надо
перевести рукоятки коробок скоростей и подач и какие зубчатые
колеса надо установить на гитаре, чтобы получить необходимую по-
дачу (шаг резьбы).
Чтобы резьба была точной, нужно правильно установить резь-
бовой резец 1, 3 (рис. VI.27,a). Этого достигают с помощью шабло-
на 2. Резьбу нарезают в несколько проходов. После каждого про-
хода резец отводят от заготовки и суппорт возвращают в исходное
положение, устанавливают резец на определенную глубину резания
(рис. VI.27,б, в) и делают очередной проход.
При нарезании многозаходной резьбы необходимо после наре-
зания одной нитки перед переходом к нарезанию следующей нитки
260
Рис, VI,27, Схемы нарезания резьбы резцами йа токарном станке
360°
повернуть заготовку на угол —— либо переместить резец вдоль оси
при неподвижной заготовке на величину где п — число за-
ходов резьбы; /н.р — шаг нарезаемой резьбы.
Многозаходные резьбы нарезают следующими способами: 1 —
поворачивая заготовку на определенный угол с помощью специ-
ального поводкового патрона при выключенной маточной гайке;
2—используя специальный патрон с градусными делениями,
в котором одну его часть вместе с заготовкой можно повернуть отно-
сительно другой на необходимый угол; 3 перемещая резец с пе-
о
мощью верхних салазок суппорта на величину ——.
§ 22. Основное технологическое время при точении
Основное технологическое (машинное) время То при обработке
резанием — это время, затрачиваемое на срезание припуска. При
точении на проход (рис. VI.28)
Тп — —I мин,
0 sn ’
। a L = / + /1 + /2,
^де L — путь, проходимый
резцом в направлении пода-
ви, мм; I—длина обрабаты-
ваемой поверхности, мм; 1-^-
|“лубина врезания резца, мм;
*з— перебег резца, мм; з— по-
Дача резпа, мм/об; п — часто-
та вращения заготовки, мин-3;
3 — число проходов резца.
Значение и /2 выбирают из
Нормативов.
Рис. V1..O. схема для расчета основно-
го (технологического) времени при то-
чении
261
§ 23. Токарно-карусельные станки и выполняемые
на них работы
Токарно-карусельные станки предназначены для обработки
тяжелых заготовок большого диаметра и небольшой длины, не
превышающей 0,7 диаметра. Обычно это детали типа дисков: роторы
водяных и газовых турбин, шкивы, маховики, зубчатые колеса и до.
Заготовки устанавливают и закрепляют на круглом горизонталь-
ном столе— планшайбе, вращающейся вокруг вертикальной оси.
Станки с диаметром планшайбы до 1,6 м выпускают одностоечными,
а большие двухстоечными. На наибольших карусельных станках
с диаметром планшайбы до 21 м можно обрабатывать заготовки
диаметром до 24 м и массой до 200 т. Карусельные станки имеют
2, 3 или 4 суппорта с независимым управлением, поэтому заготовку
можно обрабатывать одновременно несколькими инструментами,
установленными в различных суппортах.
Общий вид двухстоечного токарно-карусельного станка показан
на рис. VI.29,а. Он состоит из станины 1,планшайбы 12 с четырьмя
кулачками, стоек 2, соединенных вверху поперечиной 6, траверсы 3,
вертикальных суппортов 5 и 7, бокового суппорта 10 и трех коробок
5
Рис. VI.29. Общий вид двухстоечного токарно-карусельного станка и обрабс
ка шкива на нем
262
подач 4, 9 и 11. Траверсу 5 вместе с суппортами 5 и 7 можно автома-
тически быстро перемещать по вертикальным направляющим стоек 2
и жестко фиксировать в нужном положении в зависимости от высоты
обрабатываемой детали. Все суппорты автоматически или вручную
можно перемещать: суппорты 5 и 7 — по горизонтальным направ-
ляющим траверсы, а суппорт 10— по вертикальным направляющим
стойки.
Суппорт 5 имеет поворотную часть, которую при обработке ко-
нических поверхностей можно устанавливать под необходимым уг-
лом в пределах =± 45°. На ползуне поворотной части, которому мож-
но сообщать ручную или автоматическую подачу вдоль его оси,
закреплен четырехрезцовый резцедержатель 13.
Суппорт 7 не имеет поворотной части. На его ползуне 10 уста-
новлена пятипозиционная револьверная головка 5, в которой может
быть одновременно установлено пять инструментов.
Боковой суппорт 10 также не имеет поворотной части. На его
ползуне установлен четырехрезцовый резцедержатель, в котором
одновременно можно закреплять четыре резца.
На токарно-карусельных станках резцами можно обрабатывать
внешние и внутренние цилиндрические, конические, фасонные и
плоские поверхности, кольцевые канавки различного профиля.
Кроме того, на них можно сверлить, зенкеровать и развертывать
отверстия.
На рис. VI.29,б приведена схема обработки шкива. Стрелками
показано направление подави каждого суппорта (sB, sr) и устано-
вочных перемещений при настройке ($у).
§ 24. Многорезцовые токарные станки
и выполняемые на них работы
1. Особенности устройства многорезцовых токарных станков.
В отличие от обычных токарных станков многорезцовые обычно
имеют два независимых друг от друга суппорта: передний и задний.
В каждом из них закрепляют по нескольку резцов, которые рабо-
тают одновременно.
Передний суппорт имеет только продольную подачу, поэтому
установленными в нем резцами обрабатывают только цилиндриче-
ские поверхности. Задний суппорт имеет только поперечную подачу
и установленными в нем резцами обрабатывают торцевые плоско-
сти, канавки, короткие конические и фасонные поверхности,
фаски.
' Поскольку на многорезцовых станках заготовки обрабатывают
Одновременно несколькими резцами, расходуется гораздо большая
Мощность на резание и станки эти строятся гораздо более жесткими,
с более мощным приводом, чем обычные токарные станки. Работают
°ни в полуавтоматическом цикле.
2. Работы, выполняемые на многорезцовых станках. На много-
резцовых станках обрабатывают заготовки различных деталей:
СтУПенчатых валов, зубчатых колес, дисков и др. Закрепляют
263
Рис. VI.30. Схема обработки
пустотелой оси на многорезцо-
вом токарном станке
заготовки в центрах, трехкулачко-
вых патронах, на оправках и др.
На рис. VI.30 показана схема
наладки многорезцового станка для
обработки пустотелой оси 2. Заготов-
ку с предварительно обработанным
отверстием устанавливают на оправ-
ке 7, закрепленной на шпинделе
станка. На оправке заготовку за-
крепляют гайкой 8 и шайбой 7. В пе-
реднем суппорте 11 установлены про-
ходные резцы 9, 10 и 12, которые
соответственно обрабатывают на за-
готовке цилиндрические поверхности
13,15,16. В заднем суппорте 3 уста-
новлены резцы 6, 5 и 4 для обточки
соответственно фаски, конуса и тор-
цевой плоскости 14. Основное пре-
имущество многорезцовых над обычными токарными станками то,
что основное (технологическое) время обработки заготовок на них
меньше в несколько раз.
Быструю и точную установку рёзцов при наладке станка про-
изводят по установленной на станке перед началом работы эталон-
ной детали или по шаблону.
Многорезцовые станки выгодно использовать в условиях мас-
сового и крупносерийного производств.
§ 25. Токарно-револьверные станки и выполняемые
на них работы
1. Общие сведения. Токарно-револьверные станки предназна-
чены для обработки достаточно больших партий деталей, имеющих
сравнительно сложную форму, для обработки которых необходимо
последовательно применять различные инструменты: резцы, сверла,
зенкеры, развертки, метчики, плашки и др. Типовыми деталями,
обрабатываемыми на револьверных станках, являются болты, вин-
ты, гайки, втулки, валики, различные детали арматуры и т. п.
В отличие от токарных, у револьверных станков нет задней бабки
и ходового винта, а на продольном суппорте установлена много-
позиционная револьверная головка. В нее при наладке устанавли-
вают необходимые инструменты и при обработке вводят их в работу
в определенной последовательности.
Различают револьверные станки с вертикальной и горизонталь-
ной осью револьверной головки. Станки первого типа имеют мно-
гогранную револьверную головку, поворачивающуюся вокруг верти-
кальной оси, и один или два поперечных суппорта для обработки
заготовок фасонными, канавочными, отрезными резцами и другими
инструментами, работающими с поперечной подачей, так как суп-
порте револьверной головкой имеет только продольную подачу.
264
Станки второго типа имеют круглую револьверную головку,
вращающуюся вокруг горизонтальной оси, а поперечных суп-
портов не имеют, так как с помощью головки можно осуще-
ствить два движения подач: продольное — при перемещении
суппорта с револьверной головкой и поперечное — медленным вра-
щением револьверной головки вокруг ее оси при неподвижном
суппорте.
В зависимости от вида обрабатываемых заготовок различают
револьверные станки для прутковых и патронных работ. Основным
размером, характеризующим револьверный станок для прутковых
работ, является наибольший диаметр прутка, который можно про-
пустить сквозь отверстие в шпинделе. Основным размером, харак-
теризующим револьверный станок для патронных работ, является
наибольший диаметр обрабатываемой заготовки над станиной и над
суппортом.
2. Токарно-револьверный станок с вертикальной осью револь-
верной головки. На рис. VI.31,а показан станок для патронных ра-
бот. Он состоит из таких основных частей: станины /, передней баб-
ки 4 с коробкой скоростей 3, коробки подач 2, револьверного суп-
порта 7 с револьверной головкой 6, поперечного суппорта 5, бараба-
нов задних 8 и передних 9 упоров. В каждой грани револьверной
головки есть отверстие, в которое вставляется необходимый режу-
щий инструмент. Когда суппорт отводят в крайнее правое положе-
ние, револьверная головка поворачивается на 1/6 часть оборота и
переводится в следующую позицию. Для каждой позиции револь-
верной головки имеется упор, установленный на соответствующей
. грани шести позиционного барабана упоров 3. При наладке станка
упоры на барабане размещают так, что при продольной обработке
заготовки на необходимую длину соответствующий каждой пози-
ции упор выключит автоматическую продольную подачу суппорта.
Когда револьверную головку поворачивают на следующую пози-
цию, барабан упоров также поворачивается на одну позицию. Та-
ким образом обеспечивается одинаковая длина обработки у всех
обрабатываемых деталей.
Поперечный суппорт 5 с четырехрезцовым резцедержате-
лем можно перемещать в продольном и поперечном направле-
ниях.
На переднем конце шпинделя устанавливают самоцентриру-
ющий патрон. Если деталь изготавливают из прутка, то его про-
пускают сквозь отверстие в шпинделе. Раскрепление прутка, по-
дача его на необходимую длину и закрепление осуществляются
jc помощью механизма, управляемого одной рукояткой.
< На рис. VI .31,6 приведен пример наладки револьверного станка
'для изготовления из прутка втулки с накатанной головкой. После-
довательность позиций обработки следующая: 1 — подача прутка
До упора; 2 — нарезание наружной резьбы плашкой; 3 — разверты-
вание отверстия; 4 — сверление отверстия на необходимую глу-
бину; 5 — сверление отверстия наполовину; 6 — подрезка торца
резцом, установленным в поперечном суппорте, и зацентровка от-
265
Рис. VI.31. Общий вид токарно-револьверноого станка с вертикальной осью
револьверной головки и схема настройки его для обработки втулки
верстия; 7 — точение фасонным резцом; 8 — накатывание головки;
9 — отрезание готовой детали.
§ 26. Токарные автоматы и полуавтоматы и выполняемые
на них работы
1. Особенности работы токарных автоматов и полуавтоматов.
Автоматами называются станки, на которых после наладки обра-
ботка осуществляется автоматически к без участия рабочего. Полуав-
томатами называют станки, в которых весь цикл обработки заготовки
и остановки станка после ее окончания осуществляется автоматиче-
ски, как и в автоматах, а установка, снятие заготовок и пуск станка
производится рабочим.
Полуавтоматами являются многорезцовые токарные станки,
принцип работы которых описан в § 24. На токарных автоматах
266
Рис. VI.32. Схема обработки на одношпиндельных токарных автоматах
обрабатывают крепежные детали, валики, втулки, кольца, детали
арматуры и др.; их используют обычно в массовом и крупносерий-
ном производствах. На токарных полуавтоматах обрабатывают
оси, валы, фланцы, зубчатые колеса и другие детали; применяют
их главным образом в серийном производстве.
2. Основные типы токарных автоматов и полуавтоматов. То-
карные автоматы, а также полуавтоматы классифицируют по раз-
личным признакам. По виду заготовки различают автоматы прут-
ковые, на которых детали изготавливают из прутков, и патронные,
на которых обрабатывают штучные заготовки. По количеству шпин-
делей автоматы и полуавтоматы подразделяют на одношпиндельные
и многошпиндельные, а по их расположению — на горизонтальные
и вертикальные.
3. Одношпиндельные токарные автоматы по характеру выпол-
няемых работ делятся на фасонно-отрезные, продольно-фасонные
и револьверные.
Фасонно-отрезные автоматы предназначены для обработки ко-
ротких деталей, которые могут быть обработаны несколькими рез-
цами, установленными в поперечных суппортах. Схема работы
'станка показана на рис. VI.32,а. Некоторые модели таких авто-
матов снабжаются продольным суппортом для выполнения свер-
лильных и резьбонарезных работ.
Продольно-фасонные автоматы предназначаются для обработки
Точных деталей сложной формы, у которых длина намного превос-
ходит диаметр. Преимущественно это детали типа валиков. Схема
Работы такого автомата показана на рис. VI.32,б. Шпиндель 2
с Установленными в нем прутком 6 получает вращательное движе-
ние от шкива 3. Вместе со шпиндельной бабкой 1 он получает
267
Рис. VI.33. Упрощенная принципиальная схема пруткового токарно-револьвер-
ного автомата
поступательное движение, при котором пруток пропускается сквозь
закрепленный в неподвижной стойке 8 люнет 4. Установленные
в суппортах 5 и 7 резцы могут оставаться неподвижными либо полу-
чают радиальную подачу. Таких суппортов на станке от четырех
до шести. При продольном точении соответствующий суппорт с рез-
цом остается неподвижным, а шпиндельная бабка с прутком пере-
мещается в продольном направлении. При поперечном точении соот-
ветствующий суппорт с резцом перемещается в радиальном на-
правлении, а бабка остается неподвижной. Сверлятся центральные
отверстия и нарезаются резьбы с помощью специальных приспо-
соблений. Обработка ведется непосредственно в месте выхода за-
готовки из люнетной втулки, что предотвращает ее деформацию.
Очень распространены токарно-револьверные автоматы для
изготовления деталей из прутков 0 8...40 мм. По своей конструк-
ции они являются автоматизированными токарно-револьверными
станками и предназначены для изготовления сравнительно слож-
ных по форме деталей, требующих применения значительного числа
разнообразных инструментов (крепежные детали, втулки, ролики,
пальцы и др.). На рис. VI.33 показана упрощенная принципиаль-
ная схема токарно-револьверного автомата. Пруток 1 пропускают
сквозь отверстие шпинделя и закрепляют в цанговом патроне 5.
Вращение в прямом направлении передается шпинделю от элек-
тродвигателя и коробки скоростей через шкив 2, а в обратном —
через шкив 4, которые включаются муфтой 5. Шестипозиционная
револьверная головка S, поворачивающаяся вокруг горизонтальной
оси, перпендикулярной к оси шпинделя, имеет шесть отверстий,
в которые могут быть установлены инструменты для продольной
обработки: точения, сверления, зенкерования, развертывания,
нарезания резьбы и др. Револьверный суппорт имеет только про'
дольную подачу. Передний 6 и задний 7 поперечные суппорты прел.'
назначены для работы с поперечными подачами. Иногда устанав-
ливается третий поперечный суппорт — вертикальный. В нем за-
268
крепляют резцы для прорезания канавок, точения фасонных по-
верхностей, отрезания и др.
Работой станка управляет распределительный вал 11, за один
оборот которого выполняется весь цикл изготовления детали. Ку-
лачки, посаженные на распределительный вал или на специальные
барабаны, установленные на распределительном валу, управляют
движением суппортов, механизмами подачи и закрепления прут-
ка, вращением шпинделя. Кулачок 10 управляет движением ре-
вольверного суппорта 9, т. е. продольной обработкой детали. После
возвращения суппорта в крайнее правое положение головка повора-
чивается и переходит в следующую позицию. Кулачки 12 и 13
управляют движением поперечных суппортов. В конце обработки
резец, установленный в суппорте 6, отрезает деталь, после чего
с помощью установленного на барабане 14 кулачка пруток рас-
крепляется и с помощью установленного на этом же барабане дру-
гого кулачка подается вперед до упора. После этого весь цикл
обработки повторяется на последующей детали.
4. Многошпиндельные токарные автоматы и полуавтоматы
имеют несколько, чаще всего 4...8, одновременно работающих шпин-
делей с обрабатываемыми заготовками. Они подразделяются на
прутковые и магазинные. В первых заготовками служат прутки
металла, а во вторых используются штучные заготовки (поковки,
отливки и др.), помещаемые, в специальном магазине станка.
По принципу действия многошпиндельные автоматы подразде-
ляют на автоматы параллельного и последовательного действия.
Станки первой группы предназначены для обработки деталей про-
стой формы, требующей не более2...3 инструментов. На всех шпин-
делях выполняются одинаковые операции (рис. VI.34,а). Они пред-
ставляют собой как бы несколько одношпиндельных автоматов
соединенных в один. Обработка наружной поверхности и отрезка
выполняется резцами, установленными в поперечных суппортах,
а сверление центрального отверстия — с помощью продольного
суппорта. В конце цикла число обработанных деталей равно числу
находившихся в работе шпинделей. В станках второй группы каж-
дый шпиндель с заготовкой последовательно занимает ряд позиций.
На каждой позиции шпинделя выполняется определенная часть
технологического процесса изготовления детали, после чего шпин-
дельный блок, основной узел станка, поворачивается на Мп часть
оборота, где п — число шпинделей. Таким образом, каждая деталь
проходит последовательно все позиции и за один оборот шпиндель-
ного блока заготовка будет полностью обработана.
На рис. VI. 34,6 показан принцип последовательной обработки
детали на таком станке. В шпиндельном блоке 1 смонтированы шпин-
дели 2 с заготовками 3, Вследствие периодического поворота блока
каждый шпиндель последовательно занимает I...IVпозиции. Против
каждого шпинделя установлен поперечный суппорт 4 с необходи-
мым режущим инструментом. Имеется также призматический про-
дольный суппорт 5, на гранях которого закрепляются необходимые
для продольной обработки в каждой из позиций инструменты.
269
Рис. VI.34. Схемы обработки на многошпиндельных токарных автоматах па-
раллельного (а) и последовательного (б) действия и схема вертикального мно-
гошпиндельного полуавтомата (в)
Последовательность обработки показанной на рис, VI.34,б
детали такова.
В позиции / пруток подается до упора и закрепляется, а затем
резцом, укрепленным в поперечном суппорте, прорезается канавка.
После этого блок поворачивается и шпиндель из позиции I попадает
в позицию //, в которой установленным во втором поперечном суп-
порте резцом обрабатывается наружная поверхность, по окончании
чего происходит очередной поворот блока и шпиндель с заготовкой
оказывается в позиции III. Здесь установленным в продольном суп-
порте сверлом сверлится отверстие, после чего опять происходит
поворот блока и шпиндель с заготовкой попадает в позицию IV,
в которой отрезается готовая деталь. Таким образом, на много-
шпиндельных автоматах последовательного действия, которые
предназначены для изготовления деталей сравнительно сложной
формы, в каждой позиции заготовка находится в различных стадиях
обработки и после каждого поворота блока на 1/п часть оборота
получается готовая деталь. Производительность многошпиндель-
ных автоматов значительно превосходит производительноегь одно-
шпиндельных. Так, у четырехшпиндельных автоматов она выше
в 2,5...3 раза.
Токарную обработку сравнительно больших литых и штампован-
ных заготовок в условиях массового и крупносерийного производств
часто производят на вертикальных многошпиндельных полуавто-
матах, имеющих 4... 16 шпинделей. Они имеют ряд достоинств:
1 — вертикальная компоновка станка облегчает установку и сня-
270
тие тяжелых заготовок; 2 — шпиндели не испытывают нагрузки,
вызываемой массой заготовки; 3 — станок занимает мало места.
Принципиальная схема шестишпиндельного полуавтомата после-
довательного действия показана на рис. VI.34,в. На основании 1
установлена неподвижная шестигранная колонна 2, вокруг которой
периодически поворачивается круглый стол 3 с шестью шпинделя-
ми 4. Пять суппортов 5 обслуживают одновременно пять шпинде-
лей. Устанавливается заготовка в загрузочной позиции, не име-
ющей суппорта. После загрузки стол поворачивается на 60°, шпи н -
дзль попадает в позицию / и начинает вращаться. По окончании
обработки в позиции / стол снова поворачивается, шпиндель попа-
дает в позицию II и т. д. Таким образом, в каждой позиции выпол-
няется определенная часть обработки, по окончании которой в за-
грузочную позицию приходит готовая деталь.
ГЛАВА 3. ОБРАБОТКА ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ
И РАСТОЧНЫХ СТАНКАХ
§ 27. Основные работы, выполняемые на сверлильных
станках
Получение и обработку отверстий с помощью различных режу-
щих инструментов производят на сверлильных, токарных, револь-
верных, расточных и некоторых других металлорежущих станках.
На сверлильных станках выполняют такие виды работ:
1—сверление (рис. VI.35,а) — один из самых распространен-
ных способов образования отверстий в сплошном материале с по-
мощью сверл;
2 — рассверливание (рис. VI.35,б) — процесс увеличения свер-
лом имеющихся отверстий;
3 — зенкерование (рис. VI.35,e)—обработка цилиндрических
литых, штампованных или предварительно просверленных отвер-
Рис. VI.35. Схемы обработки отверстий
271
стий зенкером для придания им правильной геометрической формы,
необходимых размеров и шероховатости поверхности;
4 —растачивание отверстий резцами (рис. VI.35,а, д) осуще-
ствляют тогда, когда координаты осей отверстий должны быть точ-
но расположены;
5 — развертывание (рис. VI.35,а) — обработка отверстий для
получения точных размеров и малой шероховатости поверхности;
6 — зенкование (рис. VI.35, ж) — образование цилиндрических
или конических углублений в предварительно просверленных
отверстиях под головки болтов, винтов или других деталей с по-
мощью цилиндрических и конических зенкеров (зенковок);
7 — цекование (рис. 35,з, и) — обработка торцевых поверхностей
под гайки, шайбы и кольца ножами (пластинами) или торцевыми
зенкерами;
8 — нарезание резьбы в отверстиях метчиками (рис. VI.35,к).
При нарезании резьбы в глухих отверстиях станок должен быть
снабжен устройством для реверсивного (обратного) вращения шпин-
деля, чтобы можно было вывинтить метчик из нарезанного отверстия.
При работе на сверлильных станках режущий инструмент,
вращаясь вокруг своей оси, совершает главное движение, а пере-
мещение его вдоль оси является движением подачи (рис. VI.35,я).
Такая схема сверления отверстий наиболее распространена, но
при такой схеме ось отверстия может отклониться в сторону. Это
отклонение возрастает с увеличением глубины отверстия. Поэтому
при сверлении глубоких отверстий > 5^ используют станки для
глубокого сверления, в которых вращательное движение придают
заготовке (главное движение), а поступательное — сверлу (движе-
ние подачи). При этом отклонение оси отверстия значительно
уменьшается.
§ 28. Сверла
1. Типы сверл. Различают такие основные типы сверл:
1) перовые (рис. VI.36,а), представляющие собой стержень
или закрепленную в оправке пластинку с режущими кромками,
заточенными под углом 2ф = 80... 150°. Применяют их сравнитель-
но редко — преимущественно при сверлении отверстий в твердых
поковках и отливках, обработке ступенчатых отверстий;
2) спиральные (рис. VI.36,б), которые широко используют при
работе на сверлильных, токарных, револьверных и других метал-
лорежущих станках;
3) сверла^ для глубокого сверления однолезвийные (рис. VI.36,в)
и двухлезвийные (рис. VI.36,а), используемые при сверлении от-
верстий, глубина которых превышает диаметр в 5 и более раз;
4) центровочные (рис. VI.36,б), предназначенные для образо-
вания центровых гнезд в заготовках, обрабатываемых на станках
в центрах.
272
Рис. VI.36. Типы сверл
2. Спиральные сверла — наиболее распространенный тип сверл.
Изготавливают их диаметром 0,1...80 мм. Состоит спиральное сверло
(рис. VI.37,а) из режущей части /, направляющей 2, шейки 5,
хвостовика 4 и лапки 5. Режущая часть выполняет основную работу
резания. Направляющая — направляет сверло в отверстии и обе-
спечивает образование отверстия нужного диаметра. Хвостовик
предназначен для крепления сверла в шпинделе станка и может
быть коническим или цилиндрическим. Сверла с коническим хво-
стовиком крепят непосредственно в шпинделе станка, а с цилин-
дрическим — с помоцью патронов. Лапка служит упором при выби-
вании из шпинделя сверл с коническим хвостовиком. У сверл с ци-
линдрическим хвостовиком (рис. VI. 37,6) поводок 5 предотвра-
щает проворачивание сверла в патроне.
273
Режущая часть (рис. VI.37,в) включает в себя переднюю 6
и заднюю 7 поверхности, главные 8 и вспомогательные 9 режущие
кромки, а также поперечную кромку 10. Передней поверхностью
сверла является поверхность канавки, по которой сходит стружка.
Задняя поверхность — это обращенная к поверхности резания по-
верхность, образованная при заточке сверла.
Главные режущие кромки сверла образуются пересечением пе-
редних и задних его поверхностей. Угол между ними 2<р у сверл
для обработки стали и чугуна 116...118°, для сверления мягких
и вязких материалов (алюминия, силумина) — 80...90°, для свер-
ления твердых и хрупких материалов — 130... 140°. Для повышения
стойкости, сверл применяют двойную заточку, при которой кроме
основного угла при вершине 2<р = 116... 118° на длине 0,2d полу-
чают дополнительный угол 2ср1= 70...75° (рис. VI.37,г). Применяют
и другие формы заточки сверл для повышения их стойкости.
В главной секущей плоскости NN (рис. VI.37,d), нормальной
к главной режущей кромке, сверло имеет форму резца с присущими
ему геометрическими параметрами. Передний угол сверла у изме-
ряется в этой плоскости. Образован он касательной AM к передней
поверхности сверла в точке А и линией А%, перпендикулярной
к плоскости резания в той же точке А. Задний угол а измеряется
в плоскости 0—0, параллельной оси сверла. Эго угол между каса-
тельными к задней поверхности сверла и к окружности, образу-
ющейся точкой А при вращении ее вокруг оси сверла. Максимальны
значения переднего угла (у — 25...32°) и минимальны значения
заднего угла (а = 6...8°) в точках у периферии сверла. По мере
приближения к оси сверла передний угол уменьшается, а задний
увеличивается. У поперечной кромки передний угол может дости-
гать даже отрицательных значений.
Угол наклона поперечной режущей кромки ф = 50...55°
(рис. VI.37,г). Работает поперечная режущая кромка в тяжелых
условиях, так как на ней передний угол отрицателен и при сверле-
нии возникают значительные усилия, направленные вдоль оси
сверла. Для облегчения условий резания и уменьшения осевых
усилий перемычку часто подтачивают, уменьшая длину попереч-
ной режущей кромки (рис. VI.37,d). Перед рассверливанием отвер-
стия сверлом большого диаметра для устранения вредного влияния
перемычки предварительное сверление должно производиться свер-
лом, диаметр которого превышает длину перемычки.
Для уменьшения трения сверла о стенки отверстия на направ-
ляющей его части оставляют две узкие винтовые ленточки-фаски,
ширина которых в зависимости от диаметра сверла колеблется
в пределах 0,2...2,6 мм, а остальную ее часть делают меньшего диа-
метра. Для этой же цели диаметр сверла уменьшают по направле-
нию к хвостовику на 0,03...0,1 мм на каждые 100 мм длины.
274
§ 29. Зенкеры
1. Типы зенкеров. В зависимости от назначения различают такие
основные типы зенкеров:
1) спиральные (рис. VI.38,а, б), предназначенные для обработки
сквозных цилиндрических отверстий;
2) цилиндрические с направляющей цапфой (рис. VI.38,в), пред-
назначенные для обработки торцов, прилегающих к отверстиям,
или отверстий под цилиндрические головки винтов;
3) конические зенковки (рис. VI.38,а), применяемые для получе-
ния конических углублений под головки винтов, центровых гнезд,
снятия фасок и др. ---
По способу крепления различают зенкеры хвостовые (рис. VL
38,а) и насадные (рис. VI.38,б).
Изготавливают зенкеры цельными из быстрорежущей стали,
с напаянными пластинками твердых сплавов и сборными с встав-
ными ножами.
2. Элементы и геометрические параметры зенкеров. Спиральный
хвостовой зенкер (рис. VI.38,5) состоит из рабочей части /, шейки 2
хвостовика 3 и лапки 4. Рабочая часть, в свою очередь, состоит из
режущей 6 и направляющей 5 частей. Режущими кромками, рас-
положенными под углом ср = 45...60° к оси зенкера, режущая часть
выполняет основную работу резания. Направляющая часть опре-
деляет положение зенкера в отверстии, обеспечивает получение
отверстия необходимого диаметра и является резервом при перета-
чивании режущей части. Хвостовик предназначен для крепления
зенкера в шпинделе станка. Спиральные зенкеры изготавливают
диаметром 10... 100 мм с числом зубьев 3...6. Передний угол у у зу-
бьев зенкера измеряют в плоскости, нормальной к режущей кромке
(рис. VI.38,е). Он изменяется в зависимости от обрабатываемого
материала. Задний угол измеряется в той же плоскости. Величина
его в различных точках режущей кромки переменна и увеличивает-
ся по мере приближения к оси зенкера.
Рис. VI.38. Типы зенкеров; элементы и геометрические параметры спирального
зенкера
275
Направляющая часть зенкера подобно сверлам имеет направ-
ляющие ленточки шириной 0,8...2 мм, и диаметр ее уменьшается
по направлению к хвостовику на 0,05...0,1 мм на 100 мм длины.
Зенкерованием обеспечивается получение отверстий, точность
которых отвечает 11-му квалитету.
§ 30. Развертки
1. Типы разверток, Развертки предназначены для получения
точных и чистых отверстий и применяются после предварительной
обработки отверстий сверлом, зенкером или расточным резцом.
В зависимости от способа применения развертки подразделяют на
ручные и машинные. Машинные развертки используют при развер-
тывании отверстий на сверлильных, токарных, револьверных и дру-
гих станках.
По конструктивным особенностям развертки, как и зенкеры,
разделяются на хвостовые и насадные, цельные и с вставными но-
жами. По форме обрабатываемого отверстия различают развертки
цилиндрические, конические и ступенчатые. Наряду с развертками
из быстрорежущей стали широко применяют развертки, оснащенные
твердыми сплавами.
2. Элементы и геометрические параметры разверток. Развертка
(рис. VI.39) состоит из рабочей части 1, шейки 2 и хвостовика 3.
Рабочая часть, в свою очередь, состоит из режущей 6 и калибру-
ющей 5 частей. Режущая часть выполняет основную работу резания.
Передний и задний углы измеряют в плоскости, нормальной к ре-
жущей кромке. Угол <р выбирается у ручных разверток 1...20,
а у машинных — 3...5° для обработки твердых и хрупких матери-
алов и 12...15° для вязких материалов. У черновых разверток пе-
редний угол у = 5...10°, задний а = 7...12°, у чистовых —у —
= 0, а = 3...5°.
Калибрующая часть направляет развертку в отверстии, при-
дает ему требуемую точность и шероховатость поверхности. На
зубцах калибрующей части оставляют ленточку f шириной 0,05...
Рис. VL39. Элементы и геометрические
параметры -развертки
276
0,5 мм (рис. VI.39), которая обеспечивает направление развертки
в отверстии и «выглаживает» обработанную поверхность. Хвосто-
вик предназначен для крепления машинных разверток в шпинделе
станка, а ручных — в воротке. В зависимости от метода крепления
хвостовик может быть коническим или цилиндрическим с квадратом
4 под вороток на конце.
Хвостовые развертки изготавливают диаметром 3...50 мм, а на-
садные— до 100 мм. Для облегчения измерения диаметра развер-
ток число их зубьев принимается четным и в зависимости от диамет-
ра бывает в пределах 6... 12 и более. Чтобы уменьшить шерохова-
тость обработанной поверхности, развертки обычно делают с не-
равномерным шагом зубьев по окружности, но размещают так,
чтобы каждая пара противоположных зубьев была расположена
на одном диаметре.
С помощью разверток получают отверстия 7... 10-го квали-
тетов.
§ 31. Элементы режима резания при сверлении,
зенкеровании и развертывании
1. Глубина резания и подача. При сверлении глубина резания t
(рис. VI.40,а) равна половине диаметра отверстия: t = у мм.
При зенкеровании и развертыванйи глубина резания мм (рис.
VI.40,б,в).
4_D — d
\~2 ’
где D — диаметр отверстия после обработки, мм; d — диаметр
отверстия до обработки, мм.
Подача s — перемещение режущего инструмента вдоль оси
за один оборот. Подачу при сверлении определяют по эмпирической
формуле
s = CsDxs мм/об,
где Cs— коэффициент, зависящий от обрабатываемого материала,
точности и шероховатости поверхности. Значения С' и xs выбирают
из справочников.
При зенкеровании по-
дачу принимают в 2...2,5
раза большей, чем при свер-
лении.
При развертывании в за-
висимости от обрабатываемо-
го материала, диаметра раз-
вертки и точности отверстий
подачу выбирают в пределах
0,2...7,5 мм/об.
Рис. VI.40. Элементы сечения срезаемо-
го слоя при сверлении, зенкеровании и
развертывании
277
2. Скорость резания, м/мин, при сверлении, зенкеровании и
развертывании отверстий
stDn
V~ 1000 ’
где D — диаметр режущего инструмента, мм; п — частота враще-
ния, мин-1.
Скорость резания, допускаемую режущими способностями ин-
струмента, определяют по эмпирическим формулам:
при сверлении отверстий
при зенкеровании и развертывании отверстий
где Cv— коэффициент, характеризующий материал и условия об-
работки; Т — период стойкости инструмента, мин; т — показатель
относительной стойкости. Значения Cv, Т, т, q, xv, yv выбирают
из нормативных справочников.
§ 32. Силы резания, крутящий момент и мощность
при сверлении
1. Силы резания. При сверлении отверстий вследствие сопро-
тивления обрабатываемого материала резанию на сверло действует
ряд сил. Если равнодействующую сил, действующих на каждую
кромку сверла и приложенную в точке А (рис. VI.41), разложим
по трем взаимно перпендикулярным направлениям, то получим
составляющие Ру и Pz,
Силы Ру, равные по величине и противоположные по направле-
нию, взаимно уравновешиваются. Сила Рх и действующая на по-
перечную режущую кромку сила Р в сумме дадут силу, направлен-
ную вдоль оси сверла. Она уравновешивается осевой силой, или
силой подачи Ро, действующей вдоль оси сверла в противополож-
ном направлении, определяемой по эмпирической формуле
ро = CQDxPsypH,
где Со—коэффициент, зависящий от обрабатываемого материала
и условий обработки.
Например, при сверлении углеродистой конструкционной стали
с Ов= 735 МП сверлами из быстрорежущей стали формула имеет
вид Ро= 831 Ds°>7 Н.
2. Крутящий момент. При сверлении силы Рг (рис. VI.41),
силы трения ленточек направляющей части сверла о стенки отвер-
стия и момент, образующийся на поперечной кромке сверла,
в сумме образуют крутящий момент Л4кр, который должен быть
278
Рис. VL41. Рис. VI.42. Схема для определения
Схема сил, основного (технологического) време-
действующих ни при сверлении (а), зенкеровании
на сверло (б) и развертывании (в)
меньше крутящего момента механизма главного движения станка.
Величину этого момента определяют по формуле
‘ MKp = CMD^M,
где См—коэффициент, зависящий от обрабатываемого материала и
условий обработки. Значения См, хм, Ум берут из справочников.Так,
при сверлении углеродистой конструкционной стали с ав= 735 МП
сверлами из быстрорежущей стали Л4кр = 0,33d1 »9s°»8 Н • м.
Из приведенной формулы видно, что крутящий момент возрастает
почти пропорционально квадрату диаметра сверла.
3. Мощность. При сверлении мощность, расходуемая на реза-
ние, или эффективная мощность
Ne =_________
е 716,2-1,36*
По мощности Ne определяют необходимую мощность двигателя
станка
где т] — КПД станка.
§ 33. Основное технологическое время при сверлении,
зенкеровании и развертывании отверстий
Основное технологическое время, мин, при таких видах обработки
(рис. VI.42) определяют по формуле
у = — = ii-fii-h
0 ns ns ’
279
где L — расчетная длина обработки, мм; / — длина обрабатыва-
емого отверстия, мм; — путь врезания инструмента, мм; /2—
перебег инструмента, мм.
Для сверл с углом 2<р = 118°/1== ~ ctg59°« 0,3 D мм. При
зенкеровании и развертывании
£)— d .
11 = —— ctg<p.
Величина перебега инструмента обычно составляет 1...3 мм.
§ 34. Сверлильные станки
1. Основные типы сверлильных станков следующие:
1. Вертикально-сверлильные — наиболее распространенные стан-
ки этой группы, применяемые в единичном и серийном производ-
ствах для обработки отверстий в заготовках массой до 25 кг. Основ-
ной их характеристикой является наибольший диаметр отверстия,
которое можно сверлить на них в стали средней твердости. В СССР
выпускают станки с условным диаметром сверления 6, 12, 18, 25,
35, 50 и 75 мм.
2. Радиально-сверлильные, предназначенные для обработки от-
верстий в крупных и тяжелых деталях. Оси инструмента и обра-
батываемого отверстия совмещаются при перемещении шпинделя
станка относительно неподвижной заготовки.
3. Многошпиндельные сверлильные станки, имеющие несколько
шпинделей, взаимное расположение которых может быть постоян-
ным или изменяться в зависимости от обрабатываемой детали, при-
меняемые в массовом и крупносерийном производствах.
4. Горизонтально-сверлильные, применяемые для сверления
глубоких отверстий > 5^, в которых вращается заготовка,
а сверлу сообщается продольная подача.
5. Центровальные, предназначенные для образования центро-
вочных гнезд.,
6. Агрегатные — наиболее распространенные в крупносерий-
ном и массовом производствах.
2. Вертикально-сверлильный станок. На рис. VI.43 показаны
общий вид и кинематическая схема вертикально-сверлильного
станка 2А150. Он состоит из фундаментной плиты 1, станины 2,
коробки скоростей 6, коробки подач 5, расположенной в кронштей-
не 4, и стола 3, на котором устанавливают заготовку.
От электродвигателя через клиноременную передачу вращение
передается валу I коообки скоростей. С помощью четырехступен-
чатого блока зубчатых колес, перемещающегося вдоль вала I,
валу II сообщается четыре различных частоты вращения. От вала II
29
зубчатой передачей эд вращение передается валу III. Через зубча-
тое колесо 50, широкое зубчатое колесо 21, четырехступенчатый
280
Рис. VI.43. Общий вид и
кинематическая схема
вертикально-сверлиль-
ного станка 2А150
вдоль оси вала IV, и зубчатое колесо 47
блок, перемещающийся
шпинделю станка V сообщается восемь различных частот вращения,
20
а через зубчатые колеса gy — еще четыре. Таким образом, шпин-
дель станка получает 12 различных частот вращения в пределах
32... 1400 мин-1. Наименьшую и наибольшую из них определяют
так:
_ I чпп 173 23 29 29 ~ 49
«мин — low 173 60 50 72 61
1кпл 173 43 29 50 61 . .пп
«макс — 1500 иуд 40 эд 43 47 ~ 1400.
3. Радиально-сверлильный станок (рис. VI.44) предназначен
для обработки отверстий в крупных заготовках в единичном и се-
рийном производствах. На фундаментной плите 1 неподвижно уста-
новлена колонна 2, на которой помещена и может вращаться по-
воротная гильза 3. Траверса 4, установленная на гильзе 3, может
перемещаться по ней вдоль оси с помощью механизма 5 и закреп-
ляться на определенной высоте. На траверсе имеются направля-
281
Рис. VI.44. Общий вид ради-
ально-сверлилыюго станка
ющие, вдоль которых может пере-
мещаться и вместе с ней повора-
чиваться вокруг вертикальной оси
шпиндельная головка 6 с коробкой
скоростей 7, шпинделем 9 и короб-
кой подач S.
Заготовка может быть установ-
лена и закреплена на столе 10 или
на фундаментной плите 1. Поворо-
том траверсы вокруг оси колонны
и перемещением шпиндельной го-
ловки по направляющим траверсы
совмещается ось шпинделя с осью
обрабатываемого отверстия.
4. Агрегатные станки. Агре-
гатными называют специальные
станки, сделанные из нормализо-
ванных узлов (агрегатов). В боль-
шинстве случаев они состоят из
станины 1 (рис. VI.45), силовых
головок 2, шпиндельных головок 5, колонны 4 и стола 5. Разной
компоновкой этих узлов можно получить разнообразные станки
для обработки той или иной детали. Одним из основных узлов станка
является силовая головка, придающая инструменту вращательное
(главное) движение и поступательное движение подачи. На агре-
гатных станках сверлят, зенкеруют, растачивают и развертывают
отверстия, нарезают резьбу и выполняют некоторые иные операции
(фрезерование и др.).
Применение в агрегатных станках нормализованных узлов
сокращает время их проектирования и изготовления, допускает
многократное использование нормализованных узлов при переком-
Рис. VI.45. Компоновка агрегатных станков
282
поновке станка на обработку другой детали. Одновременная много-
инструментальная обработка обеспечивает высокую точность и про-
изводительность, гарантирует взаимозаменяемость деталей.
Агрегатные станки используют в крупносерийном и массовом
производствах. Обычно они являются полуавтоматами и часто
встраиваются в автоматические линии.
§ 35. Сверление глубоких отверстий
Отверстия, длина которых превышает пять диаметров, сверлят
на горизонтально-сверлильных станках для глубокого сверления
сверлами специальной конструкции (см. рис. VI.36,в, а). Схема свер-
ления отверстия на таком станке однолезвийным сверлом показана
на рис. VI.46. Закрепленная в патроне 1 и поддерживаемая люне-
том 3 заготовка 2 совершает главное вращательное движение. Труб-
чатый стебель 5, в котором закреплено сверло 9, установлен в суп-
порте станка 6, и при продольном перемещении последнего сверлу
сообщается движение подачи. Из резервуара 8 насосом по трубо-
проводу и через приемник 4 смазочно-охлаждающая жидкость под
большим давлением подается к режущему лезвию сверла. Образу-
ющаяся стружка вымывается смазочно-охлаждающей жидкостью
и вместе с ней отводится сквозь внутренний канал сверла в струж-
косборник 7. Здесь етружка задерживается, а жидкость стекает
в отстойник 8. <
§ 36. Вспомогательные инструменты и приспособления
к сверлильным станкам
1. Вспомогательный инструмент для закрепления режущего
инструмента в шпинделе станка. Режущий инструмент с кониче-
ским хвостовиком закрепляют непосредственно в коническом отвер-
стии шпинделя (рис. VI.47,а) или с помощью конических втулок
(рис. VI.47,б), если размер конического отверстия в Йпинделе
больше размера конического хвостовика инструмента.
283
Рис. VI.47. Закрепление инструмента на сверлильных станках (а, б, в) а уни-
версальные устройства для установки и закрепления заготовок (е, д, е, ж)
Инструмент с цилиндрическим хвостовиком закрепляют с по-
мощью установленного в шпинделе патрона. На рис. VI.47, в пока-
зан трехкулачковый патрон. На корпус 1 надета гильза 2, нижняя
часть которой представляет собой коническое колесо. Кулачки 4
расположены в отверстиях корпуса наклонно и имеют на внешней
стороне резьбу, соединяющую их с гайкой 5. При вращении ключа
3 поворачивается гильза 2 и связанная с ней гайка 5, которая-за-
ставляет кулачки 4 перемещаться вниз в наклонно расположенных
отверстиях и зажимать инструмент. При вращении ключа в обрат-
ном направлении кулачки расходятся и освобождают инструмент.
2. Приспособления для установки и закрепления заготовок.
Для закрепления заготовок на столе станка применяют универсаль-
ные и специальные приспособления. К универсальным зажимным
приспособлениям принадлежат прижимные планки (рис. VI.47,а),
призмы (рис. VI. 47,а), машинные тиски (рис. VI.47,д), угольники
(рис. VI.47,ж) и др. Для обеспечения правильного положения ин-
струмента относительно заготовки и направления его во время
работы применяют специальные приспособления — кондукторы.
Важнейшими деталями кондукторов являются закаленные и тща-
тельно обработанные направляющие — кондукторные втулки. Кон-
дукторы устраняют необходимость в разметке и широко использу-
ются в массовом и серийном производствах.
§ 37. Обработка заготовок на расточных станках
1. Назначение и типы расточных станков. На расточных станках
сверлят, зенкеруют, растачивают, развертывают отверстия, подре-
зают торцы, обтачивают наружные цилиндрические поверхности,
нарезают резьбу, фрезеруют плоские и фасонные поверхности.
Главное вращательное движение осуществляет режущий инстру-
мент, а поступательное движение подачи может осуществляться
284
Рис. VI.48. Общий вид горизонтально-расточного станка
инструментом или заготовкой. В зависимости от формы обрабаты-
ваемой поверхности направление подачи может быть продольным
($пр) или поперечным (sn), горизонтальным, вертикальным (sB),
радиальным (sp). За счет соответствующего сочетания главного
движения и движения подачи осуществляется необходимое фор-
мообразование обрабатываемых поверхностей. Шпиндель расточного
станка, совершающий главное вращательное движение, а часто
и движение подачи вдоль оси (s0), располагается горизонтально или
вертикально. Режущий инструмент — сверла, зенкеры, развертки,
фрезы, державки с резцами и другими инструментами — обычно
закрепляют в коническом отверстии шпинделя.
Используются такие типы расточных станков: горизонтально-
расточные, координатно-расточные, алмазно-расточные и специ-
альные.
2. Горизонтально-расточные станки — наиболее распростра-
ненный тип станков этой группы^ Они предназначены для выпол-
нения различных расточных работ, главным образом в сложных и
крупных деталях в единичном и серийном производствах. На
рис. VI.48 показан общий вид горизонтально-расточного станка.
На станине 1 установлена стойка 2, на направляющих которой
размещена шпиндельная бабка 3. Главным движением_ станка
является вращение горизонтально расположенного шпинделя 6
или планшайбы 4 с установленным на ней суппортом 5 с резцом,
получающих движение от электродвигателя через коробку скоро-
стей, находящуюся в шпиндельной бабке 3. Движение подачи в за-
висимости от характера обработки сообщается инструменту или
обрабатываемой заготовке.
Подача инструмента может осуществляться перемещением шпин-
деля 6 вдоль оси («о), шпиндельной бабки по вертикальным направ-
ляющим (sB) и суппорта с резцом по радиальным направляющим
планшайбы (sp). Осевое перемещение шпиндель получает через
коробку подач, также размещенную внутри шпиндельной бабки 3.
285
По вертикальным направляющим стоек 2 и 7 одновременно пере-
мещаются шпиндельная бабка 3 и люнет 8, служащий для поддерж-
ки второго конца установленной в шпинделе расточной оправки
(боршганги). Эго движение может быть движением подачи, а может
служить и для установки бабки на необходимой высоте ($у).
При обработке резцом широких торцевых поверхностей резцу
сообщают радиальную подачу, используя планшайбу 4 с суппор-
том. Коробка скоростей шпиндельной бабки обеспечивает неза-
висимое вращение шпинделя и планшайбы с суппортом, что дает
возможность совмещать растачивание и точение торца.
Заготовку устанавливают на поворотном столе 11, который мо-
жет быть повернут вручную вокруг вертикальной оси. Он помещен
на каретке 10, перемещающейся в поперечном направлении. Карет-
ка установлена на салазках 9, перемещающихся вдоль станины по ее
направляющим. Тяжелые расточные станки не имеют стола, и обра-
батываемые заготовки устанавливаются непосредственно на ста-
нине или плите.
На горизонтально-расточных станках можно сверлить, зенке-
ровать и развертывать отверстия (рис. VI.49,a); растачивать от-
верстия большого диаметра (рис. VI.49,б) резцом, закрепленным
в державке, установленной на планшайбе; растачивать одно от-
верстие установленным в борштанге резцом, или несколько от-
верстий одновременно резцами, закрепленными в борштанге
(рис. VI.49,в); обтачивать, подрезать пластинчатым резцом и фре-
зеровать торцовые поверхности (рис. VI.49,г, д, е); фрезеровать
плоскости и фасонные поверхности набором фрез (рис. VI.49,дат)
и др.
286
Рис. VI.50. Двухстоечный координатно-рас-
точной (а) и горизонтальный алмазно-рас-
точной (б) станки
В сложных корпус-
ных деталях, имеющих
несколько отверстий с
параллельными или вза-
имно перпендикулярны-
ми осями, растачивание
обычно производится с
одной установки заготов-
ки. В первом случае
после растачивания од-
ного отверстия стол с де-
талью перемещают в по-
перечном направлении
на расстояние между осями этого и последующего отверстий
в горизонтальной плоскости, а шпиндельную бабку — на рас-
стояние между осями этих отверстий в вертикальной плоскости.
Если оси отверстий взаимно перпендикулярны, стол станка с за-
готовкой надо повернуть на 90°.
3. Координатно-расточные станки предназначены для обработки
точных отверстий, оси которых должны быть расположены на
определенном, точно выдержанном расстоянии одна от другой или
от базовых поверхностей. На этих станках можно также сверлить,
фрезеровать, а также размечать заготовки и производить точные их
измерения.
Двухстоечный координатно-расточный станок (рис. VI.50,а) имеет
станину 7; колонны 2; траверсу 3, которая может перемещаться
в вертикальном направлении; расточную головку 4, перемещающу-
юся по траверсе в горизонтальном направлении; шпиндель 5,
который может вращаться и двигаться вдоль оси; стол 7, переме-
щающийся в продольном направлении; поворотный стол 6, уста-
навливаемый при обработке отверстий, расположенных по кругу,
или криволинейных пазов.
Современные координатно-расточные станки оснащены оптически-
ми устройствами, дающими возможность перемещать стол, тра-
версу и расточную головку с точностью до 1 мкм. Для обеспечения
точности работы координатно-расточные станки размещают в изо-
лированных помещениях, где поддерживается постоянная темпе-
ратура. Применяют эти станки главным образом для окончательной
обработки отверстий в деталях точных устройств и приборов,
кондукторов и других приспособлений, штампов, пресс-форм.
4. Алмазно-расточные станки предназначены для тонкого раста-
чивания отверстий алмазными или твердосплавными резцами в де-
талях сравнительно небольших размеров. В зависимости от разме-
щения шпинделя алмазно-расточные станки подразделяют на гори-
зонтальные и вертикальные, а от числа шпинделей — на одно- и
многошпиндельные.
На рис. VI.50,б приведена схема горизонтального двусторонне-
го алмазно-расточного станка. При вращении шпинделя I стол
с заготовкой перемещается влево, шпиндель II не работает. При
287
вращении шпинделя II стол перемещается вправо, а шпиндель I
неподвижен. Растачивание производится при высоких скоростях
резания (200... 100 м/мин), подачах и глубинах резания, не превы-
шающих соответственно 0,01...0,1 мм/об и 0,1...0,3 мм. При этом
обеспечивается отклонение поверхности отверстия от цилиндриче-
ской формы в пределах 3...5 мкм, а шероховатость поверхности
Ra0,16...1,25 мкм, что в ряде случаев полностью заменяет шлифо-
вание.
Алмазное растачивание широко используется при обработке
блоков и гильз цилиндров в автотракторной промышленности,
расточке шпиндельных блоков многошпиндельных автоматов и ряда
других точных деталей.
ГЛАВА 4. ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ
§ 38. Основные характеристики процесса фрезерования
1. Схемы фрезерования. Фрезерование — процесс обработки
резанием, при котором режущий инструмент — фреза — совершает
главное вращательное движение, а обрабатываемая заготовка —
поступательное или вращательное движение подачи. В отдельных
случаях фреза совершает, помимо главного, и движение подачи
(например, на шпоночно-фрезерных станках). Фреза представляет
собой тело вращения, на поверхности которого размещены режу-
щие зубья. Фрезерование является одним из наиболее производи-
тельных и распространенных методов обработки резанием. На
рис. VI.51 показаны схемы обработки плоскостей цилиндрической
(рис. VI.51,а) и торцевой (рис. VI.51,б) фрезами.
В зависимости от направления вращения фрезы и направления
подачи различают встречное фрезерование при подаче заготовки
навстречу вращению фрезы (рис. VI.51,в) и попутное при совпаде-
нии направлений вращения фрезы и подачи (рис. VI.51,a).
При встречном фрезеровании толщина срезаемого зубом фрезы
слоя металла изменяется от 0 до наибольшего значения аМакс
> (рис. VI.51,в). Постепенное увеличение толщины срезаемого слоя
способствует плавной работе фрезы. Однако прежде чем врезаться
в обрабатываемый металл, зуб фрезы некоторое время скользит
по поверхности резания, упрочненной в результате пластических
Рис. VI.51. Схемы фрезерования
288
деформаций при резании
предыдущим зубом. Это
способствует изнашиванию
зубьев фрезы. Силы, воз-
никающие при этом ме-
тоде фрезерования, стре-
мятся оторвать . заготовку
от стола.
При попутном фрезеро-
вании (рис. VI.51,г) толщи-
на снимаемого слоя изме-
Рис. VI.52. Элементы режима резания
при фрезеровании
няется от аМакс до 0, исключается начальное проскальзывание
зуба, возникающие силы резания стремятся прижать обрабаты-
ваемую заготовку к столу станка. Все это способствует умень-
шению шероховатости поверхности. Но так как при попутном
фрезеровании зуб фрезы врезается в заготовку с ударом, его
можно применять только на станках, в которых между ходовым
винтом и гайкой стола нет зазора или имеется устройство для его
устранения. Его не следует использовать также при обработке
по корке, так как при врезании зуба в нее он сильно изнашива-
ется, в то время как при встречном фрезеровании зубья фрезы
режут под коркой и стойкость их более высока. Поэтому попут-
ное фрезерование более целесообразно использовать при чисто-
вой, а встречное — при черновой обработке заготовок.
2. Элементами режима резания при фрезеровании являются
глубина резания, подача, скорость резания, ширина фрезерова-
ния (рис. VI.52, а).
Глубина резания t, мм,— толщина слоя материала, снимаемая
фрезой за один проход, измеряемая перпендикулярно к обраба-
тываемой поверхности.
Подача— поступательное или вращательное перемещение за-
готовки относительно оси фрезы.
При фрезеровании различают три размерности подачи: 1 — по-
дача на один зуб фрезы sz, мм/зуб,— перемещение заготовки от-
носительно фрезы за время ее углового поворота на один зуб;
2 — подача на один оборот фрезы «о — перемещение заготовки
относительно фрезы за один ее оборот; 3 — подача в минуту sM —
перемещение заготовки относительно фрезы в минуту.
Подачи связаны между собой такими зависимостями:
где z и п —соответствецначисло зубьев и частота вращения фрезы.
Скорость резания v, м/мин,— окружная скорость наиболее
Удаленной от оси вращения точки режущей кромки фрезы:
5 itDn
г V 1000 ’
. где D —• диаметр фрезы, мм.
10 378
Ширина фрезерования В—длина поверхности контакта фрезы
с обрабатываемой заготовкой, измеренная в направлении, перпен-
дикулярном направлению подачи.
Толщина срезаемого слоя при фрезеровании — толщина слоя
металла, снимаемая одним зубом фрезы, измеренная в радиальном
направлении (рис. VI.52,б). Зуб фрезы срезает стружку в виде
запятой переменной толщины. При встречном фрезеровании в мо-
мент врезания зуба цилиндрической фрезы а — 0, а в момент вы-
хода достигает наибольшего значения — а макс, определяемого по
формуле аМакс = sz sin ср, где <р — угол контакта.
Из рис. VI.52,б получаем:
, 2 1 , 2t
СОЗф=-£—= 1--;
2
sin ф - 1 — со2эф — 2 j/"^- — 55'
Следовательно, амаКс = 2sz у
Поскольку толщина срезаемого слоя а — величина переменная,
то переменной будет и площадь поперечного сечения срезаемого
слоя. При работе цилиндрической прямозубой фрезой площадь резко
уменьшается в момент выхода зуба фрезы из контакта с обрабаты-
ваемой заготовкой. Эго влечет за собой резкое уменьшение усилия
резания, нарушение равномерности фрезерования, что может вы-
звать вибрации в процессе обработки. Фрезы с винтовыми зубьями
обеспечивают более плавную работу, так как зубья врезаются и вы-
ходят из контакта не одновременно по всей ширине, а постепенно.
Поэтому чаще применяются фрезы с винтовыми зубьями.
§ 39. Основные типы фрез и их назначение
1. Классификация фрез. В зависимости от формы и назначения
фрезы подразделяются на цилиндрические, торцевые, дисковые,
концевые, угловые, фасонные, резьбовые, червячные и др.
По форме задней поверхности различают фрезы с острозаточен-
ным. и затылованным зубом.
По конструктивным признакам фрезы подразделяются на цель-
ные и со вставными зубьями (ножами). Цельные фрезы изготавли-
вают преимущественно из быстрорежущей стали. У фрез с встав-
ными зубьями последние изготавливают из быстрорежущей стали
или оснащают пластинками из твердых сплавов, а корпус выполняют
из конструкционной стали.
В зависимости от способа крепления фрез на станке различают
фрезы насадные, имеющие отверстие и закрепляемые на оправке,
и фрезы концевые с коническим или цилиндрическим хвостовиком.
Цилиндрические фрезы имеют зубья только на цилиндрической
поверхности и применяются для обработки плоскостей. Сплошные
290
Рис. VI.53. Основные типы фрез
фрезы с винтовыми зубьями (рис. IV.53,a) изготавливают как с
крупным, так и с мелким зубом. Первые предназначаются для чер-
нового фрезерования, вторые — для чистового. Крупные цилин-
дрические фрезы изготавливают со вставными зубьями (ножами)
из быстрорежущей стали (рис. VI.53,6). Для фрезерования широ-
ких плоскостей применяют комплекты из нескольких таких фрез
с разнонаправленными винтовыми зубьями (рис. VI.53,e) для
уменьшения возникающих при фрезеровании осевых усилий. При-
меняя цилиндрические фрезы со вставными зубьями, оснащенными
пластинками твердых сплавов вместо фрез из быстрорежущей стали,
можно повысить производительность обработки в несколько раз.
Торцевые фрезы, имеющие зубья на торце и на боковой поверх-
ности, применяют для обработки плоскостей. Их изготавливают
цельными (рис. VI.53, г) и со вставными зубьями (рис. VI.53,5).
Широко применяются торцевые фрезы со вставными зубьями,
оснащенными твердыми сплавами.
Концевые фрезы (рис. VI.53,е) применяют для обработки пазов,
плоскостей, фасонных поверхностей. Обычно их изготавливают свар-
ными: режущая часть делается из быстрорежущей стали, хвосто-
вик — из углеродистой. Режущую часть этих фрез изготавливают
также с напаянными пластинками твердых сплавов, а у фрез не-
большого диаметра — с монолитными твердосплавными корон-
ками.
Дисковые фрезы (рис. VI.53,ж) применяют при фрезеровании
прямолинейных пазов, канавок и плоскостей. Изготавливают их
10*
291
цельными из быстрорежущей стали и со вставными ножами из бы-
строрежущей стали или оснащенными твердыми сплавами.
Отрезные и шлицевые фрезы (рис. VI.53,3)—дисковые фрезы
малой толщины, предназначены для разрезания материалов и про-
резания узких канавок, например в головках винтов.
Угловые фрезы (рис. VI.53,и) с зубьями, расположенными на
конической и торцевой поверхностях, применяют для прорезания
канавок углового профиля. Они широко используются при изго-
товлении фрез, зенкеров, разверток и др.
Фасонные фрезы (рис. VI.53,k) применяют для обработки де-
талей сложного, чаще криволинейного, профиля. Контур режущей
кромки зуба должен отвечать профилю обработанной поверхно-
сти. К фасонным фрезам принадлежат полукруглые, выпуклые
и вогнутые фрезы, фрезы для обработки различных инструмен-
тов (метчиков, сверл, зенкеров и др.). Изготавливают их обыч-
но из быстрорежущей стали.
Показанной на рис. VI.53,л пальцевой фрезой нарезают зубья
крупномодульных зубчатых колес.
§ 40. Геометрические параметры фрез
1. Основные геометрические параметры цилиндрической и тор-
цевой фрез. Каждый из зубьев фрез можно считать отдельным рез-
цом_с присущими ему геометрическими параметрами.
Передний угол у цилиндрических фрез определяют в плоскости
N—N, перпендикулярной к режущей кромке (рис. VI.54,a). У фрез
из быстрорежущей стали в зависимости от свойств обрабатываемого
материала его величина изменяется в пределах 10...20°, а у твер-
досплавных фрез у = 10 — (—15°). Чем мягче материал обрабаты-
ваемой заготовки, тем большим выбирают передний угол.
Задний угол цилиндрических фрез определяют в плоскости,
перпендикулярной к оси фрезы. Это угол между касательной
к задней поверхности зуба фрезы в точке С и касательной к
окружности, образуемой этой точкой при вращении вокруг оси
фрезы (рис. VI.54,a). В зависимости от типа фрезы задний угол
изменяется в пределах 6...25°.
Таким же образом определяются углы у и а на цилиндрической
части торцовых фрез.
Угол наклона зубьев <в (рис. VI.54,б) обеспечивает более спо-
койные условия резания по сравнению с фрезами с прямым зубом
и придает необходимое направление сходящей стружке.
Главный угол в плане ф — угол между проекцией главной режу-
щей кромки зуба торцовой фрезы на осевую плоскость и направле-
нием подачи. С уменьшением угла ф при неизменных подаче и глу-
бине резания уменьшается толщина сечения среза и увеличивается
его ширина. Это повышает стойкость фрез, но приводит к увеличе-
нию осевых сил, отталкивающих фрезу от обрабатываемой заготов-
ки, что способствует возникновению вибраций. Чаще всего угол
Ф берут в пределах 45...60°.
292
Вспомогательный угол в плане <pi уменьшает трение вспомо-
гательной режущей кромки об обработанную поверхность. Его
обычно выбирают в пределах 5...10°, но используют фрезы и с
УГЛОМ ф1 = 0°.
Применяют торцевые фрезы и с лезвиями зубьев более слож-
ной формы (рис. VI.54,e), имеющих главную режущую кромку 1,
вспомогательную кромку 3 и переходную кромку 2 с углом ф0=у.
Наличие переходной кромки повышает прочность зуба.
2. Фрезы с острозаточенными и затылованными зубьями. В за-
висимости от формы задней поверхности зуба различают фрезы
с острозаточенными (рис. VI.55,a) и затылованными зубьями
(рис. VI.55,6).
Фрезы с острозаточенными зубьями имеют плоскую или кри-
волинейную заднюю поверхность зубьев. Затачивают их по зад-
ней поверхности, как показано на рис. VI.55,a.
У фрез с затылованными зубьями их задняя поверхность очер-
чена по архимедовой или логарифмической спирали на специаль-
ных токарно-затыловочных станках. Передний угол зубьев этих
фрез обычно берут равным 0° и в этом случае их затачивают по
передней поверхности в радиальном направлении. Основное пре-
имущество фрез с затылованным зубом — сохранение постоянным
профиля их зубьев после перетачивания. Поэтому с затылован-
ными зубьями изготавливают фасонные фрезы.
Фрезы с острозаточенными
зубьями проще в изготовле-
нии, более стойки, обеспечи-
вают получение менее шеро-
ховатой обработанной по-
верхности. Вследствие ряда
преимуществ этих фрез в по-
следнее время фасонные фре-
зы в ряде случаев также изго-
293
тавливают с острозаточенными зубьями. Затачивают их по задним
поверхностям зубьев с помощью специального копировального
устройства, обеспечивающего необходимый профиль зубьев.
§ 41. Силы резания, крутящий момент и мощность
при фрезеровании
1. Силы резания. На каждый зуб цилиндрической фрезы в про-
цессе резания действуют соответственно силы Рг, Р3 (рис.
VI.56), которые можно разложить на составляющие P2j, PZs,
PZa, ... , действующие по касательным к траектории движения
точек режущих кромок и Pyt, РУг, Ру>, ... , действующие в ради-
альном направлении. Равнодействующая всех касательных состав-
ляющих составит касательную силу Pz, а радиальных составля-
ющих— радиальную силу Ру (рис. VI.56 а, б). Если фреза имеет
винтовые зубья, то кроме сил Рг и Ру на каждый зуб фрезы
будет действовать вдоль оси фрезы сила Рх (рис. VI.56, в).
Окружная (касательная сила) Pz при фрезеровании цилиндриче-
ской фрезой, Н, может быть определена по эмпирической формуле
Pz= CJxP&>BzD-qy.
Сила Рг зависит от обрабатываемого материала и условий ре-
зания, характеризуемых коэффициентом Ср. С увеличением глу-
бины резания t, подачи на. зуб sz, ширины фрезерования В и
числа зубьев фрезы z сила Pz увеличивается. С увеличением диа-
метра фрезы D при прочих равных условиях уменьшается чис-
ло одновременно работающих зубьев и сила Pz уменьшается.
Значения Ср, хр, ур, qp берутся из справочников.
Для определения силы подачи Ps нужно равнодействующую
Р сил Pz и Ру (рис. VI.56, б) разложить на горизонтальную со-
ставляющую Р, и вертикальную Pv, стремящуюся оторвать обра-
батываемую заготовку от стола станка. По данным опытов, сила
Ps = (1 • • • 1,2) Pz, а сила Ро = (0 ... 0,2) Р2. По силе Ps рас-
считывают механизм подачи станка.
294
2. Крутящий момент и мощность при фрезеровании. Действу-
ющая на фрезу окружная сила Рг образует на шпинделе станка
крутящий момент сопротивления резанию
м — P-zD-
р 2000
Мощность, кВт, при фрезеровании
ы = —
е 60-1000’
где v — скорость резания, м/мин.
По силе Рг и крутящему моменту Мр рассчитывают механизм
главного движения станка. Мощность электродвигателя станка
N
ЛГДВ = , где т| — КПД станка.
§ 42. Выбор режима резания и определение основного
технологического времени при фрезеровании
1. Выбор режима резания. От правильного выбора элементов
режима резания — глубины резания, подачи и скорости реза-
ния — зависят производительность обработки, точность и шерохо-
ватость обработанной поверхности, необходимая мощность стан-
ка. Устанавливая оптимальный режим резания, определяют глу-
бину резания, затем — наибольшую технологически допустимую
подачу и, наконец, по полученным Ли s — скорость резания.
Глубину резания выбирают в зависимости от припуска на об-
работку, необходимых точности и шероховатости поверхности,
мощности станка. Для уменьшения времени черновой обработки
стремятся снять припуск за один проход, а если это невозможно,
то за минимальное их число. При фрезеровании отливок и поко-
вок, покрытых твердой коркой или окалиной, глубина резания не
должна быть менее 2 мм, так как при работе по корке зубья
фрезы быстро затупляются.
Подачу при черновом фрезеровании выбирают максимально
допустимой с целью уменьшения основного времени. При чистовом
фрезеровании подача зависит от заданной шероховатости поверх-
ности. Подачи с учетом прочности зубьев фрезы, их стойкости,
свойств обрабатываемого материала, заданной шероховатости обра-
ботанной поверхности приводятся в нормативных справочниках
и колеблются в пределах 0,04...0,5 мм/зуб.
Скорость резания зависит от материала заготовки, материала
фрезы и ее диаметра, периода стойкости фрезы, глубины резания,
подачи и ширины фрезерования. Она определяется по формуле
Г
V = ----W
Tmtxv s^vBr v zn”
где Co — коэффициент, характеризующий условия обработки; т —
показатель относительной стойкости; В — ширина фрезерования;
295
Рис. VI.57. Схема для определения расчетной длины
фрезерования
z — число зубьев фрезы; К. — общий поправочный коэффициент
на измененные условия обработки. Значения коэффициентов Со,
К и показателей степеней приводятся в нормативных справочниках.
Частота вращения фрезы в зависимости от выбранной скоро-
сти резания п = ЮООо/лО мин-1.
2. Основное технологическое время при фрезеровании опреде-
ляют по формуле То = — • i мин, где L — расчетная длина фре-
SM
зерования, мм; su — минутная подача фрезы, мм/мин; i — число
проходов фрезы.
Расчетная длина фрезерования / (рис. VI.57) состоит из длины
обрабатываемой поверхности I, пути врезания /х и перебега /2
фрезы.
В зависимости от вида фрезерования путь врезания, мм, опре-
деляется следующим образом:
‘ при фрезеровании цилиндрической фрезой (рис. VI.57,а)
/х - - (у -1)2 = Vt(D-ty,
при торцевом симметричном фрезеровании (рис. VI.57, б)
Перебег фрезы /2 — 2 .. . 5 мм.
§ 43. Фрезерные станки
1. Типы фрезерных станков. После станков токарной группы
фрезерные являются наиболее распространенными металлорежу-
щими станками.
Существует много типов фрезерных станков: 1 — консольно-
фрезерные-, 2 — продольно-фрезерные-, 3 — фрезерные станки непре-
рывного действия-, 4 — шпоночно-фрезерные-, 5 — резьбофрезерные',
6 — копировально-фрезерные-, 7 — специальнее и др. Рассмотрим
основные из них.
2. Консольно-фрезерные станки названы так из-за того, что
стол их размещен на консольной балке (консоли), которая может
296
перемещаться по вертикальным направляющим станины. На этих
станках можно выполнять разнообразные фрезерные работы, и они
являются наиболее распространенными фрезерными станками.
Консольно-фрезерные станки подразделяют на горизонтально-
фрезерные, универсально-фрезерные, вертикально-фрезерные, ши-
рокоуниверсальные.
Горизонтально-фрезерный станок (рис. VI.58,а) состоит из
таких основных частей: станины с фундаментной плитой 1, консоли
7, поперечных салазок 6 со
столом 4, хобота 3, подвесок
(одной или двух) 5. Внутри
станины размещена коробка
скоростей 2, а внутри кон-
соли — коробка подач 8.
Главным движением слу-
жит вращение шпинделя.
По вертикальным направ-
ляющим станины может
перемещаться консоль, осу-
7 ществляя вертикальную по-
дачу sB , а по направляю-
. щим консоли—поперечные
О салазки, осуществляя по-
Рис. VI.58. Универсальный консольно-фрезерный станок 6Р82 и его
кинематическая схема
297
перечную подачу sn. Заготовку с помощью какого-либо устройства
устанавливают на столе станка, который, перемещаясь по направ-
ляющим поперечных салазок, осуществляет продольную подачу snp.
Подвеска с подшипником служит для поддержания конца уста-
новленной в шпинделе станка длинной оправки с фрезой. В зависи-
мости от длины оправки подвеска может перемещаться по направ-
ляющим хобота.
Универсальный консольно-фрезерный станок отличается от го-
ризонтально-фрезерного только тем, что между поперечными са-
лазками и столом расположена поворотная часть, благодаря кото-
рой стол может быть повернут в горизонтальной плоскости на угол
45°. Эго дает возможность нарезать на таком станке зубчатые
колеса с винтовыми зубьями, винтовые зубья в зенкерах, разверт-
ках, фрезах и т. п.
На рис. VI.58,б показана кинематическая схема станка 6Р82.
От реверсивного электродвигателя N = 7,5 кВт валу II вра-
щение передается через зубчатые колеса |^. Вдоль вала может пере-
двигаться тройной блок и передавать на вал III три варианта ча-
стот вращения, с которого на вал IV через тройной скользящий
блок может быть передано девять вариантов частот вращения. Шпин-
дель V через скользящий по нему двойной блок может получить
18 различных частот вращения. Наименьшая частота вращения
шпинделя пмин = 1460 53 38 46 §9 == 31 >5 мин •
Аналогично может быть написано уравнение кинематической
цепи главного движения для максимальной частоты вращения
шпинделя.
Изменение направления вращения шпинделя осуществляется
реверсированием электродвигателя.
Движение подачи осуществляется от отдельного электродвига-
теля через коробку подач, которая позволяет осуществлять пере-
мещение стола в трех направлениях: продольном — вдоль оси стола,
поперечном и вертикальном. Специальные блокировочные устрой-
ства исключают возможность включения более одного движения.
На станке может быть получено восемнадцать продольных
подач, которые осуществляются таким образом. От электродвига-
теля (N = 2,2 кВт) через передачу Ц ~, вал VIII с тройным
блоком, движение передается на вал IX, а с него через второй
тройной блок — на валы X. Свала X движение может передавать-
ся на вал XI либо через колеса (муфта М2 включена), либо
через перебор (муфта М2 выключена). Далее движение
VT • VTT 18 33 18 18
передается на валы XI, XII и через передачи тё то на ходо-
оо о/ 10 1о
вой винт с шагом 6 мм. Аналогично осуществляются поперечные
и вертикальные перемещения двумя другими ходовыми винтами.
298
Рис. VI.59. Вертикально-фрезерный и продольно-фрезерный станки
Максимальные и минимальные значения продольной подачи,
мм/мин, определяются из уравнений кинематических цепей:
, 4оП 26 26 36 24 40 28 18 33 18 18_ 19I-n.
5макс — 14t5U50 57 18 34 40 35 33 37 16 18° 1Z0U’
— 26 18 18 13 |8 40 28 18 33 18 18fi _ 9I-
Змин 14JU 50 5?, 36 4() 45 4() 4g 35 33 37 16 [gO 20.
Ускоренное перемещение стола во всех трех направлениях осу-
ществляется от того же электродвигателя, минуя коробку подач.
Через зубчатые передачи 505733, фрикционную муфту М4 на валу XI
и далее через зубчатые колеса и винты продольной, поперечной
или вертикальной подач движение передается столу станка.
Вертикально-фрезерный станок устроен аналогично горизон-
тально-фрезерному, но ось шпинделя у него расположена верти-
кально (рис. VI.59,а). Фрезерование на этих станках осуществляют
торцевыми и концевыми фрезами.
3. Продольно-фрезерный станок (рис. VI.59,б). По направля-
ющим станины 1 в продольном направлении может перемещаться
стол 2, на котором закрепляют заготовку. По вертикальным на-
правляющим боковых стоек 4, соединенным поперечиной 6, и гори-
зонтальным направляющим траверсы 5 могут перемещаться фре-
зерные головки 3. Вращение шпинделя каждой из этих головок
осуществляется от отдельного электродвигателя. Продольно-фре-
зерные станки обычно имеют от одной до четырех фрезерных
головок. Траверса 5 может перемещаться по вертикальным направ-
ляющим стоек 4 и закрепляться в нужном положении в зависимо-
сти от высоты заготовки. На станках этого типа чаще всего обраба-
тывают плоскости. Заготовку можно обрабатывать одновременно
с трех сторон несколькими фрезами, что значительно повышает про-
изводительность станка. В нашей стране изготавливают продольно-
фрезерные станки с длиной стола 2... 12 м.
299
§ 44. Устройство и применение делительных головок
При выполнении многих фрезерных работ — нарезании
зубьев зубчатых колес, разверток и фрез, фрезеровании плоско-
стей многогранников и т. п.— нужно периодически поворачивать
заготовку вокруг оси на определенный угол, С этой целью исполь-
зуют делительные головки.
1. Устройство универсальной делительной головки. Универ-
сальная делительная головка является основным приспособлением,
применяемым на горизонтально- и универсально-фрезерных станках.
На рис. VI.60,а показаны универсальная делительная головка 1
и задняя бабка 2, установленные на столе 3 горизонтально-фрезерно-
го станка. Основными частями головки являются (рис. VI.60,б) корпус
10, поворотная часть 9, шпиндель 8 с центром 7, делительный диск 6
и рукоятка 5 с фиксатором 4. Конец шпинделя имеет внешнюю резь-
бу, на которую навинчивается кулачковый или поводковый патрон.
Кинематическая схема головки представлена на рис. VI.60, в.
Поворачивают заготовку рукояткой 5, закрепленной на валу 11.
На нем же закреплен червяк 12, передающий вращение червяч-
ному колесу 13, шпинделю 8 и оправке 14 с насаженной на ней
заготовкой 15. Установив штифт фиксатора 4 против круга с не-
обходимым числом отверстий диска б (рис. VI.60, б), рукоятку 5
соответственно перемещают по прорезу и закрепляют в необхо-
димом положении гайкой.
Чтобы повернуть заготовку на 1/z часть окружности, например
при нарезании зубчатого колеса с числом зубьев z, нужно рукоят-
300
кой 5 сделать п оборотов, число которых определяется из выра-
жения
где N—характеристика делительной головки, представляющая
собой число оборотов рукоятки 5, которое нужно сделать, чтобы’*
шпиндель головки совершил один полный оборот,
N = А
К ’
где z0— число зубьев червячного колеса 13; К—число заходов
червяка 12. В делительных головках чаще всего Zo=4O и /С=1.
Тогда W = т = 40.
Л 1
Универсальные делительные головки можно настраивать на
простое и дифференциальное деление.
2. Простое деление. При этом способе делительный диск с по-
мощью специального фиксатора неподвижно соединяют с корпу-
сом головки, а сменные зубчатые колеса zu z2, z3, z4 (рис. VI.60, в)
не устанавливают. Число оборотов рукоятки 5, необходимое для
поворота шпинделя на 1/z часть окружности, можно определить так:
У я 1 о я 1 от
« = —= ^+ -г==Я + г-,
z 1 Ь 1 Ьт'
где А — целое число оборотов рукоятки; а/Ь — правильная про-
стая несокращаемая дробь; т— общий множитель для а и Ь, вы-
бранные так, чтобы произведение Ьпг равнялось одному из чисел
отверстий, имеющихся на делительном диске; ат — число делений
(шагов), на которые нужно повернуть рукоятку 5 по кругу, имею-
щему Ьт отверстий.
Делительные диски универсальных головок УДГ 135 и УДГ
160 имеют с одной стороны 24, 25, 28, 30, 34, 37, 39, 41, 42, 43 от-
верстия, а с другой — 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66.
Для удобства отсчета по делительному диску используют пово-
ротный сектор (рис. VI.60, г), раздвижные ножки Которого уста-
навливают так, чтобы число необходимых делений ат размеща-
лось между скошенными краями ножек. Штифт рукоятки пред-
ставляют между первой и второй ножками, после чего сектор по-
ворачивают так, чтобы его первая ножка снова коснулась штифта
и тем самым вторая указала границу его очередного перемещения.
В качестве примера произведем необходимые расчеты для
фрезерования зубчатого колеса z=35 при характеристике голов-
ки У=40.
Число оборотов рукоятки
N 40 i,l 1,1-6 1,6
n~z 35 ~ + 7 ~ + 7 • 6 ~ + 42 ’
После фрезерования каждого зуба рукоятку нужно повернуть
на один полный оборот и 6 расстояний между центрами отвер-
стий по кругу с 42 отверстиями.
301
3. Дифференциальный метод деления применяют в тех случаях,
когда из-за отсутствия необходимого числа отверстий в делитель-
ном диске простое деление осуществить невозможно. Суть метода
заключается в том, что нужный поворот заготовки осуществляется
как результат двух движений:
вращения рукоятки 5 относительно делительного диска; допол-
нительного вращения самого делительного диска.
Следовательно, поворот рукоятки осуществляется относительно
вращающегося диска. Вращение диску сообщается от шпинделя
через сменные зубчатые колеса с передаточным отношением
г2
и постоянную коническую зубчатую передачу (рис. VI.60,в). Пред-
варительно диск освобождается от фиксатора, соединяющего его
с корпусом головки.
При дифференциальном делении для определения числа оборо-
тов рукоятки 5, необходимого для поворота заготовки на часть
окружности, применяют ту же формулу, что и в простом делении:
N
П = ------,
2прибл.
где 2прибл.—приближенное число делений, близкое к г и удовле-
творяющее условиям простого деления.
При этом шпиндель головки повернется на —?— часть обо-
2прибл.
рота вместо необходимой —. Ошибка в повороте шпинделя, рав-
1 1
ная----------, компенсируется поворотом самого делительного
2 2прибл.
диска, так как именно на эту часть окружности и должен по-
вернуться диск.
Уравнение кинематического баланса имеет вид
W N ! 1 * ’
у у "Гу ^СМ,
4 ^прибл. 4
где iCM — передаточное отношение сменных зубчатых колес от
шпинделя к делительному диску; гсм = — —, откуда icw =
N *2 г*
= -----(^прибл.—г). Если 2прибл. <z, то iCM приобретает отри-
гприбл.
цательное значение. При этом делительный диск должен вра-
щаться в сторону, противоположную вращению рукоятки 5, что
достигается установкой промежуточного (паразитного) зубчатого
колеса между колесами и г2 или z3 и z4.
В качестве примера рассмотрим настройку делительной голов-
ки для фрезерования зубчатого колеса z — 97 с помощью дели-
тельной головки с характеристикой N =* 40. В этом случае простое
40
деление невозможно, так как дробь несокращаема, а на дели-
тельном диске нет 97 отверстий.
302
Используя дифференциальный метод, примем, что гпрИбл. =
= 100, тогда /см » N (^прибл. — z) ~ 40 zinn п<7\ 120 60
гприбл. 100<lUU —У/> — 1Оо 5о'
В этом случае нет нужды устанавливать две пары колес, а мож-
но обойтись одной. Колесо z = 60 устанавливается на шпиндель,
a z = 50 — на ведомый вал с коническим зубчатым колесом и соеди-
няется промежуточным зубчатым колесом с любым числом зубьев.
тт л е N 40 2
Число оборотов рукоятки 5п — ------~ Too = Т ’
Для осуществления деления можно взять любое число от-
° rz пс ,Т' 2 5 10
верстии, кратное 5, например 25. Тогда л = у у = 25 •
Следовательно, рукоятку нужно повернуть на 10 делений по
кругу, имеющему 25 отверстий.
§ 45. Работы, выполняемые на фрезерных станках
На фрезерных станках обрабатывают горизонтальные, верти-
кальные и наклонные плоскости, фасонные поверхности, фрезеруют
пазы, шпоночные канавки, зубья прямозубых и винтовых цилин-
дрических зубчатых колес, обрабатывают сложные поверхности на-
бором фрез, нарезают резьбу. Рассмотрим основные работы, выпол-
няемые на горизонтально- и вертикально-фрезерных стайках.
Горизонтальные плоскости обрабатывают цилиндрическими фре-
зами (рис. VI.61,a) на горизонтально-фрезерных станках либо
торцевыми фрезами (рис. VI.61,б, в) на вертикально-фрезерных и
продольно-фрезерных станках.
В большинстве случаев более производительна обработка тор-
цевыми фрезами, крепление которых в шпинделе более жестко,
число одновременно работающих зубьев больше, чем у цилиндриче-
ских фрез, и благодаря этому они работают более плавно. Наиболее
производительна обработка плоскостей торцевыми фрезами со встав-
ными ножами, .оснащенными твердыми сплавами.
Вертикальные плоскости обрабатывают на горизонтально-фре-
зерных станках торцевыми или дисковыми фрезами, на продольно-
фрезерных — торцевыми и на вертикально-фрезерных — конце-
выми фрезами (рис. VI.61,в, г, д).
Наклонные плоскости и скосы обрабатывают на горизонтально-
фрезерных станках угловыми фрезами (рис. VI.61,e) или на верти-
кально-фрезерных станках с поворотной головкой — торцевыми
(рис. VI.61,ж). При этом шпиндельную головку поворачивают на
необходимый угол.
Прямоугольные пазы и уступы фрезеруют дисковыми фрезами
на горизонтально-фрезерных или концевыми — на вертикально-
фрезерных станках (рис. VI.61,3,«).
Пазы Т-образные и типа «ласточкин хвост» фрезеруют на
вертикально-фрезерном станке в два прохода. Ранее прорезают
прямоугольный паз цилиндрической концевой фрезой, а затем
303
Рис. VI.61. Примеры работ, выполняемых на фрезерных станках
окончательно обрабатывают паз фрезой соответствующего про-
филя (рис. VI.61, к, л).
Шпоночные пазы открытые обрабатывают на горизонтально-
фрезерных станках дисковыми фрезами (рис. VI.61 ,о), а закрытые —
на вертикально-фрезерных станках концевыми (рис. VI.61,jh) или
специальными шпоночными фрезами.
Фасонные поверхности обрабатывают фасонными фрезами соот-
ветствующего профиля (рис. VI.61,и, р), преимущественно на го-
ризонтально-фрезерных станках, а сложные пространственные фа-
сонные поверхности — на специальных копировально-фрезерных
станках.
Сложные поверхности, представляющие собой сочетание гори-
зонтальных, вертикальных и наклонных плоскостей, а иногда и кри-
волинейных поверхностей, часто фрезеруют набором фрез на гори-
зонтально- и продольно-фрезерных станках (рис. VI.61,с).
ГЛАВА 5. ОБРАБОТКА ЗАГОТОВОК НА СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ СТАНКАХ
§ 46. Основные характеристики строгания и долбления
1. Обработка поверхностей строганием осуществляется при на-
личии двух движений: прямолинейного возвратно-поступательного
главного движения резца или заготовки в горизонтальной плоскости
и прерывистого поступательного движения подачи резца или за-
готовки, перпендикулярного направлению главного движения.
При строгании процесс резанйя прерывистый и стружка срезается
только при прямом (рабочем) ходе. Эта прерывистость приводит
к значительным динамическим нагрузкам, поэтому строгание про-
изводят при умеренных скоростях резания. Наличие холостого
хода увеличивает длительность обработки.
Строгальные станки подразделяют на два основных типа: про-
дольно-строгальные, на которых обрабатывают преимущественно
средние и крупные по размеру заготовки; поперечно-строгальные,
предназначенные для обработки заготовок при длине строгания
до1 м.
У продольно-строгальных станков главным движением является
возвратно-поступательное перемещение стола с закрепленной на
нем заготовкой (рис. VI .62,а), а движением подачи — периодиче-
ское перемещение резца в направлении, перпендикулярном глав-
ному движению.
В поперечно-строгальных станках главным движением является
возвратно-поступательное перемещение резца (рис. VI.62,б), а дви-
жением подачи при обработке горизонтальных плоскостей — пе-
риодическое перемещение стола с заготовкой в направлении, пер-
пендикулярном направлению движения резца. При обработке вер-
тикальных или наклонных поверхностей периодическое движение
подачи совершает суппорт с закрепленным на нем резцом.
2. Долбление это разновидность строгания, но отличается от
него тем, что главное движение — возвратно-поступательное пере-
мещение ползуна с установленным в нем резцом — совершается
в вертикальной плоскости. Стол станка с заготовкой совершает
движение подачи в горизонтальной плоскости в продольном, попе-
речном или круговом направлениях (рис. VI.62,в).
Рис. VI.62. Схемы обработки на строгальных и дол-
бежных станках
305
Рис. VI.63. Строгальные и долбежные резцы
§ 47. Строгальные и долбежные резцы
1. Строгальные резцы. По форме строгальные резцы подобны
токарным, но работают в более тяжелых условиях, так как в момент
врезания происходит удар. Поэтому их державки делают более
массивными. В зависимости от размещения режущей кромки стро-
гальные резцы, как и токарные, подразделяются на правые 1 и ле-
вые 2 (рис. VI.63,а); по виду обработки — на проходные 1, 2,
подрезные 3, отрезные 4, фасонные 5, а в зависимости от обработки
различают резцы черновые 1 и чистовые 6. Изготавливают стро-
гальные резцы цельными, с приваренными пластинками из быстро-
режущей стали или с припаянными пластинками твердых сплавов
ВК8, Т5КЮ и др. Геометрические параметры строгальных резцов
выбирают примерно такими же, как и токарных, но, учитывая удар-
ную нагрузку, передний угол делают на 5...10° меньшим.
В процессе строгания резец изгибается. При работе прямым
резцом его вершина может углубиться в тело заготовки (рис. VI.
63,6), следствием чего явится порча обработанной поверхности.
При строгании часто используют отогнутые резцы (рис. VI.63,в),
при изгибе которых вершина, описывая дугу, отходит от обрабаты-
ваемой поверхности и резец не повреждает обработанную по-
верхность.
2. Долбежные резцы, применяемые для работы на долбежных
станках, несколько отличаются от строгальных. На рис. VI.63,а, д
изображены соответственно долбежные проходной и прорезной рез-
цы. В этих резцах поверхность А является передней поверхностью,
по которой сходит стружка, а поверхность Б — задней поверх-
ностью.
§ 48. Строгальные и долбежные станки
1. Поперечно-строгальные станки. В поперечно-строгальных
станках (рис. VI.64) возвратно-поступательное движение ползуну
с резцом сообщает механический (кулисный) или гидравлический
привод. Кулисный механизм служит для преобразования враща-
тельного движения кулисного зубчатого колеса 10 в возвратно-
поступательное движение ползуна 9. От электродвигателя 8 через
коробку скоростей кулисное зубчатое колесо 10 получает восемь
различных частот вращения. В пазу этого колеса в радиальном на-
правлении может перемещаться палец, на который свободно наса-
306
Рис. VI.64. Поперечно-строгальный станок
жен камень 11 кулисы. При равномерном вращении кулисного коле-
са вместе с пальцем и камнем кулиса 12 совершает качательное
движение вокруг своей нижней опоры 0; камень при этом скользит
вдоль паза кулисы 12. Верхний конец кулисы шарнирно соединен
с ползуном, который совершает возвратно-поступательное движе-
ние. Длина хода ползуна зависит от расстояния центра пальца от
оси вращения кулисного зубчатого колеса 10.
Станина 2 с фундаментной плитой 1 имеет горизонтальные на-
правляющие, по которым перемещается ползун 7 с суппортом 6,
совершающий главное движение. На поворотной части суппорта
станка имеются направляющие в форме «ласточкиного хвоста»,
по которым перемещаются салазки 13, получающие периодическую
вертикальную (sB) или угловую подачу от ходового винта 17. В суп-
порте смонтирована откидная планка 5 с резцедержателем 15. Во
время рабочего хода планка упирается в опорную плоскость и резец
срезает стружку. При обратном ходе резец своей вершиной цепляет-
ся за обработанную поверхность и откидная планка откидывается,
качаясь вокруг пальца 14. При необходимости строгания под углом
(с наклонной подачей) поворотная часть поворачивается на необ-
ходимый угол и закрепляется в нужном положении болтом 16.
Станина станка имеет и вертикальные направляющие, переме-
щаясь по которым траверса 3 может быть установлена на необходи-
мой высоте. Перемещаясь периодически в интервале между холос-
тым и рабочим ходом по горизонтальным направляющим траверсы,
стол 4 с закрепленной на нем заготовкой совершает горизонталь-
307
Рис. VI.65. Продольно-строгальный
станок
Рис. VI.66. Долбежный станок с гид-
равлическим приводом
ную (поперечную) подачу sn. Это движение передается столу от ку-
лисного колеса через ряд передач и храповой механизм, с помощью
которого можно изменять величину подачи. Храповое колесо 20
посажено на ходовой винт стола 22. Тяга 23, приводимая в движе-
ние кривошипом, поворачивает рычаг 24 с собачкой 21, ' которая,
упираясь в зуб колеса, может повернуть его на определенный угол.
Угол поворота зависит от того, по скольким зубцам будет скользить
собачка при обратном ходе. Количество захватываемых зубьев
можно регулировать поворотом ограничителя (щитка) 19 на угол
О. В этом случае при постоянном угле поворота рычага с собачкой
часть или все зубья храпового колеса защищаются ограничителем,
по которому будет скользить собачка, и колесо будет повернуто на
угол, отвечающий числу открытых зубьев.
При обработке вертикальных и наклонных плоскостей периоди-
ческое движение подачи выполняет резец. Движение может осу-
ществляться вручную с помощью рукоятки 18 и винта 17 либо ав-
томатически., используя механизм автоматической подачи суппорта.
2. Продольно-строгальные станки. На продольно-строгальных
станках обрабатывают плоскости, пазы, уступы и линейные фасон-
ные поверхности крупных заготовок или нескольких одновременно
обрабатываемых заготовок меньших размеров. Основными раз-
новидностями продольно-строгальных станков являются односто-
ечные и двухстоечные станки.
На рис. VI.65 показан двухстоечный продольно-строгальный
станок. По V-образным направляющим станины 1 возвратно-посту-
пательно движется стол 2, на котором закрепляются обрабатываемые
заготовки. К станине с двух сторон прикреплены стойки 3 и 8,
соединенные сверху поперечной балкой 7. По вертикальным на-
правляющим этих стоек могут перемещаться вверх и вниз траверса
5 (sy) и боковые суппорты 4 и И (sB), а по направляющим траверсы
влево и вправо — вертикальные суппорты 6 и 9 (зр), приводимые
в движение от коробки подач 10. Боковые суппорты предназначены
308
для строгания вертикальных плоскостей, а вертикальные — суп-
порты, являющиеся поворотными, для строгания горизонтальных
и наклонных плоскостей, пазов.
Все суппорты станка могут перемещаться в вертикальном и го-
ризонтальном направлениях при осуществлении рабочей подачи,
а также могут совершать ускоренное перемещение для установки
их в нужном для обработки положении. Кроме того, каждый из суп-
портов можно перемещать вручную. Рабочие подачи всех суппортов
осуществляются в момент изменения направления хода стола с
холостого на рабочий. Во время обратного хода резцедержатель
с закрепленным резцом с помощью специального, устройства
приподнимается так же, как это делалось в поперечно-строгальном
станке, что. предохраняет резец от быстрого изнашивания, а обра-
ботанную поверхность от повреждения.
На одностоечных продольно-строгальных станках можно обра-
батывать широкие заготовки, свисающие с одной стороны стола и не
требующие обработки по всей ширине.
Стол продольно строгальных станков перемещается с помощью
механизмов, преобразующих вращательное движение в поступа-
тельное. С этой целью используют рейку, прикрепленную к нижней
части стола и перемещающуюся вместе со столом с помощью зуб-
чатого колеса или червяка, приводимого в движение от электродви-
гателя 12.
Строятся продольно-строгальные станки с длиной строгания
1,5...15 м и шириной 0,8. ..5 м. При обработке длинных плоскостей
можно достичь высокой производительности и точности обработки.
Продольно-строгальные станки широко используют в единичном
и мелкосерийном производствах благодаря их универсальности,
простоте инструмента и несложности настройки.
Все более широко используют строгальные станки с гидрав-
лическим приводом, в которых обеспечивается плавный ход ползуна
или стола.
3. Долбежные станки применяют для обработки внутренних
и внешних вертикальных плоскостей, линейных фасонных поверх-
ностей, многогранных отверстий, прорезания шпоночных и дру-
гих пазов. В долбежных станках ползун с закрепленным на нем
резцом получает возвратно-поступательное движение с помощью
механического или гидравлического привода. В различных стан-
ках длина хода ползуна находится в пределах 100... 1200 мм.
На рис. VI.66 показан долбежный станок с гидравлическим
приводом. По направляющим станины 1 перемещается ползун 4
с закрепленным на нем резцом. Возвратно-поступательное движение
ползун получает от гидропривода, размещенного внутри станины.
Стол 5 перемещается в продольном и поперечном направлениях от
привода подачи 9 через вал 7. На столе станка установлен круглый
поворотный стол 3 с делительным устройством 2. Пускают и оста-
навливают станок рукояткой 6, а регулируют скорость перемеще-
ния ползуна рукояткой 8.
309
Рис. VI.67. Примеры работ, выполняемых на строгальных станках
Долбежные станки применяют в единичном и мелкосерийном
производствах. В массовом и крупносерийном производствах их
заменили более производительными фрезерными, протяжными и
другими станками, поэтому их количество в общем парке метал-
лорежущих станков невелико.
§ 49. Основные работы, выполнямые на строгальных
станках
Строгание используют для обработки горизонтальных, верти-
кальных и наклонных плоскостей, пазов и канавок различного про-
филя, линейных фасонных поверхностей. Точность обработки при
строгании IT8—1Т13, а шероховатость обработанной поверхности
Ra = 25...6,3. При чистовом строгании широкими резцами можно
получить шероховатость поверхности Ra = 3,2... 1,6.
Горизонтальные плоскости обрабатывают проходными резцами
(рис. VI.67,а, б), вертикальные (рис. VI.67,в) — проходными или
подрезными резцами, установленными под некоторым углом к об-
рабатываемой поверхности. Наклонные плоскости обрабатывают
проходными или подрезными резцами (рис. VI.67,г, д) с подачей,
параллельной обрабатываемой поверхности. Пазы и канавки обра-
батывают отогнутыми и прорезными резцами. Так, для обработ-
ки Т-образных пазов последовательно применяют прорезной
(рис. VI. 67,е), правый и левый отогнутые резцы (рис. VI.67,»c) и
фасонный резец (рис. VI.67,и).
При обработке крупных чугунных деталей (станин, плит, сто-
лов) широко применяют чистовое строгание широкими резцами
с глубиной резания 0,05...0,1 мм и скоростью резания 5...20 м/мин.
Строгание широкими резцами дает возможность в ряде случаев
исключить шабрение и шлифование.
§ 50. Основное технологическое время при строгании
Основное время при строгании определяют по формуле
т в .
То — — I мин,
° sn ’
где В — расчетная ширина строгания в направлении подачи, мм;
$ — подача, мм/дв. ход; п — число двойных ходов в мин; I — число
проходов.
310
Рис. VI.68. Схема для определения расчетной ши-
рины строгания
Расчетная ширина строгания (рис. VI.68)
В = b + b2 мм,
где b — ширина обрабатываемой поверхности, мм; bt— путь
врезания резца, мм; 62— ПУТЬ перебега резца, равный обычно
2...5 мм.
ГЛАВА 6. ОБРАБОТКА ЗАГОТОВОК НА ПРОТЯЖНЫХ СТАНКАХ
§ 51. Характеристика, схемы осуществления и применения
протягивания
1. Характеристика протягивания. Протягивание — высокопро-
изводительный метод обработки резанием сквозных отверстий и
внешних линейных поверхностей, осуществляемый протяжками,
обеспечивающий высокую точность формы и размеров обработанной
поверхности. Протяжка — многолезвийный режущий инструмент,
форма которого соответствует форме обработанного отверстия или
внешней поверхности. Высота каждого последующего режущего зу-
ба протяжки больше высоты предыдущего, и каждый зуб срезает
с обрабатываемой поверхности стружку небольшой толщины. При
такой обработке обеспечивается получение поверхности с неболь-
шой шероховатостью.
Различают внутреннее и наружное протягивание. При внут-
реннем (рис. VI.69,а) протяжку / протягивают сквозь предвари-
тельно обработанное отверстие заготовки 2. В зависимости от формы
поперечного сечения протяжки получают отверстия различного
профиля. Протяжки для наружного протягивания (рис. VI.69,б)
предназначены для обработки внешних плоских и линейных фа-
сонных поверхностей сравни-
тельно небольшой ширины.
Рис. VI.69. Протягивание и про-
шивание
Сходным с протягиванием
является прошивание (рис.
VI.69,в), осуществляемое про-
шивками на прессах или спе-
циальных станках. Прошивку 1
проталкивают сквозь обрабаты-
ваемое отверстие заготовки 2.
Длина прошивки значительно
311
Рис. V1.70. Схемы резания при протягивании
меньше длины протяжки. Применяют прошивание при обработ-
ке коротких отверстий.
Главным движением при протягивании служит прямолинейное
перемещение протяжки. Движения и механизма подачи в протяж-
ных станках нет'. Подача при протягивании осуществляется за счет
постепенного подъема режущих зубьев или постепенного увеличе-
ния поперечных размеров протяжки.
Протягивание как весьма производительный и экономичный
процесс обработки широко применяют в крупносерийном и массо-
вом производствах, заменяя им в ряде случаев строгание, фрезеро-
вание, долбление, развертывание. Высокая производительность при
протягивании достигается за счет одновременной работы несколь-
ких режущих зубьев, в результате чего увеличивается суммарный
периметр резания.
2. Схема резания при протягивании представляет собой после-
довательность срезания припуска зубьями протяжки. Различают
профильную, генераторную и прогрессивную схемы резания.
При профильной схеме (рис. VI .70,а) каждый режущий зуб
протяжки благодаря превышению его над предыдущим среза.ет
слой а, параллельный или эквидистантный обработанной поверх-
ности. Окончательные форма и размеры ее (Л и В) образуются пос-
ледним режущим зубом. Профильные протяжки сложны в изго-
товлении, и поэтому такая схема используется не очень часто.
При генераторной схеме припуск срезается параллельными или
дугообразными слоями, размещенным^ на концентрических по-
верхностях (рис. VI.70,б). Режущие зубья участвуют в построении
обработанной поверхности, образуемой смыканием узких площадок,
полученных от прохода каждого зуба, которые имеют переменный
контур, постепенно переходящий в контур обрабатываемой по-
верхности. Только последние зубья снимают тонкий слой по всему
профилю.
При прогрессивной схеме (рис. VI .70,в) отдельные слои металла
шириной В срезаются не каждым режущим зубом протяжки,
а группой из нескольких зубьев. В группе зубья имеют одинако-
вую высоту и срезают слой толщиной а и шириной b за счет уве-
личения ширины режущей кромки последующего зуба в группе по
отношению к предыдущему. Поскольку каждый зуб срезает более
узкий слой, то это дает возможность увеличивать его толщину,
благодаря чему уменьшается усилие протягивания. По этой схеме
можно протягивать необработанные поверхности, так как благодаря
Q1O
увеличению толщины срезаемого слоя они работают под коркой,
непосредственно с ней не соприкасаясь. Профильная схема исполь-
зуется при работе круглыми, шлицевыми и внешними протяжками;
генераторная — при протягивании квадратных, прямоугольных
и фасонных отверстий, шпоночных пазов; прогрессивная — во всех
случаях, когда целесообразно резание с толщиной среза 0,1...
0,4 мм.
§ 52. Протяжки
1. Основные элементы протяжки. По характеру обрабатываемых
поверхностей различают протяжки для внутреннего и наружного
протягивания. Используются протяжки с режущими и уплотня-
ющими зубьями. В первом случае зубья имеют острые режущие
лезвия, срезающие слой материала, во втором — зубья округлены
и пластически деформируют поверхностный слой без снятия стружки.
На рис. VI.71 показаны наиболее широко используемые про-
тяжки для круглых отверстий и шпоночных пазов. Основные их
части следующие:
хвостовая 1, служащая для крепления протяжки в патроне
и состоящая, в свою очередь, из замковой части и шейки;
передняя направляющая 2, ориентирующая протяжку в отвер-
стии в начальный момент работы ее режущих зубьев;
режущая 3, снимающая постепенно увеличивающимися по вы-
соте режущими зубьями припуск на обработку;
калибрующая 4, придающая отверстию или пазу заданные раз-
меры, точность и шероховатость поверхности; размеры калибру-
ющих зубьев одинаковы и равны размерам последнего режущего
зуба;
задняя направляющая 5, служащая для направления протяжки
и защищающая ее от перекоса до выхода последнего калибрующего
зуба из отверстия.
Изготавливают протяжки из легированных и быстрорежущих
сталей. Применяют также плоские и шпоночные протяжки, осна-
щенные пластинками твердых сплавов. Для обработки цилиндриче-
ских отверстий иногда используют сборные протяжки со сменными
твердосплавными режущей и калибрующей частями.
2. Геометрические параметры зубьев. Каждый зуб протяжки
представляет собой резец (рис. VI.71) с присущими ему параметрами
Рис. VI.71. Основные части и геометрические параметры протяжек
313
режущей части. Передний у и задний а углы зубьев определяют
в плоскости, перпендикулярной к режущей кромке. В зависимости
от механических свойств обрабатываемого материала угол у изме-
няется в пределах от Одо 15...18°. Так, при протягивании мягкой
стали, алюминия, меди у= 15...18°, стали средней твердости —
12...15°, твердых чугуна и бронзы — 0...40. Передний угол зубьев
калибрующей части берут в пределах 0...50.
Задний угол а у протяжек для внутреннего протягивания в за-
висимости от требуемой точности обработки выбирают в пределах
1...4°. У протяжек для наружного протягивания обычно а = 10°.
Калибрующие зубья на задней поверхности имеют ленточку
f = 0,2...0,3 мм, у которой задний угол ак= 0. Благодаря этому
после переточки зубьев по передней грани размер протяжки не изме-
няется. Шаг режущих зубьев tp определяют, исходя из длины протя-
гиваемой поверхности с тем, чтобы в резании участвовало одновре-
менно не менее трех зубьев. Шаг калибрующих зубьев /к = (0,6...
0,7)/р.
§ 53. Протяжные станки и работы, выполняемые на них
1. Типы протяжных станков. В зависимости от назначения про-
тяжные станки подразделяются на станки для внутреннего и на-
ружного протягивания; по степени универсальности — на станки
общего назначения и специальные; по направлению рабочего дви-
жения — на горизонтальные и вертикальные; по характеру дви-
жения — на станки непрерывного и прерывистого действия и, на-
конец, на станки с одноинструментальной и многоинструменталь-
ной настройкой. Используются также однопозиционные и многопо-
зиционные (с поворотным столом) станки. Наиболее распространены
горизонтально-протяжные станки для обработки отверстий.
Основными параметрами, характеризующими протяжные стан-
Рис. VI.72. Схема горизонтально-протяж-
ного станка
ки, являются допустимое усилие протягивания и длина хода про-
тяжки. Длина хода протяжки в станках различного типа колеблет-
ся в пределах 350...2000 мм, а усилие протягивания — 2,5... 120 т.
2. Схема работы протяжного станка. На рис. VI .72 показана
схема горизонтально-протяжного станка. В пустотелой станине 1
размещен гидропривод 5, приводимый в действие электродвигате-
лем 2. Гидропривод перемещает шток 4 с рабочей кареткой 5, соеди-
ненной с патроном 6, в котором закреплена протяжка 8. Обрабаты-
. ваемая заготовка 7 упира-
2 4 J 6 7. д ется в кронштейн станины
и остается неподвижной.
При рабочем ходе каретка
. 5 с патроном 6, а следова-
1 тельно, и соединенная с
ними протяжка 8 переме-
щаются влево до тех пор,
пока протяжка не выйдет
из заготовки.После этого
314
Рис. VI.73. Примеры работ, выполняемых на протяжных станках
обработанную заготовку снимают, протяжку отсоединяют от карет-
ки, которая с помощью гидропривода возвращается с. повышенной
скоростью в исходное положение, и процесс повторяется.
3. Работы, выполняемые на протяжных станках. Протягиванием
обрабатывают цилиндрические, многогранные и фасонные отвер-
стия; прямые, винтовые и шпоночные пазы; отверстия с шлицевы-
ми пазами; зубья зубчатых колес внутреннего и внешнего зацепле-
ния; плоскости, фасонные линейные поверхности и другие. На
рис. VI.73,а показаны примеры работ, выполняемых на станках
для внутреннего протягивания. Обычно отверсгия под протягива-
ние сверлят или растачивают, оставляя в зависимости от диаметра
отверстия припуск 0,4... 1,6 мм для чернового и 0,2... 1 мм для чис-
тового протягивания. Длина протягиваемого отверстия не должна
более чем в три раза превышать его диаметр. Иногда протягивают
необработанные отверстия, полученные при литье или штамповке.
Если при предыдущей обработке обеспечивается перпендикуляр-
ность торца к оси отверстия, то заготовка опирается на жесткую
(неподвижную) опору (см. рис. VI.69, а). Если же их перпендику-
лярность не обеспечена, то для установки заготовки на протяжном
станке используют приспособление со сферической опорной поверх-
ностью. При этом заготовка самоустанавливается таким образом,
что будет по всему периметру обработки срезаться одинаковый при-
пуск.
Многогранные и шлицевые отверстия (рис. VI.73,а) получают
протяжками соответствующего профиля при прямолинейном их
перемещении. При необходимости получения винтовых шлицев
используют протяжку, зубья которой расположены по винтовой
линии, а также приспособление, сообщающее протяжке или заго-
товке дополнительное вращение.
На рис. VI.73,б показана схема протягивания шпоночного паза
плоской шпоночной протяжкой. Заготовку 2 надевают на направ-
315
ляющую втулку (адаптер) I, имеющую паз для направления про-
тяжки 3.
Внешние поверхности, как правило, протягивают без предвари-
тельной обработки. Припуск составляет 2. ..5 мм. На рис. VI.73,я
приведена схема внешнего протягивания зубьев зубчатого сектора
5. Обрабатываемую заготовку 4 надевают на палец 6 в приспособ-
лении и протяжкой 3 протягивают зубья. При внешнем протягива-
нии все более широко используют принцип беспрерывной обра-
ботки, при котором не затрачивается время на обратный ход
инструмента. На рис. VI.73,г, д показано внешнее беспрерывное
протягивание с помощью транспортера и на карусельно-протяжном
станке с круглым вращающимся столом. Устанавливают и снимают
заготовки на ходу станка.
Протягиванием обеспечивается точность 1 Тб—1 T9 и шерохова-
тость поверхности 2,5...0,16.
§ 54. Основное технологическое время при протягивании
Основное время, мин
Т — —— . k
1 ° 1000» ’
где L — расчетная длина рабочего хода протяжки, мин; и — ско-
рость резания; k — коэффициент, учитывающий обратный ход
протяжки (/г = 1,1... 1,5).
Расчетная длина рабочего хода протяжки
L = I -р 11-[-1%,
где — длина протягиваемой поверхности, мм; /2— длина перебе-
гов протяжки на вход и выход, мм(/2= 10...20 мм); I — длина ре-
жущей и калибрующей части протяжки, мм..
ГЛАВА 7. НАРЕЗАНИЕ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
§ 55. Общие сведения
1. Назначение зубонарезания. Современное машиностроение,
характеризующееся большими скоростями движения и нагрузками,
предъявляет высокие требования к качеству зубчатых передач.
Наиболее ответственной операцией при их изготовлении является
обработка зубьев, зубонарезание, заключающееся в прорезании впа-
дин между зубьями и придании им необходимого профиля. От вы-
полнения этой сложной и трудоемкой операции в значительной
мере зависят качество и надежность работы колеса.
2. Методы нарезания зубьев зубчатых колес. Существует два
метода нарезания зубьев зубчатых колес: метод копирования
и метод обкатки или огибания.
316
Метод копирования заключается в образовании зубьев зубчатого
колеса специальным фасонным инструментом, профиль которого
отвечает профилю впадин между ними.
При нарезании зубьев зубчатого колеса методом обкатки нуж-
ный профиль их образуется в результате согласованных перемеще-
ний режущих кромок инструмента и заготовки колеса. Режущие
кромки инструмента описывают в пространстве поверхность, отве-
чающую поверхности зубчатой рейки или зубчатого колеса, которые
называются производящей рейкой или производящим колесом.
В результате согласованных движений инструмента и заготовки
последняя огибается вокруг производящей рейки или колеса,
как бы находясь с ними в постоянном зацеплении. При этом режу-
щие кромки инструмента прорезают в заготовке впадины между
зубьями.
Нарезают зубья зубчатых колес по методу обкатки специальны-
ми инструментами на зуборезных станках. Наиболее распространены
зубофрезерные, зубодолбежные и зубострогальные станки.
§ 56. Фрезерование зубьев цилиндрических
и червячных зубчатых колес
1. Фрезерование зубьев цилиндрических колес методом копи-
рования осуществляют обычно с помощью пальцевых (рис. VI.74,а)
или, чаще дисковых (рис. VI.74,б, в) модульных фрез 1, профиль
которых соответствует профилю впадин. Заготовку 2 устанавлива-
ют в центрах делительной головки 3 и задней бабки 5. Прямозубые
колеса нарезают на горизонтально-фрезерных, а косозубые — на
универсально-фрезерных станках. После фрезерования каждой впа-
дины стол 4 с заготовкой возвращается в исходное положение и за-
готовка с помощью делительной головки поворачивается на один
зуб. Эго требует значительной затраты времени, и нарезание зубьев
таким способом является малопроизводительным. С помощью паль-
цевых модульных фрез нарезают зубчатые колеса крупного модуля.
Известно, что профиль зуба зависит от модуля и числа зубьев
колес. Поэтому для получе-
ния точного профиля зубьев
необходимо колесо каждого
модуля и с каждым числом
зубьев нарезать своей фрезой.
Поскольку в этом случае не-
обходимо было бы иметь очень
большое число фрез, приме-
няют наборы, состоящие для
каждого модуля из восьми,
пятнадцати или двадцати шес-
ти фрез. Наиболее распростра-
нены комплекты, состоящие
Рис. VI.74. Фрезерование зубьев зубча-
тых колес методом копирования
из восьми модульных фрез
(табл. VI.3). Одной фрезой
317
Рис. VI.75. Фрезерование зубьев зубчатых колес червячной модульной фрезой
VI.3. Комплект из восьми модульных фрез для нарезания зубчатых колес
Число зубьев нарезаемо- го колеса 12...13 14...16 17...20 21...25 26...34 35...54 55...134 135 и больше
№ фрезы 1 2 3 4 5 6 7 8
обрабатывают колеса с различным числом зубьев. Профиль же фре-
зы отвечает одному определенному их числу. Следовательно, метод
копирования не может обеспечить высокой точности зубьев. До-
стоинство метода — его простота и возможность осуществления на
широко распространенном универсальном оборудовании. Поэтому
его используют в индивидуальном производстве и при выполне-
нии ремонтных работ.
1. Принцип фрезерования зубьев на зубофрезерном станке.
Представим себе, что на валик свободно насажена цилиндрическая
заготовка из совершенно пластичного материала, например пласти-
лина. Вдавим в обод заготовки металлический червяк и будем его
вращать. Поскольку заготовка свободно сидит на валике, она так-
же будет вращаться, и при этом червяк на ее поверхности выдавит
зубья. Если выдавливающий червяк заменить червячной фрезой
(рис. VI.75,а), представляющей собой закаленный червяк с проре-
занными продольными канавками, образующими режущие кромки,
а заготовку взять металлической, то можно получить на ней зубья
не выдавливанием, а резанием. При этом для получения цилин-
дрического зубчатого колеса фрезе, помимо главного вращатель-
ного движения, надо сообщить также вертикальное перемещение
подачи, а заготовке — принудительное вращательное движение
(рис. VI.75,б), согласованное с вращением фрезы так, как если бы
они находились в нормальном зацеплении.
3. Червячная модульная фреза (рис. VI.76). Канавки, образу-
ющие ее зубья, прорезаны нормально к виткам нарезки, благодаря
Q1 Й
чему на фрезе образуются
зубья, расположенные по вин-
товой линии. Зубья затылуют
по архимедовой спирали, что
обеспечивает постоянство их
профиля и боковых задних
углов ах и а2 при переточке.
В осевом сечении фрезы обра-
зуется реечный трапецеидаль-
ный профиль. На точность
профиля зубьев нарезаемого
колеса оказывает влияние
Рис. VI.76. Червячная модульная фреза
угол наклона винтовых канавок со. С возрастанием угла со уве-
личивается искажение профиля зуба.
4. Элементы режима резания при зубофрезеровании — это
скорость резания и подача. Кинематическая скорость резания,
м7мин
V = -------
и 1000 9
где De—наружный диаметр фрезы, мм; пф— частота вращения
фрезы, мин”1.
Вертикальную подачу sB, мм/об, выбирают по соответствующим
нормативам в зависимости от требуемой шероховатости поверхно-
сти и точности обработки, модуля и числа зубьев нарезаемого
колеса.
Скорость резания, допускаемую стойкостью фрезы, м7мин, выра-
жают структурной формулой
TmsyvtnXv *
где Су— постоянный коэффициент, зависящий от обрабатываемого
материала; $ — подача; т — модуль нарезаемого колеса; k — по-
правочный коэффициент, учитывающий дополнительные условия
обработки. 2
Значения коэффициентов и показателей степеней выбирают из
соответствующих справочников.
5. Основное (технологическое) время, мин, фрезерования зубьев
цилиндрических прямозубых колес определяют по формуле
гр L&
°~ W’
где L — расчетная длина фрезерования, мм; z — число зубьев наре-
заемого колеса; k — число заходов червячной фрезы.
Расчетная длина фрезерования
L — I -|- + /2,
319
Рис. VI.77. Зубофрезерный станок и его кинематическая схема
где I — ширина обода заготовки колеса, мм; — путь врезания
фрезы; = (1,1 ... 1,2)У t(De— t) мм; /2 — перебег фрезы; /2 =
— (2 ... 3) мм.
6. Устройство зубофрезерного станка (рис. VI.77, а). На ста-
нине 1 установлена неподвижная стойка 2, по вертикальным на-
правляющим которой может перемещаться фрезерный суппорт 3,
совершая вертикальную подачу sB. На нем расположена фрезер-
ная головка, в которой устанавливают закрепленную на оправке
червячную фрезу, совершающую главное движение. Заготовку
закрепляют на оправке, установленной на вращающемся столе 7,
который вместе с заготовкой совершает круговую подачу sKP.
Вращение заготовки должно быть согласовано с вращением фре-
зы так, как если бы фреза и нарезаемое колесо были в нормаль-
ном зацеплении. Стол 7 и поддерживающая стойка 6 с центром 5
установлены на салазках 8, которые могут перемещаться по гори-
зонтальным направляющим станины 1. При этом заготовка полу-
чает горизонтальную подачу, называемую радиальной sp. Попе-
речина 4 связывает стойки 2 и 6, повышая жесткость станка.
На зубофрезерном станке можно нарезать цилиндрические зуб-
чатые колеса с прямыми и винтовыми зубьями, а также червячные
колеса. Фрезерование цилиндрических зубчатых колес червячной
фрезой имеет существенные преимущества по сравнению с нареза-
гием их дисковыми модульными фрезами: червячной фрезой опре-
320
деленного модуля можно нарезать зубчатые колеса этого модуля
е любым числом зубьев; профиль зубьев получается значительно
более точным; производительность намного выше; цикл работы зубо-
фрезерного станка полуавтоматический, и поэтому один рабочий
может обслуживать несколько станков.
Станок имеет четыре гитары сменных шестерен для получения
необходимой скорости движения его органов. Гитара 9 служит для
получения заданной частоты вращения фрезы. С помощью гитары
деления 11 (обкатки) сообщают заготовке необходимую окружную
скорость для автоматического получения на ней необходимого чис-
ла зубьев. Гитара 10 служит для получения заданной вертикальной
подачи фрезы или горизонтальной подачи заготовки. При нареза-
нии косозубых колес заготовке необходимо сообщить дополнитель-
ное вращательное движение, что обеспечивается гитарой дифферен-
циала, которая размещена в одной коробке с гитарой подач. Меняя
сменные шестерни гитары, можно уменьшить или увеличить ско-
рость вращения заготовки и получить правый или левый наклон
зубьев колеса.
На рис. VI. 77,6 показана кинематическая схема зубофрезер-
ного полуавтомата 5Д32. В ней пять кинематических цепей: глав-
ного движения, деления (обкатки), вертикальной и горизонталь-
ной подач и цепь дифференциала. При фрезеровании прямозубых
колес нужно настроить цепи главного движения, деления и верти-
кальной цодачи. Для фрезерования цилиндрических колес с вин-
товыми зубьями, кроме этих цепей, надо настроить также цепь
дифференциала, а для фрезерования червячных колес — цепи
главного движения, деления и горизонтальной (радиальной) подачи.
7. Настройка зубофрезерного станка для фрезерования прямо-
зубых цилиндрических колес. По выбранной скорости резания
определяем частоту вращения фрезы:
1000о
”ф — nDe •
Цепь главного движения следующим образом связывают частоту
вращения электродвигателя с частотой вращения фрезы. От эле-
ктродвигателя (N — 2,8 кВт, п = 1420 мин-1) через клиноремен-
ную передачу движение передается на вал I, далее через зуб-
чатую передачу на вал II, через gg— на вал III, через смен-
ные колеса — на вал IV. Далее через конические зубчатые
24 1
передачи хт — на вал V и вал VI, через коническую передачу
— на вал VII и через зубчатую передачу — на вал VIII
(шпиндель станка).
Уравнение кинематической цепи главного движения имеет вид
1 лол л qqe 32 35 Л* 24 24 17 16 11л
Пф = 1420^0,98555 35 gj g? й п 64 “ 110 *
*/«11 378
321
Отсюда передаточное отношение сменных колес, определяющее
настройку цепи главного движения,
Ai _ пф _ юоор
Bi = ТТо — ПОлР, •
За один оборот фрезы заготовка должна повернуться на у
оборота, где k — число заходов фрезы, az — число зубьев наре-
заемого колеса. Из кинематической схемы (рис. VI.77, б) урав-
нение кинеметической цепи деления можно записать так:
. . . 64 17 24 24 46 . Сх . 1 k
1 об. фрезы 16 j7 24 24 «диф. Jc. д. • 96 — 2 »
где /ДИф — передаточное отношение дифференциала, равное в этом
случае 1; ic. д. = Д. £.— передаточное отношение сменных ше-
стерен цепи деления.
Так как при нарезании зубчатых колес почти всегда = 1,
то 1с. д. =24 у.
Кинематическая цепь вертикальной подачи фрезерного суппорта
связывает вертикальное перемещение фрезы с вращением заготовки,
за один оборот которой фреза должна переместиться на «в мм/об.
В этом случае уравнение кинематической цепи имеет такой вид:
1 об. заготовки 1 jgtc.n. зб 19 16 20 эд 10 — 5в»
• Clt Ct
где ic. п. = у — передаточное отношение сменных шестерен
цепи вертикальной подачи. Отсюда rc. п. = ^Sb.
8. Настройка зубофрезерного станка для фрезерования косозу-
бых цилиндрических колес. Настройку цепи главного движения
в этом случае проводят так же, как и при нарезании прямозубых
колес.
Сменные шестерни цепи деления выбирают, исходя из обычных
условий взаимной обкатки инструмента и заготовки, в соответствии
k
с которыми за один оборот фрезы заготовка должна сделать у обо-
рота. Но в этом случае работает дифференциал, изменяющий пере-
даточное отношение цепи.
Дифференциал представляет собой механизм, основным назна-
чением которого является суммирование вращательных движений,
передаваемых двумя кинематическими цепями: деления и диффе-
ренциала. Устройство дифференциала следующее: на ведущем валу
(рис. VI.78,а) закреплено коническое колесо гх. Ведомый вал
В2 свободно проходит сквозь коническое колесо г2, на хвостовик
которого на шпонке посажено червячное колесо гч.к, которому сооб-
щает движение червяк г. Ведомый вал, называемый поводком, кон-
322
Рис. VI.78. Схема дифференциала
структивно выполнен так, что правый его конец образует две пер-
пендикулярные к валу оси. На эти оси свободно надеты конические
колеса z0, называемые сателлитами. Все четыре конических колеса
имеют одинаковое число зубьев, одинаковые размеры и находятся
в постоянном зацеплении.
Заставим работать весь механизм дифференциала. Прокрутим
вал Bt (рис. VI.78,б) в направлении большой стрелки на один
оборот. При этом колеса 2г и г2 и вал В2 также сделают один оборот.
Закрепим вал В2 и прокрутим колесо г2 на один оборот в обратном
направлении (см. маленькие стрелки), т. е. повернем его в исходное
положение. Тогда колесо гг сделает еще один оборот в направлении
большой стрелки. Следовательно, за один оборот вала В2 при непод-
вижном колесе г2 колесо гх и вал Вх сделали два оборота в ту же
сторону, что и вал В2. Таким образом,
. _я2___ 1
1диф - - - у .
где П1 и п2— числа оборотов вала Вг и В2 соответственно.
Если в уравнение кинематической цепи деления подставить
1 . 48k
1диф---2 ’ Т0 *С. д. — ~ •
Чтобы на заготовке образовался винтовой зуб, она, кроме основ-
ного движения обкатки, должна совершить дополнительное враща-
тельное движение. На рис.
VI.79 сплошной основной ли-
нией изображено колесо шири-
ной В с условно показанным
одним зубом. При фрезеровании
колеса с прямым зубом подача
фрезы осуществляется вдоль его
оси и при каждом обороте за-
готовки фреза перемещается по
вертикали на $в мм. Чтобы про-
фрезеровать косой зуб, заго-
товка, кроме этого основного
оборота, должна дополнительно
Рис. VI.79. Образование винтово-
го зуба и его развертка
% 11*
323
повернуться на величину дуги MN. Представим, что ширина колеса
равна шагу винтового зуба. За время обработки такого колеса
Т
шириной Т заготовка сделала бы — оборотов основного вращатель-
ного движения и дополнительно для образования винтового зуба
один полный оборот заготовки. Если шаг винта вертикальной пода-
Т
чи равен t9 мм, то за один оборот заготовки винт сделает оборо-
тов. Уравнение кинематической цепи дифференциала можно пред-
ставить так:
Т 30 20 J6 19 36 . £ . Cl. J. _ .
/в 5 4 16 19 45 1°- диф- 30 1 диф Dx tc-д* 96 1 ’
где 4 = 10 — шаг ходового винта, мм; /с. ДИф. = у- j- — сменные
шестерни дифференциала.
9. Фрезерование червячных зубчатых колес. Червячные колеса
в большинстве случаев фрезеруют методом радиальной подачи, при
котором заготовка перемещается по направлению к фрезе в гори-
зонтальной плоскости до тех пор, пока между осями фрезы и наре-
заемого колеса не будет достигнут заданный размер. Для осущест-
вления этого метода необходимы такие движения: вращение чер-
вячной фрезы и заготовки, радиальная подача заготовки. Посколь-
ку фреза и заготовка совершают такие же движения, как и при наре-
зании прямозубых цилиндрических колес, то гитара деления на-
страивается так же. Цепь вертикальной подачи должна быть от-
ключена. За один оборот заготовки салазки 8 (см. рис. VI.77,а)
должны переместиться на величину радиальной подачи sp. Урав-
нение кинематической цепи радиальной подачи имеет вид:
, , 96 2 . 45 19 16 4 10 4 10 20 1Л
1 оборот заготовки- р. gg 19 Тё 2б 20 2б 20 25 10 = Sp-
При использовании метода радиальной подачи муфту М5 вы-
ключают, а включают падающий червяк вала XVI, прекращающий
радиальную подачу при достижении заданной глубины впадины
между зубьями.
10. Установка червячной фрезы. Фрезеруя прямозубые цилин-
дрические колеса, червячную фрезу устанавливают под углом на-
Рис. VI.80. Схемы установки червячной фрезы
«24
клона <р к горизонтальной плоскости, равным углу средней винто-
вой линии фрезы 0 (рис. VI.80,a), т. е. ф = 0. При фрезеровании
косозубых колес угол наклона фрезы ф = a d= 0, где а — угол
наклона зубьев колеса. Знак «плюс» будет при разных, а «минус» —
при одинаковых направлениях винтовых линий зубьев нарезаемого
колеса и фрезы (рис. VI.80,6, в). Во втором случае точность обра-
ботки выше. Нарезая червячное колесо, фрезу устанавливают так,
чтобы ось ее была горизонтальной, т. е. ф= 0°.
§ 57. Нарезание цилиндрических зубчатых колес
на зубодолбежном станке
1. Схема нарезания. Одним из наиболее производительных и точ-
ных методов образования зубьев цилиндрических зубчатых колес
является нарезание их на зубодолбежных станках с помощью дол-
бяков. Долбяк 1 (рис. VI.81,a) —это закаленное и шлифованное
зубчатое колесо с корригированными зубьями, каждый из которых
имеет режущие кромки и необходимые углы у и а. Принцип наре-
зания цилиндрического зубчатого колеса методом обкатки с помо-
щью долбяка заключается в том, что в процессе обработки воспроиз-
водится зубчатое зацепление двух колес. Роль одного из них выпол-
няет режущий инструмент (долбяк), второго — заготовка. Долбяк 1
(рис. VI.81,б) совершает быстрое возвратно-поступательное движе-
Рис. VI.81. Нарезание цилиндрического зубчатого колеса на зубодолбежном
станке
11 378
325
ние, являющееся главным, обусловливающим скорость резания.
При этом своими режущими кромками он воспроизводит в простран-
стве воображаемое производящее колесо. С этим производящим
колесом как бы находится в беззазорном зацеплении нарезаемое
колесо 2. При холостом ходе долбяка стол с заготовкой отходит
в радиальном направлении от долбяка, а перед началом рабочего
хода возвращается в исходное (рабочее) положение. Благодаря это-
му устраняется трение задних поверхностей инструмента о заго-
товку и уменьшается его износ. Долбяк, помимо возвратно-посту-
пательного движения, медленно вращается вокруг своей оси, со-
вершая круговую подачу. Согласованно с ним поворачивается и за-
готовка, скорость вращения которой определяется отношением чисел
зубьев долбяка и нарезаемого колеса:
пз
где п3 и z3, «д и — частота вращения и число зубьев заготовки
и долбяка соответственно.
В начале нарезания долбяк, совершая вращательное движение
обкатки, одновременно осуществляет радиальную подачу до вреза-
ния на полную глубину впадины, если колесо нарезается за один
проход. После врезания долбяка на полную глубину радиальная
подача выключается. В процессе нарезания зубьев этим методом
профиль зуба получается автоматически как огибающая кривая
последовательных положений режущей кромки зуба долбяка. Дол-
бяком данного модуля могут быть нарезаны зубчатые колеса этого
модуля с любым числом зубьев. На зубодолбежных станках можно
также обрабатывать косозубые ‘ цилиндрические колеса, колеса
с внутренним зацеплением и блоки шестерен с малыми проме-
жутками между соседними колесами.
На рис. VI.81,в показан общий вид зубодолбежного станка.
На станине 1 расположен стол 9, на котором установлена оправка 8
с заготовкой 7. Долбежная головка 5 может перемещаться в гори-
зонтальном направлении по траверсе 6. В долбежной головке уста-
новлена оправка 3 с долбяком 2. Все механизмы станка получают
движение от общего привода 4.
2. Элементами режима резания при зубодолблении являются
радиальная и круговая подачи, глубина резания, скорость реза-
ния. Движение радиальной подачи — это движение врезания дол-
бяка на глубину зуба $вр мм/об заготовки. Движение круговой по-
дачи sK—вращение заготовки навстречу движению долбяка. Она
выражается длиной дуги делительной окружности долбяка в мм/дв.
ход. Величину ее, обеспечивающую заданную точность и. шерохо-
ватость обработанной поверхности, выбирают в зависимости от ряда
факторов (материал детали, модуль и др.) из нормативов по ре-
жимам резания. Глубиной резания t при работе в один проход яв-
ляется глубина впадины зуба колеса. При нарезании зубчатого ко-
леса в несколько проходов глубину резания соответственно распре-
деляют между ними.
326
Скорость резания, м/мин, допускаемую стойкостью долбяка,
определяют такой структурной формулой:
_ Cv „
V ~ Tms^mx3u ^V’
где Cv—коэффициент, зависящий от обрабатываемого материала;
/Из—модуль нарезаемого колеса; Kv—поправочный коэффициент
на скорость резания, зависящий от условий обработки.
§ 58. Нарезание зубьев конических зубчатых колес
1. Общие сведения. Нарезание зубьев конических зубчатых колес
значительно сложнее, чем колес дилиндрических, так как глуби-
на и ширина впадин между зубьями постепенно уменьшаются
в направлении от обода колеса к центру. Нарезание конических
колес методом копирования с помощью дисковых модульных фрез
не обеспечивает высокой точности. Точным и производительным
методом нарезания зубьев конических колес, получившим наиболь-
шее распространение в практике, является строгание их на зубо-
строгальных станках по методу обкатки.
2. Строгание зубьев на зубострогальных станках. В основе
этого метода, как и при нарезании цилиндрических колес методом
обкатки, лежит понятие о производящем колесе, в зацеплении с ко-
торым как бы находится нарезаемая заготовка и по которому в про-
цессе нарезания она обкатывается.
Пусть коническая заготовка из абсолютно пластичного мате-
риала перекатывается по металлическому производящему колесу.
При этом каждый металлический зуб выдавит в заготовке впадину
и за полный оборот заготовки на ней будет образован зубчатый
венец. Профиль зубьев его определяется профилем металлического
производящего колеса. Производящее колесо может быть подо-
брано таким, что все конические колеса, зубья которых образуются
при перекатывании по этому производящему колесу, будут нор-
мально зацепляться одно с другим при соответствующей их уста-
новке. Как и при нарезании цилиндрических зубчатых колес, в дан-
ном случае производящее колесо является воображаемым и зубья
его воспроизводятся в пространстве движущимися лезвиями ин-
струмента. Но движения на станке осуществляются так, как если бы
нарезаемая заготовка находилась в зацеплении с этим производя-
щим колесом.
Наиболее удобными оказались плоские конические производя-
щие колеса. Плоскими коническими колесами называют такие,
у которых половина угла при вершине начального конуса равна
90° (рис. VI.82,а) и профиль зуба прямолинейный. Благодаря этому
режущие кромки резцов 1 и 2, с помощью которых осуществляется
нарезание, также имеют прямолинейные очертания (рис. VI.82,а).
Зубья конических колес нарезаются на специальных зубостро-
гальных станках. Схема обработки зубьев на таком станке показана
на рис. VI.82,б. Зуб нарезаемого колеса 3 обрабатывается с обеих
327
сторон одновременно двумя резцами 1, движущимися возвратно-
поступательно в противоположных направлениях. При этом их
режущие кромки воспроизводят в пространстве контур зуба плос-
кого производящего колеса 2. При повороте заготовки на определен-
ный угол вокруг своей оси резцы также поворачиваются с такой
угловой скоростью, как если бы заготовка и производящее колесо,
зуб которого очерчивается их режущими кромками, находились
в нормальном зацеплении. При этом обкатывается один зуб заго-
товки, как показано на рис. VI.82,б. После его обработки дели-
тельный механизм станка поворачивает заготовку на один зуб, рез-
цы возвращаются в исходное положение, обрабатывается следующий
зуб и так далее до тех пор, пока не будут нарезаны все зубья.
ГЛАВА 8. ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
§ 59. Общие сведения
1. Назначение обработки шлифованием. Шлифование — процесс
обработки поверхностей абразивными (шлифующими) инструмен-
тами, чаще всего шлифовальными кругами, иногда — брусками,
шкурками и др. Абразивный инструмент состоит из зерен абразив-
ного материала, связанных между собой специальной связкой.
Применяется шлифование в большинстве случаев для окончатель-
ной чистовой обработки и является основным методом получения
высокой точности и незначительной шероховатости поверхностей.
Оно дает возможность достичь точности /Тб и даже /Т5, шерохо-
ватости, 0,8...0,2. В отдельных случаях шлифование используется
и для черновой обработки. Шлифованием, можно обрабатывать как
очень мягкие, так и чрезвычайно твердые материалы, включая
328
Рис. VI.83. Схемы круглого и плоского шлифования
закаленную сталь, твердые и сверхтвердые сплавы. Шлифовать
можно поверхности различной формы: плоские, цилиндрические,
конические, фасонные. В соответствии с этим применяют различные
методы шлифования, наиболее распространенными из которых
являются круглое и плоское.
2. Схемы круглого и плоского шлифования. При круглом внеш-
нем шлифовании методом продольной подачи (рис. VI.83,и), как
и при иных видах шлифования, главное движение со скоростью
икр совершает шлифовальный круг. Заготовка вращается со ско-
ростью v3 и совершает поступательное перемещение упр вдоль оси
(продольная подача). Поперечная подача sn на глубину шлифования
? совершается шлифовальным кругом в конце продольного хода
в направлении, перпендикулярном к оси заготовки.
При шлифовании методом поперечной подачи (врезания)
(рис. VI.83,б) шлифовальный круг совершает вращательное дви-
жение (иКр) и поперечное перемещение ($п), а заготовка — только
вращательное движение va. Применяется этот метод при шлифова-
нии цилиндрических, конических и фасонных поверхностей, ширина
которых меньше ширины круга. Схема внешнего бесцентрового
шлифования с продольной подачей показана на рис. VI.83,в. За-
готовку 3, опирающуюся на нож (упор) 1, пропускают между двумя
установленными на определенном расстоянии один от другого шли-
фовальными кругами. Круг 2, вращающийся с большой скоростью
укр,-называется шлифующим. Круг 4, называемый ведущим, вра-
щается со скоростью ув, во много раз меньшей. Благодаря скосу-
ножа заготовка прижимается к ведущему кругу и вращается со
329
скоростью, близкой к его скорости. Ввиду того, что ведущий круг
повернут на угол а, скорость его вращения vB разлагается на две
составляющих vs и v2 и заготовка получает продольное перемеще-
ние (продольную подачу) вдоль оси со скоростью vs (snp). При вра-
щении и продольном перемещении заготовки шлифующий круг
срезает с нее определенный слой металла. Благодаря высокой
производительности бесцентровое шлифование широко применя-
ется в массовом и крупносерийном производствах.
На рис. VI.83,г показана схема внутреннего шлифования. Ра-
бочим движением является вращение шлифовального круга со
скоростью окр, который совершает и возвратно-поступательное
движение со скоростью продольной подачи snp, а также периоди-
чески в конце хода — поперечную подачу sn на глубину резания t.
Заготовка вращается в направлении, противоположном направле-
нию вращения шлифовального круга со скоростью v2 во много
раз меньшей, чем скорость вращения шлифовального круга.
В зависимости от метода работы различают плоское шлифова-
ние периферией (рис. VI.83,5) или торцом круга (рис. VI.83,е).
Закрепленная на столе заготовка совершает возвратно-поступа-
тельное движение продольной подачи snp, шлифовальный круг, по-
мимо главного движения со скоростью окр, совершает в конце про-
дольного хода поперечную подачу sn, а после шлифования всей
плоскости — вертикальное перемещение sB на глубину резания t.
§ 60. Абразивный инструмент
1. Зернистость. Очень важной характеристикой абразивного
инструмента, от которой зависят производительность и качество
обработки, является величина зерен абразива. По размеру абра-
зивные зерна разбиты на 26 номеров зернистости. Более крупные,
обозначенные номерами зернистости от 200 до 16 с размерами
зерен от 2000 до 160 мкм, названы шлифзернами, более мелкие,
обозначенные номерами от 12 до 3 с размерами зерен от 125 до
28 мкм,— шлифовальными порошками и наиболее мелкие, номера
которых обозначены от М40 до М5 с размерами зерен от 40 до
3 мк,— микропорошками. Для шлифзерен и шлифпорошков круп-
ность основной фракции, определяется размерами ячеек двух
смежных применяемых для анализа контрольных сит. На одном
сите зерно основной фракции задерживается, а через второе сито
должно проходить. Номер зернистости обозначает размер в сотых
долях миллиметра ячейки сита, на котором основная фракция за-
держивается, Например, основная фракция шлифзерна 100 за-
держивается на сите с размером ячейки 1 мм. Размеры зерен
микропорошков определяются линейным измерением.
Алмазные зерна делятся на две группы: шлифпорошки и мик-
ропорошки. Зернистость их обозначается дробью, в которой чис-
литель соответствует наибольшему, а знаменатель — наименьше-
му размеру основной фракции зерен. Шлифпорошки — от 630/500 до
50/40, микропорошки — от 60/40 до 1/0 мкм. Инструменты, изго-
330
товленные из абразива более крупной зернистости, используются
для чернового, грубого шлифования, средней зернистости — для
обычного шлифования, мелкой зернистости — длй особо тонких
работ.
2. Связка. При изготовлении абразивных инструментов абра-
зивные зерна соединяются в одно целое с помощью неорганиче-
ских, органических и металлических связок. В практике широко
используются из неорганических — керамическая (К), а из органи-
ческих — бакелитовая (Б)^ и вулканитовая (В) связки. Керамиче-
ская связка состоит из огнеупорной глины, полевого шпата, талька,
мела, кварца и жидкого стекла. Благодаря значительной прочно-
сти, водостойкости (что разрешает работать с применением охла-
ждающей жидкости) и жаростойкости на ней изготовляют большую
часть абразивного инструмента. Абразивный инструмент на бакели-
товой связке, представляющей собой синтетическую смолу, обла-
дает большей прочностью и упругостью, но низкой теплостойкостью.
Им нельзя работать при нагреве до температуры, большей 180 °C.
Шлифовальные круги на этой связке используются для чистовых
и отделочных работ. Абразивные инструменты на вулканитовой
связке, состоящей из каучука, серы и других веществ, обладают
большой прочностью и упругостью, но низкой теплостойкостью.
На этой связке могут быть сделаны очень тонкие круги, использу-
емые преимущественно для отрезных работ. Металлические связки,
состоящие из металлической основы (порошки олова, алюминия,
меди и др.) и наполнителя, применяют преимущественно в алмаз-
ных кругах. Они прочнее удерживают зерна, благодаря чему режу-
щие свойства алмазов используются более эффективно.
3. Твердость абразивного инструмента. Под твердостью абра-
зивного инструмента понимают сопротивление связки вырыванию
абразивных зерен внешней силой. Установлена шкала твердостей,
в которой имеется семь классов твердости, каждый из которых,
в свою очередь, делится на несколько степеней (табл. VI.4).
В круге повышенной твердости затупившиеся зерна продолжают
удерживаться, что нарушает нормальную его работу, приводит
к его засаливанию и появлению прижогов на шлифуемой детали.
В круге пониженной твердости зерна, не потерявшие своей остроты,
преждевременно вырываются, что приводит к чрезмерному его
износу. При обработке твердых материалов абразивные зерна изна-
шиваются более интенсивно и во избежание засаливания круга его
надо выбирать более мягким. При обработке мягких материалов
абразивные зерна изнашиваются медленнее и во избежание излиш-
него износа круга связку выбирают более твердой. Следовательно,
чем мягче обрабатываемый материал, тем тверже выбирается круг,
и наоборот, т. е. должно осуществляться самозатачивание круга.
Исключение из этого общего правила делают для очень мягких
и пластичных металлов: меди, алюминия, латуни, которые быстро
засаливают круг.
4. Структура абразивного инструмента. В абразивном инстру-
менте не весь его объем заполнен зернами и связкой, между ними
331
Рис. VL84. Схема сил резания, дей-
ствующих при* круглом внешнем шли-
фовании
VI.4. Обозначение твердости
абразивного инструмента
Класс твердости Обозна- чение Степень твердое ти
Мягкий м Ml, М2, М3
Среднемягкий см СМ1, СМ2
Средний С Cl, С2
Среднетвердый СТ СТ1/СТ2, СТЗ
Т вердый Т TI, Т2
Весьма твердый ВТ ВТ1, ВТ2
Чрезвычайно твердый ЧТ । ЧТ1, ЧТ2
I
имеются поры. Наличие пор благоприятно сказывается на режущей
способности инструмента, способствует охлаждению во время ра-
боты, уменьшает забивание его стружкой,. Структурой абразивного
инструмента называют соотношение в процентах объемов, занятых
в нем абразивными зернами, связкой и порами. Изменяя эти соот-
ношения, получают круги различной структуры. Различают 12 но-
меров структур. Меньшей пористости круга отвечает больший номер.
5. Типаж шлифовальных кругов, допустимая скорость резания.
Шлифовальные круги в зависимости от их назначения изготовляют
различной геометрической формы. При шлифовании чаще всего
используют круги плоские прямого профиля (ПП, рис. VI.84).
Допустимая величина скорости вращения круга зависит от аб-
разивного материала и связки круга, обрабатываемого материала,
характера обработки и ограничивается в первую очередь прочно-
стью круга. Если на круге нет специальных указаний, то для кругов
на керамической и бакелитовой связках она не должна превышать
35 м/с, а для кругов на вулканитовой связке — 40 м/с. При скорост-
ном шлифовании используют круги на керамической связке повы-
шенной прочности, допускающей скорость вращения до 50 м/с.
6. Правка шлифовальных кругов. По мере изнашивания или
засаливания шлифовальных кругов их необходимо править, удаляя
при этом поврежденный поверхностный слой. Лучшим инструмен-
том для правки кругов является алмаз. Достаточно крупный алмаз
(0,5...2,5 карата)1 закрепляют в специальной державке и его острой
вершиной, как резцом, снимают нужный слой вращающегося круга.
Вместо алмазов успешно используют алмазно-металлические каран
даши из алмазной крошки (0,01...0,20 карата), зерна которой свя-
заны между собой сплавом вольфрама, меди, алюминия. При прав-
ке изнашивается преимущественно связка карандаша, изношенные
1 Карат — 0,2 г.
332
зерна алмаза выкрашиваются и в работу вступают новые зерна.
Более грубая правка осуществляется шарошками, правочными
кругами из карбида кремния, обкаточными дисками из термокорун-
да и из твердых' металлокерамических сплавов.
7. Маркировка шлифовальных кругов включает в себя основные
их характеристики. Например, маркировка 14А25СМ6К5;
ПП250 X 16 X 32; 35 м/с расшифровывается следующим образом:
14А — вид абразивного материала (электрокорунд нормальный);
25 — зернистость, СМ — степень твердости, 6 — номер структуры,
К5 — вид связки, ПП — форма круга (плоский прямой), 250 —
наружный диаметр, 16 — ширина, 32 — диаметр отверстия, 35 м/с—
допустимая окружная скорость. Используют и более полную мар-
кировку кругов.
Алмазные круги состоят из корпуса, на котором укреплен ал-
мазоносный слой толщиной 0,5...3,0 мм. Корпус изготавливают из
стали, алюминиевых сплавов или полимеров, а алмазоносный слой
состоит из алмазного порошка, связки (органической, металличе-
ской или керамической) и наполнителя. Круги выпускают с 25-,
50- и 100-процентной концентрацией алмазного порошка. За 100-
процентную концентрацию принято содержание 0,878 мг/мм3 ал-
мазного слоя. В качестве наполнителя используют твердые минера-
лы (карбид бора, карбид кремния, электрокорунд и др.).
§ 61. Процесс резания при шлифовании
1. Элементы режима резания при шлифовании следующие:
скорость резания, подача и глубина резания. Скоростью резания
при всех видах шлифования является окружная скорость икр м/с
шлифовального круга, совершающего главное движение. При круг-
лом шлифовании элементами режима резания служат также ок-
ружная скорость заготовки, продольная и поперечная подачи (см.
рис. VI.83,a). Окружная скорость заготовки v3 м/мин представляет
собой круговую подачу. Продольная подача snp мм/об — перемеще-
ние заготовки относительно шлифовального круга за один ее оборот.
Поперечная подача sn—величина перемещения шлифовального круга
в направлении, перпендикулярном оси заготовки, осуществляемого
в крайних ее положениях. Она определяет толщину снимаемого за
один проход слоя металла и численно равна глубине резания t.
При плоском шлифовании, помимо скорости резания, элементами
режима служат продольная, поперечная и вертикальная подачи
(см. рис. VI.83,д,е).
Продольная подача snp м/мин — скорость поступательного пере-
мещения заготовки относительно шлифовального круга. Поперечная
подача sn мм/дв. ход.— величина перемещения щлцфовального кру-
га или заготовки в крайних ее положениях в направлении, перпен-
дикулярном к продольной подаче. Вертикальная подача зв,
осуществляемая шлифовальным кругом в вертикальной плоскости,
определяет толщину снимаемого за один проход слоя металла и чис-
ленно равна глубине резания t, мм.
333
2. Силы и мощность резания при шлифовании. При шлифовании
на обрабатываемую заготовку действует сила Р (рис. VI.84), кото-
рую можно разложить на три составляющие: тангенциальную, или
окружную, Рг, радиальную Ру и осевую Рх. Обычно Ру « (1,5...
3,0) Рг. Величина Рх значительно меньше Рг и обычно в расчетах
не учитывается. Значения составляющих силы резания при раз-
личных условиях шлифования определяются опытным путем. На
основании этих данных получены соответствующие эмпирические
уравнения.
Рг = CPzoa^ptc Н,
где Срг— коэффициент, зависящий от материала заготовки и усло-
вий обработки; v3— круговая подача sKp.
Ру = kPzH,
где k — коэффициент (k> 1).
Мощность, кВт, расходуемая на вращение шлифовального
круга,
v _ Рг«кр
расходуемая на вращение заготовки,
Д7 _
3 ~ 60 • 10%
где т]) и г|2 — соответственно КПД кинематических цепей пере-
дачи вращения кругу и заготовке.
3. Основное технологическое время, мин, при шлифовании.
В качестве примера покажем, как определяется основное время
при круглом шлифовании на станках с продольной подачей стола,
когда поперечная подача осуществляется в конце каждого хода:
где L — длина продольного хода стола, мм; h — припуск на сторо-
ну, мм; п3—’Частота вращения заготовки, мин-1, snp — продоль-
ная подача за один оборот заготовки, мм/об; t — глубина резания,
мм; k — поправочный коэффициент на дополнительные проходы,
которые нужны для обеспечения необходимой точности шлифования
(k = 1,2...2).
§ 62. Шлифовальные станки
1. Классификация шлифовальных станков. В соответствии с вы-
полняемой на шлифовальных станках работой выделяют следующие
их типы: круглошлифовальные — для обработки наружных по-
верхностей вращения; внутришлифовальные — для обработки внут-
ренних поверхностей вращения; плоскошлифовальные — для обра-
ботки плоскостей; специальные (шлицешлифовальные, зубошлифо-
334
вальные, резьбошлифовальные и др.); заточные — для за-
точки режущего инструмента.
Одними из наиболее распространенных типов шлифовальных
станков являются круглошлифовальные и плоскошлифовальные.
2. Круглошлифовальный станок (рис. VI.85,а) предназначен
для шлифования наружных цилиндрических и конических поверх-
ностей. Станок имеет жесткую коробчатую станину /, на которой
размещены основные его узлы. Внутри станины находится гидрав-
лический привод, сообщающий возвратно-поступательное движение
продольной подачи столу 9, который может также перемещаться
вручную от маховика 4. На столе размещены передняя бабка 6 и зад-
няя бабка <?. Передняя бабка предназначена для установки заго-
товки в центрах или в патроне и передачи ей крутящего момента
от шпинделя, получающего движение от отдельного электродвига-
теля, а задняя бабка —для поддержания установленной в центрах
заготовки. В шлифовальной бабке 7 на шпинделе установлен шли-
фовальный круг, который приводится во вращение от отдельного
электродвигателя. Шлифовальная бабка может перемещаться в по-
перечном направлении для осуществления поперечной подачи.
Управление ее перемещением осуществляется от маховика 2, Сбоку
стола 9 помещены кулачки 5, которые устанавливаются на необхо-
димую длину хода стола и управляют рычагом 3 переключения на-
335
правления хода стола. Верхняя плита стола может быть повернута
на небольшой угол для шлифования пологих конических поверх-
ностей.
На рис. VI.85,б показана гидрокинематическая схема кругло-
шлифовального станка с гидравлической подачей. Электродвигатель
мощностью 8 кВт через ременную передачу сообщает главное вра-
щательное движение с постоянной частотой вращения шлифоваль-
ному кругу, установленному на шпинделе шлифовальной бабки.
Заготовку вращает шпиндель 1 передней бабки, который приводит-
ся во вращение от электродвигателя мощностью 0,35...0,8 кВт через
трехступенчатую передачу.
Продольная подача стола осуществляется с помощью гидрав-
лического привода. Шестеренчатым насосом 19 масло из резер-
вуара нагнетается в распределительный цилиндр 11, а из него —
в правую или левую полость рабочего цилиндра 5. Поскольку
шток поршня жестко соединен со столом станка, то при движении
поршня в рабочем цилиндре вместе со штоком перемещается и
стол. В положении, указанном на схеме, масло поступает в пра-
вую часть распределительного цилиндра 11 и рабочего цилинд-
ра 5 и стол станка движется влево, как показано стрелкой. Из
левой части рабочего цилиндра масло сливается через дроссель
20. Скорость перемещения стола может регулироваться величи-
ной открытого отверстия дросселя.
В специальном пазу стола на нужном расстоянии устанавли-
ваются подвижные упоры 4, перемещающие рычаг 12 распредели-
тельного цилиндра 11. Тем самым осуществляется изменение на-
правления движения стола и ограничение длины его хода. Ско-
шенный плунжер 18 предотвращает остановку рычага в нейтраль-
ном положении.
Автоматическая поперечная подача осуществляется в конце
каждого хода или двойного хода. При этом один из упоров 6 на-
жимает на рычаг 13 и утапливает поршень 14, который выжимает
масло в цилиндр 15. Под давлением масла поршень и связанная
с ним собачка перемещаются, поворачивая храповое колесо 16,
24 30
от которого через шестерни вращение передается на хо-
довой винт поперечной подачи t = 8 мм. Когда упор 6 пройдет,
пружина приподнимает поршень 14, и масло из цилиндра 15 сливает-
ся в резервуар. Специальным гидравлическим устройством можно
осуществить ускоренное перемещение шлифовальной бабки. С по-
мощью рукоятки вручную, изменяя положение золотников в рас-
пределительной коробке 5, направляют масло в одну из полостей
цилиндра 2. При этом перемещаются поршень, связанный с ним
винт поперечной подачи, гайка и связанная с ней шлифовальная
бабка. Ручная поперечная подача осуществляется вращением ма-
ховика 17. Наладочные ускоренные перемещения стола осуществля-
ются с помощью маховика 8, от которого вращение через шестерни
12 17
тз. кт передается реечному колесу 7. Пользуясь эгим механизмом, ,
4о о!
336
л
/ необходимо отключить авто-
матическую подачу, и наобо-
рот, включая автоматическую
подачу, необходимо его вы-
ключать. Осуществляется это
следующим образом. Золот-
никовой коробкой 10 соеди-
няют обе полости рабочего
цилиндра 5 и открывают мас-
лу путь на слив из цилиндра
9. При этом под действием
пружины шестерня г = 17
перемещается и входит в за-
цепление с шестерней г = 31.
При включенной автоматиче- Рис. VI.86. Плоскошлифовальный ста-
ской подаче через золотнико- нок
вую коробку 10 масло посту-
пает в цилиндр 9. Перемещающийся поршень сжимает пружину,
и шестерня z = 17 выходит из зацепления с шестерней г = 31.
3. Плоскошлифовальный станок. Наиболее распространенными
являются плоскошлифовальные станки, работающие периферией
круга (рис. VI.86). На коробчатой станине 9 расположены основные
узлы станка. Внутри нее помещен гидропривод. /, сообщающий
посредством штока 3 возвратно-поступательное движение столу 8.
Заготовки закрепляются либо непосредственно на столе, либо на
установленной на нем магнитной плите 7. Сбоку стола закрепляются
на необходимом расстоянии подвижные кулачки 4, с помощью ко-
торых и рычага 10 переключается направление и регулируется дли-
на хода стола. На станине установлена колонна 5, по которой в го-
ризонтальном и вертикальном направлениях (поперечная и верти-
кальная подачи) может перемещаться каретка шлифовальной бабки,
несущей шлифовальный круг. Эти движения могут осуществляться
вручную с помощью маховиков 6 и 2, а поперечное перемещение
бабки может быть также и автоматическим. Шлифовальный
шпиндель с установленным на нем шлифовальным кругом приво-
дится во вращение от отдельного встроенного электродвигателя.
ГЛАВА 9. ОТДЕЛОЧНЫЕ МЕТОДЫ ОБРАБОТКИ
§ 63. Тонкая обработка поверхностей
1. Общие сведения. При изготовлении ответственных деталей
современных высокоскоростных и тяжело нагруженных машин к ка-
честву их обработки предъявляются очень высокие требования.
В ряде случаев этим требованиям шлифование не удовлетворяет
и ^необходимо применять методы обработки, обеспечивающие более
высокое качество поверхности. Из этих методов наиболее распростра-
нены хонингование, суперфиниширование, притирка, полирование.
337
Рис. VI.87. Схемы тонкой обработки поверхностей
2. Хонингованием называют метод окончательной обработки
с помощью мелкозернистых абразивных брусков, которые встав-
лены в специальное приспособление (хонинговальную головку),
совершают вместе с ней вращательное главное движение и посту-
пательное перемещение вдоль оси, являющееся движением подачи
(рис. VI.87,а). Используется он главным образом при обработке
точных отверстий, например гильз цилиндров. Хонинговальная
головка раздвижная. В пазы ее корпуса вставлены специальные
держатели, в которых помещены и закреплены абразивные бру-
ски. Под действием пружин бруски в процессе работы прижима-
ются к обработанной поверхности. Применяя хонингование, мож-
но получить точность отверстий IT7—ITS и шероховатость до
0,05, уменьшить овальность и конусность до 5 мкм.
3. Суперфиниш — метод очень тонкой окончательной обработки
с целью получения особо гладкой поверхности. Осуществляется
он с помощью установленных в специальной головке мелкозерни-
стых абразивных брусков при сочетании вращательного и посту-
пательного вдоль оси движений обрабатываемой детали 1 и коле-
бательного (осциллирующего) движения брусков (рис. VI.87,б).
Суперфинишная головка 2 с помощью установленных в ней абра-
зивных брусков снимает с детали 1 шероховатость, оставшуюся
от предыдущей обработки. Работу ведут при интенсивной смазке.
В начале процесса, когда на поверхности имеются острые гре-
бешки, масляная пленка под давлением абразивных брусков про-
рывается и гребешки срезаются. Когда же они сглаживаются,
смазка образует беспрерывную пленку, давление бруска стано-
вится недостаточным и резание прекращается. Назначение супер-
финиша — получение поверхности до Ra 0,025...0,012.
4. Притирка — один из распространенных методов чистовой
обработки, обеспечивающий получение очень точных размеров (до
0,1 мкм) и очень малой шероховатости поверхности (Ra 0,025...
338
0,012). Он представляет собой окончательную обработку, выпол-
няемую с помощью притира, на поверхность которого наносится
мелкий абразивный порошок, смешанный с маслом, или абразивная
паста. В процессе притирки совершается относительное перемещение
с небольшой скоростью обработанной детали и притира (рис. VI.
87,в) либо перемещение детали при неподвижном притире или, на-
оборот, притира относительно неподвижной детали.
Притирка выполняется на универсальных и специальных при-
тирочных станках, а также вручную. В качестве притиров испо-
льзуют вращающиеся диски, плиты, бруски, кольца, стержни из
чугуна, меди, свинца, дерева твердых пород и др.
5. Полирование представляет собой процесс окончательной
обработки мелкозернистым абразивом, смешанным со связкой
(масло, смесь воска, парафина или сала с керосином) и нанесенным
на поверхность круга или ленты из мягкого эластичного материала.
Иногда абразив наклеивают на поверхность диска или ленты. Поли-
рованием можно обрабатывать детали самой сложной конфигура-
ции. При этом дефекты формы, полученные на предыдущей обра-
ботке, не исправляются, но неровности сглаживаются и шерохова-
тость поверхности может быть достигнута 0,2...0,05, а в отдельных
случаях Ra 0,05...0,012.
ПолирЬвание поверхностей приводит к повышению усталостной
прочности и коррозионной стойкости, поэтому этой обработке под-
вергают детали, работающие в потоке газа или жидкости (напри-
мер, турбинные лопатки), а также при знакопеременных нагрузках
и др. Его используют также для декоративных целей и перед нане-
сением гальванических покрытий.
6. Абразивно-жидкостное полирование применяется для отделки
фасонных поверхностей. Водно-абразивная суспензия подается на
обрабатываемую поверхность под давлением в несколько атмосфер.
На рис. VI.87,а показано абразивно-жидкостное полирование де-
тали 5, помещенной в камере 4. Из бака 2 абразивная суспензия /
насосом 6 подается через сопло 5 в камеру 4 на обрабатываемую
деталь 3. Отработанная суспензия возвращается в бак 2 для после-
дующего использования. Шероховатость обработанной поверхности
зависит от зернистости абразива.
§ 64. Отделка зубьев зубчатых колес
1. Общие сведения. Зубчатые колеса, к которым предъявляются
повышенные требования в отношении точности и шероховатости
рабочих поверхностей, после зубонарезания или термической обра-
ботки подвергаются отделочной обработке. Существует ряд мето-
дов отделки боковых поверхностей зубьев шестерен, из которых наи-
более распространенными являются: шевингование; шлифование;
хонингование; притирка.
2. Зубошевингование используется при изготовлении незака-
ленных зубчатых колес. При этом с рабочей поверхности зуба режу-
щим инструментом — шевером — срезается очень тонкая стружка.
339
Рис. VI.88. Отделочная обработка зубьев зубчатых колес
Чаще всего используется обработка дисковым шевером на специ-
альных шевинговальных станках. Шевер 1 представляет собой ко-
созубое колесо, на боковых поверхностях которого нанесены узкие
канавки, образующие режущие кромки (рис. VI.88,а, б). Колесо 2
и шевер 1 обкатываются как цилиндрическая винтовая пара со
скрещивающимися осями (рис. VI.88,a). Угол между их осями вы-
бирается в пределах 10... 15°. Благодаря этому на боковой по-
верхности зубьев возникает большое проскальзывание, обеспечи-
вающее срезание тончайшей стружки. На рис. VI.88,e показана
принципиальная схема работы шевинговального станка. Шевер 1
получает вращательное движение и вращает обрабатываемое коле-
со 2, установленное в центрах станка. Для равномерной обработки
обеих сторон зубьев вращение шевера и колеса реверсируется. Для
снятия стружки по всей длине зуба столу станка вместе с установ-
ленным на нем колесом сообщается возвратно-поступательное пере-
мещение (продольная подача). После каждого прохода оси шевера
и колеса сближаются за счет вертикальной подачи обрабатываемого
колеса.
3. Зубошлифование используется для окончательной обработки
зубьев закаленных шестерен и может быть осуществлено методом
копирования и методом обкатки.
Схема шлифования по методу копирования аналогична схеме
фрезерования зубьев модульной фрезой. Шлифовальный круг, со-
вершающий главное вращательное движение, имеет профиль рабо-
чей части, отвечающей профилю зуба (рис. VI.88,г). Круг совер-
340
шает также возвратно-поступательное движение на длину, не-
сколько превышающую длину шлифуемых зубьев, и периодическую
вертикальную подачу. После обработки зуба, осуществляемой обыч-
но в несколько проходов, колесо выводится из контакта с кругом
и поворачивается на 1/г часть окружности для шлифования следу-
ющего зуба. При шлифовании по методу обкатки (рис. VI.88,д)
воспроизводится зацепление рейки и зубчатого колеса, причем
шлифовальные круги очерчивают в пространстве контур зуба про-
изводящей рейки. Тарельчатые шлифовальные круги совершают
главное вращательное и возвратно-поступательное движение вдоль
оси. Шлифуемое колесо совершает вращательное движение обкатки
и прямолинейное перемещение в поперечном направлении, соот-
ветствующее перекатыванию колеса по неподвижной рейке. После
шлифования одного зуба осуществляется поворот заготовки (деле-
ние), шлифуется следующий зуб и т. д. Из-за сложности устройства
и наладки зубошлифовальных станков, а также сравнительно низкой
производительности обработки этот метод используется при обра-
ботке особо точных и ответственных зубчатых колес.
4. Зубохонингование — отделочная обработка зубьев закален-
ных зубчатых колес. Обработка, осуществляемая при совместной об-
катке обрабатываемого колеса и инструмента, сходна с шевингова-
нием. Хон представляет собой зубчатое колесо, изготовленное из
эпоксидной смолы с добавкой абразива (SiC). Оси колеса и хона
скрещиваются под углом 15...18°, и благодаря скольжению боковых
поверхностей зубьев осуществляется их обработка (рис. VI.88, з, ё).
5. Притирка зубьев используется главным образом для обра-
ботки точных термически обработанных колес. Применяют два
метода притирки цилиндрических зубчатых колес — на параллель-
ных осях одним притиром и на скрещивающихся осях тремя прити-
рами. Притиры изготавливаются из серого чугуна, и на их поверх-
ность наносится смесь абразивного порошка с маслом или паста.
В станках, работающих по первому методу (рис. VI.88,e), колесо 2
получает медленное реверсируемое, вращательное движение и пере-
дает его притиру 3. Колесо совершает также быстрое возвратно-
поступательное движение вдоль оси. Притир совершает быстрые,
но незначительные перемещения в направлении, перпендикулярном
к оси. В станках, работающих по второму методу (рис. VI.88,ж),
колесо 1 зацепляется с тремя притирами: двумя косозубыми 4 и од-
ним прямозубым 3. Ось прямозубого притира параллельна оси ко-
леса, а оси косозубых — скрещиваются с ней под углом 3...1O0.
Обрабатываемое колесо 1 совершает реверсируемое вращательное
движение, и от него получают движение притиры 2, 3, притормажи-
ваемые гидравлическим тормозом. Обрабатываемое колесо совер-
шает возвратцо-поступательное движение вдоль своей оси. Притир-
кой снимается слой 0,02...0,05 мм.
34|
ГЛАВА 10. ОБРАБОТКА ЗАГОТОВОК ПОВЕРХНОСТНЫМ
ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
§ 65. Общие сведения
1. Назначение обработки поверхностным пластическим дефор-
мированием следующее:
придание заготовке необходимой формы и размеров. В этом
случае заменяется более трудоемкая обработка снятием стружки
и экономится большое количество металла;
упрочнение поверхностного слоя обработанных деталей без
существенного изменения размеров с улучшением их эксплуатацион-
ных свойств.
При некоторых методах упрочняющей обработки можно достичь
повышения точности и уменьшения шероховатости поверхностей
и заменить ими другие методы отделочной обработки (шлифование,
хонингование и др.). Обработка поверхностным пластическим де-
формированием обеспечивает повышение эксплуатационных свойств
деталей: увеличение усталостной прочности, износостойкости, умень-
шение влияния надрезов и других концентраторов напряжения на
прочность деталей.
2. Основные методы обработки. Используется значительное число
методов обработки поверхностным пластическим деформированием,
которые можно подразделить на две группы: формообразующие
и упрочняюще-калибрующие. Из первой группы методов в про-
мышленности широко применяется накатывание резьбы и зубьев
шестерен. Из второй группы методов наиболее распространены об-
катывание наружных и раскатывание внутренних поверхностей,
калибрование отверстий, дробеструйная обработка.
§ 66. Формообразующие методы
1. Накатывание резьбы. При этом методе обработки профиль
резьбы образуется не вырезанием, а выдавливанием витков благо-
даря внедрению во вращающуюся заготовку профиля инструмента.
Принцип образования резьбы накаткой заключается в том, что за-
готовка прокатывается между двумя плоскими резьбовыми плаш-
ками (рис. VI.89,a) или между круглыми вращающимися плашками
(роликами) (рис. VI.89,6). При накатывании резьбы плоскимй плаш-
ками плашка 3 неподвижна, а плашка 1 движется возвратно-посту-
пательно. На рабочих сторонах плашек нанесена развертка винто-
вой поверхности накатываемой резьбы на плоскости. Резьба на
одной плашке смещена на 1/2 шага по отношению к другой. Заго-
товка 2 помещается между плашками, и подвижная плашка 1 за-
ставляет ее прокатываться между ними. При этом на ней выдавли-
вается резьбовой профиль, и когда подвижная плашка приходит
в крайнее положение, заготовка скатывается и процесс повторяется
снова. В случае накатывания резьбы роликами (рис. VI.89,б) за-
готовка 2 помещается на специальной поддержке 5 между роли-
342
Рис. VI.89. Схемы формообразующих методов обработки
ками 4, которые смещены один относительно другого вдоль оси
на 1/2 шага нарезки. Один из роликов совершает движение по-
дачи, перпендикулярное к оси заготовки. Накатывается резьба
на специальных резьбонакатных станках.
Получение резьбы накатыванием обладает рядом достоинств:
производительность в 15...20 раз превышает производитель-
ность нарезания резьбы режущими инструментами;
вследствие отсутствия перерезания волокон металла при на-
катывании и благодаря наклепу при пластическом деформиро-
вании повышается прочность резьбовых деталей. Поверхностный
слой резьбы также существенно упрочняется;
поверхность накатанной резьбы гладкая и чистая без задиров
и рванин, которые часто образуются при нарезании резьбы;
использование накатывания при изготовлении резьбовых дета-
лей обеспечивает значительную экономию металла. Если такие де-
тали получают обработкой резанием, то диаметр заготовки обычно
превосходит наружный диаметр резьбы и значительное количество
металла уходит в стружку. Если же используется накатывание резь-
бы, то диаметр заготовки выбирается приблизительно равным сред-
нему диаметру нарезки и нет потери металла в стружку;
накатыванием можно получить резьбу на заготовках из неко-
торых труднообрабатываемых материалов, например, аустенит-
ных сталей;
резьбонакатный инструмент обладает высокой стойкостью.
Накатывание резьбы широко используется в массовом про-
изводстве болтов, винтов, шурупов, шпилек.
2. Накатывание зубьев зубчатых колес. Применяют три метода
накатывания зубьев: холодное, горячее и комбинированное (горя-
чее и холодное). В холодном состоянии накатывают зубья мелко-
модульных (до 1 мм) шестерен. При горячем накатывании заготовки
343
нагревают токами высокой частоты до температуры 1000... 1200 °C,
после чего их накатывают двумя валками, представляющими собой
зубчатые колеса. На специальных станках могут быть накатаны зубья
модулем до 10 мм.
Горячее накатывание производят как с радиальной, так и с про-
дольной подачей. В первом.случае (рис. VI.89,e) валки (накатники)
6 установлены на шпинделях 7, которые могут перемещаться по на-
правлению к заготовке 2, установленной на валу 8. После установки
и нагрева заготовки валки получают вращательное движение и вра-
щают заготовку. Для получения заданного эвольвентного профиля
с обеих сторон зубьев валкам сообщается переменное вращатель-
ное движение сначала в одном, а затем в другом направлении. Чтобы
ограничить осевое течение металла, у обоих торцов валков имеются
ограничительные реборды 9, Когда валки дойдут до установлен-
ного межосевого расстояния, подача автоматически выключается.
При горячем накатывании с продольной подачей (рис. VI.89,г)
установленные пакетом и нагретые токами высокой частоты в ин-
дукторе заготовки 2 перемещаются сверху вниз. Межосевое рассто-
яние валков и пакета заготовок постоянно. Накатные валки имеют
спереди коническую заборную часть, в пределах которой высота
зубьев постепенно увеличивается и выполняет основную работу
формирования зубьев. Цилиндрический участок валка калибрует
профиль зубьев. При накатывании осуществляется синхронизиро-
ванное вращение валков 6 и заготовок 2.
Повысить точность зубьев шестерен можно, применяя сначала
горячее накатывание, а затем холодное калибрование тремя кали-
бровочными валками на другом стане, т. е. комбинированный или
горяче-холодный метод. После горячей накатки под холодную ос-
тавляют припуск 0,05...0,07 мм на сторону. Холодное калиброва-
ние может заменить чистовое зубофрезерование и даже шевинго-
вание.
Достоинства метода накатывания зубьев шестерен следующие:
по производительности во много раз превосходит зубофрезерова-
ние; достигается значительная экономия материала, так как на-
ружный диаметр заготовки выбирается примерно равным диаметру
начальной окружности; зубья упрочнены и волокна материала при
их образовании не перерезаются.
§ 67. Упрочняюще-калибрующие методы
1. Физическая сущность упрочняюще-калибрующих методов по-
верхностного пластического деформирования. При упрочняюще-
калибрующей обработке происходит наклеп поверхностного слоя
на различную глубину и его упрочнение. Волокна металла приоб-
ретают более благоприятное расположение, не пересекаются7и устра-
няется возможность появления концентрации напряжения. В боль-
шинстве случаев упрочняюще-калибрующей обработки благодаря
пластическому деформированию микронеровности сглаживаются,
уменьшается шероховатость поверхности и ускоряется приработ-
344
Рис. VI.90. Схемы упрочняюще-калибрующих методов обработки
ка трущихся деталей. При динамических методах упрочняющей об-
работки (дробеструйная обработка), которой подвергаются зака-
ленные детали, происходит более полное превращение остаточного
аустенита в мартенсит. Все это влечет за собой улучшение эксплуата-
ционных свойств деталей, в особенности увеличение усталостной
прочности.
Обкатывание наружных и внутренних поверхностей роли-
ками. Процесс обработки заключается в том, что поверхность вра-
щающейся детали обкатывают прижатыми к ней одним, двумя или
тремя гладкими роликами, изготовленными из закаленной стали.
Обкатку можно производить на широко распространенных метал-
лорежущих станках (токарных, револьверных и др.) с использова-
нием простой оснастки. На рис. VI.90,a показана схема обкатки
роликами цилиндрической заготовки на токарном станке. В про-
цессе накатывания поверхность выглаживается и наклепывается.
Обкаткой в ряде случаев заменяют менее производительную опера-
цию шлифования. В зависимости от обрабатываемого материала
и режимов процесса глубина наклепанного слоя может изменяться
в пределах от 0,2 до 20 мм, а твердость поверхностного слоя увели-
чивается на 40...50 %. Предел усталости обкатанных деталей воз-
растает на 80 % и более. Во многих случаях в качестве окончатель-
ной обработки отверстий используется раскатка их специальными
приспособлениями — раскатками (рис. VI.90,6), заменяющая дру-
гие методы отделочной обработки, например хонингование.
3. Калибрование отверстий. Наиболее распространенными мето-
дами калибрования отверстий являются их дорнование и калиброва-
ние 'паоиком, осуществляемые на протяжных станках и прессах.
Процесс дорнования заключается в том, что калибрующий
инструмент (дорн), представляющий собой не имеющую режущих
зубьев прошивку или протяжку определенной формы, проталки-
345
вается или протягивается сквозь обрабатываемое отверстие (рис.
VI.90,в, г). Последнее должно иметь несколько меньшие размеры,
чем калибрующий дорн. При дорновании за счет пластических
деформаций диаметр отверстия увеличивается, поверхностный слой
металла в отверстии упрочняется и шероховатости сглаживаются.
Дорнованием обеспечивается точность /Т7, а шероховатость по-
верхности может быть уменьшена на 2...4 кл. Особенно хорошие
результаты получены в Институте сверхтвердых материалов АН
УССР при калибровании отверстий твердосплавными дорнами,
шлифованными алмазными кругами. Калибрование шариком
(рис. VI.90,5) заключается в продавливании сквозь предвари-
тельно точно обработанное отверстие стального закаленного шари-
ка. Диаметр последнего должен быть несколько больше диаметра от-
верстия, полученного после прохождения шарика через отверстие,
так как в этом случае происходит упругое восстанавливание мате-
риала. Особенно ценен этот способ при необходимости калибровать
отверстия с криволинейной осью (рис. VI.90,e).
4. Дробеструйной обработке подвергаются детали сложной
формы, прошедшие механическую и термическую обработку. Сущ-
ность процесса заключается в том, что обрабатываемая поверхность
подвергается ударам стальной или чугунной дроби, направляемой
на нее из специального дробемета (рис. VI.90,^), вызывающим пла-
стическую деформацию и наклеп поверхностного слоя детали. В за-
висимости от режима обработки глубина его колеблется в пределах
0,1...1 мм. В поверхностном слое создаются благоприятные напря-
жения сжатия. Вся поверхность детали покрывается мелкой рябью
от удара дробинок. Дробеструйная обработка весьма эффективна
при изготовлении деталей, работающих при знакопеременных на-
грузках, так как усталостная прочность их значительно возрастает.
Ей подвергаются рессоры, пружины, шатуны, коленчатые валы,
зубчатые колеса и др.
ГЛАВА 11. ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ
МЕТОДЫ ОБРАБОТКИ
§ 68. Общие сведения
1. Назначение электрофизических и электрохимических мето-
дов обработки. В современном машиностроении все более широко
используются жаропрочные, нержавеющие, магнитные и другие
труднообрабатываемые стали, а также твердые сплавы, полупро-
водниковые материалы, рубины, ферриты, кварц и др. Обработка
их механическими методами чрезвычайно затруднена, а иногда
и невозможна. В связи с развитием обработки металлов давлением,
точного литья, широким использованием пластических масс во мно-
го раз увеличилась потребность в штампах, пресс-формах и других
изделиях с деталями сложной формы, обработка которых весьма
трудоемка и сложна. В некоторых современных машинах и при-
346
борах иногда встречаются детали, которые не могут быть обработаны
механическими методами (например, отверстия и фасонные прорезы
особо малых размеров, соединительные каналы в труднодоступных
местах). Для обработки труднообрабатываемых материалов, а так-
же деталей сложной формы с успехом используются электрохими-
ческие и электрофизические методы размерной обработки. Эти ме-
тоды основаны на различных физико-химических процессах энерге-
тического воздействия на твердое тело, при котором от него отде-
ляются частицы и получается деталь с заданными размерами и
формой.
2. Основные виды электрофизической и электрохимической об-
работки. В зависимости от используемых физико-химических про-
цессов эти методы обработки можно подразделить на четыре группы:
1. Электрод розионные методы обработки токопроводящих мате-
риалов (металлов и сплавов), основанные на использовании пре-
образуемой в тепло энергии электрических разрядов, возбуждаемых
между инструментом и заготовкой. Различают четыре основные раз-
новидности электроэрозионной обработки: электроискровую, элек-
троимпульсную, электроконтактную и анодно-механическую.
2. Электрохимическая обработка металлов и сплавов, основан-
ная на преобразовании электрической энергии в энергию химиче-
ских связей. При этом металл заготовки превращается в легко уда-
ляемые из зоны обработки химические соединения (анодное рас-
творение).
3. Ультразвуковая обработка, основанная на импульсном удар-
ном механическом воздействии на материал с частотой свыше
16 кГц. Этим методом обрабатывают твердые и хрупкие мате-
риалы.
4. Лучевые способы обработки, основанные на съеме материала
заготовки при воздействии на нее концентрированных лучей с вы-
сокой плотностью энергии, которая в зоне обработки преобразуется
в тепло. К ним относятся обработка сфокусированными световыми,
электронными или ионными лучами.
3. Достоинства и применение электрофизических и электрохими-
ческих методов обработки. Электрофизические и электрохимиче-
ские методы обработки по сравнению с другими методами обладают
рядом достоинств:
1) этими методами можно обрабатывать различные материалы,
обладающие наиболее высокими физико-механическими свойствами,
обработка которых другими методами невозможна или весьма за-
труднительна;
2) благодаря простоте кинематики формообразования можно
этими методами вести обработку, которую невозможно осуществить
другими способами (глухие фасонные отверстия, полости сложной
формы, отверстия с криволинейной осью; отверстия диаметром
порядка десятых и сотых долей миллиметра);
3) возможность отображения (копирования) формы инструмента
сразу по всей обрабатываемой поверхности заготовки при простом
поступательном перемещении инструмента;
347
4) при обработке практически нет силового воздействия на за-
готовку;
5) обработку этими методами легко автоматизировать.
Однако имеются факторы, ограничивающие применение элек-
трофизических и электрохимических методов обработки. При
механической обработке обычных конструкционных материалов
в большинстве случаев производительность и точность оказываются
более высокими, а шероховатость поверхности меньшей. Поэтому
электрофизические и электрохимические методы используются
преимущественно при обработке труднообрабатываемых матери-
алов и сложных по профилю деталей. Тем не менее они оказывают
влияние на развитие ряда отраслей промышленности (производство
штампов, пресс-форм, турбинных лопаток, электронной аппара-
туры и др.). Они открывают новые возможности в создании надеж-
ных и долговечных машин и аппаратов и в ряде случаев являются
единственно возможными методами решения сложных технологиче-
ских задач.
§ 69. Электроэрозионные методы обработки
1. Общие сведения. Электроэрозионная обработка металлов
основана на воздействии электрических разрядов (импульсов)
на отдельные участки обрабатываемой поверхности. Непосред-
ственно в зоне обработки энергия разрядов между анодом (инстру-
ментом) и катодом (заготовкой) преобразуется в энергию тепловую
В зоне действия электрических разрядов температура достигает
нескольких тысяч градусов, что приводит к оплавлению и даже ис-
парению отдельных участков обрабатываемой поверхности, т. е.
к так называемой эрозии металла. Так как электрические разряды
возникают в последовательности, определяемой минимальными рас-
стояниями между взаимодействующими поверхностями электродов,
на электроде — заготовке отображается форма электрода — инстру-
мента. Это разрешает эффективно обрабатывать изделия сложной
формы.
2. Электроискровой метод’ разработан в 1943 г. советским
ученым Н. И. Лазаренко. Он основан на явлении разрушения ме-
талла в цепи постоянного тока под действием искрового разряда.
При сближении металлических электродов в момент достижения
пробойного зазора от катода к аноду проскакивают в начале отдель-
ные электроны. Благодаря этому образуется канал проводимости
и в результате возникает кратковременный мощный искровой раз-
ряд, при котором температура в канале проводимости достигает
6000... 11 000 °C. При этом происходит концентрированное выделе-
ние энергии, приводящее к мгновенному расплавлению, испарению,
взрывам и выбрасыванию частиц анода, которые направляются к ка-
тоду. Процесс ведется в жидкой диэлектрической среде (масло,
керосин), в которой оторвавшиеся от анода ч~стицы охлаждаются
и оседают. В связи с тем что обработка ведется без соприкосновения
заготовки и инструмента, представляется возможным обрабатывать
348
°- Рис. VI.91. Электроискровая обработка
токопроводящий металл любой твердости инструментом из мягкого
металла (латуни, алюминия). Электроискровая обработка получила
наибольшее распространение для прошивки отверстий любой фор-
мы в труднообрабатываемых материалах, включая твердые сплавы.
На рис. VI.91,a приведена схема станка для прошивки отверстий.
На основании 8 установлена ванна 5 с диэлектрической жидко-
стью, в которой находится установленная на приспособлении 7
обрабатываемая заготовка 6. От зажима генератора импульсов 1
постоянный ток идет к катоду (инструменту) 4, закрепляемому в го-
ловке 3 через зазор 8 — к аноду (заготовке) 6 и возвращается
к другому зажиму генератора 1. Сопротивление R предназначено
для регулирования силы тока и напряжения цепи, которые контро-
лируются амперметром А и вольтметром V. Для образования одного
за другим импульсных разрядов большой силы в электрическую
цепь параллельно заготовке 6 и электроду — инструменту 4 вклю-
чена конденсаторная батарея С.
Как только инструмент — электрод приблизится к заготовке
на величину пробивного зазора 6, возникает электрический разряд,
на который затрачивается вся энергия, накопленная в батарее
конденсаторов С. После разрядки конденсаторов, чтобы их заря-
дить, ток надо прервать. Таким образом, инструменту нужно сооб-
щить колебательные перемещения (подачу s). Это осуществляют
с помощью различных устройств, например, соленоидного регуля-
тора 2, обеспечивающего замыкание и размыкание электрической
цепи и автоматическое постепенное опускание инструмента, форма
которого должна отвечать форме обработанной поверхности за-
готовки. Точность и шероховатость обработанной поверхности за-
висят от электрического режима обработки. При черновом режиме
Ra 6,3, а пои чистовом — Ra 1,6...0,8.
Электроискровой метод обработки используется при изготовле-
нии штампов, пресс-форм, кокилей, твердосплавных фильер, при
извлечении поломанного инструмента и в некоторых иных случаях.
349
Рис. VI.92. Схема установки для электроимпульсной обработки и колесо тур-
бины, обработанное этим методом
Применение его ограничивается малой производительностью и до-
вольно быстрым износом инструмента вследствие высокой темпера-
туры при разряде. На рис. VI.91,6, в показаны принципиальные
схемы прошивки фасонной полости и образования стружколома-
тельной канавки на твердосплавном резце.
3. Электроимпульсный метод обработки, принципиальная схема
которого показана на рис. VI.92,а, заключается в последователь-
ном возбуждении разрядов между инструментом 5 и заготовкой S,
которая на специальном приспособлении 7 размещена в ванне с ди-
электрической жидкостью 6. От приводного электродвигателя /
движение передается генератору импульсов 2, который дает им-
пульсы только одного направления (униполярные). Между элек-
тродом — инструментом 5 и заготовкой 8 возникают электрические
разряды. Колебательное движение инструменту в направлении по-
дачи s сообщает оегулятор подачи 4. Для регулирования силы тока
в цепь включено сопротивление 3. При предварительной обработке
используются машинные генераторы, дающие импульсы большой
длительности и энергии, а при чистовой — ламповые или транзи-
сторные генераторы, дающие импульсы малой энергии, но высокой
частоты. В отличие от электроискровой обработки при электроим-
пульсной заготовка является катодом, а инструмент — анодом.
Температура в рабочей зоне (до 4000...5000 °C) значительно ниже,
чем при электроискровой обработке, поэтому и инструмент сра-
батывается меньше. Электроды-инструменты изготавливают из
меди, алюминия и его сплавов, чугуна, но наилучшими являются
углеграфитовые электроды. Низкочастотная электроимпульсная
обработка с питанием от машинных генераторов дает грубую по-
верхность с шероховатостью до 12,5, а высокочастотная (с частотой
7...25 кГц) — 6,3...1,6. Применяется электроимпульсная обработка
преимущественно при трехкоординатной обработке штампов, пресс-
форм, турбинных лопаток, ручьев в валках периодического проката
и др. На рис. VI.92,б показано обработанное электроимпульсным
350
Рис. VI.93. Схемы анодно-механической отрезки (а) и электроконтактной об-
работки (б)
методом колесо турбины, обработка которого на металлорежущих
станках чрезвычайно сложна.
4. Анодно-механическая обработка (предложена в 1943 г.
В. Н. Гусевым). Она основана на одновременном действии электро-
механического и электроискрового процессов, протекающих в среде
электролита, которым является водный раствор жидкого стекла.
При пропускании через ванну постоянного тока на поверхности
заготовки (анода) образуются пленки продуктов растворения ме-
талла, которые механически удаляются инструментом (катодом).
Так как вершины шероховатостей на обрабатываемой поверхности
анода отделены от катода небольшим промежутком, через него про-
ходит кратковременный дуговой разряд. При этом микроскопиче-
ский участок поверхности детали оплавляется и расплавленные ча-
стицы также удаляются движущимся анодом, т. е. происходят элек-
троэрозионные процессы. Заготовке или инструменту сообщается
движение подачи. При мягком режиме, когда плотность тока мень-
ше 15 А/см2, обработка осуществляется в основном за счет электро-
химического растворения и механического удаления пленки. Таким
способом осуществляют так называемое, анодно-механическое шли-
фование и достигают шероховатости поверхности 0,4...0,05. При
более жестком режиме удаление металла из зоны обработки осущест-
вляется за счет электроэрозии и шероховатость обработанной по-
верхности Ra 200...25.
Этот метод эффективно используется при отрезании заготовки из
труднообрабатываемых высокопрочных сплавов. На рис. VI.93,а
показана схема анодно-механического отрезания. Инструмент —
катод 2, которым служит тонкий диск из мягкой стали, вращающий-
ся с большой скоростью, соприкасается с заготовкой — анодом 1.
В зону контакта, по трубе 3 подается жидкое стекло. Диск и заго-
товка подключаются к генератору постоянного тока. Процесс ве-
дут на жестких электрических режимах, поэтому наряду с анодным
растворением и механическим воздействием существенную роль
играют электротермические процессы.
5. Электроконтактная обработка основана на электромеханиче-
ском разрушении металла под воздействием электродуговых раз-
рядов быстро перемещающимся инструментом. Съем металла с за-
готовки 1 (рис. VI.93,б) осуществляется в воздушной среде враща-
351
ющимся диском — электродом 2, который служит рабочим инстру-
ментом. Диск и заготовка соединены с источником питания — по-
нижающим трансформатором 3. При вращении диска, к которому за-
готовка прижимается под давлением 2 • 104...5 • 104 Па, происходит
периодический разрыв контактов, возникают электродуговые раз-
ряды, под воздействием которых и разрушается металл заготовки.
Соприкосновение под небольшим давлением двух металлических
электродов (инструмента и заготовки) приводит к образованию
в месте контакта повышенного переходного сопротивления. Про-
ходящий через место контакта электрический ток вследствие выде-
ления джоулевого тепла нагревает, размягчает и плавит металл за-
готовки, облегчая его удаление. Во избежание сильного разогрева
и плавления инструмента — электрода его вращают со скоростью,
превышающей 30 м/с, при которой длительность соприкосновения
контактирующего участка диска с заготовкой ничтожно мала. Вра-
щающийся диск выбрасывает частицы раскаленного металла в виде
снопа искр. Поскольку к инструменту и заготовке можно подвести
ток большой мощности, интенсивность процесса достаточно велика
и в ряде случаев может превзойти по производительности обычную
обработку резанием. В то же время он не обеспечивает высокой точ-
ности и шероховатость поверхности не превосходит Ra 100...25.
Кроме того, при большом съеме металла в поверхностном слое
происходят значительные фазовые изменения, могут возникнуть
трещины и другие пороки. Поэтому электроконтактная обработка
используется главным образом для выполнения грубых и неответ-
ственных операций, например зачистки отливок и штамповок из
труднообрабатываемых сплавов.
§ 70. Электрохимическая обработка
1. Общие сведения. При протекании постоянного электрического
гока между электродами 1 и 3 (рис. VI.94,a), которые находятся
в ванне 2 с раствором электролита, происходят определенные фи-
зико-химические процессы. На одном из них — явлении анодного
растворения — основана электрохимическая обработка металлов.
Анодное растворение заключается в том, что при прохождении по-
стоянного тока через электролит электрод, соединенный с положи-
тельным полюсом источника тока (анод), растворяется. При этом
металл анода (заготовки) на поверхности переходит в ионное состо-
яние и выносится электролитом из рабочей зоны. Электрохимиче-
ский процесс иногда комбинируют с механической обработкой, на-
пример шлифованием.
2. Электролитическое полирование. Этот метод получил широ-
кое распространение при тонкой обработке. На поверхности детали,
установленной в электролитической ванне на аноде, при прохожде-
нии тока образуется защитная пленка, предохраняющая впадины
микронеровяостей от его воздействия. Эта пленка не препятствует
растворению микровыступов вследствие того, что на них действует
более плотный поток электронов и поверхность детали сглаживает-
352
Рис. VI.94, Схемы электрохимической обработки
ся. Шероховатость обработанной поверхности зависит от тщатель-
ности предварительной обработки. Обычно в производственных
условиях достигают Ra 0,8...0,1, но при обработке предварительно
шлифованных поверхностей может быть достигнута шероховатость
0,05...0,012. Электролитическое полирование успешно используется
для окончательной обработки сложных по конфигурации деталей
(лопатки турбин, клапаны для подачи горючего, режущие и измери-
тельные инструменты и др.). Помимо уменьшения шероховатости
поверхности эта обработка благоприятно сказывается на коррозион-
ной стойкости, усталостной прочности и пределе выносливости ме-
талла. Это объясняется тем, что при обработке в поверхностном
слое не только не нарушается исходная структура, как это бывает
при большинстве других методов обработки, но и удаляется ослаб-
ленный при предварительной обработке слой.
3. Другие методы электрохимической обработки. В практике
используется и ряд других методов электрохимической обработки
металлов. На рис. VI.94,б показано электрохимическое прошивание
отверстия. К заготовке 4, являющейся анодом, подается электро-
лит через трубку 5, служащую катодом. Зазор между торцом трубки
и обрабатываемой поверхностью, исключающий межэлектродный
контакт, создается давлением вытекающего электролита. При про-
хождении через электролит электрического тока происходит анод-
ное растворение металла заготовки в рабочей зоне и продукты рас-
творения уносятся протекающим электролитом через отверстие
353
в ванночке 7. В процессе обработки трубка 5 под действием пру-
жины 6 совершает движение подачи, сохраняя постоянным меж-
электродный зазор. Процесс может идти таким образом, что дви-
жение подачи и сохранение необходимого зазора осуществляется
станком, на котором ведется обработка.
Одним из видов электрохимической обработки является элек-
трохимическое «фрезерование» деталей из труднообрабатываемых
материалов. На рис. VI.94,в показано фрезерование паза на валу S,
являющемся анодом, с помощью металлического диска — катода 9.
Через трубку 10 подается струя электролита. При протекании через
цепь электрического тока происходит анодное растворение металла
обрабатываемой детали, а продукты растворения удаляются враща-
ющимся диском, которым осуществляется и движение подачи.
Разновидностью электрохимического метода обработки является
электроабразивное шлифование, которое ведется электроабразив-
ным кругом, состоящим из абразивных зерен 11 (рис. VI.94,г) и элек-
тропроводного наполнителя 12. Круг соединяют с отрицательным
полюсом источника тока, а обрабатываемую заготовку 13 — с по-
ложительным. В рабочую зону струей подается электролит. Плен-
ка, образующаяся вследствие анодного растворения, снимается
абразивными зернами круга, совершающего вращательное и осцил-
лирующее движение. По сравнению с обычным шлифованием этот
процесс обеспечивает более высокую производительность, шерохова-
тость поверхности 0,2—0,05, меньший износ шлифовального круга
и не влечет за собой появления микротрещин в поверхностном слое,
так как в зоне обработки температура повышается незначительно.
§ 71. Ультразвуковой метод обработки
Ультразвуковым называют метод обработки, при котором обра-
батываемая зона находится под воздействием упругих механиче-
ских колебаний с частотами свыше 16...20 кГц (ультразвуковыми).
При этом на заготовку воздействуют удары взвешенных в жидкости
(воде, масле) зерен абразива, получающих большие скорости от
вибратора, который колеблется с ультразвуковой частотой. Жид-
кость под давлением ультразвуковых колебаний вследствие явления
кавитации разрушает материал, на который она попадает. Это раз-
рушение интенсифицируется действием содержащегося в жидкости
абразива, зерна которого проникают в зазор между торцом инстру-
мента и деталью и отделяют микроскопические частицы от матери-
ала заготовки. Получаемые с помощью ультразвукового генератора
электрические колебания магнитострикционным вибратором пре-
образуются в механические. Магнитострикционный эффект заклю-
чается в свойстве ферромагнитных материалов изменять размер
при изменении действующего на них магнитного поля.
На рис. VI.95 показана схема ультразвукового станка. Из ультра-
звукового генератора, питающегося от сети переменного тока обыч-
ной частоты, ток ультразвуковой частоты подается в обмотку магни-
тострикционного вибратора 4, в котором электромагнитные коле-
354
Рис. VI.95. Схема ультразвукового
станка
бания преобразуются в меха-
нические. С помощью кон-
центратора 3, один конец ко-
торого связан с вибратором,
а другой — с инструментом,
возникшие колебания усили-
ваются и амплитуда их может
достигать 0,1...0,12 мм. Из
бака 8 с помощью насоса 7
в зону обработки подается
жидкость с абразивным по-
рошком. Ползун 5, уравнове-
шенный контргрузом, переме-
щается по направляющим ста-
нины 6 и прижимает инстру-
мент 2 к заготовке / .Эта сила
должна быть небольшой, чтобы колебания инструмента не затухли. Так
как подача инструмента осуществляется в направлении колебания его
торца, этим методом может быть обработана полость любого профи-
ля. В зависимости от твердости и прочности обрабатываемого мате-
риала может быть использован различный абразив: электрокорунд,
карборунд, карбид бора, алмаз. Ультразвуковой обработкой дости-
гается шероховатость ^0,8...0,1 без нарушения свойств поверхно-
стного слоя. Большим достоинством этого метода является то, что
с его помощью можно обрабатывать не только металлические мате-
риалы (проводники), но и диэлектрики. Его используют для обра-
ботки труднообрабатываемых сплавов и изделий из стекла, кварца,
германия, кремния, ферритов, минералокерамики, рубина, ал-
маза и др.
§ 72. Лучевые методы обработки
L Электронно-лучевая обработка основана на том, что элек-
троны, излучаемые катодом в глубоком вакууме вследствие термо-
электронной эмиссии, ускоряются в мощном электрическом поле
и фокусируются в узкий пучок, направленный на обрабатываемую
заготовку — анод. При этом кинетическая энергия преобразуется
в тепловую. Эффективность действия электронного пучка повышает-
ся фокусировкой его на очень малых площадях (до 10“7 см2), благо-
даря чему образуется электронный луч. Попадая на обрабатываемую
поверхность, такой луч мгновенно нагревает ее до температуры
около 6000 °C, вследствие чего даже самый тугоплавкий металл
здесь будет не только плавиться, но и испаряться. Электронно-лу-
чевая обработка ведется на установке с электронной пушкой 6
(рис. VI.96,я), обеспечивающей фокусирование электронного луча.
Важнейшими ее элементами являются генератор высокого напряже-
ния 11, генератор напряжения накала и напряжения возбуждения
(задающего напряжения) 10, импульсный генератор 8, импульсный
трансформатор 9 и вольфрамовый электрод 7. Принцип работы
355
Рис. VL96. Принципиальные схемы установок для лучевой обработки:
а — электроннолучевой; б — лазерной
электронной пушки следующий. Поток электронов, создаваемый
эмиссией разогретого катода 7, преобразуемый в узкий пучок, бла-
годаря большой разности потенциалов между катодом и анодом
ускоряется до сотен км/с и фокусируется в узком конусе, вершина
которого находится на заготовке 13. Для этого используют откло-
няющие устройства и линзы, управляющие размером и траекторией
электронного луча, регулируемые специальной контрольной систе-
мой. В нее входят электростатическая система 12, электромагнит-
ные катушки 5, с помощью которых осуществляется магнитная юсти-
ровка, корректор изображения 4, магнитные линзы 5, контрольный
контур 2 и др. Заготовка 13 устанавливается на столе 1, пользуясь
которым ее можно устанавливать в нужном положении и перемещать.
С помощью управляющих электромагнитных катушек и контрольно-
го контура 2 (профилирующее управление) электронный луч может
отклоняться по поверхности заготовки 13. Таким путем можно осу-
ществить обработку заготовки необходимого профиля, и такая об-
работка может быть запрограммирована в управляющем устройстве.
Электронно-лучевым методом получают отверстия, пазы малых
размеров (от 0,005 мм и ниже) в труднообрабатываемых сплавах.
2. Обработка световым лучом. Этот метод обработки базируется
на работах Н. Г. Басова и А. М. Прохорова. Он основан на том, что
мощный световой луч, проходя через специальное оптическое уст-
ройство, фокусируется на обрабатываемой поверхности заготовки
на площади диаметром до 0,01 мм. Поэтому в зоне его действия воз-
никают температуры порядка нескольких тысяч градусов и высокие
давления. Концентрация энергии может быть порядка 105 кВт/см2,
поэтому происходит мгновенное расплавление и испарение металла.
В качестве источника энергии используются квантовые генераторы
света или лазеры, чаще всего кристаллические рубиновые (рис. VI.
96,,б).
Основой лазера служит стержень синтетического рубина 4,
помещенный внутрь наполненной ксеноном спиральной лампы (лам-
356
пы подкачки) 5. Лампа питается от батареи конденсаторов 8 и при
разрядке их периодически вспыхивает. Стержень заключен внутри
стеклянной трубки 3, через которую непрерывно прокачивается
охлаждающая среда от входа 1 к выходу 7 и фиксируется пружи-
ной 2. Рубиновый стержень — это кристалл А13О3 с примесью окиси
хрома Сг2О3. Плоские параллельные торцы его тщательно отполи-
рованы. Один из них покрыт слоем серебра, а второй также посе-
ребрен, но полупрозрачен. При интенсивной вспышке лампы 5 рубин
освещается и атомы хрома, поглощая световой квант, переходят из
нормального в возбужденное состояние вследствие так называемой
оптической подкачки. В момент, когда больше половины атомов
хрома переходит в возбужденное состояние, равновесие становится
неустойчивым, в кристалле освобождается накопленная энергия,
атомы возвращаются в нормальное состояние и кристалл излучает
фотоны. Мощный поток их прорывается сквозь полупрозрачный
передний торец, образуя мощные излучения в виде пучка ослепи-
тельно ярко-красного света 6. С помощью специальной оптической
линзы (на рис. VI.96,6 не показана) этот пучок излучения фокуси-
руется на площади диаметром до 0,01 мм.
С помощью лазеров можно вести обработку отверстий малого
размера, пазов в заготовках из различных материалов, независимо
от их физико-механических свойств (твердые сплавы, алмазы). Све-
толучевая обработка обладает рядом достоинств по сравнению
с электронно-лучевой и поэтому более перспективна.
ГЛАВА 12. ОСНОВНЫЕ НАПРАВЛЕНИЯ АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВА В МЕХАНИЧЕСКИХ ЦЕХАХ
§ 73. Общие сведения
Механизацией называют применение в производстве машин,
механизмов, устройств, заменяющих тяжелый физический труд,
управление которыми осуществляют вручную.
Автоматизацией называют замену ручного управления произ-
водственными процессами управлением с помощью автоматических
устройств, работающих без участия человека и обеспечивающих
увеличение производительности труда.
Комплексная автоматизация — комплекс мероприятий автома-
тизации всех стадий изготовления изделия.
1. Основные направления автоматизации металлорежущих стан-
ков. Автоматизация металлорежущих станков в зависимости от
характера производства осуществляется по нескольким направле-
ниям.
Массовое и крупносерийное производства обусловили появле-
ние универсальных полуавтоматов и автоматов высокой произво-
дительности. Например, многошпиндельный токарный автомат
может заменить до 20 универсальных токарных станков. Стремле-
357
ние максимально повысить производительность при массовом про-
изводстве однотипных деталей привело к появлению специальных
автоматов более простой конструкции и более производительных,
чем универсальные.
Технический прогресс обусловил быструю изменяемость машин
и их деталей. Стремление получить станки, обладающие произво-
дительностью автоматов и широкими технологическими возможно-
стями универсальных станков, привело к созданию агрегатных
станков.
Следующим этапом развития автоматизации было создание
автоматических станочных линий, а затем автоматических цехов
и заводов.
Но таким образом нельзя решить проблему автоматизации в мел-
косерийном и единичном производствах, в которых наиболее ши-
роко используются универсальные станки. Основным путем ее ре-
шения является применение станков с программным управлением.
§ 74. Автоматические линии
1. Основные понятия. Автоматической станочной линией назы-
вается система станков (иногда и других технологических агрега-
тов) и вспомогательных (транспортных и других) устройств, ко-
торые автоматически осуществляют технологические операции в
установленной последовательности без вмешательства рабочего.
Персонал, обслуживающий автоматическую линию, налаживает ее,
загружает заготовками, снимает готовые детали, периодически
контролирует качество обработки и обеспечивает нормальную ра-
боту линии. Система управления автоматической линией синхрони-
зирует движение рабочих органов станков, транспортной системы
и других устройств, контролирует работу отдельных участков ли-
нии, сигнализирует о неисправности отдельных агрегатов и осу-
ществляет блокирование.
2. Преимущества применения автоматических линий следую-
щие: производственные площади и количество станков сокращаются
в два раза и более, количество работающих уменьшается в 5...8 раз,
а себестоимость — в 3,5...4,5 раза; улучшается качество продукции,
выпускаемой ритмично; повышается общая культура производства.
Широко используют автоматические линии из агрегатных* станков.
3. Автоматические линии на базе агрега!ных станков строят
преимущественно для обработки крупных деталей. Станки разме-
щают с одной или с двух сторон главного транспортера. Он рабо-
тает периодически и через одинаковые промежутки времени, рав-
ные такту автоматической линии, перемещает заготовки от одной
позиции к другой.
Линии для обработки крупных деталей строят различными, в за-
висимости от того, с двух, четырех или шести сторон надо обрабаты-
вать заготовку.
Для обработки заготовки с двух сторон автоматическая линия
наиболее проста (рис. VI.97,a). В начале ее расположена загрузоч-
854
Рис. VI.97. Схемы автоматических линий для обработки корпусных деталей
(а, б) и автоматическая линия из агрегатных станков (в)
ная позиция. Транспортер перемещает заготовку на первую рабочую
позицию, где она обрабатывается инструментами, установленными
в двух силовых головках, и потом периодически передвигает ее на
вторую, третью и последнюю позицию, где заготовка обрабатывает-
ся инструментами, закрепленными в соответствующих силовых го-
ловках. В конце линии обработанную деталь снимают и передают
на сборку или последующую обработку;
Для обработки корпусных деталей с четырех сторон в авто-
матическую линию встраивают поворотный стол. В этом случае
359
(рис. VI.97,6) линия состоит из двух участков, которые могут ра-
ботать независимо один от другого. На участке I заготовка обраба-
тывается с двух сторон, затем после поворота на 90° на поворотном
столе попадает на участок II и обрабатывается с двух других сторон.
Для обработки корпусных деталей с шести сторон автоматиче-
ская линия состоит из трех участков.
На рис. VI.97,e показан общий вид автоматической линии из
трех агрегатных станков. Управление линией осуществляется с по-
мощью пульта 1. Устанавливается заготовка в позицию загрузки 2,
после чего с помощью транспортирующего устройства 3 она после-
довательно попадает на каждый из станков и обрабатывается с по-
мощью силовых головок 4, 5, 6. Для осуществления необходимого
поворота используется размещенный между вторым и третьим
станками кантователь. Обработанная заготовка попадает на пози-
цию выгрузки 7 и снимается.
§ 75. Станки с программным управлением
1. Общие сведения. Суть системы программного управления ме
таллорежущими станками заключается в том, что механические
системы управления подвижными узлами станка заменяются элек-
тромеханическими. Управляют этими системами дистанционно
с помощью команд, представляющих собой электрические сигна-
лы, которые выдает специальное устройство в строго определенной
последовательности (по определенной программе). Станки с про-
граммным управлением работают в автоматическом или полуавто-
матическом цикле.
Переналадка станка с программным управлением требует зна-
чительно меньше времени, чем наладка или переналадка авто-
мата с управлением рабочими органами с помощью кулачков.
Поэтому использование таких станков дает возможность автома-
тизировать обработку также при обработке малых партий и даже
единичных заготовок.
По конструкции системы управления станки с программным
управлением подразделяются на станки с цикловым и числовым
управлением.
2. Цикловое программное управление разрешает программиро-
вать последовательность и скорость перемещения подвижных орга-
нов станка. Программа задается путем определенного набора ком-
мутирующих элементов (штекеров, переключателей) на панели упо-
ров, отключающих подачу суппорта, стола, ползуна. Цикловая
система обычно встраивается в станок, почти не увеличивая его
габарит и не намного повышая стоимость. Но настройка станка
с цикловым управлением достаточно длительна. Поэтому исполь-
зование таких станков экономически целесообразно только при зна-
чительных партиях обрабатываемых деталей.
3. Числовой способ задания программы. Теперь в станках
с программным управлением чаще всего используют системы, осно-
вывающиеся на числовом задании программы, т. е. используют стан-
360
в
ки с числовым программным управлением (ЧПУ). Станок с ЧПУ
содержит два самостоятельных агрегата: металлорежущий станок
и система (пульт) числового программного управления, представ-
ляющая собой шкаф с электронными устройствами и встроенной
панелью управления.
Числовая программа задается следующим образом. Пусть при
обработке ступенчатого валика (рис. VI.98,я) проходной резец из
исходного положения нужно последовательно переместить на
расстояния h0, lQi 1Ъ hlf 12 и пусть эти перемещения осуществляются
с помощью шагового электродвигателя. Особенность этого элек-
тродвигателя та, что если в обмотку его статора попадает один им-
пульс электрического тока, то якорь повернется на небольшой угол
определенной величины. Шаговый двигатель 6 (рис. VI.98,б) через
редуктор 7 и зубчатые колеса 8 и 9 соединяют, например, с винтом 10
поперечной подачи. Передаточное отношение редуктора выбирают
таким, чтобы за один импульс тока резец 11 переместился на не-
большое расстояние, например 0,1 мм, называемое ценой импульса.
Если резец надо переместить на 2 мм, то при цене импульса 0,1 мм
в шаговый двигатель надо последовательно подать 20 импульсов
тока. Следовательно, количество импульсов тока, подведенных к ша-
говому двигателю, определяет величину перемещения, а их ча-
12 378 361
стота — скорость перемещения резца. Изменение направления под*
водимого в двигатель тока влечет за собой изменение направления
перемещения резца.
Количество импульсов и время их подачи в шаговый электро-
двигатель записывают на программоносителе, которым обычно слу-
жат перфокарты или перфоленты. На такой карте или ленте с по-
мощью специального устройства — перфоратора,— пробивая в стро-
го определенных местах отверстия, записывают команды для всех
’установленных на станке шаговых двигателей и других исполни-
тельных механизмов (электромуфт, соленоидов и др.), управля-
ющих изменением частоты вращения шпинделя, величины подачи,
перемещения суппорта и т. д.
4. Записывание команд на перфорированной карте. На
рис. VI.98,в показана часть перфорированной карты, которая разде-
лена вертикальными линиями на 12 дорожек, а горизонтальными —
на строки.
Количество посылаемых в шаговый двигатель импульсов запи-
сывается пробиванием отверстий на первых восьми дорожках. Каж-
дому отверстию, пробитому в одной из дорожек, отвечает определен-
ное количество импульсов: в первой порожке — 128, во второй —
64, в третьей — 32, в восьмой — 1 импульс тока. Если в одной
строчке пробиты отверстия в нескольких дорожках, то в шаговый
двигатель поступает суммарное количество импульсов. Например,
в первой строке перфокарты отверстия пробиты в 1, 2 и 5-й дорож-
ках, а это отвечает 128 + 64 + 8 = 200 импульсам; во второй
строке отверстия пробиты в 3, 4 и 7-й дорожках, следователь-
но, в шаговый двигатель поступит 32 + 16 + 2 = 50 импульсов.
Содержание команды кодируют пробиванием отверстий в до-
рожках 9, 10, И и 12-й. На рис. VI.98,г показан пример возмож-
ной кодированной записи команд. В первой строке отверстия, про-
битые в дорожках 11-й и 12-й, обозначают «перемещение резца
медленно вправо»; отверстия, пробитые во второй строке в дорож-
ках 10, II и 12-й, означают «перемещение резца медленно влево»
и т. д. Всего на четырех дорожках, варьируя количество и размеще-
ние в одной строке пробитых отверстий, можно записать более
10 команд.
5. Считывание программ и передача команд происходит так.
Перфорированная карта 2 (рис. VI.98,б), закрепленная в считыва-
ющем устройстве на металлической пластинке /, перемещается
поступательно на одну строку после исполнения станком очеред-
ной команды. По каждой из дорожек скользят изолированные друг
от друга щетки 5. Когда под щетку подходит отверстие, то она ка-
сается металлической пластинки 1 и электрическая цепь реле —
щетка — пластинка замыкается и в распределительное устройство 4
приходит электрический сигнал. В этом устройстве все сигналы
«прочитываются» и через усилительное устройство 5 посылается
в исполнительный орган станка, например в шаговый двигатель,
сколько импульсов тока, сколько записано на перфокарте. Напри-
мер, если щетки находятся на первой строке перфорированной
362
карты (рис. VI.98,б), то шаговый двигатель продольной подачи суп-
порта получит 200 импульсов тока, что при цене импульса 0,1 мм
приведет к продольному перемещению резца на 20 мм. После испол-
нения этой команды перфорированная карта автоматически переме-
щается на одну строку, и начинается считывание и исполнение дру-
гой команды и т. д.
Количество команд, которые надо выполнить при обработке
деталей, зависит от сложности этих деталей и может достичь 80
и более. На одной карте записать такое количество команд невоз-
можно, поэтому при обработке сложных деталей команды записы-
вают на нескольких перфорированных картах, которые помещают
в кассете считывающего устройства, из которой они последователь-
но подаются под щетки.
При использовании перфорированной ленты на ней записывают
все команды, необходимые для обработки детали. Ленту закрепля-
ют на барабане, за один оборот которого совершается весь цикл
обработки детали.
6. Классификация станков с ЧПУ. По технологическим воз-
можностям станки с ЧПУ (как и универсальные), подразделяют на
отдельные группы:
а) станки токарной группы, предназначенные для обработки
деталей типа тел вращения (с прямолинейными и криволинейными
контурами, со сложными внутренними полостями);
б) станки сверлильно-расточной группы, предназначенные для
сверления и растачивания деталей различной точности. Возможна
комплексная сверлильно-расточная обработка;
в) станки фрезерной группы, используемые при фрезеровании
деталей различной формы, корпусных деталей (с нескольких сторон
и под различными углами). Возможна комплексная сверлильно-
фрезерно-расточная обработка различных деталей;
г) станки шлифовальной группы, служащие для финишной об-
работки деталей. В зависимости от характера обрабатываемых
поверхностей они подразделяются на подгруппы: круглошлифо-
вальные, внутришлифовальные, плоскошлифовальные, шлицешли-
фовальные и др.;
д) станки электрофизической группы, подразделяющиеся на
электроэрозионные, электрохимические, лазерные.
По принципу смены инструмента станки с ЧПУ можно подразде-
лить на три группы: с ручной сменой, с автоматической сменой с по-
мощью револьверной головки и с автоматической сменой с помо-
щью магазинного устройства.
По принципу смены заготовок станки с ЧПУ подразделяют на
станки с ручной или автоматической (с помощью манипуляторов
или роботов) сменой заготовок.
7. Конструктивные особенности токарных станков с ЧПУ.
Токарные станки с программным управлением по компоновке
и конструкции весьма разнообразны и во многих случаях значи-
тельно отличаются от токарных станков без ЧПУ. Для станков
без ЧПУ общепринята горизонтальная компоновка, при которой
363
Рис. VL99. Токарный станок с ЧПУ
вертикальной компоновки
Рис. VI. 100. Накопители для инструмен-
тов:
а — револьверная головка; б—дисковый идей-
ной магазины
зона резания приближена к рабочему. Для станков с ЧПУ это
не существенно, и во многих случаях используют вертикальную
(рис. VI.99) или крутонаклонную компоновку. В этих случаях
обеспечивается легкость схода стружки и ее удаление из рабочей
зоны; возможность оснащения станка загрузочными устройствами
различных типов; свободный доступ к инструменту и приспособле-
нию; уменьшение занимаемой станком площади.
Токарные станки с ЧПУ оснащаются револьверными головками
или магазином на 8...20 инструментов. Магазин применяют редко,
так как при обработке одной заготовки в основном требуется 8...
10 инструментов. Ось вращения револьверной головки может
располагаться перпендикулярно к оси шпинделя, параллельно,
а иногда наклонно к ней. При установке на станке двух револь-
верных головок в головке 1 закрепляют инструменты для наружной
обработки, а в головке 2 — для внутренней.
8. Обрабатывающие центры. Обработка различных корпусных
и других деталей сложной формы состоит из ряда последователь-
ных операций, чаще всего: фрезерования, растачивания отверстий,
сверления, зенкеровании, развертывания отверстий, нарезания
резьбы и др. Выполнение каждой такой операции связано с уста-
новкой, закреплением, раскреплением и снятием заготовок, их
транспортировкой от станка к станку, а следовательно, уменьше-
нием точности детали, с затратой значительного времени и средств.
Стремление к объединению этих различных операций в одну, выпол-
няемую при неизменном закреплении заготовки, привело к созда-
нию высокоавтоматизированных станков с ЧПУ, оснащенных уст-
ройством (накопителем) для размещения и автоматической смены
инструмента. Такие станки названы обрабатывающими центрами
(многооперационными, многофункциональными, многоцелевыми
станками). Используют накопители трех видов: револьверные го-
ловки, дисковые и цепные магазины (рис. VI. 100).
В револьверной головке можно разместить небольшое число
инструмента (от 6 до 12), поэтому её используют преимущественно
в станках токарного и фрезерного типа, выполняющих ограничен-
ное число операций.
364
Магазины обладают большей емкостью. В них можно разместить
до 100 инструментов и более. Их используют в многооперационных
фрезерно-расточных и сверлильно-расточных станках. Для ав-
томатической смены инструментов обычно используют автоопе-
раторы.
Компоновка обрабатывающих центров может быть различной.
Так, на рис. VI. 101,а показана компоновка по типу бесконсольного
горизонтально-фрезерного или горизонтально-расточного станка.
При такой компоновке облегчается наблюдение за обработкой за-
готовки, можно использовать поворотный стол и вести обработку
заготовки с четырех сторон. Станки предназначены для обработки
корпусных деталей. Компоновка по типу вертикально-фрезерных
365
станков (рис. VI.101,6) также может быть использована е поворот-
ным столом. Используются такие станки для обработки рычагов,
вилок и других деталей.
На рис. VI. 101,в показан обрабатывающий центр с горизонталь-
ной осью шпинделя и с магазином 1, представляющим собой кони-
ческий барабан с гнездами для размещения инструмента. Смена
инструментов 2 осуществляется двухзахватным автооператором 3.
Поворачиваясь против часовой стрелки, он одновременно захва-
тывает инструменты, закрепленные в шпинделе 5 и в магазине.
После этого оператор, перемещаясь вдоль оси поворота, выводит
инструменты из гнезд, а после поворота на 180° вновь вводит их
в гнезда, осуществляя таким образом их смену. При повороте опе-
ратора инструменты поддерживаются подпружиненными плун-
жерами 4.
Производительность обработки на обрабатывающих центрах
в 4... 10 раз превосходит производительность обработки на уни-
версальных станках. Значительно повышается также точность
обработки.
§ 76. Техника безопасности при работе
на металлорежущих станках
Во избежание травматизма при работе на металлорежущих стан-
ках должны строго соблюдаться правила техники безопасности.
Движущиеся, особенно вращающиеся, части станка, зубчатые,
ременные и цепные передачи должны быть закрыты надежными огра-
ждениями. Предусматриваются защитные средства от вылетающей
из зоны резания с большой скоростью стружки. Заготовка и инстру-
мент должны быть надежно закреплены. Станки должны быть за-
землены, в них не должно быть открытых токопроводящих эле-
ментов.
На токарных станках патроны с выступающими частями должны
быть закрыты защитными кожухами. Для защиты от стружки на
токарных и других станках устанавливаются предохранительные
экраны из оргстекла.
Шлифовальные круги перед установкой на станок предвари-
тельно испытывают на специальном стенде при вращении со скоро-
стью, превышающей на 50 % рабочую. На станках шлифовальные
круги закрывают жесткими кожухами. При работе на станках со
смазочно-охлаждающей жидкостью во избежание ее разбрызгивания
необходимо пользоваться защитными щитками, так как попадание
ее на кожу работающего может вызвать кожные заболевания.
РАЗДЕЛ VII. ПРОИЗВОДСТВО ДЕТАЛЕЙ
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
И МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
ГЛАВА 1. ПРОИЗВОДСТВО ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
§ 1. Общие сведения о пластмассах
1. Пластмассами называются материалы, получаемые на осно-
ве природных или синтетических полимеров (смол), которые на
определенной стадии производства или переработки обладают высо-
кой пластичностью.
Свойства пластмасс определяются физико-механическими ха-
рактеристиками их основы — смолы.
В зависимости от поведения при нагреве смолы (и соответственно
пластмассы) подразделяют на термопластичные и термореактивные.
Термопластичные пластмассы (термопласты) при каждом нагре-
ве размягчаются, переходят в вязкотекучее состояние, а при охла-
ждении отвердевают. К термопластам относятся: органическое
стекло, полистирол, полиэтилен, полипропилен, винипласт, капрон
и др.
Термореактивные пластмассы (реактопласты) при нагреве вна-
чале размягчаются, а затем при определенной температуре пере-
ходят в твердое, неплавкое и нерастворимое состояние, поэтому они
не могут повторно перерабатываться. К реактопластам относятся
пластики на основе фенолоформальдегидной, полиэфирной и дру-
гих смол.
Для придания пластмассе различных свойств в ее состав вводят
другие компоненты: наполнители, пластификаторы, а также раз-
личные добавки.
Наполнителями служат органические или неорганические ве-
щества в виде порошков (древесная или кварцевая мука, графит),
волокон (бумажных, хлопчатобумажных, асбестовых, стеклянных)
или листов (ткани, слюда, древесный шпон). Наполнители повыша-
ют прочность, износостойкость, теплостойкость или другие свой-
ства пластмасс и могут составлять 40...80 % их объема.
Пластификаторами называют малолетучие вещества (глицерин,
касторовое или парафиновое масло и др.), вводимые в состав пласт-
масс с целью повышения их пластичности и эластичности.
К добавкам относятся:
стабилизаторы — вещества, замедляющие разрушение пласт-
массы при воздействии тепла, света и других факторов (сажа, сер-
нистые соединения, фенолы);
367
смазки, облегчающие процесс прессования пластмасс (воск,
стеарин, олеиновая кислота);
красители — охра, крон, родамин.
При изготовлении поро- и пенопластов добавляют газообразова-
тели — вещества, которые при нагреве разлагаются, выделяют
большое количество газов, вспенивающих смолу.
2. Свойства пластмасс. Широкое применение пластмасс в ма-
шиностроении стало возможным благодаря их специфическим свой-
ствам. К ним относятся:
малая плотность (для большинства пластмасс — 0,9... 1,8 г/см3),
позволяющая значительно уменьшать массу деталей и оборудо-
вания;
высокая коррозионная стойкость;
высокие электроизоляционные характеристики;
хорошие антифрикционные свойства ряда пластмасс позволяют
с успехом применять их для изготовления подшипников сколь-
жения;
применение некоторых пластмасс с высоким коэффициентом
трения для изготовления деталей тормозных устройств;
высокая прозрачность и другие оптические свойства некоторых
пластмасс;
большой диапазон твердости и эластичности;
возможность переработки в изделия самыми производительными
способами — литьем, выдавливанием и т. п. с коэффициентом ис-
пользования материала 0,90...0,95.
Вместе с тем при выборе пластмасс для изготовления различных
деталей необходимо учитывать, что им присущи:
малая прочность, жесткость и твердость;
большая ползучесть, особенно у термопластов;
низкая теплостойкость: для большинства пластмасс рабочая
температура составляет от —60 до +200 °C, немногие могут рабо-
тать при 300—400 °C;
низкая теплопроводность (в 500...600 раз меньше, чем у метал-
лов), затрудняющая отвод тепла в узлах трения, например в под-
шипниках скольжения;
старение — потеря свойств под действием тепла, света, воды
и других факторов.
3. Переработка пластмасс в изделия. Полимеры — основа пласт-
массы — могут находиться в двух агрегатных состояниях: твер-
дом — аморфном или кристаллическом и жидком — вязкотеку-
чем. При нагреве до определенных температур они разлагаются,
минуя парообразное состояние.
Из термомеханической кривой (рис. VII. 1) видно, что аморфные
полимеры при температуре TQ переходят из стеклообразного состо-
яния в высокоэластичное и затем при температуре Тт— в вязко-
текучее.
Кристаллические полимеры практически не имеют зоны высо-
коэластического состояния и при нагреве сразу переходят в вязко-
текучее состояние.
368
Рис. VII.1. Термомеханическая кривая аморф-
ного полимера:
I—111 — зона соответственно стеклообразного, высо-
коэластичного и вязкотекучего состояния; Тс — тем-
пература стеклования; Т т — температура начала вяз-
кого течения; Тх — температура начала химического
разложения; е — деформация
Исходя из такой зависимости дефор-
мации и физического состояния поли-
меров от температуры, пластмассы пере-
рабатывают в изделия различными спо-
собами в вязкотекучем, высокоэласти-
ческом, жидком и твердом состояниях, а также производят свар-
ку и склеивание.
§ 2. Переработка пластмасс в вязкотекучем состоянии
К основным способам переработки пластмасс в изделия в вязко-
текучем состоянии относятся: горячее прессование, прессование
листов и плит, литье под давлением, выдавливание.
1. Горячее прессование обычно применяют для изготовления де-
талей из термореактивных пластмасс с порошковыми или волок-
нистыми наполнителями. В исходном состоянии такие пластмассы
(пресс-материалы) находятся в виде порошка, волокон, гранул или
таблеток. При горячем прессовании деталей нагрев пресс-форм
необходим для перевода пресс-материала в вязкотекучее состояние
и последующего его отверждения (полимеризации).
Горячее прессование подразделяют на прямое и литьевое.
Прямое прессование осуществляется обычно в закрытых пресс-
формах на гидропрессах; давление на пресс-материал 2(рис. VII.2,а),
размещенный в матрице 1, передается через пуансон 3. При этом
осуществляется собственно процесс прессования и отверждения
пластмассы. Затем пуансон 3 поднимается в исходное верхнее по-
ложение, пресс-форма раскрывается и готовая деталь 4 удаляется
с помощью выталкивателя 5.
При литьевом прессовании пресс-материал 4 (рис. VI 1.2,б) за-
гружают не в матрицу 1 пресс-формы, а в обогреваемую загрузоч-
Рис. V1I.2. Схема прямого (а) и литьевого (б) прессования:
/ — загрузка пресс-материала; // — прессование; /// — извлечение детали
369
Рис. VII.3. Схема литья под дав-
лением
Рис. VII.4. Схема непрерывного
выдавливания
ную камеру 3, где он переходит в вязкотекучее состояние и затем
под давлением пуансона 5 перетекает через пуансон 2 в матрицу 1
пресс-формы. После выдержки в течение времени, необходимого
для отверждения пресс-материала, пресс-форма раскрывается при
поднятии пуансона 5, загрузочной камеры 3 и пуансона 2 и деталь
6 удаляется из формы с помощью выталкивателя 7.
Литьевое прессование позволяет получать сложные по форме
детали,'часто с глубокими отверстиями и резьбой, со сложной ме-
таллической арматурой.
Литьевое прессование производится при температуре пресс-
материала 140...190 °C, давлении 50...70 МПа и выдержке 0,5...
1 мин на 1 мм толщины детали.
2. Прессование листов и плит осуществляется на многоэтажных
гидравлических прессах между плитами, обычно обогреваемыми
паром и охлаждаемыми водой. Исходным материалом служат па-
кеты листового наполнителя (бумаги, тканей, древесного шпона),
пропитанного фенолформальдегидной смолой. Толщина листа
(плиты) определяется количеством листов наполнителя. Так полу-
чают гетинакс, текстолит, асботекстолит, древесно-слоистый пла-
стик, которые затем перерабатывают в детали обработкой реза-
нием.
3. Литье под давлением производится на специальных автома-
тических литьевых машинах и применяется главным образом для
переработки термопластов: полиэтилена, винипласта, полистирола,
полиамидов и др.
Схема литья под давлением приведена на рис. VI 1.3. Перераба-
тываемый термопласт в виде гранул или порошка из бункера 7
подается дозатором 8 в цилиндр 5 с электронагревателем 4. При
движении плунжера 6 доза материала перемещается в зону нагре-
ва, плавится и через сопло 3 поступает в полость 2 пресс-формы/.
После выдержки в несколько секунд для затвердевания материала
(этому способствует охлаждение пресс-формы водой) плунжер 6
возвращается в исходное положение, форма раскрывается и изделие
с помощью выталкивателя удаляется.
Литье под давлением характеризуется высокой производитель-
ностью: процесс получения изделий длится 5...20 с. Они Имеют чис-
тую поверхность, точные размеры и не требуют дополнительной
механической обработки (за исключением удаления литников).
Благодаря высокой текучести нагретого до температуры 150...
370
Рис. VII.5. Схема изготовления пленки способом раз-
дува:
1 — экструдер; 2 — головка экструдера; , 3 — охлаждающее
устройство; 4 —рукав; 5 — направляющие валики; 6 — захва-
тывающие валики; 7 — барабан
300 °G пластика и давлению 10...200 МПа
литьем под давлением получают изделия слож-
ной формы с различной толщиной стенок,
глубокими отверстиями с резьбой, ребрами
жесткости массой от нескольких граммов до
1 кг.
4. Выдавливание, или экструзия, приме-
няется для получения труб, прутков и про-
филей различного сечения, пленок, лент, на-
несения изоляции на провода и т. д.
Выдавливание осуществляется на специ-
альных червячных машинах — экструдерах
(рис. VII.4). Гранулированный или порош-
кообразный термопласт из бункера 1 поступает
3, перемещается червяком 2 в зону нагревателя
в
рабочий цилиндр
4, переходит в вяз-
котекучее состояние и затем непрерывно выдавливается через ка-
либрованное отверстие в головке 6. Для образования отверстия слу-
жит оправка 5. Полученное изделие проходит водяную ванну, затем
в зависимости от формы и размеров сечения сматывается либо^раз-
резается на куски определенной длины.
Разновидностью экструзии термопластов является выдавлива-
ние листов и пленок.
Для получения листового материала применяют щелевые го-
ловки шириной до 1,6 м. Выходящее полотно проходит через валки
гладильного и тянущего устройства и затем сматывается в ру-
лоны.
При производстве пленок экструдируемая труба раздувается
сжатым воздухом в рукав 4 (рис. VI 1.5) определенного размера
и после обжатия валками 6 наматывается в виде двойной плоской
ленты на барабан 7. Толщина пленки определяется степенью разду-
ва и вытяжки рукава и регулируется скоростью вращения валков 6.
Этим способом получают пленку толщиной до 40 мкм.
§ 3. Переработка пластмасс в высокоэластическом
состоянии
В высокоэластическом состоянии перерабатывают термопласты
(целлулоид, оргстекло, винипласт и др.) методом формования с це-
лью получения из них крупногабаритных изделий.
К основным способам такой переработки относятся: пневмати-
ческое и вакуумное формование и штамповка.
1. Пневматическое формование представляет собой процесс,
при котором листовую заготовку 3 (рис. VII.6,а) с помощью опор-
ного 2 и прижимного 4 колец с резиновыми прокладками укрепляют
24*
371
Рис. VII.6. Схемы пневматического
(а) и вакуумного (б) формирования
Рис. VI 1.7. Схемы штамповки жест-
ким (а) и эластичным (б) пуансона-
ми:
/-—матрица; 2 — заготовка; 3 — прижим-
ное кольцо; 4 — жесткий пуансон; 5—
обойма; 6 —эластичный (резиновый пуан-
сон)
на матрице 1 и нагревают специальным нагревателем до заданной
температуры. Затем, опустив коллектор 5, подают в него сжатый
до 1...2.5 МПа воздух, который и формует изделия, прижимая за-
готовку 3 к поверхности полости матрицы 1.
Пневматическое формование применяется также для получения
полых изделий типа банок, бутылей, баков способом выдувания из
трубчатых заготовок.
2. Вакуумное формирование применяют для получения изделий
по форме тел вращения малой глубины (с отношением глубины
к диаметру 0,4...0,8). В этом процессе (рис. VII.6,б) формование
изделия осуществляется за счет атмосферного давления в связи
с разрежением, создаваемым в полости между заготовкой 3 и по-
верхностью матрицы 1 при откачке воздуха из полости 6. Вакуум-
ное формирование отличается простотой оборудования и техноло-
гического процесса, однако небольшой перепад давления ограничи-
вает применение, этого способа для получения изделий простой
формы из листовой заготовки толщиной до 2 мм.
3. Штамповка представляет собой формование изделий из нагре-
тых листовых термопластов в формах-штампах при двустороннем
контакте материала с формой, то есть с пуансоном и матрицей. Этот
способ переработки пластмасс применяют для получения неглу-
боких изделий типа козырьков, стекол осветительных устройств,
обтекателей и т. п.
Давление при штамповке листовых пластиков обычно не пре-
вышает 0,05.. .1 МПа. Поэтому детали штампов могут быть изготов-
лены как из металлов, так и неметаллов (текстолита, древесно-сло-
истых пластиков, дерева).
Штамповка термопластов может выполняться в штампах с жест-
ким и эластичным пуансоном и понятна из схем, приведенных на
рис. VII.7.
§ 4. Производство деталей из жидких полимеров
Рассмотренные способы переработки пластмасс требуют для
своего осуществления нагрева и приложения внешнего давления,
что ограничивает величину и форму изготовляемых деталей разме-
рами форм и мощностью прессов.
372
Возможности п р вменен и я
пластмасс были намного расши-
рены благодаря синтезу смол,
находящихся в жидком состоя-
нии при комнатной температуре
и отверждающихся при этой же
температуре при добавке отвер-
дителя и приложении незначи-
тельного давления или без дав-
ления. Из этих смол наиболее
широкое применение в качестве
основы пластмасс получили по-
лиэфирные и эпоксидные смо-
лы, хорошо совместимые со
стекловолокном (стеклотканью).
Рис. VII.8. Схема вихревого напы-
ления
Это позволило создать новую
группу пластмасс — стеклопластики.
К основным способам изготовления деталей из стеклопластиков
относятся: контактное формование, вихревое напыление, центро-
бежное литье и литье без давления.
1. Контактное формование применяется для изготовления из
стеклопластиков крупногабаритных деталей (корпусов лодок и су-
дов, кузовов автомобилей и т. п.). Формование осуществляют с по-
мощью деревянных, гипсовых, цементных, металлических форм.
Форма для изготовления крупногабаритных деталей из стеклопла-
стика обычно является негативной, т. е. ее рабочие поверхности
соответствуют внешней поверхности детали.
На рабочую поверхность формы вначале наносят разделитель-
ный слой (нитролак, поливиниловый спирт), а затем слой связу-
ющего, обычно полиэфирной смолы, которые впоследствии образу-
ют полированную поверхность изделия. После некоторой выдерж-
ки на этот слой укладывают и прикатывают резиновым валиком
слой стеклоткани или стекловаты. Под давлением ролика связу-
ющее, находящееся под слоем стеклонаполнителя, просачивается
и хорошо его пропитывает. Перед укладкой последующих слоев
стеклонаполнителя процессы нанесения связующего и прикатки
повторяются. Число слоев стеклонаполнителя определяется не-
обходимой толщиной готовой детали. После выдержки в течение
10—12 ч при комнатной температуре связующее отвердевает и де-
таль удаляется из формы.
2. Вихревое напыление. По этому способу стеклянное волокно 1
(рис. VII.8) рубится устройством 2 и потоком воздуха подается по
шлангу 3 на поверхность перфорированной формы 5. Одновремен-
но пульверизатором 4 наносится связующее — полиэфирная смола
с добавкой отвердителя. Связующее и наполнитель смешиваются
на поверхности формы и частично перед ней в воздухе.
3. Намоткой получают стеклопластиковые трубы, наматывая
на оправку пропитанное смолой стекловолокно, стеклоленту или
стеклоткань. Намотка осуществляется на токарных станках или
станках для кабельной оплетки. Снятая с оправки труба подвер-
373
гается термообработке при температуре, необходимой для отвер-
ждения смолы.
4. Центробежным литьем получают полые детали в виде тел
вращения толщиной до 15 мм, диаметром до 1 м и высотой до 3 мм,
а также трубы с толщиной стенки 5...7 мм, диаметром 75...120 мм
и длиной до 6 м. Для этого во вращающуюся цилиндрическую форму
загружается стекловолокнистый наполнитель и связующее. Форма
имеет обогревательные устройства. Детали и трубы, получаемые
этим способом, отличаются хорошей плотностью, имеют гладкие
наружные и внутренние поверхности.
5. Литье без давления осуществляется путем заливки тверде-
ющих при комнатной температуре или последующем нагревании
смол в холодные или горячие формы. Таким способом получают де-
тали технологической оснастки, например шаблоны, пуансоны и мат-
рицы пресс-форм из полиэфирных и эпоксидных смол, стиракриль-
ных композиций.
§ 5. Изготовление деталей из пластмасс в твердом
состоянии
Большое число деталей изготовляют из пластмасс в твердом
состоянии: листов, плит, труб, профилей различного сечения. Для
этого применяют разделительную штамповку и обработку реза-
нием.
1. Разделительная штамповка включает операции: вырубку,
пробивку, обрезку, зачистку. Наибольшее применение из них по-
лучили вырубка и пробивка.
Вырубку и пробивку делают на вырубных штампах, аналогич-
ных. по конструкции штампам для металла. При штамповке из
листовых пластиков можно получить детали сложного профиля.
Вырубку и пробивку отверстий рационально производить в ма-
териалах толщиной до 3 мм и, как правило, без нагрева.
2. Обработка резанием. Пластмассы поддаются всем видам
обработки резанием, которую выполняют на обычных металлоре-
жущих или деревообрабатывающих станках. Однако особенности
строения и физико-механические их свойства требуют соблюдения
некоторых требований к технологии обработки и конструкции режу-
щего инструмента.
Низкая теплопроводность пластмасс способствует концентра-
ции тепла в зоне резания, что ведет к значительному нагреву ин-
струмента, оплавлению термопластов и прижогу или обугливанию
реактопластов. Под действием тепла смолистые составляющие
пластмасс налипают на рабочие поверхности инструмента. Поэтому
его необходимо тщательно затачивать, передние и задние поверхно-
сти полировать, а иногда хромировать и доводить пастами.
При обработке пластмасс с абразивными наполнителями (кварц,
асбест, стекловолокно и др.) инструмент обладает малой износо-
стойкостью. Поэтому для обработки таких пластмасс применяют
инструмент из твердых сплавов или быстрорежущей стали.
374
Из-за возможного влагопоглощения и 'цабухания при обработке
реактопластов с волокнистыми и слоистыми наполнителями охла-
ждающие жидкости не применяются.
При обработке пластмасс образуется много пыли, выделяются
вредные газы, поэтому станки должны быть оснащены местной вен-
тиляцией.
Для улучшения условий резания и повышения стойкости ин-
струмента передний и задний углы выбирают несколько большими,
чем при обработке металлов.
Резку листовых пластмасс толщиной до 3 мм осуществ-
ляют с помощью гильотинных, параллельных или дисковых
ножниц.
Материал толщиной более 3 мм разрезают ленточными и диско-
выми пилами из быстрорежущей стали, твердосплавными фрезами
или обрезными алмазными кругами. Ленточные пилы лучше прово-
дят тепло, поэтому они более пригодны для распиливания плит
большей толщины; узкие полотна применяют для фигурной резки,
широкие — для прямой. Резка осуществляется ленточными пилами
со скоростью резания 250... 1200 м/мин и дисковыми пилами —
250...3000 м/мин обычно при охлаждении сжатым воздухом.
Точение пластмассовых деталей производится на обычных метал-
лорежущих станках. Для точения термопластов применяют резцы
из инструментальной углеродистой и быстрорежущей стали с угла-
ми: а <20°; у = 15...20°; <р = 45° и к = 0. Для точения реакто-
пластов применяют резцы из быстрорежущей стали и твердых
сплавов с углами: а = 10...20°; у = 10...20°; <р = 45 и 1 = 0.
Термопласты (оргстекло, винипласт, полиамиды) обрабатывают
со скоростью резания v = 200...1000 м/мин, глубиной резания
t = 0.5...3 мм и подачей s = 0,1...0,2 мм/об, фенопласты с раз-
личными наполнителями — с и = 170...180 м/мин, t == 1,5...2,5 мм
и s = 0,1...0,2’ мм/об.
При точении термопластов обычно применяют охлаждение
эмульсией или водой, при точении реактопластов (гетинакса, тек-
столитов, волокнитов) — сжатым воздухом.
Фрезерование выполняется на фрезерных металлообрабатыва-
ющих станках.
Фрезерование термопластов осуществляют фрезами из быстроре-
жущей стали с углами заточки а = 10... 15°, у до 20° при скорости
резания 200...250 м/мин и подаче 0,1...0,4 мм/оё.
Реактопласты обрабатывают фрезами, оснащенными пластин-
ками из твердых сплавов, с углами а = 10...25° и у = 10...15°,
при скорости резания 125...200 м/мин и подаче 0,1...0,3 мм/об.
При фрезеровании пластмасс следует:
фрезеруемую деталь жестко закреплять на станке или в при-
способлении;
для повышения плавности работы и улучшения отвода стружки
применять фрезы с винтовыми зубьями с углом наклона 20...55°;
при фрезеровании пластмасс со слоистыми наполнителями при-
менять попутное фрезерование;
375
для охлаждения инструмента применять сжатый воздух (не-
которые термопласты допускают применение эмульсии).
Сверление отверстий, в особенности глубоких, в деталях из
пластмасс представляет определенные трудности. Поэтому опера-
ции сверления желательно исключать, а при необходимости их вы-
полнения — правильно выбирать конструкцию сверла, его мате-
риал и геометрические параметры, режимы обработки, смазки и
охлаждения зоны резания. Необходимым условием качественного
сверления являются: большая скорость резания, небольшие подачи
и частый вывод сверла из отверстия для удаления стружки. Повы-
шению качества обработки способствует применение спиральных
сверл с широкой, хорошо полированной канавкой. Охлаждение
обычно обеспечивается сжатым воздухом, а при сверлении фено-
пластов и стеклопластиков возможно применение СОЖ (водный
раствор эмульсола).
Для сверления отверстий в термопластах применяют спираль-
ные сверла с углом при вершине 2<р « 70°, задним углом а = 4...8°
и углом наклона канавки со = 15... 17°.
Для сверления отверстий в термореактивных пластмассах и ли-
стовых пластиках используют сверла из быстрорежущих сталей или
твердых сплавов с параметрами: 2<р = 50...60°, а= 14... 16° и со = 10°.
Кроме спиральных сверл для сверления отверстий в пластмас-
сах применяют перовые сверла, циркульные резцы, трубчатые
сверла, алмазные сверла-коронки.
Нарезание резьбы на пластмассовых деталях является сравни-
тельно трудновыполнимой операцией и поэтому требует строгого
соблюдения режимов резания, охлаждения, выбора инструмента.
Наружные резьбы нарезают резцами, фрезами, плашками, внут-
ренние — азотированными или хромированными метчиками.
Резцы большого диаметра нарезают на токарно-винторезных
станках при скорости резания около 100 м/мин и глубине резания
не более 0,1...0,2 мм с применением СОЖ из смеси парафинового
масла и керосина.
Небольшие наружные и внутренние резьбы нарезают плашками
и метчиками из быстрорежущей стали при скоростях резания
12...20 м/мин и смазке маслом или мыльным раствором. У метчиков
передний угол должен быть отрицательным (—5...—10°), а канав-
ки — хромированными и полированными.
Резьбу на деталях из пластмасс со слоистыми наполнителями
(гетинакс, текстолит) следует нарезать только перпендикулярно
слоям наполнителя, иначе возможно их расслаивание.
Шлифование деталей из термопластов проводят суконными
и фланелевыми кругами с пастой из отмученной пемзы с водой
или наждачной бумагой с абразивом зернистостью 150...250.
Термореактивные пластмассы шлифуют абразивными кругами
с мягкой связкой, наждачными полотнами или бумагой.
Шлифование осуществляют с большими скоростями (20...40 м/с)
при кратковременном контакте (1...1,5 с) детали с кругом и усилии
прижима в пределах 0,05...0,15 МПа.
376
Полирование пластмасс производят на полировальных станках
суконными, хлопчатобумажными или байковыми кругами диамет-
рОлМ 200...400 мм и толщиной 60...100 мм с нанесенными на них
пастами (ГОИ, ВИАМ-2 и др.) при окружной скорости 15...35 м/с.
Мелкие детали полируют в галтовочных барабанах. При сухом
способе полировальным составом служит смесь пемзы или опилок
с мелом с машинным и вазелиновым маслом, а при мокром — бе-
рется 100 г пемзы тонкого помола на 10 л воды.
§ 6* Сварка и склеивание пластмасс
Сварку применяют для получения неразъемных соединений
деталей из термопластов; склеивать можно пластмассы между со-
бой, а также другими материалами (металлами, деревом, тканями
и др.).
Сварку пластмасс осуществляют, применяя теплоноситель (на-
гретый газ или инструмент) или нагрев ТВЧ, ультразвуком, трением.
Сварку газовым теплоносителем применяют при изготовлении
труб, корпусов, аппаратов, ванн и других емкостей из листового
винипласта, полистирола, полиэтилена и других термопластов. Та-
кая сварка может осуществляться с применением присадочного
материала и без него. В качестве теплоносителя используют воздух,
углекислый газ, азот. Газ нагревают до температуры 180...220 °C
в специальных сварочных пистолетах, обогреваемых электро- или
газовыми нагревателями.
При сварке с присадочным материалом (рис. VII.9,a) струя
нагретого газа направляется из сопла 2 на кромки деталей 1 и при-
садочный пруток 3 диаметром 2...4 мм из того же пластика и нагре-
вает их до вязкотекучего состояния. При надавливании пруток
приваривается к размягченным кромкам, образуя сварной шов.
При сварке без присадочного материала сварочный пистолет 2
(рис. VI 1.9,б) устанавливают в створ свариваемых листов 1 так,
чтобы газовая струя попадала на срезанные под углом кромки. Дав-
ление сварки осуществляется роликами. Скорость такой сварки
составляет 12...20 м/с.
Сварку нагретым инструментом применяют для соединения
труб и прутков встык, а также листовых и пленочных материалов
внахлестку. При этом способе ис-
точником нагрева свариваемых де-
талей служит нагретый инструмент
(пластина, клин, паяльник), пере-
дающий тепло при контакте с мате-
риалом и разогревающим его до вяз-
котекучего состояния. После уда-
ления инструмента поверхности сва-
риваемых деталей сдавливают, чем
и обеспечивают их сварку.
Сварка трением пластмасс, как
и металлов, основана на исполь-
Рис, VII.9. Схемы сварки газовым
теплоносителем с присадочным (а)
и без присадочного (б) материала
377
зовании для разогрева торцовых поверхностей свариваемых дета-
лей тепла, выделяющегося при их трении. Сварку труб, прутков
осуществляют на специальных установках, но возможно применение
для этой цели и токарных станков.
Сварка с нагревом ТВЧ основана на использовании тепла, выде-
ляющегося за счет диэлектрических потерь в зоне высокочастотного
электрического поля. В промышленности широко применяют спе-
циальные машины, обеспечивающие роликовую, точечную и прес-
совую сварку пленок, листов, труб. Сварка с нагревом ТВЧ обе-
спечивает прочность и герметичность швов, высокую производи-
тельность и экономичность процесса.
Ультразвуковая сварка пластмасс в принципе мало отличается
от ультразвуковой сварки металлов.
Для сварки ультразвуком листовые пластики зажимают между
прижимом и волноводом магнитострикционного вибратора. При
прохождении через обмотку вибратора тока частотой более 20 кГц
колебания его сердечника усиливаются волноводом и передаются
на свариваемый материал, где в конечном итоге трансформируются
в теплоту.
При сварке ультразвуком материал разогревается только в зоне
контактирующих поверхностей, что исключает перегрев. Важным
преимуществом этого вида сварки является и то, что ее можно осу-
ществить в труднодоступных местах, применяя для этого специаль-
ные (например, отогнутые) волноводы.
Склеивание пластмасс. Технологический процесс склеивания
пластмасс определяется их химической структурой, физико-меха-
ническими свойствами, а также свойствами применяемых клеев.
Детали из термопластов склеивают преимущественно раствори-
телями, например оргстекло и винипласт — дихлорэтаном, поли-
стирол — бензолом или раствором этих материалов в соответству-
ющих растворителях.
Склеивание полиэтилена, полипропилена, фторопласта и не-
которых других пластиков затруднено и требует предварительной
обработки склеиваемых поверхностей растворами различных реа-
гентов. После такой обработки их склеивают полиуретановыми или
фенолоформальдегидными клеями.
Для склеивания деталей из реактопластов применяют клеи на
основе фенолоформальдегидных, полиуретановых, полиэфирных,
эпоксидных и других смол.
Склеивание производят без подогрева (клеи ВИАМ Б-3, ПУ-2,
В К-5) и с подогревом до температуры 150...250 °C (клеи БФ-2,
БФ-4, ВК-3, ВС-ЮТ, ВК-2, эпоксид П и др.).
Технологический процесс склеивания деталей состоит из под-
готовки их поверхностей (пригонки, очистки) к склеиванию и не-
посредственного склеивания: нанесения клея, выдержки для уда-
ления растворителя, сборки деталей и выдержки под прессом без
нагрева или с нагревом.
979
§ 7. Технологические основы конструирования деталей
из пластмасс
При конструировании деталей из пластмасс необходимо учи-
тывать механические и технологические свойства этих материалов
и способы их переработки. G учетом этого следует:
в деталях, изготовляемых прессованием, предусматривать тол-
щину стенок не менее 0,5... 1 мм и не более 20 мм; при этом разно-
стенность в прессованных деталях не должна превышать 1 :3
и в литых — 1:6;
для предотвращения образования трещин в местах сопряжения
поверхностей прессованных деталей предусматривать галтели ра-
диусом 1...2 мм и литых под давлением — 0,5...1 мм;
с целью уменьшения толщины фланцев и стенок предусматри-
вать в конструкции детали выемки, углубления, компенсируя не-
которую потерю сечения и прочности введением ребер жесткости;
стремиться изготовлять детали с большей конусностью и тех-
нологическими уклонами;
стремиться упростить форму деталей, избегать острых краев,
боковых выступов, обеспечивая тем самым упрощение дорогосто-
ящих пресс-форм и другой технологической оснастки;
учитывать, что минимально допустимый диаметр резьбы в прес-
сованных деталях из термопластов и пресс-материалов составляет
2,5 мм, а из волокнистых — 4 мм, при этом глубина резьбовых от-
верстий не должна превышать трех диаметров;
металлическую арматуру располагать равномерно по сечению
детали или в ее центре и избегать расположения ее перпендикуляр-
но к направлению прессования.
ГЛАВА 2. ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ РЕЗИНЫ
§ 8. Общие сведения о резине
Резина является материалом, обладающим весьма ценными
специфическими свойствами: высокой эластичностью и упруго-
стью, способностью многократно изгибаться, сопротивляться исти-
ранию и поглощать вибрации; она гидро- и газонепроницаема,
стойка против воздействия жидкого топлива и масел, обладает вы-
сокими диэлектрическими свойствами. Благодаря этому резина
находит широкое применение для изготовления самых. разнооб-
разных изделий: шин для автомашин, мотоциклов, самолетов;
рукавов для подачи различных жидких и газовых сред (воды, топ-
лив, масел, газов), приводных ремней и транспортерных лент,
уплотняющих элементов (сальников, прокладок, манжет); амор-
тизаторов, подшипников, электроизоляционных элементов, водо-
плавательных средств, строительных конструкций и многих
других.
379
Резина является продуктом переработки каучуков. Натураль-
ный каучук получают из растений. Развитие техники, естественно,
не могло ограничиться использованием только натурального каучу-
ка и привело к созданию синтетического. Исходным сырьем для по-
лучения синтетического каучука служат: этиловый спирт, ацети-
лен, бутан, этилен, бензол, изобутилен и др.
Из синтетических наибольшее применение получили каучуки:
бутадиеновый, бутадиен-стирольный, нитрильный, изопреновый,
полисилоксановый.
Каучук (натуральный или синтетический) является основой
резины. Другими компонентами резиновых смесей являются:
вулканизирующие вещества, придающие резине требуемую твер-
дость, прочность, упругость и другие свойства. В качестве вулка-
низирующих веществ используют серу, перекиси марганца, свинца,
бензола;
ускорители вулканизации: оксиды магния, цинка и др.;
наполнители — вещества, уменьшающие расход каучука и при-
дающие резине необходимые физйко-механические свойства. На-
полнители бывают порошкообразные (сажи, оксиды кремния или
титана, мел, тальк, каолин и др.) и тканевые (корд, бельтинг,
рукавные ткани);
пластификаторы, повышающие пластичность и морозостойкость
резины (стеариновая и олеиновая кислоты и др.);
противостарители, препятствующие окислению каучука (ва-
зелин, воск, парафин);
красители (охра, ультрамарин).
§ 9. Производство изделий из резины
Процесс изготовления изделий из резины состоит из приготов-
ления сырой резиновой смеси, получения из нее полуфабрикатов
или готовых изделий и их вулканизации.
1. Приготовление сырой резиновой смеси. Для получения смеси
каучук разрезают на куски и для повышения пластичности пропус-
кают через нагретые до 40...50 °C вальцы. Затем в специальных сме-
сителях или на вальцах смешивают с порошкообразными компо-
нентами (наполнителем, вулканизирующими веществами, ускори-
телями вулканизации и др.) и получают однородную пластичную
и малоупругую массу — сырую резину. Она легко формуется,
растворяется в органических растворителях, при нагреве стано-
вится клейкой.
2. Производство изделий из резины. Листовые полуфабрикаты
и изделия из резины получают каландрированием сырой резины;
изделия сложной формы — выдавливанием, прессованием, литьем
под давлением.
Каландрированием получают листовую резину и прорезиненную
ткань.
Для получения резиновых листов или лент заданной толщины
сырую резиновую смесь 3 (рис. VII. 10) пропускают между верхними
380
Рис. VII.10. Схема каландрирования и производства
прорезиненной ткани
валками каландров, аналогичных по конструкции
трехвалковой клети листопрокатного стана для ме-
таллов. Верхний и средний валки каландра подо-
гревают до 50...90 °C, а нижний охлаждают до
15 °C. Выходящую из каландра листовую резину
наматывают на деревянный барабан 1.
Прорезинивание ткани производят на каландрах, отличающихся
от рассмотренного тем, что на них резиновая смесь 3 провальцовы-
вается и одновременно втирается в непрерывно движущуюся ткань,
подаваемую с барабана 2 в зазор между нижними валками.
Листовая резина или прорезиненная ткань поступает на рас-
крой. Сложные фасонные заготовки вырубают или вырезают из нее
по шаблонам.
Выдавливание (шприцевание) применяют для получения рези-
новых профилей: трубок, шнуров, полос. Для этого сырую рези-
новую массу с помощью червячного винта перемещают в обогре-
ваемом цилиндре и выдавливают через матрицу определенного се-
чения аналогично экструдированию пластмасс (см. рис. VII.4)
Прессование заключается в формовании изделий сложной формы
из сырой резины или прорезиненной ткани, иногда с армирующими
элементами в подогретой пресс-форме при давлении 2... 10 МПа.
Схема этого процесса аналогична схеме прессования пластмасс
(см. рис. VII.2). Прессованием получают из резины клиновидные
ремни, муфты, манжеты и т. п.
Литье под давлением применяется для получения сложных
по конфигурации и крупногабаритных изделий и осуществляется
в нагретых до 80...100 °C пресс-формах при давлении до 120 МПа
аналогично литью пластмасс (см. рис. VII.3).
3. Вулканизация — это процесс обработки отформованного из
сырой резины изделия с целью повышения его прочности, твердости
и других физико-механических свойств. Обычно вулканизацию про-
водят в автоклавах, котлах при температуре 130... 150 °C и давле-
нии 0,1...0,4 МПа. При этом вулканизирующие вещества взаимодей-
ствуют с линейными молекулами каучука, происходит их укруп-
нение и образование сетчатой структуры. В результате этого теряет-
ся пластичность каучука, изделие становится прочнее, повышается
его стойкость к тепловым и химическим воздействиям.
ГЛАВА 3. ПРОИЗВОДСТВО ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
§ 10. Общие сведения о порошковой металлургии
При разработке материалов и создании готовых деталей методом
порошковой металлургии используются порошки металлов и их
сплавов или неметаллических веществ. Из этих порошков вначале
381
прессуют заготовки, которые затем для повышения прочности спе-
кают. Поэтому изделия, полученные из порошков прессованием
и спеканием, называют спеченными.
Метод порошковой металлургии ценен прежде всего тем, что
позволяет получать материалы, которые другими методами полу-
чить невозможно: из металлов со значительной разницей в темпера-
туре плавления (например, W — Си, W — Ag, Мо — Си), из
металлов и неметаллов (бронза — графит), из химических соеди-
нений (твердые сплавы из карбидов WC, TiC и др.), материалы с за-
данной пористостью (вкладыши подшипников, фильтры); электри-
ческими, магнитными и другими свойствами.
Порошковая металлургия, кроме того, отличается минималь-
ными отходами материалов, позволяет резко сократить станочный
парк и число рабочих для производства деталей. Поэтому метод
порошковой металлургии часто используется для получения дета-
лей общего машиностроения или бытового назначения, которые
ранее изготовлялись литьем и обработкой резанием. Такие детали
изготовляют из порошков сталей, бронз, латуней и других металлов.
В задачи порошковой металлургии, таким образом, входят
производство порошков и получение из них заготовок или готовых
деталей.
§ 11. Получение порошков
Для изготовления спеченных изделий применяют порошки
размером от 0,5 до 500 мкм. Получают такие порошки механиче-
скими и химическими методами.
1. Механические методы. К ним относятся: распыление жидкого
металла, размол стружки' и других отходов металлообработки,
дробление в вибрационной мельнице.
Распыление жидкого металла осуществляется струей воды или
газа под давлением 50... 100 МПа. Этим методом получают порошки
железа, ферросплавов, нержавеющей стали, жаропрочных сплавов,
цветных металлов.
Размол mxojs,ob металлообработки осуществляют в вихревых
или шаровых мельницах.
Дробление в вибрационной мельнице применяют для получения
порошков из твердых и хрупких материалов (карбидов, оксидов,
керамики и др.).
2. Химические методы заключаются в восстановлении металлов
из оксидов или солей углеродом, водородом, природным газом. Вос-
становлением получают порошки железа (из окалины), вольфрама,
молибдена, хрома, меди и других металлов. Сюда же относится
метод термической диссоциации карбонилов — соединений типа
Мех(СО)у (где Me — один из металлов), обеспечивающий получение
порошков высокой чистоты.
Этим методом получают порошки железа, никеля, кобальта и не-
которых других металлов.
382
§ 12. Подготовка порошков к формованию
Для получения качественных заготовок или деталей порошки
предварительно отжигают, разделяют по размерам частиц, сме-
шивают.
Отжиг порошка способствует восстановлению оксидов, удале-
нию углерода и других примесей, а также устранению наклепа,
что стабилизирует его свойства и улучшает прессуемость. Отжигу
чаще подвергают порошки, полученные механическим измель-
чением.
Порошки размером более 50 мкм разделяют с помощью набора
сит с различным сечением ячеек, а более мелкие — воздушной
сепарацией. Конечные свойства порошковых изделий в значитель-
ной степени определяются качеством смешивания компонентов
шихты. Эта операция обычно осуществляется в специальных смеси-
телях, шаровых или вибрационных мельницах и другими спосо-
бами.
В ряде случаев в порошковую массу вводят различные техноло-
гические наполнители, улучшающие прессуемость порошков (на-
пример, раствор каучука в бензине), обеспечивающие получение за-
готовок экструдированием (выдавливанием) или их механическую
обработку (парафин, воск), получение заготовок литьем (спирт,
бензол) и др.
§13. Формовка заготовок
Процесс формования заготовок состоит в уплотнении порошка
под действием приложенного давления с целью получения из него
заготовок определенной формы. Формование осуществляется прес-
сованием, экструдированием, прокаткой..
1. Прессование обычно производится в холодных или горячих
пресс-формах. Крупные заготовки получают гидростатическим спо-
собом.
Холодное прессование заключается в следующем (рис. VII. 11).
В стальную матрицу 3 пресс-формы с поддоном 1 засыпают опреде-
ленное количество порошковой шихты
2 и прессуют ее пуансоном 4. При
этом резко уменьшается объем по-
рошка, увеличивается контакт между
отдельными частицами, происходит ме-
ханическое их сцепление. Поэтому
прочность прессовки повышается, а
пористость уменьшается. Недостатком
такой схемы прессования является
неравномерность распределения дав-
ления по высоте заготовки из-за тре-
ния ее о стенки матрицы 3. Поэтому
заготовки, полученные в таких пресс-
формах, обладают различной проч-
Рис. VII.11. Схемы холодного
прессования:
а —- одностороннее; б — двусторон*
нее
383
р Рис. VI 1.12. Схема формования порошков экстру-
дированием:
1 — заготовка; 2 — матрица; 3 — шихта; 4 —контейнер;
5 — пуансон
ностью, плотностью и пористостью по высоте.
Таким способом получают заготовки простой
формы и небольшой высоты.
Для устранения этого недостатка применяют
двустороннее прессование с помощью двух под-
вижных пуансонов 4. При такой схеме, кроме
того, давление прессования уменьшается на
30...40 %.
В зависимости от требуемой пористости и прочности материала
заготовки, а также ее формы давление прессования составляет
0,1...1 ГПа.
Горячее прессование совмещает формование и спекание загото-
вок. Этот процесс осуществляется в графитовых пресс-формах при
индукционном или электроконтактном нагреве. Благодаря высокой
температуре давление при горячем прессовании можно значительно
уменьшить.
Горячее прессование отличается малой производительностью,
большим расходом пресс-форм, поэтому применяется, главным об-
разом, для получения заготовок из жаропрочных материалов,
твердых сплавов, чистых тугоплавких металлов (W, Мо).
Гидростатическое прессование заключается в обжатии порошка,
помещенного в эластичную (например, резиновую) оболочку, с по-
мощью жидкости в гидростате под давлением до 2 ГПа. Этот метод
позволяет получать крупногабаритные заготовки типа цилиндров
и труб с равномерной плотностью по всему объему.
2. Экструдированием называется процесс формования заготовок
выдавливанием шихты через матрицу с отверстиями различного сече-
ния (рис. VII. 12). Для этого исходный порошок замешивают с пла-
стификатором (парафином, воском) в количестве, обеспечиваю-
щем шихте консистенцию пластилина. Этим способом получают
прутки, профили различного сечения. Для получения полых из-
делий (труб и др.) в матрице располагают соответствующую оп-
равку.
3. Прокатка осуществляется путем обжатия порошковой шихты
между горизонтально расположенными валками. Этим способом
получают пористые и компактные ленты, полосы и листы толщиной
0,02...3 мм и шириной до 300 мм из железа, никеля, нержавеющей
стали, титана и других металлов. Процесс прокатки легко совме-
щается со спеканием и.другими видами обработки. Для этого полу-
ченную заготовку пропускают через проходную печь и затем подают
на прокатку с целью калибровки.
Прокаткой можно получать и двухслойные заготовки (например,
железо — медь). Для этого в бункере необходимо установить пере-
городку для разделения его на две секции вдоль валков.
384
§ 14. Спекание и дополнительная обработка
заготовок
Для повышения прочности сформованные из порошков заготов-
ки подвергаются спеканию. Эта операция осуществляется в печах
электросопротивления или индукционных с нейтральной или за-
щитной средой в течение 30...90 мин при температуре около 2/3 тем-
пературы плавления основного компонента. В процессе спекания
происходит восстановление поверхностных оксидов, развиваются
диффузионные явления, образуются новые контактные поверхности.
При необходимости повышения точности размеров и уплотнения
поверхностного слоя спеченные детали подвергают калиброванию —
дополнительному прессованию в стальных пресс-формах или про-
давливанию прутка через калиброванное отверстие в матрице.
Спеченные заготовки можно обрабатывать резанием — точе-
нием, фрезерованием, сверлением. В связи с их пористостью не
следует применять смазывающе-охлаждающие жидкости, которые,
проникая в поры, могут вызвать внутреннюю коррозию материала.
Если выход пор на поверхность необходимо сохранить (например,
у вкладышей подшипников), обработку спеченных деталей нужно
производить хорошо заточенным режущим инструментом.
Спеченные детали из сплавов на основе железа, титана, никеля
и других металлов могут также подвергаться различным видам тер-
мической или химико-термической обработки.
§ 15. Технологические основы конструирования
спеченных деталей
При конструировании деталей из порошков следует:
не допускать значительной разностенности, так как вследствие
большой усадки может произойти коробление детали;
избегать выступов, пазов и отверстий, расположенных перпен-
дикулярно к оси прессования;
избегать острых углов, а в местах сопряжения элементов детали
типа фланец — цилиндр предусматривать закругления радиусом
не менее 0,25 мм;
наружные и внутренние резьбы получать обработкой резанием;
толщину стенок детали задавать не менее I мм.
ОГЛАВЛЕНИЕ
РАЗДЕЛ I. СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ . . . . < 3
Глава 1. Общие сведения о строении металлов и сплавов........... 3
§ 1. Кристаллическое строение металлов . ....................., 3
§ 2. Кристаллизация металлов................................. 5
§ 3. Общие сведения о строении сплавов ........................< 6
§ 4. Диаграммы состояния сплавов . . .......................... 7
§ 5. Диаграмма состояния железоуглеродистых сплавов..............9
< § 6. Свойства металлов . .................................. . Н
Глава 2. Промышленные металлы ..................................13
§ 7. Углеродистые стали • 13
§ 8. Легированные стали • .................................... 1|
§ 9. Серые чугуны . » . .................................* • < 13
§ 10. Медь и ее сплавы , ................................• ♦ * 16
§ 11. Алюминий и его сплавы . » . ........................... 17
§ 12. Магний и его сплавы * . ♦ *.............................13
§ 13. Титан и его сплавы . . , . ................<..............13
Глава 3. Термическая оработка s . 13
§ 14. Сущность термической обработки . ....................« . . 13
§15. Виды термической обработки , « . ••................* . . 19
РАЗДЕЛ II. ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ.................22
Глава 1. Сущность металлургического производства . е ....... 22
§ 1. Общие сведения ............................................ 22
§ 2. Материалы для производства металлов • >••«.....« 22
§ 3. Способы получения металлов из руд ..........................23
Глава 2. Производство чугуна »»•»•«••• 9 •«•>.« 24
§ 4. Материалы, применяемые для производства чугуна 24
§ 5. Подготовка руд к плавке ............*24
§ 6. Выплавка чугуна .. э •.....................2J5
Глава 3. Производство стали •...........»................... . » 29
§ 7. Сущность процесса а . 29
§ 8. Производство стали в кислородных конвертерах................29
§ 9. Производство стали в мартеновских печах ...........< ... 30
§ 10. Производство стали в электропечах 8 ? , * s 33
§11. Разливка стали ..............» . . ......................<35
386
I’ гатвердевание и стРоение стальных слитков 4 • • ’ • • • * * яя
§ 13, Способы повышения качества стали » 3 4 ? • ? ? « * 1
§ 14. Перспективы развития сталеплавильного производства . * . • » ™
Глава 4. Производство цветных металлов............
§ 15. Производство меди............8...................... , , . » 41
§ 16. Производство алюминия .................................... ,44
§ 17. Производство магния .................,45
§ 18. Производство титана......................................... 46
J РАЗДЕЛ III. ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА.....................49
Глава 1. Общая характеристика литейного производства 49
§ I. Место, значение и перспективы развития литейного производства
в машиностроении ..........................*49
§ 2. Общая технологическая схема изготовления отливки ...♦»> 50
Глава 2. Теоретические основы производства отливок . , , • . » » 51
§ 3. Литейные свойства сплавов * * » . . . & а . * » * * • * 51
§ 4. Технологические требования к конструкции отливки 3 ♦ . 4 . . 52
Глава 3. Способы изготовления отливок t ...............* 3 « . . 54
§ 5. Классификация способов получения отливок и разновидности ли-
§ 6. Изготовление отливок в разовых формах............. . а * 55
§ 7. Модельные комплекты для ручной и машинной формовки 3 . . а 56
§ 8. Формовочные и стержневые смеси................s . . 8 . 8 » 59
§ 9. Технология ручной формовки 3 . . а » . а ; 62
§ 10. Технология машинной формовки 8 8 > s » , а . . , . <> « 67
Глава 4. Заливка, выбивка форм и стержней, очистка и обрубка отливок 72
§11. Заливка форм и разливочные ковши 3 8 < t , 8 3 » s < 72
§ 12. Выбивка отливок из форм и стержней из отливок ...... 73
§ 13. Обрубка и очистка отливок...........« . . t 74
§ 14. Виды брака и контроль качества отливок . 3 . . 3 . . . * 75
Глава 5. Специальные методы получения отливок 8 8 8 8 s 8 . * s 76
§ 15. Изготовление отливок в металлических формах . . « . i . * 76
§ 16. Изготовление отливок литьем под давлением 79
§ 17. Изготовление отливок литьем по выплавляемым моделям , 3 . 81
§ 18. Изготовление отливок литьем в оболочковые формы 3 .... 83
§ 19. Изготовление отливок центробежным литьем . . 3 . . . , 85
§ 20. Изготовление отливок электрошлаковым литьем 3 > « 8 8 8 . 86
Глава 6. Технологические особенности изготовления отливок из различ-
ных сплавов .»•»•••»»•• в ? ? s • 8 88
§21. Характеристика литейных сплавов . . s . ...................* 88
§ 22. Изготовление отливок из чугуна 88
§ 23. Изготовление отливок из стали . . s , . . . . ...............93
§ 24. Изготовление отливок из сплавов цветных металлов............ 95
§ 25. Отливки из тугоплавких сплавов 98
§ 26. Техника безопасности в литейных цехах . ................ 3
РАЗДЕЛ IV. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ............................102
Глава 1. Общие сведения 8 • ..............8 • . *............Ю2
§ 1. Сущность обработки металлов давлением . 8 ....... 8 102
§ 2. Факторы, влияющие на пластичность металла }03
§ 3. Холодная и горячая обработки металлов давлением . . в . . > Ю5
§ 4. Влияние обработки давлением на структуру и механические свой-
ства металлов и сплавов.......................................* • Юб
§ 5. Основные виды обработки металлов давлением ..... 8 . . Ю6
387
Глава 2. Нагрев металлов перед обработкой давлением........... . 108
§ 6. Температурный интервал и режим нагрева 5 8................ ? Ю8
§ 7. Основные типы нагревательных устройств » .................,109
Глава 3. Прокатное производство 8 8 >. 9 9 ...... к .. Ш
§ 8. Сущность процесса прокатки * » 8..............................Ш
§ 9. Прокатные валки и станы ................................ 114
§ 10. Производство основных видов проката . ................* . И6
§ 11. Производство специальных видов проката................... 119
Глава 4. Прессование и волочение . я . . <.................• . • 121
§ 12. Прессование............в 9 •» 121
§ 13, Волочение > 8 . . 8 . . » ♦ » 122
Глава 5. Ковка а . 9..................... « * . » s 124
§ 14. Сущность процесса и технологические операции ковки . 8 . . э 124
§ 15L Оборудование для ковки . 126
§ 16. Разработка технологического процесса ковки ♦ s ...... 128
Глава 6. Горячая объемная штамповка . 3 . . . . 9 . . а . . 129
§ 17. Сущность процесса и виды штамповки ... 3 ... .... 129
§ 18. Оборудование для горячей объемной штамповки 131
§ 19» Разработка технологического процесса объемной штамповки 9 9 134
Глава 7. Холодная штамповка .... 3 ... s s ......................137
§ 20. Сущность процесса и виды холодной штамповки................137
§21. Получение изделий холодной объемной штамповкой , 138
§ 22. Технологические операции листовой штамповки и применяемые
штампы ... в .... w . . । 140
§ 23. Особые способы листовой штамповки . 9 145
§ 24. Краткие сведения о технике безопасности , . 8 .... 9 . 147
РАЗДЕЛ V. ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА............................148
Глава 1. Общие сведения # 9 ..... 148
§ 1. Физическая сущность и классификация способов сварки . . 3 . 148
Глава 2. Электрическая дуговая сварка •>« е 149
§ 2. Основные виды дуговой сварки » . 3 . . 149
§ 3. Сварочная дуга и ее свойства . ............................... » 151
§ 4. Источники тока для дуговой сварки .................................132
§ 5. Ручная дуговая сварка . # « 157,
§ 6. Автоматическая и полуавтоматическая дуговая сварка » . . . .160
§ 7. Электрошлаковая сварка 8 , .... а ...*«••< « 165
§ 8. Дуговая сварка в защитных газах t ••••»>•«. 166
Глава 3. Электрическая контактная сварка 9 9 167
§ 9. Сущность процесса и основные виды контактной сварки . , . .167
§ 10» Стыковая сварка . 9 .... 9 . 8 163
§ 11. Точечная сварка . 8 ... 8 .... я .*«««..« 169
§ 12. Шовная сварка 171
§ 13. Сварка аккумулированной энергией ♦ .,.»• » , . . . < 172
Глава 4. Газовая сварка .......... *..................................» 173
§ 14. Сущность процесса газовой сварки и область ее применения . . 173
§ 15. Кислород, его получение, транспортирование и хранение 8 s 9 173
§ 16. Свойства ацетилена и его получение............................... 175
§ 17. Аппаратура для газовой сварки.....................................176
§ 18. Технология газовой сварки ...... . » . . * . . . 173
§ 19. Газопрессовая сварка..............................................179
388
Глава 5. Термитная сварка и пайка металлов................... . 180
§ 20. Термитная сварка » . ................................... 180
§ 21. Пайка металлов .................. 181
Глава 6. Новые способы сварки . . $ я « 183
§ 22. Индукционная сварка.................................. 183
§ 23. Диффузионная сварка в вакууме ................ «... 184
§ 24. Сварка ультразвуком....................................184
§ 25. Сварка электронным лучом в вакууме.....................185
§ 26. Холодная сварка давлением .............................186
§ 27. Сварка трением ........ ...............................I88
§ 28. Лазерная сварка ...... s.................................
§ 29. Плазменно-дуговая сварка . . » . ...............* • • |88
§ 30. Сварка взрывом............<............................188
Глава 7. Технология сварки и наплавки различных металлов и сплавов 189
§ 31. Структура металла шва и зоны термического влияния . , . . 189
§ 32. Напряжения и деформации при сварке . J91
§ 33. Сварка сталей ..... s ..............................
§ 34. Сварка чугуна................................. ... 194
§ 35. Сварка цветных металлов . . . > . . . s ...............195
§ 36. Наплавка твердых сплавов . .......................... 197
Глава 8. Резка металлов . . s . . . %.....................• * 198
§ 37. Газокислородная резка . .......................198
§ 38 Дуговая резка ... 4 ... ...............................200
Глава 9. Контроль качества сварки ... 5 .. s 201
§. 3 9. Дефекты сварных соединений и причины их образования . * ,201
§ 40. Методы контроля качества сварных соединений и техника безопас-
ности при сварке 8 ..... , 201
РАЗДЕЛ VI. ОБРАБОТКА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ . 205
Глава 1. Общие сведения . м . . . . s . , ..................* * 205
§ 1. Назначение обработки конструкционных материалов резанием. . . 205
§ 2. Рабочие, установочные и вспомогательные движения в металлоре-
жущих станках г t .................................................206
§ 3. Основные методы обработки резанием ...........................206
§ 4. Основные части и элементы резца, его геометрические параметры . 208
§ 5. Элементы режима резания и сечение срезаемого слоя s . . . .211
§ 6. Процесс стружкообразования при резании металла и сопутствую-
щие ему явления ....... 3 ....................................... 212
§ 7. Силы резания и мощность, затрачиваемая на резание при точении 217
§ 8. Тепловые явления при резании металлов . . . . .............. 219
§ 9. Изнашивание и стойкость режущего инструмента 8 3 * 3 8 s 221
§ 10. Охлаждение и смазка при обработке резанием 223
§11. Материалы для изготовления режущих инструментов . . . < . 225
§ 12. Влияние различных факторов на скорость, резания, допускаемую
режущим инструментом ..............................................230
§ 13. Производительность обработки резанием 232
§ 14. Классификация и условные обозначения металлорежущих станков 234
§ 15. Приводы, передачи и элементарные механизмы станков . . а . 235
Глава 2. Обработка заготовок на станках токарной-группы . . . . . 243
§ 16. Классификация станков токарной группы и их назначение . . . 243
§ 17. Токарно-винторезный станок 16К20 ........................... 244
§ 18. Кинематика токарно-винторезного станка 16К20 ............... 247
§ 19. Токарные резцы и их применение ............................. 252
389
§ 20. Нормальные приспособления для закрепления заготовок на токар-
ных станках ................*.......................................254
§ 2L Основные работы, выполняемые на токарно-винторезных станках 257
§ 22, Основное технологическое время при точении s < . , , л , 4 261
§ 23. Токарно-карусельные станки и выполняемые на них работы . * 262
§ 24. Многорезцовые токарные станки и выполняемые на них работы . 263
§ 25. Токарно-револьверные станки и выполняемые на них работы . . 264
§ 26. Токарные автоматы и полуавтоматы и выполняемые на них работы 266
Глава 3. Обработка заготовок на сверлильных и расточных станках . . 271
§ 27. Основные работы, выполняемые на сверлильных станках . * . . 271
§ 28. Сверла 272
§ 29. Зенкеры 275
§ 30. Развертки , г . . . » * * * . . » ..................... • . 276
§ 31. Элементы режима резания при сверлении, зенкеровании и раз-
вертывании . . * . . з . . . . ................................... 277
§ 32. Силы резания, крутящий момент и мощность при сверлении . . 278
§ 33. Основное технологическое время при сверлении, зенкеровании и
развертывании отверстий а * . . . ................................ 279
§ 34. Сверлильные станки м . * * . « ... * 280
§ 35. Сверление глубоких отверстий ... 5 .... ......................283
§ 36. Вспомогательные инструменты и приспособления к сверлильным
станкам ....................................283
§ 37. Обработка заготовок на расточных станках 5 . . . . , s . . 284
Глава 4. Обработка заготовок на фрезерных станках * . • 5 , « . 288
§ 38. Основные характеристики процесса фрезерования . 4 . . < » 5 288
§ 39. Основные типы фрез и их назначение ... 2 . 290
§ 40. Геометрические параметры фрез ................................292
§ 41. Силы резания, крутящий момент и мощность при фрезеровании . 294
§ 42. Выбор режима резания и определение основного технологического
времени при фрезеровании * . 8 , . . . . . . 2 2 ..............295
§ 43. Фрезерные станки . . . а ...» » . . ................ 296
§ 44. Устройство и применение делительных головок , * г . , . . 300
§ 45. Работы, выполняемые на фрезерных станках ............... . 303
Глава 5. Обработка заготовок на строгальных и долбежных станках ? . 305
§ 46. Основные характеристики строгания и долбления ...............305
§ 47. Строгальные и долбежные резцы » 2 . 306
§ 48. Строгальные и долбежные станки.......................... s » 306
§ 49. Основные работы, выполняемые на строгальных станках ...» 310
§ 50. Основное технологическое время при строгании ....<*. 310
Глава 6. Обработка заготовок на протяжных станках s . 2 .... 311
§ 51. Характеристика, схемы осуществления и применения протягивания 311
§ 52. Протяжки .................................................., 313
§ 53. Протяжные станки и работы, выполняемые на них . * s . г . 314
§ 54. Основное технологическое время при протягивании ..............316
Глава 7. Нарезание зубьев зубчатых колес ♦ s » . ...................316
§ 55. Общие сведения » . . . ..............................*»..»»» 316
§ 56. Фрезерование зубьев цилиндрических и червячных зубчатых колес 317
§ 57. Нарезание цилиндрических зубчатых колес на зубодолбежном ‘
станке.................... . . ....................... « . • • 325
§ 58. Нарезание зубьев конических зубчатых колес а , * . 2 . * 327
Глава 8. Обработка заготовок на шлифовальных станках 328
§ 59. Общие сведения . . 3 s , . ............................ , , 328
§ 60. Абразивный инструмент............................... . . . 330
,§61. Процесс резания при шлифовании , . , .........................333
§ 62. Шлифовальные станки .............. » 334
390
Глава 9. Отделочные методы обработки 337
§ 63. Тонкая обработка поверхностей » ................... . . • • 337
§ 64. Отделка зубьев зубчатых колес . . , .................. » . 339
Глава Ю. Обработка заготовок поверхностным пластическим деформи-
рованием .................«а............................. < ' « . 342
§ 65. Общие сведения .««ж»........................♦ 342
§ 66. Формообразующие методы »......................... t ? • . . 342
§ 67. Упрочняюще-калибрующие методы • «•ss»....'» 344
Глава 11. Электрофизические и электрохимические методы обработки . 346
§ 68. Общие сведения . . • , 3 » 346
§ 69. Электроэрозионные методы обработки , . . . . * « . . . ? 348
§ 70. Электрохимическая обработка . . . , , . 352
§ 71. Ультразвуковой метод обработки а ..... . 354
§ 72. Лучевые методы обработки.................................. 9 355
Глава 12. Основные направления автоматизации производства в меха-
нических цехах ...................... 357
§ 73. Общие сведения........................................... 357
§ 74. Автоматические линии . . . .................., . . . 358
§ 75. Станки с программным управлением 5 , » , •« < . я , . . 360
§ 76. Техника безопасности при работе на металлорежущих станках . . 366
РАЗДЕЛ VII. ПРОИЗВОДСТВО ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕ-
РИАЛОВ И МЕТАЛЛИЧЕСКИХ ПОРОШКОВ.....................................367
Глава 1. Производство деталей из пластмасс , , .................... 367
§ 1. Общие сведения о пластмассах а .... . 367
§ 2. Переработка пластмасс в вязкотекучем состоянии . . . 8 ♦ . . 369
§ 3. Переработка пластмасс в высокоэластическом состоянии .... 371
§ 4. Производство деталей из жидких полимеров .. а ..... . 372
§ 5. Изготовление деталей из пластмасс в твердом состоянии .... 374
§ 6. Сварка и склеивание пластмасс » » .............................377
§ 7. Технологические основы конструирования деталей из пластмасс • 379
Глава 2. Производство изделий из резины.....................••«...» 379
§ 8. ОбщиеГ^сведения о резине ...... а ......... 379
§ 9. Производство изделий из резины .............................. 380
Глава 3. Производство деталей из металлических порошков . . . . .381
§ 10. Общие сведения о порошковой металлургии.......................381
§ 11. Получение порошков ...........................................382
§ 12. Подготовка порошков к формованию............................ 383
§ 13. Формовка заготовок ......................................... 383
§ 14. Спекание и дополнительная обработка заготовок ....... 385
§ 15. Технологические основы конструирования спеченных деталей . . 385
Учебное издание
Прейс Георгий Александрович
Сологуб Николай Абрамович
Рожнецкий Игорь Александрович
Некое Александр Иванович
Горпенюк Николай Антонович
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
Переплет художника Г. М Балюна
Художественный редактор С. П. Духленко
Технический редактор О. В. Козлитина
Корректор О. В. Tpyui
ИБ № 14650
Сдано в набор 30.04.90. Подписано в печать 18.03.91. Формат 60X90716.
Бум. тип. Хе 2. Гарнитура литературная. Высокая печать. Усл. печ. л. 24,5.
Усл. кр.-отт. 24,5. Уч.-изд. л, 25,68. Тираж 10 000 экз. Изд. № 9041.
Заказ 378. Цена 3 р. 60 к.
Издательство «Выща школа», 252054, Киев-54, ул. Гоголевская, 7
Книжная фабрика имени М. В. Фрунзе, 310057, Харьков-57, ул. Донец.
Захаржевского, 6/8
ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫЙ
МАТЕРИАЛОВ
•ВИЩЛ ШКОЛЯ*